/














































































































































































Author: Мацкевич В.
Tags: испытания материалов товароведение силовые станции общая энергетика водный транспорт судостроение
Year: 1980




Text
Основы
технологии
судостроения
Под общей редакцией
В. Д. МАЦКЕВИЧА
Допущено Министерством
высшего и среднего специального образования СССР
в качестве учебника для студентов вузов,
обучающихся по специальности
«Судостроение и судоремонт»
Ук SM0
БИБЛИОТЕКА I
let КораблсстроетедьЕ.?
шк.мтута I
ЛЕНИНГРАД
«СУДОСТРОЕНИЕ»
1680
ВБК 39.42—01
0-75
УДК 620.12.002 (0,75-8)
Рецензенты:
проф. А. Д. Ковтун,
д-р техн, наук В. С. Михаилов
Основы технологии судостроения: Учебник/В. Д. Мац-
0-75 кевич, Э.’ В. Ганов; В. П. Доброленский, В. С. Кравченко,
В. Ю. Лейзерман, В. Д. Наумов, Е. И. Никитин. Под общ'
ред. В. Д. Мацкевича. — Л.: Судостроение. 1980.
цессы постройки корпуса судна и ф-о оборудования. Рассмотрены плаэовые ра-
узлов в секций, сборки корпуса на стапеле, спуск судна, ыовтаж оборудования*
трубопроводов в механизмов, особенности нспытаанйв сдачи-судя»;'1 •
39.42—01
© Издательство «Судостроение», 1980 г.
ОГЛАВЛЕНИЕ
Предисловие......................................................
Глава I. Общие вопросы технологии судостроения...................
§ 1.1. Производственный и технологические процессы в судострое-
§ 1.2. Основные сведения о подготовке производства к постройке
судна ...................................................
§ 1.3. Экономическая оценка технологических процессов ....
§ 1.4. Качество и точность изготовления конструкций в судострос-
Глава 2. Плазовые работы.........................................
§ 2.1. Плазовая разбивка судна...........................
§ 2.2. Определение формы и размеров деталей корпуса......
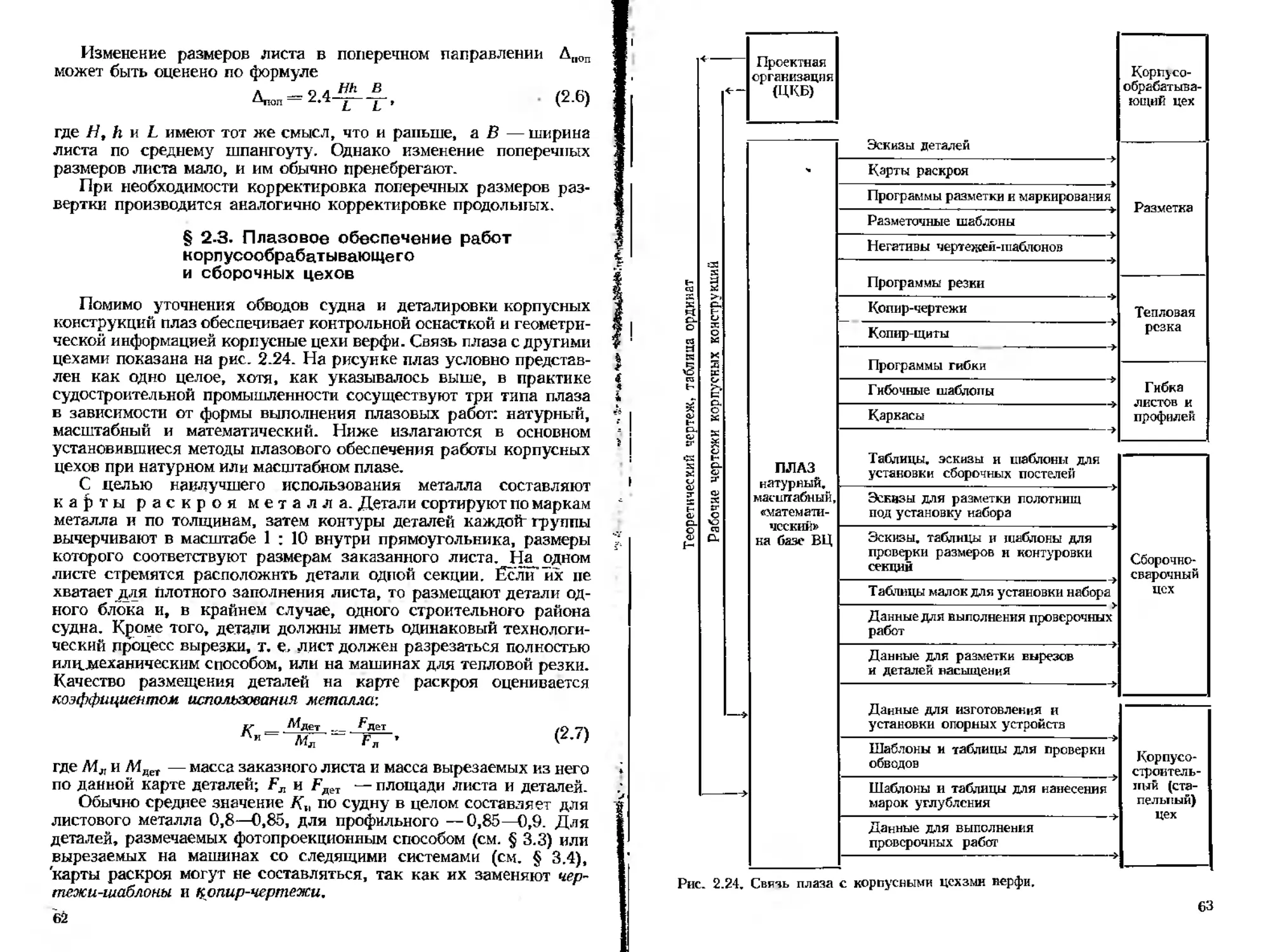
§ 2.3. Плазовое обеспечение работ корпусообрабатывающето и
сборочных цехов..........................................
§ 2.4. Автоматизированные системы плазовых работ (АСПР)
§ 2.5. Некоторые методы решения задач в АСПР .......
Глава 3. Изготовление деталей корпуса судна......................
§ 3.1. Технологическая классификация деталей корпуса и опера-
ций их изготовления......................................
§ 3.2. Предварительная обработка листов и профилей.......
§ 3.3. Разметка листов и профилей........................
§ 3.4. Тепловая резка ...................................
§ 3.5. Механическая обработка листов и профилей.....
§3 6. Гибка деталей.....................................
§ 3.7. Корпусообрабатывающий цех.........................
Глава 4. Изготовление узлов, секций и блоков корпуса.............
§ 4.1. Объекты предварительной сборки и виды работ ...
§ 4.2. Изготовление узлов ..........................
§ 4.3. Изготовление секций..........................
§ 4.4. Изготовление блоков секций ..................
§ 4.5. Сборочно-сварочпый пех.......................
Глава Б. Сборка и сварка корпуса на построечном месте
§ 5.1. Методы постройки судов и построечные места ....
§ 5.2. Формирование корпуса на построечном месте.........
§ 5 3. Сварка корпуса, испытания его на непроницаемость , . .
Глава 6. Спуск судов на воду.....................................
§ 6.1. Управляемые спуски................................
§ 6.2. Неуправляемые спуски .............................
Глава 7. Корпусодостроечные работы ......................
§7.1. Виды и организация монтажно-двсгроечных работ ....
§ 7.2. Изготовление и монтаж легких металлических переборок
и изделий дтптоляиионного насыщения........................
§ 7.3. Изготовление и монтаж вентиляции...................
§ 7.4. Нанесет» металлопокрытий ..........................
§ 7.5. Изготовление и монтаж изоляции.................
§ 7.6. Отделка и оборудование судовых помещений . .
§ 7.7. Окрасочные работы..................................
§ 7.8. Монтаж судэвых устройств и дельных вещей. Такелажные
работы ...................... .............................
Глава 8. Изготовление трубопроводов и монтаж систем ...............
§ 8.1. Технологические особенности систем и изготовлелис труб-
деталей ...................................................
§ 8.2. Изготовле те узлов трубопроводов и монтаж систем на судне
Глава 9. Монтаж механического оборудования судов и влектрооборудова-
§ 9.1. Технологитсская характеристика и этапы монтажа механи-
ческого оборудования ......................................
§ 9.2. Монтаж главных двигателей .........................
§ 9.3. Монтаж валопроводов................................
§ 9.4. Монтаж паротроизводящих установок и теплообменных ап-
паратов ...................................................
§ 9.5. Монтаж вспомогательного оборудования и механизмов уст-
ройств ....................................................
§ 9.6. Особенности монтажа электрооборудования ... ...
Глава 10. Испытания и сдача судов ......................... ....
§ 10.1 Виды приемок и испытаний...........................
§ 10.2. Применение имитационных методов испытаний.........
Глава 11. Судостроительные предприятия.............................
§ 11.1. Виды и состав судостроительных предприятий ....
§ 11.2. Генеральный план..................................
§ 11 3 Трудоемкость постройки судов.......................
Предметный указатель ..............................................
244
244
247
250
254
258
266
275
279
284
293
299
299
309
315
322
324
328
33-3
338
341
341
343
3-18
352
ПРЕДИСЛОВИЕ
Коммунистическая партия Советского Союза постоянно уде-
ляет внимание проблемам технического прогресса, вопросам вне-
дрения новой техники и технологии. В решениях XXV съезда
КПСС отмечается, что основной задачей десятой пятилетки яв-
ляется рост производительности труда и резкий подъем эффектив-
ности производства. Решение этой задачи возможно лишь на основе
внедрения более прогрессивного оборудования и новых форм орга-
низации труда.
Совершенствование технологии и организации производства
происходит в настоящее время непрерывно. Это приводит к систе-
матическому повышению основных технико-экономических пока-
зателей производства.
Рассмотрение наиболее распространенных в судостроении тех-
нологических процессов, параметров, характеризующих их эффек-
тивность, и сведения об используемом оборудовании примени-
тельно к постройке стальных морских судов составляют основное
содержание данного учебника. На основе изучения этих материа-
лов студент получит знания, необходимые для руководства дей-
ствующими производствами и совершенствования технологиче-
ских процессов в будущем.
Настоящий учебник написан в соответствии с программой
курса для специальности 0514, но может использоваться и для
других специальностей. Сведения о составах материалов, затратах
труда, комплектации технологического оборудования, а также ко-
личественные нормы и требования к качеству выполнения отдель-
ных процессов студенты смогут почерпнуть из многочисленных
справочников и нормативной ведомственной документации орга-
низаций судостроительной промышленности.
Учебник написан коллективом преподавателей Ленинград-
ского Ордена Ленина кораблестроительного института и работ-
ников судостроительной промышленности.
5
Параграфы LI, 1.2, глава 4 (§ 4.1—4.4), глава 10, § 5.3, 9.6
написаны В. Д. Мацкевичем; § 1.3, 1.4, 2.1—-2.3, 3.3—3.5 —
В. П. Доброленским; § 2.4, 2.5, 5.1, глава 6 В. Ю. Лейзерма-
ном; § 3.1, 3.2, 3.6 и глава 7 — Е. И. Никитиным; глава 8 —
Э. В. Гановым; глава 9 (§ 9.1—9.5) — В. С. Кравченко; § 3.7, 4.5,
глава 11 —В. Д. Наумовым; § 5.2—В. Д. Мацкевичем и
В. Ю. Лейзерманом совместно.
В составлении § 2.4 и 2.5 принимали участие М. А. Городин
и И. А. Резцов, § 7.5 и 7.6 — Г. В. Бавыкин.
Общее согласование материала по всем главам и научное редак-
тирование выполнил В. Д. Мацкевич.
Авторы будут благодарны за все замечания, которые просят
направлять по адресу: 191065, Ленинград, издательство «Судо-
строение», ул. Гоголя, 8.
Г лава 1
ОБЩИЕ ВОПРОСЫ
ТЕХНОЛОГИИ СУДОСТРОЕНИЯ
§ 1.1. Производственный
и технологические процессы
в судостроении
Технология судостроения является наукой, изучающей сущ-
ность производственных процессов постройки судов, взаимную
связь этих процессов и закономерности их развития.
Производственный процесс есть совокупность всех действий,
направленных на превращение материалов и полуфабрикатов в за-
конченную продукцию — предмет производства.
Производственный процесс постройки судна включает полу-
чение и обработку материалов для корпуса и оборудования, сборку
и сварку частей корпуса и целого корпуса, изготовление и монтаж
различных устройств, систем, аппаратов и приборов, отделку по-
мещений, наладку разных технических средств, испытания и сдачу
заказчику судна.
Составляющие элементы общего процесса постройки такого
сложного сооружения, как судно, представляют собой частные про-
изводственные процессы. Все частные производственные процессы
на судостроительном предприятии принято группировать по де-
сяти видам производств (табл. 1.1).
В ходе каждого производственного процесса объекты труда
заготоаляют, транспортируют, складируют, обрабатывают раз-
личным образом, собирают, подвергают контролю и т. д., пока не
будет создано изделие.
4 Часть пронзаодственного процесса, связанная с изменением и
последующим определением состояния предмета производства,
называется технологическим процессом.
В ходе технологического процесса осуществляются трудовые
Действия или происходят естественные процессы. Они приводят
к изменению формы, внешнего вида или внутренних свойств
предмета труда. Например, при технологическом процессе
окраски нанесение краски на поверхность является процессом
трудовым, а высыхание ее на воздухе — процессом естествен-
ным.
Таблица 1.1
Виды производств в судостроении
Виды производств Содержание иронзподстеснвых процессов
I. Корпусообрабаты- вающее II. Сборочно-свароч- ное III. Корпусострои- тельное (стапельное) IV. Трубомедницкое Изготовление деталей корпуса из проката Изготовление узлов, секций и блоков корпуса Формирование корпуса из частей на построеч- ном месте (стапеле) Изготовление узлов трубопроводов и разных теплообменных аппаратов
V. Механомонтажное Установка и монтаж механического оборудо- вания
VI. Слесарне-корпус- ное (заготовительное) Изготовление металлических деталей и узлов оборудования помещений, вентиляции, коиструк-
VII- Слесарно-кор- пусное (монтажное) VIII. Изоляционно- малярное ций отделки, устройств и насыщения Монтаж на судне указанных выше деталей и узлон Заготовка и установка изоляции судовых поме- щений и оборудования; выполвеиие окрасочных
IX. Столярно-плот- ничное Изготовление и монтаж на судне деревянных элементов оборудовавия, установка облицовок и отделка помещений
X. Электрорадиомон- тажное Комплектация, установка и монтаж электро-, радио- и навигационного оборудования на судне
Каждый производственный процесс разделяется на операции
(рис. 1.1).
Операцией называется законченная часть производственного
процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109—73).
Она выполняется неизменными исполнителями, включает все по-
следовательные действия рабочих над обрабатываемым или соби-
раемым предметом труда. Примеры операций;
разрезка листа на детали на стационарной машине для тепло-
вой резки;
установка на полотнище переборки и закрепление на нем элек-
троприхватками ребер жесткости;
наклейка изоляции на поверхность борта в каюте и т. д.
Операция является основной единицей при планировании,
организации и учете процессов производства на рабочих местах,
а также в изучении трудовых процессов.
Операции разделяют ла переходы и технологические комплексы
приемов (ТКП), а при детальном изучении характера и длитель-
ности трудовых процессов рассматривают еще и приемы, действия
и движения рабочего.
Переходом называется часть операции, представляющая собой
совокупность действий, направленных на обработку определенной
8
P*fc I 1 Схема разделения процесса судостроительного производства на элементы.
9
поверхности или изменение взаимного положения собираемых
элементов при одном режиме работы оборудования и одним и тем же
инструментом. Например, в операции установки ребер жесткости
на полотнище переходом яаляется установка каждого отдельного
ребра.
Переходы слагаются из технологических комплексов приемов
(ТКП), представляющих собой объединение нескольких последо-
вательных приемов, обеспечивающих достижение определенной
технологической цели (например, установить, ориентировать,
проверить, прихватить и т. д.).
Наконец, более мелкие состааляющие—приемы, действия и
движения рабочего представляют собой трудовые элементы, кото-
рые анализируются, например, при массовом производстве или
при разработке средств механизации.
Первоочередной задачей, стоящей перед промышленностью
СССР, является переход к механизированным и далее к автомати-
зированным производствам. Под механизацией понимают замену
ручного труда человека работой машины. Если механизацией охва-
чены все участки данного производства, на которых осущест-
вляются и технологические и вспомогательные процессы, то дан-
ное производство называют комплексно-механизированным. Непо-
средственное участие человека в управлении машинами при этом
сохраняется.
При автоматизации производства (полной или частичной)
человек не участвует в управлении машинами —оно передается
различным автоматическим устройствам.
Естественно, что переход к автоматизированным производст-
вам требует больших капитальных вложений, затрачиваемых на
проектирование н изготовление всего автоматизированного обору-
дования, а также на подготовку программ и мереналздку обору-
дования. Эти затраты скорее окупятся при массовом или крупно-
серийном типе производства, чем при малосерийном или еди-
ничном.
Тип производства характеризуется коэффициентом закрепле-
ния операций К3.о (вычисляемым помесячно) за определенным
рабочим местом:
*'3. О'— р »
(1.1)
где О •—число различных операций; Р —число рабочих мест, на
которых выполняются различные операции в течение месяца.
Производство принято считать:
массовым при Л3.о = 1;
крупносерийным, если 1 < К3.„ < 10;
среднесерийным при 10 < К3. „ < 20;
мелкосерийным. если 20 < Кэ.о<: 40;
единичным, если К3.о не регламентировано.
В серийном производстве изготовляют серии одинаковых из-
делий, регулярно выпускаемых через равномерные промежутки
времени, называемые тактом выпуска t:
здесь Т — календарный отрезок времени; N — количество изде-
лий, выпускаемых за календарный отрезок времени.
Если изделия выпускаются крупными сериями или производ-
ство массовое, то оказывается возможным специализировать ра-
бочие места и расположить оборудование в виде линий по ходу
технологического процесса. Изделия передаются с позиции на по-
зицию линии. Если при этом длительность операций на всех по-
зициях равна (или кратна) такту, то линия называется поточной.
На судостроительных предприятиях крупносерийное произ-
водство организовано лишь в отдельных цехах, например в корпу-
сообрабатывающем или трубозаготовительном, а также в цехах,
выпускающих товары народного потребления.
Единицу промышленной продукции, исчисляемой в экземпля-
рах или штуках, называют изделием. Сложные изделия машино-
строения 1 разделяют по степени усложнения на составные эле-
менты: детали, сборочные единицы, комплексы, а также комплекты
(ГОСТ 2.101—68).
Деталь есть изделие или первичный элемент сложного изделия,
изготовленный из материала одной марки без применения сбороч-
ных операций.
Сборочная единица — изделие, составные части которого под-
лежат соединению на предприятии-изготовителе сборочными опе-
рациями.
Комплекс есть группа нескольких сборочных единиц и деталей,
смонтированных на базовой детали.
Комплектами называют группы из нескольких изделий общего
функционального назначения, не соединяемых на предприятии-
изготовителе сборочными операциями.
В судостроении приняты несколько иные специфические назва-
ния составных частей сложных изделий. Так, при изготовлении
корпуса выделяют:
деталь —определение ее дано выше;
узел (или сборочная единица) —технологически законченная
часть корпусной конструкции, состоящая из нескольких деталей
(технологически законченная означает, что узел может быть пере-
дан на следующую операцию сборки). Некоторые узлы корпусных
конструкций показаны на рис. 1.2 и 4.9.
1 Судостроительную отрасль в народнохозяйственных планах относят к ма-
шиностроению так же, как и производство других сложных изделий — тракторов,
локомотивов, нравов и др.
11
Рис. 1.2. Примеры узлов корпусных
конструкций, а — тавровая балка с
вырезами; б — киша с ребрами и пояс-
ком; в — узел комингса люка.
секция (корпуса) — технологически законченная, отдельно из-
готовляемая часть корпуса, состоящая из ряда узлов и отдельных
деталей и включающая обычно часть насыщения. Насыщением
секции принято называть мелкие фундаменты, детали и узлы судо-
вых устройств, систем и оборудования, а также детали крепления
изоляции и отделки помещений, устанавливаемые на корпусные
конструкции. Впрочем, иногда встречаются секции, не содержа-
щие деталей насыщения, например при постройке корпуса барж
простой конструкции;
блок секций —часть корпуса судна, отсеченная плоскостями,
параллельными мидель-шнангоуту, а иногда и палубам, и отдель-
но формируемая из секций, уз-
лов и деталей;
блок судна, часто называ-
емый просто блоком, представ-
ляет собой блок секций с уста-
новленными в нем элементами
систем, устройств, механизмов,
оборудования отделки помеще-
ний и т. п.
Кроме того, при монтаже
судовых механизмов и оборудо-
вания организации, занима-
ющиеся этим монтажом, выде-
ляют специфические названия
объектов производства: агре-
гаты, монтажные блоки, зо-
нальные блоки, электромон-
тажные заготовки, электросхемы и др. Определение их будет
дано в гл. 9.
Разделение объекта производства на более мелкие составные
части оказывается важным для выбора оптимальных технологи-
ческих процессов изготовления этих частей.
В последние годы применительно к конструкции судов и тех-
нологии их постройки получил распространение термин «модуль»
(от латинского modulus —мера). Под модулем понимают либо
размерную величину (размерный модуль), либо типовое (повторя-
ющееся па судне одного проекта или на судах разных проектов)
функциональное или конструктивное объединение нескольких
элементов, представляющее собой сборочный комплект. Соответ-
ственно различают функциональные и конструктивные модули.
Примеры модулей: одинаковые, повторяющиеся в конструкции
судна секции или блоки корпуса или блоки надстроек с отделкой
и оборудованием; повторяющиеся агрегаты механического обо-
рудования и т. д.
Суть понятия размерных, функциональных и конструктивных
модулей различна, но рассматривать их незаяисимо друг от друга
невозможно. Взаимозаменяемость функциональных и конструк-
12
тивных модулей обеспечивается тем, что их размеры кратны вели-
чине размерного модуля.
Применение модулей позволяет унифицировать заказываемые
и изготовляемые полуфабрикаты и изделия, обеспечивает взаимо-
заменяемость их при сборке и способствует переходу от единич-
ного к серийным и даже крупносерийным методам производства.
В широкой номенклатуре изделий, изготовляемых или соби-
раемых в цехах данного судостроительного предприятия или по-
лучаемых от так называемых контрагентов, следует еще упомя-
нуть:
изделие комплектующее — изделие, предназначенное для при-
менения в составе другого изделия и изготовленное на другом
предприятии, например резиновые амортизаторы, стекла (для
иллюминаторов), стандартные пружины и т. д.;
изделия МСЧ (изделия машиностроительной части) —специ-
фическое название большой группы мелких изделий, изготовляе-
мых в механических цехах предприятия (точением, фрезерованием,
строганием и т. д.) и устанавливаемых на корпусные конструкции
или на оборудование судна;
крепеж — изделия, служащие для механического скрепления
собираемых элементов (болты с гайками, шпильки, винты и пр.).
Крепеж частично закупается на стороне, а частично изготоаляется
цехами предприятия.
В производственном процессе постройки судна можно условно
выделить пять (или четыре) основных периодов (по ОСТ 5.0003—70).
В заготовительный период обрабатывается материал корпуса
судна, собираются узлы, секции, изготовляются детали и изделия
МСЧ.
Блочный период выделяется в том случае, если заготовление
блоков предусмотрено технологическим процессом постройки
судна. В течение этого периода производится сборка блоков кор-
пуса из деталей, сборочных единиц и секций. Могут проводиться
также гидравлические испытания корпусных конструкций блоков
и в предельно возможном объеме монтаж механизмов н оборудо-
вания в них.
Стапельный период считается от момента установки закладной
секции или блока на построечном месте и до спуска.
В достроечный период после спуска выполняют механомон-
тажные и отделочные работы, устанавливают устройства и обо-
рудование. Эти работы, ранее выполнявшиеся после спуска,
теперь начинают значительно раньше.
В сдаточный период осуществляют швартовные, ходовые и го-
сударственные испытания. Период заканчивается подписанием
приемо-сдаточного акта на судно.
Каждый период, в свою очередь, разбивают на технологиче-
ские этапы. Для сокращения сроков постройки работы разных
периодов могут частично перекрывать друг друга, например.
Достроечные работы начинают иногда еще на стапеле.
13
По мере выполнения отдельных этапов растет техническая го-
товность судна, возрастает объем вложенных в его постройку
средств. Естественно, что эти ср ;дства должны постепенно возме-
щаться заказчиком. В связи с дл 1тельным сроком постройки в су-
достроении принят порядок, согласно которому оплата стоимости
судна производится заказчиком не единовременно после окончания
постройки, а постепенно в ходе ее. Оплачиваемые суммы оговари-
ваются в так называемой таблице платежей, прилагаемой к дого-
вору на постройку.
Затраты труда на постройку судна должны быть возможно
меньше. Это достигается двумя путями. Во-первых, использова-
нием принципов специализации производства. Специализация
способствует повышению объема и серийности производства, соз-
дает благоприятные условия для внедрения новейшей технологии,
механизации и автоматизации производственных процессов, пере-
довых форм организации производства и яаляется одним из важ-
нейших условий роста производительности труда и снижения себе-
стоимости продукции. Специализация судостроительного пред-
приятия выражается прежде всего в закреплении за ним постройки
судов одного типа или судов близких типов.
Во-вторых, применяется принцип производственного коопери-
рования. Это означает, что судостроительное предприятие, полу-
чая изделия от смежных заводов, изготовляет некоторые закреп-
ленные за ним механизмы, оборудование и изделия самостоятельно
как для себя, так и для других предприятий. В результате повы-
шается серийность производства и соответственно его эффектив-
ность. Широко развитая кооперация позволяет резко сократить
сроки постройки, например, за счет получения готовых, уже
смонтированных и испытанных агрегатов, устройств и оборудова-
ния. Вместе с тем развитая кооперация делает весьма сложным
как подготовку постройки судна (размещения заказов, согласо-
вание технических данных, вплоть до установочных размеров, кон-
троль сроков поставок и др.), так и планомерное ее проведение.
Например, нарушение сроков поставки одного из элементов обо-
рудования судна может задержать окончание работ в каком-либо
отсеке или по монтажу системы, а то и выполнение всего комп-
лекса работ. В связи с этим возрастает роль своевременной и тща-
тельной подготовки производства к постройке судна.
Структура предприятия, номенклатура цехов, виды построеч-
но-спусковых комплексов, планировка территории и экономиче-
ские показатели работы зависят от вида, количества и размеров
строящихся судов.
В судостроительной практике предприятия иногда классифи-
цируют в зависимости от наибольшей длины судов, суда при этом
разделяют на крупные — более 200 м, средние — от 80 до 200 м,
малые — от 25 до 80 м, мелкие — менее 25 м.
Однако в качестве критерия для разделения судостроительных
предприятий на классы, как правило, принимается не длина.
14
а спусковая масса строящегося судна и соответствующие ей типы
построечных мест и спусковых сооружений. К I классу относят
предприятия крупного судостроения, на которых спусковая масса
строящихся судов составляет 7000 т. В отдельных случаях масса
судов перед спуском может достигать 50 000 т и больше, при этом
постройка ведется в сухих доках На предприятиях II класса
строят суда со спусковой массой от 3500 до 7000 т; на предприя-
тиях 111 класса —от 1000 до 3500 т; IV класса — от 250 до 1000 т
и V класса — для постройки мелких судов, масса которых перед
спуском не превышает 250 т.
§ 1.2. Основные сведения
о подготовке производства
к поотройке судна
Подготовку производства в судостроении можно условно раз-
делить на пять видов; конструкторскую (включая выполнение
опытных работ), материально-техническую, технологическую, вы-
полнение реконструкции предприятия и подготовку кадров по но-
вым видам работ, характерным для данного проекта судна.
Подготовку производства выполняют по специальному графи-
ку и начинают задолго до начала постройки. В настоящее время
средняя продолжительность постройки серийного транспортного
судна от момента закладки до сдачи составляет около 8—10 мес.
Однако там, где применяется прогрессивная технология постройки,
возможны и значительно меньшие сроки.
Меньший срок постройки требует особенно тщательной п за-
благовременной подготовки, которая может занимать от 6 мес до
1 года и больше (считая с момента получения технически о проекта
судна и до момента закладки корпуса). Объем и содержание под-
готовки к постройке судна могут быть различными. Они зависят от
типа судна, его сложности, объема строящейся серии и заданных
сроков постройки.
Конструкторская подготовка заключается
в разработке, согласовании и утверждении проектио-конструктор-
ской документации по судну. Она начинается с составления тех-
нического задания, проходит несколько стадий, в том числе и
составление технического проекта, и завершается рабочим
проектом.
В качестве основы для разработки рабочих чертежей прини-
мается утвержденный заказчиком технический проект судна, вклю-
чающий общие чертежи, а также спецификации, т. е. подробные
описания судна и его частей, и предварительные заказные ведо-
мости на материалы и оборудование. Технический проект является
основным договорным документом, определяющим обязательства
завода, связанные с выполнением задания-заказа.
В рабочем проекте разрабатывают и согласовывают рабочие
ЧеРтежи, заказные ведомости на изделия и оборудование, устанав-
15
ливаемые на судно. В этот же период выполняют опытные работы
необходимые для постройки. Рабочие чертежи служат исходным
материалом для работы цехов, участвующих в постройке. По ним
провзводят технологическую подготовку производства
Материально-техническая подготовка
производства состоит в размещении заказов на все основные мате-
риалы, предусмотренные заказными ведомостями, а также на ком-
плектующие изделия и судовое оборудование, которое изготов-
ляется на стороне, а не в цехах самой верфи. Заказы оформляют
договорами с поставщиками на основе фондов, выделяемых заводу
планирующими организациями.
Материалы и оборудование поступают на завод постепенно и
хранятся в отделениях «главного магазина», т. е. па складах, до
момента их использования. В интересах всего народного хозяй-
ства сроки хранения на складах должны быть минимальными,
чтобы средства не замораживались.
Технологическая подготовка производства
для предприятий машиностроения и приборостроения должна осу-
ществляться в рамках так называемой ЕСТ! 111 —единой системы
технологической подготовки производства (ГОСТ 14.001—73).
Применение комплекса стандартов ЕСТПП для судостроения
ввиду специфики производства возможно лишь частично. Поэтому
технологическая подготовка производства в судостроении осуще-
ствляется несколько иначе. Главное содержание ее сводится к тому,
чтобы разработать график подготовки производства и технологи-
ческий график постройки судна с оценкой затрат труда, устано-
вить, как должна выполняться постройка всего судна и его частей,
какие производственное оборудование, оснастка и приспособления
необходимы для постройки и как должны осуществляться отдель-
ные технологические процессы в ходе постройки.
Производственным, оборудованием называют совокупность ма-
шин и устройств, постоянно находящихся в цехе и предназначен-
ных для выполнения или обслуживания производственного про-
цесса (станки, краны, цеховые транспортные средства, стенды для
сборки и сварки, источники сварочного тока, универсальные пере-
налаживаемые сборочные постели и т. д.).
Оснасткой называют совокупность технических средств, кото-
рыми снабжено производственное оборудование с целью облегчения
выполнения тех или иных операций, например специализирован-
ные легкой конструкции сборочные постели, устанавливаемые на
стенд; грузозахватные приспособления на кранах; опорные уст-
ройства, поддерживающие изделия у станков и т. д.
Приспособлениями называют устройства, при помощи которых
выполняют отдельные операции. Одни приспособления могут вхо-
дить в состав оснастки, т. е. их используют совместно с оборудо-
ванием, например упоры или направляющие к станку; другие
применяют независимо от производственного оборудования (сбо-
рочные захваты, клинья и др.).
Ю
Инструментом называют переносные орудия труда установив-
шегося вида, служащие для выполнения какой-либо операции или
ее части. Инструмент может^применяться вручную или закреп-
ляться на станке.
В ходе технологической подготовки в судостроении разрабаты-
вают: а) технологический график с разбивкой на этапы; б) ведо-
мость (перечень) технологических комплектов по работам верфи,
а также номенклатурные ведомости на изделия МСЧ; в) типовые
или единичные технологические процессы; г) ряд других техноло-
гических документов, в том числе журнал приемок ОТК-
Кроме того, разрабатывают чертежи оснастки, составляют тех-
нолого-нормировочные картьГпо выполнению отдельных (нетипо-
вых) видов работ.
Технологический график постройки судна со-
ставляется в ленточном или сетевом исполнении (табл. 1.2). Он
разделяется на периоды постройки и технологические этапы. Тех-
нгопяттчеекий* fpffd(ffitkocTb по
видам работ, ’перечень цехов или отделов-исполнителеи и параста-
ющуют^тоитоЖ^щна’Х---------------------—
Вед 6"м'о" с т ь т ехнологйческих комплектов
составляется технологической службой на основе данных техниче-
ского проекта судна.
Технологическим комплектом называют совокупность работ по
конкретному объекту судна, выполняемых цехом или участком
в технологической последовательности без перерыва, и открываю-
щих фронт работ смежному цеху или участку или обеспечивающих
окончательную сдачу готового объекта. Для примера можно при-
вести некоторые из 185 технологических комплектов, установлен-
ных при постройке морских буксиров мощностью 1200 л. с.:
т ехнологический комплект № 2 — изготовление днищевой
секции в районе 44—54-го шпангоутов;
№ 13 — изготовление поперечной переборки на 54-м шпан-
гоуте;
№ 19 —монтаж вспомогательного котла и механизмов к нему;
№ к77 — монтаж спасательной и водоотливной систем и т. д.
Технологические комплекты служат основной планово-учетной
единицей деятельности цехов. По ним ведут расчеты затрат, пла-
нируют работу цехов и выпуск рабочих чертежей, группируют
устанавливаемые на судно изделия и т. д.
Технологические комплекты разделяют на работы верфи и так
называемой машиностроительной части (МСЧ), если она имеется
в составе данного предприятия.
Следует отметить, что по действующему ГОСТу разработка
технологических процессов в машиностроении и приборостроении
Должна в общем случае включать: выбор заготовок; выбор
технологических баз; подбор типового технологического
чроцесса; назначение режимов выполнения операций и их
нормирование и т. д. Эти общие положения ГОСТа используются
17
Таблица 1,2
Фрагмент ленточного графика постройки судна
18
в судостроении лишь частично. Вследствие единичного характера
производства технологические процессы здесь разрабатываются
не столь подробно. На разовые операции и рядовые работы, не
имеющие специфических особенностей и выполняемые одинаково
при постройке как данного судна, так и любого другого, отдельные
документы на технологические процессы обычно не разрабаты-
ваются. Такие работы выполняются по постоянно действующим
в цехах типовым технологическим процессам, составленным в со-
ответствии с действующими отраслевыми стандартами (ОСТ) или
«.Основными положениями», едиными для всех заводов судострои-
тельной промышленности.
Технологические процессы изготовления разрабатывают обя-
зательно для сложных работ и новых ответственных конструкций.
Кроме того, по всем выпускаемым в производство чертежам (за
исключением чисто корпусных) технологической службой разра-
батываются так называемые расцеховки, указывающие очеред-
ность участия цехов в изготовлении изделия. В составляемых це-
ховых маршрутных технологических картах приводится последо-
вательность прохождения изготовляемого изделия по участкам цеха.
При большом числе однородных изделий (листовых, профиль-
ных и т. д_), но различающихся формой и размерами, например
при изготовлении деталей корпуса судна, применяют групповую
технологию.
Групповая технология заключается в том, что изготовляемые
изделия распределяют по технологическим группам и выполняют
по типовому технологическому процессу, характеризуемому общ-
ностью оборудования и технологической оснастки.
Основой групповой технологии является применение передо-
вых технологических процессов, высокопроизводительных обору-
дования н оснастки. Этого достигают увеличением размеров пар-
тии обрабатываемых деталей благодаря:
а) конструктивной унификации деталей и узлов, осуществляе-
мых в стадии разработки чертежей;
б) применения унифицированных технологических процессов
обработки и оснастки.
Оба пути дополняют друг друга. Важно отметить, что группо-
вая технология охватывает не только процессы изготовления дета-
лей, но и сборочные, и практически любые технологические про-
цессы.
Типовые технологические процессы
в судостроении применяются при изготовлении деталей корпуса
и сборке и сварке узлов и секций, стапельной сборке, а также при
некоторых видах монтажных работ. Разумеется, выбор типового
или единичного технологического процесса в свою очередь опре-
деляется конструкцией изделия и примененным для его изготовле-
ния материалом.
В конкретных условиях конструкция, как говорят, может
быть более или менее технологичной. Конструктор, разрабатывая
19
проект изделия, сразу прикидывает, как его будут изготовлять
В необходимых случаях он выполняет технологические расчеты
(расчеты точности, ожидаемого изменения свойств и др.) наряду
с обычными расчетами прочности, функциональной пригод-
ности и др.
Технологичностью конструкции изделия называют совокуп-
ность ее свойств, позволяющих при технической подготовке про-
изводства, изготовлении изделия, его эксплуатации, а также при
его ремонте обеспечить заданные показатели качества при наи-
меньших затратах труда, средств, материалов и времени. В на-
стоящее время еще пет единой методики, по которой можно опре-
делить и проверить показатели технологичности, но разработка
соответствующих критериев производится, в том числе и в судо-
строении. Одной из характеристик ее является трудоемкость.
Трудоемкость технологического комплекта или всей постройки
судна представляет собой совокупные затраты труда производст-
венных рабочих, которые выражают в нормо-часах. Количество
нормо-часов на какую-либо работу определяют умножением нор-
мированной продолжительности ее на необходимое число произ-
водственных рабочих. Например, если 4 рабочих должны выпол-
нить работу за 7 ч, или 2 рабочих за 14 ч, то трудоемкость этом ра-
боты будет 28 ч (иногда вместо «нормо-часов» пишут просто «час»).
Расчет трудоемкости в ходе производства называется нормированием.
Применяют различные способы определения трудоемк< сти.
Наиболее точным путем определения трудоемкости изготовления
изделия будет нормирование всех без исключения операций (на-
пример, заготовки деталей, сборки узлов и изделия в целом), т. е.
сквозное нормирование. Однако этот способ требует наличия всех
чертежей и полной технологической документации, которые по
судну поступают в течение нескольких месяцев. Поэтому, из-за
огромного объема и продолжительности, этот способ нормирова-
ния технологических процессов постройки судна обычно не при-
меняется.
Трудоемкость постройки судна, а также отдельных работ (из-
готовления деталей, сборки секций, окраски корпуса и т. п.) опре-
деляют на основании отчетных данпых по ранее построенным су-
дам. По этим данным вычисляют удельные трудоемкости для от-
дельных видов работ, применяя так называемые натуральные из-
мерители.
В качестве натуральных измерителей принимаются масса
продукции в тоннах — для изготовления деталей и сборки кор-
пусных конструкций; 1 кг шва наплавленного металла или 1 м3
продольного сечения шва — для сварочных работ; поверхность,
подлежащая окраске, в м2 — для малярных работ и т. и. Если,
например, удельная трудоемкость изготовления 1 т деталей кор-
пуса судна равнялась 8 нормо-ч, то при постройке судна с массой
корпуса 900 т общая трудоемкость работ корпусообрабатываю-
щего цеха составит 7200 нормо-ч.
20
Иногда удельные показатели корректируют, вводя устанавли-
ваемые на основании опыта коэффициенты сложности.
Если для рассмотренного выше корпусообрабатывающего цеха
удельная трудоемкость изготовления деталей судна со средней
толщиной 10 мм составила 8 нормо-ч/т, то для намеченного к по-
стройке нового судна со средней толщиной деталей 12 мм ее нужно
откорректировать.
Масса деталей возрастет пропорционально толщине листов,
трудоемкость же их изготовления увеличится незначительно, так
как на разметку листов толщина их не влияет, на резку и гибку она
влияет в незначительной степени. Оцепив прирост трудоемкости
в 5% (Д71 = 5“о), можно определить коэффициент сложности для
деталей нового судна:
г(‘+т) =4 -1.05= 0.875.
где s0 и $н — средняя толщина листов старого и нового судов.
Новая удельная трудоемкость составит 8-0,875 = 7 нормо-ч/т.
Определив трудоемкость какой-либо работы, можно установить
и продолжительность ее выполнения:
где 7 — трудоемкость, нормо-ч; Р — количество рабочих, вы-
полняющих работу, чел.; КЕ. н — коэффициент выполнения норм.
Расчет продолжительности необходим для взаимной увязки
работ во времени Кроме того, всегда стремятся к уменьшению
продолжительности цикла выполнения каждой работы и по-
стройки судна в целом, так как это способствует более интенсив-
ному использованию оборудования и производственной площади
и ускорению оборачиваемости средств
§ 1.3. Экономическая сценка
технологических процессов
Оптимальным считается такой технологический процесс, кото-
рый обеспечивает удовлетворительное качество изделия при ми-
нимальной его стоимости- Поэтому выбор технологического про-
цесса обычно производится на основании экономического сопо-
ставления различных вариантов технологии.
Производ£тдеыщцо себестоимость изделия С (руб ) обычно опре-
деляют путем составления,, калькуляций,'в которую^входят стои-
мость всех "материалов _.и. ксдаллекгующих' изделий' М, основная
заработнаятигата производственных рабочих накладные"цёхо-
вые .расхода ,Ни и .накладные"заводские расходы Н3 (в процентах
от зара’ботной платы 3): ~ ——-
с = м + з(1+ "“+,» ). (1.3)
21
Зарплата 3 (руб.) рассчитывается на основе определения трудо-
емкости:
з-Ёта. ('D
где Т, — трудоемкость t-й операции, нормо-ч; s£ — часовая та
рифная ставка для f-й операции, руб./нормо-ч; п — количество
операций, по которым рассчитывается заработная плата.
Накладные цеховые расходы Н„ , представляют собой _все за-
траты цеха за Ёычетом заработпой~платы. процзводственных-Р^бо-
ч^гепПП’ЗТОбНТПУат^рГГайбхГ'(расходы па содержание зданий и обо
р>довзтт1тя,“страиспортнЫе расходы, зарплата административного
персонала, вспомогательных рабочих и т. п.). Аналогичные рас
ходы по заводу составляют накладные заводские расходы Н3.
Накладные расходы определяются по результатам деятельности
предприятия в предшествующий календарный период времени,
как правило, за истекший год.
Для сопоставления вариантов технологических процессов
формула (1.3) неудачна,jraK как завышает эффект от снижения
трудоемкости. Многие затраты, входящие в накладные расходы,
в денствтпельности. не и^мё^яМтся .пра.разных.технологических
процессах. ^рстлетогоГ^)рмула..не учитывает расходов на содср’-
жтйтКГ щ, эксплуатацию 'обдру^вания, непосредственно исполь-
зуемого в раса^?^ив^мсЯи^^Ж№Кп|ОД^6Ь<5м.. процессе. Поэтому
при сопоставлении технологических процессов обычно пользуются
технологической себестоимостью С„ определяемой по формуле
Ст = м + 3(1 +6)4-О4-И + Эт + Мг, (1.5)
где М, 3 имеют те же значения, что и в формуле (1.3); 6 — допол-
нительная заработная плата производственных рабочих и отчис-
ления на социальное страхование, равные в сумме —18%; О —
расходы на содержание и эксплуатацию оборудования, включая
амортизационные отчисления; И — расходы на износ инструмен-
тов и приспособлений целевого назначения; Эт — стоимость энер-
гии, расходуемой по конкретному технологическому процессу;
Мг — стоимость технологических материалов, т. е. материалов,
не входящих в законченное изделие, но необходимых для осу-
ществления данного технологического процесса (смазочные ма-
териалы, лесоматериалы для постройки лесов, газы для резки и
сварки и т. д.).
Таким образом, в формулу (1.5) входят затраты, непосредст-
венно зависящие от технологического процесса. Технологическую
себестоимость определяют обычно для годовой программы выпуска
продукции. Технологическая себестоимость единицы продукции
(руб./шт.) при годовом выпуске Q изделий будет
где = М 4- Мт + 3 (1 + 6) 4- Эт; А2 = О 4~ И.
22
Сравнивая себестоимость двух вариантов технологического
процесса (обозначаемых одним и двумя штрихами), для одинако-
вого годового выпуска Q имеем
c;q=^q+z;.
На рис. 1.3 показаны области оптимального применения каждого
из вариантов. При Q > Q' экономичен
Q < Q' — второй.
Однако снижение технологической
себестоимости не всегда может слу-
жить основанием для применения но-
вой технологии. Как правило, освоение
новых процессов требует дополнитель-
ных капитальных затрат на приобре-
тение новых станков, подъемно транс-
портного оборудования, постройку по-
точных линий, а иногда и новых зданий
первый вариант, при
Рис. 1.3. Сравнение техноло-
гической себестоимости изде-
лия при Двух вариантах тех-
нологического процесса.
и т. п. Нужно оценить, выгодны ли
предусматриваемые технологией капи-
тальные вложения. Для оценки служит
нормативный коэффициент эффективно-
сти капитальных вложений Е„, кото-
рый для судостроения принимается равным 0,15. Другими сло-
вами, каждый рубль капитальных вложений должен за год при-
нести не менее 15 коп. прибыли. Отсюда предельный срок окупае-
мости капитальных аложений Ток_„р (годы) составляет
Уок.ир— £н *«6,7.
Срок окупаемости любого меропринтия, связанного с необхо-
димостью дополнительных капиталовложений (годы), определяется
по формуле
Ka~Ki _ &к
Сд —Стя ДС^ ’
(1.6)
где Ki — стоимость основных фондов действующего производства;
— стоимость основных фондов с учетом осуществления наме-
ченного мероприятия; Сд — существующая технологическая себе-
стоимость годового объема продукции; Ст2— технологическая
себестоимость после внедрения нового мероприятия.
Если определенный по формуле (1.6) срок окупаемости меньше
6,7 года, мероприятие считается выгодным. Исключением являются
мероприятия, направленные на устранение физически тяжелого
труда и улучшение условий работы. В этих случаях экономические
соображения отходят на второй план, уступая место социальным.
23
Годовой экономический эффект от внедрения новых технологи-
ческих процессов определяется по формуле
Э = (Cn - Q,) - Ев (Кг - Kt), (1.7)
в которой учитывается как снижение себестоимости изделий, так
и размер дополнительных капитальных вложений, необходимых
для реализации запроектированной технологии.
§ 1.4. Качество и точность
изготовления конструкций
в судостроении
Качество судна, как и любого изделия, слагается из многих
составляющих. Помимо таких очевидных свойств, как грузо-
подъемность, скорость, мореходные качества (остойчивость, непо
топляемость, управляемость и пр.), в попятив качества входят на
дёжносгь, долговечность, ремонтопригодность и т. п. Каждое из
них отражается па экономичности эксплуатации судна. Повыше
пне качества выпускаемых судов является одной из важнейших
задач, стоящих перед судостроением.
Качество продукции будет высоким только тогда, когда высоки
качество модели (т. е. качество проектных решений) и качество
изготовления. Однако достижение во всех случаях наивысшего
возможного при данном уровне техники и технологии качества
обычно экономически невыгодно. Например, можно повысить
долговечность корпуса судна, применив высоколегированные не-
ржавеющие стали; можно улучшить точность деталей корпуса,
обрабатывая их по контуру па фрезерных и строгальных станках.
Но при этом долговечность корпуса окажется излишней, а точность
деталей — экономически не оправданной. Поэтому корпуса транс-
портных судов изготовляют из углеродистой и малолегироваиной
стали и для вырезки деталей применяют тепловую резку. Качество
продукции должно быть оптимальным, причем как критерий
обычно используют экономические соображения. Другими сло-
вами, продукция должна иметь хорошее качество, но не быть слиш-
ком дорогой. Обеспечение требуемого качества судов при мини
малыюй стоимости их постройки п является основной задачей
технологии судостроения.
Требования к качеству судов и отдельных судовых конструк-
ций устанавливаются нормативной документацией (Правилами
Регистра СССР, государственными и отраслевыми стандартами,
техническими условиями, техническими требованиями в чертежах
и т. п.). Требования к качеству продукции всегда содержат опре
деленный разброс каждого из задаваемых параметров, ограничен
ный верхним и нижним пределами. Интервал значений параметра,
ограниченный этими пределами, называется допустимым откло-
нением или просто допуском
24
Наряду С допустимыми отклонениями в изделиях могут вСтрё-
чаться дефекты, т. е. несоответствие требованиям, установленным
технической документацией, приводящее к ухудшению качества
или к невозможности нормальной эксплуатации этих изделий. При-
мерами дефектов могут служить трещины в стальных конструк-
циях, наличие непроваров в сварных швах, потеки на окрашенной
поверхности, а также выход формы и размеров деталей и конструк-
ций за установленные пределы, так называемые геометрические
погрешности.
Геометрические погрешности могут отрица-
тельно сказываться на мореходных качествах судна, например,
уменьшать его скорость, понижать прочность конструкций, в част-
ности, при искривлении стоек или смещении связей; могут также
ухудшать внешний вид конструкций.
Значительное влияние геометрические погрешности оказывают
на трудоемкость сборки корпусных конструкций. Поле допуска
на величину сварочного зазора обычно составляет 1—2 мм. Макси-
мвльная его величина 4 мм (при автоматической сварке на флю-
совой подушке); минимальная 0,3 мм (при стыковой сварке малых
толщин). Подгонка деталей и конструкций друг к другу с указан-
ной точностью занимает значительную долю сборочных работ.
Поэтому повышение точности изготовления корпусных деталей и
конструкций является важной задачей судостроительного произ-
водства.
Причины возникновения геометрических погрешностей дета-
лей и конструкций многочисленны. Перечислим осповные из них.
I. Неточность исходной информации. При выполнении графи-
ческих построений для определения размеров деталей и конструк-
ций по плазовой разбивке имеют место некоторые погрешности.
2. Погрешность средств и методов измерения (метрологиче
скне). Измерение и откладывание размеров производятся с по-
мощью рулеток, метров, шаблонов, отвесов и прочих устройств,
имеющих значительные погрешности.
3. Погрешности технологических операций. Каждая операция
изготовления деталей (разметка, резка, гибка) и сборки конструк-
ций выполняется с определенной точностью, т. е. вносит иогреш-
ности в размеры, форму и взаимное расположение деталей и кон-
струкций.
4. Погрешности оборудования и оснастки. К ним следует от-
нести, например, отклонение поверхности сборочного стенда от
плоскости, неточность установки опорных устройств на стапеле
и T. II.
5. Погрешности, вызываемые усадкой сварпых швов (свароч-
ные деформации). Это погрешности, если не принять специальных
мер по их уменьшению, могут привести к браку корпусных кон-
струкций.
Принципиальная зависимость между точностью изготовления
Деталей и их себестоимостью приведена на рис. 1.4. Высокая точ
25
ность соответствует значительвым затратам на обработку. По мере
понижения требований к точное™ обработки затраты, а следова-
тельно и себестоимость, снижаются (кривая /). Предположим, что
нужно отрезать от полосы деталь заданной длины, например
3000 ± 6. Если б = 0,1 мм, то необходимо применять специальную
измерительную оснастку, резку производить на точном фрезерном
станке, поддерживать в помещении постоянную температуру. При
6 — 1 мм нужно выполнять весьма тщательную разметку длины
детали, учитывая погрешность шкалы рулетки, ее натяжение и
температуру. Если 6 = 5 мм, то деталь может быть размечена по
Рис. 1.4. Определение оптимальной
точности изготовления деталей.
любой рулетке и обрезана газом
вручную. Дальнейшее расши-
рение поля допуска, например
до 10 мм, ие изменяет техноло-
гии разметки и резки и весьма
незначительно сказывается на
себестоимости этих операций.
Однако оценка требуемой
точности детвлей только по
операциям обработки является
односторонней. Необходимо учи-
тывать влияние точности деталей
1 — себестоимость операций изготовления
деталей. S — себестоимость сборочных опе-
раций: 3 — результирующая кривая себе-
на себестоимость сборочных опе-
раций, которая характеризуется
кривой 2. Наименьшая себестои-
мость изготовления изделия (или
его части) определяется миниму-
мом результирующей кривой 3.
Установление оптимальной
стоимости
точности для каждого конкрет-
ного случая является весьма сложной задачей. Все технологические
процессы, как и подавляющее большинство жизненных явлений,
задаются ие однозначно и могут быть описаны только с позиций
теории вероятностей, в которой результаты каждого конкретного
действия (измерения величины, откладывания размера, погреш-
ности резки) рассматриваются как случайные величины. Поэтому
в каждом конкретном случае должны быть определены объективно
существующие вид закона распределения данной случайной вели-
чины, математическое ожидание М и дисперсия D (х). Дисперсия
часто заменяется средним квадратическим отклонением (стандар-
том) g = j/D (х).
Погрешности размеров деталей и кон-
струкций обычно следуют закону нормального распределе-
ния (Гаусса), выражаемому уравнением
(*-«>»
’Ю-тЬе ”
26
где х может принимать значения от —оо до 4-оо. Математическое
ожидание М = ^х,/п, а среднее квадратическое отклонение
(СКВО)
Рис. 1.5. График дифференциальной функ-
ции распределения <р (х) случайной вели-
чины.
где Exi — алгебраическая сумма наблюдаемых величин; п —
число наблюдений.
Основные условия, при которых случайная величина следует
закону нормвльного распределения, состоят, как известно, в том,
что на нее оказывает влияние
значительное количество слу-
чайных факторов, причем все
случайные факторы взаимно
независимы, а степень их
влияния на рассматриваемую
величину приблизительно
одинакова.
В ряде случаев для су-
щественно положительных
величин, какими являются,
например, сварочный зазор,
отклонение кромки детали
от прямой линии и т. п.,
(Максвелла):
Ф(4 = а. ж •
где 0 < х < 4- со.
Встречаются величины, следующие другим законам распреде-
ления. В дальнейшем изложении будет рассматриваться только
закон нормального распределения погрешностей.
Допускаемые отклонения размеров от
номинальных могут назначаться из соображений обеспечения функ-
ционального назначения узла, конструкции или изделия. Эти
допуски назначаются конструкторами. Иногда их в просторечии
называют «допуски, как нужно». Другой вид допусков носнт назва-
ние «допуски, как можно». При этом имеются в виду допуски, до-
стигаемые при экономичном ведении технологического процесса.
Они назначаются технологами на основании установленных зако-
нов распределения погрешностей при определенной технологии.
В конечном счете, конструктивные допуски должны быть обеспе-
чены принятой технологией.
Предельные размеры и ха рассматриваемой случайной вели-
чины х (рис. 1.5) обычно выбирают так, чтобы
J Ф (х) dx — J ч> (л) dx — 0,001 35.
действует закон эксцентриситета
27
При этом для закона нормального распределения поле допуска
б = би.
Вероятность того, что действительный размер окажется между
и х., т. е. попадет в поле допуска, составляет 0,997 3 и обычно
считается равной единицей Необходимо, однако, помнить, что
назначение допуска, равного'бег, все-таки не гарантирует получе
ине 100% размеров в указанных пределах. Грубые промахи, при-
водящие к отклонениям, превышающим расчетные, всегда воз-
можны. Недаром величина х теоретически может изменяться от
—со до +оо. Вероятность того, что фактический размер выйдет
за пределы допуска, называется процентом риска. Эта величина
равна площади, заключенной 'между кривой <р (х) и осью абсцисс
вие участка этой оси, равного 6, т. е. площади, заштрихованной
на рис. 1.5, выраженной в процентах от всей площади под кривой
ср (х), которая всегда равна единице.
Процент риска зависит от соотношения I между СКВО и вы
бранной величиной поля допуска, которое называется коэффи-
циентом риска. Эта зависимость приведена ниже:
Коэффициент риска I ==
. 1.00 1,65 2,00 2,57 3.00 3,29 3,89
Процент риска Р . . 32 10 4,5 1,0 0.27 0,10 0,01
Необходимо помнить, что найденные опытным путем значения
математического ожидания и СКВО случайных величин сами яв-
ляются случайными величинами и что выборка, по которой они
определены, не полностью совпадает с генеральной совокупностью.
При более точном исследовании следует оценивать величину воз-
можного расхождения параметров выборки и генеральной сово-
купности.
Кроме случайных факторов в конкретном технологическом про-
цессе могут действовать постоянные факторы, вызывающие возник-
новение систематических погрешностей. Например, неточность
нанесения штрихов шкалы рулетки вносит систематическую по-
грешность в размеры деталей. Все детали, размеченные по кон-
кретной рулетке, окажутся в среднем длиннее или короче истин-
ных ( в зависимости от характера погрешности рулетки). Таким
образом, систематические погрешности в каждой серии опытов
влияют на величину математического ожидания, не оказывая воз-
действия на среднее квадратическое отклонение, которое опреде
ляется случайными факторами. Необходимо, однако, учитывать,
что погрешности, выступающие в одной серии опытов в качестве
систематических, в другой могут проявляться как случайные.
Погрешности шкалы рулетки, систематические при измерениях
одной рулеткой, окажутся случайными, если речь будет идти о точ-
ности разметки с помощью рулеток вообще, т. е. о множестве
28
рулеток. В этом случае погрешность нанесения шкалы рулеток
будет влиять на величину среднего квадратического отклонения
размеров.
Систематические погрешности могут быть постоянными и из-
меняющимися во времени или при изменении внешних условий.
Обычно стремятся систематические погрешности выявлять и ис-
ключать из результатов измерения. Так, например, погрешность,
вызываемая неточностью шкалы рулетки, может быть исключена,
если составить таблицу поправок к показаниям рулетки и произ-
водить измерения с учетом этих поправок.
В судостроении применяются рулетки типа РЗ по
ГОСТ 7502—69 с миллиметровыми делениями по всей длине. Допу-
скаемые отклонения действительной длины шкал этих рулеток от
номинального значения при комнатной температуре и нормальном
натяжении составляют для 2-го класса 1 мм при длине 5 м и 5 мм
при длине 50 м Для рулеток 3-го класса погрешности возрастают
до 2 и 7 мм соответственно.
На точность измерений рулетками помимо погрешностей шкалы
Пш влияют погрешность натяжения ленты Пн (мм), температурная
погрешность Пт (мм) и погрешность отсчета размера По Пшреш
ность натяжения ленты выражается формулой
п=2^-
UH EF ’
где I — измеряемая длина, мм; ДР - разность между факти <е-
ским и нормальным натяжениями рулетки, кгс; Е — модуль
упругости материала ленты, Па-10-7 (кгс/мм2) (для стальных ру-
леток Е = 2- 10й Па = 2*10*кгС>'мм*); F — площадь поперечного
сечения ленты, мм2 (около 2 мм2).
Температурная погрешность
Пт = I (ах Д/х — а2 Д£2),
где и а2 — коэффициенты линейного расширения измеряемого
объекта и ленты рулетки соответственно; и Д/2 —отклонения
от нормальной температуры измеряемого объекта и ленты рулетки
соответственно.
Значение По зависит от квалификации разметчика и опреде-
ляется экспериментальвым путем.
Общая погрешность измерения рулетками П определяется по
формуле
п-Кгй+п’+тй + п’.
Исследованием при определенных условиях были установлены
следующие значения погрешностей для рулеток длиной 10 м: Пн =
= ±1,25 мм, Пт — ±0,8 мм, По = ±1,0 мм, Пш-= ±2,5 мм.
29
Тогда для десятиметровых рулеток третьего класса
П = ± /2,5® + 1,25* 4- 0,8® +1,0» = ±3,1 мм.
Для рулеток 2 го класса, у которых Пш = 1 мм,
П-= ±| 1,0s-Р 1,25®-Ь0,8® + 1,02 = ±2,1 мм.
Более строго складывать не предельные значения погрешно-
стей, а дисперсии их законов распределения D (х),-— о®.
Отклонения (погрешности) формы деталей
и конструкций подразделяются на отклонение кромок и отклонение
поверхностей, Непрямолииейность кромки детали или конструк-
ции измеряется наибольшим расстоянием от прилегающей пря-
Рис. 1.6. Измерение местной неровно-
сти (бухтиноватостн).
1 — сечение листа; 2 — линеЛка.
мой до кромки. Прилегающая
прямая материализуется в виде
лииейки, струны, нити, свето-
вой линии и т. п. Отклонение
ревльного криволинейного кон-
тура измеряется от рабочего
контура шаблона.
Неплоскостность поверхно-
сти оценивается максимальным
отклонением ее от прилегающей
плоскости, а для криволинейной поверхности измеряются откло-
нения от шаблона или от опорной постели.
Для относительно гибких листов пас более интересуют местные
отклонения от плоскости (бухтины), чем отклонение листа в целом.
Бухтиноватость оценивается обычно стрелкой прогиба листа f на
длине I (рис. 1.6). Существуют специальные приборы для замера
бухтин — бухтиномеры.
Отклонение (погрешность) расположения деталей и конструк-
ций предстааляет собой отклонение от номинального положения
поверхности (или ее оси) относительно базы или относительно
других поверхностей. Примерами отклонения расположения мо-
гут служить иепараллельность плоскостей друг другу, неперпен-
дикулярность осей, несиммметричность бортовых секций судна
относительно ДП и т. п.
Базами называется совокупность поверхностей, линий и точек,
по отношению к которым определяется расположение рассматри-
ваемой линии или поверхности. При постройке судна основной
базой является система, образованная основной плоскостью (ОП),
диаметральной плоскостью (ДП) и плоскостью мидель-шпангоута
(ПМШ). Кроме основной в процессе изготовления деталей и кон-
струкций применяются технологические базы. В качестве техноло
гических баз могут служить поверхность сборочной плиты, ле-
кала сборочной постели, риски, нанесенные на секции и исполь-
зуемые для правильной установки ее на стапеле, и т. п.
Выбирая системы базирования, стремятся соблюдать принцип
единства баз, т. е. при изготовлении нонструкции, в основном
30
пользуются базами, указанными в чертежах (конструктивными),
вводя технологические базы лишь при необходимости.
Для оценки ожидаемой точности изготовления деталей и кон-
струкций выполняют расчет размерных цепей.
Размерной цепью называется последовательность всех незави-
симых размеров, расположенных по замкнутому контуру и оказы-
вающих непосредственное влияние на точность замыкающего
звена. Замыкающим является звено, связывающее поверхности и
оси, расстояние между которыми нужно обеспечить или замерить,
т. е. звено, для которого ведется расчет размерной цепи.
Рис. 1.7. Схема перевода простран-
ственной размерной цепи в систему пло-
ских цепей с параллельными звеньями.
Рис. 1.8. Пример плоеной размерной
цепи с параллельными звеньями.
Размерные цепи подразделяются на плоские, в которых все
звенья лежат в одной плоскости (или в нескольких параллельных
плоскостях) и пространственные. Плоские размерные цепи с па-
раллельными звеньями иногда называют линейными.
Любая размерная цепь может быть превращена в систему ли-
нейных путем проектирования всех звеньев на оси выбранной си-
стемы координат. Например, четырехзвештая пространственная
размерная цепь (рис. 1.7) может быть превращена в три линейные:
— Лм cos оц 4- А со3 “a -|- A cos аз!
= A cos р! + Д2 cos р2 4 Л3 cos р3; (1.9)
Аг = Лц cos ?! 4- Л2 cos 4- Л3 cos у3
(cos af; cos р,; cos у,- — направляющие косинусы каждого звена),
из которых на рисунке показана только первая. Поэтому все
дальнейшее изложение относится к плоским цепям с параллель-
ными звеньями.
Определим возможные размеры замыкающего звена £д раз-
мерной цепи, приведенной на рис. 1.8, т. е величины зазора между
торцом ребра жесткости и плоскостью шпангоута при стыковании
31
Двух секций. Обозначим звенья размерной цепи: расстояние от
шпангоута до кромки полотнища 4- б,; зазор между кромками
двух полотнищ Бя ± ф; усадку полотнища в результате сварки
Б3+ выход ребра жесткости за кромку полотнища Б4 - б4,
где Бг, Бъ, Б3, Бл — номинальные размеры звеньев, а 6Ъ 6И163,
б< — допускаемые отклонения этих размеров.
Номинальный размер замыкающего звена будет равен алгебраи
ческой сумме размеров звеньев цепи:
Даном в Б1+ Бв—Б3— Si -= jj Б„
где т — количество звеньев размерной цепи.
Для определения допуска замыкающего звена найдем наимень
ший Бдт|1, и наибольший Б^тах размеры замыкающего звена.
Бдт1п будет равно сумме наименьших размеров увеличивающих
звеньев Бг и Б3 и наибольших размеров уменьшающих звеньев Ба
и Б4, т. е.
-1 (ь. —^-) - (ft+44 ~ ft-
Для нахождения Б^тах берем, наоборот, максимальные раз-
меры увеличивающих звеньев и минимальные уменьшающих:
-- Ifn + 6.) + (ft + 4-) - (ft-|-) - (ft - 6.).
(1.10)
Допуск замыкающего звена
6д= £дтах - £дИ-.п = Б1 + 61+ ^2 + -% Б^~Г~
— Б. Л 6,- Б, - Б2 + -%- + £я + -4--Г£«^
= 6,-)-б24-б2 гб« = Ё|М.
Таким образом, независимо от расположения полей допусков •
звеньев размерной цепи допуск замыкающего звена равен сумме
абсолютных величин допусков всех составляющих звеньев. При I
одинаковых допусках всех звеньев, равных б„, величина бл --
~ (ли — 1) бср.
Чаще, однако, решают противоположную задачу: по выбран-
ной величине бд определяют допуски звеньев цепи. Математически
эта задача имеет бесконечное число решений, так как для определе-
ния т •— 1 неизвестных величин имеется лишь одно уравнение
размерной цепи. Поэтому вначале определяют допуски, считая их ,
равными для всех звеньев бср = бд/(п? — 1), а затем полученную .
32
величину корректируют, исходя из экономически оправданной
точности получения каждого звена.
Описанный метод решения размерных цепей получил название
метода максимума-минимума. Он прост, нагляден и обеспечивает
вполне надежные результаты. Однако наиболее неблагоприятное
сочетание размеров, на котором основан метод максимума-мини
мума, маловероятно. Принято считать, что этот метод дает завы-
шенную величину погрешностей замыкающего звена и неоправ-
данно ужесточает требования к точности звеньев размерной цепи.
Поэтому часто пользуются правилом теории вероятностей о ква-
дратичном сложении средних квадратических отклонений незави-
симых случайных величин:
Откуда
(1.11)
0л. = l/ Ёс*-
Если прилить Oj
И 6Л = 6 L tn -
допуск замыкающего звена будет
в J' т — 1 раз меньше, чем при расчете предыдущим методом.
Определяя среднюю величину допуска звеньев размерной цепи
6tp по заданному допуску замыкающего звена, получаем бср =
= , т. е. этот доп уск будет в t'm—1 раз больше, чем при
предыдущем расчете. Разница в результатах расчетов по методам
максимума-минимума и вероятностному тем значительнее, чем
больше звеньев содержится в размерной цепи.
Определим бср более точно, с учетом ожидаемого процента
риска. Для этого выразим СКВО через коэффициент риска каждого
звена tt и допуск &t: в/ — Подставим полученное выражение
в уравнение (1.11)
4<2 2j 4Л ’
*=1 ‘
Сократив правую и левую части на 4 и обозначив 1//® через V
(коэффициент относительного рассеяния), получим
^- = 1»
Приняв, как и раньше, допуск для всех звеньев одинаковым (бср),
получаем для него выражение
- л 6Д
, ЕИБлв.ЙДА |
2 П/р МацкеВ1,
Рекомендуется принимать следующие значения
W = */9, если предполагается, что закон распределения бли-
зок к нормальному;
X; — Чс, если предполагается, что закон распределения бли-
зок к треугольнику;
K'i = */s, если при расчете ничего не известно о характере за-
кона распределения.
Таким образом, задавшись допуском замыкающего звена и ко-
эффициентом риска, выбрав в зависимости от условий технологи-
ческого процесса закон распределения погрешностей составляю-
щих звеньев, можно определить среднее значение поля допуска
звена размерной цепи.
Расчетное значение поля допуска замыкающего звена размер-
ной цепи находится по формуле
= (1-12)
Середина координаты поля допуска Д£ определяется по формуле
^ = ££,-5^4,. (1-13)
где Д^ — координата середины поля допуска увеличивающего
звена размерной цепи; Д,- —то же, по уменьшающего звена; п —
количество увеличивающих звеньев.
Проведем в качестве примера расчет размерной цепи, пока-
занной на рис. 1.8. Зададимся следующими значениями допусков
звеньев цепи: — ±2 мм, &s = ±2 мм, 6а = ±0,3 мы, 64 =
= —2 мм, выберем «=3 (процент риска будет равен 0,27) и
будем считать, что погрешности звеньев следуют нормальному
закону распределения (Л' = 11д)
бЛ = 31/ ~ (22 ± 4® ± 0,6® 4- 2е) = 4,94 мм 5 мм.
Расчетный допуск на зазор между ребром жесткости и шпангоутом
не гарантирует нормальных условий сварки этих деталей.
Середина поля допуска замыкающего звена будет равна
Д0Л = (Дох -р Д<«) — (Доз ~i Дч)= (1 "р 0) — — 1) = 2 мм.
Определим теперь средний допуск на звенья той же размер-
ности цепи, установив бд = 2 мм:
6ср =---- _ 2____— — I мм.
Требуемая для обеспечения нормальных условий сварки точность
звеньев рассмотренной размерной цепи выше, чем реально дости-
жимая при сборке корпусных конструкций. Допуск на звенья
34
цепи можно расширить, увеличив допустимый процент риска.
Если, например, принять вероятность получения погрешностей,
превышающих принятые, равной 32% (I = 1), то средний допуск
6СГ. составит уже 3 мм, но тогда примерно треть всех сопряжений
потребует при сборке пригонки. Тем не менее этим приемом, т. е.
увеличением процента риска, широко пользуются на практике. По
существу, в корпусостроении все допуски на детали и конструк-
ции назначены с процентом риска, отличающимся от нуля.
Повышение точности замыкающего звена может быть достиг-
нуто как увеличением точности каждого из составляющих звеньев,
так и сокращением количества звеньев в размерной цепи, к чему
следует стремиться всегда при составлении технологии сборки.
Различают следующие варианты точности изготовления де-
талей:
1) полная взаимозаменяемость, т. е. любая деталь или узел
при сборке устанавливается на место без какой-либо пригонки;
2) неполная (частичная) взаимозаменяемость, при которой
некоторая часть деталей, узлов, секций требует при сборке при-
гонки;
3) групповая взаимозаменяемость, при которой детали, изго-
товленные с относительно большими допусками, разделяются по
фактическим размерам на несколько групп. Внутри каждой группы
достигается полная взаимозаменяемость. В корпусостроении этот
метод не применяется.
Кроме того, требуемая точность изделий может быть достигнута
методом регулировки и методом пригонки. При регулировке
заданный размер замыкающего звена обеспечивается путем пере-
мещения деталей относительно баз или других деталей, а в неко-
торых случаях установкой компенсационных Звеньев, т. е. про-
кладок, вставок и т. п. Поджатие деталей друг к другу при сборке
{использование их гибкости) может рассматриваться как приме-
нение метода регулировки.
Достижение точности методом пригонки требует оставления
на деталях при их изготовлении в определенных местах излишков
металла. Эти заранее предусмотренные излишки металла, называе-
мые припусками, удаляют при сборке. Метод подгонки широко
распространен в корпусостроении. До последнего времени он
являлся основным методом обеспечения требуемых зазоров между
деталями. В настоящее время стремятся уменьшить количество
оставляемых припусков за счет повышения точности изготовле-
ния деталей и конструкций.
Система назначения допускаемых откло-
нений в судостроении отличается от принятой в машиностроении
стандартами СЭВ (СТ СЭВ 144—75 и 145—75). Там для каждого
поминального размера (от 3 до 3150 мм) предусмотрены гаммы до-
пусков и основных отклонений.
Совокупность допусков, соответствующих одинаковой степени
точности для всех номинальных размеров, называется квалитетом.
2* 35
Всего предусмотрено 19 квалитетов (01 —самый высокий и 17 —
самый низкий). Указанные стандарты СЭВ содержат ряд цифр, но
указаний, в каких случаях, какой каалитет требуется, они не
дают. Подобные указания приводятся конструкторами в чертежах
в виде числового размера и условного обозначения поля допуска,
состоящего из буквы и цифры (иногда двух букв и цифр).
В корпусостроении допуски на размеры деталей и конструк-
ций в чертежах обычно не указываются. Они задаются отрасле-
выми стандартами и другой технической документацией. Напри-
мер, на размеры наиболее распространенных в составе корпуса
плоских секций (изготовляемых с припусками) установлены сле-
дующие допуски по длине и ширине:
размер менее 6 м — ±8 мм,
» от 6 до 10 м — ±10 мм,
» свыше 10 м — ± 12 мм.
Для криволинейных секций допуски несколько больше. В це-
лом допуски на узлы и секции с припусками находятся в пределах
13—14-го квалитетов, а на размеры листовых деталей —в преде-
лах 8—9-го квалитетов.
В принципе допуски на детали в корпусостроении не должны
зависеть от размеров деталей, так как величина сварочного зазора,
которая должна быть обеспечена в соединении, не связана с этими
размерами. Однако некоторое различие, хотя и небольшое, как
видно из приведенных выше цифр, все же предусматривается.
Глава 2 ,
П Л АЗОВЫ Е РАБОТЫ»
§ 2.1. Плазовая разбивка судна
При проектировании судна теоретический чертеж выполняется
в малом масштаба (от 1 : 25 до 1 : 100), так же как и рабочие чер-
тежи корпусных конструкций. При этом точно задаются немногие
размеры: главные размерения, шпация, размеры по мидель-шпан-
гоуту, расстояние между ватерлиниями, толщина листов и т. п.
Большинство же размеров определяются обиодами судна, т. е.
заданы графически. Естественно, что для изготовления деталей и
конструкций корпуса необходимо знать их точные размеры.
Между тем, если чертеж выполнен в масштабе 1 : 100, то графиче-
ская погрешность на нем, составляющая 0,5 мм, выливается на
детали или конструкции в ошибку, равную 50 мм. Поэтому возни-
кает необходимость уточнения обводов судна. Это уточнение в те-
36
чение длительного времени выполняли, вычерчивая теоретический
чертеж судна в натуральную величину. Mgcro, на котором вычер-
чцвается натурная. разбивка, казцвае^ядглаяад, —
плазоеой разбивкой, а работы, выполняемые на плазе, —плпзовыми
работами. Плазом, иЛтг—яяазеверазМЕТОчным бюро, называют
также'производственный участок, выполняющий эти работы. Надо
заметить, что в последние годы происходит постепенный переход
от графических к математическим методам плазовых работ, описы-
ваемым ниже (см. § 2.4). В этом случае основная геометрическая
информация в цех будет поступать прямо из конструкторского
бюро, где разрабатывается проект судна. В настоящее время на
большинстве заводов пока применяют масштабную плазовую раз-
бивку, которая вычерчивается в масштабе 1 : Ю (иногда 1 : 5)
с использованием высокоточного инструмента. Натурную разбивку
теперь применяют лишь при постройке мелких судов.
Плазов ые работы включают:
1) вычерчивание плазовой разбивки;
2) определение формы и размеров всех деталей корпуса, т. е.
деталировку корпусных конструкций с нычерчиванием эскизов
деталей или составлением таблиц размеров;
3) вычерчивание чертежей шаблонов и копир-чертежей (см.
§ 2.3);
4) изготоаление шаблонов, каркасов и макетов;
5) составление необходимых для сборки и проверки корпусных
конструкций и корпуса в целом эскизов, таблиц, шаблонов и тому
подобной информации.
Масштабная разбивка вычерчивается на щнтах из дюралюми-
ниевых листов толщиной 4—10 мм или на стальных листах толщи-
ной 8—10 мм. Листы должны быть тщательно выправлены (откло-
нение от плоскости не более 1 мм на метр) и окрашены эмалевой
краской белого или серо-голубого цвета, а после окраски отшли-
фованы мелкозернистой наждачной бумагой до получения гладкой
матовой поверхности. Натурная разбивка выполняется на дере-
вянном или фанерном полу, тщательно выровненном и выкрашен-
ном масляной шаровой краской с голубым отливом. Главными пре-
имуществами масштабной разбивки по сравнению с натурной яв-
ляются снижение трудоемкости плазовых работ примерно в 2 раза,
уменьшение требуемой площади в 3—4 раза, улучшение условий
труда, так как при масштабной разбивке разметчики работают за
столами, что значительно удобнее, чем работать на полу. Вместе
с тем изготовление шаблонов при масштабной разбивке сложнее,
чем при натурной.
Плазовая р а з_бд.в_к а выполняется в трех проекциях—
«бо)^^~«полуширбта» и «корпус» (рис. 2.1, а}. Для сокращения
ПлощадйТГ'уменьшения""" трудоемкости вычерчивания проекций
«бок» и «полуширота» их всегда накладывают друг на друга
(рис. 2.1, б). Иногда, кроме того, накладывают при натурной раз-
бивке носовую часть судна на кормовую (рис. 2.1, в). Если подоб-
37
лого наложения не делают, то обычно исключают цилиндрическую
вставку, предусматривая перекрой носовой и кормовой частей не
менее 5 м Иногда сокращают длину разбивки, уменьшая размер
шпации (сокращают масштаб но длине). Проекцию «корпус» всегда
вычерчивают полностью без каких-либо искажений. При этом
носовую часть судна располагают на чертеже справа от ДП, кор-
мовую — слева.
Исходными данными для выполнения разбивки являются сле-
дующие документы, выпускаемые проектной организацией:
теоретический чертеж корпуса и таблица ординат с поясняю-
щими эскизами;
чертеж — практический корпус;
чертеж растяжки наружной обшивки;
некоторые чертежи корпусных конструкций, в частности ми-
дель-шпангоут, фор- и ахтерштевни.
При разработке эскизов используется дополнительно схема
припусков на корпусные конструкции.
Растяжка наружной обшивки (рис. 2.2) является условным
чертеЖостТТЙ'ющимпредставление о расположении стыков и паров
листов наруЖТОЙ бЬшивки и ^х поЛдЖёНИИ 01'И0бтй1ьнопродоль-
ньтгттотгеречных связей корпуса^ При построении растяжки на
каждом практическом шпангоуте откладывают последовательно
расстояния от вертикального ккля до соответствующего паза. Эти
расстояния обычно снимают с блок-модели судна. Блок-модель —
деревянная пространственная модель наружной поверхности кор-
пуса, выполняемая в масштабе 1 : 100 или! : 50. Полученные точки
соединяют плавными кривыми. Затем наносят стыки. Форма листов
на растяжке получается условной. Аналогично пазам наносят
положение продольных связей. Вычерчивают также флоры, шпан-
гоуты и поперечные переборки.
Так как корпус к оконечностям сужается, то длина шпангоутов
там становится меньше и должны или сужаться листы, что невы-
годно, или сокращаться их количество. Место, где два листа смеж-
ных поясьев переходят в один, называется «потеряем» (см. на-
пример, 5—7-й поясья в районе 54-го шпангоута).
Плазовую разбивку вычерчивают в такой последовательности:
сначала пробивают основную линию и строят сетку теоретического
чертежа, затем выполняютДШбИвку_и_согласование обводов кор-
пуса в трех проекциях; наконец, на согласованной разб!1в'ке нано-
сят конструктивнее элементы корпуса — линии продольных и по-
перечных связей, пазы обшивки и т. п. Для пробивки основной ли-
нии на поверхности щита масштабной разбивки натягивают струну
толщиной от 0,1 до I мм и вдоль нее накалывают иглой точки,
которые затем соединяют прямой по линейке. При натурной раз-
бивке основную линию пробивают на полу по струне (стеклиню),
натянутой над полом. Точки основной линии находят с по-
мощью отвесов или угольников, осторожно подводимых к струне.
Основную линию прорезают на полу по металлической линейке.
39
Рис. 2.2, Чертеж растяжки наружной обшивки кормовой части
Для построения перпендикуляра к основной линии строят
треугольник с отношением сторон 3:4:5 (рис.' 2.3, о), которые
откладывают по рулетке. Неточность шкалы рулетки может при-
вести к небольшому искажению прямого угла. Поэтому для про-
верки на ОЛ и перпендикуляре строят параллелограмм (рис. 2.3, б)
с произвольными сторонами b и си измеряют его диагонали mJ2.
Если диагонали не равны друг другу, смещают угловые точки на
Рис. 2.3 Построение перпендикуляра к основной линии (а) и про-
верка правильности его положения (б).
величину Д. Требуемое смещение Д можно вычислить по прибли-
женной формуле
Q — 4b
Все остальные линии сетки проводятся как параллели к основ-
ной или к построенному перпендикуляру.
При масштабной разбивке для откладывания размеров приме-
няют штриховой метр первого разряда (ШМ-1) с ценой деления
шкалы 0,2 мм. Погрешность ШМ-1 на длине 1 м не превышает
0,05 мм. Применяют также гибкие стальные линейки с ценой деле-
ния 0,5 мм.
С помощью указанных инструментов на линиях вычерченной
сетки наносят (при натурной разбивке карандашом, при масштаб-
ной — иглой, вставленной в рукоятку с закрепленной на ней лу-
пой четырех-пяти кратного увеличения) точки теоретического
чертежа. Полученные точки соединяют по рейкам плавными кри-
выми. Рейки большого сечения (до 60 >'50 мм), применяемые для
проведения слабоизогнутых кривых, называют правилами. Рейки
изгибают так, чтобы они были плавными и проходили через боль-
шинство заданных точек. В этом положении они прижимаются
к масштабному щиту или к полу плаза специальными грузами
(«крысами»).
41
ипыгер
Рис. 2.4. Масштабный плановый корпус.
Сначала согласовывают «бок» и «полушироту?, а затем строят
проекцию «корпус». На проекции «корпус» вычерчивают все прак-
тические шпангоуты 1 jpn "этом'' пдявнггть*'п^ОДрв прцгеряеггя,
KgOftejjaHee сделанных сечений шо ватерлиниями батоксам, также
построением рыбин. Рыбиной в данном случае называется сечение
корпуса плоскостью, не параллельной ftri’ однойТ^з'основных пло-
скостей судна, но перпендикулярной плоскости проекции. На
проекции «корпус» '"плоскость рыбины перпендикулярна _ ПМШ
(плоскости мидель-шпангоута).
м
Tec-'-L aw тки
Проекция «корпус» масштабной разбивки показана на рис. 2.4.
На ней проведены пазы и стыки листов наружной обшивки, линии
второго дна, "линии” палуб,
плат«|Юрм, стрингеров и т. п.
Кроме того, на разбивке нано-
сят не показанные на рисунке
ось валопровода, линии приты-
кания к обшивке всех ребер
жесткости, поперечные сечения
по шпангоутам фундаментных
балок, профилей и опорных пла-
нок, осевые линии жестких ба-
рабанов и ^другие линии, необ-
ходимые для определения раз-
меров деталей судна. В закон-
ченном виде чертеж называют
практическим (или плазовым)
Рис. 25. Расположение толщины эле-
ментов конструкций относительно тео-
ретических линий
корпусом.
Для облегчения чтения чертежа линии наносят красками раз-
ного цвета. Разбивку маркируют, т. е. надписывают номера шпан-
гоутов, наименования связей, обозначают пазы и стыки.
На аналогичной проекции при натурной разбивке вычерчивают
миделевое сечение, где показывают толщину листов на миделе и
сечение основных продольных связей.
Правила откладывания толщин листов
и профилей относительно теоретических линий регламентированы
ГОСТ 2.419—68. Согласно стандарту теоретическая линия прохо-
дит (рис. 2.5) по той стороне листа, которая ближе к соответству-
ющей главной плоскости (ОП, ДП, ПМШ). Исключение составляют
симметричные замкнутые профили, для которых теоретическая
линия совпадает с осью, и вырезы люков и шахт, у которых теоре-
тическая линия совпадает с внутренней поверхностью комингсов.
