/






































































































































































































































































































































































































































































































































































































Text
ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
СПРАВОЧНИК ТЕХНОЛОГА
ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
СПРАВОЧНИК ТЕХНОЛОГА
Под редакцией капд. техн, наук
Г. А. МОНАХОВА
Москва «МАШИНОСТРОЕНИЕ» 1974
6114.6
0-23
УДК 621.9.042(031)
Обработка металлов резанием. Справочник техноло-0'23 га. Изд. 3-е, под ред. Г. А. Монахова. М., «Машиностроение», 1974.
600 с. с ил.
На обороте тит. л. авт.: Г. Л. Монахов, В. Ф. Жданович, 3. zM Радинский и др.
В справочник включены сведения о доносках и нося щах, типовых технологических маршрутах обработки деталей, способах дос;нжения необходимой точности деталей прецизионных станков; приведены технические характеристики, нормы точности металлорежущих станков, условные обозначения технологических баз и зажимных усилий, данные о приспособлениях, режущих, вспомогательных, абразивных и измерительных инструментах. Даны формулы для определения тсхноло;ического времени, таблицы величин врезания и перебега, межоперационных припусков, рекомендации по выбору режимов резания.
31207-083
О-----------83„74
038(01)-74
6П4.6(031)
Рецензент д-р техн, наук проф., Заслуженный деятель пауки и техники РСФСР В. С. Корсаков
Авторы: /Монахов Г. А., Жданович В. Ф., Радинский Э. М., Гай Л. Б., Кузнецов Ю. И., Шестаков Н. П., Рябинин В. Л7 Харитонов А. Б., Воронцова А. В., Бсднов Ю. М.
© Издательство «Машиностроение», 1974 г.
Глава 1
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ БАЗ И ЗАЖИМНЫХ УСИЛИЙ
Заготовка детали в процессе обработки должна сохранять определенное положение относительно деталей станка или приспособления, для чего необходимо исключить возможность трех прямолинейных движений ее в направлении выбранных осей координат и трех вращательных движений вокруг этих или параллельных им осей (т. е. лишить заготовку шести степеней свободы).
Для определения положения жесткой заготовки необходимо наличие шести опорных точек. Для их размещения требуются три поверхности (или заменяющие их три сочетания поверхностей). В зависимости от формы и размеров заготовки эти точки могут быть расположены на поверхности различно. Например, на заготовках, имеющих форму прямоугольного параллелепипеда, три опорные точки размещаются на поверхности, отличающейся наибольшими размерами, две — на поверхности, отличающейся наибольшим протяжением, одна — на поверхности, отличающейся наименьшими размерами (рис. 1),
Поверхности (или заменяющее их сочетание поверхностей), относительно которых определяется положение других поверхностей заготовки детали, называют базирующими поверхностями или базами.
Поверхность (или заменяющее се сочетание поверхностей), лишающую заготовку детали трех степеней свободы, называют установочной базой, в качестве которой создают или выбирают поверхность (или сочетание поверхностей) с наибольшими размерами.
На торцовой поверхности и на одной из поверхностей шпоночного паза располагается по одной опорной точке. Каждая из этих поверхностей носит название опорной базы (рис. 2).
На заготовке детали, представляющей собой тело вращения, длина которого меньше диаметра (диски, зубчатые колеса, фланцы и т. д.), шесть опорных точек располагаются следующим образом: три — на торцовой поверхности, выполняющей функции установочной базы; две — на цилиндрической, лишающей заготовку двух степеней свободы (возможности перемещения параллельно двум взаимно перпендикулярным осям), вследствие чего эта поверхность носит название двойной опорной, или центрирующей базы, и одна точка — па одной из поверхностей шпоночного паза, выполняющей функцию опорной базы (рис. 3).
4 Условные обозначения технологических баз и зажимных усилий
Для обеспечения контакта между поверхностями заготовки и опорными точками необходимо создать зажимные усилия (силовые замыкания), которые рекомендуется располагать против опорных точек (табл. 1—3).
Погрешностью базирования называется разность предельных расстояний измерительной базы относительно установленного на размер инструмента. Эта погрешность
имеет место при несовмсщении измерительной и установочной баз заготовки; опа не является абстрактной величиной, а относится к конкретному выполняемому размеру при данной схеме установки.
Погрешностью закрепления называется разность предельных расстояний измерительной базы относительно установленного на размер инструмента в результате смещения обрабатываемых заготовок от действия зажимной силы. Для партии заготовок погрешность равна нулю, если величина смещения хотя и велика, но постоянна; в этом случае координата середины поля допуска выполняемого размера может быть скор' ректирована настройкой станка.
Погрешность положения заготовки является следствием неточного изготовления приспособления г износа его установочных элементов, а также ошибок установки приспособления на станок. Эта величина
регламентируется определенными нормами и периодически контролируется в процессе эксплуатации приспособлений. Правила базирования заготовок при обработке и возникающие погрешности установки, а также факторы, влияющие на точность обработки, подробно освещены в работе [7].
1. Знаки условных обозначений опор, баз и зажимных усилий
Наименование Знаки условных обозначений
Вид сбоку | Вид в плане
Обозначения опор Основные опоры: жесткие регулируемые и зажимных усилий Одине чине
/\
Дополнительные опоры подвижные и подводимые -ф-
Сблокированные подводимые и подвижные опоры ДвоЙ ные
Условные обозначения технологических баз и зажимных усилий 5
Продолжение табл. I
Наименование Знаки условных обозначений **
Вид сбоку | Вид в плане
Зажимные усилия Од и но чные
ДВОЙ! ные
Сблокированные зажимные усилия 1 । | ।
Обозначения баз i .1 зажимных усилий
Центры гладкие и рифленые
Центр плавающий
Центр вращающийся -рЬ - 3
Центр обратный 44 Z
Поводок (хомутик) или поводковый патрон —
Лг1
Подвижный люнет *1 _
6 Условные обозначения технологических баз и зажимных усилий
Продолжение тябл. I
На именованне j Знаки условных обозначений *с
| Вид сбоку | Вид в плане
Неподвижный люнет
L~ь—
Двух-, трех- и четырехкулачковые и цанговые патроны -j
Магнитные плиты ^7777777777777777'
Разметка *’ Цифры 2, 3, 4 н 3 обозначают яео tZZl •бходнмое количество дополнительных опор
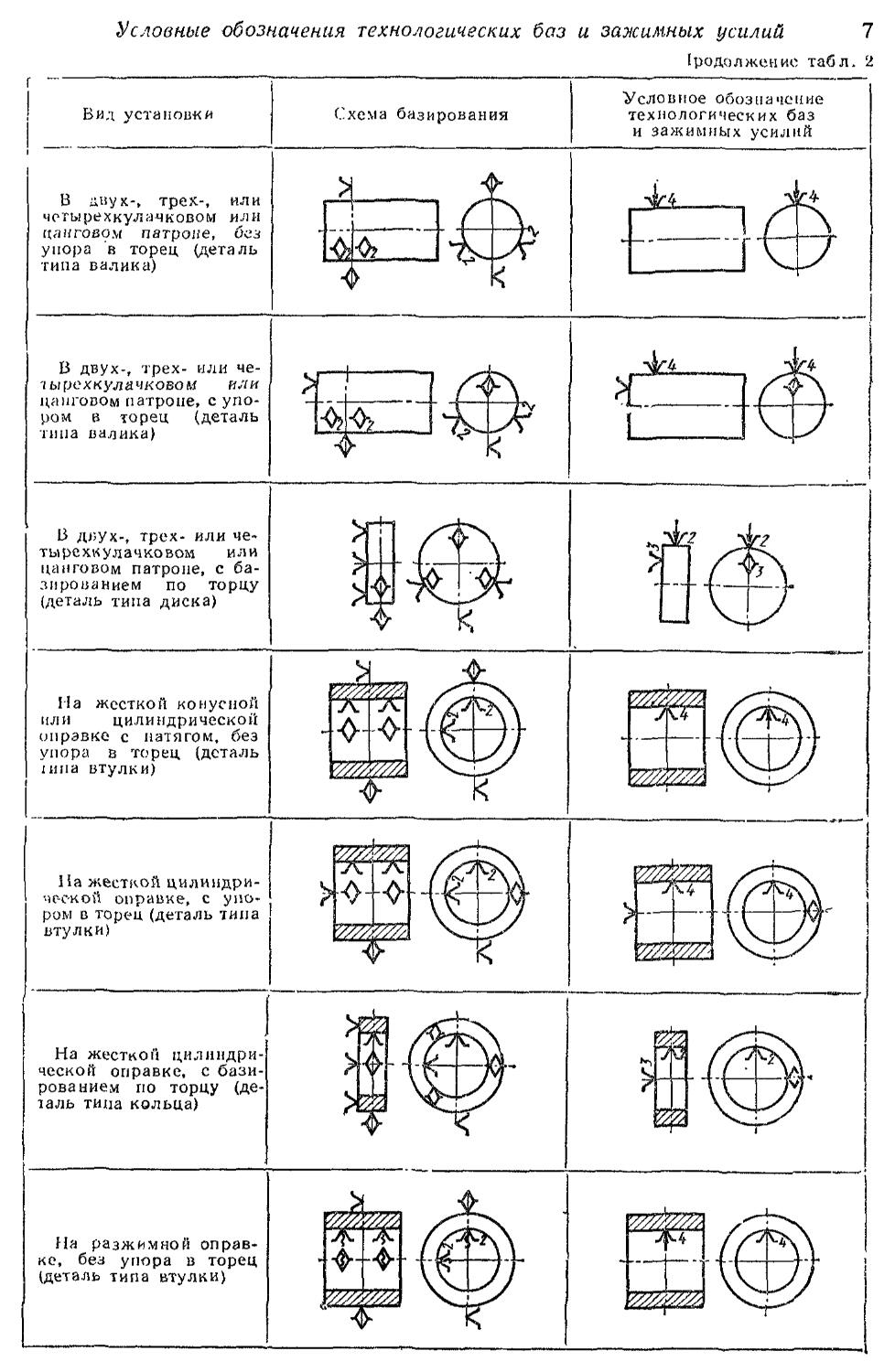
2, Условные обозначения технологических баз и зажимных усилий
Условные обозначения технологических баз и зажимных усилий 7
1родолжение табл. 2
Вид установки
Схема базирования
Условное обозначение технологических баз и зажимных усилий
В двух-» трех-, или четырехкулачковом или цанговом патроне, без упора в торец (деталь типа валика)
В двух-, трех- или че-Iырехкулячковои или цанговом патроне, с упором в торец (деталь типа валика)
В двух-, трех- или четы ре хк ул ачковом или цанговом патроне, с базированием по торцу (деталь типа диска)
'У Г\
На жесткой конусной или цилиндрической оправке с натягом, без упора в торец (деталь пша втулки) j а Wz VTA
На жесткой цилиндрической оправке, с упором в торец (деталь типа втулки) > 1
к >
На жесткой цилиндрической оправке, с базированием по торцу (деталь типа кольца)
На разжимной оправке, без упора в торец (деталь типа втулки)
О-
8 Условные обозначения технологических баз и зажимных усилий
Продолжение табл. 2
Вид установки
Схема базирования
Условное обозначение технологических баз и зажимных усилий
На разжимной оправке, с упором в торец (деталь типа втулки)
На разжимной оправке, с базированием ио торцу (деталь типа кольца)
к
На магнитной плите (деталь типа прямоугольного параллелепипеда ) >1 4 К / . ... 7
у- |Хг < ч.
На плоскости с одной подводимой опорой
По схеме базирования
На плоскости с зажимом подвижной призмой (деталь типа планки)
3. Примеры применения условных обозначений технологических баз и зажимных усилий
Эскиз установки
Схема условного обозначения
В центрах, с плавающим центром, в поводковом патроне с неподвижным люнетом
В трехкулачковом са-моцентрирующем патроне, с базированием по наружному диаметру без упора в торец
Условные обозначения технологических баз и зажимных усилий 9
Продолжение табл. 3
| Эскиз установки
В трехкулачковом пат- | J роне, в разжим, с бази- 1 рованнем по торцу )
На жесткой центровой конусной ИЛИ цилиндр». Jj ческой оправке с натягом ГиЦ1 в центрах, с базирова- U4J! нием по отверстию L
С?<ема условного обозначення
На резьбовой консоль- 1 ной оправке, с базирона- 1 Л- Ж и
иием ио резьбе [ н ИЙ
р На разжимной кон- / сольной оправке, с бази- т роваиисм по отверстию ) У/7//7Л >
7/7'/\
На оправке, с креплением во отверстию
На жесткой консольной оправке, С базированием но торцу
)
Т~' ' LJ
10 Условные обозначения технологических баз и зажимных усилий
Продолжение табл. 3
Schuh ушановки
Схема условного обозначения
Па оправке в разжим, с базированием по отверстию
Условные обозначения технологических баз и зажимных усилий Ц
Продолжение табл, 3
Глава 2
ДОПУСКИ И ПОСАДКИ
1. Сводная таблица предельных отклонений, мкм. Система отверстия ♦»
Номинальные размеры, мм Отклонение 1-й класс точности 2-й класс точности
ост нкм ост нкм юн * ОСТ
1011 * 1041 1012* 1042
Отверстие Вал От верстке Вал
Прессовая вторая Прессовая первая Глухая Тугая Напряженная Плотная Сколь- зящая Движения Ходовая Г 0 п я • чая
Л1 /7рЛ г\ 7\ н. 771 Ci Д1 X, А -' Р
От 1 до 3 В И +G 0 4-20 +15 + П + 12 + 10 +6 +8 +4 +? 4-2 —2 0 -4 —3 —6 — 12 -4-10 0 + 27 + 17
Св. 3 до 6 В н 4-8 0 4-24 + 19 +20 + 15 + 13 +8 +10 +5 +6 +1 —2 0 —5 — 10 — 18 + 13 0 -г 33 -4-20
Св, 6 до 10 в н 4-9 0 4-29 4-23 +25 + 19 +16 +9 + 12 +6 -4-8 +2 4-4 —3 0 —6 —п — 13 —22 1 10 0 +39 -4-23
Св. 10 до 18 в н + Н 0 4-36 4-28 +31 +23 +•20 + Н ' + 15 +7 + 10 +2 Li 0 —8 —б — 14 —16 -27 4 19 0 4-48 +29
Св. 18 ДО 30 в . н +13 0 +44 +3о +37 +28 +24 + 13 +17 +8 + 12 +2 +6 —3 0 —9 -7 — 16 —20 —33 +23 0 +62 +39
Св. 30 до 40 Св. 40 до 50 в н +15 0 +54 +43 +45 +34 + 28 + 16 +20 +9 + 14 +2 +7 0 —11 —9 —20 —25 —41 4 27 0 +77 4-50 4 87 +60
. zCi до 65 В 4-18 +66 +53 +54 +41 +33 +24 +16 +8 0 —10 —30 +30 +105 —75
Допуски и посадки
Продолжение табл. 1
Номинальные размеры, мм Отклонение 2-й класс точности
ОСТ ОСТ 1012 *
1043 * 1044
Вал
Прессовая Легко-прессовая Глухая Тугая Напря-женная Плотная Скользящая Движения Ходовая Легкоходовая Широкоходовая Тепловая ходовая
Пр Пл Г Т И П С Д - X • 7 III ТХ
От 1 до 3 В Н 4 18 -4-12 +16 +10 + 13 -6 + 10 +4 +7 +1 +3 -3 0 —3 —9 —8 -18 —12 —25 — 18 —35 —60 —74
Св. 3 до 6 В Н +23 + 15 +21 + 13 +16 +8 -М3 +& +9 +1 +4 —4 0 —8 „4 -12 — 10 —22 -17 —35 —25 —45 -70 —88
Св. 6 до 10 В Н +28 + 18 +26 + 16 4-20 + 10 + 16 -4-6 + 12 +2 +5 0 -10 —5 —15 —13 -27 —23 —45 -35 . -60 —80 — 102
Св. Ю до 18 В н +34 +22 -J-32 +20 +24 +12 + 19 +7 + U +2 +6 —6 0 -12 —6 -18 — 16 —33 —30 —55 —45 -75 —95 —122
Св. 18 до 30 в н +42 +2S +39 +23 +30 + 15 +23 +8 + 17 +2 +7 -7 0 —14 —8 —22 —20 —40 —40 —70 —60 —95 — 110 — 143
Св. 30 до 40 Св. 40 до 50 в н 4-35 +52 +35 +47 +30 -М7 +30 +35 4 18 -4-27 +9 +20 +3 +8 —8 0 -17 — 10 -27 —25 ‘ —50 —50 -85 -75 -115 СМ 1.0 CQ СО 7 । 77
Св. 50 до 65 в +65 +45 +55 4-35 +40 +30 1 +23 + 10 0 — 12 -30 —65 —95 —140 —186
Допуски и посадки
Продолжение табл, 1
Номинальные размеры, лш Отклонение j 1-й класс точности 2-й класс точности
ост нкм ОСТ НКМ ЮН * ОСТ
1011 * 1041 1012* 1012
Отверстие Вал Отверстие Вал
Прессовая вторая Прессовая первая Глухая Тугая Напря-же н -ная Плотная Скользящая Движения Ходовая Горя -чая
Hp2t ПрЦ Гу Ti Нх II1 Ci 41 А Гр
Св. 65 до 80 Н 0 4-72 4-59 ФГз 4-19 4-ю 43 -5 -13 -23 -49 0 4120 Wo
Св. 80 до 100 Св. 100 до 120 В н +21 0 Д-86 4-71 4-94-4-79 66 -51 -69 -54 4-38 4-?з 4'28 4-12 419 +3 +9 -6 0 -15 -12 -27 -36 -58 435 0 4-140 -L-1073 4160 4125
Св. 120 до 150 Св. 150 до 180 в н 4-24 0 # 2 * 2 4~45 4-26 432 4-14 4-22 +4 410 -7 0 -18 — 14 —32 -43 -68 440 0 4-190 4150 4-220 4180
Св. 180 до 220 Св. 220 до 260 в н 4-27 0 4-52 4-зо 436 4-15 425 +4 +П -8 0 —20 -16 36 —50 -79 4-45 0 4260 215 -300 -255
: Св. 260 до 310 Св. 310 до 360 в н 4-зо 0 4-58 4“35 440 418 428 -И 413 —9 0 —22 —18 —40 -56 —88 450 0 - -350 -300 -400 -359
Св. 360 до 440 > Св. 440 до 500 i в н 4-35 0 4-65 4-40 445 420 432 45 413 -10 0 -25 -20 —45 -68 -108 60 0 1 4-475 4-415 4545 4485 1
Допуски и посадки
Продолжение табл. 1
Номинальные размеры, мм Отклонение 2-й класс точности
ОСТ 1043* | 1044 ОСТ 1012*
Вал
Прессовая Легко-прессовая Глухая Тугая Напря- жен ная Плотная Скользящая Движения Ходовая Легкоходовая Широко ходовая Тепловая ходовая
Ир Пл Г Т Н II С Д X Л III ТХ
Сэ. 65 до 80 II 4 65 4-45 4-35 4-20 -Ь10 +з -10 1 -20 1 —32 -60 -105 — 145 -150 — 196
Св. 80 до 100 Св. 100 до 120 В Н 4-85 4-60 4-95 4-70 -4-70 ' 4-45 4-15 4-23 -{-35 + 12 +26 4-з 4-Г2 -12 0 —23 — 15 -38 -40 -75 -80 — 125 — 120 — 175 мм
Св. 120 до 150 Св. 150 до 180 В н 4 НЮ 480 I 125 1-93 4-85 4-58 4-52 4- 25 +40 + 13 +30 4-4 +м -14 0 -27 -18 —45 —50 -90 -100 —155 — 150 -210 * 2
Св. ISO до 220 Св. 220 до 260 в н С143 НЮ k-165 1-133 4- юз 4-73 -| 60 4-30 4 15 + 15 -1-35 +1 + 16 -16 0 -30 —22 -52 -60 -105 -120 -180 -180 -2=0 —260 -332 -290 -362
Св. 260 до 310 Св. 310 до 360 в н - -195 ; -160 •220 -185 4 135 4- ню 4-70 4 35 +50 + 15 4-40 +* + 18 -18 0 -26 -60 -70 -125 -140 -210 -210 -290 -330 -411 —360 -441
Св. 360 до МО Св. 440 до 500 в н 4 260 4-220 4-300 4-260 H7J 4-130 4-S3 -НО -}-60 4-20 + 13 +5 +20 -20 и -40 -30 -70 -80 -149 -170 —245 - 250 -310 + Й + ю И 1 1
Допуски и посадки
Продолжение та^л. !
2-й а класс точности ОСТ 1013 * '3-й класс ТОЧНОСТИ
ОСТ НКМ 1016 * ОСТ 1069 I ОСТ 1013 *
Вал Вал
Номинальные размеры, мм 5 и п эн Отверстие । Прессо-1 ван вто- | рая Прессовая пер- вая I Глухая Тугая Напря-женная 1 Плотная л « е> сз е? * R СО и СЧ S3 О X Отверстие Прессовая третья Прессовая вторая Прессовая первая : Сколь-( зящая Ходовая Широко-ходовая
X О Д2а П^2а Са Г2а Н2а п9 2а С2а Х2 а Дз /7Р53 <w3 /7₽/3 Сз *3 ш s
От 1 до 3 В Н 414 и а-32 4-18 +24 + 15 415 46 — 47 —2 0 -9 -6 —20 420 0 — — — 0 -20 -7 -32 -17 —50
Св. 3 до 6 В и +!‘ 44} 4-23 4-31 4-19 420 48 +9 —3 0 —12 -10 —28 425 0 — — +30 0 -25 -11 -44 -25 —65
Св. 6 до 10 в и ’22 о~ 4-50 4-28 4-38 4-23 425 410 421 46 ±1” 0 -15 -13 —35 1 430 0 4100 470 4-70 440 4 65 +3э 0 -30 —15 —55 —35 -8.6
Св. 10 до 18 в н 4-27 0 4-60 4-33 4-46 4-28 430 412 £5 419 41 412 —6 0 -18 —16 —43 +35 4П5 +80 480 445 475 +40 0 -35 -20 —70 —45 —105
Св. 18 до 30 в н 4-зз 0 ♦ 8 4-56 4-35 436 415 429 4-8 423 42 413 -8 0 -21 । RS? 445 0 4145 4-100 4Ю0 4-55 495 4-50 0 —45 -25 -85 -60 —130
Св. 30 до 40 в 4-39 4-99 4-60 4-68 442 454 427 415 0 -25 4-50 4165 4И5 4115 +65 4110 0 —32 -75
Св. 40 до 50 н 0 4-109 4-70 -ИЗ 4П 49 +2 -10 -25 —64 0 4175 4125 + 125 475 460 -50 -100 -160
Допуски и посадки
о
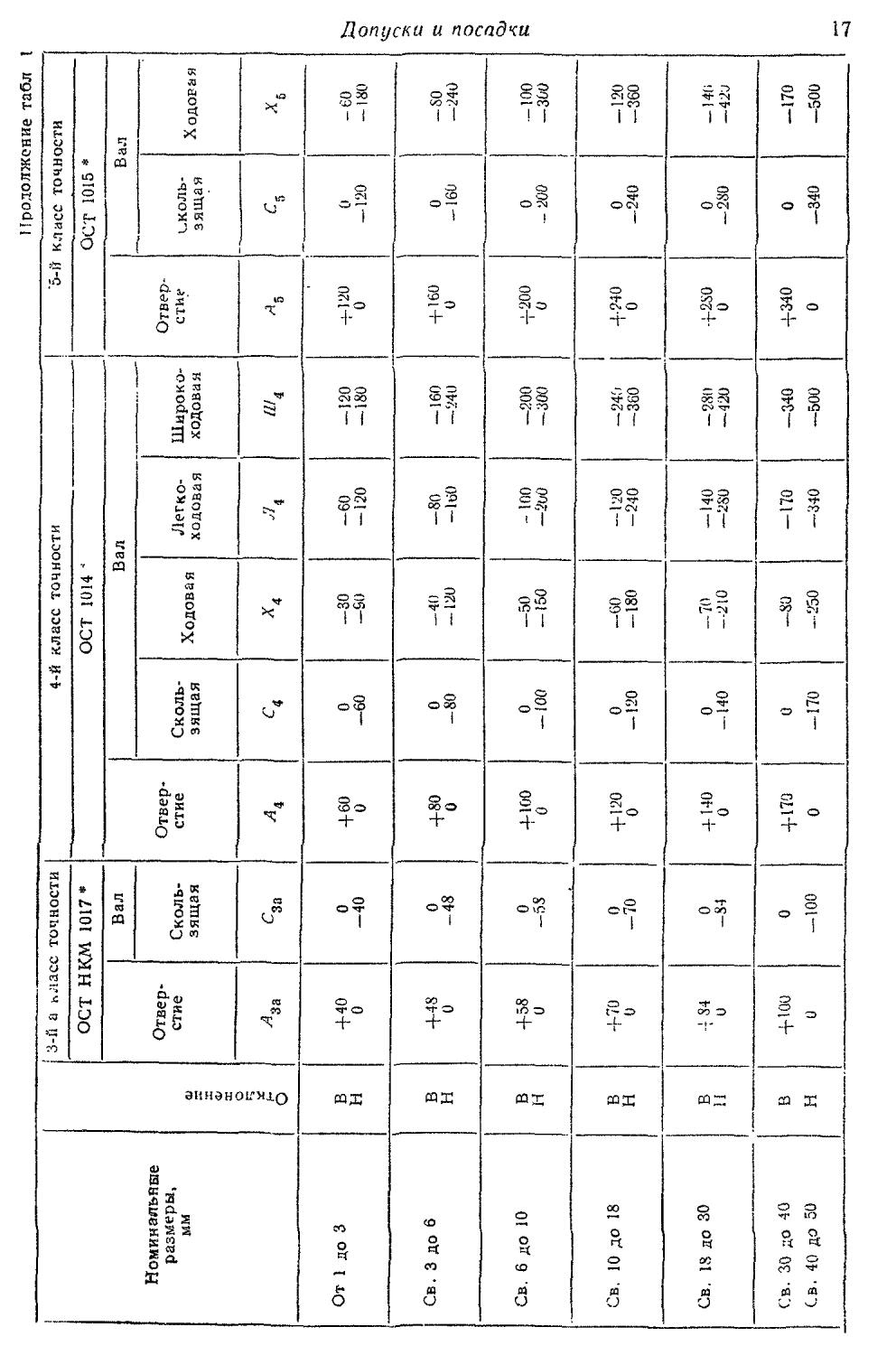
Продолжение табл I
Номинальные размеры, мм Отклонение 3-й а класс точности 4-й класс точности '5-Й класс ТОЧНОСТИ
ОСТ НКМ 1017* ОСТ 1014 < ОСТ 1015 *
Отверстие Вал Отверстие Вал Отверстие Вал
Скользящая Скользящая Ходовая Легко-ходовая Широкоходовая скользящая Ходовая
^За С3а Л4 С Х4 Л
От 1 до 3 В Н 440 0 0 -40 460 0 0 -60 -30 -so -60 -120 -120 — 180 Н-120 0 0 -120 -60 -180
Св. 3 до 6 В Н 4-48 0 0 — 48 480 0 0 -80 — 40 -120 -80 -160 — 160 —240 4160 0 0 -160 -80 -240
Св. 6 до 10 В Н 458 и 0 —58 -4-100 0 0 -100 —50 -150 - 100 -2о0 —200 -300 4200 0 0 - 200 -100 -300
Св. 10 до 18 В Н 470 0 0 -70 4120 0 0 — 120 -60 -180 -120 -240 —240 -360 4-240 0 0 -240 -120 -360
Св. 13 до 30 В и 4 84 и 0 -84 4140 0 0 -140 -70 -210 -140 —280 -280 —420 4 280 0 0 -280 -146 -420
Св. 30 до 40 Св. 40 до 50 в н 4Юи 0 0 — 100 4-170 0 0 -170 —80 -250 о i ' ~ ! 1 1 § 1 I 4340 0 0 —340
Допуски и посадки
Продолжение табл 1
Номинальные размеры, мм Отклонение 2-й а класс точности ОСТ 1013 3-й класс точности
ОСТ НЕМ 1016 * ОСТ 1069 | ОСТ 1013 *
Отверстие Вал Отверстие Вал
Прессовая вторая J Jpecco-вая первая Глухая га Напряженная Плотная Скользящая X одов а я Прессовая третья Прессовая вто- рая Прессо' вая пер- вая Скользящая Ходовая Ш и роко ходовая-
Л2 а Л₽2,а Пр,2а 4а т 2 а На П2а С2а Х2а Аз 11р3з Пр/3 сз '"з
Св. 50 до 65 В 4-46 4-133 +87 4 83 +53 +50 4-41 +32 +18 0 -30 +60 +210 + 150 +150 +90 + 135 0 —40 —95
Св. 65 до 80 Н 0 4-148 + 102 +89 +59 4-20 +11 4-2 — 12 -30 -76 0 +225 + 165 + 165 + 105 +75 -60 — 120 -195
Св. 80 до 100 В ) +54 + 178 + 124 + 106 +71 +□8 +48 +38 1 -f-20 1 0 -36 1 +70 1 +260 +190 +195 +125 + 160 0 -50 — 120
Св. 100 до 120 н 0 +198 144 + 114 +79 +23 • + 13 4-3 — 15 -35 —90 0 +280 +210 +210 + 140 +90 -70 — 140 —235
Св. 120 до 150 в + 63 * 2 * 2 + 67 -{-55 +43 +22 0 -43 +80 4 325 4-245 Й8 + 185 +103 0 -60 — 150
Св. 150 до 180 и 0 +27 4-13 +3 -1-8 —40 -106 0 ip 1О ++ ! +275 +195 +200 + 120 -80 -165 -285
' Св. tv) до 220 ( в 4'73 4 308 +236 1-163 + 122 +78 4-64 +51 +24 0 -30 +90 +410 4 320 +325 +235 +230 ++о 0 -75 — 180
j Св 220 /о 2‘‘9 | ) 1 н 0 4-336 +‘284 + 186 4 Но +31 +17 + 4 -23 -47 -122 0 +430 +360 +365 +273 +250 + 160 -90 -195 -330
Допуски и посадки
П ИС\"ОЛ А <2 н ;• с I
Номинальные размеры, мм <У X 3-й а класс точности 4-й класс точности 6-й класс точности
ОСТ НКМ 1017 * ОСТ 1014 * ОС1 1015 *
Отверстие Вал Отверстие Вал Отверст ие Вал
Скользящая Скользящая Ходовая Легко-ходовая Широко-ходовая Скользящая Ходовая
Отклс л3а ой А4 С4 .V ‘'4 Л *6
Св. 50 до 65 В 4-130 0 4200 0 —100 -200 -400 4400 0 — 200
Св. 65 до 80 Н 0 —120 0 —200 —300 -400 -600 0 -400 -600
Св. 80 до 100 В 4-140 0 4230 0 —120 -230 -460 4 460 0 —230
Св. 100 до 120 н 0 -140 0 —230 -350 — 460 —700 0 -460 -700
Св. 120 до 150 в 4160 0 4260 0 -130 -260 —530 4530 0 -260
Св. 150 до 180 н 0 . -160 0 —260 -400 -530 —800 0 -530 -800
Св. 180 до 220 в 4185 0 4300 0 —150 -300 —600 4-боо 0 -300
Св. 220 до 260 н 0 -185 0 -300 —450 -690 —900 0 -600 — 901)
Допуски и посадки
Продолжение табл. I g
Номинальные размеры, мм Отклонение 2-й а класс точности | Отверстие | 3-й класс точности
OCT J7K51 WJ6 * ОСТ 1069 । ’ ОС Т 1013 *
1 Отверстие Вал BJ 1Л
। Прессовая вто- [ Прессовая пер- вая Глухая j Тугая Напряженная Плотная Скользящая Ходовая , Прессовая третья Прессовая вто- рая Прессовая первая Л Сй 5| 3 Л I Ходовая Широкоходовая
Л2а "₽22а !'Р;2Э Л2а 7\ ^2а "2а С2 а лз /7р^3 Пр/3 С3 *3 и'з
Св. 260 до ЗЮ В Л-84 4-431 +350 +471 +'390 +222 +90 +74 +58 4-27 0 -56 + 100 +513 4-415 —j~o65 +465 +420 +285 0 -90 -210
Св. 310 До 360 в 0 + 170 +242 +190 +36 +20 ++ -27 -54 -137 0 +320 +470 +370 + 185 4-305 +205 -100 —225 -380
Св. 360 до 440 в 4-95 +557 +283 + 102 +85 +67 +31 0 -68' +120 +670 +550 +360 0 — 105- -250
Св. 440 &о 500 н 0 +460 +637 +340 +220 •+И5 +252 +40 +23 +5 -31 —62 -165 0 +550 +740 +620 +430 +620 +500 +240 +395 +275 -120 —255 -440 '
Допуски и посадки
*i Для посадок с натягом для размеров свыше 30 мм каждый интервал диаметров разбит на два. Соответствующие отклонения для каждого из них даются отдельно.
*г Для посадок Пр/Г Пр2х, и ЙКТеРВала диаметров св. 150 до 180 мм предусмотрено три интервала, отклонения
для которых следующие:
Интепвалы номинальных размеров Отклонен и я
Чр11 1 , Пр21 I i "+а "«"г. | ТХ
Св. 120 до 140 +81 4-63 + 110 ’ +92 -223 -170 + 133 +92 -200 -263
Св. 140 до 160 +83 +65 +118 + 100 [-253 -190 +140 +100 -210 -273
Св. 160 до 180 +86 +68 + 126 + 108 +276 +210 +148 +108 -230 —299
*з дЛя посадки /7р-?2а здесь предусмотрено два варианта св. 18 до 34 и св. 24 до 30, отклонения для них: соответственно +74 и 41 , И -Rj и 48.
Номинальные размеры, мм Отклонение 3-й а класс точности 4-й класс точности i 5-;1 класс точности
ОСТ НКМ 1017 * ОСТ 1014 * ОСТ 1013 *
Отвео-стие Вал Отверстие Вал Отверстие Вал
Скользящая Скользящая Ходовая Легко-ходовая Широкоходовая Скользящая Xодова я
^За С3а Л4 С4 *4 “‘4 Ш4 А, а с,
Св. 260 до 310 В +215 0 +340 0 -170 -340 -680 +680 0 -340
Св. ЗЮ до 360 Н 0 -215 0 —340 -500 -680 -1000 0 -680 -1000
Св. 360 до 440 Б +250 0 +380 0 -190 —380 —760 +760 0 —380
Св. 440 до 300 Н 0 -250 0 -380 -570 —760 — 1100 0 -760 — 1100
Допуски и посадки
2. Сводная таблица предел ь я ы х отклонений, эдк.ч. Система вала *1
Номинальные размеры, мм Отклонение 1-й класс точности 2-я класс точности
Вал ОСТ НКМ 1021 * ОСТ
1022 * 1142 j 1143 *
Отверстие Вал Отве рстие
Глухая Тугая Напряженная Плотная Скользящая Движения Ходовая Горячая Нрессо-вая
Bi г. Ti Н, и. 1 с- Лг xf В Гр Пр
От i до 3 В Н 0 -4 -4 -10 О -8 +1 —5 +4 46 0 + 10 43 +16 +6 0 —6 -13 -27 —8 -18
Св. 3 до 6 В Н 0 —5 -5 -13 -15 41 -7 4~5 48 0 412 4-1 +22 410 0 —8 — 15 -33 -10 —23
Св. 6 до 10 В н 0 -6 -6 -16 -3 -12 41 -8 -46 -4 46 0 + 14 4-5 41 0 -10 -17 -39 -12 —28
Св. 10 до 18 в н 0 -8 -8 -20 -4 — 15 -4ii 4-1 -5 46 tn о ) -12 , 1 -22 -48 -15 -34
Св. 18 до 24 Св. 24 до 30 в н 0 —9 -10 -24 -4 — 17 4-2 -12 48 -6 V? +41 +20 0 -14 -30 -62 -19 -42
Св. 30 до 40 Св. 40 до 30 в н 0 -11 -12 -28 -20 +2 -14 4-9 -7 415 0 1 +25 49 +50 423 0 -17 1 1 II 233-jo —25 -52
Св. 50 до 65 Св. 65 до 80 в н 0 -13 — 14 -33 —5 -21 4-2 -16 4-10 -8 +18 0 +29 +10 +60 +30 0 -20 I toicoe CD О ОО СМ 1 ' ’' ’ г —33 —65
t Сз. S3 ДО :00 [ Св '(О .’о 120 1 в н 0 — 15 -17 -33 -6 -28 4-3 -19 4-12 -9 +21 0 +31 +12 +71 +36 0 —23 -93 -140 -ИЗ -160 Illi 3388
Допуски и посадки
Продолжение тгС-.i j
Номинальные размеры, мм Отклонение 2-й класс точности > 2а класс точности |
ОСТ 1022 * ! ОСТ НКМ 1026 *
Отверстие Вал Отверстие
Глухая Тугая На-пря-жен-ная Плотная Скользящая Движения X одевая Легко-ходовая П1и-роко-ходо-вая Прессовая вторая Глухая Тугая Напряжен -пая Плотная Скользящая
Г Т И П С Д X Д 1Д »» П?22Я. Z 2а 7’ 2Я "гэ !,2Я %
От 1 до 3 В Н -2 -13 0 -10 -J-3 -7 4-7 -3 -4-10 0 -413 4-3 22 +8 ч-зо т-12 л-38 4-18 0 —9 -18 -32 -1 -15 — — - 7 ~1
Св. 3 до 6 В Н —3 — 16 0 -13 -1-4 -9 4-9 -4 +1^ 4-17 +4 4-27 4-10 4-10 4-17 4-50 4“ 25 0 -12 -23 -41 - 2 -20 — — 9 -9 +18 0
Св. 6 до 10 В II -4 —20 0 — 16 -М — 12 4 11 4-16 0 4 21 4-5 4-зз +13 +50 +23 4 65 4-35 0 -15 —28 —50 -3 -25 + 1 —21 -6 —16 4-12 -10 4 22 0
Св. 10 до 18 В н —5 -24 0 -19 -1 5 — 14 4-13 -6 4-19 0 4-25 +6 -1-40 + 16 4- G0 4-30 4-80 т-45 0 -18 -33 -60 -3 -30 —25 4-8 — 19 4 13 -12 4 27 0
Св. 18 до 24 Св. 24 до 30 в н -6 -30 0 -23 +6 -17 4-16 -7 4-23 0 4-зо +8 4 50 4-20 4-80 4 40 4-105 4-60 0 -21 - 41 —71 . -48 -81 -3 -36 4 4 —29 +ю -23 4 20 -13 +33 0
Св. 30 до 40 Св. 40 до 50 в н -7 -35 0 -27 -20 +18 -8 +27 0 4~оэ +10 4-60 4-25 4-95 4-50 4 125 4-75 0 —25 -60 -99 - 70 -109 -3 -42 4-5 —34 + 12 -27 4-24 ' — 15 4-39 0
Св. 50 до 65 Св. 65 до 80 в н -8 -40 0 -30 +8 -23 4-20 -10 4-зо 0 4 42 4-12 4-70 4-зо 4-115 4-65 4-155 4-95 0 -30 1 1 N — 4 -50 4-5 —41 4-14 -32 4-28 — 18 +-46 0
Св. 80 до 100 Св. 100 до 120 в н -10 -45 0 — 35 4-9 : -26 4-23 -12 4-35 0 4 50 + 15 4-90 4-40 4-140 т-80 4-190 -4120 0 -35 — 124 -178 — 144 -198 —4 -58 4-6 —48 4-16 -38 4 34 - 20 4 54 0
Допуски и посадки
Продолжение табл. 2
Номинальные размеры, мм Отклонение Вй класс точности 1 'С-н класс точности j
Вал ОСТ НКМ 1021 * • ОСТ
1022 * 1142 | 1143*
Отверстие Вал Отверстие
Глухая Тугая Напряг жекная Плотная Скользящая Движения Ходовая Горячая Прессовая
В. Tt //, nt С, /Л X, В Гр Пр
Св, 120 до 150 В 0 -20 -7 + 14 + 24 +39 + 83 0 -137 -190 -70 -нои
Св. 150 до 180 Н -15 —45 -32 —22 -10 0 + 14 + 43 -27 -167 -220 —8.6 — 125
Св 180 го 220 В 0 -23 -8 +3 + 16 +27 +43 +96 0 —200 -260 -100 -145
Св. 220 до 260 Н -20 -52 -36 -25 -П 0 + 16 +50 -30 -240 -300 -120 —165
Св. 260 до 310 В 0 -27 -9 -|-4 + 18 +30 +48 + 108 0 - 283 —350 -145 -195
Св. 310 до 360 н -22 -58 -40 -28 -13 +18 +□6 --35 -335 -400 -170 —220
i Св, 36Л до 440 в 0 -30 -10 +5 +20 +35 +55 + 131 0 -395 -475 —200 —260
1 Св 440 до -500 н -25 -65 • 45 -32 -15 0 +20 +68 -4о —465 —543 -240 -300
Допуски и посадки
Номинальные размерь/, мл Отклонение класс точности ОСТ 1022 * - J1 . 2а класс точпости
OCT Н КМ lonz- "" !
Глу- хая Тугая пря- Ж^н-Н^я Отверстие Вал I ОтЕеГзСтие
Плотная Скользящая Дви-жея ня Ходовая .Легко-ходо-вая J ОГн-роко-*одо- Прессовая втора5 Глу- 4 хая } Тугая «5SS Плот. пая • Скользящая
Г Т Н П ——
С Д X Л В2а 7 2а Т 2а -2^. П2/ -;-41 - 22 _ь_ 4-63 0
Св. 120 до 150 Св. 150 до 180 В Н -12 -52 0 —10 +ю —30 4-27 — 14
-1-40 0 +60 + 18 + 105 +30 + 170 4-100 + 230 + 150 0 -40 *2 -4 -76 4-8 —55 4 20 -43
Св. 180 до 220 Св. 220 до 260 В Н -12 -60 0 —45 +11 -35
+30 -16 4-45 0 +70 4-22 4-120 + 60 -1-200 4 120 +270 180 0 -47 се ос ’+•<£> гоо ос 1О СМ ОС О) го НН —5 -78 +9 —64 4-22 -51 4-49 - 24 4 73 0
1 1 1 1 1 1
[ Св. 260 до 310 Св. 310 до 360 В н -18 -70 Q -50 -НЭ -40 ( 4~35 — 18 г 4-50 0 г 4-80 4 26 ( +140 70 Г 4-230 + 140 ( "1+10 +'^10 1 i р — 54 1 — 350 -431 -471 J -6 -90 / 4Ю — 74 , л 4-26 -58 -:-57 -27 ; 84 0
Св. 360 до 440 Св. 440 до 500 в н -20 -80 0 —60 -45 +40 -20 +60 0 +90 +30 4-160 +80 4 270 + 170
+<165 +^50 0 -62 II II СВ О’ +> ^40 —7 -102 + 10 —85 4-28 - 67 i 64 -31 4-95 0
Допуски и посадки
ю Ся
26
Допуски и посадки
Номинальные размеры, мм Отклонение 3-й класс точности За класс точности 4-й класс точности
ОСТ 1023 * ОСТ нкм 1027 * ОСТ 1024 *
Вал дз Отверстие Отверстие Вал В4 Отверстие
Сколь* зящая сз Ходовая х:> Широкоходовая “>з Вал В3а Скользяща я С3п Скользящая С4 Ходовая *4
От 1 до 3 В Н 0 —20 4-20 0 4-32 И 4-50 + 17 0 -40 +40 0 0 —60 4 60 0 +90 4-30
Св. 3 до 6 В Н 0 -25 +25 С-44 п-в 4 65 +25 0 -48 +48 0 0 —80 +80 0 + 120 +40
Св. 6 до 10 В Н 0 -30 4-зо 0 4'?? 4-1 о 4-85 4-35 0 —58 +58 0 0 -100 + 100 0 + 150 +50
Св. 10 до 18 В Н 0 -35 4-35 0 4-70 4~20 + 105 +45 0 -70 -[-70 0 0 -120 + 120 0 4-180 +60
Св. 13 до 24 Св. 24 до 30 В И 0 —45 +1о5 4-85 4-25 + 130 +60 0 -84 +84 0 0 — НО + 140 О 4-210 +70
Св. 30 до 40 Св. 40 до 50 В Н 0 —50 -|~50 0 4-100 +32 + 160 +75 0 -100 +100 0 0 .-170 + 170 0 +250 +80
Св, 50 до 65 Св. 05 до 80 В Н 1 °3 1 1 4-60 и + 120 +40 4-195 4-95 0 — 120 4-120 0 ! 0 -200 1 +200 0 4-300 4-юо
Св. <80 до :оо Св. 100 до 120 В Н 0 -70 4-70 и +140 4-50 +235 +120 0 — 140 + 140 0 0 -230 4-930 0 +350 -г 120
Св. 120 до 150 Св. 150 до 180 В Н 0 -80 4-80 0 + 165 4-60 +285 + 150 0 -160 + 160 0 0 —260 4-260 0 4-400 + 130
Св. 180 до 220 Св. 220 до 260 В н 0 — 90 4-90 0 + 195 +75 4-ззо + 180 0 — 185 4-185 0 0 -300 4-зоо 0 +450 + 150
Св. 2G0 до 310 Св. 310 до 360 в н 0 -100 4-юо 0 4-225 +90 +380 4-210 0 —215 +215 0 0 -340 4-340 0 +500 + 170
(Lb. 360‘ до 440 В Св. 4-10 до 500 Н Для посадок Для посадки Пр 0 —120 с натяг; ,22а зде( 4-120 0 1МИ ДЛЯ -ь пред} +2о5 +105 размер гсматрйь 4-440 +250 ОВ СВЫ1 шется т| 0 —250 не 18 mn ии инте[ 4-250 0 i каждь шала; с 0 -380 !Й ИИ ТС] в. 120 дс 4-380 0 Ш/Ml ДИ. ) НО мм. -1-570 1 190 1 МГ 1 ров , СИ. 1 10
27
Продолжение табл. 2
Попуски и посадки
— 4-й класс точности 5-й класс точности 7-й класс точности S-й класс точности 9-й класс точности
ОСТ 1024 * ССТ 1025 * ОСТ 1010 *
Отверстие Вал Отверстие Отверстие Вал Отвер- CI ие Вал Отверстие Вал
Легко* ходовая Широкоходовая Скользящая X одо-вая
Ш4 /Л а С5 хя ^9 Д9
Д-120 4-60 4-180 4120 0 -120 Д-120 0 4 180 4-60 4 250 и 0 —250 Д-400 0 0 — 400 -1 600 0 0 —600
4-160 4-80 Д-240 4160 0 — 160 4-160 0 4-240 -1 80 -{-300 и 0 —300 4 4 so 0 0 —480 -1-750 0 0 -750
| -1-200 1 -1-юо 4-зоо 4-200 0 —200 4200 0 4~зоо 4-юо 4360 0 0 -360 4-580 0 0 —580 -1-900 0 0 —900
4-240 I 4-120 4360 4-240 0 —240 4240 0 Д-360 д-120 4430 0 0 -430 4-700 0 0 —700 Д 1100 0 0 -1100
1 1 1 4-280 4-140 4-420 4-280 0 -280 4280 0 4-420 4-140 4 520 0 0 —520 4 8 ю 0 0 —840 4 1зоо 0 0 -1300
4-340 4-170 4500 4-340 0 — 340 4-340 0 -[-500 4170 4-620 0 0 -620 4-юоо 0 0 — 1000 -1-1600 0 0 -1600
4-400 4-200 4боо 4400 0 -400 4400 0 4600 4200 4740 0 0 -740 41200 0 0 - 1200 4-1900 0 р -1900
Д-460 4-230 4-700 -1'460 0 -460 -1-460 0 4-700 4-230 Д-870 0 0 -870 4-1400 0 0 -1100 4-2200 0 0 — 2200
i i i 4-530 4-260 д-800 4530 0 ; -530 -[-530 0 4-800 4260 41000 0 0 -1000 : 4 icon 0 0 — 1600 4-2510 0 —2500
Д-000 -(-300 : 4900 : 4600 0 -600 4-600 0 4 900 4-зоо 41150 0 0 -1150 41900 0 0 —1900 -1 2900 0 0 -2900
Д-680 4-340 41000 4680 0 -680 4-680 0 4Ю00 4340 41350 0 0 — 1350 Д-2200 0 0 —2200 4 ззоо 0 0 —3300
4760 4380 4-поо 4760 0 —760 4760 0 i 41100 : 4-380 41550 0 0 —1550 42500 0 0 —2500 -1-3800 0 0 -3800
разбит на дна. Соответствующие отклонения для каждого из них даются отдельно..
до 160 мм и св, 160 до 180 мм; отклонения для них соответственно следующие: ~ 170 — 190 —910
-233; -25J; —271.
28
Допуски и посадки
3, Допуски „а угловые размеры по ГОСТ 8908—58
Интервалы длин меньшей стороны угла, мм Обозначения Степени точности *1
1 2 3 4 5 6 7 8 9 10
„ 6 t , а Предельные отклонения углов -у (значения t мкм)
До 3 6 2 40" Г Г 30" 2'30" 4' 6' 10' 25' 1° 2°30'
а 0.6 0,9 1,4 2.3 3,6 5,4 9 22.5 54 135
Св. 3 до 5 б 2 30" 50" 1'15" 2' 3' 5' 8' 20' 50' 2°
а '2 0,4 0,8 0,7 1,3 1.1 1,9 1,8 3 2,7 4,5 4,5 7,5 7,2 12 • 18^ 30 45 75 108 180
Се. 5 до 8 6 2 25" 40" Г 1'30" 2'30" 4' 6' 15' 40' 1°30'
а 2 0,6 1 1 1,6 1.5 2.4 2,3 3,6 3,8 6 6 9,6 9 14,4 22,5 36 60 96 135 216
Св. 8 до 12 6 2 20" 30" 50" 1'15" 2' 3' 5' 12' 30' 1<Ч5'
а "7 0.8 1/2 1.2 1.8 2 3 3 4,5 4,8 7,2 7,2 10,8 12 18 28,8 43,2 72 108 180 270
Св. 12 до 20 6 2 15" 25" 40" 1' 1'30" 2'30" 4' 10' 25' 1°
а "7 0,9 1.5 1,3 2,5 2.4 4 3,6 : 6 9** 9 15 14,5 24 36 60 90 150 216 360
Св. 20 до 32 б 2 12" 20" 30" 50" 1'15" 2' 3' 8' 20' 50'
а ”2 1/2 1,9 2 3,2 3 4,8 5 8 7,5 12 12 19 18 29 48 77 120 192 300 4 S0
Св. 32 до 50 А 2 10" 15" 25" 40" Г 1'30" 2'30" 6' 15' 40'
а 1,6 2,5 2,4 3,8 4 6 6,5 10 9,5 15 14,5 22,5 24 37,5 57,5 90 144 225 : 384 GOO
Св, 50 до 80 б "2 8" 12" 20" 30" 50" 1'15" 2' 5' 1Т 450 720 .и
а у 5.2 з 1,8 8 7,5 12 12.5 20 19 30 30 48 75 120 1N0
Допуски и посадки
29
Продолжение табл. 3
1 1 Степени точности *< ! t
। Интервалы ' длин меньшей I стороны угла 1 в мм Обо-значе- 1 2 3 4 5 6 1 1 1 8 9 10
НИЯ б Предельные отклонения углов > (значения а , мкм)
j Св. SO до 120 1 б 2 6" 10" 15" 25" 40" Г ИЗО" 4' 10' 25'
а 2.4 3.6 4 6 6 9 1о 15 16 21 21 36 36 54 96 144 240 360 600 900
Св. 120 до 220 б 5" 8" 12" 20" 30" 50" Г13" 3' 8’ 20'
а ~2 3 5 4,8 8 7 12 12 20 18 30 30 50 45 75 108 180 288 480 720 1200
Св. 220 до 320 б 2 4" 6" 10" 15" 25" 40" Г 2'30" 6' 15'
а "2* 4 6.5 6 9,5 10 16 15 24 25 40 40 64 60 96 130 240 360 576 900 1440
Св. 320 до 300 _б 2 3" 5" 8" 12" 20" 30" 50" 2' 5' 12'
а 4,8 7,5 8 12.5 13 20 19 30 32 50 48 75 80 125 192 300 480 730 1152 186'0
Св. 500 до 800 б 2 3" 4" 6" 10" 15" 25" 40" :Г30" 4' 10'
а 7,5 12 10 16 15 24 25 40 37,5 60 62,5 100 100 160 225 360 1 600 I 960 1 1500 2400
Св. 800 до 1250 А 2 2" 3" 5" 8" 12" 20" 30" Г15" 3' 8'
а 8 12,5 12 19 90 ’ 31 32 50 43 75 80 125 220 187,5 300 469 720 1125 1990 зооо
Св. 1250 до 2000 б 2 2" 3" 4" 6" 10" 15" 25" Г .2'30" 6'
а V 12.5 20 19 30 25 40 37,5 60 62,5 100 94 150 156 250 373 600 938 1300 2230 ЗбОО
** б —допуск угла в угловых величинах; а — отклонения в линейных величин нах для крайних значений интервалов длин приведены для справок и Определены по формуле -g- = L tg-y с округлением
30 Допуска и посадки
4. -Предельные отклонения свободных угловых размеров
Величины измерений Интервалы размеров меньшей стороны а угла, мм
до 1 от 1 доЗ св. 3 ДО 6 ев. 6 до 10 св. 10 ДО 18 св. 18 до 30 св. 30 до 50 св. 50 । до 80
Предельные отклонения +
Угловые А а 4° У 2° 1°40х 1°20' 1° 40х 30х
Линейные, мм а оя 0,05 0,15 0.1 0,2 0,2 0,3 0,2 0,04 0,3 0,5 0,4 0,6 0,5 0,7
Интервалы размеров меньшей стороны а угла, мм
Величины измерений св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500 св. 500 до 630 св. 630 до 800 св. 800 до 1000
Предельные отклонения 1:
Угловые Д а 23' 20х 18х 15° 12х 10х 9х 8х
Линейные, мм a 0,6 0,9 0,8 1,1 ! 1,0 1,4 U 1,6 1,3 1,7 1.5 1,8 1,8 2,1 2,0 2,3
Примечание. Величины линейных отклонений подсчитаны для наибольшего и наименьшего значений в данном интервале длин согласно ряду 40а, ГОСТ 6636—69 по формуле а ~ + L 1g Д а и приведены для справок, В чертежах проставляются только угловые значения отклонении.
5. Перечень ГОСТов на допуски резьб
1 " " " " Наименование резьбы ГОСТ
Резьба метрическая для диаметров 1—600 мм. Диаметры и шаги .... Резьба метрическая для диаметров от 1 до 600 мм. Основные размеры Резьба метрическая для диаметров от 1 до 600 мм. Допуски Резьба трапецеидальная одноходовая для диаметров от 10 до 690 мм. Основные размеры Допуски трапецеидальной резьбы для диаметров от 10 до 300 мм ... Резьба метрическая с натягами. Допуски Резьба коническая дюймовая с углом профиля 60° Дюймовая резьба с углом профиля 55° Допуски для дюймовой резьбы по ОСТ НКТП 1260 2-й класс точности Допуски для дюймовой резьбы по ОСТ И КТII 1260, 3-й класс точности | Резьба упорная для диаметров от 10 до 600 мм. Основные размеры и допуски I Резьба трубная коническая. Профиль, основные размеры и допуски [ Резьба трубная цилиндрическая I Резьба коническая вентилей и горловин баллонов для газов и калибры 1 к ней ............ 8724-58 9150-50 * 16093-70 9484-60 9562-60 4608-65 * 61 11-52 * ОСТ НКТП 1260 ОСТ НКТП 1261 ОСТ НКТП 1262 10177-62 6211—69 * 6357-73 9909-70
6. Перечень ГОСТов на шпоночные и зубчатые (шлицевые) соединения
Наименования ГОСТ
Шпоночные соединения. Допуски и посадки 7227 — 58
Шпонки призматические. Размеры сечений шпонок и пазов ...... 8788-<18 *
Шпонки призматические. Размеры 8789 - 6В ♦
Шпонки призматические направляющие с крепление.м по валу. Размеры 8790—(>8
Шпонки сегментные. Размеры шпонок и пазов 8794 -68
Шпонки сегментные. Размеры 8795 - 68
Шпонки клиновые. Размеры 8792- 68
Допуски и посадки
31
Продолжение табл. 6
Наименования ГОСТ
[Иконки клиповые. Размеры сечений шпонок и пазов - . . Н[вояки клиновые с головкой. Размеры Шпонки призматические высокие. Размеры шпонок, сечений шпонок п пазов Шпонки тангенциальные нормальные. Размеры сечений шпоночных пазов II]понки тангенциальные усиленные. Размерь! сечений шпоночных пазов Соединения зубчатые (шлицевые) прямобочные. Размеры, допуски и посадки Сое-мнения зубчатые (шлицевые) эвольвентиые 8791-68 8793-68 10748 -68 8796-68 8797- 68 1139-38 6033 - 51
7. Пе/ечгяь ГОС lor hi зубчатые и червячные пеледачи
1 Наименования ГОС I
Зубчатые зацепления. Исходный контур зубчатых молкомодульных ! колес * । Колеса зубчатые. Модули I Передачи зубчатые цилиндрические Допуски ' Передачи зубчатые цилиндрические. Мелкомодульные. Допуски .... । Передачи зубчатые конические мелкомотульпые. Допуски ....... : Передачи зубчатые конические. Допуски • Передачи червячные мелкомодульные. Допуски ! Передачи червячные. Допуски 1 зацепления зубчатые. Исходный контур конических зубчатых колос с прямыми и тангенциальными зубьями Зацепления зубчатые Исходный контур цилиндрических зубчатых колес Зацепления зубчатые. Исходный контур конических зубчатых колес с круговыми зубьями Передачи зубчатые цилиндрические мелкомодульные. Колеса прямо-<убы<-> и косозубые. Типы Основные параметры и размеры S S £ s ! 1 f 1 1 1 1 1 1 1 1 < г- «г гс со эс сл <г .<-> — -о c'Z гй С; ix Ci S со со <о го
6. Условные обозначения отклонений формы и расположения поверхностей по ГОСТ 2 308—68
Г Неименование отклонения 1 Наименование отклонения 3 пак
краткое • полное Знак • краткое ( полное
Не плоскостное! ь Отклонение от ПЛОСКОС1ПОСТ И 1 .1 Неперпендикулярность Отклонение от перпендикулярности ' ±
Непря молнией кость Отклонение от пря мо л и ней ностп 1 I Месоосноеть Отклонение от соосности
Нецплияд-ричность Некруглость Отклонение от цилиндричности Отклонения от круглости Отклонения профиля продольного сечения (относится к цилиндрической поверхности) Df 1 О : I Гепересечение ос^й Несимметричность Торцовое биение Радиальное биение . Отклонения от пересечения осей Отклонение от симметричности ) / а •
Непарал-лельноеть Отклонения от параллельности и 1 — Смещение осей от номинального расположения ва^ав»
поверх-
Основные определения и предельные отклонения формы и расположения ностей см. ГОСТ 10356—63.
Глава 3
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ОБРАБОТКИ ДЕТАЛЕЙ
В УСЛОВИЯХ СЕРИЙНОГО ПРОИЗВОДСТВА
1. Маршрут обработки прижимной планки
I. Улучшить.
2. Неплоскостность поверхности Б не более 0,04 мм.
3. Острые кромки притупить.
4. Покрытие.
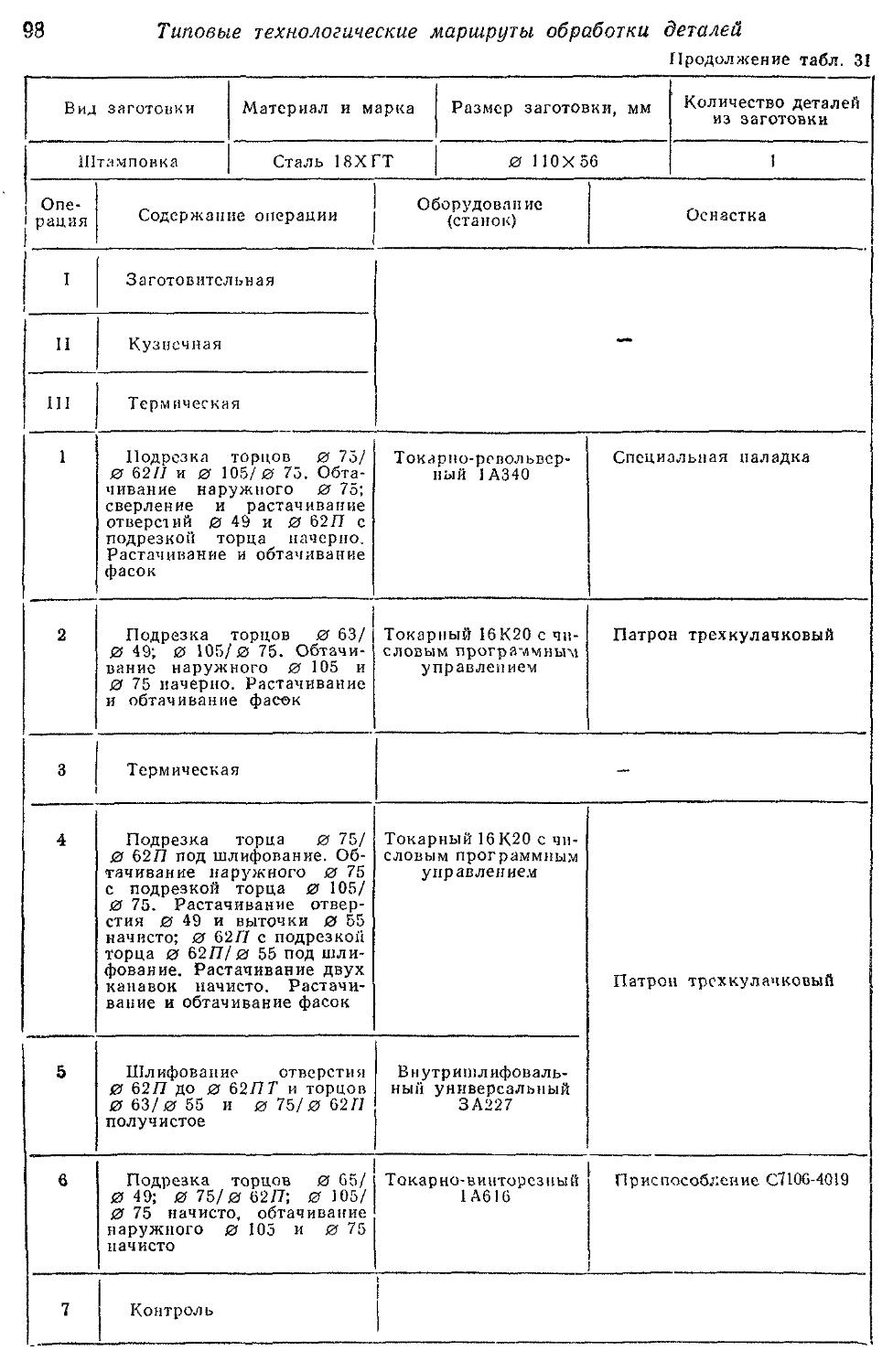
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из '•< а готовки
Полоса Сталь 45 30 X 106x535 1
Содержание операции
Оборудование (станок)
Оснастка
Операция
1 Отрезча заготовки из полосы
Н ; Термическая — улучшение
Фрезерование двух широких плоскостей в размер '25,4 под шлифование и двух боковых плоскостей в размер 100 начисто
Вертикалъно-фрезеп-ный 6М13Л
Приспособленке специализированное с гидравлический! зажимом. Сменная наладка к приспособлению
Типовые технологические маршруты обработки деталей 33
Продолжение табл. I
Вид заготовки Материал и марка Размер заготовки» мм Количество деталей из заготовки
Полоса СТаль 45 30x106x535 1
Операция L Оборудование <станок\ I 1 Оснастка
2 Фрезерование двух торцовых плоскостей в размер 525 начисто Горизонтально-фрезерный 6М82Г । Приспособление универсально-наладочное с гидравлическим зажимом. Сменная наладка к приспособлению
3 Фрезерование Паза В = 12Л5 начисто Г оризонтально-фрезер-иый 6М82Г Приспособление специализированное с гидравлическим зажимом. Сменная наладка к приспособлению
4 Строгание канавки В = 3 мм, уклона в раз-wftpu \2 % в Т-образном пазу начисто Поперечно -строгальный 7М37 Нормализованный крепеж
5 Фрезерование смазочной канавки начисто Вертикально-фрезерный 6М13П
! 6 5 Фрезерование Т-образного паза Приспособление специализированное с гидравлическим зажимом. Сменная наладка к приспособлению
1 7 > Сверление и зенкование пяти отверстий 0 13/020 и сверление ^двух отверстий 05 мм Радиально-сверлильный 2А53 Установочное приспособление с гидравлическим зажимом. Кондуктор накладной
1 8 Зачистка заусенцев и притупление острых кромок Верстак
9 Шлифование двух шн’ роких плоскостей в размер 25 начисто Плоскошлифовальный ЗБ 722 Плита магнитная
10 Промывка детали Моечная машина —
11 Контроль —
12 Химическое оксидирование —
13 Антикоррозионная обработка
Примечание. Конструкции специализированных приспособлений рассматриваются в гл. 6.
2 п/р. Монахова
34 Типовые технологические маршруты обработки деталей
2. Маршрут обработки призматической направляющей планки (в условиях крупносерийного производства)
1. Старить.
2. Поверхности Л и Б закалить т. в. ч, до HRC 50—54.
3. Неиараллельность образующей калиброванного валика, вложенного в призму, относительно плоскости Б не более 0,01 мм на длине 1000 мм.
4. Отклонение размера между любыми крепежными отверстиями не более ±0,2 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 40X 60x60x730 1
Операция Содержание операции Оборудование (станок) Оснастка
I Отрезка заготовки вод поковку
И Кузнечная
Ш Термическая
1 Фрезерование (эскиз «) четырех плоскостей в размеры 55 и G0 начерно (по четыре детали) Продольно фрезерный трех- или четырехшпиндельный ГФ-687
Приспособление специальное, с гидравлическим зажимом
2 Фрезерование (эскиз б) Горизоиталъно-фрезер-призматических направляю- ный 6М«ЗГ щих начерно (по две детали)
Типовые технологические маршруты обработки деталей 35
Продолжение табл. 2
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 40Х 60x60x730 1
Операция Содержание операции Оборудование (станок) Оснастка
3 Фрезерование торцов в размер 724 начерно Горизонтально-фрезерный 6М82Г Приспособление универсально-наладочное о гидравлическим зажимом. Сменная наладка к приспособлению
4 Фрезерование паза 13 10 мм начисто Горизонтально-фрезерный 6М83Г
5 Зачистка заусенцев Верстак —
6 Высокий отпуск —
7 Фрезерование торцов в размер 720 начисто Горизонтально-фрезерный 6М82Г Приспособление универсально-наладочное с гидравлическим зажимом. Сменная наладка к приспособлению
8 Фрезерование двух плоскостей в размер 56,3 и двух плоскостей в размер 50,6 под шлифование Продольно-фрезер н ы й трехшпиндельный ГФ-687 См. оснастку к операции 1
9 Фрезерование призматических направляющих под шлифование (по две детали) Горизонтально-фрезерный 6М83Г См. оснастку к операции 2
10 Строгание фасок 2x45° на четырех гранях Поперечно-строгальный 7М.37 Нормализованный крепеж
11 Зачистка заусенцев | Верстак j —
12 Сверление и зенкование трех отверстий ф 13/0 20, одного отверстия ф 13/026, двух отверстий 0 9,8/ф 12. Сверление и нарезание двух отверстий М8 Радиально-сверл ильный 2А53 81s Установочное приспособлен ие с гидра вличе-ским зажимом. Кондуктор накладной
13 Сверление (эскиз в) четырех отверстий под резьбу Мб и нарезание резьбы с торцов детали Установочное приспособление. Кондуктор накладной
135
! p-i . ГН
и
2
36 Типовые технологические маршруты обработки деталей
Продолжение табл. 2
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 40Х 60X60X730 1
Содержание операции
Оборудование (станок)
Оснастка
Операция
14
Зачистка заусенцев и притупление острых кромок
Верстак
15
Закалить плоскости А и J5 т. в. ч. до HRC 50—54
Установка т. в. ч.
16
Шлифование двух плоскостей по размеру 56 начисто
Плита магнитная
17
Шлифование (эскиз г) плоскости прилегания по размеру 50 предварительное
Приспособление специализированное Планка опорная
Плоскошлифовальный ЗБ722
18
Шлифование (эскиз д) призматических направляющих А и 2? предварительное
Плита магнитная. Приспособленке двухнози-ционное, кантующееся
19
Старение в масле (детель подвешена в вертикальном положении)
Масляная ванна
Типовые технологические маршруты обработки деталей 37
Продолжение табл. 2
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 10 X 60x60x730 1
Операция Содержание операции Оборудование (станок) Оснастка
20 Шлифование плоскости прилегания начисто Плоскош л ифоваль н ы й ЗБ722 особо высокой точности См. оснастку к операции 17
21 Полу чистовое шлифование призматических направляющих См. оснастку к операции 18
22 Притупление острых кромок Верстак слесарный —
23 Промывка детали Моечная машина
24 Контроль —
Примечания: 1. Призматические направляющие окончательно шлифуются в сборе со станиной 2. Конструкции специализированных приспособлений рассматриваются в гл. 6.
3. Маршрут обработки направляющей со скосами по 5, углом 55
V костальное
1. Улучшение.
2. Непараллельность плоскостей А и В относительно плоскостей Г и Б не более 0,025 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Стань 45 - 1
Содержание операции
Оборудование (станок)
Операция
1 Отрезка заготовки под паковку
Н Кузнечная
(И Термическая — улучшение
38
Типовые технологические маршруты обработки деталей
Продолжение табл. 3
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 - 1
Содержание операции
Оборудование (станок)
Оснастка
Операция
Фрезерование (эскиз а) двух широких плоскостей в размер 19,5 под шлифование и двух боковых плоскостей в размер 83 начисто
Вертикально-фрезерный 6М12П
Приспособление универсально-наладочное с гидравлическим зажимом. Сменная наладка к приспособлению
2
8)
Наибольшие размеры планки 350к у0* 30мм
а)
Фрезерование (эскиз б) занижения В = 42 мм размер 1,25 начисто
Вертикально-фрезерный 6М12П
Приспособление операцию ’ наладка
см Сменная
3 Фрезерование двух торцов в размер 270 начисто Горизонтально-фрезерный 6М82Г Приспособление см. операцию 1. Сменная наладка
4 Фрезерование (эскиз «) двух скосов под углом 55° под шлифование
5 Сверление и зенкование четырех отверстий (J) 9/ф 14 и двух отверстий ф 8 под конический штифт Радиально-сверлильный 2 А 53 Установочное приспособление. Кондуктор накладной
6 Зачистка заусенцев Верстак
{Продолжение табл. 3
Типовые технологические маршруты обработки деталей 3^
Вид заготовки
Материал и марка
Размер заготовки# мм
Количество деталей из заготовки
Сталь 45
Поковка
Операция Содержание операции Оборудование (станок) Оснастка
7 Шлифование двух широких плоскостей предварительное Плоскошлифовальный ЗБ722 Плита магнитная
8 Шлифование (эскиз а) двух скосов под углом 55° предварительное Приспособление двухпозиционное
4'
г)
9 Термическая — старение в масле
10 Шлифование двух широких плоскостей в размер 19 начисто (непараллельность не более 0,025) Плоскошлифлвальный ЗГ71М Плита магнитная
11 Шлифование двух скосов под углом 55° начисто Приспособление двух-познцнонное (см. операцию 8)
12 Промывка детали Моечная машина
13 Контроль —
Примечания: 1. Развертывание двух отверстий ф8 под конические штифта произнолигся при сборке. 2. Конструкции специализированных приспособлений рассматриваются в гл. ft
40
Типовые технологические маршруты обработки деталей
4. Маршрут обработки призматических направляющих
д
357 ____________
358tM____________\
__________25070,2_____,
, 170+0,2
8U+ 0,2
Д-Д
В
5 отв. 018
V6 остальное
2 отв 018
16*°**
ZJO+0,2 -----
и
5~6
ТЬтв. под штифт конический
16 х U0
. 2отв 05
1. Улучшение,
2. Подвергнуть искусственному старению.
3. Поверхности Г и Д закалить т. в. ч. до IIRC 50—54.
4. Непараллельность плоскости Г и Д к плоскости В не более 0,01 мм.
5. Неплоскостность поверхностей В, Г, Д не более 0,025 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 65x90x400 1
Операция Содержание операции Оборудование (станок) Оснастка
I Отрезка заготовки под поковку —
11 Кузнечная
III Термическая — улучшение
1 Фрезерование (эскиз а и б) четырех плоскостей в размеры 55,6 и 76,3 под шлифование Продольно-фрезерный трехшпиндельный ГФ-687 Приспособление специальное с гидравлическим зажимом
Типовые технологические маршруты обработки деталей 41
Продолжение табл. 4
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 65X90X400 1
Операция Содержание операции Оборудование (станок) Оснастка
2 Фрезерование двух торцов в размер 385 0,5 начисто Горизонтально-фрезерный 6М82Г Приспособление универсально-наладочное. Сменная наладка
3 Фрезерование (эскиз в) скоса под углом 15° в размер 3,5 начисто Приспособление см. операцию 2. Сменная наладка
4
6
Фрезерование фаски 2x45° начисто
Вертикально-фрезерный 6М13П
Приспособление специализированное с гидравлическим зажимом. Сменная наладка
Шлифование плоскости основания начерно
Плоскошлифовальный ЗБ722
Плита магнитная
Фрезерование (эскиз г) двух плоскостей призмы под углом 90° под шлифование
Вертикально-фрезерный 6М13П
Приспособление см. операцию 4. Сменная наладка
МН
_Ш«!У
позиции
Lui! позиции
г)
7 Сверление и зенкование всех отверстий Радиально-сверлильный 2А53 Поворотное приспособление. Кондуктор накладной
8 Зачистка заусенцев, притупление острых кромок Верстак —
9 Термическая — закалка двух плоскостей т. в. ч. до HRC 54—60 —
42 Типовые технологические маршруты обработки деталей
Продолжение табл. 4
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 65x90x400 1
Операция Содержание операции Оборудование (станок) Оснастка
10 Шлифование плоскости прилегания начерно и вершины призмы начисто Плоскошлифовальный ЗБ 722 Плита магнитная
11 Прсдва ритель ное шлифование плоскости основания Приспособление установочное
12 Шлифование (эскиз д) двух плоскостей призмы под углом 90° начерно Приспособление поворотное двухиозиционное
13 Притупление острых кромок Верстак -
14 Термическая — старение
15 Получистовое шлифование плоскости прилегания, шлифование противоположной плоскости в размер 55 начисто Плоскошлифовальный ЗБ 722 Плита магнитная
16 Получистовое шлифование плоскости основания Приспособление см операцию 11
17 Получистовое шлифование двух плоскостей призмы Приспособление см операцию 12
18 Шлифование плоскости основания начисто Плоскошлифовальный ЗБ722 прецизионный Приспособление см операцию И
19 Шлифование двух плоскостей призмы начисто (за один уставов) П риспособле ние см операцию 12
20 | Контроль 1 - -
Примечание Конструкции специализированных приспособлений рассматриваются в гл 6.
43
Типовые технологические маршруты обработки деталей
5. Маршрут обработки зубчатой рейки
2.
3.
4.
Улуч шенне.
Непараллельность образующей ролика относительно плоскости Б не более 0,05 мм. Непсрпсндикулярноезь направления зуба относительно плоскости В не более 0,04 мм.
Комплект состоит из двух реек, стык которых должен совпадать только по впадине между зубцами.
Боковой зазор между реечной шестерней и рейкой в зоне стыка должен лежать в пределах 0,05 — 0,1 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 ЗОХ 50X620 1
Операция Содержание операции Оборудование (станок) Оснастка
I Отрезка заготовки под поковку —
11 Кузнечная
III Термическая
1 Фрезерование (эскиз а) двух плоскостей заготовки в размеры 27 и 47 начерно
б)
Фрезерование двух плоскостей в размеры 25 и 44 начерно
2
Верти калъно-фрезер- I Приспособление с пений 6М13П ! ниализированное двух-
j позиционное с гидравли-ческим зажимом. Наладка сменная
3 Фрезерование двух торцов начерно Горизонтально-фрезер- ’ Приспособление унк-ный 6М82Г | всрсально-наладочное. Наладка сменная
44 Типовые технологические маршруты обработки деталей
Продолжение табл. 5
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 30X50X620 1
Опе-р ация Содержанке операции Оборудование (станок) Оснастка
4 Термическая — улучшение -
5 Строгание (эскиз б) пл о-скости 40X612 в размер 26 и плоскости 22X612 в размер 43 под шлифование Поперечно-строгальный 7М37 Приспособление специализированное двухпозиционное. Наладка сменная
6 Строгание второй плоскости 40X612 в размер 22,8 и плоскости зубьев в размер 41 под шлифование
7 Фрезерование двух торцов в размер 612 начисто Горизонтально - фрезерный 6М82Г Приспособление см. операцию 3
8 Зачистка заусенцев, притупление острых кромок Верстак -
9 Сверление и зенкование трех отверстий (7) 9,8 под штифты Радиально-сверлильный 2А53 Установочное приспособление. Кондуктор накладной
10 Термическая —• высокий отпуск -
11 Пол уч истовое шлифование плоскости 40X612 в размер 22,6-0,1 Плоскошлифовальный ЗБ722 Приспособление установочное, Планка опорная
12 Пол уч истовое шлифование второй плоскости 40X612 в размер 22,4 — 0,1 (комплектно со стыкуемой -деталью) Плита магнитная
13 Получистовое шлифование плоскости 22X612 в размер 40,8-0,1 Приспособление см. операцию 11. Планка опорная
14 Получистовое шлифование второй плоскости 22X612 в размер 40,5—0,1 Плита магнитная
16 Опиливание острых кромок Верстак
Типовые технологические маршруты обработки деталей 45
Продолжение табл. 5
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковки Сталь 45 30x50x620 1
Оборудование (станок)
Оснастка
Содержание операции
Опе« рация
16
Долбление (эскиз в) зубьев пг — 2,5 с припуском под чистовую обработку
Приспособление диализированное, ладка сменная
спе-На-
Зубодолбежный
17 Зачистка заусенцев после зубодолбления Верстак —
18 Термическая — старение в масле 24 ч —
19 Шлифование боковой плоскости 40X612 в размер 22,2 начисто 1 Плоскошлифовальный ЗБ722 прецизионный Приспособление см, операции 11
20 Шлифование второй боковой плоскости начисто. Комплектно со стыкуемой деталью Плита магнитная
21 Шлифование плоскости, противоположной зубьям, в размер 40,2—0,01 начисто Приспособление см. операцию 11
22 Шлифование плоскости со чстороны зубьев в размер 40 начисто. Комплектно со стыкуемой деталью Плита магнитная
23 Опиловка острых кромок Верстак j
24 Долбление зубьев m — 2,5 начисто Зубодолбежный ЕЗ-9А Приспособление см. операцию 11
25 Зачистка заусенцев после зубодолбления Верстак —
26 Промывка деталей Моечная машина
27 Контроль -
28 Антикоррозионная обработка Ванна
Примечен ие Конструкции специализированных приспособлений рассматри деются в гл. 6.
46 Типовые технологические маршруты обработки деталей
6. Маршрут обработки клина с боковыми сторонами под углом 55’
V4(V)
Уклон 1: 100
А-Д
Шад пить 15~20 пятен
12,5
Ф10А
ч5и
А
Б
Острые кромки
Б притупить
6-5 ♦
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
Поковка
Сталь 45
20Х60Х 860
Операция
Содержание операции
Оборудование (станок)'
Оснастка
I Отрезка заготовки под поковку
п Кузнечная
III Термическая
1
Строгание (эскиз а) двух узких плоскостей начерно с припуском 2 мм на сторону
Поперечно-строгальный 7М37
Приспособление специализированное. Наладка сменная
а)
Ь)
Типовые технологические маршруты обработки деталей 41
Продолжение табл. 6
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 20X60X860 1
р?ция j Содержание операции Оборудование (станок) 1 Оснастка
2 Строгание (эскиз 6) широкой плоскости без уклона с припуском 2 мм начерно Поперечно-строгальный 7М37 Приспособление см. операцию 1. Наладка сменная. : Державка двухрезцовая ।
3 Строгание 'эскиз в и г) плоскости с уклоном 1 : 100 с припуском 2 мм начерно
4 Фрезерование двух торцов начерно Горизонтально-фрезерный 6М82Г Приспособление универсально-наладочное с горизонтальным зажимом. Наладка сменная
5 Термическая — стабилизация в масле
6 1 : Фрезерование двух торцов в размер 840 начисто Горизонтально-фрезерный 6М82Г Приспособление см. операцию 4
7 Строгание двух узких плоскостей в размер 47 под шлифование Приспособление см. операцию 1. Наладка сменная
8 Строгание широкой плоскости без уклона с припуском под шлифование Поперечно-строгальный 7М37 См. операцию 2
9 Строгание плоскости с уклоном 1 : 100 с припуском 0,0 мм под шлифование См. операцию 3
10 Фрезерование смазочной канавки Л$-18 на 2,6 мм начисто Вертикально-фрезерный 6М13П Приспособлен не специализированное с гидравличе-. ским зажимом. Наладка сменная
48 Типовые технологические маршруты обработки деталей
Вид заготовки
Материал и марка
Размер заготовки, мм
Поковка
Сталь 45
20X60X860
Продолжение табл. 6
Количество деталей из заготовки
One рация
Содержание операции
Оборудование (станок)
Оснастка
Сверление (эскиз д) и развертывание отверстия 0 10А3, сверление двух отверстий 0 6, растачивание выточки 0 25. Зенкование фаски
Радиально-сверлильный 2А53
Приспособление специализированное. Наладка сменная
12 Зачистка заусенцев, притупление острых кромок Верстак Тиски. Мягкие губки
13 Термическая — старение естественное - 24 ч —
14 Шлифование двух боковых плоскостей в размер 47 начисто (технологически) Плоскошлифовальный ЗБ722 Плита магнитная. Планки — параллели
13 Пол у чистовое шлифование (эскиз г) плоскости без уклона с припуском 0,2 Приспособление специализированное
16 Пол уч истовое шлифование плоскости с уклоном 1 : 100 (с разбивкой клиньев по размерным группам с интервалом 0,04 мм). Клеймение Приспособление специализированное по типу операции 15
17 Термическая — старение в масле (в подвешенном состоянии за тонкий конец клина) —
Продолжение табл. 6
Типовые технологические маршруты обработки деталей 49
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 45 20X60X860 1
Оне-
ра ЦП я
Содержание операции
Оборудование (станок)
Оснастка
18
Шлифование плоскости без уклона начисто с выхаживанием до получения плоскостности 0,01—0,02 мм
Пл оскош л ифов ал ь-ный прецизионный ЗБ722
См. операцию 16
19
Строгание (эскиз ж) двух боковых плоскостей под углом 55°, а размер.35 и 4,3 (фаска) начисто
Поперечно-строгальный 7М37
Приспособление специализированное. Наладка сменная
20
Слесарная — зачистка заусенцев, притупление острых кромок
Верстак
Тиски, Мягкие губки
21
Термическая — старение— пролеживание детали в сушильном шкафу при 200— 250° С
Шкаф сушильный
22
Шлифование плоскости с уклоном I : 100 по замерам сборки начисто
Плоскошлифовальный ЗБ722 прецизионный
Приспособление см. операцию 15
23
Контроль
Примечание, Конструкции специализированных приспособлений рассматривают в гл г 6.
50 Типовые технологические маршруты обработки деталей
7. Маршрут обработки клина с прямоугольной головкой
ШаЬришь 16-20пятен остальное
<128
®t-ZZ т 20
^7
Просраль смазочной канадки
Размер фасок, не указанных на чертеже 2*H5Q
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
Отливка
Чугун СЧ 21-40
Операция Содержание операции Оборудование (станок) Оснастка
I Литейная —
II Термическая — искусственное старение
1 Фрезерование (эскиз а) двух боковых плоскостей с припуском 2 мм на сторону начерно Вертикально-фрезерный 6М13П Приспособление специализированное с гидравлическим зажимом. Наладка сменная
2 Фрезерование (эскиз б) плоскости без уклона с припуском 2 мм начерно
3
Приспособление специализированное» Наладка сменная
Фрезерование плоскости с уклоном 1 : 50 с припуском 2 мм начерно
4
Фрезерование двух торцов начерно
Горизонтальнофрезерный 6М82Г
Приспособление универсально-наладочное. Наладка сменная
Типовые технологические маршруты обработки деталей 51
Продолжение табл. 7
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливки Чугун СЧ 21-40 — 1
Операция Содержание операции Оборудование (станок) Оснастка
5 Термическая — искусственное старение
6 Фрезерование двух торцов в размер 855 начисто Горизонтальнофрезерный 6М82Г См. операцию 4
7 8 Фрезерование паза В-28, плоскости ушка в размер 20 и верха ушка начисто Приспособление см. операцию 4
Строгание плоскости без уклона с припуском под шлифование Попереч но-сгро-гальный 7М37 Приспособление специализированное. Наладка сменная
9 Строгание двух боковых плоскостей в размер 40—-0,5 начисто. Строгание фасок
10 Фрезерование занижения 1 мм на плоскостях с уклоном и без уклона (за два установа) Вертикально-фрезерный 6M13II
11 Фрезерование смазочных канавок по разметке начисто Вертикальнофрезерный 6М13П Приспособление специализированное. Наладка сменная. Шаблон
12 Сверление отверстия 0 12 Радиально-сверлильный 2А53 Приспособление установочное. Кондуктор накладной
13 Зачистка заусенцев, опиловка фасок с торцов Верстак Тиски. Мягкие губки
14 Термическая — старение естественное 48 ч —
15 Шлифование плоскости без уклона с выхаживанием до получения неплоскостности не более 0,01—-0,02 мм Плоекошлифо-валъный ЗБ722 прецизионный Приспособление специализирован нос
16 Строгание плоскости с уклоном 1 : 50 по замерам сборки под шабрение. Клеймение. Укладка в тару Поперечно-строгальный 7М37
17 Промывка детали Моечная машина —
18 Контроль -
Примечания: 1. Окончательное шабрение клина производится при сборке. 2. Конструкции специализированных приспособлений рассматриваются в гл. 6.
52 Типовые технологические маршруты обработки деталей
8. Маршрут обработки прижимного клина
1. Непрямолинеиность поверхности В
1. Непрямолинеиность поверхности В не более 0,05 мм на всей длине.
2. Непараллельность плоскости Б к плоскости Г не более 0,05 мм на всей длине.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
I
Отливка
Чугун СЧ 21-40
Операция Содержание операции Оборудование | (станок) Оснастка
I Литейная
И Термическая —
III Искусственное старение
1 Фрезерование (эскиз а} двух плоскостей по размеру 40 мм под шлифование Вертикальнофрезерный 6М13П
Приспособление специализированное двухпозиционное. Наладка сменная
2 Фрезерование двух плоскостей в размер 53 мм начисто
3 Фрезерование (эскиз б) скоса под углом 55° под шлифование
Вертикальнофрезерный 6М13П
Приспособление см. операцию L Наладка сменная
Типовые технологические маршруты обработки деталей 53
Продолжение табл. 8
Вид заготовки
Материал и марка Размер заготовки, мм Количество деталей из заготовки
Чугун СЧ 21-40 — 1
Отливка
Опе-рация Содержание операции Оборудование (станок) Оснастка
4 i 1 1 Фрезерование двух торцов в размер 440 начисто Горизонтальнофрезерный 6М82Г Приспособление универсально-наладочное. Наладка сменная
5 Фрезерование (эскиз в) двух пазов В - 36 в размер 17 начисто Приспособление см. операцию 4. Наладка сменная
ЕХО Ы E3S3 1
—ф (у) ф-ф-Г
—— В) ST2TW
6 Сверление четырех отверстий 0 14 и двух отверстий 0 23 Радиально-сверлильный 2А53 Приспособление устано-воч ное. Конду ктор на кл ад-ной
i Шлифование двух плоско-i сгей а размер 40 мм начисто Плоскошлифовальный ЗБ722 Плита магнитная
8 Шл ифова н ие пл ос кости В под углом 55° начисто Приспособление специали-зиоованное
9 Промывка детали Моечная машина
10 Контроль —
Примечание. Конструкции специализированных приспособлений рассматриваются в гл. 6.
54 Типовые технологические маршруты обработки деталей
9. Маршрут обработки фланца
1. Непараллельность плоскости /I относительно плоскости Б не более 0,02 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 По модели 1
Опера и и я Содержание операции Оборудование (станок) Оснастка-
1 Отливка заготовки —
11 Обрубка и очистка литья
1 Подрезка торцов А и Б: обтачивание поверхности 0 130Х4 начисто, протачивание канавки В — 3 и фасок 1,5X45° Токарный 16К20 Патрон арехкулачковый пневматический
2 Подрезка торца 0 180 и обтачивание поверхности по 0 180 начисто, технологически
Сверление и зенкование (эскиз а) четырех отверстий И 13 И 20
Радиально-сверлильный 2А53
Кондуктор накладной. Зажимное пневматическое устройство
а)
Типовые технологические маршруты обработки деталей 55
Продолжение табл. 9
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 По модели 1
Операция Содержание операции Оборудование (станок) Оснастка
4 Фрезерование (эскиз б) двух лысок в размеры 172 и 169,5 (за два установа) Горизонтальнофрезерный 6М82Г Приспособление специализированное. Цаладка; сменная
5 Опиливание, острых кромок Верстак механизированный —
6 Промывка детали Моечная машина
1 Контроль —
10. Маршрут обработки фланца
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 По модели 1
Операция
Содержание операции
Оборудование (станок)
Оснастка
1 Отливка заготовки
П Обработка и очистка литья
1П Малярная
56 Типовые технологические маршруты обработки деталей
Продолжение табл. 10
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ15-32 По модели 1
Операция Содержание операции Оборудование (станок) Оснастка
1 Подрезка торцов 0 62/7, 0 54 и 0 96, 0 62/7 начисто. Обтачивание поверхности 0 62/7 под шлифование, протачивание .канавки В-3 и фаски 1X45° Токарный 16К20 Патрон трехкулачковый пневматический
2 Подрезка торца 0 96 и обтачивание поверхности 0 96 (технологически)
3 Сверление и зенкование четырех отверстий 0 9/0 14 Вертикально-сверлильный 2Р135 с числовым программным управлением Зажимное пневматическое устройство
а)
4 Фрезерование (эскиз а) двух лысок в размер 86 Горизонтальнофрезерный 6М82Г Приспособление
5 Опиливание острых кромок Верстак механизированный —
6 Шлифование поверхности 0 62/7 с подшлифовксй торца 0 96/ 0 62// начисто Универсальношлифовальный ЗА 130 Патрон трехкулачковый
7 Промывка детали Моечная машина —
8 Контроль -
9 Антикоррозионное покрытие -
Типовые технологические маршруты обработка деталей ‘57
И. Маршрут обработки фланца
J4
ЗотМЬТ
2.
Цементовать на глубину 0,8 до HRC 56—62.
Радиальное биение поверхности ЗОХ относительно оси отверстия 0 22Л не более 0.005.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
0 58Х ф 38X38
Сталь 20X
Поковка
Операция Содержание операции Оборудование (станок) Оснастка
1 Отрезка заготовки под поковку —
11 Кузнечная
III Термическая — отжиг
1 Подрезка торцов 0 ЗОХ/ 0 22Л и 054/фЗОХ, сверление и растачивание отверстия 0 22А, обтачивание 0 ЗОХ под шлифование. Обтачивание и растачивание фасок Токарно-револьверный полуавтомат с числовым программным управлением Патрон трехкулачковый пневматический
2 Подрезка торца 0 54/ 0 22А и обтачивание 0 54 начисто; притупление острых кромок Токарный 16К20 Оправка консольная, разжимная, пневматическая
3 Термическая — цементация -
I Сверление (эскиз а) и зенкование трех отверстий 0 7/0 12 Вертикально-сверлильный 2А125 Пневмотумба. Подставка. Кондуктор накладной
Подставка.
Зажим . я)
58 Типовые технологические маршруты обработки деталей
Продолжение табл. И
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 20X ф 58Х Ф 38X38 1
Операция Содержание операции Оборудование (станок) Оснастка
5 Фрезерование двух лысок начисто Горизонтально-фрезерный 6М82Г Приспособление специализированное двухпозиционное. Наладка сменная
G Притупление острых кромок Верстак —-
7 Термическая — закалка —
8 Шлифование отверстия 0 22Л предварительное Внутришл ифо-вальный ЗА227 Патрон трехкулачковый
9 Шлифование поверхности 0 ЗОХ и торца А предварительное Круглошлифовальный Оправка центровая
10 Термическая — старение искусственное Масляная ванна о электроподогревом —
11 Шлифование отверстия 0 22А начисто Внутр иш лифов аль-ный ЗВ227 Патрон трехкулачковый
12 Шлифование поверхности 0 ЗОЛ и торца А начисто Круглошлифовальный ЗЕ 153 Оправка центровая
13 Промывка детали Моечная машина —
14 Контроль —
15 Антикоррозионное покрытие
59
Типовые технологические маршруты обработки деталей
12. Маршрут обработки стакана (а условиях мелкосерийного производства)
1. Торцовое биение плоскости А относительно оси поверхности 0 130П не более 0,05 мм.
Торцовое биение плоскости Б и В относительно оси отверстия 0 95/4 не более 0,02 мм.
3. Иесоосность двух поверхностей 0 95/1 не более 0,02 мм.
•1 Радиальное биение поверхности 0 13077 относительно осп отверстия 0 95Д не более 0,02 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 По модели 1
)пе- И! НЯ Содержание операции Оборудование (станок) Оснастка
1 1 I Литейная —
Обрубка и очистка литья
1 Подрезка торцов 0 130/7/ 0 95/1 и А, обтачивание поверхности 0 13077, растачивание отверстии 0 85 и 0 95/4 с подрезкой внутреннего торна 0 95Д/0 85 начерно Токарно-револьверный полуавтомат с числовым программным управлением Патрон трехкулачковый i пневматический
Подрезка торцов 0 190 и 0 144/0 116, обтачивание поверхности 0 190 и конусной поверхности 0 144X 45°
?, Термическая — искусственное старение Токарный 16К20 с числовым программным управлением
4 Подрезка торна -0 13077/ 0 95Л начисто, обтачивание поверхности 0 13077 с подрезкой торца А под шлифование фаски канавки начисто. Растачивание: отверстий 0 95/4 с подрезкой внутреннего торца 0 95/4/0 83 и отверстия 0 85 под тонкое растачивание; канавки 3 X X 0 96 начисто, притупление острых кромок
60 Типовые технологические маршруты обработки деталей
Продолжение табл. 12
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 По модели 1
Операция Содержание операции Оборудование (станок) Оснастка
5 Подрезка торца 0 144/ 0 116, обтачивание поверхности 0 190, конусной поверхности 0 144X45° начисто. Растачивание отверстия 0 954 с подрезкой внутреннего торца 0 95 А/ 0 85 под тонкое растачивание выточки 0 116 и канавки 3X0 96 начисто Токарный I6K20 с числовым программным управлением Патрон трехкулачковый пневматический
6 Сверление четырех отверстий 0 11; двух отверстий 0 10,2 под резьбу М12, зенкование четырех отверстий 0 11/0 17, фасок 2 X 24 и нарезание резьбы М12 Вертикально-сверлильный 2Р135 с револьверной головкой и числовым программным управлением Приспособление установочное
7 Фрезерование лыски в размер 170 Горизонтально-фрезерный 6М82Г Приспособление специализированное. Наладка сменная
8 3 ач ист ка за усе н цен Верстак
9 Растачивание двух отверстий 0 95.4 с подрезкой торцов В и В, отверстия 0 85 до 0 85-А3 (технологически) Алмазно-расточной 2706 Приспособление установочное
10 Шлифование 0 13077 с подшлифовкой торца А начисто Круглошлифовальный ЗБ161 Оправка специальная
И Промывка детали Моечная машина —
12 Контроль *
13 Антикоррозионное покрытие
61
Типовые технологические маршруты обработки деталей
13. Маршрут обработки чугунной втулки
1. Неперпендикулярность плоскости А относительно отверстия 0 17 А не более 0,03 мм.
2. Радиальное биение поверхности 0 3277 относительно-отверстия 0 17Л не более 0,02 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 0 38Х 300 3
Операция Содержание операции Оборудование (станок) Оснастка
I Отливка заготовки —
Н Обрубка и очистка литья
III Фрезерование двух торцов и обработка центровых отверстий Фрезерно-центровальный МР-78 Приспособление зажимное
1 Обтачивание 0 32А начерно на всей длине Токарный 16К20 Центр поводковый. Центр вращающийся
2 Подрезка торца, обтачивание 0 32/7 под шлифование. Обработка отверстия 0 -17А под шлифование; обтачивание и растачивание фасок 1 X 45°. Отрезка детали в размер 73 Токарно-револьверный 1А341Ц с цикловым программным управлением Патрон цанговый
3 Подрезка торца под шлифование; растачивание и обтачивание фасок Токарный 1GK20 Патрон трехкулачковый пневматическийt
4 Фрезерование паза В = 6 в размер 5 Горизонтальнофрезерный 6М81 Г Приспособление специализированное. Наладка сменная
5 Строгание смазкой канавки В = 1,5Х 0,5 Специализированный типа КТ-22 Патрон трехкулачковьй пневматический
6 Сверление отверстия 0 6 в одной стенке Настольно-сверлильный НС-12 Приспособление универсально-наладочное
1 Зачистка заусенцев Верстак -
62 Типовые технологические маршруты обработки деталей
Продолжение табл, 13
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 Ф 38X300 3
Операция Содержание операции Оборудование (станок) Оснастка
8 Шлифование отверстия 0 174 с подшл ифовкой торца 0 32/7/0 17А Внутр и шлифовальный ЗА227 Патрон трехкулачковый. Втулка разрезная
9 Шлифование 0 32/7 на-ч исто Круглошлифовальный ЗЛ151 Оправка центровая
10 Промывка детали Моечная машина —
11 Контроль —
12 Антикоррозионное покрытие
14. Маршрут обработки чугунной втулки
V 5 кругом
Г б ’ч; Qi "Qi 1© usu4>
L "
7 105
1. Радиальное биение поверхности 0,01 мм, 2. Неперпендикулярность поверхн не более 0,03 мм. ; 0 I15/7 относи :остей А и Б oi тельно отверстия 0 100Л не более гносительно оси отверстия 0 100-4
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 2 1-40 0 120/0 92 X 110 1
Операция Содержание операции Оборудование (станок) Оснастка
I Отливка заготовки -
II Обрубка и очистка литья
1 Подрезка торца, растачивание отверстия 0 100А и обтачивание 0 115/7 до кулачков начерно; притупление острых кромок Токарно-револьверный 1П365 Патрон трехкулачковый пневматический
Типовые технологические маршруты обработки деталей 63
Продолжение табл. 14
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Огл и в к а Чугун Сч 21-40 0 120/ф 92х 1 Ю 1
Опе-|:..ЦП Я 1 Содержание операции Оборудование (станок) 1 Оснастка
2 Подрезка второго торца, обтачивание 0 115/7 начерно; притупление острых кромок Токарный 16К20 Патрон трехкулачковый пневматический
3 Подрезка торца, растачивание отверстия 0 100А под шлифование; обтачивание и . растачивание фасок
4 Подрезка торца, обтачивание 0 115/7 под шлифование; обтачивание и растачивание фасок Оправка разжимная пневматическая
5 Шлифование двух торцов начисто (параллельность 0,01 мм) Плоскошлифовальный ЗБ74О Магнитный стол
6 Шлифование (эскиз а} отверстия /0 100 А начисто Впутришлифоваль-ныЙ ЗА227 Приспособление специализирован ное
'Г
а)
185
1 Шлифование 0 115/7 начисто Круглошлифовальный ЗБ 161 Оправка центровая. Центры, поводок
8 Промывка детали Моечная машина —
9 Контроль —
10 Антикоррозионное покрытие
64 Типовые технологические маршруты обработки деталей
15. Обработка компенсаторного кольца
Непараллельность плоскости А относительности плоскости Б не более 0,02 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 0 195/0 130X200 10
Операция Содержание операции Оборудование (станок) Оснастка
I Отливка заготовки —
II Очистка и обрубка литья
1 Подрезка торца начисто, обтачивание поверхности 0 186, растачивание отверстия 0 140^0’5 начисто на длине 150, обтачивание и растачивание фасок, отрезка детали в размер 11 Токарный 16К20 Патрон трехкулачковый
2 Подрезка второго торца в размер 11,4 под шлифование, растачивание и обтачивание фасок Патрон трехкулачковый (сырые кулачки)
3 Сверление пяти отверстий 0 11 Вертикально-сверлильный 2А 125 Приспособление установочное. Кондуктор
4 Фрезерование лыски в размер 176 Горизонтальнофрезерный 6М82Г Приспособление специализированное. Наладка сменная
5 Шлифование двух торцов в размер 10 начисто Плос кошл ифова ль-ный ЗБ722 Плита магнитная
Типовые технологические маршруты обработки деталей 65
Продолжение табл. 15
Вид эаготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 Ф 195/ ф 130X200 10
Операция Содержание операции Оборудование (станок) Оснастка
6 Разрезка (эскиз <х> детали на два полукольца Горизонтальнофрезерный 6М82Г Приспособление специализированное. Наладка смен* ная
7 Зачистка заусенцев Верстая механизированный.
8 Промывка детали Моечная машина
9 Контроль —•
10 Антикоррозионное покрытие
66
Типовые технологические маршруты обработки деталей
16. Маршрут обработки ступицы
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 0 56X 650 20
Операция Содержание операции Оборудование (станок) Оснастка
1 Заготовительная —
1 Подрезка торца, обработка отверстия 0 204 начисто, обтачивание поверхности 0 52 под шлифование, растачивание выточки 0 26 начисто, обтачивание конусной поверхности под 15® под шлифование, отрезка детали в размер 26 Токарно-револьверный с числовым программным управлением Патрон трехкулачковый пневматический
2 Подрезка второго торца в размер 25,0, проточка уступа 0 46 X 1,5, притупление острых кромок Токарный 16К20 Патрон трехкулачковый (сырые кулачки)
3 Обработка (эскиз а) отверстия MJ2, зенкование отверстия 0 17 и фаски 1,5Х Х45 Вертикальносверлильный 2А125 Кондуктор специальный
П йв Э-А Л 1 185
а)
4 Сверление двух лунок до 0 5Х 90е Вертикально-сверлильный 2А125
Типовые технологические маршруты обработки деталей 67
Продолжение табл. 16
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 ф 56 x 650 20
Операции Содержание операции Оборудование (станок) Оснастка
5 Фрезерование канавки под 90* в размер 4 — Приспособление специализированное
6 Зачистка заусенцев, калибрование отверстия 0 204 Верстак механизированный -
7 Шлифование поверхности 0 52 и торца начисто Круглошлифовальный ЗА151 Оправка центровая
8 Шлифование конусной поверхности под 15° начисто
9 Промывка детали Моечная машина —
10 Контроль —
Н Полирование поверхностей
12 Антикоррозионное покрытие
17. Маршрут обработки зажимной муфты
VJ
_._Z □ -2 '
V7
27
ft
Радиальное биение поверхности 0 32С относительно резьбового отверстия М16 кл. 3 не более 0,1 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат калиброванный Сталь 45 0 35X690 20
Операция Содержание операции Оборудование (станок) Оснастка
1 Заготовительная —
1 Подрезка торца начисто, обтачивание 0 32С под шлифование, обработка отверстия под резьбу М16 и нарезание резьбы, обтачивание и растачивание фасок, отрезка детали в размер 18,0 Токарно-револьверный 1341 с числовым программным управлением Патрон цанговый
68 Типовые технологические маршруты обработки деталей
Продолжение табл. 17
Вид заготовки Материал я марка Размер заготовки, мм Количество деталей из заготовки
Прокат калиброванный Сталь 45 Ф 35x690 20
Ове* рация
Содержание операции
Оборудование (станок>
Оснастка
Подрезка торца со стороны отрезки, растачивание и об* тачивание фасок
Токарный 16К20
Патрон трехкулачковый
Шлифование 0 зап на< чисто
Беецентрово-шл ифо* вальный 3184
Ножи
2
3
Растачивание (эскиз д) Я » 30 в четырех деталях начисто
Токарный 16К20
Приспособление четырехместное
5 Зачистка заусенцев Верстак механизированный
6 Промывка детали Моечная машина
7 Контроль
8 Антикоррозионное покрытие
Типовые технологические маршруты обработки деталей 69
18, Технологический маршрут обработки кулачковой муфты (в условиях серийного производства)
МС40-45.
Ж Закалить
7^1
t ‘ V/
Развертка кулачков п#Фв2
я®
Неперпендикулярность боковых плоскостей паза 16А относительно оси а 37А не более 0,06.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 0 56 X 43 1
One-рация
Содержание операции
Оборудование (станок)
Оснастка
Заготовительная
2
3
Подрезка торца, сверление и зенкование отверстия под протягивание, растачивание выточки 0 41 начерно; об* тач ива и ие и растач ива н не фасок
Т о кар но-револЬ’ верный 1В340
Патрон трехкулачковый пневматический
Протягивание шестяшли-цевого отверстия 0 37Д X X 32Д4Х 8+о*ои
Горизонтально’ протяжной 7А520
Опора жесткая
Подрезка торцов в размер 40, обтачивание поверхности 0 52, растачивание 0 41 начисто, протачивание паза 16Д. под шлифование, двух канавок 3X0,5 и фасок (2 установа)
Токарный 16К20
Оправка шлицевая консольная, разжимная
70 Типовые технологические маршруты обработки деталей
Продолжение табл. 18
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 Ф 56X43 1
Операция Содержание операции Оборудование (станок) Оснастка
4 Фрезерование (эскиз а) пяти кулачков под шлифование Горизонтальнофрезерный 6М82Г Приспособление специализированное. Поворотный стол
5 Зачистка заусенцев Верстак
6 Термическая — Т. О.45 — т. в. ч. до HRC 40—45 (паз 16Л3 и пять кулачков) —
7 Калибрование шестишлицевого отверстия Гидравлический пресс ОС-6М Подставка
8 Шлифование рабочих плоскостей кулачков под 5е начисто Специальный на базе ЗГ71 Делительное приспособление
9 Шлифование паза 16А3 начисто Круглошл ифоваль-ный ЗБ 153 Оправка центровая
10 Промывка детали Моечная машина
11 Контроль —
12 Антикоррозионное покрытие
Типовые технологические маршруты обработки деталей 71
19. Маршрут обработки кольца
!. Закалить до HRG 42—48.
2. Непараллельность плоскости А относительно плоскости Б не более 0,03.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
0 48Х 0 27X22
2
Сталь 65Г
Штамповка
Операция Содержание операции Оборудование (станок) Оснастка
I Заготовительная —
11 Кузнечная
III Термическая
Токарный 1А616
Патрон трехкулачковый пневматический
Подрезка двух торцов в размер 19; растачивание отверстия 0 30 и обтачивание поверхности 0 45С< начисто; разрезка заготовки на две детали в размер 7,5 (обработка , за два установа)
2
Фрезерование (эскиз а) выступов В =» 4 под шлифование а двух второй
Горизонтально-фрезерный 6М82Г
Приспособление специализированное. Наладка сменная. Набор фрез
72 Типовые технологические маршруты обработки деталей
Продолжение табл. ;
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 65Г Ф 48 X 0 27 X 22 2
Операция Содержание операции Оборудование (станок) Оснастка
8 Зачистка заусенцев Верстак —
4 Термическая 65 Г до HRC 42—48 —
5 Шлифование плоскости выступов и плоскости занижений первого торца начисто Плоскою л ифовзль-ный ЗБ722 Плита магнитная. Переходник
6 Шлифование плоскости выступов второго торца начисто
7 Моечная j Моечная машина —
8 Контроль —
9 Антикоррозионное покрытие
20. Маршрут обработки установочной гайки
1
Ml
I. Улучшить.
2. Неперпендикулярность поверхности Л к осн резьбового отверстия М64Х 2 кл. 2 не более 0.05 мм.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
Штамповка
Сталь 45
0 95 X 0 60 Х 0 SOX 25
Операция Содержание операции Оборудование (станок) Оснастка
I 3 аготовител ьн а я —
II Кузнечная
III Термическая
Типовые технологические маршруты обработки деталей 73
Продолжение табл. 20
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 4$ ф9бхф60хФ8°Х25 1
One-рация Содержание операции Оборудование (ставок) Оснастка
1 Подрезка торцов а 90/ 0 70, 0 74/0 63; обтачива* ние поверхности 0 74; протачивание лабиринтной канавки 0 82/ 0 74, двух канавок 1,5 X 0 72; растачивание выточки 0 68 начисто, отверстия под резьбу М64Х 2 пол у чисто, фаски 1X 45* Токарно-револьверный с числовым программным управлением П атрон трех кул ач новый пневматический .
2 Подрезка торца 0 74/М64Х2. Обтачивание поверхности 0 90 начисто, канавки 6Х ф 84, фасок 1X45* и 2X45° начисто Токарный 1А616 Патрон трехкулачковый (сырые кулачки)
3 Сверление четырех отверстий 0 5, Зенкование фасок Верти кал ьно-свер' лильныЙ 2 А125 Приспособление специализированное. Наладка сменная
4 Сверление двух отверстий под резьбу Мб и нарезание резьбы
5 Растачивание отверстия под резьбу с пропиливанием торца А, нарезание резьбы М64Х2 кл. 2 Токарный 16К20 Приспособление специализированное
6 Промывка детали Моечная машина —
7 Контроль —
8 Антикоррозионное покрытие
74 Типовые технологические маршруты обработки деталей
21. Маршрут обработки гайки
Закалить 4 паза
12
Неперпендикулярность плоскостей А относительно оси резьбы М24Х 1,5 кл. 2 ие более 0,05.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 0 42X300 18
Операция Содержание операции Оборудование (станок) Оснастка
1 Заготовительная -*
1 Подрезка торца, сверление отверстия 0 20 под резьбу М24Х1.5 начерно; обтачивание поверхности 0 38 начисто; отрезка заготовки в размер 13 Револьверный 1В340 Патрон трехкулачковый
2 Подрезка торцов под шлифование; протачивание двух занижений до 0 32 в размер 8; растачивание отверстий под резьбу М24Х 1,5 предварительное Токарный 1А616 Патрон трехкулачковый (сырые кулачки)
3 Фрезерование (эскиз а) четырех шлицев В =»5 в размер 32 Вертикально-фрезерный 6М82Г Приспособление специализированное. Наладка сменная
4 Зачистка заусенцев Верстак —
5 Термическая 45 т. в. ч. до HRC 36—42 четырех шлицев Установка т. в. ч.
Типовые технологические маршруты обработки деталей 75
Продолжение табл. 21
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 Ф 42 X 300 18
Операция Содержание операции Оборудование (станок) Оснастка
6 Шлифование двух торцов в размер 12 начисто Плоскошлифовальный 3(5722 Плита магнитная
1 Растачивание отверстий под резьбу начисто и нарезание резьбы 24X1,5 кл, 2 Токарный 1А616 Приспособление специализированное
8 Промывка детали Моечная машина —
9 Контроль —
10 Оксидирование
22. Маршрут обработки рычага
1. Неперпендикулярность плоскости Б к оси отверстия 0 6А и 0 2077 не более 0,05 мм.
2. Острые кромки притупить,
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 15-32 - 1
Операция Содержание операции Оборудование (станок) Оснастка
1 Литейная —
11 Малярная
1 Фрезерование нижней плоскости и торца бобышки 0 30 под шлифование Вертикально-фрезерный 6М12П Приспособление универсально-наладочное. Наладка сменная
2 Фрезерование торца бобышки 0 18 начисто
76 Типовые технологические маршруты обработки деталей
Продолжение табл, 22
Вид заготовки Материал и марка Размер эаготовдо мм Количество деталей из заготовки
Отливка Чугун Сч 15-32 —- 1
One. рация Содержание операции Оборудование (станок) Оснастка
3 Шлифование нижней плоскости начисто Плоскошлифовальный ЗБ 72 2 Приспособление специальное
4 Шлифование торца бобышки 0 30 начисто Плита магнитная
& Обработка отверстия 0 20П и отверстия 0 64 начисто Вертикально-расточный 2440 Приспособление универсально-наладочное. Наладка сменная
в Притупление острых кромок Верстак —
7 Промывка детали Моечная машина
8 Контроль —
9 Малярная
10 Антикоррозионная обработка
Типовые технологические маршруты обработки деталей 23. Маршрут обработки рычага
0^
93хл
2Ы повернуто
D16
916
Лз
^6
1 Неперпендикулярность оси отверстия 0 64 относительно плоскости А не более 0,05 мм.
2 Неперпендикулярность оси отверстия 0 64 относительно паза 5А< не более 0,05 мм.
Вид заготовки
Материал и марка
Размер заготовки, мм Количество деталей из заготовки
— 1
Отливка
Чугун СЧ 21-40
Операция Содержание операции Оборудование (станок) Оснастка
1 Литейная —
И Термическая
III Малярная
1 Фрезерование двух плоскостей под шлифование Вертикально-фрезерный 6М12ГТ Приспособление универсально-наладочное. Наладка сменная
hi Шлифование двух плоскостей предварительное Плоскошлифоваль-ный ЗБ722 Стол магнитный
2 Шлифование двух плоскостей начисто Плита магнитная
3 Обработка отверстия 0 324 и двух отверстий 0 64 Вертикально-расточный 2440 Приспособление универсально-наладочное. Наладка сменная
1 Фрезерование паза В = 544 начисто Горизонтально-фрезерный 6М82Г Приспособление специальное
78 Типовые технологические маршруты обработки деталей
Продолжение табл. 23
Вид заготовки Материал и марка
Отливка Чугун СЧ 21-40
Размер заготовки, мм Количество деталей из заготовки
— 1
Операция
Содержание операции
Оборудование (станок)
Оснастка
5
Сверление (эскиз а) двух отверстий 0 2 в бобышках 0 16 в одной стенке
Настольно-сверлильный
Кондуктор специализированный^ Наладка сменная
6 Протягивание шпоночного паза В ~ 40Л3 Горизонтально-протяжной 7А510 Приспособление наладочное. Наладка сменная
7 Калибрование двух отверстий 0 64 и отверстия 0 32А Верстак Редуктор
8 Промывка детали Моечная машина —
9 Контроль —
10 Малярная
11 Антикоррозионная обработка
Типовые технологические маршруты обработки деталей
24. Маршрут обработки вилки
79
1. Отливку подвергнуть отжигу.
2. Закалить до Л/7?С 3,5 — 40.
3. Неперпендикулярность плоскости Б относительно оси отверстия 0 \8Пр не более 0,05 мм.
4. Фаски 1 X 45®.
5. Острые кромки притупить.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 — 2
Операция Содержание операции Оборудование (станок) Оснастка
I Литейная —
И Термическая
HI Малярная
1 Фрезерование (эскиз я) плоскости прилегания в размер 16,0 под шлифование Вертикально-фрезерный 6М13П Приспособление универсально-наладочное. Наладка сменная
вид Л
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________!
2 Обработка двух отверстий 0 18Пр и центрального отверстия 0 35,5 zt 0,1 начисто Радиально-сверлильный 2Н53 Кондуктор универсаль- ный. Наладка сменная. Стол с пневмотумбой
3 Зенкование фасок в отверстии 0 18Пр Подставка — специальный палец
ВО Типовые технологические маршруты обработки деталей
Продолжение табл. 24
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 — 2
Операция Содержание операции ^^смшок/1116 1 Оснастка
4 Разрезание заготовки на две детали Г ор нзонтал ьно-фре-зераый 6М82Г Приспособление универсально-наладочное. Наладка * сменная
5 Фрезерование (эскиз б) щечки по размеру 14X4 под шлифование Вертикально-фрезерный 6М12П Приспособление универсально-наладочное. Наладка сменная
Вид А повернуто
6)
6 - Сверление отверстий 0 8 под штифт Вертикально-сверлильный 2А125 Кондуктор универсальный. Наладка сменная
7 Калибрование отверстия 0 18Пр Верстак Редуктор
8 Термическая обработка щечек.до HRC 35—40 —
9 Шлифование плоскости прилегания начисто Плоскошлифоваль-ный ЗБ722 Приспособление специальное
10 Шлифование 2-й стороны щечки в размер 14X4 начисто Плита магнитная
11 Моечная Моечная машина —
12 Контроль —
13 Малярная
14 Антикоррозионная обра* ботка
Типовые технологические маршруты обработки деталей 81
25. Маршрут обработки вилки
1. Неперпендикулярность оси отверстия 0 20А относительно плоскости А и Б не более 0,03 мм.
2. Непараллельность плоскости А относительно плоскости Б не более 0.03 мм.
3. Фаски 1X45°.
4. Острые кромки притупить.
Вид заготовки Материал и марка Размер заготовки, мм ^ОЛи^а^гговкиЛеЙ
Отливка ЧугуиСЧ 21-40 — 2
Операция Содержание операции Оборудование {станок) Оснастка
I Литейная —
И Термическая
1 Фрезерование двух торцов, бобышки начисто Вертикально-фрезерный 6М12П Приспособление универсально-наладочное. Наладка сменная
2 Обработка отверстия 0 20А начисто Радиально-сверлильный 2Н53 Кондуктор универсальный. Наладка сменная. СгоД с пневмотумбой
3 Растачивание отверстия 0 80 4- 0,2, протачивание плоскостей по Я = 55 под тонкое растачивание Токарный 16К20 Приспособление универсально-наладочное. Наладка сменная
4 Разрезание заготовки на две детали Горизонтальнофрезерный 6М82Г
5 Фрезерование скоса на губке под 30°
6 Обработка отверстия 0 10А3, зенкование фаски в отверстии 0 I0As Вертикально-сверлильный 2Н135 Кондуктор универсальный. Наладка сменная
1 Калибрование отверстия 0 20А Верстак Редуктор
82 Типовые технологические маршруты обработки деталей
Продолжение табл. 25
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 — 2
Операция Содержание операции Оборудование (станок) Оснастка
8 Протачивание щечек и растачивание отверстия 0 40 + 0,1 начисто Токарный 16К20 Приспособление наладочное, Наладка сменная
9 Промывка детали Моечная машина —
10 Контроль —
11 Малярная
; 12 Антикоррозионная обработка
26. Маршрут обработки кронштейна
4от6.Ф9
1. Отливку подвергнуть старению.
2. Непараллельность оси отверстия 0 47/7 относительно плоскости не более 0,02 мм.
3. Непараллельность плоскости Б относительно плоскости В не более 0,02 мм.
4. Неперпендикулярность оси отверстия 0 47/7 относительно плоскости В не более 0,05 мм.
5. Овальность отверстия 0 47П не более 0,013 мм.
6. Конусообразность отверстия 0 47/7 не более 0,013 мм.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун СЧ 21-40 — 1
Операция Содержание операции Оборудование (станок) Оснастка
I Литейная —
11 Термическая
Типовые технологические маршруты обработки деталей 83
Продолжение табл. 26
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Отливка Чугун Сч 21-40 — 1
Операция Содержание операции Оборудование (станок) Оснастка
III Дробеструйная обработка —
IV Малярная
1 Фрезерование плоскости прилегания под шлифование Вертикальнофрезерный 6М12П Приспособление специальное
2 3 Обработка четырех отверстий 0 9, 0 15 и двух отверстий 0 6 под штифты до 0 6Д Радиально-сверлильный 2Н53 Стол поворотный. Кондуктор универсальный
Обработка отверстия 0 47/7 под алмазное растачивание, 0 70С под шлифование, торца 0 70С и 0 47П канавки начисто Токарный 16К20 Приспособление наладочное. Наладка сменная
1 Протачивание второго торца по R 45 в размере 88,5 под алмазное растачивание
1 Обработка одного отверстия М10Х 14 и восьми отверстий Мб Радиально-сверлильный 2Н53 Кондукторы установочный и накладной. Стол поворотный
Притупление острых кромок Верстак —
Шлифование плоскости основания начисто Плоскошлифовальный ЗБ 722 Приспособление наладочное. Наладка сменная
84
Типовые технологические маршруты обработки деталей
27. Маршрут обработка Губчатого колеса
Модуль m 1,75
Число зубьев 2 64
Исходный контур, — ГОСТ 13755-68
Коэффициент смещения исходного контура & 0
Степень точности по ГОСТ 1643—62 — 6Х
Длина общей нормали L п <°’3!5=":т
Накопленная погрешность окружного шага 0,040
Предельное отклонение основного шага "о ± 0,010
Допуск на профиль б/ 0,011
Допуск на направление зуба ёРо 0,013
1. Зубья т. в. ч. Л 1 ... 3; HRC 45 ... 50.
2. Торцевое биение поверхностей А и Б относительно оси шлицевого отверстия не более 0,02 мм.
3. Фаски 0.5X45*.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 40ХФА Ф 121x23 1
Опе-р ация Содержание операции Оборудование (станок) Оснастка
I 3 а готов ител ь н а я —
И Кузнечная
III Термическая
Типовые технологические маршруты обработки деталей 85
Продолжение табл» 27
Вид заготовки Материал и марка Размер заготовки» мм Количество деталей из заготовки
Штамповка Сталь 40ХФА Ф 121x23 I
One* рация Содержание операции Оборудование {станок) Оснастка
1 Подрезка торца 0 50/ 0 284 и торца 0 115, 5С4/ 0 50 начерно. Обтачивание наружного 0 115,5С4 до кулачков начерно» Растачивание отверстия 0 284 напроход начерно. Протачивание выточки 0 85/0 50 начисто и растачивание фаски Токарный многорезцовый патронный полуавтомат вертикальный 1723 с числовым программным управлением Специальная наладка
J Подрезка торца 0 115,5 CJ 0 284 и обтачивание наруж-ногоф 115,5С4 на оставшейся части начерно, протачивание выточки 0 85/ 0 50. Растачивание и обтачивание фасок Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
а Нормализация —
4 Подрезка торца 0 115,5С4/ 0 284 и растачивание отверстия 0 284 под протягивание. Растачивание фаски в отверстии Токарный 16К20 с числовым программным управлением . Патрон треккулачковый
& Протягивание шести игл в* цевого отверстия 0 284 X Х34Х»Х7И под шлифование Горизонтальнопротяжной 7А520 Опора жесткая 7620-0119 (МН112—63)
б Подрезка торцов 0 П5,5С</0 284; 0 50/ 0 284 под шлифование и 0 115,5С4/ 0 50 начисто Токарный 16К20 Оправка центровая по типу Тоблер С7112-4016
1 Фрезерование 64 зубьев m — 1,75 под шлифование (по две детали» Зубофрезерный полуавтомат 5306 К Приспособление по типу С7502-4003
Я Зачистка заусенцев на торцах зубьев Полуавтомат для снятия заусенцев 5525 Оправка при станке
86 Типовые технологические маршруты обработки деталей
Продолжение табл. 27
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 40ХФА 0 121X23] 1
Операция Содержание операции Оборудование (станок) Оснастка
9 Моеч пая Моечная машина —
10 Контрольная -
11 Закалка зубьев т. в. ч., h 1 ... 3; HRC 45 ... 50 Установка т. в. ч. Индуктор
12 Калибрование шестишлицевого отверстия 0 28А X X 0 34Х6Х7Й Пресс калибровочный ОС-6МА Подставка
13 Шлифование наружного 0 115,5С4 и торца 0 115,5С4/ 0 50 начисто Т орцекруглош л и-фовальный станок 3T153 Оправка шлицевая С7160-4002
14 Шлифование отверстия 0 28А и торца 0 115, 5С4/ 0 28Д начисто В нутр ишл ифоваль-ный универсальный станок ЗА227 Приспособление С8753-4001 и приспособление С7102-4003
15 Шлифование торца 0 50/ 0 28А начисто Плоскошлифовальный станок ЗБ740 Стол магнитный
16 Шлифование 64 зубьев m — 1,75 начерно Зубошлифрвальный полуавтомат высокой точности 5В833 Оправка 0 28А по типу С7570-4006
17 Шлифование 64 зубьев пг = 1,75 начисто
18 Промывка детали Моечная машина —
19 Контрольная —
20 Антикоррозионная обработка
87
Типовые технологические маршруты обработки деталей
28. Маршрут обработки зубчатого колеса
Д-Д 44 (VJ
Модуль m 2,5
Число зубьев г 44
Исходный контур — ГОСТ 13755-68
Коэффициент смещения исходного контура —0,44
Степень точности по ГОСТ 1643—62 — 6Х
Длина общей нормали l п 34 0-O'Us -0Л55
Накопленная погрешность окружного шага 0,040
Предельное отклонение основного шага Д'о ± 0,010
Допуск на профиль б? 0,011
Допуск на направление зуба 6РО 0,013
1. Цементировать* h 04 ... 06, HRC 56 ... 60.
2. Торцовое биение поверхностей А, Г и В относительно оси отверстия не более 0,02 мм.
3. Радиальное биение поверхности Е относительно той же оси не более 0,01 мм.
4. Фаски 1 X 45°.
