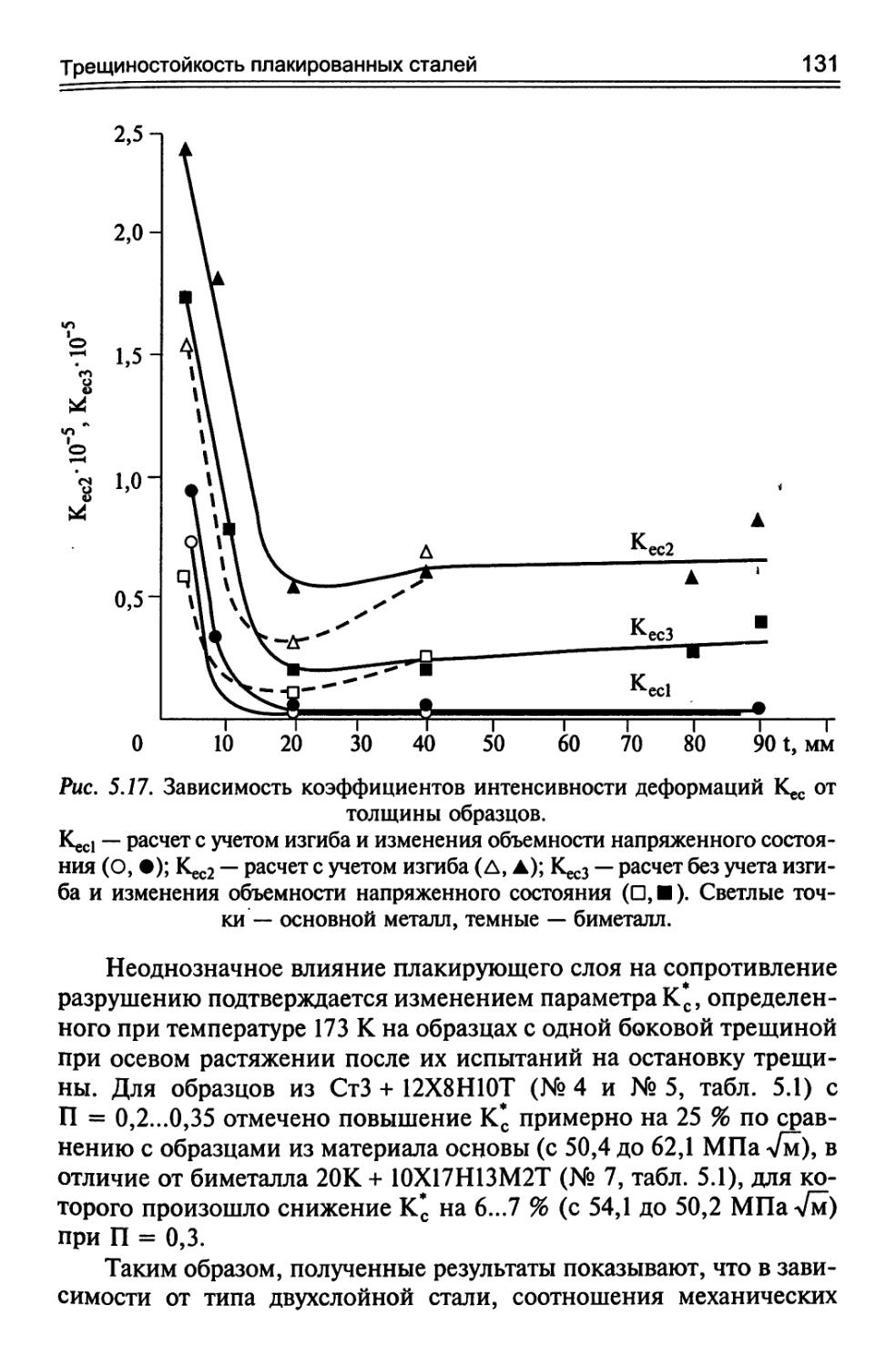
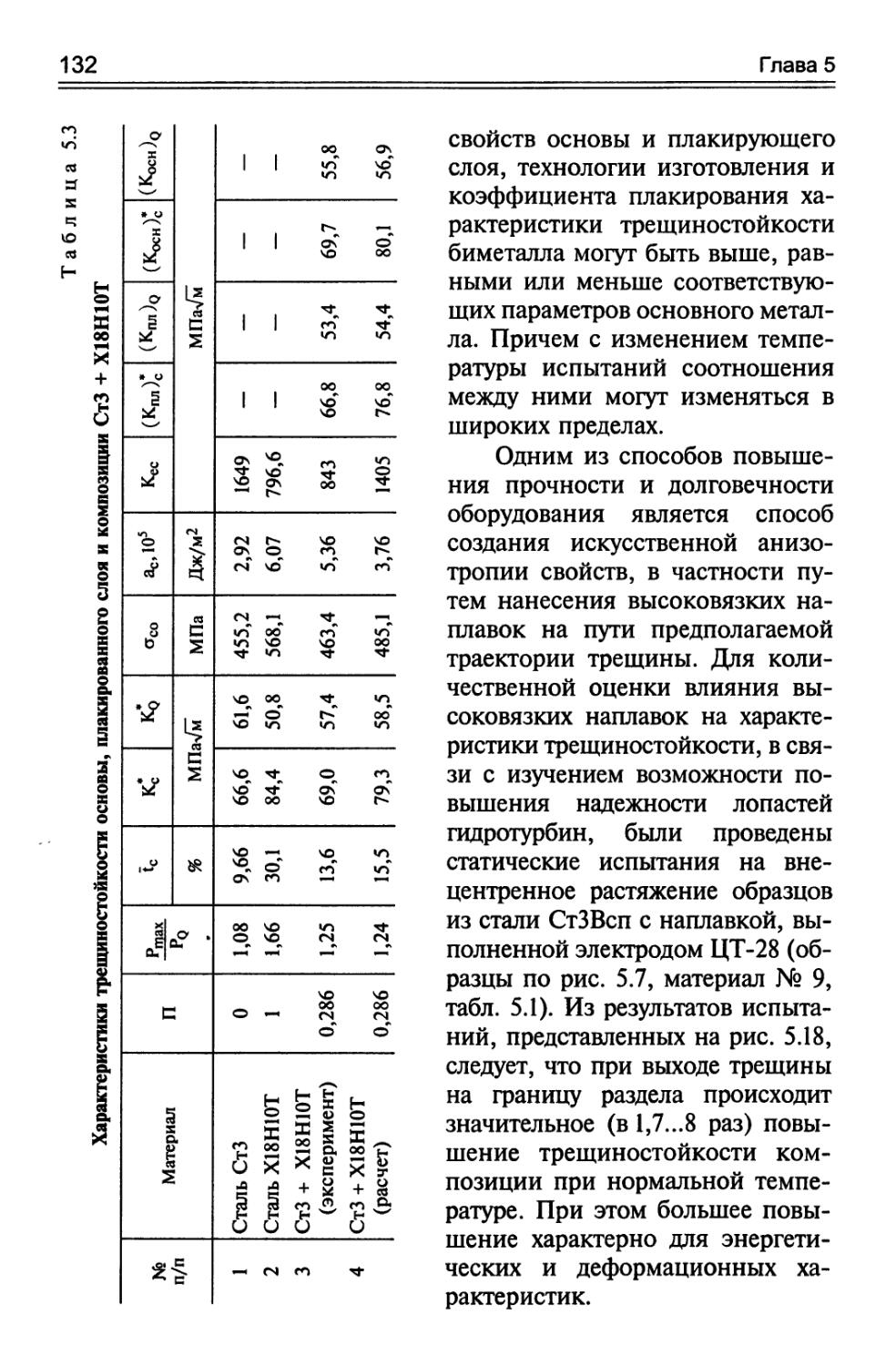
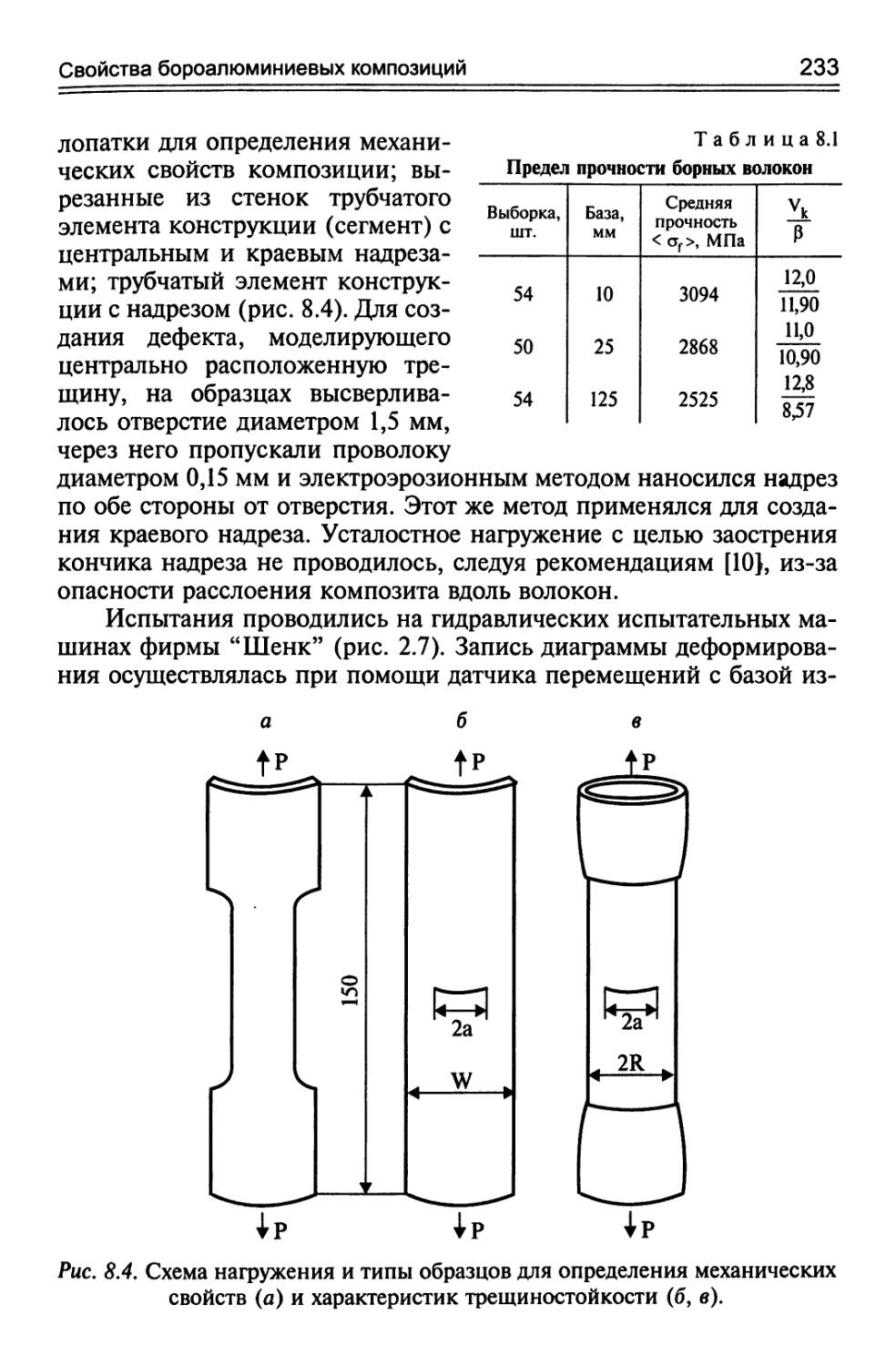
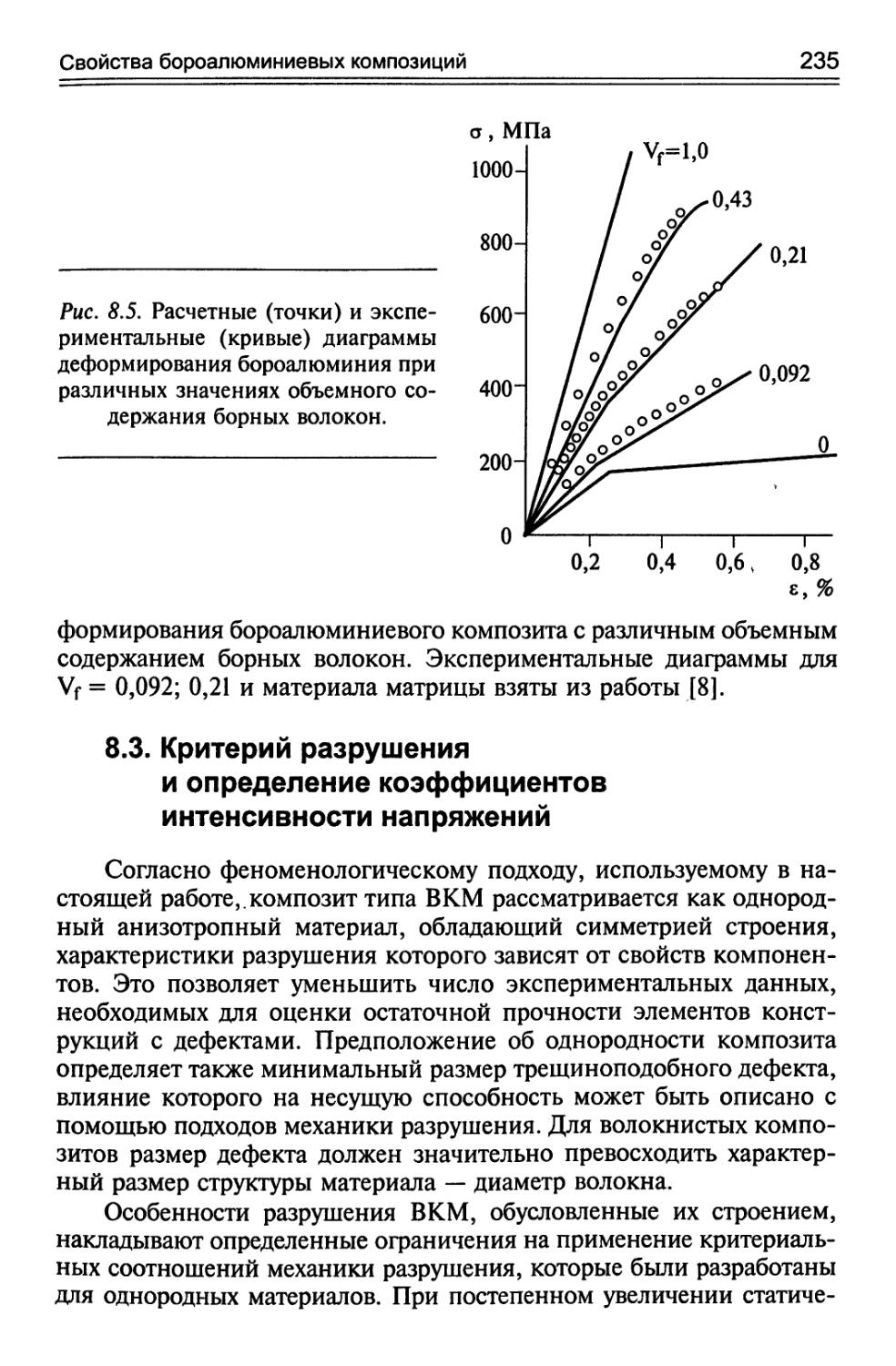
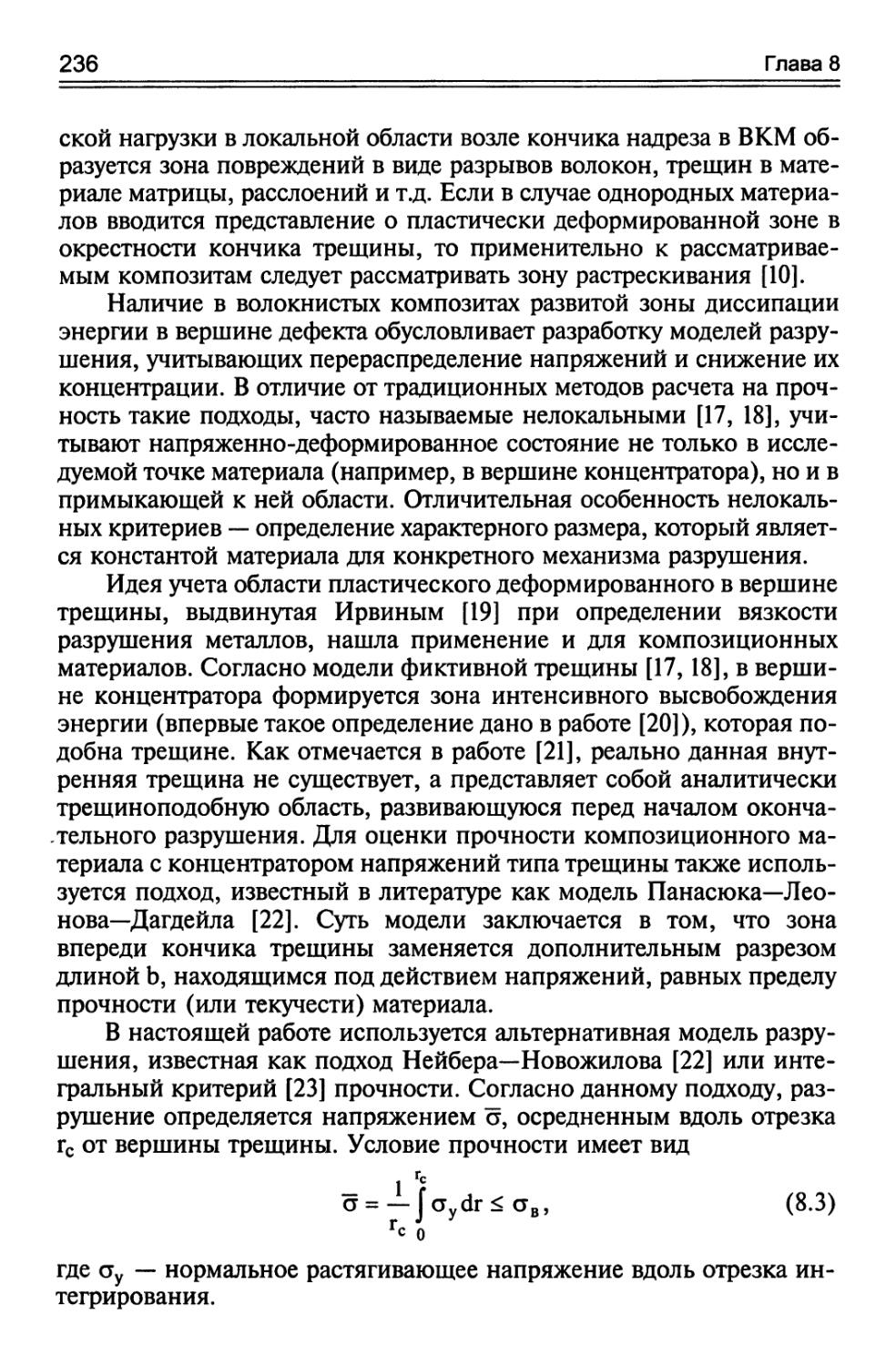
/









































































































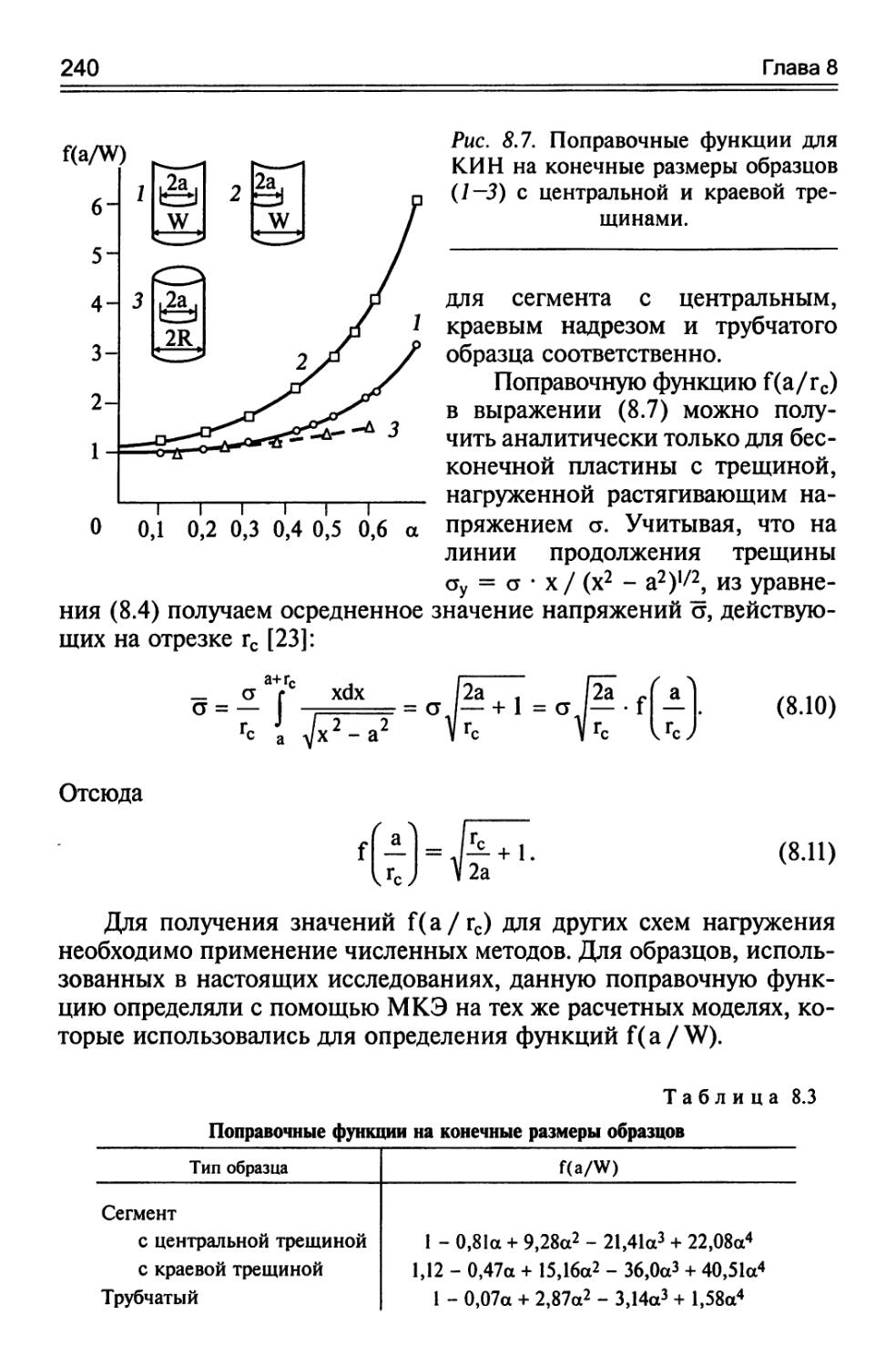















































Text
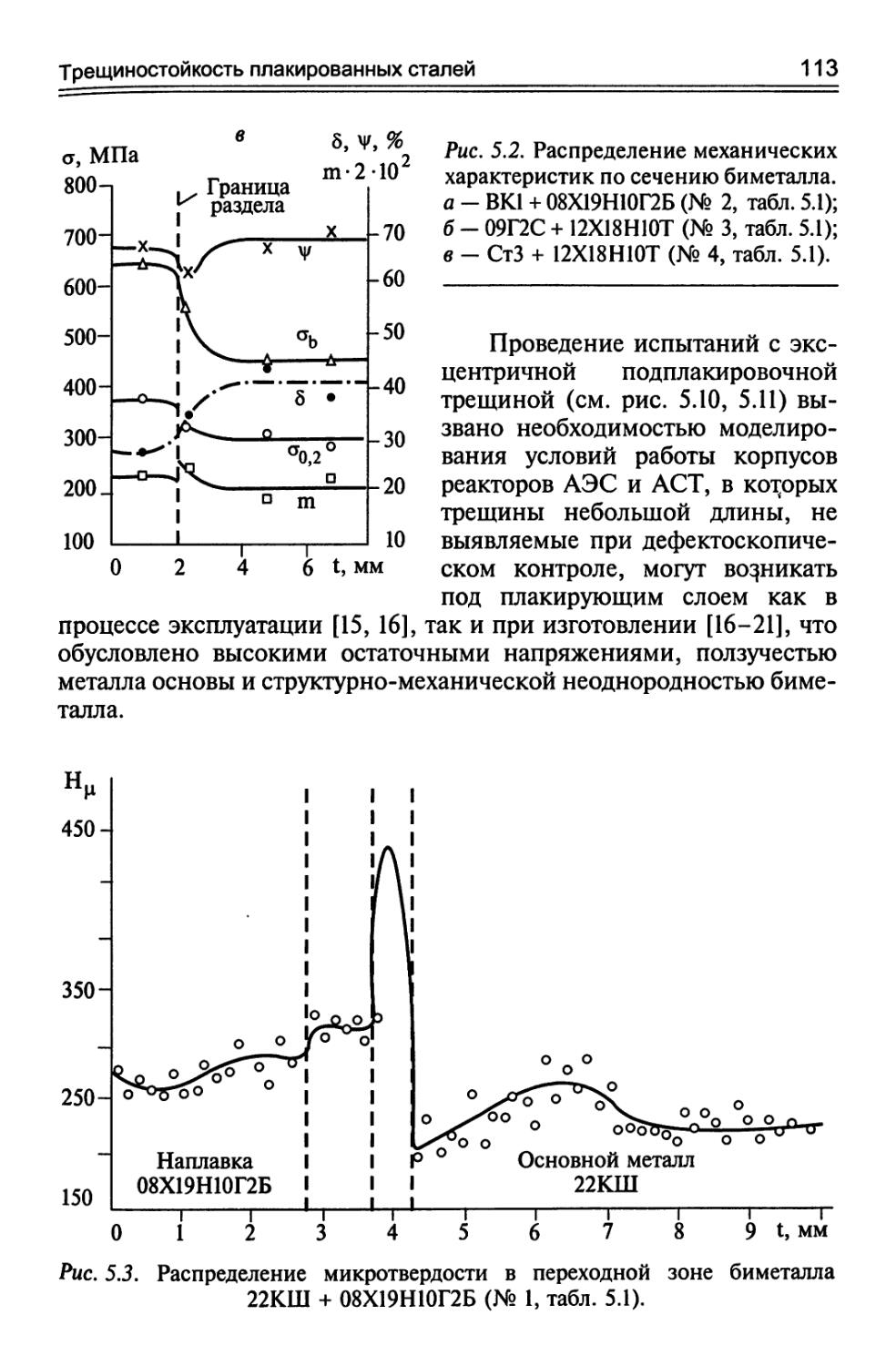
ТРЕЩИ НОСТОЙ кость И МЕХАНИЧЕСКИЕ СВОЙСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТЕХНИЧЕСКИХ СИСТЕМ
Ответственный редактор академик Ю.И. Шокин
НОВОСИБИРСК “НАУКА” 2002
УДК 539.3 : 624.04
ББК 34.2
Т66
Авторы
В.В. Москвичев, Н.А. Махутов, А.П. Черняев, А.А. Букаемский, А.Е. Буров, И.А. Зырянов, А.Г. Козлов, И.И. Кокшаров, Г.Г. Крушенко, А.М. Лепихин, А.С. Мишин, Л.Ф. Москвичева, Е.Н. Федорова, А.Н. Цыплюк
Трещиностойкость и механические свойства конструкционных материалов технических систем / В.В. Москвичев, Н.А. Махутов, А.П. Черняев и др. — Новосибирск: Наука, 2002. — 334 с.
