/



































































































































































Author: Желтобрюх Н.Д.
Tags: техника средств транспорта водный транспорт судостроение мореходство издательство судостроение технологии судостроения учебник для судостроительных техникумов
ISBN: 5—7355—0226—3
Year: 1990




Text
Н. Д. Желтобрюх
ТЕХНОЛОГИЯ судостроения и ремонта судов
Учебник для судостроительных техникумов
ЛЕНИНГРАД „СУДОСТРОЕНИЕ.” 1990
ББК 39.42
Ж 52
УДК 629.12.002+629.12.004.67.002
Рецензенты: ииж. Н. К. СИТЧЕНКО, канд. техн, наук М. К- ГЛОЗМАН
Желтобрюх Н. Д.
Ж52 Технология судостроения и ремонта судов: Учебник.— Л.: Судостроение, 1990.— 344 с., ил.
ISBN 5—7355—0226—3
Объем и последовательность изложения материала соответствует современной программе курса «Технология судостроения и ремонта судов». Рассмотрены технологические процессы, применяемые при постройке и ремонте металлических судов, освещены вопросы механизации и автоматизации судостроительного производства, в том числе использования ЭВМ в разработке технологической документации.
Предназначен для учащихся судостровтельных техникумов, обучающихся по специальности «Судокорпусосгроение».
2705140300—036
Ж 048(01)-90 4а-9°
ББК 39.42
ISBN 5—7355—0226—3
© Н Д. Желтобрюх, 1990
ПРЕДИСЛОВИЕ
Судостроение является одной из отраслей промышленности, в которой находят отображение самые современные технологии промышленно развитых стран мира. Отечественное судостроение по некоторым показателям и приоритетам опережает судостроение ведущих капиталистических стран. Технология судостроения и судоремонта в нашей стране постоянно совершенствуется, в последние годы решаются такие актуальные вопросы, как механизация и автоматизация судостроительного производства, развитие модульного принципа постройки судов, применение прогрессивных методов судостроения в судоремонте.
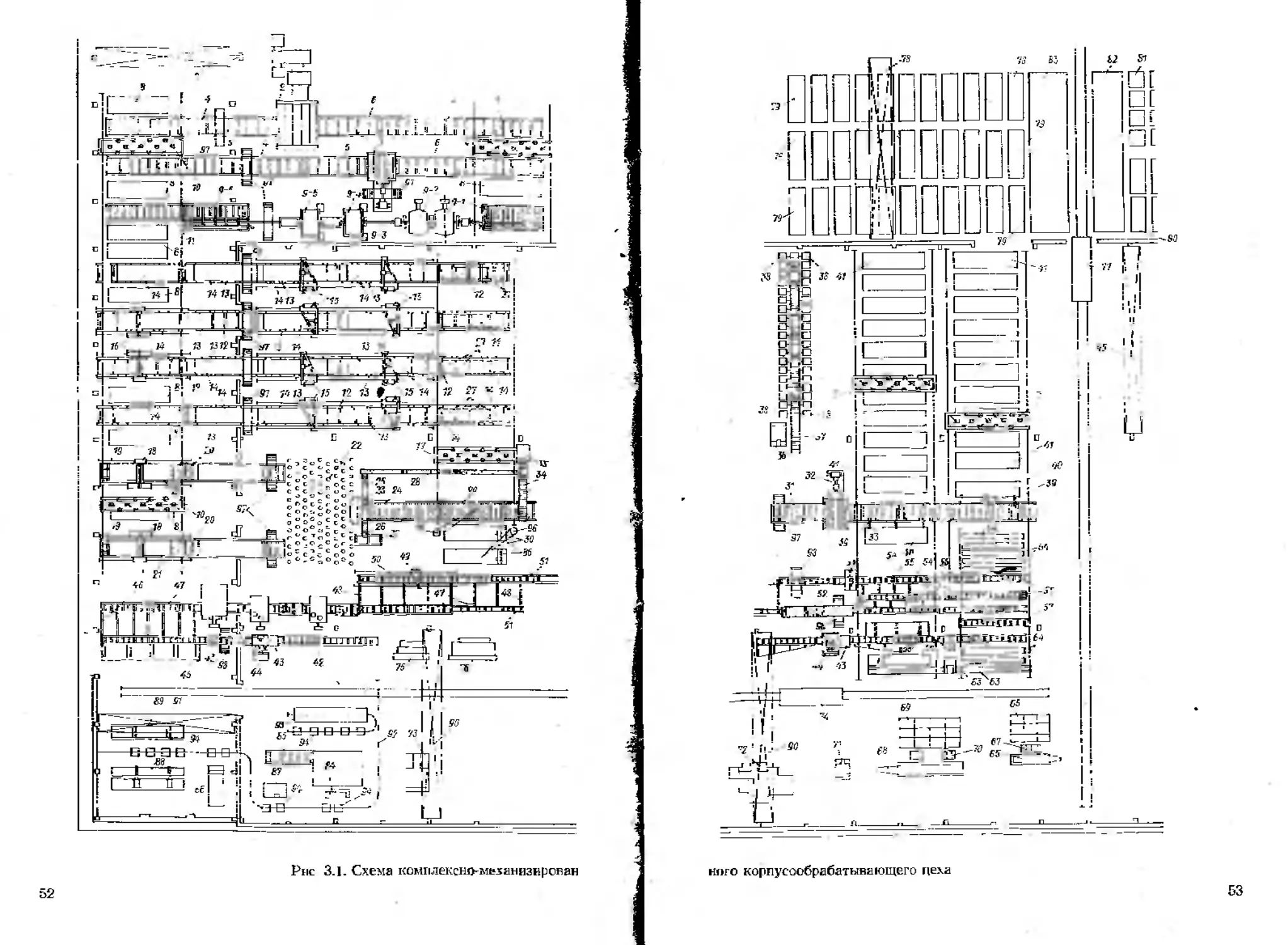
За годы, прошедшие со времени последнего издания учебника для судостроительных техникумов «Технология судостроения» (авторов Н. Д. Желтобрюха и Н. Ф. Фролова), в практике отечественного судостроения произошли значительные изменения. В производство внедрены новые технологические процессы, многочисленные проекты поточных линий изготовления корпусных конструкций, широкое распространение получили комплексно-механизированные корпусообрабатывающие цехи.
В настоящем учебнике рассмотрены основные технологические процессы постройки и ремонта судов, приведены сведения об их техническом оснащении, отражены достижения отечественной и зарубежной практики. При изложении материала автор стремился избежать повторений содержания курса по основам автоматизации технологических процессов в судостроении и ремонте судов.
Учебник написан в соответствии с программой одноименного курса для учащихся судостроительных техникумов. В первом разделе содержатся общие понятия и определения, описаны плазовые работы, корпусообрабатывающее производство, сборка корпусных конструкций и постройка корпуса судна на стапеле, а также достроечные работы, швартовные и ходовые испытания и сдача судна.
Во втором разделе рассмотрены основы судоремонта, причины износа и повреждений корпусов судов, технология судоремонтных работ по корпусу, устройствам, машинам, механизмам и системам, структура судоремонтных предприятий.
В настоящее издание учебника включена в отличие от предыдущего новая глава «Сварочные работы».
Все замечания и пожелания просим направлять по адресу: 191065, Ленинград, ул. Гоголя, 8. Издательство «Судостроение».
введение
Сведения о начале строительства судов уходят в глубь веков. Восточные славяне с VI в. строили прекрасные мореходные парусно-гребные суда, называвшиеся челнами и лодьямн. Лодья могла перевозить до 15 т груза или до 40 человек с провиантом и снаряжением на большие расстояния. Предназначались такие суда первоначально для торговых целей, а позже и для 'боевых походов княжеских дружин. Северные славяне—поморы строили с XI в. кочи — одномачтовые суда, корпуса которых, включая крепеж, изготовлялись полностью из дерева. Использовались кочи для промысловых целей и торгового дела.
Строительство лодей и кочей велось и за Уралом, в Сибири, вплоть до самых восточных границ Российского государства до конца XVIII в. Лодьи и кочи постоянно совершенствовались, усложнялись и развивались способы их постройки. Судостроение считалось искусством вплоть до XVIII в., потому что судно создавалось на базе накопленного опыта и интуиции строителей. Проектов судов как таковых не существовало.
В XIII—XIV вв. грузоподъемность трехмачтовых лодей достигла 200 т. Их корпуса разделялись переборками на три отсека. Строительство лодей начинали с закладки деревянного ни ля. Затем устанавливали набор, скрепленный деревянными и коваными железными нагелями. Набор обшивали корабельными досками вгладь.
В 1648 г. С. Дежнев именно на кочах совершил поход, во время которого открыл пролив между Азией и Америкой. А в начале XVIII в. на лодье «Восток» было совершено плавание на Камчатку |И Курильские острова.
В петровское время в Архангельске, Воронеже, Петербурге, Кронштадте были созданы адмиралтейства, началась постройка регулярного флота, который позволил России выйти в Балтийское и Черное моря.
Строительство больших деревянных судов продолжалось до середины XIX в. В начале XIX в. появились суда с паровыми двигателями. А в 1846 г. был построен колесный буксир
«Волга» — первый пароход с клепаным металлическим корпусом. В 1867 г. со стапелей Балтийского завода в Петербурге была спущена первая подводная лодка И. Ф. Александровского, с 1903 г. на вооружение русского флота стали поступать подводные лодки И- Г. Бубнова, а 10 лет спустя в действующий флот вступили линейные корабли «Севастополь», «Петропавловск», «Гангут» и «Полтава».
Первые металлические суда были клепаными. Клепка выполнялась вручную, а с 1902 г.— с помощью пневматических клепальных молотков. Корпус судна формировался на стапеле. По разметке на стапеле закладывали горизонтальный киль. К нему выставляли поясья днищевой обшивки. Затем ставили вертикальный киль, флоры, стрингеры. Все детали набора скрепляли соединительными угольниками с помощью сборочных болтов. После клепки днищевых конструкций устанавливали шпангоуты. На них навешивали листы обшивки. Сборка выполнялась от миделя судна в нос и корму до полной готовности корпуса.
Листы наружной обшивки изготовляли по шаблонам, снятым с места по выставленным шпангоутам. Их подавали на стапель с маломерными отверстиями под заклепки, навешивали на место установки, подгоняли и закрепляли сборочными болтами. Отверстия рассверливали под чертежные заклепки, после чего выполняли клепку. В 1912 г. вместо шаблонов стали применять плазовую развертку листов по методу Д. Т. Трофимова.
Знаменательным этапом в истории судостроения стал переход от клепки к сварке. В судостроении сварку впервые применил в 1888 г. Н. Г. Славянов. Однако вплоть до качала 40-х гг. нашего столетия клепка оставалась основным способом соединения конструкций. В 1931 г. по инициативе профессора В. П. Вологдина было построено первое советское цельносварное судно — морской буксирный катер. В предвоенные годы сварку применяли при постройке среднетоннажных морских судов. Однако обшивка корпуса продолжала оставаться клепаной. В 1939 г. институтом^ руководимым Е. О. Патоном, была разработана и внедрена в промышленность полуавтоматическая и автоматическая сварка под слоем флюса. С 1948 г. стали известны способы дуговой сварки в защитных газах. В 1952 г. была разработана сварка в среде углекислого газа, нашедшая широкое применение в отечественной промышленности. Сварка позволила перенести значительную часть работ со стапелей в созданные на верфях сборочпо-сварочные цехи. В них предварительно собирали узлы, секции и блоки и сваривали их
Последние 20 лет в тепловой резке наряду с традиционной кислородно-апетиленовой применяют плазменную резку. Машинная плазменная резка является основным способом изготовления корпусных деталей Существенно изменились гибочные работы. Горячую плитовую гибку заменили гибкой с помощью
мощных гидравлических прессов, гибочных станков с нагревом изгибаемых деталей токами высокой частоты (ТВЧ). Находят признание сборочные агрегаты, линии сборки и сварки узлов и секций.
Параллельно с механизацией и автоматизацией корпусообрабатывающего и сборочно-сварочного производств развивается механизация ручных работ в достроечных цехах и на стапеле.
Метод постройки клепаного судна был одни — подетальный. С переходом на сварку основными методами стали секционный и блочный. Несомненным достижением последних десятилетий следует считать блочную постройку крупнотоннажных судов, которую стали применять в 70-е гг. в Японии при создании супертанкеров. И хотя в дальнейшем от постройки судов-гигантов отказались, накопленный опыт сыграл положительную роль в развитии мирового судостроения.
В современном судостроении таких'стран, как СССР, Япония, США, Южная Корея, применяют принципиально новые технологии, ориентированные на роботизацию и гибкие производственные системы (ГПС). Но многих отечественных верфях функционируют сварочные роботы. На ленинградских судостроительных заводах внедрены гибкие автоматизированные участки (ГАУ), представляющие собой первые ГПС.
К настоящему времени накоплен существенный опыт использования модульного принципа постройки судов, над внедрением которого в практику отечественного судостроения работают научно-исследовательские и опытно-конструкторские, коллективы.
Раздел первый
ТЕХНОЛОГИЯ СУДОСТРОЕНИЯ
Глава 1
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ СУДОСТРОЕНИЯ
§ 1.1. Основные понятия и определения
Технология судостроения— наука о методах, способах, средствах постройки судов, их взаимной связи и развитии. Главными целями технологии судостроения являются выбор и применение оптимальных производственных процессов, обеспечивающих максимальную эффективность и экономичность постройки судов.
Судостроительное производство состоит из ряда взаимоувязанных производств, в числе которых корпусообрабатывающее, сборочно-сварочное, трубозаготовительное и др. Все они характеризуются специфическими производственными процессами.
Производственный процесс — это совокупность действий и естественных процессов, в результате которых из материалов и полуфабрикатов получают готовую продукцию. Готовой продукцией корпусообрабатывающего производства являются детали корпусов судов; сборочно-сварочного—корпусные конструкции; трубозаготовительиого—элементы трубопроводов различных судовых систем.
Производственный процесс разделяется на стадии. Стадиями судостроительного производственного процесса называют частные производственные процессы: изготовление деталей корпуса, конструкций корпуса; изготовление и монтаж трубопроводов и др. Всякий производственный процесс состоит из технологического и вспомогательного процессов (рис. 1.1).
Технологическим процессом называется совокупность трудовых действий и естественных процессов, в результате которых происходит изменение свойств материалов, формы и внешнего вида деталей или конструкций. Примерами трудовых действий могут быть управление газорезательной машиной, нанесение краски кистью или пульверизатором на изделие. Естественными процессами в этих случаях будут окисление металла, остывание нагретых его участков, высыхание краски.
Вспомогательным процессом называется совокупность трудовых действий, непосредственно не связанных с изменением свойств формы или внешнего вида изделий, но необходимых для осуществления технологического процесса. Это — транспорта-
ровка, контроль, комплектация, подготовка и наладка инстру-
мента, машин, оснастки.
Всякий производственный процесс разделяется на операции. Операцией называется законченная часть производственного
Рис. 1.1. Схема разделения производства судостроительного предприятия на элементы
процесса, выполняемая на одном рабочем месте. Она состоит из ряда последовательных действий одного или нескольких рабочих. Рабочим местом может быть площадка у машины, станка; кресло у пульта управления; сборочно - св а ро ч н ы й стенд.
Примерами операций могут служить вырезка листовых деталей на переносной или стационарной газорезательной машине; гибка деталей на гидравлическом прессе; сборка полотнищ секции; правка легкой выгородки. Операция — основная единица изучения, организации и учета производственного процесса. Содержание операции зависит от назначения процесса, применяемых заготовок, полуфабрикатов и комплектующих изделий, используемого оборудования и других условий. Поэтому операция может быть простой или сложной. Например, маркировка детали — простая операция, а установка на полотнище и
закрепление электропри хватками ребер жесткости — сложная. Для уп-
рощения анализа сложной операции при разработке рабочей технологии или нормирования труда сс разбивают па переходы.
Переходом называется часть операции, представляющая собой обработку определенной поверхности изделия или изменение взаимного положения собираемых элементов. Переход выполняется при установленном режиме работы оборудования определенным инструментом. Например, установка каждого ребра по линии разметки на полотнище является переходом.
Переходы состоят из технологических комплексов приемов. Технологический комплекс приемов—это несколько последовательных приемов труда. Примерами технологических комплексов приемов могут быть: ориентирование н установка изделия или его элементов; проверка; закрепление под электропри-хватку; электроприхватка.
Приемы, действия и движения рабочего представляют собой трудовые элементы, которые анализируют с целью научной организации или механизации труда.
В ходе развития технологии судостроения производственные процессы механизируют и автоматизируют.
Под механизацией понимают замену ручного труда человека работой машин и механизмов. Различают механизированное ручное и механизированное производства. В первом случае производственный процесс выполняют вручную с помощью механизированного инструмента, во втором — с применением машин и механизмов. При этом управление машинами н механизмами, а также некоторые технологические и вспомогательные операции частично осуществляют вручную.
А втоматизация — применение технических средств, математических методов и систем управления, освобождающих человека частично или полностью от непосредственного выполнения производственных процессов.
' Механизация или автоматизация может быть направлена на совершенствование отдельных производственных операций. В таком случае ее называют частичной. Прн комплексной механизации и комплексной автоматизации решают задачи механизации и автоматизации участков, цехов, т. е. целых производственных комплексов.
Комплексно-механизированным называется производство, в котором основные технологические и вспомогательные операции по всему циклу выполняются машинами, механизмами и устройствами, управляемыми преимущественно вручную.
Комплексно-автоматизированным называется производство, в котором технологические и вспомогательные операции по всему циклу, а также управление выполняются с помощью технических средств. В автоматизированных производствах часть ^функций управления выполняет человек. Автоматические производства функционируют без участия человека. В современном отечественном судостроении внедрен ряд проектов комплексно-механизированных участков и цехов. С середины 80-х гг.
в корпусообрабатывающем производстве были реализованы проекты ГАУ, представляющих собой первые ГПС.
Решающее влияние на экономические показатели производства судостроительного предприятия оказывает совершенствование технологических процессов постройки судна. Этим в судостроении занимаются отраслевые научно-исследовательские институты, службы главных технологов судостроительных предприятий, технологические бюро корпусных цехов. Оптимальные технологические процессы в корпусостроенни создают на базе анализа технологических процессов, применявшихся при постройке судов аналогичных проектов; процессов, освоенных предприятием, на котором предусмотрена постройка судна данного проекта, а также на базе результатов научно-исследовательских работ. При этом учитывают особенности проекта и производства, наличие оборудования, новые прогрессивные способы обработки, сборки, сварки, разработанные научно-исследовательскими институтами, специальными службами предприятий отрасли, а также отделами рационализации и изобретательства. Оптимальные технологические процессы должны быть обеспечены технико-экономическими обоснованиями, которые выполняют одновременно с разработкой технологии. Технологические процессы делят на принципиальные, типовые, рабочие.
Под принципиальным технологическим процессом понимают постройку судна в целом, т. е. метод постройни судна, способ формирования корпуса, разбивку корпуса на строительные районы, блоки, секции. При этом обосновывают также основные технологические решения всех стадий постройки судна. Принципиальный технологический процесс является составной частью документации проекта судна.
Под типовым технологическим процессом понимают, как правило, конкретные частные производственные процессы, например изготовление деталей с помощью тепловой резки, сборку полотнища переборки на стенде. Их разрабатывают научно-исследовательские институты технологии судостроения совместно с судостроительными предприятиями нли технологические службы судостроительных предприятий.
Рабочие технологические процессы, как и типовые, относятся к частным производственным процессам. Их разрабатывают технологические службы судостроительных предприятий. Рабочие технологические процессы базируются на типовых технологических процессах; в отличие от последних в них учитываются имеющиеся оборудование, производственный опыт, рабочие кадры и дается подробное описание операций с указанием переходов, установок и комплексов приемов.
Определив производственный процесс постройки судов, можно рационально разделить корпус на составные части: детали, узлы, секции, блоки.
Деталь—первичный элемент корпусной конструкции, изготовленный из корпусного материала, например из листового или профильного проката.
Узел — технологически законченная часть корпусной конструкции, состоящая из нескольких деталей.
Секция—технологически законченная часть корпуса судна, включающая несколько узлов и деталей, а также детали насыщения.
Блок корпуса- часть корпуса судна от борта до борта и от днища до верхней палубы, ограниченная по длине одной или двумя переборками, параллельными плоскости мидель-шпангоута, состоящая из секций, узлов и деталей. Блок корпуса называют также блок-секцией корпуса.
Блок судна — блок корпуса, насыщенный полностью или частично элементами судовых систем, устройств, оборудования, отделки помещений.
Блок надстройки — конструкция надстройки, ограниченная плоскостями, параллельными плоскости мидель-шпангоута и диаметральной плоскости, а также одной или двумя палубами, с частично или полностью установленным насыщением. Надстройка при изготовлении вне судна может формироваться одним или несколькими блоками.
Корпус судна — сооружение, законченное по форме и состоящее из обшивки, настилов палуб, поперечных и продольных переборок и набора (киля, стрингеров, флоров, шпангоутов, бимсов, карлингсов и т. п.).
Весь производственный процесс постройки судна делят на периоды.
Заготовительный период—стадия первичной обработки материала корпуса, изготовления деталей, узлов секций.
Блочный период — стадия сборки блоков, гидравлические или пневматические испытания непроницаемости их помещений, насыщение механизмами и оборудованием.
Стапельный период—это время закладки судна на стапеле, формирования корпуса, выполнения всех видов монтажных, изоляционных и малярных работ, а также спуска судна на воду.
Достроечный период—стадия завершения монтажных, отделочных и малярных работ, подготовки к испытаниям.
Сдаточный период охватывает швартовные, ходовые испытания; ревизию механизмов и контрольный выход: оформление приемосдаточного акта.
Если судно строится не блочным методом, то, естественно, нет и блочного периода. Остальные четыре периода, как правило, имеют место в производственном процессе постройки судна. Каждый из периодов разбивают на технологические этапы.
Любое судостроительное производство должно быть подготовлено к работе. Подготовка производства начинается с составления специального графика, по которому затем она осуществляется: решаются различные вопросы обеспечения конструкторских проработок, материально-технического снабжения, определяются технологические возможности и сроки выполнения отдельных работ другими предприятиями и т. л. Подготовка производства начинается с момента получения технического проекта судна предприятием. Продолжительность ее может составлять от шести месяцев до года и более.
Конструкторская подготовка заключается в основном в разработке, согласовании и утверждении проектно-конструкторской документации и завершается рабочим проектом постройки судна. Рабочий проект содержит рабочие чертежи, заказные ведомости па материалы, изделия и оборудование. -
Материально-техническая подготовка выполняется на основании заказных ведомостей рабочего проекта и включает заказы материалов, комплектующих изделий и оборудования на предприятиях народного хозяйства.
Технологическая подготовка производства (ТПП) включает решение задач по обеспечению технологичности конструкции судна; разработку технологических процессов изготовления деталей и корпусных конструкций; проектирование и изготовление средств технологического оснащения; организацию и управление процессом ТПП.
Под технологичностью корпусных конструкций понимают совокупность заданных при проектировании характеристик, обеспечивающих оптимальный расход материала, минимальные стоимость и трудоемкость изготовления конструкции, простоту обслуживания и ремонта при эксплуатации.
При решении вопросов организации и управления процессом ТПП разрабатывается технологический график постройки судна, который включает разбитые на технологические этапы периоды постройки судна, соответствующие этапы постройки; здесь же увязывают цехи-исполннтели; расчетную трудоемкость по цехам-исполнителям и нарастающую степень готовности судна в процентах.
При планировании постройки судна нового для предприятий типа могут возникнуть вопросы подготовки производства, связанные с необходимостью реконструкций отдельных видов производств, подготовки рабочих новых профессий.
Повышение качества продукции на всех стадиях постройки судна — одна из самых важных задач судостроения. Требования к качеству продукции судостроения устанавливаются техническими условиями и Правилами Регистра СССР. Все операции технологических процессов, от выполнения плазовых работ, составления программ для обработки корпусных материалов до 12
работ в период испытаний и сдачи судна заказчику, производят в определенной последовательности и с точностью, отклонения от которой регламентируются Государственными общесоюзными стандартами (ГОСТ), отраслевыми стандартами (ОСТ), стандартами предприятий (СТП) п другой нормативной документацией. Нормативы устанавливают отклонения от номинальных размеров, классы качества обработанных поверхностей, пределы структурных изменений материалов и т. д.
При изготовлении деталей корпуса и корпусных конструкций применяются понятия: точность, допуск, погрешность, припуск.
Точностью изделия называют соответствие его размеров или формы установленным требованиям, определяемым геометрическими величинами.
Допуском называют разность между наибольшим и наименьшим предельными размерами изделии. Например, в записи с*1 мм, а—номинальный размер в миллиметрах, а±1—обозначение допуска, т. е. допускаемое отклонение размера в миллиметрах. Согласно определению допуск равен (а+1)— (а—1)= 2 мм.
Погрешностью называют отклонение формы или размеров деталей и конструкций от установленных пределов. Погрешности могут быть обусловлены различными причинами, например тепловыми деформациями при резке, сварке и нагреве конструкций. Они могут быть учтены расчетом и частично уменьшены за счет закрепления конструкций, их охлаждения, приложения нагрузок и других мер. Некоторые погрешности опре-деляютск не расчетными способами, а по теории вероятностей, на основе статистических данных.
Расчетное определение погрешностей, а также их вероятностная оценка являются обоснованиями для назначения допусков па размеры изделий на всех стадиях производственного процесса постройки судна.
Автором работы [10] в корпусостроении введены понятия конструктивные и технологические допуски. Конструктивные допуски— это допуски на размеры корпусных конструкций судна, которые назначают для обеспечения прочности, заданных мореходных качеств, требований эстетики, предъявляемых к корпусу. Технологические допуски—это допуски на межопераццонные и окончательные размеры деталей и корпусных конструкций, которые устанавливают с целью обеспечения рационального выполнения производственного процесса и получения конструкций, размеры которых будут находиться в пределах конструктивных допусков.
Допуски на размеры деталей и конструкций в машиностроении указывают в чертежах в соответствии со стандартами СЭВ. В корпусостроении допуски на размеры деталей и конструкций, например 'на длину между перпендикулярами,
ширину судна на мидель-шпангоуте, высоту борта, шпацию, длину помещения, в чертежах в большинстве случаев не указывают. Они определяются отраслевыми стандартами и другими нормативными документами.
Кроме допусков па размеры деталей предусмотрены допуски на качество поверхности обработки тепловой резкой; элементы соединений, собранных под сварку; качество сварных соединений. Эти допуски регламентируются отраслевыми и общесоюзными стандартами на типовые технологические процессы тепловой резки и сварки металлов различных марок.
Перечисленные выше примеры допусков на размеры относятся к тем параметрам конструкций, которые не требуется доводить или исправлять (при условии соблюдения допуска). Но в судостроении решить проблему точности только с помощью системы допусков не удается. Объективно существует ряд факторов, учесть которые или невозможно или нецелесообразно. К ним относятся сварочные деформации при сварке металлоемких корпусных конструкций и формировании корпуса: деформации от нагрузок масс в процессе постройки; атмосферные условия. Эти факторы могут оказать отрицательное влияние па точность конструкций. Для компенсации отклонений, вызванных ими, в судостроении существует система припусков.
Припуском называют технологическое увеличение номинальных размеров деталей или конструкций. С припуском изготавливают детали узлов, устанавливаемых под приперчивание по месту (фундаменты, комингсы, скуловые кницы; крайние детали некоторых секций палуб, бортов, днища, переборок; забойные детали). Припуск в большинстве случаев назначается на одну кромку детали, реже—на две смежные кромки. Величина припусков на причерчиваемую часть фундамента составляет 10— 30 мм, а причерчиваемой части блока — 30—50 мм и больше. Снижение объема припусков способствует повышению экономичности производства за счет уменьшения объема пригоночных работ, спижения их трудоемкости, экономии материалов. Эту задачу можно решать на стадии расчетов конструкций корпуса, опираясь на теорию размерных цепей.
Размерной цепью называется совокупность размеров, образующих замкнутый контур. Такая цепь состоит из элементов— звеньев. Звеном размерной цепи называют один из. размеров, входящих в размерную цепь, а именно размеры частей конструкции, сборочные зазоры под сварку, поперечные укорочения сварных швов.
В корпусостроении с помощью размерных цепей определяют допуск замыкающего звена. Возможно другое решение задачи — по установленному допуску замыкающего звена можно определять оптимальные допуски контрольного в расчете звена или проверять допуски любого звена размерной цепи.
§ 1.2. Судостроительные предприятия
Судостроение — отрасль народного хозийства, выпускающая весьма разнообразную Продукцию: от простых шлюпок и катеров до огромных океанских лайнеров. Для постройки судов различных типов создаются специальные судостроительные предприятия, отличающиеся по назначению, производственной мощности, составу^производственных цехов, специфике организации производства. По этим признакам и классифицируют судостроительные предприятия.
Судостроительная верфь — предприятие, в состав которого входят корпусообрабатывающие, сборочно-сварочные, стапельные, трубозаготовительные, монтажно-достроечные цехи и достроечные набережные. На верфях нет цехов по изготовлению продукции машиностроения. Изделия машиностроения поступают по кооперации с других предприятий.
Судостроительный завод — предприятие, в состав которого входят цехи верфн и судового машиностроения. Машиностроительные цехи выпускают продукцию для своего производства и для других предприятий по кооперации.
В 60-х гг. в судостроении происходило укрупнение судостроительных предприятий. В это время образуются производственные объединения (ПО), в которые входят два завода или более, имеющих общее управление.
Судосборочная верфь — предприятие, которое выполняет сборку корпусов судов, монтаж механизмов и оборудования, достройку, испытывает суда и сдает их заказчику. Детали, конструкции корпуса, механизмы, оборудование, детали трубопроводов судосборочная верфь получает по кооперации от других предприятий.
Судостроительные предприятия различают также по материалам корпусов строящихся судов, району плавания судов, спусковой массе. В зависимости от материалов корпусов судов выделяют предприятия металлического, железобетонного, деревянного, пластмассового судостроения, от района плавания — предприятия морского, речного, озерного судостроения, от спусковой массы — предприятия морского судостроения: I класса (строят суда водоизмещением более 7000 т); II класса (3500-7000 т); III класса (1000—3500 т); IV класса (250—1000 т): V класса (до 250 т).
Наряду с судостроительными существуют судоремонтные предприятия Они отличаются от судостроительных прежде всего по назначению, а также по составу и структуре цехов, организации производства, технологии, оборудованию, рабочим кадрам. Судоремонтные предприятия имеют оборудованные набережные большой протяженности н оснащенные судоподъемными сооружениями, слипами, плавучими и сухими доками.
Состав цехов судостроительного предприятия зависит от его классификационных признаков. По назначению их разбивают на пять групп: группа верфи, машиностроительная часть, вспомогательные цехи, складское хозяйство, энергетическое хозяйство.
Основные цехи верфн. Корпусообрабатывающий цех изготовляет детали корпуса судна и детали для машиностроительной части (детали МСЧ). В него входят склад стали, участок первичной обработки металла, плаз.
В сборочно-сварочном цехе производится сборка и сварка корпусами конструкций — узлов, секций, блоков. При большом объеме работ по сборке блоков на предприятии создается специализированный цех постройки блоков со складом секций.
В стапельном цехе формируется корпус, производится подготовка к спуску и выполняется спуск судна на воду. В цехе имеются построечные места и спусковые сооружения.
Механомонтйжный цех выполняет на судах монтаж главных механизмов, котлов, валопроводов н вспомогательных механизмов. В состав механомонтажиого цеха входит участок изготовления агрегатов и зональных блоков.
Тр у'боза готовител ьн ый цех выполняет работы по изготовлению и монтажу трубопроводов и судовых систем. В нем имеются склад труб и заготовительные участии.
Слесарно-корпусный цех изготовляет и монтярует систему судовой вентиляции, дельные вещи, устройства, кожухи, мелкие фундаменты и другое слесарно-корпусное насыщение.
Деревообрабатывающий цех изготовляет и устанавливает на судне деревянные настилы палуб' обшнику помещений, мебель н другие деревянные изделия. В него входят лесопилка, сушильный участок, склад пиломатериалов.
Малярно-заготовительный цех выполняет малярные работы и работы по изготовлению и установке на судне изоляции различного назначения и защитных покрытий. В цехе имеются кладовая лакокрасочных материалов и отделение заготовки красок, клеев, шпаклевок и мастик.
Такелажно-парусный цех изготовляет н устанавливает такелаж, тенты, чехлы. Этот цех решает также вопросы перемещения, погрузки и установки на предприятии н на строящихся судах специальных грузов, не обрабатываемых штатными подъемно-транспортными средствами
Цех гальванопокрытий выполняет гальванические покрытия (цинкование, хромирование, никелирование, омеднение) труб, крепежа и других изделий.
Достроечно-сдаточный цех выполняет работы по достройке судов на плаву, проводит их испытания и работы,
связанные со сдачей судов заказчику. В состав цеха входит достроечная набережная.
Машиностроительная часть. Литейный цех изготовляет изделия из чугунного, стального и цветного литья. В него входит модельная мастерская со складом моделей. На некоторых заводах с развитыми производствами литейных изделий для поставок по кооперации могут быть выделены отдельные литейные цехи для чугунного, стального и цветного литья.
Кузнечный це-х— выпускает различные поковки, применяемые в устройствах.
Механический цех выполняет механообработку на станках и слесарную сборку механизмов и оборудования.
Арматурный цех изготовляет судовую арматуру: трубопроводную, машинную, котельную и др.
Вспомогательные цехи. Инструментальный цех изготовляет специальный инструмент, штампы, оснастку и приспособления для механообработки.
Ремонтно-механический цех занимается профилактикой и ремонтом парка оборудования.
Электромонтажный цех ремонтирует электрооборудование цехов.
Транспортный цех включает все сухопутные средства транспортировки на заводе: железнодорожный н автомобильный транспорт, автокраны и электрокары.
Капитанская часть обслуживает постановку судов у набережных, вывод судов с акватории завода. Она имеет плавкраны, буксиры, баржи, катера, рабочие шлюпки.
Кроме того, на каждом судостроительном предприятии имеются следующие хозяйства:
складское — главный магазин (склад для хранения изделий, поступающих от других предприятий и приобретенных в государственной торговой сети); склады материалов, леса, стройматериалов, жидкого топлива и смазочных материалов; склады готовой продукции цехов;
энергетическое—ТЭЦ или котельная с сетями пара и горячей воды; трансформаторные подстанции с линиями электропередач, компрессорная с пневмосетями, кислородная и ацетиленовая станция с газопроводами.
На каждом судостроительном предприятии имеются административное здание (заводоуправление), поликлиника или центральный медпункт, столовые, пожарная часть, административно-хозяйственные службы, АТС и радиоузел.
Тип судостроительного предприятия, его профиль и технологическая схема постройки судов отражаются на его генеральном плане
Генеральным планом судостроительного предприятия называется план расположения цехов, складов, спусковых сооруже-
Рис. 1.2. Генеральный план верфи в Японии
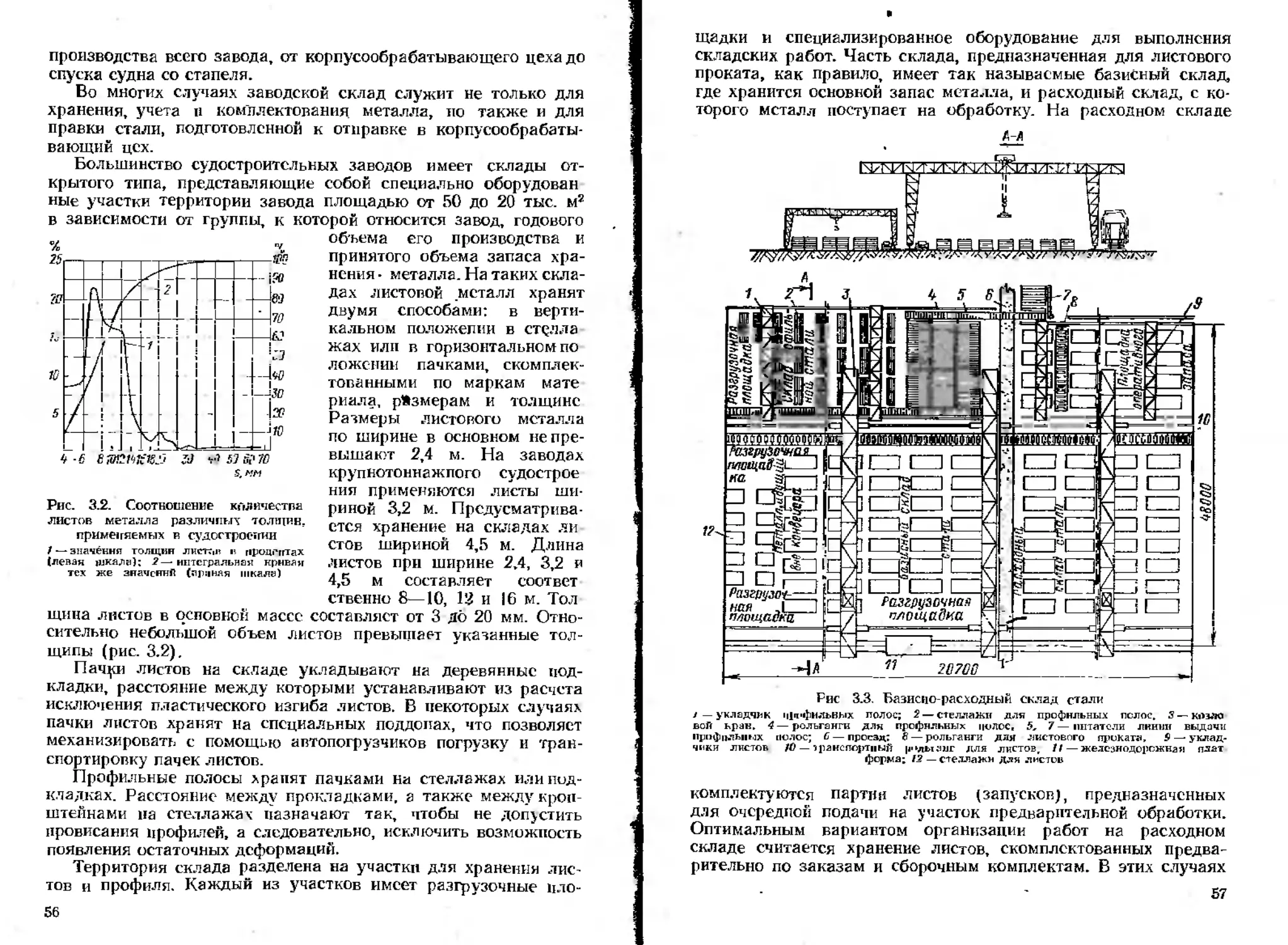
1 — склад стали, 2 — цех предварительной обработки листов; 3 — корвусообрабатыва ющнй цех; 4 — цех сборки малых секций; Б — цех сборки секций; б — малярный цех.
7 — передвижные навесы; 8 — козловые краны: 9 — строительный док. 10 — вспомогательный док; 11— ремонтный док; 12— площадка сборки ококечностей, 13 — цех сборки
бозагоговитедъиьШ цех.
цех сборки секций оконечностей. 1В — административное здание
ний, кранового оборудования, транспортных магистралей, гра-ниц занимаемой территории набережной и примыкающей к ней акватории (рис, 1.2).
Акваторией называется участок водного бассейна, предназначенный для спуска судов на воду и достройки их на плаву, а также для работ, выполняемых капитанской частью.
Планировка предприятия зависит от географических условий, расположения акватории, а также от способа доставки материалов — железнодорожным транспортом, морем, рекой. Наиболее удачными местами для судостроительных предприятий считаются закрытые бухты, где нет необходимости создавать защитные сооружения от волн. При строительстве предприятий стараются создать такие генеральные планы, которые обеспечивали бы ход производственного процесса постройки судна по самым коротким маршрутам, без встречных потоков и возвратов.
§ 1.3. Методы постройки судов
Технология и организация постройки судов определяются методом постройки судна, способом формирования его корпуса. Вариант технологии и организации постройки судна выбирают с учетом конструкции судна, его серийности, производственных возможностей завода-строителя. Совокупность этих факторов закладывают в качестве исходных данных в тех-няко-экономический расчет постройки судна. Естественно, что выбранные технология и организация постройки должны быть экономически целесообразными. Иными словами, должны 'быть обеспечены требования заказчика при минимальной стоимости постройки судна в запланированные сроки.
Методы постройки судна выбирают в зависимости от конструктивно-технологических признаков корпусных конструкций, из которых оно собирается на построечном месте. По этим признакам в современном судостроении различают подетальный, секционный, блочный методы постройки судов.
При подетальном методе сборку судна выполняют из отдельных деталей обшивки и набора. В современном судостроении этот метод применяют только при постройке мелких судов (шлюпок, катеров).
Секционный метод постройки заключается в сборке судна из плоских и объемных секций. Детали и узлы при этом устанавливают только в районах пазов и стыков между соседними секциями на построечном месте. Эти детали и узЛы называются забойными. По мере готовности замкнутых помещений в них выполняют монтаж механизмов, устройств и систем, установку оборудования, а также работы по изоляции, отделке и окраске помещений.
Секции, из которых собирают корпус, изготавливают в сборочно-сварочном цехе. В секциях в максимально возможном объеме устанавливают детали насыщения и частично выполняют монтажные и сборочные работы. Секционный метод пригоден для постройки судов малого, среднего и большого водоизмещения.
Блочный метод основан на постройке судна из блоков. После пристыковки очередного блока в районе стыка завершаются монтажные, изолировочные, отделочные и окрасочные работы. Готовность блоков перед подачей на построечное место достигает 90 %.
Блочный метод наиболее пригоден для постройки судов небольшого и среднего водоизмещения. Этим методом строят и крупные суда, но только па специально спроектированных современных заводах, оснащенных специальным крановым и транспортным оборудованием, имеющих развитые мощности предварительной сборки и достаточные площади для сборки и насыщения блоков.
Блочный метод прогрессивнее секционного, так как сокра- -щает стапельный период, а также способствует развитию модульных методов постройки в судостроении.
Кроме этих методов имеют место также комбинированные методы постройки. Наиболее часто из них применяется секционно-блочный метод, при котором среднюю часть судна формируют на построечном месте из секций, а оконечности пристыковывают носовым и кормовым блоками. Перспективным направлением развития блочного метода постройки судов является модульно-блочный метод. При этом методе сборку судов предусматривается производить на построечном месте из стандартных корпусных конструкций — модулей.
Понятие «модуль» в современном судостроении имеет ряд значений.
Конструктивный модуль — плоскостная или объемная конструктивно и технологически законченная стандартная часть корпуса судна, одинаковая по габаритным размерам и типу конструкции для ряда судов различных размеров н назначений. По аналогии с корпусными конструкциями существуют модуль-панель, модуль-секция, модуль-блок (или блок-модуль).
Функциональный модуль — конструктивно и технологически законченная стандартная сборочная единица, часть судна с насыщением системами, оборудованием, устройствами, предназначенная для выполнения определенных функций. Принято различать большие функциональные модули и малые функциональные модули. Примерами больших могут быть носовая оконеч-
Рис. 1.3. Принцип модульно-блочного метода постройки судов фирмой «Блом унд Фосс» (ФРГ)
ность судна с якорным и швартовным устройствами, оборудованием; кормовая оконечность с движнтельно-рулевым комплексом; надстройка в Сборе с оборудованными помещениями, системами и т. п. Малыми следует считать модуль-помещения (жилые, бытовые и другие) и модуль-агрегаты (агрегаты, изготовленные по модульному принципу).
При модульно-блочном методе постройку судна модуль-блоки изготавливают из модуль-панелей, модуль-секций, насыщают их модуль-помещениями, модуль-агрегатами. Формируют корпус из модуль-блоков, конструктивных и функциональных.
Естественно, что нри модульном принципе постройки судов применяются также детали, изделия, устройства, не являющиеся модулями.
Применение модульно-блочного метода (рис. 1.3) постройки серий судов оказывается экономически выгодно не только при постройке, по и при эксплуатации и ремонте судов. Этот метод позволяет сократить продолжительность работ и снизить стоимость работ на стадии проектировании; упростить технологию постройки судна и снизить его себестоимость за счет повышения стандартизации корпусных конструкций на стадии постройки; повысить надежность и ремонтопригодность судна на стадии его эксплуатации. Четыре разных судна, приведенных на рис. 1.3, выполнены из одинаковых функциональных модулей носовой и кормовой оконечностей и конструктивных модулей средней части двух типоразмеров. Штриховкой обозначены блок-модули носовой и кормовой частей судна и блок-модули цилиндрической вставки.
За многие десятилетия развития металлического судостроения были выработаны несколько способов формирования корпуса. Формирование корпуса начинается с установки закладных секций или блоков, с которыми стыкуются последующие секции и блоки. В настоящее время в зависимости от террито риальных признаков постройки различают две основные группы способов формирования корпуса; непрерывные и островные.
Непрерывным называется способ, при котором формирование корпуса судна осуществляется последовательно от закладной секции или блока в нос и в корму.
Островным называется способ, при котором корпус судна формируется одновременно в нескольких районах-островах. При этом количество закладных секций или блоков соответствует количеству островов, расширяется фронт работ и сокращается стапельный период. В зависимости от ряда условий, основными из которых считаются размеры судна, тип построечного места (наклонный стапель, горизонтальные площадки), острова могут перемещаться по построечному месту или оставаться неподвижными. Если сборка и сварка проводятся без передвижки, то между островами при необходимости устанавливаются забойные части (секции, узлы и отдельные детали). Если острова после окончания их формирования передвигаются с целью сближения для стыкования, то забойные части не нужны.
Следует заметить, что в литературе по судостроению, включая справочную и учебную, нет однозначных определений способов формирования корпуса, а в некоторых работах [23] их называют «методами» или даже «схемами».
В табл. 1.1 приведена классификация указанных способов по существующим признакам и особенностям. Непрерывные способы формирования корпуса, как видно из таблицы, воз
можны при всех методах постройки судна: подетальном, секционном, блочном. При секционном методе постройки различают разновидности непрерывных способов формирования корпуса: непрерывный пирамидальный и непрерывный отсечный.
Островные способы формирования корпуса возможны только при секционном и блочном методах постройки судна. При
Таблица 1.1. Классификация основных методов постройки судов и способов формирования корпуса
Метод постройки судов Способы формирования корпуса
непрерывный островной
Подетальный ДЙМИЮЙ ч_ J
Секционный
BavlMni
J чт -Ш
Блочный (модуль-но блочный) чъьш
Секционный, блочный, блочно-секционный, модульно-блочный -
\ | | У
Примечание. Стрелками указаны направления стыковки блоков.
секционном методе постройки судна различают две аналогичные разновидности: островной пирамидальный и островной отсечный.
Формирование корпуса пирамидами начинается со средней части судна при непрерывном способе или с нескольких средних частей — островов — при островном способе. В основание пирамиды закладывается несколько днищевых секций, к которым приваривают секции переборок, бортов, палуб. Группа установленных секций образует ступенчатую пирамиду. После
завершения формирования 1-й пирамиды устанавливают секции 2-й пирамиды и т. д. (см. табл.'1.1).
При непрерывном отсечном способе корпус по длине разбивают на ряд участков-отсеков. Каждый отсек формируется из секций независимо от других отсеков. После окончания сборочно-сварочных работ двух смежных отсеков выполняют сборку и сварку стыка между ними. Формирование корпуса блоками при непрерывном и островном способах показано в табл. 1.1. На горизонтальных построечных местах блоки стыкуют обычно на тележках с механическими или гидравлическими устройствами для установки блока по горизонту и выравнивания по базовым и контрольным линиям.
Базовой называется линия в пространстве, относительно которой проверяют положение корпусных конструкций, контрольной— линия, нанесенная па корпусную конструкцию, по которой проверяют ее положение. Базовая линия может быть нанесена на специальные стойки, металлические леса, цеховые колонны. Контрольную линию нанвсят только на проверяемую конструкцию.
В годы интенсивного развития строительства большегрузных танкеров, когда модернизация верфей не поспевала за ростом водоизмещения судов, появился еще один способ формирования корпуса — раздельный. Суть его заключается в формировании корпуса частями на построечном месте с раздельным спуском каждой части на воду и последующим стыкованием на плаву. Каждая часть корпуса должна обладать достаточной плавучестью, остойчивостью, способностью кренования и диф-ферентования для установки на ровный киль и выполнения стыковочных работ на плаву. Этот способ позволяет решить проблему постройки судов, превышающих по своим размерам и спусковой массе возможности построечного места и спускового устройства.
Раздельный способ формирования корпуса является разновидностью островного способа. Его можно применять при любом методе постройки: секционном, блочном, секционно-блочном или модульно-блочном.
При стыковке частей корпуса на плаву существует два способа герметизации подводной части монтажного стыка: кессон ный и бескессониый. Последний основан на применении малогабаритного герметизирующего устройства навесной или плавучей конструкции (рис. 1.4).
Устройство состоит из двух частей, соединяемых болтами-стяжками. После заводки устройства и откачки воды оно плотно обжимает корпус судна. Обе части стягивают под стыкование электролебедками. Лебедки устанавливают на палубе судна и на надводной части устройства. Перед началом работ по стыкованию проводит дифферентовку частей судна с помошью бал
ластных цистерн. Для исключения вертикальных смещений стыкуемых частей на надводном участке стыка устанавливают специальные клиновые зажимы. После завершения ра'бот по стыкованию герметизирующее устройство и клиновые зажимы демонтируют. Работы по установке и демонтажу герметизирующего устройства выполняют с участием водолазов.
При раздельном способе корпус судна может быть состыкован из двух половин примерно одинаковой длины (сухогруз-
Д П
Рис. 1.4. Схема герметизирующего устройства для стыкования на плаву I — лебедка; 2 — обухи; 8 — воздушные ящики; 4 — насосы осушения рабочей ка меры; 5 — бортовые цистерны; 6—сточные колодцы; 7—днищевые цистерны;
8—килевые цистерны; S—разъемное устройство; 10—тернарное устройство
ные суда, танкеры), а корпуса таких судов, как плавучие доки,— из нескольких (от 6 до 10) частей.
Раздельный способ формирования корпуса рассматривается судостроителями многих стран как перспективный, так как позволяет развить модульный способ. Так, стыкование крупных модулей на плаву в ряде случаев может оказаться более целесообразным, чем на построечном месте.
Развитие организации производства в судостроении шло параллельно с развитием технологии постройки. В послевоенные годы разработаны и внедрены прогрессивные формы орга низации работ, прежде всего поточно-бригадный и поточно-позиционный методы постройки судов. Поточно-бригадный метод постройки применяется при неподвижном положении формируемого корпуса. Специализированные рабочие бригады последовательно и ритмично переходят с одного судна па другое,
выполняя закрепленные за ними операции. Поточно-позиционный метод постройки предусмотрен для поточных линий с передвижением судна или его блоков на очередную позицию через одинаковые отрезки времени, равные такту выпуска судов с этой линии. Специализированные бригады на каждой позиции выполняют определенный объем работ в планируемое время. После этого блок или судно передвигается на следующую позицию. С последней позиции блок передвигается на построечное место, а судно — на спусковое устройство для спуска на воду. При поточно-позиционном методе закрепление бригад за определенными позициями способствует эффективному применению спец-оснастки и средств механизации, которые применяются в более широких масштабах, чем при обычных методах организации работ. Это способствует также росту производительности труда за счет специализации и приобретения рабочими навыков.
Глава 2
ПЛАЗОВЫЕ РАБОТЫ
§ 2.1. Устройство и оборудование плаза
Теоретический чертеж проекта судна, а также его рабочие чертежи выполняют обычно в масштабе от 1:25 до 1:100. Такой чертеж не может содержать всех размеров, необходимых для изготовления деталей и конструкций корпуса с необходимой точностью. Точные размеры снимают со специальных чертежей, вычерченных в натуральную величину или в масштабе. Такие чертежи называют плазовой разбивкой. Место, на котором вычерчивается теоретический чертеж в натуральную величину, называется плазом.
Плаз — это отдельный специализированный участок корпусообрабатывающего цеха, па котором выполняются плазово-разметочные работы.
Плаз представляет собой специально изготовленный тща тельно выровненный деревянный пол отдельного помещения, покрытый толстыми листами высококачественной фанеры, прошпаклеванный и выкрашенный светлой шаровой краской.
В последние годы натурную плазовую разбивку осуществляют только для судов небольшого водоизмещения, имеющих сложные конструктивные решения. В большинстве случаев применяют масштабную плазовую разбивку в масштабе 1:10, реже- 1:5. Такую разбивку выполняют на специальных щитах, изготовленных из листов стали или алюминиевых сплавов
толщиной до 10 мм. Рабочую поверхность щитов окрашивают светлой масляной краской. Щиты достигают размеров 20X3 м При этом отклонение от плоскости щитов допускается не более 1 мм на 1 м. Щиты укладывают на прочные столы высотой 800 мм с гладкими плоскими столешницами Для масштабной разбивки выделяется специальное помещение. В состав масштабного плаза кроме этого помещения входят чертежные залы, фотолаборатория, шаблонная мастерская, административные и бытовые помещения.
Чертежные залы оснащают стандартным чертежным обору дованием, чертежными приборами. Фотолаборатория состоит из ряда помещений, в которых проводят определенные работы: фотографирование чертежей-шаблонов, печатание копий масштабной разбивки, обработка снимков. В фотолаборатории имеется специальная прецизионная аппаратура для фотографирования чертежей-шаблонов. Она оснащена вакуумными рамами, специальными экранами, осветительными приборами, ваннами для обработки негативов и фотокопий, сушильным оборудованием. Шаблонная мастерская размещается обычно па двух этажах. На верхнем располагается проектор и хранятся негативы копий плазовой разбивки или чертежей-шаблонов, на нижнем — мастерская, оборудованная деревообрабатывающими станками, столярными верстаками, различным столярным инструментом. В рабочих помещениях плаза должен поддерживаться стабильный микроклимат с температурой 18—20 °C и постоянной влажностью воздуха. Фотолабораторию из-за повышенной влажности в ней отделяют от других помещений плаза изолированными непроницаемыми перегородками. Особое требование предъявляют нормы естественного дневного и искусственного освещения. В частности, освещенность при использовании люминесцентных ламп должна быть не менее 500 лк. Плазовые помещения должны быть изолированы от источников шума и вибрации, поскольку выполнение плазово-разметочных работ требует особой тщательности и высокой точности.
Плазово-разметочные работы включают плазовую разбивку, согласование координат теоретического чертежа, определение формы и размеров деталей, вычерчивание эскизов деталей, изготовление плазовой оснастки для гибочных и проверочных работ, макетирование сложных конструкций корпуса. Результаты плазово-разметочных работ заносятся в плазовую книгу (см. §2.2).
Плазово-разметочныс работы выполняют с помощью набора инструментов, широко применяемых стандартных и специальных. Наборы для натурных и масштабных плазов различны. Для измерения линейных размеров ня натурном плазе необходимы стальные рулетки с лентами длиной от 5 до 100 м и линейки длиной до 1500 мм с ценой деления 1 мм. Для измерения
величин углов используют стальные угольники, малочники (угольники с раздвижными полками), транспортиры с радиусом до 1500 мм и ценой деления Г. Для нанесения кривых линий применяют универсальные лекала и гибкие деревянные рейки (правила). Нормали к кривым линиям строят с помощью специальных рейсшин (якорей). В число специального инструмента входят также параллельные лниейки, прибор Макарова— Лебедева, применяемый для построения разверток листов обшивки двоякой кривизны. Линии вычерчивают чертежным инструментом — специальными рейсфедерами. В соответствии с техническими требованиями ошибка в размерах при натурной разбивке допускается не более 1 мм. Следовательно, на чертеже в масштабе 1:10 эта ошибка должна составлять «е более 0,1 мм. Поэтому на масштабном плазе чаще применяют специальные измерительные и чертежные инструменты повышенной точности.
Линейные измерения выполняют с помощью штрихового метра (Ш/Д-1Р) с ценой деления 0,2 мм, оснащенного двумя перемещаемыми лупами семикратного увеличения, а также стальными линейками длиной 500 и 1000 мм с ценой деления 0,5 мм и допускаемой погрешностью 0,07 мм и длиной 2000 мм с ценой деления 1 мм и допускаемой погрешностью 0,1 мм. Инструмент для угловых измерений такой же, как на натурном плазе. Размеры переносят с помощью разметочных игл н луп семикратного увеличения. Для нанесения тушью линий, толщина которых должна быть 0,05—0,1 мм, применяют специальные рейсфедеры. Толщина линий контролируется с помощью измерительных луп с 10-кратным увеличением и ценой деления шкалы 0,1 мм.
§ 2.2. Плазовая разбивка
Плазовой разбивкой называют графическое изображение теоретического чертежа судна по практическим шпангоутам с привязкой к нему наиболее сложных узлов и конструкций корпуса судна, вычерченное в натуральную величину или в масштабе на натурном или масштабном плазе.
Плазовая разбивка (рис. 2.1) включает три проекции теоретического чертежа: «Бок», «Полушироту» и «Корпус». При масштабной разбивке проекции «Бок» и «Полуширота» совмещают на одном щите с целью уменьшения площади вычерчивания. Для размещения чертежей больших судов на щитах масштабного плаза вычерчивание выполняется способом наложения кормовой части проекции на носовую. Для плазовой5 разбивки разработчик проекта представляет теоретический чертеж; таблицу плазовых ординат; чертеж растяжки наружной обшивки; чертеж — практический корпус, а также чертежи необходимых 28
конструкций корпуса, например мидель-шпангоута, форштевня, ахтерштевня.
Теоретический чертеж корпуса используют на плазе для визуальной оценки теоретических линий шпангоутов, ватерлиний и батоксов.
Таблица плазовых ординат содержит числовые данные, характеризующие главные размерения судна, размеры шпаций, высоты палуб и платформ и другую числовую информацию, отражающую конструктивные особенности корпуса, а также данные замеров с теоретического чертежа.
Растяжка наружной обшивки — чертеж, дающий представление о положении стыков и пазов наружной обшивки относительно продольных и поперечных связей корпуса, выполненный по данным, снятым с блок-модели корпуса.
Блок-модель корпуса (рис. 2.2) изготовляют из дерева в виде продольной половины корпуса в масштабе от 1:25 до 1 :100. На ней выполняют разбивку обшивки корпуса на по-ясья; определяют их число, размечают положение пазов обшивки на шпангоутах. Так как корпус к оконечностям сужается и длина шпангоутов там меньше, чем в средней части, количество поясьев обшивки по высоте борта должно быть меньше. Место, в котором два листа смежных поясьев переходят в один, называется «потеряй». После разбивки пазов размечают стыки листов по поясьям. Вычерчивание чертежа растяжки наружной обшивки начинают с нанесения основной линии (О.П) которую разбивают на практические шпангоуты. Через полученные точки проводят перпендикуляры и на ннх откладывают развернутые длины шпангоутов, снятые с блок-модели гибкой рейкой. Концы распрямленных шпангоутов соединяют плавной кривой, которая изображает искаженную линию верхней палубы. Затем с помощью гибкой рейки переносят с модели на чертеж растяжки наружной обшивки пазы, линии палуб, стрингеров,- переборок и другие линии притыкания корпусных конструкций к обшивке.
Практический корпус—чертеж проекции «Корпус» теоретического чертежа, выполненный по практическим шпангоутам в масштабе. На этот чертеж наносят теоретические линии продольных связей (палуб, платформ, стрингеров, скуловых килей, ребер жесткости и т. п.), стыки и пазы листов наружной обшивки. При разработке чертежа используют данные, полученные с блок-модели.
Подготовка натурного плаза для плазовой разбивки заключается в очистке поверхности пола, сушке, шпаклевке, шлифовке и трехразовой окраске его светло-шаровой масляной краской Щиты масштабного плаза подготавливают тщательнее. Их очищают, покрывают грунтом, а после его высыхания шлифуют и окрашивают краской светлых тонов не менее 4 раз 30
с помощью распылителя. Каждый слой просушивают в течение получаса. Окончательная сушка длится 48 часов. Затем щиты шлифуют микронной шлифовальной бумагой до получения ровной матовой поверхности.
Черчение выполняют чертежными карандашами. После проверки карандашные линии фиксируют быстросохнущими полихлорвиниловыми красками разных цветов. Плазовую разбивку выполняют в определенной последовательности. В первую очередь пробивают ОЛ и строят сетку для трех проекций. По таблице плазовых ординат вычерчивают проекции корпуса и согласуют обводы. Затем наносят и согласовывают теоретические линии конструктивных элементов (набора, настилов, пазов обшивки).
Рис. 2.2. Блок-модель
I — линии притыквиия набора к наружной обшивке; 2— линии лазов; 3 — линии стыков; 4 — «потеряй»
Пробивка ОЛ. Пробивку ОЛ длиной до 100 м на натурном плазе начинают с нанесения начальных точек. Над ними устанавливают опоры высотой до 200 м, в которых закрепляют стальную струну — стеклинь. После натяжения стеклиня при помощи угольника с тавровой полкой, подводимого к стеклиню через 2—3 м, отмечают точки проекции его на плаз. Точки соединяют карандашной чертой и прокрашивают. При масштабной разбивке ОЛ на щите наносят с помощью более тонкого стеклиня. Точки стеклиня проецируют на щит обязательно с одной стороны с помощью иглы и лупы.
Построение сеток плазовой разбивки. Для построения сетки проекции <Бок» на ОЛ восставляют перпендикуляры из точек носового перпендикуляра, мидель-шпангоута и кормового перпендикуляра. При большой длине ОЛ сгроят промежуточные перпендикуляры. Одним из способов восставления перпендикуляра в заданной точке линии является построение равнобедренного треугольника с основанием на этой линии. Высота этого треугольника и является перпендикуляром. Остальные линии шпангоутов наносят параллельно построенным перпендинуля-31
рам. Затем параллельно ОЛ вычерчивают ватерлинии. Правильность построения сеток проверяет специальная комиссия.
Построение проекций плазовой разбивки начинается с вычерчивания по таблицам плазовых ординат мидель-шпангоута на проекции «Корпус». Далее на проекции «Полуширота» строят линию верхней палубы. После этого строят линии обводов носовой н кормовой оконечностей и верхней палубы на проекции «Бок» в сечении по диаметральной плоскости (ДП). Размеры высот и полуширот точек верхней палубы переносят на проекцию «Корпус» и для каждой плоскости шпангоута вычерчивают линию бимса. На проекции «Полушкрота» вычерчивают
Второе Вно
г-а стрингер
Рис. 2.3. Разбивка второго дна, стрншсров и ребер гкесткгхмп
3 —линия ребра жесткости.
ватерлинии, а на проекции «Бок»—батоксы. Затем вычерчивают линии основной проекции «Корпус». В процессе вычерчивания линий верхней палубы, ватерлиний и шпангоутов в случае отклонения точек от плавной кривой таблицы плазовых ординат корректируют. При этом число уменьшаемых размеров по каждой линии стараются сделать равным числу увеличиваемых размеров для сохранения заданного водоизмещения й плавности обводов корпуса.
Построение конструктивных элементов. Конструктивные элементы вычерчивают на плазе по размерам, заданным таблицей ординат и рабочими чертежами. В качестве примеров могут быть рассмотрены некоторые конструкции.
Междудонный набор с настилом второго дна. Сначала выполняют построение на проекциях «Бок» и «Полуширота». Затем размеры переносят на «Корпус»
(рис. 23). Плоскости конструкций, перпендикулярные к плоскости проекции, изображают одной линией (например, 1-й стрингер, настил второго дна па участке 14—20-го шпангоутов), не-перпенднкуляроые -следами сечепия на каждом шпангоуте и линиями притыкания и свободных кромок (настил второго дна на участке 10—13-го шпангоутов, 2-й стрингер, бортовой стрингер и др.). Ребра жесткости задаются только линией притыка ния к обшивке или настилам.
Пазы и стыки наружной обшивки. Разбивку пазов и стыков выполняют по чертежу растяжки наружной об шивки.
Рис. 2.4 Расположение толщин деталей корпуса относительно теоретичс
ских линий плазовой разбивки- л — для продольных «.визой, б — для поперечных связей, в — для профилей
Расположение толщин листов и профилей Правила расположения толщин листов и профилей относительно теоретических линий регламентированы Государственным стандартом, согласно которому теоретическая линия проходит по той стороне листа или профиля, которая ближе к соответствующей главной плоскости (ОП, ДИ, миделк-шпан-гоута) (рис. 2.4). Толщины листов наружной обшивки раснола-I ают наружу от теоретических линий Толщины вертикального киля и продольной переборки в ДП делятся этой плоскостью пополам. Толщины флоров, шпангоутов, бимсов в носовой части от мидель-шпангоута располагаются в нос, а в кормовой — в корму от теоретически; линий В плоскости мкдель-шпан-гоута толщины элементов делятся этой плоскостью пополам.
Приемка -плазовой разбивки осуществляется комиссией из представителей Регистра СССР, заказчика н специалистов 2 зжз»5в)
предприятия-строителя. Проверке подлежит прямолинейность и перпендикулярность линий сеток; расстояния между шпангоутами, ватерлиниями, батоксами; правильность основных размерений, погиби бимсов, очертаний штевней; плавность линий обводов корпуса; толщина линий плазовой разбивки. Комиссия составляет акт приемки плазовой разбивки, который является основанием для продолжения работы по постройке судна.
Плазовая книга. Последними работами по плазовой разбивке являются составление и оформление плазовой книги, в которой фиксируются результаты плазовой разбивки корпуса судна на плазе, принятые комиссией. В нее заносят таблицы всех откорректированных размеров высот и полуширот точек обводов корпуса, настилов, набора, ребер жесткости, пазов обшивки, положения стыков обшивки, а также поясняющие эскизы, необходимые для построения сетки теоретического чертежа, килевой и палубной линий, линий штевней и т. п. Один экземпляр книги передается в конструкторское бюро для корректировки теоретического чертежа и расчетов по теории корабля. Второй экземпляр хранится на предприятии. Им пользуются при возобновлении постройки и ремонте судов данного проекта. Материалы, содержащиеся в плазовой книге, должны быть пригодны для повторной плазовой разбивки судна в случае его модернизации. ремонта или постройки на другом предприятии.
§ 2.3. Определение формы и размеров деталей корпуса
Номинальные значения размеров корпуса, отдельных его конструкций и деталей указывают в рабочих чертежах. Точные размеры получают с плазовой разбивки. Конструкции и детали на плазовых разбивках изображены графически, во многих случаях с искажением истинных размеров. Для определения размеров таких деталей необходимо выполнять геометрические построения и аналитические расчеты.
Основной проекцией для определения формы и размеров деталей является проекция «Корпус». Две другие проекции — «Бок» и «Полуширота»—используются в тех случаях, когда с проекции «Корпус» нельзя получить все необходимые данные или получение их более затруднительно и менее точно. Кроме того, проекции «Бок» и «Полуширота» применяются для вспомогательных построений при выполнении графической части плазовых работ.
Для определения формы и размеров деталей корпуса с плаза Их условно разбивают на группы:
1) плоские детали, изображенные на проекции «Корпус» без искажений (расположенные в плоскостях, параллельных плоскости мидель-шпангоута);
2) плоские детали, расположенные в плоскостях, перпендикулярных плоскости мидель-шпангоута. На проекции «Корпус» они изображены прямыми линиями. К этой группе относится 1-й стрингер на рис. 2.3;
3) плоские детали, расположенные в плоскостях, наклонных к плоскости мидель-шпангоута. На проекции «Корпус» они изображены следами пересечения с плоскостями шпангоутов, а также линиями притыкания и свободных кромок. Это — детали 2-го стрингера, бортового и скулового стрингеров на рис. 2.3;
4) гнутые детали, изображенные на проекции «Корпус» одной кривой. Примером деталей этой группы является скуловой лист в районе цилиндрической вставки;
5) гнутые Детали, точная плоская заготовка которых получается геометрическими способами развертывания на плоскость. Это, например, скуловые листы цилиндрической формы в районах оконечностей;
6) гнутые детали сложной кривизны, плоская заготовка которых может быть получена только приближенными методами развертывания на плоскость. В эту группу входит большая часть листов обшивки в районах оконечностей.
Независимо от конечной формы готовой детали все они вырезаются из плоских листов. Для гнутых деталей, следовательно, необходимо определить форму и размеры их плоской заготовки, т. е развертки. Построение разверток начинают с определения растянутых длин проекций линий контура развертываемой детали, а также проекций вспомогательных линий. Цля краткости их называют растяжками. Различают поперечные и продольные растяжки.
Снимают размеры проекций с помощью гибких реек так, чтобы грань рейки была совмещена с линией проекции. Изгибание рейки по линиям и последующее ее выпрямление приводят к ошибкам из-за деформации волокон рейки. Чтобы уменьшить ошибку при измерениях, надо соблюдать правила измерений. Для снятия поперечной растяжки толщина рейки должна быть равна толщине детали. Размещать ее надо с той стороны, с которой располагается толщина детали. Ряд размеров по шпангоутам в пределах развертываемой детали откладывается на одну рейку. Продольные растяжки с «Корпуса» получают путем снятия ряда вспомогательных размеров и построениями.
«Корпус» включает проекции всех шпангоутов. Истинное расстояние между двумя плоскостями шпангоутов равно конструктивной шпации На плазе она называется нормальной шпацией.
В качестве примера можно рассмотреть растяжку отрезка паза, представленного на рис. 2.5 кривой АА' и три проекции ее на плоскости: АкгА’, АхуА'х, АугА'г. На плазовом чертеже 2* 35
эти проекции размещены соответственно на сетках «Корпус», «Бок» и «Полуширота». Практически для определения длины паза на плазе может быть использовав приближенный метод. Длина каждого отрезка паза между двумя шпангоутами определяется как гипотенуза прямоугольного треугольника, один катет которого равен практической шпации, а другой — распрямленному отрезку проекции паза на «Корпусе», который называется прогрессом. Отрезок на за может быть построен графически или определен по формуле /=
Рис 25. Построение растяжки пазз а — пос «роение участков паза; б — построение истиной длины участка паза; е — построение продольной растяжки паза
При графическом построении паза (рис. 2.5, в) по вертикали ла каждом шпангоуте откладывают суммы размеров прогрессов определяемого участка. Полученные точки соединяют плавной линией, находят и наносят на ней точки стыков. Отрезок растяжки между точками стыков наносят на рейну. Расстояние между отмеченными точками на рейке, является размером продольной растяжки паза.
Развертка деталей 2-й группы. Осуществляется упрощенны»: cnceoSCM. Растяжка строевой нс требуется, поскольку опа параллельна ОЛ и отрезок се между двумя шпангоутами равен нормальной шпации.
Развертка деталей 3-й группы (рис 2.6, а). В произвольном месте по высоте под прямым углом к следам шпангоутов на 36
стришерс проводят строевую линию. На развертке угол .между строевой и следами шпангоутов будет прямым, поскольку одна из его сторон параллельна плоскости проекций (плоскости развертки). Определяют истинную длину строевой ио ее растяжке (рис. 2.6, б). Пробивают прямую линию, на кчхгорой откладывают растяжку' строевой (рис. 2.6, е) Расстояние между шпангоутами на растяжке называется растянутой шпацией (рш). Восставляют перпендикуляры на точках шпангоутов растянутой строевой. На них откладывают расстояния от строевой до верхних 1В и нижних /н точек стрингера, святых с корпуса на каждом шпангоуте, как показано для 9-го шпангоута. Сое
а)
ОЛ
Рис. 2.6 Определение формы и размеров днищевого стрингера
рш — растянутая
динив полученные точки плавными линиями, получают контур развертки стрингера.
Развертка деталей 4-й группы. Развертку' деталей этой группы выполняют путем пробивки прямой линии, восставлеция к ней перпендикуляра, огибания изображения детали па проекции «Корпус» и откладывания на построенном перпендикуляре спрямленной длины этой проекции. Развертка завершается построением прямоугольника, одной стороной которого является спрямленная проекция с «Корпуса», а другой — длина детали, снятая с чертежа растяжки наружной обшивки или таблиц пазов обшивки.
Развертка деталей 5-й группы. Выполняется методами начертательной |бомстрии. В верхней части ряс. 2.7 приведено изображение листа на проекции «Корпус»; АБВГ — проекция его на ОП. Вид по стрелке А представляет истинную величину согнутою листа АБАГВГ. Схема построения ее ясна из рисунка.
Распрямление .чиста А'Б'Л'Г'ВТ' на плоскость проекции дает его развертку А"Б"А"Г"В'Т". При распрямлении листа
пазовые точки шпангоутов перемещаются перпендикулярно об-
Ёер/.чий паз п 18 18
Рис. 2 7. Развертывание цилиндрического листа наружной обшивки
Шпангоуты
Рис. 2.8. Построение геодезической линии
1—касательная к -пении среднего шпангоута, 2 — транспортир со шкалой в радианах; 3—пор* маль к среднему шпангоуту; 4—геодезическая
разующей Б В. Длина дуги развернутого листа, например АБА, равна длине проекции 17-го шпангоута на проекции «Корпус». Стрелку по-гиби шпангоута на развертке находят по треугольникам ДЖЕ и ЖВЗ. Они подобны как прямоугольные треугольники с взаимно перпендикулярными сторонами. Катет ЕЖ равен искомой величине у, гипотенуза ДЖ — стрелке ногиби на проекции «Корпус» — т. Катет ЗВ равен прогрессу П, а гипотенуза ЖВ — растяжке образующей цилиндра в одной шпации Шр; ЖЗ — нормальной шпации Шн- Из
треугольника ЖВЗ следует
uip-VuiS+rf.
Из подобия треугольников следует
ЕЖ/ДЖ = П/ШР: или t//m = П/ШР; 1/ = тП/ШР; у=тП/л/ш5+П“.
Величины т и П определяют по проекции «Кор
пус».
Из приведенного видно, что проекция цилиндрического листа на плазовом корпусе содержит все исходные данные для построения его развертки. Развертка, показанная на рис. 2.7 штрихпунктирными линиями, строится без выполнения проме-
«уточных построений. Линия БВ на проекции «Корпус» (БВ на развертке) является строевой.
Развертка деталей 6-й группы. Для листов этой группы нельзя построить строевую, перпендикулярную шпангоутам на проекции «Корпус», как для листов 3-й группы, поскольку они расположены на ней непараллельно. Поэтому развертывание выполняют методом геодезических линий или другими приближенными методами.
Геодезической линией Называется линия кратчайшего расстояния между двумя точками на криволинейной поверхности. В условиях масштабной разбивки рационально применять метод геодезических линий, так как с его помощью получаются наиболее точные результаты. Но он требует выполнения несколько большего объема дополнительных построений, чем другие методы.
Геодезическую линию строят от среднего шпангоута (10-й шп. на рис. 2.8). К нему строят нормаль 8, пересекающую все шпангоуты. Замеряют прогрессы Пл по нормали и углы между направлением нормали к каждому шпангоуту <ря в радианах. Затем в табличной форме (табл. 2.1) выполняют расчет отклонений геодезической линии от нормали к среднему шпангоуту, применяя формулу
8n = k (IT,.—Ц,-1) <ри,
где п — номер, шпации; k—n—1.
Геодезическая линия отклоняется от нормали в сторону большего развала шпангоутов, если прогрессы по нормали уменьшаются (от 10-го к 5-му шп.), и в сторону меньшего развала, если прогрессы увеличиваются (от 10-го к 15-му шп.)
После построения геодезической линии снимают растяжки по шпангоутам, продольные растяжки по верхнему и нижнему па зам, по геодезической линии. Затем пробивают две взаимно перпендикулярные линии: горизонтальную, которая является геодезической (на развертках она всегда прямая), и вертикаль ную, которая служит базой для контроля среднего шпангоута (рис. 2.9). На горизонтальной линии откладывают точки геодезической линии. Из этих точек проводят дуги вверх и вниз от линии радиусами, равными длинам шпангоутов от геодезиче ской линии до пазов 7?,-0, /?1Н. Определяют расстояния на развертке от точек пазов начального шпангоута до касательной к нему уЕ и уи. Во многих случаях различие ув и ун настолько незначительно, что их величины можно определить по приближенной формуле
угхт^4-(TT1-|-riz) .