Толщина листов наружной обшивки всегда откладывается наружу
от теоретической линии. Конструкции, расположенные в ДП (вер-
тикальный киль, продольная переборка), располагаются симме-
трично относительно ДП.
Разбивку отдельных конструкций выполняют в таком объеме,
чтобы по ней можно было определить размеры входящих в нее
деталей. На рис. 2.6 приведена в качестве примера разбивка на
43
Рис. 2.6 Разбивка второго дна, стрингеров и ребер жест-
44
проекции «корпус» второго дна и продольного набора. Листы и
профили, перпендикулярные к плоскости шпангоута, изображают
одной линией (например, 1-й стрингер, настил второго дна на
участке 14—20-го шпангоутов), наклонные конструкции —сле-
дами сечения по каждому шпангоуту (настил второго дна на уча-
стке 10—13-го шпангоутов, 2-й стрингер и др.). Ребра жесткости
обычно задаются только линией притыкания к обшивке.
Рассмотрим еще разбивку выкружки гребного вала, ось кото-
рого является линией общего положения, т. е. наклонена к ДП
и ОЛ (рис. 2.7). На проекции «корпус» проводят линию вала 1—1
и на ней отмечают точки пересечения ее с плоскостями шпангоутов.
Эти точки находят расчетом и проверяют вычерчиванием линии
вала на проекциях «бок» и «полуширота». Затем строят сечение
выкружки на кормовом (64-м) шпангоуте, сопрягая прямые Ьс и fg
с окружностью радиусом R радиусами г2 и г3 и с линией шпан-
гоута — радиусами и г4. Форму этого сечения выбирают из
конструктивных соображений. Затем вычерчивают сечение вы-
кружки на остальных шпангоутах, добиваясь плавного перехода
от кормового сечения к обшивке судна и контролируя плавность
поверхности выкружки сечениями по оси вала (1—/), оси вы-
кружки (2—2) и по рыбинам (3—3 и 4—4). Затем на проекции
«корпус» вычерчивают границу выкружки.
§ 2.2. Определение формы
и размеров деталей норпуса
Форму и размеры деталей определяют в основном по проекции *
«корпус». Две другие проекции используются для уточнения раз-
меров штевней, главных фундаментов и других сравнительно не-х-
многочисленных узлов, когда с проекции «корпус» нельзя снять
все недбходимые данные или когда их получение по этой проекции
более затруднительно и дает меньшую точность. Кроме того, проек-
ции «бок» и «полуширота» используются для выполнения вспомо-
гательных построений.
Так как независимо от конечной формы все детали вырезаются
из плоских листов или прямых профилей, то для гнутых деталей
находится форма плоской заготовки, т. е. развертка.
С точки зрения определения формы и размеров плоских за-
готовок все детали корпуса могут быть разбиты на пять групп:
1) детали, форма и размеры которых полностью заданы черте-
жом (прямоугольные листы настилов, не связанные с обводами
судна, некоторые кницы, детали фундаментов, выгородок и т. п.);
2) плоские детали, расположенные в плоскостях шпангоутов
и, следовательно, изображаемые на плазовом корпусе без иска-
жения;
3) плоские детали, расположенные вдоль судна. Здесь следует
различать два случая:
45
плоскость детали перпендикулярна ПМШ и, следовательно,
деталь изображается на проекции «корпус» одной прямой линией;
плоскость детали наклонена к ПЛ1Ш; деталь изображается на
проекции «корпус» несколькими параллельными прямыми—сле-
дами пересечения с плоскостью шпангоутов;
4) изогнутые детали, плоская заготовка которых получается
путем развертывания их на плоскость теоретически точными спо-
собами. Здесь различаются следующие детали:
со сломом, т. е. состоящие из двух или большего количества
плоских участков;
цилиндрической формы;
конической формы.
5) детали двоякой кривизны, в том числе и детали веерной
формы, которые тоже развертывают на плоскость, но прибли-
женными методами, так как теоретически такие листы не разверты-
ваются.
Для каждой из перечисленных групп и подгрупп применяются
специфические методы определения формы и размеров заготовок,
за исключением деталей первой группы, на которые эскизы состав-
ляются общепринятыми методами по чертежам корпусных кон-
струкций без обращения к плазовой разбивке.
Размеры деталей второй группы определяют
непосредственным измерением расстояний между теоретическими
линиями с учетом изложенных выше правил расположения тол-
щины листов относительно теоретических линий. Так, например,
длина флора, измеренная от ДП до обшивки, должна быть умень-
шена на половину толщины вертикального киля. Кроме контуров
детали по плазу определяют также расстояние между вырезами
для прохода продольного набора, места шпигатов под сварные
швы и т. п. По чертежу секции находят величину срезов в углах,
расположение и размер вырезов облегчения, места и характер раз-
делки кромок под сварку и т. п. Определение формы и размеров
деталей любой группы завершается, как правило, составлением
эскиза, который должен содержать все данные, необходимые для
изготовления детали (рис. 2.8).
эскизы вычерчивают без соблюдения масштаба, утрируя при
этом особенности формы деталей, например слабоизогнутым
линиям па эскизах придают значительную кривизну. }
Г'Кроме размеров на эскизах наносят ориентирные надписи
(верх, низ, нос, корма, борт, к ДП и т. д_), линии приварки набора,
внд и размеры разделки кромок под сварку, расположение и раз-
меры припусков. Для гнутых деталей приводят сечения, характе-
ризующие форму и направление изгиба детали.
На эскизах надписывают также содержание марки, которая
должна быть нанесена на детали, и маршрут обработки детали
(см. § 3.1)
Иногда эскиз заменяется точным графическим изображением
детали. Для этого контуры детали копируют с масштабной раз-
46
бивки на прозрачную пленку, которую затем используют в каче-
стве шаблона при вычерчивании копир-чертежей и чертежей-шаб-
лонов (см. § 2.3).
Для нахождения размеров деталей третьей и последующих
групп, расположенных вдоль судна, которые проектируются
на плазовый корпус с искажением, нужно уметь определять
длину продольных линий, которая называется растяжкой.
Пусть по наружной обшивке проходит кривая линия АВС
(рис. 2.9, а), папример паз листа наружной обшивки (НО). Эта
линия па плазовом корпусе изображается кривой abc (рис. 2.9, б).
Определим сначала длину прямой А С. Для этого построим парал-
лелепипед, торцевые стороны которого совпадают с плоскостями
крайних шпангоутов, а диагональ равна прямой АС (рис. 2.9, в).
Прямая АС (рис. 2.9, а) будет равна гипотенузе прямоугольного
треугольника АаС, один катет которого будет равен сумме шпа-
ций, а другой — проекции прямой АС на плоскость шпангоута (ас).
Для определения длины кривой АВС заменим ее вписанной
ломаной (рис. 2.9, д). Соответственно и проекция ее на плоскости
шпангоута будет ломаной линией аЪС. Каждый отрезок ломаной
можно определить по вышеописанному способу, т. е. строя после-
довательно прямоугольные треугольники. Очевидно, что если
количество звеньев ломаной будет увеличиваться, то разница
между ее длиной и длиной кривой будет уменьшаться и может
быть сделана сколь угодно малой. Одновременно будет умень-
шаться разность длин проекции кривой и вписанной в нее ломаной
на плазовом корпусе. В пределе они сольются. Следовательно,
Длину кривой линии можно определить, принимая в качестве
одного из катетов спрямленную длину ее криволинейной проек-
ции (ее называют прогрессом), а в качестве другого —расстояние
между двумя параллельными плоскостями, в нашем примере —
шпацию. Определив положение точек растяжки на каждом шпан-
47
гоуте, соединяют их плавной кривой (рис. 2.9, е), длина которой и
является искомой длиной пространственной линии, т. е. растяж-
кой.
Практически длину кривой на плазовом корпусе определяют,
огибая ее тонкой гибкой рейкой и измеряя затем расстояние между
конечными точками кривой на распрямленной рейке.
Кривая растяжки обычно изогнута очень слабо, поэтому
можно без заметной погрешности заменить ее в каждой шпации
отрезком прямой, длина которой Р,- = J Для каждой
шпации заранее составляют таблицы Р =f (ГТ), по которым,
измерив прогресс, определяют величину растяжки.
Рис. 2 10. Определение формы и размеров днищевого стрин-
гера, перпендикулярного к ПМШ
Определение формы и размеров плоских
деталей третьей группы рассмотрим на примере
днищевого стрингера. Плоскость стрингера, показанного на
рис. 2.10, наклонена к ДП, но перпендикулярна к ПМШ» так как
па проекции «корпус» стрингер изображается одной линией.
Построив по правилам начертательной геометрии проекцию
стрингера на плоскость, перпендикулярную стрелке А, как это
сделано в правой части рисунка, получают его истинный контур.
Расстояние между следами шпангоутов будет равно шпации.
На практике вместо описанного построения в произвольной
точке стрингер пересекают вспомогательной строевой линией.
Строевой называется линия, построенная на плазовом корпусе по
определенному закону и используемая для построения развертки.
Форма строевой на развертке определяется законом ее построения
на «корпусе». В данном случае строевая является линией пересече-
ния двух плоскостей и, следовательно, на развертке будет прямой.
Затем измеряют для каждого шпангоута расстояние /в и 1„ от
строевой до верхней и нижней кромок стрингера, как это сделано
на рисунке для 6-го шпангоута. Для построения контура стрингера
на свободном участке плаза или (при масштабной разбивке) на
листе бумаги пробивают прямую линию, восставляют к ней на
расстоянии шпации друг от друга перпендикуляры, на которых
49
откладывают снятые с плазового корпуса расстояния 1В в
Полученные точки соединяют плавной кривой. Аналогично опре-
деляют размеры любой плоской детали, перпендикулярной к ПМШ.
Стрингер, наклоненный к ПМШ, показан на
рис. 2.11. Для построения истинного контура проводят в произ-
вольном по высоте месте строевую линию, пересекающую под
прямым углом линии сечения стрингера плоскостями шпангоутов
(рис. 2.11, с). Угол между строевой и следами шпангоутов будет
прямым и на развертке, так как согласно начертательной геомет-
рии, если одна из сторон прямого угла параллельна плоскости
проекций, то он проецируется на эту плоскость без искажения.
Рис. 2.11. Определение формы и размеров днищевого стрингера,
наклоненного к ПИЩ,
рш — растянутая шпация.
Далее определяют истинную длину строевой, построив ее
растяжку (рис. 2.11, б). Затем пробивают прямую линию, на
которой откладывают растяжку строевой (рис. 2.11, в). Расстояния
между шпангоутами На растяжке часто называют растянутой
шпацией (рш). Проведя перпендикуляры к строевой, находят следы
шпангоутов. На этих перпендикулярах откладывают расстояния
от строевой До верхней и нижней точек стрингера, снятые с кор-
пуса, как это показано на рисунке для 9-го шпангоута. Соединив
полученные точки плавной кривой, получают контур стрингера.
Детали четвертой группы непосредственно не
могут быть совмещены с плоскостью. Для получения плоской
заготовки подобных деталей их необходимо развернуть.
Рассмотрим развертку деталей, имеющих резкий изгиб по пря-
мой линии, который принято называть сломом.
На верхней части рис. 2.12 изображена проекция участка
килевой коробки. Пятка коробки горизонтальна, линия слома
также горизонтальна в расположена под углом к ДП. Внизу
приведена проекция килевой коробки на 0/7. Пятка представляет
собой трапецию ЕАБ7Д, наклонная часть коробки —четырех-
угольник АВДБ, линия слома изображается прямой А Б. Если
мысленно разгибать коробку до совмещения согнутой части с 077,
то пазовые точки В, Г и Д будут перемещаться в плоскостях, пер-
пендикулярных линии слома А Б, т. е. по траектории, указанной на
чертеже пунктиром, и придут в положение В', Г, Д'. Расстояние
между точками Л и В' на развертке будет равно длине участка 7-го
шпангоута между ОП и пазом на плазовом корпусе. Указанных
Рис 2.12. Развертывание листа
со сломом.
условий достаточно, чтобы одно-
значно определить конечное поло-
жение пазовой точки В’. Для дру-
гих шпангоутов положение пазо-
вых точек (Г' и Д') определяют
аналогично. Соединяя пазовые
точки с соответствующими точ-
ками линии слома, получают раз-
вертку килевой коробки, ограни-
ченную контуром ЕАВ'Д’БЖ.
В описанном построении опу-
шены два существенных момента:
Рис. 2.13 Схема определения по-
грешности при развертке лис-гоп со
сломом.
во-первых, не принималась во внимание толщина развертываемого
листа, во-вторых, не учитывалось то обстоятельство, что при
изгибе листа участки сопрягаются не под углом, а по цилиндриче-
ской поверхности. Оценим величину допущенной погрешности.
На рис. 2.13 приведено реальное сечение изогнутого листа. Общая
длина развертки по нейтральному слою, если пренебречь его
смещением в сторону сжатых волокон (см. § 3.6), составит
1=а г(Д + -|-)<7‘+
Для принятого нами ранее способа определения длины развертки
= БВ = а -}- 27? tg —- -|- Ь. Погрешность Д/ =4 —
= 2/?tg-^- — ^т? <р = f (7?, s, <р). При наиболее распростра-
ненном случае, когда 7? — 2s и <р = п/2, Д7 = 0,07s.
Подобной погрешностью можно, как правило, пренебречь, что
51
обычно и делают при разметке деталей судна. Но в некоторых
случаях, например при гибке на 90° радиусом Д «- 10s, эта по-
грешность составит уже 3,5s, т. е. будет весьма значительной и ее
необходимо учитывать В подобных случаях развертку следует
выполнять по нейтральному слою и показывать для каждого
участка скругления не одну линию слома, как это было сделано на
рис. 2.12 и как обычно задается линия гибки фланцев на корпус-
ных деталях, а две — на-
чало и конец изгиба.
Развертка ци-
линдрических и
конических листов,
заданных в явном виде,
производится методами на-
чертательной геометрии.
Цилиндрические листы,
входящие в состав наруж-
ной обшивки, разворачи-
вают специфическим ме-
тодом (рис. 2.14). В верх-
ней части рисунка приве-
дено изображение листа
на плазовом корпусе, в
нижней —его проекция
на ОП (параллелограмм
АБВГ) Спроецировав
Рис. 2.14. Развертывание цилиндрического ЛИСТ еще раз на ПЛОСКОСТЬ,
листа наружной обшивки параллельную образующей
(перпендикулярно стрелке
Л), получим истинную величину согнутого листа — контур
А'Б*А'Г'В'Г'. Если теперь разогнуть лист, совместив его с пло-
скостью проекций, то мы получим развертку листа, показанную
на рисунке условным пунктиром. При разгибании листа пазовые
точки шпангоутов будут перемещаться перпендикулярно к образу-
ющей Б'В', а длина дуги шпангоута на развертке, например А" Б'А",
будет равна длине дуги 17-го шпанюута на плазовом корпусе.
Для нахождения стрелки погиби шпангоута на развертке
рассмотрим два заштрихованных треугольника ДЕЖ и ЖЗВ.
Они подобны как прямоугольные треугольники с взаимно перпен-
дикулярными сторонами. Катет ЕЖ равен искомой величине у,
гипотенуза ДМ —стрелке погиби шпангоута на плазовом кор-
пусе т. Катет ЗВ равен расстоянию на плазовом корпусе между
двумя шпангоутами, т. е. прогрессу П, а гипотенуза ЖВ —
растяжке образующей цилиндра между двумя шпангоутами
Р = | -}- Л®. Из подобия треугольников находим у : т =
= П : Р и, следовательно,
у=. ™П._.^. (2.1)
У \ГПР+П"~ ' ’
52
Длину пазовых кромок можно определить, построив их растяжку.
Таким образом, изображение листа на плазовом корпусе
содержит все исходные данные, необходимые для построения его
развертки. Развертка строится так, как показано условным штрих-
пунктиром в правой части рис. 2.14, без выполнения промежуточ-
ных построений. Линия БВ на проекции «корпус» (Б'В' на раз-
вертке) является строевой.
Спедует заметить, что полученная формула для определения
стрелки погиби шпангоута на развертке цилиндрического листа
употребляется также при развертывании листов двоякой кри-
визны. Поскольку кривизна корпуса судна в продольном направле-
нии незначительна, участок, равный по длине двум шпациям,
заменяют цилиндрической поверхностью. Но для листов, изогну-
тых в продольном направлении (см. ниже рис. 2.19), прогрессы
справа и слева от шпангоута, для которого определяется стрелка
погиби у, имеют разную величину. Поэтому отношение П : Р
берется средним из обеих шпаций, смежных с исходным шпан
гоутом
, / в в »№ + ”») (2.2)
Формула (2.1) является частным случаем только что полученной.
Конические листы в составе корпуса судна надводных судов
обычно в явном виде не встречаются.
Детали пятой группы (двоякой кри-
визн ы), т. е. изогнутые как в продольном, так и в поперечном
направлении, теоретически не могут быть развернуты на плоскость
геометрическими методами. Участок сферической поверхности,
например, можно совместить с плоскостью только путем растяже-
ния одних зон поверхности или укорочения других. Очевидно, что
при развертывании подобных листов должны быть использованы,
кроме геометрических соображений, дополнительные гипотезы
физического характера, учитывающие изменение длины отдельных
участков листа при гибке. Однако кривизна листов, входящих
в состав корпуса судна, в большинстве случаев незначительна, и
упомянутое изменение размеров листа при гибке невелико. Во
многих случаях оно настолько мало, что им можно пренебречь,
что обычно и делают. Поэтому рассмотрим сначала чисто геометри-
ческие методы развертывания листов, отвлекаясь от самого факта
их «неразвертываемости», затем определим способы корректировки
развертки, выполненной без учета гибочных деформаций.
На рис. 2.15, с сплошными линиями приведено изображение
листа на плазовом корпусе —заданы сечения листа плоскостями
шпангоутов и линии лазов. Для реальных листов на «корпусе»
указывается еще положение стыков, которые обычно не совпадают
со шпангоутами. Но для понимания сущности развертывания это
излишняя подробность, поэтому будем считать, что лист по длине
судна расположен между 8-м и 14-м шпангоутами.
53
Чертеж листа на плазовом корпусе позволяет определить длину
следа каждого шпангоута на развертке (непосредственным измере-
нием) и длину участков паза между двумя шпангоутами (растя-
гиванием пазов). Но форму пазовых линий и шпангоутов’на раз-
вертке непосредственно по нему определить нельзя. Для этого
нужно ввести какие-то дополнительные условия. Одним из таких
условий может быть разделение поверхности листа на треугольные
участки. С этой целью на рис. 2.15, а штрихпунктиром посредине
листа проведена кривая и через точки ее пересечения со шпангоу-
тами — криволинейные диагонали. Длину средней линии и диаю-
налей можно определить после их растяжки. Перенося полученные
Рис 2 15 Развертывание листа с помощью диагональных линий, а —
изображение листа на ллаювом корпусе; б — реечный шаблон листа.
растяжкой длины на рейки и скрепив их в узлах гвоздями, полу-
чают реечную развертку листа. Однако подобный способ требует
больших затрат труда и, главное, недостаточно точен, так как
точно совместить узловые точки при сколачивании шаблона не
удается. Поэтому были разработаны способы, основанные на
применении строевых линий.
При определении размеров деталей третьей группы строевой
являлась прямая линия, пересекающая на корпусе сечение листа
по шпангоутам под прямым углом. Однако линия криволинейной
поверхности, проекция которой на плазовом корпусе представляет
собой прямую, в общем случае является на развертке кривой.
Только у слабоизогнутых листов этим искривлением можно
пренебречь и принять за строевую прямую линию. Более широкое
применение имеет строевая, носящая название средней нормали.
Построение средней нормали рассмотрим на
примере развертывания так называемого веерного листа (рис. 2.16).
Подобную форму имеют иногда на кораблях днищевые стрингеры,
некоторые продольные переборки. Примерно посередине шпан-
гоута наносят начальную точку средней нормали (точку С на
109-м шпангоуте). К шпангоуту в этой точке восставляют перпен-
дикуляр и из нее опускают перпендикуляр на соседний шпангоут.
Угол между перпендикулярами делят пополам, и полученную
точку принимают за точку средней нормали на следующем
(108-м) шпангоуте. Подобным способом находят точки средней
нормали С-2, С3 и т. д. на всех остальных шпангоутах. Затем изме-
ряют длины шпангоутов от строевой до верхнего и нижнего пазов
п растягивают пазовые линии.
При построении развертки принимают, что средняя нормаль на
«корпусе» остается средней нормалью к следам шпангоутов и на
развертке. Для построения развертки проводят прямую линию, на
которой откладывают точку строевой С’ и на расстоянии и /2
Рис. 2.16 Развертывание веерного листа: а — изображение листа на
плазовом корпусе, б — развертка.
от нее — точки верхнего и нижнего пазов для 109-го шпангоута.
Из точки верхнего паза радиусом 7?в, равным растяжке верхнего
паза в данной шпации, проводят дугу. Такую же дугу проводят
радиусом jRu, равным растяжке нижнего паза, из точки нижнего
паза. К построенным дугам проводят общую касательную, кото-
рую и принимают за след очередного 108-го шпангоута. Для
отыскания на 108-м шпангоуте точки средней нормали выполняют
то же построение, что и на «корпусе», т. е. в точке С восставляют
нормаль к 109-му шпангоуту и из нее опускают перпендикуляр на
108-й, угол делят биссектрисой пополам и полученную точку С(
принимают за точку средней нормали. Отложив от нее длины
шпангоутов до верхнего и нижнего пазов, получают пазовые точки
на 108-м шпангоуте. Выполнив подобное построение для всех
шпангоутов развертываемого листа, соединяют точки верхнего и
нижнего пазов плавной кривой, и на этом построение развертки
заканчивается.
Для развертывания листов двоякой кривизны было предложено
свыше 50 методов, что свидетельствует о том, что ни один из них
не является абсолютно точным. Здесь будет рассмотрен метод
55
развертывания, в котором в качестве строевой используется
геодезическая линия.
Геодезической линией данной поверхности называется линия,
соприкасающаяся плоскость которой в любой точке линии пер-
пендикулярна к касательной плоскости этой поверхности в той же
точке (соприкасающейся плоскостью пространственной кривой
называется плоскость, проходящая через три бесконечно близкие
точки этой кривой). Геодезическая линия на криволинейной
поверхности во многом£аналогична прямой на плоскости. Она
Рис. 2.17. Построение геодезической линии на произвольной поверх-
ности.
является кратчайшим расстоянием между двумя точками. Натяну-
тая по выпуклой поверхности пить занимает положение геодези-
ческой линии. При спрямлении развертывающейся поверхности
нанесенная на ней геодезическая линия становится прямой, на-
пример прямой становится винтовая линия на развертке цилиндра.
В дифференциальной геометрии доказывается, что при разверты-
вании на плоскость узкой полосы, вырезанной из любой поверх-
ности вдоль геодезической линии, она также становится прямой.
Следовательно, если неразвертывающийся лист деформировать
так, чтобы он стал плоским, нанесенная на нем геодезическая
линия может искривиться только вследствие изгиба листа на
ребро. И опыт, и логика показывают, что подобный изгиб крайне
мал, поэтому на развертке геодезичееккую линию любой поверх-
ности можно считать прямой.
Методика построения геодезической
л и н и и на произвольной поверхности показана на рис. 2.17. На
поверхности Q выбирают начальную точку М и направление
геодезической линии в этой точке —прямую МТ. Через МТ и
56
нормаль к поверхности МА проводят плоскость Р. Эта плоскость
пересекает поверхность Q по кривой линии. На линии пересечения
откладывают дугу ММ'. В точке М' строят нормаль к поверхности
М'А'. Через нормаль М'А' и точку М проводят плоскость Р'.
На линии пересечения поверхности этой плоскостью откладывают
дугу М'М". В точке М" строят нормаль к поверхности М"А”,
через нормаль М"А" и точку М‘ проводят плоскость Р" и т. д.
При уменьшении длины элементарных дуг ММ\ М'М" и т. д.
построенная подобным методом лилия все более приближается
Рис. 2.18. Построение геодезической линии на плазовом корпусе.
к геодезической линии и в пределе, при стремлении длины этих
дуг к нулю, она становится точной геодезической линией.
При конечной длине элементарных дуг погрешность построения
геодезической линии зависит от их длины и от формы поверхности.
В частности, если длину элементарных дуг принять равной рас-
стоянию между шпангоутами, максимальная величина этой по-
грешности 6 (мм) может быть оценена по формуле
(2.3)
где Ш — шпация, мм; <р — среднее значение угла между касатель-
ными к шпангоутам на плазовом корпусе, рад; Н —стрелка
продольной погиби листа, мм; L —длина листа вдоль геодезиче-
ской линии, мм.
Для большинства листов 6 составляет в натуральных размерах
десятые доли миллиметра и подобной погрешностью можно пре-
небречь.
Для листа двоякой кривизны, заданного графическим изобра-
жением на плазовом корпусе (рис. 2.18), построение геодезической
линии выполняется по описанной ниже схеме, реализующей при-
S7
веденный на рис. 2.17 способ проведения геодезической линии
применительно к судовой поверхности (обоснование здесь опу-
щено). >
1. Проводят к среднему шпангоуту касательную, параллель-
ную хорде, стягивающей пазовые точки шпангоута, и находят
точку касания.
2. Восставляют в точке касания нормаль к шпангоуту, пере-
секающую все шпангоуты разворачиваемого листа.
3. Заполняют таблицу для вычисления положения точек
геодезической линии и определяют их на каждом шпангоуте. Точки
геодезической линии задаются
смещением их по шпангоутам
от нормали к среднему шпан-
гоуту Дь где I —номер шпан-
гоута, исчисляемый от среднего.
-Йа первом шпангоуте Дх=
— О, на следующих
Дг = (i — I) (/?! — Л2)ф, -}-
+ (я — 2) (П2 — П3) срг -|- • - • -|-
+ (ПЫ- Л.) (2.4)
В этих уравнениях Л? —
прогресс для /-й шпации, мм,
а Фг — угол между нормалью
к среднему шпангоуту и нор-
малью к t-му шпангоуту, рад
(см. рис. 2.18). Величины 11 t и
Ф,- находят непосредственным
соответствующих к/тетках таб-
измерением и записывают в « . , —.
лицы. Вычисленные в табличной форме значения Д, опре-
деляют положение точек геодезической линии на плазовом кор-
пусе. При этом возникает вопрос, в какую сторону от нормали
к среднему шпангоуту следует отложить полученные значения Д,-.
Если при движении вдоль нормали от среднего шпангоута к край-
нему прогресс уменьшается, как это имело место для правого
полулиста на рис. 2.18, то Д, откладывается в той части листа, где
прогрессы больше, т. е. в данном^случае в верхней. Для левого
полулиста, наоборот, прогрессы вдоль нормали возрастают и
поэтому значения Д,- откладываются в той части, где прогрессы
меньше, т. е. для разворачиваемого листа вниз от нормали. Для
листов типа приведенного на рисунке геодезическая линия имеет
форму сильно растянутой S-образной кривой.
Кроме перечисленных построений следует определить у —
стрелку выгиба среднего шпангоута на развертке и истинную
длину (растяжку) "верхнего и нижнего пазов и геодезической
линии, а также измерить длины дуг шпангоутов от геодезической
линии до пазовых точек.
58
Следует заметить, что когда величина прогрессов вдоль нормали
к начальному шпангоуту не изменяется, т. е. когда Пу — Пг =
— ... — П„(п — порядковый номер крайнего шпангоута), то со-
гласно формуле (2.4) Д, — Д2 = ... = Д„ = 0. Точно так же на
всех шпангоутах Д — 0, если <рх - <рй ... = <рй_1 == 0, т. е.
когда шпангоуты на плазовом корпусе «параллельны» друг Другу.
В этих случаях нормаль к среднему шпангоуту следует принимать
за строевую, не производя дальнейших построений. Если же
изменение прогресса и величина углов малы, то искривление
геодезической линии можно оценить по выражению Дусл =
= (П1 П„) <р„_ъ которое численно составляет от 50 до 90%
Рис 2 20. Развертка листа наружной обшивки.
Атах» т- е- величины наибольшего смещения точки геодезической
Л1>нии от нормали к среднему шпангоуту.
I/ Построение для определения ДуСЛ показано на рис. 2.19.
От точки В, лежащей на пересечении предпоследнего шпангоута
с нормалью к среднему, откладывают отрезок /71, следовательно,
отрезок АС = Пу — Пп. Прямая C0t, параллельная нормали
к предпоследнему шпангоуту, отсекает па последнем отрезок A0t.
Согласно построению А04 = (Пу — Лп) q>„_i — Ду.„.
При Ду л = 2 мм (в натуральных размерах) нормаль к среднему
шпангоуту обычно принимают за строевую линию, не производя
дальнейших уточнений
Для построения развертки (рис. 2.20) на пря-
мой откладывают растяжку Геодезической линии (точки /7,
18, 26]. Из этих точек проводят дуги сверху и снизу от прямой
радиусами, равными длинам шпангоутов от геодезической линии
до пазов (На R1).
В точке среднего шпангоута восставляют перпендикуляр, от
которого на дуге откладывается стрелка погиби шпангоута у.
Стрелку погиби откладывают так, чтобы выгиб следа шпангоута на
развертке был направлен в ту же сторону, что и на плазовом кор-
пусе; в данном случае выпуклость обращена в сторону кормы.
Рейку-растяжку верхнего паза укладывают на дуги так, чтобы
59
риска среднего шпангоута совпала с его пазовой точкой. Пазовые
точки других шпангоутов получаются при пересечении рисок на
рейке-растяжке с дугами полуширот листа. На рис. 2.20 пазовые
точки получены засечками, выполненными радиусами г17—гм,
равными растяжке соответствующих участков пазовых линий.
Аналогично прочерчивают линию нижнего паза развертки.
Через три точки каждого шпангоута —точку верхнего паза,
строевой, нижнего паза —проводят следы шпангоутов на раз-
вертке.
Проверка правильности выполнения развертки осуществля-
ется методом диагоналей. На развертке проводят две диагонали и
измеряют их длину. Затем точки пересечения диагоналей со шпан-
Рис. 2.21. Схема изменения размеров заготовки при гибке.
контур заготовки; 2 — контур изогнутого листа.
гоутами переносят на плазовый корпус, где диагонали обычно
имеют вид кривых линий (см. рис. 2.18). Построив по корпусу
растяжку диагоналей, сравнивают полученные длины с замерен-
ными на развертке. При правильном выполнении развертки они
должны совпасть.
После выполнения всех графических построений производят
корректировку развертки с учетом ожидаемых пластических
деформаций листа при его изгибе.
Характер деформации листов при гибке зави-
сит от формы листа. Если листу придается парусовидная форма
(рис. 2.21, а), то длина его кромок уменьшается, а длина средней
части листа увеличивается; для седлообразного листа (рис. 2.21, б),
наоборот, кромки при гибке удлиняются, а средняя зона листа
укорачивается. Суммарное изменение размеров листа по длине Д
равно сумме абсолютных величин изменения длины кромок Дк и
длины средней части Д^ Д = | Д|( | 4- | Дс [.
Соотношение между А и Дс зависит от способа гибки листа
и колеблется в пределах от 0,25 до 4. Что же касается суммы их
абсолютных величин Д, то опа определяется формой и размерами
листа и может быть оценена по формуле (мм)
А-^-Ч. (2.5)
где Н —наименьшая стрелка продольной погиби листа, мм;
h — стрелка поперечной погиби, мм; L — средняя длина листа, мм;
60
Гт] —безразмерный коэффициент, полученный опытным путем,
определяемый в зависимости от отношения длины листа L к его
ширине В по графику, приведенному на рис. 2.22.
Величины h a L находятся по плазовому корпусу, первая
непосредственным измерением, вторая —растяжкой геодезиче-
ской линии. Для определения И выполняется специальное по-
строение, одисанное в руководствах по плазовым работам. При-
ближенно ее можно найти по схеме, приведенной на рис. 2.23.
К крайним шпангоутам разворачиваемого листа проводят каса-
Рис. 2.22. Значение коэффи-
циента ч для различных вс-
личип отношений L/B.
Рис. 2.23. Определение стрелки минималь-
ной продольной погиби листа
тельные, параллельные хорде среднего шпангоута, и находят точки
касания с и б. Прямую об делят на части, пропорциональные
отношению сумм шпаций до и после среднего шпангоута
2^
ав _
еб 1
Проводят через точку в прямую, параллельную хорде среднего
шпангоута, до пересечения ее с нормалью к этому шпангоуту.
Отрезок Ог можно приближенно считать искомой продольной
стрелкой погиби листа Н.
Определив величины, входящие в формулу (2.5), вычисляют по
ней изменение продольных размеров листа А. Для листов, полу-
чающих после изгиба парусовидную форму, следует удлинить
пазовые кромки на а/3А (по */aA в нос и в корму от среднего шпан-
гоута листа), а длину листа в средней части уменьшить на Х/8Д
(по 1/вА в нос и в корму от среднего шпангоута). Для седлообразных
листов пазовые кромки следует укоротить на ’/2Д, а длину листа
посередине на столько же увеличить.
61
Изменение размеров листа в поперечном направлении Дноп
может быть оценено по формуле
Л,.; -2Л-“ , (2.6)
где Н, h и L имеют тот же смысл, что и раньше, а В — ширина
листа по среднему шпангоуту. Однако изменение поперечных
размеров листа мало, и им обычно пренебрегают.
При необходимости корректировка поперечных размеров раз-
вертки производится аналогично корректировке продольных,
§ 2-3. Плазовое обеспечение работ
корпусообрабатывающего
и сборочных цехов
Помимо уточнения обводов судна и деталировки корпусных
конструкций плаз обеспечивает контрольной оснасткой и геометри-
ческой информацией корпусные цехи верфи. Связь плаза с другими
цехами показана на рис. 2.24. На рисунке плаз условно представ-
лен как одно целое, хотя, как указывалось выше, в практике
судостроительной промышленности сосуществуют три типа плаза
в зависимости от формы выполнения плазовых работ: натурный,
масштабный и математический. Ниже излагаются в основном
установившиеся методы плазового обеспечения работы корпусных
цехов при натурном или масштабном плазе.
С целью наилучшего использования металла составляют
карты раскроя металла. Детали сортируют по маркам
металла и по толщинам, затем контуры деталей каждой-группы
вычерчивают в масштабе 1 : 10 внутри прямоугольника, размеры
которого соответствуют размерам заказанного листа. На одном
листе стремятся расположить детали одной секции. Если их не
хватает для плотного заполнения листа, то размещают детали од-
ного блока и, в крайнем случае, одного строительного района
судна. Кроме того, детали должны иметь одинаковый технологи-
ческий процесс вырезки, т. е, лист должен разрезаться полностью
ил ц.механическим способом, или на машинах для тепловой резки.
Качество размещения деталей на карте раскроя оценивается
коэффициентом использования металла:
Ь" _ Мдет __ ^Лет
Л«- МЛ ~ F„ ’ И-')
где Л4Л и Л4дет — масса заказного листа и масса вырезаемых из него
по данной карте деталей; и F„ST — площади листа и деталей.
Обычно среднее значение /С„ по судну в целом составляет для
листового металла 0,8—0,85, для профильного —0,85—0,9. Для
деталей, размечаемых фотопроекционным способом (см. § 3.3) или
вырезаемых на машинах со следящими системами (см. § 3.4),
карты раскроя могут не составляться, так как их заменяют чер-
тежи-шаблоны и крпир-чертежи.
62
Проектная
организация
(ЦКБ)
Корпусо-
обрабатыва-
ющий цех
Эскизы деталей
Карты раскроя
Программы разметки и маркирования
Разметочные шаблоны
Разметка
Теоретический чертеж, таблица ординат
Рабочие чертежи корпусных конструкций
Негативы чертежей-шаблонов
Программы резки
Копир-чертежи
Копирчциты
Программы гибки
Гибочные шаблоны
Каркасы
Тепловая
резка
Гибка
листов и
профилей
ПЛАЗ
натурный,
масштабный,
«математи-
ческий»
на базе ВЦ
Таблицы, эскизы и шаблоны для
установки сборочных постелей
Эскизы для разметки полотнищ
под установку набора
Эскизы, таблицы и шаблоны для
проверки размеров и контуровки
секций
Таблицы малок для установки набора
Сборочно-
сварочный
Данные для выполнения проверочных
работ
Данные для разметки вырезов
и деталей насыщения
Данные для изготовления и
установки опорных устройств
Шаблоны и таблицы для проверки
обводов
Шаблоны и таблицы для нанесения
марок углубления
Данные для выполнения
проверочных работ
Корпусо-
строитель-
ный (ста-
пельный)
Рис. 2.24. Связь плаза с корпусными цехзмн верфи.
63
Вычерчивание черте-
жей-шаблонов производят
тушью на плотной бумаге в’ мае
штабе 1 : 10. Чертеж-шаблон (рис.
2.25) аналогичен по содержанию
карте раскроя, но вычерчивается
с соблюдением дополнительных тре-
бований. Толщина линий на чертеже-
шаблоне составляет 0,1 - 8;^ мм. До-
пускаемая погрешность ’ размеров
вычерченных деталей принята для
кромок, сопрягаемых при сборке
с другими деталями, 0» 1 мм, для сво-
бодных кромок 0,2 мм. Расположение
деталей на чертежах, по которым
листы будут впоследствии разре-
заться на гильотинных ножницах,
должно обеспечивать возможность
сквозного прямолинейного реза че-
рез весь лист. На чертежах, пред-
назначенных для разрезки на пере-
носных газорезательных машинах,
между смежными деталями остав-
ляют зазор, равный ширине реза
(2—4 мм в натурных размерах).
После вычерчивания контура де-
талей на каждой из них наносится
необходимая маркировка (см. рис.
2.25 и § 3.3). Законченный чертеж-
шаблон фотографируют специальным
фотоаппаратом, имеющим высокоточ-
ный объектив, на фотопластинку
с высокой разрешающей способно-
стью светочувствительного слоя.
Получаемый после проявления нега-
тив передают на участок фотопроек-
Тонной разметки.
Ко пи р - ч е р теж вычерчи-
Ватот на бумаге, предварительно на-
клеенной на стеклянную пластинку
толщиной 5—6 мм, что обеспечивает
неизменность размеров при дли-
тельном хранении копира (ненакле-
енная бумага при изменении влаж-
ности и температуры окружающей
среды заметно деформируется). Тол-
щина линий на копир-чертежах за-
висит от типа газорезательной ма-
64
тины и колеблется от 0,2 до 1 мм. Требования к точности вычерчи-
ваемых деталей те же, что и для чертежей-шаблонов, но для
кромок, имеющих припуски, и для вырезов облегчения допустимая
погрешность увеличивается до 0,3 мм. Вычерченные детали марки-
руют, после чего поверхность чертежа покрывают бесцветным
лаком.
Шаблоны, каркасы и макеты изготовляют из-
тщательно высушенных сосновых досок (влажность не более 15%),
березовой фанеры; иногда при крупной серии строящихся судов
разметочные шаблоны делает из дюралюминия.
Рис. 2 26. Шаблоны различного назначения: а — из досок для гибки шпан-
гоута; б — из фанерных планок для контуровки листа наружной обшивки
после гибки; в — фанерный (или дюралюминиевый) для разметки книц;
г — из досок для проверки поперечной погиби листа наружной обшивки
при гибке.
В состав плаза входит участок изготовления шаблонов, осна-
щенный ленточными и дисковыми пилами, фуговочными станками
и другим деревообрабатывающим оборудованием.
По назнячениющщблоны подразделяют на разметочные, гпбоч-
ные, контуровочные и проверочные, (рис. 2.26).
При изготовлении шаблона в большинстве случаев линия его
рабочей кромки задана на плазовом корпусе. Так, например,
шаблоны, изображенные на рис. 2.26, а, в, г, изготовляют непо-
средственно по плазовому корпусу. Сначала сколачивают заготовку
шаблона, на нее переносят лекальную линию, после чего заготовку
опиливают по линии с небольшим припуском и окончательно
пристрагивают рубанком.
При масштабной разбивке непосредственный перенос линий на
шаблоны, изготовляемые в натуральную величину, невозможен,
поэтому для нанесения на заготовки лекальных и контрольных
3 П/р Мацкевича БД
линий применяют фотопроекционный метод. Требуемые участки
линий копируют с масштабной разбивки на прозрачную пленку
(рис. 2.27), которую затем фотографируют (такую выкопировку
тоже называют чертежом-шаблоном). Полученный негатив встав-
ляют в проектор, и на заготовке шаблона возникает изображение
линий в натуральную величину.
В некоторых случаях линию на шаблоне вычерчивают по коор-
динатам ее отдельных точек, снятых с масштабного плаза в форме
таблицы с эскизом.
Рис. 2.28. Построение шаблона продольной 'погиби
листа; а — вспомогательные построения на плазо-
вом корпусе; б— растяжка базовой линии; контур
шаблона.
Рис. 2.27. Масштабный
чертеж для разметки ги-
бочных шаблонов.
Изготовленные шаблоны маркируют. Помимо номера чертежа
и детали на них указывают положение пазов или стыков, приводят
ориентирные надписи и другие необходимые для использования
шаблонов сведения.
Для контроля гибки листов кроме поперечных изготовляют
также продольные шаблоны. Контур продольного шаблона полу-
чают специальным построением, приведенным на рис. 2.28. Нужно
построить сечение листа плоскостью, проходящей через середины
крайних шпангоутов и примерно перпендикулярной к его поверх-
ности в середине листа по длине, ибо именно так прикладывают
шаблон к листу при проверке в процессе гибки формы последнего.
Для этого на плазовом корпусе определяют середины крайних
шпангоутов (точки А и F) и среднего (точка О). Через точку О
66
проводят нормаль к шпангоуту и перпендикулярно к ней вне
листа базовую линию — след базовой плоскости. Сносят на базо-
вую точки крайних шпангоутов. Полученный отрезок af делят на
части, пропорциональные величинам шпаций, и проецируют точки
деления b, с, d, е на шпангоуты. Линия ABCDEF является следом
пересечения поверхности листа плоскостью шаблона. Дальнейшее
построение, приведенное на рис. 2.28, б, аналогично рассмотрен-
ному ранее способу определения плоских деталей, наклоненных
к ПМШ.
Для профильных деталей, изгибаемых на ребро, иногда гибоч-
ный шаблон заменяют разметкой на металле линии, которая при
Рис. 2.29. Построение кривой для бесшаблонной гибки листа:
й — построение на плазовом корпусе; б — вычерчивание спрям-
ляемой при гибке линии на металле.
гибке профиля должна стать прямой. Эта так называемая бесшаб-
лонная гибка профдзя.есноаада. Щ! Дйух допущениях: X) ждараль -
ная~бсь профиля в процессе гибки не меняет
маль к нейтральной оси на прямом профиле остается, нормалью
к ней и после гибки. На плазе построение заключается в том, что
выЧе]Тчв®ЖГ Нейтральную ось профиля (рис. 2.29, а), криво-
линейный участок АЕ делят на несколько частей, в точках деления
проводят нормали. Точки пересечения а и е крайних нормалей
с контуром профиля соединяют прямой.
На прямой заготовке профиля (рис. 2.29, б) проводят также
нормали к нейтральной линии, на них откладывают снятые с плаза
стрелки погиби bb', сс', dd' и проводят кривую ab'e'd'e. Контроль
спрямления при гибке линии ab'e'd’e осуществляется натяжением
над ней нити или струны.
В настоящее время для прочерчивания на заготовках спрямляе-
мой при гибке линии разработана специальная машина с про-
граммным управлением — «Стрела».
Для проверки при гибке формы наиболее сложных листов и для
окончательной разметки контура этих листов после гибки изготов-
з* 67
ляют каркас (рис. 2.30). Каркасы сколачивают из отдельных
деревянных поперечных шаблонов, скрепляемых друг с другом
продольными рейками. Рабочая поверхность каркаса образуется
как поперечными шаблонами, так и продольными рейками, врезан-
ными в шаблоны заподлицо с их лекальной поверхностью. Если
плоскость основания каркаса (базовая плоскость) перпендику-
лярна к ПМШ, то для его изготовления нужно расставить попереч-
ные шаблоны на расстоянии шпации друг от друга и в таком поло-
жении закрепить их. Для уменьшения высоты чаще изготовляют
Рис. 2.30. Каркас листа выкружки.
1 — поперечный шаблон; 2 — расшивииы; 3 — раскосные планкн.
так называемые усеченные каркасы, где базовая плоскость A,ADDi
является плоскостью общего положения (рис. 2.31), выбираемой
так, чтобы высота поперечных шаблонов оказывалась примерно
одинаковой. На плазовом корпусе прочерчивают след контрольной
плоскости, перпендикулярной к базовой (рис. 2.31, б). Отрезок
контрольной линии между линиями ЛЛХ и jD£>x делят на части,
пропорциональные шпациям. Через полученные точки (Ь, с)
прочерчивают прямые BBt, (Хх, которые являются следами
пересечения базовой плоскости плоскостями промежуточных шпан-
гоутов. Форма поперечных шаблонов, полученных при подобном
построении, для каждого шпангоута заштриховала. Затем строят
сеченне листа и базовой плоскости контрольной плоскостью
(см. рис. 2.31, в), по которому находят расстояние между попереч-
ными шаблонами в базовой плоскости (отрезки ab, ас, cd) и угол
наклона шаблонов к этой плокости а, т. е. малку.
При сборке каркаса на полу плаза, представляющем собой
базовую плоскость, пробивают контрольную прямую, на которой
откладывают расстояние между шаблонами. В полученных точках
проводят перпендикуляры. Поперечные шаблоны устанавливают
68
на перпендикуляры так, чтобы риски aalt bblt ... на каждом
шаблоне совпадали с контрольной, и наклоняют их на угол а.
В таком положении шаблоны скрепляют друг с другом, после чего
каркас маркируют.
В тех случаях когда с помощью геометрических построений
трудно определить окончательную форму конструкции, изготов-
ляют макеты из досок или
фанеры. Макетирование
целесообразно, например,
для уточнения формы
якорных клюзов. Для это-
го делают макет части но-
совой оконечности с клю-
зами. Макет изготовляют
в натуральную величину
или в масштабе 1:5, 1 : 10.
Иногда изготовляют также
макет кормовой оконечно-
сти, по которому уточня-
ется окончательная форма
моделей кронштейнов греб-
ных валов, а также мор-
тир и дейдвудного устрой-
ства.
Рис. 2.31. Построения, выполняемые при изготовлении усеченного каркаса.
а— пространственное изображение; б— построения на плазовом корпусе;
п— растяжка контрольной и определение малкн.
Широкое распространение за последние годы получило макети-
рование помещений с целью увязки взаимного расположения обо-
рудования, систем и прокладки трасс трубопроводов различного
назначения. Для судов водоизмещением до 10 тыс. т рекомендуется
изготовлять макеты в масштабе 1 : 10. Впрочем, мастерские по
макетированию помещении создаются, как правило, в проектных
организациях, а не на плазе.
69
Сборочно-сварочному цеху плаз выдает эскизы
для проверки размеров секций, разметки вырезов, мест установки
набора и деталей насыщения, а также эскизы или шаблоны для
коитуровки секций. Кроме того, плаз выдает шаблоны или эскизы
с таблицами для изготовления лекал специальных сборочных
постелей и наладки универсальных постелей (см. гл. 4) и малки
(углы установки деталей при сборке конструкций^} Вся пере-
численная информация разрабатывается с помощью описанных
выше методов, например форму и взаимное расположение лекал
сборочных постелей определяют так же, как при изготовлении
Рис. 2.32. Схема определения малки для
деталей поперечного набора.
t — теоретическая липки протыкания плат-
формы к наружны! обшивке; 2 — теоретиче-
ская линия шпангоута, для которого ощкдо-
каркасов. Различие заключа-
ется лишь в том, что базовая
плоскость проводится не вну-
три судна, а снаружи, т. е.
поперечные сечения пред-
ставляют собой не шаблоны
поверхности, а коитр-шаб-
лоны. Кроме того, контуры
лекал постелей отходят от
теоретических линий на тол-
щину листов наружной об-
шивки.
Малка — угол, обра-
зуемый связью с судовой по-
верхностью Для продоль-
ных связей определяется
непосредственным измере-
нием на плазовом корпусе, для поперечной связи малку находят
или графическим построением (рис. 2.32) как угол а между пло-
скостью детали и касательной к обводу ab или расчетом. Во
втором случае она представляется как угол aj между деталью и
хордой АС, вычисляемой по формуле
агс'ет?т+77Г'
При этом прогрессы Дх и Д2 измеряют по плазовому корпусу. Для
плавных судовых поверхностей углы а и щ практически одинаковы
(за исключением оконечностей).
Для сборки корпуса судна па стапеле плазово разметочное
бюро выпускает эскизы и таблицы, характеризующие форму
опорных устройств, расположение устанавливаемых секций отно-
сительно координатных плоскостей судна, эскизы и шаблоны для
проверки обводов судна и нанесения марок углубления, а также
данные для проверки положения липин вала, для установки фун-
даментов и т. п., т. е. выдает все необходимое для выполнения
проверочных работ (см. гл. 5).
70
§ 2. 4- Автоматизированные системы
плазовых работ (АСПР)
Геометрическую информацию, необходимую для постройки
корпуса судна (см. § 2.3), ранее традиционно получали с плаза или
из плазово-размсточпого бюро. В последние годы разработана
система автоматизированного проектирования судов (САПР),
которую начинают впедрять в судостроении. В общем виде эта
система должна включать разработку проектных характеристик
судна и конструкций корпуса, а также интегрированную систему
автоматизироваппого технологического обеспечения постройки
судов — ИС АТОПС. В последнюю входит автоматизированная
система плазовых работ (АСПР). Принципиальная схема ее пока-
зана на рис. 2.33.
В АСПР решаются следующие основные задачи'
вычерчивание трех проекций теоретического чертежа с целью
выявления ошибок в описании формы корпуса;
сглаживание ватерлиний, шпангоутов и других теоретических
линий корпуса с вычерчиванием теоретического чертежа;
определение формы и полуширот всех конструктивных шпан-
гоутов и стыков, трассировка пазов наружной обшивки и теорети-
ческих линий продольного набора с вычерчиванием практического
корпуса и масштабной плазовой разбивки;
определение формы и размеров плоских деталей и разверток
неплоских деталей корпуса с вычерчиванием деталей и выдачей
организационно-технологической документации для их изготовле-
ния (маршрутов обработки деталей, норм времени и т. п.);
раскрой профильного и листового проката с вычерчиванием
карт раскроя;
выдача управляющих программ для тепловой резки листовых
деталей корпуса на машинах с числовым программным управле-
нием (ЧПУ), для гибки профильного и листового проката на гибоч-
ных станках и прессах с ЧПУ либо передача управляющих про-
грамм для технологического оборудования с ЧПУ в автоматизи-
рованную систему управления технологическими процессами
(АСУТП), являющейся частью автоматизированной системы управ-
ления производством (АСУП),
определение цифровой и геометрической информации, веобхо
димой для настройки стоек сборочных постелей, для сборки секций
п корпуса и проверки их формы.
На первом этапе АСПР (см. рис. 2.33) на специальном проблем-
ноориентированном языке (ПОЯ)1 записывают и затем перфори-
руют цифровую и геометрическую информацию о форме корпуса.
Эта ijopMa пока задается в АСПР теоретическим чертежом по
20 теоретическим шпангоутам в масштабе 1 : 100, 1 : 50 или ином
1 ПОЯ — специальный язык для аптоматизации программирования, ориен-
тированный на определенную техническую проблему.
71
Рис. 2,33. Схема автоматизированной системы плазовых работ —АСПР.
| уменьшенном масштабе и таблицей ординат. Данные с чертежей
переводятся в коды ЭВМ с помощью транслятора, т. е. программы
I перевода перфорированных символов ПОЯ в команды ЭВМ.
ЭВМ рассчитывает и формирует исходную информационную модель
теоретического чертежа (п. 1) с помощью пакета прикладных
программ «Формирование поверхности» (ППП ФОРП). В итоге
теоретический чертеж вычерчивается чертежной машиной. Вычер-
ченные граничные формообразующие контуры корпуса сравни-
вают визуально с заданными на теоретическом чертеже с целью
выявления ошибок в описании формы корпуса на ПОЯ- При
необходимости описание корректируют.
На втором этапе ЭВМ сглаживает обводы корпуса. Процесс
выполняется средствами того же ППП ФОРП Результирующая
сглаженная информационная модель теоретического чертежа (п. 2)
сохраняется в банке данных системы и может быть выведена на
чертежную машину и в архив. Если информационная модель
теоретического чертежа формируется и поступает из САПР, то
в АСПР отпадает необходимость в сглаживании обводов корпуса.
На третьем этапе на ПОЯ описывается положение теоретиче-
ских линий палуб, платформ, переборок, шпангоутов, пазов,
стыков и продольного набора. После перфорации (на рис. 2.33
перфорации на этом и последующем этапах опущены) ЭВМ рас-
считывает положение этих линий. Процесс выполняется средст-
вами ППП «Трассировка линий» (ТРАЛ). При этом ЭВМ исполь-
зует также информацию о модели теоретического чертежа из
банка данных системы. В результате формируется и хранится
в банке данных информационная модель корпуса (п. 3), которую
можно воспроизвести при помощи чертежной машины в виде
проекций масштабной плазовой разбивки
На четвертом этане на ПОЯ описываются детали корпуса и
с использованием данных информационной модели рассчитываются
форма и размеры плоских деталей и разверток пеплоских деталей.
Процесс выполняется средствами специального ППП «деталь» для
плоских деталей и ППП «развертка» для неилоских деталей.
Предварительно составляются процедуры для типовых контуров
деталей. В результате формируется библиотека деталей корпуса
(п. 4). Библиотека хранится в цифровом виде в банке данных
ЭВМ. Одновременно вычерчиваются детали.
На пятом этапе с использованием библиотеки деталей (п. 4)
на ЭВМ выполняется раскрой профильного и листового проката
средствами ППП «Автоматический раскрой материала» (АРМ).
Формируется библиотека карт раскроя (п. 5), хранящаяся в банке
данных ЭВМ, и вычерчиваются карты раскроя.
В результате ЭВМ выдаются также управляющие программы
для тепловой резки. Если в АСПР ие предусмотрен АРМ, то карты
раскроя составляются вручную, графически. Описание маршрута
резки выполняется на ПОЯ. после чею оно перфорируется и вво-
дится в ЭВМ
74
На шестом, последнем, этапе выдается технологическая инфор-
мация для изготовления гнутых деталей и выполняются расчеты
по определению формы корпусной оснастки Ее информационная
модель хранится в банке данных ЭВМ (п. 6). По ней вычерчиваются
гибочные шаблоны п выдаются управляющие программы к станкам
с ЧПУ, а также таблицы для настройки стоек сборочных постелей,
для разметки положения набора па обшивке, для контуровкп
секций, проверки их формы и установки на построечном месте
н -т. д.
РРВ
Рис. 2.34. Схема контура мндель-
шпангоута с пояснениями его запи-
си на ПОЯ-
Рпс 2.35. Схема контура флора с поясне-
ниями его записи из ПОЯ ГЕПОС.
В состав технических средств АСПР входят мощные автомати
ческие чертежные машины, а также другое автоматизированное
оборудование, обеспечивающее работы системы (перфораторы и
т. п.)
Проблемно-ориентированные языки (ПОЯ), используемые
в АСПР, позволяют по определенным правилам описывать геомет-
рические объекты и операции над ними при помощи символов,
составленных из букв латинского или русского алфавитов, цифр и
условных знаков. Синтаксис и семантика ПОЯ (синтаксис —
правила сочетания слов в предложении, семантика — смысловое
содержание слов и фраз языка) изучаются в курсах программиро-
вания.
Ниже приводятся некоторые примеры описаний геометриче-
ских объектов и операций на ПОЯ-
Например, при помощи одного из ПОЯ контур мндель-шпан-
гоута (рис. 2.34) в первом этапе АСПР может быть описан операто-
рами ПОЯ, как показано в табл. 2.1, и введен в блок памяти ЭВМ.
На четвертом этапе АСПР процедура образования контура и
вырезки флора (рис. 2.35) может быть записана операторами ПОЯ
ГЕПОС (табл. 2 2), применяемом в отечественном судостроении для
программирования процесса тепловой вырезки деталей корпуса
на машинах с ЧПУ.
75
Таблица 2.1
Описание контура мидель-шпангоута (рис. 2.34) на ПОД
Описание (запись операторов! Пояснения и расшифровка операторов
1-я строка: PRD — С(О..О .3900..300.) 2-я строка: PRB — Т (3900.) 3-я строка: SPM1D = SCfPRD, 1200..PRB) Одной строкой: SPMID = SC(C(0 ,0.,3fW.,300), 1200., Т(3900.)) Оператор «контур С» строит в памяти ЭВМ прямую днища PRD через точки Т1 (0., 0.) и Т2 (3900., 300 ) в направле- нии от Т1 к Т2. Целая часть числа (коор- динаты) определяется точкой, а числа разделяются запятыми Оператор «точка Т» строит прямую борта PRB, параллельную оси у с абс- циссой х — 3900 мм, направленную в сто- рону положительного направления оси у Оператор «соединение контуров SC* строит контур ииделевого шпангоута SPM1D, составленный из прямых PRD и PR В, сопряженных дутой окружности радиусом R — 1200 мм Описано то же, что и в строках 1, 2, 3
Процедура состоит из трех разделов: арифметического, геомет-
рического и маршрутного. В арифметическом разделе с помощью
обозначений указываются заданные размеры детали, в геометри-
ческом — записываются связи между базовыми и искомыми эле-
ментами контура, а в маршрутном — указывается последователь-
ность вырезки детали. Процедуры позволяют описать контуры
однотипных деталей путем вариаций их фактических размеров.
Детали корпуса по картам раскроя вырезаются из листов
машинами для тепловой резки с программным управлением
(например, «Кристалл»), Процедура вырезки по карте раскроя,
например четырех деталей (рис. 2.36) из одного листа, может быть
записана на ПОЯ ОМАР, как показано в табл. 2.3. Для задания
положения детали относительно осей координат листа можно.
76
Таблица 2.2
Процедура вырезки контура флора (рис. 2.35)
на ПОЯ ГЕПОС
Н“’Ч> Запись оператора Пояснения и расИ|кфроЕка операторов
со 0 3 4 « • •
- 3 А О П и 0 п ь 0 н м п л 1 Процедура записана на ма- гнитной ленте Номер процедуры, .< — при- знак заголовка процедуры. ОС — основной контур
P0I е 1 2 3 Номер шпангоута
Р02 РОЗ Р04 Р05 Р06 Р07 ф ® ф ф ф ф 8 2 2 1 0 0 1 0 е 2 0 0 0 0 0 5 0 0 0 0 Арифметический раздел, таб- лица размеров, где Р02, РОЗ ... — номера размеров; 4-800, 4-1000 ... —значения размерен
Р08 1 Номер первой точки, с кото- рой начинается вызов математи- ческой модели шпангоута с ма- гнитной ленты, на которой мо- дель записана
- г Е 0 м Е т р И я Заголовок геометрического раздела
1—10 т 1 0 X 0 1 Вызвать 10 точек шпангоута, номер которого указал параме- тром Р01, начиная с точки, но- мер которой определен пара- метром РОЯ
И ф н 0 1 к 1 0 Таблично заданная функция <’>1)1 с началом в точке 1 в кон- цом в точке 10
12 т и х 0 0 0 7 Точка Т12 с абсциссой, рав- ной нулю, и ординатой, равной размеру Р07
13 и X 0 0 6 7 Точка Тб с абсциссой, равной размеру Р06, и ординатой, рав- ной размеру 07
77
Пр/должение табл. 2,2
метра Запись оперлтгфа Пояснения и расшифровка операторов
00 0 1 2 8 4 5 » 7 8 S
14 п и С п 0 Е в р т ф 1 3 1 Прямая СОВпадает с точкой Т13 и ПЕРпендикулярна к функции Ф11
15 т и с 0 0 в в ф п 1 1 4 Точка Т15 СОВпадает с функ- цией Ф11 и прямой П14, т. е. определяется как точка их пере- сечения
16 © X н и о X 11 0 0 4 2 Р Местная система осей коорди- нат © с абсциссой начала Н, равной размеру Р04 и ордина- той начала, равной размеру Р02. Положительное направление оси абсцисс то же, что и положи- тельное направление оси абсцисс основной системы (о с) и ПАРаллельно этой оси
17 © X н и X п 0 0 Е 3 В р ф 1 1 Местная система осей коорди- нат © с началом Н, Совпадаю- щим с функцией Ф11, абсцис- сой начала, равной размеру РОЗ. Положительное направление оси абсцисс ПЕРпендикулярно оси абсцисс о. с.
18 © X н и X с п 0 0 Е 5 В Р ф 1 1 Местная система осей коорди- нат © с началом Н, Совпадаю- щим с функцией Ф11, абсцис- сой начала, равной размеру РОЗ. Положительное направление оси абсцисс ПЕРпедикулярно оси абсцисс о. с.
- м А р III Р У т Заголовок маршрутного раз-
ф о т т т с 1 0 1 1 1 0 6 1 1 7 8 5 3 2 1 0 п Делается замкнутый вырез, затем вырезается флор, начиная от точки Т01 но обводу шпан- гоута против часовой стрелки, т. е. поле детали остается слева. При этом последовательно де- лаются вырезы для прохода ре- бер жесткости
78
Продолжение /пабл. 2.2
Номер метра Запись оператора Пояснения и расшифровка операторов
00 0 1 2 3 < 5 6 8 9
— П р И в я 3 А т ь Оператор связи основного и вспомогательного контуров
О п 1 р 6 0 0 0 1 0 1 Номер процедуры вырезки вспомогательного замкнутого выреза в системе координат 016
X о л в 7 0 0 0 1 0 2 Номер процедуры вырезки вспомогательного незамкнутого выреза в системе координат 017
X о с л т В 8 О 0 п 0 0 1 0 2 То же выреза в системе коор- динат 018
к примеру, выбрать вектор, проходящий через две точки детали,
заданные координатами. Можно задать положение детали и дру
гими способами, в частности координатами начальной точки и
углом между вектором и положительным направлением оси Ох
системы координат листа.
Рис. 2.36. Карта раскроя с маршрутом вырезки деталей.
Уровень и сложность АСПР зависят от степени полноты авто
матизации проектно-конструкторских работ В наиболее совер-
шенных САПР сглаженная поверхность корпуса судна проекти
руется, например, автоматически по набору проектных характе-
ристик судна. Следовательно, в АСПР- полностью отпадает необ-
ходимость в первом и втором этапах. При возможности автомати
ческого конструирования корпуса и его деталировки в САПР
отпадает^ необходимость в третьем и четвертом этапах АСПР и
т. д. С развитием и разветвлением САПР эти системы могут пол-
ностью решать^все задачи АСПР.
79
Таблица 2.3
Процедура для вырезки деталей по карте раскроя (рис. 2.36) на ПОЯ ОМАР
80
§ 2.5. Некоторые методы
решения задач в АСПР
С развитием автоматизированной системы плазовых работ
разрабатывались аналитические методы решения задач, главные
из которых указаны на рис. 2.33. При этом для решения одних
и тех же задач предлагались разные методы, основанные на раз-
личных допущениях и приводящие к результатам, удовлетворяю-
щим практику. Процесс становления аналитических методов
плазовых работ продолжается. Ниже приведены некоторые уста-
новившиеся методы решения наиболее распространенных задач.
Рис. 2.37. Носовая нетвь ватерлинии.
Вычерчивание проекций теоретического
чертежа (на основе проектных разработок), выполняемое на пер-
вом этапе АСПР, и сглаживание обводов корпуса, осуществляемое
на втором этапе, может быть основано на аппроксимации судовых
обводов кубическими сплайнами’(spline в переводе с английского
рейка).
Кубическим сплайнам соответствует форма изогнутой рейки,
прижатой к плазу в отдельных точках грузами (рейки традиционно
применяются плазовыми разметчиками для проведения лекальных
ЛИНИЙ).
На изогнутую рейку действуют моменты ЛГ(-*), стремящиеся
сдвинуть ее опорные точки (рис. 2.37). Так как в горизонтальной
плоскости к рейке не приложено внешних нагрузок, то моменты
JM (х) изменяются относительно оси х линейно
Для сечения х ла участке i—1, i можно записать
М (х) = Я, , -I- М, *“,*'-* .
где и —опорные моменты.
При незначительных изгибах, когда (х), изгибаю-
щий момент будет
М(х) = £/^(х);
81
здесь /? (х) — радиус кривизны рейки; у" (х) — вторая производ-
ная от упругой линии рейки; EI — жесткость рейки (условно
равная единице). Тогда
у” (х) = Mt-_i ‘
Дважды интегрируя это равенство с учетом граничных условий
У ~ У1-1, У С*;) — У,, получаем для участка I—1, I рейки
выражение
4>w - л,., '"‘б.,/1’ + м, +
X X, _r / M,R \
у,.—r-h
X _ (29) is
т. e. кубический сплайн, коэффициенты которого записываются
в виде
где i = 1, 2, п.
Поскольку рейка представляет собой многонролетную балку
с п опорами, смещенными относительно прямой базовой линии,
для нахождения моментов, входящих в коэффициенты сплайна,
можно воспользоваться уравнениями трех моментов, дополнив их
двумя уравнениями, описывающими граничные условия. Напри-
мер, для ватерлинии граничным будет значение первой производ-
ной в точке 1 (см. рис. 2.37), соответствующей выходу ватерлинии
на цилиндрическую вставку (у\ — 0), а также точка п выхода на
штевень, или значение второй производной в точке 1 (у'{ — 0)
и в точке « (уп — 1//?), где /? — радиус сечения форштевня.
При сглаживании обводов необходимо вычислять значения
кривизны Ki в точках кубических сплайнов. Кривизна, как
известно, зависит от значений первой и второй производных. Для
краевых районов ватерлиний и шпангоутов, где первая производ-
ная приближается к нулю или бесконечности, вычислить кри-
визну в прямоугольных координатах очень трудно. Поэтому для
сглаживания обводов вместо кубических сплайнов (2.9) нсполь-
82
зуются параметрические сплайны у = у (s) и х = к (s), где s —
длина дуги сплайпа от начала координат (см. рис. 2 37). Тогда
выражение для кривизны будет иметь вид
„ irw«'(»>-»'WfW ,210)
К,~ 11/<.)И+1«'<5)П8'г ' 1 '
Для сглаживания обводов по известным координатам узловых
точек, т. е. точек пересечения ватерлиний со шпангоутами, вычис
ляется исходной сплайн, а также значения дуговых координат ч,
Рис. 2 38. Отклонения аппроксимирующих кривых при сгла-
живании обводов.
в этих точках. Затем по тем же узловым точкам, за исключением
одной, например i й, находится новый сплайн и его отклонение
от исходного в i-й точке (рис. 2.38). Этим моделируется снятие
груза с рейки в точке i. Отклонение рейки от исходного положения
свидетельствует о ее неплавности, что равносильно появлению
реакции в опоре. Математически отклонение рейки означает изме-
нение ординаты и кривизны в i й точке.
Для каждых трех точек вычисляются корреляционные коэ<]к|>и
цпенты относительно прямой линии
E(Sj -s,-)(K>—Хд
| » -
к. -
Ki-1 + K.-l-Kn-i
83
Определяются коэффициенты искажения плавности
----г- L '
здесь индексом 0 обозначены значения г( для исходного сплайна.
Вычисляются поправки к ординате ватерлинии yis в точке,
в которой /Сп£ имеет максимальное значение:
е. —________^‘а‘________
‘ Кп 1—1 + + Кп (-+1
Те же действия выполняются и для Шпангоутов (отклонения г?;)
Затем вычисляется средняя поправка
,, _ е,- + в/
'' 2
Вычислительный итерационный процесс продолжается до тех пор,
пока все Кп не станут равными какому-нибудь заданному малому
числу, установленному опытным путем.
В итоге все точки судовых обводов должны оказаться на
сглаженных кривых. Ранее, до применения кубических сплайнов,
для сглаживания обаодов использовались разности первого и
второго порядков таблично заданных функций:
конечные
= Ум ~ Уь !^У1 = &Ум — tyi
и разделенные
бу, ; §2 = .
*£+1 — *1 XM—Xi
Изменение знака разностей AEz/f или свидетельствовало
о наличии на кривой точек перегиба, г. е. о ее неплавпости.
Процесс сглаживания состоял в вычислении на ЭВМ разностей
по ватерлиниям и шпангоутам и анализа монотонности их изме-
нения и знаков с внесением поправок в ординаты у,. Затем про-
изводились повторные вычисления разностей для проверки плав-
ности.
Существует и другой метод сглаживания обводов, в котором,
в отличие от изложенных, используются характеристики формы
корпуса, определяемые в процессе проектирования судна. В этом
методе i-я ватерлинпя, например, не имеющая цилиндрической
вставки, аппроксимируется от носового перпендикуляра до ми-
дель-шпангоута выражением, подобным использующемуся при
аналитическом проектировании теоретического чертежа корпуса:
й(т) Ф-"' (.7“) + (Ф) +
+ ₽<</>(ф)4 (2.11)
где Ul (ф) • • * (ф) — РазРаб°танные в этом методе фунда-
ментальные функции; у-% — полуширота ватерлинии на мидель-
84
шпангоуте; l{ — длина ватерлинии (носового или кормового
заострения); а,- — коэффициент полноты площади ватерлинии;
р,- — а. ------безразмерный статический момент площади ватер-
Рис. 2.39. Аппрокси-
мация кубического по-
линома дугами окруж-
ностей.
1 — касательнав; 2 - -
кубический сплайн. 3 —
линии; ----безразмерный момент инерции площади
ватерлинии (хц — абсцисса центра тяжести площади ватерлинии;
г,- — радиус инерции площади ватерлинии).
Процесс сглаживания обводов начинается с вычислений точек
и построений кривых а,, р, и у,- и их аналитического сглаживания.
Затем по выражению (2.11) определяются
ординаты у: ватерлиний. Их глад-
кость обеспечивается автоматически благо-
даря свойствам и гладкости фундаментальных
функций. Гладкость Шпангоутов обеспечи-
вается благодаря гладкости кривых af, р,-
и у,. При этом достигается согласованность
ординат во всех узловых точках.
Для вычерчивания теоретического чер-
тежа чертежной машиной кубические
сплайны аппроксимируются дугами окруж-
ностей. Для этого на каждом участке
(рис. 2.39) через точки А и В проводят
дуги двух окружностей, сопрягающиеся
в точке К. Координаты (хл, у^, (хв, у£
и угловые коэффициенты касательных y'(xj)
м у'(хв) известны из сплайна. Задача реша-
ется на ЭВМ итерационно с оценкой качества аппроксимации.
Качество проверяют путем сравнения заштрихованной площади
S с суммарной площадью двух круговых колец шириной 6 и
радиусами Кд и /?в, найденными в процессе решения задачи-
5<(аЯл + РЯв)6.
где 6 — максимально допустимое отклонение дуг окружностей от
сплайна; аир — центральные углы.
Определение формы и полуширот кон-
структивных шпанюутов на третьем этапе АСПР
сводится к заданию их положения абсциссой хк и нахождению
нолуширот yt (хк) из кубических сплайнов (2.9).
Трассировка пазов обшивки и теоретических линий продольного
набора на этом же (третьем) этапе АСПР заключается в определе-
нии коэффициентов кривых или прямых, которыми аппроксими-
руются на проекции «корпус» пазы и теоретические линии. Кроме
того, определяются координаты точек пересечения этих линий
с конструктивными шпангоутами и стыками.
На рис. 2.40 показан фрагмент проекции «корпус» с криволи-
нейным (нижним) и прямолинейным (верхним на проекции)
пазами. Криволинейный паз может аппроксимироваться На проек-
ции «корпус» кубическим сплайном z(, (у). Для определений не-
известных коэффициентов сплайна задаются координаты z и у
нескольких точек (по числу неизвестных коэффициентов), напри
мер точек а, Ь, с, а, е. Эти точки могут задаваться и криволиней-
ными координатами, т. е. длинами дуг шпангоутов или стыков,
в частности длинами sa, sa и т. д. в виде цепочки размеров начиная
от ДП судна. В этом случае координаты у указанных точек опре
Рис. 2.40. Фрагмент проекции «корпус» с прямолинейным и
криволинейными пазами.
дсляюгся как верхний предел у„ интеграла, по которому вычис-
ляется длина дуги
s- [ У (2.1!)
"и
где г'ш — первая производная от сплайна, аппроксимирующего
шпангоут.
Координата начальной точки дуги шпангоута или стыка у„
и длина дуги s задаются. Получив ув и подставив его значение
в аппроксимирующий шпангоут сплайн, получаем ординаты точек
паза zB. Координаты у{ и z,- точки i пересечения 1-го паза, напри-
мер, с 14-м шпангоутом определяются из условия z„ (у) — гш (у).
Аналогично решается и задача о пересечении прямолинейного паза
со шпангоутами.
Для вычерчивания практического корпуса и масштабной плазо-
вой разбивки при помощи чертежных машин кубические сплайны
аппроксимируются также дугами окружностей.
86
Определение формы и размеров плоских
деталей н разверток неплоских деталей
корпуса на четвертом этапе АСПР основано на методах
аналитической геометрии. На ЭВМ путем совместного решения
уравнений прямых и окружностей, которыми аппроксимированы
контуры деталей, находятся координаты точек пересечения линий
контура и строится контур детали со всеми вырезами и срезами.
Для вычерчивания деталей чертежной машиной кубические
сплайны, которыми описаны криволинейные контуры деталей, и
здесь аппроксимируются дугами окружностей. Форму и размеры
разверток криволинейных деталей определяют методом наимень-
ших площадей или геодезическим способом, в котором в качестве
строевой используется геодезическая линия (см. §. 2.2).
В методе наименьших площадей поверхность, например листа
наружной обшивки, заменяется вписанным в нее многогранником,
состоящим из плоских треугольников (рис. 2.41, а в аксонометрии)
Полосы листа (многогранника) в пределах каждой шпации разво-
рачиваются на плоскость и стыкуются друг с другом.
Процесс стыковки (рис. 2.41, б) заключается в «обкатке» одной
полосы по другой и вычислении заштрихованной площади «рас
стыковки», при этом выбирают такое положение, при котором эта
площадь минимальна. Для учета пластических деформаций гибки
контур развернутого листа корректируется таким образом, чтобы
для листов седлообразной формы исходя из эмпирических зависи-
мостей одна часть площади листа составляла область деформации
сжатия, а три другие части — область деформации растяжения.
Для листов парусовидной формы — наоборот. Это достигается
смещением полос относительно друг друга (рис. 2.41, в).
Аналитически процесс развертки выполняется на ЭВМ сле-
дующим образом. Все шпангоуты аппроксимируются кубическими
сплайнами и разбиваются ватерлиниями на проекции «корпус»
на одинаковое количество участков.
Расстояния мещлу ватерлиниями
Лг_--Ь—
п
где п — количество участков, принимаемое вначале равным
десяти (на рис. 2.41, а показано пять участков).
Вычисляются координаты у, определяющие положение точек
пересечения ватерлиний со шпангоутами, т. е. вершины треуголь-
ников, путем подстановки в кубические сплайны шпангоутов зна-
чений ординат г, отвечающих положениям ватерлиний. Вычисля-
ются площади треугольников Sz. При суммировании площадей
всех треугольников по всей полосе получается
S1= Ts,.
87
Рнс. 2.41. Развертка криволинейной детали корпуса, выполняемая методом
наименьших площадей.
88
При числе участков п 4- 1 находится суммарная площадь $а.
Вычисления повторяются для разного числа участков, пока
не будет удовлетворено неравенство
«2 - $1 < 6,
где £ — заданное положительное число
После окончания итерационного процесса вычисляются длины
ребер треугольников d,-.
По известным длинам ребер d£ определяются координаты вер-
шин развернутых треугольников для каждой из полос в местной
плоской прямоугольной системе осей координат. Например, для
первой полосы — в системе осей уОг с началом в точке 1 треуголь-
ника 1, 2, 3, примыкающего к нижнему пазу, и осью у, направ-
ленной вдоль паза — ребра 1—2 (см. рис. 2.41, б).
Площадь «расстыковки» также разбивается на треугольники и
вычисляется как сумма площадей этих треугольников. Но коорди-
наты вершин треугольников для каждого положения «перекаты-
ваемой» (второй) полосы должны быть пересчитаны из местной
системы осей координат Т|0£ второй полосы с началом в точке 2
в местную систему осей координат уОг «обкатываемой» (первой)
полосы. Для этого используются формулы преобразования коор-
динат.
Корректировка контура развертки для учета пластических
деформаций гибки —наиболее обширная часть математического
алгоритма. Она может быть осуществлена последовательными
приближениями. Для этого, например, вторая полоса сдвигается
влево на некоторую величину Ьу (рис. 2.41, в). Пересчитываются
координаты у точек контура второй полосы и вычисляются заштри-
хованные площади участков acd и bef, а таиже отношение суммы
площадей участков acd и bef к площади участка ab. По эмпириче-
ским данным оно должно составлять 1 :3.
Если это условие не выполнено, полоса вновь сдвигается влево
на величину Лу,, и процесс вычислений повторяется до тех пор,
пока не будет удовлетворено указанное соотношение. Оконча-
тельно вычисляются координаты пазовых вершин треугольников.
По этим координатам строится контур развертки.
В другом аналитическом методе, когда в качестве строевой
используется геодезическая линия, для построения развертки
(см. рис. 2.20) вычисляются растяжки участков геодезической
линии радиусы /?/, г£ и ft, а также стрелки выгиба среднего
шпангоута на развертке по верхнему ув и нижнему ув пазам. По
этим данным развертка может быть построена графически, как
это описано в § 2.2.
Проще контур развертки получить иначе; вычислить и отло-
жить координаты пазовых точек шпангоутов на развертке, соеди-
нив затем точки плавными кривыми. В данном методе аналитиче-
ского развертывания все шпангоуты и стыки аппроксимируются
кубическими сплайнами подобно участкам ватерлиний.
89
Стрелки ук и у„ (рис. 2.42) определяются по формуле (2.2),
в которой _________________
т = 1 (Уо — Уг?+(?о — zFf.
Координаты у0, z0, yF и zF находят из совместного решения
уравнений хорды АВ и перпендикуляра DE. Координаты точек
Q, R, S и Т находят путем совместного решения уравнений каса-
V
Рис. 2.42. Фрагмент проекции «корпус» в
пределах двух средних шпаций листа на-
ружной обшивки.
тельных и перпендикуляров
к среднему шпангоуту в точ-
ках А и В.
Дифференциальное урав-
нение геодезической линии
в основных осях координат
будет иметь вид
+ + = +
+(2ps-qt)i/z-(-(pr~ 2qs)y
\y-qr, (2.13)
где
дг . . г_ •
Р~ дх ’ ду ' дх2 ’
д*г . . _ д2г
s дхду ’ ду2 '
При численном интегрирова-
нии этого уравнения но
шпациям находят
i>= J ]/ 1-н/;ч(м-о;)2'^<-
Растяжки дуг /-х шпангоу-
тов от геодезической линии Rt
и Rt определяются по формуле (2.12), растяжки дуг пазов между
шпангоутами г, иг* — как гипотенузы треугольника, один катет
которого равен Ах, а второй—растяжке проекции участка паза на
проекцию «корпус». Последняя растяжка вычисляется по формуле,
аналогичной (2.12). При этом пределы интегрирования - коорди-
наты у пазовых точек — известны из решения задачи о трасси-
ровке пазов. Окончательно для расчета координат пазовых точек
шпангоутов в системе осей координат развертки совместно решают
уравнения окружностей радиусами 7?г, R'it г-, и г\ и находят коор-
динаты точек пересечения этих окружностей.
Кроме изложенных аналитических методов развертки криво-
линейных деталей корпуса существуют методы, в которых криво-
линейные участки наружной обшивки корпуса аппроксимируются
развертывающимися поверхностями, например цилиндрами, кону-
сами и т. и.
90
Раскрой профильного проката на пятом
этапе АСПР предваряют заданием комплектов деталей в партии по
запускам металла в обработку.
Запуском называют совокупность деталей, относящихся к груп-
пе узлов и секций корпуса, одновременно запускаемых в производ-
ственный процесс обработки и изготовляемых к определенному
сроку.
Размер запуска, номенклатура входящих в него деталей и сроки
изготовления определяются очередностью и сроками сборки секций
и их монтажа на построечном месте.
Листовые детали каждого запуска распределяются по картам
раскроя в соответствии с маркой материала, толщиной листов и
способом вырезки деталей. В пределах запущенной партии детали
группируются по номерам профилей и толщинам листов. Задача
раскроя состоит в получении карты раскроя заготовок на детали
с максимальным коэффициентом использования металла.
Упрощенная математическая модель раскроя профильного
проката имеет вид двух условий:
max Zj — £ liXij',
УУЦХц < L> (L: > £.+1),
t-i
где Zf —целевая функция, представляющая суммарную длину
раскраиваемых заготовок;
х _ Г 1, если i-я деталь раскраивается из /-й заготовки;
'' I 0 — в противном случае;
—длина t-й летали; Lj —длина /-Й заготовки; п —количество
деталей.
Задача решается последовательно для каждой заготовки, что
позволяет учесть несколько типов заготовок.
Условие Lj^ Lj+1 приводит к рациональному построению
алгоритмов раскроя и уменьшает вероятность случая, когда для
какой-либо детали не находится соответствующей заготовки вслед-
ствие того, что последняя уже использована для раскроя деталей
меньших длин
Математическая задача раскроя листового проката на детали со
сложными криволинейными формами в общей постановке пока не
решена. Поэтому раскрой таких листов осуществляют методом
перебора вариантов раскроя, т. е. математическим моделированием
на ЭВМ ручного (графического) раскроя. Окончательно выбира-
ется тот вариант, у которого наибольший коэффициент использо-
вания металла.
В основу алгоритма формирования карты раскроя положен
принцип моделирования плотного последовательного размещения
на поле листа по одной детали упрощенной формы с миогоуголь-
91
ными контурами. Под плотным понимается такое размещение
двух многоугольников, при котором их контуры соприкасаются не
менее чем в одной точке и при этом выполняются условия, зада-
ваемые некоторой целевой функцией размещения.
Предварительно все криволинейные контуры деталей заменяют
отрезками хорд (вогнутые участки) или касательных (выпуклые
участки). Мелкие вырезы, расположенные вдоль основного кон-
тура, исключают, а крупные упрощают и присоединяют к основ-
ному упрощенному контуру.
ЭВМ рассчитывает косинусы всех углов каждого многоуголь-
ника и координаты его вершин в связанной с многоугольником
местной системе прямоугольных координат. Далее ЭВМ начинает
последовательное размещение каждой детали на листе с подсчетом
косинусов левых нижних углов заполняемых участков листа и
пересчетом местных координат деталей в систему осей координат
листа. Когда взаимное расположение двух деталей оценивается
ЭВМ как удовлетворительное, размещаемая деталь объединяется
с ранее размещенной деталью общим контуром и начинается поиск
92
места новой детали относительно полученного многоугольника.
ЭВМ выбирает такие положения детали, при котором она и раз-
мещенный ранее многоугольник заключены в прямоугольник
минимальных длины, ширины и площади.
В итоге по данным ЭВМ графопостроитель вычерчивает конт-
рольную карту раскроя с деталями упрощенных контуров. Кроме
того, ЭВМ выдает управляющие программы для тепловой резки
деталей неупрощенных контуров, описанных на ПОЯ ГЕГТОС.
Определение цифровой и геометриче-
ской информации для изготовления лекал
постелей, сборки
стеме главных координат Л
судна Oxyz от плоскости осно- в *й секцииСхеМа К расчету бр1>то-
вания постели через орди- во се ии‘
наты точен шпангоутов, ап-
проксимированных кубическими сплайнами. Для дважды усе-
ченной постели (рис. 2.43), лекала которой лежат в плоскостях
шпангоутов под углом а к плоскости основания постели, высоты
лекал, например точки *, вычисляются по формуле
=- cos а 4- yt cosp -ф Zt cos у — zUn,
(2.14)
где xit yit zt —координаты точки i-й наружной поверхности
обшивки секции в системе основных осей координат судна; zOn —
ордината начала осей координат постели в системе основных осей
координат судна.