ISBN 5-02-031990-2.
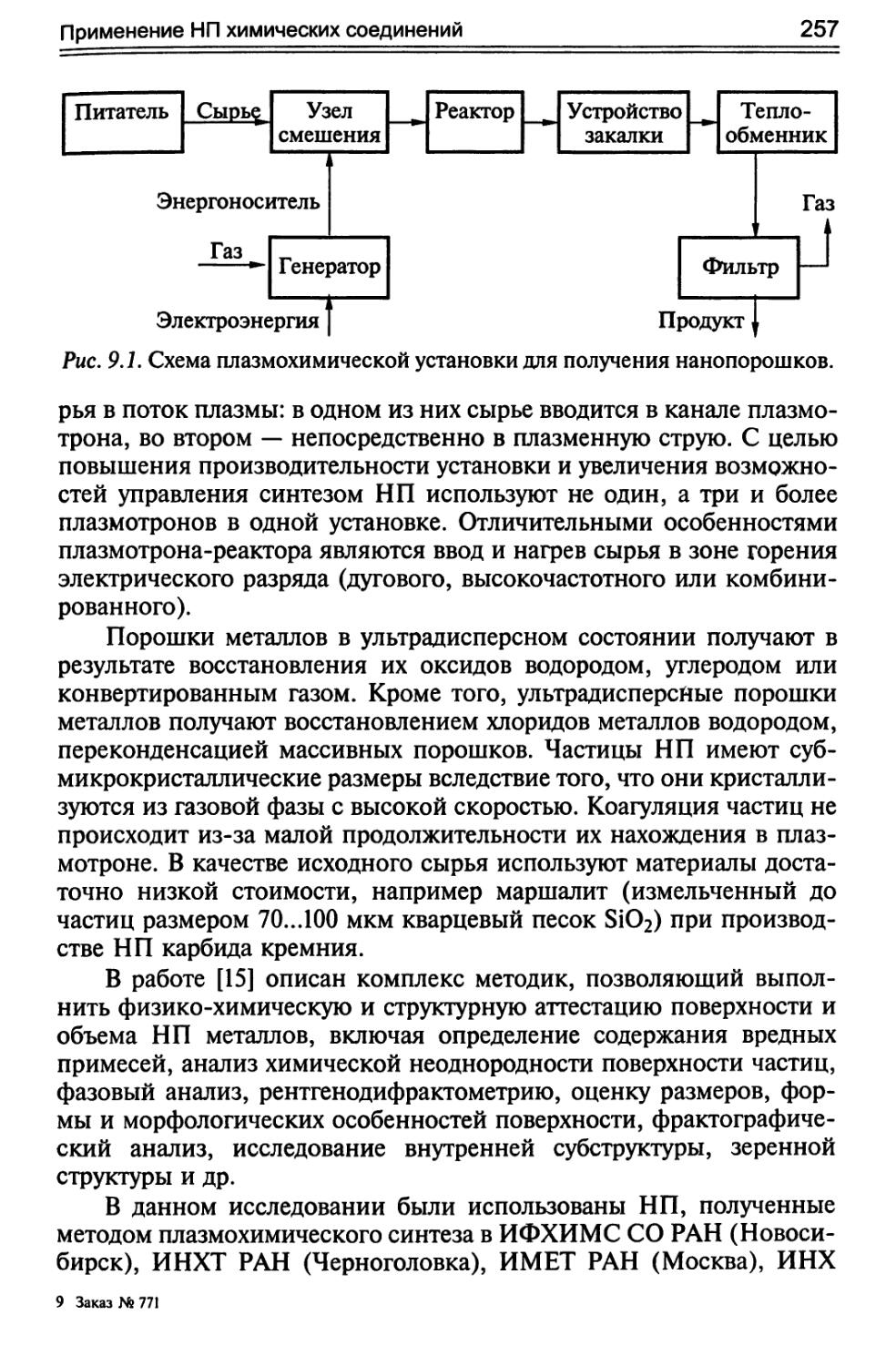
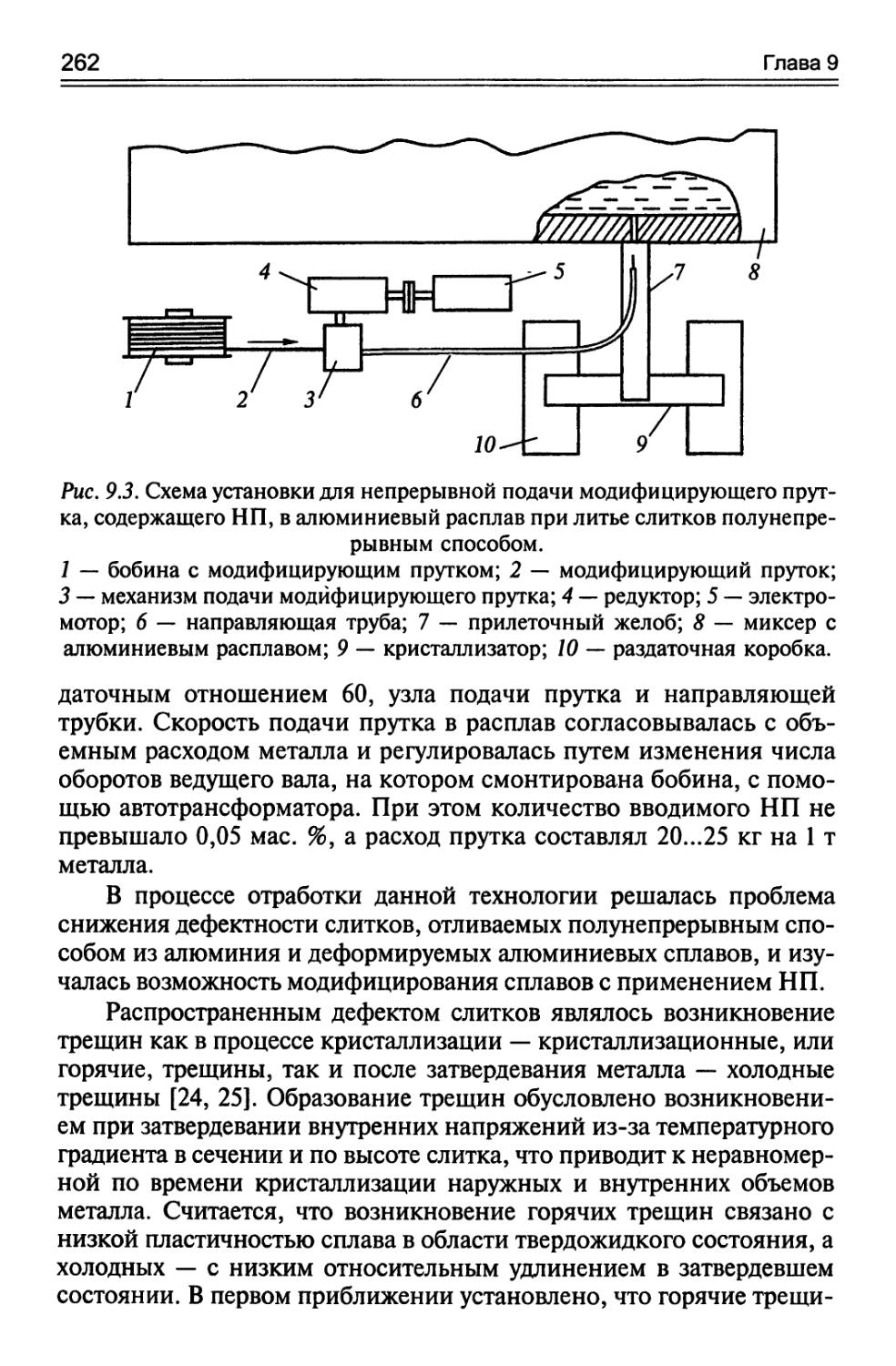
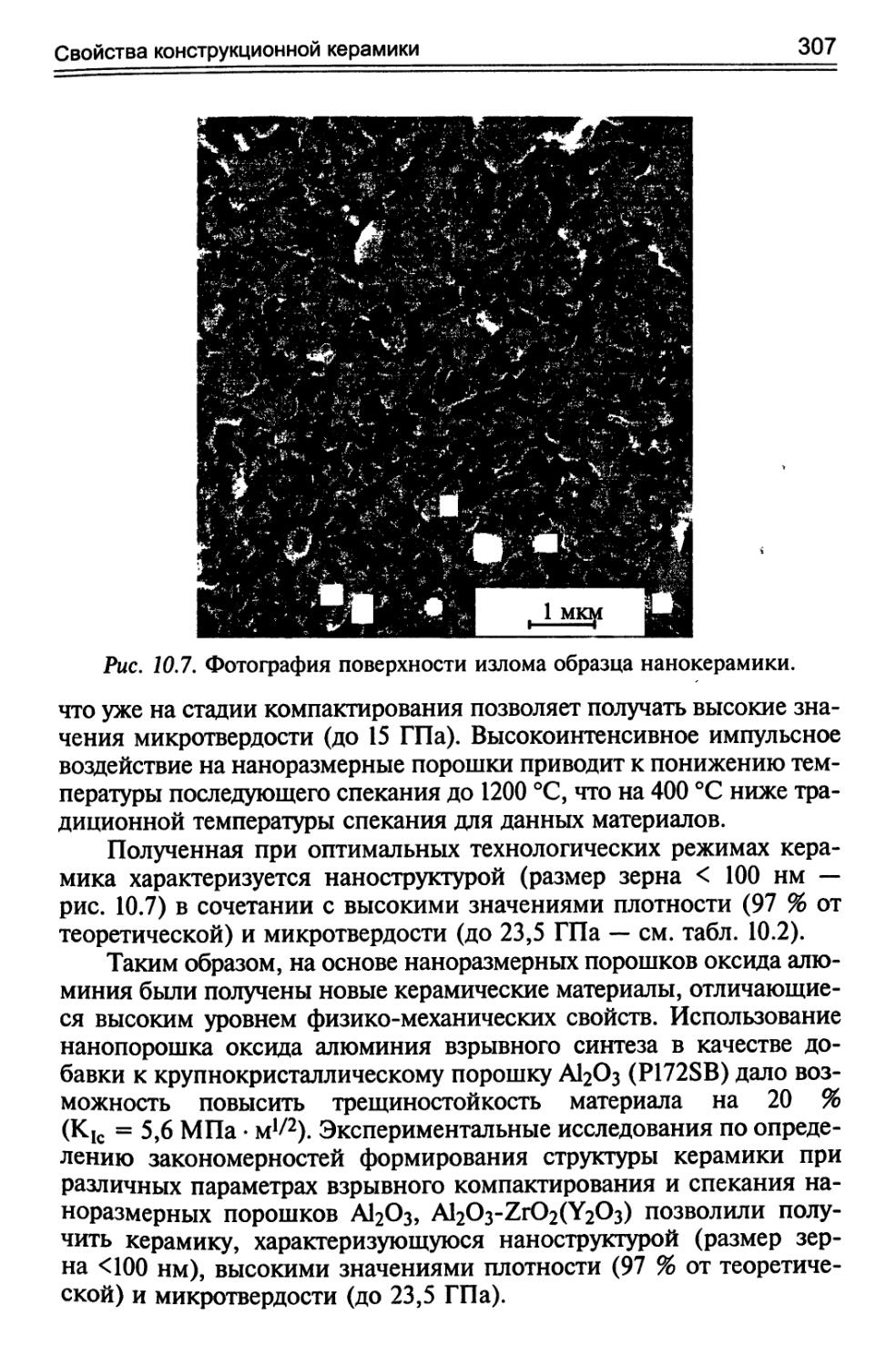
Приведены экспериментальные результаты исследования характеристик трещиностойкости и механических свойств малоуглеродистых, низколегированных, мартенситно-стареющих сталей и их сварных соединений, алюминиевых сплавов и бороалюминиевого композита, биметаллических композиций при статическом и циклическом нагружениях. Рассмотрены технологии применения нанопорошков химических соединений, свойства и трещиностойкость конструкционной керамики на основе оксида алюминия.
Книга рассчитана на научных работников в области конструкционного материаловедения, механики деформирования и разрушения материалов, специалистов, занимающихся вопросами проектирования и расчетов технических систем различного назначения, аспирантов и студентов соответствующих специальностей.
Табл. 30. Ил. 177. Библиогр.: 408 назв.
Рецензенты
доктор технических наук О.И. Слепцов доктор технических наук П.Н. Сильченко
Утверждено к печати Ученым советом
Института вычислительного моделирования СО РАН •
Издание осуществлено при финансовой поддержке Сибирского отделения РАН
Без объявления
ISBN 5-02-031990-2
© В.В. Москвичев, Н.А. Махутов, А.П. Черняев и др., 2002
© Российская академия наук, 2002
© Оформление. “Наука”. Сибирская издательская фирма РАН, 2002
ПРЕДИСЛОВИЕ
Развитие машиностроительного комплекса регионов Сибири всегда являлось стратегической задачей, решение которой обеспечивало создание образцов новой техники и технологий оборонного, специального и общего назначения. Такая постановка потребовала организации и проведения в некоторых институтах Сибирского отделения РАН фундаментальных исследований во многих областях машиноведения, включая вопросы конструкционного материаловедения, прочности, ресурса и безопасности технических систем. Для их решения принципиальное значение имеют экспериментальные исследования характеристик и критериев предельных срстояний материалов, элементов конструкций и технических систем.
В монографии представлены результаты огромного физического эксперимента по исследованию характеристик трещиностойкости современных и ряда перспективных конструкционных материалов. Они составляют основу для решения базовых задач конструкционной прочности и безопасности сложных технических систем. Исследования проводили в лабораториях академических, отраслевых и учебных институтов в интересах и по заданиям предприятий сибирского региона. Это подчеркивает востребованность и высокий уровень результатов, что позволяет надеяться на более широкое их .использование и возможность дальнейшего проведения работ.
Академик К. В. Фролов
ПРЕДИСЛОВИЕ РЕДАКТОРА
Создание уникальных технических систем, серийно выпускаемых машин и конструкций различного назначения невозможно без проведения комплекса экспериментальных исследований конструкционных материалов. Обострившиеся в последние десятилетия проблемы остаточного ресурса и безопасной эксплуатации промышленных объектов обусловливают необходимость исследования наряду с традиционными характеристиками механических свойств также характеристик трещиностойкости материалов с учетом критериев механики разрушения.
Нормативная база испытаний на трещиностойкость, созданная с участием авторов монографии в 1980-1990-е годы, обеспечила проведение массовых исследований малоуглеродистых и низколегированных сталей, сталей специального назначения, сплавов на основе алюминия, титана, плакированных сталей и композиционных материалов. Полученные результаты по-прежнему будут использоваться в качестве основных при изготовлении несущих конструкций большинства потенциально опасных объектов. В то же время широкое применение должны получить материалы на основе нанопорошков химических соединений, биметаллические и слоистые материалы, керамические конструкционные материалы.
В монографии приведен широкий спектр результатов исследований указанных материалов, которые могут быть полезны при проведении поверочных расчетов технических систем, машин и конструкций на трещиностойкость, при разработке технологических режимов получения материалов, при создании изделий оптимальной материалоемкости и повышенной конструкционной прочности. По объему представленных данных монография имеет характер справочного пособия для инженеров расчетчиков, проектировщиков, технологов.
Основная часть экспериментов выполнена авторами в лабораториях Института вычислительного моделирования СО РАН, Института машиноведения РАН, СКТБ “Наука”, Красноярского промстройниипроекта, Красноярского государственного технического университета. Совершенно очевидны перспективы и необходимость дальнейших экспериментальных исследований новых конструкционных материалов, без которых невозможно создание современных технических систем.
Академик Ю.И. Шокин
ОТ АВТОРОВ
Экспериментальные исследования характеристик механических свойств и трещиностойкости материалов имеют фундаментальное значение и являются неотъемлемой частью комплекса задач конструкционной прочности, решаемых на стадии проектирования технических систем и сооружений. Эксперимент позволяет установить основные закономерности сопротивления материалов деформированию и разрушению, определить базовые характеристики механических свойств, параметры предельных состояний материалов и элементов конструкций, оценить влияние технологических и эксплуатационных факторов.
Роль эксперимента в области конструкционного материаловедения значительно возросла и стала определяющей во второй половине прошлого века. Развитие авиационной и ракетно-космической техники, атомного и химического машиностроения, появление уникальных технологических установок (ядерных, термоядерных, химических и т.д.), инженерных сооружений значительных размеров, машин и оборудования повышенной единичной мощности, расширение условий эксплуатации (повышенные и пониженные температуры, коррозионные среды, нестационарность и многочастотность нагружения, термомеханические, радиационные и другие виды воздействий) предопределили проведение массовых испытаний конструкционных материалов, как традиционных, так и новых, разработка которых была вызвана техническими условиями на создание новых образцов техники, машин и конструкций.
Методы и технологии экспериментальных исследований развивались также в связи с появлением более совершенных методов расчета показателей прочности, ресурса и надежности. Это проявилось в середине 1970-х годов — в период формирования критериальной базы механики разрушения. Практическое применение критериев и методов механики разрушения потребовало соответствующих экспериментальных обоснований, методических разработок и подготовки нормативных документов.
8
От авторов
С целью унификации методов испытаний и расчетов по инициативе акад. АН УССР С.В. Серенсена и акад. Ю.Н. Работнова при Госстандарте СССР в 1976 г. было создано 13 научно-методических комиссий, в том числе комиссия по стандартизации в области механики разрушения. За время своего существования (до 1991 г.) ею было подготовлено несколько десятков нормативных документов различного уровня (ГОСТы, методические рекомендации, методические указания) по направлению “Расчеты и испытания на прочность. Методы механических испытаний металлов”. При подготовке ГОСТ 25.506-85 “Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении” впервые в восьми лабораториях различных организаций страны осуществлен базовый эксперимент по отработке и проверке методических особенностей испытаний материалов на трещиностойкость. Результаты эксперимента позволили уточнить ряд методических вопросов (условия создания трещин, размеры образцов, достоверность результатов, расчетные формулы и т.д.) и, что особо ценно, — сформировать базу данных расчетных характеристик трещиностойкости исследованных сталей и сплавов.
Большинство авторов данной монографии принимали активное участие в работе Научно-методической комиссии по стандартизации в области механики разрушения. Основополагающим принципом работы комиссии после положительного опыта проведения базового эксперимента стала организация предварительных сериальных испытаний образцов по оценке влияния различных факторов на конечные результаты испытаний. В монографии представлена часть результатов таких испытаний по широкому комплексу вопросов статической, циклической и динамической трещиностойкости, особенностей структуры и технологии получения конструкционных материалов. Это относится к исследованиям характеристик упругопластического разрушения сталей (гл. 1) и алюминиевых сплавов (гл. 7), определению характеристик трещиностойкости малоуглеродистых сталей при динамическом распространении трещины (гл. 1), разработке методов испытаний листового проката на слоистое растрескивание (гл. 4) и сварных соединений на трещиностойкость (гл. 3, 4), комплексным испытаниям на трещиностойкость плакированных сталей (гл. 5). Исследования в указанных направлениях во многом были инициированы заданиями Научно-методической комиссии по стандартизации в области механики разрушения. Полученные результаты в дальнейшем использовались при подготовке соответствующих нормативных документов и проведении поверочных расчетов на трещиностойкость различных технических систем и конструкций.