88 Типовые технологические маршруты обработки деталей
Продолжение табл. 26
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 20Х ф 118X57 1
Операция Содержание операции Оборудование (станок) Оснастка
I Заготовитель» ая мм»
И Кузнечная
1П Термическая
1 Подрезка торцов 0 50 ВJ 284; 0 112,8С4/0 50Н. Обтачивание наружного 0 БОН и сверление отверстия 0 28Л начерно. Растачивание и обтачивание фасок То карно-револь-верный патронный полуавтомат 1416 Специальная наладка
2 Подрезка торка 0 112,8С4/ 0 60 и обтачивание наружного 0 112,8С4 начерно Растачивание выточки 0 60 начисто Растачивание и обтачивание фасон Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
3 Термическая —
4 Подрезка Торца 0 112,8/ 0 60. Растачивание отверстия 0 28А под протягивание Растачивание фаски в отверстии Токарный 1бК20с числовым программным управлением Патрон трехмулачковый
5 Протягивание шестишля-цевого отверстия 0 284 X X 0 34Х»Х7И до 0 28ПГ под шлифование Горизонтальнопротяжной станок 7А520 Опора жесткая 7620-0118 MHI12-63
6 Подрезка торцов 0 112, ЗС4/0 50Н и 0 50/7/0 284. Обтачивание наружного 0 50Н и 0 112,8С4 под шлифование. Протачивание канавки В =» 4 Токарный многорезцовый полуавтомат IA730 Специальная наладка
7 Подрезка торцов 0112,8С4/ 0 65 начисто и 0 112,8С4/ 0 60 под шлифование. Протачивание канавки В « 3 и обтачивание фасок Токарный 16К20 с числовым программным управлением Оправка по типу С7112-4016
8 Контроль
Типовые технологические маршруты обработки деталей 89
Продолжение табл. 28
Вид заготовки Материал в марка Размер заготовки Количество деталей Нэ заготовки
Штамповка Сталь 20X 0 П8Х.57 1
Операция Содержание операции Оборудование (Станок) Оснастка
9 Фрезерование 44 зубьев m ®= 2,5 под шлифование (по две детали) Зубофрезерный Приспособление С7502-4003
10 Закругление 44 зубьев tn «= 2,5 по радиусу 7? = 11 начисто Зубозакругляющий полуавтомат 5Н580 Приспособление С7507-4002
П Зачистка заусенцев на торцах. зубьев Полуавтомат для снятия заусенцев 5525 Оправка при станке
12 Фрезерование шпоночного паза 3 « &ПШ на длину 20 начисто Шпоночно-фрезерный 692 А Приспособление C7230-40J0, Тиски (МН5790-65)
13 Зачистка заусенцев на кромках шпоночного паза Верстак Тиски
14 Промывка детали Моечная машина —
15 Контроль —
16 Цементировать, h 0,4. .0,6; ПЯС56...60
П Шлифование наружного 0 112,8С« и торца 0 112, 8С4/0 60 начисто Торцекругло* шлифовальный ЗТ161 Комплект шлицевых оправок С7160-4002
18 Шлифование отверстия 0 28Л до 0 28Л и торца 0 5ОН/0 28А начисто Внутришлифовал fa-ный универсальный ЗА227 Патрон трехкулачковый (кулачки шлифованные)
19 Шлифование наружного 0 50Н и торца 0 65/05ОН начисто Кру глош л ифова л fa-ный полуавтомат для врезного и продольного шлифования 3 А151 Оправка центровая 7110-0221 (МН3615-62)
20 Шлифование 44 зубьев tn — 2,5 получистое Зубошлифовальный полуавтомат высокой точности 5В833 Оправка по типу С7570-4006
21 Шлифование 44 зубьев tn == 2,5 начисто
22 Промывка детали Моечная машина —
23 Контрольная —
24 А нтикоррозион н а я обра- ботка
90
Типовые технологические маршруты обработки деталей 29. Маршрут обработки блока шестерен
Венцы I II
Модуль m 2.5 2,5
Число зубьев г 36 43
Исходный контур ГОСТ 13755 -68 — 29 20
Коэффициент смещения исходного контура 0 0
Степень точности по ГОСТ 1643—62 — 7Х 7Х
Длина общей нормали Ln 34,47 34.71
Колебание длины общей нормали d9L 0,03 0,03
Колоба ние измерител ьного межцентрового расстояния за оборот колеса 60а 0,085 0,085
на одном зубе буа 0,036 0.036
Допуск на направление зуба бЗо 0,017 0.017
1. Зубья и паз т. в. ч., ft 1 ... 3; HRC 45 ... 50.
2. Торцовое биение поверхности Г относительно оси отверстия не более 0,02 мм и поверхности Б относительно той же оси не более 0,03 мм.
3. Фаски 1X45*.
*1 На рисунке вместо размера 0 94 С4 следует читать размер 0 95 С4
Типовые технологические маршруты обработки деталей 91
Продолжение табл. 29
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 40 X 0 118X50 1
Операция Содержание операции Оборудование (станок) Оснастка
1 Заготовительная —
11 Кузнечная
III Термическая
1 Подрезка торцов 0 58/ 0 284; 0 112,5/0 58, сверление отверстия 0 284 и обтачивание наружного 0 58 и 0 112, 5С4 начерно. Растачивание и обтачивание фасок Токарно-револьверный патронный полуавтомат 1416 Специальная наладка
2 Подрезка торцов 0 95 С4/ 0 28А; 0 112а5С4/0 95 и обтачивание наружного 0 95С4 начерно. Обтачивание и растачивание фасок Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
3 Термическая —
4 Подрезка торца 0 95 С4/ 0 284 и растачивание отверстия 0 284 под протягивание. Растачивание фаски в отверстии Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
5 Протягивание шестишли- i цевого отверстия 0 284 X Х0 34Х6Х7/Лдо 0 27.954Х X34X6X7//! под хонингование Горизонтальнопротяжной 7Б520 Опора жесткая 7620-0118 (МН112—63)
6 Подрезка торцов 0 112,5/ 0 58 начисто и 0 58/0 284 под шлифование. Обтачивание наружного 0 112,5С4 и 0 58 начисто. Протачивание пазов В = 7 начисто и В = 104а под шлифование Токарный многорезцовый полуавтомат 1А730 Специальная наладка
7 Подрезка торца 0 95С4/ 0 284 и обтачивание наружного 0 95С4 начисто. Протачивание двух канавок в пазу В = 10Ля. Обтачивание фасок Токарный 16К20 с числовым программным управлением Оправка
8 Контрольная —
32 Типовые технологические маршруты обработки деталей
Продолжение тебя 29
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 40X ф U8X50 1
Операция Содержание операции Оборудование Оснастка
9 Долбление 36 зубьев tn » 2,5 под шевингование Зубодолбежный полуавтомат 5121 Приспособление 07522-4002
Долбление 43 зубьев m ~ =» 2,5 под шлифование
: п Закругление 36 зубьев tn =я 2,5 под углом 15е начисто Зубозакругляющий полуавтомат 5Н580 Приспособление С7507-4002
12 Закругление 43 зубьев m » 2,5 под углом 15* начисто
в Зачистка заусенцев на зубьях Верстак —
U Шевингован не 36 зубьев m = 2,5 начисто Зубошевинговальн ый полуавтомат высокой точности 5702 Оправка G7562-4003
15 Промывка детали Моечная машина —
16 Контроль —
п Закалка зубьев я паза т. в. ч.; h l.„3; HRC 45...50 Установка t. в. ч, Индуктор
18 Хонингование отверстия 0 28Л начисто Хонинговальный станок 3821-2 Патрон
19 Шлифование торцов 0 95С*/0 28 и 0 58/0 28Л начисто Торцекру глошл ифо-вальный станок ЗТ161 Оправка 7110-0221 (МН3615-62)
20 Шлифование паза В » ®= 10Л4 начисто КругЛошлифоваль-йый станок 3A130
31 Хонингование 36 зубьев tn == 2,5 начисто Зубохонинговальный полуавтомат 5В913 Оправка по типу С7562-4004
22 Шлифование 43 зубьев m а» 2,5 начисто Зубошлифовальный полуавтомат высокой точности 5В833 Оправка по типу С7570-4006
23 Промывка детали Моечная машина |
24 Контроль —•
25 Антикоррозионная обработка
93
Типовые технологические маршруты обработки деталей 30. Маршрут обработки муфты-шестерни
Зубчатый венец — 1 н
Модуль m 4 2,5
Число зубьев г 30 36
Исходный контур — ГОСТ 13755—68
Коэффицйент смещения исходного контура & + 0,42 —
Степень точности по ГОСТ 1643—62 — 6Х 8Ш
Длина общей нормали L 44,057 .... -«•04» —
Допуск на накопленную погрешность окружности шага 6/2 0,048 —
Допуск на профиль бф 0,014 —
Предельные отклонения основного шага дн/0 ±0,011 —
Допуск на направление зуба 0,013 —
91 Типовые технологические маршруты обработки деталей
Продол жение табл. 30
Диаметр ролика “р — 3,75
Размер по роликам ма — 86д3+О.з
Диаметр делительной окружности — 90
1. Цементировать, ft 0,4...0.6; HRC 56—60. 2. Торцовое биение поверхности Г относительно оси отверстия не более 0,03 мм. 3. Фаски 1X45°.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 18ХГТ 0 136х 108 1
Операция Содержание операции Оборудование (станок) Оснастка
I Заготовительная —
П Кузнечная
III Термическая
1 Подрезка торцов 0 105/ 0 64, 0 131,27—0,26/0 105. Обтачивание наружного 0 105 и протачивание паза В =» 18А4 начерно. Обтачивание фасок Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
2 Подрезка торцов 0 НО— 0,5/0 86; + 0,2; 0 131,27— 0,26/0 110—0,5. Обтачивание наружного 0 110—0,5 и ф131,27—0,26 начерно. Сверление и растачивание отверстия 062А и выточек 0 100 + 0,5; 0 86 4- 0,2; 0 64X2 в отверстии 0 62 А. Растачивание и обтачивание фасок Токарно-револьверный станок 1А340 Специальная наладка
3 Нормализация
4 Подрезка Торца 0 105/ 0 64 получистая и растачивание отверстия 0 62А, выточки 0 64X2 и фаски под протягивание Токарный 16К20 4 с числовым программным управлением Патрон трехкулачковый
Типовые технологические маршруты обработки деталей 95
Продолжение табл 30
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ ф 136X108 1
Операция Содержание операции Оборудование (станок) Оснастка
5 Протягивание восьмишлицевого отверстия под шлифование Горизонтальнопротяжной 7А520 Опора жесткая 7620-0120
6 Обтачивание наружного 0 105 начисто, 0 131,27— 0,26 под шлифование. Подрезка торца 0 105/0 64 по-лучистая и протачивание паза В — 18А4 под шлифование Токарный 16К20с числовым программным управлением Приспособление C7106-40I9. Наладка С7112-4017
7 Подрезка торцов 0 1 Io-О. 5/0 86 под шлифование 0 131,27—0,26/0 110—0,5 и обтачивание 0 110—0,5 начисто. Растачивание выточек 0 86 4-0,2; ф 100 4-0,5. Растачивание и обтачивание фасок Токарный 16К20 с числовым программным управлением П р ис пособл ен ие С7106-4019
8 Подрезка торца 0 105/ 0 64 под шлифование Токарный 16К20 Оправка С7112-4016
9 Контроль —
10 Фрезерование 30 зубьев tn = 4 под шлифование Зубофрезерный полуавтомат 5К324 Приспособление по типу С7522-4004
11 Долбление 36 зубьев m == — 2,5 начисто Зубодолбежный полуавтомат 5140
12 Закругление 30 зубьев tn = 4 начисто Зубозакругляющий полуавтомат 5Н580 Приспособление С7507-4002. Наладка по типу С7560-4010
:з Закругление 36 зубьев m — 2,5 начисто Приспособление С7507-4002. Наладка С7560-4011
14 Зачистка заусенцев на зубьях Верстак
15 Промывка детали Моечная машина
96 Типовые технологические маршруты обработки деталей
Продолжение табл. 30
8ид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ Ф 136х 108 1
Операция Содержание операции Оборудование (станок) Оснастка
16 Контроль —
17 Цементировать; ft 0,4. ..0,6; HRC 56...60
18 Шлифование наружного 0 131,27—0,26- и торца jar 110—0,5/0 86 начисто Круглошлифовальный 3TI61 Оправка шлицевая по типу С7160-4002
19 Шлифование отверстия 0 624 и торца 0 105/0 624 начисто Внутришлифоваль-ный ЗА227 Патрон треккулачковый
S0 Шлифование боков шлицев начисто Шл ицешл нфовал ь-н/б 3451В со специальной головкой
21 Шлифование паза В » =» 1844 начисто Универсальный круглошлифовальн ый 3AI30 Оправка 7110-0054 (МН3613—62)
22 Шл ифование 30 зубьев m » 4 начерно Зубошл ифовальный полуавтомат высокой точности 5В833 Оправка С7570-4006
23 Шлифование 30 зубьев ш =» 4 начисто
24 Промывка детали Моечная машина —
25 Контроль —
26 Антикоррозионная . обработка
Типовые технологические маршруты обработки деталей
31. Маршрут обработки зубчатого колеса
97
V/ (v)
Модуль m 2.5
Число зубьев г 40
Исходный контур — ГОСТ 13755—68
Коэффициент смещения исходного контура £ -
Степень точности по ГОСТ 1643—62 — 7Х
Длина общей нормали L 49.79-»-*»
Колебание длины общей нормали 0,036
Колебание измерительных межцентровых расстояний за оборот бо° 0,11
на одном зубе дуа 0,032
Допуск на направление зуба б$а 0,017
1. Цементировать; ft 0,4...0,6; HR С 56—60.
2. Торцовое биение поверхности А относительно оси отверстия не более 0,02 мм.
3. Фаски 1X45°.
4 п/р* Монахова
98 Типовые технологические маршруты обработки деталей
Продолжение табл. 31
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 18ХГТ 0 110 X 56 1
Операция Содержание операции Оборудован ие (станок) Оснастка
I Заготовительная
II Кузнечная
III Термическая
1 Подрезка торцов 0 75/ 0 62/7 и 0 105/0 75. Обтачивание наружного 0 75; сверление и растачивание отверстий 0 49 и 0 62П с подрезкой торца начерно. Растачивание и обтачивание фасок Токарно-револьверный 1А340 Специальная наладка
2 Подрезка торцов 0 63/ 0 49; 0 105/0 75. Обтачивание наружного 0 105 и 0 75 начерно. Растачивание и обтачивание фасеж Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
3 ' Термическая -
4 Подрезка торца 0 75/ 0 6277 под шлифование. Обтачивание наружного 0 75 с подрезкой торца 0 105/ 0 75. Растачивание отверстия 0 49 и выточки 0 55 начисто; 0 62/7 с подрезкой торца 0 62/7/0 55 под шлифование. Растачивание двух канавок начисто. Растачивание и обтачивание фасок Токарный 16К20 с числовым программным управлением Патрон трехкулачковый
5 Шлифование отверстия 0 62П до 0 52ПТ и торцов 0 53/0 55 и 0 75/ 0 62/7 получистое Внутришлифоваль-ный универсальный ЗА227
6 Подрезка торцов 0 65/ 0 49; 0 75/0 62/7; 0 105/ 0 75 начисто, обтачивание наружного 0 105 и 0 75 начисто Токарно-винторезный 1 А616 Приспособление С7106-4019
7 Контроль
Типовые технологические маршруты обработки деталей 99
Продолжение табл. 31
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ Ф 11^X56 1
Операция Содержание операции Оборудование (станок) Оснастка
8 Долбление 40 зубьев m — = 2,5 под шлифование 3 у бодо л беж н ы й полуавтомат - 5121 Приспособление по типу С7522-4002
9 Снятие фасок на торцах 40 зубьев m == 2,5 с двух сторон Полуавтомат для снятия заусенцев 5525 Оправка при станке
10 Нарезание 10 кулачков под шлифование Зуборезный полуавтомат F.3-40 Оправка по типу С7530-4004
11 Зачистка заусенцев Верстак —
12 Промывка детали Моечная машина
13 Контроль —
14 Цементировать; ft 0,4...0,6; HRC 56...60
15 Шлифование отверстия 0 62/7 и торцов 0 63/0 55 и 0 75/0 62/7 начисто В нутр ишл ифовальный универсальный ЗА227 Приспособление С8753-4001. Приспособление С7102-4003
16 Шлифование боковых сторон у 10 кулачков начисто Универсально-заточной повышенной точности ЗБ642 Приспособление С7606-4001
17 Шлифование 40 зубьев m ~ 2,5 начисто Зубошлифовальный полуавтомат высокой точности 5Б833 Оправка по типу С7570-4006
18 Промывка детали Моечная машина —
19 Контроль —
20 Антикоррозионная обработка
100
Типовые технологические маршруты обработки деталей
32. Маршрут обработки шлицевого вала
1. НВ 170 — 217
2. Радиальное биение поверхностей Ж, Я, И, К, Л относительно оси не более 0,025 мм
3. Биение поверхности Ж относительно оси не более 0,02 мм.
4. Следы от шлицев на поверхности Е допустимы на длине 10 мм от торца
5. Фаски 1X45°.
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 45 0 110X583 1
Операция Содержание операции Оборудование (станок) Оснастка
I Отрезка заготовки Фрезерно-отрезной полуавтомат 8В66 Тиски призматические
11 Нормализация заготовки —
1 Фрезерован не торцов в размер 579 ± 0,2 и центрование с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат поеледовател ь н ого действия МР73 Приспособление (при станке)
2 Обтачивание: 0 80Д до 0 85; 0 ЭОС до 0 95; фасок начерно Токарный 16К20 Центр вращающийся (ГОСТ 8742—6*). Патрон поводковый 7160-0002 (МН4050—62)
3 Обтачивание 0 85Н до 0 90; 0 90С до 0 95; фасок начерно
4 Обтачивание: 0 80Д до 0 80; 5С4; 0 105Х до 0 105,5С4; фасок 0 ЭОС до 0 90,5С4; протачивание двух канавок В «= 5 начисто Токарный многорезцовый копировальный полуавтомат 1722 Центр вращающийся и патрон поводковый (при станке)
Типовые технологические маршруты обработки деталей 101
Продолжение табл. 32
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заюговки
Прокат Сталь 45 Ф 110x583 1
Операция Содержание операции Оборудование (станок) Оснастка
5 Обтачивание: 0 80Н до 0 80,5С4; 0 90С до 0 90,5С4; фасок; протачивание канавки Н = 5 начисто Токарный 16К20 Центр вращающийся (ГОСТ 8742 — 62*). Патрон поводковый 7160-0002 (МН4050 —62)
6 Фрезерование шпоночного паза 6П///2Х^0 начисто Шпоночно-фрезерный 692М Тиски самоцентрирующие 7200-0154 (МН5700 —65)
7 Обработка двух резьбовых отверстий М10 на глубину 10 Радиально-сверлильный 2Н53 Приспособление для сверления отверстий па торцах валов С7306-4030. Накладной кондуктор
8 Фрезерование шести шлицев в размер 207Z/3 до 0 87,8 начисто Шлицефрезерный горизонтальный полуавтомат 5350 Центр (ГОСТ 13214—67*). Центр удл и н ен в ы й. Поводок
9 Фрезерование шести шлицев в размер 20Ш3 до 0 67,8 начисто Центр (ГОСТ 13214-67*), Поводок
10 Зачистка заусенцев Механизированный верстак
11 Шлифование 0 80Д; 0 90С; 0 105 X; торца Д начисто Круглошлифовальный полуавтомат для врезного и продольного шлифования ЗА151
12 Шлифование 0 85Н и 0 90С начисто
13 Промывка детали Моечная машина —
14 Контроль —
15 Антикоррозионная обработка
102
Типовые технологические маршруты обработки деталей
33. Маршрут обработки шлицевого вала
0,02 мм.
1. Радиальное биение поверхности Д относительно оси не более .......
2. Торцовое биение поверхностей В и Е относительно оси не более 0,02 мм.
3, Непараллельность поверхности Ж относительно оси не более 0,03 мм на длине 100 мм.
4, Контроль твердости по внутреннему диаметру шлицев.
Фаски 1x45°.
5.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
Сталь 45
Прокат
0 32X 230
Операция Содержание операции Оборудование (станок) Оснастка
I Правка прутка 0 32 X X 6G00 (по мере необходимости) Правильно-калибровальный ПК-290 Ролики (при станке)
II Отрезка заготовки Пресс К2232 Штамп втулочный
111 Фрезерование торцов в размер 226 — 0,5 и центрование с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат последовательного действия МР71 Приспособление (при станке)
1 Сверление отверстия и 8,4 начисто; 0 6,7 + 0,17 под резьбу М8 кл, 3; зенкование фасок; нарезание резьбы М8 кл. 3 Т скарно-револьверный с горизонтальной осью револьверной головки прутковый 1341 Патрон (при станке)
Тип&вые технологические маршруты обработки деталей 103
Продолжение табл. 33
Вид заготовки Материал g марка Размер заготовки Количество деталей из за1?г©вки
Прокат Сталь 45 032X230 1
Операция Содержание операции Оборудование (станок) Оснастка
2 Обтачивание 0 28 Х4 до 0 28,4С4; 0 2$Пл до 0 20,4С4; фасок; протачивание канавки В » 3 начисто Токарный 16К20 Центр вращающийся (ГОСТ 8742 — 52). Патрон поводковый 7160-0002 (МН4050—62)
3 Обтачивание 0 2®Пл до 0 20,4С4; фасок; протачивание канавки В = 3 начисто
4 Протачивание двух канавок В 5= 1,3 + 0,3 начисто Специальная державка
5 Фрезерование шести шлицев в размер 6,ЗС4 до 0 2Ъ,ЗС< Шлицефрезерный горизонтальный полуавтомат 5350 Центр удлиненный. Центр поводковый С7164-4003
6 Зачистка заусенцев Механизированный верстак . л
7 Т. в ч.; h 1,0, HRC 48—50 (местная) Установка т. в. ч. Индуктор
8 Шлифование центровых фасок начисто (два установа) Центрошлифовальный МВ 119 Приспособление (при станке)
9 Шлифование 0 2О/7л; 0 28Х4; торца В начисто Круглошлифовальный ЗБ151 Центр удлиненный. Центр (ГОСТ 13214-67). Поводок
10 Шлифование 0 20Пл, торца Е начисто Центр удлиненный
И Шлифование шести шлицев начисто в размеры 6~о>о17х X 0 23ДХ 0 28Х4 '° Шл ицешлифоваль-ный повышенной точности 3451 Поводковый центр G7160-4003
12 Промывка детали Моечная машина
13 Контроль '
14 Антикоррозионная обработка
104
Типовые технологические маршруты обработки деталей 34. Маршрут обработки двухзаходного червяка
1Ы2;НйС50
В А-уДт.-А Б Г е! Л . siwpffl,) ! а —-ГТ
\}8 \ ? 1 / 4 *
sffir^T 1 <а—хГ 5
00,5 ttQf if
XI Г# . 18 <1^ 20
i £ 50 _Д А/ " ’ г ж 167
1 г- ' 90 * Н 272 R0,25
Модуль осевой ms 2
Число заходов 21 2
Тип червяка — Архимедов
Угол подъема витка КД 6°00'32"
Направление витка Правое
Ход винтовой линии 'в 12,56
Угол профиля а 20°
i Степень точности по ГОСТ 3675 — 56 — Ст7Х
Толщина витка 5П1 2.9783-0’18 -о»225
Измерительная высота hMi 2,0006
Предел отклонения осевого шага Д/ ±0,011
| Предельная накопленная погрешность осевого шага а'8 ± 0,020
Типовые технологические маршруты обработки деталей 105
Продолжение табл 34
Допуск на профиль червяка б/ 0,017
Допуск на радиальное биение витков червяка 0,018
Зацепляется с деталью ЗБ.642,24.103
1. НВ 235—262. 2. Конусообразность поверхности Г не более 0,007 мм. J. Овальность поверхности Г не более 0,007 мм. 4. Торцовое биение поверхностей Б и В относительно оси не более 0,02 мм. 5. Радиальное биение поверхности Г относительно оси не более 0,01 мм. 6. Радиальное биение поверхности Д относительно оси не более 0,028 мм. Z. Фаски 0,5X45°
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 40X — 1
Операция Содержание операции Оборудование (станок) Оснастка
I Заготовительная —
II Кузнечная
III Термическая
1 Фрезерование торцов в размер 272 + 0,1 и центрование с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат последовательного действия МР71 Приспособление (при станке). Специальные губки
2 Обтачивание: 0 16/7 до 0 20; 0 20—0,2; 0 206, 0 20/7 до 0 24; 0 26 до 0 30; фасок начерно Токарно-много-резцовый копировальный полуавтомат 1712 Центр, Патрон поводковый (при стайке)
3 Обтачивание: 0 20Н др 0 24; 0 26 до 0 30; 0 42 до 0 45; фасок начерно Токарно-многорезцовый копировальный полуавтомат 1712
4 Улучшение —
5 Шлифование центровых фасок Центрошлифовальный МВ119 Приспособление (при станке)
6 Обтачивание 016/7 до 0 16,464; 20-0,2, 0 206, 0 20/7 до 0 20, 4С4; 0 26; фаски под углом 20* начисто 0 42 до 0 42,4С4 фасок; протачивание двух канавок начисто Токарно-многорезцовый копировальный полуавтомат 1712 Центр. Патрон поводковый (при станке)
Продолжение табл. 34
Типовые технологические маршруты обработки деталей
106
Вид заготовки Материал марки Размер заготовки, мм Количество деталей из заготовки
Штамповка Сталь 40X — 1
Операция Содержание операции Оборудование (станок) Оснастка
7 Обтачивание 0 2OZ7 до 0 20,4 С4; 0,26; фаску под угол 20®; протачивание канавки В — 3 начисто Токарный 16К20 Центр (ГОСТ 8742—62*). Патрон поводковый 7160-0002 (МН4050—62)
8 Фрезерование шпоночного паза В ЬПШ начисто Шпоночно-фоезерный 692М Тиски самоаентрирукмцие (МН5790 —65)
9 Нарезание'профиля червяка ш = 2, число заходов - 2 с припуском 0,2 мм на сторону Токарный 16К20 Центр (ГОСТ 8742—62*). Приспособление для деления C7106-400L Центр (ГОСТ 8742 — 62). Патрон поводковый 7160-0002 (МН4050—62)
10 Заправка неполных ниток червяка до В = 2
11 Зачистка заусенцев в шпоночном пазу и на нитках Механизированный верстак
12 Закалка т. в. ч. (местная) 50 Установка т. в. ч. Инду ктор
13 Шлифование 0 20//; 0 42; торца В начисто Кругл ©шлифовальный ЗБ151 Центр (ГОСТ 2576—67*), Центр (ГОСТ 13214—67*). Поводок
14 Шлифование 0 16Н; 0 20 — 0,2; 02ОС; 0 20//; торца Б начисто
15 Шлифование профиля двухзаходного червяка т —2 в размер 2.97832<ь|*5 (два установи) Резьбошл нфоваль-ный 5822 Центры (ГОСТ 13214—67*). Поводок
16 Шлифование R = 0,5 по профилю червяка (два уста-нова) Центры (ГОСТ 13214-67*). Поводок t
17 Промывка детали Моечная машина —
18 Контроль —
19 Антикоррозионная обра-ботк а
Типовые технологические маршруты обработки деталей 107
35. Маршрут обработки зубчатого вала со спиральным зубом
Сопряженная шестерня К324-31-208
Модуль нормальный в среднем сечении гпя = 2,5
Число зубьев z — 27
Тип зуба Круговой
Форма зуба II
Угол зацепления а-20°
Угол спирали в среднем сечении 3-25°
Направление спирали Левое
Число зубьев колеса z — 38,1838
Диаметр начальной окружности = 85,03
Диаметр резцовой головки D *= 152,4
Развод резцов Лк = 1,5
Гарантированный боковой зазор в паре с сопряженной шестерней 0,100
108 Типовые технологические маршруты обработки деталей
Продолжение табл 35
Размеры зуба в сечении о —. о (по постоянной хорде) Высота 1,83
Толщина 3,47
Полная высота зуба у торца 6,87
Степень точности по ГОСТ 1758—56 Ст7Х до закалки Ст8Х после закалки
Радиальное биение зубчатого венца 0,050 0,080
Погрешность обката 115"
Отклонение окружного шага ± 0,010 ± 0,015
Пятна контакта по длине 60% 50%
по высоте 60% 50%
1. Цементировать; ft 0,8..Л,2; HRC 56—62. 2. Радиальное биение поверхности В относительно поверхности Г не более 0,02 мм. 3. Торцовое биение поверхности В относительно оси не более 0,015 мм. 4 Фаски 1 X 45°.
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ 0 97Х 0 50Х 198 1
Операция Содержание операции Оборудование (станок) Оснастка
I Заготовительная
II Кузнечная
Ш Термическая
IV Фрезерование торцов в размер 191 и зацентровка с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат поел едо в ател ь ного действия МР71 Приспособление (при станке)
1 Обтачивание: М24Х 1,5 До 0 27; 0 32С до 0 35; 0 42 до 0 45; 0 45П до 0 48; 0 54 до 0 57 с подрезкой торца; фасок начерно Токарный 16К20 Центр (ГОСТ 8742—62*) Патрон поводкового типа' (МН4050—62)
2 Обтачивание переднего конуса и 0 89,54 до 0 91С4 начерно Токарный 16К20 Центр (ГОСТ 8742—62*). Патрон поводковый 7160-0002 (МН4050—62)
Типовые технологические маршруты обработки деталей 109
Продолжение табл, 35
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ 097X0 50x198 1
Операция Содержание операции Оборудование (станок) Оснастка
3 Нормализация до твердости НВ 210 — 230 - '
4 Правка центровых фасок (два установа) Токарный 16К20 Патрон трехкулачковый. Люнет неподвижный
5 Сверление двух отверстий 0 6 под поводок Вертикально-сверлильный одношпиндельный 2А125 Приспособление типа С7306-4030 накладной кондуктор
6 Зачистка заусенцев Механизированн ый верстак -
7 Подрезка торцов 0 84/ 0 45; 0 89,54/ 0 54; обтачивание М.24Х 1,5 под резьбу 0 32С до 0 32,4С4; 0 42 начисто; 0 45/7 с подрезкой торца 0 54/0 45П начисто, заднего конуса и 0 89,54 — 0,1 начисто Токарный 1К62 с гидросуппортом ГСП-41 Центр поводковый CI162-4001. Центр поводковый (ГОСТ 8742—62*)
8 Обтачивание переднего конуса под углом 50°8' -р Ю' начисто Токарный 1 К62 с гидросуппортом ГСП-41 Патрон поводковый 7160-0002 (МН4050—62). Центр (ГОСТ 8742 — 62*}
9 Растачивание выточки под зубом В — 6Х 90 в размер 15 Токарный 16К20 Патрон трехкулачковый (сырые кулачки)
10 Протачивание канавок Центр поводковый С?162-4001.Центр (ГОСТ 8742—62*)
11 Шлифование 0 45П до 0 45,5С4, и торца 0 54/ 0 54П в размер 9,85—0,05 Торцекруглошлифовальный полуавтомат ЗТ161 Центры (ГОСТ 13214—67*). Специальный хомутик
12 Нарезание резьбы М24Х X1,5 начисто Токарный 16К20 Центр (ГОСТ 8742 — 62*). Патрон поводковый С7162-4001. Поводок
13 Шлифование 032С до 0 32П (технологически) Круглошл ифоваль-ный полуавтомат для врезного и продольного шлифования ЗА151 Центры (ГОСТ 13214—67*). Специальный поводок
14 Фрезерование шлицев 320X23,4X6—0,017—0,04 Ш л ицеф р ез ер н ы й горизонтальный полуавтомат 5350 ЦентрьЦГОСТ 13214—67*). Поводок
Продолжение табл, 35
110 Типовые технологические маршруты обработки деталей
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ ф 97х Ф 50X198 1
Операция Содержание операции Оборудование (станок) Оснастка
15 Фрезерование шпоночного паза 5X28 Шпоночно-фрезерный 692А Тиски призматические
16 Опиловка острых кромок 0,4 X 45° по длине и с торцов шлицев, по шпоночному пазу; калибрование резьбы М24Х 1,5 Механизированный верстак —
17 Проверка размеров -
18 Фрезерование 27 зубьев m = 2,5 начерно с припуском 1,2 мм на толщину зуба. Выдерживать размер 50 — 0,05 Зубофрезерный полуавтомат 5А27С4П Приспособление для фрезерования зубьев типа С7544-4004
19 Фрезерование вогнутой стороны 27 зубьев m — 2,5 под шлифование. Выдерживать монтажный размер 50 — 0,05
20 Фрезерование выпуклой стороны 27 зубьев m — 2.5 под шлифование. Выдерживать монтажный размер 50 — 0,05
21 Опиловка острых кромок 0,7X45 по торцовому контуру с двух сторон Механизированный верстак —
22 Промывка детали Моечная машина
23 Проверка элементов зубьев
24 Цементация Я 1,0 1,4 (с охранением резьбы от цементации)
25 Термическая Z//?C 56.,.62 Установка т. в. ч. Индуктор
26 Доводка центровых гнезд Токарный 16К20 Патрон трехкулачковый (кулачки сырые). Люнет неподвижный
Типовые технологические маршруты обработки деталей 111
Продолжение табл. 35
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Штамповка Сталь 18ХГТ ф97Х ф 50X198 1
Операция Содержание операции Оборудование (станок) Оснастка
27 Шлифование 0 320 и 0 45/7; базового торца начисто Круглошлифоваль-н ы й п о л у а вт о м ат для врезного и продольного шлифования ЗА151 Центры (ГОСТ 13214 — 67*) Поводок
28 Шлифование шести шлицев 0 32СХ 0 23,4x6-0,017 “0,U4 Шлицешлифовальный полуавтомат повышенной точности ЗП451 Центры (ГОСТ 13214 — 67*). Поводок
29 Промывка детали Моечная машина -
30 Проверка элементов зуба перед шлифованием —
31 Шлифование вогнутой стороны 27 зубьев m == 2,5 начисто 3} бошлифовальный полуавтомат для конических колес с круговыми зубьями высокой точности 5871 Приспособление (при станке)
32 Шлифование выпуклой стороны 27 зубьев m — 2,5 начисто
33 Опиловка острых кромок 0,3X45° по торцовому контуру зубьев с двух сторон Механизированный верстак *—>
34 Промывка детали Моечная машина
35 Контроль —
36 Комплектовка и приработка со сцепляемым колесом, клеймение комплекта общим номером Зубопритирочный полуавтомат для конических колес с углом между осями до 90° Оправка для обкатки зубьев колеса €7564-4003
37 Антикоррозионная обработка -
112
Типовые технологические маршруты обработки деталей
За. Маршрут обработки вала-полу муфты
Модуль m 4
Число зубьсг г 20
Угол профиля исходного контура а д 20е
Степень точности по ГОСТ 1643—62 — 8Х
Предельное значение длины общей нормали L 30-642-О,О78
Допуск на колебание длины общей нормали 0,038
Колебание измерительного меж-центрового расстояния за оборот колеса боа 0,130
на одном зубе буа 0,070
Допуск на направление зуба в₽о 0,021
Максимальная окружная скорость, м/с V —
Зацепляется с деталью 6Т82Г-3-50
1. НВ 179—229.
2. Овальность и кояусообразность поверхностей В и Г не более 0,015 мм.
3. Радиальное биение поверхности Е относительно поверхности В не более 0,015 мм.
4. Радиальное биение поверхности Д относительно оси не более 0,02 мм.
5. Радиальное биение поверхностей В и Г относительно оси не более 0,02 мм.
6. Торцовое биение поверхности В относительно поверхности В не более 0,02 мм.
7. Маркировать? г » 8; ш — 4.
8. Остальные фаски 1X 45е.
9. Пятна контакта зубьев при обкатке по ГОСТ 1643—72 или по нормали ТУ-086.
Типовые технологические маршруты обработки деталей 113
Продолжение табл. 36
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Поковка Сталь 40X 1
Опе-рац ия Содержание операции Оборудование (станок) Оснастка
I Заготовительная
П Кузнечная
III Термическая
IV Фрезерование торцов в размер 324—0,5 и центрование с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат барабанного типа трехпозиционный МР76 Приспособление при станке
V Обтачивание 0 45П до 0 50; 0 60Х4 и 0 60/7 до 0 65; уклон под угол 45°; фасок Токарный 16К20 Центр вращающийся (ГОСТ 8742 — 62*). Патрон поводкового типа 7160-0002 (МН4050—62)
VI Обтачивание 0 108~°’46 до 0 112; сверление отверстий 0 40; 0 72// до 0 67; растачивание фасок начерно Токарно-револьверный патронный 1П365 Патрон трехкулачковый
VII Отжиг детали -
1 Обтачивание 0 60Х4 до 0 63 под люнет Токарный 16К20 Центр вращающийся (ГОСТ 8742—62*). Патрон поводкового типа 7160-0002 (МН4050—62)
2 Сверление отверстия 0 14 под резьбу М16; зенкование фаски; нарезание резьбы М16; растачивание 0 72// до 071,6Д4; 0 72И4, канавок и фасок начисто Патрон трехкулачковый. Люнет неподвижный
3 Обтачивание 0 до 0 45,4С\; 0 60Х4 и 0 50П до 0 60,4С4; уклона под угол 45°; фасок; протачивание двух канавок В ~ 3 начисто Токарный многорезцовый копировальный полуавтомат 1712 Центр вращающийся. Патрон поводковый при станке
4 Обтачивание 0 108—0,46; фаски; протачивание двух канавок В = 1,95 -{- 0,2 и В — 2,2 + 0,2 начисто Токарный 16К20 П атрон поводковый 7160-0002 (МН4050—62). Центр (ГОСТ 8742—62*). Специальная державка
5 Шлифование 0 60/7 и 0 60 Х4 до 0 60, ЗС; торца Б пол уч истое Круглошл ифов аль-ный ЗБ151 Центр (ГОСТ 13214—67*). Поводок. Центр удлиненный
Продолжение табл. 36
114 Типовые технологические маршруты обработки деталей
Вид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Поковка Сталь 40 X — 1
Операция Содержание операции Оборудование (станок) Оснастка
6 Фрезерование восьми шлицев в размер 10,ЗС4Х X 0 52,ЗС4 Шлицсфрезерн ый горизонтальный полуавтомат 5350 Центры (ГОСТ 13214 — 67*). Поводок, Центр специальный
7 Зачистка заусенцев на шлицах Механизированный верстак —-
8 Контроль параметров де-тал и под зубообработку -
9 Долбление 20 зубьев m — 4 начисто 3 убодолбеж н ы й полуавтомат 5140 Приспособление для долбления С7522-4003
10 Закругление 20 зубьев m — 4 начисто Зубозакругляющий полуавтомат высокой точности 5А580 Приспособление для закругления внутренних зубьев С7560-4013
И Маркировка z == 20; т = 4 Прибор для электрохимического клеймения ЭХО-1 —-
12 Промывка детали Моечная машина
13 Проверка элементов зубьев -
14 Т. в ч.; Л 1,0; T1RC 40...50 (мес гная) Установка т. в. ч, Индуктор
15 Шлифование 0 60 Х4; 0 45/7; *0 60/7, торца Б начисто Круглошлифоваль-пый ЗБ 151 Центр (ГОСТ 13214-67*). Центр удлиненный (ГОСТ 2576 — 67*). Поводок.
16 Шлифование отверстия 0 72// и торца Е начисто Универсально-шлифовальный 312М Приспособление для шлифования отверстия С7126-4001. Поводок для вращения вала С7164-4004
17 Шлифование восьми шлицев в размеры 1052/7 X 0 52X начисто Шлицешлифовальный полуавтомат повышенной точности 311451 Центр удлиненный. Центр (ГОСТ 13214-67*). Поводок
18 Промывка детали Моечная машина —
19 Контроль -
20 Антикоррозионная обработка
115
Типовые технологические маршруты обработки деталей
37. Маршрут обработки вала-рейки
б-б
7/7£74
Z=12
----J
J30___________
ЗЫ-о,™
В-В
_1_
. 60 *
Z--11 03,3430. , ГМ 3-0,2:
PR—-
J,28
Модуль tn 2
Шаг 1 6,28
Угол профиля L 20®
Степень точности - 8Х
Размер по роликам Л'р 20,243 10 -0.230
Диаметр роликов rfp 3,343С
Предельное отклонение шага д/ —
Сопрягается с деталью 1652011—024
1. Азотировать; /г 0,25; IIV 550—630.
2. Неперпендикулярность направления зуба к оси не более 0,05 мм на длине 50 мм.
3. Непрямолинейность поверхности Г не более 0,03 мм.
4. Расположение нарезки z = 12 к 2=11 должно быть под углом 90® __ 30'.
5. Клеймить 1.
6. Фаски 1X45®.
Вид заготовки
Материал и марка
Размер заготовки, мм
Количество деталей из заготовки
Прокат
Сталь 40ХФЛ
ф 28X363
Операция
Содержание операции
Оборудование (станок)
Оснастка
П
Правка прутка 0 28X6000 (по мере надобности)
Правильно-калибровальный ПК-290
Ролики (при станке)
Отрезка заготовки
Фрезерно-отрезной полуавтомат 8В66
Тиски призлчатические
Продолжение табл. 37
116 Типовые технологические маршруты обработки деталей
Вид заготовки Материал и марка Размер заготовки, мм Количество деталей из заготовки
Прокат Сталь 40ХФА Ф 28X363 I
Операция Содержание операции Оборудование (станок) Оснастка
III Фрезерование торцов в размер 358 — 0,68 и центрование с двух сторон одновременно Двусторонний фрезерно-центровальный полуавтомат барабанного типа шестипозиционный МР76 Приспособление (при станке)
1 Обтачивание 0 22Х до 0 22,6С4до кулачков; фаски Токарный 16К20 Центр вращающийся (ГОСТ 8742 — 62*). Патрон поводковый 7160-0002 (МН4030-62)
2 Обтачивание 0 22Х до 0 22,6С4 на остатке длины; фаски Центр вращающийся (ГОСТ 8742-62*) Патрон поводковый 7160-0002 (МН4050—62)
3 Шлифование 0 22Х до 0 22,36^ (два установа) Круглошл ифоваль-ный ЗБ151 Центры (ГОСТ 13214—67*). Поводок
4 Фрезерова н ие л ысок 20,ЗС4Х 180 и 15,7 —0,2Х 100 начисто Вертикально-фрезерный консольный с поворотной шпиндельной головкой 6М12П Приспособление для фрезерования С7254-4012
5 Фрезерование лыски 20,ЗС4Х80 начисто
6 Зачистка заусенцев Механизированный верстак —
7 Стабилизирующий отпуск
8 Шлифование центровых фасок получистое (два установа) Центрошл ифоваль-ный MBI19 Приспособление (при станке)
9 Долбление зубьев tn = 2; 2 = 12 Зубодолбежный полуавтомат 5В12 Приспособление для долбления С7234-4009
Ю Долбление зубьев m = 2;
Н Зачистка заусенцев Механизированный верстак —
12 Азотирование; h 0,25; HV 550. .630 -
Типовые технологические маршруты обработки деталей 117
Продолжение табл. 37
Рид заготовки Материал и марка Размер заготовки Количество деталей из заготовки
Г прокат Сталь 40ХФА 0 28X363
Операция Содержание операции Оборудование (станок) Оснастка
В Шлифование центровых фасок начисто Центрошлифовальный станок МВ119 Приспособление (при станке)
14 Шлифование 0 22X на-ч исто (два установи) Круглошлифоваль-яый станок ЗБ151 Центры (ГОСТ 13214 — 67*). Поводок
13 Промывка детали Моечная машина -
16 Контроль —
17 Антикоррозионная обработка
Глава 4
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТНЫХ ПАРАМЕТРОВ ДЕТАЛЕЙ ПРЕЦИЗИОННЫХ СТАНКОВ
Параметры точности обработки
1. Станины
Прямолинейность и извернутость направляющих, мкм..................... 5—-10
2. Корпусные детали
1. Погрешность отверстий под кольца шпиндельных подшипников качения, мкм:
а) погрешность диаметра.............................................
б) некруглость .....................................................
в) нецилиндричпость............................................ .
г) несоосность отверстия . ........................................
д) шероховатость (класс)...................♦........................
2. Погрешность отверстий под валы зубчатых колес 4 —6-й степени точности, мкм;
а) расстояние между центрами отверстий .............................
б) диаметр отверстий . ч............................................
.в) некруглость........' ...........................................
г) нецилиндричпость .......................................... , .
ч д) несоосность......................................................
е) шероховатость (класс)............................................
3. Отверстия под шпиндельные гильзы, пиноли задних бабок и др , мкм;
а) зазор ...........................................................
б) некруглость......................................................
в) нецилиндричпость ................................................
г) шероховатость (класс)........................................... . .
5-—8
3 — 5
5-2
5-10
9
3. Корпуса шпиндельных блоков
1. Расстояния между центрами 4—6—8 отверстий, мкм ....................... До 5,0
2. Точность деления и расположения шпиндельных отверстий к индексирующим гнездам, мкм.................................... ,.................. 3 — 5
4. Многошпиндельные коробки агрегатных станков Соосность отверстий в шпиндельных коробках и кондукторных плитах, мкм 5 — 7
5. Индексирующие устройства револьверных станков
и автоматов
Погрешность фиксирования, мкм ............................ До 2,0
6. Резцовые головки токарных станков
Погрешность фиксирования, мкм ........................... 3—5
7. Поворотные столы
Погрешность фиксирования на радиусе 600 мм, угловые секунды.. 2
8. Делительные диски
Погрешность деления на радиусе 100 мм, угловые секунды..... 2—4
9. Шпиндели
1. Погрешность шеек шпинделей под кольца подшипников, мкм: а) размер цилиндрических шеек............................. 5—7
б) некруглость..................................... . 0,6 — 1
Технологические процессы механической обработки 119
в) нецилиидрииность........................................ 1 —1,5
г) несоосность............................................. 1—2
д) шероховатость (класс)................................... 10
е) контакт конической шейки с конусом подшипника (%) ...... 90
2. Некоицентричность конуса для посадки инструмента,- патрона, центров к шейкам подшипников, мкм:. . . ................................ 3—0
10, Гильзы шпиндельные, пиноли, скалки
1. Погрешность наружных поверхностей, мкм;
а) зазор............................................... 2 — 5
б) некруглость....\........................................ 0,3—0,8
в) нецилиндричность..................................... . 1,2—2,0
г) шероховатость (класс)................................... 12
2. Погрешность отверстий под кольца шпиндельных подшипников, мкм:
а) погрешность диаметров отверстий...... .................. 3—5
б) некруглость............................................. 1 — 1,5
в) нецилиндричность........................................ 1,5 — 2
г) несоосность .............................................. 2,0
д) шероховатость (класс)..................................... 9
11. Плунжерные пары гидроаппаратуры
1. Зазор, мкм.................................................. 1—2
2 Некруглость диаметров плунжеров и отверстий, мкм ........... 0,5—0,7
3. Нецилиндричность плунжера и отверстия, мкм.................. 0,8 —1,0
12. Зубчатые колеса 4—6-й степеней точности
1 Точность посадки на валик (зазор), мкм ...................... 7—10
2 . Радиальное биение делительной окружности относительно центров вала, мкм До 5
13. Шлицевые валы коленные
1. Точность расположения шлицев, угловые секунды............... До 10
2. Нецилиндричность посадочного диаметра на длине 500 мм, мкм.. 3 — 4
3. Зазор посадки, мкм.......................................... 6 — 8
14, Делительные червяки и винты
1. Некоицентричность среднего диаметра профиля резьбы к шейкам, мкм 0.8—1,2
2. Некруглость диаметров шеек и отверстий, мкм ................ 0,6 —1,2
3. Зазоры в посадках шеек и отверстий корпусов, мкм............ 3—5
15. Крышки, кожухи Прилегание, % . . . .................................. 80 — 90
16. Шпоноч н ые пазы
Погрешность размера ширины паза, мкм........................... 8—12
17. Центровые отверстия
Некруглость основной поверхности, мкм.......................... 0,6 —1,0
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Технологические процессы представлены ниже в виде регламентов, которые определяют принципиальную схему обработки и технологические условия проведения операций механической обработки в мелкосерийном производстве.
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ
НА ОБРАБОТКУ КОРПУСНЫХ ДЕТАЛЕЙ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОБРАБОТКУ ТИПОВЫХ ДЕТАЛЕЙ
Станина станка (рис. 1):
1. Непрямолинейность плоских направляющих 2 в продольном направлении 0,004 : 1000 мм.
2. Непараллельное^ плоских направляющих 2 в продольном направлении 0,004 : 1000 мм.
120 Методы достижения точностных параметров деталей станков
3. Плоские направляющие 2 должны лежать в одной плоскости, допустимое несовпадение по высоте в поперечном направлении 0,004: 1000 мм.
4. Непрямолинейность призматической направляющей 4 в продольном направлении 0,004 — 1000 мм.
Вид А
5. Непараллельность призматической направляющей 4 относительно плоских направляющих 2 не более 0,004 : 1000 мм.
6. Непараллельность плоскости под стойку 1 относительно плоских направляющих 2 не более 0,05 мм.
7. Непараллельность платиков под корпус масштабной линейки 3 относительно плоских направляющих 2 не более 0,01 мм.
8. Твердость направляющих Н-В 187—220.
Материал — чугун СЧ24-44. Масса 3000 кг.
Технологические процессы механической обработки 121
Стойка левая 56.03.019 координатно-расточного станка мод. 2435 П (рис. 2):
1. Неплоскостность плоскости основания и плоскостей направляющих не более 0,01 мм.
2. Неперпендикулярность направляющих плоскостей к плоскости основания по более 0,01 мм.
3. Неп ар ал дельность плоскостей А и Б не более 0,01 мм.
4. Непараллельное™ плоскостей Б и В не более 0,003 мм.
Материал — чугун СЧ21-40. Масса 143 кг.
Колонка 345Ы5-10а шлицешлифовального станка мод, 3451 (рис. 3):
1. Неперпендикулярность направляющих колонки 4, Б. В и Г к плоскости основания не более 0,05 ; 900 мм.
2, Неплоскостность направляющих А и Б не более 0,01 мм,
3. Непараллельное™ осей отверстий 0 1404 в 0 804 к направляющим колонки Л, Б, В и Г не более 0,02—300 мм.
Материал — чугун СЧ 21-40. Масса 306 кг.
Стол 20-10а шлицешлифоаального станка 3451Б (рис. 4):
1. Неплоскостность зеркала стола и направляющих не более 0,01 ; 1000 мм.
122 Методы достижения точностных параметров деталей станков
2. Непараллельность и извернутость направляющих не более 0,01 •: 1000 мм.
3. Непараллельность зеркала стола относительно направляющих не более 0,01: 1000 мм.
Материал — чугун СЧ 21-40.
Стол 56-01-049 координатно-расточного станка мод. 2435П (рас, 5):
1. Неплоскостность зеркала стола в продольном направлении не более 0,005 мм, в поперечном — не более 0,004 мм.
2. Непараллельность зеркала стола к направляющим не более 0,005 мм.
Рис. 5
3. Непараллельность контрольной плоскости относительно хода стола не более 0,003 мм.
4. Непараллельность плоскостей относительно хода стола не более 0,03 мм.
5. Непараллельность пазов относительно хода стола не более 0,003 мм.
Материал — чугун СЧ 21-40. Масса 96 кг.
Каретка 1.6В32011 токарно-винторезного станка мод. 1В616 (рис. 6):
Извернутость верхних горизонтальных направляющих не более 0,01 мм.
2. Непараллельность верхних угловых направляющих не более 0,005 мм.
3. Непараллельность нижних призматических направляющих ие более 0,005 мм.
4. Неперпенд-икулярность верхних направляющих относительно нижних не более 0,005 : 200 мм.
5. Непараллельность плоскостей Р и С относительно нижних направляющих не более 0,01 мм.
6. Неперпендикулярность торца М относительно верхних направляющих не более 0,01 ; 200 мм.
Материал СЧ 28—48. Масса 45 кг.
Корпус шпиндельной бабки 401-001 координатно-расточного станка 2Б440 (рис. 7).
1. Непараллельность оси отверстия 0Ю5Л1 относительно призматических направляющих 0,003 мм.
2. Непрямолинейность и непараллельность призматических направляющих 0,003 мм.
3. Овальность, конусность отверстий 0 105 AL 0,003 мм.
Технологические процессы механической обработки 123
4. Непараллельность плоскостей а относительно призматических направляющих 0,015 мм.
5. Неперпендикулярность оси I—I к отверстию 0 105 Ах 0,02 : 100 мм.
6. Непараллельность оси Ш—HI относительно отверстия 0 105 At 0,02 : 150 мм.
7. Допускается отклонение размера 0 105Ах на ±0,2 при условии сохранения отворенной посадки гильзы.
8. Непрямолинейность отверстия 0 105 Ах 0,003 мм.
Рис. 6
Корпус шпинделя 5822-220-001Б резьбошлифовального станка мод. 5822 (рис. 8):
1. Отверстие 0 90 притереть общей оправкой.
2. Несоосность отверстия 0 90 Ах не более 0,007 мм.
3. Конусность и овальность отверстия 0 90Ах не более 0,005 мм.
Материал — чугун СЧ 21-40. Масса 120 кг.
Корпус передней бабки 22-011 токарно-винторезного станка мод. 1В616 (рис. 9):
1. Несоосность отверстий относительно их общей оси: для отверстий 05277 и 062/7 не более 0,016 мм; для отверстий 0 105А и 0 135Ах не более 0,008 мм; для отверстий 0 35/7 и 0 32, П 0 ЗОА И 0 25А, 0 92А и 0 47/7 не более 0,02 мм.
2. Несоосность отверстий 0 138А относительно отверстий 0 135АХ и ф 105А не более 0,02 мм.
3. Неперпендикулярность торцов В, Г, Д, Е и Ж относительно оси отверстий 0 105А и 0 135Аг не более 0,005 мм.
4. Овальность и конусообразность отверстий 0 135АХ и 0 Г05А не более 0,003 мм.
124 Методы достижения точностных параметров деталей станков
5. Овальность и конусообразность отверстий:' 0 62/7 и 0 52/7 не более^ 0,016 мм; 0 47/7, 0 35Я и 0 32/7 не более 0,012 мм. _ ..........
осей
II-II;
I—I и
6. Hen ар а л дельность
ML
>4
Рис. 8
ШдЪрити^-lln^rneu.
м-м
//—// и III—III; UI—Ш й IV—/V; IV—IV hV-V не бо-| лее 0,09 : 700 мм. 1
7. Предельный перекос осей?
/-/ и //—//; II—II и ///—///;< III—III и IV—IV; IV—IV Й V — V не более 0,09 : 700 мм. 5 Материал — чугун СЧ 21-40 4 Масса 98 кг.
ТИПОВАЯ СХЕМА
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
1 *1 Отливка заготовки.
2. Обрубка и очистка от-| липки.
3. Грунтование отливки—| производить только в случае! длительного хранения заготовок^ на складе. .*
4. Проверка и разметка дета-j ли. Количество деталей, проход дящих полную контрольную проверку разметкой, и количество деталей, размечае-| мых под механическую обработку, не регламентируется и устанавливается техноло:| гами завода.
РазЗертка Б-5
Рис. 9
5. Черновая обработка направляющих, передней, боковых, торцовых и.дру-гих плоскостей, окон, пазов, отверстий. Количество и порядок разметочных
41 Здесь и далее цифры перед текстом обозначают номер операции, '
Технологические процессы механической обработки 125
И черновых операций не регламентируются и устанавливаются технологами й л вода.
6. Контроль твердости.
7. Подгонка контуров и обработка неровностей внешних поверхностей, не Подлежащих обработке по чертежу, но влияющих на внешний вид станка.
8. Очистка детали от стружки.
9. Искусственное старение (низкотемпературный отжиг).
10. Очистка детали после старения.
11. Контроль твердости.
12. Грунтование и окраска детали.
13. Получистовая обработка направляющих, передней, боковых, торцовых и других плоскостей, окон, пазов.
14. Получистовая обработка основного и других отверстий.
15. Опиливание заусенцев, притупление острых кромок и очистка детали от Стружки.
16. Клеймение порядкового номера детали и регистрация даты закладки на естественное старение. Консервация детали.
17. Старение упрочняющими методами.
18. Расконсервация детали. Очистка детали после естественного старения. Жесткие корпусные детали (станины, стойки, колрнны) без значительных уступов, выемок, окон, пазов и прорезей могут проходить операции 15, 16, 17 после операции 12 — старения.
19. Чистовая обработка передней, боковых, торцовых и других плоскостей. Обработка направляющих и других точных плоскостей под финишную обработку.
20. Получистовая обработка основного отверстия.
21. Разметочная.
22. Обработка пазов, окон, выемок, отверстий, относительное положение которых связано нежесткими размерными цепями с плоскостями направляющих и другими точными плоскостями и точными отверстиями.
23. Подгонка контуров, опиливание заусенцев, притупление острых кромок и очистка детали от стружки.
24. Обработка направляющих и других точных плоскостей под шабрение или шлифование и чистовая обработка других точных плоскостей.
25. Предварительное шабрение или шлифование направляющих и чистовое шлифование открытых плоскостей.
26. Обработка зеркала стола под шабрение или доводку. Чистовая обработка пазов и контрольных поясков,
27. Чистовое растачивание всех точных отверстий и основного отверстия под алмазное растачивание.
28. Обработка пазов, окон, выемок, отверстий, геометрическая точность которых оговорена техническими требованиями, а относительное положение связано жесткими размерными цепями с точными отверстиями, направляющими и другими точными плоскостями.
29. Чистовое шабрение или шлифование направляющих.
30. Чистовое растачивание основного отверстия под доводку и отверстий с повышенными требованиями к геометрическим параметрам и чистоте поверхности.
31. Доводка основного отверстия и отверстий с повышенными требованиями к геометрическим параметрам и чистоте поверхности.
32. Моечные работы.
33. Контроль.
34. Малярные работы.
35. Окончательное шабрение направляющих при сборке. Для столов — доводка зеркала стола, центрального паза и контрольных поясков при сборке.
ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ
ПРОВЕДЕНИЯ РЕГЛАМЕНТИРУЕМЫХ ОПЕРАЦИЙ
5. ** Черновая обработка направляющих, передней, боковых, торцовых и других плоскостей, окон, пазов, отверстий. Обработку производить на соответствующих
Здесь и далее цифры перед текстом обозначаю! номер операции или группы операций.
126 Методы достижения точностных параметров деталей станков
универсальных, специальных или специализированных станках с припуском 1—3 мм
на сторону.
Величина припуска зависит в каждом конкретном случае от конфигурации, габаритных размеров и жесткости детали, а также от методов дальнейшей обработки. Обработке подвергаются глубокие отверстия диаметром более 16 мм и глубокие длинные пазы шириной более 14 мм.
6 и 11. Контроль твердости. Твердость направляющих и других плоскостей, указанных в технических требованиях чертежа, проверять на менее чем в двух местах на каждой из плоскостей на расстоянии не менее 20 мм от края отливки. Максимальная разница в твердости между любыми контрольными точками не должна быть более 20 единиц по Бринеллю.
7. Подгонка контуров и обработка неровностей внешних поверхностей, не подлежащих обработке по чертежу, но влияющих на внешний вид станка. Подгонку контуров и обработку неровностей следует производить механическим или ручным способом по шаблонам, имеющим один и тот же контур, что и сопрягаемые детали, или по подметке сопрягаемых деталей с учетом припусков на дальнейшую обработку. В случае подгонки контуров по сопрягаемым деталям детали клеймить одним номером с переносом клейма на другое место при дальнейшей обработке.
10. Очистка детали после старения. Очистку наружных окрашиваемых поверхностей производить до металлического блеска; контроль — по эталону очищенной поверхности,
13. Получистовая обработка направляющих, передней, боковых, торцовых и других плоскостей, окон, пазов. Обрабоку производить на соответствующих универсальных специальных или специализированных станках с припуском 0,5—1,5 мм на сторону под окончательную обработку. Величина припуска зависит в каждом конкретном случае от конфигурации, габаритных размеров и жесткости детали. Обработку плоскостей, окон, пазов, не имеющих точных размеров, увязанных с базовыми поверхностями и отверстиями, производить начисто.
14. Получистовая обработка основного и других отверстий. Обработку производить на соответствующих универсальных, специальных или специализированных станках. Основное отверстие обработать с припуском 1,5—2 мм на сторону, другие отверстия — с припуском 0,5—1,5 мм на сторону. Припуск в каждом конкретном случае зависит от конфигурации, габаритных размеров и жесткости детали, а также от диаметра и длины отверстий. Обработку отверстий, не имеющих точных размеров, увязанных с базовыми поверхностями и отверстиями, производить начисто.
19. Чистовая обработка передней, боковых, торцовых и других плоскостей. Обработка направляющих и других точных плоскостей под финишную обработку. Обработку производить на соответствующих универсальных, специальных или специализированных станках с установкой детали на столе станка или в специальных приспособлениях.
Чистота и точность обработки должны отвечать техническим требованиям чертежа. Обработку направляющих и других точных плоскостей производить на соответствующих станках нормальной точности с припуском 0,15—0,3 мм на финишную обработку. Шероховатость поверхности направляющих технологически V5, пепараллельное™ и неплоскостность не более 0,1—1000 мм. Остальной профиль направляющих (канавки, уступы, фаски) обрабатывать начисто согласно техническим требованиям чертежа. Базой для установки детали являются плоскости, ранее обработанные начисто. Крепление детали не должно вызывать деформации ^дополнительных внутренних напряжений. Пережимы детали не допускаются.
20. Получистовая обработка основного отверстия. Получистовое растачивание основного отверстия производить с припуском 0,5—0,8 мм на сторону в зависимости от диаметра отверстия, его длины, конфигурации и жесткости детали. Растачивание выточек в основном отверстии, не связанных соосностью с основным отверстием, обработать начисто. Базой для установки и крепления детали являются направляющие или другие точные плоскости, обработанные с точными припусками под финишную обработку, или другие плоскости, прошедшие чистовую обработку. Крепление детали не должно вызывать деформации и дополнительных внутренних напряжений. Пережимы детали не допускаются.
22. Обработка пазов, окон, выемок, отверстий, относительное положение которых связано нежесткими размерными цепями с плоскостями направляющих и другими
Технологические процессы механической обработки 127
точными плоскостями и точными отверстиями. Обработке подвергаются точные и неточные пазы, окна, выемки, отверстия по разметке, шаблонам, кондукторам, которые можно выполнить до финишной обработки направляющих и других точных плоскостей и до чистовой расточки точных отверстий, т. е. относительное положение которых связано нежесткими размерными цепями с плоскостями направляющих и другими точными плоскостями и точными отверстиями. Базой для установки детали являются плоскости, ранее обработанные начисто. Крепление детали не должно вызывать деформации и дополнительных внутренних напряжений. Пережимы детали не допускаются.
23. Подгонка контуров, опиливание заусенцев, притупление острых кромок и очистка детали от стружки (см. операцию 7). Операцию производить по мере надобности. Необходимо стремиться всю подгонку контуров выполнять в операции 7 до искус-сгвенного старения.
24. Обработка направляющих и точных плоскостей под шабрение или шлифование и чистовая обработка других точных плоскостей. Обработку направляющих производить на продольно-строгальных станках, доведенных до повышенной точности за счет ужесточения допусков в 1,6 раза по основным показателям точности. Обработку торцов станин, нижних и верхних плоскостей стоек и других плоскостей производить на продольно-строгальных и продольно-фрезерных и расточных станках доведением по точности с ужесточением норм в 1,6 раза. Чистота обработки V 6, для станин V 7.
Пеплоскостность, непараллельность и извсрнутость направляющих не более 0,02 — 1000 мм и не более 0,03 мм на длине направляющих.
Базой для установки детали являются плоскости, ранее обработанные начисто. Установку и крепление детали производить в специальных приспособлениях или на столе станка с выверкой в продольном и поперечном направлениях с точностью 0,2 от припуска на финишную обработку.
Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. Пережимы детали не допускаются. При обработке направляющих станин крепление производить боковыми зажимами, зазор между плоскостью основания и плоскостью стола не более 0,03 мм.
Финишное строгание направляющих выполнять не менее чем за два прохода чистовыми широкими резцами, оснащенными пластинками из твердого сплава. Окончательный финишный проход выполнять при глубине резания не более 0,05 мм, скорости резания не более 15 м/мин и подаче на один двойной ход стола не более 0,6 ширины 'резца. При жесткой системе станок — приспособление — деталь — режущий инструмент финишное строгание направляющих выполнять методом врезания не менее чем за два прохода специальными чистовыми широкими резцами по всей ширине направляющих.
Направляющие шириной до 60 мм обрабатывать резцами, оснащенными пластинками из твердого сплава, свыше 60 мм — резцами, оснащенными пластинками из быстрорежущей стали.
При обработке направляющих шириной до 60 мм резцами с пластинками из твердого сплава окончательный финишный проход выполнять'при вертикальной подаче не более 0,1 мм на один двойной ход стола и скорости резания не более 12 м/мин.
При ширине строгания направляющих 60—100 мм резцами из быстрорежущей стали окончательный финишный проход выполнять при вертикальной подаче не более 0,08 мм на один двойной ход стола и скорости резания не более 8 м/мин.
При ширине строгания направляющих свыше 100 мм резцами из быстрорежущей стали окончательный финишный проход выполнять при вертикальной подаче не более 0,08 мм на один двойной ход стола и скорости резания не более 6 м/мин.
Доводку резцов, оснащенных пластинками из твердого сплава, производить алмазными кругами. Прямолинейный участок режущей кромки резцов довести до чистоты V 12 с контролем прямолинейности по лекалу на просвет.
Установку резцов на станках производить по специальным шаблонам. При финишной обработке направляющих методом строгания производить смачивание резца и обрабатываемой поверхности керосином.
Открытые плоскости обрабатывать фрезерованием на фрезерных или горизонтально расточных стайках за один проход, торцовыми насадными фрезами, оснащенными пластинками из твердого сплава,
128 Методы достижения точностных параметров деталей станков
Установка зубьев фрезы должна быть ступенчатой. Чистовой (зачистной) зуб фрезы должен снимать припуск не более 0,1 мм. Скорость резания не более 200 м/мин. Подача на зуб не более 0,05 мм.
Для обеспечения устойчивой работы фрезы и высокого качества обработанной поверхности диаметр фрезы должен быть не менее 1,25 ширины фрезерования, ширина лезвия зачистного зуба фрезы — не менее утроенной величины подачи на оборот фрезы.
Перед отправкой на окончательную обработку в термо константное помещение детали должны пройти вылеживание в механическом цехе в течение 10—15 дней.
Последующие операции выполнять в термо константном помещении.
25. Предварительное шабрение или шлифование направляющих и чистовое шлифование открытых плоскостей. Предварительное шабрение или шлифование направляющих производить после выравнивания температуры детали и окружающей среды. Предварительное шабрение направляющих производить по контрольным мостикам, спаренным с базовыми поверхностями установочных приспособлений, используемых при дальнейшей обработке деталей, и плоскостями сопрягаемых деталей, выдерживая непрямолинейность, непараллельность и извернутость направляющих в пределах технических требований чертежах числом пятен 8—10 на квадрат 25 X 25 мм.
При наличии шлифовальных станков высокой точности класса В, особо высокой точности класса А и особо точных класса С, обеспечивающих необходимую геометрическую точность, предъявляемую к детали, вместо предварительного шабрения направляющих и других плоскостей необходимо применять шлифование как периферией, так и торцом абразивных шлифовальных кругов, а также кругов из эльбора. Шлифование точных открытых плоскостей производить на плоскошлифовальных станках периферией шлифовального круга.
При абразивном шлифовании периферией шлифовального круга необходимо применять эмульсионное охлаждение, при шлифовании торцом шлифовального круга — эмульсионное или воздушное охлаждение.
Характеристика абразивного круга при торцовом шлифовании КЧ8 32-50 Cl —С2 Б, при шлифовании периферией КЧ8 20-40 М3—СМ2 К.
Рекомендуемые режимы обработки абразивными шлифовальными кругами см. в табл. 1 и 2.
1. Режимы резания при шлифовании плоскостей направляющих на продольно-шлифовальных станках, работающих чашечными и профильными абразивными шлифовальными кругами методом врезания
6,0/3,0 6,7/3,3
7,4/3,7
8,2/4,0
9,0/4,5
10,0/5,0
11,2/5,6
12,5/6,2
Скорость движения стола v , м/мин
Ширина шлифуемой поверхности Вш, мм при подаче на глубину шлифования *ls^ мм/ход
0,007 0,002 0,008 0.003 0,010 0,003 0,015 0,004 0,020 0,004 0,025 0,005 0,030 0,005 0,030 0,005
110 88 71 57 45 36 29 23
8$ 71 57 45 36 29 23 18
71 57 45 36 29 23 18 14
57 45 36 29 23 18 14
45 36 29 23 18 14
36 29 23 18 14 —
29 23 18 14 «в»
23 18 14 —
а в знаменателе для окончательного шлифо-
предварительного,
В числителе для вания.
При предварительном шлифовании значения Sf приведены только при работе чашечными кругами. х
129
Технологические процессы механической обработки
2. Режимы резания при шлифовании на плоскошлифовальных станках периферией абразивного круга
BR, мм 25 40 63 100
Рекомендуемая поперечная подача snon абразивного круга на ход стола (при г п 35 м/с), мм/ход кр 0,5-3,0 1,3-4,8 1,9-7,5 3,0-11,0
ист’ м/мин Поперечная подача $поп, мм/ход
0.5 0,8 1,3 1,9 3,0 4,8 7,5 11,0
Подача на глубину шлифования sy , мм/ход X
5 6 8 10 13 16 20 0,007 0,0065 0,006 0,0055 0,005 0,0045 0,004 0,0065 0,006 0,0055 0,005 0,0045 0,004 0,006 0,0055 0,005 0,0045 0,004 0,0055 0,005 0,0045 0,004 0,003 0,002 0,0015 0,005 0,0045 0,004 0,003 0,002 0,0015 0,0045 0,004 0,003 0,002 0,0015 0,004 0,003 0,002 0,0015 0,003 0,002 0,0015
—
—
— -
Высокая стойкость кругов из эльбора, малые радиусы скругления режущих кромок зерен кругов позволяют получить поверхности с неплоскостностью до 0,005 мм на 1000 мм длины и шероховатостью поверхности V8 — V10.
Рекомендуемые режимы обработки чашечными кругами из эльбора: оокр не более 28 м/с; уизд не более 6—8 м/мин при получистовых проходах и не более 3—4 м/мин при чистовых проходах, вертикальная подача на глубину не более 0,006—0,01 мм на один ход стола при получистовых проходах и 0,004—0,005 мм при чистовых проходах; величина прийуска не должна превышать 0,1—0,15 мм при получистовых проходах и 0,01—0,003 мм при чистовых.
Шлифование производить с захватом по всей ширине шлифуемой поверхности без охлаждения.
При шлифовании применять круги из эльбора на органической связке Б1 или БЗ и зернистостью Б012—Б016 соответственно с шероховатостью поверхности V8—V10. Перед получистовым и чистовым шлифованием кругами из эльбора необходимо произвести черновое шлифование абразивными чашечными шлифовальными кругами с одного установа детали со сменой шлифовальных кругов.
26. Обработка зеркала стола под шабрение или доводку.. Чистовая обработка пазов и контрольных поясков на зеркале стола. Обработку производить на продольнострогальных или продольно-фрезерных станках, доведенных до повышенной точности за счет ужесточения допусков в 1,6 раза по основным показателям точности. Чистота обработки V6. Неплоскостность зеркала стола и контрольных поясков и непараллельность их относительно направляющих не более 0,05 : 1000 мм.
Базой для установки детали являются направляющие. Установку и крепление детали производить в специальных приспособлениях или на столе станка с выверкой в продольном и поперечном направлениях в пределах требуемых допусков.
Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. Пережимы детали не допускаются.
Строгание зеркала стола выполнять методом продольной подачи не менее чем за два прохода чистовыми широкими резцами, оснащенными пластинками из твердого сплава.
Окончательный финишный проход выполнять при глубине резания не более 0,05 мм, скорости резания не ббЛее 15 м/мин и подаче на один двойной ход стола не более 0,6 ширины резца.
При тонком фрезеровании зеркала стола на продольно-фрезерных станках
5 п/р, Монахова
130 Методы достижения точностных параметров деталей станков
обработку производить торцовыми насадными фрезами, оснащенными пластинками
из твердого сплава, за один проход.
Установка зубьев фрезы должна быть ступенчатой. Чистовой (зачистной) зуб фрезы должен снимать припуск не более 0,1 мм. Скорость резания не более 200 м/мин. Подача на зуб не более 0,05 мм.
Для обеспечения устойчивой работы фрезы и получения высокого качества обработки поверхности диаметр фрезы должен быть не менее 1,25 ширины фрезерования, ширина лезвия зачистного зуба у фрезы должна быть не менее утроенной величины подачи на оборот фрезы.
Центральный или другие точные пазы и контрольные пояски обработать с припуском под шабрение или доводку при сборке. Остальные пазы обрабатывать начисто.
27. Чистовое растачивание всех точных отверстий и основного отверстия под алмазное растачивание производить на координатно-расточных станках или в специальных приспособлениях на горизонтально-расточных станках. Обработку основного отверстия под алмазное растачивание и доводку производить с припуском 0,15—0,25 мм на сторону под окончательную обработку. Величина припуска зависит от диаметра отверстия.
Базой для установки и крепления детали являются направляющие или другие точные базовые поверхности. Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. Пережимы детали не допускаются. Величины припусков для окончательного алмазного растачивания принимать по табл. 3 (см. операцию 29).
28, Обработка пазов, окон, выемок, отверстий, геометрическая точность которых определена техническими требованиями, а относительное положение связано жесткими размерными цепями с точными отверстиями, направляющими и другими точными плоскостями.
Допускается в исключительных случаях обработку производить после чистового шабрения плоскостей и алмазного растачивания основного отверстия, когда технологически невозможно обработать деталь до чистовой обработки основного и других точных отверстий и базовых поверхностей.
На сборке допускается обработка только тех отверстий, которые технологически невозможно обработать в механическом цехе.
Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. Пережимы детали не допускаются.
29. Чистовое шабрение или шлифование направляющих. Операция 29 выполняется только при наличии в деталях этой группы растачиваемых отверстий с повышенными требованиями к геометрическим параметрам и чистоте поверхности отверстия (т. е. при наличии отверстий с допусками точнее 1-го класса точности) в случае недостаточной нежесткости детали, в результате чего она может подвергнуться деформации в процессе обработки после предварительного шабрения или шлифования.
Чистовое шабрение производить по контрольным мостикам, спаренным с базовыми поверхностями установочных приспособлений, используемых при дальнейшей обработке деталей, и плоскостями сопрягаемых деталей, выдерживая непараллель-ность, непрямолинейность и извернутость направляющих в пределах технических требований чертежа и с числом пятен 12—16 на квадрат 25 X 25 мм.
При наличии шлифовальных станков особо высокой точности класса А или особо точных класса С, а также высокой точности класса В, обеспечивающих необходимую геометрическую точность, предъявляемую к деталям, вместо чистового шабрения направляющих необходимо применять шлифование как периферией, так и торцом абразивных шлифовальных кругов, а также кругов из эльбора.
Рекомендуемые режимы обработки при шлифовании см. в операции 25.
30. Чистовое растачивание основного отверстия под доводку, отверстий с повышенными требованиями к геометрическим параметрам и чистоте отверстий производить на специальных или специализированных алмазно-расточных станках с применением специальных приспособлений, базируясь на направляющие или другие точные базовые поверхности. Чистота обработки не ниже V8, конусность и овальность отверстия в любых точках должны быть соответственно не более 0,004 и 0,003 мм, непараллельность оси отверстия относительно направляющих или других точных базовых поверхностей не более 0,02 мм. При растачивании оставлять припуск под
Технологические процессы механической обработки 131
доводку 0,015—0,02 мм на диаметр. Растачивание вести не менее чем за два прохода резцами, оснащенными пластинками из твердого сплава, заточенными и доведенными алмазными кругами.
Крепление детали в приспособлении производить при помощи динамометрических устройств, фиксирующих необходимые усилия зажима.
Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. При закреплении пережимы детали не допускаются.
Рекомендуемые режимы обработки приведены в табл. 3.
3. Режимы резания и припуски на обработку при алмазном растачивании
°0бр-мм Вид обработки у, м/мин S, мм/об Величины припусков а, оставляемых на чисто/,ое растачивание
»обр' мм П О
Режимы резания
30 II О П О п о п о п о 100—200 0,08-0,10 0,05-0,07 0,10-0,15 0,06-0,07 0,10-0,15 0,05-0,06 0,10-0,15 0,04-0,05 0,05-0,10 0,04-0.05 а, мм
80 120—130
30 80 120 360 0.2 0.1
160 130—140
230 120—130 0,3
360 100—120
0,4
** П - предварительная, О — окончательная.
31. Доводка отверстий. Доводку основного отверстия, а также отверстий с повышенными требованиями к геометрическим параметрам и чистоте поверхности производить хонингованием или механизированной притиркой. Хонингование производить на хонинговальных стайках специальными раздвижными головками (хонами) с абразивными или алмазными брусками. Разница в толщине брусков в комплекте допускается не более 0,1 мм при алмазном хонинговании. Допустимая непараллель-ность граней бруска, вогнутость или выпуклость бруска не более 0,2 мм. Раковины, трещины и сколы на рабочей поверхности брусков не допускаются.
Процесс хонингования отверстий в зависимости от предъявляемых к деталям требований по точности и шероховатости поверхности подразделяется на черновое, предварительное, получистовое и чистовое (окончательное) хонингование.
При чистовом абразивном хонинговании рекомендуется применять бруски марки К39 Ml4—М20, при алмазном хонинговании АМ40—AM 14 (АМС40—АМС14) соответственно при шероховатости поверхности V8—V10.
Рекомендуемые режимы обработки при чистовом (окончательном) хонинговании:
а) абразивными брусками — окружная скорость инструмента оокр не более 40 м/мин; осевое возвратно-поступательное перемещение инструмента овп не более 20 м/мин; радиальная подача (радиусное, удельное давление) брусков р™ 104-13 кгс/см2 при ручном разжиме;
б) алмазными брусками: оокр не более 50 м/мин; t?Bn не более 12 м/мин; р не более 6 кгс/см2 при ручном разжиме.
Окончательные режимы при хонинговании отрабатываются и устанавливаются непосредственно на заводах в зависимости от формы, габаритных размеров, жесткости детали и других причин, влияющих на процесс хонингования.
Ориентировочные режимы алмазного хонингования при всех видах обработки (черновом, предварительном, получистовом, чистовом) могут быть выбраны по рекомендациям из выпуска серии Научно-исследовательские и экспериментальные работы. Выпуск V «Применение алмазного инструмента при изготовлении прецизионных деталей станков. Применение синтетических алмазов при обработке мерительного инструмента из твердого сплава». М. Оргстанкинпром, 1966.
При хонинговании производить охлаждение керосином с подачей 4—10 л/мин.
б*
132 Методы достижения точностных параметров деталей станков
Чистота обработки хонингованием V 9 — V 10, погрешности геометрической формы отверствия (овальность и конусность) 0,08—0,004 мм.
При более жестких требоваях к геометрической форме и чистоте поверхности основного отверстия применять притирку жесткими притирами из мягкого отожженного чугуна СЧ 15-32. Твердость притира должна быть на 30—40 единиц ниже, чем твердость обрабатываемой детали. При притирке применять комплект притиров с перепадом размеров 0,004—0,005 мм по наружному диаметру.
Деталь закрепляют в специальном приспособлении, базируясь на направляющие или на другие точные базовые поверхности. Крепление детали не должно вызывать деформаций и дополнительных внутренних напряжений. Пережимы детали не допускаются.
В качестве абразивных притирочных порошков применять при черновой притирке карбид бора или электрокорунд белый с зернистостью М20, при получистовой притирке — электрокорунд белый с зернистостью М14—М7, при чистовой притирке — электрокорунд белый с зернистостью М5—Ml или пасту ГОИ среднюю.
В качестве алмазных протирочных порошков применять при черновой притирке алмазный порошок АМ20 (АМС20), при получистовой притирке алмазный порошок АМ14—АМ7 (АМС14—АМС7), при чистовой притирке алмазный порошок АД15— AMI (АМС5—АМС1) или алмазные пасты с зернистостью алмазного порошка АМ5— АМ1 средней или низкой концентрации в жидкой консистенции.
Притирочные порошки применяются в смеси с растительным маслом (рафинированным подсолнечным, оливковым или конопляным), а также неорганическим маслом (вазелиновым или трансформаторным).
Рекомендуется предварительно проводить сравнительные испытания смесей, приготовленных на различных маслах, на образце и после этого применять лучшую.
Чистота обработки поверхности и геометрическая форма отверстия при притирке должны соответствовать техническим требованиям чертежа.
При притирке для охлаждения применять керосин. Во время хонингования и притирки нагрев детали не допускается. После хонингования и притирки обработанное отверстие тщательно промыть керосином в специальной ванне.
35. Окончательное шабрение направляющих при сборке выполнять, выдерживая геометрические параметры и количество пятен на квадрат 25 X 25 мм согласно техническим требованиям чертежа.
Каждый шабровщик один раз в полгода должен проходить аттестацию с отметкой в удостоверении.
Плоскость зеркала стола и центральный паз довести шабрением или механическим путем: шлифованием, строганием, тонким фрезерованием, притиркой на самом станке или на стенде, выдерживая точностные параметры согласно техническим требованиям чертежа.
Схемы контроля основных параметров приведены в табл. 4.
4. Схемы контроля ответственных параметров деталей типа корпусов шпиндельных бабок, станин, салазок, суппортов, кареток, ползунов, столов, стоек, кслокн, коробок подач, коробок скоростей, фартуков прецизионных металлорежущих станков (примеры)*1
Объект контроля Контролируемый допуск, мм । Тип деталей Методы и средства контроля основных параметров деталей (цена деления, мм)
1. Непрямолинейность призматических (V-об-разпых) направляющих в вертикальной и горизонтальной плоскостях 1 0,004 — 0,010/1000 Станины (в горизонтальной плоскости); столы, салазки, суппорты, каретки, ползуны; корпуса шпиндельных бабок, коробок подач, скоростей; фартуки Автоколлиматор АК“0,25. Спецподставка с зеркалом. Шаговый метод с построением графика. Непрямолинейность в горизонтальной плоскости определяют раздельно, после поворота трубы на 90°
Технологические процессы механической обработки 133
Продолжение табл. 4
Объект контроля
сх= -ь 3 к ЙС S Q
S
Методы и средства контроля основных параметров деталей (цена деления, мм)
Контрольный мостик специальный с уровнем (ц д. 0,01/1000) и головкой измерительной ц. д. 0,001
2. Извернутость и непараллельность призматических (V-образных) направляющих
я- «й
£ 3
о
3 *
2# -
3. Непараллельность плоскостей к призматическим (V-образным) направляющим
3
Отсчет измерительным головкам, комплектующим контрольный спецмостик (п. 2). Ц. д. измерительных головок
0,002
4. Непараллельность осей относительно их приз* матических (V-образных) направля ющих
Отсчет по измерительной головке (ц. д. 0,001 мм), вмонтированной в специальный штихмасс, на контрольном мостике (п. 2)
-1 а х
5 Непрямолинейность плоских направляющих
з х я
6. Извернутость плоских направляющих
Шаговый метод с построением графика. Брусковый уровень (ц. д. 0,02/100). Допустимо объединение с контролем по п. 6, 7, 8
Специальный конч сковым уровнем (ц. щий также и бруск верки по п. 5. Непрямолинейнос я а п ра вл я ющей оп р« графика 'рольный мостик с бру-fl. 0,02/100), включаю-овый уровень для про- ть второй плоской оделяется построением
'//bsrrz. Ivs? [ж jyiJ {
Отверстия под
134 Методы достижения точностных параметров деталей станков
Продолжение табл. 4
Объект контроля Контро ля -руемый допуск, мм Тип деталей Методы и средства контроля основных параметров деталей (цена деления, мм)
7. Непараллельность призматических направляющих (V-образных) относительно плоских 0,004 Станины То же, Комплектующая измерительная головка (ц. д. 0,002) для проверки по п. 7.
8. Непараллельность плоскостей относительно плоских направляющих 0,01 —0,05 Станины То же. Комплектующие измерительные головки с ц. д. 0,002 (0,01)
9. Непрямолинейность вертикальных плоских направляющих Рамный уровень (ц. д. 0,01/1000). Шаговый метод с построением графика
10. Извернутосгь вертикальных плоских направляющих 010*0 Стойки, колонны Специальное ко нт- -Z рольное устройство v для определения перекоса вертикальных . направляющих. Головка измерительная с с ц. д. 0,001. Настройка контрольного устройства—по эталонной спецплите. Определение из-вернутости производится наложением графиков прямолинейности Lj
11. Извернутостъ призматической (V-образной) и плоской направляющих Специальный контрольный мостик с брусковым уровнем (ц. д. 0,01/1000). Построение графика извернутости
12. Непараллельность зеркала стола относительно плоской и призматической направляющей
о Столы Специальные контрольные устройства для призматических (V-образных) направляющих с плавающими подвесками (ц. д. 0,002). Микрометры рычажные (ц. д. 0,002) 1 4-Wyi—п1 \| Ш П lil
Технологические процессы механической обработки 135
Продолжение табл. 4
Объект контроля Е « § ч §«Е S е-а* g Я Я CJ о <У I*' с чг >> к s Л ь Методы и средства контроля основных параметров деталей (цена деления, мм)
13, Непараллельное™? угловых направляющих относительно плоскости Точные ролики небольшой длины, закладываемые поочередно по краям угловых направляющих. Микрометры рычажные (ц. д. 0,002)
у Ф- Ф <R\ Ф Ф 'ФУ
Салазки, суппорты, каретки, ползуны Те же ролики. Микрометры ры.чажные (ц. д. 0,002). Для случая, когда проверяется перпендикулярность угловых и призматических (V-образных) направляющих, требуется построение графика
14. Непараллельность угловых направляющих между собой 0,005
15. Непрямолинейность yi ловых направляющих Автоколлиматор А К-0,25. Спецподставка с зеркалом. Шаговый метод с построением графика
16. Неперпендикулярность угловых и призматических (V-образных) направляющих 0.005/2 00 Салазки, суппорты, каретки, ползу! ы Специальное опорное приспособление, которое можно регулировать для установки аттестованной угловой направляющей в горизонтальную плоскость. Точные оправки, базирующиеся по краям контролируемых направляющих, с прижимами. Уровень рамный (ц д. 0,02/1000). Определение неперпендикуляркости осуществляется путем наложения графиков угловых и призматических (V-образных) направляющих
136 Методы достижения точностных параметров деталей станков
Продолжение табл 4
Объект контроля Контролируемый допуск, мм Тип деталей Методы и средства контроля основных параметров деталей (цена деления, мм)
17. Неперпендикуляр-ность осей 001/20*0 — 001/10‘0 Корпуса -шпиндельных бабок, коробок подач и скоростей; фартуки Оправки дисковые многоступенчатые. Специальное накладное приспособление с измерительной головкой (ц. д. 0,002) или рамный уровень (ц. д. 0,05/1000). При использовании рамного уровня деталь устанавливают по уровню на оправке в горизонтальное положение
—
Т7/777777777777777/777777/777777.
18. Непараллельность осей 0,02 — 0,09 Корпуса шпиндельных бабок, коробок подач и скоростей, фартуки Те же оправки. Уро-вень брусковый (ц. д. 0,02/1000). Деталь устанавливают в горизонтальное положение по уровню на оправке. Другой вариант — специальное накладное приспособление с измерительными головками (ц. д. 0,002) >, .1 1 //ш) 1 1 1
19. Неперпендикуляр-ность осей к торцам (плоскостям) 0,01/100 — 0,05/100 Салазки, суппорты, каретки, ползуны, корпуса шпиндельных бабок, коробок подач и скоростей
20. Непараллельность осей и плоскостей 0,010 — 0,120 Корпуса шпиндельных бабок
Те же оправки. Накладные специальные приспособления с измерительными головками (ц. д. 0,002)
Те же оправки, Глубиномер с измерительной головкой (ц д. 0,01) или специальный накладной глубиномер
Технологические процессы механической обработки 137
Продолжение табл. 4
Объект контроля Контролируемый до-пуск, мм Тип деталей I Методы и средства контроля основных параметров деталей (цена деления, мм)
21. Несоосность отверстий относительно общей СО о o' 1 >ных бабок, коробок остей, фартуки Специальные приборы для проверки не-соосности относительно общей оси, разработанные по схеме ГОСТ 10356 — 63
FF ч
оси о о Корпуса шпиндель подач и скор
м
22. Некруглость отверстий 1 0,002 — 0,008 Корпуса шпиндельных оабок. коробок подач и скоростей, фартуки Кругломер
23. Отклонение профиля продольного сечения отверстий 0,001—0,006 Корпуса шпиндельных бабок, коробок подач и скоростей, фартуки Специальный ] профиля продоль тайный по схеме прибор для проверки ного сечения,- разрабо-ГОСТ 10356 — 63
\ о Q оо , J
л
138 Методы достижения точностных параметров деталей станков
Продолжение табл. 4
Объект контроля i Контролируемый допуск, мм Тип деталей Методы и средства контроля основных параметров деталей (цена деления, мм)
24. Взаимное расположение (неперпендику-л яркость, непараллельность) плоскостей, оснований и направляющих (плоских) 0,002/100 — 0,020/100 Стойки, колонны, корпуса коробок подач и скоростей, фартуки Рамный у; варительная зонтальное г ровень (ц. д. 0,2, установка ochoi юложение /1000). Пред-зания в гори-
П Jl. gl III ,
X X
25. Неплоскостность плоскостей 0,004 — 0,020 6 о д ж Карусельный плоскомер, предварительно устанавливаемый по трем максимально удаленным точкам. Измерительная головка с ц. д. 0,002
. ir 'in X 1 V LHzt—E,
| Станг 1
26. Перекос осей При разработке с териалы: 1. Контроль прямо НИИМаш, М., 1971 г, 2. Контроль взаимнс лях тел вращения, НИ1 о о’ о о" :хем КОНТ линейное эго распо 4MaiH, М : 'о Корпуса шпиндельных бабок, ~2 g коробок подачи скоростей, So ~ а фартуки --я 5 » я й • » g л и о S Оправки дисковые многоступенчатые. Уровень брусковый (ц. д. 0,02/1000). Деталь устанавливают в горизонтальное положение по уровню на оправке
лендуется исг стпости и < оверхностей в
юльзовать руког соосности в стан корпусных дета юдящие ма-костроении, лях и дета-
Технологические процессы механической обработки 139
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ
НА ОБРАБОТКУ ГИЛЬЗ КООРДИНАТНО-РАСТОЧНЫХ СТАНКОЗ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОБРАБОТКУ ГИЛЬЗ
1. Отклонение от геометрической формы 0 75—135 мм, 0,0015—0,0025 мм.
2. Нецилиндричность отверстий подшипников 0,0015 мм.
3. Радиальное биение внутренних диаметров 0 (48,5—75)Л и 0 (54—87) А относительно наружного диаметра 0 75—135 мм не более 0,002—0,003 мм.
Рис. 10
4. Несоосность отверстий подшипников 0 (54—87) А не более 0,003 мм. Отверстие 0 75—135 мм обрабатывается по замерам фактического размера отверстия сопряженного корпуса с зазором, указанным в чертеже детали.
ТО 12ХНЗА : 20Х-Ц (0,7—1,0) НКС 59.
ТИПОВАЯ СХЕМА ИЗГОТОВЛЕНИЯ ГИЛЬЗ
1. Отрезка заготовки.
2. Черновая токарная обработка наружных и внутренних поверхностей. Операции 1 и 2 производить в отделении черновой обработки.
3. Термическая обработка (высокий отпуск).
4. Токарная обработка наружной поверхности, подрезка торцов и растачивание базовых фасок.
5. Черновое шлифование наружной поверхности.
6. Фрезерование зубьев, пазов, канавок.
7. Токарная обработка отверстий ф 60—115 и 0 54—95 мм под шлифование.
8. Термическая обработка (цементация, высокий отпуск).
9. Черновая токарная обработка отверстия 0 50—90 мм, отверстия под резьбу и горца (удаление цементованного слоя).
10. Сверление отверстий.
11. Термическая обработка (закалка, отпуск, очистка).
12. Шлифование базовых фасок (контроль см. в табл. 5).
13. Получистовое шлифование наружной поверхности.
14. Токарная обработка отверстия 0 50—90 мм и отверстия под резьбу начисто.
15. Термическая обработка (стабилизация в масле).
16. Притирка базовых фасок.
17. Получистовое шлифование наружной поверхности.
18. Получистовое шлифование отверстий под наружные кольца подшипников, упорных и базовых торцов (контроль см. в табл. 5).
19. Чистовое шлифование отверстий под наружные кольца подшипников, упорных и базовых торцов (контроль см. в табл. 5).
20. Запрессовка наружных колец подшипников.
Здесь и далее цифры перед текстом обозначают номер операции или группы операций,
140 Методы достижения точностных Параметров деталей станков
21. Предварительное шлифование внутренних поверхностей наружных колец подшипников.
22. Получистовое шлифование наружной поверхности (контроль см. в табл. 5).
23. Чистовое нарезание резьбы.
24. Чистовое шлифование зубьев рейки (контроль см. в табл. 5).
25. Шлифование плоскости вершин зубьев рейки.
26. Чистовое шлифование отверстий наружных колец подшипников и торца кольца верхнего подшипника (контроль см. в табл. 5).
27. Притирка и доводка отверстий наружных колец подшипников.
28. Сборка шпиндельного узла, обкатка на специальном стенде, разборка узла, промывка, повторная сборка и регулировка.
29. Чистовое шлифование наружной поверхности гильзы (контроль см. в табл. 5).
30. Финишное шлифование наружной поверхности гильзы (контроль см. табл. 5).
31. Чистовое шлифование конусного отверстия шпинделя (контроль см. в табл.5).
32. Разборка шпиндельного узла, промывка, сборка, юстировка и обкатка по технологии и техническим условиям сборки.
ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ ПРОВЕДЕНИЯ РЕГЛАМЕНТИРУЕМЫХ ОПЕРАЦИЙ
1. Отрезка заготовки. От каждого прутка или трубы отрезать образец длиной 10—12 мм, заклеймить порядковым номером и провести в металлографической лаборатории анализ микроструктуры и химического состава. Получить разрешение лаборатории на выдачу прутка в заготовительный цех. Обработку осуществлять методами, исключающими возникновение внутренних напряжений.
2. Черновая токарная обработка наружных и внутренних поверхностей. Обработку производить с припуском 5 мм.
4. Токарная обработка наружной поверхности, подрезка торцов и растачивание базовых фасок. Обработку наружной поверхности под шлифование производить с припуском до 1,3 мм.
5. Черновое шлифование наружной поверхности производить с целью создания промежуточной технологической базы. Детали крепить на оправке с конусными фланцами. Обработку производить в центрах. Припуск 1,0 мм. Отклонение от геометрической формы не более 0,02 мм, чистота обработки V 7.
6. Фрезерование зубъев, пазов, канавок. Обработку зубьев рейки производить с припуском под шлифование 0,25—0,3 мм на сторону.
7. Токарная обработка отверстий 0 60—115 и 54—95 мм под шлифование. Обработку производить с припуском 0,6—0,8 мм.
9. Черновая токарная обработка отверстия 0 50—90 мм, отверстия под резьбу и торца (снятие цементационного слоя). Обработку производить с припуском не менее 1,5 мм,
12. Шлифование базовых фасок выполнять на центрошлифовалыюм станке с планетарным и осциллирующим движениями режущего инструмента типа фирмы «Техника» (Швейцария), обеспечивающем точную геометрию и соосность базовых фасок. Режущий инструмент — шлифовальные головки конической формы ГК или ГКЗ (ГОСТ 4785—64). До получения указанных станков базовые фаски обрабатывать на других видах оборудования. Чистота обработки V 9. Несоосность фасок не более 0,004 мм (распространяется так же на операцию 16).
13. Получистовое шлифование наружной поверхности производить на специальной оправке в центрах. Припуск 0,6 мм. Суммарное отклонение от геометрической формы не более 0,015 мм. Чистота не ниже V 7.
Режущий инструмент — шлифовальные круги с характеристикой, подобранной согласно ОМТРМ 3466-016—64 «Абразивный инструмент» (распространяется на все операции шлифования: 17, 18, 19, 21, 22, 24, 25, 26, 29, 30 и 31).
Перед установкой на станок торцы и периферию шлифовального круга проточить на токарном или специальном станке и отбалансировать статически (распространяется на все операции шлифования на круглошлифовальпых станках).
После установки на станок произвести правку торцов и периферии круга алмазным карандашом, после чего снять со станка и отбалансировать повторно. После вторичной установки править’ круг по периферии алмазным карандашом.
Технологические процессы механической обработки 141
Порядок балансировки и величина статического дисбаланса абразивных кругов по ГОСТ 3060—55.
При наличии у абразивного круга непараллельности торцов один торец прото* нить на специальном или токарном станке, после чего монтировать на оправку. Охлаждающая жидкость — эмульсия.
Обработку вести на следующих режимах: пдет до 25 м/мин; $прод до 0,3 шир. круга/об. детали; /поп не более 0,01 мм/дв. ход, стола.
14. Токарная обработка отверстия 0 50—90 мм и отверстия под резьбу начисто. Отверстие 0 54 мм растачивать под шлифование с припуском 0,7 мм. Несоосность с отверстием 0 60 мм не более 0,03—0,05мм. Крепление в патроне и люнете. Выверку детали производить с точностью 0,02 мм.
17. Получистовое шлифование наружной поверхности производить на оправке в центрах. Установка — на базовых фасках. Припуск 0,4 мм. Наружный диаметр обработать по 2-му классу точности. Отклонение от геометрической формы не более 0,01 мм. Чистота не ниже V 8.
В качестве смазочно-охлаждающей жидкости на операциях получистового и финишного шлифования применять следующий состав (г/л воды): триэтаноламин 8, олеиновая кислота 1, нитрит натрия 2,5 (распространяется на все операции получистового, чистового и финишного шлифования: 18, 19, 26, 27, 29, 30).
Периодически, один раз в 10 дней, производить контроль и корректировку состава смазочно-охлаждающей жидкости.
Для очистки смазочно-охлаждающей жидкости применять магнитный сепаратор, а при финишном шлифовании — магнитный сепаратор в сочетании с другими фильтрующими элементами. Качество очистки смазочно-охлаждающей жидкости проверять путем осаждения. Допустимое содержание взвешенных частиц в жидкости при финишном шлифовании не более 0,5% по массе. Обработку вести на следующих режимах: Идет до 22 м/мин; $прод 0,25 шир. круга/об. детали; /поп не более 0,006 мм/дв. ход. с юла.
18. Получистовое шлифование отверстий под наружные кольца подшипников упорных и базовых торцов производить на специальных двусторонних шлифовальных ('ганках типа МВ-11 или внутришлифовальных станках повышенной точности с пе-рсустановом детали. Припуск 0,04—0,05 мм. Гильза должна быть выверена в горизонтальной и вертикальной плоскостях. Точность установки детали 0,01 мм. Чистота обработки не ниже V 7. Обработку вести на следующих режимах: удет до 20 м/мин; 5прод 0,20 шир. круга/об. детали; ?поп не более 0,005 мм/дв. ход. с гола.
Выхаживание производить до получение заданной чистоты и точности.
19. Чистовое шлифование отверстий под наружные кольца подшипников, упорных и базовых торцов. Чистота обработки не ниже V 9. Отклонение от геометрической формы не более 0,003 мм. Обработку производить на двустороннем внутришлифо-вальном станке особо высокой точности класса А типа МВ-11 или на внутришлифо-вальном станке класса А. Обработку вести на следующих режимах: цдет до 15 м/мин; •sripoa 0,2 шир. круга/об. детали; /поп не более 0,002 мм/дв. ход. стола.
Выхаживание производить до получения заданной чистоты и точности.
20. Запрессовка наружных колец подшипниов с гарантированным натягом 0,015— 0,02 мм. Перед запрессовкой подобрать наружные кольца под каждое отверстие 1 нльзы с размером на 0,015—0,02 мм больше фактического размера отверстия. Запрессовку производить с охлаждением колец подшипников в холодильной камере 'Iина ВХК2 до —35 4 40° С (допустимый зазор между торцами колец и заплечи-к пт отверстия гильзы 0,02 мм).
22. Получистовое шлифование наружной поверхности производить на оправке в центрах на станках повышенной точности (по нормали ЭНИМСа Н70-11). Припуск оо0,1 мм. Допуск на диаметр по 3-му классу точности. Режущий инструмент — ci шфовальные круги с характеристикой, подобранной согласно ОМТРМ 3466-016—64 ’ Абразивный инструмент», ч. III. Обработку вести на следующих режимах: цдет до 22 м/мин; $прод 0,25 шир. круга/об. детали; /поп не более 0,006 мм/дв., ход. с юла.
Отклонение от геометрической формы не более 0,005 мм. Чистота обработки не ниже V 9.
23. Чистовое нарезание резьбы. Крепление детали — в четырехкулачковом пат
142 Методы достижения точностных параметров деталей станков
роне и люнете. Выверку производить с точностью до 0,005 мм. Детали обрабатывать на универсальных станках повышенной точности (по нормали ЭНИМСа Н70-11) типа 1К62Б. Резьбу нарезать по калибру. Режущий инструмент — резцы из быстрорежущей стали с доведенными режущими кромками. Охлаждающая жидкость — сульфофрезол или масло машинное.
24. Чистовое шлифование зубьев рейки. Установку гильзы производить в специальном приспособлении по наружной поверхности, выверку производить с точностью 0,1 мм по ролику, установленному во впадину зубьев. Зубья шлифовать на специальном реечно-шлифовальном станке типа МШ-147 или на резьбошлифовальных станках. Ввод шлифовального круга производить в середине рейки гильзы. Охлаждающая жидкость — масло индустриальное 20. Обработку вести на следующих режимах: гдст до 5 м/мин; /врез 0,005 мм/дв. ход. стола.
25. Шлифование плоскости вершин зубьев рейки производить в приспособлении. Выверку производить по ролику, установленному во впадину зубьев в горизонтальной плоскости с точностью 0,05 мм. Оборудование — заточный станок типа ЗА64. Режущий инструмент — шлифовальные круги формы ЧП или ЧК (ГОСТ 4785—64*). Последующие операции выполнять в термоконстантном помещении.
26. Чистовое шлифование отверстий наружных колец подшипников и торца кольца верхнего подшипника. Детали выверять с точностью до 0,005 мм. Обработку производить на двустороннем шлифовальном станке типа МВ-11, доведенном до норм точности станка класса А (по нормали ЭНИМСа Н70-11). Допускается обработка на универсальных внутришлифовальных станках особо высокой точности класса А (по нормали ЭНИМСа Н70-11) с переустановом. Выверка должна быть произведена с точностью до 0,001 мм на всей длине детали. Режущий инструмент — шлифовальные круги с характеристикой К34 BMi—ВМ3 К. Обработку вести наследующих режимах: цдст до 10 м/мйн; 5прод 0,2 шир. круга/об. детали; /поп не более 0,005 мм/дв. ход. стола.
Выхаживание производить до получения заданной чистоты и точности на данную операцию. Режимы правки круга: грубая $прод до 0,2 мм/об; ^поп до 0,05 мм/ход стола; тонкая зпрол до 0,025 мм/об; /поп до 0,03 мм/ход стола.
27. Притирка и доводка отверстий наружных колец подшипников. Крепление детали осуществлять в специальном приспособлении, исключающем возможность повреждения поверхности и деформации детали. Отверстия притирать одновременно ступенчатым притиром с чугунными цанговыми втулками микропорошком М28 или- М20. Смазочно-охлаждающая жидкость — керосин. Притиры изготовлять из чугуна СЧ 21-40 твердость НВ 170—241. Отклонение от геометрической формы не должно превышать 0,0015 мм. Чистота обработки не ниже V 11. Несоосность отверстий не более 0,003 мм.
28. Сборка шпиндельного узла, обкатка на специальном стенде, разборка узла, промывка, повторная сборка и регулировка:
а) при сборке расточного шпинделя не допускается деформация наружной поверхности гильзы за счет регулировки натяга подшипников;
б) расточный шпиндель должен пройти юстировку. Биение оси шпинделя в радиальном и осевом направлениях — в пределах допуска норм точности на этот узел. Блуждающее биение оси шпинделя не допускается;
в) расточный шпиндель должен быть обкатан до полной стабилизации температуры нагрева шпиндельных опор. Допустимый нагрев на 5—8° С больше по сравнению с первоначальной температурой узла;
г) расточный шпиндель должен быть испытан под нагрузкой;
д) радиальные роликовые и упорные подшипники должны быть собраны с предварительным натягом согласно техническим условиям чертежа.
29. Чистовое шлифование наружной поверхности гильзы производить в сборе на неподвижном шпинделе в грибковых центрах с припуском под финишное шлифование. Перед шлифованием подшипники наполнить густой смазкой. Припуск должен составлять 0,03—0,04 мм относительно фактического размера отверстия сопряженного корпуса. Пролеживание узла после данной операции должно быть не более часа во избежание микрокоррозии.
Отклонение от геометрической формы не должно превышать 0,004 мм. Чистота обработки не ниже V 9.
Технологические процессы механической обработки 143
Обработку производить на круглошлифовальных станках повышенной точности (по нормали ЭНИМСа Н70-11) типа ЗБ151П.
Обработку вести на следующих режимах: 1>дет до 12 м/мин; $прод 0,15 шир. круга/об. детали; /поп до 0,003 мм/ дв. ход. стола.
Выхаживание производить до получения заданной чистоты и точности.
Режимы правки круга: грубая $прод Д° 0,2 мм/об; /поп до 0,05 мм/хвд стола; тонкая $прод до 0,025 мм/об; /пои до 0,03 мм/ход стола.
30. Финишное шлифование наружной поверхности гильзы производить в сборе на неподвижном шпинделе в^грибковых центрах по фактическому размеру отверстия сопряженного корпуса, обеспечив зазор согласно требованиям чертежа. Отклонение от геометрической формы не должно превышать 0,0015—0,0025 мм. Чистота обработки не ниже VII.
Обработку производить на станках особо высокой точности класса А (по нормали ЭНИМСа Н70-11). К таким станкам относятся станки мод. 3E153, ЗЕ12 или станки иностранных фирм «Джон Шипман» (Англия), «Фортуна» (ФРГ) и др. Режущий инструмент — шлифовальные круги с характеристикой К34ВМ1—ВМЗК. Обработку вести на следующих режимах: одет до 12 м/мин; $прод =0,15 шир. круга/об. детали; /поп не более 0,003 мм/дв. ход. стола,
Выхаживание производить до получения заданной чистоты и точности.
Режимы правки круга: грубая $прод до 0,2 мм/об; /поп до 0,05 мм/ход стола; тонкая 5прОд до 0,025 мм/об; /поп до 0,03 мм/ход стола. Пролеживание не более 30 мин.
31. Чистовое шлифование конусного отверстия шпинделя в сборе. Гильзу установить в двух люнетах неподвижно с выверкой в двух координатах с точностью 0,002 мм. Шлифование производить на универсальных станках особо высокой точности класса А (по нормали ЭНИМСа Н70-11). Передачу вращения от бабки изделия к шпинделю осуществлять через гибкий поводок (резиновый или пружинный). Обработку производить без охлаждающей жидкости во избежание попадания ее в подшипники узла. Режимы обработки: идет до 10 м/мин; зпрод 0,3 шир. круга/об. детали; /поп не более 0,002 мм/дв. ход. стола.
Выхаживание производить до получения заданной чистоты и точности. Пролеживание не более 30 мин.
5. Схемы контроля ответственных параметров (примеры **)
Съемный
О\дМ диск
1|о1И
Й \Непод6шкный диск
Радиальная кат съемного
диска 0,002мм
1/^2
№ перехода
Объект контроля.
Контролируемый размер (допуск), мм
Метод и средства контроля
Операция 12
1 Шероховатость базовых фасок у 9
Образцы шероховатости поверхности по ГОСТ 9378—60. Визуально, методом сравнения
** При разработке схем контроля рекомендуется использовать руководящий материал «Контроль взаимного расположения поверхностей в корпусных деталях и деталях тел вращения». НИИМаш, М.( 1971 г.
144 Методы достижения точностных параметров деталей станков
Продолжение табл 5
№ перехода Объект контроля. Контролируемый размер (допуск), мм Метод и средства контроля
2 Отклонение от геометрической формы поверхности базовых (центровых) фасок Конусный калибр-пробка составной Контроль «на краску». Окрашивание контролируемой поверхности не менее 80% при толщине слоя краски 0,003 мм
1 1 Операция Шероховатость базовых фасок у 10 18 Методы и средства контроля те же, что в операции 12, переходы 2 и 3
2 Геометрическая форма базовых фасок 60°; 0,004
1 Операция Шероховатость поверхностей отверстий под наружные кольца подшипников v о 19 Профилометр мод. 240
2 Отклонение от геометрической формы отверстий под наружные кольца подшипников 0,003 Прибор типа «Талиронд» мод. 51 или 2 фирмы Тейлор-Г обсоя (Англия) или мод 246 для контроля круглости поверхности
3 Диаметры отверстий под наружные кол ьца подш ин ников. Аттестовать 1. Нутромер индикаторный 1-ИМП (ГОСТ 868—72). Индикатор часового типа заменить на измерительную пружинную головку (микатор). 2, Установочное аттестованное кольцо специальное
4 Несоосность отверстий под наружные кольца подшипников 0,003 Прибор для контроля соосности (по типу прибора конструкции УкрНИИСИП) специальный 1
1 Операция Шероховатость наружной поверхности А гильзы v 0 23 Профилометр мод 253 (ГОСТ 9504 — 60)
2 Диаметр наружной поверхности А гильзы по техническому процессу механической обработки 1 Скоба рычажная СР для диаметров до 100 мм (ГОСТ 1 1098 — 61 ♦).. 2 . Меры длины концевые плоскопараллельные 2 го класса точности (ГОСТ 9038 — 59)
3 Некруглость наружной поверхности А гильзы 0,005 Прибор для контроля круглости мод. 255. Проверять: первую деталь партии или смены; первую деталь после наладки и подналадки станка
4 Овальность и конусообразность наружной поверхности А 0,01 Скоба рычажная СР (ГОСТ 11098 — 64)*
5 Отклонение профиля продольного сечения наружной поверхности А 0,005 Прибор для контроля профиля продольного сечения. Определение отклонения записи профиля продольного сечения
Технологические процессы механической обработки 145
Продолжение табл. 5
№ перехода Объект контроля. Контролируемый размер (допуск), мм Метод и средства контроля
1 Операция Шаг рейки. Допуски по ГОСТ 10242 — 62 24 Универсальный измерительный ми кроскоп мод. УИМ-21 или универсальная длиномерная машина [Каталог № 24-231-1 К. Цейсс (ГДР)!
2 Профиль зубьев рейки
3 Толщина зуба рейки. Допуски по ГОСТ 10242 — 62 Зубомер кромочный микрометрический ЭМ. При измерении учитывать припуск на чистовое шлифование наружной поверхности
4 Направление зуба рейки Прибор с призматическими опорами для базирования на цилиндрическую поверхность гильзы имеет перемещающее устройство по направлению зуба, оснащен рычажно-зубчатым индикатором ИРБ (ГОСТ 5584-61*)
5 Отклонение от параллельности средней линии рейки относительно оси гильзы 0,02 1. Микрометр гладкий (ГОСТ 6507—60) 2. Ролик специальный — диаметр в зависимости от модуля
1 Последующие опера пи в термоконстантн Операция Шероховатость поверхностей отверстий наружных колец подшипников и торца кольца верхнего подшипника V ю и контролировать ом помещении 26 Профилометр мод. 253 Образцу ше роховатости (ГОСТ 9378 — 60)
2 Диаметры отверстий наружных колец подшипников (аттестовать) 1. Нутромер индикаторный 1-ИМН (ГОСТ 868—72). Индикатор часового типа заменить на измерительную пру жинную головку (микатор) 2. Установочное аттестованное коль цо специальное
3 Отклонение от геометрической формы отверстий наружных колец подшипников 0,0015 Прибор типа «Талеронд» мод. 51 или 2 фирмы Тейлор—Гобсон (Англия) для контроля круглости поверхности
4 Неперпендикулярность торца кольца верхнего подшипника к оси гильзы 0,002—0,005 Прибор типа «Талеронд» мод. 51 или 2 фирмы Тейлор —Гобсон (Англия) для контроля круглости поверхности. Кон троль производить после операции 27
5 Несоосность отверстий наружных колец подшипников 0,003 Прибор специальный по типу прибора конструкции УкрНИИСИП для кон троля соосности
146 Методы достижения точностных параметров деталей станков
Продолжение табл. 5
№ перехода Объект контроля. Контролируемый размер (допуск), мм Метод и средства контроля
t Операция Шероховатость поверхностей отверстий наружных колец подшипников V 11 27 Профилометр мод. 253
2 Диаметры отверстий Наружных колец подшипников (аттестовать) Средства контроля те же,- что в операции 26, переход 2
3 Отклонение от геометрической формы отверстий наружных колец подшипников 0,0015 Средства контроля те же, что в операции 26, переход 3
4 Неперпендикулярность торца кольца верхнего подшипника к оси гильзы 0,002 — 0,005 Средства контроля те же, что в операции 26, переход 4
5 Несоосность отверстий наружных колец подшипников 0,003 Средства контроля те же, что в операции 26, переход 5
1 Операция Шероховатость наружной поверхности гильзы у 9 29 Профилометр мод 253 или образцы шероховатости (ГОСТ 9378—6Л)
2 Диаметр наружной поверхности гильзы (с учетом припуска 0,03 — 0,04 мм относительно фактического размера отверстия сопряженного корпуса) (аттестовать) 1. Скоба рычажная (ГОСТ 1 1098 — 64*). 2. Концевые меры длины 2-го класса точности (ГОСТ 9038 — 59)
3 Отклонение от геометрической формы наружной поверхности гильзы 0,004 Прибор типа «Талеронд» мод. 51 или 2 фирмы Тейлор —Гобсон (Англия) для контроля круглости поверхности
4 Непрямолинейность образующей наружной поверхности гильзы 0,004 Средства контроля те же, что в операции 22, переход 4
1 Операция Шероховатость наружной поверхности гильзы v 1 * 30 Профилометр мод. 253
2 Диаметр наружной поверхности гильзы согласно размерам отверстия сопряженного корпуса (аттестовать) Средства контроля те же, что в операции 26, переход 2
Технологические процессы механической обработки 147
Продолжение табл. 5
№ перехода Объект контроля. Контролируемый размер (допуск)» мм Метод и средства контроля
3 Отклонение от геометрической формы наружной поверхности гильзы 0,0015 — 0,0025 Средства контроля те же, что в операции 26, переход 3
4 1 Непрямолинейность образующей наружной поверхности гильзы 0,002 Оптическая линейка специальная (по типу оптической линейки ИС-36)
1 Операция Шероховатость поверхности конусного отверстия шпинделя V 9 31 Профилометр мод. 240
2 Отклонение от геометрической формы конусного отверстия шпинделя Конусный калибр-пробка. Контроль «на краску». Окрашивание контролируемой поверхности не менее 80 — 90% при толщине слоя краски 0,005 мм
3 Биение конусного отверстия шпинделя относительно оси гильзы: у торца 0,003; на длине 300 мм 0,006 Составить технический п 1. Оправка с посадочным конусом и цилиндрическим хвостовиком специальная. Технические условия на оправку: 1) песооспость посадочного конуса цилиндрического хвостовика оправки не более 0,0005 мм; 2) отклонение от геометрической осн цилиндрического хвостовика оправки не более 0,0005 мм. 2. Головка измерительная пружинная (микатор) 05-ИПМ. 3. Поверочные призмы нулевого класса точности Ш-2 (ГОСТ 5641—66) — комплект из двух призм, 4, Штатив Ш-1 (ГОСТ 10197—70), 5. Поверочная плита нулевого класса точности (ГОСТ 10905—64). 6, Угловая плита (СТУ 62-33—62) 7. Шаровой упор депорт на деталь
148 Методы достижения точностных параметров деталей станков ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ
НА ОБРАБОТКУ ШПИНДЕЛЕЙ КООРДИНАТНО-РАСТОЧНЫХ СТАНКОВ ИЗ ЦЕМЕНТУЕМОЙ ЛЕГИРОВАННОЙ СТАЛИ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОБРАБОТКУ ШПИНДЕЛЕЙ
360 ~750 1,
Рис. 11
1. Биение конусного отверстия относительно шеек 0 55Н и 0 67Н: у торца — 0,003 мм;
на длине 300—0,006 мм.
2. Конус проверить по калибру. Прилегание по краске 80—85% поверхности конуса.
3. Биение основных торцов не более 0,002 мм.
ТО 12ХНЗА, 20Х—Ц 0,7—1,0 HRC 59.
ТИПОВАЯ СХЕМА ИЗГОТОВЛЕНИЯ ШПИНДЕЛЕЙ
1. *1 Отрезка заготовки.
2. Кузнечная обработка.
3. Термическая обработка (нормализация).
4. Обработка торцов и центровых отверстий.
5. Черновая токарная обработка наружных поверхностей.
6. Черновая обработка отверстия.
7. Термическая обработка (стабилизирующий отпуск).
8. Обработка центровых фасок.
9. Токарная обработка наружных поверхностей под шлифование и отверстия начисто.
10. Токарная обработка конусного отверстия под шлифование.
11. Фрезерование паза на торце головки под шлифование, зачистка заусенцев, притупление острых кромок.
12. Термическая обработка (цементация, высокий отпуск).
13. Зачистка базовых фасок (снятие окалины).
14. Токарная обработка резьбовых шеек под шлифование.
15. Токарная обработка отверстия под шлицы с припуском под шлифование.
16. Термическая обработка (закалка и отпуск).
17. Чистовое шлифование базовых фасок.
18. Получистовое шлифование наружных поверхностей. **
** Здесь и далее цифры перед текстом обозначают номер операции или группы операций.
Технологические процессы механической обработки 149
19. Получистовое шлифование внутренних поверхностей.
20. Чистовое протягивание шлицев в отверстии.
21. Чистовое шлифование торцового паза головки.
22. Термическая обработка (стабилизация).
23. Притирка базовых фасок.
24. Получистовое шлифование рабочих шеек и чистовое шлифование наружных шеек ‘под резьбу и внутренние кольца подшипников.
25. Напрессовка внутренних колец подшипников.
26. Чистовое шлифование резьбы.
Последующие операции 27 и 28 выполнять в термо константном помещении.
27. Финишное шлифование наружных поверхностей, торцов внутренних колец подшипников и рабочих шеек.
28. Притирка и доводка наружных поверхностей внутренних колец подшипников.
Чистовое шлифование конусного и шлицевого отверстий производится в сборе с гильзой на собственных подшипниках.
ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ ПРОВЕДЕНИЯ РЕГЛАМЕНТИРУЕМЫХ ОПЕРАЦИЙ
1. *L Отрезка заготовки.
От каждого прутка отрезать образец длиной 10—12 мм, заклеймить одним номером ч провести в металлографической лаборатории анализ микроструктуры и химического состава. Получить разрешение лаборатории на выдачу прутка в заготовительный цех.
Обработку осуществлять методами, исключающими возникновение внутренних напряжений.
9. Токарная обработка наружных поверхностей под шлифование и отверстия начисто. Обработку производить под шлифование с припуском 0,6—0,7 мм и шеек под резьбу с припуском 4—5 мм.
10. Токарная обработка конусного отверстия под шлифование. Обработку производить в патроне и люнете. Выверка на радиальное биение с точностью 0,05 мм. Припуск под шлифование 0,5—0,6 мм.
14. Токарная обработка резьбовых шеек и шлицевых отверстий под шлифование (снятие цементационного слоя). Обработку производить с припуском 0,4—0,5 мм. Допустимое биение не более 0,05 мм.
17. Чистовое шлифование базовых фасок производить на центрошлифовальном станке с планетарным и осциллирующим движениями режущего инструмента типа «Техника» (Швейцария), обеспечивающем точную геометрию и соосность базовых фасок. Режущий инструмент — шлифовальные головки конической формы ГК или Г КЗ ГОСТ 4785—64**. Чистота обработки V 9. Несоосность фасок не более 0,004 мм. До получения указанных станков базовые фаски обрабатывать на других видах оборудования.
18. Получистовое шлифование наружных поверхностей производить на станках повышенной точности (по нормали ЭНИМСа Н70-11) типа ЗБ151П. Характеристики абразивных кругов подбирать по ОМТРМ 3416-016—64 «Абразивный инструмент», ч III (данное требование распространяется на операции 19, 24, 26, 27) Обработку производить па следующих режимах: идет до 20 м/мин; $прОд 0,3 шир. круга/об. детали; /поп не более 0,01 мм/дв. ход. Проверить на отсутствие трещин.
19. Получистовое шлифование внутренних поверхностей производить в люнете на станках повышенной точности(понормалиЭНИМСаН70-11)с припуском0,15—0,2 мм. Выверку детали при установке производить с точностью 0,01 мм. Чистота обработки V 8. Обработку производить на следующих режимах: идет до 20 м/мин;
Д° 0,25 шир. круга/об. детали; /поп не более 0,005 мм/дв. ход.
Здесь и далее цифра перед текстом обозначает номер операции или группы операций.
150 Методы достижения точностных параметров деталей станков
20. Чистовое протягивание шлицев в отверстии производить на горизонтальном протяжном станке. Крепление детали осуществлять в приспособлении с установкой по наружной поверхности и торцу. Для обеспечения концентричности шлицевого отверстия к наружной поверхности шпинделя применять направляющую втулку для шлицевой протяжки с базированием втулки по конусному отверстию шпинделя.
24. Получистовое шлифование рабочих шеек, чистовое шлифование наружных шеек под резьбу и внутренние кольца подшипников производить на грибковых центрах или на конусных пробках. Пробки должны быть аттестованы по конусам и центровым отверстиям. Отклонение от геометрической формы шеек под внутренние кольца подшипников не должно превышать 0,004 мм, чистота обработки V 9. Обработку производить на станках повышенной точности (по нормали ЭНИМСа Н70-11) типа ЗБ151-П и ЗБ161П на следующих режимах: одет до 12 м/мин; 5прод до 0,2 шир. круга/об. детали; /поп не более 0,003 мм/дв. ход. Выхаживание производить до получения заданной чистоты и точности. Режимы правки круга: грубая 5пр0д до 0,2 мм/об; /поп не более 0,05 мм/ход стола; тонкая 5прод до 0,025 мм/об; fuon не более 0,03 мм/ход стола.
25. Напрессовка внутренних колец подшипников. Для напрессовки внутренних колец подшипников должен быть обеспечен гарантированный натяг 0,015—0,02 мм. Напрессовку производить после нагрева внутренних колец подшипников в масляной ванне до 100—110° С. Кольца должны быть запрессованы до упора в торцы заплечиков.
26. Чистовое шлифование резьбы производить на станках высокой точности класса В (по нормали ЭНИМСа Н70-11) типа 5823. Охлаждающая жидкость — масло индустриальное 20. Для очистки см азочно-охлаждающей жидкости применять магнитный сепаратор в сочетании с фильтром, состоящим из набора металлических сеток. Обработку производить на* следующих режимах: цдет до 0,8 м/мин; /110п не более 0,3 мм/ход стола.
Последующие операции выполнять в термокопстантном помещении.
27. Финишное шлифование наружных поверхностей, торцов внутренних колец подшипников и рабочих шеек производить на станках особо высокой точности класса Л (по нормали ЭНИМСа Н70-11). Установка детали — на базовых фасках. Перед установкой на станок торцы и периферию шлифовального круга проточить на токарном или специальном станке и отбалансировать статически. После установки на станок произвести правку торцов и периферии круга алмазным карандашом, затем снять со станка и отбалансировать повторно. После вторичной установки править круг по периферии алмазным карандашом.
Порядок балансировки и величину статического дисбаланса абразивных кругов выбирать по ГОСТу 3060—55. Правку периферии круга производить на следующих режимах: грубая $прод до 0,2 мм/об; /поп до 0,05 мм/ход стола; тонкая 5прод до 0,025 мм/об; /поп до 0,03 мм/ход стола.
В качестве смазочно-охлажадющей жидкости рекомендуется следующий состав (г/л воды): триэтаноламин 80, олеиновая кислота 1,0, нитрит натрия 2,5.
Данное требование распространяется на операцию шлифования 23.
Периодически, один раз в десять дней, производить контроль и корректировку состава смазочно-охлаждающей жидкости. Для очистки смазочно-охлаждающей жидкости применять систему, состоящую из магнитного сепаратора в сочетании с другими фильтрующими элементами. Качество очистки смазочно-охлаждающей жидкости оценивается по содержанию твердых частиц. Допустимое содержание взвешенных частиц в растворе при операции финишного шлифования не должно превышать 0,05% по массе. Обработку производить на следующих режимах: до 33 м/с; цдет до 15 м/мин; $лрод до 0,3 шир. круга/об. детали; t не более 0,002 мм/дв. ход. стола.
Выхаживание производить до получения заданной чистоты и точности. Размеры шеек выполнять по замерам колец и иголок с обеспечением необходимого натяга. Проверить на отсутствие трещин.
28. Притирка и доводка наружных поверхностей внутренних колец подшипников выполняются в центрах на токарных станках специальными чугунными разрезными притирами с добавлением микропорошка М28 и керосина. Притиры изготовляются из чугуна СЧ 21-40 твердостью НВ 170—241. Окончательное шлифование кону-<
Технологические процессы механической обработки 151
сного отверстия шпинделя производить в сборе с гильзой (см. технологическую схему изготовления гильз). Схемы контроля ответственных параметров приведены в табл. 6.
6. Схема контроля ответственных параметров (примеры)
от
Неподвижный Съемный диск
I
о ✓ 0f0& qoot Mi
э
Оправка / l/d^.2
Радиальная качка съемного диска ^0,002мм
№ перехода Объект контроля. Контролируемый размер, мм Метод и средства контроля и технические условия
1 Операции 17 Шероховатость базовых фасок V 9 и 23 Профилометр цеховой мод. 253 ГОСТ 9504 — 60
2 Отклонение от геометрической формы базовых фасок 60® Конусный калибр-проба составной*1. Контроль «на краску». Окрашивание контролируемой поверхности не менее 80% при толщине слоя краски 0,003 мм
1 я t я вл ять Операция Шероховатость конусного отверстия V 8 Конусное отверстие: размер, конусность (с учетом припуска под шлифование). Конус Морзе Последующие операции контролировать Рабочий калибр припасовать к контр >ся упрощенным прообразом детали. 19 Образцы шероховатости поверхности (ГОСТ 9378 — 60). Визуально, методом сравнения. Конусный калибр-пробка (ГОСТ 2849—69). Контроль производить по положению первой риски калибра относительно торца детали и «на краску». Первая риска калибра не должна доходить до торца детали на 3 — 4 мм. Окрашивание проверяемой поверхности не менее 75% при толщине слоя краски 0,005 мм в термоконстантном помещении юльному калибру, который должен
152 Методы достижения точностных параметров деталей станков
Продолжение табл, 6
Ло перехода Объект контроля. Контролируемый размер, мм Метод и средства контроля и технические условия
1 Операция Шероховатость поверхностей шеек под внутренние кольца подшипников V 9 24 Профилометр мод. 240
2 Отклонение от геометрической формы шеек под внутренние кольца подшипников 0,004 Прибор для контроля круглости поверхностей мод, 246
3 Несоосность шеек под внутренние кольца подшипников 0,005 Специальный прибор
4 Диаметры шеек под внутренние кольца подшипников (аттестовать) 1. Скоба рычажная (ГОСТ 11096—64 *). 2. Концевые меры длины 2-го класса точности (ГОСТ 9038—59)
Операция 27
1 Шероховатость отклонения от геометрической формы V 10; соосности 0,004 — 0,003 и диаметр наружной поверхности внутренних колец подшипников (аттестовать) Методы и средства контроля те же, что в операции 24. [ Диаметры колец должны быть выполнены с учетом фактических размеров диаметров отверстий наружных колен подшипников и игл для обеспечения заданных ТУ на подшипники в сборе
2 Биение торцов колец подшипников относительно оси 0,002 1. Прибор для контроля круглости поверхности мод. 246. 2. Индикатор рычажно-пружинный (мнникатор) ИПР
1 Операция Шероховатость, отклонения от геометрической формы V Н; соосности 0,001—0,003 и диаметр наружной по-верхности внутренних колец подшип-ников (аттестовать) 28 Методы и средства контроля те же, что в операции 24. Требования к размеру диаметров колец подшипников — см. операцию 27, переход 2
2 Конусное отверстие, размер, конусность, конус Морзе Составить технический паспорт Конусный калибр-пробка. Контроль «на краску», Окрашивание контролируемой поверхности не менее 80—85% при толщине слоя краски 0,005 мм на деталь
153
Технологические процессы механической обработки
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ НА ОБРАБОТКУ ЗАКАЛЕННЫХ ХОДОВЫХ ВИНТОВ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОБРАБОТКУ ВИНТОВ
Технические условия на ходовые винты 0—1-го классов точности по ТУД-22-2. У юл профиля резьбы а = 15 и 30°. Материал — сталь ХВГ. Т. 0. HRC 50—56 (рис. 12).