От перпендикуляра, проведенного через начальный шпангоут, откладывают на дугах радиусов и ft, шпангоутов ув
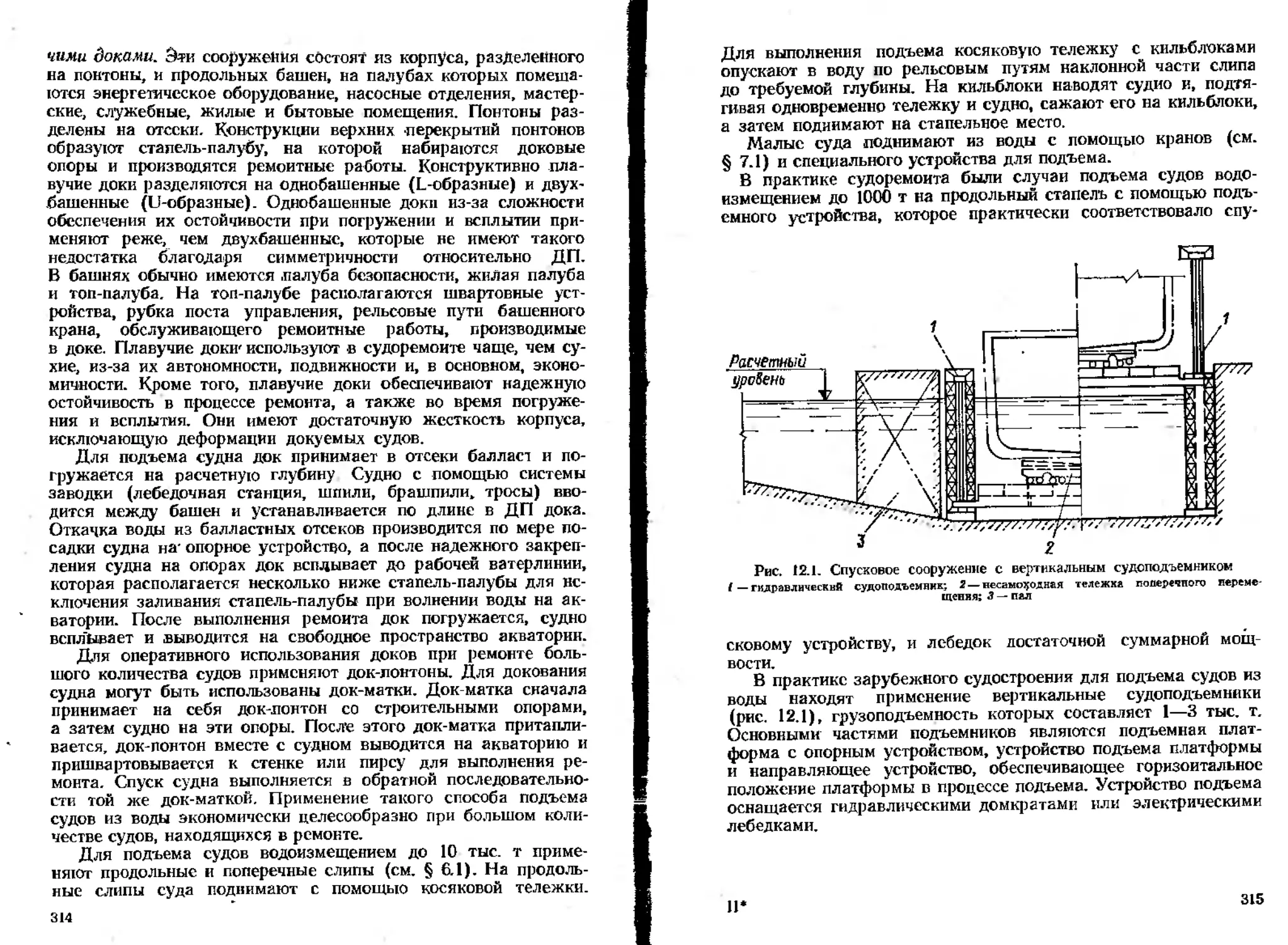
Таблица 2.1. Расчет отступлений геодезической линии от нормали к среднему шпангоуту
и у„. Рейку-растяжку верхнего паза укладывают так, чтобы риска среднего шпангоута на ней совпала с пазовой точкой шпангоута. Пазовые точки других шпангоутов получают пересечением рисок на рейке с дугами, отложенными радиусами RiB. На рис. 2.10 они отложены радиусами г,-, снятыми с рейки-рас
Рис. 2.9. Развертка листа наружной обшивки
тяжки Нижний паз развертки строится аналогично. Через три точки — на геодезической линТш, на верхнем и нижнем пазах— проводят следы каждого шпангоута на развертке Развертку деталей 6-й группы можно получить и другим методом, напри мер с помощью строевой средней нормали.
Рис 2.10. Развертывание веерного листа' а — веерный лист на пла-зовом корпусе, б — развертка
Для построения строевой средней нормали примерно в середине проекции шпангоута отмечают точку С (рис. 2.10, а), восставляют перпендикуляр из нее и из нее же опускают перпендикуляр к соседнему шпангоуту. Угол между нерпендикуля-рами делят пополам. Полученную точку Ct принимают за точку
средней нормали на соседнем шпангоуте. Таким способом находят точки на остальных шпангоутах Си и Сз- Для построения развертки проводят вертикальную прямую и отмечают на ней точку строевой С (рис. 2.10, б). На расстоянии h и /2 от нес откладывают точки верхнего и нижнего пазов 109-го шпангоута. Из точки верхнего паза радиусом /?в, равным растяжке верхнего паза в шпации 108—109, проводят дугу. Аналогично проводят дугу радиусом /?„, равным растяжке нижнего паза. К построенным дугам проводят общую касательную, которую принимают за след 108-го шпангоута. Точку средней нормали на 108-м шпангоуте С\ наносят построениями, аналогичными построениям, выполненным на проекции «Корпус». Таким же способом строят среднюю линию и участки пазов в каждой шпации развертываемого листа. В 6-й группе деталей есть небольшая часть таких, которые невозможно развернуть на плоскость геометрическими способами Это, например, выкружки гребных валов. Для их изготовления используют плазовые деревянные каркасы.
§ 2.4. Плазовое обеспечение работ корпусных пехов
Одной из задач плазового участка является обеспечение корпусных цехов плазовой информацией и контрольной оснасткой: плазовыми рейками, плазовыми эскизами, картами раскроя, чертежами-шаблонами, копирчертежамн, плазовой оснасткой (шаблоны, каркасы макеты). Назначение данной информации и оснастки перечислено на рис. 2.11.
Плазовые рейки — деревянные рейки, применяемые для снятия размеров в условиях натурного плаза и проверки размеров конструкций корпуса в сборочных цехах.
Плазовые эскизы изготавливают непосредственно на плазе и используют для вычерчивания чертежей-шаблонов, копирчер-тежей, для разметки деталей (рис. 2.12).
Карты раскроя — эскизы листов, на которые нанесены в масштабе контуры предназначенных для вырезки деталей, как правило, одной секции или блока. Используются для разметки листов по шаблонам, рейкам и эскизам вручную, а также для проверки числовых программ для машин тепловой резки. На картах раскроя указываются последовательность вырезки деталей и маршруты их обработки. Рациональность размещения деталей на листе оценивается коэффициентом использования металла, который равен отношению площади деталей к площади листа. Этот коэффициент достигает величины 0,8—0,85.
Карты раскроя для деталей, размечаемых фотопроекцион-ным способом и вырезаемых на фотокопировальных машинах,
Эскизы деталей
Карты раскроя
Программы разметки и маркирования
Разметочные шаблоны
Негативы чертежей-шаблонов
Программы резки
Копир-чертежи
Копир-щиты
Программы гибки
Гибочные шаблоны
Каркасы
Корпусообрабатывающий цех
Разметка
Тепловая
Гибка листов и профилей
Плаз натурный, масштабный или данные на базе математической модели судна
Таблицы, эскизы и шаблоны для установки сборочцых постелей
Эскизы для разметки полотнищ под установку набора
Эскизы, таблицы и шаблоны для проверки размеров и контуровки секций
Таблицы малок для установки набора
Сборочно-сварочиый
Рейки, шаблоны, таблицы для выполнения проверочных работ
Эскизы для разметки вырезов и деталей насыщения____
Рейки, шаблоны, таблицы для изготовления и установки опорных
Шаблоны и таблицы для проверки обводов
Шаблоны и таблицы для нанесения марок углубления________________
Рейки, шаблоны, таблицы для выполнения проверочных работ
Рис 211 Связь плаза с корпусными цехами верфи
Рис 2 12 Плазовые эскизы деталей флора (а) и стрингера (б)
Рис. 2.13 Чертеж-шаблон
обычно не составляю'?, так как их. заменяют чертежи-шаблоны н копирчертежи.
Чертежи-шаблоны используют для изготовления негативов чертежей-шаблонов. Эти негативы применяются для фотопроек-циопной разметки листов, предназначенных для резки на гильотинных ножницах или переносных машинах тепловой резки Вычерчивают их на плотной бумаге в масштабе 1 : 10. затем на них наносят необходимую маркировку (рис 2.13).
Черные прямоугольники на эскизе (па ппоекцип становятся светлыми прямоугольниками) — места для нанесения надписей (марок), расположенных возле них
Рис 2 14 Плазовый каркас
2 — поперечный
3 — расшпвнпы
Копирчертежи предназначены для вырезки деталей на машинах с фотокопировальными системами управления. Вычерчивают на плотной бумаю, предварительно наклеенной на стеклянную подложку толщиной 5—6 мм. Допускаемая погреш ность вычерчивания для сопрягаемых кромок 0,1 мм, для свободных — 0,2 мм. Толщина лилий в зависимости от типа фотосистемы машины — от 0,2 до 1 мм. Вычерченные детали маркируются, и чертеж покрывается бесцветным лаком.
Плазовая оснастка — шаблоны, каркасы, макеты, изготовленные из дерева в натуральную величину Для этою данные с масштабного плащ с помощью фотонросктора увеличивают до натуральных размеров.
Плазовые шаблоны по назначению подразделяют на раз меточные, гибочные, коптуровочпые, .проверочные. Шаблоны
больших размеров делают из досок толщиной 10—15 мм, а малых — из фанеры. Изготовление шаблона заключается в сколачивании его заготовки, перенесении на нее лекальной линии с плаза, опиловке лекальной линии и последующей доводке ее до рабочей кромки шаблона. Отклонение рабочей кромки шаблона от плазовой линии не должно превышать 0,5 мм.
Плазовые каркасы (рис. 2.14) применяют для изготовления деталей корпуса сложной формы. Рабочая поверхность каркаса формируется из отдельных поперечных шаблонов и продольных реек, врезанных в шаблоны. Поскольку рабочей у каркаса является одна поверхность, то с целью облегчения и удобства пользования его делают усеченным. У такого каркаса основание может быть неперпендикулярно плоскости шпангоутов.
Макеты выполняют для обработки сопряжения мест сложных обводов корпуса (якорные клюзы, мортиры, выкружки и кронштейны гребных валов). По ним разрабатывают рабочие чертежи и готовят модели отливок. Наиболее часто макетируют носовую оконечность судна с якорцым клюзом, деревянным якорем и частью якорной цепи. С помощью этого макета отрабатывают форму клюза, плотное крепление якоря в нем по-поход-ному, надежную отдачу якоря и точное вхождение его веретена в клюз при выборке.
§ 2.5. Математические методы плазово-технологической
подготовки производства
Математические методы плазово-технологической подготовки производства являются частью системы АТОПС (автоматизация технологического обеспечения постройки судов). АТОПС, в свою очередь, представляет собой пример отечественной автоматизированной системы технологической подготовки производства (АСТПП), базирующейся на данных математической модели судна.
АТОПС позволяет автоматизировать выпуск плазовой и технологической документации корпусообрабатывающего производства, включая оптимальные карты раскроя листового и профильного проката, числовые программы для тепловой вырезки детален корпуса из листового проката и т. д. Основой АТОПС является лицензионная сйстема ФОРАН (рис. 2.15). Часть структуры системы АТОПС, иллюстрирующей математические методы плазово-технологической подготовки производства, приведена на схеме рис. 2.16.
Аналитические способы плазовых работ базируются на тех же исходных данных, что и графические, т. е. на существующей проектной и конструкторской документации. Схема включает:
Проектная фаза
Рис. 2.15. Структура системы ФОРАН
Подготовка цифровых программ
аналитическое согласование обводов корпуса, заданных приближенно таблицами ординат, выдаваемыми конструкторским бюро, разработчиком проекта;
создание математической модели корпуса судна, т. с. аппроксимацию таблично заданных линий уравнениями;
развертывание листов наружной обшивки и аналитическое определение контуров и размеров деталей корпуса;
программирование операций обработки деталей (вырезки, разметки, маркировки, гибки, сортировки и т. п.);
механизированное вычерчивание -масштабных разбивок и копирчертежей на чертежных машинах с программным управлением;
расчет плазовой информации, необходимой для изготовления сборочных постелей и выполнения проверочных работ по сборке секций, блоков и корпуса судна в целом.
Глава 3
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
КОРПУСА СУДНА
§3.1. Корпусообрабатывающий цех
Корпусообрабатывающии^цсх предназначен для обработки листового и профильного металла и изготовления на его участках деталей корпуса. В состав цеха входят плаз, склад стали, участок первичной обработки металла, участки изготовления деталей.
Назначение и устройство плаза описаны в § 2.1.
Склад стали непосредственно примыкает к зданию цеха. Обычно он располагается на открытой площади, но может размещаться и в специальном крытом помещении.
Участок первичной обработки металла пред назначен для правки, очистки, пассивирования стали, а также для расконсервации и подготовки к обработке листов и профиля из алюминиевых сплавов. Территориально участок располагается в пролете цеха или на площадях склада стали в крытых помещениях, примыкающих к зданию цеха.
Участки изготовления деталей, основными из которых являются участки тепловой резки, механической резки, гибки,, изготовления деталей из профильного проката и изготовления деталей машиностроительной части (МСЧ), расположены в пролетах цеха в зависимости от габаритов последних,
наличия оборудования, принятого технологического процесса и организации производства.
Основным участком является участок тепловой резки, оснащенный специальными столами для резки, оборудованными местной вытяжной вентиляцией, стационарными и переносными машинами для кислородной и плазменной резки, а также вспомогательным оборудованием для подачи листов, отправки деталей на сортировку, удаления отходов.
Участок механической резки, технологическим оборудованием которого являются гильотинные ножницы, дисковые ножницы и пресс-ножницы, обычно размещается параллельно участку тепловой резки в соседнем пролете.
Участок изготовления деталей из профильного проката, оснащенный основным прессово-штамповочным оборудованием и вспомогательным механизированным транспортно-загрузочным оборудованием, также размещен вдоль пролета, но занимает меньшие площади, чем каждый иэ»двух предыдущих участков.
Участок гибки деталей может занимать отдельный продольный пролет или располагаться в конце продольных пролетов, иногда в поперечном пролете. На участке установлено прессовое оборудование, включающее мощные гидравлические прессы. На этом участке в отличие от описанных выше, где для транспортных операций применяются рольганги и конвейерные линии, основным подъемно-транспортным оборудованием явля- ’ ются мостовые краны.
Участок комплектования деталей представляет собой площадки в конце продольных пролетов цеха, оборудованные специальными контейнерами, грузоподъемными и транспортными средствами, в число которых могут входить электрокары, самоходные платформы, приводные рольганги, ленточные транспортеры.
Участок изготовления деталей МСЧ является обычно обособленной частью цеха, которая может находиться на любых площадях пролетов, где можно рационально разместить оборудование, организовать подачу металла со склада или заготовок с участков обработки и отправку деталей в механические пехи. Наличие участков МСЧ не обязательно. Детали МСЧ могут из готовляться и на участках обработки, если целесообразно использовать основное оборудование
В состав цеха может входить также специализированный участок для изготовления деталей из листов и профиля легких сплавов. Иногда в нем устанавливают только отдельное оборудование для обработки легких сплавов, например ленточную пилу, гильотинные ножницы, дисковую пилу.
Здание корпусообрабатывающего цеха имеет от двух до пяти пролетов шириной от 18 до 30 м и длиной от 60 до 120 м. До настоящего времени по строительным нормам высота про
летов определяется высотой до подкрановых путей — до 10 м. Каждый пролет цеха оснащен мостовыми крацами грузоподъемностью до 15 т. В тех пролетах, где обработка ведется на поточных линиях, расчетная загрузка кранов не определяется, они используются как технологически необходимое оборудование.
Большинство корпусообрабатывающих цехов заводов крупного и среднего судостроения комплексно механизированы. Участки обработки оборудованы поточными линиями тепловой резки, механической резки, обработки деталей из легких сплавов, изготовления деталей из профильного проката. Механизированные участки гибки, сортировки, изготовления деталей МСЧ, как и поточные линии, оснащены современным высокопроизводительным оборудованием. В начале двенадцатой пятилетки в корпусообрабатывающих цехах было начато внедрение новой высокопроизводительной технологии—-гибких производственных систем (ГПС). Переход к ГПС способствует автоматическому регулированию последовательности выполнения технологических операций, что существенно влияет на качество продукции и эффективность производства.
Особая роль в корпусообрабатывающих цехах отводится погрузочно-разгрузочным и транспортным работам. Их выполняют с помощью самого современного оборудования, поскольку доля этих работ в общем объеме вспомогательных операций производственного процесса наибольшая.
Как видно из рис. 3.1, поточные линии обработки, участки гибки и МСЧ размещены в трех пролетах длиной 72 м. Участок первичной обработки расположен в примыкающей к цеху пристройке. Часть оборудования потбчных линий находится в поперечном пролете (левая часть схемы), склад стали — на открытой площади рядом с участком первичной обработки (на схеме не приведен).
Металл со склада стали подается мостовым краном 1 в накопители 8. Пневмовакуумным перегружателем 10 листы подаются по одному из накопителей 8 на транспортировочные рольганги 4, которые передают их на рольганги 5 листоправильных машин 2 и 3. В процессе правки лист переходит несколько раз по рольгангам 5—6 в обе стороны С рольганга 6 выправленный лист поступает на концевую секцию транспортировочных рольгангов 4. Выправленный лист снимается перегружателем 7 и подается на кантователь линии очистки и пассивирования 9—1 или на накопитель 8, если кантователь занят. Кантователь поворачивает лист на ребро и подает в дробсметные камеры 9—2, откуда по рольгангам 9—3 лист поступает в камеры пассивирования 9—4, камеры сушки 9—5 и выходит на кантователь 9—6, который возвращает его в горизонтальное положение и подает на рольганг 11. Перегружателем 10 лист передается
кого корпусообрабатывающего цеха
на раскроечные рамы 14, находящиеся на столах маркировочных машин 16, или в накопители 8. Замаркированный лист с раскроечной рамы поступает на рольганги 12 двух средних линий или снимается перегружателем и укладывается на свободную раму 14 одной из крайних линий. Рольгангом 12 рама с листом подается под одну из машин тепловой резки 15, где подъемным устройством 13 поднимается в рабочее положение. Рама с разрезаемым листом опускается в транспортное положение и поступает на концевую секцию рольгангов 12 Там вырезанные детали снимаются с рамы перегружателем-кантователем 17 и кантуются на 180° для очистки от грата. Отходы, оставшиеся на раме, сбрасываются через жалюзи ее днища в контейнеры 27.
На столы 21 разметочно-маркировочных машин 18 линии механической резки листы подаются также перегружателем 10. Для установки листа в исходное положение столы 21 имеют устройства для фиксации листов 19. Размеченные и замаркированные листы подаются рольгангом 20 на устройство для перемещения листа 22 перед гильотинными ножницами 23. Мелкие детали, вырезанные на гильотинных ножницах, поступают на транспортер 25, с которого попадают на транспортер 28, подающий их на пресс для правки 36. Крупные детали через устройство возврата 24 по устройству 29 и рольгангу 31 поступают на листоправильную машину 32, где проходят операцию правки. Отходы сбрасываются транспортером 26 в контейнеры 27. Детали, очищенные от грата на кантователе 17, подаются на устройство сортировки 29, а детали, с которых требуется снять фаски и ласки, краном 96 подаются на столы 30 стационарных машин типа «Ладога», предназначенных для подготовки кромок вырезанных деталей под сварку.
Крупные детали, нс требующие обработки кромок под сварку, перемещаются на машину 32 для правки,z а мелкие попадают на транспортер 34 и с него в накопитель 35 пресса для правки 36. Выправленные мелкие детали подаются на транспортер-комплектатор 37, распределяющий детали в контейнеры 38.
Выправленные крупные детали с рольганга 33 сталкиваются в накопитель 40 устройством 39, откуда перегружателями /подаются на стеллажи 41 или на площадку 60, предназначенную для накопления деталей, подлежащих гибке. С этой площадки детали доставляются самоходной тележкой 74 к гибочному оборудованию: вальцам 65, 68, гидравлическим прессам 71, 72, 73, фланцегибочному 75 и кромкогибочному 76 прессам. Гибочные фальцы укомплектованы проверочными плитами 66, 69 и рольгангами 67, 70. Детали на гибочном участке перегружают мостовыми кранами 90. Готовые детали мостовыми кранами 90 и 95 перегружают на самоходную платформу 77 и доставляют
на участок комплектации, где их разгружают кранами 78 на площадки 82 и 83. Теми же кранами готовые детали комплектуют в контейнеры 79, 80, 81.
Полосы профиля по одной подаются краном 1 на устройство выдачи полос профиля 45, откуда по рольгангу 42 поступают на пресс для правки 44, оснащенный специальным устройством контроля 43, или через устройство поперечной подачи 46— на линию очистки 47. Профильные полосы подаются устройством 48 на стол 50 разметочно-маркировочной машины 49 и затем по рольгангам 51 — на пресс 53 или, минуя машину 49, на стол тепловой резки 52.
Профильные детали, вырезанные на прессе 53 или на столе 52, поступают на крайние рольганги 55, откуда с помощью устройства поперечной передачи 54 подаются на средние рольганги 55 под пресс для выколки голубниц 56. С конечных секций этих рольгангов детали подаются перегружателем 57 в контейнеры 64. Детали из профиля, подлежащие гибке, подаются перегружателем 57 на рольганг 59 и поступают на пресс 44, оборудованный механизированными устройствами 43, 61 для выполнения гибочных работ. Готовые детали накапливаются на накопителе 58. Для сверления отверстий в деталях имеется сверловочный станок 62 с механизированным столом-рольгангом 63.
Детали МСЧ обрабатываются на отдельном участке, оборудованном гильотинными ножницами 84, разметочным столом-рольгангом 85, специальной газорезательной машиной 86, устройством для очистки деталей 87, газорезательной машиной 88, оснащенной несколькими каретками, флакцерезом 89. Готовые детали поступают на стол 93, затем в контейнеры 94 для комплектации. Такие же контейнеры установлены возле технологического оборудования. Транспортировка контейнеров производится подвесной тельферной линией 92. Металл подается на участок мостовыми кранами 90, 91.
Для обеспечения безопасности передвижения рабочих по •цеху над линиями в пролетах устроены специальные переходные мостики 97, 98.
§ 3.2. Склад металла
Листовой и профильный металл, являющийся основным материалом корпуса судна, поступает на заводской склад от поставщиков. Здесь его сортируют в соответствии с установленным порядком, обеспечивают хранение, учет и выдачу его обрабатывающим цехам завода.
Основным назначением заводского склада является обеспечение корпусообрабатывающего производства металлом. От уровня организации работ на нем зависит дальнейший ход
применяемых в судострос:гии
! — значения толщин лнетмв в ripoucrrrax (левая шкала): 2—• интегральная кривая тех же значений (аряная шкала)
производства всего завода, от корпусообрабатывающего цеха до спуска судна со стапеля.
Во многих случаях заводской склад служит не только для хранения, учета и комплектования, металла, по также и для правки стали, подготовленной к отправке в корпусообрабатывающий цех.
Большинство судостроительных заводов имеет склады открытого типа, представляющие собой специально оборудован ные участки территории завода площадью от 50 до 20 тыс. м2 в зависимости от группы, к которой относится завод, годового объема его производства и принятого объема запаса хранения металла. На таких складах листовой металл хранят двумя способами: в вертикальном положении в стояла жах илп в горизонтальном по ложении пачками, скомплектованными по маркам мате риала, размерам и толщине Размеры листового металла по ширине в основном не превышают 2,4 м. На заводах крупнотоннажного судострое ния применяются листы шириной 3,2 м. Предусматривается хранение на складах листов шириной 4,5 м. Длина листов при ширине 2,4, 3,2 и 4,5 м составляет соответ ственно 8—10, 12 и 16 м. Тол
щина листов в основной массе составляет от 3 до 20 мм. Относительно небольшой объем листов превышает указанные толщины (рис. 3.2).
Пачеси листов на складе укладывают на деревянные подкладки, расстояние между которыми устанавливают из расчета исключения пластического изгиба листов. В некоторых случаях пачки листов хранят на специальных поддонах, что позволяет механизировать с помощью автопогрузчиков погрузку и транспортировку пачек листов.
Профильные полосы храпят пачками на стеллажах или подкладках. Расстояние между прокладками, а также между кронштейнами на стеллажах назначают так, чтобы не допустить провисания профилей, а следовательно, исключить возможность появления остаточных деформаций.
Территория склада разделена на участки для хранения листов и профиля. Каждый из участков имеет разгрузочные пло-
щадки и специализированное оборудование для выполнения складских работ. Часть склада, предназначенная для листового проката, как правило, имеет так называемые базисный склад, где хранится основной запас металла, и расходный склад, с которого металл поступает на обработку. На расходном складе
Рис 3.3. Базисно-расходный склад стали
комплектуются партии листов (запусков), предназначенных для очередной подачи на участок предварительной обработки. Оптимальным вариантом организации работ на расходном складе считается хранение листов, скомплектованных предварительно по заказам и сборочным комплектам. В этих случаях
запуски в обработку комплектуются оперативно, в полном соответствии с заданием и технологической документацией, в частности с картой комплектации и подачи металла.
Для нормального функционирования склад оснащен специализированным подъемно-транспортным оборудованием, главными из которого являются краны козлового типа, а также железнодорожные платформы, автомобильные и специальные колесные транспортные средства.
В связи с механизацией и автоматизацией основных произ водств судостроительных заводов совершенствуются и складские работы. Все шире распространяются механизированные склады, оборудованные кранами и листоукладчиками, оснащенными магнитными или пневмовакуумными захватами, а также конвейерными линиями рольгангов, предназначенными для транспортировки металла в пределах территории склада (рис. 3.3).
На судостроительных предприятиях, не располагающих достаточными площадями, целесообразно создавать многоярусные склады закрытого типа. И открытые и закрытые склады имеют свои преимущества и недостатки, которые нужно учитывать при выборе складов для конкретных*условий производства на базе технико-экономических обоснований.
Основными преимуществами складов закрытого типа являются компактность и возможность более высокой степени автоматизации.
§ 3.3. Первичная обработка корпусной стали
Листовой и профильный металл, поступающий в цех на обработку, должен быть выправлен, очищен и покрыт защитным слоем грунта. Поставляемый металл, впоследствии хранящийся на складе, не удовлетворяет этим требованиям. Листы имеют общую волнистость и местные выпучпны (бухтины), вых'одящие за пределы допустимых норм. Кроме того, они покрыты прокатной окалиной и ржавчиной, возникающей в результате атмосферных воздействий. Поэтому перед подачей на линии изготовления деталей в цех листы проходят первичную обработку: правку, очистку от окалины и ржавчины и пассивирование.
Правку листов выполняют на листоправйльных машинах (вальцах), имеющих от 5 валков до 21 валка. Широко распространены семивалковые машины (рис. 3.4). Нижние валки в пих ведущие, верхние — нажимные. Для настройки валков на толщину листа верхние валки перемещают в вертикальном направлении. Для того чтобы можно было завести неровные кромки листов, крайние верхние валки оснащены отдельным приводом вертикального перемещения. Верхние и нижние валки
1 м. Допускаемая бухтинова м длины составляет 3; 2,5;
Рис. 3.4. Схема правки в семиналковых листоправйльных машинах
I — верхние опорные ролики; 2—наживные валки; 3 — ведущие валин. 4 — иижаве спорные ролики
вращаются на опорных роликах, через которые усилия пружинения листа передаются на верхнюю раму и станину. В начале правки лист затягивается в валки силами трения, а в процессе правки Он многократно изгибается между валками. При этом напряжения, возникающие в нем, превосходят предел текучести металла; сжатые волокна растягиваются, в результате чего неровности уменьшаются, а внутренние напряжения в листе перераспределяются более равномерно. В поперечном направле нии листы правят с помощью прокладок из углеродистой стали шириной до 150 мм и длиной до ’ "
тость выправленных листов на 1 2 мм для листов ТОЛЩИНОЙ до 5, 6—18, 20—60 мм соответственно. Листы толщиной более 5 мм правят в пяти-, семивалковых машинах, листы толщиной менее 5 мм — в девяти-, одиннадцативалковых.
Правку профильных полос выполняют на горизонтально-гибочных прессах или, реже, на гидравлических прессах со специальной оснасткой. Профильные полосы после правки могут иметь искривления не более 2 мм на 1 м длины и не более 8 мм на всю длину полосы.
Эффективным способом правки листов и профилей является правка растяжением на правильно-растяжных машинах. Зажатый по коротким кромкам -ЗТЙст растягивается в машине в продольном направлении до пластических деформаций (пластического удлинения сжатых волокон). По сравнению с правкой в валковых машинах листов толщиной 10 мм этот способ повышает производительность примерно в 6 раз при более высоком качестве правки. Механические характеристики металла после правки остаются в допускаемых пределах.
Недостатком растяжных машин является неудачная конструкция зажимных устройств, из-за чего поверхность зажатых участков листов, которые после правки подлежат обрезке, повреждается.
Очистка и пассивирование листовой и профильной стали проводится дробеметными аппаратами или химическим способом — травлением растворами кислот.
Очистка листов в дробеметных аппаратах — основной способ удаления окалины и ржавчины с их поверхности. Сущность способа заключается в использовании кинетической энергии чугунной дроби, выбрасываемой дробеметными аппаратами на
fi — очнщаемми
— зытяжвоИ
Рис. 3.5 Дробемстная камера аппарат 2 — внутренняя обшипкя
лист, перемещаемый транспортным устройством через дробе-метную камеру (рис. 3.5). В зависимости от ширины листа, по которой определяется высота дробеметной камеры, последняя может быть оснащена четырьмя или шестью дробеметными ап
паратами. ТрехлопастнаЪ турбинка дробеметного аппарата с частотой вращения 1450 об/мин выбрасывает в минуту цо 140 кг дроби со скоростью 155—170 м/с. Размеры гранул 0,8— 1,5 м. Использованная дробь элеватором подается через сепаратор, очищающий се от окалины и отходов, в расходный бункер. Производительность установки — до 200 м 3/ч при скорости перемещения листов до 3 м/мин. Габариты очищаемых листов: толщина 4—32 мм; ширина 1000—3200 мм, длина — до 16 м.
Химический способ очистки (травление) применяют для листов толщиной менее 5 мм. а также для листов из коррозионно-стойкой и двухслойной сталей. В качестве травильных сред используют 10—20 %-ные растворы серной или соляной кислоты. Перед травлением листы обезжиривают — протирают ветошью, смоченной уайт-спиритом. Затем листы или полосы профиля укладывают в контейнер и пщружают в ванну с раствором. После травления, продолжающегося в среднем 1,5 ч, поверхности промывают водой, затем нейтрализуют остатки кислоты 5 %-пым раствором кальцинированной соды, повторно промывают и передают на пассивирование.
Пассивирование—нанесение защитного антикоррозионного слоя — проводится раствором препарата «Мажеф» или специальными грунтами ВЛ-02 и ВЛ-023. Иногда применяют раствор ортофосфорной кислоты или препараты М-1120 и ФП-3 Препарат «Мажеф» представляет собой марганцовистую соль фосфорной кислоты.
На лист, обработанный «Мажеф», наносят слой раствора олифы в уайт-спирите. На поверхности металла такое покрытие образует защитную пленку, не растворяющуюся под воздействием влаги и предохраняющую металл от коррозии на срок до 3 мсс. Примерно такие же сроки хранения металла, покрытого раствором ортофосфорной кислоты, препаратами М-Ц20. в ФП-3.
Вариант пассивирования грунтами ВЛ-02 (первый слой) и ВЛ-023 (второй слой) пригоден для межоперационного хранения листов на срок 8—10 мсс.
Судостроительные предприятия в большинстве случаев оснащены механизированными поточными линиями первичной обработки корпусной стали. Операции очистки от окалины и ржавчины, пассивирования, грунтовки, сушки, а также погрузки, разгрузки, кантования, транспортировки автоматизированы. При двухсменном режиме работы поточная линия способна обработать за год до 2500 листов средней длиной 6 м. Производительность линии может быть легко увеличена в 2 раза за счет установки двух дробеметных камер.
На входе в дробсметную камеру и на выходе из нее устанавливают камеры сушки сжатым воздухом. Камеры пассивирования на входе и выходе имеют герметизирующие резиновые
шторки. Пассивирование выполняется распылителями. После этого и покрытия олифой лист поступает в камеру, аналогич-
ную по конструкции камере пассивирования, затем в камеру сушки терморадиационным способом. Терморадиационная камера выполнена из металлических секций, заполненных тепло-
Рис. 3.6. Терморадиационная камера сушки
/ — Вентиляция вытяжная; 2 — теплоизоляция: 3 — опорный ролик; 4 — электрический термораднационный излучатель
изоляционным материалом (рис. 3.6). На боковых стен ках камеры закреплены по две секции с электронагревательными элементами. Каждая секция состоит из шести чугунных плит с электроспиралями. Мощность плиты 2 кВт. Общая мощность камеры 48 кВт. Напряжение 380 В.
Преимущество такого способа сушки заключается в подаче основной части тепла в высушиваемый слой покрытия от нагретой массы листа. Вследствие этого пары растворителей проходят через слой в окружающую среду, обеспечивая просыхание по всей толщине покрытия одновременно. Процесс сушки сокращается, при этом повышается качество высушенного покрытия. Если защитный слой листа "образуют с помощью грунтов ВЛ-02 и ВЛ-023, то вместо камер пассивирования и олифования может быть применена камера окраски в электростатическом поле. Этот способ покрытия
грунтом заключается в том, что лист заряжается положительно, а распыляемые частицы грунта — отрицательно Вследствие этого потери
краски становятся минимальными. При окраске пистолетами-распылителями потери краски составляют до 50 %.
Технология предварительной обработки профильного про
ката на поточных линиях аналогична технологии очистки листов. Линии имеют конструктивные особенности: полосы обраба-
тываются одновременно по четыре—шесть штук одновременно.
Качество очистки и покрытия зависит от скорости перемещения листа по линии, количества камер для одной операции и стабильности их работу в непрерывном режиме, т. е. без остановки потока на заданной скорости перемещения. На этих линиях предусмотрен и прерывистый режим работы. В этом случае лист после выхода из очередной камеры автоматически останавливается. Оператор контролирует его качество и в зависимости от результата либо отправляет лист дальше, либо включает реверс для повторного прохождения предыдущей операции обработки.
§ 3.4. Технологический маршрут изготовления деталей
Корпус судна состоит из десятков тысяч деталей из листового и профильного проката. Детали имеют различную форму, размеры и изготовляются из различных корпусных материалов. Для оптимального решения задач по изготовлению деталей такого количества и разнообразия их распределяют в соответствии со специальной классификацией. В основу классификации деталей положены вид проката (листовой, профильный), размеры деталей (крупные, мелкие), их геометрическая форма (плоские, гнутые, с вырезами, с разделкой кромок й т. п.). Согласно классификации, все детали делятся на пять классов, каждый из. которых состоит из восьми групп (табл. 3.1). Каждой детали присваивают шифр, состоящий из двух цифр, первая из которых обозначает класс, вторая — группу. Крупногабаритными деталями из листового проката считаются все детали размерами более 1000X1000 мм. Мелкие листовые детали, входящие в третий и четвертый классы, имеют размеры до 1000X1000 мм. Классификатор деталей облегчает разработку технологических процессов их изготовления и составление оптимальных технологических маршрутов, снижает до возможных пределов объем грузопотоков в цехе. Ориентируясь на классификатор, выбирают оборудование. Детали первого и третьего классов, например, могут быть вырезаны на машинах тепловой резки или на механическом оборудовании. Детали второго и четвертого классов—только на стационарных машинах тепловой резки.
Для разработки рабочих технологических процессов, технологических маршрутов изготовления деталей, а также для программирования вырезки деталей на машинах, оснащенных системами ЧПУ, применяют специальную шифровку операций обработки, стандартизированную в судостроении. Десять основных операций изготовления листовых деталей имеют шифр, состоящий из двух, цифр: первая обозначает наименование операции (цифры от 0 до 9), вторая--наименование оборудования
а б л и n a 3 1. Классификация деталей корпуса
J'h профильною проката
Таблица 3 2. Шифровка технологических операций изготовлений листовых корпусных деталей
Наименование операций Шифр Ц Шифр операций
Наннсновзвне операций
Подготовка исходных данных 0 Резка листовой стали 5
Определение контуров и разме- Газовая.
ров деталей: па машинах с ЧГ& 51
по рабочим чертежам 01 » » С <j>OTO- 52
аналитическое 02 проекционным управ лс-
по масштабной плазовой 03 мнем
разбивке па переносных машинах 53
по натурному плазу 04 ручная (перемычек, от- 54
составление программ для 05 ходов)
тепловой вырезки деталей Плазменная:-
Обработка листовой стали 1 на машинах с ЧПУ 55
Предварительная правка лис- на переносных установках 56
тов: Подготовка кромок под сварку 6
в листоправильных маши- И газовой резкой
нах Подготовка кромок под сварку
в листогибочных машинах 12 одновременно с вырезкой де-
на прессах 13 талей:
па растяжных машинах 14 на машинах с ЧПУ 61
Очистка листовой стали: 2 на переносных машинах 63
дробеметная с грунтовкой 21 Подготовка кромок под сварку
на лоточных линиях после вырезки деталей:
дробеструйная 22 иа переносных машинах 64
химическая в ваияах 23 и машинах типа «Ладога»
» струйная 24 Снятие ласок:
Пассивирование и грунтовка 3 па машинах типа «Ладога» 66
Пассивирование- па переносных машинах 6/
в специальных агрегатах 3 L Зачистка от грата 69
в ваннах 32 Правка деталей после вырез- 7
Механическая: ки:
на гильотинных и пресс- 57 в аястоправильных маши- 71
ножницах пах
на роликовых и дисковых 58 на прессах 73
ножницах Гибка листовых деталей: 8
Грунтовка: на листогибочных машинах 81
в специальных агрегатах 34 на прессах 82
в виннах 35 на станках ЛГС 83
распылителями 37 Отгибка фланцев па прессах 84
Разметка и маркировка листов Гибка на машине с 411У
Разметка: Механическая обработка 89
по чертежам 41 Вырубка и проколка отверстий 9
по шаблонам в каркасам по эскизам 43 на прессе Сверловка 91 92
по машинам с числовым 44 Зенкование 93
программным упраале- 45 Строжка и раздехиа кромок 94
нмем (ЧПУ) фотопроек- Снятие ласок 95
ционная Разделка кромок на станках 96
Маркировка- скс
на машинах с ЧПУ
керном или штемпелем
специальными карандашами
3 Заказ Л- 2121
65
Таблица 3 3. Шифровка технологических операций обработки профильного проката
Нвяменоваине операции Шифр опера- Наименование операции Шифр опера-
Правка в исходном состоянии: 10 Тепловая разделка кромок 60
иа роликовых машинах 101 под сварку:
на прессах «Бульдозер» 102 на переносных машвиах 601
на гидравлических прессах 103 в процессе резки
на растяжных машинах 104 на переносных машинах 602
ручная на плите 105 после резки
Очистка: 20 ручным резаком 603
дробеметная 201 Зачистка кромок от грата 604
дробеструйная химическая в ваннах 202 203 Тепловая вырезка шпигатов 605
химическая струйная ручная щетками 204 205 Правка деталей: на прессе «Бульдозера 70 701
на гидравлическом прессе 702
Пассивирование и грунтовка 30 ручная на плите 703
Пассивирование: Гибка деталей 80
в специальных установках в ваннах 301 302 Холодная;
кистью 303 на роликовых машинах 801
Грунтовка: на гидравлических прессах 802
на прессе типа «Бульдозер» 803
в специальных установках 304 1 на стаяках ЛГС 804
в ваннах 305 на стенках -ИГ Сс программ- 805
КИСТЬЮ 306 ным управлением
Разметка и маркировка 40 на ставках с ТВЧ 806
Маркировка без разметки 401 Комбинированная с применением местных нагревов 807
Разметка; Горячая на плите 808
по чертежам 422 Механическая обработка 90
по шаблонам по эскизам 403 404 Вырубка и проколка отверстий 901
на машинах с программ- 405 на прессе
ным упраплеиием Сверление отверстий 902
электрографическая 406 Зенкование отверстий 903
Резка 50 Строжка и разделка кромок 904
Газовая: на стационарных машинах па переносных машинах ручным резаком 501 502 503 Комплексная обработка профиля на специальных станках (разметка, маркировка, резка) 905
Плазменная: Вспомогательные работы 0
на стационарных машинах 504 Изготовление и ремонт-
на переносных машинах 505 технологической оснастки 0100
ручным плазмотроном 506 шаблонов и каркасов 0200
Механическая 507 Погрузочно-разгрузочные ра- 0400
боты и внутрицеховое транспортирование
Прочие вспомогательные рабо 05
ты
Таблица 3.4. Технологический маршрут изготовления деталей из листового проката
1 & S о» К rt SS gs 52 С 1
1.1 45 48 57 — 71 —
1.2 44 46 55 -— — — 71 —
1.3 45 48 51 — 6! 69 71 -
1.4 44 46 51 — 61 69 71 —-
1.5 45 48 — 57 — — — 81
1.6 45 48 55 — 64 — — 81
1.7 45 48 — 57 — —• — 82
1.8 45 48 55 — 64 — — 82
2 2.1 44 46 55 — ~. — 71 —
2.2 44 46 55 — — — 71 —
2.3 44 46 51 — 61 69 71 —
2.4 44 46 51 — 61 69 71 —
2.5 44 46 55 — — — —• 81
2.6 44 46 51 — 61 69 —• 81
2.7 44 46 55 — — — — 82
2.8 44 46 51 — 61 69 — 82
3 3.1 45 48 — 57 — — 73 -
3.2 44 46 55 — — — 73 —
3.3 45 48 55 .— 64 — 73 -
3.4 44 46 55 —- 64 — 73 -
3.5 45 48 .— 57 — — 73 84
3.6 45 48 55 — 64 — 73 84
3.7 44 46 55 -— — 73 84
3.8 44 46 55 — 64 ~— 73 84
4 4.1 44 46 55 — — —- 73 - —
4.2 44 46 55 — — — 73 •—•
4.3 44 46 55 — 64 — 73 —•
4.4 44 46 55 —— 64 — 73 —
4.5 44 46 55 .—. — .— 73 84
4.6 44 46 55 64 73 84
4.7 44 46 55 — —- 73 84
4.8 44 46 55 64 73 84
или способа ес выполнения (начиная с 1) (табл. 3.2). Детали из профильного проката имеют трехзначную шифровку, а вспомогательные работы—четырехзначную >(*абл. 3.3). Разрабатывается классификатор деталей, предназначенный для использования в автоматизированной системе технологической подготовки и управления корпусообрабатывающего производства. Эти шифры используют при составлении технологических маршрутов изготовления деталей (табл. 3.4).
Технологические маршруты могут быть для одинаковых групп деталей различными на разных предприятиях. Так, 3* 67
например, детали с шифрами 1.3; 1.6; 1.8; 3.3; 3.6 можно вырезать на стационарных машинах кислородным способом с одновременной разделкой кромок под сварку или плазменным способом с последующей разделкой кромок под сварку на переносных машинах, на механических кромкоскалывающих станках типа СКС или на специальных стационарных машинах типа «Ладога». Детали с шифрами 1.2; 1.4; 2.1—2.8; 3.2; 3.4; 3.7; 3.8; 4.1—4.8 вырезают на стационарных машинах с числовым программным управлением (ЧПУ) кислородным или плазменным способом. Маркировку деталей при этом и разметку'’ линий притыкания набора, линий припусков и т. п. можно выполнить до вырезки на разметочно-маркировочных машинах или после вырезки различными способами, включая ручные.
Оптимальные способы обработки металла выбирают технологические службы завода и корпусообрабатывающего цеха. Исходными материалами для этой цели служат принципиальная технология постройки судна, рабочие чертежи, нормативная документация. Выбор способа изготовления деталей, отдельных операций и технологических маршрутов определяют характеристики обрабатываемого материала корпуса, толщины листов, размеры профильного, проката, номенклатура корпусных деталей, наличие оборудования и его загрузка, требуемое качество обработки, технико-экономические обоснования.
§ 3.5. Разметка и маркировка деталей
Нанесение необходимых линий на поверхности листового и профильного проката при изготовлении деталей называется разметкой. При разметке наносят следующие линии: теоретические, контрольные, контуров деталей, вырезов, отгибов фланцев, слома, припусков, фасок, ласок, притыкания набора и смежных конструкций и др. Из наименования линий ясно, что разметка имеет многоцелевое назначение. Она необходима для изготовления деталей, контроля их формы и точности и для последующего изготовления конструкций. Кроме того, разметка может понадобиться и для других целей. Линии разметки, как правило, наносят на прокат со стороны установки набора. Раз-метку выполняют до вырезки деталей или после нее. Это зависит от способа изготовления деталей и применяемого оборудования. При вырезке деталей на газорезатсльных плазменных или лазерных машинах с фотокопировальными или числовыми программными системами управления разметка по контуру, а также разметка вырезов не требуется. Необходимые линии в этих случаях наносятся на детали после их вырезки. При вырезке деталей на машинах, оснащенных указанными системами управления и трехрезаковыми блоками, не нужна разметка фасок. В некоторых случаях из требуемых для разметки линий не
наносят те из них, положение которых уточняется в процессе изготовления деталей или сборки конструкций.
В судостроительной практике применяют следующие способы разметки: по плазовым эскизам; по шаблонам с плаза; по фотонегативам чертежей-шаблонов (фотопроекционная раз-метка, электрографическая разметка); по числовым программам на специальных машйнах. Способ разметки выбирает технологическая служба завода в зависимости от условий и объема производства. Кроме линий разметки на детали наносят необходимые надписи и условные обозначения. Основная часть таких надписей входит в так называемую марку детали, а нанесение их на деталь называется маркировкой. Маркировке подлежат все детали. Она подразделяется на основную, дополнительную и вспомогательную.
Основная маркировка включает номера заказа, блока или секции, чертежа, детали, район установки детали, толщину листа, марку материала.
Дополнительная маркировка содержит технологические указания об обработке кромок (фаски, ласки), о необходимости припуска и его величине, а также указания по гибке, условные маршруты обработки или условные обозначения технологической последовательности операций обработки, ориентирующие надписи «Нос», «Корма», «Верх», «Низ», ПБ, ЛБ, ДП, номера шпангоутов и т. п.
Вспомогательная маркировка состоит из общих технологических указаний, условий обработки и условных знаков.
Основную и дополнительную маркировку наносят кернением и обводят быстросохнущей краской. Вспомогательная маркировка наносится только краской. Местоположение марки на крупных деталях обычно должно быть сориентировано около надписей «Нос» и «Низ».
Эскизный способ разметки применяют для деталей из профильного проката и для листовых деталей, изготавливаемых из мерных отходов. При этом с плаза на участок разметки поступает необходимая технологическая документация: маршрутные технолого-нормировочные карты обработки с эскизами деталей, альбомы карт раскроя листов и ведомости учета листов. Для разметки плазовые эскизы составляют на каждую деталь корпуса. Плазовый эскиз содержит полный комплекс сведений, необходимых для изготовления детали. Он содержит: наименование детали, номер чертежа, номер секции, номер детали, количество деталей, представленных эскизом; сечения для гнутых деталей, размеры стрелок поперечной и продольной погиби, расположение детали в корпусе судна и другие данные. Кроме того, эскиз должен содержать следующую информацию: припуски на гибку и контуровку, монтажные при-
пуски, маршрут прохождения детали по операциям, плазовую оснастку, необходимую для разметки и обработки детали, способ разделки кромок, объем работ, разряд и норму времени по каждой операции разметки и обработки, номера заказа, технологического комплекта, секции, карты раскроя и массу одной детали, а также различные примечания на полях, поясняющие технологические процессы разметки и обработки. В частности, плазовый эскиз включает необходимые сечения с изображением формы и указанием всех размеров разделки: величины угла фаски, притупления, ширины й глубины фаски.
, Разметка по шаблонам нужна при изготовлении мелких одинаковых деталей, применяемых в большом количестве, а также деталей сложной конфигурации, разметка по эскизам которых слишком затруднена При постройке большой серии мелких судов с помощью разметки по шаблонам изготовляют и другие детали, если она более экономична, чем раз-метка по эскизам.
Шаблоны изготовляют из фанеры и тонких досок, обычно в чистый размер. Если разметку выполняют по шаблонам с припусками, то их учитывают по указаниям в технологическом процессе. При разметке по шаблонам — допуск с плюсом. Если на детали плюсовой допуск делать нельзя, то шаблон заведомо изготавливают с необходимым уменьшением,обычно на 1 мм по каждой кромке. Разметка по шаблонам более точна, чем раз-метка по эскизам. Отклонения по размерам контуров в большинстве случаев- не превышает +1 мм.
Фотопроекционная разметка выполняется по световым линиям, воспроизводимым на листе оптическим способом с помощью специальной фотопроекционной аппаратуры (рис. 3.7). При этом используются негативы чертежей-шаблонов, изготовленных в фотолаборатории плаза. Негативы устанавливают в проектор, расположенный над разметочным столом на высоте 10—12 м в зависимости от размеров размечаемого листа. Положение негатива по высоте над столом регулируют так, чтобы изображение на листе соответствовало натурным размерам. Толщина световых линий должна находиться в пределах 1,0—1,5 мм. Разметчики по ним пробивают меловые линии намеленной ниткой, наносят маркировку. После окончания разметки размеченные линии закернивают. Работы ведут в затемненном помещении. Для закернивания линий разметки включают освещение.
Фотопроекционная разметка относится к механизированным способам, но содержит также ручные операции. Работа сопряжена с зрительным напряжением рабочих-разметчиков. Точность деталей, размеченных этим способом, нс превышает точности разметки по эскизам. Погрешность слагается из погрешностей вычерчивания чертежа-шаблона, деформаций бумаги, 7Q
вызываемых изменением температуры й влажности воздуха, погрешностей объективов съемочной и проекционной аппаратуры. Есть погрешности, вызываемые другими причинами, в частности точностью положения размечаемого листа на столе и неизбежными отклонениями его поверхности от идевльной (бухти-новатость).
Электрографический способ разметки отличается от фотопроекционного тем, что световое изображение чертежа-
Ряс. 3.7. Размещение оборудования фотопроекционной разметки листов
I — помещение проекциоввой аппаратуры; 2 — платформа; 3 — площвдка-иакопи-тель; 4— ролики; 5 — разметочный стол
шаблона на листе фиксируется автоматически. При этом способе на поверхность листа наносится светочувствительный слой эмульсии, обладающей электропроводными свойствами. Эмульсия обрабатывается с помощью зарядного устройства. Затем проводится экспозиция листа через чертеж-негатив в течение 5—7 с и последующая специальная его обработка. В результате на поверхности листа появляется четкое изображение линий и знаков. Однако из-за сложности лроцссса этот способ разметки в практике широкого распространения не получил.
На поточных линиях комплексно-механизированных цехов, а также на гибких автоматизированных участках (ГАУ) вырезки корпусных деталей разметка и маркировка выполняется
автоматическими способами. Для этой цели существуют специализированное оборудование, в частности разметочно-маркировочные машины с числовым программным управлением (ЧПУ). Такая машина может выполнять по заданной программе раз-метку и маркировку деталей, предназначенных для изготовления на машинах тепловой резки, оснащенных ЧПУ. Машина состоит из портала с тележкой — построителем знаков, шкафа питания и пульта управления перемещением построителя знаков и включения пневматического кернера. Все знаки, наносимые такой машиной на деталь, имеют упрощенные начертания (рис. 3.8). На одну марку в 90 знаков расход перфоленты составляет 250 мм. Высота знаков, воспроизводимых построите-
1ЕЗЧББ 1В 9 □
ПБВГаЕЗНОРЕЧ
Рис. 3.8. Буквы и цифры, воспроизводимые рТаыеточно-марниро-вочиой машиной
лем, 17, а ширина 9 мм. Среднее время воспроизведения одного знака 0,6 с.
За рубежом специальные машины для разметки и маркировки не создают. Фирмы — изготовители оборудования оснащают маркировочными устройствами газорезательные машины. Такие устройства представляют собой пневматические кернеры или специальные установки, маркирующие и размечающие детали напылением металлического порошка. В отечественном судостроении пневмокернерами оснащена двухместная машина «Кристалл» для кислородной резки. Разработан способ нанесения линий разметки методом газопламенного напыления порошковых материалов нз легкоплавких металлов (алюминий, цинк) с помощью устройства «Штрих». Скорость разметки — 6,0 м/мин, ширина линий разметки — не более 1,0 мм при расходе порошка 0,24 г/мин.
Внедряются также способы механической маркировки краской. В механизированных цехах маркировка деталей из профильного проката выполняется на поточных линиях встроенными клеймильными автоматами, работающими по программам, записанным на перфолентах. Марка наносится со ско-
ростью 1 знак в секунду. Автоматы могут наносить цифры, условные знаки, а также некоторые буквы для обозначения ориентации детали (корма — К, верх — В, правый борт — ПБ).
§ 3.6. Тепловая вырезка деталей
Существует несколько способов тепловой резки металлов, применяемых при изготовлении деталей корпуса. Основные из них — кислородный, плазменный, лазерный.
Принцип кислородной (газовой) резки основан на способности некоторых металлов воспламеняться и сгорать в струе кислорода. Основными условиями поддержания процесса кислородной резки металла являются следующие: температура воспламенения металла должна быть ниже температуры его плавления; температура плавления образующихся при резке окислов должна быть ниже температуры плавления разрезаемого металла; окислы металла должны быть достаточно жидкотекучими; теплопроводность металла не должна быть слишком высокой, чтобы обеспечивать концентрацию тепла, необходимую для поддержания процесса. Поэтому кислородную резку' применяют для изготовления деталей из углеродистых, низколегированных, высокопрочных, двухслойных сталей, а также из титановых сплавов. Металлы, не удовлетворяющие каким-либо из перечисленных требований, газовой резкой не режут. К ним относятся стали с содержанием углерода более 0,7 %, чугуны, коррозионно-стойкие стали, алюминий, медь, сплавы на основе меди и алюминия.
Кислородную резку применяют для изготовления деталей из листов толщиной от 4 мм и выше, а также деталей из профильного проката. Кроме того, ее широко используют для разделки кромок деталей под сварку.
Плазменную резку применяют для изготовления деталей из сталей любых марок, сплавов алюминия, меди и медных сплавов. Ее объем превышает 70 % всего объема тепловой вырезки деталей.
Принцип плазменной резки заключается в расплавлении металла плазменной дутой и удалении его из образовавшегося разреза потоком плазмы. Этот вид резки выполняют машинами, оснащенными плазменными установками. В комплект установки входят источник питания с подводимой мощностью до 120 кВ, силой тока до 400 А и напряжение^ холостого хода (х.х) до 500 В; система управления плазменной дугой и плазмотрон (плазменный резак).
Для резки металлов созданы плазмотроны прямого действия (рис. 3.9, а). В этих плазмотронах плазменная дуга в установившемся процессе образуется между электродом плазмотрона (катодом) и разрезаемым металлом (анодом). Принцип работы
плазмотрона косвенного действия показан на рис. 3.9,5. Такими плазмотронами можно резать неэлектропроводные материалы.
В качестве плазмообразующей среды применяют воздух, кислород, воздух с водой, кислород с водой. В зависимости от конструкций плазменных установок в качестве плазмообразующей среды могут служить аргон, азот, аргон с водородом. В корпусообрабатывающем производстве применяют преимущественно воздушно-плазменную, кислородно-плазменную и воздушно-водяную плазменную резку. С помощью плазменных
Рис. 3.9. Принципиальные схемы процессов плазменной резки: с—плазмотроном прямого действия; б—плазмотроном косвейноТо действия
I — рабочий
газ; 2 — катод; 3 — сопло;
денвя дуги; 6 — плазмеина
4—накоПечник питании; 5—-цепь
способов резки можно обрабатывать листовой материал толщиной до 80 мм. Отличительной особенностью плазменной резки является высокая скорость процесса, превышающая скорость кислородной резки в среднем в 4 раза (рис. 3.10). Благодаря этому производительность плазменной машины в 2,5— 3 раза выше производительности кислородной, а возникновение деформаций вырезанных деталей при этом меньше в 3—4 раза.
Кислородно-флюсовый способ резки применяют в ограниченном объеме в основном для резки стали с высоким содержанием хрома, никеля и других легирующих добавок, образующих в зоне реза тугоплавкие окисли, которые затрудняют процесс кислородной резки.
Этот способ является оптимальным также в тех случаях, когда необходимо резать листы указанных сталей толщиной более 80 мм, которые не поддаются плазменной пезке.
используют железный порошок.
шинной тепловой резки от толщины разрезаемого металла
i —• кислородко-ацетнлевовня безгратовая резка углеродистой стали; 2— иислород-но-ацетиленовая резка легированной ста-
Сущность Процесса кислородно-флюсовой резки заключается во введении в зону реза специального флюса, выделяющего дополнительное количество теплоты в зоне реакции и создающего необходимое флюсование образующихся при резке окислов: тугоплавкого окисла хрома Сг20з при резке высоко-хромистых сталей, окисла кремния SiOs при резке чугуна'и др. В качестве флюса чаще всего ”
Флюс подают в струю режуь щего кислорода или непосредственно в зону реза.
Для выполнения резки этого вида созданы специальные установки, изготовленные по принципиальным схемам установок типа УРХС (ВНИИ-Автогенмаш) и УФР (МВТУ им. Н. Э. Баумана).
Лазерная резка представляет собой процесс расплавления металла лучом лазера и удаления расплава из разреза направленной струей газа. Поэтому лазерную резку называют газолазерной. В качестве газа для резки ствлей используют кислород, способствующий повышению эффективности процесса за счет экзотермических реакций окисления металла Для резки алюминиевых и медных сплавов Можно применять другой газ. Лазерный луч образует на поверхности листа локальное пятно диаметром 0,4 мм, разрез получается узким, а глубина зоны термического влияния оказывается небольшой. Поэтому вырезанные детали практически не имеют тепловых дефор маций (рис. 3.11).
Наиболее перспективно в ближайшее время использование лазерной резки для вырезки деталей из листов малых толщин (1—5 мм), изготовление которых любыми другими способами тепловой резки затруднено. Кроме того, лазерная резка при достаточно хорошем качестве лазеров может оказаться экономически целесообразной для вырезки деталей толщиной до 12 мм.
Детали в корпусообрабатывающих цехах вырезают механизированными способами. Ручные способы применяются только для выполнения вспомогательных операций, таких.
3 — квслородно ацетиленовая
углеродистой стали; 4— кислородно-ацети-леновая резка титана; 5 — поздушло-плаэ-ыенвая резка углеродистой стали.
как резка перемычек, отходов после машинной вырезки деталей из листов, и частично для вырезки деталей из профильного проката.
Все машины для механизированной резки разделяют на стационарные и переносные.
Стационарные машины классифицируют: по конструктивным признакам (портальные, портально-консольные, консоль ные, шарпирные); по способу резки (плазменные, кислородные, (лазерные); во системе управления [с магнитным копированием
Рис. 3.11. Стационарная машина для лазерной резки металлических листов «Бирюза-2»
(М), с фотоэлектронной системой управления (Ф), с линейным управлением программным или механическим (Л), с цифровым программным управлением (Ц)1; по количеству разрезаемых листов (одноместные, двухместные, четырехместные); по количеству резаков (с одним резаком, с трсхрезаковым блоком, с несколькими резаками или трехрезаковыми блоками).
Переносные машины классифицируют: по способу резки (кислородные, плазменные); по способу перемещения (по циркулю, по направляющим, по копиру); по количеству резаков (однорезаковыс, двухрезаковые, .с трехрезаковым блоком).
Для прямолинейной резки и резки с небольшой кривизной служат переносные машины типа «Смена», спроектированные на базе широко известной в судостроении машины типа 2РА-М.
Машина «Смена» оснащена легкими переносными направляющими, штангой с двумя газовыми резаками, обеспечивающими вырезку деталей с одновременной разделкой кромок под сварку. Скорость машины — до 5 м/мин. Переносное оборудование для плазменной резки применяется в меньшем объеме. Отечественная промышленность выпускает переносные машины плазменной резки типов УПР-201-УЗ, СЛ-401М1, оснащенные машинными и ручными плазменными резаками.
Рис. 3.12. Универсальная машина «Гранат»
Основной объем деталей корпуса вырезается на стационарных машинах типов «Кристалл» и «Гранат» с ЧПУ, предназначенных для вырезки деталей любой конфигурации плазменными или кислородными способами (рис. 3.12). Характеристики отечественных машин с ЧПУ приведены в табл. 3.5. На некоторых заводах эксплуатируются машины для вырезки фланцев по шаблонам типа АСШ-70, а также машины с фотокопировальными системами управления типа МГФКА и другие, работающие по копирчертежам в масштабе 1:10. Точность деталей, изготовленных на этих машинах, во многих случаях не удовлетворяет возросшим требованиям современного судостроения.
Точность воспроизведения контура на машинах с ЧПУ достигает ±0,5 мм, что в 2 раза выше точности фотокопировальных машин.
Таблица 3.5. Технические характеристики отечественных стационарных
Размерь] обрабатываемых листов, мы Скорость.
Способ резки Марка машины * «
а £ в.
Кислородный «Кристалл ТК-2.5К» 10 000 2500 4—100 100-4000
«Кристалл ТК-3,2» 16 000 3200 5-100 100—4000
«Кристалл ТК-7» 16 000 3200 4—100 100—5000
ПКЦЗ,5-6-ЮУх.П4 8 000 3500 100 50—6000
Плазменный «Кристалл ППл-2,5» 10 000 2500 5—80 100—4000
«Кристалл-ППл-3,2» 16000 3200 5-80 100—4000
«Кристалл ТПлЗ,2:<2» 16000 3200 5—80 100—5000
Плазменный «Гранат ППлКЦ-2,5» 10 000 2500 5—80 70—6000
и кислородный (100)
«Гранат IН 1лКЦ-3,2» 16 000 3200 5—80 70—6000
(ЮО)
«Гранат ППлКЦ-3,5» 16 000 3500 5-80 70—6000
(100)
Плазменный ППлЦЗ 3.5-6У4 8 000 ЭЙОО 80 50—6000
* Класс точности всех иашин по ГОСТ 5614—80.
“ ЛКИ — линейно-круговой ннтерполям
•• Один плазменный и два кислородных.
На машинах для газовой резки типа «Кристалл» автоматически выполняются следующие операции: включение и выключение ацетилена, подогревающего и режущего кислорода; зажигание горючей смеси газов; изменение скорости перемещения режущего узла; подъем резаков, опускание их на рабочую высоту; остановка машины, отключение подачи газов и включение аварийной сигнализации в случае нарушения нормальных условий функционирования систем и устройств машины.
Машина оснащена устройством стабилизации высоты блока резаков над поверхностью разрезаемого листа, работающим в автоматическом режиме с точностью поддержания расстояния —0,5 мм. Боковые резаки могут быть установлены под углами от 20 до 55°. Система электромагнитных клапанов обеспечивает возможность автономного управления каждым из трех резаков. Типы разделок кромок трехрезаковыми блоками показаны на рис. 3.13.
Вырезка деталей на машинах «Кристалл» как кислородным, так и плазменным способом выполняется по программам, за-
машин для тепловой резки
мн/мин 3 3 Й 8ig “у Тип системы Габаритные размеры (С рельсовым путем). 2S
1 а
-
4 000 1 1 1 лки** 1500X 3810X1100 800
4 000 1 1 1 лки 1500Х45ЮХ П00 900
5000 2 6 1 —500 (ГДР) 3150Х9200Х1500 4000
10 000 2 3 1 ЧПУ 5560X9960X 2200 2000
4 000 1 1 1 лки 1500X3810X1100 (ходовая часть) 800
4 000 1 1 1 лки 1500X 3810 XI100 (ходовая часть) 800
5 000 2 2 1 лки Ширина колеи 8300 3000
6000 3 3**. 1 2Р32Т 1860X4700X1600 (ходовая часть) 1420
6 000 3 3*** 1 2Р32Т 1860X5400X1600 (ходовая часть) 1512
6000 3 3*** 1 2Р32Т 1860Х5900Х1600 (ходовая часть) 1562
10 000 1 1 i ЧПУ 12 120X5500X 2100 (ходовая часть) 4500
писанным на бумажной телеграфной ленте посредством перфорации. Программа задает перемещения резака (плазмотрона) в осях координат: в продольном направлении движением портала (ось X), в поперечном направлении движением каретки (ось У), поворот (ось Z), включение и выключение устройств, управляющих ходом технологического процесса. За единичное перемещение по осям X и У делается шаг, равный 0,1 мм, а по оси Z— шаг, равный 0,5°. Перфолента устанавливается в лентопротяжное устройство на пульте управления, в котором происходит считывание информации. Прохождение под осветительным лучом неперфорированной части ленты не вызывает возникновения напряжения на фотоэлементах под лентой. Если же мод лучом оказывается отверстие в ленте, фотоэлемент подает соответствующий сигнал в систему управления. Сигналы с фотосчитывающего устройства поступают в линейжРкруговой интерполятор (ЛКИ). Интерполятор расшифровывает сигналы, определяет количество шагов перемещения, а также вырабатывает технологические команды.
Машины типа «Гранат» представляют собой следующее поколение машин типа «Кристалл». Они предназначены для плазменной или кислородной вырезки деталей из листового проката и для разметки на деталях металлонапылением в условиях корпусообрабатывающих цехов. Машины могут работать как в поточных линиях, так и автономно. Система программного управления включает в себя серийное устройство ЧПУ типа 2Р32Т на базе мини-ЭВМ «Электроника-60», которое управляет работой машины по программе, записанной на восьмидорожечной перфоленте.
На ряде заводов отрасли внедрены гибкие производственные системы (ГПС) в виде гибких автоматизированных участков
Рис. 3.13. Типы разделок кромок деталей
I, II, III — этапы следования резаков
(ГАУ) плазменной резки металлов. Для этой цели участки оборудованы гибкими производственными модулями (ГПМ), созданными на базе машин «Гранат». ГПМ типа «Гранат» оснащены дополнительными устройствами автоматизации операций технологического и вспомогательного процессов, в число которых входят устройства ориентации и выхода резака в исходное положение и др. С помощью устройства ориентации автоматически определяется положение листа относительно осей координат машины. Угол отклонения продольной кромки листа от оси X автоматически учитывается при отработке программы вырезки деталей. Устройство выхода резака в исходное положение выводит резак в угол, с которого начинается отработка программы при любом из возможных положений листа на столе или раскроечной раме машины.
Система управления машиной получает команды не от перфоленты, а от ЭВМ верхнего уровня, которая управляет всеми ГПМ ГАУ тепловой резки металлов. Территориально ЭВМ 80
верхнего уровня находится за несколько десятков метров от участка, обычно в специальном помещении административно-хозяйственной части цеха.
§ 3.7. Механическая обработка металла
В корпусообрабатывающих" цехах применяют несколько способов механической обработки: резка листов и профиля; строгание и фрезерование кромок;.сверление и зенкование отверстий; подготовка кромок деталей под сварку.
На механическом оборудовании вырезают все детали с прямолинейными и криволинейными контурами толщиной до 4 мм.
Детали из листового проката вырезают на гильотинных* пресс-ножницах, дисковых ножницах различных типов или на вибрационных ножницах. Резка ведется преимущественно по разметке. Если необходимо получить несколько деталей одинаковых размеров но ширине, то резку проводят по упорам, выставляемым в плоскости перемещений листа.
Гильотинные ножницы — высокопроизводительное оборудование, позволяющее обрабатывать листы толщиной до 40 мм. По производительности они значительно превышают стационарные газорезательные машины. Однако работа на гильотинных ножницах сопряжена со значительным объемом ручного труда (подача листов под ножи, наводка на линию реза по разметке и др.), поэтому их целесообразно использовать для резки листов толщиной до 12 мм.
Пресс-ножницы рассчитаны на обработку листов толщиной до 32 мм.
Процесс резания на гильотинных ножницах и пресс-ножницах следующий (рис. 3.14). Разрезаемый лист 1 помещают между неподвижным 2 и подвижным 4 ножами, режущие кромки которых расположены под углом <р=24-6°. Возможность опрокидывания листа от усилия нажатия Р исключается установкой упоров 3. Для уменьшения трения ножей о разрезаемый металл режущие плоскости ножей скашивают под углом Х=1,5-=-3°. Ножи устанавливают с некоторым зазором а, величина которого зависит от толщины s разрезаемого листа. Угол резания р составляет 75—86°.
При резке наклонным ножом усилию резания противостоит часть листа (на рис. 3.14 заштрихованный треугольник). Усилие резки составляет
Р = Fccp =-= slacpl2=s2crcp/(2tg <p), где сер — предел сопротивления срезу, равный 0,8—0.85 <тв материала листа.
Для удобства поддержания и подачи листа под нож перед гильотинными ножницами есть специальные опорные устрой
ства из заделанных в пол цеха стоек с поворотными головками, оснащенными бочкообразными роликами. Ролики позволяют перемещать лист в горизонтальной плоскости усилиями одного-двух рабочих. Существуют также устройства, устанавливаемые за гильотинными ножницами, которые предназначены для отделения деталей от отходов, возврата заготовок и транспортировки деталей от гильотинных ножниц на последующие операции обработки.
В судоремонте для резки листов широко применяют пресс-ножницы. на которых кроме прямолинейной резки можно выполнять резку по криволинейным контурам. Существуют
Рис. 3.14. Схемы резки па гильотинных ножни(щх и прссс-ножинцах
(рис. 3.15) комбинированные прссс-ножницы, которые кроме ножей для листов включают устройства для резки профильного проката и штамповки отверстий.
Дисковые ножницы служат для вырезки деталей с криволиней ними контурами толщиной до 6 мм. Существует несколько конструктивных вариантов дисковых ножниц: однодисковые и с параллельными дисками для прямолинейной резки; с наклонными дисками для криволинейной резки. Наклон дисков-ножей облегчает повороты листа в его плоскости, которые рабочие выполняют вручную при резке по криволинейному контуру. Схема прямолинейной резки ножницами показана на рис. 3.16.
Кроме перечисленного оборудования для вырезки деталей с любыми контурами из тонколистового металла (до 10 мм) применяются вибрационные ножницы.
Производительность ножниц различных типов определяется числом ходов ножа в минуту и длиной реза за один ход: гильотинные ножницы имеют от 5 до 45 ходов в минуту при длине
реза до 7 м; прссс-ножпицы соответственно—до 30 ходов в минуту и 0,6 м. вибрационные — до 2500 ходов в минуту и до 0,003 м.
Рис. 3.15. Комбинированные пресс-ножницы
— проколочный штамп; 2 — нож для резки профильного проката, 3 — ножп для резки листового проката; 4—станина
В результате механической резки происходит сложная де
формация материала, характеризуемая изгибом и разрывом волокон при срезе. На поверхности среза можно отметить четыре зоны деформации ме
талла: смятие поверхности материала под действием усилия, приложенного к верхнему ножу; начальное разрушение материала от концентрации напряжений в месте воздействия на него режущей кромки ножа; полное разрушение материала в результате образования трещин скалывания по всему сечению материала; смятие поверхности материала от воздействия нижнего ножа.
Рис. 3.16. Схема резки дисковыми ножницами
В процессе механической
резки на кромках разреза происходит изменение механических характеристик металла—повышение прочности и сужение пластичности и ударной вязкости. В связи с этим кромки деталей, предназначенных для конструкций, работающих в жестких
Рис. 3.17. Схема разделки кромок иод сварку на станке СКС-25
ры: 4— валики для перемещения детали;
условиях, должны быть обработаны строжкой или фрезерованием на глубину от 2 до 10 мм в зависимости от толщины.
Для обработки профильного проката разработаны поточные линии, оснащаемые гидравлическими автоматизированными прессами усилием 2—2,5 МН (ПГА 200/250). Подаются профильные полосы под пресс по рольгангам. На линии установлен маркировочный'автомат типа AK-I6 (автомат клеймиль-ный). Линия оснащена пультом дистанционного управления. По программе-перфокарте, устанавливаемой на пульте, пресс выполняет: мерную вырубку детали с заданной формой торца — под прямым углом, «на ус», фигурную; вырубку различных вырезов, заданных форм и размеров. Смена штампов на прессе для очередной операции и сама операция выполняются в автоматическом режиме. Также автоматически перемещаются заготовки на заданную программой величину. На прессе могут обрабатываться полособульб высотой до 240 мм, угольник до № 16, полосы размерами до 240х Х20 мм. Производительность пресса — до 50 деталей в час.
Сверление отверстий в деталях п последующее их зенкование при необходимости выполняют на радиальносверлильных станках, позволяющих получать отверстия диаметром до 80 мм, а также на вертикально-сверлильных станках, используемых для обработки мелких деталей. Следует отметить, что операции сверления применяются крайне редко, поскольку клепаные конструкции используют в судостроении не часто, а отверстия для других целей диаметром от 20 мм и выше успешно вырезают на стационарных машинах тепловой резки.
Операции механической обработки кромок деталей выполняют на кромкострогальных и продольно-фрезерных станках с целью удаления газонасыщенного слоя и других дефектов после тепловой резки.
Для разделки кромок мелких деталей под сварку применяют специальные кромкоскалывающие станки типа СКС-25М. С помощью этих станков может быть получена односторонняя фаска на листах толщиной до 16 мм, двусторонняя — на листах до 30 мм, при угле скоса от 25 до 55° (рис. 3.17). Станок обслуживается одним рабочим.
§ 3.8. Гибочные работы
Гибка заготовок из листового проката является завершающей операцией изготовления гнутых листовых деталей. Гибка выполняется преимущественно холодным способом. Горячая гибка применяется только в исключительных случаях,
Рис. 3.18 Формы гнутых листовых деталей
1 — цилиндрическая; 2— коническая; 8— угловая; 4—коробчатая; 5—сфериче-
ская; 6 — парусовидная; 7 — седлообразная; 8 — веерообразная: S — волнообразная; 10—комбинированная
когда, например, необходимо обеспечить получение радиусов менее предельно допустимых при холодной гибке или когда деталь имеет очень сложную форму.
По форме кривизны гнутые детали из листового проката делятся на десять групп (рис. 3.18). Для изготовления деталей таких форм применяют гибочное оборудование различного
назначения, листогибочные машины (вальцы), листогибочные станки (ЛГС), фланцегибочные станки, гидравлические прессы. Принцип гибки на перечисленном оборудовании заключается в изменении формы заготовки приложением усилий, вызывающих пластические деформации обрабатываемых участков. В процессе гибки в изгибаемом листе кроме остаточной пластической деформации после приложения расчетной нагрузки имеет место упругая деформация. При снятии нагрузки упругие деформации изменяют заданную форму. Это явление называют пружинением. Упругое пружинение учитывают в разрабатываемых технологических процессах.
Для изготовления деталей цилиндрической и конической форм применяют трех- и чстырехвалковые вальцы. Для получения деталей конической формы оси валков могут располагаться под заданным углом.
Гибку листов проводят путем непрерывной прокатки заготовки между валками с одновременным воздействием уевлия на лист, передаваемого через нажимной валок. Для получения обечайки конической формы используют специально раскроенные заготовки. Неодинаковый прогиб заготовки по образующей происходит вследствие того, что нажимной валок установлен под углом к горизонту и перемещение заготовки корректируется с целью обеспечения большей скорости перемещения кромки основания конуса по сравнению с верхней его кромкой.
Схемы гибки показаны на рис. 3.19. У^трехвалковых машин, работающих по схеме, приведенной на рис. 3.19, а, нижние валки приводные, верхний валок нажимной, вращается за счет сил трения. Заданный радиус кривизны (радиус погиби) R получают за счет изменения высоты положения верхнего валка h. Значения максимального и минимального радиусов кривизны при гибке зависят от марки материала, предела его текучести От, а также от толщины листа и приводятся в соответствующих таблицах технических справочников. У четырехвалковых машин приводными являются валки / и 2 на рис. 3.19, б, а валки 3 и 4 — холостые. Валок / закреплен в неподвижных подшипниках. Кривизна листа образуется за счет перемещения в вертикальном направлении валков 3, 4 и 2.
В судостроительной практике на трехвалковых вальцах гнут листы толщиной от 10 до 40 мм, а на четырехвалковых — от 8 до 20 мм. Отечественная промышленность выпускает вальцы, позволяющие гнуть листы и больших толщин.
По конструкции вальцы бывают двух типов — открытые и закрытые. На открытых могут быть согнуты детали с замкнутым контуром. Для Снятия такой детали подшипник верхнего валка выполняется откидывающимся. Вальцы закрытого типа имеют траверсу над верхним валком, на который закреплены опорные ролики, удерживающие валок от прогиба. Эти вальцы
допускают большие нагрузки, чем вальцы открытого типа. Валки машин открытого типа имеют длину до 8 м, а закрытого— до 12,5 м. В некоторых конструкциях вальцов верхний или нижние валки могут смещаться в горизонтальной плоскости, что позволяет подгибать на них кромки без помощи прессов. Благодаря этому упрощается процесс гибки.
Гибку деталей на вальцах выполняют двое рабочих — гиб-щик и оператор. Оператор управляет машиной с пульта по командам гибщика, наблюдающего за процессом гибки и контролирующего положение листа в валках. На листогибочных вал-
Рис. 3.19. Схемы гибки на листогибочных машинах: а — трехпалковых; б — четырехвалковых
Я —радиус погибя; s — толщина листа" а. 2а — расстояния между соответствующими вилками
новых машинах можно выполнять гибку деталей и других форм, более сложных, чем цилиндрическая и коническая. Для этого требуется специальная оснастка. Детали сложных форм обычно изготовляют на прессовом оборудовании, из которого наиболее распространены гидравлические прессы. Один из них показан на рис. 3.20. Отечественные гидравлические прессы моделей ПА-192, ПА-195, П3241 создают усилия от 3200 до 12 500 кН, что позволяет подвергать гибке листы из корпусной стали толщиной до 50 мм. Гибка проводится путем последовательного изгиба отдельных участков заготовки с помощью универсальных штампов и набора сменных комплектов матриц и пуансонов.
С помощью универсальной оснастки на прессах гнут детали оконечностей, выкружки гребных валов, килевые коробки*»! детали других сложных форм. Гибку выполняют по разметке.
Форму деталей проверяют шаблонами или каркасами. Основная операция процесса—гибка на прессах — полностью механизирована. Операции по замене штампов, подаче листа под пресс, перемещению его в процессе гибки, снятию готовой детали с матрицы механизированы частично и выполняются с привлечением ручного труда. Контроль и управление процесса
сом гибки требует высокой квалификации и навыка рабочих-гибщиков.
Отечественная промышленность серийно выпускает гидравлические прессы, оснащенные системами ЧПУ моделей ПА-3236Ф1, ПА-3239Ф1 и ПА-3241Ф1 усилием 4000, 8000 и 12 500 кН.
На ремонтных заводах и в речном судостроении широко распространена технология гибки деталей н^ листогибочных станках (ЛГС). На них можно гнуть холодным способом заготовки толщиной до 12 мм. Гибка тонколистовых деталей на та-
Рис. 3.22. Схема горизонтального гибочного пресса типа «Бульдозер»
траверсе; 2 —опоры; 3—профиль;
Рис. 3.21 Схема гибки на станке ЛГС
t — ведущий ролик: 2 — лист: 8— нажимной диск
винт перемещения опор;
вячили пара
ких станках экономически более целесообразна, чем на гидравлических прессах. ЛГС оснащены двумя основными устройствами — механизмом перемещения обрабатываемой заготовки с ведущим роликом и механизмом создания нажимного усилия, состоящим из подвижной траверсы с нажимным диском. Принцип действия станка заключается в местной раскатке обрабатываемого материала, находящегося между ведущим роликом и нажимным диском (рис. 3.21). Раскатка может выполняться по всей площади в любом направлении и в любой части заготовки. На станке ЛГС может быть изготовлена деталь практически любой сложной формы. Изменение механических свойств материалов при гибке на ЛГС соответствует холодной гибке на вальцах и ла прессах. ЛГС — станок универсальный, на нем
Мо>кыо гнуть заготовки из полособульбов и уголков до 12-го Номера.