От авторов
9
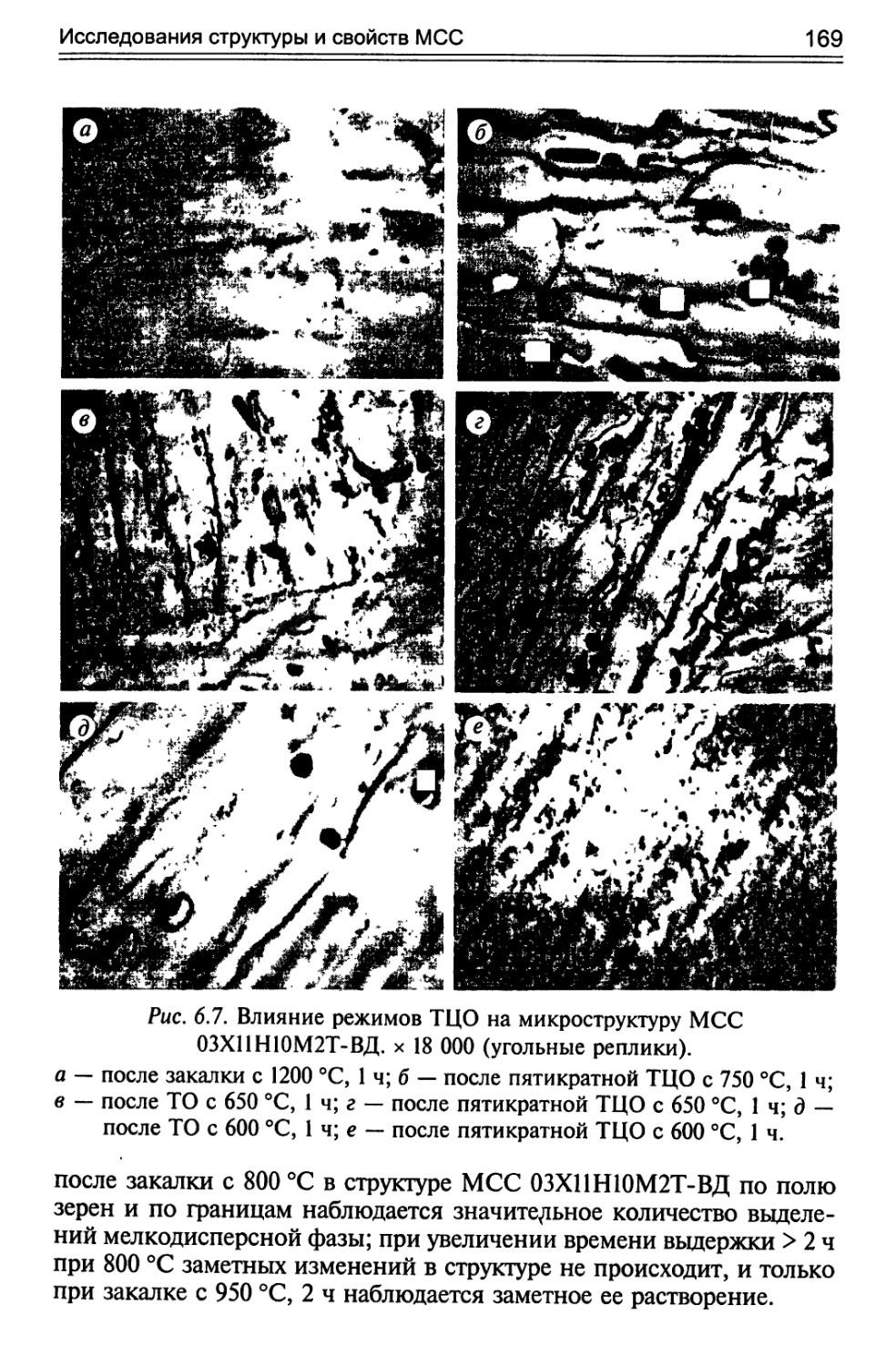
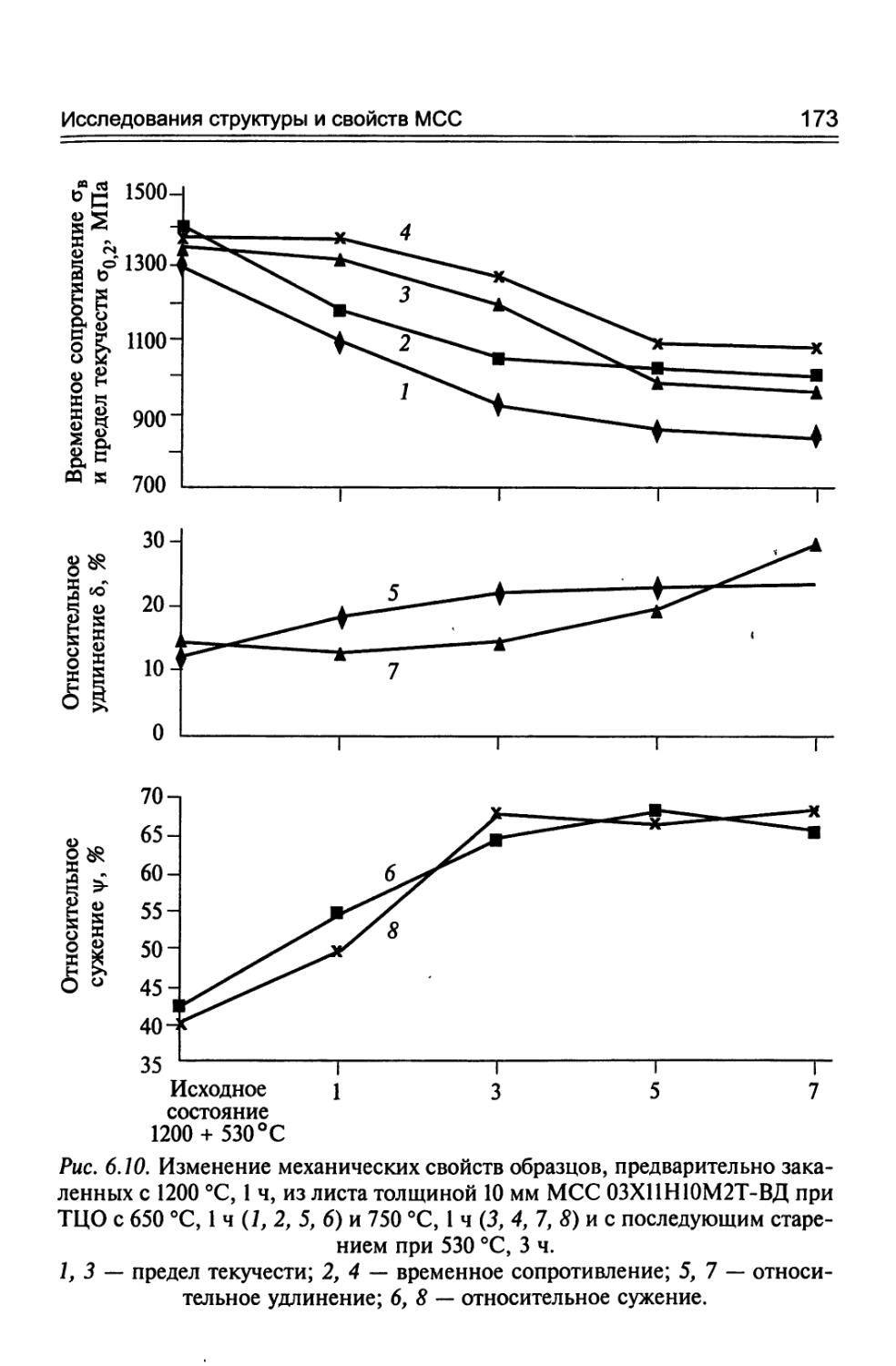
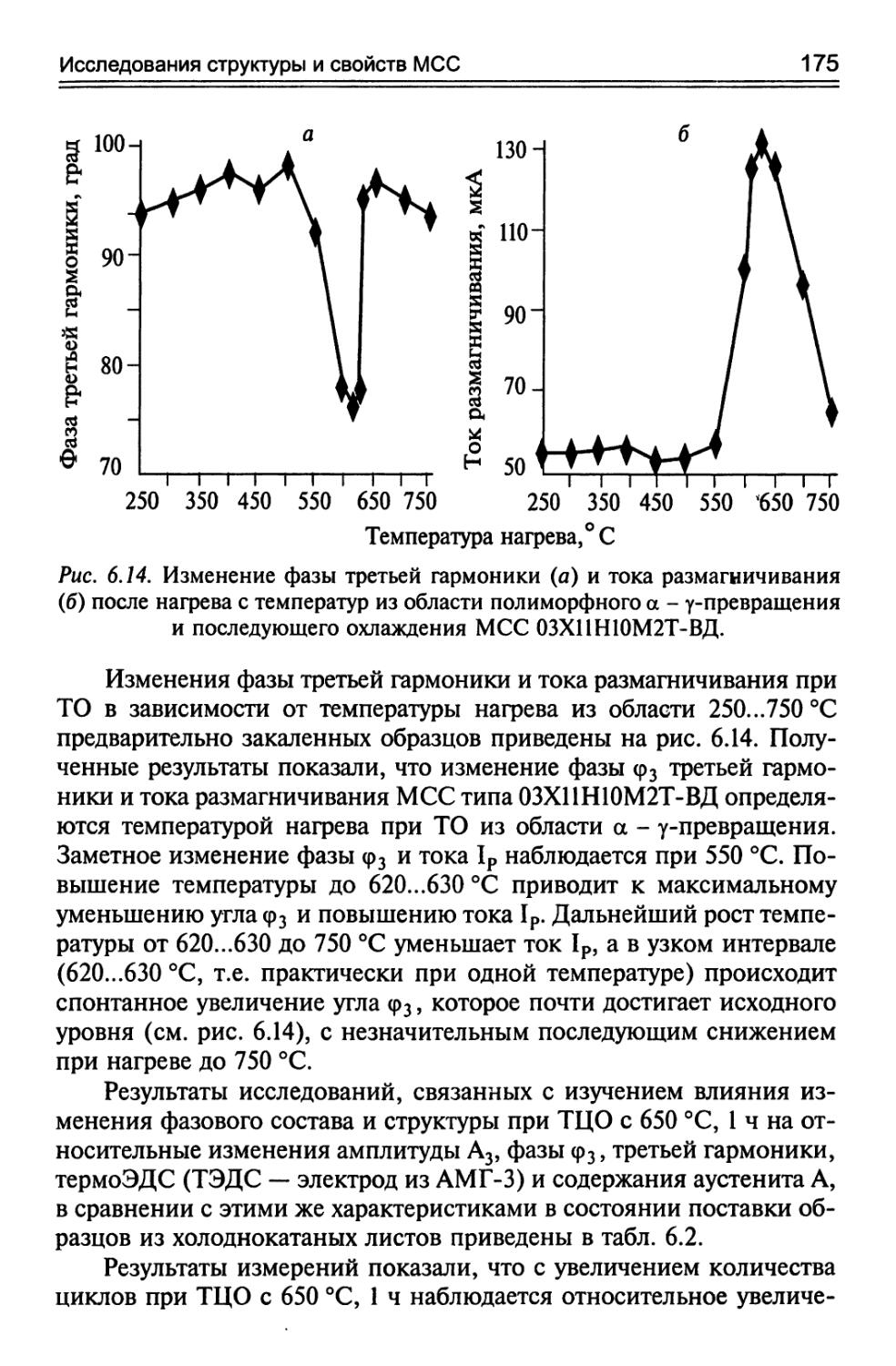
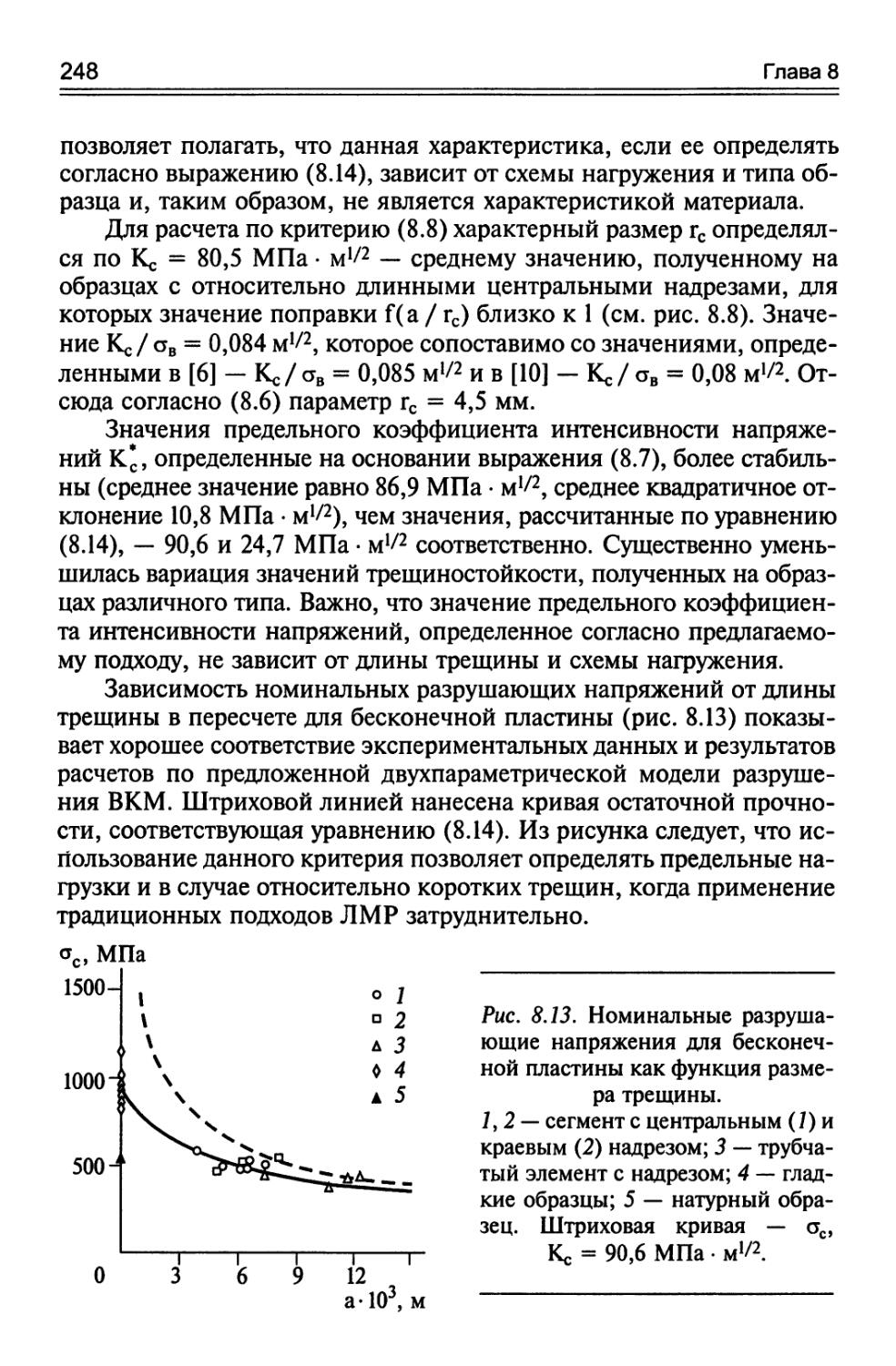
Исследования структуры и свойств мартенситно-стареющих сталей (гл. 6) проводили с целью разработки оптимальных режимов термообработки композитных конструкций, обеспечивающих повышение прочности изделий. Это имеет важное практическое значение при создании конструкций, работающих в агрессивных средах, при высоких давлениях и теплообмене. Исследования характеристик трещино-стойкости волокнистого бороалюминиевого композита (гл. 8) были предопределены необходимостью оценки несущей способности элементов ферменных конструкций космических аппаратов с учетом влияния технологических и эксплуатационных дефектов. Интенсивное развитие нанотехнологий, использующих новый класс материалов — ультрадисперсные порошки химических соединений, привело к резкому увеличению числа работ по их практическому применению для повышения качества металлоизделий. Результаты 20-летних исследований в этом направлении представлены в гл. 9. Широкие перспективы использования керамических материалов, в частности конструкционной керамики на основе оксида алюминия, а также проведенные исследования обозначили ряд проблем при изготовлении изделий — недостаточная эксплуатационная надежность, хрупкость, сложность формирования бездефектной структуры. Отекла возникли задачи исследования трещиностойкости керамики в связи с влиянием структуры, свойств и технологии ее получения (гл. 10).
Различия исследованных конструкционных материалов по характеристикам механических свойств, структуре, технологиям получения обусловливают особенности их испытаний на трещиностойкость. Этому обстоятельству уделяли повышенное внимание — вопросы точности измерений, обработки диаграмм деформирования и разрушения, достоверности полученных значений характеристик трещиностойкости имели приоритетное значение.
Испытания проводили в лабораториях Института вычислительного моделирования СО РАН, Института машиноведения РАН, Красноярского промстройниипроекта, Красноярского государственного технического университета. Авторы выражают благодарность сотрудникам этих лабораторий, инженерам и лаборантам, оказывавшим помощь в подготовке и проведении экспериментов: А.В. Вдо-виной, Р.В. Майковой, Т.Н. Сафаришвили, | М.С. Синяговской], |С.В. Сухорукову[?Т.Н. Точилкиной, Б.М. Чувилькину,|А.Г. Чуенкову. Особая признательность заведующим лабораториями ИМАШ РАН, докторам технических наук А.Н. Романову и |А.И. Тананову|, которые активно поддерживали экспериментальные работы по трещиностойкости алюминиевых и плакированных сталей, а также заведующей ла-
10
От авторов
бораторией КПСНИИП, канд. техн, наук И.Н. Малышкиной за содействие в проведении исследований малоуглеродистых и низколегированных сталей. Авторы благодарны аспирантам КГТУ и ИВМ СО РАН А.В. Вайнику, А.А. Смолину, Н.В. Новиковой, Н.А. Черняковой, обеспечившим подготовку электронного варианта монографии.
Глава 1 данной книги написана Н.А. Махутовым, В. В. Москвичевым и А.П. Черняевым; гл. 2 — Н.А. Махутовым, В.В. Москвичевым, А.Г. Козловым, А.М. Лепихиным, Л.Ф. Москвичевой, А.Н. Цыплю-ком; гл. 3 — В.В. Москвичевым, А.Г. Козловым, А.М. Лепихиным; гл. 4 — В.В. Москвичевым, Н.А. Махутовым, А.Г. Козловым; гл. 5 — Н.А. Махутовым, А.П. Черняевым, В.В. Москвичевым; гл. 6 — А.С. Мишиным; гл. 7 — В.В. Москвичевым, Н.А. Махутовым; гл. 8 — А.Е. Буровым, И.И. Кокшаровым, В.В. Москвичевым; гл. 9 — Г.Г. Крушенко; гл. 10 — А.А. Букаемским, И.А. Зыряновым, Е.Н. Федоровой.
ГЛАВА 1
ПРОБЛЕМЫ
ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
1.1. Конструкционные материалы для сложных технических систем
Отличительной чертой современного проектирования машин и конструкций является одновременное использование при проведении расчетов классических теорий прочности и критериальных соотношений механики разрушения. Предельное состояние материала в наиболее опасной зоне элемента конструкции (ЭК) в общем случае описывается условием типа 1
F[oi; П(а;0); /; М; S; Т] = С, (1.1)
где С — критерий наступления предельного состояния; — характеристика материала; П(а; 0) — функция, описывающая вид напряженного СОСТОЯНИЯ (О| > ст2 > стз; а = с2 / СТ15 0 = G3 7^1); / — Раз-мер дефекта; М — геометрический фактор; S — фактор условий эксплуатации; Т — технологический фактор.
Уравнение (1.1) характеризует в зависимости от природы материала начало пластического течения (критерий текучести) либо момент разрушения (критерий разрушения). В последнем случае в качестве расчетных параметров могут быть использованы в рамках классических теорий прочности характеристики механических свойств (стт — предел текучести; ств — временное сопротивление; SK — сопротивление разрыву), а в области механики разрушения — характеристики трещиностойкости (критические значения коэффициентов интенсивности напряжений Кс, раскрытия трещины 5С, J-интеграла Je, коэффициента интенсивности деформаций в упругопластической области К1ес и т.д.).
На базе классических теорий прочности проводятся основные нормативные расчеты без учета наличия микро- и макродефекгов в ЭК (методы расчета по допускаемым напряжениям и предельным состояниям), при этом устанавливаются основные геометрические размеры, выбираются материалы, регламентируется уровень нагру-женности. Расчетно-экспериментальные методы механики разрушения — основа поверочных расчетов, учитывающих возможность об-
12
Глава 1
разования и развития в элементах конструкций на стадии изготовления, монтажа и (или) эксплуатации дефектов в виде трещины. Поверочные расчеты, проводимые в процессе проектирования или на стадии экспертизы проекта, включают моделирование аварийных ситуаций в экстремальных условиях эксплуатации и являются обязательными при создании крупногабаритных машин и конструкций сложных технических систем. Кроме того, задача оценки технического состояния, остаточной прочности и ресурса машин и конструкций не может иметь эффективного решения без использования расчетных методов механики разрушения.
В зависимости от условий деформирования (температура, скорость нагружения, среда и т.д.) один и тот же материал может находиться в различных механических (упругое, упругопластическое, пластическое, стадия разрушения) и предельных состояниях. Для сложных технических систем рассматривают, как правило, следующие типы предельных состояний [1]:
— разрушение (хрупкое, квазихрупкое, вязкое);
— пластическое деформирование по всему сечению элемента;
— потеря устойчивости;
— возникновение недопустимых формоизменений;
— появление макротрещин при циклическом нагружении;
— разгерметизация (течь перед разрушением).
Реализация того или иного предельного состояния в элементе конструкции зависит от множества факторов. Каждому типу предельного состояния соответствует свой характер и механизм процесса разрушения, в значительной степени определяемые структурой и технологией получения конструкционного материала. В этой связи развитие расчетно-экспериментального комплекса конструкционной прочности идет в следующих направлениях:
— формулировка и обоснование критериальной базы для расчета показателей прочности, ресурса, надежности, живучести и безопасности;
— совершенствование методов анализа напряженно-деформированных состояний (технологии конечно-элементного моделирования и физического эксперимента);
— разработка новых конструкционных материалов, отличающихся повышенным сопротивлением развитию трещин и разрушению с учетом влияния эксплуатационных факторов.
Задачи указанных направлений тесно взаимосвязаны, и в основе такой взаимосвязи лежат результаты экспериментальных исследований характеристик механических свойств и трещиностойкости конструкционных материалов. В то же время научные основы рас-
Проблемы экспериментальных исследований
13
четно-экспериментального комплекса конструкционной прочности базируются на современных достижениях конструкционного материаловедения в таких областях, как физика прочности и механика разрушения, методы механических испытаний, сопротивление материалов и теория предельных состояний, металловедение и механика структурно-неоднородных материалов.
В данной ситуации критерии предельных состояний и результаты модельных расчетов напряженно-деформированных состояний несущих конструкций становятся составной частью требований, наряду с требованиями эксплуатации, по выбору конструкционных материалов. Эта задача должна решаться в многокритериальной постановке, т.е. выбор материалов для различных видов предельных состояний должен базироваться на результатах многокритериального расчетного обоснования и проверки выполнения условий прочности, устойчивости, ресурса, надежности, живучести и безопасности. При реализации такого подхода возможен переход от прямоту по результатам испытаний к расчетно-экспериментальному обоснованию выбора конструкционных материалов.
Для несущих конструкций большинства потенциально опасных объектов основными материалами будут оставаться металлы и их сплавы:
— малоуглеродистые низколегированные стали для крупногабаритных конструкций массового применения при температурах от -60 до 450 °C;
— аустенитные нержавеющие стали для конструкций, работающих при криогенных, низких и повышенных температурах (от -270 до 650 °C) и при воздействиях коррозионных сред;
— высокопрочные низколегированные, мартенситно-стареющие стали для конструкций минимальной массы при температурах от -200 до 550 °C;
— высоколегированные никель-молибден-ванадиевые стали для сложных условий термомеханического нагружения при температурах от -250 до 1200 °C;
— сплавы на основе никеля, хрома и молибдена, легированные вольфрамом, танталом для высоких и сверхвысоких температур (от 1000 до 2500 °C);
— сплавы на основе алюминия для авиационных, космических и криогенных конструкций;
— сплавы на основе титана для авиационных и космических конструкций, для оборудования химических объектов с высокоагрессивными средами;
14
Глава 1
— сплавы на основе меди для сверхпроводящих систем термоядерных установок, для высоконагруженных обмоток турбогенераторов.
Для конструкций минимальной массы с исключительно высокой удельной прочностью (в 2-3 раза превышающей прочность конструкционных металлов), термонагруженностью, минимальной тепловой деформируемостью, повышенной электромагнитной проницаемостью, высокой коррозионной и температурной (от -250 до 2000 °C) стойкостью могут быть использованы следующие материалы:
— композиты с полимерной матрицей (стекло-, угле-, базальто-и органопластики);
— композиты с металлической матрицей (бороалюминий, кремний-алюминий, композиты с углеродной матрицей (углерод—углерод);
— композиты с керамической матрицей (карбид кремния—углерод).
В потенциально опасных конструкциях энергетического и оборонного комплекса, использующих в технологических процессах высокие и сверхвысокие температуры от 1000 до 3500 °C) все большее применение будут находить керамические конструкционные материалы с введением пластификаторов для повышения термоциклической и динамической прочности.
Для конструкций с широким комплексом физико-механических и химических воздействий при эксплуатации и в аварийных ситуациях могут быть использованы специально создаваемые материалы, заготовки и изделия:
— биметаллические и полиметаллические слоистые материалы;
— слоистые металл-композитные материалы, заготовки и изделия;
— материалы, заготовки и изделия из металлических порошков;
— заготовки и изделия из аморфных металлов;
— сверхпроводящие материалы.
Для обеспечения комплексных критериев прочности, ресурса, надежности и живучести должны предусматриваться три группы испытаний конструкционных материалов:
• стандартные — для определения базовых характеристик физико-механических свойств (ов, от, Е, у, ZB, с_!, X);
• унифицированные — для определения расчетных характеристик прочности, ресурса, трещиностойкости и износостойкости (гл, К1с, tc,Ic,d//dN, dZ/dx);
• специальные — на откол, пробиваемость, возгорание, расслоение, потерю плотности и сверхпроводимости.
Проблемы экспериментальных исследований
15
Нормативная база стандартных испытаний для определения характеристик механических свойств разработана на достаточно высоком уровне и в полном объеме. Здесь речь может идти о методических особенностях испытаний в особых условиях и средах при сложных комбинированных нагружениях в сочетании с различными физическими воздействиями. Нормативно-технические документы по унификации методов испытаний для определения расчетных характеристик ресурса и трещиностойкости были разработаны в 1970-1980-е годы и в настоящее время целесообразно проведение работ по их пересмотру и дальнейшему развитию. Следует отметить, что усилия в этом направлении привели к выпуску новых редакций ряда документов в рамках работ по ГНТП “Безопасность” [2]. Разработка документов по регламентации методов специальных испытаний требует проведения дополнительных методических исследований.
