/










































































































































































































































































































Author: Кулак М.И.
Tags: механика деформируемых тел упругость деформация механика
ISBN: 985-06-0761
Year: 2002



Text
М. И. КУЛАК
ФРАКТАЛЬНАЯ МЕХАНИКА
МАТЕРИАЛОВ
Минск
«Вышэйшая школа»
2002
УДК 539.3.01
Кулак М. И.
Фрактальная механика материалов / М. И. Кулак. —
Мн.: Выш. шк, 2002 - 304 с.: ил - ISBN 985-06-0761 -0.
Методы теории фракталов, как правило, применяются в самых
сложных разделах теоретической физики — квантовой теории поля, ста —
тистической физике, теории фазовых переходов и критических явлений.
Цель монографии — показать, что идеи н методы теории фракталов могут
быть эффективно использованы в традиционном, классическом разделе
механики — механике материалов. Круг рассмотренных материалов дос-
таточно широк: дисперсные материалы от металлических порошков до ок-
сидной керамики, полимеры, композиционные материалы с различными
матрицами и наполнителями, полиграфические материалы. Построена ста-
тистическая теория структуры и упруго—прочностных свойств фракталь-
ных дисперсных систем. Разработан фрактальный подход к описанию
процессов консолидации дисперсных систем. Развита самосогласованная
теория эффективного модуля упругости дисперсно — армированных ком-
позитов стохастической структуры в полном диапазоне изменения объем-
ной доли наполнителя. Теория обобщена на композиты с бимодальной
упаковкой наполнителей, а также на композиционные материалы с арми —
рованием по сложным комбинированным схемам. Рассматривается при-
менение теории фракталов для исследования микроструктуры и физико—
механических свойств полиграфических материалов и технологии печатных
процессов.
Книга может быть использована научными и инженерно—тех-
ническими работниками, аспирантами и студентами вузов, обучающимися
по соответствующим специальностям.
Табл. 22. Ил. 130. Библиогр.: 227 назв.
Рецензенты:
д—р физ.— мат. наук, проф. И. И. Наркевич,
д-р физ. —мат. наук, проф. В. Б. Немцов
ВИ В ЛИО""W а
КОПОХЗА
ОСКОРКА
ISBN 985-06-0761-0
© Кулак М. И., 2002
© Издательство «Вышэйшая школа», 2002
_ИНВ!& зз
НЕ БОЛЕЕ 1Й КНИГИВ~
[ ОДНИ РУКИ И 2ХВДДЕ
ОГЛАВЛЕНИЕ
Предисловие..................................... 7
Введение........................................ 9
Глава 1. МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ДИСПЕРСНЫХ
И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
1.1. Основные проблемы структурной механики
дисперсных и композиционных материалов ... 13
1.2. Общие методы механики композиционных и
дисперсных материалов....................... 15
1.3. Статистические теории структуры гетерогенных
систем...................................... 21
1.4. Теория фракталов........................ 22
1.5. Теория перколяции....................... 30
Глава 2. СТАТИСТИЧЕСКАЯ ТЕОРИЯ СТРУКТУРЫ
И УПРУГО-ПРОЧНОСТНЫХ СВОЙСТВ ФРАКТАЛЬНЫХ
ДИСПЕРСНЫХ СИСТЕМ
2.1. Типологические свойства и процессы структу —
рообразования в дисперсных системах........ 35
2.2. Деформационно — прочностные свойства дис-
персных систем.............................. 42
2.3. Взаимосвязь структуры и технологических
свойств дисперсных систем................... 49
Глава 3. ФРАКТАЛЬНЫЙ ПОДХОД В МЕХАНИКЕ
ПРОЦЕССОВ КОНСОЛИДАЦИИ ДИСПЕРСНЫХ СИСТЕМ
3.1. Структурно — механические процессы, проте-
кающие при консолидации дисперсных систем 53
3.1.1. Генезис развития представлений о меха-
нике процессов консолидации, стадии уп-
лотнения .................................... 53
3.1.2. Моделирование процессов структурооб —
разования на первой стадии уплотнения
дисперсных систем методами теории
протекания.............................. 58
3.1.3. Использование теории фракталов для
моделирования процессов структурооб —
разования при консолидации дисперсных
систем.................................. 60
3.2. Распределение плотности и давления в прес-
совке ....................................... 67
3.2.1. Влияние фрактальной неоднородности
структуры прессовки на деформацион-
ный механизм уплотнения дисперсных
систем................................... 68
3.2.2. Локальное уравнение прессования дис-
персных систем........................... 76
3.2.3. Модули упругости прессовок........ 80
3.3. Влияние консолидации на скорость распростра-
нения упругих волн в дисперсных системах ... 83
3.4. Структурно — механические особенности уплот-
нения отдельных видов реальных дисперсных
систем....................................... 91
3.4.1. Взаимосвязь между давлением и плотно-
стью при прессовании металлических по-
рошков .................................. 92
3.4.2. Зависимость плотности прессовок из ке-
рамических порошков от давления прес-
сования ................................. 97
3.4.3. Зависимость между плотностью и давле-
нием при уплотнении полимерных по-
рошковых материалов..................... 105
3.4.4. Влияние давления на плотность брике-
тов при прессовании измельченной дре-
весины ................................. 112
3.4.5. Взаимосвязь между давлением и плотно —
стью брикетов при прессовании торфа . . 116
3.5. Влияние структурных факторов на величину
упругого последействия...................... 122
3.6. Характерные особенности процесса формиро-
вания упруго —прочностных свойств твердого
тела при консолидации смеси порошков.........126
3.7. Влияние фрактальной неоднородности структуры
на прочность консолидируемых дисперсных
систем.......................................130
3.8. Использование методов искусственного интел-
лекта для решения некоторых общих и при-
кладных задач механики материалов........... 136
Глава 4. ИССЛЕДОВАНИЕ ВЗАИМОСВЯЗИ
СТРУКТУРНЫХ И УПРУГО-ПРОЧНОСТНЫХ ПАРАМЕТРОВ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ДИСПЕРСНЫМИ
НАПОЛНИТЕЛЯМИ
4.1. Структурные свойства композиционных мате-
риалов с дисперсными наполнителями.......... 141
4.2. Диаграмма структурных состояний компонентов
композиционных материалов................... 145
4
4.3. Эффективные модули упругости композици-
онных материалов со сферическими напол-
нителями ..................................149
4.3.1. Эффективные модули упругости среды с
объемной долей включений, меньшей
критической............................. 149
4.3.2. Эффективные модули упругости среды с
объемной долей включений," большей кри —
тической................................151
4.4. Взаимосвязь структуры и прочности компози-
ционных материалов с дисперсными наполни-
телями ....................................155
4.4.1. Математическая модель прочностных ха-
рактеристик композиционных материалов
с дисперсными наполнителями............. 156
4.4.2. Прочность полимерных композитов с на-
полнителями сферической формы........... 160
Глава 5. СТАТИСТИЧЕСКОЕ ОПИСАНИЕ ФИЗИКО-
МЕХАНИЧЕСКИХ СВОЙСТВ КОМПОЗИТОВ С АРМИРОВАНИЕМ
ПО КОМБИНИРОВАННЫМ СХЕМАМ
5.1. Статистическая модель структур трехкомпо —
нентных композиционных материалов.......... 164
5.2. Эффективные модули упругости композитов
с волокнистыми и пластинчатыми наполни-
телями .................................... 166
5.2.1. Модули упругости композиционных ма-
териалов с пластинчатыми наполнителями 167
5.2.2. Модули упругости композитов с бимо-
дальной упаковкой наполнителей..........170
5.3. Моделирование структур ячеистых волок-
нистых композитов методами фрактальной
геометрии..................................173
5.3.1. О проявлениях взаимосвязи структур
ячеистых волокнистых композитов......... 174
5.3.2. Фрактальный подход к описанию ульт —
раструктуры стенки ячеистых волокни —
стых композитов......................... 177
5.3.3. Фрактальные свойства микроструктуры
ячеистых волокнистых композитов......... 179
5.3.4. Фрактальные свойства структур древесины
как природного композита и древесно —
полимерных композиционных материалов . 180
5.4. Упругие и деформационные свойства случайно—
неоднородных композиционных материалов .... 189
5.4.1. Структурные аспекты фрактальной меха-
ники пористых случайно — неоднородных
композитных сред.......................... 191
5
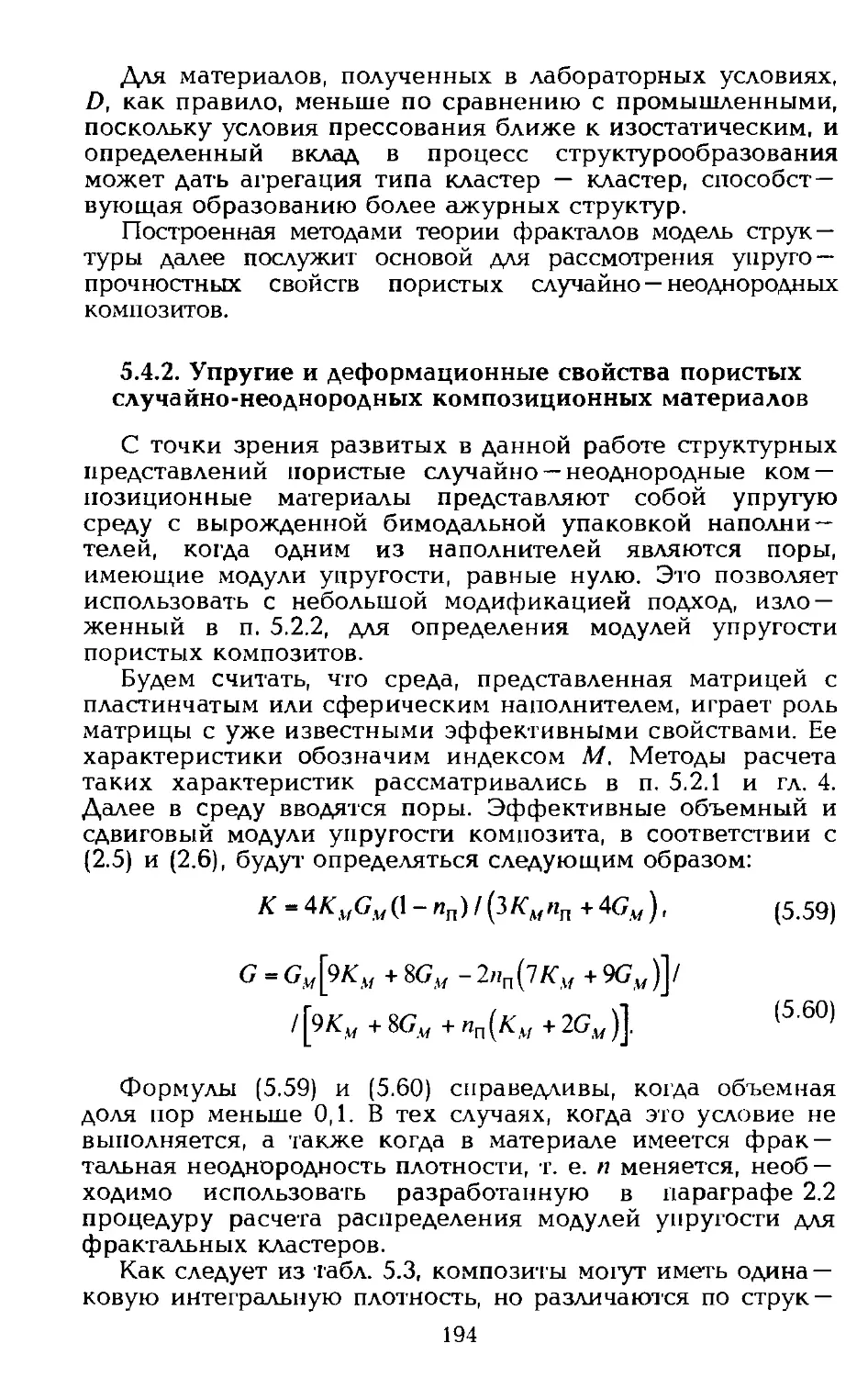
5.4.2. Упругие и деформационные свойства по-
ристых случайно — неоднородных компо-
зиционных материалов................... 194
5.5. Прочность пористых случайно — неоднородных
композиционных материалов.................. 197
5.5.1. Фрактальный подход в теории прочности
пористых случайно — неоднородных ком-
позиционных материалов................. 198
5.5.2. Влияние структурных и технологических
факторов на прочность пористых случай-
но-неоднородных композитов............. 206
5.6. Прочность композиционных материалов с пла-
стинчатыми наполнителями................... 216
5.7. Прочность армированных композиционных
пластиков.................................. 219
Глава 6. ФРАКТАЛЬНЫЙ ПОДХОД В ТЕОРИИ
ПРОНИЦАЕМОСТИ СТОХАСТИЧЕСКОЙ ВОЛОКНИСТОЙ
СИСТЕМЫ
6.1. Построение уравнения состояния консолиди-
руемой волокнистой среды................... 222
6.1.1. Уравнение кинематики процесса консо-
лидации .......................... 222
6.1.2 Уравнение состояния консолидируемой
волокнистой среды................. 227
6.2. Прогнозирование коэффициента проницаемости
системы в рамках фрактальной модели.........233
Глава 7. МЕТОДЫ ТЕОРИИ ФРАКТАЛОВ В МЕХАНИКЕ
ПОЛИГРАФИЧЕСКИХ МАТЕРИАЛОВ И ТЕХНОЛОГИИ
ПЕЧАТНЫХ ПРОЦЕССОВ
7.1. Фрактальное описание микроструктуры и
физико —механических свойств печатной
бумаги......................................238
7.2. Структурная фрактальная теория коэффициента
вязкости типографских красок................248
7.3. Фрактальные свойства микроструктуры по-
верхности офсетных печатных форм........... 257
7.4. Микрогеометрия фрактальной поверхности
офсетного полотна...........................261
7.5. Фрактальная теория процесса взаимодействия
бумаги и краски при печатании.......... 264
7.6. Механизм и закономерности краскопереноса в
офсетной технологии печати................. 282
Заключение................................... 289
Литература....................................291
6
ПРЕДИСЛОВИЕ
Создание перспективных и совершенствойание суще-
ствующих композиционных и дисперсных материалов
невозможно без развития научных исследований в
смежных областях механики, прикладной математики,
физики, химии. Требования к эффективности и надеж-
ности в эксплуатации изделий и конструкций, оптимиза-
ции технологических процессов изготовления, необходи-
мость анализа возможных аварийных ситуаций еще долгие
годы будут обусловливать актуальность исследования
взаимосвязи структуры и свойств таких материалов.
Развитие механики композиционных и дисперсных
материалов привело к формированию нового научного
направления — структурной механики. В самом названии
этого направления подчеркивается роль структуры при
описании свойств материала. Однако долгое время дос-
тупными для описания оставались регулярные и близкие к
ним структуры. С появлением теории перколяции и тео-
рии фракталов были созданы предпосылки для того, чтобы
уравновесить оба фактора и наряду с развитием собст-
венно методов механики материалов развивать и методы
описания их структур.
Другой, но чрезвычайно важной причиной потребности
в разработке новых подходов для математического опи-
сания структуры дисперсных и композиционных матери-
алов является необходимость упрощения анализа струк-
туры, улучшения метрологических методик, повышения
информативности и оперативности измерений, создания
теоретических предпосылок для универсализации и авто-
матизации процесса исследований материалов в целом.
Основной целью данной монографии является обоб-
щение исследований взаимосвязи структуры и упруго —
прочностных свойств дисперсных материалов и компо-
зитов и построение последовательной статистической
теории, позволяющей с единых позиций описывать фи-
зико-механические свойства дисперсных систем и полу-
чаемых на их основе композиционных материалов.
В монографии обобщены результаты исследований по
механике материалов, выполнявшихся автором на протя —
7
жении последних 15 лет. Начало этих работ почти совпало
с так называемым «фрактальным бумом» в физике и
математике. Однако информация, касающаяся фракталов,
была рассеяна по журнальным статьям, в основном в за-
рубежных малодоступных изданиях. Исключение состав-
ляли обзорные статьи [49, 51] по применению фракталов в
теоретической физике. Монографии на русском языке или
другие систематизированные источники информации от-
сутствовали.
Использование теории фракталов в механике материа-
лов потребовало переосмысления ее методов и доказа-
тельства фрактальности исследуемых объектов. Основу
данной монографии составляют результаты, полученные
непосредственно автором, а также при его участии.
Современные средства научной информации дают
возможность достаточно полно анализировать направления
развития теории фракталов и ее приложений. Анализ
доступных в настоящее время информационных ресурсов,
в том числе через сеть Internet, показывает, что до на-
стоящего времени публиковались только материалы на-
учных конференций по применению фракталов в мате-
риаловедении. Таким образом, данная монография
фактически открывает серию специализированных науч-
ных изданий, посвященных применению методов теории
фракталов в механике материалов.
Автор выражает глубокую признательность рецен-
зентам профессору И. И. Наркевичу и профессору
В. Б. Немцову за полезное обсуждение и интерес к работе.
Автор
ВВЕДЕНИЕ
В настоящее время не существует единой канонической
теории физико — механических свойств дисперсных и
композиционных материалов, сравнимой по своей завер-
шенности с теорией, развитой для молекулярных систем.
Определенные достижения имеются в описании компо-
зиционных материалов с волокнистыми наполнителями.
Что же касается дисперсных материалов и композицион-
ных материалов с дисперсными наполнителями, то уже
сложились предпосылки для построения последовательной
статистической теории.
Непрерывно растут объемы выпуска таких материалов,
расширяются области их использования, накоплен зна-
чительный экспериментальный материал по свойствам и
структурным характеристикам. Отсутствие теории ведет к
большим осложнениям с интерпретацией результатов из-
мерения. Еще большие проблемы возникают при иссле-
довании полиармированных материалов с различными по
геометрии и характеристикам наполнителями.
Накопленный массив экспериментальных данных по
физико —механическим свойствам дисперсных и компо-
зиционных материалов противоречив не только количест-
венно, но часто и качественно. В условиях недостаточного
развития теории эмпирические зависимости, имеющие
ограниченную область применения, и расчетные методы
базируются в основном на одномерных и феноменологи-
ческих подходах, игнорируют распределение фаз по объ-
ему, особенности структуры, страдают фрагментарностью
в описании.
Без решения этих актуальных научных проблем не-
возможно также более глубокое понимание физико —
химических процессов, происходящих в материалах, а
значит и совершенствование технологии их изготовления,
повышение эффективности, надежности и безопасности
функционирования изделий на их основе.
Методологическая особенность развиваемого в данной
монографии подхода состоит в том, что на основе ста-
тистического описания неоднородных случайных струк-
тур методами фрактальной геометрии построена теория
9
упруго —прочностных свойств дисперсных материалов и
дисперсно —армированных композитов, впервые позво-
лившая учитывать влияние неоднородности структуры
исходных дисперсных систем и их эволюцию в процессе
консолидации.
В результате создана теория, учитывающая особенности
физико —механических свойств фрактальных структур и
позволяющая прогнозировать, в зависимости от значений
определяющих параметров в полном диапазоне их изменения,
весь комплекс упругих и прочностных характеристик
дисперсных материалов и композиционных материалов с
дисперсными наполнителями, а также, в принципе, и с
волокнистыми наполнителями при хаотической схеме
армирования.
Общим методам исследования структуры и физико —
механических свойств дисперсных и композиционных
материалов посвящена первая глава. Описывается совре-
менное состояние проблемы изучения взаимосвязи
структуры и физико —механических свойств дисперсных
материалов и композитов. Рассмотрены теории структуры
гетерогенных систем. Обсуждается современное состояние
теории перколяции и теории фракталов, анализируются
возможности развития этих теорий для постановки новых
задач и решения проблем механики деформируемого
твердого тела.
Во второй главе рассматриваются вопросы построения
статистической теории структуры и упруго — прочностных
свойств фрактальных дисперсных систем как базовых
систем для дисперсных материалов и композитов. Под-
черкивается, что представления о структуре тесно связаны
с методами описания процессов агрегации. Существующие
в настоящее время методы исходят в основном из рас-
смотрения парных взаимодействий между дисперсными
частицами и не могут учитывать кооперативные эффекты
в процессе взаимодействия в дисперсных системах.
Изложены методы определения фрактальной размер-
ности структуры реальных дисперсных систем и полу-
ченные с их помощью результаты. Фрактальные пред-
ставления о структуре кластеров в дисперсных системах
используются для построения самосогласованной теории
эффективных упруго — прочностных свойств дисперсных
систем.
В третьей главе развит фрактальный подход к описанию
консолидации дисперсных систем. Обсуждаются резуль-
таты численного моделирования на ЭВМ процессов фор-
мирования и переформирования структур при консоли-
дации дисперсных систем. Приведены полученные
методом рассеяния нейтронов экспериментальные данные,
10
подтверждающие фрактальный характер структур, возни-
кающих в дисперсных системах при уплотнении.
Построено локальное уравнение консолидации, учи-
тывающее флуктуации плотности, обусловленные фрак-
тальным характером неоднородности структуры. При его
выводе в качестве материальных уравнений использованы
закон Гука, в форме обобщающей - идеи Терцаги и
де Жена — Уэбмана, и дифференциальное уравнение,
описывающее закон изменения относительной площади
контактного сечения порошкового тела по высоте. Прин-
ципиальное отличие данного закона от известных соот-
ношений состоит в том, что он содержит в явном виде
структурный параметр — фрактальную размерность.
Возможности развитого фрактального подхода проде-
монстрированы при рассмотрении процессов консолида-
ции пяти видов реальных порошковых дисперсных систем:
металлических, керамических и полимерных порошков;
диспергированной древесины; торфа. Материалы подбира-
лись так, чтобы при переходе от одного вида дисперсных
систем к другому происходило постепенное усложнение
внутренней структуры консолидируемых частиц.
Изучено влияние фрактальной неоднородности струк-
туры и корреляций плотности на упругое последействие и
прочность консолидируемых дисперсных систем. Теория
обобщена для описания консолидации смесей порошков.
Рассмотрено влияние консолидации на скорость рас-
пространения упругих волн в дисперсных системах.
Получено выражение для коэффициента замедления дви —
жения ультразвука в пористом теле по сравнению с ком-
пактным. Построена структурная фрактальная теория для
расчета динамических модулей упругости.
В четвертой главе на основе теории фракталов развит
общий подход, позволивший исследовать влияние про-
цессов структурообразования на упруго — прочностные
свойства дисперсно —армированных композиционных
материалов.
На основе теории перколяции и теории фракталов
описаны закономерности структурообразования в компо-
зитах для каждого структурного состояния фазовой диа-
граммы, отражающей взаимное распределение в них
матрицы и наполнителя.
Построена самосогласованная теория эффективного
модуля упругости дисперсно — армированных композитов
стохастической структуры в полном диапазоне изменения
объемной доли наполнителя. Теория позволила впервые
показать неоднозначность зависимости модулей упругости
от объемной доли наполнителя в области структурного
фазового перехода в дисперсно —армированных компо —
И
зитах. Развит численно — аналитический метод расчета
прочности дисперсно —армированных композитов.
Пятая глава посвящена обобщению теории на компо-
зиты с более сложной структурной организацией, содер-
жащие два дисперсных наполнителя с различной геомет-
рией частиц — пластинчатые, волокнистые. Рассмотрены
материалы, у которых наполнитель имеет внутреннюю
структуру. Теория количественно описывает синергиче-
ский эффект бимодальной упаковки наполнителей.
В шестой главе теория перколяции и теория фракталов
используются для описания структуры порового про —
странства волокнистой стохастической среды. Подход
позволил учесть деформирование среды при перколяции в
ней неньютоновской жидкости на основе сбалансирован-
ного учета как локальных контактных взаимодействий, так
и влияния глобальной перестройки структуры системы.
Седьмая глава посвящена приложениям теории фрак-
талов в механике полиграфических материалов и техно-
логии печатных процессов. Рассматривается применение
теории фракталов для описания микроструктуры и физи-
ко-механических свойств печатной бумаги и форм, оф-
сетного резинотканевого полотна. Развита структурная
фрактальная теория коэффициента вязкости типографских
красок, учитывающая изменение в широком диапазоне
объемной доли пигмента. Рассмотрены механизм и зако-
номерности краскопереноса в офсетной технологии печати.
Построена фрактальная теория процесса взаимодействия
бумаги и краски при печатании.
В свое время профессор Т. Л. Челидзе [48] высказал
предположение, что прогресс в теории перколяции и тео-
рии фракталов приведет к формированию нового на-
правления физики неоднородных сред — фрактальной
механике. Данная монография представляет собой первый
шаг к построению фрактальной механики материалов.
Естественно, она содержит определенные дискуссионные
положения. Вместе с тем, разделяя точку зрения
Т. Л. Челидзе, автор и его ученики будут считать свою
задачу выполненной, если им удастся пробудить интерес к
этому важному как в научном, так и в практическом от-
ношении направлению механики.
Глава 1. МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
ДИСПЕРСНЫХ И КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
1.1. ОСНОВНЫЕ ПРОБЛЕМЫ СТРУКТУРНОЙ МЕХАНИКИ
ДИСПЕРСНЫХ И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Современная инженерная практика приводит к необхо-
димости решения проблем, обусловленных использованием
материалов и сред со сложными физически неоднородными
свойствами. Так, производство композитных материалов
связано с технологическими процессами получения мате-
риалов с прогнозируемыми свойствами, определения опти-
мальных режимов их изготовления и условий последующей
эксплуатации. Решение этих задач требует развития
строгой количественной теории процессов структурооб —
разования и методов описания физико —механических
свойств материалов.
Системный подход к проблеме диктует необходимость
построения в первую очередь спектра адекватных матема-
тических моделей композитных структур различного типа,
установления количественных связей между геометриче-
скими особенностями организации и функциональными
свойствами структуры материала и его физико —меха-
ническими и эксплуатационными характеристиками. При
этом особенно актуальна разработка теоретических методов
моделирования, позволяющих комплексно и на единой ос-
нове анализировать различные свойства композитов.
В основе классификации композиционных материалов
лежат следующие общие принципы: материаловедче-
ские — по материалу матрицы (связующего) {1] или на-
полнителя (арматуры) {2] и их свойствам; конструкцион-
ные — по типу наполнителя и его расположению (укладке)
в матрице; технологические — по способу изготовления и
переработки в изделия. Развитые в данной монографии
методы структурной механики композиционных и дис-
персных материалов построены на общетеоретических
принципах, но по своей направленности, и особенно в
13
приложениях, они ориентированы на конкретную группу
материалов. Если исходить из материаловедческих клас-
сификационных признаков, то рассмотренные материалы
можно отнести к композитам с полимерными матрицами и
достаточно широким спектром дисперсных наполнителей:
от минеральных до древесных. Конструкционные признаки
формы и геометрических характеристик структурных эле-
ментов охватывают: одномерные — волокна; двухмерные —
пластинки, чешуйки; трехмерные — сферы и частицы
близкой к ним формы. По типу укладки структурных эле-
ментов рассмотренные материалы представляют собой
композиты со стохастической неоднородной структурой. По
технологическому признаку они относятся к консолидиро-
ванным композитам, для изготовления которых используется
широкая гамма способов уплотнения — различные виды
прессования, формования.
Математические основы механики композитов были
заложены еще в трудах Л. Больцмана и В. Вольтерра, од-
нако основное развитие теория получила в работах
А. И. Александрова, Т. Алфрея, Н. С. Бахвалова, В. В. Бо-
лотина, Г. А Ванина, А А Ильюшина, И. М. Лившица, Б. Е. По—
бедри, А Л Рабиновича, Ю. Н. Работнова, А М. Скудры,
Ю. М. Тарнопольского, Дж. Ферри.
Статистические методы в механике композитов были
развиты в трудах С. Д. Волкова, В. А Ломакина, В. А Паль —
мова, В. П. Ставрова, А Г. Фокина, Л П. Хорошуна, А В. Чигарева,
Т. Д Шермергора и других.
Работы Г. И. Аксенова, Р. А Андриевского, М. Ю. Балыпина,
А А Витязя, Г. М Ждановича, А Г. Косгорнова, С. С. Кипарисова,
М. Д Мартыненко, О. В. Романа, В. В. Скороходе, Н. Б. Урьева,
И. М. Федорченко, И. Н. Францевича и других сыграли сущест-
венную роль в развитии механики дисперсных материалов.
Развитие физической химии композиционных мате-
риалов поставило ряд новых проблем в исследованиях
взаимосвязи закономерностей физико-химического и
механического поведения наполненных полимерных
систем [3, 4]: надмолекулярное структурообразование в
присутствии наполнителей; исследование композитов, на-
полненных полимерными наполнителями. При этом в
центре внимания оказываются те изменения структуры и
свойств композитов, которые связаны с наличием сложной
морфологии границы раздела фаз и действием поверх-
ностных сил на этой границе, так как именно эти факторы
определяют в конечном счете физико —механические
свойства композитов.
Отдельные аспекты указанных проблем рассмотрены в
работах А. А. Берлина и В. Е. Басина [5], Б. В. Дерягина,
Н. А. Кротова и В. П. Смилги [6], В. А. Белого, П. И. Его —
14
ренкова и Ю. М. Плескачевского [7], Ю. С. Липатова [3, 4] и
других [8—10]. Наметилось определенное сближение
физической химии наполненных полимеров и механики
композитов, поскольку только комплексный подход дает
возможность наиболее правильно описывать и прогнози-
ровать свойства композиционных полимерных материалов.
Вместе с тем необходимо констатировать определенное
отставание теории от экспериментальйых работ в данной
области. Не всегда уделяется должное внимание моделям
структуры материала, учету агрегации наполнителей,
надмолекулярных структур, распределения компонентов в
объеме материала. Часто эти вопросы решаются фор-
мально, фрагментарно, исходные идеализации не всегда
мотивированы, а результаты расчетов не получают долж-
ного сопоставления с экспериментальными данными, не
очень тщательно определяются диапазоны применимости
той или иной модели.
1.2. ОБЩИЕ МЕТОДЫ МЕХАНИКИ КОМПОЗИЦИОННЫХ
И ДИСПЕРСНЫХ МАТЕРИАЛОВ
Как отмечается в [И], первые результаты по вычисле-
нию эффективных физико — механических характеристик
неоднородных материалов появились значительно раньше,
чем была строго сформулирована теория осреднения.
А. Эйнштейн при выводе известной формулы эффектив-
ной вязкости разбавленной суспензии сферических частиц
[12] постулировал правомерность замены ее однородной
средой.
Подавляющее большинство методов определения эф-
фективных характеристик композитов относится к области
малых деформаций, описываемой линейно — упругими
определяющими соотношениями. Наиболее часто при
вычислении эффективных характеристик используется
подход Хилла [13]. Он базируется на интегральных соот-
ношениях между эффективными константами и микро —
механическими полями. Эти соотношения позволяют ад-
дитивно выразить тензор модулей упругости (или упругих
податливостей) через характеристики фаз, их объемное
содержание и коэффициенты перераспределения тензора
деформаций (или напряжений) по фазам.
Вывод многих формул осреднения опирается на ра-
венство энергий деформирования исходной неоднородной
и эффективной гомогенной сред. В работе [14] Эшелби
предложил наряду с исследуемой средой ввести в рас-
смотрение область той же геометрии, но без включений, и
поставить те же граничные условия по напряжениям или
15
перемещениям, что и для включения. Преимущество прин-
ципа Эшелби состоит в следующем. Основная формула для
определения общей энергии деформирования содержит
громоздкие квадратичные формы, которые интегрируются
по объему области. По формулам, приведенным Эшелби,
энергию деформирования можно вычислить, выполняя
простое интегрирование по поверхности.
Равенство интегралов плотностей упругой энергии в ге-
терогенном и осредненном однородном материалах позво-
ляет получить оценки эффективных постоянных, используя
теоремы о минимуме потенциальной энергии деформиро-
вания. Из предположения об однородности деформаций в
композите получается оценка эффективных постоянных
сверху — оценка Фойгта [1]. Предположение об однород-
ности напряжений дает оценку снизу — оценку Рейсса.
Обычно жесткости компонентов композитов различаются
довольно значительно. Широта спектра возможных значений
эффективных характеристик, предсказываемого вилкой
Фойгга—Рейсса, ставит под сомнение их практическую
ценность. Сужение вилки Фойгта — Рейсса возможно при
конкретизации геометрии взаимного расположения и формы
областей, занимаемых компонентами композита.
Одним из фундаментальных достижений механики ком-
позитов являются результаты Хашина и Штрикмана [15].
Они сумели описать класс допустимых микромеханических
полей, обладающих свойством макроизотропии, без огра-
ничений на геометрию компонентов и тем самым значи-
тельно сузили область возможных значений эффективных
модулей. Основной идеей подхода [15] являлось введение в
рассмотрение, через представление об однородном изо-
тропном теле сравнения, тензора упругой поляризации.
Вилку Хашина — Штрикмана не удается сузить, если не
учитывать структуру композита, хотя для многих композитов
и она оказывается достаточно широкой.
В работе [16] В. В. Новиковым на основе структурного
подхода [17] и метода поэтапной квазигомогенизации [18]
предпринята попытка сузить вилку Хашина—Штрикмана.
Для некоторых типов конкретных моделей структуры
(типа куб в кубе) получена более узкая вилка, которая
достаточно хорошо охватывает экспериментальные дан-
ные. Проблема вычисления модулей композитов не ре-
шается определением верхних и нижних оценок. Разра-
ботано много методов приближенного вычисления
эффективных характеристик. Для этого необходимо кон-
кретизировать структуру композита.
Одним из допущений, позволяющих аналитически
рассчитывать распределение упругих полей в композитах,
является условие достаточной взаимной удаленности
16
включений сферической или эллипсоидальной формы [14].
Самый простой метод вычислений для таких сред — метод
вириального разложения. Он основан на разложении
эффективных тензоров модулей упругости и упругих
податливостей в ряд по объемной доле включений [3, 4].
Задача о деформировании неограниченной упругой
среды с упругим включением сферической формы впер-
вые решена в работе [19] в предположении об изотропии
компонентов и неоднородности механических полей да-
леко от включения.
Дж. Эшелби [14] решил задачу об упругом деформи-
ровании изотропной среды с включением эллипсоидальной
формы, и на основе этого получил зависимости эффек-
тивных постоянных композита от объемного содержания в
нем хаотически ориентированных вытянутых эллипсоидов.
В работе [20] аналогичная задача решена для включений
пластинчатой формы. Впоследствии Рассел [21] использовал
решение Эшелби при исследовании влияния длины волокон
в однонаправленном волокнистом композите на его эф-
фективные характеристики.
Аналитическое описание эффективных характеристик
композита возможно в области больших степеней напол-
нения. При этом рассматриваются материалы, сохра-
няющие матричную структуру и с малым содержанием
непрерывной фазы. Методы решения основаны в этом
случае на возможности описания однородных или близких
к однородным законов деформирования тонких слоев
матрицы, расположенных между соседними жесткими
частицами наполнителя. Выражения для концентрацион-
ных зависимостей эффективных модулей упругости в
рамках данной модели приведены в [22].
Разработка методов получения асимптотических кон-
центрационных зависимостей эффективных постоянных
явилась важным этапом в развитии механики композитов.
Однако эти зависимости имеют ограниченную область
применения. Учет корреляции включений значительно
усложняет задачу и требует привлечения сложных при-
ближенных методов, речь о которых будет идти ниже.
Структурная полидисперсная модель, допускающая
точное описание эффективных свойств композитов при
конечных соотношениях объемов компонентов, предло-
жена Хашиным [23]. В модели предполагается, что все
частицы наполнителя являются шарами, концентрические
их поверхностям сферические оболочки могут только
касаться друг друга. Принятые допущения позволили легко
описать всестороннее упругое деформирование среды,
поскольку оно эквивалентно сферически симметричному
деформированию каждой оболочки. В результате была
17
получена совпадающая с оценками Хашина —Штрикмана
концентрационная зависимость объемного модуля.
При сдвиговом деформировании композита полидис —
персной структуры сферические оболочки не испытывают
подобные деформации, поэтому таким способом нельзя
получить точные выражения для сдвигового модуля. Од-
нако поля деформаций, соответствующих подобному
деформированию оболочек, допустимы в смысле теоремы
о минимуме потенциальной энергии. Это соображение
позволило заметно улучшить верхнюю оценку для мат-
ричных композитов с жесткими наполнителями.
Точно решаемая модель расчета эффективной прово-
димости двухмерной системы предложена Дыхне и обоб-
щена В. Л. Бердичевским [24] на случай плоской задачи
теории упругости для несжимаемого материала с геомет-
рически взаимозаменяемыми компонентами.
Существенную роль в развитии теории эффективной
гомогенной среды сыграли методы самосогласования.
Благодаря им удалось достаточно хорошо описать упругие
свойства композитов в широких пределах изменения
объемов и жесткостей компонентов, не применяя ап-
проксимационных методов и эмпирических формул.
Идея самосогласования состоит в выделении одного
включения и замене остальных однородным возмущением
свойств матрицы. Аналитическое решение задачи воз-
можно благодаря принципу Эшелби [14]. Методы описа-
ния, в зависимости от выбора способа возмущения, делят
на два направления [11]. В рамках первого направления
(теория самосогласованной среды) выделенная частица
считается погруженной в среду с эффективными моду-
лями упругости. Второе направление (теория самосогла-
сованного поля) предполагает введение дополнительного
механического поля в матрице, зависящего от напряжений
или деформаций на бесконечности.
Модели самосогласованной среды в свою очередь
можно разделить на две группы в соответствии с типом
получаемых уравнений — дифференциальных или алгеб-
раических. Дифференциальные модели получаются в ре-
зультате малого изменения степени наполнения путем
добавления в среду с эффективными свойствами новой
порции частиц наполнителя. После предельного перехода
получается система обыкновенных дифференциальных
уравнений для эффективных модулей. Начальными усло-
виями системы являются характеристики матрицы. Раз-
личные варианты подхода для случая абсолютно жестких
частиц и пор рассмотрены в работах [25, 26].
В способах самосогласования среды, приводящих к
алгебраической системе уравнений, выделенная в мате —
18
риале с эффективными свойствами частица наполнителя
используется для анализа механических полей в дисперс-
ной фазе. Уравнения для эффективных модулей среды с
геометрически равноправными компонентами получены
Будянским [27]. Кернером [28] предложена трехфазная
модель, в которой частица наполнителя вместе со сфери-
ческой оболочкой из матрицы считается погруженной в
среду с неизвестными эффективными свойствами.
В рамках рассматриваемой классификации развитый в
настоящей монографии подход может быть отнесен к
разностной модели самосогласованной среды.
Моделирования композита эквивалентной однородной
средой бывает недостаточно для исследования локальных
пластических деформаций или разрушения, дисперсии
волн и решения других задач, определяемых как раз не-
однородностью свойств материала по координатам [29]. Из
асимптотических методов, используемых для решения
задач такого типа, наибольшее распространение и обос-
нование получили метод гомогенизации [30] и метод
Бахвалова —Победри [31, 32]. Главная идея метода гомо-
генизации состоит в использовании в качестве малого
параметра характерного размера ячейки, при этом пред-
полагается, что решение статической краевой задачи теории
упругости представляет собой медленно меняющуюся
функцию координат, на которую накладываются локаль-
ные периодические пульсации. Метод Бахвалова —Победри
основан на разделении «медленных» и «быстрых» пере-
менных в аналогичных задачах.
Одним из самых распространенных методов определения
эффективных характеристик среды является метод теории
случайных функций. В качестве модели, адекватной ши-
рокому классу композиционных материалов, является
представление материальных тензоров как случайных
макрооднородных полей. В этом методе тензор модулей уп-
ругости считается случайной функцией, представимой в виде
суммы статистически среднего тензора модулей упругости и
тензора, описывающего флуктуационные добавки. Прини-
мается гипотеза эргодичности: среднее по объему совпадает
со средним статистическим. Допущение о малости флук-
туаций позволяет пренебречь корреляционными функциями
высших порядков и получить выражения для эффективных
характеристик в корреляционном приближении, предло-
женном впервые в работе [33].
Для вычисления эффективных материальных тензоров с
учетом старших корреляций нужно просуммировать ряды из
интегральных операторов с ядрами, равными произведениям
функций Грина дифференциальных операторов теории
упругости. Это удается сделать [34], если ограничиться
19
сингулярными слагаемыми, т. е. дельта — функциями и их
производными, в разложении функций Грина. Такое син-
гулярное приближение эквивалентно допущению о посто-
янстве механических полей в компонентах композита.
Развиты методы редукции статистической краевой
задачи теории упругости для структурно — неоднородной
композитной среды к решению уравнений в моментных
функциях. Различные варианты метода моментных функ-
ций рассмотрены в работах [35 — 37].
В [36] реализован оригинальный прием изменения
принятой, начиная с основополагающей работы [33], по-
следовательности интегрирования по координатам и
пространству реализаций (осреднения).
В [37] составлена система уравнений для предвари-
тельно сконструированных смешанных моментных функ-
ций случайных полей свойств и параметров состояния. В
работе [38] метод был использован для описания проч-
ностных свойств арболита. На первом этапе рассчитыва-
лись характеристики связующего (крупнопористый легкий
бетон) при рассмотрении пор как включений с нулевым
модулем упругости. На втором этапе — характеристики
собственно арболита по параметрам связующего и дре-
весного наполнителя. Авторы работы [38] подчеркивают,
что полученные результаты хорошо объясняют взаимо-
связь структуры и свойств материала как целого, но не
позволяют получить требуемого согласия с эксперимен-
тальными данными.
Приближения теории эффективной гомогенной среды
предназначены для описания упругих свойств композитов
при идеальном контакте матрицы и наполнителя. Учет
корреляции включений, усложнение определяющих соот-
ношений и условий связности фаз на границе раздела
привели к необходимости использования численных ме-
тодов в механике композитов. Широкое применение на-
ходят методы конечных элементов, разностные схемы.
В работах [39, 40] с помощью данных методов решены
периодические краевые задачи механики композитов с
дисперсными включениями, короткими волокнами и
пластинчатыми частицами. В монографии [41] на основе
метода конечных элементов развит метод локальных при-
ближений, позволивший определить толщину переходного
слоя, окружающего частицу наполнителя. Метод конечных
элементов использовался в [1] для определения модулей
упругости и анализа распределения напряжений в орто-
гонально армированных волокнистых композитах. Методы
имитационного моделирования на ЭВМ процессов раз-
рушения композиционных материалов на макро— и мик-
роструктурном уровнях рассмотрены в [42]. Чрезвычайно
20
важной является задача разработки численных моделей,
описывающих случайные, сильно неоднородные структуры
композитов в широком интервале изменения объемов
составляющих их компонентов.
Большинство из рассмотренных методов механики ком-
позитов допускает присутствие в среде включений в виде
пор, и в этом смысле они применимы к дисперсным систе —
мам и материалам, в частности, при наличии фазовых кон-
тактов между частицами. Некоторые специальные методы
механики композиционных и дисперсных материалов
более подробно рассматриваются в данной монографии.
1.3. СТАТИСТИЧЕСКИЕ ТЕОРИИ СТРУКТУРЫ
ГЕТЕРОГЕННЫХ СИСТЕМ
Внутренняя структура композитных материалов, осо-
бенно природного происхождения, отличается, как пра-
вило, сложным иерархическим строением. Структура по —
лидисперсных композитных сред представляет собой
сложный статистический ансамбль макро— и микроэле-
ментов, различных по своим физико-химическим свой-
ствам, гранулометрическому составу, разнообразных по
форме, распределенных в объеме некоторого континуума
и взаимодействующих между собой. Данному понятию
соответствует структура не только твердых композитов, но
и концентрированных дисперсных систем. При этом
многие исследователи считают, что особо важную роль в
формировании интегральных свойств композитов играет
их геометрическое строение, поскольку именно оно опре-
деляет в конечном итоге скорость процессов структурооб—
разования, характер протекания тепло— и массопереноса,
упругопрочностные и проводящие свойства композитов.
На основе расширенной трактовки понятия структуры в
[43] предложены следующие подходы к классификации
структур: по химическому и минералогическому фазовому
составу, включая свойства объекта, не зависящие от его
геометрической организации; по геометрическому строе-
нию структуры, включая совокупность параметров, кото-
рые характеризуют геометрическое строение, взаимное
расположение структурных элементов; по структуре
связей различных видов между отдельными элементами;
по характеристикам элементов, определяющим перенос-
ные (проводящие) свойства материала.
С позиций такой классификации в данной работе ос-
новной является геометрическая структура, но затраги-
вается и ее связь с остальными видами структур. На-
сколько было возможно, в работе выдерживался принцип
21
последовательного усложнения исследуемых структур. Мо-
жет быть не совсем привычно, что композиционные мате-
риалы рассматриваются вместе с дисперсными системами и
материалами. Основная идея развитого подхода состояла в
том, чтобы представить дисперсные системы и материалы
как связный структурированный объект, который подчи-
няется законам механики деформируемого твердого тела.
Развитие методов математического моделирования и
описания структур композиционных и дисперсных мате-
риалов происходит в рамках общего развития теории гете-
рогенных систем. В течение долгого времени структурной
основой теории являлись решеточные модели и метод
Монте-Карло [44]. Накоплен большой опыт построения
различных вариантов регулярных решеток.
Особую группу среди решеток с регулярной топологией
составляют псевдорешетки, не содержащие циклических
конфигураций (решетки Бете или деревья Кайлея). Раз-
работаны методы рандомизации решеток, в результате
использования которых, варьируя параметр рандомизации,
можно получить целый спектр рандомизированных ре-
шеток. Широко применяются случайные решетки, пред-
ставление о которых введено в работах А. Н. Колмогорова
1937 г. по расчету скорости кристаллизации в среде с
хаотическим распределением затравки.
Определенное развитие в теории гетерогенных систем,
особенно для описания процессов переноса, получили яче-
ечные модели [45]. Естественно, центру каждой ячейки
можно сопоставить узел решетки. Различие между реше-
точными и ячеечными моделями имеется на уровне методов
описания свойств системы. Кроме того, в ячейке могут на-
ходиться две, три и более частицы. В результате набор
структурных состояний расширяется, появляется возмож-
ность рассматривать иерархию структур системы, что трудно
сделать в решеточных моделях.
Однако с развитием теории перколяции и теории
фракталов появилась возможность описывать сразу всю
иерархию структурных состояний системы, что позволило
перевести статистическую теорию гетерогенных систем на
качественно новый уровень.
1.4. ТЕОРИЯ ФРАКТАЛОВ
Математические основы теории фракталов были зало-
жены в самом начале XX в., однако только после опубли-
кования Бенуа Мандельбротом в 1982 г. монографии
«Фрактальная геометрия природы» [69] началось бурное
развитие как самой теории, так и ее приложений.
22
Вместе с тем, поскольку фракталы являются сравни-
тельно новым объектом исследования в механике мате-
риалов, представляется полезным привести краткий обзор
основных положений теории.
Строгого и полного определения фракталов пока не су-
ществует [210]. Однако это не является препятствием для
развития теории. В настоящее время она интенсивно раз-
вивается благодаря наличию интуитивных определений, а
также определений, имеющих достаточный уровень мате-
матической строгости [52]. В данной монографии в качестве
рабочего определения принято следующее— фракталами
называются вложенные в пространство самоподобные гео-
метрические объекты дробной топологической размерности.
Понятие о дробной фрактальной размерности можно
ввести несколькими способами. Наиболее часто исполь-
зуемый прием — определение расстояния между двумя
точками на фрактале.
В качестве образца природного фрактального объекта
можно рассматривать береговую линию, например, Балтий-
ского моря. Как известно, береговые линии сильно изрезаны,
поскольку представляют собой результат сложных процессов
взаимодействия моря и суши. Если измерять расстояние
между двумя точками береговой линии, то результат будет
зависеть от масштаба. Чем меньше масштаб, тем в боль-
шей степени учитывается изрезанность береговой линии.
Длину береговой линии L можно представить в сле-
дующем виде:
где а — используемый масштаб; R — расстояние между
рассматриваемыми точками по прямой; D — фрактальная
размерность. В рассматриваемом примере D представляет
фрактальную размерность береговой линии.
Выполненные по формуле (1.1) расчеты показали, что
береговая линия Норвегии имеет фрактальную размер-
ность D = 1,52, а Великобритании D - 1,30.
Фрактальные объекты можно разделить на два класса —
регулярные фракталы, иногда их называют предфракталы
[52], и стохастические фракталы.
Примеры регулярных фракталов приведены на рис. 1.1.
Регулярные фракталы были первыми объектами в теории
фракталов, которые подтверждали принципиальную воз-
можность существования геометрических объектов дроб-
ной топологической размерности.
На рис. 1.1, а показана триадная кривая Эльзе Кох. По-
строение кривой Кох начинается с прямолинейного отрезка
23
единичной длины. Этот отрезок является «затравкой» и
может быть заменен каким-либо многоугольником, на-
пример, равносторонним треугольником или квадратом. За-
травка — нулевое поколение кривой Кох (и = 0).
В процессе построения первого поколения кривой
(и=1) необходимо разделить отрезок на три части и
заменить среднюю часть двумя равновеликими ей. В
случае, если «затравкой» является многоугольник, то
аналогичная процедура производится с его сторонами.
Длина всей кривой первого поколения L = 4/3.
Следующее поколение кривой получается в результате
проведения процедуры деления и замены над каждым
элементом кривой первого поколения. Далее процедуру
можно повторять при все меньших и меньших масштабах.
Для определения фрактальной размерности кривой Кох
преобразуем (1.1) к следующему виду
N~-} , (1-2)
\ а)
где N = Ыа — число элементов на самоподобном участке
кривой.
В соответствии с (1.2) искомая фрактальная размерность
D = In 4/1п 3 >= 1,26.
Под самоподобием фракталов подразумевается их
инвариантность относительно параллельного переноса и
изменения масштаба (скейлинга) [5].
Триадная кривая Кох показывает возможность суще-
ствования кривой с размерностью больше единицы.
Рис. 1.1. Примеры регулярных фракталов:
а — кривая Кох; б — ковер Серпинского
24
Можно построить плоский объект с размерностью
меньше двух. На рис. 1.1, б приведен пример такого объ-
екта— ковер Серпинского. В качестве «затравки» ис-
пользован квадрат. Для получения первого поколения
фигуры квадрат делится на девять частей и центральная из
них удаляется. Далее над каждой оставшейся частью про-
цедура повторяется. Фрактальная размерность ковра
Серпинского
D = In 8/ln 3 ~ 1,89.
Объемным аналогом ковра Серпинского является губка
Серпинского, которая представляет собой пример по-
ристого тела — трехмерного фрактала.
Несмотря на кажущуюся простоту, регулярные фрак-
талы находят применение в некоторых областях науки.
Однако для механики материалов наибольший интерес
представляют стохастические фракталы. Примером объ-
ектов такого рода является приведенный на рис. 1.2
фрактальный кластер.
Кластер на рис. 1.2 выглядит как типичная дендритная
структура. Многие материалы имеют такую структуру.
Вместе с тем примечательная особенность данного кла-
стера состоит в том, что он построен в результате моде-
лирования на ЭВМ с использованием методов теории
фракталов.
Следует особо подчеркнуть, что если кластер пористый
или случайный, то зто еще не означает, что он фракталь-
ный. Фрактальный кластер отличается тем, что с ростом
размеров его плотность убывает по степенному закону
/ \D~d
р(') = Ро ~
\V
(1.3)
где р0 — плотность материала частиц кластера; г0 —
средний радиус частиц; d—евклидова размерность про-
странства.
Рис. 1.2. Фрактальный кластер,
возникающий в результате огра-
ниченной диффузией агрегации
типа частица — кластер
25
Зависимость (1.3) означает, что с ростом выделенного
объема кластера г в нем будут возникать пустоты все
большего размера, это, в свою очередь, приведет к
уменьшению относительного объема, занятого веществом.
Ясно также, что в реальном образце материала фракталь —
ность структуры будет проявляться при размерах г«R.
Граничный размер R может быть найден из (1.3). На рас-
стояниях г» R фрактальность структуры не чувствуется и
материал можно считать в среднем однородным.
Учитывая большое количество установленных в настоящее
время фрактальных объектов, с типологической точки зрения
стохастические фракталы полезно разделить на три типа:
природные — встречающиеся в естественных условиях; ис-
кусственные — созданные целенаправленно в различных
дисперсных системах, например, коллоидных; модельные —
построенные в результате моделирования на ЭВМ.
Общее представление о степени изученности стохас-
тических фракталов дает следующий факт. В настоящее
время количество обнаруженных фракталов первого и
второго типов приближается к десяти тысячам. Количество
имитационных математических моделей, позволяющих
получать кластеры с заранее известными фрактальными
размерностями, не достигло и десяти. Это серьезная про-
блема, которая сдерживает развитие теории фракталов во
многих важных для практики направлениях.
Рассмотрим более подробно основные имитационные
математические модели, позволяющие получить стохасти-
ческие фрактальные структуры.
Наибольшую известность получила модель диффузион-
но-лимитированной агрегации типа частица—кластер
(DLA P—CI), разработанная Виттеном и Сандером в 1981 г.
[52]. В этой модели первоначально в систему вводится
«затравочная» частица. Остальные частицы совершают
броуновское движение до тех пор, пока не соприкоснутся с
«затравочной» частицей или выросшим вокруг нее класте-
ром. Кластер, полученный в результате двумерной агрегации
по модели Виттена — Сандера, приведен на рис. 1.2. Су-
ществуют модификации модели, которые допускают, что
вероятность прилипания частицы при соприкосновении с
кластером может быть отличной от единицы.
Поступившая в систему очередная частица, совершая
броуновское движение, вероятнее всего, соприкоснется с
ответвлениями кластера и закрепится на его периферии. Та-
ким образом, ответвления кластера экранируют его ядро, что
приводит к замораживанию сложившейся в нем структуры.
Возможна ситуация, когда длина пробега частицы ве-
лика по сравнению с размером области прилипания. Тогда
26
броуновскую траекторию можно считать прямолинейной.
Данная модель была разработана Волдом и Сазерлендом.
В роли «затравки» в модели DLA Р—С1 может выступать
поверхность, в двумерной модели — нить. В такой модели
образуются более сложные структуры —«лес» (рис. 1.3),
«деревья» которого представляют собой части кластеров в
модели DLAP—C1. В процессе моделирования самые
большие деревья экранируют более мелкие деревья от
блуждающих частиц, что приводит к прекращению их
роста. Большие деревья имеют ту же фрактальную раз-
мерность, что и кластеры модели DLA Р-Ci с «затравкой»
в виде одной частицы.
Модель DLA P—CI имеет большое научное и прикладное
значение, однако она не позволяет объяснить важные для
технологии материалов процессы образования коллоидов.
Процесс роста коллоидов и аэрозолей объясняет модель
агрегации типа кластер — кластер. Согласно этой модели
число кластеров в системе вследствие агрегации убывает, а
их размеры увеличиваются. Впервые модель агрегации
типа кластер — кластер (DLA С1—С1) предложил Сазерленд
[52]. Как видно из рис. 1.4, образовавшиеся в результате
этого процесса фрактальные кластеры более рыхлые по
сравнению с кластерами в модели Виттена — Сандера, по-
скольку в этом случае труднее заполнить пустоты.
Во многих физических процессах наиболее реальна
ситуация, при которой только редкие столкновения кла-
стеров ведут к их соединению. Такая ситуация может
создаться при образовании химической связи. Этот про-
цесс агрегации фрактальных кластеров получил название
химически лимитированная агрегация типа кластер —
кластер (CLAC1 — C1). В некоторых работах используется
название реакционно—лимитированная агрегация.
Известно [51], что при агрегации типа CLA Cl— С1 ве-
роятность взаимного проникновения кластеров больше,
чем при DLA Cl— С1. Однако с ростом кластера может
осуществляться переход от CLA С1—С1 к DLA С1—С1.
Рис. 1.3. Кластеры, образующиеся при диффузионно—лимитиро-
ванном осаждении частиц на границе двумерного пространства
27
Масштаб этого перехода увеличивается с уменьшением
вероятности соединения кластеров.
Фрактальные размерности кластеров, образованных при
различных процессах агрегации, приведены в табл. 1.1.
Важное значение имитационного моделирования про-
цессов агрегации состоит в том, что его результаты
позволяют расширить возможности обработки данных
экспериментальных исследований фрактальных свойств
реальных материалов. В результате после эксперимен-
тального определения фрактальной размерности структур
материалов появляется возможность построить опреде-
ленные гипотезы и предположения относительно процес-
сов и технологии создания этих материалов.
Во многих случаях с процессом агрегации конкурирует
процесс расщепления, когда кластер перестраивается во
время роста. В такой ситуации модель дополняется усло-
вием, что с определенной вероятностью любая связь мо-
жет быть разрушена. Обзор таких моделей и полученных с
их помощью результатов приведен в [173].
Как уже отмечалось выше, объектом описания теории
фракталов являются самоподобные множества дробной
топологической размерности. Наряду с наличием дробной
размерности одним из наиболее значимых свойств фрак-
талов является их самоподобие, т. е. локальная инвариант-
ность относительно полугруппы (для регулярных фракталов
дискретной полугруппы) дилатаций (сжатий) с параметром
К. Для регулярных фракталов зто точное свойство, для
стохастических фракталов оно выполняется в среднем.
Именно самоподобие и вытекающая из этого свойства
возможность широко использовать ренормгрупповые пре-
образования сделали фракталы эффективным инстру-
ментом исследования, так как позволяют во многих случаях
сравнительно просто получить скейлинговые законы поведе —
ния величин, характеризующих процессы на фракталах [53].
а
Рис. 1.4. Стадии процесса диффузионно—лимитированной
агрегации типа кластер — кластер:
а — 86 кластеров; б — 8 кластеров; в — 1 кластер
28
Таблица 1.1. Фрактальные размерности кластеров,
образованных при агрегации частиц
Модель агрегации Вероятность присоедине — НИЯ р Фрактальная размерность кластера D
d « 2 d = 3
Частица — кластер, линейная траектория Р = 1,00 2,00 3,00
Частица — кластер, броуновское движение Р = 1,00 1,68 2,46
Частица — кластер, броуновское движение Р = 0,25 1,71 2,48
Частица — кластер, броуновское движение Р = 0,10 1,73 —
Кластер — кластер, линейная траектория Р = 1,00 1,54 1,94
Кластер — кластер, броуновское движение Р = 1,00 1,44 1,77
Кластер — кластер, химически лимити- рованная агрегация Р = 1,00 1,59 2,11
Класс фрактальных объектов не ограничивается само-
подобными множествами, фракталами являются, напри-
мер, самоафинные множества [52]. Можно привести и
другой пример. На основе модификации алгоритма по-
строения регулярных фракталов в [53] предложен новый
самоподобный геометрический объект — скейл, который
не является фракталом, но в некоторых случаях может
оказаться полезным для описания пористых полидис —
персных систем.
В настоящее время уже накоплен опыт работы с
фракталами при решении задач, в определенной степени
связанных с различными разделами механики вообще и
механики материалов, в частности. Наиболее успешно
фракталы применяются там, где можно использовать их
геометрические свойства. В качестве примера можно при-
вести исследования процесса разрушения материалов [54]. В
[55] теория использовалась для описания структуры дис-
персного материала высокотемпературного сверхпровод-
ника. Фрактальная модель структуры неровностей поверх-
ности для решения контактных задач была построена в [56].
Проблемой является описание механических свойств
систем на основе теории фракталов. В некоторых случаях
29
это не удается по причине того, что заранее постулируется
наличие простой прямой связи между механическими ха-
рактеристиками и параметрами структуры [57]. Как будет
показано в гл. 4 и 5, такие связи намного сложнее.
Некоторые работы ориентируются на описание одно-
родных структур, но с элементами фрактального поведе-
ния [58, 59]. В таких работах за рамками описания остается
основное свойство фракталов — неоднородность. Указанные
трудности носят временный характер, поэтому можно
ожидать, что они будуг преодолены в результате даль-
нейшего развития исследований в данной области.
1.5. ТЕОРИЯ ПЕРКОЛЯЦИИ
С момента появления в 1957 г. работы Бродбента и Хам —
мерсли уже на протяжении более чем 30 лет теория перко-
ляции интенсивно развивается, находя все новые и новые
приложения [46 — 48]. Основной причиной такого стойкого
интереса является универсальность теории, которая позволяет
адекватно описывать различные системы, совершающие
геометрический фазовый переход. По своей физической
сущности эти переходы могут быть совершенно разными,
например, раскалывание горных пород при образовании оп-
ределенного количества трещин, переход проводник —
изолятор в смесях токопроводящих частиц и изоляторов.
Проще всего перколяционную модель рассмотреть на
примере решеточной системы. Пусть имеется решетка, в
каждом узле которой находится частица, окрашенная с
вероятностью х в черный либо в белый цвет. Рассмотрим
структурный переход типа проводник — изолятор. Для
этого условно будем помечать на решетке токопроводящие
частицы черным цветом, а изоляторы — белым.
При малых х черные узлы в основном изолированы. С
ростом концентрации х появляются кластеры — группы
связных черных частиц. При дальнейшем увеличении х
агрегация примет лавинообразный характер и будет од-
новременно происходить по нескольким схемам: части-
ца — частица, частица — кластер, кластер — кластер.
Важнейшее свойство перколяционной системы — нали —
личие порога перколяции хс. При прохождении порога
перколяции количество (концентрация черных узлов) пе-
реходит в качество — в системе черных узлов возникает
глобальная связность, вызванная появлением перколяци-
онного гиперкластера, простирающегося через всю сис-
тему. Общий вид такого перколяционного кластера в
одной из реализаций статистического ансамбля системы
узлов приведен на рис. 1.5.
30
В рассматриваемой задаче произошедший геометриче-
ский фазовый переход означает, что новая структура на-
чинает играть роль сформировавшейся самостоятельной
фазы. Вместе с тем на первых порах далеко не все черные
частицы геометрически входят в перколяционный кластер.
Они остаются изолированными или входят в структуру
еще имеющихся мелких свободных кластеров. Таким об-
разом, в системе возникает иерархия структур.
Данная задача относится к наиболее часто рассматри-
ваемому типу перколяционных задач — задаче узлов.
Аналогичным образом формулируется и вторая пер-
коляционная задача — задача связей.
В этой задаче связь считается помеченной с вероятностью
х, а кластер определяется как совокупность узлов, соеди-
ненных помеченными связями. Критическая концентрация
хс для задачи связей меньше, чем для задачи узлов.
Параметры перколяции зависят от типа решетки, раз-
мерности и типа задачи. Значения хс для некоторых задач
приведены в табл. 1.2.
Универсальность перколяционной модели объясняется
тем, что она рассматривает связность таких кластеров,
топологические особенности которых вблизи критической
области перехода от локальной к глобальной связности
подобны— имеет место так называемый скейлинг [49].
Топологическое подобие кластеров приводит к подобию
выражений, описывающих те свойства, для которых оп-
ределяющим является характер связности кластеров и их
многомасштабность. Многомасштабность агрегации под-
разумевает, что различные иерархические уровни про-
цесса взаимосвязаны.
Процесс образования перколяционного кластера, как
фазовый переход, характеризуется параметром порядка.
Таким параметром является мощность перколяционного
кластера Р — вероятность, что узел принадлежит этому
Рис. 1.5. Перколяционный кластер,
возникающий на квадратной ре-
шетке (20 х 20) при хс = 0,59:
• — частицы перколяционного кла-
стера; — частицы конечных кла-
стеров; О — частицы—изоляторы
31
Таблица 1.2. Критическая концентрация узлов и связей
для основных перколяционных решеток
Решетка Размер — ность задачи, d Задача узлов, Хс Задача связей Хс
Квадратная 2 0,590 0,500
Треугольная 2 0,500 0,347
Шестиугольная 2 0,700 0,653
Простая кубическая 3 0,310 0,250
Кубическая ОЦК 3 0,243 0,178
Кубическая ГЦК 3 0,195 0,120
Гексагональная ПУ 3 0,200 0,124
Критическое поведение Р при х -» хс, х > хс. описыва
ется следующим выражением [49]:
P~(x~xcf, (1,
где р — критический индекс, характеризующий процесс.
В системе можно ввести характерный пространствен
ный масштаб, используя радиус корреляции
Если х > хс, то на расстоянии г = § систему мож1
рассматривать как однородную. При х < хс и г = § проис
ходит переход к набору кластеров, которые относятся
универсальному классу «решеточных зверей». Закон
распределения и другие характеристики этих кластер*
будут рассмотрены в гл. 4.
Критическое поведение § определяется скейлинговь
законом
§-(x-xc)*v, (1
где v — критический индекс радиуса корреляции.
Значения основных критических показателей теор!
перколяции приведены в табл. 1.3.
Перколяционные кластеры относятся к классу фрак
тальных кластеров. Фрактальная размерность перколяци
онного кластера может быть выражена через критическ!
индексы р и V. Мощность перколяционного кластера, т.
доля узлов или объема, принадлежащих кластеру, и eci
собственно, плотность кластера. При изменении радиу
корреляции £, т. е. концентрации х, эта плотность в соот
ветствии с (1.4) и (1.5)
рф-zw ~ rp/v.
32
(1
В свою очередь, согласно (1.3), плотность фрактального
кластера изменяется по закону
р(§) ~ lD'd. (1.7)
Приравняв правые части формул (1.6) и (1.7), получим
выражение для определения фрактальной размерности
перколяционного кластера
D=d-—. (1.8)
v
Данные табл. 1.3 позволяют подсчитать фрактальную
размерность перколяционного кластера: для двумерного
пространства £>(2) = 1,90, а для трехмерного £>(3) = 2,54.
Основным свойством неупорядоченной среды, исследуемым
теорией перколяции, является степень связности или класте-
ризации определенных элементов системы либо связанных с
ними полей. В последнем случае степень связности зависит как
от концентрации источников поля, так и от радиуса сферы
влияния. В случае постоянного радиуса единственной пере-
менной для хаотической перколяции остается концентрация
элементов определенного типа, например поврежденных. Но
степень связности поврежденных элементов и интенсивность
нагрузки и определяют характер разрушения тела. Сходство
физических моделей дисперсного разрушения, кинетической
концепции прочности и теории перколяции послужило толч-
ком к разработке перколяционных моделей разрушения [48].
Как уже отмечалось, поведение системы в окрестности
перколяционного перехода определяется набором крити-
ческих показателей (индексов), которые связаны между
собой обычными соотношениями подобия [49]. В случае
двухпоказательного скейлинга для получения значений
всех показателей достаточно знать значения двух из них.
Важным свойством теории перколяции является наличие
нетривиальных критических показателей, определяющих про-
водимость и упругость системы частиц. Упругость кристаллов
зависит от свойств симметрии сил, действующих между
атомами. В частности, в рамках модели Борна существенно
отличаются изотропные и центральные взаимодействия.
Таблица 1.3. Основные критические показатели
теории перколяции
Крити — ческий индекс Размерность пространства, d
2 3 4 5 6
V 1,33 0,88 0,70 0,60 0,50
₽ 0,14 0,40 0,50 0,70 1,00
ине №33
НЕ БОЛЕЕ КНИГИ 1Г
ОДНИ РУКИ И 2Х В ДДЕ
ВИ В ЛИО""
КОЛОХЗА
Оказалось, что только в случае изотропных сил показатели
проводимости и упругости совпадают. Значительные усилия,
потраченные на то, чтобы выразить хотя бы показатель про-
водимости в рамках двухпоказательного скейлинга через
остальные критические показатели, не привели к положи-
тельному результату {49]. Как будет показано в гл. 4, связь
между модулями упругости и критическими показателями
намного сложнее, чем можно было бы ожидать в рамках
асимптотических выражений теории перколяции или соот-
ношений теории подобия.
В работах [И, 40] теория перколяции была использо-
вана для моделирования расположения ячеек при опре-
делении упругих свойств композитов случайной структуры
методом конечных элементов.
Теория перколяции по своей исходной постановке
предназначена для описания поведения систем вблизи
топологических фазовых переходов [50]. Она не может
описывать все многообразие структур в системе. Для этих
целей предназначена более общая теория — теория
фракталов. Она хорошо отражает специфику структуры
кластеров и является более перспективной для описания
свойств сильно неоднородных материалов.
Глава 2. СТАТИСТИЧЕСКАЯ ТЕОРИЯ
СТРУКТУРЫ И УПРУГО-ПРОЧНОСТНЫХ свойств
ФРАКТАЛЬНЫХ ДИСПЕРСНЫХ СИСТЕМ
2.1. ТИПОЛОГИЧЕСКИЕ СВОЙСТВА И ПРОЦЕССЫ
СТРУКТУРООБРАЗОВАНИЯ В ДИСПЕРСНЫХ СИСТЕМАХ
Основой теоретического исследования дисперсных
систем является построение математической модели
структуры дисперсных систем, с помощью которой можно
рассчитывать их структурные и физико —механические
характеристики.