Для гибки профильных деталей на судостроительных заводах применяют преимущественно специализированное оборудование: горизонтально-гибочные прессы типа «Бульдозер», кольцегибочные станки, в том числе типа ГПС-24.
Схема гибки на станке «Бульдозер» приведена на рис. 3.22. Профильная полоса 3, подлежащая гибке, укладывается на стол станка вплотную к опорам 2, установленным на траверсе 1, и подвергается воздействию усилия, приложенного к толка-
Схема гибки на станке ГПС-24
телю 4. Настраивают пресс на требуемый радиус гибки изменением хода толкателя клином 5, расстояния между опорами винтом 6 и перемещением траверсы с помощью червячных пар 8 и винтов 7. На прессах типа «Бульдозер» гнут шпангоуты с кри визной до 100 мм/м, а также бимсы, продольный набор и другие детали из профильных полос с небольшой кривизной.
Гибочный профильный ставок ГПС-24, на котором можно гнуть профили до 24-го номера, оснащен устройством для гибки с нагревом токами высокой частоты (ТВЧ) и одновременной закалки изгибаемой полосы профиля. Гибка производится на специальном стенде, позволяющем изготавливать детали с радиусами погиби от 1500 до 4000 мм при скорости гибки 60—570 мм/мин. Для гибки профилей различных сечений на
нажимных валках устанавливаются соответствующие сменные ролики (рис. 3.23). Местный разогрев полосы достигает 1100 °C. Пластичность нагретого металла значительно выше, чем холодного, поэтому деформации происходят только в зоне нагрева. После прохода через индуктор полоса поступает в зону охлаждения струями холодной воды, в результате чего металл закаливается. •
Высокочастотная установка оснащена устройствами автоматического управления. Станок обслуживается двумя рабочими, между которыми распределены обязанности по выполнению операций пуска, регулировке режимов нагрева, разделке торцов профильных полос под сварку, наблюдения за ходом процесса и показаниями приборов устройств нагрева, закалки, охлаждения. Один из рабочих разрезает профильную полосу на детали после гибки. Особенностью гибки является непрерывность процесса. Поэтому полосы профиля привариваются одна к другой последовательно по ходу гибки, а затем разрезаются на детали
§ 3.9. Комплектовочные работы
Результатом работы корлусообрабатывающего цеха являются комплекты готовых к сборке деталей. Комплекты подбираются по чертежам и группируются по узлам, секциям и блокам. Комплектуют детали в процессе их изготовления на площадях цеха, непосредственно у технологического оборудования. При наличии площадей в цехе создаются специальные площадки для подготовки комплектов на сборку. Крупные детали комплектуют в пачки, мелкие — в контейнеры. В таком виде они поступают на участок хранения и выдачи на сборну. Комплектовочные работы выполняют рабочие-комплектовщики. На этих операциях заняты также крановщики, стропальщики и другие рабочие, обслуживающие подъемно-транспортное оборудование. Комплектовочные работы — наименее механизированные из числа работ в корпусообрабатывающем производстве. В современных условиях развития судостроения вопрос механизации и автоматизации комплектования деталей является весьма актуальным. Одним из путей его решения является разгрузка производственных площадей цеха за счет создания механизированных складов готовых деталей с комплектовочными участками. Такие склады могут быть расположены в од- -ноэтажных или многоэтажных зданиях, в зависимости от наличия площадей для этой цели. Размеры таких складов зависят от производственных мощностей завода и в значительной степени от уровня развития организации производства. При ритмичном производстве со стабильной программой выпуска судов объемы склада могут быть сведены к минимальным, поскольку
среднее время хранения комплектов в этих случаях является оптимально-расчетным.
С перестройкой организации производства корпусообрабатывающих цехов на систему обработки металла «по запускам» комплектование деталей следует производить в объеме технологических комплектов, состоящих из раздельных подкомплектов листовых и профильных деталей. «Запуском» считается объем листового и профильного металла, направленный на обработку в определенный непрерывный рабочий период времени и обеспечивающий изготовление нескольких полных комплектов деталей, которые предназначены для сборки узлов и секций корпуса, сгруппированных по номенклатуре графика сборочно-сварочных работ.
Объемы «запусков» влияют на коэффициент раскроя металла. При увеличении объема «запуска» коэффициент раскроя металла увеличивается, но вместе с тем возникает потребность и в увеличении площадей под комплексы деталей. При определении объемов «запусков» следует учитывать эти особенности. Комплектование по «запускам» происходит на механизированных участках, оснащенных специальными перегружателями, управляемыми оператором с пульта, расположенного в кабине, или дистанционно с отдельного пульта или диспетчерского помещения при визуальном контроле работы. Перегружатели оснащены траверсами с магнитными или пневмовакуумными захватами, что позволяет свести к минимуму ручной труд комплектовщиков и стропалей —
Схема участка комплектования крупных листовых деталей представляет собой рольганги для подачи деталей, по обе стороны которых симметрично установлены контейнеры, предназначенные для технологических комплектов- Перегружатель-комплектатор перемещается по рельсовым направляющим вдоль рольганга и контейнеров. Заполненные контейнеры тем же перегружателем устанавливаются на площадку выдачи комплектов на склад готовых деталей.
Существуют различные конструктивные и технологические решения схемы комплектовки мелких деталей, основанные на применении напольных и подвесных конвейеров- Различные варианты проходят испытания на заводах отрасли. Площади участков комплектования в значительной мере зависят от принятой системы «запусков» и ритмичности работы обрабатывающего производства.
Складирование готовых деталей на большинстве заводов организовано в контейнерах, размещенных, как правило, на открытых площадках. Когда площадей свободных нет, склады размещают в многоярусных закрытых зданиях.
Глава 4
СВАРОЧНЫЕ РАБОТЫ
§ 4.1. Общие сведения о сварке металлов
Сваркой называют технологический процесс получения неразъемного соединения с помощью местного или общего нагрева или пластического деформирования соединяемых частей. В результате сварки металлов образуется прочное соединение, основанное на межатомном взаимодействии. Нагрев свариваемых металлических поверхностей производится до плавления металла. Сварное соединение формируется при остывании расплавленных поверхностей.
По сравнению с применявшейся долгие годы клепкой сварка имеет бесспорные преимущества, связанные с экономией металла, снижением трудоемкости, улучшением условий труда. Поэтому в настоящее время практически вес неразъемные соединения судовых корпусных конструкций сварные.
Наибольшее распространение получили способы электрической сварки плавлением. Ведущее место среди них занимает дуговая сварка, источником теплоты при которой является электрическая дуга. Электрическая сварочная дуга представляет собой устойчивый электрический разряд в газовой среде между твердыми или жидкими электродами, происходящий длительное время при высокой плотности тока и сопровождаемый выделением большого количества теплоты.
Состояние металла шва характеризуется взаимосвязью молекул и атомов. Различие свойств твердого, жидкого и газообразного веществ определяется различием средних расстояний между молекулами. В твердом и жидком веществах они малы, в газах — относительно велики. Этим объясняется различие в электропроводности твердых, жидких и газообразных веществ. В твердых и жидких веществах крайние электроны легко теряют связь с ядрами атомов и свободно перемещаются между атомами. Такие электроны являются носителями тока в проводнике. В газах электроны притягиваются только к ядрам атомов, в которые они входят. Концентрация свободных электронов и ионов в газах очень низка, поэтому в обычных условиях газы ток не проводят.
Ионы — атомы или группы атомов, потерявшие или присоединившие электроны п, следовательно, получившие положительный или отрицательный электрический заряд. Положительно заряженные ионы называют катионами, а ионы с отрицательным зарядом — анионами. Для того чтобы газ стал электропроводным, его необходимо ионизировать Ионизация —
это процесс, при котором из нейтральных атомов или групп атомов образуются ионы.
Свободные электроны, положительные и отрицательные ионы могут образоваться в газе при высоких температурах в результате столкновений атомов и молекул, когда их энергия становится достаточно большой. При обычных температурах ионизация в газе может произойти, если его электронам и ионам сообщить большие скорости при помощи электрического поля. За счет большой кинетической энергии эти частицы разбивают нейтральные атомы и молекулы на ионы. Следовательно, ионизацию воздушного промежутка между электродами можно произвести при подаче на электроды достаточно высокого напряжения.
Однако по требованиям техники безопасности при сварке нельзя пользоваться высоким напряжением. Поэтому используют другие физические процессы — ионизацию газа за счет электронной эмиссии. Электронной эмиссией называют испускание электронов из твердых й жидких тел при нагреве до высоких температур (термоэлектронная эмиссия), создании электрического поля (автоэлектронная эмиссия), рентгеновском облучении и т. д.
Чтобы вызвать термоэлектронную эмиссию из электрода и свариваемого металла в газовую среду, необходимо в начальный момент возбуждения сварочной дуги подать на электрод достаточно большую силу тока при невысоких напряжениях и произвести короткое замыкание (рис* 4/1, а). При коротком замыкании из-за высокой плотности тока микррвыступы поверхностей электрода и свариваемого металла расплавляются (рис. 4.1, б). При отводе электрода от поверхности расплавленный металл растягивается, сечение его уменьшается, плотность тока возрастает, благодаря чему повышается температура в зоне контакта (рис. 4.1, в). Затем происходит разрыв расплавленной пленки металла. Однако, вследствие совокупности воздействий термоэлектронной эмиссии, автоэлектронной эмиссии, повышенной температуры воны окружающей газовой среды, промежуток между электродами становится настолько ионизированным, что переходит в устойчивую электрическую сварочную дугу (рис. 4.1, г).
Процесс возбуждения сварочной дуги происходит за доли секунды. В сварочной дуге различают три зоны: катодную, анодную и столб дуги (см. рис. 4.1, а). Зону положительного заряда, расположенную непосредственно у катода, называют катодной зоной, а зону отрицательного заряда, расположенную у анода,— анодной зоной. Между этими зонами находится зона низкотемпературной плазмы — столб дуги. На поверхностях катода и анода образуются электродные пятна: катодное и анодное пятна дуги соответственно, представляющие собой вы-94
делающиеся по яркости свечения Основания дуги, через которые проходит весь сварочный ток. Кроме того, на свариваемом изделии образуется пятно нагрева (активное пятно)—участок поверхности свариваемого изделия, через который вводится часть энергии источника нагрева (при дуговой сварке—элект-
Рнс. 4.1. Последовательность возбуждения сварочной дуги
I — катодная область; J — столб дуги; 5 — анодная область
рической дуги, а при иных способах сварки плавлением—-газового пламени, электронного луча и др.).
Для нормального протекания процесса электрической сварки плавлением ток и напряжение на дуге должны находиться в определенной подчиненности. Зависимость между установившимися значениями силы тока /д и напряжениями на дуге 1/д при постоянной се длине называют статической (вольт-ампер- с-' ной) характеристикой дуги.
На рис. 4.2 показана статическая характеристика дуги, образующейся при сварке под флюсом. Как видко из рисунка, напряжение на дуге с увеличением силы тока в области 1 круто снижается, в области 2 изменяется незначительно, а в области 3 возрастает. Это происходит потому, что с увеличением силы тока изменения активного пятна,
поперечного сечения дуги, плотности тока и электропроводности столба дуги различны. В результате по-разному изменяются сопротивления на отмеченных участках и, как следствие, изменяются напряжения, что и определяется характером рассмотренной кривой. На участке 1 до силы тока 60—80 А статическая характеристика дуги UR-=f(lD) падающая. Причиной этого является независимость суммы катодного и анодного падения напряжения от силы тока при маломощных дугах. Па-85
Рис. 4.2. Вольт-амперная теристика дуги
Z — падающая: 3 — жесткая; настающая области
Дение напряжения в столбе дуги уменьшается с увеличением силы тока, так как площадь сечения и электропроводность увеличиваются, а плотность тока уменьшается. В области 2 (от 100 до 1000 А) при увеличении силы тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. Дуга с» характеристикой, приведенной на рис. 4.2, находит широкое применение в сварочной технологии.
В результате образования и горения сварочной дуги выделяется большое количество тепловой энергии. Количество теплоты, выделяемое сварочной дугой, может быть определено по формуле Q*=lгде t— время горения дуги.
При различных способах сварки на нагрев и плавление металла расходуется от 50 до 70 % теплоты дуги. Остальная часть рассеивается в окружающую среду. Количество теплоты на плавление и нагрев металла в единицу времени называют эффективной тепловой мощностью дуги. Она равна Сэф=/д1/дТ). Здесь т) — эффективный КПД нагрева металла. При сварке вручную электродами высокого качества значение т; достигает 0,70—0,85, при сварке под флюсом теплота дуги используется наиболее полно и т] доходит до 0,95.
При питании дуги постониным током наибольшее количество теплоты выделяется в зоне анода. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод. При различных способах сварки температура в катодной зоне достигает^400—3000, в анодной — 2600—4000 °C, а температура столба дуги составляет 8000— 7000 °C. Разная температура катодной и анодной зон и разное количество теплоты, выделяющейся в этих зонах, предопределяет отличие решений различных технологических задач. При сварке деталей, требующих большого количества теплоты для прогрева кромок, применяют так называемую прямую полярность, при которой анод (плюс) подсоединяют к детали, а катод (минус)—к электроду. При сварке сталей, не допускающих перегрева (коррозионно-стойкие, жаропрочные, высокоуглеродистые), а также при сварке тонколистовых конструкций применяют схему обратной полярности (катод—деталь, анод— электрод), в результате чего обеспечивается относительно меньший нагрев свариваемых деталей и ускоряется процесс расплавления материала электрода за счет более высокой температуры анодной зоны.
Характер расходования полной тепловой мощности процессов сварки выражают в тепловых балансах на условных графических изображениях составляющих его величин в процентном отношении. Так, при сварке под флюсом средние показатели теплового баланса следующие: поглощение основным
металлом — примерно 54 %; перенос каплями расплавленного металла электрода — примерно 28; плавление флюса — примерно 17; разбрызгивание — примерно I %. Сумма первых двух составляющих (примерно 32 %) представляет собой эффективную тепловую мощность Q3<j>. Сумма всех составляющих является балансом полной тепловой мощности (100 %).
§ 4.2. Свариваемость металлов
Устойчивость процесса сварки и свариваемость металлов, в частности сталей, зависят прежде всего от физикохимических свойств свариваемых металлов. Свариваемостью металлов называют их способность образовывать при установленной технологии сварки соединение, отвечающее предъявляемым к нему требованиям.
Основное влияние на свариваемость металлов оказывает их химический состав. Для сталей наиболее важным химическим
элементом с точки зрения свариваемости является углерод. Углеродистые стали с содержанием углерода до 0,25 % свариваются хорошо. С увеличением содержания углерода в стали -более 0,25 % свариваемость ухудшается: в околошовных зонах появляются закалочные структуры, возникает вероятность появления трещин и повышения порообразования в швах. Марганец при содержании в стали до 0,8 % на сварну влияния не оказывает. При повышенном содержании марганца (от 1,8 до 2,5 %) возможно появление трещин в сварном соединении. Кремний при содержании до 0,3 % на процесс сварки не влияет, а при повышении содержания затрудняет сварку вследствие образования тугоплавких окислов и шлаков. Сера и фосфор являются вредными примесями в стали, и содержание их допускается не более 0,05 %. Сера способствует образованию горячих трещин, а фосфор придает стали хладноломкость.
Свариваемость стали принято оценивать по совокупности показателей: склонности металла шва к образованию холодных и горячих трещин; склонности к образованию закалочных структур; физико-механических качеств сварного соединения. Эти показатели определяют на основании исследований микро- и макрошлифов сварных швов и механических испытаний сварных соединений.
Под воздействием теплоты дуги происходит расплавление кромок свариваемых деталей, расплавление электрода или при садочного материала, покрытия электрода либо флюса, вследствие чего образуется сварочная ванна расплавленного металла. В результате взаимодействия расплавленного металла со шлаком и газами, образующимися в зоне сварочной ванны, „начинаются металлургические процессы, которые характеризу-*ются небольшим объемом ванны расплавленного металла и
$4
Заказ А"? 2121
большими скоростями нагрева и охлаждения металла. Высокая температура сварочной дуги ускоряет протекание химических процессов в сварочной ванне. Она же способствует диссоциации молекул кислорода и азота воздуха на атомы. В итоге данные газы вступают в интенсивные реакции с элементами расплавленного металла.
Взаимодействуя с расплавом, кислород окисляет железо. При этом образуется три его основных окисла: закись железа FcO, окись железа Fe2O5 и закись-окись железа Fe3Oa:
2Fe'-j- О2 2FeO; Fe-|- О FeO;
4Fe+3O2^2Fe2O3; 3Fe+2Oa=₽tFeA-
Окисление железа происходит также за счет находящихся в зоне дуги паров воды и углекислого газа:
Fe + HaO^FeO + HB; Fe + CO^FeO+CO.
Наибольшее влияние на свойства стали оказывает закись железа. Растворимость закиси железа в стали повышается с ростом температуры, а при высоких скоростях охлаждения часть закиси железа остается в растворе, образуя шлаковые прослойки между зернами металла. При взаимодействии с закисью железа, растворенной в сварочной вание, происходит окисление примесей, содержащихся в стали (Al, Ti, Si, С, Мп). Например, окисление алюминия происходит по реакции 3FeO+ +2А1=ЗРе+А120з, окисление титана — 2FeO+Ti=2Fe+TiO2, окисление углерода— FeO+C=Fe+CO и т. д.
Азот растворяется в тех металлах, £ которыми он вступает в химические реакции с образованием нитритов. По отношению к железу азот является активным газом 13 зоне дуги он находится в молекулярном и атомарном состояниях. Атомарный азот более активно растворяется в расплавленном металле. На растворимость азота влияет температура металла шва. При охлаждении шва образуются химические соединения азота: нитриты железа (FeN, Fe2N, Fe.iN), нитриты марганца (MnN), нитриты кремния (SiN). Азот повышает прочность и твердость шва, одновременно снижая его пластичность и вязкость.
Из электродного покрытия или флюса и из воздуха в зону дуги поступают пары воды. Молекулы водорода, образующиеся из этих паров, диссоциируют на атомарный водород. Атомы водорода хорошо растворяются в расплавленном металле. При высоких скоростях охлаждения шва водород полностью не выделяется из металла. Это является причиной порообразования, снижения пластичности металла и появления микротрещин.
Для получения сварного шва высокого качества необходимо снизить воздействие на металл шва кислорода, азота и водорода. Защиту сварочной ванны осуществляют с помощью шлакового слоя или газовой среды. Кроме того, применяют раскис
лители металла, а также прибегают к различным способам удаления окислов из сварочной ванны. В качестве раскислителей используют кремний, марганец, титан. Раскислителем является также углерод. Кремний и марганец входят в состав покрытий электродов и флюсов. Окислы кремния уходят в шлаки, а марганец образует нерастворимые в стали соединения с окисью кремния и способствует удалению из стали серы. Для улучшения механических свойств металла шва в его состав вводят легирующие элементы: марганец, хром, молибден, вольфрам, титан и др. Эти элементы добавляют к материалу электродов, присадок, покрытий электродов и в флюсы.
Процесс образования сварного шва заключается в расплавлении свариваемых кромок и переносе металла плавящегося электрода в сварочную ванну, которая но мере продвижения электрода постепенно остывает. В результате'остывания расплавленный металл переходит в твердое состояние, образуя сварной шов.
Процесс переноса металла плавящегося электрода в сварочную ванну более сложный, чем расплавление кромок свариваемого металла. Металл электрода, плавящийся под воздействием электрической дуги, переходит в сварочную ванну в виде капель. В начальный момент металл торца электрода расплавляется (рис. 4.3, а), под действием силы тяжести отделяется от электрода и вследствие воздействия сил поверхностного натяжения принимает форму капли (рис. 4.3, б). Капля касается поверхности жидкой ванны, в результате чего возникает короткое замыкание (рис. 4.3, в), а после отрыва капли от электрода снова образуется сварочная дуга (рис. 4.3, а). Поскольку капля подвергается силовому воздействию давления газов в зоне дуги, часть металла в виде брызг выбрасывается из сварочной ванны. В следующий момент процесс каплеобразования повторяется. Он длится сотые доли секунды. Частота и продолжительность короткого замыкания зависят, в частности, от длины сварочной дуги. При сварке в нижнем положении сила тяжести способствует отрыву капли от электрода, а при сварке в потолочном положении препятствует переносу металла в сварочную ванну.
Процесс каплеобразования зависит от ряда факторов: состава и толщины покрытия электрода, силы сварочного тока. Покрытие электрода выделяет газы, создающие давление в зоне дуги, способствующее образованию более мелких капель. Размер капель уменьшается также при увеличении силы сварочного тока. На процесс переноса капель большое влияние оказывает газовое дутье — поток газов, направленных в сторону сварочной ванны, а также машитное и Электрическое поля в зоне дуги. Газовое дутье особенно эффективно при сварке электродом, у которого покрытие плавится медленнее, чем
металл электрода. При сварке таким электродом торец его оказывается прикрытым нерасплавившимся покрытием, внутри которого образуется направленный в сторону сварочной ванны газовый поток. Перенос капель в сварочную ванну при потолочной сварке обеспечивается прежде всего за счет действия перечисленных выше факторов — газового дутья и магнитного и электрического полей.
В зависимости от способов и режимов автоматической сварки сварной шов может содержать до 40 % электродного металла. При ручной сварке это значение колеблется в широких пределах — от 30 до 80 %.
Переход металла сварочной ванны в твердое состояние заканчивается образованием так называемых столбчатых кри-
Рис 4 3. Перенос металла с электрода в сварочную ванн}
сталлитов или слоистых структур. Прц затвердевании ванны полного выравнивания состава металла шва_ ле происходит. В результате этого образуется зональная ликвация, т. е. неравномерное распределение элементов по сечению шва, и внутри-дендритная ликвация, заключающаяся в неравномерном распределении элементов в пределах отдельных кристаллитов. По сравнению с внутридендритной зональная ликвация проявляется в значительно меньшей степени. Оба вида ликваций зависят от химического состава шва и условий остывания металла шва.
Структурные изменения происходят не только в сварном шве, но и в околошовной зоне. Участок основного металла, на котором имеют место структурные изменения в металле, называют зоной термического влияния (ЗТВ). Структурные изменения металла на различных температурных участках ЗТВ показаны на рис. 4.4, иллюстрирующем случай сварки углеродистой стали. Если перенести с диаграммы железо—углерод (рис. 4.4, б) положение критических точек на линию максимальных температур 2 и ~далсс на сварное соединение (рис. 4.4, с), то в околошовной зоне можно выделить несколько участков с характерной структурой.
Металл участка I нагревается от температуры начала интенсивного роста зерен аустенита (1100—1200 °C) до температуры плавления. В процессе остывания на участке образуются крупные зерна верлита или так называемая видманштеттова структура, представляющая собой крупные зерна перлита и иглообразного феррита. Последняя характерна для случая сильного перегрева стали. Зону перехода от оплавленных зерен основного металла к кристаллитам шва называют зоной сплавления. Ширина этой зоны 0,08—0,20 мм. Участок I именуют участком крупного зерна, или участком перегрева. Характер-
Рис. 4.4. Структурные изменения в ЗТВ
! — область температур, вызывающих перегрев стали; 2 — линия мавсималь
вых температур ЗТВ
ним свойством участка I является пониженная ударная вязкость.
На участке II металл нагревается выше температуры критической точки Дз, но ниже температуры перегрева. Переход при нагревании критической точки Д1 сопровождается образованием мелких зерен аустенита. Растворение феррита в аустените при нагревании от точки Aj до точки А3 приводит к росту зерен. Однако они остаются небольшими. Поэтому' на участке II образуется мелкозернистая структура с более высокой вязкостью, чем исходный материал. Участок // называют участком мелкого зерна.
Участок III— переходная область к основному металлу. На этом участке в процессе нагрева происходит неполная перекристаллизация: зерна феррита остаются в исходном состоянии, а зерна перлита становятся мельче.- Если производится сварка термоупрочненной стали, то в околошовной зоне образуется
участок IV с пониженной твердостью и пониженным временным сопротивлением разрыву.
При ручной н механизированной сварке корпусных сталей суммарная ширина участков I, II и III (ширина ЗТВ) находится в пределах 1—5 мм и свойства металла ЗТВ не оказывают отрицательного влияния на качество сварных соединений. Ширина ЗТВ увеличивается с увеличением погонной энергии. При электрошлаковой сварке листов толщиной более 30 мм погонная энергия в несколько раз превышает погонную энергию при дуговой сварке. Шкрина ЗТВ возрастает, и рост зерен на участке I настолько значительный, что сварные соединения часто подвергают отжигу для улучшения структуры ЗТВ и шва в целом.
При кристаллизации металла шва в нем могут появляться макро- и микротрещины, которые называют кристаллизационными. Причина их появления — растягивающие напряжения, возникающие из-за неравномерного нагрева и остывания свариваемого металла. Механизм образования этих трещин достаточно изучен, и снижения вероятности их появления можно достигнуть, предусматривая при разработке технологических процессов сварки ряд мер.
В околошовной зоне сварных соединений конструкционных сталей могут иметь место так называемые горячие трещины. Они располагаются по границам зерен и распространяются в металл шва или ЗТВ. Возникновение этих трещин объясняется образованием на межзеренных участках легкоплавких прослоек (эвтектик), в состав которйк входят примеси серы. Борьба с горячими трещинами ведется путем использования способов сварки с минимальным выделением теплоты, легирования сталей, связывания серы в тугоплавкие соединения.
В ЗТВ ив шве при остывании ниже 200 °C могут образовываться холодные трещины. Эти трещины возникают преимущественно в сварных соединениях из сталей, восприимчивых к закалке. Поэтому их называют также закалочными. Холодные трещины в шве образуются при повышенном содержании в металле шва углерода, легирующих элементов и атомарного водорода. Поэтому для повышения стойкости металла шва против образования холодных трещин содержание углерода в шве стремятся делать ниже, чем в свариваемом металле. Наиболее эффективный способ борьбы с холодными трещинами заключается в регулировании термического цикла сварки путем выбора соответствующих методов и режимов сварки. В ряде случаев для достижения этой цени применяют предварительный подогрев свариваемых элементов.
§ 4.3. Оборудование и инструмент для сварочных работ
Оборудование. Основным оборудованием, используемым при сварке, являются источники питания сварочной дуги: источники питания постоянным током и источники питания переменным током.
Общие требования, предъявляемые к источникам питания, выработаны условиями процесса сварки, характерными постоянными короткими замыканиями и меняющимися токовыми параметрами, связанными с ними. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
— напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и не должно превышать нормы безопасности: 90 В для источников постоянного тока и 80 В для источников переменного тока;
— напряжение на дуге должно обеспечивать ее устойчивое горение;
— сила тока короткого замыкания не должна превышать силу сварочного тока более чем на 50 %, а источник должен выдерживать продолжительные короткие замыкания сварочной цепи без повреждения обмоток от перегрева;
— мощность источника тока должно быть достаточной для выполнения конкретных сварочных работ;
— источники питания должны быть обеспечены устройствами регулировки силы сварочного тока в заданных пределах.
Источники питания постоянным током. К таким источникам относятся сварочные преобразователи и сварочные полупроводниковые выпрямители. Сварочные преобразователи, применяемые в судостроении, бывают однопостовыми и многопостовыми. Однопостовые преобразователи, имеющие падающую характеристику, предназначены для питания одной сварочной дуги, многопостовыс преобразователи с жесткой характеристикой-— нескольких дуг. На судостроительных предприятиях распространены передвижные преобразователи в однокорпусном исполнении (электродвигатель и генератор помещены в одном корпусе), а также стационарные преобразователи. Для выполнения сварочных работ при отсутствии электропроводок служат передвижные установки, у которых в качестве двигателя могут быть дизельные или бензиновые двигатели внутреннего сгорания.
Внешняя вольт-амперная характеристика однопостового сварочного преобразователя показана на рис. 4.5, а. При возбуждении сварочной дуги напряжение изменяется от точки 1 до точки 2. Для устойчивого горения сварочной дуги характеристика генератора дуги I должна пересекать характеристику
дуги III, как показано на рис. 4.5, а. При возникновении и устойчивом горении дуги ее характеристика перемещается из положения II в положение III. Напряжение устойчивой дуги возрастает до значения точки 3. Сила тока короткого замыкания (точка 4) ненамного больше силы сварочного тока (точка 5), что удовлетворяет требованиям устойчивости процесса.
Широкое применение при ручной дуговой сварке, полуавтоматической и автоматической сварке под флюсом имеют преобразователи типов ПСО-ЗОО, ПСО-500, ПС-500. Электрическая схема генератора преобразователей этого типа приведена на рис. 4.5, б. Принцип работы такого генератора заключается в следующем. При горении дуги сварочный ток, проходя через
Рис. 4.5. Характеристика («) и схема (б) генераторов Преобразователей типоп ПСО и ПС
О 1С0 200 300 ЫО 5001, А
1 — характеристика генератора; II — характеристика начального сост яяя дуги; III — характеристика устойчивого горения дуги; Г — обмо возбуждения; S'—размагиичивающая иос^едователтиая тЛмоТка
обмотку размагничивания, создает магнитный поток Фп, направленный против постоянного магнитного потока обмотки возбуждения Фв, не зависящего от нагрузки генератора. Поэтому ЭДС генератора индуцируется результирующим магнитным потоком Фв—Фп. С увеличением сварочного тока Фв возрастает и, следовательно, результирующий магнитный поток уменьшается. Значит, уменьшается ЭДС генератора. В силу этого размагничивающее действие обмотки 2' обеспечивает получение падающей внешней- характеристики генератора. Грубое регулирование сварочного тока производится переключением витков последовательной обмотки в пределах двух диапазонов, например у ПСО-500 от 120 до 350 А и от 350 до 500 А. Плавное регулирование производится реостатом, включенным в цепь обмотки независимого возбуждения.
В цеховых условиях, где необходимо применять много сварочных постов на небольшом удалении друг от друга, устанавливают многопостовые сварочные преобразователи (рис. 4.6). Независимо от количества работающих постов напряжение ге
нератора должно быть постоянным, т. е. внешняя характеристика его должна быть жесткой. Для этого генератор многопостового преобразователя имеет параллельную обмотку возбуждения I, создающую магнитный поток Фь и последовательную обмотку 3, создающую магнитный поток того же направления Ф2. При холостом ходе ЭДС генератора индуцируется только потоком Фь так как в последовательной обмотке ток отсутствует. Напряжение генератора достаточно для возбуждения дуги. Во время сварки появляется ток в обмотке якоря и, следовательно, также в последовательной обмотке возбуждения, создающий магнитный поток Ф2. Поэтому во время сварки ЭДС индуцируется суммарным потоком Ф(+Ф2 При рабочем режиме
падение напряжения на обмотках генератора компенсируется увеличивающимся за счет Ф2 магнитным потоком и напряжение остается равным напряжению холостого хода. Регулирование напряжения на генераторе производят реостатом 2. Для обеспечения падающей внешней характеристики сварочные посты включают в цепь генератора через балластные реостаты 4, с помощью которых устанавливают силу сварочного тока. Так, многопостовой сварочный преобразователь типа ПСМ-1000 комплектуется девятью балластными реостатами РБ-200. Реостатом РБ-200 можно устанавливать сварочный ток,в пределах от 10 до 200 А. Он имеет пять рубильников, комбинацией включения которых можно получить силу тока в установленных пределах через каждые 10 А.
Многопостовые преобразователи позволяют экономить производственные площади. Однако сами они менее экономичны, так как балластные реостаты вследствие больших потерь на излучаемую теплоту снижают КПД сварочного поста. Поэтому иногда для повышения мощности вместо многопостовых преоб-
разователей применяют однопостовые преобразователи, имеющие одинаковые внешние характеристики, включая их параллельно. Возможно также параллельное включение многопостовых преобразователей.
Сварочные полупроводниковые выпрямители являются оптимальными по КПД источниками питания. Кроме того, они имеют небольшую массу, бесшумны в работе из-за отсутствия вращающихся узлов, обладают высокими динамическими свойствами. Недостатком сварочных выпрямителей является опасность длительных коротких замыканий и резких колебаний напряжения в сети. В состав сварочного выпрямителя входят два основных узла: понижающий трехфазный трансформатор и выпрямительный блок. В качестве выпрямителей применяют селеновые или кремниевые полупроводниковые вентили, которые обладают способностью проводить ток только в одном направ лении. Схема выпрямителя представляет собой трехфазный мост из шести диодов. Каждую шестую часть периода поочередно включается пара вентилей. В результате получается шесть пульсаций и кривая напряжения становится близкой к прямой ЛИНИИ.
Универсальные сварочные выпрямители предназначены для ручной, полуавтоматической и автоматической сварки, а также для сварки в защитном газе. Кроме трехфазного понижающего трансформатора и выпрямительного блока они имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получить жесткую, пологопадающую и крутопада ющую внешние характеристики выпрямителя. Многопостовые сварочные выпрямители имеют жесткую характеристику. Для получения падающей характеристики н^ каждом посту подклю чают балластный реостат.
Источники питания переменным током. Такие источники питания предназначены для однопостовой ручной или автоматической сварки. Они выпускаются с однофазными или трехфазными трансформаторами. Для сварки па переменном токе в судостроении применяют в основном однофазные источники с падающей характеристикой — трансформаторы с дросселями и трансформаторы с развитым магнитным рассеянием.
Трансформатор с дросселями состоит из трансформатора большой мощности и включенного последовательно в сварочную цепь регулируемого индуктивного сопротивления, называемого дросселем. Дроссель может быть включен в схему как отдельный узел или его сердечник объединяется с сердечником транс форматора. Дроссель обеспечивает необходимый сдвиг тока и напряжения по фазе, получение падающей характеристики и ее регулирование. Регулирование силы тока короткого замыкания и силы сварочного тока может осуществляться путем изменения числа витков обмотки дросселя и путем изменения магнит-106
ного сопротивления сердечника дросселя. Магнитное сопротивление сердечника может быть изменено за счет регулировки зазора в дросселе с воздушным зазором или путем регулировки подмагничивания сердечника от установленной на нем дополнительной катушки постоянною тока в дросселях насыщения. У дросселя с регулируемым зазором при увеличении зазора уменьшается магнитное сопротивление сердечника и возрастает сила тока короткого замыкания, а внешняя характеристика становится пологопадающей.
Трансформаторы с развитым магнитным рассеянием представляют собой трансформаторы большой мощности с падающей характеристикой, обеспечиваемой регулируемым индуктивным сопротивлением. К ним относятся трансформаторы с подвижными обмотками и трансформаторы с подмагничиванием сердечника. У трансформатора с подвижными обмотками увеличение расстояния между обмотками увеличивает магнитный поток рассеяния, индуктивное сопротивление растет, а напряжение на вторичной обмотке падает. Наибольшие напряжение и сила тока сварки получаются при минимальном расстоянии между обмотками. У трансформатора с подмагничиванием сердечника магнитное рассеяние достигается вследствие насыщения магнитопровода магнитным потоком от дополнительной обмотки, питаемой постоянным током. Изменение внешней характеристики достигается изменением силы тока обмотки подмагничивания. Эти источники питания удобны для дистанционного управления и используются для ручной и автоматической сварки средней мощности.
Инструмент и принадлежности сварщика. Для выполнения сварочных работ необходимо наличие не только оборудования, но также инструмента и средств защиты сварщика, с помощью которых выполняются основные и вспомогательные операции: сварка, очистка шва от шлака, отсос вредных газов и дыма, защита от брызг и облучения и др. Комплект оборудования и средств защиты для ручной сварки называют сварочным постом, а для полуавтоматической или автоматической сварки — сварочной установкой. Для ручной сварки в качестве основного инструмента применяют электрододержатели различных типов. Дополнительно в комплект инструмента сварщика входят молоток-зубило для очистки шва от шлака; металлические щетки; набор шаблонов для контролируемых размеров швов.
Особое значение при выполнении ручной сварки имеют индивидуальные средства защиты сварщика от воздействия сварочной дуги и брызг металла. Для защиты лица и прежде всего глаз применяют щитки, маски и шлемы (рис. 4.7). В них имеются смотровые отверстия, в которые вставлено специальное защитное стекло-светофильтр, снижающее яркость свечения дуги и задерживающее инфракрасные и ультрафиолетовые лучи.
Тело сварщика должно быть защищено спецодеждой: брезентовым костюмом, брезентовыми или кожаными рукавицами, кожаной обувью. При сварке внутри металлических конструкций сварщики должны быть обеспечены резиновыми сапогами, резиновыми ковриками, а также костюмами с наколенниками и подлокотниками из войлока.
Рис. 4.7. Индивидуальные средства защиты сварщика- с —щиток; б — маска, в — шлем
§ 4.4. Сварочные материалы
Материалы, обеспечивающие протекание процессов сварки и образование сварных швов с заданными параметрами н свойствами, называют сварочными материалами. К ним относятся сварочные электроды, сварочная Проволока, присадочные материалы, флюсы, защитные газы.
Металлургические функции сварочных материалов в сварочном процессе заключаются в компенсации выгорающего марганца и кремния за счет повышенного содержания их в сварочной проволоке, в раскислении металла сварочной ванны при помощи содержащихся в сварочной проволоке алюминия, титана, циркония и цезия, образующих соедниения, переходящие в шлак, в повышении вязкости и пластичности шва.
Основными технологическими функциями сварочных материалов являются возбуждение и поддержание дуги, заполнение металлом разделки шва, обеспечение устойчивости процесса, уменьшение разбрызгивания благодаря применению самозащит-ных проволок, повышение коэффициента наплавки и производительности сварки.
Сварочные электроды. Одним из основных сварочных материалов являются сварочные электроды. Электроды бывают не-плавящимися и плавящимися.
Ю8
Hen давящиеся электроды предназначены для образования и поддержания сварочной дуги. Их изготовляют из тугоплавких материалов: Графита, вольфрама, циркония, гафния. Чаще всего применяют вольфрамовые электроды, которые состоят или из чистого вольфрама, или из вольфрама с добавкой 1—2,5 % либо окисла тория ThCfe (тарированного вольфрама), либо окисла лантана La2O3 (лантанированного вольфрама), либо окисла иттрия Y2O3 (иттрированного вольфрама). Эти добавки увеличивают стойкость электрода (катода) против расплавления и улучшают его эмиссионную способность.
Плавящиеся электроды предназначены также для образования и поддержания сварочной дуги и, кроме того, являются наплавляемым металлом шва, т. е. присадочным материалом. Сварочный плавящийся электрод представляет собой металлический стержень, на поверхность которого равномерным слоем нанесено специальное покрытие. Масса покрытия .составляет от 30 до 50 % массы стержня. Толщина покрытия от 0,5 до 2 мм на сторону. Каждому типу электродов соответствует несколько марок электродов с различными составами стержней и покрытий.
К электродам предъявляется ряд специфических требований:, получение швов заданной формы; возможность сварки в различных пространственных положениях: в нижнем, в вертикальном, в потолочном; получение металла шва с заданными свойствами: с повышенной прочностью, коррозионной стойкостью, жаропрочностью и т. д. Для удовлетворения этих требований в покрытия электродов вводят определенные вещества — раскислители, легирующие вещества, газообразующие вещества, а также в качестве основного металла применяют металл с необходимыми примесями.
Электроды для ручной дуговой сварки классифицируют по нескольким основным признакам.
По назначению их делят на электроды для сварки углеродистых (условное обозначение У) и низколегированных (Л) сталей; для сварки легированных теплоустойчивых сталей (Т); для сварки высоколегированных сталей с особыми свойствами (В); для наплавки слоев с особыми свойствами (Н).
По механическим свойствам наплавленного металла электроды подразделяют па типы. Электроды назначения У и Л составляют 14 типов. Обозначение типа включает букву Э (электрод) и цифры, означающие среднее значение временного сопротивления разрыву у наплавленного металла в кге/мм2, например Э38, Э42, Э42А и т. д. Буквой А отмечают повышенную пластичность и ударную вязкость наплавляемого металла. Электроды назначения Т содержат в наименовании типа указания о химическом составе наплавленного металла в обычном для сталей обозначении, например Э-12ХМФ. Электроды
Таблица 41. Характеристики некоторых электродов для сварки сталей,
Тип электрода Полное обозначение электрода покрытия
Э42А Э42А-УОНИИ-13/45-0-УД1 E4I 2(3)-Б20 УОНИИ-13/45
Э46 Э46-АНО-4С-0-УД1 Е43 1 (3)-Р22 АНО-4С
Э46-АНО-13-0-УД1 Е43 1 (3)-Р12 АНО-13
Э46А Э46А-ИТС-1-5.0-УД1 Е43 2 (3)-БРЖ46 ИТС-1
Э46А-АНО-20-0-УД 1 Е43 2(3)-Р>К 12 АНО-20
Э50А Э5ОА-АНО-9-0-УД1 Е50 2-Б16. АНО-9
Э50А-УОНИ14- 13/55-0-УД1 УОНИИ-13/Б5
Е50 2 (3)-Б2(1
Э5ОА-Э-138/5ОН-0-УД1 Е50 3-Б20 Э-138/50Н
Э-04Х20Н9 Э-04Х20Н9-УОНИИ- 13/НЖ-0-ВД2 УОНИИ-13/НЖ
ЕО00-Б20
Э-08Х18Н11МЗ Э-О8Х18Н11МЗ-ЭА-4ОО/1ОУ-0-ВД2 48А-10У
Е000-Б20
Э-08Х18Н9ФС Э-08Х18Н9ФС-ЭА-606/11 Е0004-Б20 48А-11
Э-10Х20Н16 Э 1ОХ2ОН15-ЭА-464/5-0-ВД1 ЕСОО-Б20 ЭА-464/5
I. Структура полного обозначения злектродов по ГОСТ 9466—75.
2. УОН ИИ— универсальная обмазка научно-исследовательского
3. На месте знака 0 записывается значение диаметра электрода.
Марка стержня Назначение электрода
Св-08, Св-08А Сварка конструкционных углеродистых сталей ВСтЗсн. сварка низколегированных конструкционных сталей 09Г2, 10ХСНД, МС-1
Св-08, Св-08А Сварка конструкций из углеродистых сталей ВСтЗсп
Св 08, Св-08А Сварка конструкций из углеродистых сталей ВСтЗсп, вертикальные швы преимущественно сверху вниз
Св-08, Св-08А Механизированная сварка конструкций из углеродистых и низколегированных сталей СтЗ, 10ХСНД 09Г2 только в нижнем положении наклонным электродом
Св-08, Св-08А То же, но ручная сварка
Св-08, Св-08А Сварка углеродистых и низколегированных сталей СтЗ, 09Г2, 10ХСНД, 10Г2С1Д- Вертикальные швы преимущественно сверху вниз
Св-08, СВ-08А Сварка конструкций из низколегированных сталей 10ХСНД, 10ХСН2Д. 48КС. ЮГ2С1Д, из поковок и литья сталей 08ГДН, О8ГДНФ
Св-ЮГН Сварка наружной обшивки из сталей СтЗ, Ст4, ВСтЗсп, 10ХСНД, 1092С1Д-40 и им подобных со стороны, подверженной воздействию коррозионной среды (морской воды)
Св-04Х19Н9 Сварка конструкций из хромоникелевой аустенитной стали 12Х19Н10Т при умеренной агрессивности коррозионной среды (алажная атмосфера)
Св-04Х19Н11МЗ Сварка конструкций из хромоникелевых сталей 12Х18ЮТ, 10Х17Н13М2Т, испытывающих действие умеренной агрессивной среды и температуры до 360 °C
Св-08Х 19Н9Ф2С2 Сварка конструкций из хромоникелевых сталей 12Х18Н10Т, контактирующих с морской водой, работающих до температуры 360 °C; сварка аустенитных марганцовистых (маломагнитных) сталей 45Г17ЮЗ, 40Г17ХН2
Св-10Х20Н15 Сварка двухслойной стали со стороны стали 12Х19Н ЮТ сварка хромистых сталей OXI3, сварка хромоникелевых сталей с углеродистыми и легированными ста-
института; АНО — покрытие ИЭС общего називчеиня: ИТС — покрытие ЦНИИТС.
назначения В имеют обозначения типов более сложное, чем электроды назначения Т.
По типу покрытия различают электроды с кислым покрытием (условное обозначение А), с основным покрытием (Б); с целлюлозным покрытием (Ц); с рутиловым покрытием (Р); со смешанным покрытием (соответствующие две буквы); со специальным покрытием (П). Если в покрытие введено более 20 % железного порошка, то к обозначению добавляется буква ж.
Кроме того, электроды классифицируют по качеству изготовления (1-я и 2-я группы), по назначению в зависимости от пространственного положения шва и некоторым другим признакам. Эта классификация определена ГОСТ 9466—75.
Электроды всех назначений и типов различаются марками. Марки электродов стандартами не предусматриваются. Они присваиваются электродам предприятием-изготовителем. В большинстве случаев марка электрода совпадает с маркой покрытия.
На все электроды составляются паспорта. В паспорте содержатся технические характеристики электродов (обозначение, назначение, марка металла, данные о покрытии, условия хранения, режимы сушки и прокалки), а также приводятся краткие технологические указания по сварке, указываются химический состав и свойства металла шва.
Характеристики некоторых электродов, используемых в судостроении для сварки сталей, приведены в табл. 4.1.
В промышленности для сварки ответственных конструкций из углеродистой стали широко применяют электроды типа Э42. Сварка этими электродами может производиться в любом пространственном положении на постоянном и переменном токе.
Электроды типа УОНИИ-13 обеспечивают высокое качество металла шва и применяются для сварки ответственных соединений из конструкционных сталей. Они выпускаются нескольких марок: УОНИИ-13/45, УОНИИ-13/55, УОНИИ-11/85. Последние две цифры обозначают предел прочности металла шва в кге/мм2. Сварку такими электродами можно производить в любом пространственном положении, но только на постоянном токе обратной полярности.
Сварочная проволока. Для изготовления электродов применяют специальную стальную проволоку. Она подразделяется на углеродистую, легированную и высоколегированную. Всего существует 77 марок проволоки. Обозначение марки кроме букв Св, указывающих на назначение проволоки, содержит общепринятое обозначение содержания в стали легирующих элементов. Проволока может иметь диаметр от 0,3 до 8 мм. Есть так называемые самозащятные проволоки марок Св-20ГСТЮА и Св-15ГСТЮЦА, предназначенные для сварки
в атмосфере без защиты сварочной ванны. Для сварки в углекислом газе предназначены проволоки марок Св-08ГС, Св-08Г2С.
Технология изготовления электродов с покрытием. Изготовление электродов начинают с очистки проволоки, затем ее правят и рубят на стержни в специальных станках. Стержни диаметром 4 мм и более имеют длину 450 мм. Стержни меныпего диаметра, а также стержни из высоколегированной проволоки во избежание перегрева электрода при сварке делают короче— 200—350 мм. Компоненты покрытия, наносимого на стержни, проходят контроль химического состава, сушку и измельчение. Затем их смешивают в пропорциях, соответствующих составу требуемого покрытия. Сухую смесь замешивают на жидком стекле. Водный раствор жидкого стекла составляет 25—30 % массы сухой смеси. Приготовленную обмазку брикетируют на прессе.
Поирытие стержней производится па специальных прессах, входящих в механизированные или автоматизированные поточные^ линии изготовления электродов. Поскольку на прессе стержень покрывается обмазкой полностью, удаление ее с участка контакта электрода с электродедержателем выполняется специальным зачистным устройством. На очищенный участок наносится маркировка краской, цвет которой соответствует данному типу электрода.
Покрытие может быть нанесено также методом окунания. Этот метод применяют при изготовлении электродов в небольших объемах. Для покрытия методом окунания приготавливается жидкая обмазка, имеющая консистенцию готовой к применению масляной краски. После нанесения покрытия электроды сушат при нормальной температуре в течение 20—48 ч или при температуре 50 °C в течение 2—4 ч. Высушенные электроды с покрытием, содержащим органические вещества, прокаливают в течение 1—2 ч при температуре 150—200 °C, а электроды с покрытием, не содержащим органических веществ,— при температуре 300—400 °C. Затем электроды сортируют и из каждой партии массой от 2 до 40 т отбирают .пробы для сертификатных испытаний, выполняемых в соответствии с требованиями государственного общесоюзного стандарта.
Готовые электроды пачками по 3—8 кг упаковывают во влагостойкую бумагу. На каждую упаковку наклеивают этикетку завода-изготовителя, в которой указывается полное обозначение электродов н требования к влажности и повторной прокалке.
§ 4.5. Общие вопросы технологии сварки
Технология сварки — это совокупность операций и приемов, при выполнении которых в строгой последовательности и с соблюдением требований и указаний по режимам сварки, сварочным материалам, оборудованию и оснастке получается сварное соединение необходимого качества. Технология сварки разрабатывается для определенного способа сварки применительно к типу сварного соединения и его пространственному положению. Описание технологического процесса содержит указания, касающиеся
способов подготовки кромок каждого из их конструктивных элементов;
сварочных материалов (марки электродов, марки проволоки и флюса, состав защитной газовой среды);
параметров режима сварки, роду тока, полярности, количеству проходов;
геометрических параметров внешней формы шва;
условий сварки, техники ее выполнения при образовании многопроходного шва, порядка выполнения проходов;
сварочного оборудования, оснастки, общей последовательности сварки в зависимости от особенностей свариваемой конструкции.
При выполнении сварного шва прежде всего определяют режим сварки, обеспечивающий оптимальные показатели выполняемой работы, которые оцениваются качеством сварного сосдипения, параметрами сварного шва и технико-экономическими показателями.
Режимом сварки называют совокупность параметров, определяющих процесс сварки. Электрическими параметрами являются вид тока, напряжение на дуге (7Д, сила сварочного тока I, механическими — скорость подачи электрода (проволоки) Цел,' скорость сварки Пев; технологическими — диаметр электрода (проволоки) rfjw, вылет электрода Лэл, угол наклона электрода к направлению сварки оэл, расход защитного газа при сварке в защитном газе.
Типы сварных соединений и виды швов. Сварные соединения различных типов изображены на рис. 4.8.
В корпусных конструкциях наиболее распространены стыковые, тавровые и угловые соединения. Основными видами сварных швов являются стыковые и угловые. Угловыми швами сваривают тавровые, крестовые и нахлесточные соединения.
Существует несколько разновидностей сварных швов. Стыковые швы (рис. 4,8 а) могут быть с отбортовкой кромок (поз. 1), односторонними однослойными (2), односторонними многослойными (3), двусторонними однослойными (4). Угловые швы делятся на двусторонние однослойные (рис. 4.8, б, 114
поз. 1), двусторонние многослойные (рис. 4.8,6, поз. 2), просто угловые (рис. 4.8,в—д), электрозаклелочные (рис. 4.8, в).
В зависимости от положения в пространстве различают следующие сварные швы: шов нижнего положения, вертикальный шов, потолочный шов.
Слоем сварного шва называют его поперечное сечение или часть его поперечного сечения, полученную за один проход.
соединений
Рис. 4.8. Типы сварных
с—стыковые соединения: / — с отбортовкой кромок; 2—без скоса кромок; с односторонним скосом кромов; 4 — с двусторонним скотом кромок; б — тавр соединения.- / — без скоса кромок; 2 — с двусторонним скосом кромок; в — крест соединение; е—угловые соединения; д —нахлесточные соединения: 1— с 4 гоаыми угловыми швами; 2 — с торцевыми угловыми швами; е — наглеете соединение с электрозаклепками
Проход — это однократное перемещение сварочной дуги вдоль оси шва в одном направлении. Слой на протяжении длины шва, образовавшийся за опин проход, именуют валиком наплавленного металла.
К элементам сварных швов относят катет k, ширину Вщ, усиление шва /?ш, ослабление углового шва тп (рис. 4.9). Сварные швы характеризуются коэффициентом формы усиления стыкового шва ф—Bmfhul. Производительность формирования сварного шва определяется коэффициентом наплавки —
отношением массы наплавленного металла к произведению тока на время: <хя-=Ов/(Л)- Кроме этой величины в технологических расчетах используют коэффициент расплавления электрода — отношение массы расплавленного металла к произведению тока на время: aP—Qpf(Ii). Коэффициент аР>ав, поскольку часть расплавленного металла теряется за счет угара и разбрызгивания.
Конструктивные элементы кромок, подготовленных под сварку. Подготовка, или разделка, кромок деталей под сварку заключается в придании им скоса необходимой формы: одностороннего или двустороннего. Выполняется она на газореза-
4?|—-] 6) --- г)
Рис. 4.9. Элементы сварных швов* а—стыкового; б—г—угловых
тельном или механическом оборудовании в процессе изготовления деталей в корпусообрабатывающем цехе. «Пинии скоса могут быть прямолинейными или криволинейными. Сварка может производиться по кромкам, не имеющим скоса, т. е. по кромкам, полученным в результате разделительной резки газовым либо плазменным резаком, установленным перпендикулярно к поверхности листа, или полученным в результате вырезки детали на механическом оборудовании. Собранные под сварку детали со-скосами кромок образуют канавку, которую называют также разделкой. В случае необходимости сварки встык двух листов, различающихся по толщине, лист большей толщины уравнивают по стыкуемой кромке с листом меньшей толщины путем среза его с торца на скос под углом 15°. Такой скос именуют лаской.
Основными конструктивными элементами свариваемых кромок и собранных под сварку соединений являются толщина листа 5, зазор между кромками Ь, угол скоса кромок [i, радиус 116
Т аблнца 4.2. Значения конструктивных элементов, наиболее употребительных в судостроении сварных соединений
Тип соединения Ручнея сверка Автоматическая сверка под флюсом
изображение соединения Элемент Значение Элемент Значение,
Стыковое на флю совой подушке - b 7—22 0—2
Стыковое на весу 6 2-8 1—3,5 b 2—14 0—1
^7 ь 5 10—50 0—3 0-3 24-30 *ь 6 14—24 0—1 27—33
1W ь р ₽ 12—60 0-2 24-30 ь р ₽ 20—60 0—1 5-7 27—33
Угловое % 1 St р ь ₽ -слао-ь I I I 21 И““ 8 , 81 Р 1 Р 8—20 0.7 0—4 35—45
Продолжение табл. 4.2
криволинейного скоса R и притупление кромок р (табл. 4.2). Конструктивные элементы разделки кромок деталей для дуговой и электрошлаковой сварки и для сварки в защитных газах плавящимся и неплавящимся электродами регламентируются государственными стандартами. Форма и размеры разделок под сварку плавящимся электродом в среде защитного газа близки к данным для ручной сварки, содержащимся в табл. 4.2.
Разделка кромок имеет различное назначение. При механизированной дуговой сварке в нижнем положении листов толщиной до 20 мм она’нужна для размещения наплавленного металла и образования шва с небольшим усилением и плавным переходом к основному металлу. Полное прославление (провар) достигается за счет проникающей способности дуги. Проваром называют сплошную структурною связь между основным металлом и сварным швом по всей зоне их контакта. При механизированной и ручной дуговой сварке листов толщиной более 4 мм разделка необходима для полного провара, который достигается последовательным заполнением ее валиками многопроходной сварки.
§ 4.6. Ручная электродуговая сварка
В современном судостроении широко распространены различные способы механизированной электродуговой сварки корпусных конструкций. Однако необходимость использования ручной сварки в ряде случаев не исключается. Так, в цехах по изготовлению узлов и секций объем ее применения достигает 15%. При выполнении работ по формированию корпуса на стапеле этот объем составляет 40—50 %, т. е. он может превышать объем механизированных работ. При достроечных работах па плаву также используется ручная сварка.
Технология выполнения сварных швов. Выбор’ способа и порядка выполнения сварных швов зависит от толшины металла и протяженности шва.
При сварке тонколистовой стали необходимо строгое соблюдение требований технологии сварки, в частности режимов сварки. Сварку стальных листов толщиной до 2 мм обычно выполняют внахлест или по отбортовке за один проход на пониженных режимах, применяя электроды малых диаметров. В судостроении для этих целей чаще всего используют электрод диаметром 2 мм. При сварке таких листов наиболее опасны прожоги металла.
Способы заполнения разделок листов малой толшины показаны на рис. 4.10.
о)
В)
в)
Рис. 4.10. Способы заполнения разделок: а — однопроходный шов; б — многопроходный шов с раскладкой слоев; в — многопроходный шов без раскладки слоев
/—7 —очередность наложения слоев в шве: / — подварочный шов
Диапазон толщин от 3 до 16 мм листов, свариваемых как с разделкой, так и без разделки кромок, является переходным между малыми и большими толщинами. Свавка этих листов выполняется с надежной гарантией.
Листы с разделкой кромок, имеющие большую толщину, сваривают за несколько проходов. Разделку в этих случаях заполняют различными способами. При толщине листов 16— 20 мм сварку выполняют блоками-, разделку разбивают на участки длиной от 250 до 300 мм и каждый участок заваривают по схеме и в последовательности, указанным на рис. 4. II, а. Наложение последующего слоя производят после удаления шлака с неостывшего первого слоя. При толщине листов от 20 мм и выше применяют сварку каскадом (рис. 4.11,6) или горкой (рис. 4. И, в). При каскадном способе шов также разбивают на участки, а сварку ведут непрерывно. Окончив сварку слоя на одном участке, продолжают выполнение очередного слоя на следующем участке по неостывшему предыдущему слою. Сварка горкой является разновидностью каскадного способа. Выполняется она двумя сварщиками одновременно и ведется от середины разделки к концам.
Способы выполнения сварки по длине зависят от назначения швов, их протяженности и характеристики конструкции.
Короткие швы [длиной до 0,5 м (иногда более 0,5 м)[ выполняют напроход (рис. 4.11, а). Швы длиной более 0,5 м сваривают от середины к краям или обратноступенчатым способом (рнс, 4.11,0, е). Способ обратноступенчатой сварю! заключается в том, что вся разделка разбивается на участки и сварку уча-
Рис. 4. Л. Приемы выполнения шва ио длине, а ^блоками; а — каскадом, в-—горкой; г-^напроход; d—от середины к копнам; е—обратноступенчатый
1-^Д0 ~ очередность наложения слоев в шве
стнов производят в направлении, обратном общему направлению сварки. Окончание сварки на каждом участке совпадает с началом ее на предыдущем участке.
Технология выполнения сварных швов также зависит от положения шва в пространстве. Нижние швы наиболее удобны для выполнения, так как расплавленный металл благодаря дей-
ствию силы тяжести не вытекает из сварочной ванны, а газы и шлак легко выходят на поверхность ванны. Нижние стыковые швы без разделки выполняют наплавкой вдоль стыка валика шва. Шов делают с небольшой выпуклостью (усилением)— до 2 мм. При сварке без разделки необходимо обеспечивать полное проплавление свариваемых кромок. После проварки стыка с одной стороны конструкцию переворачивают, очищают от протеков и шлака и заваривают с другой стороны. Сварку нижних стыковых швов с V-образной разделкой кромок деталей толщиной до 8 мм производят за один проход, а деталей большей толшины — за несколько проходов. После заполнения разделки с обратной стороны разделывают небольшую канавку в корне шва и производят ее заварку. Нижние стыковые швы с Х-образной разделкой выполняют аналогично многопроходной сваркой, производя ее с обеих сторон конструкции.
Нижние угловые швы тавровых и угловых соединений удобней всего сваривать способом в лодочку, т. е. при вертикальном положении электрода (рис. 4.12, а). Однако чаще приходится
тродом (рис. 4.12, б). При сварке наклонным электродом катет шва ограничивают по размеру за один проход до 8 мм. Если по расчету катеты двусторонних швов не Превышают 3,5 мм, применяют Одностороннюю сварку с соответствующим увеличением катета. Сварка угловых швов с катетом меньше 3,5 мм выполняется только в СОа электродом диаметром до 2 мм или проволокой диаметром 0,8—1,2 мм.
В конструкциях, Прочность которых регламентирована, сварку угловых швов производят сплошным швом (рис. 4.13,6), а в конструкциях, к которым не предъявляется жестких тре бований, сварку угловых швов при толщине свариваемых листов до 5 мм выполняют прерывистым или точечным швом (рис. 4.13,6, в).
Вертикальные швы формировать сложнее, чем горизонтальные, поскольку расплавленный металл стремится стечь вниз. Их преимущественно выполняют короткой дугой снизу вверх. При этом образующийся кратер задерживает капли жидкого металла от стекания вниз.
Горизонтальные швы, располагающиеся па вертикальных поверхностях, выполняют также особым’ способом. Разделку
Риг. 4.12. Способы выполнения угловых швов: а—сварка «в лодочку»; б—сварка наклонным электродом
выполнять сварку наклонным элек-
осуществляют за счет скоса только верхнего листа. Направление движении электрода зависит от навыков сварщика.
Потолочные швы наиболее трудновыполнимы. Для потолочной сварки применяют электроды с тугоплавким покрытием, образующим лунку достаточного объема для поддержания расплавленного металла электрода. Дугу выдерживают по возможности короткой и применяют режим с пониженной силой сварочного тока.
Производительность сварки. Производительность ручной сварки невысока по причинам ограничения плотности тока на электроде (10—18 А/мм2). Увеличение плотности тока, а следовательно, и производительности возможно при применении особых способов ручной 'Сварки. К ним относится скоростная
Рис. 4.13 Типы угловых швов: а — сплошной; б — односторонний прерывистый; в — угловой точечный
сварка с глубоким проплавлением, или сварка опиранием. При данном способе сварку производят электродами с повышенной толщиной покрытия, составляющей по массе 50—70 % массы стержня. Такой электрод опирается свариваемый металл, вследствие чего условия выполнения сварки упрощаются. При этом сварочный ток может быть увеличен до 600 А, а скорость сварки — до 26 м/ч. Производительность сварки повышается по сравнению с обычной на 50—70 %. Способ используют при сварке однопроходных угловых швов. К высокопроизводительным относится также распространенный в судостроении способ сварки электродами с железным порошком в покрытии, имеющими повышенный коэффициент наплавки при возможности увеличения сварочного тока.
Применение описанных способов пригодно в основном для сварки в нижнем положении. В судостроении оба способа используют для производства сварки в небольших объемах в связи с широким внедрением более прогрессивных способов полуавтоматической и автоматической сварки под флюсом и в COj.
Сварка при низких температурах. Пониженная температура окружающей среды оказывает влияние на процессы сварки 122
В этих условиях в сталях происходит изменение механических свойств, понижается ударная вязкость, ухудшаются пластические свойства и увеличивается хрупкость. Эти изменения увеличивают вероятность образования трещин. Металл сварочной ванны охлаждается быстрее, что приводит к повышению содержания в нем газов и шлаковых включений. В связи с этим сварка обычных судостроительных сталей разрешается до температуры не ниже —20 °C. При сварке в условиях пониженных температур силу тока повышают на 15—20 % по сравнению с силой тока при сварке в нормальных температурных условиях, а рабочее место максимально защищают от ветра и атмосферных осадков.
Сварка под водой. Технология сварки, как правило, разрабатывается на базе характеристик свариваемого металла. Однако в некоторых случаях, особенно при сварке под водой, определяющим фактором становятся внешние условия.
Сварка под водой широко применяется при ремонте судов. Для работ под водой используют дуговую сварку плавящимся электродом на основе того же оборудования, что и при сварке в атмосферных условиях. Этот способ разработан К. К. Хреновым в 1932 г.
Для обеспечения устойчивости горения дуги под водой применяют электроды с толстым слоем покрытия. При горении дуги выступающий конец покрытия образует козырек, удерживающий газовый пузырь, образующийся вокруг дуги в результате испарения и диссоциации воды. Напряжение на дуге под водой больше, чем в атмосфере, на 6—7 В, что компенсирует охлаждающее действие воды на свариваемый металл. Дуга под водой формирует шов, отличающийся от атмосферного несколько более крупной чешуйчатостью. Шов характерен повышенной прочностью и пониженной вязкостью.
Практически выполнять сварку приходится на относительно небольших глубинах, определяемых осадкой судов в состоянии их ремонта. Сварка возможна как в пресной, так и в соленой морской воде, в любом пространственном положении. Однако снаряжение водолаза-сварщика тяжело и неудобно. Кроме того, в районе сварки образуется мутное облако. Поэтому для швов, сформированных в подводном положении, свойственны дефекты, которых обычно нс бывает в атмосферных условиях,— пропуски, смещения шва. Труд сварщика под водой труден и вреден для здоровья. В последние годы в Институте электросварки (ИЭС) им. Е. О. Патона ведутся интенсивные работы по решению проблемы механизации и автоматизации сварочных работ под водой. Однако исключить участие водолаза-сварщика пока не удается.
Общие требования безопасности. Для исключения действия вредных для здоровья людей факторов при сварочных работах
необходимо выполнять требования безопасных условий труда. К этим факторам относятся электрический ток, лучевая энергия дуги, брызги расплавленного металла и шлака, вредные газы и испарения, выделяющиеся из сварочной ванны.
Защита от поражения электрическим током. Для исключения поражения током надо следить за исправным состоянием оборудования, оснастки, инструмента и соблюдать технологию сварочных работ. При сварке в закрытых помещс ниях необходимо пользоваться резиновым ковриком, защитным шлемом из не проводящего ток материала. В некоторых оговоренных требованиями техники безопасности случаях сварки в закрытых помещениях за сварщиком должен наблюдать де журный, в обязанности которого входит обеспечение безопасности работ и оказание при надобности первой помощи.
Защита от лучевой энергии дуги. Поскольку яркость видимых лучей дуги значительно превышает норму, допускаемую для глаз, защита от лучевой энергии — мера обязательная. Для защиты глаз и лица электросварщики должны пользоваться маской, щитком или шлемом со светофильтром В зависимости от силы тока применяют стеклянные светофильтры четырех типов: Э-1 при силе тока 30—75 А, Э-2 при 75— 200 А, Э-3 при 200—400 А, Э-4 при силе тока более 400 А.
Для защиты рядом находящихся людей от воздействия сварочной дуги в монтажных условиях применяют ширмы и щиты, а в стационарных условиях сварку выполняют в специальных сварочных кабинах.
Защита от отравления вредными газами и испарениями. Загрязнение воздуха газами, властности окис-лами азота и углерода, происходит jjpn расплавлении покрытий электродов. Кроме газов из покрытий выделяются вредные аэрозоли в виде соединений хрома, кремния, марганца, фтора и др. Для удаления газов и пыли сварочные кабины оборудуют местной вентиляцией. В монтажных условиях стапелей и до строенных позиций должна использоваться передвижная местная вытажная вентиляция. При ручной сварке электродами с качественными покрытиями вентиляционные установки должны обеспечивать воздухообмен от 4000 до 6000 м3 воздуха на 1 кг расхода электродов.
Противопожарные мероприятия. При выполнении сварочных работ соблюдение правил пожарной безопасности является обязательным Основные требования пожарной без опасности изложены в Правилах пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденных Главным управлением пожарной охраны СССР 29 декабря 1972 г.
В стационарных цеховых условиях выполнять'требования пожарной безопасности проще, чем при работах в монтажных
условиях и на достройке, где опасность пожара повышается в связи с возникновением ряда непредвиденных обстоятельств и трудноконтролируемых ситуаций. Поэтому для всех случаев специфических условий разрабатываются свои конкретные правила, регламентирующие поведение и действия рабочего-сварщика и служб, обеспечивающих сварочные работы.
Так, на стапелях при наличии большого количества деревянных настилов лесов, строительных отходов и мусора следует до выполнения сварки обеспечить закрытие оборудования от брызг металла, уборку легковоспламеняемых веществ и предметов из зоны сварки и с ярусов, находящихся ниже, под рабочим местом сварки На определенных позициях построечного места должны быть оборудованы пожарные посты, оснащенные огнетушителями, ящиками с песком й противопожарным инструментом. Если необходимо, предусматривается защита деревянных настилов, подмостей и полов листами асбеста или кровельного железа.
Все мероприятия по охране труда и противопожарной безопасности регламентируются руководящей • документацией общесоюзного и отраслевого значения, а также, местными положениями, учитывающими особенности и условия производства.
§ 4.7. Автоматическая и полуавтоматическая сварка
Автоматическая сварка-—дуговая сварка, характеризуемая механизированным выполнением двух главных рабочих движений — подачи электрода и относительного перемещения дуги и изделия. Установка для автоматической сварки состоит в основном из источника питания, сварочного аппарата (сварочного автомата), а также устройства для крепления автомата и перемещения его или изделия в заданном направлении.
Полуавтоматическая сварка — дуговая сварка, характеризуемая механизированной подачей электрода и ручным перемещением дуги или изделия. Электрод подается в зону дуги специальным механизмом по гибкому шлангу. Установка для полуавтоматической сварки состоит из источника питания и сварочного аппарата (сварочного полуавтомата).
Сварка под флюсом. Такая сварка выполняется только автоматическим и полуавтоматическим способами и занимает ведущее место в судостроении. Основные требования сварки под флюсом следующие:
— формирование шва в замкнутом объеме, изолированном от атмосферы слоем флюса;
— автоматическая подача электродной проволоки с обеспечением токоподвода к электроду в месте непосредственной бли зости к сварочной дуге;
— механизированное перемещение электрода вдоль шва при автоматической сварке и ручное — при полуавтоматической сварке.
Технико-экономические показатели сварки под флюсом значительно выше, чем те же показатели ручной сварки. Сварка под флюсом характеризуется высокой производительностью за счет применения больших токов и максимального использования теплоты в закрытом объеме. Качество сварного шва повышается за счет изоляции от атмосферы и увеличения плотности металла при замедленном остывании под слоем шлака. Потери электродного металла при ручной сварке, достигающие 25%, снижаются до 3 % благодаря исключению разбрызгивания и огарков. Затраты электроэнергии по сравнению со сваркой открытой дугой снижаются примерно на 35 %- При автоматической сварке под флюсом улучшаются условия труда за счет уменьшения выделения пыли, вредных газов и (воздействия излучений сварочной дуги.
Выбор режимов сварки под флюсом в судостроении производится, как правило, по таблицам, приведенным в руководящей документации (основных положениях на сварку сталей определенных марок).
Автоматическая сварка под флюсом выполняется с помощью сварочных головок и сварочных тракторов.
Автоматические сварочные головки могут быть неподвижными или самоходными. Первые используют для сварки труб и цилиндрических конструкций с кольцевыми швами, вторые— для сварки стыковых и угловых швов корпусных конструкций.
Конструкция одной из сварочных головой разработанных ИЭС им Е. О. Патона, показана на рис. 4.14. Основной узел А сварочной головки состоит из электродвигателя 5, механизма подачи электродной проволоки 6, устройства правки проволоки 7, мундштука 8 с токоподводом, устройства 9 направления головки по шву. В узел входит пульт управления 4. Узел Б подвески сварочной головки включает кассету 1 с электродной проволокой, бункер 2 для флюса с флтосоотсосом 10. Узел С перемещения головки по шву состоит из самоходной тележки 11 с электродвигателем 12. Катки тележки связаны с электродвигателем с помощью сменной пары шестерен, червячной передачи и фрикционного устройства 3.
Одним из основных условий обеспечения качества сварного шва является устойчивость автоматического процесса сварки, зависящая от соответствия скорости плавления электродной проволоки скорости ее подачи. Регулируемыми могут быть и скорость подачи, и скорость плавления.
Автоматы с регулированием скорости подачи проволоки в зависимости от изменения параметров дуги выпускаются двух серий: АДС (автомат дуговой сварочный) и АДФ (автомат ду
говой флюсовый). Наиболее широко в судостроении применяют автомат АДС-1000-4УЗ; АДФ-1001-У4—для сварки под флюсом на переменном токе; АД С- 1000-5УЗ; АДФ-1004—для сварки ,под флюсом на постоянном токе; АДГ-503У4—- для сварки на постоянном токе в среде углекислого газа.
Автоматы с постоянной скоростью подачи проволоки проще по устройству и надежней в действии, чем автоматы с регу
1П7П
Рис. 4.] 4. Автоматическая подвесная сварочная головка АБС
лируемой скоростью. Питание электродвигателя, обеспечивающего подачу проволоки, не зависит от параметра дуги, так как осуществляется непосредственно от сети. Принцип процесса сварки в этих автоматах основан на саморегулировании сварочной дуги, которое происходит по следующей схеме. Если в процессе сварки длина дуги уменьшается, то напряжение на ней понижается. Это приводит к возрастанию силы сварочного тока и, следовательно, к увеличению скорости плавления электрода. Повышение скорости плавления проволоки при постоянной ее подаче вызывает удлинение дуги, т. е. восстановление
нормального режима сварки. При увеличении дуги сверх нормального режима по каким-либо причинам (например, из-за бухтиноватости разделки) саморегулирование происходит в обратной последовательности: возрастает напряжение и понижается сила сварочного тока, скорость плавления падает и дуговой промежуток уменьшается до нормального режима. На этом принципе работает большая часть сварочных автоматов для сварки под флюсом.
Автоматы тракторного типа с постоянной скоростью подачи проволоки серин ТС, имеющие систему саморегулирования, выпускаются следующих типов: однодуговые ТС-17-МУ; ТС-17-Р; двухдуговые ДТС-38М; ДТС-45.
В качестве сварочной проволоки для сварки под флюсом используют стальную холоднотянутую проволоку круглого сечения диаметром от 2 до 6 мм. В последнее время в практику применения вошла порошковая проволока, изготовляемая из стальной свернутой в трубку ленты^ заполненной смесью железного порошка и графита (флюса). Состав флюса в таких проволоках различный. Порошковые проволоки пригодны не только для сварки под флюсом, но и для сварки в среде защитных газов.
Сварочные флюсы характерны многообразием и различаются по способу изготовления, химическому составу, по назначению.
По •способу изготовления флюсы разделяют на неплавленые, и плавленые.
Неплавленые флюсы являются простыми механическими смесями, Технология приготовления которых аналогична технологии приготовления покрытий электродов. Неплавленые флюсы в судостроении применяют в значительно меньшем объеме, чем плавленые.
Плавленые флюсы являются основными для автоматической сварки. Исходными материалами для плавленых флюсов служат кварцевый песок, марганцевая руда, мел, плавиковый шпат и пр. Подобранный в требуемом составе материал размалывают, перемешивают в расчетных массовых соотношениях и помещают в плавильные печи. Расплавленный флюс выпускают в проточную воду, где он в ревультате остывания растрескивается на мелкие части. Извлеченный из воды флюс сушат в сушильных шкафах при .температуре до 350 °C. Высушенный флюс просеивают на ситах.
В состав флюсов входят окислы различных элементов: Si, Ti, Al, Са, Мп, Mg и др. Флюсы, содержащие более 10 % SiOs или МпО, называют кремнистыми нля марганцовистыми.
По химическому составу флюсы разделяют на три группы: оксидные, солевые, солеоксяДные. Оксидные флюсы состоят из £ окислов металлов и применяются для сварки углеродистых и
низколегированных сталей. Солевые флюсы имеют в своем составе фтористые и хлористые соли металлов и другие химические соединения, не включающие кислород. Их используют для сварки активных металлов, в частности алюминиевых сплавов. Солеоксидные флюсы состоят из фтористых соединений и окис-лов металлов. Такие флюсы пригодны для сварки высоколегированных сталей.
В судостроении наиболее часто применяют флюсы ОСЦ-45, ФЦ-9, АН-26. Первые два используют для сварки углеродистых
670
Рис. 4.15. Магнитно-флюсовая Салка
I— вижвий шланг; 2—верхний шланг; 3 — электромагнит; 4—флюсовая
подушка: 5 — подъемный ролик; 6 - - подводка питания к электромагнитам.
7 — шланг для подъема роликов; в — тележка
и низколегированных сталей, третий — для сварки сталей аустенитного класса.
Сварка на флюсовой подушке заключается в том, что под свариваемым стыком помещается флюс, препятствующий вытеканию расплава. При простейших приспособлениях флюс помещается в металлическом желобе слоем 30—60 мм н прижимается под действием веса свариваемых деталей. В электромагнитных стендах, на которых сваривают стыки полотнищ секций корпуса протяженностью в десятки метров, устройство флюсовых подушек более сложное. Флюсовая подушка на таких стендах (рис. 4.15) состоит из передвижной балки с флюсовым лот-_ ком, под которым размещены два пневматических шланга.' Один из шлангов служит для подъема лотка с флюсом при
обжатии свариваемого стыка, другой — для опускания после выполнения сварки. Сжатый воздух подается от цеховой магистрали.
Сварка на флюсовой подушке допускает значительно большие колебания зазоров, чем обычная автоматическая сварка, следовательно, она позволяет уменьшить объем подгоночных работ при сборке. Флюсовые подушки обеспечивают возможность при односторонней автоматической сварке формировать шов с двух сторон, поэтому дополнительной подварки или обработки шва с другой стороны не требуется. Для повышения надежности формирования шва с обратной стороны используют медные подкладки.
Сварку на медной подкладке применяют при необходимости большого теплоотвода, снижающего вероятность прожогов при удержании металла сварочной ванны в достаточном объеме. Подкладка прижимается к шву с помощью специальных устройств. Сварку на медной подкладке производят на балке электромагнитного стенда с медной поворотной подкладкой, предусмотренной для нескольких калибров сварных швов. Медная подкладка имеет‘внутренний канал для охлаждающей проточной воды. Разновидностью сварки на медной подкладке является сварка на подвижном медном ползуне.
Электрошлаковая вертикальная автоматическая сварка предложена в 1949 г. советским изобретателем Г. 3. Волошке-вичем. Электрошлаковая сварка является самым высокопроизводительным способом автоматической сварки металла большой толщины. Сущность процесса электрошлаковой сварки заключается в плавлении электродного материала исвариваемых кромок за счет тепловой энергии, в которую преобразуется электрический ток, пропущенный через слой расплавленного шлака. При этом процессе температура шлака достигает 2000 °C. Для шлака используют флюсы, часть из которых является флюсами для дуговой сварки. Процесс начинается с возбуждения дуги, а при образовании достаточного объема шлака он переходит в бездуговой, т. е. становится электрошлаковым.