1.2. Методы экспериментального определения характеристик трещиностойкости
Методы экспериментального определения характеристик трещиностойкости в настоящее время достаточно разработаны и регламентированы соответствующими нормативными техническими документами (НТД) для различных видов нагружения [3-9]. Идеология построения и научные основы этих документов рассмотрены в [10]. Первым основополагающим документом явились методические указания РД 50-260-81, регламентирующие определение характеристик трещиностойкости при статическом нагружении [9], доработка и совершенствование которых завершились разработкой ГОСТ 25.506-85 [3]. Развитие теоретических основ линейной механики разрушения (1955-1965 гг.) выдвинуло фундаментальную характеристику напряженно-деформированного состояния и прочности хрупких тел с трещинами — коэффициент интенсивности напряжений. В дальнейшем наибольшее внимание уделялось энергетическим и деформационным характеристикам нелинейной механики разрушения (1970-1980 гг.). При разработке документов, регламентирующих экспериментальные методы и технологии определения характеристик трещиностойкости, во внимание принимались следующие обстоятельства:
— учитывая взаимосвязь силовых, деформационных и энергетических характеристик, в НТД должно регламентироваться определение максимально возможного числа критериев;
— подобие диаграмм деформирования гладких образцов и образцов с трещинами предполагает преемственность технологий про
16
Глава 1
ведения эксперимента ад прямые аналогии для характерных точек диаграмм деформирования;
— для различных схем испытаний образцов и режимов нагружения целесообразно проведение стандартных испытаний гладких образцов и испытаний образцов на трещиностойкость с выделением температурных диапазонов хрупких, квазихрупких и вязких разрушений;
— целью испытаний на трещиностойкость должна стать не только оценка сопротивления конструкционного материала развитию трещин, но и формирование баз данных расчетных характеристик для последующей оценки несущей способности элементов СТС и конструкций при наличии трещин.
В методических указаниях РД 50-260-81 и ГОСТ 25.506-85 [3, 9], посвященных характеристикам трещиностойкости при статическом нагружении, рекомендуется определение силовых, деформационных и энергетических критериев разрушения. К силовым критериям разрушения относятся критические значения коэффициентов интенсивности напряжений Кс, К1с, Ксст, пределы трещиностойкости 1с и критические напряжения стс; к деформационным — критическое раскрытие трещин 5С и коэффициенты интенсивности деформаций Кес; к энергетическим — удельная энергия (работа) разрушения ас, удельная энергия продвижения трещины на единицу площади G с и критическое значение J-интеграла Jc. В качестве основных рекомендуются К1с и Кс.
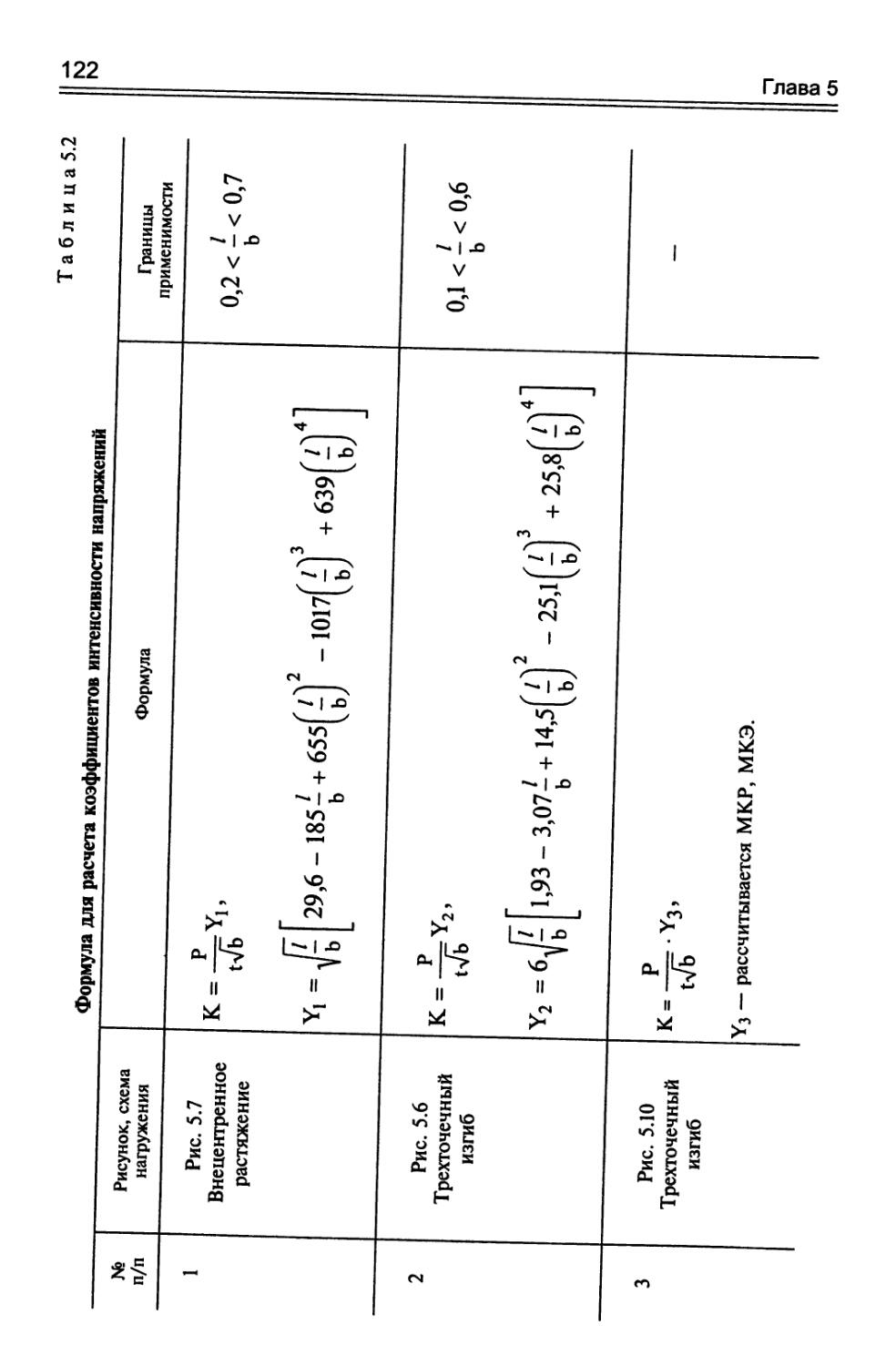
Данные характеристики применимы к трем типам разрушения — хрупкому, квазихрупкому и вязкому, различающимся по степени пластических деформаций в зоне разрушения и уровню номинальных разрушающих напряжений. Для их выявления проводятся испытания образцов с предварительно созданной усталостной трещиной на трехточечный изгиб, внецентренное и осевое растяжения. Применяются плоские с боковой и центральной трещиной, дисковые и цилиндрические образцы. В процессе испытаний осуществляется регистрация диаграмм “нагрузка — смещение берегов трещины”, при обработке которых с использованием соответствующих формул находятся указанные критерии разрушения, которые должны удовлетворять определенным требованиям достоверности.
Методические рекомендации МР 170-85 [6] регламентируют определение характеристик трещиностойкости и деформационной способности сварных соединений металлов при кратковременном статическом нагружении с учетом следующих особенностей:
— неоднородность механических свойств различных зон сварного соединения;
Проблемы экспериментальных исследований
17
— наличие остаточных напряжений;
— наличие дефектов, приводящих при определенных условиях к изменению сопротивления разрушению в процессе термодеформационного цикла сварки;
— необходимость учета конструктивной формы сварных соединений, вызывающих концентрацию напряжений.
Рекомендации распространяются на сварные соединения, выполненные электродуговой, электронно-лучевой, электрошлаковой и контактной сваркой плавлением, и устанавливают методы их испытаний для случаев, когда при одинаковых значениях модуля упругости пределы текучести и прочности металла сварных швов превосходят соответствующие показатели основного материала. При этом большое значение имеет выбор зоны создания исходного дефекта (металл шва, зона сплавления, термического влияния, основной металл), а также наличие термопластических деформаций и остаточных напряжений в вершине трещины, обусловленных процессом сварки.
Методические указания РД 50-433-82 [4] по определению характеристик динамической трещиностойкости являются логическим развитием методических указаний [9] для диапазона скоростей изменения коэффициента интенсивности напряжений К( от 102 до 107 кгс • мм-3/2/мин, рассчитываемого по формуле
K.j=PY/tVb, (1.2)
где Р — скорость нагружения (кгс/мин).
Так же, как и в [9], определение комплекса характеристик трещиностойкости (силовыхK^c,Kg, деформационных 5® и энергетических а с) для заданной скорости К относится к стадии инициации исходной трещины. В диапазоне средних значений К, до 104 кгс • мм-3/2/мин сохраняют силу рекомендации и предложения [9]. При высоких значениях К[ с учетом наличия волновых процессов, инерционных усилий и колебаний рекомендованы наиболее оптимальные схемы расположения датчиков усилий и перемещений, требования к их калибровке, методы регистрации перемещений и полных диаграмм разрушения.
Результаты испытаний представляются в виде зависимостей характеристик разрушения, в частности К®с от К.ь и в случае сериальных испытаний с варьированием температуры Т предусмотрено получение обобщенных температурно-скоростных зависимостей типа
К« -TlnA^/Kj, (1.3)
18
Глава 1
что позволяет сократить объем испытаний в интересующем диапазоне температур и скоростей нагружения. Температурные испытания предполагают определение первых tkl и вторых tk2 критических температур, а также температуры нулевой пластичности tHn, которые наряду с характеристиками трещиностойкости оценивают сопротивление материала развитию трещины.
Методические рекомендации МР 71-82 [7] регламентируют способы определения параметров, характеризующих стадию остановки нестабильно распространяющейся хрупкой трещины, и включают два вида испытаний. Первое из них, проводимое на двухконсольном балочном образце в изотермических условиях, позволяет оценить стадию остановки трещины, обусловленную уменьшением жесткости напряженного состояния в вершине движущейся трещины. Условия остановки в этом случае описываются с помощью К° как функции температуры испытаний. Второй вид испытаний с предварительным инициированием хрупкого разрушения проводится на плоских образцах при растяжении с градиентом температур рабочей части, что дает возможность оценить условия остановки, происходящей за счет повышения трещиностойкости материала на пути трещины. В качестве критерия используется температура материала в вершине остановившейся трещины t°, а результаты испытаний записываются в виде зависимости tk -(ст/ст0>2) для данной толщины листа, где ст — исходное номинальное напряжение.
При циклическом нагружении, в соответствии с методическими рекомендациями РД 50-345-82 [5], основное внимание уделяется анализу процесса развития усталостных трещин. Испытания состоят в последовательном измерении при заданных параметрах цикла нагружения длины или глубины растущей трещины и числа циклов нагружения, на основании чего:
— строят графики роста трещины, представляющие зависимость длины трещины от числа циклов нагружения;
— вычисляют скорость роста трещины d//dN как средний прирост ее длины за один цикл при заданных условиях испытаний;
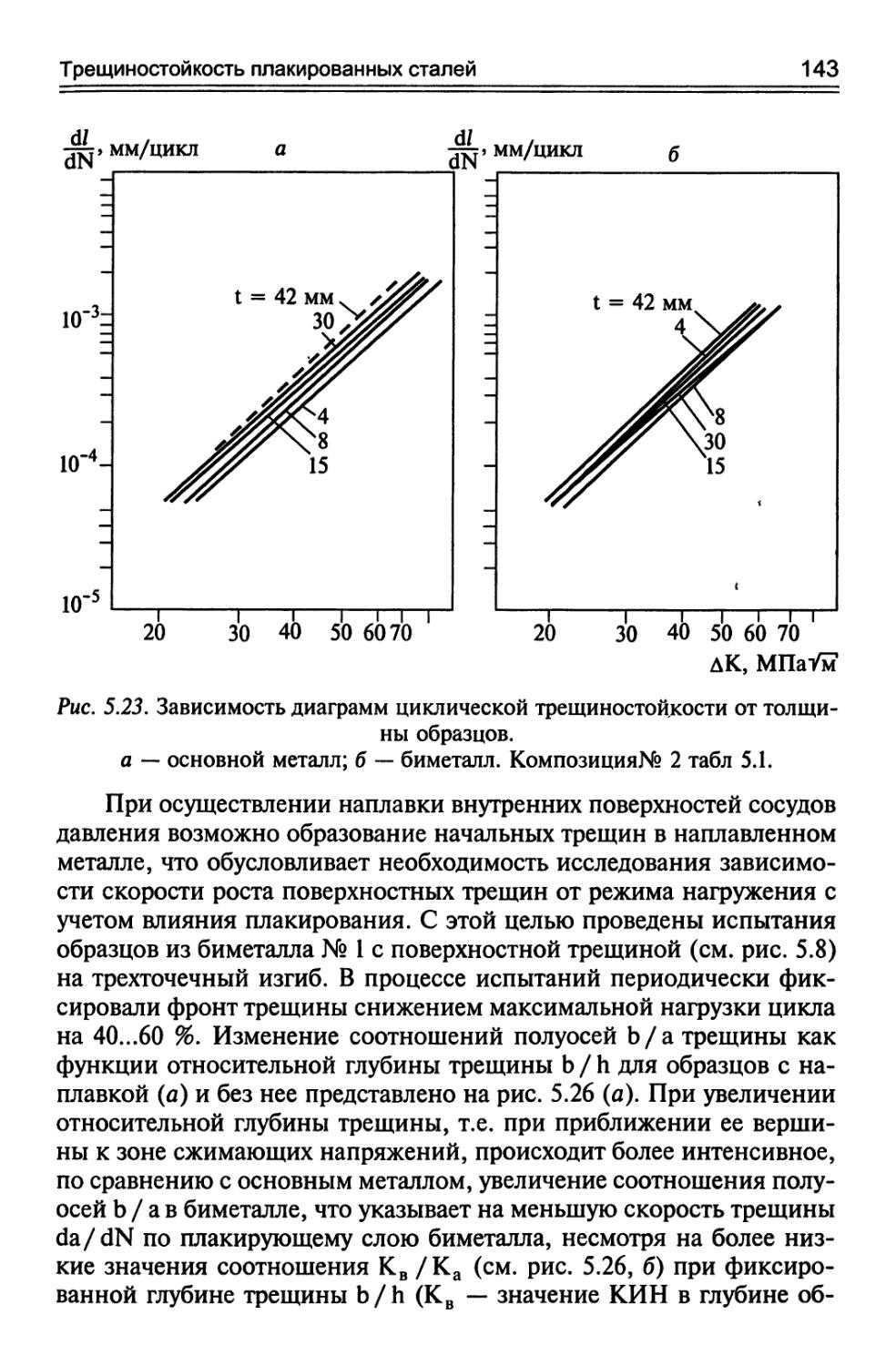
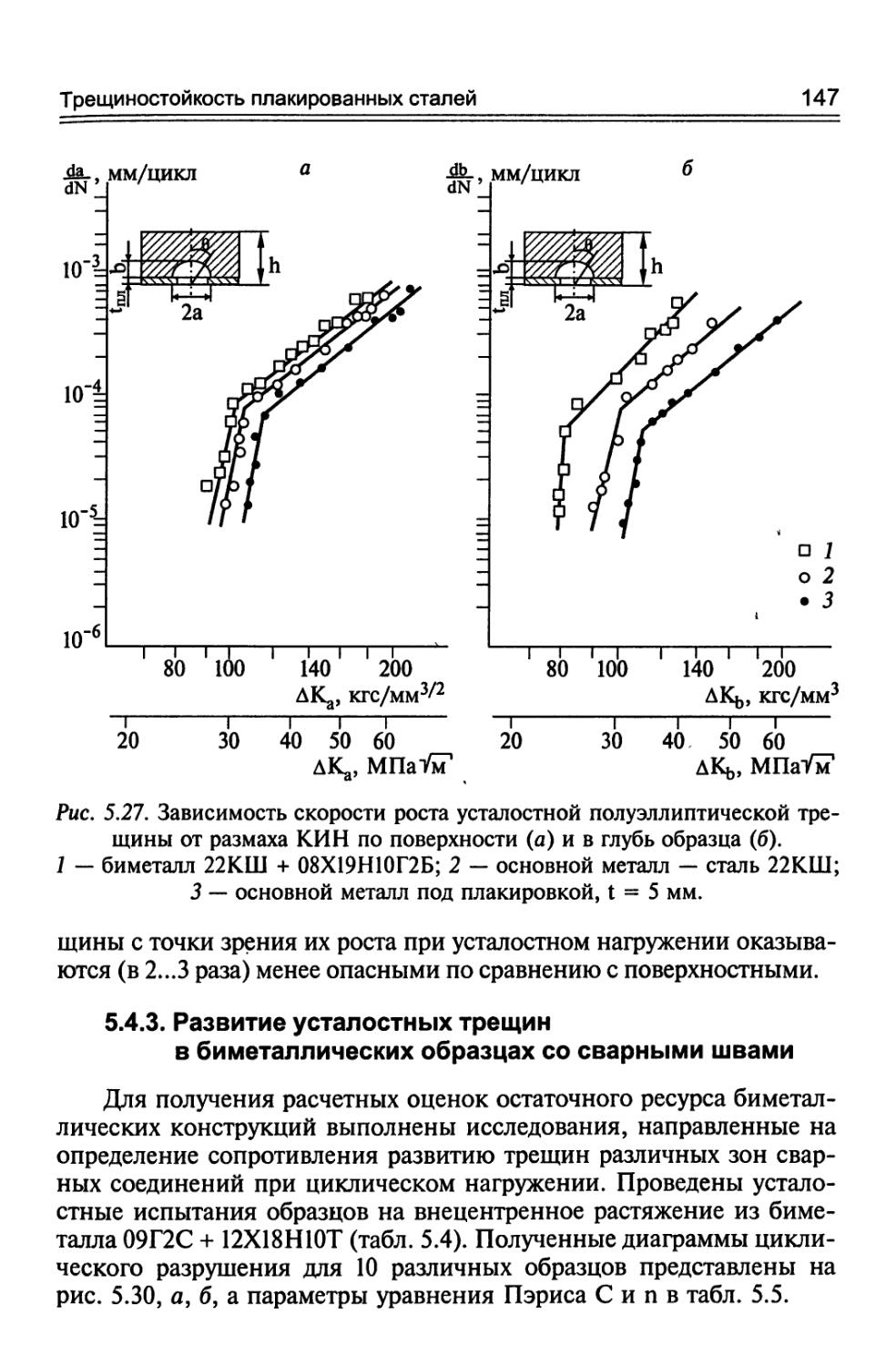
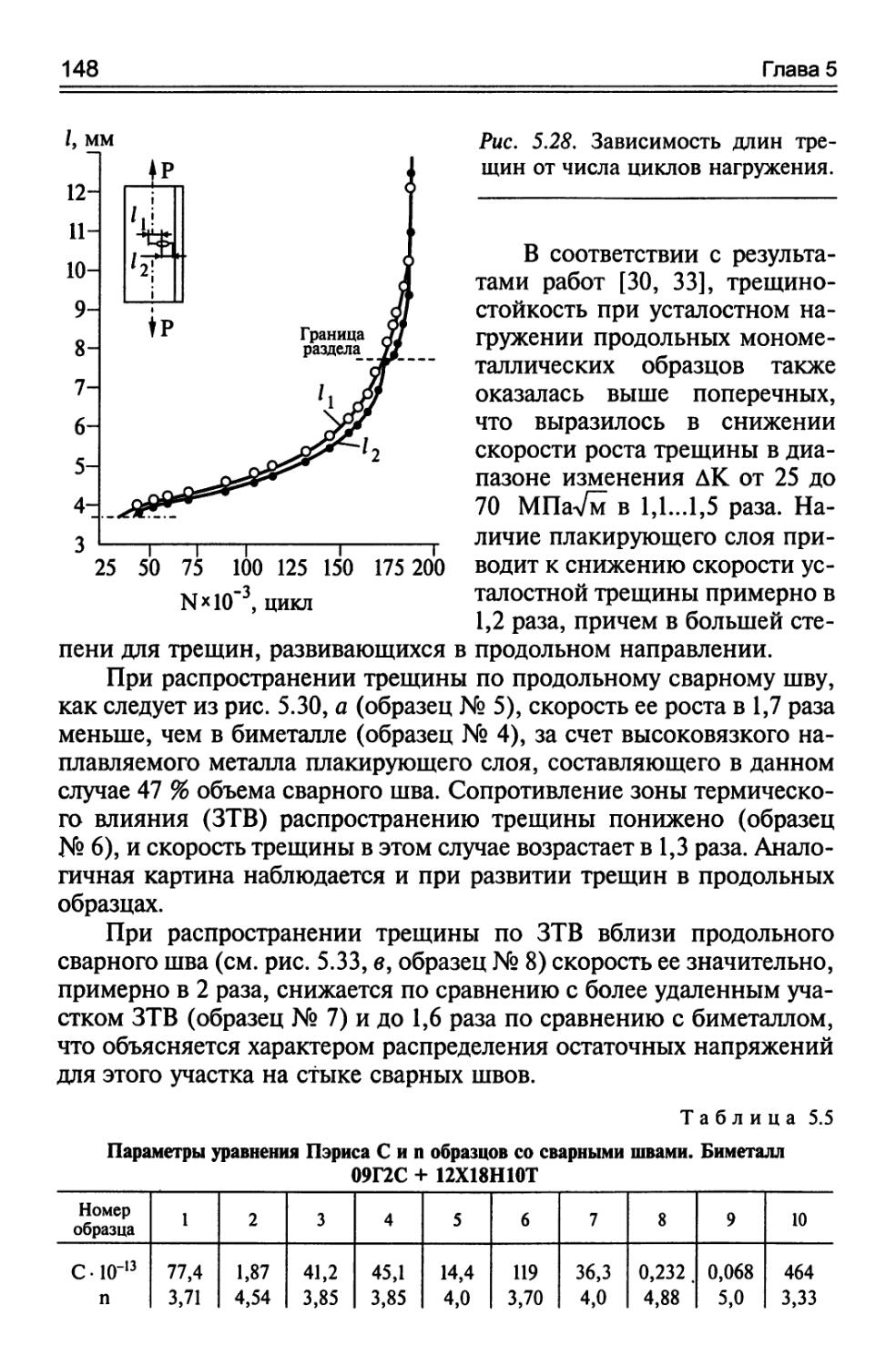
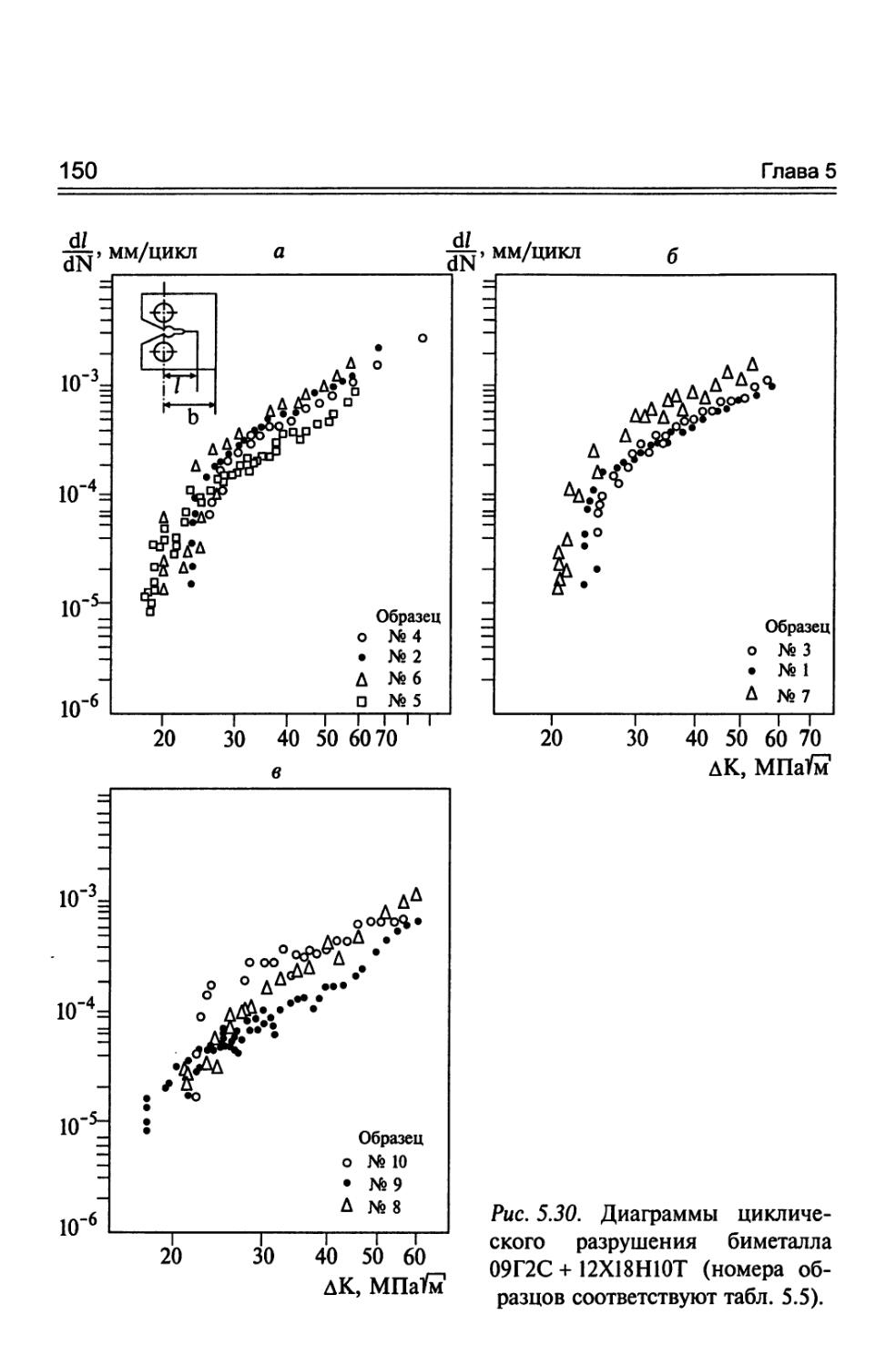
— устанавливают зависимость скорости роста трещины от величины, характеризующей напряженно-деформированное состояние в ее вершине, и определяют параметры этой зависимости — характеристики сопротивления развитию трещины (трещиностойкости) материала при циклическом нагружении.