Многообразие структурных элементов создает широкий
диапазон для исследования влияния их характеристик на
свойства дисперсных и композиционных материалов. С
другой стороны, анализ комплекса требований к реальным
материалам показывает, что нельзя получить в одном
материале все свойства. Специализация, преимуществен-
ное применение в конкретной области диктуют необхо-
димость декомпозиции и углубленного изучения влияния
на свойства материала характеристик всех уровней, в том
числе низшего, на котором находятся и структурные ха-
рактеристики.
Структурные характеристики в свою очередь имеют
несколько уровней описания, при этом к первому отно-
сятся форма и геометрические свойства частиц. Частицы
по форме могут быть изометрическими и анизометриче-
скими. Используемая для анизометрических частиц такая
характеристика, как эквивалентный размер по существу
является статистической, хотя и относится к индивиду-
альной частице. Индивидуальными являются и функции от
геометрических размеров и массы частиц: характеристи-
ческое отношение, удельная поверхность, текстура.
Ко второму уровню описания относятся характеристики
статистических ансамблей частиц. Это прежде всего
функции распределения индивидуальных характеристик и
их моменты: гранулометрический состав, полидисперс —
ность. Характеристики, обусловленные взаимодействием
частиц в ансамбле: пористость, число и площадь контакт —
35
ных зон, координационное число, плотность упаковки,
фрактальная размерность.
На третьем уровне описания структурные свойства
оцениваются по показателям физико —механических и
физико-химических свойств, которые являются функ-
ционалами характеристик первого и второго уровней:
прочность, водопоглощение, горючесть, морозостойкость и
стойкость в агрессивных средах, реологические свойства.
Структурные свойства пластинчатых частиц имеют ряд
особенностей по сравнению с хорошо изученными свой-
ствами структурных элементов сферической формы. На
первом уровне описания эти особенности, а также их
взаимосвязи для частиц различной формы и геометрии,
устанавливаются сравнительно просто. Ключевое назна-
чение этих результатов состоит в том, что они являются
основой для описания на более высоких уровнях.
Построение алгоритмизированной теории структуры, в
которой аксиоматические и логические построения со-
четаются с алгоритмизацией и имитацией на ЭВМ суще-
ственных актов общего процесса формирования структуры
материалов и ее изменений в условиях воздействий, по-
зволяет значительно расширить вычислительные возмож-
ности теории.
Описание процессов образования структур требует
принципиального выхода за рамки усредненного описания
и основывается на теории перколяции. Здесь стохастич —
ность является основным механизмом формирования
структуры и теория позволяет отыскать из огромного
числа возможных реализаций те, что формируют порядок
на фоне общего беспорядка.
Основой для рассмотрения с единых физико-химических
позиций процессов структурообразования в весьма разнооб-
разных по химическому сосгаву, физическим свойствам и
назначению дисперсных системах является характерное
для всех них сочетание важнейших факторов: дисперс-
ности, вида контактов, концентрации дисперсной фазы.
Типы структур в дисперсных системах определяются
видом контактов: обратимые по прочности коагуляцион-
ные и конденсационно —кристаллизационные структуры с
атомными контактами; необратимо разрушающиеся
структуры с фазовыми контактами и контактами пере-
плетения.
По мере возрастания концентрации дисперсной фазы в
газовой или жидкой дисперсионной среде система прохо-
дит через ряд наиболее вероятных устойчивых состояний,
характеризующихся определенными равновесными рас-
стояниями между частицами и, следовательно, уровнем
энергии и сил взаимодействия между ними: расстояния
36
дальнего и ближнего энергетического минимума, непо-
средственных атомных контактов. Поскольку реальные
системы полидисперсны и взаимодействия между части-
цами носят коллективный характер, то в них возникает
спектр фиксированных состояний частиц с максимальной
вероятностью одного из них. При определенных условиях
возможно существование дисперсной системы в виде двух
взаимодействующих периодических подсистем (мягкой и
жесткой) со взаимно несоизмеримыми периодами, что по-
рождает в системе несоразмерные структуры, солитонные и
другие структуры с топологическими особенностями.
Значение дисперсности частиц системы в процессах
структурообразования характеризует критический размер
частиц, который оценивается из условия соизмеримости
сил, удерживающих частицу в структурной сетке, и сил,
разрушающих связи в структуре. Так, граница между
дисперсными (микрогетерогенными) и грубодисперсными
системами определяется из условия равенства силы сце-
пления в контактах и силы тяжести частиц. Аналогичным
образом определяется критический размер частиц для
остальных типов структур. При этом предполагается, что
концентрация дисперсной фазы достаточна для образования
структуры, однако определить критическую концентрацию
в рамках такого подхода не представляется возможным.
Установление взаимосвязей между процессами
структурообразования и свойствами структур, а также
поиск методов и форм их представления в виде опреде-
ленных закономерностей, занимают одно из центральных
мест в исследованиях по физической химии дисперсных
систем. Анализ генезиса данного научного направления
показывает, что на всех этапах его развития энергетика
процессов имела преимущество по сравнению с геомет-
рией. Интенсивное развитие энергетических представле-
ний позволило тщательно изучить влияние поверхностных
сил на процессы структурообразования и свойства дис-
персных систем, а также способствовало формированию
теории поверхностных сил в виде самостоятельного
фундаментального научного направления [60].
Несмотря на то что геометрическим представлениям о
структурах все это время уделялось значительно меньше
внимания, они неявно присутствовали уже при рассмот-
рении самых простых в этом плане периодических кол-
лоидных структур [61]. Однако в этой работе отмечалось и
то, что строгая периодичность даже для монодисперсных
систем является предельным, идеальным случаем. Реально
периодичность присуща отдельным блокам, доменам,
включающим различные дефекты. Еще более сложную
структуру имеют природные дисперсные системы [62].
37
Представления о структуре тесно связаны с методами
описания процессов коагуляции или в более общем случае
агрегирования, а также устойчивости дисперсных систем.
Существующие в настоящее время методы исходят из
рассмотрения по сути парных взаимодействий между
дисперсными частицами [60, 63]. Вместе с тем уже в [61]
подчеркивалась необходимость и важность учета коопе-
ративных эффектов в процессах коллективного взаимо-
действия в дисперсных системах. Там же указывалось и на
проблематичность построения такого подхода.
Попытки учета коллективных взаимодействий путем
использования методов статистической физики [64, 65]
наталкиваются на технические трудности, связанные с
большой размерностью задачи. В результате удалось
получить асимптотические решения кинетического урав-
нения коагуляции для некоторых частных модельных ус-
ловий. Использование численных методов и ЭВМ также не
позволяет существенно продвинуться в направлении ре-
шения реальных задач [64].
Применение к дисперсным системам развитых школой
И. Пригожина методов термодинамики неравновесных
процессов, в частности синергетики [66], оказывается
полезным в ряде случаев для качественного объяснения
процессов образования диссипативных структур, но они
опять-таки являются периодическими.
Использование фундаментального представления о
парности взаимодействий и вытекающего из него пред-
ставления об их аддитивности не накладывает отпечаток и
на классификацию дисперсных структур. В результате она
затрагивает только типы контактов частиц
(коагуляционные, точечные или переходные, фазовые) [67],
но не дает представления о структуре в целом. Таким об-
разом, данный подход в принципе не может служить тео-
ретической базой для создания единой методологии
построения классификации дисперсных структур. Поэтому
при построении классификации структур в природных
дисперсных системах, например коагуляционных гли-
нистых структур, приходится прибегать к использованию
представлений о морфологических типах [62]. Еще более
сложные проблемы возникают при построении класси-
фикации структур в системах с более широким спектром
процессов структурообразования, что характерно, в част-
ности, для торфяных систем [68].
При всей разнохарактерности, на первый взгляд, об-
суждаемых проблем физико —химии дисперсных систем
общим для них является то, что в процессе поиска новых
возможностей их решения потребовалось привлечь в об-
ласти геометрии структур идею, адекватную по глубине
38
теории поверхностных сил. В качестве таковой исполь-
зовалась теория фракталов [52, 69], которая исходит из
принципиально иных представлений об организации фи-
зического пространства, чем классическая евклидова гео-
метрия. В данной работе в рамках очерченного круга
проблем рассматриваются проявления фрактальности в
структуре и свойствах дисперсных систем и материалов.
Рассмотрим структуру дисперсных систем. Как уже
отмечалось, большинство реальных дисперсных систем и
материалов имеют неупорядоченную структуру, однако
необходимо доказать, что они принадлежат к классу
фракталов. Доказательства такого рода строятся на основе
определения и анализа фрактальной размерности их
структуры. Необходимо отметить, что определение
фрактальной размерности структур, особенно в реальных
системах и материалах, представляет собой самостоя-
тельную и довольно непростую задачу. Ее решение явля-
ется ключевой проблемой и фактически открывает вход в
теорию, поскольку размерность является одним из ос-
новных параметров теории фракталов.
Основное определяющее соотношение для фракталь-
ного кластера связывает его радиус R с количеством час-
тиц N и имеет вид (1.2). Дробное значение D является
указанием на фрактальный характер структуры. При всей
простоте выражения (1.2) использование его непосредст-
венно для определения фрактальной размерности сопря-
жено с необходимостью проведения кропотливых и пре —
цезионных измерений методами микроскопии. Методика
измерений при этом состоит в последовательном выделе-
нии частей объема кластера и подсчете количества со-
держащихся в них частиц. Поскольку кластер обладает
самоподобием, то формула (1.2) справедлива для любой
доли его объема. Практическая трудность состоит в под-
счете частиц для трехмерных объектов, так как они не
обладают оптической прозрачностью. Для того чтобы
обойти эти сложности, используются различные косвен-
ные методы измерения, однако они неизбежно приводят к
потере части информации, поскольку для интерпретации
результатов приходится привлекать модельные пред-
ставления о структуре системы.
Более точный способ прямого нахождения фрактальной
размерности базируется на экспериментальном опреде-
лении законов распределения агрегатов (кластеров) по
размерам и массам [70]. Он основан на том, что в боль-
шинстве своем реальные дисперсные системы, особенно
природного происхождения, являются полифракционными.
Если перестроить в логарифмическом масштабе законы
распределения агрегатов таких систем по размерам, то они
39
просто и с достаточной степенью точности аппроксими-
руются степенными зависимостями типа
nr~R~a. (2.1)
В работе [71] показано, что при различных механизмах
агрегации фрактальных кластеров распределение класте-
ров из s частиц имеет следующий вид:
«S~s-T, (2.2)
где т = 1 - ^ + % , d— топологическая размерность физи-
ческого пространства.
Используя (1.2), в законе распределения (2.2) нужно
сделать замену переменной, поскольку при изучении дис-
персности методами электронной микроскопии опреде-
ляется распределение числа агрегатов по размерам, а не по
числу структурных элементов. Сопоставив результат с
(2.1), получим формулу для определения фрактальной
размерности
D - 41 + d + «) (2.3)
При исследовании дисперсности седиментометриче—
скими методами измеряется распределение масс агрегатов
определенных фракций по размерам. Используя аналогич-
ную процедуру, можно получить следующее выражение:
D = J(1 + а). (2.4)
Формула (2.4) была использована в [70] для определения
фрактальной размерности структур скелетов агрегатов
торфяных систем. Поскольку основу торфа составляют
твердые целлюлозные высокополимеры и продукты их
распада, то с физико-химической точки зрения торф
относится к классу сложных многокомпонентных поли —
фракционных полуколлоидно — высокомолекулярных сис —
тем природного происхождения [68]. Анализ фрактальной
размерности для всех типов, групп и видов торфа показал,
что она достаточно адекватно отражает зависимость
структуры торфяных систем от физико-химических и
морфологических параметров и характеристик.
Высокая информативность фрактальной размерности
при описании структуры торфяных систем послужила
основанием для рассмотрения с точки зрения теории
фракталов принципов построения классификации торфа.
Объективные трудности построения основанной на коли-
чественных признаках классификации торфяных систем
состоят в том, что процессы морфологической и химиче-
ской деструкции, происходящие при торфообразовании,
не совпадают, свойства одного и того же ботанического
40
вида торфа изменяются в широких пределах, поэтому за-
коны их распределения перекрываются.
Использование фрактальной размерности в качестве
показателя, однозначно характеризующего геометрию
структуры, и содержания катионов Са2+, которые регули-
руют реакционную способность среды и процессы
структурообразования, позволило ликвидировать пере-
крытие и однозначно с помощью двух параметров
классифицировать торфяные системы.
Одним из способов определения фрактальной размер-
ности дисперсных систем могут служить методы нераз —
рушающего контроля, в частности ионизационные. Не-
сомненным достоинством использования ионизирующих
излучений является возможность исследовать структуру
системы или материала в естественном, ненарушенном
состоянии, что важно для природных систем, поскольку
воссоздать условия возникновения структур часто бывает
очень сложно. Суть такого подхода состоит в том, чтобы
выразить коэффициент ослабления излучения через
структурные параметры, желательно непосредственно че-
рез фрактальную размерность. В работе (72] такой подход
был использован для определения фрактальной размер-
ности макрофибрилл целлюлозы по данным о рассеянии
гамма-излучения древесиной.
Теория фракталов позволяет с единых позиций решить
задачу описания всей иерархии структурных уровней в
сложных материалах. Так, в (72] показано, что фрактальный
характер структур прослеживается, начиная с макро— и
надмолекулярного уровней (конформация макромолекул
целлюлозы и надмолекулярная структура лигнина), далее на
ультра— и микроструктурном уровнях (внутренняя струк-
тура макрофибрилл целлюлозы и их распределение в кле-
точной стенке), а также на макроуровне (распределение
плотности в пределах годичного слоя). Фрактальная струк-
тура характерна также для древесно —полимерных компо-
зитов на основе диспергированной древесины [73]. Более
подробно эти вопросы рассматриваются в гл. 5.
Известны фрактальные структуры, образованные ультра —
дисперсными металлическими частицами и коллоидными
металлами [52]. Поскольку химические кластеры [74] зани-
мают промежуточное положение между моно— и биядер —
ными соединениями металлов и ультрадисперсными части-
цами, то теория фракталов позволяет проследить, насколько
глубоко распространяется принцип самоподобия структур и в
какой мере он универсален.
В [75] на основе расчета закона распределения плот-
ности в химических кластерах и сопоставления его с из-
вестным аналогичным законом для фрактальных кластеров
41
(1.3), определялась фрактальная размерность химических
кластеров. Для молекулярных кластерных соединений типа
Р1з(ЗО2)з(РРЬз)з, имеющих остов в виде металлоцепей, по-
лучено D = 1,12. Результаты количественно подтверждают
определяющее влияние характера координации лигандов
на устойчивость химических кластеров.
2.2. ДЕФОРМАЦИОННО-ПРОЧНОСТНЫЕ СВОЙСТВА
ДИСПЕРСНЫХ СИСТЕМ
Разработанные методы описания структуры фрактальных
кластеров и основных процессов их агрегации могут быть
использованы для построения теории структурно —
механических свойств дисперсных систем как основы их
физико-химической механики. Ключевой характеристикой
теорий такого рода являются модули упругости, поскольку
они определяют не только жесткость и деформативность
дисперсных систем и материалов, но также их вязко— и
термоупругое поведение, прочность и твердость. Сущест-
вующие асимптотические оценки поведения модулей уп-
ругости в области перколяционных фазовых переходов [76]
мало пригодны для конкретных расчетов напряженных со-
стояний при различных видах нагружений.
Основные типы процессов агрегации и соответствующие
им характеристики кластеров приведены в табл. 2.1. Значе-
ния фрактальной размерности D соответствуют данным,
приведенным в [49, 77].
Таблица 2.1. Характеристики фрактальных кластеров,
образованных при агрегации твердых частиц
Характер процесса агрегации D R, N= 104 R, N= 105 N. Я = 50
Частица—кластер, линейные траектории 2,97 22 48 111158
Перколяционные кластеры 2,51 39 98 18383
Частица—кластер, броуновское движение 2,46 42 107 15117
Химическая агрегация 2,04 91 282 2923
Кластер — кластер, линейные траектории 1,94 116 380 1977
Кластер — кластер, броуновское движение 1,77 182 668 1017
42
Эти значения получены в результате моделирования на
ЭВМ, однако за каждой из моделей стоят реальные про-
цессы химической или физической агрегации. Так, агрегация
типа частица — кластер с броуновским движением частиц
приводит к структурам, наблюдающимся у аэрозольных аг-
регатов. Химическая модель реализуется в коллоидах, когда
электростатическое отталкивание не полностью экраниро-
вано. Агрегация типа кластер — кластер наблюдается при
некоторых видах процессов напыления и осаждения пленок
на поверхности и подложки.
При построении распределения модулей упругости в
кластерах будем считать [78], что их скелет выполняет
роль матрицы композита, а полости (поры) являются
включениями (наполнителем).
Упругие характеристики таких включений равны нулю
и в рамках самосогласованного подхода объемный К и
сдвиговый G модули материала будут определяться сле-
дующими соотношениями:
К = 4Zcg(l - п)/(3кп + 4g), (2.5)
G = ^9к + 8g - 2м(7к + 9g)]/[% + 8g + п(к + 2g)], (2.6)
где к и g — объемный и сдвиговый модули материала час —
тиц кластеров; п — объемная доля пор.
Особенность самосогласованного подхода состоит в том,
что выражения (2.5) и (2.6) определяют эффективные
свойства системы при условии, что объемная доля вклю-
чений мала п < 0,1. Распределение плотности в кластерах
представлено законом (1.3). Учитывая, что и = 1-р, ус-
ловие малости п можно выполнить, используя специальную
процедуру.
Выделим в кластере в зоне максимума плотности неко-
торый объем, содержащий малую объемную долю пор п. По
формулам (2.5) и (2.6) определим его эффективные харак-
теристики Kh Gh Далее увеличим выбранный объем. Если
считать, что материал в этом объеме обладает такими же
эффективными характеристиками, как и в меньшем объеме,
то по отношению к реальным свойствам материала они бу-
дут завышенными — при увеличении объема пористость
растет. Поэтому при расчете реальных свойств материала
нужно учитывать количество пор, равное разности долей пор
для второго п, и первого объемов nh
Ап2 = n2 - W1 • (2.7)
Используя (2.5) —(2.7), получаем выражения для вы-
числения модулей упругости на втором шаге:
43
К. = 4^! (1 - Дл2 )/(3^ Ди2 + 4G!), (2.8)
G2 -G,^, + 8G, - 2Az72(7/C, +9GJJ/
/[9/С, +8G, + Дл2(^! + 2G,)].
(2.9)
Аналогичным образом выполняются и все последующие
шаги. Так, для некоторого произвольного i + 1 — го шага вы-
ражения (2.8) и (2.9) будут выглядеть следующим образом:
Ki+l =4/С;6,.(1-Лп;+1)/(З^Лщ+1 +4G,.), (210)
Gi+l +8GZ -2Ап(+1(7^ +9G,)]/
г I м (2.и)
/ [9Л-, + 8G, + Ап1+| + 2G,-)].
Вычисления заканчиваются после исчерпания всего
объема кластера радиусом R.
Поскольку фрактальные кластеры могут получаться в
результате процессов агрегации широкого спектра, то
естественно возникает вопрос о сопоставимости кластеров.
Учитывая, что радиус R и количество содержащихся в
кластере частиц N связаны соотношением N = Ru, можно
фиксировать количество частиц и работать с кластерами,
радиусы которых, как видно из табл. 2.1, будут различаться
на порядок. Однако такой подход не является корректным,
так как структурно — механические свойства кластеров
зависят не только от их структуры и количества частиц, но
и от размера. Поэтому конкретные вычисления произво-
дились для кластеров фиксированного радиуса R = 50, с
количеством частиц обычно принятым при моделировании
фрактальных систем N - 103- 106.
Результаты вычислений распределения объемных и
сдвиговых модулей упругости в кластерах представлены на
рис. 2.1. Как видно из рисунка, модули упругости значи-
тельно, в 5—10 раз, изменяются в пределах размера кла-
стеров, особенно при агрегации типа кластер — кластер.
Имеет место также зависимость упругих свойств от кон-
фигурации кластера. Подход позволяет правильно вос-
произвести тензорные свойства упругости. Поскольку
плотность кластеров имеет конечные значения, то одно из
основных условий, которому должны удовлетворять ре-
зультаты, это конечная жесткость кластеров [76]. Рис. 2.1
свидетельствует о том, что это условие выполняется.
Основу разработки методов управления процессами
структурообразования и физико —механическими свойст-
вами дисперсных систем и материалов составляют условия и
44
механизмы формирования контактов между частицами.
Результаты работы в данном направлении свидетельствуют,
что по своей физико-химической сути предлагаемый
подход в большей степени применим для исследования дис —
персных структур с фазовыми контактами либо с контак-
тами переходного типа от коагуляционных к фазовым.
Как следует из (1.3), при уменьшении фрактальной
размерности кластера возрастает неоднородность его
структуры. Естественным следствием неоднородности
структуры является неоднородность физико-химических
свойств агрегатов дисперсных систем, которая проявляется
при наложении даже однородных воздействий или полей.
Недостаточное внимание к описанию структур, а также
отсутствие эффективных методов описания их неодно-
родности побуждало к поискам методов описания в рамках
представлений о средних значениях физико — механи—
ческих характеристик. Вместе с тем очевидна и ограни-
ченная их информативность в тех случаях, когда необхо-
димо вычислять локальные характеристики, в частности
прочность. Особенно это касается фрактальных дисперс-
ных систем, для которых характерна сильная неоднород-
ность структуры.
Особенность структуры агрегатов фрактальных дис-
персных систем такова, что в приповерхностных слоях
плотность минимальна и может быть в несколько раз
меньше плотность ядра агрегата. Если рассматривать на-
ружные и внутренние слои агрегата как своеобразные
предельные состояния его структуры, то естественно
возникает проблема переходной области. В этой связи
основное требование, которому должна удовлетворять
теория прочности — это возможность учета полного на-
бора структурных состояний или плотностей, присутст-
вующих в объекте описания. Из всех существующих ста-
тистических теорий в настоящее время только теория
фракталов имеет возможность описывать переходные
структурные состояния, что позволяет построить на ее
основе новый метод описания прочности.
Для вычисления распределения прочности в агрегате
при любых законах изменения его плотности используется
специальная алгоритмизированная пошаговая процедура
[79]. Выделим мысленно в агрегате два лежащих рядом
слоя. Характеристики слоя, имеющего более высокую
плотность, будем обозначать индексом 1, а слоя с более
низкой плотностью — 2. Структура 2 получается из
структуры 1 добавлением некоторого количества пор. Если
состояния обратить и рассматривать 2 в качестве исход-
ного, то 1 получается из 2 путем добавления частиц сис-
темы (единиц структуры) в количестве (2.7).
45
К/К<,
Рис. 2.1. Распределение модулей упругости в фрактальных кла-
стерах:
а) — объемные модули: 1 —D — 2,97; 2 — 2,51; 3 — 2,46; 4 — 2,04; 5 — 1,94;
6 — 1,77; б) — модули упругости и плотность для кластера с D = 2,51: 1 —
объемные; 2 — сдвиговые; 3 — Юнга; 4 — плотность
46
В этом случае прочность слоя 1 в соответствии с [80J
о, = о2[1-Дп2 + Дп2£,/£2]. (2.12)
Поскольку расчет ведется от состояний с максимумом
плотности, в (2.12) сц известно. Таким образом, прочность
слоя 2
= а1/[!+ £//%]• (2.13)
Для некоторого произвольного слоя i
°i - + Et/Ei]- (2.14)
Пройдя последовательно от центра к поверхности агрегата
получим распределение прочности слоев. Шаг контролируется
по закону распределения плотности (1.3) и выбирается таким,
чтобы выполнялось условие малости Ди, < 0,1.
Законы распределения прочности в торфяных агрега-
тах, вычисленные с помощью предлагаемого подхода,
представлены на рис. 2.2 и 2.3. На рис. 2.2 приведены за-
коны распределения плотности, модуля Юнга и коэффи-
циента Пуассона для соснового торфа низинного типа.
Прочность, плотность и модуль упругости приведены в
относительных безразмерных единицах. Плотность — в
единицах максимума плотности. Модуль упругости — в
единицах модуля упругости торфа. Прочность — в еди-
ницах прочности торфа. В таком представлении графики
имеют универсальный характер и справедливы для любого
вида нагружения (растяжение, изгиб и т. д.).
Как видно из рис. 2.2, неоднородность структуры агре-
гатов сказывается на плотности и деформационно —
прочностных свойствах, при переходе от ядра к поверхности
агрегатов низинного соснового торфа они уменьшаются в
3 — 4 раза.
Прочность пропорциональна плотности, однако их от-
ношение непостоянно, при изменении радиуса от 0,1 до 1,0
оно увеличивается на 11,4%. Данное обстоятельство ука-
зывает на то, что прочность определяется не только самим
фактом наличия материала, проявляющимся через плот-
ность, но и структурой агрегатов, влияние которой учи-
тывают модули упругости.
Законы распределения прочности на рис. 2.3 показы-
вают, что по причине неоднородности структуры проч-
ность в пределах агрегата может изменяться на порядок.
Данное обстоятельство позволяет по-новому трактовать
различие между расчетной и фактической (реальной)
прочностями неоднородных дисперсных систем.
47
Рис. 2.2. Распределение упруго — прочностных характеристик для
агрегатов соснового торфа:
1 —плотность; 2 — модуль Юнга; 3 — прочность; 4 —коэффициент Пу-
ассона
Обычно это объясняется тем, что более низкая проч-
ность реальных образцов обусловлена дефектами струк-
туры. Но расхождение обусловлено уже самим фактом
использования для агрегированной системы метода расчета
прочности [62, 67], изначально построенного для однород-
ных дисперсных систем. Таким образом, для дисперсных
систем с фрактальной неоднородностью структуры логич-
ным представляется, в первую очередь, учет влияния
неоднородности структуры на физико —механические
свойства, а уже затем дефектов, которые, в определенном
смысле, являются производными от структуры.
О 0.2 0.4 0.6 0.8 1.0 r/R
Рис. 2.3. Распределение прочности в агрегатах соснового торфа
(1 — 3) и среднее для типов:
1, 4 —низинного; 2, 5 — переходного; 3, 6 — верхового
48
2.3. ВЗАИМОСВЯЗЬ СТРУКТУРЫ И ТЕХНОЛОГИЧЕСКИХ
СВОЙСТВ ДИСПЕРСНЫХ СИСТЕМ
Дисперсные системы применяются во многих отраслях
промышленности, широко распространены в природе.
Важное значение дисперсных систем определяется также
тем, что многие из них служат основой для получения
большинства дисперсных и многих видов композиционных
материалов.
Исключительное многообразие дисперсных систем, их
важное прикладное значение предопределяют необходи-
мость углубленного изучения свойств таких систем и
разработки методов управления этими свойствами на
разных стадиях технологических процессов их получения
и переработки.
Для получения и переработки дисперсных систем и
материалов разработаны специфичные для каждого мате —
риала технологические методы, достаточно подробно изу-
чены структура и свойства, а также определены факторы,
обусловливающие эти свойства. Анализ различных техно —
логических методов получения и переработки дисперсных
систем показывает [81], что естественный путь развития
технологии базируется, главным образом, на традицион-
ных приемах и методах, которые в пределах каждой кон-
кретной области усовершенствовались эмпирическим или,
в лучшем случае, полуэмпирическим путем.
Технологический процесс обычно рассматривается как
совокупность последовательно осуществляемых операций,
часто резко отличающихся друг от друга по внешним при —
знакам. Такой пооперационный подход вполне оправдан и
естественен, поскольку при разработке технологических
методов исходят, главным образом, из требований к свой-
ствам промежуточного или готового продукта. Сущность
физико-химических закономерностей процесса как в
пределах каждой операции, так и в целом зачастую оста-
ется неясной. Между тем эффективное регулирование хода
технологического процесса, его оптимизация невозможны
без знания кинетики явлений, сопутствующих формиро-
ванию дисперсных систем.
Неибхидимосгь нового подхода к разработке технологии
дисперсных систем, дисперсно — наполненных композитов
и дисперсных материалов с учетом кинетических законо-
мерностей физико-химических явлений и процессов,
происходящих в этих системах, особенно выявилась в
настоящее время потому, что традиционный, зачастую
эмпирический, подход к решению проблем технологии в
значительной степени исчерпал себя. Возможности ре-
шения данных проблем связаны с развитием теоретиче —
49
ских методов описания закономерностей структурообра —
зования в дисперсных системах, позволяющих получить в
рамках единого подхода описание и их структурно —
чувствительных физико —механических и физико-
химических свойств.
При всем многообразии структуры и свойств дис-
персные системы и материалы характеризуются сочета-
нием двух важнейших особенностей: сильно развитой
межфазной поверхностью и высокой объемной долей
дисперсной фазы в дисперсионной среде. Эти отличи-
тельные признаки рассматриваемых систем определяют
как их основные объемные свойства, так и особенности
протекания в них гетерогенных процессов. Для изыскания
методов регулирования существенное значение приоб-
ретает установление закономерностей влияния на
структуру дисперсных систем химических факторов в со-
четании с одновременным воздействием механических,
ультразвуковых и других полей. Поэтому решение про-
блемы управления технологическими процессами с уча-
стием дисперсных систем требует анализа контактных
взаимодействий между дисперсными частицами, а значит,
процессов образования и разрушения дисперсных
структур в условиях сочетания множества разнородных
воздействий.
Специфика нового подхода к проблемам технологии
дисперсных материалов и дисперсно —армированных
композитов состоит в следующем. Реализация высоких
значений дисперсности и концентрации твердых фаз в
жидкой и газовых средах как весьма эффективного пути
интенсификации гетерогенных процессов и повышения
качества материалов связана с необходимостью решения
коренного противоречия современной технологии. Суть
его в том, что по мере увеличения дисперсности и объем-
ной доли твердых фаз (и именно вследствие этого) резко
возрастают упругость и прочность структур, самопроиз-
вольно возникающих в дисперсных системах.
Это главное препятствие на пути реализации высоких
значений дисперсности и концентрации твердых фаз в тех-
нологии дисперсных систем и материалов. Данное препятствие,
обычно непреодолимое в рамках традиционной технологии,
столь существенно, что для большинства процессов допусти-
мой границей увеличения дисперсности и концентрации
является начало резкого возрастания упругости, прочности
структур и полной потери текучести дисперсных систем [81].
Переход в эту ранее запретную, однако весьма перспектив-
ную область возможен лишь при условии решения задач
описания свойств таких структур и разработки методов про-
гнозирования их поведения в условиях внешних воздействий.
50
Явление перехода от локальной связности полидисперс —
ной твердой фазы, характерной для сыпучих материалов, к
ее глобальной связности — упругому каркасу [82], получило
название структурного (топологического) фазового перехода.
При этом возникает связь между топологической структурой
взаимораспределенных фаз материала и процессами пере-
носа в фазах. В результате топология фаз определяет
структуру потоков в материале, а интегралы потоков в свою
очередь изменяют топологию фаз.
Поиск путей снятия этих проблем как основы решения
главных задач технологии дисперсных материалов и дис-
персно-армированных композитов обусловил необходи-
мость рассмотрения в данной работе процессов консо-
лидации дисперсных систем одновременно с построением
описания физико —механических свойств композитов.
Глава 3. ФРАКТАЛЬНЫЙ ПОДХОД
В МЕХАНИКЕ ПРОЦЕССОВ КОНСОЛИДАЦИИ
ДИСПЕРСНЫХ СИСТЕМ
В технологии получения дисперсных и композиционных
материалов широко используются различные процессы
консолидации исходных дисперсных компонентов. При
этом под консолидацией подразумевается процесс или
совокупность процессов получения цельных и связных
твердых тел и изделий путем объединения составляющих
их структурных элементов [83]. Термин «консолидация»
получает все более широкое распространение для обоб-
щенного обозначения таких процессов, как прессование,
формование, спекание всевозможных порошков и других
дисперсных систем. Процессы консолидации играют зна-
чительную роль в природе при образовании почвы,
грунтов, горных пород и др.
Разнообразные методы получения материалов с нере-
гулярной структурой путем консолидации сводятся в
конечном счете к комбинации трех основных способов [83].
1. Уплотнение путем приложения внешних сил раз-
личных видов: прессование, горячее прессование, вибра-
ционное прессование, импульсное прессование. При этом
происходит перемещение структурных элементов к кон-
тактным узлам с соответствующим ростом контактной
поверхности.
2. Различные виды спекания. В конечном счете спека-
ние сводится к переносу массы к контактным узлам, при
этом процесс происходит с увеличением степени контакта
структурных элементов и не обязательно сопровождается
уплотнением. В ряде случаев спекание пористых заготовок
из порошков и особенно из волокна сопряжено с частич-
ным разуплотнением.
3. Консолидация путем переплетения исходных волок-
нистых частиц между собой. Например, изготовление
войлока из текстильных, бумажных, металлических воло-
кон, в деревообрабатывающей промышленности это про-
цесс получения древесноволокнистых плит. В этом случае
образование цельного тела из отдельных структурных
52
элементов происходит в результате создания при пере-
плетении волокон контактных узлов, в которых взаимное
перемещение частиц тормозится трением, механическим
зацеплением или связующим.
В данной работе предметом рассмотрения является
консолидация уплотнением. Вместе с тем необходимо
подчеркнуть возможность использования развитых на ос-
нове теории фракталов структурных представлений для
описания и других способов консолидации.
На стадии консолидации дисперсные материалы явля-
ются пористыми. Установление и изучение закономер-
ностей поведения и свойств таких материалов является
одной из главных проблем теории дисперсных систем.
Пористые материалы представляют собой простейшие
композиты (частицы скелета — воздух). Понимание ме-
ханизмов формирования свойств и методы их описания
для такой простейшей композиции понадобятся далее для
разработки теории свойств более сложных композитов.
3.1. СТРУКТУРНО-МЕХАНИЧЕСКИЕ ПРОЦЕССЫ,
ПРОТЕКАЮЩИЕ ПРИ КОНСОЛИДАЦИИ ДИСПЕРСНЫХ СИСТЕМ
Научные основы статистической теории консолидации
дисперсных систем и полученные результаты наиболее
полно и логически строго изложены в работах
М. Ю. Бальшина [83, 84], Г. М. Ждановича [85, 86]. Обще-
теоретической основой развитого ими подхода является
положение о том, что в консолидированных материалах с
неорганизованной стохастической структурой распреде-
ление структурных элементов подчиняется общим законам
статистики, поэтому в основу построения теоретических
принципов технологических процессов получения таких
материалов могут быть положены соответствующие ста-
тистические процессы, в частности пуассоновские в
трудах М. Ю. Бальшина и марковские в работах
Г. М. Ждановича. Рассмотрим более подробно особенности
обоих подходов, а также вытекающие из них и сущест-
венные с точки зрения технологии дисперсных материалов
приложения.
3.1.1. Генезис развития представлений о механике
процессов консолидации, стадии уплотнения
По характеру и степени связности структурных эле-
ментов дисперсные системы в неконсолидированном и
консолидированном состояниях занимают промежуточное
положение между коллоидами и компактными телами. Для
53
неполностью консолидированного дисперсного материала
характерна жестко — подвижная связь между частицами.
Причем элементы (звенья) связи между контактными уз-
лами (частица или доля частицы) являются жесткими, а
узлы и места контакта могут меняться. Например, при
всестороннем обжатии образца такого материала из рав-
ноосных частиц наряду с необратимым общим уплотнением
и ростом контакта между частицами будут происходить
рост контакта на одних участках, смещение (сдвиг) на
других и растяжение и разрыв на третьих.
Для не полностью консолидированного дисперсного
материала характерно не только отсутствие сплошности.
Напряжения от одной частицы к другой внутри такого
несплошного тела с неполным контактом могут переда-
ваться только через контактные узлы. Поэтому неизбежно
неравномерное распределение напряжений внутри частиц
такого пористого тела: от максимальной концентрации на
участках, примыкающих к контактным узлам, и иногда до
нулевой концентрации на других участках. Следует учи-
тывать, что плотность и пористость в консолидированных
телах распределены также неравномерно.
Вследствие неполноты контакта между структурными
элементами в пористых консолидированных телах путь
распространения различных процессов (передача напря-
жений, звука, тепла, электрического тока) больше, а ско-
рость меньше, чем у соответствующих компактных тел.
Как правило, сплошные твердые тела при деформации и
термической обработке в большинстве случаев практически
сохраняют постоянный объем и степень контакта между
структурными элементами. Даже структурно чувствитель-
ные свойства компактных твердых тел при деформации и
термической обработке меняются незначительно.
В отличие от компактных тел консолидированные дис-
персные материалы характеризуются ярко выраженным
непостоянством объема, и в еще большей мере непостоян-
ством степени контакта между структурными элементами, и
непостоянством свойств при механической деформации и
термической обработке. Так, например, исходный объем,
занимаемый таким материалом, в результате механической
деформации и термической обработки может уменьшиться в
несколько раз, а поверхность контактных участков между
частицами, сопротивление деформации и электропровод-
ность могут при этом увеличиться в десятки и сотни тысяч
раз. Модуль упругости, который у компактных тел имеет
практически постоянное значение, у консолидированных тел
изменяется так же, как степень контакта, твердость и проч-
ностные характеристики.
Из диаграммы изменения плотности и свойств при
54
прессовании и термической обработке дисперсных систем
видно, что сыпучие тела переходят в более или менее
связные консолидированные тела постепенно и без резких
скачков. При этом постепенно сглаживаются различия
между консолидируемыми и компактными телами:
уменьшаются пористость и степень автономности частиц,
увеличивается поверхность контакта между частицами;
свойства приближаются к соответствующим свойствам
компактных сплошных материалов того же состава, сте-
пень непостоянства объема, контакта и свойств, а также
неоднородности распределения напряжений постепенно
уменьшается. Таким образом, границы различий между
консолидируемыми и сплошными телами могут изменяться
в широких пределах.
Указанные характерные особенности определяются тем
обстоятельством, что консолидированные тела являются со-
вокупностью (конгломератом) отдельных индивидуальных
тел (частиц). Поэтому свойства консолидированных тел оп-
ределяются не только свойствами материала составляющих
его частиц, но степенью и характером связи и контакта
между ними.
Сформулированные М. Ю. Бальшиным принципы ста-
тистики пористого тела основаны на предпосылке, что ряд
его безразмерных характеристик, значения которых не
меньше нуля и не больше единицы, можно рассматривать
как соответствующие вероятности. К ним относятся:
критическое безразмерное сечение; пластически дефор-
мированная доля частиц; объемная доля твердой фазы —
вероятность встречи пространственного элемента внутри
пористого тела с твердой фазой; вероятность удержания
контакта с твердой фазой — коэффициент консолидации.
Статистика пористого тела позволяет объяснить сте-
пенной характер зависимости между различными свой-
ствами пористого тела и его относительной плотностью.
Она позволяет также рассчитать предельные свойства по-
ристых тел при данном значении относительной плотности.
Вместе с тем нельзя рассматривать статистику пористого
тела изолированно от физических и технологических
факторов. Статистические параметры следует не только
регистрировать, необходимо уметь на них воздействовать, а
также регулировать их величину.
Процесс уплотнения сыпучих тел целесообразно раз-
делить на несколько стадий с различными механизмами
консолидации. В вопросе о границах и характерных чертах
этих стадий мнения авторов расходятся. В работах
М. Ю. Балыпина [83, 84] предпочтение отдается бази-
рующемуся на различии количественных закономерностей
уплотнения принципу деления уплотнения на три стадии.
55
Для первой стадии характерна очень большая роль уп-
ругой разгрузки еще в процессе уплотнения и нагрузки
дисперсной системы. При этом нагрузка одних контактов
сопровождается местной разгрузкой других, которая спо-
собствует потере контакта между частицами. Поэтому на
первой стадии прессования вероятность сохранения
контакта меньше вероятности его образования. Количест-
венно это выражается следующим образом:
а = 02(Д0/По)6 , (3.1)
где а = Е/Е^ —контактное сечение пористого тела; Е —
модуль упругости пористого тела, отнесенный к номи-
нальной площади поперечного сечения; Ек — модуль, от-
несенный к критическому сечению а; 0 — относительная
плотность тела; ДО = 0 - ©о , По = 1 - 00, 0о — начальная от-
носительная плотность, примерно равна плотности утря-
ски; b — показатель степени, на первой стадии Ь>\, т. е.
больше равновероятного.
Вторая стадия характеризуется незначительной ролью
местной упругой разгрузки, перераспределение нагрузки
реже рвет и нарушает контакты, вероятности образования и
сохранения контактов равны. Входящий в (3.1) множитель
Д0/По является значением вероятности сохранения кон-
такта между частицами. Величина b = 1 соответствует
равновероятности сохранения и потери такого контакта.
На третьей стадии прессования смещение контактов
прекращается, и они фиксируются. Необратимая дефор-
мация теряет местный (локальный) характер и переходит в
пластическую деформацию во всем объеме частиц. Ве-
роятность сохранения контакта приближается на этой ста-
дии к единице Д0/По -»1, -» 0.
Подход М. Ю. Бальшина позволяет вскрыть принципи-
альные закономерности механизма прессования дисперс-
ных систем, однако остаются неясными физические основы
некоторых исходных понятий, методы последовательного
теоретического вычисления ряда величин, в частности по-
казателя степени Ь. При непрерывном уплотнении этот
показатель не должен изменяться скачками и принимать
фиксированные значения 1 или 0. В [83] оговаривается
возможность сосуществования двух стадий. Вопрос о том,
как подходить в этом случае к расчету результирующего
общего состояния системы, остается открытым.
Указанные причины побудили к поиску подходов к
единому описанию всех стадий процесса уплотнения. В
наиболее законченной форме такой подход изложен в
56
работах Г. М. Ждановича [85, 86], где используются методы
классической статистической механики. В принципиальном
плане значимость подхода состоит в том, что статистическая
механика оперирует с ансамблем частиц. Таким образом,
рассмотрение ведется не на уровне пары контактирующих
частиц, а сразу для всей их совокупности.
При выводе зависимости контактного сечения от от-
носительной плотности прессовки в [86] вычисляется об-
щая площадь проекций на плоскость, перпендикулярную
направлению прессования, контактных поверхностей
частиц одного произвольного слоя в виде суммы по
опорным контактам одной частицы и по количеству частиц
в слое. На следующем шаге суммы заменяются средними
значениями числа контактов и количества частиц. Далее
рассматривается влияние величины сближения двух час-
тиц на значение площади контактной поверхности, и на
этой основе определяется изменение высоты прессовки.
При этом суммы по числу контактов, частиц и слоев за-
меняются средними значениями. После перехода к малым
изменениям площади контактного сечения получается
дифференциальное уравнение, решение которого и дает
искомую зависимость. Она имеет следующий вид:
а = 021п(0/0о)/1п(1/0о), (3.2)
Детальный анализ различий количественных значений
контактного сечения, получающихся по (3.1) и (3.2), про-
веден в [83]. При этом показано, что (3.2) дает завышенные
значения (в 1,03—1,60 раза) на первой стадии прессования,
и на этом основании подвергается сомнению возможность
реализации идеи единого описания процесса уплотнения в
полном диапазоне изменения давлений.
Необходимо отметить, что (3.2) и в идейном и в прак-
тическом плане символизирует продвижение вперед, по-
скольку, согласно М. Ю. Бальшину, первую стадию уплот-
нения вообще нельзя рассчитать [83, с. 190]. По нашему
мнению, неадекватность поведения (3.2) на первой стадии
не связана с идеей единого описания как таковой, а скорее
происходит от возможности ее реализации в то время,
когда это выражение было получено. Уже на первом этапе
при выводе (3.2) рассмотрение ведется на уровне средних
величин. Такой подход оправдан, если распределение со-
ответствующей величины близко к среднему. При уплот-
нении это имеет место на второй и третьей стадиях. На
первой стадии для прессовки характерна значительная
неоднородность в распределении свойств, а следовательно,
и структуры. Но для того, чтобы эту неоднородность учи —
тывать, нужно знать ответ на принципиальный вопрос,
57
какой является структура прессовки в начальный момент
после загрузки пресс — материала в форму и что с ней про-
исходит при уплотнении. Чтобы ответить на этот вопрос,
нужно располагать методом описания структуры прессовки в
целом, поскольку методы, основанные на представлениях о
парных контактах или статистических ансамблях с явной
или неявной однородностью, не обладают необходимой в
данном случае разрешающей способностью.
3.1.2. Моделирование процессов структурообразования
на первой стадии уплотнения дисперсных систем
методами теории протекания
Проблему расчета контактного сечения на первой ста-
дии уплотнения можно решить, используя представления
теории протекания (перколяции) [87, 88]. Теория проте-
кания адекватно описывает многие системы, в которых
имеет место геометрический фазовый переход: переход
проводник —изолятор в смесях проводящих и изолирую-
щих частиц, раскалывание горных пород при образовании
достаточного количества трещин и т. д. [49]. Она исполь-
зуется для описания упругости полимерных гелей и в це —
лом ряде других задач.
Напомним формулировку простейшей решеточной
задачи теории протекания [49]. Допустим, каждый узел
решетки, представляющей совокупность узлов и связей, с
вероятностью х может быть помечен (например, окрашен в
черный цвет). Совокупность связанных друг с другом
черных узлов называется черным кластером. При х = 0 в
системе нет черных кластеров, при х «1 черные кластеры
представляют собой в основном одиночные узлы, пары,
тройки и т. д. С другой стороны, при х = 1 все узлы чер-
ные: при 1-х «1 в системе имеется бесконечный черный
кластер. Должна существовать критическая концентрация
хс, при которой происходит переход от одного режима к
другому — в системе впервые возникает бесконечный
черный кластер. Образование бесконечного кластера есть
фазовый переход, который описывается определенным на-
бором параметров — критических индексов.
Простота исходной формулировки и высокая эффек-
тивность алгоритмов при реализации на ЭВМ позволяют
использовать теорию протекания в качестве логической
основы для моделирования перколяционными переходами
процессов, происходящих при прессовании дисперсных
систем. Ключевым понятием теории протекания является
понятие о критических индексах. Проиллюстрируем их
роль в физических процессах на примере вычисления
контактного сечения на первой стадии уплотнения.
58
В [83] отмечается, что для расчета контактного сечения
вместо (3.1) можно использовать приближенную зависимость
а = 6т . (3.3)
При этом на первой стадии уплотнения т > 3, на вто-
рой т = 3 и на третьей т = 2. Естественно, что исполь-
зование выражения (3.3) вместо (3.1) не решает проблему
расчета первой стадии, поскольку нет метода расчета т.
Проанализируем входящие в (3.3) параметры с точки
зрения представлений теории протекания.
Перколяционная зависимость для модулей упругости
имеет вид [49]
E~Ek\q-qc\, (3.4)
где q — текущее значение доли целых связей (контактов) в
материале; qc — пороговое (критическое) значение q, соот-
ветствующее образованию в системе перколяционного клас —
тера; t — критический индекс процесса деформирования.
Плотность перколяционного кластера
0~Н1₽’ (3.5)
где ₽ — критический индекс процесса агрегации частиц в
перколяционный кластер.
Подставляя (3.4) в (3.3) и учитывая определение а, получаем
а ~ (3.6)
Таким образом, т может быть представлено в виде от-
ношения двух критических индексов, имеющих четкий
физический смысл
m = r/₽. (3.7)
Численная оценка по (3.7) для первой стадии прессо-
вания при г = 2 и р = 0,46 дает значение т — 4,35. В
экспериментах по изостатическому прессованию порош-
ков [83] получено т = 4,32.
Проиллюстрированная возможность вычисления кон-
тактного сечения на первой стадии уплотнения не снимает
проблему единого описания всех стадий, но для этих целей
необходимо использовать теоретический аппарат, который
может описывать поведение системы не только в области
фазового перехода, но и вдали от него. Поскольку перколя-
ционные кластеры являются подклассом более общего
класса фрактальных кластеров, то возможности теории
фракталов в этом плане намного шире.
59
3.1.3. Использование теории фракталов
для моделирования процессов структурообразования
при консолидации дисперсных систем
Теория фракталов в настоящее время является одной из
наиболее интенсивно развиваемых теорий неоднородных
структур [52]. В теории большое внимание уделяется во-
просам формирования структур. Она опирается на дос-
таточно мощный математический аппарат, позволяющий
описывать всю структуру в целом с помощью одного па-
раметра — фрактальной размерности. При этом появля-
ется возможность в рамках единого подхода построить
статистическое описание процесса структурообразования
в системе, используя минимальные данные о свойствах
компонентов, размерности процесса, характере корреля-
ции. Впервые появляется практическая возможность
численного моделирования на ЭВМ процессов форми-
рования и переформирования структур при консолидации
дисперсных систем. Существенно также и то, что теория
наряду с парными контактами частиц позволяет рассмат-
ривать и учитывать взаимодействие на уровне более
сложных структурных образований — агрегатов, класте-
ров, сеток, как свободных, так и взаимопроникающих.
Необходимость сначала пройти этап математического
моделирования, а затем уже строить теорию консолидации
дисперсных систем, диктуется несколькими обстоятель-
ствами. В принципе, можно было бы сразу, используя
представления теории фракталов, рассчитать контактное
сечение брикета (прессовки), а также распределение в нем
плотности, давления и других характеристик. В этом слу-
чае адекватность теории проверялась бы традиционным
способом путем сопоставления с известными из экспери-
мента значениями этих характеристик. Но вместе с тем в
теории консолидации существует довольно развитая
система структурных представлений, которые получены
главным образом логическим путем, поскольку для их не-
посредственного наблюдения требуются очень тонкие и
кропотливые эксперименты. В этом плане математическое
моделирование представляет самостоятельный интерес.
Необходимо также отметить, что методы математического
моделирования на ЭВМ, в теории консолидации вообще и
в теории прессования в частности, практически не при-
менялись. Имеющиеся единичные работы посвящены
частным технологическим вопросам, таким, например, как
подбор параметров диаграммы прессования для конкрет-
ного изделия или профиля.
Метод основан на математическом моделировании на
ЭВМ структур, образованных случайно расположенными в
60
пространстве частицами дисперсной системы. При его реа-
лизации выбирается достаточно большая сетка элементар-
ных ячеек, соответствующая плотной упаковке частиц.
Предполагается, что частицы могут располагаться только в
узлах сетки, а координаты их выбираются случайным об-
разом при генерации начального состояния системы.
Для конкретных расчетов выбрана простая кубическая
упаковка сферических частиц со стороной ячеек, равной
диаметру частиц. Исследовался объем, имеющий в на-
чальном состоянии размер L х Н х 1 ячеек, содержащий
N = Л х Н узлов. Соседние соприкасающиеся частицы с
определенной вероятностью (Л>), которая являлась одним
из параметров модели, считались жестко связанными.
Программа для ЭВМ написана на алгоритмическом
языке Паскаль. Она включает в себя модуль генерации
структуры, соответствующей начальному состоянию
системы, модуль, моделирующий процессы переформи-
рования структуры при уплотнении, модуль анализа
структурных свойств системы.
В основе модуля генерации начального состояния
системы лежит модель «случайного дождя» [76]. В этой
модели частицы падают на дно матрицы как капли дождя,
вдоль вертикальных случайных прямых. Если на всем пути
Н частица ни с чем не контактирует, то она оседает на
линию —основание, соответствующее дну матрицы, и та-
ким образом начинает формироваться первый нижний
слой исходного кластера. При соприкосновении движу-
щейся частицы с одной из частиц исходного кластера
программа анализирует ситуацию. Если соприкосновение
является центральным (контактирующие частицы имеют
одинаковую горизонтальную координату Л), то новая час-
тица однозначно присоединяется к кластеру. Если касание
не является центральным, то программа генерирует слу-
чайное число р в интервале 0 < р < 1, если р < Ро, то час-
тица движется дальше пока не встретится со следующей
частицей кластера, если р > Ро, то новая частица присое-
диняется к растущему таким образом исходному кластеру.
Процесс роста кластера заканчивается после того, как к
нему будут присоединены все я0 = N х 9() частиц исходной
дисперсной системы.
Моделирование уплотнения осуществляется путем по-
шагового перемещения частиц верхнего ряда кластера
прессовки на один узел вниз. При этом, если узел под
перемещаемой частицей свободен, то она его занимает.
Если этот узел занят, то программа выделяет вертикальную
цепочку частиц, ограниченную снизу первым свободным
узлом, и перемещает ее всю. В тех случаях, когда длина
такой цепочки окажется равной высоте прессовки, что
61
особенно часто происходит на заключительной стадии
уплотнения при 0 ~ 1, то первая снизу частица, имеющая
сбоку свободный узел, выбрасывается из цепочки на этот
узел. Направление перемещения выбирается случайным
образом. Процесс уплотнения заканчивается после того,
как относительная плотность станет равной 0 = 1.
Модуль анализа структурных свойств системы позво-
ляет вычислять на каждом шаге уплотнения распределение
относительной плотности по высоте прессовки, а также ее
интегральную (среднюю) относительную плотность. Кроме
этого, вычисляется фрактальная размерность кластера D.
Для этого используется следующая зависимость [52]:
n(r)~rD, (3.8)
где п(г) — общее число частиц в квадрате со стороной г.
Методом наименьших квадратов проводилась прямая
Inn ~ In г, угловой коэффициент которой и позволяет не-
посредственно оценить D.
При проведении исследований вся процедура, начиная
с генерации начального состояния, выполнялась в цикле
40—60 раз и вычислялись средние значения характери-
стик. Необходимости дальше увеличивать число циклов не
возникало, поскольку наблюдалась хорошая сходимость
результатов, различие между средними значениями D для
10 и 30 циклов составляло 1,0—1,5%.
В качестве примера работы программы на рис. 3.1 по-
казаны фрагменты моделируемого распределения частиц в
прессовке для начального состояния системы (а) с относи-
тельной плотностью 0() = 0,25, для состояния (б) с плотно-
стью 0 = 0,40, для состояния (в) с 0 = 0,70 и (г) 0 = 0,95.
На рис. 3.2 приведены построенные в двойном лога-
рифмическом масштабе результаты анализа структуры
прессовки с помощью зависимости (3.8) для значений
плотности 0о — 0,25, 0 = 0,40 и 0 = 0,71. Результаты, по-
лученные для различных состояний прессовки, достаточно
хорошо аппроксимируются прямой линией, что является
доказательством фрактального характера структуры кла-
стера прессовки.
ЗависимОсш фрактальной размерности от огносизель —
ной плотности для различного количества частиц в моде-
лируемой системе приведены на рис. 3.3. Несмотря на
некоторые различия в численных значениях фрактальной
размерности кривые имеют близкий характео изменения с
ростом относительной плотности. Рисунок подтверждает
предположение о существовании трех стадий процесса
прессования.
На первой стадии при относительных плотностях 0,25—0,40
62
в
Рис. 3.1. Фрагменты моделируемого распределе-
ния частиц в прессовке:
а — начальное состояние с относительной плотностью
е0 = 0,25; б — 6 = 0,40; в — 0 = 0,70; г — 0 = 0,95
Рис. 3.2. Зависимость числа частиц от раз-
мера кластера прессовки:
1 — начальное состояние 0q = 0,25, D =1,680;
2 — е = 0,50, D = 1,778; 3 — 8 = 0,71, D = 1,872
63
D
Рис. 3.3. Зависимость фрактальной размерности прес-
совки от плотности для систем с количеством частиц:
1 — 22x80; 2 — 40x80; 3 — 80x80; 4 — 100x100
фрактальная размерность структуры практически не из-
меняется. На этой стадии происходит перестройка исход-
ной перколяционной структуры, но она идет на уровне
агрегатов, составляющих кластер, и не затрагивает более
низкие уровни.
На второй стадии при плотностях 0,40—0,55 меняется
фрактальная размерность, что указывает на более глубо-
кий характер процессов переформирования структуры
кластера.
При плотностях 0,55—0,65 активное переформирование
структуры заканчивается, она становится близкой к
плотноупакованной, о чем свидетельствуют близкие к
D = 2 значения фрактальной размерности.
На рис. 3.4 приведены законы распределения относи-
тельной плотности в прессовке последовательно на всех
стадиях процесса прессования. Они иллюстрируют и
подтверждают высказанные выше суждения о характере
процессов переформирования структуры на уровне более
привычных и наглядных представлений.
Приведенные на рис. 3.1—3.4 результаты относятся к
процессу уплотнения исходной прессовки, структура кото-
рой генерировалась в предположении, что вероятность при-
соединения новой частицы к исходному кластеру = 1.
Влияние данной вероятности на начальное состояние
прессовки и процесс ее дальнейшего уплотнения иллюстри-
рует рис, 3.5, Если рассматривать крайний случай, = 0,
т. е. когда фиксируются только контактирующие централь-
ным образом частицы, то видно, что процесс консолидации
практически идет в две стадии.
64
Рис. 3.4. Распределение относительной плот-
ности в прессовке на разных стадиях процесса
уплотнения
Рис. 3.5. Зависимость фрактальной размер-
ности прессовки от плотности при разных
значениях вероятности присоединения частиц
к кластеру:
1 — Р = 1.0; 2 — Р = 0,50; 3 — Р = 0,25; 4 — Р = 0
65
Данная ситуация объясняется тем, что в этом случае в
исходном состоянии сразу получается более плотно упа-
кованная и более жесткая структура в ядре прессовки,
поэтому при уплотнении ее переформирование идет с
низшего уровня — уровня отдельных частиц. В результате
наблюдается монотонное возрастание фрактальной раз-
мерности прессовки. Можно сказать, что процесс сразу
идет со второй стадии прессования. При возрастании Р() до
1 наблюдается зарождение и постепенное формирование
первой стадии прессования.
На существование процессов консолидации уплотне-
нием, идущих в две стадии, указывал М. Ю. Бальшин
[83, 84]. Он отмечал, что возможны процессы и с четырьмя
стадиями. С точки зрения структурных представлений
теории фракталов такие процессы действительно воз-
можны, поскольку существуют структуры с фрактальной
размерностью, меньшей, чем размерность перколяционных
кластеров, т. е. они более разреженные и ажурные. Такие
структуры получаются, когда исходный кластер форми-
руется из агрегатов с низкой размерностью [87, 88].
Поскольку в данной ситуации размерность двумерной
структуры близка к единице (т. е. размерности линии), а
трехмерной, соответственно, к двум (размерность плоскости),
то сами структуры, с точки зрения механики, существуют на
пределе устойчивости. Если приложить внешнюю силу, то
они будут интенсивно разрушаться до тех пор, пока из их
фрагментов не будет построена более устойчивая, фрак-
тальная в статистическом смысле, перколяционная структу-
ра. Процесс перехода исходной структуры низкой размер-
ности в перколяционную можно считать нулевой или в
сумме четвертой стадией процесса прессования.
Более подробно данная стадия в настоящей работе не
рассматривается, поскольку моделирование разрушения
неустойчивых статистических структур на ЭВМ пред-
ставляет собой самостоятельную и довольно сложную
задачу. С другой стороны, начальная стадия прессования
таких структур, ввиду их экзотичности, представляется
узкой и специфической областью исследования.
Экспериментальные подтверждения фрактального харак-
тера структуры прессовки при уплотнении, описанные в [52],
получены методом рассеяния нейтронов. Кьемс и Фрелтофт
использовали малоугловое рассеяние нейтронов для иссле-
дования фрактальной структуры коллоидного кварца в рас-
творе и в виде прессовок из сухих порошков. Установлено,
что в растворе коллоидный кремнезем образует кластеры с
размерностью D = 2,52 ±0,10, в то время как прессовки из
порошков при двух плотностях дают D = 2,55 ± 0,07 .
66
Используя малоугловое рассеяние нейтронов, Синха ис-
следовал порошки из мелких частиц кварца, спрессованные
до плотностей от 0,009 до 0,450 г/см3 (соответственно относи —
тельная плотность от 0,003 до 0,170). Выяснилось, что фрак-
тальная размерность структуры достигает D = 2,55 ± 0,05 .
Полученная в обоих экспериментах фрактальная раз-
мерность соответствует размерности перколяционных
кластеров, что, собственно, и можно было ожидать, по-
скольку относительная плотность прессовок имеет зна-
чения, характерные для первой стадии процесса прессо-
вания. Результаты математического моделирования и
экспериментальные данные позволяют практически од-
нозначно заключить, что предположение о фрактальном
характере структуры прессовок при консолидации дис-
персных систем уплотнением является верным. Таким
образом, теория фракталов может быть положена в ос-
нову нового подхода при исследовании одного из самых
важных и широко используемых процессов в технологии
дисперсных систем и материалов — процесса консоли-
дации уплотнением.
3.2. РАСПРЕДЕЛЕНИЕ ПЛОТНОСТИ И ДАВЛЕНИЯ В ПРЕССОВКЕ
Задача определения законов распределения плотности и
давления в прессовке является центральной в теории
консолидации дисперсных систем уплотнением. Успех ее
решения определяется тем, в какой степени используемый
математический аппарат позволяет описать реальный
процесс уплотнения. Из существующих в настоящее время
в этой области подходов наиболее разработан и обоснован
деформационный механизм уплотнения (83—86]. Данный
механизм позволяет охватить все три компонента дефор-
мации: упругую, пластическую и структурную, межчас —
тичную. Он базируется на предположениях, что все на-
правления в уплотняемом порошковом теле равноправны и
равноценны, взаимное расположение частиц равноверо-
ятно, каждая частица подчиняется законам классической
статистической механики.
Как уже было показано, вытекающая из данной сис-
темы предположений однородная структура является
предельным состоянием уплотняемой дисперсной системы,
характерным для третьей стадии процесса уплотнения. Для
первой и второй стадий она может быть использована в
качестве базового нулевого приближения. Однако, по-
скольку на данных стадиях структура сильно неоднородна,
то поведение системы на начальных стадиях уплотнения, в
том числе и ее реакция на технологические воздействия,
67
определяется флуктуациями структуры (отклонениями
характеристик от средних значений).
В качестве логического обоснования такого утверждения
можно провести аналогию с физическими молекулярными
системами. Хорошо известно, что поведение таких систем в
области фазовых переходов определяется флуктуациями
плотности и, в более общем случае, структуры [89]. Их ме-
рой является специальный параметр, который называется
параметром порядка. Переход дисперсной системы в кон-
солидированное тело также является структурным фазовым
переходом. Поэтому физическая основа процессов в обеих
системах одинакова, различаются ее проявления, которые
обусловлены характером взаимодействия элементов.
Вопрос о роли флуктуаций в дисперсных системах,
помимо очевидной практической значимости, имеет для
теории консолидации и принципиальное значение, по-
скольку в ней он совершенно не разработан.
3.2.1. Влияние фрактальной неоднородности
структуры прессовки на деформационный
механизм уплотнения дисперсных систем
При разработке подхода, основанного на теории
фракталов, будем, в отличие от работ [83—86], сразу ис-
ходить из предположения, что прессовка имеет неодно-
родную структуру. Описание строится не на уровне
средних значений структурных характеристик, а для за-
конов их распределения.
Рассмотрим состояние прессовки в некоторый произ-
вольный момент прессования. Выделим мысленно в прес-
совке на расстоянии х от дна пресс-формы один слой
частиц. Предположим, что он содержит п частиц и каждая
из них имеет д контактов с соседними частицами. Пло-
щадки контактов будем характеризовать вектором площади
sih модуль которого равен площади контактной площадки, а
направление совпадает с направлением положительной
нормали к ее плоскости. Величина суммарной площади
проекции всех контактных площадок для удерживающих
контактов на плоскость, перпендикулярную к направлению
движения пуансона,
И -i
Х*)= S S tycoscp,-,-. (3-9)
i-V-1
Далее произведем в (3.9) осреднение по ориентациям
площадок, учитывая, что угол ср изменяется от 0 до л / 2, а
также по числу контактов одной частицы и по числу час-
тиц в слое. В результате получим
68
s(x) = 2nZS / л, (3.10)
где S — средний размер площадки контакта; Z — среднее
число опорных контактов одной частицы в слое. Напом-
ним, что величины п, Z и S в нашем случае являются ло-
кальными и зависят от координаты х.
Будем считать (83, 86], что среднее, число контактов,
приходящихся на одну частицу, прямо пропорционально
относительной плотности прессовки. При этом коэффи-
циентом пропорциональности является Z2 — среднее
число контактов, приходящихся на частицу для 0 = 1. В
результате для среднего числа опорных контактов одной
частицы в слое имеем
Z(x) = Zz0(x)/2. (3.11)
Так как прессовка представляет собой фрактальный
кластер, поэтому для вычисления числа частиц в из-
бранном слое п воспользуемся известным интегральным
законом распределения относительной плотности во
фрактальных кластерах (1.3)
р(х)-хО-</, (312)
где D — фрактальная размерность кластера; d — тополо —
гическая размерность пространства, в которое он погружен.
Поскольку далее вычисления будут касаться слоя час-
тиц, то для наглядности удобнее перейти к конечным
разностям и обозначить выбранный слой индексом к.
Прессовка, начиная с 1 —го по к — й слой включительно,
содержит следующее количество частиц:
Nk~Pksuxk< (3.13)
где SH — номинальная площадь сечения прессовки.
Прессовка с к—1 слоями содержит количество частиц
Nk-l = Pk-lSHxk-l- (3.14)
Число частиц в слое к
n = Nk -Nk_x =SH(pkxk -рл-ьч-!). (3.15)
С точки зрения численных методов [90], выражение,
стоящее в круглых скобках формулы (3.15), представляет
собой нецентрированную первую производную от функ-
ции рх по х. Необходимо учитывать, что х вычисляется в
единицах размера частиц, поэтому шаг разностной сетки
Ах = 1. В теории численных методов доказывается, что
нецентрированная производная имеет первый порядок
69
точности по Дх. Если производную центрировать, то она
уже будет иметь второй порядок точности. Для этого не-
обходимо представить (3.15) в следующем виде:
n = SH(Pk+lxk+l~Pk-lxk-l)/2' (3.16)
Если далее в (3.16) произвести обратный переход от
конечных разностей к непрерывным функциям и про-
дифференцировать выражение в круглых скобках с
учетом (3.12), то окончательно получим
п = Sfl(D - d+ \)xD~d = Sfl(D - d+ \)р. (3.17)
Учитывая (3.17), для локальной относительной плот-
ности можно записать выражение
6(х)-w/(SHAx)-(D-J-l)p. (3,18)
Подставив (3.11), (3.17) и (3.18) в (3.2), находим
s(x) = 2ZzSH[(Z) - d + l)p^S2 / я = 2Z^SHSF(x, D) I я . (3.19)
Из (3.19) получается следующее выражение для средней
величины площадки контакта:
S = яа(х) / 2ZzF(x, D), (3.20)
где а(х) = s(x) / SH — критическое контактное сечение
прессовки.
Поскольку в исходной постановке предполагается, что
прессовка имеет неоднородное распределение структур-
ных характеристик, то, в отличие от (83, 86], в нашем
случае критическое сечение зависит от положения сечения
в прессовке. Элементарное приращение среднего размера
площадки контакта dS при изменении усилия прессования
на dP равно
dS-(n/2Zz) j[a(x)/F(x,Z))]. (3,21)
В работе [86] изучалось влияние изменения расстояния
между центрами двух контактирующих частиц db на при-
ращение площадки контакта. Установлено, что приращение
площадки пропорционально величине сближения частиц, а
коэффициент пропорциональности Р равен сумме радиусов
кривизны поверхностей частиц в начальной точке контакта,
выраженных в единицах размера частиц,
db = fidS. (3.22)
При увеличении усилия прессования на dP изменение
высоты прессовки на dx на уровне выбранного сечения х
70
обусловлено относительным сдвигом контактов и их нор-
мальной деформацией:
dx = - J
*-1
п
S
J-1
+ dwj+i)coscpj +
>1
(3.23)
+ (duj + duj-i )cosTj I Zj ]/ n},
где «v — число слоев частиц при высоте прессовки х;
da> — величины элементарных нормальных деформаций
контактов частиц; du — величины элементарных относи —
тельных сдвигов контактов; т — угол между направлением
относительного сдвига и направлением движения пуансона.
После осреднения по углам, а также по тем параметрам,
по которым ведется суммирование, получим
dx - -2n^(db + 2du) I я. (3.24)
При переходе от (3.23) к (3.24) предполагалось, что
<Лог- + <Ло(+1 - t/б и du, + = 2du. Обозначим k = 2dul db.
Поскольку nz=x/o, где a — размер частицы, то (3.24)
можно представить в следующем виде
dx = -2(1 + k)x db/ ап . (3.25)
Решив (3.25) относительно величины элементарного
сближения и приравняв правой части (3.22), получим еще
одно выражение для приращения площади контакта
dS = -an dx / 2(3(1 + k)x. (3.26)
Рассматривая далее (3.21) и (3.26) совместно, получаем
t/[a(x) / F(x, О)] = -aZs dx I р(1 + k)x. (3.27)
Продифференцируем (3.18), учитывая явную зависи-
мость (3.4)
d9 - (D - d + 1)(D - d)xD~d'idx = (D- d)Qdx I x. (3.28)
Используя (3.28), в правой части (3.27) можно сделать
замену переменной. В результате получим следующее
дифференциальное уравнение:
</[а(х) / F(x, О)] = W(d -D)dQI 0, (3.29)
где постоянная
W = aZz/p(l + k). (3.30)
Выражение (3.29) является дифференциальным урав — .
нением, описывающим локальный деформационный ме —
71
ханизм уплотнения порошкового тела. Данное уравнение
описывает закон изменения критического сечения прес-
совки а(х) по ее высоте.