ТИПОВАЯ СХЕМА ИЗГОТОВЛЕНИЯ ВИНТОВ
1 ♦Ч Отрезка заготовки.
2. Термическая обработка (отжиг).
3. Подрезка торцов, центрование, черновая токарная обработка.
4. Термическая обработка (стабилизация).
5. Срезка центров, центрование и токарная обработка под шлифование.
6. Фрезерная, сверлильная, слесарная обработка.
7. Токарная обработка образца, предназначенного для термообработки.
8. Термическая обработка (закалка и отпуск).
9. Доводка центровых отверстий.
10. Черновое шлифование наружных поверхностей.
11. Контроль твердости и отсутствия трещин.
12. Черновая прорезка резьбы.
13. Шлифование заходов резьбы.
14. Контроль на отсутствие трещин.
15. Термическая обработка (старение).
16. Доводка центровых отверстий.
I 1оследующие операции 17, 18, 20, 21,22, 23, 24, 25 и 26 проводить в термоконстантном помещении.
17. Получистовое шлифование наружных поверхностей.
18. Получистовое шлифование резьбы (контроль см. табл. 8).
19. Термическая обработка (старение).
20. Доводка центровых отверстий.
21. Предварительное шлифование посадочных шеек и чистовое шлифование ссыльных наружных поверхностей*.
22. Чистовое шлифование резьбы.
23. Шлифование фасок на вершинах витков.
24. Контроль резьбы (контроль см. табл. 8).
25. Шлифование посадочных шеек с припуском под притирку (контроль см. табл. 8).
26. Токарная обработка—притирка посадочных шеек и торцов (контроль см. табл 8). **
** Здесь и далее цифра перед текстом обозначает номер операции или группы операций.
154 Методы достижения точностных параметров деталей станков ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ
ПРОВЕДЕНИЯ РЕГЛАМЕНТИРУЕМЫХ ОПЕРАЦИЙ
1. Отрезка заготовки. От каждого прутка отрезать образец длиной 10—12 мм, заклеймить одним номером и провести в металлографической лаборатории анализ микроструктуры и химического состава. Получить разрешение этой лаборатории на выдачу прутка в заготовительный цех. Длина заготовки должна быть на 15—18 мм больше длины готовой детали. Диаметр заготовки — с припуском 6—10 мм. Кривизна заготовки не должна превышать 2 мм на 1000 мм. Отрезать один на партию заготовок образец-свидетель длиной 100 мм для термической обработки. Перед механической обработкой и в процессе обработки правка детали недопустима, Отрезку заготовок производить методами, исключающими возникновение внутренних напряжений.
3. Размеры центровых гнезд выбирать по нормали (табл. 7).
7. Токарная обработка образца, предназначенного для термоообработки. Образец должен быть обработан по технологическому эскизу до диаметра заготовки под резьбу и иметь выточку для его подвешивания при термообработке.
9. Доводка центровых отверстий. Доводку производить на токарных станках нормальной точности или специальных приспособлениях твердосплавными центрами до получения чистоты рабочих фасок не ниже V9. Для более точной обработки центровых отверстий предпочтительно применять специальный центрошлифовальный станок с планетарным движением шлифовального круга типа «Техника» (Швейцария) для винтов длиной до 750 мм.
В качестве притирочного материала применять смесь веретенного масла, олеиновой кислоты и микропорошка Мб—М4, разведенную до жидкой консистенции. Доводка пеитров на токарных станках в специальных приспособлениях производится при 200—250 об/мин. Чистоту обработки фасок определять визуально по образцам шероховатости поверхности. Геометрию рабочей поверхности центрового отверстия проверять «на краску». Краской должно быть покрыто не менее 80% рабочей поверхности центрового отверстия.
12. Черновая прорезка резьбы. Прорезку производить с припуском (по нормали) 0,07—0 1 мм на сторону профиля под получистовое шлифование.
7. Нормаль № 024 на центровые отверстия, применяемые МЗКРС *>
£>0, мм Масса кг ЦентровЬе отверстие, мм
d 1 D I i L ? D.& c
Св. 12 до 26 До 40 40—70 2.5 4,5 5,0 6 8 6,0 1,5 2.0 1,0
Св. 26 до 70 25-160 100-1СО 3,0 6,0 6,5 10 18 7,5 2.5 3.0 1,5
Технические требования: 1) центровые отверстия выбирать по наименьшему диаметру Do концевой части; 2) центровые отверстия притереть.
Технологические процессы механической обработки
155
Допустимы отклонения не более чем на два класса ниже окончательной точности. Чгстота обработки не ниже \77. Обработку производить на резьбошлифовальных панках повышенной точности. Для черновой прорезки резьбы применять шлифовальные круги, выбранные согласно ОМТРМ 3466-016—64 «Абразивный инструмент» ч III. Допускается прорезка многониточным кругом.
Охлаждающая жидкость должна состоять из 70% масла индустриального 20 (веретенного 3) и 30%рсульфофрезола. Подача охлаждающей жидкости 150—170л/мин. Очистку охлажающей жидкостью производить в магнитном сепараторе.
Прорезку производить на полную глубину профиля резьбы.
Режимы обработки: идет до 1,5 м/мин; vKp до 32 м/с; /поп не более 0,8 мм.
Режим правки круга — /поп до 0,1 мм на проход.
Последующие операции выполнять в термоконстантном помещении.
17. Получистовое шлифование наружных поверхностей производить с припуском под чистовое шлифование 0,2—0,3 мм для винтов длиной до 1000 мм и 0,6—0,7 мм для винтов до 2000 мм. Чистота обработки V7. Режущий инструмент — шлифовальные круги с характеристикой, выбранной согласно ОМТРМ 3466-016—64 «Абразивный инструмент», ч. III.
В качестве смазочно-охлаждающей жидкости рекомендуется следующий состав (г,'л вода): триэтаноламин 8, олеиновая кислота 1, нитрит натрия 2,5. Данные требования распространяются также на операции 21 и 25. Периодически (1 раз в 10 дней) производить контроль и корректировку состава смазочно-охлаждающей жидкости.
Для очистки смазочно-охлаждающей жидкости применять систему, состоящую из магнитного сепаратора, а на операциях финишного шлифования — магнитного сепаратора в сочетании с другими фильтрующими элементами.
Допустимое содержание взвешенных частиц в жидкости при финишном шлифовании не более 0,05% по массе.
Режимы обработки: цдет до 12 м/мин; до 35 м/с; /поп до 0,1 мм/ход стола; 511рол 0,4 шир. круга/об. детали.
Перед шлифованием станок должен разогреваться не менее 30 мин.
18. Получистовое шлифование резьбы производить с припуском (по нормали) 0,02—0,03 мм на сторону профиля. Допускаемые отклонения не более чем на один класс ниже окончательной точности винта.
Чистота обработки V 8.
Обработку производить на резьбошлифовальных станках высокой точности в центрах с поддерживающими люнетами. Количество люнетов зависит от диаметра и длины винта.
Для получистового шлифования резьбы применять шлифовальные круги следующих характеристик: М8М1 6К, М10ВМ2 6—8К.
Охлаждающая жидкость — смесь 70% масла индустриального 20 и 30% сульфофрезола.
Данные требования распространяются также на операцию 22. Подача охлаждающей жидкости 150—170 л/мин. Охлаждающую жидкость необходимо предварительно очищать в магнитном сепараторе типа СМ5М. Для более тонкой очистки до размера взвешенных частиц не более 2 мкм применять центрифуги.
На станках необходимо иметь установки для охлаждения жидкости с автоматическим регулированием постоянства температуры в пределах I—2° С.
Режимы обработки: одет до 1,5 м/мин; до 35 м/с; i = 8 проходов.
Режимы правки круга /поп до 0,1 мм на проход.
Перед шлифованием станок должен прогреваться в течение 30 мин.
21. Предварительное шлифование посадочных шеек и чистовое наружных поверхностей.
Шлифование начисто наружной резьбы неответственных диаметров.
Предварительное шлифование посадочных шеек с припуском под окончательное шлифование 0,1—0,15 мм для винтов длиной до 1000 мм и 0,3—0,25 мм — для винтов до 2000 мм.
Чистота предварительно обработанных поверхностей
Обработку производить на станках высокой точности класса В (по нормали ЭНИМС Н70-11).
156 Методы достижения точностных параметров деталей станков
Режущий инструмент — шлифовальные круги с характеристикой, выбранной, согласно ОМТР 3466—016—64 «Абразивный инструмент», ч. III, Режимы обра-. ботки: УдСт до 12 м/мин; ик до 35 м/с; /поп не более 0,005 мм/ход стола; sI!poa 0,3 шир. круга/об. детали.
Выхаживание производить до получения заданной чистоты и точности согласно технологическому процессу.
22. Чистовое (окончательное) шлифование профиля резьбы. Чистота обработки не ниже V9. Обработку производить на резьбошлифовальных станках особо высокой точности с поддерживающими люнетами.
До начала работы станок должен прогреваться па холостом ходу не менее 30 мнн. Для окончательной обработки резьбы рекомендуется применять шлифовальные круги с характеристикой М8М1 6К, М10ВМ2 6—8 К.
Режимы обработки: одет 0,4 м/мин; vK до 35 м/с; i — 13 проходов.
Режимы правки круга /поп до 0,1 мм на проход.
25. Шлифование посадочных шеек производить начисто с допустимой чистотой обработки не ниже чем на один класс от указанного на чертеже.
Шлифование рекомендуется производить по замерам сопрягаемых деталей с припуском на диаметр до 0,015 мм под притирку.
Обработку производить на станках особо высокой точности класса А(по нормали ЭНИМС Н70—11) с применением поддерживающих люнетов.
Режимы обработки: идет до 15 м/мин; не менее 35 м/с; /поп не более 0,003 мм; 5прод 0,25 шир. круга/об. детали. Выхаживание производить до получения заданной чистоты и точности.
26. Токарная обработка (притирка посадочных шеек и торцов). Притирку производить на токарных станках нормальной точности специальными притирами, изготовленными из чугуна Сч 21-40 твердостью НВ 170—241. В качестве притирочного материала применять смесь веретенного масла 3, олеиновой кислоты и микропорош-• ка Мб—М4, разведенных до жидкой консистенции.
8. Контроль ответственных параметров
№ перехода Объект контроля и контролируемый размер, мм Метод и средства контроля и технические условия
Контроль операций производить в термоконстантном помещении Операция 18
1 Шероховатость поверхности резьбы V 8 Специальные образны шероховатости поверхности
2 Средний диаметр резьбы: размер, конусность, овальность. Допуск по ТУД-22-2 на 2-й класс точности 1. Специальная скоба (ГОСТ 577 — 68*), оснащенная: а) индикатором часового типа; б) комплектом роликов из трех штук с диаметром в зависимости от шага резьбы; в) специальными державками для роликов, По типу державок для контроля резьбы по методу трех проволочек «Цейсе» (ГДР) 2. Резьбовой эталон (ГОСТ 9058—59) или концевые меры длины 2-го класса точности. Контроль методом трех проволочек
Технологические процессы механической обработки 157
Продолжение табл. 8
№ перехода Объект контроля и контролируемый размер, мм Метод и средства контроля и технические условия
1 Операция Шероховатость резьбовой поверхности V 9 - V 8 24 Специальные образцы шероховатости поверхности при визуальном методе или двойной микроскоп мод. МИС-11 и гуттаперчевая масса. Контроль методом слепка
2 Шероховатость наружной поверхности резьбы и посадочных шеек V 8 — V 9 Образцы шероховатости поверхности (ГОСТ 9378-60)
3 Средний диаметр резьбы: размер, конусность, овальность. Допуск по ТУД-22-2 на 0— 1-й классы точности Метод и средства контроля те же, что для операции 18, переход 2 с заменой в скобе индикатора часового типа на многооборотный индикатор (ГОСТ 9696 — 61)
4 Наружный диаметр резьбы: размер, конусность, овальность. Допуски по ТУД-22-2 на 0—1-й классы точности 1. Скоба индикаторная, оснащенная измерительной пружинной головкой (микатором) 1-ИПМ. 2. Концевые меры длины 2-го класса точности (ГОСТ 9038—59)
5 Радиальное биение наружной поверхности резьбы. Допуск по ТУД-22-2 на 0—1-й классы точности 1. Прибор для проверки биения в центрах повышенной точности по типу ПБ-500. ТУ на прибор см. операцию 20, переход 1. 2. Индикатор часового типа специальный, оснащенный плоским само-устанавливающимся наконечником (ГОСТ 577 — 68*) по типу наконечника к прибору для проверки резьбы мод. ОКБ-480.
6 Шаг резьбы! отклонение шага в пределах оборота, в пределах одного шага, наибольшее накопление ошибки на длине 25, 100, 300 мм и на всей длине. Допуски по ТУД-22-2 на 0—1-й классы точности Универсальная длиномерная машина, оснащенная дополнительно двумя центровыми бабками по типу задних бабок оптической делительной головки мод. ОД Г по каталогу № 24-231-1 «Цейсе» (ГДР) или специальная машина для контроля ходовых винтов с приспособлением для проверки внутри-шаговых ошибок (по типу мод. МС-14 конструкции ЭНИМСа): а) со специальным эталонным насадным шестигранником, установленным на базовые шейки винта; б) со специальными измерительными приспособлениями для поворота на угол
158
Методы достижения точностных параметров деталей станков
Продолжение табл. 8
№ перехода Объект контроля и контролируемый размер, мм Метод и средства контроля и технические условия
7 Угол профиля резьбы 15 и 30®. Допуск по ТУД-22-2 на 0—1-й классы точности Универсальная длиномерная машина или специальный накладной микроскоп для измерения угла профиля по типу накладного микроскопа мод. НМР или универсальный микроскоп мод. УИМ-21
8 Внутренний диаметр резьбы. Допуск по ТУД-22-2 па 0—1-й классы точности 1. Призма специальная (ГОСТ 577 — 68*) с базой на наружную поверхность резьбы, оснащенная инди* катором часового типа 2. Эталон специальный для установки призмы на размер. При контроле учесть действительный размер наружного диаметра резьбы
1 Операции 25 и 26
Шероховатость посадочных шеек V 9 — V 10 Профилометр мод. 240
2 Посадочные шейки — размер (аттестовать) 1. Скоба индикаторная с заменой в ней индикатора часового типа на измерительную пружинную головку (мика-тор) 1-ИПМ 2. Концевые меры длины 2-го класса точности (ГОСТ 9038 — 59)
3 Биение посадочных шеек 0,002—0,003 1. Прибор по типу ПБ-500 для проверки биения в центрах повышенной точности (ТУ на прибор см. операцию 20, переход 1)
4 Биение базовых торцов 0,001 2. Индикатор рычажно-пружинный (миникатор) ИРП
Составить технический паспорт на деталь
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПОМЕЩЕНИЯМ ЦЕХОВ И УЧАСТКОВ С ТЕРМОКОНСТАНТНЫМ РЕЖИМОМ
Температурный режим (табл. 9—12). Стандартная нормальная температура для линейных и угловых измерений по ГОСТ 9249—59 равна 4-20° С.
С целью предотвращения нарушения температурного режима особенно при боль-шом весе завозимых деталей и изделий, рекомендуется;
Технологические процессы механической обработки 159
завоз производить в нерабочее время* например в 3-ю смену, или создать специальные термостатированные склады для вылеживания завезенных деталей и изделий до приобретения ими температуры, близкой к температуре производственных участков.
В случае, когда в термо константном помещении производится обработка деталей, сборка узлов или станков, требующих разных температурных условий, температурный режим устанавливается по наиболее жестким условиям.
9. Температурный режим в механических цехах
Назначение термоконстантных участков Класс точности станка, на котором производится обработка Допустимые отклонения б температур от -J-2O0 С при размере обрабатываемых поверхностей (D или Z), мм
Финишная обработка деталей типа валов и втулок (шпиндели, гильзы, пиноли, подшипники и др ) и точных отверстий в шпиндельных коробках, с целью получения заданной посадки для узлов, определяющих высокую точность изготовляемых станков Финишная обработка делительных зубчатых колес и дисков для получения заданного угла наклона профиля Финишная обработка ходовых винтов для получения заданных отклонений по шагу Нанесение делений на линейных штриховых мерах (металлических и стеклянных) для получения заданного размера *1 Работа выполняется на полуавтомач ных в специальных кабинах. Оператор в : В о Ь Ит £ I QI О 500 1000
± 1,0 ±1,0
А, С В б ± 1.0 D = 100 б— + 1,5 ±0,5 500 ±0,5 200
+ 1,0 1,0
А, С В б=± 1.0 1 = 1000 ±0,5 2000 ±0,5 4000
б — ±1,5 ±1,0
А, С В б = ± 1,0 / = 500 ±0,5 1000 ±0,25 2030
б = ± 1,0 ±0,5 ±0,25
А, С гических дел! процессе деле б = ± 0,25 ительных м гния в каб1 ±0,1 ** ашинах, ус ине не при» ±0,05 *1 тановлен-сутствует.
10. Температурный режим в сборочных цехах
Назначение термоконстантных участков Класс точности изготовляемых станков Допустимые отклонения (мм) температур от + 20° С при массе (т) собираемых станков
ДО 1 от 1 до 10
Предварительная сборка узлов и станков , . Чистовая шабровка , Окончательная сборка и проверка узлов и станков Приемочный контроль и юстировка станков В А, С В А, С В А, С В А, С +20,0 ± 1.5 ±1,5 ±1,0 j 1,5 ±1.0 ±1,5 ±1,0 I tn О О in О tn О lO -Л .4 ~ о ~ о ~ о + т! +1 +1+1 +1+1
160 Методы достижения точностных параметров деталей станков
11. Температурный режим в инструментальных цехах
Назначение термоконстантцых участков Класс точности изготовляемых станков Допустимые отклонения температур от ±20° С при массе (т) изготовляемых станков
ДО 1 от 1 до 10
Финишная обработка высокоточных инструментов и деталей приспособлений В ±2.0 ±1,5
А, С ± 1*5 ±1,0
Окончательная сборка и проверка контрольных и установочных приспособлений для механической обработки деталей и сборки узлов и станков В ±1,5 ±1,0
А, С ±1,0 ±0,5
Ремонт, доводка и приемочный контроль измерительной оснастки и инструмента (поверочных плит, угольников) В ±1,5 ±1,0
А, С ±1,0 ±0.5
12, Температурный режим в измерительных лабораториях и контрольно-поверочных пунктах
Назначение термоконстантных участков Класс точности изготовляемых станков Допустимые отклонения температур от ±20° С при длине детали, мм
500 1000 2000
Участки общих измерений и контрольные пункты П, В ±1,0
Ремонтные поверочные пункты
Участки особо точных измерений деталей с размером, мм: до 2000 ... А, С ±0.5 — —
более 2000 В ±0,25
Участки эталонирования и поверки средств измерения А, С ±0,10 *1
Аттестация штриховых и концевых мер длины .... А, В ±0,50 ± 0,25 J 0,10*1
А, С ±0,10 *1 ±0,05*1 , ±0,05 *1
Измерение производится на полуавтоматических компараторах, установленных в специальных кабинах. Оператор в процессе аттестации меры в кабине не присутствует.
Относительная влажность воздуха. Для предотвращения образования микрокоррозии на деталях, а также считаясь с физиологическими особенностями человеческого организма, относительную влажность воздуха' в термоконстантных помещениях устанавливают не менее 40% и не выше 60% (с учтом колебаний).
Чистота воздуха. К участкам, размещенным в термоконстантных корпусах, где? производятся наиболее точные работы, предъявляются строгие требования в отношении запыленности воздуха (табл. 13).
Скорость движения воздуха. Данные о допустимой скорости движения воздуха для различных термоконстантных участков приведены в табл. 14.
Технологические процессы механической обработки
13. Требования по запыленности воздуха
161
Назначение термоконстантных участков Класс точности изготовляемых станков Наибольшие размеры частиц пыли в мкм Наибольшее количество пылинок, оседаемых на 1 см2 стекла в 1 ч
Нанесение делений и цифр на линейных штриховых мерах (металлических и стеклянных) . Аттестация штриховых и концевых мер Доводка поверхностей деталей 12 — 14-го классов чистоты Окончательная сборка и проверка подшипников и шпинделей . . . Эталонирование и проверка средств измерения В, А и С В, А и С В, А и С В, А и С В А, С 0,3 0,3 1,0 2,0 2.0 2.0 40 40 40 40 400 40
Примечание. Контроль запыленности воздуха определяется путем укладки полированной стеклянной пластинки черного цвета на высоте 1 м от пола на срок 1 ч. Количество осевшей пыли определяется оптическими методами.
14-. Допустимые скорости движения воздуха для различных цехов
Назначение термоконстантных участков Класс точности станков, на которых производится обработка Наибольшая скорость воздуха, м/с
Механические цехи
Финишная обработка деталей типа валов и втулок (шпиндели, гильзы и др.), определяющих высокую точность изготовляемых станков Финишная обработка делительных зубчатых колес и дисков В, A, С 0,3-0.5
Финишная обработка ходовых винтов В А, С 0,3-0,5 0,2-0,3
Нанесение делений на линейных штриховых мерах (металлических и стеклянных) В A, G 0,2-0,3 0,1
Сборочные цехи
Предварительная сборка узлов и станков В, А, С 0,3 -0,5
Чистовая шабровка и окончательная сборка и проверка узлов и станков В А, С 0,3-0,5 0,2-0,3
Приемочный контроль и юстировка станков В А, С 0,2-0,3 0,2
6 п/р, Монахова
162 Методы достижения точностных параметров деталей станков
Продолжение табл. 14
Назначение термоконстантных участков Класс точности станков, на которых производится обработка Наибольшая скорость воздуха, м/с
Инструментальные цехи
Финишная обработка высокоточных инструментов и деталей приспособлений В, А, С 0.3—0,5
Окончательная сборка и проверка установочных и контрольных приспособлений для механической обработки и сборки Ремонт, доводка и приемочный контроль измерительной оснастки и инструментов Измерительные лаборатории и контрольное Участки общих измерений и контрольные пункты Ремонтные и поверочные пункты В, А, С юверочные пункта П, В 0,2-0,3 н 0,2-0,3
Участки особо точных измерений деталей с размером ММ’ до 2000 более 2000 Аттестация штриховых и концевых мер длин!/ А, С В, A, G П, В A, G 0,2 0,1-0,2 0,2—0,3 ОД
Глава 5
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
КЛАССИФИКАЦИЯ И НОРМЫ ТОЧНОСТИ
Все станки в зависимости от вида обработки делятся на 10 групп; каждая группа, в свою очередь, подразделяется на 10 типов, а каждый тип — на 10 типоразмеров (табл. 1).
В основу деления станков на типы приняты следующие основные признаки: технологическое назначение станка (круглошлифовальные, внутришлифовальные и т. д.); расположение главных рабочих органов (вертикально-фрезерные, горизонтальнофрезерные); количество главных рабочих органов (одношпиндельные, многошпиндельные); степень автоматизации (автомат, полуавтомат).
По степени специализации металлорежущие станки подразделяются на универсальные, специализированные, специальные; по массе и габаритным размерам — на обычные, крупные, тяжелые и уникальные; по точности — на станки нормальной точности, повышенной точности и высокоточные (прецизионные).
Перечень стандартов на нормы точности станков приведен в табл. 2.
По типоразмерам станки различают по основным параметрам для каждой группы: токарные — по наибольшему размеру обрабатываемой детали над станиной; сверлильные — по наибольшему диаметру сверления в сплошном материале средней твердости; фрезерные — по размерам стола; токарные автоматы — по максимальному диаметру обрабатываемых прутков и т. д.
Каждому станку присваивается номер, который может состоять из трех или четырех цифр. Первая цифра номер а-означает группу станка, вторая — его разновидность, а третья или третья и четвертая — типоразмер станка. Например, помер станка 613 расшифровывается так: первая цифра означает, что станок относится к фрезерной группе; вторая цифра означает, что станок вертикального исполнения; третья цифра означает, что типоразмер станка № 3.
Цифровые обозначения могут сочетаться с буквами. Буквы вводят для различия конструкторского исполнения.
6*
1. Классификация металлорежущих станков
Группа Шифр группы Шифр типа
0 1 2 3 4 & 6 7 8 9
•— 0*1 — — — — — — - — —
Токарные 1 Автоматы и полуавтоматы Револьверные Сверлильно-отрезные Карусельные Токарные и лобовые Многорезцовые, копировальные Специализированные Разные токарные
Специализированные Одношпиндельные Много-шпиндельные
Сверлильные и расточные 2 — Верти-кально-сверлилfa-ные Полуавтоматы Координатнорасточные - Ради-ально-свер-лильные Горизонталь нора сточ-ные Алмазнорасточные Горизон-тально-свер-лильные Разные сверлильные
Одношпиндельные Много-шпиндельные
Шлифовальные и доводочные, полировальные и заточные 3 •— Круглошлифовальные Внутри-шлифо-вальные Обдирочные шлифовальные Специализированные шлифовальные — Заточные Плоско-шлифовальные Протирочные и полировальные Разные
Комбинированные 4 — — — — — — — — — —
Зубо- и резьбообрабатывающие 5 Резьбонарезные Зубо-строгальные для цилиндрических колес Зуборезные для конических колес Зубофрезерные Для нарезания червячных пар Для обработки торцов зубьев Резьбофрезерные Зубоотделочные и проверочные Зубо- и резьбо-шлифовальные Разные зубо- и резьбо-обрабатывающие
** Нулевая группа станков является резервной.
Металлорежущие станки
2
Продолжение табл, 1
Группа Шифр группы Шифр типа
0 1 2 3 4 5 6 7 8 9
0*1 — — — — — — — —
Фрезерные 6 — Вертикальные консольные Непрерывного действия - Копировальные и гравировальные Вертикальные бескон-сольные Продольные Консольные широкоуниверсальные Горизонтальные консольные Разные фрезерные
Строгальные, долбежные и протяжные 7 — Продольные Поперечно-строгальные Дол-, бежнЫе Протяжные горизонтальные — Протяжные вертикальные - Разные строгальные
Одностоечные Двухстоечные
Разрезные 8 — Разрезные, работающие Правильно-отрезные Пилы — -
Резцом Абразивным кругом Гладким диском Ленточные Дисковые Ножовочные
Разные 9 Опиловочные Пилокасательные Пра-вйльно-и беснен-трово-обди-рочные Балансировочные Для испытания сверл и шлифовальных кругов Делительные машины — - -
Классификация и нормы точности
166
Металлорежущие станки
2. Перечень стандартов на нормы точности металлорежущих станков
Наименование станков ГОСТ Наименование станков гост
Автоматы одношпиндельные продольного точения . . , . , Автоматы токарные многошпин-дел ьн ые прутковые гор изон-тальные . . Автоматы токарно-револьверные одношпипдельные прутковые . , Полуавтоматы токарные много-шпиндельные патронные вертикальные . Полуавтоматы токарные многошпиндельные патронные горизонтальные Вертикально-сверлильные . . . Внутришлифовальные горизонтальные Горизонтально-расточные ... Долбёжные станки Зубодолбежные вертикальные для цилиндрических колес . . Зубодолбежные для конических колес с круговыми зубьями . . Зубострогальные для конических колес с прямыми зубьями Зубофрезерные вертикальные для цилиндрических колес. . Зубофрезерные горизонтальные для цилиндрических колес . , Зубошлифовальные для конических колес Зубошлифовальные для цилиндрических колес, работающие абразивным червяком Зубошлифовальные для цилиндрических колес, работающих по методу обкатки, вертикальные Зубошлифовальные для цилиндрических колее, работающие по методу обкатки, горизонтальные Зубошлифовалъйые для цилиндрических колес, работающие профильным кругом ...... Координатно-расточные и координатно-шлифовальные .... Круглошлифовальные бесцентровые 8831—70 43-65 18100—72 6820—54 6819-70 370—67 25-72 2110-72 26-67 658-67 9152-67 9153—68* 659-67 18065—72 13142—67 13086—67 7640—67 13150-67 13133-67 18098-72 13510-68 Круглошлифовальные ...... Продольно-строгальные ..... Отделочно-расточные (алмазнорасточные) вертикальные . . . Отделочно-расточные (алмазнорасточные) горизонтальные, . Отрезные круглопильные .... Плоскошлифовальные с крестовым столом и горизонтальным шпинделем Плоскошлифовальпые е круглым столом и вертикальным шпинделем Плоскошлифовальные с круглым магнитным столом и горизонтальным шпинделем . . Полуавтоматы зубошевинго- вальные ...... Поперечно-строгальные ..... Продольно-фрезерные Продольно-шлифовальные * . . Протяжные вертикальные . . . Протяжные горизонтальные . . Профильно-шлифовальные , . . Радиально-сверлильные Резьбонарезные и резьбонакат* ные с вращающейся головкой Резьбофрезерные Резьбошлифовальные Токарно-карусельные Токарно-револьверные Токарные затыловочные .... Токарные и токарно-винторезные Токарные многорезцовые и многорезцово-копировальные горизонтальные полуавтоматические Универсально-заточные ..... Фрезерные вертикальные с крестовым столом Фрезерные консольные Шлифовально-притирочные (хонинговальные) и притирочные вертикальные Шлицефрезерные Шлицешлифовальные 11654-72 35-54 594-67 11576-65 28-68 273- 67 27-71 14-71 13281-67 16-71 18101-72 13135-72 16025-70 16015-70 9735—65 ' 98-71 58-72 1797—68 8716-72 44-72 17-70 685-67 18097-72 16472-70 1584—65 9726-72 17734-72 2041—69* 5642-67 13134-67
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТОКАРНЫЕ СТАНКИ
3. Универсальные токарные и токарно-винторезные станки
Наименование показателей Показатели по моделям станков
1М61 1А616 1А64 1К620 1К620 1М63, 165
Диаметр детали наибольший, мм: над станиной 320 800 400 630 1000
над суппортом 160 180 450 220 350 600
Расстояние между центрами, мм. , 640; 930 1000 2800 710; 1000; 1400 710; 1000 1400; 2000 1400; 2800 2800; 5000
Шаг нарезаемой резьбы: метрической, мм . . 0,5-6 0,5-24 1-120 1—192 0,5—112 1—192 1-120
дюймовой (число ниток на 1 дюйм) 48—3*/« 56-1 28-1Д 24-2 56—0,25 24-1/4 28-1Л
модульной, модуль 0,25—3 0,25—22 0,5-30 0,5-48 0,5—112 0,5—48 0,5-30
Диаметр’отверстия шпинделя, мм 35 85 38 52 70 85
Конус отверстия: шпинделя Морзе 5 Метрический 100 Морзе 5 Морзе 6 Метрический 80 Метрический 100
пиноли Морзе 4 Морзе 6 Морзе 5 Морзе 6
Частота вращения шпинделя, об/мин 12,5—1600 9-1800 7,1—750 12,5 —2000 12,5—1600 10-1250 5-500
Мощность электродвигателя главного движения, кВт 4,0 17,0 10,0 13,0 22,0
Габаритные размеры станка, мм: длина . ширина высота Масса станка, кр 2090—2380 1093 1450 1300; 1375 2135 1225 1220 1500 5 825 2 000 1 660 11700 2522; 2812 3212; 1166 1324 2080; 2140; 2222 РМЦ—710 2505 1109 1500 2835 4950 1690 1420 3427-5000 5825/8050 2000 1760 12 500; 15 650
Технические характеристики
4. Токарно-винторезные станки повышенной и особо высокой точности
Наименование показателей Показатели по моделям станков
1603 (1603В*1 1604 16У04 1И61Ш | 1П611 1А616П*1 | 1П61 | 1В616*1 1К62Б*1 | М К-653
Диаметр детали наибольший, мм: над станиной .... над суппортом .... Расстояние между цен-трами, мм Диаметр прутка наибольший, мм: в цанге в патроне Шаг нарезаемой резьбы: метрической, мм . . . дюймовой (число ниток на 1 дюйм) . . модульной, модуль, мм ... Диаметр отверстия шпинделя, мм Конус Морзе: шпинделя пиноли ........ Частота вращения шпинделя, об/мин Мощность электродвигателя главного движения, кВт Габаритные размеры, мм: длина ширина высота Масса станкй, кг .... Станки особо выс 160 200 250 320 400
80 85 НО ' 118 125 1 ' 145 140 1000 160 710 180 500 15 29 0,2—6 48-2,5 0,25-5 220 710; 1000; 1400 200 1000; 1400
250 350 500
12 10 - । ц а « о м о 15 25 0,25-3,5 7—20 0,05-0,7 26,6
18 20 34 0,5-24 56-1 0,25—22 32 0,5—6 48—3,5 0,25-3 45 |
0,2—3,0 40—8 0,3—1 0,25—3,0 80—10 0,1—1,25 20,2 3 1—192 24-2 0,5—48 47
19,5 21 4 35
3 1 2 4 5 1 6
2 3 4 5
56-3150 1,1 1080 44—3000 1,0 1310 690 1280 565 70—3500 0,8 1380 730 1215 500 20—2000 3,0 1770 970 1300 1120 33,5—3000 1,7 1510 700 1350 560 9—1800 4,0 2135 1225 1220 1500 12,5—1600 2,2 2090 880 1450 1600 10—2000 3,0 2020 ИЗО 1420 1750 12—2000 1 12.5—2000
10,0
2522 3212 1166 2160; 2293; 2401 2812; 3212 1166 1324 2290, 2400
570 1170 550 ОКОЙ то 625 1185 520 чности.
Металлорежущие станки
Наименование показателей Показатели по моделям станков
одностоечных ** двухстоечных
1508 1510 1531М ! 1541 1М553 1М557 | I 1532Т 1640Т 1550Т
Р аз меры дета л и на ибол ь-шие, мм: диаметр высота Диаметр детали при обработке боковым суппортом наибольший, мм Диаметр планшайбы, мм . . М а сса дет ал и н а и бол ып а я, кг Частота вращения планшайбы, об/мин (число ступеней 18) Подача, мм/об (мм/мин) . . Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм; длина ширина высота Масса станка, т *1 На базе этих станков 800 1000 1250 1600 2300 3 200 4 000 2 500 5000 3 200
800 1000 1600 2 000
710 900 изо 1400 2 100 3000 2 800 16 000 1,8—63 3200
4 000 | 4 500
1300 10—500 2000 8—4Q0 3200 6,3—315 5000 4-200 10 000 2,2—80 40 000 0,66—62,1 0,0582—452 63 0,52—48,7 0,0435—359 000 0,34—29,6 0,0435—352 125 6 360 11 410 9 100 139 ЕКЛОМ,
0,06—6,3 0,045—16
28 28; 40 40; 55 63
2310 2320 | 2510 3350 3285 3380 3275 5 495 4 550 4 480 30,5 >й без бокот 5 965 6 265 4900 43 зого суппор 5 120 9 345 7 150 80 та с автомати 5 920 10 145 7 650 100 зированным ци
3120 4140
8,5 выпускают 9 станки с нс 14,15 1 ‘подвижней 1 18 поперечине
Технические характеристики
6. Токарные полуавтоматы
Показатели по моделям станков
Наименование показателей горизонтальных многорезцово-копировальных вертикальных многорезцовокопировальных горизонтальных гидрокопи-ровальных горизонтальных многорезцовых
1708 1713 1719 I723*i j 1734*1 | 1 1751*1 1712 1722 1Б732 1А720 1А730
Диаметр детали наибольший, мм:
над станиной .... 320 400 500 — 410 495 600 310 410
над суппортом .... 200 250 320 200 320 | 500 125 200 320 200 300
Длина детали наибольшая, мм 500* 2 710*2; 1400 1000*2; 2000 400 500 800; 1250 1000; 1400; 2000 300 500
Частота вращения шпинделя, об/мин 160—1600 125—1250 63-1000 100—1250 63- -800 162—2040 71—1410 56—900 146—1400 56-710
Подача суппортов, мм/об (мм/мин);
продольного 0,063-1,6 0,1-1,7 — 0,04— 3,55 — 20- -700 20-500 0,11-1,46 0,12-1,38
поперечного 10- -630 7-680 — 15—400 10-250 0,017-2,17 0,16-2,37
Мощность электродвигателя главного движения, kBtj 10 22 30 13 22 22 7; 14 14; 28 40; 55 7 14
Габаритные размеры станка, мм:
длина ширина высота 2307 1120 1870 2750 1250 2025 3140 1450 2200 1950 1200 2480 2150 1590 3020 2460 1200 1900 2930 1345 2100 3700 1750 2250 1900 1380 1460 2420 1820 1375
Масса станка, кг .... 3200 4500 6500 4500 7000 | 7200 3800 5500 8700 2030 3700
*1 Технические параметры ориентировочные. *2 Станки имеют различные исполнения наибольшей длины обрабатываемой детали, отличающиеся в 1,41 раза •
Металлорежущие станки
7. Токарно-револьверные станки
Наименование показателей Показатели по моделям станков
1Н318 1Н325 1Г325 1А340 1А340Ц с цикловым программным управлением 1В34Ю 1А34Ш с цикловым программным управлением 1341 1П365
Диаметр прутка наибольший, мм: круглого (диаметр) . . . 18 25 40 65
шестигранного (размер под ключ) квадратного (сторона квадрата) 16 12 22 17 35 27 — 35 27 35 27 35 27 —
Диаметр отверстия шпинделя, мм , , 31 40 62 85
Диаметр детали, обрабатываемый в патроне, наибольший, мм: над станиной ...... 250 320 400 500
над поперечным суппортом . . . . 130 160 — 220 — 320
Расстояние от торца шпинделя до передней грани револьверной головки, мм 90—250 114-400 70-400 250-630 160-630 82—630 275—1000
Длина обработки прутка наибольшая, мм 100 140 150 | 120 | 150 100 1 | 150
Количество гнезд для инструмента в револьверной головке 6 12 6 16 6
Количество поперечных суппортов 1 — 1 1 2 1 ! — 1
Длина резьбы, нарезаемой по копиру, наибольшая, мм 40 50 1 50 —
Частота вращения шпинделя, об/мин 100—4000 80- 3150 45-2000 60—2000 45—2000 60-2000 34-1500
Мощность электродвигателя главного движения, кВт 2,6; 3,0 5,5 4,1; 6.6 7,5 4,5; 6,7 1 5,5 13,0
Габаритные размеры станка, мм: длина 2990 3945 3986 3000 3320
ширина 802 990 1000 1200 1300 | 1 1200 1565
высота 1555 1600 1500 1560 1665
Масса станка, кг 1040 | 1300 2500 2700 2200 I збпо 1 ’ 2200 3900
Технияеские характеристики
8. Токарно-револьверные одношпиндельные автоматы
Наименование показателей Показатели по моделям автоматов
1ДП2 1Д118 1Б124 1Б136 1Б125 1Б140
Размеры прутка наибольшие, мм: круглого (диаметр) шестигранного (размер под .ключ) квадратного (сторона квадрата) ........ 12 10 8 18 15 13 25 20 17 36 30 25 25 19 17 40 34 27
длина 3000
Подача прутка наибольшая, мм Длина протачивания наибольшая, мм 60 50 90 80 100 90
Диаметр резьбы, нарезаемой плашкой, наибольший, мм: по стали . по латуни Мб—мю М5—М12 М5—М12 М5—М14 MI8 М22 М22 М27 М18 М24 М24 М3 2
Количество гнезд для инструмента в револьвер-ной головке . 6
Диаметр гнезда револьверной головки, мм ... . Расстояние от торца шпинделя до револьверной головки, мм 19,054 65— 135 25,4А 64-180 31,754 75-210
Количество поперечных суппортов Наличие продольного перемещения поперечных суппортов ....... 3 Нет 4 Есть
Число ступеней оборотов шпинделя И 1 13
Частота вращения шпинделя, об/мин: при правом ходе * 160—1600 125—1250 80-1250 64—1000 80-1250 63—1000
при левом ходе ' 500—5000 400-4000 200—3150 160-ГоЭД
Мощность главного привода, кВт 2,2 4,5 Г 7,0
Габаритные размеры автомата, мм: длина . .' ширина . . . 1630 740 1870 790 1900 890
высота *1410 1500
Масса автомата, кг 1 1100 1750 | 2150 | 2300
Металлорежущие станки
9. Токарные многошпиндельные горизонтальные прутковые автоматы
Наименование показателей Показатели по моделям автоматов
1А225-6 IA240-4 1А240-6 1 А240-8 1265М-4 1265М-6 1265М-8 1А290-4 1А290-6 .1А290-8
Количество шпинделей . . . Размеры прутка наибольшие, мм: круглого (диаметр) . . . 6 25 4 50 6 40 8 32 4 80 6 65 8 50 4 125 6 100 8 80
шестигранного (размер под ключ) . квадратного (сторона квадрата) . 22 17 43 35 35 28 а S3 68 56 55 45 43 35 — 86 70 68 56
длина . 4000 3000
Длина детали наибольшая, мм 150 200 260
Диаметр нарезаемой резьбы наибольший, мм ..... . 18 30 36 — 60 36
Общий ход продольного суппорта, мм 160 180 200 275
Количество поперечных суп-портов 6 4 6 4 6 4 6
Частота вращения рабочих шпинделей (нормальное исполнение), об/мин . . . 280-2500 125-1250 141—1600 177-1630 61-12Q0 73-1065 136—1176 54-500 70.5-830 80—935
Продолжительность оборота холостого хода распределительного вала, с .... 2.26 3.0 2,56 3.0 3.5 5,0 4.3
Мощность электродвигателя главного движения, кВт 14 30 40
Габаритные размеры автомата, мм: длина 5700 6055 5850 5460 5940 7600
ширина 1250 1630 | 1730 1700 1 800 2080
высота 1700 1945 2 095 2138
Масса автомата, кг 5700 9000 13 500 17 000 | [ 17 600 | | 18 500
Технические характеристики
10. Токарные многошпнндельные горизонтальные патронные полуавтоматы
Наименование показателей Показатели по моделям полуавтоматов
1А240П-4 1А240П-6 1А240П-8 1265ПМ-4 1263ПМ-6 1265ПМ-8 1А290П-4 I А290П-6 1А290П-8
Количество шпинделей Размеры наибольшие, мм: диаметр заготовки . . длина заготовки диаметр нарезаемой резьбы . . Общий ход продольного суппорта, мм Количество поперечных суппортов Частота вращения рабочих шпинделей (нормальное исполнение), об/мин Продолжительность оборота холостого хода распределительного вала, с Мощность электродвигателя главного движени^ кВт ........ Габаритные размеры полуавтомата, мм; длина ширина высота Масса полуавтомата, кг 4 160 6 130 8 100 4 200 6 160 8 130 4 250 6 200 8 160
160 175 200
30 36 i | 30 — i | 60 I | 36
180 200 275
4 63—1015 3,0 14 4080 1600 5 4 58—630 5 4 32—560 5,0 5
81-1140 2,56 101-1400 3,0 78—800 97—800 42-610 48-630
3,5 4,3
20 30 40
4050 4060 3885 5 425
1665 1780 2095 2 200 2 360
1945
8500 12 700 13 500 16 000
Металлорежущие станки
СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ СТАНКИ
11. Сверлильные станки
Показатели по моделям станков
Наименование показателей вертикально-сверлильных
2Н118 2HI25 2Н125А 2Н135|2Н135А | 2С135 2Н150 | 2Н150А 2С150 2170 2С170
Диаметр сверления наиболь-ший, мм 18 25 35 50 75
Конуэ Морзе шпинделя . . . 2 3 4 — 5 — 6 —
Вылет шпинделя, мм .... 200 250 200 300 250 350 300 350 400
Частота вращения шпинделя, об/мин . 180—2800 40—2000 45-2000 31,5—140 68—1100 22,5—1000 22,4-1000 90-675 22—1018 31-385
Подача, мм/об . « . 0,1-0,56 0.1—1,6 0,1-2,0 0,05-2 0,05X2,24 0,1-2,0 0,15—3,2 0,1 —2,0
Мощность электродвигателя главного движения, кВт 1,5 2,2 4,0 7,5 10,0
Габаритные размеры станка, мм:
длина 870 1075 ИЗО 1175 1245 1700 1290 1295 1700 1630 1700
ширина .......... 590 685 805 770 790 1270 805 875 1270 1220 1300
высота 2080 2303 2290 2610 2690 3290 2960 3090 3380 3330 3480
Масса станка, кг 450 870 910 1250 1350 3000 1850 1900 3150 3500 3410
Технические характеристики
Продолжение табл. II
Наименование показателей Показатели по моделям станков
настольно-сверлильных переносных радиальносверлильных радиально-сверлильных
2А106П НС-12А 2МП2 2Е52 [ 2Ш55 | 2Ш57 2Н53 2Н55 2Н57 2Н58
Диаметр сверления наиболь-ший, мм 6 12 25 50 75 35 50 75 100
Конус Морзе шпинделя . . . 1а 2в 3 5 6 4 5 6
Вылет шпинделя, мм . . . . 125 175 180 325-825 850-1600 И 20—2240 350-1250 400—1600 500-2000 500—3150
Частота вращения шпин-деля, об/мин ........ 1650—15000 450—4500 56-1400 10-1000 6,25—800 25—2500 20—2000 12,5—1600 10-1250
Подача, мм/об ........ — 0,1-0,2 од- -1,12 0,056—2,4 0.056—2,5 0,063—3,15
Мощность электродвигателя главного движения, кВт 0,4 0,6 2,2 4,0 7,5 3,0 4,0 3,0 13,0
Габаритные размеры станка, мм:
длина 600 710 730 1750 3250 4 720 2240 2670 3620 4 850
ширина 350 360 355 750 1650 2 460 866 1000 1550 1 730
высота .......... 650 700 820 1900 3550 4 795 3035 3315 3875 4 910
Масса станка, кг 70 87 120 930 8000 18 200 2600 3900 9500 18 000
Металлорежущие станки
Наименование показателей Показатели по моделям станков
од н остое иных коор д ин ат но- р асточ ных двухстоечных координатно-расточных
2410 2Б420 2В430 2В440А •* । 2А450 2А435 2А445 2455 2В460
Размеры рабочей поверхности стола, мм Координатные перемещения наибольшие, мм: продольное поперечное Расстояние от поверхности стола до торца вертикального шпинделя наибольшее, мм 360x200 250 160 320 450X250 320 200 400 560x320 400 250 500 800x400 710 400 585 1100X630 1000 630 750 560x400 500 400 630 710X500 630 500 710 900 x 630 800 630 800 1600x1000 1 400 1 000 1 000
Перемещения наибольшие, мм: вертикальной шпиндельной бабки (или подвижной поперечины) _ 200 220 250 480 500 630 600
гильзы шпинделя 65 105 150 | 210 | 250 150 180 220 360
Частота вращения шпинделя, об/мин 125—3000 46- 2880 50—: 2000 45—2000 40- -2000 20-2000
Подача шпинделя осевая, мм/об . . 0,03—0,06 0,02- -0,18 0,03- -0,16 ’ 0,02 —0,2 2.5—500 0,02—0,15
Подача в направлении координатных перемещений, мм/мин .... 20- 153 16-315 30—200 10-300; 1200 мм/мин 2.5—500 0,5-630
Предельная погрешность координатных перемещений, мм 0,003 0,004 0,003 0.()04 0,008
Овальность расточенных отверстий, мм, не более 0,0025 0,003 0,004 0,002 0,001 0,005 0,003 0,006
Мощность электродвигателя главного движения, кВт 1,0 0,6; 0,75; КО 1; 1.3; 1,7 2,0 1,5 2,1; 2,8 3,2 2,3; 3.9
Габаритные размеры станка, мм: длина ширина , . . высота Масса станка, кг . 1160 %о 1800 938 1475 1360 2060 I860 1815 1440 2250 2150 2520 2195 2350 3400 3303 2670 26Ь0 7300 1870 1716 2295 2000 2010 1760 2285 3000 2910 2240 2680 6500 5 145 4 НО 3 770 20 0U0
На базе этих станков имеются модификации с программным управлением.
Технические характеристики
13.' Универсальные горизонтально-расточные станки
Наименование показателей Показатели по моделям станков
2А614 2620А 2620В 2622В 2622П *х 2А635 2Б635
Диаметр выдвижного шпинделя» мм Размеры стола — неподвижной плиты» мм . Наибольшие координатные перемещен и я, мм: поперечное * вертикальное Конуе для крепления инструмента в шпинделе Наибольшее осевое перемещение выдвижного шпинделя, мм ... Частота вращениЯ( об/мищ шпинделя встроенной планшайбы Осевая подача шпинделя, мм/мин Подача в направлении координатных перемещений, мм/мин .... Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина высота Масса станка, т . . . #1 Станок повышенной точностр 65 900x710 800 710 90 НО 125 160
1300x1120 1600X1250
1000 1400
Морзе 5 Морзе 6 Морзе 5 Морзе 6 Метрический 80 Метрический 100
500 16—1600 710 1000
12,5-2000 8-2000 12,5—1600 8-1250 5-315 3,2—1000
2,2—1760 2—800 2-800 14,0 7500 3500 3930
1,4-1000 5,2; 7,0 4300 2735 2490 5,8 !. 1,4-1110 7,5; 10,0 5700 3000 3000
125 12,2 28,8 27,9
Металлорежущие станки
ФРЕЗЕРНЫЕ СТАНКИ
14. Консоль но-фрезерные станки горизонтального и универсального исполнения
Наименование показателей Показатели по моделям станков
6Н80Г | 6Н80 6М81Г | 6М81 | 6М82Г 6М82 6М83Г | 6М83 6Н84Г 6Н804Г
Размеры рабочей поверхности стола, мм ... , Перемещение стола, мм: продольное поперечное . вертикальное Угол поворота стола, градусов Конус отверстия шпинделя по ГОСТ 836-72 Количество ступеней частоты вращения шпинделя Частота вращения шпинделя, об/мин Количество ступеней по-дач Подача, мм/мин: продольная поперечная ...... вертикальная .... Ускоренный ход, мм/мин: продольный поперечный вертикальный .... Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина высота Масса станка, кг .... 200X800 500 160 250Х 1000 580 200 320Х1250 700 260 400X1600 900 320 500 X 2000 1250 400 500 160X630 400 125 300
300 280 4- 45 450 400 ±45 420 380 ±45 420 350 4- 45
40 50 | Морзе 4
12 50—2240 12 25—1120 18—800 9—400 18 12 71-3150 12 6-710 Ручная
40-2000 | 31,5—1600 25-1250 Бесступенчатое 16-1250 12.5-1000
18
20—1000 25-1250
6,5—333 1 8,3-416 | I 6.3—5U0
2300 3000 2000 1600 800 14,0 3100 4000 2100 6750 2500
1600 800 3,0 1380 1785 1530 2300 765 4,0 2020 2020 1700 —
1000
7,0 2260 1745 1660 10,0 2565 2135 1770 1,5 1190 1155 1500 750
1150 । 1180 i | 2200 2250 | 2700 | 2800 3650 | 3750
Технические характеристики
15. Консольно-фрезерные станки вертикального исполнения
Наименование показателей Показатели по моделям станков
6П10Б 6М11 6В11 6М12П 6М12ПБ 6М13П 6М13ПБ 6Н14
Размеры рабочей поверхности стола, мм Перемещение стола, мм: продольное поперечное вертикальное Конус отверстия шпинделя по ГОСТ 836—72 Угол поворота шпиндельной головки, градусов Количество ступеней частоты вращения шпинделя Частота вращения шпинделя, об/мин . . . Количество ступеней подач Подача, мм/мин: продольная . . поперечная вертикальная Ускоренный ход, мм/мин: продольный поперечный . . > j вертикальный Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина высота Масса станка, кг . . 200x800 500 160 300 Морзе 4 250X1000 580 | 650 320X1250 700 260 370 400x1600 900 320 420 500X 2000 1250 400 500
200 415 | 360
50
±45 9 250—4200 12 25—1120 18—800 9—400 — 1 ±45
18
40—2000 | 45-2240 ! | 31,5-1600 | | 50—2500 | 31,5—1600 | 50-2500 25-1250 Бесступен-чатое 16—1250 12,5-1000 6,3—500 2000 1600 800
18
'20-20—1000 6,5—333 1000 21,2—1060 8—385 2590 2719 900 5Л 1740 1580 2265 2000 25-1250 40-2000 25—1250 40—2000
8,3—416 | | 13.3—666 I 8,3—416 | | 13,3-666
2300 3000 4600 3000 4600
1600 800 1,7; 2,4 1380 1785 1860 1280 2300 765 4,0 2020 2020 1900 2200
1000 7,0 2260 1530 | 1000 | | 1530
10,0 1 1 14,0
2395 2565 2135 2235 3100 4000 2600 7000
1745 2000
3000 3065 4150 4170
Металлорежущие станки
16. Консольно-фрезерные станки
Наименование показателей Показатели по моделям станков
широкоуниверсальных с копировальным устройством
6Н80Ш 6М81Ш 6М82Ш 6М83Ш 6М11К 6М12К 1 6М13К
Размеры рабочей поверхности стола, мм . . • Перемещение стола, мм: продольное поперечное . 200X800 500 160 250x1000 580 200 320X1250 700 260 400х ЮОО 900 320 250x1250 580 200 320x1250 700 260 400X1600 900 320
вертикальное 300 400 420 415 370 420
ползуна 450 520 | 640
пиноли ....... 60 50 60 10
Угол поворота шпиндельной головки в плоскости стола, градусов: продольной ±90 360 —
поперечной —30+45 -45+90
Частота вращения шпинделя, об/мин: основного ....... . 50-2240 дп ?ППЛ 31,5 -1600 40-2000 40- -2000
поворотного 56-2500 90- 1400 —
Подача, мм/мин: продольная поперечная 25—1120 18—800 20—1000 25- 1250 20—1000 25—1250 20-1000
вертикальная 9—400 6,5-333 8,3- -416 6,5—333 15—830 13,2—666
при копировании 20—315 25-315 20—315
Мощность электродвигателя главного движения, кВт . . 3 4 7 10 4 7
Габаритные размеры станка, мм: длина ширина 1720 1785 2020 2480 2100 1760 2565 2135 2020 2260 1745 2565 2135
высота -......... Масса станка, кг 1800 1480 1860 2550 1890 3150 1950 4300 1900 2350 2000 3500 2235 4700
Технические характеристики
17. Вертикально-фрезерные станки с крестовым столом и копировально-фрезерные станки
Показатели по моделям станков
Наименование показателей с крестовым столом (бесконсольных) копировально-фрезерных
654 656 659 6440 6А444 6441-Б 6М42К | ЛР-93А | ЛР-105А ЛР-163 ЛР-173 ЛФ-23
Размеры рабочей поверх* кости стола, мм Перемещение стола, мм: продольное 630X1600 1350 800x2000 1750 1000x2500 2000 500x1000 800 630x1250 1000 630X1200 900 320x800 400 1750-2800 2250 1250x1620 1400 2200X5190 4000 2290x6350 8350 2500X 8000 1000 *1 9430
поперечное 615 670 1000 200 320 350 260 710 500 800 1050
вертикальное — 500 560 500 — 1120 800 1800 | j 2800 2700
Расстояние от торца шпинделя до поверхности стола, мм . . Расстояние от оси шпинделя до направляющих стойки, мм 30-710 640 50-900 715 50-950 950 —
Частота вращения шпинделя , об/мин 25—1250 63—3150 80-1945 35-1820 63—3150 31,5- -1600 25-3000
Подача, мм/мин 10— 1000*2 20—1000*2 20—1500 *2 13—1000 25—500 25—600 25-315 30-450 4,4-560 20-315 6-750 18—375
Мощность электродвигателя главного движения, кВт 14,0 20,0 28,0 2,6; 3.0 2.8 7,5; 10,0 7,0 14,0
Габаритные размеры станка, мм: длина ширина ......... высота 3 165 2 890 3 315 3 780 5 350 3 735 6 350 4 685 4 200 2600 2750 2480 3250 2830 2480 3500 2850 2575 1625 1400 2000 5 650 5 550 3 810 5 200 4 160 3 600 — 16 000 1 600 7 700
Масса станка, кт 10 600 16 000 21 000 5500 6000 7500 2800 31 000 19 000 60 000 j | 162 000 —
*г Размеры обрабатываемой детали. *2 Бесступенчатое регулирование.
Металлорежущие станки
18. Гравировальные копировально-фрезерные станки с пантографом и инструментальные широкоуниверсальные фрезерные станки
Наименование показателей Показатели по моделям станков
копировально-фрезерных инструментальных'
6Л463 6Т463 6А461 675П и 675 В 676П и 676В
Размеры рабочей поверхности стола, мм 320x200 500x200 630x250
Перемещение стола, мм:
продольное ; 200 320 400
поперечное ...» 125 415 1
вертикальное 250 325 300 350
Расстояние от торца шпинделя до стола, мм 10—260 30—280 250 425
Перемещение шпиндельной бабки, мм . 200 250
Пределы частоты вращения шпинделя, об/мин 1260- -15 900 800—16 000 63- -2040
Подача, мм/мин — 10- -320
Мощность электродвигателя главного движения, кВт 0,27 0,4; 0,6 1,7 2,8
Габаритные размеры, мм2
длина . . 1235 1150 1305 960 1150
ширина 995 1100 1230 1080 1300
высота 1300 1250 1735 1630 1780
Масса станка, кг 300 320 560 635 1100
Примечание. Станки моделей 675П и 676П — повышенной точности, моделей 675В и 676В — высокой точности.
Технические характеристика
19. Продольно-фрезерные станки
Наименование показателей Показатели по моделям станков
6605 6306 I 6606 6608 6610 6632 6641 । i 6642
Размеры рабочей поверхности стола, мм . . 500x1600 630x2000 800 X 3000 1000x4000 630x2200 1250 x4000 900x3000
Ход стола наибольший, мм 1600 2000 3550 4550 2200 4500 3000
Расстояние наименьшее и наибольшее, мм:
между торцами горизонтальных шпин-делей . ' 350—750 — 470-870 620—1020 870X1270 375-775 — 675—1075
от оси горизонтального шпинделя до поверхности стола . 0-600 0-680 0-960 100—600 0—1400*1 75—800
Конус отверстия шпинделя по ГОСТ 836—72 50
Масса обрабатываемой детали с приспособлением наибольшая, кг 1500 2500 6000 8000 2500 — 4000
Пределы частоты вращения шпинделя, об/мин 20-1250 25-800 47,5—690 25—1250 47,5-600
Пределы подач стола, мм/мин 10—3000 20- «2000 19—950 6,5—1300 99—950
Ускоренное перемещение стола, мм/мин . . 4500 3200 3000 4000 3000
Мощность электродвигателя главного движения, кВт 7 10 14X3 14x4 10x3 20x2 14X4
Габаритные размеры станка, мм: длина 5 100 6000 5900 8 290 10 490 5 900 10 050 10 450
ширина 3540 2 925 3 800 4100 4 360 4350 3 920 4 930
высота . 2 300 3S00 3600 3 780 4 075 3 360 5 300 3 600
Масса станка, кг ...... 13 400 20 000 22 500 31 000 39 000 23 000 39 000 31 500
** От торца вертикального шпинделя.
Металлорежущие станки
20, Фрезерно-отрезные станки
Наименование показателей Показатели по моделям станков
8А631 8А631А 8А641 8А641А 8В66 8Б67 8А68
Диаметр пильного диска, мм . . . 350 510 710 1010 1430
Размер сечения разрезаемого материала наибольший, мм:
круглого 110 160 240 350 500
двутаврового № 18 — № 30 — № 40 № 60
Подача пильного диска, мм/мин До 600 До 550 До 500 До 450 До 400
Частота вращения пильного диска, об/мин 6,8- -40,6 4,1—30,5 3,3—25,5 2,2—20,3 1,5-14,0
Мощность электродвигателя главного движения, кВт 2,8 43 7,0 10,0 14; 20
Габаритные размеры станка, мм:
длина 1900 2035 2500 3045 1 3 675
ширина . . . . . 1300 2320 про 2550 1290 1595 1795
высота 1500 1470 1600 1775 2160 2 340
Масса станка, кг 1200 2600 1800 2900 3440 6160 10 500
Технические характеристики
СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
21. Продольно-строгальные станки
Наименование показателей Показатели по моделям станков
7108 7208 7110 7210 7112 7212 7116 7216 7А256 7А278 7А288 7289
Размеры детали наибольшие, мм: ширина 800 1000 1250 1600 2000 2800 4000 5000
высота 710 900 1120 1400 1750 2450 3900
Размеры рабочей поверхности стола, мм **: ширина 710 900 1120 1400 1800 2500 3 600 4 500
. длина 2500 3000 4000 6С00 8000 12 000 15 000
Скорость хода стола, м/мин: рабочего обратного 2.8—66 2,8—80 4-90 12—90 4- 12- -80 -80 1,5-75 6—75 Т г S 8 ] 2- 12- g g
Подача вертикальных суппортов, мм/дв. горизонтальная ... вертикальная ход: 0,1—32 0,1-32 0.5-25 0,25—12,5 0,5—50 0,25—25 0,5-100 0,25-50
Мощность электродвигателя привода ла, кВт сто- 30 40 55 75 100 250
Габаритные размеры станка, мм: длина ширина ........... высота 7000 2500 ** 3400 *2 7950 3700 *2 3550 *2 9930 4200 *2 4100 *2 14 000 4 500 *2 4 750*2 14 140 6 000 4 850 19 000 7710 8 210 27 130 И 790 8 800 33 560 12 500 8 940
Масса станка (с электрооборудованием), т • - 21,5 27,5 35 50*2 68,66 122,86 342.24 392,52
По особому заказу станки могут *2 Для моделей верхнего ряда. быть поставлены с большей длиной рабочей поверхности стола.
Примечание. Верхний ряд моделей станков — одностоечные . нижний — яэтхстоечяш
Металлорежущие станки
!2. Поперечно-строгальные станки
Наименование показателей Показатели по моделям станков
7А311 739*1 7АЗЗ 7В35 7В36 | 7М36 *г 7А37
Наибольший ход ползуна, мм . . , 200 320 500 700 1000
Расстояние от опорной поверхности резца до станины (вылет) наибольшее, мм 310 400 625 825 840 1140
Расстояние между верхней плоскостью стола и ползуном, мм: наименьшее . 50 75 70 90 80 90
наибольшее 200 175 300 400 500
Размер рабочей поверхности стола, мм: длина ширина , . 200 400 230 320 280 500 360 700* 450 1000 560
Перемещение стола наибольшее, мм: горизонтальное 250 360 500 650 700 800
вертикальное . . . 150 I 100 230 310 320 410
Число двойных ходов' ползуна в минуту: наименьшее 53 47 13,2 10,6 8,3
наибольшее 212 212 186 150 118 98,5
Подача, мм/дв. ход: горизонтальная вертикальная . . 0,1-1,2 0,05-0,6 *0,05—0,6 0,1-1,2 0,05—0,6 0,2—3,2 0,5—0,8 0,25-5 0,25-4 0,04-0,6
Мощность электродвигателя главного движения, кВт 0,8-1,5*® 0,8-1,5 ♦» 1,7—З*3 4,5 7
Габаритные размеры станка, мм: длина . ширина высота Масса станка, кг 1380 810 1380 642 1600 950 1580 1350 1770 900 1540 957 2470 1260 1520 1900 2950 1430 1650 2400 2785 1750 1780 3200 4115 1700 1975 4800
*х Поперечно-строгальный копировальный станок на базе *2 Станок с гидравлическим приводом. *3 Четырехскоростной электродвигатель. станка общего назначения.
Технические характеристики
23. Долбежные станки
Наименование показателей Показатели по моделям станков
7А412 749 | 7А420 | 7432 | 7М430 | 7М450 | 745А | 74 7М
Привод главного движения
механический гидравлический электромеханический
Ход долбяка наибольший, мм . Диаметр рабочей поверхности стола, мм . . Перемещение стола наибольшее, мм: продольное поперечное Число двойных ходов долбяка в минуту . . Скорость долбяка, м/мин Подачи стола, мм/дв. ход. долбяка: продольные • поперечные круговые . Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина ' высота Масса станка с электрооборудованием, кг . , 100 200 320 630 650 500 500 1000 1400
360 350 280 52—210 250 140 200 31,5-125 500 800 1250 1600
400 40—163 650 1000 1250
16—91 —
— 5—36 5—34 4—30 6-35
ОД—1,0 0,05—0,5 0.1—1,2 0,2—2,4 0,2—7,0 0,2—12 8
0,07—0,67 0,8-1,5 1950 980 1825 1100 0,06-0,56 0,6-1,3 1350 870 1500 900 0,07—0,8 0,1—1,4 0,75-25,0
2,8 2300 1270 •2175 2070 4,5 2663 1560 £775 3450 7 2650 1810 2890 5200 10 3085 1990 3450 7750 28 4350 3120 5375 1900 43 6020 4200 6450 4650
Металлорежущие станки
ПРОТЯЖНЫЕ И ШЛИФОВАЛЬНЫЕ СТАНКИ
24. Протяжные станки
Показатели по моделям станков
Наименование показателей горизонтальных для внутреннего протягивания вертикальных для наружного и внутреннего протягивания горизонтальных для непрерывного протягивания
7505 7Б510 7Б520 7А540 7552 774 775 776 7740 МА-17 7581 7582 7583
7 Б 705В 7710В 766 7740В
Тяговая сила номинальная, тс ... . 5 10 20 40 100 5 10 20 40 2,5 5 10
Рабочий ход салазок наибольший, мм 1000 1250 1600 2000 2300 800 1000 1250 1600
Рабочая скорость протягивания, м/мин 1,5—13 1—9 1,5-11 До 6,8 0,3—3,7 1,5-11 1-9 1,5-8,5 1-5 5,6—18 2.4-12
1,5-13 1,5-13 1-8,5
Размеры рабочей поверхности передней опорной плиты станка, мм:
длина ширина 360 450 450 560 —
Рабочая ширина стола, мм — 320 | 450 450 710 —
Диаметр отверстия под планшайбу в передней опорной плите (столе) стайка, мм 140 160 200 250 — 125*1 140*1 160*1 200*1
Мощность электродвигателя главного движения, кВт . 7 14 20 40 58 10 14 20 40 7/14 4,5 10 20
Габаритные размеры станка*2, мм: длина ширина 3750 800 5810 1430 6730 1336 8500 2000 10 315 2 100 2210 1400 2840 1600 3660 1660 4670 2550 2500 900 2865 1000 3435 1118 4340 1330
высота 1200 1370 1500 2 415 2335 3150 3560 4915 1355 1200 _ 1385
Масса станка, т 2,3 4,19 5 10,5 21,3 3,55 5,8 7,95 18 4,7 3,8 5,2 5,8
Для вертикальных моделей станков нижнего ряда *2 Габаритные размеры моделей вертикальных станков верхнего ряда.
Технические характеристики
25. Круглошлифовальные центровые станки
Наименование показателей Показатели по моделям станков
ЗВ10*1 ЗА150 ЗВ110*1 ЗБ12 3E153*1 ЗЕ12*1 3A130 ЗБ151 ЗА161 ЗА164
Размеры детали наибольшие, мм: диаметр 100 200 140 200 280 200 280 400
длина . . 150 200 500 700 1000 2000
Диаметр шлифуемого отверстия, мм ... 3-15 #2 25-50 *2 5-50 30—100 *2
Высота центров над столом, мм 80 60 75 120 80 120 150 НО [ 150 210
Размеры шлифовального круга, мм: диаметр 200 300 250 300 400 300 350 600 750
ширина 10 20 25 32 € >3 75
Частота вращения детали (регулирование бесступенчатое), об/мин: наименьшая 100 75 150 78 80 100 50 63 30
наибольшая 900 750 1000 780 800 1000 400 180
Центр (конус Морзе) 2 3 4 6
Точность обработки (некруглость), мкм 0,8 0,3 2,5 0,5 3,0 i I 2,5 3,0
Класс чистоты поверхности обработанной детали Д12 дю Д12 Д9 Д12 Д9 Д8
Мощность электродвигателя привода шлифовального круга, кВт 0,6 1,7 1,0 4,5 2,8 7,0 14,0
Габаритные размеры станка, мм: длина о 1820 1400 1855 2600 1750 1725 2550 3100 4100 6 040
ширина" ИЗО 1100 1525 1750 1500 1850 2100 2550
высота . . . . 1395 1300 1400 1750 1915 | 1350 1650 1560 1585
Масса станка, кг 600 2200 1600 2600 2850 3780 3800 1 4500 10 000
*1 Станки особо высокой точности.
*2 На этих станках отверстия не шлифуются.
Металлорежущие станки
26. Бесцентровые круглошлифовалъные станки
Наименование показателей Показатели по моделям станков
ЗГ180 полуавтомат ЗД180 полуавтомат высокой точности ЗГ182 полуавтомат ЗВ182 особо высокой точности 6С168М ЗА184 полуавтомат 3184 А автомат ЗШ184 ЗБ180 автомат 6С136 автомат
Диаметр шлифуемой поверхности, мм: наименьший наибольший Длина наибольшая, мм; детали при врезном шлифовании для максимального диаметра , . прутка при сквозном шлифовании Размера шлифовального круга, мм: диаметр: наименьший наибольший ширина Частота вращения# об/мин Размера ведущего круга, мм: диаметр: наименьший наибольший ширина Частота вращения, об/мин Мощность электродвигателя привода шлифовального круга, кВт Точность обработки (некруглость), мкм Класс чистоты поверхности обработанной детали Габаритные размеры станка, мм: длина , ширина высота , Масса станка, кг 0,2 0.8 2,0 3,0 10 20,0
4 28 1000 130 175 32-50 3825-5500 100 125 32-50 55-350 1 2 V ю 1255 650 1015 950 6 36 60 150 200 40 3325 125 150 400 30-300 1,5 25 80 75
100 2000 250 350 100—150 1910—2720 170 — 220 1000 200 270 —
400 380
400 305 1670 500
150-200 1300-1900 260 300 150-200 10-130 14 550
1380 | 1380—1900 1340
300
250 350 550
100—150 25-175 7 305 19-190 7-14
11-220 22 12-50 28 9—12 14; 28
— 2 V9 0,8 V U — 3 V9 — 3 V 9
1550 1500 1650 1572,7 1590 1350 1280 2000 2240 1650 1910 5200 2500 1400 1550 2050 1900 1600 3500 2275 1960 8400 3760 1560 1315 6300 2775 1640 1400 8300
5000
Технические характеристики
27. Универсальные внутришлифовальные станки
Наименование показателей Показатели по моделям станков
ЗА225 ЗА226 ЗА227 | ЗА228 1 ЗА229 3A230
Диаметр шлифуемых отверстий, мм . Длина шлифования наибольшая, мм Наружный диаметр наибольший детали, уста-нагуливаемой на станке, мм: без кожуха с кожухом ' 6—25 50 200 100 12—59 80 280 160 20-100 125 400 250 50—200 200 560 400 100-400 320 800 630 200—800 500 1100 1000
Угол поворота бабки наибольший, градусов . . . 30
Скорость движения стола при шлифовании,. 2—10 1,5-8,0
Ход стола наибольший, мм 280 320 450 500 800
Частота вращения, об/мин: детали (регулирование бесступенчатое) . . . шлифовальных шпинделей . . 300—1800 96 000; 48 000; 36 000; 24 000 250—1700 36 000; 25 000; 19 000; 15 000 180—1200 24 000; 18 550; 12 000; 9 600; 8 400 85—600 14 800; 13 100; 11 150; 9800; 8350; 7350; 6100; 5350; 4500 40—250 7000; 5800; 4500; 3350 10—100 4460; 3350; 2670; 1900
торцового шпинделя 5700 4600
Мощность электродвигателей, кВт 3,6 6,46 8,275 7,5 | ЮД | 15,17
Обеспечиваемая точность прошлифованного отверстия: по овальности, мм 0,002 0,003 0,004 0,005
по конусности, мм 0,003 ода 0,006 0,008 | 0,010
по классу чистоты поверхности V 8
Габаритные размеры станка,'мм: длина 2230 2500 3360 4075 4 560
ширина * 1510 | 1580 1490 1570 1900 2 350
высота ч .. . 1565 1650 1930 1740 2 120
Масса станка, кг 2450 2600 2800 4920 6500 13 650
Металлорежущие станки
Монахова
28. Внутр «шлифовальные станки высокой я особо высокой точности
Наименование показателей Показатели по моделям станков 5
ЗК225Б ЗВ225*1 ЗК227В ЗВ227 *1 ЗК228В ЗА228Б полуавтомат ЗК229В ЗА229Б полуавтомат
Диаметр шлифуемых отверстий, мм Длина шлифования наибольшая, мм .... . Диаметр детали, устанавливаемой на станке, наибольший, мм: без кожуха с кожухом ‘ Угол поворота бабки наибольший, градусов Ход стола наибольший, мм . . . . • Частота вращения детали (бесступенчатое регулирование), об/мин Скорость движения стола, м/мин: при правке круга при шлифовании при быстром подводе и отводе Мощность электродвигателей, кВт Постоянство диаметра в любом поперечном сечении, мм Некруглость, мм Плоскостность торцовой поверхности, мм . . Перпендикулярность торцовой поверхности к оси отверстия, мм Ч истота поверхности: отверстия торца Габаритные размеры станка, мм: длина ширина . высота Масса станка, кг ♦* Станки особо высокой точности. 3—25 (50) 3—20 20-100 | 25—100 50-200 200 560 400 50-125 160 300 100-400 320 800 630 100—250 200 400 24 550 50-425
50 125
200 45 — 400 250 45 —
30' 30
320 450 630 100—600 450 100—700 800 40—240
250—2000 0,2—2,0 1-7 10 3,76 + 4,2 0,0015 0,001 0,003 0,005 V9 V8 250—2500 0,15—2,0 0,5-6,0 8 11,66 0,001 0,0006 0,002 0,003 V 11 V 9 2200 2170 1780 3600 140—1000 180-1200
0,1-2.0
1-7 | 1 0,5-7,0 | 1 1-7 1,5-8,0 10-12 7,54 4- 1 1-7 10 14,0 4-1,5 0,0025 0,002 0,005 ода V 9 V 8 4240 ИЗО 1940 1,5-8,0 10-12 9,07 4- 1,0
10
8,42 4- 1,0 0,002 0,0016 0,004 0,006 V 9 V 8 10,165 | 12,0 4-1,5
0,0i 0,0006 0,003 V н 2680 1828 1705 025 0,002 0,005 0,008 V9 V 8 3470 1400 1870 —
1225 1775 1550 2815 1900 1660 3000 1570 1450 3400 1800 1630
2700 4050 3850 i 6300 i 4350 I 7800 5300
Технические характеристики
29. Универсальные резьбошлифовальные станки
Наименование показателей Показатели по моделям станков
5820 5821 МВ28*1 для внутренних резьб 5822 5822БЗ*1 3K823B
Диаметр детали наибольший, мм .. . 125 230 200 320
Расстояние между центрами наибольшее,' мм Длина шлифуемой резьбы от переднего цент-ра станка наибольшая, мм 250 190 350 265 115 500 400 1500 1400 1000 950
Шаг шлифуемой резьбы,, мм 0,25—12 0,5—40 0,25—24 1.5—24 1—150
Частота вращения, об/мин: детали шпинделя (регулируется бессту-пенчато): рабочая 0.8-60 0,3—45 0,15—22,5 0,12-37,5
ускоренная 100
шпинделя шлифовального круга 1340- —1930 5—25 000 1440—2010 1440—2660 1600
Диаметр шлифовального круга, мм 400 20-125 400 500
Точность, мм: шага резьбы (шлифование однониточным кругом для шагов до 6 мм) на длине, мм: до 25 » 100 ±0,002 ±0,005 ±0,008 ±0,003 ±0,005 ±0,006 До 5 мм ±0,003
>200 ±0,004 ±0,005 — ±0,005
> 300 1 ±0,006 — — ±0,009 —
> 400 ±0,008 — ±0,008
среднего диаметра 0,005 0,012 0,008 0,0012 0,008
Точность половины угла профиля ±5 ±8 ±5
Мощность электродвигателя привода шлифовального круга, кВт 2,6 1,4 4,5 5,5
Габаритные размеры станка, мм: длина ширина высота . Масса станка, кг 1645 1522 1501 —2600 1810 1522 1501 —2640 1645 1525 1500 2600 2510 2025 1430 —3850 4215 2080 1445 7000 3782 2510 2000 8000
Станки высокой точности.
Металлорежущие станки
30. Плоскошлифовальные станки с прямоугольным столом
Наименование показателей Показатели по моделям станков
с крестовым столом и горизонтальным шпинделем с прямоугольным столом и горизонтальным шпинделем с прямоугольным столом и вертикальным шпинделем
ЗБ70В 3701 ЗГ71 3711Б 3722 | ЗБ722 ЗБ724 3731 ЗБ732
Размеры рабочей поверхности стола, мм 160x400 125X400 200x630 200x1000 320x1000 400x2000 200x630 320X800
Расстояние от оси шпинделя до стола наибольшее, мм 450 415 450 ( >30 755
Размеры шлифовального круга, мм . . 200x25x32 200 x 25 x 75 250x32x76 450x63x203 500хЮ0х Х305 250x60— 4-100x150 400Х1&0Х хззо
Частота вращения шлифовального круга, об/мин 1680—4550 3340 2700 2680 1460 2293 1460
Автоматическая подача на ход стола, мм: поперечная 0,2—10 0,2—15 0,3—4 0,3—15 1- -30 0,75—75
вертикальная 0,002 —0,05 0,005—0,05 0,002—0,05 0,005—0,1 0,002—0,05 0,005—0,1
Скорость продольного перемещения стола, м/мин * 2—20 3—25 5-20 3—25 2 -40 3-30 5-20 3-30
Скорость быстрого перемещения шлифовальной бабки, м/мин 0,72 0,4 0,27 0,4 0,35 0,4
Мощность электродвигателя привода шлифовального круга, кВт 4,1 1,7 2,2 10,0 30,0 5,5 14,0
Плоскостность образца на всей обработанной поверхности, мм Параллельность верхней обработанной поверхности образца его основанию по всей длине образца, мм 0,004 0,002 0,004 0,0025 0,012 0,015 0,012 0,006 0,012
Габаритные размеры станка, мм; длина . . . « ' ширина высота . 1350 1265 1600 2100 1600 1830 1870 1550 1960 3620 2250 1825 3300 2020 2290 5 660 2 580 2 755 2770 1370 2300 3425 1760 2290
Масса станка, кг 1000 1600 1900 3795 7400 7100 14 950 3085 6400
Технические характеристики
31* Плоско шлифовальные ставки е круглым столом
Наименование -показателей Показатели по моделям станков
с горизонтальным шпинделем в вертикальным шпинделем с двумя вертикальными шпинделями
ЗБ740 ЗБ741 ЗБ756 | ЗВ756 3772Б I 3772В
Диаметр стола, мм ...... Расстояние от торца шпинделя до стола наибольшее, мм ...... Диаметр шлифовального круга, мм ....... . Частота вращения, об/мин: шлифовального шпинделя стола * Цена деления лимба тонкой вертикальной по-дачи, мм * > Перемещение шлифовальной бабки на один оборот лимба, мм . Автоматическая вертикальная подача, мм/мин . . Скорость быстрого перемещения шлифовальной бабки, м/мин Параллельность поверхности образца его основа-нию по всей длине, мм Мощность электродвигателя шлифовального круга, кВт . Габаритные размеры станка, мм: длина ......... ширина . высота Масса станка, кг 400 800 1000
— 350 230 380
350 1900 20—200 0,0025 0,375 325—450 1440 123-31 500 975
5,85—29,8 1 | 0,36—1.82
0,01 1,0
0,0025—0,03 0,015-1,5 0,05; 0,07; 0,10; 0,15; 0,20
0,35 0,006 0316 0,014-1,4 0,224
0,013 0,008 0,01
7 30
2055 1565 1935 2360 3370 1970 2057 6500 2770 2305 2596 7500 3000 4495 2270
11 300 10 700
Металлорежущие станки
ХОНИНГОВАЛЬНЫЕ, ПРИТИРОЧНЫЕ И ДОВОДОЧНЫЕ СТАНКИ
32. Вертикальные хонинговальные станки
Наименование показателей Показатели по моделям станков
ОФ-3 8 Б ОФ-38А ЗМ82 3M83 | [ ЗБ833 | I ЗГ833 | ЗН84
Диаметр хонингования, мм Ход шпиндельной гЪловки наибольший, мм Частота вращения шпинделя, об/мин . . Скорость возвратно-поступательного движения хонинговальной головки, м/мин Вылет шпинделя, мм Расстояние от стола до торца шпинделя, мм Размеры стола, мм Овальность детали, хонингованной: на станке, мкм . на диаметре^ мм Конусность детали, хонингованной: на станке, мкм на длине, мм Мощность электродвигателя привода шпин-деляв кВт Габаритные размеры станка, мм: длина ширина высота Масса станка, кг Продольное перемещение. 10-20 295 12,5—50 320 24—80 32—125 32—125 Допускается: до 145 | до 165 50—200
500 1250 63—315 До 20 360 1310-2560 800x800 8 200 16 500 7,0 2290 1829 4845 6000
200—800 До 12 220 64-328 3—15 280 90—240 3—18 360 175-400 8,1-11,8 155—400 8,1—1^,5
300
455—750 480 480-880 <400 690—1190 800x500 650x1150 1000x460 640—1140 1000x500
5 20 145 20 450
20 5 100 80 10 300 | 120
1,7 4,5 10,0 2,8 1380 1120 24 3,0 1120 1530
1120 1180 1660 1120 3812
1350 2225
1335 1 1340 | 3000 1 [ 3300 1300 I 1200
Технические характеристики
198
Металлорежущие станки
33. Горизонтальные хонинговальные станки
Наименование показателей Показатели по моделям станков
РТ-57 РТ-59 РТ-82 РТ-190
Диаметр хонингования, мм Диаметр устанавливаемой детали, мм . . Длина хонингования наименьшая и паи-большая, мм Частота вращения шпинделя, об/мин: ведущей бабки стеблевой бабки с хонинговальной головкой Скорость возвратно-поступательного движения стеблевой бабки, м/мин Диаметр отверстия шпинделя ведущей бабки, мм Мощность электродвигателя, кВт Габаритные размеры станка, мм: длина . ширина высота . Масса станка, кг 30-85 90—250 2000-5000 10 и 20 40-500 1-45 300 34,3 16 600 2 220 1 400 15 500 85-160 80—210 90-175 240-340 2000—6000
150-350
3000—9000 ; 1000-5200
5 и 10
20—250 80-200
1—31,5 450
45,3 51,8 20 900 2 630 1700 31 282
27 550 16 832
2625 1550
35 000 25 000
34. Притирочные станки
Наименование показателей Показатели по моделям станков
ОФ-26А ОФ-61
Диаметр обрабатываемых отверстий, мм Длина обрабатываемых отверстий наибольшая, мм Частота вращения шпинделя, об/мин Скорость возвратно поступательного движения шпиндельной головки, м/мин Расстояние от нижнего торца шпинделя до стола, мм .... Перемещение шпинделя головки наибольшее, мм Мощность электродвигателя механического и гидравлического приводов, кВт ...... Габаритные размеры станка, мм: длина ширина высота ........ Масса станка, кг 8-20 100 8-12 70
160—630 До 12
300-650 350 300-565 265
1,7; 2,8
118.) 77) 2193 1В5 1180 920 2130 1300
Примечание. Подъем и ввод притира в отверстие осуществляется гидравлически.
199
Технические характеристика 35. Доводочные однодисковые станки
— Наименование показателей Показатели по моделям станков
3804 3806 3807 3808
Диаметр доводочного диска,
мм:
наружный . 360 710 1120 1600
внутренний 115 130 320 500
Количество правящих колес 3 4
Размер деталей наиболь-
ший, мм:
круглого сечения • • • . 120 250 360 500
квадратного сечения . . 85x85 175x175 252x252 350x350
Высота подъема прижим-
ного диска, мм 340 200
Рекомендуемое удельное
давление детали на дово-
дочный диск, кгс/см* . . . 0,06 ОД—0,2 0,1
Частота вращения доводоч-
ного диска, об/мин .... 40; 60 35; 71,5 38 29
Неплоскостность обрабаты-
ваемой поверхности, мм:
отклонения ........ 0,001 0,002 0,003
на диаметре ....... 50 120 200
Класс чистоты поверхности V 11
Мощность электродвигателя
привода доводочного
диска, кВт to 2,2 7,5 18,0
Габаритные размеры станка,
мм:
длина ...... 860 1472 2260 2630
ширина .......... 550 1300 1660 2175
высота 890 2130 2300 2410
Масса станка# кг 250 1800 7500
200
Металлорежущие станки
Зв. Двухдисковые доводочные станки
Показатели по моделям станков
Наименование показателей ЗА814 3814П ЗБ816 3816П 3817
Диаметр доводочного диска, мм:
наружный 450 450 700 1100
внутренний 205 222 440 400
Расстояние между новыми доводочными дисками наибольшее, мм 100 70 140 150
Размеры обрабатываемых деталей наибольшие, мм:
плоских (диаметр X толщина) 80x75 100x50 120x95 320X100
цилиндрических (диаметр X X длина) 75x100 50X100 95x160 100 x 300
Частота вращения доводочных дисков, об/мин (направление):
нижнего 39; 60 45; 115 30; 99 20; 40
верхнего (совпадающее) . . 41; 105 26; 88 18,5; 37
верхнего (обратное) 51; 130 33; 108 22; 44
Качество обработки плоских поверхностей на станке:
параллельность торцов, мм 0,0025 на 80x60 0,007 на 050 0,002 на ф 120 0,003 на ф 320
класс чистоты V н V ю V 11 V 10
Точность обработки цилиндрических поверхностей:
овальность, мм 0,0015 0,001 0,002 0,0015 0,002
на диаметре и длине, мм . . 5x50 5x30 15x50
конусность, мм 0,0025 0,002
на диаметре и длине, мм . . 5x30 15x50
класс чистоты V И
Технические характеристики
201
Продолжение табл. 36
Наименование показателей Показатели по моделям станков
ЗА814 3814П ЗБ816 3816П 3817
Мощность электродвигателя главного движения, кВт . . . 1,1 4,0 5,2; 7,0 11,5; 14,5
Габаритные размеры станка, мм: длина 1010 1795 1865 2600
ширина 1340 1070 1590 2300
высота 1650 1870 2025 2400
Масса станка, кг 600 2080 4300 7000
37» Универсально-заточные станки
Наименование показателей Показатели по моделям станков
3640 ЗБ641 ЗВ641 ЗБ 642 ЗВ642 ЗБ643
Размеры детали наибольшие, мм: диаметр . . , 100 160 250 400
длина (в центровых бабках) 250 400 630 1000
рабочей поверхности стола: длина 63 100 140 200
ширина , . 400 630 900 1400
Ход стола, мм; продольный........ 160 280 450 720
поперечный 150 170 230 300
Угол поворота стола наибольший, градусов .... 180 90
Продолжение табл. 37
Металлорежущие станки
Наименование показателей Показатели по моделям станков
3640 ЗБ641 ЗВ641 ЗБ642 ЗВ642 ЗБ643
Вертикальное перемещение шлифовальной головки, мм , 60 200 250 350
Угол поворота шлифовальной головки в горизонтальной плоскости, граду-сов — 350
Частота вращения шлифовального шпинделя# об/мин ........... 2330- 10 000 1120- -9000 1300—6500 2240—6300 1200- 5500*»
Скорость перемещения стола от гидропривода, м/мин . — 0,3-8 — 0,3-8 — 0,3-10
Мощность электродвигателя привода шлифовальной головки# кВт ....... 0,27 0,56; 0,7 2,5** 1,0; 1,4 2,5**
Габаритные размеры станка, мм;
длина . » 1200 1530 2330 3620
ширина • . 780 1290 1680 1570
высота .......... 1550 1740
Масса станка (с комплектом приспособлений), кр ... ? 415 750 700 1280 1200 2500
*х Бесступенчатое регулирование. При наибольшей частоте вращения вала электродвигателя постоянного тока.
Примечание. У юл калькой плоскости 360° поворота универсальной бабки в горизонтальной и верти-
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
38. Зубофрезерные станки
Наименование показателей Показатели по моделям станков
для мелко модульных колес повышенной точности ! с вертикал ьно-перемещающимс я суппортом с вертикально-перемещающимс я столом
530А 530П 5А308Г1 5К310 | 5К324 | 5К32 5К328А 5К301 | 5306 5 АЗ 12 5316
Диаметр наибольший и модуль колеса, мм 25; 1 50; 1 80; 1 200; 4 500; 8 800; 10 1250; 12 125; 2.5 200; 4 320; 6 500; 8
Ширина зуба наибольшая, мм 40 82 220 350 560 100 170 180 280
Угол наклона зуба, градусов 0 60 45
Частота вращения фрезы, об/мин . . 330—2000 202—2040 45—450 40- -310 32-200 ' 115—500 90—450 94-650 40—400
Подача, мм/об:
осевая 0,1-1,45 0,6-4,0 0,8- -5,0 0,5—5,6 0,3-6,0 0,25 —6,0
радиальная . * 0,25-1,5 0,22-2,6 0,3-6,0
тангенциальная .... 0,1-2.0 0,15 -2,9 0.08—3,3
Мощность главного электродвигателя, кВт °-5 4,5 7,0 10,0 2,2 5,5 7,0
Габаритные размеры станка, мм:
длина 520 670 675 2070 2500 2650 3 580 1200 1545 2000 2100
ширина 560 680 730 1380 1450 1 600 750 927 1240 1300
высота ........ 1320 1400 1450 1790 2000 2000 2 590 1680 1895 2150 2480
Масса станка, кг . . 360 415 470 3500 6400 7200 14 000 1700 3300 5150 7200
Технические характеристики
39. Зубодолбежные станки
Показатели по моделям станков
Наименование показателей широкоуниверсальных, вертикальных, работающих по методу обкатки работающих многорезцовой головкой
5107 5140 5140Б 1 5В150 5В161 5М12 5М14 5А110 5120
Диаметр детали наибольший, мм . • 80 500 800 1250 208 500 150 250
Модуль наибольший, мм 1 8 12 4 6 5 6
Ширина зубчатого венца наиболь-
шая, мм 20 100 170 50 105 35 50
Диаметр делительного колеса наи-
больший, мм 225/90 570/270 —* 675/360 900/360 330/248 600/275
Число двойных ходов в минуту - . 400—2000 83—525 65—450 25—150 25—150 200—600 125-400 60—120 60—125
Мощность электродвигателя глав-
ного движения, кВт 0,6 2,8 3,7 7,0 2,2 3,0 >3,0 17,0
Габаритные размеры станка, мм:
длина 725 1750 1650 2 880 3 050 1300 1800 1 820 1 970
ширина 650 1250 1285 1 600 1 850 970 1350 1 650 2 420
высота к. 1320 2350 3 500 1745 2200 2 780 2 970
Масса станка, кг . . . 850 4200 4000 10 200 10 400 2000 3530 11 000 12 000
Металлорежущие станки
40. Зубошевинговальные станки
Наименование показателей Показатели по моделям станков
с горизонтальной осью детали с вертикальной осью детали
5712 5702 5М714 5706 5708 5913 5А714 5717С 5717
Диаметр наибольший и модуль мм 125; 1,5 320 : 6 1250; 16 4000; 16 320; 6 800: 8 1250; 8
Ширина обрабатываемого венца наибольшая, мм 25 100 2500 20-150 80 200
Диаметр шевера, мм 92 300 240 3 50 250 240 240
Частота вращения шевера, об/мин 125—500 50-400 71—283 16-227*1 4,8—51*1 250—1 ООО*8 80—320 39—241*1
Подача, мм/мин — 18—300 18—220 0—25 (мм/об) 14—175 3,9-154
Мощность электродвигателя главного движения, кВт . . . 1,0 3.0 2,8 13,5 14,0 5,5 3,0 4,5
Габаритные размеры станка, мм:
длина 1620 2100 1228 8400 1750 1800 2770 3090
ширина ............ 1405 1510 1455 3 475 7 100 1230 1000 1845
высота ..... 1580 2120 2020 2 200 2 410 1850 2180 1900
Масса станка, кг . 1030 4700 3350 30 500 55 000 4500 6200 6800
** Частота вращения детали. *г Частота вращения хона.
Технические характеристики
206
Металлорежущие станки
41. Зубошлифо
Показатели по
Наименование показателей работающих абразивным червяком с коническим кругом
5А830 1 : 5А832 5835 5831 ! 584М МА-15
Диаметр зубчатого колеса, мм . . . 5—125 20—200 70-500 30-320 60-500 1 360—800
Модуль, мм . . . . 0,2-1,25 0,3—2,5 1,5- -6,0 2-10
Ширина заготовки наибольшая, мм 80 230 100 180
Количество зубьев ......... 12-140 14—200 20—300 12—200 8—150
Диаметр шлифовального круга4 наи-больший, мм 400 450 240 250
Мощность электродвигателя привода шлифовального круга, кВт 2.58 3,0 5,2 0,65 1,0
Габаритные размеры станка, мм: длина . . 2180 3 290 2390 2535
ширина 2180 2700 2 180 2110 2280 2430
высота . 1800 1940 2 100 2990 2330
Масса стаила, кг 6000 6860 10 000 4500 6000 7000
42, Зуборезные станки для обработки
Наименование показателей Показатели
для обработки колес с круговым
5П23А | 525 |. 5А27С4| 525 Б 5Б231 | 5Б232
Диаметр колеса наибольший, мм , . . . . 125 500 250 500
Торцовый модуль наибольший, мм .... 2,5 10
Тип применяемого инструмента ••«... Резцовая головка
Угол спирал наибольший, градусов , . . 50
Угол начального конуса, градусов • • . . 5-85 5—45 45-85 60-85
Время одного цикла,- с 2,4-44 2,5-76 4,6-76 2,5-76 3-38 3,9-14
Общая мощность электродвигателей,- кВт 2,8 6,3 5,5 6,3 9,3 4,8
Габаритные размеры стайка, мм: длина ширина высота 1080 590 1470 2200 1600 1600 2168 1500 1705 2200 1600 1600 2280 1785 1710 2300 1850 1715
Масса станка, кг 1800 7500 8000 7000
Технические характеристики
207
вольные станки
моделям станков
с плоским кругом с кромочным кругом с фасонным кругом
5892А 5893 5851 5852 580 586 В | 5860А j 5860В 1 5861
20-25С 100-320 35—320 65-500 25—500 75-400 100-800 250-600 150-1250
1-8 2-12 2-10 2-12 1-10 1-6 2.5-12,0 2,5-8,0 5-16
50 70 230 300 200 80 250 100 300
4-120 8-120 10-120 10-180 10-300 25-300 16-300 50-240 16—250
400 500 225 350 62-175 400 180-225 500
1,7 2.8 5,5 6,46 7,0 2,8 10,0 4,5 14,0
1840 3225 3000 3350 3710 4310 4 780
1620 1820 2140 2670 2670 2300 2380 2 850
1980 2080 1970 2070 3017 1970 2480 2 815
3000 3530 5310 6500 8500 8000 9560 9200 16 000
конических зубчатых колес
по моделям станков
зубом для обработки колес с прямым зубом
528С 5А284 5Т23В 1 5П23БП j 5П23 5230 5А250 5282
800 1600 125 320 500 800
15 30 2 2,5 8 16
Резцовая ; головка Зубострогальные Дисковые фрезы Зубострог ЗЛЫ1 Lie
резцы резцы
50
5-85
7,5-240 24-550 15-36 3,5-112 2,4—49 2,5-76 8-123 16-500
12,2 21,0 3,1 2,8 11,6 5,6 . 8,8
2 600 4 600 1620 1295 2200 3 700
2 350 3 500 1050 945 1600 2 270
1 950 3 250 1415 1700 1600 1 950
12 000 35 000 3000 1800 7800 870 14 000
208 Металлорежущие станки
СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Специализированными заводами станкостроительной промышленности изготовляются станки с числовым программным управлением (ЧПУ) основных типажных групп: токарной, сверлильно-расточной, шлифовальной, фрезерной и электроэрози-онпой. В конструциях станков с числовым программным управлением заложены новые принципы, оказывающие влияние на организатхию производства, способствующие повышению производительности труда в мелкосерийном и серийном производстве и обеспечивающие высокую технико-экономическую эффективность.
Для обозначения степени автоматизации в моделях станков добавляется буква Ф с цифрой: Ф1 — станки с цифровой индикацией и преднабором координат; Ф2 — станки с позиционными и прямоугольными системами; ФЗ — станки с контурными системами; Ф4 — станки с универсальной системой для позиционной и контурной обработки.
Приведенные ниже краткие сведения по станкам с ЧПУ дают возможность определить область ,их использования и правильно подобрать оборудование, исходя из конкретных условий производства.
По смене инструмента станки с ЧПУ можно разделить на следующие основные группы:
станки с ручной сменой инструмента и программированием только формообразования и скорости подачи;
станки с автоматической сменой инструмента в револьверной головке и программированием формообразования и режимом обработки, а также с коррекцией размеров положения инструмента;
станки с автоматической сменой инструмента в магазине (типа «обрабатывающий центр») и полным программированием всего процесса обработки.
В зависимости от уровня автоматизации станки с ЧПУ оснащаются различными устройствами. В настоящее время существует три основных типа устройств числового программного управления:
позиционные (П), предназначенные для управления перемещения исполнительных механизмов станка от точки к точке без задания траекторий перемещения, применяемые в основном для сверлильных и расточных станков;
непрерывные (Н) или контурные, предназначенные для управления всеми траекториями перемещений исполнительных механизмов станка при обработке деталей сложных профилей (как плоских, так и объемных) на токарных, фрезерных, электроэро-зионных и других станках;
Технические характеристики 209
универсальные (У) или комбинированные, предназначенные как для контурной так и для позиционной обработки.
Станки токарной группы с ЧПУ включают базовые модели и ряд исполнений, обеспечивающих обработку основных типов деталей. В зависимости от технологических особенностей обрабатываемых деталей предусмотрена модификация станков но количеству суппортов, поворотных резцедержателей и Их расположению на суппортах.
При большом числе выполняемых операций станок оснащается инструментальным магазином.
Освоение предусмотренной номенклатуры станков токарной группы с ЧПУ резко повысит производительность труда по сравнению с обработкой на универсальных токарных станках.
Станки сверлильно-расточной группы с ЧПУ включают: вертикально-сверлильные с крестовым столом, горизонтально-сверлильные с крестовым и поворотным столами, портально-сверлильные, горизонтально-расточные и др. По размерным параметрам группа охватывает станки: с шириной стола 250 мм, предназначенные для обработки малогабаритных деталей и деталей крупных размеров с поперечным перемещением стойки 6000 мм, а также с шириной стола 400, 630 и 1000 мм, предназначенные для обработки деталей широкого диапазона.
Станки шлифовальной группы с ЧПУ оснащены высокоточными системами активного контроля при работе абразивными или алмазными кругами высокой стойкости, позволяющими автоматически перестраиваться с помощью устройств программного управления на размеры шлифуемой шейки.
Станки фрезерной группы с ЧПУ запроектированы на основе анализа обрабатываемых деталей по основному параметру — ширине стола. Принятый размерный ряд 250; 400; 630 и 1000 мм, охватывает более 90% всей номенклатуры обрабатываемых деталей. Опыт эксплуатации фрезерных станков с ЧПУ показал, что станки с крестовым столом обладают оптимальной компоновкой для обработки деталей средних размеров, обеспечивающей наибольшую жесткость, повышенную точность и удобство обслуживания.
Для обработки деталей, длина которых в несколько раз больше ширины, наиболее рационально использовать станки продольной компоновки, а для обработки деталей меньшей точности — фрезерные станки консольного типа.
Таким образом, применение металлорежущих станков с ЧПУ позволяет в 2—4 раза повысить производительность труда, в 1,5—2 раза сократить срок подготовки производства и улучшить качество обработки деталей.
210
Металлорежущие станки
43. Станки токарной группы с
Наименование показателей Показатели
Токарно-револьверные патронные полуавтоматы Токарно-карусельные станки
одностоечные двухсгоеч- HU ft
I П426ФЗ*,4п426ДФЗ*1 1512Ф2*1 1516Ф2*1 1525Ф2*1
Наибольший диаметр обрабатываемой детали, мм над станиной над суппортом 500 259 1250 1600 2500
Наибольшая длина (высота) обрабатываемой детали, мм 200 259 1000 1600
Количество инструментов пределы рабочих подач по осям координат, мм/мин Частота вращения планшайбы или шпинделя, об/мин Мощность электродвигателя главного движения, кВт Габаритные размеры стан- ка, мм: длина ширина высота Масса, кг Завод-изготовитель 6-пози-циониая головка 5—600 10—1200 Два крестовых суппорта 0—600 0—1200 5—в револьверной головке, 1 — в боковом суппорте 5—в револьверной головке, 1—в ползуне 0,09-16 1,6-80 40 5 065 5 340 4 910 35 500 ^кострои-Седина
0,07-12,5
20-1000 5—250 4—200
17 17 или 22 30
— — 2 750 2 975 4 100 16 250 Краснод тельны! 3 190 3 360 4 100 19 500 арский ста« & завод им.
7500 Алапаевс строител 9900 кий станко-ьный завод
Технические характеристики
211
числовым программным управлением
из моделям станков
Токарнокарусельный двух-стоечный станок Токарный патронноцентровой ставок Токарный патронный полуавтомат Токарные патронно-центровые станки Лобото-к а р н ы Й патронный полуавтомат Токарный полуавтомат
1Л532ФЗ*’ 1А616ФЗ 1Ф616ФЗР 1К62ФЗ 16К20ФЗ*»< 16КЗОФЗ*’ РТ725ФЗ 1713ФЗ
3200 320 180 160 400 200 630 300 630 400 400 250
1600 710 80 930 1000 1400 150 710
5— в револьверной голов- ке, 1—в ползуне 4 6-пози-ционая головка 6 4-6 6 4
0,75-750 1.5—1500 0,6—120 6—1200 5—1000 0,6-120 6-1200 0—600 0—1200 1—600 1-1200 2,4-440 4,8-880 5—1020 2.5-510
1,25-63 9-1800 45—2240 12,5-2000 35 (50) — 1600 6,3-1250 5-1000 125—1250
55 4 7,5 10 17 13 17; 22
5 485 4020 2135 3800 3000 6000 2835, 2900
6 000 1220 1225 1455 1600 3450 2300 1320
4 910 1420 1220 1350 1600 2150 1555 2295
44 500 1955 2000 2600 3000 7000 8000 4000
Краснодарский станкостроительный завод им. Седина Средневол жский стаикостроите льный завод Московский станкостроительный зарод «Красный пролетарий» Рязанский станкостроительный завод Ейский станкостроительный завод
212
Металлорежущие станки
Наименован не показателей Показател я
Токарный патронноцентровой полуавтомат Токарный патронный полуавтомат Токарный патронный полуавтомат с инструментальным магазином Токарный патронный полуавтомат ГокарныЙ патронный вертикальный полуавтомат
1А715МФЗ*1 1 П7|6ФЗ*1| ЛП716МФЗ** 1П717ФЗ*1 17Э4ФЗ
Наибольший диаметр обрабатываемой детали, мм над станиной над суппортом 500 250 160 200 320
Наибольшая длина (высота) обрабатываемой детали, мм Количество инструментов Пределы рабочих подач по осям координат, мм/мин Частота вращения планшайбы или шпинделя, об/мин Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина высота Масса, кг Завод-из гото в итель *’ Основные показател *2 Станок с цикловым 250 80 100 200 8 5—500 50—1250 13,8/20,4 2050 2310 3050 4000 М инекий завод автоматических линий 1 изготовлез и ИЯ;
Инструментальный магазин на 10 позиций 6-пози-ционная револьверная головка 12 6-позиционная револьвер- ная головка
0—800 0—1020 32 1250 '22 4475 2130 2270 5500 Ейский станкостроительный завод и подлежат уте программным : 5—500 125-2000 5.5 2000 1500 1700 3200 Бердичевский станкостроительный завод «Комсомолец» мнению в процессе проек управлением. 0—270 0-540 40—1600 6,5/8,5 3100 2025 1810 3000 Средневолжский станкостроительный завод тирования I
Технические характеристики
213
Продолжение табл. 43
ио моделям станков
1 Токарный центровой 1 иолуавто-J мат i Токарный центровой полуавтомат с инструментальным магазином Токарный патронный полуавтомат с двумя мно-гопоаицион-ными головками Токарный патронный полуавтомат Токарный полуавтомат Токарно-револьверный станок с вертикальной осью револьверной головки Токарно-револьверный станок с горизонтальной осью револьверной головки
|1Б732ФЗН 1Б732МФЗ*1 1П732ФЗ*1 1П732МФЗ 1П752МФЗ*1 1А340Ц*2 1 А341Ц*2
320 400 400 400 пруток —
220 пруток — 40 40
1000 (1400; 2000) 250 1000 250
6 12 12 (по 6 в каждой револьверной головке) 12 в инструментальном магазине 6-пози-ционная револьверная головка 16-пози-ционпая револьверная головка
10—222 20—450 0—510 0—1020 2,4—259 4,8-500 10—225 20—450 2,4—440 4,8—880
25—1250 56-900 25- -1250 5-1000 60-2000
40 17 4,1/6,6
РМЦ —1000 3700 3 620 9 235 3000 3000
3 670 1740 2 015 2 050 1300 1200
1 800 2 665 2 250 2 615 2 615 1500 1560
13 000 11 000 10 000 10 500 6000 2700 2500
Московский станкостроительный завод им. Серго Орджоникидзе Московский станкостроительный завод им.' Серго Орджоникидзе Рязанский станкостроительный завод Бердичевский станкостроительный завод «Комсомолец»
214
Металлорежущие станки
44. Станки сверлильно-расточной группы
Показат ели
Наименование показателей Верти-калыю-свер-ЛИЛЫ1ЫЙ станок Вертнкально-сверл ильный станок с крестовым столом, с револьверной головкой Вертикальносверлильный станок повышенной точности с крестовым столом и инструментальным магазином Верти-кально-сверлиль-иый станок с крестовым столом Вертикально-сверлильный станок с крестовым столом с револьверной головкой
2Н118Ф2 2Р118Ф2 •< 2118ПМФ2 *1 2Н135Ф2 2Р135Ф2
Наибольший диаметр сверления, мм . . . . > 18 35
Размеры стола (ширина X длина), мм ... 280x450 400x630 400X710 400x633
Частота вращения шпинделя, об/мин 180—2800 45-2000 63-2800 31,! 5—1400
Количество инструментов (в головке; магазине) . 1 6 12 I 6
Пределы рабочих подач по осям координат, мм/мин — 10—500 31,5-1600 — 10-500
Мощность электродвигателя, привода главного движения, кВт .... 1,5 2,2 4
Габаритные размеры станка, мм:
длина 1400 2350 2500 1685 2500
ширина 1400 1800 2400 1425 1800
высота 2155 2500 2503 2500 2700
Масса, кг 1720 2500 2500 2600 3500
Завод-изготовитель Молоде-чненский станкостроительный завод Стерлитамакский станко-строитель-ный завод им. Ленина Каунасский станкостроительный завод им. Дзержинского Стерлитама строител им- кский станко-ьный завод Ленива
Технические характеристики 215
с числовым программным управлением
по моделям стайков
Вертикально-сверлильный станок повышенной точности с крестовым столом, с инструментальным магазином Портально-сверлильно-фрезерный станок повышенной точности с инструментал ь-' ным магазином Портальный сверлильно-фрезернорасточный станок повышенной точности с инструментальным магазином Координатно-расточный станок одностоечный высокой точности Вертикальный сверлильно-фрезерно- расточный станок высокой точности с инструментальным магазином
2135ПМФ2 234811МФ2** 2350ПМФ2 243ВФ2 *> 243ВМФ2*’ 245ВМФ2 *1
35 50 —
630X1120 1000x1600 1400x2000 320x560 630X1120
40—2500 28- 1600 40- 2500 32-2000
24 40/4 40 1 30
2—630 3—600 3.15—2500 0,03—0,17 3,15—2500 31,5—2500
4,5 8 2,2 5 >5
2700 5 650 6 450 1590 1590 3300
3500 5 200 5 600 1640 1640 2735
3600 4 500 4 500 3000 2620 3400
7300 22 000 32 000 3000 3500 8200
Куйбышевский завод координатно-расточных станков Ивановский завод расточных станков Одесский завод прецизионных станков
216
Металлорежущие станки
Показатели
Наименование показателей Координатно-расточный, станок, одностоечный особо высокой точности Координатнорасточный станок двух-стоечный особо высокой точности Радиальносверлильный , станок с накладным крестовым столом Горизонтально-расточный станок
?Д45'0АФ2 2455АФ2 2Н55Ф2 26НФ2*'
Диаметр шпинделя, мм . . 50 80
Размеры стола (ширина X X длина), мм . 630x1120 630x900 630x800 800x900
Частота вращения шпинделя, об/мин ........ 50—2000 40—2000 20—2000 12,5—1250 (20—2000)
Количество инструментов 1
Пределы рабочих подач по осям координат, мм/мин 2—250 2,5—500 0,056—2.5 2—1500
Мощность электродвигателя привода главного движения, кВт ..... 2,2 4,5 4 8
Габаритные размеры станка, мм;
длина 2705 2910 3675 4 200
ширина 3360 2330 2730 5 700
высота 2800 2680 3350 2 880
Масса, кг . . 8СОО 7000 12 800 (13 500
Завод-изготовитель Московский завод координатно-расточных станков Куйбышевский завод координатнорасточных станков Одесский завод радиально-сверлильных станков им. Ленина Ивановский завод расточных станков
См. первую сноску к табл. 43 (стр. 212).
Технические характеристики
217
Продолжение табл 44
по моделям станков
Горизонтально-расточный станок Горизон-тально-свер-лильно-фре-зерно-расточный станок повышенной точности с инструментальным магазином Гор изонтал ьн о-расточ ны й станок Горизон-тально-свер-лилыю-фре-зерно-расточ-ный станок повышенной точности с инструментальным магазином Двухсторонний горизонтально-сверлильно-фрезерный и отде-л оч но- р асточ в ы й станок повышенной точности с инструментальным магазином
2А620Ф2 2Б622ПМФ2*1 2636ГФ2 ** 2651Ф2 *’ 265ПМФ2 276ОПМФ2 *»
90 ПО 125 200 160 —
1120x1250 1600X1800 2250x2500 1600X1800 1000X1000
10—1600 6,3-1250 6,3—ЮОО 4—800 8—630 80—2240 140—1250
100 1 50 24
1,25—1250 2—2000 1,25—1250 1—1000 1,25—800 1—630 10—1000 10-3000 10—5000 Ю-2000
10 14 19 32 25 4,1
6 770 8 750 10 790 12 000 7 280
3 900 5250 5 000 9 700 6 930 —
3100 3105 4 500 6 700 5 030
16 000 27 300 37 800 70 000 60 000 20 000
Ленинградский станкостроительный завод им. Свердлова Ивановский завод расточных станков Ленинградский станкостроительный завод им. Свердлова Коломенский завод тяжелого станкостроения Одесский завод радиально-сверлильных станков им. Ленина
45. Станки фрезерной группы с числовым программным управлением
Наименование показателей Показатели по моделям станков
Вертикально-фрезерный консольный станок Вертикальнофрезерный консольный станок с револьверной головкой Горизонтально-фрезерный станок с продольным поворотным столом, с инструментальным магазином
6М11ФЗ 6Р11ФЗ*» 6Н13ГЭ2 | ФП-4С4 6Р13ФЗ 6Р13РФЗ** 6306МФ4*1
Размеры рабочей поверхности стола (ширина X длина), мм .... 250X1000 400x1600 630x1600
Число скоростей шпинделя .... 18 16 18 21 18
Частота вращения шпинделя, об/мин 40—200 31,5—1600 40—2000 31,5—2500 16—1600
Пределы рабочих подач по осям координат, мм/мин 8—600 8—300 8—1200 7,5—600 7,5—600 (7,5—1200) 8—1200 8—800 8-1200
Мощность электродвигателя глав-кого движения, кВт 4 5,5 7,5 10
Габаритные размеры станка, мм: длина 1950 2320 2575
ширина 1800 1650 218Э
высота 1900 2330 2480
Масса; кг 2500 3030 4800 5800 5500 7000 13 000
Завод-изготовит ель Дмитровский завод фрезерных станков Горьковский завод фрезерных станков
Металлорежущие станки
Продолжение табл 45
Наименование показателей Показатели по моделям станков
Вертикально-фрезерный станок с крестовым столом Вертикально-фрезерный станок с крестовым столом, револьверной головкой Вертикальнофрезерный станок с крестовым столом Вертикальнофрезерный станок с крестовым столом и револьверной головкой Вертикальнофрезерный станок с крестовым столом Вертикальнофрезерный станок с крестовым столом и револьверной головкой
ЛФ-66ФЗ 6520ФЗ 6520РФЗ *i 6540ФЗ 6540РФЗ 654ФЗ *i 654РФЗ ♦»
Размеры рабочей поверхности стола (ширина X длина), мм .... 320x800 250x630 Специальное исполнение 320x630 400x630 250X630 400X1000 630X1600
Число скоростей шпинделя 15 18 19 18
Частота вращения шпинделя, об/мин • 80-1945 31,5—1600 Специальное исполнение 50—2500 31,5—1600 32-1600 40—2500 25-1250 31,5-1600
Пределы рабочих подач по осям координат, мм/мин 8—700 5—1 .2СЮ 8-1 200
Мощность электродвигателя глав-ного движения, кВт 3 4 7,5 6 14 8
Габаритные размеры станка, мм:
длина ширина высота 1710 1600 2210 1990 1815 2100 1990 1815 2300 4200 3530 2990 4260 3530 2990 4 190 2 320 4 040 3 450 3 000 3 075
Масса, кг 3000 3500 3700 7500 9000 14 000 14 000
Завод-изготовитель Львовский завод фрезерных станков Чаренцаванский завод расточных станков Ульяновский завод тяжелых и уникальных станков
Технические характеристики
Продолжение табл. 45
Наименование показателей Показатели по моделям станков
Горизонтально-фрезерно-свер-лильно-расточ-ный станок с крестовым поворотным столом Горизонтально-фрезерно-свер-лильно-расточ-ный станок с крестовым поворотным столом и инструментальным магазином Горизонтально-фрезерно-свер-лильно-расточ-ный станок с крестовым поворотным столом Горизонтально-фрезерно-свер-лильно-расточ-ный станок с продольным поворотным столом Горизонт ально-фрезерно-свер-лильно-расточ-ный станок с крестовым столом, инструментальным магазином Продольно-фрезерный станок с горизонтальным и вертикальным шпинделями
6904 ФЗ*5 6904ПМФ4*1 6906 В ФЗ*5 6306ФЗ*» 6906ПМФ4 6М610ФЗ*1
Размеры рабочей поверхности стола (ширинах длина), мм Число скоростей шпинделя Частота вращения шпинделя, об/мин Предела рабочих подач по осям координат, мм/мин Мощность электродвигателя главного движения, кВт Габаритные размеры станка, мм: длина ширина высота - « . . Масса, кг * Завод-изготовитель ♦* См. первую сноску в 400 X 500 19 630X 800 630x1600 630x800 1000X3000 Бесступенчатое регулирование 20—80G
18
32—2000 31,5—2000 32—1600 8—1600 8,0 16—1600 8—1200 10,0 32—1600 3,15—2500 8,0 3 100 2 500 2 500 10 000 Одесский завод прецизионных станков
10—2000 10—1000 5—500
3,15—2500 4,5
14x2 9 000 4 500 4 500 40500 Минский станкостроительный завод им. Октябрьской революции
— 2650 1950 2070 7000 — —
II 000 Горьковский завод фрезерных станков
Одесский завод прецизионных станков табл. 43 (стр. 212).
Металлорежущие станки
46, Агрегатные станки с числовым программным управлением
Наименование показателей Показатели по моделям станков |
Многошпиндельный вертикально сверлильный станок Агрегатный сверлильно-расточный станок с автоматической сменой инструмента Агрегатный, сверлильнофрезерный станок с револьверной головкой Агрегатный вертикально-сверлильно-резьбонарезной станок с автоматической сменой инструмента Агрегатный горизонтально-сверлильно-расточный станок с автоматической сменой инструмента Агрегатный горизонтальный двусторонний станок
1С475Ф2 МА299Ф2 1С518Ф2 1С453Ф2 СМ213Ф2 СМ308Ф2 СМ265Ф2
Размеры рабочей поверхности стола, мм . . . Частота вращения шпинделя, об/мин Количество инструментов .... Пределы рабочих подач по осям координат, мм/мин Мощность электродвигателя привода главного движения, кВт . Габаритные размеры станка, мм: длина ...... ширина высота Масса, кг Завод-изготовитель (13—30) х 80 (диаметр X X глубина) 125—495 6 80—40 17 3 820 3 350 5 340 32 000 Московский станкостроительный завод им. Серго Орджоникидзе Ф 400 46—2270 400X1400 20—1600 3000X3200 51—2223 8 20—900 40—300 2,3/2,9 8 100 5 560 2 500 28 000 630x1320 60—400 1000X1600 50-560 630x1320 30—400 2
36 30
18—1080 0.9,—50,4 4,7 3500 3200 2100 4500 Опытный завод «Станко-конструкция» ЭНИМСа, Москва 10 7 3 650 1 690 2 780 11 000 10—400
7,5 2X6,5 7 000 5 000 2 000 30 000
3 500 3 000 4 000 20 000 5 000 3 500 4 000 26 000
Московский станкостроительный завод им. Серго Орджоникидзе М-инский завод автоматических линий
Технические характеристики
47. Станки шлифовальной группы с числовым программным управлением
Наименование показателей Показатели по моделям станков
Круглошлифовальный полуавтомат повышенной точности Плоскошлифовальный станок
ЗА151Ц ЗА151Ф2*1 ЗМ153Ф2*1 ЗТ162Ф2 “ | ЗВ164БФ2 3192ФЗ *1 ЗД722Ф2
Наибольший диаметр обрабатываемой детали, мм 200 140 280 400 280
Наибольшая длина обрабатываемой детали, мм .......... 700 500 1000 1400 1000
Размеры рабочей поверхности стола (ширинахдлина), мм — 320x1250
Частота вращения шпинделя детали, об/мин 63—400 80—800 63—400 12—180 — 1440—2880
Мощность электродвигателя главного движения, кВт 11 (общая) 7,5 5,5 22 7 11,5-14,0
Габаритные размеры стола, мм: длина . . . 3100 4365 2500 4500 4850 4600
ширина 2100 2165 2500 3000 2760 2500
высота 1770 2170 1600 2000 1765 1700
Масса, кг 5500 5100 3500 7000 9300 5600 15 UQO
3 авод- изготов итель Харьковский станкостроительный завод им. Косиора Вильнюсский завод шлифовальных станков Харьковский станкостроительный завод им. Косиора Липецкий станкостроительный завод
*х См. первую сноску в табл. 43 (стр. 212).
Металлорежущие станка
Технические характеристики 223
УСТРОЙСТВА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
МОДЕЛИ И ИХ МОДИФИКАЦИИ
Устройства Н331, 11332, У221, У331, У332 обеспечивают широкие технологические возможности при контурном и комбинированном управлении. Выполнены по агрегатному принципу. Модификации .устройства получаются путем соответствующей комбинации агрегатов (шкафов или секций в шкафах):
агрегат ввода — вывода с шаговым приводом Вх;
агрегат ввода — вывода, со следящим приводом 132;
агрегат линейно-кругового интерполятора И;
агрегат индикации и памяти положения Ц;
агрегат автоматического расчета эквидистанты Э;
агрегат дополнительных приветов Пр.
В табл. 48 приведены основные модификации устройств и состав агрегатов, необходимых для реализации этих модификаций. Количество модификаций устройств ЧПУ, которое может быть получено путем комбинации агрегатов, значительно больше указанного в таблице (например, Н221 и т. д.). Для обозначения модификаций агрегатной системы в более поздних разработках принято четырехзначное обозначение устройств ЧПУ.
Первый знак буквенный обозначает тип системы: П — позиционная; Н — непрерывная (контурная), У — универсальная (комбинированная, т. е. контурно-пэзиыионная); второй знак — число управляемых по программе координат; третий знак — число одновременных управляемых координат; четвертый знак — тип приводов подачи (1 — шаговый привод, 2 — следящий или следяще-регулируемый привод).
Все устройства агрегатной системы имеют унифицированные входные и выходные параметры, типы измерительных систем и приводы подачи. В качестве приводов подачи используются два типа привода — шаговый двигатель ШД5—Д1, следяще-регулируемый привод типов КПТ?А, ЭТШР.
В качестве датчиков обратной связи в устройствах со следяще-регулируемым приводом используется вращающийся трансформатор ВТМ-1М с делением фазы на 200 или вращающийся винт ДЛМ-11 с делением фазы на 100.
Помимо конструктивного агрегатирования в устройствах предусмотрено схемное агрегатирование внутри агрегатов. Так, например, предусмотрено два варианта задания скорости подачи — на переключателях с заданием от программы номера скорости и с заданием от программы кода скорости. Учитывая это, при заказе устройства необходимо специально оговаривать целый ряд пунктов, указанных в ТУ на соответствующую модификацию.
Устройства Н221М, Н331М, Н332М, П321М являются первыми ЧПУ третьего поколения, построенными на интегральных схемах типа «Логика-2». Они предназначены для наиболее массовых токарных, фрезерных и сверлильных станков со сменой инструмента. При выдаче технического задания и разработке устройств особое внимание уделяется снижению габаритных размеров и стоимости устройств и в связи с этим разумному ограничению технологических возможностей.
Устройство Н221М предназначено для оснащения токарных станков со сменой инструмента. Предусмотрена возможность ввода программы в приращениях и абсолютных координатах.
Устройства Н331М и Н332М предназначены для оснащения фрезерных станков. Устройство Н332М предусматривает использование следящего привода и датчиков обратной связи типа ВТМ-1М. В устройстве предусмотрены коррекции на длину инструмента и диаметр (вдоль осей координат). Ввиду значительной сложности отсутствует возможность коррекции эквидистантного контура (по нормали к обрабатываемому контуру).
224 Металлорежущие станки
Устройство П321М предназначено для сверлильных станков для сверления печатных плат и других станков с шаговыми приводами, где требуется позиционирование и прямоугольное формообразование. Все входные и выходные параметры устройств соответствуют рекомендациям ИСО.
Устройства Н531, Н532, У521, У522, П522 — базовые (наиболее полные) модифи* нации агрегатной (блочной) системы ЧПУ, построенной на интегральных схемах с повышенной степенью интеграции. Общее число управляемых координат ограничивается пятью. Остальные параметры и функциональные возможности не отличаются от аналогичных устройств, входящих в агрегатную систему, построенную на дискретных элементах. Предусматривается более широкая номенклатура датчиков обратной связи, с которыми работают устройства. В качестве основных типов датчиков рекомендованы линейные и круговые индуктосины и импульсные датчики.
Устройства Н551, Н552 предназначены для оснащения станков со сложной фасонной обработкой деталей, в том числе и по специальным алгоритмам управления. В основу построения устройств положен принцип цифровой вычислительной машины. Алгоритм работы определяется жесткой программой, заложенной в памяти алгоритмов. При переходе на новый алгоритм работы не изменяется содержимое блока памяти алгоритмов без изменения структуры и взаимосвязи в устройстве. Большинство параметров устройств, в том числе вид интерполяции, коррекций и т. п., выбирают при заказе, путем заполнения специальной формы заказа.
Входные и выходные параметры соответствуют рекомендациям ИСО. В устройстве Н552 используются датчики обратной связи типа ВТМ-1М с делением фазы на 200 или вращающийся винт ДЛМ-11 с делением фазы на 100.
Основные данные устройств ЧПУ приведены в соответствующих картах.
Формат характеризует объем информации, который вводится от программы. Формат заполняется для устройств с вводом программы на перфоленте при адресной системе кодирования. Для адресной системы приняты рекомендации ИСО при кодировании по ИСО и нормали станкостроения Э68-1 при кодировании в коде БЦК'
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОЗИЦИОННЫЕ УСТРОЙСТВА
Позиционное числового программного
Назначение..................
Формат .............................
Программоноситель...........,.......
Кодирование ........................
Форма выдачи команд М, Т, S.........
Смещение начала отсчета ............
Цифровая индикация .................
Ручное управление (безразмерное)....
Ручной ввод данных..................
Коррекция длины ....................
Постоянные циклы ...................
Наличие нулевой точки ..............
Привод подачи ......................
Элементная база ........... ........
Скорость рабочей подачи, мм/мин.....
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В............... .
частотае Гц ....................
Позиционное числового программного
Назначение .........................
устройство
управления мод. П321М
Ввод программы в приращениях и абсолютных координатах для обеспечения позиционирования и прямоугольного формообразования при работе на сверлильных станках для обработки печатных плат
N3; G2; X ± 4,2;. Y + 4,2; Z ± 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Положения № кадра — 999, Ks инструмента — 99
Имеется
Имеется
18 X 99999
По ИСО G80—G89
Имеется
Шаговый ШД5—Д1
Интегральная «Логика-2»
До 1200
До 4800
380
50
устройство
управления мод. П323
Позицирование и прямоугольное формообразование с абсолютным заданием размеров при работе на расточных, кару-ч сельных станках и многооперационных станках типа «обрабатывающий центр».
Технические характеристики
225
Фо,» наг ...........
Программоноситель ...................
Кодирование ...........................
Формы выдачи команд М, Т, S............ .
( мщение начала отсчета......... . . . .
Цифровая индикация ....... ............
Ручное управление (безразмерное) . . . .
Ручной ввод данных ....................
Коррекция длины .......................
Постоянные циклы.............‘.........
Датчик обратной евязи .............. .
Привод подачи .........................
Элементарная база . ................... . .