Для того чтобы координаты xit у., г, были известны, целесо-
образно высоты лекал определять для точек, лежащих в плоско-
стях конструктивных шпангоутов на пересечениях с ватерли-
ниями.
Косинусы углов а, р и у между плоскостью основания постели
и основными плоскостями проекций судна определяются из
системы уравнений, вида (2.14), составленных для точек 1 и 2
цри выбранных высотах г1п и z2n, и известного соотношения
cos® а 4- cos? р 4- cosay = 1.
(2.15)
93
Например, для проверки формы бортовой секции, занимающей
произвольное положение на опорах в цехе (рис. 2.44), можно
вычислить отклонения Аг/, фактических полуширот точек наруж-
ной поверхности обшивки г/,:ф от их теоретических (плазовых)
значений yix по формуле
bUi-Vit-l-r). (21Б)
где dt —отстояние проверяемой точки по вертикали от базовой
горизонтальной плоскости, проходящей через наиболее высокую
точку секции в плоскости крайнего шпангоута (определяется при
помощи теодолита или шланговым уровнем); х/т, yIT, z,.c —теоре-
тические (плазовые) координаты точки i наружной поверхности
обшивки корпуса в системе основных осей координат судна.
Косинусы углов а, р и у между базовой горизонтальной пло-
скостью и основными плоскостями проекций судна, а также длипа
перпендикуляра р, восставленного из начала координат на базо-
вую плоскость, определяются из соотношения (2.15) и уравнения
dt -= х„ cos а у,-т cos р -|- г„ cos у - р. (2.17)
Уравнение (2.17) составляется для точек 0 (d0 =0), 1, 2 и d&
замеряются на секции).
Для большей части используемых аналитических методов уже
имеются готовые программы расчетов на ЭВМ.
Г лава 3
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
КОРПУСА СУДНА
§ 3.1. Технологическая
классификация деталей корпуса
и операций их изготовления
Количество деталей в составе корпуса весьма велико и измеря-
ется десятками тысяч. Детали отличаются друг от друга формой,
размерами, материалом. Изготовление их по индивидуальным
технологическим процессам было бы связано с огромными затра-
тами труда, длительностью цикла подготовки производства и
невозможностью применения автоматизации и механизации. По-
этому технологические процессы унифицируют на базе типизации
их или внедрения методов групповой технологии, о которых
говорилось в гл. 1.
94
При групповой технологии все
детали подразделяют на классы по
видам обработки (например, в ма-
шиностроении — точение, штампов-
ка, строжка и т. д.) затем делят на
группы, характеризуемые общностью
применяемого оборудования, осна-
стки и последовательностью техно-
логического процесса обработки.
Различают три варианта групп:
]. Группы с законченным циклом
обработки на одном виде оборудо-
вания. Так изготовляют, например,
прямые профильные детали на прессе
ПГА-200/250 с программным управ-
лением.
2. Группы, проходящие некото-
рые общие операции на одном виде
оборудования, а затем обрабатыва-
емые на разных видах оборудова-
ния или даже по единичным техноло-
гическим процессам.
3. Группы, обрабатываемые по
одинаковой многооперационной тех-
нологии (имеющие общую маршрут-
ную технологию), выполняемые на
разнотипном оборудовании. При этом
возможны различные сочетания тех-
нологических маршрутов с объеди-
нением на одной или нескольких
общих операциях.
Пример такой многооперационной
технологии обработки в общем виде
показан на рис. 3.1. По этому ва-
рианту технологии изготовляется
большинство деталей корпуса судна.
Все детали корпуса могут быть
разделены на небольшое число групп,
каждой из которых соответствует
определенный технологический мар-
шрут изготовления. Основой такого
деления являются: материал корпуса
(сталь или легкие сплавы), техноло-
гическая последовательность опера-
ций и применяемое оборудование.
При изготовлении стальные детали
Корпуса проходят предварительные
и основные операции обработки.
1
Рис. 3.1. Технологический маршрут деталей с объединением на отдельных операциях (вариант
g Д — деталь.
1
К операциям предварительной обработки, выполняемым над
исходным прокатом (листами и профилями), относятся: а) правка;
б) очистка от окалины и ржавчины; в) нанесение антикоррозион-
ного покрытия. Общая трудоемкость этих операций состааляет
0,3—0,4% общей трудоемкости постройки судна.
Основными операциями являются: а) разметка и маркирование
деталей; б) резка механическая или тепловая; в) правка вторичная;
г) гибка. Кроме того, для отдельных деталей применяются раз-
делка кромок и снятие ласок —тепловым или механическим
(строгание или фрезерование) слособамн, сверление отверстий, их
зенковка и некоторые другие операция механической обработки.
Заканчивается технологический процесс сортировкой и комплекта-
цией деталей. Трудоемкость основных операций —около 4%
общей трудоемкости постройки судна. Из этой части разметка и
маркирование в среднем составляют около 14%,резка 35, правка 7,
гибка 40, сверление, зенковка и прочие работы 4%.
Резке из заготовок подвергают все без исключения детали
корпуса судна. При этом используют тепловую резку (газовую и
плазменную) или механическую на ножницах. Процессы обработки
резанием со снятием стружки (фрезерование, строжка, сверление)
применяют иногда для окончательной обработки уже вырезанных
деталей, а также для разделки кромок под сварку.
Выбор основного способа резки (механической или тепловой)
зависит от габаритных размеров, толщины и количества одинако-
вых изготовляемых деталей, их материала и оснащенности корпу-
сообрабатывающего цеха. Некоторые общие рекомендации приведе-
ны в табл. 3.1.
Таблица 3.1
Рекомендации по применению способов резки листовой стали
Толщина листов. Рекомендуемые
Кромин деталей вид резки оборудование
<4 Прямолинейные Механическая Гильотинные ножни- цы
Криволинейные То же Дисковые или вибра- ционные ножницы
То же Лазерная Стационарная маши- на
4-12 Прямолинейные Механическая Гильотинные ножни-
Криволинейные и все детали с вырезами — внутренними и по кои- Тепловая * Стационарные маши-
>12 туру Любые То же То же
При толщине от 4 до 30 — илазменнен, свыше 30 мм — кислородная
96
Таблица 3.2
Классификация и рекомендуемые маршруты изготовления деталей корпуса
(кроме операций предварительной обработки)
4 П/р Мацкевича В Д.
97
Продолжение табл. 8.2
98
Принятый способ резки определяет в основном последователь-
ность и остальных операций. Так, механическая и тепловая резка
на переносных машинах (полуавтоматическая) требует предвари-
тельной разметки. После резки плоские детали при необходимости
правят, а подлежащие гибке передают на участок гибки.
При тепловой резке на стационарных машинах (автоматической)
детали маркируют после окончания резки и затем распределяют их
на последующие операции.
В соответствии с изложенными выше принципами групповой
технологии, все детали корпуса судна разделяют на пять классов
по восемь групп, присваивая им индексы из двух цифр: первая
указывает класс, вторая —группу (табл. 3.2).
Классы деталей следующие:
1-й — листовые крупногабаритные детали с прямолинейными
кромками;
2-й —то же с криволинейными;
3-й —мелкие листовые детали (наибольший размер не более
500 мм) с прямолинейными кромками;
4-й —то же с криволинейными кромками;
5-й —из профильного проката.
Характеристиками групп являются: форма детали —плоские
или гнутые; наличие или отсутствие вырезов —внутренних или
по контуру; наличие или отсутствие разделки кромок под сварку.
Операции изготовления деталей также типизированы и каждой
операции присвоен цифровой шифр, единый для всех судострои-
тельных заводов СССР. Шифр операции состоит из двух цифр (для
профильного проката —из трех). Первая обозначает название
операции, а вторая —применяемое оборудование или способ
выполнения операции.
Некоторые из наиболее распространенных операций изготовле-
ния деталей имеют следующие обозначения:
Шифр Наименовав не операции Шифр Наименование Операции
11 Предварительная 52 Тоже с фотоэлектрон-
пранка в листоправиль- ным управлением
пых валковых машинах 53 . То jkc полуавтомати-
21 Дробеметная очистка ческая
31 Пассивация на спе-’ циальных агрегатах 55 Резка плазменная на машинах с программ-
-34 Грунтование на спе- пьтм управлением
циальных агрегатах 57 Резка на гильотине
41 Маркирование без 63 Тепловая разделка
—- разметки кромок и снятие ласок
'47/ Разметка фотопроек- шюниая на переносных газоре- зательных'машинах
5! Резка газовая на ма- шинах с программным управлением 64 То же, но после вы-
99
Шифр НашгеиЕваиие операции Шифр
"кГ- Зачистка кромок от 601 Тепловая разделка
7L 73 грата Вторичная правка в листоправильпых ма- шинах То же на прессе 602 603 кромок на переносных машинах в процессе резки То же после резки То же вручную
81 Гибка в вальцах 604 Зачистка кромок от
82 84 Гибка на прессе Отгибка фланцев на 605 грата Тепловая вырезка
404 прессе Разметка профилей 701 шпигатов Правка на прессе ти-
502 по эскизам Резка профилей газо- 802 па «Бульдозер» Гибка на гидравличе-
503 вая полуантоматичс- То же ручная 803 901 ском прессе Гибка на прессе «Бульдозер» Вырубка и проколка отверстий на прессе
В табл. 3.2 шифрами обозначены рекомендуемые технологиче-
ские маршруты изготовления деталей по технологическим группам,
т. е. последовательность выполняемых операций.
Цифровая индексация групп деталей и операций позволяет
использовать вычислительную технику в планировании и учете
производственных процессов изготовления деталей корпуса
Таким образом, всего имеется 40 групп деталей, каждой из
которых отвечает типовой технологический маршрут изготовления.
Детали стремятся изготовлять на поточных линиях (МП«П). Для
повышения загрузки поточных линий совмещают группы деталей
со сходными технологическими маршрутами в один общий поток.
Обычно создают три такие механизированные и частично автомати-
зированные линии: 1) линия тепловой резки листов на стационар-
ных машипах; 2) линия механической резки листов и 3) лилия
изготовления деталей из профильного проката.
Гибка деталей выполняется на отдельном участке.
\1 § 3.2. Предварительная обработка
лиотов и профилей
В результате неравномерного обжатия валками в процессе
прокатки листов на металлургическом заводе и неравномерного
остывания горячекатаных листов в них возникают внутренние
напряжения, вызывающие волнистость и местные выпучины (бух-
тины). Возможны также остаточные деформации листов при
небрежной транспортировке и хранении. Эти деформации мешают
выполнению разметки и изготовлению деталей и увеличивают ко-
юо
робление конструкций в процессе сварки. Поэтому листы подвер-
гают предварительной правке, по окончании которой допускаются
местные неровностн'в пределах от 2 до 4 мм/м в зависимости от
толщиныТлистов. Общее искривление листа должно быть не более
10 мм на всю его длину.
Правку выполняют, создавая^ укороченных волокнах листа
пластические деформации, ^растяжения. Существуют следующие
виды' правки:
а) н a jb а л к о в ы х л и с т о п р а в и л.ь и ы х маши -
нах (рисГ3.2), в которых лист затягивает^7<е^дудвумя рядами
врТППЗющихся^валков силами трения,'возникающими_между2ними‘
Рис. 3.2. Схема устройства валковой листоправкаьной маши-
t — вспомогательные валки: 2 — верхние рабочие валин; 3 —
верса; 4 — рольганг: 5 — нижние рабочие ванки.
и листом, и многократно перегибается. В^результате перегибов
сжатые волокна листа,пластЙЧ5?кй~растягиваются.’ Общее число
проходов листа в ту й Другую сторону достигает пяти. Для ускоре-
ния правки- бухтйн’на сжатые волокна листа иногда укладывают
прокладки^ создающие участки локвльного нажима.
Установка рабочих валков по высоте производится перемеще-
нием траверсы 3. Передний направляющий валок обеспечивает
ввод листа в вальцы, задний — его прямолинейность после изгиба
в предшествующей паре рабочих валков.
«Листы толщиной 6 мм и более обычно правят в 5- или 7-валко-
вых машинах. Листы меньшей толщины, обладающие повышенным
пружинением, —в 9—11-валковых. Число валков может до-
стигать 17;
б) п рЛ-е“ -вьшолцяе^оа^црдрил^ко-
растяжных машинах и может применяться для листов и профилей
из'^атерйглбВ“С~о^йОЩением <Ув/от':> 1,'2, т. ё. для'подавЛйЩЩёго
большинства судостроительных сталей. Лист закрепляется дю
торцевым кромкам в зажимных губках мшийцы,, которые"'под
действием гидравлического давления расходятся, растягивая лист
в продольном йапрайлении. В результате пластического удлине-
ния сжатых волокон лист выравнивается. Правка на.правильно-
растяжных машинах повышает производительность. тр_уда в 6—
8 раз по’сравнению с применением валковых машин, при этом
101
точность правки на правильно-растяжных машинах выше. При
растяжении на 1—2% выравниваются все искривления листа или
профиля, причем механические характеристики металла сохра-
няются в пределах допусков. Машины хорошо вписываются
в поточные линии. Основной их недостаток — повреждение по-
верхности листа насечкой, остающейся от зажимных губок, что
требует отрезки концов листа длиной до 300 мм.
Правка в трехвалковых гибочных машинах толстых листов
из высокопрочных сплавов выполняется при недостаточной мощ-
ности листоправильных машин за два перехода с переворачива-
нием, а также на гидравлических прессах свободной гибкой.
Профильный прокат правят на горизонтально-гибочных ПРСС-
сах'типа «Ьульдозер», на роликовых^правильных машинах Jmhoto-
крЭТйНй^йфёГПббй: поДоино правке листов в дйбТоправильных
вальцах), на растяжных машинах, а также на гидравлических
прессах. Допускается местная волнистость' й(Г 'более "2" мм на
метр, а общее искривление не более 8 мм на длину полосы про-
филя.
Листовой и профильный прокат, поступающий на судострои-
тельный заводГобычно покрыт слоем окалины и ржавчины, а иногда
имеет масляные и ^руг^е ^агряавшшя^ Эго'тртоуе^редваритёль-
нби'бВДспоГ проката, а также последующего антикоррозионно го
покрытия, предохраняющего металл от ржааления в период
изготовления корпусных конструкций.
Для листов толщиной 4 мм и более и для профилей применяют
в основном дроВёМи’ГМЫИ СПЬДЯГочистки; для листов толщиной 3 мм
и менее — химическбё~травление в ваннах, а также дробеметную
очистку на специальных установках.
V Очистку дробемет.ным способ о м выполняют
в пбточной линии, где производятоГ'последовательно: сушка и
обезжиривание; очистка ударами дроби от окалины и ржавчины';
обдувка сжатым- воздУХ.оьсдляГ^далещш^'лылв с_очйщенных' по-
верхностей; грунтовацца^адц. фосфатирование;'сушка?
В камере ^предварительной сушки лн'ИТюгрёвае'гся с двух сто-
рон газовыми горелками, работающими на природном газе; тем-
пература нагрева 70—80° С. При этом лист высушивается (для
удаления атмосферных осадков), а жировые загрязнения сгорают.
Нагрев листа способствует также отслоению окалины (коэффи-
циент линейного расширения ее неодинаков с основным материа-
лом) и ускоряет в последующем сушку антикоррозионных покры-
тий.
В дробеметную камеру лист может подаваться в вертикальном
положении по рольгангу (рис. 3.3). Чугунная или стальная дробь
(диаметром 0,5—2,5 мм) из расходного бункера поступает по тру-
бам на лопатки дробеметных аппаратов, представляющих собой
6—8-лопастные турбинки с приводом от электродвигателей со ско-
ростью вращения 2500—3000 об/мин. Под действием центробеж-
ной силы дробь выбрасывается на поверхность листа со ско-
102
ростью до 80 м/с, сбивая с нее окалину и ржавчину. Обработан-
ная дробь вместе с окалиной и ржавчиной попадает в сепаратор.
В нем окалина, ржавчина и мелкие частицы дроби отсасываются
воздухом и удаляются в сборник, крупные частицы поступают
в расходный бункер и используются повторно.
Грунтуют листы в специальной камере безвоздушными краско-
распылителями .
Применяют две основные схемы антикоррозионной защиты лис-
стов в поточных линиях. Первая — нанесение на очищенный лист
фосфатирующего раствора «Мажеф»
и после сушки — покрытие раство-
ром олифы в уайт-спирите, что пре-
дохраняет металл от последующего
ржавления на срок не более 3 мес.
Вторая схема, применяемая значи-
тельно чаще, предусматривает двух-
слойное антикоррозионное покрытие
фосфатирующими грунтами ВЛ-02 и
ВЛ-023. Это предохраняет металл от
ржавления в течение 8—10 мес.
Используются также поточные ли-
нии дробеметной очистки с горизон-
тальным положением листа. Они ко-
роче на две длины листа благодаря
исключению кантовки его на входе
и выходе. В связи с предстоящим
увеличением размеров листов в судо-
строении (шириной до 4,5 м и длиной
до 16—18 м) масса их будет достигать
12—15 т, что потребует создания
мощных тяжелых кантователей и зна-
чительного увеличения длины поточ-
ной линии. В этих условиях очистка
в горизонтальном положении целе-
сообразнее.
Поточная линия дробеметной очи-
стки профильной стали в принципе такая же, как и для листовой.
Xиминеская очистка листов малой толщины. производится лграв-
лениемв ваннах в 15—2D &-ном растворе соляной или серной кис-
лоты. Прд^лжйтелыюсть травления о¥Ч дСГЗ ч"в зависимости от
марки сталин'соСтбйННЯ пиверхнрстп-яистаг'Нбеле травления про-
изводится промывкд_ листов холодной водой, нейтрализация
в 3—5%-ном растворе калъЦтгировашюГгсода в течение 3—5 мин
и повторная промывка холодной водой. Затем производят пасси-
вацию — обычно фосфатированием в растворе препарата «Мажеф»
с последующим покрытием олифой или грунтом.
Стоимость химической и дробеметной очистки примерно оди-
накова. Однако химической очистке свойствен ряд недостатков:
103
Тяжёлые условия труда, невозможность создания непрерывной
поточной линии, трудность утилизации отходов травильных рас-
творов и др Поэтому в последнее время тонкие листы стремятся
очищать дробеметным способом на специальных установках.
§ 3.3. Разметка листов
и профилей
Разметка состоит в нанесении на листы и. профили контуров
деталей в "натуральную величину с учетом припусков на обработку
и сборку. Наносятся также базовые и контрольные линии деталей
и линии притыкания смежных деталей, используемые при сборке
конструкций. Кроме того, при разметке детали маркируют, т. е.
на них наносят надписи и знаки, определяющие данную деталь.
Разметке подвергают "листы, детали из которых намечено
вырезать механическими ножнйцам|Г"йлй переносными “майпПгамп-
для тепловой резки, а также профили. Все листы и профили? по-
ступающие на разметку, должны бЬпь выправлены, очищены от
ржавчины, окалины и грязи и покрыты грунтом.
Существуют следующие способы разметки: по эскизам, по шаб-
лонам, фотопроекционная, электрографическая и на машинах
с Ьрогуаммным^упраддёнЬём. "
Исходными данными при* разметке по эскизам
являются карты раскроя листов, определяющие взаимное располо-
жение деталей, и эскизы, задающие их форму и размеры. По этим
данным разметчик выполняет на листе необходимые геометрические
построения. Размеры откладывают по рулетке точности не ниже
второго разряда. Прямые линии наносят чертилкой по металли-
ческой линейке или отбивают намеленной ниткой.
Для нормального протекания процесса резки между линией
контура детали и кромками листа необходимо оставлять некоторое
расстояние. Его минимальная величина при механической резке
составляет половину толщины листа, но не менее 5 мм, при газовой
резке — 5 мм независимо от толщины. Кромки деталей, имеющие
припуск, рекомендуется совмещать с кромками листа. По возмож-
ности следует совмещать прямолинейные кромки смежных дета-
лей, так как при этом сокращается общая длина линии реза на
листе. Для деталей, вырезаемых тепловой резкой, совмещенные
Еомки деталей должны отстоять друг от друга на ширину реза.
_)и разметке деталей, вырезаемых на механических ножницах,
должна быть обеспечена возможность сквозной резки через весь
лист.
Размеченные линии фиксируют на металле кернением в соответ-
ствии со специальными правилами. Так, по линиям контуров
керны наносят равномерно через 60—100 мм. На больших деталях
(размером более 500.‘-;500 мм) линии кромок кернят не по всей
длине, а на отдельных участках по три керна с разрывом между
группами в 0,5—1,0 м. На деталях, подлежащих гибке, линии из-
104
гиба ксрнят всегда с внутренней стороны, так как керны, нане-
сенные на внешней, растягиваемой при гибке стороне, могут по-
служить очагом образования трещин. При разметке листов из
нержавеющей стали кернить разрешается только контуры деталей
и контуры вырезов, т. е. линии, по которым будет производиться
резка. Линии гибки, линии приварки набора прерывистым швом
наносят на нержавеющей стали чертилкой. На легких сплавах
разметка всех линий выполняется карандашом.
При разметке по шаблонам их раскладывают
на листе, обводят чертилкой и линии кернят. Этот метод требует
меньших затрат труда и более точен, чем эскизный. Из-за затрат
на изготовление, хранение, проверку и транспортировку шабло-
нов применение его целесообразно только при достаточно большом
количестве одинаковых деталей, например при разметке фасонных
концов деталей из профиля.
Погрешности разметки, т. е. отклонения фактических размеров
вычерченных деталей от номинальных, не должны для листовых де-
талей размером более 3 м превышать +1 мм по длине и ±2 мм по
размерам диагоналей. Отклонения прямолинейных кромок от пря-
мой и лекальных от теоретической формы должны быть не более
1 мм.
Описанные виды разметки относятся к ручным. Из механизи-
рованных наибольшее распространение получила ф о т о п р о-
екционная разметка, схема которой приведена 'на
рис. 3.4. Над 'размечаемым листом устанавливается проектор,
в который закладывается негатив, полученный фотографирова-
нием чертежа-шаблона, так же как это делается при изготовле-
нии шаблонов на плазе (см. § 2.3). Негатив проецируется через
высокоточный_объектив на.лцст, Помещение вокруг разметочного
стола затемнено'специальными ширмами?"Возникающие на листе
светлые ’лйВйи контуров 'Деталей обычно фиксируются первона-
чально отбиванием .намеленных нитей, а затем, после, вкдючеция
освещения, кернением. Одновременно детали маркируются.
Точность деталей, размеченных фотопроекционным способом,
не выше, чем при ручной разметке. Погрешность способа слагается
из погрешностей вычерчивания чертежа-шаблона, деформаций
бумаги, на которой он вычерчен, вызываемых изменением темпера-
туры и влажности воздуха, неизбежных (хотя и незначительных)
погрешностей объективов фотосъемочного и проекционного аппара-
тов. Кроме того, играют роль отклонения формы размечаемого
листа от теоретической из-за наличия на листах бухтин и некото-
рого смещения меловых линий при фиксации световой проекции.
При электрографическом методе раз-
метки фиксация светового изображения осуществляется авто-
матически, как при печатании обычных фотографий. Для этого
поверхность металла покрывают специальной светочувствитель-
ной эмульсией, высушивают ее и с помощью зарядного устройства
создают на ней потенциал в 400 —700 В. При проецировании нега-
105
тива освещенные участки эмульсии теряют заряд, т. е. получается
невидимое электростатическое изображение чертежа. Проявляют
изображение, посыпая лист специальным порошком, и закрепляют
линии в фиксаторной камере. Так как для нормального протека-
ния процесса диэлектризации эмульсии освещенность листа должна
быть значительно выше,
чем при фотопроекционной
разметке, приходится опу-
скать проектор. Изобра-
жение при этом не охва-
тывает всего поля размет-
ки, в связи с чем раз-
метка листа производится
за 3—4 раза, причем каж-
дый раз проектор (или
Рис. 3.4. Схема фотопроекционной разметки листов.
I — источник свете; 2 — эллиптические отражатели; 3 — негатив; 4 — объек-
тив; 5 — затемняющая ширма; 6 — разметочный стол; 7 — разыечеемыО лист;
8 — рольганг.
лист) перемещается в новую позицию. Из-за сложности этот спо-
соб разметки в отечественной промышленности распространения
не получил.
В разметочно-маркировочной машине, ра-
ботающей по программе, записанной на перфоленте, в качестве
пишущего инструмента применен пневматический кернер. Машина
наносит все линии разметки, а также цифры и буквы маркировки.
Очертания цифр и бука упрощены — они составлены из горизон-
тальных и вертикальных отрезков прямых. Распространения эти
машины не получили, что вызвано сложностью подготовки про-
106
грамм и отчасти недостаточно надежной конструкцией машин.
Независимо от способа изготовления все корпусные детали
маркируют. Марки, т. е. буквы и знаки, наносят кернением (вруч-
ную или пневмокернером), краской или несмываемыми чернилами.
Наибольшее распространение получили в настоящее время два
последних способа: они менее трудоемки, надписи лучше разли-
чаются, нет шума, неизбежного при кернении.
Маркировку подразделяют на основную, дополнительную и
вспомогательную. Основная маркировка содержит заводской но-
мер заказа, марку стали, номер чертежа секции или блока, номер
детали. Дополнительная маркировка включает ориентирные над-
писи (нос, корма, верх, низ, правый борт, левый борт, ДП), но-
мера шпангоутов и технологические указания об обработке фа-
сок, гибке, величине припуска, технологической последователь-
ности операций обработки. Вспомогательная маркировка содер-
жит общие указания, например «вырез сделать при сборке».
Размечаемые детали маркируются в процессе разметки, а де-
тали, вырезаемые на стационарных машинах для тепловой
резки, —непосредственно после вырезки.
Маркируют и так называемые деловые отходы. На отходы раз-
мером более 400 х 1000 мм необходимо в целях экономии металла
наносить его марку и использовать их для изготовления мелких
деталей.
§ 3.4. Тепловая резна
Резка листов и профилей на детали яаляется ведущей опера-
цией корпусообрабатывающего производства. Трудоемкость тепло-
вой и механической резки деталей состааляет 30—40% всей трудо-
емкости изготовления деталей корпуса судна.
Рекомендации по применению различных вцдов резки были
представлены в табл. 3.1. Физические основы тепловой резки
здесь не рассматриваются, так как известны читателям из курса
сварки.
Сравнительная характеристика различных способов тепловой
резки приведена в табл. 3.3.
Наиболее распространены сейчас кисл^одцад.^1^И^М^»ая
резка. Лазерная резка пока промышленного применения не полу-
чила ввиду сложности аппаратуры и сравнительно малой произво-
дительности, но этот процесс интенсивно совершенствуется.
Тепловад^оедка производится на стационарных и переносных
машинах,’а также,вручную. n,IL,,r *
Иногда стационарные машины условно называют газорезатель-
ными автоматами, а переносные —полуавтоматами, и процесс
вырезки йЗ,‘ййх деталей соответственно автоматическим и полу-
автоматическим.
В зависимости от вида системы управления стационарные ма-
шины для тепловой резки могут работать: по программам, записан-
*— - “107
Таблица 3.3
Сравнение способов тепловой резки металлов
ре ки Материалы, подвергающиеся резке Диапазоны толщин при резке углероди- стой стали, мм Показатели резки малоуглеродистой стали толщиной
Осг.оен- Предельные значения Относи- тельная скорость Относи- тельная
Кисло- родная Плаз- менная Лазер- ная Малоуглеродистые и низколегированные стали, сплавы титана Все конструкцион- ные металлы 5—100 3—50 0,5—10 0,5—1500 1—200 0,01—30 3,5 0,6 t 0,5 2,5
ным на магнитной ленте или на бумажной перфоленте, по копир-
чертежам и по стальным копирам, выполняемым обычно в виде---
копир-щитов.
Ввиду высоких требований к качеству деталей, которые не
обеспечиваются машинами общепромышленного назначения, и
стационарные, и переносные машины разрабатываются и изготов-
ляются судостроительной промышленностью специально для своих
нужд.
Стационарные машины в судостроении выпускаются двух ви-
дов: сТТртг^таш^цда .удравдевием.И £ фотгалектронньзм управле-
нием (работаюнще по копир-чертежам). Первые имеют общее наи-
менование "вторые — «Зенит». Каждый из двух видов
машин пгщржп?Ляется по виду^ттргойёгса резки (плазменная —
Пл или кислородная — К), по размерам обрабатываемых листов
(максимальная ширина разрезаемого листа в метрах указывается
в обозначении машины) и по количеству одновременно обрабаты-
ваемых листов.
Максимальная скорость перемещения резака на машинах -
«Кристалл» и «Зенит» составляет 4 м/мин.
Машина «Кристалл-ППл-3,2 X 2» (П —портальная) состоит из
портала /, перемещающегося по направляющим рельсам 8
(рис. 3.5). На портале размещен пульт управления 6 с устройством
считывания программы, интерполятор 7 (специализированная
ЭВМ, рассчитывающая траекторию движения резака между опор-
ными точками контура вырезаемой детали), система управления
движением 5 (расположена внутри портала), а также каретки 4,
имеющие суппорты 3 с установленными на них резаками 2. Вдоль
обоих рельсов расположены зубчатые рейки продольного хода 9.
К порталу примыкает транспортер, по которому проходят резино-
тканевые рукава (шланги) газоводопитания, кабель для питания
108
режущей дуги и кабели управления. Ё комплект машин входят
устанавливаемые отдельно блок питания системы управления
движением» источник питания режущей дуги, шкаф управления
режущей дугой.
На машинах «Зенит» взамен интерполятора и устройства счи-
тывания программ устанавливается командоаппарат для слеже-
ния за линиями копйр-чертежа, по которому выполняется резка.
В остальном машины унифицированы, т. е. механическая часть
и система управления движением у них одинаковы, что упрощает
проектирование, изготовление
и эксплуатацию этих машин.
Для вырезки прямоугольных
листов и разрезки листов на по-
лосы находят применение маши-
ны с позиционным программным
управлением, не требующие со-
ставления программ или вычер-
чивания копир-чертежей. Маши-
на имеет три портала (рис. 3.6).
Средний 3 перемещается вдоль
обрабатываемого листа 5 по
Рис. 3.6. Схема продольно-поперечной
машины для вырезки прямоугольных
деталей.
рельсам 4, причем закрепленные на нем резаки 2 производят резку
продольных кромок листа или разрезку листа на полосы. Боко-
вые порталы (1 и 6) устанааливаются перед резкой в требуемое по-
ложение с помощью центрального портала 3. При резке они не-
подвижны. Перемещающиеся по боковым порталам каретки также
несут резаки, которые обрезают торцевые кромки листа. Все ре-
заки работают одновременно, что значительно сокращает время
резки. Машины снабжены позиционной системой программного
109
управления. Позволяющей задать требуемую длину и ширину
деталей и полос непосредственно на пульте управления 7. Макси-
мальная скорость перемещения резака 2 м/мин.
Машины, работающие по стальным копирам и по копир
щитам, широкоГраспространенные ранние, в"настоящее время по-
теряли свое значение. Они находят применение на заводах для
вырезки мелких деталей.
Рис. 3.7. Схема резки с разделкой кромок под сварку блоком резаков,
в — блок из двух резаков; б — блок из трех резаков; в, а— смеше-
ние резаков в плане;
Л,, Л, — продольные смещения; £, — ширина резв; £,
Наряду с перечисленными используются некоторые специали-
зированные стационарные газорезательные машины, например
машины для вырезки из листа круглых фланцев.
Переносные газорезательные машины представляют собой само-
ходные тележки, перемещающиеся по уложенным на разрезаемый
лист направляющим. Тележка несет один или два резака. Перенос-
ными машинами вырезаются детали с прямолинейными кромками
и кромками, имеющими незначительную кривизну, а также про-
изводится разделка кромок под сварку (снятие фисок и ласок).
При разделке кромок резак устанавливается под заданным углом
к поверхности листа. В зависимости от требуемой формы разделки
выполняется от одного до трех проходов по каждой кромке. Од-
нако можно выполнить разделку за один проход, объединив ре-
заки в блок (рис. 3.7). При этом резаки в блоке должны быть
смещены вдоль направления резки, чтобы струи кислорода не пере-
секались друг с другом.
110
Современные газорезательные машины оснащаются блоком ре-
заков, позволяющим сразу вырезать детали с разделкой кромок.
Однако вырезка мелких деталей с разделкой кромок нецелесо-
образна, так как наладка трехрезакового блока (установка реза-
ков на требуемый угол, регулировка пламени и т. п.) требует
значительного времени. Поэтому мелкие детали нырезают на ста-
ционарных машинах одним вертикальным резаком, а разделку
кромок выполняют затем или на специальных газорезательных
машинах, в которых блок резаков движется по кромке детали,
или на переносных машинах, или механическим способом на стан-
ках СКС-25 (см. § 3.5).
Ручная тепловая резка применяется в ограниченном объеме —
для вырезки деталей из профильного проката, разрезки перемычек
между деталями или резки отходов на куски, удобные для транс-
портировки и т. п.
В качестве горючего при кислородной резке используются
ацетилен СаНг, пропан СЯН6, бутан С4Н10 (чаще смесь пропана
и бутана), а также природный газ, основной составной частью
которого (98%) является метан СН4. Весьма важной характери-
стикой горючего является температура пламени. Количество теп-
лоты q, вводимой пламенем в металл за единицу времени через еди-
ницу поверхности, выражается зависимостью
? = а(7’1,л —Тм),
где а — коэффициент теплообмена между пламенем и металлом,
ккал/(см®-с-°С) 1кДж/см2 с-°С1; 7",^ —температура пламени, °C;
Ти —температура поверхности нагреваемого металла, °C.
Чем выше температура пламени, тем быстрее нагревается ме-
талл до температуры воспламенения его в кислороде и тем выше
скорость резки.
Температура пламени в смеси с кислородом составляет для
ацетилена 3100—3300, пропана и бутана 2400—2700, природного
газа 2000—2200° С. Лучшее горючее — ацетилен, однако он яв-
ляется ценным сырьем для химической промышленности и обеспе-
чение им судостроительных заводов сопряжено с определенными
трудностями. Поэтому на некоторых заводах применяют пропан-
бутановую смесь и природный газ.
Скорость кислородной резки в значительной степени зависит
от чистоты кислорода. Повышение чистоты кислорода с 99% до
99,8% позволяет увеличить скорость резки без ухудшения ка-
чества на 20—25%, т. е. снижает трудоемкость резки. Борьба
за высокую чистоту кислорода —одна из основных задач совер-
шенствования процесса кислородной резки.
При кислородной резке часть выдуваемого из разреза расплав-
ленного и частично окисленного металла прилипает к нижней
кромке листа. Для удаления образовавшегося грата детали при-
ходится переворачивать и зачищать. Грат удаляют вручную
с помощью скребка или ручной пневматической машинкой с наж-
111
дачным кругом. Попытки механизировать этот процесс пока успеха
не имели. Между тем, уменьшив мощность пламени резака и не-
сколько снизив скорость, можно вырезать детали без грата при
чистоте кислорода 99,2%, но из-за значительного снижения ско-
рости резки (табл. 3.4) этот процесс экономически невыгоден.
Увеличение же чистоты кислорода до 99,7—99,9% обеспечивает
безгратовую резку почти без снижения производительности про-
цесса.
Как видно из табл. 3.4, скорость плазменной резки умень-
шается с ростом толщины разрезаемого металла значительно бы-
стрее, чем скорость кислородной резки. И хотя для толщины 30 мм
она остается более высокой, стоимости кислородного и плазменного
процессов резки при этой толщине становятся одинаковыми, так
как стоимость электроэнергии, затрачиваемая на резку, больше
стоимости газов, применяемых при ацетнлено-кислородной резке.
Кроме того, пробивка металла толщиной свыше 30 мм плазменной
струей при машинной резке сопряжена со значительными трудно-
стями. Поэтому принято считать, что при толщине до 30 мм сталь-
ные листы целесообразно разрезать на стационарных машинах
плазменным способом, более толстые листы — кислородным.
Таблица ЗА
Скорость основных видов тепловой резки
малоуглеродистой стали, мм/мин
Вид резки Толщина металла, мы
5 | 10 15 20 25 30
Ацетилегю-кислородчая (обычная) 650 550 500 450 410 380
То же безгратовая, при чистоте кислорода 99,2% 470 370 330 290 270 260
То же, при 99.7—99,9% 615 545 500 360 350 310
Плазменная в среде воздуха 5000 2000 1500 1100 800 650
Для плазменной резки характерны следующие преимущества
по сравнению с кислородной резкой: увеличение производитель-
ности оборудования и рабочих вследствие высоких скоростей
резки; универсальность процесса (благодаря высокой температуре
плазмы разрезаются лю&е металлы); уменьшение тепловых де-
формаций вырезаемых деталей, так как в металл вносится тепла
в несколько раз меньше, чем при кислородной резке; отсутствие
при правильном режиме грата на кромках. Главными ее недостат-
ками являются усложнение условий труда и в некоторых случаях
неблагоприятное воздействие на процесс последующей сварки де-
талей. Яркая плазменная дуга ослепляет окружающих и является
источником шума, поэтому на стационарных машинах резак дол-
жен заключаться в светозащитный кожух. При резке образуются
112
озон, окись азота и другие вещества, неблагоприятно влияющие
на человеческий организм, в связи с чем раскроечные столы долж-
ны снабжаться эффективной вытяжной вентиляцией, без которой
применение плазменной резки недопустимо.
При воздушно-плазменной резке конструкционных сталей наб-
людается увеличение содержания азота в слоях, прилегающих
к поверхности реза (до 0,33% при содержании азота в исходном
металле 0,018%). При последующей сварке деталей толщиной
менее 12 мм под слоем флюса отмечено из-за этого образование пор
и свищей. Для других способов сварки подобного явления не на-
блюдалось. Замена воздушно-плазменной резки кислородно-
плазменной снижает газонасыщение кромок и способствует нор-
мальному протеканию процесса сварки. Однако наименьшее газо-
насыщение достигается применением смеси воздуха или кислорода
с водой. Для этого созданы резаки специальной конструкции, в ко-
торых плазменная струя окружена тонкой водяной завесой. Этот
способ рекомендуется в основном для резки малоуглеродистых,
низко- и среднелегированных сталей. Кислород, содержащийся
в плазмообразующем газе, реагируя с железом, повышает тепло-
выделение в зоне реза, что позволяет повысить скорость резки.
Для резки высоколегированных сталей, меди, латуни и бронзы
рекомендуется применять азот, а для алюминиевых сплавов —
смесь аргона с водородом.
Существующие в настоящее время технология и оборудование
для тепловой резки пока не обеспечивают точности, полностью
устраняющей необходимость пригонки при сборке.
-Погрешности тепловой резки на машинах с программным
управлением вызываются, с одной стороны, неточностью работы
машин, с другой —тепловыми деформациями вырезаемых дета-
лей. Для машин с фотоэлектронным управлением к ним добав-
ляются погрешности вычерчивания копир-чертежа, а при резке
по разметке на переносных машинах — погрешности разметки
контура детали.
Для уменьшения тепловых деформаций необходимо указывать
на картах раскроя или на копир-чертежах последовательность
вырезки деталей. Сначала следует вырезать узкие и длинные де-
тали, которые при раскрое листа должны по возможности распо-
лагаться у одной из продольных кромок. Начало и направление
реза каждой детали назначают так, чтобы кромка, соединяющая
деталь с основной частью листа, отрезалась в последнюю очередь.
Иногда, особенно при вырезке длинных и узких полос, оставляют
перемычки —участки непрорезанного металла длиной 12—15 мм,
которыми детали скрепляются друг с другом и с неразрезанной
еще частью листа. Перемычки разрезают вручную после остыва
ния листа.
В принципе следовало бы составлять программы вырезки де-
талей с учетом ожидаемых тепловых деформаций, с тем чтобы
после остывания детали приобретали требуемую форму. Однако,
из
если из листа вырезается несколько деталей, тепловое поле при
вырезке каждой из них влияет на тепловые поля других деталей,
причем это влияние меняется во времени. Задача настолько сложна,
что до настоящего времени удовлетворительного решения не имеет.
§ З.Б. Механическая обработка листов
** и профилей
Под механической обработкой понимают процессы изменения
формы и размеров заготовок, связанные с механическим воздей-
Рис. 3.8. Способы механической резки листовых материалов; а — на гильо-
тинных ножницах s<50mm; б—однодисковых s<40mm; в — дисковых
с параллельными ножами s < 30; г — дисковых с наклонным нижним
ножом s <30; д — двсковых с наклонными ножами s< 20; е — вырубными
штампами; ж — на вибрационных ножницах s < 10.
ствием режущего инструмента на обрабатываемую поверхность.
Наибольшее применение в корпусообрабатывающих цехах имеет
механическая резка.
Различные способы резки листовых материалов приведены на
рис. 3-8. Наибольшее применение в современных корпусообраба-
тывающих цехах имеют гильотинные ножницы (рис. 3.8, а) с дли-
ной ножа 2—5 м (иногда и болееУПВ“старых конструкциях нож-
ниц ножи приводились в движение с помощью кривошипных или
эксцентриковых механизмов. Современные ножницы выполняются
обычно гидравлическими.
114
Для резки длинных листов с повышенной точностью приме-
няют также одноднсковые ножницы (рис. 3.8, б) с прямолинейным
нижним ножом. Дисковые ножницы (рис. 3.8, в, г, 8) применяются
главным образом для резки сравнительно тонких листов. Наклон
их ножей облегчает вырезку деталей с криволинейными кромками.
Поворот листа в его плоскости в процессе резки осуществляется
вручную.
Пресс-ножницы с короткими прямыми ножами (по типу по-
казанных на рис. 3.8, а) длиной до 500 мм применялись для резки
листов толщиной до 20 мм. Такие же
пресс-ножницы, но с фигурными но-
жами находят применение для резки
сортового проката (круглого, квадрат-
ного, шестигранного) и некоторых ви-
дов фасонного, например, углового.
Вибрационные ножницы (рис. 3.8, ж)
выполняют резку коротким ножом ма-
териала толщиной до 10 мм. Число хо-
дов ножа от 500 до 3000 в минуту при
величине хода от 2 до 10 мм. Подоб-
ными ножницами можно производить
резку как по прямой, так и криволи-
нейную.
Для закрепления листа при резке
от сдвига на гильотинных ножницах
Рис. 3.9. Схема механиче-
ской резки листа.
1 — разрезаемый лист; S — пря-
жим: 3, 4 — ножи; 5 — стол:
зор между ножами; а
применяются механические, пневмати-
ческие или гидравлические прижимы.
Ножницы имеют задние упоры, кото-
рые можно использовать при резке
листов на полосы одинаковой ширины без разметки после на-
стройки упора на заданную ширину.
В процессе резки листа на гильотинных ножницах листьГнадо
подавать и поддерживать. Для этого на полу цеха перед ножни-
цами устанавливаются стойки, на которых укреплены опорные
ролики, позволяющие перемещать лежащий на них лист в любом
направлении. Для облегчения уборки вырезанных деталей за
ножницами иногда устанавливают специальную тележку, на ко-
торую подают вырезанные детали и отходы.
В процессе резки (рис. 3.9) листового материала ножницами
происходит сложное деформирование материала, состоящее из
трех последовательных стадий: а) упругой, пока напряжения не
превосходят предела текучести от; б) пластической, когда напря-
жение в металле, превысив от, достигает максимума, соответствую-
щего сопротивлению срезу (сдвигу). При этом наибольшие дефор-
мации направлены по линиям (поверхностям) скольжения, начи-
нающимся у острия режущих кромок ножей. Ножи вдавливаются
в металл на 0,2—0,5 его толщины; в) стадии скалывания, при ко-
торой происходит образование микро- и макротрещин, направлен-
115
Рис. ЗЛО. Схема резки листа ла >иль-
отннных ножницах.
J, 2 — верхний и нижний ножи. 3 — разре-
заемый лист.
ны\ fio поверхностям скольжения И Вызывающих отделение одйой
части материала от другой по линии скалывания 6. Таким образом,
металл разделяется на две части раньше, чем ножи сомкнутся. На
кромке отрезанного листа четко выделяются две зоны: узкая
блестящая полоска, соответствующая пластической стадии де-
формирования, и более широкая матовая —зона скалывания.
В связи со сложным деформированным состоянием металла
в процессе резки и неоднородностью силового поля усилие резки
определяют приближенно, исходя из действия по всей поверх-
ности реза одинаковых напряжений — сопротивления срезу оср.
Это — условная технологиче-
ская величина (не являющаяся
механической характеристикой
металла), которая объединяет
все виды сопротивления разре-
заемого металла и учитывает
упрочнение металла к моменту
скалывания. При существую-
щих скоростях движения ножей
на ножницах можно принимать
для конструкционной стали
оС1, = (0,8-0,86) оа, где о,, —
предел прочности стали.
При резке наклонным ножом (рис. 3-10) усилию внедрения ножа
в металл противостоит в каждый момент времени часть листа в виде
треугольника, заштрихованного на рисунке. Площадь этого тре-
угольника составляет
Р si _____ S2
° 2 ~ 2tgX ’
Усилие резки (тс) будет
(3.1)
(3.2)
(3.3)
а работа резки
A = PLtg%,
где L —длина всей линии реза.
Проверку возможности резки листа толщиной s с пределом
прочности ов по известным паспортным данным станка sn и о„.п
тех же величин можно произвести по формуле, легко получаемой
из выражения (3.2):
s=s'/-“"r-- <3-4)
В современных конструкциях гильотинных ножниц угол Z
лежит в пределах от 0,5 до 6°, причем его нужно уменьшать при
116
резке материала малой толщины и увеличивать с ростом Толщины
металла. Таким образом снижается усилие резки толстых листов.
Изменением угла отклонения верхнего ножа от вертикали
в пределах от 0 до 4° (это достигается в современных ножницах
поворотом ножевой балки, в которой закреплен верхний нож)
можно улучшить качество обрезанной кромки и обеспечить ее
перпендикулярность. Максимальные значения угла устанавли-
вают при резке материала большей толщины.
Для простоты заточки ножей их грани часто делают взаимно
перпендикулярными.
Зазор между ножами а необходим для исключения наскаки-
вания верхнего ножа на нижний, под влиянием «затягивания»
разрезаемым металлом. Он зависит от толщины металла и состав-
ляет от 0,1 до 1 мм.
Металл в зоне реза в результате наклепа упрочняется при одно-
временном понижении пластичности и ударной вязкости. У сталь-
ных листов толщиной 4—-20 мм ширина упрочненной зоны (вглубь
листа) лежит в пределах 1,5—5 мм. Поэтому свободные (несвари-
ваемые) кромки ответственных деталей, испытывающих знако-
переменные нагружения, после механической резки иногда под-
вергают строжке или фрезеровке для удаления упрочненного
слоя, имеющего к тому же микротрещины.
Основным достоинством механической резки по сравнению
с тепловой является высокая производительность этого про-
цесса. Однако механическая резка сопряжена с ручным трудом,
требующим к тому же приложения значительных физических уси-
лий при установке листа относительно ножей. Кроме того, при
обрезке узких полос они получают винтообразную деформацию,
выправлять которую весьма сложно.
Наконец, механическая резка не поддается автоматизации.
Вследствие перечисленных недостатков механическая вырезка де-
талей корпуса постепенно вытесняется тепловой.
Точность вырезаемых деталей зависит от качества настройки
и заточки ножей и от точности разметки, а также наведения линии
реза под нож. Согласно отраслевой документации, допуски габа-
ритных размеров деталей с прямыми кромками составяют от
±1,8 мм до ±2,5 мм в зависимости от длины листа.
Мелкие листовые детали целесообразно при болыиомлих коли-
честве не вырезать, а вырубать с помощью штампов (рис. 3.8, е),
Для штамповки чаще применяются кривошипные и эксцентрико-
вые прессы, реже гидравлические.
Усилие вырубки даН (кгс) определяется по формуле
Р = ksL<Jcp, (3.5)
где k = 1 1,3 — коэффициент, зависящий от условий работы
(величины зазора, степени затупления кромок и др.); s — толщина
листа, мм; L — периметр вырубаемой детали, мм; осг — сопротив-
ление срезу, Па-10-9 (кгс/мм2).
117
Иногда целью штамповки является не вырубка деталей по
контуру, а изготовление отверстий в деталях; например, с помощью
штампов часто производят перфорацию панелей.
Для вырезки деталей из профильного проката разработан
| гидравлический пресс ПГА-200/250 с рядом устройств. Схема ли-
Рис. 3.11. Схема линии изготовления деталей из профиля.
1 — пресс ПГА 2007250: 2 — поворотный шестиштамповый блок для
вырубки фигурных отверстий; 3, 7 — подающий к отводной рольганги;
л _ -л,.»!™™.™,,» к — роликовое устройство с
6 — рабочая повицхя выруб-
тво; 9 — пульт управления;
датчиком измерения дл»
него штампа: 8 — кле!
10 — отрезной кож.
нии с прессом приведена на рис. 3.11. На этой линии профильный
прокат разрезается прессом на детали заданной длины. Кроме того,
на ием могут вырубаться стандартные вырезы шести типов. Для
этого пресс снабжен комплектом из шести вырубных штампов,
каждый из~которых может быть подан в рабочее положение. Вся
обработка детали выполняется по программе, в которой указы-
-----------------=-- вается расположение вырезов
по длине и их типы, а также
общая длина детали. Отрезан-
ная деталь маркируется также
по программе с помощью уста-
новленного в линии специаль-
ного клеймильного устройства.
| I Профильные детали, концы
которых имеют фигурную фор-
му, а также вырезы, по форме
и размерам отличающиеся от
тех, которые могут быть сде-
ланы с помощью входящих
Рис. 3.12. Схема разделки кромок на в комплект пресса штампов, вы-
станке СКС-25.---г ’
резаются газовыми резаками
вручную по разметке.
Разделка кромок деталей под евврку (снятие фисок) иногда
выполняется на специальном станке СКС-25 (рис. 3.12). Режущий
вращающийся диск 2 имеет зубья, которые врезаются в металл де-
тали 1. Усилие резания прижимает деталь к упорам 3 и одновре-
менно заставляет ее скользить вдоль упоров со скоростью о, равной
окружной скорости на режущей кромке диска. Для облегчения
118
перемещения детали ее укладывают на валики 4. Станок предназна-
чен для разделки кромок небольших деталей, так как последние
укладываются на стол и снимаются вручную.
В некоторых случаях кромки деталей после тепловой или ме-
ханической резки дополнительно обрабатывают на станках сня-
тием стружки с целью удалить газонасыщенный (после тепловой
резки) или нагартованный (после механической резки) слой ме-
талла. При этом детали с прямолинейными кромками обрабаты
ваются на кромкострогальных станках, а с криволинейными — на
фрезерных. Эта операция существенно удорожает обработку, и
поэтому прибегать к ней следует только в случае действительной
необходимости, например, при сварке деталей из титановых спла-
вов, где газонасыщенный слой должен быть снят для обеспечения
удовлетворительных механических качеств сварного соединения
Сверление деталей в корпусообрабатывающих цехах и зенко-
вание отверстий (изготовление конического отверстия под головку
потайной заклепки или винта) производят на радиально-сверлиль-
ных станках, которые удобны тем, что при обработке деталь лежит
неподвижно, а к центру отверстия подводится сверло.
§ 3-6. Гибка деталей
Многие детали корпуса, как листовые, так и профильные, при-
ходится подвергать гибке. Общее число гнутых листовых деталей
составляет 10—16%, профильных — 4—6%, а трудоемкость их
гибки — соответственно около 32 и 7% общей трудоемкости изго-
товления деталей.
По форме и сложности кривизны листовые и профильные де-
тали корпуса разделяют на 13 групп (рис. 3.13). Листовые детали
с погибью в одном направлении (цилиндрической или конической
формы) относятся к деталям с простой кривизной, с погибью в двух
направлениях — к деталям со сложной (двоякой) кривизной.
Классификация форм деталей дает возможность разработать типо-
вые технологические процессы гибки применительно к принятому
гибочному оборудованию.
При разработке технологических процессов гибки возникает
необходимость в расчете усилий, пружинения, предельно допусти-
мых радиусов гибки и в решении некоторых других вопросов.
Ответы на них могут быть получены на основе рассмотрения тео-
ретических основ пластического изгиба.
Для определения параметров пластического изгиба зависимость
между напряжениями и деформациями принимают в соответствии
с диаграммой истинных напряжений (штриховая линия на
рис. 3.14, о), получаемой по результатам испытания образцов на
растяжение. На таких диаграммах напряжение определяется от-
ношением усилия к действительной площади поперечного сечения
образца в момент деформации (а не к начальной площади, как
обычно). По оси абсцисс откладывают относительное удлинение 6,
119
относительное сужение ф или истинную относительную деформа-
цию е (рис. 3.14, а), определяемую по формуле
е-j-&- = tai--lnis±il = ln(l+6), (3.6)
где /х — длина образца в фиксированный момент деформации;
10 — начальная длина образца.
Рис. 3.13. Типовые формы гнутых деталей, а — листовые; б — профильные.
I — цилиндрические; 2 — конические; 3 — угловые; 4 — коробчатые, включай
гофрированные; 5 — сферические; С — парусовидные; 7 — седлообразные, 8 —
веерообразные; 9 — волнообразные; 10 — комбинированные; И, /2. 13 — соог-
ветезвенно переыенкой. постоянной и знакопеременной крмвизвы-
Для упрощения математических зависимостей диаграмму истин-
ных напряжений можно, линейно аппроксимируя, представить
в виде ломаной линии (сплошная линия на рис. 3.14) из трех пря-
молинейных участков: I — упругих, II — небольших пластиче
ских деформаций, характеризующихся интенсивным упрочнением,
и III—значительных пластических деформаций. Участки I
и II соответствуют линейному изгибу бруса (учитываются только
тангенциальные напряжения), участок III — объемному.
Наклон прямых II и III определяется тангенсами tg и tg ф5,
которые характеризуют интенсивность упрочнения материала
I при пластической деформации и называются модулями упроч-
нения Пг и /7а. Для углеродистых сталей первые два участка
120
диаграммы истинных напряжений целесообразно принять по
рис. 3.14. б. тогда
у . (3.7)
где ощ — истинное напряжение, соответствующее наибольшей рав-
номерной относительной деформации (моменту появления шейки
при растяжении образца); бь — соответствующее относительное
удлинение; коэффициент а — 60/6t та 0,5.
Рис. 3.14. Действительные
(-----)н упрощенные (—)
диаграммы истинных на-
пряжений углеродистых
конструкционных сталей.
«6 — истинная относи-
тельная деформация, со-
ответствующая моменту
появления шейки при рас-
тяжении образца.
По рис. 3.14, а находим
Па-^ч,-ош.
Отношение k0 = /7t/oT называется относительным модулем
упрочнения. Для стали ВСТЗ k — 11,6, для сталей 10ХСНД
и 09Г2 k0 = 14.
Пластический изгиб начинается с момента возникновения пла-
стических деформаций в крайних тангенциальных волокнах из-
гибаемого бруса. С увеличением изгибающего момента зоны пла-
стических деформаций распространяются к середине бруса и
в пределе соединяются у его нейтральной оси. Соответственно
121
при чистом (постоянный изгибающий момент по длине бруса)
пластическом изгибе возможны три случая (при последовательной
гибке одного и того же бруса — стадии);
1. Упругопластический изгиб происходит при относительном
радиусе г > 200 *, что соответствует значительной упругодеформи-
рованной зоне (рис. 3.15, а). Зависимость (о, 6) отвечает I участку
и началу II участка диаграммы на рис. 3.14.
2. Линейный чистопластический изгиб соответствует изгибу
на средние относительные радиусы г от 3—5 до 200. Напряженно-
деформированное состояние принимают линейным, учитывая только
Рис. 3.15. Эпюры тангенциальных напряже-
нии при пластическом изгибе бруса.
ется длина бруса, уменьшается и
тангенциальные напряжения и деформации, соответствующие
II участку диаграммы
(рис. 3.14). Упругая зона
в сечении бруса мала и
ею можно пренебречь, счи-
тая все сечение бруса де-
формированным пласти-
чески (рис. 3.15, б).
3. Объемный чистопла-
стический изгиб происхо-
дит при г с З-г-Б и ха-
рактеризуется значитель-
ными пластическими де-
формациями (увеличива-
искажается его поперечное
сечение). Тангенциальные напряжения соответствуют III уча-
стку (рис. 3.14, с).
Для линейного чистопластического изгиба (рис. 3.15, б) за-
висимость (о, 6) можно принять по И участку диаграммы, показан-
ной на рис. 3.14. Выражая относительное удлинение 6 через ра-
диус изгиба 7? бруса (по известной зависимости б — г/R) и пре-
небрегая бт ввиду его малости по сравнению с 6fi, получаем
о = от + nfi = от -^-z,
(3-8)
Нейтральный слой в этом случае можно считать проходящим через
центр тяжести поперечного сечения бруса как симметричного,
так и несимметричного. Тогда, принимая эпюру тангенциальных
напряжений по рис. 3.15, б, получаем для бруса переменной ши-
рины bv уравнение изгибающего момента внутренних сил:
Л/2 Л/2
М — 2отJ b^zdz 4- 2 J by^dz =
_пЗ + ^-/=(4 + -^-4)1Го„ (3.9)
* Относительный радиус — отношение радиуса изгиба к начальной высоте
бруса: г = Rih.
122
где S, 17 и J — моменты: статический, сопротивления и инерции
поперечного сечения бруса.
В общем виде изгибающий момент удобно представить так:
М = шГ7пт; (3.10)
здесь т — относительный изгибающий момент, в данном случае
составляющий
S . Ih h S . Fit . . k„
где Aj = S/I7 зависит только от формы поперечного сечения и на-
зывается коэффициентом профиля ^(для прямоугольного бруса
Ai = 1,5, для полособульба — 1,6, двутавра и швеллера — 1,2);
kD — уже известный относительный модуль упрочнения.
При чистом упругопластическом изгиба для прямоугольного
бруса (г > 200, эпюра напряжений — по рис. 3.15, а) относитель-
ный изгибающий момент будет
™ (-Т-У + [4 - 3 Т + ^’(-7-)’] Т •
(3.12)
В связи с относительной сложностью этого уравнения много-
членом, стоящим в квадратных скобках, можно пренебречь (по-
грешность до 2%). Значение т при этом соответствует эпюре на-
пряжений на рис. 3.15, в (упругопластический изгиб без упроч-
нения).
Однако технологические процессы гибки обычно осуществ-
ляются посредством не чистого, а поперечного изгиба — сосредо-
точенной силой, приложенной посредине бруса, лежащего на двух
опорах. При этом на брус действуют переменный изгибающий мо-
мент и перерезывающая сила, вызывающая касательные напря
жения.
При поперечном изгибе следует рассматртеать два случая:
а) при большом расстоянии между опорами (£ > 5/:) каса-
тельные напряжения можно не учитывать, принимая зависимости,
полученные для чистого изгиба. Кривизна бруса Hr = MIEJ,
следуя за изменением изгибающего момента, также меняется по
длине бруса. Ее можно определить, принимая значения М по фор-
муле (3.10) в зависимости от интервалов значений г.
Исследования показали, что независимо от профиля пуансона
в средней части брус изгибается равномерно по так называемому
радиусу свободного изгиба. Значение его можно определить по
эмпирической формуле (справедлива до г 10)
'•=т[,7+(4)!-']. <313>
где I = L/h — относительное расстояние между опорами; р —
угол изгиба в градусах; с = 3,2-е-4,5 — коэффициент, зависящий
от материала бруса.
123
Соответствующая этому участку относительная длина дуги
(отношение длины дуги к высоте бруса)
®-"ж [|7+ (т) - •
(3.14)
Наибольшее усилие изгиба бруса соответствует изгибу на
угол р = 304-60°;
б) при малом расстоянии между опорами (L<Z 51г) касательные
напряжения могут оказывать существенное влияние на характер
деформации бруса. Значения Р ограничиваются при линейном
пластическом изгибе величиной Ртах = 0 J- j Гат.
Гибка деталей сопровождается упругими деформациями, ко-
торые по окончании ее исчезают. Вследствие этого угол изгиба
увеличивается на величину угла пружинения Ла. Относительный
радиус изгиба г бруса до пружинения (радиус инструмента)
возрастает до значения его г0 после пружинения. При линейном
пластическом изгибе эти величины составляют
Ла = 2т-^~ га; г0 —----------;
' 1+2тг,-^~ '
(3.15)
Значение г0 должно соответствовать готовой детали. Для мало-
углеродистой стали в интервале значений г = 5-е-200 соотношение
между г0 и г таково:
г S 10 25 50 100 150 200
г0 5.15 10.5 27,8 77,7 155 317 662
Относительные тангенциальные деформации удлинения ер
и сжатия есж крайних слоев изгибаемого бруса можно найти из
известной зависимости в = z/p (р — радиус нейтрального слоя):
ер =
®сж =
/?И—р
р
где — наружный и RB — внутренний радиусы кривизны.
Учитывая, что Ки = + h и р = 7?в -J- xh, где х *= f (г) —
коэффициент, определяющий расстояние от внутреннего радиуса
изгиба до нейтрального слоя, получаем
< _ h~xh . xft (3.16)
р~ Яв + хЛ ' сж ~ RD + Xh ‘
124
При t~ 1 х=0,38. Для г э? 6 можно считать нейтральный слой
проходящим посредине изгибаемого бруса и х ш 0,5. В этом
случае
(3.17)
Минимально допустимые радиусы гибки устанавливают из
двух соображений:
а) для ответственных деталей, у которых (по условиям проч-
ности конструкции) не допускается снижение механических свойств
материала, исходя из условия исключения наклепа. Практически
наклепом можно пренебречь при относительной деформации в край-
них волокнах меньше 5°о. Подставляя значение е с 5% в уравне-
ние (3.17), получаем 7?1П1П « 10ft;
б) для остальных деталей — из условия отсутствия разруше-
ний (нарушения прочности) материала — по приближенным фор-
мулам
где фщах — максимальное относительное поперечное сужение
и t = hjh — коэффициент утонения материала (Л2 — толщина
бруса после деформации), меняющийся в пределах от 0,936 при
г = 0,5 до 1,0 при г = 8. Вторая формула относится к большим
пластическим деформациям (соответствующим участку III на
рис. 3.14).
Если гибка выполняется по радиусу, меньшему минималью
допустимого, то необходим термический отпуск для восстановле-
ния механических свойств материала. Полагая в формуле (3.17)
е — 0,002, что соответствует значению от для судостроительных
сталей, получаем приближенное значение максимально возмож-
ного радиуса пластического изгиба: R „ах < 250Й.
Более точное решение получим из уравнения (3.12). Положив
в нем т = 1 и опустив последний многочлен, что отвечает границе
£
С упругим изгибом, находим —Й.
В настоящее время в судостроении технологические процессы
гибки в основном выполняют в холодном состоянии или с приме-
нением местных нагревов. Горячую гибку с общим нагревом заго-
товок применяют в исключительных случаях, например при не-
обходимости согнуть деталь па радиус, меньший предельно до-
пустимого.
Основными способами формообразования деталей корпуса
являются гибка, штамповка и обтяжка. Штамповка из-за незначи
тельного количества одинаковых деталей применяется очень огра-
ниченно. Обтяжка также применяется в небольшом объеме при
постройке корпусов малых судов из легких сплавов. Таким обра-
зом, подавляющий объем работ приходится па гибку. В связи
125
с этим под термином «гибка» в судостроении обычно подразуме-
вают и остальные способы формообразования, что является ус-
ловным.
штам-
ловка) выполняется на ^идрадличес «ИХ,.и ..уехащр/рр jyi х.пресса х.
валковых листогибочных машинах, на станках -ХИДД.ЛЕС,- а при
'кв'йсольноприложенном усилии —
на флйВДШШтГТтках, гиб-
ка раскаткой — на станках типа
ЛГС. * ...........
Рис. 3.16. Листогибочные машины:
трехвалковые с верхним валком, пе-
ремещающимся вертикально (с);
вертикально и горизонтально (б);
в — четырехвалковые.
б о ч ГьИ М аЖЧПГГх^гибку
листов производят. путем иепре-
рывной прокатки заготовки между
вращающимися валками с одно-
временным воздействием изгибаю*
щего момента, вызванного сосре-
доточенной силой (поперечный
изгиб). В результате заготовка
получает цилиндрическую, а при
прокатке по отдельным участкам
коническую форму. Применяя
прокладки или раскатку, на валко-
вых машинах можно гнуть также
детали парусовидной, седлообраз-
ной и более сложных форм, при
небольшой стрелке продольной и
поперечной погиби.
По количеству валков листоги-
бочные машины разделяют
и четырех валковые (рис. 3.16).
По^мёТсйу закрепления верх.-,
него валка машины рыдают откры-
того У закрытого типов. Хдйашин
^крШош^тапаверхний валок
подшипниках, один" из' которых де-
вращается в двух концевых „ . ________, _____ ____г_._ _
лается откидным. Это позволяет гнуть замкнузъисгшлщщрические
и конические детали и снимать их, сдвигая вдоль верхнего валка
при рткипузшСцодапнпните. —
Машины закрытого типа имеют промежуточные роликовые
опоры верхнего валка, закрепленные на верхней подвижной тра-
версе. Как правило, машины закрытого типа изготовляют большой
мощности со значительной длиной рабочей части валков (до
17 ? м).
При изготовлении листов цилиндрической и конической формы
в машинах типа показанной на рис. 3.16, а необходима подгибка
кромок листов. Она производится на гидравлическом прессе или
на вальцах при помощи подкладного листа или клиновой про-
126
кладки. На машинах типа показанных на рис. 3.16, б не подгибку
кромки можно выполнять перемещением валков.
Предельно допустимую толщину s листов шириной Ь с пределом
текучести от по известным паспортным данным bn, от.„ как ги -
бочных, так и правильных валковых машин определяют из усло-
вия равенства изгибающих моментов М = Мо = т„^п<г^п
при пластическом изгибе этих листов. Выражая W через размеры
поперечного сечения листа, учитывая отношение b/btl и наличие
опорных роликов у гибочных или правильных валков коэффи-
циентом k, получаем ________
s= Л1£1ф-.
п Г тстЬ
Для машин без опорных роликов коэффициент k имеет следую-
щие значения:
ЫЬа 1,0 0,9 0,8 0.7 0,6 0,5 0,4 0,3 0,2 0,1
k 1,0 0,97 0,94 0,91 0,88 0,86 0,84 0,82 0,80 0,79
На гидравлических прессах могут быть изо-
гнуты листы всех типов, однако целесообразно их применять для
листов сложной погиби, которые не могут быть согнуты на валко-
вых машинах (гибка на последних менее трудоемка). Развиваемые
консольными прессами усилия обычно составляют 200—400 тс,
но есть и портальные прессы с усилиями 2000, 3000 и даже
10 000 тс. Прессы представляют собой крупнейшее оборудование
корпусообрабатывающих цехов и имеют массу, достигающую не-
скольких сот тонн. Холодная гибка листов осуществляется с по-
мощью наборов различных штампов, в основном универсальных,
имеющих сменный комплект матриц и пуансонов (рис. 3.17).
Нужную форму листа получают последовательным обжимом заго-
товки в направлении от одной кромки к другой. Для поддержа-
ния заготовки и ее перемещения прессы оборудуют местными кра-
нами. На крупнейших прессах используют специальные тележки-
манипуляторы (рис. 3.18). Управление такими прессами автомати-
зировано.
К Р о м к о г ибо ч н ы й п рее с (рис. 3.1S) имеет плоский
ползу Я" движущийся'’ возвратно-поступательно. К нему прикреп-
лены сменные пуансоны различной формы. Максимальное уси-
лие — до 1000 тс, число ходов — 20—30 в минуту. Глубина по-
гружения пуансона в матрицу 2 регулируется с помощью специаль-
ного привода и винтовых шатунов 3. На этих прессах можно из-
готовлять детали 4 угловой формы, отгйбатъ'фйан!^ и гнуть'лйсты
различной-формы: - ~
Для отгибки фланцев применяют также фланцегибочные станки.
Лист зажимают между столом и траверсой; К выступающей на
ширину фланца полосе листа прикладывают консолдцо__усилие
с помощью поворотной рамы или накатывающегося вала.
127
Рис. 3.19. Схема иромкогибочного пресса.
128
Рис. 3,20— Схема
гибкйJ листа на
ставке типа ЛГС.
На станках типа ЛГС (рис. 3.20) производят гибку
листов разнообразной формы, прокатывая их между нажимным
диском 3 и ведущйьГроликом 1 с угловым и радиусным ручьями
и с цилиндрической частью. Диск передает на лист 2 сосредоточен-
ное регулируемое усилие. _
Сущность г и б к и ли стРВ.. м е с'т h'mmji и а г р е -
в -а м и заключаеТОТПГ'нагреве участка листа источником 1
на (рис. К21,'д)~. Рас-
ширяющкйсу’металл, встречая. сопвоткРИьие
окружаЛШ1ёи"хблоДЙбЬ^уЗОшХи^ь^ваетд-пла-
стическис деформации -сжатия. При последу-
ющем охлаждении возникают усилия F, стяги-
вающие прилегающие зоны и приводящие
к изгибу листа. При нагреве листа перемеща-
ющимся источником по параллельным линиям
3 (см. рис. 3.21, б) он приобретает цилиндри-
ческую форму, а при секторном (по расходя-
щимся прямым) — коническую.
Для гибки листов двоякой кривизны допол-
нительно нагревают в перпендикулярном на-
правлении те участки листа, на которых
надо добиться сокращения длины волокон.
Для ускорения процесса рекомендуется пред-
варительно изгибать листы по цилиндрической
поверхности ка валковых машинах, приклады-
вать к кромкам листов изгибающие моменты
или применять одновременный нагрев несколькими источниками,
расположенными на общем передвигающемся вдоль листа портале.
Штамповка заключается в придании листу пространст-
венной формы с помощью жесткого пуансона, который вдавливает
лист по всей поверхности в сопряженную матрицу. Так как коли-
Рис. 3.21. Гибка листов местными нагревами.
чество одинаковых деталей в составе корпуса невелико, приме-
нение штамповки сопряженными пуансоном и матрицей обычно
нецелесообразно.
Гиб ка.дрофн льных деталей может осуществ-
ляться стпбмощью различных видов оборудования. При свободной
гибке попррйиммм изгибом на горизонтал^и^^ гибочных прессах
типа «Бульдозер» (рис. 3-22} изгибаемый ирофильопирается
5 П/р Мвцкеввча в Д. 129
на опоры 2, закрепленные па траверсе /, н изгибается толкателем 4.
НЗСТройка пресса на гибку по требуемому радиусу производится
изменением хода толкателя при помощи клина 5, изменением рас-
стояния между опорами винтом 6 и перемещением траверсы с по-
мощью червячных пар 7 и винтов 8. На прессе обычно гнут бимсы,
продольный набор, шпангоуты с небольшой кривизной (до
100 мм/м), а также правят профили (устраняют и сварочные де-
формации).
Рис. 3.22. Схема горизонтального ги-
бочного пресса типа «Бульдозер».
Рис. 3,23. Кольцегнбочный станок (с
нагревательным и закалочным устрой-
ствами).
На кольцегибочных станках (рис. 3.23) в основном гнут заго-
товки с постоянной кривизной, хотя кривизна может быть и пере-
менной и знакопеременной. Гибка осуществляется путем неодно-
кратной прокатки заготовки 3 между ведущими 6 и нажимным 2
валками при постепенном увеличении нажима. Для предупрежде-
ния потери устойчивости при гибке на стенку (если отношение вы-
соты стенки к ее толщине более 7,5) иногда применяют локальный
нагрев заготовки индукторами 1 ТВЧ. В этом случае гибка
выполняется обычно за один проход. С помощью струи воды 5
сужается зона локального нагрева 4 заготовки и может произво-
диться закалка последней.
Профили можно гнуть также на станке ЛГС путем раскатки
волокон на цилиндрической части ведущего ролика, а также на
гидравлическом прессе в упор и свободной гибкой в специальных
штампах.
Автоматизированная гибка профилей возможна на станках
с ЧПУ, конструкция которых разрабатывается
130
§ 3-7. Корпусообрабатывающий цех
Детали корпусов судов изготовляют в корпусообрабатывающем
цехе (КОЦ), в который обычно входят следующие производствен-
ные подразделения:
а) плаз, включающий участки плазово-разметочных и вычисли
тельных работ; фотолаборатория; участок изготовления шаблонов
и склад шаблонов; архив для храпения чертежей, копир-черте-
жей и пр. В помещении плаза обеспечивается температура воздуха
не менее 18—20е С при относительной влажности 65—70%. хо-
рошая освещенность (200—400 лк), вытяжная вентиляция;
б) склад стали, располагаемый обычно на открытой площадке
в непосредственной близости от КОЦ. .„Стальпые листы хранят
в горизонтальном положении, причем для каждого типоразмера
листов с учетом марки материала отводят закоординированное
место. Разгрузку железнодорожных платформ и укладку металла
на штатные места выполняют козловыми или мостовыми кранами.
Наиболее широко применяют козловые крапы грузоподъемностью
от 10 до 30 т с траверсами, несущими от 18 до 30 электромагнитов.
Расстояние между рельсами козловых кранов составляет от 32
до 80 м при длине консольных частей моста до 8 10 м, что п( зво-
ляет обслужить краном склад стали по всей его ширине.
Склад стали рассчитывают на одновременное хранение металла
в объеме 1,5—2-месячного его расхода. Площадь его определяют
в зависимости от количества типоразмеров и марок стали листов
(на заводах I и II классов - 150—200, па остальных — до 80
100) и профилей, одновременно хранящихся на складе стали.
Приближенно площадь склада определяют по формуле
S = -£-, (3.19)
где Q — масса хранимого запаса стали; q — средняя удельная
нагрузка на 1 м® площади склада, которая зависит от годовой про
граммы цеха и количества типоразмеров листовой и профильной
стали. Она составляет 2,5—3,0 т/м8 на заводах I и И классов и
1,2—1,8 т/м2 — на остальных;
в) участок предварительных .операций, располагаемый в зда-
{ f пии самого КОЦ или в отдельном здании. Он предназначен для
правки, очистки и грунтовки листовой и профильной стали. На
современных" заводах их производят на Механизированных и ча-
стично автоматизированных поточных линиях. В качестве примера
на рис. 3.24 приведена планировка участка Б предварительных
операций и непосредственно связанного с ним склада стали (уча-
сток А).
Стальные листы, хранящиеся на складе стали, козловым кра-
ном / укладывают на рольганг 4 и подают для правки к листо-
правилыюй машине 8. 1 to окончании правки листы_сталк_ивают на
расположенный рядом с^рольгангом 4 стол, снимают с 'рольганга
Б* 131
132
краном 5 с электромагнитнойтраверсой и укладывают
на калтбватёль '^Г повдрачиваюший лист из горнзонталь-
ного положения .в* дертикальйсе щ 'далразляющии^йго
шцлиниюР дурбемедаш очистки .и.грунтовки. По выходе
из нее лист поступает в кантователь ^.Кйдарьщ„повора-
чивает его из вертикального пможения^горжзонтальное
и „укладывает на рольганг-? или нараскроечгГую .раму,
расположенную на трансбордер ной тележке ТГ, для "по-
следующей обработки.
Профильный материал при необходимости правят на
горизонтально-гибочном прессе 2 и подают по рольгангу
«3 на линию 7 дробеметной очистки и грунтовки. После
нее профили по рольгангу 3 передаются на последующую
обработку. Листы и профили из алюминиево магниевых
сплавов краном 5 укладывают на кантователь установки
расконсервации 10, в которой они очищаются от бумаги
и консервирующей смазки. По выходе из установки
листы укладываются на рольганг 4 и подаются на даль-
нейшую обработку;
г) корпусообрабатывающие участки, состоящие из
механизированных и частично автоматизированных по-
точных линий тепловой резки листов, механической резки
листов, обработки профильного металла и линии обра-
ботки деталей из алюминиево-магниевых сплавов.
Кроме того, имеются частично механизированные
участки: гибочных работ, комплектовочный, обработки
деталей для машиностроения и др.
Листы и профили на поточных линиях передаются с од-
ной операции па другую с помощью механизированных
и частично автоматизированных средств, почти без при-
менения кранового оборудования.
На линиях тепловой резки (см. рис. 3.24) раскроеч-
ная рама с уложенным на нее листом с прмоДЬ^б’^ранс1
бордёрной тележки'ТГгюдается к одному. цз..цгрегатор,17.
<^ществляюцщ^^де«Гу^аКГ^Л1Щташ1 .к. магшшам дл я
тепловой резки Ддлее. раскроечная рама движется по
ярусу и, достигнув газорезательноц_ма-
шины' /3,' останавливается и с помощью, гидравлических
домкратов приподнимается до урорня резаков.
Пдёде. р^юи листа рама опускается и, двигаясь_по
нижнему ярусу" агрегата 17, поступает на~ трйнсб~брдер-~
ную тележку 11, а затем на рбльгагУ\7?7- ’ ’
’Вырезанные.крупные, детали погрузчиком
тррмйРнйтнои траверсой подаются на рольганг 25, а °с^>
тавишеся мелкие летали — на рольганг
вматическнми стал кйватёл'ями сбрасываются в контейнеры.
20. -1Л,,.ажйряыи-
ется в^исходное положение Крупны? плпскце детали—
133
поступают, .ла. родуанг 26 и после правки на листоправиль-
нсщ машине 8 — на^рольганг22. С него они.снимаются погрузчи-
ком с электромагнитной траверсой 21 и укладываются в контей-
нерьОТ'- ’-----------------------—— ------------- " ”
Листы, подлежащие гибке, передаются на гибочный участок
в соседний пролёГ^фЭисбордерной тележкой II.
jfcraJn*Hbte листы, подвергаемые механической резке, кантова-
телем ^SjiiUpUAJlUlLJl 11Я"риЛЕГЗЙТ‘ */ Н,^'Т!бМОЩВПГ*('рЭТ?сбордерноЙ
тележки 11 —5Гразмёточному'столу ^Т^йя'фВТОИроекционной раз-
м^я-яя^тано^П^^ТТППослё раЗметки листы тележкой II пере-
даются для -рездщ на гильотинные ножницы’^. —
’"'Листы из алюминиево-магниевых сплавов размечаются на вто-
ром столе 40 и с помощью трансбордерной тележки 11 передаются
для резки на гильотинные ножницы 41.
Профили из алюминиево-магниевых сплавов размечаются,
а затем обрезаются на ленточнопильном станке 37.
Гибка листов производится в холодном состоянии с ищюльзо-.
ванием листогйбочныхвалков’ых машин 28, гидравлических пд&с-
соЯ'^?Я~^!^^1Рбттпжздзптов~.'?У7тмпа~"ЛГС) или кромкогибоч-
111,1 очищенный и загрунтованный профильный материал разме-
чается_и^^этем^^заИсЙ''ЙЭ^Й%СС'-тПЖЙЙ^Зх"?'<?'или дисковыми
пилами /ё,^йк^'ч!^ТОГОй8!Грезкои?’ ffipeljaffiftfiTп'рМйё*профил и
по рольгангам передаются на участокдомдд^^а^и, а требующие
rfflJM.. и прифпЛШ'И'КчййЙу‘Я^бРУ^^спрограммным управле-
ннем.
Детали, прошедшие процесс обработки, с помощью рольган-
гов и других механизированных средств или кранами направ-
ляются на участок комплектации Комплектуются детали по тех-
нологическим комплектам: крупные (плоские и гнутые) — пач
ками, средние и мелкие листовые детали, а также профили —
в контейнерах.
Листы и профили подаются на обработку по запускам (см. § 2.5).
Расчет количества оборудования и чис
ла работающих в цехе. Проектирование нового или
реконструкция существующего КОЦ производится на основании
задания на проектирование, в котором устанавливается программа
цеха с указанием типов расчетных судов и их годового вы-
пуска.
Расчетное количество п,- оборудования или т{ рабочих мест
по /-й операции и количество занятых на ней рабочих р,- опреде
ляют по формулам
т,- г.
п‘ ~ Р(ФО;
(3-20)
где Т/ — трудоемкость на годовую программу по *-й операции,
чел-ч; Фо—действительный (расчетный) годовой фонд рабочего
времени оборудования (число рабочих часов в году за вычетом
134
потерь времени на ремонт); Фр. „ — годовой фонд времени рабо-
чих мест; Фр годовой фонд времени рабочих; Р£ — средний
состав бригады, принимаемый: на разметке, правке, механиче-
ской резке, станочной гибке — по 2 чел.; при гибке на прес-
сах — 3 чел., на тепловой резке и сверловке — по 1 чел
Значения фондов времени приведены в табл. 3.5.
Трудоемкость Т, обычно определяют укрупненно по формуле
Ь = <3-21>
где аг — удельное значение трудоемкости t-й операции от полной
трудоемкости Т, %; tj — удельная трудоемкость изготовления де-
талей для j-ro типа судна, чел-ч/т; Q, — масса корпуса, т; Nj —
годовая программа постройки судов (судов/год) /-го типа.
Значенве tf принимается по близкому судну-прототипу и кор-
ректируется коэффициентами, учитывающими: серийность по-
стройки; изменения конструктивных элементов корпуса по сравне-
нию с прототипом; повышение уровня автоматизации и механиза-
ции производства к моменту ввода в эксплуатацию проектируе-
мого КОЦ и пр.
Все расчеты по КОЦ, как и по другим цехам верфи, выполняют
исходя из двухсменного режима работы, кроме уникального доро-
гостоящего оборудования, режим работы которого принимается
трехсменным.
Полученное по формуле (3.20) расчетное количество оборудо-
вания п, и рабочих мест mf округляют до ближайшего большего
целого — принятого количества n't и ml.
Отношения
и (3.22)
называют коэффициентом загрузки оборудования и рабочих мест.
Для максимального использования оборудования коэффициент
его загрузки должен быть т|о 0,7 (для уникального оборудова-
ния — близким к единице), для рабочих мест ^р.м » 0,9. Обычно
расчет величин nit mi и р,- выполняется в табличной форме в соот-
ветствии с формулами (3.20), как это показано, например,
в табл. 3.5.
Количество вспомогательного оборудования (рольганги, канто-
ватели, погрузчики и другве виды подъемно-транспортного обору-
дования, плиты, стеллажи и пр.) определяется без расчета — в со-
ответствии с требованиями технологического процесса.
Число вспомогательных рабочих определяется приближенно
в пределах 35—40 от числа производственных, а более точно —
расстановкой рабочих по рабочим местам.
135
Таблица 3.5
Расчет количества оборудования, рабочих мест и производственных рабочих КОЦ
с годовым выпуском стали 30 000 т
ХИЬО< gsg. S = * s (') ft) - Jd BlI ХНИНЭИАЭ odn оахээьихгоМ (II) (01) = = « ‘dU хээи xHbopsd 2 1 1 | 05 - 1 1 • | 0.81 [ - | 0,67 1 6 Итого: I 42 000 1 — 1 — 1 — 1 — 1 4,361 6 1 1,36 1 2 | 0,73 1 0,68 1 - 1 В с е г о по цеху | 174 580 | | | | 120,841 29 | 4,10 | 6 0,72 | 0,69 | — I
(6) = ft) == 4 KHHEHcftrAdopo 2 5B Й 3 . о о £
“ х |is эохвнийи = s 11 1 • 1 0.8J | 1 л я | 1,33 | 2
<s) w _ <E) эопхэьова 2 : 11 1 1
sis s|" ?u aotBHxdu (S) <rf _ ft) . эонхэьэва co сальных l«l11 ! 2,651 5 I истов л 5 0.491 14 из профи • •
ft ga &§. хээи Ф xhbooed •'ЙФ XBtiooed *- ® oo X <g£g „ o. -1-1 ой резки л 1 -1 - - 1 - я деталей | 4140 | 1860
=’i 4 | I J ? - x rr . S66S 1 1 1 а о в и а I к 1 -1 - 1 5 ч «3 1 °
₽hf c g' H Линия правки, о ч J 1 Правка листов 1 5 600 2 Очистка и грунтовка ли- 7 000 1 став Итого: | 19 200 j Лини 1 | Тепловая резка листов 1 16 400 о о ь S
Площадь цеха S можно определить по формуле
S=—(3.23)
4s '
где qs — годовой выпуск продукции с I м2 площади, тум2.