Проинтегрировав уравнение (3.29), получим
а/F = РГ(</-О)1п0 + С. (3.31)
Полагая, что в начальный момент уплотнения 0 =0(),
D = Z)(h а = ао > 0, получаем уравнение для определения
постоянной интегрирования
С = а0/ Ко-1К(б/-/))1п0о. (3.32)
Из рассмотрения предельного состояния уплотняемого
тела следует:
0 = а = 1, D = d, F = 1, откуда С = 1. (3.33)
Рассматривая совместно (3.32) и (3.33), определяем
постоянную W:
W = (а0/К0 -!)/(</-£>) In0О. (3.34)
Используя (3.33) и (3.34), получаем закон изменения
критического сечения
a-F{[l-(rf-D)ln0/(rf-Do)ln0o]+
+ а0[(б/ - D) In 0 / F0(d - Z)o) In 0O]}.
Как показано в работах [83, 86], исходная величина
относительного контактного сечения прессовки лежит в
пределах a0 = 10-3 -10-6, поэтому в конкретных расчетах
можно положить ао = 0 и несколько упростить (3.35)
а(х) = 02 (х)[1 - (d - D) In 0(х) / (d - £>0) In 0O (x)]. (3.36)
Полученное в работе [86] выражение для среднего
значения критического сечения (3.2) может быть приве-
дено к виду, аналогичному (3.36);
a = 02[1 - 1п0 / 1п0о]. (3.37)
Сопоставляя (3.36) и (3.37) можно заключить, что они
имеют одинаковую структуру. Данное обстоятельство
объясняется использованием для получения (3.36) методо-
логии, которая в общих чертах повторяет разработанную в
[86]. Принципиальное отличие (3.36) состоит в том, что оно
записано для локальных характеристик, и поэтому значе-
ния критического сечения зависят от положения сечения в
прессовке. Кроме этого, (3.36) содержит стоящие в круг-
лых скобках фрактальные множители, которые не позво —
72
ляют простым образом свести (3.36) к (3.37). Поскольку
плотная упаковка частиц является предельным состоянием
фрактального кластера, то (3.36) сводится к (3.37) асим-
птотически, когда плотность в любой точке прессовки
совпадает с ее средним значением.
Выражение (3.36) не является замкнутым в том смысле,
что если следить в процессе уплотнения за изменением
средней относительной плотности прессовки 0 или, что
эквивалентно, за изменением ее высоты й, то этого недос-
таточно для расчета по (3.36) распределения площади
контактного сечения, поскольку не определен закон, по
которому будет изменяться фрактальная размерность D. Для
его определения можно использовать следующий алгоритм.
Предположим, что средняя плотность прессовки изме —
няется от 0о до 1 с некоторым шагом. Как было показано
в предыдущем разделе, прессовка в исходном состоянии
представляет собой перколяционный кластер с фракталь-
ной размерностью £>о = 2,545 при топологической размер-
ности физического пространства d = 3. Относительная
средняя плотность и размер фрактального кластера свя-
заны известным соотношением (3.4), из которого можно
определить начальную высоту прессовки
^=0o1/(A,_rf). (3.38)
Далее, используя закон сохранения массы прессовки или
количества частиц в ней, можно получить соотношение
0й = 0Д, (3.39)
из которого следует формула для определения высоты
прессовки при заданной ее средней плотности
й = /^0о/0. (3.40)
По известным 0 и h для любого момента уплотнения из
(3.4) можно найти фрактальную размерность структуры
прессовки
D = d + 1п0/Inй = </ + 1/[1 + 1п(0о //^)/ 1п0]. (3.41)
Вычисленные по приведенному алгоритму законы рас-
пределения критического контактного сечения в прессовке
при начальной относительной средней плотности 0О = 0,2
показаны на рис. 3.6. Этот рисунок в совокупности с
рис. 3.7, на котором приведены законы распределения от-
носительной плотности в прессовке для соответствующих
моментов уплотнения, подтверждают, что на начальной
стадии прессовка имеет значительную неоднородность
структуры. Причем эта неоднородность наиболее сильно
сказывается на распределении контактного сечения.
73
О 0.2 0.4 0.6 0.8 1.0 л
Рис. 3.6. Распределение критического контактного
сечения в прессовке на разных стадиях уплотнения
На начальной стадии уплотнения при 0 = 0,3—0,4 мак-
симальные и минимальные значения а различаются на по-
рядок (в 13—8 раз). На заключительной стадии происходит
выравнивание плотности и максимальные и минимальные
значения а отличаются при 0 = 0,8—0,9 уже на 30—20%.
Влияние исходной плотности прессовки на распреде-
ление контактного сечения для момента прессования,
соответствующего 0 = 0,5, иллюстрирует рис. 3.8. Из ри-
сунка видно, что увеличение начальной плотности позво-
ляет получить более однородную прессовку. Однако такой
технологический прием может оказаться нерациональным,
поскольку увеличивается материалоемкость изделий.
0 0.2 0.4 0.6 0.8 1.0 х
Рис. 3.7. Распределение плотности в прессовке на раз-
ных стадиях уплотнения
74
Рис. 3.8. Влияние начальной плотности прессовки на рас —
пределение критического контактного сечения при 8 = 0,5
Кроме этого, значения контактного сечения меньше,
чем при более низких начальных плотностях, что повлияет
на физико —механические свойства. С другой стороны,
как видно из рис. 3.8, сильное уменьшение начальной
плотности позволяет получить больший прирост контакт-
ной поверхности, однако в значительной мере возрастает и
неоднородность структуры. Оптимальной можно считать
начальную относительную плотность 0 = 0,2—0,3.
На рис. 3.9 приведены фрактальные размерности
структуры прессовки и средние значения контактных сече-
ний для разных моментов уплотнения. Видно, что изменение
плотности засыпки мало влияет на поведение контактного
сечения на протяжении всего процесса уплотнения.
Рис. 3.9. Зависимость размерности D (1—4) и среднего критического
контактного сечения (5—8) от плотности:
1,5 —&> = 0,1; 2. 6 — 00 = 0,2; 3, 7 — 00 = 0,3; 4, 8 — 0о = 0,4
75
a
Рис. 3.10. Сравнение зависимости среднего крити-
ческого контактного сечения от плотности, полученной
по фрактальной теории, с результатами иных подходов:
1 — теория Г. М. Ждановича; 2 — теория М. Ю Бальшина
Рисунок количественно подтверждает высказанное выше
предположение о решающем влиянии флуктуаций струк-
туры на процесс уплотнения.
Дополняет данную мысль и рис. 3.10, на котором кроме
закона изменения средних значений контактного сечения
для полной диаграммы уплотнения (при 0о = 0,2) штрихо-
выми линиями показаны его максимальные и минимальные
значения. Из рисунка видно, что флуктуации больше, чем
влияние начального состояния прессовки.
Для сопоставления с результатами других подходов на
рис. 3.10 приведены значения а, вычисленные по зависи-
мости (3.2), полученной Г. М. Ждановичем [86] и (3.1) при
b = 1, полученной М. Ю. Бальшиным [83]. Численные значе-
ния взяты из монографии [83]. Можно заключить, что за-
висимость (3.2) достаточно точно описывает средние значе-
ния контактного сечения, (3.1) можно считать удовлетво-
рительной аппроксимацией для минимальных значений а.
3.2.2. Локальное уравнение прессования
дисперсных систем
Решение задачи учета флуктуаций плотности при по-
строении уравнения прессования предполагает рассмот-
рение некоторой локальной области системы. В качестве
таковой рассмотрим один слой частиц. При изостатиче —
ском уплотнении усилие прессования Р(х), приходящееся
на этот слой, будет уравновешено опорными контактными
силами, действующими на частицы рассматриваемого слоя.
76
В проекции на ось, совпадающую с направлением силы
прессования, получим
^(*) = 11 + HCOST(y), (3.42)
'=17=1
где Gy—контактное давление; ц—коэффициент меж —
частичного трения. После осреднения в (3.42) по ориен-
тациям контактных площадок, а также по числу контактов
одной частицы и по числу частиц в слое, имеем
Р(х) = 2nZSo(\ - ц) / л . (3.43)
Необходимо помнить, что в (3.43) п, Z, S и о являются
локальными переменными и зависят от координаты х.
Если разделить левую и правую части (3.43) на номи-
нальную площадь сечения прессовки и учесть (3.10) и
(3.20), то (3.43) можно упростить
р(х) = Р(х) / SH = (1 - ц)а(х)а(х). (3.44)
Далее воспользуемся введенным в [83] представлением
о критическом (контактном) давлении прессования, кото-
рое равно
pc=pla, (3.45)
и продифференцируем (3.44), в результате получим
dpc = (1 - ц)</о. (3.46)
В работе [78] показано, что неоднородность структуры
фрактальных кластеров приводит к неравномерности в
распределении их упругих свойств, поэтому закон Гука
для прессовки, являющейся по структуре тоже фракталом,
необходимо записывать в дифференциальной форме:
do / de = Е(х). (3.47)
В соответствии с определением относительной де-
формации
de=dx!xi,, (3.48)
Поэтому (3.47) может быть приведено к следующему виду
do = E(x)dx I Xq . (3.49)
Закон Гука в виде выражения (3.49) является уже
привычным представлением в теории прессования и ши-
роко используется [83 — 86]. Однако с позиций теории
фракталов ряд положений, на которые он опирается, ну-
ждается в более тщательном рассмотрении.
Определение деформаций по формуле (3.48) предпола-
гает, что деформируемая система однородна и, соответст—
77
венно, деформации равномерно распределены. Данное по-
ложение удовлетворяло построенным в [83 — 86] теориям,
поскольку они исходили из предпосылки о структурной
однородности прессовки. Представления о фрактальности
структуры предполагают одновременно и ее неоднород-
ность. Кроме этого, компьютерное моделирование процесса
уплотнения показало, что на его начальной стадии дефор-
мации локализованы в ограниченной области прессовки,
примыкающей к пуансону. Всю прессовку они охватывают
на заключительной стадии уплотнения, когда 0 -» 1. По —
этому (3.48) нуждается в обобщении для учета такой неод-
нородной схемы деформирования.
Второе обстоятельство связано с тем, что закон Гука
(3.47) как линейное соотношение вступает в противоречие с
характером деформации прессовки в глобальном смысле.
Например, при прессовании металлических и керамических
порошков степень прессования может составлять 2 — 3
единицы, при прессовании некоторых материалов природ-
ного происхождения, таких, как торф, дисперсная древе-
сина— 5 — 6. Таким образом, деформация всей прессовки в
целом не является малой.
Для разрешения данного противоречия в [83] при вы-
воде уравнения прессования используется известное в
механике грунтов правило Терцаги, в соответствии с ко-
торым модуль объемной деформации прессовки пропор-
ционален давлению прессования.
Уэбман, рассматривая в [76] упругое поведение при
больших деформациях перколяционных и, в более общем
случае, фрактальных сеток пришел к выводу, что наличие
внешней нагрузки приводит к изменению геометрического
устройства сеток и в задаче появляется новый масштаб длин.
В результате относительная деформация явным образом за-
висит от приложенной силы, модуля упругости и фрактальной
размерности. Похожая идея была в свое время выдвинута и
де Женом [47] при изучении упругости макромолекул.
При кажущемся, на первый взгляд, различии объектов
описания по своей сути идеи Терцаги и де Жена —
Уэбмана имеют общий источник происхождения. Для того
чтобы в этом убедиться, достаточно записать (3.49) в сле-
дующем виде:
do = р[Е(х)/>/ EmJdx / х0, (3.50)
где р — коэффициент пропорциональности; Ет — модуль
упругости компактного тела.
Если считать, что относительная деформация опреде-
лена в соответствии с (3.48), то остальные параметры в
правой части образуют некоторый обобщенный модуль
упругости, который пропорционален давлению прессова —
78
ния, что соответствует идее Терцаги. Можно, наоборот,
использовать классический модуль упругости и переоп-
ределить относительную деформацию
de = fi(pl Em)dx I х0, (3.51)
что будет соответствовать идее подхода де Жена—У обмана.
Коэффициент пропорциональности' (3 можно найти,
проинтегрировав (3.51) в конечном состоянии прессовки,
когда 0=1, давление прессования равно р=рк нетто —
давлению (по М. Ю. Бальшину [83]) при равноплотности и
отсутствии потерь на внешнее трение
Р = £А.£тх0/д/гА., (3.52)
где hk— конечная высота прессовки; ек— ее полная от-
носительная деформация за весь процесс прессования.
Подставив (3.50) в (3.46), получим дифференциальное
уравнение
dPc ! Pc = Р(1 ~ p)<x(x)E(x)dx / Етх0, (3.53)
которое, собственно, и является локальным уравнением
прессования. В отличие от уравнений прессования, полу-
ченных в [83 — 86], выражение (3.53) не содержит плот-
ности в явном виде, она учитывается через контактное
сечение в соответствии с (3.36).
Проинтегрировав (3.53) с учетом (3.45), получим
р(х) = Са(х) expjjifl - ц) f a(x)E(x)dx I Етхй J (3.54)
Из рассмотрения критического краевого условия:
при р = рк, 0=аА =1, Е = Ет, (3.55)
следует выражение для определения С
рк=Сехр[р(1 - ц) х / х0] (3.56)
В окончательном виде формула (3.54) выглядит следую-
щим образом:
р(х) = р^а(л-)ехр|е^(1 - ц> / pkhk[ja(x)E(x)dx - Ешх]|. (3.57)
Выражение (3.57) является формальным решением
уравнения прессования (3.53), поскольку интеграл под
экспонентой не вычисляется аналитически. Это связано с
тем, что распределение модулей упругости в фрактальных
кластерах, как показано в [78], может быть найдено
только численно. Рассмотрим упругие свойства прессовки
более подробно.
79
3.2.3. Модули упругости прессовок
Упругие свойства пористой прессовки представляют
собой результат упругих деформаций всего статистического
ансамбля составляющих ее частиц порошка. Механизм
изменения модуля упругости порошкового тела в процессе
консолидации основан на сопутствующем этому процессу
изменении связи частиц [85]. На начальной стадии процесса
частицы порошка имеют увеличенную свободу деформации,
что объясняется незначительной площадью их взаимного
контакта. По мере роста давления прессования возрастает
плотность прессовки, увеличивается площадь взаимного
контакта, взаимная связь отдельных частиц. В результате
начинает уменьшаться свобода деформации отдельных
частиц порошкового тела, возрастает его жесткость.
Необходимо отметить, что в рамках контактных пред-
ставлений об упругих свойствах прессовок существуют не-
сколько различных подходов для вычисления модулей уп-
ругости. Согласно М. Ю. Бальшину [83], модуль упругости
пористого порошкового тела
Е = Ета, (3.58)
где Ет — модуль упругости материала частиц порошка;
а — контактное сечение прессовки. Формула (3.58) бази-
руется на сравнительно простых логических построениях
[91, 92] и подтверждена экспериментальными данными.
Г. М. Ждановичем проведено детальное исследование
упругой деформации поверхности контакта частиц и полу-
чены законы распределения контактных давлений на них
[86]. При этом установлено, что величина упругой дефор-
мации контакта зависит от величины сжимающей силы, а
также размера площадки контакта, и слабо зависит от
формы площадок контакта. В случае линейного нагружения
брикета выражение для модуля упругости имеет вид:
Е = теЕт(1 -2ц)а4 //(0){1 -[1 -2ц) //в}, (3.59)
/(9) - [1 - ц(1 + 2ц)Х2] + [2(1 - ц2Х2)(1п(р09) / 3Inро)1/2 / X,]-
- |[1 - ц(1 + 2ц)Х2]х2 + [2(1 - ц2Х2)1п(Р09) /3Inр„]}/ (3.60)
/Х,[х.] +1п(Р09)/31пр0]/2,
где Xi, Хг— углы наклона образующей эквивалентного
конуса [86]; р0 = 1/0о, те ~ const.
Для упрощения расчетов по (3.59) в [86] предложена
интерполяционная зависимость
80
0м = (1 - 2ц)а^ / /(0){1 - [1 - (1 - 2ц) / /(0)]а* / в}, (3.61)
использование которой позволяет привести (3.59) к более
простому виду
Е = теЕ„,ви. (3.62)
Постоянная те определяется из рассмотрения крити-
ческого краевого условия:
при р = рк, 0 = аА. =1, Е = Ет, те=1. (3.63)
Представляется, что едва ли возможно найти некий
аналитический метод, который позволил бы свести (3.62)
или тем более (3.59) к (3.58). Основная причина этого в
том, что функциональный вид зависимости а =Д0), оп-
ределенный в подходе М. Ю. Бальшина формулой (3.1) и в
подходе Г. М. Ждановича (3.2), различается. Вместе с тем
как свидетельствуют представленные на рис. 3.11 ре-
зультаты численных расчетов, зависимости относительного
модуля упругости Е/Ет от относительной плотности 0 при
0о = 0,3, полученные по формулам (3.58) (кривая 2) и
(3.62), различаются мало. По крайней мере, расхождение
между ними не больше, чем каждая из них расходится с
приведенными на этом же рисунке результатами экспери-
ментальных исследований для порошков железа и меди [83].
Особенность развиваемого в данной работе подхода
состоит в том, что изначально рассмотрение ведется на
уровне локальных характеристик. Поэтому в уравнение
прессования (3.53) и его решение (3.57) входит распре-
деление модулей упругости в прессовке Е(х).
Как отмечалось в п. 3.2.2, в качестве локальной области
в рамках развиваемого подхода рассматривается один слой
частиц. Такой слой является блоком параллельных упругих
связей, количественная мера которых есть критическое
контактное сечение а(х). Как известно, жесткость такого
блока пропорциональна количеству связей, поэтому ло-
кальный модуль упругости в некоторой точке прессовки
Е(х) = £„,а(х), (3.64)
где а(л) определено в соответствии с (3.36).
Поскольку а(х) и а совпадают асимптотически, при
0=1, а(х) = 1 и а = 1, то можно утверждать, что (3.58) и
(3.64) функционально совпадают при этих же условиях.
Естественно предположить, что для объемного К и
сдвигового (3 модулей упругости имеют место зависимости,
аналогичные (3.64),
К{х) = Кта(х), (3.65)
81
G(x) = Gma(x). (3.66)
В [83] установлено, что зависимость, связывающая модуль
Юнга, объемный и сдвиговый модули компактного материала
Е = 9KGI(3K + G), (3.67)
справедлива и для порошковых пористых материалов
£(л) = 9£(.v)G(x) / [3/C(x) + G(.v)] (3.68)
Если подставить в (3.68) выражения (3.65) и (3.66) и
учесть (3.67), то очевидно, что получится (3.64). Данное
обстоятельство указывает на его непротиворечивость с
точки зрения основных законов теории упругости.
Результаты вычисления зависимости относительных
модулей упругости от плотности прессовки по (3.64)
представлены на рис. 3.11 (кривая 1). При построении
кривой учитывалось, что поскольку распределение упругих
модулей в прессовке является неоднородным, то при ма-
лых деформациях она проявляет свойства, характерные
для части, имеющей минимальную упругость. Отметим,
что решение уравнения прессования (3.57) предполагает
учет конечных деформаций и поэтому содержит интеграл
от распределения модулей упругости. Приведенные на
рис. 3.11 результаты свидетельствуют, что все три подхода
позволяют получить для макроскопических упругих
свойств прессовки близкие значения, которые достаточно
хорошо соответствуют экспериментальным данным.
Рис. 3.11. Зависимости модуля упругости прессовки от
плотности, полученные по:
t — фрактальной теории; 2 — теории М. Ю. Бальшина; 3 —
теории Г. М. Ждановича; 4 — данным эксперимента для же-
леза; 5 — данным эксперимента для меди
82
3.3. ВЛИЯНИЕ КОНСОЛИДАЦИИ НА СКОРОСТЬ
РАСПРОСТРАНЕНИЯ УПРУГИХ ВОЛН
В ДИСПЕРСНЫХ СИСТЕМАХ
Как уже отмечалось, в данной работе рассматриваются
процессы консолидации, происходящие в квазистатиче —
ском режиме. Вместе с тем, как в практическом, так и в
теоретическом плане представляет интерес проследить
влияние консолидации на динамические процессы в дис-
персных системах. В качестве примера рассмотрим влия-
ние консолидации на скорость распространения упругих
волн в дисперсных системах.
Нахождение эффективных упругих свойств песчаных
нефтегазовых коллекторов и, в частности, скоростей про-
дольных и поперечных волн, определение связи между
скоростями и структурными параметрами скелета и по-
рового пространства, свойствами флюида является весьма
актуальной задачей для сейсморазведки. Закономерности
распространения звука в сухих грунтах и горных породах
необходимо знать при регистрации силы землетрясений
или взрывов. Эти и многие другие примеры показывают
значимость решения данной задачи для многих приклад-
ных, а в некоторых случаях и теоретических, проблем
механики дисперсных систем.
Одним из наиболее разработанных в данной области
является направление, которое можно обозначить общим
термином «фильтрационная консолидация» [93]. В рамках
данного направления рассматривается уплотнение насы-
щенной пористой среды под действием сжимающей на-
грузки за счет отжатия жидкости из пор. Объемные де-
формации отражают перераспределение напряжений между
жидкостью и скелетом в процессе приспособления среды к
новым внешним условиям. Для описания распространения
упругих волн в таких средах существует несколько методов,
в частности, в [93] используется оригинальная математиче-
ская модель, построенная на базе вариационно —
термодинамического подхода М. Био. Конечное решение
задачи получено численными методами.
Значительно реже рассматривается задача о распро-
странении упругих волн в консолидированных зернистых
или порошковых средах, не содержащих флюида. Суще-
ствует несколько подходов к решению данной задачи, но
зернистый характер скелета до последнего времени учи-
тывался лишь в решениях, основанных на задаче Герца о
деформировании двух шаров в точке контакта под дейст-
вием приложенных сил.
Необходимо отметить, что в рамках такого подхода по-
лучен ряд принципиальных и интересных результатов. Так, в
83
[94] получено нелинейное волновое уравнение, которое
сводится к уравнению Кортевега де Вриза (КдВ). Как из-
вестно, решением КдВ является уединенная волна, в данном
случае акустический солитон. Эффективная скорость звука
(в квадрате) пропорциональна степени сближения частиц и
модулю третьего порядка. Она может иметь гораздо мень-
шую величину, чем скорость продольных волн в веществе
зерен, т.е. цепочка частиц может служить замедляющей
системой. Кроме этого из решения следует, что скорость
волны будет падать, а степень нелинейности расти с
уменьшением предварительного сжатия системы.
В работе [95] подтверждается эффективность действия
«структурного» механизма резкого увеличения нелиней-
ности материала при наличии в нем компонент с кон-
трастными упругими свойствами. В рассматриваемом
случае контрастной парой являлось упругое вещество зе-
рен и мягкие контакты между ними.
Вместе с тем необходимо отметить, что предположение
о точечном контакте в начальный момент нагружения не
отвечает условию консолидации системы и приводит к
ситуации, когда упругие волны в такой модели распро-
страняются лишь при наличии внешнего давления. Учет
структурных характеристик дисперсных систем при ре-
шении данных задач пока что удавалось осуществить
только с использованием регрессионных уравнений
[96, 97]. Причем в [96] такое уравнение практически по-
лучено методом множественной регрессии только для
регулярных упаковок шаров одинакового радиуса.
Попытку получить выражение для определения количе-
ственного значения уменьшения скорости ультразвука в
пористых порошковых телах предпринимал М. Ю. Бальшин
[83]. Однако он исходил из предположения, что в таких
телах зависимости типа
£ = рИ2 (3.69)
тоже справедливы. Сопроводив, правда, это предположе-
ние замечанием, что правильность экстраполирования та-
кой зависимости на пористые тела вряд ли может вызвать
серьезные возражения. Тем не менее желательно все—таки
зависимость типа (3.69) для пористых тел получить, а не за-
кладывать ее сразу при определении коэффициента за-
медления. В рамках фрактальных представлений о структуре
прессовки такая возможность появляется.
Скорость и длина пути упругой волны в компактном
(сплошном) и пористом телах связаны между собой про-
стым кинематическим соотношением
VkIV^lllk. (3.70)
84
В теории фракталов достаточно хорошо разработана
область исследований, связанная с диффузией и случай-
ными блужданиями на фрактальных решетках [52]. Уста-
новлено, что диффузионный фронт в этом случае тоже
имеет фрактальную структуру. В случае трехмерной
фрактальной решетки топологическая фрактальная раз-
мерность фронта равна F=3. Множество траекторий
ультразвуковых волн на исходном фрактальном кластере
(прессовке) с размерностью D образуют некий гипер —
кластер с топологической размерностью Н. Диффузион-
ный фронт можно трактовать как пересечение этих двух
фрактальных пространств.
Фрактальная размерность подпространства пересечения
равна [98]
F = D + H-d, (3.71)
где d — топологическая размерность охватывающего пе —
ресечение пространства. Поскольку размерность под-
пространства пересечения F=3, размерность прессовки
3 > D > 2, то размерность гиперкластера больше 3 и, соот-
ветственно, размерность охватывающего пространства
необходимо принимать равной d = 4.
Размер области системы, в которой находятся частицы,
доступные для возбуждения, определяется радиусом кор-
реляции кластера
/?~C|0-0c|-v, (3.72)
где v — критический индекс радиуса корреляции [49].
Константа находится из условий прохождения волны в
компактном теле
lk = С|1 - 0C|-V (3.73)
Определив из (3.73) С и введя обозначение
Т-|(0-0с)/(1-0с)|, (3.74)
представим (3.72) в окончательном виде
R = lkT~\ (3.75)
Учитывая, что число частиц в кластере и его размер
связаны между собой формулой (1.2), получаем выражение
для длины пути волны в пористом фрактальном теле
l=RHld. (3.76)
Подставив (3.76) и (3.71) в (3.70), после учета значений Fad,
получим выражение для коэффициента замедления движе-
ния ультразвука в пористом теле по сравнению с компактным
85
[/1 у = X°-3)/4j,(7-D)v/4 (3.77)
/с к
В тех случаях, когда необходимо решать обратную за-
дачу (по известной скорости ультразвука в пористом теле
определять модули упругости компактного тела из такого
же материала), можно использовать полученную из
(3.69), (3.77) и определения относительной плотности за-
висимость
=£/<3-W2r(O-7)v/2/0 (3.78)
Легко убедиться, что для (3.77) и (3.78) выполняется
предельный переход от пористого тела к компактному при
0=1 и D = 3. Когда дисперсная система не консолидиро-
вана, т. е. при 0 < 0с, скорость волны и модуль упругости
равны нулю. Поскольку анизотропия фрактальных кла-
стеров не учитывается (как правило, она мала), то в рас-
сматриваемом подходе подразумевается, что структурное
замедление продольных и поперечных волн одинаково.
В работе [96] описаны экспериментальные исследования
распространения ультразвука в консолидированных сис-
темах из гранулированного полиметилметакрилата
(ПММК). Размеры образцов 300x200x100 мм. Средний
размер гранул 162,7 мкм. Скорость продольных волн в
ПММК 2730 м/с, поперечных 1333 м/с. Частота импульсов
40—80 кГц. Результаты измерения продольной скорости в
зависимости от пористости образцов приведены на
рис. 3.12. На этом же рисунке штриховыми линиями
представлены результаты вычислений по теории [95].
Результаты вычислений по формуле (3.77) изобра-
жены сплошной линией (кривая 1). При проведении
вычислений использовалось выражение (3.41), связы-
вающее плотность и фрактальную размерность системы
при консолидации. В отличие от подхода, изложенного в
работе [95], фрактальный подход позволяет получить
зависимость скорости в полном диапазоне изменения
пористости образцов. Из рисунка видно, что полученная
теоретическая зависимость пересекает поле экспери-
ментальных данных.
На рисунке приведены также результаты вычисления
по (3.78) зависимости относительного (в единицах модуля
упругости компактного ПММК) модуля упругости от по-
ристости консолидированной дисперсной системы. Необхо-
димо отметить, что при значениях пористости больше 0,31,
когда поровое пространство образует непрерывный кластер,
наблюдается сильная нелинейность в поведении скорости и
модуля упругости.
86
Рис. 3.12. Зависимость относительной скорости рас-
пространения продольных волн от пористости консоли-
дированного полиметилметакрилата
Рис. 3.13. Зависимость относительной скорости рас-
пространения поперечных волн от пористости консоли-
дированного ПММК
87
В работе [96] измерялась скорость продольных волн в
уплотненном сухом песке. Песок помещался в трубку
длиной L = 200 мм, внутренним диаметром 5 мм. Средний
размер частиц песка d = 300 мкм. Скорость ультразвуковой
волны 2900 м/с. Частота 3,6 кГц. Если считать так, как это
обычно делается при проведении сейсмических расчетов
[100], что песок представляет собой кварц плотностью
2650 кг/м с модулем Юнга 100 ГПа, то по формуле (3.69)
скорость волны в монокристалле кварца равна 6140 м/с.
Таким образом, полученная в результате эксперимента
относительная скорость — 0,472.
Для получения теоретической оценки скорости по (3.37)
воспользуемся приведенной в [99] формулой для относи-
тельной плотности уплотненного грунта, которая дает
0 ~ 0,74. Фрактальная размерность соответствующей
структуры D - 2,834. Отношение Lid равно 700. Расчет по
(3.77) дает значение относительной скорости, равное 0,494.
Различие между теоретическим и экспериментальным
значениями составляет около 5%, что позволяет считать
результат удовлетворительным.
Распространение ультразвука в металлических порошках
для целей разработки методов неразрушающего контроля
подробно рассматривается в [101]. В частности, проведены
экспериментальные исследования по выявлению влияния
консолидации металлических порошков на скорость рас-
пространения ультразвука. На основе результатов данного
эксперимента был произведен теоретический расчет по
разработанному в данном разделе методу.
Зависимость скорости от плотности порошков железа,
никеля и меди приведена на рис. 3.14 (кривая 1). На
рис. 3.15 даны зависимости скорости от давления прес-
сования для тех же порошков. Поскольку расчет относи-
тельной плотности, как и скорости распространения
ультразвуковых волн,является чисто структурным и ки-
нематическим, то эти зависимости в относительных еди-
ницах для разных металлов совпадают, что подтверждает
хорошее соответствие с экспериментальными данными.
Давление определяется по уравнению прессования, по-
этому зависимости для давления не совпадают.
Рассматриваемый подход может быть применен и к
задачам фильтрационной консолидации. В работе [102]
проверяется предположение М. Био о том, что не только
форма пор, но и их извилистость играет существенную
роль при рассмотрении поглощения звука в морском грунте
с просачиванием вязкой жидкости через пористую стенку.
Для уточнения данного предположения в [102] ис-
пользуется теория перколяции. Задача решается следую-
щим образом. Рассматриваются плоские звуковые волны,
88
Рис. 3.14. Зависимость относительной скорости рас-
пространения ультразвука от относительной плотности:
1 — теория; 2 — эксперимент для порошка никеля; 3 — железа;
4 — меди
длина которых много больше сечений пор и расстояний
между ними, а число пор в каждом единичном сечении,
перпендикулярном к направлению распространения звуко-
вой волны, практически одинаково. В этом случае пористая
среда является однородной с эффективными упругими па-
раметрами, плотностью и коэффициентом поглощения.
Рис. 3.15. Зависимость относительной скорости рас-
пространения ультразвука от давления прессования для:
1 — никеля; 2 — железа; 3 — меди
89
Выделяется кубический объем Ио пористой среды ли-
нейным размером L, малым по сравнению с длиной волны,
но большим по сравнению с размерами пор и расстоянием
между ними. Определяется его относительное изменение
(сжатие) s под действием давления в звуковой волне. Если
бы никаких внутренних процессов в этом объеме не про-
исходило, то сжатие складывалось бы из сжатия жидкости
и твердой среды. Однако, поскольку часть жидкости вы-
жимается из этого объема, то сжатие также будет зависеть
от внутреннего параметра ср = v/K, где v — объем вытес —
ненной жидкости. Расчет проводился для цилиндрических
пор радиусом а. Скорость жидкости и определялась в
результате решения уравнения Навье —Стокса. В итоге
параметр ср был выражен следующим образом
ср = -m^uNkLI шИ, (3.79)
где N — число каналов в рассматриваемом объеме.
Далее используются представления теории перколяции.
В рассмотрение вводится представление о случайной
сетке цилиндрических пор радиусом а. Пусть z — среднее
число пор, приходящихся на узел сетки. Протекание по
такой сетке пор возможно лишь при z>zc, где zc.—порог
протекания. В этом случае предлагается в (3.79) заменить
Tta^NLIV на па2//?2, где R—радиус корреляции кластера
пор. Для R справедливо определение (3.72) с учетом за-
мены 0
Поскольку критический индекс в (3.72) величина
постоянная, то в [102] сделан вывод о том, что извили-
стость не играет существенной роли и предположение
М. Био о ее влиянии на поглощение звука не оправды-
вается. В этой связи необходимо сделать два замечания.
Во-первых, критический индекс v не характеризует
явным образом извилистость. Он определяет радиус
корреляции, который в свою очередь через z в опреде-
ленном смысле будет отражать извилистость или, пра-
вильнее сказать, структуру сетки пор.
Во-вторых, понятие о радиусе корреляции в [102] не
только ошибочно трактуется, но и неправильно исполь-
зуется. Можно было бы повторить все выкладки, пред-
шествующие получению выражения (3.76), рассматривая
не распространение возмущения по фрактальному кла-
стеру скелета дисперсного тела, а эквивалентную задачу
[52] о вытеснении жидкости из насыщенного порового
пространства, также образующего фрактальный кластер. В
результате мы бы получили точно такое же выражение.
Далее в (3.79) произведение NL, представляющее путь,
90
который проходит вытесняемая жидкость, нужно заменить
на I, определенное по формуле (3.76). После перехода в
(3.79) к безразмерным переменным (в единицах а) получим
явную зависимость объема вытесненной жидкости от
фрактальной размерности порового пространства
v = ср V = n^A(D'3)/4747-a)v/4 /то. (3.80)
По определению [52] фрактальная размерность как раз
и характеризует извилистость. Для определения фрак-
тальной размерности порового пространства в реальных
пористых телах существуют разные подходы. Можно, на-
пример, использовать законы распределения пор по раз-
мерам так, как это сделано в [70].
Таким образом, (3.80) позволяет сделать вывод, что
М. Био был прав: структура порового пространства в на-
сыщенной консолидированной дисперсной системе влияет
на процесс распространения звука. Результаты (но не вы-
воды), приведенные в работе [102] как раз и подтверждают
это. Данные результаты можно рассматривать и как ответ
на вопросы, поставленные в статье [103], где этот факт
также в определенной мере подвергался сомнению.
Зависимости (3.77), (3.78), (3.80) могут найти практическое
применение для определения по результатам измерений
скорости распространения упругих волн в сухих и насы-
щенных порошковых и зернистых средах фрактальной
размерности скелета и порового пространства, что позволит
поднять информативность акустических методов неразру—
шающего контроля таких дисперсных систем и материалов.
3.4. СТРУКТУРНО-МЕХАНИЧЕСКИЕ ОСОБЕННОСТИ
УПЛОТНЕНИЯ ОТДЕЛЬНЫХ ВИДОВ РЕАЛЬНЫХ
ДИСПЕРСНЫХ СИСТЕМ
Необходимость специального рассмотрения такого во-
проса диктуется рядом обстоятельств. В первую очередь
это связано с тем, что существует определенный разрыв
между теорией и экспериментальными работами и далее
технологиями формования и прессования. Этот разрыв
обусловлен не сложностью, например, математического
аппарата теории и, в силу этого, его недоступностью для
экспериментаторов или технологов. Причина скорее в сути
теоретических подходов, которые первоначально исходят
из идеализированных представлений о материале. Вопрос
в том, имеет ли теория внутренний резерв для того, чтобы
впоследствии учесть свойства реального материала, кото-
рые главным образом проявляются через его структуру.
91
Возможности в этом плане развитого в данной работе
фрактального подхода в теории консолидации рассматри-
ваются ниже на примере ряда из пяти видов порошковых и
зернистых материалов: металлических, керамических, по-
лимерных, древесных и торфяных. Ряд сформирован не
случайным образом, он подобран так, чтобы при переходе от
одного вида материалов к другому происходило постепенное
усложнение внутренней структуры консолидируемых час-
тиц. Занимающие в этом ряду среднее положение поли-
мерные пресс — порошки являются сложной системой, по-
скольку содержат минеральные или, чаще всего, древесные
наполнители. Для древесных дисперсных систем характерна
иерархическая структурная организация. Торфяные системы
интересны тем, что они имеют древесные структуры или
близкие к ним, но преобразованные идущими в торфяной
залежи химическими, биологическими и геологическими
процессами. Теория фракталов позволяет проследить влия-
ние указанных особенностей на механику консолидации.
3.4.1. Взаимосвязь между давлением и плотностью
при прессовании металлических порошков
Перейдем к рассмотрению на основе построенной
теории процессов прессования дисперсных систем из
конкретных материалов. В этом плане металлические по-
рошки имеют явное преимущество перед другими дис-
персными системами, поскольку благодаря достижениям
порошковой металлургии являются наиболее изученной
системой, а с другой стороны, в силу структурных свойств
частиц порошка, они относятся к типу наиболее простых
дисперсных систем.
Взаимосвязь между давлением и плотностью при прес —
совании дисперсных систем установлена решением (3.57)
локального уравнения прессования (3.53). Исходные дан-
ные о механических свойствах материала частиц порошка,
необходимые для расчетов по (3.57), рассредоточены по
многочисленным литературным источникам, поэтому
возникла необходимость собрать их в единую табл. 3.1. В
этой таблице представлены одиннадцать видов материалов,
которые наиболее широко используются в порошковой
металлургии либо в чистом виде, либо в составе компо-
зиционных материалов.
Модуль Юнга является для металлов стандартной ве-
личиной, поэтому в таблице приведены его значения из
наиболее доступных источников, ссылки на которые при-
ведены ниже.
В зависимость (3.57) входит критическое давление
прессования, соответствующее относительной плотности
92
Таблица 3.1. Основные механические свойства
металлических порошков
Характе-
ристики
Модуль Юнга
/ДхЮ5, МПа
Источники
Твердость
НВ, МПа
Источники
Коэф. Пуас-
сона
Источники
Коэф, внут-
реннего
трения [1
Источники
Коэф, бо-
кового дав —
ления Кб
Источники
Коэф, при —
ведения к
гидростатич.
прес. Кг
частиц порошка:
Sn РЬ Au Ад Си Fe Мо Ni W Со WC
0,48 0,16 0,79 0,81 1,30 2,10 3,00 2,20 4,00 2.Ю 7,20
[83] [83] [104] [105] [83] [83] [83] [105] [83] [105] [83]
48 36 185 210 400 650 1500 1320 3000 1750 16000
[83] [83] [105] [105] [83] [83] [83] [105] [83] [105] [83]
0,33 0,44 0,42 0,37 0,35 0,28 0,31 0,33 0,29 0,30 0,22
[85] [104] [85] [104] [104] [83] [105] [85] [104] [105] [105]
0,36 0,12 0,27 0,16 0,35 0,42 0,41 0,36 0,46 0,43 0,65
(83) (83) (83) (83) [86] [86] (83) (83) (83) (83) (83)
0,49 0,79 0,72 0,59 0,54 0,37 0,45 0,49 0,41 0,43 0,28
[85] (82) [85] (82) [85] [86] (82) [85] (82) (82) (82)
0,66 0,86 0,82 0,72 0,69 0,60 0,63 0,66 0,60 0,62 0,52
0 = 1. В настоящее время трудно назвать единый обще-
признанный подход к определению критического давления.
Так в [86], в рамках предположения, что критическое
давление прессования соответствует давлению, необходи-
мому для истечения максимально упрочненного металла в
микропоры, получено для порошков железа значение
1500 МПа. М. Ю. Бальшин [83] считает эту величину за-
ниженной и полагает, что она должна быть близка к тео-
ретической прочности железа - 10 000 МПа. Для практи-
ческих расчетов в [83] используются значения критического
давления, равные твердости по Бринелю. При этом отме-
чается, что на первой стадии прессования используются
значения твердости исходного ненаклепанного порошка.
Границе между второй и третьей стадиями соответствует
93
твердость максимально наклепанного материала частиц,
которая и равна предельной теоретической прочности
материала. Необходимо отметить и неоднозначность под-
ходов к определению теоретической прочности металлов. В
качестве примера можно сослаться на монографию [106],
где приведен обзор существующих в настоящее время
методов и указывается, что для альфа —железа получены
значения теоретической прочности в пределах от 15 000
до 33 700 МПа.
Поскольку существует достаточно полный массив экс-
периментальных данных по зависимости плотности от
давления прессования для порошков железа и меди, то,
используя (3.57), можно решить обратную задачу и оп-
ределить критическое давление прессования. При этом для
железа давление равно 5000 МПа, для меди 3077 МПа. Эти
значения являются средними между теми, которые ис-
пользовались в [83] и [85]. Если принять точку зрения
М. Ю. Бальшина и считать, что критическое давление
пропорционально твердости по Бринелю, то получим про-
стую линейную зависимость рк = 7.&92НВ, которая и была
использована для всех остальных металлов.
Коэффициент внутреннего трения определялся по за-
висимости, которая получена следующим образом. Ко-
эффициент бокового давления по М. Ю. Бальшину [83]
K6=v/(l-v). (3.81)
Г. М. Жданович в рамках статистических представлений
о контактном механизме взаимодействия частиц в прес-
совке получил [86]
Кб =(tg<p-p)/[(l + p.tg<p)2cos(?t/4)]. (3.82)
Если приравнять правые части (3.81) и (3.82) и учесть, что
tgqp — 205, то получим формулу для определения коэффи-
циента внутреннего трения
р. = 2°'5(1 - 2v) / (1 + v). (3.83)
Согласно (3.83), коэффициенты внутреннего трения
для порошков железа и меди равны соответственно 0,48
и 0,31. Эти значения удовлетворительно совпадают с
приведенными в табл. 3.1 экспериментальными данными
из работы [86].
Коэффициент приведения к гидростатическому прес-
сованию вычислялся по формуле [86]
Кг =(1 + 2Кб)/3. (3.84)
94
Этот коэффициент необходим для обеспечения сопоста-
вимости экспериментальных и теоретических данных, по-
скольку выражение (3.57) получено в предположении, что
процесс прессования является гидростатическим (изостати —
ческим), экспериментальные данные в [83—86] получены
главным образом при прессовании в пресс-формах
(матрицах).
Результаты вычисления зависимости относительной
плотности от относительного давления прессования (в
единицах критического давления) по (3.57) представлены
на рис. 3.16 (кривая 1). Там же приведены результаты
расчетов по зависимостям, предложенным Г. М. Ждано-
вичем [86] (кривая 2) и М. Ю. Бальшиным [83] (кривая 3),
а также экспериментальные данные [107].
Как видно из рисунка, для первой стадии прессования
зависимость (3.57) проходит ближе к зависимости, пред-
ложенной М. Ю. Бальшиным, которая по сути является
интерполяционной кривой, построенной по эксперимен-
тальным данным. При переходе к третьей стадии прес-
сования зависимость (3.57) уже ближе к зависимости, по-
лученной Г. М. Ждановичем, что тоже объяснимо, по-
скольку на данной стадии неоднородность структуры
прессовки значительно уменьшается. В этих условиях,
поскольку оба подхода имеют общую идейную первоос-
нову, они дают близкие результаты.
На рис. 3.17 приведена теоретическая зависимость по
(3.57) и экспериментальные данные [83] для изостатиче —
ского прессования медного порошка.
Рис. 3.16. Зависимость плотности от давления для же-
лезного порошка:
1 — фрактальная теория; 2 — теория М. Ю. Бальшина, 3 — теория
Г. М. Ждановича; 4 — ранные эксперимента
95
Рис. 3.17. Зависимость плотности от давления для
медного порошка:
1 — фрактальная теория; 2 — данные эксперимента
Рис. 3.18. Теоретические зависимости плотности от дав-
ления прессования для порошков металлов:
1 — олово; 2 — свинец; 3 —золото; 4 — серебро; 5 — медь;
6 — железо; 7 —молибден; 8 — никель; 9 — вольфрам; 10 —
кобальт; 11 — карбид вольфрама
96
Зависимости плотности от давления прессования по
(3.57) были получены для всех представленных в табл. 3.1
металлов. Результаты вычислений приведены на рис. 3.18.
Из рисунка видно, что материалы выстроились в опреде-
ленный ряд, который может быть назван рядом прессуе —
мости. На одном его конце находятся такие легко прес-
суемые металлы как олово, свинец, золото. Для этих ме-
таллов характерна наименьшая работа прессования, кото-
рая пропорциональна интегралу от давления прессования
по плотности. Далее расположены металлы средней прес-
суемое™ — медь, железо, молибден, никель. Замыкают ряд
твердые и сверхтвердые материалы: вольфрам, кобальт,
карбид вольфрама.
В табл. 3.1 материалы приведены как раз в том порядке,
в котором они стоят в ряду прессуемости. Необходимо
отметить, что ни по одному из приведенных в таблице
основных механических свойств ряд не является моно-
тонным, т. е. его нельзя получить, располагая металлы в
порядке возрастания или убывания модуля Юнга, коэф-
фициента Пуассона или другого параметра.
Как видно из рис. 3.18, подход М. Ю. Бальшина [83],
основанный на делении процесса прессования на три
стадии, применим для описания прессования легко— и
среднепрессуемых металлов, у которых эти три стадии
достаточно четко можно выделить. Что касается твердых
материалов, то для них в достаточной степени условно
можно выделить две стадии. Для карбида вольфрама процесс
прессования является однозначно одностадийным. Пре-
имущество развиваемого в данной работе подхода состоит в
том, что в рамках единого описания можно исследовать
прессуемость практически всех металлических порошков.
3.4.2. Зависимость плотности прессовок
из керамических порошков от давления прессования
Установление зависимости между давлением прес-
сования и показателями уплотнения прессовок является
одним из важнейших вопросов технологии и теории
прессования керамических порошкообразных масс. Вы-
воду, проверке и использованию такого рода зависимостей
посвящено большое количество исследований, наиболее
полный анализ которых проведен в монографии [109].
Наряду с работами, преследовавшими цель установить вид
математических зависимостей для отдельных, сравни-
тельно узких областей глиняных порошков, грубозерни-
стых порошков из непластичных материалов, применяе-
мых в производстве огнеупоров, формовочных земель,
предпринимались попытки построить обобщенные урав —
97
нения прессования для порошков, сильно различающихся
по своим свойствам.
Если сопоставить исходные предпосылки со сложностью
процесса прессования керамических порошков, то видно, что
ни одно из описывающих его дифференциальных уравне-
ний, по мнению авторов монографии [109], не может счи-
таться достаточно строгим и обоснованным. На основании
этого высказывается суждение о том, что, по —видимому,
простыми зависимостями нельзя охватить совокупность ос —
новных физических явлений, происходящих в процессе
сжатия порошков. Следовательно, и полученные уравнения
прессования керамических порошков нельзя считать тео-
ретически вполне обоснованными, прочно опирающимися
на физику процесса. Это, однако, не исключает возмож-
ности удовлетворительного совпадения решений отдельных
уравнений и кривых уплотнения для довольно широких
интервалов давлений и многих типов порошков.
Вместе с тем в [109] отмечается, что если даже прибли-
женные аналитические выражения найдены удачно, то
относительно больших расхождений между ними и факти-
ческими кривыми прессования керамики можно ожидать в
двух областях: а) на самых начальных стадиях процесса,
когда деформации структурных элементов несущественны, а
роль приложенного усилия сводится к преодолению сил
сцепления и трения между ними; б) при переходе к области
критической плотности. Наиболее точное совпадение дос-
тижимо тогда, когда коэффициенты уравнения получены
при режимах прессования, близких к применяемым в прак-
тике прессования керамических порошков.
Примером аналитического выражения, широко ис-
пользуемого для описания закономерностей прессования
огнеупоров, является уравнение Бережного [109]
n = a-61g/>, (3.85)
где П — истинная пористость прессовки; а и b —
постоянные, которые определяются на основании двух
экспериментов, выполняемых при двух существенно
различающихся (в 5—10 раз) давлениях прессования.
Уравнение Бережного имеет принципиальные границы
применимости, обусловленные поведением функции (3.85)
при малых и больших значениях давления, и может быть
надежно использовано в области средних давлений от 5—
10 до 150—200 МПа.
Своеобразный подход к построению теории прессования
керамических порошков предложили А. Купер и Л. Итон в
работе [ПО]. Рассматривая процесс прессования сухих мо —
нофракционных порошков, они выделяют в механизме уп-
лотнения системы в качестве независимых два фактора:
98
1) заполнение крупных пор в результате улучшения укладки
частиц порошка; 2) заполнение мелких пор вследствие де-
формации и разрушения частиц порошка. Относительное
изменение удельного объема ЛИ представляется как суммар-
ный эффект
Д И - a] exp(-fc] / р) + а2 exp(-fc2 / р). (3.86)
Четыре константы в правой части (3.86) определяются в
результате обработки по специальной методике экспери-
ментальных данных для каждого порошка. Относительное
изменение удельного объема выражается через начальный
удельный объем порошка Ио, удельный объем при макси-
мальном уплотнении И„ и фактический удельный объем И
при давлении р:
ЛИ»^-^/^-^). (3.87)
К достоинствам полуэмпирической зависимости (3.86)
относится то, что она применима для описания процесса
уплотнения при малых давлениях и позволяет получить
хорошую сходимость с экспериментальными данными в
случае наличия их представительного массива.
На основании рассмотрения процессов уплотнения ке-
рамических пресс —порошков и анализа существующих
уравнений прессования в [109] в качестве общего недо-
статка уравнений прессования, используемых в керами-
ческой технологии, отмечается то, что они не отражают
существования известной предельной степени уплотнения,
которая фактически наступает при достижении критиче-
ского давления прессования. Этот недостаток существенно
ограничивает область применимости известных в на-
стоящее время уравнений прессования для широкого
круга керамических пресс —порошков.
Развитый в данной работе теоретический подход к
построению уравнения прессования позволяет включить
представление о критическом давлении прессования в
теорию естественным образом, поэтому удалось получить
описание процесса уплотнения в полном диапазоне изме-
нения относительных плотностей и давлений.
Исходные данные о механических свойствах частиц
керамических порошков, для которых проводились рас-
четы, приведены в табл. 3.2. Выбор материалов диктовался
главным образом наличием экспериментальных данных о
зависимости плотности от давления для сопоставления с
результатами расчетов.
Характерная особенность керамических порошков
состоит в том, что это твердые, но хрупкие материалы, как
видно из таблицы, их микротвердость примерно на поря-
док выше прочности на сжатие.
99
Таблица 3.2. Основные механические свойства
керамических порошков
Характе — ристики Материал частиц порошка
ZrO2 AhO3 SiO2 MgO СаСОз
Модуль Юнга, E^-IO5, МПа 1,50 3,70 0,85 2,70 0,26
Источники [111] [Hl] [Hl] [Hl] [Hl]
Микротвердость, ГПа 12,08 21,49 11,03 11,25 12,00
Источники [Hl] [Hl] [Hl] [Hl] [112]
Предел прочности при сжатии, ГПа 1,30 2,55 1,74 1,37 0,97
Источники [Hl] [Hl] [Hl] [Hl] [ПЗ]
Коэф. Пуассона 0,290 0,124 0,157 0,120 0,222
Источники [Hl] [Hl] [Hl] [Hl] [Hl]
Коэф, внутреннего трения ц 0,46 0,94 0,83 0,95 0,69
Источники (83) (83) (83) (83) (83)
Коэф, бокового давления 0,41 0,14 0,19 0,14 0,28
Источники (81) (81) (81) (81) (81)
Коэф, приведения к гидростатич. прессованию Кг 0,61 0,43 0,46 0,42 0,52
Поэтому, при достижении давлений прессования, близких
к критическим, процессы разрушения частиц порошка будут
преобладать над процессами микродеформирования и исте-
чения материала в микропоры. Такой механизм уплотнения
указывает на необходимость связывания критического дав-
ления прессования керамических порошков с пределом
прочности на сжатие. Подтверждением этого является и то,
что при экстараполяции экспериментальных данных из [110]
до И = 1 получаются значения критического давления, близ —
кие к пределу прочности на сжатие. Коэффициенты внут-
реннего трения, бокового давления и приведения к гидро-
статическому прессованию определялись по формулам (3.83),
(3.81), (3.84) аналогично тому, как это было сделано в п. 3.4.1,
100
Результаты вычисления зависимости относительной
плотности от относительного давления прессования для
всех представленных в табл. 3.2 порошков приведены на
рис. 3.19—3.23. Для сопоставления на рис. 3.19—3.22
приведены экспериментальные данные из работы [110].
Как уже отмечалось выше, в [110] определялось отно-
сительное изменение удельного объема, а не относи-
тельная плотность. Выражение, связывающее их между
собой, сравнительно просто получается из (3.87) с учетом
того, что плотность есть величина, обратная удельному
объему:
0-0о/[1-И(1-0о)], (3.88)
где 0о — начальное значение относительной плотности.
На рис. 3.23 приведены экспериментальные данные из
[114]. Они относятся к начальной стадии прессования,
поскольку проводилось только формование порошка, а
затем он подвергался спеканию.
Необходимо отметить проведенный в работе [114]
тонкий анализ эволюции структуры прессовки из порошка
тетрагонального диоксида циркония при уплотнении. В
результате использования целого комплекса методов ис-
следования структур, а также прецизионных инструмен-
тальных и аппаратных средств, в [114] показано, что в
дисперсной системе, представленной порошком диоксида
циркония, реализуется иерархическая структура упаковки
частиц: индивидуальные частицы — кластеры (агломераты
первого порядка по принятой в [114] терминологии) —
кластерные структуры — (агломераты второго порядка) —
прессовка (компакт).
При увеличении давления формования до 100 МПа
разрушаются агломераты второго порядка. Фрагменты
этих агломератов, обладающие низкой плотностью и раз-
мерами, близкими к размерам агломератов первого по-
рядка, заполняя крупные пустоты между агломератами
второго порядка, снижают среднюю плотность агломе-
ратов первого порядка. Дальнейшее увеличение давления
формования приводит к монотонному повышению плот-
ности упаковки частиц в агломератах первого порядка и
плотности упаковки самих агломератов.
Однако при достижении некоторого критического для
агломератов первого порядка давления возможен анало-
гичный процесс снижения плотности упаковки частиц в
агломератах первого порядка, связанный с разрушением
таких агломератов. При дальнейшем увеличении давления
плотность упаковки структурных составляющих будет
продолжать монотонно возрастать.
101
Рис. 3.19. Зависимость плотности от давления
прессования для порошка кальцита
Рис. 3.20. Зависимость плотности от давления
прессования для порошка магнезии
Рис. 3.21. Зависимость плотности от давления
прессования для порошка кварца
102
Рис. 3.22. Зависимость плотности от давления прес-
сования для порошка корунда
Таким образом, в [114] нашли экспериментальное под-
тверждение вытекающие из теории фракталов представления
о процессах структурообразования при консолидации дис-
персных систем, рассмотренные в п. 3.1.3.
Сравнивая приведенные на рис. 3.19—3.23 результаты
теоретических расчетов с данными прессования можно
заключить, что развитый в данной работе фрактальный
структурный подход позволяет получить достаточно полное
описание процесса прессования керамических порошков.
Результаты на рис. 3.19—3.23 не вполне сопоставимы
между собой, так как они получены при разных значениях
начальной плотности прессовок. Чтобы исключить влияние
начальной плотности, были проведены расчеты для всех
типов порошков при одинаковой относительной начальной
плотности 0(> = 0,3.
Рис. 3.23. Зависимость плотности от давления
прессования для порошка диоксида циркония
103
Таблица 3.3. Зависимость относительной плотности
от относительного давления прессования для керамических
порошков при одинаковых значениях начальной плотности
Оо = 0,3
Относительная ПЛОТНОСТЬ Относительное давление для порошков
ZrO2 А12Оз SiO2 MgO СаСОз
0,300 0,000 0,000 0,000 0,000 0,000
0,400 0,042 0,032 0,032 0,031 0,028
0,500 0,093 0,073 0,072 0,071 0,057
0,600 0,162 0,130 0,129 0,127 0,104
0,700 0,261 0,217 0,216 0,213 0,180
0,750 0,328 0,279 0,278 0,275 0,237
0,800 0,411 0,359 0,358 0,355 0,314
0,850 0,515 0,464 0,463 0,460 0,418
0,900 0,645 0,601 0,599 0,597 0,559
0,950 0,805 0,777 0,776 0,774 0,749
1,000 1,000 1,000 1,000 1,000 1,000
Поскольку после перевода в используемые для расчетов
относительные единицы результаты для разных порошков не
очень сильно различаются между собой, то они представлены
в виде таблицы. Для наглядности данные по трем наиболее
различающимся порошкам приведены на рис. 3.24. Сопо-
ставляя кривые на данном рисунке с аналогичными зависи —
мостями для металлических порошков на рис. 3.18, можно
сказать, что это типичные зависимости для трудно прессуе-
мых порошков. Данные материалы образуют ряд прес —
суемости в том порядке, в котором они приведены в табл 3.3.
Рис. 3.24. Зависимость плотности от давления прессо-
вания для керамических порошков при 0g = 0,3:
1 — СаСО3; 2 — А12О3; 3 — ZrO2
104
3.4.3. Зависимость между плотностью и давлением
при уплотнении полимерных порошковых материалов
Прессование является одной из самых распространенных
операций в технологии переработки пластических масс. Если
рассматривать прессование только порошковых дисперсных
материалов, то можно констатировать, что используются два
его вида: 1) прямое (компрессионное) прессование пресс —
порошков в изделия; 2) таблетирование с целью облегчения
операций дозирования и предварительного подогрева мате-
риала перед прессованием изделий.
В свою очередь, методы прямого прессования классифи-
цируются в зависимости от температуры [115] на прессова-
ние холодное, горячее и высокотемпературное. Поскольку в
данной работе предполагается, что система находится в
термостате, то можно рассматривать холодное прессование и
таблетирование.
Проанализировав имеющуюся литературу по таблети-
рованию и прессованию полимерных порошков, можно
заключить, что вопросы теории прессования в ней отра-
жены в очень небольших объемах. Исключение в данном
смысле составляет монография [116], но и она посвящена
главным образом вопросам конструирования технологи-
ческого оборудования, а теория в ней представлена из-
вестным феноменологическим подходом Н. Ф. Кунина и
Б. Д. Юрченко [117].
Понятно, что пресс — порошки на основе пластических
масс достаточно хорошо прессуются и при этом ис-
пользуются сравнительно небольшие давления, т. е.
почти не возникает таких технических и технологиче-
ских трудностей, как при прессовании металлических
или керамических порошков. Но, с другой стороны, при
решении более сложных технологических проблем, на-
пример, контроля и управления точностью изготовления
деталей из пластмасс, оказывается [118], что в силу их
объективных свойств феноменологические соотношения
типа приведенных в [117] нельзя использовать при по-
строении полного факторного комплекса для описания
процесса прессования. В результате приходится ставить
трудоемкие и громоздкие эксперименты для получения
регрессионных зависимостей.
Можно привести пример несколько иного рода. Так, в
работе [119] указывается, что основным показателем ка-
чества работы таблеточных машин является получение
таблеток с заданной точностью дозирования по массе.
Стабильность массы является одним из важнейших тре-
бований и регламентируется очень жестко, например, при
изготовлении таблеток из пресс —порошков фенопластов
105
массой до 16 г допустимое отклонение составляет 1%
номинальной массы таблетки.
В результате исследования стабильности работы ротор-
ных таблеточных машин установлено [119], что проектная
точность при таблетировании определяется в основном
погрешностями при дозировании и прессовании. Причем
погрешности при прессовании составляют 15—35% по-
грешности дозирования. Вместе с тем в [119] отмечается,
что методы расчета настройки таблеточных машин на за-
данную массу таблетки отсутствуют и практически эта ра-
бота выполняется чисто эмпирическим путем.
Выбор конкретных видов пресс —порошков (табл. 3.4)
для проведения расчетов обусловлен наличием экспери-
ментальных данных по диаграммам прессования [116],
которые представлены фенопластами и аминопластами.
Таблица 3.4. Основные механические свойства
полимерных порошков
Характе — ристики Материал частиц порошка
Фторо- пласт—. Поли — имид Поли- этилен высокого давления Поли- этилен низкого давления Поли — мета- крилат Фе — нилои Поли- стирол блоч — ный
Модуль Юн- га Ет, МПа 1450 3600 260 750 3210 3300 3200
Источники [120] [121] [120] [121] [120] [121] [120]
Твердость НВ МПа 130 310 25 58 237 210 200
Источники [120] [121] [120] [120] [120] [121] [120]
Коэф. Пуас- сона V 0,40 0,40 0,45 0,40 0,40 0,40 0,40
Источники [123] [123] [123] [123] [123] [123] [123]
Коэф, внут — рен. трения ц 0,20 0,20 0,10 0,20 0,20 0,20 0,20
Источники (83) (83) (83) (83) (83) (83) (83)
Коэф, боко — вого давления к5 0,67 0,67 0,82 0,67 0,67 0,67 0,67
Источники (81) (81) (81) (81) (81) (81) (81)
Коэф, при- веден. к гид— ростатич. прес. Кг 0,78 0,78 0,88 0,78 0,78 0,78 0,78
Параметр Emv/HB 4,46 4,64 4,68 5,17 5,57 6,28 6,40
106
Окончание табл. 3.4
Характе — Материал частиц порошка
ристики ГЬчи- про — пилен Поли- винил- хлорид Ами- но- пласт Фто- ропласт 4 Фено— пласт 03- 010-02 Фено- пласт У4 — 080 - 02 Фено- пласт Сп 1- 342-02 Фено- пласт Э 2- 330 - 02
Модуль Юн — га Ет, Мпа 1190 3000 8650 1100 8000 7000 7800 6500
Источники [120] [120] [121] [120] [121] [121] [121] [121]
Твердость НВ, МПа 65 160 310 40 350 250 275 145
Источники [120] Ц20] 1121] 1120] [121] [121] [121] [121]
Коэф. Пу — ассона v 0,40 0,40 0,40 0,40 0,40 0,40 0,40 0,40
Источники [123] [123] [123] [123] [123] [123] [123] [123]
Коэф, внутр, трения ц 0,20 0,20 0,20 0,20 0,20 0,20 0,20 0,20
Источники (83) (83) (83) (83) (83) (83) (83) (83)
Коэф. бок. давления Кб 0,67 0,67 0,67 0,67 0,67 0,67 0,67 0,67
Источники (81) (81) (81) (81) (81) (81) (81) (81)
Коэф. Кг 0,78 0,78 0,78 0,78 0,78 0,78 0,78 0,78
Параметр Enixv/HB 7,32 7,50 10,32 11,00 11,15 11,20 1134 17,93
Приведенные примеры показывают, что в технологии
прессования полимерных пресс —порошков существуют
довольно сложные проблемы, поиски путей решения ко-
торых, в свою очередь, стимулируют развитие теории
прессования дисперсных систем такого вида.
Вместе с ними в данной работе рассмотрен ряд других
как термореактивных, так и термопластичных пластмасс,
которые, может быть, значительно реже перерабатываются
путем прямого прессования порошков, но они включены в
рассмотрение для того, чтобы иметь возможность лучше и
объемнее представить общие закономерности поведения
полимерных порошковых материалов при прессовании.
Результаты вычисления зависимости относительной
плотности от относительного давления для пресс —порош —
107
ков фенопластов и аминопласта приведены на рис. 3.25—
3.29. На этих же рисунках приведены и экспериментальные
данные из [116]. Оценка критического давления произво-
дилась путем экстраполяции экспериментальных данных
[116] для фенопласта 03 — 010—02, выраженных в факти-
ческих единицах давления, до относительной плотности
9=1. В результате получено значение давления, равное
743 МПа, что практически совпадает с удвоенным значе-
нием твердости.
Достаточно хорошее совпадение расчетных и экспери-
ментальных значений на рис. 3.31—3.35 в определенной
мере оправдывает такой подход к оценке критического
давления.
Аналогичная зависимость использовалась при по-
строении диаграмм прессования для всех остальных
пресс —порошков. Результаты расчетов диаграмм прес-
сования приведены в табл. 3.5. Порядок следования
пресс —порошков в ряду в обоих случаях совпадает. Для
большей наглядности наиболее характерные диаграммы
прессования приведены на рис. 3.30.
Таблица 3.5. Зависимость относительной плотности
от давления для полимерных пресс-порошков при 0О = 0,3
Относительное давление для порошков
Относи- тельная плотность Фто- ро- пласт 3 Поли— имид Поли- этилен высокого давления Поли- этилен низкого давления Поли — мета- крилат Фе- нидон Поли- стирол блоч- ный
0,300 0,000 0,000 0,000 0,000 0,000 0,000 0,000
0,400 0,056 0,054 0,053 0,050 0,048 0,041 0,041
0,500 0,123 0,120 0,118 0,110 0,106 0,093 0,091
0,600 0,208 0,203 0,201 0,188 0,182 0,161 0,156
0,700 0,321 0,314 0,312 0,296 0,287 0,259 0,256
0,750 0,393 0,386 0,383 0,366 0,356 0,326 0,323
0,800 0,478 0,471 0,468 0,450 0,441 0,410 0,406
0,850 0,579 0,572 0,570 0,553 0,544 0,514 0,510
0,900 0,699 0,693 0,691 0,677 0,669 0,644 0,640
0,950 0,893 0,835 0,834 0,825 0,821 0,804 0,802
1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000
108
Окончание табл. 3.5
Ошоси— Относительное давление для порошков
тельная плот- ность Поли — пропи- лен Поли- винил- хлорид Ами- нопласт Фторо- пласт 4 Фено- пласт 03- 010-02 Фено- пласт £4- 080 - 02 Фено- пласт Сп1 — 342 - 02 Фено- пласт Э2 — 330-02
0,300 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
0,400 0,035 0,034 0,022 0,019 0,019 0,019 0,018 0,006
0,500 0,079 0,077 0,050 0,045 0,049 0,043 0,042 0,015
0,600 0,139 0,136 0,093 0,083 0,092 0,081 0,079 0,031
0,700 0,230 0,225 0,164 0,150 0,163 0,146 0,144 0,067
0,750 0,294 0,288 0,218 0,202 0,218 0,198 0,195 0,100
0,800 0,375 0,370 0,293 0,275 0,292 0,270 0,267 0,153
0,850 0,480 0,474 0,396 0,377 0,395 0,372 0,368 0,239
0,900 0,614 0,610 0,539 0,521 0,538 0,516 0,513 0,382
0,950 0,786 0,783 0,735 0,723 0,734 0,719 0,717 0,617
1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000
Рассматриваемые порошки образуют ряд прессуе —
мости в том порядке, в котором они расположены в
табл. 3.4. Положение пресс —порошка в данном ряду од-
нозначно определяется значением безразмерного пара-
метра £’„,ху///В.
°-2 Г ,
О 0.2 0.4 0.6 0.8 1.0 Р!Рк
Рис. 3.25. Зависимость плотности от давления прессо-
вания для пресс —порошка фенопласта 03 — 010 — 02
109
Рис. 3.26. Зависимость плотности от давления прес-
сования для пресс — порошка фенопласта У4 — 080 — 02
Рис. 3.27. Зависимость плотности от давления прес-
сования для пресс — порошка фенопласта Сп1 —342 — 02
Рис. 3.28. Зависимость плотности от давления прес-
сования для пресс — порошка фенопласта Э2 —330 —02
110
сования для пресс — порошка аминопласта
В определенной мере указанием на соответствие по-
строенного ряда прессуемости практическим данным яв-
ляется и то обстоятельство, что порошки фенопласта,
аминопласта, фторопласта — 4 в соответствии с их местом
в ряду могут быть отнесены к легко прессуемым мате-
риалам. На практике, в технологии переработки пласти-
ческих масс, для них наиболее часто применяется метод
прямого прессования [И5].
Рис. 3.30. Зависимость плотности от давления прес-
сования при 0о = 0,3 для полимерных порошков:
1 — фторопласт; 2 — фенилон; 3 —ПВХ; 4 — аминопласт; 5 —
фенопласт Сп 1 — 342 — 02; 6 — фенопласт Э2 — 330 — 02
111
3.4.4. Влияние давления на плотность брикетов
при прессовании измельченной древесины
Характерной особенностью поведения измельченной
(диспергированной) древесины в процессе прессования
является заметное изменение ее строения. Такое поведение
является следствием реакции структурных составляющих
древесины на уплотнение, поскольку, в отличие от метал-
лических или керамических порошков, размер частиц
древесных пресс — материалов сопоставим с характерными
размерами элементов их анатомического строения. Ка-
чественно, а впоследствии и количественно, изменение
строения фиксировалось еще в ранних работах по изуче-
нию прессования цельной древесины и шпона [124, 125].
Так, при изучении микростроения срезов прессованной
цельной древесины в [124] установлено, что изменение
анатомического строения при прессовании в радиальном
направлении происходит, в основном, за счет уплотнения
ранней части годичного слоя. Ранние трахеиды сильно
деформируются, вытягиваются в тангенциальном на-
правлении, стенки их вдавливаются внутрь, происходит
сильное смятие, смещение слоя. Поздняя часть лишь
слегка уплотняется за счет уменьшения плотности.
В результате прессования соснового шпона давлением
16 МПа установлено, что полости ранних трахеид уменьши-
лись на 54%, поздних на 31%. У березового шпона при тех же
условиях полости древесных волокон уменьшились на 74%.