Количество рабочих подач ..............
Скорость быстрого перемещения, мм/мин Параметры питанйя*.
напряжение, В.................. .
частота, Гц ... ................... .
1абаритные размеры устройства (длина X
X ширина X высота), мм . . ...............
Масса устройства, кг ........... .
N3; G2; X J 4,2; Y ь 4,2; Z 1 4,2?
V ± 4,2; W ± 1,2; S2: F2: Т>; М2
Перфолента восьмидорожечная шириной 25,4 мм
И СО
Замыкающие контакты реле
Имеется
Перемещения, № кадра — 999, № инстру-
мента — 99
И моется
Имеется
18 X 99999
По ИСО G80 — G89
Развернутый сельсин 500 Гц или вращающийся вичт ДЛМ-11 и группа сельсинов
Ступенчатый
«Урал-10>
99 программируемых
До 5000
380
50
1250 X 550 X 1900
500
ч и елового
Позициоаяое устройство программного управления мод.
П3<>3 А
Назначение........................ . . .
Формат ............. . ..... .
Программоноситель................ . .
Кодирование..........................
Фирма выдачи команд М, Т •
Смещение начала отсчета.......... . . .
Цифровая индикация ............... • •
Ручное управление (безразмерное) . . . .
Ручной ввод данных.....................
Коррекция длины ................. , .
Постоянные циклы.....................
Датчик обратной связи ........... .
Элементная база ................ .
Привод подачи..................
Количество рабочих подач ............
Скорость быстрого перемещения,- мм/мйн Параметры питания: напряжение, В...........................
частота, Гц .....................
Габаритные размеры устройства (длина X
X ширина X высота), мм.............
Мас;а устройства, кг............. ♦ - .
Точное позиционирование и нрямоуголь-пос формообразование с абсолютным заданием размеров при работе на координатно-расточных станках (классов В, А, С)
N3, G2; X ± 3,3; Y ± 3,3; Z ± 3,3;
V ± 3,3; W ± 3,3; S2; F2; Т2; М2
Перфолента восьмидорожечная шириной 25.4 мм
ИСО
Замыкающие контакты реле
И меетс я
Положения, № кадра — 999, Хя инстру* мента — 99
Имеется
Имеется
18 X 999999
По ИСО G80 - G89
Специальные
«Урал-10»
Ступенчатый
99 программируемых
До 5000
380
50
1250 X 550 X 1900
500
Позиционное устройство числового программного управления мод. П522
Назначение....................... • •
Формат..............................
Программоноситель.....................
Кодирование ........................
Форма выдачи команд М, Т, S ...... .
Смещение начала отсчета ..........
Цифровая индикация .................
Ручное управление (безразмерное)....
Ручной ввод данных.............. . . . .
Коррекция; длины ..............................
диаметра ..................
положения . ......... .........
Для работы на расточных карусельных станках и обрабатывающих центрах
N3; G2: Х±4,2; Y ± 4,2; Z ± 4,2; V =*= 4,2?
W F 4,2; F2; S2; Т2; М2
Перфолента восъмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Положения, № кадра — 999, № инстру-
мента — 99
Имеется
Имеется
Всего 18 групп но 99999 (вид коррекции по заказу)
8 п/р. Монахова
Металлорежущие станки
226
Постоянные циклы.................
Наличие нулевой точки ..........
Датчик обратной связи ..............
Привод подачи ......................
Элементная база.....................
Скорость рабочей подачи, мм/мин ....
Скорость быстрого перемещения, мм/мян Параметры питания:
напряжение, В...................
частота, Гц ....................
По ИСО G80 — G80
Имеется
ВТ: развернутый сельсин на 500 Гц,
ДЛМ-11
Следяще-регулируемый
Интегральные элементы
До 1200
До 5000
380
50
КОНТУРНЫЕ устройства
ч и с л о в о г о
Контурное программяог
устройство
о управления
мод.
Н221М
Назначение............................
Формат ...............................
Программоноситель.....................
Кодирование ..........................
Форма выдачи команд М. Т, S...........
Смещение начала отсчета ..............
Ручное управление (безразмерное) . . . . Ручной ввод данных ...................
Коррекция положения...................
Резьбонарезание ......................
Наличие нулевой точки ................
Элементная база ......................
Интерполяция......................... . .
Привод подачи . ......................
Скорость рабочей подачи, мм/мин ......
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжения, В.....................
частота, Гц . . ..................
Для работы на токарных станках с поворотной резцедержкой
N3; G2; X ± 4,2; Z2; F2; Т2; М2; S2
Перфолента восьмидорожечная шириной
25,4 мм
ИСО
Контакты реле
Имеется
Имеется
Имеется
9 парных коррекций по 9999
По заказу
Имеется
Интегральная «Логика-2»
Л инейно-круговая
Шаговый ШД5-Д1
До 1200
До 4800
380
50
Контурное устройство числового программного управления мод. «Контур 5П» (II331)
Назначение........................ «
Формат ............♦..................
Программоноситель.....................
Кодирование ..........................
Форма выдачи команд М, Т, S.............
Цифровая индикация.............. . . .
Ручное управление.................. . .
Ручной ввод данных ................ .
Коррекция: длины.................................
диаметра .........................
положения.........................
Резьбонарезание ................. . . . .
Наличие нулевой точки ................
Интерполяция ............... . ......
Привод подачи ........................
Элементная база ......................
Скорость рабочей подачи, мм/мин ......
Скорость быстрого перемещения, мм/мин Параметры пи гания:
напряжения, В ....................
частота, Гц ......................
Габаритные размеры устройства (длина X X ширина X высота), мм................
Масса устройства, кг..................
Для работы на фрезерных станках
N3: G2; X ± 4,2; Y Д. 4,2; Z ± 4,21
F2; S2; Т2: М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле № кадра — 999; Т, S, М — 99 Имеется Имеется
Всего 18 групп по 9999 (вид коррекция по заказу)
Но заказу
Имеется
Линейно-круговая
Шаговый ШД5 — Д1
АСВТ (с 1973 г. — интегральные схемы)
До 1200
До 4800
380
50
1650 X 720 X 1920
550
Контурное числового программ ног
Назначение.......................
Формат...........................
Программоноситель................
устройство
о управления мод. Н331М
Для работы на фрезерных станках с револьверной головкой
N3; G2; X -F 4,2; Y Jz 4,2; Z =fc 4,2;
F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
Технические характеристики
Кодирование . ....................... . .
Форма выдачи командМ, Т...............
Ручной ввод данных ...................
Ручное управление (безразмерное)......
Коррекция: длины ................................
диаметра .........................
Наличие нулевой точки ................
Интерполяция..........................
Привод подачи ........................
Элементная база.......................
Скорость рабочей подачи, мм/мин. ..... Скорость быстрого перемещения, мм/мин Параметры питания;
напряжения, В ....................
частота, Гц ......................
227
исо
Замыкающие контакты реле
Имеется
Имеется
f Всего 18 групп на длину и диаметр
I вдоль осей координат
Имеется
Линейно-круговая
Шаговый ШД5 — Д1
Интегральная «Логика-2»
До 1200
До 4800
380
50
Контурное устройство числового программного управления мод. «Контур 5П» (H332I
Назначение............................
Формат ...............................
Программоноситель.....................
Кодирование ..........................
Форма выдачи команд М, Т, S...........
Цифровая индикация ...................
Ручное управление (безразмерное)......
Ручной ввод данных ...................
Коррекция: длины ................................
диаметра .........................
положения.........................
Резьбонарезание ......................
Наличие нулевой точки ................
Датчик обратной связи ................
Интерполяция ...........................
Привод подачи ......... . ............
Элементная база.......................
Скорость рабочей подачи, мм/мин.......
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В.....................
частота, Гц.......................
Габаритные размеры устройства (длина X
X ширина X высота), мм . • • в . . . .
Для работы на фрезерных станках
N3; G2; X Д: 4,2; tY ± 4,2; 2 ± 4,2а
F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле № кадра — 999, Т, S, М —99 Имеется
Имеется
J Всего 18 групп по 9999 (вид коррекции
( по заказу)
По заказу
Имеется
ВТМ-1М
Линейно-круговая
Следящий
АСВТ (с 1973 г. — интегральные схемы)
До 1200
До 4800
1650 X 720 X 1920
Контурное устройство числового программного управления мод. Н332М
Назначен не...........................
Формат ...............................
Программоноситель ................... . .
Кодирован не..........................
Форма выдачи команд М, Т..............
Ручное управление (безразмерное) . . . . Ручной ввод данных ...................
Коррекция: длины ................................
диаметра .........................
Наличие нулевой точки.................
Датчик обратной связи ...... .........
Интерполяция..........................
Привод подачи ........................
Элементная база ......................
Скорость рабочей подачи, мм/мин ......
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В.....................
частота, Гц ......................
Габаритные размеры ус!ройства (длина X
X ширина X высота), мм.............<
Для работы на фрезерных станках с револьверной головкой
N3; G2; X ± 4,2; Y ± 4,2; F2; S2; Т2; MS
Перфолента восьмидорожечиая^ шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Имеется
f Всего 8 групп на длину и диаметр
\ вдоль осей координат
Имеется
ВТМ-1М
Линейно-круговая
Следящий
Интегральная «Логика-2»
До 1200
До 4800
1600 X 700 X 1800
8*
228
Металлорежущие станки
ч нелепого
Контурное устройство программного управления мод.
Н531
Назначение...........♦............ »
Формат ...............................
Программоноситель ....................
Кодирование ..........................
Форма выдачи команд Т, М .............
Цифровая индикация . . ............
Ручное управление (безразмерное)......
Ручной ввод данных , .................
Коррекция: длины ................................
диаметра . .......................
Резьбойарезание ......................
Постоянные циклы .....................
Наличие нулевой точки.................
Интерполяция . . ...................
Привод подачи.........................
Элементная база ......................
Скорость рабочей подачи, мм/мин ......
Скорость быстрого перемещения, мм/мин
Параметры питания;
напряжение, В............... . . •
частота, Гц.......................
Для работы на токарных и фрезерных станинах с автоматической сменой инструмента
N3; G2; X ± 4,2; Y ± 4,2; Z ± 3,2;
VI 4,2; W ± 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной1 25,4 мм
ИСО
Замыкающие контакты реле
№ кадра — 999, Т, М—90
Имеется
Имеется
По заказу
Ли ней но-круговая 1Паговый-ШД5 — Д1 Интегральные схемы До 1200
До 4800
380
50
Контурное устройство числового программного управления мод. Н532
Назначение
Формат ......................,........
Программоноситель ....................
Кодирование ..........................
Форма выдачи команд М, Т, S...........
Цифровая индикация ...................
Ручное управление (безразмерное)......
ГучноЙ ввод данных ...................
Коррекция: длины.................................
диаметра .........................
Резъбонарезание ......................
Постоянные циклы......................
Наличие нулевой точки ................
Интерполятор..........................
Датчик обратней связи ................
Привод подачи ........................
Элементная бйза ......................
Скорость рабочей подачи, мм/мин.......
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В.....................
частота, Гц................. . . .
Для работы на токарных и фрезерных станках с -автоматической сменой инструмента
N3; G2; X ± 4,2; Y ± 4,2; Z ± 4,2; V + 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25.4 мм
ИСО
Замыкающие контакты реле
Ks кадра — 999, S, Т, М—99
Имеется
Имеется
По заказу
Л и ней но-круговой ВТМ—1М Следящий
Ишегральные схемы 1200
До 4800
380
50
КОМБИНИРОВАННЫЕ УСТРОЙСТВА
Комбинированное устройство числового программного управления мод. Н55!
Назначение ..... ....................
Формат ........................... о
Программоноситель...............
Кодирование................. ........
Форма выдачи команд М, Т, S..........
Смещение начала отсчета..............
Цифровая индикация .............. . . .
Ручное управление (безразмерное).....
Ручной ввод данных ..................
Построено по принципу ЭВМ с шаговым приводом и предназначено для работы на сложных многокоординатных станках По заказу (до 5 одновременно работающих координат)
Перфолента восьмидорожечпая шириной
Замыкающие контакты реле Имеется По заказу Имеется Имеется
Технические характеристики
229
Коррекция*, длины ......................... . . . .
диаметра...........................
положения..........................
Рс^ ьбонарезапие.......................
Постоянные циклы................. . . .
Наличие нулевой точки .................
Интерполяция .......... , .............
Привод подачи..........................
Элементная база .......................
Скорость рабочей подачи, мм/мин ..... C.iopocTb быстрого перемещения, мм 'мин Параметры питания:
напряжение, В................. . .
частота, Гц................... . .
Габаритные размеры устройства (длина X
X ширина X высота), мм...............
Масса устройства, кг...................
Тип и количество по заказу
По заказу
Шаговый Шдз—Д1
Инте1ральная — «Логика>
До 1209
До 4800
380
50
1800 X G00 X 1600
400
Комбинированное устройство числового программного управления мод. Н532
Назначение ...........................
Формат .............................
Программоноситель.....................
Кодирование ..........................
Форма выдачи команд М, Т, S...........
Смещение начала отсчета...............
Цифровая индикация ............... .
Ручное управление (безразмерное) . . . . . Ручной ввод данных ...................
Коррекция: длины........................... . . .
диаметра ... .....................
положения.........................
Резьбонарезание ......................
Постоянные циклы......................
Наличие нулевой точки ............ . .
Интерполяция............................
Привод подачи..................... . .
Датчик обратной связи .......... . . .
Элементная база.......................
Скорость рабочей подачи, мм/мин . . . . . Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В.....................
частота, Гц ......................
Габаритные размеры устройства (длина X X ширина X высота), мм .................
Построено по принципу ЭВМ со следящим при водо м и предназначено дл я р а бот ы на сложных многокоординатных станках По заказу (до 5 одновременно работающих координат)
Перфолента восьмндорожсчная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Ио заказу
И месте я
Имеется
Тип и количество по заказу
По заказу
Следяще-регулируемый
В ГМ — 1В
Интегральная «Логика-2»
До 1200
До 4800
380
50
1600 X 600 X 1800
Комбинированное устройство числового программного управления мод. У221
Назначение.......................
Формат .................................
Программоноситель.....................
Кодирование ..........................
Форма выдачи команд М, Т, S...........
Смещение начала отсчета...............
Цифровая индикация ............ .....
Ручное управление (безразмерное) .....
Ручной ввод данных ...................
Коррекции положения ..................
Резьбонарезание ................... . . .
Наличие нулевой точки ................
Интерполятор..........................
Привод подачи ........................
Элементная база . . ..................
Скорость рабочей подачи, мм/мин ......
Скорбеть быстрого перемещения, мм/мин Параметры питания:
напряжение, В....................
частота, Гц....................’•
Для работы на токарных станках с автоматической сменой инструмента
N3; G2; X -ь 4,2; Z ± 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Положения; N, Т, S, М
Имеется
Имеется
9 групп по 9999
По заказу
По заказу
Линейно-круговой
Шаговый ШД5—Д1
АСВТ
До 1200
До 4800
380
50
230
Металлорежущие станки
Габаритные размеры устройства (длина X
X ширина X высота), мм.................
Масса устройства, кг . . ...............•
2157 X 720 X 1920
650
Комбинированное устройство числового программного управления мод. У331 (ЗИГ-ЗАГ)
Назначение.........................*
Формат ..............................
Программоноситель ...................
Кодирование .........................
Форма выдачи команд М, Т, S..........
Смещение начала отсчета .............
Цифровая индикация ..................
Ручное управление (безразмерное) ....
Ручной ввод данных ............ Коррекция: длины..............................
положения.......................
Резьбонарезание ........... . ......
Постоянные циклы.....................
Наличие нулевой точки ........... . .
Интерполяция.......<.................
Привод подачи........................
Элементная база .....................
Скорость рабочей подачи, мм/мин .....
Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В . . . ,............
цаетота, Гц .....................
Габаритные размеры устройства (длинаХ X ширина X высота), мм .......... Масса устройства, кг.................
Для работы на фрезерных станках с автоматической сменой инструмента
N3; G2; X ± 4,2; Y j 4,2; Z ± 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Положения; N, S, Т, М
Имеется
Имеется
Имеется
По заказу
По заказу
По заказу
По заказу
Л инейно-круговая
Шаговый ШД5 — Д1
АСВТ (с 1973 г, интегральные схемы)
До 1200
4800
380
50
2157 X 720 X 1920
650
Комбинирован числового программного у п р
Назначение..................
Формат .................♦..........° »
Программоноситель................ . «
Кодирование . , .....................
Форма выдачи команд М, Т, S..........
Смещение начала отсчета..............
Цифровая индикация ..................
Ручное управление (безразмерное).....
Ручной ввод данных ..................
Коррекция длины ....... .............
Коррекция положения .................
Резьбонарезание .....................
Постоянные циклы.....................
Наличие нулевой точки ... ...........
Интерполятор.......................* .
Датчик обратной связи............ . .
Привод подачи........................
Элементная база .....................
Скорость рабочей подачи, мм/мин .....
Скорость быстрого перемещения,- мм/мин Параметры питания:
напряжение, В ............ .
частота, Гц . ...................
Габаритные размеры устройства (длина X X ширина X высота),- мм..............
Масса устройства, кг.................
пая система
а в л е н и я мод. У332 (3 И Г - 3 А Г)
Для работы на фрезерных станках типа «обрабатывающий центр» с автоматической сменой инструмента
N3; G2; X 4,2; Y 4,2; Z 4- 4,2;
F2; S2; Т2; М2
Перфолента восъмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
Положения; N, S, Т, М
Имеется
Имеется
18 групп по 9999
По заказу
Линейно-круговой
ВТМ-1М
Следяще-регул пруемый
(с 1973 г. интегральные схемы)
До 1200
До 4800
380
50
2157 X 720 X 1920
650
Комбинированное устройство числового программного управления мод. У52!
Назначение ................................ Построено по блочному принципу и пред-
назначено для работы на сложных много-координатных станках
Формат,. ......................... .. N3; G2; X ± 4,2; Y ± 4,2; Z ± 4,2;
V ± 4,2; W ± 4,2; F2; S2; Т2; М2
Технические характеристики
231
Программоноситель .........
Кодирование.........................
Форма выдачи команд М, Т, S . ......
( мощение начала отсчета .......... ,
Цифровая индикация ... .........
Ручное управление (безразмерное)....
Ручной ввод данных .................
Коррекция:
длины . . .....................1
диаметра . .....................
положения..............%........
Резьбонарезание ....................
Постоянные циклы....................
Наличие нулевой точки ............ >
Интерполяция........................
Привод подачи . . ..................
Элементная база ....................
Скорость рабочей подачи, мм/мин ..... Скорость быстрого перемещения, мм/мин Параметры питания:
напряжение, В ............ . частота, Гц ....................
К о м б и н и р о в а н н числового программ пог
Назначение..........................
Ф >рмат............................ .
Программоноситель ............ .......
Кодирование ...........................
Форма выдачи команд М, Т, S............ .
Смещение начала отсчета ...............
Цифровая индикация .... ...............
Ручное управлен ие (безразмерное) Ручной ввод данных ....................
Коррекция:
длины........................ . . * .
диаметра .........................
положения .... ...................
Резьбояарезание .......................
Постоянные циклы.......................
Наличие нулевой точки .................
Интерполятор ..........................
Датчик обратной связи .................
Привод подачи .........................
Элементная база ................ . .
Скорость рабочей подачи, мм/мин .......
Скорость быстрого перемещения, мм/мин Параметры питания;
напряжение, В.....................
частота, Гц.......................
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
По заказу
Имеется
Имеется
По заказу
Л инейно-круговая
Шаговый ШД5—Д1
Интегральные схемы
До 1200
До 4800
380
50
ое устройство
о управления мод. У522
Построено по блочному принципу и предназначено для работы на сложных многокоординатных станках
N3; G2; X 4,2; Y ± 4,2: Z ± 4,2;
V ± 4,2; W ± 4,2; F2; S2; Т2; М2
Перфолента восьмидорожечная шириной 25,4 мм
ИСО
Замыкающие контакты реле
Имеется
По заказу
Имеется
Имеется
По заказу
Линейно-круговой ВТМ—1М
Следяще-регулируемый Интегральные схемы До 1200
До 4800
380
50
Глава 6
СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Станочные приспособления подразделяются на две группы: специальные, неразборные, предназначенные для обработки определенной заготовки на одной конкретной операции; переналаживаемые (обратимые), являющиеся приспособлениями многократного использования, предназначенные для обработки большой номенклатуры или группы заготовок, а также компоновки специальных приспособлений.
По степени универсальности переналаживаемые приспособления подразделяются на три класса: универсальные, специализированные и специальные. Первые два класса подразделяются на два подкласса: безналадочные (регулируемые), в которых установка и закрепление различных заготовок осуществляется за счет регулирования положения установочных и зажимных элементов; наладочные, в которых установка и закрепление осуществляется за счет сменных установочных и зажимных наладок. Специальные переналаживаемые приспособления подразделяются на j ниверсально-сборные (УСП) и сборно-разборные.
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
1. Поводковые патроны 7104» ** для резьбовых концов шпинделей по ГОСТ 2572—72
2отв. di
Размеры в мм
Обозначение D а, (пред, откл по Ai) О. d (предл. откл. по А) d. Н b h 1 It ^2 А At
0651 0052 : 160 148 35 40 МЗЗ М39 60 12 21 90 95 72 15 14 50 11 14 32 40 40 40
0053 0054 200 188 48 55 М45 М52 85 16 27 105 НО 82 22 16 55 15 22 45 45 55 55
0055 0056 250 236 62 70 М60 М68 ПО 18 34 135 145 100 20 65 25 28 58 55 70 70
0057 0058 315 298 78 92 М76 М90 135 22 35 150 165 НО 28 25 70 30 35 72 70 88
0059 0060 400 380 ПО 125 Ml 05 М120 170 25 45 210 225 150 32 40 45 85 95 108
0061 0062 НО 155 Ml 35 Ml 50 215 30 46 235 265 162 35 42 100 50 53 115 70 90 130
7108 — Общее обозначение патронов. П -0(75/. р и мер обоз н а ч е 1 1 и я п а т р о н а;
2. Токарные поводковые патроны 71°8*2 по ГОСТ 2571—71
Исполнение 1 Исполнение 2
А-А 4-Л
Обозначение Исполнение D Dt D3 (пред, откл. + 0.15) d di d2 d* (пред, откл. Ч 0.10) d4 de I /2 ^3 H 0 hi h2 h4
Номин. Пред от кл.
0021 1 200 108 82,60 63,513 +0.003 —0.005 61.00 188 14,70 11 17 - 10 60 80 100 11 55
0022 2 112 Ml'» 20 - ' 22
0023 1 250 133 104,80 82.563 -1-0.004 —0,006 79,6 236 16.30 11 17 — 12 75 ; 100 112 6,5 11 65
0024 2 135 MIO —
0025 1 315 165 133,40 106.375 +0,004 —0,006 103.2 298 19.45 13 20 - 13 22 90 120 1 13 70
0026 2 170 M12 i — 35 28
0027 1 400 210 171,40 139.719 Д-0,004 —0.008 136.2 380 24,20 17 26 - 14 26 115 140 145 8.0 17 85 70
0028 2 220 M16 -
0029 1 500 280 235,0 196.869 4-0.04 —0.010 182.9 475 29.40 22 32 — 16 32 155 180 165 19.0 21 42 109 80 35
! 0030 2 290 M23 —
Общее обозначение патронов. Пример обозначения патрона: 7/ОЛ-/?<72/.
Универсальные приспособления
234 Станочные приспособления
3. Резьбовые поводковые патроны 7107 1:1 по МН5595—64 для центровых оправок
Размеры, а м
Обозначение D d (дон, откл. по кл. 3) ;/ (доп. откл. по ДИ S (доп. откл. по Л4)
От До
6001 60 МЗЗ 75 35 6 17
0002 0003 0004 80 М39 М45 М52 80 НО 115 40 48 55 6 24
0005 0006 100 'М60 М68 130 140 62 70 10 36
*’ Общее обозначение патронов. Пример обозначения патрона; 7107-0001.
4. Фланцевые поводковые патроны 7107*’ для центровых оправок по МН 5596—64
3 отв. d Н
Размеры, мм
Обозначение I) Н 1 (ДОП. откл, по Л) о? d (доп. откл. по кл. 3) S (доп. откл по Шпиндель с конусом Морзе
От До
0021 0022 0023 0024 0025 0026 С027 160 50 70 85 45 70 75 80 4 130 142 100 М3 10 36 3 4 5 3
200 165 180 130 мю 17 60
5
250 5 210 226 М12
6
** Общее обозначение патронов. Пример обозначения патрона £> «= 160 мм; 7107-0021.
Назначение: передача крутящего момента от шпинделя токарного или шлифовального станка к центровой оправке (по МН 3612—6'2 МН 3624 — 62) черев переходный фланец (по ГОСТ 3889 — 71')
Универсальные приспособления 235
5. Поводковые трехкулачковые патроны 7160 *1 с утопающим центром по МН 4050—62
Размеры, мм
Обозначеннс Конус Морзе Длина Диаметр зажимаемой детал и Мкге • мм (наибольший)
0001 0002 Общее об 7160-0001. 4 5 ^значение патрош 180 210 зв. Пример 12—85 обозначена 10 080 1 800 т патрона:
6. Поводковые двухкулачковые патроны 7160 *’ по МН 4051 -62 Размеры, мм
Обозначение D Ширина Диаметр зяж имаемой заготовки
ООН 200 133,36 70 17-72
0012 280 171,46 80 28-112
Общее обозначение патронов. Пример
О б О 3 Н £ 1 ч е и и я па трона: 7160-0071.
236
Станочные приспособления
Самоцентрирующие трехкуяачковые патроны** по ГОСТ 2675—51
Продолжение тэ€л 7
Обозначение*2 D d2 D3 d4 не менее De В не более L Н не более Ъ bi А И. hi d кл. '3 di кл. 3 d2 d3 I S Число отверстий
n Л2 га, п
0007*2 0008 0009*2 0010 ООН *2 0012 0013*2 0014 0015*2 0016 0017*2 0018 0019*2 0020 200 165 180 100 50 82.6 ПО 28 85 75 15 20 20 20 25 25 30 15 20 20 20 25 25 30 50 65 80 80 95 95 95 5 7 8 8 9 9 9 3 3 4 4 4 4 4 11 13 17 21 M10 M12 M12 M12 Ml 6 M16 M20 M10 11 IS 5 11 - 6 — ; 3 45°
250 210 226 125 65 104.8 142 36 105 125 85 95 M12 14 2 3 3 2 1
315 270 290 150 80 133,4 165 13 20
3 3 3 3 3 1 1 1 2 3
320 M16
400 340 368 200 100 171.4 218 46 145 105 17 28 17 3 4 5
500 440 465 260 140 235,0 290 170 145 225 160 Н5 19 (22) 24 (26) 30 (34) 38 (40) 6
; 630 560 595 360 190 330,2 390 60 1 125 25
*х Общее обозначение патронов. Пример обозначения патрона: 7100—00011, *2 Этим знаком обозначены патроны с цельными кулачками, остальные — со сборными.
Универсальные приспособления
8. Четырехкулачковые патроны 7103 S1 с независимым перемещением кулачков по ГОСТ 3890—72 тип А — для крепления на фланцевые концы шпинделей
Станочные приспособления
Продолжение табл. 8
ОНИ Oh аингн я Й С С 2 * „ о В 8 L ч .о *4- более о Число отверстий Размер под ключ S
Обозна ИСНОЛ! УСЛОВ! размер шпинд D £>i О 2 Но-мин. Пред, откл. Но-мин. Пред, откл. d (пр откл. ^2 ан *ц В 1 i) /2 п
0027 0044 1 2 4 108 112 82,6 85 63,513 -}-0,003 —0,005 10,5 14,70 мю 20 11 3
0002 СОН 1 2 5 250 65 133 135 104,8 82,563 4-0,004 16,30 85 105 13
0028 0045 1 2 6 165 170 133,4 106,375 —0,005 13 19,45 М12 36 22 14 6,5 12
0029 0046 1 5 133 135 104,8 82,563 4-0,004 10,5 16,30 МЮ 20 13
0003 0012 1 2 6 315 80 165 170 133,4 106,375 —0,006 13 19,45 М12 95 125 : 22 14 4
0030 0047 1 2 8 210 220 171,4 ±0,2 139,719 4-0,004 —0,008 17 24,20 М16 26 16 8 4
0031 0048 1 2 5 133 135 104,8 82,563 4-0,004 10,5 16,30 МЮ 20 13 6,5
0032 0049 2 6 400 100 165 170 133,4 106,375 —0,006 13 19,45 М12 22 14
0004 0013 1 2 8 210 220 171,4 139,719 4-0,004 —0,008 17 24,20 М16 105 46 145 26 16 8 14
0033 0050 1 2 11 280 290 235,0 196,869 4-0,004 —0,010 19 29,40 М20 32 18 10 6
0034 0051 1 2 6 500 130 165 170 133,4 106,375 4-0,004 —0,006 13 19,45 М12 22 14 6,5 1 4
Универсальные приспособления
Продолжение табл 8
Обозначение Исполнение ! Условный размер конца j шпинделя D Dz d4 d dt (пред. откл. +0,1) <Za //, но более В L Z 1 llt не менее "2 Число отверстий Размер под ключ S
fHo-мин. Пред, откл. Но-мин. Пред, откл. п r/j
0035 0052 0005 0014 0036 0053 0006 0015 6037 1 2 1 2 1 2 2 1 2 1 2 1 2 1 2 1 2 1 2 8 500 130 210 220 280 290 210 220 280 290 380 400 210 220 280 290 380 400 280 290 380 400 171,4 ±0,3 139.719 -4-0.004 —0,008 И 24.20 М16 115 46 145 26 16 8 — 4 14
Н 235,0 196,869 ±0,004 —0,010 19 29,40 М20 32 18 10 6
8 630 160 171,4 139,719 —0,004 —0,008 17 24,20 М16 125 60 16и 2G 16 8 4 17 1
И 235,0 196,869 ±0,004 —0.010 19 29,40 Л120 32 18 10 6
15 330.2 285,775 +0,004 —0.012 23 35,70 — - ; 19
0038 8 800 200 171,4 139,719 +0,004 —0,0(/8 17 24,20 М1О . 135 70 200 — 16 8 8 ~~ 19
0039 И 235,0 196,869 +0.004 —0,010 19 29,40 М20 18 10
0007 15 330,2 285,775 +0,004: —0,012 23 35.70 , — 19
6'640 Н 1000 235,0 196,869 +0.004 —0,010 29,40 M2G 80 18 19
0008 15 330,2 285,775 +0,004 —0,012 23 35,70 —
*’ Общее обозначение патронов, Пример обозначения патрона: 7/03-0009.
Станочные приспособления
Универсальные приспособления 241 •
9. Трехкулачковые патроны 71ОЗ*1 с независимым перемещением кулачков по ГОСТ 3890—72. Тип Б — для крепления на резьбовые концы шпинделей через переходные фланцы
Тип 5
Размеры, мм
Обо- Dz (пред. D 3 //, 1 Число отверстий п Размер
значение В By откл. по Д) Ном. Пред, откл d не более В L под ключ S
0016 160 40 100 82.6 65 70
0054 0055 0017 200 50 125 70.6 82,0 104,8 10,5 75 28 85 5 10
0056 0057 0018 250 65 160 82.6 104,8 133.4 13,0 85 36 105 8 12
0058 0059 0019 315 80 104,8 133,4 171,4 ±0.2 95 125 4
0060 0061 0020 0062 400 100 200 104,8 133,4 171,4 235,0 7 105 46 145 10 14
0063 0064 0021 500 130 133,4 171,4 235,0 115
0065 0022 630 160 270 171,4 235,0 19 125 60 160 17
0066 330,2 + о.з 12
0067 : 0068 800 171,4 235,0 ± 0,2 70
0023 200 360 330,2 ± 0,3 23 135 200 8 19
0069 0024 100 235,0 330,2 1 02 ± 0,3 80
Общее обозначение
патрона!
патронов. Пример обозначения
10. Токарные самоцентрирующие трех- и двухкулачковые рычажно-клиновые патроны 7102*1 по ГОСТ 16682—71. Тип Л — трехкулачковые
ю гЗ
Тип Л Нспопнени* t
Размеры, мм
Обозначение Ис-волнение D D, (пред, откл. по А) £>3 СЧ z>5 L В d кл. 3 <4 кл. 3 кл. 3 1 /г Л, Число отверстий Ход г<у-л ач-ка Наибольшая сила, передаваемая приводом, К ГС Наибольшая суммарная сила зажима кулачков, кге
Но- М И11. Пред, откл. нс более п л1
0016 0017 0018 оош 1 2 \<К> 95 108 70.6 92 53.973 +0.003 -0,005 75 85 80 95 J15 125 125 ’ 140 28 34 М12 М8 М8 4 - - 167 3 3 4 120 4200
1 2 160 130 142 82.6 108 63,513 мю 6,5 168 5 1690 5500
Станочные приспособления
Продолжение табл 10
Обозначение Ис-пол* ненке D (пред огкл по Л) d2 L 7-1 В d кл 3 di кл. 3 d< кл. 3 I Z? Число отверстий Хед кулачка Наибольшая сила, передаваемая приводом, кге Наибольшая суммарная сила зажима кулачков, к ГС
Но-мин. Пред, откл. не более п Hi
0020 0021 0022 0023 0024 0025 0026 0027 0028 j 0029 0030 0031 1 2 200 165 180 104,8 133 82,563 0,004 0,006 _100 115 ПО 125 125 140 145 165 1_70 190 200 “230 160 “175 165 “180 190 200 230 250 260 280 _300 ~330 40 М20 М10 М12 4 16 6,5 200 3 6 6 2000 6 800
1 2 250 210 226 Ml 2 5 201 7 3000 10 600
1 2 31о 270 290 133,4 165 106,375 50 60 80 М24 Ml 6 18 276 8 4000 14 000
1 2 400 340 368 171,4 210 139,719 +0,004 —0,008 М16 М20 8,0 285 10 4800 16 300
1 2 500 440 465 235,0 280 196,869 -| 0,004 —0,010 6 20 22 10,0 324 6 12 6000 20 000
1 2 630 560 595 330,2 .380 285,775 + 0.004 —0,012 М24 367 14 7500 25 000
8fel Общее обозначение натронов. Пример обозначения патро н а: 7102— 0014).
Универсальные приспособления
11. Токарные самодентрир'/ющие трех- н двухкулачковые рычажно-клиновые патроны 7102*’ по ГОСТ 16682—71. Тип Б — nsvxKvтачковые
Исполнение 2
В
Тип й
Исполнение 1 п ртб d, &
Размеры, мм
Обозначение Исполнение D D, (пред откл. по Л) D. о3 d4 L Но-мин. >6 Пред. откл. L, не более В d кл. 3 кл. 3 ^4 кл. 3 1 /1 ^2 h Чи ОТ! СТ п ело ' Jep-ий Ход кулачка Наибольшая сила, передаваемая приводом, кге Наибольшая суммарная сила зажима кулачков, кге
0036 0037 0038 0039 0040 0041 0042 0043 0044 0045 0046 0047 0048 0049 0050 0051 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 125 95 108 82,6 108 63,513 +0.003 -0,005 75 85 28 М12 М8 М.8 4 5 14 16 6.5 167 4 4 4 800 2 500
160 ! 130 | ; 142 8и 95 ! 34 MW 168 5 i | 1100 | ( 3 700
200 1 165 : 180 104,8 133 82.563 +0,004 —0,006 100 115 40 М20 М10 М12 200 6 I 1400 | i 5 000
250 | 210 ! 226 ПО 125 125 140 145 165 170 190 200 230 201 7 2000 6 800
315 : 270 ; ' 290 | । 133.5 165 106,375 50 М24 М12 | М16 18 276 8 1 2700 ( 9 500
400 | 340 ! 1 368 ! 171,4 j 210 139,719 | । +0,004 —0,008 60 М16 М20 8,0 | 285 6 ю 1 3200 | 11 500
500 | 440 | 465 | 235.0 | 280 | 196.869 | ; -J-0.U04 -0.010 6 20 10.0 324 6 12 | 4000 | 14 000
630 j ! 560 ; 595 i I 330,2 | 380 । 285,775 | +0,01’4 —0.012 80 М24 22 367 14 1 5000 | 17 000
о з н
патрона: 7102-0036.
Общее обозначение патронов. Пример об
Станочные приспособления
12. Поворотные круглые столы 7204*» с ручным и механизированным приводами по ГОСТ 16936—71
Обозначение
0001
0002
0003 0021 0004 0022
0005 6023 0006 0024
0007
0008
0009
0010
Размеры, мм
Исполнение D Н В L А t fj (пред, откл, по A,) Qi (пред. ОТкЛ. по Д4) а (прет откл. по A J й, (поед. О I кл. V С) Конус Морзе по ГОСТ P847 — U7 b (пред откл. по ДО п /г Ч исло пазов п
не более
1 2 1 2 1 2 4 ] 2 1 2 2 1 2 1 2 1 2 160 110 250 420 260 — - 12 — 30 — 3 12 4 1 1 1 -
200 1 2й ' 300 i 480 | 320 50 12 14 2
250 | 125 ! < 569 1 380 | 42!» ! ъЗ; (70) 40 20 4
320 | 1 125 420 i । 630 1 430 ! 3'0 ‘ (70): 80 14 18
400 140 j 500 ' 670 1 560 i 600 : 63; (70) 4
500 | 160 ! бон 7>0 1 630 790 1 8j; (90) 18 I 50 5 22
600 | 710 900 1 М) - ICO: (ПО
800 200 j 900 1 I960 90 22 6 !
1000 220 112 ) | 1259 ' 1120 125: (149) 28 j 1 i 1 1 ।
1250 1400 1390 1 г 1 ! 1400 lu.j; (17v) j -3
204-ОС-^ ].
*х Общее обозначение столов Пример о б о -ч н
а с са па *о
Е}
£ £
*§
О
О
246
Станочные приспособления
13, Поворотные дпухпозиционные столы 72(Н 11 по МП 313<1—«62
Размеры, мм
Обозначение В D н А а L
0001 250 630 125 50 1 12 ПО
0002 320 800 70 14 910
0003 400 1000 145 1170
*’ Общее обозначение столов. Пример обозначения стола! 7264-000 /.
247
Универсальные приспособления
14. Делительные круглые столы 7303*1 по МН 1062—60, МН 1063—60
а ' | Размеры, мм
Обозначение D В L d С а b bi Ч исло пазов Конус Морзе
По МН 1062 — 60
0001 200 253 300 30 | 50 102 3
0002 250 305 350 12 18 14 105 3
0003 320 375 430 40 70 14 18 125 4
0004 400 510 530 145
0005 0006 500 630 565 715 640 770 50 90 110 18 22 22 155 185 5 5
Но МН 1063—61 0
0021 200 2S0 320 30 50 12 105
0022 250 330 365 18 14 3
0023 320 415 460 40 70 14 18 115 3 4
0024 400 500 ; 340 22
0025 500 630 675 50 90 । 18 22 ио 5 5
+1 Общее обозначение с голов. П
Н аз н а ч е н и е: установка и
ример обозначения стола: 7303-0001. закрепление деталей при механической обработке, связанной с делением на 2, 3, 4, 6, 8, 12 и 24 части па сверлильных, долбежных, фрезерных и других станках. Наладка столов по МН 1062 — 60 на требуемое деление осуществляется заменой перекрывающего диска.
Столы по МН 1063 — 60 имеют сменные делительные диски, позволяющие производить деление на другие части. Стол поворачивают вручную.
*2 На рисунке не показана
‘248
Станочные приспособления
15 Делительные круглые столы 7303*1 по МН 1064—60
, . В
У V II
kxJ.
Размеры, мм
j Обозначение 1 : I Ij в //*ь j ! Hj
0041 (04? С 043 0044 *’ Сбиюе с( *2 На рису! 400' 500 630 800 эозначение сто ike не показан; .370 460 590 760 лов. Приме 1 120 80 е и и я стол 435 535 665 835 а: 7303-0041.
140 ;
143 р о б о з и а ч
1b Делительные круглые столы 7303*1 по МН 1065—(>()
L ,
Размеры, мм
Обозначение /0 L 1Г» а а b
0061 0062 1 630 800 660 860 168 188 160 185 18 22 22 28
♦* Общее обозначение столов. Пример обозначения стола: 7303-0061. Назначение: установка и закрепление деталей при механической обработке, связанной с делением на 2, 3, 4, 6, 8 и 12 частей. Детали закрепляют как с помощью установочнозажимных приспособлений, так и непосредственно на столе Поворот стола осуществляется вручную. ** На рисунке не показана
249
Универсальные приспособления
17 Плавающие столы с пневматическим фиксированием 7303*1 но МН 3869—62; МН 3870—62
0201 I | 259 | 90 1 12 S 12 I 330 I 260 | 65
0202 | 1 40J | 153 1 14 1 и | 4(0 | 405 1 70
По МН 3870 — 62
02Ц I 630 | 240 1 >8 1 18 1 739 I 630 | 105
18, Стол-т\ мба неподвижный с пневматическим зажимом 7304-0031 по ГОСТ 16206—70
250 Станочные приспособления
19. Неподвижные круглые столы с пневматическим поршневым приводом 7304*1 по МИ 4661—63 (зскизсм в табл. 20)
Размеры, мм
Обозначен не /) 'J tf. Ь L и Диаметр поршня Ход штока Q*2, кге
0001 0002 1’25 160 ДА 12 М14 20 25 185 220 180 220 80 90 75 100 12 165 290
0003 0001 200 250 М18 30 260 350 265 340 100 но 125 150 15 4G0 680
я 1 Общее обозначение столов Пример Усилие зажима на штоке при давлении О б О 3 и воздуха 4 а ч е и и я кгс'см2 без стола: 7304-000/. учета к п. д
_о. Неподвижные круглые столы с тремя (газами с пневматическим диафрагменным приводом 73O4*1 из ММ 4662 — 63
Размеры, мм
Обозначение D (t di Н 51 L Ход Q*\ кге
0021 250 MIS 30 65 14 375 12 1200
0022 320 М20 35 75 18 440 15 1900
0023 409 М29 40 85 530 3100
Общее обозначение столов При мер о б о 3 н а ч е н и я стола: 7304-0021.
*2 > силис зажима при давлении воздуха 4 кгс/см2 без учета к. п д
Универсальные приспособления
251
21. Л1агнитные плиты
А/
Размеры, мм
Тип плиты В /-2 Ц L В, 1 Н к t b, b2 Ьц Ч пело пазов ПОД винты
ПМ-11 80 200 260 306 130 16 21 32
ПМ-21 ПМ-22 125 280 360 320 400 420 510 190 12 18 70 25 16 9 27,5 37,5 1
ПМ-31 IIM-32 200 450 560 500 630 680 800 280 280 14 24 85 33 33 31 38 58 -
ПМ-41 300 450 500 705 405 18 95 35 24 13 40 40 2
*х Плиты с постоянными магнитами предназначены для установки и закрепления стальных и чугунных заготовок при обработке на плоскошлифовалъных, фрезерных, строгальных и других станках. Рабочая индукция 1600 Гс, Удельное усилие притяжения (0—14 кгс/см2 при закреплении отдельных заготовок и 5—10 кгс/см2 при полностью перекрытых полюсах зеркала плиты, когда заготовки занимают всю площадь зеркала.
*2 Магнитные плиты ПМ-11; ПМ-21, ПМ-22, ПМ 31 изготовляет Читинский станкозавод.
252
Станочные приспособления
22. Магнитные патроны *!
d
Размеры, мм
Т ип патрона 42 D // О, k Dz rft n 1* Наибольшее технологическое отверстие d
IIM1 80 56 66 MG H 12
ПМ2 100 53 72 3 86 8
ПМЗ 13') G5 100 112 M8 14 16 14
ПМ4 169 75 130 4 142 13
ПМ5 2о0 80 165 !8о M 10 20 23 22
пмо 230 90 210 5 226 M12 23 26 26
ПМ8 400 120 340 368 M16 28 32 40
Удельное усилие притяжения составляет 10—14 кгс/см2 при закреплении отдельных заготовок и 9™ 10 кгс/см2 при размещении заготовок на всей поверхности патрона. *3 Магнитные патроны ПМ2, ПМ4, ПМ6 выпускает Читинский станкозавод, —; I
253
Универсальные приспособления
23. Угловые прямоуюльные столы 7205 * *’ по МН 2687— С1
___В_
I
л
—— —;
) L аР *i< ж- -4 liBSi MlKliS
SDMi
MM
Обозначение В L Н 1
0081 0082 180 200 400 500 120 140 50
0083 250 630 170 70
19:1 Общее обозначение столов П.ример обозначения стола! 7205-0081.
Конструкция предусматривает наклон стола от 0 до 45° в обе стороны во шкале с пеной деления 1° и по нониусу с точностью до 5'.
24. Угловые прямоугольные двухкоординатные столы 7205 *> по МН 2683—61
L
Размеры, мм
Обозначен и< В L*2 11 1 а
0001 125 160 120 —
0002 160 200 140 50 12
0003 200 250 160
0004 250 320 185 70
0005 320 400 220 14
*г Общее обозначение столов.
Конструкция предусматривает ной оси на 360° и наклон рабочей шкале с ценой деления 1°.
*2 На рисунке не показана
о б о з п
а
ч е н и я стола: 7205-0001.
Пример поворот стола в своем основании вокруг вертикаль-поверхпости стола от 0 до 90°. Отсчет производят по
254
Станочные приспособления
25. Угловые столы 7205 4=1 квадратные двухкоординатные по МН 2684—61 и прямоугольные трехкоординатные по МН 2685-—61
_________8_
Размеры, мм
Обозначение А И L Li И 1 а
0021 а — столы 409 квадратны 400 е двухкоорд 450 инатные 70 18
0022 500 500 550 НО 40
0023 630 630 700 ; 140 22 50
б — столы прямоугольные трехкоординатные
0041 I 550 | 800 I 1 | 1000 I 700 | 850 | 140 | 28
** Общее обозначение столов. Пример Конструкция предусматривает поворот стола обоз в своем качения стол основании вокруг а: 7205-0021. вертикальной
оси на 360° и наклон рабочей поверхности от 0 до 90°. Отсчет производят по шкале с ценой деления 1® и но нониусу с точностью 3', а трехкоординатных от 0 до 45° в обе стороны от третьей оси.
*2 На рисунке 25, а не показана.
Универсальные приспособления 255
26. Угловые круглые поворотные и делительные столы 720’э * *1 по МН 2686—61
А
Размеры, мм
Обозначение D В L *2 М*2 Н Н, а Угол между радиальными Т-образными пазами Ди а метр центрального отверстия, мм
0061 320 350 435 455 585 425 285 14 25
0062 400 480 580 585 750 350 350 — 45° 40
0063 500 500 680 685 840 400 400 18
** Общее обозначение столов. Пример обозначения стола: 7205-006/.
Конструкция предусматривает угловой поворот от 0 до 90°. Отсчет углов поворота производят по шкале с ценой деления 1° и лимбу с точностью 2'. Столы также обеспечивают деление углов поворота и наклона на части, кратные 15°, по фиксаторам с точностью -< 30".
*2 На рисунке не показаны.
27. Делительные одноопорные стойки по ГОСТ 16203—70
Исполнение / Исполнение 2
Размеры, мм
Исполнение D В н Hi В, L а (пред откл. по А3) ау (пред, откл по А4) й2 b (пред, откл ПО А3) а (.пред, откл. по А} Z t Число пазов (кроме центрального)
вертикальных п. горизонтальных
160 120 250 200 160 220 12 20 ИО
} 200 — 140 270 220 263 185 12 250 310 14 30 180 50 — - 2 —
200 380 220 205 290 20U
С г анониме приспособления
п/р. Монахова
Продолжение табл. 27
Исполнение D В Н St L а (пред, откл. по Л3) (пред, откл. по А4) в* Ъ (пред, откл. по Л3) d (пред, откл. по Д) Z t к Число пазов (кроме центрального)
вертикальных п горизонтальных П!
320 190 280 180
250 160 310 250 205 2 320 м 200
250 450 260 250 —
320 200 390 320 420 240 255 365 500 40 220 250 2
1 320 560 320 340 4 390 18 325 80 —
400 250 470 355 , 550 280 140
400 680 400 365 430 350
500 320 590 570 365 645 360
500 830 500 415 520 160
2 — 500 1 18 22 50 400
1 630 400 735 740 405 790
2 630 630 1020 630 465 650 450 125 210 125 4
1 2 800 800 500 930 700 480 < ?2 940 470
1 2 1000 1000 630 шо 900 510 Л 1160 28 71 500 160 320 320 2
1 1250 —
2 — 1250 710 1370 1080 i 610 < >8 1350 600 6
Универсальные приспособления
28. Делительные одноопорные стойки 7302 Л1 с электромеханическим приводом по ГОСТ 16204—70
кэ
00
Исполнение 1
Размеры, мм
Обозначение Исполнение D В*2 Н Нх Bi L а (пред, откл. по 43) «1 (пред, откл. по А4) в2 b (пред, откл. по Д3) d (пред. откл. по Д) 1 t ti Число пазов (кроме центральных)
вертикал ьных п горизонтальных П1
0101 0102 1 2 500 500 500 800 520 700 18 850 22 50 480 450 80 160 — 4 —
0103 0104 1 2 800 800 630 1200 670 800 1200 28 71 660 600 160 39П 2
0105 0106 1 2 1250 1250 . 1 710 1300 — 1720 925 810 6
*т Общее обозначение стоек. Пример обозначения стойки: 7302-0101.
*2 Для исполнения 2 с квадратной планшайбой.
Станочные приспособления
29. Делительные двухопорные стойки 7302 по ГОСТ 16205—70
/ — задняя опора; 2 — передняя опора — стойка делительная одноопорная; 3 — плита (Размеры, мм)
Обозначение Исполнение D в*2 н Bi L а (пред, откл. по А3) (пред, откл. по А 4) d (пред, откл. по А) t к ^2 Число пазов (кроме центрального)
найм. наиб. вертикальных п горизонтальных
0111 1 400 400 600 400 165 1080 1600 14 40 140
0112 500 500 750 500 80 160 — —
0113 2 — 500 4
0114 1 630 — 460 1420 2000 1 18 50
0115 2 — 630 630 950 630 125 220 123 2
4:1 Общее обозначение стоек. Пример обозначения стойки: 7302-0111, *2 Для исполнения 2 с квадратной планшайбой.
Универсальные приспособления
30. Делительные универсальные головки 703641 по ГОСТ 8615—60
8
Конус Морзе
Резьбобой конец шпинделя
Размеры, мм
Обозначение Наибольший диаметр обрабатываемого изде- лия D Н, не более Конус Морзе шпинделя под центр по ГОСТУ 13214 — 67* ^0 Угол поворота шпинделя в вертикальной плоскости d (пред откл. по dz (пред. откл. по С) Передаточное отношение червячной пары Максимальное число, на которое можно разделить окружность Габаритные размеры основания делительной головки В X L, не более Ширина направляющей шпонки, входящей в паз стола станка
вниз от линии центров, не менее вверх от линии центров, не менее
0051 160 180 2 мзз 35 14,5 200x160 12
0052 200 235 3 М39 40 19.7 20 260x180 14
0053 250 280 4 М52 5° 95° 55 26,5 1 : 40 400 18
0054 320 350 5 М60 62 37,5 300 x 240
0055 400 450 М76 78 32 22
0056 500 560 6 М90 92 54,8 350x300
*1 Общее обозначение головок. При м е_р о б о з н а ч е н и ! я го; । о в к и: 7036-0051.
Станочные приспособления
Универсальные приспособления
31. Делительные головки 7302 ** со сменным делительным диском по МН 5573—64
Размеры, мм
Обозначение Конус Морзе d D Dx b В L Н
0091 46 40 130 112 33 14 185 240 100
0092 56 50 160 142 45 18 235 300 125
0093 6 (упоры) 70 250 226 65 18 305 370 160
*1 Общее 7302-0091. : обозначение ГОЛ ODO к. П р и м е р обо з н а ч < J н н я Р О Л 0 » в к и:
Делительный диск имеет 24 впадины, благодаря которым шпиндель может пов<н)а-чиваться на углы, кратные 15®. Перекрытие нерабочих впадин делительного диска обеспечивается специальным перекрывающим диском. Деление можно производить также по нанесенной на фланце шпинделя шкале с ценой деления 1*. Конструкция головки позволяет устанавливать ось шпинделя горизонтально и вертикально.
32. Скальчатые консольные кондукторы 7300 ** с конусным зажимом по ГОСТ 16888—71
if с п о л й е и ue 1 Иг.п п я ш> кал 2
1 — корпус; 2 — плита -по ГОСТ 16890—71; 3 — рукоятка; 4 — ручка, применяется в кондукторе
Размеры, мм
Обозначение Плиты 7030 *2 по ГОСТу 16890 — 71 Исполнение л (пред. откЛ. -«.0,01) Д1 | Д 2 В L Н d (пред, откл. по Д) Bi В2 • ti Т2 Hi 1 h Усилие зажима Р, кге
Пред. откл. ^0,02 найм. наиб.
0261 0262 0263 0264 0265 0266 0267 : 0268 0269 #2 1161, 1162, 1201 1163, 1164, 1202 1181, 1182, 1202 1165, 1166, 1203 1183, 1184, 1203 1167, 1168, 1169. 1204 1185, 1186, 1204 1170, 1171, 1172, 1205 1187, 1188, 1205 Общее обозначение Общее обозначение i 1 1 2 1 2 1 2 1 2 кондут ллит. II 50 — 90 50 40 65 — 120 160 115 160 116 10 37
70 НО 65 45 75 140 200 140 195 135 42
63 75 10
90 70 90 125 80 60 95 10 160 240 165 [ 240 165 16 44
НО 75 105 140 90 70 105 10 170 250 175 275 185 55
140 сторов. р и и е 90 При? р обе 120 лер о ) з н а ч 160 б 0 3 и е н и я НО j 85 ачения ко плиты: 10 135 в д у к 30-1161. 115 тора: | 210 | 290 7300-0261. 200 320 210 59
262 Станочные приспособления
34. Сиальчатые портальные кондукторы 7300 ** с пневматическим зажимом по ГОСТ 16892—71 Ю
Плита (поз. 2) но показана ъ
1 — корпус; 2 — плита по ГОСТ 16893 — 71; 3 — кран управления; 4 — цилиндр пневматический
Размеры, мм
Обозначение Плиты 7030*2 по ГОСТу 16893 — 71 Исполнение А (пред. откл. ±0,01) 4. | | а2 В L Я d (пред, откл. по Д) Bi Lt l2 Hi D h Усилие зажима Р, кгс
Пред. откл. ±0,02 найм. наиб.
0251 0252 0253, 0254 0255 0256 1212 1222 1213 1223 1214 1224 Общее обозн 1 2 1 2 1 2 ачение 320 160 125 160 240 120 180 12 16 345 390 570 385 125 30 500
400 210 180 220 320 200 415 475 650 420 160 850
500 ко иду КП 280 горов. I 250 1 р и м < 300 ер об 420 о з н а 160 ч е н и 1 280 а кон 540 о р а: 575 7300-0 750 251. 465
20 ДУ кт
*2 Общее обозначение плит. Пример обозначения плиты: 7030-1212.
Станочные приспособления
33. Скальчатые консольные кондукторы 7300 ** с пневматическим зажимом по ГОСТ 16889—7*
Исполнение 1 Вид А Исполнение 2
1 — корпус; 2 — плита по ГОСТ 16890 — 71; 3 — цилиндр пневматический; 4 — кран управления
Размеры, мм
Обозначение Плиты 7030 *2 по ГОСТу 16890 — 71 Исполнение А (пред, откл. ±0,01) Аг | Аг В L н d 1± Bi в2 bi Нх D h Усилие зажима Р, кге
Пре, ц. откл. „0,02 найм. наиб. . П откл рсд. . по А
0276 1167, 1168, 1169, 1204 1 ПО — 140 90 70 105 170 250 200 280 210 75 192
0277 1185, 1186, 1204 2 75 | 105 10 1 6
0278 1170, 1171, 1172, 1205 1 140 — 160 110 85 135 200 285 220 300 240 80 16 240
0279 1187, 1188, 1205 2 90 | 120 12 | 25
0280 1173, 1174, 1175, 1206 1 160 — 200 125 100 150 — 240 315 268 325 260 100 390
0281 1189, 1190, 1206 2 105 | 160 16 | 40
0282 1176, 1177, 1178, 1207 1 200 230 160 120 ISO 300 370 335 37 0 310 125 20 612
0283 1191, 1192, 1207 2 145 | 200 20 [ 40
*г Общее обозначение кондукторов. Пример обозначения кондуктора: 7300-0276.
*й Общее обозначение плит. Пример обозначения плиты: 7030-1167.
Универсальные приспособления 263
35. Скольчатые портальные кондукторы 7300 с конусным зажимом по ГОСТ 16891—71
Исполнение 1
0,1 mln
Вид В Плита (поз. Z) не показана
Исполнение 2 Плита (поз. 2) не показана d
Ж-Ж
:ры,
Размер
мм
корпус; 2 — плита по ГОСТ 16896 — 71; 3 — рукоятка
Обозначение Плиты 7030 по ГОСТу 16893—71 Исполнение А (пред, откл. ±0,01) | 42 В L Н а (пред, откл. по А) Bi Lt U h Усилие зажима P, кгс
Пред. откл. ±0,02 найм. наиб.
0241 0242 12П 1 2 250 125 110 140 180 80 120 10 305 310 520 265 20 45
0243 0244 1212 1222 1 2 320 160 125 160 240 120 180 12 315 390 575 340 ; 30
0245 0246 1213 1223 1 2 400 210 180 220 320 200 16 470 470 680 360 68
*1 Общее обозначение кондукторов. Пример обозначения кондуктора: 7300*0241
*2 Общее обозначение плит. Пример обозначения плиты: 7030-1211,
Универсальные приспособления
266 Станочные приспособления
СПЕЦИАЛИЗИРОВАННЫЕ ПРИСПОСОБЛЕНИЯ
36. Кондукторы универсально-переналаживаемые для сверления отверстий в валиках
а) по МН 5573 — 64 — сверление отверстий d — 16 30 мм б) по МН 5573—64 — сверление отверстий d — 30 60 мм
37. Станочные винтовые самопентрирующие рычажные тиски 7200 ** для круглых профилен по МН 5790—65
Размеры, мм*
Обозначение В Диаметры зажимных деталей призмами А D b (ДОП. откл. по Д3) 1 Л наиб. h /ii /z2 S (ДОП. откл. по С5) । L Ci Bi Н 77, *2 Усилие зажима Р, кгс
От До i От 1 1 ДО
' 0151 80 12 20 20 50 130 125 130 200 115 75 4 10 330 200 170 145 185 1000
0152 100 15 30 30 60 160 160 14 145 145 400 230 200 150 225 1500
0153 140 20 15 45 90 180 160 250 158 90 6 12 425 269 230 180 250 2000
0154 180 30 60 60 120 200 200 . 18 200 320 206 120 17 510 325 250 220 320 2500
* 1 Общее обозн ачение тисков. При мер обоз паче НИЯ т и с к о в: 7200-0151.
♦2 Размеры указаны для наибольших диаметров зажимаемых деталей.
43 Усилие зажима рассчитано на приложенную к маховику силу 16 кгс.
Специализированные приспособления
268
Станочные приспособления
38. Станочные винтовые самоцентрир}ющие тиски 7200*’ с призматическими губками для круглых профилей по МН 5791 — 65
2 паза b
Размеры, мм
Вид А
Обозначение В Диаметры зажимаемых деталей призмами Д для призм
И и Ж Д и Е И и Ж Д И Е
От До От До От До От До
0176 80 12 20 20 55 2 35 5 45
0177 100 15 30 20 65 0 55 0 55
0178 140 18 45 25 90 0 85 0 85
0179 180 20 50 35 120 0 125 0 125
Д1
120
160
250
Обозначение
наиб.
h
hi
h2
S (доп. откл. по С&)
Si (доп. откл. по Л»)
В,
0176
200
68
72
0177
280
80
85
4
10
10
14
8
300
340
0178
300
93
105
0179
320
109
125
6
14
16
17
10
450
560
Общее 7200-0/76.
*2 Усилие
обозначение тисков.
Пример
о
б о з
зажима рассчитано на
приложенную
b (доп. откл. по Ля)
d (доп. откл. по Д)
di (доп откл. по С8)
14
18
Н
20
25
35
О
12
16
Усилие зажима, кгс *2
420
470
560
630
а ч е
н
90
160
1200
106
135
165
и я
к рукоятке силу 16
220
320
кге.
1700
2200
2700
ков:
Специализированные приспособления 269
39. Патрон 7301 ** с тремя эксцентриковыми кулачками по МН 5526—64
Размеры, мм
Обозначение D Диаметры зажимаемых деталей Н L
^min ^max
0001 1600 10 50 120 230
0002 250 45 105 340
0003 320 100 165 170 410
0004 400 160 250 500
Общее обозначение патронов. Пример обозначения патрона: 7301*0001.
Переналадка патрона осуществляется поворотом кулачков 1 при отсоединении торцевых кулачков рукоятки 3 посредством вывинчивания винта 2.
270
Станочные приспособления
40. Кондукторы 7362 ♦> со сменными вкладышами по ГОСТ 13140—67
А
А-А
BS
Вариант применения кондуктора
Размеры, мм
Обозначен ие D Н В L h h t
От До От До
0001 60 7 40
0002 32 70 •55 90 3 30 50
0003 85 45 65
0004 70 22 42
0005 45 85 70 ПО 40 2 60
0006 105 60 80
0007 80 30 50
0008 60 1Q5 90 140 2 55 75
0009 130 80 100
0010 80 30 50
ООП 80 105 ПО 170 55 5 75
0012 130 80 100
** Общее обозначение кондукторов. Пример обоз тора; 7362-0001.
Назначен ие: сверления отверстий диаметром до 10 мм на __г_ ________
поверхностях деталей длиной до 100 мм с главной базой установки отверстием или цилиндром
н а ч е н
ИЯ ко
н д у к -
торце и
боковых
Специализированные приспособления 271
41, Кондукторы 7303 41 универсально-переналаживаемые для сверления отверстий во фланцах по МН Б875—34
Размеры, мм
Обозначение Конус Морзе D d dt h Л1 И Hi L Lt Bt ^наиб
наиб. найм.
0251 3 160 30 12 16 165 25 12 270 90 .340 440 290 105
0252 250 40 25 32 250 40 15 390 ПО 505 560 345 165
•1 Общее обозначение кондукторов, Пример обозначения кондуктора? 7303’0251.
В кондукторе обеспечивается поворот планшайбы в горизонтальной плоскости с делением ее на 2, 3, 4, 6, 8 и 12 частей. Положение кондукторной плиты в вертикальном направлении и оси кондукторной втулки в горизонтальном направлении устанавливается по размерам обрабатываемой детали.
272 Станочные приспособления
ПРИВОДЫ к ПРИСПОСОБЛЕНИЯМ
42. Пневматические цилиндры 7020 *1 вращающиеся одинарные по МН 3450—62
Размеры, мм
Обозначение по исполнениям D (доп. огкл. ПО Ла) Z>1 (доп. откл. по А) Z>8 #4 d (доп. откл. по Х3) di I Z2 : ^3 L n
Ь II
0001 0002 100 130 75 110 130 162 190 25 М16 М10 30 30* 20 25 125 4
0003 0005 0004 0006 125 150
165 too 140 30 М20 М12 35 35 | 30 129 6
Приводы к приспособлениям.
273
Продолжение табл. 42
Обозначение по исполнениям D (доп. откл. по Д3) 01 £>2 (ДОП. откл по А) D3 £>4 d (доп. откл. по Х3) di d2 I Л ^2 L n
I И
0007 0008 200 165 100 140 240 30 М20 М12 35 35 25 30 129 I
0009 250 200 125 170 290 40 М24 М16 45 45 30 40 152 6
0010 300 340
Давление в цилиндре, кгс/см2
3 4 5 6 3 4 5 6
Диаметр
цилиндра
Dt мм Усилие на штоке (без учета к. и. д.), кгс
толкающее тянущее
100 232 310 387 464 221 294 368 442
125 365 486 608 729 353 471 589 707
150 527 702 878 1053 506 675 843 Ю12
200 939 1252 1565 1878 919 1225 1310 1837
250 1469 1959 2449 2938 1435 1913 2392 2870
300 2121 2328 3535 4242 2083 2777 3472 4166
Общее обозначение цилиндров. Пример обоз начения цилиндра:
7020-001.
Подвод сжатого воздуха при давлении 6 кгс/см2 к цилиндрам осуществляется при помощи
воздухоподводящих муфт. В зависимости от применяемой муфты устанавливается два
исполнения цилиндров: исполнение 1 — с муфтой по МН 3452—62 для максимальной
частоты вращения — 1200 об/мин, исполнение II — с муфтой по МН 3453—62 для
2000 об/мин.
274 Станочные приспособления
43. Пневматические цилиндры 7020 вращающиеся сдвоенные по МН 3451—62
Исполнение I
85 L
Исполнение Й
Размеры, мм
Обозначение по исполнениям D (доп. откл. по 43) (ДОП. откл. по А) D3 Z>4 d (доп. откл. ПО Х3) d3 I А /2 4 L n
1 II
0021 0022 150 165 100 140 190 240 30 М20 М12 35 35 20 25 30 210 4
0023 0025 0024 0026 200 250 6
200 125 170 290 40 М24 М16 45 45 30 J 40 252
Приводы к приспособлениям
275
Продолжение табл. 4J
Давление в цилиндре, кгс/см2
Диаметр 3 | 4 | 5 । 6 1 3 | 4 | 5 | 6
цилиндра £>, мм Усилие на штоке (без учета к. п. д.), кге
тол кающее тянущее
Исполнение /
150 | I 527 | I 792 1 878 I 1053 I , 978 1 i 1304 I 1650 I 1956
200 I 939 I 1252 1565 1878 I 1803 2104 3005 j 3606
250 | 1469 | 1 1959 | | 2449 1 j 2938 2823 | | 3764 1 | 4705 | 5646
Исполнение 11
150 1020 1360 1700 2040 978 1304 1650 1956
200 1845 2460 3075 3690 1803 2104 3005 3606
250 2883 3814 4805 5766 2823 3764 4705 5646
Общее обозначение цилиндров. П f > и м о р о б о з н ; а ч е н и я 1 ЦИЛИ ядра:
7020-0021.
Рабочее давление воздуха 6 кгс/см2. Тянущее усилие вщилиндрах исполнений I и II складывается из усилий, получающихся при давлении сжатого воздуха на оба поршня цилиндра. Толкающее усилие в цилиндрах исполнения I получается при давлении сжатого воздуха на один поршень» а в цилиндрах исполнения II складывается из давления на два поршня.
44. Муфты 7020 *» по МН 3452—62 и МН 3453—62 для подвода сжатого воздуха к вращающимся пневматическим цилиндрам
Место маркировки
Нормаль
Обозначение
Максимальная частота вращения, об/мин
МН 3452—62
МН 3453-62
1200
2000
Общее обозначение муфт. Пример обозначения муфты: 7020-0031.
276
Станочные приспособления
45. Пневматические рычажные прижимы 7020 *’
Однопоршневые по МН 5011—63
Исполнение!
повернута
&2 Л/
L_____
а)
Размеры, мм
Обозначение D (доп. откл. по А4) £>i Z>8 d (доп. откл. по X) А Д1 Лг b L М Ч /1 Н h Ход поршня Q *2, кге
наиб. найм.
0С51 80 156 19 14 150 90 50 13 180 130 60 40 140 28 300
j 0052 100 185 220 180 ПО 205 150 66 44 470
20 70 155 70' 15 15
0053 125 212 250 210 140 17 240 180 81 54 730
0054 160 242 280 25 250 по 90 290 210 96 64 160 0 1200
Приводы к приспособлениям
277
Продолжение табл 45
Двух поршневые по МН 5012—63 Исполнение I — с вертикальным Исполнение II с горизонтальным,
креплением креплением
б) 6)
Размеры, мм
Обозначение Исполнение D (доп. откл. по О, L l8 I h A ^2 Ход поршня и £ м* * О’
0061 I 190 225 220 180 ПО
0062 U 100 - — — 155 200 72 — — 170 15 900
0063 I 215 250 256 — 48 210 140 —
0064 II 125 — — — 185 240 85 — — 210 1430
** Общее обозначение прижимов. Пример обозначения прижима: 7020-0051.
*2 Усилие на выходном звене при давлении воздуха 4 кгс/см2.
278
Станочные приспособления
46. Пневматические однопоршневые клиновые прижимы 7020 по МН 5013—63 и МН 5014—63
Размеры, мм
Обозначение прижима Исполнение D (доп. откл. по Д4) L в Н h Ход штока Q *2, кгс
с вертикальным штоком (эскиз а) с горизонтальным штоком (эскиз б)
0071 0072 0081 0082 I II 160 290 175 ISO 90 16 1675
0073 0074 0083 0084 I II 200 300 215 225 115 20 2616
прижима:
** Общее обозначение прижимов. Пример обозначения 7020-0071.
*2 Усилие на выходном звене при давлении воздуха 4 кгс/см2.
Приводы к приспособлениям 279
47( Гидравлические ручные питатели 7021 *’ для нагнетания масла под высоким давлением в гидроцилиндры приспособлений
--------------:_—-------------— ..............—--------------------,
Ц_____1Ю___
_________160_
Обо- Цилиндр низкою давления Пил индр высокою давления Размеры, мм
значение V, см8 Q, кге Р> 2 кгс/см2 V,, сме Qi, кге Рь кгс/см2 Lt Н h
0001 0062 0003 80 150 320 4 5 23,5 4 100 495 520 220 58
0004 X 1 7021-01 500 Общее об Ю1. 6 означение питателей i Прим ер обо з н а ч е । 565 I и я ц 250 и л и н 78 Д Р а:
48. Пневмогидравлические усилители давления
о — одноступенчатый С72027 — 4006
Основные данные: рабочее давление масла 100 кгс/см2 при давлении воздуха 5 кгс/см2; нагнетаемый объем масла 100 см8.
280
Станочные приспособления
Продолжение табл. 48
б — двухступенчатый С7027—4007
S)
Основные данные: давление масла предварительного зажима 5 кгс/см2 при давлении воздуха 5 кгс/сма; давление масла окончательного зажима 100 кгс/см2 при давлении воз-’ духа 5 кгс/см2; объем полости низкого давления масла 1000 см2 и высокого давления масла ! 80 см3.
49. Гидравлический поворотный цилиндр типа Г1 для привода патронов ' на' токарных, револьверных, полуавтоматах и других металлорежущих станках, где требуется большое усилие зажима
Наименование показателей Показатели Наименование показателей Показатели
Рабочее давление, развиваемое насосом, максимальное, кгс/см2 . . Производительность насоса гидростанции, м3/мин Мощность электродвигателя насоса, кВт Частота вращения электродвигателя насоса, об/мин 65 0,008 1 1000 Пределы регулирования кгс/см2 . . Ход штока цилиндра, мм Скорость перемещения штока ци-линдра, мм/с . • . Максимальное усилие на што-ке, кгс 0—65 10 2 5000-
Г лав a 7
РЕЖУЩИЕ ИНСТРУМЕНТЫ
РЕЗЦЫ
1. Резцедержатели токарных и револьверных станков
Модели станков Размеры резцедержателей, мм Сечение резцов
h Н Ъ В
а) Токарные
1603 10 10x10x60
1Е604, 1А604, 1604 12 22 15 80 12x12x70
16 90
1П61,. 1И6Н, ТВ320 16—17 20, 22 28 16—20 юо—ио 16x12x100 16X16X80
ИЖ250, IT — 61М, 1615 1616, 1В616, 1Е61М4-Т 162МСС 1Д62М, 1617, 1622, 162 20 23 30—36 35—38 20—24 25—26 120-142 125-150 20x16x120
1А616, 1А616П, 1Б616 16П16, 1В61, 1В61, 1Л61 25 34—35 25 125-130 25x16x110 25x20x140
1А62Б, 1А62, 1620 25 38 25 125-150 25x16x110
1И61, 1К62 25х20х 140
1К625 30 38 31 152
1Д63, 1Д63А 1М63, 163, 1622Б 32.5 35—38 50 52—55 38 35—45 186 180-195 32X25X170
163 (Тбилиси) РТ-25 1А64, 165, 1658 40 45 58 75 38—45 47,5 195 260 40x32x200
б) Револьверные
1К36, 1365, 1П365 1371 30 35 42 22 150—168 150 25x20x140 32x25 X 170
1371, 1П371 40 48 31 182 40x32x200
282
Режущие инструменты
2. Проходные отогнутые резцы с углом ср = 45°
а — с пластинками из твердых сплавов б — с пластинками из быстрорежущей
(марку см в табл. 18) стали Р18 * **
Обозначение резцов 2102*1 Размеры, мм
Эскиз а Эскиз б Эскиз а Эскиз б
правых i левых правых левых правых левых правых левых Н В L т
। По МН 575 — 64 с углом врезки пластинки в стержень 12° По МН 576 — 64 с углом врезки пластинки в стержень 0°
-0021 -0022 -0101 -0102 -0071 -0072 -0501 -0502 16 10 100 6
—0025 —0026 —0103 -0104 0075 —0076 -0503 -0504 20 *2 12 120 7
—0027 -0028 — 0077 -0078 — — 20 16 8
—0005 —00 Об 0105 -0106 0055 -0056 —0505 —0506 25 140
—00$) —0030 —• — 0079 —0080 — — 20 НО*2 10
—0009 -00'0 — 0107 -0108 0059 -0060 -0507 —0508 32 170 10 *2
-0031 —0032 — — 0081 -0082 25 12
-0013 —0014 —0109 -ОНО 0063 -0064 40 200
-0033 -0034 0083 -0084 — 32 14
— — 0085 —0086 50 40 240 16
-0035 -0036 — —
Общее обозначение резцов. Примеры обоз паче и ияправого резца Н ~ 25 мм, /3 = 16 мм су г лом врезки 12° пластинки из твердого сплава В КЗ и заточкой по форме!: 2102-0005-13 К8—Г, су г л о м врезки 0° пластинки из твердого сплава Т15К6 и заточкой по форме IV: 2102-0055-—Т15К6—IV.
** Эти размеры только для резцов с углом врезки 12®, а для резцов с углом врезки 0°: Н — 40 мм, L = 170 мм, m — 12 мм.
Резцы
283
3. Упорные отогнутые резцы с углом ф = 90°
ЯП а — с пластинками и (марку см. т
п ; н
L _ , - X _ /Л°
Qr j im-" з твердых сплавом г табл. 18)
Обозначение резцов 2103 и 2101
2103 (эскиз а) 2101 (эскиз б) 2103 (эскиз а)
правых левых пр а* вых левых правых лев ых
По в 0017 0003 0021 0007 0023 0009 0023 ООП 0027 0029 UH 577 резки п в ctnepvt 0018 0004 0022 0008 0021. 0010 0026 0012 0028 0030 — 64 с i кастин к сень 12° 0509 0501 0503 0505 0507 IZAOM и 0510 0502 0504 0506 0508 По ; в 0067 0059 0071 0057 0073 0059 0075 0061 UH 578-резки П/ в стер? 0668 0054 0072 0058 0074 0060 0076 0062 0078 0080
•— 0077 0079
4:1 Общее обозначение резцов. Прим резца // — 25 мм, В =» 16 мм с углом : дог1 о сплава марки В Кб и заточ с углом врезки 0° пластинки и точкой по форме IV: 2103-0057-ВК8
/Л
U 40
4 4 . ТЙ_| 1 Sf Левый б — с пласт! стали f явкам Р18 и из быстрорежущей
4 1 Размеры, мм
2101 (ЭСКИ1 б) Н В L т
правых левых
— 64 с 1 ластинк женъ 0° 0621 0023 0025 0027 0029 < с р ы в р е з г I к о й : 13 т в е 1-/V. {ЗЛОМ и 0022 0024 0026 0028 0030 о б о • си 12° п о ф О Р Д О г < 16 20 25 32 40 50 ! н а ч е п л а с 1 р м е I о сил 10 12 16 20 25 32 40 н и я ' и н к : 2103-0 а в а 100 120 140 170 200 240 п р а 1 и и з т 007— В) ВК8 и 4 5 6 7 8 10 12 в о г О в е р -<6-1; з а -
284
Режущие инструменты
4. Подрезные отогнутые резцы (по МН 692—64 и МН 2221—64)
Г|| I 3 а Н
Z. L
Левый
Левый
а —• е пластинками из твердого сплава (марку см. табл. 18)
б — о пластинками из быстрорежущей стали Р18
Размеры# мм
Обозначение резцов 2112*’
Эскиз й Эскиз 6 н В L tn
правых левых правых левых
— — 0031 0032 10 100 4
0001 0012 — — 16 12 5
0003 0004 0033 0034 20 120
0013 0014 -* — 16 6
0005 0006 0035 0036 25 140 7
0015 0016 — — 20 8
0007 0008 0037 0038 32 170
ООП 0018 — — 25 10
0009 0010 0099 0040 40 200
0019 0020 32 12
0021 0022 — 50 240
обозначение резцов. Примеры обозначения
25 мм, В 16 мм; с пластинкой из твердого сп й по форме 1—2112-0005 —ВК6—1-, с пластинкой
в о г о а ВК6
а в _
и з а 1 v ч г\ м « мчд v н *_л...._____быст-
рорежущей стали Р18 и заточкой по форме II— 2112-0035 —Р18—II.
#1 Общее резца Н = и з а точ к о
п р л а и з
Резцы
285
5. Сборные проходные резцы с механическим креплением многогранных пластинок из твердого сплава (марку см. табл. 18) *>
А'А
Исполнение Ц
-7°зо*
1°30*
Форма 1
форма Ц
Размеры, мм
Обозначение пластинок 2004 *3
Обозначение резцов
2103 и 2102*2
правых левых н В L Форма 1 Форма 11
а) 1001 1003 1005 1007 1009 1011 1013 1015 Проходные 1002 1004 1006 1008 1010 1012 1014 1016 упорные 21 г 16 03, исполнен иастинкали 18 22 24 ше I по Ml Ф = 90® 14 1-3899 с mpt 120 игранными 0021 0022
20 20
140 0023 0024
25 29
0025 —
32 36 22 170
25 0027
40 | 45 200
*1 Резцы предназначены для наружного обтачивания изделий на токарных станках с высотой центров от 120 до 400 мм. Резцы с углом ф — 45 и 90° применяют, кроме того, для подрезания торцов. Резцы этой конструкции отличаются от дру!их резцов того же назначения большей универсальностью, надежностью в работе, технологичностью изготовления и способностью хорошо завивать и дробить стальную стружку в диапазоне подач 0,3 — 0,8 мм/об. При принятой форме выкружек резцы работают с положительным передним углом, в результате чего снижается усилие резания, а соответственно, и расход электроэнергии.
После износа одной режущей кромки пластинку поворачивают, и в работу вступает следующая режущая кромка.
Резцы исполнения II с подкладкой под многогранную пластинку более виброустой-чивы, а корпуса их менее подвержены смятию.
*2 Общие обозначения резцов. Примеры обозначения резцов 11 — « 20 мм с трехгранной пластинкой из твердого сплава Т5К10 формы I: правого 2103-1005—Т 5 К10Г, л е в о г о — 2103-1006 —T5KJ0I.
*3 Общие обозначения пластинок. Пример обозначения пластинки: 2004-0021.
286
Режущие инструменты
Продолжение табл. 5
Обозначение резцов 2103 и 2102*2 Размеры, мм Обозначение пластинок 2004 *3
правых левых П /71 В L Форма I Форма II
1101 1103 1105 1107 в) Проход 1001 1003 1005 1007 1009 1011 г) Проход 1101 ПОЗ | 1041 1013 1045 1(47 1049 1051 1131 1133 1135 1137 1139 1141 1071 1073 0075 0077 0079 1181 1171 1173 1175 1177 1179 1181 б) Прохо 1102 1104 1106 1108 ше 2102, н 1002 1004 1006 1008 1010 1012 ныв 2102, и 1102 1 1104 | д) п 1042 1041 1046 1048 1050 1052 е) П 1132 1134 1136 1138 1140 1142 ж) J 1072 0074 0076 0078 6080 1182 з) Про 1172 1174 1176 1178 1180 1182 дные упорные 2103, ис с трехгранными плас 25 | 29 полнение 11 гтинками, < 22 по МН 39 р = 90° 140 >00—62 0025 ганками 0042
32 36 170
25 101—62 с «1 14 0027 чыми пласп 0041
40 сполнение 7 16 45 по МН 18 22 24 200 етырехгран! 120
20
20
25 29 140 0043 0044
22 902 — 62 с ч 22 [ ение 11 по станками ( 20
32 | 36 сполнение II по МН 3 25 1 29 I 32 1 36 | роходные 2102, исполн> с пятигранными пла 2') 1 24 170 (етырехгран 140 I 170 1 МН 3902 — р == 60° 120 0045 | ными пласг 0045 | 62 0051 1 пинками 2004—0052
25 29 140
22 0053 0052
32 36 170
24 ение /7 по станками с 20 0055 62 0051
40 | 45 роходные 2102, исполни с пятигранными пла 20 1 24 200 МН 3904 — р 60° 120
25 29 140 —
22 0053
32 36 170 0052
25 чение 7 по истинами, ( 20 0055 62 0061 | 0062
40 j 45 Проходные 2102, испол> с шестигранными пл с 20 } 24 200 МН 3905 — ф = 45° 120
25 29 140
25 0063 0062
32 36 170
28 голнение II гстинками, 20 0065 '6—62 0061
40 [ 45 ходные резцы 2102, исг с шестигранными пж 20 1 24 200 по М Н 390 ср 45 120
25 29 140
25 0063 —
32 36 170
28 0065
40 ! 45 1 200
Резцы
287
6. Проходные прямые резцы с углом ф — 90° и пластинками из твердого сплава ♦* (марку см. табл. 18)
Исполнение _//
Исполнение _/
Левый
Обозначение резцов 2100*2 Размеры, мм
Исполне- Исполне- Неполно- Неполно-
нтте I ние И ние I ние II
НВ Вт
пра- пра- пра- пра-
вых левых вых левых вых левых вых левых
а) по МН 581 — 64 с углом б) По МН 582 — 64 с углом
врезки пластинок врезки пластинок
в стержень 12° в стержень 0°
0127 0128 0367 0368 0169 0170 0221 0222 16 10 100 4,5
0111 0112 0373 0374 0153 0154 0227 0228 12 6,0
20 120
0131 0132 0375 0376 0175 0176 0229 0230
16 7,0
0117 0118 0379 0380 0159 0160 0233 0234
25 140
0133 0134 0381 0382 0177 0178 0235 0236
20 9,0
0121 0122 0383 0384 0163 0164 0237 0238
32 170 —
0135 0136 0385 0386 0179 0180 0239 0210
25 11,0
0123 0124 0387 0388 0165 0166 0241 0242
40 200
0125 0126 0389 0390 0181 0182 0243 0244 32 15,0
0139 0140 0393 0394 0183 0184 0247 0248 50 40 240 18,0
ср =
60° применяют для работы на
Резцы с углом , , ...
с углом ф == 75° изготовляют по нормали МН 583 — 64.
*2 Общее обозначение резцов. Примеры об резца Н = 25 мм, В — 16 мм, исполнения I пластинки из твердого сплава Т15 Кб । Л—2 100-0117 — Т / 5K6—I/; с углом врезки 0° кой по форме III—2100-0159— Т15К6—III.
многорезцовых станках.
Рзецы
о
п
значения п*р а с углом в р е з к заточкой по форме ластинки, с затем-
в о г о и 12е*
288
Режущие инструменты
7. Проходные упорные резцы *i с углом ф = 90°
Обозначение резцов 2101 и 2100*х с пластинками
Размеры, мм
2101 из твердого сплава 2101 из быстрорежущей стали 2101 из твердого сплава 2100 из твердого сплава Н В L
правых левых правых левых правых левых правых левых
по МН 587-врезки 12® -64 с углом и = 10° по МН с углом 0® И Фх 588—64 врезки » 10° по МН 587—64 с углом'врезки 12® и г, == 30°
0007 0008 0561 0562 0051 0052 16 16 80
0009 0010 0565 0566 0053 0054 —• 12
20 100
ООН 0012 0565 0564 0055 0056 0351 0352 20
0013 0014 0567 0568 0057 0058 0353 0354 25 16 120
0015 0016 0569 0570 0059 0060 0355 0356 32 20 140
работы
многорезцовых на-
в
на многорезцовых
станках
Резцы применяются для ладках.
*2 Общее обозначение резцов. Примеры обозначения правого резца Н =* 25 мм, В — 16 мм: с углом врезки 12е пластинки из твердогосплава Т15 Кб с заточкой по-форме II—2100-0353— Т15 Кб—I /; с углом врезки 0° пластинки с заточкой по форме III—2101-0057—Т15К6—III.
Резцы
289
8. Отрезные резцы из быстрорежущей стали Р18 ♦*
V/ 1 т* L J - При (р~90а 04 При д>=100° -
Обозначение резцов 2130*2 1 Размеры, мм i Наиболын нй диаметр отрезки, мм
с <р — 90® с ф — 100° Н В L а
0501 0503 0505 0507 0509 0511 0513 0515 0517 0319 0521 *1 Резцы сравнению с Отрезные малям МН 5 *2 Общее • В — 16 мм, < 0502 0501 0506 0508 0510 0512 0514 0516 0518 0520 0522 с ф — 100® о! резцами с ф = s резцы с пласт 96—64, МН 59 5 обозначение р. 3 — 5 мм с Ф = 6 8 10 12 16 50 60 70 100 1.5 2.0 10 12
3,0 16 30 35 30 50 35 60 гой костью по шать по нор- i Н == 25 мм, 95/7—II.
20 12 120 3.0 4,0 3.0 5,0 4,0 6,0 ЛЬНОСТЬЮ И С' ндуется прин! ния р е з ц £ м е II; 21S0-1
25 16 140
32 5ладают по: - 90°. инками из 1 7—64. езцов. П р = 90® и з а 20 вишенной г гвердого сш и м е р об [ТОЧКОЙ 170 (роизводите. гава рекоме о з н а ч е i по фор
10 п/р( Монахова
290
Режущие инструменты
9. Пластинчатые резцы * *1
а —. с пластинками из твердого сплава б — из быстрорежущей стали Р18
(марку см табл. 18)
Обозначение резцов 2131*2 Размеры, мм Наибольший диаметр отрезки, мм
правых левых В В L а
Ф == 90° | ф «= 100° ф 90® | (р = 100°
а — с пластинками из быстрорежущей стали
0510 0517 0518 0533 70
0502 0519 0520 0534 12 3 100 3 20
0512 0521 0522 0535 18 4 4
0504 0523 0524 0536 125 26
0514 0525 0526 0537 20
0516 0527 0528 0538 25 5 100 5
0506 0529 0530 0539 150 32
0508 0531 0532 0540 35 7 6
б) — с пластинками из твердого сплава
0001 0005 12 3 100 3 20
0002 0006 18 4 125 4 30
0003 0007 25 5 150 5 35
0004 0008 35 7,5 6 38
№1 Резцы с ф = 100® обладают повышенной производительностью и стойкостью по сравнению с резцами с Ф = 90®.
*2 Общее обозначение резцов. Пример обозначения правого резца В «== 12 мм, В — 3 мм, L = 100 мм, с ф = 90®$ спластинкой из быстрорежущей стали с углом заточки по форме II—2131-0502 —П; с пластинкой из твердого сплава Т15К6 и заточкой по форме II—2131-0001 —Т15К6—II,
291
Резцы.
10» Расточные резцы для обработки сквозных отверстий *1
а — с пластинками из твердого сплава
б — с пластинками из быстрорежущей стали Р18
Обозначение резцов 2140*2 Размеры, мм Наименьший диаметр расточки, мм
Эскиз а Эскиз б Н == В L Z т
0001 0501 120 25 3,5 14
0002 0502 16 140 40
0003 0503 35 4,5 18
6004 0504 170 60
0005 0505 140 140 5,5 21
0006 0506 20 170 70
0007 6507 50 6,0 27
0008 0508 200 80
0009 0509 25 70 8,0 3,4
0010 0510 240 100
расточные резцы по
Для обработки глухих отверстий рекомендуется применять нормалям МН 614-64, МН 5207—64, МН 666 — 64.
*2 Общее обозначение резцов. Примеры обозначен — 20 мм, В — 20 мм, L — 40 мм с заточкой по форме I с из твердого сплава БК8 — 2140-0005—В КЗ — ’ "
стали Р1 8—2140-0505 — 1.
ия резца Н пластинками: из быстрорежущей
11. Резцы для обработки сквозных отверстий *»
tt
Обозначение резцов 2I40*2 е углом врезки Размеры, мм Наименьший диаметр расточки, мм
12° по МН 615—64 0° по МН 5209-64 II В L tn
0056 6081 16 12 170 6 40
0057 0082 20 16 200 8 55
0058 0083 25 20 240 10 70
0059 0084 32 25 280 12 80
0060 0085 40 32 300 16 НО
*х Для обработки глухих отверстий рекомендуется применять расточные резцы по МН 618—64.
*2 Общее обозначение резцов. Пример обозначения резца Н = 20 мм, В — 20 мм, L — 55 мм, с пластинкой из твердого сплава TI5K6 с з а -точкой по форме Ш: 2140-0057 — Т15К61П.
10
292
Режущие инструменты
12. Резцы с пластинками из твердого сплава (марку см. табл. 18) для кольцевой обработки Т-образных пазов
dzL_ — ' —
L 4
—1 Левый
Обозначение резцов 2128*1 Ра шеры. мм
правых по МН 607-64 левых по МН 608 — 61 // н L гп «2
0031 0032 0033 0034 0035 0036 0037 0038 0039 0040 0041 0042 (4)51 0052 0053 0054 0055 0056 0057 0058 (4)59 0060 0061 0062 25 16 170 4,2 6 *1 7,7 8*2 8,7 8,0 *2 9,7 8*2 13,4 10 0*2 17,4 12.0*2 21,4
5.5
6,5
32 22 200
80
32 32 9,0
12.0
*х Общее обозначение резцов Пример обоз В — 16 мм, m = 6,5 мм, а2 = 8 мм, с пластин на В Кб: 2/28-00.35 —ВКб.
* *2 Для предварительно;! обработки пазов.
и а ч е н ми из
ия резца твердого
Н
13. Подрезные резцы с углом (р — 45°, закрепляемые в револьверную головку с горизонтальной осью вращения
б — с пластинками из быстрорежущей стали Р18
а — с пластинками из твердого сплава (марку см табл. 18)
Обозначение резцов 2116й по МН'612 — 64 Размеры, мм
правых я 1 | левых *2 D : L ’
ООП 0501 ОШЗ 0503 ** Общее обознач< — 15 мм, правых твердого с г! л а быстрорежуще *2 Числитель — и 0012 0502 0014 0504 ение резцов. Приме с заточкой по в a TJ5K6 — 2116-0011 й стали Р18—2116 о твердого сплава, зш 15 20 р Ы О б о 3 II Е форме II: — Т15К6 — П-, -0501 — П. шенатель — из 90 120 i ч е и и я ре с п л а с т и 1 с п л а с т и i ; быстрорежущ 9 7,5 13 "10 з ц о в D — ;1 к а м и из н к а м и из ,ей стали.
Резцы
293
14. Расточные резцы Для обработки глухих отверстий, закрепляемые в револьверную головку с горизонтальной осью вращения
/7
а — с пластинками из твердого сплава о — с пластинками из быстрорежущей
(марку см тгбл. 18) стали Р18
Обозначен ие по МН 'ездив 2145** 19-64 Размеры, мм Наименьший диаметр
правых тевых [) L 1 т расточки, мм
а) С пластинками из твердого сплава
0002 100 40 3,5 14
0003 15 ПО 50 4,5 18
0004 20 120 60 6,0 21
0005 140 70 27
б) С пластинками из быстрорежущей стали
0301 0502 25 1.5 6
0503 0504 10 50 30 2.5 10
0505 0506 80 40 3.5 14
0507 0508 90 30 2.5 10
0309 0510 15 100 40 3.5 14
0510 0512 НО 50 4,5 18
0313 0514 20 120 60 6,0 21
0515 0516 140 70 27
*х Общее ~ 20 мм, L = д О Р о с п л с власти обозначение : 60 мм; с з а т а в а Т15Е6-н к а м и и з резцов. Пример < оч кой по форм -2145-0004 —T15K6—I, б ы с 1 р о р е ж у щ е э б о з н a v е II с п л f; с з а т Й стал гения резцов 1>=а астннкой из т в е р* о ч к о й по форме I и — 2145-0513 — 1
294
Режущие инструменты
15. Расточные дсрждвочные резцы для установки под углом ф =»= 45 и 60° с пластинками из твердого сплава (марку см. табл. 18)
1 а
L
Обозначение резцов 2142й Размеры, мм
но МН 620-64 правых по МН 621—64 левых Н = 8 L m
0001 0003 0005 0007 0009 ООН 0013 0015 0017 0019 0021 0023 0025 0051 0053 0055 0057 0059 0061 0063 0065 0069 0071 3:1 Общее об» 8 = 16 мм, L — 8 д о г о сплав г 0002 0004 0006 0008 0010 0012 0014 0016 0018 0020 0022 0024 0026 б 0052 0054 0056 0058 0060 0062 0064 0066 0070 0072 означение резцов. I 0 мм, с углом» а В Кб изато ) с углом (р == 45° 6 25 32 25 32 40 32 40 50 40 50 63 63 80 63 3.5
8 5.0
10 7,0
12
16 ) с углом (р — 60г 16 9,0 8
80
20
100
25 11
125 140 160 180 200 и а ч е и и я р е з о с пластин» ) м е I: 2142-С025
32 14
40 Тример обоз р =я 45® п р а в о г Ч К О Й ПО фо| 18 ц а И — 16 мм, Lо О из твер--ВО-/.
16. Резцы Расточные державочные резцы из быстрорежущей стали для установки под углом ф—45 и 60° Р18 295
/А
L_
н
Обозначение резцов 2142*1 Размеры, мм
с углом ф°
т при
45 по 60 по t f
МН 5225 — 64 МН.5226—64 г! — В L
45 60
0528 20
0502 - 6 25 3,5 —
0504 32
0530 0602 20
0506 0604 25
8 5,0 4,0
0508 6606 32
0510 0608 40
0512 0610 32
0514 0612 10 40 6,0
0516 0611 50
— — 5,0
0518 0616 40
0520 0618 12 50 7,0
0522 0620
DO
0524 0622
16 9,0 8,0
0526 0624 80
Общее обозначение резцов. Пример обозначения резца Н — 10 мм,
В — 10 мм, L — 50 мм, с у гл о м (р — 45°, с зато Ч К 0 й п о фо рме П:
2142-0516 — //.
296
Режущие инструменты
17. Расточные державочные резцы для установки под углом 90®
а — с пласт (М3| it ыстрорежущей
р 41^ ft" 'В
L L
|*С »-
WI — [ Ч i 1 D°=
инками из твердого сплава б — с пластинка’ оку см табл 18) ст; ИИ из б али Р18
Обозначение резцов 2142 111 Размеры, мм 1| Обозначение резцов 2142*1 Размеры, мм
по МН 622—G4 (эскиз а) по МН 671—64 (эскиз б) Н^В L ! по МН 622—64 1 (эскиз а) по мн 671—64 (эскиз б) Н = В L
0101 0574 6552 0554 0576 0578 058'1 6 20 25 32 23 25 32 40 32 40 50 0106 01'7 0108 0Ю9 0110 0112 0121 0111 0115 0124 0116 0125 0119 0564 0566 0370 0572 12 40 50
- 63
16
8
68 80 109
0121 0102 0103 0122 0104 0105 20
—
25
—-
125
10 32
140 160 180
0560 0562
40
Л1 Общее обозначение резцов. Приметы обозначения резца // = =s 12 мм, В = 12 мм, £ — 50 мм: с пластинкой из твердого сплава ВК4 и заточкой по форме I—2142-0105—ВК4 — /; с пластинкой из быстрорежущей стали PJ.8 и заточкой по форме 1—2!42-0562 — II.
18. Назначение марок твердого сплава
Обрабатываемый материал, вид и характер обработки Марка твердого сплава по ГОСТ 3882—67**
Сталь и стальное литье Точение, растачивание, черновая и грубая обработка по корке с неравномерным припуском, неметаллическими включениями и переменной нагрузкой, при работе с ударами и после автогенной резки Черновая обработка по корке с небольшой глубиной резания и относительно равномерным припуском; черновая обработка без корки и ударов, чистовая обработка . . . Чистовая и тонкая обработка Нарезание резьбы (черновое и чистовое) . * , Чугун серый и ковкий Точение, растачивание и строгание, черновая и грубая обработка по корке с неравномерным припуском и переменной нагрузкой и при работе с ударами Черновая обработка без ударов и получистовая обработка Чистовая и тонкая обработка , . Нарезание резьбы (черновое и чистовое) Сталь закаленная Точение (получистовое и чистовое) Т15К10, ВК8, ВК8В Т14К8, Г13К6 Т30К4 Т15К6 ВК8, ВК8В, ВК6М ВК4, ВК6М, В Кб ВК2, ВКЗМ, ВК6М ВК4, ВК6М, В Кб, ВК2 ВК6М, РК4, ВКЗМ
297
Сверла
СВЕРЛА
19. Спиральные сверла из быстрорежущей стали для обработки стали, стального литья и чугуна
1) Формы заточек обыкновенные (рекомендуемые)
Форми заточки
Диаметр сверла d, мм
Нанменовой не
। Обозначение
Эскиз
0,25—12,0
12,1-80
Нормальная
Нормальная с подточкой поло-речной кромки .............
2) Размеры режущих элементов (рекомендуемые)
Диаметр сверла dt мм Углы заточки, градусы Подточка поперечной кромки, мм
Угол между режущими гранями 2ср Задний угол ОС Угол на кл oil а поперечной кромки 1р ; (л ина поперечной кромки а Длина подточки Ъ
От 0,25- 12 12.1-15 15,1-20 20,1—25 25,1-30 30,1—40 40,1—50 50,1-60 60,1-70 70,1—80 118 ч 2 14—11 50 1,5 2 2.5 3 3,5 4 5,5 6,5 7,5 3 4 5 6 7 9 11 13 15
12-9
55
11-8
298 Режущие инструменты
20. Спиральные сверла из быстрорежущей стали для обработки легких сплавов (алюминиевых)
1) Формы заточек (рекоменауемые)
Форма заточки
Диаметр сверла а, мч Наименование Обозначение Эскиз
—<Лч .ILt
1 — 30 I 6—30 1-12 Нормальная , . С подточкой поперечной кромки Нормальная (для сверления тонкостенных деталей и пакетов из листа) I II III \ 's IlV2
=^17
a
2) Размеры режущих элементов (рекомендуемые)
Диаметр сверла dt мм Углы заточки, 1радусы Подточка поперечной кромки, мм
Угол между режущими гранями 2ф Задний угол а Угол наклона поперечной кромки Длина поперечной кромки а Длина подточки b
1-6 6-12 12-20 20—30 1-12 (III) 130 ±3 14-12 50 0,5 6,7 1,0 1,5 2.2 3.0
55 50
149 5 3 6-2
299
Сверла
21, Спиральные сверла, оснащенные пластинками из твердого сплава
1) Формы заточен (рекомендуемые)
Диаметр сверла dt мм Форма заточки
Наименование Обозначение Эскиз
До 12 Нормальная Н I А "л /sPO"
12—30 Нормальная с подточкой поперечной кромки НП ? 4 _ t .я и° V 1
5—30 Нормальная заточка, выполненная алмазными кругами НА Д1 ЖА тиТ tyV V I'M М=г
2) Размеры режущих элементов (рекомендуемые)
Диаметр сверла d, мм Размеры режущих элементов при Диаметр сверла d, мм Размеры режущих элементов при
заточке подточ ке передней кромки алмазной заточке заточке подточке поперечной кромки алмазной заточке
Длина второй кромки Длина поперечной кромки Величина фаски Длина второй кромки Длина поперечной кромки Величина фаски
5-7 7,1-10,0 10,1-14,0 14,1 — 18,0 2.5 3,5 0,6-0,7 0,7-0,8 1,0 1,2 1,0 1,5 2,0 2,5 to to — to Р° г* p° оо <— — — 1111 о £2 GO О 3,5—4,5 4,5 4,5—5,5 5,5 1,4 1,6 1,8 2,0 2,4 2,5 3,0
300
Режущие инструменты
22. Центровочные инструменты
Размеры, мм
4 D (не более; L 1 (не менее) а йь
4 1.0 2. 5 1,2 0.4
6,5 1,5 4,0 1,8 0,6
8,0 2.0 5 ,0 2,4
10,0 2,5 6,0 3,0 0,8
12,0 3.0 7,5 3,6 1.0
15,0 4,0 10,0 4,8 1.2
20 5,0 12,5 6,0 1,5
25 6,0 15,0 7,2 1,8
30 8,0 20,0 9,6 2,0
42 12,0 30,0 14,0 2.5
1 Детали,
центрах.
имеющие Da менее 4 мм, обрабатывают на обратных
2) Центровочные сверла (комбинированные) по ГОСТ 14932 — 69 ** Тип I
Тип И
° 1 । О / к
ЧУ
Lv 1
Обозначение сверл 2317*2 по типам Размеры, мм
I | 11 а D L 1 1 1 1 1
Тип I ! 1 И П I 1 Ги п 1 Т иг 1 11
0001 0012 1,0 3,15 6,3 31,5 1,6 40 1.6
0003 ООН 1,6 8.0 35,5 2.5 50 2.0
0004 0015 2,0 5,0 10,6 40 3.1 - 56 3,1
0005 0016 2.5 6,3 12,5 45 3.9 63 3.9
0006 0017 3.15 8,0 11,0 50 4,8 71 4,8
0007 0018 4,0 10,0 16,0 56 6,2 80 6,2
0008 0019 5.0 12,5 20.0 63 7,8 90 7,8
0009 0020 6,3 16,0 25,0 71 9,8 100 9.8
0010 — 8,0 20 — 80 12.4 — —
*2 Общее обозначение сверл. Пример обоз н а ч е н и я с в е р л а т и п а II.
Т 14952—69**
d = 2,5 мм, из быстрорежущей стали Р18: сверло 2317-0001 Р18.
Сверла типа I применять по ГОСТ 4010—64"
Сверла
301
23. Спиральные сверла *’ с цилиндрическим хвостовиком, оснащенные пластинками из твердого сплава (марку см. табл. 18) по ГОСТ 6647—64 * и МН 317—63
Тип А Исполнение I
“И -^*4**^ — — —— —
1 -д. Iq
Тип б Исполнение П '
_>
Обозначение сверл 2360 *2 Размеры, мм
тип А ] Тип Б
Исполпение
a L
1 11 1 II
1 НН 1901 1201 2001 5,0
1103 1903 1203 2003 5,2 70 36
1104 1906 1204 2006 5,3
1107 1909 1207 2009 5,8 75 40
11G8 1911 1208 2011 6,0
1110 1914 1211 2014 6,2
ИЗО 1915 1250 2015 6,4
1112 1916 1212 2(46 6,5 80 42
1113 1918 1213 2018 6,7
1152 1919 1252 2019 6,8
1114 1921 1214 2021 7’0
1116 1923 1216 2023 7,2 80 45
1118 1925 1218 2025 7,3
1121 1928 1221 2028 7,8
1122 1930 1222 2030 8,0
1125 1933 1225 2033 8,3 9о -j2
1127 1935 1227 2035 8,5
1155 1936 1255 2036 8,6
1128 1937 1228 2037 8,7
1156 1938 1256 2038 8,8
изо 1940 1230 2040 9,0 100 55
1131 1942 1231 2С42 9,2
1159 1944 1259 2044 9,4
1132 1945 1232 2045 9.5
1134 1947 1234 2047 9,7
1160 1948 1260 2048 9,8 105 60
1135 1950 1235 2050 10,0
Сверл а типа А имеют сГ « d — 0.1 5 мм. Сверла диаметром от 10 до 30 мм целе-
сообразно пр именять с коническим хвостовиком по ГОСТ 6647 — 64*. Сверла по ГОСТ
6647—64* и МН 317 — 65 предназначаются для скоростного сверления и развертывания
отверстий в деталях из чугуна (сверла типа А — для грубых работ без применения кон-
дукторных втулок, сверла типа Б — для точных работ с направлением пи кондукторным
втулкам).
*2 Общее обозначение сверл. Пример обозначения сверла типа А,
и с п о л н с : и и е I d — 8 мм: с з а т । эчкой по форме Н: — Сверло ГОСТ
6647-64*-8 ВК8 или (2300 1122) ВК8; с заточкой по форме НП — Сверло
ГОСТ 6647 — -64* — 8 — НП —В К8 или (2300-1930) —НП—ВК8; сверла типа Б
с з а т о ч к ой по ф 0 Р М 1 з НП — Сверло ГОСТ 6647— 64*— Б — 8 — 11П—ВК8 или
(2300-122) — j НП-ВК8.
302
Режущие инструменты
24. Спиральные сверла с цилиндрическим хвостовиком» средняя серия из быстрорежущей стали Р18 и Р9 по ГОСТ 10902—64* и МН 580—65
Правые | П- . - А -
•ttj .ж Левые
чзТ
Обозначение сверл 2300 Размеры, мм
правых | левых
Исполненне : d *2 L /0
I II 1 | II
0135 0409 1,60 42 20
0140 0414 1,95
0141 0415 2,0 50 24
0143 0417 2.10
0145 0419 2.20 КО
0146 0420 2,30 52 26
0147 ~ 0421 ~ 2,40
0148 0422 2,50 55 30
0150 0424 2.60
0152 0426 2,70
0153 0427 2.80 _
0135 0428 2,90 bb 32
0155 0429 3,00
0156 2401 0430 2551 з.ю
0158 2403 0432 2553 3,20 65 36
0159 2404 0433 2554 3,30
0161 2406 0435 2556 3.40
0162 2407 0436 2557 3,50 7Л Л.П
0163 2408 0437 2558 3.60 70 40
0164 2409 0438 2559 3,70
0165 2410 0439 2560 3.89
0166 2411 0440 2561 3,90
0167 2412 0441 2562 4,00 75 42
0168 2413 0442 2563 4,10
0169 2414 0443 2564 4,20
0300 2416 0554 2566 4,3
0301 2417 0555 2567 4,4
0171 2418 0445 2568 4,59 80 45
0172 2419 0446 2569 4,60
0302 2420 2970 2570 4,7 1
0173 2421 0447 2571 4,8
0303 2422 0448 2573 5,0
0174 2423 0448 2573 5,0 ко
0175 2424 0449 2574 5 1 85 52
0176 2425 0450 2575 5.2
0304 2426 0558 2576 5,3
0305 24-27 0559 2577 5,4 95 | 60
** Общее обозначение сверл Приме!
правого из быстро режущей с
точкой по форме Н — Сверло ГОСТ
НП; с заточкой по форме НП-
(2300-0195) Р18; точного исполнен i
Сверло ГОСТ 10902 — 64* d — 8 мм 1 — НГ
Сверла диаметром более 10 мм целесооб]
по ГОСТ 10903—64*
Диаметры сверл, принятые для сверления
тывание (стр. 491), под протягивание (стр. 4
Применяются свор па диаметром до 12 мм
щим моментом, при креплении в зажимных
(стр. 00), и сверлильных патронах (исполнен!
моментами, с возможным креплением в натр
Исп олнение I
L
^Исполнение П
^3—
Обозначение сверл 2300*’ Размеры, мм
правых | левых
Исполнение d *2 L /о
I 1 II I II
0177 2428 2431 2433 0451 0454 0455 2578 5,5 5,8 6,0
0180 0181 2581 2583 95 60
0183 0307 0185 0186 2435 2437 2438 2440 0457 0561 0459 0460 2585 2587 2588 2590 6,2 6.4 6,5 6,7 100 65
0309 0187 0189 0191 2441 2443 2445 2447 0563 0461 0463 0465 2591 2593 2595 2597 6.8 7,0 7,2 7,5 ПО 70
0194 0195 0198 0200 2450 2452 2455 2457 0468 0169 0472 0474 2600 2602 2605 2607 7,8 8,0 8,3 8,5 115 75
0312 0201 2452 2459 2460 2462 2464 2466 2467 0566 0475 0567 0477 0478 0570 0479 2608 2609 2610 2612 2614 2616 2617 8,6 8,7 8,8 9,0 9,2 9,4 9.5
0313 0203 0204 0316 0205 125 80
0207 0317 0208 0209 0210 0211 0212 2469 2470 2472 2473 2474 2476 2477 0481 0571 0482 0483 0484 0485 0486 2619 2620 2622 2623 2624 ; 2626 2627 9.7 9,8 10,0 10,1 10,2 10,4 10,5 135 90
0213 0214 0323 6324 0325 2479 2482 2483 2485 2486 0487 0488 0577 0578 0579 2629 2632 2633 2635 2636 10,7 11,0 11,1 И.З 11,4 145 95
0216 0217 2487 2488 0490 0491 2637 2638 11,5 11,7 11
0218 С219 2490 2491 0492 0493 2640 2641 11,9 12,0
150 100
р обозначения сверла d — 8 мм стали Р18 исполнение 1: с з а-10902 — 64* d = 8 — 1 или (2300-0193 — Р18) — Сверло ГОСТ 10902 — 64* d — 8 — /или ия, с заточкой по форме НП — П—Р18 — 1 или (2300-0195)—ИП—Р18Т )разно применять с коническим хвостовиком
я отверстий под резьбу (стр. 505), под развер-496). м (исполнение I) для работы с малым крутя-< разрезных втулках, нормаль МЫ1172—65 :ие II) — для работы с большими крутящими ронах под лапку.
303
Сверла
25. Спиральные сверла*1 с коническим хвостовиком, длинные из быстрорежущей стали Р18 по ГОСТ 12121—60
Конус Морзе
Размеры, мм Конус Морзе Размеры, мм Конус Морзе
d L /о d L
8,0 8,5 9,0 9,5 10,0 10,2 10,5 10,7 11.0 11,2 11,5 11,7 12,0 12.2 12,5 12,7 13,0 13,5 14,0 14,5 15,0 15.5 16,0 16,5 17,0 17,5 18,0 180 100 1 18,5 19,0 19.5 20,0 20.5 21,0 21,5 22,0 22,5 23,0 23,5 24,0 24,5 25,0 25,5 26,0 26,7 27,0 27,5 28,0 28,5 29,0 29,5 30,0 270 170 3
190 НО 280 180
200 120 285 185
290 190
210 130
295 195
320 200
220 140
325 205
335 215
230 150
235 155 2 345 225 2
260 160
350 230
265 165 3
350 230
270 170
Примеры обозначения с 2 из быстрорежущей стали Сверло 20 —2 ГОСТ 12121 — 66 — Р18; с за ГОСТ 12121 — 66 — НП — Р18; точного 12121 —66 —Pie, Промежуточные диаметры сверл в таблицу не включены, так как длинные сверла не применяются для обработки отверстий под резьбы, под протягивание и развертывание и могут быть заменены сверлами ио ГОСТ 10903—64*.
Кроме приведенных сверл, рекомендуется применять спиральные сверла!
с коническим хвостовиком. Основные размеры 6,0—80,0 мм (по ГОСТ 10903—64*);
с коническим хвостовиком, удлиненные. Основные размеры 6,0—30,0 мм (по ГОСТ 2092—64*);
с коротким цилиндрическим хвостовиком. Длинная серия. Основные размеры 1,0 — мм (по ГОСТ 12122—66);
с цилиндрическим хвостовиком. Длинная серия. Основные размеры 1,95—20,0 мм ГОСТ 886-64*);
с цилиндрическим хвостовиком. Короткая серия. Основные размеры 1,0—20,0 мм 1ОСТ 4010-64*).
= 20 мм с конусом Морзе заточкой по_ форме Н — '. , ,__ 2верло 20—2
исполнения — Сверло 20 — Т — 2 ГОСТ
е , । Р18: _ . ______ .
заточкой по форме НП
9,5
(по
(по
в
р л а
d
304
Режущие инструменты
ЗЕНКЕРЫ И ЗЕНКОВКИ
26. Зенкеры с коническим хвостовиком
Обозначение зенкеров 2320 и 2323 #1 i Нормальный диа-1 метр Dt 'мм, до-! пуски Л, А3 Исполнительные размеры Размеры зенкеров, мм Конус Морзе
Зенкера № 1 № 2 Отклонение, мм коротких длинных
Наибольший диаметр D, мм L 1 L 1
под развертывание черновое под протягивание под отверстие
а) Зенкеры цельные 2323 из быс 41 тро режущей i Ко стали Р9 и 'нус Морзе t РИЗ по ГОСТ 12489 — 71*-
1
0001 0003 0004 0006 ООН 0013 0015 0017 0021 0022 0025 0026 0027 0126 0127 0129 0133 0135 б) 10 12 13 15 16 18 20 22 24 25 28 30 32 34 35 36 38 40 Зенкера 9,79 11,79 12,79 14,79 15,79 17,79 19,775 21,755 23,755 21,755 27,755 29,755 31,71 33,71 34,71 35,71 37,71 39,71 ы 2320 (П (мар^ 9,4 11,4 12,4 14,4 15,4 17,4 19,1 20,9 22,9 23.9 26,9 28,9 30,8 32,8 33.8 34,8 36,8 38,8 ОСТ 3231-су см. таб/ н- 10,07 12,07 13,07 15.07 16,07 18,07 20,085 22,085 : 24/185 25,085 28,085 30,085 32,10 34,10 35,10 36,10 38,10 40,10 -7/), осна I. 18) для ( L —0,035 160 1 80 1 1S5 | 1 105 1
170 1 90 | 200 । ! 120
175 200 205 210 220 240 245 . 95 100 105 ПО 120 120 125 205 230 240 250 260 280 290 125 130 140 150 160
2
-0,145
170 3
250 ! | 130 300 180
—0,05 щенные эб работ. 283 140 335 190 4
295 ' ! 150 | 345 | 200 2 !О6
365 ) 160 ) 355 1 210 пластинками из твердых сплав ки чугуна и стачи : Морзе
зз-
1 . Z J
0032 0033 0035 2378 0044 0046 0047 0051 0052 0053 0054 0055 2392 2396 15 16 18 20 22 24 25 28 30 32 34 35 36 38 14,79 15,79 17,79 19,755 21,755 23.755 21,755 27,755 29,755 31,71 33,71 34,71 35,71 37,71 ИЛ 15,4 17,4 19,1 20,9 22,9 23,9 26,9 28,9 30,8 32,8 33,8 34,8 36,8 15,07 16,07 18,08 20.085 22.085 24,085 25,085 28,085 30,085 32,10 34,10 35,10 36,10 38,10 -0,035 189 185 190 218 * 1 85 90 . 95 100 205 215 220 240 НО 120 125 130 2
-0,015 3
222 105 1 258 ( 140
228 j 1 но : 1 269 , | 150
262 | [ 120 302 160
-0,05 268 125 312 170 4
•272 130 322 180
Зенкеры и зенковки
305
Продолжение табл 2Ь
и Исполнительные размеры Размеры зенкеров, мм
к _ -о ?итг Зенкера № 1 ЛЬ 2 s КОрО(КИХ длинных Конус Морзе
*8 та >=( 3 ► < ж 5 Наибольший диаметр Dt мм о
Обозначен ров 2320 и Номиналы метр D, м пуски /Ц, под развер-тыва ние черновое под протягивание под отверстие Д4 Отклонен! L 1 L 1
2398 2400 40 42 39.71 41.71 38.8 40,7 10,10 42,10 ‘282 140 332 190
2102 2406 43 48 44,71 47.71 43,7 46.7 45.1 48,1 -0,05 292 1 so ; : 312 , 200 4
2408 50 49,71 48,7 30,1 305 160 i 335 । 210
Общие обозначения зенкеров При D — 32 мм, № 1 (или 2320-0027 и 2323 0027), рорежущейстали Р18 — Зенкер 32 О = 25 мм № 1 длиной 228 мм типа сплава В К8 — Зенкер 28 № 7 X 228 — 1- меры обо длиной — Л« 1 X 33 5 I с пласт -13К8 ГОСТ 3 н 285 — I - и и 3231 а ч е мм, т -Р!8 кам — 71. ния зенкеров: и п а I и з 6 ы с т -— ГОСТ 12480 — 71*-, и из твердого
27. Зенкеры насадные
<J 7 30 <31 30
а — цельные по ГОСТ 12489 — 71* из быст- б — оснащенные пластинками из твердых рорежущей стали Р18 и Р8 сплавов ВК6, ВК8 по ГОСТ 3231—71 для
обработки стали и Т5К10, 3 15Кб—для обработки чугуна
Обозначение зенкеров 2320 *‘ ! Номинальный D, мм I допуски Alt А3 41 ! . _ Исполнительные размеры зенкеров Размеры з'нкеров, мм
Эскиз а Эскиз б №> 1 | № 2 Отклонение, мм Эскиз а Эскиз б
Наибольший диаметр D, мм L а L d
под развер-т ынание черновое под протягивание под отверстие /4
2079 2081 2082 2С83 2081 2085 2086 2087 2088 2048 2050 2051 2052 2053 2054 2055 2056 2057 45 48 50 55 60 65 70 75 89 41,71 47.71 49,71 54,65 59,65 64,65 69,55 74.65 79,65 43.7 46,7 48,7 53,6 58,6 63,6 68,6 73.5 78,5 45,1 48,1 50,1 55,12 60.12 65,12 70,12 75,12 80,12 -0,05 38 19 50 19
42 22 55 22
-0,06
48 27 60 27
52 | 22 65 32
** Общее обозначение зенкеров. Примеры обозначения зенкера О — 45 мм, № 1, типа 11, 2320-2079 из быстрорежущей стали Р18; Зенкер 45 № / —11 —Р18 ГОСТ 12489 — 7 /*; спластинками из твердогосплава В КЗ: 2320-0048. Зенкер 45 № 2 — II—BK8 ГОСТ 3231—71. Отверстия диаметром более 60 мм взамен протягивания целесообразно растачивать на высоких режимах резания (алмазное растачивание)
306
Режущие инструменты
28. Зенковки цилиндрические со сменной направляющей и коническим хвостовиком
^уКонус Морзе Цапфа направляющая ГОСТ 15601-70
- S-n \ чз 1 /Конус Морзе
5/ А3
1 L L & ia- К8
1 ' /
a — по ГОСТ 15599—70* * из быстрорежу- б —по ГОСТ 15600—70*, оснащенные nj щен стали Р18 стинками из твердого сплава В Кб и В
Обозначение зенковок 2350 Размеры зенковки, мм Конус Морзе Размеры направляющей цапфы МН5510—-64, мм
Эскиз а Эскиз б Z)*! L 1 d Диаметр Длина
0102 0103 0104 0107 ОНО 0113 0115 0117 0118 0119 0120 0121 0123 — 12 14 15 18 20 24 26 28 30 32 34 36 40 125 30 4 1 9,5; 6,3 6,5 9,0 9,0; 11,0 9; 11; 13,0 11; 13 13 34
0151 0154 0156 0158 0160 0162 0163 0164 0165 0166 0168 140 35 6 2 42
45
160 40 10 3 52
180 17 55
220 4 22 58
250 22; 26 60
Общее обозначение зенковок. Примеры обозначения зенковок: D — 17 мм, Р18 — Зенковка 2350-0107—Р18\ D — 3Q мм, d — 10 мм, ВК8 — Зенковка 2350-0163 —ВК8.
*2 Диаметры зенковок и цапф приняты для обработки места под головки винтов стандартных крепежных отверстий.
307
Зенкеры и зенковки
29. Зенковки цилиндрические насадные*1
Цапфа направляющая ГОСТ 15601-70
1 ip L -
Ч V-L——1) у t - Т--
J
L 1 L
а — из быстрорежущей стали Р18 по б — оснащенные пластинками из твердого
ГОСТ 15599—70 сплава ВК8 по ГОСТ 15600—70 **
Обозначение зенковок размеры зенковки, мм Размеры направляющей 2350** цапфы по ГОСТ 15Ь01—70**
Эскиз а Эскиз б О *? L Диаметр *г Длина
0201 0251 34
22
0202 0252 36
40 —
0204 0251 40 22; 46 J00
0205 6255 42 16
26 .
0206 0256 45 120
0207 0257 48
0209 0259 52 50
32 125
0210 0260 55
22
0211 0261 60
по ГОСТ
15602 — 70.
Примеры быстрорежущей стал
_ _____ _______ .... из твердого сплава ВК8 — Зенковка 2350-0254 —&К8.
*8 Диаметры зенковок и цапф приняты для обработки места под головки винтов и болтов стандартных крепежных отверстий.
Оправки принимать
*8 Общее обозначение зенковок.
D «= 40 мм: с пластинками
обозначения зенковок и Р18 — Зенковка 2350-0204—Р18\
308
Режущие инструменты
30. Зенковки-подрезки обратные *1
а — из быстрорежущей стали Р18 и Р9 по б — оснашенные пластинками из твердых МН 727—60 сплавов ВК6 и ВК8 (для обработки чу-
гуна) и Т5К10 и Г15К6 (для обработки стали) по МН 729—60
Обо tn анон не зенковки-подрезки 2350 -1-2 Размеры, мм
Эскиз а Эе к и з 6 /) / । d
2 01 2(03 2'Л ' 2305 2-06 2('(7 2Ы 3 2U-9 1 2(40 2011 2(42 2013 26 И 2015 ♦* Зенковки, ливов, бобышек i на обработку чу *2 Общее об< подрезки £ Зенковка-под резк< ВК8 — Зенковка 2( 41 2(42 2043 2014 *204 5 2( 46 2(47 2048 2049 2050 2051 2052 2()53 2054 2055 -подрезки предназ з корпусных детал гуна и стали сред ^значение зенковор > = 40 мм, d — 16 2 2350-2G06 — Р18‘, -подрезка 2350-204* 25 24 10 12 10 12 16 20 25 32 40 50 верхностей, при-керов рассчитана зенковки-стали Р18 — ого сплава
32 28
40 32
50 35
63 40
8') 45
100 начепы для обраб ях. Форма заточки ней твердости. с. Примеры с мм: из быст с пластинк 5 —ВК8, 55 отки торцовых по поставляемых зен > б о зпаче и и я рореж.ущей ой из тверд
309
Развертки
РАЗВЕРТКИ
31. Развертки машинные с коническим хвостовиком
а) из быстрорежущей стали Р18 и Р9К5 для обработки сквозных отверстий по ГОСТ 1672—716) оснащенные пластинками из твердого сплава (марку см. табл. 18) по ГОСТ 11175—71
Конус Морзе
L
Обозначение разверток 2360 *1 цельных из быстрорежущей стали Размеры, мм 2 Конус Морзе
<р« 15° ф —5° с торцевыми зубьями по МН 50—64 О L 1
0189 0104 0251 10 140 16 6
0107 0191 0252 11
0111 0193 0253 12 150 1
0119 0195 0255 14 160 18
0123 0196 0256 15
0127 0197 0257 16 170
0373 0199 (.239 18 180 8 2
0379 0378 0261 20 190 20
0385 0381 0261 22 200
0388 0387 0265 24 210
0391 0390 (<266 25 220 22
0650 0399 0269 28 3
0653 0652 0270 30 240 25 10
0656 0655 0271 32
о б
а
*•* Общее обозначение разверток. Пр
з в е р т к и D — 20 мм для отверстия А с режущей стали Р18 — Развертка 20 А X 15°
ИННОЙ б ы ст • с то р-
О 3 н у г л___ т
__________________ ____ . . ГОСТ 1672 — 7-выми зубьями — Развертка 20 А — 2363-0261 --Р18; тип II с ми________________- -
чения маш о м (р = 15а: п з ’--- р/8;
________________________________________ ____ _ _ _ пластин-из твердого сплава Т15К6 по ГОСТ 11175—71 — Развертка
Р Р ц
20~А~Х 15* II 'Т~151&—~гЬСТ —11175 — 7/<
а о о а
и м е р ы
310
Режущие инструменты
32. Развертки машинные насадные
1—цельные из быстрорежущей стали Р9, Р18, Р9К5: а) для сквозных отверстий по ГОСТ 1672 — 71; б) для обработки глухих отверстий
II — оснащенные пластинками из твердых сплавов (марку см.в табл 18) по ГОСТ 11175 — 71
Обозначение разверток 2363 *1 из быоро-режущей стали D Размеры, мм 2
ДЛЯ сквозных отверстий ДЛЯ глухих отверстий Быстрорежущая сталь С пластинками из твердых сплавов Быстрорежущая сталь
0201 0205 0207 0209 0211 0213 0215 0235 0217 0219 0221 0225 0237 0229 0231 *1 Обц 0281 0283 0284 0285 0286 0287 0288 0298 0289 0290 0291 6293 0299 0295 0296 \ее обозначе 25 28 30 32 34 35 36 37 38 40 42 45 47 48 0 ние разверт 32 40 22 13 8 10
34 45 26 16 12 а д н ы х
38 50 59 меры об 28 19
42 ок. При: 30 о з н а ч е 22 ним нас
разверток О — 30 мм для отверстия А3 с углом <р = 15°: из быстрорежущей стали Р18 — Развертка 30As X /5° — ГОСТ 1672—71—Р18 или 2363-0207 А3Р18; сторцовыми зубьями — Развертка 2363-0284—Р18; с п л а -стин ками из твердого сплава ВК8 типа III — Развертка ЗОА3 X 15* III 8К8—Г0СТ 11175—71.
311
Развертки
83. Развертки конические из стали 9ХС (допускается сталь Р9 или Р18)
, 1р , , 1
к-. L J 1 J орзе
Г л'4
Обозначение разверток 2372 *х Для конуса Морзе Размеры, мм Конус Морзе хвостовика
D 1 1 ^0 d
а) под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182—7 0132 0 9,045 95 61 48 6,2 0133 1 12,063 100 67 5 0 8 0134 2 17,780 125 80 61 И 0135 3 23,825 150 97 76 16 0136 4 31,267 180 120 9! 20 0137 5 41/399 230 150 124 29 0138 6 63,348 310 205 172 35 б) под укороченный конус Морзе по ГОСТ 11181—71 0а 7,067 55 24 13 4,9 la 10.694 60 28 15 6,2 1в 12.065 70 34 20 8 2а 15,733 85 42 25 10 « 2в 17,780 100 52 34 11 За 21,793 ПО 60 42 14,5 Зв 23,825 128 70 52 16 ч в 31,267 135 75 53 20 5в 44,399 170 90 65 29 в) с коническим хвостовиком под конус Морзе по ГОСТ 10079—71 0131 0 9,015 140 64 48 0132 1 12,665 145 67 50 6133 2 17,780 175 80 61 0134 3 23,825 215 97 76 — 0135 4 31,267 240 120 91 0136 5 44,399 295 150 124 0137 6 63,348 385 205 172 *х Общее обозначение разверток. Примеры обозначения р х: под конус Морзе 3 — Развертка Морзе 3 ГОСТ 11182 — 71 j / 1
2
3
4 5 1
2
3
4 5 а з в е р ->372-0135;
под укороченный к онусМорзе За — Развертка Морзе За ГОСТ 11181—71; с коническим хвостовиком — Развертка Морзе 3 ГОСТ 10079—71 2373-0134.