Для электрошлаковой сварки ИЭС им. Е. О. Патона разработаны специальные автоматы. Электрошлаковая сварка применяется в судостроении для сварки листов средних и больших толщин, включая сварку стыков обшивки корпуса, для сварки штевней, а также в судовом машиностроении при изготовлении станин сварных фундаментов.
Схема электрошлаковой сварки приведена на рис. 4.16.
Полуавтоматическая сварка под флюсом может применяться для тех же целей, что и автоматическая. Но компактность оборудования позволяет эффективно применять ее в труднодоступных местах при сварке прямолинейных и криволинейных швов, а также прерывистых швов.
Состав установки для полуавтоматической сварки под флюсом виден из рис. 4.17.
Сварочные полуавтоматы работают по принципу саморегулирования. Существенным узлом полуавтомата является гибкий шланг с держателем. Через гибкий шлаиг подается сварочная проволока, подводится сварочный ток. В нем же расположены провода управления. Подача электродной проволоки из кассет производится с помощью механизма, передач. Изменение скорости подачи в пределах от 78 до 600 м/ч осуществляется переключением шестерен коробки передач. На полуавтоматах включение и выключение подачи проволоки производится автоматически соответственно при возбуждении и обрыве сварочной дуги. Флюс подается в зону сварки вручную через воронку на держателе, емкость которой примерно 1,5 кг.
В последнее время в судостроении разработан полуавтомат «Гранит 5Ф».
Сварка в среде защитных газов. Сварка в среде защитных газов является одним из видов дуговой сварки с подводом газа, который, заполняя зону дуги и сварочной ванны, изолирует ее от атмосферного воздуха, вследствие чего уменьшается окисление я азотирование расплавленного металла. Преимуществами сварки в среде защитных газов являются малая зона термического влияния, надежная защита зоны от воз
действия атмосферного воздуха при исключении необходимости очистки шва от шлаков в отличие от сварки под флюсом.
В судостроительном промышленности в качестве защитного газа при сварке стальных корпусных конструкций наиболее широко применяется углекислый газ (СОг). При изготовлении конструкций из алюминиевых сплавов используется аргонодуговая сварка.
Сварку в защитных газах можно выполнять вручную, автоматами и полуавтоматами.
Для выбора режимов сварки в защитных газа^ материалов различных марок разработаны таблицы режимов, которые входят в состав руководящей документации, действующей в судостроении.
Сварку в COg выполняют с помощью полуавтоматов во всех пространственных положениях проволокой диаметром 0,8— 1,2 мм. Автоматическая сварка применяется для нижнего и вертикального положений и производится проволокой диаметром 1,6—2,0 мм. При автоматической сварке в нижнем положении подводят ток силой, обеспечивающей глубокое проплавление, поэтому подготовку кромок выполняют, как для сварки под флюсом.
Рис. 4.17. Схема установки для полуавтоматической сварки под флюсом полуавтоматом ПШ-5-1
I — источник питания: 2 — сварочв! " подачи проволоки; 4 — гибкий
держатель
Для сварки в среде защитных газов в судостроении применяют различные автоматы тракторного типа.
Автомат АДГ-503У4, разработанный Всесоюзным научно-исследовательским институтом электросварочного оборудования, предназначен для сварки плавящимся электродом в среде СОг, Ar, N2 стыковых и угловых швов в нижнем положении.
Для приварки набора к полотнищам используют автомат АСУ-6, спроектированный Центральным научно-исследовательским институтом технологии судостроения. Сварку выполняют в среде СОз.
Для сварки вертикальных швов с принудительным формированием шйэ (рис. 4.18) применяют автомат РИТМ-2С. На этом автомате можно сваривать листовые конструкции толщиной до 100 мм.
Полуавтоматическая установка для сварки в защитном газе включает источник питания, аппаратный шкаф, механизм подачи сварочной проволоки и сварочную горелку с газоподво-дом и водяным охлаждением. Газ к горелке подастся от газового баллона через редуктор, подогреватель, осушитель и рас
ходомер. Для сварки в среде полуавтоматы нескольких типов: сварки в среде СОг; «Гранит», служащий для сварки в СОг, Аг и Nj на постоянном токе.
Сварка высоколегированных сталей и цветных металлов. В предыдущем и настоящем параграфах материал изложен с ориентацией на сварку корпусных сталей, применяемых в судостроении: углеродистых и низколегированных. В судовом машиностроении применяют также стали повышенной прочности и стали с особыми свойствами: коррозионно-стойкие, жаропрочные, немагнитные и др. При сварке таких сталей сохранение эксплуатационных свойств ос-
защитных газов используют А547У, предназначенный для
Рнс. 4.18. Схема вертикальной автоматической сварки плавящимся электродом в защитных газах
новного материала в зоне термического влияния и обеспечение эксплуатационных свойств металла шва являются более трудными задачами, чем при сварке корпусных сталей. Процесс сварки этих сталей требует выполнения специальных технологических мероприятий. В ча-
стности, сварку надо произво-
дить специальными электродами по государственному стандарту. Ток, подводимый к электродам, должен быть постоянным обратной полярности силой 25—40 А на 1 мм диаметра электрода. Дуга должна быть возможно короткой. Сварку следует выполнять при температуре не ниже +5 °C.
Сварку коррозионно-стойких сталей, основным легирующим
элементом которых является хром, производят с предварительным подогревом до 200—400 °C и последующей термической обработкой.
При сварке хромоникелевых сталей опасен нагрев до температуры 600—800 °C, в результате которого может быть потеряна антикоррозионная стойкость. Поэтому при сварке
принимают меры по отводу теплоты при помощи медных подкладок или водяного охлаждения.
В современном судостроении и судовом машиностроении широко используют цветные металлы и их сплавы. Сварка цветных металлов и их сплавов имеет характерные особенности. Для сварки меди и се сплавов применяют ручную аргонодуговую сварку неплавящимся электродом и механизированную сварку плавящимся электродом в аргоне, азоте, гелии.
При изготовлении конструкций из алюминиевых сплавов используют преимущественно аргонодуговую сварку. Затруднения
Рис. 419. Схема сварки титана с дополнительном защитой шва аргоном
' — горелка; 2 —приставка для додачи аргона: 3 — подкладка для подачи аргона с другой стороны, 4— шов; 5 —зона нагрева выше €00 °C
при сварке таких сплавов вызывает контроль нагрева конструкций, так как алюминий не изменяет цвета от нагрева. Кроме того, образование тугоплавкого окисла А12Оз снижает прочность шва. Поэтому одним из важных является требование обрабатывать кромки под сварку с целью удаления пленки окислов. Так, после вырезки деталей плазменной резкой обязательна механическая обработка кромок.
При сварке титана необходимо выполнять требования, диктуемые прежде всего свойствами этого металла, обладающего очень высокой химической активностью при нагреве выше 400 °C. Титан активно реагирует со всеми газами, кроме инертных. Сварное соединение необходимого качества можно полу чить только при обеспечении надежной защиты инертными газами сварочной ванны и всех участков металла, нагретых выше 500 СС. Сварку выполняют преимущественно в среде аргона
при дополнительной защите металла шва и зоны термического влияния обдувом аргоном с лицевой и обратной сторон. Обдув производят с помощью специальных устройств (рис. 4.19). Для сварки листов с большими толщинами разработаны способы автоматической дуговой сварки под специальным бескислородным флюсом и электрошлаковой сварки в вертикальном положении.
§ 4.8. Контактная электрическая сварка
Контактной называют сварку, при которой к свариваемым элементам, находящимся в соприкосновении на локальной площади, прикладывают сжимающие усилия и подводят электрический ток.
Сила сварочного тока при контактной сварке должна быть такой, чтобы металл в месте сварки сильно нагревался или расплавлялся. Количество необходимой для этого теплоты может быть определено по формуле Q=PRt, где I — сила тока; К— сопротивление участка цепи в месте свариваемого участка, находящегося под воздействием усилий сжатия; t — время сварки участка.
Для быстрого нагрева свариваемых деталей йодврдят ток, сила которого достигает нескольких десятков тысяч ампер. Электрическое сопротивление в месте контакта велико, вследствие чего на малом участке выделяется большое количество теплоты. А поскольку сопротивление металла растет с повышением его температуры, количество теплоты, необходимой для сварки, выделяется за очень короткое время (доли секунды).
Контактная сварка является высокопроизводительным механизированным процессом, представляющим широкие возможности автоматизации. Эти особенности контактной сварки способ ствуют широкому применению ее в народном хозяйстве.
Основными видами контактной сварки являются стыковая, точечная и шовная.
Стыковая контактная сварка. Такая сварка представляет собой процесс, прн котором сварка соединяемых элементов происходит по всей площади стыка (рис. 4.20,а). В судостроении стыковую сварку применяют для сварки звеньев якорных цепей, тонкостенных труб, изделий машиностроения.
Стыковая контактная сварка может быть выполнена тремя способами: сопротивлением, непрерывным оплавлением, прерывистым оплавлением.
Стыковая контактная сварка сопротивлением выполняется при сварке стержней .из углеродистых сталей круглого или прямоугольного сечения. Обработанные стыкуемые поверхности приводят в плотное соприкосновение и включают сварочный ток. Посте разогрева стержней в месте контакта до пластического состояния к ним прикладывают
сжимающие нагрузки и после осадки стержней на определенную величину ток выключают. Таким способом можно сваривать цветные металлы и их сплавь^ а также разнородные металлы:
стали разных марок, сталь с медью, латунь с медью Легированные стали свариваются плохо. Поэтому сварка легированных сталей допускается только при площади сечении стыка не более 20 мм2.
В результате сварки в месте стыка образуется значительное увеличение площади сечения за счет осадки свариваемых стержнем, что считается недостатком, так квк требуется последующая механическая обработка. Сварное соединение, полученное таким способом, не обладает высокими качествами, поэтому стыковая контактная сварка сопротивлением не получила широкого распространения и применяется для соединений, к которым не предъявляется жестких требований.
Стыковая контактная сварка непрерывным оплавлением отличается от сварки сокротивлением тем, что свариваемые детали приводят в соприкосновение плавным сближением при включенном сварочном токе. Этим способом сваривают тонкостенные трубы. Преимуществом такой сварки является высокая производительность.
Стыковая контактная сварка прерывистым оплавлением выполняется чередованием плотнопхи неплотного контакта при включенном сварочном токе, в результате чего происходит периодическое замыкание и размыкание сварочной цепи, пока торцы не нагреются до температуры 800— 900 °C. Затем производится осадка. Этот способ применяют в тех случаях, когда мощность стыковочной машину недостаточна для сварки непрерывным оплавлением.
Для стыковой сварки детали должны иметь достаточный припуск на осадку. Например, при сварке стержней диаметром до 50 мм припуск на осадку составляет 0,3—0,5 диаметра.
Точечная контактная сварка. Стыковую сварку, при которой сваривание соединяемых элементов производится на 'участках площади, равной площади торцов контактов, подводящих ток и передающих усилие сжатия, называют точечной (рис.4.20,в). В судостроении точечной сваркой сваривают тонколистовые конструкции. Для этого их сборку производят внахлестку.
При точечной сварке нагрев металла осуществляется до температуры плавления. После выключения тока и снятия нагрузки расплав остывает, в результате чего образуется сварная точка.
Шовная контактная сварка. Стыковую сварку, при которой образуется сплошной или прерывистый сварной шов, выполненный вращающимися роликами-электродами, называют шовной (рис. 4.20, б). Сварочный ток и усилия сжатия в этом процессе воздействуют на свариваемые детали через ролики-электроды. Перед сваркой производят предиарительную сборку листов внахлестку.
В практике применяют несколько способов шовной сварки: непрерывную сварку, прерывистую с непрерывным вращением роликов, прерывистую с периодическим вращением роликов.
Наиболее широко используют прерывистую сварку с непрерывным вращением роликов. Этим способом сваривают емкости и различные конструкции из листовой стали, алюминиевых
и медных сплавов толщиной до 3 мм. При соединении с отбортовкой листов толщиной до 1 мм ширина отбортовки 12 мм, а при толщине 2 мм — 20 мм. При соединениях внахлестку величина перекрытия деталей составляет 10—20 мм.
Оборудование. Контактную сварку выполняют на специальных машинах, в которых объединены две основные части: механическая часть, обеспечивающая усилия сжатия, и электрическая силовая часть. Механическая часть состоит из устройств и механизмов, создающих необходимое давление для сжатия свариваемых деталей. Электрическая часть включает понижающий сварочный трансформатор с напряжением в первичной обмотке 220—380 В, во вторичной 1—16 В, прерыватель сварочного тока и токоподводящие устройства.
Контактные машины для выполнения контактной электрической сварки могут иметь различную конструкцию.
Для стыковой сварки сопротивлением и оплавлением используют машины серии МС, предназначенные для сварки изделий из углеродистой стали диаметром от 0,5 до 12 мм и цветных металлов диаметром от 0,4 до 14 мм. Например, с по мощью машины марки МСС-2502УХЛ4 производительностью до 400 сварок в час выполняют сварку прутков из стали диаметром 5—12 мм и цветных металлов диаметром 5—14 мм. Ма шина МС2008УХЛ4 обеспечивает стыковую сварку стержней из углеродистой стали сечением до 2000 мм2 при производительности до 80 сварок в час.
Для точечной сварки применяют машины переменного и постоянного тока. Машины переменного тока серии МТ предназначены для сварки листов толщинами от 0,5+0,5 до 8+8 мм при производительности от 48 до 375 сварок в час. Машина марки МТ-1222УХЛ4 может сва^вать листы углеродистой стали толщиной от 0,5+0,5 до 5+5 и алюминиевых сплавов толщиной 0,6+0,6, обеспечивая 375 сварок в час. Машины постоянного тока служат для сварки листов с малыми толщинами (от 0,3+0,3 до 0,8+0,8 мм). Преимуществом этих машин перед машинами переменного тока является высокая производительность — от 30 до' 60 сварок в минуту, что почти в 10 раз превышает возможности самой производительной машины переменного тока.
Для шовной сварки изделий из стали выпускаются машины серии МШ (например, марки МШ-3201УХЛ4). Они предназначены для сварки листов толщиной от 0,3+0,3 до 3+3 мм. Скорость сварки — от 0,35 до 4,8 м/мин. Для шовной сварки сталей и алюминиевых сплавов предназначены машины типов МШК, МШВ. Они обеспечивают сварку углеродистой стали толщиной от 0,05+0,05 до 6+6 мм и алюминиевых сплавов толщиной от 0,05+0,05 до 3+3 мм при скорости сварки от 0,1 до 8 м/мин. Машины для шовной сварки типа МПШ-100, МПШ-150 обеспе
чивают сварку листов толщиной до 4 мм прн скорости сварки от 0,5 до 1,5 м/мин.
Применяют также машины других типов, в том числе стационарные многоточечные полуавтоматы, а также переносные машины, оснащенные сварочными клещами с механическим, пневматическим или гидравлическим приводами сжатия. Сварочные клещи связаны с машиной гибкими токоподводящими кабелями и шлангами, по которым подается вода или сжатый воздух для охлаждения и создания усилий сжатия. Давление при сжатии достигает 10 МПа.
Подготовка свариваемых поверхностей. Для обеспечения качественных сварных соединений при контактной сварке важное значение имеет подготовка свариваемых поверхностей, которая зависит от способа сварки. При сварке сопротивлением большое значение имеет точность и плотность прилегания поверхностей. Перекосы и зазоры приводят к неравномерному нагреву, образованию окислов и, следовательно, к снижению качества сварного соединения. Торцы под сварку должны быть тщательно очищены механическим или химическим способом. Кроме того, должны быть хорошо зачищены поверхности деталей в местах контакта с зажимными устройствами машины. При сварке оплавлением допускается менее тщательная* обработка торцов деталей. Подготовка поверхности для точечной сварки заключается в хорошей механической очистке с обеих сторон от грязи и ржавчины. Вместо механической зачистки может быть применено травление химическими препаратами. Особые требования к качеству зачистки предъявляются при шовной сварке, что является недостатком этого способа сварки, поскольку при небольших дефектах зачистки качество шва снижается за счет увеличения количества непроварЬв и прожогов.
§ 4.9. Газовая сварка
Газовая сварка является одним из способов сварки плавлением. Сущность этого способа заключается в нагревании газовым пламенем свариваемых кромок и присадочного материала до. температуры плавления. В судостроении газовую сварку применяют при изготовлении и ремонте конструкций из тонколистовой стали (толщиной 1—3 мм), особенно из тонкостенных труб, а также для получения соединений из алюминиевых сплавов, меди, латуней, бронз.
Газы. Для газовой сварки используют кислород, горючие газы и пары горючих жидкостей.
Кислород получают из атмосферного воздуха методом глубокого охлаждения и ректификации. В специальных установках воздух очищают от примесей, сжимают в компрессоре до давления холодильного цикла (0,6—20 МПа) и охлаждают
в теплообменниках до температуры сжижения. Разница в температурах сжижения кислорода и азота 13 °C. Этого достаточно для их полного разделения в жидкой фазе. Жидкий кислород испаряется, накапливается в газгольдере, откуда еге под давлением до 20 МПа накачивают в баллоны, окрашенные в голубой цвет. Кислород из газгольдеров может также поступать в трубопроводы под давлением, требуемым для обеспечения газорезательных и газосварочных работ. В корпусообрабатывающих цехах трубопроводы рассчитаны на давление до 1,5 МПа.
На заводы кислород доставляется в жидком состоянии, поскольку в таком состоянии он занимает объем, в 860 раз меньший, чем в газообразном. Для превращения жидкого кислорода в газообразный используют> газификаторы или специальные насосы с испарителями.
Ацетилен (С2Н2) —горючий газ, температура сгорания которого в смеси с кислородом достигает 3150 °C. При нормальных давлении и температуре ацетилен — бесцветный газ с резким специфическим запахом, причиной которого Являются примеси сероводорода, аммиака и др. При нормальном давлении в диапазоне температур от —82,4 до —84 °C ацетилен переходит в жидкое состояние. Он легче воздуха. С воздухом ацетилен образует взрывоопасные смеси при содержании его в смеси в пределах от 2,2 до 81 % по объему, а с кислородом — в пределах от 2,3 до 93%. Наиболее взрывоопасны смеси, включающие 7—13 % ацетилена. Взрывоопасность понижается при растворении ацетилена в ацетоне. В одном объеме ацетона при нормальных атмосферных условиях растворяется 20 объемов ацетилена. При увеличении давления раствЪримость повышается.
Ацетилен для технических целей Получают двумя способами: из карбида кальция и из нефти, угля, природного газа. Карбид кальция при взаимодействии с водой разлагается на ацетилен и гашеную известь:
СаС2Ч- 2Н2О = С,Н2+Са (ОН)2.
Из 1 кг карбида кальция можно получить от 235 до 285 дм3 ацетилена. Ацетилен» получаемый из природного газа, называют пиролизным. Пиролизный ацетилен дешевле ацетилена, полученного из карбида кальция, на 30—40 %.
К сварочным постам ацетилен доставляется в стальных баллонах белого цвета, где он находится под давлением 1,9 МПа в растворенном состоянии в пористой массе, пропитанной ацетоном.
Кроме ацетилена для сварки и резки применяют и другие горючие газы (водород, метан, пропан-бутан, природный газ), а также пары горючих жидкостей (бензина, керосина и др.).
Основные свойства горючих газов и жидкостей приведены в табл. 4.3.
В судостроении наибольшее распространение из газов — заменителей ацетилена получили природный (городской) газ и пропан-бутан, поставляемый в баллонах красно-оранжевого цвета. На судостроительных предприятиях бензин и керосин применяют при малых объемах резки и сварки металлов.
Оборудование. Для хранения и транспортировки сжатых и сжиженных растворенных газов используют стальные баллоны
емкостью 0,40—55 дм3, имеющие форму цилиндрических сосудов, верхняя часть которых заканчивается горловиной с запорным вентилем. Конструкции вентилей для разных газов различаются (рис. 4.21) с целью исключения применения их не по назначению. Через каждые 5 лет баллоны подвергают испытаниям и переосвидетельствованию.
При газовой резке и сварке рабочее давление газа меньше, чем давление в баллоне. Для понижения давления газа служат баллонные редукторы. Рабочее давление устанавливается с помощью редуктора по показаниям манометра камеры низкого давления. Независимо от изменения давления в баллоне по мере расхода газа рабочее давление газа поддерживается постоянным
Т а б л и ц а 4.3. Основные свойства горючих газов и жидкостей для сварки
Наименование rasa Плотность при 293 К в 0.1 МПа, кг/м3 • Низшая теплотворная способность при 20 "С в С.1 МПа. кДж/м’ Температура пламени с кислородом. Коэффн- аамены ацетиленом
Ацетилен 1,09 52 800 3100-3200 1
Водород 0.084 10 100 2400—2600 5,2
Городской газ 0,84—1,05 17 200—21 000 2000—2300 3,0
Пропан-бутан 1,867 22 200 2500—2700 0,6
Бензин 700-760 10 500 2490—2590 1,4
Керосин 820—840 10 000—10 200 2400 1,0—1,3
автоматически. Для отбора газа из магистралей используют сетевые редукторы. Существуют редукторы и других типов и'назначений. Как и вентили, редукторы делят на кислородные, ацетиленовые, пропан-бутановые в зависимости от проходящего через них газа. Кроме того, редукторы различают по принципу действия: прямого и обратного действия и по схемам редуцирования: одноступенчатые, двухступенчатые.
На рис. 4.22 приведена схема одноступенчатого редуктора прямого действия в рабочем состоянии. При рабочем положении частей редуктора доступ газа из камеры высокого давления перекрыт клапаном под действием обратной пружины. Для приведения редуктора в рабочее положение регулировочный винт вращают по часовой стрелке, вследствие чего рабочая пружина сжимается и перемещает мембрану вместе со стойками клапана, который открывает доступ газа из камеры высокого давления в камеру низкого давления. Газ заполняет камеру
и резки металлов
418
Количество кислороде. кг/ма Область применении Способ транспортировки и хранения
Г Л сиес Р. я
с воздухом с кислородом
1,0—1,3 2.2—81,0 2,3—93,0 Все виды газопламенной обработки Растворенный в ацетоне в баллонах под давлением до 1,9 МПа
03-0,4 3,3—81,5 2,6-95,0 Сварка сталей толщиной до 2 мы, чугуна, алюминия, латуни Газообразный в баллонах под давлением до 15 МПа
1,5—1,6 3,8-24,6 10,0—73,6 Сварка легкоплавких металлов, пайка, кислородная резка По газопроводу под давлением до 0,3 МПа и в баллонах под давлением 15 МПа
3,5 Кислородная резка, сварка и пайка цветных металлов, сварка стали толщиной до 6 мм В жидком виде в баллонах под давлением 1,6 МПа
1,1—1,4 м’/кг 0,7—6,0 2,1—28,4 Кислородная резка стали, сварка, пайка легкоплавких металлов В жидком виде в цистернах или бочках
1,7—2,4 м’/кг 1,4-5,5 2,0-28.0 То же Тс же
низкого давления до тех пор, пока давление на мембрану не уравновесит усилие рабочей пружины. Поэтому давление газа, подаваемого в горелку или резак, поддерживается постоянным автоматически. Если расход прекратится, то давление в камере низкого давления повысится, отожмет вниз мембрану, сожмет пружину и клапан закроет отверстие камеры. При возобновлении расхода газа давление в камере низкого давления понизится и клапан автоматически откроется.
При газовой резке или сварке возможно возникновение опасного явления, которое называют обратным ударом. Обратный удар—это проникновение пламени внутрь каналов резака или горелки и распространение его навстречу потоку горючей смеси. Последствия обратного удара могут привести к выходу из строя оборудования, к взрывам, травмам и несчастным случаям. Причина обратного удара—уменьшение скорости истечения горючей смеси из сопел резака или горелки до значения.
меньшего скорости сгорания. Для предохранения баллонов и газопроводов от воздействия на них взрывной волны обратного удара применяют специальные устройства — предохранительные затворы. Предохранительные затворы бывают сухими и во-дянымги. Кроме того, затворы различают по пропускной способности (от 0,8 до 3,2 м3/ч), по предельному давлению газа (от 0,01 до 0,15 МПа), по конструктивному исполнению (открытого и закрытого типов). Затворы устанавливают между газопрово.-дом и горелкой. При резке от баллонов затворы не ставят, по-
а) д б) ВлрыСыгпая
Ряс. 4.23. Устройство и принцип действия водяного затвора закрытого типа: нормальная работа; б—
обратный удар
— труба яодачн газа; 3 —
Рис. 4.22. Схема одноступенчатого редуктора прямого действии
/ — регулировочный винт; 2— рабочая пружина; 3— камера низкого давления; 4 — подвод газа с высоким давлением; S — манометр высокого давления; 6 — клапан; 7 — обратная кружниа; В — предохранительный клапан; S — манометр низкого давления
10 — мембрана
скольку редуктор на баллоне надежно защищает его от обратного удара.
Схема устройства и принцип действия водяного затвора закрытого типа показаны на рис. 4.23. Ацетилен подается в трубу подачи газа и через воду поступает в каплеотбойник. При обратном ударе давление взрыва в затворе передается через воду на клапан, который закрывает доступ ацетилена. Мембрана разрушается, и продукты взрыва выходят в атмосферу.
Для подвода газа к горелке или резаку применяют резинотканевые рукава (шланга), которые изготовляют в соответствии с требованиями государственного стандарта. По назначению они разделяются на три класса. Внутренний диаметр рукавов от 6,3 до 16,0 мм. Рукава для горючих газов окрашивают
в красный цвет, в желтый для горючих жидкостей, в синий для кислорода. По требованиям правил техники безопасности, длина рукавов, присоединяемых к ручной горелке или резаку, должна быть не более 20 м.
Для газовой сварки и пайки используют специальные сварочные горелки. Они подразделяются по способу подачи газа (инжекторные и безынжекторные), по применяемому горючему (ацетиленовые, пропановые и т. п.), по назначению, по мощности пламени (расходу горючего газа), способу применения (ручной или на машине).
Горелку, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, поступающего в инжектор, называют инжекторной (рис. 4.24). Давление кислорода, подаваемого в инжекторную горелку, 0,15—0,50 МПа, а давление ацетилена 0,001—0,01 МПа. Устойчивое горение пламени инжекторной горелки обеспечивается при скорости истечения горючей смеси из сопла от 50 до 170 м/с. Инжекторными горелками можно варить сталь толщиной 0,5 мм и выше. Наиболее часто их применяют в судостроении для сварки сталей толщиной до 3 мм.
В безынжекторных горелках кислород и горючий газ подаются примерно при одинаковых давлениях — от 0,05 до 0,10 МПа. Безынжекторные горелки применяют реже, чем инжекторные, поскольку они предназначены для сварки листов толщиной от 0,05 до 0,50 мм.
В результате сгорания горючей смеси газов, выходящих из сопла горелки, образуется сварочное пламя. Теплота пламени нагревает и плавит свариваемый и присадочный металлы. От характера пламени и основных его параметров зависит качество сварного соединения. По соотношению газов в смеси сварочное пламя принято делить на нормальное, науглероживающее и окислительное. Наиболее часто применяют нормальное пламя, соотношение кислорода и горючего газа в котором следующее: для ацетилена 1,1—1,2, природного газа 1,5—1,6, про-пан-бутана примерно 3,5. Пламя с избытком горючего газа называют науглероживающим (мягким), а с избытком кислорода — окислительным (жестким).
Ацетиленовое пламя, как и пламя газов-заменителей, имеет три четко различимые части: ядро, восстановительную зону и факел. По внешнему виду ядра и факела сварщик осуществляет его настройку и регулировку. Температурные параметры пламени приведены на рис. 4.25.
Формирование сварного шва. Для формирования сварного шва в сварочную ванну вводят присадочный металл той же марки, что и свариваемый, в виде кусков проволоки, прутков или полосок. Иногда с целью улучшения качества металла шва используют проволоку с легирующими элементами.
I
Для защиты металла сварочной ванны от окисления и удаления образовавшихся при сварке окислов применяют специальные флюсы. Для газовой сварки наиболее пригодны жидкие флюсы. Их наносят перед сваркой на свариваемые поверхности в зоне намеченного шва и на присадочные материалы В необходимых случаях присадочный пруток в процессе сварки периодически погружают в сосуд с флюсом. В качестве флюсов применяют буру, борную кислоту, окислы и соли бария, калия, натрия и др. Состав флюса выбирают в зависимости от свойств
свариваемого металла.
Перед газовой сваркой поверхности участков, подлежащих свариванию, а также поверхности прилегающих к ним зон шириной 20—30 мм очищают до металлического блеска пневмощетками, кордщет-ками.
Сварка листов толщиной до 2 мм может выполняться по отбортованным кромкам. Стыковую сварку листов толщиной до 4 мм производят без разделки кромок. При необходимости сваривать встык листы толщиной более 4 мм приме-ниют те же виды разделки
Восстановительная зона
кромок и ТИПЫ швов, что и рис_ 4,25. Схема распределения темпе-при дуговой сварке. ратуры по зонам пламени сварочной го-
Процессы наложения . релвд
сварных швов имеют-свою
специфику. Как уже было отмечено, сварщик может изменять
качество пламени: делать его нормальным, жестким или мягким. Пламя горелки следует подводить к свариваемым кромкам так, чтобы они находились в восстановительной зоне. Расплавленный конец присадочного прутка должен находиться в сварочной ванне или несколько выше — в восстановительной зоне. Скорость нагрева регулируется величиной угла наклона мундштука горелки к поверхности свариваемых листов. В зависимости от желания сварщика рукоятка горелки может быть расположена вдоль оси шва или под любым углом к нему.
В процессе сварки газосварщик выполняет постоянные перемещения пламени горелки в зоне шва в поперечном и продольном направлениях. Поперечные перемещения обеспечивают равномерный прогрев свариваемых кромок и заданную ширину
шва. Этн перемещения могут быть круговыми, возвратно-поступательными, пилообразными и т. п.
В практике различают два способа сварки: правый и левый. При левом способе присадочный пруток перемещается впереди пламени. Шов формируется справа налево. При правом способе впереди перемещается пламя горелки. Шов формируется слева направо. Оба способа имеют свои преимущества и недостатки. При левом способе обеспечивается хорошее перемешивание сварочной ванны. Сварщик хорошо видит формируемый шов, поэтому внешний вид шва лучше. При правом способе качество шва выше за счет лучшей защиты ванны пламенем горелки от окружающего воздуха. Однако в судостроении левый способ имеет более широкое распространение, поскольку, он более производителен при сварке стали толщиной до 3 мм.
§ 4.10. Термитная и другие виды сварки металлов. Сварка пластмасс
Для получения неразъемных соединений металлов кроме описанных выше применяются и другие виды сварки: термитная, плазменная, лазерная, электронно-лучевая, сварка трением, ультразвуковая, холодная сварка.
Термитная сварка. Процесс, при котором нагрев металла производится в результате горения термита, называют термитной сваркой. Термит — это порошкообразная горючая смесь, выделяющая при реакции горения большое количество теплоты. Термитная сварка основывается на процессе металлотермии — восстановлении- металла из окисла с помощью другого химически более активного металла, включаемого в термит. Этот процесс был открыт русским химиком Н. Н. Бекетовым в 1865 г.
Для сварки сталей в качестве термита используют смесь порошков окислов железа и алюминия. После поджигания термита идет реакция восстановления железа
ЗБеА -J- 8А1 = 4A12Os + 9Fe.
1 кг термита выделяет около 3100 кДж теплоты. Под ее воздействием температура восстановленного железа достигает 2400 °C.
Различают два основных способа термитной сварки: плавлением (промежуточным литьем) и давлением. Кроме того, существует третий способ — комбинированный.
При термитной сварке плавлением подлежащие сварке детали заформовывают в опоке с зазором между свариваемыми кромками.. К зазору из специального тигля, в котором сжигают термит, поступает перегретый восстановленный металл, который оплавляет кромки деталей и, остывай/ образует сварной шов.
Термитная сварка давлением заключается в разогреве свариваемого места деталей термитом в тигле до температуры, близкой температуре плавления, и последующей осадке на прессе. Термитный металл не сваривается с металлом деталей и относительно легко удаляется после окончания сварки. Термитную сварку давлением используют для изготовления ковано-сварных и литосварных конструкций большой площади сечения.
Плазменная сварка. Сварку с помощью плазменной дуги называют плазменной. Такую сварку используют при формировании соединений металлических листов и деталей толщиной до 16 мм без специальной разделки кромок. Этот вид сварки отличается высокой производительностью и хорошим качеством сварных соединений.
При плазменной сварке применяют независимую дугу, т. е. дугу, горящую между электродами (катодом и анодом), расположенными в плазмотроне (см. рис. 3.9). Такая дуга обеспечивает хорошие условия для дозирования теплоты, вводимой в ванну. Это делает процесс весьма удобным для сварки металлов малых толщин. В судовом приборостроении маломощную плазменную дугу при силе тока от 1 до 40 А используют для сварки листов толщиной менее 1 мм, при изготовлении мембран, сильфонов, теплообменников из титановых, алюминиевых, вольфрамовых сплавов.
В последнее время находит применение сварка струей плазмотрона независимого действия с вольфрамовым катодом, заключающаяся в том, что плазменная струя с высокой температурой и скоростью генерируется в канале сопла, являющегося анодом, и выдувается на поверхность свариваемых деталей струей плазмообразующего газа.-
Основные параметры плазменной сварки аналогичны параметрам дуговой сварки.
Лазерная сварка. Сварку плавлением, при которой нагрев металла осуществляется когерентным световым лучом, создаваемым оптическим квантовым генератором (лазером), называют лазерной. В состав лазерной сварочной установки кроме лазера входят оптическая система, устройства для закрепления и перемещения свариваемых детзлей, устройство для визуального наблюдения за сварочным процессом.
Лазеры с активным элементом1 из твердых тел [например, из кристаллов, искусственного рубина (А1гО3), иттриево-алюми-н'иевого граната <V3A15O|2)] называют твердотельными, а лазеры, в которых активным элементом служит газовая среда (например, COj,' N2),— газовыми. Мощность твердотельных
1 Активный элемент лазера — элемент, и котором генерируется лазерный луч.
лазеров невелика. Обычно она не превышает 1 кВт. Газовые лазеры могут достигать мощности в десятки киловатт.
Наиболее важным параметром для лазерной сварки является мощность, приходящаяся на единицу площади свариваемого шва. Значение этой мощности определяется выходной мощностью лазера и характеристиками фокусирующей оптики, от которых зависит диаметр рабочего светового пятна. Для промышленной сварки используют лазеры мощностью от 100 Вт до нескольких киловатт. С помощью лазеров выполняют шовную и точечную сварку. Шовную сварку деталей толщиной до 3 мм можно выполнять COs-лазерами мощностью до 1 кВт. Для сварки металлов толщиной 20 мы требуется лазер мощностью около 20 кВт.
Точечную сварку небольших деталей осуществляют на установках с твердотельными лазерами. Они удобны в том случае, когда необходимо произвести нагрев небольшой зоны, чтобы не нарушить расположенные рядом соединения пайки, склейки и т. п. Для судового приборостроения метод точечной лазерной сварки является оптимальным.
Электронно-лучевая сварка. Сварку плавлением, при которой нагрев металла осуществляется электронным лучом, называют электронно-лучевой. Сварку выполняют на электроннолучевых сварочных установках (рис. 4.26). Основными частями сварочной установки являются: вакуумная камера, вакуумная насосная система и электронная пушка с высоковольтным источником постоянного тока.
Поток электронов, „ разгоняемых электрическим полем (между катодом и анодом) напряжением в несколько десятков тысяч вольт, с помощью системы магнитных линз обжимается в луч и направляется на свариваемые детали. Устройство, генерирующее электронный луч, называют электронной пушкой. При бомбардировке поверхности металла электронами их кинетическая энергия превращается в тепловую, которая плавит металл в зоне пятна нагрева. В современных сварочных установках диаметр пятна нагрева может изменяться в пределах от 0.05 до 5 мм. Плотность энергии в таком пятне достигает 104- 10е Вт/см2. Электронный луч позволяет выполнять сварку материалов с максимальной глубиной проплавления и минимальной зоной термического влияния.
Основными параметрами режима электронно-лучевой сварки являются напряжение, сила тока, скорость сварки. В современных установках для электронно-лучевой сварки применяют источники питания с напряжением 10—100 кВ. Сила тока обычно принимается в границах 1 А. Скорость электронно-лучевой сварки в 1,5—2 раза выше дуговой.
Этот метод сварки успешно используют для изготовления конструкций из молибдена, тантала, вольфрама, титана и Дру-* 150
гих тугоплавких и активных металлов, а также высокопрочных сталей и алюминиевых сплавов. Процесс сварки механизирован, выполняется при дистанционном управлении.
Преимуществами электронно-лучевой сварки являются высокое значение эффективного КПД (0,85—0,95), большая производительность, малая зона термического влияния. К недостаткам относятся высокая стоимость оборудования, его сложность и повышенные требования к безопасности труда.
Рис. 4.26. Устройство рабочей части электронно-лучевой установки
1 — рабочая (вакуумная) камера; 2 — электронный луч; 8 — подвод охлаждающей воды; 4 — регулировочный аинт; 5 — защитный кожух; б — злеятронивя пушка: 7 — воздушный кавпаи; 8— смотровое окно; 9—флюоресцирующая пластива; 10— фокусирующая линза; 11 — наделке: 12 — смотровое окно; 13 — механизм перемещения изделия: 14— рукоятка настройки
Сварка трением. Такая сварка заключается в нагреве свариваемых поверхностей при трении их друг о друга. Это особый вид сварки, при котором местный нагрев тонких приповерхност-нйх слоев свариваемого материала до требуемой температуры осуществляется за счет сил трения, возникающих при перемещении деталей, сжатых осевой силом, относительно друг друга.
В судовом машиностроении сварку трением используют для получения неразъемных соединений тел вращения: отрезков труб, полых цилиндрических деталей, прутков, различных дисков. Сварку трением выполняют на специальных машинах.
Ультразвуковая сварка. Это сварка давлением, аналогичная сварке трением. Осуществляется она в микрообъемах материала, в которых силы трения возникают под действием ультразвуковых колебаний на детали, сжатые осевой силой.
Установка для сварки состоит из ультразвукового генератора и машины для ультразвуковой сварки. Машина имеет магнитный преобразователь, акустический узел, механизм создания усилий. Применяются машины для шовной и точечной сварки.
На рис. 4.27 приведена схема установки для ультразвуковой сварки. Свариваемые детали размещают на опорном устройстве. Рабочий инструмент, имеющий наконечник, соединен с двигателем магнитного преобразователя через трансформатор продольных упругих колебаний. Нормальная сжимающая сила создается моментом, возникающим в узле колебаний.
Холодная сварка. Это также сварка давлением, но' выполняют ее при комнатной температуре без нагрева свариваемых деталей внешними источниками теплоты. Сварка происходит в области пластических деформаций металла, в результате которых между соединяемыми элементами возникают межатомные связи. Холодную сварку применяют для изготовления изделий из алюминиевых сплавов, меди и медных сплавов.
Таким способом осуществляют точечную и стыковую сварку, а иногда и шовную. Для выполнения шовной сварки на свариваемые детали воздействуют роликами, прокатываемыми по месту намеченного сварного шва.
Сварка пластмасс. К особым процессам в судостроении относится сварка пластмасс различного назначения: полиэтилена, винипласта, органического стекла, полистирола, полихлорвинилового пластиката. Температура сварки перечисленных пластмасс находится в пределах от 140 до 220 °C.
Сварку пластмасс можно выполнять несколькими методами: нагретым газом, контактным нагревом, токами высокой частоты, трением.
Сварка нагретым газом заключается в разогреве свариваемых кромок и присадочного материала струей горячего воздуха (газа). Для нагрева воздуха применяют специальные электронагреватели или газовые горелки. При сварке толстолистовых конструкций кромки разделывают под углом 60°. Листы толщиной до 4 мм сваривают без разделки кромок. Сварку по разделке в зависимости от толщины выполняют в несколько проходов. Сварное соединение образуется за счет слипания присадочного материала с кромками свариваемых деталей под воздействием усилий, прикладываемых к размягченному присадочному прутку. Для обеспечеивя хорошего качества сварки кромки и присадочный пруток должны быть разогреты до вязкотекучего состояния. Полиэтилен и полистирол 152
нагревают до температуры не выше 180 °C, органическое стекло—до 220, а винипласт — до 240 °C.
Сварка контактным нагревом производится с применением электронагревательных элементов, устанавливаемых между свариваемыми поверхностями. После доведения кромок до жидкотекучего состояния нагревательный элемент удаляется, а кромки .соединяются путем приложения к ним определенных усилий.
Высокочастотная сварка (индукционная сварка) относится к сварке давлением. Сварка выполняется посредством высокочастотного местного нагрева до температуры, близкой к температуре плавления, и сжатия кромок вращающимися роликами или прессом. Нагрев производится ин-куктором, питаемым током частотой 103—104 Гц.
Сварка трением — сварка, при которой в результате взаимного соприкосновения н трения деталей происходит разогрев поверхностей, а при дальнейшем прижимании деталей возникают металлические связи. Преимуществом сварки является быстрота и локальность нагрева, поскольку термопласты имеют низкую теплопроводность, вследствие чего повышается производительность и снижаются деформации. При сварке трением давление сжатия зависит от материала пластмассы и составляет от 0,2 до 1,0 МПа. Как и при сварке металлических материалов, сварку пластмасс трением применяют для тел вращения — в основном деталей цилиндрической формы.
Для сварки пластмасс используют и ультразвуковой метод, принципиальная схема которого описана выше.
§ 4.11. Сварочные напряжения и деформации
Виды и причины возникновения сварочных напряжений и деформаций. Сварка как один из видов теплового воздействия на металлические конструкции вызывает появление в них напряжений и деформаций. По мере распространения теплоты и изменения температуры в различных точках свари-вае’мой конструкции происходит непрерывное изменение напряжений и деформаций. Если напряжения в процессе сварки не превышают предела упругости, то они, так же как и связанные с ними деформации, исчезают после остывания сварного шва. Если же в некоторых местах свариваемых конструкций вследствие неравномерности нагрева появляются напряжения, превышающие предел упругости материала, то эти напряжения и связанные с ними деформации остаются и после полного остывания сварного шва.
Изучение процесса возникновения сварочных напряжений и деформаций имеет существенное значение при решении ряда задач сварочного производства, основными из которых счита
ются оценка вероятности образования горячих и холодных трещин в процессе сварки и остывания сварных швов; определение значений остаточных напряжений, влияющих на эксплуатационную прочность конструкции; решение вопросов точности изготовления сварных конструкций.
Остаточные деформации не только затрудняют процесс изготовления конструкции, но и ухудшают ее качество, часто до такой степени, что становятся неизбежными мероприятия по устранению возникших деформаций. Поэтому соблюдение последовательности технологического процесса сборки и сварки, обеспечение необходимых условий и выбор оптимальных режимов сварки являются основными требованиями, способствующими повышению качества сварных изделий: прочности и плотности швов, точности заданных геометрических параметров конструкции.
В работе [2] Г. А. Бельчук привел классификацию сварочных напряжений по следующим признакам:
— по времени существования: временные сварочные напряжения, существующие в процессе сварки, и остаточные сварочные напряжения, остающиеся после полного остывания сварного шва;
— по направлению действия: продольные (направленные параллельно оси сварного шва) и поперечные (направленные перпендикулярно к осн сварного шва) напряжения;
— по причине, вызвавшей появление напряжений: температурные напряжения, вызванные неравномерным распределением температуры; напряжения, обусловленные пластическим деформированием металла, и структурные напряжения, связанные со структурными превращениями металла в зоне термического влияния сварного шва.
Температурные напряжения относятся к временным сварочным напряжениям, исчезающим после остывания шва, а напряжения, обусловленные пластическими деформациями металла,— к остаточным сварочным напряжениям, существующим в сварных конструкциях постоянно. Структурные напряжения появляются при сварке некоторых легированных сталей. При сварке углеродистых и низколегированных сталей эти напряжения не возникают.
Как и напряжения, сварочные деформации могут быть временными и остаточными, а по направлению действия — продольными (параллельными оси шва) и поперечными (перпендикулярными к оси шва). Временные и остаточные деформации в зависимости от того, на какую часть конструкции они распространяются, разделяют на две группы Деформации, вызывающие искажение формы и размеров всей конструкции, называют общими сварочными деформациями, а деформации, распространяющиеся на отдельные элементы конструкции,— местными
рассматриваются как разновид-
сварочными деформациями. Общие деформации — это укорочение и изгиб конструкции в продольном и поперечном направлениях, в результате которых появляются отклонения от ее габаритных размеров и формы (рис. 4.28). Местные деформации представляют собой изменение формы отдельных участков конструкции. К ним относятся: волнистость полотнищ, изломы по стыкам и пазам («домики»), искажение узлов между набором и полотнищем и др.
Приведенная классификация распространяется также на угловые деформации, которые ность местных деформаций.
Согласно отраслевому стандарту «Корпуса металлических судов. Методы предотвращения остаточных деформаций», остаточные деформации разделяют на продольные, поперечные и угловые. Следовательно, согласно классификации стандарта угловые деформации выделены в отдельную группу наряду с продольными и поперечными. Однако угловые деформации в стандарте определены как неравкомерные поперечные укорочения по толщине свариваемых элементов. Значит, вышеуказанная классификация и классификация по отраслевому стандарту принципиальных различий не имеют.
Рассмотрим основные причины, вызывающие напряжения и деформации при сварке.
Нагрев плоскостей и разнообразных профильных полос (балок), свободных от закрепления и закрепленных по контуру или по концам, приводит к различным видам напряжений, возникающих в металле, и деформаций. Напряжения и деформации зависят также от равномерности нагрева. На практике при сварке конструкций нагрев почти во всех случаях является неравномерным.
Расчетным путем и экспериментальными проверками установлено, что равномерный нагрев незакрепленного стержня вызывает его удлинение, но напряжений в нем при этом не возникает. При остывании стержень возвращается к первоначальным размерам и при температуре, равном начальной, его удлинение становится равным нулю.
Рис. 4.28. Общие деформации днищевой секции: а — общий вид секции; б—поперечное сечение; в— продольное сечение
/ —обволы до сваржв; 1—обводы после сварка
Нагрев жестко закрепленного стержня до определенной температуры приводит к появлению в нем напряжений сжатия, равных пределу текучести. Остывание жестко закрепленного стержия вызывает появление напряжений растяжения, равных пределу текучести. Простейшая модель, которая позволяет проиллюстрировать это положение и проследить за процессом образования сварочных напряжений и деформаций в пластине со стыковым швом (рис. 4.29, а), приведена на рис. 4.29, б—г. Предположим, что центральный стержень 1 и два крайних стержня 2 соединены между собой жесткими плитами 5, вследствие чего в любой момент времени независимо от внешних воздействий на стержень 1 длина всех стержней одинакова (рис.
тирующая пластину со стыковым швом: а — пластина со стыковым швом; б—исходное состояние; в — при нагреве; г—после остывания, если при нагреве возникла пластические деформации
4.29, б). Предположим, что средний стержень, имитирующий на модели сварной шов и околошовную зону пластины, подвергается нагреву, а температура крайних стержней остается неизменной. При свободном деформировании средний стержень при нагреве до температуры Т удлинился бы на величину А/. Но поскольку крайние стержни препятствуют его свободному удлинению, в нем появляются напряжения сжатия, а в крайних стержнях возникают напряжения растяжения (рис. 4,29, в). Если напряжения сжатия в среднем стержне ниже предела текучести металла, то процесс деформирования протекает упруго и после остывания среднего стержня все стержни восстанавливают свою начальную длину и остаточные напряжения не возникают. При нагреве среднего стержня до более высокой температуры напряжения в нем достигают предела текучести, в результате чего появляются пластические деформации укорочения. Следовательно, при остывании средний стержень стремится уменьшить свою длину на величину пластической деформации укорочения, которая имела место в момент максимального нагрева, а крайние стержни препятствуют укорочению среднего
стержня. Поэтому после остывания среднего стержня в крайних стержнях возникают напряжения сжатия, а в среднем стержне—напряжения растяжения (рис. 4.29, г).
Условия жесткого закрепления, подобные описанным, в практике возникают постоянно, например при сварке двух жестко закрепленных деталей; при выполнении сварочных работ на поверхности конструкции, жестко закрепленной по контуру (сварка в жестком контуре). В этих случаях закрепление конструкции может оказать влияние на ее прочность. Такое
Рис. 4.30. Деформация тавровой балки от продольного укорочения сварного шва
О — положение проекции продолыюб центрильяой оси: 1 — положение центра тяжести легспиого объема о продольного укорочения: 2— зона остаточных продольных пластических деформаций уксрочении. I — длина балки: h—высота стснкн балки: Гг в fy—максимальные стрелки прогибов в плоскостях хоа к хоу соответственно; и ус— отстояния центра тяжести объема v от осей у и z соответственно
влияние меньше сказывается на конструкциях из пластичных материалов, которыми являются углеродистые стали. В чугуне или закаленной стали остаточные напряжения растяжения, равные пределу текучести, могут достигнуть предела прочности материала, в результате чего может наступить его разрушение. Нередки ситуации, когда при сварке в жестком контуре сталей с низкими пластическими свойствами сварные швы не выдерживают остаточных напряжений, в результате чего в них образуются трещины, равноценные разрушению сварных соединений.
При определении общих сварочных деформаций тавровых балок рассматривают деформации продольного изгиба балки, возникающие при приварке пояска к стенке (рис. 4.30), к которым относятся относительная деформация ец. т волокна,
совпадающего с продольной центральной осью балки; кривизна балки с2 в плоскости xoz; кривизна балки си в плоскости хоу.
Деформации секций в поперечном направлении характеризуются поперечным укорочением продольных швов обшивки (пазов) и швов приварки продольного набора, а также продольным укорочением поперечных швов обшивки (стыков) и швов приварки поперечного набора и определяются укорочением секции ДВ по оси, проходящей через центр тяжести продольных сечений, и углом <р6 поворота одного конца секции относительно другого в плоскости поперечного набора.
Деформации секции в продольном направлении характеризуются поперечным укорочением поперечных швов и продоль
ным укорочением продоль-
Рис. 4.31. Деформация полотенца от приварки набора не на всю длину
В — ширина секции; Ъ — часть секции без набора: ДВ— поперечное укорочение секция от приварки набора: 2d— длина полуволны. 2fK—стрелка прогиба свободной кромки; s — толщина полотнища
ных швов и определяются укорочением секции AZ. по оси, проходящей через центр тяжести поперечных сечений, и углом <рг поворота одного конца секции относительно другого в плоскости продольного набора.
Учет местных сварочных деформаций заключается в определении прогибов полотнищ от приварки набора (ребристости); прогибов обшивки по монтажным стыкам («домиков»); волнистости края полотнища
после приварки ребер, не доходящих до его кромки (рйс. 4.31); волнистости обшивки тонколистовых конструкций между ребрами (бухтиноватости); продольных деформаций сжатия полотнищ; деформаций выпучивания флоров и др.
Меры борьбы со сварочными напряжениями и деформациями. Комплекс мероприятий по борьбе с деформациями и
напряжениями от сварки разделяют на две основные группы: мероприятия, предотвращающие вероятность возникновения деформаций и напряжений или уменьшающие их влияние; мероприятия, обеспечивающие последующее исправление деформаций и снятие возникающих напряжений.
Мероприятия, предотвращающие или уменьшающие сварочные деформации и напряжения, могут быть конструктивными и технологическими. Мероприятия по последующему исправлению деформаций заключаются в правке сварных конструкций.
Выполнение конструктивных мероприятий по уменьшению сварочных деформаций необходимо проводить на стадии проектирования конструкций корпуса. К таким мероприятиям относится уменьшение числа сварных соединений за счет применения листов больших габаритов вместо листов малых размеров, гофрированных листов или прессованных панелей взамен листов с набором. Для уменьшения общего изгиба конструкции сварные соединения следует располагать симметрично относительно центральных осей поперечного и продольного сечений. В сварных тавровых соединениях с расчетным определением прочности сплошным односторонним швам следует предпочитать равнопрочные сплошные двусторонние швы.
Во многих случаях технологические мероприятия имеют большое значение. Так, можно достигнуть уменьшения общих сварочных деформаций, применяя раздельный способ сборки и сварки, а также выбирая оптимальную последовательность наложения швов.
При раздельном способе сборки и сварки плоских секций работы выполняют в следующей очередности; собирают и сваривают полотнище; устанавливают и приваривают к полотнищу набор главного направления; устанавливают набор другого направления; сваривают набор между собой; приваривают набор к полотнищу. В случаях, когда раздельный способ не может быть применен, конструкции изготовляют в таком поридке; собирают и сваривают полотнище и различные узлы, в том числе бзлки; устанавливают продольный и поперечный набор на прихватки и сваривают его между собой; приваривают набор к полотнищу. При этом приварку набора требуется выполнять так называемым ячейковым способом, сущность которого заключается в том, что в первую очередь одновременно четыре сварщика приваривают набор главного направления от средних ячеек к крайним, в дальнейшем сварку ведут в последовательности, которая может быть прослежена по схеме, приведенной на рис. 4.32.
В практике судостроения в качестве мер по уменьшению местных сварочных деформаций применяют различные способы и приемы дополнительных воздействий на свариваемые конструкции.
Так, при сварке тавровых балок, плоских секций с тонколистовой обшивкой используют жесткое закрепление свариваемых конструкций. Жесткое закрепление балки может быть осуществлено путем приварки свободной кромки расчетными прихватками к плите или соединением свободных кромок двух балок между собой временными электроприхватками перед приваркой поясков. Плоские секции обычно прикрепляются к сборочному стенду по контуру прихватками с интервалом 500— 600 мм, а также по концам стыков, пазов и набора..
Эластичное закрепление является эффективным средством для предотвращения вероятности появления выпучивания и увеличения зазора свариваемого соединения. Для этой цели листы собирают и закрепляют перед сваркой прихватками или установкой гребенок. В этих случаях прихватки и гребенки являются эластичными закреплениями, поскольку в процессе последующей сварки они не полностью препятствуют смещениям сварного шва относительно первоначального положения свариваемых кромок.
Рис. 4.32. Схема последовательности приварки продольного и поперечного набора к полотнищу одновременно четырьмя сварщиками
I. 2, 3, ... скеревдскхъ сварки; -»• направление сварка; А, Б, В. Г — сварщккя
Для предотвращения деформаций как в плоскости, так и из плоскости применяют предварительный выгиб деталей свариваемых конструкций. Для исключения или уменьшения угловых деформаций стыковых соединений производят обратный выгиб свариваемых кромок. При этом величину угла "обратного выгиба устанавливают равной ожидаемой угловой деформации. Обратный выгиб используют также при сварке тавровых балок. При этом создают упругую или пластическую деформацию привариваемого пояска с помощью специальных приспособлений. В случае создания упругой деформации приспособление остается на балке до полного ее остывания после сварки, а при создании пластической деформации приспособление используется только для создания выгиба и снимается перед сваркой.
Метод обратных выгибов применяют также при изготовлении секций с криволинейными обводами. В этом случае его на-
зывают методом развала постели. Метод развала постели состоит в изменении формы лекал постели увеличением их развала (рис. 4.33). Этот метод эффективен, но трудновыполним в реальных условиях, поскольку для его применения необходимо изменять развал лекал постели в индивидуальном порядке для каждой балки набора секции.
Предварительный подогрев свариваемых конструкций явля-
е)
Рис. 4.33. Уменьшение деформаций методом развала постелей, а — по длине; б — но ширине
/ — заданная форма секции; 2 — форме секции после сварки; 3 измененная форма лекал постели; 4—лекала постели
ется весьма распространенным в судостроении способом снижения неравномерности распределения температур. При таком подогреве сварочные напряжения и деформации не достигают критических значений, приводящих к разрушению сварных швов. Его используют при сварке средне- и высоколегированных сталей. Подогрев требуется также при выполнения сварки в условиях пониженных температур. В этих условиях может стать необходимым подогрев и пластичных материалов (углеродистых сталей), поскольку при низких температурах повышается хрупкость металла.
Уменьшения и даже полного снятия сварочных напряжений и остаточных деформаций можно достичь, создавая пластиче-
6 Заказ К 2121 161
скую деформацию сварных швов и околошовной зоны. Для этой цели применяют проколачивание швов, которое осуществляют или вручную молотком, или с помощью пневмомолотка. В результате такой местной обработки швов в них создаются пластические деформации напряжения, устраняющие деформации сжатия, возникающие при остывании швов. Горячее проколачивание (или проковку) производят при температурах металла около 500 °C. Холодное проколачивание выполняют при температуре металла от 100 °C до температуры окружающем среды.
Развитие механизации и автоматизации и внедрение модульного метода в судостроение послужили дальнейшему совершенствованию общей технологии корпусостроения. Для борьбы со сварочными деформациями и напряжениями при модульно-панельком формировании блок-модулей и корпусов судов рекомендуются все рассмотренные выше мероприятия. Кроме того, одним из дополнительных способов уменьшения влияния сварки является приложение активных растягивающих усилий (АРУ). Этот способ считается особенно эффективным при изготовлении модуль-панелей из листов толщиной от 3 до 10 мм. Приложение АРУ к собираемым под сварку конструкциям обеспечивает необходимые для сборки и сварки условия: выравнивает бух-тины и искривления ребер жесткости, облегчает их установку и прижатие к поверхности листа. В то же время создание с помощью АРУ предварительных напряжений растяжения в зоне сварки исключает деформации конструкции вследствие потери устойчивости. Применение данного способа возможно в условиях изготовления модуль-панелей йа сборочно-сварочных стендах, оснащенных специальными приспособлениями.
Если мероприятия по предупреждению деформаций сваренных конструкций оказываются недостаточными, производят правку конструкций. Различают два основных метода правки — горячий и холодный. Холодная правка полотнищ выполняется в правильных вальцах. Балки правят на прессах. Объемные конструкции правят преимущественно вручную с помощью деревянных киянок н набора ручных металлических ударных инструментов. Горячая правка производится при местном нагреве участков деформированных конструкций с помощью газовых горелок общего и специального назначения, при прогреве этих участков электрической дугой с неплавящимся электродом или при наплавке холостых валиков. Местные нагревы выполняются в виде пятен, полос, клиньев в зависимости от типа конструкции и характера деформаций. Температура при правке судостроительных сталей должна находиться в интервале 600— 800 °C. Нагрев неплавящимся электродом производят чаще всего при правке конструкций из алюминиевых сплавов. При этом температуру нагрева контролируют по изменению цвета штрихов, нанесенных на выправляемую поверхность термока-162
рандашамн. Для различных марок алюминиевых сплавов температура нагрева находится в пределах от 300 до 400 °C. Это объясняется тем, что сущность правки заключается в нагреве деформированного места до такой температуры, которая обеспечивает получение максимальных остаточных укорочений зон нагрева без существенного изменения исходных механических характеристик металла. Наплавку валиков применяют при правке конструкций в стесненных условиях, когда неудобно применять инструмент для приложения ударных нагрузок.
§ 4.12. Контроль качества сварных соединений и устранение дефектов
Качество сварных швов регламентируется стандартами и техническими условиями на сварные соединения. Отклонения от требуемых норм считаются дефектами. Дефекты уменьшают прочность и плотность швов и могут привести к разрушению сварных соединений.
В зависимости от месторасположения дефекты разделяют на наружные и внутренние. Наружными дефектами считают дефекты формы шва: неравномерность сечения по длине, отклонения размеров катетов, вогнутость корня, смещение, непровары, наплывы, подрезы, прожоги, поры на поверхности, трещины. К внутренним дефектам относят пористость, неметаллические включения, несплавления, непровары, внутренние трещины (рис. 4.34).
Основными причинами образования дефектов являются нарушения технологии сборки и сварки, применение несоответствующих сварочных материалов, неправильный выбор режимов сварки, низкая квалификация сварщика. Причинами возникновения дефектов могут быть также влияние неучтенных факторов на физико-химические процессы при остывании и кристаллизации шва.
Оценка качества сварных швов производится по трехбалльной системе: высшее качество — балл 3, хорошее качество — балл 2, швы с баллом I подлежат исправлению.
Контроль качества сварных соединений заключается в выявлении факторов, которые могут привести к образованию дефектов (предупреждающий контроль), и контроле продукций с целью обнаружения дефектов. К предупреждающему контролю относят контроль основного металла, электродов, проволоки, флюсов, контроль применяемого оборудования и проверку квалификации сварщиков.
Одним из весьма распространенных способов контроля является внешний осмотр. Внешним осмотром проверяют подготовку под сварку, правильность сборки, наличие и расположение прихваток, качество разделки, величину зазоров.
После сварки внешним осмотром выявляют наружные дефекты. Для этого сварной шов очищают от остатков шлака, окалины, брызг и других загрязнений. При внешнем осмотре швы замеряют измерительным инструментом и специальными шаблонами. При этом проверяют ширину и высоту усиления в стыковых швах, величину катетов в угловых швах.
Наружные дефекты, невидимые при внешнем осмотре (микротрещины, поры), могут быть обнаружены посредством проведения капиллярной дефектоскопии — смачивания швов специальными растворами и последующего воздействия на деталь ультрафиолетовыми лучами. Сквозные трещины, неплотности, свищи выявляют с помощью различных методов
й) s) в)
Рис. 4.34. Виды внутренних дефектов сварных швов; а—поры и свищи; б — шлаковые включения; в — несплавление; г — непровар; д— трещины
!
проверки швов на плотность: гидравлическим давлением, наливом и поливом воды или керосина на мел. Плотность сварных швов проверяется при гидравлических и пневматических испытаниях корпуса на непроницаемость.
Внутренние дефекты обнаруживают с помощью различных физических методов контроля: радиационного конгроля, акустического контроля (ультразвукового метода), электромагнитной дефектоскопии.
Радиационный контроль заключается в изображении на фотопленке внутренней структуры сварного шва, просвечиваемого ионизирующим излучением. Из способов радиационного контроля в судостроении наиболее распространены рентгеновский контроль (рис. 4.35) и контроль гамма-лучами. Радиационный контроль основан на различном поглощении ионизирующих лучей металлом и неметаллическими включениями. При этом более плотные металлические включения на снимке выглядят более светлыми пятнами и точками. Так же и шов на снимке получается более светлым, чем околошовная вона, поскольку" он имеет большую толщину, чем сваренный металл. Дефекты шва (трещины, поры) поглощают, лучи в мень
шей степени, чем металл. Поэтому на светлом фоне шва они выделяются темными пятнами, точками, полосами.
Для гамма-дефектоскопии применяют искусственно полученные радиоактивные изотопы кобальта (Со-60), цезия (Cs-137), иридия (1г-192). Гамма-просвечивание цроще рентгеновского, но более опасно для здоровья человека. Поэтому ампула с радиоактивным изотопом помещается в специальные переносные свинцовые контейнеры. Гамма-лучи имеют большую проникающую способность, чем рентгеновские. Ими можно просвечивать металл толщиной до 350 мм. Для контроля гамма-лучами используют портативные и полностью автономные гамма-дефектоскопы «Стапель-5», РИД-2 IM, ГУПСз-2-1.
Рис. 4.35. Схема рентгеновского контроля сварного шва: а — схема рентгеновской трубки; б—рентгенограмма сварного соединения
/ — рентгеновская трубка; 2— контролируемый шов; иленка; 4 — кассета; А— анод; К—катод
3 — фото-
Ультразвуковой контроль основан на способности ультразвуковых колебаний проникать в толщину металла и отражаться от неметаллических включений и дефектов, которые имеют иное, чем металл, акустическое сопротивление. От границ трещин и пор отражается до 90 % энергии ультразвуковых колебаний. Дефектоскопы, работающие по эхо-методу, оснащены осциллографами, на экране которых по отраженному сигналу определяют характер дефекта. Кроме того, эти дефектоскопы снабжены электронными глубиномерами, с помощью которых определяют место дефекта.
Магнитный метод контрол я основан на отклонении (рассеивании) магнитных силовых линий над дефектом при на-
магничиваяии контролируемого участка. Этот метод применяют для магнитных материалов толщиной от 5 до 30 мм. Разработано несколько способов магнитного контроля сварных швов: способ порошковой дефектоскопии, магнитографический и индукционный.
Самым простым является способ порошковой дефектоскопии. Он заключается в опылении намагниченного участка шва магнитным порошком. По распределению порошка на поверхности определяют наличие дефектов.
Сущность магнитографического способа заключается в фиксации полей рассеивания магнитных силовых линий на магнитную ленту. Запись на магнитную ленту выполняют путем накладывания се на контролируемый шов, который намагничивают специальным устройством. В зависимости от наличия и вида дефекта на пленке возникает соответствующая степень намагниченности. Пленку пропускают через устройство, преобразующее магнитную запись в звуковую или электрическую запись, воспроизводимую на» экране осциллографа. Каждому из дефектов соответствует форма отклонения луча на экране.
Индукционный способ заключается в использовании магнитного потока для наведения ЭДС в специальной катушке, перемещаемой вдоль шва. Контролируя колебания силы индукционного тока, определяют наличие и характер дефектов.
Устранение дефектов сварных швов выполняется различными способами. Наружные дефекты, например трещины, ликвидируют путем разделки газовым/резаком и последующей заварки. Неполномерные участки швов наплавляют, а чрезмерное усиление шва убирают с помощью ручных пневмомашинок с абразивными кругами. Так же поступают с подрезами и наплывами. Первые заваривают тонкими валиками, а вторые удаляют абразивным инструментом. Дефектные участки швов с сеткой трещин удаляют полностью кислородной или воздушно-дуговой строжкой и заваривают повторно.
Внутренние дефекты устраняют преимущественно кислородной или воздушно-дуговой строжкой. В некоторых случаях при небольших объемах работы дефектные места расчищают абразивным инсгрументом.
Дефекты сварных швов могут быть удалены также с помощью пневматической рубки, которая широко применялась до 70-х гг. Однако пневматическая рубка является очень неблагоприятной операцией с санитарно-гигиенической точки зрения. Поэтому в судостроении се применяют в исключительных случаях.
Глава 5
ИЗГОТОВЛЕНИЕ КОРПУСНЫХ КОНСТРУКЦИЙ
§ 5.1. Сборочно-сварочный цех
Современные сборочно-сварочные цехи — это мощные, технически хорошо оснащенные производственные подразделения судостроительных заводов, предназначенные для сборки и сварки корпусных конструкций: узлов, плоских и объемных секций, блоков. Трудоемкость работ по изготовлению конструкций в этих цехах составляет до 20 % общей трудоемкости постройки судна.
Наилучшим местом для расположения сборочно-сварочного цеха является часть территории верфи между корпусообрабатывающим цехом и стапелем. Такое расположение способствует оптимальной организации общезаводских транспортных операций, удельное значение которых в общей сумме затрат производства весьма значительно.
Сборочно-сварочный цех обычно состоит из 4—6 пролетов. Каждый пролет предназначен для изготовления определенных конструкций корпуса. Участок сборки и сварки узлов, линии сборки и сварки полотнищ и плоских секций размещаются в пролетах с меньшей высотой и шириной и с менее мощным крановым оборудованием (грузоподъемностью 10—15 т). Участки сборки и сварки крупнообъемных секций, сборки и сварки оконечностей располагаются в более высоких и широких пролетах, обслуживаемых мостовыми кранами, грузоподъемность которых достигает от 30 до 200 т в зависимости от водоизмещения строящихся судов.
Характеристики сборочно-сварочных цехов заводов различных классов определяются по объемам переработки металла в тоннах. Условно все заводы разделяют на 5 классов. Ширина пролетов цехов заводов 1-го и 2-го классов достигает 48 м, 3-го класса — 36, 4-го и 5-го классов—30 м. Высота пролетов до подкрановых путей цехов заводов 1-го и 2-го классов составляет 22,5м, 3-го класса—16,0, 4-го класса—12,65, 5-го класса — 11,45 м. Грузоподъемности мостовых кранов сборочно-сварочных цехов заводов с 1-го по 5-й классы следующие: 200, 160, 50, 30, 20 т. Количество кранов в пролете зависит от его длины, загрузки и интенсивности работы на производственных участках. Причем их должно быть не менее двух на каждой линии подкрановых путей для обеспечения работы в случае выхода из строя одного из кранов.
Производственные участки цеха нуждаются в энергии многих видов. Поэтому цех располагает достаточно мощным энергетическим хозяйством, в состав которого входят силовые элек-1С7
тросети, магистрали сжатого воздуха, паропроводы, газопроводы горючего газа (ацетилена, природного газа) и кислорода. Цек оборудован водопроводной магистралью и средствами противопожарной защиты, системой общеобменной вентиляции.
Административная часть, службы планирования, технологической подготовки, снабжения, бытовые и санитарные помещения располагаются в одной из периферийных частей здания цеха или в специальной пристройке, примыкающей к одной и» стен цеха. На первом этаже пристройки обычно размещаются кладовые инструментов, сварочной проволоки, электродов, изделий насыщения, крепежа; мастерские по ремонту инструментов и оборудования; санузлы; душевые. На втором этаже находятся раздевалки рабочих, комнаты отдыха, столовые. Помещения служб цеха располагаются на втором и третьем этажах.
При распределении производственных площадей в цехе и определении местоположений участков следует предусматривать оптимальную организацию производственного процесса, наибольшую загрузку производственных площадей, оборудования и наименьший объем транспортных и погрузочно-разгрузочных операций.
Рациональное использование производственных площадей обеспечивает максимальный съем продукции с 1 м2 производственной площади, что снижает себестоимость продукции, а следовательно, повышает экономическую эффективность производственного процесса. Среднестатистические показатели работы сборочно-сварочных цехов по родовому выпуску конструкций с 1 м2 производственной площади цеха составляют: для заводов 1-го класса 4,0 т, для заводов 5-го класса 1,6 т.
В современных сборочно-сварочных цехах созданы механизированные поточные линии сборки и сварки корпусных конструкций. На рис. 5.1 изображена типовая схема такого цеха В его состав входят поточные линии изготовления днищевых секций /, полотен 3, бортовых секций 6, плоскостных секций 8, выгородок 9, крышек грузовых люков 10, механизированные участки сборки фундаментов 2, узлов бортовых секций 4, днищевого набора 5, тавровых балок 7, ярусов надстроек 11. а также площадка для кантования 12.
Транспортные операции в цехах с механизированными поточными линиями выполняются преимущественно напольными устройствами: транспортерами, шлепперами, рольгангами. Для вывоза конструкций и других грузов за пределы цеха используется общезаводской транспорт: платформы, трейлеры, электрокары, автомобили и другие средства. Готовая продукция хранится на специальных площадях, подведомственных цеху.
В целях оптимизации технологических процессов продукцию сборочно-сварочного цеха разделяют на группы, для которых разрабатываются типовые технологические процессы. Классика
Рис. 5.1. Схема сборочно-сварочного цеха
фикация по группам может быть основана на типах конструкций, их форме, массе и соотношении основных размеров в трех измерениях. Классификация секций и узлов позволяет решать задачи специализации сборочных позиций и целых участков, что способствует повышению качества продукции и производительности труда в корпусообрабатывающем производстве.
Разбивка корпуса судна на секции производится на стадии разработки проекта судна в зависимости от его конструктивных особенностей и с учетом условий завода-строителя. Оптимальным вариантом разбивки считается самый дешевый по стоимости, т. е. экономически более целесообразный. По соотношению основных размеров в трех измерениях различают секции трех групп: плоскостные, полуобъемные, объемные.
Плоскостными называют секции, у которых один из размеров меньше любого из двух других в 15 раз и более. К ним относят секции поперечных и продольных переборок, платформ, выгородок, палуб, настила второго дна. Плоскостные секции состоят из плоского или имеющего небольшую погибь полотнища с приваренными к нему балками Набора. В эту группу входят также гофрированные переборки и выгородки.
Полуобъемные секции — это секции, у которых минимальный размер меньше любого из двух других в 5—15 раз. К этой группе секций чаще всего относят бортовые секции средних судов, секции продольных переборок и настила палубы крупнотоннажных танкеров.
Объемными именуют секции, у которых размеры во всех трех измерениях отличаются не более чем в 5 раз. Это днищевые секции с настилом второго дна, бортовые секции с примыкающими отсеками крупных судов, секции ярусов надстроек, секции оконечностей.
Полуобъемные и объёмные секции бывают открытыми или закрытыми. Закрытые секции имеют отсеки, ограниченные перекрытиями и переборками не более чем по пяти граням.
С точки зрения выбора технологического процесса изготовления секции классифицируют также по форме ограничивающих поверхностей, например ограниченные плоскими поверхностями, ограниченные плоскими и криволинейными поверхностями, не имеющие плоских поверхностей и т. п. Секции, включаемые при последующей сборке корпусных конструкций в более крупные секции, называют подсекциями.
На рис. 5.2 представлена разбивка крупнотоннажного танкера типа «Крым» на секции в районе танков. Указанные на рисунке размеры секций позволяют определить группу их классификации. Большинство секций (бортовые, днищевые) на этой разбивке объемные. Средняя палубная секция полуобъемная. Плоскостными были секции настилов второго дна до установки их в крайние днищевые объемные секции.
Наиболее характерными узлами, выделяемыми из конструкции корпуса судна при классификации по признакам соотношений размеров, являются: полотнища; широкие полосы с приварными поясками или ребрами жесткости (рамный набор, днищевые балки); балки тавровые и Г-образные; короткие тавровые балки, браксты, кницы с приварными поясками; мелкие фундаменты.
Производственный процесс в сборочно-сварочном цехе начинается с изучения технической документации, которой в основ-
Рис. 5.2. Разбивка корпуса танкера типа «Крым» на секции в районе
ном является рабочий чертеж, и с получения комплекта деталей. Набор необходимого инструмента находится у сборочной бригады постоянно. Он хранится обычно в инструментальных шкафах на производственных участках. С помощью этого инструмента и дополнительного специального инструмента, взятого из цеховых кладовых, бригада производит сборку конструкций.
Процесс сборки под сварку заключается в установке, подгонке’ и предварительном закреплении сборочных элементов с помощью электросварки. В практике сборочных работ существуют различные типы сборочных соединений (рис. 5.3).
При сборке сложных конструкций, например при стыковании секций, необходимо производить подгонку одновременно или последовательно нескольких соединений, образуемых
листовыми элементами (обшивкой, настилом) и концами профильного набора либо ребер жесткости, устанавливаемых на обшивке или настилах.
При выполнении операций сборки в ряде случаев необходимо прикладывать к собираемым элементам определенные усилия для их стягивания, подтягивания, обжатия или совмещения (рис. 5.4). Для создания усилий при сборке корпусных конструкций применяют сборочно-крепежную и фиксирующую оснастку, а также слесарно-сборочный инструмент.
После окончания сборочных работ, включающих проверку, .зачистку и уборку, бригада сварщиков выполняет сварку со-
Рис. 53. Основные типы сборочных соединений: а — прямолинейные, б — криволинейные: в — поверхностные
1 — угловое; 3 — тавровое; 4 — няклонное таг яое; б — прилегающее; 7 — сопркаасающесев
бранного узла или секции и проверку сварных швов. После сварки бригада сборщиков продолжает работы по правке, проверке конструкции, установке насыщения, испытаниям (в случаях, когда они предусмотрены) и сдаче конструкции мастеру ОТК- Завершается процесс изготовления конструкции окраской и доставкой секции на площадку готовой продукции. Узлы, предназначенные для сборки секций, отдельно не окрашивают.
Окрасочные работы включают процессы очистки и обезжиривания конструкции. Очистка и окраска осуществляются с применением сжатого воздуха. Окрасочные работы в цехе выполняются на специальных участках или на сборочных позициях в ночную смену.
Из работ, непосредственно связанных с энергетическим обеспечением цеха, пневматические работы следует отметить особо.
Эти работы, применявшиеся при клёпаном судостроении довольно широко, значительно сократились в результате внедрения электросварки, а в связи с вредностью воздействия вибрационных нагрузок на здоровье рабочих, использующих пневмоинструмент ударного действия, в современном судостроении они сокращены до минимума за счет развития других технологических процессов (например, тепловой резки).
Пневматические работы в современном судостроении применяют при пригоночных работах, зачистке мест установки набора, зачистке сварных швов, зачистке мест подварки удаленных временных приспособлений, временных жесткостей, а также
Рис. 54. Типовые примеры приложения усилий: а — подтягивание плоского листа к набору; б — стягивание листов; в — наведение кон нов балки; г — совмещение концов набора; д — обжатие обшивки к набору; с — подтягивание обшивки к набору
при доводке опорных поверхностей фундаментов, шлифовании, нанесении грунтовки, краски и других операциях.
Пневматический инструмент работает на сжатом воздухе давлением 0,5—0,6 МПа, который поступает от компрессорных станций. По принципу действия пневматический инструмент делят на три группы: ударный (с прямолинейным возвратно-поступательным движением); вращательный (с вращательным движением); метательный (выбрасывающий на обрабатываемую поверхность распыленную обрабатывающую массу). К инструменту ударного действия относятся различные пневматические молотки, использование .которых стремятся максимально ограничить. Инструмент вращательного действия представлен зачистными и шлифовальными машинками, пневмощетками и др. К инструменту метательного действия относятся пескоструйные н дробеструйные аппараты для очистки металлических поверхностей под окраску, а также воздушные распылители
краски для нанесейпя грунтов и красок на поверхность Металла. Масса инсвмоииструмснта находится в пределах от 0,6 до 15 кг.
§ 5.2. Оборудование и оснастка сборочно-сварочных цехов
Основную нагрузку производственного процесса сборочно-сварочного цеха несет технологическое оборудование.
Технологическим оборудованием называют совокупность машин, механизмов, станков, приборов, предназначенных для выполнения технологических операций производственного процесса. Технологическая оснастка — это совокупность устройств, механизмов, приспособлений и специального инструмента, применяемых при выбранном технологическом процессе. Технологическая оснастка дополняет технологическое оборудование или включается в него. Технологическая оснастка служит для обеспечения выполнения технологических операций оптимальными способами.
Между понятиями «технологическое оборудование» и «технологическая оснастка» не существует строгого разграничения. Так, например, мостовые краны принято считать оборудованием, а стоечную постель одноразового назначения под сборку секций—оснасткой. Универсальную механизированную постель, применяемую для сборки различных секций, можно считать как оборудованием, так и механизированной оснасткой.
К приспособлениям относится сборбчйо-крепежная и фиксирующая оснастка. Инструментом называют основную исполнительную часть оборудования, с помощью которой выполняется технологическая операция по изменению обрабатываемого изделия. Инструмент для механической обработки подразделяют на режущий (резец, сверло, фреза), давящий (пуансон, накатка), ударный (молоток, зубило). При тепловой обработке применяют газовый резак и плазмотрон, при сварке — сварочный держатель и сварочную головку.