Окончательно площадь цеха определяют по плану располо-
жения оборудования, при разработке которою для каждой еди-
ницы оборудования предусматривают площадь, необходимую для
возможности работать на нем, а также площадки для заготовок,
поступающих на обработку, и для хранения обработанных де-
талей перед подачей их на следующие операции.
При размещении оборудования цеха следует учитывать нали-
чие вдоль стен и линий колонн пролетов так называемых мертвых
пространств мостовых кранов, в пределах которых крановые опе-
рации производиться пе могут. Их ширина составляет от 1,3 до
1,8 м от оси подкранового путл (для кранов грузоподъемностью
от 5 до 15 т).
Общая площадь цеха (без бытовых и служебных помещений)
состоит; а) из производственной (60—70% от общей) площади, за-
нятой оборудованием, рабочими местами (верстаки, плиты и т. п.),
проходами между ними, местами для хранения заготовок и ком-
плектовочными площадями; б) вспомогательной, к которой отно-
сят площадь, занятую центральными проездами, разгрузочными
общецеховыми площадями, а также конторами и кладовыми, рас-
положенными в пролетах цеха, что не рекомендуется.
Ширина пролетов КОЦ принимается равной 24 или 30 м, а на
заводах мелкого судостроения —18 м. Высота цеха опреде-
ляется высотой до подкрановых путей, которая в зависимости от
максимальной‘ высоты оборудования, габаритов обрабатываемых
листов и профилей принимается равной 10 или 8 м —для заво-
дов среднего и мелкого судостроения.
КОЦ оборудуются мостовыми кранами грузоподъемностью
от 3 до 30 т. Количество их в одном пролете принимается по рас-
чету (см. пример в главе 4), но не менее двух, для бесперебойной
работы в случае ремонта крана.
Промышленные проводки цеха состоят из электросиловой сети
п трубопроводов сжатого воздуха, кислорода и ацетилена или
природного газа.
Технико-экономические показатели КОЦ подразделяются па
абсолютные, определяющие производственную мощность цеха
(годовой выпуск обрабатываемого металла, т; трудоемкость работ
цеха на годовую программу; общая площадь цеха; число работаю-
щих в цехе и др.) и относительные показатели, характеризующие
качество работы КОЦ или его проекта:
годовой выпуск металла с 1 м2 площади (без служебно-бытовых
помещений), составляющий 8,5—3,2 т/м2;
137
годовой выпуск металла на одного списочного рабочего (от
суммы производственных и вспомогательных рабочих), составляю-
щий 380—105 т/чел.;
трудоемкость на 1 т годового выпуска массы металла, состав-
ляющая 3,5—12,6 чел-ч/т.
Приведенные значения относительных показателей достигаются
в механизированных КОЦ при серийной постройке судов, причем
верхние их пределы относятся к заводам I класса, нижние — к за-
водам V класса.
Для создания нормальных условий труда в КОЦ предусматри-
вается отопление, обеспечивающее в зимнее время температуру
воздуха в цехе не ниже 4-15° С, и вентиляция. Система вентиля-
ции цеха включает общеобменную приточно-вытяжную вентиля-
цию и локальную —у мест выделения вредных веществ (дробе-
метные установки, машины для тепловой резки, наждачные то-
чила и пр.). Воздух, удаляемый из цеха и содержащий частицы
пыли, перед выбросом в атмосферу проходит через очистные уста-
новки.
На всех участках и линиях цеха должны быть предусмотрены
защитные устройства, ограждения и прочие средства обеспечения
охраны труда работающих.
В пролетах цеха предусматривается естественное и искусствен-
ное освещение. Кроме производственных помещений в корпусо-
обрабатывающих цехах предусмотрены бытовые помещения, вклю-
чающие гардеробные, раздевалки, душевые, умывальные, .санитар-
ные узлы и т. д.
Г лава 4
ИЗГОТОВЛЕНИЕ УЗЛОВ, СЕКЦИЙ
И БЛОЙОВ КОРПУСА
§ 4.1- Объекты предварительной
сборки и виды работ
Корпус судна состоит из отдельных деталей — листовых и
профильных, а некоторые его конструкции включают еще и
массивные поковки и отливки, например штевни. Эти детали по
следовательно проходят ряд стадий сборки, начиная от изготовле
ния простейших узлов и заканчивая формированием крупных
секций и блоков.
Изготовление узлов и секций, а иногда и блоков производится
в сборочно-сварочных цехах, относящихся к крупнейшим цехам
138
судостроительных предприятий. На существующих предприятиях
трудоемкость работ этих цехов составляет до 60—-70% общей тру-
доемкости корпусных работ.
Исходя из принципов групповой технологии (см. с. 19), всю
продукцию, выпускаемую сборочно-сварочным цехом, можно
разделить на группы, положив в основу тип конструкции, ее
форму, массу (сравнительную толщину деталей), а также соотно-
шение основных размеров (рис. 4.1). Тогда для каждой группы
можно применять типовые наиболее производительные технологи-
ческие процессы изготовления. В промышленности при разработке
технологических процессов сборки иногда используют и другой
принцип классификации —конструктивно-функциональный. При
этом выделяются секции: переборок, палубные, бортовые, днище-
вые. оконечностей и надстроек. Однако следует отметить, что та-
кую классификацию труднее использовать, так как она менее чет-
кая. Зачастую конструктивное оформление, соотношения размеров
и форма некоторых палубных, бортовых и днищевых секций почти
не отличаются.
В принятой на рис. 4.1 классификации наиболее характерным
признаком шести групп узлов является соотношение размеров
в трёх измерениях. Оно определяет пространственное располо-
жение базовой детали, которая может размещаться, например,
в горизонтальном положении или ставиться на ребро в вертикаль-
ном положении и т. д. Соответствующие группы характеризуются
разной степенью механизации сварки. К примеру, при изготовле-
нии балок и полотнищ целесообразно сваривать. все_щвьцавтома-
тами. 'Для других групп возможно только частичное применение
автоматов и полуавтоматов и т. д.
С точки зрения технологии весьма важно, является ли этот
узел или секция единичной продукцией или изготовляется
в больших количествах. В последнем случае может оказаться це-
лесообразным организовать специализированный участок для
производства подобных конструкций. При этом должны учитыва-
ться принципы групповойтехнологии^ которых говорилось выше.
Однйсодобнться широкой конструктивной унификации оказы-
вается трудно. Поэтому узлы объединяют в группы по принципу
однородности технологических процессов изготовления, добиваясь
повышения технологической идентичности ИТ, которая выра-
жается формулой
« — "г.
где п — число групп типоразмеров; пс — число групп, изготовляе-
мых по специфическому технологическому процессу, отличному
от типового.
Повышение технологической идентичности групп изделий поз-
воляет значительно снизить трудоемкость за счет применения
единой сборочно-сварочной оснастки.
139
Детали
эннпееойийфол
члэонхйоиоп oiATnoi
вяиьиивйло стЛниэн
-HirosndH эипкиэки
нсннэивинЛф
хгпшЛбя
HwKiooHxdaBon
ИИИЯЭОЬ'Ц
ОЯЧ1ГО1 энннэьинвйло
оирилоц
иоичиэлиьвиеэи
э 1ши ирихоп еар
Ч1ЭОН
-xdaaou олЮопгииь
nned.ro сяАниэншг
-oaHdM эийпоюии
шчкхзон
-хбэаои имняэоец
ОИЧ1ГО1 ЭНННЭЬИИЕбДО
оилзон
-xdasou иопиэникое
-HdM апннэ!1Иив<1го
Рис. 4.1. Конструктивно технологическая классификация объектов сборки и сварки по корпусу.
воэдбв
хи и иэо(11э1Геи
Производственный цикл в сборочно-сварочном цехе начинается
с момента получения деталей с комплектовочного участка корпусо-
обрабатывающего цеха и заканчивается испытанием и окраской
готовых секций (там, где есть окрасочные участки). При этом вы-
полняются различные виды работ. Основными из них являются:
сборочные (в том числе разметка и проверка), сварочные с после-
дующим контролем сварных соединений, пневматические (за-
чистка, рубка, сверловка, клепка и чеканка), тепловая или меха-
ническая правка, работы по установке деталей насыщения, кон-
Рис. 4.2. Классификация простых со-
пряжений, собираемых под сварку:
а —линейные: б — поверхностные.
троль, а также окраска корпусных конструкций. Процесс ок-
раски включает очистку, обезжиривание, грунтовку и сушку кон-
струкций и требует специально оборудованных участков в цехе.
Про цесс с CLq.PJK.h под сварку заключается в под-
гонке и предварительном соединений' простых элементов кон-
струкции В. более сложные для последующего окончательного скреп-
ления их с помощью сварки. Промежуточное (по сварки) закреп-
ленное взаимное сочетание к^Ъмок и поверхностей собираемых
частей, удбЬлйворяющее требованиям е^еспечения-шбследующего
процесса сварки, называете я ^сопряжснпеи. В результате сбороч-
jibix операций..выполняются сопряжения.
'"Различают линейные и поверхностные виды сопряжений. Клас-
сификация сопряжений' предегавлята’-иа-' рис. -4.2.
При сборке более сложных конструкций, например при сты-
кованййсёкЦПй, Подгоняется не единичное сопряжение, а одновре-
менно несколько сопряжений, находящихся рядом или пересе-
кающих друг друга.
Трудоемкость сборочных работ, включая пригонку деталей,
составляет от 40 до 60°« трудоемкости общей программы работ
" ' 141
_сбор.очно-сварочнаг.о_.цеха. Трудоемкость зависит от требований,
предъявляемых к точности отдельных сопряжений и собираемых
частей, а также к форме конструкций. В связи с этим в некоторых
отраслях промышленности, например в приборостроении, введено
такое понятие, как собираемость. Под собираемостью понимается
соответствие точности собираемых деталей установленным допус-
кам на суммарную погрешность собранного изделия. В одних слу-
чаях этот допуск может относиться к свободным размерам из-
делия и оговариваться в стандартах, в других случаях допуск
может определяться видом сбо-
рочной оснастки или кондук-
тора, в которых изделие соби-
рается (рис. 4.3). При допуске
на размеры изделия б и суммар-
ной среднестатической погреш-
ности Дв должно быть Де с б,
Суммарная погрешность или
результирующее отклонение
размеров соединяемых деталей
в сборочном кондукторе пред-
ставляет собой замыкающее
гаи™' К "'™ звено размерной цепи. Следе-
л, - вательно, оценка собираемости
сводится к расчету размерной
цепи и выбору таких конструк-
ций или технологических про-
допуск на длину L.
цессов, которые позволяют компенсировать неточности собира-
емых элементов. Собираемость конструкции может оцениваться
при ее проектировании. Опа повышается при возрастании точно-
сти изготовления деталей.
Собранное изделие — узел, секция или блок — также должно
удовлетворять требованиям точности, для того чтобы снизить
объем пригоночных работ при последующих работах. Поэтому
в судостроительной промышленности выпущен ряд отраслевых
стандартов, регламентирующих допуски на отклонения формы от-
дельных элементов корпуса, таких, как прямолинейные и криво-
линейвые балки, полотнища, секции различной формы и т. д. До-
пуски, указанные в этих ОСТах, относятся к готовым эле-
ментам.
Однако при сварке возникают деформации, которые могут приво-
дить к искажению формы Поэтому в ряде случаев конструкции
иод сварку приходится собирать с искажением (коррекцией),
учитывающим величину сварочной деформации. Величина этого
искажения должна устанавливаться расчетом при проектирова-
нии технологического процесса, в соответствии с методиками, из-
лагаемыми в курсе сварки.
142
Как всякий производственный процесс, сборка может быть рас-
членена на операции и на более мелкие единицы —технологиче-
ские комплексы приемов (ТКП).
Вдперации сборки узлов и секций встречаются следующие осг
нбвыжТКП, характеризуемые распределением бсновноп1.времёни
на их выполнение:
1) установка^ и ориентирование базовых деталей с разметкой
мест сцдряжёния — около 20% времени всей сборочной операции.
2)_перричное наведение пригоняемых деталей с проверкой по-
ложения и предварительным закреплением — 10—15%
3) совмещение кромок и стягивание сопряжений —30—35%.
4) провёрк^ТСкбррёктйрбвка’ТйтщЙг формы узла и секции —
5%.'-
5) закрепление сопряжений с проверкой и_ корректировкой
положения деталей—ЗБ^ЧО’о.
Относительная трудоемкость выполнения ТКП может коле-
баться в широких пределах в зависимости от конструкции соби-
раемого изделия, его размеров, формы и других факторов.
Приведенные выше цифры относятся к сборке плоских полот-
нищ
Кроме указанных основных ТКП сборщикам часто поручают
и ряд дополнительных, например зачистку наждачным кругом
поверхности сопряжений от окалины и ржавчины под сварку, под-
резку излишних припусков и т. д.
Из перечисленных ТКП наиболее трудоемко совмещение кромок
и стягивание сопряжений и закрепление их под сварку.
Исходя из анализа состава сборочных операций, оперативное
время сборки узла (нормо-ч) можно представить в виде
Год = Туст-|-<£ОЕМ/, (4.1)
где Туст —время на выполнение ТКП, указанных в пи. 1, 2 и 4.
Оно определяется формой и размерами собираемых деталей, а
также примененной оснасткой; /С„Н11 — время на выполнение
ТКП, приведенных в пп. 3 и 5, приходящееся на 1 м сопряжения;
I — длина сопряжения.
Штучно-калькуляционное время сборки простого узла или от-
дельного сопряжения определяют по формуле
Тш к — тоиКобщ- (4-2)
Здесь коэффициент учитывает время подготовительно-за-
ключительное (6%), на обслуживание рабочего места (12%),
на отдых и личные надобности (7%).
Норму времени сборки более сложных узлов, а также секций
определяют в виде суммы штучно-калькуляционного времени вы-
полнения отдельных операций сборки простых узлов или сопря-
жений.
Рассмотрим особенности выполнения некоторых основных
ТКП при сборке.
143
Установка и ориентирование деталей, первичное наведение и
проверка (ТКП, указанные в пп. 1, 2 и 4) требуют назначения
сборочных баз, т. е. поверхностен, линий или точек, определяющих
эп^ёнТбй'КО^Труквд^ДЁй."ёл.'Т) ~В~~ка-
ч'ёстве сборочных~ёаз'Т<спбльЗуют "рснонищр конструктивные,
а также вспомогательные базы. Основные базы воспроизводят на
сборочных площадах.мли._постелях; они соответствуют обычно
ОП, ДП и ПМШ судна. Вспомогательные базы-служатдля уста-
новки некоторых элементов, а затем необходимость в них отпа-
Рис. 4.4. Типовые случаи стягивания простых сопряжений при сборке,
а — подтягивание листа к набору; б — смещение концов тавровой балки;
в — стягивание кромок двух листов; г — совмещение концов полосо-
буЛЬ&ВТ----------- ""
дает. Примером вспомогательной базы являются: торец ранее ygia^
новленного листа, разметочные риски на месте ^^гетанавливаемой
детали и др.
При выполнении операции сборки необходимо прилагать уси-
лия к собираемым деталям для их смещения в требуемое положе-
ние, а также для стягивания сопряжений- При стягивании сопря-
жений происходит частичное упругое деформирование кромок.
Типовые случаи стягивания сопряжений при сборке узлов, со-
стоящих из листов и профилей, показаны на рис. 4.4.
Необходимые величины стягивающих усилий зависят от типа
сопряжения, зазора между сопрягаемыми элементами, формы и
геометрических характеристик самих элементов, а также от ха-
рактера закрепления участков, смежных с местом сопряжения.
Сборочные усилия можно прилагать по открытой, или замкнутой
схемам, преДставлейЙШГТТй pridl 4.!5. По открытой схеме реакция
сборочного усил ия воспринимается внешними элементам» оборудо-
вания цеха. При замкнутой схеме усилия воспринимаются с.меж-
144
3 оУ"
б) р
D Oj^
Рис. 4.5 Схемы обратил скуло-
вого листа при сборке; а — от-
крытая; б — замкнутая.
ными участками собираемой конструкции и на <~>порные^устрод-
ства или-на сооружения Тгёха не-перётяютоя;'
При уборке по замкнутой схеме пбыди'о требуются меныиие уси-
лия, так как благодаря податливости обоих элементов легче устра-
нить зазор между ними, пем-дефпрмировать один'из элементов.
Для создания усилий при сборке ранее использовались руч-
ные приспособления — клцнг скоба и винтовой домкрат .или
просто болт, который временно приваривали к одйдму из собирае-
мых элементов шг-помшпыл гайки к нему подтягивали второй эле-
меит.
Механизированные инструменты
и приспособления для сборки можно4
разделить на упиверсдлыцде_ К спе-
циализированные. Специадияирпван-
ные приспособления входятв со£тдв
сборочно<варбЧННХ"стацков или ли-
ний, предназначаемых для опреде-
ленных, видов собираемых объектов,
например для изготовления тавровых
балок, плоскостных секций и др.
Универсальные сборочные приспо-
собления представляют -собой- пере-
носные стяжки (талрепы) или при-
жимы (домкраты). Они могут иметь
гидравлический (масдяный). -привод,
пневмогцдравличёски й (поршневой
пневматшескин.-'йвигатель с гидравлическим насосом и гидрав-
лическим силовым элементом) или ударно-вращательный привод.
Тяговое (или прижимное) усилие, развиваемое сборочным универ-
сальным инструментом разных марок колеблется от 50 до 500 кН
(5000—50 000 кгс). Гидравлические приспособления работают от
гидравлического ручного насоса, а пневмогидравлические и
ударно-вращательные —сжатым воздухом давлением 0,5 МПа
(5 кгс/см2) от заводских воздушных магистралей.
Стягивающие и прижимные приспособления для .сборки за-
хватыВают'за плавки-иян-ебухц,~пр1гваренйыет< собираемым де-
талям. ПриспоСобления могут крепиться и посредством входящих
в них присосов (вакуумпых или электромагнитных). Прихватка
обухов увелйчйваеГ'т'рудоемкость сборки и вызывает опасность
повреждения поверхности- конструкции короткими, зачастую не-
качествен ными jijBaMK- Поверхность.портится также прн неизбеж-
ном удалении обухов после сборки. Поэтому рациональнее исполь-
зовать приспособление с крепежными элементами в виде вакуум-
ных или электромагнитных присосов с малой площадью опорной
поверхности. —
Однако держащая сила, отнесенная к 1 кг массы переносных
сборочных приспособлений с вакуумными присосами, составляет
ог 340 до 560 Н (34—56 кгс), а с электромагнитными —500—900 Н
145
(50 —90 кгс). Эта масса слишком велика. Поэтому вакуумные и
электромагнитные приспособления применяют для стягивания и
прижима листов толщиной не более 8 мм. При сборке более толстых
листов приходится использовать приварные приспособления.
Сварку узлов и секций, изготовляемых в сбороч-
но-сварочных цехах, выполняют в основном механизированными
способами. Объем ручной немеханизиров^нной сварки составляет
всего лишь 5—8% протяженности выполняемых швов. Высокий
уровень механизации объясняется использованием тех преи-
муществ, которые создает предварительная сборка. Конструкции
можно каптовать, чтобы перевести швы в удобное для сварки по-
ложение, закрытые помещения исключают влияние атмосферных
условий; доступность швов позволяет применять специализиро-
ванные более производительные сварочные установки и т. д. Кроме
того, под автоматическую сварку необходимо выдерживать более
жесткие допуски на прямолинейность кромок, чтобы обеспечить
равномерный зазор.
Все стыковые соединения в нижнем положении протяженностью
выше 0,6—1 мм, а также имеющие наклон ндоль продольной оси
не более 8° и поперек оси до 20° следует сваривать автоматической
сваркой. На стальных конструкциях для этого используется авто-
матическая сварка под слоем флюса, характеризуемая высокой
производительностью и качеством швов. В то же время она создает
неблагоприятные гигиенические условия в цехе.
Более гигиенична автоматическая сварка в среде углекислого
газа
Швы тавровых соединений, преобладающих в судостроении,
в нижнем положении в условиях цеха могут выполняться:
автоматической сваркой под слоем флюса;
полуавтоматической сваркой под слоем флюса;
полуавтоматической и автоматической сваркой в среде угле-
кислого газа.
Автоматическую сварку швов тавровых соединений (под флю-
сом и в среде углекислого газа) выполняют с помощью автоматов
наклонным электродом, т. е. под углом, направленным в вершину
свариваемого угла.
Полуавтоматической сваркой в среде углекислого газа выпол-
няют все короткие швы стыковых и тавровых соединений про-
тяженностью 0,5 м и менее. Кроме того, этим способом выполняют
и длинные швы различных пересечений элементов друг с другом,
имеющие пространственное положение, отличное от нижнего.
Сварные соединения конструкций до выпуска их из сборочно-
сварочного цеха подвергают контролю, с тем чтобы убедиться
в отсутствии недопустимых наружных и внутренних дефектов.
Погрешности формы и внутреннего строения всегда могут встре-
чаться в реальных сварных соединениях. Однако если величина
этих погрешностей превышает пределы, установленные техни-
ческими условиями, то они считаются дефектами. Размеры до-
146
пустимых погрешностей сварных швов оговариваются в правилах
контроля, в частности, в Правилах Регистра СССР, ч. XIV
«Сварка».
Контроль сварных соединений узлов и секций включает:
а) тщательный внешний осмотр и измерение сечений всех швов;
им подвергают все сварные соединения по всей протяженности;
б) проверку некоторых швов проникающим излучением (репт-
гено- или гаммаграфированием); перечень этих швов приведен
в Правилах Регистра;
в) ультразвуковой контроль некоторых швов, который может
производиться взамен контроля проникающим излучением или
параллельно с ним;
г) проверку плотности отдельных швов путем смачивания керо-
сином после промазывания мелом обратной стороны шва.
В некоторых случаях в сборочно-сварочном цехе проводят
и испытания непроницаемости замкнутых отсеков в секциях. Од-
нако обычпо такие испытания выполняют после того, как корпус
сформирован на построечном месте.
Контроль проникающим излучением или ультразвуком произ-
водят выборочно. По правилам контроля качества сварных соеди-
нений, действующими в судостроительной промышленности СССР,
все сварные соединения корпусов судов разделяются-
а) на четыре класса по степени ответственности и условиям
работы в составе корпуса;
б) на две группы технологической сложности выполнения швов
и доступности их для осмотров.
Например, высоконапряженные связи, участвующие в обеспе-
чении общей прочности (днищевая обшивка в средней части кор-
пуса, палубный стрингер и др.), относятся по степени ответствен-
ности к первому классу.
Первой группой технологической сложности считаются мон-
тажные швы, выполняемые в условиях стапеля или в неблаго-
приятных условиях.
Таким образом, получается восемь вариантов соединений. Для
всех вариантов установлены определенные требования к объему
контроля проникающим излучением или ультразвуком (в % от
длины швов). В зависимости от объема контроля соединения
подразделяют па категории. Так, соединения из сталей с пределом
текучести до 450 МПа (45 кгс/мм2) относят к особой категории
и контролируют на всей протяженности (100%). В соединениях
первой категории контролируют 20% длины швов; второй — 5%,
третьей — 2%. Для четвертой категории контроль проникающим
излучением не требуется. Например, если соединения в наиболее
ответственных конструкциях, относящиеся к первому классу,
выполняются в затруднительных условиях, то их относят уже
к особой или первой категории. При выполнении их в нормальных
условиях — ко второй категории. Возможен и другой подход
к установлению объема контроля — по особой методике систсма-
147
тически оценивать средний уровень качества сварки в цехе или
на предприятии. Если уровень качества начинает снижаться,
уровень объема контроля повышают. Пока такая система в судо-
строении не внедрена, но она является перспективной.
Пневматическими называют работы, выполняемые
переносными машинками энергией сжатого воздуха, подаваемого
от заводских магистралей под давлением 0,45—0,5 МПа
(4,5—5 кгс/см2). Работа пневматических машинок основывается на
принципах вращательного или ударного действия. Переносными
машинками вращательного действия производят чистку поверхно-
стей свариваемых кромок или готовых швов круглыми проволоч-
ными щетками или шлифовальными кругами. Другой вид враща-
тельных машинок — сверлильные — для
сверления на месте отверстий в кон-
струкциях. Пневматическими молотками
(машинами ударного действия) выполняют
рубку, клепку и чеканку- Для рубки
и чеканки в молоток вставляется рабочий
инструмент — зубило или чеканы. Под
действием сжатого воздуха массивный
боек в молотке наносит удары по хвосто-
вику вставного инструмента. Пневмати-
ческим молотком с зубилом удаляют припуски на кромках
листов, зачищают натеки после сварки и тепловой резки,
удаляют электроприхватки. Чеканами (зубилом со специаль-
ной формой режущей кромки) производят «чеканку» кромок
листов, соединенных заклепками внакрой или встык с накладкой
для обеспечения плотности в непроницаемых соединениях
(рис. 4.6). При врезании чекана кромка одного листа деформи-
руется и плотно прижимается ко второму листу, обеспечивая
непроницаемость.
Клепка может быть горячей или холодной. При холодной
клепке заклепки (с разнообразной формой головки, зависящей
от назначения соединения) вставляют в подготовленное отверстие,
прижимают с одного конца массивной поддержкой и расклепы-
вают с противоположного выступающего конца (рис. 4.7). Длину
стержня заклепки выбирают такой, чтобы обеспечить образование
замыкающей головки требуемой формы.
При горячей клепке в отверстие вставляют стальные заклепки,
нагретые до температуры 1000—1100° С. Ее применяют только для
стальных конструкций при диаметре заклепок 8 мм и более.
Пневматические работы, в особенности рубка и клепка, отно-
сятся к профессионально-вредным. Вследствие сильной вибрации
они вызывают нарушения кровообращения кистей рук, изменения
в костях и суставах, воздействуют на центральную нервную си-
стему рабочего. Вредное действие вибрации начинается с того
момента, когда ускорение колебательных движений ручного ин-
струмента достигает 40—50 см/с5, т. е. 4—5% от ускорения силы
148
тяжести. Поэтому пневматические молотки должны обязательно
снабжаться виброгасящими устройствами — пружинами, резино-
выми или воздушными амортизаторами. Пневматические работы
являются профессионально-вредными также из-за сопровожда-
ющего их интенсивного высокочастотного шума. При рубке этот
шум составляет 118—120 дБ, при клепке— 116—130 дБ, при
шлифовке— 100—ПО дБ. Эти величины значительно выше до-
пустимых санитарных норм. Поэтому при работе с пневматиче-
скими инструментами при-
меняют резиновые или
даже ватные заглушки
на уши.
При изготовлении уз- |
лов и секций, а также при i
последующих стапельных ’
работах часто возникает 1
необходимость устранения >
сварочных деформаций,
возникающих от усадки г
сварных швов, т. е. вы-
полнения операции
правки.
Систематические дефор-
мации учитывают еще при
проектировании конструк-
ции или при разработке
технологического процесса
ее изготовления. Появле-
ние их можно предупре-
дить, например измене-
нием расположения от-
дельных швов, приданием
конструкции обратного
предупреждающего выгиба
сварочных деформаций и практические методы борьбы с ними из-
вестны читателям из курса сварки.
Часть оставшихся деформаций устраняется специальной опе-
рацией —дравкой, которой подвергают некоторые^- отдельное
узлы и секций." Правка узлов стержневой конструкции (балок,
рам) может производиться на гидравлических прессах по схеме
изгиба сосредоточенной силой на двух опорах. Тэолее распростра-
нена правка местными нагревами, которая применяется как для
стержневых, так тг для яистовых-конетрукций.
Физические основы правки-местными нагревами (ее на прак-
тике иногда называют безударной) состоят в том, что в металле
при нагреве вследствие расширения соедается-зонаутогдсТи чёски х
Деформаций сжатия. Эта зона остается я после охлаждения, так как
толщина металла в ней несколько (на десятые доли миллиметра)
149
увеличена по сравнению с толщиной окружающего листа. Утол-
щенная зона после охлаждения вызывает стягивание окружающих
ее участке© металла. Если там находились бухтииы, то стрелка
прогиба их от стягивания будет уменьшаться.
Из курса сварки известно, что остаточное поперечное укоро-
чение свободной пластины Д& (см) толщиной s из малоуглероди-
стой стали от наложения шва со сквозным проплавлением будет
ДЬ = — 4,2 • 10”*-у-,
здесь q„ — погонная энергия прогрева, кал'см
Рис 4.8. Схемы прогибов пластины («) и расположение линий прогрева при
правке (б) для устранения домиков (слева) и для устранения бухтии между реб-
рами (справа). Цифрами обозначена очередность нагрева участков
Наличие связей, препятствующих смещению металла к оси
прогрева (например, ребер жесткости, пересекающих линию
прогрева, закрепление кромок листа и др.), приводит к умень-
шению остаточного укорочения. Его величину (см) тогда можно
принять равной
Л&= — 2.5- 10-"-^-. (4.3)
Если считать, что поперечное сечение бухтины на листе, под-
лежащем выправке, очерчено по синусоиде (рис. 4.8, о), то можно
определить, насколько нужно уменьшить расстояние между кром-
ками Ь, чтобы устранить начальную стрелку прогиба f,..
При изменении расстояния на ЛЬп соответствуюшвя стрелка
прогиба /п посредине листа будет
Если же f„ <44> = 0, то
т. е. Л6=^. I4-5)
150
Сравнивая величины Л& из формул (4.3) и (4.5), можно опре-
делить, сколько параллельных линий прогрева нужно провести,
чтобы полностью устранить бухтину.
На рис. 4.8, б показаны рекомендуемые схемы нагрева при
правке отдельных участков перекрытия, там, где остались по-
вышенные деформации от сварки. Нагрев можно производить как
со свободной стороны, так и со стороны набора.
Заключительным этапом изготовления секций и блоков корпуса
после установки элементов насыщения является контроль их
формы и соответствия чертежам. Затем производятся их очистка
и окраска консервирующим грунтом, предохраняющим от корро-
зии в период постройки. Очистку и окраску ведут в специальном
отделении цеха. Некоторые конструкции корпуса (например,
блоки надстроек, блоки оконечностей, зональные модули) окраши-
вают даже по штатной схеме окраски, если к этим конструкциям
в дальнейшем ничего не приваривается.
Очистка секций производится беспыльными дробеструйными
аппаратами и пневматическими щетками. Подвергаются очистке
лишь участки со сгоревшем при сварке грунтом, который был
нанесен ранее на листы при предварительной обработке металла.
Площадь таких участков составляет до 15% всей поверхности
секции. Далее всю поверхность очищенной секции подвергают
обезжириванию нейтральным моющим раствором. На кромки,
прилегающие к монтажным стынам, кистью наносят раствор
поливинилового спирта. Спирт снижает адгезию поверхности
с краской и оставляет кромки чистыми для последующей монтаж-
ной сварки. Затем на всю поверхность секции с помощью аппара-
тов безвоздушного распыления наносится лакокрасочное покры-
тие. Сначала наносится один слой, а затем после сушки на воздухе
пли, при наличии сушильных камер, после ускоренной сушки
горячим воздухом при температуре 40° С — второй слой. После
второго слоя также производится сушка.
§ 4.2. Изготовление узлов
Распространенные виды узлов были представлены выше на
рис. 4.1, некоторые примеры их показаны также на рис. 4.9.
Производство узлов каждого вида ввиду схожести формы и боль-
шого количества, идущего на судно, ближе всего приближается
к крупносерийному. Значения коэффициента закрепления опера-
ций (см. гл. 1), например при изготовлении балок, широких
полос с ребрами и полотнищ достигают 1,5—2. На этом основании
на заводах часто организуют специальные линии изготовления
отдельных видов узлов. В первую очередь это относится к балкам.
Балками принято называть узлы с соотношением длины к боль-
шему размеру поперечного сечения, превышающим 4,5—5- В судо-
строении наиболее распространенное сечение балок "тавровое
с высокой стенкой, симметричное и несимметричное (рис. 4.10).
К числу технологических особенностей балок относятся-
15!
значительная протяженность продольных швов, что делает
целесообразным применение автоматической сварки;
простота сборки из-за небольшого числа деталей;
Рис. 4.9. Некоторые примеры узлов корпуса: а — балка таврового сече-
ния; б— кницы с прямолинейным и криволинейным поясками; в— бра-
кеты с вырезом и пояском; г — широкая полоса с ребрами; д — полотнище
из трех листов; е — объемный узел — фундамент; ж — объемный узел —
кингстонная коробка.
склонность балок к продольному деформированию вследствие
большого соотношения длины к размерам'поперечного сечейНя.
На большинстве заводов производ-
0/1 ' ство балок сосредоточено на отдельных
L_______ f участках или механизированных линиях.
1Г'7'~i -"х оснащенных специализированным сбороч-
v/, _д •_ но-сварочным оборудованием.
В зависимости от размеров и годовой
I программы выпуска балок применяют
различные типы сборочно-сварочных
I станков и механизированных линий.
г На станках выполняется сборка стенки
3.|.____ с полкой в тавровых соединениях, а за-
„,.zz---—*1^--, тем и саарка их. В существующих разно-
видностях станков сварка (автоматиче-
ская под флюсом или в среде углеки-
слого газа) может осуществляться при
вертикальном или при горизонтальном
положении стенки (рис. 4.10, а). На агре-
гатах СКТ-12-1 (станок для криволи-
нейных тавров длиной до 12 м) изготов-
ляются как криволинейные, так и пря-
молинейные тавровые балки с максималь-
Рис. 4.10. Типовые формы
сечений судовых тавровых
балок н расповпжение ба-
лок при сварке: а — стен-
ка горизонтальна; б —
стенка вертикальна:
I — тавр симметричный. 2 —
тавр иесиммстричиый. 3 —
танр I образный
ными размерами стенки 20 х 1000. Отдельно поданные краном
стенка и полка автоматически наводятся на лилию сопряжения,
152
стягиваются гидроциЛицдрами
и после этого свариваются. При
сварке прямолинейные тавры
перемещаются на роликах под
неподвижной сварочной голов-
кой, при криволинейных —
балка стоит неподвижно, а сва-
рочная головка на тележке пе-
ремещается вдоль нее. Тележка
снабжена следящим устрой-
ством, которое регулирует по-
ложение сварочной дуги в за-
висимости от изменения кри-
визны линии шва.
При большой программе
выпуска балок могут приме-
няться механизированные ли-
нии изготовления балок. На-
пример, линия МИБ-700А пред-
назначена для автоматизиро-
ванного изготовления прямоли-
нейных тавровых балок с мак-
симальными размерами сечения
20x710 и длиной по 12 000 мм«
Линия снабжена накопителями
деталей (стенок и поясков), по-
дающим устройством, сборочно-
сварочным станком для сборки
и двусторонней автоматической
сварки при вертикальном рас-
положении стенки (рис. 4.10, б),
рольгангом и перегружателем
для готовых балок. Оригиналь-
ным элементом сборочно-сва-
рочного станка в этой линии
является нажимное устройство,
позволяющее создать в про-
цессе сварки обратный выгиб
балки с гГСЛЬю компенсации
общих сваргяНпых деформаций.
Как видно из рис. 4.11, из-
гиб балки на двух опорах осу-
ществляется поршнем гвдроци-
линдра, поднимающего конец
консоли вместе с балкой. В зоне
сварки балка прижата сверху
Другим гндроцилиндром через
траверсу. В нижней кромке
Рис. 4.11. Принципиальная схема сборочпо-сварочного станка линии МИБ-700А.
153
балки при подъеме консоли возникают напряжения растяжения,
снижающие общее укорочение от продольных швов.
Угол необходимого поворота конца свариваемой балки при
выгибе должен быть равен
0 ._ СвЫГ^
Кривизна, создаваемая при выгибе балок из малоуглеродистой
стали, упрощенно может быть определена по формуле
С„=3,6 -10-v ;
здесь 9п — погонная энергия сварки, кал/см; г' — расстояние от
центра тяжести сечения балки до центра шва; / — момент инерции
поперечного сечения балки; 10 — момент инерции поперечного
сечения балки за вычетом тех зон, в которых обратный выгиб
вызывает напряжение растяжения.
Величина /0 зависит от размеров балкн и прилагаемой на конце
консоли силы Р.
Практически при использовании линии МИБ-700А необходимые
величины прогибов при сварке заранее задаются в табличной
форме для каждого размера балки.
При отсутствии подобных выгибающих устройств тавровые
балки всегда получают после сварки общий прогиб от пояска в на-
правлении стенки. Поэтому приходится предусматривать отдель-
ную операцию — их правку, которую чаще всего делают на стан-
ках типа «Бульдозер» по схеме приложения сосредоточенной силы
на двух опорах (см. главу 3). Значительная стоимость линий и
агрегатов такого типа делает их применение экономически эффек-
тивным лишь при определенном количестве выпускаемых балок.
Например, подсчеты показывают, что при сварке балок длиной
10—12 м для эффективного использования станка количество
балок должно быть не меньше 500—600 шт. в год, а при меньшей
длине — значительно больше. Такая программа загрузки стайка
возможна на очень крупных верфях или при условии кооперации
нескольких заводов. При меньшей загрузке целесообразнее произ-
водить сборку на прихватках составных сварных балок с помощью
упрощенных кондукторов, фиксирующих положение пояска и
стенки балки. Собранную балку затем передают для автомати-
ческой или полуавтоматической саарки на отдельную позицию.
Процесс сборки и сварки тавровых и Г-образных балок может
быть представлен в виде блок-схемы с условными графическими
обозначениями этапов изготовления (рис. 4.12). Такие схемы
позволяют наглвдно представлять и сравнивать различные
варианты технологических процессов, а при добавлении цифровых
символов этапов производить и машинную запись этих процессов.
На рисунке отдельные комплексы приемов (ТКП) операции сборки
154
представлены прямоугольниками с присвоенными им символами.
Прочне, не сборочные, операции указаны в кружках.
Короткие тавры, б р а к е т ы и кницы с по-
ясками чаще всего имеют тавровую или Г-образную форму
поперечного сечения. Пример узла этой группы был показан
на рис. 4.9, б. Если поясок тавра прямой, то для сборки можно
использовать те же кондукторы, что и для сборки балок. Узлы
этой группы с прямолинейными поясками целесообразно свари-
вать целой партией, укладывая каждый узел по непрерывной ли-
нии одни за другим вдоль хода головки сварочного автомата,
а потом, разделяя узлы, перерезать сварной шов.
Рис 4.12. Блок-схема изготовления сварных тавровых балок (без
контрольных операций).
В некоторых конструкциях осп ветки элементы блок схемы I в 2 совме
щннлея е один, У — стягивание деталей: 4 — закрепление прихватками.
При некоторых видах оснастки необходимость в этом элементе отпа-
дает: 5 — сварка соединения; 6 — перекантовка (иногда нс требуется);
7 — сеарка с обратной сторовы степки (иногда не требуется)
Распространенную группу узлов представляют собой ши-
рокие полосы с ребрами или поясками, к ко-
торым относятся флоры, рамные бимсы и шпангоуты, рамные
стойки переборок, стрингеры и пр. Иногда эти узлы так и назы-
вают — рамным набором. Сборку и сварку широких полос с реб-
рами осуществляют на плоских стендах, оборудованных пере-
движными порталами (рис. 4.13). На портал навешивают отдель-
ные устройства для наведения и прижима ребер к листам и для
сварки ребер с листами. При приварке ребер к широким полосам
характерным видом деформации являются так называемые домики.
Для их предупреждения может использоваться сосредоточенный
обратный выгиб листа с помощью ряда роликов, встроенных
в стенд и выдвигаемых снизу (рис. 4.13,6), и верхних упоров или
роликов, нажимающих на лист сверху. Высоты нижних роликов
и расстояния между верхними нажимными выбираются такими,
чтобы создать в кромке листа поперечные растягивающие напря-
жения, достигающие 0,5ат.
Полотнища представляют собой весьма распространен-
ную 'группу"узлов,'которые прйЯ^ится изготовлять на каждом
судостроительном предприятий. Они могут" собираться я свари-
ваться в виде отдельнбР5~самосТоятельного узла, подаваемого
в накопитель, а затем поступающего на участок сборки секций.
Но чаще полотнище собирают на первом этапе поточной линии
155
сборки и сварки плоскостных секций. Тогда после сварки полот-
нище предается на следующие позиции для установки н сварки
элементов набора и насыщения.
Применяется несколько типовых технологических процессов
сварки плоских полотнищ» которые определяют и всю последова-
тельность изготовления узла. Автоматическая сварка стыковых
Рис. 4.13. Схема передвижного портала над сборочным стен-
дом («) и схема выгиба листа на нем (б).
I — несущая балка; 2 — тележка навесного устройства; 3 — пневмо-
цилиндр для прижима ребра; 4 — захват ребра; Б — заават бэлнн;
е — спорные колеса балки; 7 — верхние нажимные ролики: 8 —
нижние выдвижные ролики.
соединений полотнищ выполняется под флюсом, причем она может
быть или односторонней (сразу с обеспечением формирования
обратной стороны шва), или же последовательной (сначала с одной,
а потом, после кантовки, с другой стороны шва)._Однпсторонняя
сварка выполняется на стендах, имеющих желоба с флюсомед пой
подкладкой или с флюсовой подущ^ой..(рис.“TTSfc,'б). Полот-
нища толщиной 12 мм и менее могут также сварпваться^од'но-
стороцней сваркой на скользящем медном ползуне автоматом
ТС-32 (рис. 4.14, в), ^сли предусматривается сварка дву~х сторон
с пеп^антовкой, то она можс^'ТТйгГОП'ВГГЬСЯ йЛи На весу, т? ё7
б§з^п^кладок (рис. 4.14, г), или тоже на флюсовой подушке, но
с проплавлением ие на всю, а на часть толщины листа. При та-
156
ком способе легче обеспечить качественный шов на всей длине
благодаря проплавлению обратной стороны после кантовки.
Из перечисленных методов сварки наиболее прогрессивным
следует признать одностороннюю на флюсомедпой подкладке,
исключающей последующую кантовку полотнища. Однако ее при-
менение связало с капитальными затратами на изготовление
стенда.
Рис. 4.14. Схемы способов сварнн стыковых соединений полотнищ
а_ — на флюсоыс-дной подкладке; б — на флюсовой подушке; в — на
скользящем медном ползуне; г— на весу.
I — верхний слов флюса: У — шлавовая корка, 3 — медная подкладка;
4 — ппщушный шланг для поджима, б — нижний слой флюса; 6 — сколь-
зящи п медный ползун. 7 — электрод.
При сварке автоматом ТС-32, тоже обеспечивающим обратное
формирование шва, не требуется капитальных затрат, но предъ-
являются высокие требования к соблюдению сварочного зазора.
Кроме того, эта сварка применима лишь для листов толщиной
до 12 мм.
Блок-схема изготовления плоских полотнищ представлена на
рис. 4.15, а варианты технологии приведены в табл. 4.1.
В варианте 1 предусмотрена сборка на стенде, передвижка
и сварка на весу или на флюсовом желобе. Сначала производится
сварка одной стороны полотнища, затем после перекантовки под-
варивается обратная сторона. В процессе сварки листы притяги-
ваются к электромагнитному стенду. Позиция сборки отделена от
позиции сварки-
По варианту 2 сборка и сварка осуществляются на стенде
с флюсомевдой подкладкой, обеспечивающей обратное формирова-
пие шва. Поэтому последние три этапа отпадают. Перед сваркой
157
кромки листов у стыковых соединений прижимаются к стенду мас-
сивной прижимной балкой. Прихватки не требуется.
В варианте 3 сборка осуществляется на обычном сборочном
стенде, а сварна — автоматом ТС-32. Детали скрепляют друг
с другом гребенками, которые удаляют поочередно при сварке.
Полотнища, имеющие погибь, сваривают не на плоских стен-
дах, а на постелях, описание которых дано ниже, в технологии
изготовления криволинейных секций.
Вследствие большой площади и относительно малой жесткости
полотнища имеют тенденцию, к образованию бухтип в результате
усадки продольных и поперечных швов^ Предупреждения этих
деформаций па полотнищах неоолыпои толщины (до 12—14 мм)
частично достигают прижатием мощными балками, которые j>ac-
нолагают-ПО обеим сторонам вдоль ева^ивйемЬгб паза (вариант 2
в там 4.1). При сварке головка сварочного автомата проходит
между балками.
Таблица 4.1
Варианты технологии сборки и сварнн плоских полотнищ
па блок-схеме
(см рис 4 15)
Операции и их элементы
(без контрольных)
Установка базовой де-
тали
Установка пригоняемых
деталей
Стыкование деталей
Прижатие к стенду
Установка выводных
планок
Закрепление соединений
прихватками или гребен-
Сварка стыков и пазов
Перекантовка
Строжка корня шва
Подварка стыков и па-
зов
Прихватка
Установка
гребенок
158
Для устранения угловой деформации («домика») при использо-
вании электромагнитного стенда с флюсомедной подкладкой
последнюю располагают на массивной балке. Балку можно под-
жимать снизу под свариваемый стык, выдвигая ее несколько выше
уровня стенда. Когда электромагниты, встроенные в стенд, при-
тягивают листы к его поверхности, в районе стыка получается
поперечный изгиб, аналогичный показанному на рис. 4.13,6,
rf& B стыковом, а не тавровом сопряжении. Этот поперечный изгиб
компенсирует поперечную сварочную деформацию «домцк».
О б ъ емные узлы небольшой протяженности имеют
разнообразную форму и конструкцию. Пример объемного узла -
судового фундамента — был показан на рис. 4.9, е. Количество
изготовляемых одинаковых объемных узлов на судне обычно не-
велико. Поэтому их собирают и сваривают в индивидуальном по-
рядке на отдельном участке цеха. С целью механизации сборки
применяют стандартные универсальные сборочные приспособле-
ния (УСП) Они состоят из стальной опорной плиты с попереч-
ными и продольными пазами, в которых крепятся различные
опорные, фиксирующие и зажимные элементы. С помощью этих
элементов детали узла устанавливают вод прихватку в строго
определенном положении. При этом все экземпляры собираемого
изделия получаются взаимозаменяемыми по форме.
§ 4-3. Изготовление секций '
Главными технологическими особенностями девяти групп сек-
ций корпуса, указанных на рис. 4.1, являются:
а) форма ограничивающих поверхностей — плоская или криво-
линейная, определяющая способ базирования при сборке;
б) соотношение высот набора и число балок разного напра-
вления, от которых зависят величина и характер общих сварочных
деформаций и возможность автоматизации сварки;
в) отношение высоты секции к ее длине и ширине, также влия-
ющее на деформации и на способ базирования.
Плоскостными считаются секции, состоящие из плоского или
криволинейного с малой погибью полотнища, в котором высота
большей части балок набора составляет не более 7-- 8% (’/|К)
меньшего размера в плане В, например ширины (рис. 4.16, а).
При такой высоте балок возможно механизированное нзготовле-
ние секций на стендах, снабженных сварочвыми порталами.
Плоскостные секции могут быть: а) с набором одного направления;
б) с набором двух направлений. Если на секции есть две-три пере-
крестные связи, то ее можно относить к секциям с набором одного
направления даже в том случае, когда высота связей больше ука-
занной, так как эти связи хотя и затрудняют механизированное
изготовление секций, но не исключают его.
К ограниченным криволинейной доверхдостью-далжны быть
отнесены' плоскостные секции, имеющие погибь не более В/10.
159
i60
ерьг.^пи
Крючки В
чиатЛ разпер^Л г"
Рис, 4.17. Схема припусков, оставляемых
па секциях.
Позиции Z и 2 соответствует порядку уста*
иозки секций
При больших стрелках прогиба секций следует относить уже
к полуобъемным.
Полуобъемными (рис. 4.16,6) названы те секции, в которых
высота балок набора главного направления или гофра составляет
от 8 до 20% меньшего размера в плане (от В/15 до В/5).
Наконец, объемными следует считать такие секции
(рис. 4.16, в), в которых главные размеры во всех трех направле-
ниях различаются не более чем в 5 раз.
Мелкие секции, называемые часто подсекциями, могут объеди-
няться на предварительной сборке в более крупные секции и
в блоки секций или блоки
судна, с установленными
в них насыщением, а также
элементами отделки и обору-
дования.
Основные допуски на от-
клонения формы и размеров
узлов и секций корпуса ого-
ворены действующими в су-
достроении отраслевыми стан-
дартами на проверочные ра-
боты. При этом предусматри-
вается, что узлы и детали,
поступающие на сборку сек-
ций, должны быть изготов-
ленными, как правило, в чи-
стый размер. Однако при
формировании блока или целого корпуса могут возникать и на-
копляться различные отклонения, вызывающие необходимость
в пригоночных работах. Для компенсации этих отклоне-
ний на некоторых кромках секций и блоков, за исключением
первых, закладных, оставляют припуски. Выработано правило —
припуски (величиной от 10 до 30 мм) оставляют только на тех
кромках секций, которые присоединяются к ранее установленным.
Таким образом, первая секция припусков не имеет (рис. 4.17),
Следующая за ней в нос секция имеет припуск по кормовой и ниж-
ней кромкам. Носовая и верхняя ее кромки выполнены в чистый
размер.
В секции, устанавливаемой в корму, обрезана в чистый
размер кормовая кромка и верхняя и есть припуск по носовой и
нижней кромкам и т. д. Оставленные припуски удаляют после
приперчивания при стапельной сборке.
Плоскостные секции наиболее распространены.
На современных заводах производство их организуется на механи-
зированных поточных линиях (МПЛ), первые позиции которых
предназначены для сборки и сварки полотнищ. На сваренное по-
лотнище на последующих позициях устанавливаются элементы
Набора, привариваются детали насыщения и т. д.
6 П/р Мацкевича Б. Д. 161
На рис. 4.18 показана схема весьма распространенной МПЛ,
установленной шведской фирмой ЭСАБ на многих заводах в раз-
ных странах. Производительность линии при работе 12 человек —
четыре секции в смену размером 12 X 12 м при толщине листов
20 мм и 14 ребрах жесткости. Линия длиной около 110 м может
иметь от шести до восьми позиций. Элементы секции последова-
тельно перемещаются с позиции на позицию по сигналу с пульта
управления. Перемещение осуществляется по выдвижным роли-
кам с помощью тянущей боковой тележки. Ролики утоплены в стен-
дах линий, на которых лежит секция. Они могут быть подняты
одновременно в пределах данной позиции при необходимости пере-
местить секцию.
На позициях выполняются следующие этапы технологического
процесса:
Нулевая позиция. Хранение подготовленных пачек
листов.
Позиция I. Раскладка листов с помощью портального
листоукладчика с магнитными присосами и ручная прихватка их
по стыкам.
Позиция II. Сварка листов встык под флюсом или одно-
сторонняя с обратным формированием или двусторонняя на флюсо-
вом желобе (рис. 4.14, б), при которой после сварки необходима
последующая перекантовка полотнища для подварки обратной
стороны. Сварочные головки расположены на порталах, которые
устанавливаются над осью шва.
Позиция III. Перекантовка полотнища, если на пози-
ции II не применялась саарка с обратным формированием шва.
Если же такая сварка применялась, эта позиция отсутствует. Для
перекантовки установлен специальный мостовой кран с автома-
тическими захватами.
Позиция IV. Снабжена поворотным устройством, разво-
рачивающим секцию на 90° для установки на последующих по-
зициях балок набора поперек сваренных пазов секции. На этой же
позиции можно осуществлять воздушно-дуговую строжку корня
шва (если сварка выполнялась без обратного формирования).
Разметка мест установки балок набора выполняется по световой
линии, направленной специальным проектором, или с помощью
лазера.
Позиция V (соединенная с боковым накопителем балок
набора). На этой позиции устанавливаются и привариваются
балки набора (ребра жесткости). Балки хранятся в накопителе
и с помощью цепного транспортера подаются но одной к устана-
вливающему устройству. Устройство захватывает балку, пере-
мещает ее адоль оси, опускает на размеченную линию и плотно
прижимает к полотнищу. Установленная балка приваривается
тремя сварочными головками, расположенными в ряд на портале.
По окончании сварки балки захваты освобождаются, полотнище
перемещается на определенный шаг для установки следующей
162
163
балки, и операция повторяется. Таким образом, происходит
постепенное наращивание секции.
Позиция VI. Установка и сварка перекрестных саязей;
операции выполняются вручную с применением сварочных полу-
автоматов.
Позиция VII. Установка насыщения, проведение кон-
трольных операций (просвечивание, обмер и т. д.), а также испра-
вление дефектов сварки.
Число операций и компоновка поточной линии изготовления
секций в большой мере определяются их конструкцией. В ча-
Рис. 4.19. Пересечение продоль-
ных и поперечных балок.
стности,_большую_4юль играет конструктивнее оформление узла
пересечения-балок продольного и поперечного набора. В случае
описанной выше линии, предполагалось, что перекрестные связи
«надеты» сверху на балки главного направления (рис. 4.19, а).
Конструкции с увеличенными зазорами между кромкой выреза
и балкой являются более технологичными, так как собирать
секции легче благодаря более широким допускам на расположение
балок на полотнище. Кроме того, возможно применение раздель-
ного метода сборки и сварки плоскостной секции, при котором
сначала устанавливают н приваривают автоматами к полотнищу
все балки главного направления, а потом «надевают» перекрестные
связи и приваривают их ручной или полуавтоматической сваркой.
Встречаются конструкции секций в которых балки проходят
через вырезы в перекрестных связях (рис. 4 Л 9, б). В этом случае
последовательность сборки секции другая: сначала устанавливают
поперечные балки, а затем через вырезы в них поочередно про-
таскивают продольные балки. Такое протаскивание через не-
сколько вырезов — сложная и трудоемкая операция. На одной из
японских верфей было разработано специальное устройство для
164
автоматического протаскивания балок через вырезы при сборке
секций. Устройство снабжено датчиками, направляющими конец
балки в вырез, причем зазор в этом соединении составляет всего
1 мм при высоте балки 300 мм. Направление конца балки в вырез
и ее подача вдоль оси осуществляются автоматически с помощью
системы нажимных и приводных роликов 2, управляемых следя-
щим устройством 1 (рис.
4.19, е).
Сварку собранной решет-
ки из балок обоих направ-
лений ведут последовательно
из ячейки в ячейку, почему
этот способ и получил назва-
ние последовательно-ячейко-
вого. Такая саарка выпол-
няется вручную или одним
из полуавтоматических спо-
собов — в среде углекислого
газа или гравитационным.
Для саарки в ячейках были
предложены специальные ро-
боты. Робот краном после-
довательно устанавливается
в ячейки и автоматически
выполняет угловые швы в со-
единении набора с полотни-
щем по всему пери
ячейки.
КрЫТБ^И открытые. По"“ус- Рис- I20- Варианты технологии сборки
ловиям ведения работ изго-
товление закрытых секций
оказывается более трудоемким. В малых замкнутых отсеках
внутри закрытых секций создаются крайне неблагоприятные
условия для работающих. Это заставляет применять принудитель-
ную вентиляцию отсеков при сварке, сокращать продолжитель-
ность работ и вводить другие ограничения. При изготовлении
закрытых секций обычно стремятся закончить выполнение всех
внутренних швов до наложения последнего полотнища. Для
приварки его к набору секцию перекантовывают.
Технология сварки полуобъемных секций различается в зави-
симости ofTOfo, какой поверхностью ограничена секция — пло-
ской или криволинейной- ~
При наличии ^м^оской поверхности чаще ее и принимают за
что позволяет'йсполь^овать”для сборки и сварки плоские
стецды. На стевд-укладывают базовые плоские элементы, н-на^-них
Устанавливают пригоняемые узлы и детали (рис. 4.20, а), В заклю-
>65
чение собранную конструкцию накрывают листами обшивки, ко-
торые затем сваривают на установленном наборе по стыкам H^na-
зам73атем'ССШ1йо перекантоБЬ1ваютш_набор приваривают-изнутри
_Кобшнвдс.
Приотсутствии базовых .плоских элементов набор мо>кно уста-
навливать и временно закреплять^ плоском стенде, образуя
каркас, которыи1тД^1Га.@ьгВйётс~я <обшивкой. Отсюда’ произошло
иазванйё’—"кЗркасный метод "сборки (рис. 4.20,6). Последователь-
ность сборки Секций такйк йёГ
Х-А
Рис. 4.21. Схема переналаживаемой лекальной постели со сменными лека-
лом и поворотной частью.
1 — основание из угольников;
— съемное
лекало;
3 — штыри:
посоротнан
Наконец, особенно широкое распространение получил метод
д^1^^ивш1шеш1ых^секцнй на наружной обшивке в специаль-
Первые два метода сборки более экономичны, так как не тре-
буют затрат на изготовление постелей. Однако оии могут при-
меняться далеко не для всех секций, прежде всего из-за отсутствия
в конструкции плоских сборочных баз. Наличие их является
одним из показателей технологичности конструкции.
Постели представляют х-лбой. пространственные конструкции
из угольников, стоек или широких полос, предназначаемые для
изготовления секций определимого -вплаг-Форма их 'верхней по-
верхности соответствует форме собираемой секции.. Постель яв-
ляется как бы матрицей, придающей форму секции.
Постели могут изготовляться "специализированными—для од-
ного размера и формы секции, ил^^яверё^ьнымдидеренялажи-
ваемыми для нескольких типоразмеров."Отношение масс металли-
ческой постели и собираемой на ней секции составляет от 0.1
166
до 1,3 и выше. Большие колебания объясняются разнообразием
применяемых конструкций постелей, а также их опорных основа-
ний В комплексно-механизированных цехах некоторые постели
выполняют передвижными по линии потока с позиции на позицию.
Рабочая поверхность постелей образуется или концами стоек
(штырей) или рабочими кромками лекал, изготовляемых из листов
толщиной 8—12 мм (рис. 4.21). Для уменьшения объема обработки
лекал и упрощения контроля при сборке рабочую кромку делают
гребенчатой с уступами высотой 20—30 мм и длиной 100—150 мм,
располагая их с шагом 200 мм.
Рабочую поверхность постелей обычно располагают на высоте
1000—1200 мм над уровнем пола цеха или площадки для того,
чтобы была возможность доступа к обратной стороне собираемой
секции, например для подварки, постановки болтов или талре-
пов, притягивающих обшивку к лекалам, или для контроля формы
поверхности секции.
На универсальных постелях со сменными стойками кроме
вставных Применяют еще, выдвижные стойки со стопорами здд
закрепления на любой высоте' Выдвижные стойки позволяют
леГк? производить «настройку» постели"йэ’задатгную" форму сек-
ции. Имеются опытные конструкции постелей, в Которых стойки
выдвигаются электромотором и настройка осуществляется по
программе, рассчитанной на ЭВМ (см. § 2.5).
Для расширения объема автоматической сварки на секциях
легких судов с большой килеватостью применяют качающиеся
постели. Перед сваркой наружной обшивки секцию подкавтовы-
вают на нужный угол (до 15°); сварка производится автоматом
ТС-32 со скользящим медным ползуном.
Целесообразность применения тех или иных конструкций по-
стелей должна быть обоснована технико-экономическим анализом
с учетом затрат на изготовление постели и количества секций,
подлежащих изготовлению на этой постели за год.
При выборе технологического процесса изготовления полу-
объемных замкнутых секций возникает вопрос: на каком из двух
полотнищ целесообразнее вести сборку —на наружной обшивке
или на настиле второго дна? Выбор полотнища, принимаемого
в качестве базового, должен производиться на основаини расчетов
сварочных деформаций с учетом принятой последовательности
наложения швов. Разное количество швов и разные их размеры
по обшивке и по настилу вызывают разную деформацию полотнищ.
Последовательность саарки стремятся выбирать такой, чтобы
взаимно компенсировать деформации от разных швов
В необходимых случаях приходится придавать постелям «раз-
вал», т. е. искажать форму лекал по сравнению с теоретической,-
с тем чтобы компенсировать неизбежные сварочные деформации.
Расчет величины необходимого «развала» с учетом принятой
последовательности и режимов сварки производится теперь с по-
мощью ЭВМ.
«67
Процесс изготовления полу-
объемных секций со сборкой на
лекальной постели включает че-
тыре этапа: настройка постели;
изготовление полотнища; сборка
и сварка всей секции с насыще-
нием; контрольные операции.
Основными работами при вы-
полнении этих технологических
процессов являются:
на первом этапе — установка
штырей или лекал, проверка
формы постели;
на втором — сборка полотнища
из листов, временное прикрепле-
ние листов к постели с проверкой
формы, сварка стыков и пазов, не-
разрушающий контроль сварных
швов полотнища;
на третьем — разметка на по-
лотнище положения элементов
набора, установка всех балок на-
бора, сварка набора между собой
и приварка его к полотнищу, ус-
тановка и сварка всех элементов
насыщения внутри секции, накры-
тие ранее отдельно изготовленным
полотнищем второго дна, снятие
с постели, перекантовка, сварка
набора с настилом внутреннего
дна, подварка стыков и пазов
обшивки с наружной стороны, ус-
тановка и сварка оставшегося на-
сыщения после кантовки;
иа четвертом—проверка формы
и комплектности изготовленной
секции, испытание непроницаемо-
сти, маркирование, окраска вну-
тренних отсеков, грунтовка на-
ружных поверхностей секции.
Для изготовления полуобъем-
ных секций (днищевых, бортовых
и других криволинейных средних
размеров) стремятся устраивать
линии, состоящие из ряда пози-
ций. На рис. 4.22 показана схема
линии изготовления криволиней-
ных бортовых секций с передвнж-
168
ными постелями, оборудованная передвижными портальными
агрегатами — одними для укладки листов полотнища (с помощью
вакуумных присосов), другими — для установки и обжатия на-
бора. Последние агрегаты захватывают набор из кассет, доста-
вляют его к месту установки, ориентируют и прижимают его к по-
лотнищу. На следующей позиции передвижные сварочные порталы
с несколькими сварочными головками сваривают элементы набора.
После приварки набора секция перекладывается на вспомогатель-
ные опорные постели, а передвижная постель возвращается кра-
ном на первую, исходную позицию. На вспомогательных постелях
в секцию устанавливают насыщение, далее производят ее пере-
кантовку с помощью особого кантователя, подварку швов н кон-
трольные операции. С передвижных постелей на вспомогательные
секции перемещаются краном.
При значительных массах и габаритах некоторых секций,
например днищевых с криволинейными обводами, передвижение
постелей затруднено. Поэтому такие секции формируют на ста-
ционарных постелях. Над постелями перемещаются ппртальные
сборочные агрегаты, которые производят раскладку и прижим
листов обшивки на постель, установку и обжатие набора, а также
доставку к месту сварки автоматов для вертикальной сварки
узлов пересечения набора. Настил второго дна устанавливается
в виде отдельных подсекций, уже сваренных с набором одного
направления. Перекантовка секций производится кантователем,
так как выполнять эту операцию краном по действующим нормам
охраны труда допускается как исключение, при условии, что гру-
зовой гак будет во все время кантовки находиться строго над
центром тяжести секции. Это требует установки на кране спе-
циальных синхронизаторов и мини-ЭВМ и недопустимо при ручном
управлении краном.
После кантовки секцию устанавливают на тележки с киль-
блоками и производят контрольные операции. Весь участок изго-
товления таких крупных секций как бы состоит из двух укруп-
ненных позиций, на которых одновременно можно изготовлять
несколько секций: первая позиция — формирование секции; вто-
рая — установка насыщения и контроль.
Количество стендов или постелей, необходимых для изготовле-
ния данных секций на каждой из этих позициях, можно определить
исходя из перечня операций и технологического графика их вы-
полнения.
Определяют такт выпуска секций t исходя из годовой программы
^гоЛ (шт./год) или из числа данных секций, требуемых на очеред-
ное судно N (шт.) при поточно-позиционной постройке:
' = Т£В- "™ ,_Т’
'’год
гДе Ф,.ад —годовой фонд работы сборочного участка, смены/год;
Я —такт подачи секций на стапель, смены.
169
Такт выпуска секций разделен на две части: продолжительность
до кантовки tK, к и после нее tn_K, определяемые из технологи-
ческого графика. При этом (имея в виду восьмичасовую смену)
Здесь Тд.к и Т„.к —соответственно трудоемкости работ до кан-
товки секции и после нее, нормо-ч; Р —среднее число занятых
рабочих; Кв. „ — коэффициент выполнения норм.
Число требуемых стендов или постелей соответственно до
и после кантовки будет
При изготовлении объемных секций кпр-
пуса лоточных линий также не устраивают.
К объемным секциям корпуса относятся, например, районы
оконечностей, включающие иногда и штевни. Ввиду сложности
формы таких секций их стремятся разбить на более мелкие под-
секции — плоскостные, полуобъемные и объемные, каждую из
которых собирают в удобном положении на постели. Например,
объемный блок форпика сверхкрупнотоннажного танкера
(рис. 4.23), состоящий из верхней объемной А и нижней бульбо-
вой Б секции, разбивается на восемь плоских подсекций: палуб,
платформ и переборок, а также две бортовые криволинейные
секции и объемную бульбовую часть. Последняя собирается
в лекальной постели (рис. 4.23, б). Верхнюю объемную секцию
собирают из подсекции на плоском стенде с базированием на па-
лубе илн на форпиковой переборке.
170
При изготовлении объемных секций возникновение общих
сварочных деформаций не создает особенных затруднений, по-
скольку секции обладают достаточной жесткостью во всех трех
направлениях. Кроме того, объем сварочных работ здесь невелик,
так как главные сварочные работы выполняют раньше — при изго-
товлении подсекций.
Объемные секции надстроек, их ярусов и рубок обладают
некоторыми конструктивными и технологическими особенностями.
Для них характерны: большие плоские поверхности; относительно
малые толщины листов; набор малой высоты, преимущественно
одного направления; наличие вырезов для окон и дверей.
Для упрощения работ объемную секцию яруса надстройку
часто собирают в перевернутом положении из предварительно
сааренных плоскостных подсекций палуб, наружных стенок и
внутренних переборок, используя ее верхнюю палубу в качестве
базового элемента.
Сваренную изнутри объемную секцию яруса надстройки пере-
кантовывают и после подварки и контроля швов на непроница-
емость и устранения местных деформаций подают на судно или на
промежуточную площадку для последующей сборки всей много-
ярусной надстройки. Перед кавтовкой и подачей на судно в над-
стройку устанавливают распоры и временные ребра, чтобы из-
бежать деформирования.
§ 4.4. Изготовление блоков секций
В зависимости от выбранного метода постройки корпус судна
может формироваться из отдельных секций или из предварительно
собранных блоков.
Некоторые типы судов средних размеров, например буксиры,
траулеры и другие с большим количеством разнообразных поме-
щений, насыщенных оборудованием, целесообразно собирать из
блоков. Оборудование в эти блоки заводится с торцов, так как
через палубные вырезы погрузка часто невозможна. Применение
блочного метода постройки позволяет сократить продолжитель-
ность работ на стапеле, перенести их в более удобные цеховые
условия, расширить фронт работ, так как блоки можно изгото-
влять параллельно. В силу этого основной тенденцией в судо-
строительной промышленности является укрупнение секций и
блоков. Однако пределы такого укрупнения ограничены грузо-
подъемностью и стоимостью подъемно-транспортных средств для
оперирования с блоками. В мировой судостроительной практике
известны случаи постройки блоков массой 2000 т и более. Для
этого и цехи и верфи оборудуются кранами соответствующей
грузоподъемности.
Большие возможности в снижении трудоемкости и сокращении
стапельного периода появляются при применении в конструкции
корпуса модульных блоков —одинаковых по конструктивному
171
оформлению, повторяющихся по длине судна. Так, при постройке
в СССР в 1977 г. нефтенавалочного судна «Борис Бутома» дедвей-
том 100 000 т были применены шесть блок-модулей в районе ци-
линдрической вставки и семь крупных унифицированных секций
в соседних блоках. Каждый блок-модуль представлял собой часть
корпуса по длине трюма от борта до борта, включая и верхнюю
палубу, и поперечную переборку. Блок-модуль имел массу 1200 т
н составлялся из 200-тонных секций, укрупняемых на предста-
пельной площадке до 600 т. На построечное место секции подава-
лись двумя спаренными кранами грузоподъемностью по 300 т.
Поскольку изготовленный
Рис. 4.24. Схема упрощенного стапель-
кондуктора для сборки блока оконеч-
ности.
блок далее перемещается на
построечное место для форми-
рования корпуса, блоки соби-
рают на опорных устройствах
разных конструкций (см. § 5.1).
При формировании блока
соблюдается такая последова-
тельность работ:
1) устанавливают и прове-
ряют днищевые секции, подго-
няют стыки между ними, сек-
ции раскрепляют растяжками за
опорные тележки или за ста-
пель-кондуктор, если блок со-
бирается в нем;
2) сааривают монтажные сты-
ки между днищевыми секциями;
3) устанавливают поперечные переборки;
4) устанавливают и закрепляют на прихватках после проверки
бортовые секции;
5) устанавливают при необходимости монтажные рамы на кон-
цах блока;
6) устанавливают палубные секции;
7) после проверки положения всех собранных секций свари-
вают пазы между днищевыми, бортовыми и палубными секциями,
а затем приваривают к ним поперечные переборки;
8) устанавливают внутренние конструкции в блоке (фунда-
менты, шахты и пр.);
9) контролируют сварные швы, а затем испытывают блок на
непроницаемость.
В процессе формирования блока из секций необходимо эти сек-
ции временно опирать. Для этого используются кондукторы раз-
личных конструкций, фиксирующие секции в нужном положении
и поддерживающие их до закрепления сваркой (рис. 4.24), а также
сборочные агрегаты, описание которых будет дано в гл. 5.
Для последующего стыкования корпуса на построечном месте
весьма важно обеспечить плавность обводов в районе монтажного
172
стыка. Поэтому при изготовлении каждого блока вводится спе-
циальная операция — контроль формы по стыкуемой кромке.
При правильной форме обеих кромок на стыке между двумя бло-
ками не получится уступов, завалов или разностенности.
Контроль может осуществляться:
а) непосредственными замерами точек обвода рейками от ДП
и ОЛ;
б) с помощью монтажных рам или шаблонов, прикладываемых
к стыкам обоих соединяемых блоков;
Рис. 4.25. Схема определения формы торцевого сечения блока корпуса
методом стереофотограмметрии: а— расположение фотокамер относительно
объекта; б—схема определения координат точки в плоскости хоу.
1 — объект съемки — торцевое сечение блока; S >- фотокамеры; 3 — фотопластян-
bf „ х'Ь „
кн; jiyj = ——Ь— Кjj —— К^‘ Хд—по аналогии с Хд,
б)
в) путем точного фотографирования методом фотограмметрии.
Фотограмметрия — метод определения формы, величины и по-
ложения объекта в пространстве по фотоснимкам. Например, при
стереофотограмметрии снимки делаются двумя разнесенными друг
от друга камерами (рис. 4.25).
Основные преимущества метода состоят в том, что:
не требуется непосредственный контакт с измеряемым объ-
ектом;
имеется возможность одновременно измерять координаты или
перемещения большого количества точек.
По стереоснимкам (например, торца блока, показанного на
рисунке) с помощью специальных измерителей — стереокомпара-
торов — определяют координаты точек изображения с точностью
До 5 мк. Действительная форма объекта определяется путем пере-
счета на ЭВМ. На рис. 4.25 показано для примера определение
геометрического положения точки А (х, у) в плоскости хог по коор-
173
динатам ее изображений на двух снимках. Коэффициенты Kt и Kz
учитывают элементы внешнего и внутреннего ориентирования
снимков и характеристики фотокамер. Они определяются расчет-
ным путем по специальным методикам. По аналогичным форму-
лам может быть определено и потожеине той же точки А в пло-
скости хоу.
В судостроении способ стереофотограмметрии может приме-
няться для определения формы сложных поверхностей блоков,
объемных секций корпуса, криволинейных пространственных
конструкций, гребных вивтов и др., а также для фиксации положе-
ния разных конструкций в судовых помещениях.
/<?
/1 § 4.6. Сборочно-сварочный цех
В состав сборочно-сварочного цеха обычно входят следующие
подразделения: склад готовых деталей корпуса; участки сборки
и сварки узлов {Гсекции; участок грунтовки секцийТсклЗДтитовых
секций; кладовые и вспомогательные службы'цеха.
С к л а~д'~г~б т о в ы х деталей предназначается для хра-
нения и комплектации деталей корпуса, поступающих в контей-
нерах или пачками из корпусообрабатывающего цеха.
Склад рассчитывают на одновременное хранение готовых дета-
лей в объеме 0,5—0,6 месячного их расхода сборочно-сварочным
цехом для заводов [, II и III классов и 0,2—0,35 -для заводов
IV и V классов.
Детали хранят на складе в контейнерах различных типоразме-
ров, а крупные листы и профили -пачками. Для уменьшения
площади склада крупные контейнеры устанавливают друг на
друга, а для укладки небольших контейнеров предусматриваются
стеллажи.
Склад обслуживается мостовыми кранами грузоподъемностью
20—30 т, если он расположен в закрытом помещении. При рас-
положении склада на открытой площадке его обслуживают козло-
выми кранами.
Площадь склада определяется из расчета удельной нагрузки
на I м2, составляющей 0,4—0,6 т для заводов I, II и III классов
и 0,1—0,3 т для заводов IV и V классов.
Участки сборки И—.СВ а Р к и узлов и секций яв-
ля1бтся основными производственными подразделениями и снаб-
жены технодогическим и подъемно-транспортным оборудованием
и оснасткой.
В целях механизации и автоматизации производственных
процессов в современных сборочно-сварочных цехах стремятся
использовать специализированные линии и участки. На неспеци-
ализиррванных'уч’аегках 'изготовляют- -менее’" распространенные
секции, а также нетиповую продукцию.
По общности выполняемых операций, составу оборудования
и средств механизации специализированные л'иииц и участки
174
могут быть сгруппированы следующим образом (рис. 4.26):
I. Линия сборки и сварки балок (преимущественно узлов тав-
рового сечения),'сойЙЗящая''йз~двух позиций: автоматическая
сборками сварка тавровых балок на различных станках и отдель-
ная позиция их правки с использованием профилегибочного
станка.
2. Поточная лицвд^сборки и сварки полотнищ, имеющая от
двух до'шести позиций в' зЗвйсимосТй"01,'~пр1Гнятой технологии
сборки и сварки, как об этом говорилось выше (см. рис. 4.14).
Передвижение полотнищ по позициям производится по роликовым
опорам.
3. Линия сборки и сварки плоскостных секций, состоящая из
нескольких позиций. Эта лйййй йожёт быть Объединена с изгото-
нленйём"п6лотнищ или же возможна подача на первую позицию
готового сваренного полотнища. Далее оно перемещается по
остальным позициям (см. рис. 4.18).
4. Поточные линии сборки и сварки палубных и бортовых сек-
ций с небольшой'’’погибью, оборудованные рамами постелей со
съемными лекалами и погрузчиками для установки и прижатия
набора. Рамы передвигаются по эстакаде высотой около 2 м над
сборочной площадкой.
6. Участки сборки и сварки крупных полуобъемных и объемных
секций ^дниЩевых, ббрТойых и^ДруглХ, имеющих большую по-
rn6bJ7а также секции оконечностей. Участки оборудованы ста-
ционарными постелями и портальными агрегатами, передвига-
ющимися по рельсам над постелями или стендами.
6. Участки сборки и сварки объемных узлов небольшой про-
тяженности? а^Та^ё^'брак^Г^ЦОрбТКНХ узлов
корй^еаГТТгГних предусматривайт^остоянные р'аббЧЙ?*•места,
оснащенные универсальными стендами и кондукторами, спо-
собствующими механизации сборочных операций, а также
позиционерами для выполнения сварки в удобном поло-
жении. “
Все технологическое оборудование сборочно-сварочного цеха
разделяется на две основные категории: специализированпое
и универсальное. Первое предназначается только для конкретных
узлов или секций. Универсальное оборудование может быть
использовано для изготовления разнообразных видов узлов и
секций.
На неспециализированных участках цеха для проведения
сборочно-саарочных работ используются упиверсальные сбороч-
ные .площадки и плиты, представляющие собой ровную горизон-
тальную поверхность, которая по действующим нормам не должна
иметь местных отклонений от плоскости более ±3 мм при проверке
линейной длиной 3 м. Наиболее широкое применение нашли
плиты, сверенные из листовой и профильной стали. На ряде
заводов предусмотрены площадки для сборки и сварки в виде
сплошного железобетонного пола с вмонтированными балками
175
176
вровень с поверхностью пола на расстоянии 1,0—1,5 м
друг от друга.
При изготовлении объемных узлов иногда ндхопятпрп-
менепие позиционеры для закрепления и поворота изделий
при бваркёХИГи могут быть отнесены к универсальному
оборудованию.
На линиях и участках, специализированных по видам
продукции, применяется:
для сборки и сварки плоских полотнищ:
1) листоукладчик самоходный портального типа;
2) стенд электромагнитный для прихватки кромок ли-
стов полотнищ под сварку;
3) порталы сварочные самоходные для сварки полотнищ;
4) стенд электромагнитный с флюсомедной подкладкой
(в случае использования процесса односторонней сварки
с обратным формированием);
5) устройство для кантовки полотнищ;
для сборки и сварки плоскостных секций, состоящих из
полотнищ и балок набора, если этот участок отделен от линии
ПОЛОТНИЩ'
1) агрегат для установки и прижатия набора к полот-
нищу;
2) агрегат для приварки набора;
для сборкм. н сварки полуобъеьшыхл объемных секций,
ограниченных плоскнмй"тг^<рив^инейиымипПБёрХн?5стями:
1) универсальные механизированные постели или пере-
налаживаемые с флюсовыми лотками;
2) портальные агрегаты разного назначения, например,
в листоуклздчнках — траверсы с вакуумными или электро-
магнитными присосами для подъема и укладки листов;
в прижимных агрегатах — гидравлические устройства, при-
жимающие набор к листам; в сварочных порталах — навес-
ные сварочные головки^ля сварки стыковых или угловых
швов, в том числе и крестообразных соединений набора
в вертикальном положении; в погрузчиках — траверсы
с гидравлическими захватами для подъема и наведения на
место балок набора или других узлов;
3) устройства для прижима полотнища к набору снизу;
4) стрелы с контейнерами, содержащими сварочное обо-
рудование для приварки перекрестного набора;
5) устройства для транспортировки секций по позициям.
На всех участках, цеха для выполнения, прихватки,
ручной и полуавтоматической сварки расположены источ-
ники их питанйй'^'сварочныё генераторы"'!! трансформа-
торы. Их обычно устанавливают группами на специаль-
ных площадках между колоннами цеха. Имеются также
переносные аппараты для автоматической сварки в среде
углекислого газа и под флюсом с источниками питания,
177
а также комплексные посты для полуавтоматической сварки
в среде углекислого газа, смонтированные на тележках или
в переносных контейнерах. Они подаются краном к местам наи-
большего сосредоточения сварочных работ.
Для питания постов углекислым газом в цехе имеется центра-
лизованный трубопровод, для выполнения тепловой резки (об-
резка припусков, вырезка отверстий и др.) —ацетиленовый
и кислородный трубопроводы с распределительными устройствами.
Зачистка кромок шлифовальными машинками, вырубка сварных
швов и выполнение других пневматических работ обеспечиваются
трубопроводом сжатого воздуха давлением 0,4—0,5 МПа (4—
5 кгс/см8) с распределительными устройствами.
У ч а с т o r г Р у н т о в к и с е к.ц и й предназначен для
предпхрянения севдщйот коррозии^впериод иххраненцяыа склзде
и при постройке судна йапбстроечном месте?
Исходя из условий противопожарной безопасности участок
грунтовки секций обычно располагают в отдельно стоящем здании
и реже — в пристройке к сборочно-сварочному цеху. Секции по-
даются на участок безрельсовым транспортом или на железно-
дорожных платформах, оборудованных опорными балками. На
платформе производится очистка и грунтовка секций. Участок
оборудуется передвижными люльками-манипуляторами для до-
ступа ко всем поверхностям секций.
Все электрооборудование участка (включая мостовые краны)
выполняется во взрывобезопасном исполнении. Для сушки окра-
шенных секций установлены вентиляторы с калприферами и пере-
носными шлангами большого диаметра. Участок должен быть
оборудован системой автоматического пожаротушения и обще-
обменной приточно-вытяжной вентиляцией.
Cjuug д г о т о в ы х с е. к ц ц й обычно расположен на от-
крытой площадке*"и обслуживается' мостовыми или козловыми
кранами, грузоподъемность которых определяется в зависимости
от максимальной массы хранимых секций.
Склад рассчитывается на одновременное хранение секций
в пределах 0,25—0,60 заданного ритма при секционной постройке
и в пределах заданного ритма при постройке блоками. Под рит-
мом подразумевается количество выпускаемых поточно-позицион-
ным методом судов (изделий) за определенный промежуток времени
(ГОСТ 3-1109—73).
Для расчета полезной площади склада удельную нагрузку
на 1 м8 принимают в пределах 4—6 кН (0,4—0,6 тс). Отношение
полезной площади к общей составляет 0,4—0,5.
Количество оборудования, рабочих мест
и работающих в цехе рассчитывают исходя из годовой
программы цеха. По программе определяется годовой выпуск
узлов и секций в тоннах, включающий массу металла корпуса
н деталей и узлов насыщения.
Методы определения трудоемкости работ для заданной расчет-
178
ной программы, а также количества оборудования и рабочих
мест были приведены в § 3.7.
Примерное распределение трудоемкости сборки и сварки узлов
и секций корпусов средних транспортных судов по операциям (%)
показано ниже:
Разметка, сборка. правка и проверка ....
Ручная сварка и прихватка .................
Полуавтоматическая сварка-
под слоем флюса........................
в среде углекислого газа...............
Автоматическая сварка . ...............
Зачистка и рубка пневматическим ииструмсн-
Газовая резка .............................
Воздушно-дуговая строжка...................
Контроль, испытания и сдача................
43.0—15,0
12,0—14,0
3.0-4.0
17,0—19 0
6.0—8,0
7,0—9,0
3,0-4,0
1.0—1.5
1,5-2,0
Для расчетов затрат электроэнергии и расхода сварочных
материалов общую трудоемкость сварки и прихватки принимают
равной 12—14%.
Действительный годовой фонд времени при двухсменной ра-
боте принимают: электросварочного и газорезательного оборудо-
вания 3900 ч; сборочного оборудования (постелей, стендов, сбо-
рочных плит и прочего) —4075 ч.
Сборочно-сварочные цехи оборудуют электрическими«мост<ь
вымя кранами грузоподъемностью от, ?0 ,дп ?00 у. Необходимое
количество мостовых кранов в сборочно-сварочных цехах — один
кран на 60—80 м длины пролета. Более точно количество крапов
можно определить согласно выражению
где пг —количество переменяемых грузов, приходящихся на
одно судно, шт.; Nc — количество судов по годовой расчетной
программе; /гц — среднее количество циклов крановых операций
на единицу груза; tliP — продолжительность цикла крановой опе-
рации; Фкр — действительный годовой фонд времени крана;
Л, v — коэффициент использования крана по времени:
(4-7)
здесь — время обработки груза, ч; ty— время на «участие» при
установке и монтаже изделия, ч.
Время на обработку груза определяется выражением
'r=TT-+2(-£-+-£) + '..
где hn — высота подъема (спуска) груза, м; — скорость подъ-
ема (спуска) груза, м/мип; Ц и 12 — средний путь тележки и крана
соответственно, м; vt и v2 — скорость передвижения тележки
179
й крана соответственно, м/мин; to — затраты времени на допол-
нительные операции, такие, как строповка и отстроловка грузов
и пр., мин.
Скорость подъема груза и передвижение тележки помоста
определяют согласно технической характеристике крала.
Для определения времени на «участие» крана при установке
и монтаже конструкции используют средние величины хроно-
метражных наблюдений за выполнением этих операций.
Коэффициент использования крана по времени принимается
равным 0,7 для крюкового крана и 0,8—0,95 — для электромаг-
нитного крана.
Средняя продолжительность циклов работы мостовых кранов
в сборочно сварочных цехах приведена в табл. 4.2.