Изучение поведения измельченной древесины при уп-
лотнении первоначально наиболее активно осуществлялось
в рамках исследований по древесно — полимерным компо-
зитам [126]. При этом учитывались, главным образом, ка-
чественные и простейшие геометрические характеристики
частиц: вид, форма, размеры, порода древесины, способ
изготовления, качество поверхности. С появлением со-
временной испытательной аппаратуры на базе компьюте-
ров, видеоанализаторов изображений [127] стало воз-
можным оперировать более тонкими характеристиками,
учитывающими как структуру древесных частиц, напри-
мер долю наружной поверхности частиц с перерезанными
волокнами, так и статистические законы распределения
структурных элементов. Соответственно, и в развитии
теории и методов прогнозирования структурно—
механических свойств древесно — полимерных композитов
произошел переход от феноменологических подходов [128]
к структурным статистическим [73, 129].
Вопросы прессования измельченной древесины без
связующих наиболее полно изложены в монографии [130].
В ней приведены достаточно обширные эксперименталь—
112
ные данные, отражающие влияние различных технологи-
ческих факторов на свойства брикетов. К недостаткам
[130] можно отнести то, что в теоретическом плане рас-
смотрение ведется в рамках простейшего феноменологи-
ческого подхода.
Данные о механических свойствах пород древесины,
для которых проводились расчеты зависимости плотности
от давления прессования на основе развитого в данной
работе подхода, приведены в табл. 3.6.
Критическое давление прессования определялось через
микротвердость по полученной в п. 3.4.1 зависимости.
Предельная плотность, достигаемая при критическом
давлении, полагалась в соответствии с принятыми для
древесины представлениями [128] равной 1500 кг/м3.
Результаты расчета для измельченной древесины со-
сны представлены на рис. 3.31. Они достаточно хорошо
совпадают с экспериментальными данными, получен-
ными в работе [130].
Таблица 3.6. Основные механические свойства
древесных пород
Харакге — ристики Порода древесины
Лист- венница Сосна Ель Пихта Дуб Бук
Модуль Юнга Е^хК/.МПа 0,143 0,117 0,142 0,130 0,140 0,140
Источники [132] [131] [131] [131] [132] [132]
Микротвердрстъ Я, МПа 134,2 105,4 111,0 89,5 92,7 84,2
Источники [132] [132] [132] [132] [132] [132]
Коэффициент Пуассона v 0,24 0,31 0,25 0,35 0,34 0,30
Источники [131] [131] [131] [131] [131] [131]
Коэф, внутрен- него трения ц 0,30 0,22 0,28 0,16 0,17 0,22
Источники (83) [130] (83) (83) (83) (83)
Коэф, бокового д авления Kq 0,32 0,28 0,33 0,54 0,52 0,43
Источники (81) [130] (81) (81) (81) (81)
Коэф, приведе — ния Кг 0,54 0,52 0,56 0,69 0,68 0,62
Параметр Е.т*\/Н 25,6 34,4 32,0 50,8 51,3 50,0
113
Окончание табл. 3.6
Характе — ристики Порода древесины
Ясень Ольха Береза Осина Тополь
Модуль Юнга £тхЮ5,МПа 0,160 0,128 0,166 0,126 0,137
Источники [132] [132] [132] [132] [132]
Микротвердость Н, МПа 83,0 42,4 57.4 29,9 29,6
Источники [132] [132] [132] [132] [132]
Коэф. Пуассона v 0,36 0,29 0,38 0,27 0,32
Источники [132] [132] [132] [132] [132]
Коэф, внутреннего трения ц 0,22 0,28 0,16 0,17 0,22
Источники (83) (83) (83) (83) (83)
Коэф, бокового давления Kg 0,56 0,41 0,61 0,37 0,47
Источники (81) (81) (81) (81) (81)
Коэф, приведения к гидростатическому прессованию Кт 0,71 0,61 0,74 0,58 0,65
Параметр Е„*у/Н 69,4 87,6 109,9 113,8 148,1
При проведении расчетов не предпринимались попытки
моделировать каким-либо явным образом наблюдаемый
при эксперименте процесс уплотнения древесных частиц.
Это было сделано сознательно, поскольку, как отмечалось
в работе [73], для древесины и древесно —полимерных
композитов, являющихся по структуре фрактальными
объектами, характерно, в статистическом смысле, само-
подобие (масштабная инвариантность). Данный факт
подтверждается тем, что фрактальный характер структур
прослеживается на всех уровнях, начиная с надмолеку-
лярного и заканчивая макроструктурным.
Поскольку развитый в данной работе на основе теории
фракталов деформационный механизм уплотнения при
консолидации дисперсных систем учитывает изменение
структуры системы через ее фрактальную размерность, то
свойство самоподобия автоматически предполагает учет и
изменения внутренней структуры частиц.
Диаграммы прессования для всех рассмотренных пород
приведены на рис. 3.32.
114
Рис. 3.31. Зависимость плотности от давления прес-
сования для диспергированной древесины сосны
Рассмотренные древесные породы образуют ряд прес —
суемости в том порядке, в котором они расположены в
табл. 3.6. Приведенные в последней строчке таблицы зна-
чения параметра Em*.vlH в основном отражают место по-
роды в ряду.
Вместе с тем в случаях, когда значения этого параметра
близки и различие между ними около единицы (у пихты,
дуба и бука), необходимо рассчитывать диаграммы прес-
сования, чтобы более точно определить место породы в
этом ряду.
Рис. 3.32. Зависимость плотности от давления прес-
сования при 0о = 0,3 для некоторых пород диспер —
гированной древесины:
1 — лиственница; 2 — сосиа; 3 — ель; 4 — пихта; 5 — дуб;
б — бук; 7 —ясень; 8 — ольха; 9 — осина; 10 — тополь
115
Порядок расположения пород в табл. 3.6 отражает
представления о прессуемости, сложившиеся в практике
деревообработки. Наиболее легко прессуемыми являются
мягколиственные породы (тополь, осина, береза, ольха),
среднее положение занимают твердолиственные породы
(ясень, бук, дуб) и к труднопрессуемым относятся хвойные
породы (пихта, ель, сосна, лиственница).
3.4.5. Взаимосвязь между давлением и плотностью
брикетов при прессовании торфа
Одной из центральных проблем физико-химической
механики торфяных систем является проблема количест-
венного представления всего многообразия имеющихся в
них структур. Прогресс в данной области в настоящее
время определяет теоретический уровень и структурную
обоснованность методов расчета деформационных и
прочностных характеристик, а также кинетических пара-
метров термических и других физико-химических про-
цессов в торфяных системах.
В работах, посвященных изучению структуры перера-
ботанного торфа, в первую очередь отмечается его зер-
нистый характер [133]. Основу ядра структурных обра-
зований, которые, собственно, и называются «торфяные
частицы», составляют структурные элементы торфа. Ими
могут быть: обрывки элементов растений, сохранившие
клеточное строение (части стеблей, листьев и корешков
растений —торфообразователей), отдельные растительные
клетки и обрывки клеточных оболочек. Размеры таких
структурных элементов колеблются от нескольких мик-
рометров до миллиметров. При отмывке переработанного
торфа на ситах и последующем седиментометрическом
анализе оказывается, что в совокупности структурные
элементы ядра торфяных частиц составляют 80—90% об-
щей массы сухого вещества торфа.
Ядро торфяных частиц покрыто слоем геля — студня. В
состав геля входят: 1) вещества, возникшие в процессе
торфообразования, гуминовые кислоты и их производные;
2) мелкодисперсные частицы, образовавшиеся в результате
диспергирования клеточных тканей. Материал гелеобраз-
ных оболочек составляет 10—20% от объема частиц, он от-
носится к высокодисперсной части сухого вещества торфа.
В работах [70, 136] показано, что для описания струк-
туры и деформационно — прочностных свойств торфяных
систем может быть использована теория фракталов.
Данные, приведенные в работе, дают возможность перейти
при теоретическом рассмотрении процесса брикетирова-
ния торфа от феноменологических подходов [134, 135] к
116
структурному статистическому методу, основанному на
теории фракталов.
Необходимо отметить, что при проведении теоретиче-
ских расчетов структурно — механических свойств тор-
фяных систем возникают определенные сложности. Они, в
первую очередь, связаны со сложившимися подходами в
формировании комплекса характеристик, определяющих
основные свойства торфа. К таковым в настоящее время
относятся [137] общетехнические, физико-химические и
химические свойства. Среди этих свойств имеются ха-
рактеристики, связанные со структурой: дисперсность,
степень разложения (доля гель —фракций), ботанический
состав, плотность. Однако показатели механических
свойств в них не входят. В результате, хотя и имеется
значительный массив экспериментальных данных по ме-
ханическим свойствам, он не базируется на единой мето-
дический основе и в этом его существенный недостаток.
Поскольку зачастую, если механические характеристики и
определялись, то они оказались оторванными от струк-
турных и типологических свойств.
Наиболее полные экспериментальные данные о взаи-
мосвязи между давлением и плотностью брикетов при
прессовании торфа получены в [138] для торфа древес-
но-осокового и в [139] для осокового, тростникового и
гипнового.
Плотность торфяных частиц принято считать [140] в
среднем равной 1500 кг/м3. Для ее более точного опре-
деления в зависимости от группы или вида торфа в [140]
предлагается эмпирическая формула
р = (1600-3,ЗЯ)(1 + 0,005Л), (3.89)
где R и А соответственно степень разложения и зольность
торфа, выраженные в процентах. Обращает на себя вни-
мание тот факт, что плотность торфяных частиц совпадает
с плотностью предельно уплотненной древесины. Данное
обстоятельство указывает на преобладание в структуре
торфяных частиц древесных компонентов.
Основными механическими характеристиками, необхо-
димыми для расчета зависимости плотности от давления
прессования в рамках развитого в данной работе подхода,
являются модуль Юнга и коэффициент Пуассона. Необхо-
димо отметить, что имеющиеся данные относятся главным
образом к упругим свойствам торфяных залежей, торфяных
грунтов, в отдельных случаях кусковому торфу. Они ха-
рактеризуют упругие свойства определенных естественных
или частично разрушенных сложных торфяных структур.
Исследования упругих свойств простейшего структурного
образования торфяной частицы не проводились.
117
В рассматриваемом ряду исследований особое место
занимают работы [141, 142], в которых кусковой торф и
брикеты исследовались импульсным ультразвуковым ме-
тодом. В методическом плане работа выполнялась сле-
дующим образом. Измерялись скорости распространения
продольных Ур и поперечных V„ волн в исследуемых об-
разцах. Определялась плотность образцов. Далее вычис-
лялся сдвиговый модуль материала
G = pr/. I3'90)
Для определения коэффициента Пуассона использо —
валась формула
v = (l-/c)/(l-2fc), (3.91)
где
k = pVp/2G. (3.92)
Модуль Юнга согласно зависимости
Е -[(1 + v)(l -2v) /(1 - у)]РГр2. (3.93)
Исследовались брикеты плотностью 1170 кг/м3, изме-
рялась скорость продольных волн — 1440 м/с, скорость
поперечных волн — 784 м/с. Сдвиговый модуль —
727 МПа, коэффициент Пуассона — 0,280, модуль Юнга —
1860 МПа. Для образцов кускового низинного осокового
торфа (R = 25%) после трех переработок в шнековом из-
мельчителе получено соответственно G = 145 МПа,
Е = 352 МПа, v = 0,211.
Относительная плотность исследовавшихся в [141, 142]
брикетов (в единицах плотности торфяных частиц)
6 = 0,75, кускового торфа 0 = 0,28. При таких относи-
тельных плотностях данные образцы являются далеко не
сплошными материалами, и поэтому формулы (3.90)—(3.93)
дают заниженные значения модулей упругости, поскольку
на самом деле ультразвуковая волна проходит путь, рав-
ный не длине образца, а намного больше, так как ей
приходится «блуждать» по скелету пористого тела [83].
По формуле (3.78), были вычислены значения модуля
Юнга торфяных частиц по результатам экспериментов
[141, 142]. Для брикетов модуль получился равным
31,2 ГПа, для кускового торфа 29,7 МПа. Расхождение
между этими значениями 1,5% можно считать несущест-
венным. Для сопоставления полученного значения с из-
вестными величинами можно сослаться на работу [133], в
которой указывается, что для некоторых элементов бо-
лотных растений модуль упругости равен 34,5 ГПа.
118
Для сопоставления был выбран ряд самых различных
материалов, имеющих близкую к торфяным частицам плот-
ность. Точки, представляющие выбранные материалы, на-
несены на рис. 3.33 в осях плотность — модуль упругости
(Юнга). Хотя плотности и модули этих материалов изменя-
ются в достаточно широких пределах (соответственно в 4 и 7
раза), зависимость модуля от плотности является функцио-
нальной, поскольку коэффициент корреляции равен 0,94.
Методом наименьших квадратов было получено линейное
регрессионное уравнение, которое представлено на рисунке
прямой. На этом же рисунке крестиком показана точка,
отвечающая характеристикам торфяных частиц. Видно, что
она находится достаточно близко к полученной зависимости
и, следовательно, вписывается в рассматриваемый ряд род-
ственных материалов.
Чтобы оценить модуль упругости и коэффициент Пуас-
сона для остальных типов торфа, также пришлось прибег-
нуть к регрессионным зависимостям. По эксперименталь-
ным данным [143] для низинных торфов была получена
зависимость между степенью разложения и коэффици-
ентом Пуассона v = 0,30 — 0,76/ R. Степень разложения
должна быть выражена в процентах. Коэффициент корре-
ляции для экспериментальных данных равен 0,65.
Далее были использованы экспериментальные данные из
работы [141], в которой модули упругости и коэффициенты
Пуассона определялись ультразвуковым методом. Коэффици-
ент корреляции для этих характеристик — 0,94. Зависимость
имеет вид Е = 1/(0,97v + 0,20). Модули упругости для торфяных
частиц пересчитывались по формуле (3.93). Критическое дав-
ление определялось путем экстраполяции экспериментальных
данных по зависимости плотности от давления прессования
[138, 139] до значений относительной плотности 0=1.
Рис. 3.33. Корреляционная зависимость модуля упру-
гости от плотности для материалов:
1 — фарфор; 2 — стекло; 3 — бетон; 4 — магний; 5 —
алюминий; б — оргстекло; 7 — полистирол; 8 — дуб; 9 — торф
119
Таблица 3.7. Основные физико-механические свойства
торфяных частиц
Характе ристики Вид торфа
Гипно — вый Осоко — вый Древесно— осоковый Тростни — ковый
Насыпная плотность, кг/м3 266 363 434 372
Плотность частиц, 1590 1670 1540 1590
Начальная плотность 00 0,167 0,230 0,282 0,233
Модуль Юнга Ет, ГПа 31,6 31,2 31,2 31,0
Коэф. Пуассона v 0,272 0,279 0,279 0,282
Критическое давле — ние рк, МПа 550 600 770 800
Коэф, внутреннего трения ц 0,507 0,489 0,489 0,481
Коэф.бокового дав- ления Kq 0,374 0,387 0,387 0,393
Коэф, приведения к гидростатич. прес- сованию КТ 0,582 0,591 0,591 0,595
Параметр Етку1рк 15,6 14,5 11,3 10,9
В окончательном виде все необходимые для расчетов дан-
ные приведены в табл. 3.7. Результаты расчетов диаграмм
прессования по фрактальной теории даны на рис. 3.34—3.37.
На рис. 3.34, 3.35, 3.37 приведены экспериментальные данные
из работы [139], на рис. 3.36 — [138].
Рис. 3.34. Зависимость плотности от давления прес —
сования для гипнового торфа
120
Рис. 3.35. Зависимость плотности от давления
прессования для осокового торфа
Рис. 3.36. Зависимость плотности от давления
прессования для древесно —осокового торфа
Рис. 3.37. Зависимость плотности от давления
прессования для тростникового торфа
121
Рис. 3.38. Зависимость плотности от давления прес-
сования при 0о = 0,3 для некоторых видов торфа:
1 — гипновый; 2 — осоковый; 3 — древесно —осоковый;
4 — тростниковый
Для всех рассмотренных видов торфа имеет место дос-
таточно хорошее совпадение теоретических и эксперимен-
тальных значений. Результаты расчетов при одинаковых
значениях относительной начальной плотности 0 = 0,3 при —
ведены на рис. 3.38.
Общий вид кривых на рис. 3.35—3.38 подтверждает, что
торф является одним из наиболее легко прессуемых мате-
риалов. Для получения брикетов с относительной плотно-
стью 0,85 — 0,90 достаточно 20% давления от критического.
Рассмотренные виды торфа образуют ряд прессуемости в
том порядке, в котором они приведены в табл. 3.7. Параметр
в последней строке таблицы четко отражает эту последо-
вательность. Необходимо также отметить полное соответст-
вие данной последовательности с рядом брикетируемости
для низинных торфов [108], построенным в результате
статистической обработки большого массива данных, ха-
рактеризующих физико — механические свойства брикетов.
3.5. ВЛИЯНИЕ СТРУКТУРНЫХ ФАКТОРОВ НА ВЕЛИЧИНУ
УПРУГОГО ПОСЛЕДЕЙСТВИЯ
После снятия давления прессования и выпрессовки
брикета под действием упругих сил взаимодействия кон-
тактов частиц происходит его всестороннее расширение,
называемое упругим последействием. Накопленная в на-
стоящее время информация по этому вопросу свидетель-
ствует [83, 86], что упругое последействие зависит от дис-
персности и формы частиц порошка, содержания оксидов,
механических свойств материала, давления прессования,
смазки и других факторов. Знание закономерностей уп —
122
ругого последействия имеет большое практическое зна-
чение для правильного расчета пресс — форм. Процесс
упругого последействия часто является непосредственной
причиной появления трещин, расслоения и других видов
брака прессования.
Механизм упругого расширения брикета в соответствии
с существующими представлениями о контактном харак-
тере взаимодействия частиц состоит в упругом восста-
новлении поверхности контактов и их упругом сдвиге при
разгрузке брикета. Деформация, вызванная упругой раз-
грузкой в результате снятия давления прессования, имеет
два компонента. Один из них — чисто упругая, обратимая
деформация (соответственно объемная или линейная);
другой — необратимая деформация, обусловленная разры —
вом некоторой части контактного сечения при разгрузке.
Влияние формы площадки контакта и закона распре-
деления контактного давления на величину упругой де-
формации поверхности контакта частиц в связи с упругим
последействием подробно рассмотрено в [86]. Представляет
интерес зависимость упругого последействия от характе-
ристик глобальной структуры прессовки, в частности,
фрактальной размерности, поскольку данный вопрос в су-
ществующей литературе отражен недостаточно. Явление
упругого последействия отличается сложностью и проти-
воречивостью влияния отдельных факторов, поэтому общие
закономерности не всегда просматриваются на уровне
контактных взаимодействий.
В соответствии с определением объемного модуля уп-
ругости объемная деформация прессовки
г = р!К. (3.94)
Как показано в п. 3.3 и 3.4, модуль Юнга и сдвиговый
модуль прессовки, выраженные через соответствующие мо-
дули для компактного материала, содержат структурный
множитель (обозначим его S), зависящий от фрактальной
размерности. Поскольку объемный модуль выражается через
модуль Юнга и сдвиговый модуль, то получим
K = EG/3(3G-E) = KkS, (3.95)
связывающее объемный модуль прессовки и компактного
материала. Учитывая (3.95), формулу (3.94) можно пере-
писать в следующем виде:
е- pK^ks) = Pl РкИЧ5)’ (3-96)
где гк — объемная деформация материала частиц порошка
под действием критического давления.
Явное выражение для относительной деформации,
содержащее структурные характеристики, имеет вид
123
е/ч- (р/ pjeM°-3)/2/7-O)v/2. (3 97)
В (3.97) Т определено в соответствии с (3.74). Предель-
ный переход от дисперсного тела к компактному выпол-
няется при р = рк, 0=1 и D = 3. Линейная деформация
равна [83] Д///о = е/3.
Результаты расчетов по (3.97) для различных порошковых
материалов в полном диапазоне изменения давлений при
0о = 0,3 представлены на рис. 3.39. Значения объемной де-
формации материалов частиц порошков, выраженные в
процентах, следующие: железо — 3,14; медь — 2,13; вольф-
рам — 7,27; карбид вольфрама — 28,72; диоксид циркония —
10,9; фенопласт марки Сп1 —342 —02 — 4,23; древесина со-
сны — 7,89; торф осоковый — 2,53.
Результаты расчетов подтверждают высказанное в [83]
суждение, что на последней стадии прессования упругое
последействие может существенно возрасти. Особенно это
характерно для таких сравнительно мягких материалов,
как железо, медь, торф.
Твердые и сверхтвердые материалы (вольфрам, диоксид
циркония, карбид вольфрама) имеют наибольшие значения
деформации, и она меньше изменяется в зависимости от
плотности прессовки. Сравнительно большое значение
деформации древесины сосны объясняется трубчатым
строением древесных клеток.
Е!Ек
Рис. 3.39. Зависимость остаточной объемной дефор-
мации от плотности для прессовок из частиц:
1 — карбида вольфрама; 2 — диоксида циркония; 3 —
вольфрама; 4 — фенопласта; 5 —сосны; б — железа; 7 —
меди; 8 — торфа
124
Рис. 3.40. Зависимость остаточной объемной дефор-
мации от фрактальной размерности структуры для
прессовок из частиц:
1 — карбида вольфрама; 2 — диоксида циркония; 3 —
фенопласта; 4 — железа
Зависимость относительной деформации от фракталь-
ной размерности для некоторых дисперсных материалов
иллюстрирует рис. 3.40
В [86] отмечается, что, по —видимому, уменьшение кон-
тактных давлений при разгрузке происходит не в ре-
зультате частичной разгрузки каждого контакта, а путем
полной разгрузки контактов частиц одних участков бри-
кетов при сохранении некоторой остаточной величины
контактного давления на других участках. Если в одной
части брикета сохранилась остаточная величина контакт-
ного давления сжатия, то в другой должны возникнуть
контактные напряжения растяжения, статически экви-
валентные сжимающим.
Справедливость предположения о балансе напряжений в
брикете подтверждает рис. 3.40. В условиях разгрузки, когда
в брикете усиливаются флуктуации напряжения, во многом
обусловленные его структурной неоднородностью, у более
разреженных структур, имеющих размерность Z)~2,6 —2,8,
значительно больше возможностей для внутреннего пере-
распределения напряжений. Поэтому, хотя прессовка в це-
лом обладает уже заметной упругостью (см. рис. 3.12, при
П ~ 0,3), за счет внутреннего перераспределения напряжений
и деформаций упругое последействие имеет очень низкие
значения (0,01—0,1%). По мере наполнения структуры и
приближения фрактальной размерности к предельному
значению D = 3 компенсационные возможности структуры
уменьшаются и упругое последействие резко возрастает.
125
3.6. ХАРАКТЕРНЫЕ ОСОБЕННОСТИ ПРОЦЕССА
ФОРМИРОВАНИЯ УПРУГО-ПРОЧНОСТНЫХ СВОЙСТВ
ТВЕРДОГО ТЕЛА ПРИ КОНСОЛИДАЦИИ СМЕСИ ПОРОШКОВ
Пористое порошковое тело как двухфазная композиция
(твердая фаза — пустоты) представляет собой самый
простой случай двухфазной композиции. Как отмечается в
[83], научные основы свойств и процессов получения
композиционных материалов гораздо сложнее процессов,
происходящих в порошковых дисперсных материалах.
Консолидация смеси порошков является одним из рас-
пространенных процессов получения композиционных
материалов.
Развитый в данной работе фрактальный подход к опи-
санию процесса консолидации опирается на механические
свойства компактного материала, т. е. свойства материала
частиц порошка. В случае смеси порошков в качестве та-
ковых выступают эффективные свойства компактной кон-
солидированной смеси. Методы описания эффективных
механических свойств и их связь с закономерностями
структурообразования в дисперсно — наполненных компо-
зитах будут подробно рассмотрены в последующих главах
монографии. В данном параграфе основное внимание
уделено некоторым характерным особенностям процесса
получения таких материалов, проявляющимся при уплот-
нении смеси порошков.
Основными структурно —механическими характери-
стиками, входящими в локальное уравнение прессования и
его решение, являются контактное сечение, модуль Юнга,
коэффициент Пуассона и критическое давление прессо-
вания. Контактное сечение в соответствии с (3.36) зависит
от относительной плотности системы и фрактальной раз-
мерности скелета прессовки. Методы определения отно-
сительной плотности для многокомпонентных систем
хорошо известны. Что же касается фрактальной размер-
ности, то здесь ситуация намного сложнее.
Наиболее простой системой является смесь, все ком-
поненты которой содержат частицы одинаковой или
близкой дисперсности и геометрической формы. Если
форма частиц близка к сферической, то можно рассмат-
ривать задачу узлов, в которой предполагается, что час-
тицы находятся в узлах некоторой решетки. В этом случае
при рассмотрении глобальной структуры прессовки важно
знать, что узел занят, вопрос, какому компоненту при-
надлежит частица, возникает уже потом, при определении
механических свойств системы. В принципе, разработан-
ная теория позволяет рассматривать смеси, состоящие из
частиц разной геометрии: сферических, волокнистых,
126
пластинчатых, и в последующих главах данной работы это
будет показано. Здесь же ограничимся наиболее простыми
с геометрической точки зрения смесями.
В качестве конкретного примера многокомпонентной
системы рассмотрим смесь металлических порошков же-
леза, меди и олова, для которой в [86] получена экспери-
ментальная зависимость плотности от давления прессова-
ния. Порошки взяты в равных массовых долях 0т = 0,33.
Плотности материалов частиц порошков соответственно
равны [16]: рж = 7870 кг/м; рм = 8930 кг/м; рс = 11370 кг/м.
Плотность компактной смеси порошков ps = 9260 кг/м.
Объемная доля каждого компонента .V равна произведению
его массовой доли на отношение плотности смеси к плотности
материала компонента. В результате получим: 0* = 0,28;
0м = 0,32; 0с = 0,40.
В соответствии с развитыми в [143, 144] представле-
ниями о закономерностях структурообразования в ком-
позитах с дисперсными наполнителями структурное
состояние компонента определяется отношением его
объемной доли к критической пороговой объемной доле,
равной для задачи узлов 0,31. Поскольку для меди и свинца
объемная доля больше критической, то на конечном этапе
уплотнения в компактном состоянии материала прессовки
медный и свинцовый компоненты образуют взаимопро-
никающие перколяционные кластеры, охватывающие весь
объем прессовки. Объемная доля железа близка к крити —
ческой, поэтому оно образует достаточно большие
кластеры, которые, однако, не соединены в единый пер-
коляционный кластер, поскольку порог протекания для
данного компонента не перейден.
Эффективные модули упругости компактной смеси
порошков определяются методом последовательной го-
могенизации [145]. На первом этапе рассматривается
двухкомпонентная система, например железо — медь, с
отношением объемных долей компонентов таким же, как и
в полной трехкомпонентной смеси. В рассматриваемом
случае это условие обеспечивается при объемной доле
железа 0,466 и меди 0,534. Как показано в [143], при таком
соотношении объемных долей компонентов эффективные
модули упругости композита представляют собой среднее
арифметическое значений верхней и нижней границ эф-
фективных модулей вилки Хашина —Штрикмана [146].
Верхняя граница вилки для объемного модуля К
Кв = К+ +0_(Х_ -Х+)/{1 + 30+(Х_-К+)/(ЗК+ +4G+}, (3.98)
где G — сдвиговый модуль; знаком плюс обозначены ха-
рактеристики более жесткого компонента, знаком ми-
нус — менее жесткого.
127
Нижняя граница вилки
Кн = K_+Q+(K+-K_)l{\ + Q_(K+-K_)I(3K_-4G_)}. (399)
Для сдвиговых модулей соответствующие выражения
будут иметь вид:
GB = G+ + 6_(G_ - G+) I {1 + 60Д/С + 2G+) (G_ - G+) I
/[5G+(3£++4GJJ}, (3.100)
GH = G_ + 0_(G+ -G_)/{l + 60+(K_ -2G_)(G+ -G_)l
/[5G+(3K+ + 4G+)}]. (З.Ю1)
Значения модуля Юнга и коэффициента Пуассона
компонент приведены в табл. 3.1. Объемные и сдвиговые
модули компонент определялись по выражениям [145]
Е = Е / 3(1 - 2v), (3.102)
G = 3EE/(9E-E). (ЗЮЗ)
Для смеси железо —медь по формулам (3.98)—(3.101)
получены значения объемного модуля — 151 ГПа, сдвиго-
вого — 64 ГПа. Далее рассматривался двухкомпонентный
материал свинец и компонент с эффективными свойст-
вами железо — медь. Объемная доля свинца 0,33, объем-
ная доля дополняющего компонента с эффективными
свойствами 0,67. Как показано в [143], при таких объем-
ных долях компонентов модули упругости композита
практически совпадают со значениями верхней границы
вилки Хашина —Штрикмана и их можно определить по
формулам (3.98) и (3.100).
В результате вычислений получено для эффективного
объемного модуля трехкомпонентной смеси значение
240 ГПа, для сдвигового — 37 ГПа. По формуле (3.103)
определяется модуль Юнга смеси, он равен 106 ГПа, по
формуле (3.102) — коэффициент Пуассона, равный 0,427.
Критическое давление прессования по экспериментальным
данным [86] для рассматриваемой смеси равно 800 МПа.
Начальная относительная плотность прессовки — 0,349.
Результаты вычисления зависимости относительной
плотности от давления прессования по развитому в данной
работе методу приведены на рис. 3.41. На этом же рисунке
приведены экспериментальные данные [86]. Сопоставляя
их, можно заключить, что предложенный метод расчета
эффективных характеристик консолидированных смесей
порошков позволяет достаточно надежно рассчитывать и
диаграммы их уплотнения.
128
0.2
0 0^2 ' 04 ' о'б ' 0.8 ' 1’0 PIPt
Рис. 3.41. Зависимость плотности от давления прес-
сования для смеси порошков железа, меди и олова
В работе [143] определялись эффективные модули
композита полиэтилен низкого давления — кальцит. В
параграфе 5.4 рассмотрены диаграммы прессования для
кальцита и полиэтилена низкого давления. Для смеси
данных порошков также были произведены расчеты за-
висимости плотности от давления прессования при зна-
чениях объемной доли полиэтилена 0,75, 0,50, 0,25. На
рис. 3.42 приведены результаты вычисления в виде зави-
симости давления прессования от объемной доли поли-
этилена при трех значениях относительной плотности
прессовки: 0,5, 0,7, 0,9. За единицу принималось давление
прессования чистого кальцита.
Из рисунка видно, что зависимость давления от соот-
ношения компонент не является монотонной.
О 0.2 0.4 0.6 0.8 1.0 пп
Рис. 3.42. Влияние объемной доли полиэтилена на
давление прессования смеси полиэтилен низко-
го давления — кальцит, при плотности прессовки:
1 — е = 0,5; 2 — О = 0,7; 3 — 9 = 0,9
129
При уменьшении объемной доли полиэтилена до 0,5
давление прессования растет, что естественно. При даль-
нейшем его уменьшении до 0,25 давление начинает падать.
Данный факт объясняется тем, что при таком соотноше-
нии компонентов основной объем системы занимает кластер
кальцита. Полиэтилен, поскольку его объемная доля стано-
вится меньше критической, уже в виде отдельных агрегатов
располагается в его пустотах, среди более мелких кластеров
полиэтилена, и играет роль смазки в системе. При данной
структуре прессовки и происходит относительное уменьше-
ние давления прессования. По мере увеличения плотности
прессовки структурные эффекты такого рода начинают
размываться, и при плотности 0,9 они уже мало выражены.
Отметим, что прессование чисто однокомпонентных
порошков сравнительно редко применяется в технологии
дисперсных материалов. Реальные порошковые пресс —
массы являются многокомпонентными. Причем дополни-
тельные компоненты вводятся в систему для облегчения
условий прессования, повышения качества изделий. Раз-
работанный подход позволяет прогнозировать свойства
пресс —композиций и материалов из них не только каче-
ственно, но и количественно.
3.7. ВЛИЯНИЕ ФРАКТАЛЬНОЙ НЕОДНОРОДНОСТИ СТРУКТУРЫ
НА ПРОЧНОСТЬ КОНСОЛИДИРУЕМЫХ ДИСПЕРСНЫХ СИСТЕМ
С точки зрения структурных представлений исследова-
ние прочности предполагает рассмотрение поведения дис-
персной системы в предельном состоянии. Развитый в
данной работе структурный подход, как и все другие ана-
логичные теории [86], основан на рассмотрении контактных
взаимодействий в некотором произвольно выбранном слое
частиц. Однако, в отличие от многих подходов, теория
фракталов позволяет учитывать корреляции в системе. При
рассмотрении предельного состояния структуры появляется
возможность учесть реакцию на предельные напряжения
частиц не только в данном сечении, но и перераспределе-
ние напряжений по скелету системы. Причем, в силу
неоднородности прессовки, вклад ее разных областей в
данный процесс не является одинаковым, что, собственно,
предопределяет характерные особенности коррелирован-
ного поведения системы и составляет основную сложность
при построении ее описания.
В практическом плане результаты данного раздела
представляют интерес потому, что появляется возможность
получить зависимость прочности от структурных и неко-
торых технологических параметров при полном диапазоне
130
изменения давлений прессования. Данные зависимости
могут быть положены в основу математической модели
процесса получения дисперсных материалов в целях его
оптимизации и разработки стратегий управления.
Так же как и в п. 3.2.2. при выводе уравнения прес-
сования, рассмотрим равновесное состояние слоя частиц с
координатой х, но под действием предельной разрушаю-
щей силы. На данном этапе вид напряженного состояния
можно не конкретизировать. Условие равновесия будет
иметь вид (3.42). После осреднения по ориентациям кон-
тактных площадок, числу контактов одной частицы и числу
частиц в слое получим зависимость, аналогичную (3.43)
Рп(х) = [2(l-p)5nnn(x)Zn(x)/%]on(.v), (3.104)
но отличающуюся тем, что площадь индивидуального
контакта S, число частиц в слое п, число контактов одной
частицы Z и контактное напряжение о определены в
предельном состоянии системы.
Учитывая формулу (3.10) для площади контактного се-
чения s(x), (3.104) можно представить в более простом
виде:
=(1“1Фп(*)оп(*)- (3.105)
Естественно, что прочностные свойства системы зависят
от ее предельных структурных свойств. Однако определять
каждый раз предельные структурные свойства при иссле-
довании прочности не очень удобно. Предпочтительнее
рассчитывать прочность через структурные параметры не —
нагруженной прессовки. Указанные два состояния системы
существенно различаются и сложность проблемы как раз
и состоит в том, чтобы найти между ними связь.
Данные задачи решаются методами механики разруше-
ния [48]. Предполагая, что разрушение консолидированной
дисперсной системы представляет собой делокализованный,
диффузный объемный процесс, можно утверждать, что
предельное состояние наступит тогда, когда доля разру-
шенных связей в системе превысит критическое значение
фс, которое, в свою очередь, может быть связано с соот —
вегывующими критериями разрушения [48]. В этим случае
отношение площади контактного сечения в предельном
состоянии прессовки к площади контактного сечения в
исходном состоянии можно выразить следующим образом:
зп(л)/5(.г) = (1-фс)0(л). (3.1GG)
Учитывая (3.106) и (3.20), (3.105) можно представить в виде
ВД = (1 - ц)(1 - Фс)5на(х)0(х)ап(х). (3.107)
131
Введем предел прочности прессовки при соответст-
вующем виде нагружения как отношение
а(х)-Рп(х)/5н. (3.108)
Подставим (3.108) в (3.107)
о(х) = (l-|i)(l -срс)а(х)0(х)оп(х). (3.109)
В случае перехода в критическое состояние, соответству-
ющее компактному состоянию материала частиц прессовки,
приа = 0 = 1, ак-(1-ц)(1-срс)оп(х). (3.110)
Учитывая условие (3.110), получаем окончательную
формулу для предела прочности произвольного слоя частиц
о(х) - ока(х)0(х). (3.111)
Выражение (3.111), естественно, удовлетворяет пре-
дельному переходу (3.110) к компактному материалу. В
начальном состоянии прессовки плотность равна плот-
ности засыпки, а критическое контактное сечение имеет
малое, но конечное значение, что обеспечивает, соот-
ветственно, конечное значение начальной прочности.
Если считать начальное критическое контактное сечение
равным нулю, то и начальная прочность будет равна
нулю. Вид предельного напряженного состояния кон-
кретизируется при выборе значения предела прочности
компактного материала.
Результаты расчета зависимости предела прочности
прессовки из железного порошка на сжатие от ее плот-
ности приведены на рис. 3.43. Поскольку (3.111) опреде-
ляет распределение прочности, то на рисунке показаны ее
максимальные (верхняя кривая) и минимальные (нижняя
кривая) значения. На этом же рисунке приведены экспе-
риментальные данные из работы [86].
Сопоставляя результаты теоретического расчета с
экспериментальными данными, можно заключить, что на
начальной стадии прессования прочность прессовки
определяется минимальными значениями из закона
распределения. Но уже при переходе ко второй стадии
прессования (для железного порошка 8 > 0,8), при про-
ведении испытаний на прочность реализуются макси-
мальные значения.
Данное поведение можно объяснить только на основа-
нии того, что при переходе к плотностям ~ 0,8 система
становится сильно коррелированной и предельную на-
грузку воспринимает не самое ослабленное сечение, а вся
структура целиком. Фактически рис. 3.43 демонстрирует
область применимости принятых в некоторых теориях
прочности [48] представлений о «слабом звене».
132
Рис. 3.43. Зависимость предела прочности на сжатие
прессовки из порошка железа от плотности
Зависимость прочности от фрактальной размерности
структуры прессовки, приведенная на рис. 3.44, по ха-
рактеру близка к зависимостям на рис. 3.43.
На рис. 3.45 приведены результаты расчета зависимости
предела прочности на сжатие прессовки из пресс —по-
рошка фенопласта 03 — 010 — 02 от давления прессования и
экспериментальные данные из (116]. Эти данные, так же
как и результаты на рис. 3.46 для полистирола, подтвер-
ждают высказанное суждение о роли флуктуаций в фор-
мировании прочности консолидируемой дисперсной
системы. Данный эффект несколько в меньшей степени
выражен у более пластичных материалов, таких, как дре-
весина (рис. 3.47, экспериментальные данные из [130]) и
торф (рис. 3.48, экспериментальные данные из [139]).
Рис. 3.44. Зависимость предела прочности на сжатие от
фрактальной размерности структуры прессовки из по-
рошка железа
133
ИНВ N2 33 __ |
НЕ БОЛЕЕ КНИГИТТ(
ОДНИ РУКИ И 2Х В ДВЕ }
ВИ В ЛИО""W А
КОЛОХЗА
ОСКОР^А
Рис. 3.45. Влияние давления прессования на предел
прочности на сжатие прессовки из порошка фенопласта
Рис. 3.46. Зависимость предела прочности на растяжение от
плотности прессовки из порошка полистирола
Рис. 3.47. Влияние давления прессования на предел проч-
ности на изгиб брикетов из диспергированной древесины
сосны
134
Рис. 3.48. Зависимость предела прочности на сжатие
от плотности брикетов из осокового торфа
Развитый подход можно использовать и для расчета
прочности прессовок из смесей порошков. В этом случае
рассматривается уплотнение частиц порошка с эффек-
тивными свойствами, определенными по свойствам ком-
понентов. Уравнение прессования для смеси порошков
было подробно рассмотрено в параграфе 3.6,
При определении прочности прессовки нужно знать
прочность компактного материала с соотношением компо-
нентов, характерным для смеси, т. е. фактически композита.
Метод расчета прочности композитов с учетом агрегации
компонентов развит в [143] и подробно обсуждается в гл. 4.
На основе построенного выше метода был проведен
расчет предела прочности на растяжение композита
ПЭНД — кальцит в полном диапазоне изменения объем-
ных долей компонентов, результаты которого представ-
лены на рис. 3.49 (кривая 1). При проведении расчета
принимались следующие значения пределов прочности
компонентов при растяжении [120]: для ПЭНД — 26 МПа;
для кальцита — 10,5 МПа. Далее по методу, разработан-
ному в данной главе, рассчитывалась прочность прессовок
при различных соотношениях компонентов.
Результаты вычисления предела прочности для бри-
кетов, спрессованных при давлении 116 МПа, в зависи-
мости от объемной доли кальцита приведены на рис. 3.49.
Кривая 2 соответствует максимальным значениям проч-
ности, кривая 3 — минимальным. Давление 116 МПа яв-
ляется критическим для ПЭНД, поэтому обе кривые схо-
дятся при объемной доле кальцита, равной нулю, в одну
точку. Характер зависимостей для компактного материала
и для прессовок одинаков.
135
Рис. 3.49. Влияние объемной доли кальцита на предел
прочности на растяжение образцов из композита поли-
этилен низкого давления — кальцит:
1 — материал в компактном состоянии; 2 — максимальные зна-
чения прочности прессовки; 3 — минимальные значения проч-
ности прессовки
Обращает на себя внимание то, что прочность при
объемных долях компонентов, близких к 0,5, примерно в
3,0 —3,5 раза ниже того, что можно было бы получить, ис-
пользуя правило смеси. Данное обстоятельство объясняется
агрегацией компонентов, которая приводит к их расслое-
нию, что, в свою очередь, снижает прочность композитов.
3.8. ИСПОЛЬЗОВАНИЕ МЕТОДОВ ИСКУССТВЕННОГО
ИНТЕЛЛЕКТА ДЛЯ РЕШЕНИЯ НЕКОТОРЫХ ОБЩИХ
И ПРИКЛАДНЫХ ЗАДАЧ МЕХАНИКИ МАТЕРИАЛОВ
На основании анализа достижений в исследованиях
взаимосвязи структуры и свойств композитов, проведен-
ных с помощью методов компьютерного моделирования,
можно заключить, что у проблемы наряду с существую-
щими двумя измерениями, отражающими уровень техно-
логии и степень разрешенное™ научных задач, появилось
третье — вид программных продуктов, отражающих ее
информационный аспект [148].
Пройденный в данном направлении путь от разроз-
ненных программ до их комплексов позволяет говорить о
том, что дальнейшее развитие информационного и про-
граммного обеспечения будет происходить в рамках на-
правления информатики, известного под названием ис —
136
кусственный интеллект. Это направление имеет ряд разде-
лов, из которых для решения задач механики материалов
наиболее подходят экспертные системы [149] и интел-
лектуальные системы моделирования. Данное обстоя-
тельство объясняется тем, что именно такие системы в
наибольшей степени приспособлены для фиксирования
всего многообразия взаимосвязей, проявляющихся в про-
цессе исследования структуры и свойств дисперсных и
композиционных материалов.
В процессе выполнения данной работы на алгоритми-
ческом языке Паскаль было составлено более 40 программ
для ПЭВМ. Как правило, такой материал является как бы
побочным результатом работы и часто остается невостре-
бованным. Вместе с тем практическое применение разра-
ботанного программного обеспечения не обязательно
должно ограничиваться только целями данной работы или
решением других исследовательских задач, оно может
быть использовано и для целей конструирования мате-
риалов путем включения его в САПР или другие системы.
В данном разделе обсуждается архитектура таких систем,
различия между ними, их возможности для решения задач
механики, полученные в настоящее время конкретные ре-
зультаты [150—152].
По своей сути и назначению традиционные системы
моделирования композитов, на первый взгляд, близки к
экспертным системам, в частности основанным на пра-
вилах, так как имеют конечной целью получение новых
знаний. Однако более детальный анализ позволяет за-
ключить, что по ряду характеристик они значительно
различаются и, более того, в определенном смысле между
ними существует противоречие.
В первую очередь различия касаются конечной цели
или назначения систем. Экспертные системы позволяют
получить описательные представления о предмете. При-
чем, даже если полученные знания или характеристики
выражены в числовом виде, они являются качественными,
поскольку представляют собой результат операций над
эвристическими правилами. Системы моделирования дают
количественные знания, при этом характеристики или
параметры могут быть как детерминированными, так и
статическими. Таким образом, уже на данном уровне
возникают задачи сопоставимости качественных и коли-
чественных знаний, установления отношений и законо-
мерностей преобразования одних в другие.
Различается сущность систем, отраженная в алгоритмах
их работы. Системы моделирования построены на тради-
ционных компьютерных программах, следующих линейным
или нелинейным математическим отношениям. Экспертные
137
системы обрабатывают произвольные символьные выра-
жения, основанные на эвристических рассуждениях. Набор
таких взаимосвязей между фактами намного содержатель-
нее, среди них могут быть: ситуационные, концептуальные,
пространственные, временные, причинные, прецедентные.
По форме представления знаний системы могут быть
близки, например, использовать базу знаний в виде ие-
рархии уровней описания предметной области. Для пе-
редачи знаний могут быть реализованы итеративные,
эволюционные процессы. Однако существуют и различия.
Традиционные системы моделирования имеют дело с об-
щепризнанными количественными фактами. В экспертных
системах внимание сосредоточено на эмпирических ас-
социациях. База знаний в виде дерева отношений является
концентрированным выражением экспертизы и пред-
ставляет собой набор описательных атрибутов и их
взаимосвязей.
Для современного состояния знаний в области компо-
зитов и дисперсных систем характерны достаточно выра-
женная структурированность и формализованность до
уровня представимости решений символами и символьными
структурами, эвристический характер, а также сложность,
широта и специфичность постановки большинства задач
как следствие статического, многоуровневого характера
структуры материала. Совокупность указанных признаков
свидетельствует о возможности, оправданности и умест-
ности разработки экспертных систем в данной области.
Противоречия, существующие между традиционными
системами моделирования и экспертными системами,
снимают интеллектуальные системы моделирования.
Интеллектуальные системы моделирования устанав-
ливают связь между знаниями в точных науках и эмпи-
рическими ассоциациями из области специализированной
экспертизы. При этом связь становится двусторонним и
практически реализуемым понятием. Она дает возмож-
ность как вскрывать количественные характеристики
качественных, описательных понятий, так и сужать их до
конкретного, точного знания.
Указанные принципы могут быть положены в основу
интеллектуальной системы моделирования, предназна-
ченной для исследований взаимосвязи структуры и
свойств дисперсно—армированных композитов и дис-
персных материалов. Программная реализация системы
достигается выполнением определенного набора функций.
Так, при определении упругих и прочностных свойств
композитов система предоставляет следующие возмож-
ности. В ней заложены порождающие правила для опре-
деления упругих модулей материалов во всем диапазоне
138
изменения концентраций по перколяционной задаче узлов.
Система обобщает их на задачу связей по известным
структурным соотношениям. Для структурных элементов
типа пластинчатые частицы и материалов из них нет кри-
тических индексов, т. е. система должна построить струк-
турные соотношения и далее установить их связь с уп-
ругими и прочностными свойствами, опираясь на известные
асимптотические выражения для малых концентраций
наполнителей и представления о структуре, прогнозиро-
вать эти свойства в любом диапазоне их изменения.
Все перечисленные задачи типа структура — свойства
предусматривают рассмотрение системы в статическом
состоянии. Более сложный класс задач связан с изучением
процессов формирования структур, определением крити-
ческих индексов процессов, в том числе фрактальной
размерности. Особый класс составляют обратные зада-
чи — определение структур, а далее и технологии их по-
лучения для обеспечения заданных свойств материалов.
Примыкают к перечисленным и математические задачи
компьютерной томографии по моделированию методов
неразрушающего контроля структуры и свойств материалов
на всех этапах как технологических, так и эксплуатаци-
онных, прогнозированию их устойчивости и долговечности.
Расширение системы по сравнению с традиционными
системами моделирования композитов связано с возмож-
ностью формулировки гипотез, или, другими словами, за-
дач, которые нельзя решить путем синтеза, так как отсут-
ствует информация о виде функциональной связи между
параметрами (данными). Проверка гипотез осуществляется
путем статического моделирования структуры материала с
помощью методов теории перколяции и теории фракталов.
Для этих целей создан специальный блок программных
модулей. Такое расширение системы позволяет наделить ее
способностью к развитию и росту, а также придать ей оп-
ределенные черты самоорганизующейся системы.
Необходимо отметить, что экспертные системы пре-
доставляют новые возможности для усиления прямого
влияния механики, полученных с помощью ее методов
научных результатов и информации на конкретные тех-
нологии в смежных областях. В качестве примера можно
привести систему для экспертной оценки технологических
процессов брикетирования диспергированной древесины,
торфа [153, 154].
В п. 3.4.4 уже отмечалось, что древесина как природный
композит имеет сложную структурную организацию, по-
этому взаимосвязь ее структуры и физико—механических
свойств, особенно при технологических воздействиях, не
всегда удается формализовать. Часто она существует в виде
139
эмпирических знаний и экспертных оценок. В разрабо-
танной экспертной системе были учтены существующие в
настоящие время подходы, решения, а также накопленный
исследователями опыт, в том числе экспертных оценок, в
области создания технологий брикетирования древесины,
торфа, угля.
Принципиальная особенность состоит в том, что, хотя
при построении системы использовалась стандартная ар-
хитектура экспертных систем, ее возможности расширены
с целью подключения программных блоков не только для
экспертной оценки, но и для других видов анализа. Так,
для определения экономической эффективности техно-
логии используются не экспертные оценки, а технико—
экономические расчеты по принятым в отрасли методикам.
Экспертная система рассчитана как на профессио-
нальных программистов, например в виде блока более
мощной САПР, так и пользователей, имеющих мини-
мальный опыт работы с ПЭВМ, а также, поскольку диалог
ведется на естественном языке, технологов, конструкторов,
производственников.
Имеющийся опыт эксплуатации системы это подтвер-
дил. При использовании экспертной системы для про-
смотра одного варианта проекта в полном объеме, вплоть
до определения экономических показателей, необходимо
3—5 мин, т. е. обеспечивается качественно новый уровень
проектирования, возможность реализовать поиск опти-
мальных вариантов, учесть специфику условий производ-
ства и особенности в постановке задачи.
Глава 4. ИССЛЕДОВАНИЕ ВЗАИМОСВЯЗИ
СТРУКТУРНЫХ И УПРУГО-ПРОЧНОСТНЫХ
ПАРАМЕТРОВ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
С ДИСПЕРСНЫМИ НАПОЛНИТЕЛЯМИ
Композиционные материалы с дисперсными наполни-
телями постоянно привлекают пристальное внимание. В
практическом плане это связано с расширением выпуска
изделий из материалов с такого типа наполнителями. Ис-
пользование наполненных пластмасс и композиций в
качестве связующих, клеев, защитно —декоративных по-
крытий, в виде деталей различного назначения характерно
для современного уровня развития промышленности.
В теоретическом плане это связано с тем, что такие
системы являются удобной модельной средой для описа-
ния эффективных характеристик материалов в рамках
различных теоретических подходов, в том числе и мето-
дами теории перколяции. В данной главе на основе теории
фракталов развивается более общий подход, позволяющий
исследовать влияние процессов структурообразования на
механические свойства композиционных материалов.
Фрактальный подход к описанию структуры композици-
онных материалов дает возможность последовательно ус-
ложнять строение и набор рассматриваемых структур, что
позволит позже перейти к описанию свойств таких
сложных биокомпозитов, как натуральная древесина,
древесно — полимерные композиционные материалы.
4.1. СТРУКТУРНЫЕ СВОЙСТВА КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ С ДИСПЕРСНЫМИ НАПОЛНИТЕЛЯМИ
Требуемый уровень механических свойств композици-
онных материалов достигается посредством применения
соответствующих технологических приемов обработки и
создания определенного сочетания структурных элементов
в объеме материала. При построении теоретического
описания свойств таких материалов исходят, как правило,
из представлений о существовании определенного набора
141
однотипных структур среды, допускающих построение их
математических моделей сравнительно простыми геомет-
рическими приемами и средствами.
С этой точки зрения самыми простыми являются регу-
лярные структуры, в которых одиночные включения рас-
положены в узлах регулярной периодической сетки.
Существует ряд важных в практическом плане компози-
ционных материалов, имеющих именно такую структуру,
разработаны методы описания их свойств [31]. Вместе с
тем необходимо иметь в виду, что технология получения
таких материалов требует использования специальных
средств для достижения однородного распределения на-
полнителей: длительного и тщательного перемешивания,
ПАВ, специальных фиксаторов, закрепителей и т. п.
Структуры с нерегулярным расположением включений
являются объектом описания для более сложных самосо-
гласованных методов [145], а также методов статистической
механики композитов [36, 155]. При этом степень нерегу-
лярности рассматриваемой структуры ограничивается
возможностями теории в плане учета многочастичных
взаимодействий и корреляций. Существующие в настоящее
время методы позволяют надежно учитывать двухчастичные
корреляции, учет уже трех—, четырехчастичных корреля-
ций связан с привлечением существенных упрощающих
предположений о структуре среды. Поскольку в реальных
композиционных материалах неоднородности структуры
обусловлены технологическими причинами и, главным об-
разом, степенью наполнения полимера, то фактические
возможности таких теорий позволяют надежно описывать
материалы с объемной долей наполнителя порядка 0,1. При
дальнейшем увеличении степени наполнения материала
следует учитывать явления, обусловленные коллективным
поведением частиц наполнителя.
Проявлением коллективного поведения наполнителя в
структуре материала является его агрегация в более
сложные образования: кластеры, сетки, каркасы. Первые
теоретические работы в данном направлении [40, 156]
были посвящены прямому статистическому моделирова-
нию распределения наполнителя и матрицы в материале.
При этом предполагалось, что имеется периодическая
решетка, например квадратная или шестиугольная на
плоскости, или кубическая в пространстве. Часть ячеек
решетки наделяется упругими свойствами матрицы, а
оставшаяся часть — свойствами наполнителя. Если жест-
кость материалов значительно различается, до тех пор
пока в мягком материале матрицы имеются только от-
дельные включения жесткого наполнителя, макроскопи-
ческие свойства среды будут определяться в основном
142
мягкой матрицей. При увеличении количества ячеек с
наполнителем до порога перколяции в материале возни-
кает бесконечный жесткий кластер, и макрохарактери—
стики системы должны резко возрасти.
Моделирование на ЭВМ проводилось для областей в
виде прямоугольника в плоском случае и параллелепипеда
в пространственном. Методом конечных элементов оп-
ределялись поля напряжений и деформаций, в результате
усреднения которых и были получены эффективные ха-
рактеристики. Моделирование проводилось во всем диа-
пазоне объемных долей компонентов. Анализ результатов
показывает, что резкий рост эффективного модуля упру-
гости материала наблюдается в области наполнения 40% —
для квадратной решетки, 50% — для шестиугольной и
10% — для кубической.
В качестве примечательного факта при проведении
вычислений отмечается быстрая сходимость итерацион-
ного алгоритма для разностных уравнений метода конеч-
ных элементов в области объемных долей наполнителя,
далекой от порогового значения. В случае перехода к зна-
чениям, близким к пороговым, время счета возрастало на
порядок. Разброс рассчитанных эффективных характе-
ристик от конфигурации к конфигурации в пороговой
области достигал иногда 100%.
Экспериментальные исследования, выполненные на
модельном композиционном материале, подтвердили ре-
альность перколяционных структурных эффектов.
В работе [157] автор также исходил из представлений о
перколяционных кластерах, но с помощью специальной
процедуры материал приводился к набору элементарных
ячеек. При изменении объемной доли наполнителя от нуля
до критической в непрерывном связующем находятся его
изолированные включения в виде кластеров. Элементарная
ячейка образовывалась по типу куб в кубе.
В критической точке между изолированными включе-
ниями появляются связи, и изолированные кластеры
скачком переходят в бесконечный перколяционный кла-
стер. Элементарная ячейка преобразуется в структуру
типа три куба в кубе. При объемной доле компонентов,
близкой к 0,5, в материале находятся два равноправных
перколяционных кластера.
Анализ упругого состояния материала с целью опреде-
ления эффективных характеристик проводился с помощью
метода поэтапной квазигомогенизации. Суть метода состоит
в том, что вначале выделяется представительный объем
неоднородного материала, который разбивается на области,
удобные для интегрирования, и определяются эффективные
свойства областей разбиения. Далее области разбиения
143
рассматриваются как квазигомогенные и определяются
эффективные свойства всего представительного объема.
Сравнение результатов расчета модулей упругости с
экспериментальными данными для сплава WC-Co и компо-
зита W-SiCh показало, что расхождение не превышает 8%.
Необходимо отметить, что поскольку задача решается
аналитическими методами, то приведение структуры
материала к комбинациям простых геометрических тел
является неизбежным свойством данного подхода.
В работе [158] выполнены более тщательные исследо-
вания зависимости степени агрегирования наполнителя от
его объемного содержания, а также изучено влияние аг-
регации на упругие характеристики композита. С помо-
щью математического моделирования на ЭВМ по методу
Монте-Карло рассчитана критическая концентрация
частиц для образования перколяционного кластера, полу-
чено распределение агрегатов по объемам и длинам.
Расчеты показали, что при малом объемном содержании
наполнителя частицы находятся далеко друг от друга и
большие агрегаты из них не могут образовываться. Однако
даже при малых объемных долях наблюдается объедине-
ние частиц в малые кластеры. Так, если при объемной
доле наполнителя п — 0,04 около 75% частиц не связано в
агрегаты, а 25% связано в агрегаты с количеством частиц
2—5, то уже при доле наполнителя п = 0,08 в объеме
содержится лишь 50% изолированных частиц, а 50% со-
единено в агрегаты, содержащие 2—10 частиц. При
п = 0,16 встречаются уже агрегаты из 30 частиц, однако
их содержание невелико. В области п = 0,2—0,3 проис-
ходит увеличение количества частиц в агрегатах от 10 до
500, а в интервале п = 0,3—0,32 образуется бесконечный
кластер и фаза включений становится практически од—
носвязной. При п = 0,34 лишь 13% включений изолиро-
ваны от бесконечного перколяционного кластера.
Таким образом, наблюдается изменение связности фазы
включений с ростом и. Экспериментальные исследования,
выполненные методами электронной микроскопии на об-
разцах композита полиэтилен высокой плотности —
кальцит, подтвердили наблюдавшийся на моделях характер
структурообразования.
Описание эффективных свойств строилось на основе
теории самосогласованного поля и метода поэтапной ква —
зигомогенизации. При этом был введен новый структурный
параметр среды — параметр связности, равный отношению
количества матрицы, стесненной в агрегатах наполнителя, к
общему ее содержанию, который определялся по данным
моделирования геометрии среды.
Сравнение расчетных и экспериментальных значений
144
эффективного модуля упругости показало, что в области
малых объемных долей наполнителя (п = 0—0,1) наблю-
дается их удовлетворительное совпадение. Однако в диа-
пазоне п = 0,15—0,35 происходит существенное увеличе-
ние модуля, такое, что при п = 0,34 он достигает верхней
границы вилки Хашина —Штрикмана, определяющей его
допустимые значения. Метод расчета "упругих свойств
композита при объемной доле наполнителя больше кри-
тической разработан не был.
Характерной особенностью всех перечисленных работ
является то, что в них используются, как правило, простые
модельные представления о структуре материала и ее
конструкция фиксируется для рассматриваемого диапазона
изменения объемной доли наполнителя. Данное обстоя-
тельство диктует необходимость систематическим образом
рассмотреть процессы структурообразования во всем диа-
пазоне изменения объемной доли наполнителя и изучить их
взаимосвязи со свойствами композиционного материала.
4.2. ДИАГРАММА СТРУКТУРНЫХ СОСТОЯНИЙ КОМПОНЕНТОВ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Взаимное распределение матрицы и наполнителя в
композите удобно представить в виде фазовой диаграм-
мы [143] (рис. 4.1). Верхняя часть диаграммы отражает
структурные состояния наполнителя, а нижняя — матри —
цы. Для обозначения параметров, характеризующих мат-
рицу, используется индекс т, наполнитель — i. На данном
этапе можно не конкретизировать вид дисперсного на-
полнителя.
При изменении объемной доли наполнителя и, от 0 до 1
соответствующую ему часть фазовой диаграммы можно
разделить на две области, обозначенные на рис. 4.1 соот-
ветственно pi и ki. Область р, соответствует докритическим
состояниям наполнителя в материале. Как показали физи-
ческие эксперименты и математическое моделирование,
при малых п; часть наполнителя находится в виде отдельных
частиц, а часть его связана в малые агрегаты —кластеры.
По мере увеличения ni возрастают объем кластеров и доля
агрегированных в них частиц. При достижении н, некото-
рого критического — порогового значения п,(. в материале
образуется перколяционный кластер, охватывающий весь
его объем, т. е. происходит геометрический фазовый пере-
ход. На фазовой диаграмме эта область обозначена kt.
В нижней части диаграммы, отражающей топологиче-
ские состояния матрицы, также имеются две аналогичных
области рт и кт.
145
Рис. 4.1. Диаграмма структурных состояний матрицы и
наполнителя композиционных материалов с дисперс-
ными наполнителями
Наличие области рт у матрицы обусловлено тем, что по
мере увеличения концентрации и, в закритической области
плотность кластера наполнителя растет, он поглощает
более мелкие агрегаты и при некоторой концентрации и
происходит нарушение непрерывности матрицы как
кластера, занимающего весь объем системы. Матрица в
свою очередь разбивается на ряд агрегатов, имеющих оп-
ределенное распределение по размерам и числу частиц.
Таким образом, всю диаграмму можно разделить на три
сектора. Сектор 1 соответствует материалу, в котором на-
полнитель находится в виде набора агрегатов и не образует
непрерывную фазу, матрица представляет собой непре-
рывный кластер. Сектор II соответствует материалу, в ко-
тором наполнитель и матрица представлены проникающими
друг в друга перколяционными кластерами. Сектор III
симметричен сектору I относительно перестановки индек-
сов i и т, т. е. матрица представлена набором агрегатов, а
наполнитель образует кластер.
Положение границ между секторами определяется по-
роговыми значениями п1: и пт, которые зависят от вида
перколяционной задачи и типа решетки, в узлах которой
находятся частицы наполнителя и матрицы.
Процессы структурообразования в полимерных компо-
зитах со сферическими или близкими по геометрии к ним
дисперсными наполнителями соответствуют перколяцион —
146
ной задаче узлов. Если упаковка частиц наполнителя
соответствует простой кубической решетке, то nic — 0,31.
Перколяционная задача связей описывает аналогичные
процессы в композитах с дисперсными волокнистыми
наполнителями. Для простой кубической решетки в этом
случае пк = 0,25. В дальнейшем все конкретные вычисле-
ния выполнены для простой кубической -решетки в задаче
узлов, для задачи связей они производятся аналогично,
принципиальных трудностей при этом не возникает.
Рассмотрим более подробно процессы в докритической
области (сектор /). Общее выражение для числа п, агре-
гатов из .у частиц на один узел решетки и средний радиус
агрегата Rs были получены в [159] и имеют вид
ns - .v-^exp(-c.v0), (4.1)
Rs=rsp, (4.2)
где X, 0, р — некритические индексы; г — радиус частицы;
с — константа, определяемая из условия нормировки ns на
число частиц в системе Nt. Уравнение для с
ni = Е^1-Х'ехр(-«0). (4.3)
При определении параметров, характеризующих мат-
рицу, необходимо учитывать, что при п„к в композите
образуется перколяционный кластер матрицы. Вероят-
ность того, что частица т будет принадлежать этому
кластеру, определяется функцией связности [48]
Qm = ^km I = В\пт ~ > (4.4)
где Nk,„ — число частиц матрицы, принадлежащих пер-
коляционному кластеру; nm=NmIN', 0 —критический
индекс; В — постоянная, определяемая из условия: при
Nm N, Qm -*!. и В = 1 /|1 - птс\$ . Перколяционные класте-
ры являются подклассом более общего класса фракталь-
ных кластеров, для которых определяющим является
выражение, связывающее радиус кластера Rkm и число
частиц в нем,
(4-5)
где D — фрактальная размерность кластера. Для перко-
ляционного кластера известно выражение, связывающее D
с критическими индексами
147
D = d-fi/v, (4.6)
где d— размерность пространства; v — критический ин-
декс радиуса корреляции,
rc ~ | пт ~ птс1 • (4-7)
По мере увеличения п„ растет радиус Rkm, предельным
его значением является R^ = . При дальнейшем уве-
личении пт и, соответственно, числа частиц в кластере для
выполнения (4.5) должно измениться D, т. е. кластер уже не
является перколяционным, но остается фрактальным. Для
определения основного параметра, характеризующего такой
кластер фрактальной размерности D, необходимо рассмот-
реть совместно (4.4), (4.5) и (4.6). В результате получим
D = [inNm + vdIn| (nm -Птс)/(\- nmc)|]/[113 In N +
+ v ln| (nm — nmc ) / (1 — Hmc j | J .
Как следует из (4.7), v в логарифмических координатах
характеризует быстроту изменения радиуса корреляции
кластера в зависимости от изменения концентрации час —
тиц, т. е. является фактически «технологической скоро-
стью» процесса структурообразования, поэтому несмотря
на то что характер кластера меняется, для сопоставимости
структур критический индекс v должен быть постоянным.
Далее, используя (4.6) и (4.4), можно определить долю
частиц матрицы, принадлежащих кластеру. Небольшое
количество частиц матрицы, оставшихся свободными,
будет помещено в агрегатах из частиц наполнителя. В
нижней части диаграммы объемная доля таких частиц
выделена штрихпунктирной линией. Таким образом, даже
при малых концентрациях наполнителя матрица, в топо-
логическом смысле, не является связной.
В закритической области (сектор II) в материале при-
сутствуют перколяционные кластеры матрицы и наполни-
теля, а также более мелкие агрегаты и отдельные частицы.
Объемная доля частиц, принадлежащих перколяционным
кластерам, определяется функцией связности (4.4).
Поскольку перколяционные кластеры являются «рых-
лыми», то они поглощают часть частиц другой компонен-
ты. С целью определения объемной доли таких частиц,
воспользуемся известной формулой (1.3) для средней
массовой плотности вещества р в сферической части
кластера радиусом R
Р(Я) = Ро[''/я]3-'01 (4.9)
148
где ро — плотность материала кластера. Дефект массовой
плотности, обусловленный «рыхлой» структурой кластера,
Др-=РО-р(Я) = Ро|Мг/л)3 ° (4.10)
Объемная доля частиц, необходимых для ликвидации
дефекта массовой плотности,
пх - Д pnki / р(Я) - nkl[(R / r)D 3 -1], (4.11)
На диаграмме (рис. 4.1) объемной доле пх соответствуют
области hm, заключенные между сплошной диагональной
линией, разграничивающей компоненты материала, и
штриховой линией в секторе 11.
Поскольку рассматривается задача узлов и частицы
матрицы и наполнителя предполагаются сферическими, то
для описания закономерностей структурообразования в
материале для сектора III в соотношениях (4.3)—(4.8) не-
обходимо произвести замену индексов i «-» т.
Важно проследить влияние микроструктурных особен-
ностей композита на его макроскопические свойства, по-
скольку именно они являются основными при определе-
нии пригодности материала для решения конкретных
технических задач. С этой целью рассмотрим упругие
свойства и, в частности, эффективные упругие модули.
Выбор объясняется наличием достаточного количества
экспериментальных данных, а также различных теорети-
ческих подходов к проблеме.
4.3. ЭФФЕКТИВНЫЕ МОДУЛИ УПРУГОСТИ композиционных
МАТЕРИАЛОВ СО СФЕРИЧЕСКИМИ НАПОЛНИТЕЛЯМИ
После того как построена геометрическая модель струк-
туры материала, возникает задача построения адекватного
математического описания его механических свойств. Наи-
более важными техническими характеристиками материалов
являются жесткость и прочность. Математическое описание
жесткости составляет основу расчета напряжений, расчета,
который в конечном итоге определяет возможность приме-
нения инженерных материалов в конструкциях и изделиях.
4.3.1. Эффективные модули упругости среды
С объемной долей включений, меньшей критической
Из всего многообразия методов расчета эффективных
модулей упругости среды наиболее продуктивным явля-
ется самосогласованный метод, предложенный Хашином
149
[145] . Этот метод наиболее близок к рассматриваемым
структурам, поскольку разработан для расчета упругих
свойств среды с достаточно широким непрерывным рас-
пределением размеров включений.
В рамках полидисперсной модели с помощью метода
Хашина получены следующие выражения для эффектив-
ных объемного модуля К и модуля сдвига G матрицы,
в предположении, что объемная доля наполнителя является
малой:
к = кт + {(К,- - Кт)С /[1 + (X,- - - c)z
/(^l+4Gw/3)]}, (4-12>
G = Gm + (Gf - Gm)C /[1 + (1 - СХ<7, - Gm)6(Km + 2Gm)/
, (4.13)
/5G„,(3^+4GW)].
В формулы (4.12) и (4.13) входят упругие характеристи—
стики компонентов А-,, Кт, G,, Gm и параметр С, отражаю-
щий структуру материала. Он равен отношению радиуса
включения а к радиусу области матрицы Ь, связанной с
каждым отдельным включением:
С-(alb)3. (4.14)
Если рассматривать в качестве включения агрегат из
нескольких частиц, то появляется возможность, используя
метод поэтапной квазигомогенизации, определить эффек-
тивные модули композита. Поскольку структура материала
в каждом секторе фазовой диаграммы отличается друг от
друга, то последовательности этапов квазигомогенизации
тоже будут разными.