Назначение оборудования и оснастки в сборочно-сварочном цехе сводится к решению основных задач производственного процесса: повышению производительности труда, обеспечению качества продукции с целью уменьшения объема пригоночных работ на построечном месте; повышению уровня механизации работ; снижению себестоимости продукции; обеспечению условий безопасности труда.
Всю сборочно-сварочную оснастку подразделяют по виду изготовляемых с сс помощью корпусных конструкций на три группы (рис. 5.5), а каждую группу —на типы, характеризующиеся техническими параметрами и областью применения. Отдельные типы оснастки делят на типоразмеры, отличающиеся
габаритными размерами. По конструктивному оформлению и характеру применения различают универсальную и специальную сборочно-сварочную осиастку. Универсальная оснастка предназначена для изготовления однотипных конструкций нескольких типоразмеров за счет регулировки или замены некоторых деталей или узлов. Специальная оснастка служит для -изготовления конкретных конструкций одного типоразмера.
Сборочные стенды представляют собой плоские металлические или железобетонные конструкции (рис. 5.6), приспособ-
Рис. 5.6 Сборочные стенды: с —с настилом из листов, имеющих вырезы; б — со сплошным наст илом
ленные для обеспечения работ по сборке конструкций корпуса судна, имеющих в своем составе плоские поверхности. По конструктивному оформлению чаще всего применяют металлические сварные стенды, которые не имеют принципиальных отличий от металлических сборочных площадок, применяемых для сборки узлов киля, флоров, полотен обшивки и т. д.
Сборку узлов криволинейных форм выполняют на специальных плазовых щитах. Плазовый щит изготовляется подобно сборочной площадке, на рабочей поверхности которой дополнительно устанавливают стальные полосы толщиной 18—20 мм. Полосы должны быть тщательно выверены в горизонтальной плоскости. Отклонения не должны превышать 2 мм на 1 м. Для
сборки шпангоутов на плазовый щит наносят их контуры и теоретические линии: основную, ДП, линии притыкания палуб, платформ и др. Плазовые щиты применяют чаще всего при серийной постройке судов. При индивидуальной и мелкосерийной постройке судов сборку криволинейных узлов производят на обычных сборочных площадках, пользуясь шаблонами, изготовленными по плазовым данным.
Изготовление узлов типа тавровых балок в зависимости от размеров, серийности и производственных условии производят в специальных кондукторах, представляющих собой простые устройства, в которых производится быстрая установка, ориентация и фиксация деталей по настраиваемым упорам и зажимам. При сборке тавровых балок отпадает необходимость разметки пояска и проверки перпендикулярности стенки с пояском. В кондукторах собирают и криволинейные балки. Для этой цели используют несколько кондукторов, установленных по разметке, соответствующей кривизне балки. Контур собранной балки проверяют по шаблону с плаза или на плазовом щите.
Для выполнения сварочных работ сложных узлов, имеющих сварные швы, расположенные в различных пространственных положениях, служат устройства с поворотной рабочей частью — манипуляторы, или, как их еще называют, позиционеры. Манипулятор состоит из поворотного стола, на котором укрепляют свариваемый узел, поворотного устройства и станины. Для относительно небольших изделий применяют манипуляторы с ручными приводами, а для тяжелых конструкций — манипуляторы с механизированными приводами. Манипуляторы позволяют уменьшить объем вспомогательных работ по кантовке изделий и обеспечить удобные для сварки условия. Особенно эффективно использование манипуляторов при сварке мелких узлов с большим количеством швов небольшой протяженности, расположенных в разных направлениях.
Сварку узлов полотен выполняют на обычных сборочных или на специальных сварочных стендах различных конструкций.
К наиболее крупной по объему группе сборочно-сварочной оснастки относятся постели. Существует довольно большое количество различных конструкций постелей.
По способу образования рабочей поверхности постели разделяются на стоечные, рабочая поверхность которых образована верхними концами стоек из профильных полос, а также выдвижными или винтовыми стойками, и лекальные с рабочей поверхностью, образованной лекалами из листового проката. По конструктивным признакам различают постели поворотные и неповоротные. Поворотные постели можно наклонять на заданный угол вместе с изготовляемой на ней секцией.- По характеру применения все постели, поворотные и неповоротные, делятся на специальные, предназначенные для сборки и сварки
одной конструкции, и универсальные, на которых изготовляются несколько однотипных конструкций (например, бортовые секции судов одного проекта). Несмотря на конструктивные различия, все постели имеют общий признак — наличие лекальных рабочих поверхностей, определяющих форму секций.
Одной из наиболее простых конструкций специальных постелей является стоечная постель, состоящая из рядов установленных и раскрепленных на сборочной площадке полос профильного проката. Верхние концы стоек отконтурованы по пла-зовым таблицам в соответствии с лекальной поверхностью собираемых секций. Образование лекальной поверхности постели может быть выполнено также с помощью шаблонов сечений по шпангоутам, изготовленным по плазовым данным.
Для постелей, основания которых совпадают с одной из главных плоскостей судна, плазовые построения для получения шаблонов производят в следующем порядке. На расстоянии около 300 мм от точки А, принадлежащей линии АБ (рис. 5.7, а), перпендикулярной к ДП, наносят базовую плоскость ВГ, параллельную ДП. Перпендикулярно к этой плоскости пробивают строевую линию ДЕ, проходящую примерно посередине полотнища секции. Для снятия шаблонов шпангоутных сечений из пазовых точек Л и Ж и точки С опускают перпендикуляры АК, ЖИ и СЛ на линию ВГ. С контура И К АЖ снимают шаблон, на который наносят линии ИЖ, ЛС и КА. Шаблон маркируют. Шаблоны других сечений изготовляют аналогично.
Для изготовления постели на сборочной площадке строят прямоугольник АБВГ (рис. 5.7, б), каждая из длинных сторон которого равна сумме шпаций, в.ходящих в секцию, а каждая из коротких сторон — отрезку ИИ (см. рис. 5.7, а). Построенный прямоугольник разбивают на шпации. Базовую кромку шаблона шпангоута, крайнего к ДП, совмещают с линией соответствующего шпангоута на сетке так, чтобы точка И шаблона -совпала с точкой А сетки. Затем с шаблона сносят на сетку точки Л к К. Перпендикулярно линии АГ на прямоугольнике из точки Л пробивают строевую. Совмещая риски строевой на шаблонах со строевой на прямоугольнике, а базовые кромки шаблонов с линиями шпангоутов сетки, переносят на линии шпангоутов пазовые точки, отмеченные на базовой кромке шаблона В точках строевой и пазовых линий приваривают стойки из профиля. К стойкам крепят шаблоны так, чтобы все их базовые кромки лежали в одной горизонтальной плоскости (рис. 5.7, н), а риски строевой были расположены на одной прямой, перпендикулярной плоскостям шаблонов. Затем наносят на соответствующие стойки риски строевой и пазовых линий, а промежуточные стойки прочерчивают по кромке шаблона стойки. По этой разметке обрезают газовым резаком и зачищают наждачным кругом. При недостаточной жесткости 178
Верх
Рис. 5.7 Способ изготовления шаблонов: а — плазовыс построения: б —разметка стоечной постели;
стойки раскрепляют раскосами из угольника или полос После этого постель считается готовой под закладку полотнища секции.
К специальным постелям относятся постоянные постели, представляющие собой объемные жесткие конструкции, включающие основания, приваренные лекала из листовой стали и жесткие ребра связей. Лекала такой постели устанавливают на основание через одну или две шпации с таким расчетом, чтобы обеспечить доступность для выполнения работ под собираемой секцией. Продольные ребра устанавливают по краям постели и под продольные связи, секции (вертикальный киль, стрингеры). Они служат для раскрепления лекал и обеспечения про дольной жесткости постели. Для каждой секции изготовляют свою постель, а в случаях одинаковой кривизны секций или не большой разницы в ней делают одну постель для нескольких секций. При одинаковой кривизне секций или небольшой разнице в ней габариты постели выбирают по максимальным размерам собираемых секций.
Секции с небольшой кривизной лекальной поверхности (бортовые, палубные) собирают на двусторонних постелях. Такие постели целесообразно применять в целях рационального использования площадей и экономии металла. Кроме того, использование двусторонних постелей снижает трудоемкость подготовки постели под закладку секции, так как операции подготовки сводятся к кантовке и установке постели в горизонтальной плоскости.
Для расширения объема автоматической сварки применяют поворотные постели. Автоматическая сварка под слоем флюса выполняется удовлетворительно при угле наклона конструкции вдоль шва не более 15 и поперек—не более 20°. Применение поворотных постелей позволяет повысить механизацию процесса сварки, сократить продолжительность изготовления секции и повысить качество сварных швов.
Специальные постели имеют ряд недостатков: для них требуются значительные производственные площади; трудоемкость установки постоянных постелей, включая доставку и проверку, или изготовления стоечных временных постелей составляет до 20 % общей трудоемкости сборки и сварки секций; большой расход металла. Отмеченные недостатки вынуждают во многих случаях отказываться от специальных постелей и применять универсальные постели, особенно при мелкосерийной постройке судов, когда вся дорогостоящая оснастка может оказаться не-окупаемой.
Универсальные постели предназначены для сборки и сварки секций с различными габаритами и обводами. На них можно изготовлять также секции, имеющие различные шпации. Универсальные постели имеют передвижные лекала и выдвижные 180
винтовые стойки. Существуют три варианта универсальных постелей: для днищевых, бортовых и палубных секций.
Постель для днищевых секций (рис. 5.8) имеет габариты 22X24 м. Лекала длиной-22 м состоят из двух частей с разрезом в ДП, который предусмотрен для облегчения передвижения лекал в процессе эксплуатации постели. Конструктивно лекало представляет собой сварную балку двутаврового профиля, подкрепленную кницами. По обводу секции из лекал выдвигаются винтовые стойки, фиксируемые контргайками. Расстояние между стойками вдоль лекал 500 мм, максимальная высота Стойки 850 мм. Верхняя часть стойки заканчивается поворотным башмаком с вилкой. В вилку вставляется сменная планка, служащая опорной точкой для секции. Для этого ее контуруют по обводу секции. В рабочем положении лекала закрепляются за рельсы специальными захватами. Постели, подобные описанной, используют для постройки крупных и средних судов. Область применения таких постелей также ограничивается их высокой стоимостью.
Более экономичными являются универсальные стенды-постели упрощенной конструкции. Устройство стенда-постели допускает множество вариантов сборки при соблюдении следующих условий: шпангоуты секций должны располагаться поперек продольных балок стенда; стойки должны иметь свободу перемещения по высоте и вдоль балок стенда и фиксироваться по ординатам; шаблоны устанавливаются только для скуловых частей днищевых секций. Поскольку высота стойки ограничена, то применяют подставки в виде тумб, которые обеспечивают любую высоту и конфигурацию секций. Длительность подготовки стеида-постели не превышает одного дня. Трудоемкость подготовки составляет менее 10 % трудоемкости сборки и сварки секций. Универсальный стенд-постель пригоден для сборки любых секций: палубных, бортовых, днищевых и плоских. Он прост конструктивно, удобен в работе, экономичен. Для его изготовления не требуется построения дополнительных сечений корпуса на плазе и подготовки шаблонов. Но он предназначен только для крупных и средних судов.
Для секций малых судов с обшивкой толщиной от 4 до 14 мм применяют универсальные сборные постели. Сборная универсальная постель состоит из металлического основания, поперечных ферм и лекальных надставок. Основанием постели служат забетонированные продольные швеллерные балки. Поперечные фермы постели состоят из двух взаимозаменяемых узлов на каждый борт, представляющих собой стенки с приваренными поясками. На эти узлы устанавливают конструкции типа скуловых книц с лекальными надставками. Лекальные надставки изготовляют по шаблонам, снятым с плаза. После сборки секции шаблоны для надставок и сами надставки
Рис. 5 8 Универсальная постель
используют для сборки секций судна другого проекта путем их подрезки. На сборных универсальных постелях собирают секции днища шириной от 5 до 16 м, высотой до 3,5 м и бортовые секции высотой до 8 м. Длина секции может быть любая в пределах существующих разбивок. Универсальная сборная постель имеет малую металлоемкость, проста в изготовлении, не требует применения механически обработанных деталей. Постель удобна для переналадки при эксплуатации.
Для уменьшения расхода металла и повышения экономической эффективности использования сборных постелей разработаны конструкции сборно-разборных металлических постелей из типовых элементов.
Для подварки стыков и пазов, а также для выполнения работ по зачистке, установке насыщения, сдаче секции ОТК необходимо производить кантовочные работы. Для этой цели применяют мостовые краны пролетов или специальные кантователи— мощные устройства, предназначенные для поворотов и переворотов собираемых секций.
Особую часть оснастки сборочно-сварочного цеха представляют сборочно-крепежные и фиксирующие приспособления и слесарно-сборочный инструмент. Эта оснастка включает большое количество разнообразных приспособлений и инструмента, чаще универсального назначения, чем специализированного. Она в равной степени пригодна как для сборки и сварки узлов, так и сборки и сварки секций. В то же время есть приспособления и инструмент, применяющиеся специализированно на сборке узлов и на сборке секций.
К сборочно-крепежной и фиксирующей оснастке, универсальной по применению внутри групп оснастки (см. рис. 5.5), относятся фиксаторы, прижимы, стягивающие и распорные устройства, которые используются на предварительной и стапельной сборке корпусов судов различных проектов. По способу крепления прижимы, стяжки и распорки разделяют на приварные и неприварныс. По силовому действию различают устройства с ручными приводами и с приводами пневматическими или гидравлическими в сочетании с электромагнитными или пневмовакуумными прижимами К первым относятся приварные П- и Г-образные скобы с клиньями, винтовые прижимы, прижимы «рыбий хвост» и др. Ко вторым — электромагнитный прижим с пневматическим домкратом, вакуумно-гидравлический прижим с гидравлическим домкратом и т. п.
Разработка сборочной оснастки основана на необходимости создания заданных усилий. Так, для выполнения работ по стягиванию свободных листов с набором толщиной от 6 до 16 мм требуются усилия от 30 до 50 кН в зависимости от их толщины, а для выравнивания разностенности свободных листов толщиной от 6 до 25 мм — усилия от 10 до 30 кН.
Самыми простыми из устройств сборочной оснастки являются прижимы — устройства, служащие для обжатия собираемых элементов конструкций и закрепления их под прихватку или непосредственно под сварку. Различают прижимы клиновые, винтовые, рычажные, пневматические, гидравлические и пневмогидравлические. Клиновые прижимы представляют собой различные устройства, основными элементами которых являются скоба и клин. Как правило, это простейшие приспособления, появившиеся одновременно с переходом от деревянного к металлическому судостроению. Винтовые прижимы являются оснасткой, которая может применяться как самостоятельно, так
Рис. 5.9. Винтовая стяжка с клинбвым прижимом 1 — стяжка: 2 — клин
и входить в качестве зажимного приспособления в постели, кон-кукторы, манипуляторы и т. п.
На рис. 5.9 изображена винтовая стяжка с клиновым прижимом.
Одним из наиболее характерных устройств, давно применяемым в судостроении, является рычажно-винтовой прижим типа «рыбий хвост». С помощью этого быстродействующего устройства могут быть созданы значительные усилия при выполнении работ по совмещению стыкуемых кромок листов, вытягиванию бухтин, обжатию набора.
Электромагнитный прижим с пневматическим домкратом представляет собой механизированное устройство для сборки конструкций из магнитных материалов. Значение удерживающей силы электромагнита определяют по формуле Рп= (FB2/ /25) * 10 8, где F — площадь полюсов электромагнита; В — магнитная индукция на поверхности полюсов. Удерживающая сила электромагнита зависит от площади его полюсов, количества
витков обмотки и силы тока в обмотке. Электромагнитный прижим для обжатия набора к полотнищу имеет массу 65 кг при максимальной удерживающей силе на листе толщиной 5 мм 9,2 кН, а на листе толщиной 14 мм 20 кН.
Для приведения в действие электромагнитный прижим устанавливают в необходимом месте над обжимаемой полосой набора и включают электромагниты. Затем включают пневмо-домкрат, который посредством рычага захватно-прижимного устройства прижимает полосу набора к полотну. После электроприхватки полосы к листу пневмодомкрат и электромагниты выключают.
Электромагнитный прижим является универсальным механизированным приспособлением, рассчитанным на установку набора различной высоты за счет регулировки захватно-прижимного устройства.
Вакуумно-гидравлический прижим с гидравлическим домкратом применяют для работ, аналогичных работам, выполняемым с помощью электромагнитного прижима с пневматическим домкратом, но при сборке конструкций из немагнитных материалов. Вакуумно-гидравлический прижим оснащен двумя вакуумными пневмоприсосами, работающими от цеховой воздушной магистрали. Максимальная удерживающая сила прижима при массе 36 кг 5,2 кН. Усилие прижатия набора, создаваемое малогабаритным гидродомкратом, смонтированным на раме прижима, должно быть не меньше суммарной удерживающей силы пневмоприсосов. Конструкции таких гидродомкратов обеспечивают усилия до 25 кН при массе гидродомкрата 4 кг. Удерживающая сила пневмовакуумных присосов составляет примерно 8 Н на 1 см2 площади присоса.
Прижим с ударно-вращательным силовым приводом предназначен для работы в стесненных условиях. Это механизированное приспособление применяется как при предварительной сборке, так и при монтажных работах на стапеле. Небольшие габариты и масса, надежность действия, простота и безопасность эксплуатации обеспечивают эффективное применение прижима в любых пространственных положениях. Устройства с ударно-вращательными силовыми приводами состоят из приводного двигателя, работающего от магистрали сжатого воздуха, вращательно-импульсного преобразователя и подсоединенного к нему рабочего механизма, например винтовой пары с винтом, перемещающимся в закрепленной гайке. Вращательно-импульсный преобразователь превращает энергию непрерывного вращения на входе в периодические ударные нагрузки на выходе. Этот принцип обеспечивает быстроту работы силового привода в компактных объемах пространства. При этом могут развиваться рабочие усилия в пределах от 50 до 350 кН при массе силового привода от 6 до 23 кг.
Стягивающие и распорные устройства по конструктивным особенностям разделяются на стяжки, распорки и домкраты.
Стяжки и распорки предназначены для выполнения сборочных операций по стыкованию кромок листовых элементов конструкций, подтягиванию листов к ребрам постели, выравниванию стыкуемых кромок. Стяжки, к которым можно отнести хорошо известный талреп, применяются, как правило, с использованием приварных скоб, рымов, коротышей, книц. После окончания работ приварные детали срезают и места приварки зачищают. Винтовые распорки служат для выравнивания кромок стыкуемых листов.
Домкрат — грузоподъемное устройство, широко распространившееся в последние годы в судостроении. Домкрат имеет малые габариты и приемлемую массу. Он обеспечивает плавное перемещение груза и достаточно точную установку его в требуемом положении. Судостроители применяют как обычные винтовые и гидравлические домкраты, так и специальные гидравлические и пневмогидравлические домкраты, разработанные для нужд корпусостроения. Винтовые домкраты'массой от 15 до 57 кг обеспечивают грузоподъемность от 20 до 200 кН. При этом высота подъема доходит до 350 мм. Гидравлические домкраты, используемые при установочных и монтажных работах, более компактны при той же максимальной грузоподъемности (200 кН), что и винтовые.
§ 5.3. Изготовление узлов
Полотнища. Изготовление полотнищ—это один из специфичных технологических процессов, характерных для судостроения. Полотнища выделяются в особую, широко распространенную группу узлов, которые являются составной частью всех без исключения секций корпуса.
Полотнища собирают на плоских сборочных стендах и на стендах с флюсовыми подушками. Такие стенды в механизированных цехах обычно включаются в оборудование и оснастку отдельных позиций поточной линии сборки и сварки плоских секций. После сборки и сварки полотнище передается на следующую позицию установки и сварки набора.
На специализированной поточной линии сборки и сварки полотнищ (рис. 5.10) могут изготовляться полотнища толщиной 8—20 мм. Производительность такой линии — до 5 полотнищ в смену.
Поточная линия состоит из четырех позиций, каждая из которых предназначена для определенных операций. В позицию I входит площадка комплектации листов. Позиция оборудована листоукладчиком, оснащенным рамой с пневмовакуумными присосами. С помощью листоукладчика листы берут по одному из
IS6
накопителей на площадке комплектации и раскладывают согласно чертежу на сборочном стенде позиции II. Первый лист закрепляют по двум смежным кромкам в заданном положении по предварительно настроенным упорам. Каждый последующий лист укладывают впритык к кромкам ранее уложенных листов. Прижатие смежных кромок листов к стенду под прихватку производят передвижными электромагнитными прижимами. Электроприхватку выполняют вручную. Собранное полотно по транспортеру, встроенному в стенды линии, перемещают на позицию III
Рис. 5.10. Поточная линия сборки и сварки полотнищ
1— комплектовочная площадка; 2 — краЕ-ЛИСТоукладчик; 3—сборочная площадка; 4— прижимная балка; 5 —механизм поперечного перемещения листов; б—спорные ро лики продольного перемещения полотен; 7 — сварочный стенд; 8 — передвижная балка с флюсомедной подкладкой; 9—стенд контроля и приемки полотей; 10, 16— шлелпер-ное устройство; 11, 14 — пульт управления шлепперным устройством; 12 — сварочный агрегат; 13 — упорная балка: 15—пульт управления поперечным перемещением ластов
Позиция III предназначена для сварки полотнищ. Она оборудована передвижными балками с флюсовыми подушками и самоходным порталом, оснащенным сварочным автоматом. Последовательность операций на позиции определена технологическим процессом. Балки с флюсовыми подушками устанавливают в заданных местах, определенных чертежом и соответствующих расположению стыкуемых кромок полотнища. Полотнище заводят на стенд. Проверяют соответствие положения кромок Осевым линиям флюсовых подушек. Кромки прижимаются электромагнитами балок к формирующему устройству. Флюс поджимается к полотнищу. Производится сварка паза автоматами, перемещающимися по направляющим портала, С целью умень
шения тепловых деформаций сварка выполняется от середины к концам согласно технологическому процессу.
На позиции IV производят контроль и приемку готовых полотнищ. Позиция оборудована шлепперным устройством и оборудованием для контроля. Принятое ОТК полотнище передается на линии изготовления соответствующих секций.
Механизация работ на описанном поточной линии достигает 80—85 %. Она обеспечивается за счет применения современных методов сборки и сварки и оснащенности линии специализированным и универсальным сборочно-сварочным оборудованием и оснасткой, в число которых входят листоукладчики, самоходные агрегаты для обжатия кромок листов, электромагнитные стенды с флюсовыми подушками и соответствующие устройства для выполнения транспортных работ.
Листоукладчики, предназначенные для раскладки листовых деталей на сборочной площадке стенда, различаются по типу грузозахватных устройств. В качестве этих устройств могут быть рамы с электромагнитами. Более распространены пневмовакуумные захваты. Жесткие направляющие рамы грузоподъемностью до 7 т позволяют укладывать лист точно на требуемое место без дополнительной подправки. Она обеспечивается соответствующим количеством пневмоприсосов диаметром 250— 400 мм. Листоукладчики позволяют обеспечить оптимальную высоту подъема груза до 500 мм. Производительность листоук-ладчика значительно превышает возможность мостовых кранов. Он может уложить на сборочный стенд до 20 листов в час.
Самоходные агрегаты для обжатия кромок листов служат для устранения разностенности собираемых кромок листов при закреплении их электроприхваткой. Наиболее распространены самоходные агрегаты портального типа, перемещающиеся по рельсам, проложенным вдоль сборочной площадки стенда. Они оборудованы гидроприжимами, объединенными в автономные группы. Гидроприжимы работают от самостоятельной гидравлической станции и могут создавать любые необходимые для обжатия кромок листов усилия. Если такие усилия превышают вес агрегатов, то применяют специальные захваты, с помощью которых портал закрепляется за головки рельсов. В процессе сборки группы гидроприжимов включаются избирательно или все одновременно.
Транспортные устройства для перемещения полотнищ в процессе их изготовления позволяют исключить применение мостового крана. Эти устройства весьма разнообразны: цепные транспортеры с дисковыми роликами; приводные дисковые рольганги, утапливающиеся в настилы стендов и сборочных площадок; специальные перегружатели. На некоторых заводах для транспортных целей применяют мостовые краны, оснащенные специальными грузоподъемными рамами с пневмоприсосами.
Такие устройства исключают необходимость обслуживания крана стропальщиком.
В случаях когда изготовление полотнища на механизированных линиях экономически нецелесообразно, используют отдельные стенды, оснащенные устройствами для механизации работ.
Независимо от способа изготовления полотнища (на специализированной поточной линии, на механизированной линии изготовления секций или на отдельном механизированном стенде) требования к его качеству одинаковы. При толщине листов более 5 мм бухтиноватость не должна превышать 5 мм на 1 м и при толщине менее 5 мм — 10 мм на I м.
Плоские узлы и бракеты. К плоским узлам относятся узлы вертикального киля, стрингеры продольной системы набора, флоры поперечной системы набора. Их изготовляют на плоских сборочных стендах. Перед сборкой на стенде разбивают контур узла с нанесением линий шпангоутов и стыков. Такие разбивки называют рабочими плазами. По разметке укладывают листовые детали узла, собирают их между собой теми же методами, что и полотнища. Затем заваривают автоматом. После сварки на узел переносят линии шпангоутов, освобождают его от креплений к стенду, кантуют, зачищают корни швов, подваривают автоматом, размечают места размещения набора, устанавливают набор и приваривают его полуавтоматами. Готовые узлы сдают ОТК и отправляют на сборку секций.
Изготовление бракет, представляюших собой одну листовую деталь с набором, аналогично той части сборки плоских узлов, которая выполняется после кантовки. К бракетам, собираемым таким способом, относятся бракеты флоров продольной системы набора и др. Бракеты, имеющие полки, собирают в приспособлениях, аналогичных приспособлениям, которые применяют при сборке тавровых балок.
Тавровые балки. Изготовление тавровых балок занимает значительный объем в работах по сборке узлов корпуса судна, В связи с этим современная технология изготовления корпусных конструкций располагает достаточно обширным перечнем специализированных станков, механизированной оснастки и различных приспособлений.
Наиболее простыми устройствами являются специальные кондукторы, представляющие собой приспособления, в которых производится быстрая установка, ориентация и фиксация деталей по настраиваемым упорам и зажимам. При сборке тавровых балок в кондукторе нет необходимости производить раз-метку пояска и проверку перпендикулярности стенки к пояску. В кондукторах собирают как прямолинейные, так и криволинейные балки. В последнем случае используют несколько кондукторов, установленных по разметке, соответствующей
кривизне балки. Контур собранной балки проверяют по шаблону с плаза или на плазовом щите.
Наиболее прогрессивным способом изготовления прямолинейных тавровых балок считается применение автоматизированной поточной линии МИБ-700. На этой линии сборка производится без предварительной разметки и электроприхватки. В автоматическом режиме выполняются следующие операции: подача и установка полки и стенки; продольная и поперечная ориентация полки относительно стенки; обжатие стенки с пол-
Рис. 5.11. Агрегат CKT-12-IA для сборки криволинейных тавровых балок
кой; автоматический контроль усилия обжатия; перемещение балки в зону сварки. Сварка выполняется одновременно двумя головками в среде С Os. При этом сварочные деформации устраняются методом обратного изгиба. Балка с полкой, симметрично расположенной относительно стенки, подвергается изгибу в вертикальной плоскости (в плоскости стенки), а балка с полкой, несимметрично расположенной, — изгибу в двух взаимно перпендикулярных плоскостях: плоскости стенки и плоскости полки.
Криволинейные тавровые балки изготовляются на агрегате СКТ-12-lA (рис. 5.11). На этом агрегате все основные операции сборки и сварки выполняются автоматически. Загрузка ISO
Рис. 5.12. Схема рабочего узла станка СТС-2М
I —• обжимающий ролик; 2 — стенка тавра; 8 — ролики, центрирующие стенку; 4 — сварочные головки; 6 — полка таара; 6 — ролики, центрирующие полку; 7 — ведущий ролик
полки и стенки на агрегат и снятие готовой тавровой балки производится краном.
Для изготовления криволинейных балок применяют также станок типа СТС-2М (рис. 5.12). На нем можно собирать и прямолинейные балки со стенками постоянной и переменной высоты. В комплект станка кроме оборудования, изображенного на рис. 5.12, входят передняя и задняя подвижные опоры, являющиеся составными частями механизма подачи деталей балки. Полка балки укладывается на ведущий ролик станка и опорный ролик задней опоры. Центровка полки и стенки выполняется с помощью специальных роликов. При этом стенка прижимается к полке нажимными роликами. Сварка выполняется одновременно с двух сторон угловыми швами. Одновременно с началом перемещения балки включается подача электродной проволоки и флюса. Нерасплавленный флюс возвращается в бункер с помощью пневматического флюсоотсоса. При сборке и сварке криволинейной балки ролик задней опоры перемещается в вертикальном направлении, благодаря чему участок балки в районе сварочных головок постоянно находится в горизонтальном положении. Технологией изготовления тавровых балок на этих стцнках предусмотрено закрепление передних кромок стенки и полки элсктроприхватками вручную, что является существенным недостатком.
Для изготовления криволинейных
балок с односторонней приваркой полки используют станок СГУ, который нашел широкое применение в отечественной практике. На этом станке все работы механизированы.
Судовые фундаменты. На многих судостроительных заводах применяется технология индивидуальной стендовой сборки фундаментов, при которой на сборочных плитах стендов производят разметку осевых и контурных линий фундамента, места положения балок и бракет фундамента (рис. 5.13). (Такую раз-метку называют «зеркальным плазом», поскольку последующая сборка фундамента производится в перевернутом его положении.) Затем на размеченный «плаз» укладывают опорные детали фундамента — плиты, планки. Уложенные детали прикрепляют к сборочной плите и связывают между собой электроприхватками. После сварки на планки переносят разметку линий
притыкания балок и брикет. По разметке устанавливают детали балок н бракет и скрепляют электроприхватками под сварку. При сборке вертикальность выдерживается проверкой угольником, наклонные детали выставляют по шаблонам. Сварка фундаментов выполняется полуавтоматами без снятия креплении к плите. После сварки производится правка фундамента с тщательной проверкой горизонтальности опорной поверхности собранного узла. Фундаменты предъявляют ОТК, маркируют и отпрааляют на склад или на участок сборки секций.
Рис. 5 13. Стендовая сборка фундаментов: а — фундамент; б — зеркальный плаз, в — проверка сборки фундамента
1 — ливип контура опорных лляиок; 2 — .-ииин стенок; 3 — металлическая пакта; 4 — угольник; 5 —стенки фундамента. £ — шаблон
0
Механизированное изготовление фундаментов носит позиционный характер. Специальный участок (рис. 5.14) состоит из трех позиций, полностью оснащенных механизированным оборудованием, приспособлениями и устройствами для сборки, сварки, правки, контроля и маркировки узлов. Позиция I предназначена для сборки фундаментов. В ее составе имеется сборочная плита, магнитные стойки для установки деталей под сборку, различные сборочные приспособления и инструмент. Позиция II отведена под сварочные работы. На ней располагают несколько манипуляторов типа поворотных столов, на которых обеспечивается вращение опорной поверхности вокруг центральной оси и наклон ее на необходимый угол, а также поворотные колонны с энергообеспечением сварочных полуавтоматов ПДПГ-500. Позиция оборудована системой вентиляции. На позиционерах сваривают фундаменты массой более 20 кг. Позиция III оснащена оборудованием для выполнения правки, проверки, доводки и сдачи готовых фундаментов. Весь участок обслуживают два консольных крана грузоподъемностью до 1 т
и транспортер. На линии изготовляют фундаменты различных назначений, кроме очень крупных (главных фундаментов, фундаментов под спецоборудование).
Рис. 5.14. Общий вид участка изготовления фундаментов
•сборочная плита; 1 — поворотаая колонне для подвески инструмента; 8—стол сварщика; 4 —консольный крав
§ S.4. Изготовление плоскостных секций
ЛИГУ
Номенклатура таких корпусных конструкций, как плоскостные секции, довольно обширна. Изготовление их осуществляется на плоских сборочных стендах (см. § 5.2). Плоскостные секции изготовляют равличными методами. В частности, могут быть определены два основных направления; сборка и сварка полотнища с последующей установкой и приваркой набора; установка и приварка набора на готовое полотнище, поданное на стенд с участка узловой сборки.
Во втором случае на плоский сборочный стенд подают полотнище, которое ориентируют на поверхности стенда и закрепляют по периметру электроприхватками. Места установки набора размечают по плазовому эскизу, на котором указаны линии контура полотнища секции, линии приварки набора, линии шельфов переборок и др. Перед разметкой мест приварки набора наносят базовые линии. На поперечной переборке базовыми линиями являются линия ДП и контрольная ватерлиния;
7 Заказ № 2121 193
на платформе или секции палубы — линия ДП и линия среднего шпангоута секции; на продольной переборке или плоской секции борта — контрольная ватерлиния и линия среднего шпангоута секции. Работу по разметке полотнища называют разметкой сетки.
В первую очередь наносят продольную базовую линию. Для этого ширину верхней и нижней кромок полотнища делят пополам и соединяют полученные точки меловой линией. На этой линии по плазовому эскизу отмечают точку контрольной ватерлинии или среднего шпангоута, и из нее восставляют перпендикуляр. От базовых линий по плазовому эскизу откладывают размеры сначала поперечных связей секции, а затем продольных. Для каждой связи (ребра или шельфа) отмечают две крайние точки. По этим точкам пробивают меловые линии намеленной ниткой. Разметка сетки включает также нанесение линий монтажных кромок секции, которые определяют фактическую величину припуска на сборку. После выполнения проверочных работ линии закернивают.
Следующей операцией является зачистка мест установки набора с целью обеспечения требуемого качества сварных швов. Для возможности использования автоматической сварки в максимальном объеме установку набора производят раздельно: сначала устанавливают набор главного направления, который приваривают автоматами, затем набор перекрестного направления, привариваемый полуавтоматами в среде углекислого газа.
После выполнения сварочных работ секцию освобождают от креплений к стенду, кантуют и передают на, позицию правки, установки насыщения и временных жесткостей для транспортировки. Временные жесткости (рыбины) устанавливают на таком расстоянии от кромок или линий контура секции, чтобы они не мешали стыковочным работам, при установке секции в блок или.на определенное место в процессе сборки корпуса. Ориентировочно это расстояние равно 100 мм.
Перед установкой деталей насыщения, в число которых входят наварыши, стаканы, кабельные коробки, фиттинги, мелкие фундаменты и т. и., производят разметку мест притыкания, раз-метку отверстий и вырезов. В вырезанные газовой резкой и зачищенные пневмомашинками с наждачными кругами отверстия устанавливают на электроярихватки детали насыщения. Сварку выполняют полуавтоматами или вручную. При необходимости производят правку секции, в основном местными нагревами газовой горелкой. Затем проводят проверочные работы и конту-ровку секции, а также замеряют сварочные деформации.
Контуровкой называют совокупность операций разметки, резки припусков по кромкам, изготавливаемым в чистый размер и зачистку кромок секции. Разметку осуществляют по пла-
Рис. 5.1 Б. Сборка узлов гофрированное переборки
I — прокладка; 3— полотнище;
3—шельф
зовым эскизам с учетом допусков на размеры. При обработке кромок в случае необходимости разделывают их под сварку. Контуровку по плазрвым эскизам выполняют по нанесенным базовым линиям. Набор контуруют по угольнику или по шаблонам с учетом контура примыкаемой конструкции. Огконтуро-ванную секцию маркируют краской и отправляют на склад готовых секций или непосредственно на дальнейшую сборку в цех сборки блоков или на стапель.
Гофрированные переборки с трапециевидными или волнообразными гофрами изготовляют в три приема на специальных постелях, лекала которых соответствуют форме и размерам поперечных сечений гофрированных листов. Сварку производят на флюсовых подушках, устанавливаемых в постель. Затем узлы полотнищ соединяют с узлами набора, преимущественно тавровыми балками (рис. 5.15), и контуруют в чистый размер. Далее собранные узлы укладывают на постели, производят сборку стыков и сварку полуавтоматами с двух сторон. Собранную и сваренную секцию гофрированной переборки контуруют, маркируют и отправляют на дальнейшую сборку или на склад.
Приведенная технология сборки и сварки плоскостных секций еще
применяется на заводах, не имеющих механизированных поточных линий. На заводах с большим объемом выпуска продукции введены в эксплуатацию механизированные поточные ли иии сборки и сварки плоскостных секций. За годы последних пятилеток в отечественном судостроении были разработаны и внедрены несколько проектов таких линий. В частности, для изготовления плоских и гофрированных переборок и выгородок применяют три типа поточных линий, которые предназначены для изготовления аналогичных конструкций, однако состав оборудования на них и технология сборки и сварки различны. Это позволяет произвести наиболее экономичный выбор механизации и автоматизации производства с учетом его технических возможностей и объема продукции.
Наиболее высокопроизводительной из линий всех трех типов является линия «Невка». На этой линии выполняют одностороннюю сварку полотнищ, механизированную установку, сборку и бесприхваточную приварку набора главного направления с использованием специального агрегата «Универсал» (рис. 5.16), а также механизированную установку перекрестного набора. В процессе приварки набора производят одновременную 7* 195
прокатку околошовной зоны с целью исключения сварочных деформаций. Технологический процесс изготовления выгородок на линии начинается с укладки листов портальным листоуклад-чнком на сборочно-сварочный стенд. Сборка механизирована, сварка выполняется специальным автоматом. Гофрированные полотнища, не требующие установки набора, кантуют установленным в линии кантователем для подварки, контроля и установки насыщения. Плоские полотнища закрепляют на транспортной тележке и подают в зону работы агрегата «Уннвер-
Рис. 5.16. Сборочно-сварочный агрегат «Универсал» линии сборки выгородок «Невка»
сал», где путем последовательного перемещения полотнища производят установку и приварку к нему набора. Затем секцию транспортируют на следующую позицию, где производят установку и приварку набора перекрестного направления. На очередной позиции секцию кантуют на кантователе линии для выполнения завершающих работ.
Изготовление переборок, платформ, нижних палуб и других плоскостных секций производят на пятипозициониой поточной линии на основе готовых узлов полотен. В процессе изготовления секции полотно перемещается с позиции на позицию с помощью транспортного устройства, рабочим органом которого являются вмонтированные в сборочные площадки подъемно-опускные ролики.
На позиции I выполняют установку и сварку набора главного направления. Полотно укладывают краном на стенд н ориентируют относительно базовой линии для механизированной установки и приварки набора специальным агрегатом. Затем полотно закрепляют с помощью специального устройства, которое обеспечивает направление перемещения и пульсирующее движеиве полотна с заданным шагом в зоне работы агрегата установли набора. Полоса набора из кассеты, расположенной на портале агрегата, специальным укладчиком, передвигающимся по эстакаде, подается в установочные захваты агрегата. Агрегат направляет, устанавливает и обжимает полосу на полотне. Приварка производится автоматами без прихватки полосы к полотну. Установка последующих полос набора может выполняться без разметки за счет пульсирующих перемещений секции с шагом 50 мм.
Позиция И предназначена для установки перекрестного набора. Эта операция осуществляется сборочным агрегатом позиции, передвигающимся по эстакаде. Набор находится в специальной кассете на портале.
На позиции III выполняется сварка набора между собой в среде СО% и приварка к полотну перекрестного набора. Сварочные полуавтоматы подвешены на поворотных стрелах консольного типа.
На позиции IV производится укрупнение секций путем стыкования двух частей секций на монтажной флюсовой подушке и установка насыщения. На этой же флюсовой подушке выполняется подгонка кромок и автоматическая сварка по повышенным зазорам.
Позиция V предназначена для заключительных работ: кон-туровки секции с помощью мостового крана пролета, подварки, установки и приварки насыщения, правки, контуровки и сдачи отк.
Семипозиционная поточная линия для изготовления секций размерами до 10X10 м с листами обшивки толщиной от’6 до 24 мм, набором до № 24, шельфами размерами до 1200 мм и общей массой до 16 т состоит из первых трех позиций, на которых собирается узел полотна, и последующих четырех позиций сборки и сварки плоской секции (рис. 5.17). Линия занимает площадь примерно 720 мм2 и обслуживается двумя рабочими.
Несмотря на высокую степень механизации сборочно-сварочных работ, описанные выше линии имеют недостатки. Одним из них следует считать отсутствие стационарных устройств зачистки мест установки набора и полос набора. Согласно требованиям руководящей документации по сборке и сварке конструкций профиль должен быть зачищен с торца и с боков на высоту большую, чем калибр сварного шва, на 5—10 мм. Соот-
ветсгвенно должна быть зачищена полоса на поверхности полотнища по линии установки набора.
Для выполнения операций зачистки мест установки набора разработано устройство, оснащенное пневмошлифовальной машинкой (рис. 5.18). Тележка устройства перемещается вдоль линии установки полосы вручную. Пневмомашинка работает от цеховой магистрали сжатого воздуха. Опускание машинки в рабочее положение производится с помощью устройства, состоящего из системы рычагов и пружин. Пневмомашинка благодаря двустороннему приводу имеет мощность, вдвое превышающую мощность обычной машинки типа ШР-2. Такое решение позво-
ляет применять спаренный наждачный круг, благодаря чему обеспечивается зачистка полосы необходимой ширины за один проход.
В*'описанных выше поточных линиях позиции установки набора оборудованы механизированными набороукладчиками. Эти укладчики имеют поворотные балки, оснащенные гидродомкратами со сменными механическими захватами для полос различного профиля. Набороукладчики могут брать, переносить, устанавливать и обжимать с полотнищем сварные балки набора длиной до 12 м и высотой до 1,5 м, масса которых доходит до 3 т. Суммарное нажимное усилие на балку составляет 100 кН. Управление набороукладчиками производится одним из рабочих линии с автономного пульта, расположенного на портале.
Ходовую часть портала набороукладчнка, как и других агрегатов портального типа, применяемых на линии, монтируют за пределами сборочной площадки вдоль поточной линии
с целью обеспечения свободы перемещений изделий и рабочих на площадке. Для полного освобождения рабочих площадей при аварийном или ремонтном обслуживании их мостовыми кранами пролета порталы могут быть перемещены в зону, не занимаемую рабочими площадями. Сварку набора главного направления на поточных линиях выполняют с использованием специальных сварочных порталов, предназначенных для многодуговой сварки под слоем флюса или в среде СОг. В практике мирового судостроения применяют сварочные порталы, оснащенные сварочной траверсой, обеспечивающей автоматическую многодугокую приварку набора с двух сторон способом грави
линии сборки и сварки плоских секций
рочвый агрегат; 5 — поворотное устройство; S—транспортное устройство; 7 —опорный кассета для продольного набора; 11— кассета для поперечного еабора; 12—сбороч-пути; I—VII — позиции давив
тационной дуговой сварки. Различные варианты конструкции сварочных траверс обеспечивают работу от 8 до 20 сварочных дуг. Такая механизация сварочных работ позволяет варьировать производительностью линий с учетом пропускной способности определяющих позиций.
Естественно, что во всех случаях механизации и автоматизации производственных процессов объем внедрения машин й механизмов, особенно специализированных, как правило дорогостоящих, должен быть рентабельным. В ряде случаев при относительно малых объемах производства установку и обжатие набора производят с помощью переносных электромагнитных устройств, подвешенных к самоходному порталу. Для установки и прижатия рамного набора применяют агрегат, который обеспечивает транспортировку набора электротельфером, его установку и обжатие к полотнищу специальным прижимом с одновременным захватом за ранее установленные балки набора для создания усилий по подтягиванию участка полотнища. При
хватку набора производят полуавтоматами, установленными на передвижные тележки, расположенные по обе стороны портала. Приварку рамного набора производят четырьмя — шестью полуавтоматами, подвешенными на двуплечные кронштейны передвижного сварочного портала
Рис. Б, 18. Устройство для зачистки мест установки набора 1— иневмомашина: 2— рукаа подачи воздуха; 3—колесо; 4— стенка; в — ссЪ; 6 — каркас; 7 — пружина; 3 — рукоятка; 9. 11 — кронштейны; 10 — задняя ось; 13— пусковая рукоятка
Вследствие развития в последнее время модульного метода постройки судов в отечественной практике разработаны механизированные процессы изготовления модуль-панелей и механизированные способы стыкования и сварки плоских модуль-панелей в плоские модуль-секции. Имеются варианты поточных
I
Рис. 5.19. Общий
линий изготовления панелей из листов длиной 6 м и из полотен длиной 12 м, состыкованных из двух листов.
Технологический процесс изготовления шестиметровых мо-дуль-.секций на шести технологических позициях проиллюстрирован на рис. 5.19. На позиции I транспортным перегружателем 1 берут лист из пачки-накопителя, укладывают на рольганг 2 и ориентируют по специальным упорам. Затем лист подают под сборочно-сварочный агрегат 3, устанавливающий набор путем заводки его концов в предварительно установленные с заданным шагом сборочно-сварочные устройства агрегата. Торцы набора устанавливаются по совмещенной линии, после чего включаются обжимные ролики и сварочные автоматы, выполняющие одновременно обжатяе и приварку набора. Сваренная панель поступает на рольганг 4 позиции II, транспортирующий ее на рольганг 6 в зону действия панелеуклад-чика 5. С рольганга 6 панель может быть подана в зову раббты сварочного агрегата 7 или снята панелеукладчиком 5 и уложена на перегрузочные площадки. Агрегат 7 выполняет стыкование и сварку панелей в модуль-секцию. Для прижатия кромок панелей по пазу к флюсовой подушке используются ролики сборочно-сварочного устройства. Обжатие и сварка паза, как и установка, и приварка набора на предыдущей позиции, выполняются одновременно. После сварки пазов модуль-секцию транспортируют с помощью роликов стенда по ходу выполнения технологических операций установки перекрестного набора (позиции III, IV). Установку перекрестного набора производят с помощью мостового крана или установочно-обжимного агрегата 8. На позиции V выполняют сварку перекрестного набора полуавтоматами, установленными на сварочных порталах 9. На позиции VI секция кантуется кантователем 10 для выполнения работ по подварке, зачистке. На этой же позиции секцию проверяют « сдают ОТК.
§ 5.5. Изготовление Полуобъемных секций
Сборка и сварка полуобъемных секций сложнее и продолжительнее, чем сборка и сварка плоских секций. В полуобъемных секциях, имеющих закрытые отсеки, условия для работы усложняются. Появляется необходимость дополнительной вентиляции и принятия ряда мер по обеспечению безопасных условий труда.
При сборке полуобъемных секций используют три основных варианта технологии. При наличии у секции плоской поверхности сборку производят на плоских сборочных стендах (рис. 5.20, а). На стендах размечают положения плоских элементов секций: листов настила или поясков рамного набора. На выставленных по разметке плоских элементах монтируют узлы 202
и детали секции. На собранную конструкцию устанавливают листы обшивки и сваривают между собой и с набором. Для приварки обширки к набору срезают крепления настила к сборочной площадке, секцию кантуют и закрепляют под сварку. Аналогичный метод сборки на плоском стенде может быть применен и при отсутствии плоских поверхностей (рис. 5.20, б). Набор в виде каркаса, который в случае необходимости скрепляется временными технологическими жесткостями, устанавливают на плоском стенде. На каркас помещают листы обшивки. Широкое распространение получил третий метод — сборка в специальных постелях, повторяющих криволинейные обводы обшивки (рис. 5.20, е). Технология изготовления полуобъемных секций на лекальных постелях делится на четыре этапа: подготовка и настройка постели; сборка и сварка полотнища; установка и сварка набора и насыщения; проверка и сдача готовой секции. Работы второго этапа могут выполняться на плоском стенде или на лекалах постели.
Листовые конструкции секций с малой по-гибью собирают и сваривают на плоских сбороч
ных стендах или на линиях сборки и сварки плоских полотнищ с последующей сваркой на флюсовых подушках. Собранные и сваренные полотнища подают на постель, обжимают по ее ребрам талрепами и грузами и закрепляют электроприхватками, а по контуру — специальными клиновыми или винтовыми прижимами.
Обшивку секций с большой погибью собирают непосредственно на постели. Перед укладкой листов постель проверяют на правильность установки ребер по лекалам или табличным данным с плаза. Затем раскладывают листы, проверяют правильность раскладки по чертежам и производят сборку обшивки, начиная стыковку листов со -среднего пояса секции. Проверка правильности положения закладного листа на постели
производится до рабочему чертежу растяжки наружной обшивки, по крайнему ребру постели и монтажному стыку. Проверенный закладной лист прижимают к ребрам постели и закрепляют талрепами и планками. К закладному листу пристыковывают следующий лист среднего пояса, выполняя подгоночные работы по стыку и выдерживая правильность его положения в поясе. Стык закрепляют электроприхватками, а лист крепят к постели, как и первый. Все последующие листы обшивки размещают и крепят аналогично. На концах-стыков я пазов устанавливают выводные планки, предназначенные для начвла и окончания сварки. Толщина планок равна толщине обшивки, а размеры составляют около 100X100 мм. Согласно технологическому процессу н требованиям, предъявляемым к качеству сварных соединений, торцевые поверхности листов (кромки) зачищаются до металлического блеска пневмомашинками с абразивными кругами.
Сварка выполняется автоматами с подкантовкой постелей в необходимых случаях. При невозможности подкантовки из-за конструктивных особенностей постели или по другим причинам участки швов с большим уклоном доваривают полуавтоматическим способом. После сварки обшивки производится проверка положения постели в горизонте. Если отступления не превышают допуска ±2 мм, приступают к разметке мест установки набора. В случаях превышения указанного допуска постель перед разметкой выравнивают.
Разметку начинают с пробивки на обшивке следов пересечения ее с базовыми плоскостями; продольной базовой плоскостью и плоскостью среднего шпангоута секции Для разметочных работ по кромкам секции на постели устанавливают П-образные опоры в районах концов размечаемых линий. Точки пересечения базовых линий с кромками секции наносят с пла-зового эскиза. С помощью отвеса точки переносят на перекла-дины опор и натягивают через них стеклини (рис. 5.21). Следы стеклиней на секции являются базовыми линиями. На размечаемую поверхность оки переносятся с помощью отвесов.
От линии среднего шпангоута по пазам откладывают точки практических шпангоутов и точки стыков. Расстояния отмечаемых точек выдерживают по размерам продольных растяжек с плазового эскиза. Размеченные на продольных кромках точки практических шпангоутов соединяют меловыми линиями, от которых отмечают крайние точки линий установки продольного набора и положения монтажных пазов. Как и линии шпангоутов, их соединяют меловыми линиями, пользуясь размерами поперечных растяжек с плазового эскиза. После предъявления мастеру ОТК полученную сетку закернивают.
Формирование набора начинают с установки средней неразрезной связи. Затем на базе этой связи размещают поперечные 204
связи. Прихватку их выполняют-от середины к кромкам секции, благодаря чему образующиеся бухтины выводятся из жесткого контура на свободные кромки секции. После балок набора устанавливают на электроприхватки киицы, ребра жесткости, планки.
Сварку набора выполняют в два приема. В первую очередь сваривают набор между собой, начиная от середины секции одновременно к бортам, в нос и корму. Затем сваренную решетку набора приваривают полуавтоматами к обшивке.
После приварки набора производят разметку установочных линий секции: ДП, крайних шпангоутов, теоретических линий
палуб, платформ. Секцию освобождают от креплений к постели, кантуют и устанавливают на подставы. Производят зачистку корней сварных швов газовой или электровоздушной строжкой и подваривают автоматами или полуавтоматами.
Следующей операцией является разметка мест установки насыщения и вырезов под насыщение. Вырезы делают газовыми резаками, зачищают абразивными кругами, устанавливают насыщение и выполняют сварку. В случае необходимости правят местные деформации секции. Форму секции проверяют по шаблонам. Отклонения от заданных обводов, не превышающие допусков, заносят в таблицу паспорта секции. Затем выполняют разметку контура секции. По кромкам, изготовляемым в чистый размер, припуски удаляют и производят подготовку кромок под сварку. Некоторые секции изготовляют в чистый размер по всем кромкам. Завершающей операцией является сдача секции ОТК, который проверяет непроницаемость, качество швов н комплектность сборки согласно чертежу. Готовую секцию отправляют на склад или на дальнейшую сборку.
Описанный выше технологический процесс сборки включает довольно большой объем ручных работ. Механизация разметочных, сборочных и проверочных работ составляет 28—48 %. Сварочные работы механизированы в значительно большей степени, в среднем на 80 %. Поэтому вопросам механизации уделяется большое внимание как при проектировании новых верфей, так и при модернизации существующих.
Для изготовления полуобъемных секций на многих отечественных заводах внедрены механизированные линии, состоящие из нескольких позиций, объединенных специализированным транспортным оборудованием.
Проекты поточных ликий сборки и сварки полуобъемных секций, а также объемных секций, рассмотренных в § 5.6, разрабатываются в зависимости от их использования в сборочно-сварочном производстве. Исходными требованиями для технических заданий на проектирование поточных линий являются прежде всего габариты и массы секций, серийность намеченных к постройке судов, готовность производства к переходу на новую технологию, предусмотренную механизированным производством.
В практике отечественного судостроения известно несколько различных проектов поточных ликий для сборки и сварки полуобъемных секций. Одна из таких механизированных поточных линий сборки и сварки бортовых и палубных секций с передвижными постелями, состоящая из семи позиций, характерна высокой степенью механизации. На ней механизированы практически все технологические операции: от подготовки и дистанционной настройки постели по таблицам плазовых ординат до сварки автоматами на передвижных балках с флюсовыми подушками. Перемещение секций с постелями предусмотрено на шести позициях. После завершения работ на позиции Г/ секция освобождается от креплений и краном передается на позицию VII, оснащенную настраиваемыми по высоте опорными балками. На позициях V и VI набор сваривают между собой и приваривают к обшивке автоматами и полуавтоматами, навешенными на сварочные порталы. После окончания сварки секция освобождается от креплений к постели и краном передается на позицию VII с регулируемыми по высоте передвижными опорными балками. На позиции VII производят сварку Двух собранных секций. Эта операция условно называется укрупнением секции. На укрупненной секции размечают и устанавливают насыщение и фундаменты. После сварки насыщения секцию снимают, опорные балки настраивают на новые координаты по высоте, секцию кантуют, укладывают на балки и крепят. Затем производят подварку пазов и стыков обшивки и выполняют заключительные работы по контролю, доводке и сдаче секции на конструкцию.
i
I
Днищевые секции изготовляют аналогично бортовой секции. При сборке на лекальной постели по обводам обшивки линия должна иметь позицию установки настила второго дна. В случаях когда днищевая секция имеет плоский настил второго дна, сборка ее может производиться на линиях, оборудованных плоскими передвижными сборочными рамами. При больших габаритах днищевых секций с соответственно большими их массами передвижение сборочных площадок или постелей становится нерентабельным. Поэтому сборка и сварка секций выполняется на стационарных постелях. Установку, обжатие набора, сварку набора выполняют с помощью передвижных агрегатов портальной конструкции, перемещающихся над постелями. Настил второго дна устанавливается отдельными подсекциями. Кантовка секций выполняется на специальных кантователях.
На рнс. 5.22 изображена схема лоточно-позиционной линии изготовления полуобъемных днищевых секций массой до 60 т и со следующими габаритами: длиной до 18, шириной до 9, высотой до 1,5 м. Линия состоит из четырех технологиче-
ских позиций, обслуживаемых как специализированным оборудованием, так и мостовыми кранами пролета. На свободных площадях пролета может быть расположен участок сборки и сварки узлов днищевого набора. Изготовление днищевых секций иа такой линии считается одним из наиболее эффективных технологических процессов сборочно-сварочного цеха.
На позиции I производят настройку стационарных универсальных постелей с передвижными лекалами. Установку набора на обшивку и обжатие, а также сварку набора между собой выполняют с помощью сборочно-сварочного агрегата, а приварку набора к обшивке—полуавтоматами. После завершения работ секцию снимают двумя кранами с пОстели и передают на позицию II. На этой позиции устанавливают подсекции второго дна и производят сборку их с основной секцией. Установка выполняется краном, а обжатие под прихватку — специальным агрегатом ОН Д-1900, обеспечивающим усилие обжатия в 90 кН и вертикальное перемещение захватов до 2,5 м. Агрегат оснащен двумя обжимными устройствами. Электроприхватка выполняется ручным способом. В кантователь позиции III секцию подают с помощью транспортной платформы, перемещаемой лебедочными устройствами. Секция закрепляется в кантователе специальными захватами, имеющими дистанционное управление. В кантователе рама с секцией поднимается с помощью ходовых винтов, поворачивается на 180° и опускается в исходное положение. На кантователе производится подварка наружной обшивки и приварка в нижнем положении второго дна. Затем секция кантуется в первоначальное положение и платформой транспортируется на первое рабочее место позиции IV, где производятся завершающие работы, включая правку и контуровку секции. На втором рабочем месте, куда секция передается краном, она проверяется и сдается ОТК на конструкцию. Позиция V к линии относится условно. На эту позицию секция перегружается краном и устанавливается на транспортные средства для вывоза на склад или дальнейшую сборку.
§ 5.6. Изготовление объемных секций
Основную номенклатуру объемных секций, изготовляемых на отечественных заводах, составляют днищевые и бортовые секции средних и крупных судов. Объемные секции корпуса изготовляют реже.
Для сборки днищевых и бортовых объемных секций созданы поточно-позиционные линии с расчетным ритмом передвижения и выпуска.
Изготовление секций на линии, схема которой приведена на ' рис. 5.23, производится на одиннадцати технологических пози-208
209
циях. Линия занимает всю ширину пролета. На -свободных его площадях размещают участки изготовления узлов и нетпповых бортовых секций. Линия предназначена для сборки любых бортовых секций, включая объемные секции массой до 36 тс продольными переборками, имеющие следующие размеры: длину— До 8,5, ширину — до 10,5, высоту — до 3,6 м. Для этой поточной линии впервые в судостроительной промышленности создано уникальное оборудование: универсальная передвижная стоечная постель на 132 выдвижные стойки, перемещающаяся по колее шириной 10,5 м; вакуумный укладчик гнутых листов грузоподъемностью 3 т; сборочно-установочный агрегат УН-2,5 с маршевой скоростью перемещения 20 м/мин грузоподъемностью 2 т; передвижной портал для сварочной аппаратуры, перемещающийся на всю длику постели (до 10 м) со скоростью 24 м/мии; кантователь секций грузоподъемностью 30 т.
В практике отечественного судостроения созданы линцр изготовления днищевых объемных секций, обеспечивающие высокую механизацию работ сборочно-сварочного производства. Одна из таких поточных комплексно-механизированных линий (типа ДС-10) позволяет производить сборку и сварку секций длиной до 10, шириной до 22 и высотой до 3,7 м. Масса таких секций достигает 130 т. Линия состоит из нескольких одинаковых рабочих мест позиции сборки и сварки секций и нескольких рабочих мест позиции достроечных работ. Число рабочих мест определяется объемом производства. Технология изготовления секций на линии ДС основана на применении механизированных стоечных балок универсальных сборочных постелей с передвижными подлекальниками, установочно-обжимных агрегатов типа АС (рис. 5.24) и сварочных стрел, оснащенных электротельферами для подъемно-транспортных операций. Каждый агрегат АС обслуживает две-три постели. Настройка постелей производится по ординатам, рассчитанным на ЭВМ или снятым с плаза.
На постель укладывают краном полотнище и обжимают его с помощью агрегата АС к стойкам постели. Обжатое полотнище закрепляют к планкам стоек постели электроприхватками. Установку набора и отдельных листов обшивки производят агрегатом АС, управляемым дистанционно или с подвесного пульта. Сварку высокого наббра, свободного от горизонтальных жесткостей, выполняют четырехдуговым автоматом, а сварку в ячейках и сварку после кантовки — полуавтоматами, подвешенными на сварочные стрелы. Подъемно-транспортные работы на постели выполняют электротельферами, смонтиро ванными на агрегатах АС. Кантуют секции мостовыми кранами.
Следует отметить, что далеко нс все разработанные проекты поточных линий находят широкое применение в практике. Не
которые из них даже после изготовления оборудования и внедрения на заводах отрасли не подтверждают расчетной эффективности. В ряде случаев выявляется нерентабельность эксплуатации отдельных позиций, отдельных видов оборудования или же целиком всей линии. Так, не нашли пока широкого применения поточные линии с передвижными постелями и пе-
Рис. 5.24. Установочно-обжимной агрегат АС-10 линии изготовления секций
редвижными сборочными площадками, т. е. линии с жестким ритмом работы; не в полном соответствии с проектными возможностями используются установочно-обжимные агрегаты типа АС и т. д. Это положение следует считав в целом нормальным. Опыт эксплуатации со временем поможет определить оптимальные решения. Болес полный анализ разработки и внедрения механизации и автоматизации в судостроении приводится в специальном курсе, читаемом параллельно с курсом технологии судостроения.
Объемные секции корпуса судна состоят обычно из одной днищевой, дкух бортовых (правого и левого бортов) и нескольких плоских секций платформ и поперечных переборок. Эти секции собирают несколькими способами, в частности на монтажных постелях и на плоских стендах.
Сборку на монтажной постели начинают закладкой на постель днищевой секции. После установки ее в горизонт (без наличия крена и дифферента) устанавливают поочередно или одновременно бортовые секции с комингсами поперечных перебо
Рис. 5.25. Установка бортовых секций в объемную секцию корпуса
1 — даищеаая секция; 2 — теоретическая линия крайнего шпангоута; 8 — теоретическая ливня платформы; 4 — бортовая секция; б — шланговый уровень, а — размер причерчивания; Н — размер положения платформы по высоте: I — полуширота платформы
рок. и настилов платформ. Установка производится мостовыми кранами путем наводки нижних кромок бортовых секций на верхние кромки дкищевой секции с совмещением теоретических линий крайних шпангоутов. По размерам полуширот устанавливают точки пересечения теоретической линии платформы с теоретическими линиями крайних шпангоутов и отмечают их на наружной поверхности обшивки. Затем замеряют фактическое положение этих точек \ю высоте от основной плоскости (ОП). Замеренные высоты всегда больше плазовых данных из-за припуска на нижней монтажной кромке обшивки секции. Разницу этих размеров называют завышением. Завышение в носу должно быть равно завышению в корме. Определение завышения выполняют путем переноса шланговым уровнем фактической высоты платформы над ОП на обшивку бортовой секции с контрольной точки этой высоты, отмеченной на какой-
Рис. 5.26. Замеры обводов объемной секции с применением отвесов 1 — отвес; 2—рейка лолу широт: 3— стапель; НП —нижняя палуба; ВЛ — на-терплния; ПЛ — платформа
либо смежной с постелью жесткой конструкции, например на колоннах пролетов или стойках построечных лесов (рис. 5.25). В таком положении секция считается установленной под при-черчнвание.
Причерчивание выполняют с помощью специального циркуля, раскрытого на величину завышения. Одку ножку циркуля опирают на обработанную в чистый размер пазовую кромку днищевой секции, другой причерчивают пазовую линию на бортовой секции по припуску. Причерченную линию закер-ницают. Аналогичным способом выполняют причерчивание набора. Секцию снимают, обрезают по прочерченным линиям на обшивке и наборе, разделывают кромки под сварку и зачищают пневмомашинками. Подготовленную секцию вторично устанавливают под сборку, подгоняют паз, стыкуют набор и закрепляют электроприхватками. После этого выполняют сварку монтажного соединения. В первую очередь сварниают обшивку, затем набор.
После бортовых секций последовательно устанавливают секции поперечных переборок и платформы. Секцию переборки подают краном, наводят на место ее расположения, линию ДП секции переборки совмещают с линией ДП днищевой секции, кон
трольную ватерлинию устанавливают на заданную высоту, а полотнище переборки — вертикально в плоскости шпангоута. В таком положении переборку прикрепляют внахлестку к комингсам на днищевой и бортовых секциях. Переборку, как правило, изготовляют по стыкуемым кромкам в чистый размер. Поэтому причерчивание производят на комингсах. После причер-чивания переборку сдвигают, комингсы обрезают по линиям причерчивания. Обрезанные кромки разделывают под сварку и зачищают. Переборку наводят на место, собирают встык с комингсами и закрепляют электроприхватками.
Секции платформ устанавливают под причерчивание по линиям ДП и теоретическим линиям крайних шпангоутов. При
пуски удаляют с комингсов так же, как и при установке переборок На установленные конструкции выставляют в районах собранных соединений кницы и другие детали. После окончания сборочных работ производят сварку всех соединений полуавтоматами в среде СОз и частично вручную. Затем устанавливают и заваривают детали насыщения, выполняют местную правку, размечают контуры секции и удаляют припуски по схеме стапельной сборки.
Завершающими работами по изготовлению объемной секции корпуса являются замеры фактической формы секции. Обводы секции замеряют по полуширотам (рис. 5.26). Для этого на наружную обшивку выносят ватерлинии, теоретические линии настилов платформ и практических шпангоутов. Из точек пересечения этих линий опускают отвес и на рейках фиксируют фактические полушироты. Сравнивая замеры с плазовыми размерами, получают отклонения, которые заносят в таблицы паспорта секции. При размере фактической полушироты,, большем плазового, отступление записывают в таблице со знаком «плюс», при меньшем — со знаком «минус». Эти таблицы используют в дальнейшем при установке секций на стапеле или при сборке блоков для нахождения оптимальных решений по выполнению сборочных работ по стыковым соединениям.
На плоских сборочных стендах объемные секции корпуса собирают в перевернутом положении. В этом случае закладной секцией является секция платформы, а очередность установки секций в объемную секцию отличается от сборки на постели. На секцию платформы сначала устанавливают секции поперечных переборок, затем бортовые секции. Последней присоединяют днищевую секцию. Преимуществом этого способа является снижение затрат из-за отсутствия расходов на изготовление постели. К недостаткам относится усложнение проверочных работ.
§ 5.7. Изготовление блоков корпуса
При блочных методах постройки судов изготовление блоков может производиться на предстапельных позициях, непосредственно на построечном месте корпуса судна или в специальных цехах, предназначенных для постройки блоков.
Схема компоновки цеАа постройки блоков на верфи И класса приведена на рис. 5.27.
Блоки изготовляют из секций, поступающих из сборочносварочного цеха. Обычно блок средней части состоит из днищевой секции, двух бортовых секций и секций переборок и палуб. Сборку такого блока на поточных линиях цеха выполняют на специальных тележках, служащих как строительными опорами, так и транспортными средствами для передвижения блоков и
вывоза их из цеха. Тележки оснащены рамами-лекалами по форме секции.
При установке днищевой секции на лекала тележек между металлической опорной частью лекал и обшивкой секции прокладывают подушку из деревянных брусков. Установку дкище-вой секции в горизонт осуществляют так же, как и при изготовлении объемных секций. При этом выравнивание секции по крену и дифференту производят с помощью гидравлических
1 — ооточно-познпвошше линии Q—160/32 т; 3 — «этажерка» тнческих устройств и слссар! краны грузоподъемностью 30 ный участок; 7— хоаяйстееиввя
2—мостовые краны, ях пладовых. знерге-IECTKO0; 4 — мостовые в блоков; 6 — маляр-ение сборочно-монтаж-
Рис. 5.27. Схема -компоновки цеха постройки блоков на верфи II класса
____ , . . , .... вяергетика цеха; II — пладовая сварочных материалов; 13—инструментальная
кладовая; 74 — электромонтажный участок деретоусгановочный участок;
16—изоляционный участок; 7—У—номера блоков; СУ—санузел
домкратов, вмонтированных между жесткими опорами тележек и нижними подвижными частями лекал. Установку бортовых секций начинают с совмещения теоретических линий крайних шпангоутов и определения по полуширотам и высотам точек пересечения теоретических линий шпангоутов с теоретической линией верхней палубы. Затем причерчивают бортовые секции по нижним кромкам и удаляют припуск газовым резаком. Эту операцию выполняют на снятой и уложенной на стенд секции или на месте с небольшим предварительным смещением секции, обеспечивающим удобство работ. Окоитурованную и зачищенную по пазам бортовую секцию устанавливают на место, соби-
рают паз обшивки, стыкуют рамный набор и закрепляют элек-троприхваткамн.
Секции поперечных переборок устанавливают так же, как и при сборке объемных секций корпуса. Для присоединения секции нижней палубы изготовляют и устанавливают опорные ограничительные планки. Секцию укладывают на планки, совмещают по линиям ДП и линиям крайних шпангоутов, проверяют положение по высоте в ДП, стыкуют с бортами и поперечными переборками. Затем устанавливают междупалубные переборки и выгородки. Секцию верхней палубы ставят так же, как и секцию нижией палубы.
В собранный блок устанавливают детали россыпи — киицы, планки, заделки, пояски. После установки секции верхней палубы производят сварочные работы, применяя в основном полуавтоматическую, ручную и в меньших объемах автоматическую сварку. Потом размечают места расположения деталей насыщения и вырезов, устанавливают насыщение и заваривают согласно чертежу. Объем насыщения в блоке значительно больше, чем в секции.
После приварки насыщения размечают контрольные линии и контур блока с помощью теодолита. Теодолит устанавливают на некотором расстоянии от монтажного стыка рядом с блоком. Оптическую ось теодолита еовмещают с плоскостью, параллельной плоскости мидель-шпангоута. Труба теодолита должна вращаться в этой плоскости. На блоке устанавливают линейку и наводят на нее теодолит. От точки на линейке, совпадающей с вертикальной риской на оптической шкале теодолита, на обшивке блока откладывают разности размеров b и а и отмечают точку стыка Линейку переносят далее по кромке и повторяют операции. Размеченные точки соединяют намеленной ниткой и закернивают. Если кромка блока по стыку согласно схеме стапельных припусков изготовляется в чистый размер, то ее обрабатывают согласно чертежу под сварку. Отступления от заданных обводов бортовой части замеряют по ординатам точек пересечения теоретических линий платформ, палуб и ватерлиний с линиями шпангоутов. Отступления от заданных обводов днищевой части определяют по точкам пересечения флоров со стрингерами. Все замеры выполняют по полуширотам и высотам точек, вынесенных на обшивку блока. После заполнения паспорта блок предъявляют ОТК.
Блок носовой оконечности изготовляют аналогично блоку средней части. При сборке блока носовой оконечности специфическим является процесс установки форштевня. На форштевне размечают линию ДП и точки грузовой ватерлинии, палуб. Проверку этих точек по длине и по ДП выполняют по их проекциям, нанесенным иа плоскости основания постели. Данные проекций этих точек снимают с плаза. Для определения поло-216
жения фактических точек из них опускают вески и определяют отклонения по проекциям. Проверку положения точек по высоте осуществляют с помощью шланговых уровней. Для этого на жестких конструкциях лесов отмечают контрольные точки
по данным с плаза.
Отличительной частью технологического процесса сборки
блока кормовой оконечности является установка ахтерштевня (рис. 5.28). Ахтерштевень — тяжелая лнтосварная конструкция корпуса судна. Для установки, поддержания и закрепления ахтерштевня требуются прочные тумбы. Перед установкой в блок на ахтерштевень наносят линию ДП и контрольные точки. Затем подают на место, устанавливают по ОП, совмещают
с ДП, проверяют вертикальность оси баллера и ее положение по длине судна, проверяют положение осевой линии гребного вала в яблоке ахтерштевня по высоте. Все работы выполняют при постоянном страховании ахтерштевня краном. При удовлетворительных значениях всех контрольных размеров ахтерштевень закрепляют в кормовой постели. После этого произво
дят сборку С ахтерштевнем рис. 5 28. Установка ахтерштевня секций кормовой оконечности. 1 — кормовая оконечность; 3~- яктерште-При сборке кормового блока
В него могут быть уставов- в —отвес по оси баллера
лены морткры гребных валов.
Эти работы требуют высокой квалификации судовых проверщиков. Проверочные работы по установке ахтерштевня и мор-ткр занимают основную часть работ по установке и монтажу этих конструкций.
На передовых отечественных верфях широкое распространение получил блочный метод изготовления надстроек. Надстройка является одним из высоконасыщенных районов судна. На современных судах в надстройке находится 40—60 % различных помещений.
Трудоемкость изготовления, сборки и монтажа надстроек транспортных судов составляет от 8 до 22 % общей трудоемкости постройии судна. При секционном способе наибольший объем работ по изготовлению и монтажу надстроек выполняется, как правило, на окончательной стадии постройки судна. Изготовление надстроек блоками оказывает положительное влияние на общий цикл постройки и равномерное распределение трудоемкости постройки.
Надстройки малых и средних судов формируют одним блоком, крупных — несколькими блоками. Блоки надстройки изготовляют на специализированных участках. При серийной постройке малых и средних судов работы выполняют обычно в цеховых условиях поточно-позиционным методом. Блоки надстроек для крупных судов формируют на открытых площадках в зоне действия кранов соответствующей грузоподъемности с последующей погрузкой в доковом комплексе или на плаву.
В зависимости от принятой технологии производства участок изготовления блоков надстроек при поточно-позиционной постройке судов размещается на липии главного потока (рис. 5.29) или на параллельном входящем потоке.
Большие возможности в снижении трудоемкости, сокращении стапельного периода и унификации технологических про-
цессов появляются в современном судостроении при постройке судов с высокой степенью внутрипроектной унификации корпусных- конструкций. Примерами таких судов могут служить суда типа «Борис Бутома» дедвейтом 100 тыс. т. Эти суда — одновинтовые, однопалубные, девятнтрюмные с кормовым расположением машинного отделения и надстройки. Цилиндрическая вставка корпуса, занимающая 53,3 % длины судна (наибольшая длина 260 м), разбита на 6 одинаковых блоков (рис. 5.30). Габариты блока iXbXh— 19,6X39,8x21,5 м. Блок собирался из 200-тонных секций, укрулняршихся на предстапельной площадке до 600 т. На построечное место укрупненные конструкции подавались двумя кранами грузоподъемностью по 300 т.
Применение блочного метода постройки этих судов позволило." произвести унификацию и сокращение объема конструкторской и технологической документации; сократить количество типоразмеров деталей, узлов и секций; перенести ббльшую часть
корпусных работ со стапеля в сборочно-сварочный цех и на преддоковые площадки; унифицировать сборочно-сварочную и стапельную оснастку; увеличить объем изготовления конструкций на механизированных поточных линиях; сократить продолжительность стапельного периода, общую продолжительность постройки и снизить стоимость постройки судна.
При модульно-блочном методе постройки судов технология судостроения .приобретает широкую базу для дальнейшего повышения механизации и автоматизации производства и для внедрения малолюдных и безлюдных форм технологических процессов, включая гибкие производственные системы.
Наименование секции
Комингс люка наВП Верхняя палуба бортсбоя t=< 7=) f=i 6/ V В
□ ‘
1 п 1 1
ДнищеВая Поперечная переосрко II е 1 е 7 6 7
II
Рис. 5.30. Унификация секций и блоков судов типа «Борис Бутома» / — область уняфнкацвн секций: // — область унификации блоков
§ 5.8. Установка насыщения и фундаментов под главные механизмы
В предыдущих параграфах, освещавших вопросы сборки и сварки секций, указывалось об установке и приварке насыщения. Насыщение устанавливают также в блоки. Его продолжают монтировать и на последующих этапах постройки.
Насыщение разделяют на три основные группы: корпусное, слесарно-монтажное, электромонтажное. К первой группе относятся крышки люков, горловин, двери, трапы, корпуса иллюминаторов, детали крепления судового оборудования и обре-шетников, устанавливаемые до монтажа изоляции и поэтому называемые доизоляционными креплениями, а также мелкие фундаменты и детали судовых устройств.
Во вторую группу входят наварыши, переборочные и палубные стаканы, части трубопроводов и их крепления.
К третьей группе относятся скобы, панели, кабельные коробки-фиттинги, детали креплений электроаппаратуры и электроприборов.
Горловины, крышки люков, двери поставляются для установки в сборе с комингсами и прокладками. Перед установкой горловины крышку и прокладку снимают со шпилек комингса. Устанавливают комингс на размеченное место с вырезанным маломерным отверстием, проверяют, прихватывают и заваривают с двух сторон. Обрезают припуск маломерного отверстия по комингсу. После остывания устанавливают на шпильки резиновую прокладку и крышку. В процессе установки крышки подправляют положение шпилек, прогоняют резьбу и завинчивают все гайки. Обычно установка горловин выполняется на стапеле или при сборке блоков.’Крышки люков устанавливают на вырез комингсом внакрой. При этом совмещают риски осевых линий выреза с рисками осевых линий на комингсе крышки. После обжатия и электроприхватки комингс приваривают и зачищают. Также устанавливают в сборе с комингсам# двери кают и различных помещений (рис. 5.31).
Наварыши, фиттинги и Кабельные коробки устанавливают на предварительно обработанные отверстия. Для этого размечают место установки и наносят осевые линии. Осевые линии наносят также на устанавливаемую деталь насыщения. После совмещения осевых линий деталь обжимают, прихватывают и затем приваривают.
Судовые фундаменты разделяют на две группы: фундаменты под главные машины и фундаменты под вспомогательные механизмы.
Перед установкой фундамента под вспомогательный механизм на его опорной плоскости размечают осевые линии. Затем фундамент устанавливают на место по координатам от осевых линий b и I (рис. 5.32). Далее фундамент устанавливают под причерчивание, выравнивая его опорную плоскость в горизонт с помощью шлангового уровня. Завышение фундамента (величина г на рис. 5.32) определяется от основной с чертежным размером h. На величину z причерчивают продольные н поперечные связи фундамента по нижним кромкам, примыкающим к обшивке. Затем фундамент снимают, контуруют, обрабатывают кромки по месту установки под угол плоскости притыкания и зачищают их пневмомашинкой. Подготовленный фундамент снова устанавливают на место и закрепляют электроприхватками.
При установке фундаментов под главные механизмы применяют другую контрольную базу проверки положения опорных плоскостей, которые должны быть параллельны линиям вало-220
проводов. Валопроводы судов имеют уклон в вертикальной плоскости, а при двухвальных установках линии ^валопроводов имеют уклоны в горизонтальной и вертикальной плоскостях.