Таблица 4.2
Средняя продолжительность циклов работы кранов
при подъеме секций и установке узлов и деталей
в сборочно-сварочных цехах
Масса единицы груза, т Продолжительность цикла, ч
Обработка груза Установка и мовтаж (1 Всего
До 5 0,15 0,3 0,45
6-15 0,17 1,2 1,37
16-30 0,18 1,98
31—50 0,25 2,0 2,25
51—75 0,50 — 0,50
76-154 0,80 .— 0,80
121—15и 1,00 — 1,00
Таблица 4.3
Характеристика сборочно-сварочных цехов заводов
различных классов
Характеристики Класс завода
1 11 in IV V
Ширина пролетов, м 48 48 36 30 30
Шаг колонн в продольном на 24; 36 24; 36 24 12 12
правлении, м Высота пролетов (до отметки подкрановых рельсов), м Грузоподъемность мостовых кранов, т: 22,5 22,5 16,0 12,65 11,45
главный подъем 200 160 50 30 20
вспомогательный подъем 32 32 10 5 5
180
Расчет площади и планировка Цеха. Сбэ
речно-сварочные цехи располагаются в зданиях, имеющих от двух
до шести пролетов.
Длину цеха выбирают в зависимости от длины поточных
линий и принимают кратной 12 м. Характеристики сборочно-
сварочных цехов приведены в табл. 4.3.
Площадь сборочно-сварочного цеха в первом приближении
может быть определена по годовому выпуску с 1 м£ площади цеха
(т/м*).
Более точный расчет площади цеха получают по чертежу его
планировки исходя из количества оборудования и рабочих мест,
полученных расчетом, как об этом говорилось в гл. 3. Так же, как
и для корпусообрабатывающего цеха, определяют абсолютные
л относительные показатели спроектированного сборочно-сва-
рочного цеха:
годовой выпуск продукции с 1 м! площадилезга^^бе»,служеб-
но-бытовых помещений), который составляет Q.0—1,6. т/м2;
годовой выпуск продукции на одного списочного рабочего
(суммарное количество производственных и вспомогательных ра-
бочих). Он колеблется от 30 до 165т/чел.;
трудоемкость в чел-ч, приходящуюся на 1 т годового выпуска
продукции. Она составляет 8,5—46,0 чел-ч/т.
Первые цифры относятся к заводам I класса, вторые —
V класса.
Глава Б
СБОРКА И СВАРКА КОРПУСА
НА ПОСТРОЕННОМ МЕСТЕ
§ Б<1. Методы постройки судов
и построечные места
Формирование корпуса на построечном месте начинается с уста-
новки секций или блоков, проверки положения и сварки этих
конструкций; затем устанавливают фундаменты, надстройки, испы-
тывают корпус на непроницаемость и герметичность и, наконец,
осуществляют спуск судна. На долю этих работ, объединяемых
понятием «корпусостроительное производство», приходится
до 20—30% общей трудоемкости постройки судна.
В практике судостроения чаще всего применяются две формы
организации постройки судов:
1) на одной позиции (без перемещения судна);
181
2) с перемещением .судна по нескольким позициям (в том числе
поточно-позиционная при строительстве серии судов).
При первой форме организации судно от закладки корпуса до
спуска на воду строится на одном л том же построечном месте.
При второй форме организации судно строится на нескольких
позициях и перемещается с позиции на позицию. Корпус судна
формируется обычно на первой или начальных позициях. На
остальных позициях выполняют или заканчивают начатые ранее
монтажно-достроечные работы. За каждой позицией закрепляют
Рис. 5.1. Схема кессона под монтажным стыком корпуса.
“ скоб-трап: 5 —- уплотнение по контуру корпуса. 6 — рабочий туннель;
— диищенае цистерна.
определенный объем работ. Передвижка судна с позиции на по-
зицию должна производиться через определенные, по возможности
равные промежутки времени —такт поточно-позиционной линии.
Такая организация принуждает к строгому соблюдению сроков
постройки и способствует ритмичному выпуску судов.
Постройка судна со стыкованием частей на плаву или в сухом
строительном доке применяется, когда главные размерения судна,
в особенности его длина или спусковой вес, значительно больше
размеров построечного места или допускаемой для пего рабочей
нагрузки. В этом случае одну из построечных позиций выносят
на воду или в док. Части судна собирают в смежной части дока
или доставляют по воде, устанавливают в док и стыкуют друг
с другом. Иногда при кооперированной постройке корпуса его
части изготовляют даже на разных верфях.
Стыкование и сварку частей на плаву выполняют одним из
двух способов При кессонном способе — с помощью установлен
него по периметру монтажного стыка подводного осушаемого
туннеля — кессона, прижимаемого к корпусу гидростатическими
силами (рис. 5.1). Основной сварной шов между частями корпуса
выполняют изнутри осушенного монтажного отсека, а подвароч-
вый шов — в кессоне.
182
Кессоны иногда даже оборудуют приточной и вытяжной вен-
тиляцией, стационарным и аварийным освещением, средствами
жизнеобеспечения (связи, сигнализации, пожаротушения и др.).
Те же работы можно выполнять и друшм — бескессонпым
способом, путем установки по периметру монтажного стыка так
называемых герметизирующих устройств (рис. 5 2).
Рис. 5 2. Герметизирующие устройства с подспяковой камерой а—шарнирно-
герметизирующее (ШГУ); б—полужесткий рези неметаллический пояс.
1 — сварная камера плавучести ШГУ из стальных листов: 2 — уплотнение по контуру
корпуса; 3 — натяжной канат с винтовым талрепом; 4 — шарнир; 5 — полужесткий
пояс; 6 — канат-подвеска для первоначального пряжи
цевое соединение пояса; 8 — воздушный тоанг для п;
собления для принудительного формирования обрат-;
10 — жесткий
В Советском Союзе были созданы и используются два кон-
структивных типа герметизирующих устройств с подстыковой
камерой: шарнирно-герметизирующее (рис. 5.2, с) и полужесткий
резинометаллический мояс (рис. 5.2, б) Принцип действия их
состоит в том, что в подстыковую камеру вводят па тросике пере-
мещаемые приспособления для принудительного формирования
обратной стороны шва, для контроля стыкового шва гамма-лучами,
а также для автоматизированной (с дистанционным управлением)
зачистки и окраски зоны монтажного стыка подводной части сна-
ружи корпуса. С помощью этих устройств на плаву выполняют
весь объем работ по сварке, контролю и окраске монтажного стыка,
не прибегая к последующей постановке судна в док.
183
Рис. 5.4. Схема расположения элементов опорного устройства на горизонтальном построечном месте или наклонном продоль-
- /°- хнлъ^пжв; 2 - клетки; 3 - строительные стрелы (препятствующие смещению судна на наклонном стапеле): 4 - подставы: 3 - спуско-
81 ные дорожки (на наклонном стапеле).
блоки, у которых основным ^элементом является ги/уравли-
чесТПЙ—ДОИКратГ В цилиндр" домкрата“'Т5оЙЙЕТС1ГЛмасло под
вьгеекттм давлением с помощью гибкого шланга, подключен-
ного к общей системе стапельного гидропривода. Эта система,
состоящая из насосной станции и трубопроводов, позволяет осу-
ществлять дистанционный контроль давления на каждом киль-
блоке, его просадки и управлять высотой кильблока, не прибегая
к ручной подклинке Кильблоки с гидравлическими домкратами
позвол яют легко пересадить суднона спусковое устройство "путем
стр апл п15а пия масла из Цилиндров'."
Простейшие кильблоки представляют собой просто набор
коротких. соспРББ1Х~Т>русьев с клйНБ'ЯМи. Встречаются и Железо-
бетонные киль6лбКЛ7~'В" состав—которых входят сосновая про-
кладка, клинья и сосновая подушка. Высоту кттльблоца- в. ходе
постройки регулируютлодклинкой, относящейся к тяжелым руч-
ным операциям?
Кильблоки располагаются в_лиаметдальной_ плоскости судна
у-цод флбрами н поперечными дрр&борками. " ” ~~ —
' Клетки биеспечиншо’Густойчивость судна на построечном месте
-6 разносят сосредоточенные нагрузки От массы, сосредоточенных
грузли,ттатфимср;' главных механизмов или воды (при испытаниях
отсеков водой) нггббЛыпую'Тшощадь. Клетки состоят из тех же
элементов, что и“кильблоки, ко отличаются от них большими
размерами в плане. Клетки располагают, как правило, под попе-
речными переборками. ----------
, ПодставыТи упоры, также разносят вес судна на большую
' площадь основания построечного места и, кроме того, они исполь-
зуются "для’ выравццвания^днищевых секций в процессе установки
186
последних. Стальные подставы представляют собой трубчатый
винтовой домкратТлМ имеют 'телескопическую" конструкцию,
а' упоры просто-сосновые брусья, поставленные стоймя.
Д' практике1 ОГёЧКЯ венного судостроения расчетные (рабочие)
нагрузки на элементы опорных устройств принимаются следу
ющие: гидравлический кильблок — 800 кН (80 тс); быстроразбор-
ный кильблок — 700 кН (70 тс); телескопические подставы —•
от 800—2000 кН (80—200 тс).
Для расчета количества кильблоков ступенчатую кривую
веса порожнего судна разбивают по длине на три участка; в пре-
! делах которых интенсивность нагрузки усредняют и принимают
постоянной. Для каждого участка количество кильблоков
<51>
где D„.y — вес порожнего судна в пределах соответствующего
участка, тс; <2[; — расчетная нагрузка на кильблок, тс (обычно
половина предельно допустимой нагрузки). При этом удельное
давление от этой нагрузки на сосновую подушку кильблока не
должно превосходить допустимого.
Количество клеток, обеспечивающих устойчивость судна на
построечном месте, составляет не менее трех пар при спусковом
весе до 50 МН (5 тыс. тс), четырех пар при весе 50—100 МН (5—
10 тыс. тс) и шести пар при весе более 100 МН (10 тыс. тс).
Количество подстав
(5.2)
где Р„ —- вес порожнего судна; Qa — расчетная нагрузка на под-
ставу.
Опорно-транспортные у строй ствд__слу-
•/жат йж ДЙЯ НбС’фбйКЙГЧ'ЫК. И"'ДЛЯ 11Ч|№'ЖЗД?МУсуд6в с одной
{ позиций' на "другую? ~Опбр1Г0ТрйНСУТ0р¥Ш5 комплект одного из
применяющпхеятйпов (рис. 5.6) соетоит из г стальных балок,
опирающихся па стадии постройки судами а~стальньге*|или железо -
бетонные) килевой и боковые сгулья'Тг клинья, а при
11еред1Я1Жке^_СУЛ’гЭ^?ТТ^.1^ШТ₽адУ10Щ^1е .(трш^^ортйые) опоры
и судовбзные тележки.
"Центрирующие опоры позволяют осуществить поперечное пере-
мещениёЗдаоков при их стыковании вручнуюлоор^жхесм^жим-
ных болтов, а также дают возможность судну в процессе продоль-
ного’ перемещения сдвигаться в небольших пределах в поперечном
направлении, что предотвращает тёЛШйГ’^'^йЛПНЙёйния.
Судовозвые тележки снабжены гидравлическими домкратами,
служащими для пересадки судна сб стулбСБ^а'теледашдьс.тележек
на стулья. Домкраты имеют индивидуальное питание от собствен
иого ручного масляHOTOjwicoca-или групповое централизованное
питание от насосной станции."
1-87
В птечргтвррирдо, судрстроении используются тележки грузе-
подъемносты^¥оО до 320jo>
Для перейеЩ&тетЧКлбго судна отдельные тележки соеди-
ияютей" "жесткими" связями в-'судово.тный' -поезд. Несамоходные
поезда тянутся ~жбедкзптг’тяговым усилием от 50 до 200 кН
(5—20 тс) при помощи тросов. Самоходные поезда перемешаются
несколькими входящими в составпб232^самоходными_тележками
Рис. 5.6. Пример опорно-транспортного устройства для малого или
среднего судна: а— на стадии постройки судна; б— на стадии пере-
движки судна.
1 — боковой стул; 2 — килевой стул; 3 — стальная балка«.4 — сосновая по-
душка; S — стальные клинья; 6 — судовеийн тейежка; 7 — центрирующая
(транспортная) опора.
с электромоторами. Скорость продольного перемещения судов
2—4 м/мин.
Транспортные устройства с тележками применяются для про-
дольного перемещения судов со спусковым весом до 200 МН
(20 тыс. тс). В перспективе предполагается применять их для
судов со спусковым весом до 300 МН (30 тыс. тс).
Количество опорио-транспортных комплектов определяют,
пользуясь понятием о коэффициенте неравномерности распре-
деления нагрузки от веса судна между ними /<;
где Q — расчетная нагрузка на опор но-транспортный комплекс
(при опирании каждой балки на две тележки количество последних
равно удвоенному количеству балок).
При индивидуальном питании гидравлических домкратов теле-
жек К = 1,4-4-1,8, а при отсутствии гидродомкратов /С — 1,8-?-
-2,0.
Результаты уточняющих расчетов показывают, что если даже
суммарная грузоподъемность всех опорно-транспортных комплек-
тов в 2—3 раза превышает
Вч'Ч DlU реакции отдельных ком-
плектов в процессе постройки
и перемещения судна все же
могут превзойти Q, если не
регулировать нагрузку на
комплекты домкратами те-
। । \ лежек. Объясняется это как
1—I , Ч неравномерностью распреде-
Рис. 5.7. Интегральная кривая массы порожнего судна.
ления веса судна и жесткости корпуса по длине, так и различной
податливостью всех элементе® опорно-транспортного устройства
(включая просадку основания построечного места и неровности
рельсовых путей). Поэтому целесообразнее принимать К == 1,1 ~
-4-1,2. Но при этом следует регулировать нагрузку на опорно-
транспортные комплекты как в процессе постройки, так и при
перемещении судна.
Расстановку опорно-транспортных комплектов под корпусом
можно выполнить в первом приближении с переменным шагом,
пропорциональным изменению нагрузки судна по длине. Для
этого по двадцати теоретическим шпангоутам строят интегральную
кривую массы порожнего судна (рис. 5.7). На оси х наносят также
точки конструктивных шпангоутов. Проводя линии, параллельные
оси х, на расстояниях, равных Q, до пересечения с кривой D„ —
= J q (х) dx и опуская перпендикуляры из точек пересечения
о
на ось х, получают базовый вариант расположения комплектов.
189
Перемещая комплекты, которые не оказвлись под жесткими
поперечными связями, к ближайшим флорам и поперечным пере-
боркам, получаем первый технологический вариант расположения
минимально необходимого количества опорио-транспортных ком-
плектов. При этом следует предусмотреть дополнительные киль-
блоки или клетки, чтобы каждая секция (блок) при установке
опирались не менее чем в двух сечениях. Таким образом, получают
второй, окончательный, технологический вариант расположения
опор.
Для предотвращения перегрузок элементов опорно-транснорт-
ного устройства и корпуса судна в процессе его перемещения
из-за местных и общих неровностей рельсовых путей тележки судо-
возного поезда целесообразно разделять на 3—5 групп. В пре-
делах каждой группы цилиндры гцдродомкратов соединяют об-
щим маслопроводом по принципу сообщающихся сосудов. Это
обеспечивает одинаковые неизменные реакции опорно-транс-
портных комплектов в каждой группе.
Насосная станция, нагнетающая масло в цилиндры гидро-
домкратов, находится па отдельной платформе, которая следует
в составе судовозного поезда или устанавливается стационарно.
Количество онорно-транспортных комплектов в группе объ-
единенных тележек должно определяться из условия, что реакции
комплектов меньше или равны Q. При этом тележки двух кормо
вых групп, т. е. левого и правого бортов, в расчете представляют
как одну группу.
Реакции носовых и кормовых /?2 опорно-транспортных
комплектов при заданном их положении зависят от числа и н2
комплектов в группе и вычисляются из двух уравнений равно-
весия:
£=1 £=1
2j RlJu “Ь X R&ihi = DrXg,
где хс — абсцисса центра тяжести судна (от носового перценди
куляра); lt — отстояние оси i-й балки опорно-транспортного ком-
плекта от носового перпендикуляра.
Затем строят кривые реакций (рнс. 5.8) и определяют область
допустимых вариантов группирования исходя из одновременного
удовлетворения условиям
< <2 и /?а < Q.
Оптимальным может быть вариант, при котором число опорно-
транспортных комплектов с одинаковыми реакциями в какой то
из групп будет наибольшим, или вариант, при котором определен-
ный расчетом прогиб корпуса, а следовательно, и напряжения от
общего изгиба корпуса будут минимальными.
190
В некоторых случаях, в зависимости от расположения по-
строечных мест, возникает необходимость в перемещениях блоков
и целого судна не только в продольном, но и в^поперечном напра-
влении. Это осуществляется с помощью трансиордеррв^- е св^р -
пых ферм, перемещающихся на катках по рельсам перпеидйку-
лярно кТ^одбльной оси судна (рис. 5.9)^Судно на тележках нака-
тывается в продольном направлении на трансбордер и вместе с ним
совершает поперечное перемещение. Трансбордер перемешается
#,10
Номер Варианта гпуппировавия
Рис 5.8 Кривые реакций балок и’й?2 при Q = 120 т для судна,
имеющего Dn = 1320 т.
ных транспортных комплектов в группе, вторая цифра — количество
кормовых комплектов.
в трансбордер ной яме — заглубленном участке на территории
верфи — с помощью лебедок. Глубина ямы может быть от 0,8
до 1,8 м, длина трансбордеров достигает 160 м.
Для перемещения блоков судна применяются малые транс-
бордеры длиной 15—35 м, грузоподъемностью до 2000 тс. Кроме
трансбордеров для перемещения на построечное место секций
(блоков) массой до 600 т используют безрельсовые транспортеры
па пневматическом ходу, буксируемые трактором, или самоход-
ные трейлеры с бензо- или электродвигателями. Грузовая плат-
форма транспортера (трейлера) подводится под секцию (блок)
и с помощью гидравлических домкратов снимает ее с опор. После
транспортировки секция (блок) устанавливаются на опоры в обрат-
ном порядке или снимается с транспортера (трейлера) кранами.
Длина трейлера достигает 22—24 м при ширине 6 м и числе колес
120 шт.
19i
Известны случаи успешного использования для перемещения
секций, блоков и малых судов устройств на воздушной или водя-
ной подушке (смазке). Такне устройства по сравнению с катучими
средствами требуют ничтожно малых тяговых усилий для пере-
мещения грузов, но для них нужно оборудовать гладкие прочные
площадки. Экономическая эффективность таких средств вызывает
Рис. 5.9. Схемы трансбордера.
1 — продольные рельсы; 2 — поперечные рельсы; 3 — стальной канат; 4 —
трансбордер; 5 — шккв; 6 — трансбордервач чма, 7 — лебедка. 8 — судо-
сомнеиия из-за больших энергетических затрат, необходимых
для поддержания воздушной или водяной подушки при перемеще-
нии грузов на значительные расстояния.
К подъемно-транспортным средствам
на достроечных местах относятся различные краны,
в том числе козловые, мостовые, башенные и портальные
(рис. 5.10).
Среднее количество подъемно-транспортных операций на по-
строечном месте при постройке, например, сухогрузного судна
водоизмещением И тыс. т может достигать 5000, а танкера водо-
измещением 180 тыс. т. — 9000. Грузы массой от 0,05 до 1,00 т,
192
перемещаемые на построечном месте при строительстве, например,
сухогрузных и наливных судов, составляют 45% от общего коли-
чества грузов, грузы массой от 80 до 125 т — 0,8%, а более 125 т —
лишь 0,2%. Рост массы строящихся судов, секций и блоков кор-
пуса привел к значительному увеличению грузоподъемности коз-
ловых^^ранов иа построечных местах. Их грузоподъемность состав
вляет с^50 до OOQA*, грузоподъемность уникального козлового
крана, пЬстромШбгона верфи в Швеции, достигает 1600 т.
Козловой кран представляет собой мост на опорах-козлах,
передаиГанау!!^’^ по-ргтгьггтг-'Пи мосту’перемещайте я грузовые
Рис. 5.10. Типы кранов на построечных местах.
1 — башенный; 2 — козловой; 3 — портальный; 4 — мостовой (в ьллинге).
тележки с гаком. Козловые краны на построечных местах имеют
два-четыре гака главного подъема, суммарная подъемная сила
которых равна общей грузоподъемности крана. В основное козло-
выми кранами обор .
ливные доки. Мостовые краны грузоподъемпостыо.'от 5Q до 200 т '
применяются’ чаще всего в эллингах и реже на открытых построеч-
ных местах.
Башенные краны, грузоподъемность которых от 20 до 250 т,
имеют неповоротпую вертикальную башню и консбйьную поворот-
ную стрелу, по которой перемещается грузовая тележка. Башен-
ные краны применяются на открытых горизонтальных построеч-
ных местах и продольных стапелях.
Портальные краны имеют прямые или шарнирно-сочлененные
стрелы. Их основание имеет вид портвла, откуда и пошло назва-
ние. Грузоподъемностью таких кранов на построечных местах
составляет от 20 до 100 т. Они применяются на открытых горизон-
тальных построечных местах, продольных стапелях и в сухих
доках.
Расчет количества кранов, необходимого на построечных ме-
стах, может быть выполнен по той же методике, что и для сборочно-
сварочного цеха.
I П/р Мацктич» В. д. J93
Рис. 5.11. Наружные леса: а— башенные; б— трубчатые.
I - банши. 2 — исрелодиые мостики ярусом со щитовым пастилой. t — npvcuuil
трап. 4 bxoAHOii трап, 5 — стоЛкп трубчатых лесов, 6 — этажерка
194
Захват и подъем секций и блоков осуществляются стальными
канатами, которые при помощи скоб прикрепляют к рымам,
приваренным к секциям и блокам. После установки секций н бло
ков па построечное место рымы срезают тепловой резкой.
На построечных местах применяют наружные, а в от
секах судна — внутренние леса. Конструкции лесов
весьма разнообразны
В состав наружных сплошных лесов входят металлические
стойки (чаще всего трубчатые), щнтовые деревянные настилы,
леера, переносные башни с трапами и поярусными площадками
и переходные мостики между ними. Для крупных судов в состав
лесов входят грузовые и пассажирские электрические лифты.
Применяются сплошные облегченные стоечные трубчатые леса
быстроразборной конструкции (рис. 5.11, а). Традиционные
сплошные наружные леса иногда заменяют подвесными люльками
или передвижными самоходными или несамоходными многоярус-
ными лесами башнями, устанавливаемыми только в районе вы-
полнения работ Передвижные леса передвигаются на рельсах
или на пневматическом ходу. Некоторые имеют телескопически
выдвигаемую платформу, исключающую необходимость в ярусах.
В случае постройки судна с перемещением по позициям сплошные
леса стремятся не опирать на построечное место, а выполняют
навесными, с тем чтобы они перемещались вместе с судном вплоть
до спуска.
Отпадают работы по разборке и сборке лесов па каждой
построечной позиции. Вместо труб для изготовления лесов при-
меняют также швеллеры, угольники, тавры и двутавры.
При постройке крупных и средних судов башни и мостики
иногда устанавливают только в районе цилиндрической вставки,
а в оконечностях возводят разборные сплошные леса или уста-
навливают секции лесов, которые раздвигаются на катках или
убираются краном перед спуском.
Для выполнения работ в отдельных районах корпуса при от-
сутствии сплошных лесов на корпус навешивают переносные
этажерки.
Состав внутренних лесов определяется в» основном высотой
отсеков и развитостью их люковых проемов. В отсеках высотой
до 3,5 м устанавливают деревянные щиты на металлических коз-
лах или одиночные складные столы. В отсеках высотой более
3,5 м, но менее 8 м с люковыми проемами, комингсы которых
отстоят от борта или переборки на расстояниях до 4,5 м, при-
ходится возводить трубчатые леса со щитовым настилом
(рис. 5.12). Для выполнения небольшого объема работ ограни-
чиваются передвижной площадкой, поднимаемой лебедкой. ~
В отсеках высотой более 8 м применяют леса на кронштейнах,
навешиваемых ярусами на переборки и борта на приварных
зацепах или винтоных струбцинах. На кронштейнах укладывают
шитовой настил.
7*
195
Построечные места обеспечиваются различными источни-
ками энергии для выполнения работ, в том числе:
а) электроэнергией —• переменным током напряжением 380 В
для питания электродвигателей кранов и сварочных постов;
Рис. 5.12. Внутренние леса в трюме.
/ — башня; 2 — леса на кронштейнах, приваренных к корпусным ьонструк
пням; а — переходной иостмк со щитовыи настилом; 4 — входвой трап. 5 — игр
шевея башня.
напряжением 127 и 220 В для общего постоянного освещения и
для питания электродвигателей вентиляторов, отсасывающих
вредный воздух при сварочных, очистных, малярных и других
работах; напряжением 36, 24, 12 и 6 В — для переносных ламп.
Ток подается от трансформаторных подстанций на силовые щиты
построечного места. Для питания кранов ток подводится по гиб-
196
ким кабелям, уложенным в троллейных каналах вдоль рельсо-
вого пути;
б) сжатым воздухом давлением 0,5—0.6 МПа (5—6 кгс/см8)
для работы пневматического инструмента и краскораспылителей.
Воздух подается по постоянным магистральным трубопроводам
от компрессорной станции через влагомаслоотделители — отстой-
ники на разделительные коробки, к которым приворачивают
гибкие переносные шланги, соединенные с инструментом;
в) кислородом и ацетиленом для газовой резки и строжки
и для нагрева корпусных конструкций при их правке. Кислород
и ацетилен подают по постоянным проложенным трубопро-
водам, либо доставляют в баллонах к местам выполнения
работ;
г) углекислым газом и аргоном для ручной, полуавтоматиче-
ской и автоматической сварки. Газ подается тоже по трубопро-
водам или в баллонах;
д) паром для отопления судовых помещений в холодное время
года;
е) водой для гидравлических испытаний отсеков, противопо-
жарных целей и других нужд.
Кабели и трубопроводы прокладывают вдоль всего построеч-
ного места с обеих сторон судна, а посты для подключения к ма-
гистралям энергосистем оборудуют на колоннах лесов и площадках
построечного места.
Расход различных видов энергии зависит от годового выпуска
продукции, удельных расходов на тонну этой продукции и па
единицу принимаемого оборудования или инструмента (табл. 5.1).
Таблица 5.1
Примерные годовые расходы электроэнергии, газов и воды
на построенном месте
Статьи расхода Кла?с верфи
1 П ш TV V
Электроэнергия для автоматической 2 000 WX) 500 200 100
и полуавтоматической сварки, кВт/ч Электроэнергия для ручной сварки 2 500 1000 600 300 200
и прихватки, кВт/ч Сжатый воздух давлением 0,5— 28 000 7500 4200 2000 1500
0,6 МПа (5—6 кгс/см’), м3/ч Ацетилен, м’/ч 80 20 10 S 3
Кислород, м’/ч 300 100 50 i5 ю
Углекислый газ, м®/ч 50 20 10 3
Производственная вода, №/ч 500 100 50 20 10
197
ЛЧ § 6-2- Формирование корпуса
на построечном месте
Корпус судна (кроме корпусов мелких судов) на построечном
месте может формироваться: из секций, блоков, комбинированным
способом (секционно-блочный!: —--------
В "последнем, наиболее распространенном способе среднюю
часть формируютиз секций, а оконечности подают на построек оё
мёсТц-ц^виде цёлйХ бйбйОК" -—~“
да С3 2иплл^да EZ3-7 я пирамида.
Рис. 5.13. Схемы формирования корпуса из секций: а— пирамидаль-
ная; б — он ровная; о— по отсекам /, fl, Iff—острова, 1,2,3 — отсеки.
При_^с§кщюнном способе корпус собирается из плоских и
объемных секций?" свариваемых между собой по монтажным^сты-
кам и пазам. Небольшое число деталей и узлов, пе вошедших
в состав секций, устанавливаемых прямо на построечном месте,
называют забойными. Сборка корпуса из блоков позволяет зна-
чительно сократить цикл стапельной"’постройки судна, хотя и
требует специальных производственных площадей для изготовле-
ния блоков.
При секционном-способе сборки, применяют три схемы форми-
рования Кврпуса (схемы ведения сборочных и сварочных работ):
1) пирамидальную;
2) островную;
3) по отсекам.
Пирамидальная схема формирования
состоит в том, что в начале на опорные устройства устанавливают
несколько смежных днищевых секций, а на них ставят вышеле-
жащие секции — переборки, борта, затем секции палубы и т. д.
до оформления всего поперечного сечения корпуса в данном
районе (рис. 5.13, а). Получается пирамида от днища к палубе.
Расширение основания пирамиды, т. е. охват большей длины кор-
пуса, нецелесообразен, так как может привести к общему про-
198
дольному изгибу при сварке. Известно, что прогиб балки f про-
порционален квадрату ее длины. В данном случае прогиб собран-
ной части корпуса от сварки можно упрощенно представить как
f CL* ML*
8 “ 8£J ’
(5.4)
где С — кривизна; М — изгибающий момент, вызываемый сокра-
щением сварных швов; L — длина собранной части корпуса;
Е — модуль нормальной упругости; J — момент инерции собран-
ной части поперечного сечения корпуса.
Следовательно, чем короче основание пирамиды, тем меньше
прогиб.
Сварку нижних секций пирамиды начинают после того, как
собраны вышележащие секции, что обеспечивает достаточно боль-
шую жесткость поперечного сечения корпуса. Сварка начинается
со средней части пирамиды и ведется одновременно несколькими
сварщиками в противоположных направлениях.
Смежные пирамиды образуют наращиванием начальной пира-
миды в нос и в корму судна.
Стремление расширить фронт работ, дать возможность соби-
рать корпус одновременно в нескольких районах привело
к островной схеме ф о р м и р о в а н и я. Тогда одно-
временно фирмиругог^вепли даж^Тритгирймиды в разных райо-
нах по длине корпуса (рис. 5.13, б). Сложность заключается лишь
в обеспечении точных размеров забойных секций в районе смы-
кания пирамид, когда острова невозможно сблизить и состыко-
вать непосредственно. Это повышает требования к проверочным
и измерительным работам при стапельной сборке.
Схема формирования корпуса по от-
секам (рис. 5.13, в) отличается от пирамидальной тем, что
длина каждой формируемой части ограничивается длиной одного
отсека — участка корпуса мёяйу двумя монтажными стыками.
Сначала собирают начальный отсек по верхнею палубу, затем
в нос и в корму от него смежные отсеки; одновременно ведут
сварку внутри каждого отсека. После формирования двух смеж-
ных отсеков сваривают монтажный стык между ними. Нара-
щивание корпуса продолжается в том же порядке в нос и
в корму.
Отдельные острова при островной схеме могут также форми-
роваться по отсекам.
Продолжительность сборки корпуса в особенности при пира-
/ . мидальной схеме формирования, удобно определить построением
Л ’так называемого ^ррршпориалъного графика (рис. 5.14, а).
V ' • . Над гррпзрпталыюй~ось11> ГрИфЬ'Ка ЦЦЦбражается схема _раз-
бивки корпуса на секции. По горизонтальной оси откладывают
' 199
Рис 5 14 Гра ный график пос рабочей силы; 30/1 3 — номер рядковый номер pc6 tnln> ^хбпи> сборщиков Ьики сборки кормовой caojc4iiocrir судна; а— территориаль- ледовательности сварки (время в сменах); б— кривая загрузки в—график технологической зависимости установки секций, блока ила строительного райоиа: б — днищевые секции. / под- секции □ — объемные секции, О — плоскостные секции if ₽c6opt ~ «инкмальное, максимальное и оптимальное число суда-
200
ддннУ-СУДна, а до вертикальной оси — продолжительность уста-
новки секций и подгонки их "монтажных стыков и пазов:
/ -
“ 8Р«/(р.н ’
где Тсв — суммарная трудоемкость работ по установке секции
и подгонке ее монтажных стыков и пазов, нормо-ч; Рс6 — число
судосборщиков, чел.; /Свц— коэффициент выполнения норм.
Большие секции устанавливают обычно четыре судосбор-
щика, а небольшие секции — два, которые сами выполняют элек-
троприхватку и местную прирезку стыкуемых кромок. Сварка
монтажных стыков и пазов и проверка положения одних секций
выполняются параллельно с установкой и подгонкой других
секций. Поэтому продолжительность сборки корпуса определяется
суммарной длительностью всех сборочных операций плюс время
выполнения последних ерярпчныт рзбят
Построив территориальные графики для нескольких вариан-
тов разбивки конуса на пирамиды, можно определить наилучший
вариант, обеспечивающий минимальную продолжительность
сборки. В качестве закладного района корпуса — закладной
пирамиды — следует принимать район машинного отделения,
валопровода и расположенных над ним надстроек, так как в этом
районе сосредоточен наибольший объем механомонтажных, элек-
тромонтажных и монтажно-достроечных работ. Обеспечение фронта
этих работ па ранних стадиях формирования корпуса позволяет
сократить стапельный период постройки судна.
Последовательность формирования корпуса можно также уста-
навливать построением графика технологической зависимости
установки секций при сборке корпуса на построечном месте
(рис. 5.14. в). Стрелками показано, какая секция за какой ста-
вится.
Параллельно с разработкой территориального графика рас-
считывают число сборщиков РсС, необходимых для формирова-
ния fкорпуса, 'и строят ступенчатуюгкривую их загрузки
(рис. 5.14, б). После этого определяется число"*проверщиков,
резчиков, сварщиков и чеканщиков. *
Для оценки степени неравномерности загрузки сборщиков
вычисляют (см. рис. 5.14, б) отклонения их числа от оптималь-
ного Р..,опь
Реб ср| (5-5)
где S — площадь, ограниченная ступенчатой кривой и осью
времени, чел-ч или чел-смены; /к — длительность формирования
Корпуса, ч или смены.
Можно считать, что если наибольшие отклонения превышают
20%. территориальный график необходимо перестраивать, доби-
ваясь более равномерной загрузки рабочей силы.
201
' Следует отметить, что п ри фод^и ррвании корпуса из блоков
и по отескам строить трщциториллмплй графики? нужно, так как
технологическую по£де^вательность_ и прбЖЯ5КТгт55Ьяость фор-
мирования можно легко определить без графика!’
При-"фбрмцровапйтт Корпуса соответствующую секцию или
блок подают на место установки, ориентируют по разметке па
опорных устройствах или по ранее установленным (базовым)
конструкциям, а затем скрепляют прихватками для последующей
сварки.
Очередность установки секций при формировании блока
(что применимо и к целому корпусу) была изложена выше, в§ 4.4.
Наиболее целесообразно устанавливать секции уже оконтурован-
ними по данным плаза или ио предварительным замерам с места
установки. Однако это не всегда удается, в связи с чем па приго-
няемых кромках обычно оставляют припуски, о которых гово-
рилось в гл. 1 и 4-
Последовательность работ при установке секций на построеч-
ном месте, например днищевой или поперечной перебррки
(рис. 5.15), а также других основных конструкций корпуса,
в случае если они уже оконтурованы и не имеют припусков, вклю-
чает следующее: ~
202
1) подготовку, заключающуюся в установке опорных ус-
тройств, проверке их расположения и формы поверхности или
проверке положения тех базовых конструкций, на которые сек-
ция устанавливается; нанесение контрольных линий; установку
направляющих планок для фиксации положений и рымов для
раскрепления секции оттяжками;
2) погрузку секции краном с грубым наведением по контроль-
ным линиям и временное раскрепление ее упорами и растяж-
ками;
3) подвижку секции (так называемое доводочное перемещение
ее) до полного совпадения с теоретически заданным положением;
4) окончательную проверку положения и корректировку его,
при необходимости;
5) закрепление этого положения — упорами, оттяжками (тя-
гами) и частично Прихватками;
6) совмещение кромок стыковых соединений с обеспечением
зазора t требуемого под сварку (всю эту операцию иногда называют
стыкованием)? Одновременно устраняют зазоры в тавровых соеди-
нениях обшивки со смежными конструкциями — выполняют стя-
гивание сопряжений (см. § 4.1);
7) стыкование концов балок набора,, или притыкание концов
этих балок к листам при'тавровом соединении;
8) сдачу соединений -под... сварку.
Далее производится сварка всех собранных соединений,
а также клепка, если она предусмотрена в конструкции.
Одновременно со сварочными работами может производиться
установка различных фундаментов, крепление изоляции, деталей
устройств и других элементов доизоляционного насыщения.
По мере продвижения сварочных работ может производиться
установка различных фундаментов (кроме главных), крепления
изоляции, деталей устройств и других элементов доизоляционного
насыщения, которые не были еще установлены ранее при изготов-
лении секции.
Перечисленные работы по назначению, способам выполнения
и применяемому инструменту, оснастке и оборудованию разде-
ляются па сборочные, проверочные, сварочные. Кроме того,
имеются еще работы по испытанию непроницаемости. Наибольшую
трудоемкость из них (по 35—40% от общей) составляй^ сборочные
и сварочные работы.
В сборочных работах (при формировании корпуса
на построечном месте) наиболее трудоемки две основные опера-
ции: а) доводочное перемещение; б) подгопка сопряжений уста-
навливаемых секций.
Наблюдения показывают, что в операции доводочного переме-
щения секции до 40—50% трудоемкости приходится на подбор.
Установку и удаление оснастки и приспособлений для перемеще-
ния, прижима и закрепления секции и 30—40% на евмо переме-
щение. Остальное время приходится на контроль положения и
203
отрезку припусков (если секция не контурована окончательно
в сборочно-сварочном цехе).
Вторая распространенная операция — подгонка кромок, т. е.
стыкование пли притыкание сопряжений (соответственно для
Рис 5.16. Устране
иие смещений Д пу-
тем приложения
усилия Р при сты-
ковании и приты-
кании сопряжений.
соединения встык и впритык.) Допуск на смещение, например, эле-
ментов набора относительно друг друга (рис. 5.16) составляет
в зависимости от величины шпации от 5 до 15 мм. При таком сме-
Рнс. 5.17. Применение винтовых прижимов («) и стяжки (6) для при-
гонки сопряжений при стапельной сборке.
щении для устранения разностенности и совмещения кромок ли-
стов «од сварку необходимо прикладывать усилия Р, используя
разные приспособления.
204
Различные положения секций в пространстве, а также разно-
образные конфигурации кромок и расстояния до опорных точек
затрудняют применение при стапельной сборке какого-либо слож-
ного оборудования и комплексной механизации. Отдельные тех-
ноло1ические комплексы выполняют с помощью средств малой
механизации. Наиболее распространенными видами механизи-
рованной оснастки являются различные стяжки (талрепы) и дом-
краты: винтовые, гидравлические и пневмогидравлические.
Используют также приспособления к ним: клинья, приварные
\iельники п т. д. Стяжки, закрепленные концами на две секции,
сближают их друг с другом, домкраты — распирают.
Примеры применения вин-
товых прижимов, а также стяж-
ки при стапельной сборке пока-
заны на рис. 5.17.
На рис. 5.18 показана вин-
товая распорка (домкрат), слу-
жащая для перемещения сек-
ций. распорки могут быть ко-
роткими, как на рисунке, или
трубчатыми длиной 2 м и более.
Величины усилий, прилага-
емых при стапельной сборке,
я
Рис. 5.18. Короткая винтовая распорка
(домкрат) для прижима сопряжений
или перемещения секций
в среднем выше, чем при пре-
дварительной сборке. Величина их доходит до 5—6 тс (при под-
тягивании обшивки толщиной 16—20 мм.)
Усилия, как правило, прилагают по замкнутой схеме (см.
рис 4.5). Сборочные приспособления прикрепляют к собираемым
конструкциям через приварные планки с отверстиями или при-
варными угольниками, за балки набора приспособления крепят
винтовыми зажимами. Вакуумные или электромагнитные при-
сосы нс используют вследствие их малой держащей силы.
Стапельная сборка должна быть отнесена к ручным процессам,
связанным с тяжелым физическим трудом. Расход мускульной
энергии при ней иногда составляют более 250 ккал/ч. Физиоло-
гами же установлено, что нормальный расход энергии при физи-
ческих работах должен составлять 150—200 ккал/ч. Чтобы из-
бежать приложения мускульной силы, для вращения стяжек
и домкратов иногда применяют легкие переносные приводив^ ме-
ханизмы, в частности ударно-вращательного действия.
В связи с большой трудоемкостью и физической тяжестью вы-
полнения стапельных сборочных работ как в СССР, так и за
Рубежом предпринимаются попытки применить кроме средств
малой механизации специальные машины или сборочные устрой-
ства, выполняющие операции стапельной сборки в полуавтомати-
ческом режиме, т. е. при постоянном управлении рабочим.
Механизмы и агрегаты для установки секций и блоков должны
создаваться с учетом конструктивно-технологических особенно-
205
стей собираемых конструкций. С этой точки зрения выделяют
следующие группы конструкций:
1. Устанавливаемые на опорном устройстве—днищевые сек-
ции, объемные секции оконечностей, блоки корпуса.
11. Монтируемые в вертикальном положении на нижележащих
секциях — переборки, бортовые секции.
111. Монтируемые в горизонтальном положении на нижеле-
жащих секциях — палубы и платформы.
IV. Крепящиеся к вертикальным поверхностям и к подво-
локу — фундаменты, боковые кили, якорные клюзы и т. д.
На крупнотоннажных танкерах масса каждой группы кон
струкций составляет (в процентах от общей массы): I — 25,
11-32, III—40, IV-3.
Для стапельной сборки был разработан ряд механизированных
сборочных агрегатов и устройств. К таким сборочпым агрегатам
могут быть отнесены, например, установщики бортовых секций
(вторая группа конструкций). Они могут перемещаться вдоль
построечного места и имеют систему рычагов с гидравлическими
приводами, позволяющими перемещать и ориентировать секции
(рис. 5.19, о) в пространстве.
Для стыкования кромок обшивки возможно применение пере-
носных пневмогидравлических домкратов-стяжек (рис. 5.19, б).
Поршень домкрата снабжен штоком, выходящим наружу через
сальники. На конце штока закреплена планка с проушиной.
Планку пропускают в зазор между соединяемыми листами, а в про-
ушину закладывают массивную чеку. Перемещением поршня
сближают чеку с цилиндром и выравнивают кромки листов.
Другое устройство предназначается для соамещения и стяги-
вания кромок листов и балок в районах монтажных соединений.
На участках борта крупных судов эти агрегаты перемещаются
вверх и вниз, наподобие лифта, вместе со сборочной бригадой.
В Японии для стыкования конструкций группы II на крупно-
тоннажных танкерах был разработан агрегат («Климакс» массой
около 4 т), представлявший собой подвесную кабину грузоподъем-
ностью 200 кг (рис. 5.19, в). Кабина шагами перемещалась по двум
вертикальным стойкам, закрепляемым приводными захватами за
горизонтальные балки набора корпуса. Захваты с помощью
электродвигателей можно было поочередно переставлять через
две очередные по высоте балки набора (шаг до 1000 мм). К захва-
там затем подтягивались стойки. По ним перемещалась вверх
кабила с рабочими-сборщиками. Стыкование листов и балок при
применении такого агрегата осуществлялось с помощью других
устройств и приспособлений, пе входивших в состав дашюго
агрегата.
При постройке серии крупнотоннажных танкеров в Японии
применялись также разборные передвижные платформы («Юниты»)
различных типов (восемь вариантов), учитывающих особенности
конструкции разных районов корпуса. Платформы представляли
206
собой металлические передвижные фермы массой от 25 до 170 т
наподобие лесов с ярусами и трапами (рис. 5.19, г). На площад-
ках ярусов размещались гидравлические устройства для прижима
Рис. 5.19. Схемы агрегатов и устройст в для сборки ка ст апеле- а— \ сганошодк
юртовых секций, б — домкрат-стяжка Для стыкования кромок секций, в — ша-
гающий агрегат с кабиной, г — передвижная плат<Ь>рма для сборки палубной
п стягивания кромок секций, а также комплект оборудования
и инструментов для сварки, тепловой подрезки и сборки.
Пока не существует установившихся конструкций агрегатов для
стапельной сборки, следует ожидать, что в недалеком будущем
207
будут созданы более совершенные конструкции и агрегаты начнут
находить применение.
Продолжительность формирования корпуса определяется про-
должительностью сборки как ведущей операции.
По действующим в судостроении нормативам штучно-кальку-
ляционное время (нормо-ч) на установку секции и проверку поло-
жения определяется в зависимости от суммы основных размеров
секции (м):
Т’шт-к “ Л’Ма Ь пР).
Здесь т и п — коэффициенты, полученные статистической
обработкой опытных данных, а Р — сумма основных размеров
секции.
Для объемных секций и блоков секций (м)
Роб-^сЧ
для плоских секций (м)
Р-.,„ = ц 4- Вс или Р.м1 = Lc Ч- нс,
где Lc, Вс и Нс — длина, ширина и высота секции или блока.
Особенности организации работ учитываются коэффициентом К,
значения которого принимаются равными:
К — 0,9 при сборке в закрытом эллинге;
К -=- 1,2 для головного судна;
К = 1,1 при сборке на открытых наклонных стапелях;
К 0,8 при среднесерийном производстве (строящаяся серия
включает более десяти судов).
Тйб.нща 5.2
Нормативы штучно-калькуляционного времени
на установку на стапеле (включая и проверку)
секций н блоков корпуса
7 норм '1°РМС1 ч '
Устанавливаемые секции >1 блоки Окоиту р ова н н ы с без припусков С припусками, у ди л я емм м и п ос ле
Днищевые объемные Дншцсвые плоскостные Бортовые объемные Бортовые плоскистные Переборки корпуса Палубы или платформы Блоки корпуса Объемные секции и блоки надстроек СО сч со от о" <n“ иЧюччкве ос о с с с о о щ Щ а, а, а, а, а, а. со с от <5 — г-, ю —- <о£йсчЗнди» — О> о о"о" а о —' 0,91Роб — 1.6 0,65Рпл 1,75Л< -3,9 1>16Р пл 0,70Р пл О,78Р11Л 1,Н1Роб — 3,9 1.44Роб — 3.7
* При значениях ₽пл к Р^ не менее 10 м.
20Й
Коэффициенты fcj, kt, учитывают условия выполнения
конкретной работы:
при подгонке лишь одной монтажной кромки kt = 0,8;
при сборке скуловых секций k, -= 1,3;
для закладных секций k3 = 1,0;
при наличии погиби в одном направлении == 1,2;
при наличии погиби в двух направлениях k6 = 1,4;
при установке секций в оконечностях судна ft6 = 1,3, и т. д.
Численные выражения штучно-калькуляционного времени
установки, с включением проверки секций разных типов по нор-
мативам судостроительной промышленности, приведены в табл. 5.2
с погрешностью ~10%. Нормы времени указываются в нормо-
часах. Минимальное число сборщиков, устанавливающих каждую
секцию, должно быть 3—4 чел., а число проверщиков — 2 чел.
Обжатие и подгонку сопряжений обычно производят два сбор-
щика.
Норматив штучно-калькуляционного времени на подгонку
(стыкование и притыкание) и обжатие сопряжений зависит от
вида сопряжений, толщины листов s (см) или высоты профиля
h (м) и протяженности сопрягаемых кромок L (м). Этот норматив
(нормо-ч) можно представить в виде
Ли-к«--kiЫ + ) • • • + М„), (5.6)
где t — время, приходящееся на единицу длины сопряжений, ч/м.
Индексы у L и t соответствуют отдельным пригоняемым участкам
сопряжений.
Численные значения штучно-калькуляционного времени
в нормо-часах на 1 м сопряжения (при толщине листов от 6 до
50 мм) составляют:
для соединения встык (стыкование)
t = 0,05s 4- 0,3 ч/м;
для тавровых соединений (притыкание):
t 0,04s + 0,2 ч/м,
где s — толщина листов, см.
Коэффициенты k для подгонки и обжатия сопряжений, учиты-
вающие условия работы и форму конструкции, имеют следующие
значения:
в вертикальном и горизонтальном положении k 1.2;
с погибью в одном направлении k — 1,2;
с погибью в двух направлениях k — 1,4;
в тесных местах (под настилом второго дна высотой 1,5 м,
в бортовых объемных секциях, в секциях оконечностей и в дру-
гих аналогичных условиях) k = 1,2.
Наряду с подгонкой и обжатием кромок секций при сборке
корпуса производят также подгонку и обжатие концов балок
встык с концами других профилей или же впритык с пересека-
ОД9
ющими их поперечными элементами смежных секций. Штучно-
калькуляционное время на эту операцию можно выразить так:
Л.-К “ /<*1*2 - - - *М (5-7)
где kt .. kt — коэффициенты условий работы, имеющие то же
значение, что и выше; п — число пригоняемых сопряжений.
Время, затрачиваемое на одно сопряжение (нормо-ч/шт.) при-
нимается равным:
при стыковании тавровых и полусобульбовых балок, считая
высоту балки h (м)
t = 0,29 + 0.4А;
при притыкании тавровых и полособульбовых балок
t - 0.5 + 0,7Л:
t = 0.10 + 0.6Л.
К п р.р в е_р о_ ч н ы м относятся специфические для судо-
строепйяраЙоты, заключающиеся в разметке базовых, осевых,
эксплуатационных, контрольных линй# и в проверке размеров,
формы и пространственного положения отдельных частей и всего
корпуйГ судна в процессе изготовления и монтажа. Проверочные
работы проводят также с технологической оснасткой для изготов-
ления корпусных'ЙопСтруКций й для формирования корпуса на
построечном, месте.-
Проверочные операции выполняются в ходе сборочных работ,
а также и после. еков.чания сборки для контроля положения
конструкций, находящихся на построечном месте. Дело в том, что
вследствие просадки под действием силы тяжести, от укорочения
сварных швов, а также от смены наружной температуры положе-
ние некоторых' частей корпуса может изменяться. Проверщики
должны регулярно контролировать это положение и принимать
необходимые меры и по его корректировке. По существующим
нормам проверку положения корпуса на стапеле, а именно коорди-
нат килевой линии и отсутствие крена, производят опин раз_каж-
дые 7—10 дней и записывают в журнале.
Проверку производят также перед "сваркой фундаментов под
главные механизмы и валопровод, перед^ испытанием корпуса
наливом и перед монтажом ответственных меха низмов "и устройств.
Большое число повторяющихся проверок побудило перейти
к применению механизированных опорных устройств, снабжен-
ных измерительным комплексом для дистанционного контроля
положения основной линии и крена корпуса судна в процессе по-
стройки. Можно ожидать распространения таких устройств в бу-
дущем.
Проверка стапеля и всех устанавливаемых конструкций, как
правило, производится с помощью лщлиескпх приборов — тео-_
долитов млк~специально разработанных для судостроения, ста-*
пельных визиров. Оптические приборы начинают применять
210
Вместо простейших инструментов — шнурового отвеса (гирька
с острым йсптстгг‘подвешенпая'нЗ'1Ппурё)''и шлангового уровня
(резинового шланга, заполненного водой, со стеклянными трубками
на концах). Уровень действует по закону сообщающихся сосудов.
Предельная погрешность измерения шланговым уровнем с исполь-
зованием промежуточных переходов — ±2,0 /< мм, где К— число
переходов.
Для создан игцбазовых плоскостей, от которых производят про-
веркуТюложёнйя корпуса-судна или секции, служат шергени —
сосновые доски, поставленные на ребро с тщательно проструганной
верхней кромкой'(отклонение от прямолинейности не более 1,0 мм
на 1б(ХГмм и не более 2,0 мм на всю длину). Для л мнеДидох мзме-
рений црпмепяют металлические рулетки. Длины до 1 м изме-
ряют складным метром. При подборе измерительного инструмента
всегда необходимо учитывать, что предельная погрешность метода
измерения не должна превышать 0,3 поля допуска на контроли-
руемый размер.
Применяемый для проверки теодолит типа Т-5 (и более точный
Т-2) представляет собой переносной геодезический прибор (мас-
сой около 5 кг), укрепляемый на штативе. Прибор состоит из из-
мерительной трубы (с увеличением в 27 раз) с пределами визиро-
вания от 2 м, закрепленной на горизонтальной оси. Поворотом
трубы вокруг этой оси можно производить круговые отсчеты
в вертикальной плоскости. Труба с осью закреплены в корпусе,
вращающемся па вертикальной оси, что позволяет производить
отсчеты в горизонтальной плоскости. На основании прибора
имеется уровень, с помощью которого можно располагать прибор
строго по горизонту.
Средиеквадратическая погрешность измерения теодолитом Т-5
горизонтального угла 7", что составляет около 1 мм на 50 м.
К этому добавляются еще погрешности центрирования трубы,
погрешности фиксации точки замера и др. Погрешность теодолита
Т-2 ± 3".
При проверке положения корпуса или отдельно устанавливае-
мой конструкции с помощью теодолита сначала наносят на опор-
ные устройства стапеля или на вспомогательные временные рейки
следы точек горизонтальных или вертикальных плоскостей. Затем
производят перемещения проверяемой конструкции, добиваясь
совпадения ос точек с этими следами.
Однако простые геодезические теодолиты не вполне подходят
Для применения в судостроении. В их конструкции не предусма-
тривается возможность контроля наклона вертикальной оси, ко-
торый необходим для проверки конструкции корпуса, строяще-
гося на наклонном стапеле. Теодолит работает лишь в визуаль-
ном (пассивном) режиме. Часто бывает удобнее не совмещать
визуально перекрестие в окуляре с контролируемой точкой, а про-
ецировать светящуюся точку, т. е. работать в активном проекцион-
ном режиме. Неудобно, что в теодолите изображение предмета
211
перевернуто. Поэтому были разработаны оптические приборы для
проверочных работ в судостроении, ц~том ..числе стапельццц. ви-
зир ИГ-96. Для возможности работы в”актйвншГ'реж11ме такие
приборы имеют или обычный световой источник, или лазер (источ-
ник концентрированного светового1 л уча) ."Сих помощью на про-
веряемый объект можно спроецировать саетовую точку, и ио ее
положению судить о расхожениях при установке"объекта
Рис. 5.20 Нанесение базовых линий на стапеле.
В процессе проверочных работ применяют систему базовых
линий плоскостей (см. гл. 1).
Для определения положения конструкции обычно назначают
шесть опорных точек — три базовые и три контрольные, наноси-
мых на самой конструкции.
В качестве баз при формировании корпуса принимают (см.
рис. 5.15): контрольные ватерлинии (KBJ1), контрольные шпан-
гоуты (К1П), плоскость мидель-шпангоута (ПМШ), диаметраль-
ную плоскость (ДП), основную плоскость (ОП). Кроме основных
может использоваться ряд других установочных и измерительных
баз, назначаемых либо на чертежах, либо при разработке тех-
нологических процессов.
Перед началом формирования корпуса судна производят под-
готовку построечного места к закладке. Подготовка заключается
в нанесении базовых линий—ОП, ДП, ПМШ или параллельных им,
относительно которых проверяют положение устанавливаемых
конструкций, а также в разметке мест установки и проверке по-
212
ложения опорных устройств (кильблоков, клеток, упоров, под-
став и др.).
В носовой и кормовой частях стапеля определяют рулеткой
точки оси симметрии п с помощью теодолита фиксируют между
ними линию ДП, отмечая ее положение керном на металлических
планках, зацементированных в тело стапеля (рис. 5.20). Далее
рулеткой намечают положение точек пересечения с линией ДП
плоскости мидель-шпапгоута и плоскостей, проходящих через
носовой и кормовой перпендикуляры. Устанавливая теодолит
нат этими точками, фиксируют точки перпендикуляров, отмечая
их на металлических планках в стапеле. На колоннах, окружа-
ющих стапель, с помощью теодолита наносят точки основной пло-
скости (ОП) или параллельной ей базовой плоскости на 100—
200 мм ниже основной. Применение этой параллельной плоскости
удобнее, так как она не закрывается в ходе постройки устанавли-
ваемыми днищевыми секциями. Далее иногда размечают положе-
ние плоскостей батоксов и плоскостей некоторых Шпангоутов,
если необходимость в этих линиях обусловлепа технологией про-
верки данного судна, в частности, наличием скуловых днищевых
секций, бортовых частей поперечных переборок и т. д.
По размеченной сетке стапеля расставляют кильблоки и вы-
веряют высоту их подушек в средней части теодолитом, а в око-
нечностях, если есть подъем, — с помощью шаблонов.
Подготовку стапеля и проверку устанавливаемых секций можно
производить й 13 качестве’йдх7>дных
Для проверки тогда принимают линию ДП, а также
нук> линию, 'котсфа'Й пробивается Т’Тк^ЯбЭДСТТ^бБе^бвбго ’ Jtffia на
стойках па расстоянии^ 7ёб—1ПСГГ мм'от'ДПТ'йтобы стойки не
менгали последующей уста’нбвке кильблоков. По высоте световую
линию пробивают на расстоянии 400—1200 мм от основания ста-
213
пеля (рис. 5.21). Стойки устанавливают через 15 м друг от друга
и вырезают в них отверстия диаметром 50— 60 мм, которые пере-
крывают мишенями с отверстием диаметром от 0,8 до 1,5 мм. За
кормовой или посовой стойкой ставят источник света и последова-
тельно совмещают отверстия мишеней со световым лучом. Через
отверстия в мишенях протягивают стеклинь (стальную проволоку
диаметром 0,8 мм), который и служит физическим осуществлением
базовой основной линии. Подобным же образом с помощью свето-
вого луча можно пробивать линию оси валопровода, осевые линии
для сборки мачт и другие необходимые при постройке прямые
в пространстве. От базовой основной линии па стапеле затем про-
бивают линии ПМШ, носовой и кормовой перпендикуляры к ДП.
Построение ведется геометрическим способом, с помощью рулетки
или реек с плаза.
Проверка положения всех конструкций при стапельной сборке
корпуса основывается иа сравнении фактических и теоретических
(плазовых) расстояний контрольных линий от соответствующих
базовых или па совмещении контрольных линий с базовыми.
Например, положение поперечной переборки, устанавливаемой
на настил внутреннего дна (см. рис. 5.15), проверяют по шести
параметрам. Положение по длине определяют совмещением ниж-
ней кромки переборки с теоретической линией шпангоута, нане-
сенной на настиле внутреннегодна от КШ; пополушироте — сов-
мещением линий ДП на переборке и настиле. Для проверки цо
дифференту и на плоскостность на настиле наносят линию, па рал
лельную линии притыкания переборки на расстоянии 300 —
400 мм от нее, а у верхней кромки переборки прихватывают два
коротких угольника с рисками, отмеченными на том же расстоя-
нии. Теодолит устанавливают и цетрируют над указанной линией,
зрительную трубу последовательно наводят вверх па риски ука-
занных угольников и добиваются совпадения линии перекрестия
зрительной трубы с рисками. Для проверки по крену и высоте
с помощью теодолита проверяют совпадение контрольной риски
высоты (пли К ВЛ) на устанавливаемой переборке с риской,
нанесенной на колонне стапеля или на ранее установленных кон
струкцпях.
С целью повышения точности изготовления корпусных кон-
струкций и уменьшения объема пригоночных работ па стапеле
в отечественном судостроении применяют размерный ана-
лиз постройки корпуса. Он позволяет установить
ожидаемые погрешности формы и размеров корпуса при тех или
иных условиях изготовления и разном конструктивном оформле-
нии. Сущность размерного анализа состоит в решении размерных
цепей по корпусу судна в соответствии с общими положениями
методики расчета размерных цепей с использованием вероят-
ностных методов, о которых говорилось в гл. I.
Требования, которые должны быть выдержаны при форми-
ровании корпуса судна, фиксируют в виде замыкающих звеньев
2i 1
размерных цепей. Параметры же точности как самих секций
(форма, положение набора, линейные размеры), так и их положе-
ния на стапеле (взаимное положение секций и координаты их
относительно базовых линий и плоскостей) представляют собой
составляющие звенья размерных цепей. Некоторые типовые раз-
мерные цепи по корпусу судна приведены на рпс. 5.22. Всего по
корпусу встречается около 20 типовых размерных цепей.
Рис 5.22. Примеры типовых размерных цепей по корпусу: а — соединение по-
лотнищ и набора встык; б — то же с соблюдением прямолинейности линии на-
Copj; в — соединения полотнищ встык при соблюдении шпации; г — сое-
динение полотнищ пстык с притыканием набора; д— соединение полотнищ
вс1ык с соблюдением формы обвода.
Замыкающие звенья размерных цепей по корпусу объединяют
в три класса (рпс. 5.23):
класс А — линейные и угловые звенья между кромками сек-
ций или кромкой и поверхностью;
класс Б — линейные звенья между поверхностями или по-
верхностями и базовыми линиями;
класс В — липейные и угловые звенья между контрольными
линиями секций или между контрольными и базовыми линиями.
Составляющие звенья размерных цепей по корпусу разно-
образны. Они могут определяться взаимным положением элемен-
тов, входящих в состав секции (первая группа), положением
секции относительно контрольной линии (вторая группа), взаимным
положением двух секций относительно друг друга (третья группа)
и, наконец, положением секции относительно базовой линии
судна (четвертая группа).
2(5
При расчете размерных цепей исходными данными для каждого
составляющего звена являются руководящие технические мате-
риалы, регламентирующие точность изготовления деталей и сек-
ций корпуса и его сборки на стапеле: нормали, отраслевые стан-
дарты и технические условия на сборочные и проверочные работы.
Рис. 5 23. Классификации замыкающих звеньев размерных цепей
по корпусу.
4 — то же между кромкой секции п поаерхчастью iiGuihbkii смежной секции,
5 — у I ловое звено между кромкой секции и поверхностью секции. 8 — то же
между поверхностями обшивки или набора секций, 7 — линейное звено
между понсрхчостяыи обшивки или набора секций, 8 — то же между поверх,
ностыо общипки или набора и базовой линией; $ — то же Mes-ДУ контровь-
ними лилиями секций; /О — то же между контрольной и баянными линиями.
II - - угловое звено между контровьиой к батопой ли ни ями
----о---базовая линия судна или стапеля,
--------•-контрольная линии секции
Повышение точности изготовления конструкций требует до-
полнительных затрат, например на контуровку секций, но умень-
шает объем пригонки. С другой стороны, если элементы конструк-
ции изготовлены грубо, требуется пригонка их при сборке. Су-
ществует оптимальный объем пригонки, связанный с величиной
поля допуска на отклонения формы соединяемых элементов б
и величиной приведенных затрат /7Общ, которые слагаются из
затрат на изготовление секций /7И.С и на установку /7ус. Оче-
видно, имеется оптимальный допуск соответствующий ми-
нимуму /70бщ. Зависимость /7общ = / (6) качественно имеет тот же
вид, что и при изготовлении деталей (см, рис. 1.4), но, по суще-
216
ству, она должна учитывать погрешности всех предшествующих
этапов изготовления конструкции.
При формировании корпуса па построечном месте встречается
ряд работ, технология выполнения которых обладает специфиче-
скими особенностями, К ним относятся:
1) стыкование блоков корпуса;
2) установка кормовых блоков с опорами для вала (с ахтер-
штевнем или кронштейнами, пли мортирами);
3) установка крупных фундаментов;
4) установка падстроек.
Работы второй и третьей групп, связанные с валопроводом
л механизмами, характеризуются повышенными требованиями
н точности установки собираемых элементов.
/ При .До р м и р о р а ц.ц.ц.._к.д-ц.д_ц S «?. бдоиа;. ио-
даваемых на тележках, а не из отдельных секций, ецдчддй на по-
строечном месте .устанавливают базовый блок. В качестве базового
обычно принимается блок машпйногоотделения. так как от него
идет большое число коммуни каций“Ткабелей и труб) в смежные
отсеки. После тщдУёльпбй проне[Гк1Глоложеш1Я базового блока его
прикрепляют тягами с талрепами к рельсовым путям, если сн
не стоит на стапельвых опорных поперечных балках. Затем по-
дают Смежные блоки. В том случае если кромки их обрезаны
в чисТЕГЙ' размер, блоки" сближают с базовым блоком и после
доводочного перемещения на центрирующих опорах тележек
и нроверюГположения соединяют прихватками по контуру мбн-
тажного стыка~/и~но стыкам балок набора. Если же па кромках
смежных блоков оставлены припуски, то причерчивают монтажные
кромйЕ’ббшивки.'Й набора. Кернами отмечают линию реза и на-
носят на обшивку контрольные линии на расстоянии 50—100 мм
от линии реза. Обрезают монтажные припуски, но обшивке и на-
бору и разделывают фаски под сварку. Оконтурованный блок тал-
репами подтягивают к сформированной части корпуса. Проверяют
размер монтажной шпации, совпадение стыкуемых кромок об-
шивки и набора, размер сварочного зазора. Кромки обшивки,
настила палуб и их набора подгоняют .встык и зацепляют, на
гребенках, а ребра жесткости — на электро прихватках. Затем
изнутри корпуса сваривают монтажные стыки обшивки, настила
палуб и последними стыки набора. Снаружи разделывают корень
шва и “выполняют, людаарочный шов. Производят контроль каче-
ства сварных швов. Параллельно приступают..^ соединению следу-
ющих блоков в пос и в корму от установленных. “ “
В случае если корпус формируется из двух раздельных поло-
вин, соединяемых в доке или на плаву, то заранее проверяются
формы стыкуемых кромок каждой из частей.
Повышенной точности требует установка кормовых блоков,
включающих опоры для гребного вала. Кроме соблюдения плав-
ности обводов и совпадения стыкуемых кромок здесь должна
быть одновременно выдержана прямая линия вала без излома
317
заданным координатам, а также
Рис. 5.24. Стыкование блока кормовой
оконечности с соблюдением прямолиней-
ности оси валопровода.
или смещения (рис. 5.24). Контроль положсния^блока в этом слу-
чае осуществляется по световой линии с помощью мишеней, уста-
навливаемых в каждом из блоков.
Фундаменты обычно стремятся устанавливать в сек-
циях при их изготовлении, но иногда установку крупных фунда-
ментов под главные двигатели (ТЗА и ДВС) приходится произво-
дить и на построечном месте, если фундамент попадает в район
стыка между блоками.
У фундаментов необходимо обеспечить точность ориентации по
правильность расположения
опорной поверхности — го-
ризонтальной или верти-
кальной, на которой будет .
закреплено оборудование.
Установка, например,
фундамента под главный или
вспомогательный механизм
начинается с разметки и на-
несения на настиле второго
дна, палубы или платформы
осевой линии фундамента
и двух перпендикулярных
к ней контрольных линий,
определяющих положение
фундамента по длине. По-
ложение опорных полок
фундамента по высоте находят по стеклиню, натянутому между
шер гелями, установленными по световой линии в концах
отсека вне расположения фундамента (рис. 5.25). Световую ли-
нию для установки крупных фундаментов пробивают так же, как
и базовую линию стапеля.
Фундамент устанавливают по разметке краном и раскрепляют
для проверки правильности положения. Прилегающие к пастилу
кромки продольных и поперечных связей фундамента причерчивают
и обрезают так, чтобы после обрезки монтажного припуска верх-
няя опорная плоскость полок лежала в одной горизонтальной
плоскости со стеклипем. Затем натягивают стеклинь, проверяют
положение фундамента окончательно и закрепляют чистые кромки
на пастиле па элсктроприхватках. После этого осуществляют свар-
ку фундамента по всему контуру.
Рубки и надстройки корпуса (бак, ют и
среднюю надстройку) стремятся собирать параллельно со сборкой
корпуса вне построечного места крупными блоками, в которых
в значительном объеме выполняются и монтажно-достроечные
работы. Затем блоки надстроек одним или двумя кранами уста-
навливают на судно. Установка выполняется на построечном месте,
но иногда и на плаву, после спуска судна. Для предотвращения
деформаций крупноблочных надстроек в процессе их подъема,
218
транспортировки и установки на судно их раскрепляют внутрен-
ними распорными балками и рамами.
Чаще всего блоки надстроек собирают без участка палубы,
на которую они устанавливаются. Тогда перед установкой блоков
надстройки на верхней палубе размечают и наносят контрольные
линии ДП, контура блока, переборок и выюродок, его первого
яруса и крайних шпангоутов. Приваривают фиксирующие устрой-
ства для принудительной наводки вертикальных стенок первого
яруса блока на линии разметки. После опускания блока над-
Рис. 5.25. Проверка положения фундамента с помощью шергеней.
стеклиия и шлангового уровня
/ — контрольная линия оси вала; 2 — поперечный шерееиь; 3 — риски пове-
ренных осей фундамента; 4 —стсклиих; 5 — продольные шергепп, 6 — фун-
дамент. 7 — отвесы, f — риски продольных осей фундамента.
строек на палубу проверяют его положение относительно кон-
трольных линий, причерчивают вертикальные стенки, переборки,
выгородки, а также их набор. Затем надстройку приподнимают и
обрезают припуск снизу, и блок после опускания крепят к палубе
электроприхватками. Если надстройка состоит из нескольких
блоков по длине судна. то подгоняются еще межсекционные
стыки ее стенок и палуб. Затем блоки по всему контуру прива-
ривают к верхней палубе.
°) [ § 5-3. Сварна корпуса, испытания/.^
Сх I его на непроницаемость
Монтажные соединения между секциями или блоками, уста-
новленными на построечном месте, приходится сваривать в раз-
личных пространственных положениях. Размеры катетов швов
тавровых соединений в разных районах судна весьма разнооб
разны. Протяженность швов одного размера и одинакового поло-
жения в пространстве в отдельных районах может быть относи-
тельно небольшой. Многие швы оказываются расположенными
219
в неудобных, стесненных местах. Все эти особенности делают
монтажную сварку на построечном месте сложной операцией и
затрудняют использование автоматической сварки. Перестановка
автомата или перемещение его из отсека в отсек настолько увели-
чивает вспомогательное время, что эффективность автоматизации
процесса сварки сильно снижается. Поэтому основными методами
сварки на построечном месте пока явл5пится иияуяггоШФйческая
в среде углекислого газа и ручная. Уровень механизации сварки
составляет '30—40?Г."Для стыковых соединений, протяженность
которых составляет 20—305о общей" дЛ1ГаБГйХййлняемых на по-
строечном месте, иногда используются автоматические методы
сварки, в том чТтеда вертикальная в среде углекислого газа с при-
нудительным формированием и электрошлаковая (при толщине
металла более 30 мм).
При формировании корпуса из секций сварка каждой установ-
ленной секции начинается „после ее окончательной проверки и
закрепления на прихватках. При'этом рекомендуется первым
сваривать стык с ранее установленной секцией, так^как попереч-
ный шов вызывает большую деформацию, чем продольный (паз).
ЗатемУже свариваютназы со смежными нижележащими секциями.
Сварка стыков секций должна выполняться несколькими одно-
временно работающими сварщиками. чтобы обеспечить более
равномерное поперечное укорочение. Секций дЕММаи свариваться
симмет^чно_дэзж>сительно диаметраЖ^Й^плоскости, т. е. по
обоимоортам. О£стадапие_ сварочных работ относительно сбороч-
ных должно быть минимальным —'Тге ’'более чемтпг одной-двум
секциям на каждом горизонте.
Разделку кроток стыковых швов выполняют по палубам вверх,
т. е. наружу, а по днищевой обшивке и по скуле — внутрь кор-
пуса, чтобы в обоиэГслучаях обеспечить сварку в нижнем поло-
жении.
Разделку кромок в бортовой части следует выполнять также
внутрь корпуса, чтобы ЛЮВ... свар ива лея изнутри; тогда легче
обеспечить строжку корня шва для подварочной канавки. Этой
операции, выполняемой снаружи, не будут препятствовать эле-
менты набора.
Сразу после .наложения всего шва выполняют строжку под-
варочнбй" канавки и вслед за этим — подварочный шов.
I lepepbfB—н^-пррменп выполнения основного и подварочного
швов должен быть^^нЯйальныНг шибЫТГСКдаЧйть" возможность
образования трещищ-ксторые могут легко возникнуть, если про-
варен^'лишь’часть толщины сечения’листа. Затем приступают
к сварке оставшихся недоваренных участков продольного и по-
перечного набора на установленной секции и вокруг нее.
При формировании корпуса из блоков вследствие значитель-
ной проТяяжнноЁт’й"монтажного замыкающего Стыка между бло-
ками для обеспечения более равномерного поперечного укороче-
ния отдельных его участков стремятся к тому, чтобы монтажные
220
стыки блоков одновременно сваривали несколько сварщиков^
Каждому из них отводится участок шва протяженностью 4—5 м.
Бывали случаи, когда один монтажный стык, опоясывающий кор-
пус крупнотоннажного многопалубного судна, сваривали одно-
временно до 40 чел.
Общая последовательность сварки корпуса в районе монтаж-
ного стыка должна быть такой:
сварка с последующей подваркой стыков обшивки и палуб,
т. е. наружных оболочек;
сварка и подварка стыков набора, пересекающих стыки обо-
лочек;
приварка набора к оболочкам на участках у стыков.
Наличие большого числа монтажных швов, выполняемых при
формирований корпуса на построечном месте, особенно при сек-
ционном методе, может привести к значительным общим деформа -
циям, которые обычно проявляются в подъеме оконечностей над ОЛ
уже в ходе постройки или же после стека на воду. Существенное
влияние на величину этих деформаций оказывает последователь-
ность выполнения монтажных швов, жесткость сформированной
части корпуса, распределение весовой нагрузки по его длине и
реакции опорных устройств. Поэтому очередность сварки должна
выбираться таким образом, чтобы “предупредить нежелательный
подъе'й^&КОйечнрстей. В процессе сборки и сварки корпуса обычно
осуществляют периодический контроль за положением его упру-
гой линии, на основании которого вносят коррективы в очеред-
ность выполнения сварки.
Разработаны методики расчетного определения ожидаемого
изгиба упругой линии корпуса на разных стадиях его формирова-
ния. Корпус судна рассматривается как балка переменного сече-
ния, лежащая на упругом основании переменной жесткости.
Балка загружена переменной подлине корпуса весовой нагрузкой,
реакциями опорных устройств и усилиями от укорочения про-
дольных и поперечных швов. Система дифференциальных уравне-
ний. описывающих изгиб такой балки, имеет вид
"..ВДи-да (5.8)
do __ М . S(x). dw ________ , iV .
dx ~ El (x) l(xY dx т GF(x) ’
здесь N, M, v, w — соответственно перерезывающая сила, изги-
бающий момент, угол поворота сечспия и прогиб корпуса; I (х),
F (х) — приведенные момент инерции и площадь поперечного
сечения корпуса; Е, G — модули нормальной упругости и сдвига;
k (х), q (х) — жесткость упругого основания и погонная нагрузка
корпуса; S (х) — ЗИ(х)/Е— «сварочная» нагрузка от действия
момента 9R (х), вызванного усилиями от укорочения продольных
221
Рис. 5.2Ь. Расчетные кривые упругих деформаций после спуска
корпуса судна длиной 130,2 м.
а — при одновременной сварке всех монтажных швов.
1 — от сварки; 2 — от веса и сил поддержания; 3 — суммарная <1 н 2),
б — суммарные при разных схемах формирования корпуса (см.
рис. 5.27).
1 — при трехостровной схеме. 2 — при формировании по горизонталям.
3 — при пирамидальной схеме.
222
ii поперечных швов, расположенных на разном расстоянии от
нейтральной оси данного сечения корпуса.
Для определения прогиба иссле спуска к этим нагрузкам
следует добавить воздействие силы поддержания после спуска.
Сравнительные расчеты прогибов могут выполняться на ЭВМ
для разных стадий формирования корпуса и при различной после-
довательности выполнения монтажных швов. На рис. 5.26, а
приведены для примера результаты расчетов ожидаемого изгиба
на плаву корпуса судна длиной 130,2 м от сварки монтажных швов
р)
Рис. 5.27. Рассмотренные в расчетах схемы формирования корпуса.
а—пирамидальная; б—трехосгровиая; в— по горизонталям.
(кривая 3). Условно считалось сначала, что все монтажные швы
одновременно и мгновенно выполнены на готовом собранном судне,
стоящем на сплошном упругом основании (кривая 1). Там же при-
ведена расчетная кривая упругой линии корпуса после спуска
под действием только сил тяжести и сил поддержания (кривая 2).
Для того же корпуса приводились расчеты упругой линии после
спуска для случаев, когда сварка монтажных ссединений корпуса
выполнялась при пирамидальном методе формирования по трем
отдельным островам и по горизонталям (рис. 5.27). Как видно
из рис. 5.26, б, при пирамидальном методе формирования подъем
кормы составляет около 5 см (кривая 3). Прогиб такой величины,
очевидно, не отражается на мореходных качествах или прочности
судна. Однако его следует учесть при монтаже валопровода на
стапеле, придавая соответствующее обратное смещение опорам
гребного вала.
Выполняемые на стапеле монтажные стыки отдельных секций
пли блоке® относятся к наиболее ответственным соединениям
корпуса. Условия выполнения этих соединений относительно
223
неблагоприятны. Поэтому Правилами Регистра СССР установ-
лены повышенные требования к контролю качества этих швов.
Так, объем контроля рентгено- или гаммаграфированием на мон-
тажных швах верхней палубы и днища судов длиной до 80 м и
более установлен в размере 10?« от длины швов, а на секционных
швах —2,5%, на монтажных соединениях бортов —5%, а на сек-
ционных— 1%. Вместо контроля проникающими излучениями
допускается также контроль швов ультразвуком.
В зависимости от назначения сварные соединения корпусных
конструкций кроме прочности должны также отвечать требова-
ниям непроницаемости или герметичности, для чего их подвер-
стают специальным испытаниям.
7 Под непроницаемостью в судостроении принято понимать
способность копструкций~не пропускать воду, жидкие "нефтепро-
дукты и другие жидкости. Герметичностью называется способ-
ность этих конструкций в эксплуатации не пропускдтьлдзообраз-
иые вещества. Понятия непроницаемость и герметичность отно-
сятся как к целым судовым отсекам и помещениям, так и к отдель-
ным перекрытиям и их соединениям.
Все испытания разделяются на предварительные, основные и
контрольные.
При изютовлепии узлов н секций проверяются только отдель-
ные соединения. Поэтому ^ти^испытания называются 'предвари-
тельными.
Монтажные сварные соединения на построечном месте под-
вергаются также выборочному контролю неразрушающими мето-
дами (рентгено- и гаммаграфированием, ультразвуковой дефекто-
скопией или другими методами).
Кроме того, в технологическом процессе постройки судка пре-
дусматр ивается испытание на непроницаемость и герметичность
отсеков сформировШТТГого корпуса и~ряддЗЭД^тях конструкций
(нйдсТроещзакр1ТТ1гй^йюков и др.).
Испытания на непроницаемость и герметичность производятся
согласно схемам, разрабатываемым конструкторским бюро в со-
ответствии с действующим ГОСТом.
Оскалы? испытания проводят после окончания сварки корпуса,
как правилоГ'на-пострсечно'мТюстеЗ!ли на-плаву.
В. зависимости от условий эксплуатации все отсеки и корпус-
ные конструкции, к которым предъявляется требование непрбни-
цаемости, подразделяются на две группы:
группа а — отески и цистерны, в которых в процессе эксплуа-
тации находится жидкость (днищевые и бортовые топливные и
водяные-Цистерны), а также форпики, ахтерпики, кингстонные
серии испы-
удах_^~ над-
не предназ-
ящики и т. д. Отсеки этой группы на головных судах
тывают ттодн^пшюм^ а на серийных с;
лувом воздуха или наливщГттодБц
''группа б — все прочие отсеки и конструкции; они
начены для хранения жидкостей, но должны быть nei
224
Такие конструкции согласно Правилам могут испытываться:
наливом воды без напора; смачиванием керосином: обдувом струен
сжатого воздуха; поливом струей воды под напором; поливом
рассеянной струей воды.
При испытаниях наливом воды под напором высота столба
должна соответствовать"максимальному давлению, которое может
испытывать-от?е|Гвр время эксплуатации судна./Одпако труоа для
налива воды должна быть высотой не менее Ор м от настила,
ограничивающего отсёк сверху. Следовательно, испытательное дав-
ление 'имеет превышений над эксплуатационным 0,025 МПа
(0,25 кгс/смя).
Контрольные испытания проводятся только пля отсеков
групщл а после окончания всех монтажных работ в этих отсеках.
Испытания непронипаемости и герметичности могут быть от-
несены к методу неразрушающего контроля течеисканием, пре-
дусмотренному ГОСТ 18353—73. При контроле течеисканием
регистрируется проникание жидкости или газа (пенетранта) через
сквозные дефекты контролируемого объекта. В качестве пене-
транта применяют разные вещества, в том числе гелий, аммиак
или фреон.
В зависимости от степени проникания вещества все-течи под-
разделяют на:
обыкновенные (d > 0,5 мм),
макрокапиллярные (0,5 > d > 2 -«Г* мм),
микрокапнллярные (d <2-10"4 мм).
При столь малых диаметрах каналов d необходимо учитывать
вязкость вытекающего вещества t). Для обыкновенных и макро-
капнллярпых течей количество вытекающего вещества, если пре-
небречь временем прохождения вещества по каналу течи, опре-
деляется уравнением Пуазейля:
для жидкостей Q = (р2 — pj ... (5.9)
для газов Q = (j* — р?) ..., (5.10)
где I—длина канала; р2—давление на входе; Pi—давление
на выходе.
Через микрокапнллярные течи жидкость может проходить
и при отсутствии внешнего перепада давлений, за счет сил поверх-
ностного натяжения и создаваемого ими капиллярного давления.
Возникает вопрос: при каком количестве протекающей жидко-
сти можно обнаружить каплю при визуальном осмотре поверх-
ности испытываемого отсека? Из формулы (5.9) получим мини-
мальный диаметр канала
,у 128,gg
Г Я(ра—Р1) '
8 П/р Мацкевича В Д.
(5-11)
225
радиусы каналов неплот-
ностей г. обнаруживаемые
при разном испытатель-
ном давлении воздуха и
воды.
I — давление воздуха, 2 —
При неровной поверхности сварных швов диаметр заметной капли
можно принять 0,3 см, что соответствует объему 0,014 см8.
При давлении 1 кгс/см8 и объеме капли 0,014 см® расчетный
диаметр места течи окажется dmln --= 0,001 -4-0,002 см. Как видно,
гидравлические испытании под давлением позволяют обнаружить
течи достаточно малых размеров.
Контроль поливом воды осуществляют, поливая соединение
с расстояния не более 3 м струей воды под напором. Высота вы-
брасываемой вверх струи при этом должна
быть не менее 10 м, что соответствует да-
влению воды в шланге около 2 кгс/см8
(0,2 МПа).
Гидравлические испытания обеспечи-
вают надежный контроль непроницаемо-
сти. Однако они создают определенные
затруднения. Во-первых, до испытаний
в отсеки нельзя грузить механизмы, обо-
рудование, кабели и пр. во избежание
порчи их водой. Налив воды, приводя-
щий к большим нагрузкам на корпус,
требует временных подкреплений кор-
пуса, а иногда и стапеля. Наполнение
отсека водой, слив ее, а в зимнее время
подогрев воды занимают много времени.
Значительно проще и удобнее прово-
дить испытания замкнутых отсеков сжа-
тии воздухом:—В качестве показателя
неплотностей при данном методе испы-
тания используется обычно мыльный
раствор. Воздух, проходя через неплот-
ности, обеспечивает образование пеус-
тойчивых мыльных плевок "Мыльная
пленка над неплотностью, радиус канала
которой равен г, образуется в том случае, если испытатель-
ное давление воздуха р, превысит капиллярное давление плен-
ки ра-
На рис. 5.28 показаны полученные при исследованиях зави-
симости минимальных радиусов каналов неплотностей, обнару-
женных при испытании давлением воздуха (кривая /) и воды
(кривая 2).
Для выявления неплотностей радиусом меньше 0,012 мм ока-
зывается достаточным давление воздуха 0,03 МПа (0,3 кгс/см®).
Оно и принято в качестве регламентируемого ГОСТом для основ-
ных испытаний корпусных конструкций; для судов внутреннего
плавания допускается его уменьшение до 0,02 МПа (0,2 кгс/см®).
По допускаемым нормам испытательное давление сжатого
воздуха в отсеке может падать в течение одного часа не более
чем на 5% от первоначального.