В секторе I на первом этапе определяются эффектив-
ные модули агрегатов наполнителя с распределенными в
них включениями частиц матрицы. При этом выражения
(4.12) и (4.13) преобразуются к виду
Kai = Ki + {(kw - Ki)ca /[1 + (кт - -ca)i (4 15)
/(х,.+4Сг-/3)]},
Gai = Gi + (Gm Gi)Ca /[1 + (1 - CalGm - Gi)6(Ki + 2G,)/
15Gi(3Ki + 4G,)]. (416)
Как видно из диаграммы на рис. 4.1, отношение объ-
емной доли таких включений ngm к объемной доле частиц
150
наполнителя н, в пределах сектора I является малым, по-
этому в (4.14) им можно заменить отношение радиусов
С’„ = / «г-. (4.17)
На втором этапе квазигомогенизации определяются
эффективные модули кластера матрицы с включениями,
имеющими распределение по размерам, характерное для
агрегатов наполнителя, но с определенными на первом
этапе по (4.15) и (4.16) эффективными модулями:
К = Кт + {(Кш. -ктузат /[1+(Kai - кт\\ -сат)/
l(Km+4Gm/3^, (418)
6 ~ + (pai ~ )Сат /[1 + (1 - Сат~ Рп)б(Кт + 2Gm) !
/ а (4Л9)
/5G,„(3/Cw+4(7w)].
При определении структурного параметра Сат, в (4.18) и
(4.19) необходимо учитывать средний радиус агрегата
а,. = Rs. Естественно также предположить, что объем об-
ласти матрицы, связанной с каждым агрегатом, пропор-
ционален его объему. Это предположение можно выразить
следующим образом:
^=еЯ53, (4.20)
где е — коэффициент пропорциональности.
Учитывая равенство
4 / ЗяУ J = ^кт' (4.21)
получаем
е = 3vkm /4лУ2 R3ns = г3пкт R3ns . (4.22)
S S
Окончательное выражение для С имеет вид
(4.23)
5
4.3.2. Эффективные модули упругости среды
с объемной долей включений, большей критической
Объемной доле наполнителя, большей критической, при
которой в материале происходит образование самостоя-
тельной фазы наполнителя в виде перколяционного кла-
стера, соответствует сектор II фазовой диаграммы на
151
рис. 4.1. Для сектора// характерна структура материала,
представленная проникающими друг в друга перколяци-
онными кластерами. Последовательность этапов квазиго —
могенизации изменяется, но появляется их симметрия,
поскольку кластеры матрицы и наполнителя имеют оди-
наковое строение.
На первом этапе квазигомогенизации определяются
эффективные модули агрегатов наполнителя, не связанных
с кластером наполнителя с включениями частиц матрицы,
в свою очередь оставшихся свободными.
Kai = Ki + {(Кт - Ki)Cai /[1 + (Кт - Ki\i - Cai)l
I (К,:+4С7,/3)]}, (4,24)
Gai = Gi+(Gm-Gi)Cai /[l+(l-Cai\Gm-G^ +2Gi)/
(4.25)
/5С7,-(ЗК,+4С7,)].
Структурный параметр равен отношению радиуса вклю-
чения матрицы Rfi,, к радиусу агрегата наполнителя R,M:
^ai “ I Raj^ • (4.26)
Предположив, что включения являются плотноупако —
ванными, а агрегаты имеют фрактальную структуру, и
учитывая (4.5), получим
Са1-Н/т/К%0. (4.27)
Эффективные модули агрегатов матрицы будут вычис-
ляться по формулам, аналогичным (4.24), (4.25) и (4.27),
однако индексы i и т при этом нужно поменять местами:
- К„ ♦ {(К, - /[1 t(K, - К„Х1 -Ст)!
'4-28'
Gam = Gm + (С, - Gm) С(т1 / [1 + (1 - Сат \Gi - Gm )б (Кт + 2Gm) /
/5G„,(3^+4Gm)], (4’29)
с
^ат
r3/D
ат
(4.30)
На втором этапе определяются эффективные модули
152
кластера матрицы с включениями агрегатов наполнителя с
эффективными характеристиками:
крт = К,„ + {(Кш. - Кт)Срт /[1 + (Kai - кт\\ - срт)/ 31)
l(Km +4Gw/3)]},
Gpm - Gm + Gm)Cpml
\^-Cpm\Gai-Gm)6[Km+2Gm)l
I ч1
/5Gm(3Km+4Gm)].
Поскольку перколяционный кластер является более
«рыхлым», чем фрактальный, то для вычисления С исполь-
зуется не (4.27), а несколько измененный подход. Как сле-
дует из (4.9), включения другой компоненты могут распо-
лагаться на периферии кластера, поэтому он представляется
состоящим из ядра с эффективным радиусом Rpm
п _
lxpm г1' рт'
(4.33)
и оболочки из частиц наполнителя. Радиус оболочки оп-
ределяется по формуле (4.5). Окончательно
Срт = N^'D • (4.34)
Далее аналогичным образом определяются эффектив-
ные модули кластера наполнителя:
Kpi = + {(^ - К^р1 /[1 + (Кат - - Cpi) I
/(К,+4С,/3)]},
Gpi =Gi +(Gam-Gi)Cpi/[1 + -Gi)6(Ki + 2G,)/
/5Gi(3Ki + 4G,)],
Cpi-Nlpi3/I). (4.37)
Эффективные модули материала определялись по пра-
вилу смесей:
К = Кртпрт + Kpinpi • (4-38)
G = Gpmnptn + Gpinpi, (4.39)
153
где прт, npi — объемные доли частиц кластеров с учетом
включений.
Правило смесей не учитывает корреляции между кла-
стерами при их упругом деформировании. Для мг-, близких
к nic, Rpj < Rpm, поэтому К и G можно вычислять по (4.12)
и (4.13), используя следующее выражение для параметра С:
С-[Rpil &рт] •
(4.40)
При и;-* 0,5 Rpi -* Rpm, С—* I и результаты будут не-
сопоставимыми. Как показал практический счет, для
я(- ~ nic различие между обоими способами составляет 0,1%.
Конечные выражения для эффективных модулей ма-
териала не приводятся ввиду их крайней громоздкости.
Алгоритм вычислений реализован в виде программы
для ПЭВМ.
Результаты вычисления статического модуля упругости
Е(п) для композита, в котором в качестве матрицы исполь-
зовался полиэтилен высокой плотности (ПЭВП), а напол-
нителя — активированный кальцит, приведены на рис. 4.2.
Штриховыми линиями обозначены верхняя и нижняя
границы эффективных модулей — вилка Хашина —Штрик—
мана [145]. Для вычислений использовались приведенные в
[158] характеристики компонентов: Е„ — 1,53 ГПа, vm = 0,45,
Д = 26,00 ГПа, v, = 0,27.
О 0.2 0.4 0.6 0.8 1.0 п,
Рис. 4.2. Зависимость модуля упругости дисперсно —
армированного композита от объемной доли наполнителя:
1 — фрактальная теория; 2 — эксперимент; 3 — вилка Хашина—
Штрикмана
154
Модули К, G, Е определялись по формулам:
/C = E/(3-6v),
G = E/(2 + 2v), (4.41)
Е = 9KGl(3K + G). -
Результаты вычислений модуля Е в пределах довери-
тельного интервала совпадают с полученными в [158]
экспериментальными данными.
4.4. ВЗАИМОСВЯЗЬ СТРУКТУРЫ И ПРОЧНОСТИ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ДИСПЕРСНЫМИ
НАПОЛНИТЕЛЯМИ
Методы описания прочностных свойств композицион-
ных материалов традиционно подразделяются на два класса
(уровня), один из которых называется феноменологиче-
ским, а другой — статистическим или структурным [160].
При феноменологическом подходе неоднородный композит
рассматривается как сплошная среда, математическая мо-
дель которой строится на основе экспериментально полу-
ченных данных без объяснения механизмов, определяющих
поведение композита и составляющих его компонентов.
Целью статистического подхода, наоборот, является поиск
связей между прочностными свойствами композита и
свойствами исходных компонентов.
Статистический подход к описанию прочности компо-
зиционных материалов более эффективен. Он позволяет
выяснить механизмы взаимодействия компонентов и
структур, в которые они организованы при нагружении,
учесть такие особенности структуры материала, как поры,
трещины. Поскольку целью данной работы является ис-
следование и оптимизация взаимосвязей в наиболее полно
характеризующей композиционные материалы триаде
структура — свойства —технология, то естественно строить
описание прочностных свойств в рамках статистического
подхода.
Общепризнанно, что разрушение композиционных
материалов обусловлено локальными физическими про-
цессами, поэтому переход от глобальных характеристик к
локальным неизбежно требует более глубокого проник-
новения в физику явления. Для того чтобы реализовать
такой переход практически, необходимо, во-первых,
внимательно изучить физические механизмы разрушения
каждой из фаз материала в отдельности, во-вторых, раз —
155
работать способы описания локальных нерегулярностей
структуры материала, в—третьих, построить математиче-
скую модель для вычисления характеристик прочности
композитов.
Поскольку эти составные части структурного подхода,
особенно вторая и третья, исследованы мало, и на этом
пути имеется ряд принципиальных трудностей, то данное
обстоятельство вынуждает некоторых исследователей
признать такой подход труднореализуемым [160]. В па-
раграфах 4.1—4.3 показано, что теория фракталов позво-
ляет описать локальные нерегулярности структуры ком-
позиционных материалов с дисперсными наполнителями и
тем самым снять проблемы со второй составной частью
структурного подхода. Перейдем к построению математи-
ческой модели прочностных характеристик.
4.4.1. Математическая модель прочностных
характеристик композиционных материалов
с дисперсными наполнителями
Трудности, связанные с построением математической
модели для вычисления прочностных характеристик ком-
позиционных материалов вообще, а материалов с дис-
персными наполнителями особенно, часто вынуждают
обратиться в поисках альтернативы к эмпирическому
подходу. Наличие многочисленных экспериментальных
данных для различных видов напряженного состояния,
казалось бы, позволяет предсказать прочность материалов
при помощи таблиц или номограмм [160, 161]. Разумеется,
при кажущейся простоте эмпирический подход к проблеме
требует больших затрат времени и усилий. Однако ос-
новной его недостаток состоит в том, что он проигрывает
математическим моделям в информативности.
Наличие математической модели позволяет постоянно
совершенствовать методы исследования прочности, мак-
симально сократить число экспериментальных измерений,
разработать принципы сравнения эксплуатационных ка-
честв материалов, упростить и автоматизировать процесс
обработки данных и подготовки технической документа-
ции, расширяет возможности использования информации
в расчетах конкретных конструкций и изделий. Только на
основе математических моделей возможен переход к ин-
формационным технологиям изготовления композицион-
ных материалов.
Наибольшие успехи при построении математического
описания прочностных свойств композиционных материа-
лов достигнуты для композиционных материалов, арми-
рованных непрерывными волокнами. Построены подходы,
156
основанные на использовании правила смесей [80], развит
алгоритмизированный теоретический подход, использую-
щий имитационное моделирование на ЭВМ [42].
Для композиционных хМатериалов с дисперсными на-
полнителями и полимерной матрицей развитие математи-
ческих моделей идет пока в направлении поиска прием-
лемых аппроксимирующих выражений-для зависимости
прочности от степени наполнения. Так, в работе [162] для
этих целей предложено следующее линейное выражение:
0 = а-Ьп^ (4.42)
Поскольку линейная зависимость может иметь место
для сравнительно узкого диапазона изменения объемной
доли наполнителя, то для расширения этого диапазона в
[163] предложена степенная зависимость
о = о„,-^. (4.43)
Показатель степени р = 2/3, постоянные а и Ь подби-
раются по экспериментальным данным.
Основной недостаток соотношений типа (4.42) и (4.43)
заключается в том, что они являются чисто аппроксими-
рующими и за ними не стоят представления о физике или
механике процессов разрушения или формирования
прочности композиционных материалов. К тому же они
справедливы для ограниченной области изменения пара-
метров и определенной, часто довольно узкой, группы
материалов матрицы и наполнителей.
Более общими свойствами обладает математическая
модель, построенная на основе правила смесей для ком-
позиционных материалов, армированных непрерывными
волокнами [80]. Для тех случаев, когда прочность компо-
зита определяется прочностью волокон, основное выра-
жение имеет вид
o = (jf(nf + nl„EmIE/y (4.44)
Когда прочность определяется матрицей,
° = °m(nm+nfEflEm). (4.45)
Привлекательной стороной соотношений (4.44) и (4.45)
является то, что при их выводе использованы простые и
естественные физические предположения: компоненты
несут нагрузку, пропорциональную их жесткости; слой
материала в среднем деформируется однородно.
Однако возможности использования (4.44) и (4.45) для
определения прочности композиционных материалов, ар-
мированных дисперсными наполнителями, ограничиваются
тем, что, во-первых, они справедливы для малых значений
объемной доли наполнителей, во-вторых, набор дисперс —
157
ных наполнителей значительно шире, чем набор волок-
нистых [164], поэтому в общем случае для пары матрица —
наполнитель не всегда может выполняться условие, тре-
бующее, чтобы прочность была прямо пропорциональна
жесткости. В данной работе предлагается подход, позво-
ляющий снять указанные ограничения и обобщить (4.44),
(4.45) на композиционные материалы с дисперсными на-
полнителями.
Для реализации нового подхода будем исходить из того,
что зависимость между прочностью и жесткостью выра-
жается некоторой функцией. Многочисленные исследо-
вания прочности и жесткости материалов, используемых в
качестве компонентов композитов [80, 161, 164], указывают
на принадлежность этой функции к классу степенных
функций. Поэтому (4.44) и (4.45) могут быть преобразо-
ваны к следующему виду:
a = a!-^,+«OT(£,OT/£,!)Tj, (4.46)
° = (4-47)
Выражения (4.46) и (4.47) еще не являются решением
проблемы, поскольку показатель степени т неизвестен и
эти соотношения по-прежнему справедливы для малых
объемных долей наполнения. Для того чтобы обобщить
(4.46) и (447) на любые степени наполнения от 0 до 1,
воспользуемся пошаговой численной процедурой, которая
в идейном плане аналогична разработанной ранее для
исследования влияния неоднородности структуры фрак-
тальных кластеров на их упругие свойства [78] (см. также
параграф 2.2).
Применительно к данной задаче суть метода состоит в
том, что, зная прочность материала матрицы и наполни-
теля и используя эти значения в качестве опорных точек,
продвигаясь от состояний композита с преимущественным
содержанием матрицы, а потом наполнителя, можно за-
писать формальные выражения для прочности композита
при какой-то определенной степени наполнения. При-
равняв далее эти формальные выражения, получим урав-
нение для определения показателя степени т. Далее,
используя т, определяют прочность композиционного
материала для любой степени наполнения.
Практически указанная процедура строится следующим
образом. Предположим, что объемная доля наполнителя
изменяется от 0 до 1 с некоторым малым шагом Ди и всего
на соответствующей оси имеется к точек. Точка 0 соот-
ветствует 100% наполнителя, к — 100% матрицы. Состоя —
158
ния композита с объемными долями наполнителя и мат-
рицы, равными 50%, обозначим индексом 5. На первом
шаге для прочности композиционного материала можно
записать выражение
°1 = °i ^(1 ~ )+ &п[ (Ет I Е\ Г ] • (4.48)
Для некоторого произвольного шага а выражение (4.48)
имеет следующий вид:
°а =°а-1[(1-А«а) + А«а(£'пг/£а)Т] • <4'49)
Естественно, что, воспользовавшись соотношениями
(4.48) и (4.49), прочность композиционного материала в
любой точке можно выразить через прочность наполни-
теля. Так, для точки j прочность
ау=аг- П (4.50)
а-ll J
На последнем шаге процедуры (4.49) получим выраже-
ние для прочности матрицы
°т =%-1^(1-Д«А-1) + Л'гА:-1(£г'/£'А:-1)Т] • (4.51)
Поскольку прочность матрицы известна, то из (4.51)
находится прочность композиционного материала на
предшествующем шаге
%-1 = z V~ ^пк-1) + &nk-\[Ei1 Ek-l
(4.52)
Аналогичным образом можно выразить прочность для
шага 5 через прочность для шага 5 + 1:
= °5+1 / [(! - + ^s(Ei!Es)X j • (4.53)
Рассматривая (4.52) и (4.53) совместно, получим выра-
жение для прочности композиционного материала на шаге
.v через прочность матрицы
к Г/ \ / \т1~1
П О-Д«а)+Д«а(£г/£а) • (4-54)
а-sL J
Приравняв правые части выражений (4.50) и (4.54), по-
лучим уравнение для определения показателя степени т
о,П
а-1
(1-Диа) + Дла(£ш/£а)т] =
159
= П [(1-Ана)+Ана(£<•/Еа)Х
а= d
-1
(4.55)
Решение уравнения (4.55) возможно только численными
методами. Особенность данного подхода состоит в том, что
параметр т не является формально —математическим, он
зависит от свойств наполнителя и матрицы. Кроме этого,
через модули упругости композита он зависит и от
структуры материала. Методика вычисления модулей уп-
ругости для композиционных материалов с произвольными
степенями наполнения изложена в параграфе 4.3. При-
ращение объемной доли наполнителя определяется из
баланса его содержания на двух последовательных шагах:
«а - ^а+1«а + Л«а+1 = «а+1 • (4.56)
Таким образом, из (4.56) можно получить
«а+1 =(«а+1(4'57)
После того как определен показатель степени т, с по-
мощью выражений, аналогичных (4.50) и (4.54), вычисля-
ется прочность композиционного материала с любой
объемной долей дисперсного наполнителя.
Далее построенная математическая модель используется
для исследования влияния степени наполнения на прочно-
стные свойства конкретных полимерных композиций.
4.4.2. Прочность полимерных композитов
с наполнителями сферической формы
Практическая реализация разработанного метода с
целью исследования влияния степеней наполнения на
прочность композиционных материалов, выполнена на
ПЭВМ с помощью специальной программы, составленной
на алгоритмическом языке Паскаль. Решение уравнения
(4.55) определялось численно по методу Ньютона.
Конкретные вычисления производились для компози-
ционного материала, в котором в качестве матрицы ис-
пользуется эпоксидная смола, а в качестве наполнителя —
стеклянные микросферы.
Эпоксидная смола является одним из самых универ-
сальных клеев. Благодаря высоким адгезионным, механи-
ческим свойствам эпоксидные смолы находят широкое
применение при изготовлении лаков, эмалей, клеев, за-
мазок, шпаклевок, заливочных и пропиточных компаундов,
пенопластов. Они используются также для модификации
других полимеров и олигомеров, улучшения разлива
160
фенолформальдегидной смолы, входят в состав многих
пленкообразующих материалов [165].
Эпоксидные клеи представляют большой интерес для
деревообрабатывающих и мебельных производств, так как
открывают широкие возможности для прочного склеива-
ния древесины с различными материалами: металлами,
пластмассами, пластиками, керамикой. Масштабы их ис-
пользования постоянно растут и ограничены только объ-
емом производства эпоксидных смол. Возможность их
модификации другими полимерами, применения различ-
ных наполнителей и создания на этой основе более деше-
вых клеящих композиций, отличающихся улучшенными
свойствами, делает эпоксидные смолы более доступными и
их использование в промышленности будет возрастать.
Рост цен на сырье и продукты нефтехимических про-
изводств приводит к росту цен на полимеры и увеличивает
производственные расходы. В этих условиях одним из
направлений повышения эффективности производства
является широкое применение наполнителей для снижения
расхода полимеров. В качестве наполнителей эпоксидных
смол применяют порошки металлов, кварцевую, фарфоро-
вую и древесную муку, асбест, кремнезем, стеклянные
микросферы, сажу, тальк, портландцемент, оксид алюминия.
Уникальность и ценность сплошных стеклянных мик —
росфер как наполнителей заключается главным образом в
их форме [164]. Небольшое отношение площади поверх-
ности к объему способствует малой адсорбции смолы.
Совершенство формы обуславливает хорошую смачивае-
мость, равномерное распределение напряжений в напол-
ненных пластмассах, возможность точного прогнозирования
физико —механических свойств. Использование стеклянных
микросфер существенно улучшает технологические свой-
ства пластмасс, способствует уменьшению износа произ-
водственного и смесительного оборудования, а также
пресс-форм. Высокая термостойкость микросфер и их
инертность повышают устойчивость материалов к горению,
действию повышенных температур и давлений, не спо-
собствует деструкции полимерной матрицы. Таким образом,
благодаря своим свойствам, стеклянные микросферы при-
меняются в качестве наполнителя практически для любых
полимеров.
Как уже отмечалось выше, разработка новых полимерных
композиций, в том числе и клеевых, ведется преимущест-
венно эмпирическими методами. Недостаточное развитие
теоретических методов, а по ряду направлений их полное
отсутствие, является фактором, сдерживающим как создание
перспективных полимерных композиционных материалов,
так и их применение в промышленности.
161
При исследовании на ЭВМ прочности композиции эпок-
сидная смола — стеклянные микросферы свойства ком-
понентов полагались равными: Ет = 3,5 ГПа, vm = 0,47,
ow=90 МПа, £, = 72,4 ГПа, v,-=0,21, о,-=3,45 МПа. Шаг
изменения объемной доли наполнителя был принят рав-
ным 0,1. При уменьшении шага до 0,05 различие в ре-
зультатах расчета прочности составило порядка 0,1—0,01%,
что позволяет считать условие малости изменения объем-
ной доли наполнителя выполненным.
Результаты вычисления зависимости прочности на
растяжение от объемной доли сферического наполнителя
приведены на рис. 4.3. Прочность определялась в единицах
прочности матрицы. Значение показателя степени в
уравнении (4.55) составило т = — 0,627. Оно близко по мо-
дулю к использовавшемуся в работе [163] показателю
Р =2/3, однако, как отмечалось в п. 4.4.1, смысл этих по-
казателей несколько различается.
На рис. 4.3 приведены также экспериментальные данные
по прочности, полученные как на композиционных мате-
риалах эпоксидная смола — стеклянные микросферы [163,
166], так и на других композициях. В работе [167] иссле-
довалась композиция сополимер стирола и акрилонитри-
ла — стеклянные шарики, в [ 168] — акрилонитрилбута —
диенстирол — стеклянные сферы, [169] — сополимер
стирола и акрилонитрила — угольные шары, [163] —
эпоксидная смола с полостями.
Рис. 4.3. Влияние объемной доли наполнителя на
прочность дисперсно — армированных полимерных
композиционных материалов, экспериментальные
данные работ:
о — [ 163|; Д — [167]; • — [166]; л — [168]; 0 — [169];
V — [163]
162
На этом же рисунке штриховой линией показана кривая
по аппроксимирующей зависимости (4.43) из работы [163].
Сопоставляя результаты расчета с экспериментальными
данными, можно констатировать их хорошее совпадение
практически во всем диапазоне изменения объемной доли
наполнителя. Данные на рис. 4.3 позволяют также заклю-
чить, что принципы, положенные в основу предлагаемого
метода расчета прочности, себя оправдали.
В соответствии с представлениями механики разруше-
ния [80] реальная прочность композиционного материала
связывается с его энергией разрушения, модулем упру-
гости и размером трещин. Энергия разрушения по сути
является количественной мерой прочности, а модуль уп-
ругости и размер трещин играют роль функциональных
параметров этой меры. Обращает на себя внимание тот
факт, что в указанный набор входит параметр, связанный
с трещинами, т. е. дефектами структуры, но не входят
параметры, характеризующие саму структуру, хотя по
отношению к параметрам дефектов в композиционных
материалах они являются первичными.
Объясняется данный факт не только тем, что до не-
давнего времени практически отсутствовали методы
описания сильно неоднородных структур, но и недопони-
манием и недооценкой роли структуры в формировании
свойств композиционных материалов. Использование
теории фракталов позволяет вскрыть фундаментальное
значение структурных свойств для композитов и ис-
пользовать структурные параметры как равноправные в
системе определяющих параметров материала. Таким об-
разом, решающее значение в процессе формирования
прочности композиционных материалов играют упругие и
прочностные свойства компонентов, упругие свойства и
структура самого композита.
Глава 5. СТАТИСТИЧЕСКОЕ ОПИСАНИЕ
ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ КОМПОЗИТОВ
С АРМИРОВАНИЕМ ПО КОМБИНИРОВАННЫМ СХЕМАМ
Перейдем к рассмотрению композиционных материа-
лов с количеством компонентов больше двух. Необходи-
мость в таких материалах появляется в тех случаях, когда
по условиям эксплуатации изделий из них ясно, что они
будут подвергаться воздействиям разного характера.
Поэтому, чтобы обеспечить возможность его реакции на
каждое из них, прибегают к использованию двух и более
наполнителей.
Зачастую требования к материалу бывают внутренне
противоречивыми, и в этих условиях особенно важна
роль теории, поскольку поиск оптимальных композиций
экспериментальными методами связан с резко возрас-
тающими материальными и трудовыми затратами.
Кроме этого, большинство технически важных компо-
зитов природного происхождения имеют, как правило,
сложную структуру, которая подразделяется на несколько
уровней организации.
Проблему исследования взаимосвязей и взаимодейст-
вий всей иерархии структурных уровней можно решить
только при наличии достаточно разработанной теории
структур материалов. Примером биокомпозита со сложной
многоуровневой структурной организацией является дре-
весина, у которой насчитывается пять структурных уров-
ней с принципиально разным характером организации.
5.1. СТАТИСТИЧЕСКАЯ МОДЕЛЬ СТРУКТУР
ТРЕХКОМПОНЕНТНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Модель строится путем обобщения на три компонента
рассмотренного в гл. 4 диаграммного подхода. При этом
сохраняется основная идея подхода, состоящая в том, что
каждый из компонентов может находиться в материале в
определенных структурных состояниях в виде: отдельных
частиц основных элементарных структурных единиц;
164
распределения агрегатов из отдельных частиц; перколя-
ционного либо в виде структуры более общего типа,
фрактального кластера, имеющего размер порядка раз-
мера системы.
Структурную организацию компонента в виде перко-
ляционного кластера можно считать (в силу ее сложности)
высшим типом. Компонент может находиться в материале
в одном структурном состоянии или сразу в нескольких. При
этом более высокое структурное состояние предполагает
наличие более низких, из которых данное состояние соб-
ственно и строится.
Как отмечалось в гл. 4, объемная доля компонента, не-
обходимая для возникновения перколяционного кластера,
для задачи узлов, т. е. когда наполнители имеют форму
сфер, кубов или близкую к ним, составляет 0,31, для задачи
связей, имеющей место для волокнистых, пластинчатых,
ленточных дисперсных наполнителей — 0,25.
Таким образом, теоретически возможны композицион-
ные материалы, в которых все компоненты находятся в
виде взаимопроникающих перколяционных или фрак-
тальных кластеров. Однако, как было показано ранее,
область структурного фазового перехода характеризуется
неоднозначностью свойств материала, а следовательно, и их
нестабильностью и трудностью по чисто технологическим
причинам одинакового воспроизведения. Поэтому в ре-
альных трехкомпонентных композиционных материалах
(это подтверждают результаты анализа их состава), как
правило, один из армирующих компонентов имеет содер-
жание ниже критического.
В качестве примера рассмотрим композиционный ма-
териал, содержащий пластинчатые и волокнистые напол-
нители. Такой материал имеет реальный прототип среди
древесно —полимерных композиционных материалов —
армированные композиционные древесные пластики.
Структурная диаграмма указанного материала приведена
на рис. 5.1. Предполагается, что объемная доля полимера
составляет 0,25. Его характеристики обозначим индексом т.
Соотношения структурных состояний пластинчатого р и
волокнистого f наполнителей представлены в левой верхней
части диаграммы. Для их вычисления использовались
приведенные в гл. 4 соотношения. Объемную долю мат-
рицы в докритической области ее состояний можно менять,
при этом соответственно будет параллельно сдвигаться
часть диаграммы, относящаяся к наполнителям.
Из рис. 5.1 видно, что пластинчатый наполнитель
находится в материале преимущественно в виде перко-
ляционного кластера, а также и в более низких струк-
турных состояниях.
165
1.0 л,
0.2
0.4
0.6
0.8
Рис. 5.1. Диаграмма структурных состояний композици-
онных материалов с бимодальной упаковкой наполнителей
Волокнистый наполнитель может находиться как в
докритическом состоянии, так и при объемной доле свыше
0,25 в виде перколяционного кластера, т. е. в системе
произойдет структурный переход и волокна будут обра-
зовывать самостоятельную непрерывную фазу. Но вместе
с тем они будут встречаться в материале также в виде
отдельных волокон и небольших агрегатов.
На основе приведенной структурной диаграммы далее
будет разработана процедура расчета упругих и проч-
ностных свойств полиармированных композиционных
материалов.
5.2. ЭФФЕКТИВНЫЕ МОДУЛИ УПРУГОСТИ КОМПОЗИТОВ
С ВОЛОКНИСТЫМИ И ПЛАСТИНЧАТЫМИ НАПОЛНИТЕЛЯМИ
Анализ модулей упругости композиционных материалов
с волокнистыми, пластинчатыми дисперсными наполни-
телями, а также полиармированных материалов, в которых
присутствуют наполнители обоих типов, будет произво-
диться с использованием структурных параметров, рас-
смотренных в гл. 4. Различие имеется в количественных
значениях соответствующих фаз на структурных диа-
граммах и методах вычисления их эффективных модулей
упругости. Рассмотрение начнем с модулей упругости
материалов с пластинчатыми наполнителями, поскольку
большинство древесно —полимерных композиционных
материалов относятся к данному классу.
166
5.2.1. Модули упругости композиционных материалов
с пластинчатыми наполнителями
Анализ напряженного состояния среды с включениями
в виде произвольно ориентированных тонких пластинок
выполнен в [145]. Конечные аналитические выражения для
модулей получены с привлечением определенных упро-
щающих предположений о свойствах среды. Самым
сильным ограничением является предположение о малой
объемной доле включений. Получены следующие формулы
для объемных К и сдвиговых G модулей упругости:
К- Кт + {(к;-Кш)С/[1 + (^+ 4/3G,)]}, (5.1)
G~Gm + {(Ci “ Gm К ! [l + {Gi ~Gm)/ (Gm + Gd )]} > (5.2)
Далее используем метод поэтапной квазигомогениза—
ции, подробно разобранный в гл. 4. На первом этапе
рассматривается часть структурной диаграммы, соответ-
ствующая докритическим состояниям наполнителя в
материале. Наполнитель при этом находится в виде от-
дельных частиц и агрегатов. Эффективные модули упру-
гости агрегатов наполнителя с распределенными в них
включениями матрицы
Kai = К, + - K{)Cai /[1 + (Кт - К^(К, + 4 / 3G,„)]} , (5.3)
Gai = Gi + {(Gm - Gt}Cai /[1 + (Gm-Gi)/(Gi + Grf)]}, (5.4)
Grf-Gm(9^w + Gm)/6(^+Gm).
Структурный параметр в (5.3) и (5.4) определяется из
представлений [143] о том, что агрегаты наполнителя
формируются как фрактальные кластеры с размерностью
Со,-М'-3'£,). (5.5)
Эффективные модули материала определяются по
формулам (5.1) и (5.2) с учетом того, что включения имеют
распределение по размерам, характерное для агрегатов
наполнителя, но с определенными по (5.3) — (5.5) модулями:
К = Кт +^Kai-Km}Cam /[1 + (Kai-Km)l(Km +4/3GaZ)]}, (5.6)
167
G - Gm + |(^а; _ Gm )^ат I [1 + (Gai ~ Gm )/ (pm + Gd)]j' (5.7)
Gd = Gai(9Kai+SGai)/6(Kai+2Gai).
Структурный параметр определяется по формуле
Ст-11^Р (5.8)
5
которая представляет собой отношение среднего радиуса
включений к радиусу матрицы, связанной с каждым
включением.
После перехода концентрацией наполнителя крити-
ческого значения в материале образуется новая фаза в
виде перколяционного кластера наполнителя. В этой
области структурной диаграммы наполнитель и матрица
находятся в симметричных взаимопроникающих со-
стояниях в виде отдельных частиц, агрегатов и перко-
ляционных кластеров.
Вычисление эффективных модулей производится по-
следовательно по мере усложнения структуры. Сначала
вычисляются эффективные модули агрегатов с включе-
ниями отдельных частиц симметричной фазы. Далее оп-
ределяются эффективные модули перколяционных кла-
стеров с включениями в виде агрегатов. На последнем
этапе по правилу смесей на основе модулей для кластеров
определяется эффективный модуль материала.
Эффективные модули агрегатов матрицы определяются
по формулам, аналогичным (5.1) и (5.2):
Кат = Кт + {(^ - Кт)Сат /[1 + (Ki - Кт)/(Кт + 4/3G,)]}, (5.9)
Gam = Gnt + {(<7, - Gm )Сат /[1 + (Gj - Gm) I (Gnt + Gd, (5.10)
Gd =Gi(9Ki +8Gi)/6(Ki + 2Gi).
Структурный параметр в (5.9) и (5.10) определяется по
формуле, геометрический смысл которой обсуждался в гл. 4
Cam-NflIN^. (5.11)
Для получения формул, позволяющих вычислять эф-
фективные модули агрегатов наполнителя, необходимо в
(5.9) —(5.11) поменять местами индексы т и I:
Kai = + {(*„, - Kifai /[1 + (кт - Ki)l(Ki + 4 / 3Gm)]} , (5.12)
168
Gai -G( +{{Gm-G()Ca( /[l + (Gw-G(.)/(G( +Grf)]}, (5.13)
Gd = Gm(9Km + №т)/б(Кт + 2Gm),
C = N f I NilD ' (5.14)
^ai iy fm ' iyat 1 '
Эффективные модули упругости перколяционного
кластера наполнителя
Kpi = Кат + /[1 + (ъ -Кт)/(кт +4/3G;)]|, (5-15)
Gpi = Gam + {(G; — Gam )Cpj / p + [Gj — Gam) / (Gatn + Gd , (5.16)
Gd - Gi(9Ki + SGi)l ({Kj + 2G;).
Структурный параметр определяется по формуле, ана-
логичной (5.5),
Cpi=N^VD. (5.17)
Подобным же образом определяются эффективные
модули перколяционного кластера матрицы:
Крт = Kai + {(*„, - Kai}Срт / [1 + (Кт - Kai)/(Kai + 413Gm)]}, (5.18)
Gpm = Gai + {(G„, - Gai )cpm / [1 + (G,„ - Ga( ) / (Gai + Grf)]j, (5.19)
Gd = Gm(9Km + 8Gm) / 6(^ + 2Gm},
Cpm = NpmD (5.20)
Эффективный объемный и сдвиговый модули мате-
риала определяются по правилу смесей:
= Кртпрт + Кpi^pi, (5.21)
G - Gpmiipm + Gpinpi. (5.22)
Конкретные вычисления по приведенным зависимостям
производились на ПЭВМ для системы, соответствующей
древесно —полимерному композиционному материалу,
включающему фенолформальдегидную смолу и крошку
березового шпона. Характеристики древесины брались из
169
[131, 132], связующего — из [131]. Результаты расчета мо-
дуля Юнга приведены на рис. 5.2. Они свидетельствуют о
том, что основные характерные черты изменения модулей
композиционных материалов с пластинчатыми наполни-
телями при увеличении содержания матрицы совпадают с
полученными ранее результатами для случая наполнителей
сферической формы. В области структурного фазового
перехода также имеет место неоднозначность упругих
свойств. Вместе с тем, поскольку модули наполнителя
и матрицы близки, то неоднозначность выражена в мень-
шей степени.
Полученные значения модулей упругости используются
для исследования прочностных свойств древесно — поли —
мерных композиционных материалов.
5.2.2. Модули упругости композитов
с бимодальной упаковкой наполнителей
Практика использования в композиционных материалах
двух и более разнородных наполнителей показала эффек-
тивность такого подхода, поскольку появляется возможность
использовать синергический эффект бимодальной упаковки.
Однако до настоящего времени практически отсутствует
теоретическое описание упругих и прочностных свойств
таких материалов, позволяющее предсказать и рассчитать
оптимальные соотношения армирующих компонентов [164].
Переход к композиционным материалам с двумя на-
полнителями существенно расширяет набор их комбина-
ций, даже если ограничиться основными видами реально
используемых наполнителей — сферическими, волокни-
стыми, пластинчатыми.
Рис. 5.2. Зависимость модуля Юнга древесно —по-
лимерного композита от содержания связующего
170
Рассмотрим композиционные материалы с дисперсными
пластинчатыми и волокнистыми наполнителями. Такие
материалы представляют интерес не только с точки зрения
теории, но имеют и большое практическое значение для
многих отраслей техники в качестве конструкционных
материалов. Существенно также и то, что .именно к данному
типу материалов относятся новые перспективные компози-
ционные материалы на основе древесины — армированные
композиционные древесные пластики [170, 171].
Процедура определения эффективных модулей упру-
гости композиционных материалов с пластинчатыми на-
полнителями описана в п. 5.2.1. Рассмотрим состояние
материала, когда среда, представленная матрицей с пла-
стинчатым наполнителем, играет роль матрицы с уже
известными эффективными свойствами, и в нее допол-
нительно вводится дисперсный волокнистый наполнитель.
Параметры, характеризующие свойства такой матрицы,
обозначим индексом М. В [145] получено следующее вы-
ражение для модуля Юнга системы, содержащей произ-
вольно ориентированные короткие волокна:
Е = nfEf +\l~ nf)EM +4иД1-nfy}M\vfI
111 + [(1 - !(K/+Gfl3)] + nfGM l(KM +Gm /3
(5.23)
В соответствии co структурными свойствами компози-
ционного материала, обсуждавшимися в п. 5.2.1, рассмат-
ривается часть структурной диаграммы, соответствующая
докритическим состояниям волокнистого наполнителя.
При этом он находится в материале в виде отдельных во-
локон и агрегатов. На основе (5.23) можно получить
формулу для определения эффективного модуля Юнга
агрегатов из волокон с расположенными в них включе-
ниями матрицы
Eaf = CafEM + (' - Ea/jEf + 4Cay(l - CaJ^pf^U - Vy) I
+G" /3)] + C<’/G//(K/+G//3)}'
Поскольку объемная доля включений матрицы в агре-
гатах мала, то структурный параметр в (5.24) представляет
собой отношение этой объемной доли к концентрации
наполнителя.
Эффективные модули материала определяются по
формуле, аналогичной (5.23), но с учетом определенных в
(5.24) модулей упругости включений
171
~ (--ayEaf + V ^aM
+ 4Caw(l Сам ^pM\vf
\2
~vm) !
/{1+[(1-са,Лл/ /(Kf
+ Gf!3} +Ca4GMl(KM
+ GM /З)}.
(5.25)
Структурный параметр определяется по формуле (5.8).
Практические вычисления по приведенным зависимостям
показали, что третье слагаемое в (5.23) — (5.25) дает вклад
на два и более порядка меньше, чем первое и второе.
Поэтому с целью упрощения выкладок и уменьшения
объема программирования «зацепление» (5.24) с (5.25)
произведено только по модулю Юнга. Объемный модуль и
модуль сдвига входят в третье слагаемое как характери-
стики исходного состояния материала.
Результаты расчета зависимости модулей упругости от
объемной доли волокнистого наполнителя для армиро-
ванного стекловолокном композиционного древесного
пластика приведены на рис. 5.3. Там же показано экспе-
риментальное значение модуля по данным [170]. Харак-
теристики стекловолокна для расчетов взяты из [164]. На
рис. 5.3 видно, что как экспериментальное значение мо-
дуля, так и теоретические проходят выше штриховой ли-
нии, представляющей модули, полученные по правилу
смесей. Таким образом, для данного конкретного типа
наполнителей действительно наблюдается синергический
эффект, и развитая теория позволяет его описать.
Рис. 5.3. Зависимость модуля Юнга армированного
композиционно —древесного пластика от содержания
стекловолокна:
— х — — теория; —правило смесей; точка — эксперимент
172
5.3. МОДЕЛИРОВАНИЕ СТРУКТУР ЯЧЕИСТЫХ ВОЛОКНИСТЫХ
КОМПОЗИТОВ МЕТОДАМИ ФРАКТАЛЬНОЙ ГЕОМЕТРИИ
Широкое использование композиционных материалов
диктует необходимость развития специальных методов их
исследования, к которым, в частности, относятся и ио-
низационные методы неразрушающего контроля. По-
скольку методы физического эксперимента в данной
области становятся весьма дорогостоящими, требуют
больших затрат времени и труда, а сложность структуры
реальных материалов (особенно биокомпозитов) затруд-
няет интерпретацию экспериментальных результатов, то
в таких условиях существенно возрастает значимость
теоретических подходов.
Эффективность фрактального подхода особенно рель-
ефно можно продемонстрировать при описании поли —
структурных композитов, имеющих иерархическую
структурную организацию. Характерным представителем
данного класса материалов являются ячеистые волок-
нистые композиты. У таких материалов совокупность
ячеек образует структуру второго уровня, или микро—
уровня. При этом размеры ячеек могут быть одинако-
выми, и структура будет соответственно периодической.
Наряду с этим встречаются композиты (особенно
природного происхождения), у которых наблюдается
статистическое распределение ячеек по размерам. В не-
которых случаях группы ячеек образуют структуры мак-
роуровня, который в структурной иерархии считается
первым уровнем. Стенки ячеек представлены волокни-
стым композитом, который в свою очередь может иметь
сложную структуру. Взаимное распределение матрицы и
волокон образует ультраструктуру стенок ячеек, или
структуру третьего уровня.
Построенная в гл. 4 диаграмма структурных состояний
компонентов дисперсно —армированных композиционных
материалов (см. рис. 4.1) может быть применена и к
волокнистым композитам, если рассматривать распре-
деление наполнителя в сечении, перпендикулярном к
волокнам.
Информацию о структуре материала, размерах эле-
ментов, их ориентации и распределении дают флуктуации
потока ионизирующих излучений. Для интерпретации
флуктуаций в терминах структурных параметров компо-
зита рассмотрим последовательность моделей, которые
позволяют исследовать взаимосвязи и взаимозависимости
между структурными характеристиками композиционных
материалов разных уровней.
173
5.3.1. О проявлениях взаимосвязи структур
ячеистых волокнистых композитов
Решение проблем, связанных с описанием структур
ячеистых волокнистых композитов, может быть получено в
результате использования интенсивно развиваемого на-
правления теории неоднородных структур — теории
фракталов. Теория успешно применяется для исследования
надмолекулярной структуры и конформации ряда сложных
объектов [172—174]. В качестве индикаторного процесса, в
котором проявляются взаимосвязи между структурами,
рассмотрим процесс прохождения через композит гамма-
излучения.
Рассматривается энергетический интервал 200 кэВ —
10 МэВ, в котором основным процессом взаимодействия
излучения с композитом является комптоновское погло-
щение. Флуктуационная часть коэффициента ослабления
определяется суммарным расстоянием, которое проходят
кванты излучения в структурных элементах композита.
Это расстояние зависит от закона распределения, формы,
размеров, ориентации структурных элементов.
Закон ослабления узкого параллельного монохромати-
ческого пучка гамма-лучей в композите выражается из-
вестной зависимостью [175—177]
/ =ZoexP (“ Н#) г (5.26)
где I — интенсивность потока фотонов, прошедших через
образец композита толщиной Н; 7» — интенсивность по-
тока гамма —фотонов, поступающих от источника излу-
чения; ц —эффективный линейный коэффициент ос-
лабления гамма-излучения композитом.
Предположим, что на пути длиной Н гамма —фотон
последовательно пересечет N ячеек. Поток на выходе из
первой ячейки можно представить следующим образом:
Л =Л)ехр(-И1Л1), (5.27)
где Ц| —коэффициент ослабления гамма-излучения ма-
териалом стенки первой на пути движения фотона ячейки;
— размер ячейки в направлении движения фотона.
Поток на выходе из второй ячейки
h =^|exp(-P2/72)=/oexp(-PiA1-p2^2). (5.28)
При прохождении W ячеек поток выражается следую-
щим образом:
/v =70ехр[-(Ц|Л1+Н2Л2+--’+НлЛл)]- (5.29)
174
Поскольку коэффициент ослабления является эффек-
тивной физической характеристикой материала композита,
его можно считать одинаковым для всех ячеек: ц, = = — Pv-
Далее будем использовать принцип постепенного уве-
личения сложности модели путем учета неоднородностей в
распределении структурных элементов на макро — , мик-
ро— и ультраструктурном уровнях строения композита. В
качестве первого шага такой процедуры строится модель, в
которой предполагается однородное распределение плот-
ности вещества на макро— и микроуровнях, что эквива-
лентно /ц = й2 = ... hN.
Процесс прохождения излучения через стенку i—й
ячейки можно описать, представив ее в виде волокнистого
композиционного материала, состоящего из многосвязной
матрицы и армирующих волокон, которые могут иметь
фибриллярную структуру. В этом случае интенсивность
потока излучения на выходе из произвольной клетки i
имеет вид
^а+l =/аехр(- Mb) =/аехр[-(2Н^а + Д^)1 > (5.30)
Дц = Ц/ - цт ,
где цт— коэффициент ослабления гамма-излучения
матрицей; Ьа — толщина стенки ячейки; s, —суммарный
путь гамма-квантов в волокне; ц, —-коэффициент ос-
лабления гамма-излучения волокном.
Если линейные коэффициенты ослабления гамма-
излучения материалом волокна и матрицы неизвестны, то
они вычисляются по простой методике [177], содержащей
в своей основе правило смесей для концентраций и ли-
нейных коэффициентов ослабления [178] углерода, водо-
рода и кислорода и т. д.:
=Рс«с +Нн«н +Но«о,
Мт = Мсис + Мнин + Моио •
Рассмотрим композиты, в которых волокна агрегиро-
ваны в структуры типа фибрилл. Расстояние, проходимое
гамма-квантами в волокне, зависит от размеров, струк-
туры, распределения, ориентации фибрилл. Для нахожде-
ния этой характеристики необходимо привлекать соот-
ветствующие модели ассоциации компонентов стенки
ячейки на ультраструктурном уровне. Рассмотрение нач-
нем с модели, в соответствии с которой агрегаты волокон
распределены случайным образом в матрице. При этом
внутри агрегатов компоненты не структурированы, а сами
агрегаты ориентированы перпендикулярно к направлению
распространения излучения.
175
В соответствии с представлениями о геометрических
вероятностях [179] суммарный путь гамма-квантов в во-
локне равен произведению среднего расстояния, прой-
денного ими в стенке ячейки, и объемной доли в ней во-
локна и,. Если предположить, что ячейка в сечении пред-
ставляет собой квадрат со стороной аа, то окончательно
получим
=4М(1-М«а)- (5.31)
Подставив последовательно (5.31) в (5.30) и (5.30) в
(5.29), приравняв результат правой части (5.26) и учитывая,
что Н = aN, получим следующее выражение для эффек-
тивного линейного коэффициента ослабления гамма-
излучения композитом:
ц =2/>[цш + 2Дщ?,(1 -Ь/а^/а . (5.32)
Опущенный индекс а у а и b означает, что использу-
ются средние значения этих характеристик.
Для того чтобы не применять громоздких описаний
словами структур композита на различных уровнях, в
дальнейшем будем использовать следующую систему
обозначений. Макроуровень обозначим символом В, мик —
роуровень — S, ультраструктурный— U, структуры во-
локна — I, структуры матрицы — М. Индексы у данных
символов соответственно: о — структура отсутствует или
не учитывается; е — регулярная, однородная структура;
f— фрактальная, неоднородная структура. В этой системе
обозначений формула (5.32) описывает BeSeU(l 0М —
структуры композита.
Далее рассмотрим, как влияет структура агрегатов во-
локна на коэффициент ослабления гамма-излучения.
Первой построим модель, предусматривающую однород-
ное, регулярное распределение структурных элементов в
агрегатах. В соответствии с этой моделью элементарные
волокна образуют фибриллы размером г, которые связаны
в блоки по 16 фибрилл, 4 блока образуют макроагрегат с
размером стороны q. В принятых обозначениях рассмат-
риваемая структура соответствует BeSeU(leM °} типу.
Учет внутренней структуры макроагрегатов волокна
изменит формулу (5.31) для расчета суммарного пути
гамма-квантов в волокне. Если считать элементарную
фибриллу в сечении кругом радиуса г, то средний пугь
при пересечении ее гамма-квантом [177]
s = яг /2. (5.33)
176
В макрофибрилле гамма-квант будет пересекать 8
элементарных фибрилл. Учитывая, что размер макрофиб —
риллы q, то общее их количество на пути гамма-кванта в
одной ячейке
Nfd~sil(l- (5.34)
Таким образом, суммарный путь гамма-квантов в во-
локне Si для BeSeU(leMg) —структур
Sj = 16nrbn,(l-b/a)/q. (5.35)
Выражение для коэффициента ослабления будет иметь
соответственно следующий вид:
ц = 2б[р.„; + 8Дщггп;(1 -Ыа)! q\jа . (5.36)
Характерной особенностью выражений (5.32) и (5.36)
является то, что они позволяют связать в единый комплекс
параметры как ультраструктурного уровня (радиус эле-
ментарных фибрилл волокна, размер макрофибрилл, ли-
нейные коэффициенты ослабления гамма-излучения
матрицей и волокном, объемную долю волокна в стенке
ячейки), так и микроструктурного уровня (размер ячейки
и толщину ее стенки). Результаты расчетов по (5.32) и
(5.36) будут обсуждаться ниже.
5.3.2. Фрактальный подход к описанию
ультраструктуры стенки ячеистых волокнистых
композитов
Естественным шагом при дальнейшем усложнении
модели является учет надмолекулярной структуры мат-
рицы. Де Жен показал [47], что полимеры состоят из
сшитых между собой химическими связями полидис —
персных фрактальных кластеров с фрактальной размер-
ностью D. Это позволяет перейти к рассмотрению первой
структуры типа BeSeu(jeM , содержащей неоднородное
распределение структурных элементов.
Учитывая, что в пустотах фрактального кластера мат-
рицы могут быть размещены полимерные соединения,
обеспечивающие сшивку кластеров между собой и с во-
локнами, для расчета линейного коэффициента ослабления
матрицы, агрегированной в кластеры р.^, можно исполь-
зовать подход [180], разработанный для расчета коэффи-
циента ослабления агрегированной в фрактальные кла-
стеры целлюлозы.
177
По аналогии с (5.32) запишем:
2м-клгкл = +(Ип (5.37)
В [179] показано, что при пересечении случайной пря-
мой линией произвольно распределенных на плоскости, с
известной площадью, областей любой конфигурации,
сумма длин отрезков, отсекаемых на этой прямой, равна
произведению длины линии и доли, которую составляют
области от общей площади. В рассматриваемой задаче
формула будет иметь вид
^п = ^лйсл ’ (5.38)
где vn — доля площади сечения кластера матрицы, при —
ходящаяся на сшивающие полимеры.
Для определения vn необходимо воспользоваться вы-
ражением (1.3) для распределения плотности во фрак-
тальных кластерах
Учитывая (5.38) и (5.39), (5.37) преобразуется следую-
щим образом:
Икл = Ит + (Ип ~ ~ гклп т j • (5.40)
Коэффициент ослабления для сшивающих полимеров Цп
вычисляется с помощью правила смесей по известному со-
держанию элементов и коэффициентам ослабления для них.
Теория фракталов используется далее для моделиро-
вания распределения наполнителя в стенке ячеек и
внутренней структуры макрофибрилл. Рассматриваемая
структура относится к типу BeSeu(lj-M . Выражение для
коэффициентов ослабления гамма-излучения агрегатами
волокна по аналогии с (5.40) имеет вид
Нкц = Hi + (нт - Hi )(i - 5<цКЦ • (5Л1)
Фрактальная размерность кластера волокна />кц неиз-
вестна. Для ее оценки можно воспользоваться имеющимися
экспериментальными данными для линейных коэффици-
ентов ослабления композитов. Теоретическая оценка может
быть получена на основе выражения для фрактальной
размерности подпространства пересечения Ьп двух
фрактальных пространств [98]
°П =Dw + DKll-d. (5.42)
178
Вычисления коэфициента ослабления для структуры
проводились по формуле (5.32) с заменой
коэффициентов ослабления для волокна и матрицы на
соответствующие характеристики для кластеров.
5.3.3. Фрактальные свойства микроструктуры
ячеистых волокнистых композитов
Рассмотрим возможности использования теории фрак-
талов для разработки способа количественного описания
структуры ячеистого композита и ее неоднородностей на
микроуровне, а также учета таких неоднородностей при
расчете эффективного коэффициента ослабления композита.
Типичным примером неоднородности микроструктуры
может быть наличие у материала распределения ячеек по
размерам при постоянной толщине стенок. Может быть
наоборот — размер ячеек постоянен, а толщина стенок
распределена по какому-то закону. Возможны материалы,
у которых оба параметра являются случайными. Причиной
неоднородности структуры могут быть случайные изме-
нения технологических параметров при изготовлении
материала. В некоторых случаях неоднородность органи-
зуется сознательно, например для обеспечения устойчи-
вости композита при определенных видах нагружения.
В гл. 2 было показано, что если известен закон рас-
пределения плотности в некоторой структуре, которую
можно отождествить с кластером, и этот закон имеет
степенной вид с показателем степени а, то основной па-
раметр теории фракталов, однозначно определяющий
кластер и его свойства — фрактальная размерность D,
определяется из выражения
D=a-d, (5.43)
где d — размерность пространства, в которое вложен
кластер.
При практическом определении D изготавливаются
микрошлифы композита. С целью определения количест-
венных значений распределения плотности методом мик-
роскопии по шлифам или по микрофотографиям прово-
дятся измерения распределений размеров ячеек и по ним
строятся гистограммы распределения плотности. Гисто-
граммы аппроксимируются степенной зависимостью, и
определяются значения показателя степени а. Далее по
(5.43) определяются значения фрактальной размерности D.
Теория фракталов позволяет одним параметром одно-
значно охарактеризовать структуру ячеистого композита на
микроуровне. Причем этот параметр используется не только
179
для описания структуры. На его основе можно построить
описание многих ее физико—механических свойств.
Перейдем далее к учету неоднородности структуры на
микроуровне при рассмотрении процессов ослабления
древесиной гамма — излучения. Учет таких неоднородностей
позволяет рассматривать структуры типа BeSj-u[lfMу j.
При выводе формулы для коэффициента ослабления в
(5.29) уже нельзя полагать равенство всех h, а в (5.30) и (5.31)
нужно учитывать реальное для соответствующих пород
распределение а и b в пределах представительного образца
материала. Окончательное выражение имеет следующий вид:
И = 2 [цКЛ + 2Др.киг(1 - Ьа / аа)]/ J аа , (5.44)
а=1 а=1
АР-к “Икц-Икл •
Суммирование в (5.44) выполняется по всем Т ячейкам
в пределах образца материала.
Возможны материалы слоистой структуры, у которых в
пределах каждого слоя распределение ячеек будет разным.
Выражение для эффективного коэффициента ослабления
таких материалов со структурой вида Вj-Sj-Mу j строится
аналогично, но необходимо учитывать законы распреде-
ления и изменчивость структурных элементов не только в
пределах одного слоя, но и при переходе от слоя к слою
P = 2S f ^[иклр+ЗДИкр^рО-^а/Ора)]/ 2 S«pa-(5.45)
P=la-1 L ' '> р=1 а-1
Получение данных о законах распределения струк-
турных элементов в пределах макроструктуры сопряжено
с большим объемом наблюдений и может быть выполнено
с привлечением автоматизированных измерительных
комплексов на базе ЭВМ.
Далее рассмотрим приложения развитого теоретиче-
ского подхода к описанию структур реальных композитов.
5.3.4. Фрактальные свойства структур древесины
как природного композита и древесно-полимерных
композиционных материалов
Примером наиболее распространенного ячеистого во-
локнистого композиционного материала, имеющего ие-
рархическую структурную организацию с фрактальными
структурами на каждом уровне, является древесина. В
180
значительном объеме проведены экспериментальные ис-
следования линейных и массовых коэффициентов ослаб-
ления ионизирующего излучения древесиной различных
пород. Методы расчета коэффициентов основываются на
данных об элементном составе материала и коэффициентах
ослабления для каждого элемента. Построенные таким об —
разом методы расчета отражают элементный состав, но не
характеризуют структуру ни на одном из трех выделяемых
в настоящее время для древесины уровней — макро — ,
микро— и ультраструктурном.
Изучение процесса ослабления гамма-излучения дре-
весиной представляет интерес по целому ряду причин. К
основной из них можно отнести возможность получения
информации о структурных элементах древесины в ес-
тественном состоянии. С точки зрения технологических
приложений процесс составляет основу радиационно —
химического модифицирования древесины [175], а также
ее гамма-дефектоскопии [176]. Необходимо также иметь
в виду, что информация о структуре древесины на низших
уровнях извлекается, как правило, различными косвен-
ными методами, поэтому важно проверить в рамках еди-
ного подхода, в какой мере характеристики способны
стыковаться и как они себя ведут в комплексе.
Структурным аналогом ячейки композита являются
древесные клетки, которые представлены трахеидами у
хвойных пород древесины и волокнами либриформа у
лиственных пород. Роль матрицы в структуре стенки
ячейки играет лигнин, волокнистым армирующим компо-
нентом является целлюлоза.
При вычислении по (5.32) эффективного коэффициента
ослабления гамма-излучения древесиной линейные ко-
эффициенты ослабления гамма-излучения целлюлозой и
лигнином вычислялись по методике [177]. В соответствии с
[181] концентрация углерода, водорода, кислорода в цел-
люлозе «с = 0,445, ин = 0,062, Ио = 0,493, в лигнине
Ис = 0,616, Ин = 0,059, Ио = 0,325. При энергии гамма-
квантов 1,25 МэВ линейные коэффициенты ослабления для
указанных элементов соответственно [178] Цс = 12,900 м-1,
цн = 0,001 м-1, цо — 0,008 м-1. Для линейных коэффи-
циентов ослабления целлюлозой и лигнином получим
значения цц = 5,732 м-1, цд = 8,401 м-1.
Простейшей моделью ассоциации компонентов кле-
точной стенки на ультраструктурном уровне является
модель Керра и Горинга [181], в соответствии с которой
расположенные послойно целлюлозно — полиозные блоки
распределены случайным образом в радиальном и тан-
генциальном направлениях и перемежаются лигнинопо —
лиозными блоками. При этом внутри блоков компоненты
181
не структурированы, а сами блоки ориентированы пер-
пендикулярно к направлению распространения излучения.
Полиозы играют роль сшивки целлюлозы и лигнина и не
оказывают в рамках данной модели существенного влия-
ния на ослабление гамма-излучения.
Первичный учет влияния структуры агрегатов волокна
на коэффициент ослабления гамма-излучения проводился
по модели Фенгела [181], предусматривающей однородное,
регулярное распределение структурных элементов в мак —
рофибриллах. В соответствии с этой моделью элементар-
ные фибриллы размером 3 нм связаны полиозами в блоки
по 16 элементов, 4 блока образуют макрофибриллу с раз-
мером стороны 24 нм.
Для учета надмолекулярной структуры лигнина ис-
пользована модель, построенная на основе фракталов. Как
показал Я. Гравитис [172, 173], сетка лигнина «in vivo»
состоит из сшитых между собой химическими связями
полидисперсных фрактальных кластеров с фрактальной
размерностью 2,43 < D < 2,57.
Учитывая, что в пустотах фрактального кластера лиг-
нина размещены полиозы, для расчета линейного коэф-
фициента ослабления лигнина, агрегированного в кла-
стеры цкп, можно использовать подход, разработанный для
расчета коэффициента ослабления агрегированной в
фрактальные кластеры целлюлозы.
Коэффициент ослабления для полиоз р.п вычисляется с
помощью правила смесей по известным концентрациям
пентозанов и™- и гексозанов и коэффициентам ослаб-
ления для них
Вп “ (м*ПТ^ПТ "* Вгк^гк ) (^ПТ "* ^гк ) * (5.46)
Коэффициент ослабления для гексозанов с учетом формулы
для структурной единицы (С6Н10О5)л р.1Ж = = 5,732 м-1.
Для пентозанов формула для структурной единицы —
(СзЩОд^. Коэффициент ослабления может быть найден по
методике [177], р.пг =5,861 м-1.
Радиус кластера гКп вычисляется по известной в теории
фракталов формуле (1.2)
N. = rD» . (5.47)
В конкретных вычислениях количество фенилпропа —
новых единиц полагалось равным Л%с = 100. Размерность
физического пространства, в которое погружен кластер
лигнина, dn — 3. Коэффициенты ослабления для древесины
вычислялись по формуле (5.36) с заменой щ, на Цкп-
182
Представления о фрактальном характере внутренней
структуры макрофибрилл целлюлозы рассматривались в
работе [180]. Необходимо отметить, что предположения о
сложном характере внутренней структуры фибрилл цел-
люлозы, основанные на данных микроскопии, высказы-
вались давно. В качестве примера можно привести работу
[181], там же имеется обзор таких исследований.
Целлюлозные фибриллы представляют собой агрегаты
молекул целлюлозы, состоящие из упорядоченных и менее
упорядоченных участков [181]. Основные фибриллярные эле-
менты — элементарные фибриллы диаметром 1 — 4 нм —
агрегируются в более крупные системы диаметром 10 —
30 нм. Большинство существующих моделей внутренней
структуры фибрилл и их распределения в клеточной
стенке [181] исходят из предположений о плотной упа-
ковке и регулярном расположении, что вступает в проти-
воречие с результатами электронно —микроскопических
наблюдений, свидетельствующих о значительных колеба-
ниях диаметра фибрилл. Поскольку фундаментальным
свойством фрактальных структур является самоподобие, то
естественным является предположение о фрактальном
характере внутренней структуры фибрилл, учитывая из-
вестные фрактальные свойства лигнина и целлюлозы.
Радиус кластера фибрилл целлюлозы принимался рав-
ным Гкп = 15 нм. Фрактальная размерность кластера цел-
люлозы определялась по (5.42). Принимая Dka = 2,5,
размерность охватывающего пересечение пространства
d = 3 и £>п ~ 2, получим £>Кц ~ 2,5.
Результаты вычислений линейных коэффициентов
ослабления для пяти типов структур различных пород
древесины представлены в табл. 5.1. Значения размеров
структурных элементов, концентрации целлюлозы, полиоз
использовались по данным [132, 181, 182]. Распределения
структурных элементов на микроуровне измерялись по
микрофотографиям, приведенным в [183].
Сравнение значений ц для структуры с
экспериментальными данными показывает, что учет
структуры в однородном варианте на макро— и микро —
уровнях и отсутствие ее описания на ультраструктурном
уровне дают для всех пород существенно заниженные
значения. Представления о регулярном характере внут-
ренней структуры фибрилл в соответствии с моделью
Фенгела уже позволяют существенно приблизить теоре-
тические значения к экспериментальным.
Учет неоднородности в структуре кластеров лигнина
несколько снижает ц, что объясняется присутствием в
кластерах полиоз, у которых коэффициенты ослабления
183
меньше, чем у лигнина. Наиболее близкие к экспери-
ментальным значения ц получаются при одновременном
учете фрактальной структуры как лигнина, так и фибрилл
целлюлозы. В табл. 5.1 представлены также значения
фрактальной размерности фибрилл целлюлозы Dm, вы-
численные по известным [175] данным для линейных ко-
эффициентов ослабления гамма-излучения древесины в
радиальном направлении.
Таблица 5.1. Влияние характера учитываемых структур
древесины на линейные коэффициенты ослабления
гамма-излучения
Порода древе — СИНЫ Эксп. знач. [1, м-1 Фракт. разм. цел. °кц Теоретические значения ц (м ’) для структур
BeSeU (/ж,) B,,SeU (lcMo) BeSeU ('e-Vj] BeSeU BeSfU (w)
Сосна 2,6 2,20 1,229 2,124 1,960 2,598 2,568
Ель 2,8 2,10 0,957 1,748 1,627 2,564 2,522
Осина 2,7 2,22 1,304 2,276 2,107 3,027 —
Ольха 3,3 2,27 1,850 2,742 2,464 3,286 —
Клен 3,6 2,30 2,145 3,061 2,731 3,553 —
Береза 3,9 2,35 2,109 3,188 2,873 3,806 —
Ясень 4,1 2,40 2,683 3,605 3,176 3,925 —
Дуб 4,0 2,50 3,078 4,043 3,546 4,226 —
Листвен — — 2,50 0,884 1,461 1,341 1,744 1,730
ница
Кедр — 2,50 1,162 2,068 1,916 2,562 —
Пихта — 2,50 1,258 2,162 1,991 2,643 2,622
Кипарис — 2,50 2,611 3,811 3,412 4,265 4,244
Тополь — 2,50 1,095 1,630 1,467 1,845 —
Каштан — 2,50 1,591 2,514 2,287 2,937 2,900
Граб — 2,50 2,377 3,511 3,152 3,956 3,923
Бук — 2,50 3,040 4,109 3,621 4,382 —
Акация — 2,50 2,909 4,296 3,861 4,838 —
Гикори — 2,50 2,934 4,553 4,132 5,268 —
184
Значения фрактальной размерности для рассматри-
ваемого набора пород изменяются от 2,1 до 2,5, это под-
тверждает информацию о том, что на границе фибрилл
целлюлозы расположены зоны низкой плотности, обра-
зованные «бахромчатыми» мицелами [181]. Фрактальная
размерность фибрилл целлюлозы однозначно коррелирует
с коэффициентом ослабления гамма-излучения. При ее
увеличении и соответственно возрастании плотности упа-
ковки фибрилл возрастает степень ослабления излучения.
При разработке количественного описания структуры
древесины на микроуровне традиционно применяются
стандартные статистические методы построения эмпири-
ческих распределений, вычисления средних значений
структурных характеристик и использование их в даль-
нейшем для идеализации структуры, которая в конечном
итоге становится регулярной. Теория фракталов позволяет
сделать следующий шаг в данном направлении и перейти к
учету в моделях неоднородностей.
Результаты вычислений для различных хвойных и ли-
ственных пород древесины фрактальной размерности
микроструктур представлены в табл. 5.2.
Они были получены следующим образом. На микро-
фотографиях поперечных срезов древесины [183] неод-
нородность распределения плотности в пределах годичного
слоя просматривается хорошо.
Таблица 5.2. Фрактальная размерность микроструктур
древесины
Порода древесины Показатель степени а, среднее значение Фрактальная размерность D
Сосна кедровая 0,331 1,669
Лиственница 0,287 1,713
Ель обыкновенная 0,259 1,741
Сосна обыкновенная 0,251 1,749
Пихта сибирская 0,231 1,769
Можжевельник 0,152 1,848
Кипарис 0,134 1,866
Граб 0,071 1,929
Каштан 0,061 1,939
Липа 0,034 1,966
185
С целью определения количественных значений рас —
пределения плотности методом микроскопии по приве-
денным в [183] микрофотографиям для 10 пород были
проведены измерения распределений размеров трахеид
хвойных и волокон либриформа лиственных пород.
Далее по результатам измерений строились гисто-
граммы распределения плотности. Гистограммы аппрок-
симировались степенной зависимостью, и определялись
значения показателя степени а. Далее по (5.43) определя-
лись значения фрактальной размерности D, при d = 2.
Приведенные в табл. 5.1 результаты расчета коэффици —
ентов ослабления показывают, что влияние учета неодно-
родности структуры на микроуровне на порядок меньше,
чем на ультраструктурном. Вместе с тем оно существенно,
поскольку если не учитывать неоднородность на ультра —
структурном уровне, но учесть ее на микроуровне, что
будет соответствовать BeSfU(loMo] — структуре, то для
сосны обыкновенной ц = 2,021, для ели ц = 2,053.
Таким образом, характер изменения линейных коэф-
фициентов ослабления для древесины как хвойных, так и
лиственных пород при последовательном учете неодно-
родности составляющих ее структур на различных уров-
нях организации свидетельствует о существенном влиянии
таких особенностей структуры на процессы взаимодейст-
вия ионизирующих излучений с древесиной, а также о
том, что неоднородности структур на всех уровнях могут
быть описаны единым образом в рамках представлений
теории фракталов.
Очевидным достоинством методов неразрушающего
контроля является высокая оперативность, возможность
измерений непосредственно в технологических потоках
без их остановки. Вместе с тем информативность таких
методов существенно зависит от уровня развития теории
материалов, поскольку на ее основе строится вся интер-
претация результатов измерений.
Рассмотрим, как особенности строения древесины,
приводящие к выходу части волокон на пласт, сказыва-
ются на процессах ослабления проникающего гамма-
излучения. Такие особенности появляются в результате
наличия в древесине пороков — сучков, наклонов волокон.
Пусть некоторая группа волокон составляет угол и с по-
ложительным направлением оси х. При пересечении в
таких волокнах фибрилл целлюлозы плоскостью, парал-
лельной zoy, в сечении получится эллипс, каноническое
уравнение которого будет иметь вид
г2/(г/cosp)2 + у2 /г2 = 1. (5.48)
186
Определим функцию распределения хорд, случайным
образом проведенных в этом эллипсе параллельно оси Z.