Рис. 5.31. Непроницаемая дверь с клиновыми задрайками
1 — рама; 2 — полотно; 3 — ручка; 4 — тяга: 5 — ведрайка; 6 — и<у.1Я; 7 — обушки; В — дрючок; S —ручка; Ю — амортизатор и пружинные держатели;
Н — пружинный держатель: 12 — резиновая прокладка; IS—клин
Расположение фундаментов задают координатами h, В и Н. Размеры положения опорных плоскостей фундаментов (Но) задают от линий валов (рис. 5.33). Поэтому прежде всего необходимо определить положение линии вала для установки
221
соответствующей опорной плоскости фундамента. Линию вала определяют по размерам плазовых полуширот и высот ее точек, которые размечают на двух шергенях, установленных для этой цели за пределами местоположения фундамента По разметке
Рис. 5.32 Установка фундамента под вспомогательный механизм Ъ — полушърста до продольное осн фундамента; h — высота до плоскости опорных планок; / — продольные размер; 2 — размер причерчи-
По ZS шп.
Геи. 6 норну)
---------------------3__м.
Рис 5.33. Установка фундамента под главный двигатель
I — стсклинь; 2—опорная пиалка; и — продольный уклон плавок, й— ступенчатость планок; и — поперечный уклон планок пол компеисируюшва про-
на шергенях в точках А и Б закрепляют визирки. Через визирки натягивают стеклинь. На настиле второго дна размечают положение продольных балок и бракет для совмещения соответствующих жесткостей фундамента. На опорных поверхностях фун
дамента размечают осевые линии. Фундамент устанавливают на место по отвесу так, чтобы продольная его ось размещалась под линией вала, а поперечная ось отстояла от базы замера на чертежный размер. Затем определяют завышение опорных плоскостей фундамента путем замеров расстояний от стеклиня (линии вала) до концов размеченной продольной оси фундамента. Фундамент снимают, кантуют и причерчивают по нижним кромкам, имеющим припуски. Припуск по линии причерчи-вания удаляют газовой резкой, кромки разделывают и зачищают. После этого фундамент вторично устанавливают на место по разметке, проверяют контрольные размеры, прихватывают под сварку и приваривают.
Глава 6
ПОСТРОЙКА КОРПУСА СУДНА
§6.1. Построечные места
Построечными (стапельными) местами называют площади, занимаемые сооружениями и устройствами, на которых производится формирование корпуса судна в процессе его постройки. По типу построечных мест, их количеству, размерам и оборудованию судят о мощности и оснащенности судостроительного предприятия.
Построечные места разделяют на две основные группы. К первой группе относят построечные места, предназначенные для формирования корпуса судна и спуска его на воду. Это наклонные продольные и поперечные стапели, строительные и наливные доки. Построечные места второй группы предназначены только для постройки корпуса судна и представляют собой горизонтальные площадки.
Спуск малых судов на воду может производиться кранами. Средние и крупные суда с построечных мест передаются специальными транспортными средствами на спусковые сооружения: наливные док-камеры, плавучие доки, продольные или поперечные слипы.
В современном судостроении почти 90 % судостроительных предприятий производят постройку судов на горизонтальных площадках. Горизонтальные стапельные места получили широ-'коо распространение благодаря возможностям, способствующим организации поточно-позиционных методов постройки и механизации транспортных и спусковых работ. Однако при постройке судов на стапеле ручной труд применяется еще очень широко.
Повышение уровня механизации стапельных работ—одна из наиболее трудных задач. Пути ее решения заключаются в развитии средств малой механизации сборочных работ (ручной механизированный инструмент), создании автоматического сварочного оборудования, разработке оптических и лазерных способов проверочных работ, механизации спуска судов с наклонных стапелей и т. п. Дальнейший прогресс в развитии постройки судов не может быть обеспечен без совершенствования вопросов организации производства. В этом направлении предусматривается сокращение стапельного периода постройки судна за счет перенесения максимально возможного объема корпусных работ на участки предварительной сборки; совершенствования поточно-позиционных методов постройки на горизонтальных стапельных местах; внедрения модульного принципа постройки судов на стапеле.
Наклонный стапель. Построечное место, называемое наклонным стапелем, представляет собой железобетонное сооружение с наклонвой поверхностью, на которой производятся работы по закладке, постройке и спуску судна на воду.
Наклонный стапель имеет надводную и подводную части. Кромку подводной части поверхности стапеля называют порогом, а противоположную порогу стенку—торцом стапеля. Уклон стапеля—это отношение высоты его торца к длине надводной части поверхности стапеля. Уклон стапеля увязан со спусковой массой судна, а следовательно, и с длиной стапеля. Для больших судов уклон стапели находится в нижних пределах.
В зависимости от положения строящегося судна различают продольные и поперечные наклонные стапели.
На продольном стапеле ДП судна параллельна направлению спусковых дорожек (рис. 6.1). Длина продольных стапелей составляет от 100 до 350 м. Большинство продольных стапелей имеет две спусковые дорожки, а некоторые — четыре. У’двухдорожечных Стапелей расстояния между осями дорожек составляют от 7 до 10 м, что соответствует примерно от Vs до ’/г ширины строящихся судов.' Продольный стапель имеет поверхность, уклон которой в стороку акватории верфи составляет 0,042—0,083 (обычно 0,042—0,048).
Продольные стапели по устройству подводной части разделяют на стапели без водоотлива и с водоотливом (осушаемые). У первых порог находится под водой постоянно. У вторых за порогом устроен железобетонный котлован, называемый ковшом, закрытый специальным водонепроницаемым устройством— батопортом. Перед спуском судна ковш стапеля заполняется водой через клинкет батопорта, а из балластных цистерн батопорта откачивают воду. Батопорт всплывает, после чего отводится за пределы линии спусковых дорожек. По мере всплы-
тия батопорта вода заполняет ковш стапеля и порог его ухо-
дит под воду.
Продольными стапелями, применяемыми для постройки средних судов, оборудованы старые заводы. При сооружении современных судостроительных предприятий продольные стапели строят очень редко.
На поперечном стапеле ДП судна перпендикулярна направлению спусковых дорожек. Поперечный стапель представляет собой горизонтальную построечную площадку, переходящую в наклонную поверхность со спусковыми дорожками.
Рис. 6.1. Продольный наклонный стапель
На построечной площадке одновременно формируются корпуса нескольких судов. Их располагают бортами параллельно береговой линии. Количество дорожек доходит до 20. Для судна со спусковой массой около 1000 т устанавливают 4—6 дорожек Уклон поперечного стапеля от 0,083 до 0,20 при длине дорожек 20—50 м. Поперечный стапель не имеет осушаемой части. Его порог может быть под водой, у воды или над водой.
Недостатками наклонных стапелей являются: неуправляемый спуск судов, значительные усилия, действующие на корпус судна в процессе спуска, неудобство постройки судна в наклонном положении на продольных стапелях.
Строительный док (судостроительный док, сухой док). Строительно-спусковое сооружение, представляющее собой бетонный котлован (камера дока), дно которого расположено ниже уровня акватории верфи, называют строительным доком
8 Заказ Jft 2121
225
(рис. 6.2). Головная часть строительного дока, примыкающая к акватории и закрытая для доступа воды в камеру специальными воротами,— голова дока. Наполнение дока водой происходит самотеком, а осушение—насосами насосной станции. Сухие доки оборудуют кранами грузоподъемностью до 800— 1500 т и швартовно-тяговым оборудованием, обеспечивающим заводку и вывод судов. Постройка судна в доке производится на опорном устройстве или на судовозных тележках, позволяющих перемещать секции, блоки или корпуса судов в пределах
длины построечных мест дока. Последние проекты строитель ных доков включают боковые камеры, в которых с целью оптимизации поточного производства производят постройку трудоемких блоков судна.
По количеству камер судостроительные доки делят на одно-, двух- и многокамерные. Судостроительные доки сооружают частично на территории, частично на акватории или полностью на акватории верфи.
Строительные доки используют преимущественно для постройки судов большого водоизмещения. В мире создано около 100 таких доков, предназначенных для постройки судов дедвейтом более 100 тыс. т.
Наливной док. Построечно-спусковое сооружение типа шлюза, верхняя ступень которого находится выше уровня ак-226
ватории (обычно в пределах отметки территории верфи), называют наливным доком. Бассейн наливного дока огражден стенками (дамбами) и имеет глубоководную часть. В этой части уровень воды при открытом затворе соответствует уровню акватории.
Постройка судов в наливном доке осуществляется на горизонтальных построечных местах, расположенных в верхней ступени или в специально оборудованных камерах, находящихся на одной отметке с верхней ступенью, отделенных от нее промежуточными затворами. В доке с такими камерами возможен раздельный спуск строящихся судов. В отличие от сухого дока наполнение наливного дока осуществляется насосами, а осушение — самотеком.
Преимущества наливного дока перед наклонным стапелем заключаются в отсутствии неудобств наклонного положения судна; в возможности контроля спуска, а также в возможности подъема судов. Наливной док имеет преимущества и перед сухим доком: при его сооружении требуется меньший объем гидротехнических и строительных работ. В наливных доках экономически целесообразна постройка судов среднего водоизмещения [(5—10) тыс. т].
Наливные доки разработаны в СССР и впервые в мировой практике были применены на отечественных заводах, построенных в 30—40-х гг.
Горизонтальный стапель с док-камерой. Это построечно спусковое сооружение, состоящее из горизонтальных построечных мест, оснащённых рельсовыми путями для перемещения судовозных тележек, на которых производится постройка судна. Спуск судна с горизонтального стапеля осуществляется с помощью док-камеры (наливной камеры).
Док-камера конструктивно аналогична наливному доку. Она отличается от него тем, что оснащена двумя затворами. Один-затвор служит для вывода судов на акваторию верфи, как и у наливного дока, а второй—для заводки судов с горизонтального стапеля, расположенного вне док-камеры на территории верфи. Поскольку постройка судна производится на территории верфи, док-камера не оснащается энерговооружением и крановым оборудованием в отличие от наливного дока. Верхняя ступень док-камеры оборудована судовозными путями, которые выведены через затвор на территорию верфи. Расположение верхнего уровня док-камеры может быть продольным или поперечным относительно глубоководной части. Одна док-камера может обслуживать несколько построечных мест горизонтального стапеля. Судно доставляется в док-камеру на построечно-транспортных тележках, которые являются также и спусковыми.
Большим преимуществом горизонтальных стапелей с док-камерой является возможность поточно-позиционной постройки 8* 227
судов как наиболее прогрессивной формы организации производства в судостроении. Кроме того, спусковая масса судов, строящихся на таких стапелях, не ограничена.
Горизонтальный стапель с плавучим доком. Горизонтальные построечные места, спуск судов с которых осуществляется док-камерой, могут обслуживаться для выполнения спусковых работ плавучим доком—судном технического флота, предназначенным для подъема судов, находящихся на плаву, для их ремонта, транспортировки в спуска на воду.
Горизонтальный стапель со слипом. Это построечно-спусковое сооружение, на котором постройка судна производится на горизонтальных построечных местах, а спуск осуществляется с помощью слипа.
Слип — подъемно-спусковое сооружение, предназначенное для механизированного подъема и механизированного управляемого спуска судов на судовозных тележках по рельсовым путям, размещенным на наклонной плоскости. В зависимости от положения судна к направлению спуска различают продольные и поперечные слипы. Продольные слипы имеют уклон от 0,1 до 0,05, иногда 0,04. Поскольку поперечные слипы предназначены для поперечного спуска, уклон их составляет от 0,25 до 0,1.
Постройка судна может осуществляться непосредственно на судовозных тележках слипа или на судовозных тележках стапеля. В последнем случае для спуска производится пересадка судна с тележек стапеля на тележки слипа.
Слипы используются при серийной постройке малых и средних судов Первоначально их применяли для подъема судов из воды с целью ремонта. Спуск после ремонта производился тем же слипом. В результате этого слип получил широкое распространение на судостроительных заводах для спуска судов на воду.
§ 6.2. Оборудование стапельных мест
Построечные места современных верфей оборудуют различным специально предназначенным для формирования корпуса судна оборудованием: опорным или опорно-транспортным устройством, подъемно-транспортными средствами, наружными и внутренними лесами, системами энергоснабжения.
Опорное устройство. Такое устройство предназначено для удержания судна в требуемом положении на одной позиции без перемещения в процессе постройки. Оно состоит из кильблоков, клеток, подстав и упоров на горизонтальном построечном месте. На наклонном продольном стапеле кроме перечисленных элементов опорное устройство включает строительные стрелы, препятствующие смещению судна по направлению уклона стапеля.
Кильблоки устанавливают под килем в ДП по шпангоутам в соответствии с расчетной схемой установки. Их высота над опорной поверхностью стапеля составляет около 1,5 м для возможности выполнения необходимых работ под днищем строящегося судна. Для расчета количества кильблоков ступенчатую кривую массы порожнего судна разбивают по длине на участки. В пределах каждого участка интенсивность нагрузки усредняют и принимают постоянной. Для каждого участка количество кильблоков рассчитывают по формуле лк=Рп. у/Qk, где Дп.у — масса порожнего судна в пределах соответствующего участка; QK—расчетная нагрузка на кильблок (обычно равна половине предельно допустимой нагрузки). Удельное давление от расчетной нагрузки на поверхность кильблоков не должно превышать допустимое, которое составляет около 500 кПа.
Долгое время кильблоки набирались из сосновых брусьев с сосновыми подушками, подводимыми под обшивку судна с помощью дубовых клиньев. Б настоящее время существует несколько конструкций металлических .кильблоков. Кильблок, показанный на рис. 6.3, а, состоит из стальных сварных тумб, поверх которых устанавливается сосновая прокладка, дубовые клинья и сосновая подушка. Такие,тумбы применяются также в конструкциях быстроразборных кильблоков (рис. 6.3, б). Нижняя часть быстроразборного кильблока состоит из двух металлических клиновых призм, соединенных между собой тягой из угольников. Тяга стопорится самотормозящимся металлическим клином. Для отдачи кильблока самотормозящийся клин выбивают. На наклонных стапелях применяются также механизированные гидравлические кильблоки. Гидравлический кильблок состоит из двух частей; нижней — гидродомкрата и верхней, включающей металлические тумбы и деревянную подушку. Нижияя часть имеет уклон, соответствующий уклону стапеля, что обеспечивает вертикальное положение кильблока. Гидродомкрат нижней части соединен с двумя гидравлическими системами, одна из которых обеспечивает подъем, а другая — принудительную посадку кильблока при снятии с него нагрузки. Кильблок снабжен стопорным устройством, предназначенным для фиксации положения плунжера гидродомкрата. Грузоподъемность гидравлического домкрата достигает 60 т. Он может применяться при постройке судов любых типов.
Клетки устанавливают параллельно кильблокам по обе стороны от ДП в местах- поперечных переборок и под узлами пересечения набора (стрингеров и флоров), в которых сосредоточены большие нагрузки. Конструктивно клетки не отличаются от кильблоков. Механизированное опорное устройство клетки монтируют из спаренных гидравлических кильблоков. Количество клеток выбирают из условия устойчивости судна на построечном месте. Необходимо устанавливать не менее трех пар
клеток при спусковой массе судна до 5 тыс. т, четырех пар при массе 5—10 тыс. т и шести пар при массе более 10 тыс. т.
По мере формирования судна на стапеле его подкрепляют подставами и упорами. Подставы устанавливают под днищем, а упоры—по бортам. Количество подстав определяют по формуле пп=0,4 DDIQn, где Dn—масса порожнего судна; Q,,—расчетная нагрузка па подставу.
Подстава представляет собой трубчатую телескопическую конструкцию, верхняя опорная плоскость которой поджимается к корпусу посредством винтового устройства. В качестве подставы используют также деревянный брус, устанавливаемый на
клинья или на специальный металлический башмак, позволяющий быстро раскрепить или демонтировать подставу.
Упоры изготовляют из сосновых бревен диаметром 250— 300 мм или брусьев сечением до 200X200 мм. На горизонтальном стапеле их ставят в плоскости шпангоута, а на наклонном— с некоторым уклоном в сторону торца стапеля. На любом стапеле они ставятся под углом 18—20° к ДП. Упора верхним концом упирается в коротыш, приваренный к обшивке на шпангоуте, нижний ее конец подклинивают.
На наклонном стапеЛе судно удерживается специальными устройствами — строительными (упорными) стрелами. Упорные стрелы изготовляют из деревянных брусьев, окованных по концам, или из металлических труб. Нижним концом стрела упирается в гнездо на поверхности стапеля, а верхним — в упор на корпусе.
Одним из достижений в механизации стапельных работ яв ляется создание механизированного опорного устройства. Основой его служат механизированные гидравлические кильблоки, описанные выше. Работой кильблоков и клеток (спаренных кильблоков) управляют дистанционно с пульта управления гидравлической насосной станции, оснащенного пускорегулирующей и контрольно-измерительной аппаратурой. Аппаратура состоит из вентилей подачи масла в нижние и верхние полости гидродомкратов, дроссельных клапанов для слива масла из нижних полостей, вентилей для слива масла из верхних полостей и манометров. С насосной гидравлической станции можно обслуживать две-три автономные группы опор, каждая из ко-
Рис. 6.4. Гидравлическая схема управления кильблоками
1— корпус судив; S, 3. 4 — кильблоки 3, 2 и 1-й групп кильблоков соответственно;
5 — насосная станция; 6 — трубопроводы гидросистемы
торых состоит из 50 кильблоков. Со станции можно управлять кильблоками каждой группы отдельно или всех групп одновременно.
На рис. 6.4 изображена схема управления тремя автономными группами кильблоков.
На горизонтальных построечных местах в качестве опорных устройств используются поперечные подкильные балки, которые могут быть установлены на подбалочныс кильблоки, боковые стулья или судовозные тележки (рис. 6.5).
При серийном производстве на горизонтальном построечном месте опорное устройство состоит из комплекта судовозных тележек с гидравлическими приводами. Такое устройство не только поддерживает судно в процессе постройки, но и перемещает блоки при причерчивании ‘и стыковке, а также перемещает весь корпус с одной позиции на другую и на спусковое устройство. Под опорными балками на тележках устанавливают центрирующие устройства, которые обеспечивают перемещение блоков в двух плоскостях — горизонтальной п вертикальной —
1700
Рис. 6.5. Схема установки судна на подкильных поперечных балках; а—на коротких с опорой на кильблоки; б — на длинных с опорой на стулья; в—на поротких с опорой на тележки
в пределах, необходимых для установки блока в ДП и в плоскости горизонта. Тележки снабжены гидравлическими домкратами, служащими для пересадки судна со стульев на судовоз-ные тележки или с судовозных тележек стапеля на судовозные тележки слипа. Домкраты имеют индивидуальную масляную систему от ручного насоса или подключаются к централизованной системе питания от насосной станции. В отечественном судостроении используют тележки грузоподъемностью от 60 до 320 т.
Подъемно-транспортные средства. Построечные места оборудуют кранами различных конструкций: башенными, портальными, козловыми, мостовыми. Рост водоизмещения строящихся судов и, следовательно, увеличение массы секций и блоков стали причинами увеличения грузоподъемности кранов.
Башенные краны, грузоподъемность которых составляет от 20 до 250 т, имеют неповоротную вертикальную башню ч поворотную консольную стрелу. По стреле перемещается грузовая тележка. Башенные краны применяют на открытых горизонтальных построечных местах, продольных стапелях и в сухих доках.
Портальные краны наиболее распространены на судостроительных верфях. Их грузоподъемность составляет 20— 250 т при вылете стрелы до 40 м. Высота подъема груза — до 50 м, а при минимальном вылете стрелы—до 60 м, что обусловливает удобство применения этих кранов при постройке судов на продольных стапелях. Для малых грузов портальные краны снабжены вторым гаком грузоподъемностью до 5 т. Скорость подъема малым гаком в два-три раза больше основного. Как и башенные, портальные краны используют на открытых построечных местах.
Козловые краны имеют грузоподъемность от 800 до 1500 т. Они представляют собой сложные инженерные сооружения и имеют высокий уровень автоматизации, включая радиотелефонизацию. Козловыми кранами оборудуются строительные н наливные доки.
Мостовые краны устанавливают в закрытых стапельных местах (эллингах), реже —на открытых площадках. Их грузоподъемность составляет от 50 до 200 т.
При поточно-позиционных методах организации производства постройки судов и блочных способах формирования корпуса на горизонтальных стапелях для транспортировки блоков корпусов судов применяют судовозные поезда грузоподъемностью 20 тыс. т и более, составленные из судовозных стапельных тележек; трансбордеры; безрельсовые транспортные системы: самоходные платформы (транспортеры), несамоходные платформы (трейлеры). Безрельсовые транспортные средства используют на верфях ФРГ, Японии, США, Великобритании, Франции и других стран.
Трансбордер (рис. 6.6) — специальное транспортное устройство, предназначенное для перемещения блоков или корпуса судна в поперечном направлении. Трансбордер представляет собой платформу из сварных элементов с настилом и рельсовыми путями, перемещающуюся в трансбордерной яме поперек направления поточных линий с помощью лебедок. Глу-
бина трансбордерной ямы составляет от 0,8 до 1,8 м. Для перемещения судна на параллельную позицию (линию) рельсы трансбордера совмещают с рельсами линии, с которой производится перемещение. Судно на тележках накатывается па трансбордер. После этою совершается перемещение трансбордера до совмещения рельсов с линией, на которую переводится судно. Грузоподъемность трансбордеров достигает 7 тыс. т. Для перемещения блоков применяют малые трансбордеры грузоподъемностью до 2 тыс. т.
Безрельсовые несамоходные платформы (трейлеры) на пневматическом ходу, буксируемые тягачами, или самоходные платформы (транспортеры) применяют для перемещения блоков массой более 600 т. Для транспортировки грузовая платформа подводится под блок и с помощью гидравлических домкратов снимает его с опор. После транспортировки блок устанавливается на опоры в обратном порядке или снимается с платформы кранами. Длина самоходных платформ достигает 24 м при общем числе колес до 120 шт.
В практике судостроения для перемещения блоков успешно использовались транспортные устройства на воздушной подушке. Для этих устройств требуются незначительные тяговые усилия. Применяемые в Западной Европе с 1981 г. автоматические транспортные тележки на воздушной подушке имеют грузоподъемность до 24 т. В настоящее время разработаны тележки на воздушной подушке, имеющие праяти-чески неограниченную грузоподъемность и точность позиционирования 1,0 мм. При необходимости точность позиционирования может быть повышена до 0,1 мм. Тележка имеет модульную конструкцию, легко встраивается в автоматические линии, оснащена микропроцессором, отличается высокой надежностью, малыми габаритными размерами. Перемещение может быть обеспечено во всех направлениях, включая поворот вокруг вертикальной оси. Направление перемещения тележки задается цветной полосой, нанесенной на полу цеха. Однако для создания воздушной подушки требуются слишком большие энергетические затраты, вызывающие сомнение в целесообразности применения таких устройств.
Леса. При постройке судна на стапеле вокруг судна и внутри него устанавливают наружные и внутренние леса. Они служат для обеспечения удобства выполнения работ и возможности доступа ко всем местам, где необходимо выполнять эти работы.
Наружные леса располагают вокруг корпуса в несколько ярусов в зависимости от высоты борта (рис. 6.7). Ширина лесов определяется возможностью работы на них одного-двух рабочих и прохода мимо работающих одного рабочего. Это условие обеспечивается при ширине лесов не менее 1,4 м. Каждый крус лесов оборудуют.ограждениями жесткого типа и одним-двумя трапами. Трапов может быть и больше при сплошной протяженности яруса вдоль корпуса судна.
Внутренние леса устанавливают на определенные периоды с целью обеспечения удобства выполнения сборочных, сварочных и монтажных работ. Эти леса являются временной технологической оснасткой. После окончания работ их разбирают и переносят на другое место.
В соответствии с отраслевым стандартом 1984 г. леса классифицируют: по типам—в зависимости от их конструктивного 235
исполнения; по видам — в зависимости от места установки или путей их перемещения; по классам — в зависимости от способа их установки. Стандарт определяет 23 типа лесов: леса на козлах, стержневые леса, леса на подвесках, башенные леса, леса-этажерки, леса-люльки и т. д.; 6 видов лесов: напольные, напольно-настенные, настенные (навесные), потолочные подвесные, потолочные навесные, плавучие; 7 классов лесов: стационарные разборные, стационарные неразборные, переносные, передвижные по направляющим, передвижные без направляющих, самоходные по направляющим, самоходные без направляющих.
Башенные леса размещают по периметру судна при необходимости обеспечения широкого фронта работ в основном на наклонных стапелях. Башни устанавливают на подошву стапеля или на боковые горизонтальные плнты на расстоянии около 8 м по длине судна. Отдельные башни лесов крепят к подошве стапеля растяжками. Яруса лесов, опирающиеся на башни, устраивают через 2,5 м по высоте. На горизонтальных построечных местах применяют башенные леса облегченной конструкции. С целью укелйчения устойчивости башни устанавливают на специальные железобетонные башмаки.
Разновидностью стержневых лесов являются сборные леса, состоящие из трубчатых ферм, связей и деревянных настилов. Три фермы поперечными и продольными связями объединяют в секцию. Такая секция устойчива и может быть установлена в любом месте на стапеле у строящегося судна. Стойки таких лесов могут быть поставлены с учетом обводов судна, что является одним из преимуществ стержневых лесов.
Леса-этажерки навешиваются на борт судна крюками верхней части с помощью крана. После подтягивания нижней части к борту судна леса крепятся талрепами к обухам, приваренным к обшивке.
Системы энергоснабжения. Для выполнения всей номенклатуры предусмотренных проектом работ построечные места обеспечиваются различными видами энергии, носителями которой являются: электричество, сжатый воздух, горючий газ, кислород, углекислый газ, аргон, пар, вода.
Для питания различного оборудования и освещения применяют переменный ток напряжением 220 и 360 В. Переносное освещение используется на пониженных напряжениях; 36, 24, 12 и 6 В.
Сжатый воздух давлением 0,5—0,6 МПа подается по магистральным трубопроводам от компрессорной станции к разделительным коробкам. К разделительным коробкам подсоединяется через гибкие шланги ручной пневматический инструмент, краскораспылители и рукава для испытания помещений на непроницаемость.
Кислород и ацетилен для кислородной резки, строжки и нагрева конструкций при правке подаются по трубопроводам или в баллонах, которые используются в местах, слишком удаленных от газораспределительных постов.
Углекислый газ и аргон для сварочных работ подаются по трубопроводам или в баллонах.
Пар для отопления и вода, предназначенная для гидравлических испытаний систем пожаротушения И других нужд, подаются на стапель по специальным трубопроводам, проложенным в закрытых траншеях, расположенных параллельно стапелю.
Энергопроводы прокладывают вдоль построечного места с обоих бортов строящегося судна. Посты для подключения к потребителям энергии устанавливают на колоннах лесов, площадках, специальных щитах, расположенных на открытых палубах судна.
§ 6.3. Подготовка стапеля к закладке судна
Перед закладкой нового судна на стапеле выполняются специальные подготовительные работы. Основными из этих работ являются разметка стапеля и монтаж опорного устройства.
Разметка стапеля включает ряд разметочных и проверочных работ,- определение положения судна по длине и ширине стапеля, нанесение на стапеле базовых и контрольных линий (следов ДП, батоксов, мндель-шпангоута, горизонтальной базовой линии), разметку мест размещения кильблоков и клеток опорного устройства. Нанесение базовых линий положения судна на стапеле называют разбивкой построечного места. При постройке судов, длина которых превышает 100 м, линию ДП наносят от базовой линии, построенной с помощью светового луча или оптическим способом.
Для пробивки световой линии на расстоянии 750—1000 мм от ДП через каждые 10—15 м по длине устанавливают стойки из швеллерных балок. Смещение стоек необходимо для того, чтобы не было помех при монтаже кильблоков. В верхней части стоек на высоте 400—1200 мм вырезают отверстия диаметром 50—60 мм. На носовой и кормовой стойках устанавливают металлические пластинки размерами 120X120 мм толщиной 1— 1,5 мм с отверстием диаметром 1—2,5 мм в центре. Эти пластинки называют мишеньками. За носовой стойкой помещают источник света — лампу мощностью 300—500 Вт. Провсрщик-наблюдающий размещается за кормовой мишенькой. Пробивка световой линии заключается в последовательной установке Мишенек на промежуточные стойки, начиная с кормовой, по све товому лучу, проходящему через крайние мишеньки. Кроме про
верщика, наблюдающего луч через отверстие крайней кормовой мишеньки, в установке мишенек принимают участие еще два проверщика, задача которых заключается в наведении мишенек на луч по командам проверщика-наблюдающего. Через отверстия установленных по световому лучу мишенек натягивают стеклинь. Со стеклиня опускают отвесы на стапель и кер-нят точки линии, параллельной ДП.
При нанесении базовых и контрольных линий оптическим способом получают более высокую точность, уменьшается трудоемкость работ и повышается культура производства. В качестве инструментов при нанесении базовых и контрольных линий таким способом применяют нивелиры и теодолиты
Нивелир — геодезический прибор, представляющий собой визирную оптическую трубу, закрепленную на штативе и вращающуюся в горизонтальной плоскости (рис. 6.8, а). Технология нанесения базовой линии с помощью нивелира аналогична технологии нанесения базовых линий пробивкой световой линии. Нивелир устанавливают на кормовой стойке и центрируют по мишеньке носовой стойки, после чего по перекрестию его визирной трубы устанавливают промежуточные мишеньки (см, поз. 4 на рис. 6.8, б).
При нанесении линий ДП с использованием теодолита на плоскости стапеля в носу и корме определяют положение двух точек, находящихся на оси симметрии стапеля. Размеры откладывают по стапельной рулетке. Над одной из точек устанавливают и центрируют теодолит. Вертикальный штрих перекрестия визирной трубы совмещают с другой точкой. С целью исключения поворота трубы в горизонтальной плоскости корпус теодолита закрепляют. После этого, вращая трубу вокруг горизонтальной оси, поочередно наводят ее перекрестие на
промежуточные планки, расположенные на размечаемой линии, и отмечают на них чертилкой точки, соответствующие положению ДП судна. Линии, соответствующие положению мидель-шпангоута и контрольным шпангоутам, а также линии, проходящие через точки носового и кормового перпендикуляров и, в свою очередь, перпендикулярные ДП, наносят также с помощью теодолита. Для этого на планках, заделанных в поверхность стапеля, по линии.ДП с помощью рулетки отмечают положение точек пересечения соответствующих линий с линией ДП. Теодолит устанавливают и центрируют поочередно над каждой точкой. Оптическую ось теодолита совмещают с ДП,
затем его трубу поворачивают в горизонтальной плоскости на 90° и закрепляют. Перекрестие трубы наводят поочередно на планки, расположенные на линии размечаемого перпендикуляра, и чертилкой отмечают -на них точки перпендикуляра. Схема нанесения базовых и контрольных линий на стапеле с помощью теодолита изображена на рис. 6.9.
Способы разметки по пробитой световой линии, при которых используют стеклинь, шергени, отвес, дают погрешность ±2 мм Гарантированная точность при оптическом способе ±1 мм.
Пробивку линии ДП для постройки судна средней длины, не более 100 м, производят без помощи светового луча или использования оптики. В концевых точках ДП, отмеченных на планках стапеля, устанавливают шергени, выносят на них крайние точки ДП и по ним натягивают стеклинь. Затем с помощью
веска, который опускают от стеклипя, отмечают точки ДП на планках, заделанных в поверхность стапеля.
После разбивки базовых и контрольных линий рамечают места размещения кильблоков по чертежу закладки и теоретическим линиям шпангоутов, часть из которых размечена на стапеле в виде перпендикуляров к ДП Кильблоки устанавливают до начала сборочных работ.
Подготовка стапеля к закладке судна заканчивается приготовлением подстав, упоров, клеток, стрел и других элементов спускового устройства, установка которых производится в процессе формирования корпуса.
§ 6.4. Формирование корпуса судна
В настоящем параграфе приведена технология формирования корпуса. Способы формирования корпуса судна на стапеле описаны в § 1.3.
Установка закладной секции. При непрерывном секционном способе формирования корпуса постройку его начинают с установки закладной днищевой секции, которой является секция мидель-шпангоута или секция, расположенная в районе машинного отделения.'При островном секционном способе днищевые закладные секции устанавливают-на месте формирования каждого острова.
Установка закладной секции производится кранами, обслуживающими построечное место. Поданная секция, удерживаемая одним или двумя кранами, в зависимости от ее массы, наводится на кильблоки по линии ДП, проверяется по длине, по луширотам, высоте и закрепляется временными креплениями. Затем проверяют ее крен и дифферент. Проверочные работы выполняют как традиционными способами, с использованием шланговых уровней и отвесов, так и оптическими способами, например с помощью теодолита.
При проверке секции по длине контролируют совмещение теоретической линии одного из шпангоутов, обычно крайнего или миделевого, с соответствующей линией на планках стапеля. Для этого теоретические линии контрольных шпангоутов выносят на наружную обшивку. Теодолит устанавливают рядом с проверяемой секцией или под секцией над линией на стапеле, соответствующей контрольному шпайгоуту. Оптическую ось теодолита совмещают с линией шпангоута, нанесенной на планках стапеля. Корпус теодолита закрепляют с целью исключения поворота визирной трубы в горизонтальной плоскости. Визирную трубу наводят на обшивку секции и по положению на ней линии контрольного шпангоута определяют положение секции по длине. Правильное положение секции соответствует совмещению вертикального штриха визирной трубы с линией шпан
гоута на обшивке. В случае несовпадения производится соответствующее перемещение секции в нос или корму до получения требуемого совмещения. Проверку положения закладной секции по высоте, крену и дифференту производят с одной установки теодолита.
Установка днищевых секций. Следующую за закладной днищевую секцию устанавливают в нос или корму от закладной, совмещают по ДП и с помощью стяжек подтягивают к закладной секции вплотную. Далее проверяют правильность положения секции, выравнивают с помощью домкратов и талрепов и закрепляют подставами и растяжками. Затем выполняют ра-
боты по причерчиванию кромки стыкуемой секции, обрезке припуска, разделке кромок и подготовке их под сварку.
Установка поперечных переборок. Поперечную переборку устанавливают на настил второго дна или на шельф, установленный вместе с днищевым набором, если нет настила второго дна, по линии разметки. При этом смещение привариваемой ее кромки от стенки флора, находящегося под настилом второго дна, допускается на величину, не превышающую половины толщины флора. По обе сторопы линии разметки переборки на настиле приваривают направляющие планки, ограничивающие смещение переборки. Переборку опускают краном, наводят на линию разметки и опирают на настил второго дна между направляющими планками. Удерживая переборку краном, раскрепляют ее тягами и талрепами. В таком положении производят проверочные работы с использованием теодолита (рис. 6.10).
Вертикальность положения переборки проверяется по кон трольной липни, нанесенной на настил параллельно линии притыкания переборки на расстоянии 300—400 мм от последней. У верхней кромки переборки устанавливают короткие рейки (марки) с поперечными рисками, нанесенными на том же расстоянии от полотнища переборки, что и контрольная линия от линии притыкания переборки. Над контрольной линией устанавливают теодолит, центрируют его и совмещают ось визирной трубы с контрольной линией. Теодолит закрепляют так, чтобы он не вращался в горизонтальной плоскости. Визирную трубу наводят поочередно на рейки. Если риски на рейках не совпадают с вертикальной линией перекрестия визирной трубы, то верхнюю кромку переборки перемещают так, чтобы добиться указанного совмещения.
Установка бортовых секций. Перед установкой бортовой секции в районе пазовой кромки днищевой секции приваривают направляющие планки. Бортовую секцию краном наводят на место, и под контролем рабочих-сборщиков опускают нижнюю пазовую ее кромку на пазовую кромку днищевой секции так, чтобы она попала в зазор между направляющими планками. Секцию устанавливают по длине, полушироте и дифференту и, удерживая краном, временно закрепляют под причерчивание нижней пазовой кромки.
Две бортовые секции, устанавливаемые на закладную с каждого борта, поступают на сборку с монтажными припусками по нижней пазовой кромке обшивки и в «чистый размер» по обеим стыковым кромкам. Все последующие секции борта поступают с монтажными припусками по нижней пазовой кромке и по сты ковой кромке, предназначенной для стыкования с ранее установленной бортовой секцией. Кроме того, все бортовые секции имеют монтажные припуски по шельфам палуб, платформ и поперечных переборок.
Первая секция борта устанааливается по технологии, аналогичной технологии, применяемой при сборке объемных секций корпуса и блоков. По длине ее устанавливают путем совмещения теоретической линии контрольного шпангоута с теоретической линией того же шпангоута днищевой секции. Последую щие бортовые секции устанавливают по размеру шпации в районе стыка при выполнении условия совмещения поперечного набора бортовой н днищевой секций. Затем проверяют положение секции по высоте, полушироте и дифференту. После причерчи-вания пазовой кромки секцию снимают, укладывают на площадку, удаляют газовой резкой припуск и разделывают кромки под сварку. Подготовленную секцию повторно устанавливают на место краном и производят проверку' ее положения перед закреплением под сварку. Откорректированную по положению секцию закрепляют под сварку.
При пирамидальном способе формирования корпуса, а также при островном, когда острова формируются пирамидами, сварку производят в последовательности, обеспечивающей свободную усадку поперечных сварных швов. Для этого закрепление секции по стыку выполняют электроприхватками, а по пазу — гребенками.
В первую очередь заваривают паз. З'атсм гребенки по пазу заменяют электроприхватками, после чего заваривают паз. После сварки обшивки производят подгонку набора, сварку его по стыкам и приварку к обшивке.
Установка секций палуб и платформ. Платформы и палубы устанавливают после завершения максимально возможного объема работ по сборке и особенно по сварке конструкций и выполнения всех работ по погрузке машин и механизмов в помещения, закрываемые платформой или палубой. Исключение составляют только те конструкции и механизмы, которые могут быть погружены через штатные вырезы в палубах или платформах. В большинстве случаев при установке палуб и платформ опорами для них служат конструкции секций бортов и переборок. Кроме временных планок, служащих ограничителями, которые приваривают в районах торцов и переборок, дополнительных опорных приспособлений не требуется. В случаях установки палубй несколькими секциями по ширине в первую очередь устанавливают секции, примыкающие к бортам, а затем средние секции.
Проверочные работы, производимые при установке«палуб и платформ, аналогичны проверочным работам при установке днищевых секций.
Установка закладного блока. При блочном методе постройки применяют преимущественно поточно-позиционные формы организации производства: блоки формируются на поточных линиях в цехах сборки блоков (см. § 5.7) и подаются на стапельное место, которое представляет собой горизонтальную площадку. Чаще всего закладным блоком является блок, включающий машинное отделение. Этот блок наиболее насыщен механизмами и коммуникациями. Поскольку блок подается на построечное место вместе с транспортно-построечным устройством, т. е. на тележках, то установка его на построечном месте заключается в ориентации на месте по длине, временном закреплении и последующем выполнении проверочных работ положения блока. Затем проверяются размеры по длине, полушироте, по величинам крена и дифферента. В случае необходимости работы по корректировке положения блока выполняются с помощью регулировочных приспособлений опорного устройства.
Если стыкуемые кромки блока выполнены «в чистый размер», то кроме общего положения блока проверяется их поло-' жение. В случае наличия значительных отклонений провер
щики составляют эскиз, на котором указывают установленные отклонения. Вместо эскиза можно мелом нанести отклонения на корпусных конструкциях. Сборщики, пользуясь данными, установленными проверщиками, находят оптимальные решения по выполнению тех операций при сборке стыка, которые нс могут быть предусмотрены рабочими технологическими процессами. Эта работа требует высокой квалификации и производственного опыта судосборщиков.
Установка очередных блоков. Следующий за закладным блок сближают с последним '‘на установочный зазор. Затем после доводочного перемещения на центрирующих устройствах опор, расположенных на тележках, и проверки положения блок закрепляют электроприхватками по контуру монтажного стыка и балками набора. При наличии припусков после сближения производят прнчерчивание монтажных кромок по обшивке и набору. Линию стыка контролируемой кромки закернивают. Обрезают припуски по обшивке и набору и разделывают кромки под сварку. Отконтурованный блок снова сближают со стыкуемым, и доводят зазор до сборочной величины с помощью центрирующих устройств или талрепов. Проверяют размер монтажной шпации, совпадение кромок по обшивке и набору, а также размер зазора под сварку. Кромки обшивки, настилов палуб подгоняют встык и закрепляют на гребенках, а ребра жесткости — на электроприхватках. Собранный под сварку стык сдают ОТК- Затем изнутри корпуса сваривают монтажные стыки обшивки, настилов палуб и стыки по набору. Разделывают корень шва снаружи и выполняют подварочный шов Сварные швы проверяют на конструкцию и предъявляют ОТК
Установка блоков носовой и установка блоков кормовой оконечностей. Эти операции требуЮт повышенной точности проверочных работ. При подаче носового блока на построечное место краном производят предварительную подготовку и проверку кильблоков. Затем блок опускают на место, раскрепляют упорами, подтягивают к собранной части корпуса стяжками и талрепами так, чтобы был обеспечен зазор величиной 50—60 мм, и производят проверочные работы, корректировку положения блока и прнчерчивание по припускам монтажных кромок. Припуск обрезают, и кромки подготавливают под сварку. Затем блок повторно подтягивают к стыкуемой кромке собранной части корпуса,-повторно проверяют правильность положения и собирают монтажный стык, начиная с килевого листа обшивки Перед сваркой производится очередная проверка.
Более трудоемка и сложна по проверочным работам установка кормового блока, поскольку в корме необходимо выдержать правильное взаимное расположение линии вала и оси баллера руля. Контроль положения блока осуществляется по световой линии с применением мишенек, устанавливаемых
в собранной части корпуса и кормового блока. Работы по прн-черчиванию, подготовке монтажного стыка, сборке и сварке стыка производят аналогично работам, выполняемым при установке носового блока.
Сварочные работы. В стапельных условиях сварочные работы более сложны, чем в цехе. В зависимости от способа формирования корпуса сварочные работы имеют свои особенности.
При пирамидальном способе формирования корпуса требуется вести сварку в последовательности, обеспечивающей свободную усадку сварных швов. Для этого сначала
закрепляют стыки электроприхватками, а пазы— гребенками. Затем варят стыки, заменяют гребенки пазов электроприхватками и заваривают пазы. При этом не допускается установка секций на незаварен-ные нижерасположенные конструкции. Сварку секций каждой последующей пирамиды производят после окончания сварки предыдущей.
При островном способе формирования корпуса сварка каждого острова, формируемого пирамидами, выполняется в со-
Рис. 6.1]. Схема сварки кольцевого монтажного стыка между блоками кор-
пуса судна
Стрелки — направления, цифры — очередность сварки обшивкк палубы, вастила двойцрго дна. киля и днищевых стрингеров при ручкой сварке участков I, Г и 4. 4'; подварке участков S, 3; сварке автоматами участков
ответствии с изложенными выше положениями технологического процесса. Монтажные стыки между островами при наличии забойных деталей должны быть совмещены по этим деталям в одной плоскости по всему поперечному сечению корпуса. Каждый забойный лист после установки сваривают с одним из островов сначала по стыку, затем по пазам. Далее сваривают забойные детали продольного набора в районе заваренного стыка между забойным листом и островом. Завершающими являются сварка стыков набора и приварка набора к обшивке. После завершения формирования островов производят сварку монтажных стыков. Последовательность и направление сварки такие же, как в случае сварки стыков при блочном способе формирования корпуса (рис. 6.11). Блочный метод является оптимальным для сварочных работ. При блочном методе монтажный стык сваривается по всему периметру, благодаря чему общие сварочные деформации корпуса относительно ДП и ОП оказываются минималь-
ными.
Устаневка надстроек. В отечественной практике в последние годы все более широко внедряется технология установки надстроек блоками. Блоки изготовляются с насыщением изоляцией, часто с оборудованными и отделанными помещениями.
Для облегчения наведения надстройки на место на палубе приваривают ограничительные планки не менее чем в двух точках для каждой стенки. Для обеспечения возможности причср чивания в нескольких местах под стенки устанавливают прокладки одинаковой толщины.
Надстройку краном опускают на место и, удерживая на стропах крана, наводят на место установки, ориентируясь по двум измерениям положения надстройки: по длине и полушироте. Далее надстройку устанавливают на прокладки, корректируют положение по длине совмещением шпангоутов, намеченных на палубе и стенках надстройки, и по полушироте— совмещением линий ДП на стенках надстройки и на палубе. Затем надстройку проверяют по крену и дифференту и выполняют причерчивание по высоте с учетом прокладок. После удаления припусков и зачистки кромок надстройку устанавливают на место, выполняют контрольные замеры, при необходимости делают доводку по месту, после чего закрепляют на палубе электроприхватками.
Для совмещения набора стенок и выгородок с подпалубным набором концы набора на надстройке оставляют свободными на длине 700—800 мм. В случаях когда в надстройке установлена изоляция, совмещение набора усложняется.
Надстройки из алюминиевых сплавов приклепывают к шельфу, предварительно приваренному к палубе.
§ 6.5. Проверочные работы. Нанесение грузовой марки и марок углубления
Проверочные работы на построечном месте ведутся в течение всего стапельного периода формирования корпуса, начиная с разметки стапеля. В § 6.4 отмечен характер проверочных работ по установке различных корпусных конструкций в процессе формирования корпуса при секционном и блочном методах постройки. Кроме этих работ в процессе постройки корпуса, а также в период подготовки его к спуску ведется постоянный контроль состояния формируемого корпуса. Необходимость этого контроля вызвана тем, что положение основной линии корпуса постоянно изменяется. Это объясняется постепенным изменением составляющих массы'формируемого корпуса в различных районах судна по мере наращивания готовности корпусных и механомоитажных работ, наличием тепловых деформаций от сварки корпуса, деформированием элементов опорного устройства.
Корпус судна в процессе постройки может находиться в одном из четырех положений: нормальном (без крена и дифферента); с креном; с дифферентом; с креном и дифферентом. Кроме того, может изменяться положение отдельных районов судна, например могут появиться провисание средней части вследствие неравномерности распределения нагрузки, смещение оконечностей из-за влияния сварочных деформаций. Поэтому назначение контроля заключается также и в том, чтобы своевременно выявлять как общие, так и местные отклонения корпуса от требуемого положения и устранять их.
Контроль за положением корпуса осуществляется по контрольным линиям на обшивке и наружных конструкциях корпуса, по выставленным с целевым назначением стойкам или с помощью специальных фиксаторов — реперов. Репер представляет собой заостренный цилиндрический стержень со стрелкой, расположенный в полом цилиндре (корпусе) с одним донышком. Между донышком и стержнем помещена пружина. На стенке корпуса имеются окно, в котором перемещается стрелка стержня, и вертикальная шкала; нанесенная вдоль окна. Корпус репера крепится в вертикальном положении к специальной стойке-коротышу, установленному на поверхность стапеля, так, чтобы острие стержня упиралось в контролируемую точку корпуса судна. Периодически снимаются показания со всех реперов, фиксирующих положение контролируемых точек в данный момент времени.
Более эффективным является способ дистанционного контроля за положением судна на построечном месте, .который осуществляется автоматически и непрерывно в процессе всего стапельного периода. Этот способ позволяет выполнять периодический контроль, если в непрерывном нет необходимости. Принцип действия устройств такого контроля заключается в том, что датчики, установленные на местах реперов, преобразуют перемещения контролируемых точек корпуса в электрические сигналы, регистрируемые прибором-самописцем на пульте управления, который может быть расположен вне построечного места.
Практически с помощью автоматического контроля можно следить за положением любой точки корпуса. В отечественной практике имеются автоматические устройства, которые фиксируют положение ОЛ и двух линий, параллельных ОЛ и проходящих по обшивке корпуса в районах дниЩевых стрингеров или продольных переборок. С помошью этих устройств производится дистанционный контроль дифферента, крена и изменения положения ОЛ в любой момент времени. Точность измерения составляет ±1 мм.
Проверка главных размерений. После окончания всех работ по сборке и сварке корпуса, а также погрузки и установки на место механизмов выполняют проверку главных размерений и
обводов корпуса. Проверка может быть осуществлена различными способами: замерами по данным с плаза измерительным и вспомогательным инструментами, замерами с использованием шаблонов, замерами с использованием теодолита, способом стереофотограмметрии.
Уточнение длины корпуса непосредственными замерами можно произвести путем опускания отвеса из контролируемых точек корпуса на плоскость, параллельную ОП и находящуюся не выше ее. Замеры по уточнению длины корпуса, как и все проверочные работы, усложняются на судне, находящемся на наклонном стапеле.
В условиях наклонных стапелей проверочные работы выполняют по исходным базам, которыми являются три взаимно перпендикулярные плоскости: ОП, ДП и плоскость мидель-шпангоута. От этих плоскостей или от плоскостей, параллельных им, делают все требующиеся замеры. Особенностью проверочных работ является необходимость учета угла наклона стапеля, так как ОП наклонена к горизонту на этот угол, а плоскость мидель-шпангоута — к вертикальной плоскости на такой же угол.
Проверочные работы выполняют в основном с использованием обычных измерительных и строительных инструментов: отвеса, шлангового уровня, стеклиня, рулеток и т. п. На горизонтальном построечном месте применяют теодолиты. Для наклонных стапелей серийные теодолиты непригодны. В судостроении теодолит модернизировали с целью возможности установки вертикальной оси визирной трубы с учетом угла уклона стапеля и вращения трубы в вертикальной плоскости без изменения положения штатива над точкой устаковки.
В тех случаях, когда используют традиционные способы, в носу и корме в ДП устанавливают деревянные рейки на высоте рабочих поверхностей спусковых дорожек (рис. 6.12). Из точки А опускают отвес и отмечают на рейке точку Aj. На расстоянии а в нос от точки At отмечают точку Л2. Значение а определяют по формуле а=ЛЛ|5ша. Аналогично в корме находят положение точки Z)2, которая откладывается также в нос от точки Di на расстоянии d, определяемом в зависимости от того же угла a: d=Z)£hsiiia. Точки Л2 и Z)2 переносят на одну из спусковых дорожек методом построения перпендикуляров, наносят на ту же дорожку след плоскости мидель-шпангоута и замеряют расстояния Lt и L2, сумма которых составляет наибольшую длину судна L. Допускаемое отклонение от проектной длины судна должно находиться в пределах ДА, опрс деляемых условием Д£= ±0,001L. Длина судна между перпендикулярами определяется аналогично, опусканием отвесов из точек В и С К ВЛ. Сумма отрезков и составляет длину ме жду перпендикулярами Lnn-
Таким же способом определяют ширину судна. На высоте рабочих поверхностей спусковых дорожек в плоскости мидель-шпангоута устанавливают горизонтальные рейки. Из точек пересечения КВЛ с плоскостью мидель-шпангоута с каждого борта опускают отвесы и отмечают точки на рейках. Производят замеры от ДП до отмеченных точек, определяя таким способом величины полуширот. Из замеренных значений вычитают толщину обшивки, Допускаемые отклонения полуширот от плазовых значений должны находиться в пределах от 5 до 25 мм в зависимости от размеров судов. Ширина судна по КВЛ определяется суммой замеренных полуширот. Наибольшую ширину определяют так же, как и ширину по КВЛ.
Рис. 6.12. Схема проверки длины корпуса Л Г — линия горнаоита
Проверка обводов корпуса. На головном судне серии проверяют обводы корпуса в 5—11 сечениях по длине. Для выполнения замеров в каждом сечении устанавливают рейки, как и в плоскости мидель-шпангоута. На эти рейки наносят риски ДП"и плазовых полуширот, снятых с мест пересечения продольных переборок, платформ, палуб, днищевых и бортовых стрингеров с теоретическими линиями соответствующих шпангоутов. Эти места пересечений являются контрольными точками проверки обводов корпуса. Затем определяют фактические положения соответствующих мест пересечения. Для этого из них опускают отвесы и отмечают на тех же рейках точки. Замерами линейкой определяют отклонения между соответствующими данному пересечению теоретической риской и фактической точкой на рейке. При выполнении замеров учитывают толщину обшивки (вычитают ее значение из величины, полученной в результате замера).
Применение фотограмметрического способа для измерений некоторых размерений судна и проверки обводов обеспечивает 250
более высокую точность результатов. Фотограмметрия—это способ определения формы, размеров и положения объекта в пространстве по фотоснимкам:. Преимущества этого способа заключаются в отсутствии необходимости непосредственного контакта с измеряемым объектом, а также в возможности определения координат большого количества точек. При выполнении съемки одновременно двумя фотоаппаратами, разнесенными на определенное расстояние, получают стереоснимки. По этим скимкам с помощью специальных приборов — стереокомпараторов определяют координаты точек изображения с высокой точностью. При необходимости измерения могут быть обеспечены с точностью до 5 мкм.
Нанесение грузовой ватерлинии и марок углубления. Перед спуском судна на обшивку наносят грузовую ватерлинию (ГВЛ) и ватерлинию порожнего судна. ГВЛ обычно не совпадает с КВЛ. Кроме ватерлиний в оконечностях и у мидель-шпангоута наносят марки углубления, по которым определяют посадку судна на .воде. Положение ватерлиний и марок углубления указано на специальном чертеже, входящем в проектную документацию судна.
Один из способов нанесения ГВЛ заключается в использовании шергеней, которые устанавливают в плоскости шпангоутов, совмещая их контрольные поверхности с ОП. На контрольные поверхности шергеней по данным с плаза наносят риски ДП и полуширот по ГВЛ. От рисок полуширот по рейкам высоты, снятым с плаза на обшивке, отмечают точки ГВЛ. В случае использования данных расчета математической модели эти же точки наносят с помощью рулетки. Через полученные точки отбивают ниткой меловую линию и кернят ее. По кернам намечают и прокрашивают полосу ГВЛ шириной 100 мм. Допускаемые отклонения положения ГВЛ-по высоте следующие: общее на длину судна ±15 мм, местное ±3 мм. Ватерлиния порожнего судна наносится таким же способом.
Марки углубления на малых судах наносят с помощью шаблонов, устанавливаемых на поперечные шергени, по которым отмечались точки ГВЛ. На средних и крупных судах марки углубления снимают с плаза на шергени и переносят на обшивку корпуса с шергеней шланговым уровнем. Ватерлинии и грузовые марки наносят также оптическим способом с помощью теодолита. Этот способ дает более высокую точность.
После нанесения ГВЛ и марок углубления размечают по чертежу места установки планок палубной линии, линий нагрузки и знака грузовой марки. Затем устанавливают на электроприхватках металлические цифры марок углубления, планки палубной линии и линий нагрузок, знаки грузовой марки. Цифры и знаки предъявляют представителям заказчика, а затем приваривают и окрашивают.
Проверочные работы при подготовке судна к спуску. До начала монтажа спускового устройства производят проверку положения спускового устройства. Проверяют высоты поверхности скольжения на каждом шпангоуте. Допускаемая разность высот на дорожках в сечении одного шпангоута составляет не более 2 мм. Допускаемые отклонения дорожки от прямолинейности следующие: местные ±1 мм на 1 м, общая ±5 мм на 10 м.
Перед спуском производят подготовительно-проверочные работы на судне, обеспечивающие выполнение проверочных работ после спуска. Наиболее важные из них — установка контрольных площадок и нанесение упругих линий.
Контрольные площадки используют для монтажа и проверки конструкций, положение которых относительно ОП должно быть выдержано с большой точностью. Контрольные площадки устанавливают на втором дне в машинном отделении или вблизи мидель-шпангоута. Контрольная площадка представляет собой стальную квадратную плнту, смонтированную на основании, служащем для крепления плиты к настилу. Поверхность плнты должна быть обработана по 8-му классу точности. На поверхности плиты наносят окружность, разделенную на 360°. Площадку устанавливают так, чтобы плоскость плиты была параллельна ОП судна, а линия, проходящая через 0 и 180°, была параллельна ДП или находилась в ней.
Упругие линии наносят после окончания сварочных работ по корпусу и установки тяжелого оборудования. Упругие линии представляют собой продольные линии, перпендикулярные плоскости мидель-шпангоута. Они служат для определения величины деформации корпуса от продольного изгиба. Упругие линии могут быть нанесены на внутренние конструкции корпуса или пробиты через мишеньки специальных стоек, установленных на верхней палубе или под ней. Для нанесения упругой линии под верхней палубой устанавливают стойки по всей длине судна через каждые 10—20 м. Если это невозможно, стойки устанавливают на палубе. При пробивке одной линии ее располагают в ДП, при пробивке двух линий — параллельно ДП на расстоянии */« ширины судна от ДП. Упругую линию пробивают световым или оптическим способом. Затем ее переносят на стойки чертилкой. Упругая линия может быть нанесена шланговым уровнем на жесткие конструкции внутри корпуса (поперечные переборки, пиллерсы) на высоте около 1 м от палубы или платформы.
Проверочные работы на плаву. Ряд проверочных работ, связанных с установкой некоторых конструкций судна и определением положения упругой линии корпуса, приходится выполнять на плаву. Работа проверщиков на плаву имеет ряд сложностей, так как в этих условиях невозможно пользоваться 252
постоянными внешними базовыми линиями, нанесенными на конструкции стапеля, а ориентирование на контрольные линии внутри корпуса затруднено из-за большой насыщенности по мещений и отсеков оборудованием и механизмами. Кроме того, положение судна относительно поверхности воды постоянно изменяется. Поэтому для проведения проверочных работ йа плаву необходимо знать положение судна по отношению к поверхности спокойной воды, т. е. положение судна на спокойной воде с учетом крена и дифферента, называемое посадкой судна.
Определение крена и дифферента судна на плаву производится несколькими способами.
Наиболее простым является способ, при котором используют горизонтальные контрольные линии, нанесенные на поперечные переборки до спуска судна. На поперечной горизонтальной контрольной линии выбирают две точки, отстоящие одна от другой на расстоянии не менее 2 м. С помощью шлангового уровня определяют превышение h одной точки над другой и находят тангенс угла крена 0 по формуле tgO=ft/d, где b — расстояние между точками. Угол крена отыскивают по таблицам тангенсов.
Угол крена может быть определен также с помощью отвеса, который опускается из точки, находящейся на вертикальной контрольной линии. На уровне настила платформы, палубы или второго дна измеряют отклонение Ь\ отвеса от контрольной линии. Затем замеряют рулеткой расстояние по контрольной линии от точки замера до точки, в которой измеряют величину bi, а также находят hi — расстояние от точки замера до настила палубы. Тангенс угла крена вычисляют по формуле tgQ=bi/hi. Значение крена (в миллиметрах на I м) можно определить по формуле x=(h!b)‘ 1000, или xt = (bt/hi)‘ 1000.
Для измерения угла крена оптическим способом с помощью теодолита последний устанавливают на контрольную площадку перпендикулярно к ДП судна. Для этого теодолита его ось совмещают с делениями на контрольной площадке, соответствующими 90 и 270°.
Крен судна определяют также по маркам углубления. Для этого замеряют осадку правого 7Я и левого Тя бортов и вычисляют крен по формуле tg 6= (Тп—Тп)!В, где В — ширина судна в районе замеров 'осадки, включая толщину обшивки. Такой способ имеет малую точность, так как поверхность воды даже при полном штиле колеблется в местах замера, а деления на марках наносят только через 100 мм.
Дифферент судна на плаву определяют такими же методами, как и крен.
При использовании шлангового уровня намечают две точки с расстоянием между ними не менее 2 м на горизонтальной продольной контрольной линии. Затем находят tgt|)=hfl, где 253
ф—угол дифферента; ft —разность уровней в трубках; I — расстояние между точками. Значение дифферента (в миллиметрах на 1 м) рассчитывают по формуле £= (ft//)-1000.
При определении дифферента с помощью отвеса используют вертикальную контрольную линию, пробитую в плоскости ДП или в плоскости батокса.
Для определения дифферента с помощью теодолита последний устанавливают на контрольную площадку, совмещая его ось с делениями 0 и 180° на контрольной площадке.
По маркам углубления дифферент вычисляют по формуле 1еф=(йл-}-Лп)/(2Ь), где ал — разность в осадке носом и кормой по левому борту; ап — то же по правому борту; L — расстояние между носовыми и кормовыми марками углубления, измеренное по ватерлинии. В этом случае дифферент (в миллиметрах на 1 м) будет равен Л=1000(о.ч+ап)/(2£).
Положение упругой линии корпуса на плаву изменяется вследствие деформаций от действия различных сил. Определение продольного изгиба производится путем нахождения положения упругой линии и сравнения его с положением упругой линии, пробитой перед спуском. Для этого используют несколько способов:
— пробивка упругой линии световым способом по стойкам, которые были установлены перед спуском; сравнение с отметками до спуска и запись результатов в таблицу;
— проверка отклонения точек упругой линии шланговым уровнем, если до спуска она была нанесена на жесткие конструкции внутри корпуса;
— определение изменения положения упругой линии оптическим способом, для чего кроме штатной контрольной площадки перед спуском устанавливают еще несколько временных контрольных площадок и, проверяя положение временных площадок на плаву относительно штатвой площадки с помощью нивелира, расположенного на штатной площадке, по рейкам, установленным на временные площадки, находят отклонения упругой линии.
§ 6.6. Испытание корпусов судов
на непроницаемость и герметичность
Необходимость испытаний корпусов судов на непроницаемость и герметичность определяется отраслевым стандартом. Испытанию на непроницаемость подлежат конструкции, которые в условиях эксплуатации или в аварийных случаях не должны пропускать жидкость. Испытанию на герметичность следует подвергать конструкции, которые не должны пропускать воздух, а также другие газы и аэрозоли. Нормы испытаний на строящиеся и ремонтируемые суда одинаковы.
В зависимости от назначения и условий эксплуатации не-» проницаемые конструкции делят на группы. К группе а относят отсеки и цистерны, в которых во время эксплуатации может находиться жидкость, а также форпик, ахтерпик, тоннели (шахты) подруливающего устройства, отсеки лага и эхолота, пустотелые рули, направляющие насадки, отсеки плавучести, воздушные ящики, крыльевые устройства. В группу б включают все прочие конструкции, которые должны быть непроницаемы по условиям эксплуатации, в том числе сухие отсеки плавучих доков.
По назначению испытания металлических корпусов судов на непроницаемость и герметичность разделяют на предварительные, основные и контрольные.
Предварительные испытания на непроницаемость и герметичность выполняются при изготовлении секций и блоков корпуса с целью уменьшения объема испытаний на стапеле. Необходимость проведения предварительных испытаний определяет предприятие-строитель.
Основные испытания выполняют или на стапеле, или на плаву, или прчи изготовлении секций и блоков, имеющих замкнутые отсеки. Цель основных испытаний — проверка непроницаемости и герметичности корпусных конструкций, окончательно сформированных в составе корпуса.
Контрольные испытания на непроницаемость проводят для конструкций группы а после окончания монтажных работ всех видов.
Перед любыми испытаниями проводится соответствующая подготовка конструкций К началу испытаний необходимо не только завершить основные работы по сборке и сварке, но и произвести очистку помещений, уборку мусора, удалить все временные крепления, выполнить подварку повреждений при их снятии и зачистку мест подварки.
Испытания на непроницаемость. Непроницаемостью называется способность корпусных конструкций не пропускать воду и другие жидкости. Конструкции группы а испытывают на непроницаемость наливом воды под напором или надувом воздухом, Конструкции группы б испытывают наливом воды без напора, обдувом струей сжатого воздуха, поливом струей воды под напором, поливом рассеянной струей воды, смачиванием керосином, а также люминесцентным методом, вакуумированием в вакуум-камерах
Способ испытаний выбирает предприятие-строитель по согласованию с представителями приемки (Регистра СССР). Конструкции группы а на головных судах обычно испытывают наливом воды под напором, а на серийных судах—тем же методом или надувом воздухом. Наливом воды под напором на серийных судах испытывают те конструкции и помещения,
осмотр которых затруднен, например форпик и ахтерпик. В отдельных случаях по согласованию с Регистром помещения группы а на головных судах испытывают надувом сжатым воздухом, а на серийных судах внутреннего плавания — смачиванием сварных швов керосином.
Испытание помещений в конструкций группы б производится наливом воды, смачиванием швов керосином, обдувом струей сжатого воздуха, поливом струей воды под -напором, поливом рассеянной струей воды. Испытание керосином разрешается только для проверки непроницаемости сварных швов.
Открытые металлические палубы испытывают поливом струей воды под напором, закрытые палубы — смачиванием керосином, а в помещениях, где может скапливаться вода, наливом воды до уровня комингса дверей.
В процессе ремонта междудониые отсеки и отсеки, связанные с наружной обшивкой ниже ватерлинии, должны быть испытаны в доке. Главные водонепроницаемые переборки наливных судов и трюмов сухогрузных судов, в которые принимают жидкий груз, испытывают наливом воды под напором.
Испытания на герметичность. Герметичностью называется способность корпусных конструкций не пропускать газообразные вещества. Испытания на герметичность производятся после окончания всех монтажных и достроечных работ. Перечень помещений, подлежащих проверке, приводится на чертеже испытаний. После заполнения помещения воздухом прежде всего проверяют герметичность установки арматуры, предохранительных и измерительных устройств и приборов путем промазывания мест проверяемых соединений мыльным раствором. При необходимости устраняют неплотнооти. Затем выдерживают помещение под давлением в течение часа. Если за контрольное время падение давления воздуха в помещении не превысит допустимого, то помещение считается выдержавшим испытания.
Перед проведением испытаний наливом воды выполняют работы по тщательной подгонке дверей, крышек люков, горловин, затем их закрывают. На все штатные отверстия, имеющиеся в контуре, устанавливают заглушки. В верхней части помещения проверяют наличие голубниц в наборе, обеспечивающих проход воздуха. Эту проверку выполняют с целью устранения возможности образования воздушных подушек между ребрами набора. В верхней части контура (в подволоке) просверливают одно-два отверстия диаметром 8—10 мм для стравливания воздуха по мере заполнения помещения водой После заполнения испытуемого замкнутого контура водой перед созданием напора эти отверстия заглушивают деревянными пробками. После испытаний их заваривают. Для создания в испытуемом контуре гидростатического напора используют насосы. На верхних конструкциях отсека устанавливают напорную трубу диаметром не 256
Менсе 25 мм. Сооружают леса и трапы, необходимые для проведения контрольных работ в процессе испытаний. В случае необходимости устанавливают подкрепления под корпусом: клетки, упоры, подставы. Отсчет высоты напора производят от основной линии до уровня воды в трубе.
Контур считается выдержавшим испытания на непроницаемость, если в течение не менее 1 ч на контролируемой поверхности не появится следов воды, а уровень се в напорной трубе не понизится.
Глава 7
СПУСК СУДОВ НА ВОДУ
§ 7.1. Спуск с горизонтальных стапелей
Формирование корпуса судна на построечном месте завершается спуском его на воду. В современной технологии постройки судов применяется несколько способов спуска. Условно их делят на две группы; управляемые и неуправляемые.
К управляемым видам спуска судов относятся спуск всплытием и механизированный, к неуправляемым — гравитационный. Способ спуска судна на судостроительном предприятии определяется типом и расположением построечных мест и спусковых сооружений.
Спуск всплытием. Такой спуск осуществляется в строительных, наливных и передаточных доках, в док-камерах (наливных камерах).
Спуск всплытием в строительном доке производится после окончания всех сборочно-сварочных работ по корпусу и соответствующей подготовки дока к спусковым работам. Перед спуском демонтируют элементы строительных опор, которые могут препятствовать всплытию судна или затруднять спусковые работы. Оставляют только кильблоки и клетки. Из камеры убирают оборудование, приспособления, леса, а также все деревянные предметы, которые могут всплыть в процессе заполнения камеры водой. Заполнение происходит самотеком через клинкеты батопорта. Всплывающее судно удерживают от смещения к стенкам дока с помощью системы тросов и швартовно-тягового оборудования дока (лебедок, шпилей). После всплытия судна из отсеков батопорта откачивают балласт. Получивший положительную плавучесть батопорт отводят в сторону, освобождая ворота дока для прохода судна. Затем судно выводят из дока с помощью того же швартовно-
9 Зиня-» К» 2121
257
тягового оборудования и буксирного судна. После вывода судна из дока батопорт заводится на место и притапливастся. Затем док осушается насосами насосной станции.
Спуск всплытием в док-камере имеет свои особенности и отличия от спуска в строительном доке. Судно, построенное на территории верфи, на судовозных тележках заводится на верхнюю ступень док-камеры через верхнюю голову камеры. Затвор верхней головы закрывается, и производится заполнение док-камеры насосами насосной станции до всплытия судна. При этом глубина воды от нулевой отметки верхней ступени до горизонтального киля судна должна быть равна W>7’c-r/h-r/i2. где Тс — осадка судна при всплытии; hi — высота наиболее высокой бортовой части конструкций опорного устройства от нулевой отметки верхней ступени; ft2— зазор между килем всплывшего судна и наивысшей точкой опорного устройства, равный 0,3—0,5 м. Затем судно отводится лагом с помощью шпилей и лебедок и устанавливается вад глубоководной частью док-камеры, уровень которой при открытом затворе нижней головы соответствует уровню акватории, а глубина рассчитана на максимальную осадку спускаемых на верфи судов. Далее производится осушение док-камеры самотеком через клинкеты нижнего затвора. Уровень воды глубоководной части по мерс ухода ее из камеры сравнивается с уровнем акватории. После этого затвор нижней головы открывается и судно выводится из док-камеры на акваторию.
Схемы спуска всплытием в док-камерах показаны на рис. 7.1.
Спуск всплытием в наливном доке производится аналогично спуску в док-камере. Отличительной особенностью этого спуска является болСший, чем в док-камсре, объем подготовительных предпусковых работ. Объясняется это тем, что судно в наливном доке, как и в строительном доке, строится, в то время как док-камера является только подъемноспусковым сооружением.
Спуск всплытием с применением передаточного дока в мировой практике известен как «русский способ спуска». Передаточный док, или, как его еще называют, спусковой передаточный док, является специальным спусковым сооружением, представляющим собой плавучий док, который обеспечивает прием судна с горизонтального стапельного места и спуск его на воду, а также подъем судна из воды и передачу его на горизонтальный стапель для ремонта. Передаточные доки делятся на доки с продольной и доки с поперечной передачей. У доков с поперечной передачей судна одна из башен съемная.
Механизированный спуск. Такой спуск осуществляется с использованием слипов, вертикальных судоприемников или подъ-258
емных кранов. Механизированный спуск с использованием слипов (поперечных и продольных, см. § 6,i) осуществляется с помощью судовозных тележек по рельсовым путям, уложенным па наклонной плоскости. Рельсовые пути находятся на надвод-
О)
Рис. 7.1. Схемы спуска в док-камерах с продольным (а) и поперечным (б) расположением позиции всплытия
позиция всплытия; 3—выводная позиция
ной и подводной частях наклонной плоскости. Подводная часть рассчитана таким образом, чтобы обеспечить погружение судо-возпых тележек на глубину, достаточную для всплытия с них судна. Всплывшее судно отводят к месту- достройкп, а судовоз-ные тележки поднимают из воды с помощью соответствующего
§• 259
Рис. 7.2. Спуск судов со слипов; а — одноярусного с мпогокатковымн тележками; б — гребенчатого с косяковыми многокатковыми тележками; в — двухъярусного с трансбордером
I — иногокаткоаая тележка; 2— косяк; 9—ходовой канат от лебедки; выводные тележки, 5 — косяковая ыногокатковая тележка; 6 — тележки дольного перемещения; 7 — трансбордер; В— колеса трансбордера
тягового оборудования слипа (лебедок, шпилей, системы тросов и др-).
Механизированный спуск с использованием одноярусных поперечных слипов осуществляется несколькими способами. Среди них спуск на стапельных судовозных тележках, которые перед спуском разворачивают под судном на 90°; спуск на слиповых судовозных тележках, на которые производится пересадка судна перед спуском со стапельных тележек. Спуск может быть произведен на многокатковых, тележках, которые заводятся на предварительно подведенные под судно косяки (рис. 7.2, с) или на многокатковых косяковых тележках (рис. 7.2, б).
Рис. 7.3. Спусковое сооружение с двумя
козловыми кранами
При механизированном спуске с использованием двухъярусных поперечных слипов для спуска применяют трансбордеры, на которые суда с построечных мест заводятся на стапельных судовозных тележках продольного перемещения без пересадки (рис. 7.2, в). Из схемы, приведенной на рис. 7.2, в, видно, как устроен трансбордер. Передние его колеса перемещаются по внешним рельсам, задние — по внутренним рельсам, уложенным с превышением над внешними с таким расчетом, чтобы платформа трансбордера оставалась в горизонтальном положении при перемещении судна по наклонной плоскости слипа.
Механизированный'спуск с использованием продольных слипов производится с помощью длинных многокатковых косяковых тележек, на которые судно заводится вместе со стапельными судовозпыми тележками. Недостатком спуска с продольного слипа является большая длина подводной части рельсовых путей, что затрудняет устройство слипов При ограниченных акваториях.
Механизированный спуск судов кранами при малых спускаемых массах является операцией перемещения груза краном с построечного места на воду. Для этой цели могут использоваться плавучие или береговые портальные краны. При более значительных массах спускаемых судов спуск может быть осуществлен одним или двумя козловыми кранами.
На рис. 7.3 показан спуск с помощью двух козловых кранов. Для спуска применено специальное подъемно-спусковое сооружение типа шлюза. Судно подвозят на судовозных тележках к торцу шлюза, застроил ива ют двумя козловыми крапами с помощью специальных коромысел, снимают с тележек, перемещают на спусковой шлюз и опускают на воду. Затем стропы и спусковые приспособления отдаются и судно выводится на акваторию через открытый затвор шлюза.
§ 7.2. Спуск с наклонных стапелей
Спуски с наклонных стапелей относятся к неуправляемым спускам. Спуск происходит свободно под действием силы тяжести судна после освобождения его от задерживающих устройств стрел и носового задержвика. Остановить начавшееся движение судна по наклонному стапелю или управлять скоростью ею движения в процессе спуска не представляется возможным.
Одним из условий спуска судна с наклонного стапеля является требование, чтобы движущая сила Q была больше силы трения F: Q>F, где F=f*W=fsjDccos р. Здесь fE — статический коэффициент трения, зависящий от состава насалки; N — нормальная составляющая усилия Давления массы судна на стапель; Dc— масса судна и спускового устройства; р — уклон стапеля в градусах.
Для уменьшения сил трения при спуске с наклонных стапелей - применяют специальные насалки парафиповазелиновые или комбинированно-мыльные. Состав насалки зависит от температурных условий. Летом парафина в насалке содержится до 65 %, зимой — примерно до 40 %,
Вместо пасалки применяют антифрикционные пластмассовые щиты размерами 1000X1000 мм и толщиной 25 мм. Щиты крепят на спусковые дорожки, а спусковые полозья подшивают алюминиевыми листами. Существуют также способы уменьшения сил трения за счёт замены трения скольжения трением ка чения. В этих случаях вместо обычного спускового устройства применяют устройство спуска на шаровых или роликовых опорах. Спуск на шарах производится по стальным листам, закрепленным на дорожках стапеля. Шары помещаются в специальных рамах-сепараторах. Деревянные спусковые полозья подшивают стальными листами. На листах спусковых дорожек для.
каждого ряда шаров сепаратора делают направляющие желоба. На подшивной лист полоза для той же цели устанавливают направляющие планки. Средняя нагрузка на шар составляет 40 кН, максимальная при диаметре шара 90—100 мм — 150 кН, Спуск на шарах не получил распространения в отечественной практике, поскольку разработанные в СССР способы спуска на антифрикционных пластмассах оказались более экономичными и надежными.
В зависимости от положения ДП судна по отношению к направлению его перемещения спуск может быть продольным или поперечным.
Продольный спуск делится на четыре периода: первый — от момента страгивания до касания воды спусковыми полозьями, второй — от касания воды до начала всплытия судна, третий— от начала всплытия до полного всплытия, четвертый — от полного всплытия до полной остановки судна на воде.
Для того чтобы произвести спуск судна с наклонного стапеля, между корпусом судна и спусковыми дорожками необходимо установить спусковое устройство. Оно состоит из полозьев, подбрюшин, носовых и кормовых копыльев, соединительных элементов (распорные брусья, стяжки, найтовы), задерживающих устройств (спусковые стрелы, курки, носовые за-держники), тормозных устройств и приспособлений (рис. 7.4). Основная часть элементов спускового устройства используется многократно.
Спусковые полозья представляют собой часть устройства, скользящую непосредственно по спусковым дорожкам при сходе судна со стапеля Их устанавливают сплошь по всей длине спускового устройства или с разрывами.
Конструктивно полозья бывают деревянными или металлическими с деревянной подшивкой, выполняющей роль скользящей поверхности устройства. Деревянные полозья изготовляют из сосновых брусьев сечением 200 X200 или 300X300 мм длиной от 4 до 20 м Их укладывают без промежутков по ширине дорожки параллельно ДП, высотой в 2—3 бруса и соединяют специально изготовленными болтами. Нижнюю часть подшивают дубовыми досками, толщина которых составляет 50— 70 мм.
Металлические полозья изготовляют из листовой стали толщиной 6—8 мм и набора. Длина полозьев составляет 6—8 м. Ширина зависит от ширины спусковых дорожек и определяется удельным давлением на их поверхность. Металлические полозья могут быть выполнены в виде понтонов, разделенных на отсеки непроницаемыми переборками. Часть отсеков понтонов заполняется после спуска водой. После демонтажа их притап-ливают, а затем продувают сжатым воздухом, и они всплывают. Для заполнения понтонов водой и продувки на полозьях
Рис. 7.4. Общий вид спускового устройства
имеется система трубопроводов и арматуры. Металлические полозья жестче и легче деревянных.
При малых промежутках полозья соединяют между собой по длине разъемными тягами или тросами. При больших разрывах допускается не соединять полозья, а только крепить к корпусу тросами — найтовами. Между полозьями обоих бортов через 3—5 м ставят распорные брусья, деревянные или из металлических труб. Чтобы полозья не разошлись, их скрепляют струнами с талрепами, называемыми стяжками. Стяжки изготовляют из полосовой стали или проката круглого сечения.
Между корпусом судна и полозьями устанавливают подбрюшины. Они состоят из одного ряда сосновых брусьев сечением до 250X250 мм, соединенных стяжными болтами. Подбрюшины поджимают к корпусу судна дубовыми клиньями. Количество клиньев определяют с помощью расчета, при котором учитывают максимальные усилия от нагрузки на каждую их пару, составляющие 100—200 кН. Если судно строится на гидравлических кильблоках и клетках, то подбрюшины не ставят.