226
При UBiUteHfewoLB-качестве индикатора воздушных течей пено-
образующих мыльных растворов последние быстро стекают с по-
верхности, в особенности с'~^ёртикальцой. -НиэпЯяУ' для более
длительной' 'фиксации ~мёГГ утечек воздуха был предложен ряд
ненообразующих составов (отечественный «Свалан», японский
«Нео фермер» и др.). Они вспениваются в местах протечек, и об-
разовавшиеся «коконы» пены через 5-—10 мин затвердевают,
а не лопаются, как мыльные. Отвердевшие коконы сохраняются
несколько часов и могут быть смыты холодной водой.
•Условия труда при формировании корпуса и постройке судна
весьма неблагоприятны. Поэтому существует ряд специальных
правил техники безопасности и охраны труда на построечном
месте. Например, перед установкой очередных секций необходимо
проверить, закреплены ли ранее установленные конструкции.
Работать па секциях, поддерживаемых для устойчивости только
краном, не допускается. Краныдолжны периодически подвергаться
освидетельствованию Госгортехнадзором.
Ацетилено-кислородные шланги и сварочные провода не
должны прокладываться на лесах совместно. При производстве
газорезательных и сварочных работ следует принимать меры
против падений брызг и капель* в нижерасположенные отсеки
и ярусы.
Отсеки, в которых производятся сварочные работы, должны
интенсивно вентилироваться переносными вентиляторами или
эжекторами. При работах в отсеках должны использоваться све-
тильники напряжением 12 В, а на открытых площадках — напря-
жением 36 В. Освещенность их должна быть не менее 50 лк.
Все люки, горловины и другие отверстия на палубах, платфор-
мах, втором дне и других настилах строящегося судна должны
быть закрыты крышками или ограждены временными леерами.
Г лава 6
СПУСН СУДОВ НА ВОДУ
у/
. [ § 6-1. Управляемые спуски
Спуск судна на воду — ответственная операция, заверша-
ющая сборку судна и его оборудование на построечном месте.
Спуски могут быть условно разделены на управляемые^ и не-
управляемые. При управляемых спусках'двизйёнйбМ ёУдаа можно
управлять вплоть до его остановки. Это неосуществимо в слу-
чаях неуправляемого спуска.
227
8*
к удравляемым спускам относятся: вертикальный, попереч-
ный и продольный "с помощью тележек, двигающихся по рельсо-
вым путям. Вертикальный спуск небольших судов может быть
осуществлен просто краном или вертикальным судоподъемником.
Средние суда спускают вертикально при помощи передаточного
плавучего’ дока или в наливной 'ДОк-'КЭМерё'"Вертика л ьный спуск
места; 2 — вертикальный
4 — поперечный слип, передаточный плавучи!
Пунктиром поалэаны спусковые позиции.
Рис. 6.1. Обобщенные схемы много-
позиционных построечно-спусковых
комплексов с применением управ-
ляемых спусков: а — при продоль-
ном перемещении строящихся су-
дов; б— то же в сухом доке; в —
при Г-образпом перемещении судов;
г— при поперечном перемещения
судов.
более крупных судов осуществляется в сухом строительном доке.
Для поперечного управляемого спуска ‘ПрН’ЙСТГяТдт “поперечные
одноярусные “или двухъярусные слипы, а для продольного —
ПрОДОЛЬНЬ!й._СЛИП. " • "
^"Есеспусковые сооружения для управляемого спуска являются
обратимыми. Они позволяют осуществлять и подъем судов из
воды.
Неуправляемый спуск происходит по наклонным продольным
или поперечным дорожкам свободно, под действием силы тяжести
судна после'Трсвйбовдения его^от задерживающих-'устройств.
Остановить дёйжущееся "судно или управлять скоростью его дви-
жения в процессе спуска ие представляется возможным.
228
Применяемый на заводе вид спуска определяется типом и
расположением построечных мест и спусковых сооружений или
средств. При серийной постройке судов с перемещением по по-
зициям и применением управляемых спусков, виды построечно-
спусковых комплексов могут быть сведены к четырем обобщенным
схемам, показанным на рис. 6.1.
В схемах, представленных на рис. 6.1, с,виг, условно при-
няты одна стапельная нитка и три построечные позиции.
При нескольких стапельных нитках, обычно параллельных
одна другой, и вертикальном судоподъемнике в схемах на рис. 6.1
необходим поперечный трансбордер (см. § 5.1) для поперечного
перемещения судна с любой стапельной нитки на судоподъемник.
Рис. 6.2. Спуск судна с помощью передаточиого плавучего дока.
При использовании в схеме, показанной на рис. 6.1, а, пере-
даточного плавучего дока трансбордер не нужен, так как док
может быть установлен напротив любой из ниток. В схеме на
рис. 6.1, б предусмотрена постройка судна в крупном сухом строи-
тельном доке с перемещением кормовой оконечности (как наиболее
трудоемкой) по двум позициям. На второй позиции формируется
целый корпус.
С ггу£-Я—с-у-д-о в кра нам и не отличается от подъема
и опускания больших грузов. При застройке судна в обхват под
днищем _ко£пуса набирают подбрюшник из сосновых брусьен,
а на палубе устанавливают распорные'брусья, чтобы не смять
стропами наружную обшивку корпуса. Спуск может быть осуще-
ствлен одним или двумя береговыми или плавучими кранами,
работающими синхронно.
и ка ль н ы и с уд о под ъ е mjj и к имеет целую
пли состоящую из нескольких секций платформу, которая уста-
навливается в надводное положение на уровне береговой гори-
зонтальной нлощадки. Судно перемещается на платформу на
тележках но рельсовым путям. Затем платформа вместе с судном
опускается в воду до его всплытия. Подъемно-спусковое
средство, осуществляющее подъем и опускание платформы, может
быть гидравлическим, механическим, с длинноходовыми или
,.---229
короткоходовыми домкратами, с электрическими лебедками или
же на понтонах, которые лритапливаются, а затем всплывают
вместе с судном.
Для спуска судна при помощи передаточно го п ла -
в у ч е г о дока (рис. 6.2) последний наводится на опоры
(одну;-две или три) и прнтапливается на них балластом, прини-
маемым в отсеки дока. Судно на тележках, перемещается по рель-
совым путям на стапель-палубу дока. После откачки балласта
док с судном привсплывает над опорами и буксирами или с по-
мощью лебедок (шпилей) отводится в район заглубленного котло-
вана, где затапливается до всплытия судна.
Рис. 6.3. Спуск судна в наливной док-камере.
При постройке новых и реконструкции действующих верфей
наблюдается тенденция к широкому применению вертикальных
судоподъемников и в особенности передаточных плавучих доков.
Размеры'акватории, необходимой для вертикального судоподъем-
ника, значительно меньше, чем для поперечного слипа, а переда-
точные плавучие доки, по сравнению с другими спусковыми соору-
жениями,’более мобильны. Они могут в межспусковые периоды
использоваться для ремонта судов и исключают необходимость
в капитальных гидротехнических сооружениях, таких, как налив-
ная док-камера или сухой строительный док.
,_Н а л и в и а я док-камера (рис. 6.3) имеет шлюзовую
часть со стенками выше окружающей территории и затворы в тор-
цах. Камеру' заполняют водой с помощью насосов. Судно вводят
на тележках в верхнюю часть камеры и закрывают затворы.
Всплывшее судно с помощью шпилей отводится лагом в шлюзовую
часть. Производят осушение самотеком через клинкеты в затворах
(до уровняУакватории). После спуска затвор отдается и судно
выводится”из шлюзовой части буксирами.
С у х о й с т’р о и т е л.ь И. ы II до к (рис. 6.4) представ-
ляет собой’вырытую в грунте ниже уровня‘акватории забетони-
рованную камеру, отделенную от акватории прнтапливаемым
батопортом'или откидывающимся на горизонтальных осях затво-
230
л
ром. Док заполняется водой самотеком через клинкеты батопорта
(затвора). Всплывшее судно выводится из дока буксирами. Глу-
бина воды от расчетного горизонта акватории до днища дока
должна удовлетворять неравенству j
Нл >7c + /ii-r Л2',‘ . Ь
где Тс — средняя осадка всплытия; — высота наиболее вйсо-
кой стапельной опоры в направлении вывода судна, т. е. в районе J
от мидель-шпангоута судна до батопорта; ft8 ==t),3-^0,5 м — зазор
между днишем судна и наиболее высокой стапельной опорой.
выше уровня акватории. ( *'
Поперечные слипы представляют собой спепиаль-
ные механизированные устройства, состоящие из горизонтальных /
и наклонных рельсовых спусковых—(подъе.мньгх) путей, теЛежек .«??
или трансбордера, механизмов (лебедок) для их передвижения
^блоками и тросами. «и
На одноярусных слипах суда со стапельных мест иногда *1
перемещают в продольном направлении к спусковым путям на
выводных тележках, которые затем разворачивают под судном
на 90° и используют непосредственно для спуска судна. В других ‘ I
конструкциях для спуска применяется, второй комплект тележек; \
их заводятлод судно в промежутки',’между выводными тележками,
и судно пересаживают с одних тележек на другиё.' '*’* I
Применяются и многокатковые плоские тележки, которые &
заводятся на жедвапптельно подведенныекосяки
(рис. 6.5, а). 1g'.
231
Рис. 6.5. Поперечные слипы: а - одноярусный с многокатковыми тележ-
ками; б — гребенчатый с косяковыми многокатковыми тележками; в —
двухъярусный с трансбордером.
1 — многокатковая тележка; 2 — косяк; я — хлдоеол канат от лебедки. 4 — вы-
иодные тележки; 5 — косякоеая ыногокатковая тележка; в — товежки продоль-
ного перемещения; 7 — трансбордер; 8 - покоженне колес трансбордера в плане.
232
На гребенчатом слипе (рис. 6.5, б) наклонные спусковые
пути имеют косяковые участки, располагающиеся между горизон-
тальными рельсовыми путями, по которым осуществляется пере-
мещение судов в поперечном направлении. Для спуска приме-
няются косяковые мпогокатковые тележки.
На двухъярусных слипах используются трансбордеры, на
которые суда со стапельных мест заводятся на тележках продоль-
ного перемещения и спускаются па погружающемся в воду транс-
бордере без пересадки (рис. 6.5, в). Спусковые тележки, трансбор-
деры и рельсовые пути устроены так, что при переходе с гори-
зонтального участка спусковых путей на наклонный и при дви-
жении по нему рамы тележек или трансбордеров, а следовательно,
и суда остаются горизонтальными (см. сечение А—А на
рис. 6.5, в). При этом передние колеса трансбордера смещены
относительно задних и двигаются по разным рельсам.
На продольном слипе судно спускается при
помощи длинной многокатковой косяковой тележки. На нее судно
заводится на обычных тележках.
§ 6-2- Неуправляемые спуски
Неуправляемые спуски также могут быть ^продольными и
Поперечными. Продольный спуск осуществляется с наклонных
стапелей- крупных железобетонных сооружении с 'надводной
и подводной частями (рис. 6.6). Судно движется по спусковым
дорожкам, как правило, кормой вперРдг'^клбн’ТГдорожек состав-
ляет обычно V24—*/12. В процессе спуска в корпусе судна воз-
никают значительные напряжения, для устранения которых
приходится принимать ряд дорогостоящих мер. Кроме того, на
наклонных стапелях усложнены проверочные операции, сборка
корпуса и механомонтажные работы, а процесс подготовки судна
к спуску весьма трудоемкий и длительный. Поэтому сейчас наклон-
ные стапеля строят крайне редко. Но существующие на заводах
наклонные стапеля интенсивно эксплуатируются.
Продольный спуск можно разделить на^четыре периода.
Первый — от момента ст^агивания до касания воды спуско-
выми полозьями .~~Вторби — бт~ касяйия воды_ДО начала всплы-
тия. Третий'— от начала дб^оУйбговсплнтця~й’"чёТВЕрТ1ай —
пробег после всплытия. " ~
В первом и. втором периодах судно скользит по спусковым
дорожкам. Для самостоятельного страгивания и спуска судна
статический коэффициент трения скольжения должен быть меньщб
тангенса угла~наклона спусковкх дорожек или равён ‘емУ. Для
уменьшения трения перед спуском на дорожки наносится анти-
фрикционное покрытие или в составе спускового устройства
используются катучие средства. В третьем периоде судно должно
всплывать оконечностью, поворачиваясь вокруг поперечной оси
носовой (кормовой) опоры.
233
Всплытие наступает в момент, когда Mv = М^ где Mv —
момент силы плавучести погруженного объема корпуса и спуско-
вого устройства V относительно поперечной оси носовой (кормо-
вой) опоры; MD — момент спускового веса судна и спускового
устройства D относительно поперечной оси носовой (кормовой)
опоры.
Обязательное условие всплытия, чтобы не было опрокидыва-
ния, Му > M'D, где Л4у - момент силы плавучести погружен-
Рмс. 6.6. I Гродольцый наклонный стапель и периоды спуска судна: а —
продольный стайель; второй период спуска, б—третий период спуска.
ного объема V относительно ребра порога; Мп — момент спуско-
вого веса судна и спускового устройства D относительно ребра
порога.
В случае опрокидывания изгиб корпуса на пороге под дей-
ствием значительных масс двух свисающих частей судна может
привести к разрыву палубных связей, смятию днища и разру-
шению порога. Чтобы не допустить опрокидывания, недостаток
силы плавучести оконечности компенсируют при необходимости
креплением к пей понтона или крыла. Благодаря этому в оконеч-
ности возникает дополнительная сила плавучести или соответ-
ствующая подъемпая сила.
В момент начала всплытия и поворота судна в районе оси
носовой (кбрмовой) опоры возникает баксовое давление N6,
равное разцостиТ^а2^—Нладудё^нё^суцнаГтЭтсГдавлеШге'Тчадкет
вызвать местное смятие корпуса и выдавить со спусковых доро-
жек нанесенную на ниХ:тгасаггеу.^уйенБйй^^б^илы^трения.
В результате скорость судна резко снижается и оно может оста-
234
ловиться. Чтобы не допустить этого, баксовое давление по каж-
дому борту разносят на возможно большую площадь специальным
устройством — поворотным копылом/ в состав которого входит
полоз, разносяйн1Й, нагеуякуг~ "
-dBT четвертом периодесудно, набравшее скорость и соскочившее
с порога, движется по акватории. При недостаточной глубине
воды в районе порога судно может удариться оконечностью о дно
акватории, а в случае если оно спускается в ограниченную аква-
торию — винтами или кормой о берег.
Рис. 6.7. Пример диаграммы спуска для судна со спусковым весом
«50 тс.
Чтобы не допустить удара оконечности судна, дно в районе
порога углубляют. Если эта мера исчерпана, то в оконечности
судна устанавливают понтон, создающий дополнительную силу
плавучести. Это уменьшает погружение оконечности в момент
соскакивания.
Скорость судна в четвертом периоде гасят специальными тор-
мозными устройствами, чтобы не допустить удара винтами или
кормой о берег.
Переменные в процессе спуска силы плавучести и моменты
сил плавучести и спускового веса, действующие на судно и опре-
деляющие его критическое положение (возможность опрокидыва-
ния па пороге) или всплытие с поворотом вокруг носовой (кормо-
вой) оси, представляют графически в виде диаграммы спуска,
которая строится на основании результатов расчета спуска.
Диаграмма (рис. 6.7) для судна со спусковым весом 860 тс
235
показывает, на каком расстоянии от порога наступит критическое
положение или всплытие и чему будет равно при этом баксовое
давление. По оси абсцисс откладывается путь, пройденный кон-
цом кормового полоза во втором и третьем периодах спуска.
Для уменьшения сил трения при неуправляемом спуске в оте-
чественном судостроении чаще всего применяют антифрикционные
минеральные насалки: парафино-вазелиновую и реже парафино-
петролатумную, а также комбинированную насалку — мыльную
Насалка состоит из основного слоя (толщиной 4—10 мм),
переходного слоя (2—5 мм) и смазки (2—3 мм), наносимых на
дорожки, и противослоя (1—2 мм) и смазки (1—1,5 мм), наноси-
мых на полозья. Основной слой обеспечивает насалке прочность,
переходный слой предохраняет основной слой от растрескивания
в холодное время года и за счет свой деформации обеспечивает
равномерное распределение на него нагрузки. Смазка умень-
шает трение.
Процентный состав входящих в насалку компонентов зависит
от сезона года, а толщина слоев — от удельного давления судна
и суммарной длины полозьев. Например, в летнее время количе-
ство парафина, придающего насалке твердость, уаеличивается
до 65%, а вазелина соответственно уменьшается. Для зимней
насалки количество парафина уменьшается до 40%, а вазелина
соответственно увеличивается.
Насалка и антифрикционный материал ПМ, применяемый
в качестве насалки, должны быть температуроустойчивыми с мо-
мента нанесения на спусковые дорожки и в процессе спуска судна.
Они не должны расплавляться или подгорать и спекаться под
воздействием теплоты, образующейся от трения полозьев о на-
салку. Толщина основного слоя насалки (см) должна определяться
из условия, что теплота, необходимая для ее расплавления,
равна эквивалентному количеству работы сил трения:
где L -- Д, | р (х) dx— удельная работа сил трения Н-м/м®
о
(f,r — коэффициент трения скольжения насалки); А — 1 Н-м/Дж —
механический эквивалент тепла; — удельный вес насалки;
А// — изменение теплосодержания при повышении температуры
насалки от исходной до температуры плавления, Дж/Н.
Среднее удельное давление на насалку р = Dfi/bl, где Ь —
суммарная ширина полозьев; I — суммарная длина всех по-
лозьев.
Установлено, что начальное среднее удельное давление, обес-
печивающее нормальные условия спуска, для минеральных и ком-
бинированных насалок не должно превышать 0,3—0,5 МПа
236
(3—5 кгс/см2), местное 0,6—0,8 МПа (6—8 кгс/см2), а баксовос
1,5—1,8 МПа (15—18 кгс/см2).
В последние ходы разработан и применяется вместо насалки
на некоторых заводах отечественный антифрикционный пласт-
массовый материал ПМ в виде щнтов трапециевидной или прямо-
угольной формы толщиной 25 мм. Щиты размером приблизительно
1000 > 1000 мм крепят к спусковым дорожкам планками на шуру-
пах, а спусковые полозья подшивают алюминиевыми листами.
Для стабилизации статического коэффициента трения на ПМ
наносится тонкий слой антиадгезионной смазки, состоящей из
смазки ЦИАТ11М-201, олеата калия и глицерина.
Известно также применение вместо насвлки шаров и роликов.
Предложен спусковой полоз на шарах из нержавеющей стали
повышенной твердости диаметром 90—100 мм.
Для продольного спуска применялись шары, а также копылья
на роликах, а для поперечного спуска применяются ролики,
вращающиеся на осях, прикрепленных к спусковым дорожкам.
Известны случаи применения водяной смазки, подаваемой
под давлением, и искусственного ледового покрытия, создавае-
мого прокачкой фреона по трубам, уложенным под спусковыми
дорожками.
Для того чтобы спустить судно по продольным или попереч-
ным спусковым дорожкам и передать на них его вес, необходимо
между корпусом и дорожками установить спусковое устройство
(рис. 6.8). Оно состоит из полозьев, подбрюшников, копыльев,
задержяиков и других элементов. Вес спускового устройства для
продольного спуска может составлять от 2 до 10% спускового веса
судна, а длина спускового устройства — от 40 до 1004# длины
судна.
Спусковое устройство может состоять из обычных или унифи-
цированных элементов (см. рис. 6.8). Полозья, скользящие по
спусковым дорожкам, могут быть установлены без промежутков
(сплошные устройства) и с промежутками (секционные устрой-
ства).
Спусковые дорожки, по которым скользят полозья, состоят
из подводной и надводной частей, представляющих наклонную
плоскость или иногда поверхность, очерченную по дуге окруж-
ности большого радиуса (5—25 тыс. м). Чаще всего спуск судов
осуществляется по двум спусковым дорожкам. Обычные спуско-
вые полозья состоят из трех по высоте сплошных рядов сосновых
брусьев 200 X 200 или 300 x300, скрепленных между собой стяж-
ными болтами и подшитых твердой древесиной. Длина полозьев —
от 6,5 до 10 м, ширина — от 500 до 2400 мм. Иногда полозья
могут быть сварными из стальных листов с замкнутыми отсеками,
обеспечивающими им плавучесть и возможность притопления при
демонтаже. Стальные полозья подшиты деревом. При малых
промежутках полозья соединяют между собой по длине разъем-
ными планками или тросами. При больших разрывах полозья
237
Рис. G.8. Схема спускового устройства для продольного спуска.
238
не соединяют, а крепят лишь к корпусу косыми тро-
сами — найтовами.
Для восприятия и передачи веса судна на полозья под
корпус ставят подбрюшники. Они состоят из одного
ряда продольных сосновых брусьев размером 200 200
или 250 X250, соединенных поперечными стяжными бол-
тами. Подбрюшники подклиниваются к корпусу клинь-
ями из твердой древесины. Если судно строится на ги-
дравлических кильблоках и клетках (см. гл. 5), то
подбрюшники и клинья не применяются. Вес судна
в этом случае передают на копылья и полозья, опуская
плунжеры гидравлических домкратов указанных киль-
блоков и клеток. В районе килеватых и острых обводов
в плоскости поперечных связей корпуса устанавливают
подушки из отдельных сосновых брусьев, которые подго-
няют к корпусу. В оконечностях па подбрюшники уста-
навливают стальные копылья — жесткую сварную раму,
упирающуюся в приваренный к корпусу башмак.
Копылья двух бортов стягивают друг с другом по-
лотенцем из стальной полосы или стальным канатом,
препятствующими их раздвижке.
Во избежании схождения полозьев в процессе спуска
между ними ставят распорные (сосновые) брусья, име-
ющие круглое или квадратное сечение; иногда их изго-
товляют из стальных труб. Расхождению полозьев пре-
пятствуют струны (стяжки) из стальных полос. Иногда
устанавливают только трубчатую распорную балку, же-
стко крепя ее на фланцах с полозьями (см. рис. 6.8).
Тогда она служит и стяжкой.
Применяют носовые копылья, поворачивающиеся на
шарнирном устройстве и на сминающихся прокладках.
Сминающиеся прокладки служат для распределения
местных сосредоточенных давлений на большие площади,
когда эти давления могут превысить допускаемые на-
грузки на корпус и дорожки Прокладки изготовляют
из мягких пород дерева: сосны, осины, ели или пихты.
Для крепления полозьев и копыльев к корпусу
с целью предотвращения их смещений и для удержания
их после спуска применяют найтовы. Их изготовляют из
стальных полос, прокатных профилей и тросов и одним
концом приваривают к корпусу, а другим — к эле-
ментам спускового устройства. Для обтяжки найтовов
в них включаются талрепы.
Для удержания судна после пересадки на спусковое
устройство до момента спуска применяются задержива-
ющие устройства, в том числе различные рычажные
курки. Один конец курка упирается в полоз, а другой
Удерживается каким-либо промежуточным легко
239
отдающимся элементом — рычагом, тросом и т. д. Курки дубли-
руют спусковыми стрелами, т. е. деревянными брусьями,
и упираемыми в полоз и в гнездо на стапеле. Эти стрелы убирают
непосредственно перед спуском.
Другой дублирующий задерживающий элемент — стальная
полоса, приваренная одним концом к форштевню, а другим заде-
ланная в стапель. Задержки к перед спуском просто перерезают
тепловой резкой.
Для гашения скорости судна после соскакивания с порога
спусковых дорожек применяется торможение якорями, щитами
и стопорами на канатах или целях.
Якоря сбрасываются с судна или предварительно укладываются
в грунт акватории и соединяются канатами с судном. Канаты
или цели укладывают по одному борту или обоим бортам судна
и петлями на берегу или в акватории.
Петли соединяют разрывными стопорами -— короткими сталь-
ными или органическими канатами. По мере хода судна петли
разматываются, стопоры рвутся и при этом гасят скорость движе-
ния судна.
Подготовку стапеля, спускового устройства и его монтаж
начинают по мере постройки судна. Сначала подбирают все эле-
менты спускового устройства, заготовляют деревянные брусья,
металлические части и подгоняют все по месту.
За несколько дней до спуска собирают спусковое устройство.
Для этого производят очистку спусковых дорожек от грязи и
старой насалки, осматривают все элементы спусковых дорожек
и устраняют выявленные в них дефекты. Затем варят насалку
в котлах и наносят ее на тщательно просушенные спусковые
дорожки пеньковыми помазками или поливом. Вместо насалки
могут применяться щиты из антифрикционного материала. На
насалку поперек спусковых дорожек через каждые 3—5 м уста-
навливают стальные строганые полосы — слизни толщиной 16—
18 мм, препятствующие до спуска судна прогибу полозьев и пере-
даче на насалку веса спускового устройства.
Далее стапельными кранами через канифас-блоки на спуско-
вые дорожки затягиваются полозья с установленными на них
клиньями и подбрюшниками, устанавливаются распорные брусья
и стяжные струны, а также найтовы. Набирают подушки из сос-
новых брусьев на подбрюшниках и устанавливают копылья в око-
нечностях, Монтируют задерживающие и тормозные устройства.
Спуск судна на воду начинается с''"нанесения=’на полозья за
несколько часов до спуска дополнительного слоя смазки. Ее
наносят через специальные отверстия” в полозьях. С помощью
лебедки или стапельного крана через канифас-блок вытаски-
ваются слизни- Затем приступают к пересадке судна с опорного
устройства на спусковое. Для этого переносными толкачами,
установленными в направляющих желобах, производят ручную
подклинку спускового устройства. После подклинки подбрюш-
240
ники скрепляют с полозьями строительными скобами. В случаях
применения кильблоков и клеток со встроенными в них гидравли-
ческими домкратами передача веса судна на спусковое устрой-
ство осуществляется централизованным опусканием плунжеров
гидродомкратов. Далее производится обтяжка струн и найтовов
талрепами.
После осмотра спускового устройства спусковой комиссией
приступают к операции спуска. Ее осуществляет специальная
группа рабочих под руководством командующего спуском. Сначала
Рис. 6.9. Периоды поперечного спуска прыжком, I, II, II/, IV —
периоды спуска.
разбирают и удаляют строительные и спусковые кильблоки,
а также строительные стрелы. По команде выбивают и убирают
спусковые стрелы, отдают курки и задержники. Судно спускается
(команды подаются с пульта управления по громкоговорящей
связи). После спуска визуально проверяется непроницаемость
отсеков и донно-забортной арматуры и производится демонтаж
спускового устройства и его подъем из воды для использования при
следующем очередном спуске судна.
Поперечный спуск (его еще называют спуск прыжком) осу-
ществляется по поперечным наклонным спусковым дорожкам.
Его в общем случае можно разделить на четыре периода (рис. 6.9).
В I периоде судно скользит по спусковым дорожкам, во II -
поворачиваясь на пороге, соскальзывает с него, не касаясь кор-
пусом воды. В III периоде судно продолжает поворачиваться
на пороге и соскальзывать с него, погружаясь *в воду. В IV
периоде судно соскакивает с порога и движется лагом по аква-
тории.
- Если высота порога^велика, то судно соскакивает с порога
в III периоде и падает свободно в воздухе (спуск броском). При
241
спусковых дорожках, уходящих далеко и глубоко под воду,
судно, достигнув определенной осадки, всплывает. Этот случай
принято называть нормальным спуском.
При спуске прыжком и в особенности броском представляет
опасность возможность опрокидывания судна в IV периоде из-за
недостатка остойчивости. Возможен также удар передними кон-
цами полозьев о дно при недостаточной глубине акватории и бор-
том судна о порог дорожек при обратном наклонении. Поэтому
перед спуском траектория движения судна тщательно рассчиты-
вается или определяется моделированием. При необходимости
принимаются меры, предотвра-
щающие возможность неблаго-
получного исхода спуска: при-
емом балласта понижается,
а иногда и смещается к борту
центр тяжести судна, углубля-
ется дно акватории, на борт
судна навешивают кранцы и др.
Спусковое устройство при
поперечном спуске состоит из
дорожек, полозьев, подбрюш-
ников, клиньев, копыльев,
подушек и найтовов (рис. 6.10).
С помощью клиньев производят
передачу веса судна на спуско-
вые полозья, как н при про-
дольном спуске. Количество
спусковых дорожек зависит от
спусковой массы и длины судна и может для крупных судов до-
ходить до 20. Малые суда спускают по двум дорожкам. Уклон
спусковых дорожек составляет обычно J/8—V6, их ширина 0,6—
1,5 м. Стальные полозья в сечении коробчатой конструкции свари-
ваются из листовой стали и имеют деревянную подшивку. В ка-
честве задерживающего устройства используются механические,
гидравлические и пневматические курки, а также спусковые
стрелы.
Для поперечного спуска иногда применяют устройства особой
конструкции — шарнирное или с плавучей опорой (рис 6.11).
Основное преимущество их состоит в отказе от обычных, капи-
тальных, заглубленных под воду спусковых дорожек, сооружение
которых требует сложных гидротехнических работ.
Применяемые в устройстве стапель-шарнирные балки могут
служить как спусковыми дорожками, так и стапельными опо-
рами. Судно закладывают в начале постройки’ с некоторым сме-
щением его центра тяжести относительно оси шарниров. После
отдачи курков при спуске оно опрокидывается вместе со стапель-
шарнирными балками, а затем скользит по балкам, как при обыч-
ном поперечном спуске.
242
Устройство для поперечного спуска с дорожками, опирающи
мися на плавающий понтон и на береговые опоры (рис. 6.11, б),
применяется при большой глубине акватории и значительном
возвышении построечного места над уровнем воды. Спускаясь,
Рис. 0,11. Поперечное спусковое устройстве) а— шар-чириое; б— с плаву-
чей опорой
судно притапливает понтон, дорожки вначале поворачиваются
вокруг оси полушарниров, а затем, при значительном накренении
понтона, отрываются от них. Судно, достигнув порога дорожек,
соскакивает с понтона.
Насалки, применяемые для поперечного спуска, операции по
подготовке, монтажу и демонтажу спускового устройства анало
1ичны принятым для продольного спуска судов.
243
При организации и выполнении работ по спуску судов должны
выполняться как общие, так и специальные требования техники
безопасности.
Должна быть обеспечена четкая слышимость всех подаваемых
команд; персонал, обслуживающий и участвующий в спуске судна
должен быть тщательно проинструктирован о порядке проведения
спуска.
Район стапеля и район расположения тормозных устройств
должны быть ограждены от доступа посторонних.
Г лава 7
КОРПУСОДОСТРОЕЧНЫЕ
РАБОТЫ
« § 7.1. Виды и организация
монтажно-достроечных работ
Монтажно-достроечными работами (МДР) называют комплекс
работ по всем видам обстройки1, оборудования и оснащения судна,
выполняемых после сборки и сварки корпусных конструкций.
Понятие «достройка», т. е. продолжение и окончание постройки,
в настоящее время является весьма условным^_Монтажные работы
теперь начинают уже в сборочно-сварочномцехепрпИЗготов.№йии
секцийДв последовательно нарастающем объеме выполняют в бло-
ках и на построечном месте и, наконец, заканчивают в специаль-
ный период — достроечный. В ряде случаев суда спускают на воду
почти при полной готовности и даже испытывают на построечном
месте по программам швартовных испытаний. Совмещение во вре-
мени работ по сборке и сварке корпуса с МДР приводит к резкому
сокращению продолжительности постройки судна в целом. .Кроме
того условия выполнения МДР на стапеле бодее благоприятны,
чеддна плаву: судно неподвижно, проще обеспечивается снабже-
пиевсеми видами энергии и обслуживание кранами, повышается
качество и уменьшается трудоемкость многих работ. При выпол-
нении МДР после спуска судна его пришвартовывают к достроеч-
ной набережной (достроечное место)/Она представляет собой спе- ’
циально Оборудованный участок береговой линии судостроитель-
ного предприятия.
1 Под обстройкой будем понимать комплекс работ по изоляции, ее зашивке
и отделке помещений, в результате чего создаются условия для жизнедеятельности
людей на судне.
244
Для технологических целей на судно подают сжатый воздух,
иоду, кислород, ацетилен, электроэнергию временными перекид-
ными шлангами и кабелями от соответствующих магистралей,
уложенных в специальных каналах вдоль набережной. Для ото-
пления помещений в холодное время года на достраивающееся
судно с берега подают пар, используя временные или штатные
Грелки. Достроечные места обычно оборудуют портальными кра-
нами грузоподъемностью до 60 т, иногда и более. Для погрузки на
плаву главных механизмов, котлов, блоков надстроек используют
плавучие краны, а в доках — козловые грузоподъемностью 350,
500 т и более.
При большом объеме МДР, выполняемых на достроечном месте,
для экономии времени, затрачиваемого на переходы с судна на
берег и обратно за деталями, материалами, для изготовления шаб-
лонов и т. п. в борту судна в месте сосредоточения наибольшего
объема МДР иногда делают временный вырез и подводят к нему
трап с набережной. Для этой же цели при'большой высоте борта
в последнее время устанавливают лифты для подъема людей и не-
больших грузов на верхнюю палубу и лифты для подъема и спуска
людей на нижележащие палубы. Для предотвращения коррозии
корпуса достраивающегося судна под действием сварочного и блу-
ждающих токов необходимо корпус заземлять, а питание свароч-
ным током выполнять по двухпроводной схеме.
Особенностью МДР является их взаимозависимость, что тре-
бует продуманной и строгой технологической последовательности
их выполнения. Нарушение ее обычно связано с передел-
ками, дополнительными затратами труда, времени и мате-
риалов.
Большинство МДР разделяются на изготовление деталей и
узлов в цехе; их монтаж на судие. При этом возможны два_ вида
организации работ: а) монтажные бригады сами изготовляют jie-
тали и узлы и затем монтируют их на судне; б) детали и узлы изго-
товляют в цехе специализированные бригады и сдают их нд^клдд.
Монтаж на судне производят другие бригады.
Второй метод более эффективен, так как в цехе создаются усло-
вия, благоприятные для механизации и совершенствования техно-
логии, специализируются бригады, устраняются многочисленные
переходы рабочих с судна в цех и обратно.
Номенклатура МДР весьма разнообразна и может быть раз-
делена на четыре категории: корпусодостроечные работы (КДР);
трубопроводйнёгтиеха'номонтажные; Электро- и р^идмонтажййе.
К основным видам КДР относятся следующие-
изготовление и монтаж легких переборок и выгородок (сталь-
ные переборки частично или полностью могут устанавливаться
и корпусными цехами);
изготовление и монтаж доизоляционного насыщения;
изоляция помещений, энергетических установок и систем;
зашивка изоляции, отделка и оборудование помещений;
245
изготовление и монтаж вентиляции, металлических кожухов,
полов и площадок;
окрасочные работы;
нанесение палубных покрытий;
монтаж и испытания судовых устройств и дельных вещей;
такелажные и парусные работы;
передача на судно и раскрепление изделий снабжения, ава-
рийно-спасательного имущества и ЗИПа (запасные части, инстру-
мент специальный, приспособления) и ряд других более мелких
работ.
Трудоемкость КДР колеблется в значительных пределах в мо-
жет составлять оу 26 по 4<>"о общей трудоемкости постройки судна.
КДР выполняют VI и VII (слесарно-корпусное—заготовительное и
монтажное), VIII (изоляционно-малярное) и IX (столярно плот-
ничное) производства из перечисленных в табл. I.I. Для указан-
ных производств характерно наличие большого объема ручного
труда. Поэтому в последнее время в судостроении большие усилия
направлены на повышение уровня механизации и производитель-
ности труда при выполнении КДР. В ряде случаев для этого при-
меняются совершенно новые конструктивно-технологические ре-
шения, например модульные способы обстройки судовых помеще-
ний, применение пневмотранспорта для доставки на достраиваю-
щееся судно мастик, шпаклевок, клеев, балласта и др.
На больших судостроительных предприятиях обычно имеются
цехи — слесарно-корпусный, деревообрабатывающий, малярно-
изоляционный и такелажно-парусный. На некоторых заводах выде-
ляется еще достроечно сдаточный цех, выполняющий некоторый
объем МДР.
Мероприятия по охране труда и пожарной безопасности при
выполнении МДР можно разделить па две группы: общие, зави-
сящие от условий работы на достройке^и обязательные для всех
работающих, и специальные, связанные с выполнением отдельных
специфических видов работ (малярных, изоляционных и т п.).
Основные мероприятия первой группы:
I) закрытие крышками всех бездействующих люков, установка
трапов с поручнями и ограждение действующих люков;
2) обеспечение временным освещением всех судовых помещений;
3) обеспечение временной вентиляцией (переносными эжекто-
рами) помещений для удаления ныли и вредных газов;
4) обеспечение исправности и прочности строительных лесов;
5) исключение возможности падения предметов, искр или ка-
пель жидкости при работе по вертикали одной группы рабочих
над Другой;
6) вывешивание предупредительных надписей об опасностях,
инструкций и правил пользования отдельными видами производ-
ственного оборудования;
7) удаление воспламеняющихся предметов и горючих материа-
лов от места сварки и тепловой резки. Обеспечивание помещений
246
огнетушителями и ящиками с песком, выделение специальных
мест для курения.
Мероприятия второй группы приведены при рассмотрении соот-
ветствующих работ.
§ 7-2- Изготовление и монтаж
легких металлических переборок
и изделий доизоляционного насыщения
L,
Рис. 7.1 Конструкция каркас-
ной переборки (горизонтальное
сечение);
I — горизонтальные угольники
жесткости; 2 — стойка обрешетин
ка; 3 — тиоколован лента: 4 — са-
монарезающий винт; 5 — лист за
Для образования в межпалубных пространствах отдельных
помещений между основными (прочными) переборками устанавли-
вают легкие (второстепенные) пере-
борки (ЛП) и выгородки, суммарная
площадь которых составляет до 30%
общей площади судовых перекрытий
По материалу ЛП подразделяют на
металлические и неметаллические
(см. § 7.6). Металлические переборки
изготовляются стальными или из
алюминиевых сплавов и имеют тол-
щину полотнища 1,5—5 мм. Они мо-
гут быть трех конструктивно-техно-
логических типов:
а) плоские с приварным набором,
а из легких сплавов — и из прессо-
ванных панелей;
б) гофрированные с трапециевид-
ными гофрами;
в) каркасные.
Каркасные переборки (рис. 7.1) собираются на судне, из обре-
шетника сварной конструкции, который с обеих сторон обши-
вается листами 5 из легких сплавов (s = 1,5ч-2 мм) на самона-
резающих виятах 4. Листы оклеивают декоративным павинолом 6,
что выгодно отличает эти переборки от первых
ющих зашивки в ряде помещений и обычно правки переборок.
Переборки типов а) и б) изготовляют по обычной для сварных
корпусных конструкций технологии. На судне стальные переборки
обычно приваривают к прилегающим конструкциям. Переборки
из легких сплавов также приваривают, если корпус или надстройка
выполнены из легких сплавов, либо на стальных судах применяют
соединения клепаные, клееклепаные и сварные на биметалличе-
ских планках.
Переборки из алюминиевых сплавов для сырых и влажных
помещений подвергают электрохимическому или химическому
оксидированию с последующей грунтовкой, для сухих — только
Грунтуют.
Установку ЛП выполняют по окончании сборочно-сварочных
работ по основным корпусным конструкциям в районе располо-
247
жения ЛП, на предварительно выправленные участки палуб и
платформ. Целесообразно верхний комингс переборки вводить
в состав палубных секций, размечая положение нижнего комингса
на пастиле нижележащей палубы по точкам с помощью отвеса,
опускаемого с верхнего комингса, хотя разметка переборок воз-
можна и в обратном направлении.
Рис. 7.2. Примеры изделий довзоляиионного насыщения.
1 — подкрепления для установки аппаратуры; 2 — приварит; Я — стакан сварной;
4 — кабельная коробка; 5 — бонка; 6 — Кронштейн. 7 — Г-образная ^подвеска; 8 _ мост.
При клепаном соединении секцию переборки предварительно
навешивают на сббрбчныхТюлтах на приваренные по периметру
стальные комингсы переборки с маломерными отверстиями под
заклепки, просверленными в цехе. Отверстия под заклепки свер-
лят в переборке, снимают ее, зачищают места перекроя от стру-
жек, заусенцев, грязи, покрывают их грунтом. После этого уста- |
навливагот переборку окончательно, располагая между ней и ко-
мингсами прокладку. Соединение обжимают сборочными болтами ?
и склепывают. 'I
При необходимости исключить деформации выпучивания ЛП . ;
под воздействием прогиба вышележащих палуб соединение их М"
с верхним комингсом иногда выполняют скользящим, <
К Доизоляционному насыщению (ДН) относят все детали, узлы ।
и изделия, устанавливаемые до испытаний на непроницаемость |
248 ' 1
непосредственно как на изолируемые так и на иеизолируемые. по-
верхности корпусных конструкций. На рис. 7.2 показаны некото-
рые изделия ДН. Количество изделий ДН, устанавливаемых на
судах среднего водоизмещения, достигает нескольких десятков
тысяч. Поэтому можко достигнуть значительного экономического
эффекта за счет их унификации и сокращения количества типораз-
меров.
Монтаж основной части ДН в настоящее время выполняют
в секциях в сборочно-сварочном цехе. Непосредственно насудне
устанавливают насыщение: а) выступающее за габариты кордус-
irgix конструкций (за набор или с обратнои_ему,стороны) более чем
на~39Дмм~, ^расположенное на расстоянии менее 200 мм от мон-
тажных стыков и пазов секций; в)?крепления центрируемых ме-
ханизмов, установочные координаты которых попадают в разные
секции; г) фундаменты и подкрепления под крупногабаритные
оборудование и механизмы; д) мелкое насыщение, которое легко
сломать при транспортировке секций и при монтаже их на стапеле
(шпильки для крепления изоляции, обрешетника, полосы риб-
бандов и т. п.).
Изделия ДН изготовляются как цехами самой верфи, так и
в значительном количестве поставляются другими судостроитель-
ными предприятиями в порядке МЗК- Монтаж их ведется согласно
монтажным чертежам, выпускаемым по отдельным конструктивным
группам, а на передовых предприятиях при серийной постройке и
даже для головных судов серии —_по сокметеийым чертежам.
На них показаны и закоординированы все изделия ДН, подлежа-
щие установке на каждой поверхности помещения, независимо от
их конструктивной принадлежности. При работе по совмещенным
чертежам значительно упрощается организация работ, резко со-
кращаются продолжительность (до 2,5 раз) и трудоемкость (на
25—30%) монтажа ДН.
Монтаж ДН в зависимости от способа присоединения к кор-
пусным конструкциям выполняется в такой последовательности:
При сборке
под сварку под клепку
1) разметка мест установки ДН;
2) вырезка отверстий в корпусных конструкциях;
3) зачистка мест усгановкиДН;
4) установка ДН по разметке, проверка, при необходимости подгонка;
5) прихватка; 5) закрепление сборочными болтами через
маломерные отверстия;
б) приварка; 6) сверление полномерных отверстий (сбо-
рочные болты переставляются);
7) зачистка и правка после 7) разборка, очистка и грунтовка сопрягае-
сварки; мых поверхностей, установка прокаадок;
8) обжатие сборочными болтами под клепку;
9) клепка;
Ю) испытание помещений на непроницаемость.
249
Разметку ДН обычно выполняют с помощью универсальных
мерительных средств по размерам, задаваемым на монтажных
чертежах от контрольных линий, совпадающих со следами базовых
плоскостей или параллельных им, что рационально при незначи-
тельном количестве размечаемых деталей. При большом количестве
размечаемых деталей трудоемкость
операции резко возрастает. По-
этому разрабатываются техноло-
гические мероприятия по ее со-
вершенствованию. Так, применя-
ется разметка по щнтам с выре-
зами, воспроизводящими контур
присоединяемых изделий ДН. Был
предложен также способ фото-
проекционной разметки с по-
мощью специальной установки
(рис. 7.3), проецирующей на раз-
мечаемую поверхность Диапози-
тивное изображение мест распо-
ложения ДН. Диапозитивы изго-
товлялись либо путем съемки по-
мещений с головного судна, либо
с масштабных чертежей. Однако
вследствие сложности работы с оп-
тикой в помещениях достраива-
ющегося судна, отсутствия сво-
бодного пространства перед раз-
мечаемой конструкцией (для рас-
положения проекционного аппа-
рата), недостаточной затемнепности помещения и других причин
этот способ практического применения пе получил.
§ 7. 3- Изготовление
и монтаж вентиляции
В состав системы судовой вентиляции (рис. 7.4) входят возду-
хопроводыдг арматурой (проходной и запорной), электровентиля-
торы, аппараты и приборы. Обычно трубопроводы вентиляции
изготовляют на верфи, а остальные ее элементы поступают в виде
готовых изделий по МЗК-
В качестве воздухопроводов используются трубы вентиляции,
а также вентиляционные каналы, зашивки и шахты, стенками
которых частично являются корпусные конструкции.
Трудоемкость изготовления и монтажа вентиляции составляет
1,5—2% от общего объема работ по постройке судна. Протяжен-
ность труб вентиляции на больших судах доходит до 10 км, а иногда
бывает и больше. ~------ -' -
При изготовлении и монтаже вентиляции до 60% трудоемкости
приходится на заготовительные работы и около 30 % — на мон-
250
там и испытания; 20% составляют сборочные, сварочные и другие
работы.
Трубы вентиляции имеют круглое или прямоугольное сечение.
Периметр последнего при той же площади поперечного сечения
больше, чем круглого. Соответственно больше (примерно на 10?-о)
сопротивление движению воздуха и масса прямоугольных труб,
однако они более компактно размещаются на судне. По форме и
назначЕТТЙю~различают трубы (рнс.”7.5) прямые, 'отводы или ко
лена-Хобеспечивают поворот трассы на 90е),' отступы (изменяют
По 7Вшп
(см. В корму)
Рис. 7.4. Пример участка
судовой вентиляции.
положение трассы параллельно первоначальному), обходы (для
обвода выступающих элементов корпуса), тройники и переходы.
Последними соединяют трубы с разными размерами и формами
поперечных сечений (обычно круглой и прямоугольной). Типы и
основные размеры труб вентиляции нормализованы. £
Изготовляют трубы из листов — стальных или из алюминиевых
сплавов — толщиной соответственно 0,5—3 и I—3,5 мм. Реко-
мендуются к применению трубы из ударно-прочного винипласта,
который имеет малую плотность (1,3 г/см3), трудносгораем, доста-
точно теплостоек, хорошо противостоит коррозии, не требует за-
щитных покрытий.
Находятся в опытной эксплуатации спирально-витые трубы
вентиляции и кондиционирования воздуха из пластмассовой тон-
костенной трубочки, изготовляемые механизированным способом
на специальных установках. Они позволяют снизить массу трубо-
проводов па судах примерно вдвое, сократить трудоемкость изго-
товления и монтажа в 2,5 раза-
251
Металлические трубы вентиляции изготовляют в такой после-
(довательности: разметка, резка, гибка или штамповка, сборка,
сварка, правка, испытание на плотность, нанесение покрытия и
грунтовка, изоляция.
। Разметку выполняют по эскизам, составленным по месту при
трассировке воздухопроводов или по проволочным шаблонам,
воспроизводящим ось трубы, и размерам поперечных сечений труб.
Сложные и забойные трубы размечают но макетам или'каркасам,
изготовленным по месту. По заданным’размерам труб вычерчивают
развертки обычными геометрическими методами или приближен-
ными, когда поверхности труб не могут быть развернуты на плос-
кость.
Резку заготовок труб по прямым кромкам выполняют на гильо-
тине, по криволинейным - на дисковых или вибрационных нож-
ницах.
Гибку листовых заготовок цилиндрических прямых труб и
звеньев цилиндрических отводов выполняют на листогибочных
машинах валкового типа. Возможно изготовление их штамповкой
на гидравлическом прессе за две операции. Заготовки прямых пря-
моугольных труб гнут на кромкогибочном (гильотинного типа/
или на фланцегибочном станке с откидной траверсой.
Цилиндрические отводы изготовляют из двух половин штам-
повкой на гидравлических прессах.
Трубы обычно сваривают электродуговой, контактной шовной
или контактной точечной сваркой по клею.
Унифицировав типоразмеры поперечных сечений и радиусы
погиби труб, можно организовать централизованное изготовление
252
по принципу массового специализированного производства стан-
дартных элементов труб вентиляции прямых труб и отводов
с углами 90 и 45°. Из сочетаний таких отводов получают отступы,
обходы и тройники. Сборка и сварка труб из стандартных элемен-
тов, изготовление отдельных индивидуальных и забойных труб
должны выполняться уже па верфи.
Готовые трубы после правки испытывают на плотность сосре.
доточенным обдувом изнутри струей сжатого воздуха при давле-
нии 0,15—0,2 МПа (1,5—2 кгс/см8), обмазав сварные швы мыльной
эмульсией. Испытанные трубы из алюминиевых сплавов оксиди-
руют, стальные — оцинковывают или фосфатируют, а затем грун-
туют. При необходимости трубы изолируют.
Монтаж системы вентиляции начинается с установки навары.-
шей, стаканощ-кбмингсов под дефлекторы и раструбы, фундамен-
тов для установки элементов вентиляции и всего прочего насыще-
ния, непосредственно привариваемого к корпусу. Эти работы от-
носятся। к монтажу ДН. начинаются в секциях и заканчиваются на
судпе. После изоляции помещений и параллельно с ней устанав-
ливаются электровентпляторы, калориферы, воздухоохладители
и другие аппараты системы вентиляции. Далее выполняют пред-
варительный монтаж труб вентиляции для уточнения их располо-
жения по отношению к корпусным конструкциям, оборудовании?
помещений и другj;m системам, а также для проверки размеров и
форм'изготовленных труб и положения фпянп.ри на них *“
Трубы соединяют между собой и арматурой на временных
болтах, оставляя зазор 1,5—2 мм между фланцами для последую-
щей установки-прокладок. Определяют размеры забойных тру5
замеряя для простых труб длину между фланцами, для сложных —
снимают Шаблоны или изготовляют макеты. По окончании предва-
рительного-монтажа трубы снимают и подготовляют, ит в оконча-
тельному монтажу (йрива’рка прихваченных фланцев, спускных
пробок, прабка~труб, испытание на плотность, нанесение защит-
ных покрытий, изоляция).
При окончательном монтаже сое линяют на штатных проклад-
ках трубы вентиляции друг с другом, присоединяют их к уста-
новленным ранее элементам вентиляции и крепят на подвесках.
В арматуре, имеющей запорное устройство, проверяют «на
мел» плотность прилегания резиновой прокладки к комингсу
Для этого натирают мелом торец комингса и прижимают к нему
крышку. На резиновой прокладке должен быть ровный непрерыв-
ный меловой отпечаток
Значительное сокращение трудоемкости монтажа и расхода
материалов достигается при бесфланцевом клеевом соединении
труб вентиляции, например, с помощью наружных муфт.
По окончании монтажа системы вентиляции ее испытывают
на плотность, подавая вовнутрь системы сжатый воздух под дав-
лением 0,02 кгс/м2 (0,002 МПа) или под давлением, равным напо-
ру штатного электровентилятора. Для определения дефектов
253
монтажа все соединения обмазывают мыльной эмульсией. Испыта-
ние вентиляции в действии и настройку ее выполняют при швар-
товных и ходовых испытаниях судна.
§ 7-4- Нанесение металлопокрытий
На поверхности многих деталей и изделий корпусодостроечной
номенклатуры наносят металлические покрытия, разделяемые по
назначению на защитные, защитно-декоративные и специальные
(для повышения износостойкости, восстановления изношенных
участков деталей и т. п.).
Металлопокрытия могут быть катодными с положительным
электродным потенциалом относительно защищаемого металла
(Au, Ag, Си, Ni, Сг, РЬ и др, на углеродистой или низколегиро-
ванной стали) и анодными с отрицательным электродным потен-
циалом (Zn, Cd на тех же сталях).
Катодное покрытие защищает основной металл только меха
нически, изолируя его от воздействия коррозионной среды, анод-
ное, кроме того, еще и электрохимически (обнаженные участки
основного металла являются катодами и не корродируют).
Металлопокрытия наносят горячим (погружение в расплавлен
ный металл), термодиффузионным, гальваническим, химическим
способами и напылением (металлизацией).
Из горячих способов в судостроении применяют
горячее цинкование для покрытия стальных деталей сложной кон-
фигурации, но без узких отверстий и мелкой резьбы, а также труб,
включая и стальные трубы вентиляции. Очищенные от окалины и
ржавчины и обезжиренные изделия опускают в расплав цинка
через слой флюса. Флюс представляет собой смесь хлористого ам-
мония NH4CI и глицерина, плавающую в ванне со стороны погру-
жения над расплавленным цинком. Флюс очищает изделие от еле
дов окислов и улучшает смачиваемость поверхности расплавом.
Температура расплава 440—460° С, продолжительность процесса
2—4 мин.
Основной недостаток горячего покрытия — большая и нерав-
номерная толщина его слоя, приводящая к повышенным расходам
цветных металлов, а также трудность регулирования толщины
слоя покрытия.
Значительный объем составляет в судостроении цинкование
стальных труб, защита которых от коррозии — одип из основных
способов повышения надежности трубопроводоЬ. Его выполняют
тремя способами: горячим, горячим с последующей термообра-
боткой (в нечах при температуре 490—500° С в течение 10—15 мин
с последующим охлаждением на воздухе) и термодиффузионным,
основанным на диффузии атомов наносимого металла в основном
при высоких температурах. При термодиффузионном цинковании
очищенные трубы набивают шихтой (80% цинкового порошка
и 20% молотого кварца, предохраняющего его от оплавления и
254
Рис. 7 6. Схема нанесения
гальванических покры-
спекания), закрывают заглушками и загружают в печь для термо-
обработки. Для двустороннего цинкования набитые шихтой трубы
укладывают в стальной ящик (муфель), засыпают той же шихтой,
закрывают крышкой и, замазав щели огнеупорной замазкой, также
загружают в печь. Продолжительность термодиффузионного цин-
кования 10 18 ч при температуре 480 500° С.
Термодиффузионное цинкование обеспе-
чивает наивысшую коррозионную стойкость, примерно в даа раза
большую, чем при горячем цинковании. Горячее цинкование с по-
следующей термообработкой, немного уступая термодиффузион-
ному по коррозионной стойкости, значительно технологичнее, что
и позволяет рекомендовать его к преиму-
щественному применению.
Кроме оцинковки для защиты труб
применяют также:
а) эмалирование стеклоэмалью — неор-
ганическим стеклообразным веществом,
наносимым на металлическую поверхность
в виде жидкой массы — шликера, который
после сушки и обжига образует тонкое
и прочное покрытие, увеличивающее дол-
говечность трубопроводов в 2—3 раза;
б) футерование (облицовывание изну-
три) труб полиэтиленом;
в) покрытие пленкообразуюшими по-
лимерными материалами;
г) гидратирование (паровое оксидирование) труб из алюминие-
вых сплавов для систем пресной воды. При этом способе трубы
после химической очистки обрабатывают паром, что приводит
к образованию пленки гидрата окиси алюминия — белита X
HSO. Белитовая пленка примерно в 100 раз толще естественной
окисной пленки алюминия и ее коррозионная стойкость в 10—14
раз выше.
Гальванический метод нанесения покрытий на-
иболее распространен. Детали 3 (рис. 7.6) после очистки и обез-
жиривания закрепляют на подвесках 5 к шинам /, погружая в
раствор 4 электролита, содержащий ионы растворяемого металла,
и подключают их к отрицательному полюсу источника постоян-
ного тока. Анодами обычно служат пластины 2 из наносимого
металла. При прохождении тока через электролит на покрыва-
емых деталях (катоде) происходит осаждение металла и разряд
катионов раствора, что в общем виде можно представить соответ-
ственно следующими электрохимическими реакциями:
Ме"+- mH,O + пе —> Me + пгН8О;
21 Г- 2Ц.О -|- 2е—Н. -J- 2HgO,
где Me"’-/и Н2О — гидратированный катион металла валент-
ностью п; т — количество полярных молекул воды; е — элек-
трон.
На аноде металл Me переходит в виде ионов в раствор
Me -}- /пН,0 —* Меп+- тН2О + пе
и происходит разряд анионов раствора
4ОН~- > 2HZO -|- О2 + 4е.
Продолжительность I (ч) осаждения и толщину 6 (мм) слоя покры-
тия определяют по формулам
. 60006? . Л /Сэц1
1 /Сэт] ’ 0 6000? ’
где у — плотность осаждаемого металла, г/см3; / — плотность
тока, А/дм®; С9—электрохимический эквивалент осаждаемого ме-
талла, г/(А-ч); т] — выход по току, т. е. отношение количества
металла, осажденного на катоде (или растворившегося на аноде),
к теоретически вычисленному по закону Фарадея (часть тока рас
ходуется на побочные электрохимические процессы), %.
Гальванический метод положительно отличают перед другими
методами возможность регулирования толщины и свойств покры-
тия, высокая его чистота, равномерность и хорошее сцепление
с основным металлом, отсутствие нагрева и связанного с ним
изменения структуры металла и коробления.
В судостроении применяются цинковые, кадмиевые, хромовые
многослойные и твердые, медные, латунные, серебряные, оловян-
ные, оксидные (воронение) и фосфатные гальванические покрытия.
Наиболее употребительные из них цинковое и кадмиевое покрытия,
технологические схемы иолучения которых в основном одинаковы
и могут быть разделены на три части:
а) очистка поверхности, которая, например, для стальвых
деталей и крепежа состоит в одновременном обезжиривании и трав-
лении, а также декапировании (удалениетонкой пленки окислов в
растворе соляной кислоты). Между этими операциями произво-
дится промывка в горячей и холодной проточной воде;
б) цинкование или кадмирование;
в) дополнительная обработка покрытия для повышения его
защитных свойств: осветление с хроматированием (в растворе
хромового ангидрида, азотной и серной кислот); хроматирование
с промасливанием (окунание в специальную смазку) или с последу-
ющей грунтовкой грунтами ВЛ-02, ВЛ-023, ФЛ-ОЗЖили ФЛ-ОЗК;
фосфатирование с последующим промасливанием или покрытием
теми же грунтами (только для оцинкованных поверхностей).
Цинкование и кадмирование производит в сернокислых или
аммиакатных электролитах.
В качестве декоративно-защитного покрытия используется
многослойное хромовое покрытие по схеме Ni—Си-Ki—Ст. При-
256
меняемые для этого в последнее время специальные электролиты
блестящего никелирования и меднения позволяют исключать тру-
доемкую операцию полирования и глянцевания по подслою никеля
и меди. Кроме того, осаждаемый металл при блестящем покрытии
более тверд и износостоек, что позволяет исключить из покрытия
первый слой никеля, ограничившись трехслойным покрытием.
Химический способ нанесения покры-
тия (например, химическое никелирование) заключается в вос-
становлении наносимого металла из раствора его солей гипофос
фатом или другим восстановителем. Основное его достоинство —
получение равномерного по толщине покрытия на деталях слож
пой конфигурации.
Оксидирование (преднамеренное окисление поверхности) дета-
лей из алюминиевых сплавов подразделяют на химическое, элек-
трохимическое (анодирование) и паровое (гидратирование — см.
выше).
Химическое оксидирование применяется для конструкций боль-
ших размеров, которые нельзя оксидировать электрохимическим
способом. Его выполняют водным раствором хромового ангидрида,
ортофос4»рной кислоты и фтористого патрия (продолжительность
15—20 мин) в ваннах в два этапа с переворачиванием конструкций
или даже кистевым способом. Защитная способность пленки низ-
кая, но повышается адгезия лакокрасочных покрытий.
Электрохимическое оксидирование производят постоянным
током в растворе серной кислоты или хромового ангидрида. Обра-
зующаяся пленка, состоящая из окиси алюминия, обладает высо-
кими защитными свойствами, обеспечивает хорошую адгезию лако-
красочных покрытий и обладает способностью подвергаться адсорб-
ционному окрашиванию.
Иногда для декоративной отделки изделий из алюминиевых
сплавов, устанавливаемых в закрытых помещениях, применяется
эматалирование Процесс выполняется в электролитах, содержа-
щих хромовый ангидрид и борную кислоту при температуре
40—45е С (продолжительность 40 мин). Э’^левндная непрозрачная
пленка обладает защитными свойствами, повышенной износостой-
костью и поддается адсорбционному окрашиванию.
Адсорбционную окраску изделий выполняют сразу после их
электрохимического оксидирования путем пропитки окисной
пленки органическими красителями, подбирая их в зависимости от
требуемого топа окраски.
Металлизация — процесс получения покрытий рас-
пыленном расплавленного металла, частицы которого размером
около 20 мк, выбрасываемые с большой скоростью из пистолета-
распылителя, расплющиваются при встрече с поверхностью изде-
лия и образуют па нем твердое чешуйчатое покрытие. Из-за пори-
стости, недостаточно прочного сцепления покрытия с поверхностью
изделия и больших (до 50"о) потерь металла широкого применения
в судостроении металлизация не получила.
9 П/р Мацкевича В. Д
257
§ 7.5. Изготовление
и монтаж изоляции
)аждающих их конструкциях. Тепловую
Рис. 7.7. Конструктивно-
техиологическпе группы
теплоизоляции.
I — изоляционный матери-
ал, 2 — изолируемая по
верхность, 3 — эяшинка.
Судовая изоляция подразделяете^ надтепловую, противопо-
жарную и звуковую -
1 е п л о в а я изо л я ц и я — специальное покрытие, раз-
деляющее конструкции с различными температурами. В помеще-
ниях она предназначена для обеспечения заданной температуры и
предотвращения выпадания конденсата на
о
изоляцию разделяют на изоляцию суден,
вых энергетических установок, систем и
помещений" Рассмотрим только по-
следнюю.
В зависимости от материалов тепло-
вую изоляцию судовых помещений раз-
деляют па плиточную обозначаемую
буквой П, войлочную (из стеклянного,
минерального или синтетического волок-
на) — В, напыляемую (асбоцементную
или пенополиуретановую) —Н, композит-
ную (ВДЙЛЛЧПЯЯ В ГПЧ1-ТЙИНН г плиточ-
ной) — К и мастичную.—М. По конструк-
тивно-технолбгическим признакам тепло-
вую изоляцию разделяют натри!руппы
(рис. 7.7): / — изоляция устанавлива-
емая непоспедстненип—ца—изолируемую
поверхность (прилегающая) без последу-
ющей зашивки; II — прилегающая, но
с последующей зашивкой и III — устана-
вливаемая на некотором удалении от изо-
лируемойповерхности (выносная), за-
крываемая декора I и ннпй~ зашивкой Типы
изоляции обозначаются двумя элементами: буквой, характери-
зующей ее материал, и цифрой, указывающей конструктивную
группу.
В настоящее время применяются следующие типы изоляции:
плиточная П-I, П-11, П-Ill; войлочная и напыляемая—только
типов В-11 и Н-11. Как исключение, применяют мастичную изоля-
цию М-1 (с наполнителем из крошеной пробки) для труднодоступ-
ных мест и выступающих частей доизоляционного насыщения.
Перспективно применение заливочной изоляции, например ФРП-1,
особенно при больших ее толщинах (рефрижераторные трюмы).
В табл. 7.1 приведены физико-технические показатели наиболее
распространенных теплоизоляционных материалов, применяемых
в судостроении Теплоизоляционные свойства изоляции обуслов-
лены наличием в ее порах неподвижного воздуха с очень низким
коэффициентом теплопроводности 10,02 ккал/'(м-ч-°С) 1. При вы-
258
Таблица 7.1
Основные материалы, применяемые для изоляции
корпусных конструкций
Рид Материал или назвал нс мзозяцаи дан мае- св в кон (.трукцим чс более If Предель- перьтхра приме нения, °C применения
1 с Плиты тепло- изоляционные марки л>С-72 (пе иопласт) Плиты тепло изоляционные из пенопласта по- листи рольного марки ПСБ-С 70-100 25 40 0,050 0,045 40 40 Берта пере- борки, палубы во всех помещениях То же в венти- лируемых поме- щениях, кроме по- мещений для хра- пения и приготов- ления пищи
1 1 X Плиты из шта- пельного стекло- воликиа марок ПТО-75 (одна сто- рона оклеена ciciaiwKaiibio или алюминиевой фольгой) ПТ-75 и ПТ-60 (бет оклей- ки) СО—30 0,045 60—120 Борта, перебор- ки и палубы во всех помещениях. Не рекомендуется на поверхностях с большим иасы щен мем
Плиты минера- ловатныс иа син- тетическом свя- зующем 40—140 0,045— 0,055 300 Борта, перебор- ки, палубы
Маты тсплозву- коизодяционные на основе стекло- волокна АТМ-3 40, нс 0,037 450 Заполнитель в звукоизолирую- щих конструк- циях
Маты теплозву- коишляционныс ATM-Лк, АТМ-ГОк 50—60 0,045 450—700 То же
9*
259
П/ю0о.1жеш№ табл. 7.1
Вид Материал или название изоляции струкцпи нс более Е 3 ьхи ills Процель- ная тем nep at} р а приме- нения. применения
1 7 3! Пенополиурета- новая марки ППУ-ЗМН S0 0,035 50 В жилых и слу- жебных вентили- руемых помеще- ниях, кроме поме- щений ДДя хране- ния и приготовле- ния пищи
Асбоцементная напыляемая 400 0.090 950 Противопожар- ные конструкции классов А и Б
I 1 =5 Пробковая кру па 900 0,200 100 Выступающие части доизоля- ционпых деталей, труднодоступные
теснении из этих нор воздуха водой, коэффициент теплопровод-
ности которой в 25, а при ее замерзании (изоляция рефрижератор-
ных трюмов) в 100 раз выше, чем воздуха, соответственно резко сни-
жаются изолирующие свойства теплоизоляции. Поэтому на гидро-
защиту изоляции надо обращать самое серьезное внимание; нельзя
допускать увлажнения изоляции.
Изоляционные работы подразделяют на выполняемые в цехе
(изготовление деталей, сборка узлов и щитов изоляции, подго-
товка материалов и рецептур напыляемой изоляции и т. п.) и на
судпе — монтаж или напыление изоляции- Изоляцию на судне
выполняют после установки всего доизоляционного насыщения,
испытаний на непроницаемость и герметичность корпусных кон-
струкций и грунтовки их
П_л и т о ч н а я и з о л я ц и я типов П-I и П-11 (рис. 7.8)
состоит из приклеиваемых к изолируемой поверхности власти и 1
и детадей-2^золя1щи набора, предварительно собранных вузлынд
соединительных полосках 3 из ткани (для изоляции 11-1 — сплошь
оклеенных тканью). Сверху изолдцщя имеет гидрозатпитное покры-
тие 4.
260
В цехе плиты изоляции нарезают на пластины требуемой тол-
щины на ленточной пиле или на специальном станке с помощью
натянутой струны, нагреваемой электрическим током. Детали
изоляции набора с пазами изготовляют на фрезерном станке.
Детали шпаклюют и собирают в узлы изоляции набора (рис. 7.9);
для незашиваемых помещений детали и узлы с наружной стороны
обычно оклеивают тканью. После сушки пластины и узлы сдают па
склад.
Монтаж плиточной изоляции типов П-I и П-П выполняется
в такой последовательности: 1) подгонка и приклеивание соответ-
Рис. 7.8. Изоляция типов П-I и П-П. сечение
по полособульбовому (а) и тавровому (б) про-
филям.
Рис. 7 9. Предварительно со-
бранные узлы изоляции набора
а — полособу.чьба; б — пояска
сварного тавра
ствующим клеем (табл. 7.2) пластин между набором, а затем узлов
и деталей изоляции набора; 2) прижатие избляцци на время схва-
тывания клея с помощью универсальных приспособлений или де-
ревянных распоров и клиньев; 3) снятие креплений и заделка~сты-
ков и мест прохода деталей насыщения; 4) нанесение гидрозащит-
ного покрытия (для изоляции 11-1 обычно окраской в три слоя по
наклеенной ткани, для П-П — целалитовой или лаковой шпаклев-
кой с последующей окраской в три слоя); 5) .устяловка, обрешет-
ника в зашиваемых помещениях, а по нему — зашивки и ее от-
делки^-" '
- Пр и м опта ж е изо л я ни и п ом еще iqi я во й'-,
л о ч н ьГКпГ м aJte с^циьачХщ_^тцпа В JI возможныслсдую-
Щие варианты:
I) монтаж изоляции, закрепляемой шпильками, при высоте
набора Ji 140 мм выполняется в такой последовательности:
а) подгонка и крепление шпильками заготовленных в цехе пла-
стин / (рис. 7.10, а) между набором, а затёМ ПбЛбс 2 по набору;
б)'Заделка стыков и^мес4-нрехе»а-леталей насыщения: в) гидро-
защитное покрытие сплошным слоем полихлорвиннловой пленки.
261
Тиб.нщи 72
Основные клеи, применяемые при монтаже теплоизоляции
Назначение клея Марка клея Течпсратура применения. СС
Приклеивание к изолируемой по- верхности и друг к другу плит ФС-72 То же плит ПСБ-С НДС ЛКС ДФК-4с ИДС (-*-5)+(-*-35) (—15)4-(+10) (-10)+(тЗО) (т5)-Н । 35)
Приклеивание ткани к плитам изо- ляции Пслалит 3 ЭИР. состав 1 (+5)4-(+35)
То же нолихлорвпииловой пленки 88Н (Р5)4-(+35)
Для изоляции ПТО-75, которую устанавливают оклеенным слоем
(см. табл. 7.1) внутрь помещения, возможна также после заклейки
стыков полосками ткани окраска всей поверхности в три слоя;
г) установка обрешетника, зашивка изоляции, при необходимости
окраска или отделка ее.
а) в)
Рис. 7 10 Изоляция войлочными материалами типа В-11, закрепляемая шпиль-
ками- а — при высоте набора h 140 мм; б — при высоте Л « 130 мм раздельно
полосами по набору и пластинами между ними, в— то же сплошной полосой.
— гидрозащитная пленка, 6 — изоляция сплошная
3 — шпилька.
При высоте набора h с 130 мм поверхности в зависимости от
марки материала изолируют сплошной неразрезной полосой
(рис. 7.10, в) или же сначала изолируют набор полосами 2, а затем
поверхности между набором (рис. 7.10, б) — пластинами /.
2) изоляция пакетами с оболочкой ия полихлорвиниловой
3 пленки~йли егетЛйтканн С плотно уложенной в них войлочной
излдяпир-й применяется для уменьшения распыления стеклянных
илд минеральных волокон изоляции и улучшения условий работы
гцисее монтаже. Пакеты"приклеивают к корпусу п по торцам друг
262
К Другу клеем 88Н. Набор изолируют узлами плиточной изоляции
или пакетами войлочной—также на клею, но с частичным под-
креплением шпильками.
Щи то в а я и з оля ц_д я обычно выполняется из плиточ.-'
пых маТерпалов^Утии Щи’ГЕГ Изготовляют в'цёХе. Они со->
стбят из деревянной иди дюралюминиевой рамки с изоляционным
материалом внутри нее и с декоративной зашивкой снаружи.
Применение щитовой изоляции снижает трудоемкость на 10—20%,
сокращает продолжительность монтажа на судне, способствует ме-
ханизации заготовительных изоляционных работ.
^качестве напыляемой (типа Н-П) тепло-
изоляции применяется: пенополиуретановая марки
ППУ-304Н, получаемая в результате вспенивания и отверждения
с образованием пенопласта (см. табл. 7.1) из смеси тщательно
перемешанных жидких компонентов. Компоненты специальным
пистолетом наносятся на изолируемую поверхность. Производи-
тельность труда ио сравнению с плиточной изоляцией возрастает
в 3—4 раза, однако заселение помещений из-за токсичности допу
скается не ранее чем через 2—4 месяца после нанесения изоляции.
Противопожарная из о л я ц и я в основном при-
меняется из асбоцемента и наносится иапЫЛёнием (см. табл. 7.1).
Изолируемую~првёрхность предварительно после приварки арми-
рующих проволочных шплинтов покрывают цементно-латексным
грунтом. Затем с помощью специального пистолета на нее подают
слтиъ^цз распущенного асбеста и цемента, которая по выходе из
пистолета увлажняется распыляемой воздухом водой и в виде
влажной пушистой ,массы~прилипает к изолируемо» поверхности.
Нанеся изоляцию заданно<Гтолщины, ее~выравнивают проглажи-
ванием и после просушки зашивают- В незашиваемых помещениях
на основной слой наносят наружный слой изоляции, более богатый
цементом, затем наклеивают ткань и окрашивают. Сухая'Смесь
в процессе нанесения изоляции частично распыляется и засоряет
воздух, что заставляет работать в респираторе.
В качестве противопожарной применяется также прилсгаю-
щая—изоляция плитами — асбёстоперлитовыми, асбсстовермику-
литовыми, ППЙ (крепление клеем и на шплинтах) или в виде м.а-
стичного покрытия (вермикулитобетоп) и, наконец, — плитами
их'асболита в виде нийбсной изоляции.
Звуковая изоляция предназначена для защиты су-
довых помещений от шума, возникающего при работе главных и
вспомогательных механизмов, гребных винтов, вибрации корпус-
ных конструкций, при движении воздуха по системам вентиляции
и т. п.
Звуковую изоляцию разделяют на звукоизолирующую и зву-
копогдаиnaiumyn Звукоизолирующая служит для ослабления
передачи звуковой энергии по воздуху между отдельными помеще-
ниями с помощью препятствий. Применяют два типа звукоизоли-
рующих конструкций: одностеиные и двухстенные. Одностенные
263
(рис, 7.11, а) представляют собой обычные корпусные конструк-
ции (палуба, переборка) с нанесенным на них теплоизоляционным
илн вибропоглощающим материалом (слоистые), либо без него
(простые). Двухстенными (рис. 7.11, б, в) являются корпусные кон-
струкции с зашивкой 5 из плотного материала, непроницаемого для
потока воздуха (легкиесплавы, слоистый пластик, фанера). Между
корпусной конструкцией и зашивкой имеется свободный промежу-
ток, который может частично заполняться рыхловолокнистым
Рис, 7,11. Типы звукоизоли-
рующих конструкций; а —
одностенная слоистая; б, в —
даухстенпые— простая и
слоистая.
1,3 — звукопоглощающий п
вибропоглощаачций материалы;
2 — корпусная конструкция:
звукопоглощающим материалом (слоистая конструкция). Без тако-
го заполнения звукоизолирующая конструкция также считается
простой.
При монтаже этих конструкций особое внимание уделяется
изоляции звуковых мостиков (детали крепления конструкций —
шпильки, винты, бруски обрешетника и т. д.) и обеспечению
непрерывности изоляционного слоя. Для этого тщательно заделы-
вают щели в местах прохода трубопроводов, деталей доизоля-
ционного насыщения и т. п.
Звукопоглощающие конструкции служат для преобразования
механической энергии звуковых волн в воздухе в любую другую
(обычно — в тепловую) форму энергии. Применяют три типа
(рис. 7.12) таких конструкций: активные — с пористым звукопог-
лощающим материалом 2, который устанавливают вплотную к кор-
пусным конструкциям 1 или на некотором расстоянии от них; ре-
зонансные, состоящие из одного или нескольких перфорированных
листов 4 (обычно из легких сплавов). Их устанавливают с воздуш-
264
ным промежутком (между собой и корпусной конструкцией); ком-
бинированные конструкции — сочетание первых двух типов.
Для эффективной защиты судовых помещений от шума тре-
буется совместное использование методов звукоизоляции и звуко-
поглощения.
К области звуковой изоляции относится виброизоляция и
вибропоглощение. Металлические конструкции обладают большой
вибропроводностыо. Шум в помещениях, удаленных от машинного
отделения, почти всегда порожден именно звуковой вибрацией,
т. е. представляет собой структурный, а не воздушный шум. По-
этому виброизоляция и вибропоглощение имеют для борьбы с шу-
мом на судах большое значение.
Вибронзоляция — это ослаб-
ление передачи энергии вибра-
ции через места соединения кон-
струкций с помощью амортизи-
рующих препятствий, как это по-
казано, например, па рис. 7.13
для установки настила пола (на
амортизаторах).
Вибропоглощение — преобра-
зование механической энергии
вибрации конструкции в любую
иную форму (обычно — в тепло-
вую) Вибропоглощение обеспечи-
вается двумя способами: а) на-
клеиванием листового вибропогло-
щающего материала (агат, биту-
минизированный фетр п др.) непосредственно на поверхность изо-
лируемой конструкции или на плиты из пенопласта: б) нанесением
мастичных вибропоглощающих покрытий («аитивибрит-2», ма-
стика «Нева» и т д.) путем шпаклевания или напыления, что удоб-
нее при поверхностях сложной формы.
Охрана груда и пожарная безопасность
при изоляционных работах. При распиливании
плиточных материалов выделяется пыль; плиты ФС-7а, кроме
того, могут выделять аммиак, а плиты ПСБ-С — стирол. Войлоч-
ные материалы, изготовленные на основе стекла и минерального
волокна, колючи и раздражающе действуют на кожные покровы.
Стеклянная пыль раздражает слизистые оболочки и органы дыха-
ния. В связи с этим станки для обработки плиточной изоляции,
столы для изготовления ее узлов и специальные помещения для их
сушки оборудуются вентиляцией; изолируемые помещения на
судне также оборудуются приточно-вытяжной вентиляцией. Рабо-
чие-изолировщики должны быть обеспечены спецодеждой.
Изоляционные работы, связанные с применением огнеопасных
клеев, выполняются с разрешения пожарного надзора предприя-
тия и под его наблюдением.
265
§ 7.6. Отделка и оборудование
судовых помещений
К работам по отделке судовых помещений относится монтаж
неметаллических переборок, обрешетников, зашивки изоляции,
облицовки зашивки, а также покрытие палуб.
К отделке приступают после установки доизолядионного на-
сыщения, испытаний корпусных перекрытий на непроницаемость,
грунтовки, изоляции помещений и по окончании монтажа тех
элементов судовых систем, электрокабелей и оборудования, кото-
рые закрываются зашивкой.
Рекомендуемая общая последовательность работ:
I) установка неметаллических переборок и выгородок, "а также
обрешетиика и зашивки по нему;
2) настил полов или нанесение палубных покрытий;
3) монтаж местной мебели и оборудования. Параллельно вы-
полняют электромонтажные работы, монтаж вентиляции, отопле-
ния и т. и.;
4) наклейка линолеума, установка плинтусов, карнизов, рас-
кладок, заделок в зашивке в местах прохода прорезающих ее из-
делий, кожухов на трубопроводы и кабели;
5) грунтовка и первичная окраска помещений и оборудования.
Окончательная окраска помещений и оборудования, установка
съемного оборудования и мягких элементов мебели, текстильных
и ковровых изделий производятся после швартовных и ходовых
испытаний судна.
Разнообразные состав оборудования и конструктивно-техноло-
гические варианты отделки разных помещений на различных судах
в той или иной степени могут изменять указанную последователь-
ность работ. Кроме того, в настоящее время в связи с применением
для зашивки панелей с декоративной облицовкой, объем окрасоч-
ных работ внутри судовых помещений значительно уменьшается и
может даже отсутствовать полностью.
К неметаллическим переборкам относятся: а) деревянные кар-
касные, состоящие из брускового обрешетиика, прикрепляемого
к корпусным конструкциям с помощью приварных планок и шуру-
пов или на шпильках. Обрешетник зашивается затем с обеих сто-
рон, обычно фанерой с последующей окраской или декоративной
отделкой; б) щитовые переборки, состоящие из деревянных каркас-
ных щитов, облицованных фанерой или слоистым пластиком. Щиты
также могут состоять из столярных, древесно-волокнистых, древес-
но-стружечных плит, асбосилитных, маринитовых или нептунито-
вых плит, обычно облицованных трудносгораемым слоистым пла-
стиком.
Щиты переборок по подволоку и палубе обычно крепят шуру-
пами или болтами к планкам или специальным профилям, прива-
ренным к корпусным конструкциям Между собой щиты крепят
раскладками или при помощи вкладных стальных полос. На
266
рис. 7.14 показан пример крепления облицованных слоистым пла-
стиком асбосилнтовых панелей. Соединение панелей с подволоком
выполняется скользящим с обеспечением зазора около 7 мм, что
исключает передачу на них сжимающих усилий со стороны палубы.
Декоративный скос 9 кромок выравнивает неровности при монтаже
панелей.
Для крепления оборудования к трехслойным переборкам
рекомендуются поролоновые пробки 11, пропитанные синтетиче-
ским клеевым составом. Их наворачивают на шпильки 10 или болты
? 8
Рис. 7.14 Установка облицованных асбосилнтовых панелей, а —
крепление панелей к корпусу; б — между собой; в — установка
шпильки для крепления оборудования.
/, 3 — приварные профили для крепления панелей; 2 — панель, 4 - само.
варезаюищП винт или шуруп со сплошной нарезкой. S винт; 6 — вкла
дыш раскладки, / — раскладка; 3 — стальная полоса. 9 — декоративный
скос; IV — шпилька; п — поролоновая пробка па клею
и с натягом вставляют в отверстия, просверленные в панели. Обо-
рудование крепят после отверждения клея.
Для улучшения обитаемости и внешнего вида жилых и слу-
жебных помещений (иногда и для защиты изоляции от случайных
повреждений) ограничивающие их поверхности вместе с набором
закрывают декоративной зашивкой. В настоящее время приме-
няется:
а) зашивка листовыми материалами ио металлическому или де-
ревянному обрешетнику (рис. 7.15). Металлический обрешетник
обычно изготовляют из стальных угольников и приваривают к кор-
пусным конструкциям непосредственно или с помощью короты-
шей 5. Для крепления оборудования к обрешетнику приваривают
так называемые заполнители, затем грунтуют их и обрешетник. По
разметке с места обрезают листы зашивки (из легких сплавов,
стальные или из слоистого пластика), после предварительного
закрепления сверлят в них совместно с обрешетником отверстия,
устанавливают окончательно на тиоколовых прокладках и за-
крепляют самонарезающими винтами. Устанавливают угловые
отделочные профили, раскладки и плинтусы.
267
Бруски деревянного сбрешет ника изготовляют в цехе и после
закрепления па судне зашивают металлическими листами либо
фанероп под окраску или оклейку павинолом, а также слоистым
пластиком. Иногда применяют отделку фанерой, облицованной
шпоном из ценных пород дерева (орех, карагач, бук, дуб и др.).
Для вспомогательных судов применяют иногда отделку вагонкой,
т. е. строгаными досками с продольными пазами;
б) зашивка панелями (щитами) из фанеры толщиной 10—12 мм
или из столярной плиты (панели облицовываются в цехе с лицевой
стороны шпоном из ценных пород древесины или слоистым пла-
Рис. 7 13 Узлы кренлсиия зашивки, по метаяля’жскомх обретет-
нику v ноцзэтока (а) и палубы (б)
/ — ШСлиции. 2 — утезы- (ютыш, 4 — тхаиь г;а кг^ю. та. 7 лист зашпзкг. В - «к >^решетника; 3 — плвакв влг утолышк-ко- 5 — самояарезающиЛ винт. 6 — тнокололая лен плш тус, 9 — покрытие палубы; 10 - комингс.
стиком, а с обратной стороны — березовым шпоном для исключе-
ния коробления), а также из минераловолокнистых плит (асболит,
маринит) трехслойной конструкции, имеющих меньшую толщину,
чем для переборок. В этом случае исключаются установка обре-
шетника и трудоемкая пригонка листов зашивки к нему;
в) зашивка стандартными (модульными) панелями, изготавли-
ваемыми индустриальными методами, что подробнее рассмотрено
ниже.
Монтаж оборудования и мебели начинают с более крупных
предметов (буфеты, шкафы, диваны). Если размеры оборудования
превышают размеры дверей и люков, то его подают в помещение
в разобранном виде или грузят, до установки палуб. Деревянную
мебель обычно крепят шурупами на комингсе, нижнюю кромку
которого предварительно пристрагивают по палубе и прикрепляют
шурупами 3 к бруску 1 (рис. 7.16, а).
Металлическую мебель (шкафы, рундуки, столы на тумбах)
крепят винтами или клиньями к приваренным к настилу палубы
стальным комингсам (рис. 7.16, б, в). Клин забивают в выступаю-
щую часть ушка. Кроме того, оборудование может крепиться вин-
тами к приваренным к палубе шайбам, при помощи скоб, шпилек
268
или к фундаментам на палубе. Пластмассовое оборудование (сани-
тарно-техническое и мебель) обычно крепят винтами или шуру-
пами.