312
Режущие инструменты
34. Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
Обоз па- Размеры, мм Обозна- Размеры, мм
чение раз- чение раз-
верток 2372 *х D L 1 1о а верток 2372 D L 1 Io а
а) под конические штифты, б) для ибрабопи отверстий ; насадных
конусность 1 : ВО по ГОСТ 11177 —71 зенкеров и оазверток, коноспост
3,0 70 45 3,4 1 : 30 по ГОСТ 11184- —71
4,0 80 55 0101 0102 13 120 80 62 9
5.0 90 65 4,3 16 130 90 72 11
6.0 105 80 5 5 6103 19 150 102 84 12
8,0 135 100 7,0 0104 22 170 117 93 16
10,0 160 125 9,0 0105 27 190 129 105 18
— 12.0 200 160 11,0 0106 32 200 138 114 20
16.0 235 195 1 1,5 0107 40 225 156 126 24
20 ft 270 225 J .8,0 0108 50 250 168 138 29
25,0 2*3 230 22,0 0109 60 270 ' 184 154 32
30,0 295 235 24,0
*1 Общее обозначение разверток. Примеры о D _ 10 мм, L = 160 мм с конусностью I : 50 ГОСТ 11177—71; D = 16 мм, с конусностью ГОСТ 11184 — 71 2372-0102.
бозначс ния разверток: — Развертка 1 : ВО —10 X 160 1 : 30 — Развертка 1 : 30 — 16
35. Развертки конические с коническим хвостовиком под штифты
а) с конусностью 1 $ 50 по ГОСТ 10081—71
б) с конусностью I ! 30 по ГОСТ 10082—71
в) винтовые машинные из быстрорежущей стали Р9 под штифты с конусностью 1 1 50
Обозначение разверток 2373 "1 D L / с Конус Морзе
прямозубых 1 1 винтовых
— 6001 0003 0005 0021 0007 0009 0(41 0013 0015 0017 8 10 12 13 16 20 25 30 40 160 180 205 83 100 125 5 1
260 160 2
295 345 350 38'3 410 195 225 230 235 265
3
10
4
** Общее обозначение разверток. Примеры обозначения разверток: конической D = 8 мм, Z 100 с конусностью 1: 50 — Развертка 1 : 50 — 8 X 100 ГОС! 10081— 71; винтовой машинной из быстроре-
жу щей стали Р9 — Развертка 2373-0003—Р9; конической Ь ~ 16 мм с конусностью 1:30 — Развертка 1 : 30 — 16 ГОСТ 10082 — 71.
313
Резьбонарезной инструмент
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
36. Метчики машинно-ручные из стали Р18
Обозначение метчиков 2620 по исполнен и ям Номинальный диаметр резьбы Размеры, мм
1 ручных 2 машинных Шаг резьбы S L*1 Z*’ di а
чернового чистового : для глухих отверстий
1050 а) 2620*2 по ГОСТ 1,6 3266 — 7 0,35 для 40 нареза 8 '.пая мег. 2,1 при ческе 0,7 )й резьбы 1,0 2,24 1,8
1011 2.0 0,4 40 8 2,4 0,8 1,2 2.5 2,0
1043 2.5 0,45 45 10 2.8 0,9 1,4 2,8 2,24
1059 3 0,5 48 12 3.0 1,0 1,5 3,15 2,5
1089 4 0.7 52 14 4,2 1,4 2.1 4,0 3,15
1121 1122 5 0,8 55 16 4,8 1,6 2.4 5,0 4,0
1153 1154 6 1,0 65 18 6,0 2,0 3.0 6,3 5,0
1175 1211 1176 1212 8 1,25 1,00 70 20 7,5 2,5 3.8 8,0 6,3
1433 1419 1434 1420 10 1,5 1,0 83 75 25 20 9,0 3,0 4,5 10.0 8,0
1513 1595 1514 1506 12 1,75 1,5 90 28 10,5 3.6 5,2 9,0 7,1
1489 1490 1,0 80 [ 25
1617 1609 1618 1610 16 2.0 1,5 100 30 12 4,0 6,0 12,5 . 10,0
1601 1602 1,0 90 1 28
1681 1673 1682 1674 18 2,5 2.0 ПО 36 15 5,0 7,5 14,0 11,2
*1 Размеры L; 1 a О I- Й \ и Zt соответствуют метчикам с крупным шагом (основной крепежной
*2 Общее обозначение метч для резьбы 4^—12 мм, иков. степе При • и и мер т О Ч 1 обоз 1 0 с т и н я ч е н и я метчиков Д: Метчики М12 Д ГОСТ
3266 — 71 2620'1513 исп, I; с мелкими шагами — Метчики М12 X 1 >0 Д ГОСТ 3266—71 2620-1490 исп. //.
314
Режущие инструменты
Продолжение табл. 36
Обозначение метчи-ков 2620 по исполнениям Номи- Размеры, мм
нальиый диаметр Шаг резьбы
1 ручмых 2 машинных резьбы L*1 Z*1 чернового чистового для глухих отверстий а
1665 1729 1666 1739 20 1,5 2,5 103 НО 30 36 14,0 11,2
1721 1722 2.0 115 30
1713 1714 1,3 15 5,0 7,5 16,0 12,5
1777 1769 1778 1770 22 2.5 2.0 120 40
1761 17С2 1,5 115 36
1817 1818 3,0
1809 1810 24 3.0; 2.0; 1,5 139 45 18 6 18,0 14,0
1801 1S02 1.5 120 36
1887 1888 27 2,0 135 45
1879 1880
1871 1939 1872 196'0 30 1,5 3.5; 2 125 140 40 50 20,5 16,0
1933 1934 1,3 125 40 21 7 —
2015 2001 2016 2002 33 2.0 139 50 22,4 18,0
1993 1994 1.5 1 14о , i 40
2059 2053 2060 2!’54 36 4; 3 160 24 8 25,0 20,0
42 3.0 18о 60 28 9 32 24
45 36 29
43 - j 200 30 1 10
0121 б) 2624 1 0122 3 (по ГОС! */4 ” 3266-6.350 7 Г) д 20 ля нарезанич 65 18 дюпл'овб 7,1 ill рез 2.5 ъбы 3.6 6,3 5,0
0129 0139 7io 7.938 18 7и 20 8 2,8 4,0 8 6.3
0139 0145 014) 0143 3/8 (7,16) 9,523 11,112 16 14 80 85 25 9 11,2 3.2 3.6 4,5 5,6 Ю,о 8,0 8,0 6.3
0153 0161 0151 0161 */а (71в) 12.700 14,288 12 90 95 28 30 12,5 4,0 6,3 9.0 11,2 7,1 9,0
*3 Общее обозначение мстч для резьбы d ™ 3/8" стс 2624-0138 иск. / ЯКОВ. пени П р и т п ч мер НОС обозначения м е т ч и т и Д- Мгтзшки ГОСТ 3266 к а, — 71
Резьбонарезной инструмент
315
Продолжение табл 36
Обозначение метчиков 2620 по исполнениям Номи- Размеры, мм
нальный диаметр резьбы С
1 ручных 2 машинных Шаг резьбы S Л*1 /♦’ чернового чистового для глухих отверстий 4, а
0169 0170 7« 15.875 11 100 32 14 4,5 7,1 12.5 10,0
0177 0178 ’/. 19.05 10 НО 36 16 5,0 14,0 11,2
0185 0186 78 22,225 9 120 40 5,6 8 16,0 12,5
0193 0194 1 25,1 8 130 45 18 6,3 18,0 14,0
0199 0205 0200 0206 '•/. 1’А 28,573 31,75 7 140 150 50 20 7,1 20.0 22,4 16,0 18,0
0211 0212 (17а) 34,925 6 160 25 8 25,0 20.0
0217 0218 11/з 38,100 170 28 22,4
0223 0224 (!“/.) 41,275 5 60 31,5 Ю
0229 0330 13/4 44,45 185 31,5 25,0
0235 0236 <!’/.) 47,625 4,5 11,2
0241 0242 2 50,8 200 70 35,5 35,5 28,0
в) 2624л4 д.1я нарезания г прубной резьбы по ГОСТ 6357 — 73
0001 0002 (7«) 9,729 28 80 18 5,6 ) ! , 2.8 8,0 6,3
0009 0017 0010 0018 ’Л V8 13.158 16,603 19 90 100 25 4 8 2.5 10,0 14,0 8,0 11,2
0025 0033 0026 0034 7Й 6Л 20,956 22,912 14 125 32 10 3,6 5,6 16,0 18,0 12,5 14,0
0041 0049 0042 0050 74 (’/•) 26,442 30,202 135 22,4 25,0 18,0 20,0
0057 0665 0058 0066 1 и/8 33,259 37,89 140 28 22,4
0073 0081 0074 0082 11/4 d3/8) 41,912 44,325 11 160 40 14 4,3 7,1 31,5 25,0
0089 0090 и/2 47,805 36,5 28,0
0097 0098 13Л 53.748 195
0105 0106 2 59,616 40,0 31,5
*4 Общее обозначение метчиков. Пример обозначения метчиков d = я/&" степени точности Д: Метчики труб 8/8" Д ГОСТ 3266 — 71 2624-0018 иск. 11. Примечания: 1. Метчики гаечные с изогнутым хвостовиком, предназначенные для нарезания резьбы по ГОСТ 9150 — 59* принимать по ГОСТ 6951—71. 2. Размеры в скобках применять не рекомендуется.
316
Режущие инструменты
37. Метчики гаечные по ГОСТ 1604—И из стали Г18 и :9
Обозначение метчиков
Номинальный диаметр резьбы d Шаг резьбы S (число ниток на 1") Размеры, мм
1 L ^0 d,
а) для нарезания метрической резьбы *1 по 1 ГОСТ 9150 — 59*
3 05 90 120 10 2,2
4 0,7 100 160 14 3,0
0,8 по 180 16 35
6 1,0 120 200 20 4,5
8 1.25; 1 140 220 23 6
10 15: 1 160 250 30 8
12 1,75. 15: 1 189 280 36 9
16 2: 15: 1 200 320 40 12
18 14
20 2.5 2; 15 50 16
22 220 360 18
24 20
27 3. 2 15 23о 360 00 22
39 5; 2; 15 | 280 10 25
d =
I 2 мм.
о б о з н а
для резьбы
*» Пример
180 мм:
L =
Метчик I М/2 D X 180 ГОСТ 1604 — 71*.
б) Одл нарезания бюймоьой резьбы **
V?
*2 Пример пени точное
(20) 120 200 25 45
(И) НО 220 28 6.0
(16) 160 230 '32 7.0
(15 180 280 40 9,0
(И) (Ю) 200 320 43 50 12.0 1 1.0
(9) 220 360 55 18,0
(8) 250 60 30,0
метчика для резьб
_ _ _......... .___ „ - - -___ d -
т и Д. С = 180 мм: Метчик V«" X 180 ГОСТ 1804 — 71*.
обозначения
ы
с т е
Резьбонарезной инструмент
317
38. Л’ет«мки по ГОСТ 6227—71 из стали а 18 и Р9 для нарезания конической резьбы *! по ГОСТ 6211—69*
Обозначен ие Ном. н-нальный Ч исло р ^змеры, мм
мегчикон •2680*1 диаметр резьбы d н и то к н a 1" 1 1 1 С df, а
оон 0016 0018 0019 0020 0021 (022 0023 0024 41 Об р е з ь б ь 1fs' Ч Г' 7/' Чг” a/i" \" W' W2" r nu.ee обозначь j V4": Метчи 28 19 14 11 ние метчике к. труб к я 53 65 75 85 90 110 120 140 ►в. Прим >/г гост i 18 24 26 32 36 42 45 48 50 ер обоз 5227 — 7! 2С 12 16 18 22 24 28 30 32 31 качен и 180-0020 8 11,2 14,0 18,0 22.4 28 31,5 33,5 45,0 я м е т ч и 6,3 9,0 11,2 11,0 18,0 22 4 25,0 23,0, 35,5 к а для
39 Плашки круглые по ГОСТ 6228—71 из стали 9ХС (допускается сталь марок X и ХГ) для нарезания трубной конической резьбы*1 по ГОСТ 6211—69*
Основная плоскость
Обозначение Поминальный Число ниток Размеры, мм
г лашек 2684** диаметр резьбы на 1" D 1 II ' 1»
ООП V 8 ’ 28 30 12 0 4.2
0012 V Л 19 38 17 5,9
0013 '/» 45 18,0
00 И Чг" (4 22,0 8,0
0015 чг 35 24,0
0016 1" 65 28,0 10,2
0017 0018 IV/' IV2" 11 73 9а 30,0
0019 Т 105 34,0 11,4
н
метчиков. Пример обоз
а ч е н и я плашки для
Общее обозначение ......
резьбы к 3/4": Плашка круглая труб к 8//' ГОСТ 6228 — 71—2684-0015.
318 Режущие инструменты
40. Плашки круглые*1 (по ГОСТ 9740—71) из стали 9ХС, ХГСВ, ХГСФ, Р9 и Р18
Тип А Тип б Тип В
а) для нарезания метрической резьбы по ГОСТ 9750 — 72
Обозначение п ташки 2650 Номинальный диаметр резьбы, мм Размеры, мм Обозначение плашки 2650 *’ Номинальный диаметр резьбы, мм Размеры, мм
Шаг резьбы S О /7*2 Шаг резьбы S D Н *2
0025 0033 0241 0041 0045 0048 0054 0055 00G2 0064 0071 0072 С074 0085 0086 0087 (092 0093 0091 0098 1,6 2,0 2.5 3.0 4,0 5,0 6,0 0.35 0.4 0/15 0,5 0.7 0.8 1.0 1.25 1.0 1.5 1.0 1,75 1,5 1.0 2; 1.5; 1 1,5 1,0 2.5 2,0 1.5 2,5 12 3 0099 0100 0104 0105 01 «6 оно 0111 0112 0119 0120 0121 М27 0129 0130 0135 0137 0138 0142 (443 0144 20 2.0 1,5 2,5 2.0 1,5 3.0 2,0 1.5 3; 2; 1,5 2 1,5 3,5 2 1,5 3,5 2.0 1.5 45 18
16 22
20 5 24 55 22
7 27
8,0 25 9
10 30 11 30
65 25
12
33'
16 38 14
36
18 45 18
4: 3; 2
42
4,5; 3; 2 75 30
20 - 45 48
5; 3; 2 40 36
Общее обозначение плашек Пример обозначения плашки’ для резьбы d — 20 мм с крупным шагом 2,5 мм: Плашка круглая М20 ГОСТ 9740-71—2650-0098 На эскизе: Тип А — дчя резьб от 1 до 2,5 мм вкл.; Тип Б — для резьб от 2,5 до 5 мм вкл.; Тип 3 — для резьб свыше 5 мм
Размеры Н все соответствуют плашкам с крупным шагом (основной крепежной резьбы]
Резьбонарезной инструмент
319
Продолжение табл. 40
б) для нарезания дюймовой резьбы *3
Обозначение плашек Номинальный диаметр резьбы </0 Ч пело ниток на Г Размеры, мм Обозначение плашек Номинальный диаметр резьбы do Число ниток на 1" Размеры, мм
D Н О Н
— чг Чп 3/8" ГЛ Л Чъ" <7u") 6Л" »/Г 7в" — 20 25 1 9 — 1” <Р/Л Р/Г (Р/8") (Р/Л (Р/Л Р/Г (Р/Л 2" — 55 22
30 И 65 25
39 14 75 30
45 18 - 90 36
*3 Пример о резьбы 1/2": бозначения плашки круглой для нарезания Плашка круглая 1/8" ГОСТ 9740 — 71—2654-0104.
0101 0102 0103 0104 0105 0106 (Vs") чг */г 7а" (в/л ч<г в) 28 для на, 30 38 резания 8 10 трубной р 0107 0108 0109 ОНО 6111 0112 вЗъбы (7Л Г (Р/Л (р/Г) d3/8") (р/Г) 14 65 18
19
45 14 75 20
14
55 16 90 22
320 Режущие инструменты
ФРЕЗЫ
41. Формы заточки режущей части фрез из быстрорежущей стали (рекомендуемые)
Трехзубые Четырехзубые Пягпизубые Шестизубые
б)
Обозначение углов и размеров: а — главный задний угол; oti — задний угол торцовый; у — передний угол; ф — главный угол в плане; ф0— угол в плане переходного лезвия; cpt — вспомогательный угол в плане; f — круглошлифованная ленточка шириной не более 0,1 мм, оставляется на задней грани при заточке фрез всех типов, кроме прорезных (шлицевых) и отрезных, зуб которых затачивается без ленточки; f0 —длина передней кромки, мм.
А. Передние углы
Обрабатывае.мый материал Передний угол по типам фрез
Торцовые цилиндрические, дисковые Дисковые пазовые Фасонные и угловые
В 3 В > 3 для черновой обработки для чистовой обрабодкм
Сталь углеродистая и легированная: НВ <60 НВ 60—100 НВ > 100 20 15 10 5 10 15 10
5
10
Фрезы 321
Продолжение табл. 41
Передний угол у° по типам фрез
Обрабатываемый материал Торцовые цилиндрические, дисковые Дисковые пазовые ч Фасонные и угловые
В < 3 В> 3 для черновой обработки для чистовой обработки
Сталь жаропрочная 12-20 —. — б - i
Чугун: /7В<150 15 15
НВ > 150 Медные сплавы 10 5 10 10 5
Б. Задние углы
Тип фрезы Главный задний угол а° Задний угол торцовый а®
Цилиндрические и торцовые: с мелкими зубьями .... со вставными ножами Дисковые трехсторонние: цельные со вставными ножами . Дисковые пазовые Фасонные и угловые: незатылованные . с затылованным зубом 16 12 20 16 20 16 12 | 00 | СГ. 90
В Угол в плане и угол переходной кромки
Тип фрезы Углы в плане, градусы Длина переходной кромки (или радиуса) fo, мм
главный Ф вспомогательный Ф1 переходного лезвия Фо
Торцовые: для стали, со вставными ножами для медных сплавов цельные . . . , 45-60 90 1-2 45 1,0—2.0
для жаропрочной стали ...... Дисковые трехсторонние пазовые . . . 30-60 10 1-2 — 2-1,0
Примечания: 1. У цилиндрических фрез с углом наклона зубьев свыше 30° передний угол при обработке стали <?в < 60 кге/мм2 следует принимать у — 15°.
2. У фасонных фрез с передним углом у > 0° необходима коррекция контура при обработке точных профилей.
3. При обработке жаропрочной стали торцовыми фрезами следует принимать верхние значения передних углов, а при обработке конусными цилиндрическими фрезами — нижние и средние значения,
4. На задней грагги фрез при заточке оставлять круглошлифованную ленточку шириной не более 0,1 мм. Зубья у круглых пил затачивать без оставления ленточки.
11 п/р. Монахова
322
Режущие инструменты
42. Фрезы торцовые насадные*» из стали Р18
Z
а — крепление на торцовой шпонке; б — кропление на продольной шпонке;
D^40 50 мм D — 63 100 мм
Обозначение фрез 2210*2 D d L 1 Ч исло зубьев
право-ре ж у щ их леворежущих
0061 0062 типа / 40 мелким зу 16 'бом (ГОСТ 25 9304 — 69) 32 18 10
0063 0064 50 22 32 36 20 12
0071 0072 63 27 36 40 22 14
0073 0074 80 45 45 25 16
0075 0076 100 32 56 50 28 18
GG8I 0082 типа 11 с 63 ; крупным : 27 зубом (ГОС 36 Г 9304 — 69) 40 22 8
0083 0084 80 45 45 25 10
— — 100 32 56 50 28 12
41 Фрезы применяют па мелких и средних моделях фрезерных станков в единичном и мелкосерийном производствах. Они предназначены для черновой (тип II) и чистовой (тип I) обработки уступов и пазов в стальных или чугунных деталях, а также для обработки специальных труднообрабатываемых металлов.
*2 Обшее обозначение фрез. Пример обозначения фрезы типа I D ~ 50 мм: Фреза тип 1 — 50 ГОСТ 9304—Ь9, 2210-0063.
Фрезы
323
43. Фрезы торцовые насадные*1 (по ГОСТ 1092—69) со вставными ножами *г
Обозначение фрез 2214 *« Размеры, мм Ч исло ножей
праворежущих леворежущих D В d
a) с ножами из быстрорежущей стали по ГОСТ 1092—69 (эскиз а)
0131 0132 80 36 27
0133 0134 100 40 32 10
013а 0136 125 40 14
0137 0138 160 16
0139 0140 200 45 50 20
0141 0142 250 26
б) с пластинками из твердого сплава (мелкозубые) по ГОСТ 9473—71* (эскизы а и б)
0151 0152 80 34 27
0153 6154 100 38 32 10
0155 0156 125 40 12
0157 0158 160 16
0159 0160 200 42 50 20
0161 0162 250 21
в) с пластинками из твердого сплава по ГОСТ 9473—71* (эскиз б)
0171 0172 31а 30
0173 0174 400 66 128,57 36
0175 0176 500 71 44
0177 0178 630 52
0179 0130 400 66 36
0131 0182 500 71 221,41 44
0183 0184 630 52
Фрезы предназначаются в основном для черновой и чистовой обработки чугуна, а также специальных (высоколегированных) сталей при снятии небольших припусков и обработке невысоких уступов.
*2 Марку твердого сплава см. в табл. 18,
Лз общее обозначение фрез. Примеры обозначения п р авореж у -щих фрез D 160 мм с о вставными нож ам и: из быстрорежущей стати Р18 — Фреза 2214-0137 —Р18 ГОСТ 1092 — 69; с п л а ст и н к а м и из твердого сплава Т15К6 — Фреза 22/4-0157 — Т15 Кб ГОС Г 9473-71*
324
Режущие инструменты
44. Фрезы концевые из стали Р18 с нормальным зубом **
41 Конус Морзе
^2 —j 1 ял -4— Е=Н юстовиком
а — с ци t L г Z говиком С . L
линдрическим хвосп б — с коническим xi
Обозначение фрез 2220 и 2223*2 Размеры, мм Число ; зубьев 2
Исполнение А Исполнение Б D L 1 d или конус Морзе
0001 0003 0005 0007 0010 0012 0014 0016 0018 0020 0022 0001 0003 0005 0007 0008 0010 0014 0019 0021 0025 *’ Фрезы ви ком D = 25 *2 Общее щ и х фрез с цилиндр Р18; с кони а) по ГОСТ / 003 Г 0033 0035 0037 0040 0042 0044 0046 0048 0050 0052 б) по ГОС1 0041 0043 0045 0047 0048 0050 0054 0059 0061 0065 .концевые обд ч- 80 мм рекоме обозначение ф! из б ы ст р ( > и ч е с к и и х : ч е с к и и х в < 7025 — 71* с 3 4 5 6 8 10 12 14 16 18 20 ’ 17026 — 71 14 16 18 20 22 25 32 40 45 50 .ирочные с я дуете я npi рез. При ) р е ж у щ : в о с т о в о с т о в и к цилиндрич 36 40 45 50 55 60 '70 80 еским хвосп 8 10 12 16 20 1 овиком 3 4 5 6 8 10 12 14 16 18 20 шком 2 4
25 32 32 40 43 ким xeoctnot 32 36 5
90 100 * с коничеа 115 120 6 4
145 150 180 190 195 затылован вменять по меры о ( ей стал и к о и ГС .о м ГОСТ 44 50 55 65 70 ним зубом ГОСТ 4675-5 о з н а ч е и PI8 D >СТ 17025 — 17026 — 7* - 3 4 и конически; -71*. ния прав = 16 мм, L -7* — Фреза 22 — Фреза 2223-0 5 6 м хвосто- о р е ж у-= 80 мм: ’20-00/8— 003 — Р18.
Фрезы
325
45, Фрезы концевые шпоночные (по ГОСТ 6396—68 ), оснащенные пластинками из твердого сплава (марку см. в табл. 18)
Обозначение фрез 2234 и 2235*1 Размеры, , мм Конус
праворежущих леворежущих D d L 1 6 Морзе
а) с цилиндрическим хвостовиком
0101 0102 8 45 17
0103 0104 10 50 12 20
0105 0106 12 60 16 25
0107 0108 14 65 20 29
0109 0010 16 70 32
1 5) с коническим хвостовиком
0101 0102 12 80 16
01Q5 0106 14 90 1
0109 ОНО 16 100 20 2
0113 0114 1S 105
ОШ 0113 20 1Ю
0121 0122 24 — 130 25 •— 3
0123 012G 28
0129 0130 32 140
0133 0134 36 160 32 4
0137 0138 40 170
*! Общее обозначение фрез. Примеры обозначения фрез с коническим хвостовиком/) — 20 мм, оснащенных пластинками из твердого сплава ВКб: праворежущей — Фреза 20—ВКБ —ГОСТ 6396—68* (2235-0117—ВКб); леворежущей — Фреза Л20—ВК6 ГОСТ 6393—66 (2235-0118 —ВК6).
Примечание. Фрезы шпоночные с цилиндрическим и коническим хвостовиками рекомендуется применять из быстрорежущей стали Р18 диаметром от 2 до 40 мм по ГОСТ 0140—68*.
326
Режущие инструменты
46. Фрезы дисковые трехсторонние с разнонаправленными зубьями (тип II с нормальным зубом) из стали Р18*1
В
5)
Обозначение фрез 2240*2 Размеры, мм Число зубьев
по ГОСТ 9474 — 73 (эскиз а) по ГОСТ 3755 — 69 (эскиз б) D В d по ГОСТ 9474-73 (эскиз а) по ГОСТ 3755 — 69 (эскиз 6)
0201 50 5
0202 16 14
0203 6
0204 8
0205 63 10 22 12 16
0206 12
0207 8
0208 10
0209 80 12 27 14 18
0210 14
0211 10
0212 100 12 32 16 20
0213 14
0214 16
** Допускается применение быстрорежущей стали других марок.
*2 Общее обозначение фрез.' Примеры обозначения фрез типа II D = 63 мм, В = 12 мм дл я паза по ОШ: Фреза И 63 X 12 IIШ ГОСТ 3755 — 69 — 2240-0206; фреза II 63 X 12ПШ ГОСТ 9474-73—2440-0206
327
Фрезы
47. Фрезы дисковые трехсторонние ♦*
б — с пластинками из твердого сплава (марку см. в табл. 18)
a — co вставными ножами из быстрорежущей стали Р18
Обо-значе-н ие фрез 224I*2 Размеры, мм Ч исло| ножей, по ГОСТ | 1669—69 Обозначение фрез 2241*2 Размеры, мм Ч исло ножей по 1 ОС Г 16OJ-69
D В d D В d
I ряд II ряд I ряд II ряд
(ГЪ П I?"? O/'fJ ClZ/Lf ЛОГ) 0180 0181 0182 0188 0189 019) 0191 0192 0195 6194 0193 Ы96 0197 200 25 32 40 13 22 28 36 45 20 25 32 40 50 60 50 20
0151 0)52 0153 0154 0155 0156 0157 0158 0159 0160 0161 0162 0163 0161 0165 0166 0167 0168 0169 0179 0171 0177 0178 0179 80 12 14 16 18 20 22 25 — 27 12 18 16 26
250
10 21
20
315 30
109 И 18 22 28 12 16 20 25 32 14 13 22 28 36 12 16 20 32 12 28
10 26 22
32
125 40 32 16 14 Фрезы дополнительного ряда
12 0172 0173 0174 0175 0176 0183 0184 0185 0186 0187 180 12 16 20 25 32 14 18 22 28 36 50 40 20
10 29 13
160 50 40
18
16 24
16 I 224 60 50
22
200 60 50 24
20 29 18
Фрезы с диаметрами d по I ряду относятся только к фрезам с ножами, оснащенными пластинками из твердого сплава, по ГОСТ 5348 — 69. Фрезы дополнительного ряда изготовляются только по требованию. Фрезы, оснащенные пластинками из твердого сплава, применять по ГОСТ 5348 — 69. Рисунок двук сторон ней фрезы.
*3 Пример обозначения дисковых трехсторонних фрез О = 100 мм, В = 45 мм, во вставными ножами из быстрорежущей стали Р18: Фреза 100 X 18 ГОСТ 1669 — 69, 2241-0159
32В
Режущие инструменты
48. Фрезы дисковые пазовые и пазовые затылованные из стали Р18
1 - - г
Обозначение фрез 2250 Размеры, мм Число зубьев фрез
незатылованных по ГОСТ 3964—69 затылован-ных по ГОСТ 8543—71 D В d незатылованных затылованных
0001 — 3
0002 0051 4
0003 0052 50 5 16 14 12
0004 0053 6
0005 0054 5
0006 0055 63 6 22 16
0007 0057 8 14
0008 0059
0009. 0060 80 10 27 18
0010 0061 12
ООН 0С62 10
0012 0068 12
0013 0064 100 14 32 20 16
0014 0065 16
Примеры
обозначения ф р е з 0) — 50 мм, Р18: Разовой с о т клопе-
*я Общее обозначение фрез. Г - ...
В = 5 мм из быстрорежущей стали _____ ________ „
ниями по ПШ — Фреза 2250-0003 ПШ — Р18 ГОСТ 3964 — 69; затылованной с отклонениями <4, — Фреза 2250 0052 a Pifi.
Фрезы 329
49. Фрезы прорезные (шлицевые) и стрезные* *1 по ГОСТ 2679—61 * из стали Р18
Обозначение фрез Размеры, vm Число зубьев при В, мм
D d 0,5 - 0,6 0,8 1.0 1,2 1,6 2,0 2,5 3,0 4,0 5,0
32 40 50 63 80 100 125 160 200 250 8 10 13 16 22 27 27 32 32 32 Тип . 71 80 90 100 Z с мелким 63 71 80 90 ПО 112 зубом *2 56 63 71 80 90 100 112 — — —
63 71 80 90 100 112 56 63
— 71 80 90
125 100 112 125 —
— 12! 5 14U 1UU 112
Тип
II — со средним (нормальным)
зубом
50 13 50 4 i5 4 ;0 31 52
63 16 56 50 45 40 С 16
80 22 56 50 41 4 Ю
100 27 63 56 50 4 !5
125 27 63 56 50
160 ' 32 — 71 63 56
2Ь0 32 7 1 63
250 32 — 80 71
•° Фрезы о мелким зубом по ГОСТ 2679—61* В = 0,2; 0,25; 0,32; 0,4 мм и фрезы с крупным зубом в таблицу не введены ввиду редкого применения.
*2 Пример обозначения фрезы типа I класса АА, D — 80 мм, В == 2 мм: Фреза I 80 X 2 АА ГОСТ 2679 — 61*.
330
Режущие инструменты
50. Перечень ГОСТов на фрезы
Наименование фрез ГОСТ
Для пазов, шпонок сегментных, Тип 1 Xпостовые, исполнение А, Б, В 6648 — 68 *
Для обработки станочных Т — образных пазов из стали Р—18 быстрорежущей 7063 — 72 "
С пластинками твердого сплава: Исполнение А с однонаправленными зубьями D-а— 12-:- 14 мм Исполнение Б с разнонаправленными зубьями D а = 18 54 мм -21,5-*-25,5 мм; = 32 -*- 93 мм; 10673—63
Торцовые со вставными ножами, оснащенными пластинками твердого сплава: 1. Диаметр 100 — 200 м» 2. Диаметр 250 — 630 мм 8529 — 69**
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
51. Перечень ГОСТов и нормалей на зуборезные инструменты
Наименование инструментов ГОСТ, мн
Долбяки зуборезные чистовые: Тип I — дисковые прямозубые классов точности АА, А и В Тип 1! — дисковые косозубые классов точности А и В Тип III — чашечные прямозубые: при поминальном d^ — 75, 100 и 125 мм классов точности А А, А и В при d — 50 мм классов тои"'3г.ти А и В Тип IV — хвостовые прямозубые класса точности В Тип V — хвостовые косозубые, класса точности В ГОСТ 9323 — 60 *
Резцы зубострогальные для конических колес с прямым зубом, нарезаемых методом обкатки: Тип I — длиной 40 мм, с двумя крепежными отверстиями Тип II — длиной 75 мм, с четырьмя крепежными отверстиями Тип III — длиной 100 мм, с пятью крепежными отверстиями Тип IV — длиной 125 мм, с четырьмя крепежными отверстиями ГОСТ 5392 — 64 *
Фрезы червячные чистовые для шлицевых валов с прямобоч-ныы профилем ГОСТ 8027 — 60*
Фрезы червячные чистовые однозаходные для цилиндрических зубчатых колес с эвольвентным профилем: Тип I — цельные прецизионные класса точности А А Тип II — цельные общего назначения классов точности А, В и С Тип 111 —сборные общего назначения классов точности А, В и С ГОСТ 9324 — 60*
Фрезы червячные цельные для нарезания зубьев звездочек к приводным роликовым и втулочным цепям: Исполнение I — профиль зуба без смещения центров дуг впадин Исполнение II — профиль зуба со смещением центров дуг впадин ГОСТ 15127 — 69
Зуборезный инструмент
331
Продолжение табл. 51
Наименование инструментов МН
Шеверы дисковые с модулем 0,3 —1,5 мм, номинальным делительным диаметром 85 мм и углом наклона винтовой линии 10° МН 1794 — 61
Шеверы дисковые с модулем 1,25—1,75 мм номинальным делительным диаметром 180 мм и углом наклона винтовой линии 5° МН 1795 — 61
Шеверы дисковые с модулем 1,25 — 1,75 мм, номинальным делительным диаметром 180 мм и углом наклона винтовой линии 15° МН 1796 — 61
Шеверы дисковые с модулем 2—6 мм, номинальным делительным диаметром 180 мм и углом наклона винтовой линии 5° МН 1797 — 61
Шеверы дисковые с модулем 2—6 мм, номинальным делительным диаметром 180 мм и углом наклона винтовой линии 15° МН 1798 — 61
Шеверы дисковые с модулем 2 — 8 мм, поминальным делительным диаметром 240 мм и углом наклона винтовой линии 5° МН 1799 — 61
Шеверы дисковые с модулем 2 — 8 мм, номинальным делительным диаметром 240 мм и углом наклона винтовой линии 15° МН 1800-61
Шеверы дисковые с модулем 3—12 мм, номинальным делительным диаметром 280 мм и углом наклона винтовой линии 5° МН 1801—61
Шеверы дисковые с модулем 3 —12 мм, номинальным делительным диаметром 280 мм и углом наклона винтовой линии 15° МН 1802-61
Глава 8
ВСПОМОГАТЕЛЬНЫЕ ИНСТРУМЕНТЫ
1. ИНСТРУМЕНТЫ К ТОКАРНО-РЕВОЛЬВЕРНЫМ АВТОМАТАМ
Размеры, мм
1) Упоры 60705:1 вращающиеся регулируемые (МН 1203—60)
Обозначение D L d
найм. । наиб.
0051 19,05 44 64 20
0052 25,40 55 92 25
а: 6070-0051,
о з [I а ч
п о
Р
е
ния
Общее обозначение упоров. Примероб..-. - . ...... . _ . . .. .
Предназначаются для точного ограничения подачи прутка. Упоры жесткие —см. стр 342.
2) Втулки переходные 6105** на конус Морзе (МН 1204 — 60)
Конус Морзе
Обозначение Конус Морзе D L
0001 ] 19,05 65
0002 25,4
0003 2 80
** Общее обозначение 6105-000/
втулок. Пример обозначения
3) Пдтроны 6155*1 качающиеся (а) для разверток (МН 1207—60) U6162*1 выдвижные (б) для метчиков (МН 1208—60)
а)
Обозначение О d 1
0031 *2 0001 *я 19,05 12 25 34 18 17
333
Инструменты к токарно-револьверным автоматам
Продолжение табл.
Обозначение D d 1 h
0032 *2 25,40 18 36 22
0002 ♦» 46
** Общее обозначение патронов. 6155-0031. Втулки — см. стр. 359 и
*2 Для разверток.
*3 Для метчиков.
Пример обозначения патрона; 360.
4) Патроны 6162*1 выдвижные для плашек (МН 1209—60)
ф
Втулка
** Общее обозначение патронов. П р 6162-005!. Втулки см. стр. 333.
Обо-значение D L 1 71 d
0051 19,05 70 39 27 М45 X 1,5
0052 25,4 85
0053 95 49 37 М60 X 1,5
«мер обо 3 Н 3 ч е п и я п а т р о н а:
б) Втулки 6140*1 к патронам для плашек (МН 1205—60)
Исполнение!
а) I
Обозначение
И.
d
Для
патронов 6162-0051 и 0052
0102 *2 0104 20 5
0105 6,5
0106 25
0107 8,5
0108 0109 30 7,5 10
ОНО 0111 38 9,5 13
М45Х 1,5
334
Вспомогательные инструменты
Продолжение табл. 1
h
Исполнение Д
/ 1 .1 1 Г \ /' 1 ' 1
N / f Р
*1 Общее обозначение втулок. П 0102.
*2 Для исполнения I, остальные
6)
Державки 6430*1 двухроликовые
*1 Общее обозначение державок. П
Обозначение di Л d
Для патронов 6162-0053
0112 30 10
0113 9,5
0114 38 13
0115 9,5
0116 45 13 М60 х Ь5
0117 17
0118 11
0119 55 15
0120 20
означен
и мс р об
ия втулки: 6140-
Р
для исполнения II. Патроны см. стр. 333.
регулируемые для накатки (МН 1210—60)
Обозначение dt обрабатываемой детали D d / Л Ролик DxB
найм. наиб.
0121 4 16 19,05 15 53 21 15 X 4
0122 8 25 25,40 25 79 32 20 х 6
ример
... . о б
6430-012!. Предназначаются для нанесения накатки на
ч
е н и
я дер
ж а
в к и: могут
о
. , .г, ____ _________ .... тонкие и длинные детали и
быть использованы при совмещении операции сверления. Втулки — см. стр. 360. Ролики накатные — см. МН 2027 — 61 ж МН 2029—61.
7) Державки 6504 *1 сменные: а — для прямого крепления резцов (ГОСТ 18071—72) и б — для тангенциальных резцов (ГОСТ 18072—72)
Общее обозначение державок. 6504-0151. Державки — см. стр. 335.
Обозначение 4 1 L Сечение резца (Н X В) по эскизам
Эскизы
а 1 б а | б а 1 б а i б а ; б
0151 0152 0153 0171 0172 0173 15 30 40 60 50 69 89 8X8
0154 0155 0156 0174 0175 0176 18 49 60 75 65 85 100 10 X 10
0157 0177 40 65 70 12 х 12
0158 0178 60 75 85 105
0159 0179 18 । 25 75 60 100 98 12X12J 16Х 16
0160 0161 0180 0181 25 60 100 90 125 96 136 128 163 16X16
П р
р о б о 3 н
и м е
н и
я державки:
Инструменты к токарно-револьверным автоматам
335
Продолжение табл. I
8) Державки 6556*1 для сменных резцовых державок и зажимных втулок (ГОСТ 18076—72)
Обозначение D d L М I А с державкой для резцов
прямого крепления тангенциальных
ООП 0012 19,05 20,00 15 15 67 27 21 17 14
0013 0014 25,00 25,40 25 18 90 40 32 22 18
0015 0016 31,75 32,00 30 22
0017 40,00 32 | 25 125 | 62 50 32 23
*1 Общее обозначение державок. Пример обозначения державки! 6556-00! 1, Втулки зажимные — см. стр. 359 и 360. Державки сменные — см. стр. 334.
9) Державки 6507*1 качающиеся, копирные применяющиеся при наличии держателей с направляющей (копирной) линейкой (см. стр. 341)
3
Втулка
а)
Обозначение D d 1 Сече-и ие резца
а — для наружного обтачивания тангенциальным резцом (МН* 1216—60) за буртиком с револьверной головки цилиндрических и конических поверхностей (втулки — см. стр. 339. МН 1190-60)
0001 0002 19,05 25,4 12 18 — 46 55 8 X 8
336
Вспомогательные инструменты
Продолжение табл. 1
Обозначение D d 1 Сечение резца
б — для растачивания цилиндрических и конических поверхностей (МП 1218— 60). Втулки —см. стр, 359 и 360.
0031 0032 19.05 25,4 15 18 21 32 44 54 —
*х Общее обозначение державок. Пример обозначения державки: 6507-0001.
10) Державки 6531 •* люнетные для обтачивания тонких и длинных деталей С целью получения точной? и чистой поверхности: а — с прямым креплением резца (МН 1220—60); б —для тангенциальных резцов (МН 1222—60)
Обозначение по эскизам D d 1 Сечейие резца
а б
0021 0041 19,05 12 43 8x8
0022 0042 25,4 13 62; 12 х 12
Общее обозначение державок. Пример обозначения державки: 6531-0021. Для легких работ применяются призматические люнеты (см. стр. 337). Люнеты роликовые — см. стр. 337. Втулки см. стр. 339.
Инструменты к токарно-револьверным автоматам
337
П родолжен ие табл I
11) Люнеты 6046 к державкам: а — призматические (МН 1201—60); б — роликовые (МН 1202—60)
tea
у
Обозначение d В 1 Применение к державкам
а) 0001 10 14 6531-0021
б) ООП 6531 -0021 6531-0041
а) 0002 12 18 6531-0022
б) 0012 6531-0022 6531-0042
Прим «ер обозначения
Общее обозначение люнетов.
6046-0001. Державки — см. стр. 336
12) Державки 6533 *' однорезцовые с направляющей втулкой (МН 1224—60)
*1 Общее обозначение державок. Приме 6533-0001. Втулки — см. стр. 339.
ОбР-знаяе-ние D d /г 1 Сечение резца
0001 19,05 12 10 40 8x3
0002 25.4 18 15 54 Юх 10
р обо з н а ч < гни я де 1 р ж а в к и*
13) Державки 6555 *’ для тангенциальных резцов и зажимных втулок (ГОСТ 18073—72)
Обозначен ие D d А L, 1 h Сечение резца (// X В'
0051 0052 0053 19,05 15 12 47 62 77 20 35 50 21 38 8 X 8
338 Вспомогательные инструменты
Продолжение табл. 1
Обозначение D d А Ц 1 Hi Сечение резца (Н X В)
0054 0055 0056 0057 0058 0059 0060 0061 0062 0063 0064 0065 0066 0067 0068 0069 0070 0071 0072 0073 0071 0075 Об 6555’0051. 20,00 15 12 47 62 77 60 75 90 60 75 90 70 85 100 70 85 100 95 135 95 135 20 35 50 30 45 60 30 45 60 30 45 60 30 45 60 50 90 50 90 21 38 8 X 8
25,00 25,40 18 16 22 52 12 X 12
25,00 25,40 25 20 32 56
31,75 32.00 25 70 16 X 16 ж а в к и:
40,00 1щее обозпа . Втулки — 32 .чение дер* см. стр 3; 112 152 р и м е 50 90 р обе 50 > з н а ч е и
35 :авок. П 59 и 360. 80 ия дер
14) Державки 6556 устанавливаемые для сверл и резцов (МН 1230 — 60)
Обозначение D d (г 1 /1 С Сечение резца
0021 0022 *’ Общее 6556’0021. Вг 19,05 25,4 ► обозначен гулки — см 15 25 ие державе стр. 359 1 12 22 -к. При м и 3G0. 47 65 ер обоз 14 18 । н а ч е и 21 32 ИЯ Д ) 8 X 8 10 X ю е р ж а в к и:
339
Инструменты к токарно револьверным автоматам
Продолжение табл
15) Втулки 60 Ю*1 направляющие для державок (МН 1190—60)
Г"
Обозначение D d L 1 Обозначение D d L 1
0101 0102 0103 0104 0105 0106 0107 0108 12 3 4 5 6 7 8 3 4 15 12 0109 ОНО 0111 0112 0113 0114 0115 18 5 6 7 8 9 10 12 17 14
18 17 14
втулок. Пример
335 и 337
*1 Общее обозначение 0101. Державки — см. стр.
обозначения втулки: 6010-
16) Державки 6630 *х для круглых резцов
\ Вставка
Обозначение d А h
а — на передний суппорт (МН 1233—60)
0001 *2 | 1 12 1 1 39 1 I 26
0003 *3 16 48 31
б — на задний суппорт (МН 1234—60)
ООП 12 39 31
0013 *3 16 48 41
17) Державки 6670 *х для сменных вставок
IJfc -А
( 1 I । Й 1 “ 1 1 _1_ ’
340
Вспомогательные инструменты
Продолжение табл. I
Обозначение а А Л
б — на задний суппорт (МН 1235—60)
0001
0002 *3
12
16
34
38
26
31
*’ Общее обозначение державок. Примеры
*’ Общее обозначение державок. Примеры об 6630-0001 и 6670-0021. Вставки — см. стр. 341 и 342.
о з и а ч е
н
и я
держа
в к и:
*2 К автоматам 1112 и 1118.
*3 К автоматам-1124, 1А124, 1Б124, 1А125, 1136,
1А136 и 1Б136.
18) Державки 6709 на передний суппорт для продольного обтачивания (МН 1240—60)
с|
АЗО0 Л _ А .
Обозначение А Ai L Наиб, длина обтачивания Сечение резца
0001 *2 30 65 135 42 ЮхЮ
0002 *3 36 81 170 70 12x12
о б о з н а
ч
е н
р ж
и я
д е
а
‘|tt Общее обозначение державок Пример
___________L__ __________ .... , ________________ _____ . _ г___в'К и: 6709 0001. Применяются совместно с державкой-толкателем (см. стр. 340) при обтачивании длинных цилиндрических или конических поверхностей, в особенности, если они расположены за буртиками или выступом.
** К автоматам 1112 и 1118.
*3 К автоматам 1124, 1А124, 1Б124, 1А125, 1136, 1А136 и 1Б136.
19) Державки-толкатели 6490 *1 для продольного обтачивания (МН 12! 1—60)
Поддерживающая
\ Ятулка
Обозначение D d L
0001*2 19,05 4—8 45
0002*3 25,4 5-14 78
я а ч е н и
д е р ж
я
а
Общее обозначение державок. Пример обоз
____________________________________________, . ______ ., . в к и: 6490-0001. Применяются для поддержки конца тонких ц длинных деталей. Втулку подбирать по МН 1211-60 Державки см. стр. 340.
*2 К автоматам 1112 и 1118.
К автоматам 1124, 1А124, 1Б124, 1А125, 1135, 1А136 и 1Б136.
Инструменты к токарно-револьверным автоматам 341
Продолжение табл. 1
20) Лержатели 6028 *1 направляющих линЯек к державкам на передний суппорт
а — для круглых резцов (МН 1191—60)
0001 50 1 Ю,5 ! 6630-0001
0002 1 34 | 62 1 Г2.5 1 6630-0003
б — для сменных вставок (МН 1193—60)
002! 1 36 1 50 { 12,5 1 6670-0021
0022 46 62 | 16.5 | 6670-0022
*1 Общее обозначение держателей . При мер обозначен и я д с р ж а -
теля: 6028-0001. Державки — см. стр 339. Применение — см, стр. 335 и 333.
21) Вставки 6043*1 для призматических ...резцов к державкам на задний (а) и передний (б) суппорты. (МН 1195—60)
Эскиз Обозначение а Р' Г Сечение резца Применение к державкам
а б 0001 0002 12 51 20 10 х ю 6670-0001 6670-0021
а б 0003 0004 16 1 57 | 25 12 х 12 6670-0002 6670-0022
Общее обозначение вставок. Пример обоз н.а чения вставки: 6043 0001 Державки — см стр 339 и 340.
342
Вспомогательные инструменты
Продолжение табл. 1
22) Вставки 6045 *г для
накатного ролика к державкам на задний суппорт (МН //99—60)
Ролик накатной.
I Дгржайка
Обозначение d L 1 Ролик Применение к державкам
0001 12 54 18 G X ‘20 6670-0001
0002 16 70 20 6670-0002
вставок. Пример обозна-
Общее обозначение ____ _________ _ ______
чения вставки: 6045-0001. Державки см. стр. 339 и 340. Ролики накатные — см. МН 2027—61 МН
2029—61.
23) Вставки 6043*1 для отрезных (МН
резцов к державкам на задний суппорт //97—60)
Обозначение d А Сечение резца Применение к державкам
002! 0024 *1 Об мер < 6043 002/ 12 16 щее о J б 0 3 Дер; 51 58 бозна н а ч жавк!г 3 х 12 4 х 18 чение вста с н и я 1 см, стр. 3 6670-0001 667J-0002 вок. П ри-вс т а в к и: 40.
2. ИНСТРУМЕНТЫ К ТОКАРНО-РЕВОЛЬВЕРНЫМ СТАНКАМ
Pciзмеры, мм
1) Упоры 6070 * Я 1 жесткие (У L 1/7 /002—60)
Обо nfi-чснис I) L 1 Обозначение D L 1
0001 0002 (003 6001 0003 Обн 6070-000/. В 18 20 30 ice сбознг Упоры per 120 125 НО 1чспие у п> улирусмые 30 оров. П j — см. стр. 0006 0007 0008 0009 0010 з й м е р 332. 30 32 38 40 45 о б о з н а 1 160 180 200 1 н и я : 50 100 упора*
Инструменты к токарно-револьверным станкам
343
Продолжение табл 2
2) Втулки 6/05 *1 пе реходные с бург (ГОСТ 17
Г J 1/Со/шс /
1 _
L
Обозначение Конус Морзе О L 1 ;!
0051 0052 0053 0054 0055 0056 0057 0058 0059 0060 0061 0062 0063 1 20 1 25 60 50
25 30
2 1 2 3 1 2 3 2 3 4 2 72 60 72 90 60 72 90 72 90 115 72
30 35
7()
32 38 50
70 63
38 "45
80
40 48 63
** Общее обозначение втулок. П р 6105-005!,,
3) Втулки 6117*х зажимные цил
h _____ _
L
Обозначение D d L |
0711 0712 0713 0714 0715 0716 0717 0718 0719 0720 0721 0722 0723 0724 0725 0726 20 8 10 (15) 16 (15) 16 20 (15) 16 20 (15) 16 20 25 55
30
32
38
30
75
-*1 Общее обозначение втулок. Пр! 61/7-07! /.
стиком и 7178—7!) on гверстием конус Морзе
Мерзев
JL
1
L
Обо- J значение Конус Морзе D Dt L 1
0064 0065 3 4 40 48 90 115 80
0066 2 7 63
0067 0068 3 4 45 52 90 115
0069 0U70 3 4 50 60 90 115 80
0071 0072 3 4 55 63 90 115
0073 5 145 100
0074 0075 4 5 63 72 И5 145 80 100
и м с р о б о j н а ч е н и я в т у л к и:
'линдрическ :ие (ГОСТ /7/79—71)
А_
V; ?
1)
1 Обозна-: чение D d L
0727 6728 0729 0730 0731 0732 40 (15) 16 20 25 30 32 55
0733 0734 30 32 75
0735 0716 0717 0738 20 25 30 32 55
0739 0740 50 30 32 75
; 0741 40
0742 85
и ч е р обо 3 н а ч е ! Н И Я в т у л к и :
344
Вспомогательные инструменты
Продолжение табл 2
4) Втулки 6117 ** зажимные с эксцентрично расположенным цилиндрическим отверстием (ГОСТ 17180—71)
Обозначенис D а L А Обозначение D а
0761 0762 0763 0764 0765 0766 0767 0768 30 (15) 16 (15) 16 (15) 16 20 (15) 55 4 0769 0770 0771 0773 0773 0774 0775 0776 40 16
20
32 5
50
25 30 32 30 32
38 7
8
40
L
55
75
втулок. Пример' обозначения
А
8
6
8,5
6
5
6
5
Общее обозначение 6117-0761
в т у л
к и :
5) Втулки 61I7*1
зажимные для сдвоенных гнезд
Обозначение D d L А
а —с эксцентрично расположенным
цилиндрическим отверстием
(ГОСТ 17182— 71)
0801 (15)
0802 38 16 7
0803 5
0804 40 20 55 6
0805 11
0806 50 30 6
0807 75
смещенным цилиндрическим
б — со , ,
отверстием (ГОСТ 17183—71)
0811 0812 38 (15) 16
0813
0814 40 20
0815
0816 0817 50 30
75
7
55 5 6 11
6
Общее обозначение втулок. 6117’0801.
П
ример
обозначения втулки:
Инструменты к токарно-револьверным станкам 345
Продолжение табл. 2
б) Втулки 6117 ** зажимные с наклонно расположенным, цилиндрическим отверстием (ГОСТ 17181—71)
Обозначение D а А
0781 10 7
0782 30 <13>
0783 16 4
0784 0783 32 (15) -Гб
0786 38 (15) 6
0787
0788
0790
0791
0792
Обозначение
0789
D а А
38 16 20 (15) 16 6 4
40 7
20 5 10
50
*J Общее обозначение втулок. Пример обозначения втулки: 6117-0781, Применяются для подрезки торцов изделия резцами со стержнем круглого сечения, когда при наладке'на определенный диаметр обточки последние не могут быть установлены во втулках с отверстиями, расположенными параллельно оси втулок.
7) Втулки 6117 зажимные с буртиком и концентрично расположенным цилиндрическим отверстием (ГОСТ 17184—71)
А-А
->!
Обозначение О d
0821 0822 30 (15) 16 45
0823 0824 32 (15) 16
0825 0826 38 40 20 55
0827 0828 50 30 32 65
3
н а ч е н и я
в т у л к и:
** Общее обозначение втулок. Пример обо 6117-0821.
346
Вспомогательные инструменты
Продолжение табл. 2
8) Втулки 6117*1 зажимные с буртиком и эксцентрично расположенным цилиндрическим отверстием (ГОСТ 17185—71)
9) Втулки 6117 *1 зажимные с буртиком и наклонно расположенным цилиндрическим отверстием (ГОСТ 17186—71)
Общее обозначение втулок. Примеры обозначения втулок: 61 17-0751 и 6I17-083K
10) Патроны
6151 *' цанговые (ГОСТ 17200—71)
Обозначение D L а Применение с цангами
0051 30 63 2—10 6113-0801 -
0052 32 6113-0831
0053 38
0051 40 85 8-15 6113-0812-6113-0852
0055 50
патрона:
*1 Общее обозначение па тронов. Пример обозначения 6151-0051. Цанги см стр 317
Инструменты к токарни-револьверным станкам
347
Продолжение табл. 2
И) Цанги 6113 *х зажимные для инструмента с цилиндрическим хвостовикам (ГОСТ 17201—71)
Обозначение d ! Обозна-i чение б/ j 1 Обозначение d Обозначение d
0801 2.0 0814 5,2 • 0827 8,7 0840 10.7
0802 2.2 0815 5,5 0828 9.0 0841 11,0
0803 2,5 0816 5,8 0829 9,3 0842 11,3
0801 2,8 0817 6.0 0830 9,7 0843 11,7
0805 3.0 0818 6,2 0831 10,0 0844 12,0
0806 3.2 0819 6.5 0832 8,0 (>845 12.3
0807 3.5 0820 6.8 0833 8,3 08)6 12.7
0808 3.8 0821 7,0 0834 8,7 (.-847 13.0
0809 4,0 0822 7,2 0835 9,0 0848 13.3
0810 4,2 («823 7,5 0836 9,3 0849 13.7
0811 4,5 0824 7,8 0837 9,7 0850 14.0
0812 4.8 0825 8,0 0838 10.0 ! 0851 14,5
0813 5,0 0826 8,3 0839 10,3 0852 15,0
** Общее обозначение цанг.
О б О 3 н
цанги: 6113-0801.
П
а ч е я и я
римеры
12) Патроны 6161 *’ для плашек (МН 1022—60) Втулка
ШЯТТТт
Обозначение d М dj D Применен ие co втулками ЛАН (1016—60)
0051 0052 18 2U 43 20 52 6140-0061--6140-( CG9
0053 25 42
0051 0055 30 32 50 30 70 i 6140-0010—61 10-0018
0056 ((057 0058 38 4.) 45 55 35 80 6110-0019-61 10-6 028
0059 55 60 1 м \ 95 । bl 40-0029—bi 4 0-0031
Пример
патронов.
обозначения патрона:
*1 Общее обозначение . .Г 6161-0051 Втулки см. стр. 348.
348
Вспомогательные инструменты
Продолжение табл 2
13) Втулки 6140*1 к патронам для плашек (МН 1016—60)
Исполнение Т
Исполнение //
Обозначение d ft dt D Обозначение d 1 h 1 dt D
0002 | йля исполнения | 20 | 5 ! 1 1 20 j | 52 0016 0017 . 0018 ' 0019 002(1 . 0021 0022 0023 0024 0025 0026- 0027 0028 0029 0030 0031 0032 0033 0034 45 . 9,5 13 17 7,5 10 9,5 13 9,5 13 17 11 15 20 11 15 20 13 17 23 30 70
Для исполнения II 30 35 80
0004 0005 0008 0007 0008 0009 0010 ООН 0012 0013 0014 0015 20 5 6,5 6.5 8,5 7,5 10 6,5 8,5 7,5 10 9,5 13 20 • 52 38
25 45
30
55
25 30 70
50 95
30
38 65
б
втулки:
о з н а ч е
НИЯ
втулок. При
мер о
** Общее обозначение 6140-0004
14) Патроны 6161 ** для метчиков (МН 1021—60)
Обозначен ие d L] di Применение co втулками (MH 1017—60)
0001 18
0002 0003 20 25 68 15 6142-0001—6142-0006
0004 30 20 6142-0007—6142-0011
0005 85 28 0012- 0016
0006 75 20 0007— 0011
0007 32 85 28 6142-0012—6142-0016
Инструменты к токарно-револьверным станкам
349
Продолжение табл. 2
Обозначение d di Применение со втулками (МН 1017—60)
0008 80 20 6142-0007—6142-0011
0009 38 95 28 0012— 0016
0010 105 36 0017— 0022
ООП 80 20 0007- ООП
0012 40 95 28 0012— 0016
0013 105 36 0017- 0022
0014 45 95 28 0012— 0016
0015 105 36 6142-0017-6142-0022
♦* Общее обозначение
_ патронов. Пример обозначения патрона:
6161-0001. Втулки см. стр. 349.
15) Втулки 6142 *1 к патронам для метчиков (МН 1017—60)
Обозначение d D 1 Применен ие с патронами (МН 1021—60) 1 Обозначение (1 D 1 Применен ие с патронами (МН 1021—60)
0001 0002- 0003 0004 4 0012*2 11 20 6161-0005; 6161-0007; 6161-0009; 6161-0012;
5 5,5 6 17 6161-0001; 6161-0002; 6161-0003 0013 *2 28
15 0014 0015 0016 12 И 16 25
0005 0006 7 8 20 6161-0014
0017 0018 18 20
0007 6 17
0008 7 6161-0904; 0019 22 27 6161-0010; 6161-0013; 6161-0015
0009* 2 0010*2 8 20 20 6161-0006; 6161-0008 0020 *2 0021 *2 25 36
ООП 9 0022 28
б
П
втулок.
р
и м е р о
означения втулки:
*х Общее обозначение 6142-0001.
*2 Втулки 0009, 0010, 0012, 0013, 0020, 0021 соответственно для метчиков М10, МП, МИ, трубн. 1/4", МЗО, МЗЗ (и труби. I").
16) Патроны 6156 ♦* плавающие для разверток с коническим хвостовиком. (МН 1020—60)
Конус Морзе
1 1
Обозначение Конус Морзе D 1
0051 0052 1 18 20 94,5
0053 25
0054 2 108,5
0055 0056 1 2 30 94,5 108,5
патрона:
** Общее обозначение патронов. Пример обозначения 6156-0051
350
Вспомогательные инструменты
Продолжение табл. 2
17) Патроны 6155 ** байонетные для качающихся оправок (МН 1019—60)
Обозначение D d Dt L 1 Обозначение D d £>i L /
0001 18 55 0007 38 28 100
0002 20 12 25 15 0008 40 18 45 90
0003 25 35 0009 28 100 25
0004 0005 30 32 18 40 90 25 0010 ООП 45 18 28 55 90 ПО
0006 38 45 0012 0013 55 60 35 65 70 140 30
№ 1 Общее обозначение патронов. Пример обозначе НИЯ п а т р о н а:
6155-0001, Оправки качающиеся — см. стр. 350 и 351.
Обозначение d 1 D Li Применение 1 с патронами > (МН 1019—60); । Обозначение d Z D ti Применение с патронами (МН 1019—60)
0001 40 118 6155-0003; 6155-0004; I ООП 22 • 90 200 6155-0007; 6155-0009;
0002 13 178 0012 55 28 140
0003 45 18 128 6155-0005; 6155-0006; 0013 27 240 6155-0011
0004 16 198 6155-0008; 6155-0010 1 0014 90
0005 70 0015 55 153
0006 45 iso 0016 32 263
0007 19 190 6155-0007; 6155-0009; 0017 95 35 6155-0012;
0008 80 28 0018 70 163 6153-0013
0009 130 6155-0011 । 0019 40 273
СОЮ 22 50 200 0020 95
Ч- 1 Общее обозначение оправок. П р i I м е р о б о з в а ч е н и я оправки:
6232-0001.
Инструменты к токарно-револьверным станкам 351
Продолжение табл. 2
19) Оправки 6240 *1 качающиеся байонетные для разверток с коническим хвостовиком (МН 1024 — 60)
Конус Морзе
b-HUjHS'F/HblU.
*‘ Общее обозначение оправок. 6240-000!
Обозначение Конус Морзе D Di bi Применение с патронами (МН 1019—60)
0001 1 12 18 86 6155-0001; 6155-0002
0002 18 25 93 6155-0003; 6155-0004; 6155-0005; 6155-0006; 6155-0008; 6155-0010
0003 2 108
0004 3 28 35 130 6155-0007; 6155-0009; 6155-0011
0005 4 35 45 163 6155-0012; 6155-0013
обозначения оправки:
Пример
20) Оправки 6242 41 качаюшиеся байонетные для разверток с цилиндрическим хвостовиком (МН 1025—601
Втулка
Патрон байонетный
Обозначение d 1 Применение с патронами (МН 1019—601
0001 12 46 6155-0001; 6155-0002
0002 18 53 6155-0003; 6155-0004; 6155-0065; 6155-0006; 6155-0008; 6155-0010
оправки.
ер обозначения
Общее обозначение 6242-0001,
Втулки — см. стр 359
оправок. При
и 360
м
21) Державки 6400 4:1 регулируемые для круглых резцов (МН 1026—60)
*1 Общее обозначение державок. Прим 6400-0001.
Обозначение D d 1 наиб. ^0
0001 30 12 25 22
0002 38
0003 40 16 35 28
обоз
Р
л
а ч е
пня державки:
е
352
Вспомогательные инструменты
Продолжение табл. 2
22) Державки 6430*1 для накатки (МН 1027—60)
Ролик накатной
Ролик накатной
Обозначение D Ролик (D X В) 1
0001 0002 । а — однороликовые | 20 | 15 X 6 j
0021 | б — двухроликовые Ю 1 15 к 6 | [ 60
0022 30 20 х 9 | 70
Общее обозначение Пример обозначен и ж а в к и: 6430-0001. Ролики ___
см. МН 2027 — 61 - МН 2029—61.
державок, я д е р -накатные—
23) Державки 6430*1 двукроликовые регулируемые для накатки (МН 1029—60)]
Обозначение D Диаметр обрабатываемой детали Ролик (О х В)
найм. наиб.
0101 0102 18 20 4 18 58 15 X 6
0103 25 6 i j 25
0104 0105 32 38 7 35 79 20 X 9
0106 0107 40 45 10 1 52 78
обозначения державки:
-I- МН 2029-61.
Общее обозначение державок. Пример
6430-0101. Ролики накатные — см, МН 2027 — 61
24) Державки 6500*1 с прямым (МН 1030 — 60) и косым (МН 1031—60) креплением призматического резца
Обозначение *2
Обозначение *2 D L Сечение | резца
0001 (Ю01) 0002 (1002) 15 100 125 8 X 8
0003 (1003) 0004 (1004) 0005 (1005) 20 Ю0 125 150 10 X ю
0006 (1006) 0007 (1007) 30 125 150 12 X 12 |
0008 (1008) 0009 (1009) СОЮ (Ю10) £011 (1011) 0012 (101'2) оо1з (Ю13) 0014 (1014)
D L Сечение резца
30 20U 12 х 12
38 125 150 200 16 х 16
40 125 150 200
н а ч е н
ия державки:
511 Общее обозначение державок. При 6500-0001.
*2 В скобках обозначены державки с косым креплением резца
м
ер обоз
Инструменты к токарно-револьверным станкам 353
Продолжение табл. 2
25) Державки 6500 расточные (МН 1032—60)
Исполнение Т
L
Обозначение D L 1 Сечение резца Обозначение D L 1 Сечение резца
Для исполнения / 1030 1031 1032 1033 1034 38 250 375 250 375 275 150 12 X 12
1021 1022 1023 15 18 20 125 150 175 65 80 95 6X6
8X8
40
Для исполнения //
1024 1025 25 200 300 ПО 8X8
1026 1027 1028 1029 30 225 350 225 350 125 10 х ю 1035 1036 1037 45 400 275 400 175
200 16 X 16
55
32
** Общее обозначение державок. Пример обозначения державки? 6500—1021
12 п/р. Монахова
354
Вспомогательные инструменты.
Продолжение табл. 2
и косым (б и г) креплением резца
' ' L, 4— L |||-
Л-
ш — г)
Обозначение =*2 D L Н Сечение резца
йИ б—по МН 1033—60 и МН 1035—60
ООО! (0101) 25 150 60 40 | 24 12 х 12
0002 (0102) 0003 (0103) 0004 (0104) 0005 (0105) ООП (0111) 0012 (0112) 0013 (0113) 0014 (0114) 0015 (0115) 0016 (0116) 0017 (0117) 0018 (0118) 32 38 165 45 55 31 16 х 16
45 в и г —л, 15 60 -60 и МН /< 36 936—60
170 восгпоеые по 90 ПО 130 150 130 150 | 50 МН 1034- 45 65 45 65 85 65 85 20 х 20 10 х 10
20 12 х 12
30 16 X 16
державки:
я
Пример обоз измени
*’ Общее обозначение державок. 6504-0001.
*2 В скобках обозначены державки с косым креплением резца.
Инструменты к токарно-револьверным станкам 355
Продолжение табл. 2
27) Державки 6505
Исполнение Д
U 'ж==": й
Д ш=4 UJ
Q 4
Й
1 J
8)
♦* для отрезных резцов (МН 1037—60)
Обозначение D L bi В Сечение резца
а — для исполнения I
0001 0002 0003 0001 0005 0006 15 90 45 65 45 65 45 65 32 3 X 12
110
130 ПО 130
20
б — для исполнения II
0007 0008 0009 0010 30 90 135 ПО 155 45 90 45 90 55 4 X 18
ООП 0012 0013 0014 33 40 120 165 120 165 55 100 55 100 65 5 X 25
ч
е н и
я державки:
*| Общее обозначение державок. Пример обозна 6505-0001.
28) Державки 6506 ** регулируемые с косым креплением резца (МН 1038—60)
Обозначение d L bi 1 h Сечен не резца
найм. наиб.
0001 32 172
0002 38 72 21 33 18 16 х 16
0003 192
0001 45 202 82 22 37 22 20 X 20
Пример обозначения державки:
*1 Общее обозначение державок. 6506-0001.
12
356
Вспомогательные инструменты
Продолжение табл. 2
29) Державки 6531 ** люнетные: а--для тангенциальных резцов (МН 1039—60); б —с косым креплением резца (МН 1040—60)
Обозначение *2 D d to Диаметр обрабатываемой детали Сечение резца
найм. наиб.
0001 (000) 30 23 50 8 22 10 х ю
0002 (0012) 38 29 12 X 12
70 10 28
0003 (00)3) 45 32 16 X 16
мер обо
а ч
а в
к
3 в
ей ия де р ж
41 Общее обозначение державок. При 6531-0001.
*а В скобках обозначены державки с косым креплением резца.
и:
30) Люнет роликовый (МН 1041—60)
Наименьший диаметр d = 8 мм.
Наибольший диаметр 28 мм.
«С _50_
Обозначение:
6535-000/.
обработки
обработки
Инструменты я токарно-револьверным станкам 357
Продолжение табл. 2
31) Державки 6555 *х: а — для прямого (ГОСТ 18074—72) и б — косого (ГОСТ 18070—72) крепления резцов и зажимных втулок
Обозначение *2 D d А М / h Hi Сечение резца (// X В)
0201 *» (0151) *» 65 40
0202 (0152) *« 85 60
0203 *4 0204 (0153) *« (0154) 20 15 18 105 65 80 40 21 30 10 X '10
0205 (0155) 85 60
0206 (0156) 105 80
0207 0208 (0157) (0158) 25 18 25 70 90 40 60 22 40 12 X 12
0209 *« (0159) 85 50
0210 *» 0211 (0160) *» (0161) 32 115 85 80 50
0212 (0162) 25 30 115 80 32
0213*® 0214 (0163) *® (0164) 38 107 65
021э*з 0216 (0165) *3 (0166) 50 16 х 16
0217*3 0218*3 (0167) *з (0168) 40 137 187 75 125
0219 0220 (0169) (0170) 32 35 137 187 75 125 50
0221 *» (0171 )♦« 120 60
0222*3 (0172) *» 45 160 100
0223 *3 0224 *а (0173)*з (0174) *з 45 135 160 75 100 60 20 X 20
358
Вспомогательные инструменты
Продолжение табл. 2
Обозначение *2 О d А м 1 6 Я, Сечение резца (А/ X В)
0225 (0175) 0226 (0176) 0227 (0177) 0228 (0178) 0229 (0179) 45 50 32 45 120 135 160 180 135 60 75 100 120 75 50 60 20 X 20
0230 (0180) 0231 *3 (0181 > *8 0232 *3 (0182) *з 0233 (0183) 0234 (0184) 55 40 50 180 165 200 165 200 100 85 120 85 120 60
0235 (0185) 0236 (0186) 0237 (0187) 0238 (0188) 63 65 50 40 50 60 50 60 180 205 180 205 100 125 100 125 75 25 X 20
о б о э н а
и
мер
ч е я и
я *державки:
* * Общее обозначение державок. П р 6555-0201. Втулки — см. стр. 359 и 360.
* 2 В скобках обозначены державки для косого крепления резцов.
* а Хвостовик державок без лысок.
32) Державки 6576*1 для растачивания канавок (МН /049—60)
7?
12
Общее обозначение державок. Приме 6576-011/.
Р
Обозначение D d dx
0111 25 15 30
0112 38 18 35
0113 45
о б о з н а ’ ц е н и я । дер ж а в к и:
Инструменты к токарно-револьверным станкам и автоматам 359
3. ИНСТРУМЕНТЫ ОБЩЕГО ПРИМЕНЕНИЯ К ТОКАРНО-РЕВОЛЬВЕРНЫМ СТАНКАМ И АВТОМАТАМ
Размеры, мм
1J (/поры 6070*1 регулируемые (МН 1242— 60)
Обозначение Исполнен ие D Dl
найм. наиб.
0021
18
45
*1 Общее обозначение упоров. Приме 0021. Упоры жесткие ~ см. стр 342.
Р
2)
0022
0023
0024
0025
0026
0027
0028
0029
оозо
обоз н
18
19,05
20
25
25,4
32
53
49
20
25
45
25
4(J
30
35
50
35
55
65
55
75
100
75
100
130
я упора: 6070-
Втулки 6107*1 зажимные с сухарем для инструмента с цилиндрическим хвостовиком (ГОСТ 18069 — 72)
Обозначение D д*г L
0411 12 2-7 20
0412 15 3—10 24
0413 18 3-12 26
04 И 25 3-20 36
0415 32 6—20 55
обозначения втулки D — 12
Общее обозначение втулок. Пример . . _ и d г== 5,5 мм: Втулка 6107-041! 5,5 ГОСТ 18069 — 72.
*2 Фактический размер указывается в обозначении и маркировке.
360
Вспомогательные инструменты
Продолжение табл. 3
3) Втулки 6117*1 зажимные с буртиком для инструмента с цилиндрическим хвостовиком (ГОСТ 18070 — 72)
А-А
Обозначение Г> <1*2 1 Обозначение D 1
С851 0852 0853 0854 0855 0856 6857 0858 0859 0860 086Р 0862 15 । I 1 I । । k 1 о — -.® — сс to CZ 20 0863 0864 0865 0866 0867 0868 6869 0870 0871 0872 0873 32 10-15 15—25 10-15 15-30 10-15 15—32 15-38 15-40 15—40; 45 18-40; 45; 50 18—40 45; 50 45
38 63
18 40
20 45 45 50 55 63 65
25 30
6—18
45 68
30 10—15 15-20
я
о
18070 — 72
ВТу Л К И Л = 15,
качен
*J Общее обозначение втулок. Пр и«1 I — 20 и d — 3,2 мм: Втулка 6117-0853 3,2
*2 фактический размер указывается в обозначении и маркировке.
р ГОСТ
е
о б
3
и
4) Патроны 6)51** устанавливаемые цанговые для инструмента с цилиндрическим хвостовиком ""
Цанга
(МН 1246 — 60)
Обозначение О 1 Д иаметр сверла найм ! наиб. d
0101 0102 0103 0104 0105 0106 0107 0108 0109 ОНО 18 19,05 20 25 40 3 10 14
25,4 30 32 38 40 45 55 58 6 15 19
и м е
Р
обозначения патрона:
♦* Общее обозначение патронов. П 6151-010П Цанги — см. МН 1244 — 60.
Р
Инструменты к токарно-револьверным станкам и автоматам 361
Продолжение табл. 3
5) Патроны 6153*1: а—с зажимными втулками (МН 1247 — 60) и б — устанавливаемые (М Н 1248—60) для инструментов с цилиндрическим хвостовиком
\7//////М
Обозначение *2 D d 1 *2 Z,*2
0001 (003 п 0003 (0032) 0005 (0033) 0007 (0034) 0009 ( — ) ООП (0035) 0013 (0036) 0015 (0037) 0017 (0038) 0019 (0039) 0021 (0040) 18 19,05 20 15 30 (28) 28 21 (20)
30 (28)
25
25 40 (44) 32-
25,4 30 32 38 40 45
40 (47)
а т р о н а:
обозначение патронов. Пример обозначения
*1 Общее _ _ ___ _____ __ .
6153-0001. Втулки — см, стр. 359 и 360.
*й Обозначения, заключенные в скобки, относятся к устанавливаемым , Размеры без скобок являются общими для обоих, а в графе I и 1Х рядом стоящие в скобках относятся к устанавливаемым патронам.
патронам.
6) Патроны 6156*1 плавающие для разверток (МН 1249—60)
4-4
Обозначение D Обозначение D
0041 18 0044 25
0042 19,05 0045 25,4
0043 20 0046 30
н
Р
она:
а ч е н
и
я пат
♦' Общее обозначение патронов. Пример обоз 6156-0041.
362
Вспомогательные инструменты
4. ИНСТРУМЕНТЫ К ТОКАРНО-КАРУСЕЛЬНЫМ СТАНКАМ
Размеры, мм
1) Втулки переходные 6105 *1, устанавливаемые в револьверной головке
а) короткие с конусом Морзе под поводковый штифт (МИ 1775 — 61)
Конус Морзе
Обозначение Конус Морзе D Применен ие к станкам
0101 0102 4 5 60 69 99 152: 153; 1536
0103 4 37 1А55; 1А56;
0104 5 80 67 1551
0105 6 127
Обозначение Конус Морзе D В Lo Применение к станкам
0151 0152 4 5 60 75 60 55 90 153
0153 4 50 1Н531; 1531;
0154 5 70 80 70 85 1531 Б; 1531М; 1508; 1510; 1М531: 1541
0155 0156 4 5 90 50 85 1532Т; 1540; К У-50
в) удлиненные с конусом Морзе под поводковый штифт (МИ 1777—61)
Обозначен ие Конус Морзе D £>2 bi Применение к станкам
0201 -0202 4 5 60 50 60 200 152; 153; 1536
0203 0204 4 5 80 50 60 220 1А55; 1А56;
0205 6 80 270 1551
Инструменты к токарно-карусельным станкам 363
Продолжение табл. 4
г) с лысками удлиненные с конусом Морзе (МН 1778—61)
Обозначение Кон ус Морзе D В Z>2 £-0 Применение к станкам
0251 0252 0253 0254 0255 0256 0257 0258 *х Общее 6105-010!. 4 5 4 5 6 4 5 6 обозначени 60 75 50 60 50 60 80 50 60 80 ip Обо ! 215 153
70 е втулок. 80 90 Приме 210 260 210 260 з и а ч е и v 1Н531; 1531; 1531 Б: 1531М; 1М531; 1541; 1508; 1510 1532Т; 1540; К У-50 1 я втулки:
2) Державки 6300** многорезцовые для установки в вертикальном суппорте
а — правые (МН 1779—61) и б —левые (М Н1780—61) под клин и шпонки
5)
а)
Обозначение
Сечение резца
Применение к станкам
Конус метрический
Конус метрический
1ч 0 —-Конус метрический г 1
а фг*1
а Яч 1
-а 3» -ф
Правые 0001 Левые 0051
100
240
155
150
40x40
1532; 1М532.
1556
Правые 0002 Левые 0052
140
320
215
200
60x60
1565; 1М565
364
Вспомогательные инструменты
Продолжение табл, 4
в— правые (МН /781— 6/) иг — левые (МН 1782 — 61) под клин и поводок
Обозначение Конус метрический В Н Н, Сечен ие резка Применение к станкам
Правые 0151 Левые 0201 100 200 155 120 170 40x40 1332Т; 1540; КУ-50
Правые 0152 Левые 0202 140 280 215 160 220 60x60 1540Т; 1550; КУ-63
Правые 0153 Левые 0203 160 310 250 180 235 70x70 1550Т; 1563, 1580Л
*1 Общие обозначения державок. Пример । 6300-0001. Примечание. Правые — применяются в Э б О 3 н правом [ а ч е н и я суппорте. державк и: левые — в левом
суппорте.
3) Державки 6500 ** многорезцовые
а) правые (МН 1785--61) под поводковый штифт для установки в рево гьверной головке
1 1 9 , Л Обоз на-чен не В В Н М Сечение резца Применение к станкам
п
... —1 0031 0052 60 80 125 165 105 135 ПО 140 32x32 40x40 152; 153; 1536
1
1
— ^7 1 if? 1А55; 1А56; 1551
J Iй н
Инструменты к токарно-карусельным станкам 365
Продолжение табл 4
б) левые (МН 1786—61) для установки в левом вертикальном суппорте
Обозначение В И Сечение резца Применен ие к станкам
0101 165 140 40x40 1551; 1551В; 1М553; 1М357
0102 185 150 50x50
в) правые (МН 1787—61) для установки в револьверной головке
В
Обозначение D В Н НА Li Сечение резца Применение к станкам
0151 0152 60 125 105 75 НО 32x32 153
70 150 135 80 40x40 1Н531; 1531; 1531 Б; 1531М; 1М531; 1541; 1508; 1510
0153 0154*2 90 1532Т; 1540, К.У-50
80 185 150 100 140 50x50 1551; 1551В; 1Л4553, 1М557
•х Общие обозначения державок. Пример обозначения державки: 6500-0-05/
*2 Для установки р вертикальном суппорте
366
Вспомогательные инструменты
Продолжение табл. 4
4) Державки расточные
а) 6500** под поводковый штифт: а—с прямым креплением (МН 1788—61); б — двухрезцовые с косым креплением резцов (МН 1789—61) для установки в револьверной головке
Б б-Б
Обозначение*2 D ti / *з Сечение резца Применение к станкам
0201 (0301) 0202 (0302) 60 30 40 200 250 8 8x8 ЮхЮ 152; 153; 1536
0203 (0303) 0204 (0304) 50 60 300 350 10 12x12 16X16
0205 (0305) 0206 (0306) 80 50 60 300 350 12x12 16X16 1А55; 1А56;
0207 (0307) 0208 (0308) 70 80 400 500 12 20x20 1551
б) 6300*1 под клин: в — с прямым креплением (МП 1783—61); г — двухрезцовые
С косым креплением резцов (МН 1784—61) для установки в вертикальном суппорте
Конус метрический
Обозначение*2 Конус метрический Z2 *8 ti а 1 Сечение резца Применение к станкам
0251 (0301) 0252 (0302) 0253 (0303) 0254 (0304) 0255 (0305) 0256 (0306) 0257 (0307) 0258 (0308) 0259 (0309) 0260 (0310) 0261 (0311) 0262 (0312) 100 60 80 90 60 80 90 80 100 120 80 100 120 10 12 15 10 12 15 12 15 350 450 500 350 450 500 450 500 G00 450 500 600 8 108 16X16 20x20 25x25 16x16 20x20 25x25 20x20 25x25 32x32 20X20 25x25 32x32 1532; 1М532; 1556
155 1532Т; 1510; КУ-50
140 16 148 1565; 1М565
12 15 195 1540Т; 1550; К У-63
Инструменты к токарно-карусельным станкам 367
Продолжение табл. 4
в) 6500** с лысками: д — с прямым креплением (МН 1790—6]); е— двухрезцовые с косым креплением резцов (МН 1791—61) для установки в револьверной головке
Обозначение*2 D В. d2 Z*» Сечение резца Применение к станкам
0401 (0501) 40 250 8 10x10
0402 (0502) 0403 (0503) 60 75 50 60 300 350 10 12x12 16x16 153
0404 (0504) 40 250 8 10x10
0405 (0505) 0406 (0506) 80 50 60 300 350 10 12x12 16x16 1Н531; 1531; 1531 Б; ч 1531М; IM531; 1541; 1508; 1510
0107 (0507) 70 70 400 12 20x20
0408 (0508) 40 250 8 10x10
0409 (0509) 0410 (0510) 90 50 60 300 350 10 12x12 16X16 1532Т; 1540; К У-50
0411 (0511) 70 400 12 20x20
041S (0512) 0413 (0513) 80 100 50 60 300 350 10 12x12 16X16 1551; 1551В; 1М553; 1М557
0414 (0514) 0415 (0515) 70 80 400 500 12 20x20
*1 Общее обозначение державок. Пример ы обе ) з и а ч е н и я державок;
6500-0201; 6300-0251; 6500-0401.
*2 В скобках обозначены двухрезцовые державки с косым креплением резцов. Они могут быть использованы для растачивания глухих и ступенчатых отверстий.
*3 Только для державок с прямым креплением резцов.
368
Вспомогательные инструменты
5. ИНСТРУМЕНТЫ К ТОКАРНЫМ СТАНКАМ
Размеры, мм
1) Патроны 61( Koj «И “ j/*1 для нарезания пъцо Конус резьбы (МН 2513 — 61) Морзе
III
5 .
Обозначение Резьба D i Конус Морзе Кольцо промежуточное МН 2508—61
Диаметр Шаг
0021 14; 15; 16 2 1.5 1,25 1.0 0,75 0,3 38 199,5 3 —
6030-0654
я/8" трубная
0022 17; 18; 20; 22 2,5 2.0 1,5 1,0 0.75 0.5 45 222,3 4 6030-0655
6030-0656
1/г" трубная 6030-0655
0023 24; 25; 26; 27 3 2 1,5 1,0 0,75 55 237,3 4 60304)657
6030-0658
®/4" трубная
0024 28; 30; 32; 33; 35; 36; 38; 39 4 3,5 3 2 1,5 1,0 0,75 65 257,3 4 —
6030-0660
1"; 1 х/в" трубная 6030-0659
7/в" трубная 6030-0660
** Общее обозначение патронов. Пример обозначения патрона: 6161-0021. Кольца промежуточные — см. стр. 370. Втулки для плашек — см. стр. 369. Примечания: 1. При выборе типоразмера патрона обозначение кольца указывать самостоятельно. 2. Для резьб М36 X 3 и М39 X 3 требуются кольца 6030-0659.
Инструменты к токарным станкам 369
Продолжение табл, 5
2) Втулки 6140*1 для плашек к патронам для нарезания резьбы (M.tI25U—61)
Исполнение!!
V в
1 А й ч
SJ 1
1 Zr
Исполнение L Кольцо
уТ-
/?1 J L
Обозначение Резьба d Ь D L 1 Кольцо промежуточное МН 2508 — 61
Диаметр Шаг
Исполнение Z
0051 6 1 0,75; 0,5 1 0,75; 0.5 20 6,5 38 25 6030-0651 6030-0651
0052 45 30
0053 7 1; 0,75; 0,5 1.25 1; 0.75; 0,5 1.25 1; 0,75; 0,5 1; 0,75; 0,5 1.25 1; 0,75; 0,5 1,25 1; 0,75; 0,5 25 8,5 38 25 — —
8
6030-0652
9 6030-0652
0054 7 45 30 —
8
6030-0652 6030-0652
9
0055 10; 11; 12 Ист 1,75; 1,5; 1.25 V. 0,75; 0,5 злнени 30 е II 10 38 25 14
6030-0653
Vg" трубная
0056 10; 11; 12 1,75; 1,5; 1,25 1; 0,75; 0,5 45 30 18 —
6030-0653
»/8" трубная
** Общее обозначение втулок. Пример обозначения втулки: 6/40-005/. Патроны — см. стр. 368. Кольца промежуточные —- см. стр. 370. Примечание. При выборе типоразмера втулки обозначение кольца указывать с а мосто ятел ьно.
370
Вспомогательные инструменты
Продолжение табл 5
i - j Г~~~Т '
Иш L
3) Втулки 6142*1 для метчиков к патронам для нарезания резьбы (МН 2512 — 61)
Обозначение Резьба d D L
метрическая трубная
0051 12 — 9
0052 14 11,2 38 40
0053 16 12,5
0054 18 3/8" 14 45 45
0055 20 V2" 16
0056 22 Чь" 18 55 50
0057 24 — 20
0058 27 8Л" 22.4
0059 30; 33 7б" 25 65 60
0060 36 1"; 1’/8" 28
о б о з н а ч е н и
и м е р
я
втулки:
Общее обозначение втулок. П р 6142-0051. Патроны — см. стр. 368.
4) Кольца 6030** промежуточные к патронам для нарезания резьбы плашками (МН 2508 — 61)
Обозначение S d
0651 20 1 10
0652 25 J 12
0653 30 1,5 15
0654 38 2 18
0655 45 22
0656 4
0657 55 3 28
0658 5
0659 65 3,5 38 ;
0660 5,5 1
обозначение колец.
6030-0651 Патроны — см стр. 368. Втулки для плашек — см. стр.
*1 Общее
Пример обозначен
я
и . 369
кольца:
Инструменты к токарным станкам
371
Продолжение табл. 5
5) Державки
Д
6)
6640*1 суппортные для накатки
Обозначен ие Л Н В L Рол НК (DX В)
— однороликовые
а
0001
0002
0003
0004
0005 0006
0007
б
0031
0032
0033
13
16
20
23
25
30
32,5
(ГОСТ 13062—67)
25
32
40
16 140 15x6 20x6
20 25 150 20x9; 25X9
32 200 30X10
13063-67)
двухроликовые
(ГОСТ
16
25
32,5
25
32
40
20
25
32
150
180
200
20x9 25x9 30X10
Прим
_____ . _ ....... _____ ... о
6640-0001. Ролики накатные — см. МН 2027—61 4- МН
*1 Общее обозначение державок.
р об
з и а
е
ч 2029—61.
н и
я
Дер
ж
а в к и:
6) Державки 6702*1 для резьбовых резцов с установкой на угол подъема резьбы (МН 2528 — 61)
0003
0004
0001
0002
Обозначение
182
12о
32
23
38
145
40
50
32,5
40
217
225
Сечение резца
20x20
25X25
45
50
12 х 12 16X16
*1 Общее обозначение державок. Пример об оз н а ч е-н я я державки: 6702-0001.
372
Вспомогательные инструменты
Продолжение табл 5
6. ИНСТРУМЕНТЫ к СВЕРЛИЛЬНЫМ СТАНКАМ
Размеры, мм
1) 1 а) короткие для инструмент Огс, Зтулки .переходные 6100*' пов с коническим хвостовиком (ГОСТ 13598 — 68) шниченная номенклатура
Обозначение Конус Морзе 1 D
наружный внутренний
0141 0142 2 1 15 4 17,780
. J^gAyШ ™рзе
61 *1 < оо-он Эбщее обозначение вту 11 Втулки с наружным 0143 0141 0145 0146 0117 0148 0149 \лок. П р j метрически 3 4 6 и м е р о м конусом 2 3 4 о б о з в а ч < см сгр : 18 5,5 22, 5 6.5 20,5 8 е я и я в 581. 23.825 31,267 44,399 63,348 тулки-
Инструменты к сверлильным станкам 373
Продолжение табл. 6
б) длинные для инструментов с коническим хвостовиком (ГОСТ, 13599 — 63), Ограниченная номенклатура
Конус Морзе Конус Морзе
Обозначение Kofi ус Морле D £>з (й С
наружный внутренний
0151 2 1 17.78') 20 85
0152 2 30 100
0153 1 20 81
0154 3 2 23,825 30 101
0155 3 36 121 25 30
0156 2 30 97,5 — —
0157 4 3 31,267 36 122,5 25 35
0153 4 48 117,5
0159 3 36 120,5
0160 5 4 44,399 48 150,5 35
0161 5 63 185,5 40
0162 6 4 63.318 48 145 45
0163 5 63 180
2) Втулки разрезные 6112*1
а) иля инструментов с цилиндрическим хвостовиком и поводком (МН 1172— 65). Ограниченная номенклатура
Обозначен ие d*2 1 1 Обозначение 1 ! d** 1
0001 1,00 0166 1,75
0161 1,05 0013 1,80 1б
0002 1,10 0167 1.85
0162 1,15 0014 1,90
0001 0168 1,95
0005 1,25 0015 2 00
0006 1.30 0016 2.05
0007 0008 1,35 1.40 0017 0018 2,10 2.15
0165 1,45 0019 2,20 18
0009 1.50 0169 2.25
0164 1,55 0021 2.30
0010 1,60 16 0120 2.15
0165 1,65 0072 2.40
ООП 1,70 0171 2.45 2U
Примечание. Втулки с конусностью 0,0611 и размерами d == 2,5 ч- 13 мм-* см.
МН 1172 — 65
374
Вспомогательные инструменты
Продолжение табл 6
б) для инструментов с цилиндрическим хвостовиком и квадратом (МН 5744—65)
Конус Морзе
Обозначение d *2 1 Обозначение /
0271 3(1) 0284 16(3) 32
0272 4(1) U 0285 18 (3) 34
0273 5(1) 0286 16(4) 32
0274 5,5(1) 0287 18(4) 34
0275 6(1) 0288 20 (4) 36
0276 8 (1) 19 0289 22 (4) 38
0277 6(2) 0290 25(4) 40
0278 8 (2) 0291 22 (5) 38
0279 9(2) 20 0292 25 (5) 40
0280 И (2) 0293 28 (5) 42
0281 12(2) 0294 32 (5) 44
0282 12(3) 27 0295 36 (5) 47
0283 И(3)
*1 Общее обозначение втулок. П р и м е р обо значения в т у л к и:
6112-000!.
В скобках конус Морзе.
3) Патроны 6152*' для быстросменных инструментов (ГОСТ 14077—68*)
Исполнение J — патроны с ведущими шариками.
Исполнение // — патроны с шариками и ведущим штифтом.
Обозначение Исполнение Конус Морзе d L D
0151 I 2 24 140 45
0152 3 32 170 55
0153 11 4 42 230 70
0154 5 55 270 85
*' Общее обозначение патронов. Пример обознач
о
н а:
натр
Втулки пере-
__________________ ________ . г . - е н и я
6152-015!. Патрон с хвостовиком конус Морзе 2 паза под клин не имеет.
ходные быстросменные жесткие для инструментов с коническим хвостовиком — см. стр. 375. Втулки переходные быстросменные жесткие для метчиков — см. стр. 375.
Инструменты к сверлильным станкам
375
Продолжение табл, б
4) Втулки переходные быстросменные жесткие коническим хвостовиком — 6120*1 (ГОСТ 13409 — 67)
с
а и б — для инструментов
а) пента.
Т
*=>
виг — для
1п ^^-Гатрон с мари-^-^\ками и ведущим • штифтом для §\ выспросив много
инструмента
Обозначение Конус Морзе D /о
Исполнение а
0341 1 ( п
0342 2 24 1 27
0343 1 20
0344 2 32
0345 3 40
Исполнение б
0346 3 42 36
0347 4 56
0348 55 57
0349 5 87
метчиков 6143*г (ГОСТ 15936 — 70)
Вий В
А
г)
Б
... Патрон с шариками
дЛЯ быстросменного инструмента Патрон с ведущим штифтом 8)
Обозначение а D а Обозначение d D а
Исполнение в Исполнение г
0101 5,0 4,0 0115 14,0 11,2
0102 5,6 4,5 0116 16,0 12,5
0103 6.3 5,0 0117 18,0 42 14,0
0104 7,1 5,6 0118 20,0 16,0
0105 8,0 24 6,3 0119 22,4 18,0
0106 9,0 7 1
0107 10,0 8*0 0120 18,0 14,0
0108 11,2 9,0 0121 20,0 16,0
— - 0122 22,4 18,0
0109 10,0 8,0 0123 25,0 €>□ 20,0
ОНО 11,2 9,0 0124 28,0 22.4
0111 12,5 32 10,0 0125 31,5 25,0
ОШ 14,0 11,2
0113 16,0 12,5
0114 18,0 14,0
бозначеиия
о
втулок;
#1 Общее обозначение втулок. Примеры 6120-034! и 6143-ОЮП
376
Вспомогательные инструменты
Продолжение табл. 6
5) Патроны 6150** быстросменные кулачковые б ля гаечных метчиков С лысками (МН 1179— 63)
а — для метчиков диаметром б — для метчиков диаметром от 3 до 4,5 мм от 5 до 27 мм
Обозначение Номинальный диаметр резьбы d D Обозначение Номинальный диаметр резьбы d D
Конус М орзе 2 Конус Морзе 3
0041 3 2,3 0051 12 9,1
0042 3,5 2.6 0052 14 11,15
0043 4 3,1 40 0053 16 12,15 55
0044 4,5 3.6 0054 18 14,15
•— 81,5
0045 5 4,1 0055 20 16,15
45
0046 6 4,6 80.5 0056 22 18,15
65
0047 7 5,6 0057 24 20,15
0048 8 6,1 0058 27 22,15
50
0049 9 7,1
0050 10; 11 8,1
** Общее обозначение патронов. Пример обозначения патрона: 6150-0041.
6) Патрон сверлильный трехкулачковый с коническим хвостовиком (МН 1177— 60),
Диапазон зажимаемых диаметров от 2 до 12 мм. Обозначение! 6150-0001.
Инструменты к сверлильным станкам
377
Продолжение табл. 6
Т\ Патроны сверлильные трехкулачковые
7 япо-размер Диапазон диаметров хвостовиков зажимаемых сверл D Л*1 Конус Морзе по ГОСТ 9933—67
не более
Конус Морзе ^укороченный
(ГОСТ
8522 — 70)
а) с ключом
4 0,5—4 28 45 1 я
32 55
6 0,8-6 ___— ... —
34 60
1в
9* 2 1-9 42 70
10 1-10 45 80
2а
13 1-13 55 100
16 3-16 65 НО 2 в
б) без ключа (ГОСТ 15 935 — 70)
4 0,5-4 25 52 1а
6 0,8-6 30 65 1в
10 1-10 43 92
2а
13 1-13 50 104
16 3-16 56 НО 2в
Пример
о б о з и
ч е н и я
а
*| При закрытых кулачках. Патрон 4 ГОСТ 8522 — 70.
*2 Патрон предназначен для ручных дрелей.
В
8) Патрон 615I*1 для сверл с отверстиями для охлаждения (МН 5581—64)
♦’ Общее обозначение патронов. При
6151-0201. Втулки переходные — см. стр. 372
Обозначение Конус Морзе хвостовика и переходной втулки 0 Д /г
0201 3 126,5 25,5 30
0202 4 152,3 24,5 35
а т р
о
н а:
ер обозначе
ния п
м
378
Вспомогательные инструменты
Продолжение табл 6
9) Патроны плавающие 6156*1
а) для разверток с коническим хвостовиком и для инструментов с передним направлением — сверл и зенкеров в условиях несовпадения осей обрабатываемого а также при работе по направляющим
(МН 1182—65)
отверстия и шпинделя станка, втулкам
Конус Морзе
Конус Морзе
Обозначение Конус Морзе наружный и внутренний D 1 6)
0001 2 26 44 87 145,5
0002 3 32 50 111 186,5
0003 4 42 62 130 222,3
б) для инструментов с цилиндрическим хвостовиком (МН 1183—65)
Цанга
Конус Морзе 2
1^8888^
4
Обозначение Диаметр хвостовика инструмента d ^0
ООН 1-6 10 100,5
0012 3—10 14 111,5
в) для разверток с коническим хвостовиком (МН 5752 — 65)
Обозначение Конус Морзе 7о 4 ^2
внутренний на-руж-н ы й
0071 [ 1 89
0072 2 89,5 —
0073 2 : 1С5.5
0071 з 106,5 25,5 30
0075 3 126,5
0076 4 128,3 24,5 35
0077 4 151,3
D
50
60
85
Приме
е н и
р обознач
*1 Общее обозначай ие патронов. 6156-0001.
патрона:
Инструменты к сверлильным станкам 379
Продолжение табл, б
10) Оправки 6230 *’
а) качающиеся
для насадных разверток (МН 1187—65)
1:30
Конус Морзе
Ч
Обозначение Конус Морзе D d 4 1 ^2
0051 0092 0053 0094 0055 0096 0057 0098 0059 0061 0063 3 38 13 1 226.5 186,5 246,5 206,5 262.3 222,3 282,3 242,3 300,8 330,8 350,8 40 30 45 34 50 38 55 42 60 65 70 25,5 30
16
4 45 19 24,5 35
22
5 60 65 75 27 32 40 33,5 40
б) для насадных зенкеров и <1:30 разверток (ГОСТ 13044 ^КонусМсрзе ~67)
Ql^LrU— ОПп —
/2 1
1
0181 0182 0183 0184 0185 0186 0187 0188 0189 0190 0191 0192 0193 0194 3 23 13 156 28 38 30 40 34 45 38 50 55 60 25 30
28 16 186
4 34 19 182,5 25 35
38 22 202.5
45 55 65 27 32 40 232,5 230,5
5 35 40
250,5 70
80 50
6 240 45
90 60 80
380
Всiiомогательные инструменты
Продолжение табл. 6
в) для зенковок при обратной подрезке (МН 1188 — 65)
Зенковка Конус Морзе
Обозначение
0151
0152
0153
0154
0155
0156
0157
0158
0159
0160
0161
0162
0163
0164
0165
0166
Конус Морзе D d / h /2
11
2 13 10 143,5
15 13 35
17
20 16 186,5
3 21 22.5 30
.22 19 206,5 42
26
32
34 27 202,3 45
39
34
4 38 24,5 35
42 32 282,3 50
46
52
Общее обозначение оправок. Пример обозначения «оправки: 6230-0051. Оправки с хвостовиком конус Морте 5 и 6 - см МН 1188—65
Инструменты к расточным станкам
7. ИНСТРУМЕНТЫ К РАСТОЧНЫМ СТАНКАМ
Размеры, мм
381
1) Втулки переходные для инструментов с коническим хвостовиком. Ограниченная номенклатура
а) короткие (ГОСТ 13598 — 68)
Обозначение Кон ус 1 D
наружный | внутренний
Втулки 6100*’
Конусы'
** Общее обозначение 6/00-0142 и 6102-0061
0142 0113 0141 0145 0146 0147
0143 0149
0061
0062 0063
0064
0065
0066
0067
втулок.
Морзе
Метрический
Морзе
4
18
5,5
22,5
6,5
20,5
23,825
31,267
44,399
63.348
Втулки 6102.*'
80
100
120
Морзе
Метриче- | ский » 80
6
80
100
Морзе
Метрический
римеры обозначе
НИЯ
60
30
60
80
100
12
60
120
втулок:
П
3
2
4
4
6
5
8
5 ; 8
6
б) длинные (ГОСТ 13599—68)
Конус
Конус
Обозначение
Конус наружный | внутренний
D
D-,
С
Втулки 6100*'
0153 0154 0155 0156 0157 0158 0159 0160 0161 0162 0163 Морзе 3 Морзе 1 2 3 2 3 4 3 4 5 4 5 23,825 20 30 36 30 36 48 36 48 63 48 63 81 101 121 97,5 122,5 147,5 120.5 150,5 185,5 145 180 —
25 I । 30
4 31,267 —
25 35
5 44,399 35 40
6 63.348 45
382
Вспомогательные инструменты
Инструменты к расточным станкам
383
Продолжение табл. 7
3) Втулки 6132 переходные поводковые к борштангам с поводковым хвостовиком (ГОСТ 13794—68)
Обозначение d dy /о 1 h
0021 32 62 42
0022 25 45 76 38 48
0023 60 95 55
0024 45 76 48
0025 32 60 95 42 55
0026 70 ПО 62
0027 60 95 55
0028 45 70 110 48 62
0029
0030 60 80 124 55 75
0031 70 62
Общее обозначение втулок.
6132-0021. Патроны поводковые — см, стр
П
Р
и м ер >. 382.
обо, значения в т у л к
HJ
4) Втулки 6130 *1 переходные для инструмента с коническим хвостовиком (ГОСТ 13336—67)
Кднус Морзе
Патрон поОодкодый.
______________________ ., . __ , и
6130-0291. Патроны поводковые — см стр 382.
*’ Общее обозначение втулок. П р
Обозначение Конус Морзе d D /о 1 /1 4
0291 3 36 30
0292 4 25 48 59 38 30 35
0293 3 36 30
0294 4 32 48 62 42 35
0295 5 63 40 40
0296 4 48 30 35
0297 5 45 63 76 48 40 40
мер < )б О 3 н а ч е н и я 1 в т у л к и:
384
Вспомогательные инструменты
Продолжение табл. 7
5) Оправки с продольной (ГОСТ 13042—67) и торцовой (ГОСТ 13041—67) шпонкой и коническим хвостовиком с лапкой для насадных торцовых фрез
055 Конус Морзе
Ъ)
Обозначение Конус 1 d 1 1 1 D
а — с продольной шпонкой — - 6220
0131 0132 Морзе 4 16 22 16 18 42,5 j ' 25 1 ! 35
0133 0134 5 16 22 16 18 40,5 | 35 j 40
б — с торцовой шпонкой — 6220 *’
0141 0142 22 27 ! 18 1 Я.5 57,5 10 50
0143 4 32 22 67,5 25 35 60
0144 zb
0145 0146 40 22 30 82.5 70
0147 27 18 t0,5 50
0148 0149 Морзе 32 22 26 70,5 35 60
0150 0151 40 22 30 85,5 70
0152 0153 32 22 26 80 40 60
0154 0159 6 40 22 30 90 45 70
0156 0157 50 25 32 100 90
б — с торцовой шпонкой — 6221*1
0001 0002 Метрический 80 40 22 30 90 55 45 70
0003 0004 50 25 32 100 90
о б о з н а
При
ния
о п р
о к:
еры
м
*’ Общее обозначение оправок. 6220-0141 и 6221-0001
G) Оправки 6220 и 6221*1 с торцовой шпонкой и крепежными болтами для торцовых фрез (ГОСТ 13043—67)
Конус
Обозначение
Конус
0161 Морзе
ООП
0012 Мет-
риче-
0013 ский
0014
80
100
120
6
D
128,57
221,44
4 h /з
60 45 55 40 45
70 60 52
75 70 60
о б о з н а -
Общее обозначение оправок с метрическим я оправок: 6220-0161 и 6221-0011.
конусом. Примеры
Инструменты к расточным станкам 285
Продолжение табл. 7
7) Оправки 6230 ** для насадных зенкеров и разверток (ГОСТ 13044—67)
Обозначение Конус d 1 ^2 /з D
0181 0182 0183 0184 3 13 16 28 38 30 40 156 186 25 30 23 28
0185 0185 0187 0188 0189 0190 Морзе 4 19 22 27 32 34 45 38 50 55 60 182,5 202.5 232.5 230,5 25 35 34 38 45 55
0191 0192 0193 0194 5 6 40 50 60 70 80 250,5 240 35 45 40 65 80 90
0195 0193 0197 Метрический 80 50 60 80 70 80 100 230 200 55 45 80 90 120
Пример
Р
а в к иг
обозначения о п
Общее обозначение оправок. 6230-0181,
13 п/р. Монахова
386
Вспомогательные инструменты
Продолжение табл 7
8) Борштанги 6300551 расточные ксшеолтнче
Обозначен не Дна метр растачивания Конус D Lx Б 1 h Сечение резца
а) для сквозных отверстий (МН 2645—61)
Исполнение I
Исполнение I
033! 0332 38 - 52 -12—56 4 28 32 132,3 162.3 25 35
0333 0334 38-52 42—36 Морзе 5 28 32 170,2 200,2 18 35 40 8x8
0335 50-76 40 250,2 20 12x12
0336 6 240,1 15
Исполнение II
0337 290,4
0338 60-98 Мор ’е 6 440,4 22 15 1 40
0330 0310 ричс-С КII й 80 50 280,0 ;зо,о 55 45 16X16
0341 0342 103 Морзе 6 60 310.1 510,4 21 45 10
0313 330,0
0344 80 530.0 55 45
0315 034G 85-130 Мег- 70 380,0 630,0 25 20X20
0347 0343 95-1 10 р иче-СКЧ.1 Ю9 80 390,0 6:0,0 (Л) 52
0340 0350 120-175 120 100 450,0 700,0 28 70 60 25 х 25
*’ Общее обозначение борштанг. П 6300-0 3 И ример обо з и а ч . с я и я б о р ш та в г и:
Инструменты к расточным станкам 387
Продолжение табл. 7
Обозначение Диамегр растачивания /Л Конус D h Сечение резца
б) с креплением pe^i^a под углом 69* (МН 2646—61)
0371
0372
0373
037!
0375 0376 0377
0378 0379 0380
0401 oio г 0403
0404
0405
0403
0407
0408
0109
0410
Olli
0412
0113
75-103 5 60 350,8 550.8 j 16x16
85—130 70 400,8 650,8 35 40 20x20
95-140 Морзе 6 80 390,1 640,4 — 45
120—175 100 4ЮД 690,1 25x25
140-220 Метрический 80 129 480,0 780,0 55 45 32x32
в) с креплением резца под углом 45а (МН 2647—61)
25-31 Моозс 3 20 136,5 186,5 . 136,5 : 186,5 202 3 352.3 252,3 102 1 252,3 . 402.3 300,8 450,8 — 25 30 6X6
35—40 25
38—45 28 8x8
42—56 4 32 35 10x10
46—60 36
50-70 10 12X12
60—85 5 50 35 40 16 X16
13*
388
Вспомогательные инструменты
Продолжение табл. 7
9) Борштанги 6304 *1 консольные под пластинчатый инструмент для растачивания отверстий (МН 2648—61)
Обозначение
ООО!
0002
0003
0004
0005
0006
0007
0008
0009
0010
ООП
0012
0013
0014
0015
0016
0017
Диаметр растачивания По Конус D 1 h В Н
30—40 25
40-47 3 28 156,5 30 20 8
46-55 32 182,3 25 25 10
53-62 4 36 35
60-75 40 282,3 35 12
/5—85 Морзе 50 250,3
85-100 5 60 350,8 35 45 16
100-115 70 40
115-140 80 390,4 60 22
145-180 6 100 45
173-220 120 490,1 75 25
80 480,0 55 45
20о—2о0 140
Метрический 100 490.0 60 52
245—280 160 90 30
120 450,0
275-320 180 500,0 70 60
Общее обозначение борштанг. Пример обозначения борштанги: 6304-000/.
Инструменты к расточным станкам 389
Продолжение табл ?
10) Резцедержатели 6349*1 с точной подачей для растачивания отверстий (МП 2655—61)
Обозначение Копус Морзе 7-о 1 h /7
0001 <0002 41 Общее Oi цедержа! 4 5 бозначение ре: *еля: 6349-0 104,3 105,8 щедержателей. 001. 25 35 Пример 35 40 обозначе 72; 92 ния р е з-
1П Резцедержавки 6043*1 наклонные (МН 2627—61)
Исполнение I Исполнение И
Обозначен ие Исполнение Н Сечение резца Диаметр растачивания отверстии
0041 0042 *1 Общее о( И ед е р ж а в к 1 П Позначен ие резце/] и. 6043-0041. 72 92 державок. П р ЮхЮ и мер о б о з । 80-130 130-200 качения рез-
Инструменты к, зубодолбежным и зубофрезерным станкам 391
Продолжение табл, 8
2) Оправки для фрез 6224 **
Исполнение Т Конус Морзе
Исполнение И
Обозначение Исполнение Конус Морзе d L При ме-нсн не к станкам
а, ) по МН 3501—52
0101 16
0102 2 —. 200 65 5 А 301
I 22
0103 95
0101 3 *27 300 105 5310
0105 II 22 100
0106 27 115
•0107 [ 4 32 390 110 5324; 532; 5Д32
0108 40 150
0109 22 125
ОНО И — 440 НО 5Д32
0111 27 —
550 180 5Л326; 5327
С112 0113 I 11 5 32 440 550 150 190 5Д32 5А 326: 5327
0111 40 440 140 5Д32
0113 1 550 200 &А326;
0116 50 210 5327
Обо-зн аче- Н ИР , Исполнение d L
б) по М Н 3502—62 к станкам 5Е32 и 5 Ес \2П
0131 11 22 490 70
0132 I 27 500 90
0133 11 32 525 115
6131 1 40 540 Г35
*’ Общее обозначение оправок. Пример обозначения 6294-(Ч01.
о п р а в к и:
390
Вспомогательные инструменты
8. ИНСТРУМЕНТЫ К ЗУБОДОЛБЕЖНЫМ И ЗУБОФРЕЗЕРНЫМ СТАНКАМ
Размеры, мм
1) Втулки переходные для долбяков
Вид А
'Конус Морзе
Обозначение Конус, Морзе D L d di Z $
а — 6 0101 0102 <109*г д (Л1 2 'ля хво> И 349 31,713 41,4 13 спюв. 7—6. 90 ых с 2) 45 60 'олбя 30 1КОв 30 46 65
0103 0101 3 31,743 44,4 13 100 45 G0 36 46 65
П р и-
втулок.
*1 Общее обозначение мер обозначени: 6109-0101
Ф82А<
07/?/^
б — гладкая для дисковых долбяков (М II 3498—62) Обозначение: 6109'011!. Применение к станкам 5150;
Вид А
037.743
в — для чашечных долбяков
(МИ 3499—62) . Обозначение! 6Ю9-0121 и Ы09-0122‘, размеры соответственно Z) == 31,743 и 44, 443;
И — 80 и 90, S == 46 и 65
г — для дисковых долбяков (МИ 3500—62) Обозначение; 6109*0131
392
Вспомогательные инет р у менты
Продолжение табл. 8
Исполнение /
Конус Морзе 6
Обозначение Исполнение d L
в) по М Н 350 к станкам 5К32 3—62 и 5К324
0141 И 27 540 90
0142 I 32 550 125
0143 И 40 620 150
0144 I 50 160
0145 60 640 175
г) по МН 3504—62 к станку 5К328
0151 В 27 300
0152 I 32 780 315
0153 11 40 300
0134 1 50 800 245
0155 III 60 820 240
д) по МН 3565—62 к станку 5312
0161 27
0162 В 32
0163 40 105
0161 1 50 —
0165 Ш 40 145
0166 50
Инструменты к зубодолбежным и зубофрезерным станкам 393
Продолжение табл. 8
Обо значение Исполнение d L
е) по М Н 3506—62
к станку 5342
0171 32
0172 40 820 35г>
0173 50
0174 60
0175 40*2
0176 50*2 1000 □30
0177 60*2
Конус метрический 80
ж) по МН 3507—62 к станку 53-43
0181
0182
0183
0184
0185
0186
50
60
80
50*2
60* 2
80*2
1430
1780
870
1213
Конус
Обозначение Конус d L L, Применен ие к станкам
з) по МН 3508—62
0191 40
0192 50 830 305
0193 Морзе 60 5330
0194 6 40*2
0195 50*2 1050 520
0196 60*2
0197 60
1060 450
0198 Мет- 80
риче- 1 !!. 5353
0199 СК ИЙ 60*2
80 1550 945
0200 80*2
0201 60 1190 430
0202 80 1240 525
0203 Мет- 100 1295 560 5355М;
риче- 5355В;
0204 ский 60*2 1150 5355С
100
0205 80*2 v 1880 11/0
0206 100*2 1140
Кольца промежуточ-
суппорте.
*2 Оправки могут применяться па тангенциальном ные — см. ГОСТ 15071—69* и МН 3495 — 6?
394
Вспомогательные инструменты
Продолжен по табл 8
Конус Морзе 6
Исполнение I
[Кольца
Исполнение И
Исполнение /
Исполнение [
Конус метрический 100
\ Кольца
Исполнение Ц
Обозначен не Исполнение а L / j
и) по М II 3509—62 f к станку 5370
0211 11 40 265
0212 50
665
260
0213 1 60
0214 70 (590 300
к) по МН 3510 — 62 к станку 5А370
0221 11 40
0222 50
1 — —
0223 60
л) по МН 3511—62 к станку 5375
0231 60 810 310
0232 1 80 950 405
0233 11 100 920
И нет р у ме Hi ы к фрезерным станкам
395
Продолжение табл. 8
9. ИНСТРУМЕНТЫ К ФРЕЗЕРНЫМ СТАНКАМ
Размеры, мм
1) Втулки переходные
а) 6101*' для концевых фрез с коническим хвостовиком (ГОСТ 13789 — 68)
б) 6 1015,1 с отжимной гайкой для концевых фрез с коническим хвостовиком (ГОСТ 13792 — 68)
Конус Морзе
станка
Обозначен не Koj.yo Морзе*2 /0 s Обозначение Конус Морзе*2 1
и i И Н । 11
0071 3 1 20 22 0091 3 1 13
0072 о 0092
0073 26,5 27 [j 2
0071 *1 3 0093 4
0075 0076 0077 5 2 3 31,5 36 i 0091 3
4 0095 0096 0097 2 13,5
0018 0079 0080 6 3 4 5 33 55 | 5 3 4
Пример
втулок.
ы обозначения втулок:
*1 Общее обозначение 6101-0071 и 6101-0091.
*2 Н — наружный, В — внутренни!
396
Вспомогательные инструменты
Продолжение табл. 9
в) 6103*1 с конусностью 7 : 24 для концевых фрез с коническим хвостовиком (ГОСТ 13790—68)
г) 61ОЗ'-Л с конусностью 7 : 24 и торцовым пазом для фрезерных оправок (ГОСТ 13791—68)
<17.^4
Конус Морзе I
-о.
Обозначение Для конца шпинделя Конус Морзе D3 Zo Обозначение Для конца шпинделя Конус Морзе D3 Zo
0001 40 2 45 21,6 0021 2 45 31,6
0002 3 31,6 0022 40 46,6
0003 33.2 3
0004 50 4 60 0023 43,2
0005 5 70 73.2 0024 50 60
0007 60 80 43.2 4
0008 6 100 53.2 0026 60 70 53,2
При
м
ер обозначени
я втулок:
*1 Общее обозначение втулок. 6103-0001 и 6103-0021.
2) Патроны 6151 *’ цанговые для
фрез с цилиндрическим хвостовиком
а) с конусностью 7 : 24 (МН 25—64)
б) с конусом Морзе (МН 26—64)
Конус Морзе
Цанга.
Цанга
Обозначение Для конца шн индол я а Zo S
0001 40 3-12 42.6 46
6002 50 49,2
0003 14-20 63,2 55
Обозначение Конус Морзе d Zo S
0021 3 3—12 47.5 46
0022 483
0023 14—20 62,3 55
р обозначения
е
*! Общее обозначение патрона. 6151—0001 и Ы 51 —00'21. Цанги —
Прим см. стр. 397.
Инструменты к фрезерным станкам
397
Продолжение табл. 9
3) Цанги 6113*1 к патронам для фрез с ц
Обозг
5111 Общее Патроны — см 01 0i Ci 0! 0i 01 0! 0i 01 0i 01 Пример
! 1’""' ^-чея—
I*- об( с
—-—1ч ^значение цанг. 1 тр. 396.
4) Оправки а) с прос (ГОС А 43^ 6220 *1 с коническим кваса Зольной шпонкой Т /3787—68) (онус Морзе VI
7 Я
“* z[| о _
1 U
Обозначение Конус Морзе (1 1 ^0 D
0001 0002 . 0003 0004 0006 0008 0009 ООП 0012 ** Об 6220-0001. 2 16 16 31 32 24
3 40
22 27 32 22 27 32 40 1озпачс1 и п^ре: 18 22 26 18 22 26 28 ние о кодныс 37
47
4 >щее об Втулк 42.5 46 . При стр 3?
Ь2,5 правок 1 — см
цилиндрическим xeoi :товиком (МН 27—64)
начсние а L
J001 3
j 002 4
ЮОЗ 5 18
)(J04 6
JG05 8
J006 10
J007 12
X)08 14
5009 16 И 10
3010 18
)01 J 20
p обозначен! йя цанг и: 6113-0001,
тювиком без лапки для насадных фрез
б) с торцовыми шпонками для
торцовых фрез {ГОСТ 13788—68)
Конус Морзе
/Ж А t—
2’“’□ГЭГ ч '--А
мг-
Обозна- Конус
чение Морзе d 1 D
0022 22 47
3 40
0023 2? 18 57
0025 22 42,5
0026 27 52.5
0027 22
4 32 67,5 46
G029 26
0028 22
40 82,5
0030 30
и м е р обозна ч е н и я о п р а в к и:
96
398
Вс помогательные инструменты
Продолжение табл. 9
б) Оправки 6222 ** с хвостовиком конусностью 7 : 24 для насаОных фрез
а) с торцовыми шпонками для торцовых фрез (I ОСТ /3735—68)
б) с продольной шпонкой (ГОСТ /3786—68)
<17:24
<7-24
Обозначение Для конца шпинделя d 1 Обозна-i чснне 1 Для конца шпинделя а 1 /о Г>!
0031 0032 0033 0031 0035 0036 0037 0038 0030 0010 0041 0012 0013 ООП 40 22 27 22 27 13 36,6 1 ! 0051 . 0052 « 0053 0054 0055 (056 (057 0058 | (3)59 ' 0060 | 0061 О'Ч>2 0063 (<061 ; 0065 1 0066 0067 i 0CG3 ' (К 69 0070 ii 40 16 16 56.6 86,6 66,6 96,6 76,6 116,6 86,6 146,6 73,2 113,2 83,2 123,2 93,2 153,2 113,2 173,2 113,2 173,2 133,2 193,2 35
22 18 40
50 43.2
27 22
32 22 26 22 30 25 32 22 30 25 32 53.2 32 26 55
50 22 18 40
40 63,2 ’
27 22
50
32 26 55
40 28 60
60 40 73.2
60
50
50 31 75
Общее обозначение 6222-003!
оправок. При
обозначения о
к и:
м
е р
п
р а в
Инарументы к фрезерным станкам 39$
Продолжение ^абл. 9
6) Оправки 62 а) с цилиндрической цат Конус Мора T’Z 24 *х для горизонтально-фрезерных сп гфой и хвостовиком конус Морзе (ГС н , панков ЮТ 15069—69*)
Г 1
, г— 1 fi LjLjL_—
L— — * JJLX
Обозначение Конус Мор щ 4 I) d2 <7i
0231 0252 0253 0251 0255 0256 0257 0258 0259 02С0 0261 0262 0263 0264 0265 0266 0267 0268 026.) 0270 2 13 160 21 23 10
160
3 16 40 27 13
/50
22 160 250 315 200 315 31 16
21 41 1 20
4 1 о 1 bO 46 27 13
22 31 16
250 31 ) 160 250 d 15 1(r() 259 315 4(-0
27 41 20
32 47 23
б) с поддерживающей втулкой и хвостовиком конус Морзе (ГОСТ 15070—з9*)
G'-’Q] (292 16 259 313 27
02<<3 0291 3 22 2'51) 400 40 31
0295 0296 n 315 4 oO 41
А1 Общее обозначение оправок. Пример обозначения оправки.' 6224-0251, Кольца промежуточные — см. ГОСТ 13071—69*. Втулка поддерживающая выбирается по размеру подшипника подвески станка — см сгр, 402.
400
Вспомогательные инструменты
Продолжение табл. 9
Обозначение Конус Морзе d Lt D о. d1
0297 0298 0299 0300 0301 0302 0303 0304 0305 0306 0307 0308 4 16 250 46 27 —
22 34
315 400 315 400 500 315 400 500 400 500
27 41
32 47
40 54,9
7) ОправкИ 6225*1 для горизонтально-фрезерных станков
а) с цилиндрической цапфой и хвостовиком конусностью 7 : 24 (ГОСТ 15067—69*)
Обозначение Для конца шпинделя d Ct dt c%
0131 0132 0133 0134 0135 0136 0137 0138 0139 ОНО 0141 0142 0143 0144 0115 0146 0147 0148 0149 0150 0151 0152 0153 0154 0155 0156 40 22 200 250 315 160 250 315 400 160 250 315 400 450 250 400 315 400 500 315 400 500 560 630 460 500 560 630 34 16 36
27 41 20
32 47 23
50 22 34 i 16 45
27 41 20
32 47 23
40 51,9 29
Инструменты к фрезерным станкам
401
Продолжение табл. 9
б) с поддерживающей втулкой и хвостовиком конусностью (ГОСТ 15068 —69* )
Обозначение Для копна шпинделя а Lt О3 г2
0171 315
22 34
0172
400
0173
40 27 — 41 36
0171 500
0173 400
32 47
0175 500
0177 400
27 „ 41
0178
500 —
0179
32 — 47
0180 G30
0181 500
0182 40 630 54,9
0183 50 800 45
0131 630
0185 50 800 69
0136 1000
0137 G30
0188 G0 800 81
0139 1000
*| Общее обозначение оправок. При мер обоз и а ч е н и я оправки:
6225'0131. Кольца промежуточные — см. I ОСТ 15071—69*. Втулку поддерживающую выбирают по размеру подшипника подвески стенка — см. стр. 402.
402
Вспомогательные инструменты
Продолжение табл. 9
8) Втулки 601 О*1 поддерживающие к оправкам для горизонтально-фрезерных станков (ГОСТ 15072—69*)
Обозначение d D L Обозначение d D L
6211 42 63 0223 53 80
0212 16 100 j 0221 0225 27 60 100
0213 45 63 I 71
0211 38 80 0226 55 60
0215 0216 22 42 63 1 160 1 | 0227 (/228 32 GO 71 100
0217 4 5 6! j, S') I 1 0229 55 80
(1218 0219 55 6>> 1 (,230 10 60
100 , 1 0231 100
0220 0221 27 42 63 I 10) 0212 50 71
0233
(/222 45 оз i 1 W 140
0231 60
** Общее 6010-021/. обозначение втулок. При мер об^ о 3 и а ч e i i и я в т у 'ЛЕИ'
Глава 9
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
I. Условные обозначения
1) Форма абразивного инструмента и его типоразмеры определены ГОСТ 2424—С7** 2) Материал абразивного инструмента
Материал Марка Обозначение
Электрокорунд нормальный Э95 Э93 Э92 Э5 эз Э2
Электрокорунд белый ЭВ 99 ЭБ98 Э9 Э8
Конокорунд М<>8 М97 М8 М7
Карбид кремния зеленый К399 К 39 8 К397 К396 К 39 К38 КЗ 7 К36
Карбид кремния черный КЧ98 К Ч 97 КЧ8 КЧ7
3) Зернистость по ГОС Шлифзсрно 200; 160; 1?5; 100; 80, 63; 50; 40; 1 Шлифпорошки 12; 10; 8; 6; 5; 4; 3. /Микропорошки М40; М28; М20; Ml4; М10; М7. 4) Твердость по ГОСТ с Весьма мягкая ВМ1; ВМ2 Мягкая Ml; М2; М3 Среднемягкая СМ Г, СМ2 Средняя Cl; С2 5) Номер cmpyi Плотная 1; 2; 3; 4 — применяется для обрг ных и чистовых работах с получением высокой 1 Средняя 5; 6; 7; 8 — применяется для обр; нием разрыву. Открытая 9; 10; 11; 12 — применяется дл$ сопротивлением разрыву. Дает низкую чистоту мента, обеспечивает лучший отвод снимаемой ст ния при обработке металла. 6) Вид свя: Керамическая —К Бакелитовая — Б. Вулканитовая — В Т 3647 — 71 J2; 25; 20; 16. Т751 — 47** Среднетвердая СТ1; СТ2; СТЗ Твердая Tl; Т2 Весьма твердая ВТ1; ВТ2 Чрезвычайно твердая ЧТ1; ЧТ2 <туры аботки твердых материалов при доводом-чистоты поверхности. аботки металлов с высоким сопротивлс- 1 обработки вязких металлов с низким / поверхности и большой износ инстру-ружки и лучшие условия для охлажде-
404 Абразивные инструменты
2. Круги шлифовальные*1 для универсальных и внутришлифовапьных станков но ГОСТ 2424—67**
Форма ПП
Форма ПВ
Форма 411
Размеры, мм
наиб d Ширина круга П и связки рекомендуемые Форма круга Диаметр шлифуемого отверстия Применяются для работы на станках, тип — модель
8 13 16 20 32 40 50 63
5 Ю 15 20 25 30 40 50 60 70 90 100 125 150 2 3 5 К К к к ПП V О О О О ЧЛ СП to -о to «~4 to <3> § - । । । । Г 1 । । 1. । . । । U’ О' Й Й tO ^3 О О — о __________ 310; 310П; ЗА ПО; 3225Б ЗА110; 31 ЮМ, 3225Б; 3225П 3225Б; ЗБ12 ЗА12; ЗБ12; 3225 ЗА225; ЗА227 ЗА227; 3A130; ЗА140
1
К Ki К К К
KiB к к | ПП; ПВ
6 10 13 16 20 50 32 S 81 1 1
к | 1 К
i
к к К
J К
К
ЗА227; ЗА228; 3A130
к в к в КБВ КБВ КБВ К К в кв КБВ кв КБ КБ КВ К КБВ КБВ кв к к кв кв КБВ КБВ к к! к | к кв КБВ К
К
р~| ЗА228; 3A130: 3A14J ЗА229, ЗА141 ЗА229; ЗА141. ЗА228 ЗА229; ЗА141 ЗА228; ЗА250, ЗА229; ЗА141 ЗА229; 311141; 3260; ЗА250
ПП;ПВ; ЧЦ
| кв
кв кв кв к
*1 Пример обозначения круга В ~ 100 мм, Н — 25 мм, d — 20 мм из электрокарунда белого марки ЭБ99, зернистостью 6, твердостью СТ2, структурой Г па керамической связке: ПП 100 X 25' X 20 Э9 СТ2 — 5—.К—ГОСТ 4785 — 64** Тоже, но с И — 50: ПВ 100 X 50 X 20 Э9 СТ2 — 5 — К—ГОСТ 4785-64**.
Примечания: 1, Для сокращения номенклатуры применяемых шлифовальных кругов рекомендуется применять круги размеров, заключенных в рамки.
2. Ври выборе размеров кругов для шлифования отверстия рекомендуется принимать отношение диаметров кругов к диаметру отверстия равным 0,8 —0,9.