Вероятность Р некоторой случайной точке попасть на
интервал Ду отрезка величиной г
P = dylr. (5.49)
Из (5.48) находим длину хорды эллипса в произвольной
точке у
/ = 2г(1-у2 /г2) 5 /cosp. (5.50)
Отсюда
у = (r2-/2cos2p)°'5/2. (551)
Далее
dy - cos2 р/<7/ / 2^4г2 - /2 cos2 рj . (5.52)
Подставив (5.52) в (5.49) и учитывая, что функция рас-
пределения /(/) - Р / dl, получим
/(/) = /cosp Hr^r1 / cos2 р -/2)°’5. (5.53)
Средний путь, который проходит гамма-квант при
случайном пересечении одного волокна целлюлозы,
0 ? / ? 7 й°-5
s= f /“cospd//2rl4r2 /cos2p - /' I . (5.54)
2r/cos(3 V '
Проинтегрировав (5.54), получим
.у = яг/2cosp . (5.55)
Эффективный коэффициент ослабления вычислим по
формуле
ц = + 8Дщггнг(1 -Ы a}/ t/cosppa. (5.56)
При р = 0 формула (5.56) совпадает с (5.36). Отметим
также, что формула (5.56) справедлива для р < л/2. Случай
р = я/2 соответствует преимущественно прохождению
гамма-кванта по лигнину или целлюлозе, поэтому
флуктуации в прошедшем потоке отсутствуют.
Зависимость коэффициента ослабления от угла (при
значениях остальных параметров, соответствующих про-
деланным ранее вычислениям) приведена на рис. 5.4. Из
рисунка видно, что для наиболее часто встречающихся
углов наклона волокон, лежащих в пределах 40° — 80°,
cosp дает вклад в ц порядка 50% его значения, для углов
187
0° —40°, соответствующих порокам строения (наклон
волокон), — до 10%.
Таким образом, предлагаемый в данной работе теорети-
ческий подход к вычислению эффективного коэффициента
ослабления гамма-излучения позволяет исследовать чувст-
вительность метода гамма-дефектоскопии к различным
структурным параметрам древесины и их особенностям,
представляющим собой пороки древесины. Он окажется
полезным при построении математической модели компь-
ютерной томографической установки, на базе которой мо-
жет быть разработана высокоточная автоматизированная
система по определению качества древесных материалов.
Неоднородность структуры древесно—полимерных
материалов, в частности, древесностружечных плит, вы-
ражающаяся в наличии у них характерного профиля рас-
пределения плотности, находит отражение в ее свойствах.
В настоящее время предприняты работы по установлению
взаимосвязи между профилем плотности и физике —
механическими свойствами плит, а также технологиче-
скими параметрами процесса прессования [184—186].
В этих работах для определения профиля плотности
применялся способ послойного срезания образцов плиты и
ее взвешивания до и после срезания. Такая методика
позволяет получить удовлетворительные результаты, но
она мало пригодна для реализации в промышленности в
условиях цехов и заводских лабораторий, главным образом
по причине большой трудоемкости и невозможности ор-
ганизовать оперативный контроль свойств плит.
Рис. 5.4. Зависимость линейного коэффициента ослабления
гамма-излучения древесиной от угла наклона волокон
188
В настоящее время в промышленности интенсивно
развиваются методы неразрушающего контроля свойств и
качества.плитных материалов. Пример использования та-
ких методов в технологии древесных плит приведен в
работе [187].
Используем развитый метод определения по данным о
рассеянии гамма-излучения композитами фрактальной
размерности их структур для определения структурного
параметра фрактальной размерности D древесностру-
жечных плит. Рассматривая в рамках этого метода
прохождение гамма-излучения через плиту в перпенди-
кулярном к ее пласти направлении, можно по аналогии с
(5.35) получить для коэффициента ослабления излучения ц
следующее выражение [188]:
Н-Н + (нп (5.57)
где цп —коэффициент ослабления гамма-излучения в
поровом пространстве плиты; 27?—толщина плиты; d—
размерность физического пространства, d = 3.
Выражение (5.57) позволяет вычислять D непосредст-
венно по данным о рассеянии излучения в плите. Далее на
основе этого параметра может быть произведен расчет
физико —механических свойств плит [189]. Практическая
реализация подхода в производственных условиях позво-
лит значительно повысить информативность и эффектив-
ность использования устройств непрерывного неразру —
тающего контроля качества плит.
5.4. УПРУГИЕ И ДЕФОРМАЦИОННЫЕ СВОЙСТВА СЛУЧАЙНО-
НЕОДНОРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Последовательно выполняя принцип усложнения рас-
сматриваемых структур, переходим к анализу пористых
случайно —неоднородных композиционных материалов.
Предполагается, что материалы имеют дисперсную основу,
т. е. скелет образован дисперсными частицами или сфе-
рической или пластинчатой формы. Другим компонентом
являются межчастичные поры. При этом композиты
имеют предельно стохастическую структуру, поскольку
дискретная матрица случайным образом распределена по
поверхности частиц (см. рис. 5.5).
В работах, посвященных изучению свойств данных
материалов, можно выделить ряд направлений: феноме-
нологические теории, методы механики микронеодно —
родных сред, методы имитационного моделирования,
структурные теории.
189
Рис. 5.5. Композиты с армированием по комбинирован-
ным схемам:
а — ячеистый волокнистый композит; б — пористый случай —
но —неоднородный композит со сферическим наполнителем;
в — пористый случайно — неоднородный композит с пластин-
чатым наполнителем
Однако сложность проблемы, требующей нетривиальных
подходов как в экспериментальном, так и теоретическом
аспектах, а также недостаточное развитие (до недавнего
времени) методов описания нерегулярных структур приво-
дят к тому, что теоретическая интерпретация результатов и
методы математического моделирования структур [43, 48,
190] опираются главным образом на довольно простые
построения регулярного характера.
Вместе с тем очевидно, что при этом производится
идеализация материала в очень высокой степени, по-
скольку по природе своей такие материалы являются
консолидированными дисперсными средами. При изго-
товлении композитов необходимо также учитывать
флуктуации и случайные взаимодействия технологических
факторов. Для адекватного описания теория пористых
190
случайно — неоднородных композиционных материалов
должна быть статистической и соответствовать сущест-
вующему в настоящее время уровню развития физики
нерегулярных структур.
5.4.1. Структурные аспекты фрактальной механики
пористых случайно-неоднородных композитных сред
Основным фактором, обусловливающим неоднород-
ность структуры рассматриваемого вида композитов,
являются процессы консолидации в том или ином виде,
присутствующие в технологии их изготовления. Как было
показано в гл. 3, на всем протяжении консолидации, на-
чиная от исходных начальных состояний и до конечных
критических плотностей, структура дисперсной системы
является фрактальной. Вместе с тем необходимо еще раз
подчеркнуть, что при рассмотрении конкретного мате-
риала, который соответствует какому-то одному избран-
ному состоянию дисперсной системы, характеризующее
данное состояние, конкретное значение фрактальной раз-
мерности структуры необходимо определить. Для этих
целей может быть использован один из рассматривав-
шихся выше методов.
В п. 5.4.1 рассматриваются композиты, образованные
сферическими и пластинчатыми частицами. Главными
представителями пористых случайно — неоднородных ком-
позитных сред со сферическими частицами являются по-
лимербетоны, некоторые виды керамик [53], пористых
материалов на основе металлических порошков [148].
Пластинчатые частицы используются главным образом
для наполнения пластмасс [164]. К рассматриваемому типу
композитов можно отнести пластины слюды, получаемые
при сухом смешивании чешуек слюды со сверхвысоким
характеристическим отношением и порошкообразными
реактопластами [164]. Известны эпоксидные композиции,
включающие чешуйчатые деборид алюминия, диоксид
алюминия, карбид кремния. Поскольку используются вы-
сокие степени наполнения (60% и выше) и около 10%
приходится на поры, то эпоксидная матрица уже не об-
разует непрерывную фазу. Такую композицию можно
отнести к рассматриваемому типу.
Наиболее массовым видом пористых композитов слу-
чайно-неоднородной структуры с пластинчатыми части-
цами являются древесно —полимерные композиционные
материалы и, в часгности, древесностружечные плиты всех
видов. Рассматривая генезис исследований структуры
древесно —полимерных композиционных материалов мож-
но заключить, что систематизации структурных признаков
191
и их влиянию на свойства материала в последние годы
уделяется все большее внимание.
Прежде всего необходимо отметить работу Г. Кюне и
П. Нимца [184] и содержащийся в ней обзор предшест-
вующих исследований. Основное внимание уделено мак-
роструктуре плит. Плита представляется как пористая
решетка из перекрещенных и соединенных внахлестку
древесных частиц. Приводится иерархия факторов,
влияющих на свойства плит. Исследовано влияние мор-
фологии и поверхностной структуры частиц на эластоме —
ханические и реологические свойства промышленных и
лабораторных древесностружечных плит. Определены
профили плотности перпендикулярно к пласти плит про-
мышленного изготовления.
В работе Т. Садо [191] путем комбинирования рентге-
нографического метода и метода заполнения пустот
алюминием исследовано влияние ряда технологических
факторов на распределение пустот и плотности по толщине
плиты для лабораторных условий прессования. Представ-
ляет интерес и работа [192] по исследованию пористости
древесностружечных плит методом ртутной порометрии.
Метод обладает рядом преимуществ — высокая точность,
малые затраты времени на проведение опытов.
Существующий сегодня уровень развития физики не-
регулярных структур создает определенные возможности
для построения статистической модели структуры древес-
ностружечных плит. Для этих целей используется способ
прямого определения фрактальной размерности, основан-
ный на измерении законов распределения плотности в ком-
позитах. В настоящее время для некоторых видов древес —
но —полимерных композитов имеются экспериментальные
данные по таким законам распределения [184, 192, 193],
Перестроив в логарифмическом масштабе законы рас-
пределения плотности, полученные в работах [184, 192,
193], можно заключить, что для описания скелета древес —
но —полимерных композитов пригоден степенной закон
распределения плотности, следовательно, и числа струк-
турных элементов
р(г) ~Га. (5.58)
Степенной закон (5.58) подтверждает, что на масштабах
порядка размера частиц структура материала характери-
зуется фрактальной геометрией. Определение фрактальной
размерности по экспериментальным данным производится
по формуле (5.45).
Результаты вычисления фрактальной размерности,
представленные в табл. 5.3, свидетельствуют, что ее зна-
чения изменяются в довольно узком диапазоне, хотя ком —
192
позиты изготавливались различными исследователями как
в лабораторных, так и в промышленных условиях.
Таким образом, D может быть использована в качестве
универсальной постоянной, характеризующей структуру
композита. Среднее значение D = 2,80 занимает проме-
жуточное положение между известными в теории фрак-
талов структурами, получаемыми методами математиче-
ского моделирования на ЭВМ —диффузионно —
лимитированной агрегации типа частица —кластер: с бро-
уновским движением частиц D = 2,51; с линейными тра-
екториями D = 2,97. Естественно, что структура реальных
объектов может отличаться от модельных структур. Так,
фрактальная размерность одного из компонентов древе-
сины лигнина равна 2,68. Полученные значения фрак-
тальной размерности для композитов свидетельствуют, что
при их изготовлении имеет место суперпозиция обоих
типов агрегации частиц.
Показательно также и то, что фрактальная размерность
чувствительна к изменениям технологических параметров.
Так, при изменении скорости прессования от 4 до
30 кг/(см2-мин), проводившемся в работе [192], фракталь-
ная размерность возрастает от 2,78 до 2,84, т. е. структура
становится более плотно упакованной, чему способствуют
как инерционные эффекты, так и разрушение промежу-
точных структур и более плотная упаковка их фрагментов.
Таблица 5.3. Фрактальная размерность структуры
древесно-полимерных композитов
Условия изготовления образцов и характеристики процесса прессования Интег — ральная плотность композита, кг/м3 Пока- затель степени а Фрак- тальная размер — ность D Ссылка на экспе — римен — тальные данные
Лабораторные, ско- рость прессования v = 30 кг/(см2'мин) 570 0,16 2,84 [6]
То же, v = 4 кг/(см2-мин) 570 0,22 2,78 [6]
Лабораторные 700 0,26 2,74 [8]
То же 700 0,21 2,79 [8]
и 700 0,24 2,76 [8]
II 700 0,20 2,80 [8]
Промышленные 658 0,17 2,83 [4]
То же 700 0,37 2,63 [9]
193
Для материалов, полученных в лабораторных условиях,
D, как правило, меньше по сравнению с промышленными,
поскольку условия прессования ближе к изостатическим, и
определенный вклад в процесс структурообразования
может дать агрегация типа кластер — кластер, способст-
вующая образованию более ажурных структур.
Построенная методами теории фракталов модель струк-
туры далее послужит основой для рассмотрения упруго —
прочностных свойств пористых случайно — неоднородных
композитов.
5.4.2. Упругие и деформационные свойства пористых
случайно-неоднородных композиционных материалов
С точки зрения развитых в данной работе структурных
представлений пористые случайно — неоднородные ком-
позиционные материалы представляют собой упругую
среду с вырожденной бимодальной упаковкой наполни-
телей, когда одним из наполнителей являются поры,
имеющие модули упругости, равные нулю. Это позволяет
использовать с небольшой модификацией подход, изло-
женный в п. 5.2.2, для определения модулей упругости
пористых композитов.
Будем считать, что среда, представленная матрицей с
пластинчатым или сферическим наполнителем, играет роль
матрицы с уже известными эффективными свойствами. Ее
характеристики обозначим индексом М, Методы расчета
таких характеристик рассматривались в п. 5.2.1 и гл. 4.
Далее в среду вводятся поры. Эффективные объемный и
сдвиговый модули упругости композита, в соответствии с
(2.5) и (2.6), будут определяться следующим образом:
К = 4К MGM (1 - ип) / (ЗЛ-мпп + 4GM), (5.59)
G -GW[9KM +8(7М -2пп(7Л-м + 9GW)]/
/[9/См+8(7.„+нп(/См+2Ом)]. (5'60)
Формулы (5.59) и (5.60) справедливы, когда объемная
доля пор меньше 0,1. В тех случаях, когда это условие не
выполняется, а также когда в материале имеется фрак-
тальная неоднородность плотности, т. е. п меняется, необ-
ходимо использовать разработанную в параграфе 2.2
процедуру расчета распределения модулей упругости для
фрактальных кластеров.
Как следует из табл. 5.3, композиты могут иметь одина-
ковую интегральную плотность, но различаются по струк —
194
туре, о чем свидетельствуют значения фрактальной раз-
мерности. Необходимо проследить, как неоднородности
структуры отражаются на механических свойствах. С этой
целью рассмотрим распределение модулей упругости
в материале.
Изменяя г от нуля до R (г — безразмерное текущее
расстояние от поверхности плиты в перпендикулярном к
ней направлении, выраженное в долях толщины частиц;
d = 3 — размерность физического пространства; R —
половина толщины плиты), с помощью (2.7), (2.10), (2.11)
были получены законы распределения модулей упругости в
древесностружечных плитах. Конкретные вычисления по
указанному алгоритму проводились на ПЭВМ по специ-
ально разработанной на языке программирования Паскаль
программе. Результаты вычислений объемного и сдвигового
модулей упругости плит представлены на рис. 5.6 и рис. 5.7.
Как видно из графиков на рис. 5.6 и рис. 5.7, модули
упругости значительно (в 2,0 —2,5 раза) изменяются по
толщине плиты. Изменение модулей в 2 — 3 раза получено
и в работе [194] по результатам испытаний плит лабора-
торного прессования. Плиты, изготовленные в промыш-
ленных условиях [184] (кривые 4), являются более жест-
кими. О чувствительности метода можно судить по кри-
вым 1 и 2, которые соответствуют плитам лабораторного
прессования [191], имеющим одинаковую в среднем ин-
тегральную плотность. Поскольку законы распределения
плотности у них не совпадают, то имеется также различие
и в распределении модулей упругости.
Рис. 5.6. Распределение объемных модулей упругости в
древесностружечных плитах, фрактальная размерность
структуры:
1 — 2,74; 2 — 2,80; 3 — 2,78; 4 — 2,83
195
Рис. 5.7. Распределение сдвиговых модулей упругости в
древесностружечных плитах, фрактальная размерность
структуры:
1 — 2,74; 2 — 2.80; 3 — 2,78; 4 — 2.83
Кривая 3 соответствует плитам лабораторного прес-
сования [191] со скоростью прессования 4 кг/(см2-мин) и
позволяет заключить, что приближение условий прессо-
вания к изостатическим не всегда оправдано с точки зре-
ния структуры материала, так как возрастающая неодно-
родность в распределении плотности приводит к большим
перепадам в изменении его механических характеристик.
На рис. 5.8 представлены расчеты начальных участков
диаграмм одноосного растяжения плит.
Рис. 5.8. Диаграммы растяжения плит перпендикуляр-
но к пласти, фрактальная размерность структуры:
1 — 2,74; 2 — 2,80; 3 — 2,78; 4 — 2,83
196
Напряжения а выражены в единицах модуля Юнга Е, а
деформации е в единицах R. Как видно из рисунка, неод-
нородность в распределении модулей упругости приводит к
нелинейному поведению материала при деформировании. В
наибольшей степени эффект нелинейности выражен для
более жестких плит промышленного изготовления. Линей-
ная упругость начинается при относительных деформациях
0,075—0,125.
Поведение материалов, когда упругие свойства прояв-
ляются при малых деформациях, известно под названием
«эффект аномально высокой тензочувствительности уп-
ругих свойств» [48]. Эффект является следствием неод-
нородности структуры и может привести к нелинейной
реакции материала на малые внешние воздействия, не-
стабильности его механических свойств.
5.5. ПРОЧНОСТЬ ПОРИСТЫХ СЛУЧАЙНО-НЕОДНОРОДНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Существующие методы теоретического описания
прочности пористых случайно — неоднородных компози-
ционных материалов можно условно разделить на два
класса: первый основан на развитии феноменологических
методов механики сплошной среды применительно к
средам с микроструктурой, а второй имеет в своей основе
статистические методы структурной теории прочности
композитов.
Особенность структуры пористых случайно —неод-
нородных композиционных материалов такова, что каж-
дый из подходов может дать удовлетворительное описание,
результат во многом зависит от вида напряженного со-
стояния. Если рассматривать композиты в виде плит, и
поскольку в приповерхностных слоях плотность плиты
максимальна, а в некоторых случаях может превосходить
плотность ее частиц, то для расчета напряженных со-
стояний, при которых в большей степени нагружены на-
ружные слои плиты, опраедано использование феномене —
логических подходов.
Внутренние слои плиты имеют наименьшую плотность
и в большей степени соответствуют представлениям о
дисперсных высокопористых материалах, для описания
прочностных свойств которых применяются статистиче-
ские методы.
Если рассматривать наружные и внутренние слои плиты
как своеобразные предельные состояния ее структуры, то,
естественно, возникает проблема переходной области. В
этой связи основное требование, которому должна удов —
197
летворять теория прочности — возможность учета полного
набора структурных состояний или плотностей, присутст-
вующих в композиционном материале.
Из всех существующих статистических теорий в
настоящее время только теория фракталов имеет возмож-
ность описывать переходные структурные состояния.
Поэтому развиваемый подход в теории прочности пористых
случайно — неоднородных композиционных материалов бу-
дет основан на теории фракталов.
Не менее важным требованием к теориям прснности
является учет геометрических и физико — механических
свойств структурных элементов, а также основных га —
раметров технологического процесса изготовления мате —
риала. Рассмотрим более подробно, каким образом теория
фракталов может быть использована для решения данных
проблем.
5.5.1. Фрактальный подход в теории прочности
пористых случайно-неоднородных
композиционных материалов
Теория фракталов в существующем виде предназначена
главным образом для описания процессов структурообра —
зования в самом обобщенном смысле. Имеющиеся от-
дельные работы по использованию ее методов в механике
разрушения посвящены проблемам трещиностойкости и
кинетики разрушения и связаны с представлениями об аг-
регации системы растущих трещин во фрактальные кла-
стеры. При этом рассматриваются в основном гомогенные
среды и материалы. Использование такого подхода для
описания прочности пористых случайно — неоднородных
композиционных материалов в настоящее время весьма
проблематично. Более подробно проблемы механики раз-
рушения композиционных материалов обсуждаются в (48].
Указанная особенность теории фракталов обусловливает
необходимость развития подхода, основанного на ее син-
тезе как теории, обеспечивающей эффективное описание
структур, и одной из классических теорий прочности, для
описания их прочностных свойств. Использование для этих
целей структурных теорий [62, 190], в которых исходят из
предположений, что прочность дисперсной структуры ед —
дитивно складывается из прочности отдельных контактов,
не совсем корректно для структур, наблюдающихся у по-
ристых случайно —неоднородных композитов, особенно в
области, близкой к максимуму плотности.
Аддитивность прочности контактов или связей пред-
полагает отсутствие корреляции между ними, вместе с тем
при смешивании частиц наполнителя с матрицей (связующим)
198
50 — 60% их поверхности покрывается каплями связую-
щего. Термин «связующее» более полно отражает функ-
циональное назначение матрицы в таких композитах и
поэтому используется довольно часто [195]. Из теории
перколяции [48] известно, что при концентрациях покры-
тия 50 — 60%, если считать капли связующего узлами
плоской решетки, происходит агрегация всех узлов в
бесконечный кластер. Подобные процессы наблюдаются и
в экспериментах по распылению связующего [196]. При
консолидации дисперсной системы в результате воздей-
ствия давления и температуры капли связующего рас-
плавляются, и их корреляция возрастает.
Необходимо также учитывать, что при оптимальных
значениях параметров процесса смешивания частиц на-
полнителя со связующим диаметр капель связующего
составляет 8—10 мкм [196]. С другой стороны, поверхность
частиц, например древесного наполнителя, представлена
либо частично, либо полностью разрушенными стенками
древесных клеток [197]. При этом «вскрытые» элементы
клеток имеют размеры 10 —30 мкм. Поскольку диаметр
капель связующего сопоставим с размерами микронеров —
ностей на поверхности частиц наполнителя, то клеевое
соединение или клеевой шов по структуре ближе не к
каплям или пленке связующего на подложке, а к волок-
нистому композиту с нерегулярной матрицей в виде
кластеров.
Прочность композиционного материала при условии,
что основной вклад дают волокна, определяется из сле-
дующего выражения [198]:
° = af[nf + птЕт fEf)’ (5-61)
где Оу— прочность волокна; nf — объемная доля волокна;
пт — объемная доля матрицы; Ет — модуль упругости мат —
рицы; Ef— модуль упругости волокна.
Выражение (5.61) получено для непрерывных матрицы
и волокон. При использовании этого выражения для оп-
ределения прочности пористых случайно — неоднородных
композиционных материалов необходимо учитывать дис —
кретный характер матрицы и волокон или контактов в
материале. Учет данных факторов будем осуществлять с
помощью двух коэффициентов. Степени покрытия свя-
зующим поверхности контакта частиц [199, 200] к. Сте-
пени контактности со —отношения площади контактов к
общей площади поверхности частиц [201]. Произведение
коэффициентов представляет общую относительную
площадь контактирования частиц по связующему. Такие
коэффициенты достаточно хорошо известны в структур —
199
ной механике композитов как фактор активности или
фактор снижения прочности [164]. Его значения изменя-
ются от 0,5 до 0,7 и подбираются эмпирически в зависи-
мости от формы наполнителя и свойств матрицы. В данной
работе для определения к и со используется более строгий
теоретический подход, основанный на методах стохасти-
ческой геометрии.
Таким образом, прочность композита в слоях, соот-
ветствующих максимуму плотности, можно определить
следующим образом:
а = + птЕт / £г ). (5.62)
В (5.62) по сравнению с (5.61) параметры, относящиеся
к волокнам, переобозначены как параметры частиц на-
полнителя (индексом г), параметры матрицы оставлены без
изменения. В том случае, когда в системе будет отсутст-
вовать матрица, второе слагаемое в скобках в формуле
(5.62) будет равно нулю и она совпадет с формулой (3.111),
полученной достаточно строгими методами микромеха —
ники и описывающей прочность консолидированной дис —
персной системы. Для композитов со сферическими на-
полнителями коэффициент со может быть найден по
формуле (3.36) с учетом того, что а отнесено к площади
сечения образца, а ш — к площади поверхности частицы.
Статистическая модель процесса контактирования час-
тиц в пористых случайно — неоднородных композиционных
материалах с пластинчатыми наполнителями может быть
построена на основе представлений о геометрических ве-
роятностях. В работе [202] рассматривается фиксированный
прямоугольник С со сторонами и и v, который покрывается
случайными параллельными прямоугольниками А со сто-
ронами а и Ь. Центры прямоугольников А случайно броса-
ются в прямоугольник, концентричный фиксированному, со
сторонами и+а и v+b. Второй статистический момент
части YIC, непокрытой к прямоугольниками А, выглядит
следующим образом:
ц2(^ / С) = 4 / (wv)2 ff |1 + ([а - q[b - р] - 2ab} / /(и + a)(v + 5)1 х
°° / V ч (5-63)
Квадратные скобки в (5.63) означают, что [х] принимает
значение, когда х > 0, и нуль при х < 0.
Результаты вычисления степени контактности по (5.63)
представлены на рис. 5.9. Кривая 1 соответствует случаю,
когда в системе все частицы имеют одинаковые размеры.
200
Рис. 5.9. Степень контактности частиц во внутренних слоях
плиты, фракции частиц:
1 — изометрический состав; 2 — 5/3, 25,4%; 3 —3/2, 25,0%;
4 — 2/1, 20,1%
При этом первые три частицы имеют площади кон-
тактов порядка 20—15% от площади поверхности их
верхней грани. Начиная с шестой на каждую новую
контактирующую частицу приходится по 5% и менее такой
площади. Поэтому для шестой, седьмой и т. д. частиц, хотя
контакт и может иметь место в геометрическом смысле,
его вклад и влияние на механические свойства композита
малы на фоне первых трех, четырех частиц.
Таким образом, физически значимые величины степени
контактности частиц в материале составляют порядка
и = 0,7. Данное значение совпадает с эксперименталь-
ными данными, полученными в работе [201],
Исследования фракционного состава (дисперсности)
частиц, используемых в реальных технологических про-
цессах, показали [190], что он изменяется в достаточно
широких пределах. Для анализа характера контактов частиц
в системе с реальным распределением фракций на основе
(5.63) разработана программа для ПЭВМ, в которой по
методу Монте-Карло случайным образом выбирается
фракция падающей частицы. При этом интервалы, в кото-
рые попадают случайные числа, распределены не равно-
мерно, а пропорциональны фактическому распределению
фракций.
Для конкретных расчетов были использованы приве-
денные в [190] результаты анализа фракционного состава
и размеров частиц со стружечных потоков Московского
экспериментального завода ДСП. Представленные на
рис. 5.9 результаты расчетов по данным потока для внут-
ренних слоев плиты свидетельствуют, что у более крупных
201
частиц фракции 5/3 с размерами 10 х 1,5 x0,4 мм (кри-
вая 2) степень контактности ниже, чем у частиц фракции
3/2 с размерами 7 х 0,8 х 0,3 (кривая 3) и фракции 2/1 с
размерами 5 х 0,6 х 0,2 (кривая 4). Среднее значение сте-
пени контактности для к = 5, вычисленное с использова-
нием в качестве весовых множителей процентного содер-
жания указанных фракций в потоке, составляет со = 0,73.
На рис. 5.10 представлены результаты расчетов по дан-
ным потока для наружных слоев плиты. У этого потока
отсутствуют частицы фракций 7/5 и 10/7, а также увели-
чено почти в два раза содержание частиц мелкой фракции
1/0,5. Как видно из рис. 5.10, изъятие крупных фракций
уменьшает степень контактности на 10%. При этом у самой
большой фракции в данном потоке 5/3 степень контакт-
ности уменьшается значительно больше — на 20%. Сред-
невзвешенное значение степени контактности для 5 частиц
такого потока составляет со — 0,63. Более подробно влияние
фракционного состава частиц на степень контактности и
далее на прочность композитов будет обсуждаться ниже.
Степень покрытия связующим поверхности контакта
частиц к изучалась достаточно тщательно в работах [199,
201, 203]. Из прозрачных вероятностных соображений
следует, что она выражается через степень покрытия
связующим всей поверхности частиц кп
к = 2кп-к1п. (5.64)
В работе [199] экспериментально установлена зави-
симость степени покрытия поверхности частиц от расхода
связующего. При расходе 10% она равна 0,37. Далее по
(5.64) получаем к = 0,60.
Рис. 5.10. Степень контактности частиц в наружных
слоях плиты, фракции частиц:
I —изометрический состав; 2 — 5/3, 14,3%
202
Как отмечалось ранее, выражение (5.62) позволяет вы-
числять прочность композита в слоях, расположенных
вблизи максимума плотности. При переходе в глубь об-
разца его плотность уменьшается и соответственно воз-
растает доля порового пространства, что сказывается
также на прочностных свойствах соответствующих слоев
композита.
Если рассматривать межчастичные поры в качестве
третьего компонента макроструктуры материала и попы-
таться использовать выражение типа (5.61) для определения
прочности внутренних слоев композита, то получается
тривиальный результат — прочность слоя пропорциональна
его плотности. Однако необходимо иметь в виду, что ли-
нейные соотношения типа (5.61) и (5.62) справедливы для
малых значений объемной доли второго компонента. Для
того чтобы обойти указанные трудности и иметь возмож-
ность вычислять распределение прочности в композите при
любых законах изменения его плотности, использовалась
алгоритмизированная пошаговая процедура, рассмотренная
в параграфе 2.2 (2.12) — (2.13).
Конкретные вычисления проводились для древесно —по-
лимерных композитов. Анализ развития методов исследо-
вания прочности древесно — полимерных композиционных
материалов свидетельствует о том, что древесностружечные
плиты плоского прессования являются наиболее изучен-
ным объектом таких исследований как теоретическими,
так и экспериментальными методами. Поэтому исполь-
зование разрабатываемого в работе подхода для описания,
в первую очередь, прочности древесностружечных плит
позволяет обеспечить сопоставимость с результатами
других теорий и в конечном итоге установить его место в
их ряду.
Необходимо иметь в виду, что в клеевом соединении
частиц наполнителя сумма объемной доли связующего и
объемной доли волокон древесины из (5.62) не равна еди-
нице, поскольку, как уже обсуждалось выше, связующее
образует не пленку на поверхности частиц наполнителя, а
микрокомпозит с неровностями этой поверхности. Поэтому
при суммировании необходимо учитывать объемную долю
третьего компонента — пор, образованных при вскрытии и
разрушении стенок древесных клеток [184, 197].
Для расчета объемных долей компонентов клеевого
слоя определим объемную долю клеевого слоя в древес-
ностружечной плите без учета размещенного в нем свя-
зующего. Площадь поверхности древесной частицы длиной
/, шириной b и высотой h
S = 2(lb+lh + bh). (5.65)
203
Как свидетельствуют результаты микроскопии [184,
197], толщина слоя, вскрываемого при нарезании стружки
и доступного для проникновения связующего, порядка
диаметра древесной клетки я,, поэтому объем клеевого
слоя одной частицы
v = 1щ(1Ь +lh + bh). (5.66)
Общий объем клеевого слоя в объеме стружки Ист
V = 2ay„(lb+Ih + bh)/lbh. (5-67)
Объемная доля клеевого слоя при объемной доле
стружки в плите лсг
икс = 2ain„(lb + lh + bh) I Ibh . (5-68)
Для того чтобы определить, какая часть икс приходится
на древесину, а какая на поры, необходимо рассмотреть
задачу пересечения древесной клетки случайной плоско-
стью, параллельной ее оси. Такая процедура по сути яв-
ляется геометрической моделью операции деления клетки
в процессе стружкообразования. В параграфе 5.3 показано,
что доля сечения, приходящаяся на древесину,
.уд ~ 4Д-(1_ / я,)/ я,. (5.69)
Объемная доля находящихся в клеевом слое древесины,
пор и связующего
«Д — ^КС^Д 7 (^КС ^СП ) ' (5.70)
«П — ^кс(1 ~ ^Д ) 7 (^КС ^сп ) ' (5.7 1)
ис = лсп / (якс + лсп), (5.72)
где лсп — объемная доля связующего в древесностружеч —
ной плите.
Для конкретных вычислений по (5.68) — (5.72) были ис —
пользованы усредненные данные о микроструктуре сосны
из параграфа 5.3: я, = 25 мкм, Д = 3,5 мкм, объемная доля
связующего в древесностружечной плите полагалась псп =
0,04, средневзвешенные размеры стружки были вычис-
лены по данным [190] о распределении ее фракций и
размеров в реальном стружечном потоке и составили
I = 8,44 мм, b = 1,28 мм, h = 0,32 мм. Значения объемных
долей компонентов клеевого слоя в этом случае соответ —
204
ственно равны: ид =0,397, пс =0,172, п„ = 0,431. Таким об-
разом, суммарная объемная доля древесины и связующего
в клеевом слое порядка 0,570.
Законы распределения прочности в древесностру-
жечных плитах, изготовленных в лабораторных и про-
мышленных условиях, представлены на рис. 5.11. На
этом же рисунке приведены законы распределения
плотности в плитах. Прочности и плотность приведены в
относительных безразмерных единицах: плотность — в
единицах максимума плотности; прочность — в едини-
цах прочности древесины. Как следует из (5.62), в таком
представлении графики на рис. 5.11 имеют универ-
сальный характер и справедливы для любого вида на-
гружения (растяжение, изгиб и т. д.).
Возможность вычисления прочности для различных
видов напряженного состояния с помощью одной проце-
дуры является одним из достоинств предлагаемого под-
хода, поскольку в существующих теориях [190, 192] для
каждого типа напряженного состояния используется своя
формула, причем связи между ними не всегда просмат-
риваются.
Сопоставляя распределение плотности и прочности
(рис. 5.11), можно заключить, что пропорциональность
имеет место, при увеличении плотности растет и проч-
ность плит. Вместе с тем по наклонам кривых видно, что
функционально эти зависимости различаются. Прочность
при переходе к внутренним слоям плиты уменьшается
медленнее, чем плотность, поскольку существенное зна-
чение имеет не только факт наличия материала, но и
структура, в которую он организован.
Рис. 5.11. Распределение прочности и плотности
в древесностружечных плитах
205
Плиты промышленного изготовления (кривая 4) имеют
большую прочность, чем плиты, изготовленные в лабо-
раторных условиях (кривые 1 — 3). Кривые 1 и 2 пока-
зывают диапазон изменения прочности плит, имеющих
одинаковые значения интегральной плотности.
В плане технологического приложения разработанный
метод расчета прочности может быть использован для
оперативной диагностики прочностных свойств плит в
рамках метода неразрушающего контроля, обсуждавшегося
в п. 5.3.4. В качестве иллюстрации его возможностей на
рис. 5.11 приведены кривые 5 и 6 распределения проч-
ности в плитах, изготовленных на Красноярском КИСК.
Экспериментальные данные о распределении плотности
взяты из работы [186], в которой анализируется конкрет-
ная производственная ситуация, связанная с тем, что
плиты имеют дефект структуры, уменьшающий прочность
на растяжение перпендикулярно к пласти в 3 раза по
сравнению с требованиями ГОСТа. Используя фракталь-
ный подход для анализа их структуры и прочности, можно
заключить, что хотя плиты имеют допустимые значения
интегральной плотности 690 — 705 кг/м3, аномально низкие
значения фрактальной размерности макроструктуры
D — 2,67 и D = 2,42 указывают на ее нарушение. Рас-
пределение прочности свидетельствует о том, что проч-
ность внутренних слоев в 2,5 — 3 раза ниже допустимой.
Таким образом, метод дает возможность непосредственно
в технологическом потоке оперативно получать инфор-
мацию о структуре, упругих, деформационных и проч-
ностных свойствах древесностружечных плит.
5.5.2. Влияние структурных и технологических
факторов на прочность пористых случайно-
неоднородных композитов
Развитый в п. 5.5.1 метод прогнозирования прочности
пористых случайно — неоднородных композиционных ма-
териалов исходит из общих структурных и фундаменталь-
ных теоретических предпосылок и поэтому принадлежит к
методам механики композитов.
Вместе с тем при исследовании влияния технологических
факторов на прочность рассматриваемого класса компо-
зитов необходимо иметь в виду две особенности задачи.
Во-первых, технология изготовления материалов, как
правило, конкретна, поэтому необходимо конкретизиро-
вать и вид материала.
Во-вторых, большинство из упоминавшихся реальных
пористых случайно — неоднородных композиционных ма-
териалов — достаточно редко встречающиеся или даже
206
экзотические материалы. В силу указанных причин они
недостаточно изучены именно как объект технологии.
Исключение из данного ряда композитов составляют
древесно — полимерные композиты и, в частности, древес-
ностружечные плиты. Поэтому возможности фрактального
подхода, в плане исследования влияния структурных и
технологических факторов на прочность пористых случай-
но-неоднородных композитов, продемонстрированы
именно на этом классическом и одном из старейших
материалов.
Накопленный в процессе исследований древесностру-
жечных плит обширный массив фактических данных о
влиянии различных факторов на их прочность позволил
установить методами качественного [131, 190] и корреля-
ционного анализа [204], что наиболее значимыми являются:
содержание связующего, плотность плит, геометрические
характеристики древесных частиц. В рамках существующих
теоретических подходов удается установить вид функцио-
нальных связей между отдельными факторами. Представ-
ляет интерес возможность исследования взаимосвязей всего
комплекса значимых характеристик в рамках единого
структурного подхода, развитого в п. 5.5.1.
Наибольшие противоречия наблюдаются в данных о
влиянии толщин частиц на прочность плит. Результаты
вычисления по (5.62) зависимости прочности плиты при
растяжении перпендикулярно к пласти от толщины
стружки представлены на рис. 5.12. Значения прочности
древесины (порода сосна) взяты из [132]. Содержание
связующего, в массовых долях, полагалось равным 10%.
Рис. 5.12. Влияние толщины частиц на прочность
плит при растяжении перпендикулярно к пласти
207
Результаты расчета зависимости прочности плиты на
изгиб от толщины стружки представлены на рис. 5.13.
Для пересчета массовых долей связующего и стружки в
объемные необходимы данные о плотностях плиты, дре-
весины и связующего. Плотность связующего [131, 190] —
1200 кг/м3. Зависимость плотности плиты от толщины
стружки взята по данным [205], зависимость плотности
древесины в плите от плотности плиты вычислялась по
данным [200].
Как показали исследования [199], геометрические раз-
меры стружки влияют на степень покрытия связующим
поверхности частиц. При этом степень покрытия зависит
от ряда конструктивных параметров смесителя, характе-
ристик связующего, которые полагались постоянными, а
также от характеристик стружки: размеров, плотности
древесины, насыпной плотности стружки. Для расчетов
использовались зависимости насыпной плотности стружки
от ее размеров, приведенные в [206]. Длина стружки
35 мм, ширина 10 мм. Как свидетельствуют результаты
теоретических расчетов, представленные на рис. 5.12
(кривая 1), прочность плиты при растяжении перпенди-
кулярно к пласти слабо изменяется при увеличении тол-
щины древесных частиц, что подтверждается также
хорошим совпадением с экспериментальными данными
[190, 205] (прямые 2, 3).
Учет неоднородности структуры материала по толщине
плиты, как и предполагалось в [190], позволяет в опреде-
ленной мере снять противоречивость данных.
Рис. 5.13. Зависимость прочности плит при изгибе от
толщины частиц
208
Первоначально прочность действительно незначительно
возрастает, поскольку по мере увеличения толщины
стружки уменьшается неоднородность структуры. Однако
при дальнейшем увеличении толщины частиц эта слабая
тенденция сглаживается более сильной, состоящей в том,
что заметно падает доля клеевого слоя и, кроме этого, по-
скольку у более толстых частиц больше степень укладки,
уменьшается также степень покрытия их связующим.
Оптимальной для достижения высокой прочности на
разрыв перпендикулярно к пласти можно считать толщину
частиц 0,2 —0,3 мм, что подтверждается также результа-
тами [203].
Теоретические данные (кривая 1) находятся в удовле-
творительном соответствии с экспериментальными [205]
(кривая 2), а характер изменения прочности качественно
совпадает со ставшими уже классическими результатами
[207], полученными В. Клаудицем (кривая 3). Неоднород-
ность структуры не оказывает существенного влияния в
данном случае, так как при изгибе в наибольшей степени
нагружены наружные слои плиты.
Далее перейдем к рассмотрению зависимости проч-
ности древесностружечных плит от длины и ширины час-
тиц. Как уже отмечалось, такую же степень влияния на
прочность плит, как и размеры древесных частиц, имеет
содержание связующего. Отличительная особенность
предлагаемого подхода состоит в том, что в нем учиты-
вается не только объемное содержание связующего в
плите, но и его распределение по частицам.
При исследовании процесса проклеивания частиц
связующим [199] основное внимание было уделено конст-
руктивному оформлению этой технологической операции и
исследованию взаимосвязи соответствующих технологиче-
ских параметров. Поэтому получилось, что окончательные
зависимости хорошо отражают влияние толщины частиц на
степень покрытия их поверхности связующим, влияние
длины и ширины частиц оказалось слабым и практически
выпало из рассмотрения. По существу в эти зависимости
не входит решение основной статистической задачи о по-
крытии каплями связующего поверхности частиц. Ликви-
дировать этот пробел можно методами стохастической
геометрии [179], которые позволяют решать такие задачи.
С геометрической точки зрения процесс взаимодействия
древесных частиц со связующим в смесителе представляет
собой процесс покрытия некоторой прямоугольной области
со сторонами а и b кругами радиуса г, брошенными слу-
чайно в эту область. Центры покрывающих кругов в
количестве N распределены равномерно и независимо по
всей области. Среднее значение покрытой площади [179]
209
ка = 1-^«А + 2г(п +/>))/пА + 2г(п +/») +nr2j . (5.73)
Если предположить, что объем рабочей зоны или зоны
перемешивания смесителя Ир, насыпная плотность частиц
фракций, проходящих осмоление рн, то в некоторый про-
извольный момент времени в зоне перемешивания будет
находиться следующее количество частиц:
Ач=рнИрА/рдаМ. (5.74)
При фиксированных значениях параметров, опреде-
ляющих конструктивные характеристики смесителя и
свойства связующего, произведение ^x^ч будет посто-
янным. Учитывая это обстоятельство и (5.74), получим
А = /рн0У0//0р. (5.75)
Параметр Ао выбирается таким, чтобы при известных зна-
чениях параметров в (5.74) и (5.75) степень покрытия
поверхности частиц связующим соответствовала экспери-
ментальным значениям [199]. Зависимость количества
покрывающих стружку капель связующего от ширины
стружки имеет аналогичный (5.75) вид.
Результаты вычисления зависимости прочности плит на
изгиб от длины частиц представлены на рис. 5.14 (кривая 1).
Как видно на рис. 5.14, имеется хорошее совпадение с экс-
периментальными данными [205]. Качественно характер
поведения прочности совпадает и с данными И. М. Дыскина
[180], количественные значения на 15 — 20% меньше.
Аналогичные зависимости от длины частиц наблюдаются
у прочности при растяжении в плоскости плиты, приве-
денной на рис. 5.15 (кривая 1), а также при растяжении
перпендикулярно к пласти, зависимость 1 на рис. 5.16.
Рис. 5.14. Влияние длины частиц на прочность плит
при изгибе
210
Рис. 5.15. Зависимость прочности плит при
растяжении в плоскости от длины частиц
На рис. 5.15 приведены для сравнения результаты вы-
числения прочности при растяжении в плоскости плиты по
методу, развитому в [131].
Сопоставляя данные расчетов, можно заключить, что
использованный в [131] подход пригоден для расчета
прочности древесностружечных плит с малыми линейными
размерами стружки, в частности длиной до 10 мм, поскольку,
как свидетельствуют приведенные в [131] результаты рас-
четов, теория практически не отражает их изменение.
Рис. 5.16. Зависимость прочности плит при растяжении
перпендикулярно к пласти от длины и ширины частиц
211
Зависимости прочности от ширины частиц представ-
лены на рис. 5.16 и 5.17. На рис. 5.17 представлены ре-
зультаты вычисления прочности на изгиб (кривая 1) и
экспериментальные данные [205] (кривая 2). Аналогичный
характер изменения прочности на изгиб при увеличении
ширины стружки получен и в экспериментах И. М. Дыс —
кина [206], но количественные значения прочности в этих
работах на 20% выше.
Как свидетельствуют результаты расчета прочности при
растяжении плит перпендикулярно к пласти, приведенные
на рис. 5.16 (кривая 2), она уменьшается незначительно
при увеличении длины стружки. Таким образом, с точки
зрения сохранения высоких значений прочности на изгиб
и при растяжении перпендикулярно к пласти оптимальной
можно считать ширину стружки 10— 15 мм.
Из всех предшествующих теорий наиболее последо-
вательный структурный подход в механике древесно-
стружечных плит развит в работе [190]. Результаты рас-
четов прочности плит из частиц различных фракций по
методу, предложенному в [190], и на основе фрактальной
теории, а также экспериментальные данные [190], при-
ведены в табл. 5.4.
Сопоставляя приведенные в табл. 5.4 результаты, можно
заключить, что характер зависимостей и численные зна-
чения прочности, полученные в обоих подходах, близки, а
в отдельных случаях совпадают. Если сравнивать теоре-
тические значения с экспериментальными, то видно, что
фрактальный подход дает более близкий к эксперименту
характер изменения прочности при растяжении перпен-
дикулярно к пласти с увеличением фракции частиц — у
плит из частиц фракции 3/2 прочность достигает макси-
мального значения и начинает уменьшаться.
Рис. 5.17. Влияние ширины частиц на прочность плит
при изгибе
212
Таблица 5.4. Влияние фракции частиц на прочность
древесностружечных плит
Фрак- ционный состав Размеры частиц l*b*h, мм Прочность, МПа
Эксперимент Расчет Фрактальная теория
изгиб растя — жение изгиб растя — жение изгиб растя — жение
1/0 2x0,5x0,1 И 0,14 6,5 0,34 14,3 0,28
2/1 5x0,7x0,2 20 0,31 18,5 0,52 23,5 0,53
3/2 7x0,8x0,3 28 0,34 27,5 0,66 26,0 0,65
5/3 10x1,5x0,4 19 0,26 24,0 0,80 20,0 0,53
При рассмотрении влияния содержания связующего на
прочность древесностружечных плит необходимо учитывать,
что объемная доля связующего при принятых в технологи-
ческих процессах нормах его расхода мала и составляет 5—
10%. Данное обстоятельство позволяет выделить отдельно
проблему склеивания древесины в древесностружечных
плитах и анализировать особенности склеивания древесины
при малых расходах связующего [190].
Результаты расчета прочности плит различной плот-
ности на изгиб при изменении массовой доли связующего
от 0 до 14% представлены на рис. 5.18. Общий характер
зависимостей качественно соответствует изложенным в
[190] теоретическим представлениям о поведении проч-
ности клеевого слоя при изменении расхода связующего.
Рис. 5.18. Зависимость прочности плит при изгибе от
содержания связующего, плотность плит, кг/м3:
1 — 500; 2 — 600; 3 — 700; 4 — 800
213
Отметим, что расчеты выполняются по приведенным
в п. 5.5.1 зависимостям, и дополнительно не приходится
привлекать никаких соображений и допущений. Как
видно на рис. 5.18, имеет место удовлетворительное
соответствие и с экспериментальными результатами,
полученными в [205].
На этом же рисунке приведены графики (кривые 5, 6)
относительного изменения прочности при увеличении
содержания связующего в плитах. Анализируя их, можно
заключить, что при увеличении содержания связующего
свыше 10% на каждые 2% прочность возрастает на 3—4% и
менее. Как показали расчеты, подобным же образом ведет
себя прочность при растяжении в плоскости плиты
(рис. 5.19) и перпендикулярно к ее пласти (рис. 5.20).
Таким образом, использование теории фракталов по-
зволяет не только ввести новый структурный параметр, но
и показать, что древесностружечные плиты являются спе-
цифическим подклассом древесно — полимерных компози-
ционных материалов, и поэтому их упругие и прочностные
свойства подчиняются известным для таких материалов
общим закономерностям и описываются известными
фундаментальными теоретическими методами, в частности
самосогласованными.
Вторая особенность развитого подхода состоит в том,
что он дает возможность установить функциональную
связь механических свойств плит с технологическими па-
раметрами, поскольку фрактальная размерность их мак-
роструктуры чувствительна к изменению этих параметров.
0к, МПа
Рис. 5.19. Влияние содержания связующего на прочность
плит при растяжении в плоскости, плотность плит, кг/м3:
1 — 500; 2 — 600; 3 — 700; 4 — 800
214
ai, МПа
Рис, 5.20. Зависимость прочности плит при растяжении
перпендикулярно к пласти от содержания связующего,
плотность плит, кг/м3:
1 — 500; 2 — 600; 3 — 700; 4 — 800
В качестве иллюстрации в табл. 5.5 показано, как влияют
изменения давления прессования, а также влажности на-
ружных и внутренних слоев стружки на фрактальную раз-
мерность структуры. Для вычислений использованы экспе-
риментальные данные [205].
Совокупность перечисленных признаков позволяет
применять разработанный подход в качестве логической
основы при определении принципов построения авто-
матизированных систем контроля качества и управления
технологическими процессами производства пористых
случайно —неоднородных композиционных материалов.
Таблица 5.5. Фрактальная размерность структуры плит
при различных условиях изготовления
Давление прес- сования, МПа Фрактальная размерность наружных слоев Влажность слоев стру- жечного пакета, % Фрактальная размерность внутренних слоев
наружных внутренних
1,6 2,85 12 12 2,79
2,0 2,83 14 11 2,73
2,6 2,80 18 9 2,67
215
5.6. ПРОЧНОСТЬ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
С ПЛАСТИНЧАТЫМИ НАПОЛНИТЕЛЯМИ
Теоретические методы описания прочностных свойств
композиционных материалов с пластинчатыми наполни-
телями и, в частности, древесно — полимерных компози-
ционных материалов разработаны в значительно меньшей
степени, чем рассмотренные в параграфе 5.5 аналогичные
методы для древесностружечных плит. В качестве примера
теоретического исследования можно указать работу [131],
в которой предпринята попытка на основе общих пред-
ставлений механики композиционных материалов описать
в рамках единого подхода прочностные свойства древес-
ностружечных плит и масс древесных прессовочных. Что же
касается более ранних работ, то они носили в основном
экспериментальный характер [170, 208, 209].
У древесностружечных плит и композиционных дре-
весных пластиков много общих черт, обусловленных
основным структурным элементом — дисперсными дре —
весными частицами. Однако технология их изготовления по
некоторым принципиальным операциям различается и это
накладывает отпечаток на физике —механические свойства.
В связи с указанными причинами рассмотренный в пара-
графе 5.5 подход к вычислению прочностных свойств
древесностружечных плит в общих чертах сохраняется и
для расчета свойств композиционных древесных пластиков.
Первая особенность, которую необходимо учитывать
при рассмотрении свойств древесных пластиков, связана с
тем, что они содержат примерно в два раза больше мат-
рицы—полимера, чем древесностружечные плиты. Как
следует из приведенной в параграфе 5.1 структурной
диаграммы, объемное содержание матрицы порядка 0,2 —
0,4 уже не является малым в математическом смысле этого
понятия, поскольку при концентрации матрицы 0,25 в
системе происходит структурный фазовый переход. По-
этому при расчете зависимости прочности пластика от
содержания связующего некорректно использовать непо-
средственно формулу (5.62), которая справедлива для ма-
лых изменений содержания связующего в системе. Однако
на основе этой формулы можно построить пошаговую
процедуру, аналогичную той, которая применялась в
п. 5.5.1 для расчета распределения прочности в древес-
ностружечных плитах. Она строится следующим образом.
Рассмотрим два образца пластика с малым (< 0,1) раз-
личием в объемном содержании матрицы. Образец с
меньшей объемной долей матрицы обозначим индексом
«1», второй образец — «2». Предположим, что эффективная
прочность образца 1 известна. Тогда прочность образца 2
216
<з2 = CT1[O ~ Аи?) + &nlE-m /Е2]. (5.76)
Необходимо иметь в виду, что Дл2 в (5.76) не равна шагу
в изменении объемной доли матрицы. Это происходит
потому, что для размещения дополнительной доли матрицы
из образца 1 нужно изъять такую же долю о.бъема имею-
щегося в нем материала, при этом будут изыматься не
только древесные частицы, но и матрица пропорционально
их исходному объемному содержанию. Таким образом, на
каждом шаге процедуры будет возникать прогрессирующий
дефект матрицы. Для того чтобы его восполнять, нужно
добавлять больше матрицы, чем шаг по концентрации. Не-
обходимое ее количество можно определить, исходя из
баланса, который равен
и, - A«2«| + Аи2 - Щ • (5-77)
Искомое значение приращения объемной доли матрицы
Дп2 =(n2-«i)/(l-«i).
Для некоторого произвольного шага i
о, = - Ди() + &П[Ет / Е(-
А«/ =(«г-«,-1)/(1-л,'-1).
(5-78)
(5.79)
(5.80)
Результаты вычисления зависимости прочности на изгиб
композиционного древесного пластика от объемной доли
связующего приведены на рис. 5.21. Характеристики дре-
весины и полимера использовались те же, что и в п. 5.2.1
при расчете модулей упругости. Для сравнения на рис. 5.21
приведены экспериментальные значения из [208].
Рис. 5.21. Зависимость прочности на изгиб композицион-
ного древесного пластика от содержания связующего:
— •----------------теория; х—х —эксперимент
217
Ои, МПа
Рис. 5.22. Зависимость прочности на изгиб компози-
ционного древесного пластика от толщины древесных
частиц, данные:
— • --теория; х—х —эксперимент
При объемных долях матрицы, больших 0,2, имеет место
хорошее количественное совпадение теоретических и
экспериментальных данных.
На рис. 5.22 представлены результаты расчета зависи-
мости прочности композиционного древесного пластика на
изгиб от толщины крошки березового шпона, а на
рис. 5.23 приведена зависимость прочности от длины час-
тиц. Можно отметить удовлетворительное совпадение с
экспериментальными данными [208] как по характеру из-
менения прочности, так и количественно. Сравнение с
аналогичными зависимостями для древесностружечных
плит (см. рис. 5.13 и 5.16) позволяет заключить, что по ха-
рактеру они близки.
Рис. 5.23. Влияние длины частиц на прочность на изгиб
композиционного древесного пластика, данные:
— •-------------теория; х—х — эксперимент
218
Необходимо отметить различие зависимости прочности
от содержания связующего для пластиков и плит
(рис. 5.18). У плит при увеличении содержания связующего
прочность растет с затуханием, так как материал набирает
прочность до прочности древесины. У пластиков содер-
жание полимера больше, и он образует самостоятельную
фазу, а поскольку прочность на изгиб у древ-есины больше,
то при увеличении содержания полимера прочность ма-
териала уменьшается.
5.7. ПРОЧНОСТЬ АРМИРОВАННЫХ КОМПОЗИЦИОННЫХ
ПЛАСТИКОВ
Основным фактором, ограничивающим широкое ис-
пользование композиционных древесных пластиков в
машиностроении, является их низкая прочность при ди-
намическом нагружении. Для увеличения динамической
прочности применяют различные способы армирования
пластиков высокопрочными материалами. Одним из
эффективных направлений в технологии таких материалов
является армирование древесных пластиков стекловолок —
нистыми наполнителями [170, 171]. В качестве фактора,
сдерживающего развитие исследований в данной области,
необходимо отметить отсутствие методов теоретического
описания прочностных свойств армированных компози-
ционных древесных пластиков.
Развитый в предыдущих главах метод последовательного
статистического описания прочности дисперсных структур
и материалов позволяет найти подход к описанию проч-
ностных свойств армированных композиционных древесных
пластиков и на его основе решать многие технологические
задачи, в том числе определять оптимальные соотношения
армирующих компонентов и их характеристики.
Эффективная прочность подсистемы древесные час-
тицы—полимер определяется в соответствии с процедурой,
изложенной в параграфе 5.6. Далее с помощью такой же
пошаговой процедуры определяется эффективная проч-
ность материала. При этом роль матрицы выполняет
подсистема древесина — полимер, и в нее вносится дис-
персный волокнистый наполнитель. Обозначения компо-
нентов те же, что и в п. 5.2.2. Выражение для прочности на
некотором произвольном шаге процедуры i имеет вид
а,- = МО" А«,)+ ^Ef IEMi\,
I Ы, ) (5'81’
Д«,-
219
ан, МПа
0.05 0.10 0.15 0.20 nf
Рис, 5.24. Зависимость прочности на изгиб армиро-
ванного композиционного пластика от содержания
стекловолокна, данные:
— •---теория; х—х — эксперимент
Результаты вычисления зависимости прочности на изгиб
пластика от объемной доли волокнистого наполнителя при-
ведены на рис. 5.24 (кривая 1). В качестве армирующего
волокнистого наполнителя рассматривалось стекловолокно
марки НСО — 6/300, в качестве древесного наполнителя —
березовые частицы фракции 5/1, роль связующего вы-
полняла фенолформальдегидная смола. Свойства этих
элементов брались из [164, 132, 131] соответственно.
Сопоставление результатов расчета с эксперименталь-
ными данными [170] (кривая 2) показывает, что в области
представляющих практический интерес объемных долей
наполнителя (0,15 — 0,20) они совпадают. Оптимальное
содержание волокнистого наполнителя составляет 15 — 20%.
Существенной характеристикой с точки зрения техно-
логии армированных композиционных древесных пласти-
ков является длина стекловолокна. Волокна большой длины
приводят к формированию в армирующем материале спе-
цифических завитков, которые плохо обрабатываются
связующим и при прессовании образуют непроклеенные
участки, снижающие прочность композита [171].
Для исследования влияния длины стекловолокна на
прочность пластика необходимо вычислить модуль упру-
гости материала. В [145] исследовано влияние длины во-
локна на эффективные упругие свойства простого компо-
зита, при этом для модуля Юнга получено выражение,
которое в принятых нами обозначениях будет иметь вид
£ = ^{1+И/(1/[2(1+пм)]/1р2и(2/1р)-(5-4пм)/[4(1-^)])), (5.82)
где гр — отношение диаметра волокна к его длине.
220
пи, МПа
10 30 50 /,мм
Рис. 5.25. Влияние длины стекловолокна на прочность
на изгиб армированного композиционного древесного
пластика, данные:
1 — теория; 2 — эксперимент
Прочность вычислялась по (5.81). Результаты вычисле-
ний зависимости прочности армированного пластика на
изгиб от длины стекловолокна приведены на рис. 5.25
(кривая 1).
Сопоставление с экспериментальными данными, полу-
ченными в [171], показывает, что характер зависимости
одинаков. Максимальной прочностью обладают пластики,
армированные волокном длиной 25 — 30 мм.
Таким образом, представленные результаты, отра-
жающие влияние характеристик волокнистого наполни-
теля на свойства армированного пластика, показывают, что
развитый подход отражает особенности бимодальной
упаковки разнородных наполнителей, и он может быть
использован для прогнозирования физике—механических
свойств таких материалов.
Глава 6. ФРАКТАЛЬНЫЙ ПОДХОД В ТЕОРИИ
ПРОНИЦАЕМОСТИ СТОХАСТИЧЕСКОЙ
ВОЛОКНИСТОЙ СИСТЕМЫ
6.1. ПОСТРОЕНИЕ УРАВНЕНИЯ СОСТОЯНИЯ
КОНСОЛИДИРУЕМОЙ ВОЛОКНИСТОЙ СРЕДЫ
Проблема проникновения жидкостей через пористые
среды постоянно находится в центре внимания как теоре-
тиков, так и специалистов, занимающихся прикладными
разработками. Развитие высоких технологий, в частности
технологий получения высокопрочных волокнистых ком-
позиционных материалов, стимулировало возрастание
интереса к исследованию проницаемости стохастических
волокнистых систем. Задача о перколяции жидкости в сто-
хастическую волокнистую систему осложнена тем, что
наиболее перспективные матричные материалы —
термопластичные полимеры — имеют в состоянии расплава
высокую вязкость, т. е. представляют собой неньютонов —
ские жидкосги.
К наиболее существенным факторам, обусловливаю-
щим механизм и параметры процесса проникновения
высоковязких жидкостей в волокнистые среды, относятся
анизотропия и стохастический характер структуры таких
сред, возможность перемещения волокон в процессе
проникновения жидкости, нелинейность вязких свойств
жидкостей [211, 212].
Построение фрактальной теории проницаемости сто-
хастических волокнистых систем целесообразно начать с
построения уравнения состояния таких систем.
6.1.1. Уравнение кинематики процесса консолидации
Необходимое в таких случаях исследование структуры
системы было выполнено с использованием имитационного
моделирования. Практическая реализация данного метода
предполагает наличие в моделируемой среде трех струк-
турных уровней, типичных для волокнистых композитов,
например стеклопластиков [36]. Простейшим структурным
222
элементом является одно элементарное волокно. Набор из
100 — 1000 волокон образует структуру первого уровня —
нить. В поперечном сечении нить представляет собой круг,
в котором случайным образом распределены крути мень-
шего диаметра, имитирующие поперечное сечение волокон.
Нити объединены в структуры второго уровня —жгуты.
Количество нитей в жгутах одинаково, оно может изме-
няться от 2 до 100.
Жгуты в свою очередь образуют структуру третьего
уровня — ленту, слой и т. п. Количество жгутов в ленте не
фиксируется и может быть любым. Возможны ленты
прямоугольного и круглого сечения.
Предполагается, что стохастические структуры на пер-
вом и втором уровнях представляют собой перколяционный
кластер. Причем кластер, характерный для объемных долей
волокон, не очень далеких от критической области. Ос-
нованием для такого способа построения структуры явля-
ются как теоретические соображения, так и наблюдаемая на
шлифах структура композита и установленный предвари-
тельно характер процесса пропитки волокнистой системы.
Указанная структура системы положена в основу ими-
тирующего ее алгоритма. Построение структуры начина-
ется с первого уровня. Для этих целей разработана спе-
циальная процедура, согласно которой строится квадрат-
ная решетка узлов, и с помощью генератора случайных
чисел устанавливается, занят узел или свободен. Занятые
узлы образуют кластеры. Для степеней заполнения ре-
шетки, близких на начальной стадии к пределу протека-
ния, основным является перколяционный кластер, но
имеется и небольшое количество несвязанных с ним более
мелких агрегатов. В реальной волокнистой системе такие
агрегаты могут образоваться, например, в результате пе-
реплетения волокон.
Алгоритм моделирования структуры второго уровня
строится аналогично. Реализован он в другой процедуре,
которая вызывает первую для имитации структуры нити.
Такая схема взаимодействия процедур обеспечивает вы-
полнение условия масштабной инвариантности (в стати-
стическом смысле) структур на этих уровнях.
Структура третьего уровня представляет собой регу-
лярную квадратную решетку, построение которой орга-
низовано в основном программном блоке. Программа,
реализующая разработанный алгоритм, написана на ал-
горитмическом языке Паскаль. Фрагмент имитируемой
структуры приведен на рис. 6.1. Рисунок показывает, что
разработанный алгоритм и реализующая его программа
адекватно воспроизводят структуру стохастической одно-
направленной волокнистой системы.
223
Рис. 6.1. Исходная структура ленты
Далее перейдем непосредственно к построению урав-
нения кинематики среды. Задача определения законов
распределения плотности и давления является центральной
в теории консолидации стохастических сред. Успех в ее
решении определяется тем, в какой мере используемый
математический аппарат позволяет описать реальный
процесс уплотнения.
Из существующих в настоящее время подходов наиболее
разработан и обоснован деформационный механизм уп-
лотнения [83, 86]. Этот механизм позволяет охватить уп-
ругую, пластическую и структурную деформации. Он ба-
зируется на предположениях, что все направления в кон-
солидируемой среде равноправны и равноценны, взаимное
расположение структурных элементов равновероятно и они
подчиняются законам классической статистической меха-
ники. Предположение об изначальной однородности сис-
темы заложено и в ряде феноменологических теорий
фильтрации в деформируемых пористых средах [213 — 215].
Как показано в гл. 3, на начальных стадиях консолидации
структура системы неоднородна, поэтому ее поведение, в
том числе и реакция на технологические воздействия, оп-
ределяются флуктуациями структуры. Перколяционные
структуры являются подклассом более общих фрактальных
структур. Поэтому при описании кинематики процесса
консолидации будем сразу исходить из предположения о
фрактальной неоднородности структуры рассматриваемой
стохастической волокнистой системы.
224
Рассмотрим состояние приведенной на рис. 6.1 консо-
лидируемой волокнистой системы в некоторый произ-
вольный момент времени. Мысленно выделим в ленте на
расстоянии х от центра один слой волокон. Предположим,
что выделенный нами слой содержит п волокон и каждое
волокно имеет z контактов с соседними волокнами.
Площадки контактов будем характеризовать вектором
площади. После осреднения по ориентациям йлощадок, по
числу контактов одного волокна и по числу волокон в слое
для суммарной площади проекции всех контактных пло-
щадок на плоскость, перпендикулярную к направлению
движения фронта пропитки, получим выражение:
s(x) = c«Z(x)S(x), (6.1)
где с — константа осреднения; Z — среднее число опорных
контактов одного волокна в слое; S — средний размер
площадки контакта.
Параметры п, Z и 5 в нашем случае являются локаль-
ными и зависят от координаты х.
Следуя предположениям, принятым в параграфе 3.2,
при рассмотрении процесса консолидации дисперсной
системы, будем считать, что среднее число контактов,
приходящихся на одно волокно, прямо пропорционально
относительной плотности системы 0(х). При этом коэф-
фициентом пропорциональности является zp — среднее
число контактов, приходящихся на частицу при 0=1. В
результате для среднего числа опорных контактов одного
волокна в слое имеем
Z(x)=zp0(x)/2. (6.2)
В гл. 3 было показано, что при консолидации характер
изначально фрактальной системы сохраняется. Это по-
зволяет для вычисления числа волокон в избранном слое п
использовать известный для фрактальных кластеров закон
распределения относительной плотности (1.3)
Р(л-) a xD~d, (6.3)
где D — фрактальная размерность кластера; d — топо —
логическая размерность пространства, в которое он по-
гружен.
Искомое число волокон
п = S„(D - d+ l)xD~d, (6.4)
где S„ — площадь сечения образца материала.
Учитывая (6.4), для локальной относительной плотности
можно записать следующее выражение:
225
0(х) = (Г>-е/ + 1)х°Л (6.5)
Подставив (6.2), (6.4) и (6.5) в (6.1), находим
s(x) = ^„[(D - d + DxP-rfJs1 = czpSnSF(x,D). (6.6)
Из (6.6) получается следующее выражение для средней
величины площадки контакта:
5 = а(х) / czpF(x, D), (6.7)
где а(х) = s(xySn — критическое контактное сечение об-
разца.
Элементарное приращение среднего размера площадки
контакта dS при изменении усилия консолидации на dP:
dS-d[a(x)!F(x,D)]l czp . (6.8)
По аналогии с п. 3.2.1 примем линейную зависимость
изменения расстояния между центрами двух контакти-
рующих тел при консолидации db от приращения пло-
щадки контакта
db - fidS • (6.9)
При увеличении усилия консолидации на dP изменение
высоты образца на х на уровне выбранного сечения
обусловлено относительным сдвигом контактов и их нор-
мальной деформацией. Проведя осреднение, аналогичное
использовавшемуся при выводе (6.1), получим:
dx = -(1 + Х)х / acdb, (6.10)
где X = 2du/db (и — величина относительных сдвигов
контактов); а — диаметр волокна.
Решив (6.10) относительно величины элементарного
сближения и приравняв правой части (6.9), получим еще
одно выражение для приращения площади контакта:
dS = -а/сф(1 + f.)xdx. (6.11)
Рассматривая далее (6.8) и (6.11) совместно, получим:
d [(ах) / F(x, £>)] = -azn I р(1 + K)xdx. (6.12)
Продифференцировав (6.5), в правой части (6.12) можно
сделать замену переменной. В результате получим сле-
дующее дифференциальное уравнение:
</[а(х) / Г(х, £>)] = w(d - D) / 0^0 . (6.13)
226
Постоянная w
w = aZp / P(1 + ?-). (6.14)
Уравнение (6.13) является дифференциальным уравне-
нием, описывающим локальный деформационный меха-
низм уплотнения волокнистой среды на основе пред-
ставлений о критическом контактном сечении образца.
Проинтегрировав (6.13), получим:
а(х) / F(x, D) - w(d - D) In 6 + С. (6.15)
Полагая, что в начальный момент консолидации 9 = 9q,
D = Dq, а = ао, получим следующее выражение для по-
стоянной интегрирования:
С = а0 / Fo - w(d- D)ln90. (6.16)
Из рассмотрения предельного состояния консолиди-
руемой среды следует:
X. = а = 1, D = d, F = 1, откуда С = 1. (6.17)
Рассматривая (6.16) и (6.17) совместно, определим по-
стоянную w:
w~(aeIF0-1)/(J-D)ln9o. (6.18)
Как показано в п. 3.2.1, в конкретных расчетах можно
положить ао = 0, что позволяет несколько упростить
окончательное выражение, описывающее кинематику
процесса консолидации стохастической волокнистой
системы
а(х) = [1 - (d - D) In 9(х) / (d - DQ) In 90(x)] 92(x). (6.19)
В дальнейшем (6.19) будет использовано для расчета
коэффициента проницаемости среды.
6.1.2. Уравнение состояния консолидируемой
волокнистой среды
Прежде чем перейти непосредственно к построению
уравнения состояния с помощью имитационного модели-
рования исследуем процесс переформирования структуры
стохастической волокнистой системы при консолидации.
Моделирование консолидации осуществлялось путем
пошагового перемещения нитей верхнего ряда ленты на
рис. 6.1 на один слой вниз. При этом, если узел под пе-
ремещаемой нитью свободен, то она его занимает. Если
этот узел занят, то программа проверяет соседние узлы,
если и они заняты, то программа выделяет цепочку уз-
лов, ограниченную снизу первым свободным узлом, и
227
перемещает ее всю. В тех случаях, когда длина такой
цепочки окажется равной высоте ленты, что особенно
часто может иметь место на заключительной стадии
консолидации при 9 « 1, то первая снизу нить, имеющая
сбоку свободный узел, перемещается из цепочки на этот
узел. Направление перемещения выбирается случайным
образом.