Деревообделочные работы (IX вид производства) являются
составной частью КДР, причем наибольший объем их связан с от-
делкой и оборудованием помещений. Их можно разделить на:
а) предварительную обработку древесины (распиливание, сушка
и пропитка антисептиками и антипиренами для предохранения от
загнивания и придания огнестойкости);
Ряс 7 16. Умы крепления мебели, деревянной (о), металлической винтами (б)
и клиньями (я)
б’янпый 1.сыи>|| с. £ — плинтус. $ — линолеум. 10 — стальной коипнгс; 11 — поддоа;
12 винт с гайчоП и ыайбьй, 13 - клин: 14 — ушко. 15 шайбе
б) изготовление деталей, включающее ряд разнообразных опе-
раций. К ним относятся: раскрой досок (поперечный и продоль-
ный), фанеры, столярных плит, слоистого пластика — по прямым и
лекальным линиям; строгание досок по плоскостям или одновре-
менно с четырех сторон; торцевание; разметка и нарезание шипов,
выборка гнезд под них; фрезерование (шпунтов, фальцев, калевок
и т. п.); сверление отверстий; зачистка поверхностей циклеванием
и затем шлифованием (на станках или вручную). Для многих
деталей применяют только часть из перечисленных операций;
в) сборку узлов и отдельных изделий (мебели). Изготовление
деталей и сборка выполняются в деревообрабатывающем цехе,
сдающим продукцию на склад;
г) монтаж деревянных изделий па судне. В период достройки на
судне производят установку деревянных настилов и подушек на
палубах, мостиках и в трюмах; установку деревянных переборок,
зашивки и отделки помещений; монтаж деревянной мебели и не-
металлических оборудования, дверей, трапов; отделку трюмов де-
ревом; оборудование кладовых — установку стеллажей, ларей
и пр.
) К монтажу покрытий на палубах и в трюмах приступэющосле
iкпеплвдия на них механизмов, устройств, оборудования, окодна-
269
ния всех сварочных работ и после испытаний на непроницаемость.
Применяют следующие основные виды покрытий палуб:
1) деревянные — из палубных брусков, непосрепетвенпо лри-
легающих к настилам открытых палуб ц закрепляемых на них
приварными шпильками. Во внутренних помещениях и в трюмах
применяют продольный настил из шпунтовых досок, укладывае-
мых по лежневым брускам и прикрепляемых к настилу на шпиль-
ках. Настил из съемных щитов для пола и одновременно для за-
крытия трюмов устанавливают на судах без двойного дна;
2) мастичные покрытия, представляющие собой многослойные
композиции- Они используются взамен деревянных как менее
трудоемкие, лучше защищающие палубу от коррозии, стойкие
против истирания, легко и быстро реМОНТЦруемые. ОшГнозволяют
сэкономить дорогостоящую древесину и могут применяться в ка-
честве оснований под линолеум или под керамические плитки,
а нри наличии декоративного СЛОЯ — И взамен линилгума. При-
меняются покрытия: «Нева-ЗУ» 609, состоящие из грунтовочного,
подмазочного, основного и декоративного слоев — для стальных
открытых л внутренних палуб и только внутренних для палуб из
легких сплавов; ПМ-2 — трехслойное покрытие без декоратив-
ного слоя для стальных открытых и внутренних палуб и открытых
палуб из легких сплавов; ОМП — огнестойкое мастичное покры-
тие для стальных внутренних палуб в противопожарных покры-
тиях.
Последовательность работ при нанесении мастичных покрытий
такова:
очищенная поверхность металлических палуб покрывается
цемеитно-латексным грунтом толщиной 0,4 мм, причем для по-
крытия ОМП предварительно привариваются к палубе армирую-
щие шпильки;
на просушенный грунтовочный слой наносят подмазочный слой
толщиной 1,0—1,5 мм;
на сырой подмазочный слой наносят основной слой толщиной
10—40 мм и уплотняют его нри помощи гладилки;
по отвержденному основному слою наносят декоративный
слой толщиной 4—5 мм (для покрытий «Нева-ЗУ», 609. ОМП).
После нанесения покрытий их поддерживают во влажном со-
стоянии в течение 5—7 сут, смачивая влажными опилками или
мешковиной до полного схватывания портландцемента (28 сут),
укрывают от механических повреждений и солнечных лучей;
3) покрыхи£^Ц£иолеумом для стальных палуб и из легких спла-
вов по. деревянным' млн мастичным покрытиям. .Линолеум приго-
няют по контуру помещения и по стыкам и приклеивают к зара-
нее выровненной с помощью мастик поверхности палубы;
4) покрытие керамическими плитками как непосредственно по
металлической палубе на целалиговьй Мастике (композиция из
латекса, портландцемента и других компонентов), так и по дере-
вянным плц^мастичным покрытиям;
270
5) цементные покрытия в помещениях с большой влажностью
(бани, прачечные, туалеты, душевые, умывальники) непосредст-
венно по металлическим палубам и деревянному настилу;
6) металлические полы в машинных и котельных отделениях,
судовых электростанциях и в некоторых служебных помещениях—
обычно из рифленых стальных или дюралюминиевых листов по
предварительно установленному обрешетнику из угольников. По
способу крепления листы полов могут быть постоянными (прива-
риваются к обрешетнику), съемными (крепят винтами) и легко-
съемными (устанавливают па задрайках).
Прогрессивным направлением в совершенствовании оборудо-
вания и отделки судовых помещений является применение мо-
дульных методов.
Модульный метод обстройки помещений является одной из част-
ных форм использования модулей в судостроении, о преимущест-
вах которых говорилось в § 1.1. В основу метода положено при-
менение стандартизированных рядов размеров типовых судовых
помещений, их оборудования и элементов отделки, кратных об-
щему измерителю — модулю М.
В качестве основного в Советском Союзе принят модуль
М - 100 мм. Наряду с основным применяют так называемые
стандартные модули, величина которых принимается по формуле
Мл = пМ..р, где п — любое натуральное число, а Ми>, — один из
трех предпочтительных размеров: 0,5М — 50 мм — для модульных
элементов малых размеров (мебель, приборы и т. и.); М = 100 мм—
основной модуль; ЗМ — 300 мм — целесообразен для модулпро
вания размеров помещений и элементов их отделки.
Представляет практический интерес определение таких разме-
ров унифицированных элементов конструкции, при комбинации
которых возможно получить наибольший ряд модульных раз-
меров самой конструкции. Для двух не содержащих общих множи-
телей чисел а п Ь, указывающих количество модулей в размерах
унифицированных элементов конструкции, это условие опреде
ляется критическим числом
k- (о 1)(Ь-1).
Начиная с пего, все кратные модулю размеры конструкции L
5= AM можно собрать из унифицированных элементов. Например,
из унифицированных панелей шириной 400 и 500 мм можно собрать
любую кратную модулю М — 100 мм переборку длиной L 5-
'j- AM = (4 — I) (5 — 1) • 100 = 1200 мм, а из панелей шириной
200 п 300 мм — переборку длиной 200 мм и выше.
Для взаимной (модульной) координации размеров типовых
элементов отделки, оборудования и размеров помещений вводится
общая для них система отсчета в виде пространственной решетки,
состоящей из взаимно перпендикулярных плоскостей, отстоящих
друг от друга на расстояниях, равных или кратных модулю. На
каждой из граней (стенок) помещений следы этих плоскостей
271
образуют модульную сетку (рис. 7.17, а), линии которой отстоят
друг от друга на тех же расстояниях. Выделяют основные плоскости
отсчета, определяющие границы трех координируемых пространств
Рис. 7.17. Размерная коор-
динация судовых щпиещений;
а — основные плоскости от-
счета и размеры зон; б —
расположение элементов от-
делки и ЫЗорудоваиия каюты
п модульной сотке.
КП — корпгсиос просгргиство;
ИП — нспользунмое лропрап-
тельный размеры
далки помещений.
номещелий: а) корпусных (КП), ограниченных корпусными кон-
струкциями; б) полезных или используемых (ИП), ограниченных
элементами обстройки помещений; в) зон (3), заполняемых изоля-
цией, конструкциями зашивки, трассами систем, электротрассами
и т. и.
Вертикальные плоскости отсчета (рис. 7.17, а) совмещают
с внутренними (лицевыми) поверхностями или с осевыми линиями
272
переборок, зашивок борта и т. Д-, а горизонтальные — с внутрен-
ними поверхностями палубпого покрытия и подволока. Модульные
элементы обстройки применимы, если вертикальные (ВР) и гори-
зонтальные (ГР) размеры, определяющие расстояние между основ-
ными плоскостями отсчета, а также размеры зон (3„ 3„) кратны
модулю. Такую систему отсчета называют модульной. Наиболее
успешно она применима для обстройки помещений параллелепи-
педной формы. На рис. 7.17, б приведен пример расположения
модульных элементов зашивки и оборудования одноместной
каюты.
Рпс. 7 18 Каркасная система зашивки помсщгпий М IOO.
Модульными размерами элементов (например, панелей за-
шивки помещений) являются расстояния между осями их соеди-
нений. Их физические размеры меньше модульных и зависят от
конструкции и размеров стыковых соединений. Для полной взаи-
мозаменяемости модульных элементов, исключающей подгонку
по месту при монтаже, необходимо изготовление их в жестких до-
пусках.
В настоящее время успешно применяется ряд конструктивно-
технологических схем модульной обстройки судовых помещений.
По характеру крепления модульных элементов между собой и
к корпусным конструкциям их разделяют на каркасные и бескар-
касные. К первым относятся, например, системы М-1000 (ФРГ),
М-200 (ГДР) и М-100, разработанная в нашей стране.
В системе М-100 (рис. 7.18) на судне устанавливают секции
каркасов, предварительно собранные и сваренные в цехе из
27?
специальных профилей 1 в кондукторах, обеспечивающих необхо-
димую точность. Секции каркаса выставляют по разметке, регули-
руя их положение по высоте установочными болтами 7, которые
затем приваривают к скобам 6. Модульные панели 3 состоят из
оболочки, изготовленной штамповкой из металлопласта (тонкие
листы, покрытые слоем декоративного полимерного материала).
Окинутые упругие кромки панелей имеют овальные высадки
(шаг 200 мм), входящие в зацепление с кромками паза профиля при
установке панели в каркас. На внутренней стороне панели наклее-
на негорючая изоляция с гидрозащитным покрытием. По оконча-
нии крепления всех трасс между зашиваемой конструкцией и
каркасом устанавливают панели по переборкам и бортам, вводя
верхнюю кромку панели в паз верхнего горизонтального профиля
каркаса, а боковые — в пазы его вертикальных стоек. Легким
нажимом панель досылают в зацепление с внутренними кромками
стоек.
Аналогично устанавливают и панели подволока. В пазы
между смежными панелями вводят декоративно-отделочный пласт-
массовый профиль 2\ после нанесения палубного покрытия 5 уста-
навливают пластмассовый плинтус 4.
Крепление панелей при бескаркасной схеме близко к креплению
асбосилитовых панелей, показанному на рис. 7.14 Модульные
панели переборок—также трехслойной конструкции (минерало
волокнистый заполнитель, облицованный слоистым пластиком).
Нижней и верхней кромками их закрепляют в специальных короб-
чатых профилях, а друг с другом — металлическими пустотелыми
шпонками. Подволок зашивают после установки переборок мо-
дульными панелями из эмалированной металлической оболочки
с вложенной с обратной стороны минераловолокнистой изоляцией.
Панели закрепляют последовательно одну за другой на несущих
горизонтальных планках с помощью специальных защелок (си-
стема непрерывных подволоков).
Стандартизация оборудования и элементов отделки при вне-
дрении модульной системы позволяет изготовлять их большими
сериями, применяя индустриальные методы, что резко увеличи-
вает производительность труда, исключает пригоночные работы,
повышает культуру производства и качество отделки помещений.
Трудоемкость отделки и оборудования помещений сокращается
на 35—40%.
Дальнейшим развитием модульных методов обстройки и обо-
рудования судовых помещений является предварительное изго-
товление в цехе с последующим монтажом на судне модуль-бло-
ков помещений со 100%-ной готовностью--жилых, служебных,
рефрижераторных кладовых и т. п. Например, таким способом
изготовляют готовые блоки туалетов, душевых, ванных комнат.
С помощью приварных планок-коротышей готовый отделанный
блок скрепляют с окружающими корпусными конструк-
циями.
274
§ 7.7. Окрасочные работы
Суда окрашивают для защиты их корпуса от коррозии, от об-
растания D псдеоднси части морскими Организмами, для придания
красивого внешнею вида швнешнегоо-т-личия судов друг-от друга
в соответствии с их назначением и принадлежностью.-Трудоем-
кость окрасочных работ составляет 4—6"о общей трудоемкости
постройки судов.
П од готов п тельные р а б о т ы перед окраской вы-
полняются на заготовительном участке малярного цеха и вместе
с подготовкой к монтажу изоляции включают': сушку и измельче-
ние мела; дробление смол; приготовление шпаклевок, ipунтов,
красок, мастиk~Ti клеев; разведение гуегбтёртых и загустевших
красок до малярной консистенции; смешение красок для подбора
колеров по заданному эталону и др.
Судовую поверхность сначала подготовляют к окраске, затем
грунтуют, шпаклюют и, наконец, окрашивают.
Подготовка поверхности включает_очистку и
обезжиривание. Перед обработкой в КОЦ листовая и профильная
сталь уже подвергалась очистке с последующим антикоррозион-
ным покрытием, предохраняющим ее от ржавления в межопера-
ционном периоде. Но в результате операций обработки, сборки,
сварки и правки, а также воздействия окружающей средысохран-
пость покрытия к моменту окраски составляет от 20 до 80°о, что
требует вТорйчнои очистки корпуса — частичной или полной.
Для вторичной очистки корпуса от ржавчины рекомендуются
переносные аппараты АД-1, АД-2 дробеструйной очистки, ручной
дробеструйный пистолет ПД-1 и металлические щетки с электро-
ил и пневмоприводом. Инструменты ударного действия не допу-
скаются. Они оставляют' на поверхности металла вмятины, на-
сечки, зазубрины, создают местный наклеп, оставляют продукты
коррозии в углублениях и у выступающих частей, т. е. не обеспе-
чивают качественной очистки, одновременно форсируя развитие
коррозии.
Стоимость подготовки поверхности к окраске в основном опре-
деляется затратами на удаление продуктов коррозии и составляет
около, 40% стоимости всей окраски. Поэтому большое значение
имеет создание специальных химических составов, исключающих
необходимость удаления продуктов корразии (обычно — слоя
ржавчины толщиной до 100—150 мк). Это можно сделать двумя
путями:
а) с помощью нанссиыь|Х на очищенную поверхность модифи-
каторов ржавчины, которые в зависимости от их типа преобразуют,
стабилизируют или пропитывают—продукты коррозии, создавая
достаточно надежный, подслой псягттакокрасочное покрытие, за-
меняющий слой грунта;
б) введением специальных добавок (типа «Корродур») к грун-
там и краскам, нассИшфующИТГпродукты коррозии, оставшиеся
------" '— ' 275
под пленкой покрытая. Кроме того, находящиеся в составе этих
добавок поверхностно-активные вещества (ПАВ) вытесняют влагу,
если она смачивает окрашиваемую поверхность Ингибирующие
и гидрофобизирующие свойства добавок позволяют окрашивать
поверхности не только с не полностью удаленными продуктами
коррозии, но, при необходимости, и влажные поверхности, что
исключительно важно для судов, строящихся под открытым небом.
Очищенные поверхности обезжиривают уайт-спиритом ил и
другим растворителем, а затем протирают чпстоц сухой ветощью и
грунтуют.
Тз последние годы для обезжиривания рекомендуются водные
моющие растворы (BMP), например, на основе фосфорной кислоты
небольшой концентрации (15—40 г/л) с добавкой ПАВ (5—10 г/л
сиитанола ДС-10). Образующаяся тончайшая пленка фосфатов
улучшает адгезию к металлу лакокрасочных покрытий. BMP вы-
годно отличаются от органических меньшей стоимостью, пожаро-
безопасностью, нетоксичностью, и улучшают условия работы ма-
ляров.
Обезжиривание и £рунтавяпие_еледует производить не позднее
чем через b ч после очистки поверхности при окраске на открытом
воздухе и через 24 ч — в помещении.
Поверхности из алюминиевых сплавов очищают от загрязне
ния тупыми алюминиевыми скребками, чтобы сохранить окисную
пленку и плакирующий слой.
Окрашиваемые деревянные поверхности чисто острагивают.
сучки и засмолы вырезают и заделывают, гвозди утапливают,
шпаклюя образовавшиеся углубления после грунтовки. На очи-
щенные деревянные поверхности дважды наносят кистью 10%-вый
раствор антисептика и после сушки обрабатывают шкуркой для
удаления солей. Перед грунтовкой деревянные поверхности тща-
тельно очищают от стружек, опилок, потеков клея, жировых и
других загрязнений и просушивают. Допустимая влажность
окрашиваемой древесины — 20%, лакируемой— 12%.
Грунтование. Грунтом называют первый слой краски,
обеспечивающий хорошее сцепление (адгезию) между-пттрдшивае-
мой поверхностью- и последующими слоями краски. В качестве
грунта применяют специальные краски либо использ\ ют первый
слой основной краски, если она обладает указанными свойствами
(например, этинолёвая" краска ЭКЖС-40, эпоксидно-этинолевая
ЭП-755). Подготовку к окраске и грунтование производят после
испытаний на непроницаемость и герметичность в первую очередь
в помещениях, где должны начаться монтажные работы.
Лучшие результаты обеспечивает нанесение грунтов (при тща-
тельном втирании их в окрашиваемую поверхность) малярными
кистями. Можно наносить также грунты с помощью установок для
безвоздушной окраски («Факел», «Виза», «Кинг» н др.).
Грунтование, как и окраску, надо производить при темпера-
туре воздуха не ниже 5° Си влажности воздуха до 90%. Однако
276
допускается в виде исключения окраска наружных поверхностей
угинолевыми красками до минус 25° С, а красками на виниловой
основе (ХС-720, ХС-510)и необрастающими (ХС-53, ХС-79, ХС-512,
ХВ-71, КФ-751)—до минус 10° С.
Шпаклевание применяют для сглаживания торовио-
стей и шероховатостей окрашиваемой поверхности. Различают
местное шпаклевание (подмазку) неровностей локального харак-
тера и сплошное по всей поверхности.
Шпаклевку наносят деревянными или стальными шпателями,
а на криволинейные поверхности — шпателями с резиновыми пла-
стинками. После высыхания зашпаклеванную поверхность шли-
фуют (для сглаживания неровностей) сухим (предварительная
1 рубая обработка) и мокрыми способами — с применением жид-
костей, не растворяющих или растворяющих покрытие. Для шли-
фования применяют пневматические шлифовальные машины
‘МШ-1.Ч, МШ-3, ППМ-2М.
О к р а с к а выполняется красками или эмалями после нане-
сени}Ггрунта~п шпакИеВНИ, еслц йна прел Усмотрена. Каждый слой
краски наносят после практического высыхания- предыдущего,
кроме этинолевых красок, которые наносят «по отлипу».
При высыхании в плетпгекраски образуются поры, через кото-
рые влага iijToniwagT^K окрашенной. поверхности и вызывает кор-
розию. Нанесением нескольких слоев красок взаимно перекрывают
эти поры, изолируя тговер’Хнбсть от доступа к ней влаги.
Для надежной антикоррозионной защиты минимальная тол-
щина слоя краски должна составлять 120—125 мк, что требует не
менее пяти слоев покрытия, а для поверхностей, подвергающихся
постоянному воздействию влаги (подводная часть корпуса, район
переменной ватерлинии) — не менее 200—300 мк (до 10—12 слоев
краски).
В зависимости от условий эксплуатации и материала корпуса
установлены рекомендуемые «схемы» окраски, предусматривающие
марки красок и количество слсев. Для каждого конкретного судна
конструкторским бюро составляется ведомость окраски, в соот-
ветствии с которой оно окрашивается на верфи.
Подводную часть корпуса и пояс переменной ватерлинии, на-
ходящиеся в наиболее тяжелых условиях эксплуатации, окра-
шивают наиболее стойкими антикоррозионными красками (см.
табл. 7.3). ' " 4-----
Для окраски внутренних помещений рекомендуются негорю-
чие краски ПФ-218, пентафталевые эмали ПФ-115, водоэмульсион-
ные краски ВА-27ПГ (пониженной горючести). Их наносят по
грунтам в два-три слоя в зависимости от степени влажности поме-
щения.
Из-за недостатка естественного освещения окрашивать поме-
щения надо в светлые тона с коэффициентом отражения не менее
45—50%. Оптимальными цветами для окраски производствен-
ных помещений с учетом физиологического п психологического
277
Табмца 7.3
Некоторые схемы окраски корпусов стальных морских
транспортных судов с неограниченным районом плавания
< жр аш ин аеная поверхность Вид грунта и краски Миинмадь па шжры
Подводная Район Вере менпой ватерли- нии Надводный борт Этинолсновая ЭКЖС-40 Неойрастаютая ХВ-53 Фосфатиру тощий г ру нт ВЛ (123 Эмаль ХС-748 Неибрастающая ХВ-750 Фосфатирующий грунт ВЛ 02 Виниловая антикоррозий- ная ХС-720а Полиуретановая краска XC-S27 4 2 4 2 2 2 | 180 (85 •J0
воздействия являются светлые тона желтой, зеленой и частично
голубой зон спектра.
Так как во время плавания моряки находятся в кругу одних
и тех же помещений, то монотонность их окраски действует раз-
дражающе (по И. П. Павлову — «долбление в одну клетку» одного
и того же раздражителя). По-
этому окраска помещении не
должна быть одноцветной.
Грунтовку и окраску вы-
полняют малярными кистями,
что обеспечивает качественное
покрытие, но при низкой про-
изводительности труда. При
менение валиковых кистей по-
вышает производительность
примерно на 20—30% и позво-
ляет использовать маляров бо-
лее низкой квалификации.
В десятки раз увеличивается
производительность окраски
Рис 7 19. Принципиальная схема уст-
ройства аппарата «Факел-3»
/ — пистолет, 2 — оллат, .? — аккумулп
тор; 4 и в — манометры; 5 — Пневмонасос,
б — масленка; 7 — кран. 9 - родукцпоп
пый клапан. 10 — приемный патрубок
пневматическими краскораспы-
лителями, однако нм свойствен ряд недостатков: повышенный рас-
ход краски (до 30 % по сравнению с ручной окраской) и загрязнение
окружающего воздуха в результате туманообразования. Даль-
нейшее увеличение производительности (в 2—3 раза), улучшение
качества покрытия, более широкая область применения (вплоть
до грунтования), уменьшение потерь краски до 3—5?п достигаются
применением безвоздушного распыления красок аппаратами горя-
278
чего и холодного распыления. Первые из них, хотя и обеспечивают
лучшее качество покрытия, но более сложны и менее пригодны
для судовых условий. В судостроеньи получили в последние годы
применение усгансвки второю типа.
Аппарат безвоздушного распыления «Факел-3» (рис. 7 19) со-
стоит из пистолета; в который краска подается под давлением
12—20 МПа (120—260 кгс/см2) через шланг 2 пневмонасосом 5.
По выходе краски из пистолета она распыляется на мельчай-
шие частицы в результате резкого снижения давления. Дробле-
нию краски способствует почти мгновенное испарение раствори-
теля.
Большая часть лакокрасочных материалов является токсич-
ной, и работа с ними требует соблюдения установленных правил
техники’безопасности и применения с]Уёдста индивидуальной за-
щиты органов дыхания, зрения и кожи. Лакокрасочные материалы
обычно охлепласты: пары многих растворителей в смеси с воздухом
при определенной концентрации образуют взрывчатые смеси. Это
требует строгого соблюдения мер пожарной безопасности и преду-
преждения взрыва. " " "
§ 7-8. Монтаж судовых устройств
и дельных вещей.
Такелажные работы
Судовые устройства подразделяют па общесудовые, устанав-
ливаемые обычно на всех судах (рулевое, якорное, швартовное,
шлюпочное, грузовое, мачтовое, леерное, тентовое), и специали-
зированные. Последние применяют на судах специального назна-
чения — рыбопромысловые устройства, буксирные на буксирах,
механизированные люковые закрытия, аппарельные устройства,
кабельное и пр. Общий объем работ по изготовлению и монтажу
общесудовых устройств составляет около 2% общей трудоемкости
постройки судна. Несмотря на значительные конструктивные
различия, судовые устройства можно подразделить на следующие
конструктивно-технологические элементы:
а) опорные конструкции (фундаменты, подкрепления) — с об-
рабатываемой и необрабатываемой опорной поверхностью;
б) приводные механизмы и машины — центруемые (рулевые
-машины, двухпалубные якорные или швартовные пгпили) и не-
центруемые (лебедки, однопалубные безбаллерные шпили, бра-
шпили);
в) передаточные элементы — редукторы, баллеры, цепи;
г) исполнительные элементы — рули, якоря, гаки и др.;
д) проводящие элементы — клюзы, ценные трубы, буксирные
Дуги, подшипники баллера и др.
Монтаж судовых устройств обычно осущест-
вляется частями (по рассмотренным элементам) на разных этапах
постройки судна, причем опорные конструкции, а также кнехты,
279
битенги, якорные ниши, клюзы и другие подобные конструкции
монтируют при насыщении секций или блоков секций. Технологи-
ческая последовательность монтажа судовых устройств сводится
к следующему
1. Разметка положения элементов устройства на судне.
2. Установка, подгонка и приварка опорных конструкций уст-
ройств.
3. Обработка опорных поверхностей этих конструкций.
4. Погрузка приводных механизмов и машин на судгГо и за-
водка тяжеловесных частей.
5. Центровка элементов механизмов судовых устройств.
6. Слесарно-монтажная сборка и крепление приводных' меха-
низмов и машин, передаточных, проводящих и исполнительных
элементов
7. Такелажное оснащение судовых устройств.
8. Электромонтаж электрооборудования, силовых кабелей,
электроаппаратуры н контрольных приборов.
9. Пуск, наладка и испытания устройств в действии.
Ряд операций в этой последовательности выпадает в зависимо-
сти от конструкции отдельных устройств.
Из перечисленных операций видно, что характерным для су-
довых устройств является участие в их монтаже рабочих целого
ряда профессий и цехов.
В качестве примера кратко рассмотрим монтаж якорного и
шлюпочного устройств Монтаж рулевого устройства изложен
в гл. 9.
Монтаж якорного устройства. Из-за слож-
ности геометрических форм якорную нишу, клюз, клюзовую трубу,
брашпиль или шпиль вместе с участком носовой оконечности борта
макетируют на плазе в натуральную величину или, в последнее
время, в масштабе 1 : 5 или 1 : 10. Якорные клюзы обрабатывают
так, чтобы при подъеме из воды якорь не задевал за корпус и при
крене до 5° на противоположный борт втягивался в клюз при лю-
бом положении его ламп, плотно прилегая к якорной нише и об-
делке бортового клюза. Якорь должен беспрепятственно вывали-
ваться из клюза под действием собственного веса. По отработан-
ному макету корректируют обводы клюза и уточняют размеры
якорного устройства.
Такие элементы якорного устройства (рис. 7.20), как бортовые
и палубные якорные клюзы, фундаменты и подкрепления под
брашпиль или шпиль, устанавливают при изготовлении секций.
На собранном корпусе монтируют брашпиль, а также привод
отдачи коренного конца якорной цепи. Цепной ящик окрашивают
за 2—3 раза суриком или кузбасс-лаком, а затем зашивают сосно-
выми досками.
Окрашенные (методом окунания) кузбасс-лаком смычки якор-
ной цепи соединяют друг с другом с помощью соединительных
звеньев и, начиная от первого звена концевой (первая от якоря)
389
смычки, размечают на участки длиной по 20 м. На контрфорсе
звена цепи первого участка делают один виток вязальной прово-
локи и затем прибавляют до 100 м по одному витку через каждые
20 м.
Рис 7.21. Схема шлюпочного
устройства с гравитационной
двухшарнирной шлюпбалкой.
Вторую и третью сотни метров цепи маркируют аналогично.
Замаркированные звенья и последующие звенья, примыкающие
к ним по числу витков проволоки, окрашиваются на первой сотне
метров свинцовым суриком, на второй — свинцовыми белилами,
на третьей — снова свинцовым сури-
ком и т- д.
Ходовой конец цепи соединяют
с якорем, а коренной — пропуска-
ют через бортовой и палубный клю-
зы в цепной ящик и вводят в гла-
голь-гак привода отдачи якорной
цепи, после чего проверяют его ра
боту. Цепь заводят на цепные звез-
дочки брашпиля или шпиля. По цепи
устанавливают цепные стопоры для
крепления якоря по-походному и для
крепления якорной цепи на стоянке,
а также винтовые стопоры. Прове-
ряют работу якорного устройства
в целом.
Монтаж шлюпочного
устройства с гравитацион-
ной двух шарнирной шлюпбалкой 1
(рис. 7.21) включает установку и зак-
репление шлюпбалок на фундаменте
2, шлюпочных лебедок, направляю-
щих роликов, трапов для посадки в
шлюпки, самих шлюпок 3, устанавли-
ваемых на кильблоки 4 и закрепляе-
мых на них найтовами 5, а также подвесок 6 и прочего такелажного
оснащения устройства. После монтажа шлюпбалки испытывают
под нагрузкой, проверяют подъем и спуск шлюпок и крепление их
по-походному.
Монтаж дельных вещей. К дельным вещам отно-
сят: иллюминаторы (створчатые, опускные, глухие), двери (водо-
газопецроницаемые, проницаемые, каютные, противопожарные),
крышки сходных люков (водогазонепроницаемые, брызгонепрони-
цаемые, проницаемые) и световых люков, горловины, трапы (на-
клонные, вертикальные, скоб-трапы, забортные, сходни). Трудо-
емкость изготовления и монтажа дельных вещей составляет 1,5—
2,,о общей трудоемкости постройки судна. Значительную часть
дельных вещей устанавливают в секциях.
При монтаже дельных вещей сначала производят разметку ме-
ста их положения. Затем конструкцию устанавливают на болтах
или приваривают, проверяют непроницаемость швов, а также ис-
правность действия всех подвижных элементов.
Такелажные и парусные работы. Слово та-
келаж (от голландского takel) — обобщенное название всех сна-
стей на судне. Оно относится и к вооружению отдельной мачты или
другого рангоута (такелаж мачты, грузовой стрелы и т. п.). Так
как снасти изготовляют из канатов (стальных, растительных или
Рис 7 22. Основные работы с канатами а — наложение марок перед рез-
кой каната; б — бензели прямой и с крыжом, с — длинный (разгонный)
сплесень, г — Oi oi>, д — огон с коушем, е - огон с коушем с запрессов-
кой алюминиевой втулкой.
из синтетических материалов), то еще в парусном флоте возникла
необходимость работы с канатами. Их назвали такелажными ра-
ботами, относя к ним и парусные работы.
Основные такелажные работы — заготовка и установка кана-
тов с относящимися к ним деталями для судовых устройств и ран
гоута; оснащение шлюпочного, швартовного, грузового, тен-
тового, леерного и других устройств; сборка и заводка якорных
цепей, а также подготовка и сборка элементов спусковых устройств
участие в спуске и в разборке спускового устройства после него,
погрузочно-разгрузочные работы с ответственными грузами боль-
ших габаритов и массы (погрузка главных механизмов, котлов,
гребных валов и винтов, рулей, мачт и т. п.). Такелажные работы
283
выполняет такелажно-парусный цех пли соответствующие участки
достроечного цеха (па малых верфях)
Основные работы с канатами:
а) заготовка канатов / — распускание бухты, отмеривание
нужной длины, наложение марок 2 в районе реза 3 (рис. 7.22) и
резка каната;
б) наложение марок (перевязка концов канате® для предотвра-
щения их раскручивания), бензелей (рис. 7.22, б) — перевязок
двух параллельных канатов и найтовов, предназначенных для
перевязки канатом двух канатов, оканчивающихся огонами (петля,
обычно на конце каната) или для крепления каната к неподвиж-
ным частям корпуса. Для наложения марок и бензелей, а также
для клетневания на растительных канатах применяют линь \ на
стальных—мягкую луженую проволоку или бензельный канатик;
в) сращивание канатов одинаковой толщины, называемое
сплеснем (коротким и разгонным);
г) вязание морских узлов, применяемых для соединения кон-
цов канатов, различного рода закреплений и подвешиваний, вре-
менных стропов и многих других работ;
д) изготовление огонов с коушами 4 или без них - вручную
(рис. 7.22, г, д) или, в последнее время, запрессовкой алюминие-
выми втулками 5, а для канатов малого диаметра — при помощи
свиваемых втулок;
е) плетение матов, изготовление мягких кранцев и других
плетеных изделий.
Работа парусного участка состоит в изготовлении и шитье тен-
тов, парусов для шлюпок, пластырей, чехлов, на палубные меха-
низмы, устройства и приборы, флагов, занавесок, портьер, доро-
жек и т. п., а также в пригонке и установке этих изделий по месту.
Г лава 8
ИЗГОТОВЛЕНИЕ ТРУБОПРОВОДОВ
И МОНТАЖ СИСТЕМ
§ 8.1. Технологические особенности систем
и изготовление труб-деталей
Системы на современных судах подразделяются на две группы:
судовые и системы судовых энергетических установок. В состав
этих больших групп входят, например, водоотливная, балластная
и масляная системы, система перекачки топлива и т. д. Каждая из
* Линь — это канат окружностью < 25 мм, изготовленный из лучших сортов
пеньки или манильской конопли.
284
285
них состоит из трубопроводов для перемещения рабочей среды
(жидкости или газа), обслуживающих механизмов, аппаратов и
приборов, арматуры (краны, клинкеты, клапаны и т. д.), а также
крепежных элементов - - подвесок и опор.
Во всех судовых помещениях проходят те или иные трубопро-
воды. Их протяженность на современных крупных судах состав-
ляет десятки километров. В зависимости от степени насыщения
помещений трубопроводы в них могут располагаться ярусами или
в виде панелей по бортам и подволокам или под подволоками,
Рис. 8.2. Фланцевые соединения: а— с плоским приварным фланцем;
б—с приварным фланцем на модной трубе; в— со свободным фланцем
на приварном кольце; г— со специальным фланцем, свариваемым с тру-
бой встык (для труб с высоким давлением)
— труба. 2
причем рядом могут проходить трубы разных систем (рис. 8.1).
Такое сложное расположение трубопроводов в отсеках и поме-
щениях судна создает большие трудности при проектировании.
Для различных систем в зависимости от давления и вида рабо-
чей среды применяются трубы из углеродистой и легированной,
стали, из меди, медно-ннкелевых и легких сплавов, а также из
латуни. Начинают находить применение и пластмассовые трубы из
полиэтилена (только для систем с небольшим давлением), и стекло-
пластиков. Последние значительно легче металлических. Предпо-
ложительно, что при диаметрах более 76 мм трубы будут и дешевле.
Диаметры применяемых труб изменяются от 6 до 800 мм и более,
а толщина стенок —от 1,0 до 15—20 мм. С целью унификации
размеров труб и оснастки для их гибки и обработки из всего много-
образия типоразмеров труб, выпускаемых металлургическими за-
водами, в судостроении применяется лишь небольшая часть, регла-
ментируемая особой нормалью.
Судовые трубопроводы собирают из отдельных узлов, состоя-
щих из деталей труб, прямых или изогнутых отростков, а также
соединительных элементов (фланцев, штуцеров и т. д.). Все эти
286
детали могут соединяться по-разному. Наиболее распространен-
ными являются сварные соединения. С помощью сварки соединяют
трубы-детали в узлы. Для соединения узлов между собой чаще
применяют механические соединения: фланцевые, штуцерные,
дюритовые и муфтовые.
Фланцевые соединения (рис. 8.2), используемые па трубах
с условным проходом более 32 мм, «метут быть приварными (не-
поворотными) и поворотными (свободно сидящими) Последние
удерживаются на трубе с помощью приварного кольца или от-
бортовки. Поворотные фланцы более технологичны, так как позво-
ляют свободно совмещать отверстия под болты при операции соеди-
нения труб. Часто па одном конце трубы фланец трубы делают
приварным, а на другом —
поворотным.
Для трубе условным про-
ходом от 3 до 32 мм приме-
няют штуцерные соедине-
ния (рис. 83).
В тех случаях, когда
трубы располагаются в рай-
онах с повышенной вибра
цией, для них могут при-
меняться дюритовые соеди-
. V1,
Рис 8.3. Пйуцсриос соединение.
нения, представляющие собой отрезок резинового или резинотка-
невого шланга, плотно надеваемого на концы соединяемых труб.
Следует заметить, что муфтовые соединения, т. е. выполненные
на резьбе с помощью муфт, колен или тройников, считаются
менее прочными, чем сварные, и обычно на судах не приме-
няются.
В зависимости от наличия погиба трубы, ее диаметра, мате-
риала, вида соединения и других признаков узлы трубопроводов
при разработке технологии их изготовления принято объединять
в типовые технологические группы, применяя принципы группо-
вой технологии, о которых говорилось в гл. I. Каждой группе
присваивается свой шифр. Принцип классификации следующий.
1 Все трубы разделяют по виду материала и типу соединсни т
на 14 групп (01—14). Первые шесть групп — это стальные трубы,
далее, с 7-й по 10-ю, — медные и с 11-й по 14-ю — медно-никелевые
(трубы из других металлов и пластмасс классифицируют отдельно).
2. Все виды труб разбввают на шесть подгрупп (от I до 6) по
диаметрам (мм): до 14; 15—32; 33—75; 76—150; 151—219, 220 и
более.
3. В каждой подгруппе трубы подразделяют на прямые и гну-
тые (П и Г). Например, узел стального трубопровода диаметром
до 14 мм со штуцерным соединением прямой имеет шифр 01Ш.
Установлено всего 168 типовых групп. На конкретных судах
таких групп, естественно, меньше. Например, на сухогрузном
судне с массой корпуса 6200 т встречается 59 групп. Большое
287
разнообразие видов узлов трубопроводов создает трудности при
их изготовлении в цехе.
При прохождении технологического процесса элементы трубо-
проводов претерпевают ряд изменений, и хотя на практике на
любой стадии изготовления их для простоты называют просто
трубвми, следует все же различать:
а) трубы, подаваемые на склад судостроительного завода
с металлургического завода. Эти трубы в цехе разрезают в размер
по длине и подвергают гибке;
б) трубы-детми — согнутые или прямые трубы, подготов-
ленные для сборки (деталями в этом случае являются также от-
ростки, фланцы, кольца, штуцера и т. д.);
в) узлы трубопровода или просто узлы труб, получаемые после
сборки и сварки всех этих деталей вместе;
г) комплекс труб, представляющий собой два или несколько
узлов трубопровода или деталей труб, поданных на монтаж в со-
бранном виде.
Принципиальный технологический процесс изготовления тру-
бопроводов можно разделить на три основных этапа:
оп ределение форм и размеров труб-деталей, подлежащих
изготовлению;
из готовление труб-деталей, узлов трубопроводов и комплексов
труб в цехе;
монтаж трубопровода на судне.
Требуемая форма и все размеры труб-деталей могут быть
указаны па чертежах лишь для простых участков трубопроводов,
расположенных в ненасыщенных помещениях. Там же, где имеется
множество сложных разветвлений, разработать достаточно по-
дробные и точные чертежи весьма затруднительно. Поэтому
конструкторские бюро или выпускают принципиальные схемы
трубопровода, предлагая заводу самому уточнять все подробности
расположения трубопроводов по месту, или же получают необ-
ходимые данные с помощью макетов, на которых моделируют
судовые помещения и все входящее в них оборудование. Такое
уточнение месторасположения труб называют трассировкой. Ма-
кеты выполняют в период проектирования судна для наиболее
насыщенных трубопроводами помещений в масштабе 1:10 или
1 : 5. К ним относятся машинные отделения, посты управления
системами и др. Макеты делают из органического стекла или из
жести. Они включают масштабные макеты основных механизмов
и масштабные трубопроводы, сделанные из проволоки или из
пластмассовых трубочек. Проложенные на макете и согласованные
по расположению трубопроводы затем вычерчивают в масштабе
или делают эскизы с указанием размеров, погибов, видов труб
и соединений. По эскизам могут быть составлены программы для
гибки труб или сделаны натурные шаблоны труб. Это позволяет на-
чать изготовление труб в задел, т. е. еще задолго до оформления су-
дового помещения. Тем самым ускоряется процесс постройки судна.
288
Для головного судна или судна единичной постройки при
отсутствии технологических эскизов и чертежей трубы гнут
по проволочным шаблонам, снимаемым с места. При этом часто
изготовляют сразу два комплекта труб, один из которых устанав-
ливают на это головное судно, а второй служит эталоном для
изготовления труб на последующие суда серии. По комплекту
для головного судна в необходимых случаях выполняют еще
шаблоны-макеты, т. е. проволочные шаблоны с прикрепленными
к ним фланцами и отростками. По шаблону-макету производят
сборку узлов труб для последующих судов серии.
с) б)
Рис. 8.4. Схема гибки труб методом наматывания: а — исходное положение;
б— положение в процессе гибки.
Изготовление труб-деталей и узлов труб в цехе в общем виде
подразделяется на ряд следующих основных операций: I) отжиг
(в том случае, если труба не подвергалась ему на металлургиче-
ском заводе); 2) резка заготовок; 3) гибка труб-деталей; 4) механи-
ческая обработка (нарезка резьбы па конце трубы, отбортовка,
вырезка отверстий для ответвлений и др.); 5) сборка деталей на
электроприхватках; 6) сварка узлов труб; 7) механическая обра-
ботка после сварки (зачистка швов, проточка фланцев и колец,
развальцовка); 8) маркировка и комплектация; 9) контроль швов
и испытания на плотность; J0) химическая очистка и нанесение
антикоррозионных покрытий; 11) грунтовка; 12) нанесение изоля-
ции; 13) сборка узлов с арматурой; 14) взвешивание; 15) установка
заглушек и сдача готовых узлов на склад.
В зависимости от конструкции и размеров деталей и узлов
проводятся или все, или только часть перечисленных операций.
Резка заготовок труб производится до их гибки, после
гибки отрезают оставленные припуски на гибку. Механические
способы резки применяются для труб из стали, меди и медных
сплавов. К ним относятся способы резки: дисковыми пилами, на
Ю п/р Мацкевича В. Д.
289
труборезных станках, на ленточных станках, абразивными кру-
гами малой толщины.
Тепловую резку (кислородную или плазменную) применяют
для стальных труб диаметром более 200 мм.
Гибка труб-деталей осуществляется главным обра-
зом в холодном состоянии на трубогибочных станках. В горячем
состоянии с нагревом ТВЧ изгибают стальные трубы с малым ра-
диусом погиба (от 1,5 диаметра и менее) при диаметрах труб свыше
50 мм.
В особо редких случаях, когда требуется гнуть трубы с не-
стандартным погибом, гибку осуществляют в горячем состоянии
на плитах. Существует много спосо-
бов гибки труб в холодном состоянии,
в том числе: на прессах с применением
матриц и пуансонов, обкаткой роли-
ком по неподвижному диску, наматы-
ванием и др.
Наиболее широко применяется спо-
соб холодной гибки наматыванием. При
этом способе (рис. 8.4, а) трубу 1 сма-
зывают изнутри маслом или раствором
зеленого мыла (для снижения трения)
и насаживают на калибрующую проб-
ку 3, называемую дорном. Дорн с по-
мощью штанги6вставляют вглубь трубы
до совмещения начала первого изгиба
с плоскостью А А. К труое поджимают
ползун 5 с направляющими 4. Затем трубу закрепляют на гибоч-
ном диске 7 с помощью прижима 2. Приводят во вращение гибоч-
ный диск. Труба, наматываясь на диск, будет изгибаться относи-
тельно оси диска (рис. 8.4, б), а пробка будет скользить внутри
трубы и все время находиться в районе образования погиба. Е>го
обеспечивает снижение сплющивания трубы при гибке и уменьше-
ние образования складок. После снятия нагрузки благодаря
упругим свойствам материала кривизна согнутой трубы в районе
погиба уменьшается, при этом радиус кривизна увеличивается
(рис. 8.5). Следовательно, уменьшается и угол загиба трубы.
Для получения нужного угла загиба в трубу необходимо согнуть
на угол больший, чем б. Приращение угла загиба Дб = б, — б
называют углом пружинения. На основании экспериментальных
данных его можно принять от 6/40 до 6/75.
При холодной гибке несколько изменяется и форма сечения
трубы в районе погиба (рис. 8.6). Толщина стенки на внешней
части уменьшается, а на внутренней — увеличивается. Кроме
того, при некачественной гибке на внутренней стенке могут
образоваться гофры. Поперечное сечение трубы может исказиться,
получив форму овала или эллипса. Овальность и складки умень-
шают живое сечение трубы и приводят к увеличению гидравличе-
290
1
J
X
3
ских сопротивлений. Относительная овальность Ко вычисляется
по формуле
|Я | )
где а,Ь — больший и меньший Диаметры овалов, мм; d„ — наруж-
ный диаметр трубы, мм.
Величина /<о в местах погибов должна быть не более 8%.
Наибольшая относительная высота складок (hJd.)-100% не должна
Рис. 8.6. Схема деформации стенок труб при холодной гибке на трубоги-
бочных станках- а — деформация утонения и утолщении стенок труб в по-
перечном сечении погнба; б — образование складок в сжатой зоне
превышать 3%. Предполагаемая минимальная толщина стенок
в районе погиба (см. рис. 8.6) определяется по выражению
, п -v)%
*иип । .J. у
где /0—начальная толщина стенки; у = rtR (г = rf|l~t?n—
средний радиус сечения тфубы; dit dn — наружный и внутренний
диаметры трубы; R — радиус погиба).
В районе погиба за счет растяжения наружных волокон не-
сколько увеличивается и длина трубы по нейтральной оси. Длину
заготовки трубы / (см. рис. 8.6) в районе погиба находят по формуле
где 0 — угол загиба, град; R — радиус погиба (после снятия
упругой деформации); п — коэффициент, изменяющийся от 1,025
до 1,045 в зависимости от отношения Rid* и отражающий вели-
чину растяжения трубы в районе гибки.
10’ 291
Для гибки труб различных диаметров трубогибочные станки
имеют сменную оснастку: гибочные диски, калибрующие пробки,
ползуны (см. рис. 8.4). В судостроении применяется ограниченное
число типоразмеров труб, оговоренное отраслевой нормалью.
Поэтому оснастка тоже
ограничена определенным
количеством типоразме-
ров. Для гибки относи-
тельнотолстостенных труб
применяются дорны с ша-
рообразным наконечником
(см. рис. 8.4, поз. 5),-а для
тонкостенных труб — с
ложкообразным. При гиб-
ке труб, имеющих высокое
качество внутренних по-
верхностей, например у те-
плообменных аппаратов,
для того чтобы не допу-
стить задиров поверхно-
сти, применяют дорны —
резинотканевые или из
текстолита. Холодную
гибку выполняют на тру-
богибочных станках. Стан-
ки могут иметь ручное или
программное управление.
Принцип работы станка
с ручным управлением
поясняется рис. 8.7.
В станках с програм-
мным управлением про-
граммоносителем являют-
ся перфокарты или перфо-
ленты. Программой гибки
задаются: место начала гибки на трубе, угол загиба, расстояние до
начала следующего загиба, угол между плоскостями изгиба,
команды начала и конца действия станка. Кроме того, в программе
учитываются пружинение трубы и удлинение ее по нейтральной
оси в районе гиба. Иногда порядок гибки набирается цифрами
прямо на пульте станка.
При механической обработке труб выпол-
няется ряд операций, в том числе вырезка отверстий для ответ-
влений и наварышей; нарезка резьбы на концах труб для муфто-
вых соединений; проточка фланцев и колец; раздача, обжатие
и отбортовка концов труб.
Вырезку отверстий чаще всего производят на сверлильных и
фрезерных станках и специальных станках для вырезки отвер-
292
стий. Отверстия диаметром до 40—50 мм сверлятся сверлами,
а больших диаметров — фрезеруются цилиндрическими фрезами.
В стальных трубах больших диаметров (от 250 мм и выше)
отверстия вырезают тепловой резкой либо вручную, либо на
особых станках, оборудованных устройством для перемещения
резака по программе или по шаблону. В зависимости от кон-
струкции соединения иногда приходится концы изготовляемых
труб обжимать, раздавать (увеличивать их диаметр) и отборто-
вывать (рис. 8.8). Эти операции производят на специальных
горизонтальных прессах. Труба в станке зажимается неподвижно,
а на конец ее воздействует с большим усилием сменный пуансон.
Рис. 8.8. Обработка концов труб на горизонтальном прессе; а—отбор-
товка (стадии I, II), б—раздача.
/ — зежимная плякшяйба; 2 — пуансон; 3 — обрабатываемая труба.
который может иметь различную форму. Чтобы не снизить проч-
ность трубы, максимальную величину холодной раздачи концов
для труб из углеродистых и низколегированных сталей ограничи-
вают (20% наружного диаметра). Максимальная величина обжа-
тия концов труб не должна превышать 0,5—0,7 диаметра.
§ 8.2. Изготовление
узлов трубопроводов и монтаж
систем на судне
Сборка узлов труб состоит в предварительном соеди-
нении труб-деталей с отростками, фланцами, деталями штуцер-
ных соединений или другими элементами на прихватках для
последующего скрепления сваркой. Существует рнд способов
сборки узлов труб: по монтажным схемам с последующей пригон-
кой по месту на судне; по эталонным трубам; по шаблонам-макетам
(см. § 8.1) или на ма котировочном станке.
Сборку но монтажным схемам применяют для узлов головного
судна. При этом изогнутую по шаблону трубу-деталь передают
на судно, где на нее по месту устанавливают фланцы. Их подго-
няют по смежным трубам и закрепляют электроприхватками.
После этого собранный узел возвращают в цех, где фланцы при-
варивают. Отростки также подгоняются по месту, что является
весьма сложной операцией, к тому же выполняемой на судне.
293
Таким образом, изготовить трубы-узлы заранее оказывается не-
возможным.
При использовании способа сборки по эталонным трубам или
но шаблонам-макетам, проверенным по месту на головном судне,
их устанавливают в специальные приспособления — позиционеры
(рис. 8.9). Позиционеры имеют поворотные планшайбы, на кото-
рые закрепляют фланцами эталонные трубы или макеты. Новый
узел для серийного судна собирают с фланцами и отростками
по положению позиционеров Это гарантирует взаимозаменяе-
мость изготовляемых труб серийного и головного судов. Сборка
Рис. 8.9. Сборка узлов трубопроводов в позиционере.
1 — собираемая труба; 2 — насаживаемый на трубу флянец. 3 — позидио-
узлов труб на макетировочиом станке аналогична сборке на по-
зиционере, с тем лишь различием, что макетировочный станок
механизирован и его можно быстрее переналаживать под новую
трубу.
Сварка узлов трубопроводов выполняется наи-
более часто электродуговым способом плавящимся или неплавя-
щимся электродом, а иногда и с помощью контактной стыковой
сварки. Для присоединения труб малых диаметров (менее 26 мм)
иногда применяют газовую сварку.
Предпочтение во всех случаях отдается автоматической сварке,
а в случае сложности ее применения — полуавтоматической,
т. е. ручной механизированной в среде защитных газов.
Наиболее распространенный вид сварных соединений труб —
стыкоЬой. Фланцы могут также соединяться с трубами либо встык
(см. выше рис. 8.2, а), либо внакрой (см. рис. 8.2, а). Приварка
отростков производится угловым швом — односторонним или дву-
сторонним особого вида (рис. 8.10).
Качество выполнения сварных соединений трубопроводов кон-
тролируют различными способами, в том числе: внешним осмо-
тром, измерением размеров шва, прогонкой шарика внутри трубы
294
(для проверки отсутствия выступающего грата), гидравлическим
пли воздушным испытанием на плотность, а в особо ответственных
случаях также с помощью гелиевых и галоидных течеискателей.
Используется также контроль внутреннего строения шва прони-
кающим излучением.
Гидравлические испытания узлов труб
в цехе производят с целью проверки прочности и плотности
сварных соединений, а также материала трубы в районе погибов.
Для проведения гидравлических испытаний оборудуют специаль-
ные испытательные стенды с оснасткой, позволяющей быстро под-
соединять узлы труб, подавать в них воду и создавать давление
воды (обычно превышающее рабо-
чее в 1,5—2 раза). Один конец
узла трубы присоединяют к стен-
ду, а другие закрывают быстро-
съемными заглушками с резино-
выми прокладками. Давление,
создаваемое насосом, контролиру-
ется по манометру. Если труба
имеет течь, то давление снижается
и дефекты вырубаются пневмати-
ческим зубилом. Очищенное место Рис- 8-10- Сварное соединение тру-
заваривают и трубу испытывают ы с ОГР°СТКОМ-
нонторно.
Изготовление труб-деталей, а также сборка, сварка и испыта-
ние узлов выполняются в трубозаготовительных цехах.
Для возможности механизации изготовления труб и специали-
зации отдельных участков цеха различные виды труб объединяют
в типовые технологические группы (см. § 8.1), для которых со-
ставляются типовые маршруты изготовления. Например, один
из маршрутов — изготовление узлов металлических труб малых
диаметров, другой — узлов диаметром 15—32 мм, может быть
маршрут — изготовление стальных труб диаметром более 200 мм
и т. д. В частности, для указанного выше сухогрузного судна
составлено восемь типовых технологических маршрутов. Часть
труб при обработке подвергается всем операциям, включенным
в данный маршрут, остальные — лишь некоторым. При этом
в цехах, как правило» создают два технологических потока,
действующих параллельно: изготовление узлов труб наружным
диаметром до 75 и более 75 мм.
В процессе изготовления трубы с помощью кранов или спе-
циальных подвесных конвейеров с автоматическим адресованием
перемещаются по технологическому маршруту и последовательно
проходят через специализированные участки цеха, где подвер-
гаются необходимым операциям обработки. На каждом участке
обработку ведет специализированная бригада. В крупных тру-
бозаготовительных цехах существуют следующие специализи-
рованные участки: заготовительный, гибки, предварительной
295
механической обработки, сборки, сварки, окончательной механиче-
ской обработки, гидравлических испытаний, маркировки, хими-
ческой обработки и покрытия узлов труб, изоляции, комплекта-
ции и консервации и, наконец, слесарно-медницкий.
В настоящее время уже есть попытки автоматизировать весь
процесс изготовления узлов в цехе. На рис. 8.11 представлена
принципиальная схема такой автоматизированной поточной линии.
Трубы загружаются в специальные стеллажи. Со стеллажа труба
по рольгангу 2 подается к станку 3, где из нее вырезается заго-
товка нужной длины. Затем на специальных станках к трубе при-
хватываются на станке 4 и привариваются на станке 5 фланцы.
Фланцы и район приварки обтачиваются на автоматическом
фланцепроточном станке 6. Труба с фланцами подается па автома-
тический трубогибочный станок 7, где сгибается по заданной
форме. Готовый узел трубопровода подается на испытания.
Таким образом, все основные операции оказываются ком-
плексно-механизированными.
Защита труб от коррозии выполняется путем
их цинкования, эмалирования, футеровки, покрытием полимер-
ными пленками, а для алюминиевых труб также гидратированием
(паровым оксидированием). Одним из наиболее распространенных
способов защиты стальных труб является цинкование (см. гл. 7).
Цинковое покрытие наносится одним из способов: горячим —
окунанием в ванну с расплавленным цинком, горячим — с по-
следующей термообработкой и термодиффузионным за счет диф-
фузии цинка из порошкообразных смесей при длительном нагреве.
Средняя толщина покрытия 100—300 мкм.
Во избежание повреждений защитной пленки цинкованию
подвергаются только полностью изготовленные, подогнанные по
месту, испытанные и принятые ОТК узлы трубопроводов.
Тепловая изоляция наносится на узлы труб, тем-
пература сред которых значительно отличается от комнатной.
Горячие поверхности с температурой теплоносителя 60° С и выше
изолируют для уменьшения тепловых потерь, предотвращения
ожогов и с противопожарной целью. Толщина изоляции опреде-
ляется расчетом из условия, чтобы температура на ее наружной
поверхности превышала температуру окружающего воздуха не
более чем на 20° С.
Холодные поверхности с температурой теплоносителя 10е С
и ниже изолируют для уменьшения потерь холода и предотвра-
щения выделения росы на поверхности трубы.
Различают три типа изоляции горячих поверхностей: а) обво-
лакивающую, выполняемую из асбестовой ткани или асбопух-
шпура; б) изоляцию формованными изделиями в виде скорлуп
или сегментов, изготовленных заранее из совелита (смесь солей
магния и кальция с асбестом), асбестовермикулнта (смесь гидра-
тизированной слюды, асбеста и бентонитовой глины) или перлита
(стекловидной породы) с глинистой связкой; в) мастичную, нано-
296
297
симую на трубу в виде пасты или мастики, изготовленной из
асбеста, ньювеля, совелита или асбозурита.
Изолированные трубы снаружи закрывают тканью и окра-
шивают.
Холодные поверхности могут быть изолированы органическими
материалами, стекловойлоком или пенопластами. Изоляцию кре-
пят к трубе на клею, а снаружи зашивают тканью или пластмас-
совой пленкой.
Работы по изоляции судовых трубопроводов производятся
в цехе и заканчиваются па судне. В цехе выполняют все подго-
товительные работы: раскрой теплоизоляционных материалов,
изготовление матрацев, заготовку деталей изоляции из плиточных
материалов, скорлуп, сегментов, приготовление мастик и клеев,
а также изоляцию отдельных труб. Изоляция оставшихся от-
дельных участков трубопроводов па судне производится после
гидравлических испытаний системы в собранном виде.
Монтаж систем на судне из собранных узлов
стремятся производить па ранней стадии постройки. Иногда даже
узлами труб насыщают изготовленные отдельные секции и блоки
корпуса.
Общая сборка всей системы на судне производится после
окончания основных корпусных работ в соответствии с техноло-
гическим графиком постройки.
Изготовленные в цехе узлы трубопроводов доставляют на
судно и сначала собирают согласно монтажным чертежам на вре-
менных болтах, с установкой временных прокладок. Далее в ме-
стах присоединения трубопроводов к механизмам или к донной
и забортной арматуре определяют форму и размеры забойных
узлов труб. Забойный узел служит замыкающим звеном, компен-
сирующим погрешности установки оборудования, а также изготов-
ления остальных труб в данном помещении.
Для повышения точности изготовления забойного узла трубо-
провода предварительно выполняют его шаблон-макет с флан-
цами, по которому его затем изготовляют в цехе.
Собранный на временных болтах и проверенный трубопровод
разбирают и затем снова собирают, устанавливая штатные про-
кладки и болты в соединениях, а также крепления к корпусным
конструкциям — подвески. Одновременно собирают и все прочие
элементы системы -— приводы, измерительные приборы, отличи-
тельные планки и пр.
Гидравлические испытания системы в со-
бранном виде на судне проводят для проверки герметичности всех
соединений трубопроводов. Испытание проводится в течение вре-
мени, необходимого для осмотра всех соединений, но не менее
10 мин. Для подготовки к испытанию трубопроводы отключают
от механизмов перекрытием соответствующей арматуры, напол-
няют водой и соединяют с насосом, подающим под давлением воду.
Величина пробного гидравлического давления указывается в мон-
298
Тажном чертеже. Как правило, оно на 25% больше рабочего давле-
ния в данной системе.
При поднятом давлении трубопровод тщательно осматривают
и обнаруженные утечки воды устраняют. После окончания испы-
тания воду удаляют, а трубопровод продувают воздухом.
После окончания испытаний трубопроводы окрашивают спе-
циальным присвоенным им цветом, а фланцевые соединения,
оставшиеся не покрытыми теплоизоляцией в цехе, изолируют на
судне матами или полосами изоляционного материала.
Глава 9
МОНТАЖ МЕХАНИЧЕСКОГО
ОБОРУДОВАНИЯ СУДОВ
И ЭЛЕКТРООБОРУДОВАНИЯ
§ 9.1. Технологическая
характеристика и этапы монтажа
механического оборудования
Современное судно насыщено многообразными и сложными
механизмами, устройствами и теплообменными аппаратами, кото-
рые различаются по конструкции, габаритам и требованиям
к точности монтажа. Объем монтажных операций для транспорт-
ных судов составляет от 8 до 12% трудоемкости постройки
судна.
Важной характеристикой является массогабаритный показа-
тель, который определяет вид поставки оборудования и влияет на
выбор технологии и трудоемкость монтажа, в первую очередь
главных механизмов. Например, масса малооборотных крупно-
габаритных дизелей большой мощности достигает 800 т, а габарит
равен 20X54'12 м, что не позволяет транспортировать дизель
в собранном виде и требует трудоемкой дополнительной сборки его
на судне, тогда как двигатели средней мощности, вспомогатель-
ные механизмы, теплообменные аппараты и другое оборудование
поступает в виде агрегатов.
Агрегатирование предусматривает создание вне судна крупных
сборочно-монтажных единиц (агрегатов, монтажных и зональных
блоков) путем их компоновки из стандартного и унифицированного
оборудования, обладающего свойствами размерной и функцио-
нальной взаимозаменяемости.
Агрегатом (функциональным) называют соединение механиз-
мов, аппаратов, труб, приборов и другого оборудования,
299
представляющих собой единую функциональную систему. Агрегаты
собирают в цехе на общей фундаментной раме или каркасе объем-
ной конструкции и затем устанавливают на судне. Например, для
дизелей типа ДКРН все обслуживающее оборудование собрано
в девять агрегатов. На танкере «Крым» с главной паротурбинной
установкой предусмотрено 17 функциональных агрегатов, которые
объединяют 68 ед., или 80% всего оборудования. Функциональ-
ные агрегаты компонуют выборочно, поэтому не исключается зна-
чительный объем монтажных., работ на судне.
Монтажный блок — соединение тех же элементов, что и в агре-
гате, но относящихся к различным функциональным системам,
объединенных территориально и закрепленных на опорной кон-
струкции.
Зональный блок представляет собой частный случай монтажного
блока, собранного на корпусной опорной конструкции. Зональные
блоки наиболее совершенны в технологическом отношении. Они
состоят из механического оборудования, расположенного в опре-
деленном районе (зоне) машинного отделения, и объединяют
как функциональные агрегаты, так и механизмы, не связанные
между собой функционально, включая транзитные трубопроводы-
Масса и габарит блоков должны обеспечивать их транспортабель-
ность и ремонтопригодность. Например, оборудование машинного
отделения сухогрузного судна «Нептун» спроектировано из трех
зональных блоков: правого и левого бортов и поперечного блока
перед главным двигателем. Агрегатирование зональными блоками
позволяет перенести 60—70% объема монтажных операций с судна
в цех, что в два раза больше, чем при использовании функциональ-
ных агрегатов, н особенно эффективно при модульном методе
постройки судов.
К центруемым главным механизмам *, валопроводам и рулевым
устройствам, рабочая часть которых (гребной вал, баллер руля)
выходит из корпуса, предъявляют повышенные требования к точ-
ности базирования. Поэтому погрешности их монтажа должны
быть минимальными, они измеряются десятыми и даже сотыми
долями миллиметра, что на один-два порядка выше требований
к изготовлению и сборке корпусных деталей.
Для согласования в процессе монтажа допусков на корпусные
конструкции с допусками на установку механического оборудо-
вания между опорными поверхностями механизма и фундамента
предусматривают компенсирующие звенья в виде монтажных
подкладок и клиньев, толщину которых определяют расчетом или
по месту. При установке дейдвудных труб в качестве компенса-
тора служит припуск на диаметр отверстий мортиры и приварыша
1 Центруемыми называют механизмы, которые функционально связаны между
собой и для обеспечения работы требуют совмещения осей валов с заданной точ-
ностью.
300
аЗЛерликовой переборки, который удаляют растачиванием после
пробивки теоретической оси валопровода на судне.
Механизмы имеют, как правило, болтовое соединение с фун-
даментом. Узлы крепления могут быть амортизированными,
неподвижными и подвижными. Амортизация применяется для
ограничения вибраций в источнике, а также виброизоляции
оборудования от корпуса судна.
Монтажные работы выполняют в неблагоприятных условиях
в помещениях судна, насыщенных оборудованием, где одновре-
менно производятся рубка, газовая резка, электросварка и другие
работы. Загрязненность помещений вредными газами и интен-
сивный высокочастотный шум приводят к быстрой утомляемости
работающих и снижению производительности труда.
Номенклатура работ слесарей-монтажников весьма разнооб-
разна и включает обработку судовых фундаментов, расконсерва-
цию механизмов, перемещения их в процессе центровки, при-
гонку компенсирующих подкладок, обработку отверстий (сверле-
ние, развертывание, подрезание под головки болтов) и, наконец,
закрепление механизмов. Выполнение этих работ связано с боль-
шим объемом ручных слесарно-пригоночных операций, полная
механизация которых затрудняется мелкосерийным характером
постройки судов и ограниченным доступом к механизмам на судне.
В настоящее время широко используют переносные станки для
чистовой обработки судовых фундаментов и растачивания ахтер-
штевней, кронштейнов, мортир и других корпусных конструкций.
Для сверления в фундаментах отверстий большого диаметра при-
меняют станки с электромагнитным креплением. Контрольные
операции выполняют с помощью динамометров и точных оптиче-
ских приборов.
Однако в целом уровень механизации монтажных операций
все еще недостаточен. Для повышения производительности труда
необходимо радикально изменить характер механомонтажных
работ путем перенесения возможно большего объема с судна в цехи.
Этому условию в волной мере отвечают зональное агрегатирование
и агрегатный монтаж механического оборудования.
Типовой технологический процесс монтажа составляют сле-
дующие шесть этапов: /
1. Подготовка монтажных баз.
2. Погрузка и транспортировка оборудования на судне.
3. Базирование оборудования ла судне.
4. Установка компенсирующих заеньев между опорными по-
верхностями оборудования и фундамента.
5. Крепление оборудования на фундаменте.
6. Контроль качества монтажа.
Рассмотрим каждый из этапов монтажа.
1. Подготовка монтажных баз. Монтажной ба-
зой называют поверхность или совокупность поверхностей, отно-
сительно которых определяют положение механизмов на судне.
301
Выделяют два вида монтажных баз:
внешнюю неподвижную, связанную непосредственно с корпу-
сом судна, в которую входят основные базовые и вспомогатель-
ные монтажные плоскости суднц
подвижную, в которую включнот поверхности и другие ориен-
тирующие элементы (геометрические оси, установочные риски),
принадлежащие монтируемому оборудованию.
Первый вид монтажных баз называют базовой системой судна,
а второй — базовой системой механизма:
а) подготовка базовой системы судна состоит из нанесения
плазовых точек или рисок на корпусные конструкции, контроля
правильности установки фундаментов на судне и обработки их
опорных поверхностей.
Особенно тщательно контролируют расположение фундаментов
под главные двигатели, координаты которых задают расстояниями
L, В и Н (рис 9.1) относительно основных базовых плоскостей
судна, а также от оси валопровода (расстояние Яо), материали-
зованной струной /, натянутой между плазовыми точками А и Б
на переборках машинного отделения.
Обработку опорных планок 2 фундамента выполняют в цехе
или на судне переносными машинами. Плоскостность каждой
планки проверяют лекальной линейкой и щупом толщиной
0,10 мм, который не должен проходить между контролируемой
поверхностью и линейкой. Неплоскостность опорной поверхности
фундамента задается в виде уклона и ступенчатости полок (к <
С 5 мм) и планок (л < 3 мм), которые контролируют при помощи
уровня и поверочной линейки, накладываемой вдоль и поперек
фундамента. Уклон планок у выполняют в наружную сторону для
возможности установки компенсирующих подкладок;
б) подготовка базовой системы механизма состоит в проверке
наличия осевых рисок на его остове, расконсервации и контроле
ЗП2
отсутствия механических повреждений опорных поверхностей,
сопрягаемых с фундаментом.
2. Погрузка и транспортировка обору-
дования на судне. Основным требованием при транс-
портно-погрузочных операциях является предотвращение дефор-
маций механизмов, что необходимо для сохранения качества их
стендовой сборки при монтаже на судне. Это требование наиболее
трудно выполнить для крупногабаритного недостаточно жесткого
оборудования, имеющего большую массу (дизели, редукторы
ГТЗА, парогенераторы), несмотря на то что их погрузку выпол-
няют с помощью специальных приспособлений.
Грузоподъемность кранов часто не позволяет перемещать
монтажные блоки и агрегаты, имеющие массу несколько сот тонн.
Погрузку их целесообразно выполнять при помощи передвижных
стендов с гидравлическим приводом для закатывания тяжеловес-
ного оборудования на роликах через открытые торцы блоков
судна. Для перемещения внутри судна узлов валопровода большой
длины, например дейдвудных труб, гребных и промежуточных
валов, применяют монорельсы или переносные эстакады с электро-
лебедками.
3. Базирование оборудования. Базированием
называется определение положения оборудования путем совмеще-
ния ориентирующих элементов подвижной базовой системы меха-
низма и неподвижной базовой системы судна. В процессе базиро-
вания необходимо, как правило, лишить механизм всех шести
степеней свободы. Исключение составляют валопроводы, которым
необходимо сохранить одну степень свободы.
Требования к точности базирования и трудоемкость этой опе-
рации зависят от вида механизма. Для вспомогательного обору-
дования допуски на расположение на судне наименее строгие.
Установка такого оборудования на опорную поверхность фунда-
мента лишает его трех степеней свободы. Оставшиеся возможные
перемещения в плоскости крепления и вращение вокруг перпен-
дикулярной к ней оси ограничивают путем совмещения осевых
рисок или отверстий механизма и фундамента, если они были
просверлены ранее по кондуктору.
Центровка главных двигателей, редукторов, главных упор-
ных подшипников и других механизмов, строго связанных с осью
валопроводов, более сложна и выполняется двумя методами:
а) при центровке оптическим методом главные двигатели
ориентируют в машинном отделении судна по теоретической оси
валопровода, представленной плазовыми точками А к Б (рнс. 9.2),
которые материализуют контрольными мишенями 2 и 3. Одну
из мишеней устанавливают на кормовой переборке машинного
отделения, а вторую — на шергене / вне корпуса судна. При цен-
тровке используют точные визирные трубы, имеющие погрешность
измерения ±(2-М0) мкм на 1 м и дальность измерений 50—100 м
и более.
303
Центровку, двигателя 5 выполняют методом визирования, ко-
торый заключается в нахождении его заданного положения по
двум точкам оси валопровода. Вначале центруют визирную
трубу 7 по оси вращения двигателя. Эту вспомогательную опера-
цию выполняют, проецируя перекрестие 4 трубы на мишень 3
и, перемещая трубу регулировочными винтами 6, добиваясь того,
чтобы центры перекрестий трубы и мишени совпадали при повороте
вала двигателя. После этого приступают к центровке двигателя
по оси валопровода. Центровку выполняют путем проецирования
перекрестия визирной трубы на каждую из мишеней и перемеще-
ния двигателя отжимными болтами 10 до совмещения перекрестий.
Рис. 9.2. Центровка главного двигателя оптическим методом.
При этом непараллельность двигателя оси валопровода не должна
превышать
- 0,15 им/м.
где £лб — расстояние между мишенями, м.
В результате центровки ограничивают четыре степени свободы
двигателя. Ориентирование его по двум оставшимся возможным
перемещениям (вдоль оси валопровода и вращение вокруг нее)
не представляет особой трудности. Для правильного расположе-
ния вдоль г.си валопровода достаточно совместить поперечные
риски 8 на остове двигателя с рисками 11 на фундаменте, нанесен-
ными на расстоянии L от кормовой переборки судна. Возможность
вращения двигателя вокруг оси валопровода исключают, ограни-
чивая крен двигателя, который измеряют шланговым уровнем.
Базирование главного двигателя считается выполненным, если
его положение удовлетворяет следующим требованиям:
несовпадение перекрестий прибора и носовой мишени «
С 1,0 мм;
то же на кормовой мишени бл « (бБ + 0,15£/ь) мм;
несовпадение поперечных рисок двигателя и фундамента
Ас -ss 1,0 мм;
крен двигателя 1,0 мм на I м его ширины.
301
Оптическая центровка позволяет выполнять монтаж главного
двигателя в блоке корпуса или при собранной только кормовой
оконечности судна одновременно с монтажом валопровода и дру-
гого оборудования;
б) при центровке с контролем соосности валов двигатель
ориентируют по носовому фланцу валопровода, который должен
быть смонтирован на судне к началу монтажа главных двигателей.
Несоосность валов характеризуется параллельным смещением
б (мм) и изломом <р (мм/м) их осей, измеренными в вертикальной
Рас. 9.3. Контроль изломов а смещений валов: а — с помощью линейки
и щупа; б— с помощью стрел: в— схема размерной цепа.
и горизонтальной плоскостях. При диаметре фланцев D 5= 200 мм
для центровки применяют щуп и лекальную линейку 3 (рнс. 9.3, а).
Определяя смещение, например, в вертикальной плоскости, ли-
нейку накладывают ребром на одну из полумуфт и щупом изме
ряют верхний радиальный зазор zB. Брз поворота фланцев изме-
ряют нижний радиальный зазор г„. Смещение валов равно полу-
сумме указанных зазоров. При определении излома осей щупом
измеряют вверху и внизу раскрытие фланцев, и разность осевых
зазоров (хв —х,) относят к диаметру фланцев.
Для получения более точных результатов применяют две пары
стрел / и 2 (рис. 9.3, б), которые временно крепят к фланцам.
Несоосность определяют по величине изменения зазоров между
стрелами, измеренных щупом или индикаторами, при повороте
не соединенных болтами валов. Зазоры ZiB и характеризуют
смещение валов, а зазоры х1п и х2и — излом осей. Каждый из за
зоров изд еряют два раза: в исходном положении и после поворота
валов на 180°.
395
Формулы для вычисления смещений и изломов осей можно уста-
новить путем решения уравнения размерной цепи (рис. 9.3, в).
Исходное положение (0° поворота):
*1в + Я — 6 = z2H 4- R 4- 6.
После поворота валов на 180°
гги + R — 6 - z1H 4- R — в.
Складывая оба уравнения и группируя члены, получаем
(21л г&) — (21н “г 2ан) 1 46.
Смещение валов равно разности сумм верхних и нижних радиаль
ных зазоров, деленной на четыре:
g „
По аналогии излом осей равен разности сумм верхних и ниж
них осевых зазоров, деленной на двойное расстояние между точ
ками измерений,
гр—
2S
где 5 — разнос стрел, м
Допускаемые величины смещений и изломов зависят от кон
струкции муфт. Для главных двигателей с жесткими муфтами
допускается несооспость [6) =- 0,10 мм; [<р I = 0,15 мм<'м, а с упру
гими муфтами — в три раза больше.
4. Установка компенсирующих звеньев.
Наиболее технологичны подкладки из малоусадочной пластмассы /
(рис. 9.4, с), так как пластмасса в неотверждешюм состоянии за
полняет неровности фундамента и монтажные зазоры, исключая
этим необходимость обработки фундамента и пригонки подкладок
по месту. Для установки центруемых механизмов широко приме-
няют пластмассу ФМВ (формуемая, малоусадочная, волокнистая),
которую приготовляют на основе эпоксидной смолы с наполни-
телем из стекловолокна и асбестового волокна. Пластмасса после
отверждения имеет достаточно высокий предел прочности при сжа-
тии (<тсж 80ч-120 МПа) и незначительную усадку — не более
0,5% толщины подкладки.
Вспомогательное оборудование с жестким корпусом устанавли-
вают на подкладки из пластмассы БКД (бакелит, контакт, дерево),
приготовляемой на основе бакелита с наполнителем из древесных
опилок. Пластмасса имеет значительную усадку = 44-7%. но
сна дешевая и способна отверждаться без подогрева.
В случае применения металлических подкладок требуется
тщательная обработка фундамента для обеспечения их плотного
прилегания к опорным поверхностям (под щуп толщиной 0,05 мм).
Сферические подкладки (рис. 9.4, б) состоят из двух дисков, кото-
306
рые сопрягаются сферическими поверхностями, благодаря чему
верхняя половина подкладки может самоустанавливаться по
нижней в соответствии с уклоном фундамента. Конструкция
исключает пригонку подкладок. Верхняя половина 2 имеет при-
пуск, который подрезают на станке после измерения высоты под-
кладки ft. Сверление и развертывание отверстия под призонный
болт 3 выполняют но месту. Прямоугольные клинья (рис. 9.4, в)
необходимо пригонять по месту. Для исключения этой трудоемкой
Рис. 9.4. Узлы неподвижного креп-
ления: а— подкладка из пластмас
сы; б — сферическая подкладка;
в— клин и болт, покрытые поли-
мерным составом.
операции в узлах крепления используют полимерный состав 4,
состоящий из модифицированной эпоксидной смолы, отверждае-
мой полиэтиленом — полиамином. В этом случае клин 5 изготов-
ляют заниженным на 0,10—0,30 мм, покрывают упомянутым
составом и заводят в монтажный зазор. После отверждения со-
става достигается плотное прилегание/клина к опорным поверх-
ностям. '
Амортизаторы имеют резиновые упругие элементы 3 и 5
(рис. 9.5), соединенные с металлическими несущими деталями
методом вулканизации. Для компенсации монтажных зазоров и
просадок амортизаторов применяют выравнивающие шайбы 2
или подкладки 4, которые должны плотно (под щуп толщиной
0,10 мм) прилегать к лапе / механизма или к полке фундамента 6.
Амортизаторы АКСС (амортизатор корабельный сварной со стра
ховкой) рассчитаны на небольшие нагрузки — от 0,1 до 4,0 кН
(рис. 9.5, а). Пластинчатые амортизаторы (рнс. 9.5, б) приме-
няют для больших нагрузок —5,0—22,0 кН. Резиновый элемент
307
располагают с наклоном, что повышает внброизолирующий эффект
амортизации.
5. Крепление оборудования на фунда-
менте. Крепление обычно выполняют с помощью проходных
и частично призонных фундаментных болтов. Призонные болты
(поз. 3 рис. 9.4, б) имеют плотную посадку ОСТ 5.0219—76
в отверстии и служат дополнительным конструктивным средством
для обеспечения неподвижности механизма па фундаменте при
действии сдвигающих нагрузок в плоскости крепления.
Рис. 9.5. Узлы амортизированного креплении а — амортизатор типа АКСС;
б — амортизатор пластинчатый наклонный.
Отверстия под призонные болты должны быть изготовлены по
седьмому квалитету и иметь шероховатость 7?г < 20 мкм
ГОСТ 2789—73. После сверления отверстия в узле крепления
обрабатывают развертками, что является трудоемкой операцией.
Стержень лризонного болта обрабатывают на станке по ше-
стому квалитету с шероховатостью Ra -С 1,25 мкм, выдерживая
фактический диаметр развернутого отверстия и обеспечивая натяг
в соединении 10—15 мкм Болты устанавливают в отверстия,
предварительно охладив в жидком азоте до температуры — 190° С.
Для исключения развертывания отверстий призонные болты
устанавливают с зазором (рис. 9.4, е), который заполняют полимер-
ным составом, обеспечивающим после отверждения плотное со-
пряжение болта с отверстием. Для предупреждения деформаций
механизма болты затягивают равномерно одинаковым усилием,
контролируя момент затягивания при помощи динамометрических
ключей или по углу позорота гайки. Крепление заканчивают
заземлением электромеханизмов на норпус судна.
6. Контроль качества монтажа. Качество мон-
тажа определяется правильным расположением оборудования на
судне и отсутствием деформаций механизмов, которые нарушают
требования их сборки на стенде. Деформации особенно трудно
избежать в случае недостаточно жестких центруемых крупнога-
308
баритных механизмов: редукторов ГТЗА, двигателей внутрен
него сгорания и турбогенераторов большой мощности.
Монтаж указанных механизмов выполняют без разборки, кон-
тролируя распределение нагрузок от действия силы тяжести
механизма на его опорный фланец. Метод контроля основан на
следующем. Вначале находят стендовые значения нагрузок. Для
этого на заводе-изготовнтеле динамометрами измеряют нагрузки
на опорный фланец механизма, поднимая его параллельно опорной
поверхности сборочного стенда. Значения нагрузок заносят в фор-
муляр. При монтаже на судовом фундаменте в опорный фланец
механизма снова вворачивают динамометры (см. рис. 9.8) и, дей-
ствуя ими как отжимными болтами, регулируют нагрузки, до-
биваясь их совпадения с формулярными (стендовыми) значениями.
Отклонение монтажных нагрузок от стендовых величин не должно
превышать ±5?о.
При отсутствии контроля нагрузок механизмы после монтажа
вскрывают и проверяют соосность валов, контакт зубчатых за-
цеплений и другие параметры. Эти операции связаны с трудоем-
кими измерениями на судне, при этом возможны дополнительные
слесарно-пригоночные работы по доведению указанных пара-
метров до стендовых значений, поскольку в этом случае дефор
мации механизмов в процессе монтажа не контролируются.
§ 9.2. Монтаж главных двигателей
Трудоемкость и цикл монтажа главных энергетических уста-
новок зависят от последовательности и взаимосвязи корпусных
и механомонтажных работ. В начальный период ведущим этапом
постройки судна является формирование корпуса. После сборки
кормовой оконечности и машинного отделения основными ста
новятся механомонтажные работы, и прежде всего моптаж глав-
ных двигателей и валопроводов.
При этом возможны следующие три варианта монтажа обору-
дования (табл. 9.1).
Монтаж при последовательном выполнении работ наиболее
продолжительный, тогда как при агрегатном монтаже зональными
блоками цикл установки всего механического оборудования сокра-
щается в несколько раз. '
При блочной постройке судна оборудование устанавливают
одновременно во всех блоках После стыкования блоков завер-
шается монтаж оборудования, попадающего на стыки корпуса.
При окончательном монтаже главных двигателей на стапеле
необходимо учитывать, что деформации корпуса при спуске судна
нарушают взаимное расположение отцентрованных крупногаба-
ритных механизмов и валопроводов. Поэтому для обесгечеиия
монтажа на стапеле целесообразен вероятностный подход к во-
просу компенсации расцентровок механизмов, включающий про-
гнозирование ожидаемой несоосиости валов главных двигателей
309
Таблица
Варианты монтажа механического оборудования
Монтаж оборудования
последовательный отдельными агрегатами и механизмами вокальными блоками
Сборка корпуса в райе и кормовой оконечности Монтаж: валопровода — с кормы в нос главного двигателя с ирицеитровкой к валопроводу вспомогательного оборудования — по мере готовно- сти корпуса не машинного отделения Монтаж: главного двигателя с оптической центровкой валопровода — после центровки главного двига- вспомогател ьного оборудования — одновременно с установке”: главного двига теля и валопро- вода Сборка отдельных блоков корпуса Монтаж: зональных блоков оборудования — во всех блоках корпуса одно- временно зонального блока главного двига- теля с оптической центровкой валопровода — после центровки блока главного двигателя
после спуска судна на основании информации о состоянии цен-
тровки на стапеле и на плаву, полученной на нескольких судах
одной серии.
Наибольшие значения смещения и излома оси главного дви-
гателя на плаву, вычисленные с заданной доверительной вероят-
ностью, должны допускаться компенсирующей способностью гиб-
ких соединений валов.
Корпус судна — нестабильный объект для монтажа оборудо-
вания. Чтобы исключить влияние деформаций корпуса на условия
монтажа, в стапельный период к нему предъявляют особые требо-
вания.
К началу монтажа главных двигателей и валопроводов корпус
в районе кормы и машинного отделения должен быть окончательно
сформирован, должны быть закончены гидравлические испыта-
ния отсеков и погружены тяжелые сосредоточенные грузы. В пе-
риод монтажа главных двигателей ежедневно контролируют поло-
жение корпуса на стапеле по крену и прогибу относительно основ-
ной плоскости. Пробивку теоретической оси валопровода и кон-
троль центровки главных двигателей выполняют в ночное время
или в пасмурную погоду при стабильных температурных условиях.