3 Ширина кругов II основном относится к кругам формы ПП
Абразивные инструменты
405
3. Круги шлифовальные*1 для круглошлифовальных и бесцентровошлифовальных станков по ГОСТ 2424—67* *
Форма ПП. Из материалов А, Форма ПВД Форма ПВДК
связка К
Размеры, мм
Размеры круга Форма круга рекомендуемая Связка Применяется для работы на станках тина
& наиб Н ^вн Форма ИН Форма ПВД; ПВДК
Для круглошлифовальных станков
150 200 10 32 К; Б; В 310 310П
250 20 73 К; Б 31 ЮМ, 31 юп
300 350 40 32 127 ПП К; Б; В 312М; 312П; 3150 ЗА12; ЗБ12; ЗА150 3130; 3A130; 3131
400 40—63 3153М; 3A153; 3A153A ЗА153У; ЗБ153; 3E153; 3140; 3141
40—50 (25) 203 К; Б К
600 63 ПВД; ПП 3151; ЗА151; ЗБ151; 3151П; 3161; ЗА161; ЗБ161 ЗВ161; ЗВ161А; ЗК161 ЗТ161; ЗА164; ЗА164А ЗА164Б; ЗА172; ЗА174 ЗВ164; ЗВ164Б
200 К; Б; В
750 75 305 ПП К; Б
750—500 75—800 КБ
900 90—100 ПВД; К; Б К; Б 3164; 3164А; 3172
ПП
Для бесцентрово-шлифовальных станков
а) шлифовальные круги
175 350 32 150—600 (набор» ) 150—290 200 32 127 ПП К; Б; В ЗГ180 ЗГ 182
500 690 305 3180, 3181 3182
б) подающие круги
125 32 50 К 3 Г180
250 300 150—600 (наборн ) 200—150 (наборн.) > 200 (наборн.) 127 ПП ЗГ182
350 Б, В К 3180, 3184 3182
Пример обозначения круга D — 400 мм, /7 =» 40 мм, d — 127 мм из электрокорунда нормального марки Э95, зернистостью 63, твердостью СМ1, структурой 3 на керамической связке: 11П 400 X 40 X 127—35— К ГОСТ 47Я5— >64**,
-100
Абразивные инструменты
4. Круги шлифовальныей 1 для плоскошлифовачьных и продольно-шлифовальных станков по ГОСТ 2424—67**
Форма ПН
Форма 5G
i
d ~D
Форма 1К
^наиб ^вн Ширина круга // и связки рекомендуемые Форма круга Метод шлифова-н ич Применяется ДЛЯ Р 1боты на станках тип — модел1
1 '—20 25 49 50 63 100 I 150
200 250 359 450 500 350 400 450 500 75 к i Д, я плс КВ СКОШЛ КВ ифова. 1ЬН ых станков ЛИ Норное- . рией 3701 ЗГ71; ЗБ71М 372Б; 3740, ЗА740; ЗБ740 3722, ЗБ722 3724; ЗА724; ЗБ724; 375 373 3A732; ЗБ 732 3756 ЗА756; ЗБ756
к.г> 1 К 13
127 203 305 263 300 380 305 К1313 КБВ
KBBj
| Ь Cei мен г 5С85 Торцом кру i а
кьь кв в 1 В I R.W.I ПИП' кьв Ceiмен г ! 5С83 । или 1К
КБ В
Для продольно-шлифовальных станков а) для большой бабки
500 1 305 б) для малых i зерти Б К Б Ь Ceiмент . H1Y >tx бабок Торцом круга и периферией круг а Торцом Кру 1 а 3539; 3A530; Зе-4 4; ЗА544 3508; 3510 3510В |
600
— Б калит
75-175 20—32 КБ КБ | КБ 1 КБ чц ГчнГ| 1 Торцом 3530; ЗАЗ 10;
I -г—•тга-лЛ 1 круга 3544; ЗА544
150 32 | КБ |
3508; 3510;
i 1 3510В
** Пример обозначения круга D — 350 мм, И === 40 мм, d — 127 мм, из карбида кремния черного марки КЧ98, зернистостью 16, твердостью С1, структуре)! 6, на бакелитовой связке: ПП 350 X 40 X 127—КЧ8. 16 С1 — 6Ь
То же, сег м е н г н о го к р у г а: Сегменты 5С85 — К.Ч8—16 — С1 — 6Б—ГОСТ 4786 — 64*.
Примечание, Для сокращения номенклатуры рекомендуется применять круги размерами, указанными в рамках.
Абразивные инструменты
407
5. Круги шлифовальные*1 формы ПП для резьбошлифовальных и шлицешлифовальных станков по ГОСТ 2424—67**
пг ^1 У_
В Размеры, мм
D d Однониточный Н М. ногониточ-ный Связка Применяется для работы на станках. тип — модель
400 350 203 203 Иля резьба! 10 илифовальных t 20 40 25 25 25 40 :танков К, В В MBI10; 5822 5822Б; 582211
К, Б 5820
10 10 К, Б, в К, Б К, Б, В К, Б К, Б, В К, Б 5821
500 305 13 5823
100 20 32 32—50 мер обо ля наружно! >унда белого свой связке: Для шлице 16 25 32 знамени: го шлифован: марки Э99 зер ПП 400 X 2( шлифовальных 10 я круга D ия резьбы шаг )нист остью 125, 9 X 203 С 4 станков К, Б — 400 мм, II ~ ом 1,5 мм, мт твердостью I!—CM2—7—L 3150
75—200 345; 3 45Л: 3431; 3153А; 3453 Б
81—200 4:1 При форма ПП, д из электрокор 7 на вулканит 3451 Б; 31:51В; 3431 Г' 311451 = 20 мм, d — 203 мм, огониточным кругом П—СМ2, структурой 3 ГОСТ 47Ь5—64**
408
Абразивные инструменты
6. Круги шлифовальные*1 для зубошлифовалъных станков по ГОСТу S424—67**
и
Размеры, мм
D а Н (от модуля! Количество кругов Форма круга Связка Применяется для работы на станках, тип — модель
2.5 2.5—4 4-7 7-10
250 350 75 127 13 10 16 25-32 1 2П КВ КВ кв кв кв кв кв кв 5831, 5841 584М 5870 586 5А832, 5В833 5А835 5 А 830 5851 586 В
10-13 16—20
10 40 ПП
63
400 203 75
50
165—225 62—175 611-152.4 7’//' 190,5 9", 228,6 12", 304,8 18", 457,2 250 400 '500' 40 20—32 — 16 4—20 2 1 31 ПП
95 127 203 280 32 127 203 — — 1 чк к, в 5871 до 12"
25 1 ЧП m се да & 5891 5892А 5893
*’ Др и м е р обозначения к р у г a D =» 275 мм, Н ~ J6 мм,
. . , ....................... „ r J . „ _ ___...... .. _ d = 40 мм,
форма 31 из электрокорунда нормального марки Э95, зернистостью 125, твердостью СМ1, структурой 4 на керамической связке: ЗТ275 X 16 X 40 Э5 СМ1 —125—4 — К ГОСТ 4785 - 64* ”.
Абразивные инструменты
409
7. Круги шлифовальные*1. Чашки цилиндрические по ГОСТ 2424—67** формы ЧЦ и конические формы ЧК по ГОСТ 2424—67**
D
а) 5)
D н d Hi fj, градусов Связка
а — чашки цилиндрические формы ЧЦ
40 50 75 100 125 25 32 40 50 63 80 63 13 32 40 65 80 ПО 125 85 20 25 32 40 50 65 40 — К, Б
20
32
150 65
200 250 50 75 100 100 25 32 150 б — чашки 13 170 200 конические 40 65 80 85 105 125 130 45 75 г формы ЧТ 18 22 20 1 65 К К, Б К К, Б К К, Б К К, Б
30 20
45 65 45 65 43 65 60
125 35 32
25
45 35 50 63 140 150
32 23 35 45 100 ПО
150
175 250 300
190 К
100 150
80
230
'fl Пример обозначения круга (чашки цилиндрической) D «= 100 мм, Н = 50 мм, d 20 мм из электрокорунда нормального марки Э95, зернистостью 20, твердостью М3, структурой 7 на керамической связке; 411 100 X 50 X 20 35 — М3 ~ 7К ГОСТ 4785 — 64 - *.
То же, чашки конической 150 мм, Н— 50 мм из карбида кремния зеленого марки К398, зернистостью 40, твердостью СМ1, структурой 4 на бакелитовой связке: ЧК 150 X 50 X К 38— 40 СМ / — ЧБ ГОСТ 4785 — 64
410 Абразивные инструменты
8. Круги шлифовальные* *». Гарелки формы IT, 2Т, ЗТ по ГОСТ 2424—67**
4
т
i
Г Ч 1 1
О // di 1Ц К Ь Связка
Круги шлифовальные формы IT**
13 1 8 13 30 3 2 4 К, Б
100 10 20 40 4
125 13 32 50 5 3 6
150 16 6 4 8
200 250 20 25 80 100 8 10 6 10 13 К
Круги шлифовальные формы 9 /'«'2
1В 16*5 20 32 75 3 3 16 К
Круги шлифовальные формы .
223 275 18 20 40 105 2 4 4—6 — К
*1 Пример обозначения круга £> = 150 мм, И =» 16 мм из электрокорунда белого марки ЭБ98, зернистостью 6, твердостью С2, структурой 6 на керамической связке; 1Т150 X /5 Э8 — 6 С2 6 К ГОСТ 4785 — 64 *.
*2 I Г — для заточки фрез, метчиков и разверток; 2Т — для заточки червячных фрез; ЗТ — для шлифования зубьев шестерен
*3 Круги применять при проектировании новых станков не рекомендуется.
Глава 10
СРЕДСТВА ИЗМЕРЕНИЯ
I
1. 'Перечень ГОСТов и нормалей
Наименование. Измеряемый размер, мм ГОСТ или МН
Скобы для диаметров вала Составные б нерегулируемые 1—6 МН 4776 — 63
Составные двусторонние . . 1—6 МН 4777-63
Листовые двусторонние З-li) МН 4778 -СЗ
Листовые 3— Ш МН 4779 — 63
Листовые 10,5—10) МП 4780—63
Листовые для диаметров 1(12—180 МН 4781—63
Листовые 185—260 МН 4782 — 63
Листовые со сменными губками 1(;2---18) МИ 4783 — 63
Листовые со сменными губками 185—360 ЛИ! 4784-63
Штампованные . 10.5—5'* Ли Н 4785- 6 >
Штампованные 52—189 МН 478b —63
Скобы для диаметров Составные проточек 1—6 МН 471-64
Листовые 3.1 — 10 МИ 472 — 64
Листовые 10,2—09 МП 47) -61
Листовые со сменными губками 100,5—359 МИ 478 — 64
Пробки для диаметров Двусторонние с опрессованными вставками . . . отверстий 1-3 5 ГОСТ 14807 — 69
Проходные с опрессованными вставками 3 6-6 ГОСТ 14898 — 69
Непроходные с опрессованными вставками диа-метром 3 6—6 ГОСТ 14809 — 69
Двусторонние со вставками 6,3-59 ГОСТ W810-69
Двусторонние с неполными ненроходпыми встав-ками 6,3—50 ГОСТ 14811-69
Проходные со вставками 52 -72 ГОСТ 14812 — 69
Непроходные со всуавк1ми 52—72 I ОСТ 14813—69
Нспроходные с неполными вставками 52-75 I ОСГ 14814—69
Проходные с насадками 75—100 ГОСТ 14813 — 69
Нспроходные с насадками 52—160 I ОСТ 14816 — 69
Штампованные проходные с насадками 52 ~1()0 ГОСТ И817-69
Штампованные непроходные с насадками .... 5*2—100 ГОСТ 14818-69
Непроходные с неполными насадками 75—100 1ОСГ 14819-69
Проходные неполные штампованные 162—16) IOCT 14820 —69
Непроходные неполные штампованные 10?—160 ГОСТ 14821—69
Проходные неполные ... 102 -3(М 1 ОСТ 14822 — 69
Нспроходные неполные ... 75—300 ГОСТ 14 823—69
Проходные неполные с накладками 165—300 ГОСТ 14824 — 69
Нспроходные неполные с накладками . 165—30J ГОСТ 14825 — 69
Односторонние листовые . . 52-250 ГОСТ 1482G—69
Нутромеры иеироходные сферические (жесткие) для диаметров отверстии 102—360 ГОСТ 14827-69
412
Средства измерения
Продолжение табт I
Наименование Измеряемый размер, мм ГОСТ или МИ
Скобы для ограничения длин и высот
Листовые односторонние . . . . 1 10,5-360 МН 248—64
Листовые двусторонние . . 10,5—360 МН 249—64
Трубчатые двусторонние 310—500 МН 250-64
Трубчатые двусторонние 510-2000 МН 1810-61
Двусторонние с ручкой 2-250 МН 1401-61
Двусторонние с ручкой и удлиненными губками 20-150 МН 1402 — 61
Двусторонние 3-6 МН 1403-61
Двусторонние . 7-100 МН 1404—61
Двусторонние с удлиненными губками 7-100 МН 1405-61
Односторонние . 6-200 МН 1407—61
Односторонние с удлиненными губками 6-100 МН 1408-61
Пробки для ограничения размеров шлицевых отверстий а прямобочным профилем
Шлицевые прямобочные со вставками МН 2958-61 4“
4-МН 2963—61
Шлицевые прямобочные цельные при центрирова-
нии no D, d или b . .. МН 2964—61 4-
— МН 2966—61
Листовые двусторонние для диаметров 14-98 МН 2970-61
Проходные неполные для диаметров , , 102-125 МН 2971—61
Нёпроходные неполные для диаметров 102-125 МН 2972 — 61
Кольца шлицевые прямобочные •— МН 2967 — 61 4~
-?МН 2969-61
Скобы гладкие для контроля элементов шлицевых валов
Непроходные для контроля внутреннего диаметра
с прямобочным профилем при центрировании по
D или ft — для номинальных наружных диамет-
ров валов . 14-120 МН 2973-61
Двусторонние для контроля внутреннего диамет-
ра с прямобочным профилем при центрировании
по d—для номинальных внутренних диаметров
валов .... . 11-112 МН 2974-61
Двусторонние для контроля толщины зубьев шли-
цевых валов с прямобочным профилем — для
номинальных толщин шлицев 3—18 МН 2975—61
Калибры для ограничения размеров шпоночных и других пазов
Пробки шпоночные для отверстий 8-120 МН 2978 — 61 —
-г МН 2980 — 61
Призмы шпоночные для валов 8—24 МН 2981-61
Призмы шпоночные для валов , 24-200 МН 2982—61
Глубиномеры шпоночные для отверстий ..... з—ю МН 2983 — 61
Глубиномеры шпоночные для отверстий 11—90 МН 2984 — 61
Глубиномеры шпоночные для отверстий 95—200 МН 2985 — 61
Глубиномеры шпоночные для валов диаметром . . 5—200 МН 2986-61
Глубиномеры для сегментных шпоночных пазов 0,9-21,2 МН 2987—61
Пробки пазовые шпоночные для размеров 6ЦОМ 1-2,5 МН 2988 — 61
Пробки пазовые для размеров ft ........ 1—2,8 МН 2989 — 61
Пробки пазовые для размеров ft м 3—50 МН 2990 — 61
Пробки резьбовые со вставками с полным профилем резьбы и с укороченным профилем резьбы
для ограничения размеров метрических резьб общего назначения в отверстиях
Проходные 1-100 ГОСТ 17756 — 72
Непроходные 2—100 ГОСТ 17757 — 72
Проходные 105-300 ГОСТ 17761—72
Непроходные * Ю5-300 ГОСТ 17762-72
Кольца резьбовые для ограничения размеров метрических резьб
общего назначения на валах, болтах, винтах и т. п.
Проходные 1—100 ГОСТ 17763 — 72
Непроходные 2—100 ГОСТ 17764 — 72
Проходные и непроходные 105—300 ГОСТ 17765 — 72
ГОСТ 17766—72
Средства измерения
413
Продолже нир табл I
Наименование Измеряемый размер, мм МН
Резьбовые калибры, применяемые для резьб различных видов
Пробки резьбовые ПР со вставками с Полным профилем для трубной цилиндрической резьбы^ v8-3>/a" МН 775-64
НЕ со вставками с укороченным профилем для трубной цилиндрической резьбы 1/в— JI/2" МН 776-64
ПР и НЕ двусторонние со вставками для трубной цилиндрической резьбы 1Д—11/2" МН 777- 64
ПР с насадками с полным профилем для трубной цилиндрической резьбы 13/4—31/2” МН 778 -64
НЕ с насадками с укороченным профилем для трубной цилиндрической резьбы Р/4-31 У' МН 779-64
ПР с полным профилем для трубной цилиндриче-ской резьбы . 4—6" МН 781 -64
НЕ с укороченным профилем для трубной цилиндрической резьбы 4-6" МН 782 —64
Кольца резьбовые ПР с полным профилем для трубной цилиндрической резьбы 1/8-31/2 П . МН 783—64
Н£ с укороченным профилем для трубной цилиндрической резьбы V8-31//' МН 783-64
ПР и НЕ для трубной цилиндрической резьбы 4—6" МН 785 — 64
Пробки и кольца резьбовые ПР и НЕ для трапецеидальной одноходовой резьбы 10—300 Техдокументання
ПР и НЕ для упорной одноходовой резьбы .... — завода '«Калибр»
2. Перечень нормалей на шаблоны для визуальной оценки размеров
Наименование шаблонов Измеряемый размер МН
Двусторонние для высот 1 — 100 мм МН 1406 — 61
Односторонние для высот 1 — 75 мм МН 1409 — 61
Двусторонние для глубин / 1 — 100 мм МН 1410-61
Односторонние для глубин 1 — 70 мм МН 1411—61
Двусторонние для уступов 3—300 мм МН 1412 — 61
G рисками для длин . 3 — 300 мм МН 1413-61
Уступомеры для длин 20 — 300 мм МН 1414-61
Для наружных фасок 30° МН 1415 — 61
45° МН 1416 — 61
60® МН 1417-61
Шкальные для наружных фасок 30° МН 1418 — 01
45° МН 1419—61
60® МН 1420—G1
Для внутренних фасок 120® МН 1421—61
90° МН 1422-61
75® МН 1423 — 61
60° МН 1424 — 61
45° МН 1425 — 61
414
Средства измерения
3 Штангенциркули по ГОСТ 166—63 *
Размеры, мм
Парамегры Типоразмеры
ШИ I UIU-II ШЦ-1П
.О см 7 й> 0—2о0 । 1 0—200 <м " 7 i 0—500 ! 250—710 0001—0<30 ; 500—1400 : 800—2000 S ео 2 1 2000—4000
Величина отсчета по нониусу 0,1 0,05 0,05; 0,1 0.1
Вылет измерительных г у б о к для наружных измерений . . 40 45 60 80 100 150
Вылет измерительных губок для внутренних измерений . . 17-18 —
Предельная погрешность показаний . . ±0.1 10,05 -J 0.05, J 0,1 юз 10.2 1 ±0,3 1 10 1
За виды-изготовители « Калибр», Моск- ва; СТИЗ, г. Ставрополь ЛИЗ, г. Ленинград; ЧЗМИ, г. Челябинск СТИЗ, г. Ставрополь
4. Штангенглубиномеры по ГОСТ 162—64
Размеры, мм
Параметры 3 ипоразмеры
Ш Г-200; 2ШГ-200: ЗШГ-200 III Г-320; 2ШГ-320; 3111 Г-320 I Ш Г-500; 2 Ш Г-500, ЗШГ 500
Пределы измерений . 0—20J 0—320 0—530
Величина отсчета по ноя'йуеу . . . Предельная пог реши ость показа- Н ИЙ . 0,05 ±0,05 ОД 10.1
За вод-изготовитель КРИН, г. Киров
*3 Типы 2ШГ и ЗШГ — по ТУ2 004-638—69
415
Средства измерения
Штаагенрейсмассы по ГОСТ 16 4 — 8 1
Размеры, мм
Параметры Типоразмеры
ШР-250 ШР 400 III Р-630 ШР-1000 ШР-1600 ШР-2500
Пределы измерен ия 0—25Э 40— 100 (0—6 У) 160-1000 660—1600 1560—2500
Величина отсчета по HMlHVey ...... (),р5 0,05, 0,1 0,1
Вылет ножек .... 50 S0 125 ! 160 1
Предел ьн а я погрешность показаний . . 0 05 (И\5; 0,1 0.1
Завод изготовитель КРИ Н, г К иров
6. Штангенциркули специальные
Размеры, мм
Параметры Пределы измерения го iиьоразмерам
ПИЩ *! Ш1Ю 111*2 ШИР *3 Штангенциркуль у гл су-мер *4
Пределы измерений .... 8—133 14—32) 15—300 0—150 ('0-90')
Величина отсчета по нониусу 0Д2 > 0,03, 0,1 0,1 0.05
Предельная погрешность показаний 1 0 05 ч 0,03; Ч 0,1 1 0,1 J 0,05
Наименьший диаметр проверяемых отверстий". .... 1,8 —
Наибольший диаметр бор-шганги - по —
Диаметры сменных конусов центров 8; 7— '6; 30- <7
Технические условия .... ГУ 28 54—67 ГУ 28 1 16 — 68 |тУ 28 1 15 — 68 ! ТУ 2 03 4-| ‘>/3-70
Заводы-изготовители .... ЧЗЛ1И, г, Челябинск ПИЗ, г. Ленинград
* * Для измерения межцентровых расстояний. * 2 Для измерения при расточке без вывода борштанги. * 3 Для разметки от базовых о: верст и и * 4 Для построения углов при разметке
416
Средства измерения
7. Микрометры гладкие по ГОСТ 6507—60 Размеры, мм
П *ip а метры Пределы измерения по типоразмерам
М К-25 М К-50 МК-75 МК-100. МК-125 М К-150 МК-175 М к-200
0—25 25—50 50—75 75—100 100—125 125—150 150—175 175—200
Цена деления нониус -кого барабана Предельная погрешность показа ний Заводы нзг отовигели 0,01
J 0,002 *1 10,004 *2 ±0,005
«.Калибр», г. Москва КРИН, г. Киров
Параметры Пределы измерения по типоразмерам
МК-225 14 К-2 50 МК-275 М К-300 М К-400 МК-500 М К-600
200—225 225—250 250—275 275—300 300—400 400—500 500—600
Цена деления нониус-кого барабана Предельная погрешность показаний Заводы-изготовитсяи 0,01
±0,006 ±0,008 ±0,010
КРИН, г. Киров
** Для микрометров 0- *г Для микрометров 1 го класса точности. -го класса точности.
8. ЛЧикрометры листовые и трубные по ГОСТ 6507—60 Размеры, мм
Параметры Пределы измерения по типоразмерам
МЛ-10 МЛ-25 *1 МТ
0—10 0-25
Цена деления иониусного барабана « » » • Предельная погрешность показаний • . , Вылет скобы, не менее » . . Наименьший диаметр измеряемой трубы Завод-изготовитель 4:1 Д']я измерения толщины листов. Для измерения толщины стенок труб 0,01
? 0,004
40 | 80
1 12
КРИН, г. Киров
Средства измерения
417
9. "Микрометры со вставками для измерения метрические и дюймовых резьб по ГОСТ 4380—63 *
Размеры, мм
Параметры Гипоразмеры
МВМ-25 МВМ-50
Пределы измерений 0 -25 25 ।—50
Нет деления но-f нужного барабан * 0.01
Н.базы резьбо-еык вставок для пределов шагов Предельная по-f р чнность показа 1ИЙ 0,4—0.15’ 05-0,6; 0.7— 0,8 OJH 1—1.25, 1,5—1,75; 2—2.5 0,01—0.013 3—4 0,015 0,7—0,8 0,01 о — йп о к- 3—1; 4,5—6 0,015
Завод-изготовитель КРИН, г. К ирон
4 ипоразмеры
Параметры МВМ-75 MBM-1U0 МВМ-125 МВМ-150 МВМ-175 МВМ-200 М ВЛЛ-223 МВМ-230 МВМ-275 МВМ-300 М ВМ-325 М ВМ-350
Пределы измере-li и й 50— 75— 75 -ЮЗ 100- 125- -125 -150 1" >9—175 175— 200- -200 -225 т1 г Т* г* т1 СО ОС ОО № 50 О ’ ~
Цена деления по-ниусного бара-ба на 0.01
Наборы резьбовых вставок для пределов шагов Предельная погрешность показаний О к- CJI — §2 { 1 1 ! ° to 7- — 1 От'-зкг I 1 V» СП 3—4; 4,5—6 0,020 2—2,5 0,015-0.020 3-4; 0,025 4,5—6 0,025 2-25 0,020 3—4; 4,5—6 0,025; 0,035 3 — 4; 45-6 0,035
Завод-изготовитель КРИН, । г. Киров
10. Глубиномеры микрометрические по ГОСТ 7470—67 **
Размеры, мм
Параметры Т ипоразмеры
ГМ-100 ГМ-150
Общие пределы измерения Цена деления нониусного барабана Количество сменных измерительных стержней Пределы измерения с помощью отдельных измерительных стержней Предельная погрешность показаний. класс точности 1 класс точности 2 0—100 ! 0—150
051
4 0—25; 25—50; 50—75; 75—100 :»0,00 * i.0,005 6 0—25; 25—50, 50—75; 75—100; 100—125; 125—159 4 0,004 10,006
3 а вод- изготов ител ь КРИН, г. Киров
14 п/р. Монахова
Оо
11. Нутромеры микрометрические по ГССТ 10—58
Размеры, мм
Параметры Тмноразмеры
НМ 50-73 НМ 73-173 НМ 73-600 j НМ 130-1230 НМ 800-2300 НМ И-4 000 НМИ-6000
Пределы измерения нутромеров Пределы измерения микрометрической I оливки с наконечником Цена деления нониусного барабана Количество удлинителей Количество индикаторных головок Предельная погрешность показаний 5С—ТЪ 75—175 75—Goo 150—1230 800—2500 1250—1600 2500—6000
59—63 75—88 150—173
0,01
1 3 6 8 10 11 12
— 1
±0.006 ±0.003 ±0.01) ± 0,020 ±03'10 ±0,060 ±0.090
Завод-изготовитель ЧЗМИ, г. Челябинск
Средства измерения
12. Головки измерительные рычажно-зубчатые. Индикаторы Размеры, мм
Параметры 3 ипоразмеры
1ИГ 2ИГ 1МИГ 2МИГ ИР Б 1 ИРЗП ' ИЧ-2 *‘ 1 ИЧ-5 А1 ' ИЧ-10 ** 1 И 1 *’
Пределы измерения Пена деления Предельная погрешность показаний в пределах: » 30 делений св. 30 делений 0,1 мм 1 оборот с трелки 1 мм 2 мм на всем пределе измерения Присоединительный размер Угол поворота рычага от среднего положения Особенности расположения шкалы L0,C5 0,001 । 0.0001 t 0,0007 4 0,1 0,002 i о,poos ♦ 0,0012 0—1 ОдКЛ 0—2 0 002 0,3 0—2 0—5 0—10 0—2
0,01
—
— 0.005 | 0,006
0,002 0,003 0,003 0,001 и.006 __
— 0,010
85а о,ою 0,0)2 ‘ 1 0,616 1 0 02J ! 0,0 i 2
В державке zL 90° 23
Шкала перпендикулярна плоскости поворота рычага Шкала параллельна плоскости поворота рычага — — Шкала пер-пендикулярка перемещению и iмерительного стержня
ГОСТ (ТУ) гост 5490-71 ГУ 2 034-259 — 69 ГОСТ 5584 — 61 * ТУ 2-034-630 69 ГОСТ 377-08*
Заводы изготовители ЛИЗ, г. Ленинград | КРИН, г. Киров
** Предельная погрешность показаний приведена для индикаторов 1-го класса точности; предельная погрешность индикаторов 0-го класса точности на 15 — 30% меньше.
Средства измерения
13. Головки измерительные с пружинным механизмом
Параметры Микрокаторы Микаторы Мини- Kai ор Оптикаторы *2
01ИП1 02ИГГ1 05ИГГ1 1ИГП 2ИГП 5ИГП ЮИГП 02ИПм|<>5ИПМ 1 1ИПМ 2ИПМ Мод. 10301 01 п| 02П 0511 1П
Пределы измерения, мкм Цена деления, мкм Предельная погрешность показании, мкм, в пределах: 20 делений 30 делений более 30 делений 40 делений 60 делений 100 делений более 100 делений 1 4 0,1 4 6 0,2 -1 15 0.5 < 30 1 4 60 4 150 । ±300 : 5 J Ю 1 10 0.2 л 25 0 5 ±50 1 ±100 2 < 40; t 80 1; 2 1 12 0,1 t 25 0,2 -1 50 0,5 ±100 1
— 0.5; 1 —
0,1 0.2 0.2 0.< о.з 0,5 0.5 0.8 1 1,5 2.5 4 0.15 о.з 0 5 1 —
—
— 1; 2
0.3 0.5 | 1 1 2 —
— 0,05 0,1 0,1 0,2 0,25 0.5 0.4 0.8
Присоединительный размер, мм 28С2а 8Г 2а В державке 28СО 2а
ГОСТ 6933—72 14712—69 14711-69* 10593—63
Завод-изготовитель ЛИЗ, г. Ленинград
Данные о предельной погрешности показаний приведены для микрокаторов нормального качества; предельная погрешность показаний .микрокаторов повышенного качества в 1,5 — 2 раза меньше *2 Данные о предельно» погрешности показаний приведены для оптикаторов нормального качества; предельная погрешность показаний оптикаторов повышенного качества на 20% меньше
Средства измерения
421
Средства измерения
14. Нутромеры индикаторные Размеры, мм
Параметры Типоразмеры
10! 101 105 ' 10) 151 । 155 156 | 126 ' 128 . 137
Пределы измерения нутромера Пределы измерения отсчетного устройства ! Цена деления Предельная пог решность показаний Наибольшая глубина измерен ня 3—6 6—10 10—18 18—50 50—100 100—160 160—260 6—10 10—18 18—50
±0,05 0,001 0,003 ±0,01 0,002 0,005 2
0,01
0,012 0,015
20 30 50 150 200; 125 300; 200 300; 200 100 130 150
ГОСТ За вод-изготовитель 9241—59* 9381—60 j
«Калибр», г. Москва
Параметры Т ипоразмеры
НИ-18 НИ-50 НИ-100 НИ-160 НИ-250 НИ-450 НИ-700 НИ-1000
Пределы измерения нутромера Пределы измерения отсчетного устройства Цена деления Предельная погрешность показаний Наибольшая глубина измерения 10—18 18—50 50--100 100 -1G0 160- 250 250—450 150—71Ю | 190—100ft
—
0,01
0,012 0,015 ' 0 020 0,02 j
130 150 200 300 400 500 Не or рани читается
ГОСТ Завод-изготовитель 868—72
КРИН, г. Киров
15. Нутромеры индикаторные специальные
Размеры, мм
Параметры Т ипоразмеры
нти | 1 НИ-700
Назначение Пределы измерения нутромера Пределы измерения отсчетного устройства Измерение расхождения шеек коленчатых валов 85—500 0—2 Измерение при расточ к* без вывода борштанги 450—700
Цена деления 0.01
Предельная погрешность показаний Наибольший диаметр борштанг и 0.020 0,025 240
Технические условия Завод изготовитель ТУ завода КРИН КРИН, г. Киров
422
Средства измерения
16. Стенкомсры индикаторные Размеры, мм
Параметры 1нпоразмсры
С-2 1 С 10 * С-10 Б ! С 25 | С-50
Пределы измерения 0—2 0- -10 | 0—25 25—50
Цена деления 0 01 1 °’'
Наибольшая глубина измерения Наименьший диаметр измеряемого отверстия 25 3 40 5 L0 7 100 12 160 20
Предельная погрешность показаний ±0,Ш5 _» 0.020 -» 0 10 -t 0,15
гост 3 а вод-изготовитсяь - — —— И 9.51 -00 * КРИН, г. Киров
17. Глубиномеры индикаторные
Размеры, мм
Парамсгры Гипоразмеры
I И-2 ' ГИ-100 j I И 150
Пределы измерения 0-2 | 0-100 0-150
Цена деления Предельная погрешность показаний: в пределах 0,1 в пределах 1 0,01 0,003 0,010
на всем пределе измерений 0,012 | 0.020
. ОСТ 3.1 и од- И 3 готов и гол ь 7661—67* КРИН, г Киров
18. Угломеры
Параметры 'I ипоразмеры
УН (мод. 127) 1УМ । 2 УМ | 4 УМ УО
Пределы измерений углов, градусы: наружных 0—1S0
внутренних 40—180 , i -
| Пена деления лимба, градусы 1 1 1
, Величина отсчета ио нониусу, мин 2 | 5 1 15
Цена деления оптической минутной 1 шкалы, мин — 5
1 Предельная погрешность показа-: НИЙ, мин 12 -i 5 ± 15 1 2.5
< гост 5378—66’ 11197-73
За вод-изготовитель «Калибр», г. Москва КРИН, г. Кироз Механический завод, г. Красногорск Моск, обл.
19. Угольники по ГОСТ 3749—65
Лекальные плитки Поверочные лекальные плоские i i С Лес^ряъ! плоские
Параметры Т ипоразмеры
УЛ-60 УЛ-100 УЛП 60 УЛИ-100 | 1 УЛП- 160 ! УЛИ-250 ! уп-60 ’ УП-100 ! УП-160 1 V П-250
Размеры сторон, мм G0X10 100x60 60x10 100x60 160x1 i')0 250x160 60^40 100 х 60 ICC 100 250 х 1б(
Допускаемые отклонения от перпендикулярности рабочих сторон *1, мкм: 0-й класс точности 2.5 3 2,5 3 3,5 4,5
1-й класс точности 2-й класс точности 5 6 5 6 7 9 5 1 13 | 1 6 i 15 7 18 9 22
Завод-изготовитель ЛИЗ, г. Ленинград ЧЗМИ, г. Челябинск
Слее а рные с широким основанием
Параметры '1 ипоразмеры
УШ-60 j ! VIII-100 1 ' УШ-160 1 ! УШ- -250 ! УШ-400 ' VIII-6JC < УШ 1000 ; у ш-1боо
Размеры сторон, мм 60x40 100X60 160x100 250х160 400x250 । 630x100 1000x630 IGOOx 1000
Допускаемые отклонения от перпендикулярности рабочих сторон *\ мкм: 0-й класс точности 2.5 3 3,5 —
1-й класс точности 2-й класс точности 5 13 6 15 7 18 Л i S ! 17 42 21 69 90
Завод-изготовитель ЛИЗ, г. Ленин! рад СЗИЗ, г. Ставрополь
Средства измерения
•*г На длине большей стороны.
424 Средства измерения
20 Плиты поверочные угловые по 2-034-801-6'1
Параметры Г ипора}меры !
11 У ] i ! ПУ-2 | 1 ПУ-3
Материал Г абаритные размеры, мм Допускаемые отклонения от перпендикуляр-мости рабочих поверхностей *:, мкм: 1 .3 класс точности 2 й класс точности Чугун
230X16UX 100 10 22 оЬ0х200х 125 12 30 500 х 250 X 100 15 40
Завод изготовитель j ’-1 На длине большей поверхности CI ИЗ, г. Ставрополь
21. Линейки синусные по Г С'*' 404b—71
j Параметры 1 и пора змер ы
ЛС-1 1 лс-п
Характеристика кепстру к и и и БС'З опорной плиты !< «норной плитой
с одним наклоном с двумя наклонами
Расстояние между осями роликов, мм Ю0 200 300 500 100 с' цент рами 200 ! 300 । i । 500 200 и 100 зп и 1г(
Ширина, мм, не менее во | ин 50 и 180 140 60 120 I tJ0 1 и 180 140 120 180
Предельная погрешность при установке на углы св. 30° до 45°, угловые секунды 1-й класс точности 2-й класс точности ♦ 6 4 10 -1 5 ±8 4 8 ±12 4 6 J И) j 8 и 4 10 *1 -» 13 и ±15
За вод-изготовитель ( * Для L — 130 мм ««Калибр», t Москва
22. Характеристика методов контроля прямолинейности и плоскостности
Средства контроля j ДАегод контроля
Плигы поверочные +1 Линейки поверочные ** Уровни брусковые, рамные, с микрометрической подачей и индуктивные *2 Уровни гидростатические*3 Автоколлиматоры *2 Зрительные трубы с марками *2 Линейка оптическая *2 Плоскомеры карусельные и оптические *3 * 1 Прямолинейность и п. * 2 Прямолинейность * 3 Плоскостность 1. Сравнение с эталонной плитой «на краску» 2 Сравнение с эталонной плитий с помощью отсчетного устройства 1. Сравнение с эталонной линейкой «на краску» 2 Сравнение с эталонной линейкой «на просвет» 3. Сравнение с эталонной линейкой с помощью отсчетного устройства (концевых мер или щупа) Последовательное определение взаимного положения точек профиля. Шаговый метод Определение положения точек поверхности относительно горизонтальной плоскости, проходящей через исходную точку. Последовательное определение взаимного положения точек профиля. Шаговый метод Определение положения точек профиля относительно визирной линии трубы Определение положения точек профиля относительно оптической оси, параллельной крайним точкам профиля Определение положения точек поверхности относительно базовой плоскости, проходящей через три максимально удаленные точки лоскостиость
425
Средства измерения
23 Плиты поверочные
Параметры Пеплос кос! ность, мм, для классов точности
01 0 i 1 '213
Т нпоразмеры: 160x100 250x160 250x250 400x230 400x400 600x400 1000x400 1000x630 1600x1000 0.0020 0 0040 0 0060 —
0,0032 0,0050 0,0680 0.0)00 j 0,0250 | —
—
0 0100 ( 0.0250 | —
0,0010 0,0060 0,0100 0 0160 | 0.0400 | 0,0600
—•
0 0160 1 0,0400 | 0,0660
0,00ь0 1 0,0100 0 0160 | ! 0,(1250 | 0,0600 | 0.1 000
Материал ГОСТ (ТУ) Завод изготовитель Г вердокаменная порода 1 Чугун
Т8 2 03 4 802 69 ] | ГОСТ 10905-64
СТИЗ, г Ставрополь
24. Линейки поверочные по ГОСТ 8026—64
Гип линейки *2 Класс точности Характеристика конструкции Неплоскостность (непрямолинейность), мкм, для длин, мм
80 '125 200 । 320, 4(ю : ; 630 ' 1000 1600 ’ 2500 ‘ 4000
ЛЧ 0 1 Лекальная четырехгранная 1.6 2.5
лт 0 1 Лекальная трехгранная 1,6 2,5 —
лд 0 1 Лекальная с двусторонним скосом 0,6 1,6 1,6 2,5
шп 0 1 2 G широкой р^бьчсй поверх носгыо прямо- угольного сечения 2.5 6,0 10,0 4,0 10 0 16,0 —
0 G широкой рабочей поверхностью двутаврового сечения 4,0
шд 1 — 10,0 16,0 | 25,0 ‘ 40,0
2 16,0 25,0 , 40,0 1 60,0
УЗ 1 2 Угловая трехгранная — 10,0 16,0 —
шм 1 2 С широкой рабочей поверхностью (мостик) 6,0 10,0 10,0 16,0 16,0 25,0 25,0 ^0,0 -
*i Линейки изготовляются тех типоразмеров и классов точности, для которых приведены величины неплоскостности (непрямолинейности). *г Заводы-изготовители: линеек типа ЛЧ, ЛД, ЛТ — ЧЗМИ, р. Челябинск; линеек типа ШП, ШД. УТ. ШМ -хСТИЗ. г Ставрополь
25. Уровни
Параметры Гр\ппа точности Модел и
129 119 107 НО; 112 111: ИЗ 113-1; 115-2
Характеристика конструкции — Уровень индуктивный Уровень с микрометрической подачей ампулы Уровень брусковый Уровень рампый Уровень гидростатический
Базовая длина, мм КЮ 200 150 200 209x200 —
Пределы измерения *8', *4': *109": _* ьи" J 30 мм/м 7?_10 мм/м 1=8 делений Перепад высот — 25 мм, длина шла!!га — 12 мм
Пена деления и ш *20"; *10"; J 1": ±2" '0,1 мм/м 0,01 мм/м 0,02 — 0,05 мм/м 0,06 — 0,1 мм/м 0,12 — 0,2 мм/м 0,01 мм 0,1 мм
Предельная погрешность показаний — Не более цены деления 10,1 мм/м В пределах: Г1 мм/м, *0,01 мм/м; 1 10 мм/м, _*_0,02 мм/м; Не более 0,5 цены деления
ГОС! или ТУ | ТУ 2-034-40-67 ГОСТ I 1196 — 65 ГОСТ 5378 — 71 ГОСТ 9392 — 60 ТУ 2-034 5 67
Завод-изготовитель «Калибр», г. Москва
Средства измерения
Средства измерения 427
26. Автоколлиматоры
Параметры Модели
АК-0,25 -(взамен А КМ 1000) АК-0,5 (взамен АКТ-400) АК-1 (взамен А К Г-250) МГА
Цена деления шкалы компенсатора, с ... 0,25 0,5 1.0
Фокусное расстояние объектива автоколлиматора, мм ..... 1000 400 250
Предел измерений, мин: при расстоянии до зеркала до 2 м .... 6 10 12 6
при расстоянии до зеркала до 30 м ... . 2 1.5 0,8
Погрешность угла отклонения пентапризм, с ±10 4 20 ±зо
Длина автоколлиматора, мм . . . 650 450 350 245
Расстояние от основания до оси трубы, мм: на низком штативе на высоком штативе 100 3( 0 230
ГОСТ или ТУ ГОСТ 11890—66 ТУ завода
*1 При использовании приборов в качестве зрительных труб значения угловых параметров удваиваются (например, цена деления А К 0,25 вместо 0,25" становится равной 0,05") По требованию заказчика автоколлиматоры типа А К-0,25 должны поставляться с фотоэлектрическим устройством регистрации момента наведения
Автоколлиматоры типов А К-0,25 и АК 0,5 должны изготовляться с однокоординатным компенсатором и с поворотом трубы автоколлиматора вокруг его оси. По требованию заказчика указанные автоколлиматоры должны изготовляться с двухкоординатным компенсатором — для измерений в двух взаимно перпендикулярных плоскостях без поворота трубы автоколлиматора вокруг ее оси
27. Линейка оптическая
Наименование показателей Показател и
Тип ИС-36
Пределы измерения, мм ............ ±0,4
Длина измерения, мм . . . 200—1600
Предельная погрешность показаний, мкм ± 1,5
Пределы регистрации, мм ч 0,05
Расстояние между опорами, мм:
наибольшее 1630
наименьшее 800
Масса, кг 25,2
Средства измерения
28. Плоскомеры
428
I кфаметры Модели пл ос номеров
карусел ьных оптических
МС-19М , МС-25М ИС-41М | ИС-45
Диапазон измерения, мм d ~ 1800 1 d - 900 25000x25000 * 10000x20000
Цена деления отсчетного устройства, мм 0,01 и 0,002 0,001
Предельная погрешность показаний 0,025 *’ мм -i 0.8" I 4 1.0"
Число марок — 4
Технические условия 3 а в од- и з готов ите л ь ТУ завода «Калибр» «Калибр», г. Москва
*1 Без погрет постя отсчетного устройства.
29. Кр>гломеры
Параметры Моде л и
218 246 258 ! 255 258 257 | Б 3-2003 ВЕ-37А
Пределы измеряемых отклонений. мм До 0,2 До 0,05 До 0,2 До 0,05 —
Диапазон измерения. мм: наружных диаметров внутренних диаметров по высоте детали 0,5—300 3—300 До 350 До 350 До 1500 0,5—ЗаО 1,5—350 До 400 GO — III s 1 8 § g 1 1 - to СО О О о о (О _ 1 i s СМ 50—350
по глубине отверстия — 1.5-36 20—120
Наибольшая высота детали при установке, мм: на столе в отверстии стола До 800 До 1300 —
Предельная погрешность вращения шпинделя, мм 0,0091 0,0002 0,0001 0,00005 0,0001 0,0002 0.90015, о.оооз
Торцовое биение шпинделя 0,0003 0,00008 0,0003 —
Наибольшая масса проверяемой детали, кг 80 300 80 450 У
Давление пневмосети, кгс/см2 Масса измери- | тельной голов- ’ ки, кг — 3.5 6
Тип измеритель-; ной системы Индуктивный Пневматический Индуктивный
Характеристика конструкции кругломера Напольный Насгольны й Накладной
Завод-изготови-тель «Калибр», г. Москва чзми. г. Челябинск Филиал энимс, р. Вильнюс
30. Шагомеры
Параметры М одел и
21501 21601 21701 1 21800 | ! 2КШ i 3KIII Б В-5043 1 ЬВ-5044
Типы контролируемых колес Нил индрические Цилиндрические, кон ические Нил индрические, кояическ ие. червячные
Вид зацепления Внеш нее Внутреннес Внешнее
Контролируемый шаг Основной Основной, окружной Окружной Ценовной, окружной
Диапазон измеряемых модулей, мм 1,75—10 1и 16—10 2—10 2—16 10—28 2—16 10—28
Цена деления отсчетного устройства, мм Пределы измерения по шкале отсчетного устройства, мм 1 0,001 1 1 0,005 5 0,002 2
Наименьшая ширина венна, мм, при измерении: торцовыми упорами от плиты конических колес 24 16 21 21
Диапазон предельных погрешностей показаний, мм 0.0025—0,0035 0,0035—0.006 0,01—0.02 ±0.0025 4- — J_O.GOo 0,0045—0,008 0.066—0.012 Высшая степень точности проверяемых колес 7
Наименьший диаметр внутренней окружности колеса, мм — 200. 250 —
ГОСТ или ТУ ГОСТ 3883 — 59 ТУ 2-034-296—70 Нормаль OF 1 БВ-22 —64 ГУ 2-034-300 — 71
| Завод-изготовитель
Л ИЗ, г. Ленинград
Средства измерения
31. Яормалемсры
Параметры Модели (типоразмеры)
1 К Н Б (120) 2 КII Б (300) 2221-К (700) БВ-5045 БВ-5046 Б В-5047-25 Б В-5047-50 Микрометры зубомерные МЗ-25 | МЗ-50 I МЗ-75 МЗ-100
Пределы измерения по шкале отсчетного устройства, мм Ценя деления отсчетного устройства, мм Диапазон контролируемы* колес: по диаметру по модулю по длине общей нормали Предельная погрешность показаний, мм 5 0,005 2 — :<_0,05 0,001 0—25 25—50 50—75 73—100
0,002 0,01
До 73 До 150 До 225 До 300
Св. 1 40—120 0,007—0,009 Св. 2 50—300 0,007—0,015 Св. 2,5 150—700 0,012—0.022 Св. 1 0—120 Св. 2 50—300 Св. 0,5 Св. 1
0—25 25—50 0—23 25—50 50—75 75-100
Высшая степень точности проверяемых колес 6 ДО,001 до,ооз
ГОСТ или ТУ ГОСТ 7760 — 59 ТУ 2-034-304 — 71 ТУ 2-034-301—71 ГОСТ 6507 — 60
Завод-изготовитель ЛИЗ, г. Ленинград КРИН, г. Киров
Средства измерения
Параметры Мозе.1 и
1ангенниальные Кромочные Штанген-зубомеры
2301 i 2311 1 2321 БВ-5016К' БВ-5017К I ЗИМ-16 ШЗ-18 | 213М
Назначение Тип проверяемых колес Пена деления отсчетного устройства Цена деления микрометрических головок Величина отсчета по нониусу Предельная погрешность показаний Пределы измерений по шкале отсчетного устройства Наименьший диаметр внутренней окружности проверяемых колес Номера контролируемых муфт по ГОСТ 5006—55 Диапазон модулей проверяемых колес Контроль смещения исходного контура Контроль толщины зуба по постоянной хорде Внешнего зацепления
Внешнего зацепления Цили н др и чес к ие внутреннего зацепления
0,01 —
— 1 I 0.01 —
— 0,02 ±0.02
-i 0 0135-Ц -4-J 0.02' ±0,02-4-±0,01 Ю,028-4- ±0.01 0.017—0,025 0.025—0.028 ±0.15
0—10 0—2
— 105 От 3 до 13 1-10 115 От 11 до 19 8—16 —
2—10 8—10 28—60 1-16 ТУ 2-031-612-67 1-18 5—36
ГОСТ или ТУ ТУ 2-034-222—67 ТУ 2-034-307 — 71 ГОСТ 163—41*
Завод-изготовитель ЛИЗ, г. Ленинград КРИН, г Киров
Средства измерения
со
33. Межцентромеры (ЧЗМИ, г. Челябинск) Размеры, мм
Наладки для контроля ’ *1 I
Модель Мо- Цилиндрических насадных колес Валковых колес Конических колес *2 Червячных пар Колес внутреннего зацепления Колес малого диаметра огрет нот азмеры
дуль Параметры проверяемых колес X Е и о
| Диаметр Межцентровое расе гоя-н не Диаметр I Длина вала Диаметр Длина червяка Диаметр колеса Межцентровое расстояние Пена дел< Предельна показаний 3 Б. га О га i
МЦМ-160М *2 (ГОСТ 10387 —ЬЗ) 0,3—1,0 5—120 25—160 До 120 40—100 До 160 95 160 40—160 — 0.001 0.005 770x320x465 102
МЦ-320М (ГОСТ 5368-58) *3 1-8 До 320 50—320 100—329 200 До 320 Диаметр 60—250 Диаметр 20—40 0.002 -4 0,025 1200x960x700 806
МЦ-400Б (ГОСТ 5368 —58)*3 1—10 До 400 40—400 До 100 100—320 20—320 240 400 40—310 20—40 0,00] i 0,025 1100x710x520 200
БВ-5029 (ГОСТ 5368 —58) *8 1—16 200—800 150—630 — 800 200—806 200 200—800 200—630 — 0,002 -i-0.023 —0,007 1910X620XJ55 900
*х Наладки к межпонтромерам поставляются по заказам *2 Межосевой угол 90° — для конических колес. *3 С 1-7’74 вводится ГОСТ 5368—73. t
Средства измерения
34. Биениемеры **
Размеры, мм
Тип (модель) Модуль Параметры проверяемых колес
Диаметр колес Наибольший угол начального конуса, I радусы Наибольшее расстояние между центрами Цена делеция 11редельная пог решность показаний Ширина зуба -с о * « с О Высота центров Габаритные размеры Масса кг
внешнего зацепления внутреннего зацепления конических
250С2 (взамен Б-2М) *2 по ГОСТ 8137—59 Б-ЮМ по ГОСТ 8137 — 59 Наладка для контроля прямолинейности и направления контактной линии к биение-меру Б-10М*«по IOCT 536S-57 Наладка для контроля направления контактной линии к бие-ниемеру Б-ЮМ *а по ГОСТ 53Ь8—57 0.3—2 1 — 10 5—180 До 400 15—140 60—300 До 180 60—400 160 240 330 0,001 J 0,001 0,007 — 150
1 — 10 40— Ю0 — 0,001 — 90 160 До 45' До 45е 230 230 —
Биениемеры служат для измерения радиального биения зубчатого венца. *• Завод-из! отовитель ЛИЗ, г. Ленинград *3 Завод-изготовитель ЧЗМИ, г. Челябинск.
Средства измерения
434
Средства измерения
35. Эвольвентомеры
Параметры Модел и
КЭ5 СМ А 1 БВ-1089 ! 6 В-5032
Назначение Характеристика конструкции Тип проверяемых колес Диапазон модулей проверяемых колес, мм Диаметр делительной окружности проверяемых колес, мм Наибольший угол развернутости. градусы Наибольший угол наклона зуба проверяемых колес, градусы Пена деления измерительной головки, мм Длина оправки, устанавливаемой в центрах Увеличение самописца Наибольшая высота зуба проверяемых колес, мм: а) прямозубых б)с углом наклона 60° Габаритные размеры, мм Масса, кг Контроль профиля У ниверсальный Контроль профиля и винтовой линии Индивидуальнодисковый Контроль профиля Универсальный
Прямозубые и косозубые: насадные и валковые; внешнего и внутреннего зацепления
1-10 ДО 320 55 О.И’1 1-17 40—580 0,3 — 10 20 — 400 (для внешнего зацепления); 60—230 (для J нут-fenuci о зацепления) 55 45 !(;()—100 , 2U0J, 5{ЛИ)
ПЮО.
150 75 1760x1110x770 572 —
7WX 71<»х U10 700 1200x950X1995 80')
ГОСТ Завод изготовитель 5368—58*1 ЧЗМИ, г Челябинск
36. Шломср Ш’Л-i по ГОСТ 5368—58 *1 Ра 'меры, мм
1 Параметры | 1 исполнение 11 исполнение
Назначение Контроль разности окружных ша ленной пот решности окружного гов, а также накоп шага на yiле 1 80°
Тип проверяемых колес Н ас ад н ые ц ил и н др ичес кие: прямозубые Насадные и в з л к о в ы е цилиндрические; прямозубые и косозубые
Диапазон модулей проверяемых колес Диапазон диаметров делительной окружности проверяемых колес Ч исло проверяемых зубьев в минуту 1- 20- 12.5- —8 —320 —25
Длина валкового колеса Угол наклона зубьев проверяемых колес, градусы Цена деления отсчетного устройства 1абиритные размеры Масса, кг 980x610x550 160 0,001 ! 3'20 До 45 900x610x1040 200
3 авод- изготовител ь ЧЗМИ. г Челябинск
С 1-7*74 вводится ГОСТ 5368—73.
435
Средства измерения
37 Универсальные зубоизмсрительные приборы Размерь', мм
Параметры Моде л и
Б В-5015 ** Б В 96G *2 БВ-5028 *3
I исполнение исполнение
Тип проверяемых колес прямозубые и косозубые; насадные и валковые Цил ин/ прямозубые и конические’ насадные и валковые Гричсские прямозубые и косозубые (насадные и вал ковые), конические прямозубые и косозхбые, насадные и валковые
Диапазон модулей проверяемых колес Диаметры проверяемых колес 1- 40— •10 -100 0,3-1.25 10-100 1-10 20—400
Угол поворота измерительною устройства: при контроле конических колес, при контроле косозубых колес, градусы 70 90
Цена деления линейных отсчетных устройств 0,06'1
Пределы измерения линейных отсчетных устройств । 0,03 и 1 —
Цена делен ия угломерных отсчетных устройств, с 1 I
Длина проверяемых валковых колес Наибольшая длина общей но-рмал и проверяемых колес 400 125 50 20- b Ю
Высота центров Длина хода измерительного устройства вдоль оси центров Ход каретки для контроля контактной линии — 005 600 200
Погрешность измерения, мкм Габаритные размеры, мм Месса, кг ГОС Г Вариация показаний —2,0 1015х585х 1585 500 5368—58 Н Л!ВЫСШ<1Я сюпенъ точности проверяемых колес 4 600x450x550 40 103S7-63 1,5—8,0 1610x780x770 5<Ю 5368-58 "4
За вод-изготовитель ЛИЗ, г Лениш рад чзми, г. Челябинск
* * Для контроля разности окружных шагов; накопленной погрешности окружного шага; радиально! о биения зубчатого венца; отклонения основного uiaia; колебания и длины общей нормали
* 2 Для контроля разности и накопленной погрешности окружного шага; отклонения основного шага; колебания и длины общей нормали
* 3 Для контроля погрешности формы, расположения и непрямолинейности контактной линии; разности и накопленной погрешности окружного шага; отклонения осевою шага, погрешности направления зуба; радиального биения зубчатого венца.
* * С 1-7-7 4 вводится ГОСТ 53ь3—7 J,
38. Кинематомер КН-6VI для контроля погрешности обката зубчатых колее, кинематической и циклической погрешности зубчатых передач и станков
Наименование показателей Показатели
Частота вращения стола контролируемого станка, об/мин Диапазон измеряемых передаточных отношений . Посадочный диаметр датчика фрезы, мм Диапазон измеряемой кинематической погрешности, угловые секунды Частота измеряемой погрешности, Гц Характеристика конструкции 0,120-6,0 От 1 :-20 до 1 •: 30 40А 100 0,002—5.0 Прибор переносной
Завод-изг отопитель ЧЗМИ, г. Челябинск
436
Средства измерения
39 Измерительные зубчатые колеса *1
Модуль, мм ! Число ' зубьев Модуль, мм Число ; зубьев j Модуль, мм Ч ис л о зубьев I Модуль, 1 мм Ч ис л о зубьев
Для прсеерьи цилиндрических колес и прямозубых некерьисираеанных колес (с исходным контуром по ГОСТ 9587 — 6$)
0.3 108 0.5 100 । 1 0,7 1 72 1 0,9 I 56
0,4 125 0.6 М 1 1 0,8 i 1 62 , 1,0 1 50
Д 1.25 1,50 1,75 2,00 2,25 2.50 2,75 ля проееркс 68 I СО { 56 ; 52 4G ; ци тндрич с исходным 3 3,25 3.51) 3 75 4,00 4,25 4,50 еских прям* контуром п 42 1 38 36 । 34 j 30 ОЗубыХ Hi о ГОСТ 13 5,0 5,5 6,0 6,5 7,0 8,0 9,0 екирригирсв* 755—68 *’ 26 24 анных колес 10 20
Измерительные косозубые колеса поставляются по заказам для т 1 10.
*2 Посадочное место Q 20 -j- 0,003 Степень точности измерительных колес 4 — 5 по ГОСТ 9178—59,
*й Посадочное место Q 40 -- 0,005 Степень точности ГОСТ 1643-62 измерительных колее 3 — 5 по
40 Приборы для контроля соосности двух отверстий относительно обшей оси *»
Размеры, мм
Технические данные Шифр приборов
8734-5001 | 8734-5002 | 8731-5003
Погрешность измерений 0,001-0.005
Диапазон диаме1ров контролируемых от верстий На 1-го 47 52 62 65 ладки для 2-го 28; 38 40; 47 52; 62 65 диаметров отве Ф 68—100 рстий: Ф 150—220
Цена деления отсчетного устройства •Предел измерения отсчетного устройства 0,0608—0,004 0,02—0,1 0,001 *2 —0.0(4 0,08 0,02—0,1
Минимальная длина контролируемых отверстий 11 25
Максимальное расстояние между на-1 рижными торцами контролируемых отверг Iий 175 256 350
Допустимая разность между диаметрами контролируемых отверстий 20
Тип отсчетного устройства Длиномер пневматический 3252 Б В 6053М *г 325-2
Максимальные габаритные размеры измерительного устройства, вставляемого в контролируемые отверстия Масса измерительного устройства, вставляемого в контролируемые отверстия. кг 64 xb4 хЗЮ 1.5 80 х 110x370 4 145Х205Х 495 8
** Для контроля соосности отверстий относительно обшей ные приборы, построенные по схеме ГОСТ 10356 — 63. ♦2 Числитель — индуктивный вариант, знаменатель — 325 2 — длиномер пневматический оси применяют спеииаль-пневматический вариант,
41. Приборы для контроля размеров, отклонений формы я расположения поверхностей, изготовляемые заводом ЧЗМИ (г. Челябинск) Размеры, мм
Модель Назначение Диаметр Высота Цена деления измерительной головки Производительность, штук в час Габаритные размеры Масса, кг
наружный внутренний
УД-ОхМ УДЧВ Контроль наружного и внутреннего диаметра, овальности и радиального биения ** 15—80 50— 120 15—100 55—140 0.0005 0.6005 И 0,001 До 300 250x200x210 270X220x210 10 14
100—200 Ю0—210 0.001 250 330x260x260 20
УД-2В ПП-1М Контроль радиального биения и огранки наружного диаметра 60—170 0 0005 400 330x230x290 8
В-901М Контроль высоты деталей, наружных диаметров (длин) До 60 — До 80 125x185x245 6
В-902М В-903М Контроль высоты и параллельности торцов □0— 1 оО 150—250 До 150 300 300 х 190x305 295хЗо5х405 18 24
305М Д-312М Контроль внутреннего диаметра, овальности и радиального биения Контроль наружного диаметра, овальности, высоты и параллельности торцов 30—120 15—100 8-60 0,001 и 0,01 400 220x220x180 166x215x275 8,5 9
293М Контроль внутреннего диаметра, овальности и радиального биения — 60—200 зио 280x260x280 12
Д-313М Контроль наружного диаметра и овальности 90—125 0,001 355 X 270x390 16
0-42 Контроль радиального биения — 4-17 500 и 200 190x225x280 8
0-64М Контроль наружного диаметра, овальности, высоты, параллельности и перпендикулярности торцов, радиального биения 150—500 — — 0 и02; 0 0М; 0,01: U,001 620x600 х320 75
262-М *2 101/1999М Контроль наружных и внутренних диаметров овальности Контроль диаметра, конусообразности, овальности и огранки конических роликов 8—20 4,5—50 4-17 7-55 *з 0.0005 0 0005 0,01 4U0 До 200 220x190x280 300x290x216 6 14
Приборы предназначены для измерения деталей типа колец, *2 На приборе возможно измерение шариков диаметром от и до 35 мм. *3 Длина роликов.
Средства измерения
42. Приборы активного контроля, изготовляемые заводом ЧЗЛ'И (г. Челябинск)
Модель Проверяемые детали Пределы измерения скоб (приборе!), мм Обозначе-ние скоб Ч исло команд отсчетного устроиства Пена де- 5 ления от СЧСГНО1о уст ройст-ва, мкм 1 Обозначе- ! ние отсче’-! 1П1О \'С1 doйст н-i при ш Pt делен ия Применяется ria LTdtlhdX Необходим нч КОЛЬ LiC i-чТ а 11 н >• 11пимгп обозначения При 5dKd3L
БВ-1096М Валы с гладкой и прерывистой поверхностью Двухконтактные: 2.5—40 Ь—70 30—125 50—220 1рехкон-тактныс. 6— 10о 90—160 1112-40: III2-70- Ш2 125, Ш2-220 НЗ 100; НЗ- itu 2(2 К): 4(4 К) Визуальное (Б) 0.2: 0.5; 1,0 0.2; 0,5: 1 ЗК161; ЗА 151 Подводящее уст PGIICT ВО ЬВ-3102 БВ-1096.М Ч К 1
Ш2 40
Кронштей н ЬВТ-3046
БВ-4009К в модификациях: БВ-4009К-1 Б В-4009 И -2 БВ-4009К-3 БВ-4009К-4 БВ-4009К 5 БВ-4009К-6 БВ-4009К-7 БВ-4009К-8 Валы —при сопряженном шлифовании (по отверстию) Двухконтакт ные: 2.5—10 10—80 Б В-3153-10 Ь В -3153 80 2 0.2; 0,5; 1,0 Б В-1096— —0.2; 0.5: 1,0 ЗБ 153; ЗЕ 12: ЗВНО; ЗВ10 1 рех контактные скобы Ь В-31 55-40: 80; 125—для вредного шлифования ЬВ 4009К-2
2,5—40 Б В-3153-40
ГУТ Г о о к: а Б В-3153 80 БВ-315Н25 Б В-315* 10 Б В-3153 80 ЗА151; ЗЫ51
ЗА 161; ВЫ 61 ЗА150 3 Ы 53
АК-ЗМ Валы — при обработке методом врезания Т рехконтакт-ные 10—100 2 10 ЗА 151; ЗА161 Кронштейн ШУ 9о6 или ЬБ Т3046, для неавто-мати шипованных СТАНКОВ— устройс гво Ь В-90оЬ АК-ЗМ
Средства и змереная
Продолжение тябл. 42
Модель Нроверяе м ые детали Предел ы и>мирения скеб (прибора), мм Обозначение скоб Ч исло команд отсчет чего Устройства Нена деления отсчетного устройства. мкм Обозначение отсчетного устройства при цене деления Применяется на станках Необходимая комплектация Пример обозначения при заказе
Б В 3023 в модификациях: Ь В-3023-60 ЬВ-30 \3-100 Ь В-3023 160 Валы— при обработке методом врезания I рехконтакт-ныс-4—Ы) 6--1М 90-Ы — Визуальное 10 3'я и нереальных (неавтоматических) * руг лошлп-Фовальных, работающих мез одом врезан ня Кронштейн ШУ-966 или БВ-Г3046 Б В-3023-100
БВ-40С6 в модификациях: Б В - 406b -1 Б В-4066-2 Б В-4066-3 Детали с гладко!' или прерывистой поверхностью при обработке на пл ос копит ифо-вальном станке с круглым и прямоугольным столом (контроль высоты деталей) Наибольшая высота. 400— на станках 3722 и 7Ь7>2: 80 — на станке 3 Д740 1,0 ЗММ 3 А74О <эВ-40об-1
Б В 4100 н модификациях: БВ-4100-1 Б В-4100-ь Б В-4100 3 БВ-4ИЮ-4 ЬВ-4100-5 Б В-4 100-6 ЬВ-4 100-7 Б В-4 100-8 Вал .к? с гладкой поверхностью при врезном шлифован и и Валы г гладкой и прерывистой поверхностью — при врезном ил г продольном шлифовании Навесные трехконт 1кт-ные: 10—80 40-121 8О-2(Н 4— 10 1 Вт стольные двух контактные: К’—80 3,3-123 12.6—20’) 2.6-10 Б В-3131-80 fi В-3151-123 Ь В-3151-201 Б В-315 МО Б В-3162-80 Б В-3)5 ММ Б В-315'2-2 )0 БВ-3152-lU 2 БД 10 0 БС1: 10,0 — Актом’’Л ячеек их. полуавтоматических и универеэ.'ч -нык круг дошл кфоряль-ных Кронштейн Ьв-Г304ь Под воля шее ус < ройсг во БВ-3102 Б В-4 ИЮ-3
Средства измерения
Продолжение табл 4?
Модель Проверяемые детали Пределы измерения скоб (прибора), мм Обозначение скоб Число команд отсчетного устройства Цена деления отсчетного устройства, мкм Обозначение отсчетною устройства при цене целен !1я Применяется на станках Необходимая комплектация Пример обозначения при заказе
БВ-4101М в модификациях: БВ-4101М-1 БВ-4101М-2 Валы — при врезном и продольном шлифовании 10—70 — 2 2,0 — ЗА 151 ЗБ151 Сменные призмы БВ-3163 БВ-4ННМ-2 с призмами БВ-3163-10С
БВ-4105М в модификациях: БВ-4105М-1 БВ-4105М-2 Валы — при продольном шлифовании 10—70 — 2 2,0 — 3 А161 ЗБ151 — Б В-4105'4-1 с призмами БВ-3163-14Д
Б В-4104 в модификациях: БВ-4104-1 БВ-4104-2 Б В-4104-3 БВ-4104-8 Валы —при про- : дольном и врезном шлифовании 10—70 10—70 10-70 10—60 — 2 2,0 — ЗА 151 ЗБ151 3151 ЗБ153 — Б В-4101-2
Б В-4087 в модификациях: БВ-4087-1 БВ-4087-2 Валы с прерывистой поверхностью малой протяженности — при врезном и продольном шлифований 10—50 5—80 — 2 2,0 — ЗА1-Ч 312М — ББ-4087-1
Средства измерения
Продолжение табл 42
Модель Проверяемые детали Пределы измерения скоб (прибора), мм Обозначе-вие скоб Ч исло команд отсчет ног о устройства Пена деления отсчетного устройства. мкм Обозначение отсчетного устройства при цене деления Применяется на станках Необходимая комплектация Пример обозначения при заказе
БВ-4091 Валы с прерывистой поверхностью — при врезном и продольном шлифовании 5—70 — 2 1,0 - 3 А 1 51 Пол водящее устройство ЬВ-3102 БВ-4091
БВ-407П (по чертежам ЗИЛ) Отверстия с гладкой и прерывистой поверхностью 3' * - 1 — — ,Х ОН ИНГ о-вальн ых Спецкалибр-в гул к а, встроенная в хон ini'* типу Б В-4079-01-060) БВ-4С79
Б В-3130 в мо-дификан нях: Б В-3130-1 БВ-3130-2 БВ-3130-3 БВ-3130 4 Отверстия — при внутреннем шлифовании ~ л - ! 1 1 1 ю — СЯ о о go — Витальное 2,0 — ЗК225В ЗК227 ЗК228 ЗК229 — Б В-3030-2
Отсчстно- кома вдвое устройство БВ-6060 в модификациях: БВ-6060-4К-1 Б В-6060-2 К-1 БВ-6060-4К-0.5 БВ-6060-2 К-0,5 БВ-6060-4К-0.2 БВ-6060-2К-0,2 — 120 — 4(4К) 2(2К) 4(4 К) 2(2 К) 4(4К) 2(2К) 1,0 1 — — Ь В-6060 4К-1
60 0.5 0,5
24 0.2 0,2
измерения
442 Средства измерения
43 Контрольно-сортировочные автоматы Размеры, мм
Модель Наименьший диаметр Наибольши й ди а мет р Производите/!! - Г’ОСТЬ, ни у к в час Погрешность соргироньи
а) Для контроля и сортировки поршневых пальцев (ЛИЗ, F. Ленинград) БВ-8008 1 15 I 60 I 450 | 0,001 Б В-8043 | 10 | 25 | 600 | б) Для контроля и сортировки поршней (КРИН, г. Киров) Б В-8009 । СО । 13') । 450 । 0.06] -0 603
Глава 11
КАРТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И РАСЧЕТНЫЕ ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
КАРТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Карта маршрутного технологического процесса механической обработки (карта I). Технологический процесс, разрабатываемый по этой карте, в сжатой, общей форме определяет последовательность технологических операций, тип и модель оборудования и все необходимые сведения, относ ян иэся к выбору заготовки.
Карту № 1 используют в основном в единичном и мелкосерийном производстве.
В проектно-технологических организациях карту 1 разрабатывают при составлении технического проекта на определенные детали заданных изделий, и она является исходным документом для определения состава и загрузки оборудования.
После разработки карт 1 механической обработки на детали изделий, технолог или технолог-нормировщик у круп пенно производит нормирование операций с целью определения основного технологического и штучного времени.
Карта 1 не является полностью рабочим документом на рабочем месте, так как в ней отсутствует конкретный режущий и вспомогательный инструмент, а также намечен только вид специальной оснастки, которую по заданию технолога необходимо спроектировать силами конструкторского подразделения.
Карта расширенного маршрутного технологического процесса механической обработки {карта 2) отличается от карты 1 тем, что она является рабочим документом,
444 Карты и формулы для определения основного времени
содержащим еще необходимые данные на полный комплект как специального так и нормального режущего, вспомогательного и измерительного инструментов, а также на специальную оснастку, необходимую для крепления детали.
Карту 2 в основном разрабатывают на несложные детали тел вращения и детали плоскостной группы при мелкосерийном и серийном производстве.
Последовательность операций расписывается более подробно с указанием основных параметров «до» и «после» обработки в данной операции.
Определение основною (технологического) времени производится аналогично с маршрутной картой 1, но результаты технического нормирования намного точнее, так как технолог-нормировщик использует более точные и конкретные данные, которые заложены при разработке в карте 2.
Операционная карта технологического процесса механической обработки (карта 3) в основном применяется при серийном, крупносерийном и массовом производстве. Такие карты с эскизами рекомендуется разрабатывать на особо сложные детали машин, требующие при изготовлении выполнения большого количества операций и переходов.
Операционная карта 3, кроме данных для определения основного (технологического) времени, предусматривает требования, к каждой технологической операции, т е. простановку расчетных данных для каждого перехода, которые дают возможность технологу-нормировщику определить при оптимальных режимах резания расчетную трудоемкость каждого перехода и, следовательно, суммарную расчетную трудоемкость операции.
Кроме того, операционные технологические карты предусматривают в каждом переходе технологических операций расчет режимов обработки оптимальных скоростей, частоты вращения и подачи.
Карты технологических процессов механической обработки могут быть использованы при условии работы на счетно-перфорационных машинах как при выполнении проектных работ, так и при использовании докумешацни на заводах.
Завод Карта маршрутно! о технологического процесса механической обработки Изделие Наименование детали | Обозначение детали 1 Лист ] Листов
Материал и марка Сортамент Технические условия Шифр материала Ч истая масса Черная масса Норма расхода Количество деталей на изделие
Вид, размер заготовки Шифр заготовки Количество деталей из заготовки Время на деталь станочное | ручное 1 итого Размер партии Маршрут
> операции Цех Участок, линия Наименование и содержание оиерацин Оборудо ванне Приспособлен ие и инструмент Обозначение профессии Разряд Т п. 3 Распей на в руб 7шт Расценка в руб. Норма обслуживания
1
Рснраио | 1 Соглассва л ! 1
1 1 ] 1 iop м и р< 1 з гердил 1 1
Изм Кол Ко докум. Подпись | Дата Проверил Арх. №
Карты технологических процессов
Карта 2
Завод Карта расширенного маршрутного технологичсского процесса механическои обработки Издел ие Наименование детали Обозначение детали Л ист
Л ист о в
Материал и марка Сортамев г 1схвические условия Шифр Чистая маюриала j масса 1 Черная 1 Норма масса расхода Количество деталей на изделие
1
Вид, размер заготовки Шифр заготовки Количество деталей И 1 3UI О IUI1 к и Врем я п1 де i аль । Ра шер Маршрут
1 стансш ное руяное итого j партии
К° операции Llex Участок, Л ИНИЯ Наименование и содержание операций В 11 г нспосиб лен ие Инструмент Обозначение ! профессии ф Q. CL Т п. 3 Раснен ка в Pi б Г,1Т. Распевка в pi б КИНг’ЯЯЧ'
режущий всПСМО- 1 ите.ть-н ы й из мери-тел ьны и
S j
! Разработал ! 1 е j Согласовал 1 1 j 1
। ! Нормировал j Утвердил 1 1 1
Изм. Кол Ло доку М Подпись Дата Про верил | j 1 j Арх А»
Карты и формулы для определения основного времена
Завод Операционная карта технологического процесса Изде-л ие Наименование детали । Обозначение детали № операции | Лист
1 | Листов
механической обработ км
Наименование операции
}
Оборудование >
Приспособление
Наименование материала, марка, твердость i Профиль, размер заготовки
!
Количество детален из Количество одновременно обрабаты- _
заютовки ваемых деталей Охлаждение
i 1
Норма Обозначение Норма времени и расценка за операцию
обсл>х„ва. проясни Разряд PacuclIha ( . Расценка
: ; I ’ll.!
No перехода Содержание переходов Инструмент Расчетные данные | Режимы обработки Время, мин
режущий вспомогательный измори тел ьныи Диаметр или длина Мубина резания t Дл ина прохода 1 L | Число проходов 1 1 V п S Го т в
) 1 1 1 i i ! i ! 1 Разработал * . J !
| | | Нормировал
Изм Кол 1 । Х> докум Подпись Дата Изм 1 \ 1 1 1 1 1 hoi | доком j Под’тиг» Дата j Проверил ( 1 Арх. № |
Карты технологических процессов
443 Карты и формулы для определения основного времени
РАСЧЕТ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ВРЕМЕНИ
Условные обозначения
Do — диаметр делительной окружности, мм
D; d — диаметр обрабатываемой поверхности или диаметр режущего инструмента, мм
do — диаметр резьбы, мм
v(I, — скорости вращения (движения) инструмента и детали, м/мип
I — длина обрабатываемой поверхности, мм
/А — величина врезания инструмента, мм
/2 — величина перебега инструмента, мм
L — расчетная длина обрабатываемой поверхности, мм
Lх — длина обрабатываемой поверхности в направлении главного движения на станках с механизмами возвратно-поступательного движения, мм / — величина перебега инструмента в направлении главного движения на станках с механизмами возвратно-поступательного движения, мм
В — расчетная ширина обрабатываемой поверхности, мм
i — число проходов инструмента
а — припуск на обработку на сторону, мм
t — глубина резания за проход, мм
Г>к — диаметр шлифовального круга, мм
Вк — ширина шлифовального круга, мм
s — подача за оборот шпинделя (изделия), мм/об
п — частота вращения шпинделя, об/мин
— частота вращения детали, об/мин
«и — подача за 1 мин (минутная) szzn} мм/мин
S; — подача на зуб, мм
«рад — радиальная подача на оборот детали, стола, инструмента, мм
s0 — подача (мм) на оборот или ход стола
$в — продольная подача в долях ширины шлифовального круга snOiI — поперечная подача на оборот детали, мм
«ирод продольная подача на оборот детали, мм sz — подача на глубину за оборот (ход) стола, мм
т — время на реверсирование, деление, мин (принимается по паспорту станка) k — поправочный коэффициент на основное (технологическое) время для выхаживания и доводки при шлифовании
q — количество одновременно обрабатываемых деталей, шт.
То — основное (технологическое) время на операцию, мин
Тм — период стойкости инструмента в минутах машинной работы
7П. з — подготовительно-заключительное время, мин.
— вспомогательное время, мин
Т,пг — штучное время, мин
7ДОП — дополнительное время, мин
Ф — главный угол в плане
2ф — угол при вершине m — модуль
Фк —угол наклона зуба и гк — число зубьев нарезаемого колеса
— число двойных ходов стола в минуту
Расчет основного технологического времени Схемы обработки и расчетные формулы
449
Токарные работы
Формулы для подсчета* технологического времени То — общая для всех токарных работ» кроме работ 6 и 7; припуска на обработку а — общая для всех токарных работ.
1. Обтачивание цилинд^ческих поверхностей i =s —р :
а — в упор L = I 4- Z,
б — на проход L — I 4- Zi 4- Ц
2. Одновременное обтачивание нескольких цилиндрических поверхностей всеми резцами за один проход i = 1;
<» = Дз~А.; L = lB + lv
Расчет основного времени вести по наибольшему L
3. Обтачивание фасонных поверхностей
*-1а + 1ь + 1с- L-
а — оплошного сечения
L + It + Z,
б — несплошпого сечения
L ~ , 4. it 4- /3
15 п/р, Монахова
450
Карты и формулы для определения основного времени
Продолжение
5 Отрезка и надрезка (i — 1), протачивание наружных канавок
6. Протачивание наружных и внутренних выточек поперечной и продольной подачей «в разгон»:
7. Протачивание торцовых канавок
а — мерным инструментом за проход
Т =-----—
nsoces
L - I 4- Z,
б — с осевой и радиальной подачей «в разгон»
Т = (—tl— , —Ь----] i-
° k nsoceB + "’рад /
Lt = l + lt; L,=-SJZ±-B
451
Продолжение
Расчет основного технологического времени
8. Растачивание 4 = :
а ~ отверстия
б — одновременное соосных отверстий
То подсчитывать по L наибольшему
Значения Ц см. в табл. 1 и 2 гл. 12
Сверлильные работы
Т — Lt
0 /25
Формула общая для всех сверлильных работ, кроме работы 13.
9. Центрование отверстий Z = 1; L = I 4-
а — сверление центровым сверлом
б — зенкование
в — центрование комбинированным сверлом
10. Сверление глухих и сквозных отверстий I = 1
15
452
Карты и формулы для определения основного времени
Продолжение
11. Рассверливав не, зенкерование и развертывание отверстий}
12. Зенкование бобышек, уступов, фасок:
Р 2 4-: L = l + lt; /=1.
Значения Л (мм)! 3 — для чистой поверхности, 5 — для черной поверхности? 2 — для фасок.
Расчет основного технологического времени
453
Продолжение
13. Развертывание конических отверстий^
Значение 7р см. в табл. 5 гл. 12
Фрезерные работы,
Формула общая для всех фрезерных работ, кроме работ 15, бив.
14. Фрезерование плоскостей цилиндрическими af концевыми б и торцовыми в фрезами, а также пазов дисковыми фрезами на проход г;
в) г)
L,»I 4- -f" 1&', I *=,
Значения /, и см. соответственно в табл. 7, 8, 9 и 10 гл. 12.
454
Карты и формулы для определения основного времени
Продолжение
15. Фрезерование пазов i ~ -у :
а И б
а — закрытых с двух сторон — маятниковой подачей
б — закрытых с двух сторон — глубинным способом t2 = Z —D; \ ___
в — закрытых с одной стороны Л2 = Z 4- /<; J
16. Фрезерование концевой фрезой в обход:
L = 2(/a + r6) + /1 + /2 + 4D.
где: для фрезерования в обход по внутреннему контуру — 4D; значения Zt и /й см. в табл. 8 гл. 12
17. Фрезерование Т-образных пазов; G — D; t ~ D — b; L—Z4-G; t — I
455
Продолжение
Расчет основного технологического времени
18. Фрезерование (отрезка) сегментными пилами:
а — деталей круглого сечения
Z — Z); L d Zi ^2» i — I;
б — деталей прямоугольного сечения
/ — й; L « В 4- Zt + Z2; /==!.’ Значения Zi и Z2 см. в табл. 13 гл. 12.
19. Круговое фрезерование на станках непрерывного действия:
лРр
t^a', /=1;
Q
£>р — диаметр наибольшей окружности,-описанной по габаритам фрезеруемых деталей;
q — количество деталей, расположенных на столе
20. Фрезерование на многошпиндельпых агрегатных станках (пример при работе пятью шпинделями)
ь = I + \ + /р, /р2 + /2: i=l,
где It — величина перебега, равная половине наибольшего диаметра фрезы, расположенного на первой оси (ось /);
/2 — величина перебега, равная половине диаметра (наибольшего) фрезы, расположенного на последней оси (ось ///);
Zpj; /р2—расстояние между осями шпинделей в наладке
21. Фрезерование шлицев червячной фрезой
A; L = / -b (Zx -f- /2) z; i = 1.
Значение It и Z2 см. в табл. 12 гл. 12.
456.
Карты и формулы для определения основного времени
Продолжение
Резьбонарезные а. протяжные работы
22. Нарезание резьбы резцом
L = (I + Z1 4- 1г) д; 1 = 1,
где а — высота резьбы; q — число заходов резьбы;
т М * L \ t
° \ns' + "обрати8 / "
23. Вихревое нарезание вращающимися головками резьб: а — наружных» б — внутренних. Частота вращения детали
sznPk ...... ;— л Лйо
где s^,— подача на один резец; п. —ча-Z р
стота вращения резцовой головки; -количество резцов в головке; dQ — диаметр резьбы;
- ярр"р 1000
где £)р = d0 + 2 — диаметр траектории вращения резца;
И = /+ 1; t = I + 2s; i = 1;
Н — величина глубины резания или величина смещения оси вращения резцовой головки относительно оси вращения де-
24. Нарезание резьбы гребенчатой (групповой) фрезой
L=l,2nd0;
L 1,2л^0 1,2
° sm ПфргФр8*фр %
где «фр — частота вращения фрезы;
~ число зубьев фрезы; s, v — подача
*ФР
на 1 зуб фрезы, мм/зуб
25. Нарезание трапецеидальной резьбы дисковой фрезой
1000г/
П, —----------;
ФР nZ) 5м
' "Д“яйо
8ггфр"фр
d —
L = (Z 4-/, + Z2) <7; , = —I,
dt — внутренний диаметр резьбы Где q — число заходов резьбы
Т = — i
° V
Расчет основного технологического времени
457
Продолжение
27. Нарезание резьбы самооткрываю-щейся головкой
L = / 4* Л; i = 1;
28. Протягивание
"Ь ?Xi
а — шпоночного паза
D = В
б — отверстий и шлицев
I й — d
Т = (------1-----1-
° V00tonpoT
Значения lXi см. табл. 17 гл. 12
Строгальные и долбежные работы
29. Строгание плоскостей (а — на продольно-строгальных станках; б — на поперечно-строгальных и долбежных станках):
Lx^‘X + lxe L-B + li; 1 = Л-;
_ ЮООУ пх L(lrrn) ’’
где т — отношение скорости рабочего лода к скорости холостого хода.
Значения 1Х см. табл. 15 гл. 12; Л см. табл. 1 гл. 12
458
Карты и формулы для определения основного времени
Продолжение
30. Строгание пазов или канавок мерным резцом;
31. Строгание призматических направляющих:
~ "Ь
а — профильным резцом sina
б — проходным строгальным резцом L = Za + Zl (где ‘а = ВУ
32. Строгание «ласточкина хвоста» = lx + 1х ; = + Л: i = 4- х х xt ср sin a l t В формулу для TQ вместо L подставляется Ln ср
Число проходов 1 2 3 4 5
Значение k 1,0 0,75 0,65 0,63 0,60
33. Долбление плоскостей и канавок
Расчет основного технологического времени
459
Продолжение
Шлифовальные работы
34. Шлифование методом продольной подачи:
Л5
а — наружное круглое на проход
1У = О Xi
б — наружное круглое в упор
Lik
L = I
в — внутреннее сквозиых отверстий
Z О
где — подача на глубину шлифования за один ход стола. При подаче на двойной ход стола Значение L удваивается.
35. Шлифование методами радиальной и продольной подач:
а — наружное круглое ] б —^внутреннее глухих в упор методом радиальной отверстий методом ради-
подачи (врезанием) | альной подачи (врезанием)
i = 1;
е — внутреннее глухих отверстий в упор методом продольной подачи
L 1х -
£> — d
2
Lk
^х
где s, fx
— подача на глубину шлифования за один оборот детали.
36. Наружное и внутреннее шлифование торцов методом врезания:
** Значение k см. в табл. 22 гл
12. На эскизах работ 34 и 35 Z следует читать 1Х
460
Карты и формулы для определения основного времени
Продолжение
37. Плоское шлифование периферией круга на станках:
Т = Uk о fzBKsp<7
где Q — количество одновременно обрабатываемых деталей;
где D — диаметр наибольшей окружности, описанной' по габаритам деталей; 1>сТ — диаметр стола;
£> — средний диаметр расположения деталей,
ср
D = в — в ср д'
d — диаметр окружности, вписанной по габаритам деталей {d = £>ср — В^): В^ — общая ширина одновременно шлифуемых деталей, равная В^ » ~
(ширина круга) + 5 мм на подход круга
38. Плоское шлифование торцом круга на станках:
а — с прямоугольным столом (Вср
4 где XF — суммарная площадь обрабаты-
ваемых поверхностей всех деталей, установленных на столе J; б — о круглым столом / D — rf \
В 8=1 —л-----> где ” суммарная площадь шлифования; ж----------------—);
\ 1 иср '
Lk t nStxQ
Го
где Ь = a; t » Вср или Впр;
» 1; Sj — эскиз а или — эскиз б;
tx to
L,x tx 4- iXi
Расчет основного технологического времени
461
Продолжение
39. Шлифование направляющих методом врезания:
40. Бесцентровое шлифование
а — методом поперечной подачи (врезанием)
L - a; i == 1? т = Lk -° «„*/ * Д <0
б — методом продольной подачи
ь = ^ + вк + ^: г = -77-:
I =54-10; Т =-i±-, О S м где sM — продольная подача, мм/мин.
41. Шлифование резьбы а » —™ (1де а — припуск, равный высоте профиля резьбы)
а и б — однониточным кругом в сплошном материале и предварительно нарезанной резьбы
L = l+lt; =
si" v где 1,3 — коэффициент, учитывающий обратный
Т — о ns
ход;
«—многониточным кругом методом врезания 1 5 -
L = a; i = 1; To = -h».6 д
где 1,5 — коэффициент, учитывающий выхаживание
462
Карты и формулы для определения основного времени
Продолжение
42, Шлифование зубьев методом обкатки
а — двумя тарельчатыми кругами I = 4- i‘a 4* h, где iir и — числа черновых,
получистовых и чистовых проходов;
l = b +
г Г2Ьобк/ . * 1_L
0 L л \ st*i *tXi
Значения LQgK и тд см. в табл. 19 и 20 гл. 12
43. Шлифование зубьев методом копирования на зубошлифовальном станке мод. 586 М;
L, == В -|- /^; I == ——*— * spo
Г К__________. , t'a ~1~ *з 4~ ^4
/2 "Г" Л ’ п
L черн
+ (Ь + 13 + ‘i) Тд] 2-
Значения L и т„ см. в табл. 21 гл. 12 1 д
44. Шлифование зубьев червячным шли* фовальным кругом:
I ==--2; t = G; h 14 мм;
^рад
Т Liz
0 пк8прод где пк — частота вращения шлифовального круга
Зуборезные работы
45. Долбление зубьев методом обкатки;
а = 2,2m; L = / -f-1 +1 ;
f x x
L — ronz;
т = (— 4--------—} i =
° \ ns “рад I ns
где n — число двойных ходов долбяка. Значения 1х и ?х см. табл 15 гл. 12
Расчет основного технологического времени 463
Пр одолжение
46. Нарезание зубьев цилиндрических колес:
Z=—; а = 2,2m (полная высота зуба):
а) червячными фрезами
£ = (В + /1 + /2)г; То=_^,
где k — число заходов фрезы;
б) со спиральным зубом дисковой модульной фрезой
где (р — угол наклона спирали пли зуба;
= ’„“«Уф-
Значения Zf и It ем. в табл. 11 й 12 гл. 12.
47, Нарезание червячных колее червячной модульной фрезой:
а —• методом радиальной подачи б — методом тангенциальной иодачи
L » а + (Zt + Z2) z — при точном расчете; L * *= 3mz W
L««3mz при приближенном расчете (где 3m — приближенная длина прохода на* один зуб)
где k — число заходов фрезы.
Значения lt и Z2 — см. табл, 15, гл. 12,
48. Нарезание прямозубых и кооозубых конических колес методом обката двумя зубострогальными резцами:
L = a = 2,2tn;
^=В + !Х1; В = у
*0 »
где Tg — время обработки одного зуба (©иределяется ио паспорту станка).
Значение lXf см. в табл. 15 гл. 12.
464’
Карты и формулы для определения венозного времени
Продолжение
49. Шевингование зубьев
г = ‘раб + 'хол: L = (* S + zi)
г, = 2-гбмм; Г = ——: ° sm
, п 1000°
И г ' Ш лйш
50. Закругление зубьев:
I = А ; т = Т zi, t * о zk’ где — время обработки одного зуба (определяется по паспорту станка)
51. Хонингование отверстий
а = D-d; i — ——; h + It = 0:
six
L = l; T _____-----
’ ° ’дхЮОО'
Глава 12
ВРЕЗАНИЕ И ПЕРЕБЕГ ИНСТРУМЕНТА
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ПРИ РАБОТЕ РЕЗЦАМИ, СВЕРЛАМИ, РАЗВЕРТКАМИ И ЗЕНКЕРАМИ
Прямое врезание Косое врезание Радиальное врезание
Z, I,
Способ врезания Фг Z, мм
1 1 2 1 4 1 6 | 8 1 10 I 12 1 16
-j- мм
Резцы проходные; поверхность заготовки предварительно
обработанная или из проката
Точение на проход прямое и 45 4 | 5 I 7 | 9 | 11 | 13 I —
косое5 60 4 1 6 7 1 8 1 9 1 ю 1 12
при свободном резании 90 2.5 1 3 - /
464
Карты и формулы для определения основного времени
Продолжение
D
49. Шевингование зубьев
‘: = ‘раб + ‘кол: L = (B + ‘l)*
/, = 24-5 мм; Г„ = -^-: ° sm
. "шиш „ |000р
м г ’ пш ~ яОш
50. Закругление зубьевз
f == А; г = Т>. t О Z
где Тz — время обработки одного зуба (определяется по паспорту станка)
51. Хонингование отверстий
а — Z) — i = —- &— ; = 0;
r >. т Ш
TQ- s^t000 .
Работа резцами, сверлами, развертками и зенкерами 467
4. Рассверливание
2ф°
90 116—118 i 1й 1 ио
11, мм, пр к 1 обработке
f — п d 2 мм эбонита, целлулоида стали, чугуна, твердой бронзы красной меди алюминия, дюралюминия, силумина, баббита Z2, мм, при рассверливании на проход
, D - < с/ ,
1' - 2 - ctg Ф, мм
Ц = Г1 Ц = 1-0,61 11 = / -0,52 li t -0,36
2 2 1.2 1,04 0,72
3 3 1.8 1,6 1,1 1
4 4 2.4 2,1 1,4
5 5 3,1 2.6 1,8
6 6 3.6 3,1 2.2
8 8 4,9 4,2 2,9 2
10 10 6.1 5.2 3.6
12 12 7,3 6,2 4,3
14 14 8,5 7,3 5,0
16 16 9,7 8,3 5,8
18 18 11,0 9.4 6,5 3
91) 20 12,2 10,1 7.2
25 25 15,4 13,0 9,0
Расчетная длина хода конических разверток
1 Конусность Угол при вершине Поипуск на диаметр под конус, мм
0,2 0.4 j 0,6 | 0.8 L0 | 1,2 | 1,4 | 1.6 | 1,8 | 2,0 | 3.0
конуса Расчетная длина хода 1^, мм
1 :05 90° 0,1 0,2 0,3 0.4 0,5 0,6 0,7 0,8 0,9 1,0 1,5
1 : 0,86 60° 0,17 0.35 0,5 1.1 0,7 0,9 1,0 1,2 1,4 1.6 1,7 2.6
1 ; 1,87 30° 0,37 0,8 1,5 1,9 2,2 2,6 3,0 3,4 3,7 5,6
1 : 3 18°56' 0,6 1,2 1.8 2.4 3,0 3.6 4,2 4,8 5,4 6,0 9,0
1 : 5 11°25' 1,0 2.0 3.0 4,0 5.0 6,0 7,0 8,0 9,0 10,0 15,0
1 : 7 8°10' 1,4 2.8 4,2 5,6 7,0 8,4 9,8 11,2 12.6 14,0 21,0
1 : 10 5°44' 2,0 4,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 30,0
1 : 15 3°19' 3,0 6.0 9,0 12.0 15,0 18,0 21,0 24,0 27.0 30,0 45,0
1 : 20 2°52' 4,0 8,0 12,0 16.0 20,0 24,0 28,0
1 1 : 30 1°54' 6,0 12,0 18,0 24,0 30,0 36
| 1 : 50 1 1°08' 10.1 20,3 30,3 40.4 50,5 —
6. Зенкерование и развертывание*1
1 2 ’ мм Ф° Диаметр инструмента 7>, мм li, мм, при работе зенкером* 1
3 5 | 12 | 15 | 30 | 45 | 60 | 75
1х — ctg ф, мм
0,05 од 0,125 0,15 0,20 0,25 0,30 0,95 L9 2,4 2,9 3,8 4,8 5.7 0,57 1,1 1,4 1,7 2,4 2,9 3,4 0,24 0,47 0,59 0.71 0,93 1,2 1,4 0,19 0,37 0,48 0,56 0,75 0,92 1,1 —- 0,05 0,10 0,125 0,15 0,20 0,25 0,30 — 6 8 10 12 16 18 1,0
1.5
2.0
468
Врезание и перебег инструмента
Продолжение табл. 6
мм Ф° Диаметр инструмента О, мм Z2, ММ, при работе зенкером
3 5 12 | 15 | 30 45 | 60 ! 75
1 D-d , 11 ~ - ctg (р, мм
0,40 0,50 0,60 0,70 0,80 0,90 1,0 1,5 2,0 2,5 3,0 4,0 0,40 0,5 0,6 0,7 0,8 0,9 1,0 1,5 2,0 2,5 3,0 4,0 20 30 35 40 45 50 55 60 65 70 80 90 2,0
0,87 1,0 1,2 1,4 1,6 1,7 2,6 3,5 4,3 5,2 6,9 0,29 0,35 0,40 0,46 0,52 0,58 0,87 1,2 1.4 1,7 2,3 0,13 0,16 0,19 0,21 0,24 0,27 0,40 0,54 0,67 0,81 0,1
2,5 3,0
4,0
•’ При работе разверткой Ц « 0,3 0,5 длины калибрующей части развертки.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ПРИ РАБОТЕ ФРЕЗАМИ, СЕГМЕНТНЫМИ ПИЛАМИ И РЕЗЬБОНАРЕЗНЫМИ ИНСТРУМЕНТАМИ
7. Работа цилиндрическими, дисковыми и фасонными фрезами
Л 4 7 г Ч D
——.+ ———— '1
'77777777777777//7/,
/, мм Диаметр фрезы Df мм
10 | 16 | 20 25 32 : 40 1 50 63 80 1 100 125 | : 160 200 | 250
li + lV V (3 4* 8), мм
НС - t) 4-
0,5 1 1,5 2 3 4 5 6 7 8 9 10 И 12 3 4 4,5 5 5,5 6 4 5 5,5 6,5 7,5 8 8,5 4 5,5 6,5 7 8 9 9,5 10 И 5 6,5 7,5 8,5 9,5 11 5,5 7 8,5 9,5 11 12 13 14 6,5 8,5 9,5 И 13 14 15 16 17 18 19 19 20 20 7 9 11 12 14 16 17 18 19 20 21 22 23 23 8 10 12 14 16 18 20 21 22 24 25 26 27 27 9 11 13 15 18 20 22 24 25 27 28 29 30 31 10 13 15 • 17 20 23 25 27 29 30 32 33 34 35 12 15 17 19 22 26 28 30 32 34 35 38 39 40 12 16 19 21 25 29 31 34 36 38 40 42 44 46 14 18 21 24 27 32 35 *38 41 43 46 48 50 52 15 20 23 26 31 35 39 42 45 48 51 53 55 58
— 12
11
13 15
16
Работа фрезами, сегментными пилами и резъбонарезн. инструментами 469
Продолжение табл 7
мм Диаметр фрезы 2?, мм
10 16 20 25 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 200 | 250
Vt{D >). мм
13 — 21 24 28 32 37 42 47 53 60
14 13 16 — 24 25 25 29 29 30 33 34 35 38 39 40 43 44 45 49 50 52 55 57 58 62 63 65
18 20 22 31 32 33 36 38 39 42 43 44 47 50 51 54 57 59 61 64 67 69 72 75
25 28 — — — — 40 41 46 48 54 • 56 62 65 70 74 78 83
30 35 — 49 51 57 60 66 70 76 80 85 91
40 62 73 84 96
50 60 — — 78 81 91 96 104 111
При чистовой обработке величину врезания и дует брать вдвое больше приведенной в таблице. перебега для дисковых : фрез еле-
9. Работа торцовыми фрезами симметричным методом*1
о
Диаметр фрезы D, мм
в, мм 20 | 30 | 35 | 40 | 45 | 50 | 60 [ 75 I 90 | ПО I 130 I 150 | 175 | 200 | 225 | 250 | 300 | 350 | 400 | 450 | 500 | 600 0.5 (В — VD2 — В2)
10 15 20 25 30 40 50 60 80 100 120 140 160 180 200 225 250 300 350 400 450 500 600 1Л 4,5 1,0 2.0 3.8 6,7 1,8 3.2 5,7 8.5 1,5 2.7 4,4 6,8 1,3 2,3 3,8 6,2 12.2 1,2 2.1 3,4 5,0 10,0 1.0 1,7 2,8 4,0 7,5 13.4 — — — — — — — — — — — — —
1,4 2.2 3.3 5,8 9.5 15.0 1,0 1,8 3.0 4,5 7,5 11,5 25,0
—
1,5 2,0 4,0 6,0 9,0 17,0 32.0 1.1 1,7 3.2 5,0 7,3 13,5 23.5 40,0 1,1 1,5 2,8 4,3 6,8 11,5 19,5 30,0 66,0 1,0 1,2 2.2 3.5 5,5 . 9,5 15,5 23,7 35,0 51,0
1,2 2,0 3,0 4,8 8,2 13,2 20,0 28,5 40,0 56,0
—
— —
- - 4,0 7,5 11,5 17,0 24,5 ^3,5 44.5 1 60.5
- 3.5 6,5 10,5 15,5 21,5 29,0 38,0 50.0 70,5
- 5,5 8,5 12,5 17,5 23.5 30,0 33.0 52.0 67,0 150
— 7,0 10,5 15,0 19,5 25,0 31,0 46,0 52,5 85.0 175 6,0 9,0 12,5 16.0 21,0 27,0 35,0 41,0 67,5 104 200
—
-
15,0 18,0 23,0 30,0 37,6 57,0 84,0 116 225
—
21,0 27,0 34,0 50,0 71,0 100 141 250 17,0 22.0 28,0 40,0 56,0 77,0 102 134 300
-
-
—
—
—
Z2, мм (вне зависимости от В) до
1 1,5 2,0 3,0 4,0 5,0- hno 1 М Т «Л П Т.?« П М Л вп п ни и п 6,0 Ul я и ы ст
При чистовом фрезеровании величину врезания и перебега следует брать равной диаметру фрезы I абличные величины врезания предусматривают обработку торцовыми фрезами с углом <р = 90°.
Врезание и перебег инструмента
Работа фрезами, сегментными пилами и резьбонарезн. инструментами 471
10. Работа торцевыми фрезами несимметричным методом
t
В, мм Диаметр фрезы D, мм
40 50 60 ; 75 90 ! ! ио 1зо 150 175 | | 200 225
Zi Yb (D — В), мм
10 15 20 25 30 35 40 45 50 60 70 80 90 100 17,3 19,4 20 23 24,5 22.3 26 28,3 29,8 30 33,2 35,4 36,7 37,5 37,4 39,6 42,5 44 46 49 51,2 53 54 51,2 54,8 57,8 60 62 63,4 56 60 63,4 66,4 68,9 70,7 73,5 — __ 81,6 86 90 93,6 99,5 104 108 110 112
— 65,9 70 73,5 76,5 79 83 83,8 71,5 76 80 83,5 87,5 91,6 95,5 98
— —
Z2, мм, вне зависимости от В
1,5 2 0 3,0 4,0
11. Работа модульными червячными фрезами **
т, мм
Ч исло зубьев 1 1 2 1 3 ! 4 I 5 1 6 1 8 1 10 - 12
я, мм <Рк колеса Диаметр фрезы D, мм
2к 50 | 55 | 70 | 80 | 90 | 125 | 145 164 171
1} 1 + ^2,
а. ; Угол наклона зуба обрабатываемого колеса и угол наклона витка
фрезы разноименные
Обработка в один проход
211 12 22 29 37 43 50 63 76 88
40 12 22 30 38 46 53 67 81 91
15 80 13 23 32 40 48 56 72 88 103
120 13 23 33 42 51 60 78 95 112
2,2 m 20 14 26 36 45 54 63 80 97 115
30 40 15 27 39 50 61 71 91 112 132
80 16 31 44 58 70 82 108 132 158
20 18 34 48 62 76 90 116 140 170
45 40 20 38 54 70 86 100 131 163 191
80 23 44 64 83 102 120 159 199 237
472
Врезание и перебег инструмента
Продолжение табл. 11
а, мм <Гк Ч исло зубьев колеса гк т, мм
1 2 3 i 4 ! 1 6 1 6 1 8 1 10 1 12
Диаметр фрезы D, мм
50 55 70 ! 80 i 90 ! 125 145 164 | 171
/1 4“ ^2, ММ
1,4 tn 15 20 40 80 120 — Обрс гботка t Первый ? два пр i проход охода 1 — 53 56 60 64 64 67 73 78 75 78 86 92
30 20 40 80 — — — — —- — 71 76 87 86 93 109 100 НО 128
1,4 m 45 20 40- 80 — Bmopoi 1 проход > — 96 108 124 117 135 154 140 160 190
0,7 m 15 20 40 80 120 — — — — — 41 43 46 49 49 52 56 59 58 60 66 70
1 30 20 40 80 — — — — — 54 59 68 66 73 83 77 84 99
45 20 40 80 — — — — — —- 74 90 100 91 114 123 108 131 149
1,2- 1,6 мм 15 ( 20 80 1бработ 10 11 ка по п 14 15 pedeapui 17 18 тел оно 19 20 npopeeat 21 23 1Н0МУ 31 23 25 /бу 26 28 29 31 32 35
30 20 80 12 14 17 20 21 25 25 29 27 32 30 36 35 42 40 47 45 54
45 20 80 15 18 22 28 28 35 33 41 37 46 40 51 47 60 54 69 60 78
Б. Ус 2,2 ш >ол наклона зуба зубчатого колеса и угол наклона витка фрезы — одноименные Обработка в один проход 0 | - | 10 | 18 | 24 | 28 | 33 | 41 | 50 | 59 65
15 20 40 80 120 12 12 12 13 . 20 20 21 21 27 28 29 29 33 34 36 37 39 40 42 43 45 47 49 50 56 58 61 63 67 69 72 75 76 79 82 86
30 20 40 80 14 14 15 24 26 26 33 35 38 32 45 48 50 54 58 58 62 68 73 78 88 87 95 109 100 НО 125
45 20 40 80 17 ! 19 21- 31 34 39 43 48 56 54 61 72 66 74 87 76 86 102 98 111 132 119 135 161 136 157 190
Работа фрезами, сегментными пилами и резьбонарезн. инструментами 473
Продолжение табл. 11
т, мм
Число зубъев колеса 1 2 3 ! 4 1 6 ! 6 ! 8 1 ю 1 12
а, мм Фк Диаметр фрезы D, мм
2к 50 55 70 | 80 ; 90 125 145 ] 164 | 171
L 4' lZt мм
0 — Обра ботка t Первый ? два прохода проход । 42 49 54
15 20 40 80 120 — — — — — — 46 47 49 51 57 58 60 62 63 64 67 70
1,4 m 30 20 40 80 — - — — — — 61 64 72 73 79 89 83 90 103
45 20 40 80 — — — — — 83 92 ПО 100 ИЗ 134 117 131 156
0 — — Второй проход - | — | 31 1 36 | 40
0,7 пг 15 20 40 80 120 — — — — — — 36 37 38 39 43 44 45 47 49 50 52 53
30 20 40 80 — - — — — — 48 50 55 57 61 68 65 70 79
45 20 40 80 — - — — — — 64 72 82 77 86 101 89 10) 117
0 — 0 бработк :а по MjC ^сдварительно прорезан, — | 14 | 14 ному ЗУ1 16 $У 17 1 18 18
15 20 80 10 11 13 14 15 16 17 18 19 19 20 21 22 23 24 25 26 27
1,2— 1,6 мм 30 20 80 12 13 16 18 19 22 22 25 25 28 27 30 31 35 34 39 37 42
45 20 80 И 18 21 25 25 31 29 36 33 40 36 44 42 51 47 57 52 63
*1 Величина врезания и перебега Инструмента, указанная в таблице, рассчитана исходя из получения теоретического точного профиля зубьев нарезаемого колеса по -всей длине зуба. При черновом зубонарезании колес с наклонными зубьями табличную величину врезания и перебега инструмента при нарезании колес с углом наклона зубьев Ф == 15, 30 и 45® можно уменьшить соответственно йа 0,7а, 1,3а и на 1,9а.
474
Врезание и перебег инструмента
12. Работа червячными фрезами для шлицевых валов
Глубина Диаметр фрезы D, мм
шлицев й. 50 55 60 65 70 75 1 80 i 1 85 | 90 | 100 | НО ! 120
в мм А + /г = Vh[D -Л)+ 2, мм
1,5 12 13 14 15 If
2 13 । 14 | 15 i 1 в 17 If J
3 15 1 16 17 18 19 20 21 22
4 17 18 19 20 21 22 23 24 25
5 18 19 20 21 22 23 24 25 26 27
6 19 20 21 22 23 24 25 26 27 28 29
7 20 21 22 23 24 25 26 27 29 30 31
8 21 22 23 24 25 26 27 28 30 32 33
13. Работа сегментными пилами
Круглое сечение
Диаметр пилы D, мм | 1 lt l2, ММ
До 510 ) 1 3
Св. 510 ; I 5
Прямоугольное и квадратное сечение
Диаметр пилы D, мм
пропила 1г, 275 j 350 ' 410 ' | 510 | 610 | 710 | 810 | 1010 | 1430 | 2000
ll + 12, ММ
25 5 i —
50 7 6,5 6 7 -
75 10 9 8 9 | 8
100 13 12 П| 10 9 Ю 9
125 20 16 15 14 13 12 ll 12 11 10
150 19 18 16 14 13 14 12 11
175 22 19 17 16 13 12
200 25 20 19 18 15 13
250 28 26 24 19 16
300 35 31 24 19
350 — 39 30 24
400 36 28
450 44 34
500 53 38
550 48
600 — 55
Работа фрезами, сегментными пилами и резьбонарезн. инструментами 475
14. Величина врезания и перебега резьбонарезного инструмента
Режущий инструмент Характер обработки Эскиз обработки I 6 4" ^2» MM
Резцы резьбовые На станках с полуавтоматическим циклом (3 4- 4) s
На токарно-винторезных станках: на проход к — (5 + 8) 5
в упор fl t (3 4) S
На токарных станках вихревым методом (1,5 * 4) 5
Метчики: магп инные На проход Длина заЗорной. части 1 Длина заборной части 3 — 6 ниток 4 1—2 калибрующие нитки
В упор Длина режущей. части (2,5 - 3) S
гаечные На проход Длина режущей части метчика
Плашки; круглые тангенциальные Резьбонарезаные круглые гребенки для винторезных головок Длина [заёврноЗ. чести {жГТпн! Ш : Ш Длина заборной части (1,5 -г 2)5
1лина заЗорной части Длина заборной части (1,5 -4- 2) 5 (2 - 3) S
Фрезы резьбовые: гребенчатые дисковые: 3 = 6 5 до 10 S > 10 0,15 л£>
\?5с л
7— 1 Л 2S L5S L0S
476 Врезание и перебег инструмента
ВЕЛИЧИНА ПЕРЕБЕГА ИНСТРУМЕНТОВ
ПРИ РАБОТЕ НА СТРОГАЛЬНЫХ, ДОЛБЕЖНЫХ, ЗУБООБРАБАТЫВАЮЩИХ И ШЛИФОВАЛЬНЫХ СТАНКАХ
15. Величина перебега инструмента в направлении главного движения при работе на строгальных, долбежных, зубострогальных
и зубодолбежных станках*1
Эскиз обработки мм *xi*
ц П родольно-строгальные -4* _ ^*7 ТТ - АЛАА ПАА
2а t н Н > 4000 325 Р » 6000 400
Св 6000 500
Поперечно-строгальные и долбежные **
До 100 35
> 200 50
> 300 60
Св. 300 75
Зубострогальные для конических колес
। и, До 20 > 50 Св. 50 8 8 12
Зубодолбежные 20 5
50 8
1 . 70 12
I i ! 85 15
Z. К. 120 Св. 120 20 25
** Величину врезания и перебега резцов в направлении подачи для строгальных и долбежных станков см. в табл. 1.
Работа на строгальных, долбежных, зубообрабатывающих станках 477
16. Величина перебега инструмента в направлении главного движения при работе на бесцентрово-шлифовальных и плоскошлифовальных станках
478 Врезание и перебег инструмента
17. Величина перебега инструмента в направлении главного движения при работе на внутришлифовальных, круглошлифовальных, хонинговальных
и протяжных станках
Эскиз обработки
Zx, мм
Zv , мм хр
Внутришлифовалъные
На проход
Глубина отверстия
В упор
0,5 но не менее 20
Круглошлифовальные
1, j На проход Вся длина обрабатываемой поверхности 0
4, 2 ’ _. lx 2 В упор 0,5 Вк
Хонинговальные
Глубина отверстия
Вся длина протя жки
30—50
Работа на строгальных, долбежных, зубообрабатывающих станках 479
18. Величина перебега круга, число ходов обкатки и время на перемещение при шлифовании зубьев методом обкатки двумя тарельчатыми кругами на зубошлифовальном станке мод. 5851
т, мм Величина перебега круга (на две стороны)
Диаметр шлифовального круга £>к, мм
165 1 185 1 210 | | 225
= 2 Vn,u рк - //,„) ч- 10, мм, где IIш -высота шлифуемого зуба, мм
1,5 1.75 2,0 2,5 2.75 3,0 3,5 4,0 4,5 5,0 5,5 6,0 7,0 8,0 10.0 56 60 64 70 72 75 79 84 88 92 96 100 106 112 122 60 64 67 73 76 79 86 91 94 98 102 108 112 116 130 63 66 70 77 80 85 89 94 99 104 108 112 119 125 139 64 68 72 80 84 86 90 97 102 108 Ш 116 126 131 141
Число ходов обкатки п
т мм Диаметр делительной окружности, мм
35 35—50 50—100 100-150 150—200 200—250 250—300
п, мин
До 3 4 5 6 8 300 250 225 200 18Э 150
— 250 225 | 200
— 200 | 180
200 180 | 150 136 1
150 136
Время на перемещение и деление тд
Масса детали с оправкой, кг Диаметр D зубчатого колеса по делительной окружности, м,м до
35 1 50 1 100 150 1 200 250 | 300
тд, мин
2 5 12 Св 12 0,033 0,033 0,033 0,05 —
- 0.05 0,05 0,067 0,083 —
— 0,067 0,083
480 Врезание и перебег инструмента
19. Длина^ прохода bogK при шлифовании зубьев дисковым коническим кругом в направлении обката при угле зацепления а = 20°
гк m, мм
2.0 2,5 3,0 3,5 4,0 | 4,5 | 5,0 | 6,0
Лобк,мм
13 16 20 25 32 40 50 60 80 100 22 27 32 38 43 49 54 65
33 44 50 55 66
28 39 40
34
23 45 46 51 52 56 68
41 58
29
70
35 47 53
59 71
24 30 36
42 48 54 60
43 55 72 73
50 61
25 31 37
20, Время на деление тд для обработки следующего зуба при шлифовании зубьев методом обкатки дисковым коническим кругом при угле зацепления а — 20°
m мм Диаметр D зубчатого колеса по делительной окружности, мм
100 | 150 | 200 | 250 | > 300
т » мин
2 3 4 5 6 7 >8 0,04 0,04 0,05 0,055 0,06 0,06 0,07 0,075
0,045
0,06 0,07
0,05
0,075 0,08
0,065 0,07 0,08 0,085 0,09
0,045
21. Величина перебега и время на деление при шлифовании зубьев методом копирования на зубошлифовальном станке мод. 586Л1
пг мм Диаметр шлифовального круга £>к, мм гк н, мин
250 I 300 | 350
It^VH (DK — И) + 5, мм, где И — 2,2 — высота зуба
1,5 1,75 2 2,5 3 3,5 4 4,5 5 6 63 67 71 77 85 92 97 103 107 117 67 73 77 85 95 99 107 111 117 128 73 77 82 Ч91 99 107 114 121 126 137 — —
10—24 25-30 31-49 50—60 61—99 100—150 151—300 0,067 0,045—0,067 0,045 0,024—0,045 0,024 0,012—0,024 0,012
Работа на строгальных, долбежных, зубообрабатывающих станках 481
22. Значение поправочного коэффициента 1г при различных видах шлифования
Виды шлифования k
при чистовом шлифовании при черновом шлифовании
Наружное круглое шлифование в центрахз методом продольной подачи методом врезания Наружное круглое бесцентровое шлифование! на проход методом врезания Внутреннее шлифование Плоское шлифование на станках а круглым столом! торцом круга периферией круга Плоское шлифование на станках с прямоугольным столом: горцом круга периферией круга 1,2-1,4 1,25-1,7
1,2—1,3
1,05-1,2
1,05-1,1 1,2—1,3 L ад »— L L QO к
1,2—2 1,2—1,5
1,15—1,35 1,25-1,5
16 п/р, Монахова
Глава 13
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
1. Припуски на механическую обработку стальных фасонных отливок по ГОСТ 2009—55
Размеры, мм
Наибольший габаритный размер детали Положение поверхности при заливке Номинальный размер
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000 о со ® о и ч Св. 3150 до 5000 Св. 5000 до 6300 Св. 6300 до 10 000
1-й класс точности
До 120 Св 120 до 2G0 » 260 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 » 2000 » 3150 » 3150 » 5000 Верх ....... Низ, бок Верх Низ, бок ..... Верх Низ, бок ..... Верх ....... Низ, бок ..... Верх Низ, бок .... . Верх Низ, бок Верх ....... Низ, бок Верх ....... Низ, бок ..... 3,5 3 4 3 5 3,5
3 5 4 > 1 ! 6 1
6 4,5 7 5 8
7 5 8 9 |
6 9 10
6 1 7
9 I 1 Ю ; 1 Н 1 1 12
7 8 1 I 9
10 [ Н 12 i 1 13 16 12
8 I 9 1 10
2 й класс точности
До 120 Св 120 до 260 » 260 » 500 9 500 » 800 ? 800 » 1250 > 1250 » 2000 » 2000 » 3150 » 3150 » 5000 » 5000 » 6300 Верх Низ, бок Верх Низ, бок Верх Низ, бок Верх Низ, бок ..... Верх* . Низ, бок Верх Низ, бок Верх Низ, бок Верх Низ, бок Верх Низ, бок 4 4 5 6 4
6 ! 7
5 6 9 5
7 5 8 6 9 8 1
9 i 1 ю 1 1 11
7 1 8
10 | 1 Н 1 1 12 | 1 13
7 1 1 « ! 1 9
10 7 10 11 12 9 13 11 11 14 11
8 Ю
11 1 12 1 13 16 13 16 14
8 | 1 9 | 1 10
12 ; 1 13 i 1 14 | 1 1э : 20 16
9 1 10 1 : 11 1 | 12
Припуски на механическую обработку
483
Продолжение табл, 1
Наибольший габаритный Положен ие поверхности при заливке Номинальный размер
о о Св. 129 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000 Св 2000 до 3150 Св. 3150 до 5000 Св. 5000 до 6300 Св. 6300 до 10 000
размер детали
3-й класс точности
До 120 Верх 5
Низ, бок . , . . . 4
Св. 120 до 260 Верх ....... 5 6
Низ, бок 4 5
» 260 » 500 Верх 6 8 9
Низ, бок 5 6
» 500 » 800 Верх 7 8 10 1 Н
Низ, бок ..... 5 6 7
» 800 » 1250 Верх 9 10 Н 1 1 12 13
Низ, бок ..... 6 7 8 9
» 1250 » 2000 Верх 10 11 12 1 1 13 11 16
Низ, бок 7 8 9 10 11
» 2000 » 3150 Верх . 10 11 13 | ! И 15 16 17
Низ, бок ..... 8 9 10 11 12 13
» 3150 » 5000 Верх ....... 12 13 14 | ! 15 16 17 18 20
Низ, бок 9 10 11 12 13 14 16
» 5000 » 6300 Верх 14 15 16 18 20 21 23 25
Низ, бок 10 11 12 13 11 15 17 20
» 6300 » 10000 Верх . 16 18 20 22 23 25 28 33
Низ, бок 12 13 14 15 16 18 22 26
2. Допуски на механическую обработку отливок из серого чугуна по ГОСТ 1855—55
Размеры, мм
Наибольший габаритный размер детали Положение поверхности при заливке Номинальный размер
До 50 I Св. 50 до 120 1 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000 Св. 2000 до 3150 Св. 3150 до 5000 Св. 5000 до 6300 Св. 6300 до 10 000
1-й класс точности
До 120 Св. 120 до 260 » 260 » 500 » 500 » 800 » 800 » 1250 » 1259 » 2000 » 2000 » 3150 » 3150 » 5000 Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . 2,5 2,0
2,5 2.0 3,0 2.5
3,5 । | 4,0 4,5
2.5 | 3.0 I 3,5
4,5 5,0 4,0 6,0 5,5 4,5
3,5
5,0 6,5 7,0 5,0
3,5 5,5 4,0 6,0 4,0 6,0 4,5 4,0 6.0 4,5
6,5 7,0 5,0 7,5 5,5 8,5 6,0 9,0 6,5 8,0 6,0 9,0
4,5 6,5 4,5
7,5 5,0 7,5 5,5 8,0 5,5 8,0 6,0 9,5
6,5
6,5 5,0 7,0 5,0 9,5 7,0 10 7,5 Н 8,5
16*
43* Припуски на механическую обработку
Продолжение табл. 2
Наибольший габаритный размер детали Положение поверхности при заливке Номинальный размер
о ю о со Ю о и < Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000 Св. 2000 до 3150 6в. 3150 до 5000 Св. 5000 до 6300 Св. 6300 до 10000
Р’й класс точности
До 120 Св. 120 до 260 » 260 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 » 2000 » 3150 » 3150 » 5000 » 5000 » 6300 Верх ..... Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . , . 3,5 2,5 4,0 3,0 4,5 3,5 5,0 4,0 6,0 4,0 7,0 4,5 7,0 4,0 3.0 4,5 3,5 5,0 4,0 6,0
5.0 4,0 6,0 4,5 6,5
6,5 5,0 7,0 5,0 7,5
7,5 5,5 8,0
4,5 7,0е 5,0
8,5 6,5
5,5
7,5 5,0 7,5 8,0 9,0 6,5 10 7,5 И 8,0 11 8,0 12 9,0
5,5 8,0 5,5 8,0 6,0 8,5 6,0 8,5
9,0 6,5 9,0 6,5 10 7,5 10 7,0 10 7,0 11 8,0 12 " 9,0 12 9,0 13 10
5,0 7,5 5,5
13 10,0 14 11
6,0
7,5 5,5 8,0 6,0 8,5 6,5 9,0 7,0 15 12
3-й класс точности
До 120 Св. 120 до 260 * 260 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 » 2000 » 3150 > 3150 в 5000 » 5000 в 6300 » 6300 » 10 000 Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . . . Верх Низ, бок . , . Верх Низ, -бок . . . Верх ..... Низ, бок . . . Верх Пиз, бок . . . Верх Низ, бок . . , Верх Низ, бок . . . 4,5 3,5 5 4 6 4,5
5,5 4,5
7
5 6 8 6
7 5 9 7 9 7
7 5,5 8 6 10 7,5 10 8 11
8 6 9 7 9 7 10 8 12 9 12
14 10 15 12 16 13 18 15
9
9 7 9 7 9 7 10 8 11 12 14 1! 14 7 11 16 13 16 13 18 15 20 17
9
10 8 10 8 11 12 13 10 14 11 20 17 22 19
9
11 9 12 10 24 21
Припуски на механическую обработку 485
3. Допускаемые отклонения (±) по размерам на фасонные стальные отливки по ГОСТ 2009—55 и на отливки из серого чугуна по ГОСТ 1855—55
Размеры, мм
Наибольший габаритный размер Номинальный размер
До 50 Св. 50 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 § S 00 СО я ° Св. 1250 до 2000 Св. 2000 до 3150 Св. 3150 до 5000 о 88 Юсс S3 О Св. 6300 до 1 О'000
отливки
/ -й класс точности
До 120 0,2 0,3
Св 120 до 260 0,3 0,4 0,6
260 » 500 0.4 0,6 0,8 1,0
» 500 » 1250 0,6 0,8 1,0 1,2 1,4 1,6
1250 > 3150 0,8 1,0 1,2 1,4 1,6 2,0 2,5 3,0
» 3150 » 5000 1,0 1,2 1,5 1,8 2.0 2,5 3.0 4,0 5,0
2-й класс точности
До 260 0,5 0,8 1,0
Св. 260 до 500 0,8 1,0 1,2 1,5
500 » 1250 1,0 1,2 1,5 2,0 2,5 3,0
1250 » 3150 1,2 1,5 2,0 2,5 3.0 4,0 5,0 6,0
3150 » 6300 1,5 1,8 2,2 3,0 4,0 5,0 6,0 7,0 9.0 12
j i-й класс точности
До 500 1,0 1,5 2,0 2,5
Св. 500 до 1250 1,2 1,8 2,2 3,0 4.0 5,0
» 1260 » 3150 1,5 2,0 2,5 3,5 5,0 6.0 7.0 9,0
» 3150 » 6300 1,8 2,2 3,0 4,0 5,5 6,5 8,0 10 12 15
6300 » 10000 2,0 2.5 3.5 4,5 6.0 7,5 9,0 И 14 17 20
4. Припуски на сторону на заготовки, изготовляемые горячей объемной штамповкой из черных металлов по ГОСТ 7505-—55 для чистоты обработанной поверхности от V 1 до V 3 ♦*
ео
О
Толщина (высота), длина или ширина штампованных поковок, мм
Штамповка на прессах
Штамповка на молотах
Масса штампованных поковок,
о
tt
I©
О
и
fi
II]тампованные заготовки первой группы
До 0,25 0.6 0.7 0.8 0,9 1,0 1,1 1,3 0.6, | 0,7 0,8 0,9
Св. 0,25 до 0,63 0,7. 0,8 0,9 1,0 1,2 1,3 1,5 0,8 I 0,9 1,0 1,1
» 0,63 » 1,60 0,9 | 1,0 1,1 1,2 1,3 1,4 1,6 0,9 | 1 1.0 1,1 1,2
» 1,60 » 2,50 1,0| 1,1 1,2 1,3 1,5 1,6 1,8 1,1 1 Ь2 1,3 1,4
» 2,50 » 4,00 1,2 1.3 1,4 1,5 1,6 1,8 1,9 1,2 1.3 1 1 *’4 1,5
» 4,00 » 6,30 1,5 1,6 1,7 1,8 1,9 2,0 2.2 1,5 1,6 1,7 1,8
> 6,30 » 10.00 1,7 j | 1.8 1.9 2,1 2,2 2.4 1 ,7 1,8 1,9 2,0
» 10,00 > 16,00 1,8 1,9 2,0 2,1 2.2 2,3 2.5 1,9 2.0 2,1 2,2
» 16,00 » 25,00 2,0 2,1 2,2 2,3 2.4 2.5 2.7 2,1 2,2 2,3 2.4
» 25,00 » 40,00 2,11 2.2 2,3 2,4 2.6 2.7 2.9 2,3 2.4 2.5 2,6
» 40,00 » 63,00 2 ,6 2,7 2.8 2,9
» 63,00 » 100.00 2,9 3.0 3,1 3,2
» 100,00 » 125,00 — 3.2 3,3 3,4 3.5
» 125,00 » 160,00 3,6 3.7 3,8 3,9
» 160,00 » 200,000 4,0 4,1 4,2 4,3
1,2
1,4
1,5
1,7
2,0
2,1
2,3
2,5
2.7
3,0
3,4
3,7
4,0
4,4
1,2
1,3
1,5
1,8
2,1
2,3
2,4
2,6
2,8
3,1
3.5
3,8
4,1
4,5
1,7
1,6
2,0
2.3
2.4
2.6
2,8
3,0
3.3
3,7
4,0
4,3
4,7
1,6
1,7
1,9 —
2,0
2,2
2,5 2,7 3,1 3,5 4,0
2,6 2.9 3,2 3,6 4,1
2,8 3.1 3,4 3,8 4,3
3.0 3.3 3.6 4,0 4,5
3.2 3.5 3.8 4,2 4,7
3,5 3,8 4,1 4,5 5,0
3.9 4,1 4,5 4,9 5,4
4,2 4,4 4,8 5.2 5,7
4,5 4,8 5,1 5,5 6,0
4,9 5.2 5,5 5,9 6,4
» о
Штамповка на горизонтальноковочных машинах
До 51) I Св. 50 до 120 Св. 120 до 180 Св 180 до 260 Св. 260 до 360 Св 360 до 500 , Св. 500 до 630 Св 630 до 800|
0,9 | |1.1] 1,2 1,4 1,5 1,7 2,0
1.11 | 1.2 1,4 1,5 1,8 2,0 2,3
1.4 | | 1.5 1,7 1,8 2,0 2,1 2,4
1.5 | 1 >-7 1,8 2,0 2,3 2,4 2,7
j | 2.0 2,1 2,3 2,4 2,7 2.9
2,3 | 2,4 2,6 2,7 2.9 3,0 3,3
2,4 ( 1 2'6 | | 2.7 2,9 3,2 3,3 3,6
2.7 2,9 3.0 3,2 3,3 3,5 3,8
3.0 3,2 3,3 3,5 3,6 3.8 4,1
3.2, ; з.з 3,5 3,6 3,9 4,1 4,4
Припуски на механическую обработку
*’ При более чистых поверхностях обработки прибавляют к рону, при чистоте поверхности от v 7 и выше 0,5—0,8 мм на сторону.