В программе предусмотрен модуль анализа структурных
свойств системы, который позволяет вычислять на каждом
шаге консолидации распределение относительной плот-
ности по высоте ленты. Кроме этого вычислялась фрак-
тальная размерность структуры. Для этих целей исполь-
зовалась зависимость (1.2)
л(г)~г°, (6.20)
где — общее число частиц в квадрате со стороной г.
Далее с помощью метода наименьших квадратов про-
водилась прямая 1п(и) - 1п(г), угловой коэффициент которой
и позволяет непосредственно оценить D.
В качестве примера работы программы на рис. 6.2 по-
казан фрагмент моделируемого распределения нитей в
ленте после третьего шага консолидации. На рис. 6.3 при-
ведены законы распределения относительной плотности в
ленте на различных стадиях процесса консолидации.
Рис. 6.2. Структура ленты после третьего шага
консолидации
228
Рис. 6.3. Распределение плотности в ленте:
□ — в начальном состоянии; Д — после четырех шагов
консолидации; 0 — после девяти шагов консолидации
Зависимость фрактальной размерности структуры
ленты от ее плотности приведена на рис. 6.4.
Результаты математического моделирования показы-
вают, что теория фракталов достаточно реалистично опи-
сывает поведение структуры ленты при ее консолидации.
Это позволяет использовать теорию фракталов при по-
строении уравнения состояния консолидируемой волок-
нистой среды.
Далее перейдем непосредственно к выводу уравнения
состояния консолидируемой волокнистой среды. Решение
задачи учета флуктуаций плотности при построении урав-
нения состояния консолидируемой волокнистой среды
предполагает рассмотрение поведения некоторой локальной
области системы. В качестве таковой рассмотрим один слой
волокон. При консолидации усилие Р(х), приходящееся на
этот слой, будет уравновешено опорными контактными
силами, действующими на волокна рассматриваемого слоя.
Рис. 6.4. Зависимость фрактальной размерности струк —
туры ленты от плотности по результатам имитационного
моделирования
229
В проекции на ось, совпадающую с направлением силы,
получим
Л*) = 22 °>7s&(cos<Pi7 + M-COSTv)' (6-21)
«-17-1
где Оу — контактное давление; р. — коэффициент трения ‘
волокон друг о друга.
После осреднения в (6.21) по ориентациям контактных
площадок, а также по числу контактов одного волокна и по
числу волокон в слое, получим
Р(х) = 2nZSa(l - ц) / л. (6.22)
Если разделить левую и правую части (6.22) на номи-
нальную площадь сечения образца и учесть (6.1) и (6.7), то
(6.22) можно упростить:
р(х) = Р(х) / SH = (1 - |х)а(х)о(х). (6.23)
Далее воспользуемся представлением о критическом
давлении консолидации, которое равно
рс = р/ а, (6-24)
продифференцировав (6.23), получим
dpc “ Q “ (6.25)
В гл. 2 показано, что неоднородность структуры фрак-
тальных кластеров приводит к неравномерности в распре-
делении их упругих свойств, поэтому закон Гука необходимо
записывать в дифференциальной форме. Воспользуемся для
этих целей выражением (3.50), которое применительно к
рассматриваемой задаче имеет следующий вид:
do = $[(Е(х)р/ Em]dx/ х0, (6.26)
где р — коэффициент пропорциональности; Ет — модуль
упругости материала волокон.
Коэффициент пропорциональности р можно найти,
проинтегрировав (6.26) в конечном состоянии системы,
когда 9=1, давление р = рк
^^екЕ„,х0/ pkhk, (6.27)
где ел. — полная относительная деформация ленты за весь
период ее консолидации; hk — конечная высота ленты.
Подставляя (6.26) в (6.25), получим уравнение состоя-
ния консолидируемой волокнистой среды в дифферен-
циальной форме
230
dpc I pc = 0(1 - [L)a(x)E(x)dx I EmxQ. (6.28)
Проинтегрировав (6.28) с учетом (6.24), получим
p{x) - Ca(x)exp[p(l - p)Ja(x)£(x)i/x I£mx0], (6.29)
Из рассмотрения критического краевого условия
при р = рк, 0 = a*. = 1, Е = Ет, - (6.30)
следует выражение для определения С
Рк = Сехр[0(1-ц)х/хо]. (6.31)
С учетом (6.31) (6.29) имеет вид
р(х) = />Aa(x)expjEjl-p)//>AAj[/a(x)£(x)a'x-£mx]!-. (6.32)
Выражение (6.32) аналогично (3.57), поскольку при его
выводе с небольшими исключениями удалось подтвердить
изоморфизм обеих систем. Решение уравнения (6.32) воз-
можно только численными методами, поскольку интеграл в
квадратных скобках не вычисляется аналитически. Это
связано с тем, что распределение площади контактных се-
чений и модулей упругости в волокнистой системе может
быть найдено только численно.
Система уравнений (6.19) и (6.32) не является замкнутой
в том смысле, что если следить в процессе консолидации за
изменением средней относительной плотности ленты 0 или
за изменением ее высоты h (что эквивалентно), то этого
недостаточно для расчета распределения давления, по-
скольку не определен закон, по которому изменяется
фрактальная размерность D. Для определения этого закона
можно использовать алгоритм, представленный с помощью
формул (3.38) — (3.41).
Вычисленная по приведенному алгоритму зависимость
фрактальной размерности структуры ленты от относи-
тельной плотности приведена на рис. 6.5. Если сопоставить
ее с приведенной на рис. 6.4 аналогичной зависимостью,
полученной по результатам имитационного моделирования,
то можно констатировать, что характер изменения фрак-
тальной размерности качественно совпадает. Различие в
поведении на начальных стадиях консолидации, учитывая
высокую чувствительность фрактальной размерности,
можно объяснить конечными размерами использовав-
шейся для имитационного моделирования системы.
Упругие свойства стохастической волокнистой среды
представляют собой результат упругих деформаций всего
статистического ансамбля составляющих ее нитей.
231
Рис. 6.5. Зависимость фрактальной размерности ленты
от плотности, полученная аналитическим методом
Механизм изменения модуля упругости среды в про-
цессе ее консолидации основан на сопутствующем этому
процессу изменении связи частиц. Учитывая данный ме-
ханизм, для описания распределения локальных модулей
упругости в ленте использовано выражение (3.64).
Соотношения (6.35) и (3.64) позволяют замкнуть сис-
тему уравнений (6.19), (6.32) и получить как распределение
давления в ленте, так и связь между средними характе-
ристиками.
Результаты вычисления распределения давления при-
ведены на рис. 6.6. Они свидетельствуют, что построенное
уравнение состояния достаточно адекватно описывает
деформационный механизм уплотнения стохастической
волокнистой среды.
Полученная в результате расчетов зависимость плот-
ности от давления представлена на рис. 6.7.
Рис. 6.6. Распределение давления в ленте:
— плотность 0 = 0,49; Д — плотность 0 = 0,63
232
Рис. 6.7. Зависимость плотности ленты от давления
консолидации
При проведении расчетов принимались следующие
значения упруго —прочностных характеристик стеклово-
локна: модуль Юнга Ет = 70 ГПа, коэффициент Пуассона
v = 0,22, предел прочности при сжатии а = 1 ГПа, ко-
эффициент внутреннего трения ц = 0,83.
Сопоставляя кривую на рис. 6.7 с аналогичными зависи-
мостями для порошков оксидной керамики, приведенными
на рис. 3.24, можно сказать, чго качественно она близка к
типичным зависимостям, характерным для трудно прес-
суемых материалов.
6.2. ПРОГНОЗИРОВАНИЕ КОЭФФИЦИЕНТА ПРОНИЦАЕМОСТИ
СИСТЕМЫ В РАМКАХ ФРАКТАЛЬНОЙ МОДЕЛИ
Полученное в предыдущем параграфе уравнение со-
стояния консолидируемой стохастической волокнистой
среды позволяет перейти к исследованию проницаемости
таких сред неньютоновскими жидкостями. Разрабатывае-
мый в данной работе фрактальный подход дает возмож-
ность учесть влияние на коэффициент проницаемости
среды ее неоднородности, а также процесса переформи-
рования порового пространства при деформировании среды.
В рамках модели извилистых капилляров считают
[44, 216], что коэффициент проницаемости пористой среды
линейно —вязкой жидкостью
K = (6-33)
где к — коэффициент проницаемости элементарной по-
ровой ячейки; П — пористость среды; р — коэффициент
извилистости капилляров.
233
Для определения к будем использовать выражение для
расхода неньютоновской жидкости при течении перпен-
дикулярно к волокнам в щелевом зазоре шириной b
bS+2
4 =------гу—(grad/’)'5- (6‘34)
(s + 2)2s ц
где s = 1/п (и — параметр жидкости).
Осредненный расход
л,-У
w'I^Fv,8rad'’>< ,б35)
Из (6.35) получается следующее выражение для коэф-
фициента проницаемости элементарной ячейки:
(s + 2)2'+2 • (6.36)
Учитывая, что ширина щели между волокнами меняется
по закону
/> = 2г(>/2 - sin ср), (6.37)
перейдем в (6.37) к безразмерным переменным Ь* = Ь/г и
осредним по углу ср.
В итоге (6.36) можно представить в виде
к= /(V2-sin<P)5+2<*P- (6.38)
+ 2) о 1 '
Интеграл в (6.38) в общем виде для произвольных зна-
чений s не вычисляется. На рис. 6.8 показана зависимость
к от п, полученная численно.
Поскольку предполагается, что среда по структуре
представляет собой фрактальный кластер, то в соответ-
ствии с законом распределения плотности (1.3), порис-
тость можно ввести как
/7(.v) = = (6.39)
Для определения коэффициента извилистости капил-
ляров р можно воспользоваться полученным в парагра-
фе 3.3 соотношением, представляющим увеличение пути I,
проходимого возбуждением за счет диффузии и случай-
ных блужданий на фрактальных решетках.
Известно [52], что в таких случаях диффузионный
фронт имеет фрактальную структуру, характеризую-
щуюся размерностью G.
234
Рис. 6.8. Зависимость коэффициента проницаемости
элементарной ячейки от параметра нелинейности
жидкости
Множество траекторий частиц проникающей в волок-
нистую систему жидкости образуют гиперкластер с топо-
логической размерностью Н. Диффузионный фронт можно
трактовать как пересечение фрактального кластера поро-
вого пространства с размерностью Du и гиперкластера
траекторий. Выражение для I имеет вид
Н уН
l = hdT d , (6.40)
где v — критический индекс радиуса корреляции кла-
стера пор.
Параметр Т определяется следующим образом:
Г = |(/7-/7с)/(1-/7с)|, (6.41)
где Пс — критическая пористость, т. е. пористость при
которой в системе начинается перколяция неньютонов —
ской жидкости.
Топологические размерности Н, G и Dn связаны между
собой простой зависимостью
H=G-Dn+d. (6.42)
Окончательное выражение для коэффициента изви-
листости порового пространства имеет вцд
Я j _уН_
p=-=hd т d . (6-43)
h
Учитывая (6.39) и (6.43), окончательное выражение для
обезразмеренного коэффициента проницаемости Кп можно
представить следующим образом:
235
Рис. 6.9. Влияние параметра жидкости на распре-
деление коэффициента проницаемости в ленте:
о —п = 0.2; □ — п = 0,5; Д — п = 0,8
D_d [JL уЯ я
Кп = -1 ~ Х , V Г ?(J2 - sm ф)^2г7ср . (6.44)
+ Z) q
Влияние на коэффициент проницаемости основных ха-
рактеристик волокнистой среды и неньютоновской жидкос-
ти отражают приведенные на рис. 6.9 и 6.10 зависимости.
На рисунках видно, что проницаемость ленты неодно-
родна и растет при переходе к ее центру. По мере увели-
чения параметра жидкости до 0,5 коэффициент прони-
цаемости заметно падает. Вместе с тем увеличение п
свыше 0,5 не приводит к существенному изменению про —
Рис. 6.10. Влияние давления на распределение
коэффициента проницаемости в ленте:
о — р/рк = 0,072; □ — р/рк = 0,289; Д — р/рк = 0,612
236
При увеличении давления, как видно на рис. 6.10, про-
ницаемость также растет, хотя имеется и конкурирующий
фактор — растет плотность системы и падает ее порис-
тость. Однако этот фактор оказывает менее выраженное
влияние на полную проницаемость стохастической во-
локнистой среды. Данный эффект отражает влияние
представленной на рис. 6.1 макроструктуры системы.
В заключение необходимо отметить, что приведенные
примеры расчета методами теории фракталов сложных
нелинейных взаимосвязей параметров структуры и фи-
зико-механических свойств стохастической волокнистой
системы целиком базируются на учете флуктуаций
плотности и подчеркивают их определяющую роль в
технологических процессах изготовления композицион-
ных материалов.
Глава 7. МЕТОДЫ ТЕОРИИ ФРАКТАЛОВ
В МЕХАНИКЕ ПОЛИГРАФИЧЕСКИХ МАТЕРИАЛОВ
И ТЕХНОЛОГИИ ПЕЧАТНЫХ ПРОЦЕССОВ*
7.1. ФРАКТАЛЬНОЕ ОПИСАНИЕ МИКРОСТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ПЕЧАТНОЙ БУМАГИ
Наиболее важными характеристиками бумаги являются:
микрогеометрия ее поверхности; механические свойства;
равномерность отлива; способность впитывать краску; хи-
мические свойства, окраска, а также деформация бумаги
при изменении ее влажности [218]. Все эти свойства бумаги
оказывают существенное влияние на качество печатной
продукции.
Микрогеометрия поверхности бумаги определяет раз-
решение изображения, линиатуру растра и, кроме того,
оказывает влияние на цветовые характеристики оттисков.
Поскольку бумага имеет неровную поверхность, то при
передаче краски с печатной формы на бумагу необходимо
обеспечить надежный контакт между частицами краски,
покрывающими печатную форму, и всей поверхностью бу-
маги, на которую должна быть передана краска [219].
Использование нового для полиграфической технологии
математического аппарата — теории фракталов, потребо-
вало разработки специальной методики экспериментального
изучения поверхностных свойств бумаги. Необходимость
выполнения таких измерений обусловлена тем, что разра-
батываемое математическое описание технологических
процессов полиграфического производства не является
замкнутым. Для выполнения расчетов нужно иметь пара-
метры, характеризующие среду, в данном случае бумагу.
В работах прикладного характера параметры среды
определяются, как правило, в результате прямых измере-
ний объекта исследования. В качестве такой измеритель-
ной процедуры в данной работе предложено экспери-
ментальное измерение поверхностных свойств бумаги, а
именно, измерение микропрофилей образцов бумаги.
* Глава написана совместно с Т. В. Анкуд, О. П. Бобровой,
Д. М. Медяк и И. Г. Пиотух.
238
Снятые с микропрофилей данные после специальной
математической обработки служат основой для определе-
ния в дальнейшем параметров среды.
Для конкретной реализации данной программы была
разработана методика экспериментального определения
фрактальных свойств структуры бумаги, которая включает
следующие процедуры: определение системы параметров
настройки профилометра при построении профилограмм
для различных типов печатной бумаги; технологию подго-
товки профилограмм для последующей математической
обработки; специальную процедуру оцифровывания про —
филограмм; программное обеспечение для анализа на ЭВМ
фрактальных свойств структуры печатной бумаги.
Подбор образцов бумаги осуществлялся на предпри-
ятиях, использующих бумагу для печати (Белорусский Дом
печати, Минская фабрика цветной печати), и на фирмах,
которые поставляют различные виды печатной бумаги на
рынок полиграфических материалов (фирмы «Берег»,
«Magic Service»). Была исследована бумага следующих
сортов: Луми Арт, Луми Силк, Юнион Арт, Юнион Силк,
цветная бумага Балахнинского ЦБК, офсетная бумага № 1,
Дата Копи, картон Малмеро, а также газетная бумага
Кондопогского ЦБК, Балахнинского ЦБК, АО «Волга».
Для построения микропрофилей выбранных образцов
печатной бумаги использовался профилометр с алмазной
иглой [220]. При определении системы параметров на-
стройки профилометра образцы просматривались в опти-
ческий микроскоп для контроля вида профилограмм по
определенным характерным участкам микроструктуры
поверхности бумаги. Вывод профилограмм на графопо-
строитель осуществлялся со следующим увеличением:
вертикальным — 500х и горизонтальным — 40х.
Профилограммы для рассматриваемых видов бумаги
приведены на рис. 7.1—7.2.
На рис. 7.1 приведены профилограммы бумаги для пол-
ноцветной печати. Бумага Луми производится финским
концерном StoraEnso, технология производства бумаги
Юнион разработана также финским концерном UPM
KYMMENE. Бумага Юнион ориентирована в первую очередь
на выпуск цветной периодической продукции на листовых
офсетных печатных машинах. Бумага Луми и Юнион яв-
ляется двусторонней мелованной чистоцеллюлозной бумагой
для высокохудожественных изданий. Двойное мелование
призвано обеспечивать особо точное воспроизведение мел-
ких деталей изображения при печати.
Бумага сортов Арт (рис. 7.1, б и 7.1, г) является глянцевой.
Профилограммы для бумаги Юнион (рис. 7.1, б) и Луми
(рис. 7.1, г) практически не различаются.
239
г
Г
<)
е
Рис. 7.1. Профилограммы бумаги для полноцветной
печати:
а — Юнион Силк; б — Юнион Арт; в — Луми Силк; а — Луми
Арт; д — Дата Копи; е —картон Малмеро
240
in
'I
б -
d
Рис. 7.2. Профилограммы газетной бумаги:
а — офсетная бумага №1; б—Балахнинского ЦБК; в —
цветная бумага Балахнинского ЦБК; г — Кондопогского ЦБК;
д — АО «Волга»
241
Общими для них являются высокие показатели гладкости.
Матовая бумага сортов Силк (рис. 7.1, а и 7.1, в) в
процессе изготовления проходит меньшее количество
каландрирований и имеет более развитую поверхность,
чем глянцевая. Поверхность матовой бумаги более от-
крыта, что способствует большему прониканию печатной
краски. Если сравнивать матовые сорта бумаги Юнион
(рис. 7.1, а) и Луми (рис. 7.1, в), то можно отметить, что
бумага Луми имеет более тонкую структуру поверхности.
Картон Малмеро (рис. 7.1, е) выпускается концерном
Intermills. Это чистоцеллюлозный, тонированный в массе
картон с шероховатой, бархатистой поверхностью. Он
используется для высокохудожественных дизайнерских
изданий.
Профилограммы газетной бумаги приведены на
рис. 7.2. Свойства и качества газетной бумаги определя-
ются массовостью и низкой ценой газетных изданий,
рассчитанных на небольшой срок использования. Большое
количество грубоволокнистой массы делает газетную бу-
магу рыхлой, пористой, с малым объемным весом. Как
видно на рис. 7.2, профилограммы бумаги, изготовленной
на различных ЦБК, имеют стохастический вид и не отли-
чаются заметным образом друг от друга. Вместе с тем эти
бумаги различаются по качеству и печатным свойствам.
Поэтому очень важно иметь структурный параметр, ко-
торый позволил бы такое различие описать. Для этих
целей и используется теория фракталов.
Фрактальная размерность микропрофилей бумаг оп-
ределялась по методу, описанному в параграфе 1.4, для
определения размерности береговой линии.
В качестве примера на рис. 7.3 в логарифмических ко-
ординатах представлена зависимость длины участка мик —
ропрофиля от его размера по прямой для бумаги Луми
Арт. Факт, что экспериментальные данные хорошо ап-
проксимируются линейной зависимостью, подтверждает
фрактальный характер микроструктуры бумаги. В соот-
ветствии с формулой (1.1) фрактальная размерность мик —
ропрофиля равна тангенсу угла наклона проведенной по
методу наименьших квадратов прямой на рис. 7.3.
Исследовалось влияние выбора участка профилограммы
для анализа на значение фрактальной размерности. С этой
целью рассматривались два различных участка профило —
грамм бумаги Юнион Арт и Луми Арт. Полученные зна-
чения отклонений от средних значений фрактальной раз-
мерности микропрофиля для бумаги Юнион Арт составили
3,8%, для бумаги Луми Арт — 0,4%. Средние фрактальные
размерности микропрофилей для бумаги Юнион Арт —
1,485, для Луми Арт —1,156.
242
In Л
Рис. 7.3. Зависимость длины участка микропрофиля
от его размера по прямой для бумаги Луми Арт
После математической обработки всех профилограмм
данные о фрактальных размерностях микропрофилей
были сведены в табл. 7.1. Далее необходимо перейти от
фрактальной размерности микропрофиля к фрактальной
размерности структуры поверхности бумаги.
Таблица 7.1. Фрактальная размерность микропрофилей
исследуемой бумаги
Вид бумаги Плотность бумаги, г/м2 Фрактальная размерность микропрофиля бумаги Dnp
Мелованная
Луми Арт 150 1,156
Юнион Силк 150 1,382
Юнион Арт 150 1,485
Луми Силк 150 1,549
Картон Малмеро 145 1,361
Офсетная
Офсетная бумага № 1 64 1,737
Дата Копи 80 1,349
Кондопогского ЦБК 48,8 1,584
Газетная
АО «Волга» 48,8 1,893
Балахнинского ЦБК 48,8 1,807
Цв. бумага Балах — нинского ЦБК 150 1,749
243
Для этих целей воспользуемся следующими топологи-
ческими и физическими соображениями. Фрактальная
размерность подпространства пересечения двух про-
странств с размерностью D и Н
Dnp = D + H-d, (7.1)
где d — топологическая размерность охватывающего пе-
ресечение пространства.
Поскольку микропрофиль представляет собой сечение
пространственной структуры бумаги плоскостью, то Н = 2,
<7=3. Тогда фрактальная размерность подпространства пе-
ресечения двух пространств
Dnp = D-l. (7.2)
Соответственно фрактальная размерность структуры
бумаги
D-Dnp+I. (7.3)
Результаты расчета фрактальной размерности струк-
туры бумаги по формуле (7.3) сведены в табл. 7.2.
Таблица 7.2. Фрактальные размерности поверхности
____________исследуемой бумаги_____________
Вид бумаги Размерность микропрофиля бумаги £>пр Фрактальная размер- ность поверхности D
Мелованная
Лум и Арт 1,540 2,540
Юнион Силк 1,485 2,485
Юнион Арт 1,382 2,382
Луми Силк 1,156 2,156
Картон Малмеро 1,361 2,361
Офсетная
Офсетная бумага № 1 1,737 2,737
Дата Копи 1,349 2,349
Кондопогского ЦБК 1,584 2,584
Газетная
АО «Волга» 1,893 2,893
Балахнинского ЦБК 1,807 2,807
Цв. бумага Балах — нинского ЦБК 1,749 2,749
244
Как видно из табл. 7.2, фрактальная размерность пе-
чатной бумаги варьируется в довольно широких пределах.
На одной границе находятся мелованная бумага и картон,
имеющие гладкую поверхность, близкую к плоской, на
другой — «предельные» структуры с сильно развитой по-
верхностью, как у газетной бумаги АО «Волга» и Балах —
нинского ЦБК. Предварительный анализ, например
печатных свойств бумаги, показывает, что оба крайних
типа структур не соответствуют их высоким значениям.
Свойства поверхности бумаги и ее упругость имеют
большое практическое значение и во многих случаях оп-
ределяют возможность воспроизведения тех или иных
изображений. Требования к прочности бумаги в большой
степени зависят от назначения продукции. При длительном
хранении полиграфической продукции в некоторых случаях
необходимо обеспечить прочность бумаги. Из физико —
механических свойств бумаги большое значение имеет
прочность ее поверхностного слоя, т. е. сопротивление ее
разрушению при разрыве красочного слоя, характеризую-
щееся «выщипыванием» волокон или же разрушением ме-
лованного слоя бумаги, и прочность на разрыв. Все это
крайне затрудняет процесс печати и приводит к резкому
снижению производительности печатного оборудования.
Перейдем к описанию распределения модулей упру-
гости в приповерхностном слое печатной бумаги.
С точки зрения теории структур, бумагу как неупоря-
доченный материал можно считать фрактальным класте-
ром. При построении распределения модулей упругости в
таких кластерах будем полагать, что скелет бумаги выпол-
няет роль матрицы, а полости (поры) являются включениями
(наполнителем). Упругие характеристики включений в виде
пор равны нулю, и в рамках самосогласованного подхода
объемный К и сдвиговый G модули бумаги можно опреде-
лять с помощью соотношений (2.10) и (2.11).
Результаты вычисления распределения сдвиговых мо-
дулей упругости в приповерхностных слоях бумаги раз-
личных видов представлены на рис. 7.4, объемных модулей
на рис. 7.5 и модулей Юнга на рис. 7.6.
Для описания распределения прочностных свойств в
печатной бумаге использовался метод, развитый в пара-
графе 2.2. Структура бумаги такова, что в приповерхно-
стном слое плотность минимальна и в несколько раз
меньше плотности в центре бумажного листа. Наружные и
внутренние слои бумаги рассматриваются как предельные
состояния ее структуры. Для расчета распределения
прочности по толщине бумажного листа использовалась
зависимость (2.14). Законы распределения прочности в
исследуемой бумаге представлены на рис. 7.7.
245
Рис. 7.4. Распределение сдвиговых модулей упругости
для бумаги различных видов:
В — бумага АО «Волга»; С — Балахнинского ЦБК; D — цветная
бумага Балахнинского ЦБК; Е — офсетная бумага №1; F — Люми
Силк; G — Юнион Арт; Н — Юнион Силк; I — Дата Копи; J —
картон Малмеро; К — бумага Кондопогского ЦБК; L — Люми Арт
Рис. 7.5. Распределение объемных модулей упругости
для бумаги различных видов:
В — бумага АО «Волга»; С —Балахнинского ЦБК; D — цвет-
ная бумага Балахнинского ЦБК; Е — офсетная бумага №1;
F — Люми Силк; G — Юнион Арт; Н — Юнион Силк; I —
Дата Копи; J — картон Малмеро; К — бумага Кондопогского
ЦБК; L — Люми Арт
246
Рис. 7.6. Распределение модулей Юнга для бумаги раз —
личных видов:
В — бумага АО «Волга»; С — Балахнинского ЦБК; D —
цветная бумага Балахнинского ЦБК; Е — офсетная бумага №1;
F — Люми Силк; G — Юнион Арт; Н — Юнион Силк; I — Дата
Копи; J — картон Малмеро; К — бумага Кондопогского ЦБК;
L — Люми Арт
Рис. 7.7. Распределение прочности для бумаги раз-
личных видов:
В — бумага АО «Волга»; С — Балахнинского ЦБК; D —
цветная бумага Балахнинского ЦБК; Е — офсетная бумага №1;
F — Люми Силк; G — Юнион Арт; Н — Юнион Силк; I — Дата
Копи; J — картон Малмеро; К — бумага Кондопогского ЦБК;
L — Люми Арт
247
На рис. 7.7 видно, что прочность бумаги определенной
группы изменяется в широких пределах. Эта бумага имеет
ослабленную прочность приповерхностного слоя. Таким
образом, предложенный метод позволяет прогнозировать
тесно связанные с качеством оттисков технологические
печатные свойства бумаги, в частности ее склонность к
«выщипыванию» волокон.
7.2. СТРУКТУРНАЯ ФРАКТАЛЬНАЯ ТЕОРИЯ
КОЭФФИЦИЕНТА ВЯЗКОСТИ ТИПОГРАФСКИХ КРАСОК
Печатные краски — концентрированные дисперсии
пигментов обычно в масляном связующем, применяемые в
различных способах печатания для воспроизведения изо-
бражений, имеющихся на печатной форме. Изображение
на оттиске воспринимается глазом только при наличии
видимого оптического контраста, образуемого печатными
и пробельными элементами. Поэтому обязательным ком-
понентом печатной краски для всех способов печатания
является красящее вещество—пигмент.
Структурно—механические свойства печатных красок —
наиболее важные технологические свойства, предопреде-
ляющие их поведение в печатном процессе, и прежде всего
условия питания красочного аппарата печатных машин,
переноса краски на бумагу, поэтому они существенно
сказываются на качестве оттиска.
Краски, применяемые в различных процессах печатания,
резко различаются по деформационным (реологическим)
свойствам — от высокоструктурированных твердообразных
паст до вязкотекучих жидкостей. Реологические свойства
красок определяются в основном вязкостью связующего,
концентрацией пигмента и активностью их взаимодейст-
вия или характером сформировавшейся дисперсной
структуры [221].
Рассмотрим, в частности, влияние пигмента на реологи —
ческие свойства красок. Пигмент в краске является не
только цветообразующим фактором, но и активным на-
полнителем, определяющим ее структурно — механические
свойства. Наиболее распространенным пигментом печатных
красок является сажа. С сажевыми дисперсиями, в том
числе и по печатным краскам, проведено наибольшее число
реологических исследований. Существенный интерес с
точки зрения структур, образуемых основными типами саж,
представляет их строение. Рентгено —структурным ана-
лизом установлено, что элементарные частицы сажи со-
стоят из мельчайших кристаллитов графита, отличающихся
от обычной графитовой структуры меньшей упорядочен —
248
ностью решетки, заняв, таким образом, положение, про-
межуточное между аморфной и кристаллической структу-
рой. Первичные коллоидные частицы, имеющие обычно
сферическую форму, образуют вторичную структуру из
анизометричных частиц размером несколько меньше 1 мкм.
Влияние состава краски на ее структурно — меха —
нические свойства изучалось многими исследователями
[222]. Первые работы по исследованию влияния концен-
трации сажи на предельное напряжение сдвига и пла-
стическую вязкость печатных красок выполнил
М. П. Воларович [218].
Зависимость предельного напряжения сдвига красочных
суспензий от концентрации сажи представлена на рис. 7.8.
Скачкообразное изменение реологических свойств и осо-
бенно предела текучести при некоторой критической
концентрации пигмента обнаруживается и для других
пигментов. При этом реологические свойства зависят не
только от природы пигмента, а от обоих компонентов
системы пигмент — связующее, которые и определяют
прежде всего характер образуемых структур.
Смешение связующего с пигментом существенно
влияет на вязкость системы. Впервые это выразил
А. Эйнштейн в своей обобщенной формуле, линейно свя-
зывающей вязкость дисперсной системы с объемной
концентрацией дисперсной фазы. Она является самым
простым из возможных решений задачи описания зави-
симости относительной вязкости суспензии из сфериче-
ских частиц от их концентрации.
Рис. 7.8. Влияние концентрации сажи на пре-
дельное напряжение сдвига красочных суспензий
249
Формула А. Эйнштейна имеет вид
т] = т]0(1 + £<р) , Р-4)
где т] — вязкость краски; ц0 — вязкость чистого свя-
зующего (дисперсионной среды); к — фактор формы
частиц (для сферических частиц 2,5); ср— объемная кон-
центрация пигмента (дисперсной фазы).
Сравнение результатов вычислений по приведенной
формуле с экспериментальными данными для модельных
красок на основе сажи позволяет сделать вывод, что эта
формула применима для расчета вязкостей сильнораз —
бавленных суспензий, в которых концентрация пигмента в
объемных долях не превышает 0,25, и получена без учета
взаимного влияния дисперсных частиц. При повышении
концентрации пигмента в печатных красках происходит
непропорционально резкое возрастание их вязкости, что
объясняется взаимодействием частиц пигмента.
Задачу описания зависимости вязкости суспензии от
концентрации коллоидных частиц во всем диапазоне кон-
центраций пытались решить различными способами. Из-
вестны формулы Муни (7.5) и Дохерти — Кригера (7.6),
описывающие более сложную зависимость вязкости от
концентрации диспресной фазы [223]:
% = — = exp-r^j- , (7-5)
ПО 1-ф/р
х]г р)2'5р , (7'6)
где т)г — относительная вязкость; р — значение <р, при ко-
тором вязкость обращается в бесконечность; для случайных
упаковок, характерных для суспензий, предельная концен-
трация пигмента изменяется от 0,59 до 0,65.
Формула Дохерти — Кригера является более корректной,
чем формула Муни. Однако хотя первая достаточно хо-
рошо описывает экспериментальные данные при концен-
трации <р s 0,3, она не дает исчерпывающе полных, теоре-
тически обоснованных представлений о вязкости не-
структурированных концентрированных систем [143].
Теоретически обоснованный вывод формулы, описы-
вающий зависимость г)Д<р), должен быть основан на учете
гидродинамического взаимодействия частиц. В этой связи
можно отметить модель смазки, впервые рассмотренную
Фрэнкелем и Акривосом. По этой модели относительная
вязкость вычисляется по формуле
250
2z 2a 3z 1
16 h 16 (фт / cp)l/3-1 ' (7-7)
где z — число равноудаленных частиц от пробной частицы
(z = 6); а—радиус частицы; h—расстояние между по-
верхностями соседних частиц; <рт— предельная концен-
трация дисперсной фазы в объемных долях, равная 0,61.
При сравнении результатов расчета по формуле (7.7) с
экспериментальными данными установлено, что данная
формула хорошо согласуется с экспериментом при <р > 0,5.
Таким образом, существуют формулы, применимые для
описания зависимости коэффициента вязкости печатных
красок от концентрации в них пигмента при различных <р.
Но ни одна из них не учитывает процессы структурооб —
разования, идущие в концентрированных суспензиях (в
том числе в печатных красках).
Между тем известно, что при повышении концентрации
пигмента (особенно при приближении его к реальному
содержанию в красках) не только возрастает коэффициент
вязкости, но и изменяется характер текучести. Коэффи-
циент вязкости перестает быть постоянной величиной и
изменяется по мере увеличения напряжения и градиента
скорости. В этом проявляется так называемая «аномалия
вязкости».
Данное явление объясняется тем, что у полиграфических
красок с течением времени появляется коагуляционная
структура в виде хаотического каркаса, образовавшегося из
частичек сольватированного пигмента в результате их сли-
пания. Причина образования коагуляционной структуры —
избыточная поверхностная энергия коллоидных частиц,
стремящаяся к насыщению.
В настоящее время отсутствуют экспериментальные
методы, которые позволяли бы всесторонне исследовать
коагуляционные структуры дисперсных систем. Поэтому
основным методом теоретического исследования структу-
рированных систем является моделирование. В рамках
приведенной ниже теории эффективной вязкости для
описания структуры печатной краски предполагается модель,
основанная на теории фракталов и теории перколяции.
Для описания структуры печатной краски использована
модель, аналогичная модели, развитой в параграфе 4.2, для
описания композиционных материалов. Связующее пред-
ставлено как матрица, пигмент — как наполнитель. Взаим-
ное распределение матрицы и наполнителя в композите
представляется с помощью фазовой диаграммы на рис. 4.1.
Помимо логических обоснований и подтверждения
фрактального характера структур, образуемых пигментом
251
в печатных красках, нами были поставлены с этой целью
определенные эксперименты, а также производилась об-
работка экспериментальных данных других исследовате-
лей. Удалось установить, что фрактальные структуры
возникают в пигментах уже на стадии их изготовления и
подготовки к введению в краски.
Экспериментальное исследование влияния дисперс-
ности пигментов на печатно —технологические свойства
офсетных красок проведены в работе [224]. Исследовались
азо— и фталоцианиновые пигменты, применяемые в
красках для офсетной печати. Изучались исходные пиг-
менты и образцы, подвергнутые виброизмельчению в
водной среде в течение 5, 15, 30 и 60 мин в вибромельнице
М—10. Дисперсность органических пигментов и распре-
деления частиц и агрегатов по размерам определялась с
помощью электронно —микроскопического метода.
В процессе проведения экспериментальных исследова-
ний установлено, что пигмент в краске диспергируется не
до элементарных частиц, а только до размеров прочных
агрегатов.
Экспериментальные кривые распределения частиц и
агрегатов по размерам имеют два иногда три максимума.
Первый максимум соответствует размеру мелких агрега-
тов, второй и третий — крупным. Объем, занимаемый
неагрегированными частицами, не превышает 50%. В
процессе виброизмельчения объемное содержание круп-
ных агрегатов уменьшается, после 60 мин измельчения они
практически полностью разрушаются. Содержание мелких
агрегатов при этом не уменьшается, иногда даже увели-
чивается. Это объясняется тем, что при виброизмельчении
разрушение крупных агрегатов идет не до первичных
частиц, а в основном до мелких агрегатов. Первичные
частицы образуются при этом в небольшом количестве.
В работе [225] законы распределения агрегатов пиг-
мента по размерам из [224] были проанализированы с
помощью теории, описанной в параграфе 2.1. Фрактальная
размерность агрегатов вычислялась по формуле (2.3). По-
скольку в [224] законы распределения агрегатов пигмента
по размерам определялись только для исходного состояния
и после 60 мин измельчения в вибромельнице, то в работе
[225] в процессе выполнения расчетов законы распреде-
ления на промежуточных временах рассчитывались с по-
мощью линейной интерполяции. Результаты расчетов в
виде зависимости фрактальной размерности агрегатов
пигмента от времени измельчения для пигментов различ-
ных типов приведены на рис. 7.9.
На рис. 7.9 видно, что в процессе диспергирования пиг-
мент проходит несколько стадий структурообразования. На
252
первой стадии образуются структуры с размерностью
£>=>2,50, характерные для агрегации типа части-
ца— кластер. При дальнейшем диспергировании образу-
ются более сложные разреженные структуры с агрегацией
типа кластер — кластер и £> => 1,75. У более мягких пиг-
ментов фрактальные структуры появляются раньше и
«время жизни» у них больше.
Известно, что пигмент в краске способен при опреде-
ленных условиях образовывать структуры типа решеток —
тиксотропные структуры, обладающие свойствами твердого
тела. При нагружении они способны упруго деформиро-
ваться, однако при дальнейшем увеличении деформирую-
щей нагрузки происходит сначала частичное, а затем более
полное хрупкое их разрушение. Решетка разрывается на
отдельные цепочки, которые измельчаются при переме-
шивании краски.
Тиксотропные структуры, образуемые пигментом не-
посредственно в печатной краске, анализировались на
основе данных специально поставленного эксперимента по
рассеянию лазерного излучения [225].
Для проведения эксперимента образец исследуемой
краски тонким слоем наносился на предметное стекло и
помещался в держатель. В качестве источника излучения
использовался импульсный ультрафиолетовый лазер с
длиной волны Л = 337 нм.
Рис. 7.9. Зависимость фрактальной размерности аг-
регатов от времени диспергирования для пигмента:
—- желтый прозрачный 2К; — голубой фта-
лоцианиновый Б43У; — лак рубиновый СК; х-х-х —
желтый прозрачный
253
При использовании рассеяния света для определения
фрактальных свойств структуры интенсивность рассеян-
ного излучения является функцией длины вектора рас-
сеяния и определяется выражениями:
С У-.-
~ Q »
4я .
q = — sin 0 ,
k
(7.8)
(7.9)
где q — длина вектора рассеяния; 0 — угол рассеяния; к —
длина волны выбранного излучения.
Для определения фрактальной размерности D с по-
мощью метода наименьших квадратов строилась зависи-
мость ln(5) =/(ln q). Прямая, проведенная по экспе-
риментальным точкам, соответствует фрактальной раз-
мерности кластеров коллоидного пигмента D = 1,975.
Данное значение D свидетельствует о том, что пигмент в
печатной краске способен образовывать фрактальные
тиксотропные структуры. Их фрактальная размерность
близка к предельной.
Развитые в параграфе 4.2 с помощью диаграммы на
рис. 4.1 структурные представления позволяют построить
теорию эффективной вязкости для расчета вязкости
печатной краски в широком диапазоне изменения кон-
центрации пигмента.
Для этого рассмотрим структуры, соответствующие
сектору I на диаграмме. Согласно описанной модели, в
системе пигмент — связующее можно выделить две
структурных подсистемы.
Первая подсистема будет представлена кластерами
пигмента с локализованными в них частицами связую-
щего. По своей структуре эта подсистема будет представ —
лять собой высококонцентрированную суспензию (ВКС —
подсистему).
Вторая подсистема представляет собой среду с эффек-
тивной вязкостью, наполненную кластерами ВКС —
подсистемы.
В соответствии с такой моделью дисперсной системы
расчет вязкости краски при заданной концентрации пиг-
мента можно проводить поэтапно. Эффективная вязкость
системы с объемной долей включений пигмента меньше
критической, рассчитывается в два этапа.
На первом этапе определяется относительная вязкость
ВКС — подсистемы. Поскольку доля связующего в ВКС —
подсистеме относительно мала, то на этом этапе используем
формулу теории смазки (7.7), которая для абсолютной вяз-
кости имеет вид
254
Пш = n™
3z 2a
— x —
16 h
(7.10)
где T]m, — эффективная вязкость матрицы (связующего);
gm — объемная доля матрицы (связующего) внутри клас-
теров; индекс i характеризует шаг, связанный с последо —
вательным изменением объемной доли наполнителя в
системе.
В формулу (7.10) входит структурный параметр, обо-
значим его Ci, равный:
С, -М-) , (7.И)
\ п / \b-aj
где а — радиус включения; b — радиус области матрицы,
связанной с каждым отдельным включением.
Как видно на диаграмме (см. рис 4.1), отношение объ-
емной доли таких включений к объемной доле частиц на-
полнителя является малым, поэтому в формуле (7.11) им
можно заменить отношение радиусов
Г ni
С'= —• (7.12)
бт
Входящая в (7.12) объемная доля связующего, находя-
щегося внутри кластеров пигмента gm, с учетом приведенных
в параграфе 4.2 формул (4.4) и (4.5) вычисляется по формуле
Sm ~ пт 1 пт птс
1 _ птс
(7.13)
где пт — объемная доля матрицы; nm<. — критическая кон —
центрация матрицы, равная 0,31; 0 — критический индекс.
На втором этапе квазигомогенизации определяется
эффективная вязкость кластера матрицы с включениями,
имеющими распределение по размерам, характерное для
агрегатов наполнителя, но с определенной на первом
этапе вязкостью. На втором этапе для расчета эффек-
тивной вязкости краски наиболее пригодной оказалась
формула Эйнштейна (7.4), модифицированная с учетом
структуры материала:
Пг+1 = TlmiO + ^aCl)« (7-14)
где С2 — параметр, отражающий структуру материала.
С учетом приведенных выше представлений о струк-
туре системы параметр С2 вычисляется по формуле, ана-
логичной (4.23):
255
Ni
(7.15)
5-1
где пкт — объемная доля матрицы вне кластеров; р —
некритический индекс.
Расчет вязкости печатной краски с заданным значением
концентрации пигмента проводится с помощью численных
методов в следующей последовательности. Вводится сетка
изменения объемной доли наполнителя с постоянным
шагом. Значение шага выбирается из условия устойчи-
вости численной процедуры.
На первом шаге в начале определяется вязкость кла-
стеров пигмента — ВКС —подсистемы. Затем вычисляется
эффективная вязкость среды, наполненной кластерами
пигмента. Потом в среду с рассчитанной эффективной
вязкостью вводится дополнительная порция пигмента и
выполняется второй шаг расчетов. Процесс повторяется до
исчерпания сетки изменения объемной доли наполнителя.
Результаты расчетов представлены на рис. 7.10.
В качестве экспериментальных данных для сравнения
с теорией были использованы значения вязкости мо-
дельных красок на основе льняной олифы с различной
концентрацией пигмента [218]. Как видно на рис. 7.10,
результаты теоретических расчетов близки к экспери-
ментальным данным.
На рис. 7.11 приведены зависимости вязкости от сте-
пени наполнения пигментом для ряда модельных красок
на основе канальной сажи и некоторых других связую-
щих с известными вязкостями [218].
Рис. 7.10. Зависимость относительной вязкости
краски от объемной доли пигмента:
х — теория; —эксперимент
256
Рис 7.11. Зависимость абсолютной эффективной вяз —
кости красочной суспензии от степени заполнения
системы пигментом:
A D — связующие —полимеризированные олифы на основе
льняных масел различной степени уплотнения; В — свя —
зующее — оксидированная льняная олифа; С — стандартная
высокополимеризированная льняная олифа
Таким образом, развитая теория позволяет учесть про-
цессы агрегации пигмента при определении эффективной
вязкости печатных красок. Она объясняет также эффект
аномального увеличения вязкости с увеличением степени
заполнения системы пигментом.
7.3. ФРАКТАЛЬНЫЕ СВОЙСТВА МИКРОСТРУКТУРЫ
ПОВЕРХНОСТИ ОФСЕТНЫХ ПЕЧАТНЫХ ФОРМ
Построение теории печатных процессов требует де-
тального изучения взаимодействия всех компонентов,
участвующих в технологической цепочке переноса краски:
печатная форма — офсетное полотно — бумага. Учитывая
стохастический характер поверхности полиграфических
материалов, такое изучение в полном объеме в настоящее
время возможно только при использовании математиче-
ского моделирования на основе теории фракталов.
Формные материалы для плоской офсетной печати
должны отвечать целому комплексу требований, обеспе-
чивающих устойчивость пробельных и печатающих эле-
ментов при печати. В частности, поверхность формной
основы предварительно очувствленной пластины должна
отвечать следующим требованиям [226]:
257
1) иметь высокую твердость и износостойкость, необ-
ходимые для обеспечения тиражестойкости пробельных
элементов формы;
2) обладать определенной микрогеометрией (шеро-
ховатостью) для обеспечения высокой адгезии печатающих
элементов формы;
3) хорошо смачиваться копировальным раствором, т. е.
обеспечивать необходимое сцепление копировального слоя
с поверхностью основы пластины.
При построении теории представляется полезным
связать все вышеперечисленные особенности технологи-
ческих свойств печатных форм с такой характеристикой
микроструктуры их поверхности, как фрактальная раз-
мерность.
Для определения фрактальных свойств офсетных
пластин была использована описанная в параграфе 7.1
методика, разработанная для исследования микрогеомет —
рии поверхности бумаги. На первом этапе работы были
выполнены эксперименты по построению микропрофилей
образцов печатных форм.
Для исследования были взяты образцы печатных форм,
изготовленных на офсетных пластинах Virage фирмы
Polychrome и Capricorn Gold фирмы Horsell. Расчеты
подтвердили фрактальный характер микроструктуры по-
верхности печатных и пробельных элементов офсетных
печатных форм.
Данные о фрактальных размерностях печатных и про-
бельных элементов печатных форм, изготовленных на
офсетных монометаллических пластинах позитивного ко-
пирования Virage и Capricorn Gold, приведены в табл. 7.3.
По величине фрактальной размерности можно судить
о микроструктуре исследуемых поверхностей офсетных
монометаллических пластин и сделать выводы относи-
тельно технологических свойств офсетных печатных
форм.
Таблица 7.3. Фрактальная размерность
образцов печатных форм
Марка пластины Элемент формы Фрактальная размерность микропрофиля Фрактальная размерность поверхности
Capricorn Gold Пробельный 1,336 2,336
Virage To же 1,355 2,355
Capricorn Gold Печатный 1,254 2,254
Virage То же 1,323 2,323
258
Так, из табл. 7,3 видно, что фрактальная размерность
поверхности пробельного элемента офсетной формы на
основе пластины Virage больше, чем при использовании
офсетной пластины Capricorn Gold, т. е. подложка офсет-
ной пластины Virage имеет более рельефную структуру.
Это означает, что при прочих одинаковых факторах и
условиях адгезия копировального слоя к основе офсетной
пластины Virage может быть выше адгезии копироваль-
ного слоя к основе офсетной пластины Capricorn Gold.
Соответственно износостойкость печатных элементов
формы, изготовленной на основе пластины Virage, может
быть несколько выше, чем на пластине Capricorn Gold.
Величина фрактальной размерности формной основы
оказывает также влияние на расход копировального рас-
твора при изготовления офсетных пластин. Поскольку
пластины Virage имеют большие углубления по сравнению
с пластинами Capricorn Gold, то первые требуют большего
расхода копировального слоя. Это в свою очередь может
привести к увеличению экспозиции и (или) времени про-
явления. Таким образом, можно сделать следующий вывод:
для получения печатной формы пластины Virage требуют
большей экспозиции, чем пластины Capricorn Gold.
У печатных элементов форм, изготовленных на офсет-
ных пластинах Virage и Capricorn Gold, наблюдается та же
картина, что и у пробельных. Микроструктура рельефней у
печатных элементов, полученных на пластинах Virage. Ко —
пировальный слой в пластинах Virage наносится на более
рельефную подложку. Такая поверхность позволяет легче
удалять воздух из зоны контакта между фотоформой и
формной пластиной. Воздух хорошо удаляется вакуумной
системой копировальной рамы по каналам, представляю-
щим собой углубления в микроструктуре поверхности
офсетной пластины. Следовательно, вероятность полного
контакта между фотоформой и формной пластиной больше
у офсетных пластин Virage. Печатные элементы копиру-
ются здесь более точно, с меньшим искажением.
Кроме того, вероятность возникновения «закопировок»,
следствием чего являются дефекты печатных форм, вы-
ражающиеся в уменьшении, а в высоких светах и исчез-
новении печатных элементов, вообще говоря, намного
меньше, чем при копировании фотоформ на офсетные
пластины Capricorn Gold.
Таким образом, монометаллические офсетные печатные
пластины позитивного копирования Virage в равных ус-
ловиях могут превосходить аналогичные пластины
Capricorn Gold по таким показателям, как износостой-
кость, качество передачи градации, малая вероятность
возникновения «закопировок» на растровых участках
259
формы. Благодаря этому предъявляются менее строгие
требования к копировальному и проявочному оборудова-
нию. Однако офсетные пластины Capricorn Gold дешевле,
и на изготовление печатных форм с этих пластин может
быть затрачено меньше времени, чем на изготовления пе —
чатных форм с пластин Virage.
Для анализа влияния величины экспозиции, полученной
копировальным слоем, на его фрактальную размерность
выполнили следующий эксперимент. Была скопирована
сенситометрическая полутоновая шкала СПШ —К и после
проявления сняты профилограммы участков формы, из-
готовленной на пластине Virage.
Сенситометрическая прозрачная полутоновая шкала
СПШ — К — это оптический клин, содержащий 11 полей.
Шкала СПШ —К служит для контроля экспозиции в про-
цессе копирования.
Профилограммы представляли собой профили первых
четырех полей с интервалом оптических плотностей 0,15—
0,6 и полей 5—8 шкалы на форме с интервалом оптических
плотностей 0,75—1,2. Девятое, десятое и одиннадцатое
поля не йзмерялись, так как это практически штриховые
элементы.
Результаты математической обработки профилограмм и
расчета фрактальных размерностей копий первых восьми
полей сенситометрической шкалы СПШ —К сведены в
табл. 7.4. Как показывает анализ табл. 7.4, с увеличением
оптической плотности поля шкалы СПШ —К фрактальная
размерность микропрофиля поверхности поля печатной
формы уменьшается.
Таблица 7.4. Фрактальная размерность полей
сенситометрической шкалы
Поля Оптическая плотность поля Экспози — ция, лк-с Фрактальная размерность микропрофиля Фрактальная размерность поверхности
1 0,15 1,27-Ю6 1,310 2,310
2 0,30 9,02-Ю5 1,284 2,284
3 0,45 6,39-105 1,284 2,284
4 0,60 4,52-Ю5 1,184 2,184
5 0,75 3,20-105 1,152 2,152
6 0,90 2,27105 1,048 2,048
7 1,05 1,60-Ю5 1,027 2,027
8 1,20 1,14-Ю5 1,024 2,024
260
Зависимость фрактальной размерности от экспозиции,
полученной слоем под шкалой СПШ —К, достаточно хо-
рошо аппроксимируется логарифмической функцией
D = 0,1391пЯ +0,381.
Проведенное исследование подтвердило фрактальный
характер рассмотренных процессов и продемонстрировало
возможность использования предлагаемого подхода для
прогнозирования свойств микроструктуры' поверхности
офсетных печатных пластин.
7.4. МИКРОГЕОМЕТРИЯ ФРАКТАЛЬНОЙ ПОВЕРХНОСТИ
ОФСЕТНОГО ПОЛОТНА
Несмотря на широкое распространение офсетная пе-
чать относится к наиболее сложным способам печати. Ее
основная особенность заключается в том, что изображение
с печатной формы сначала передается на промежуточную
поверхность — офсетное полотно, а затем на бумагу или
другой запечатываемый материал [219].
Использование в качестве печатающей поверхности
легкодеформируемого офсетного полотна существенно
изменило механику печатного контакта, что в свою оче-
редь позволило значительно расширить круг печатных
материалов, включив в него как традиционные — бумагу,
картон в расширенном ассортименте, так и невпитываю —
щие материалы — металлы, пластмассы.
По конструкции офсетное полотно представляет собой
двух — , трех— или четырехслойную прорезиненную ткань
с односторонним резиновым слоем. Рабочим является
верхний резиновый слой. Его толщина для офсетного по-
лотна всех типов составляет не менее 0,5 мм.
Экспериментальные исследования микрогеометрии по-
верхности проводились на офсетном полотне фирмы
«Гейдельберг», предназначенном для печати на листовых
офсетных машинах. Исследовалось новое полотно и по-
лотно после выполнения около 100 тыс. листопрогонов.
Экспериментальные образцы вырезались из пластины в
продольном (по ходу проводки бумаги в печатной машине)
и в перпендикулярном направлениях, т. е. вдоль обра-
зующей офсетного цилиндра. Определение фрактальной
размерности поверхности производилось по ее профило —
граммам, образцы которых приведены на рис. 7.12.
Профилограммы строились с помощью профилометра с
алмазной иглой. Прибор позволяет выполнить оцифро-
вывание профилей и записать данные во внешний файл в
текстовом формате. Наиболее характерные фрагменты
профилограмм приведены на рис 7.12.
261
«е /.шагов
Рис. 7.12. Профилограммы поверхности офсетного
полотна:
а — новое полотно в продольном направлении; б — новое
полотно в поперечном направлении; в — отработанное по-
лотно в продольном направлении; г — отработанное полотно
в поперечном направлении
Один шаг на профилограмме соответствует 5 мкм на
реальном образце. Высота микронеровностей измерялась в
микронах. Результаты экспериментального исследования
на рис. 7.12 свидетельствуют о том, что поверхность оф-
сетного полотна является шероховатой, со стохастическим
распределением неровностей.
В целом данные на рис. 7.12 подтверждают известные
из литературы [227] сведения, что шероховатость полотна
/?а«»0,4—1,0 мкм. В качестве характеристики шерохова-
тости Ra используется среднее арифметическое отклоне-
ние профиля неровностей [227].
Если сопоставить профилограммы 7.12, а и 7.12, б, то
сложно сказать, имеет ли поверхность полотна различия в
продольном и поперечном направлениях, т. е. имеет ли
место анизотропия поверхности. Трудноуловимы также
различия между новым и отработанным полотном. Вместе
с тем в процессе печатания полотно непрерывно подвер —
262
гается механическим и химическим воздействиям, что
сказывается на состоянии поверхности. Индикатором из-
менения поверхности являются также средние квадрати-
ческие значения профиля, вычисленные по данным про —
филограмм и приведенные в табл. 7.5.
По результатам исследований можно заключить, что
поверхность нового полотна одинакова в продольном и
поперечном направлениях. Однако в процессе печатания
износ поверхности в указанных направлениях проходит
по — разному.
Циклические механические напряжения в зоне печат-
ного контакта действуют в основном в продольном на-
правлении. В результате в полотне появляются микро —
трещины. В совокупности механическое и химическое
воздействия приводят к тому, что поверхность становится
более развитой. Изменение D в продольном направлении
составило 4,2%.
В поперечном направлении изменение фрактальной
размерности поверхности не столь существенно и состав-
ляет 2,6%. Оно обусловлено главным образом химическим
воздействием на поверхность полотна. Ошибка экспери-
мента составила 0,4% в поперечном и 0,6% в продольном
направлениях.
В целом полученные результаты свидетельствуют о
возможности применения теории фракталов к исследова-
нию изменений микрогеометрии поверхности офсетного
полотна при его эксплуатации в печатных процессах.
Таблица 7.5. Фрактальная размерность поверхности
образцов офсетного полотна
Образцы полотна Среднее квадратиче — ское профи- ля, мкм Фракталь- ная раз- мерность профиля Фрактальная размерность поверхности
Новое полотно в про- дольном (||) направлении 0,607 1,366 2,366
Новое полотно в попе- речном (J.) направлении 0,724 1,329 2,329
Отработанное полотно, ||, образец 1 1,600 1,429 2,429
Отработанное полотно, | |, образец 2 2,170 1,417 2,417
Отработанное полотно, 1, образец 1 0,546 1,355 2,355
Отработанное полотно, 1, образец 2 0,614 1,374 2,374
263
7.5. ФРАКТАЛЬНАЯ ТЕОРИЯ ПРОЦЕССА ВЗАИМОДЕЙСТВИЯ
БУМАГИ И КРАСКИ ПРИ ПЕЧАТАНИИ
Исследование процесса взаимодействия бумаги и
краски при печатании полезно начать с изучения влияния
фрактальных особенностей микроструктуры поверхности
на краскоемкость печатной бумаги.
Рассмотрение базируется на полученных в парагра-
фе 7.1 результатах по исследованию фрактальной раз-
мерности поверхности бумаги, фрактальная размерность
поверхности Ds связана с фрактальной размерностью
объема бумаги Dv соотношением
Ds = 5-Dv. (7.16)
Средняя массовая плотность вещества р в сферической
части кластера радиусом R определяется по формуле (1.3)
р(Я)=ро[г/я]^=ро^-Д, (7Л7)
где ро— плотность материала кластера (целлюлозы в слу-
чае бумаги); г — толщина волокон целлюлозы; d—
топологическая размерность пространства.
Поскольку реально для бумаги определялась Ds, то
удобнее в (7.17) перейти кЛ5. Для этого подставим фор-
мулу (7.16) в (7.17):
p = PgRDv-d = p0h5-Ds-3 <Bp()h2-DS/ (7.18)
где h — высота микронеровностей бумаги в относитель-
ных единицах.
Дефект массовой плотности Др, обусловленный «рых-
лой» структурой кластера
Др = р0-р0й2"^. (7.19)
В соответствии с определением массовой плотности
(7.19) можно представить в виде
~р0(1-Л2-п')- (7.20)
Масса краски, необходимая для ликвидации дефекта
массовой плотности (Длгг), может быть найдена из про-
порции
— • (7.21)
Ркр
где /Икр — масса краски; ркр — плотность краски.
Далее подставим (7.21) в (7.20):
264
(7.22)
у Ркр
Из (7.22) находим массу (количество) краски на оттиске:
<7отг = "»кр * Ркр*Ф - h 2~Ds) • (7.23)
Учитывая, что объем системы И можно выразить через
площадь единичной площадки 50 и толщину слоя краски
На ОТТИСКе Лотт
У-S^, (7.24)
то (7.23) преобразуется к следующему виду:
<70„ - ^ЬАэттРкрО - Л 2~Ds) • (7.25)
Формула (7.25) представляет зависимость количества
краски на оттиске от толщины ее слоя. Зная формулу
(7.25), легко найти краскоемкость бумаги. Так как она
представляет собой минимальное количество краски, не-
обходимое для заполнения всех внешних неровностей по-
верхности бумаги в процессе печатания, то для этого
нужно подставить в (7.25) размах неровностей (макси-
мальную высоту) Азтгщах :
^кр = <'0^этттахРкр(1 “ ^тах s) • (7.26)
Таким образом, формула (7.26) представляет зависи-
мость количества краски на бумаге от толщины ее слоя.
Результаты расчетов по (7.26) приведены на рис. 7.13—7.16.
Как видно из рис. 7.13, зависимость практически пря —
мопропорциональна. Бумага Юнион Арт является более
краскоемкой, так как при толщине краски на оттиске в
1 мкм количество краски на бумаге значительно ниже, чем
у Лю ми Арт.
Хотя бумага Юнион Арт, Люми Арт, Юнион Силк,
Люми Силк является мелованной, численные значения
функции (7отг/ркр и скорость возрастания зависимости су-
щественно отличаются, что можно видеть на рис. 7.14.
Это объясняется тем, что Юнион Арт, Люми Арт —
глянцевая бумага, Юнион Силк, Люми Силк — матовая,
т. е. рельеф и микрогеометрия их поверхности различны.
На рис. 7.15 видно, что самой краскоемкой является
бумага Кондопогского ЦБК, затем — Дата Копи и бумага
офсетная № 1. Например, значение относительной крас —
коемкости Gorr/ркр, равное 1,0 мкм3, достигается при сле-
дующих значениях ЛОтг: бумага Кондопогского ЦБК —
1,8 мкм; Дата Копи — 1,6 мкм; офсетная № 1 — 1,2 мкм.
265
Рис. 7.13. Зависимость количества краски от толщины
ее слоя на бумаге:
F— Юнион Арт; В— Люми Арт
Рис. 7.14. Зависимость количества краски от толщины
ее слоя на бумаге:
Н — Люми Силк; D— Юнион Силк
Рис. 7.15. Зависимость количества краски от толщины
ее слоя на бумаге:
Н — бумага офсетная № 1; F— Дата Копи;
D — Кондопогского ЦБК
266
Рис. 7.16 наглядно иллюстрирует, что бумага АО «Вол-
га», бумага Балахнинского ЦБК, цветная бумага Балах —
нинского ЦБК являются практически одинаковыми по
краскоемкости. Однако они имеют различия по макси-
мальному значению краскоемкости, которое достигается
при разных значениях количества краски на оттиске.
Максимальное значение краскоемкости имеет бумага
АО «Волга», затем бумага Балахнинского ЦБК и цветная
бумага Балахнинского ЦБК. Это объясняется различиями в
значениях размаха неровностей и величин фрактальных
размерностей. Для бумаги АО «Волга» они имеют наиболь-
шее значение, затем идут значения бумаги Балахнинского
ЦБК и цветной бумаги Балахнинского ЦБК.
Коэффициент насыщения (Л?н) характеризует степень
насыщения внешней поверхности бумаги краской при
любом заданном количестве ее на форме в области ра-
бочих толщин слоя. Он определяет долю, которую дан-
ное количество краски на оттиске (Gott, Лотт) составляет
от практически необходимого количества для заполнения
всего свободного объема между внешними неровностями
поверхности бумаги (GKp, ЛКр).
Таким образом, коэффициент насыщения
l' Gott Лотт /т от,
_ ге _ ' (7.27)
Gicp "кр
Если подставить в (7.27) формулы (7.25) и (7.26), то по-
лучим зависимость коэффициента насыщения от толщины
слоя краски на оттиске. Однако в экспериментах
Л. А. Козаровицкого исследовалась зависимость коэффи-
циента насыщения от толщины слоя краски на форме, а не
на оттиске [218].
Рис. 7.16. Зависимость количества краски от толщины
ее слоя на бумаге:
F — бумага АО «Волга»; D — бумага Балахнинского ЦБК;
D — цветная бумага Балахнинского ЦБК
267
Обычно полагают, что на оттиск переходит половина
краски с печатной формы. Вместе с тем экспериментами
Л. А. Козаровицкого установлено, что существует пленка
краски толщиной Ь, которая на бумагу не передается
(рис. 7.17).
Количество краски на печатной форме
6ф = Сфо +6ф„ = SqPkp(b + h?), (7.28)
где &'ф() — количество краски, которое не передается на от-
тиск; (7ф — первоначальное количество краски на форме; b —
толщина пленки краски, которая на бумагу не передается; hv —
толщина свободного объема краски.
Количество краски, перешедшей с формы на оттиск:
Gorr^^v =|50ркрЙг- (7'29>
В соответствии с обозначениями на рис. 7.17, имеем
(7.30)
где йф — первоначальная толщина слоя краски на форме.
Подставив (7.30) в (7.29), имеем
^отг = ^‘^ОРкр(^ф _• (7.31)
Окончательно зависимость коэффициента насыщения от
толщины слоя краски на форме будет иметь следующий вид:
о,5(лф-г>)
(7'32’
“OTrmaxV "max/
Максимальное количество краски на форме, соответ-
ствующее Лфтах и необходимое для заполнения всех
микронеровностей бумаги, является параметром задачи.
Рис. 7.17. Схема разделения красочного слоя
268
Для его определения положим в формуле (7.32) Кн = 1:
(7.33)
Откуда
^Фтах =Й+2/готгтах(1-^ *)’ (7.34)
Исходные данные для расчетов приведены в табл. 7.6.
Результаты расчета и графическое изображение зави-
симости коэффициента насыщения бумаги краской от
толщины слоя краски на печатной форме и эксперимен-
тальные данные Л. А. Козаровицкого приведены на
рис. 7.18—7.20.
Как видно из рис. 7.18, коэффициент насыщения, рав-
ный 100%, когда краска заполняет все микронеровности
поверхности, достигается для бумаги Люми Арт при тол-
щине краски на форме 1 мкм, для бумаги Юнион Арт —
2,5 мкм. Эти значения близки к экспериментальным дан-
ным Л. А. Козаровицкого.
Таблица 7.6. Параметры структуры и краскоемкости
печатной бумаги
Вид бумаги Ds ^отттах’ МКМ Скр ^Фтах ’ МКМ
Мелованная
Люми Силк 2,549 3,720 3,209 6,712
Юнион Арт 2,485 1,492 1,090 2,474
Юнион Силк 2,382 3,720 2,785 5,865
Люми Арт 2,156 1,161 0,369 1,032
Картон Малмеро 2,361 4,960 3,748 8,555
Офсетная
Офсетная бумага № 1 2,737 1,568 1,361 3,429
Дата Копи 2,363 2,350 1,603 3,912
Кондопогского ЦБК 2,284 2,537 1,524 3,754
Газетная
АО «Волга» 2,893 2,839 2,696 6,450
Балахнинского ЦБК 2,807 2,089 1,910 4,878
Цв. бумага Балахнинского ЦБК 2,749 1,912 1,702 4,464
269
к„, %
Рис. 7.18. Зависимость коэффициента насыщения ме-
лованной бумаги от толщины слоя краски на печатной
форме:
А — Люми Арт (глянцевая); В — Юнион Арт (глянцевая);
С — Юнион Силк (матовая); D — Люми Силк (матовая);
Е — экспериментальные данные [218]
Значения краскоемкости бумаги Юнион Силк и Люми
Силк намного выше. Это объясняется тем, что они имеют
гораздо более развитую микроповерхность, чем глянце-
вая бумага.
На рис. 7.19 видно, что градиент возрастания краскоем —
кости офсетной бумаги выше, чем экспериментальных
данных. Следовательно, микрорельеф современной офсет-
ной бумаги менее развит, т. е. для заполнения всех микро —
неровностей требуется меньшее количество краски.
Рис. 7.19. Зависимость коэффициента насыщения офсет-
ной бумаги от толщины слоя краски на печатной форме:
А — офсетная бумага № 1; В — Кондопогского ЦБК; С — Дата
Копи; D — экспериментальные данные [218]
270
Рис. 7.20. Зависимость коэффициента насыщения газетной
бумаги от толщины слоя краски на печатной форме:
А — цветная бумага Балахнинского ЦБК; В — Балахнинского ЦБК;
С — АО «Волга», D — экспериментальные данные [218]
Как видно из рис. 7.20, коэффициент насыщения со-
временной газетной бумаги, как и офсетной, достигает
100% при меньшей толщине краски на форме, чем на об-
разцах, использовавшихся в экспериментах Л. А. Коза —
ровицкого. Из анализа рис. 7.18—7.20 видно, что более
развитая шероховатая поверхность газетной бумаги тре-
бует дополнительного расхода краски.
Учет фрактальных особенностей микроструктуры по-
верхности бумаги позволил более полно и точно описать
процесс переноса краски с формы на бумагу, оценить
краскоемкости различных видов бумаг. Сравнивая полу-
ченные расчетным путем коэффициенты насыщения с
экспериментальными данными Л. А. Козаровицкого,
можно сделать заключение, что фрактальная теория не
только не противоречит опытным данным, но и служит
подтверждением принятой модели краскопереноса.
Приведенные выше данные о краскоемкости бумаги по-
зволяют учесть фрактальные особенности микроструктуры
бумаги при расчете коэффициента краскопереноса.
Коэффициент переноса представляет собой отношение
количества краски на оттиске к количеству ее на форме.
Он характеризует степень переноса краски с печатной
формы на запечатываемый материал в зависимости от
толщины слоя краски на форме.
Детально исследовав зависимость между первоначаль-
ным количеством краски на форме и переносом ее в про-
цессе печатания на бумагу, И. Олсон и Л. Пил предложили
феноменологическое уравнение краскопереноса. Это
уравнение для случая избытка краски на форме, который
271
обеспечивает полный контакт формы и бумаги, имеет
следующий вид [218]:
г у b * АХ~ЬУ
лп = —= —+ 7---
(7.35)
где Кп — коэффициент переноса; у — количество краски,
перенесенное на единицу поверхности оттиска; х —
первоначальная толщина слоя краски на форме; b —
краскоемкость поверхности бумаги; f— часть свободного
объема краски, оставшегося на оттиске.
В соответствии с (7.35) перенесенное количество
краски представляется суммой двух слагаемых: некоторой
переменной доли Ь, связанной с краскоемкостью поверх-
ности бумаги, и постоянной доли краски f близкой к 50%
от свободного объема. При больших количествах краски
на форме слагаемым b можно пренебречь и К приближа-
ется к значению f Однако при рабочих толщинах слоя
краски, т. е. обычно применяющихся для печати, когда
краска покрывает не всю площадь поверхности бумаги,
вносится поправка на фактическую поверхность контакта.