В качестве основной характеристики напряженно-деформированного состояния в вершине трещины используется коэффициент интенсивности напряжений Кр При испытаниях применяются те же типы образцов, что и при статическом нагружении, а также ряд спе
Проблемы экспериментальных исследований
19
циальных. Окончательные результаты представляются в виде графика d//dN — К[ (диаграмма циклического разрушения) в двойных логарифмических координатах. Средняя часть диаграммы циклического разрушения описывается зависимостью
d//dN = С(ДК)П, (1.4)
где С, п — константы (характеристики циклической трещиностойкости); ДК — размах коэффициента интенсивности напряжений.
Полное описание диаграммы дается уравнением
q
d/ dN
= vo
К-max Kth Kfc ~ Kmax
(1.5)
где Kmax — максимальный коэффициент интенсивности напряжений цикла; Kth,Kf ,V0,q — параметры диаграммы циклического разрушения. ' i
Уравнения (1.4)-(1.5) позволяют связать длину трещины и уровень номинальных напряжений с числом циклов нагружения. Для сопоставления материалов по характеристикам циклической трещиностойкости используются значения Ктах или ДК при заданном значении V или значения скорости трещины V при заданный Ктах и ДК.
Опыты при циклическом нагружении проводятся на образцах, аналогичных принятым в [3, 4], на дисковых образцах с центральной трещиной, на плоских и цилиндрических образцах с поверхностной трещиной в воздушной среде при температуре (20 ± 3) °C, влажности 40-60 %, с коэффициентом асимметрии R = 0...0Д и частоте 10...20 Гц. Важное значение при этом имеют рекомендуемые методы и средства регистрации трещин, статистическая и компьютерная обработка экспериментальной информации.
При длительном статическом нагружении [8] в качестве основных параметров трещиностойкости приняты критическое раскрытие трещин 8 и J-интеграл, определяемые на основе диаграмм “нагрузка — смещение берегов трещины” Р — V, которые строятся на основании результатов испытаний серии образцов на трех- или четырехточечный изгиб или на внецентренное растяжение по двум параметрам: заданному времени нагружения т или заданной скорости раскрытия трещины V.
Условные значения коэффициентов интенсивности напряжений определяются по формулам:
K'c=7EoX; K‘c = 7eJc/(1- ц2). (1.6)
20
Глава 1
Параметры 8С, Jc иК* в зависимости от времени тс используются для построения зависимостей типа кривых длительной прочности.
Таким образом, в конце 1980-х годов был создан фундамент нормативной базы экспериментального определения характеристик трещиностойкости конструкционных материалов. В то же время имеется ряд нерешенных методических вопросов при экспериментальном определении характеристик трещиностойкости в условиях упругопластического деформирования (испытания тонколистовых материалов, сталей низкой и средней прочности, наличие концентрации напряжений), при реализации смешанных моделей деформирования, а также в условиях продольного и поперечного сдвигов. Кроме того, к числу нерешенных в плане разработки нормативных документов следует отнести вопросы определения характеристик трещиностойкости структурно-неоднородных конструкционных материалов (волокнистые композиционные материалы, конструкционная
керамика, слоистые металлкомпозиционные материалы, сверхпроводящие материалы и т.д.)
Методы экспериментального определения характеристик трещиностойкости в условиях упругопластического деформирования требуют схематизации накопленного опыта испытаний. В этой области значительное развитие и наиболее широкое практическое приложение среди критериев нелинейной механики разрушения получили раскрытие трещины Зс [11-13], коэффициент интенсивности деформаций в упругопластической области Кес [14], энергетический J-интеграл [15-17] и предел трещиностойкости 1с [18-19], позволяющие анализировать закономерности разрушения, напряженно-деформированное состояние в вершине трещины на стадии ее инициации при значительных пластических деформациях и общей текучести материала, а также проводить оценку предельных состояний элементов конструкций с трещинами.
Основополагающими для разработки методов эксперименталь
ного определения указанных характеристик упругопластического
разрушения послужили испытания по определению критических значений коэффициентов интенсивности напряжений в условиях плоской деформации К1с [3,20]. Условия плоской деформации считаются выполненными, если размер пластической зоны у вершины трещины не превышает 1/50 любого характерного размера образца (элемента конструкции), а именно толщины образца t, размера нетто-се-чения (В - /) или длины трещины /, что достигается выполнением соотношения
t, В -1,
°0,2
(1.7)
Проблемы экспериментальных исследований
21
где р — безразмерный коэффициент, учитывающий стеснение пластических деформаций; р = 2,5 для алюминиевых, титановых, магниевых сплавов и сталей; р = 0,6 для чугунов.
В дополнение к условию (1.7) был предложен ряд других, связан
ных с ограничением уровня максимальных нагрузок на диаграмме “нагрузка — смещение берегов трещины” (PC/PQ < 1,1) [20], смещений берегов трещины (Vc/ VQ < 1,2) [21], относительного остаточного сужения в зоне разрушения (\|/с < 1,5%) [22], относительного приращения длины трещины (А / < 2 %) [20, 23], уровня номинальных напряжений по нетто-сечению образца (а = о/<То 2; а < 0,7 по данным [22], а < 0,8 по данным [24, 25]). Аналогично указанным условиям для коэффициентов интенсивности напряжений эксперименталь
но установлены ограничения на размеры пластических зон для критических значений J-интеграла и раскрытия трещины, отражающие в
основном влияние геометрических размеров:
t, В - I, / > р
Jjc . 8с 5 СУТ
f (1.8)
Значение коэффициента р по различным данным принимается от 25 до 200 [3, 26-29].
Разработанные методы расчета по характеристикам трещиностойкости, при экспериментальном определении которых выполняются условия (1.7) и (1.8), позволяют давать корректную оценку остаточной прочности при наличии трещин вне зон концентрации напряжений и при сопоставимости их размеров с размерами рассчитываемых элементов конструкций. Однако требование выполнения условий (1.7) и (1.8) ограничивает возможности применения указанных характеристик трещиностойкости, что приводит в ряде случаев к противоречивым ситуациям:
1) при использовании пластичных сталей возникает необходимость испытаний образцов, толщины которых превышают толщины конструктивных элементов;
2) при экспериментальном определении характеристик трещиностойкости испытания проводятся на образцах с трещинами, размеры которых существенно превышают допускаемые требованиями дефектоскопического контроля;
3) при нарушении условий типа (1.7) и (1.8) возникает зависимость характеристик трещиностойкости от размеров трещин и образцов;
4) при уменьшении размеров трещин, пределов текучести и модулей упрочнения расчет по характеристикам трещиностойкости приводит к завышенным оценкам разрушающих напряжений;
22
Глава 1
5) номинальная нагруженность и геометрия значительного числа элементов конструкций, в том числе в местах концентрации, таковы, что размеры зон пластических деформаций могут превышать размеры дефектов, т.е. условия (1.7) и (1.8) заведомо невыполнимы.
Отмеченные ограничения возникают в результате стремления расширить области применения основных положений линейной механики разрушения на условия упругопластического деформирования и разрушения. Однако возможности такого перехода связаны с уровнем номинальной нагруженности рассчитываемых элементов и влиянием эксплуатационных факторов (температура, скорость нагружения и т.д.). Очевидно, что в этих условиях необходим анализ закономерностей, характеристик и критериев упругопластического деформирования и разрушения. Важным аспектом данного анализа является оценка влияния эффектов объемности напряженного состояния на определяемые характеристики трещиностойкости и его учет в уравнениях предельного состояния. Предварительные результаты, полученные в этом направлении, привели к необходимости использовать в расчетных соотношениях эффективный предел текучести в условиях, отличных от линейного однородного напряженного состояния. Наиболее успешно такой подход реализован в отношении деформационного (коэффициент интенсивности деформаций К|ес) и энергетического (J-интеграл) критериев упругопластического разрушения [14, 30-32].
Значительные объемы экспериментальных исследований по оценке влияния на характеристики трещиностойкости различных эксплуатационных и технологических факторов, переход к аттестации материалов по характеристикам трещиностойкости, расширение области их применения в расчетах и при выборе материалов привели к необходимости создания специализированных баз данных [33-34]. Накопление и систематизация экспериментальной информации имеют важное самостоятельное значение (оценка статистических параметров и законов распределения, установление верхних и нижних предельных значений и корреляционных соотношений, функциональное описание зависимости характеристик от анализируемого фактора, оптимизация технологических процессов, состава и структуры материалов и т.д.) и являются обязательной составной частью автоматизированных систем расчета конструкций на прочность, ресурс и живучесть.
Результаты исследований методических вопросов экспериментального определения характеристик трещиностойкости при упругопластическом разрушении, рассмотренные в соответствующих главах монографии, могут быть использованы при разработке следую-
Проблемы экспериментальных исследований 23
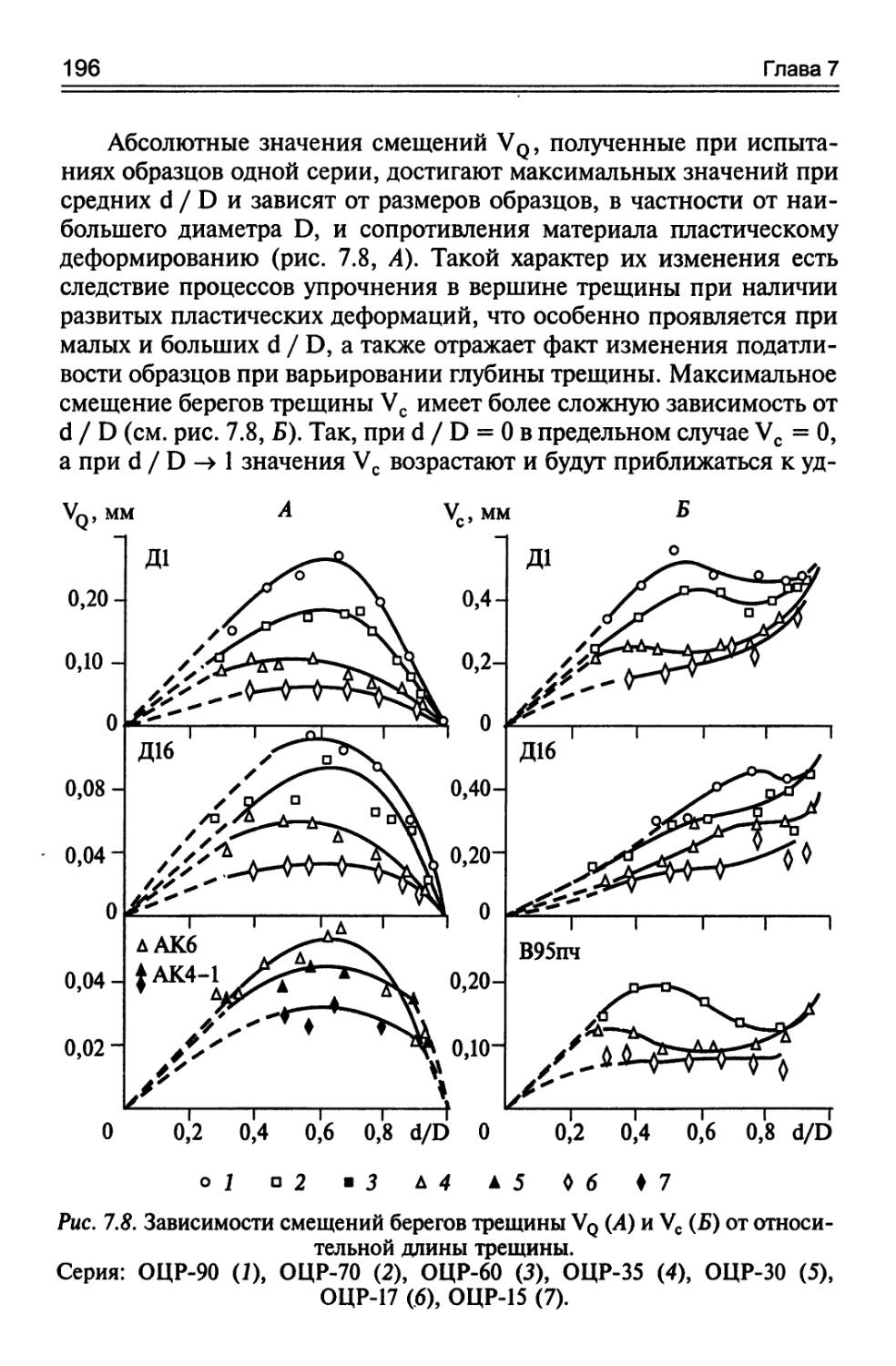
щего поколения НТД в области механики разрушения. В этом же направлении могут быть использованы результаты исследований плакированных сталей, бороалюминиевого композиционного материала и конструкционной керамики. Для инженерных приложений при проведении расчетов на трещиностойкость важное значение имеют результаты испытаний конкретных конструкционных материалов, на основе которых возможно формирование специализированных баз данных расчетных значений характеристик трещиностойкости при статическом и циклическом нагружениях. Методология создания таких баз данных должна быть регламентирована соответствующими НТД. Решение задач, связанных с созданием второго поколения нормативных документов в области механики разрушения, имеет принципиальное значение для дальнейшего развития расчетов на трещиностойкость, живучесть и безопасность сложных технических систем, включая проблему остаточного ресурса потенциально опасных объектов. ।
ГЛABA 2
ХАРАКТЕРИСТИКИ ТРЕЩИНОСТОЙКОСТИ
МАЛОУГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
2.1. Характеристика сталей и методика испытаний*
В связи с тем что большинство металлоконструкций различного назначения изготавливают из малоуглеродистых и низколегированных сталей, исследования характеристик трещиностойкости проводили на следующих марках сталей: Ст2сп, СтЗсп, СтЗкп, 09Г2С, 16Г2АФ, 10ХСНД. Характеристики механических свойств и химический состав указанных сталей приведены в табл. 2.1. Диапазон изменения характеристик механических свойств составляет для предела текучести стт 220...470 МПа; временного сопротивления ств 370...620 МПа; относительного удлинения б5 25...40 %; относительного сужения \|/с 55...70 %. Диаграммы деформирования сталей в неупругой области аппроксимировали степенной функцией вида [1-6]
а = ёт, (2.1)
где ст, ё — значения истинных напряжений и деформаций, отнесенные к пределу текучести от и деформации текучести ет соответственно; ш — показатель деформационного упрочнения.
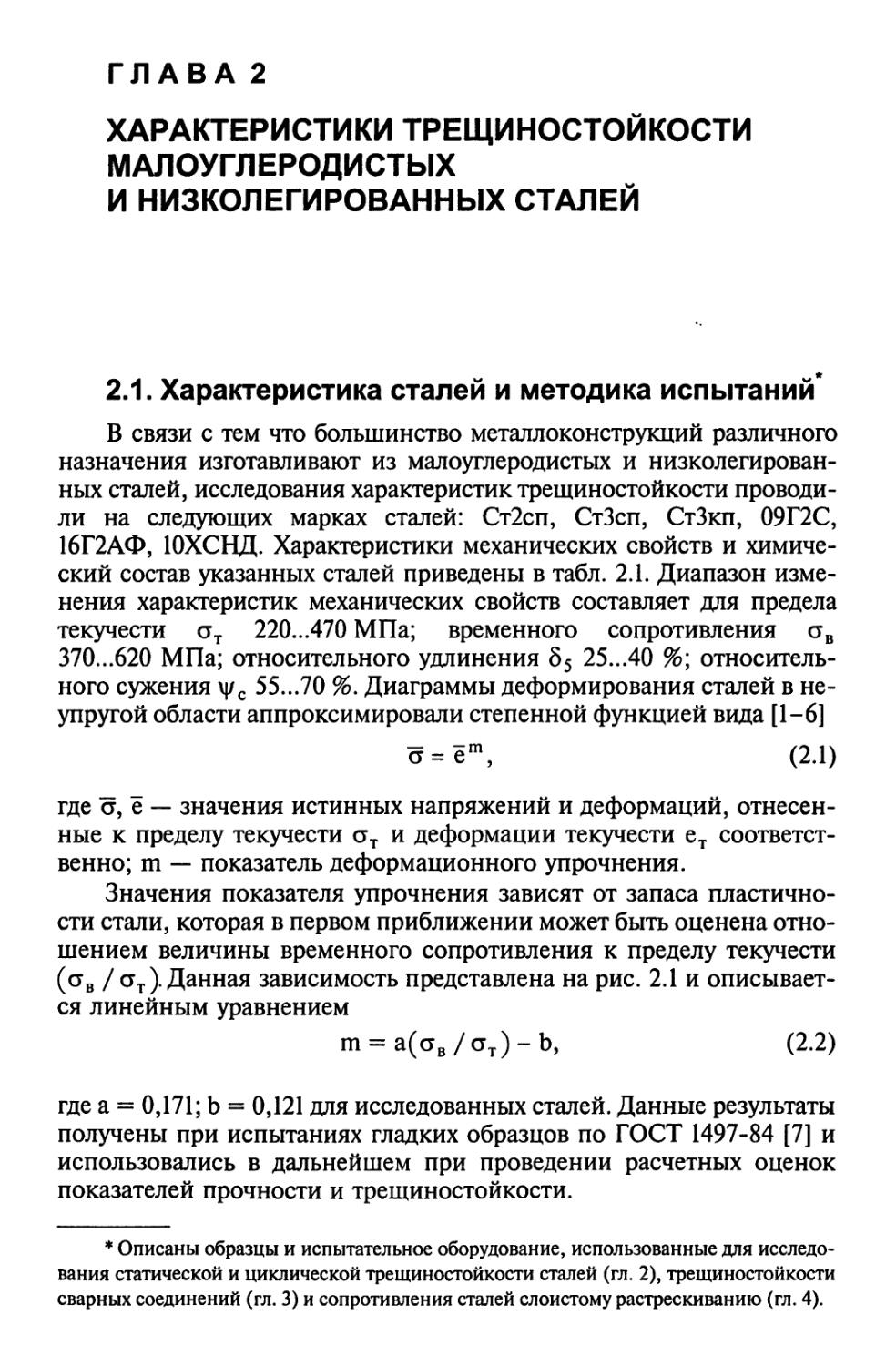
Значения показателя упрочнения зависят от запаса пластичности стали, которая в первом приближении может быть оценена отношением величины временного сопротивления к пределу текучести (сгв / стт). Данная зависимость представлена на рис. 2.1 и описывается линейным уравнением
m = а(ств/от) - Ь, (2.2)
где а = 0,171; b = 0,121 для исследованных сталей. Данные результаты получены при испытаниях гладких образцов по ГОСТ 1497-84 [7] и использовались в дальнейшем при проведении расчетных оценок показателей прочности и трещиностойкости.