припускам:
при чистоте поверхностей от v 4 до ?6 0.3—0.5 мм на сто-
Продолжение табл. 4
Толщина (высота), длина или ширина штампованных поковок, мм
Штамповка на прессах Штамповка на молотах Штамповка на ковочных горизонтально-машинах
Масса штампованных поковок, см со о со см со S о со оо 8 § 8 см о § 8 ср о g о СР § о со СР о 8
КГ о о о Ft о К о К о о Ч О о Ft О Ы о W о Ft О Ft о F£ 1250 1600 о о Ft о Ft о Ft о Ft о Ft о Ft
о ю о сч § СМ СО S ю fB О о 00 см СО 8 ср 880 1000 о о Р ю 0(10? 1091 счй* lO к О о S см СР СР s> СФ
о Св. ЕС Св. Й О ш О и и О о !=Х Св. Й О й сс е О с и Св ДО Св ДО Св до Св. ДО Й о О Ft о в ЕО и е Й и и О и Я
Штампованные заготовки второй группы
До 0,25 0,9 1,0 1,2 1,3 1,5 — 1,0 1,1 1,2 1,4 1,6 1,4 1,6 1,7 2.0 2.3
Св 0,25 ДО 0,63 1,1 1,2 1,4 1,5 1,7 2.0 1,2 1,3 1,4 1,6 1,8 2.1 1,7 1,9 2,0 2.3 2,6 3.0
0,63 1,60 1,3 1,4 1,6 1,7 1,9 2,2 2.5 __ 1,4 1,5 1,6 1,8 2,0 2.3 2,5 2.0 2.2 2,3 2.6 2.9 3.3 3,7
» 1,60 » 2.50 1,5 1,6 1,8 1,9 2,1 2,4 2,7 3.0 1,6 1,7 1,8 2,0 2.2 2,5 2,7 3,1 2.3 2.5 2,6 2.9 3.2 3.6 : 4,0 4,5
2,50 » 4,00 1,7 1,8 2,0 2,1 2,3 2,6 2,9 3,2 1,9 2,0 2,1 2.3 2,5 2.8 3,0 3.4 3.8 2,6 2.8 2,9 3,2 3.5 3,9 4,3 4,8
4,00 » 6,30 1,9 2,0 2.2 2,3 2.5 2.8 3.1 3,4 2,1 2,2 2,3 2,5 2,7 3.0 3,2 3.6 4,0 4,5 2,9 3,1 3,2 3.5 3.8 4,2 4,6 5,1
6,30 10,00 2,1 2,2 2,4 2,5 2.7 3,0 3,3 3.6 2,3 2,4 2.5 2,7 2,9 3,2 3,4 3,8 4,2 4,7 5,4 3,2 3,4 3.5 3,8 4,1 4,5 4.9 5.4
» 10,00 » 16,00 2,3 2,4 2,6 2,7 2,9 3.2 3,5 3,8 2.5 2.6 2,7 2,9 3,1 3,4 3,6 4,0 4,4 4,9 5,6 6,4 3.5 3,7 3.8 4,1 4,4 4,8 5,2 5,7
» 16,00 » 25,00 2,5 2,6 2,8 2,9 3,1 3,4 3,7 4,0 2,7 2,8 2,9 3,1 3,3 3,6 3,8 4,2 4,6 5,1 5,8 6,6 7,6 3,8 4,0 4,1 4,4 4,7 5,1 5,5 6,0
» 25,00 » 40,00 2,7 2,8 3,0 3,1 3,3 3.6 3,9 4,2 2,9 3,0 3,1 3,3 3,5 3.8 4,0 4,4 4,8 5,3 6,0 6,8 7,8 4,1 4,3 4,4 4,7 5,0 5,4 5,8 6,3
40,00 » 63,00 3,2 3,3 3,4 3,6 3,8 4,1 4,3 4,7 5,1 5,6 6,3 7,1 8,1
» 63,00 100,00 3,7 3,8 3,9 4,1 4,3 4,6 4,8 5,2 5,6 6,1 6,8 7,6 8,6
» 100,00 125,0 4,0 4,1 4,2 4,4 4,6 4,9 5,1 5,5 5,9 6,4 7,1 7,9 8,9
» 125,00 160,00 4,4 4,5 4,6 4,8 5,0 5,3 5,5 5,9 6,3 6,8 7,5 8,3 9,3
160,00 » 200,00 5,1 5,2 5,3 5Д 5,7 6,0 6,2 6,6 7,0 7,5 8,2 9,0 10,00
Припуски на механическую обработку 4 87
Продолжение табл. 4
Масса штампованных поковок, КР Толщина (высота), длина или ширина штампованных поковок, мм
Штамповка на прессах Штамповка на молотах Штамповка на горизонтально-ковочных машинах
До 50 Св. 50 до 120 Св. 120 до 180 /Св. 180 до 260 Св. 260 до 360 Св. 360 до 500 Св. 500 до 630 Св. 630 до 800 о Св. 50 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 до 500 Св. 500 до 630 Св. 630 до 800 Св. 800 ! до 1000 Св. 1000 до 1250 LCb. 1250 i до 1600 Св 1600 до 2000 Св. 2000 до 2500 S § Св? 50 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 до 500 Св 500 до 630 Св. 630 до 800
До 0,25 (Ев. 0,25 до 0,63 » 0,63 » 1,60 » 1,60 2> 2,50 » 2,50 » 4,00 » 4,00 » 6,30 » 6,30 » 10,00 » 10,00 » 16,00 » 16,00 » 25,00 » 25,00 » 40,00 » 40,00 » 63,00 » 63,00 » 100,00 » 100,00 » 125,00 » 125,00 » 160.00 » 160,00 » 200,00 1,2 1,4 1,7 2,0 2,2 2,5 2,8 3,0 3,3 3,6 1,4 1,6 1,9 2,2 2,4 2,7 3,0 3,2 3,5 3,8 1,6 1,8 2,1 2,4 2,6 2,9 3.2 3,4 3,7 4,0 1,8 2,0 2,3 2,6 2,8 3,1 3,4 3,6 3,9 4,2 2,1 2,3 2,6 2,9 3,1 3,4 3,7 3,9 4,2 4,5 2,7 3.0 3,3 3.5 3.8 4.1 4,3 4,6 4,9 3.4 3.7 3,9 4,2 4,5 4,7 5,0 5,3 шгт 4,2 4,4 4,7 5,0 5,2 5,5 5,8 1МП0 1,2 1,5 2,0 2,3 2,5 2.8 3.2 3.4 3,7 4,1 4,5 5,4 5,8 6,6 7,6 ванн 1,4 1,7 2,2 2,5 2,7 3.0 3.4 3.6 3,9 4,3 4,7 5,6 6.0 6,8 7,8 ые s 1,6 1,9 2,4 2,7 2,9 3.2 3,6 3,8 4,1 4,5 4,9 5,8 6,2 7,0 8,0 агоп 1,8 2,1 2,6 2,9 3,1 3,4 3,8 4,0 4,3 4,7 5,1 6,0 6,4 7,2 8,2 г&еки 2.1 2,4 2,9 3,2 3,4 3,7 4,1 4,3 4,6 5,0 5,4 6,3 6,7 7,5 8,5 1 шр 2.9 3,4 3,7 3,9 4,2 4,6 4,8 5,1 5,5 5,9 6,8 7,2 8,0 9,0 *еты 3,7 4,0 4,2 4,5 4,9 5,1 5,4 5.8 6,2 7,1 7,5 8,3 9,3 гй af 4,6 4,8 5,1 5,5 5,7 6,0 6,4 6,8 7,7 8,1 8,9 9,9 щпгь 5,4 5,7 6,1 6,3 6,6 7.0 7,4 8,3 8,7 9.5 10.5 ы 6,4 6.8 7,0 7,3 7,7 8.1 9,0 9,4 10,2 11,2 7,9 8,1 8,4 8,8 9,2 10,1 10.5 11,3 12,3 9,3 9,6 10,0 10.4 11,3 11,7 12,5 13,5 11,1 11,5 11,9 12,8 13,2 14,0 15,0 1.8 2,1 2.6 3,0 3,3 3,8 4,2 4,5 5,0 5.4 2,1 2,4 2,9 3,3 3,6 4,1 4,5 4,8 5,3 5,7 2.4 2,7 3,2 3.6 3,9 4,4 4,8 5,2 5,7 6,1 2,7 3.0 3.5 3.9 4,2 4,7 5,1 5,5 6,0 ’ 6,4 3,2 3,5 4,0 4,4 4,7 5,2 5,6 6,0 6,5 6.9 4,1 4,6 5,0 5.3 5,8 6,2 6,4 6,9 7,3 5,1 5,5 5,8 6,3 6,7 7,1 7,6 8,0 6,3 6,6 7,1 7,5 7,9 8,4 8,8
—• —
Припуски на механическую обработку
о© со
Припуски на механическую обработку 489
5. Припуски на чистовое обтачивание валов после чернового обтачивания
Размеры, мм
Диаметр вала Длина обрабатываемой детали L Допуск (—) на предварительную обработку по 5-му классу (Л6)
До 100 Св 100 до 250 Св 250 до 500 Св. 500 до 800 Св. 800 до 1200 Св. 1200 до 2000
Припуск 2а на диаметр
До 10 0,8 0,9 1,0
Св 10 до 18 0,9 1,1 — 0,24
18 30 1.0 1,1 1,3 1,4 0,28
» 30 » 50 1,0 1,5 1,7 0,34
50 » 80 1,1 1,1 1,2 1,4 1,6 1,8 0,4
» 80 » 120 1,2 1,9 0,46
» 120 » 180 1,2 1,3 1,5 1,7 2,0 0,53
» 180 260 1,3 1,3 1,4 1,6 1.8 0,6
260 360 1,4 1,5 1,7 1,9 2,1 0,68
» 360 500 1,4 1,5 2,2 0,76
*х Для условий мелкосерийного или индивидуального производства припуск определяется умножением табличной величины на коэффициент k = 1,3 с округлением до десятых в сторону увеличения, например: 1,1 X 1,3 == 1,43 — принимаем 1,5. При этом допуск на предварительную обработку устанавливается по 7-му классу точности Aj.
6. Припуски на тонкое (алмазное) обтачивание валов *
L Размеры, мм
Обрабатываемый материал Диаметр обрабатываемого вала d Припуск 2а на диаметр
Легкие сплавы До 100 Св 100 0,3 0,5
Бронза и чугун До 100 Св. 100 0,3 ОД
Сталь До 100 Св 100 0,2 0,3
В случае применения двух резцов, чернового и чистового, на чистовой резец оставляется припуск 0,1 мм. Допуски на предварительную операцию назначаются по 3-му классу точности Ся
490
Припуски на механическую обработку
7. Припуски на шлифование валов *’
f -
«f Z.
газмсры, мм
Диаметр вала d Характер шлифования *2 Характер вала *2 Длина вала L Допуск (~~ ) на предварительную обработку по 4'му классу (G)
До 100 Св. 100 до 250 Св 250 до 500 ю S СО о о ч Св 800 до 1200 Св 1200 до 2000
Припуск 2а на диаметр
До Ю Ц С 3 0,2 0.3 0,3 0,4 — 0,1
Б С 3 0.2
0.3 | 0,4
Св 10 до 18 Ц С 3 о,2 ; 0,3 — 0,12
0,3 | 1 0,4 f 0,5
Б С 3 0.2 0,3 0,5
0.3 ) 0.4
Св 18 до 30 II С 3 0,3 0.4 - 0,14
0.3 1 0,4 1 0.5 1 0.6
Б с 3 0.3 -
0.3 | 0.4 1 0,5
Св. 30 до 50 Ц с 3 0,3 0.4 0,4 0,5 0,5 0,6 0,6 0,7 0,17
Б С I 0,3 | 0.4 -
3 1 0.4 | 0,5
Св. 50 до 80 Н С 3 0.3 0,4 0,4 0,5 0,5 0,6 0,6 0.8 0.7 0,9 0,2
Б с 3 0.3 0,1 0.6 -
0,4 | .0.5
Св. 80 до 120 11 с 3 0,4 0.5 0,5 0.6 0,6 0,8 0,7 0,9 0,23
Б с 3 0.4 I 1 0,5 ' -
0.5 1 0,6 | 0.7
Св. 120 до 180 Ц с 3 0.5 | 0.6 1 0.7 i 0.8 -
0.5 | 0.6 | 0.7 i 1 0,8 1 0.9 ( | 1,0
Б с 3 0,5 - 0,26
0,5 | 0,6 1 0,7 : i 0,8
Св. 180 до 260 Ц с 0,5 0.6 0,7 0,7 0,8 | 0,9 0,3
3 1 0,6 0,8 | 1 0.9 | 1,1
Св. 260 до 360 U с ! 0,6 | 0,7 | 0,8 | 0,9 0,34
3 1 0,7 [ 0.8 | 1 0,9 | 1,0 1 1,1
Св 360 до 500 ц с 0,7 0,8 0.8 0,9 0.9 | 1,0 0,38
3 1,0 | : 1,2
Для условий мелкосерийного или индивидуального производства величина припуска определяется умножением табличной величины на коэффициент ft = 1,2 с округлением до десятых в сторону увеличения, например: 0,4 X 1,2 = 0,48 — принимаем 0,5. При этом допуск на предварительную обработку устанавливается по 4-му кчассу точности (~-С4). *2 Условные обозначения; Ц — центровое, Б — бесцентровое, С —сырой, 3 — закаленный.
491
Припуски на механическую обработку
8. Припуски на чистовое подрезание и шлифование торцов
Размеры, мм
Диаметр обрабатываемой детали d Общая длина обрабатываемой детали L
До 18 Св 18 до 50 Св 50 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500
Припуск а *2
До 30 Св. 30 до 50 » 50 » 120 » 120 » 200 » 260 » 500 » 500 Допуск в мм (—) на длину 0,5/0,2 0,5/0,3 0,7/0,3 0.8/0,4 1,0/0,5 1,2/0,6 0,2/0,12 0,6/0,з 0.6/0,3 0,7/0,3 0,8/0,4 1,0/0,5 1,2/0,6 0,3/0,17 0,7/0,3 0,7/0,4 0,8/0,4 1,0/0,5 1,2/0,5 1,4/0,6 0,4/0,23 0,8/0,4 0,8/0,4 1,6/0,5 1,0/0,5 1,2/0,6 1,4/0,7 0,5/0,3 1,0/0,5 1,0/0,5 12/0,6 1,2/0,6 1,4/0,7 1,5/0,8 0,6/0,4 1,2/0,6 1,2/0,6 1,2/0,6 1,4/0,7 1,5/0,7 Ь.7/0,8 0,8/0,5
При обработке валов с уступами припуск брать на каждый уступ отдельно, исходя из его диаметра d и общей длины пала L.
Допуски устанавливать на измеряемый размер I.
+2 Числитель — подрезание, знаменатель — шлифование.
9. Припуски на обработку отверстий в сплошном материале по 2-му классу точности Размеры, мм
Диаметр обрабатываемого отверстия по рядам Сверла Чистовая расточка Зенкера Развертки для посадки А
1-й 2-й 3-й 1-е 2-е Номинал ь-ный Допускаемое отклонение по ^4 Черновая Чистовая
3 29 3,9 4,8 5,8 6,8 7,8 8,8 9,8 10 11 — — — — — ЗЛ 4Л 5Л 6Л 7Л 8Л 9Л ЮЛ ПЛ 12Л
4
5 1 1
6 1
7 1 1
8 1 7,96 8,96 9,96 10,95 11,95
9 ' 1
10 1 i 1
11 t 10,79 11,79
12
492
Припуски на механическую обработку
Продолжение табл. 9
Диаметр обрабатываемого отверстия по рядам Сверла Чистовая расточка Зенкера Развертки для посадки Л
1-й 2-й 3-й 1-е 2-е Номинальный Допускаемое отклонение по л4 Черновая Чистовая
13 12 13 14 15 17 18 20 22 23 24 26 — — — 12,79 13,79 14,79 15,79 17,79 19,755 21,755 23,755 24,755 25,755 27,755 29,755 31,71 33,71 34,71 35,71 36,71 37,71 39,71 41,71 44,71 46,71 47,71 49,71 12,95 13,95 14,95 15,95 17,94 19,94 21,94 23,94 24,94 25 Я 27,94 29,93 31,93 33,93 34,93 35,93 36,93 37,93 39,93 41,93 44,93 46,93 47,93 49,93 134 14Л 15Л 16Л 18Л 20Л 22Л 24Л 25Л 26Д 28Л ЗОЛ 32Л 34Л 35Л 36Л 37Л 384 404 424 454 474 48Л 504
14
15
16
18
20 19,8 21,8 23,8 24,8 25,8 27,8 29,8 31,7 33,7 34,7 35,7 36,7 37,7 39,7 41,7 44,7 46,7 47,7 49,7
22 4-0,14
24
25
26
28
30 15 28 30 32 33 34 35 36 38 40 43 45 46 48
32 4-0,17
34
35 20
36
37
38
40 25
42
45
47
48
50
Припуски на механическую обработку 493
10. Припуски на обработку отверстий в сплошном материале по 3—5-му классу точности
Диаметр обрабатываемого отверстия по рядам Обработка отверстий по 3-му классу точности Обработка отверстий по 5-му классу точности
Сверла Чистовая расточка Зенкера Развертки для посадки Д3 Обработка отверстий по 4-му классу точности
1-й 2-й 3-й 1-е 2-е Номинальный Допускаемое отклонение по Д * Сверла Зенкер или развертка Сверла
1-е 2-е !-е 2-е
3 2,9 — — — ЗД з 4Д3 5Д $ : 6Д8 7Д3 8Д 3 9Л8 ЮД8 пд3 12Л3 13Д3 14Д3 15Д3 16Д3 18Д3 20Д3 22Д3 24Д8 25 Д3 26 Д3 28 Да ЗОДз 32 А 3 34 А а 35 Л з 36 Дз 37Да З843 40Д8 42 Дз 45Д3 47Д3 48Д8 50Да 2,9 3,9 4,8 5,8 6,7 7,7 8,7 9,7 10,7 10,7 11,7 12,7 13,7 14,25 16,25 17,5 19,5 21,5 22,5 23,5 25,5 20 20 20 20 20 20 20 20 20 20 20 20 20 — ЗД4 4Д4 5Д4 6Д4 7Д4 8Д4 9Д4 юд4 пд4 12Л, 13Д4 14Д4 15Д4 16Л4 18Д4 20 Д4 22Д4 24А4 25 Д 4 26 Д4 28 Д 4 30 Д 4 32Д4 34Д4 35 Д 4 36Д4 37 Д 4 38 Д 4 40 Д 4 42 Д * 45 Д 4 47Д4 48Д4 50 Д 4 ЗДБ 4Д8 5Дб 6Л5 7 Аз 8ДБ 9ДБ юдб нлБ 12Д5 13ДБ 14Дб 15Дб 16ДБ 18ДБ 20Дб 22Дб 24Дб 25Дб 26Дб 28Дб —
4 3,9
’5 4,8
6 5,8
7 6,8
8 7,8
9 8,8
10 9,8
11 10 10,9 11,9 12,9 13,9 14,9 15,9 17,9 19,88 21,88 23,88 24,88 25,88 27,88 29,88 31,85 33,85 34,85 35,85 36,85 37,85 39,85 41,85 44,85 46,85 47,85 49,85
12 11
13 12
14 13
1 15 1 i 14
16 1 15
18 I17
20 118 19,8 21,8 23,8 24,8 25,8 27,8 29,8 31,7 33,7 34,7 35,7 36,7 37,7 39,7 41,7 44,7 46,7 47,7 49,7 4-0,14
22 20
1 24 | 22
25 23
| 26 ’ 1 । 24
28 | 26
1 30 1 1 115 28 30 32 33 34 35 36 38 40 43 45 46 48 27,5 29 31 32 33 34 35 37 39 42 44 45 46 — 30ДБ 32Дб 34Дб 35Дб 36 д Б 37Дб 38Дб 40Дб 42Дб 45Дб 47Дб 48Дб 50Дб
32 115
1 34 115
1 | 35 | 20
36 1 | 20
1 | 37 | 20
| 38 | 20 4-0,17
40 | | | 25
| 42 | | 25
45 | | | 25
| 1 « | 25
1 48 | | 25
50 | | ] 25
Размеры, мм
494 Припуски на механическую обработку
11, Припуски на обработку отверстий, прошитых или пролитых по 2—4-му классам точности
Диаметр обрабатываемого отверстия по рядам Отверстия 2 и 3-го классов (4, Д3) Отверстия 4-го класса (Д4)
1-й 2-й 3-й Черновая расточка Чистовая расточка Черновая развертка Ч истовая развертка (допускаемое отклонение /11 А а) Черновой зенкер Чистовой зенкер (допускаемое отклонение
1-я 1 2-я Номинальный Допускаемое отклонен ие по Д4
30 — 28 30 32 33 34 35 36 38 40 43 45 46 48 ‘ 50 53 56 58 60 61 63 66 68 70 73 29,8 31,7 33,7 34,7 35,7 : 36,7 37,7 39,7 41,7 44,7 46,7 47,7 49,7 51,5 51,5 57,5 59,5 61,5 62.5 64,5 67,5 69,5 71,5 71.5 +0,14 29,93 31,93 33,93 34,93 35,93 36,93 37,93 39,93 : 41,93 44,93 46,93 47,93 49.93 51,92 54,92 57,92 59,92 61.92 62,92 64,92 67,9 69,9 71,9 74,9 30 32 34 35 36 37 38 40 42 45 47 48 50 52 55 58 60 62 63 65 68 70 72 73 28 30 32 32 34 36 38 40 42 46 48 50 52 55 58 60 62 65 68 70 72 30 32 34 35 36 38 40 42 45 48 50 52 58 60 62 65 68 70 72 75
32 +0.17
34
35
36
37
38
40
42
43
47
| 48 1
50 ! 1 ! 45 47 50 53 55 57 58 60 63 65 67 70
j 52 +0,2
55 i
| 58
60 'i
j 62
63
j 65
68
70
72
75
Припуски на механическую обработку 495
Продолжение табл. И
Диаметр обрабатываемого отверстия по рядам Отверстия 2 и 3' -го классов (А# А з) Отверстия 4-го класса (А4)
Черновая расточка Чистовая расточка Ч истовая развертка (допускаемое отклонение A; As) Ч истовой
1-й 2-й 3-й 1-й 2-я Номинальный Допускаемое отклонение по А4 Черновая развертка Черновой зенкер зенкер (допускаемое отклонение А4)
78 73 76 77,5 77,9 78 75 78
80 75 78 79,5 +0,2 79,9 80 78 80
85 80 83 84,3 84,85 85 82 85
90 85 88 89,3 89,85 90 88 90
95 90 93 94,3 94,85 95 92 95
100 95 98 99,3 +0,23 99,85 100 98 100
105 100 103 104,3 104,8 105
по 105 108 109,3 109,8 ПО
115 ПО ИЗ 114,3 114,8 115
120 115 118 119,3 119,8 120
125 1 120 123 124,3 124,8 125
! 130 j 125 128 129,3 129,8 130
135 130 133 134,3 134,8 135
140 i ; 135 138 139,3 139,8 140
115 МО 143 144,3 144,8 145
i 150 | И5 148 149,3 +0,26 149,8 150
1 1 155 150 153 154,3 154,8 155
1G0 155 158 159,3 159,8 160
i 1 165 160 163 164,3 164,8 165
170 165 168 169,3 169,8 170
175 170 173 174,3 174,8 175
180 175 178 179,3 179,8 180
| 190 185 188 189,3 189,8 190
195 190 193 194,3 +0.3 194,8 195
200 194 197 199,3 199,8 200
498
Припуски на механическую обработку
12. Припуски на последующую обработку глубоких отверстий
после одностороннего сверления
IH । *4 -
'/Z7///.Z/// L Размера в «1 ММ
Диаметр отверстия Глубина сверления L до
1000 2000 3000 5000 j 7000 10 000 | 15 000 | 20 000
Припуск 2 а на диаметр
35—100 101-180 Св. 181 4 Цетали, 6 подверг 8 •ающиеся 10 термической обработке
12 14 и 16 —
— 12 18 20
35—100 101-180 181-400 Детали, не подвег 2 | 4 | 6 угающиес} 8 ? термической обработке
10 12 12 14 —
— 10 16 18
13. Припуски на протягивание отверстий
Размера, мм
Номинальный диаметр отверстия ♦* Обозначение поля допуска и точного припуска Диаметр отверстия после протягивания Диаметр отверстия под протягивание по А 4 Номинальный диаметр отверстия *J Обозначение поля допуска и точного припуска Д иаметр отверстия после протягивания Диаметр отверстия под протягивание по А 4
10 4; АЙ ПТ 10 9,764 9,4 9,15 16 А; Ад ПТ 16 15.76Л 15,4 15,1
(П) А; Аэ ПТ 11 10,764 10 4 Ю,1 17 А: Ад ПТ 17 16,764 16,4 16,1
12 А; А3 ПТ 12 И,764 11,4 11,1 18 А; Ад ПТ 18 17,764 17,4 17,1
(13) 4; Д3 ПТ 13 12,76/t 12,4 12,1 (19) А; Ад ПТ 19 18,724 18,1 17,8
14 Д; А, ПТ 14 13,764 13,4 13,1 20 А; Аз ПТ 20 19,724 19,1 18,8
15 4: Аз ПТ 15 14,764 14,4 14,1 (21) А; А» ПТ 21 20,724 19,9 19,6
Припуски на механическую обработку 497
Продолжение табл 13
Номинальный диаметр отверстия ** Обозначение поля допуска и точного припуска Диаметр отверстия после протягивания Диаметр отверстия под протягивание по Aj Номинальный диаметр отверстия ♦’ Обозначение поля допуска и точного припуска Диаметр отверстия после про-тягива ния Диаметр отверстия под протягивание по Aj
22 4; 4 g ПТ 22 21,724 20,9 20,6 45 4; 4 з пт 45 44,664 43,7 43,4
24 4; Ай ПТ 24 23,724 22,9 22,6 48 4; 4$ ПТ 48 47,66 А 46.7 46,4
25 4; 43 ПТ 25 24,724 23,9 23,6 50 4; А3 ПТ 50 49,664 48,7 48,4
26 А; 4« ПТ 26 25,724 24,9 24,6 52 А; Аа ПТ 52 51,64 50,6 50,2
(21) 4; 43 ПТ 27 26,724 25,9 25,6 55 4; 43 ПТ 55 54,64 53.6 53,2
28 4; 43 ПТ 28 27,724 26.9 26,6 (58) A: 4g ПТ 58 57,64 56,6 56,2
30 4; 43 ПТ 30 29,724 28,9 28,6 60 А; 4а пт 60 59,6 А 58,6 58,2
32 А; А3 ПТ 32 31,664 30,8 30,5 63 А; Д8 пт 63 62,64 61,6 61,2
34 4; 4Ч ПТ 34 33,664 32.8 32,5 65 А: А3 ПТ 65 64,64 63.6 63,2
(35) 4; 4, ПТ 35 34,664 33,8 33,5 70 4; 43 ПТ 70 69,64 68,6 68,2
36 4; 43 ПТ 36 35,664 34,8 34,5 75 А; 4g ПТ 75 74,64 73,5 73,1
38 А; Аа ПТ 38 37,664 36,8 36.5 80 А; 43 ПТ 80 79,64 78,5 78,1
40 А; 4Я пт 40 39,664 38,8 38,5 85 А; Д5 ПТ 85 84,544 83,5 83
42 ♦’ Ра А; А3 пт 1змеры, зак; 42 41,664 тюченнгае в 40,7 40,4 скобки, по 90 возможное А; А9 ПТ ти не прим« 90 89,644 ;нять. 88,5 88
498
Припуски на механическую обработку
14. Припуски на протягивание щлицевых отверстий
Z- число //'//Х* ^_d( 6^ Ра z-< ШЛЬ 1x6 f § змег
Номинальный размер шлицевого отверстия г X d X D Диаметр отверстия до про-[ тягивания при иентриро- . вании по диаметру
наружному • внутреннему
Допускаемое отклонение
Д7 1 4, !
6 X 16 х 20 6 X 18 X 22 6 X 21 X 25 6 X 23 X 26 6 X 23 X 28 6 X 26 X 30 6 X 26 X 32 6 X 28 X 32 6 X 28 X 34 8 X 32 X 36 8 X 32 X 38 8 X 36 X 40 8 X 36 X 42 15,1 17.4 20,65 15.4 17,4 20.2
22,65 | 22,2
25,4 | 25,2
27,4 1 27,2
31,4 31,1
35,4 35,1
число чцев \ г-г- \ / //А/, .
1 шй
[Й4 ры, мм
i Номинальный размер шлицевого отвер-стия , z X d X О Диаметр отверстия до протягивания при центриро вании по диаметру
наружному | внутреннему
Допускаемое отклонение
Д, Д4
8x42x46 8x42x48 8x46x50 8x46x54 8x52x58 8x52x60 8x56x62 8x56x65 8x62x68 8x62x72 10x72x78 10x72x82 10x82x88 41,1 41,1
45,4 | 45,1
51,4 | 51
55,4 j 55
61,4 | 61
71,4 j 71
81,4 | | 81
13. Припуски точные (П Г) и припуски точные увеличенные (ПГУ)*’ на обработку отверстий
Размеры, мм
Номинальный диаметр отверстия Диаметр отверстия после । обработки (допуск Д) 1 Номинальный диаметр отверстия Диаметр отверстия после обработки (допуск Д)
с припуском ПТ с припуском П ТУ с припуском ПТ с припуском ПТУ
10 9,76 9,65 34 33.66 33,5
(Н) 10,76 10,65 (35) 31,66 34,5
12 11,76 11,65 36 35,66 35.5
(13) 12,76 12.65 38 37,66 38,5
11 13.76 13.65 40 39,66 39,5
15 14,76 14,65 42 41,66 41,5
16 15,76 15,65 45 44,66 44,5
17 16,76 16,65 48 47,66 47,5
18 17,76 17,65 50 49,66 49.5
(19) 18,72 18,55 52 51,6 51,4
20 19,72 19,55 55 54,6 54,4
21 20,72 20,55 (58) 57,6 57,4
22 21,72 21,55 60 59,6 59,4
24 23,72 23,55 63 62,6 62,4
25 24,72 24,55 65 64,6 64,4
26 25,72 25,55 70 69,6 69,4
(27) 26,72 26,55 75 74,6 74,1
28 27,72 27,55 80 79,6 79 Д
30 29,72 29,55 85 84,54 84,25
32 31,66 31,5 90 89,54 89,25
♦х Припуск точный увеличенный (ПТУ) дается для тонкостенных втулок и других [ деталей, значительно деформирующихся при термической обработке. I
499
Припуски на механическую обработку
16. Припуски на шлифование отверстий*1
//rmzzzZ/ 5s
L г ts' l\
Размеры, мм
Диаметр отверстия d Характер детали *2 Длина шлифуемого отверстия L Допуск ( С) на предварительную обработку по 4-му классу (4«)
До 50 Св 50 до 100 Св. 100 до 200 Св. 200 до 300 Св. 300 до 500
Припуск 2а на диаметр
До Ю С 3 0,2 - 0,4 — — 0,1
Св. 10 до 18 С 3 0,3 0,4 0,12
0,3
Св 18 до 30 с 3 0,3 0,4 о.и
От 30 до 50 3 0,3 0,4 0,5 0.17
0.4 0,4
От 50 до 80 с 3 0,4 0,20
0,5 0,5
О г 80 до 120 с 3 0,5 0,6 0,7 0,23
0,6
От 120 до 180 3 0,6 0,6 0,7 0,26
От 180 до 260 с 3 0,6 । 1 0.7 0,3
0,7 0,7 | 1 0,8
От 260 до 360 с 3 0.31
°-8 i 0,9
От 360 до 500 ** При об] руюшихся при фициент k ~ 1 Если обра( следует устава! видуального п] коэффициент k маем 0,4 мм *2 УСЛОВН! с 3 работке термооб ,3. эатываег зливать эоизводс = 1,3 с эте обоз г 0,8 тонкостенных втулок и друг работке, табличные данные пр лое отверстие является базой по 2-му классу точности. Для :тва припуск определяется уь : округлением до десятых, nai гачения: G — сырая, 3 — закг 0,8 0,38 L>HO дсформи-<ить на коэф- >отки, допуск >го или инди-величины на ,39 — прими-
0,9 их деталей, значител! ипусков следует умной для дальнейшей обраС условий мелкосерийнс 4ножением табличной пример; 0,3 X 1,3 = 0 1ленная
500
Припуски на механическую обработку
17. Припуски на тонкое (алмазное) растачивание отверстий
д'
Размеры, мм
Диаметр обрабатываемо! о Обрабатываемый материал Допуск (4-) на предвари-
Легкие сплавы Баббит | Бронза и чугун । Сталь
Характер обработк и ** тельную обработку
отверстия d II 1 0 1 п 1 ° 1 п 1 о 1 П 1 ° по 3-му классу точности
Припуск 2п на диаметр *« (А з)
До 30 0,2 0,3 0,2 0,045
31-50 0,3 0,4 0,1 0,2 0,05
51-80 0,4 0,5 0,3 0,1 0,06
81-120 0,1 0,1 0,07
121 — 180 181—260 261-360 0,5 0,6 0,2 0,4 0,3 0,08 0,09 0,10
361—500 0,12
501-640 641—800 0,5 0,2 0,4 0,14 0,15
801-1000 0,6 0,5 0,2 0,17
411 Условные обозначения: П — предварительная, О — окончательная л2 В случае применения одного растачивания припуск определяется как сумма припусков на предварительное и окончательное растачивание.
18. Припуски на хонингование отверстий!
Размеры, мм
Диаметр обрабатываемого отверстия d Припуск 2а на диаметр Допуск (+) на предварительную обработку по 2-му
после тонкого растачивания после чистового растачивания после внутреннего шлифования
Обрабатываемый материал классу точности
Чугун । Сталь Чугун Сталь Чугун 1 Сталь (А)
До 50 Св. 50 до 80 0,09 0,10 0,06 0,07 0,09 0,10 0,07 0,08 0,08 0,09 0,05 0,03
» 80 » 120 0,11 0,08 0,11 0,09 0,10 0,06 0,035
» 120 » 180 » 180 » 260 0,12 0,09 0,12 — 0,11 0,12 0,07 0,08 0,04 0,045
501
Припуски на механическую обработку
19. Припуски на шабрение отверстий ♦*
L
Размеры, ма tj 4
Диаметр отверстия d Припуск 2а на диаметр при длине отверстия L
ДО 100 | Св. 100 до 200 | Св. 200 до 300 | Св. 300
До 80 Св. 80 до 180 » 180 » 860 » 360 *1 Обработка от верстие детали, но i 0,05 одо 0,15 0,20 верстий под шабр <е точнее 2-го кла 0,08 0,15 0,20 0,25 ение производится сса 0,12 0,20 0,25 0,30 по кОЕ{ечпым доп 0,30 0,35 [ускам на от-
20. Припуски на обработку плоскостей *
Размеры, мм
Характер припуска Длина обрабатываемой поверхности Ширина обрабатываемой поверхности
До 100 Св. 100 до 300 Св. 300 до 1000
Припуск а Допуск Ж Припуск а Допуск (-Н Припуск а Допуск (-I-)
На чистовое строгание До 300 1,0 0,3 1,5 0,5 2 0,7
или фрезерование после Св 300 до 1000 1,3 0,5 2 0,7 2,5 1,0
черновой обработки Св. 1000 до 2000 2 0,7 2,5 1,2 3 1,2
На шлифование после чистовой обработки при установке детали без выверки До 300 0.3 0,1 0,4 0,12
Св. 300 до 1000 Св 1000 до 2000 0,4 0,5 0,12 0,15 0,5 0,6 0,13 0,6 ! 0,7 0,15
На шлифование после чистовой обработки при До 300 0,2 0,1 0,25 0,12
установке детали в при- Св. 300 до 1000 0,25 0,12 0,3 0,15 0,4 0,15
способлении или с выверкой индикатором Св. 1000 до 2000 0,3 0.15 0,4
На шабрение До 300 0,15 0,06 0,15 0.06 0,2 0,1
Св. 300 до 1000 0,2 0,1 0,2 0,1 0,25 0,12
Св. 1000 до 2000 0,25 0,12 0,25 0,12 0,3 0,15
*1 Припуски даны на обработку одной стороны.
При обработке одновременно нескольких деталей длину и ширину считать общими на всю установку вместе с промежутками между деталями.
На окончательный проход при чистовом строгании или фрезеровании оставлять припуск ^0,5 мм.
Припуск на шлифование термически обработанных деталей определяется путем умножения табличных данных на коэффициент k — 1,2. Припуски и допуски на шлифование и шабрение предусматривают обработку поверхностей, ограниченных допусками.
Б02
Припуски на механическую обработку
21. Припуски на чистовую обработку шлицев
Размеры, мм
Номинальный диаметр шлице- Длина шлица шлицевого вала
До 100 Св 100 ди 200 | Св 200 до 350 | Св. 350 до 500
вою вала Припуск 2а на толщину шлица и на диаметр d
Припуски нс । чистовое фрезерование шлицев
10-18 0,4-0,6 0,5-0,7 —
18-30 0,5-0,7 0,6-0,8 0,7-0,9 —
30—50 0,6—0,8 0,7-0,9 0,8-1,0
Св 50 0,7-0,9 0,8-1,0 0,9-1,2 1,2-1,5
Припуски на шлифование шлицев
10—18 18-30 0,1-0,2 0,2-0,3 0,2-0,4 —
30-50 * 0,2-0,3 0,2-0,4 0,3-0,5
Св. 50 0,2—0,4 0,3—0,5 0,4-0,6
22. Припуски на чистовою обработку червяков
Размеры, мм
Модуль т Припуск 2а на толщину витка
при чистовом нарезании после предварительного фрезерования при шлифовании закаленных червяков
До 2 Св 2 до 3 » 3 » 5 5 » 7 > 7 » 10 > 10 » 12 0,7-0,8 1-1,2 1,2-1,4 1,4-1,6 1,6-1,8 1,8-2,0 0,2-0,3 0,3-03 0,4-0,5 0,5-0,6 0,6—0.7 0,7-0,8
23. Припуски на обработку цилиндрических зубчатых колес
\ п 9- Размеры, мм
Припуски на чистовое зубофрезерование или зубедолбление (числитель) и зубошлифование (знаменатель)
Модуль т Припуск 2а 2 0,6/0,25 3 0,75/0,3 4 0,9/0,35 5 1.05/0,35 6 1,2/0.4 7 1,35/0,45 8 1,5/0,5 9 1,7/0,55 10 1,9/0,6 И 2,1/- 12 2,2/—
Припуски на шевингование зубьев
Модуль т Припуск 2а 1,5-2,5 0,12 2,75—3,5 0,14 3,75-4,25 0,16 —
Припуски на чистовую обработку зубьев спиральнозубых и гипоидных зубчатых колес
Модуль т Припуск 2а 1,25—1,75 0,5 2,0—2,75 0.6 3,0—4,5 0,8 5,0—7,0 1,0 8,0—11,0 1,2 12,0—19,0 1,6 20,0—30,0 2,0
Припуски на чистовую обработку конических зубчатых колес (числитель) и червячных колес (знаменатель)
Модуль т Припуск 2а 3 0,5/1,0 4 0,57/1,2 0,65/1,4 6 0,72/1,6 7 0,8/1,8 8 0,87/2,0 9 0,93/2,2 10 1,0/2.4 11 1,07/2,6 12 1,5/3
Припуски на механическую обработку
Допуски на припуски, мкм
Последующая обработка Диаметр колеса
До 50 ! 50—100 100—200 200—500
Чистовое нарезание . 150 180 220 250
Шевингование . 40 50 60 70
Шлифование 65 80 100 120
504
Припуски на механическую обработку
24. Припуски на шлифование резьбы однониточным кругом
g $ 1 1
(
Размеры, мм
Шаг шлифуемой резьбы 3 Высота профиля резьбы Шлифование
в одну операцию; в две операции
по сплошному металлу после предвари-тел ь ного н а рез алия резьбы
Припуск по высоте профиля на сторону Л*1
0.5 0,75 1.0 1.25 1,5 2 4 6 *J Меиьп меньших диа 0,27 0,406 0,541 0,676 0,812 1,082 2.165 3,246 jue значения при метров и большие 0,27 0,406 0,54 0,676 0,812 <М О *г in г— от_ о'о“ ООО О N)lil С— CD тг< Г- «— ОО — См со со оо о'о ООО о* 0,07—0,10 0,10—0,15
0,10-0,20
пуска для окояча i — для больших 0,20-0,25 0,25—0,30 0,30-0,35 пия принимать для ;мой резьбы.
тельного шлифова диаметров шлифу*
25. Припуски на шлифование резьбы многониточным кругом
i Я * I СЕр7222^-
Метод врезания Метод продольной подачи
Размеры, мм
Наименование операции Шаг резьбы S Диаметр резьбы d0 до
6 ! 9 | 16 1 30 ! 52 | 120
Припуск по высоте профиля на сторону 77
Предварительное шлифование резьбы по сплошному металлу 0,5 0,75 L0 1,25 1,5 2,0 2,5 2,5 3 4 5 6 0,20 0,17 —
0,31 0,44 ; . 0,25 ; 1 0,39 1 ! 0,34
— 0,57 0,47 0,71 0,93 —
— 0,G6 1 0,61
0,93 1,2 0,88
-* 1,15 | —
Предварительное шлифование после нарезания резьбы 0,30 1 0,35 0,45
0,35 0,40 0,45
— 0,5
Припуски на механическую обработку
505
26. Диаметры отверстий под нарезание метрической резьбы по ГОСТ 9150—59* для металлов и сплавов, не обладающих повышенной вязкостью
Размеры, мм
Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0 Номинал 1>НЫЙ диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0
номинальный Допускаемое отклонение (+) номинальный 4:1 Допускаемое отклонение (4-)
Резьба с мелким шагом 12 0,5 0,75 1 1,25 1,5 11,50 11.20 (11,2) 10,95(11) 10,70 (10,7) 10,43 (10,5) 0,10
0,17
1 1,1 1,2 14 1,6 1,8 0,2 0,80 (0,8) 0,90 (0,9) 1,00 (1,0) 1,20 (1,2) 1,40 (1,4) 1,60 (1,6) 0,048
0,20
0,5 13,50 0,10
2 2,2 0,25 1,75 (1,75) 1.95 (1,95) 0,06 14 0,75 1 1,25 1,5 13,20 (13,2) 12.95 (13) 12,70 (12,7) 12,13 (12,5) 0,17
0,20’
2,5 3 3,5 0,35 2.15 (2,15) 2,65 (2,65) 3,15(3,15) 0,07
15 1 1,5 13,95 (14) 13.43 (13,5) 0,17 0,20
4 4,5 5 5.5 0,5 3,50 (3,5) 4,00 (4,0) 4,50 (4,5) 5,00 (5,0) 5,50 (5,5) 0,10
16 0,5 0,75 1 1,5 13,50 15,20 (15,25) 14,95 (15) 14,43 (14,5) 0,10
0,17
6 0,20
0,75 3,20 (5,2) 0,17 17 1 1,5 13.45 (16) 15,43 (15,5) 0.17 0,20
1 0,5 0,75 6,50 (6,5) 6,20 (6,2) 0,10 0,17
18 0,5 0,75 1 > 1,5 2 17,50 17,20 16,95 (17) 16,43 (16,5) 15,90 (16) 0,10
8 0,5 0,75 1 7,50 (7,5) 7,20 (7,2) 6,95 (7) 0J0 0,17
0,17 0,20 0,24
9 0,5 0,75 1 8,50 (8,5) 8,20 (8,2) 7,95 (8) 0,10 20 0,5 0,75 1 1,5 2 19,50 19,20 18,95 (19) 18,43 (18,5) 17,90 (18) 0,10
0,17 0,17
0,20 0,24
10 0,5 0,75 1 1,23 9,50 (9,5) 9,20 (9,2) 8,95 (9) 8,70(8,7) 0,10
0,17
22 0,5 0,75 1 1,5 2 21,50 21,20 20,95 (21) 20,43 (20,5) 19,90 (20) 0,10
И 0,5 0,75 1 10,50 (10,5) 10,20 (10,2) 9,95 (10) 0,10 0,17
0,17 0,20 0,24
5С6
Припуска на механическую обработку
Продолжение табл 26
Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0 Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0
номинальный Допускаемое отклонение (+) номинальный *1 Допускаемое отклонение (+)
24 0,75 1 1.5 2 23,20 22.95 22.43 (225) 21,90 (22) 0.17 0,20 0,24 39 1 1.5 2 3 37,95 37,43 36,90 35,85 0,17 0,20 0,24 0,28
40 1.5 2 3 38,43 37,90 36,85 0,20 0,24 0,28
25 1 1.5 2 23,95 23.43 (235) 22.90 (24,5) 0,17 0,20 0,24
42 1 1,5 2 3 4 40,95 40.43 39.90 38,85 37,80 0,17 0 20 0,24 0,28 0,35
26 1.5 24,43 (24,5) 0,20
27 0,75 1 1.5 2 26,20 25,95 25,43 (25,5) 24.90 (25) 0,17 0,20 0,21
45 1 1,5 2 3 4 43.95 43,43 42.90 41,85 40,80 0,17 0,20 0,24 0,28 0,35
28 1 1.5 2 26,95 26,43 (265) 25,90 (26) 0 17 0.20 0,24
48 1 1,5 2 3 4 46.Q5 46,43 45,90 44,85 43,80 0,17 0,20 0,24 0,28 0,35
30 0,75 1 15 2 3 29,20 28,95 28,43 (28,5) 27,90 (28) 26,85 (27) 0,17
0,20 0,24 Q.28 50 1,5 3 48,43 47,90 46,85 0,20 0,24 0,28
32 15 2 30,13 29,90 (30) 0,20 0,24
52 1 1,5 2 3 4 50,95 50.43 49,90 48.85 47,80 0,17 0,20 0,24 0,28 0,35
33 0,75 1 15 2 3 32,20 31,95 31,43 30,90 29,85 (30) 0.17 0,20 0,24 0,28
55 1,5 2 3 4 53.43 52,90 51,85 50,80 0,20 0,24 0,28 0,35
35 15 33,43 0,20
56 1 1,5 2 3 4 54,95 54,43 53,90 52.85 51,80 0,17 0,20 0,24 0,28 0,35
36 1 15 2 3 34,95 34,43 33.90 32,85 0,17 0.20 0,24 0,28
58 1.5 2 3 4 56,43 55,90 54,85 53,80 0,20 0,24-0,28 0,35
38 15 36,43 0.20
Припуски ни механическую обработку
507
Продолжение табл. 2b
Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы d0 Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы <70
номинальный я Допускаемое отклоне-ние (-] ) номинальный ** Допускаемое отклонение (-, )
1 1,5 2 58,95 58/13 57,90 0,17 0,20 0,21 78 2 75,90 0.24
3 56,85 0,28 78,95 0,17
1 53,80 0,35 1
1,3 78,43 0,20
2 77.90 0,24
80 3 76,85 0,28
1,5 60.43 0,20 4 75,80 0,3о
62 2 59,90 0,24 6 73,70 0,50
3 58,85 0.28
4 57,80 0,35 82 2 79,90 0,21
1 1,5 62.95 0,17 1,5 83,43 0 20
62.43 0,20 2 82,90 0 24
64 2 3 61,90 60.85 0,24 0,28 85 3 4 81 85 80 80 0,28 0 35
4 59,80 0,35 6 78/70 0’,50
1,5 63.43 0,20 1,5 88,43 0,20 0,24 0,28
63 2 3 62.90 61,83 0,24 0,28 90 2 3 87,90 86,85
4 60,80 0,35 4 85,80 0 35
6 83 70 0,50
66,95 0,17
1
68 1,5 2 3 66,43 65,90 61,85 0.20 0,24 0,28 95 1,5 2 3 93,43 92 90 91,85 0,20 0,24 0 28
4 63,80 0,35 4 £0,80 0,35
6 88,70 0,50
68/13
1,5 0,20
70 2 3 4 6 67,90 66 83 65,80 63,70 0,24 0,28 0,33 ! 0,50 100 1,5 2 3 4 98,13 97,90 96,83 95,80 0,20 0,24 0,28 0,35
G 93,70 0,50
70,93 0,17
1
1,5 70.13 0,20 1,3 103,43 0,20
72 2 3 69.90 68,85 0,24 0,28 105 2 3 102,90 1(0,85 0,24 0,28
4 67,80 0,33 4 100,80 0,35
6 63.70 0,50 1 6 98,70 0,20
1,5 2 3 73.43 0.20 1,5 108,43 0 20
75 7 > 90 71.85 0,21 0,28 110 2 3 107,90 106,85 0,24 0,28
4 70,80 0,35 4 103,80 0,35
6 103,70 0.50
71,93 0,17
1
76 1,5 2 3 71,43 73,90 72 83 0,20 0,24 0,28 Н5 1,5 2 3 113,43 112,90 111,85 0,20 0,21 0,28
4 71,80 0,35 4 110,80 0,35
6 69,70 0,50 6 108,70 0,50
508
Припуски на механическую обработку
Продолжение табл. 26
Номинальный диаметр резьбы d Шаг резьбы S Диаметр отверстия под нарезание резьбы da Номи-и нальныЙ диаметр резьбы Шаг резьбы 5 Диаметр отверстия под нарезание резьбы
номинальный *» Допускаемое отклонение (-(-) номинальный ♦1 Допускаемое отклонение (4 )
120 1,5 2 3 4 6 118,43 117,90 116,83 113.80 113,70 0,20 0,24 0,28 0,35 0,50 6 7 1 4,95 (5) 5,95 (6) 0,17
8 9 1,25 6,7 (6.7) 7,70 (7,7) 0,17
125 1,5 2 3 4 6 123,43 122 90 121,85 120,80 118,70 0,20 0,24 0,28 0.35 0,50
19 11 1,5 8,43 (8.5) 9,43 (9,5) 0,2"
130 1 ,5 2 3 4 6 128,13 127,90 126,85 125.80 123,70 0.20 0,24 0.28 0,35 0,50 12 1,75 10,20 (10.2) 0,11
14 16 2 11,90 (11.9) 13,90 (14) 0,24
135 1,5 2 3 4 6 133.43 132,90 131,85 130,80 128,70 0,20 0,24 0,28 0,35 0,50
18 20 22 2.5 15,35 (15,4) 17,35 (17,4) 19,35 (19,5) 0,26
140 1,5 2 3 4 6 138.43 137.90 136,85 135,80 133,70 0,20 0,24 0,28 0,35 0,50 24 27 3 20,85 (20,9) 23.85 (23.9) 0.28
30 33 3,5 26.30 29.30 (29,5) 0,33
145 1,3 2 3 4 6 143,43 142.90 141,85 140.80 138,70 0,20 0,24 0,28 0,35 0,50
36 39 4 31,80 (32) 34,80 (35) 0.35
1 1,1 1,2 1,4 Резьба с 0.25 крупным шаеОА 0,75 (0,75) 0,85 (0.85) 0 95 (0,95) 1,10(1,1) 0.06 42 45 4,5 37,25 *2 40,25 0,43
48 52 5 42.70 *2 46,70 *2 0,49
0,3
1,6 1,8 2 0,33 1,25 (1,25) 1.45 (1,45) 1.G0 (1,6) 0.07 56 60 5,5 50,20 *3 54,20 *2 0,50
0,4
64 68 6 57,70 *2 61,70 *2
2,2 2.5 3 3.5 4 4,5 5 0,45 1,75 (1,75) 2,05 (2.05) 2,50 (2.5) 2.90 (2.9) 3,30 (3.3) 3,70 (3.7) 4,20 (4,2) 0,08
0,5 0,6 0,7 0,75 0,8 - 0,10 0,11 0,12 0,17 0,13 указан рекомендуемый ется расточка отвер-
** В скобках диаметр сверла. *2 Рекоменду! стий.
Припуски на механическую обработку 509
27. Диаметры отверстий под нарезание дюймовой резьбы по ОСТ НКТП 1260 для металлов и сплавов, не обладающих повышенной вязкостью
Размеры, мм
Обозначение размера резьбы, дюймы Число ниток п на Г* Шаг резьбы S Наружный диаметр резьбы d0 Внутренний диаметр резьбы Диаметр отверстия под нарезание резьбы Рекомендуемые диаметры сверл
номинальный Допускаемое отклонение (-J )
7к 24 1,058 4,762 3,408 3,60 0.22 3.6
’Л 20 1,270 6.35 4,724 4,95 5
8/и 18 1,411 7,938 6,131 6,10 0,25 6,4
8/s 16 1,588 9,525 7,192 7,80 7,8
’/14 14 1,814 11,112 8,789 9,10 0,30 9,1
7а 12,70 9,989 10,40 0,25 10,4
12 2.117 —
714 11,287 11,577 11,95 12
Vs Н 2,309 15,875 12,918 13,30 13,3
ЭЛ 10 2,540 19,05 15,798 16,25 16,25
7s 9 2,822 22,225 18,611 19,10 0,30 19,25
1 8 3,175 25,40 21,331 21,90 22
17е 28,575 23,929 24,60 24,75
7 3.629
174 31,75 27,101 27,75 27,75
510
Припуски на механическую обработки
Продолжение табл. 27
Обозначение размера резьбы, дюймы Число ниток гС на Шаг резьбы Наружный диаметр резьбы do Внутренний диаметр резьбы di Диаметр отверстия под нарезание резьбы Рекомендуемые диаметры сверл
номинальный Допускаемое отклонение (-Н
!’/> 31,924 29,504 30.25 0,35 30,25
1‘Л 6 4,233 38,10 32,679 38,43 0,32 33,5
1% 5 5,080 41,271 34,770 35,70 0.30 35,75
13Л 44,15 37,915 ' 38,85 0,35 39
17» 5,644 47,624 40,397 41,40 41,5
2 4 7* 50,80 43,572 41,50 0,45 44,5
2*Л 57,119 49.019 50,20 0.30
2V2 4 6,350 63,499 55,369 56,50 0,35
2'7 4 69,819 60,557 61,80
3 31/2 7,257 76,200 66,907 68,20 0,45
31Л 82,519 72,512 73,90 —
3V3 37< 7,815 88,898 78,892 80,39 0,40
33Л 95,248 84,409 85,90 0,45
4 3 8,467 101,60 90,759 92,20 0,50
Припуски на механическую обработку 511
28. Диаметры отверстий под нарезание трубной цилиндрической резьбы ло ГОСТ 6357—73 для металлов и сплавов, не обладающих повышенной вязкостью
Размеры, мм
Обозначен ие размера резьбы, дюймы Число Н ИТОН п на V' Шаг резьбы S Наружный диаметр резьбы ^0 Внутренний диаметр резьбы Диаметр отверстия под нарезание резьбы d0 Рекомендуемые диаметры сверл
поминальный Допустимое отклонение U-) 2-й класс 3-й класс
2-й класс 3-й класс
*/в 28 0 907 9.729 8,567 8,65 о.ю : 0,20 — 8,7
'Л 7в 19 1,337 13.158 16,663 11,446 14,951 11,50 15,00 0,14 0,15 0,23 0,25 11,5 15 11,5 15
Чг 20,956 18,632 18,70 0,16 0,27 18,75 18,75
7s 13 1,814 22,912 20,588 20,70 0,12 0,22 20,73
SA 26,442 24,119 24,20 0,15 0,25 24,25
7 / 8 30,202 27,873 28,00 0,12 0.21 28
1 33,250 30,292 30,43 0,16 0.29 30,5
l‘/8 37,898 34,911 35,00 0,21 0 31 35 35
I Vi 41,912 38,951 39,00 0,23 0,35 39 39
l3/8 41,325 41,367 41,45 0,19 0.32 11.5
1V2 47,805 44,817 44,90 0,22 0,33
13Л 53.718 50,791 50,90 0,2) 0,31
2 59,616 56,659 56,80 0,16 0,30
11 2,309 65,712 62,755 62,90
2‘/2 75,187 72.230 72,35 0,18 0 33
23Л 81,537 78,580 78,70 0,22 0.38 —
3 87,887 84,930 85,00 0,26 0,43
31/2 100,331 97,376 97,50 0.21 0,38
4 113.031 110,077 110,20 0/23 0,10
5 138,435 135,478 135,60 0,24 0,43
6 163,836 160,879 161,00
512 Припуски на механическую обработку
29. Диаметры отверстий под нарезание дюймовой конической по ГОСТ 6111— 52 по ГОСТ 1303—56 * для металлов и сплавов,
Без разе й е к рпгывания на конуа но8ндя плоскость шш,
Ча5 - Б
Г _ 1 .
Обозначение размеров резьбы, дюймы *1 М6Х 1 коническая ,/ 1а */8 ‘Л 1 Z2 (/4
Число ниток п на Г' а б 25 27 28 19 1,411 1,337 И
— I 28
Шаг резьбы s а б 0,911 1,8И
— 0.907 8,766 8,567 8,60 8,30
Внутренний диаметр резьбы di а б 4,55 | 6,389 11,314 11,446 : 14,797 14,951 14,60 14,50 18,321 18,632 18,10 18,20 23.666 24,119 23,50 23.70
—
Диаметр отверстия без развертывания на конус “с Номинальный а б 4,40 | 6,20 11,10
—
Допускаемое отклонение (-[-) а б 0,12 0,14 0.21
— 0,20 8,6 8,3
Диаметр сверла а б 4Д 6,2 11,10 14,75 И,50 22 24 18,25 23,5 23,75
—
Глубина сверления а б 13 14 15 20 28
— 29 17,50 17,90 31 22.90 23,25 1
Диаметр отверстия с развертыванием на конус dc Номинальный а б 4,20 i б,оо 8,30 8,10 10,70 : 10,80 14,25
—
Допускаемое отклонение (+) а б 0,16 0,20 0.21 0,28 0,24 18,32 18,63
4,55 6,39
d0 Номинальный а б 8,76 8.57 11,31 11,45 14,80 14,95 26,66 24,12
—
Допускаемое отклонение (+) а б 0,09 0,13
— 1
Диаметр сверла а б 4,2 16 8,3 ; 8,1 10,7 10,8 14,25 17,5 18 28 29 23 23,25 28 31
—
Глубина сверления а б 13 | 14 15 20 22 24
—
а — для дюймовой конической и МбXI конической резьб; б — для трубной кониче
Припуски на механическую обработку 513
и трубной конической резьб по ГОСТ 6211—69 * и резьбы М6х1 конической не обладающих повышенной вязкостью
С развертыванием на конус Основная плоскость
<1W \
| ’ f — -‘tai
~ 1 3
Размеры, мм
1 IV. и/а 2»/2 3 15 6
HV2
11
2,209 I -
2,309
29,694 38,451 44,520 56,558 —
30,292 38,954 44,847 56,659 72,230 84,930 | 110,077 | 135,478 160,879
29,40 38,20 44,25 56,30
29,75 38,43 44,30 56,00
0,32
0,28 0,34
0,34
29,5 -
— 38,5 56,00
35 36 37 —
37 40 42 44
28,75 37,43 55.50
43,50
29,25 37,75 55,00
0,28 0,34 0.40
29,69 38,45 44,52 56,56
30,29 38,95 44,85 56, 66 72,23 84,93 | 110,08 | 135,48 | 160,88
0,17 —
0,10
28,75 37,5 -
29,25 — 43,5 55
35 36 36 37 —
37 40 42 44
ской резьбы
х/217 л/р. Монахова
514 Припуски на механическую обработку
30. Диаметры стержней под нарезание метрической резьбы с крупным шагом по ГССТ 9150—59 * для металлов и сплавов, не обладающих повышенной вязкостью
Размеры, мм
Номинальный диаметр резьбы d Шаг резьбы 5 Диаметр стрежня d^ Номинальный диаметр резьбы d Шар резьбы S Диаметр стержня ^ст
номинальный Допускаемое отклонение (—) по классам точности резьбы болта номинальный Допускаемое отклонение (—) по классам точности резьбы болта
1; 2-му 3-йу 1; 2-му | 3-му
1 1,1 1,2 1,4 1,6 1,8 2 2.2 2,5 3 3,5 4 4,5 5 6 7 8 9 10 11 0,25 0,97 1,07 1,17 1,36 1,55 1,75 1,95 2,15 2,45 2,94 3,44 3.94 4,44 4,94 5.92 6,92 7,90 8,90 9,88 10,88 0,040 12 14 16 18 20 22 24 27 30 33 36 39 42 45 48 52 56 60 64 68 1,75 11,86 13,84 15,84 17,84 19,84 21,84 23.84 26,81 29,84 32.84 35,84 38,84 41,84 44,84 47.84 51,84 55,84 59.84 63.84 67,84 0,12 0.24
2 0.13 0,25
0,30
2,5 0,17 0.32
0,35
0,40 0,050 3 0,21 0,36
0,45 0,060
3,5 0.24 0,39
0,50 0,60 0,70 0,75 0,80
4 0,26 0,44
0,070 0,080 0,090
4,5 0,29 0,49
0,10 0,160
5 0,31 0,54
1 0,170
5,5 0,39 0,59
1,25 0,20
6 0,44 0.64
1,5 0,12 0,23
31. Диаметры стержней для нарезания метрической резбы с мелким шагом по ГОСТ 9150—59* для металлов и сплавов, не обладающих повышенной вязкостью*1
Шаг резьбы S Диаметр стержня rfCT Допускаемое отклонение Шаг резьбы S Диаметр стержня dCT Допускаемое отклонение
0,2 Номинал —0,02 -0,03 1,5 Номинал —0,12 -0,12 —0,23
0,25 — 0,03 —0,05 —0,04 2 0,16 —0,13
0,35 0,5 0,75 —0,25
—0,06 g а> ° 7 3 го о’ о 1 1
1 —0,08 —0,10 4 —0,26
-0,17 —0,44
1,25 * Класс -0.10 точности резьб —0.10 6 2а; 3. —0,44
—0,20 ы болта: 1; 2; : —0,64
Припуски на механическую обработку 515
32. Диаметры стержней под нарезание дюймовой резьбы по ОСТ НКТП 1260, дюймовой конической по ГОСТ 6111—52 * и М6Х1 конической по ГОСТ 1303—56 для металлов и сплавов, не обладающих повышенной вязкостью
Размеры, мм
Обозначение размера резьбы, дюймы Число ниток п на 1" Шаг резьбы S Наружный диаметр резьбы d0 Диаметр стержня dCT
номинальный допускаемое отклонен ие
tlod нарезание дюймовой резьбы по ОСТ НК.ТП 1260
Vie 24 L058 4,762 4,58 —-0,21
20 1,270 6,350 6,14
6/18 18 1ЛН 7,938 7,72
3/8 16 1,588 9,625 9,30 0,24
718 14 1,811 11,112 10,87
»/» 12 2.117 12,700 12,42
716 14,288 14,00 —0,32
б/8 11 2.309 15,875 15,57
74 10 2,540 19,050 18,73
78 9 2.822 22,225 21,87 —0,41
1 8 3.175 25,400 25,02
17а 3,629 28,575 28,15
IV. 7 31,750 31,32
17а 4,233 34,925 34,46 —0,50
I1/, 6 38,100 37,63
17а 5,080 41,275 40,75
174 о 44,450 43,92
Р/а 5.644 47,625 47,05
2 4‘/, 50,800 50,22
57,150 56,52 —0,70
27й 4 6,350 63.500 62,87
274 69,850 69,16
3 37я 7,257 76,200 75,51
31/4 82,550 81.81
37» 31/4 7,815 88,900 88,16 -0,80
37а | 8,467 95,250 94,45
4 3 101,600 100,80
Под нарезание резьбы дюймовой конической по ГОСТ 6111 —52 * и М6Х. 1
конической по ГОСТ 1303—56
Vie 7,895 7,85
*/з 27 0,941 10,272 10,23 —0,09
1/4 1,411 13,572 13,51 -0,13
78 18 17,055 17,00
i/2 1.814 21,223 21,15
74 14 26,568 26,49
1 33.228 33,15 -0,17
174 1172 2.209 41,985 41,91
17s 48,054 47,98
2 60,092 60,02
М6х1 кони- 25 1 6,15 6Д —0,09
ческая
1/217*
516
Припуски на механическую обработку
Продолжение табл. 32
Обозначение Число ниток Шаг резьбы S Наружный Диаметр стержня dcT
размера резьбы, дюймы п на 1" диаметр резьбы d0 номинальный допускаемое отклонение
Под нарезание трубной конической резьбы по 1 ^ОСТ 6211—69 । «
Ve 28 0,907 9,729 9,68
ХЛ 8/8 19 1,337 13,158 16,663 13,10 16,60
1/е ’Л 14 1,814 20,956 26,442 20,88 26,37
1 !хл 4 5 6 11 2,309 33,250 41,912 47,806 59,616 75,187 87,887 113,034 138,435 163,836 33,17 41,83 47,72 59,53 75,10 87,80 112,95 138,35 163,75 —0,10
Под нарезание трубной цилиндрической резьбы
Из 28 0,907 9,729 9,67 —0,23 —0,32
Ч* 19 1,337 13,158 13,10 —0,26 —0,34
—0,26 —0,36
’/8 16,663 16,60
% 3/< 14 1,814 20,956 22.912 26,442 20,88 22,84 26,37 —0,28 —0,38
’/и 30,202 30,13 —0,29 —0,40
1 1«/. 1»/« 1’/» 11 2.309 33,250 37,898 41,912 44,325 33,17 37,82 41,83 44,24 —0,31 —0,44
и/2 47,805 47,72 —0,31 —0,41
13Л 2 2*Л 53,748 59,616 65,712 53,67 59,53 65,63 —0,34 —0,49
2Х/Й 75,187 75,10 —0,36 -0,51
2з/4 3 И 2,309 81,537 87,887 81,45 87,80 —0,40 —0,56
зу8 100,331 100,25 —0 42 —0,58
4 113,034 112,95 —0,43 —0,60
5 6 138,435 163,836 138,35 163,75 -0,44 -0,63
*1 В шестой графе: числитель — 2-Й класс точности, знаменатель — 3-й класс точности резьбы болта.
Припуски на механическую обработку 517
33. Диаметры стержней под накатывание резьбы метрической по ГОСТ 9150—59 * Размеры» мм
Номинальный диаметр резьбы d Шаг резьбы $ Диаметр стержня d номинальный *J Класс точности резьбы болта
1-й 1 2-й | 3-й
Допускаемое отклонение
3 3,5 4 4,5 5 ’6 7 8 9 10 11 12 14 16 18 20 22 24 27 30 33 36 0,5 0.6 0,7 0,75 0,8 1 Резьбы с кру/ 2,66 3,09 3,53 3,99 4,46 5,33 6,33 7,17 8,17 9,00 10,00 10,84 12,68 14,68 16,35 18,35 20,35 22,02 25,02 27,70 30,70 33,38 чным шагом -0,03 -0,04 —0,03 | -0,08 1 -0,09
-0.06 -0,10
1,25 —0,04 -0.07 -0.11
1.5
1,75 —0.08 1 -0,13
2 -0,03 -0,09 -0,14
2,5 -0,10 -0.15
3 -0,17
3,5 —0.05 -0,11 -0.19
4 —0,06 -0.12 -0,20
Номинальный диаметр резьбы d Шаг резьбы S Диаметр стержня dCT номинальный ** Класс точности резьбы болта
1-й 1 2-й | 2а | 3-й
Допускаемое отклонение
3 3,5 4 4,5 5 5,5 0,35 Резьбы с мел 2.76 3,26 3,66 4,16 4,66 5,16 5,66 .ким шагом -0,04 -0.05 -0,06 -0,07 -0,08
0,5 -0,05 -0,07 —0,09
6 -0,06 -0,08 -0,10 -0.11 —0,10
0,75 0,5 5,49 6,66 —0,03
7
0,75 6,49 7,49 7,33 —0.03 -0,11
8
1 -0,09 —0,08 -0,10 -0,11 -0,10 -0,12
9 0,75 1 8,49 8,33
-0.09
10 0,75 1 1,25 9,49 9,33 9,17 10,49 10,33 11,33 11,17 11,00 -0,04 -0.07
-0,10 - 0,11
11 0,75 1
-0,09 ' -0,12
-0,10 -0,11
12
1,25 1,5
17 п/рь Монахова
518
Припуски на механическую обработку
Продолжение табл. 33
Номинальный диаметр резьбы d Диаметр Класс точности резьбы болта
Шаг резьбы S стержня dcT номинальный *х 1-й | 2-й 1 2а 3-й
Допускаемое отклонение
14 1 1,25 1,5 13.33 13,17 13,00
15 1 1,5 14,33 14,00 —0,04 -0,07 -0,10 -0,11
16 1 1,5 15,33 15,00
17 1 16,33
1,5 16,00
18 17,00 -0,05 -0,08 -0,11 -0,12
2 16,68 -0,06 - 0,10 -0,14 -0,15
20 1,5 2 19,00 18,68 —0,05 -0,06 —0,08 -0,10 —0,11 -0,14 -0,12 -0,15
22 1,5 2 21,00 20,68 —0,0о —0,06 -0,08 —0,10 -0,11 -0,14 -0,12 -0,15
24 1,5 2 23,00 22,68 -0,05 -0,06 -0,08 -0,10 -0,11 -0,14 -0,12 -0,15
25 1,5 2 24,00 23,68 -0,05 -0,06 —0,08 —0,10 -0,11 -0,14 -0,12 —0,15
26 1,5 25,00 26,00 -0,05 —0,08 -0,11 —0,12
27 2 25,68 -0,06 —0,10 -0,14 -0,15
28 1,5 27,00 -0,05 -0,08 -0,11 -0,12
2 26,68 -0,06 —0,10 -0,14 -0,15
30 1,5 29,00 -0,09 -0,13 -0,14
2 28,68 -0,07 -0,11 -0,15 -0,17
32 1,5 2 31,00 30,68 —0,06 —0,07 —0,09 -0,11 -0,13 -0,15 -0,14 -0,17
33 1,5 2 32,00 31,68 -0,06 -0,07 -0,09 -0,11 -0,13 -0,15 -0,14 -0,17
35 1,5 34,00 35,00 -0,06 -0,09 -0,13 -0,14
36 39 40 42 45 2 34,68 37,68 38,68 40,68 43,68 -0,07 -0,11 -0,15 -0,17
*1 Класс чистоты цилиндрической поверхности стержня — не ниже \7 5-
Г лава 14
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЕЖИМОВ РЕЗАНИЯ
РЕЖИМЫ РЕЗАНИЯ ПРИ ФИНИШНОМ ШЛИФОВАНИИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ
1. Шлифование валов (шеек и их торцов) из закаленной стали на круглошлифовальных станках
А. Выбор характеристики шлифовального круга
Метод шлифования Шероховатость поверхности Сталь конструкционная углеродистая и легированная
Z7Z?C<30 HRC 30—50 | HRC > 50
Характеристики шлифовальных кругов
С продольной подачей V? V8 V9 V Ю V п —V 12 V7 V8 V9 V ю V И “V 12 Э540СТ1К Э916-25СТ1К Э540С1К Э916 —25С2К Э94М51К К34М1ШК К34М1ШК Э540С1К Э916 — 25С2К Э540СМ2К Э91625С1К Э9М40М2 К34М1К К34ВМ2К9 Э540С1К Э916 —252СК Э9М40М2 К34М1К К34ВМК9
—
С радиальной подачей Э540СТ1К Э916-25СТ1К
- -
Б. Припуски на шлифование шеек валов *
Диаметр шейки вала D, мм до Общий припуск на шлифование В том числе на финишное шлифование
Длина вала, мм до Длина вала, мм до
100 250 500 800 1200 2000 Допуск (—) мм 100 250 500 800 1200 2000
Припуск 2а на диаметр шейки, мм Припуск 2а на диаметр шейки, мм
30 0,3 0,4 0,4 0,5, 0,6 — 0,14 0,02 0,03 0,04 0,05 0,06
50 0.4 0,5 0.6 0,7 0,7 0,17 0,08
80 0,5 0,8 0,9 0,2 0,03 0,04 0,05 0,06 0,07
120 0,5 0,6 0,23 од
180 0,6 0,7 0,8 0,9 1.0 0,26 0,04 0,05 0,06 0,07 0,08
260 0,6 0,7 । } 0,3 0,05 0,12
360 0,7 0,8 0,9 1,0 0,34 0,07 0,08 0,1
500 0,8 0,8 0,9 1,2 0,38 0,14
*г При обработке многоступенчатых валов припуск принимается на каждую ступень отдельно, исходя из диаметра ступени и общей длины вала.
17*
520
Рекомендации по выбору режимов резания
Продолжение табл. 1
В. Припуски на шлифование торцов шеек валов
Диаметр шейки вала, мм до Общий припуск на шлифование В том числе на финишное шлифование
Длина вала, мм до
18 50 120 250 500 > 500 | 18 50 120 | 250 | 500 >500
Припуск а, мм
30 50 120 250 500 Допуск на длину (—) 0,2 0,3 0,3 0,4 0,5 0,6 0,03 0,03 0,04 0,04 0,05 0,06
0,3 0,4 0,04 0.05 0,06
0,4 0,5 0,6 0,17 0,5 0,6 0,04 0,05 0 06 0,05 0,06 0,07 0,07 0,08 0,1
0,4 0,5 0,12 0,5 0,6 0,23 0,7 0,8 0,5 0,05 0,06 0,06 0,07 0,07 0,08
0,6 0,3 0,7 0,4
Г. Допуски для валов точнее 1-го класса точности по классам точности от В01 до Вов, по ГОСТ 11472—69
Номинальный размер, мм Во4 | в об | Вое | А)? | в08 | В08
Допуск, мкм
6—10 10—18 18-30 30—50 50-80 80—120 120—180 180-260 0,6 0,8 1,0 1,2 1,5 2,0 2.5 3,0 4,0 5,0 6,0 7,0 8,0 10.0 12,0 14,0 5,0 8,0 9,0 11,0 13,0 15,0 18,0 20,0
1,0 1,5 2,5 4,0
1,2 1,5 2,0 3,0 2,0 2,5 3,5 4,5 3,0 4,0 5,0 7,0 5,0 6,0 8,0 10,0
Д. Режимы резания при шлифовании деталей методом продольной подачи 1) Продольная подача в долях ширины шлифовального круга
Шероховатость поверхности SB
V8 -....... .к. 0,15-0,25
|У9 | 0,1—0,2 |
V ю V П — V 12 0,1—0,16 0,1—0,12
2) Скорость вращения детали v
D, мм до V, м/мин 25 8—10 40 9-12 63 10-15 100 10—18 160 12—20 250 12—22 320 15—25
Режимы резания при финишном шлифовании высокоточных деталей 521
Продолжение табл. 1
3) Подачи на глубину за ход стола sy
D, мм V, м/мив S, мм/об
3 1 4 1 5 6 | 8 10 | 13 | 16
, мм/ход
25 8 0,005 0,001 0,005 0,004 0,004 0,004 0,0035 0,004 0,0035 0,004 0,0035 0,0035 0,003 0,0035 0,003 0,0035 > 0,003 0,003 0,0025 0,003 0,0025 < 0,003 0,0025 0,002 0,0025 0,002 0,0025 0,002 0,0015 0.0035 0,003 0,0025 0,002 0,0035 0,003 0,0025 0,002 0,004 0,0035 0,003 0,0025 0,002 0,004 0,0035 0,003 0,0025 0,002 — —
10
40 12 10
0,002 0,0015 0,001 0,003 0,0025 0,002 0,0015 0,003 0,0025 0,002 0,0015 0,0035 0,003 0,0025 0,002 0,0015 0,0035 0,003 0,0025 0,002 0,001 5
63
12! 0,0025
15 10 12 15 18 12 15 18 20 12 15 18 20 22 15 18 20 22 25 0,0035 0,003 0,005 0,004 0,0035 0,005 0.004 0,0035 0,0025 0,005 0,004 0,0035 0,003 0,005 0,001 0,0035 0,003 0,005 0,004 0,0035 0,003 0,005 0,004 0,0035 0,003 0,002 0,004 0,0035 0,003 0,0025 0,004 0,0035 0,003 0,0025 0,005 0,004 0,0035 0,003 0,0025 0,005 0,004 0,0035 0,003 0,0025
100 0.0025 0,002 0,0015 0,001 0,0025 0,002 0,0015 0,001 0,003 0,0025 0,002 0,0015 0,001 0,003 0,0025 0,002 0,0015 0,001 0,002 0,0015 0,001 0,002 0,0015 0,001 0.0025 0,002 0,0015 0,001 0,0025 0,002 0,0015 0,001
0,005 0,004
160 —
0.005 0,004
250 —
0,005 0,004 0,0035
320 —
Е. Режимы резания при шлифовании деталей методом радиальной подачи
Длина шлифуемой поверхности, мм до
Диаметр шлифования, мм до 15 1 20 1 25 | | i 32 j 40 50
Режимы резания
X \О о 'h's к х S as \о о (Л S X к a's ю о "h's i м/мин \о о ‘h's in' s X X s a S’ ю о ^н~| X ft's \0 О "h's V) S
25 40 63 16 17 18 0,002 0,0025 0,003 15 16 17 18 0,0015 0,002 0,0025 0,003 14 15 16 0,001 0,0015 0,002 14 15 16 17 18 19 20 0,001 0,0015 0,002 0,0025 0,003 0,004 0,005 14 15 16 17 18 19 0,001 0,0015 0,002 0,0025 0,003 0,004 —
80 17 0,0025 14 15 16 17 18 0,001 0,0015 0,002 0,0025 0,003
100 125 160 200 — — — — 18 0,003
— —
522 Рекомендации по выбору режимов резания
Продолжение табл 1
Поправочные коэффициенты и k2 на поперечную подачу в зависимости от:
*х
а) обрабатываемого материала и диаметра шлифовального круга DK
Группа обрабатываемости Обрабатываемый материал £>к, мм
Наименование Марки 400 500 ; 600 1 750 и более
1 Сталь конструкционная углеродистая и легированная 20, 40, 50Г, 20Х, 40Х, У70, У9А и др 0,8 0,9 1,0 и
II Сталь легированная кремнием, титаном, вольфрамом и др. ЗЗХСА, ЗЗХМЮА, • ЗОХГТ, ХВГ, 12ХНФ и др 0,65 0,75 0,85 0,95
б) твердости и скорости v вращения шлифовального круга
v 35 м/с СМ 1—- СМ2 и мягче | Cl —С2 | СТ1— СТ2 и тверже
1,1 1,0 ! 0,87
Поправочный коэффициент k на основное (технологическое) время для выхаживания
Шероховатость поверхности Класс точности по ГОСТ 1 1472 — 69
Bai | | В07 | Воз ^09
/?*2
V8 V9 V Ю V и V 12 *2 При шлифовали 2,2 Й,4 2.6 2.8 3,0 и коническ 2,0 2,2 2,4 2,6 2,8 их поверх! 1,8 2,0 2,2 2,4 2,6 юстей знач 1,7 1,8 2.0 2,2 2,4 1ение k ув< 1,6 1,7 1,8 2,0 2,2 гличивать i 1,5 1,6 1,7 1,8 2,0 на 15%
2. Шлифование деталей из закаленной стали и серого чугуна на внутришлифовальных станках
А. Выбор характеристики шлифовального круга
Сталь конструкционная углеродистая и легированная
Шероховатость поверхности HRC 30 | HRC 30-50 | HRC 50 Чугун
Характеристики шлифовальных кругов Ф1
V7 V8 Э925С2К Э916СТ1К Э925С2К Э916С2К Э925С1 К Э916С2К К4832 —ОСМ1К К4832 —ОСМ1К
V9 V 10 V П — V 12 — КЗМ40СМ2 КЗМ40СМ2 К34М2К КЗМ40М2 К34М2К К34М2К —
** Приведенные характеристики шлифовальных при ук < 35 м/с кругов рекомендуется применять
Режимы резания при финишном шлифовании высокоточных деталей 523
Продолжение табл, 2 £>. Припуски на шлифование отверстий
Диаметр отверстия, мм до Общий припуск на шлифование В том числе на финишное шлифование
Длина отверстия, мм до Допуск, ММ ( + ) Длила отверстия, мм до
50 | 100 | 200 | 300 | 500 50 | 100 200 300 | 500
Припуск 2а на диаметр отверстия, мм Припуск 2а на диаметр отверстия, мм
10 0,2 — 0,1 0,04 —
18 0,3 — 0,12 0,05 —
30 0,4 0,4 — 0,14 0,06 0,06 —
50 0,4 0,5 0,17 0,06 0,08
80 0,5 0,5 0,2 0,08
120 0,5 0.5 0,6 0,6 0,7 0,23 0,08 0,08 0,1 0,1 0,12
180 0,6 0,6 0,25 0,1 0,1
260 0,7 0,7 0,7 0,7 0,8 0,3 0,12 0,12 0,12 0,12 0,14
360 0,8 0,8 0,8 0,9 0,34 0,14 0,14 0,11 0,16
500 0,8 0,9 0,38 0,14 0,16 0,18
В. Допуски по классам точности от Д04 до Дов по ГОСТ 11472—69
Номинальный размер, мм ^04 ^05 ^00 4 07 <4о8 . *2 Аоо
Допуски, мкм
6—-10 0,6 1,0 1,5 2,5 4,0 5,0
10—18 0,8 1,2 2,0 3,0 5,0 8,0
18—30 30-50 1,0 1,5 2,5 4,0 6,0 7,0 9,0 11,0
50—80 1,2 2,0 3,0 5,0 8,0 13,0
80—120 1,5 2,5 4,0 6,0 10,0 15,0
120—180 -2,0 3,5 5,0 8,0 12,0 18,0
180—260 3,0 4,5 7,0 10 14,0 20,0
*2 Допуск класса ДОв соответствует допуску 1-го класса точности
Продолжение табл. 2 сл
Г. Режимы резания при финишном шлифовании отверстий *>
1) Продольная подача sg в долях ширины круга
Шероховатость поверхности Сталь закаленная | Серый чугун
SB
V 8 V 9 IV Ю 1 0,2—0,3 0,15—0,2 | 0,10—0,15 | 0,25—0,35 0,15—0,25 0,10—0,15
V 11 7- V 12 0,10—0,12
2) Скорость вращения детали z
D, мм 16 20 32 50 | 80 | 120 200 260
о, м/мин 10—15 10—18 12—20 12—25 | 15—25 j 12—32 15—32 15—32
3) Подача на глубину за двойной ход стола Л
Диаметр отверстия, мм о, м/мин Сталь закаленная j Серый чугун
sS
3 1 5 1 7 9 I | 12 15 1 5 ! 1 1 7 1 9 12 1 15
, , мм/дв. ход fx
16 10 15 10 15 18 12 15 20 0,002 0.0015 0,003 0,0025 0,002 0,0035 0,003 0,0025 0,0015 0,001 0,0025 0,002 0,0015 0,003 0,0025 0,002 0,001 0,002 0,0015 0,001 0,0025 0,002 0,0015 - - — 0,0025 0,002 0,0035 0,003 0,0025 0,004 0,0035 0,003 0,002 0,0015 0,003 0.0025 0,002 0.0035 0.003 0 0025 0,0015 0.001 0.0024 0.002 0,0015 0,003 0,0025 0.002 0,001 0,002 0,0015 0,001 0,0025 0,002 0,0015 0,0015 0,001 0,002 0,0015 0,001
20 0,0015 0,001 0,002 0,0015 0,001 0,001 0,0015 0,001
32 0.001
Рекомендации по выбору режимов резания
Режимы резания при финишном шлифовании высокоточных деталей
525
Продолжение табл.
526
Рекомендации по выбору режимов резания
Продолжение табл. 2
Д. Режимы резания при финишном шлифовании торцов
Ширина шлифования, мм ДО Сталь закаленная Серый чугун
Диаметр шлифования D, мм до
50 80 120 | 200 | 300 | 50 | 80 | 120 200 | 300
V, м/мин
36 40 48 60 80 36 | 40 48 60 80
Подача на глубину за оборот детали s, мм/об *0
5 8 ПЛ 0,002 0,0025 0,002 0,003 0,0025 0,003 0,0025 0,0025 0,003 0,0035 0,0035, 0,003 0,003
0,0025 0,002 0,003 0,0025
0,0025 0,002 0,0025
0,002 0,002
20 32 60 — 0,0015 0,002 0,0015 0,001 0,0015 — 0,0025 0,0015 0,002 0,0015 0,001
- 0,0015 0,001 — 0.002 0,0015
Поправочные коэффициенты и ks для в зависимости от;
а) обрабатываемого материала и'диаметра круга DK
Марка материала
10 1 20 1 50 ! >50
kl иа S/x
Сталь 20, 45, 20Г, 50Г, 20Х, 40Х, 12ХВА, У7А 0,8 0,9 1,0 1,1
Сталь ЗЗХСА, ЗЗХМЮА, 18ХНВА, ЗОХГТ, ХВГ, 12ХНФ 0,6 0,7 0,8 0,9
СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 24-44 1,4 1,5 1,6 1,7
б) отношения длины шлифования L к диаметру отверстия D и твердости шлифовального круга
СМ 1-СМ2 Cl—С2 ! СТ1—СТ2
L : D на s, 3 £Х
1,2 1,1 1,0 1,0 0,87
1,6 0,9 0,77
2,5 0,85 0,7 0,55
4,0 0,72 0,6 0,45
Поправочный коэффициент k на основное (технологическое) время для выхаживания*3
Шероховатость поверхности Шлифование отверстий Класс точности по ГОСТ 11472—63 Шлифование торцов
До4 Аоб А()в Ао? А 08 Ао» k
V 8 2,2 2,0 1,8 1,7 1,6 1,5 1,5
V 9 2,4 2,2 2,0 1,8 1,7 1,6 1,6
V ю 2,6 2,4 2,2 2,0 1,8 1,7 1,8
V п 2,8 2,6 2,4 2,2 2,0 1,8 2,0
V 12 3,0 2,8 2,6 2,4 2,2 2,0 2,2
*8 При шлифовании чивать на 20%. конических отверстий коэффициент k на выхаживание увели-
3. Шлифование плоскостей деталей из закаленной стали и серого чугуна на плоскошлифовальных станках
А. Выбор характеристики шлифовального круга
Характер обработки Шероховатость поверхности Сталь конструкционная углеродистая и легированная Серый чугун
HRC <30 HRC 30—50 HRC > 50
Характеристики шлифовальных кругов
Шлифование периферией круга V? V 8 — V 10 V7 V 8 — V 10 Э525С1К Э516С1К Э532СМ2Б Э532СМ2Б Э925СМ.2К Э916СМ2К Э532СМ1Б, К Э532СМ1Б. К Э925СМ1К Э916СМ1К Э532МЗБ, К Э532МЗБ, К 1 К4820—40СМ2К * К4820—40СМ.2К К4850—80С1Б К4850 —80С1Б
Шлифование торцом круга
Б. Припуски на шлифование плоскостей
Длина обрабатываемой поверхности, мм до Общий припуск на сторону, мм В том числе на финишное шлифование
Ширина плоскости, мм Допуск, мм (-Н Ширина плоскости В, мм Допуск, мм (4-1
100 300 300—1000 100 300 300—1000
300 1000 1000—2000 0,2 0,25 0,3 0,25 0,3 0,4 — 0.10—0.12 0,12—0,15 0,15 0,02 0,03 0,04 0,03 0,04 0.05 0,05 0,06 0,01
0,4
0,02
Режимы резания при финишном шлифовании высокоточных деталей
Продолжение табл. 3 Ц
00
В. Режимы резания при шлифовании периферией круга на станках с прямоугольным столом
1) Подачи на ход стола s
Ширина шлифовального круга B^t мм 25 1 40 1 63 100
sQ, мм/ход 0,5— 3,0 I 1,3—4,8 | 1,9-7,5 3,0—11,0
2) Подачи на глубину s, fx
V, м/мин Сталь закаленная | Серый чугун
s , мм/ход
0,5 1.3 1,9 3,0 | 4,8 7,5 | И 1,3 1 3,0 | 4,8 1 J.5 11,0
S, , мм/ход ‘X
5 6 0,0055 0,005 0,0045 0,0045 0,004 0,0035 0,004 0,0035" 0,003 0,0035 0,003 0,003 0,0025 0,002 0,0015 0,001 0,0025 0,002 0.0015 0,001 0,002 0,0015 0,001 0,006 0,0055 0,005 0,0045 0,004 0,0035 0,003 0,005 0,0045 0,004 0,0035 0,003 0,0025 0,002 0,0045 0.004 0,0035 0,003 0,0025 0,002 0,015 0,001 0,0035 0,003 0,0025 0,002 0,0015 0,0035 0,003 0,0025 0.002 0,0015
1 S 1 0,0025
10 13 16 20 0,004 0,0035 0,003 0.0025 0,003 0,0025 0,002 0,0015 0,0025 0,002 0,0015 0,001 0,002 0,0015 0,001
Рекомендации по выбору режимов резания
Г. Режимы резания при шлифовании периферией круга на станках с круглым столом
1) Подача на оборот стола so
Ширина шлифовального круга мм 25 40 63
Поперечная подача на оборот стола Sc , мм/об . . 0,5—3,0 1,3—4,8 3,0—7,5
2) Подача на ход стола
Сталь закаленная | Серый чугуй1
sQ, мм/об
о, м/мин 0,5 0,8 1.3 1.9 3,0 4,8 | 7,5 | | 0,5 | 1 1-3 1 3,0 | 4,8 | 7,5
Stx- мм/об
5 0,007 0,006 0,005 0,004 0,0035 0,003 0,0025 0,01 0,007 0,005 0,001 0,003
6 0,006 0,005 0,004 0,0035 0,003 0,0025 0,002 0,008 0,006 0,004 0,003 0,0025
8 0,005 0,004 0,0035 0,003 0,0025 0,002 0,0015 0,007 0,005 0,003 0,0025 0,002
1101 0,004 0,0035 0,003 0,0025 0,002 0,0015 0,001 0,006 0,004 0,0025 0,002 0,0015
13 0,0035 0,003 0,0025 0,002 0,0015 0,001 0,005 0.003 0,002 0,0015 0,001
16 0,003 0,0025 0,002 0,0015 0,001 — 0,004 0.0025 0,0015 0,001
20 0,0025 0,002 0,0015 0,001 — 0,003 0,002 0.001 — —
Режимы, резания при финишном шлифовании высокоточных деталей 529
Продолжение табл. 3 g*
3) Поправочные коэффициенты: ®
a) fe4 — для подачи на ход стола в зависимости от обрабатываемого материала и характеристики шлифовального круга
Марка обрабатываемого материала Твердость круга
М2—М3 j СИ—С12 | Cl—С2
*4
Сталь: 20, 45, 50Г, 20Х, 50ХНВА, 20ХНВА, У7А, У8А, 40Х . . . Сталь: ЗЗХСА, 12ХНФ, ЗЗХМЮА, 18ХНВА, ЗОХГТ, 38ХСА СЧ 12-28, СЧ 15-32, СЧ 18-35, СЧ 24-44 1,1 0,99 1,76 1,0 0.9 1,6 0,87 0,78 1,38
б) k — на основное (технологическое) время для выхаживания
Шероховатость поверхности Точность обработки, мм до
< ода | 0,002 | I 0,003 | 0,004 1 0,006 | 0,008 I 0,01 | 0,02 | —
k
V 8 V 9 V 10 2,2 2,4 2,6 2,0 2,2 2,4 1,9 2,1 2,3 1,8 2,0 2,2 1,7 1,9 2,1 1,6 1,8 2,0 1,5 1,7 1,9 1,4 1,6 1,8 — -
Рекомендации по выбору режимов резания
Режимы резания при финишном шлифовании высокоточных деталей 531
4. Шлифование направляющих плоскостей деталей чашечными и профильными кругами, работающими методом врезания на продольно-шлифовальных станках
А. Режимы резания при шлифовании деталей из серого чугуна абразивными кругами
Подача ♦1 , мм/ход при шлифовании предварительном окончательном 0,007 0,002 0,008 0,003 0,01 0,012 0,004 0,015 0,004 0,02 0,005 0,025 0,005 0,003 0,005
0,003
Скорость движения столау м/мин при шлифовании
предварительном
окончательном
Ширина шлифуемой поверхности, мм
6 6,7 3 3,3 110 88 88 71 71 57 57 45 45 36 36 29
| 7,4 | Pi 71 57 45 36 29 23
8,2 4,0 57 45 36 29 23 18
9,0 4,5 45 36 29 23 18
10 5,0 36 29 23 18
11,2 12,5 5,5 6,2 29 23 23 18 18 -
18
шлифовании профильными шлифовальными кругами
29
23
23
18
*х s/ при предварительном применять с коэффициентом 1,6.
Поправочный коэффициент k на основное (технологическое) время для выхаживания
Характер обработки
k
Предварительное шлифование ...........................................
Окончательное шлифование...................................... .
Окончательное шлифование призматических и конических плоскостей * .
1,5
2,0
2,5
Б. Режимы резания при шлифовании деталей из закаленной стали и серого чугуна кругами из эльбора
Наименование показателей
Показатели по видам шлифования
Предварительное | Окончательное
Припуск на обработку а, мм ............
Скорость шлифовального круга у, м/с . .
Скорость движения детали о, м/мин . . . . мм/дв. ход . . . . ....................
0,1—0,15
6-8 0,006—0,01
28
0,01—0,015
3-4 0,003—0,005
Поправочный коэффициент k на основное (технологическое) время для выхаживания *г
Шероховатость поверхности
V 8 V9 V 10
/г
1 ьз 1 1,6
*2 Только для окончательного шлифования
532 Рекомендации по выбору режимов резания
5. Шлифование зубьев высокоточных зубчатых колес из конструкционной углеродистой и легированной стали на зубошлифовальных станках
А Выбор характеристики шлифовального круга
Метод шлифования зубьев т, мм Шероховатость поверхности HRC стали
30-50 >50
Характеристика шлифовального круга
Метод обкатки и копирования профильным кругом До 2,5 > 2,5 V6 V 7 V 8 V 6 V 7 - V 8 Э916СМ2К Э912СМ2К Э910СМ2К Э940СМ2К Э925СМ2К Э916СМ1 К Э912СМ1 К Э910СМ1К Э940СМ1К Э925СМ1К
й Припуски на зубошлифование
т, мм Диаметр делительной окружности, мм
До 100 100-200 i 200-300
Припуск на сторону по длине общей нормали а, мм
1,5-2,0 0,11-0,12 0,12-0,14
2,5-4,0 0,12—0,14 0,14—0,16 0,16—0,20
5,0-6,0 0,14-0,16 0,16—0,20 0,20—0,22
8,0 — 0,20—0,22 0,24—0,26
В. Режимы резания (величина вывода круга) при шлифовании зубьев двумя тарельчатыми кругами на зубошлифовальных, станках мод 5851
Диаметр шлифовального круга, мм
т, мм 165 185 210 225
Величина вывода круга (перебега) у, мм
1,5 56 60 63 64
1,75 60 64 66 G8
2.0 64 67 70 72
2,5 70 73 77 80
2,75 72 76 80 84
3,0 75 79 83 86
3,5 79 86 89 92
4,0 84 91 94 97
4,5 88 94 99 102
5,0 92 98 104 108
5,5 96 102 108 114
6,0 100 106 112 116
7,0 106 112 119 126
8,0 112 116 125 131
41 Цикл работы зубошлифовального станка мод. 5851 осуществляется с .последовательностью, при которой за один двойной ход стола производится деление на обработку следующего зуба
Во время деления стол стоит в крайнем положении По окончании деления происходит второй двойной ход стола и т д.
По окончании доения после одного прохода по всем зубьям шлифуемого зубчатого колеса в результате команды от счетчика цикла стол дальнейшего перемещения не получает Вручную осуществляется подача на глубину шлифования и пуск механизмов движения стола и обката
Выполняются колибрующие проходы по всем зубьям до достижения заданных размеров По команде, поступающей от счетчика правки, после заданного числа поворотов заготовки производится автоматическая боковая правка кругов, совпадающая по времени с делением
Режимы резания при финишном шлифовании высокоточных деталей 533 Продолжение табл. 5 F. Режимы резания при финишном шлифовании зубьев высокоточных зубчатых колес 1) Число ходов обката п в минуту
т, мм до D , мм
35 35—50 50-100 1 100-150 | 150—200 200 -250 250-300
п
3 4 5 6 8 300 250 250 225 225 225 200 180 150 136 225 200 180 200 180 150
— 200 200 180 136
136 136
150
2) Режимы шлифования зубьев
Припуск на сторону по длине общей нормали, мм Наименование проходов *2 6-я степень точности 5-я степень точности
i i мм i t, мм 1 So, мм *3
0,125 Черновые .... Пол уч истовые . . Чистовые .... Черновые .... Получистовые . . Чистовые .... Черновые .... Получистовые . . Чистовые . . . . Черновые Получистовые . . Чистовые .... Черновые .... Получистовые . . Чистовые 1 0,07 0,01 0,015 0,085 0,06 0,015 0,07 0,045 0,015 0.062 0.05 0,015 0,08 0,045 0,015 1 0,065 0,04 0,01 0,08 0,06 0,01 0,07 0,01 0,01 0,06 0,05 0,01 0.077 0,06 0,01 4,2
2 1,0
0.16 1 4,2
2 1,0
0,2 2 4,2
1 1 2 3 1 2 3 1 2
1,0
0,25 3 4,2
1
1,0
0,3 3 4,2
1
1,0
3) Время на перемещение и деление
Масса детали с оправкой, кг до Диаметр делительной окружности, мм
35 50 100 | 150 200 250 300
т, мин
2 5 12 > 12 0,033 0,033 0,033 0,033 0,05 0,05 —
0,05 0,067
— 0,067 0.067 0,088
— 0,088
*2 Б целях сохранения точностных показателей финишного оборудования рекомендуется черновые проходы выполнять на стайках нормальной точности. *3 Подача на обкат.
534 Рекомендации по выбору режимов резания
6. Шлифование резьбы ходовых винтов и червяков из закаленной стали 1>го класса точности на резьбошлифовальных станках
А. Режимы резания при черновой прорезке в сплошном металле
Шаг резьбы, мм Однониточным кругом Многониточным кругом
1, мм i °д* м/мин t, мм г>д, м/мин
1-й проход Последующие проходы для 1-го прохода для последующих проходов
4 6 8 10 12 0,32 0,30 0,42 0,41 0,48 8 10 12 14 15 1,12 1,0 0,88 0,78 0,7 1,5 2,0 2,3 2,6 2.7 0,5 0,63 0.68 0,7 0,72 3 4 5 6 7 0.67 0,63 0,58 0,52 0,47 1,05 0,95 0,84 0,76 0,68
Б. Режимы резания при шлифовании резьб после чернового нарезания **
Шаг резьбы, мм Получистовое шлифование Чистовое шлифование
а, мм 1 м/мин а, мм i м/мин
с подачей на глубину без подачи
Резьбы трапецеидальные
4 6 8 10 12 0,07 0,1 0,12 0,15 0,18 2 3 4 5 6 0,7 0,63 0,58 0,52 0 47 0,03 0,05 0,06 0,08 0 09 3 4 5 6 7 1 0,63 0,58 0,52 0,47 0,4
2
3
т, мм Резьбы модульные
2 2,5—3,5 4^5 5,5-7 8 — 10 0,2 0,25 0.3 0,35 0,4 4 G 3 Ю 12 0 63 0,58 0,52 0,17 0,42 0,05 0 07 0,09 0 12 0,15 3 5 7 9 12 1 2 3 4 5 0.58 0,52 0,47 0 12 0Д8
Дополнительное число проходов 1 при изменении отношения длины L к диаметру D нарезаемой резьбы
L: D i
получистовых чистовых
До 15 16-20 20-30 >30 *х Для обеспечения припуск, зании резьбы учтено углубление 0 0
1
1 а под шлифование наружног впадины в пределах 0,5—0
2 о диаметра винта при наре-1,8 мм на сторону.
Указания по нормированию основного времени и режимы резания 635
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО НОРМИРОВАНИЮ ОСНОВНОГО ВРЕМЕНИ И РЕЖИМЫ РЕЗАНИЯ
НА МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКАХ
7. Методические указания по нормированию основного технологического времени
№ этапа Последовательность и содержание элементов расчета Источник или расчетная формула
А Одношпиндельные многорезцовые токарные станки
1 2 3 4 5 6 7 8 Определение длины рабочего хода для каждого суппорта — Lp х В расчет принимают наибольший ход — ^р. х max Назначение подачи суппортов на оборот детали S, мм/об Уменьшение подачи нелимитирующих суппортов. Увязка полученных данных с данными паспорта станка Установление периода стойкости для лимитирующего инструмента в ми- нутах резания Расчет скорости резания о, м/мин, для лимитирующего инструмента Расчет частоты вращения п, об/мин, по принятой скорости резания и увязка полученных данных с данными паспорта станка' Расчет основного (машинного) времени обработки Определение мощности резания для каждого инструмента и суммарной для всех инструментов Сопоставление полученных данных с мощностью электродвигателя Главного привода станка и в случае необходимости корректирование принятых режимов резания х ^рез ^1» 11 — величина врезания и перебега инструмента Табл. 8, А (стр 539) Паспорт станка Табл. 8, А (стр 540) Табл. 8, А (стр. 540—541) lOOOv П ~ л D ’ паспорт станка а) При перекрывающихся временах Т Гр-Х о/ ns б) При неперекрывающихся временах о о/ Табл. 8, А (стр. 542), паспорт станка; N N и рез эл. дв 1
L >. Многошпиндельные токарные полуавтоматы последовательного действия
1-6 7 8 9 Последовательность и расчетные фо^ ния аналогичны приведенным выше в Расчет основного (машинного) времени по каждой позиции и определение лимитирующей позиции. Сопоставление продолжительности лимитирующей позиции с продолжительностью вспомогательного времени на установку деталей в загрузочной позиции Корректировка режимов резания па нелимитирующих позициях с целью выравнивания основного (машинного) времени Определение мощности резания по каждой позиции, затем суммирование мощности и сопоставление с мощностью электродвигателя станка. В случае необходимости корректирование режимов резания эмулы по определению режимов реза-разделе А т лр- х -о ns ’ карта вспомогательного времени на установку и снятие детали (нормативы вспомогательного времени) См. п. 5 раздела В Табл. 8, А (стр. 542); паспорт станка; ТУ < N П рез эл. дв ь где л 0,75 4- 0,8 - коэффициент полезного действия
536
Рекомендации по выбору режимов резания
Продолжение табл 7
№ этапа Последовательность и содержание элементов расчета Источник или расчетная формула
В. Многоинструментальные одношпиндельные фрезерные станки с прямолинейной 'подачей (обработка набором фрез, установленных на одном шпинделе)
1 Расчет длины рабочего хода х и ширина фрезерования Вфр х *рез + где li — величина врезания и перебега инструмента
2 Назначение расчетной подачи на зуб каждой фрезы, установленной на общей оправке или шпинделе станка s_. Принятие подачи на оборот шпинделя sQ по лимитирующей фрезе и уточнение подачи на зуб Табл. 8, Б (стр 543—544); тип фрезы и число зубьев z; srt = О z паспорт станка
3 Определение стойкости инструмента Табл. 8, Б (стр. 544—-545)
4 Определение^скорости резания для каждого инструмента в отдельности и установление общей для всех инструментов частоты вращения согласно паспорту станка Табл 8, Б (стр. 545—548); диаметры фрез; паспорт станка: 1000г? П nD * где D — максимальный диаметр фрезы
5 6 По принятым величинам частоты вращения и подачи на один оборот лимитирующей фрезы определение минутной подачи, общей для всех фрез. Увязка принятой минутной подачи с данными паспорта станка Определение мощности резания для каждого инструмента и суммарной для всех инструментов Сопоставление с мощностью электродвигателя главного движения станка. Корректирование в случае необходимости принятых режимов резания из набора s — s паспорт станка М О Табл. 8, Б (стр. 549—550); паспорт станка; N п рез эл.дв '
Г. Много шпиндельные фрезерные станка с прямолинейной подачей
1 Расчет длины рабочего хода х и определение ширины Вфр и глубины t фрезерования ^р. х ^рез + "Ь 2’ где Ц — длина врезанйя и перебега для первой и последней фрезы, участвующих в обработке; 12 — сумма расстояний между осями шпинделей станка
2 Назначение расчетной подачи на зуб для каждой фрезы, участвующей в обработке Если несколько фрез связаны установкой на одной оправке, подачу на один оборот принимают по наименьшему значению Табл. 8, Б (стр. 512—544); тип фрезы и число зубьев; so = sz min г
3 Определение периода стойкости Т для лимитирующего инструмента Табл. 8, Б (стр. 544-545)
4 Определение рекомендуемых скоростей резание, скорректированных на коэффициенты kit и и устано- вление согласованной с данными паспорта станка частоты вращения каждого шпинделя станка Табл 8, Б (стр. 545—548); поправочные коэффициенты k на v (см. табл. 8, Б стр 549—550); диаметры фрез; ЮООи t
Я/)ФР паспорт станка.
5 По принятому числу оборотов и подач на оборот лимитирующей фрезы определение минутной подачи s^, общей для всех фрез, и увязка ее с данными паспорта станка, Паспорт станка
Указания по нормированию основного времени и режимы резания 537
Продолжение табл 7
№ этапа Последовательность и содержание элементов расчета Источнш$ или расчетная формула
6 7 В целях выравнивания и в соответствии с принятой минутной подачей $м корректирование частоты вращения и подачи на зуб для нелимитирующих Фрез По принятым режимам резания производится проверочный расчет на мощность резания по каждому шпинделю, В случае необходимости производится корректирование принятых режимов резания Табл 8, Б (стр 549—550); паспорт станка; N < Л П рез эл. дв '• где п 0,75 + 0,8 — коэффициент полезного действия
Л Мноеошпиндельные фрезерные станки с круговой тюачей
1 2 3 4 5 6 7 Определение средней ширины фрезерования #Ср»- глубины резания t и среднего диаметра расположения деталей на столе станка Е>Ср Определение подачи на зуб фрезы s Определение стойкости инструмента Т Определение скорости резания v, м/мин» для каждой фрезы и частоты вращения п, об/мин, для каждого шпинделя и увязка их с данными паспорта станка Определение подачи на оборот s0 для лимитирующей фрезы Определение частоты вращения стола лст и минутной подачи $м Проверочный расчет на мощность резания и сопоставление с данными паспорта станка в - ™ ер ^'рсв где SF —. суммарная площадь фрезеруемых поверхностей; L ~ Длила обработки в рез ср направлении рабочей подачи Табл. 8, Б (стр 543—511) Табл. 8, Б (стр 541—515) Табл. 8, Б (стр 515—518); НДОо Фр паспорт станка sQ = s^z лимит ирующей фрезы П СТ ЯОср $м да sQn лимитирующей фрезы# где ОСр — средний диаметр расположения деталей на столе Паспорт станка; табл 8, Б (стр. 549—550); ^рез Nэл. дв
Е. Сверлильные станки с одной многошпиндельной головкой
1 2 3 4 Определение длины рабочего хода головки Д,р х по инструменту, имеющему максимальную длину перемещения Назначение подачи на оборот sQ для каждого инструмента Определение периодов стойкости Т в минутах резания для каждого инструмента Назначение скорости резания и расчет частоты вращения шпинделя по предположительно лимитирующему инструменту по стойкости и подаче Lp. х — Lpe3 max + S + ^оп* где li — длина врезания и перегиба; 1доп “* дополнительная длина перемещения, назначается по данным наладки Табл. 8,В (стр. 551, 552, 557) г - Так где 7м — стойкость инструментов наладки; К — коэффициент временя резания; табл. 8, В (стр. 552) Табл. 8, В (стр. 553—560); 1000с П f об/мин л£>
18 п/р, Монахова
538
Рекомендации по выбору режимов резания
Продолжение табл. 7
№ этапа Последовательность и содержание элементов расчета Источник или расчетная формула
5 Расчет минутной подачи головки s# мин, по принятой частоте вращения шпинделя п, об/мин, и подачеsQ, мм/об, лимитирующего инструмента. Увязка полученных данных с данными паспорта станка s = sn М О
6 Уточнение частоты вращения и подачи на оборот для всех остальных нелимитирующих инструментов
7 Проверочный расчет осевых сил резания Ро для каждого инструмента. Сопоставление суммарной силы резания 2 с допускаемым усилием по- дачи станка Значение Р 563); паспорт см. табл. 8, В (стр. 561-станка
8 Определение мощности резания Л7 3 для каждого инструмента. Сопоставление суммарной мощности резания всех одновременно работающих инструментов 2Wpe3 с мощностью электродвигателя станка Табл. 8, В станка (стр. 564—568); паспорт
9 Проверка прочности привода на первых трех — четырех ступенях частот вращения шпинделя станка. Если прочность привода не ограничивает выбранных режимов резания, а 2Л/рез> Л'эл дв> и, следует проверить двигатель на пиковую нагрузку Паспорт станка; 2"рез < "пр "рез “ 974 кВт
10 Проверка по пиковой нагрузке. В случаях^ когда электродвигатель допускает пиковую нагрузку — циент перегрузки) "пик < "эл. - допустимый Дв коэфф и-
Время работы с пиковой нагрузкой, мин До 2 2,1—3 3,1—5
Значение коэффициента k 2 1,75 1,5
М. Агрегатно-сверлильные станки с несколькими многошпиндельными головками
1-6 Последовательность определения режимов резания для каждой головки аналогична с обработкой на станках с одной многошпиндельной головкой
7 Установление основного (технологического) времени работы, исходя из рассчитанного времени работы каждой головки При последовательном методе обработки го=Ч + Ч + --- + Ч;
при параллельном методе обработки т — Т 1 о 1 о max»
где Т — основное (технологическое) время обработки; То., Топ, То~ — 1 & fl основное время работы каждой головки; То тах — максимальное время работы одной из головок
Указания по нормированию основного времени и режимы резания 539
8, Режимы резания на много инструментальных станках
4, Токарные станки
1) Подачи при черновом точении
Обрабатываемый материал
Суммарная глубина (ширина) резания резцами, установленными на одном суппорте, мм до
Сталь
Чугун
3 I 5 I 10 1 20 | 40
SQ *1, мм/об
0,6 0,4 0,3 0,25 0,2
0,8 0,6 0,45 0,35 0,3
** При высоких требованиях к точности обработки подачу применять
** При высоких требованиях к точности обработки подачу применять в пределах 0,2—0,3 мм/об. При обработке деталей жесткой системы станок — деталь — инструмент подачу увеличивать на 50%, а при нежесткой системе снижать на 30%.
2) Подачи при чистовом точении
Обрабатываемый материал V, м/мин до Шероховатость у 5 | Шероховатость у 6
Радиус при вершине угла
0,5 | 1,0 1 20 1 ьо | 2,0
sQ, мм/об
Сталь 70j-r 90 кге/мм2 50 80 100 > 100 Весь диапазон скоростей 0,25 0,3 0,3 0,35 0,4 0,15 0,2 0,25 0,2
0,45 0,25
0,35 0,4
0,5 0,3 0,3 0,35
Чугун —
3) Подачи для прорезных, фасонных и широких резцов и расточных головок с плавающими ножами
Обрабатываемый материал Резцы прорезные для канавок шириной до 20 мм и глубиной Резцы фасонные Резцы широкие для обработки поверхностей Расточные головки для обработки отверстий
до 3 мм свыше 3 мм сложные простые
s **, мм/об
Сталь Чугун .... ** При чис подачи в лредс применять так! 0,15 0,2 лговой обраб :лах 1,5 — 2 4е же, как 0,08 0,12 | 0,1 отке расточными голов мм/об. При черновом при обработке стали. 0,12 0,2 1ками с плавающими ножа, точении алюминиевых сп 0,3—0,35 0,4—0,5 ми применять л а вов подачи
18
540
Рекомендации по выбору режимов резания
Продолжение табл. 8
4) Периоды стойкост л инструмента Гм в минутах машинной работы *2
Т мин, при числе инструментов в наладке *3
Группа наладок
1 3 5 8 1 10 15 20 > 20
1 С равномерной загрузкой инструмента *4 . . . 2 То же *ь 3 С большой разницей загрузки инструмента *е 50 150 100 70 /200 120 90 1 1 100 .50 .10 350 180 130 400 230 150 260 170 300 180
*2 При параллельной работе нескольких суппортов период стойкости определяется только по лимитирующим позициям. *3 Период стойкости Т в минутах резания, по которому производится расчет ско-
рости резания, равен Т \ где Л —♦ коэффициент времени резания Если > 0,7, то в ра-
счетах этот коэффициент принимается за единицу Общая формула определения коэфф и-
циента резания л X — - 'рез где £ длина
рез Р X лида,
Л *4 Разница диаметров обрабатываемых поверхностей не более 20% Количество фасонных и прорезных резцов в пределах 20% общего количества инструмента Все наладки, не входящие в 1-ю и 3-ю группы наладок. *6 Диаметры обтачиваемых поверхностей отличаются более чем в 2 раза. Количество фасонных прорезных и широких резцов более 50% общего количества инструмента.
5) Режимы резания при точении проходными подрезным и и расточными резцами
Обрабатываемый материал
Сталь Чугун Алюминиевые сплавы
t, 5 о Материал режущего инструмента
мм до мм 'об до Р18 | Твердый сплав | Р18
Главный 5 тол в плане режущей 1 части резца, градусы
45 | 60 | 90 | 45 1 60 90 1 45 | 60 90 1 45- -90
1 с , М/ мин
1 0,2 0,3 0,4 0,5 0,6 0,8 48 41 36 34 31 28 140 130 125 120 НО 105 135 130 120 115 ПО 100 530 460 400 360 330 290 225 190 170 155 140 125
2,5 0,2 0,3 0,4 0,5 0,6 0,8 42 35 30 27 25 22 39 31 27 24 22 19 37 30 26 23 21 17 130 120 ИО 100 95 90 120 ПО 100 95 90 84 110 100 90 85 80 72 115 100 95 90 85 75 105 95 85 80 75 70 100 90 80 75 70 65 460 380 330 300 270 240 190 160 140 130 115 100
6 0,2 0,3 0,4 0,5 0,6 0,8 42 33 28 24 22 19 37 29 25 22 19 17 29 23 20 18 16 14 115 105 96 90 80 68 110 100 90 83 76 62 93 86 80 73 66 55 ПО 100 90 85 77 70 100 90 85 80 73 65, 90 80 75 70 63 56 410 340 300 270 240 210 170 145 125 ПО 100 90
Указания по нормированию основного времени и режимы резания 541
Продолжен не < абл 8
6) Режимы резания при точении прорезными, фасонными, и отрезными резцами широкими
Материал инстру- Обрабатываемый s, мм/об
Тип резца 0,03 j 0,04 1 ; 0.06 ' . 0 08 | 0.1 I | 0,15 I 0,2 | 0,3 0,4 ! 1 0.5
мента материал V *J, м/мин
Фасонный Р18 Сталь 53 50 42 35 32 27
44 40 36 30 28 23 20 13
Отрезные 1 вердый 100 92 85 77 65 57 52
прорезные сплав Чугун 90 82 72 62 | 5G 49 45
широкие Р18 Алюмин ие-вые сплавы — — 160 130 120 107 92 88
*7 Поправочные коэффициенты на скорость резания см. ниже Скорости резания для растачивания отверстии головками с плавающими ножами принимать в пределах 4 — 8 м/мин.
7) Поправочные коэффициенты на скорость резания:
а) къ — в зависимости от обрабатываемого материала
Материал режущего инструмента Обраба гываемый материал
Сталь марок Чугун Алюминиевые сплавы
30,35,40 45 35Х, 38Х А, 40Х 20 X 40Х, НМД 18ХГТ, зохгт
НВ ов, кгс/мм2
122$ 1 | 269 229 | 269 ! 2и7 ; 255 | 179 | 269 । 187 | 197 I 229 j 270 20 | 30 | 40
Р18 Твердый сплав 1,0 0,8 0,9 1,0 0.8 0,9 1,0 0,7 0.9 1,3 1,2 0.7 0.8 1,0 0.7 0.9 1,0 | 0.8 1,4 1,0 1,5 0.9 1,2
*8 При обработке стали и чугуна по литейной корке применять — 0,8
б) k& — в зависимости от периода стойкости режущего инструмента
Обрабатываемый материал Тип резцов Материал режущего инструмента Т мин до
30 | । “d 100 I 150 | 200 | 300 | 400 G00 | 800 j 1000
*2
Р18 1,2 1,1 1,0 0,9 0,85 0,8 j 0.75 0,6 0,55 0,5
Проходные, Т15К6 1,7 1,5 1,2 1,0 0,9
Сталь подрезные, Т30К4 1,3 1,2 1,0 0,8 0,7
расточные и прорезные Т5К10 1,1 0,9 0.8 0,65 0,55
ВК2 1,5 1,3 1,2 1,1 1,0 0.9 0,85 □Л 0,6 0,55
В Кб 1,3 1,15 1.0 0,9 0,85 0,75 0,7 0,6 0,55 0,45
Чугун ВК8 1,1 0,9 0,85 0,75 0,7 0,65 0,6 0,5 0.45 0,4
Алюминиевые Р18 1,3 1,1 0,9 0,85 0,8
сплавы В Кб 1,5 1,2 1,0 0,7
Сталь Фасонные Р18 М 1,15 0,8 0,75 0,65
542
Рекомендации по выбору режимов резания
Продолжение табл 8
в) k7 — в зависимости от вида обработки
Растачивание Поперечное точение Фасонное точение
0 > 75 мм 0<^75 мм При отношении Р11аи^ ; £>Наиб Профиль
до 0,4 | 0,5 — 0,7 | 0,8 —1,0 простой j сложный
k, *9
1,0 0,85 1,3 1,2 1,0 1,0 0,7
*- Для продольного точения k7 — 1,0.
8) Мощность резания (кВт) Wpe3 = WTa6jl где Л<табл — условная
расчетная мощность, приведенная в таблице; v — скорость резания, м/м пн; /г8 —- коэффициент, характеризующий обрабатываемый материал.
Условная расчетная мощность резания Л/Табл при точении проходными, прорезными и расточными резцами
/*10, мм
S, мм/об 0,5 I 1.0 1 1,5 | 2,0 | 2,5 | 3,0 | 4,0 I 5,0 | 6,0 1 8,0 1 10,0
^табл *П' кВт
0,06 0,25 0,5 0,75 1,0 1,25 1,5 2,0 2,5 3,0 4,0 5,0
0,08 0,27 0,55 0,8 1,1 1,2 1,3 1,6 2,2 2,7 3,2 4,3 5,4
0,1 0,3 0,6 0,9 1,1 1,5 1,8 2,3 3,0 3,6 4,7 5,8
0,12 0,35 0,7 Е4 1,8 2,1 2,8 3,5 4,2 5,6 7,1
0,16 0,4 0,8 1,4 1,6 2,1 2,5 3.4 4,2 5,1 6,7 8,4
0,2 0,5 0,9 U 1,5 1,8 2,5 3,0 4,0 4,9 5,9 7,8 9,8
0,25 0,6 1,8 2,4 2,9 3,5 4,7 5,8 7,0 9,3 11,6
0,3 0,7 ЕЗ 1,7 2,0 2,6 3.3 4,0 5,3 6,7 8,0 10,6 13,6
0,4 0,8 2,5 3,4 4,2 5,0 6,6 8,3 10,0 13,2 16,6
0,5 1,0 2,0 3/U 4,0 4,9 5,9 7,8 9,8 12,0 15,6 19,5
0,6 1,1 2,2 3,4 4,5 5,6 6,7 8,9 11,0 13,4 17,8 22,3
0,8 М 2,8 4,2 5,6 6,9 8,3 11,0 14,0 16,6 22,5 27,7
1,0 1,6 3,3 5,0 6,6 8,2 10,0 13,2 16,5 19,7 26,0 33,0
1,2 1,9 3,8 5,6 7,5 9,4 11,0 15,0 19 22,6 30,2 37,8
* 1 0 ' При одновременной обработке несколькими резцами глубина резания t сумми-
руется.
лп При работе отрезными, прорезными и фасонными резцами принятую для
глубины резания 1 мм, умножать на ширину резца и на коэффициент == 1,3.
9) Поправочный коэффициент на мощность резания в зависимости от обрабатываемого материала
Материал режущего инструмента Обрабатываемый материал
Сталь Чугун Алюминиевые сплавы
НВ
156 ; 207 229 ! 269 | 285 | 302 I 321 | 229 | 211 | 295
*8
Р18 Твердый сплав . . 0,75 0,6 0,9 0,7 1,0 0,75 1,15 0,8 1,2 0,8 1,3 0,85 1,4 0,9 0,45- 0,5 0,55 . 0,3
Указания по нормированию основного времени и режимы резания 543
Продолжение табл. 8
Б. Фрезерные станки
1) Подачи на зуб фрезы sz при обработке плоскостей
Обрабатываемый материал
Твердость обрабаты- Стадь Чугун Алюминиевые сплавы
ваемого материала НВ /, мм
До 3 | До 5 1 >5 | До 3 | До б 1 >5 | До 12
s^, мм
Торцовые фрезы из стали Р18
До 229 0,2—0,3 0,15-0,25 0,12—0,2
230—287 0,15—0,25 0,12-0,2 0,1-0,15 — 0,25-0,3
>287 0,12-0,2 0,1-0,15 0,07-0,1
Торцовые фрезы о пластинками из твердого сплава
До 229 0,15—0,2 0,1-0,18 0,1-0,15 0,2—0,35 0,15-0,25 0,1-0,2
230—287 0,1-0,15 0,08-0,1 0,06-0,1 0,15-0,25 0,12—0,2 0,1—0,15 0,2—0,3
>287 0,08-0,1 0,06-0,08 0,05-0,07 0,1-0,15 0,08-0,1 0,06-0,08
Дисковые фрезы из стали Р18
До 229 0,15—0,25 0,12-0,2 0,1-0,15
230—287 0,12-0,2 0,1-0,15 0,08-0,12 — 0,1—0,15
>287 0,1-0,15 0,08-0,1 0,06-0,1
Дисковые фрезы с пластинками из твердого сплава
До 229 0,1-0,12 0,08-0,1 0,07-0,1 0,15—0,25 0,12-0,2 0,1—0,15
230—287 0,08—0,1 0,06—0,08 0,05-0,07 0,12-0,2 0,1—0,15 0,08-0,1 0,15-0,2
>287 0,06—0,08 0,05-0,07 0,04-0,06 0,08—0,15 0,06-0,1 0,05—0,08
Торце цилиндрические фрезы из стали Р18
До 229 0,12-0,18 0,1-0,15 0,08—0,12
230-287 0,1-0,15 0,08-0,12 0,06-0,1 — 0,15-0,2
>287 0,08—0,12 0,06-0,1 0,05-0,08
Торцецилиндрические < фрезы с пластинками из твердого сплава
До 229 0,15—0,25 0,1-0,15 0,08-0,12 0,2—0,3 0,15—0,2 | 0,12—0,18
230—287 0,10—0,15 0,08—0,12 0,06-0,1 0,15—0,25 0,1-0,15 0,08-0,1 —
>287 0,08-0,12 0,06-0,1 0,05-0,08 0,1-0,15 0,08-0,1 0,05-0,08
Цилиндрические крупнозубые фрезы из стали Р18
До 229 0,2—0,3 0,1 о—0,2 0,1-0,15
230—287 0,15-0,2 0,1-0,15 0,08-0,1 — 0,2—0,25
>287 0,1-0,15 0,08-0,1 0,06-0,08
*1 Прц чистовой обработке для достижения шероховатости поверхности V 6з^ не
должны превышать 0,1 мм. Большие значения подач принимать для жестких < таль — станок — инструмент гистем до-
544
Рекомендации по выбору режимов резания
Продолжение табл. 8
2) Подачи на зуб фрезы sz при обработке пазов
В *2, ММ Твердость обрабатываемого материала Обрабатываемый материал
Сталь Чугун Алюминиевые сплавы
/, мм
До 3 | До 5 | >5 | До 3 | До 5 | >5 | До 12
s *s, мм Z
1 До 229 — 230—287 1 > 287 1 | До 229 1 — 230—287 I > 287 | 1 I 3 До 287 6 1 1 Угловые фрезы < 50 | 230-287 | - | 230-287 | Дисковые фрезы из стали Р18 0,07-0,12 1 0,07-0,12 1 0,05—0,10 0,06-0,1 | 0,03—0,06 1 ' 0,04-0,08 1 Дисковые фрезы с пластинками из твердого сплава 0,06—0,10 1 0,07 -0,12 1 0,04—0.08 0,06—0.1 | 0,03-0,06 j 0,04-0,08 | Прорезные фрезы из стали Р18 0,03—0,05 | 0,02—0,04 I 0,01—0,02 1 0,04—0,06 1 0,03—0.05 | 0,02- 0,04 1 0,02-0,04 0.01—0,02 До 0,01 0,03—0,05 0,02—0,04 0.01—0,02 0,01-0,02 J До 0,01 j 1 0,02-0,04 | 0,01-0,02 | До 0,01 | г пластинками из твердого сплава для пазов типа «ласточкин 10,12—0,18 1 0.1— 0,15 | 0,08-0,01 1 ~ | 0,1— 0.15 j 0,04-0,1 ] 0,05-0,08 | Радиусные фрезы из стали Р18 0,04—0,06 | 0,03-0,05 | 0,02—0,04 | 0,06—0,08 | 0,04 -0,06 | 0,03—0,05 | 0,12—0,18 0,1-0,12 0,04—0.Г6 хвост»
*2 Ширину фрезерования В для угловых фрез принимать наибольшую При фрезеровании пазов по 3-му классу точности и точнее прорезными фрезами уменьшать на 30%, Большие значения подач принимать для жестких систем деталь — станок — ин-cv ру мент.
При фрезеровании пазов дисковыми фрезами меньшие значения подач применять при / > 2В, где В —• ширина паза
3) Период стойкости каждого инструмента Т в минутах резания, по которому приводятся в нормативных картах скорости резания v, м/мин, равен
Т = ».(7’„1+гМг+ ... + ТМд)Я.
где Тм , Тм , — периоды стойкости первого, второго и т. д инструментов;
1 2 п ?
К — коэффициент времени резания каждого инструмента X — ;
р. х
kg — коэффициент, учитывающий количество инструментов в наладке. При % > 0,7 эта величина принимается за единицу. Приведенные в нормативных картах скорости резания увязаны с приведенными в таблице периодами стойкости фрез
Значения k9
Количество инструментов в наладке
0,85
0,5
/г.