Эта поправка, найденная И. Олсоном и Л. Пилом эмпи-
рически, имеет вид функции
F = l-e~kx, (7.36)
где F — доля поверхности бумаги, покрытой краской; к —
константа, характеризующая скорость приближения F к
единице.
Таким образом, общее уравнение переноса имеет
окончательный вид [218]
К
п
2
X
1-е
/
b 1-е
(7.37)
Константа к определяет характер кривой переноса в
области малой толщины слоя краски, b определяет крас —
коемкость поверхности бумаги (характер кривой в про-
межуточной области, в области максимума).
Константа/характеризует долю свободного слоя краски
в области больших, избыточных толщин слоя краски.
Для расчета коэффициента переноса для каждого вида
бумаги необходимо найти параметры к uf. Эти параметры
определялись по экспериментальным данным Л. А. Коза —
ровицкого [218]. Значения краскоемкости b для иссле-
дуемых бумаг были получены выше. Результаты расчетов
коэффициента переноса представлены на рис. 7.21—7.23.
272
Рис. 7.21. Коэффициент переноса для мелованной бумаги:
С — экспериментальные данные [218]; Е — Юнион Силк
(матовая); F — Люми Силк (матовая); G—Юнион Арт
(глянцевая); Н — Люми Арт (глянцевая); I — картон Малмеро
На рис. 7.21 видно, что зависимости коэффициента
переноса от толщины слоя на форме для матовой мело-
ванной бумаги Юнион Силк и Люми Силк практически
совпадают с экспериментальными данными, приведенными
в монографии Л. А. Козаровицкого [218]. Эти бумаги
обеспечивают большие значения коэффициента переноса
краски с печатной формы. Глянцевая бумага Юнион Арт и
Люми Арт имеет более низкую краскоемкость и более
высокий коэффициент насыщения, соответственно ко-
эффициент переноса краски у таких бумаг значительно
ниже, чем у матовых.
Рис. 7.22. Коэффициент переноса для офсетной бумаги:
С — экспериментальные данные [218]; Е —уравнение (7.37) по
данным [218]; F — офсетная бумага № 1; G — Дата Копи;
Н — Кондопогского ЦБК
273
Рис. 7.23. Коэффициент переноса для газетной бумаги:
С — экспериментальные данные [218]; Е —уравнение (7.18)
по данным [218]; F— бумага АО «Волга»; F— Балахнинского
ЦБК; Н — цветная бумага Балахнинского ЦБК
Как видно на рис. 7.22, максимальный коэффициент
переноса будет достигаться для офсетной бумаги № 1 при
толщине краски на форме 3,5 мкм, и он будет составлять
50%, для бумаги Дата Копи и Кондопогского ЦБК — 4 мкм
при Кп, равном 58%.
Анализируя форму кривых на рис. 7.23 для различных
видов бумаги можно сказать, что зависимость коэффици-
ента переноса от толщины слоя краски на форме для ме-
лованной, офсетной и газетной бумаги имеет существенные
различия. В области минимальных (1 мкм) толщин краски
на форме наибольший коэффициент переноса имеет ма-
товая мелованная бумага (порядка 60%), наименьший га-
зетная бумага (не более 25%), офсетная бумага имеет
промежуточное значение (32—35%). Самую большую ско-
рость возрастания коэффициента переноса при увеличении
толщины слоя краски на печатной форме в области малых
(недостаточных) толщин имеет мелованная бумага, макси-
мальный коэффициент переноса наблюдается при
йф«2,5мкм. Максимальный коэффициент переноса оф-
сетная бумага достигает при йф = 3,5 мкм, газетная — при
йф = 4,5 мкм.
В области полного насыщения поверхности бумаги
краской находится максимальное значение коэффициента
переноса. Наиболее ярко выражен максимум мелованной
бумаги. После него идет значительное уменьшение ко-
эффициента переноса, значения которого в этой области
ниже, чем в области недостаточных толщин, и составляют
37—50%. Максимум офсетной бумаги выражен менее ярко,
значения коэффициента переноса в области недостаточ —
274
них толщин значительно ниже, чем в области избыточных
толщин.
В наименьшей степени максимум выражен на кривых
газетной бумаги. Кривая после прохождения максимума
практически не меняет своего направления, т. е. коэф-
фициент переноса при избыточных толщинах краски на
печатной форме практически не меняется. Это можно
объяснить большими значениями неровностей поверх-
ности газетной бумаги и значительным впитыванием
краски. В рабочем режиме, при увеличении количества
краски на форме больше технологически необходимого,
качество оттиска значительно снизится, а расход краски
будет неоправданно большим.
Таким образом, полученные результаты свидетельствуют,
что учет фрактальных свойств микроструктуры поверхности
бумаги позволяет значительно улучшить классическую мо-
дель (7.37) и более точно описать процесс краскопереноса.
Далее перейдем к рассмотрению взаимосвязи пара-
метров структуры бумаги и давления печатного контакта.
В результате развития технологии печатания появился
широкий спектр видов и способов получения печатных
оттисков. В большинстве случаев эти способы основаны на
различных физических принципах и процессах, но объе-
диняет их главенствующая роль давления печатного кон-
такта, которое часто служит единственным индикатором
правильности проведения технологического процесса.
Предпринималось множество попыток установления
зависимости количества краски на оттиске от давления, но
в основном строились феноменологические модели, ко-
торые не опирались на реалистичное описание структуры
печатной бумаги [218, 219]. Целью данного подхода явля-
ется описание взаимосвязи параметров структуры бумаги
и давления печатного контакта с учетом фрактальной не-
однородности микроструктуры бумаги.
Разработка строгой модели краскопереноса требует
построения описания распределения пор в печатной бу-
маге. Как было показано ранее, скелет бумаги по своей
структуре является фрактальным кластером. Поэтому,
следуя принципу взаимности, поровое пространство также
можно рассматривать как фрактальный кластер, пересе-
кающийся с кластером скелета. Закон распределения пор
определяется выражением (6.39).
Поровое пространство можно рассматривать как
фрактальный кластер с топологической размерностью Dn.
В этом случае закон распределения пор имеет вид, ана-
логичный (1.3)
n(x) = x°n-rf. (7.38)
275
Приравняв правые части (6.39) и (7.38), получим сле-
дующее выражение для определения фрактальной раз-
мерности порового пространства:
£>n(-v) = rf+
(7.39)
Выражение (7.39) характеризует поровое пространство
как мультифрактальный объект — статистический ан —
самбль проникающих друг в друга фрактальных кластеров.
Распределение Da по толщине бумажного листа приведено
на рис. 7.24.
На рис. 7.24 видно, что в центре листа, там, где
структура наиболее плотно упакована, фрактальная раз-
мерность порового пространства минимальна. По мере
перехода к приповерхностным слоям структура порового
пространства усложняется и его размерность растет. Да-
лее, при выходе на поверхность поровое пространство
становится открытым и близким к плотно упакованному.
Соответственно его фрактальная размерность прибли-
жается к значению, равному 3.
Наличие у порового пространства множества размер-
ностей является отражением его сложной структуры. Из-
вестно, насколько непросто описать поровое пространство
стохастических материалов, используя в качестве пара-
метра пористость. Приходится вводить несколько струк-
турных уровней, как правило, два—три.
Рис. 7.24. Распределение фрактальной размерности Dn:
В — бумага АО «Волга»; С — Балахнинского ЦБК; D —
цветная бумага Балахнинского ЦБК; Е — офсетная бумага
№1; F — Люми Силк; G — Юнион Арт; Н — Юнион Силк; I —
Дата Копи; J — картой Малмеро; К — бумага Кондопогского
ЦБК; L — Люми Арт
276
Однако добиться даже качественного соответствия
экспериментальных и теоретических зависимостей ха-
рактеристик материалов от пористости удается редко. Как
следует из (7.39), причина в том, что два—три структурных
уровня не охватывают всего многообразия структур, и тем
более в таком подходе нельзя учесть их корреляцию и
описать синергические эффекты. Теория фракталов по-
зволяет учитывать такого рода эффекты естественным
образом и дает возможность строить описание процессов
исходя из первых принципов.
Законы распределения пористости в исследуемых бу-
магах приведены на рис. 7.25.
Общая тенденция для всех бумаг одинакова — по мере
приближения к поверхности пористость растет. Вместе с
тем картон Малмеро, бумага Люми Арт имеют структуру
целлюлозного скелета, близкую к плотно упакованной.
Поэтому они имеют и относительно меньшую пористость.
Таким образом, теория фракталов позволяет учесть всю
сложность микрогеометрии порового пространства бумаги.
Это даст возможность построить более реалистичную
теорию, описывающую процесс взаимодействия краски и
бумаги в процессе печати. Естественно, что в рамках та-
кого подхода необходимо преодолеть ряд сложностей и
решить несколько проблем как экспериментального, так и
теоретического характера. Теоретическая часть проблемы
состоит в необходимости пересмотра теории процесса
краскопереноса при печати с позиций нового структур-
ного подхода.
Рис. 7.25. Распределение пористости:
В — бумага АО «Волга»; С — Балахнинского ЦБК; D— цветная
бумага Балахнинского ЦБК; Е— офсетная бумага №1; F —
Люми Силк; G — Юнион Арт; Н — Юнион Силк; I — Дата
Копи; J — картон Малмеро; К — бумага Кондопогского ЦБК;
L — Люми Арт
277
Зависимость количества краски на оттиске от давления
является основной в процессе печати и во многих случаях
может служить характеристикой правильности проведения
технологического процесса. Для типографской печати по
данным [219] эта зависимость имеет вид, приведенный на
рис. 7.26. По оси абсцисс отложено удельное давление, а по
оси ординат — количество отданной формой краски на один
квадратный сантиметр запечатываемой поверхности. Диа-
грамму можно разбить на ряд участков: А В, ВС, CD, DE и EF.
На участке АВ, по мнению автора [219], не удается
установить какой-либо закономерности в передаче
краски формой с изменением давления в пределах Ро— Pi.
Этот участок диаграммы соответствует случаю передачи
краски в области недостаточного удельного давления.
Количество отданной формой краски на участке А В
носит случайный характер. Вместе с тем необходимо под-
черкнуть важность участка А В, поскольку именно на нем
формируются начальные условия краскопереноса.
Ниже будет показано, что с помощью разработанного
подхода закономерности в передаче краски на участке АВ
установить можно.
На участке ВС, начиная от точки В, с увеличением
давления количество отданной формой краски возрастает.
Оттиск с формы полностью воспроизводит очертание пе-
чатающего элемента, но толщина слоя краски на оттиске,
полученном в пределах давления Р\ — Р2, не остается по-
стоянной. Если печатать черной краской, то чернота или,
как принято говорить, зачерненность оттиска изменится
так: чем ближе к точке С, тем оттиск получается чернее,
вблизи же точки В оттиск будет серым.
Далее следует CD — участок, на котором при увеличе-
нии давления количество отданной краски не изменяется,
но вместе с тем может быть получено неискаженное изо-
бражение.
Рис. 7.26. Зависимость количества краски на оттиске
от давления
278
На участке DE количество краски, отданной формой, с
увеличением давления несколько уменьшается. Это
уменьшение объясняется тем, что в результате избытка
давления краска выдавливается за края печатающих эле-
ментов и при отрыве оттиска от формы часть краски
остается на боковых гранях печатающих элементов. На
оттиске, полученном на участке давления Рз—Ра, т. е. при
избытке давления, слой краски по краям изображения
получается толще, а размеры изображения больше печа-
тающего элемента. При выдавливании краски в процессе
печати в результате избытка давления качество оттисков
получается низким.
На участке EF количество отданной краски вновь уве-
личивается с возрастанием давления. Это объясняется тем,
что при избытке давления происходит сильное вдавлива-
ние печатающих элементов, причем бумага прижимается к
боковым граням их и снимает выдавившуюся на края
краску. При давлении Ра—Ps качество печати получается
плохое, изображение сильно искажается.
Диаграмма зависимости количества отданной формой
краски для плоской и глубокой печати имеет тот же ха-
рактер, что и для высокой, но имеет и отличие от нее,
которое заключается в том, что на ней нет ярко выра-
женных участков DE и EF. Начиная от точки С, диаграмма
представляет собой прямую линию, параллельную оси
абсцисс. В плоской печати, так же как и в высокой, тоже
существует критическое давление, за пределами которого
наблюдается искажение изображения, увеличение разме-
ров растровых точек, штрихов.
Перейдем далее к установлению закономерности пе-
редачи краски на участке А В диаграммы на рис. 7.26. С
точки зрения современных структурных представлений
процесс проникновения печатной краски в бумагу на на-
чальном этапе можно считать процессом перколяции
(фильтрации) неньютоновской жидкости в неоднородной
пористой среде.
По аналогии с законом фильтрации неньютоновской
(степенной) жидкости выражение для расхода Q при
фильтрации через щелевой капилляр можно представить в
следующем виде:
л Кп! dp\s
е'“Дй (’ «I
и»
где s- 1/п (п— параметр, характеризующий степень не-
линейности жидкости).
В частном случае ньютоновской жидкости (7.40) выро-
ждается в известный закон фильтрации Дарси:
279
q f dp\
Ho \dx)
(7-41)
Для продавливания высоковязких жидкостей через уз —
кие щели необходимо приложить значительное давление
р0. Суммарное давление на выходе, как правило, мало по
сравнению с р», поэтому будем полагать, что
|ф/<Д|»Д)/х. (7.42)
Теория для коэффициента проницаемости пористой
среды Кп развита в параграфе 6.2.
Подставим в (7.40) выражения (7.42), (6.33) и (6.43):
Q,_^Lh'-d Td А (7.43)
Ио
Переопределим расход по формуле
Q - • (7.44)
к
С учетом (7.44) выражение для расхода (7.43) будет
иметь вид
! я уЯ s
Q = nh d Td W . (7.45)
\ x /
Результаты расчетов зависимости расхода краски от
давления по формуле (7.45) приведены на рис. 7.27 — 7.28.
Расчеты проводились для начального участка зависимости.
В обозначениях расхода на рис. 7.27 — 7.28 значок (~) для
простоты опущен.
Рассматривая совместно формулы (7.33), (7.27) и (7.29),
можно сказать, что зависимость количества краски на от-
тиске от давления на участке АВ диаграммы на рис. 7.26
имеет довольно сложный нелинейный вид. Она зависит от
структурных параметров как краски, так и бумаги. В част-
ности, от параметра п, характеризующего степень нелиней —
ности краски. Для бумаги достаточно знать фрактальную
размерность D и два критических индекса Пс и v. Критиче —
ские индексы также связаны с D через общие соотношения
теории структур [52].
Как видно на рис. 7.27, для того чтобы началось про-
никновение краски в бумагу, необходимо увеличить
давление до определенного значения. Далее расход краски
через конкретное сечение листа бумаги начинает увели-
чиваться нелинейным образом.
280
Рис. 7.27. Зависимость расхода краски от давления:
В — бумага Люми Арт; С — Юнион Арт; D — офсетная бу-
мага №1; Е — бумага АО «Волга»
Для бумаг, которые имеют большую пористость (см.
рис. 7.25), расход растет быстрее. Зависимости на рис. 7.27
получены при значении параметра нелинейности жид-
кости л = 0,20.
Влияние параметра нелинейности печатной краски п на
зависимость расхода краски от давления для бумаги Люми
Арт иллюстрирует рис. 7.28. Видно, что при увеличении п
расход падает. Обращает на себя внимание высокая чув-
ствительность расхода к изменению параметра п.
Рис. 7.28. Влияние степени нелинейности жидкости
на зависимость расхода краски от давления для бумаги
Люми Арт:
В — для степени нелинейности жидкости п — 0,19; С — п = 0,20;
D— и = 0.21
281
В заключение можно отметить, что высказанные в [218]
сомнения относительно возможности установления законо-
мерности в поведении основной диаграммы краскопереноса
(рис. 7.26) на начальном участке имеют принципиальный
характер. Как следует из данной работы, эта закономерность
формируется в результате очень сложного по характеру
взаимодействия микроструктуры бумаги и печатной краски.
Вместе с тем полученные результаты свидетельствуют об
эффективности использования фрактального подхода к
проблеме исследования технологических проявлений дав-
ления печатного контакта.
7.6. МЕХАНИЗМ И ЗАКОНОМЕРНОСТИ КРАСКОПЕРЕНОСА
В ОФСЕТНОЙ ТЕХНОЛОГИИ ПЕЧАТИ
Важнейшую роль в офсетной печати играет процесс
перехода краски с формы на поверхность офсетного по-
лотна и дальнейший ее перенос на бумагу. Как правило,
стремятся к тому, чтобы количество перешедшей краски
было максимальным, т. е. чтобы постоянный слой на по-
верхности офсетного полотна был минимальным. Условия
краскопереноса определяются физико-химическими и
упругими свойствами поверхности офсетного полотна и
бумаги. Переход краски на бумагу для лучших образцов
офсетных полотен доходит до 60—65%.
Процессы краскопереноса с офсетного полотна на бу-
магу изучены мало. В научной литературе приводятся
сведения о нескольких экспериментальных исследованиях в
данной области, теория процесса практически отсутствует
[218 — 219]. В данном параграфе рассмотрим процесс крас —
копереноса в рамках фрактальных представлений о
структуре бумаги и поверхности офсетного полотна. Для
этого используются фрактальные свойства поверхности
офсетного полотна, рассмотренные в параграфе 7.4.
Количественно процесс краскопереноса с офсетного
полотна на бумагу можно описать с помощью коэффици —
ента перехода краски. Коэффициент перехода краски оп-
ределяется по формуле [217]
P = ^xl, (7.46)
б'оф
где Gott — количество краски на оттиске; Соф — количество
краски на офсетном полотне.
Определение количества краски на оттиске Gott произ-
водится на основе теории фракталов. Формула (7.26), от-
ражающая зависимость количества краски на оттиске от
толщины ее слоя, была получена в предыдущем параграфе.
282
Известно, что существует некоторый постоянный слой
краски на поверхности печатной формы и офсетного по-
лотна, который не переходит на принимающую поверх-
ность (офсетное полотно и бумагу соответственно), а
также слой, который делится при размыкании отдающей и
принимающей поверхностей. Как видно на рис. 7.29, об-
щее количество краски на офсетном полотне
Соф = Софо + софу - ’ (7-47)
где — постоянный слой краски; Софу — переменный
слой краски.
Известно, что переменный слой краски не полностью
передается на бумагу. Для того чтобы охарактеризовать
долю перешедшей на оттиск краски, введем параметр (J.
^ОТТ = Р^офу = Р(соф ~ ^офо ) • (7.48)
Выделим из (7.48) Соф:
^оф = р + 6оф0 • (7.49)
Подставим (7.49) в (7.46):
/> = —-------------L---- (7.50)
2°тх G , о Ч>ф„
О +иОфо 1+р—-------
Р ^огг
Для того чтобы вычислить отношение Софо/Gотт В (7.50)
формулу (7.25) можно применить и для офсетного полотна:
Соф = “^Ь^офРкрО ~ ^оф ' (7-51)
Рис. 7.29. Распределение краски на поверхности
офсетного полотна
283
где Лоф — толщина слоя краски на офсетном полотне; h0$ —
высота микронеровностей офсетного полотна в относи-
тельных единицах; DSo$ — фрактальная размерность по —
верхности офсетного полотна.
Количество краски, необходимое для заполнения всех
внешних микронеровностей поверхности офсетного по-
лотна, или краскоемкость, можно найти, подставив в (7.51)
размах неровностей (максимальную высоту) ^Офтах :
Окончательно отношение С?оф0 /G0Tr в (7.50) с помощью
(7.52) и (7.25) можно представить следующим образом:
^офр ^Фтах (1 ^°Фтах__) (у 53)
GOTT ’ ^(1-й2-^)
Конечная формула для расчета коэффициента перехода
краски с офсетного полотна на бумагу
р=--------- <7-54>
„ Софтах у Софтах )
По найденным ранее фрактальным размерностям по-
верхности различных видов бумаги и офсетного полотна, с
помощью формулы (7.54) были получены зависимости
коэффициента перехода краски с офсетного полотна на
бумагу от толщины слоя краски на оттиске рис. 7.31—7.34.
Зависимость коэффициента перехода от толщины
красочного слоя на оттиске для офсетной бумаги № 1
при различных значениях параметра (3 иллюстрирует
рис. 7.30. Ближе всех к экспериментальным данным
лежит кривая при (3 = 0,8, поэтому в дальнейших вы-
числениях было использовано именно это значение.
В процессе эксплуатации офсетное полотно может
прирабатываться: его поверхность вместо матовой стано-
вится гладкой и блестящей, краска с печатной формы на
бумагу передается значительно хуже. Снижение краско —
передачи подтверждается и на рис. 7.31, где видно, что для
одного и того же значения толщины красочного слоя на
оттиске при использовании нового офсетного полотна
коэффициент перехода краски выше.
284
Рис. 7.30. Зависимость коэффициента переноса от па-
раметра р для офсетной бумаги № 1:
А — Р = 0,5; В — (3 = 0,6; С — р = 0,7; D — р = 0,8; Е —
экспериментальные данные [218]
Тогда (как следует из определения коэффициента пе-
рехода) количество краски на офсетной пластине должно
быть меньше, чем при использовании приработанных
полотен.
При использовании приработанного офсетного полотна
для получения одинакового красочного слоя на бумаге
потребуется большее количество краски из-за низкого
коэффициента перехода краски с офсетной пластины на
запечатываемый материал. В дальнейшем при расчете за-
висимостей для различных видов бумаги были использо-
ваны параметры нового офсетного полотна.
Рис. 7.31. Влияние износа офсетной пластины на
краскопередачу для офсетной бумаги № 1:
А — новое офсетное полотно; В и С — отработанные оф-
сетные полотна; D — экспериментальные данные [218]
285
Рис. 7.32. Краскоперенос для различных видов мелованной
бумаги:
А — Люми Силк; В — Юнион Apr; С —Юнион Силк; D — Люми
Apr; Е — экспериментальные данные (218]
Как видно на рис. 7.32, краскоперенос для бумаги типа
Люми Силк, Юнион Арт, Юнион Силк практически оди-
наков (кривые лежат близко относительно друг друга). Для
получения на оттиске слоя краски толщиной 3 мкм для этих
бумаг потребуется переход 60% краски с офсетного полотна
на запечатываемый материал, а для бумаги Люми Арт в
этих же условиях произойдет переход только 30%, вслед-
ствие глянцевого и гладкого характера ее поверхности.
Из рис. 7.33 следует, что наилучшие показатели крас —
копереноса из всех видов офсетной бумаги наблюдаются у
офсетной бумаги № 1, далее следуют Дата Копи и бумага
Кондопогского ЦБК.
Рис. 7.33. Краскоперенос для различных видов офсетной
бумаги:
А — Кондопогского ЦБК; В — офсетная бумага № 1; С — Дата
Копи; D — экспериментальные данные (218]
286
Рис. 7.34. Краскоперенос для различных видов газетной
бумаги:
А — АО «Волга»; В — Балахнинского ЦБК; С — цветная
бумага Балахнинского ЦБК; D — картон Малмеро; Е —
экспериментальные данные [218]
Для всех видов газетной бумаги, приведенных на
рис. 7.34, имеет место одинаковая восприимчивость краски
с нового офсетного полотна. Картон Малмеро характери-
зуется меньшим значением коэффициента перехода краски.
Четкость воспроизведения контуров печатающих
элементов во многом зависит от состояния рабочей по-
верхности офсетного полотна. Поверхность полотна
должна быть равномерно матовой, что обеспечивается
при ее изготовлении. Экспериментально установлено,
что величина микронеровностей поверхности полотна не
должна превышать 0,5—0,8 мкм. Превышение допусти-
мой величины микронеровностей поверхности полотна
приводит к нарушению четкости передачи элементов
изображения.
Рис. 7.35. Зависимость краскоемкости офсетного полотна от
толщины слоя краски на нем:
А и В — отработанные офсетные полотна; С — новое офсетное
полотно
287
Развитая в предыдущем параграфе теория может быть
использована для определения краскоемкости офсетного
полотна. Рис. 7.35 наглядно иллюстрирует установленную в
параграфе 7.5 закономерность: отработанные офсетные
полотна имеют более развитую поверхность — большую
величину фрактальной размерности, и, следовательно,
большую краскоемкость по сравнению с новым офсетным
полотном. Численные значения краскоемкости составляют
0,713; 0,703 и 0,609 соответственно.
Таким образом, анализируя полученные в данной главе
результаты, можно прийти к выводу, что теория фракталов
позволяет описать тонкие особенности микроструктуры
стохастической поверхности бумаги, печатных пластин и
форм, офсетного полотна и дает возможность построить
более реалистичную модель краскопереноса для основных
способов печати.
ЗАКЛЮЧЕНИЕ
Точкой отсчета времени возникновения теории фракта-
лов принято считать двадцатые годы XX в., когда матема-
тиками было сформулировано довольно абстрактное гео-
метрическое понятие — размерность Хаусдорфа —
Базиковича. Затем понадобилось более шестидесяти лет,
чтобы были найдены геометрические объекты
(канторовское множество, кривая Кох, ковер Серпинского),
дающие зримое представление об объектах дробной топо-
логической размерности, В 1982 г. в монографии
«Фрактальная геометрия природы» Б. Мандельброт доказал
существование фрактальных объектов в природе. Однако
до самого последнего времени методы теории фракталов
составляли содержание самых сложных разделов теорети-
ческой физики — квантовой теории поля, статистической
механики, теории фазовых переходов.
В данной монографии была поставлена цель показать,
что идеи и методы теории фракталов могут быть эффек-
тивно использованы в традиционном, классическом разделе
механики — механике материалов. Круг рассмотренных
материалов достаточно широк: дисперсные материалы от
металлических порошков до оксидной керамики, полимеры,
композиционные материалы с различными матрицами и
наполнителями, полиграфические материалы.
Общим для всех рассмотренных материалов является
то, что технологии их производства относятся в настоящее
время к группе высоких технологий. Этот факт еще раз
подчеркивает потенциальные возможности теории фрак-
талов, которые в настоящее время далеко не исчерпаны.
Принято считать, что теория фракталов — зто геометрия
XXI в. Какими путями пойдет развитие теории и ее при-
ложений, сейчас можно только предполагать.
Вместе с тем в качестве иллюстрации этого процесса
можно проследить, как идеи теории фракталов проникали
в одну из областей высоких технологий — современную
полиграфию. На первом этапе использовались формальные
свойства фракталов, их начали применять в качестве
объектов необычной геометрической формы в дизайнер-
ских целях. В результате было разработано несколько
289
программных пакетов для генерации фрактальных фигур и
изображений.
Далее наступил второй этап — этап постижения не
только формы, но и содержания фракталов. Был разра-
ботан метод фрактального сжатия информации. Этот
метод используется при обработке изобразительной ин-
формации для сжатия и архивации массивов больших
изображений.
Сейчас настала очередь третьего этапа. При участии
автора на кафедре полиграфии Белорусского государст-
венного технологического университета на основе теории
фракталов разрабатывается новая разновидность стохас-
тических растров.
Возможности методов теории фракталов приме-
нительно к механике полиграфических материалов и
технологии печатных процессов продемонстрированы в
гл. 7 монографии.
Фракталы и фрактальные материалы имеют не только
необычную форму, но и интересные свойства, многие из
которых могут оказаться в перспективе полезными и в
других отраслях науки техники и технологии. Залогом
этому является присущая фракталам красота и гармония.
ЛИТЕРАТУРА
1. Победря Б. Е. Механика композиционных материа-
лов. — М.: Изд—во МГУ, 1984. — 336 с.
2. Тарнопольский Ю. М., Кинцис Т. Я. Методы статиче-
ских испытаний армированных пластиков. — М.: Химия,
1981. — 282 с.
3. Липатов Ю. С. Физическая химия наполненных по-
лимеров. — М.: Химия, 1977. — 304 с.
4. Липатов Ю. С. Физико-химические основы напол-
нения полимеров. — М.: Химия, 1991. — 260 с.
5. Берлин А. А., Басин В. Е. Основы адгезии полиме-
ров. — М.: Химия, 1974. — 392 с.
6. Дерягин Б. В., Кротова Н. А., Смилга В. П. Адгезия
твердых тел. — М.: Наука, 1973. — 280 с.
7. Белый В. А., Егоренков П. И., Плескачевский Ю. М.
Адгезия полимеров к металлам. — Мн.: Наука и техника,
1971. — 286 с.
8. Многокомпонентные полимерные системы / Под ред.
Р. Голда. — М.: Химия, 1974. — 328 с.
9. Гетерогенные полимерные материалы. — Киев: Наук,
думка, 1973. — 164 с.
10. Структура и свойства поверхностных слоев поли-
меров. — Киев: Наук, думка, 1972. — 296 с.
11. Берлин А. А., Вольфсон С. А., Ошмян В. Г., Ениколо-
пов Н. С. Принципы создания композиционных полимер —
ных материалов. — М.: Химия, 1990. — 240 с.
12. Эйнштейн А. Новое определение размеров моле-
кул// Сборн. науч. тр. — М.: Наука, 1966. — Т. 3. —С. 75 — 91.
13. Hill R. J. A self-consistent mechanics of composite
materials//J. Meeh, and Phys. Solids, 1965.—V. 13.—
P. 213-225.
14. Эшелби Дж. Континуальная теория дислокаций. —
М.: Мир, 1963. — 290 с.
15. Hashin Z., Shtrikman S. On some variational principles
in anisotropic and nonhomogeneous elasticity // J. Meeh, and
Phys. Solids, 1962. — V. 10, № 4. — P. 335-342.
16. Новиков В. В. К определению эффективных модулей
упругости неоднородных материалов//ПМТФ, 1985.—
№ 5. — С. 146-153.
291
17. Дульнев Г. Н, Заричняк Ю. П. Теплопроводность
смесей и композиционных материалов. — Л.: Энергия,
1974. — 264 с.
18. Новиков В. В. Эффективный коэффициент теплового
расширения неоднородного материала//ИФЖ, 1983.—
Т. 44, № 6. — С. 969-977.
19. Dewey J. М. The elastic constants of materials loaded with
nonrigid fillers//J. Appl. Phys., 1974. — V. 18. — P. 578 — 582.
20. Boucher S. On the effective moduli of isotropik two —
phase elastic composites//J. Comp. Mater., 1974. — V. 8.—
P. 82-91.
21. Russel W. B. On the effective moduli of composite
materials effekt of faber length and geometry at dilut con-
centrations//Z. Angew. Math, and Phys, 1973. — V. 24.—
P. 581-587.
22. Chen H.-S., Acrivos A. The effective elastic moduli of
composite materials containing spherical inclusions at non —
dilute contrations//Int. J. Solids and Structures, 1978.—
V. 14. — P. 349-344.
23. Hashin Z. The elastic moduli of heterogeneous
materials//Appl. Meeh., 1962. —V. 29. — P. 143-151.
24. Бердичевский В. Л Вариационные принципы ме-
ханики сплошной среды. — М.: Наука, 1983. — 250 с.
25. Вавакин А. С., Салганик Р. А. Об эффективных
характеристиках неоднородных сред с изолированными
неоднородностями // Изв. АН СССР. МТТ, 1975. — № 3. —
С. 65-75.
26. Купер Г. А. Разрушение и усталость // Композици —
онные материалы / Под ред. Л. Браутмана и Р. Крока: В
8 т, — М.: Мир, 1978. — Т. 5. — С. 56- 120.
27. Budiansky В. On the elastic moduli of some
heterogeneous materials//J. Meeh and Phys. Solids, 1965.—
V. 13. — P. 223-225
28. Kerner E. H. The elastic and thermoe lastic properties
of composite media//Proc. Phys. Soc., 1956. — V. 69.—
P. 802-805.
29. Кравчук А. С., Майборода В. П., Уржумцев Ю. С.
Механика полимерных и композиционных материалов. —
М.: Наука, 1965. — 304 с.
30. Bensoussan A., Lions J.-L., Papanicolaou G. Asymptotic
analysis for periodic structures.—Amsterdam: North —
Holland, 1978. — 700 p.
31. Бахвалов H. С., Панасенко Г. П. Осреднение про-
цессов в периодических средах. — М.: Наука, 1984. — 352 с.
32. Победря Б. Е., Горбачев В. И. О статических задачах
упругих композитов//Вести. Моск, ун-та. Сер. матем.,
механ. — 1977. — № 5. — С. 101-110.
33. Лившиц И. М., Розенцвейг Л. Н. К теории упругих
292
свойств поликристаллов//ЖЭТФ, 1946. — Т. 16, №11.—
С. 967-980.
34. Шермергор Т. Д. Теория упругости микронеодно —
родных сред. — М.: Наука, 1977. — 400 с.
35. Ломакин В. А. Статистические задачи механики
твердых деформируемых тел. — М.: Наука, 1970. — 140 с.
36. Волков С. Д., Ставров В. П. Статистическая меха-
ника композитных материалов. — Мн.:' Изд—во БГУ,
1978. — 206 с.
37. Хорошун Л. П. К теории изотропного формирова-
ния упругих тел со случайными неоднородностями И
Прикладная механика, 1967. — Т. 3, вып. 9 — С. 14— 19.
38. Щербаков А. С., Хорошун Л. П„ Подчуфароб В. С.
Арболит: повышение качества и долговечности. — М.:
Лесная пром —сть, 1979. — 178 с.
39. Гай М. И., Зеленский Э. С., Ошмян В. Г. Упругие ха-
рактеристики случайно — неоднородных композитных
материалов//Механика композит, материалов, 1987.—
№ 2. — С. 243-249.
40. Гай М. И., Маневич Л. И., Ошмян В. Г Перколяционные
эффекты в механике композитных материалов И Механика
композит, материалов, 1990. — № 3. — С. 426—431.
41. Соколкин Ю. В., Ташкинов А. А. Механика дефор-
мирования и разрушения структурно неоднородных
сред. — М.: Наука, 1984. — 148 с.
42. Овчинский А. С. Процессы разрушение композици-
онных материалов, имитация микро— и макромеханизмов
на ЭВМ. — М.: Наука, 1988. — 278 с.
43. Волченок В. Ф. Моделирование свойств полидис —
персных структур. — Мн.: Навука i тэхшка, 1991. — 192 с.
44. Хейфец Л. И., НеймаркА. В. Многофазные процессы
в пористых средах. — М.: Химия, 1982. — 320 с.
45. Дульнев Г. Н. Новиков В. В. Процессы переноса в
неоднородных средах. — Л.: Энергоатомиздат, 1991. — 246 с.
46. Шкловский Б. И., Эфрос А. Л. Электронные свойства
легированных полупроводников. — М.: Наука, 1979. — 416 с.
47. Де Жен П. Идеи скейлинга к физике полимеров. —
М.: Мир, 1982. — 368 с.
48. Челидзе Т. Л. Методы теории протекания в механике
геоматериалов. — М.: Наука, 1987. — 136 с.
49. Соколов И. М. Размерности и другие геометрические
критические показатели в теории протекания И Успехи
физ. наук, 1986. — Т. 150, вып. 2. — С. 221 — 225.
50. Дорохов И. Н., Масеев Ю. Н, Кафаров В. В. Метод
перколяционного анализа для описания топологических
фазовых переходов при получении многофункциональных
композиционных материалов И Докл. РАН, 1992.—Т. 324,
№ 4. — С. 805-809.
293
51. Смирнов Б. М. Фрактальные кластеры//Успехи физ.
наук, 1936. — Т. 149, вып. 2. — С. 177 — 219.
52. Федер Е. Фракталы. — М.: Мир, 1991 — 254 с.
53. Мосолов А. Б., Динариев О. Ю. Фракталы, скейлы и
геометрия пористых материалов И ЖТФ, 1988. — Т. 58,
№ 2. — С. 233-238.
54. Гольдштейн Р. В., Мосолов А. Б. Трещины с фрак-
тальной поверхностью//Докл. АН СССР, 1991.— Т. 319,
№ 4. — С. 840-848.
55. Мосолов А. Б. Фрактальная геометрия высокотем —
пературных сверхпроводников//Письма в ЖТФ, 1989.—
Т. 15, вып. 19. — С. 64-68.
56. Бородич Ф. М., Мосолов А. Б. Фрактальная шеро-
ховатость в контактных задачах//ПММ, 1992. — Т. 56,
вып. 1. — С. 786 — 795.
57. Мосолов А. Б. О неперколяционном поведении ме —
ханических свойств сверхпроводящих компози-
тов//Письма в ЖТФ, 1990. — Т. 16, вып. 6. — С. 56 — 59.
58. Баланкин А. С. Упругие свойства фракталов, эффект
поперечных деформаций и динамика свободного разру-
шения твердых тел//Докл. АН СССР, 1991. — Т. 319,
№ 5. — С. 1098-1101.
59. Ладыжинский И. Я., Урьева Г. Н., Мевис Я., Урь-
ев Н. Б. К теории течения коллоидных систем с фрак-
тальной структурой // Коллоидный журнал, 1992. — Т. 54,
№ 1. — С. 91-96.
60. Дерягин Б. В., Чурев Н. В., Муллер В. М. Поверхно —
стные силы. — М.: Наука, 1985. — 398 с.
61. Ефремов И. Ф. Периодические коллоидные струк-
туры. — Л.: Химия, 1971. — 192 с.
62. Физико-химическая механика природных дисперсных
систем / Под ред. Е. Л. Щукина, И. В. Перцова, В. И. Осипова,
Р. И. Злочевской. — М.: Изд—во МГУ, 1985. — 266 с.
63. Дерягин Б. В. Теория устойчивости коллоидов и
тонких пленок. — М.: Наука, 1986. — 206 с.
64. Волощук В. М„ Седунов Ю. С. Процессы коагуляции в
дисперсных системах. — М.: Гидрометеоиздат, 1975. — 320 с.
65. Пеньков Н. В. Вероятностный подход к моделиро-
ванию коагуляционных процессов//ЖПХ, 1991. — Т. 64,
№ 8. — С. 1683-1557.
66. Штакельбер Д. И., Сычев М. М. Самоорганизация в
дисперсных системах. — Рига: Зинатне, 1990. — 176 с.
67. Ребиндер П. А. Поверхностные явления в дисперс-
ных системах. Физико-химическая механика. — М.:
Наука, 1972. — 384 с.
68. Лиштван И. И., Король Н. Т. Основные свойства
торфа и методы их определения. — Мн.: Наука и техника,
1975. — 320 с.
294
69. Mandelbrot В. В. The Fractal Geometry of Natur. —
N.-Y., 1982. — 461 p.
70. Лиштван И. И., Богатов Б. А., Кулак М. И. Фрак-
тальные структуры торфяных систем//Докл. АН СССР,
1991. — Т. 318, № 2. — С. 426-430.
71. Meakin Р. // Adv. Colloid Innterface Sci., 1988. — V. 28,
№ 4. — P. 249-331.
72. Кулак M. И. О проявлениях фрактальной взаимо-
связи структурной неоднородности древесины под дейст-
вием гамма — излучения//Химия древесины, 1991. — №6.
С. 16 — 20.
73. Кулак М. И. Структурные аспекты фрактальной ме-
ханики древесно — полимерных композитов И Изв. АН
БССР. Сер. физ.—техн, наук, 1991. — № 2. — С. 18 — 22.
74. Губин С. П. Химия кластеров. — М.: Химия, 1987. —240 с.
75. Кулак М. И. Фрактальная размерность кластерных
соединений металлов//Тез. докл. XVII Всесоюз. Чугаев —
ского со вещ. по химии комплексных соединений. — Мн.,
1990. — Ч. 2. — С. 272.
76. Фракталы в физике / Под ред. Л. Пьетронеро,
Э. Тозатти. — М.: Мир, 1988. — 672 с.
77. Жюльен Р. Фрактальные агрегаты // Успехи физ.
наук, 1989. — Т. 157, вып. 2. — С. 339 357.
78. Кулак М. И. Влияние структурных неоднородностей
на упругие свойства фрактальных дисперсных сис-
тем//Докл. АН БССР, 1991. — Т. 35, № 8. — С. 704-707.
79. Лиштван И. И., Богатов Б. А., Кулак. М. И. Фрак-
тальные аспекты физико —химии дисперсных систем//Изв.
АН Беларуси. Сер. хим. наук, 1992. — №. 5—6. — С. 13 — 20.
80. Разрушение и усталость И Композиционные мате-
риалы / Под ред. Л. Браутмана, Р. Крока: В 8 т. — М.: Мир,
1978. — Т. 5. — 484 с.
81. Урьев Н. Б. Физико-химические основы технологии
дисперсных систем и материалов. — М.: Химия, 1988. — 56 с.
82. Перспективные направления в исследовании про-
цессов измельчения сыпучих материалов / В. В. Кафаров,
И. Н. Дорохов, С. Ю. Арутюнов и др. //Теор. основы хим.
технологии, 1990. — Т. 24, № 3. — С. 291 —305.
83. Больший М. Ю. Научные основы порошковой ме-
таллургии и металлургии волокна. — М.: Металлургия,
1972. — 336 с.
84. Большин М. Ю., Кипарисов С. С. Основы порошковой
металлургии. — М.: Металлургия, 1978. — 184с.
85. Жданович Г. М. Некоторые вопросы теории про-
цесса прессования металлических порошков и их сме-
сей. — Мн.: Белорусский политехнич. ин—т, 1960. — 98 с.
86. Жданович Г. М. Теория прессования металлических
порошков. — М.: Металлургия, 1969. — 64 с.
295
87. Кулак М. И. Статистическое моделирование про-
цессов структурообразования при прессовании дисперс-
ных материалов // Состояние работ в области создания
проницаемых материалов и перспективы их использова-
ния: Тез. докл. науч.— техн, совещ. — Мн.: БелНИИНТИ,
1989. — С. 35-37.
88. Кулак М. И. Статистическое моделирование про-
цесса прессования композиционных материалов и метод
их защитной обработки // Модифицирование и защитная
обработка древесины: Тез. докл. Всесоюз. конф. —
Красноярск: СТИ, 1989. — Т II. — С. 19-20.
89. Форстер Д. Гидродинамические флуктуации, на-
рушенная симметрия и корреляционные функции. — М.:
Атомиздат, 1980. — 268 с.
90. Поттер Д. Вычислительные методы в физике. — М.:
Мир, 1975 — 392 с.
91. Большин М. Ю. Зависимость механических свойств
порошковых металлов от пористости и предельных свойств
пористых металлокерамических материалов // Докл. АН
СССР, 1949. — Т. 67, № 5. — С. 83-834.
92. Больший М. Ю. О связи между пористостью, кон-
тактным сечением и свойствами порошковых материа-
лов//Докл. АН СССР, 1964. — Т. 154, № 1. — С. 80-82.
93. Егоров А. Г., Костерин А. В., Скворцов Э. Б. Консо —
лидация и акустические волны в насыщенных пористых
средах. — Казань: Изд—во КГУ, 1990. — 102 с.
94. Наугольных К. А., Островский Л. А. Нелинейные
волновые процессы в акустике/Под ред. А. В. Гапонова —
Грехова. — М.: Наука, 1990. — 238 с.
95. Беляева И. Ю., Зайцев В. Ю., Островский Л. А. Нели-
нейные акустоупругие свойства зернистых сред//Акусти—
ческий журнал, 1993. — Т. 39, вып. 1. — С. 25 — 32.
96. Заикин А. Д. Эффективные упругие модули зер-
нистых сред//ПМТФ, 1990. — № 1. — С. 91 — 96.
97. Голиков Н. А., Заикин А. Д. Скорости упругих волн в
консолидированных зернистых средах//ПМТФ, 1992.—
№ 2. — С. 27-130.
98. Бойко В. Г, Могель X. И., Сысоев В. М„ Чалый А. В.
Особенности метастабильных состояний при фазовых
переходах жидкость — пар//Успехи физ. наук, 1991.—
Т. 161, № 2. — С. 77-111.
99. Зименков С. В., Назаров В. Е. Нелинейные акусти-
ческие эффекты в песке//Акустический журнал, 1992. —
Т. 38, вып. 6 — С. 1118 -1120.
100. Уайт Дж. Э. Возбуждение и распространение сей-
смических волн. — М.: Недра, 1986. — 262 с.
101. Роман О. В., Скороход В. В., Фридман Г. Р. Ульт-
развуковой и резистрометрический контроль в порошко —
296
вой металлургии. — Мн.: Выш. шк., 1989. — 182 с.
102. Чабан И. А. Затухание звука в грунтах и горных
породах//Акустический журнал, 1993. — Т. 39, вып. 2 —
С. 362-369.
103. Gist G. A. Ultrasonic Attenuation and Fractal Surfaces in
Porous Media // Phys. Rev. Ser. B., 1989. — V. 39, № 10B. —
P. 7295-7298.
104. Кухлинг X. Справочник no физике. — M.: Мир,
1982. — 520 с.
105. Справочник по машиностроительным материа-
лам/Под ред. Г. И. Погодина—Алексеева. — М.: Маши-
ностроение, 1952. — Т. 2. — 640 с.
106. Иванова В. С. Синергетика: Прочность и разрушение
металлических материалов. — М.: Наука, 1992. — 160 с.
107. Порошковая металлургия сталей и сплавов /
Ж. И. Дзенеладзе, Р. П. Щеголева, Л. С. Голубева и др. —
М.: Металлургия, 1978. — 264 с.
108. Применение методов математической статистики
для оценки брикетируемости торфов / И. И. Лиштван,
Н. Т. Король, Н. Н. Соколов и др. // Механизация добычи
торфа. Сб. трудов КПИ. — М.: Недра, 1974. — Вып. 17
(13). — С. 105-111.
109. Попильский Р. Я., Кондрашов Ф. В. Прессование
керамических порошков. — М.: Металлургия, 1968. — 272 с.
ПО. Cooper A. R., Eaton L. Е. Compaction Behavior of
Several Ceramic Powders//Journal of the American Ceramic
Society, 1962. — V. 45, № 3. — P. 97- 101.
111. Физико—химические свойства окислов/Под ред.
Г. В. Самсонова. — М.: Металлургия, 1978. — 472 с.
112. Новое в области испытаний на микротвердость / Под
ред. А. П. Семенова. — М.: Наука, 1974. — 272 с.
113. Богородицкий Н. П„ Пасынков В. В., Тареев В. М.
Электротехнические материалы. — Л.: Энергия, 1969. —408 с.
114. Галахов А. В., Куцев С. В., Крючков В. А., Прокофь-
ев А. В. Влияние давления формования на спекаемость
субмикронных порошков тетрагонального диоксида цирко-
ния// Огнеупоры, 1993. — № 2. — С. 5 — 11.
115. Брагинский В. А Прессование. — Л: Химия, 1979. — 176 с.
116. Кольман-Иванов Э. Э., Салазкин К. А. Таблеточные
машины. — М.: Машиностроение, 1966. — 224 с.
117. Кунин Н. Ф., Юрченко Б. Д. Закономерности прес-
сования порошков различных материалов // Порошковая
металлургия, 1963. — № 6. — С. 3 — 9.
118. Брагинский В. А. Технология прессования точных
деталей из термореактивных пластмасс. — Л.: Химия,
1971. — 256 с.
119. Кольман-Иванов Э. Э. Таблетирование в химиче-
ской промышленности. — М:. Химия, 1976. — 200 с.
297
120. Справочник по пластическим массам/Под ред.
В. М. Катаева, В А. Попова, Б. И Сажина. — М.: Химия,
1975. — Т. 1. — 448 с.
121. Справочник по пластическим массам/Под ред.
В. М. Катаева, В. Д. Попова, Б. И. Сажина. — М.: Химия,
1975. — Т.2. — 568 с.
122. Пик И. Ш. Прессовочные, литьевые и поделочные
пластические массы. — М. — Л.: Химия, 64. — 380 с.
123. Доронин Ю. Г., Свиткин М. М., Мирошничен-
ко С. Н. Синтетические смолы в деревообработке. — М.:
Лесная пром —сть, 1979. — 208 с.
124. Москалева В. Е. Строение древесины и его изме-
нение при физических и механических воздействиях. —
М.: Изд-во АН СССР, 1957. — 168 с.
125. Хухрянский П. Н. Прессование древесины. — М.:
Лесная пром-сть, 1964. — 355 с.
126. Нысенко Н. Т. Древесные пластмассы. — М.: Лес-
ная пром-сть, 1964. — 106 с.
127. Вигдорович А. И., Сагалаев Г. В., Поздняков А. А.
Древесные композиционные материалы в машинострое-
нии. — М.: Машиностроение, 1991. — 240 с.
128. Купчинов Б. И., Нем.огай Н.В., Мельников С. Ф.
Технология конструкционных материалов и изделий на
основе измельченных отходов древесины / Под ред.
В. А. Белого. — Мн.: Наука и техника, 1992. — 200 с.
129. Кулак М. И. Структурный метод прогнозирования
прочности древесно — полимерных композитов И Изв. АН
Беларуси. Сер. физ, —техн, наук, 1993. — № 1. — С. 72 — 76.
130. Модин Н. А., Ерошкин А. Н. Брикетирование из-
мельченной древесины и древесной коры. — М.: Лесная
пром —сть, 1971. — 112 с.
131. Поздняков А. А. Прочность и упругость компози-
ционных древесных материалов. — М.: Лесная пром —сть,
1988. — 136 с.
132. Боровиков А. М., Уголев Б. Н. Справочник по дре-
весине / Под ред. Б. Н. Уголева. — М.: Лесная пром — сть,
1989. — 296 с.
133. Березин А. А., Беловидов И. Д. Структура торфа—
сырца и ее изменения в процессе механической перера —
ботки//Тр. Московского торфяного ин —та. — М. — Л.:
Госэнергоиздат, 1956. — Вып. 8. — С. 167 — 208.
134. Наумович В. М. Теоретические основы процесса бри-
кетирования торфа. — Мн.: Изд. АН БССР, 1960. — 196 с.
135. Богатов Б. А. Моделирование и оптимизация про-
цессов брикетного производства. — М.: Недра, 1976. — 184 с.
136. Лиштван И. И., Богатов Б. А., Кулак М. И. Влияние
фрактальной неоднородности структуры на деформа-
ционно-прочностные свойства агрегатов торфяных сис —
298
тем//Коллоидный журнал, 1992. — Т. 54, № 4. —С. 107 —
111.
137. Лиштван И. И., Король Н. Т. Основные свойства
торфа и методы их определения. — Мн.: Наука и техника,
1975. — 320 с.
138. Богатов Б. А., Зайцев В. С., Кубилюс В. С. Зависи-
мость оптимального давления брикетирования торфа от
размеров прессовой камеры И Материалы XXI респ. на —
уч. —техн. конф. — Вильнюс: КПИ, 1971. —С. 26 — 31.
139. Милай А. В. Обоснование метода управления
прессованием торфа в штемпельном прессе. Дис. ... канд.
техн. наук. — Мн.: БПИ, 1985. — 227 с.
140. Справочник по торфу/Под ред. А. В. Лазарева,
С. С. Корчунова. — М.: Недра, 1982. — 760 с.
141. Воларович М. П., Ковалевский Е. П. Исследование
упругих параметров торфяных брикетов импульсным
ультразвуковым методом//Торфяная пром-сть, 1962.—
№ 8. — С. 14-16.
142. Воларович М. П., Ковалевский Е. П., Куж.ман Г. И.
Изучение упругих свойств торфа импульсным ультразву-
ковым методом//Тр. Калининского торфяного ин —та.—
М.~Л.: Госэнергоиздат, 1963. — Вып. 13. — С. 51.—58.
143. Кулак М. И. Закономерности структурообразования в
полимерных композитах с дисперсными наполнителя-
ми //Докл. АН БССР, 1990. — Т. 34, № 9. —С. 819 — 822.
144. Кулак М. И. Структурные аспекты прогнозирова-
ния деформационно — прочностных свойств дисперсно—
армированных пластиков//Докл. АН Беларуси, 1992.—
Т. 36, № 5. — С. 442-445.
145. Кристенсен Р. Введение в механику композитов. —
М.: Мир, 1982. — 334 с.
146. Гольдман А. Я. Прогнозирование деформационно —
прочностных свойств полимерных и композиционных
материалов. — Л: Химия, 1988. — 272 с.
147. Лиштван И. И., Богатов Б. А., Кулак М. И. Фрак-
тальные аспекты физико —химии дисперсно — наполнен—
ных полимерных композитов И Изв. АН Беларуси. Сер.
хим. наук, 1993. — № 1. — С. 10— 16.
148. Витязь П. А., Капцевич В. М, Шелег В. К. Пористые
порошковые материалы и изделия из них. — Мн.: Выш.
шк., 1987. — 164 с.
149. Уотерман Д. Руководство по экспертным систе-
мам. — М.: Мир, 1989. — 388 с.
150. Кулак М. И. Статистический подход и программные
средства моделирования композитов В Международный
симпозиум «Информатика—89»: Материалы. — Мн.:
БелНИИТНИ, 1989. — Т. 2, ч. II. — С 715-719.
151. Кулак М. И. Концептуальная интеллектуализация
299
проектирования структуры композиционных и дисперсных
материалов // Освоение и концептуальное проектирование
интеллектуальных систем: Тез. докл. Всесоюз. науч,
конф. — М.: ЦННИЭИУС, 1990. — Ч. 2. — С. 54-56.
152. Кулак М. И. Структуризация знаний в интеллек-
туальной системе моделирования композитов // Докл. II
Всесоюз. конф. «Искусственный интеллект —90». — Мн.,
1990. — Т. 3. — С. 66-68.
153. Кулак М. И., Лобанова Т. А. Роль и место брикети —
рования в проблеме комплексной переработки древесного
сырья//В кн.: Технология и оборудование заготовки и пе-
реработки древесины. — Мн.: Выш. шк., 1989. — Вып. 4. —
С. 102-109.
154. Кулак М. И„ Яковлев М. К., Лобанова Т. А., Сусло-
ва Л. С. Экспертная система для решения проблем произ —
водства топливных брикетов // Деревообрабатывающая
пром-сть, 1991. — № 3. — С. 11 — 12.
155. Ванин Г. А. Основы статистической механики
композитных систем // Механика композитных материалов,
1988. — № 1. — С. 21-30.
156. Гай М. И., Маневич Л. И., Ошмян В. Г. О перколя-
ционных эффектах в механических системах // Докл. АН
СССР, 1984. — Т. 276, № 6. — С. 1389- 1391.
157. Новиков В. В. К определению коэффициента теп-
лового расширения двухфазных систем //ИФЖ, 1984.—
Т. 47, № 4. — С. 617-624.
158. Дзенис Ю. А. Влияние агрегирования жесткого
дисперсного наполнителя на характеристики упругости
полимерного композита // Механика композитных мате —
риалов, 1986. — № 1. — С. 14 — 22.
159. Stauffer D. Scaling theory of percolation
clusters // Physical Report, 1979. — V. 54, № 1. — P. 1—74.
160. Механика композиционных материалов// Компо-
зиционные материалы / Под ред. Л. Браутмана, Р. Крока: В
8 т, — М.: Мир, 1978. — Т. 2. — 564 с.
161. Разрушение неметаллов и композитных материа-
лов: неорганические материалы // Разрушение / Под ред.
Г. Либовица: В 7 т. — М.: Мир, 1976. — Т. 7, ч. 1. — 634 с.
162. Piggott М. R. LeidnerJ. Misconceptions about filled
polymers//Journal of applied polymer science, 1974. — V. 18,
№ 6. — P. 1619-1623.
163. Nicolais L., Mashelkar R. A. The strength of polymeric
composites containing spherical fillers//Journal of applied
polymer science, 1976. — V. 20, № 2. — P. 561—563.
164. Наполнители для полимерных композиционных
материалов / Под ред. Г. С. Каца, Д. Е. Милевски. — М.:
Химия, 1981. — 736 с.
165. Темкина Р. 3. Синтетические клеи в деревообра —
300
ботке. — М.: Лесная пром-сть, 1970. — 288 с.
166. Sahu S., Broutman L. J. Mechanical properties of
particulate composites // Polymer engineering and science,
1972. — V. 12, № 2. — P. 91 - 100.
167. Nicolais L., Narkis M. Stress—strain behavior of styrene
acrylonitrile / glass bead composites in the glassy
region//Polymer engineering and science, 1971-. — V. 11,
№3. — P. 194-199.
168. Nicolais L, Drioli E., Landel R. F. Mechanical behavi-
our and permeability of ABS glass bead composites // Polymer,
1973. — V. 14, № 1. — P. 21-26.
169. Nicolais L., Lavengood R. E., Narkis M. Effetto della
inclusione di particelie rigide sulle proprieta di 1 polimeri
termoplastici vetrosi // Qiaderni dell'ingegnere chimico
italiano, 1972. — V. 8, № 4. — P. 51 -59.
170. Белый В. А., Врублевская В. И., Купчинов Б. И. Дре —
весно—полимерные конструкционные материалы и изде-
лия. — Мн.: Наука и техника, 1980. — 280 с.
171. Белый В. А., Екименко Н. А., Анненков В. Ф. Иссле-
дование ударопрочных материалов на основе древеси-
ны // Пластификация и модификация древесины. — Рига:
Зинатне, 1970. — С. 219 — 223.
172. Озоль-Калнин В. Г., Гравитис Я. А., Кокоревич А. Г.
Фрактальная модель сетки лигнина in vivo. — Пре-
принт. — Рига, 1988. — 16 с.
173. Кокоревич А. Г., Гравитис Я. А., Озоль-Калнин В. Г.
Развитие скейлингового подхода при исследовании над-
молекулярной структуры лигнина // Химия древесины,
1989. — № 1. — С. 3-24.
174. LinJ.S. Tang M.-Y. Fellers Fractal analysis of cotton
cellulose as characterized by small —angle X —ray
scattering//ACS Symp. Ser., 1987. — № 340, Chap. 14.—
P. 233-254.
175. Долацис Я. А. Радиационно — химическое модифи-
цирование древесины. — Рига: Зинатне, 1985. — 218 с.
176. Кармадонов А. Н. Дефектоскопия древесины. — М.:
Лесная пром-сть, 1987. — 120 с.
177. Янушкевич А. А., Литвинова К. О., Кулак М. И.
Флуктуационная гамма-дефектоскопия древеси-
ны//Технология и оборудование заготовки и переработки
древесины. — Мн., 1990. — Вып. 5. — С. 99 — 104.
178. Машкович В. П. Защита от ионизирующих излу-
чений. — М.: Атомиздат, 1966. — 311 с.
179. Кендалл М., Моран П. Геометрические вероятно-
сти. — М.: Наука, 1975. — 192 с.
180. Кулак М. И. фрактальный подход к описанию
структуры клеточной стенки древесины//Строение дре-
весины и его роль в процессах делигнификации: Сб.
301
докл. — Рига: Зинатне, 1990. — С. 132— 135.
181. Фенгел Д., Вегенер Г. Древесина (химия, ультра—
сруктура, реакции). — М.: Лесная пром-сть, 1988. — 512 с.
182. Никитин В. М., Оболенская А. Б., Щеголев В. П.
Химия древесины и целлюлозы. — М.: Лесная пром —сть,
1978. — 368 с.
183. Вихров В. Е. Диагностические признаки древеси-
ны. — М.: Изд — во АН СССР, 1959. — 132 с.
184. Kuhne G., Niemz Р. Untersuchungen zur Struktur
von//Holztechrlologie, 1980. — Bd. 21, № 3. — P. 139—144.
185. Петухов П. П. Исследование бокового давления
различных видов торфа // Сб. науч, работ БПИ. — Мн.:
Госиздат БССР, 1952. — Вып. II. — С. 134- 172.
186. Кондрючий А. И., Ковальчук Т. А., Балтер Н. П.
Исследование послойной плотности древесностружечных
плит при бесподдонном способе прессования И Научно —
технический и социальный прогресс лесопромышленного
комплекса Восточно-Сибирского региона: Сб. статей. —
Красноярск, 1990. — Т. 2. — С. 92 — 94.
187. Козлов В. А., Филиппов М. М. Непрерывный кон-
троль качества древесных плит // фундаментальные на-
уки — народному хозяйству. — М.: МЛТИ, 1990. —
С. 686-687.
188. Кулак М. И. Структурная механика древесностру-
жечных плит//Деревообрабатывающая пром—сть, 1991. —
№ 3. — С. 21-22.
189. Кулак М. И., Шутов Г. М. Взаимосвязь технологи-
ческих параметров и структурно—механических харак-
теристик древесностружечных плит в системах неразру —
шающего контроля их качества // Деревообрабатывающая
пром-сть, 1992. — №6. — С. 10 — 20.
190. Поташев О. Е., Лапшин Ю. Г. Механика древесных
плит. — М.: Лесная пром-сть, 1982. — 112 с.
191. Садо Т. Слоистая структура древесностружечных
плит и распределение в них пустот//Кёта дайгаку Кога—
кубу энсюрин хококу, 1975. — № 47. — С. 159— 169.
192. Разиньков Е. М. Исследование пористости древес —
ностружечных плит методом ртутной пористометрии. —
1986. — Деп. во ВНИПИЭИлеспроме. — № 1847 —лб.
193. Лычагин А. В., Карасев Е. И., Залесов Л. В. Мате-
матическая зависимость распределения послойной плот-
ности древесностружечных плит // Повышение качества
древесных плит и пластиков: Сб. науч, трудов / МЛТИ,
1989. — Вып. 215. — С. 65-70.
194. Тулузаков Д. В. Прочностные показатели древесно-
стружечной плиты при изгибе в зависимости от ее профиля
плотности И Повышение качества древесных плит и пласти —
ков: Сб. науч, трудов / МЛТИ, 1989. — Вып. 215. — С. 36—415.
302
195. Тарнопольский Ю. М„ Жигун И. Г., Поляков В. А.
Пространственно — армированные композиционные мате —
риалы. — М.: Машиностроение, 1987. — 224 с.
196. Цивин М. М. Исследование процессов смешивания
стружки со связующим в производстве древесностружечных
плит: Автореф. Дис ... канд. техн. наук. — Л, 1965. — 20 с.
197. Wilson J., Kramer R. Particleboard: microscopic
observations of resin distribution and board fracture // Forest
Products Journal, 1976. — V. 26, № 11. — P. 42 — 45.
198. Чамис К. Микромеханические теории прочности. В
кн.: Композиционные материалы. — М.: Мир, 1978. —
Т. 5. — С. 106-165.
199. Векслер А. К. Исследование процесса проклеивания
древесных стружек распыленным связующим: Автореф.
Дис. ... канд. техн. наук. — М., 1969. — 25 с.
200. Соснин М. И., Климова М. И. Физические основы
прессования древесностружечных плит. — Новосибирск:
Наука, 1981. — 193 с.
201. Шестакова 3. Я. Исследование процесса контак-
тирования древесных частиц при склеивании древесност-
ружечных плит: Автореф. Дис. ... канд. техн. наук. — Л.,
1973 — 19 с.
202. Garwood F. The be variance of the overlap of
geometrical figures with reference to a bombing prob-
lem//Biometrica, 1947. — V. 34, part 1/2. — P. 1 — 17.
203. Анисова H. П. Исследование влияния структурно —
механических и технологических факторов на физико —
механические свойства древесностружечных плит: Автореф.
Дис. ... канд. техн. наук. — Красноярск, 1973 — 20 с.
204. Фрумина С. И. Об оценке влияния различных
факторов на механические характеристики древесно-
стружечных плит//Лесной журнал. Изв. вузов, 1965.—
№ 3. — С. 86-90.
205. Шварцман Г. М., Щедро Д. А. Производство древес —
ностружечных плит. — М.: Лесная пром-сть, 1987. — 320 с.
206. ОтливанчикА. Н. Производство и применение дре-
весностружечных плит. — М.: Госстройиздат, 1962. — 311 с.
207. Klauditz W. Entwicklung stand und bedeutung der
holrspanplattenherstellung // Holr als Roh — und Werkstorff,
1955. — № 11.
208. Нысенко H. T. Древесные пластмассы. — M.: Лес-
ная пром —сть, 1964. — 106 с.
209. Минин А. Н. Технология пьезотермопластиков. —
М.: Лесная пром-сть, 1965. — 296 с.
210. Mandelbrot В. В. Fractals//Encyclopedia of Physical
Science and Technology, 1987. — №5. — P. 579 — 593.
211. Влияние структуры волокнистого слоя на его прони-
цаемость для нелинейно — вязкой жидкости / В. П. Ставров,
303
Е. И. Кременевская, В. В. Ставров и др.//Механика компо-
зитных материалов, 1997. — Т. 33, № 4. — С, 554—563.
212. Кордикова Е. И. Пропитка волокнистых материалов
расплавами термопластичных полимеров: Автореф. Дис. ...
канд. техн. наук. — Мн., 2000. — 22 с.
213. Кленов В. Б. Фильтрация жидкости через слой де-
формируемого текстильного материала. — М.: Легкая ин-
дустрия, 1972. — 88 с.
214. Шульчишин В. А. Гидравлическое сопротивление
деформируемого слоя волокнистого материала// Хими-
ческие волокна, 1992. — №2. — С. 13—15.
215. Брук О. Л., Дорохов И. Н., Кафаров В. В. Обобщен-
ный закон фильтрования в деформируемых пористых сре-
дах//ДАН России, 1992.- Т. 322, № 5. — С. 939 - 944.
216. Бернадинер М. Г., Ентов В. М. Гидродинамическая теория
фильтрации аномальных жидкостей. — М.: Наука, 1975. — 200 с.
217. Реут О. П„ Богинский Л. С., Петюшик Е. Е. Сухое
изостатические прессование уплотняемых материалов. —
Мн.: Дэбор, 1998. — 258 с.
218, Козаровицкий Л. А. Бумага и краска в процессе
печатания. — М: Книга, 1965. — 368 с.
219. Попрядухин П. А. Технология печатных процес-
сов. — М.: Книга, 1968 — 360 с.
220. Кулак М. И., Пиотух И. Г., Позднев Г. Н. Фракталь-
ный подход к описанию микроструктуры печатной бума—
ги//Квалилогия книги: Сб. науч, работ. — Львов, 1998. — С. 24—25.
221. Бибик Е. Е. Реология дисперсных систем. — Л.: Наука,
1981. — 172 с.
222. Реология. Теория и приложения / Под ред. Ф. Эй —
риха. — М.: Книга, 1962. — 824 с.
223. Урьев Н. Б., Потанин А. А. Текучесть суспензий
порошков. — М.: Химия, 1992. — 256 с.
224. Жолболсынова Р. С. Влияние дисперсности и масля —
ного числа органических пигментов на печатно — техноло—
гические свойства офсетных красок: Автореф. Дис. ... канд.
техн. наук. — М., 1979. — 24 с.
225. Кулак М. И., Мотолько А. П. Фрактальные структуры
агрегатов пигментов печатных красок// Автоматический контроль
и автоматизация производственных процессов: Материалы Me—
ждунар, науч,—техн, конф./ БГТУ. — Мн., 2000. — С. 215—217.
226. Технология изготовления печатных форм / Под ред.
В. И. Шеберстова. — М.: Книга, 1990. — 224 с.
227. Никанчикова Е. А., Попова А. Л. Технология оф-
сетного производства. — М.: Книга, 1980. — Ч. 2 — 288 с.
Г Убедительная просьба Л
Ко всёмъ чятающинъ и развмагриван» *
щммь инлги, эстампы фотиграфт и т д. I
I 1) НикакИхъ лодрисовокъ. раскраши-
I ван!й и ОТМЪтОнъ Н£ д£гать; I
| 2) при пере листы ваши страниц,*. пайь- ‘
цы отнюдь не мочить; J
3; перелистывать медленно и аккуратно, <
чтобы нечаянно углы «раницъ и пакле- <
енныхъ рисунков ь не Загнуть и не смять, ;
а также прокладку и?ъ папиросной бума- 1
ги между рисунками не испортить, j
4} при раэсмвтриважи встамоовъ, фа- !
Тографзй и рисунковъвъннигах-ьпенурить j
и табачннмъ дымом~ь ихъ не обдавать; 3
5) лередъ начнломъ рагсмзтриВагчя и j
чтешя руки Тщательно яьпъ: потными I
руками такие отнюдь не брать; I
6) нъ Самому рисунку на зстамлДХъ фо !
тографамъ и т- Д. пальцами не лрикосаться; <
7) Обложку или лереплетъ книги пе- 5
I ред-ь чгеыемъ обертывать в-ь бумагу; J
I 6) листы КНИГИ Для памяти не загибать, I
| 9} въ карманахъ ннигъ не носить или ;
I же употребляя при этомъ особою лредосто j
I рожнистц чтобы пниги не испачкались И J
%. не измялись.
Научное издание
Кулак Михаил Иосифович
ФРАКТАЛЬНАЯ МЕХАНИКА
МАТЕРИАЛОВ
Редакторы Л. Н. Базулько, А. П. Берлина
Корректор В. П. Шкредова
Верстка М. И. Кулак, Т. А. Долгова, Т. В. Анкуд
Подписано в печать с диапозитивов, подготовленных Белорусским
государственным технологическим университетом, 24.06.2002.
Формат 84x108/32. Бумага офсетная. Гарнитура «Балтика».
Офсетная печать. Усл. печ. л. 15,96. Уч.-изд. л. 15,71.
Тираж 500 экз. Заказ 3515.
Республиканское унитарное предприятие «Издательство "Вышэйшая школа*».
Лицензия ЛВ №5 от 11.09.2000. 220048, Минск, проспект Машерова, 11.
Республиканское унитарное предприятие «Полиграфический комбинат
имени Я. Коласа». 220600, Минск, ул. Красная, 23.