В оконечностях на подбрюшины устанавливают стальные или деревянные копылья, представляющие собой жесткую.свар-ную раму, упирающуюся в приваренный к обшивке башмак или вертикально поставленные брусья. Носовые копылья предназ начены для восприятия баксового давления и обеспечения поворота всплывающего судна в вертикальной плоскости. На спусковых устройствах судов большой массы устанавливают поворотные копылья, являющиеся самой сложной конструкцией спускового устройства. В случаях когда необходимо увеличить силы поддержания оконечностей, устанавливают специальные понтоны. Кормовой понтон уменьшает глубину погружения кормы во втором периоде спуска. Носовой понтон предназначен для предотвращения прыжка в момент схода кондов спусковых полозьев с порога стапеля. Понтоны, кроме того, уменьшают свободный проход судна на воде, что необходимо при ограниченной акватории.
Спусковое устройство собирают за 5—15 дней до спуска. На очищенные" и просушенные дорожки наносят насалку. На насадку поперек дорожек через 3—5 м устанавливают стальные полосы — слизни — толщиной 16—18 мм, что соответствует толщине слоя насалки на дорожках. Слизни препятствуют выдавливанию насалки полозьями до спуска. После монтажа спускового устройства строительные кильблоки и клетки убирают, на гидравлических кильблоках стравливают давление в домкратах.
Судно удерживается на стапеле после пересадки его со строительных опор на спусковое устройство задерживающими устройствами. Эти устройства подразделяют на убираемые, отдаваемые и разрезаемые. Убираемыми устройствами являются
спусковые стрелы, отдаваемыми — курки, разрезаемыми - носовые задержники.
Спусковые стрелы изготовляют из брусьев, материалом которых служат прочные породы дерева. Деревянная спусковая стрела в рабочем положении страхуется деревянным шаром, к которому прикреплен канат. Для уборки стрелы шар выдергивается с помощью каната, стрела падает и освобождает полоз. Металлические стрелы более сложны конструктивно, но значительно надежнее в действии. Курки бывают механическими, гидравлическими и электромагнитными. Устанавливают их по одному с каждого борта. В рабочем положении курок упирается в гнездо полоза. При отдаче курок падает, освобождая полоз. В качестве носовых задержников применяют металлические полосы: листовые или из профильного проката. Их крепят сваркой одним концом к форштевню, другим — к стапелю. Задержники являются последним устройством, удерживающим судно на стапеле. Поэтому они просты и надежны по устройству и работе. После разрезания задержников судно должно начать движение по наклонной плоскости стапеля
Для уменьшения протяженности прохода судна на ограниченной акватории применяют различные приспособления, затормаживающие движение судна на стапеле и на плаву. К ним относятся: цепные драги, спусковые якоря, щиты на кронштейнах гребных валов или ахтерштевне и др. Цепные драги — старые якорные цепи, укладываемые по обоим бортам судна рядом со стапелем с таким расчетом, чтобы в нескольких местах получились подковообразные сооружения из нескольких слоев этих цепей, возрастающие по массе. Первую, ближнюю к корме, «подкову» драг, имеющую наименьшую массу, прикрепляют тросами к судну. При сходе со стапеля судно волочит драги по грунту, вследствие чего создается торможение. Цепные драги являются наиболее эффективным тормозным устройством вследствие простоты и безотказности действия. Торможение движения судна после схода со стапеля производится навесными щитами, понтонами и отдачей спусковых якорей.
Поперечный спуск отличается от продольного большим количеством разновидностей вследствие конструктивных особенностей спусковых устройств. В зависимости от положения порога стапеля относительно уровня воды различают три вида поперечного спуска: нормальный, прыжком и броском (рис. 7.5). Спусковое устройство для поперечного спуска (рис. 7.6) проще и дешевле, чем для продольного.
Для спуска судов с поперечных стапелей применяют следующие основные технологические схемы при использовании насалкп или пластмассовых щитов.
Схема 1 (рис. 7.7). Судно на стапельных тележках переводится на спусковую позицию и устанавливается так, чтобы
Рис. 7.5. Боковой спуск судов: а — нормальный, б—прыжком; в — броском
Рис. 76. Устройство для поперечного спуска
рожка; 2— полоз; 3—копылья; 4—деревянные прокладки; S — пай-
промежутки между тележками были совмещены со спусковыми дорожками. Затем под судно подводят косяки, на которые подтягивают спусковые полозья. На них пересаживают судно с тележек и производят свободный спуск.
Схема 2. Судно на стапельных тележках по горизонтальным путям, расположенным между спусковыми дорожками, перемещают на спусковую позицию, пересаживают на клиновые полозья и производят спуск.
Рис. 7.7. Поперечный спуск при помощи косяков: а — этап I; б — этап II; в — этап III
4—полозья; 5 —
спусковой косяк; 2—упорные балки; 3— стапельные тел аадержникя; 6 — курковое устройство
Схема 3. Судно на тележках по горизонтальным путям переводят на спусковую позицию, оборудованную балансирными столами. С тележек судно пересаживают на спусковые полозья, установленные на балансирных столах. Столы поворачивают с помощью гидродомкратов до совмещения спусковых дорожек с дорожками наклонной части стапеля. Затем производится свободный спуск судна.
Схема 4. Первое стапельное место, на котором производится постройка, является спусковой позицией. После окончания постройки под судно подводят салазки. Судно пересаживается с кильблоков на салазки. Затем производится свободный спуск. Следующее судно, постройка которого производится на
второй стапельной позиции, пересаживается с кильблоков на полозья и по стапельным дорожкам лебедками перемещается на спусковую позицию, откуда производится свободный спуск.
Кроме рассмотренных основных схем для спуска малых судов применяют и другие технологические схемы, в том числе спуск со стапеля с плавающей опорой и спуск с использованием поворотных шарнирных ферм. В отечественной практике они не получили широкого распространения.
Глава 8
КОРПУСОДОСТРОЕЧНЫЕ РАБОТЫ
§ 8.1. Установка корпусных конструкций на плаву
К корпусодостроечным работам относят работы, выполняемые после спуска судна на воду. Объем этих работ может колебаться в широких пределах. Он зависит от многих факторов — в первую очередь от способов формирования корпуса судна на стапеле, от способов спуска, от объема использования новых прогрессивных форм организации производства и передовой технологии на заводе-строителе. Чем более устаревшая технология применяется при постройке судна, тем больший объем работ остается на достройку после спуска судна на воду. Объем достроечных работ при постройке судов на наклонных стапелях всегда больше, чем при постройке на горизонтальных построечных местах. При постройке судна в строительных доках или наливных доках достроечные и монтажные работы могут быть доведены почти до полной готовности еще до спуска. Следовательно, понятие «достроечные работы» может быть перенесено и на работы, производимые во время стапельного периода постройки судна На наклонных стапелях, слипах спусковая масса судна связана с безопасностью спуска, поэтому часть работ приходится выполнять при достройке на плаву.
Номенклатура достроечных работ многообразна: установка надстроек; изготовление и установка выгородок; изготовление и монтаж доизоляционного насыщения; изготовление и монтаж вентиляции; изготовление и установка металлических кожухов, различных площадок; установка и испытания судовых устройств и дельных вещей.
Установка надстроек. Установка этих конструкций на плаву производится по технологическим процессам, которые лрименя-
ются на стапеле. Следует отмстить, что работы на плаву имеют свои специфические особенности, которые учитываются технологическим процессом. Прежде всего это относится к проверочным работам, при которых обязательно должны учитываться крен и дифферент судна. Кроме того, судно на плаву даже на спокойной воде не может находиться в абсолютном покое. Это обстоятельство в ряде случаев не дает возможности применить с необходимой точностью отвесы и шланговые уровни. Поэтому установку надстроек на плаву проводят в ряде случаев путем совмещения линий ДП и крайних шпангоутов и выравнивания блока надстройки по четырем размерам высот (по углам). Причерчивание надстройки выполняют по разности размеров высот по углам и плазовым данным.
Установка легких переборок и выгородок. Установка этих конструкций занимает значительный объем в достроечных работах. Легкие переборки и выгородки изготовляют из стали, алюминиевых сплавов или неметаллических материалов. Конструкции металлических переборок и выгородок бывают различными: плоскими с приварным набором, плоскими из алюминиевых прессованных панелей; гофрированными; каркасными.
Поверхности легких переборок и выгородок вследствие их малой толщины (стальные —до 2 мм и алюминиевые — до 4 мм) обрабатывают антикоррозионными составами: стальные фосфатируют, из алюминиевых сплавов подвергают оксидиро-нию или анодированию.
Выгородки с приваренным набором изготовляют так же, как плоские секции. Легкие выгородки из гофрированных листов собирают в сборочных цехах и сваривают на стендах с флюсовыми подушками. •
Установку легких переборок и выгородок в помещениях выполняют с применением различных способов крепления к корпусным конструкциям или к заранее выставленным комингсам клепкой или сваркой. Легкие выгородки из алюминиевых сплавов могут быть приварены к корпусным конструкциям через би металлические плапки, стальная часть которых приваривается к корпусу, а алюминиевая — к устанавливаемой выгородке аргонодуговой сваркой. Поскольку легкие переборки и выгородки подвержены деформациям под воздействием прогиба подволоков, соединения их с верхними комингсами могут быть выполнены скользящими. Каркасные переборки состоят из сварного обре-шетника, из профильной стали, обшитой листами, из легких сплавов, поверх которых наклеен декоративный пластик. Они устанавливаются в жилых помещениях на разъемных соединениях или на местных прихватках. Преимущество таких переборок заключается в том, что они не требуют зашивки и не деформируются. Но на них нельзя устанавливать детали доизоля-ционного насыщения.
Монтаж доизоляционного насыщения. Доизоляционным насыщением, устанавливаемым при достройке, считаются все узлы и крепления, которые должны быть выставлены до изоляции и испытаний на непроницаемость. К нему относятся подкрепления для аппаратуры, стаканы, приварыши, кабельные коробки, кронштейны, Г-образныс подвески, мосты. Изделия доизоляци-онного насыщения изготовляются цехами верфи для своих нужд, а также для поставок по кооперации. Часть доизоляционного насыщения верфь получает от других изготовителей.
Монтаж основной части доизоляционного насыщения по современной технологии выполняют в сборочно-сварочных цехах и на стапеле. В сборочно-сварочных цехах, как правило, устанавливают насыщение, требующее вырезов, а также насыщение типа креплений под аппаратуру и др. На достройке монтируют насыщение, которое выступает за габариты корпусной конструкции более чем на 300 мм, мелкое насыщение, которое может быть легко повреждено при транспортировке и установке, и др. Монтаж доизоляционного насыщения ведется согласно чертежам, изготовленным проектантом по отдельным конструктивным группам. На серийных заказах монтаж насыщения выполняют по совмещенным чертежам, на которых показаны все изделия доизоляциопного насыщения, подлежащие установке независимо от их принадлежности и конструктивных различий. Все детали насыщения ла этих чертежах имеют установочные размеры. При работе по совмещенным чертежам в некоторых случаях на 25—30 % сокращается трудоемкость монтажных работ, а следовательно, уменьшается их продолжительность, что положительно влияет на сроки постройки.
Технология монтажа доизоляционного насыщения принципиально не отличается от той, которая применяется в сборочносварочных цехах или на стапеле при установке насыщения, предусмотренной предварительной сборкой. Перед установкой насыщения производится разметка мест, вырезка отверстий в корпусных конструкциях для деталей типа стаканов, навары-шей, кабельных коробок, зачистка мест установки, установка по разметке или по вырезанному отверстию, электроприхватка, сварка, зачистка и правка после сварки. Разметку мест установки насыщения в отдельных случаях выполняют с применением универсальных измерительных инструментов по размерам, указанным в монтажных чертежах. Обычно размечать надо большое количество насыщения, что сопряжено с большой трудоемкостью. Поэтому с целью облегчения и упрощения разметочных работ применяют разметку по щитам с вырезами, воспроизводящими контур присоединяемых деталей насыщения Разработан также способ фотопроекционной разметки с применением специальной установки, проецирующей на размечаемую поверхность изображение мест установки насыщения. Изготов-
ленис диапозитивов для разметки выполняют путем съемки масштабных чертежей или помещений головного судна. Однако широкого распространения этот способ не получил вследствие ряда причин, одной из которых является невозможность разместить аппарат в нужной точке из-за отсутствия свободного места.
Установка металлических кожухов. Монтаж защитно-декоративных кожухов дымовых труб производят по технологии, аналогичной технологии установки объемных конструкций типа рубок на плаву. Внутри кожухов производят монтажные работы по размещению специальных устройств и механизмов (утилизационных котлов, аварийного дизель-генератора и др.).
§ 8.2. Изготовление и монтаж вентиляции
Судовую вентиляцию изготовляют и устанавливают на стапеле и преимущественно в период Достроечных работ. Трубопроводы системы вентиляции изготовляют в жестяницком цехе верфи, арматуру и оборудование приобретают по М3 К в виде готовых изделий.
В состав системы вентиляции входят трубы вентиляции с проходной и запорной арматурой, аппаратура и приборы, электровситиляционные установки (рис. 8.1), Кроме труб вентиляции в качестве воздухопроводов служат вентиляционные шахты, каналы, стенками которых являются корпусные конструкции. Общая протяженность труб вентиляции на больших судах доходит до 10 тыс. м, а трудоемкость изготовления и монтажа вентиляции составляет до 2 % общей трудоемкости постройки судна. ♦
Трубы вентиляции имеют круглое или прямоугольное сечение. По форме и назначению различают трубы прямые; отводы или колена, обеспечивающие поворот трассы; отступы, изменяющие положение трубопровода параллельно предыдущему участку; обходы, служащие для прохода трассы через выступающие конструкции корпуса и других систем. Кроме того, на трассах устанавливают тройники, с помощью которых трассу разделяют на две или объединяют две трассы в одну; переходы, которыми соединяют трубы разных диаметров или разных сечений. Трубы вентиляции изготовляют из листов стали или алюминиевых сплавов. Обычно толщина труб вентиляции составляет 0,5—2,0 мм. Трубы некоторых участков имеют толщину 3 мм.
Последовательность технологических операций по изготовлению труб следующая: разметка материала, вырезка заготовок, гибка или штамповка деталей, сборка узлов, сварка, правка, испытания на плотность, нанесение покрытий, грунтовка, изоляция.
Разметку выполняют по эскизам, составленным при трассировке воздухопроводов; по месту или по шаблонам, изготовленным из проволоки и воспроизводящим ориентировочно ось трубы участка воздухопровода, а также по размерам поперечных сечений труб. Сложные участки или забойные трубы размечают по макетам или каркасам, сделанным по месту. По заданным размерам труб вычерчивают развертки изготовляемых участков обычными геометрическими методами. В случаях когда поверхности труб не могут быть развернуты на плоскость, применяют приближенные методы развертки.
Вырезку заготовок для труб выполняют на механическом оборудовании: гильотинных и дисковых ножницах. На некоторых заводах отрасли применяют более прогрессивный способ вырезки заготовок на стационарных лазерных машинах (см. § 3.6).
Гибку листовых заготовок цилиндрических труб производят на листогибочных вальцах. Для прямоугольных труб заготовки гнут на кромкогибочных или фланцегибочных станках.
Сварку труб обычно осуществляют контактной шовной или контактной точечной сваркой с клеевой прослойкой, обес-
печивающсй плотность швов. Более толстые трубы (2—3 мм) сваривают также электродуговой сваркой. Из отводов, представляющих собой элементы унифицированных типоразмеров (по сечениям, радусам), а также из прямых участков унифицированных типоразмеров сваривают отступы, тройники, обходы. Сборка и сварка труб из стандартных элементов, пезависимо от места изготовления последних, должны выполняться на верфи.
Испытание труб на плотность производят обдувом изнутри струей сжатого воздуха, подаваемого по заводской магистрали. Наружные швы для обнаружения неплотностей обмазывают мыльной эмульсией.
Покрытие труб — оцинковку, фосфатирование или оксидирование, в зависимости от их материала, осуществляют в цехах покрытий.
Монтажные работы по установке системы вентиляции включают вырезку отверстий в переборках, выгородках, платформах и палубах; установку в них стаканов и комингсов; установку фундаментов под вентиляторы. Эти работы выполняют в основном при изготовлении секций и блоков и частично на достройке.
После изоляции помещений производят работы по установке вентиляторов, калориферов, воздухозаборников, воздухоотделителей и другой аппаратуры, входящей в систему вентиляции.
Затем осуществляют предварительный монтаж системы вен тиляции, т. с. монтаж с помощью временных болтовых соединений, выполняемый так, чтобы между фланцами оставался за зор для установки уплотнительных прокладок. Целью такого монтажа является определение положения системы по отношению к конструкциям, оборудование, другим системам, а также обеспечение возможности и удобства обслуживания системы, других систем и механизмов в процессе эксплуатации судна. Кроме того, при предварительном монтаже уточняются форма, размеры и положение забойных труб, положение фланцев. После выполнения работ по предварительному монтажу трубы снимают, приваривают к ним фланцы, правят, проверяют на плотность сварные швы, наносят защитные покрытия.
Окончательный монтаж производят на штатных болтах с ус тановкой прокладок между фланцами и с закреплением труб на подвесках. По окончании монтажа систему вентиляции испытывают на плотность сжатым воздухом давлением, равным напору штатного вентилятора. Для определения дефектов сварные швы и монтажные соединения обмазывают мыльной эмульсией. Испытание системы вентиляции в работе производят при ходовых испытаниях.
§ 8.3. Монтаж судовых устройств и дельных вещей
Судовые устройства — совокупность приспособлений, соответствующего оборудования, палубных механизмов и машин, обеспечивающих различные потребности при эксплуатации судна.
Объем работ по изготовлению и монтажу общесудовых устройств составляет около 2 % обшей трудоемкости постройки судна.
Монтаж судовых устройств производят частями на разных этапах постройки. Конструкции типа фундаментов и подкреплений под устройства, а также кнехты, битенги, утки устанавливают в секции или блоки, а якорные ниши и цепные ящики монтируют при сборке носовой и кормовой оконечностей. Технология установки судовых устройств заключается в общей схеме последовательного выполнения следующих операций: раз-метка мест установки устройств на судне; установка, подгонка и приварка опорных конструкций судовых устройств; установка, взаимная центровка, слесарная сборка и крепление машин и приводных механизмов; такелажное оснащение; монтаж электрооборудования и приборов управления и контроля; наладка, испытания и сдача устройств представителям заказчика.
Якорное устройство. Монтаж якорного устройства, одного из наиболее сложных судовых устройств, должен вестись особенно тщательно в связи с особыми условиями его эксплуатации: возможностью возникновения динамических нагрузок на элементы устройства вследствие проскакивания соединительных скоб якорной цепи на звездочке якорного механизма; возможностью отрыва якоря от грунта из-за плохой амортизации рывков якорной цепью и др.
Особые требования предъявляются к якорному клюзу: якорь должен свободно выходить из клюза при отдаче и занимать правильное положение в клюзе при выбирании; якорь не должен задевать лапами за форштевень; в клюзе должен обеспечиваться обмыв якорной цепи при выбирании якоря; через клюз на палубу на ходу нс должна попадать вода и т. д. Эти и многие» другие задачи стоят перед проектантом при разработке документации. Однако в результате проектирования строитель получает лишь набор чертежей различных конструктивных элементов. Каждый из этих элементов в отдельности удовлетворяет исходным требованиям или расчетным данным, но правильная компоновка элементов требует тщательного согласования. Что же касается перечисленных выше требований к клюзу, то большое их количество не может быть удовлетворено на стадии проектирования. Эти работы выполняются в несколько этапов, часто включают необходимость изготовления
технологически сложного и дорогостоящего макета носовой оконечности судна. Вес это требует больших затрат труда, подгоночных работ, выполняемых методом последовательных приближений, проверок и испытаний якорного устройства.
Макет может изготовляться в натуральную величину. В современном судостроении обычно используют макеты, выполненные в масштабе 1 :5, I : 10. По отработанному макету корректируют форму и размеры корпусной части якорного устройства: бортового клюза, трубы якорного клюза, палубного клюза. Окончательные доводки якорного устройства иногда производят после ходовых испытаний головного судна по специальному перечню замечаний.
Такие элементы якорного устройства, как бортовые и палубные якорные клюзы, фундаменты и подкрепления под шпиль или брашпиль, устанавливают при изготовлении секций и блоков. Монтаж шпилей, брашпилей и других механизмов производят на построенном корпусе судна. Сборку якорной цепи выполняют, соблюдая следующую последовательность операций: окрашивают смычки якорной цепи кузбасс-лаком, соединяют их между собой соединительными звеньями и размечают, начиная от якоря, на участки во 20 м. Затем производят маркировку якорной цепи: на контрфорсе последнего звена первого участка делают один виток вязальной проволокой, на последнем звене второго участка — два витка. Максимальное число витков — 5, что соответствует 100 м. Следующие сотни метров маркируют аналогично. Замаркированные и примыкающие к ним звенья на первой сотне метров окрашивают свинцовым суриком, на второй — свинцовыми белилами, на третьей — снова суриком и т. д. Якорную смычку цени соединяют с якорем, а ко ренную смычку протаскивают через бортовой и палубный клюзы в цепной ящик. Якорную цепь заводят на цепные звездочки брашпиля и устанавливают цепные и маневренные стопоры. Затем производят испытания якорного устройства в работе.
Спасательное устройство. При монтаже спасательного устройства не требуется макетировать части корпуса судна. Однако тщательность изготовления и установки — необходимое условие для безотказной работы этого устройства, непосредственно связанного с безопасностью людей на море. •
Наиболее ответственным этапом спасательной операции является спуск шлюпки на воду, следовательно, при монтаже спасательного устройства следует уделять особое внимание надежности срабатывания спускового устройства. Современная двухшарнирная шлюпбалка, относящаяся к типу гравитационных устройств, обесиечивает надежное вываливание шлюпки за борт и спуск на воду в вертикальном положении под действием силы тяжести шлюпбалки и шлюпки. При установке стрелы шлюпбалки с шарнирным устройством требуется следить за точным
расположением ряда контрольных точек. Нок стрелы н опорный кронштейн, на котором размещается шлюпка, должны находиться на одной вертикали, совпадающей с ДП шлюпки. Для того чтобы спуск шлюпки на воду был возможен при максимальном расчетном крене, из общего центра тяжести системы шлюпбалка — шлюпка под углом, соответствующим углу крена, проводится линия. Опора стрелы шлюпбалки должна отстоять дальше от борта, чем точка пересечения этой линии с шлюпочной палубой. От выполнения этого условия зависят значения моментов сил тяжести шлюпбалки и шлюпки, обеспечивающих вываливание шлюпки при любом значении угла крена в пределах от нуля до расчетного (15°). Величины указанных отстояний опор от борта содержатся в чертежах, однако в процессе монтажа и испытаний устройства может возникнуть необходимость их корректировки.
После монтажа и закрепления шлюпбалок на фундаменте устанавливают бортблоки и элементы такелажа. Затем устанавливают сами шлюпки и закрепляют их лоцарем шлюпочных талей и найтовами такелажа. После монтажа производятся проверка и испытания работы шлюпок под полной нагрузкой. При этом испытывают спуск и подъем шлюпок, а также крепление их по-походному. Сбои в работе этих устройств во время испытаний считаются недопустимыми.
Буксирное устройство. Данное устройство предназначено для буксирования судна или использования его в качестве буксировщика. Монтаж буксирного устройства производят на различных этапах постройки судна: подкрепления под кнехты и вьюшки устанавливают в секциях; монтаж клюзов осуществляют при изготовлении блоков оконечностей; кнехты вьюшки устанавливают до спуска судна или на плаву в период достройки; заводку буксирного троса на вьюшки и сдачу буксирного устройства представителю заказчика производят при достройке. Монтаж буксирного устройства на транспортных судах не представляет особой сложности. Работы выполняют по чертежам в соответствии с рабочим технологическим процессом.
Швартовное устройство. Это устройство представляет собой комплекс приспособлений и механизмов, в состав которого входят швартовы (канаты), кнехты, киповые планки, швартовные клюзы, вьюшки. В соответствии с действующими нормами прр-ектирования все суда должны оборудоваться швартовными устройствами, включающими простые или автоматические швартовные лебедки либо кпехтьг с вращающимися тумбами.
Монтаж швартовного устройства более трудоемок и сложен, чем монтаж буксирного. В швартовное устройство входит от 4 до 21 каната длиной от 170 до 200 м. Числу штатных швартовов должно соответствовать число кнехтов. На каждый кнехт должен быть предусмотрен клюз или киповая планка.
По способу изготовления кнехты бывают литые и сварные. В обоих случаях они включают фундаментную плиту, в которой предусмотрены отверстия для болтов. Поскольку усилия, передаваемые на корпусные конструкции, могут оказаться большими, палубу в месте установки кнехта подкрепляют утолщенными вварными или накладными листами и ребрами жесткости. Подкрепления устанавливают в процессе сборки секций.
От кнехта швартов необходимо направлять к месту, которым судно швартуется. Для этой цели предназначены киповые планки и швартовные клюзы. Последние более приспособлены для заведения троса под различными углами. Клюз устанавливают в вырезе, сделанном в фалылбортс, и закрепляют его болтами. К фальшбортам из легких сплавов на малых судах клюзы приклепывают. Сварные клюзы изготовляют из пруткового или полукруглого прокатного профиля и приваривают к кромке выреза в фальшборте. Место выреза под клюз в фальшборте подкрепляют.
Большая часть швартовного устройства монтируется в процессе формирования корпуса судна. Окончательный монтаж швартовного устройства, испытания и сдача его приемке выполняется при достройке.
Грузовое устройство. Конструкция и комплектность грузового устройства зависят от вида груза, перевозимого судном. На характер монтажных работ, производимых при установке грузового устройства, влияет тип этого устройства.
Как и все ранее описанные устройства, грузовое устройство имеет элементы, монтируемые в различные этапы постройки судна, начиная с узловой и секционной сборки. Основные работы ио монтажу грузового устройства выполняют при достройке. Такие устройства, как лацпорты и аппарели, устанавливают до спуска. Испытания же их выполняются на плаву у достроечной набережной. А окончательная доводка может производиться и после ходовых испытаний. Грузовые мачты и грузовые стрелы на мачты устанавливают обычно на плаву. Оснащение такелажем производят также па плаву.
Монтаж дельных вещей. К дельным вещам относят иллюминаторы, световые люки, двери, трапы, леерные и тентовые стойки, горловины, крышки сходных люков, талрепы, а также всякую мелочь—петли, ручки, крючки и т. п. Большинство дельных вещей стандартизировано. Для изготовления дельных вещей широко применяют легкие сплавы и пластмассы.
Значительную часть дельных вещей устанавливают в секциях и на стапеле. Монтаж мелких дельных вешей выполняют вплоть до сдачи судна заказчику.
Основные требования, предъявляемые к монтажу подвижных или съемных дельных вещей, заключаются в точности установки, обеспечении необходимой плотности закрытия, легкости
и бесшумности срабатывания. Установку дельных вещей производят по разметке, выполненной по чертежам и по месту. При установке дельных вещей высокой квалификации нс требуется, однако, как и в любой другой работе по постройке судна, необходима особая тщательность.
Такелажные и парусные работы. Такелаж — совокупность судовых снастей: тросов, цепей и прутков. Основная часть та-
Ч> / 2 J
Рис. 8.2. Такелажные работы с канатами: а — наложение марок перед резкой каната; б — постановка прямого бензеля п бензеля с крыжом; в—-изготовление длинной (разгонной) сплесени; г — изготовление простого огона, д — изготовление огона с коушем, е — изготовление огона с коушем и втулкой
I — иниат; 3 — мерка, 3 — место реза; 4 — коуш- S — алюминиевая втулка
кслажа состоит из стальпых, растительных или синтетических канатов. Такелажные работы включают изготовление огонов и сплесеней, вязание узлов, постановку бензелей и мусипгов, трап-цеванис и клетневание тросов, плетение матов и мягких кранцев, изготовление грузовйх сеток и стропов и т. п. Основной объем такелажных работ приходится на период монтажа судовых устройств: грузового, якорного, рулевого, шлюпочного, швартовного, буксирного, леерного и др. Такелажные работы
выполняет такелажно-парусный цех или участок достроечного цеха. На рис. 8.2 показаны некоторые работы с канатами.
Парусные работы состоят из изготовления тентов, парусов для шлюпок, пластырей, чехлов на палубные механизмы, флагов, занавесок, портьер и т. л. и установки этих изделий по месту.
Глава 9
ТРУБОПРОВОДНЫЕ, МЕХАНОМОНТАЖНЫЕ
И ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
§ 9.1. Изготовление трубопроводов и монтаж судовых систем
Системы на судах разделяют на две основные группы: судовые системы и системы судовых энергетических установок.
Судовые системы предназначены для обеспечения мореход ных качеств, живучести, непотопляемости и обитаемости судна. К ним относят трюмные системы, балластные системы, системы пожаротушения, системы бытового водоснабжения и др. Системы судовых энергетических установок служат для обслуживания энергетического оборудования. Это система главного пара, система опресненной воды, топливная система, масляная система и др. *
Каждая из систем состоит из трубопроводов для перемещения рабочей среды (воды, воздуха, водяного пара, топлива, масла, газов), механизмов, аппаратов, приборов и арматуры. Кроме трубопроводов рабочей среды на судах существует отдельная группа трубопроводов различного назначения: переливные трубы, воздушные трубы, переговорные трубы и др.
Изготовление трубопроводов. Трубопроводы собирают из отдельных узлов, состоящих из труб и соединительных элементов (фланцев, штуцеров, разъемов). Для различных систем применяют трубы из различных материалов: углеродистой и легированной стали, меди, медных сплавов, алюминиевых и титановых сплавов, пластмассы (стеклопластиков, полиэтилена). Изготовление труб для трубопроводов производят в трубообрабатывающих цехах судостроительных заводов.
Принципиальный технологический процесс изготовления трубопроводов содержит три основных этапа: определение формы и размеров труб-деталей; изготовление труб-деталей, узлов трубопроводов в цехе; монтаж трубопроводов и систем на судне.
Последний этап завершается гидравлическими испытаниями си стем и сдачей их представителю приемки.
Определение формы и размеров труб-деталей выполняют несколькими способами: по чертежам, по месту, по эскизам. В первом случае используют проектные чертежи, изготовленные для тех участков систем, положение и размеры которых воз можно определить на стадии проектирования. Для участков систем, разработка чертежей которых нецелесообразна из-за сложности и неточности, определение формы и размеров труб-деталей производят по месту бригадами монтажников. В этих случаях монтажники пользуются принципиальной схемой системы. Для машинного отделения и некоторых других помещений определенных судов изготовляют макеты, на которых размещают все входящее в помещение оборудование и системы. Масштаб макетов 1:5 или 1 : 10. Материал труб на макетах — пластмасса. С макетов снимают эскизы, на которых указывают размеры, форму труб и типы соединений. Уточнение положения трубопроводов с помощью макетов называют трассировкой.
Для головного судна иди судна единичной постройки при отсутствии технологических эскизов и чертежей трубы гнут по проволочным шаблонам, снимаемым с места. При этом часто подготавливают сразу два комплекта труб: один — на головное судно, другой — в качестве эталона на следующие суда проекта. Для головного судна в некоторых случаях, кроме того, изготовляют шаблоны-макеты из проволоки с прикрепленными фланцами и отростками. По шаблонам-макетам производят сборку узлов труб для следующих судов проекта.
Изготовление деталей труб включает ряд операций: резка труб на заготовки, вырезка отверстий в деталях, гибка, механическая обработка торцов трубы (отбортовка, нарезка резьбы). Заготовки из стальных труб вырезают кислородной или плазменной резкой. Плазменную и механическую резки применяют для труб из сплавов меди и коррозионно-стойких сталей. Гибку деталей из труб выполняют на трубогибочных станках. При необходимости получения малых радиусов погиби (менее 1,5 диаметра трубы) применяют способ гибки с нагревом ТВЧ. Отбортовку труб производят на специальных горизонтальных прессах. Отверстия в трубах вырезают на механическом оборудовании: на фрезерных и сверлильных станках. Последнее время все большее распространение получают тепловые способы (плазменный, лазерный) вырезки отверстий и обрезки концов труб на специальных машинах, оснащенных системами ЧПУ.
Сборка узлов трубопроводов включает сборочные работы, сварку, механическую обработку, контроль и испытания сварных швов на плотность, очистку и нанесение покрытий или грунтовки, изоляцию, маркировку, комплектацию. Сборку узлов
трубопроводов па головном судне выполняют по монтажным схемам непосредственно на судне. Фланцы и приварные отростки подгоняют по месту и закрепляют электроприхватками. Затем узел возвращают в цех, где производят сварку и последующие операции. Для серийных судов используют трубы-эталоны или шаблоны-макеты, изготовленные по образцам с головною судна. Для сварки труб в основном применяют элек-Тродуговую сварку плавящимся или неплавящимся электродом либо контактную сварку. Соединение тонкостенных труб малых диаметров осуществляют газовой сваркой. Плотность сварных швов проверяют при гидравлических или воздушных испытаниях. Распространены и Другие виды контроля. Защиту труб от коррозии производят цинкованием, покрытием полимерными пленками. Для алюминиевых труб применяют оксидирование.
Монтаж судовых систем. Монтаж систем на судне выполняют после окончания основных корпусных работ. Сначала систему собирают на временных креплениях, по месту определяют размеры забойных узлов труб и изготовляют эти узлы. Затем систему разбирают и удаляют временные прокладки и крепления. Окончательную ее сборку производят па штатных прокладках и болтах.
Для проверки герметичности всех соединений системы проводят гидравлические испытания давлением, превышающим рабочее на 25 %. После устранения дефектов, выявленных при испытаниях, трубопроводы окрашивают и завершают изоляцию тех их участков, которые не были заизолированы в цеховых условиях. Материал изоляции (асбестовая ткань, асбестовый шнур, специальные формованные покрытия или специальные изолировочные мастики) зависит от назначения трубопровода.
§ 9.2. Монтаж главных двигателей и вспомогательных механизмов
С развитием и совершенствованием судов усложняется и совершенствуется монтаж их механического оборудования.
Объем монтажных работ достшаст 12 % трудоемкости по стройки транспортного судна. После сборки блока, включающего машинное отделение, мсханомонтажпые работы выдвигаются на передний план. Выбор варианта монтажа оборудования зависит от вида его поставки: отдельными узлами (крупногабаритные установки) или в сборе (средние установки, вспомогательные механизмы). В настоящее время в судостроении применяют:
индивидуальный метод монтажа судового оборудования, при котором производят последовательное выполнение монтажных работ по мерс готовности места и условий для монтажа,
агрегатный метод (агрегатирование), при котором предусматривается создание вис судна крупных сборочно-монтажных единиц различных уровней сложности (агрегатов, зональных блоков) из элементов и узлов, объединенных по функциональному назначению;
модульно-агрегатный метод, отличающийся от агрегатного тем, что в качестве сборочно-монтажных единиц применяют стандартные взаимозаменяемые агрегаты — модули
Агрегатом называют сборочно-монтажную единицу, состоящую из механизмов, трубопроводов и других технических средств, собранных в систему или установку.на общей несущей конструкции для выполнения определенной функции на судне. На рис. 9.1 в качестве примера приведена компоновочная схема агрегата питания вспомогательного котла.
Зональный блок — это сборочно-монтажная единица, состоящая из механизмов, машин, трубопроводов, систем, различных по функциолальному назначению, и других технических средств, объединенных территориальной общностью и собранных на несущей конструкции типа специальной рамы или на корпусной конструкции — участке палубы, платформы, переборки.
Агрегатный и модульно-агрегатный методы позволяют сократить объем документации и общую продолжительность постройки судна за счет параллельного с корпусостроительными работами производства сборочно-монтажных единиц (узлов, агрегатов, зональных блоков), в процессе которого выполняется до 50 % монтажных работ. Кроме того, агрегатирование повышает качество выполнения работ в связи с применением цеховых средств механизации, улучшением условий выполнения монтажных работ и специализацией бригад монтажников.
Монтаж главных двигателей и валопроводов. Эти ведущие механомонтажныс работы могут быть выполнены одним из приведенных выше методов. При индивидуальном (последовательном) методе сначала производят монтаж валопровода с кормы в нос, затем — монтаж главного двигателя с припентровкой к валопроводу и в последнюю очередь — монтаж вспомогательного оборудования. При агрегатном методе работы по монтажу вспомогательного оборудования ведут параллельно с установкой главного двигателя и валопроводов, а монтаж валопровода выполняют после монтажа и оптической центровки главного двигателя. По сравнению с последовательным агрегатный метод монтажа зональными блоками позволяет сократить продолжительность работ в несколько раз.
При монтаже главных двигателей любым методом необходима пробивка линии вала. Для этого по плазовым данным следует определить положение начальных точек линии вала на носовой переборке машинного отделения п в районе ступицы греб-293
кого винта. В этих точках помещают мишеньки, а в ахтерпи-ковой переборке, расположенной между ними, делают вырез. После этого производят пробивку линии вала оптическим способом и размечают под расточку яблоко ахтерштевня или мортиры и кронштейны при двухвальной установке. Положение осей втулок мортир и кронштейнов фиксируют контрольными
Рис. 9.1. Схема компоновки агрегата питания вспомогательного котла
1 — питательный насос; 2—теплый ящик; Я —пускатель: 4 —фильтр
окружностями па торнах, на которых также отмечают линию расточки отверстия втулки и линии припусков. Главные двигатели устанавливают, выдерживая продольное положение. Затем производят их центровку, т. е. совмещение осей их валов с линией вала судна.
Монтаж двигателей внутреннего сгорания, например дизелей крейцкопфного типа, производят отдельными 284
узлами или агрегатным методом. В первом случае при массе двигателя 250—800 т монтаж выполняют па судне из крупных узлов — коленчатого вала, стоек картера, шатунов с крейцкопфами, блоков цилиндров, поршней со штоками и др. Центровку дизеля производят после укладки коленчатого вала оптическим прибором, закрепленным на фланце вала по Двум мишенькам, установленным на оси валопровода. Тронковые дизели массой 50—100 т монтируют агрегатным методом. Центровку двигателя производят по точкам А и Б линии валопровода (рис. 9.2), нанесенным с плазовых данных.
Монтаж главных турбозубчатых агрегатов (ГТЗА) также выполняют отдельными узлами или агрегатным методом. При узловом методе производят погрузку редуктора, турбин и конденсатора на судно; центровку редуктора по линии вала; крепление редуктора на фундаменте с применением прокладок, изготовленных по месту. Таким же методом выполняют монтаж турбин. Затем устанавливают пружинные опоры конденсатора и присоединяют паропроводы к турбинам. Монтаж валопровода производят после монтажа ГТЗА. При агрегатном методе полную сборку ГТЗА производят в цехе на специальной раме. Агрегат грузят на фундамент в блок судна. После центровки ГТЗА по линии вала агрегат закрепляют на фундаменте.
Монтаж паровых котлов производят в собранном виде. При этом базирование их выполняют отпосительно носовой переборки котельного отделения, ДП и ОП с допускаемым отклонением ±15 мм. Для компенсации погрешностей монтажа
между опорой котла и фундаментом помещают сварпую переходную часть, имеющую технологический припуск по высоте до 40 мм. Наличие переходной части позволяет выполнять агрегатный монтаж котла с полным насыщением и уменьшать количество пригоночных операций. Крепление котла включает неподвижные и скользящие опоры. В креплении скользящих опор имеются уравнительные планки. Болты устанавливают на ограничительные планки, выдерживая монтажные и тепловые зазоры. Работы заканчивают монтажом изоляции и гидравлическими испытаниями.
Рис. 9.3. Схема атомной энергетической установки
/ — реактор: 2 — первичная биологическая защита; 3 — циркуляционный насос; 4 — вторичная биологическая защита; 5 — нагреватель 1-го контура: 6 — насос 2 го контура; 7 — конденсатор; 8. 9 — патрубки подачи в слива забортной воды; Ю — редуктор; II — турбина низкого давления; /2 — турбина высокого давления; 13— парогенератор
-Сложность монтажа атомной энергетической установки (АЭУ) заключается в необходимости выполнения большого объема работ по обеспечению безопасности эксплуатации судна. В АЭУ в качестве главного двигателя используют паровую турбину, а рабочее тело генерируется в ядерной паропроизводящей установке (рис. 9.3). Как видно из рисунка, активная зона реактора, блок парогенератора и циркуляционных насосов расположены в специальном отсеке.
Для агрегатного монтажа ядерной паропроизводящей установки необходимо соотвстствуюшсс транспортное и погрузочное оборудование. При монтаже АЭУ необходимо очень тщательно выполнять все работы, поскольку к их качеству предъявляются строгие требования. Так, прочность и плотность всех соединений должны обеспечивать максимальную герметичность; чистота внутренних поверхностей аппаратов и трубопроводов
должна соответствовать определенным требованиям При монтаже реактор заключают в специальный контейнер первичной биологической защиты. Установку агрегата завершают монтажом вторичного контура биологической защиты.
Контроль чистоты каждого контура осуществляют промывкой дистиллированной водой.
Монтаж вспомогательного оборудования. Все вспомогательное оборудование разделяют на пять групп:
— оборудование, не имеющее движущихся элементов (теплообменные аппараты, автоклавы, съемные цистерны, фильтры, кингстоны, клинкеты);
— механизмы моноблочные, энергетическая и рабочая части которых собраны в одном корпусе (грузовые лебедки, насосы, некоторые шпили);
— механизмы, сцентрированные на общей., жесткой раме (дизель-генераторы, преобразователи, компрессоры);
— функциональные агрегаты и зональные блоки;
— оборудование специального назначения (рулевое устройство, якорное устройство, швартовное устройство).
Монтаж вспомогательного оборудования выполняют в соответствии с технологическими процессами, предусмотренными для каждой из групп. Наиболее простой технологический процесс применяют при установке оборудования первой группы (кроме донно-бортовой арматуры). Донно-бортовую арматуру крепят на шпильках, ввернутых в комингсы и наварыши, установленные при секционной сборке корпусных конструкций. При этом требуется обеспечение герметичности соединений, что достигается тщательной обработкой сопрягаемых поверхностей.
Механизмы второй группы устанавливают на пластмассовые прокладки: при давлении на плоскость фундамента до 10 МПа — на прокладки из пластмассы БКД, при большем Давлении (до 20 МПа)—из пластмассы ФМВ. Перед монтажом опорную поверхность зачищают до чистого металла, грунтуют, устанавливают ограничительные деревянные рейки. Над фундаментом ориентируют устанавливаемый механизм на домкратах или отжимных болтах. Затем наносят приготовленную пластмассу и фиксируют механизм в горизонтальном положении предварительной затяжкой болтов. После полного затвер-. девания пластмассы рейки удаляют, а болты затягивают окончательно.
Механизмы третьем группы устанавливают па резиновые амортизаторы, уменьшающие вибрацию при работе. Основным требованием, которое должно быть выполнено при монтаже механизмов, является сохранение соосности валов, нарушаемой от деформаций рамы. Горизонтальное положение механизмов при монтаже обеспечивают выравнивающими шайбами, компенсирующими монтажные зазоры и просадки амортизаторов.
Оборудование четвертой группы в виде агрегатов и зональных блоков, собранных на участке предмонтажной сборки, монтируют на судне. Часть агрегатов устанавливают по технологии, близкой к технологии монтажа механизмов третьей группы. Монтаж крупных зональных блоков выполняют в соответствии с технологией, принятой при установке на стапеле секции корпуса.
Монтаж механизмов пятой группы производят непосредственно на судне, поскольку их положение должно быть увязано с геометрическими формами корпусн’ых конструкций. Агрегатирование для механизмов этой группы не применяют.
§ 9.3. Монтаж валопроводов
Монтаж валопровода состоит из следующих работ: монтажа дейдвудного устройства, сборки валопровода, центровки подшипников, установки гребного винта.
Дейдвудная труба служит опорой для гребного вала, проходящего через ее подшипники. Она крепится в приварыше на ахтерпиковой переборке и в яблоке ахтерштевня. Для точного положения дейдвудной трубы по линии валопровода выполняют довольно сложные работы по расточке приварыша и ахтерштевня. Разметку расточки производят по положению линий вала, повторно пробитой оптическим способом. После расточки переносными станками производят запрессовку дейдвудной трубы, используя для этого специальное гидравлическое приспособление.
Для исключения трудоемких работ по точной расточке отверстий и запрессовке трубы примевяют также технологию, заключающуюся в установке трубы в отверстия с монтажными зазорами. Для этого в цеховых условиях в приварыше и яблоке ахтерштевня растачивают отверстия диаметрами, на 5—10 мм больше диаметров посадочных мест дейдвудной трубы. Затем заводят трубу, подвижно закрепляют ее, устанавливают на ее торцах мишеньки и центрируют оптическим способом nq линии вала. Монтажные зазоры между трубой и отверстиями заполняют специальной пластмассой. От правильности установки дейдвудной трубы, обеспечивающей оптимальные нагрузки на гребной вал и подшипники, 'зависит изнашивание дейдвудных подшипников, а следовательно, надежность работы валопровода и его долговечность.
Монтаж валопровода как технологический процесс содержит работы по заводке, установке и совмещению осей гребного, промежуточного и забойного валов с пробитой линией вала. Заводка гребных валов производится со специальных эстакад, оснащенных тележками (рис. 9.4). Шейки гребного вала совмещают со втулками и собирают сальники дейдвудной
трубы. На носовую часть гребного вала насаживают съемную полумуфту, на хвостовик — гребной винт.
Процесс установки винта выполняют с помощью гайки-домкрата, обеспечивающей усилия до 60 МПа. Гайку-домкрат устанавливают па резьбу хвостовика вала. Затем насаживают греб ной винт или прессовой посадкой на шпоночное соединение, или горячей посадкой. Качество насадки винта проверяют по плотности сопряжения конических посадочных поверхностей вала и винта или по расчетному значению диаметрального натяжения в соединении. Далее устанавливают промежуточные валы. Для этого их укладывают в подшипники и проверяют их соосность
Рис. 9.4. Заводка гребного вала
/ — ахтерпиковая переборка; 2 — дейдауднап труба; 3 — мортира; « — кропиггейв; 5 — гребной вал; 6 — эстакада; 7 — тележка; 8 — лебедка
При монтаже валов валопровода, как правило, имеет место их несоосность, в результате чего в подшипниках возникают дополнительные нагрузки. Для обеспечения минимальных влияний этих нагрузок производят центровку валопровода, при которой нагрузки являются главными контролируемыми параметрами. Один из способов центровки валопровода заключается в определении фактических нагрузок на подшипники путем их измерения динамометрами, установленными на каждой опоре всех подшипников. Для получения оптимальных нагрузок на подшипники применяют метод расположения подшипников по монтажному изгибу валопровода в вертикальной плоскости. Это делается путем перемещения подшипников по высоте. Величины перемещения, необходимые для достижения оптимальных нагрузок в каждом из подшипников, определяют расчетным путем. Монтажные нагрузки на подшипники должны быть равны оптимальным значениям с учетом допускаемых отклонений при монтаже: /?<“=/?г4-Д/?,м.
Другим способом центровки валопровода является центровка с контролем соосности валов, заключающаяся в определении смещений и изломов, измеренных на фланцах соединяемых
’/gio Заказ 1Й 2121
289
валов (рис. 9.5). Несоосность валов характеризуется параллельным смещением 6 и изломом «р их осей, измеренными в вертикальной и горизонтальной плоскостях. При диаметрах фланцев более 200 мм применяют лекальную линейку и щуп, которым замеряют зазоры гв и г„. Для более точных замеров используют две пары стрел, которые для этой цели крепят к фланцам. Несоосность определяют по величине разницы зазоров между стрелами, измеренных щупом или индикатором. Зазоры
zlB и z2H характеризуют смещение валов, а зазоры *1в и — излом осей. Каждый из зазоров измеряют дважды: в исходном положении и при повороте валов на 180°. После центровки валов замеряют зазоры между лапами опорных подшипников, изготовляют прокладки, сверлят отверстия и болтами крепят, подшипники к фундамен-’ там.
Третий способ центровки валопровода за-.ключается смещения
в контроле подшипников
Рис. 9.5. Контроль иэломоэ и смещений на- валов ПО оси валопро-лов: а—с помощью линейки и щупа; б— вода оптическим СПОС0-с помощью стрел бом с применением no-
т. Л-стрелы; Э-лехальвлн ливейке лых фальшвалов> кото.
рые заводят в корпуса подшипников. На их торцах устанавливают мишеньки. Затем по оси главного двигателя располагают визирную трубу и с ее помощью совмещают оси фальшвалов, после чего закрепляют подшипники. В подшипники заводят валы и собирают их без последующей проверки соосности. Этот способ применяют
только для монтажа валопроводов с подшипниками качения, которые устанавливают на валопроводах малых судов.
§ 9.4. Электромонтажные работы
Монтаж электрооборудования на современных судах занимает значительный объем работ, требующих специальной квалификации. Выполняют эти работы предприятия-контрагенты, имеющие на верфи свой цех, склады и необходимые службы. Они оформляют заказ, выполняют комплектацию, подготовку, установку, монтаж, наладку и испытания всех элект-290
рическнх сетей, систем и устройств, в которые входят источники электроэнергии, электроприводы, потребители электроэнергии, пускорегулирующая аппаратура, радионавигационное оборудование, распределительные устройства, устройства автоматики.
Все электромонтажные работы разделяют на три основных этапа: подготовительные работы в цехе; монтаж электрооборудования и электрокабелей; испытание смонтированного оборудования.
В цехе изготовляют кабельные коробки, подвески, кассеты, бонки, сальники, мосты и трубы для кабелей, а также монтажные комплекты, устанавливаемые после завершения работ по изоляции 'помещений: крепления арматуры, панели для прокладки кабелей, перемычки для заземления электрооборудования, бирки для маркировки кабелей. В цехе выполняют также подготовку электрооборудования и кабелей к монтажу: проверку исправности внешних деталей оборудования, разрезку кабеля на отрезки требуемой длины, разделку концов кабеля, маркировку отрезков, сборку узлов кабеля (пучки, косы), комплектование электрооборудования и кабелей.
При прокладке кабелей на судне приходится .производить проходку через корпусные конструкции, часть из которых — непроницаемые. В связи с этим в корпусных конструкциях делают вырезы. Кромки вырезов в проницаемых конструкциях не должны повреждать изоляцию кабеля. В непроницаемых конструкциях на вырез устанавливают сальники, обеспечивающие непроницаемость.
Монтаж электрооборудования на судах состоит из внешнего и внутреннего монтажа. При внешнем монтаже производят прокладку, разделку и маркировку кабелей; уплотнение сальников и кабельных коробок; крепление кабелей. При внутреннем монтаже осуществляют подключение кабелей к клеммам оборудования и аппаратуры.
Электромонтажные работы на современных судах выполняют по различным технологическим процессам. При параллельной технологии внешний и внутренний монтаж электрооборудования выполняют одновременно во всех помещениях судна. На крупных судах параллельный монтаж ведут одновременно в двух-трех технологических районах или отдельных блоках (параллельно-блочная технология электромонтажа). На крупнотоннажных судах применяют также последовательно-районную технологию электромонтажа. Согласно этой технологии работы ведут параллельно в районах, последовательно подготавливаемых к монтажу электрооборудования.
Тенденция постоянного роста электронасыщения современных судов вызывает потребность непрерывного совершенствования технологии монтажа электрооборудования. Так, с появлением в судовом оборудовании автоматизированных электротех-
’410*
291
нических комплексов с разветвленными насыщенными кабельными сетями была разработана автономно-районная технология монтажа электрооборудования. По этой технологии судно разделяют на автономные районы, каждый из которых готовят к монтажу отдельно.
В последнее время применяют узловую технологию, при которой электромонтажные работы производят на макетах, выполненных в натуральную величину. Готовые электромонтаж ные узлы, собранные на макетах, закрепляют на штатном ме-сТе на судне.
Испытание электрооборудования заключается в основном в проверке правильности сборки схем, качества заземления и требуемой изоляции. Оборудование, установки, аппаратура, освещение проверяют в действии включением электропитания Электромонтажные работы заканчиваются в период швартовных и ходовых испытаний, когда все электрооборудование и электрические сети испытываются в эксплуатационных условиях.
Глава 10
МАЛЯРНО-ИЗОЛЯЦИОННЫЕ И ОТДЕЛОЧНЫЕ РАБОТЫ
§ 10.1. Изготовление и установка изоляции
Судовую изоляцию разделяют на тепловую, противопожарную и звуковую. Последняя различается по назначению на звукоизолирующую, звукопоглощающую и вибропоглощающую.
Тепловая изоляция в зависимости от материала делится на плиточную (П), волокнистую (В)—из стеклянного минерального или синтетического волокна; напыляемую асбоцементом или пенополиуретаном (Н); композитную (К)—волокнистая с плиточной; мастичную (М). По конструктивному исполнению различают прилегающую изоляцию, которая устанавливается непосредственно на изолируемую поверхность, и выносную изоляцию, которая находится на некотором расстоянии от изолируемой поверхности. Прилегающая изоляция может быть открытой или закрытой декоративной зашивкой. Выносная изоляция, как правило, закрывается декоративной зашивкой. В настоящее время для изоляции трюмов рефрижераторов применяют новые материалы заливочной изоляции типов ФРП-1, ПЦИ и зашивку листами из алюминиевых сплавов (рис. 10.1). 292
Противопожарная изоляция характерна применением асбоцементных материалов, которые наносятся напылением на поверхность, предварительно покрытую цементно-латексным грунтом. Смесь асбеста и цемента наносят с помощью специального пистолета. В процессе нанесения смесь увлажняется распыляемой водой, вследствие чего происходит ее прилипание к изолируемой поверхности.
Звуковая изоляция характерна содержанием в конструкции звукопоглощающих материалов. При монтаже такой изоляции
Рис. 10.1. Изоляционная конструкция в районе присоединения платформы к борту
1 — заливочная компоящия ФРП-1; 2 —брусок для направления воздуха; 3 — шуруп. 4 — прокладка; 5 — клей; б —лист авшявхк ли алюминиевого сплава АД 35Т толщиной 2 мм: 7 — шуруп с полукруглой головкой; а — бакелизиропялная файера; 9 — самоппрезающнй винт; 10 — плиты ПСБ-С; II — лист вашивки из сплава ДД-35Т толщиной 1.5 ыи; 12 — брусок обрешетявка;
13 — шпилька с опорной шайбой
особое внимание уделяется изоляции деталей крепления: шпилек, винтов, скоб, являющихся мостиками передачи звука. Кроме того, важна непрерывность изоляции, для чего должны быть тщательно заделаны щели, стыки, соединения. Виброизоляция как разновидность звуковой изоляции защищает конструкции путем ослабления передачи энергии вибрации через места соединений и соприкосновений конструкций за счет применения различных амортизаторов.
Изоляционные работы разделяют на работы, выполняемые в цехе, и работы, производимые на судне.
10 Заказ Nt 2121
293
К работам, выполняемым в цехе, относятся подготовка компонентов напыляемых материалов; изготовление мастик и клеев; изготовление деталей плиточной изоляции; изготовление деталей из отвердевших вспененных материалов; -изготовление матов из волокнистых материалов; раскрой нолотнищ из асботканей, стеклотканей, парусины; сборка узлов и щитов щитовой изоляции. Изготовление деталей (плит, брусков) производят с использованием деревообрабатывающих станков (ленточных и циркульных пил, фрезерных и шлифовальных станков) и различных приспособлений по механизации труда. При выполнении изоляционных работ в цехе применяют механическую
а)
Рис. 10.2. Наклейка прилегающей изоляции из твердого материала и способы ее обжатия, а — с помощью распорок; б •— струбцинами
I — бруски для изоляции полки тавра; I — бруски для изоляции подособульба; 3 — плита? 4 — распорка; 5 — струбцина
резку различных материалов, содержание пыли которых в воздухе вредно для здоровья. Поэтому при заготовительных работах ‘должно уделяться особое внимание требованиям техники безопасности по санитарии и гигиене труда.
Работы, выполняемые на судне, производят по нескольким технологическим процессам: наклейкой плиточной изоляции, установкой матов из волокнистых материалов, установкой щитов выносной изоляции на шпильках и напылением.
Широко распространена технология наклейки изоляции плитами и брусками (рис. 105). Кроме деревянных упоров и металлических струбцин для обжатия применяют надрезные шпильки. После высыхания клея шпильки обламывают по надрезу, а отверстия шпаклюют клеем с крошкой из изоляционных материалов.
Изоляция помещений волокнистыми материалами состоит из матов, изготовленных из этих материалов и оклеенных или об
шитых стеклотканью либо полихлорвиниловой пленкой. Маты устанавливают на шпильки и проволочные крючки или приклеивают к изолируемой поверхности.
Щитовая изоляция состоит из щитов. Щиты изготовляют в цехе из деревянных рамок с плиточным изоляционным материалом внутри и декоративной зашивкой снаружи с использованием станков и специальных кондукторов. Материалом для рамок могут служить также алюминиевые сплавы. Щиты имеют длину, на 200—400 мм меньшую высоты помещений, и ширику, кратную шпации. Крепление щитов выносной изоляции производится на шпильках или гвоздями к предварительно закрепленным на изолируемых конструкциях деревянным брускам. Технология щитовой изоляции считается прогрессивной. Она позволяет снижать трудоемкость работ до 20 % и применять в широком объеме механизацию заготовительных работ.
Слой тепловой изоляции из любого материала и при любом способе установки должен быть покрыт гидроизоляционным слоем. Гидроизоляционный слой на твердых теплоизоляционных материалах образуется в процессе шпаклевания, грунтования и окраски. Теплоизоляционный слой из волокнистых материалов покрывают синтетическими пленками. В местах повреждения пленку заклеивают такой же пленкой и закрашивают.
На подволоках устанавливают только прилегающую изоляцию с целью уменьшения вероятности образования конденсата на металлических поверхностях и попадания его на теплоизоляционный слой.
Изоляцию трубопроводов проводят для уменьшения потерь тепла (если температура теплоносителя превышает 60 °C) или для уменьшения потерь холода и предотвращения выделения росы на поверхности трубопровода. Трубы изолируют асботканью, асбопухшнуром, формованными заготовками из композитных изоляционных материалов в виде скорлуп, сегментов, а также нанесением паст или мастик. Холодные поверхности изолируют стекловойлоком и пенопластами, закрепляемыми на клею.
§ 10.2. Малярные работы
Совокупность технологических процессов по приготовлению шпаклевок, лаков, красок, по подготовке поверхностей под окраску и по нанесению лакокрасочных покрытий, шпаклевок и мастик на поверхности наружных и внутренних корпусных конструкций, поверхности судовых помещений, трубопроводы, механизмы называют судовыми малярными работами. Трудоемкость малярных работ составляет 4—6 % общей трудоемкости постройки судна.
Подготовительные работы состоят из подбора колера красок, мастик, клеев; разведения густотертых красок до малярной консистенции; измельчения и сушки мела; дробления смол; просеивания порошкообразных материалов и т. п. Эти работы выполняют на заготовительном участке, оборудованном механическими снтами, краскотерками, краскомешалками. машинами для перемешивания красок без вскрытия тары.
Подготовка под окраску листов, поступающих в корпусообрабатывающий цех для изготовления деталей, и покрытие их специальными грунтами описаны в § 3.3. Подготовку поверхностей конструкций, подлежащих окраске, и окраску выполняют на стадиях изготовления узлов, секций, блоков, корпуса, а также при достройке.
Подготовка поверхностей под окраску заключается в удалении с них ржавчины и различных загрязнений, включая масляные. Очистку от ржавчины и загрязнений осуществляют механическими способами с помощью пескоструйных, дробеструйных установок, пневматических машинок с проволочными щетками. В ограниченном объеме в местах, где невозможно использование механизированного инструмента, очистку производят ручными проволочными щетками. Уменьшение объема ручных работ может быть достигнуто за счет применения преобразователей ржавчины—химических соединений, препятствующих развитию ржавчины и создающих защитный слой, пригодный под лакокрасочное покрытие. Кроме того, в грунты и краски вводятся специальные добавки (ингибиторы), пассивирующие продукты коррозии, оставшиеся под пленкой покрытия.
Очищенные поверхности обезжиривают уайт-спирнтом и протирают насухо чистой ветошью. Для обезжиривания применяют также специальные водно-моющие растворы, которые способствуют нейтрализации остатков ржавчины, улучшают адгезию краски и отличаются от уайт-спирита и растворителей меньшей стоимостью, пожаробезопасностью и улучшением условий работы.
Следующими за обезжириванием операциями подготовки поверхности под окраску являются грунтование и шпаклевание. Грунтом называют первый слой краски, обеспечивающий хорошую адгезию между окрашиваемым материалом и последующими слоями краски. В качестве грунта в судостроении, как правило, применяют специальные краски. Шпаклевание загрунтованной поверхности выполняют с целью сглаживания неровностей заделки стыков, устранения дефектов формы поверхности. После высыхания зашпаклеванные поверхности шлифуют пневмошлифовальными машинками типа МШ-3 и ППМ-2М.
Окраску поверхностей производит в 2—4 слоя в соответствии с требованиями руководящей документации. Для окраски примениют различные масляные и синтетические краски,
а также нитроэмали. Каждый слой наносят после полного высыхания предыдущего слоя. Поверхности, подвергающиеся постоянному воздействию морской воды (подводном части корпуса, района переменной ватерлинии), покрывают краской в несколько слоев (до 7 слоев, включая грунтовку). При этом применяют антикоррозионные и необрастающие краски ХС-413, ХВ-5153 и ХВ-750, фосфатирующий грунт ВЛ-023, эмаль ХС-748 и др. В зависимости от условий эксплуатации материала окрашиваемых конструкций имеются различные схемы окраски, в которых указаны районы окраски, марки грунтов и красок, количество слоев красок.
Для грунтования и окраски применяют малярные кисти (маховые, обычные, торцевые, валиковые, флейцы). Окраска кистями обеспечивает наилучшую адгезию краски, но требует затрат ручного труда и характеризуется низкой производительностью. Производительность повышается в несколько раз при окраске пневматическими краскораспылителями. Но при этом способе повышается расход красок (до 30 %) за счет распыления их в окружающую среду, которая, в свою очередь, вредно воздействует на органы дыхания рабочих-маляров. Улучшение качества покрытия и уменьшение потерь краски до 3— 5 % достигается при использовании установок «Спрут М», «Импульс», «Луч-2», предназначенных для нанесения лакокрасочных материалов методом безвоздушного распыления на наружные и внутренние поверхности судовых конструкций. Для механизации окраски в замкнутых помещениях предназначены установки «Тон-301» и «Тон-601».
На судах широко распространено покрытие палуб различными материалами: цементно-бетонными, мастичными, парусиновыми, линолеумными, резиновыми, керамическими, мраморами н др.
Мастичными материалами являются мастики МСЛ и «Нева». Мастику МСЛ применяют в качестве тепловой изоляции. Мастику «Нева» используют в двух качествах — как грунт и как мастику густой консистенции. На один слой грунта накладывают 3 слоя мастики толщиной по 5 мм, выдерживая каждый слой до нанесения последующего в течение суток.
Палубы мелких судов шпаклюют и покрывают парусиной, которую промазывают от середины к краям шпаклевкой до полной пропитки парусины. Через двое-трое суток покрытие шпаклюют, шлифуют и красят стойкими красками. Парусиновое покрытие палубы довольно прочное и может прослужить весь срок эксплуатации судна.
Линолеумные покрытия применяют для внутренних помещений. Перед наклейкой линолеума палубы шпаклюют. Линолеум раскраивают по месту или по шаблонам. Щели шпаклюют мастиками или закрывают латукными полосками на винтах.
Резиновые покрытия в виде ковриков, дорожек приклеивают специальным клеем. Используют их в санитарных блоках.
Мраморными и керамическими покрытиями отделывают ванные комнаты, душевые, плавательные бассейны, вестибюли. Установку их выполняют на цементном основании. Последнее предпочтительней, так как сокращает выдержку затвердевания в среднем в 5 раз, улучшает адгезию и эластичность покрытия.
§ 10.3. Отделка и оборудование судовых помещений
К отделке и оборудованию судовых помещений относят процессы монтажа неметаллических и композитных деталей, узлов и изделий в помещениях, устройство деревянных настилов палуб, зашивку изоляции декоративными материалами, установку мебели и оборудование помещений. При этом под оборудованием подразумевают как процесс установки, так и сами предметы: мебель, электрооборудование, портьеры, шторы и т. п.
Номенклатура материалов, применяемых для отделки помещений, весьма велика. Это различные пластики, металлопласты, дерево и др.
Несмотря на широкое распространение синтетических материалов, которые по требованиям Регистра СССР должны быть негорючими, дерево как отделочный материал до последнего времени не теряет своего значения. Для крепления изоляции используют деревянные бруски. Декоративную зашивку делают из фанеры, облицованной шпоном из ценных пород дерева (ореха, дуба, бука, карельской березы и Др.). Деревянными настилами покрывают палубы *
Применяются два вида конструкций настилов палуб: продольный и чековый. Продольный настил набирают нз длинных деревянных брусков, уложенных вдоль палубы, чоковый — из коротких продольных брусков, прижатых к палубе поперечными клиновидными брусками-чаками, устанавливаемыми заподлицо с настилом. Чаки к палубе крепят на шпильках. Гайки шпилек устанавливают в брусок и заделывают деревянными пробками. Плотно уложенный, надежно закрепленный, прошпаклеванный, простроганный и пропитанный горячей олифой и специальными пропиточными материалами деревянный настил имеет большой срок службы и успешно используется на многих морских судах различных типов и назначений.
В общественных местах, кают-компаниях полы покрывают паркетом. Основание паркетного настила может быть металлическим, деревянным, мастичным При укладке паркета на металлическое основание применяют мастику или асфальт. Горячий асфальт наносят на небольшую площадь и вдавливают
в него паркетины, изготовленные с фальцами в виде ласточкина хвоста. Асфальт входит в фальцы и после застывания плотно удерживает паркет. На деревянное основание перед укладкой паркета наносят тонкий слой мастики. Паркетные плитки крепят гвоздями через шпунтовые канавкн. Паркет прострагивают, шлифуют и обрабатывают восковыми мастиками или покрывают водостойкими бесцветными лаками.
При отделке жилых и служебных помещений устанавливают металлические и деревянные выгородки, состоящие из обрешет-ника, .зашивки и отделочных деталей. Последние изготовляют из металлов, дерева или пластиков. Бруски обрешетяика крепятся к палубе и подволоку на шпильках или планках. Вертикальные бруски соединяются с горизонтальными шипами или угольниками. Расстояние между ними соответствует ширине деталей зашивки (листов из алюминиевых сплавов, листов фанеры или пластика). К вертикальным брускам в местах расположения элементов оборудования кают подгоняют и крепят дополнительные бруски. К обрешетнику прикрепляют на шурупах зашивку. Если зашивка фанерная, место стыков закрывают рейками (раскладками), изготовленными из ценных пород дерева. По верхней кромке выгородки крепят карнизы, по нижней— плинтусы, а по стыкам металлической зашивки — раскладки из полированных алюминиевых профилей. Зашивку из синтетических материалов прикрепляют также на деревянном обрешетнике с помощью специальных отделочных деталей. Крепление зашивки сводится к креплению раскладок, карнизов и плинтусов без дополнительных креплений. Это сокращает трудоемкость зашивки помещений и повышает культуру труда.
Трудоемкость работ по отделке и оборудованию помещений составляет до 6 % общей трудоемкости постройки судна. Уровень механизации работ по выполнению работ непосредственно на судне составляет около 45 %.
При отделке и оборудовании помещений судов различных типов и назначений могут быть наиболее полно использованы преимущества стандартных элементов. В отечественном судостроении принята модульная система отделки и оборудования судовых помещений1 с размерным (линейным) модулем М= = 100 мм, известная под шифром М100. Модульная система Ml00 разработана в двух вариантах: одноридном и двухрядном. Однорядная система предназначена для малых и средних судов, двухрядная—для крупнотоннажных. Элементы формирования и отделки помещений по системе М100 обеспечивают
' Модульной системой отделки и оборудования помещений называют систему отсчета, при которой возможно применение модульных элементов в оборудуемых помещениях, линейные размеры которых стандартизованы на базе принятого размерного модуля.
их взаимозаменяемость и исключают пригоночные работы. В модульных системах принят каркасный метод формирования помещений. Элементы каркаса, изготовленные из специального профиля, образуют ячейки, в которые устанавливают отделочные щиты. При однорядной модульной системе применяют щнты трехслойной конструкции, имеющие двустороннюю облицовку из металлопласта или слоистого пластика. Это позволяет изготовлять межкаютные переборки толщиной, равной толщине щита. Примеры узлов однорядной модульной системы приведены на рис. 10.3.
Рис. 10.3. Узлы однорядной модульной системы М100: а—узел соединения переборки с палубой; б—узел Г-образного соединения переборок 1— отделочный щнт; 2—плинтус; 3—элемент каркаса'; 4 — скоба; 5 —линолеум; б —мастика; 7—стойка каркаса; 8 — раэжвмиоП профиль ПМ-1; S—угловой профиль ПМ-8; 10—профиль ПМ-2
Оборудование и мебель устанавливают по совмещенным чертежам для нескольких смежны» помещений. Монтаж оборудования и мебели производят в такой последовательности: сначала устанавливают наиболее крупные предметы (шкафы, диваны, столы), затем менее крупные. Деревянную мебель прикрепляют к палубе, а металлические шкафы, рундуки, столы с тумбами—к стальным комингсам, приваренным к палубе. Оборудование крепится винтами к шайбам, приваренным к палубе, скобами или шпильками к фундаментам. Пластмассовая мебель и санитарно-техническое оборудование также крепится винтами или шурупами. Съемная мебель (стулья, кресла) имеют штормовые быстроразъемные крепления.
После окончания отделки и оборудования помещений производят сдачу их представителю заказчика с оформлением надлежащих документов.
Глава 11
ИСПЫТАНИЯ И СДАЧА СУДОВ
§ 11.1. Подготовка к сдаточным испытаниям
При постройке судна производится постоянный технический контроль изделий, являющихся промежуточной продукцией корпусообрабатывающих, сборочно-сварочных, механомонтажных и других цехов. Объем проверок в течение постройки регламентируется перечнем обязательных приемок, который составляют совместно предприятие-строитель ц заказчик. Технический контроль завершается испытаниями и сдачей судна. Цель испытаний —проверка соответствия технических и эксплуатационных характеристик судна характеристикам, указанным в проектной документации.
До начала испытаний судна должны быть завершены работы по монтажу всех трубопроводов, систем главных и вспомогательных механизмов; оборудованию помещений; испытаниям на непроницаемость; монтажу судовых устройств и дельных вещей. Все выполненные в процессе постройки работы, входящие в перечень обязательных приемок, должны быть оформлены соответствующими документами — удостоверениями, подписанными ОТК и представителями заказчика.
Для сдачи судна заказчику назначается сдаточная комиссия, испытательная партия и ответственный сдатчик. В состав сдаточной комиссии включаются помощники ответственного сдатчика по корпусной и электромонтажной частям, сдаточный механик, мастера и рабочие из высококвалифицированных специалистов-монтажников по главным и вспомогательным механизмам, судовым устройствам, системам, электрооборудованию. Испытательная партия состоит из специалистов, ведущих наблюдение за работой отдельных агрегатов при испытаниях. Обо всех отклонениях от нормальных условий работы, регистрируемых испытательной партией, докладывается ответственному сдатчику или главному механику. Одновременно ведется журнал испытаний, в который заносятся результаты испытаний. Объем и последовательность испытаний устанавливаются специальной программой, которая является руководящим документом проведения испытаний.
Приемку судна осуществляет приемная комиссия, состоящая из представителей заказчика и Регистра СССР. До начала испытаний приемной комиссии должны быть предъявлены договор на постройку, комплект чертежей общего расположения судна, книга монтажных удостоверений, журнал весовой нагрузки судна, журнал переделок и согласований, акты стендовых испытаний главных и вспомогательных механизмов и
другого механического оборудования, а также инструкции, схемы, описания, формуляры оборудования и паспорта контрольно-измерительных приборов. После рассмотрения всех представленных документов комиссия выносит решение о готовности к выполнению сдаточных испытаний.
Кроме подготовки к испытаниям период испытаний судов включает следующие этапы: швартовные испытания, ходовые испытания, ревизию, контрольный выход, контрольные испытания.
§ 11.2. Швартовные испытания
Швартовные испытания—технологический этап сдаточных испытаний, основной целью которого являются проверка качества постройки судна, монтажа и регулировки оборудования; предварительное опробование под нагрузкой главной энергетической установки и вспомогательных механизмов; проверка в работе систем и устройств, обеспечивающих живучесть судна; подготовка судна к ходовым испытаниям.
. Для проведения швартовных испытаний готовятся специальные места с достаточной глубиной, оборудованные швартовными береговыми устройствами я имеющие набережную прочной конструкции.
Швартовные испытания проводят раздельно по механической, электрической и корпусной частям. Первой испытывают механическую часть, начиная с аварийных систем и механизмов, обеспечивающих безопасность судна в процессе испытаний (пожарной системы, системы затопления и откачки воды). После этого идут испытания средств вспомогательной энергетики: турбогенераторов и дизелмгенераторов, вспомогательных котлов, испарителей, опреснителей и т. д. Испытания главной энергетической установки проводят в последнюю очередь. Судовые системы, трубопроводы, электросети, посты энергетики и живучести испытывают одновременно с главными механизмами.
Перед испытаниями ГТЗА паротурбинной установки проверяют действие валоповоротного и валотормозного устройств, а также страгивание турбин на передний и задний ход. В процессе швартовных испытаний паротурбинной установки проводят гидравлические испытания трубопроводов всех систем, включая топливную, пожарную, паровую; выполняют проверку работы вспомогательных установок (растопочного, питательного, топливного иасосов); осуществляют прокачку масла по маслопроводу машинного отделения; производят гидравлическую и паровую пробы паропроводов машинного отделения; проводят испытания циркуляционных и конденсатных насосов, а также трубопроводов, непосредственно связанных с турбинами,- осуществляют проверку энергетической и осветительной
сетей и пуск турбогенератора, а также пуск ГТЗА на холостой ход. Затем проверяют работу ГТЗА при частоте вращения, допустимой по условиям надежности швартовки, по состоянию береговых сооружений и глубине акватории.
Если на судне главная установка дизельная, то в начале ее испытаний проверяют исправность действия валоповоротного устройства, сигнализации падения давления и перегрева масла, выключения подачи топлива при повышении частоты вращения сверх допустимой; пусковые качества двигателя и запасы пускового воздуха. На следующих этапах испытывают работу главных двигателей при малой и средней частотах вращения. При наличии винта регулируемого шага или специальных разгрузочных устройств 'проверяют работу и при полной частоте вращения, соответствующей ходовому режиму.
По корпусной части на швартовных испытаниях проверяют водоизмещение судна посредством замеров осадки по маркам углубления, начальную остойчивость (методом кренования), а также работу якорного, рулевого, грузового, шлюпочного, швартовного и буксирного, леерного и тентового устройств, рангоута, и такелажа, забортных' трапов, световой и звуковой сигнализаций, прожекторов, ходовых огней, рынд.
При испытаниях рулевого устройства проверяют исправность действия привода руля, правильность работы указателей положения руля и действия ограничителей. Якорное устройство испытывают вытравливанием и выбиранием поочередно нескольких смычек якорной цепи на ленточном тормозе шпиля или брашпиля с проверкой прохождения звеньев якорной цепи через клюзы, винтовые стопоры и по звездочке якорного механизма. В грузовом устройстве проверяют надежность работы барабанов и тормозов грузовых лебедок, надежность крепления грузовых стрел яо-походному, удобство открывания и закрывания крышек грузовых люков. Для шлюпочного устройства обязательны проверка легкости и правильности вываливания шлюпок, замер времени спуска и подъема шлюпок, проверка надежности крепления шлюпок по-походному.
К испытаниям корпусной части относятся также проверка работы камбуза, хлебопекарни, прачечной и других служб обитания на судне. Кроме того, испытывается надежность задраивания и непроницаемости дверей, люков, крышек, иллюминаторов и т. п. Проверяется также и бытовое оборудование: надежность его крепления, комплектность.
§ 11.3. Имитационные испытания
В отечественной, технологии судостроения было разработано достаточно большое количество имитационных испытаний, нашедших широкое применение в мировой практике.
Имитационные испытания — это вид сдаточных испытаний судна, при которых проверка спецификационных параметров судового оборудования производится в процессе швартовных испытаний в условиях акватории верфи, максимально приближенных к натурным. Имитационные испытания проводятся с помощью специальных разгрузочных или нагрузочных устройств—имитаторов, воспроизводящих ходовые условия работы судового оборудования.
Разгрузочным устройством называется специальное технологическое устройство, применяемое для имитационных испытаний главной энергетической установки. Разгрузочное устройство служит для создания более легких условий работы оборудования Так, для разгрузки гребного виита по упору и по моменту до расчетных используют уменьшение площади диска гребного виита за счет кольцевой насадки; потоконаправляющую камеру, обеспечивающую подток воды к винту со скоростью, равной его расчетной аксиальной скорости; подачу сжатого воздуха в зону виита с целью уменьшения плотности окружающей винт воды. Работу винта можно также облегчить, уменьшив осадку судна и, следовательно, уменьшив глубину погружения виита.
Нагрузочные устройства создают дополнительную нагрузку для проверки работоспособности оборудования. Например, при испытании дизель-генераторов и турбогенераторов нагрузочным устройством служит береговая сеть, куда передается с испытываемого судна лишняя электроэнергия.
Имитационные испытания якорного устройства на швартовах проводят несколькими способами: закреплением якорной цепи на берегу при работе главного двигателя на расчетных режимах на задний ход; навешиванием грузов на участок якорной цепи. Наиболее перспективным для имитационных испытаний якорного устройства считается способ с использованием универсального нагружателя, расположенного на понтоне и представляющего собой гидромеханический тормоз с дистанционным управлением. Этот способ имеет ряд преимуществ по универсальности, независимости технологического процесса испытаний, точности воспроизведения натурных условий.
С помощью имитационных устройств проводят также испытания навигационного и радиолокацвониого оборудования, гирокомпаса, гидродинамического лага, гидроакустической аппаратуры.
Для настройки радиолокаторов устраиваются специальные полигоны, вынесенные за пределы завода и оборудованные специальными отражателями. Направление и расстояние до отражателей известны. Радиолокационные станции обнаруживают отражатели, определяют курсовые направления и расстояния до отражателей. Данные сравнивают с истинными значениями
и регулируют по отклонениям станции до необходимой точности определения искомых параметров.
Гидроакустическую аппаратуру проверяют с помощью устанавливаемого под днищем судна измерительного прибора — гидрофона, которым замеряется знуковое давление вибратора гидроакустического аппарата. По замеренному звуковому давлению производится пересчет дальности действия гидроакустической аппаратуры.