Значения Тм
4 0,7
Тип фрез Диаметр фрезы D, мм
50 | 75 | 100 | 150 I 200 | | 300 1 1 400 j 500
7 , мин
Торцовые и дисковые . . Торцецилиндрические . . Прорезные Цилиндрические Радиусные Бы ст 100 80 too 60 \рорежуи 120 90 170 80 ^ая ста. 130 80 100 280 100 ль Р18 170 100 ПО 400 250 150 120 300 200 400 | 500
—
Указания по нормированию основного времени и режимы резания 545
Продолжение табл. 8
Диаметру фрезы D, мм
Тип фрез 50 ! 75 I 100 | 150 | 200 | 300 | 400 I 500
Т , м’ мин
Твердый сплав
Торцовые 90 120 200 300 500 600 800
Дисковые трехсторонние Угловые для пазов типа 130 160 — —
«ласточкин хвост» .... 50 120 180 240 400 500
Торцецилиндрические . . — 90 130 200 300
4) Режимы резания при обработке деталей из стали
Материал режущей части инструмента S ,, мм/зуб
/, мм 0.02 | 0,04 1 0,06 1 1 0,15 | О.2 1 0,3
V *4, м/мин
Торцовые фрезы
1 70 65 60 50 45 40
Р18 3 50 47 42 37 33 27
6 42 40 36 30 25 22
1 440 400 360 300 280 230
Твердый сплав 3 400 360 310 270 240 180
6 350 310 290 240 210 150
Дисковые фрезы для обработки плоскостей
1 70 65 60 50 45 40
Р18 3 50 47 42 37 33 27
6 42 40 36 30 25 22
1 — 400 380 330 290 250 230
Твердый сплав, 3 350 320 280 230 210 170
6 320 300 2G0 200 180 150
Д исковые фрезы для обработки пазов
5 60 55 50 40 30 25
Р18 10 50 45 40 30 25 20
20 38 35 33 25 20 18
5 420 340 310 280 220 140 —
Твердый сплав 10 350 310 280 220 160 120
20 280 250 220 180 140 100
Прорезные фрезы
3 44 42 35
Р18 6 37 35 30
12 30 27 25 ——
25 24 22 30
Т орцецилиндрические фрезы
3 38 34 28 26 24
Р18 5 34 30 26 23 22
>5 30 26 23 20 18
5 — 290 250 180 140 130 —•
Твердый сплав 5 250 210 160 130 120
>3 230 180 140 120 110
546
Рекомендации по выбору режимов резания
Продолжение табл. 8
Материал режущей части инструмента мм s^, мм/зуб
0,02 | 0,04 , 1 0,06 | 0,1 | 0,15 | 0,2 1 0,3
V *4, м/мин
L Р18 [илиндри 40*6 60*б >60*6 ческие 1 срупнозу 44 42 40 гбые фре: 42 40 38 зы 38 34 30 34 30 26 22 20 18 20 18 16
Р18 | 20*а > 20*6 эадиусные фрезы | 40 I 36 I ~ 38 32 32 28 | —
5) Режимы резания при обработке деталей из чугуна и алюминиевых сплавов
Материал режущей части инструмента /, мм Чугун Алюминиевые сплавы (весь диапазон подач)
s » мм/зуб
0,02 0,04 0,06 0,1 1 0,15 | °’2 1 0,3 | 0,4
sy*\ м/мин
Р18 I 3 6 1 3 6 Торцовые фрезы 320
Твердый сплав 175 150 130 155 130 НО 130 120 90 120 ПО 80 ПО 100 70 100 90 60 900
Р18 Твердый сплав Дием 1 3 6 1 3 6 звые ф резы д. ЛЯ o6pi 75 70 67 160 140 130 аботки 67 63 58 130 120 НО : плоек 56 50 47 : НО 100 90 остей 50 45 40 90 80 70 40 36 32 80 70 60 32 28 26 60 55 50 300 700
Р18 Твердый сплав Д< 5 10 20 5 10 20 iCKoewt 85 60 45 200 160 140 ? фрезь 70 50 40 180 140 120 1 для с 65 45 35 160 120 100 )брабог, 55 40 30 140 ПО 90 пки па 45 30 25 110 100 80 зов 40 25 20 ПО 90 70 30 29 18 100 80 60 — 100 500
Р18 3 6 12 25 — Про]: 40 30 22 15 ’езные 35 22 18 12 фрезы 25 18 13 9 — —
Твердый сплав 3 5 > 5 щециль ittdpum 140 125 НО >ские 4 120 100 92 1резы 100 85 75 82 75 62 65 58 50 —•
Указания по нормированию основного времени и режимы резания 547
Продолжение табл. 8
Материал режущей части инструмента t, мм Чугун Алюминиевые сплавы (весь диапазон подач)
Sg, мм/зуб
0,02 0,04 0,06 1 0.1 | о.15 I 0,2 | 0,3 | 0,4
V *4, мм/мин
Р18 Z 40*» 60*» >60*» 1и#ино рическ 42 40 38 ие Kpi 36 34 32 УПНОЗуб! 34 32 30 ле фрез 30 25 20 'Ы 25 20 18 22 18 16 — -
Угловые „ ~ 1 эО*» Твердый сплав г>50*» фрезы для пазов типа «ласточкин хвост» I 96 | 82 1 76 1 70 I 64 " 88 76 68 62 56 | — 1
Р18 20*» >20*» | — Радиусные фрезы 34 1 30 I 26 | 32 26 22 1 22 1 20 — I —
*б Скорость резания v м/мин «= »табл ^iofenfri2’ где ^табл ~ СКОРОСТЬ резания по карте нормативов: feitb kt2 — поправочные коэффициенты на скорость резании (см. ниже). *6 Ширина фрезерования Bt мм
6) Поправочные коэффициенты на скорость резанияг а) А?™ е зависимости от отношения диаметра фрезы к глубине фрезерования или к ширине фрезерования
Материал инструмента гч В D Отношение -=- или а с Обрабатываемый материал
Сталь | Чугун
&10
Р18 Торцовые В В фрезы 1,25 2 5 1,25 2 5 1,0 1,1 1,25 1,0 1,1 1,3 —
Твердый сплав 1,0 1,1 1,3
Дисковые Р18 трехсторонние ф^ В В >езы для обрабс 3 10 20 4 6 12 утки пазов 1,0 1,2 1,3 1,1 1,2 1,3 1,0 1,1 1,2 1,0 1.15 1,25
Твердый сплав
Торцев Р18 и твердый сплав цилиндрические и i В t цилиндрические 10 20 30 1 фрезы 1,0 1,2 1,3 0,8 1,0 1,2
548
Рекомендации по выбору режимов резания
Продол же яие табл 8
Материал инструмента Отношение или —— £5 J Обрабатываемый материал
Сталь | Чугун
feto
Р18 tol О * -53 та <ъ X ’ фрезы 15 40 75 1,0 1,2 1,5 1,1 1,2 1,4
Твердый сплав Угловые «л Ю 1 > 10 1 фрезы для пазов типа асточкин хвост» 1 1 to ” 0,8
б) fen в зависимости от характеристики обрабатываемого материала
Материал инструмента Обрабатываемый материал
Сталь Чугун
35- 10 45 35Х —40Х . _ 20Х 40ХНМД 35ХГС 18ХГТ 1J Х09 Поверхность без корки 11оверх-пость с коркой
НВ до
229 269 1 229 • 269 I 207 1 255 | 179 | 269 j 211 321 ( 187 197 229 | 241 295 229 |24 1'295
feu
Р18 Твердый сплав и 1,0 0,8 0.9 1.0 0,8 0,9 1.0 0,7 0,9 1,3 1,2 0.7 0,8 0,6 0,8 0.5 0.7 1,1 1,0 0,7 0.9 -
1,0 0,8 0.7 0,8 0,7 0,6
й) fet2 6 зависимости от периода стойкости инструмента |
Материал инструмента Обрабатываемый материал
Сталь 1 Чугун
Период стойкости 7 в минутах резания
100 1 150 1 200 400 600 1000 | 1500 109 150 j i 200 | 400 | 600 | 1009 1 1500
fe<2
То/ Р18 Твердый сплав уцовь 1,0 ie, то 0,9 0,85 рцец< 0,85 0,80 илинд, 0,75 0,65 рические, дисковые и прорезные фрезы 0,7 | 0,6 | 0,55 |
- 0,8 0.7 0,6 0,55 0,5
Р18 | 1,0 |0,85| 0,80 Цилиндрические фрезы 1 -1 - 1 '° | 0.9 1
Твердый сплав Угловые фрезы для пазов । 0,75 | 0,65 | 0,55 | 0,5 j 0,45
7) Мощность резания: для торцовых и дисковых двусторонних фрез ^грез~£ юоо fe; для остальнЪ1Х Фрез ^рез”£ Гбоб^1’
где Е — величина, указанная в таблице; t—глубина резания, мм; г—число зубьев фрезы; В —ширина фрезерования (максимальная); /гп —коэффициент, зависящий от обрабатываемого материала-и материала инструмента
а) Значения Е
$г, мм Торцовые и дисковые двусторонние фрезы Торцецилиндрические, прорезные, угловые и цилиндрические фрезы
Отношение диаметра фрезы к ширине фрезерования Отношение диаметра фрезы к глубине Фрезерования
40 20 12 S 5 3 2 1,5 100 60 f 40 j 20 | 12 | 8 1 5 | 3 ' 2
Е для стали
0,04 0,06 0,10 0,12 0,16 0,20 0,30 0,40 0,50 0,02 0,03 0.04 0,05 0,06 0,07 0,09 0.13 0,15 0,09 0,05 0,08 0,09 0,12 0,14 0,2 0,3 0,32 0,06 0.09 0,14 0,16 0.2 0,24 0,3 0,5 0,6 0,1 0,15 0,2 0,25 0,3 0,4 0,5 0,8 0,9 0,17 0,24 0,35 0,4 0,5 0,6 0,85 1,0 1,2 0,3 0,4 0,6 0,7 0,9 1,1 1,5 1,9 2,2 0,5 0,7 1,0 1,1 1,4 1,7 2,4 2,9 3,4 0,7 0,9 1Л 1,5 1,9 2,3 3,2 4,1 4,7 0,02 0,03 0,04 0,05 0,06 0,07 0,09 0,1 0,12 0,03 0,04 0,06 0,07 0 09 0.1 0,13 0,16 0,19 0,05 0,06 0.09 0,1 0,13 0,15 0.2 0,24 0,27 0,08 0,11 0,1 0,18 0/23 0,26 0,35 0,42 0,5 0,12 0,17 0,25 0.3 0,35 0.4 0.5 0,7 0,8 0.2 0,25 0.35 : 0,4 0,5 0,6 0,8 0,9 1,0 0,25 0,35 0,5 0,6 0,8 0,9 1,2 1,5 1,7 0,4 0,6 0,8 0,9 1,1 1,3 1,7 2.1 2,4 0.6 0,8 1,1 1,3 1,6 1,9 2,4 3,0 3,4
Е для чугуна
0,04 0,06 0,10 0,12 0,16 0,20 0,30 0,40 0,50 0,01 0,02 0,02 0,02 0.03 0,04 0,05 0,06 0,07 0,03 0,04 0,05 0,06 0,07 0,08 0.09 0.11 0,13 0,05 0,06 0,08 0,09 0,11 0,13 0,17 0,2 0,22 0,08 0,1 0,13 0,15 0,18 0,20 0,25 0,3 0.35 0.13 0,16 0,22 0,25 0,3 0,35 0.4 0,5 0,6 0,2 0,3 0,35 0,4 0,5 0,6 0,8 0.9 1,0 0,4 0,5 0,6 0,76 0,8 1,0 1,3 1,5 1,7 0,5 0.6 0.9 1,0 1,2 1,3 1,7 2.0 2.3 0,02 0,02 0,03 0,03 0,04 0,04 0,05 0.06 0.07 0,02 0,03 0,04 0,05 0,05 0,06 0,08 0,09 0,1 0.03 0,04 0,05 0,06 0.07 0,08 0,1 0,12 0,14 0,05 0,07 0.09 0,1 0,13 0,15 0,2 0,22 0,25 0,08 0,1 0,14 0.16 0,18 0,22 0,28 0.35 0,4 0,11 0,15 0,2 0,22 0,26 0,3 0,4 0,45 0,5 0,18 0,22 0,3 0,35 0,4 0,5 0.6 0.7 0,8 0,25 0,33 0,43 0,5 0,6 0.7 0.9 1,1 1.2 0,3 0,5 0,6 0.7 0,8 1,0 1,2 1,5 1,7
Указания по нормированию основного времени и режимы резания 549
Продолжение табл, 8 сл
б) Значения Лц о
Материал режущей части инструмента Обрабатываемый материал
Сталь Чугун
ИВ до
136 207 229 269 | 285 | 302 | 321 | 375 | 229 | 241 | 295
Р18 Твердый сплав 0J 0,75 0,9 1/2 1,0 1,3 1,15 1,35 1,2 1,4 1,3 1,45 1,4 1,5 1,6 1,6 1,0 1,2 1,1 1,3 1,2 1,4
В. Сверлильные станки 1) Рекомендуемые группы подач при обработке отверстий в зависимости от условий обработки
Вид обработки Условия обработки Группа подач
Сверление Сверление сверлами из стали Р18 с точностью не выше 5-го класса Сверление сверлами из стали Р18 пониженной жесткости системы деталь—приспособление, а также сверление твердосплавными сверлами с точностью не выше 5-го класса Сверление: под чистовое зенкерование или развертывание' под взрезание резьбы; наклонных отверстий и т. п. Черновое зенкерование Зенкерование по 5-му классу точности под нарезание резьбы и под последующее развертывание черновой разверткой Зенкерование по 4-му классу точности и под чистовое развертывание Черновое развертывание под чистовое Однократное развертывание или после чернового развертывания I II III I II Ill I II
Зенкерование
Развертывание
Рекомендации по выбору режимов резания
Продолжение табл. 8
2) Подачи при обработке отверстий из стали, чугуна, и алюминиевых сплавов
Вид обработки Группа подач d, мм
2.5 4 6 Ю | ! 12 | 1 16 1 1 20 i 25 1 j 32 | 40 1 60 | 80 I 100
s< * , мм/об
а) при обработке отверстий в стальных деталях
Сверление при от- <3 I 0,04 0,08 0 12 0,16 0,22 0,28 0,32 0,4 0.45 |
^рез ношении —j— 4—8 0,03 0,06 0,1 0,14 0,18 0,22 0,28 0.32 0,36
>8 II 0.09 0,12 0,15 0,18 0,22 0,25 0,3 —
III 0,02 0,04 0,06 0,08 0,11 0.11 0,16 0,18 0,2
Зенкерование I II Ш 0,4 0,3 0,25 0,45 0,32 0,37 0,5 0,35 0,3 0,6 0,4 0,35 0,65 0.45 0,4 0.7 0.3 0,45 0,8 0,6 0,5 0.9 0,7 0,6 1,0 0.8 0,7 1,2 0,9 0,8
Развертывание I II 0,5 0,35 0,6 0,45 0,7 0,5 0,9 0,6 1.0 0,7 1,1 0,8 1,3 1,0 1,5 Ы 1,8 1,4 2,0 1,6
5 —. 0,2 0,25 0,28 о.з 0,35 0,4 0,45 0,5
Цекование при раз- 10 0,25 0,27 0,3 0,32 0,38 0,42
ности диаметров 20 30 — 0,2 0,25 0,12 0.3 0,18 0,32 0,2
Зенкование — 0,06 0,08 0,1 0,13 0,15 0,18 0,25 0,3 0,35
б) при обработке отверстий в чугунных деталях
Сверление при от- 4-8 I 0.06 0,05 0,12 0,1 0,18 0.15 0,24 0,2 0,3 0.25 0,35 0,3 0,45 0,35 0,5 0,4 0.55 0,45 0,6 0,5
рез ношении —-— <8 II 0,04 0.08 0.1 0,12 0,16 0,18 0,22 0,25 0,3 —
8 III 0.03 0,06 0,08 0,09 0,12 0,15 0,16 0,18 0,22
Зенкерование I II ш 0,4 0,3 0,25 0,45 0,35 0,28 0,5 0,4 0.3 0.55 0,45 0,35 0.6 0.5 0,4 0,7 0,55 0,45 0,8 0,6 0,5 0,9 0,65 0,55 1,0 0.7 0,6 1,1 0,8 0,7
Развертывание I II — 1,0 0,6 1,1 0,7 1,2 0,8 1,3 0,9 1,5 1,0 1,8 1,2 2,1 1,4 2,4 1,6 3,6 2,3
Цекование Зенкование — — 0,23 0,1 0,25 0,15 0,28 0,2 0,3 0,25 0,33 0,3 0,35 0,35 о,4 0.4 0,5 0,5 0,55 0.55
Указания по нормированию основного времени и режимы резания
Продолжение табл. 8
СП
с/, мм
Вид обработки Г руппа подач 2,5 4 6 10 ' 1 12 1 16 I ! 20 | i 25 ! 1 32 1 40 I | 60 ! 80 100
5 *\ мм/об
Сверление при от- < 3 в) I при обработке 0,1 J 0,2 отверстий в деталях из алюминиевых 0,3 | ОД I 0,5 | 0.6 | 0.7 | сплавов 0,8 1 0.85 I 1 1,0
4—8 0.08 0J5 0,22 0,3 0,4 0,45 0,5 0.6 0,65 0.75
рез ношении —J— < 8 II
d III 0.05 0,1 ; 0,15 1 1 0,2 1 0,25 0,3 0.35 0,4 0,45 0.5
Зенкерование I II III — 0.6 05 0,3 0,8 0.6 0,4 1Л 09 0,6 1,3 1,0 0.7 1,5 1,1 0,8 1,7 1,3 0,9 2,2 1,6 1,1 2.6 1,9 1,3
Развертывание 1 II 0,6 0,4 0,7 0,45 0,8 0,5 0.9 0,6 1,0 0,65 1,1 0,7 1,3 0,9 1,6 1,1 1,8 1,2
НВ 200 табличную подачу на оборот инструмента умножать
(для
стали) и
чугуна
а
при
НВ > 229
1, 2, _______ ___ ___________ ..
не более 0,5 мм/об. Для отверстий
*1 Для стали НВ < 229 и , w ___ ...... ___ -
НВ > 240 (для чугуна) — на 0.8. При зенкеровании и развертывании глухих отверстий принимать i ____
2-го класса точности и чистоты 7 подачи уменьшать на 50% по сравнению с указанными во 11 группе подач. Для твердосплавных разверток подачу принимать по II группе подач с коэффициентом 0,7.
3) Периоды стойкости режущего инструмента» входящего в наладку, по которому ведется расчет скорости резания v, м/мин, в минутах времени резания Т — Th, где Тп— период стойкости в минутах машинной работы стайка.
Для многоинструментных работ относится к лимитирующему по стойкости инструменту, входящему в наладку;
резания каждого инструмента наладки, равный отношению длины резания L каждого инструмента рез
рез
---- В случае, когда Л >0,7, его не учитывают и принимают, что Т — Т*. Р-х
минутах машинной работы при б) Периоды стойкости в минутах машинной работы при
сверлении и зенкеровании рассверливании
Л—коэффициент времени
к
длине рабочего хода L v,t. р. х
а) Период стойкости Т м
е.
в
Наибольший диаметр обработки, мм до Количество инструментов в наладке Наибольший диаметр ! обработки, • мм Количество инструментов в наладке
1 1 3 < 5 f 6 | 10 1 > 10 1 1 3 1 б 1 8 j 10 I >10
Т^2, мин Тм, мин
10 15 20 30 50 *2 При п применять в 1 20 30 40 50 60 рименен предела: 50 80 100 120 150 ;ии зенкер х 150—30 80 ПО 130 160 200 job и рез! 0 мин. too Ио 170 200 240 ЛОВЫХ TOJ1 120 150 180 220 260 ювок диа: 140 । 170 200 250 300 метром бо 30 40 50 60 лее 60 мм nepi 50 55 60 75 Юд стойк< 120 135 150 180 ости Тм в 160 180 200 220 . зависимс 200 220 240 260 )СТИ ОТ CJ ,220 240 260 300 [ОЖНОСТИ 250 280 300 350 наладки
Рекомендации по выбору режимов резания
Продолжение табл. 8
4) Режимы резания при обработке отверстий в стальных деталях инструментом из стали Р18
s9, мм/об до Сверление | Зенкерование Цекование и зенкование
d, мм до
2,4 4 в 8 10 12 16 20 | 25 | 32 | 40 | 1 20 | 1 40 | > 40
о*3, м/мин
0,06 O.i 0,15 0,2 0,3 0,4 0,6 0,8 1,0 17 22 17 26 20 18 15 30 23 20 17 14 33 26 22 18 I6 36 28 24 20 17 14 42 32 27 23 19 16 38 30 25 21 18 14 — 46 38 33 26 23 20 16 22 22 20 18 17 16 14
—
— 33 27 23 19 15 35 30 25 21 17 40 33 28 22 19 15
38 30 26 22 19 17 43 35 30 24 21 19
—
—
—
— —
—
5) Поправочные коэффициенты на скорость резания: a) ki3—в зависимости от характеристики обрабатываемого металла
Марка обрабатываемой стали 15 30, 35, 40 45, 50 ЗОХ, 35Х, 40Х 20Х 18ХГТ ЗОХ ГТ 35ХГС
НВ до 156 207 ) ! 229 259 229 269 | 302 | 207 | 255 | 332 | 179 | 187 | 197 241 I 321
*13
Материал инструмента Р18 Твердый сплав 1,2 1,3 1,2 1,1 1,0 0,9 1,0 0.9 0,7 0,8 1,0 08 0,9 0.6 0,7 1,3 1,2 1,1 1Л ) 0,7 0,95 0,6 0,8 0,5 0,7
б) Л14—в зависимости от периода стойкости инструмента
т, Материал режущей части инструмент инструмента Период стойкости Т в минутах резания
До 15 । 30 1 60 । 100 | 150 I 200 । 250 1 300 | 400
Указания по нормированию основного времени и режимы резания
Сверла, зенкеры Цековки Сверла, зенкеры Быстрорежущая сталь Твердый сплав 1.5 : 1,6 ! 1,3 1.35 , i.i 1,15 1,0 0 9 0 85 0.8 0.75 0 65
Продолжение табл. 8 сл
в) feis—е зависимости от глубины обработки
Инструмент Отношение длины резания к диаметру
До 3 4 1 5 ! 6 | 1 8 ! 1 10
felB
Сверла . . . Зенкеры . . 1 1 0,85 0.9 0,75 0,85 0.7 0,8 0.8 0,75 0,5 0J
*8 При обработке отверстий сверлами и зенкерами из твердого сплава табличные скорости резания увеличивать в 2,5 — 3 раза. При зенкеровании отверстий в стальном литье по корке табличные скорости резания применять с коэффициентом 0,75, При сверлении инструментом с двойной заточкой табличные скорости резания увеличивать на 10 —15%.
6) Режимы резания при обработке отверстий в чугунных деталях
s( мм/об до; Сверление Зенкерование Цекование и зенкование
2,5 4 6 8 10 1 12 16 1 20 | 25 | 32 | 40 20 | 40 | >40
Z»*4, м/мин
0,06 ОД 0,15 0,2 0,3 0,4 0,6 0,8 21 24 21 17 27 23 19 17 15 30 25 20 18 16 32 26 22 19 17 15 — — 45 39 35 31 27 23 21 — — 23 23 22 21 20 19 18
— 28 23 20 18 16 30 25 22 20 17 15 31 26 23 21 18 16 33 28 24 22 19 17
30 26 24 21 18 15 32 28 25 22 20 16 43 38 34 30 25 23
— 41 36 32 27 24
—
—
—
7) Поправочные коэффициенты на скорость резания: a) kiS— в зависимости от характеристики обпабатываемого металла
НВ ИЗ—207 163—229 170—241 Более 241
&13 1,15 1,0 0,9 0,8
Рекомендации по выбору режимов резания
Продолжение табл. 8
б) feu — в зависимости от периода стойкости инструмента в минутах резания
Инструмент Материал инструмента Г , мин
До 15 30 60 1 100 j 150 200 | 250 | 300 400 | 600 | 800 I 1000
^14
Сверла и зенкеры Цековки и зенковки Р18 Твердый сплав Р18 Твердый сплав 1,3 2,15 1,6 1,9 1,2 1,65 1,4 1,5 1,1 1,25 1,15 1,2 1,0 0,95 0,85 0,9 0,95 0,75 0,85 0,8 0,9 0,7 0,8 0 75 0 85 0,65 0,75 07 0,8 ,0,55 0.7 0,65 0,7 0.3 . 0,65 0,55 0,6 0,45 0,6 0,5 0,5 0,4 0,55 0.45
в) &15—в зависимости от глубины обработки
Инструмент Отношение длины резания к диаметру
До 3 | 4 | 5 | G | 8 1 10
&15
Сверла Зенкеры . *4 При сверлении и зеню При зенкеровании отверстий , Л | 0,85 0,75 1 0,7 0,9 0,85 0,8 еровании твердосплавным инструментом скорости резания увеличивать в в литье по корке скорости резания снижать на 25%. 0,6 I 0,5 0,75 0,7 2,5 раза, при цековании в 2 раза.
8) Режимы резания при обработке отверстий в деталях из алюминиевых сплавов
s, мм/об, до Сверление | Зенкерование Цекование и зенкование
-d, мм до
2.5 1 4 1 6 1 8 | 10 1 12 1 16 I 20 1 25 1 32 | 40 1 20 | 40 | >40
V м/мин
0,1 0,15 0,2 0,3 0,4 0,6 0,8 Ь0 53 39 70 53 43 81 62 50 42 92 69 56 48 40 100 75 62 52 45 37 81 67 56 48 39 90 74 62 53 44 38 — — — — ПО 98 79 68 57 50 44 130 ПО 90 78 64 54 49 120 96 85 70 58 52 —
— 82 68 59 48 42 80—100
— 75 64 52 46
— 69 56 49 43 75 63 54 48
Указания по нормированию основного времени и режимы резания
Продолжение табл. 8
9J Поправочные коэффициенты на скорость резания' а) —в зависимости от обрабатываемого металла
Силумин aR—20 —30 кгс/мм2 Силумин — 10 — 20 кгс/мм2 Дюралюминий ов— 40-<-50 кге/мм2 Дюралюминий gr—ЗО-МО кгс/мм2 Дюралюминий ов=20-^30 кгс/мм2
/г„
1.0 1 1.25 । 1.5
б) кц — в зависимости от стойкости инструмента Т в минутах резания
Инструмент 7, мир до
15 < 30 60 I 400 1 < n . САМ 1 1 1,.АА
J t nJ 1 131’ | Zf Л1 1 ( опи VU ' ♦ Ol'U т [UUU
Сверла Зенкеры 1,45 1,7 1,25 1,4 1.1 1.15 1,0 0 0 0 8 0,85 0,75 • 0,75 0.8 0,7 0,75 0.6 0.7 0,55 0,65 05 0,6
в) ^15—в зависимости от глубины обработки
Инструмент '-рез d
До 3 1 4 | 5 | 6 < 8 ! 10
&15
Сверла Зенкеры 1,0 0 85 0.9 0.75 0,85 0 7 0,8 0.6 0,7 0.5 0.6
Развертывание Нарезание резьбы машинными метчиками
Класс точности Шероховатость поверхности V *% М/МЧН d, мм So, мм
0 5 | 0.75 | I 1,0 1 1.5 । 2.0 । 2.5 1 3,0
V *7 м/мин
3 2 2 ** Пр табличные *6 Дл *? Пр V6-V7 V6-V7 V7 —V8 >и обработке твердосплавным ; значения скорости резания [я твердосплавных разверток >и нарезании резьбы в глух] 25—□) 15—20 8—12 инструмен умножать 1 ; применят! IX отверсти 0 н 20 30 60 том таблич! на 0,8 > те же сю ях скорост: S 11 12 ше скорост □рости реза ь резания ? 9 12 13 15 и резания НИЯ. уменьшать 10 13 и увеличивав на 30%. 14 16 18 23 ь в 1,5 — 2 ] 15 20 24 эаза При { 18 21 24 заботе с oxj 24 таждение.м
Рекомендации по выбору режимов резания
Продолжение табл. 8
10) Режимы резания при рассверливании деталей из стали, алюминиевых сплавов и чугуна
Подачи
Диаметр рассверливания, мм Диаметр просверленного отверстия, мм Материал деталей
Сталь и алюминиевые сплавы | Чугун
Группа подач *8
1 | II 1 III i 1 , II | III
s, мм/об
10 0.4—0,65 0.3—0,4 0,2—0.3 0,5—0,65 0 4—0.5 0,25—0,35
30 15 0,6-0,7 0,45—0 55
20 0.45—0,7 0,35—0.15 0,3—0,4 0,65—0,75 0,35—0,45
15 0,3—0,4 0,2—0,3 0.6—0 7 0,35—0 45 0,25—0,35
40 20 30 с-С оо О о i 1 ifi CD о' О 2 s 1 о о 'yi "g. 0,3-0,4 0.65—0 75 £ о О> 4а. 1 1 С о о Ъ’ 0,35—0,45
20 0,4—0,65 0,35—0.45 0.6-0.7 0.4—0.5
50 30 0,5-0.7 0,4—0,5 0.7—0.8 0,15-0,35
40 0.6-0,8 0,15—0,55 0,4-0,5 0,5-06 0 15—0.6
30 0.45--0.65 0,4-0.5 0,3—0.4 0,6—0,7 0,45—0 6 0.35-0,45
60 40 0 5-0.7 0 15—0,55 0 8-0.9 0,55 0.65 1 0.1—0,5
50 0,4—0.5 0.9—1,0 0 3- 0.6
*8 I группа подач применяется при рассверливании отверстий в жестких деталях с допусками до 5-го класса точности: II группа— соответственно в нежестких деталях под последующую обработку несколькими инструментами, III группа — под последующую обработку одним зенкером или одной разверткой.
Указания по нормированию основного времени и режимы резания
Продолжение табл. 8
Скорость резания
Материал детален
„ „ Алюминиевые
Диаметр Диаметр Сталь Серый чугун сплавы
вания ленного Srt, ММ'Об до
D, мм отверстия о
dt мм 1 1 1 1 I
0.2 0,3 0 4 0.5 0,6 0.8 0.2 0.3 0 1 0 6 0.8 10 0.3 0.5 0 8
V *9, м, мин
10 40 33 30 26 24 20 37 32 29 24 22 132 78 60
30 15 43 35 31 27 25 22 39 33 30 25 23 140 81 65
20 46 38 33 30 27 23 41 35 31 27 21 160 90 70
15 38 31 27 24 22 19 32 30 25 22 95 72 57
40 20 42 35 30 27 25 21 34 31 26 23 _ 105 80 63
30 49 40 35 31 28 24 36 32 27 23 120 93 72
20 37 31 27 24 22 19 31 27 23 21 90 72 57
50 30 41 34 29 26 23 20 32 29 24 22 100 78 60
40 47 38 33 30 27 23 34 31 26 24 112 90 70
30 32 28 25 23 19 28 24 21 95 75 57
60 40 — 35 30 27 24 21 — 29 25 22 20 105 82 63
50 39 33 31 25 24 31 26 24 21 120 95 72
*9 При рассверливании отверстий твердосплавными сверлами скорость резания увеличивать в 2 раза.
оо
Рекомендации по выбору режимов резания
Продолжение табл. 8
11) Поправочные коэффициенты на скорость резания a) kti — в зависимости от стойкости инструмента
Материал инструмента Период стойкости Г , мин
30 I 60 100 150 | 200 | 250 I 300 | 400 I 600 | 800 | 1000
Р18 Твердый сплав 1,2 1,65 1,1 1,25 1.0 0,95 0,85 0,95 0,75 0,9 0,7 0,85 0,65 0,8 0,55 0,7 0,5 0,6 0,45 0,5 0,4
б) &1з — в зависимости от характеристики обрабатываемого металла *10
НВ &13 143-207 1,15 163—229 1,0 170-241 0,9 >241 0,8
410 При рассверливании отверстий в литье по корке табличные значения скорости резания умножать на 0,8.
12) Режимы резания при развертывании отверстий в стальных деталях 13) Режимы резания при нарезании резьбы машинными метчиками
инструментом из стали Р18 d, мм Шаг резьбы, мм
Класс точности Шероховатость поверхности v *и, м/мин 0.5 | 0.75 i 1,0 | 1,25 | 1,5 | 2 | з
и*12, м/мин
2—2а V 7 V 6 V 6 V 5 2—4 4-6 4-8 9-16 3—6 8-10 12—16 18—24 27 и более 6 7 7 8 9 8 — — —
9 ’ 10
3-4
— 10 11 12 10 1 И
— — 13 14 12 13
*п При развертываний улучшенных и вязких сталей применять скорости резания, близкие к нижним пределам.
Указания по нормированию основного времени и режимы резания
Продолжение табл Я
И) Поправочный коэффициент kls на скорость резания в зависимости от обрабатываемого металла 15) Режимы резания при развертывании отверстий в чугунных деталях
Сталь углеродистая Сталь легированная Класс точности Шероховатость поверхности Т’*10, м/мин
30, 40. Нормализованная 45 Улучшенная А12, А20 15. 20 Нормализованная Улучшенная
2—2А 3-4 *в Для применять 40 м/мин. V 5 — V 6 твердосплавн! скорость р 7—U 12-16 ях разверток езания 30—
A’lS
1,0 *12 Приведем резьбы по 2-му увеличивать на уменьшать на 30 0,85 ные в таблице классу точност] 10—15%. При %. 1,15 значения ско[ 4. При нарезам нарезании ре 0,9 эостей резания ии неответств зьбы в глухих 0,85 предназначены д. енных резьб скор отверстиях скор 0.7 ля нарезания •ости резания ости резания
16) Режимы резания при нарезании резьбы машинными метчиками
d, мм Шаг резьбы, мм
0.5 | 0,75 •о | 1 1,25 | 1,5 | 2.0 | | 3.0
V *13 м/'мин
3-6 8—10 12-16 18-24 27 и более *1S При нар< рости резания у 7 8 ззании резьбы в г, величивать на 10- 8 9 10 лухих отверстиях -15%. 9 ! 1 1 12 13 скорости резания 0 1 уменьшать на 30' 11 U 14 15 %. При нарезани- V и неответственны 13 • [X резьб ско-
560 Рекомендации по выбору режимов резания
Продолжение табл. 8
17) Осевые силы резания PQ при сверлении отверстий в деталях из стали, чугуна и алюминиевых сплавов
Сталь Чугун Алюминиевые сплавы
Диаметр обработки, мм до S. ММ /об
0,1 0,16 02 03 0,4 0 5 0.1 0 16 0,3 | 0 4 ° 3 0.6 0,1 0 2 04 | 0.6 0.8
Р , К I с О
3 — — — - - 25 - 17 — - — —
4 70 — - - - - 35 - - - - - 23 35 - - -
6 НО 150 - - - 55 80 - - - - 35 55 - - -
8 145 200 235 - - — 70 НО 175 - 50 80 120 - -
10 180 250 290 390 - Q0 130 215 275 - - 65 100 130 200 -
12 215 300 350 465 - 110 131! .'60 330 - - 73 120 190 240 300
кб 280 400 470 620 730 - 140 210 310 130 520 - 100 160 260 340 410
20 350 500 580 770 950 1100 180 260 130 550 650 730 130 210 330 430 520
25 450 620 730 970 1180 1370 220 320 540 680 810 945 170 270 430 550 670
32 570 800 920 1240 1510 1770 290 420 690 880 1010 1200 220 360 560 720 S80
*14 При сверлении 1 чугуна твердосплавными сверлами табличное значение осевых сил резания применять с коэффициентом 1,3.
Указания по нормированию основного времени и режимы резания
Продолжение табл. 8
18) Осевые силы резания PQ при зе'нкерованиа стали и чугуна
t, Мм ДО Сталь | Чугун
S, мм/об до
0,2 0.3 0.4 j 0.6 1,0 1,5 2.0 2.5 0,2 0,3 0.4 0,6 1,0 1,5 2 2,5
Р , кгс О
0,5 1,0 2,0 4,0 {5 3G 32 188 19 46 105 242 21 56 128 295 39 72 166 380 41 102 231 536 57 133 301 698 69 160 367 843 79 185 420 970 13 30 70 163 18 40 90 210 20 48 НО 255 26 63 143 330 37 88 200 464 50 Ill 262 605 59 138 311 725 68 160 364 840
19) Поправочные коэффициенты на осевую силу резания в зависимости от обрабатываемого металла
Сталь Чугун Алюминиевые сплавы
Силумин Дюралюминий
Н В до ав, кгс/мм2 до
15G 207 229 229 269 302 321 229 285 30 40 50
Коэффициенты fcle
0,75 0.9 1,0 1,0 1.1 1,25 1,3 1,1 1,25 0,6 0,8 1,0
Рекомендации по выбору режимов резания
Продолжение табл. 8
20) Осевые силы резания Р& при рассверливании
Диаметр сверла D, мм Диаметр просверлен -ного отверстия dt мм Сталь | । Серый чугун
S, мм/об
0,2 0.25 0.32 0,1 0.5 | 0,63 | 0,8 0,4 | 0,5 | 0.63 | 0.8 | 0.1
Ро. кгс
30 10 15 20 15 20 30 20 30 40 30 40 50 245 168 99ч 325 215 99 415 245 99 415 245 99 285 198 116 385 285 116 485 285 116 485 285 116 335 230 137 450 335 137 570 335 137 570 335 137 395 270 160 530 395 160 670 395 160 670 395 160 465 320 189 620 465 189 790 465 189 790 165 189 510 375 220 736 540 220 930 540 220 930 540 220 640 410 260 860 640 260 1090 640 250 1090 640 250 260 182 112 340 260 112 420 260 112 420 260 112 289 200 123 370 280 123 460 280 123 460 280 123 310 220 135 405 310 135 500 310 135 500 310 135 340 210 148 445 310 148 550 340 148 550 340 148 370 265 162 490 370 162 600 370 162 600 162 162
40
50
60
21) Поправочный коэффициент kiQ на осевую силу резания в зависимости от характеристики обрабатываемого металла
Обрабатываемый металл Сталь Серый чугун
ов, кгс/мм2 — НВ до 42 53 67 83 105 > 105 161 220 > 220
0,6 0,7 0,85 1,0 1,2 1,4 0,85 1,0 1,2
Указания по нормированию основного времени и режимы резания
564
Рекомендации по выбору режимов резания
Продолжение табл. 8
22) Мощность резания N при сверлении стали
Диа- V, м мин
метр обра- ММ '>б 13 15 1 17 20 ! 23 1 26 | 30 1 35
ботки, мм Л/, кВт
4 0,06 0,06 0.07 0,08 0,10 о.н 0,12 0.14 0,17
0.10 0,06 0,09 0,11 0,1 0,12 0.11 0.16 0,19 0.18 0,21 0.25 0.24
6 о.ю 0,11 0,16 0,18 0,21 0,24 0,28 0,32 0.37
0,16 0,2 0,23 0.26 0,31 0,35 0,4 0,46 0,51
0,06 0,11 0,13 0,15 0,17 0.2 0.23 0.26 0,31
g 0 1 0.18 0,21 0.21 0,28 0 32 0.36 0.42 0.49
0,16 0 27 0,31 0,35 0,41 0,48 0,51 0.62 0,72
0,2 0,31 0.36 0,4 0.48 0.55 0,62 0,72 0.83
0,06 0,11 0.17 0J9 0,22 0.26 0,29 0,33 0,39
Г) 0.1 0.23 0,26 0.3 0.35 0,4 0.46 0.52 0.61
0 16 0.33 0 38 0.13 0,51 0,38 0,66 0,76 0,89
0.2 0,39 0,13 0,51 0.6 0,69 0 78 0.9 1,03
0 1 0,27 0,32 0,36 0,42 0.49 0,62 0,61 0,71
19 0.16 0,41 0,48 0,51 0,64 0.73 0.83 0.96 1,1
0,2 0,48 0,56 0,63 0,71 0.85 0,97 и 1.0
0,3 0.66 0,76 0,86 1.0 1,16 1,3 1,5 1,76
0,16 0.51 0,63 0,71 081 0,96 1.1 1.37 1,46
1G 0 2 0,62 0,72 0 81 0,96 1,1 1,25 1,57 1,67
0,1 0,88 1,0 1,15 1,36 1,56 1,76 2,2 2,4
0.1 1,1 1,3 1,15 1,7 1,97 2.2 2,8 3.0
0.16 0,66 0 77 0,87 1,0 1,17 1,32 1,53 1,8
20 0,2 0,79 0,91 1,0 1,21 1.39 1,57 1,8 2,1
о.з 1,1 1.27 1,44 1,68 1,94 2.2 2,5 2.95
0 1 1,39 1,6 1,81 2,13 2.46 2.78 3,2 3.74
0 16 0 S3 0,96 1,1 1,28 1.46 1,66 1,92 2.23
25 0,2 0 1 0,98 1,38 1,1 1,38 1,28 1,8 1.5 2,1 1,72 2.42 1,95 2,75 2 28 3,2 2.63 3,7
0 1 1.75 2,0 2,28 2,7 3.1 3,5 4,0 4,7
0,16 1,06 1.21 1,39 1,63 1,88 2.1 2,15 2.86
32 0,2 4,28 1,18 1,67 1.97 2.23 2,56 3.0 3.43
0,3 1,68 1,94 2,2 2.6 3.0 3,37 3.9 4,5
од 2.24 2,56 2.9 3,1 4,0 4,45 5,15 6,0
23) Поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемого материала
НП 156 207 229 269 285 302 321 375
k 17 0,73 0 9 1,0 Ы 1.2 1,25 1,3 1,45
Указания по нормированию основного времени и режимы резания 565
Продолжение табл 8
24) Мощност ь резания . N при сверлении чугуна
Диа- V, м/мин
метр обра- S, мм/об 10 13 15 1 17 1 20 | 26 1 3J . 40 .
бот к и, мм Л', кВт
0,06 0,02 0,03 0,04 0,04 0.05 0,06 0,07 0,1
4 0,1 0,04 0,05 0,06 0,07 0,08 0,1 0,12 0,16
0,06 0,04 0,06 0,06 0,07 0,08 е.п 0,13 0,17
6 0,1 0,06 0,08 0,1 0,11 0,13 0,17 0,19 0,25
0,20 0,11 0,11 0,17 0,19 0,22 0,29 0 33 0,15
0,06 0,06 0,07 0,08 0,1 0,11 0,14 0,11 0,22
о,1 0,09 0,11 0,13 0,15 0,18 0,23 0,26 0,35
8 0,2 0,15 0.19 0,22 0,25 0,29 0,38 0,41 0,39
0,3 0,2 0,26 0,3 0,34 0,4 0,52 0,6 0,8
0,06 0,07 0,09 1,0 0,11 0,13 0,17 ' 0.2 0,27
0,1 о.п 0,14 0,16 0,18 0,22 0,24 0,32 0,43
0,2 0,18 0,24 0.28 0,31 0,37 0,48 0,35 0,74
0,3 0,25 0,33 0,38 0,43 0.51 0,66 0,76 1,0
0,1 0,13 0,17 0,20 0,22 0,2b 0,34 0,39 0,52
0,2 0,22 0,29 0,33 0,38 0,44 0,57 0,66 0.88
12 0,3 0,32 0,41 0,48 0,51 0,64 0,83 0.93 1,27
0,4 0,4 0.52 0,6 0,68 0,8 1,0 1,2 1,6
0,1 0,17 0,22 0,26 0,29 0,34 0,45 0,31 0,68
0,2 0.3 0,39 0,45 0,51 0.6 0,78 0,9 1,2
1О 0,3 0,42 0Д1 0,63 0,71 0,84 1,1 1,25 1,67
0,4 0,52 0,67 0,78 0,88 1,0 1,35 1,35 2,07
0,1 0,22 0,29 0,33 0,38 0,45 0,58 0,67 0,9
20 0,2 0,3 0,37 0,53 0,48 0,68 0,55 0,79 0,62 0,9 0,73 1,05 0,95 1,37 1,1 1,58 1,47 2,1
0,4 0,65 0,85 0,98 1,1 1,3 1,67 1,95 2,6
0,1 0.27 0,35 0,4 0,46 0,53 0,7 0,8 1,1
25 0,2 0,46 0,6 0,7 0,78 0,92 1,2 1,38 1,83
0,3 0,65 0,85 0,97 1,1 1,3 1,7 1,95 2,6
0,4 0,82 1,1 1,22 1,4 1,63 2,1 2,45 3,26
0,1 0,34 0,44 0,51 0,58 0.68 0,88 1,0 1,35
32 0,2 0,3 0,6 0 82 0,76 1,1 0,88 1,22 1,0 1,4 1,18 1,63 1,53 2.12 1.77 2,41 2.35 3,25
0,4 1,0 1,36 1,56 1,78 2.1 2,72 3,15 4,2
25) Поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемого материала
НВ до 207 229 295
09 1,1 1,25
Продолжение табл. 8
26) Мощность резания при сверлении алюминиевых сплавов
Диа- V, М/хМИН
метр обра - S, мм/об 17 | 23 26 ! 30 | 35 ) ! 40 | 46 1 53
боткн, мм /V, кВт
4 0,1 0,05 0,07 0,08 0,1 0.11 0.13 0.15 0,17
0,1 0,08 0,11 0,13 0,14 0.17 0,19 0,22 0 25
G 0,2 0,14 0,2 0,22 0.26 0,3 0.34 0,39 0,45
0.1 0,1 0,14 0.16 0,18 0,21 0,21 0,27 0.32
8 0,2 0,18 0,25 0,28 0,32 0,38 0,43 0.5 0,57
0.3 0,24 0,32 0,36 0.42 0.49 0,56 0,64 0,74
0,1 0,12 0,17 0,19 0,22 0.26 0,3 0.34 0.39
0,2 0,22 0,29 0,33 0,38 0,45 0,51 0.59 0,68
10 0,3 0,29 0,39 0.44 0.5 0.49 0,68 0,78 0,9
0,4 0.36 0,49 0,35 0.63 0,71 0,84 0.57 1,0 1,1
0,2 0,24 0,33 0 37 0,43 0,5 0,66 0,76
0,3 0,34 0,46 0,52 0.6 0.7 0.8 0,92 1,05
12 0,4 0,41 0,56 0,64 0,73 0,86 0.98 1,1 1,3
0,6 0,59 0,8 0,9 1,0 1,2 1,38 1,59 1,83
0,2 о.з 0,41 0,47 0.54 0.63 0,72 0,82 0,95
0,3 0,44 0,6 0,67 0,72 0,9 1,0 1,2 1,37
16 0,4 0,51 0,73 0,83 0,96 1,1 1,27 1,47 1,69
0,6 0,71 0,96 1,1 1,26 1.46 1.67 1,92 2,2
0,2 0,38 0,51 0,38 0,67 0,78 0,9 1,0 1,18
20 0,3 0,52 0,7 0,79 0,91 1,1 1,21 1,1 1,6
0,4 0,62 0,84 0,95 1,1 1,28 1,47 1,7 1,94
0,6 0,84 1,14 1,28 1,48 1,73 1,98 2,26 2,6
0,2 0,43 0,59 0,67 0,77 0.9 1,0 1,17 1,35
25 0,3 0,54 0,74 0,83 0,96 1,12 1,27 1,47 1,7
0,1 0,6 0,82 0,93 1,1 1,25 1,43 1,65 1,9
0,6 1,0 1,38 1,59 1 81 2,1 2,4 2,76 3,2
0,2 0,54 0,73 0 83 0.96 1,1 1,27 1,46 1,69
0,3 0,73 1,0 1,1 1,29 1,5 1,71 1,97 2.26
32 0,4 0,92 1,23 1,4 1.61 1,88 2,15 2,5 2.86
0,6 1,23 1,67 1.9 2.2 2,51 2.9 3,34 3.86
Продолжение табл. 8 g
27) Мощность резания при рассверливании стали
Разность диаметров (D — d), мм до S, мм/об до V, м/мин до
11,5 13,2 15,1 17,4 20 23 26 30 35 40
JV, кВт
10 0,3 0.4 0,5 0.6 07 0,85 0,3 0.4 0.5 06 0.7 0,85 0,3 0.4 0,5 0.6 0,7 0,85 0.3 0.4 0,5 0.6 0.7 0,85 — — — 0,8 0,9 1,1 1.2 1,4 0.8 0,9 1,1 1,2 1,4 1,6 1,2 1,4 1,6 1,9 2,2 2,5 1.9 2.2 2.5 2,9 3,3 3,8 0.8 0.9 1,1 1,2 1,4 1,6 0,9 1,1 1,2 1,4 1,6 1,9 1,4 1.6 1,9 2.2 2.5 2,9 2,2 2,5 2,9 3,3 3,8 4,3 0,9 1,1 1,2 1,4 1,6 1,9 1,1 1,2 1,4 1,6 1,9 2,2 1,6 1,9 2.2 2,5 29 3.3 2,5 2.9 3.3 3.8 4,3 5,0 1,1 1,2 1,4 1 6 1,9 2,2 1,2 1,4 1,6 1.9 2,2 1,9 2,2 2,5 2,9 3,3 3.8 2.9 3.3 3,8 4,3 5.0 5,7 1,2 1,4 1,6 1,9 2,2 2,5 1,4 1,6 1,9 2,2 2,5 2,9 2,2 2,5 2,9 3,3 3.8 4,3 3.3 3,8 43 5,0 5,7 6,5 1,4 1,6 1,9 2,2 2,5 2,9 1,6 1,9 2,2 2.5 2,9 3,3 2.5 2,9 3.3 3.8 4,3 5,0 3.8 4,3 5,0 5.7 6,5 7,5 1,6 1,9 2,2 2,5 2.9 3,3 1,9 2,2 2,5 2.9 3,3 3,8 2,9 3,3 3,8 4,3 5,0 5.7 4,3 5,0 5,7 6,5 7,5 8,6
0.8 0,9 1,1 1,2 0.8 0,9 1,1 1.2 1,4 1,1 1,2 1,4 1,6 1,9 2,2 1,6 1,9 2.2 2.5 2,9 3,3
6,8 0,9 1,1
08 09
15 —
0.8 0.9 1,1 1,2 0,9 1,1 1,2 1,4 1,6 1,9 1,4 1,6 1,9 2.2 2^9
0.8 0,9 1,1 0,8 0.9 1,1 1,2 1,4 1,6 1,2 1,4 1,6 1,9 2,2 2,5
20
30
28) Поправочный коэффициент ki7 на мощность резания в зависимости от характеристики обрабатываемой стали
о , кге/мм2 до 1 38 | 45 1 55 | 68 | 82 | 100 | 120 -
НВ до | 109 ! 129 | 158 I 194 234 1 285 343
^17 0,65 0,72 0,85 1,0 1,15 1,35 1,5
Рекомендации по выбору режимов резания
Продолжение табл. 8 Продолжение табл.
Указания по нормированию основного времени и режимы резания 567
568
Рекомендации по выбору режимов резания
Продолжение табл 8
33) Мощность резания при зенкеровании алюминиевых сплавов
о, м/мин
С мм so’ мм/об 16 20 j 25 । 32 40 1 50
/V, । кВт
0.2 0.03 0,04 0,05 0,06 0,08 од
ОД 0.06 0,07 0,09 0,11 0,14 0,18
0,6 0.08 0.1 0,12 0,16 02 0,25
0,4 1,0 0,12 0,15 0.19 0,24 0,3 0,38
1,3 0,16 0.2 0,25 0,32 0,4 0.5
2.0 0.2 0,26 0,32 0,41 0,52 0,65
0,2 001 0,06 0.07 0,09 0,11 0,14
0.4 0.08 0,1 0.12 0.16 0,2 0.25
0 6 О'.б 0,11 0,14 0,17 0,22 0.27 0,34
1.0 0,16 0.2 0,25 0,32 0,4 0,5
1,5 0,23 0,28 0.33 0,45 0,56 0.7
2.0 0,29 0.36 0,45 0,58 0,72 0,9
0 2 0.05 0,07 0.08 0,11 0,13 0,17
0.4 0,09 0 12 0.11 0.19 0.23 0,29
0 73 0,6 0 13 0,16 0,2 0 26 0,32 0,4
1,0 0,19 0,24 0.3 0,38 0,48 0,6
1.5 0 26 0,32 ОД 0,51 0,65 0,8
2.0 0 35 0,42 0,52 0,67 0,84 1,1
0,2 0,06 0,08 0.1 0,13 0.16 0.2
0.4 0,11 0.14 0,18 0,23 0,29 0,36
1,0 0 6 0,16 0,2 0.25 0,32 ОД 0,5
1,0 0,24 0.3 0,38 0,48 0.6 0.75
1.5 0,34 0,12 0.53 0,67 0,84 1.1
2,0 0.42 0 52 0.65 0 83 1.0 1.3
приложения
1. Диаметры и иаги метрической резьбы по ГОСТ 9150—59 *
Диаметры по рядам Шаги
Рй 2-й 3-й Крупный Мелкие
1,25 1 0,75 ' 0,5 0,35 0,25 0,2
1 0,25 — — — — — — 0,2
1 1,1
1,2 1
I 1,4 0,3
1.6 1 0,35
1 1,8
2 1 0,4
j 2,2 0,45 0.25 —
2,5 1
3 1 0,5 (0,6) 0,7 (0,75) 0.8 0,35 —
I 3,5
4 1 0,5 —
1 4.5
5 1
I (5,5) i j __
6 1 1 1 0,75
1 1 I 7
8 1 1 1,25 (1,25) 1,5 1
1 1 9
10 1,25
Диаметры по рядам Шаги
Ьй 2-fi 3-й Крупный Мелкие
4 3 I 2 1,5 1,25 1 0.75 i 0.5
11 (1.5) 1,75 2 — — — 1 0.75 05
’ 12 j 1 1,5 1,25
1 14 |
1 1 15 | — — (1) — —
16 1 1 1 2 0 75 0.5
_L 1 17 2,5 I — 1 [ _
i 18 I 2 0 75 0.5
20 | 1
1 22 |
24 j 1 1 I 3 ,
L 1 25 (h —
i 1 (26) —
i 27 i j 3 2 i 0.75 0,75
l 1 (28) | —
30 1 1 1 • (3.5) (3)
£ 1 (32) ! — — 1 —
L 33 | I 1 3,5 (3) 1 1 0,75
35 — — — —
19 и/р. Монахова
570
Приложения
Продолжение прилож. 1
Диаметры по рядчм Шаг и
1-й 2-й 3-й Крупный Мелкие
4 3 1 2 1 115 I 1,25 | 1 0.75 | 0,5
36 4 — 3 2 L5 — 1 — —
(38) — — 1
39 1 4 3 2
| 40 — (3) (2) —
42 ! 4,5 (4) 3 2 1
45 1
48 1 1 5 (4) 3 (3) 3 (3) 3 (3) 3 (3) 3 (3) 3 2 (2) 1
1 50 1 — —
52 1 1 5 4 2 1
1 55 | „ —
56 1 | 5,5 4 0) 4 (4) 4 (4) 4 1
1 58 |
60 1 (5,5) 1
1 62 | —
64 1 6 1
1 55 j —
68 1 6 1
Диаметры по рядам Шаги мелкие
1-й 2-й 3-й 6 4 3 2 1,5 1
1 70 (6) 6 0) 4 (4) 4 (3) 2 1,5 —
72 | 1 3 1
1 | 75 — (3) —
1 76 | 6 3 1
. 1 1 (78) — — — —
80 j 1 6 4 3 1,5 j I 1
1 1 (82) — — — — —
1 85 | 6 4 ! 3 1,5
90 1 1
95 | 6 4 3
100 1 1
105 1
но 1
115 |
120 j
125 1
130 I
| 135
140
145
150
Приложения
571
2, Сортамент горячекатаной круглой стали *1 по ГОСТ 2590—71
Размеры, мм
Диаметр d Предельные отклонения, при точности прокатки Диаметр d Предельные отклонения, при точности прокатки
высокой повышенной обычной высокой повышенной обычной
5 5,5 6 6,3 6,5 7 8 9 +0.1 -0,2 +0,2 —0,5 +0,3 —0,5 52 53 54 55 56 58 +0,2 —0,8 +0,2 -1,0 +0,4 —1,0
60 62 63 65 67 68 70 72 75 78 +0,3 —0,9 +0,3 —Ы +0,5 —1,1
10 11 12 13 14 15 16 17 18 19 +0,1 —0,3 +0,1 —0,5
80 82 85 90 95 +0,3 —1,1 4-0,3 —1,3 4-0,5 —1,3
20 21 22 23 24 25 +0,2 —0,3 +0,2 —0,5 4 0,4 —0,5
100 105 ПО 115 — 40,4 -1,7 +0,6 -1,7
2G 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 +0,2 -0,5 4-0,2 —0,7 +0,4 —0,7
120 125 130 135 НО 150 — 4-0,6 —2,0 +0,8 —2,0
160 170 180 190 200 — — +0,9 —2,5
210 220 230 240 250 — — +1-2 —3,0
50 +0,2 -0,8 4-0,2 -1,0 +0,4 —1,0
*J По точности прокатки сталь изготовляется: высокой точности — А; повышенной точности — Б; обычной точности —* В.
Обозначение горячекатаной круглой стали марки Ст 3 диаметром 50 мм обычной точности прокатки:
1350 ГОСТ 2590—71
Круг Ст 3 ГОСТ 535 — 58
19*
Ь72
Приложения
3. Сортамент горячекатаной квадратной стали *< по ГОСТ 2591—71 Размеры, мм
Сторона квадрата а Предельные отклонения при точности прокатки Сторона квадрата а Предельные отклонения при точности прокатки
высокой повышенной обычной высокой повышенной обычной
5 6 7 8 9 +0,1 -0,2 +0,2 -0,5 +0.3 -0,5 41 42 45 46 48 4 0,2 -0.5 +0.2 -0,7 4 0,4 -0,7
50 52 55 58 4 0.2 -0.8 +0,2 -1,0 +0,4 -1,0
10 11 12 13 14 15 16 17 18 19 +0.1 -0,3 +0,1 —0,э
60 63 65 70 75 +0.3 -0,9 +0,3 -1,1 + 0,5 -1.1
20 21 22 23 24 25 +0 2 —0.3 +0,2 -0.5 +0,4 —0,5 80 85 90 93 95 4 0,3 -1,1 +0,3 -1,3 +0,5 -1,3
100 105 ПО 115 — 4 0.4 -1,7 4-0,6 -1,7
26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 +0,2 —0,5 +0,2 —0,7 +0,4 -0,7
120 125 130 135 140 145 150 — +0,6 -2.0 +0,8 -2,0
160 170 180 190 200 — — 4 0,9 -2.5
*| По точности прокатки сталь изготовляется: высокой точности — А; повышенной точности — Б; обычной точности — В. Обозначение горячекатаной квадратной стали марки Ст 3 со стороной квадрата 60 мм обычной точности прокатки: „ Л В 60 ГОСТ 2591 — 71 Квадрат д Г0СТ 535_58
Приложения 573
4. Сортамент горячекатаной шестигранной стали по ГОСТ 2879—69
Размеры, мм
Диаметр вписанного круга d Допускаемые отклонения по размеру а Диаметр вписанного круга а Допускаемые отклонения по размеру а
при обычной точности прокатки*. прн повышенной точ- ности прокатки при обычной точности прокатки при повышенной точ- ности прокатки
8 9 10 11 12 4-0,3 +0 1 —0,3 36 38 40 42 45 48 +0,4 -0.7 4 0,2 -0.6
13 14 15 16 17 —0,5 +0,2 -0,3 50 53 56 +0,4 —1,0 +0,2 —0,9
18 19 60 63 +0.3 -1,0
20 21 22 +0,4 —0,5 +0,2 -0,4 65 70 75 +0,5 -1,1
24 25 80 85 +0,5 +0,4 —1,2
26 27 28 30 32 34 *1 Обознзче -г 0,4 —0,7 ние шестигран Шеи +0,2 —0,6 ной стали мар 22 пигранник 90 95 -1,3
100 ж» 40Х размер ГОСТ 2879 — 69 1 ГОСТ 4543 — 7. +0.6 -1,7 ом 22 мм: 1 +0,5 -1,5
5. Сортамент калиброванной круглой стали по ГОСТ 7417—57 Размеры, мм
Диаметр стали d Допускаемые отклонения
Классы точности
2а 3-й ! За 4 й 5-й
3 —0.014 —0.02 —0.04 —0,06 -0,12
3,1; 3,2; 3.3; 3.4; 3.5; 3,6 —0,018 —0.025 —0.048 —0,08 -0,16
3,7; 3,8; 3,9; 4; 4,1; 4,2; 4,4; 4,5; 4,6; 4,8; 4,9; 5; 5,2; 5,3; 5.5; 5,6; 5,8; 6 —0,018 —0,025 —0,048 —0,08 —0,16
574
Приложения
Продолжение прилож. 5
Диаметр стали d Допускаемые отклонения
Классы точности
2а 3-й За 4-й 5-й
6,1; 6,3; 6,5; 6,7; 6,9; 7; 7,1; 7,3; 7,5; 7,8; 8; 8,2; 8,5; 8,8; 9; 9,2; 9,5; 9,8; 10 —0,022 —0,03 -0,058 -0,10 —0,20
10,2; 10,5; 10,8; 11; 11,2 —0,027 —0,035 —0,07 —0,12 -0,24
11,5; 11,8; 12; 12,2; 12,5; 12,8; 13; 13,5; 14; 14,5; 15; 15,5; 16; 16,5; 17; 17,5; 18 —0,027 —0,035 । —0,07 —0,12 —0,24 J
18,5; 19; 19,5; 20; 20,5; 21; 21,5; 22; 23; 24; 25; 26; 27; 28; 29; 30 —0,033 —0,045 —0,084 —0,14 —0,28
31; 32; 33; 34; 35; 36; 37; 38; 39; 40; 41; 42; 44; 45; 46; 48; 49; 50 — —0,05 —0,10 -0,17 —0,34
52; 53; 55; 56; 58; 60; 61; 63; 65 —0,06 —0,12 —0,20 —0,40
67; 69; 70; 71; 73; 75; 78; 80 — — —
82; 85; 88; 90; 92; 95; 98; 100 — — — —0.23 —0,46
Обозначение круглой калиброванной стали марки 40X диаметром 20 мм, класса точности За: „ ,20 (За) ГОСТ 7417—57 калибр. 4QX rQCT /()51_5д „
575
Приложения
6. Сортамент калиброванной квадратной стали ♦< по ГОСТ 8559—>57 Размеры, мм
Сторона квадрата а Допускаемые отклонения ©торона квадрата а Допускаемые отклонения
Классы точности Классы точности
За 4-й 5-й За 4-й 5-й
3 —0,04 —0,06 —0,12 32; 34; 36; 38; 40; 41; 42; 45; 46; 48; 50 —0,10 -0,17 -0,34
3,2; 4; 4,5; 5; 5,5; 6 —0,048 -0.08 -0,16 —0,20
53; 55; 56; 60; 63; 65 -0,12 —0,20 —0,23 м 12 м^ —0,40 —0,46 <, 4-J7O
6,3; 7; 8; 9; 10 —0,058 —О.Ю
И; 12; 13; 14; 15; 16; 17; 18 —0,07' —0,12 -0,24
70; 751 80; 85; 90; 95; 100 1нной стали марки 20 (4) ГОСТ 8559—57 * 0 ГОСТ 1051—59 *♦ размере
19; 20; 21; 22; 24; 25; 26; 27; 28; 30 ♦* Обозначение класса точности: -0,084 квадрат Keadi -0,14 ной ка jam кал -0,28 либрова «бр. 2
7, Сортамент калиброванной шестигранной стали ** по ГОСТ 8560—67
Размеры, мм
Диаметр вписанного круга а (размер «под ключ») Предельные отклонения для классов точности Диаметр описанной окружности Предельные отклонения
3 a j | 4-го | 5-го
3 -0,04 —0.06 —0,12 3,4 4,6 —0,2
4 —0,048 -0,08 —0.16
4,5; 5; 5,5; 6 5,2; 5,8; 6,3; 6,9 —0,3
7 -0,058 -0,10 -0,20 8,1
8 9,2
9; 10 10,4; 11,5 —0,5
576
Приложения
Продолжение прилож. 7
Диаметр вписанного круга d (размер «под ключ») Предельные отклонения для классов точности Диаметр описанной окружности Предельные отклонения
За 4-го | 5-го
11! 12;- 13; 14; 15; 16; 17; 18 —0,07 —0,12 -0,24 12,7 13,8 —0,6
15,0; 16,2; 17,3; 18,4; 19,6; 20,7; —0,7
19? 20? 21} 22; 24; 25} 2G; 27} 28; 30 —0,084 -0,14 -0,28 21,9; 23,0 —0,8
24,2; 25,4; 27,7; 28,8 -0,9
30,0; 31,2; 32,3; 34,6 —1,0
32} 34 36} 38; 40; 41; 42; 45 46 48; 50 -0,10 -0,17 —0,34 36,9; 39,2 41,6; 43,8; 46,1} 47,3; 48,5; 51,9 53,1 55,4; 57,7 -1,1 -1,3 -1,4 -1,5
53; 55; 56; 60} 63 —0,12 -0,20 —0,40 61,2; 63,5; 64,6; 69,3; 72,7 -1,7 -1,8
65 75,0
70 — -0,20 —0,40 80,8
75; 80 86,5; 92,3 —1,9
85 гранной и: Шестиг -0,23 i калибр ранник —0,46 >ованно? 25—5 Г 45 ГОС 98,0 -1,2
90; 95 104; 110,0 -1,3
100 Обозначение шести 25 мм, 5-го класса точност 115,0 1 стали марки 45, размере! OCT 8560—67 Т 1051—59 ** -1,4 И'«ПОД ключ»
Приложения Ь77
8. Сортамент стальных бесшовных горячекатаных труб по ГОСТ 8732—70
Размеры, мм
Наружный диаметр Толщина стенки
25; 28: 32; 38 2,5; 2.8; 3; 3.5; 4; 4,5; 5; 5,5; 6; (6.5); 7; (7,5); 8
42; 45; 50 2,5; 2,8; 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (9,5); 10
54 3; 3.5; 4; 4,5; 5; 5,5; (6,5) 7; (7,5); 8; 8,5; 9; (9.5); 10; 11
57 3; 3.5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12; (13)
60; 63,5 3: 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12; (13); 14
68; 70 3; 3.5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12; (13); 14; (15); 16
73, 76 3; 3.5; 4; 4.5; 5: 5.5; 6; (6,5); 7; (7,5); 8; 8,5:9; (9,5); 10; 11; 12; (13); И; (15): 16: (17); 18; (19)
83 3,5; 4; 4,5; 5; 5.5; 6; (6.5): 7; (7,5): 8; 8,5; 9; (9,5): 10; 11; 12; (13), 14; (15); 16; (17); 18; (19)
89; 93; 102 3.5; 4; 4.5; 5; 5,5; 6; (6,5); 7; (7.5); 8; 8,5; 9; (9,5); 10; 11; 12; (13): И; (15); 16; (17); 18; (19); 20; 22: (24)
108; 114, 121 4; 4.5; 5; 5,5; 6; (6,5) 7; (7,5); 8; 8,5; 9; (9.5); 10; И, 12; (13); 14; (15); 16; (17); 18; (19): 20; 22; (24); 25; (26); 28
127 4; 4,5; 5; 5,5; 6; '(6.5); 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12; (13); 14; (15). 16; (17); 18; (19)- 20; 22; (24); 25; (26); 28; 30
133 4; 4,5; 5; 5,5; 6; 6.5; 7; (7,5); 8; 8,5; 9; (9.5); 10; 11; 12; (13); 14; (15): 16: (17); 18; (19); 20: 22; (24); 25; (26); 28; 30; 32
140; 146; 152; 159 4.5; 5; 5,5; 6; 6.5; 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12; (13); 14; (15); 16; (17); 18; (19); 20 22; (24); 25; (26); 28: 30; 32; (34); (35); 36
168; 180; 194 5; 5.5; 6; 6.5; 7; (7,5); 8; 8,5; 9; (9,5); 10; 11; 12, (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32; (34); 35; 36; (38); 40; (42); 45
203; 219 6; 6.5; 7; (7,5); 8; 8,5; 9; (9,5); 10; И; 12; (13); 14; (15); 16; (17); (18); (19); 20; 22; (24); 25; (26); 28; 30; 32; (34): 35: 36; (38): 40; (42): 45; (48); 50
578
Приложения
Продолжение табл. 8
Допускаемые отклонения по размерам труб
Размеры труб Точность изготовления
Обычная
Допускаемые отклонения
По наружному диаметру Для труб с трехвалкового стана 12) .... Для прочих труб: при диаметре до 50 мм вкл при диаметре свыше 50 до 219 мм при диаметре свыше 219 мм ± 0,5% ± 0,5 мм ± 1% ± Ь25%
По толщине стенки Для труб с трехвалкового стана . . Для прочих труб: при толщине стенки до 15 мм вкл при толщине стенки свыше 15 мм ±6% 4- 12.5% — 15% ± 12,5%
*х Примеры условных обозначений груб с наружным диаметром 70 мм и толщиной стенки 3,5 мм:
а) длиной кратной 1250 мм из стали марки 10 с поставкой по химическому составу и механическим свойствам по ГОСТ 8731—66:
Труба 70X3,5X1250 кр 10—А ГОСТ 8732 — 70;
Труба 70X3,5Х 1250 кр — 10—А ГОСТ 8732 — 70;
б) длиной 6000 мм (мерная длина) из стали марки 10 с поставкой по группе Б ГОСТ 8731—66:
Труба 70X3,5X6000 —10 — Б ГОСТ 8732 — 70;
в) немерной длины с поставкой по группе Д ГОСТ 8731—66:
Труба 70X3,5Х Д —ГОСТ 8732 — 70;
г) труба с внутренним диаметром 70 мм о толщиной стенки 16-мм, немерпоЙ длины из стали марки 20 с поставкой по группе А ГОСТ 8731—66)
Труба вн. 70X 16—20 — А ГОСТ 8732 — 70,
Размеры труб, взятые в скобки, применять не рекомендуется.
9. Сортамент на стальные водогазонроводные трубы*1 по ГОСТ 3262—62 (газовые)*
Размеры, мм
Условный проход Трубы Резьба
Наружный диаметр Толщина стенки Наружный диаметр в основной плоскости Число ниток на дюйм Длина до сбега
Легкие Обыкновенные Усиленные конической резьбы цилиндрической резьбы
длинной | короткой
6 8 10 15 20 25 32 40 50 70 80 90 100 125 150 10,2 13.5 17,0 21,3 26,8 33,5 42,3 48,0 60,0 75,5 88,5 101,3 114,0 140,0 (165,0) 1,8 2,0 2,5 —
2,0 2,2 2,8
2,5 2,8 3,2 20,956 26,442 33,250 41,912 47,805 59,616 75,187 87,887 100,334 113,034 138,435 163.836 14 15 17 19 22 23 26 30 32 35 38 41 45 14 16 18 20 22 24 27 30 33 36 38 42 9,0 10,5 11,0 13,0 15,0 17,0 19,5 22,0 26,0 30,0 33,0 36,0
2,8 3.2 4,0 11
3,0 3,5
4,5
3,2 4,0
3,5
4,0 4,5 5,0
5,5
579
Продолжение табл. 9
Приложения
Допускаемые отклонения
Размеры труб 1 очность из|оговления
обычная Допускаемые | повышенная з отклонения
По наружному При условном проходе: до 40 мм диаметру -1 0,5 мм 0,4 мм
более 40 мм J 10% ± 0,8%
По толщине Для всех размеров стенки -15% I —10%
точности изго-
•1 Примеры условных обозначений обыкновенных труб обычной товления с условным проходом 20 мм:
а) трубы черной, немерной длины, без резьбы и без муфг:
Т руба 20 ГОСТ 3262—62;
б) то же, Труба комплектно с муфтой: М-20 ГОСТ 3262 — 62;
в) трубы Триба черной, мерной длины 4М, е цилиндрической резьбой: Ц- 20X 4000 ГОСТ 3262 — 62;
г) трубы Труба черной, длины, кратной 1,5 м, с конической резьбой: К — 20X 1500 кр ГОСТ 3262 — 62;
Д) трубы Труба оцинкованной, немерной длины, с цилиндрической резь О — Ц — 20 ГОСТ 3262—62.
>бой:
Для труб усиленных в условном обозначении, после слова «труба» указывается буква «У», для легких труб — «Л», а для труб легких под накатку резьбы — «Л1Ь.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква «П».
10. Сортамент на трубы стальные бесшовные холоднотянутые и холоднокатаные *1 по ГОСТ 8734—58 *♦
Размеры, мм
Наружный диаметр Толщина стенки
1,0; 1,6; 2,0 0,10; 0,16; (0,2); 0,25
2,5; 3,0 0,10; 0,16; (0,2); 0,25; 0,3; 0,4
4 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2
5 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6
6 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0
Ъ 8 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1.0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5
9 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0.8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8
10; Н 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2.0; 212; 2.5; 2.8; 3.0; 3,2; 3,5
580
J7 риложения
Продолжение табл. 10
Наружный диаметр Толщина стенки
12; 13; 14 0,2; 0,25; 0,3; 0.4; 0,5; 0.6; 0.8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2.0; 2.2; 2.5; 2,8; 3.0; 3,2; 3,5; 4,0
(15); 16; (17); 18 0,2; 0,25; 0,3; 0,4; 0,6; 0.8; 1,0; 1,2; 1,4; (1,5). 1.6; 1,8; 2,0; 2.2; 2.5; 2.8; 3,0; 3.2; 3.5; 4,0; 4,5; 5,0
19; 20 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1.6; 1.8; 2.0; 2,2; 2.5; 2.8; 3.0; 3.2; 3,5; 4,0; 4,5; 5,0
(21); 22; (23) 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2.0; 2,2; 2.5; 2.8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0
(24); 25; (26); (27); 28 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1.6; 1.8; 2.0; 2,2; 2,5; 2.8; 3,0; 3.2; 3,5^ 4,0; 4,5; 5,0; 5.5; 6,0; 6,5; 7,0
30; 32; 34; (35); 36 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2.0; 2.2; 2.5; 2.8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0
38; 40 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2.0; 2.2; 2.5; 2.8; 3,0; 3.2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6.5: 7,0; 7,5; 8.0; 8,5; 9,0
42 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2.2; 2,5; 2.8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0
45; 48 1,0; 1,2; 1,4; (1,5); 1.6; 1,8; 2,0; 2,2; 2.5; 2.8; 3,0; 3,2; 3.5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10
50; (51); 53; (54); 56; (57); 60; 63; 65; (68); 70; (73); 75; (76) 1,0; 1.2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5 2,8; 3.0; 3,2; 3.5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0} 7,5; 8,0; 8,5; 9,0; 9,5; 10; U; 12
80; (83); 85; (89); 90; 95; 100; (102); (108); ПО 1,4; (1,5); 1.6; 1,8; 2,0; 2,2; 2.5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10; 11; 12
120 (1,5); 1,6; 1,8; 2,0; 2.2; 2,5; 2.8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10; 11; 12
125 1,8; 2.0; 2.2; 2,5; 2.8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9.5; 10; 11; 12
130; (133) 2.5; 2,8; 3.0; 3.2} 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10; 11; 12
140; 150 3,0; 3.2; 3,5; 4,0; 4,5} 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9.0; 9,5; 10; 11; 12
160; 170; 180 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10; П; 12
190; 200 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7.5; 8,0; 8,5; 9,0; 9,5; 10; 11; 12
Приложения
581
Продолжение табл. 10
Допускаемые отклонения по размерам труб
Размеры труб Обычная точность изготовления
Допускаемые отклонения
По наружному диаметру
При диаметре: от 4 до 10 мм св, 10 до 30 мм св. 30 до 50 мм св. 50 мм + 0,15 мм 0,3 мм 2» 0,4 мм ± 0,8%
По толщине стенки
При толщине стенки: до 1 мм св. 1 мм до 5 мм вкл. . св.- 5 мм ; ± 0,12 мм ± 10% ±8%
** Примеры условных обозначений труб с наружным диаметром 70 мм и толщиной стенки 3,5 мм: а) длиной, кратной 1250 мм, из стали марки 20 с поставкой по химическому составу и механическим свойствам по ГОСТ 8733—66: Труба 70X3,5Х 1250 кр 20—А ГОСТ 8734 — 58 ♦*; б) длиной 6000 мм (мерная длина) из стали марки 20 с поставкой по химическому составу без контроля механических свойств по ГОСТу 8733—66: Труба 70X3,5X6000 —20 — Б — ГОСТ 8734—58 **; в) немерной длины из стали марки 40Х с поставкой по химическому составу и контролем механических свойств на термообработанных образцах по ГОСТ 8733—66: Труба 70X3,5—40Х—В ГОСТ 8734—58 **; г) немерной длины без нормирования химического состава и механических свойств, но с гарантией гидравлического давления по ГОСТ 8733 — 66: Труба 70X3,5—Д —ГОСТ 8734—58**. Пример условного обозначения трубы с внутренним диаметром 70 мм и толщиной стенки 5 мм, немерной длины из стали марки 10 с поставкой по химическому составу без контроля механических свойств по ГОСТ 8733 — 66: Труба вн 70X5 —10 —Б ГОСТ 8734 — 58**. Размеры труб, взятые в скобки, применять не рекомендуется.
СПИСОК ЛИТЕРАТУРЫ
1. Абаджи К- И. и др. Справочник по производственному контролю в машиностроении. Под общей редакцией А. К. Кутая. Л., Машгиз, 1964, 748 с.
2. Данилевский В. В. Технология машиностроения. М., «Высшая школа», 1972,536с.
3. Долматовский Г. Ач Справочник технолога по обработке металлов резанием. Изд. 3-е. М., Машгиз, 1962, 1235 с.
4. Капустин Н. М. Ускорение технологической подготовки механосборочного производства. М., «Машиностроение», 1972, 255 с.
5. Каталог-справочник. «Металлорежущие станки с числовым программным управлением». НИИМАШ, 1972, 258 с.
6. Кован В. М. Расчет припусков на обработку в машиностроении. М., Машгиз, 1953, 207 с.
7. Кован В. М. и др. Основы технологии машиностроения. Под редакцией д-ра техн, наук проф. В. С. Корсакова. М., «Машиностроение», 1965, 489 с,
8. Краткий справочник металлиста. Под ред. д-ра техн, наук проф. А. Н. Малова. М., «Машиностроение», 1972, 767 с.
9. Маталин А. А. Точность механической обработки и проектирование технологических процессов. Л., «Машиностроение», 1970, 319 с,
10. Мягков В. Д. Допуски и посадки. Справочник. Л., Машгиз, 1957, 639 с.
11. Режимы резания металлов. Под ред. Барановского. НИИАВТОПРОМ, М., «Машиностроение», 1972, 407 с.
12, Справочник технолога машиностроителя (в 2-х томах). Том I. Под ред. канд. техн, наук А. Г, Косиловой и Р. К. Мещерякова, 694 с. Том 2. Под ред. д-ра техн, наук проф. А. Н. Малова. М., «Машиностроение», 1972, 568 с.
13. Типовые конструкции станочных приспособлений на базе типовых технологических процессов. Части I, II, III, IV, V, VII. М., институт Оргстанкинпром, 1966—1972.
14. Типаж металлорежущих станков с числовым программным управлением на 1971—1975 гг. НИИМАШ, 1972, 43 с.
15. Типаж металлорежущих станков на 1971—1975 гг. НИИМАШ, 1972, 405 с.
16. Технологические регламенты на механическую обработку деталей металлорежущих станков в условиях серийного и мелкосерийного производства. НИИМАШ, 1970—1972.
17. Технология механической обработки и сборки в прецизионном станкостроении. Под ред. М. О. Якобсона. М., «Машиностроение», 1970, 320 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абразивные инструменты — Технические характеристики 404—410;' — Условные обозначения 403; — Материалы 403; — а также см. под названием каждого из них, например! Круги шлифовальные, Тарелки, Чашки цилиндрические шлифовальные
Автоколлиматоры 427
Агрегатные станки с числовым программным управлением — Технические характеристики 221
Б
Биенемеры — Параметры проверяемых колес 433
Блоки шпиндельные — Корпуса — Точность обработки — Параметры 118
Борштанги консольные под пластинчатый инструмент для растачивания отверстий 388
— — расточные для отверстий 386, 387
В
Вал зубчатый со спиральным зубом — См. Технологический маршрут обработки
Вал-полумуфта — См. Технологический маршрут обработки
Вал-рейка — См. Технологический маршрут обработки
Вал шлицевой — См. Технологический маршрут обработки
Валы коленные шлицевые — Точность обработки — Параметры 119
Вилки — См. Технологический маршрут обработки
Винты делительные — Точность обработки — Параметры 119
Влажность воздуха в производственных помещениях 160
Воздух — Влажность 160;' — Запыленность и скорость движения 161, 162
Врезание и перебег при зенкеровании 467# 468
— — при развертывании 467, 468
— — при рассверливании 467
— — при сверлении 466
Врезание и перебег при работе дисковыми фрезами 468, 469
— — концевыми фрезами 469
— — модульными червячными фрезами 471 — 473
— — на бесцентровошлифовальных и плоскошлифовальных станках 477
— — на виутришлифовальных, круглошлифовальных, хонинговальных и протяжных станках 478
— — на зубошлифовальном станке методом обкатки 479
— — на строгальных, долбежных, зубострогальных и зубодолбежных станках 4 “6
— — несколькими резцами 465,- 466
— — одним резцом 465
— — резьбонарезным инструментом 475
— — сегментными пилами 474
— — торцовыми фрезами несимметричным методом 471
— — торцовыми фрезами симметричным методом 470
— — цилиндрическими фрезами 468, 469
— — фасонными фрезами 468, 469
— — червячными фрезами для шлицевых валов 474
Время на деление при зубошлифовании 479
— — на перемещение при зубошлифовании 479, 480
— — основное технологическое — Нормирование — Указания методические 535 — 538
Вспомогательные инструменты 332 — 402 — см. также Инструменты вспомогательные к станкам
Вставки для накатного ролика к державкам на задний суппорт 342
Предметный указатель
584
— — для отрезных резцов к державкам на задний суппорт 342
— — для призматических резцов ролика к державкам на задний и передний суппорты 341
Втулки для метчиков к патронам для нарезания резьбы 370
— — для плашек к патронам для нарезания резьбы 369
— — к патронам для метчиков 349
— — к патронам для плашек 333, 348
— — направляющие для державок 339
— — поддерживающие к оправкам для горизонтально-фрезерных станков 402
— — разрезные 373, 374
— — чугунные — См. Технологический маршрут обработки
Втулки зажимные для сдвоенных гнезд 344
— — с буртиком для инструментов с цилиндрическим хвостовикам 360
— — с буртиком и концентрично расположенным цилиндрическим отверстием 345
—- — с буртиком и наклонно расположенным отверстием 346
— — с буртиком и эксцентрично расположенным цилиндрическим отверстием 346
— — с наклонно расположенным цилиндрическим отверстием 345'
— — с сухарем для инструментов с цилиндрическим хвостовиком 359
— —- цилиндрические 343
Втулки переходные 372, 373
— — быстросменные жесткие 375
— - — для долбяков 390
— — для инструментов с коническим хвостовиком 381, 382, 383
— — для концевых фрез с коническим хвостовиком 395
— — на конус Морзе 332
— — поводковые к борштангам с поводковым хвостовиком 383
— — с буртиком и отверстием конус Морзе 343
— — с конусностью 7 : 24 для копцевыХ фрез с коническим хвостовиком 396
— — с конусностью 7 : 24 и торцевым пазом для фрезерных оправок 396
— — с отжимной гайкой для концевых фрез с коническим хвостовиком 395
— — с эксцентрично расположенным цилиндрическим отверстием 344
— — устанавливаемые в револьверной головке 362
Г
Гайки — См. Технологический маршрут обработки
Гидроаппаратура — Плунжерные пары — Точность обработки 119
Гильзы шпиндельные — Точность обработки — Параметры 119
Глубиномеры индикаторные 422
— — микрометрические 417
Головки делительные со сменными делительными дисками 261
— — универсальные 260
Головки измерительные рычажно-зубчатые 419
Головки резцовые токарных станков — Точность обработки — Параметры 118
ГОСТ 10—58* 418
14 — 71 166 16-71 166 17-70 166 25-72 166 26-67 166 27-71 166 28-68 166 35-54* 166 43-65 166 44 — 72 166 58-72 166 98-71 166 162-64 414 163-41* 431 164-64* 415 166-63* 414 273-67 166 370-67 166 535-58 571, 572 577-68* 154, 155, 419 594-67 166 658-67 166 659-67 166 685-67 166 836-72 179, 180, 184 868-72 141, 142, 421 886-64* 303 1051-59 574-576 1092-69 323 1139-58 30 1303-56* 513, 515 1584-65 166 1604-71* 316
1643-62 30, 84, 87, 90, 93, 97, 112, 436
1669-69 327 1672-71 309, 310 1758-56 30, 108 1797-68 166 1855-55 483, 485 2009-55 482, 485 2041-69* 166 2092—64* 303 2110-72 166 2424—67** 403—410 2571-71 233 2572—72 232 2576-67* 106
Предметный указатель
585
2590-71 571 7661-67* 422
2591—71 572 7760 — 59 430
2675-71* 236 8026-64 425
2679—61* 329 8027-60* 330
2849 — 69 151 8137-59 433
2879 — 69 573 8368 — 57 433
3060 — 55 145, 150 8522-70 377
3231—71 304, 305 8529 — 69** 330
3262 — 62 578, 579 8543-71 328
3266 — 71 313-315 8559-57* 575
3647—71 403 8560-67 575, 576
3675 — 56 30, 104 8615-69 260
3749—65 423 8716-72 166
3751 — 47** 403 8724-58 30
3755-69 326 8731—66 578
3882 — 67** 296 8732 — 70 577, 578
3883 — 59 429
3889 — 71* 234
3890 — 72 238, 241
3964—69 328
4010—64* 300, 303
4046 — 71 424
4380—63* 417
4543 — 71 573
4608-65* 30
4675 — 71* 324
4785-64** 144, 146, 149, 404-410
4786 — 64* 406
5006-55* 431
5348 — 69 327
5368 — 58 432 — 434, 435
5378-66* 422
5392-64* 330
5490-70 419
5584-61* 141, 419
5641-66 144
5642—67 166
5378 — 71 426
6033—51 30
6111—52* 30, 513, 515
6211—69* 30, 317, 516
6227 — 71 317
6228-71 317
6357-73 30, 315, 511
6393 — 66 325
6396 — 68* 325
6507-60 142, 416, 436
6636—69 29
6647—64* 301
6648—68* 330
6819-70 166
6820—54 166
6933 — 72 420
6951-71* 315
7063 — 72* 330
7227 — 58 30
7417 — 57 573, 574
7470-67** 417
7505-55 486
7640-67 166
8733 — 66 581
8734 — 58** 579, 581
8742—62* 100, 101, 103, 106, 108, 109, 113, 116
8788-68* 30
8789 — 68* 30
8790 — 68 30
8791—68 30
8792-68 30
8793-68 30
8794 — 68 30
8795 — 68 30
8796 — 68 30
8797-68 30
8831 — 70 166
9038—59 141, 143. 152, 154—156
9140-68* 325
9150 — 59* 30, 315, 316, 515, 514
517, 569
9152—67 166
9153-68* 166
9178 — 59 30, 436
9233 — 54* 421
9244 — 59* 421
9249 — 59 158
9304 — 69 322
9323-60* 330
9324-60* 330
9368 — 60 30
9378—60 140, 142, 143, 151, 155
9392-60 426
9473-71* 323
9474 — 73 326
9484 — 60 30, 429
9504-60 141, 150
9562 — 60 30
9563 — 60 30
9587—68 30, 436
9696 — 61* 155
9726-72 166
9735-65 166
9740—71 318, 319
9750-72 318
Предметный указатель
9774 — 61 30 13788-68 397
9909 — 70 30 13789- 68 395
10079-71 31! 13790—68 396
10081 — 71 312 13792 — 65 395
10082-71 312 13794-68 383
10177 — 62 30 14077—68* 374
10197 — 70 144 1471 1 — 69* 420
10242 — 62 141 14712—69 420
10356 — 63 31, 436 14807—69 411
10387-63 432, 436 14808-69 411
10593 — 63 420 14809—69 411
10673 — 63 330 14810—69 411
10748 — 68 30 1481 1—69 41 1
10902 — 64* 302 14812-69 41 1
10903 — 64* 302, 303 14813-69 41 1
10905 — 64 144, 425 14815-69 411
1 1096-64* 152 14816-69 41 1
11098-64* 141, 143 14817—69 411
11175 — 71 309, 310 14818—69 411
11177-71 312 14820-69 411
11181-71 311 14821—69 41 1
11182 — 71 311 14822 — 69 41 1
11184-71 312 14823 — 69 411
1 1 196-65 426 14824-69 411
11197 — 73 422 14825-69 411
] 1472-69 520, 522* 523, 526 14826-69 411
11576 — 65 166 14827—69 411
11654-72 166 14952-69** 300
1 1899 — 66 427 15067-69* 400
11951—66* 422 15068 — 69* 401
12121—66 303 15069 — 69* 399
12122-66 303 15070—69* 399
12489 — 71* 304, 305 15071 — 69* 393, 399,
13042 — 67 384 15072-69* 402
13043 — 67 384 15127 — 69 330
13044-67 379, 385 15599-70* 306, 307
13062 — 67 371 15600 — 70* 306, 307
13063 — 67 371 15601-70* 307
13071-67 372 15602 — 70 307
13086 — 67 166 15936 — 70 375
13133 — 67 166 16015—70 166
13134 — 67 166 16025-70 166
13135-67 166 16093-70 30
13140 — 67 270 1G202 —70 30
13142 — 67 166 16203 — 70 256
13150 — 67 166 16204-70 258
13214-67* 101, 103, 106, 109, 111| 16205-70 259
113, 114, 116, 117 16206 — 70 249
13281—67 166 16472-70 166
13334 — 67 382 16682 — 71 242, 244
13336-67 383 16888 — 71 262
13409 — 67 375 16889 — 71 262
13598 — 68 372, 381 16890 — 70 262, 263
13599 — 68 373 16891 — 71 265
13733-68 30 16892 — 71 264
13754 — 68* 30 16893 — 71 264
13755 — 68 30, 90, 93, 97, 436 16896-71 265
13785-68 398 16936 — 71 245
13786-68 398 17025 — 71* 324
13787 — 68 397 17026 — 71* 324
Предметный указатель 587
17178 — 71 343
17179 — 71 343
17180-71 344
17181-71 345
17182 — 71 344
17183 — 71 344
17184 — 71 345
17185 — 71 346
17186 — 71 346
17200—*71 346
17201-71 347
17734 — 72 166
, 17756 —72 412
17757 — 72 412
17761-72 412
17762 — 72 412
17763 — 72 412
17764 — 72 412
17765 — 72 412
17766 — 72 412
18065-72 166
18069-72 359
18070-72 360
18074 — 72 337, 357
18075—72 357
18076 — 72 335
18097 — 72 166
18098 — 72 166
18100—72 166
18101-72 166
Д
Делительные винты — Точность обработки — Параметры 119
Делительные головки — См Головки делительные
Делительные диски — Точность обработки — Параметры 118
Делительные червяки — Точность обработ-
ки — Параметры 119
Державки двухроликовые регулируемые для накатки 334
— — для крупных резцов 339
— — для накатки 352, 371, 339
— — для отрезных резцов 355, 372
— — для продольного обтачивания 340
— — для прямого и косого крепления резцов и зажимных втулок 357, 358
— — для растачивания канавок 358
— — для сверл и резцов, устанавливаемые 338
— — для сменных втулок 339, 340
— — для сменных резцовых державок и зажимных втулок 335
— — для тангенциальных резцов и зажимных втулок 336 — 338
*- — качающиеся копирные для наружного обтачивания 335
— — качающиеся копирные для растачивания 336
— — люпегные для обтачивания тонких и длинных деталей 336
— — люпегные для тангенциальных резцов 356
— — люнетные с косым креплением резца 356
— — многорезцовые 364, 365
— — многорезцовые левые для установки в вертикальном суппорте 363, 364
— — на передний суппорт для продольного обтачивания 340
— — направляющих линеек к державкам на передний суппорт 341
— — одно- и двухроликовые для накатки 371
— — однорезцовые с направляющей втулкой 337
— — расточные 353
— — регулируемые для круглых резцов 351
— — регулируемые с косым креплением резца 355
— — сменные для прямого и тангенциального крепления резцов 334
— — с прямым и косым креплением резца 354
— — с прямым и косым креплением призматического резца 352
— — суппортные для накатки 371
— — суппортные для отрезных пластинчатых резцов 372
Державки-толкатели для продольного обтачивания 340
— — для резьбовых резцов с установкой на угол подъема резьбы 371
— — многорезцовые левые для установки в левом вертикальном суппорте 365
— — многорезцовые правые для установки в револьверной головке 365
— — многорезцовые правые под поводковый штифт для установки в револьверной головке 364
Держатели направляющих линеек на передний суппорт 341
Детали станков металлорежущих — Технологические процессы механической обработки 119; — Точность обработки — Параметры 118
Диаметры отверстий под нарезание резьбы дюймовой. 509, 510
— — дюймовой конической 512, 513
— — метрической 505—508
— — трубной конической 512, 513
— — трубной цилиндрической 511
Диаметры стержней под накатывание резьбы метрической 517, 518
Диаметры стержней под нарезание резьбы дюймовой 515
Предметный указатель
588
— — метрической 514
— — трубной 516
Длина прохода при шлифовании зубьев дисковым коническим кругом в направлении обката 480
Долбление — См Перебег
Допускаемые отклонения по размерам на отливки из серого чугуна 485
— — стальные фасонные 485
Допуски и посадки
— Система вала 22 — 27
— Система отверстия 11 — 21
Допуски на зубчатые и червячные передачи — Перечень ГОСТов 32
— — на механическую обработку отливок из серого чугуна 483, 484
— — на резьбы — Перечень ГОСТов 30
— — на угловые размеры 28, 29
— — на шпоночные и зубчатые (шлицевые) соединения — Перечень ГОСТов 30
3
Зажимные усилия — См. Условные обо* значения технологических баз и зажим* ных усилий
Зенкерование — См. Врезание и перебег.
Режимы резания
Зенкеры 304 — 308
Зенкеры насадные цельные из быстрорежущей стали 305
— — оснащенные пластинками из твердых сплавов для обработки стали и чугуна 305
Зенкеры цельные с коническим хвостовиком из быстрорежущей стали 304
— — оснащенные пластинками из твердых сплавов для обработки стали и чугуна 304, 305
Зенковки 304—308
Зенковки цилиндрические насадные из быстрорежущей стали и оснащенн ые пластинами из твердых сплавов 306
— — со сменной направляющей и коническим хвостовиком из быстрорежущей стали и оснащенные пластинами из твердых сплавов 306
Зенковки-подрезки обратные из быстрорежущей стали 308
— — оснащенные пластинами из твердых сплав >в для обработки стали и чугуна 308
Зубомеры 431
Зубоизмерительные приборы универсальные 435
Зуборезный инструмент — Перечень
ГОСТов 330, 331
Зубчатые колеса измерительные 436
Зубчатые (шлицевые) соединения — Перё* чень ГОСТов 30
Зубчатые передачи — Перечень ГОСТов 30
Зубчатое колесо — Точность обработки —
Параметры 119; — см также Техноло* еический маршрут обработки
И
Измерительные зубчатые колеса 436
Индексирующие устройства револьверных станков и автоматов — Точность обработки — Параметры 118
Инструменты абразивные — См. Абразив* ные инструменты
Инструменты вспомогательные к станкам зубодолбежным 390
— — зубофрезерным 391 — 395
— — металлорежущим 332—402; — а также см. под названием каждого из них? например: Борштанги, Вставки, Втулки, Державки, Держатели, Кольца, Дю* петы,О правки, Патроны, Резцедержав* ки, Резцедержатели, Упоры, Цанги
— расточным 381—389
— — сверлильным 372 — 380
— — токарным 368 — 372
— — токарно-карусельным 362—367
— — токарно-револьверным 332—342? 359 — 361
— — фрезерным 395 — 402
Инструменты вспомогательные к токарно-револьверным автоматам 342—358, 359 — 361
— — измерительные — См. Средства из* мерения
— — режущие 281 — 331; — см. также под названием каждого из них, например: Зенкеры, Зенковки, Метчики, Плашки» Развертки, Резьбонарезные инструмен* ты» Сверла* Токарные резцы, Фрезы, Центровочные инструменты
— — резьбонарезные — См. Резъбонарез* ные инструменты
— — центровочные — См Центровочные инструменты
К
Калибры измерительные 412
Карты технологических процессов механической обработки. — См. Т ехнологи че*
ские процессы механической обработки
Кинематометры для контроля погрешности обката зубчатых колес, кинематической и циклической noi ре юностей \ зубчатых передач и станков 435
Предметный указатель
Кольца измерительные 412, 413
Кольца промежуточные к патронам для нарезания резьбы плашками 370, 371
Кольцо — См. Технологический маршрут обработки
Кондукторы скальчатые консольные с конусным зажимом 262 — — с пневматическим зажимом 263 Кондукторы скальчатые портальные с конусным зажимом 265 — — с пневматическим зажимом 264 Кондукторы со сменными вкладышами 270 Кондукторы универсально-переналаживае-мые для сверления отверстий в валиках 266
— — во фланцах 271
Контроль ответственных параметров гильз координатно-расточных станков 140—144 — — корпусных деталей прецизионных —станков 132 — 138
Коробки многошпиндельные агрегатных станков — Точность обработки — Параметры 118
Корпусные детали станков — См. Детали корпусные станков металлорежущих
Корпуса шпиндельных бабок — См. Бабки шпиндельные
Кронштейны — См. Технологический маршрут обработки кронштейна
Круги шлифовальные для станков бесцентрово-шлифовальных 405
— — внутришлифовальных 404
— — зубошлифовальных 408
— — круглошлифовальных 405
— — плоскошлифовальных 406
— — продольношлифовальных 406
— — резьбошлифовальных 407
— — универсальных 404
— — шлицешлифовальных 407
Кругломеры 428
Крышки — Прилегание 119
Л
Линейки оптические 427
— — поверочные 425
— — синусные 424
Люнет неподвижный — Условное обозначение 6
— — подвижный — Условное обозначение 6
— — роликовый 336
Люнеты к державкам 337
М
Магнитные патроны — См. Патроны магнитные
Магнитные плиты — См. Плиты магнитные
589
Маршруты обработки деталей — См. Тех но логические маршруты обработки
Меж центромеры 432
Металлорежущие станки
— Классификация 163—165
— Нормы точности — Перечень стан дар тов 166
— Технические характеристики 167 — 207; — см. также Технические характеристики станков
Метчики гаечные для нарезания резьбы дюймовой 316
— — конической 317
— — метрической 316
Метчики машинно-ручные из быстрорежущей стали для нарезания резьбы дюймовой 314
— — конической 317
— — метрическай 313
— — трубной 315
Микрометры гладкие 416
— — листовые 416
— — со вставками для измерения метрических и дюймовых резьб 417
— — трубные 416
Микрометрические нутромеры — См. Нутромеры микрометрические
Муфта для подвода сжатого воздуха к вращающимся пневматическим цилиндрам 275
— — зажимная — См. Технологический маршрут обработки
— — кулачковая — См Технологический маршрут обработки
Муфта-шестерня — См. Технологический маршрут обработки
Н
Накатывание резьбы — См. Диаметры стержней под накатывание резьбы метрической
Нарезание резьбы — См. Режимы резания при обработке отверстий нарезанием резьбы, Диаметры отверстий под нарезание резьбы
Нормалемеры 430
Нормирование основного технологического времени при обработке деталей (методические указания) на агрегатно-сверлильных станках 538
— — на многоинструментальных одношпиндельных фрезерных станках с прямолинейной подачей 536
— — на многоинструментальных станках 536
— — на многошпиндельных токарных полуавтоматах последовательного действия 535
590
Предметный указатель
— — на мпогошпинделытых фрезерных станках с круговой подачей 537
— — на многошпиндельных фрезерных станках с прямолинейной подачей 536
— — на одп ошпин дельных многорезцовых токарных станках 535
— — на сверлильных станках с одной многошпиндельной головкой 537
Нутромеры индикаторные 421
— — микрометрические 418
— — специальные 421
О
Оправки для горизонтально-фрезерных станков с поддерживающей втулкой и хвостовиком конус Морзе 399, 400 — — с поддерживающей втулкой и хвостовиком конусностью 7 : 24 401
— — с цилиндрической цапфой и хвостовиком конусностью 7 : 24 399
Оправки для зенкеров при обратной подрезке 380
— — для круглых резцов, регулируемые 351
— — для насадных зенкеров и разверток 379, 385
— для фрез 391 — 395
— — с коническим хвостовиком без лапки для насадных фрез 397
— — с продольной и торцевой шпонкой и коническим хвостовиком с лапкой для торцевых фр£з 384
— — с торцевой шпонкой и крепежными болтами для торцевых фрез 384
— — с хвостовиком конусностью 7 : 24 для насадных фрез 398
Оправки качающиеся байонетные для разверток насадных 350
— — с коническим хвостовиком 351
— — с цилиндрическим хвостовиком 351
Оправки качающиеся для насадных разверток 379
Отверстия под нарезание резьбы — См. Диаметры отверстий под нарезание резьбы
П
Патроны байонетные для качающихся оправок 350
— — быстросъемные кулачковые для гаечных метчиков с лысками 376
— — выдвижные для метчиков 332, 333
— — выдвижные для плашек 333
— — для быстросъемных инструментов 374
— — для метчиков 348, 349
— — для метчиков выдвижные 333
— — для нарезания резьбы 368
— — для плашек 347
— — для плашек выдвижные 333
— — для разверток качающиеся 332
— — для разверток с коническим хвостовиком 349
— — для сверл с отверстиями для охлаждения 377
— — качающиеся для разверток 332
— — плавающие для инструментов с передним направлением 378
— — плавающие для инструментов с цилиндрическим хвостовиком 378
— — плавающие для разверток 361
— — плавающие для разверток с коническим хвостовиком 378
— — сверлильные трехкулачковые 377
— — сверлильные трехкулачковые с коническим хвостовиком 376
— — с зажимными втулками 361
— — цанговые 346; — Условное обозначение 6
— — цанговые, с цилиндрическим хвостовиком для фрез 396
— — цанговые, устанавливаемые для инструментов с цилиндрическим хвостовиком 360, 361
Патроны поводковые 382; — Условные обозначения 5
— — для разверток с коническим хвостовиком >
— — для резьбовых концов шпинделей 232
— — для центровых оправок фланцевые 234
— — токарные 233
— — токарные самоцентрирующие рычажно-клиновые двухкулдчковые 244
— —-токарные самоцентрируюшие рычажно-клиновые трехкулачковые 242 - 243
— — трехкулачковые самоцентрирующие 236, 237
— — трехкулачковые с независимым перемещением кулачков для крепления на резьбовые концы шпинделей через переходные фланцы 241
— — трехкулачковые с утопающим центром 235
— — четырехкулачковые с независимым перемещением кулачков для крепления на фланцевые концы шпинделей 238—240
Патроны с тремя эксцентриковыми кулачками 269
Перебег в направлении главного движения при работе на строгальных долбежных, зубострогальных и зубодолбежных станках 476
— — при работе на бесцентрово-шлифовальных и плоскошлифовальных станках 477
Предметный указатель
— — при работе на внутри шлифовальных, круглошлифовальных, хонинговальных и протяжных станках 478
Перебег шлифовального круга 476—480
Пиноли — Точность обработки — Параметры 119
Питатели гидравлические ручные для нагнетания масла под высоким давлением в гидроцилиндры приспособлений 279
Плашки круглые для нарезания резьбы трубной конической 317
— — метрической 318
— — дюймовой 319
— — трубной 319
Плиты магнитные — Условное обозначение 6; — Размеры 252
— — поверочные 425
— — поверочные угловые 424
Плоскомеры карусельные 428
— — оптические 428
Плоскостность — Средства контроля 425— 428; — Характеристики методов контроля 424
Плунжерные пары гидроаппаратуры — Точность обработки — 119
Погрешность базирования — Определение и условное обозначение 4
— — закрепления — Определение и условное обозначение 4
— — положения заготовки — Определе ние и условное обозначение 4
Приборы активного контроля 438—442 — — зубоизмерительные универсальные 435
— — для контроля размеров, отклонения формы и расположения поверхностей 437 — — для контроля соосности двух отверстий относительно общей оси 436
Приводы к приспособлениям 272 — 280; — см. также под названием каждого из них, например: Цилиндры пневматические, Муфты, Прижимы, Питатели, Усилители давления, Цилиндры гидродинамические
Прижимы пневматические рычажные двухпоршневые 277
— — однопоршневые 276
Прижимы пневматические клиновые однопоршневые 278
Припуски на обработку заготовок, изготовляемых горячей объемной штамповкой из черных металлов 486—488
— — на обработку (последующую) глубоких отверстий после одностороннего сверления 496
— — на обработку отверстий в сплошном материале по 2-му классу точности 491, 492
— — на обработку отверстий в сплошном материале по 3—5-му классам точности 493
591
— — на обработку отверстий,- прошитых или пролитых по 2—4-му классам точности 494, 495
— — на обработку отверстий точные и точные увеличенные 498
— — на обработку плоскостей 501
— — на обработку стальных фасонных отливок 482, 483
— — на обработку цилиндрических зубчатых колес 503
— — на протягивание отверстий 496, 497
— — на протягивание шлицевых отверстий 498
— — на сторону на заготовки,- изготовляемые горячей объемной штамповкой из черных металлов 486—488
— — на тонкое (алмазное) обтачивание валов 489
— — на тонкое (алмазное) растачивание отверстий 500
— — на хонингование 500
— — на чистовое обтачивание валов после чернового обтачивания 489
— — на чистовую обработку червяков 502 — — на чистовую обработку шлицов 502 Приспособления к станкам металлорежущим для установки и закрепления деталей 266—271; — см. также под названием каждого из них, например: Кондукторы, Патроны
— — переналаживаемые 232
— — специализированные 232, 266—271
— — универсальные 232—265; — а также см. под названием каждого из них, например: Головки делительные, Патроны, Плиты, Столы
— — на чистовое подрезание и шлифование торцев 491
— — на чистовое растачивание 131
— — на шабрение отверстий 501
— — на шлифование отверстий 499
— — на шлифование резьбы многониточными кругами 504
— — на шлифование торцев шеек валов 491
— — на шлифование шеек валов 490
Пробки измерительные для диаметров отверстий — Перечень ГОСТов и нормалей 403
— — для ограничения размеров отверстий с прямолинейным профилем 412
— — резьбовые 413
— — резьбовые со вставками для ограничения метрических резьб в отверстиях 412
— — шпоночные для отверстий 212
Прямолинейность — Средства контроля 425 — 427; — Характеристика методов контроля 424
592 Предметный указатель
р
Развертки 309 — 312
Развертки конические из стали 9ХС для обработки отверстий насадных зенкеров и разверток 312
— — под конические штифты конусностью 1 : 30 312
— — под конус Морзе с коническим хвостовиком 311
— — под конус Морзе с цилиндрическим хвостовиком 311
— ~ под укороченный конус Морзе 311
Развертки конические с коническим хвостовиком под штифты иэ быстрорежущей стали винтовые машинные с конусностью 1 : 50 и 1 : 30 312
Развертки машинные с коническим хвостовиком 309
— — насадные 310
Развертывание — См. Врезание и перебег, Расчетная длина хода, Режимы резания
Рассверливание — См. Врезание и перебег, Режимы резания
Режимы резания на многоинструментальных токарных станках при точении деталей резцами прорезными, фасонными^ широкими и обрезными 541
— — проходными, подрезными и расточными 540
Режимы резания на многоинструментальных фрезерных станках при обработке деталей из стали фрезами дисковыми 545
— —- прорезными 545
— — радиусными 546
— — торцевыми 545
— — -юрцецилиндрическими 545
— — цилиндрическими крупнозубыми 546
Режимы резания на многоинструментальных станках при обработке плоскостей из стали и чугуна фрезами дисковыми 543, 544
— — прорезными 544
— — радиусными 544
— — торцевыми 543
— — торцецилиндрическими 543
— — угловыми для пазов типа «ласточкин хвост» 544
— — цилиндрическими крупнозубыми 543
Режимы резания на многоинструментальных фрезерных станках при обработке деталей из чугуна и алюминиевых сплавов фрезами дисковыми 546
— — прорезными 546
— — радиусными 547
— — торцевыми 546
—• — торцецилиндрическими 546
— — угловыми для пазов типа *ласточкиа хвост» 547
— — цилиндрическими крупнозубыми 547
Режимы резания при алмазном растачивании — Таблица 131
Режимы резания при нарезании резьбы машинными метчиками 560
Режимы резания при обработке отверстий в деталях из алюминиевых сплавов на многоинструментальных сверлильных станках зевкерованием 552, 555 — — зенкованием 552, 555 — — нарезанием резьбы машинными мет-, чинами 556, 560
— — развертыванием 552, 556
— — сверлением 552, 555
— — цекованием 555
Режимы резания при обработке отверстий в стальных деталях на многоинструментальных сверлильных станках инструментом из стали Р18 зенкерованием 553 — — зенкованием 553 — — развертыванием 551, 559 — — сверлением 553 — — цекованием 551
Режимы резания при обработке отверстий в стальных и чугунных деталях на многоинструментальных сверлильных станках зенкерованием 551, Б54 — — зенкованием 551, 554 — — нарезанием резьбы машинными метчиками 560 — — развертыванием 551 — — сверлением 551, 554 — — цекованием 551, 554
Режимы резания при рассверливании дета' лей из стали, алюминиевых сплавов и чугуна на многоинструментальных станках 557, 558
Режимы резания при шлифовании валов (шеек и их торцев) из закаленной стали на крупношлифовальных станках методами продольной и радиальной подач 519 — 522
Режимы резания при шлифовании деталей из закаленной стали и серого чугуна на внутришлифовальных станках 522— 526
— — на плоскошлифовальных станках — Таблицы 129, 527 — 530
Режимы резания при шлифовании зубьев высокоточных колес иэ конструкционной углеродистой и легированной стали на зубошлифовальиых станках двумя тарельчатыми кругами 532 — — при финишном шлифовании 533 Режимы резания при шлифовании плоч скостей деталей 527, 528
Предметный указатель
Режиму резания при шлифовании плоскостей направляющих деталей чашечными и профильными кругами (абразивными и из эльбора), работающими методом врезания на продольно-шлифовальных станках — Таблицы 128, 531
Режимы резания при шлифовании резьбы ходовых винтов и червяков из закаленной стали 1-го класса точности на резьбошлифовальных станках при черновой прорезке в сплошном металле 534
— — после чернового нарезания резьб 534 Режимы резания при финишном шлифовании отверстий и торцев 624 — 526
Резцедержавки наклонные 389
Резцедержатели с точной подачей для растачивания отверстий 389
— — токарных и револьверных станков 281
Резцы — Gm. Токарные резцы
Резьбонарезные — См. Врезание а пере-бег, Режимы резания
Резьбонарезные инструменты 313; — см. также Метчики, Плашки
Резьбы — Перечень ГОСТов 30; — а также см Режимы резания при обработке отверстий нарезанием резьбы, Диаметры отверстий под нарезание резьбы
Рычаг — См. Технологический маршрут обработки
С
Сверление — См. Врезание и перебег, Режимы резания
Свёрла 297 — 303
Свёрла спиральные из быстрорежущей стали для обработки стали, стального литья и чугуна 297
— — для обработки легких сплавов (алюминиевых) 298
Свёрла спиральные с коническим хвостовиком длинные из быстрорежущей стали ~ 303
Свёрла спиральные с цилиндрическим хвостовиком из быстрорежущей стали 302 — — оснащенные пластинками из твердых сплавов 301
Свёрла центровочные (комбинированные) 300
Скобы (Перечень ГОСТов и нормалей) для диаметров валов нерегулируемые 411
— — для диаметров валов регулируемые 411
—- — для диаметров проточек 411
— — для контроля элементов шлицевых валов 412
— — для ограничения длин высот 412
Средства контроля прямолинейности и плоскостности 424
Средства измерения 411; — Перечень
593
ГОСТов и нормалей 411 — 413: — Характеристики методов контроля прямолинейности и плоскостности 424; — а также см. под названием каждого из них-например: Зубомеры, Индикаторы,
М икрометры
Станины станков металлорежущих — Точность обработки 118
Станки металлорежущие — См. Металлорежущие станки, а также Приспособления к станкам, Технические характеристики станков
Станки с программным управлением 208 — 231; — см. также Технические характеристики станков
Стенкомеры индикаторные 422
Стержни — Диаметры под накатывание резьбы метрической 517, 518
Стержни — Диаметры под нарезание резьбы метрической дюймовой и трубной 514 — 516
Стойки делительные двухопорные 259
— — одноопорные 256, 257
— — одноопорные с электромеханическим приводом 258
Стол-тумба неподвижный с пневматическим зажимом 249
Столы делительные круглые 247, 248
Столы неподвижные круглые с пневматическим поршневым приводом 250
— — с тремя пазами с пневматическим диафрагменным приводом 250
Столы плавающие с пневматическим фиксированием 249
Столы поворотные круглые с ручным и механизированным приводом 245
— — двухпозиционные 246
Столы квадратные двухкоординатные 254 — — круглые поворотные и делительные 255
— — прямоугольные 253
— — прямоугольные трехкоординатные 254
— — угловые двухкоординатные 253 Строгание — См. Перебег
Ступицы — См. Технологический маршрут обработки ступицы
Т
Тарелки шлифовальные 410
Твердые сплавы — Назначение 296
Температурный режим в измерительных лабораториях и контрольно-поверочных пунктах 160
— — в инструментальных цехах 160
— — в механических цехах 159
— — в сборочных цехах 159
Термоконстантный режим в цехах 158—162
Предметный указатель
594
Технические характеристики станков агрегатных с числовым программным управлением 221
— — бесцентрово-круглошлифовальных 191
— — внутришлифовальных высокой и особо высокой точности 193
— — вертикально-фрезернв1х с числовым программным управлением 218, 219
— — вертикально-фрезерных с крестовым столом 182
— — горизонтально-фрезерных о программным управлением 218, 219
— — гравировальных копировально-фрезерных с пантографом 183
— — доводочных двухдисковых 200, 201
— — доводочных однодисковых 199
— — долбежных 188
—• — заточных универсальных 201—202
— — зубодолбежных 204
— — зуборезных для обработки конических зубчатых колес 206, 207
— — зубофрезерных 203
— — вубошевинговальных 205
— — вубошлифовальных 206, 207
— — инструментальных фрезерных широкоуниверсальных 183
— — консольно-фрезерных 179, 180
— — консольно-фрезерных с копировальным устройством 181
— — консольно-фрезерных широкоуниверсальных 181
— — координатно-расточных 177
— — копировально-фрезерных 182, 183
— — круглошлифовальных 190, 191
— — круглошлифовальных с программным управлением 222
— — плоскошлифовальных с круглым столом 196
— — плоскошлифовальных с прямоугольным столом 195
— — поперечно-строгальных 187
— — притирочных 198, 199
— — продольно-строгальных 186
— — продольно-фрезерных 184
— — протяжных 189
— — сверлильных 175, 176
— — сверлильно-расточных с числовым программным управлением 214—217
— — с программным управлением 208— 231
— — токарно-винторезных 167
— — токарно-винторезных особо высокой точности 168
— — токарно-винторезных повышенной точности 168
— — токарно-карусельных 169
— — токарных 167—174
— — токарив?х гидрокопировальных полуавтоматов 170
— — токарных многорезцово-копироваль-ных автоматов 170
— — токарных многорезцовых ПФлуавто-матов 170
— — токарных многошпиндельных горизонтальных патронных полуавтоматов 174
— — токарных многошпиндельных горизонтальных прутковых автоматов 173
— — токарно-револьверных 171
— — токарно-револьверных одношпиндельных автоматов 172
— — токарных с числовым программным управлением 210—213
— — универсальных внутришлифовальных 192
— — универсальных горизонтально-расточных 178
— — универсально-заточных 201
— — универсально-токарных 167
— — универсальных резьбошлифовальных 194
— — фрезерно-отрезных 185
— — фрезерных 179—185
— — фрезерных с числовым программным управлением 218—220
— — хонинговальных вертикальных 197
— — хонинговальных горизонтальных 198
— — шлифовальных с числовым программным управлением 222
Технологические базы — Ом. Условные обо* значения технологических баз и зажимных усилий
Технические характеристики устройств числового программного управления позиционных 224 — 226
— — комбинированных 228—231
—- — контурных 226—228
Технологический маршрут обработки вала полумуфты 112—114
— — вала-рейки 115—117
— — вала со спиральным зубом 107—111
— — вилок 79—81
— — втулок чугунных 61—63
— — гайки 74, 75
— — гайки установочной 72, 73
— — зубчатого колеса 84—92, 97—99
— — зубчатой рейки 43—45
— — клина прижимного 52, 53
— — клина с боковыми сторонами под углом 55° 46—49
— — клина с прямоугольной головкой 50, 51
— — кольца 71, 72
— — червяка двухзаходного 104—106,х
— — кольца компенсаторного 64, 65
— — кронштейна 82, 83
— — муфты зажимной 67, 68
муфты кулачковой 69, 70
— — муфты-шестерни 93—96
— — направляющей со скосами под углом 55° 37—39
— — прижимной планки 32, 33
— — призматических направляющих 40— 42
— — призматической направляющей план* ки 34—37
— — рычагов 75 — 78
— — стакана 59, 60
— — ступицы 66, 67
— — фланцев 54—58
— — шлицевого вала 100—103
Технологические методы достижения точностных параметров деталей прецизионных станков 118—162
Технологические процессы механической обработки деталей 119—158
— Врезание и перебег при работе на станках — См. Врезание и перебег, Перебег
— Время основное технологическое — Определение — Карты и расчетные формулы 443—464
— Маршрутные карты (№ 1 и № 2) для определения основного технологического времени 443—447
— Операционная карта (№> 3) для определения основного технологического времени 444
— Расчетные формулы и схемы обработки для зенкерования, развертывания и рассверливания отверстий 452
— — для зуборезных и зубохонинговальных работ 462—464
— — для резьбонарезных и протяжных работ 456,' 457
— — для сверлильных работ 451—453
— — для строгальных и долбежных работ 457, 458
— — для токарных работ 449—451
— — для фрезерных работ 453—455
— — для шлифовальных работ 459—462
Технологический регламент механической обработки гильз координатно-расточных станков 139—147
— — корпусных деталей 119 — 138
— — ходовых винтов 153—158
— — шпинделей винтов 153—158
— — шпинделей координатно-расточных станков 147—152
Тиски станочные винтовые самоцентрирую-щие рычажные для круглых профилей 207
—* — с призматическими губками для круглых профилей 268
Токарная обработка — См. Врезание и перебег, Режимы резания
Токарные резцы для кольцевой обработки Т-образных пазов 292
Предметный указатель 595
— — для обработки сквозных отверстий
291
—- — отрезные 289
— — пластинчатые 200
— — подрезные, закрепляемые в револьверную головку с Горизонтальной осью вращения 292
— — подрезные отогнутые 184
— — проходные отогнутые 282
— — проходные прямые 287
— — проходные сборные с механическим
креплением пластинок 285, 286
— — проходные упорные 288
— — расточные держаночиые для установки под углом 90° 296
— — расточные державочпыс с пластинками из твердых сплавов для установки под углом ф = 45 и 60° 294
— — расточные державочпые из быстрорежущей стали для установки под углом ф = 45 и 60° 295
— — расточные для обработки глухих отверстий, закрепляемых в револьверную головку с горизонтальной осью вращения 293
— — расточные для обработки сквозных отверстий 291
— — упорные отогнутые 283
Точность обработки гильз шпиндельных 119
— — делительных винтов 119
— — делительных червяков 119
— — деталей прецизионных станков 118# 119
— — дисков делительных 118
— — зубчатых колес 4—6-й степеней топ-н ости 119
— — индексирующих устройств револь' верных станков и автоматов 118
— — кожухов 119
— — корпусных деталей 118
— — корпусов шпиндельных бабок 118
— — крышек 119
— — многошпипдельных коробок агрегатных станков 118
— — пинолей 119
— — плунжерных пар гидроаппаратуры 119
— — резцовых головок токарных станков 118
— — скалок 119
— — станин 118
— — столов поворотных 118
— — центровых отверстий 119
— — шлицевых колейных валов 119
— — шпинделей 118, 119
— — шпоночных пазов 119
596
Предметный указатель
у
Угломеры 422
Уюльники 423
Универсальные головки делительные 260
Универсальные металлорежущие станки — См Технические характеристики станков
Универсальные приборы зубоизмеритель-ные 435
Универсальные приспособления к станкам
Упорыf вращающиеся регулируемые 332
— — жесткие 342
— — регулируемые 259
Уровни брусковые 426
— — гидростатические 426
— — индикаторные 426
— — рамные 426
— — с микрометрической подачей ампулы 426
Усилители давления пневмогидравлические двухступенчатые 280
— — одноступенчатые 279
Условные обозначения технологических баз и зажимных усилий — Таблицы 3, 4; — Знаки 4—6; — Условные обозначения 6—8; — Примеры применения 8—11 — — отклонений формы и расположения поверхностей 31
Ф
Фрезерование — См. Врезание и перебег, Режимы резания
Фрезы 320 — 330; — Перечень ГОСТов 330; — Формы заточки режущей части 320 — 321
Фрезы обрезные 329
— — прорезные (шлицевые) 329
Фрезы дисковые пазовые 329
— — пазовые затылованные 328
Фрезы дисковые трехсторонние с разнонаправленными зубьями из стали Р18 326 — — со вставными ножами из стали Р18 327
— — с пластинками из твердого сплава Т15К6 327
Фрезы концевые с нормальным зубом из стали Р18 324
— — шпоночные, оснащенные пластинками из твердых сплавов 325
Фрезы торцовые насадные из стали Р18 322 — — со вставными ножами 323
Ч
Чашки цилиндрические шлифовальные 409
Червяк двухзаходный — См Технологический маршрут обработки двухзаход-ного червяка
Червячные передачи — Перечень ГОСТов 30
Числовое программное управление — Устройства — Модели и их модификации 223 — 231; — а также см Технические характеристики устройств числового программного управления
Ц
Цанги зажимные для инструментов с цилиндрическим хвостовиком 347
— — к патронам для фрез с цилиндрическим хвостовиком 397
Центровочные инструменты 300
Центровочные свёрла — См Свёрла центровочные
Центровые отверстия — Некруглость поверхности 119
Центры — Условные обозначения 5
Цининдр поворотный гидравлический для привода патронов на станках 280
Цилиндры пневматические вращающиеся одинарные 272, 273 .
— — сдвоенные 274, 275
Ш
Шаблоны для визуальной оценки размеров 413
Шагомеры 429, 434
Шлифовальные круги — См. Круги шлифовальные
Шлифование — См. Режимы резания
Шлицевые соединения — Перечень ГОСТов 30
Шпиндели — Точность обработки — Параметры 118, 119
Шпиндельные блоки — См. Блоки шпиндельные
Шпоночные пазы — Точность обработки — Параметры 119
Шпоночные соединения •— Перечень ГОСТов 30
Штангенглубиномеры 414
Шгангенрейсмассы 415
Штангенциркули 414, 415
ОГЛАВЛЕНИЕ
Глава 1. Условны? обозначения технологических баз и зажимных усилий (Радин* ск ий И. М )................................................................... 3
Глава 2 Допуски и посадки (Бедиов Ю. М., Воронцова А. В.) ...... 12
Глава 3. Типовые технологические маршруты обработки деталей в условиях серийного производства (Гай Л. Б.) ...»............................................ 32
Глава 4, Технологические методы достижения точностных параметров деталей прецизионных станков (Ж данович В. Ф.)........................................... НЗ
Параметры точности обработки.................................................. Н8
Технологические процессы механической обработки............................. И9
Технологический регламент на обработку корпусных деталей............... 119
Технические требования на обработку типовых деталей............... 119
Типовая схема изготовления деталей ................................ 124
Технологические условия проведения регламентируемых операций .... 125
Технологический регламент на обработку гильз координатно-расточных станков 139
Технические требования на обработку гильз............... .... . 139
Типовая схема изготовления гильз .................................. 139
Технологические условия проведения регламентируемых операций...... 144
Технологический регламент на обработку шпинделей координатно-расточных станков из цементируемой легированной стали ....................... . 147
Технические требования на обработку шпинделей ..................... 147
Типовая схема изготовления шпинделей.............................. 148
Технологические условия проведения регламентируемых операций .... 149
Технологический регламент на обработку закаленных ходовых винтов ..... 153
Технические требования на обработку винтов ........................ 153
Типовая схема изготовления винтов.................................. 153
Технологические условия проведения регламентируемых операций ... 156
Технологические требования, предъявляемые к помещениям цехов и участков с термоконстантным режимом........................................................ 158
Глава 5. Металлорежущие станки (Монахов Г. А.)............................... 163
Классификация и нормы точности.............................................
Технические характеристики ................ ...............................
Токарные станки . . ................................ ..... .........
Сверлильные и расточные станки ................................... . . .
Фрезерные станки................*....................................
Строгальные и долбежные ставки.........................................
Протяжные и шлифовальные станки......................................
Хонинговальные, притирочные и доводочные станки .... ................
Зубообрабэтывающие станки ...........................................
Станки с программным управлением...........................................
Устройства числового программного управления.........................
Модели и их модификации..............................................
Технические характеристики ..........................................
Позиционные устройства............................................
Контурные устройства . . . .....................................- •
Комбинированные устройства........................................
163
167
167
Глава 6. Станочные приспособления (Кузнецов ГО И.) ........................... 232
Универсальные приспособления................................................ 232
Специализированные приспособления........................................... 266
Приводы к приспособлениям .................................................... 272
Г лава 7 Режущие инструменты (Ш е с т а к о в Н. П.)......................... 281
Резцы ..... 281
Сверла........................................................................ 297
Зенкеры и зенковки ...................................................... 301
Развертки .................................................................. 309
598
Резьбонарезной инструмент .............................. « .................* 313
Фрезы ........................................................................ 320
Зуборезный инструмент......................................................... 330
Глава В. Вспомогательные инструменты (Рябинин В. Л.) ................. ♦ . . . 332
Инструменты к токарно-револьверным автоматам ................................ 332
Инструменты к токарно-револьверным станкам................................... 342
Инструменты общего применения к токарно-револьверным станкам и автоматам , . . 359
Инструменты к токарно-карусельным станкам.................................... 362
Инструменты к токарным станкам ............................................. 368
Инструменты к сверлильным станкам .......................................... 372
Инструменты к расточным станкам........................................ . 381
Инструменты к зубодолбежным и зубофрезерным станкам.......................... 390
Инструменты к фрезерным станкам....................................... -» 395
Глава 9. Абразивные инструменты (Шестаков Н. П.)........................* . . 403
Глава 10. Средства измерения (Бедное Ю. М., Воронцова А В.).................. 411
Глава 11, Карты технологических процессов и расчетные формулы для определения основного (технологического) времени (Р ад и нс к и й И. М.)................. 443
Карты технологических. процессов.............................................. 443
Расчет основного технологического времени ...................................... 448
Глава 12. Врезание и перебег инструмента (РадинскиЙ И. М.) ......... 465
Величины врезания и перебега при работе резцами, сверлами, развертками и зенкерами ..................................................................... 465
Величины врезания и перебега при работе фрезами, сегментными пилами и резьбонарезными инструментами . .......................................................... 468
Величины перебега инструмента при работе на строгальных, долбежных, зубообрабатывающих и шлифовальных станках................................................ 476
Глава 13. Припуски на механическую обработку (РадинскиЙ И. М.) ...... 482
Глава 14. Рекомендации по выбору режимов резания (Харитонов А, Б.) . . . 519
Режимы резания при финишном шлифовании высокоточных деталей............. . ’519
Методические указания по нормированию основного времени и режимы резания “на многоннсгрументальных станках .......................................... 535
Приложения (РадинскиЙ И. М.)............................................... 569
Список литературы ..................................................... *- 582
Предметный указатель . ............................................... * » 583