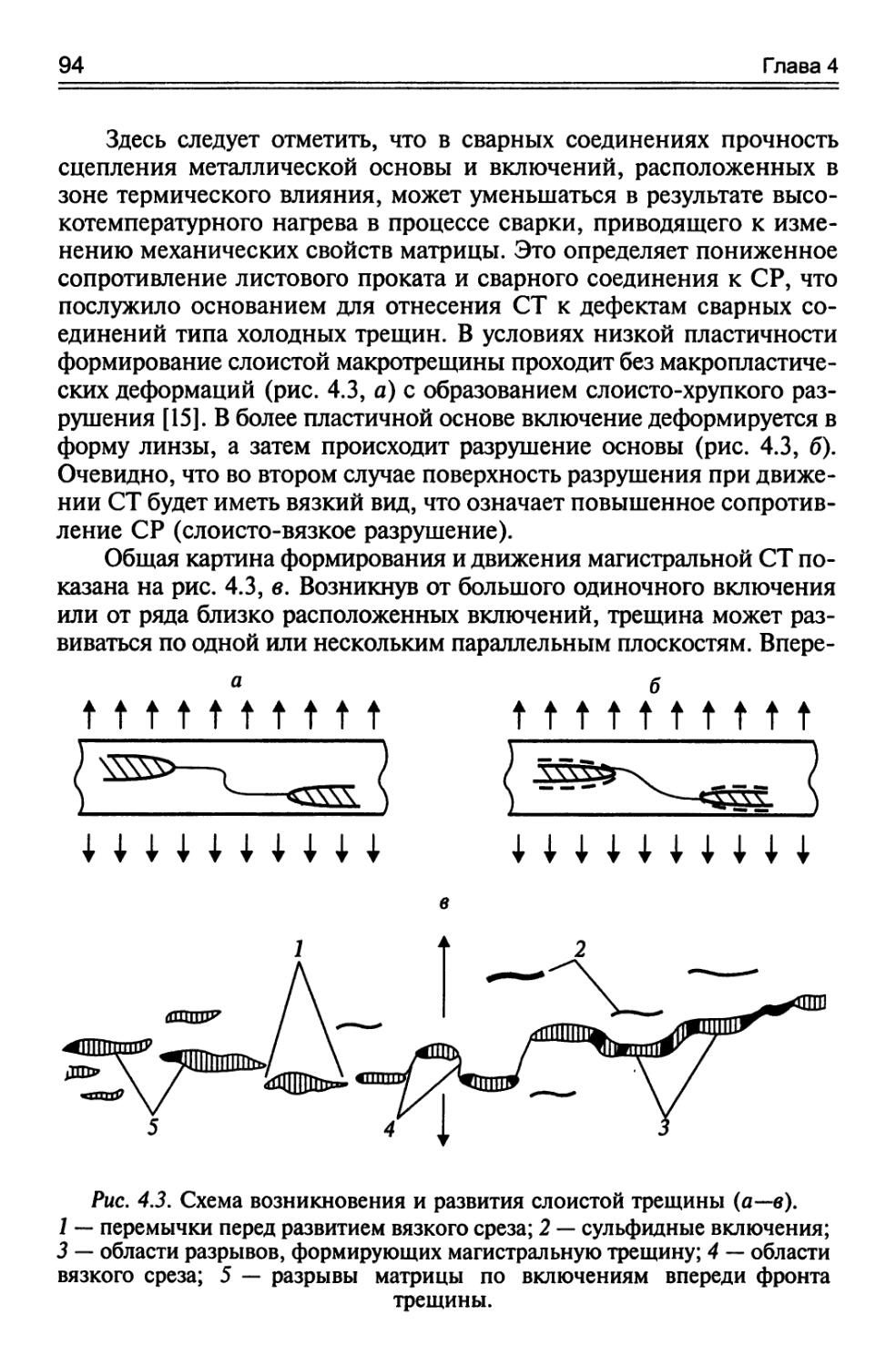
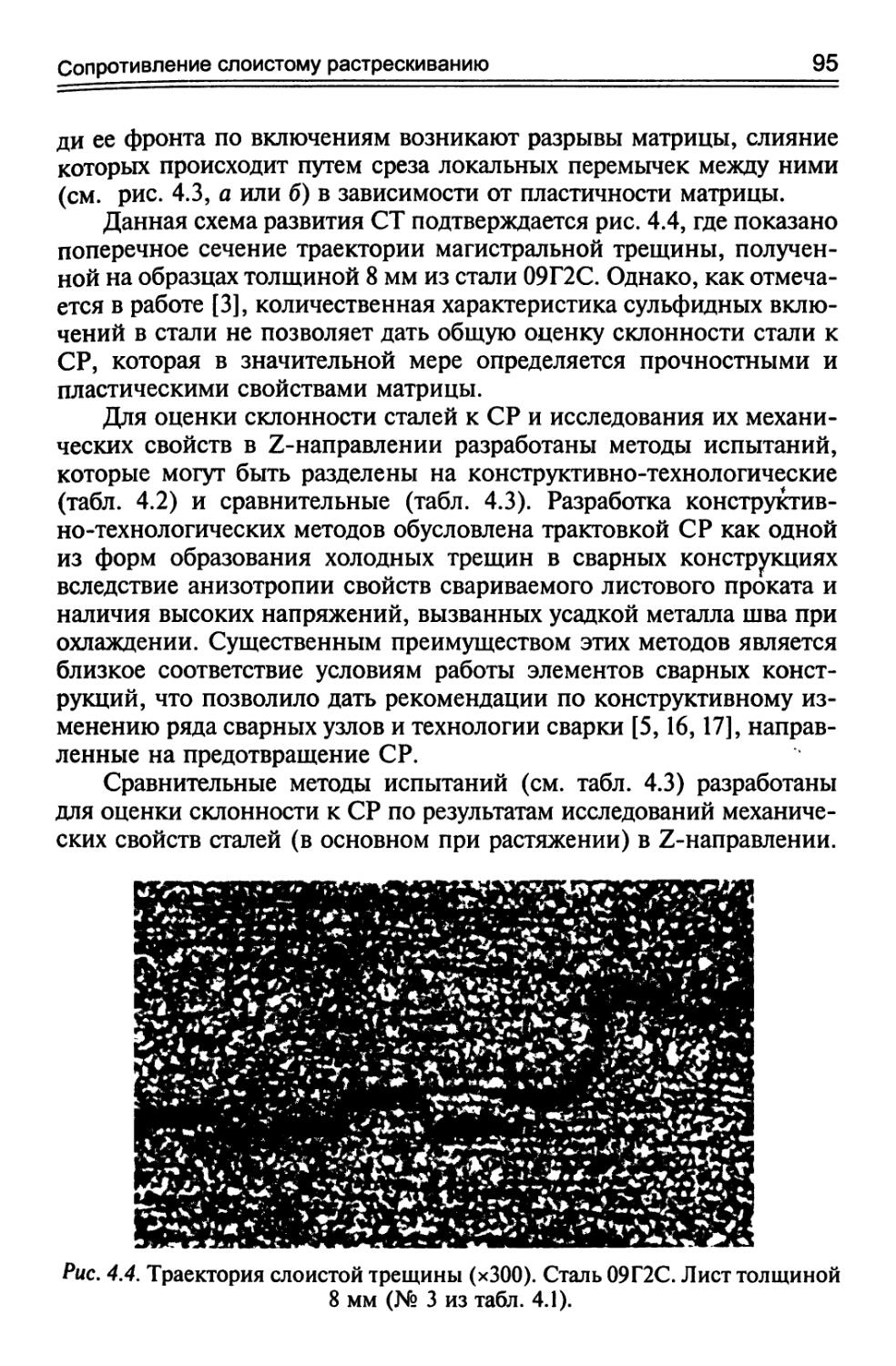
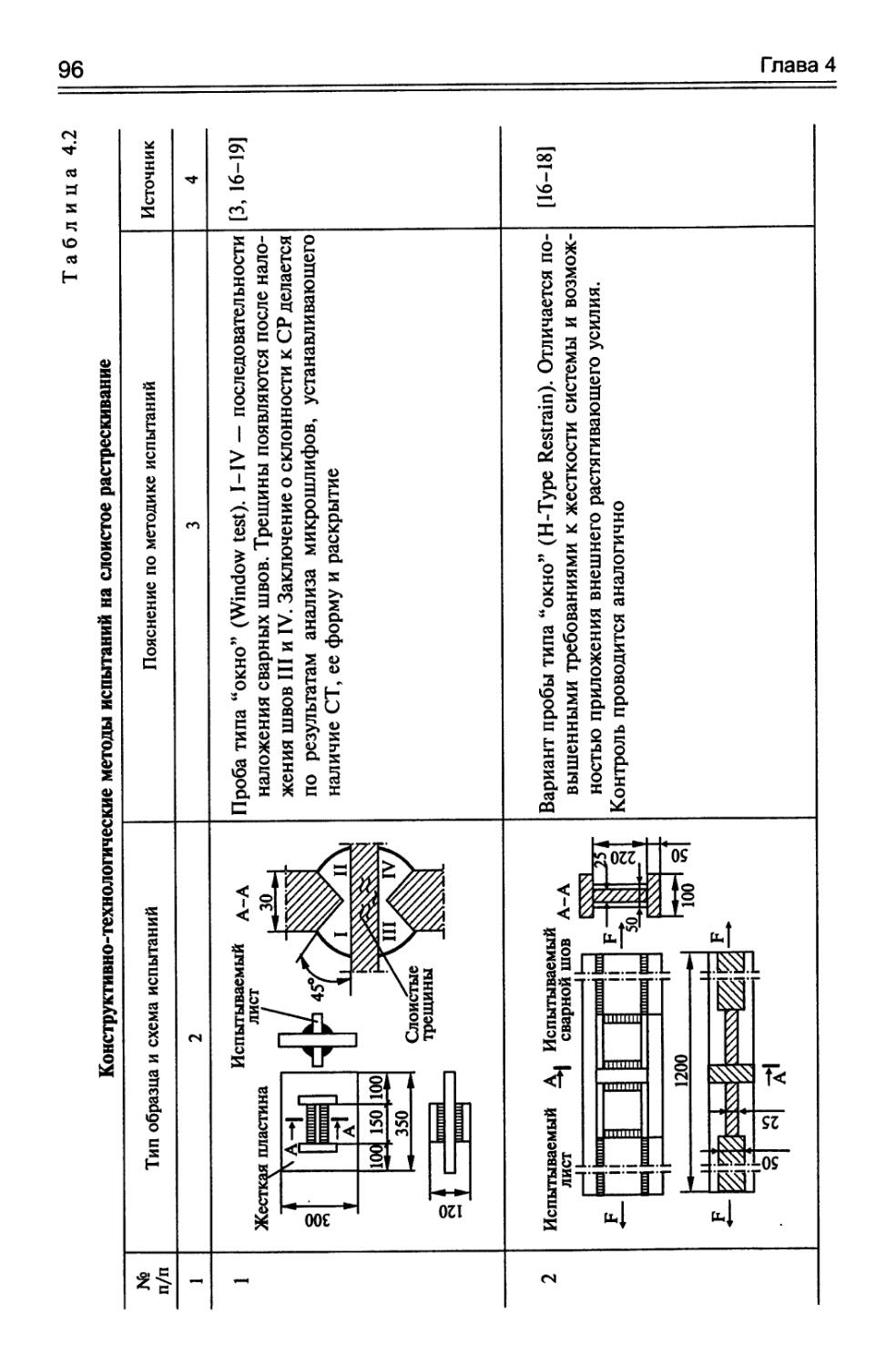
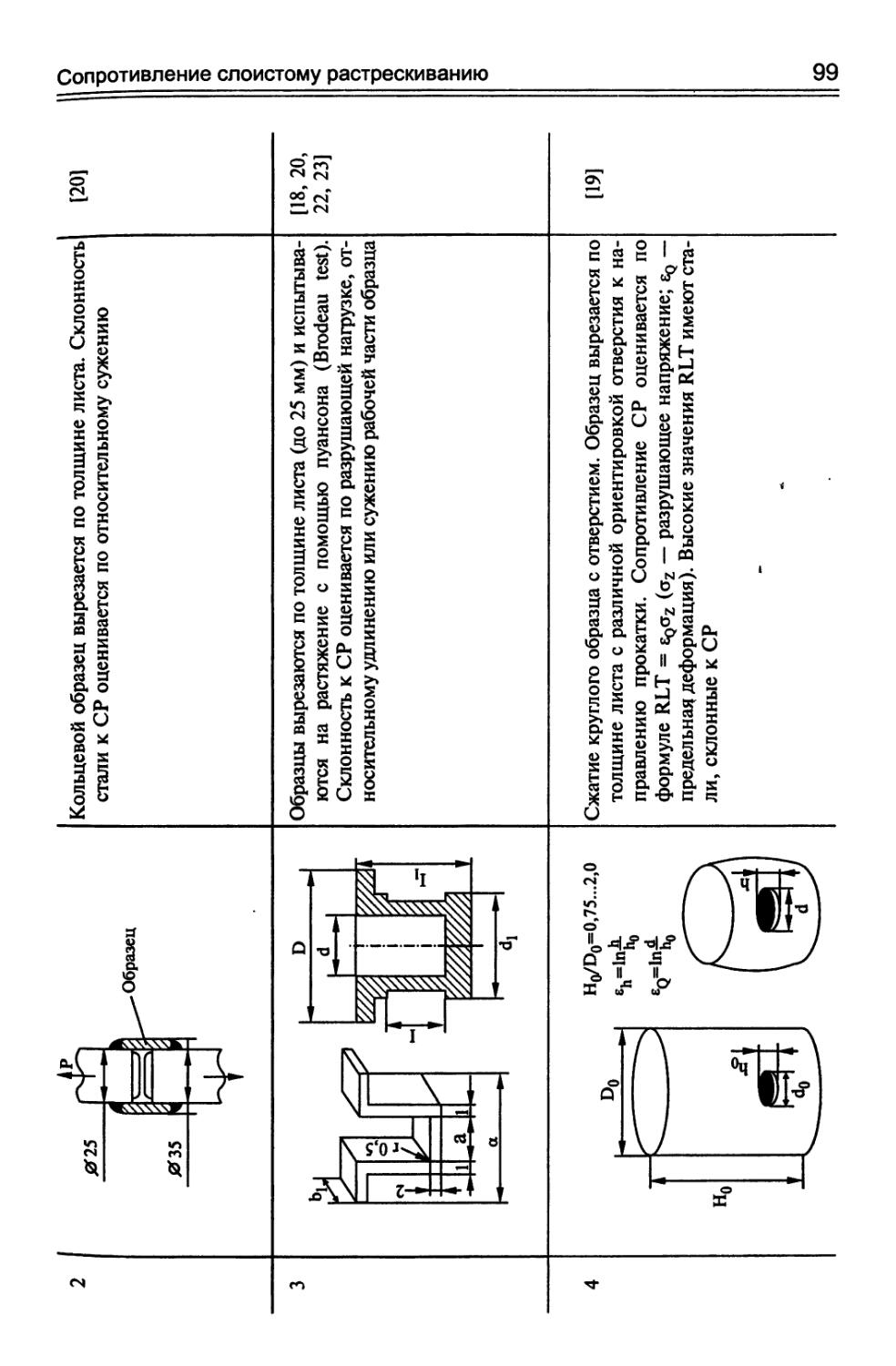
* Описаны образцы и испытательное оборудование, использованные для исследо-вания статической и циклической трещиностойкости сталей (гл. 2), трещиностойкости сварных соединений (гл. 3) и сопротивления сталей слоистому растрескиванию (гл. 4).
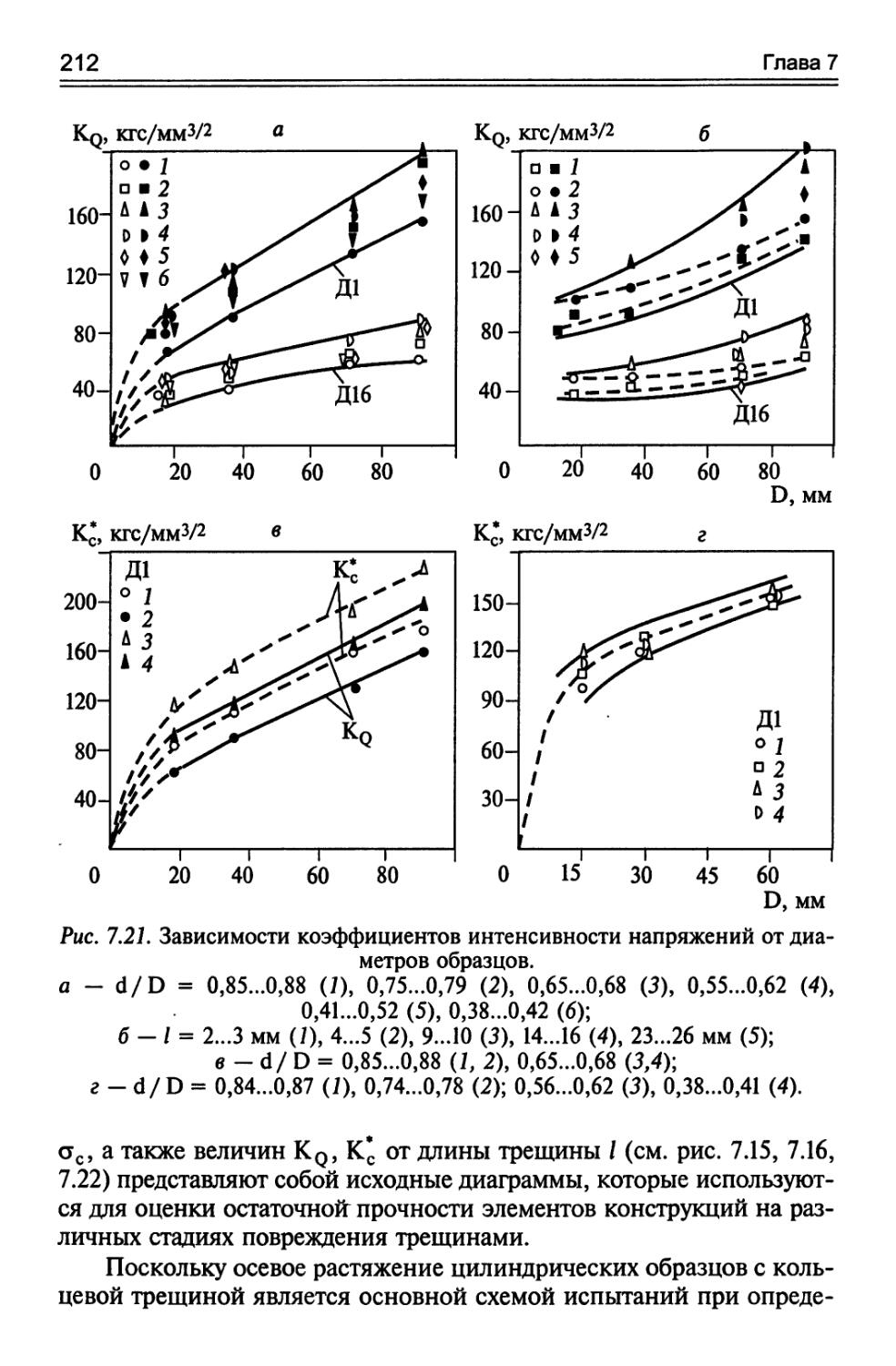
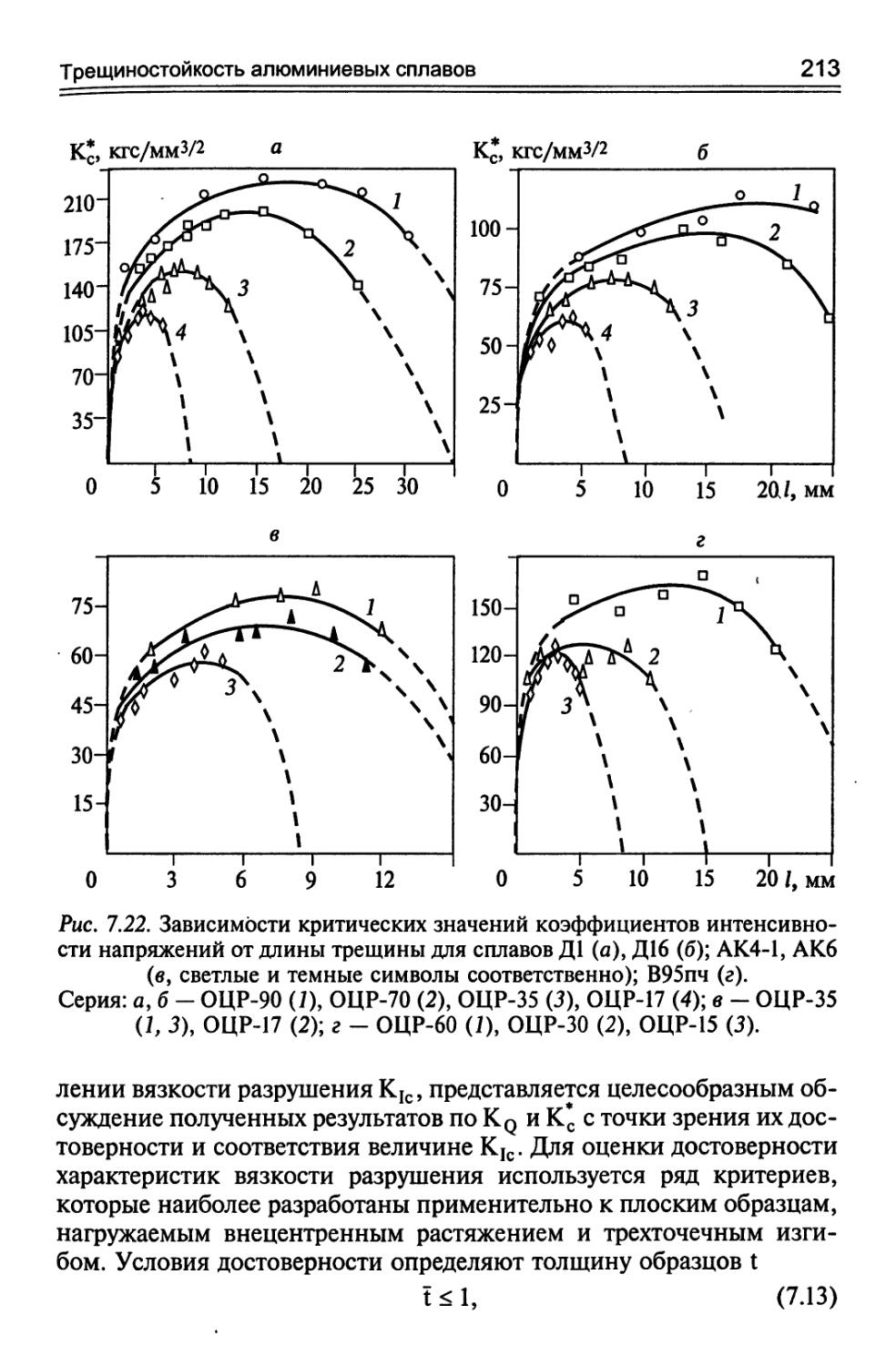
Трещиностойкость малоуглеродистых и низколегированных сталей
25
Таблица 2.1
Характеристика механических свойств и химический состав исследованных сталей
№ Марка Толщи- Содержание элементов, % стт Обозна-
п/п стали на, мм С Мп Si S Р МПа чение
1 Ст2сп 3 о,п 0,40 0,18 0,019 0,014 325 430 О
2 Ст2сп 4 о,н 0,40 0,18 0,019 0,014 339 402 •
3 Ст2сп 5 0,11 0,40 0,18 0,019 0,014 297 413 Q
4 СтЗсп 4 0,14 0,40 0,21 0,034 0,016 302 415 А
5 СтЗсп 4 о,п 0,40 0,17 0,022 0,015 340 427 —
6 СтЗсп 4 0,16 0,53 0,24 0,035 0,017 353 432
7 СтЗсп 10 0,17 0,60 0,23 0,019 0,014 286 436 —
8 СтЗсп 14 0,19 0,58 0,26 0,029 0,014 290 463 V
9 СтЗсп 25 0,15 0,61 0,21 0,020 0,013 232 410 i
10 СтЗсп 60 0,15 0,61 0,21 0,020 0,013 237 418 О
11 СтЗкп 8 0,20 0,56 0,08 0,035 0,013 295 402 €
12 СтЗкп 5 0,15 0,43 0,03 0,025 0,016 304 418 1 0
13 СтЗкп 20 0,15 0,40 0,03 0,045 0,012 220 370 *
14 Ст4кп 5 0,23 0,61 0,03 0,038 0,025 299 410 С
15 09Г2С 5 0,10 0,39 0,57 0,025 0,021 443 541 ▲
16 09Г2С 8 0,11 0,10 0,70 0,025 0,023 440 620
17 09Г2С 8 0,09 0,40 0,24 0,027 0,020 380 490 □
18 09Г2С 8 0,19 0,71 0,17 0,018 0,014 370 538 о
19 09Г2С 10 0,12 0,47 0,52 0,039 0,024 318 522
20 16Г2АФ 16 0,17 0,68 0,39 0,026 0,02 467 605 —
21 10ХСНД 10 — — — — — 314 461 —
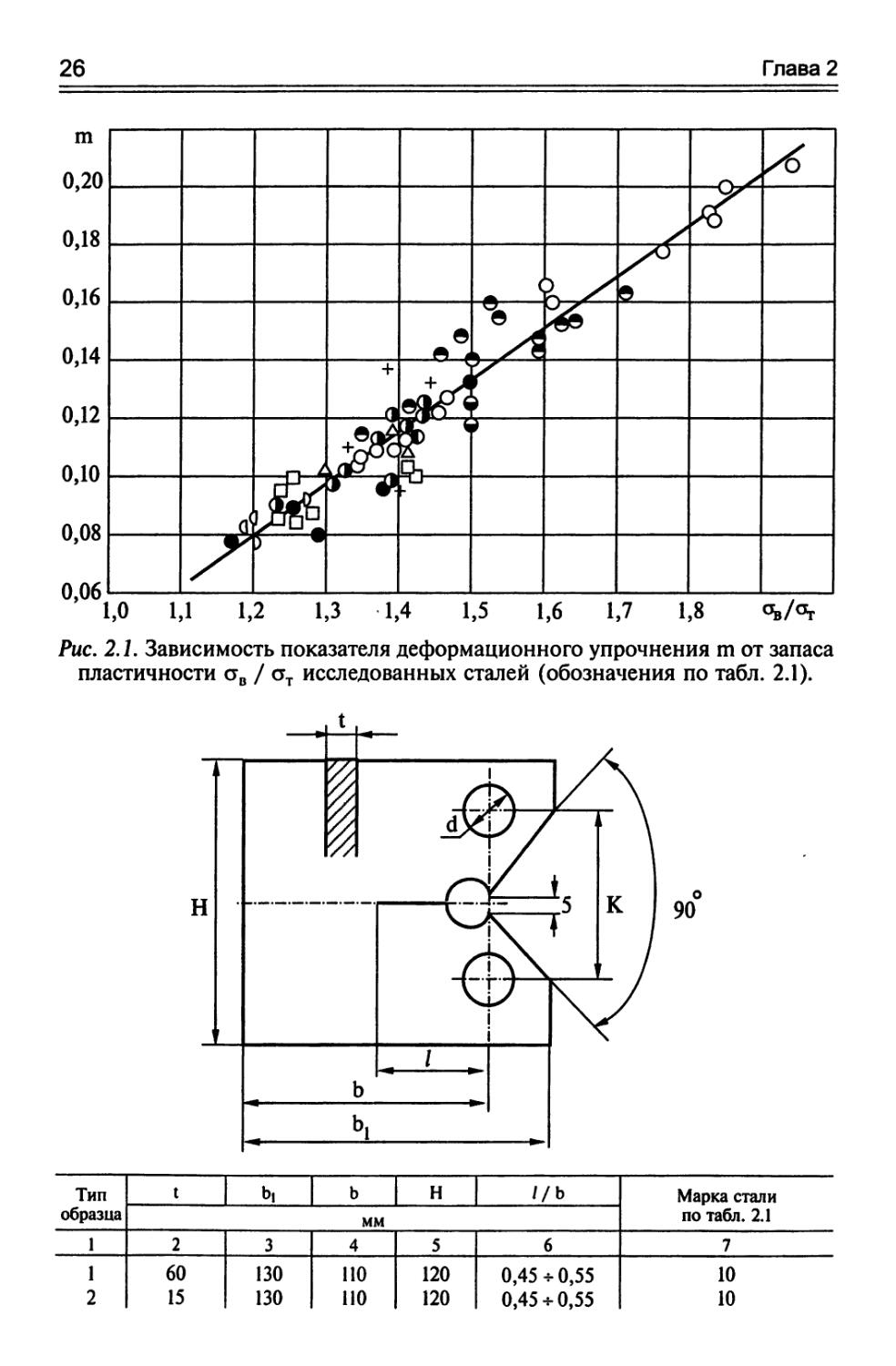
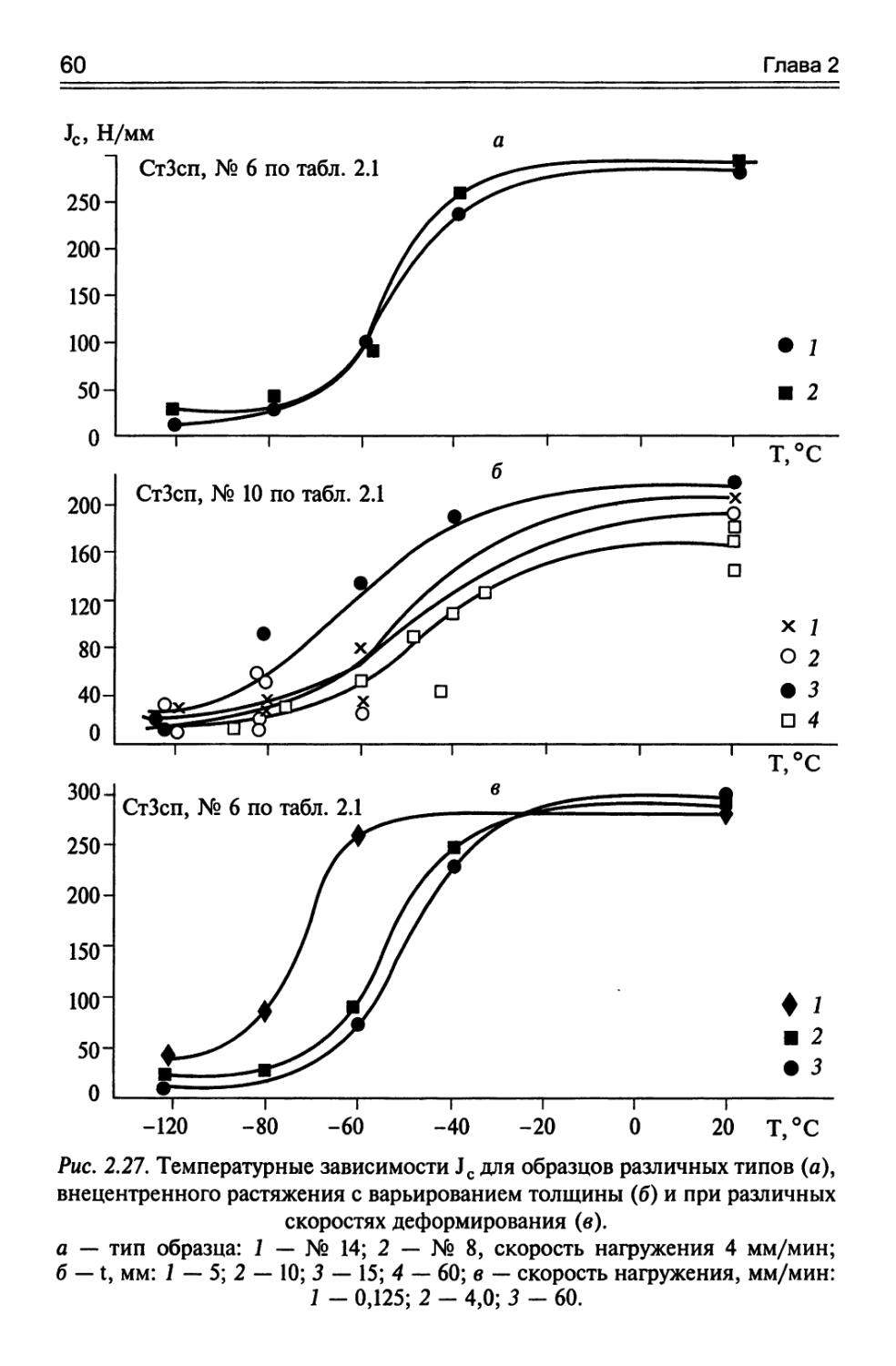
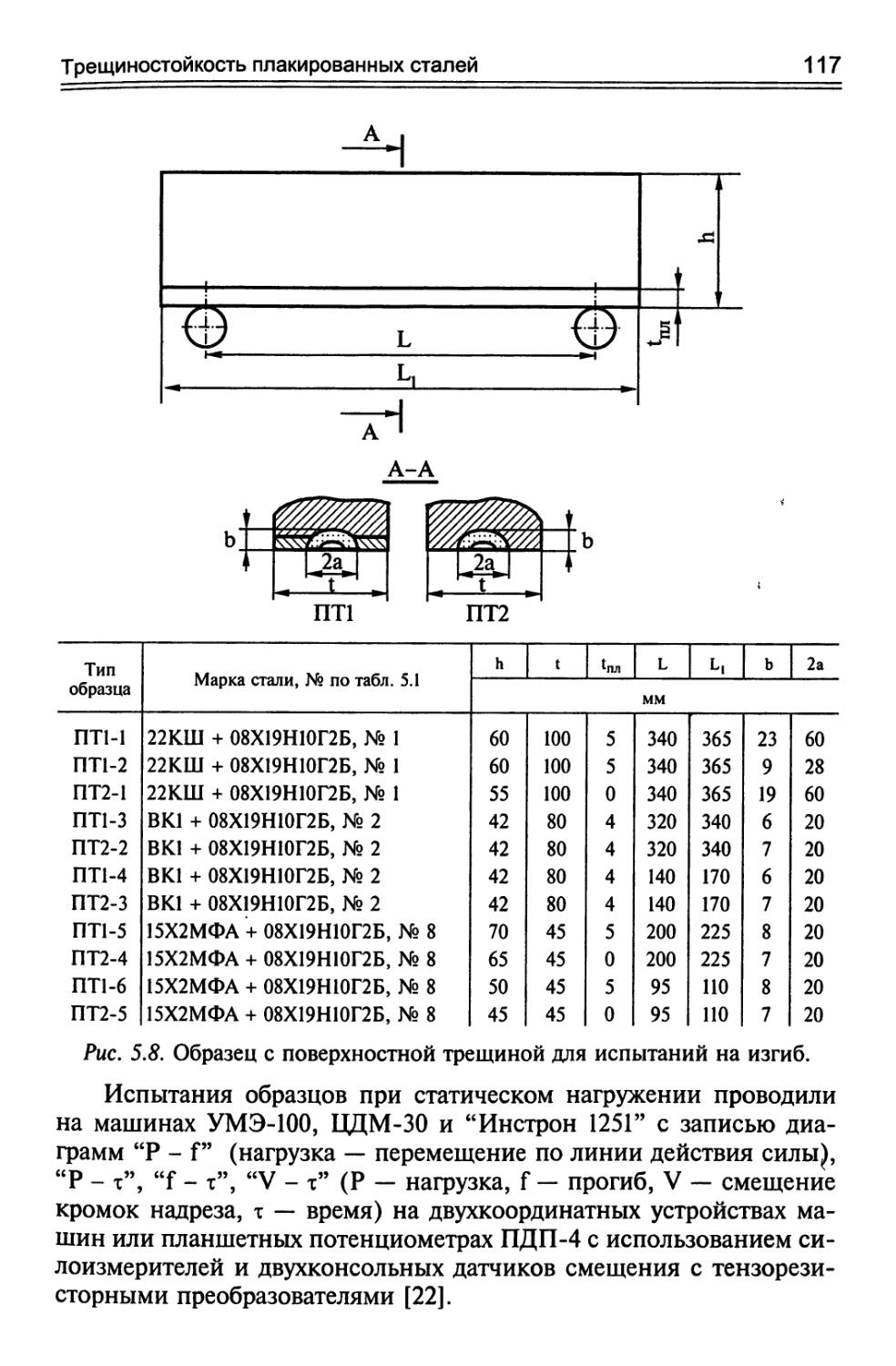
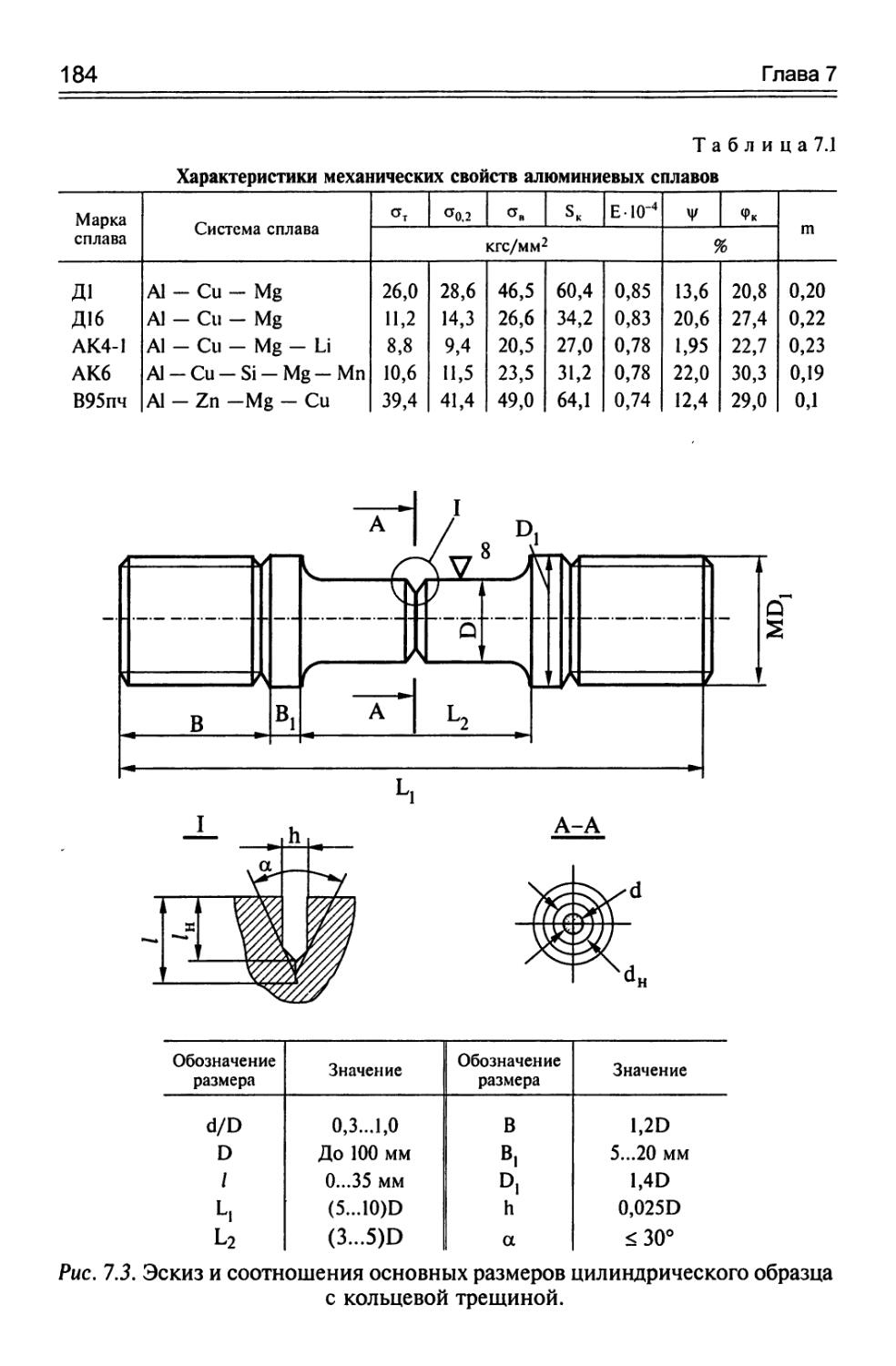
Статические и циклические испытания сталей проводили в основном на образцах, рекомендованных в [8-11], при нагружении осевым и внецентренным растяжением, а также изгибающим моментом. Испытывали образцы с центральными и краевыми трещинами в однородном поле номинальных напряжений и образцы с трещинами, исходящими от типовых концентраторов напряжений. Геометрия и размеры образцов представлены на рис. 2.2 и 2.3.