Имитационные испытания примерно в два раза сокращают продолжительность сдаточного периода, позволяют создать стабильные условия испытаний, повысить качество проверки и снизить расход топливно-энергетических ресурсов.
§ 11.4. Ходовые испытания и сдача судна
Ходовые испытания — технологический этап сдаточных испытаний, целью которых является проверка работы оборудования и его параметров на ходовых режимах, а также проверка мореходных качеств судна (плавучести, остойчивости, управляемости, ходкости, маневренности, прочности на волне). Ходовые испытания’ разделяют на заводские и сдаточные.
В процессе заводских ходовых испытаний выполняют наладочно-регулировочные работы и подготовку оборудования к ходовым сдаточным испытаниям. На заводских ходовых испытаниях проверяют спецификационные характеристики главных судовых двигателей по мощности, расходам топлива и масла, времени развития полной мощности. Эта проверка производится на различных режимах работы: на экономическом ходу, крейсерском ходу, полном и самом полном ходу при работе всех двигателей, заднем ходу. Одновременно с проверкой энергетической установки производится определение скорости и маневренности судна. Скорость определяется при прохождении мерной линии, обозначенной створными знаками. При скорости 18 уз судно должно пройти мерную линию в одну милю, при скорости свыше 18 до 36 уз—в две мили, при скорости свыше 36 уз— в три мили. Так достигается достаточная точность определения скорости. Скорость определяют как среднее значение из замеров на нескольких галсах.
Программой ходовых испытаний предусматривается определение поворотливости судна на малом, экономическом, крейсерском и полном ходу. Поворотливость характеризуется элементами циркуляции; диаметром циркуляции (расстоянием между линиями обратных курсов при изменении направления на 180°), продолжительностью циркуляции, углом крена при циркуляции, потерей скорости. Диаметр циркуляции определяют в длинах корпуса судна. Замер производится штатными радиолокационными станциями судна или специальной аппаратурой.
В длинах корпуса определяют и выбег судна по инерции. При проверке инерции определяется также время с момента подачи команды до полной остановки судна или достижения определенной скорости.
Проверку и окончательную приемку оборудования при ходовых сдаточных испытаниях производят на ходу судна при условиях, обеспечивающих получение номинальных параметров. Согласно требованиям нормативных документов проверку оборудования проводят при нормальных климатических условиях (атмосферное давление 1,01-10s Па, температура 293 К, относительная влажность 70 %), при силе ветра не более 3 баллов по шкале Бофорта с учетом глубины и скорости течения в районе испытаний.
По окончании сдаточных ходовых испытаний судна производят ревизию главных и вспомогательных механизмов и устройств по списку, составленному приемной комиссией. В список заносятся те механизмы и устройства, в работе которых замечены недостатки. Ревизия заключается во вскрытии этих механизмов и устранении недостатков, замеченных комиссией.
После ревизии судно идет на контрольный выход. Если у комиссии замечаний больше нет, то подписывается акт о сдаче и приемке судна.
Раздел второй
ТЕХНОЛОГИЯ РЕМОНТА СУДОВ
Глава 12
СУДОРЕМОНТНЫЕ ПРЕДПРИЯТИЯ И ИХ ЗАДАЧИ
§ 12.1. Судоремонтные предприятия
Судоремонтные предприятия предназначены для выполнения плановых ремонтов, связанных с устранением взносов и повреждений отдельных частей судна, дл'я проведения работ по модернизации судов и систематическому повышению уровня технического состояния морского флота, а также для выполнения аварийного и восстановительного ремонтов. Работы по ремонту, в особенности по модернизации, часто выполняют на судостроительном предприятии, на котором было построено подлежащее модернизации судно.
Судоремонтные предприятия различают по мощности, типам ремонтируемых судов, объему производства.
Судоремонтные предприятия морского флота подразделяют на три разряда: судоремонтно-судостроительные предприятия первого разряда (СРСП-1), судоремонтно-судостроительные предприятия второго разряда (СРСП-2) и судоремонтные предприятия третьего разряда (СРП-3). СРСП-1 и СРСП-2 являются заводами, СРП-3—судоремонтными мастерскими, в том числе плавучими. СРСП-1 выполняют ремонт судов большого водоизмещения, а также строят малые суда, изготовляют механизмы и запасные части определенной номенклатуры. Эти заводы имеют судоподъемные средства большой грузоподъемности. СРСП-2 выполняют ремонт судов транспортного, ледокольного и технического флотов, а также все виды ремонта служебно-вспомогательного флота, строят мелкие суда, изготовляют судовые механизмы и запасные части для судового оборудования. СРП-3 выполняют малый ремонт судов транспортного, технического и вспомогательного флотов.
Судоремонтные предприятия речного флота делят на ремонтно-эксплуатационные базы флота (РЭБ), судоремонтные заводы и мастерские (СРЗ и СРМ), судостроительно-судоремонтные и судоремонтно-механические заводы (ССРЗ и СРМЗ). РЭБ флота являются транспортно-промышленными предприятиями. Кроме ремонта они осуществляют техническое и хозяйственное обслуживание закрепленного за ними флота, заключающееся в обеспечении нормального технического
состояния судов в течение всей навигации, в проведении ремонтных работ, в модернизации судов, в снабжении судов запчастями, инвентарем, инструментом, в укомплектовании команд судов. Основными работами СРМ является средний ремонт несамоходных судов, не требующий подъема из воды; текущий ремонт всех судов; навигационный и мелкий аварийный ремонт. СРМ бывают стационарными и плавучими. Одни из них действуют постоянно, другие выполняют работы только в период навигации. СРМЗ предназначены в основном для выполнения ремонта главных двигателей судов, а также для изготовления вспомогательных механизмов и запасных частей для механического оборудования. В общем случае СРМЗ имеют комплекс цехов и сооружений для выполнения всех видов ремонтных работ.
Строительство судов и производство запасных частей на судоремонтных предприятиях предназначено для сглаживания неравномерности загрузки из-за периодичности ремонта и малых загрузок в период навигации.
В состав судоремонтного предприятия входят заготовительные, производственные и вспомогательные цехи, складское хозяйство, энергетическое хозяйство, внутризаводской транспорт, административные и общественные здания. Судоремонтное предприятие включает также примыкающую к территории акваторию с береговой линией, оснащенной причальными устройствами и судоподъемными сооружениями.
К заготовительным цехам относятся кузнечный, литейный с Отделениями черного и цветного литья, модельный, лесопильный с лесосушилкой. В состав производственных цехов входят корпусный цех с корпусозаготовительным, сборочио-сварочным и трубомедницким участками; группа механических цехов (механический, слесарно-монтажный); доковый; электромонтажный; деревообрабатывающий со столярным, малярным, такелажно-парусным отделениями и др. Состав цехов и структура судоремонтного предприятия зависят от специализации, объема производства и объема кооперирования с другими предприятиями.
§ 12.2. Виды и методы ремонта судов
Ремонт судна—это комплекс организационных и технических мероприятий, проводимых с целью восстановления исправности или работоспособности судна.
Виды ремонтов. Ремонт выполняют по планово-предупредительной системе (ППС) или внепланово.
К плановым ремонтам относятся доковые и заводские ремонты. Доковые ремонты подводной части судна выполняются ежегодно или один раз в два года в доке или на слипе.
Заводские ремонты производятся судоремонтным заводом, береговыми или плавучими судоремонтными мастерскими с периодичностью обычно один раз в четыре юда. К заводским относят текущий, средний и капитальный ремонты. При текущем ремонте технико-эксплуатационные характеристики (ТЭХ) стремятся поддержать в заданных пределах за счет восстановления или замены быстроизнашиваемых элементов. При среднем ремонте ТЭХ судна восстанавливают до заданных значений за счет восстановления или замены элементов ограниченной номенклатуры. При капитальном ремонте ТЭХ восстанавливают до значений, близких к проектным, за счет восстановления или замены любых его элементов. К плановым ремонтам, включение которых в ППС нс обязательно, относят также межрейсовые (межпоходные) ^ремонты, целью которых является поддержание исправного и работоспособного состояния отдельных элементов судна в процессе эксплуатации.
Неплановыми считаются аварийный ремонт, выполняемый с целью устранения последствий, вызванных, аварией, и поддерживающий ремонт, предусматриваемый для некоторых судов по истечении срока службы с целью продления этого срока на дополнительное ограниченное время.
Работы по модернизации судов совмещают со средним или капитальным плановым ремонтом. Модернизация судов производится в тех случаях, когда обоснована экономическая эффективность такого мероприятия, т. е. при возможности применения новых методов ремонта: агрегатном, агрегатно-узловом, поточно-позиционном. Развитие этих методов стало осуществимым и целесообразным при пополнении флотов серийными судами и применении новых механизированных способов выполнения ремонтных работ, когда значительная часть передовых достижений судостроения стала достоянием судоремонта.
Методы ремонта судов. При ремонте однотипных или одинаковых механизмов, устройств, систем используют агрегатный метод. Агрегатирование — понятие многостороннее. Его толкование в различных областях техники имеет свои особенностях Определение агрегатирования, осуществляемого при судоремонте, ближе к определению агрегатирования, применяемою в машиностроении агрегатирование — это метод компоновки машин из взаимозаменяемых унифицированных агрега тов (узлов).
В условиях судоремонта -понятие «агрегат» редко соответствует общепринятому понятию, согласно которому агрегат— это сборочно-монтажная единица, состоящая из механизмов, оборудования, трубопроводов и других технических средств, функционально связанных в систему или установку. При судоремонте чаще агрегатом называют самостоятельную часть такой системы или установки.
Агрегатный метод судоремонта заключается в замене требующих "ремонта узлов машин и механизмов новыми или отремонтированными ранее узлами, имеющимися в распоряжении завода. Для организации агрегатного метода ремонта создается обменный фонд агрегатов, представляющий собой запас новых или отремонтированных и аттестованных агрегатов. Агрегатный метод сокращает продолжительность работ по ремонту судна, снижает стоимость и повыщает качество ремонта за счет перенесения основных работ в цеховые условия.
При ремонте агрегатов на месте путем замены их узлов, имеющимися в обменном фонде новыми или восстановленными заранее, метод ремонта иногда называют агрегатно-узловым. Этот термин для данного вида ремонта следует считать условным.
Можно предполагать, что дальнейшее развитие модульного принципа постройки судов (постройка корпуса из модуль-сек-ций и модуль-блоков, применение модульного формирования блоков надстроек, модульно-агрегатного метода монтажа механизмов и оборудования агрегатами-и зональными блоками) позволит перейти на принципиально новые методы ремонта и модернизации судов. Эти методы по изготовлению перечисленных выше мокулей ничем не будут отличаться от методов, применяемых в судостроении, поскольку модули будут поставлять судоремонту судостроительные предприятия или судостроительная часть судоремонтных предприятий.
Одновременный ремонт нескольких серийных судов возможен поточно-позиционным методом. При этом каждое судно разбивается на районы, именуемые позициями. В район (позицию) включается какая-то конкретная часть судна: палуба с оборудованием и устройствами, трюмы, цистерны и танки, машинное отделение и т. п. Ремонт поточно-позиционным методом ведется параллельно на всех судах, однако степень готовности ремонтируемых судов в каждый момент времени разная.
Для ремонта корпусов судов применяют секционный метод. Суть его заключается в заблаговременном изготовлении части корпуса судна (секций), подлежащей ремонту. Район, нуждающийся в ремонте, после докования судна вырезают, а на его место устанавливают изготовленную секцию. При использовании этого метода сокращается время ремонта и появляется возможность повысить степень его механизации, поскольку изготовление секции ведется в цехе, который может быть оборудован механизированными постелями и стендами и в котором применяются автоматическая сварка, прогрессивные и надежные методы контроля сварных швов. Кроме того, цеховые условия значительно более удобны, чем условия на ремонтируемом судне.
§ 12.3. Подготовка судна к ремонту
Наблюдение за техническим состоянием судна проводится Регистром СССР, который осуществляет проверку корпусных конструкций, механизмов, аварийного имущества. Регистром СССР устанавливаются .и нормы технических характеристик судов, обеспечивающие безопасность плавания. Надзор за техническим состоянием обязана 'постоянно выполнять администрация судна, а также служба судового хозяйства пароходства.
Инспекции Регистра СССР проводят ежегодные очередные и специальные классификационные освидетельствования судов. Очередные освидетельствования проводятся один раз в четыре года, а специальные — после аварий, поломок механизмов или чрезвычайных происшествий, связанных с безопасностью плавания судна. Результаты освидетельствования оформляются актами.
В обязанности администрации судна входит систематическая проверка технического состояния судна: старший помощник капитана отвечает за состояние корпуса, старший механик — за состояние механической части. За правильностью хозяйственно-эксплуатационной деятельности наблюдают соответствующий службы пароходств. Обнаруженные дефекты и нарушения заносятся в формуляры технического состояния, в приложении к судовому паспорту, в книги главных энергетических установок. В отдельных случаях на обнаруженные дефекты составляют соответствующие акты. В документах, куда вносится запись об обнаруженных дефектах, указываются район расположения дефекта, наименование конструкции, характер повреждения и рекомендации по устранению дефекта.
Перед постановкой судна на ремонт должны быть проведены подготовительные работы: очистка трюмов от остатков грузов, мусора, грязи; очистка топливных танков и цистерн; уборка хозяйственных помещений. Следует вскрыть горловины балластных цистерн и топливных танков, произвести проветривание или пропаривание этих емкостей, продуть судовые системы с целью удаления остатков воды, топлива, масла. С судна должны быть удалены мебель и оборудование жилых и служебных помещений, имущество боцманского хозяйства и другое судовое имущество, которое может мешать при выполнении ремонта или может быть повреждено либо затеряно. Эти работы обычно выполняет команда судна. Если ремонтом предусмотрела замена оборудования жилых и служебных помещений, то старую мебель и оборудование команда может не удалять.
После завершения подготовительных работ судно сдается комиссии, состоящей из представителей судоремонтного предприятия, пароходства и администрации судна. В результате
сдачи комиссия оформляет акт о готовности судна к постановке на ремонт.
Документом, устанавливающим объемы ремонтных работ, является ремонтная ведомость. В ней должны быт;. перечислены все работы, которые требуется выполнить в процессе ремонта. Составляет ремонтную ведомость администрация судна на основании записей в формулярах актов технического состоя ния корпуса судна, механизмов, судовых устройств, систем, на основании норм допускаемого износа корпуса и деталей судовых механизмов, а также на основании актов освидетельствова ний и осмотров судна инспекторами Регистра СССР. Составле ние ремонтной ведомости должно базироваться на перечне типовых работ планово-предупредительного ремонта судов морского флота, на единой номенклатуре комплектов судна и на требованиях пожарной охраны, Госсанинспекции, служб техники безопасности и коллективного договора профсоюзной организации судна. Ремонтная ведомость, подписанная капитаном, старшим помощником, старшим механиком и начальником радиостанции, должна быть передана службе судового хозяйства пароходства. После проверки и уточнения в этой службе ремонтная ведомость передается судоремонтному предприятию для составления калькуляции ремонтных работ.
Калькуляция содержит трудоемкость работ и их стоимость, состоящую из зарплаты, начислений на зарплату, стоимости материалов и энергоресурсов и накладных расходов. В калькуляцию включают также резервные средства (составляющие 15 % стоимости малого ремонта и 10% стоимости большого ремонта), которые согласно Положению о ремонте судов морского флота резервируют на, случай проведения неучтенных работ.
На основе калькуляции заключают договор на ремонт судна, продолжительность которого определяется объемом работ и возможностями завода. В договоре указывается стоимость ремонта и сроки его выполнения, а также условия передачи судна на судоремонтный завод. Договор на ремонт подписывают директор завода и капитан судна, являющиеся в данном случае юридическими лицами. При выявлении дополнительных работ заключают, дополнительное соглашение к договору, подписанное, как и договор, директором завода и капитаном судна с указанием дополнительных затрат на ремонт и, по усмотрению завода, с назначением новых, более отдаленных, сроков окончания ремонта. Нарушение договорных обязательств влечет за собой соответствующие санкции, как это принято в общей практике выполнения работ на хоздоговорных условиях.
Ремонтное предприятие, выполнившее ремонт, оформляет акт сдачи-приемки судна в эксплуатацию и дает заказчику гарантию качества выполненных работ на 6 мес.
§ 12.4. Подъем судна из водь!
Одним из основных ответственных этапов ремонта судна является подъем его из воды. Для этой цели используют судоподъемные сооружения: сухие доки, док-камеры, плавучие доки, поперечные и продольные слипы, вертикальные судоподъемники. Кроме того, для подъема судна из воды используют наклонные стапели, а также краны.
Сухие доки (см. § 6.1) являются одними из самых первых гидротехнических сооружений, созданных для ремонта судов в условиях, приближенных к условиям постройки их на стапеле. Долгое время доки использовались исключительно для этих целей. Лишь позже они стали применяться и для постройки судов.
При судоремонте используется несколько способов постановки судов в сухой док: постановка на клетки, постановка на сплошной стеллаж, постановка на кильблоки и бортовые распорки (мальтийский способ).
Постановку на клетки применяют для судов, имеющих повреждения корпуса, или при недостаточной поперечной прочности судна. При этом способе в ДП устанавливают кильблоки, а в плоскостях поперечных переборок — несколько рядов клеток. Причем док осушают два раза: первый раз для монтажа опорного устройства, второй—для установки судна.
На сплошной стеллаж (дорожку) ставят плоскодонные суда, обладающие достаточной прочностью. Сплошной стеллаж состоит из расширенных от скулы до скулы кильблоков. При постановке судов на сплошной стеллаж не требуется высокой точности подготовки опорного устройства и центровки судна при посадке на кильблоки.
При постановке судна на кильблоки и бортовые распорки (мальтийский способ) на стапель-палубе устанавливают ряд кильблоков. Док заполняют водой и заводят судно. Затвор дока закрывают. ДП судна совмещают с ДП дока. При необходимости проверяют положение дока по длине и приступают к откачке воды из дока. Как только киль коснется поверхности кильблоков, в плоскостях поперечных переборок между обшивкой судна и стенками дока начинают устанавливать деревянные распорки в один или два ряда. После раскрепления корпуса производят полную откачку воды из дока. Этот способ пригоден для судов с любыми очертаниями корпуса, обладающих достаточной .-поперечной прочностью.
Подъем судов в док-камерах для выполнения ремонтных работ производится в последовательности, обратной спуску с этих построечных мест (см. § 6.1).
Подъем судов из воды в целях осмотра, дефектации и ремонта подводной их части с успехом выполняется также плаву-
чими доками. Эти сооружения состоят из корпуса, разделенного на понтоны, и продольных башен, на палубах которых помешаются энергетическое оборудование, насосные отделения, мастерские, служебные, жилые и бытовые помещения. Понтоны разделены на отсеки. Конструкции верхних перекрытий понтонов образуют стапель-палубу, на которой набираются доковые опоры и производятся ремонтные работы. Конструктивно плавучие доки разделяются на однобашенные (L-образные) и двухбашенные (U-образные). Однобашенные доки из-за сложности обеспечения их остойчивости при погружении и всплытии применяют реже, чем двухбашенныс, которые не имеют такого недостатка благодаря симметричности относительно ДП. В башнях обычно имеются .палуба безопасности, жилая палуба и топ-палуба. На топ-палубе располагаются швартовные устройства, рубка поста управления, рельсовые пути башенного крана, обслуживающего ремонтные работы, производимые в доке. Плавучие доки' используют в судоремонте чаще, чем сухие, из-за их автономности, подвижности и, в основном, экономичности. Кроме того, плавучие доки обеспечивают надежную остойчивость в процессе ремонта, а также во время погружения и всплытия. Они имеют достаточную жесткость корпуса, исключающую деформации докуемых судов.
Для подъема судна док принимает в отсеки балласл и погружается на расчетную глубину Судно с помощью системы заводки (лебедочная станция, шпили, брашпили, тросы) вводится между башен и устанавливается по длине в ДП дока. Откачка воды из балластных отсеков производится по мере посадки судна на' опорное устройство, а после надежного закрепления судна на опорах док всплывает до рабочей ватерлинии, которая располагается несколько ниже стапель-палубы для исключения заливания стапель-палубы при волнении воды на акватории. После выполнения ремонта док погружается, судно вспл’ывает и выводится на свободное пространство акватории.
Для оперативного использования доков при ремонте большого количества судов применяют док-лонтоны. Для докования судна могут быть использованы док-матки. Док-матка сначала принимает на себя док-понтон со строительными опорами, а затем судно на эти опоры. После этого док-матка притапли-вается, док-понтон вместе с судном выводится на акваторию и пришвартовывается к стенке или пирсу для выполнения ремонта. Спуск судна выполняется в обратной последовательности той же док-маткой. Применение такого способа подъема судов из воды экономически целесообразно при большом количестве судов, находящихся в ремонте.
Для подъема судов водоизмещением до 10 тыс. т применяют продольные и поперечные слипы (см. § 6.1). На продольные слипы суда поднимают с помощью косяковой тележки.
Для выполнения подъема косяковую тележку с кильблоками опускают в воду по рельсовым путям наклонной части слипа до требуемой глубины. На кильблоки наводят судно и, подтягивая одновременно тележку и судно, сажают его на кильблоки, а затем поднимают на стапельное место.
Малые суда поднимают из воды с помощью кранов (см. § 7.1) и специального устройства для подъема.
В практике судоремонта были случаи подъема судов водоизмещением до 1000 т на продольный стапель с помощью подъемного устройства, которое практически соответствовало спу-
сковому устройству, и лебедок достаточной суммарной мощности.
В практике зарубежного судостроения для подъема судов из воды находят применение вертикальные судоподъемники (рис. 12.1), грузоподъемность которых составляет 1—3 тыс. т. Основными частями подъемников являются подъемная платформа с опорным устройством, устройство подъема платформы и направляющее устройство, обеспечивающее горизонтальное положение платформы в процессе подъема. Устройство подъема оснащается гидравлическими домкратами или электрическими лебедками.
§ 12.5. Осушение подводной части судна
Ремонт местных повреждений подводной части корпуса судна может быть выполнен в ряде случаев и без применения судоподъемных сооружений. Для этого применяется частичное осушение подводной части корпуса кренованием, диф-ферентованием или с помощью кессонов. Известны также
Рис. 12.2. Способы частичного осушения подводной части судов: а — кренованием, б — постановкой кессонов, в — вымораживанием
1 —• повреждение корпуса- 2 — мягкая подушке; 3 — палуби! 4 — кессон; S — подки.тыюе крепление кессона- 6 — майна;
рожевяые участки; S — ледяной покров
способы вымораживания части корпуса, находящейся ниже ватерлинии. Б каждом конкретном случае выполнения ремонтных работ этот вопрос решается в пользу экономически обоснованного варианта, за исключением ситуаций, когда ремонт производить надо, а средств судоподъема нет.
Кренование судна производят при необходимости ремонта бортовой части корпуса, включая район скуловых листов обшивки. Выполняется кренование путем принятия балласта на
противоположный борт (рис, 12.2,о). Величину угла крена устанавливают в зависимости от места повреждения, подлежащего ремонту. Количество балласта и место его приема определяют расчетным путем, пользуясь схемой расположения балластных отсеков судна. Остойчивость судна проверяют также посредством расчетов с учетом свободной поверхности воды в отсеках, принятой в качестве балласта,
Дифферентование судна проводят в основном для осмотра и ремонта устройств, расположенных в корме: руля, винтов, мортир, кронштейнов, сальников. При этом балласт принимают в носовую часть. При дифферентовании также предварительно расчетами определяется остойчивость судна. Кроме того, необходимо выполнять расчеты по проверке продольной прочности судна, учитывая то, что при дифферентовании судно может оказаться в худших условиях, чем на волне, на которую проверяется его продольная прочность при проектировании. Угол дифферента находят расчетным путем исходя из обеспечения возможности и условий выполнения ремонта.
При ремонте подводной части судов (при заделке пробоин, трещин, при замене участков обшивки набора) широко применяют кессоны. В истории отечественного судостроения об использовании кессонов известно уже более 100 лет.
Кессон представляет собой отдельный отсек, изготовленный по обводам судна в районе производства ремонтных работ. Кессоны именуют по месту ремонта: носовой, бортовой, кормовой. Для ремонта оконечностей изготовляют двубортные кессоны, для борта—однобортные. Двубортный кессон имеет на внутренней стенке вырез по форме поперечного сечения судна в носовой или кормовой части по шпангоуту, на который устанавливается эта стенка. Бортовой кессон (рис. 12.2,6) не имеет стенки со стороны, прилегающей к борту судна. Торцевые стенки его имеют обводы корпуса по определенным шпангоутам. Между бортом судна и торцевыми стенками помещают подушку из мягких войлочных материалов в парусиновом чехле. Подушку пропитывают водоотталкивающими составами, поскольку она должна обеспечивать водонепроницаемость кессона в месте обжатия к борту судна.
Кессон устанавливают на место краном, закрепляют на корпусе судна и обжимают до обеспечения водонепроницаемости места обжатия. Затем производят откачку воды, вследствие чего кессон еще больше обжимается по стыку с корпусом под действием гидростатического давления. Обычно верхняя часть кессона находится выше ватерлинии примерно на 1 м. Через открытую верхнюю часть над ватерлинией обеспечивается доступ внутрь кессона. Недостатком кессонов является их индивиду-альность. Кессон может быть использован только в определенном месте или в ограниченном районе,
Способ осушения подводной части судна вымораживанием (рис 12.2, в) применяется редко. Он пригоден для ремонта в основном речных судов в условиях зимы при устойчивой холодной погоде. Вымораживание представляет собой образование ледяной камеры, по назначению аналогичной кессону. Эта камера вырубается постепенно до скуловой части или до грунта с последующей установкой под ремонтируемой частью судна кильблоков и клеток. Для предотвращения затопления камеры на расстоянии 2—3 м от судна прорубают сквозную траншею или узкую щель (майну). Майну постоянно очищают от образования льда. При работе в вымороженных камерах необходимо строго соблюдать требования техники безопасности труда. За выполнением этих требований непрерывно следит служба постоянного наблюдения за рабочими, находящимися в камере.
Глава 13
РЕМОНТ КОРПУСА СУДНА
§ 13.1. Износи и повреждения обшивки и набора корпуса
Износи и повреждения корпусных конструкций разделяют на три вида: коррозионно-эрозионный износ— постепенное разрушение металла в результате химических процессов и действия кинетической энергии твердых и жидких частиц; деформации — повреждения корпусных конструкций в результате воздействия на них внешних сил (твердых предметов, волн) или потери устойчивости конструкций в результате нарушения технологии постройки и ремонта; разрушения — повреждения корпусных конструкций в результате недостаточной прочности или аварий.
Наиболее распространены коррозионно-эрозионные повреждения обшивки набора судна. Их разделяют на общую коррозию, при которой наблюдается равномерное разрушение определенной площади поверхности металла, и местную коррозию— поражение отдельных участков. Местная коррозия может иметь вид неглубоких пятен, точек, раковин. В результате коррозии толщина обшивки и набора постоянно уменьшается. Наибольший коррозионный износ появляется в районе переменной ватерлинии, у носового буруна, в кормовом подзоре, у донной арматуры и в -местах сточных шпигатов. Среди конструкций» находящихся внутри корпуса, наиболее подвержены коррозии балластные цистерны, цепные ящики, приемные сетки систем.-318
От коррозии разрушаются также сварные швы и болтовые соединения.
Освидетельствование корпуса судна- для определения его технического состояния называют дефектацией. При дефектации устанавливают необходимость и объем ремонта деталей обшивки и набора. Дефектацию выполняют в два этапа; предварительная дефектация — это дефектация перед постановкой в ремонт; рабочая дефектация — это уточненная дефектация после постановки судна в ремонт. При дефектации определяют взносы элементов корпусных конструкций и местные деформации— бухтины, вмятины, гофры, устанавливают наличие потерн устойчивости элементов набора, наличие трещин в конструкциях, повреждений сварных швов и т. п. Результаты дефектации отмечают на растяжках обшивки и заносят в таблицы за меров основных групп набора корпуса.
При определении износа находят:
— среднее утонение связей корпуса As=sc—Si («о— первоначальная толщина; Si — толщина при дефектации);
— скорость среднего утонения v-
— глубину раковин Л и ее отношение к толщине листа Л/бг, — степень распространения площади поражения коррозионными раковинами Hp=Fp/S (fP—площадь поражения коррозионными раковинами;. 5— обследованная площадь).
Для определения толщины элементов корпусных конструкций используют различные методы (рис. 13.1). Наиболее распространены в судостроении ультразвуковые методы, например с использованием переносного ультразвукового импульсного толщиномера «Кварц-6».
Время протекания и степень износа определяются на базе использований и наблюдений. На основании этих данных в документации ММФ и МРФ устанавливаются сроки службы и нормы допустимого износа отдельных деталей, узлов, конструкций и судна в целом. Для судов, имеющих класс Регистра СССР, введены следующие нормы допустимого износа (в процентах от первоначальной толщины): отдельных листов обшивки борта 20—25 %; обшивки в районе переменной ватерлинии, в районах оконечностей 20—30 %; обшивки днища и настила верхней палубы 15—25 %; настила второго дна 20—30 %; продольного подпалубного набора 20 %; продольного днищевого и поперечного подпалубного наборов 25 %; бортовых шпангоутов, продольного бортового и поперечного днищевого наборов 30%. Глубина отдельных раковин и местных взносов на обшивке, настилах и наборе нс должна превышать 40—50 %.
Кроме физического износа судно подвергается моральному износу (стареет). Признаками морального износа могут быть неэкономичность энергетических установок, недостаточная скорость, неудобство обслуживания, плохие бытовые условия и т. п.
Рис. 13.1. Методы замера толщин изношенной обшивки корпуса судна
Физический износ может быть устранен ремонтом. Моральный износ может быть компенсирован на какое-то время модернизацией.
К особому классу повреждений относятся аварийные повреждения судов, поскольку аварии не могут быть заранее предусмотрены. Аварийные повреждения являются следствием в основном трех причин: стихийных бедствий, ошибок и потери бдительности обслуживающего персонала, некачественной постройки или ремонта судна.
Аварии в результате стихийных бедствий чаще происходят со средними и малыми судами, находящимися в гаванях в периоды штормов, тайфунов. Суда, находящиеся в открытом море, большею частью успевают уходить из опасной зоны.
Примером халатного отношения обслуживающего персонала к своим обязанностям является гибель лайнера «Андреа Дориа» в 1956 г., столкнувшегося с теплоходом «Стокгольм». Лайнер затонул через 5 ч после столкновения. Теплоход, у которого была смята носовая оконечность на длине 23,8 м, остался на плаву и после ремонта снова вступил в строй действующего флота. По причинам халатности погиб также «Адмирал Нахимов» в 1986 г.
Характерным примером аварии как результата плохого решения вопросов безопасности судна при проектировании является гибель «Титаника». А. Н. Крылов, анализируя эту катастрофу на море, отмечал, что при постройке «Титаника» не была обеспечена безопасность плавания. Все конструкции, расположенные выше нижней палубы, были проницаемы. Для пассажиров первого класса были сделаны огромные помещения, затопление которых способствовало гибели судна. Расчеты показали, что если бы не было этих упущений, то при пробоине, которую получил «Титаник», он мог бы остаться на плаву.
Особый интерес для судостроителей представляют данные об авариях судов типа «Либерти», которые строились по программе морской комиссии ВМС США в период второй мировой войны. Основными причинами аварий этих судов были нарушения непрерывности связей корпуса, наличие концентраторов напряжений в вырезах, не имевших закруглений, дефекты в сварных швах. Всего было построено 4694 судна этого типа. Из них потерпели аварии 970 судов.
Боевые повреждения судов являются следствием попадания в них снарядов, ракет, торпед, а также подрывов на минах. Наглядным примером могут служить многочисленные повреж дсния судов во время танкерной войны в Персидском заливе, достигшей апогея в 1988 г.
§ 13.2. Подготовительные работы
Перед ремонтом корпусных конструкций проводят подготовительные работы. В эти работы входит определение района и разметка границ повреждения; очистка поврежденного участка и подготовка его к демонтажу; вырезка поврежденного участка кислородной резкой; снятие шаблонов с места для изготовления новых деталей.
Определение района повреждений не вызывает затруднений, поскольку локальные места повреждений обнаруживаются в процессе эксплуатации, периодических освидетельствований и в результате наблюдений команды. Разметку границ дефектных листов и на'бора производят по местам, не имеющим повреждений. Вырезку поврежденных участков обшивки и набора выполняют ручными кислородными резаками. Кромки вырезов разделывают под сварку и зачищают пневмомашинками, оснащенными наждачными кругами. Резку осуществляют двумя способами: по контуру дефектного района вместе с набором с разносом мест резки под стыки по обшивке и набору или участками между набором, если он не поврежден. Во втором случае при вырезке на наборе оставляют узкие полоски демонтированного листа, которые затем осторожно удаляют ручными кислородными резаками.
После подготовки контура демонтированного участка под вварку в него новой детали производят снятие шаблона для изготовления детали. Эта операция может быть выполнена одним из трех способов: обрисовкой заготовки шаблона, очерчиванием заготовки шаблона, сборкой шаблона по месту из нескольких элементов.
Обрисовку применяют при изготовлении малогабаритных шаблонов. Заготовку для обрисовки собирают из досок толщиной 10 мм или вырезают из фанеры. Затем ее накладывают на вырез, прижимают к контуру выреза и по его кромкам прочерчивают контур шаблона разметочным шилом. После снятия с выреза заготовку обрабатывают по прочерченным линиям, проверяют по месту, подгоняют окончательно, маркируют и отправляют в цех для изготовления детали.
Очерчивание используют также для изготовления малогабаритных шаблонов. Перед разметкой контура шаблона вокруг выреза прочерчивают контур, контрольные точки которого отстоят от соответствующих -точек выреза на 50 мм. Заготовку накладывают на вырез, прижимают и циркулем, разведенным на 50 мм, от прочерченного контура размечают точки контура шаблона на заготовке. Точки соединяют линиями, заготовку снимают, обрабатывают, проверяют по месту, подгоняют окончательно, маркируют и отправляют в цех для изготовления детали.
Сборку шаблона по месту производят при изготовлении крупногабаритных шаблонов. Элементы шаблона подгоняют индивидуально к определенным местам кромок выреза, закрепляют струбцинами и сколачивают гвоздями. Для жесткости шаблон раскрепляют раскосами.
Шаблоны для гибки деталей снимают с набора, кромки которого предварительно зачищают. Для снятия шаблонов применяют два способа: наложение заготовки или снятие контршаблона. При первом способе заготовку из доски или толстей фанеры крепят к ребру набора струбцинами и по кромке набора прочерчивают разметочным шилом линию рабочей кромки шаблона. Шаблон обрабатывают, подгоняют по месту и отправляют на гибочный участок цеха. Снятие шаблона наложением заготовки и снятие контршаблона показано на рис. 13.2.
§ 13.3. Ремонтные работы Ремонт обшивки. Замену изношенного участка обшивки выполняют с заменой набора или по старому набору в зависимости от степени износа набора в районе ремонта. Новые листы изготовляют по снятым с
требуются, то листы для замены вырезают с припуском 20— 40 мм на сторону для подгонки по месту газовой резкой. При необходимости замены нескольких листов обшивки их собирают и сваривают предварительно в цехе в плоские узлы или в секции, состоящие из обшивки с набором.
Изготовленный лист подают к месту и- устанавливают на заранее приваренные к старой обшивке упоры. Для поджатия установленного листа к набору используют скобы, привариваемые с внутренней стороны, а также упорные винты и талрепы. После закрепления упоры удаляют и производят прирезку листа по контуру выреза. Затем подогнанный лист закрепляют прихватками к обшивке по контуру выреза и к набору и производят сварку.
Для замены листов бортовой обшивки разработан специальный агрегат, который состоит из шасси, портала с направляющими и противовесами, рабочей площадки, устройства для захвата и удержания листов в требуемом положении, оснащенного винтовым домкратом для прижатия листа к контуру. Агрегат оснащен электрооборудованием и комплектом инструмента для выполнения ремонтных работ. Рабочее место судосборщиков, выполняющих работы с помощью агрегата, находится на его рабочей площадке. Там же расположены устрой-
ства управления агрегатом. Район использования агрегата не требует дополнительного обслуживания краном для производства работ по замене обшивки.
Для замены листов днищевой обшивки разработан агрегат (рис. 13.3), с помощью которого лист транспортируют из цеха к месту установки, заводят под днище, поднимают и обжимают по месту.
На местных повреждениях листов типа пробоин практикуют установку вставок (заплат). Под вставку размечают контур выреза, вырезают отверстие газовым резаком, разделывают 324
кромки под сварку и зачищают их. С места выреза снимают шаблон и изготовляют по нему вставку. Поскольку вставку вваривают в жесткий контур, то для уменьшения сварочных деформаций иногда применяют предварительный изгиб вставки (выдавливание) со стрелкой прогиба 2—5 мм. После закрепления вставки электроприхватками длиной 5—10 мм на расстоянии 300—400 мм вставку вваривают при соблюдении последовательности наложения швов. После сварки с лицевой стороны корни швов выстрагивают газовым или воздушно-дуговым способом и заваривают вставку с другой стороны. Если вставка перекрывает набор, то в первую очередь приваривают новый набор, а затем вставку.
Поврежденные или изношенные участки обшивки и набора удаляют не всегда. Иногда их подкрепляют. Этот метод ремонта применяется с целью компенсации потери прочности и устойчивости. Изношенный набор подкрепляют приваркой полос на полку. Это увеличивает момент сопротивления профиля. В других случаях устанавливают дополнительные связи преимущественно поперечного к набору направления. Изношенные листы обшивки и настилов палуб подкрепляют дополнительными ребрами жесткости, параллельными основному набору. Этот вид ремонта производится при обязательном предварительном расчете прочности элементов ремонтируемого перекрытия. В некоторых случаях задача компенсации потери прочности обшивки может быть решена путем применения накладных листов. Однако чаще прибегают к вырезке дефектных участков и установке новых листов встык.
Вырезку участков обшивки могут производить также и в случаях деформирования больших ее участков с наличием трудноисправимых изломов и больших стрелок прогиба. В основном же деформированные места исправляют правкой. Способов правки существует несколько: правка в холодном состоянии; правка нагревом; правка в нагретом состоянии, т. с. с применением нагрева и механических воздействий. Наиболее распространены способы правки нагревом или в нагретом состоянии.
Правку корпусных конструкций, имеющих небольшие участки деформаций, производят нагревом пятнами или полосами. Нагрев пятен выполняют с помощью газовой горелки. Располагают пятна в соответствии со схемой, приведенной на рис. 13.4,а. Размер пятна определяют по зависимости DH=8s+W, где s — толщина обшивки. Радиус окружности, на которой располагают пятна нагрева, рассчитывают по формуле /?=DH+ + 150—4f, где f — стрелка прогиба бухтнны. Нагрев производят до вишневого цвета, что соответствует температуре металла около 800 °C. Сначала нагревают пятно в центре бухтины, затем— пятна по треугольнику. Если после охлаждения резуль
тат недостаточен, то нагревают пятна по второму треугольнику. В случае необходимости производят легкое проколачивание киянкой вокруг пятна, а спустя некоторое время — по месту прогрева.
На рис. 13.4, б приведена схема расположения пятен нагрева, при которой обеспечивается правка без проколачивания. При правке листов толщиной 5—6 мм значения параметров, приве-
Рис. 13.4. Правка бухтин нагревом газовой горелкой, а — расположение пятен нагрева локальной бухтины; б — расположение сетки пятен при правке участка обшивки; в, г — расположение полос вагрева па бухтинах сферической, овальной н цилиндрической форм
денных на схеме, следующие: е—40—50 мм; с=40—50 мм; 1= = 100—120 мм; £)н=30—40 мм. При правке листов других толщин пользуются специальными таблицами для определения значений приведенных параметров.
Правку нагревом полос применяют в зависимости от формы бухтины. Ширина полосы примерно 20—25 мм. Полоса Может иметь S-образную форму, форму окружности (рис. 13.4, в) или линии (рис. 13.4, а). Количество полос не регламентируется.
Наиболее эффективна правка полосами, параллельными контуру бухтины, с последующим проколачиванием зоны бухтниы киянкой.
С помощью нагрева можно править относительно небольшие бухтины. В более трудных случаях применяют термосиловой способ правки, при котором используют нагрев и приложение нагрузок домкратом или ударных. Для правки местных деформаций на бортах и днище с наружной стороны корпуса создан специальный агрегат, который состоит из подъемного устройства и приспособленца для правки бухтин, смонтированных на четырехколесном шасси.
Довольно частыми дефектами корпуса судна являются трещины в обшивке, настилах палуб и в наборе, а также в сварных швах, что приводит к течи в корпусе. Основная причина их появления — концентрация напряжений. Устраняют трещины сваркой. Заварка трещин — процесс сложный, так как ее выполняют в жестком контуре. При заварке напряжения в металле могут превзойти временное сопротивление разрыву, в результате чего появятся новые трещины в сварном шве или на смежных участках.
Чтобы уменьшить концентрацию напряжений и вероятность появления новых трещин, а также исключить распространение завариваемой трещины, на концах ее высверливают отверстия. Перед заваркой кромки трещины подготавливают, применяя V-образную разделку. В подготовленную под заварку трещину забивают клин для создания реактивных напряжений обратного знака. Клин удаляется перед завершением заварки трещины. Заваривают трещины от концов к середине. Большие трещины заваривают обратноступенчатым швом. Завершают заварку трещины заплавлением высверленных отверстий.
Ремонт кованых и литых деталей корпуса. Эти детали могут иметь прогибы, трещины от ударов, о пирсы, мели, лед. Прогибы устраняют правкой. Если деталь массивная, ее перед правкой освобождают от прилегающей обшивки. Трещины устраняют электросваркой. Для этой цели чаще используют тер-мнтиую сварку. Электродуговая сварка эффективна, если ремонтируются детали небольших судов или если сами трещины небольшие. После сварки производят местный отжиг индукционным нагревом. При заварке трещин на деталях с большим поперечным сечением применяют электрошлаковую сварку.
Ремонт с использованием железобетонных конструкций. Иногда пробоины заделывают железобетонными конструкциями. Такой ремонт выполняют путем постановки на пробоину металлической арматуры (обычной для железобетонных конструкций) с последующей заливкой бетоном. Арматура состоит из прутков арматурного профиля. Материал прутков — углеродистые стали. Бетон готовят из цементов высоких марок (400,
500), наполнителей и пресной воды. Наполнителем может быть ' песок, гравий. При заделке пробоин бетон применяют в соотношениях с песком и гравием 1:1:1 или 1:2:1. Для ускорения застывания в раствор добавляют 7—8 % хлористого кальция, 1—1,5% соляной кислоты и 10—12 % жидкого стекла. Ремонт бетоном производят с применением обычной опалубки. При этом уплотнение бетона достигается за счет использования специальных вибраторов или цементной пушки. В течение недели бетонированную конструкцию увлажняют с целью устранения усадок, которые могут повлечь образование трещин.
Подводный ремонт. Судоремонтные предприятия, как правило, имеют в своем составе станции подводного судоремонта (СПС). Их задачей является выполнение ремонтных работ подводной части судна, находящегося на плаву. Такой ремонт может производиться в связи со срочностью или невозможностью по каким-либо причинам осушить подлежащую ремонту подводную часть. Ремонт выполняют водолазы в любое время года, в любом месте нахождения судна. Водолазы-ремонтники обычно владеют несколькими рабочими профессиями. Однако подводный ремонт—тяжелый, малопроизводительный ручной труд с низкой степенью механизации работ.
Судоремонтные работы под водой разделяют на:
корпусные — определение размеров повреждений, заводка пластырей, снятие шаблонов, заделка пробоин, трещин, устранение течей, выполнение газорезательных и электросварочных работ;
слесарно-монтажные—ремонт винторулсвой группы, ремонт или замена донной арматуры;
вспомогательные — установка • кессонов, лесов, подъем демонтированных деталей, дефектация корпуса и механизмов винторулевой группы.
Перед выполнением подводного ремонта судна составляются эскизы повреждений, чертежи их исправления и разрабатываются технологические процессы ремонта. Для работы под водой водолазы-ремонтники используют специальные приспособления типа беседок, которые спускаются за борт и прижимаются к корпусу с помощью талей и лебедок. Для подготовительных работ применяют деревянные беседки, представляющие собой щнт из брусьев и досок, к которому прикреплен балласт. Подводные работы, требующие надежной опоры (сверловку, рубку, сварку), производят с металлических беседок
Технологические процессы ремонта под водой в принципе аналогичны процессам, выполняемым в атмосферных условиях. Но при проведении ремонта под водой приемы выполнения работ, применяемые усилия, а также затрачиваемое время обычно совсем другие, чем при выполнении ремонта в атмосферной среде.
Примером могут служить подводные сварка (см. § 4.5) и резка. Условия резки в воде, так же как и условия сварки, значительно отличаются от условий резки в атмосфере. Теплоемкость воды примерно в 4 раза больше теплоемкости воздуха, а ее теплопроводность превышает теплопроводность воздуха примерно в 25 раз. Плотность воды в 850 раз больше плотности воздуха. Наконец, воздух поддерживает горение, вода гасит пламя. Поэтому для обеспечения протекания процесса резки в воде вокруг газового пламени создают защитный газовый пузырь за счет подачи сжатого воздуха или за счет сгорания горючей смеси. Под водой применяют бензокислородкую, электро-дуговую и электрокислородную резку. При бензокислородной резке защитный пузырь создается из продуктов сгорания горючей смеси. Электродуговую резку осуществляют сварочным электродом. Этот процесс характерен низкими показателями производительности и качества реза. Электрокислородная резка выполняется трубчатым электродом, угольным или керамическим, Дуга которого плавит металл, а струя кислорода, подаваемая в полый электрод, окисляет и выдувает'расплав. Производительность электрокислородной резки примерно в 3 раза выше элск-тродуговой при более высоком качестве, но и при более высоких затратах. Последние годы в нашей стране ведутся работы по применению в судоремонте подводной плазменной резки.
Глава 14
РЕМОНТ СУДОВЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК, СИСТЕМ И УСТРОЙСТВ
§ 14.1. Ремонт энергетических установок
В процессе эксплуатации судна судовые механизмы изнашиваются, в результате чего изменяются их характеристики. Основные причины износа деталей механизмов — трение, эрозия и коррозия. В праятике судоремонта разрушение деталей рассматривают одновременно с вызвавшими их причинами: усталостное разрушение, возникшее от действия знакопеременных нагрузок и крутящих усилий (трещины, разрывы); разрушение от абразивного воздействия; поверхностное разрушение от пластического деформирования и др.
Износы и повреждения деталей выявляют визуальными обследованиями и замерами микрометрическими скобами, штих-массами, измерительными линейками при дефектации на судоремонтных заводах. При дефектации детали делят на группы:
детали остова (фундаментные рамы, блоки цилиндров, головки блоков); поршневая группа (поршни, шатуны); валовая группа (коленчатые валы, подшипники) и т. д. Каждая деталь определенной группы имеет свои характерные признаки износа и повреждений, свои наиболее подверженные износу элементы. Так, например, износ поршней характерен уменьшением их диаметров, искажением геометрической формы, увеличением диаметров отверстий в бобышках, увеличением размеров канавок под поршневые кольца и изменением формы канавок. Остовы двигателей могут иметь износы в виде трещин, поломок, коробления, коррозионных разрушений.
Независимо от способов ремонта, которые применяют на заводе, подлежащий ремонту механизм или часть его должны быть демонтированы. Демонтажные работы заключаются в снятии механизмов с фундаментов в неразобранном виде и доставке их в цех для выполнения ремонта. Механизмы больших габаритов и массы демонтируются узлами. Главный двигатель, например, разбирают на такие узлы: ограждения, приборы и арматура, трубопроводы; навешенные механизмы; коленчатые, упорные, промежуточные и гребные валы и др. Детали, получившие повреждения и сверхнормативный износ, должны быть сняты, обследованы и подготовлены к ремонту.
Остовы ДВС восстанавливают заваркой трещин, наплавкой выработок. Коробление фундаментных рам исправляют шабровкой и шлифовкой. Выработки втулок цилиндров ремонтируют заменой втулок, поршней и поршненых колец. При этом, расточку втулок цилиндров выполняют на специальных токарных станках (рис. 14.1). Царапины и задиры шабрят и зашлифовывают. Шатуны, штоки и другие движущиеся детали, получившие деформации изгиба, подвергают правке с нагревом. При поломках их заменяют на новые. Изношенные вкладыши подшипников заменяют новыми с необходимой подгонкой. После ремонта ДВС собирают, производят монтаж на судне, если ремонт выполнялся агрегатным способом, и проверяют при швартовных и ходовых испытаниях.
Турбинные установки также могут иметь износы и повреждения корпусов, роторов, лопаток, уплотнений и др. На роторах могут появиться риски и коррозионные повреждения гребней и шеек, прогибы валов, ослабления посадок дисков на валах, деформации дисков, трещины в валах, дисках, эрозия и искривления лопаток и т. д. Способы ремонта большинства деталей турбин аналогичны ремонту деталей ДВС, но есть и особенности. Например, ослабление посадок дисков на валах устраняют наращиванием посадочных мест хромированием с последующей шлифовкой до посадочных размеров. Диски с трещинами и короблениями, поврежденные лопатки обычно заменяют новыми. Уплотнения ремонтируют подгонкой набивочных коробок и 330
обойм. После ремонта турбин производят статическую и динамическую балансировку вращающихся узлов. Окончательную проверку турбин производят в процессе выполнения швартовных и ходовых испытаний.
Рис. 14.1. Схема расточки цилиндров с применением устройства автоматического регулирования подачи инструмента
1 — передняя бабка; 2 — обрабатываемая деталь: 3 — борштанга; 4 — блок управления; 5 — реацЬвый механизм; 6 — держатель; 7 — измерительный узел; в —измерительная схоба; 9—каретка: ГО —ролики. И — пантограф; /2—ползун
В особо сложных динамических условиях работают валы и винты. Последние, кроме того, подвержены постоянному разрушающему воздействию окружающей среды — морской воды. Износы и повреждения валов проявляются в виде их скручивания, прогибов и трещин, задиров на шейках опорных подшипников, ослаблений болтов в соединительных фланцах или их
повреждений (скручивания, трещин, сломов). Наиболее слабым звеном дейдвудного устройства является кормовая дейдвудная втулка. Гребной винт чаще всего имеет повреждения поверхностей лопастей в результате эрозионного и коррозионного воздействия среды. Могут также иметь место трещины в ступице на лопастях, изгибы лопастей.
Рис. 14.2. Схема ремонта» гребного вала смещением конусной части в нос: а — общий вид вала; б — конусная часть вала
1 — хвостовик; 2 — конусиая часть; S — трещина; 4 — гребной вал; 5 — облицовка; 6 — фланец; 7 — монтажная приставка: 8 —- носовая опорная поверхность; ON — граница допустимых пределов трещин на конусной частя; h — глубада трещины; ппр— глубина обработки конусной части по диаметру D; I. — величина смещения конусной
Истирания шеек валов ремонтируют металлизацией, гальваническим наращиванием, наплавкой с последующей проточкой и шлифовкой. Поврежденные болты фланцевых соединений обычно заменяют новыми большего диаметра, для чего отверстия во фланцах предварительно рассверливают. Прогибы валов, не превышающие 2 мм, устраняют путем проточки шеек вала до их соосности. Если прогибы больше 2 мм, то применяют правку с нагревом. Один из способов ремонта конусной части гребных валов, используемый в отечественной практике, показан на рис. 14.2.
Для выполнения ремонта гребного винта необходим его демонтаж, который производится несколькими способами: снятие специальными съемниками или гидравлическими домкратами, снятие винтов с помощью направленного взрыва заряда, помещаемого между ступицей и ахтерштевнем Ремонт лопастей, пострадавших от эрозии, выполняется путем очистки раковин, заварки их и последующей тщательной зачистки и шлифовки.
Операция шлифовки — трудоемкий и продолжительный процесс. Для его механизации применяют специальные стенды (рис. 14.3). С помощью заварки заделывают также трещины на лопастях. Погнутые лопасти стальных винтов правят с нагревом до температуры 900—1000 °C.
Способы ремонта винтов зависят от материала, Из которого они изготовлены. Правку погнутых лопастей латунных винтов выполняют с нагревом до 200—300 °C, а бронзовых — до 600— 900 °C. Вместо пластмассовых винтов с поврежденными лопастями устанавливают новые или лопасти меняют, если винты имеют съемные лопасти. Отремонтированные винты подвергают статической, а в случае необходимости и динамической балан сировке. Монтаж винтов производят теми'же методами, что и при постройке.
§ 14.2. Ремонт трубопроводов систем
Износы и повреждения трубопроводов характеризуются в основном эрозионными и коррозионными воздействиями, нарушениями плотностей соединений, вмятинами, трещинами, свищами и разрывами. Коррозия труб может быть в любом месте на наружных и внутренних поверхностях. Эрозионные повреждения чаще встречаются в местах изгибов и ответвлений.
Для ремонта трубопроводов выполняется демонтаж поврежденных участков. Демонтажные работы включают операции маркировки труб в соответствии с демонтажной схемой, разъединение труб и арматуры, освобождение труб от изоляции, очистку от краски, грязи и ржавчины.
Очистка труб и арматуры от ржавчины и грязи допускается любым из известных способов: механической обработкой; ручными пневмомашинками, оснащенными шарошками или стальными щётками; пескоструйной обработкой увлажненным песком или дробеструйной обработкой мелкой дробью. Пескоструйным и дробеструйным способами выполняют одновременную обработку наружной и внутренней поверхностей труб. Химическую очистку выполняют водными растворами кальцинированной соды, мыла, жидкого стекла и других моющих средств.
Окончательная дефектация труб, основными способами которой являются наружный осмотр и гидравлические испытания, производится в цехе. Дефектацию выполняют для определения целесообразности ремонта отдельных повреждений или замены поврежденных труб новыми.
Повреждения в виде вмятин, свищей, трещин ремонтируют наплавкой, правкой, заваркой и другими способами. При наличии на торцах фланцев отдельных раковин, глубина которых не превышает 15 % первоначальной толщины фланца, производят наплавку электросваркой. Проточку фланцев, труб и арматуры делают в тех случаях, когда после этой операции толщина проточенной детали будет составлять не менее 90 % первоначальной. Если фланцы и детали нельзя отремонтировать, их заме
няют новыми. Ремонт трубы может считаться целесообразным, если длина дефектного участка не превышает одной трети длины трубы.
Крышки клапанов, кранов, клинкетов, штоки, крышки сальников заменяют на новые при наличии в них трещин, расслоения металла, раковин, глубина которых достигает 40 % первоначальной их толщины. Искривление осей, износ резьбы, ослабление в местах посадки также вызывают необходимость их замены.
Ремонт трещин и коррозионных повреждений на стальных трубах производят электронаплавкой, заваркой и вваркой отрезков труб или приваркой заплат из листовой стали, устанавливаемых внакрой на поврежденные участки. Ремонт медных труб с перечисленными дефектами выполняют с помощью газовой сварки. После ремонта трубы подвергают отжигу, затем охлаждают и очищают продувкой сжатым воздухом.
Для ремонта стальных труб применяют соответствующие материалу трубы электроды, например типа Э42, Э42А. При газовой сварке труб из сплавов меди в качестве присадки применяют латунную проволоку, а в качестве флюса — смесь буры (70%), поваренной соли (20 %) и борной кислоты (10%). Для пайки медных труб применяют медно-цинковые, медно-се-ребряные и оловянисто-свннцовые припои. После ремонта сваркой, наплавкой и пайкой трубы из медных сплавов отжигают, а после остывания очищают продувкой и ветошью.
Трубы из полиэтилена, винипласта и стекловолокнистых материалов также могут иметь различные повреждения и-износы, требующие ремонта. Дефектование пластмассовых труб производят аналогично дефсктованию металлических труб. При незначительных повреждениях полиэтиленовых и винипластовых труб допускается ремонт их с помощью нагретого паяльника. Поврежденная чаегь разогревается до оплавления, потом обжимается. Стеклопластиковые трубы ремонтируют наложением клеевых заплат. При более серьезных повреждениях ремонт пластмассовых труб производят путем замены новыми.
§ 14.3. Ремонт судовых устройств
Рулевое устройство. Износы и повреждения рулевого устройства являются результатом воздействия на эту систему внешних сил и окружающей среды. Регистром СССР установлены предельные нормы износа элементов рулевого устройства: допустимый зазор в петлях ахтерштевня 10 % диаметра штырей; износ штырей 7 %, первоначального диаметра; износ втулок в петлях ахтерштевня 7 % диаметра штырей. Кроме перечисленных повреждений на рулевом устройстве могут быть износ шеек баллера, а также трещины в баллере, коррозионные
разрушения, прогибы, повреждения обшивки пера руля в виде вмятин и разрывов, выработки и трещины в петлях рудерпоста, поломки румпеля и др.
Для дефектации рулевое устройство проверяют внешним осмотром надводной части и испытаниями в действии. При наличии неисправностей винторулевую группу осушают и производят полную дефектацию. После дефектации рулевое устройство частично демонтируют для производства ремонта в цеховых условиях. Коррозионные разрушения баллера зачищают до основного металла. Места с глубокими вычищенными раковинами восстанавливают электронаплавкой. Износы шеек баллера восстанавливают также наплавкой с последующим отжигом и механической обработкой. Трещины в баллерах заваривают и зачищают с последующей шлифовкой. На морских судах обычного назначения допускается скручивание баллера на угол до 15°. При таком скручивании допускается переклинка румпеля с заваркой старой шпоночной канавки и выборкой новой канавки с учетом скручивания. На океанских судах и судах ледового плавания такой баллер должен быть заменен новым. Сломанный баллер с согласия Регистра СССР может быть отремонтирован сваркой встык с последующей обработкой и испытанием сваренного стыка.
Повреждения обшивки пера руля коррозией на глубину до 30 % ее толщины допускается устранять электронаплавкой. При более глубоких раковинах, а также при местных вмятинах и разрывах обшивки поврежденные места вырезают газовой резкой, устанавливают заделки и заваривают.
Повреждения рудерпоста в виде трещин, надрывов, а также трещины и разработанные отверстия в румпеле, износы секторов исправляют электросваркой и электронаплавкой с последующей зачисткой или механической обработкой. Прогибы рудерпоста на малых судах правят с нагревом, а на больших — чаще удаляют газорезкой дефектные участки и вваривают заделки, специально изготовленные по месту.
Якорное устройство. При дефектации якорных устройств используют результаты периодических осмотров и освидетельствований судов. К основным видам износа и повреждения этих устройств относят механические и коррозионные разрушения звеньев якорных цепей, наклеп и трещины в звеньях, истирание палубных и бортовых клюзов и стопоров, поломку лап якорей.
Дефектацию якорных цепей производят после извлечения их из цепных ящиков, очистки от грязи, краски и ржавчины. При осмотре особое внимание обращают на места сварки звеньев, крепления распорок в звеньях. Нормы предельных износов якорных цепей регламентированы Правилами Регистра. Якорные цепи, не укладывающиеся в эти нормы, заменяют новыми. Ослабленные распорки закрепляют обжатием при нагреве звена 336
до 800—900 °C. Наклеп в звеньях устраняют отжигом. Соединительные элементы при наличии трещин заменяют новыми. После ремонта якорные цепи испытывают смычками на цепо-пробных станках. На смычку, выдержавшую испытания, ставят клеймо. При поломках и сильных повреждениях клюзов их заменяют новыми.
Якоря с поломанными лапами практически ремонту не подлежат., Иногда разработанные гнезда поворотных лап растачивают на больший диаметр в пределах допусков, по ним изготавливают новые штыри и производят сборку якоря. После ремонта якорное устройство испытывают на расчетные нагрузки.
Швартовное и буксирное устройства. Основными дефектами, которые появляются при эксплуатации этих устройств, являются; износ тумб кнехтов в результате трения каната, коррозионные разрушения в местах крепления киехтой, трещины в сварных швах, износы роульсов киповых планок, изгиб штырей и втулок роульсов, выработка швартовных клюзов и др.
Все трещины и коррозионные разрушения независимо от элементов швартовного и буксирного устройств должны быть разделаны и заварены электросваркой. Отверстия для крепления кнехтов, имеющие износ более 2 мм, заплавляют электросваркой и высверливают вновь. Кнехты, имеющие износ от истирания и разрушения из-за коррозии более 25 % первоначальной толщины стенки, подлежат замене. Также должны заменяться новыми киповые планки, у которых повреждения достигли 25 % толщины стенок.
Разрушенные кромки роульсов восстанавливают наплавкой с последующей механической обработкой. Втулки роульсов при износе более 2 мм на сторону заменяют новыми. Погнутые штыри правят или заменяют новыми. Швартовные клюзы при выработке более 20 % от первоначальной толщины ремонтируют наплавкой. Считается экономически нецелесообразным ремонт чугунных деталей швартовных устройств, поэтому, как правило, их заменяют новыми. При установке отремонтированных кнехтов на фундаменты используют болтовые крепления, а фундаменты к палубе приваривают.
Шлюпочное устройство. Для определения пригодности шлюпочного устройства к дальнейшей эксплуатации представители Регистра СССР раз в год проводят его освидетельствование. При этом производят испытание шлюпок спусканием их на воду с полной нагрузкой и выдерживанием на плаву в течение 2 ч. Воздушные ящики испытывают погружением в воду. Одновременно проверяются шлюпбалки, блоки и тросы, служащие для спуска и подъема шлюпок. Если обнаруженные дефекты не обеспечивают безопасности эксплуатации спасательной шлюпки, то ее сдают в ремонт или заменяют новой.
Прогибы шлюпбалок, как Наиболее частые дефекты шлюпочных устройств, выправляют с местным подогревом до температуры около 800 °C в условиях судоремонтного предприятия. Повреждения сварных стандерсов устраняют электросваркой. Наиболее частым ремонтом стандерсов является замена втулок и чечевиц. Литые чугунные стандерсы при значительных повреждениях заменяют новыми.
Ремонт деревянных шлюпок, которые могут иметь течи в результате рассыхания, заключается в замене досок обшивки, конопачении, окраске. Металлические шлюпки ремонтируются преимущественно в тех случаях, когда повреждения небольшие— вмятины, пробоины, местная коррозия. Пластмассовые шлюпки ремонтируют наклеиванием кусков стеклоткани -на поврежденный участок.
После ремонта проводят испытания шлюпочного устройства в соответствии с требованиями Регистра СССР. Испытания заключаются в проверке надежности и безопасности работы устройства путем спуска и подъема шлюпок в условиях, соответствующих эксплуатационным.
Грузовое устройство. В этом устройстве чаще всего приходится ремонтировать грузовые стрелы, которые могут иметь прогибы, вмятины, коррозионные разрушения. Исправление дефектов грузовых стрел, их подвижных частей (шпоров, вертлюгов), а также такелажа производится аналогично ремонту описанных выше различных устройств, в частности шлюпочного.
Некоторые особенности имеют Испытания грузового устройства после ремонта. Все вновь изготовленные детали испытывают нагрузкой, превышающей в 2 раза рабочую нагрузку. Стрелы грузоподъемностью до 2Q т подвергают статическим испытаниям, нагружая их в течение 30 мин грузом, масса которого составляет 1,25 грузоподъемности; динамическим испытаниям путем перемещения груза, масса которого составляет 1,1 грузоподъемности, на оба борта при наклоне стрелы 15°; рабочим испытаниям подъемом номинального груза с поворотом стрелы.
Ремопт оборудования судовых помещений и дельных вещей. Как правило, ремонт оборудования судовых помещений и дельных вещей производится путем замены изношенных или поврежденных изделий либо их деталей новыми.
СПИСОК ЛИТЕРАТУРЫ
1. Андреев В. В. Судостроительные материалы. Л.; Судостроение; 1985. 120 с
2. Бельчук Г. А-, Гатоеский К- М., Кох Б. А. Сварка судовых конструкций. Л.: Судостроение, 1980. 446 с.
3. Галкин В. А. Справочник по сборочно сварочной оснастке цехов верфи. Л.: Судостроение, 1983. 304 с.
4. Он же. Справочник технолога-судосборщика. Л • Судостроение, 1985. 272 с.
5. Геворкян В. Г. Основы сварочного дела. М.: Высш, шк., 1979 208 с.
6 Глизманенко Д. Л., Евсеев Г. Б. Газовая сварка и резка металлов М.: Машгиз, 1954. 532 с.
7. Глозман М. К. Технологичность конструкций корпуса морских судов. Л.: Судостроение, 1984. 296 с.
8. Головненко В. С., Доброленский В. П.. Мисюров И. П. Газовая резка металлов в судостроении. Л.: Судостроение, 1975. 272 с.
9. Гуревич И. М., Зеличенко А. Я. Кулик Ю. Г. Технология судостроения и судоремонта. М.: Транспорт, 1976. 416 с.
10. Дормидонтов В. К. Технология судостроения. Л.: Судпрс?мгиз, 1949. 416 с
11. Думав С. И. Технология электрической сварки плавлением. Л.: Машиностроение. 1987. 462 с.
12. Желтобрюх И. Д. Механизация и автоматизация корпусного- производства. Л.-. Судостроение, 1972. 176 с.
13. Желтобрюх Н. Д., Фролов Н Ф. Технология судостроения. Л • Судостроение, 1979. 312 с.
14. Кривошеин А. Б, Потехин О. С. Средства и методы напольного перемещения судовых конструкций. Л.: ЦНИИ «Румб», 1984 144 с.
15. Леонтьев В. М., Фролов И. Ф. Технология постройки судов и судоремонт. Л : Судостроение, 1971. 384 с.
16 Механизация корпусных работ па стапсле/Л. Ц. Адлерштейн, А. Я. Розинов, В. Ф. Соколов и др. Л.: Судостроение, 1973. 312 с.
17. Мещеряков В. В. Корпусные цехи судостроительных предприятий. Л.: Судпромгиз, 1960. 260 с.
18. Михайлов В. С. Основы технологии правки сварных конструкций. Л : Судостроение, 1983- 204 с.
19. Модульная постройка судов/Л. Ц. Адлерштейн, Г. В. Бавыкин, А. Л. Васильев. Л.: Судостроение, 1983. 318 с.
20. Морев В. И-, Резников Ю. А. Интегрированные автоматизированные системы управленя (ИАСУ). Л.: ЦНИИ «Румб», 1983. 144 с.
21. Морской энциклопедический справочник/Под ред. Н. Н. Исапнпа Л.: Судостроение, 1986. Т. 1—2.
22. Намазбаев В. И., Богданов Б. К-, Голубев В. П. Переносные и самоходные станки для судостроения. Л.: ЦНИИ «Румб», 1987 72 с
23. Основы технологии судостроевия/В Д. Мацкевич, Э. В. Ганов. В. П. Доброленский и др. Л.; Судостроение, 1980 352 с.
24. Ручные и переносные машины для судостроения- Каталог. Л: ЦНИИТС, 1985. 86 с.
25. Сварочные Материалы для мехатппнроваиных способов дуговой сваркя/В. Г. Свецинскнй, В. М Галиннч. Д. М. Кушиерев. М.: Машиностроение, J983- 104 с,
26. Соколов И. И. Газовая сварка и резка металлов. М.. Высш, шк., 1981.
27. Симоненко А. С. Судовые устройства. Л.: Судостроение, 1986. 176 с.
28. Сипилин П. М„ Зефиров И. В. Обработка корпусной стали. Л.: Судостроение, 1972. 256 с. „
29. Словарь-справочник по сварке/Под ред. К- К- Хренова. Киев: Наук, думка, 1974. 196 с. - ,
30. Средства технологического оснащения для судостроения: каталог/
В. М. Александров, С. А. Боголюбов, И. Л. Вайсман и др. Л.: ЦНИИТС, 1985.225 с „ ,, „
31. Технология судостроения/В. Д. Мацкевич, В. К. Дормидонтов, Д. Л. Гармашев. Л.: Судостроение, 1971. 616 с.
32. Ширшов И. Г. Технология и оборудование для прваки листовом корпусной стали. Л: ЦНИИ «Румб», 1982. 96 с.
33. Ширшов И. Г-, Котиков В. Н. Плазменная резка Л: Машиностроение, 1987. 192 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация 9
— комплексная 9
Агрегатирование 283, 309
Акватория 19
Аналитическое согласование 49
Аппроксимация 49
Базовая линия 24
Батопорт 224
закладной 244
зональный 283
корпуса 11
модель 30
модуль 20
судна 11
Верфь 15
Виды сварки 118, 125, 135, 139, 148
Вспомогательный процесс 7
Выгиб
обратный 160
предварительный 160
Генеральный план 17
Геодезическая линия 39
Герметичность 256
Деталь II
Дефектация 319, 334, 336
Дефекты
внутренние 163
наружные 163
Деформации
местные 154
общие 154
Доки 225, 226, 313, ЗИ
правки
Допуск 13
Завышение 212
Зона термического влияния 100
Инструмент 174
— для сварочных работ 107
Интерполятор 79
Испытания
имитационные 303
корпусов 254
ходовые 305
швартовные 302
, Канатные задержянки 265
Капитанская часть 17
Карта раскроя 42
Кессон 317
Кильблок 229
Клетка 229
Кондуктор 177
Контрольная линия 24
— площадка 252
Контуровка 194
Копирчертеж 45
Краны 233
Леса 235
Ласка 116
Макеты 276, 281
Манипуляторы 177
Методы
контроля 163
геодезических линий 39
монтажа механизмов 282
постройки судов 19
ремонта судов 309
Макеты 46 плазменная 73
Маркировка 69 тепловая 73
Математическая модель судна 46 Репер 248
Механизация 9 Сварка 93
— комплексная 9 — под водой 123
Модуль при низких температурах 122
конструктивный 20 — технология 114
панель 20 Свариваемость металлов 97
секция 20 Сварочная дуга 93
функциональный 21 Сварочные материалы 108
Модульное судостроение 22,200 Секция 11
Нагрузочное устройство 304 Найтовы 265 — закладная 241 — объемная 170
Насыщение 219, 271 — плоскостная 170
Непроницаемость 255 — полуобъемная 170 Слип 228
Операция 8 Спусковые копылья 265
Опорное устройство 231 — полозья 263
Определение формы труб 281 — стрелы 266
Паз 33 — якоря 266
Пассивирование 61 Спуск судна 257
Первичная обработка корпусной стали 58 Стапели 224, 227. 228 Стык 33
Периоды постройки судна 11 Стяжка 265
Переход 9 Таблица плазовых ординат 30
Плаз 26 Технологическая оснастка 174, 183,
Плазовая книга 34 184
— оснастка 45 Технологический график 12
—разбивка 26, 28 — маршрут 63
развертка 35 —процесс 10
— рейка 42 Технологическое оборудоваяне 174
Плазовый каркас 46 Точность изделия 13
— эскиз 42 Трансбордер 234
Плазовый щит 176 Трассировка 281
Погрешность 13 Трещины 327
Подбрюшяна 265 — холодные 102
Подсекции 170 Постели 177 Построечное место 223 Узел 11 Упругая линия 252
«Потеряй» 30. 31 Флюсы 128
Поточные лянии 186, 195, 206, 208 Флюсовая подушка 129
Практический корпус 30 Формирование корпуса 22
Припуск 14 Провар 118 Производительность сварки 122 Хозяйство складское 17
Производственный процесс 7 Центровка валопровода 289
Разбивка построечного места 238 Цепные драги 266
Развертка 36 Разгрузочное устройство 304 Цилиндрическая вставка 22
Разделка 116 Чертеж-шаблон 45
Размерная цепь 14 Шаблон
Разметка 68 плазовый 45
Растяжка 35 с места 281
— наружной обшивки 30 Шефровка технологических операций
Режим сварки 114 63
Резка Шпация
кислородная 73 нормальная 35
лазерная 75 растянутая 35
ОГЛАВЛЕНИЕ
Предисловие .... ................."
Введение .... • - .............- 4
Раздел первый
ТЕХНОЛОГИЯ СУДОСТРОЕНИЯ . 7
Глава 1
•Общие вопросы технологии судостроения.............................. 7
|§ 1.1. Основные понятия и определения . 7
§ 1.2. Судостроительные предприятия . . - }»
§ 1.3. Методы постройки судов ... *9
Глава 2
• Плазовые работы.............................................. ... 26
1§ 2.1. Устройство и оборудование плазв.................26
§ 22. Плазовая разбивка................................28
§ 2.3. Определение формы и размеров деталей корпуса . 34
§ 2.4. Плазовое обеспечение работ корпусных цехов ... 42
§ 25. Математические методы плазово-технологической подготовки производства ............................. 46
Глава 3 ,
• Изготовление деталей корпуса судна .... 49
§ 3.1. Корпусообрабатывающий цех.......................49
§ 32. Склад металла....................................55
§ 3.3. Первичная обработка корпусной стали.............58
§ 3.4. Технологический маршрут изготовления деталей . 63
t3.5. Разметка и маркировка деталей....................68
3.6. Тепловая вырезка деталей . . .... 73
§ 3.7. Механическая обработка металла . . . . 81
§ 33. Гибочные работы . . ... 85
§ 39. Комплектовочные работы . . 91
Глава 4
Сварочные работы . ................... 93
§ 4.1. Общие сведскпя о сварке металлов 93
f42 Свариваемость металлов . ......................... 97
4.3. Оборудование и инструмент для сварочных работ . . 103
§ 4 4. Сварочные материалы ....... . 108
§ 4 5. Общие вовросы технологии сварки..............114
§ 4.6. Ручная электродуговая сварка..................118
§ 4.7. Автоматическая и полуавтоматическая сварка . . 125
§ 48. Контактная электрическая сварка...............135
§ 4 9. Газовая сварка ..............................139
§ 4.10. Термитная и другие виды сварки металлов Сварка пластмасс . . .... ...................148
§ 4.11. Сварочные напряжения и деформации ... . 153
§ 4.12. Контроль качества сварных соединений и устранение дефектов . . <...................................... 163
Глава 5
•Изготовление корпусных конструкций . . .167
§ 5.1. Сборочно-сварочный цех........................167
§ 5.2. Оборудование н оснастка сборочно-сварочных цехов . 174
§ 53. Изготовление узлов ... ...................186
§ 5.4. Изготовление плоскостных секций ... ... 193
§ 5.5. Изготовление полуобъемных секций..............202
§ 5.6. Изготовление объемных секций . . .............208
§ 5.7. Изготовление блоков корпуса .... .... 214
§ 5.8. Установка насыщения и фундаментов под главные механизмы.............................................219
Глава 6 «Постройка корпуса судна......................................... 223
§ 6.1. Построечные места . .................... . - 223
§ 6.2. Оборудование стапельных ыест...................228
§ 6.3. Подготовка стапеля к закладке судна............238
§ 6.4. Формирование корпуса судна ....................241
§ 6.5. Проверочные работы. Нанесение грузовой марки я марок углубления.......................................- 247
§ 6.6. Испытание корпусов судов па непроницаемость и герметичность . .................. . . . . 254
Глава 7
• Спуск судов на воду............................................ 257
1§ 7.1. Спуск с горизонтальных стапелей ...............257
§ 7.2. Спуск с наклонных стапелей ... 262
Глава 8
• Корпусодостроечные работы....................................... 269
|§ 8.1. Установка корпусных конструкций на плаву . . . 269
§ 8.2. Изготовление и монтаж вентиляции.............- 272
§ 8.3. Монтаж судовых устройств и дельных вещей . . . 275
Глава 9
• Трубопроводные, механомонтажные и электромонтажные работы . . . 280 |§ 9.1. Изготовление трубопроводов и монтаж судовых систем 280
§ 9.2. Монтаж главных двигателей и вспомогательных механизмов ..............................................282
§ 9.3. Монтаж валопроводов . : . .........288
§ 9.4. Электромонтажные работы . . - - • • 290
Глава 10
Малярно-изоляционные и отделочные работы ... - 292
§ 10.1. Изготовление п устаноика изоляции . .... 292
§ 10.2. Малирныс работы . . ....
§ 10.3 Отделка и оборудование судовых помещений . . . 298
Глава 11
Испытания и сдача судов . ...............................301
§ 11.1. Подготовка к сдаточным испытаниям............301
§ 11.2 Швартовные испытания..................... ... 302
§ 11.3. Имитационные испытания ....
§ 114. Ходовые испытания И сдача судна .
Раздел второй ТЕХНОЛОГИЯ РЕМОНТА СУДОВ .
Глава 12
Судоремонтные предприятия и их задачи ...
§ 121. Судоремонтные предприятия . .
§ 12.2. Виды и методы ремонта судов
§ 12.3. Подготовка судна к ремонту . .
§ 124. Подъем судна на воды...........
§ 12.5. Осушение подводной части судна .
Глава 13
Ремонт корпуса судна .......................................... ... 31
§ 13.1. Иэносы и повреждения обшивки и набора корпуса . 31 § 13.2. Подготовительные работы ... ....... 35
§ 13.3. Ремонтные работы .... 35
Глава 14
Ремонт судовых энергетических установок, систем и устройств 31
§ 14 1. Ремонт энергетических установок ... .31
§ 14.2. Ремонт трубопроводов систем ... -Ж
§ 14 3. Ремонт судовых устройств . . ► 3!
Список литературы..................................- . . ... 35
Предметный указатель . . ... . 3'
Учебной издание
Желтобрюх Николай Данилович
ТЕХНОЛОГИЯ СУДОСТРОЕНИЯ Н РЕМОНТА СУДОВ
Учебник для судостроительных техникумов
Зав. редакцией Д. В. Павлов
Редакторы: Н. И. Долинина, Т. И. Ильичева Художник обложки Г. В. Смирнов Художественный редактор Е. fl. Радомысльский Технический редактор Г. Г. Федорова Корректор А. Г. Михайлюк
ИБ № 1456
Сдано и набор 22 1184 Подписано в печать 18 ОБ 40 М 15899. Формат бОХВО1'». Буиг типографская Jw 2- Гарнитура литературная- Печать иьиоаая Уел печ. л 21.6. У изд. л. 23,2 Усл. кр-отт 21,07. Тираж 10100 чкз. Изд. 4357—88. Заказ 2121. Це I РУС-
Иадательство «Судостроение*. i9i065, Ленинград. ул. Гоголя, 8.
Ленинградская типография Ni 4 ордена Трудового Красного Знамени Ленинграде» объединения «Техническая книга» ей. Евгения Соколовой Государственного копит
СССР по печати. 101126. Ленинград. Социалистическая ул. 14.