В процессе монтажа необходимо связать неточности положения
двигателя и отклонения длины валов с расположением корпусных
310
конструкций. Для компенсации отклонения положения двига-
теля 9 (рис. 9.6) по высоте применяют монтажные подкладки 10.
Номинальную толщину компенсирующей (монтажной) подкладки
вычисляют, используя уравнение размерной цепи
где — расстояние от основной плоскости (ОП) судна до осн
валопровода; Н2 — расстояние от ОП до опорной поверхности
фундамента; Ht — расстояние от опорной поверхности остова
до оси вала двигателя; Н& — допускаемая расцентровка двига-
теля и валопровода.
Рис 9.6. Размерные цепи главного двигателя и валопровода двухвинтового судна.
Значение Я3к рассчитывают по этой формуле и учитывают при
выборе толщины заготовок подкладок.
Для компенсации отклонения положения двигателя по длине
судна в валопроводе предусмотрено специальное звено в виде
«забойного» вала-прсставки 8 длиной liK, носовой фланец кото-
рого имеет припуск А — 30н-50 мм, величину которого уточняют
и подрезают при монтаже. Координацию фундаментов проверяют
путем растяжки валопровода при помощи рейки длиной 4, со-
бранной из отдельных труб. На рейке нанесены риски, положение
которых соответствует координате риски //на фундаменте под
главный двигатель, координатам фундаментов под подшипники 6,
торцов кронштейна /, мортиры 3 и приварыша 5 на ахтерпиковой
переборке 4. По результатам растяжки подрезают припуск А£к
на кормовом торце кронштейна и Д/м — на мортире.
Отдельные валы: гребной 2, дейдвудный и промежуточные 7
длиной 4, 4 и 4, а также участок /в/вала главного двигателя
изготовляют в пределах производственных допусков, максималь-
ное суммарное отклонение которых должно быть меньше припуска
на фланце вала-проставки. При совмещении с точностью А/ С
с 1,0 мм рисок 12 на остове двигателя с рисками 11 на фундаменте
положение двигателя должно соответствовать координатам
чертежа.
Виды главных механизмов разнообразны: двигатели внутрен
него сгорания, турбозубчатые агрегаты (паровые и газовые),
гребные электродвигатели, водометные движители и др. Рассмо-
трим особенности технологии монтажа первых двух, как наиболее
распространенных.
311
Монтаж двигателей внутреннего с гора-
н и я. Особенность конструкции такого двигателя — коленчатый
вал, представляющий собой специфичную податливую деталь
сложной формы, допускаемые деформации которой измеряются
сотыми долями миллиметра. Для выполнения этого требования
после монтажа должно быть обеспечено прямолинейное положение
остова двигателя, зафиксированное нагрузками на его опорный
фланец.
Агрегатный монтаж двигателя. Тронковые двигатели массой
50—100 т транспортируют в сборе, грузят в машинное отделение
и устанавливают согласно этапам монтажа (см. с. 301).
Положение двигателя определяют вначале по длине судна пу-
тем совмещения рисок 8 на остове с рисками И на фундаменте
(см. рис. 9.2), а затем центруют его оптическим методом по пла-
зовым точкам Л и Б теоретической осн валопровода с допускаемым
отклонением, приведенным на с. 304.
Динамометры 9 вворачивают в опорный фланец двигателя
и одновременно с центровкой регулируют нагрузки на них, до-
биваясь совпадения со стендовыми значениями. После этого между
опорными поверхностями двигателя и фундамента устанавливают
сферические подкладки, контролируя плотность прилегания щу-
пом толщиной 0,05 мм. При установке на амортизаторы или под-
кладки из пластмассы двигатель центруют со смещением вверх на
величину ожидаемой их усадки. Установку двигателя заканчивают
креплением к фундаменту.
Блочный монтаж крупногабаритных дизелей. Крейцкопфные
дизели массой 250—800 т транспортируют отдельными блоками
и узлами.
На судне кроме центровки и крепления необходимо выполнить
трудоемкую и точную общую сборку дизеля.
Базовой конструкцией при сборке служит блок — фундамент-
ная рама 2 (рис. 9.7) с уложенным на нее коленчатым ва-
лом 3.
При монтаже необходимо одновременно обеспечить соосность
блока с валопроводом, плоскостность верхней базовой поверх-
ности рамы и оптимальное положение коленчатого вала в рамовых
подшипниках. Центровку блока выполняют при помощи визирной
трубы 7, вращая полый коленчатый вал валоповоротным устрой-
ством 1. Положение блока по длине судна определяют путем со-
вмещения рисок 5 на раме с рисками 4 на фундаменте.
Наиболее трудно обеспечить плоскостность верхней поверх-
ности рамы дизеля, имеющей длину 10—25 м и исключительно
строгие допускаемые отклонения — не более 0,01 £ мм (L — длина
рамы, м). Эта поверхность служит сборочной базой, определяет
взаимное расположение и величину зазоров между деталями дви-
жения дизеля.
Контроль плоскостности выполняют путем снятия реперпых
лин1 й пли оптико-механическими методами.
312
Реперные линии — Это совокупность расстояний от специально
обработанных реперных (контрольных) площадок 14 на раме до
стальных струн 13, натянутых по ее бортам грузами Р. Реперные
ординаты вначале измеряют электроштихмасом на стенде завода-
изготовителя и записывают в формуляр дизеля. При установке
рамы на судовой фундамент реперные ординаты /ф, /1", .... Л”
измеряют повторно и, сравнивая монтажные реперные линии со
стендовыми, регулируют плоскостность базовой поверхности рамы
Рис. 9.7. Общая сборка крупногабаритного дизеля.
(отклонение не более 0,05 мм). Раму перемещают отжимными
приспособлениями 6.
Отсутствие деформаций коленчатого вала контролируют по
его раскепу и прилеганию шеек вала к рамовым подшипникам
(щупом толщиной 0,03 мм).
Раскеп — это разность расстояний между щеками кривошипа 12
при его диаметрально противоположных положениях
т = 4 — 4, ’
где /, — расстояние между щеками в верхнем положении кри-
вошипа; 4 — расстояние между щеками в нижнем положении.
Величина допускаемого раскепа [Г] = 0,0001 Н (Н — ход
поршня, мм). Например, при Н = 500 мм [7] = 0,05 мм.
После базирования блока пригоняют компенсирующие под-
кладки и раму крепят к фундаменту, а затем приступают к сборке
остова и деталей движения дизеля.
313
На раму последовательно устанавливают картерные стойки 6,
ресивер продувочного воздуха 10 в сборе с газовыхлопным кол-
лектором и блоки цилиндров 11.
Нижние головки шатунов навешивают па коленчатый вал и
собирают с крейцкопфами 9, к которым крепят штоки с поршнями.
Остов дизеля стягивают анкерными связями при помощи гидро-
домкратов.
Рис. 9 8. Установка главного турбозубчатого агрегата.
Монтаж закапчивают на плаву, где окончательно измеряют
реперные ординаты и раскепы коленчатого вала, которые заносят
в формуляр в качестве контрольных величин на период эксплуа-
тации дизеля.
Монтаж главных турбозубчатых агре-
гатов. ГТЗА имеет массу 250—300 т и состоит из механизмов
большого габарита, которые строго связаны между собой и с ва-
лопроводом. Паротурбинный агрегат поставляют па судно в виде
отдельных узлов (конденсатор, редуктор, турбины высокого и
низкого давления), из которых редуктор — наиболее тяжелый,
но и наименее жесткий механизм. При монтаже редуктор при-
нимают за базовый механизм, от которого одновременно устанавли-
вают в корму валопровод и в пос — корпуса турбин.
Редуктор 1 (рис. 9.8) центруют оптическим методом по пла-
зовым координатам оси валопровода, предварительно определив
его положение по длине судна путем совмещения поперечных
рисок (Ас < 1,0 мм).
Для сохранения качества зубчатого зацепления при помощи
динамометров 12 регулируют нагрузки 7?", /?", ..., на
опорный фланец редуктора, добиваясь их совпадения со стен-
довыми значениями. Затем устанавливают сферические под-
314
кладки 13 между опорными поверхностями и окончательно крепят
редуктор к фундаменту.
Монтаж ТНД 3 сложнее монтажа редуктора. Турбина кормо-
вым стулом неподвижно опирается на площадку редуктора,
а носовой гибкой опорой 4 — на фундамент 6. При установке
турбин необходимо обеспечить их соосность с редуктором, осевое
расстояние /1 + 1,0 мм и возможность теплового расширения
корпусов турбин за счет патяга гибких опор (а = 2+-3 мм). После
центровки ТНД пригоняют вначале компенсирующие подкладки И
в креплении кормового стула, а затем подкладки 5 под гибкую
опору. ТВД поступает на судно в агрегатном виде и ее устанавли-
вают аналогично ТНД.
Конденсатор 7 поднимают домкратами и центруют по рискам
ла выпускном патрубке ТНД, обеспечивая равномерное поджатие
пружинных опор 9 нагрузками и Т?2. Опоры крепят к фунда-
менту после пригонки установочных шайб 8. В процессе монтажа
должна быть обеспечена плотность фланцевого соединения 10,
необходимая для сохранения вакуума в конденсаторе.
На плаву окончательно контролируют соосность турбин,
зубчатые муфты 2 закрывают кожухами и устанавливают при-
зонные болты в узлах крепления турбин.
§ 9.3. Монтаж валопроводов
Конструктивное оформление валопровода для двухвинтового
судна схематично показано на рис. 9.6. Валопровод работает
в сложных условиях. На долговечность его существенное влияние
оказывают деформации корпуса и изнашивание дейдвудных под-
шипников, что приводит к неблагоприятному перераспределению
нагрузок на них и нарушает вибрационную характеристику вале
провода. Поэтому основным требованием при проектировании
и монтаже валопровода является необходимость создания па под-
шипники оптимальных нагрузок, которые должны обеспечивать
падежную загрузку подшипников на всех режимах эксплуатации
судна. Рассмотрим основные этапы монтажа валопровода
Монтаж дейдвудного устройства. Дейдвуд-
ное устройство состоит из стальной трубы 4 (рис. 9.9, а), подшип-
ники которой служат опорами гребного вала. Дейдвудная труба
имеет носовое подвижное крепление к прн^арышу 5 на ахтерпи-
ковой переборке и кормовое неподвижное крепление к яблоку
ахтерштевня /. При установке приварыш и ахтерштевень имеют
припуск на диаметр отверстий, которые растачивают на судне по
разметке. Для разметки уточняют положение теоретической оси
валопровода путем ее повторной пробивки оптическим методом
одновременно с центровкой главного двигателя. Положение оси
фиксируют рабочей 2 и контрольной 3 окружностями, нанесен-
ными на торцах приварыша и ахтерштевня. Рабочая окружность
определяет диаметр обработки отверстий, контрольная — служит
815
для центровки расточного устройства и проверки правильности
растачивания. Отверстия должны быть обработаны по седьмому
квалитету и иметь шероховатость Rz с 20 мкм. Посадочные пояса
дейдвудной трубы обрабатывают в цехе по фактическим диаметрам
расточенных отверстий с обеспечением натяга 0,03—0,04 мм
Рис. 9.9. Крепление дейдвудной трубы одновинтового судна: д — пу-
тем запрессовки трубы; б — при использовании жидкотекучей пласт-
массы.
Г1/
в сопряжении с ахтерштевнем и зазора скользящей посадки
в сопряжении с приварышем. Трубу прессуют в отверстия с рас-
четным усилием при помощи гидравлического приспособления,
что обеспечивает ее надежное крепление и плотное сопряжение
с опорными конструкциями судна.
Обработка отверстий приварыша и ахтерштевня в судовых
условиях — чрезвычайно трудоемкая операция, которую стре-
мятся исключить. Компенсацию погрешностей корпусных работ
без растачивания отверстий на судне выполняют двумя методами:
316
введением монтажных зазоров между дейдвудной трубой и
опорными конструкциями корпуса;
установкой кронштейнов и мортир па судне по специальной
технологии, обеспечивающей их соосное положение с валопрово-
дом после приварки к корпусу. При первом методе яблоко ахтер-
штевня и приварыш растачивают в цехе на 5—10 мм больше диа-
метра посадочных поясов трубы и приваривают на судне. Дей-
двудную трубу свободно заводят в отверстия, устанавливают
с торцов мишени и цептруют оптическим методом по оси валопро-
вода. Монтажные зазоры, уплотненные резиновым шнуром 7
(рис. 9.9, б), заполняют жидкотекучей пластмассой в при помощи
ручного пресса через нижнее отверстие 10. При этом воздух и из-
быточное количество пластмассы выходят через выпор ^. Кормо-
вой конец трубы дополнительно крепят гайкой 6.
При втором методе кронштейны и мортиры на небольших двух-
винтовых судах устанавливают в окончательно обработанном виде
и, тщательно регулируя режимы сварки, добиваются сохранения
положения опорных конструкций по оси валопровода. На больших
судах растачивание отверстий сохраняется, но этим методом
удается уменьшить величину снимаемого-припуска.
Монтаж гребного винта. Качество насадки винта
контролируют но плотности сопряжения конических поверхно-
стей винта и вала или по расчетной величине диаметрального
натяга в соединении Второй метод контроля более технологичен
и состоит в обеспечении неподвижности винта при передаче кру-
тящего момента двигателя путем создания в коническом соедине-
нии контактного давления, величина которого зависит от типа
посадки винта. Для шпоночного соединения применяют прессовую
317
посадку, а для бесшпоночного - горячую посадку. Процесс
насадки механизирован и выполняется давлением рл = 30-ь-
-ь-60 МПа при помощи гайки домкрата 1 (рис. 9.10), которую на-
ворачивают на хвостовик вала. Для снижения усилия насадки
примерно в четыре раза применяют гидропрессовый метод, кото-
рый состоит в том, что насадку винта производят осевым усилием
с одновременной подачей масла по канавкам 4 давлением =е
-• 90н-120 МПа на сопрягаемые конические поверхности. При на-
садке удобно контролировать не натяг, а осевое перемещение Aw
Рис. 9.11. Изменение конструк-
тивной нагрузки ла подшипник
валопровода при эксплуатации
судна.
винта 5, величину которого изме-
ряют индикатором 2, закрепленным
на гребном вале 3.
Центровка валопро-
вода. При сборке фланцев несо-
осных валов и при изгибе валопро-
вода в эксплуатации возникают до-
полнительные нагрузки на подшип-
ники, а в валах появляются зна-
копеременные нормальные напря-
жения.
Основным контролируемым пара-
метром при центровке служат на-
грузки, которые влияют непосред-
ственно на долговечность подшип-
ников, зависят от их расположения
и степени изгиба валопровода. Цен-
тровку можно также выполнять, контролируя соосность валов
или смещение подшипников относительно теоретической оси
валопровода. Однако каждый из методов центровки должен обес-
печивать оптимальную нагрузку подшипников, которую рассчи-
тывают с учетом влияния условий эксплуатации судна.
Начальным расчетным параметром центровки служит кон-
структивная нагрузка на подшипники (рис. 9.11), которую
вычисляют при соосном расположении подшипников валопровода.
При эксплуатации судна наблюдается изменение конструктив-
ной нагрузки на величину ±А7?Д от деформаций корпуса и на
±А7?И от изнашивания дейдвудных опор. Нагрузки с учетом
этих факторов не должны выходить из допускаемых пределов
нагружения подшипнике® на величины R' и R".
Нормальные напряжения, возникающие в валах при изгибе
валопровода, имеют знакопеременный характер и могут снизить
его циклическую долговечность. Поэтому при расчете валов мон-
тажные напряжения ограничивают следующими значениями:
[<тм1 = 25 МПа для гребных и дейдвудных валов;
[ow ] = 35 МПа для промежуточных валов.
Применяют три метода центровки валопроводов-
1. Центровка валопровода с контролем нагрузок на подшип-
ники заключается в определении фактических нагрузок на под-
318
шинники, которые измеряют при помощи динамометров, установ-
ленных на каждом подшипнике.
Допускаемые нагрузки на подшипники скольжения рассчиты-
вают исходя из их несущей способности и обеспечения удельного
давления к/ I 0,05 МПа.
Допускаемые пределы изменения нагрузок на подшипник равны
[/?maxl= [*71иах1 Wj [/?minl = l^inml
где [Лщзх ], [7?mln 1 — максимальная и минимальная допускаемая
нагрузка соответственно; [фП|ЯХ 1» [*7mln I—максимальное и мини-
мальное допускаемое удельное давление соответственно: I - длина
подшипника: d — диаметр шейки вала.
Рис. 9.12. Оптимизация нагрузок на подшипники валопровода.
а — путем перемещения промежуточных опор, б — путем смеще-
ния двигателя относительно оси валопровода.
При расположении подшипников по прямой линии обычно не
достигается их оптимальная загрузка.
Для оптимизации нагрузок вводят монтажный изгиб валопро-
вода в вертикальной плоскости путем перемещения подшипни-
ков 2 и 3 (рис. 9. |2, о) промежуточных валов по высоте при соосных
подшипниках /, 4 или при смещении двигателя 6 (рис. 9.12, б)
относительно оси валопровода 5. Величины перемещений подшип-
ников у%, у?, и гД, необходимые для достижения оптимальных
нагрузок Л?—Д1, определяют расчетом.
Монтажные нагрузки на подшипники должны быть равны
оптимальным значениям с учетом допускаемых отклонений при
центровке валопровода:
/?Г = Я?±Д/?Г,
где i — номер подшипника.
Минимальное отклонение монтажных нагрузок ДД” допу-
скается в пределах ±10% оптимальной нагрузки, а максимальные
отклонения определяют расчетом. Нормальные напряжения
в .валах при достигнутом монтажном изгибе валопровода не
должны превышать допускаемых значений. Нагрузки на опорные
319
подшипники 2 (рис. 9.13) промежуточных валов измеряют и ре-
гулируют в вертикальной плоскости с помощью динамометров 3
при собранных фланцевых соединениях валов п уложенной неме-
таллической прокладке 4 под крышку подшипника.
Фактическая нагрузка на подшипник равна
7?„ = /4. + ^-G.
где R„, Ил нагрузки на динамометры, установленные в правой
и левой лапах подшипника соответственно; G — сила тяжести
подшипника.
При центровке разница нагрузок на правый и левый динамо-
Г _____ _______-—— Св' иог.^УС.1тиЮТЛГ"ГК
должна превышать 5%, что исключает необходимость
контроля нагрузок в горизонталь-
ной плоскости. При допускаемых
нагрузках на подшипники изме-
ряют высоту монтажных подкладок
/, после пригонки которых подшип-
ники крепят к фундаменту. Метод
центровки по нагрузкам основной и
применяется при монтаже валопро-
водов с подшипниками скольжения
и качения.
метры
2. Центровка валопровода с кон-
Рис. 9.13. Регулирование пагру- тролем соосности валов заключается
зок на подшипник при помощи в определении смещений и изломов,
динамометров. измеренных на фланцах последова-
тельно присоединяемых валов.
В вертикальной плоскости расчетные величины смещений
и изломов должны обеспечивать оптимальные нагрузки R°, R°,
..., на П°ДШИПНИКИ валопровода. Расчет ведут исходя из
расположения подшипников по высоте и прогиба концов валов под
действием силы тяжести.
Расчетные смещения и изломы на Л-м соединении валов равны
+ i/f+i — + Рп. к — Р-i к.
где у° , у?, .... — перемещения подшипников по высоте,
обеспечивающие их оптимальное нагружение; lit 1щ, 1-м — рас-
стояния между подшипниками; 1м, ь —расстояния от t-и
и « j_ п-g опор соответственно до Л-го соединения валов; рп.к,
Р _ прогиб правого и левого концов вала соответственно;
Пя к ___угол поворота правого и левого концов вала соот-
ветственно.
320
Прогиб и угол поворота концов валов под действием силы тя-
жести вычисляют при их свободном расположении на двух опо-
рах. Если прогиб конца вала р 0,3 мм и его нельзя уменьшить
применением монтажного (временного) подшипника, то центровка
по смещениям и изломам не разрешается.
Минимальные отклонения смещений и изломов от расчетных
значений в вертикальной плоскости допускаются: Д6® = ±0,10 мм;
Дф° = ±0,10 мм/м. В горизонтальной плоскости валопровод
должен быть строго соосным.
Рис. 9.14. Схема для расчета несоосности валов с учетом монтажного изгиба
валопровода.
Установку валопровода производят одновременно от гребного
вала и главного двигателя путем последовательной прицентровки
промежуточных и упорного валов по фланцевым соединениям.
Несоосность измеряют при помощи парных стрел с индикаторами
или линейки и щупа, как указано па с. 305. Подшипники пере-
мещают при помощи отжимных болтов. Метод центровки универ-
сален, применим для валопроводов любой конструкции, по тре-
бует разборки фланцевых соединений.
3. Центровка валопровода с контролем смещения подшипни-
ков валов заключается в установке подшипников качения по оси
валопровода оптическим методом, при этом допускаемое отклоне-
ние вычисляют с учетом оптимизации нагрузок на подшипники.
Центровку подшипников производят от окончательно установ-
ленного главного двигателя. В корпус подшипников заводят
фальшвалы, на торцах которых расположены мййени с пере-
крестиями. Перекрестие визирной трубы, установленной по оси
вала главного двигателя, проецируют на мишени фальшвалов и
перемещают подшипники, добиваясь совмещения перекрестий.
После крепления к фундаменту в подшипники заводят валы, кото-
рые собирают без последующей проверки соосности. Метод цен-
тровки применяют только для монтажа валопроводов с подшип-
никами качения.
11 П/р Мацкевича В. Д. 321
§ 9-4. Монтаж
паропроизводящих установок
.и теплообменных аппаратов
Рис. 9.15. Паропроизводящая
установка моноблочной кон-
струкции.
насос
Монтаж реакторов и парогенераторов
на ядерно м топливе1. Оборудование ядерной паро-
производящей установки (ППУ) представляет собой вертикально
расположенные теплообменные аппараты, которые имеют подвиж-
ное шпоночное или цапфовое крепление в верхней части и как бы
висят в кессонах. Для возможности
температурных деформаций между
стенками кессона и корпусом аппарата
предусматривают радиальные и осевой
зазоры.
Оборудование ППУ транспортных
судов компонуют в специальном газо-
непроницаемом контейнере, имеющем :
нротивоуда рные и защитные устройства. |
Трудности монтажа обусловлены боль- |
шой массой и габаритом изделий. |
Например, на атомном рудовозе «Отто ;
Ган» масса реакторной установки со- I
ставляет 1650 т, диаметр контейнера “
9,5 м при высоте 13,1 м. На этом судне J
ППУ имеет оригинальную моноблоч- ?
ную конструкцию и состоит из проч-
ного корпуса, в котором размещены
активная зона реактора, блок паро-
генератора, регулирующие стержни и
первого контура. Для агрегатного
монтажа ППУ необходимы мощные средства транспортировки
и погрузки в реакторный отсек. При монтаже предъявляют
строгие требования к чистоте внутренних поверхностей
аппаратов и трубопроводов, контроль которой выполняют
путем промывки каждого контура дистиллированной водой.
При этом обеспечивают прочность и плотность всех соединений,
учитывая строгие требования к их герметичности.
При монтаже ППУ моноблочной конструкции контейнер 2
(рис. 9-15) грузят кранами в реакторный отсек и ориентируют
согласно координатам чертежа, добиваясь вертикального распо-
ложения в диаметральной плоскости. После этого устанавливают
компенсирующие подкладки 7 в монтажные зазоры радиально
расположенных опор 6. Проверку агрегата ППУ 1 на комплект-
ность выполняют в цехе, затем грузят через люк 4 в контейнер,
1 См.: Волков Н. Н., Кодацкий С. Б. Конструктивные особенности атом-
ных судов. Л., Судостроение, 1971;
Манько П. А., Соломинский Б. Е. Производство судовых реакторов и паре- ;
генераторов. Л., Судостроение, 1969.
322
определяя положение по рискам Опер, и при вертикальном поло-
жении выполняют дополнительное бортовое крепление 5. Уста-
новку агрегата закапчивают монтажом биологической защиты 3.
Монтаж парогенераторов на органиче-
ском топливе. Парогенератор имеет большое количество
вальцованных соединений труб и арматуры, рассчитанных на
Рис. 9.16. Установка парогенератора на переходных частях фундамента: с —
базирование парогенератора; б — скользящая опора с ограничительными план
ками; в— скользящая опора с распорными втулками и свальными отиерстиями.
действие пара высоких параметров. При монтаже плотность таких
соединений должна быть сохранена. В креплении парогенератора
предусмотрены, кроме неподвижной, несколько скользящих опор.
Парогенераторы обычно поступают на судно в собранном ваде.
Главные парогенераторы большой паропроизводительности, на-
пример парогенератор танкера «Крым» массой 300 т и габарит-
ными размерами Их 11 •'18,5 м, монтируют блоками.
Базирование парогенератора 1 (рис. 9-16, а) выполняют отно-
сительно носовой переборки 2 котельного отделения, диаметраль-
ной и основной плоскостей судна с допускаемым отклонением
±15 мм от координат чертежа. Одновременно контролируют крен
П* 323
(не более 8 мм на 1 м диаметра коллектора) и дифферент — до-
пускается только в нос до 2 мм на 1 м длины коллектора.
Для компенсации погрешностей монтажа между опорой 3
и фундаментом 5, предусмотрена сварная переходная часть 4,
которая по высоте имеет технологический припуск Дй — 30ч-
ч-40 мм. При монтаже парогенератор перемещают домкратами 7,
добиваясь, чтобы ось парогенератора была выше плазовой точки А
на величину этого припуска. Газовым резаком 6 со специальным
копирующим приспособлением припуск подрезают и парогене-
ратор опускают до соприкосновения переходных частей с фунда-
ментом. Переходны г части приваривают к фундаменту. В крепле-
нии скользящих опор с ограничительными планками 9
(рис. 9.16,"б) проверяют монтажные г и тепловые з зазоры, а также
плотность прилегания латунной подкладки 8 опоры к переходной
части фундамента. Для крепления вспомогательных парогенера-
торов предусмотрены овальные отверстия с распорными втул-
ками 10 (рис. 9.16, в), которые обеспечивают расширение при на-
личии зазоров t и и.
Применение переходных частей фундамента исключает тру-
доемкие пригоночные операции в узлах крепления и позволяет
выполнять агрегатный монтаж парогенератора с полным насы-
щением. Монтаж заканчивают установкой изоляции, гидравли-
ческими испытаниями и проверкой плотности обшивки парогене-
ратора.
Монтаж теплообменных аппаратов. Тепло-
обменные аппараты (маслоохладители, топливо- или водоподогре-
ватели, конденсаторы, деаэраторы) расположены на судне гори-
зонтально или вертикально, и их монтаж характеризуется не очень
высокими требованиями к точности базирования. Подвижные
узлы состоят из’болтов со специальными распорными втулками
(см. рис. 9.16, с), установленными в овальные отверстия лап
аппарата. Возможность расширения корпуса обеспечивается за-
зорами в этих узлах t — 0,3 мм и и — 3 мм.
Технология монтажа, например, маслоохладителя, имеющего
кормовые подвижные опоры и носовые неподвижные, состоит
в следующем. Сначала обрабатывают опорную поверхность фунда-
мента и сверлят в нем отверстия через лапы аппарата. Затем при
горизонтальном расположении маслоохладителя пригоняют ком-
пенсирующие подкладки Щуп толщиной 0,3 мм не должен про-
ходить между сопрягаемыми поверхностями в узлах крепления.
Наконец, устанавливают распорные втулки в овальные отверстия,
и маслоохладитель окончательно закрепляют болтами.
§ 9. Б- Монтаж вспомогательного
оборудования и механизмов устройств
К вспомогательному оборудованию относится большое число
механизмов и агрегатов, которые по характеру монтажа можно
разделить на пять групп:
324
1) оборудование, не имеющее движущихся частей (донно-
бортовая арматура, фильтры, автоклавы, съемные цистерны,
теплообменные аппараты);
2) механизмы моноблочной конструкции, у которых энерге-
тическая часть и рабочее устройство собраны в одном корпусе,
например безбаллерные швартовные шпили, грузовые лебедки и
насосы;
3) механизмы, сцентрованные на общей фундаментной раме
(турбо- и дизель-генераторы, преобразователи электрического
тока, компрессоры);
4) оборудование, собранное в функциональные агрегаты и
зональные блоки, объединяющие механизмы предыдущих трех
групп, включая трубопроводы, корпусное насыщение и электро-
оборудование;
5) устройства и механизмы, поступающие на монтаж отдель-
ными узлами, конструктивно связанными с корпусом и собирае-
мыми на судне в единое целое, например рулевое и якорное уст-
ройства.
Монтаж оборудования выполняют по типовой технологии со-
гласно общим этапам (см. с. 301), но каждая группа имеет свои
особенности.
Требования при базировании оборудования следующие;
отклонение осевых рисок механизма от рисок на фундаменте
±5 мм;
расстояние между опорными поверхностями механизма и фун-
дамента 20 ± 5 мм;
отклонение положения механизма от вертикальности 1 мм
на 1 м и от горизонтальности 3 мм на 1 м.
Для оборудования первой и второй групп характерны жесткий
корпус и отсутствие центруемых на судне узлов, что упрощает
технологию монтажа.
Фундаменты под фильтры, автоклавы, шланговые лебедки
только зачищают от окалины и устанавливают их непосредственно
на фундамент или применяют наборные подкладки из нескольких
стальных пластин.
При монтаже донно-бортовой арматуры обеспечивают герме-
тичность соединений, например кингстона или клинкета, с фун-
даментом. Эго достигается тщательной обработкой сопрягаемых
поверхностей, при которой обеспечивают плоскостность, контро-
лируемую щупом толщиной 0,05 мм или плитой на краску (не
менее трех пятен на квадрат 25 >'25 мм). Арматуру крепят на
шпильках, ввернутых в комингсы или наварыши корпуса судна.
Плотность соединения проверяют действием гидравлического
давления не менее 0,2 МПа (2 кгс/см£).
Палубные механизмы, насосы и другие нецентруемые на судне
агрегаты второй группы имеют развитую опорную поверхность.
Это позволяет выполнять их агрегатный монтаж на подкладках
из пластмассы Б КД. Пластмассу наносят равномерным слоем на
325
очищенную от окалины поверхность фундамента и делят ограни-
чительными деревянными рейками на отдельные участки. Меха-
низм ориентируют по заранее просверленным отверстиям и осе-
вым рискам фундамента.
Для обеспеченья горизонтального положения механизма и до-
стижения толщины слоя пластмассы около 10 мм, лимитируемого
упором в ограничительные рейки, выполняют предварительную
затяжку фундаментных болтов. После отверждения пластмассы
болты затягивают окончательно.
Механизмы третьей группы представляют крупногабаритные
агрегаты нежесткой конструкции, которые имеют амортизиро-
ванное крепление на судне. Основным требованием при их монтаже
является сохранение строгой соосности валов, достигнутой при
центровке агрегата на заводе-изготовителе. Однако при транс-
портно-погрузочных операциях фундаментная рама агрегата де-
формируется и из-за этого нарушается центровка валов. Для
компенсации деформаций рамы допуски на соосность валов диф-
ференцируют, а именно: центровку механизмов на заводе-изгото-
вителе выполняют со строгими допусками: 1би] = 0,10 мм;
[<ри ] — 0,15 мм/м. При монтаже на судне эти допуски расширяют:
[См] = 0,15 мм; 1<рм] = 0,75 мм/м.
Если при установке агрегатов предусматривается контроль
распределения нагрузок на фундаментную раму при помощи
динамометров, то необходимость проверки соосности валов исклю-
чается.
При монтаже, например, дизель-генератора кроме соосности
двигателя и генератора электрического тока необходимо обеспе-
чить допускаемый раскеп коленчатого вала двигателя. Дизель-
генератор ориентируют по амортизаторам, заранее закрепленным
к фундаменту при помощи шаблона. Горизонтальность обеспе-
чивают выравнивающими шайбами разной толщины между рамой
и амортизатором (см. рис. 9.5, а). Соосность валов восстанавли-
вают путем пригонки подкладок под генератор.
Оборудование четвертой группы, собранное в цехе в зональ-
ные блоки, монтируют агрегатным методом. Зональные блоки
массой до 500 т компонуют на штатных корпусных конструкциях,
габаритные размеры которых соизмеримы с габаритами объемных
секций судна.
Агрегатирование выполняют па участке предмонтажной сборки.
Монтаж крупных зональных блоков на судне выполняют по тех-
нологии, принятой при установке на стапеле секций корпуса.
При этом обращают особое внимание на сохранение центровки
и плотности герметичных соединений механизмов.
Механизмы судовых устройств пятой группы оборудования,
в отличие от зональных блоков, пе поддаются сборке в агрегаты.
Их установка характеризуется большим объемом монтажных
операций, выполняемых непосредственно на судне. Примером
может служить монтаж рулевого устройства. Перо руля 1
326
Рис. 9.17. Установка рулевого устройства.
327
(рис. 9.17) должно находиться строго в диаметральной плоскости
перпендикулярно основной плоскости. Отверстия в гельмпортовой
трубе 9 под баллер руля и в пятке ахтерштевня под штырь должны
быть соосными и обработаны по девятому квалитету — расточены
на судне при помощи переносного станка. Бронзовые втулки 2
ахтерштевня обрабатывают в цехе по фактическому диаметру
расточенных отверстий с предельными отклонениями прессовой
посадки t7 (ОСТ 5.0219—76) и устанавливают с натягом в отвер-
стия, предварительно охладив втулки в жидком азоте. Руль
в собранном виде транспортируют под корму судна и заводят
в отверстия втулок при помощи талей и домкратов. При этом
в опорах руля должны быть выдержаны радиальные зазоры,
соответствующие ходовой посадке и обеспечены монтаж-
ные зазоры а = 30 ± 5 мм, б — 20 ± 5 мм. Положение руля по
высоте регулируют, пригоняя компенсирующее кольцо 3, и фикси-
руют бугелем 5, на котором подвешен руль. Собирают упорный
шарикоподшипник 6 и проверяют плотность его соединений, при-
меняя обдув воздухом.
Углы перекладки у = 35 + 1° проверяют по градусной сетке,
нанесенной ла основании стапеля под кормой судна, и ограничи-
вают упорами на пятке ахтерштевня. Руль должен переклады-
ваться на каждый борт легко усилием, заданным в чертеже.
Электрогидравлическую рулевую машину 7 на судне базируют
относительно баллера руля. В соединении румпеля 4 с баллером
пригоняют шпонки и крепят машину к фундаменту на подкладках 8
из пластмассы ФМВ.
§ 9-6. Особен нооти монтажа у /
электрооборудования
Трудоемкость электромонтажных работ на судах составляет
10% и более от общей трудоемкости постройки судна. Этот по-
казатель может значительно колебаться в зависимости от степени
насыщенности судна электрооборудованием, вида главной энер-
гетической установки, мощности всех источников энергии и дру-
гих факторов. Однако несомненна тенденция к постоянному уве-
личению количества электрооборудования в новых проектах су-
дов. Некоторую характеристику этой тенденции может дать
средняя длина электрокабелей, уложенных на судне. На типовом
транспортном судне на 1 м длипы корпуса в 1930 г. приходилось
до 400 м кабеля, в 1950 г. — 1200 м и в 1970 г. — 5000 м.
Электромонтажные работы, как правило, выполняет не судо-
строительный ~ лав'од, а организации — контрагенты завода.
В СССР такой организацией является предприятие ЭРА (Электро-
радиоавтоматика), имеющее цехи или филиалы на всех судострои-
тельных заводах. Предприятие ЭРА выполняет заказ, комплек-
тацию, подготовку, установку, монтаж, наладку и испытание всех
328
электрических систем и устройств, включающих: источники элек-
троэнергии, электроприводы, аппаратуру потребителей энергии,
пускорегулирующую аппаратуру, радионавигационное оборудо-
вание и устройства электроавтоматики, распределительные уст-
ройства. ЭРА выполняет прокладку всех кабелей и монтаж всего
электрооборудования.
Канализацию электрической энергии на судах осуществляют
с помощью кабелей и проводов разных марок. Прокладка кабелей
Рис. 9.18. Крепление кабелей к корпусным конструкциям: а— к пе-
изолируемой конструкции на панели; б — к изолируемой конструк-
ции на мостах; в — к изолирующей конструкции по зашивке; г,д —
в кассетах.
7 — скоба; в — планка крепления; 9 — кассеты.
может быть свободной — в грубах или желобах, проходящих
через корпусные конструкции, или же неподвижной (рис. 9.18) —
на панелях, мостах, по зашивке помещения либо подвесной в кас-
сетах.
При прокладке кабелей неизбежно приходится пересекать
корпусные конструкции, в том числе и непроницаемые. Пересече-
ние с проницаемыми конструкциями можно выполнять через
вырезы, кромки которых должны быть окантованы или же округ-
лены для предохранения кабеля от повреждения. При проходе
кабеля сквозь непроницаемые конструкция применяют ,уплртни-
329
тельные устройства — индивидуальные или групповые сальники
или кабельные коробки (рис. 9.19).
В соответствии с технологической классификацией кабели
разделяют на магистральные — проходящие через несколько (две
или более) переборок и палуб; смежные — проходящие через
одну переборку или палубу; местные — про-
ложенные в пределах одного помещения
(рис. 9.20). Кроме того, есть короткие вну-
триузловые кабели.
Чтобы освободить электромонтажников
от механомонтажных работ (не относящихся
к их специальности), установлено правило:
все электрооборудование массой свыше 15 кг
(распределительные щиты, электрические
станции, пускатели и т. д.) устанавливает
судостроительный завод. Электрооборудо-
вание меньшей массой устанавливает пред-
приятие ЭРА.
Можно выделить следующие этапы элек-
тромонтажных работ (трудоемкость работ
па каждом'Этапе-дгПЗ'в процентах от общей
трудоемкости электромонтажных работ —
без учета монтажа радиооборудования):
а) подготовительные „работы в .цехе элек-
тромонтажнТ>То'"предприятия, трудоемкость
которых, например, при постройке сухо-
грузных судов и танкеров составляет
10—15%;
б) подготовительные работы на судне,
включающие установку на корпусных кон-
струкциях фундаментов электрооборудова-
ния, всех конструкций для крепления кабе-
лей, установку электрооборудования на фун-
даментах и подготовку к затягиванию ка-
белей. Эти работы, в свою очередь, разде-
ляют па два периода: до установки изоля-
ции в судовых помещениях и после ее
установки; их трудоемкость — 8—10%;
в) «внешний» монтаж, т. е. прокладка, разделка и маркиро-
вание кабелей; трудоемкость работ — 35—40%;
г) «внутренний» монтаж, который заключается во включении
жил кабелей в установленное электрооборудование; трудоемкость
работ — 15—18%;
д) опробование-электрооборудования в действии, его испыта-
ние и сдача; трудоемкость работ па этом этапе 23—25%.
Электромонтаж ранее выполняли бессистемно, т. е. по выбороч-
ной схеме: устанавливали, какое помещение наиболее подготов-
лено, и там начинали электромонтаж. Это приводило к задержке
ззо
работ и огромному числу «недоделок». При современной органи-
зации постройки судна электромонтажные работы можно выпол-
нять по следующим технологическим схемам.
При параллельной технологии внешний и внутренний монтаж
электрооборудования выполняют во всех помещениях судна одно-
временно. При этой технологии кабели прокладывают обязательно
по всей длине (без бухтований) в помещениях, готовность которых
для электромонтажных работ должна быть оформлена актом.
Внутренний монтаж производят также одновременно во всех
помещениях после затягивания и крепления кабелей.
Рис. 9.20. Технологическая классификация кабелей.
бели: 4 — виутрнузловые кабели. 5 — районы разводки кабелей; 6 —
Однако применить такую технологию на крупных судах не-
возможно, так как нельзя одновременно подготовить к монтажу
электрооборудования все помещения большого судна. Поэтому
фронт электромонтажных работ ограничивают двумя-тремя тех-
нологическими районами, например собранными островами
судна (параллельно-районная технология), или же отдельными
блоками, если применяется блочный метод постройки судна
(параллельно-блочная технология).
Применяют также схемы последовательно-районной техноло-
гии, при которой работы ведут по параллельной технологий
в пределах ограниченных технологических районов, последова-
тельно подготовляемых к монтажу. Такая технология, применима
при постройке единичных крупнотоннажных судов.
На современных судах широкое применение получали автома-
тизированные электротехнические комплексы (оборудование, при-
боры и кабели), потребовавшие разветвленных и весьма насыщен-
ных кабельных сетей. Анализ показал, что при монтаже этих
комплексов до 80 % кабельных работ относятся к монтажу местных
кабелей, эти работы лежат на критическом пути сетевого графика
монтажа. Соответственно была предложена автономно-районная
331
технология. При ее применении судно разделяют на макрорайоны
или на автономные районы, каждый из которых отдельно и свое-
временно подготовляют к электромонтажу.
Наконец, наиболее прогрессивной является узловая техноло-
гия монтажа электрооборудования, при которой большую часть
электромонтажных работ производят на шаблонах или макетах,
выполненных в натуральную величину. Затем готовые «электро-
монтажные узлы» подают на судно и быстро закрепляют на штат-
ном месте.
Подготовительные работы в цехе электромонтажного предприя-
тия состоят в изготовлении различных креплений, скоб, панелей,
подвесок и пр. для установки электрооборудования и укладки
кабелей. Основной работой является также заготовка кабелей.
Заготовка кабелей включает их отрезание, защиту концов от
попадания влагц, маркирование кабелей и наматывание подготов-
ленных отрезков па заготовительные барабаны. Кабели можно
отрезать по замерам их длины на судне, однако при серийном
строительстве судов целесообразно иметь записи длин кабелей на
головном судне. В настоящее время длины кабелей рассчитывают
с помощью ЭВМ, составляя макеты судовых помещений и моде-
лируя в них прокладку трасс. Кабели для серийных судов отре-
зают, замеряя длину кабеля, сматываемого с барабана, при
помощи особого счетного приспособления.
При наматывании кабелей на заготовительные барабаны боль-
шое значение имеет последовательность наматывания, которая
должна отвечать технологической последовательности их затяги-
вания на судне.
Наиболее трудоемким этапом электромонтажных работ яв-
ляется внешний монтаж. Он включает: затягивание и прокладку
кабелей, их разводку (разветвление) к местам расположения элек-
трооборудования; ввод в сальник или втулку электрооборудова-
ния; разделку концов кабеля (т. е. отрезку излишков длины и
снятие на нужном расстоянии защитных оболочек) и маркировку.
Затем проложенные кабели закрепляют и уплотняют сальники
и коробки.
Кабели затягивают по всей длине района их размещения без
сращивания. Длина района размещения магистральных кабелей
может достигать длины судна и более. Если по условиям орга-
низации работ затяжка по всей длине невозможна, то кабель
приходится временно оставлять мотком (бухтовать). При бухто-
вании кабель легко повредить. Поэтому бухты кабеля необходимо
защищать временными закрытиями.
Сращивание кабелей для упрощения их укладки допускается
весьма редко и лишь в местах, оговоренных проектом, или же
в случае повреждения — как исключение (чтобы не менять уже
проложенный кабель).
При затягивании кабелей выполняют их маркировку, кото-
рая позволяет определять их назначение перед включением.
332
Маркировочные бирки в виде пластмассовых колец и трубо»
проводов закрепляют на кабеле, устанавливают в местах про-
хода кабеля через корпусные конструкции и у его ввода в электро-
оборудование.
При затягивании магистральных кабелей в исходном положе-
нии устанавливают помост, на который «восьмеркой» сматывают
кабель с барабана. В местах поворотов кабеля устанавливают
направляющие ролики, что облегчает затягивание. С обеих сторон
переборок или палубы у каждого группового сальника закреп-
ляют шаблоны со вставленными в специальные прорези бирками
для штатного маркирования кабелей.
Во всех отсеках кабель протягивают одновременно, по команде,
передаваемой с центрального пульта микрофоном.
Внутренний монтаж электрооборудования состоит в отрезке
отдельных жил кабеля на нужную длину и их «оконцевании».
Концы каждой жилы оголяют на необходимой длине и закрепляют
на них наконечник, с помощью которого кабель подключают
к электрооборудованию. Затем включают жилы кабелей в электро-
оборудование и проверяют соответствие включения проектной
электрической схеме. Наконец, проверяют электрооборудование
в действии.
После проверки внутреннего монтажа приступают к подготовке
всего электрооборудования к швартовным и сдаточным испыта-
ниям.
Одновременно проверяют и готовят к сдаче электроосвещение
судовых помещений, судовую сигнализацию и другие электриче-
ские схемы, не связанные с механическим оборудованием судов.
Г лава 10
ИСПЫТАНИЯ И СДАЧА СУДОВ
§ 10.1. Виды приемок и испытаний
Обеспечение высокого качества продукции являетс^одной из
важнейших экономических и политических задач промышленной,
в том числе и судостроения. Поэтому при постройке судна
предусматривается регулярный технический контроль отдельных
секций и блоков, частей судна или судна в целом, т. е. проверка
соответствия технологических процессов, от которых зависит
качество продукции, установленным техническим требованиям.
Технический контроль завершается всесторонними испытаниями
построенного судна. При испытаниях также окончательно отраба-
333
Тывается взаимодействие многочисленного оборудования судна,
его систем, коммуникаций и устройств.
Контроль и испытания производят представители отдела техни-
ческого контроля завода (ОТК), а в отдельных случаях — также
и представители организаций, осуществляющих технический над-
зор за постройкой (например. Регистр СССР или Речной Регистр
РСФСР), и заказчика (например. Министерства морского флота
И др.).
Проверка (или испытания), выполненная в соответствии с про-
граммой или проектной документацией, результаты которой при-
знаны соответствующими техническим условиям, называется при-
емкой.
Для оформления и учета приемок проектная организация
разрабатывает «Перечень обязательных приемок», согласован-
ный с Регистром СССР и заказчиком. При постройке крупного
морского судна (такие суда строятся малой серией) число таких
приемок составляет несколько сотен. Около половины их осуще-
ствляется в период постройки, а остальные — во время испытаний.
Окончательная приемка оформляется документом — так назы-
ваемым «удостоверением» определенной формы. Удостоверение
подписывают ОТК, представители Регистра или наблюдающий
заказчика. Все удостоверения группируют, выделяя «построеч-
ные», «швартовные» и «ходовые», и брошюруют в отдельные жур-
налы, которые заполняют по мере хода постройки и в процессе
испытаний.
Первое удостоверение, например, содержит результаты про-
верки сертификатов на материалы корпуса, использованные для
постройки данного судна. Есть удостоверение об испытаниях
непроницаемости отсеков корпуса, удостоверение о проверке
соответствия всех конструкций корпуса установленному проекту
и т. д.
Испытания судовых механизмов, оборудования и судна в целом
разделяются на стендовые, швартовные, ходовые, ревизию меха-
низмов и контрольный ныхоп. ~
Стендовыми называют испытания механизмов п оборудования.
прб&сдтагне~~на заводах-изготовителях для проверки качества
сборкиГ~~обкатки оборудования и установления его параметроЪ.
вносимых в паспорт. Стендовые испытания сокращают сроки и
стоимость последующих испытаний на судне. На заводах-изгото-
вителях для таких испытаний механизмов и оборудования создают
испытательные стенды.
Щ^аргтёнымй называют испытания работы механизмов, уст-
ройст]Г_!^Т!борУХования, установленных на судне, как в отдель-
пости^так частично, и во взаимодействии в условиях, приближаю-
щихся к эксплуатационным. Ранее такие испытания проводили
па судне, ошвартованном после спуска у стенки завода, отсюда
название — швартовные испытания. Окончателыю_.сдают_те меха-
низмы и оборудование, условия работы которых на швартовных
334
испытаниях не отличаются пт условий их работы ня тпповнх
испытаниях: например, судовую электростанцию, водопровод
пресной и забортной воды, балластную, осушительную и противо-
пожарную системы и т. п.
Оборудование, устройства и системы, условия работы которых
во время хода судна значительно отличаются от условий их работы
на швартовах, принимают дважды: их испытывают на шварто-
вах предварительно, а окончательно испытывают и принимают при
ходовых испытаниях.
Например, при испытаниях якорного устройства на швартовах
проверяют прохождение звеньев якорной цепи но звездочке
шпиля или брашпиля, втягивание якорей в бортовые якорные
клюзы, действие стопоров ит. д.; при испытании рулевого устрой-
ства на швартовах проверяют исправность действия привода и
указателей положения пера руля и т. д.
Окончательно испытывают и сдают якорное и рулевое устрой-
ства во время ходовых испытаний.
Во время швартовных испытаний проверяют на водонепрони-
цаемость крышки люков, иллюминаторы, водонепроницаемые
наружные двери; проверяют и сдают оборудование всех судовых
помещений; проверяют наличие аварийно-спасательного иму-
щества и крепление его по-походному и т. д.
Швартовпые испытания механической части начинают с на-
лаживания и испытаний вспомогательных механизмов, обслужи-
вающих главную энергетическую установку; сдают электроэнерге-
тическую установку, испытывают аварийные механизмы (напри-
мер, аварийный дизель-генератор и др.).
Для экономии ресурса вспомогательных судовых механиз-
мов в период испытаний судно обеспечивают электроэнергией,
паром и сжатым воздухом от береговых источников.
Перед пуском главной энергетвческой установки тщательно
проверяют условия на акватории, чтобы поток воды, отбрасывае-
мой винтом, не причинил повреждения береговым сооружениям.
Если на судне главная энергетическая установка паротурбин-
ная, то до ее испытания проводят швартовные испытания главных
парогенераторов с обслуживающими вспомогательными механиз-
мами и аппаратами.
Перед испытаниями ГТЗ А проверяют действие валоповорствого
и валотормозпого устройств, а также страгивание турбин на
передний и задний ход.
Затем проверяют работу ГТЗА при частоте вращения, допусти-
мой по условиям надежной швартовки и по состоянию береговых
сооружений и глубины акватории.
В начале швартовных испытаний главной дизельной уста-
новки проверяют: исправность действия валоповоротного устрой-
ства, сигнализации падения давления и перегрева масла, выключе-
ния топлива при повышении частоты вращения сверх допустимой,
пусковые качества двигателя и запасы пускового воздуха. Затем
335
проверяют работу главных двигателей на малых и средних оборо-
тах, а при наличии винта регулируемого шага или специальных
нагрузочных устройств — и на полных ходах.
Во время швартовных испытаний испытывают значительную
часть электро- и радиооборудования судна, оставляя на ходовые
испытания лишь оборудование, требующее для окончательной его
проверки ходовых режимов и специального обеспечения.
При современных методах постройки некоторые швартовные
испытания начинают иногда еще при нахождении судна на по-
строечном месте. После окончания швартовных испытаний судно
предъявляют к выходу на ходовые испытания. Это представление
подписывает директор завода.
Ходовые испытания состоят в проверке механизмов в условиях
ходовь1х~7>ёжимив, и id к же определении маневренных и других
качеств судна.
Ходовые испытания принято разделять на заводские и сдаточ-
ные. Кроме того, для головных судов предусматривают специаль-
ные расширенные испытания, так называемые прогрессивные
с целью определения некоторых главнейших характеристик при
различных режимах хода судна. Обычно прогрессивные испыта-
ния совмещают с ходовыми сдаточными испытаниями судна.,
В процессе заводских ходовых испытаний проводит регулиро-
вочно-наладочные работы и подготовку к сдаточным испытаниям.
Сдаточные ходовые испытания проводят с целью определения
тактико-техцическйх данных судна и проверки их соответствия
утвержденному~прОе1СгУ и договорной специфакации.
На заводских ходовых-испытаниях проверяют предусмотрен-
ные лроектом_спецмфпкационные характеристики главных судовых
двигателей (мощность, расход топлива, масла и т. п.) при разных
режимах, в томчисле: Экономического хода, полного хода, самого
полного хода, заднего хода и других.
На ходовых испытаниях одновременно с проверкой судовой
энергетической установки производят определение скорости и
маневренных качеств судна.
— Скорость судна может определяться па мерной линии, т. е.
на специальном участке, концы которого обозначены створными
знаками. Для обеспечения достаточной точности измерений длина
пробега па мерной линии должна составлять: одну милю — при
скорости до 18 уз, две мили — при скорости 18—36 уз, три мили —
при скорости свыше 36 уз
На ходовых испытаниях волнение и ветер должны быть не
более 3 баллов, а глубина воды не менее 5—6 осадок судна, это
позволяет исключить искажающее влияние мелководья и волне-
ния.
Скорость определяют как среднее из замеров на нескольких
галсах.
Во время мапевзенпых испытаний судна определяют поворот-
ливость судна и его инерцию.
336
Поворотливость судна характеризуется элементами циркуля-
ции: тактическим диаметром (расстояние между линиями обрат-
ных курсов при повороте судна па 180°), продолжительностью
циркуляции, дрейфами, углом крепа судна при циркуляции, поте-
рей скорости. Диаметр циркуляции замеряют штатными судовыми
радиолокационными станциями, а также при помощи специальной
аппаратуры.
Инерция судна — свойство сохранять установившееся движе-
ние после изменения режима (например, с полного переднего хода
судна на «Стоп»).
Инерцию определяют расстоянием (выбегом) и временем с мо-
мента подачи соответствующей команды до полной остановки или
достижения соответствующей скорости.
Выбег обычно выражают в длинах корпуса судна, например,
«одна длина», «половина длины» и т. д. Измеряют его с помощью
специальной радиолокационной аппаратуры или с помощью дере-
вянных брусков, сбрасываемых в воду с носа судна по ходу его
движения, в момент подачи команды об изменении режима. В мо-
мент достижения кормой судна первого сброшенного бруска сбра-
сывают второй и т. д. до полной остановки судна.
На ходовых испытаниях также проверяют в ходовых режимах
некоторые элементы электрооборудования н навигационные при-
боры.
Р е в н з и я-механизмов и контроль н ы й
выход. После окончания всех испытаний производят частичное
вскрытие некоторых механизмов и проверяют состояние рабочих
поверхностей их деталей и узлов. Такая проверка, выполняемая
по требованию приемной комиссии, носит название ревизии
механизмов.
Одновременно с ревизией устройств и механизмов устраняют
недостатки, отмеченные приемной комиссией. В то же время
выполняют окончательную окраску судна.
Окончание ревизии фиксируют актами, после чего производят
опробование механизмов в действии, сначала на стоянке, а затем
при контрольном выходе судна.
Все испытания проводят на основе программ, разрабатываемых
проектной организацией. Они основываются на договорной спе-
цификации на постройку судна и рабочей документации (чертежах,
инструкциях, схемах н т. д.). -—
Испытаноя__ организует и проводит завод-строитель _судна
вместе с представителями заводов-контрагентов, участке которых
оговорено отдетьнчмч согпаитениями^с ними. Подготовку и про-
ведение-испытаний ведет сдаточная команда зявопа. состоящая-из
высококвалифицированных рабочих и ИТР как данного пред-
приятия, так и нё»сбтарЬ1Х-контрагрнтпв во главв-с лтветствейным
.сдаддиком Состав сдаточной команды назначается приказом
директора завода. В сдаточную команду включается и испытатель-
ная партия, в обязанности которой входит обеспечение нормальной
337
работы всех измерительных средств и запись их показаний в ходе
испытаний.
Приемку .судна при сдаточных испытаниях осуществляет ггри-
емная комиссия, назначаема? внцугтпящими—организациями.
В сбС'ГДВ комиссии обычно входят: представители заказчика, орга-
низации, осуществляющей надзор за постройкой, капитан судна
и предстаЬите.'НГ лрсбктно» организации.
Для подготовки личного состава и для успешной эксплуатации
судна завод-строитель во время испытаний передает команде
инструкции по уходу и обслуживанию механизмов и аппаратуры,
а также комплект отчетной технической документации, которая
может быть использована во время ремонтных работ.
После выполнения всех работ, предусмотренных договором
с заводом, передачи комплекта отчетной технической документа-
ции и окончания испытаний судна составляют приемо-сдаточный
акт, подп1гсываемый-нр£Д£едателем и членами приемной комиссий.
Акт утверждается вышестоящими организациями, и судно пере-
дают в эксплуатацию."
§ 10-2- Применение имитационных
методов испытаний
При изыскании возможностей снижения стоимости испытаний
судов и сокращения сроков- их проведения были разработаны
способы испытании устройств и оборудования на швартовах с пди-
мененПстГ~различных средств, имитирующих эксплуатационные
нагрузки и реальные условия плавания. Эти способы получили
кйзваы\е~иАй1тационнь1х.
УстаРЙГтв»т-гг~~Помощь:-о которых при испытаниях создаются
нагруз ки, соответствующие эксплуатационным, называются на-
грцзжнылшГ'М отдельных случаях ОНИ могу7~предназначаться и
дляразгрузки (например, гребного винта).
Специальные нагрузгтныё-угтрлйст.вя -создают для испытаний
главных судовых двигателей, а также якорных и рулевых уст-
ройств.
При испытаниях главного двигателя на швартовах он не может
развить спецификационные мощность и частоту вращения вслед-
ствие того, что при работе гребного винта будет отсутствовать
аксиальное перемещение. Винт только отбрасывает окружающую
его воду и становится тяжелым (в гидродинамическом смысле).
Чтобы обеспечить спецификационную частоту вращения гребного
винта в условиях неподвижного судна, необходимо развить мощ-
ность двигателя большую, чем расчетная. Чтобы избежать этого,
необходимо на швартовах разгрузить двигатель по моменту и по
упору до расчетной мощности.
Для этого используют различные способы, в том числе:
уменьшение погружения гребного винта в результате прину-
дительного уменьшения осадки кормы судна;
338
Г уменьшение площади диска гребного винта с помощью кольце-
вой насадки;
I подачу сжатого воздуха в зону действия винта, что приводит
| к уменьшению плотности среда;
применение потоконаправляющей камеры, с помощью которой
вода подтекает к гребному винту со скоростью, равной его расчет-
ной аксиальной скорости.
Применение этих способов позволяет имитировать действитель-
ные расчетные условия работы гребного винта.
Потоконаправляющая камера
представляет собой плавучий ящик
с обтекаемыми внутренними кана-
лами (рис. 10.1), временно прикреп-
ляемый к корпусу в районе греб-
ного виита. Поток от винта напра-
вляется в камере по двум круговым
каналам снова к лопастям со скоро-
стью ор. Винт придает потоку допол-
нительную (вызванную) скорость
«выз. В результате относительная
поступь винта становится равной ее
значению при режиме хода. Потоко-
направляющая камера, кроме того,
защищает дно и стенки акватории
от размывания винтом.
Если на судне установлен винт
регулируемого шага (ВРШ), то ис-
пытывать установку па всех режи-
мах можно, изменяя углы располо-
жения лопастей, т. е. изменяя шаг.
ДП
Рис. 10.1. Схема плавучей now>-
конаправ.чяюлей камеры.
1 — пиит испытываемого судна,
2 — руль судна; 3 — 1лтсцдиые за-
крылки, пригоняемые к корпусу
судна; 4 — цистерны плавучести;
5 — поток от винта.
Имитационные испытания на швартовах якорного устройства
можно проводить путем нагружения якорного механизма и узлов
устройства одним из трех известных способов:
работой в определенных режимах главного двигателя судна па
задний ход, якорная цепь при этом закреплена на берегу;
компенсирующими грузами, навешенными на эталонный уча-
сток якорной цепи;
универсальным нагружателем, расположенном на плавучем
понтоне, который подводится к борту судна. Нагружатель пред-
ставляет собой гидромеханический тормоз с диетанционным'уярав-
лением.
Последний способ наиболее перспективен и имеет ряд пре-
имуществ по сравнению с другими: универсальность, независи-
мость технологического процесса испытаний, точность воспроизве-
дения натурных условий и др.
Имитационные испытания на швартовах рулевого устройства
можно проводить путем нагружения рулевой машины и узлов
устройства одним из следующих способов:
339
сТруей воды, отбрасываемой винтоМ;
гравитационными нагружателями, действие которых основанб
на использовании тарировачных грузов, соединенных через
систему тросов и блоков с пером руля;
нагружателями, основанными на использовании тарировочных
пружинных рессор или гидромеханизмов, взаимодействующих
с пером руля.
Для настройки и испытаний навигационного и радиолокацион-
ного оборудования вблизи завода устраивают специальные поли-
гоны, состоящие’мз пассивных локационных отражателей (целей)
или естественных ориентиров и створов. При испытаниях судно
стоит на швартовах, направление и расстояние до отражателей от
него известны. Радиолокационные станции обнаруживают отра-
жатели, определяют курсовые направления и расстояния до них.
Полученные данные сравниваются с истинными значениями и
в случае отклонений производится регулировка станций.
Для испытания гирокомпаса на акватории завода оборудуют
навигационный створ, по которому проверяют установку гироком-
паса в меридиан и определяют постоянные поправки. Проверку
устойчивости работы гирокомпаса в меридиане производят с по-
мощью локационных отражателей.
Испытания гидродинамического лага, действие которого Ьсно-
вано на изменении давления в приемной трубке лага при разных
скоростях судна, осуществляют, искусственно создавая напоры
в системе с помощью гидравлического пресса. Кривые динамиче-
ского напора получают но данным испытаний головного судна.
С помощью имитационных методов проводят испытания на
швартовах и гидроакустической аппаратуры. Для этого с по-
мощью специального измерительного прибора — гидрофона, уста-
навливаемого под днищем судна на глубине 1 м, измеряют звуковое
давление, развиваемое вибратором — излучателем гидровкусти-
ческой аппаратуры. Определяется чувствительность приемной
антенны. По значению замеренного звукового давления произво-
дят пересчет дальности действия гидроакустической аппара-
туры.
Для отдельных заводов, значительно удаленных от районов
мореходных испытаний или из-за ледостава, не имеющих условий
для ритмичной сдачи судов в течение всего года, разработан пол-
ный комплекс средств для имитационных испытаний, позволяющих
выполнить на швартовах всю программу ходовых испытаний.
Сдачу судна тогда производят в навигационный период во время
контрольного выхода длительностью 4—6 ч.
Глава 11
СУДОСТРОИТЕЛЬНЫЕ
ПРЕДПРИЯТИЯ
§ 11-1. Виды и состав судостроительных
предприятий
Судостроительные предприятия, в состав которых входят
только построечные места, набережные и цехи по изготовлению
деталей корпуса^сборке и сварке секций, изготовлению и монтажу
судбЪйх трубопров'одов'и монтажно-достроечные цехи, называют
верфями. Значительных средств производства для изготовления
продукции судового машиностроения и приборостроения верфи не
имеют. Все механизмы, оборудование, аппаратуру и приборы они
получают от других специализированных предприятий. В нашем
стране судостроительных верфей весьма мало, но за рубежом,
особенно в Японии, они получили широкое распространение.
Предприятия, в состав которых кроме цехов, дешхредственяо
занятых судостроением, вхсдйТ'ёЩе и цехи судового машинострое-
Hiui- других
предприятий в порядке кооперации механизмы и оборудование,
называют судостроительными заводами. Эти предприятия пре-
обладают в Hamefr стране1.
Судостроительные предприятия разделяют также в зависимости
от материала корпуса строящихся судов, районов их плавания
и спускового веса. Так,“существуют предприятия металлического,
железобетонного, деревянного и пластмассового, .судостроения.
Различают ^кжс_пр?дпряятия'йбрского, речного и озерного
судостроения.
Предприятия морского судостроения по спускпнпму весу строя-
щихся судов разделяют на пять классов (см. гл. 1).
—<5!ществу1от_также' специализированные судоремонтные пред-
приятия, выполняющие ремонт судов.
Судостроительные предприятия значительно отличаются от
судоремонтных по организации производства, структуре цехов
и основному оборудованию.
Внешний признак судостроительного предприятия -^наличие _
построечных мест с мощным крановым оборудованием.
Судоремонтные пррдпр ияти я характеризуются ”большей про-
тяженностью набережных и наличием мощных судоподъемных
устройств"—“сухих и плавучих'ДОКОВ, слипов и т. д.
Также существуют (особенно в зарубежных странах) предприя-
тия со смешанным производством, занимающиеся одновременно
постройкой новых и ремонтом плавающих судов.
Основные цехи судостроительных предприятий ио характеру
производства разделяют на цех» в^рфч и. цехи машмнсутрпитряь-
341
ной части предприятия. Продукция цехов верфи предназначена
для тех судов, которые эта верфь строит.
Цехи машиностроительной части изготовляют судовые меха-
низмы и оборудование без «привязки» к конкретному судну и
сдают их на склад, откуда они поступают на суда, строящиеся на
данном заводе, или же в порядке кооперации на другие заводы.
В состав крупного судостроительного предприятия входят
примерно следующие цехи, хозяйства и службы:
1. Основные цехи верфи
1.1. Корпусообрабатывающий со складом стали и плазово разметочным
бюро.
1.2. Сборочно-сварочный со складом заготовленных деталей корпуса.
1.3. Цех блоков (если предусмотрена постройка судов блоками).
1.4. Стапельный-(судостроительный) цех с построечными местами и спуско-
выми сооружениями.
1.5. Механомоитажный цех с участком агрегатирования механизмов. Глав-
ное назначение цеха — монтаж на судах главных механизмов, котлов и вало-
проводов.
1.6. Трубомедницкий цех со складом труб, он изготовляет и монтирует
трубопроводы.
1.7. Слесарпо-корпуспый цех, изготовляющий и монтирующий судовую
вентиляцию и детали устройств, дельных вещей и оборудования, а также легкие
выгородки, кожухи, мелкие фундаменты и прочее слесарно-корпусное насы-
щение.
1.8. Деревообрабатывающий цех с лесосушилом и складом пиломатериалов.
Этот цех изготовляет и устанавливает на судах деревянные настилы палуб,
обшивку трюмов и обрешетников, мебель и другие деревянные изделия. 11а неге же
возлагается сборка конструкций из синтетических материалов.
1.9. Малярный цех с кладовой лакокрасочных материалов и отделением
заготовки красок, мастик, шпаклевок и клеев.
1.10. Цех изоляции со складом изоляционных материалов. Он заготовляет
узлы пакетов и щитов изовяции помещений, механизмов и систем и выполняет
их монтаж на судах.
1.11 Такелажно-паруспый цех, изготовляющий и устанавливающий на
судах такелаж, тенты, чеклы п др. Этот же цех обычно осуществляет подачу на
строящиеся суща специальных особо тяжелых и крупных грузов, которые невоз-
можно переместить обычными транспортными подъемными средствами.
1.12. Цех металлических покрытий.
1.13. Электромонтажный цех со складом электрооборудования (предприя-
тия ЭРА).
1.14. Достроечно-сдаточный цех, организуемый на некоторых заводах и
выполняющий часть достроечных работ, как слесарно-корпусный цех, а также
проведение испытаний судна и работ, связанных со сдачей судна заказчику.
2. Основные цехи машиностроительной части завода
2,1. Модельный цех (со складом моделей), изготовляющий деревянные мо-
дели для литейных цехов,
2.2. Чугунолитейный цех.
2.3. Сталелитейный цех.
2.4. Цех цветного литья.
2.5 Кузнечный цех
2 6. Механический цех, производящий механическую обработку деталей на
станках и слесарную сборку механизмов н некоторого оборудования.
342
3. Вспомогательные цехи
3.1. Инструментальный, изготовляющий специальный нестандартный ин-
струмент, штампы, шаблоны, калибры, оснастку и приспособления.
3.2. Ремонтно-механический, проводящий средний и капитальный ремонт
станочного и прессового оборудования цехов.
3.3. Электромонтажный, который проводит средний и капитальный ремонт
электрооборудования цехов.
3.4. Ремонтно-строительный, производящий ремонт зданий и сооружений
предприятия.
3.5. Транспортный цех, включающий железнодорожные составы, депо элек-
тровозов, гараж автомашин-тягачей и электрокаров.
3.6. Капитанская часть, включающая буксиры, катера, баржи и плавучие
крапы, служащие для постановки судов у набережных, для вывода судов на испы-
тания, транспортировки грузов.
4. Складское хозяйство
4.1. Главный магазин, т. е. главный скаад для хранения материалов и
полуфабрикатов.
4.2. Склад судоиого оборудования.
4.3. Центральный склад комплектации, на котором хранится продукция
слесарно-корпусного и деревообрабатывающего цехои перед подачей ее на суда.
4,4 Склад жидкого топлива и смазочных материалов.
5. Энергетическое хозяйство
5.1.
5.2.
Котельная с сетями пара и горячей воды.
Трансформаторные подстанции с линиями электропередачи.
Компрессорная сжатого воздуха с пневмосетями к цехам-потребителям.
Кислородная и аргонная станции с кислородо- и аргокопроводами.
Ацетиленовая станция с апетиленопроводом.
5 6. Углекислотная станция с углекислотопроводом.
5.7. Автоматическая телефонная станция и другие узлы связи внутри завода.
6. Административно-хозяйственные службы.
§ 11-2- Генеральный план
Генеральном планом судостроительного предприятия называют
взаимное расположение цехов, пострсёчных мест, спусковых
сооружении и прочих зданий и сооружений, а также железных и
автомобильных дорог, линий электропередач, сетей газопроводов
и прочих промышленных сетей предприятия. Судостроительные
заводы должны располагаться на берегу морей, рек или озер.
Водное пространство,. дредназпаченное.ддл«нуска судов на воду и
для доСтройки их на плаву?'называют акваторией.
Наиболее благоприятно размещение судостроительного-аавода
на площадке, расположенной.выш^.уровдя акватории на 3—4 м.
При большой разности высот территории и акватории над уровнем
моря (так называемых отметок) усложняется конструкция подъем-
но-спусковых сооружений, а при планировке территории на разных
уровнях затрудняются и усложняются транспортные связи между
цехами и сооружениями завода.
Для защиты акватории от волнения весьма желательно распо-
лагать судостроительные заводы в закрытых бухтах. Если же
343
таких бухт нет, то для защиты акватории от волнения необходимо
создать оградительные сооружения (молы), стоимость которых
может быть весьма значительной. Большую роль в выборе типа
подъемно-спускового сооружения играют колебания уровня аква-
тории под воздействием приливов и отливов или паводковых вод.
Эти колебания могут составлять 8—12 м.
Существенно влияют на работу судостроительного завода
метеорологические условия. В зимнее время целесообразно по-
строечные места располагать в крытых отапливаемых эллингах.
Производительность труда на открытых построечных местах
в зимнее время падает приблизительно на 40"и по сравнению
с работой в закрытых эллингах. Кроме того, на открытых построеч-
ных местах в зимнее время необходимо обеспечить подачу пара для
отопления помещений при монтажных и других работах внутри
судна, для наружного обогрева судна при его окраске, а также
для подогрева воды в отсеках при испытании их на непроницае-
мость наливом.
В условиях климата Советского Союза целесообразно строи-
тельство отапливаемых эллингов.
Дополнительные капиталовложения на строительство закрытых
отапливаемых эллингов, по сравнению с открытыми построечными
местами, окупаются в течение 2—4 лет.
Здания на заводе должны отстоять друг от друга на расстоя-
ниях, предусмотренных санитарными и противопожарными нор-
мами. Увеличение допускаемых расстояний между зданиями ведет
к увеличению протяженности дорог и сетей и возрастанию капи-
таловложений на строительство предприятия. При проектирова-
нии новых предприятий в целях снижения стоимости строительства
цехов и сокращения коммуникаций цехи судостроительных заво-
дов стремятся объединить в группы, каждую из которых распола-
гают в одном здании, которое называется в этом случае блоком
цехов. Весьма часто в одном здании располагаются корпусо-
обрабатывающий и сборочно-сварочный цехи, а на предприятиях
III, IV и V классов — также цех блоков и судостроительный цех
с построечными местами. Хотя эти цехи и размещаются в одном
здании, они имеют разную высоту расположения подкрановых
путей и разную ширину пролетов.
Компоновка генерального плана завода характеризуется коэф-
фициентом застройки, равным отношению суммарной площади
проекции всех зданий и сооружений к площади территории пред-
приятия. На современных судостроительных заводах коэффициент
застройки должен быть в пределах 0,50—0,52. На заводах старой
постройки этот коэффициент значительно ниже, что объясняется
главным образом использованием на этих заводах железнодорож-
ного транспорта, рельсовые пути которого не допускают макси-
мального сближения сооружений завода. Это является одной из
основных причин перехода к безрельсовому транспорту на совре-
менных судостроительных заводах.
344
На новых предприятиях железнодорожный транспорт обычно
используют лишь для подачи грузов извне к складам завода. Для
перевозки грузов массой от 150 до 350 т используют самоходные
трейлеры, снабженные подъемными платформами с гидравличе-
скими приводами. Это устраняет необходимость применения грузо-
подъемных кранов при промежуточных перекладках грузов. Длина
такого трейлера доходит до 22—24 м при ширине 6 м. Число
колес — 30—40.
Рис. 11.1. Схема расположения цехов верфи судостроитель-
ного завода I класса.
/ — склад стали: 8 — кориуеолбрабатываклций цех
и<*стц крапин 100 т), 3 — сборочио сварочный цех;
сборки блоков судна; 5 — сухой док; Л - блок цсхои.
лусного, агрегатирования механизмов, металлопокрытий, с
кого; 7 — блок складов; 8 — деревообрабатывающий цех; S
него, такелажного, Д|"стросчио-сд»точнсго; 10 — достроечная цабе-
Грузы массой 10—15 т перевозят на автомашинах и лесовозах,
снабженных устройством для механизированного подъема и
спускания грузов на универсальных поддонах. Грузы массой до
1 т транспортируют автокарами и электрокарами.
На рис. 11.1 изображена схема расположения основных цехов
верфи судостроительного предприятия I класса. Постройка судов
предусмотрена в сухом доке 5 блочным методом. Секции корпуса
массой до 150—180 т, поступающие из сборочно-сварочного цеха
3, собирают на предстапельной площадке 4 в блоки и насыщают
механизмами и оборудованием с доведением их массы до 1000—
1800 т. Готовые блоки с помощью двух козловых кранов 11 грузо-
345
подьемностью no 900 т устанавливают в сухой док, где стыкуют
между собой- После доведения постройки до спусковой готовности
судно выводят из сухого дока и достраивают у набережной 10.
Схема генерального плана судостроительного завода II класса
показана на рис. 11.2. Постройку судов производят в крытом
эллинге секционным методом на двух позициях стапельных линий.
Рис. 11.3. Схема расположения цехов верфи судосгроптель-
ного завода III класса.
1 — корпус<К|бр.М*атыпающий цех. 2—склад стали; 3—сбороч-
но-сварочный цех; 4 — цех сборки блоков судна. 3 — судострои-
тельный цех (эллинг). 6 блок цехов трубоыеднициого, элек
тромоетажного, достроечко-сдатотного. 7 — достроечная набе-
режная. 3 — поперечный слип с трансбордером: S — блок цс
хов слссарпо корпусного, агрегатировании механизмов, галь-
ванопокрытий. 10 — блок цехов деревообрабатывающего, ыа-
вано|Гокрыти... ...—
ЛЯРНОГО. ИЯМ|>1ЦЯОН1ЮГО
По окончании стапельных работ судно на судовозных тележках по
рельсовым путям транспортируют на стапель-палубу передаточ-
ного плавучего дока, с помощью которого судно спускают.
Схема расположения основных цехов верфи завода III класса
приведена на рис. 11.3. Основные цехи верфи расположены в одном
здании. Из сборочно-сварочного цеха 3 секции поступают в цех
сборки блоков 4, где блоки насыщают и передают на судовозных
тележках в эллинг 5. В эллинге блоки стыкуют между собой,
затем собранный корпус продвигается по позициям стапельной
линии.
347
На позиции / (см. рис. 11.3) выполняют все корпусные работы,
включая испытание корпуса на водонепроницаемость. На позиции
// производят монтаж механизмов, изоляцию и оборудование
помещений. На позиции Ш, расположенной на открытой пло-
щадке, заканчивают все работы, выполняемые перед спуском судна
на воду. Спуск судна производится спусковым трансбордером 8,
расположенным в трансбордерной яме.
При проектировании судостроительных заводов большое вни-
мание должно быть уделено охране окружающей среды. Сюда
относится в первую очередь защита атмосферы от загрязнений про-
мышленными выбросами, охрана водоемов от загрязнений сточ-
ными водами. Воздух, удаляемый вентиляторами из производствен-
ных помещений цехов, проходит очистку в мокрых и сухих цикло-
нах и в рукавных фильтрах. Газы, отходящие от плавильных
печей сталелитейных, чугунолитейных и цветного литья цехов,
проходят через газоочистные установки, где очищаются от тонко-
дисперсных частиц окислов металлов и выбрасываются в атмосферу
через дымовую трубу с содержанием вредных примесей в пределах
действующих норм.
Из гальванических цехов загрязненные сточные воды направ-
ляют в очистные сооружения и сбрасывают в акваторию только
после очистки. В целях сокращения сброса воды в "акваторию
предусматривают:
систему оборотного водоснабжения, работающую на питьевой
воде и предназначенную для снабжения водой оросительных
камер воздухоохладителей системы вентиляции;
систему повторного использования роды для обеспечения
вентиляционного оборудования технической водой при ее периоди-
ческой очистке на очистной станции.
Все хозяйственно-бытовые стоки по канализационной системе
поступают в очистные сооружения, после чего они сбрасываются
в водные бассейны.
§ 11-3. Трудоемкость постройки судов
Трудоемкость постройки судна делится на трудоемкость работ
верфи и работ машиностроительной части завода (для этого судна).
Трудоемкость работ машиностроительной части в среднем состав-
ляет 8—10% от первой. Примерное распределение фактической
трудоемиости по видам работ цехов верфи (в процентах) при
постройке транспортных судов приведено в табл. 11.1.
Верхние пределы характерны для постройки крупных судов
со спусковым весом 70 МН (7000 тс) и более, нижние — для по-
стройки мелких судов, имеющих спусковой вес 2,5 МН (250 тс) и
менее (данные о порожних судах).
Трудоемкость работ судостроительного завода зависит от
степени его специализации по типам строящихся судов, а также
от специализации цехов и участков и уровня механизации и авто-
348
Таблица 11.1
Примерное распределение трудоемкости работ верфи
по цехам или отдельным участкам при постройке
транспортных судов
Основные виды работ Трудоемкость рлбог верфи. %
Плазопые работы Обработка деталей корпуса Сборка я сварка узлов и секций корпуса Изготовление слесарно-корпусных изделий Изготовление труб систем судовых и энергетических установок Химическая очистка, горячая оцинковка и грунтовка труб Изготовление деревянных изделий, а также сборка конструкций из синтетических материалов Металлопокрытия Приготовление красок, мастик, клеев и шпаклевок Заготовка и монтаж изоляции Такелажно-парусные заготовительные работы Сборочно-монтажные работы па построечных местах, включая изготовление блоков, в том числе: сборка и сварка корпуса и испытания на непрони- цаемость слссарно-корпусные работы мсхапомонтажныс работы монтаж труб столярные в плотницкие работы малярные работы Достройка па плаву, испытание и сдача судна Электромонтажные работы, включая автоматику 0,2— 0,6 4,3—3,0 14,4-12,4 6,3—7,2 6,6—3,8 0,5—0,6 3,0—7,3 0,4—0,8 0.4—0 5 4,3—3,9 0,1—0,3 15,8—17,5 6,3—7,0 11,2—12,5 4,5—5,0 2,8—3,0 4,3—5,0 9,1— 4,2 5,4—5,8
Итого по верфи 100,0
матизации производственных процессов. Специализация судо-
строительного производства по определенным типам судов позво-
ляет переходить быстро к постройке судов одного типа, но другого
проекта. Срок освоения при этом будет значительно меньше, чем
при переходе к постройке судов другого типа.
Работу судостроительных предприятий характеризуют следую-
щие данные и технико-экономические показатели:
годовой выпуск продукции в ценностном выражении (млн.
руб.) и в натуральном выражении (водоизмещение порЬжних
судов, т, дедвейт, т, регистровые тонны);
количество работающих, в том числе производственные и
вспомогательные рабочие;
капитальные вложения, млн. руб.;
основные фонды, млн. руб.;
выпуск продукции в ценностном и в натуральном выражении
(на одного работающего; на одного рабочего; на 1 руб. основных
фондов);
349
окупаемость капиталовложений, годы.
Существенное влияние на трудоемкость постройки судов ока-
зывают их серийность и годовой выпуск. Серией считают коли-
чество судов одного прсекта, подлежащих непрерывной постройке
на данном предприятии.
Крупносерийная постройка судов по сравнению с единичной
и мелкосерийной имеет значительные преимущества, она позволяет:
К
ЦП
W
0,1
Ц6
0.5
1 5 Ю 15 го 25 М л
Рис. И .4. Изменение сред-
них значений трудоемко-
сти постройки судов б за-
висимости от освоении се-
К — отношение трудоемко-
сти постройки любого судна
к трудоемкости постройки
ГОЛОВНОГО! П — Г1ОРЯДКОТ1ЫС
номсра строящихся судов
организовать поточное производство
с принудительным ритмом выпуска судов;
создать экономически целесообразную
оснастку и приспособления, механизиру-
ющие ручной труд (стоимость которых
окупается благодаря снижению трудоем-
кости работ при постройке большого числа
судов, входящих в состав серии);
специализировать рабочих при вы-
полнении повторяющихся операций, что
снижает трудоемкость и себестоимость
постройки судов;
сократить цикл постройки судов и,
следовательно, увеличить пропускную спо-
собность построечных мест и достроечных
набережных.
На рис. 11.4 показан график сни-
жения средних значений трудоемкости
постройки судов одного и того же типа в зависимости от сте-
пени освоения серии. Количество судов в серии в известной
мере лимитируется тем, что развитие техники приводит к необхо-
димости создания нового, более совершенного проекта судов
данного типа.
Продолжительность стапельного периода в значительной мере
зависит от количества рабочих, одновременно участвующих в ста-
пельных работах. Хотя большое число рабочих и сокращает ста-
пельный период, но производительность труда падает.
Сокращение продолжительности стапельных работ также дости-
1ается путем переноса максимально возможных объемов работ
с построечных мест в цехи. При переходе от секционной постройки
к блочной суммарная трудоемкость и продолжительность работ,
связанных с изготовлением блоков и постройкой судна на стапеле,
меньше, чем при секционном методе. Это объясняется тем, что
условия проведения монтажных работ в блоках более благо-
приятны. Чтобы обеспечить экономически целесообразное исполь-
зование построечных мест и достроечных набережных, очень
важно правильно выбирать процент технической готовности судна
перед спуском его на воду с учетом амортизационных расходов
по сооружениям. Так, например, стоимость построечного места
в сухом доке значительно выше стоимости района набережной,
занимаемой судном при достройке на плаву. В этом случае следует
350
стремиться сократить стапельный период н снизить процент
технической готовности судна перед спуском, чтобы все остав-
шиеся работы выполнять у набережной. При использовании
горизонтальных построечных мест, стоимость которых может быть
несколько ниже соответственной стоимости набережной, экономи-
чески целесообразно процент спусковой готовности судна увели-
чить до максимально возможного. В современном судостроении
техническая готовность судов перед спуском па воду обычно
составляет:
при постройке крупных судов (па наклонных стапелях и в су-
хих доках) — 55—70%;
средних судов (па горизонтальных построечных местах) —
75—90%;
малых судов — 95—98%.
Вадим Дмитриевич Мацкевич
Эдуард Валерианович Ганов
Владимир Павлович Доброленский
Владимир Степанович Кравченко
Вениамин Юльевич Лейзерман
Владимир Дмитриевич Наумов
Евгений Иванович Никитин
ОСНОВЫ
ТЕХНОЛОГИИ
СУДОСТРОЕНИЯ
УЧЕБНИК ДЛЯ ВУЗОВ
Под общ. ред. В. Д. Мацкевича
Корректоры 11. Н. Кузнецова и И. П- Острогорова
Художник Я. М. Окунь
ИБ Ks 615
СДаио п набор 23.04.80. Подписано к печати 19.08.80.
М-27189. Формат 60Х901/|в. Бумага типографской № 2.
Гарнитура литературная. Печать высокая. Уел. |Юч. л. 22,0.
Уч.-иэд. л. 24,8. Тираж 8500 зкэ. Изд. № 3492—78.
Заказ X» 170. Цена 1 р. 10 к.
Издательство «Судостроение»,
191065, Ленинград, Гоголя, 8
193144, г. Ленинград, ул. Моисеенко, 10.