Исследование характеристик трещиностойкости сварных соединений осуществляли на образцах, приведенных на рис. 2.4. Для изготовления образцов использовали пластины толщиной t = 10 мм с Х-образной разделкой кромок под сварку. Сварку выполняли механизированным способом в среде углекислого газа проволокой Св08Г2С диаметром 1,6 мм. Применяли следующий режим сварки: сила сварочного тока I = 300...350 А; напряжение на дуге U = 22...24 В. Образцы для определения характеристик механических свойств и трещино-
26
Глава 2
Рис. 2.1. Зависимость показателя деформационного упрочнения m от запаса пластичности св / ст исследованных сталей (обозначения по табл. 2.1).
Трещиностойкость малоуглеродистых и низколегированных сталей
27
Окончание табл.
1 2 3 4 5 6 7
3 10 130 ПО 120 0,45-0,55 10
4 5 130 по 120 0,45 4-0,55 10
5 14 70 55 65 0,45 4-0,55 8
6 9 70 55 65 0,45-0,55 8
7 5 70 55 65 0,45 4-0,55 8
8 4 4-10 70 55 65 0,45 4-0,55 Кроме 8, 10, 13, 20, 21
9 114-20 85 65 78 0,45-0,55 8, 10, 13
10 8 255 200 250 0,45 4-0,55 17
11 8 400 350 300 0,45-0,55 18
Тип t b L Ц d 2//b Марка стали
образца мм по табл. 2.1
12 4 45 165 220 12 0,25 4-0,45 3
13 5 100 380 500 25 0,25 4-0,45 2
14 4 50 200 300 25 0,5 - 0,6 6
Рис. 2.2. Геометрия и размеры образцов для испытаний на статическую трещиностойкость.
стойкости вырезали из характерных зон сварного соединения (металл шва, зона термического влияния, основной металл) при расположении трещин в направлении шва.
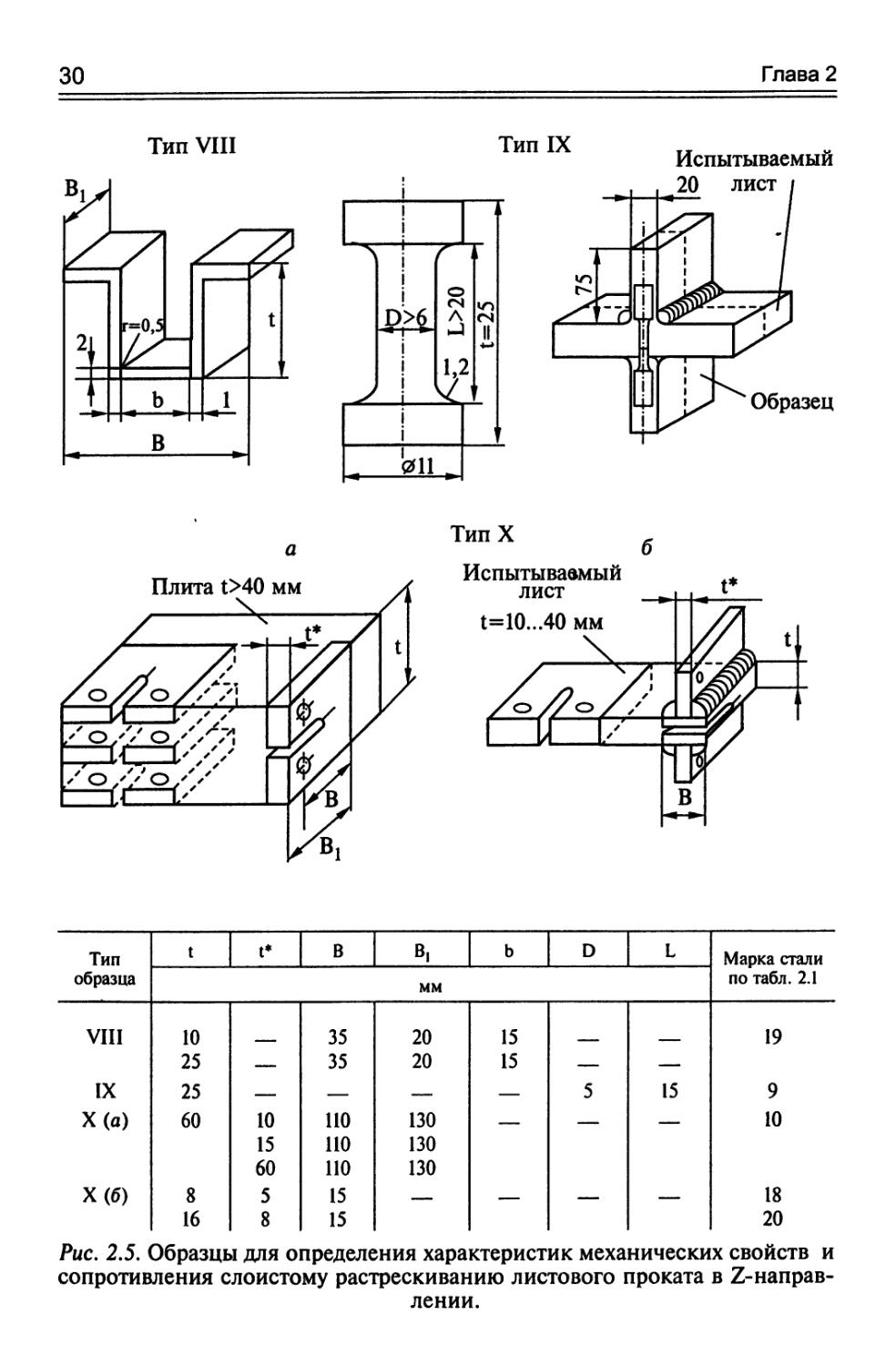
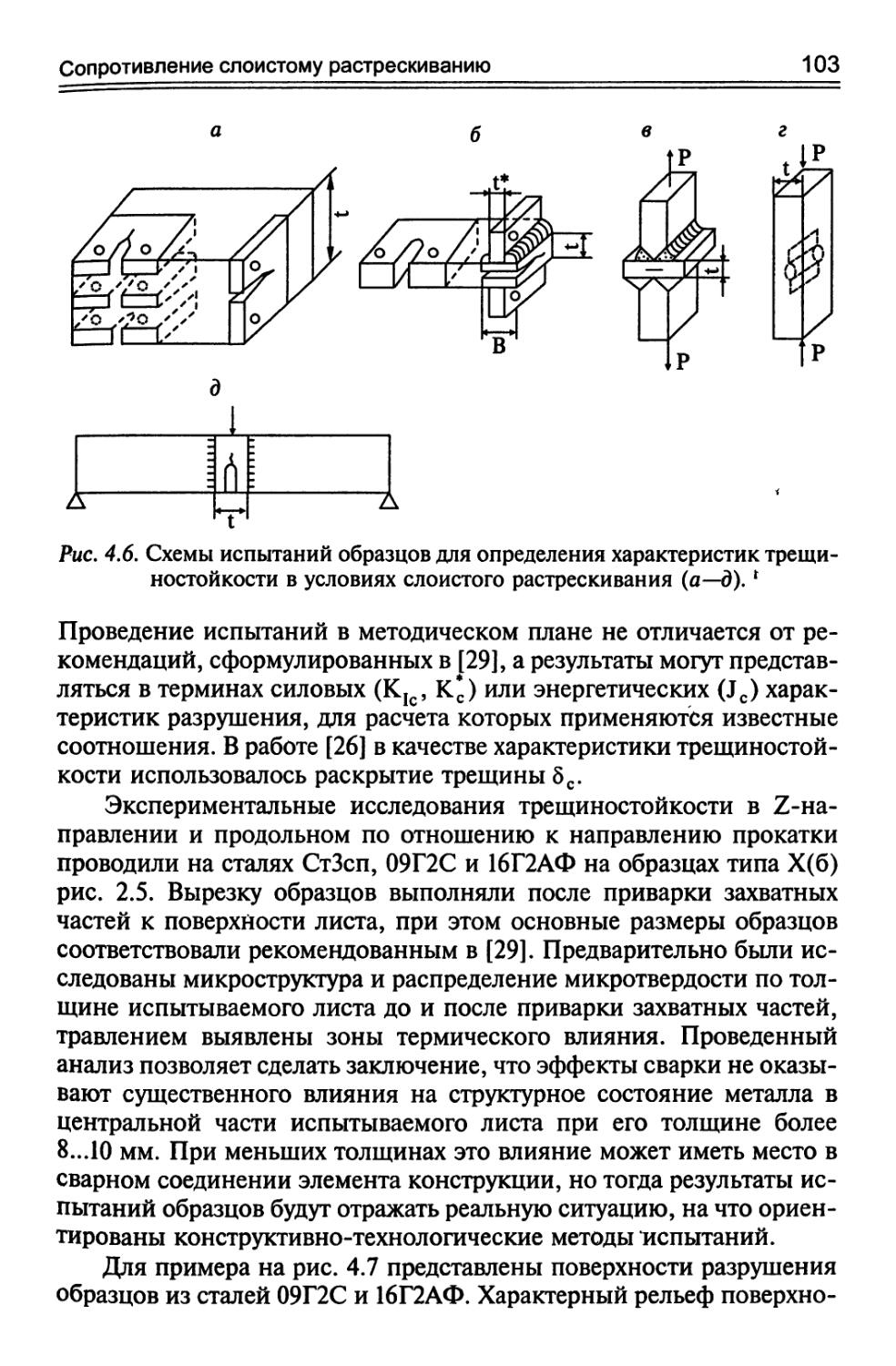
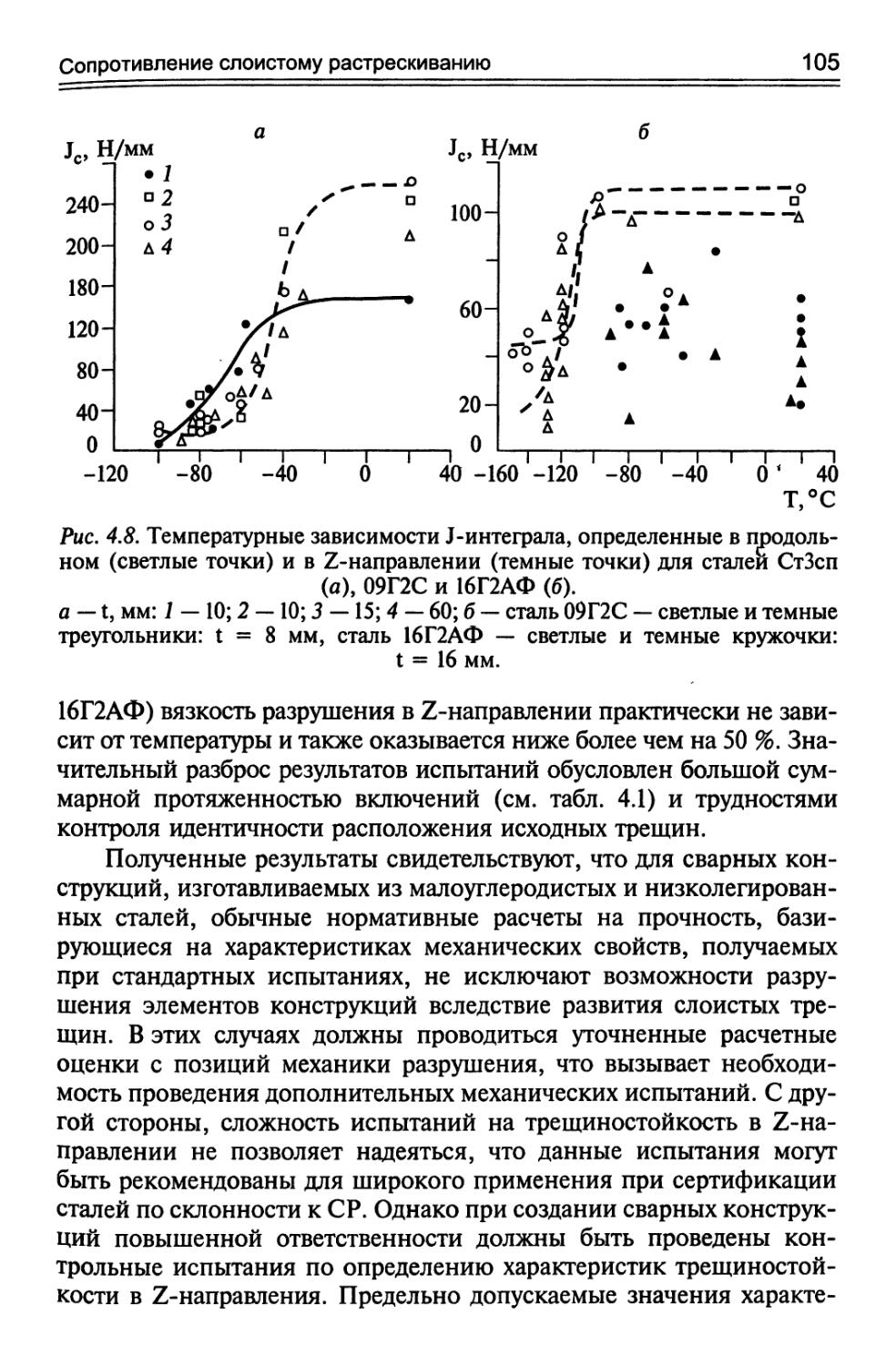
Характеристики сопротивления слоистому растрескиванию и характеристики механических свойств листового проката в направлении толщины (Z-направление) определяли на образцах, представленных на рис. 2.5. В целом площади сечений образцов изменялись в пределах от 7 до 2500 мм2, а их длины в пределах от 10 до 500 мм. Испытания призматических образцов для определения характеристик механических свойств листового проката в Z-направлении проводили с использованием специального приспособления (рис. 2.6). Образец для предотвращения смещения центрировали в захватах матрицы. Растягивающее усилие от нагружающей траверсы испытательной машины передавали на образец через пуансон. В процессе
28
Глава 2
Тип III
Тип t Ь, 1 Ь 1 н 1 L 1 R 1 а Марка стали
образца мм по табл. 2.1
1а 10 190 150 180 30 7
25 130 105 120 40 — — 9
10 190 150 180 30 — — 19
16 90 74 80 25 — — 20
16 10 190 150 180 50 11,5 — 7
10 190 150 180 50 11,5 — 19
Па 10 — 100 300 13 — — 7
4 — 100 250 13 — — 5
10 — 100 300 13 — — 19
Пб 10 — 100 300 13 12,5 — 7
4 — 100 300 13 12,5 — 5
10 —- 100 300 13 12,5 — 19
Ша 10 — 100 400 20 — 7
Шб 10 — 10 400 — 5 20 7
Рис. 2.3. Образцы для испытаний на циклическую трещиностойкость.
испытаний фиксировали диаграмму “нагрузка — удлинение” с записью на двухкоординатном самописце. Для измерения деформации образца (удлинения) применяли датчик тензорезисторного типа (по ГОСТ 25.506-85), устанавливаемый между нижней гранью образца и матрицей.
Статические и циклические испытания в диапазоне усилий до 2000 кН проводили на универсальных испытательных машинах отечественного производства ГРМ-I, МУП-50, УМР-5, испытательном комплексе фирмы “Schenck” (рис. 2.7), в состав которого входили три сервогидравлические испытательные машины моделей ТТ4416,
Трещиностойкость малоуглеродистых и низколегированных сталей
29
Рис. 2.4. Геометрия (а) и схема вырезки (б) образцов для определения характеристик механических свойств, статической и циклической трещиностойкости сварных соединений.
30
Глава 2
Тип t t* в ь D L Марка стали
образца мм по табл. 2.1
VIII 10 35 20 15 19
25 — 35 20 15 — —
IX 25 — — — — 5 15 9
X (а) 60 10 ПО 130 — — — 10
15 по 130
60 по 130
Х(б) 8 5 15 — — — — 18
16 8 15 20
Рис. 2.5. Образцы для определения характеристик механических свойств и сопротивления слоистому растрескиванию листового проката в Z-направ-лении.
Трещиностойкость малоуглеродистых и низколегированных сталей
31
Рис. 2.6. Приспособление для испытаний призматических образцов при определении характеристик сопротивления листового проката слоистому растрескиванию.
1 — нагружающий пуансон; 2 — образец; 3 — матрица; 4 — прижимная крышка.
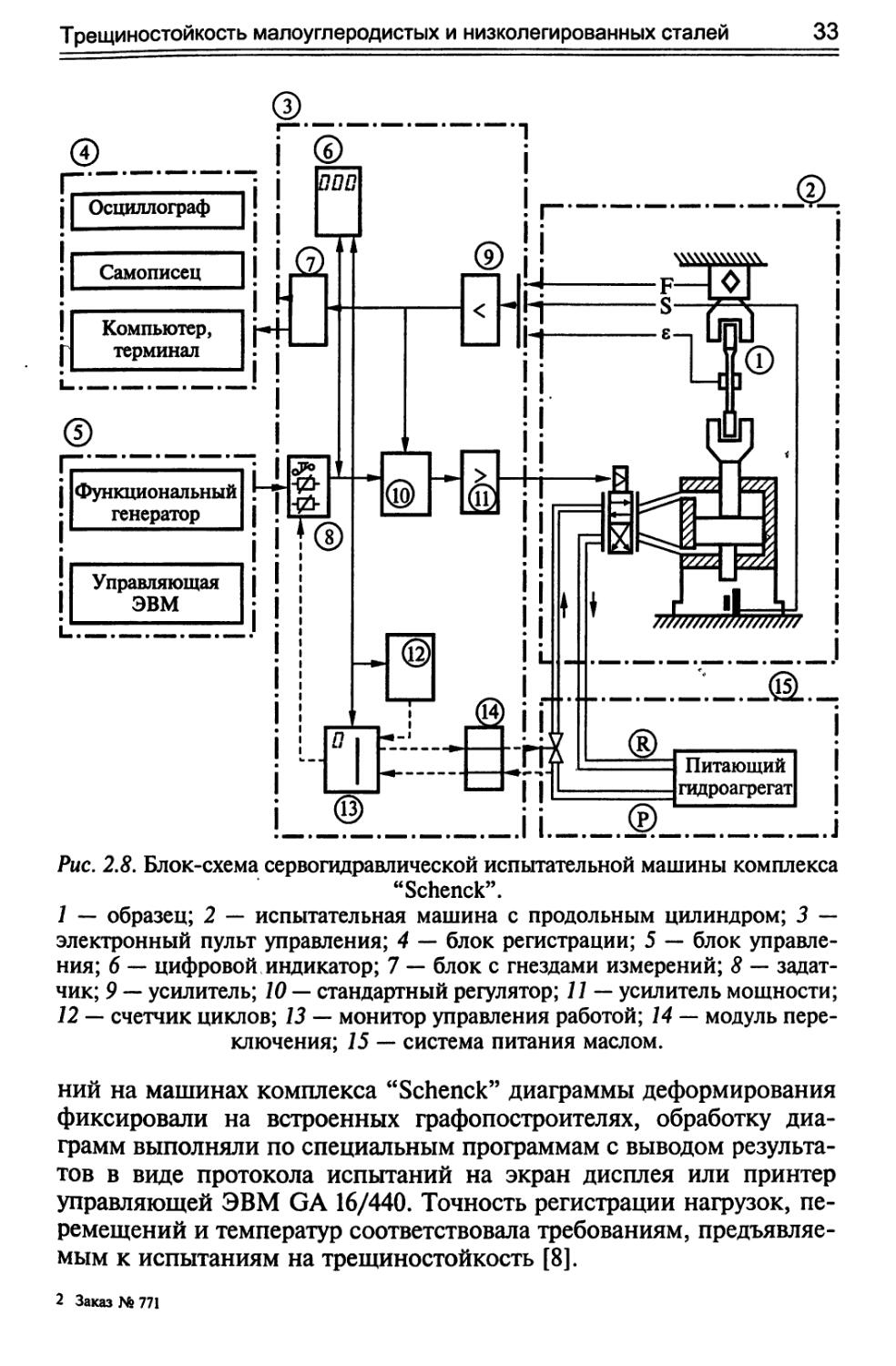
ТТ4417, PSA10, а также на испытательных машинах “Instron 4255” и EUS-40. Блок-схема испытательной машины комплекса “Schenck” с предельным усилием 10 000 кН представлена на рис. 2.8.
При статическом нагружении образцов с трещинами регистрировали диаграммы “нагрузка Р — смещение берегов трещины V” и “нагрузка Р — перемещение точки приложения силы f”, по результатам обработки которых определяли критические значения коэффициен-
32
Глава 2
Рис. 2.1. Общий вид испытательных машин комплекса фирмы “Schenck” с предельными усилиями 1,0 МН (а) и 10,0 МН (б).
тов интенсивности напряжений Кс и раскрытия трещины 8С, коэффициентов интенсивности деформаций в упругопластической области К1ес и J-интеграла Jc. Обработку диаграмм выполняли в соответствии с существующими рекомендациями [8,11,12]. Испытания проводили в широком диапазоне пониженных температур (до -140 °C) в специальных камерах с использованием в качестве хладоагента паров жидкого азота. Контроль температуры осуществляли с помощью хро-мель-копелевых термопар, устанавливаемых на образце.
Для испытаний при пониженных температурах на машинах комплекса “Schenck” применяли термокамеры фирмы “Weiss”, при этом температуру измеряли термоэлектрическим датчиком непосредственно в зоне разрушения. В качестве датчиков для регистрации усилий и раскрытия трещин использовали различные упругие элементы с тензорезисторами рекомендованного типа [8], усиление тензосиг-нала проводили тензоусилителем типа 7АНЧ-8М с регистрацией выходного сигнала либо на лучевом осциллографе типа Н-007, либо на двухкоординатном самописце типа Н-306. При проведении испыта-
Трещиностойкость малоуглеродистых и низколегированных сталей
33
3
4
j Осциллограф
Самописец
Компьютер, терминал
Управляющая ЭВМ
Рис. 2.8. Блок-схема сервогидравлической испытательной машины комплекса “Schenck”.
1 — образец; 2 — испытательная машина с продольным цилиндром; 3 — электронный пульт управления; 4 — блок регистрации; 5 — блок управления; 6 — цифровой индикатор; 7 — блок с гнездами измерений; 8 — задатчик; 9 — усилитель; 10 — стандартный регулятор; 11 — усилитель мощности; 12 — счетчик циклов; 13 — монитор управления работой; 14 — модуль переключения; 15 — система питания маслом.
ний на машинах комплекса “Schenck” диаграммы деформирования фиксировали на встроенных графопостроителях, обработку диаграмм выполняли по специальным программам с выводом результатов в виде протокола испытаний на экран дисплея или принтер управляющей ЭВМ GA 16/440. Точность регистрации нагрузок, перемещений и температур соответствовала требованиям, предъявляемым к испытаниям на трещиностойкость [8].
2 Заказ № 771
34
Глава 2
Статистические параметры функций распределения характеристик механических свойств и трещиностойкости определяли по результатам сериальных испытаний образцов по 8...15 шт. Эмпирические значения функций распределения характеристик рассчитывали по формуле [13]
F(C) = izM, (23)
V 7 n + 0,4
где i — порядковый номер значения исследуемой характеристики С в вариационном ряду, построенном в порядке возрастания; п — число испытаний в данной серии.
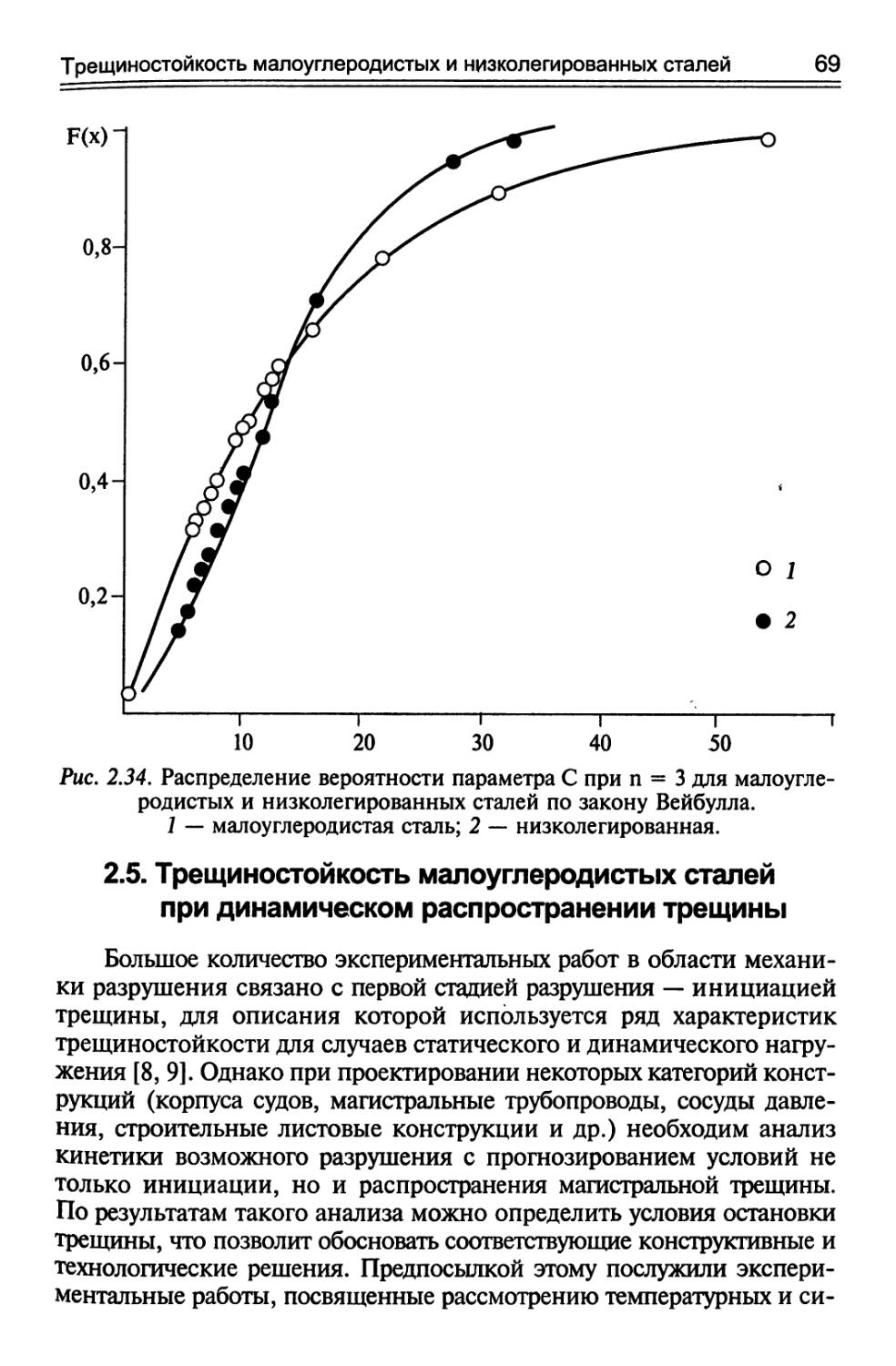
Полученные значения F(C) наносили на вероятностную сетку распределения Вейбулла. Ресурсную характеристику распределения 0 вычисляли при F(C) ~ 0,632, параметр формы Р — как угловой1 коэффициент наклона прямой F(C). Это позволяло дать оценку применимости различных функций для экспериментально полученных распределений.
Испытания образцов на циклическую трещиностойкость (см. рис. 2.3) проводили при частоте нагружения 10 Гц в режиме мягкого нагружения с коэффициентом асимметрии цикла R = 0,2 и 0,3. В процессе испытаний осуществляли постоянный контроль максимальной и минимальной нагрузок цикла, что позволяло проводить их корректировку и учитывать инерционные нагрузки на образец, которые составляли ~10 % от Ртах. Исходный уровень номинальных максимальных напряжений цикла по нетто-сечению образцов в начальный период испытаний составлял 0,3...0,8 от. Регистрацию длины трещины выполняли специальными оптическими приставками с погрешностью измерения 0,05 мм. Все испытания на циклическую трещиностойкость проводили при нормальной температуре. Обработку результатов измерения длин трещин, расчет коэффициентов интенсивности напряжений и построение диаграмм циклического разрушения осуществляли в соответствии с РД 50-345-82 [10]. В рамках настоящей работы испытано около 800 образцов.
2.2. Определение характеристик упругопластического разрушения
Интенсивные исследования методических вопросов экспериментального определения характеристик трещиностойкости позволили осуществить подготовку соответствующих нормативных документов, регламентирующих методы и обработку результатов испытаний [8-12, 14-18]. Однако проблема корректного определения
Трещиностойкость малоуглеродистых и низколегированных сталей
35
критических значений 5С, KIec, Jc потребовала проведения дополнительных исследований для обоснования геометрических размеров образцов при испытаниях пластичных сталей, уточнения методики определения К1ес на образцах внецентренного растяжения, проверки обоснованности использования гипотезы плоских сечений при определении 5С, уточнения функциональной взаимосвязи между указанными характеристиками и ряд других.
В то же время для получения достоверных оценок предельных и допускаемых размеров дефектов требуется разработка методов, учитывающих ограничения, связанные с экспериментальными особенностями определения характеристик трещиностойкости, включая требования их корректности во всем диапазоне размеров трещин и технологических дефектов. Такая постановка задачи может быть эффективно рассмотрена при использовании характеристик трещиностойкости, дающих наиболее интегральное представление о процессах деформирования и разрушения, происходящих в локальных областях материала и элемента конструкции в целом. Этому условию наиболее удовлетворяют энергетический критерий в форме J-инте-грала и деформационный в виде коэффициента интенсивности деформаций К1е, которым уделено основное внимание.
Теоретический анализ энергетических затрат в верйшне трещины, выполненный Т.П. Черепановым [19] и Д. Райсом [20] с помощью контурного интеграла, позволил обосновать [21] возможность использования величины J-интеграла в качестве критерия разрушения. Его экспериментальное определение стало возможным благодаря представлению в виде скорости освобождения потенциальной энергии деформации U на единицу площади поверхности разрушения F:
J = - (2.4)
dr
Исходя из соотношения (2.4), разработан прямой метод определения J-интеграла (метод Бигли — Ландеса [21]), предполагающий проведение испытаний серии образцов с различной длиной исходной трещины. Дальнейшие исследования были связаны с получением аналитических соотношений для расчета J-интеграла применительно к образцам различных типов и с разработкой на их основе методик экспериментального определения критических значений Jc [22, 23-31] по результатам испытаний двух образцов с трещинами разной длины и по результатам испытаний одного образца. При этом исходной информацией для расчета Jc служили диаграммы “нагрузка Р — перемещение по линии действия нагрузки Г’. Анализ и сопоставление различных методик [32-37] позволили выделить из них наиболее перспективные и выдвинуть предложения по их стан
36
Глава 2
дартизации [8,14,15]. Однако, несмотря на значительный объем экспериментальных данных по величинам Jc для различных конструкционных материалов, имеется несколько нерешенных методических вопросов, относящихся как к проведению испытаний, так и к интерпретации получаемых результатов и их практическому использованию [33-35]. Следует отметить ряд статей дискуссионного характера, обсуждающих соответствие получаемых по разным методикам величин J-интеграла его теоретическому содержанию [38-41]. В связи с этим нами рассматриваются методические особенности экспериментального определения J-интеграла с учетом влияния отдельных факторов (размеры и тип образца, вид напряженного состояния, температура испытаний) на значения Jc, а также критерии корректности при определении величины Jk.
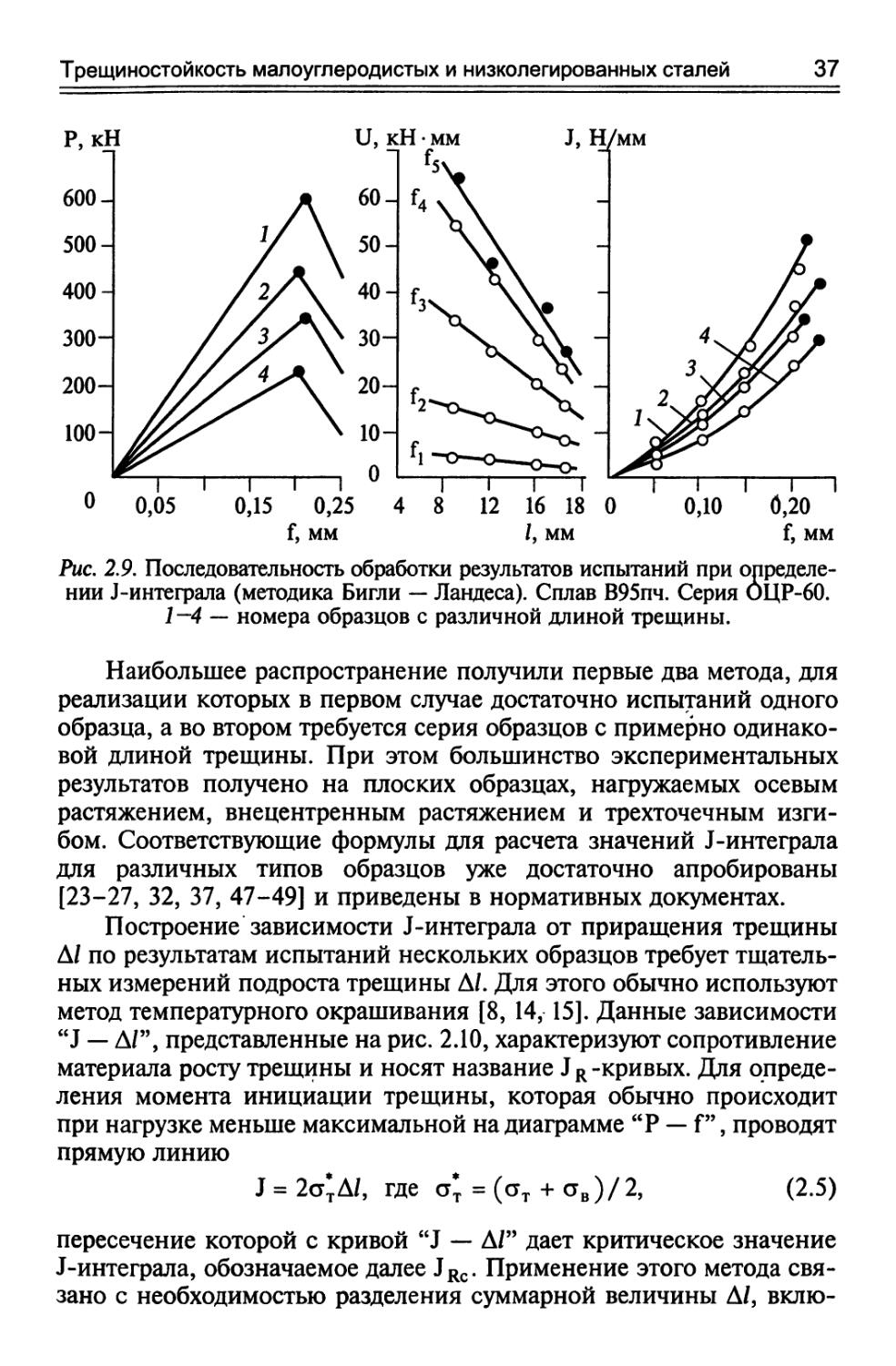
Прямой метод определения J-интеграла следует из уравнения (2.4) и основан на анализе податливости нескольких идентичных по геометрии образцов, но с различной длиной трещины, исходя из предпосылки, что вся затраченная работа внешних сил А реализуется в процессе освобождения потенциальной энергии деформации U (А = U). Тогда экспериментальные значения J-интеграла могут быть получены по диаграмме “Р — f” в два этапа. Первый этап заключается в определении работы А путем планиметрирования области под диаграммой “Р — f” для заданных значений f и представлении ее в зависимости от длины трещины /. На втором этапе рассчитываются значения J-интеграла для данных длин трещин как тангенс угла наклона зависимостей “U — которые представляются в функции перемещений f. Схема такой обработки результатов испытаний показана на рис. 2.9. Данный подход отвечает теоретической трактовке J-интеграла, а зависимости J от f (J — тарировочные кривые) характеризуют процесс изменения энергетических затрат при деформировании образца на различных уровнях нагружения. Однако он не определяет самих критических значений Jc, которые характеризуют начало стабильного роста трещины. Для этой цели предлагаются различные методы определения Jc:
— по максимальной нагрузке на диаграмме “Р — f” [8, 21, 32,42; и др.];
— путем экстраполяции начального участка зависимости "J-ЛГ к нулевому приросту трещины или к значениям Л1 = J / (2 • а*) [8, 14, 22, 30, 32, 36];
— метод разгрузки [30,43,44], основанный на изменении наклона линейного участка диаграммы “Р — f” при разгрузке на 10-15 %;
— экспериментальная регистрация момента инициации трещины [42, 45, 46].
Трещиностойкость малоуглеродистых и низколегированных сталей
37
Рис. 2.9. Последовательность обработки результатов испытаний при определении J-интеграла (методика Бигли — Ландеса). Сплав В95пч. Серия ОЦР-60. 1—4 — номера образцов с различной длиной трещины.
Наибольшее распространение получили первые два метода, для реализации которых в первом случае достаточно испытаний одного образца, а во втором требуется серия образцов с примерно одинаковой длиной трещины. При этом большинство экспериментальных результатов получено на плоских образцах, нагружаемых осевым растяжением, внецентренным растяжением и трехточечным изгибом. Соответствующие формулы для расчета значений J-интеграла для различных типов образцов уже достаточно апробированы [23-27, 32, 37, 47-49] и приведены в нормативных документах.
Построение зависимости J-интеграла от приращения трещины Д/ по результатам испытаний нескольких образцов требует тщательных измерений подроста трещины Д/. Для этого обычно используют метод температурного окрашивания [8,14, 15]. Данные зависимости “J — Д/”, представленные на рис. 2.10, характеризуют сопротивление материала росту трещины и носят название JR-кривых. Для определения момента инициации трещины, которая обычно происходит при нагрузке меньше максимальной на диаграмме “Р — f”, проводят прямую линию
J = 2ст* Д/, где ст* = (стт + ств)/2, (2.5)
пересечение которой с кривой “J — Д/” дает критическое значение J-интеграла, обозначаемое далее JRc. Применение этого метода связано с необходимостью разделения суммарной величины Д/, вклю-
38
Глава 2
Рис. 2.10. Зависимость J к-кривых от толщины образцов. 1 — СтЗсп при 20 °C; 2 — сталь А216 при 120 °C [22].
чающей зону вытяжки при раскрытии трещины до момента страги-вания и фактическое ее подрастание, чтобы сохранить физический смысл определения J-интеграла, данного Д. Райсом.
Уравнение прямой (2.5) (уравнение “линии затупления трещины”) получено из предположения [22], что в момент страгивания трещины увеличение ее размера равно размеру зоны вытяжки и составляет половину критического раскрытия трещины Д/ = 5С / 2. С другой стороны, величина J-интеграла связана с раскрытием трещины соотношением J = сгт5. Учет деформационного упрочнения путем замены предела текучести от на величину а* приводит к уравнению (2.5). Однако, согласно исследованиям [42, 50, 51 и др.], связь между критическими значениями J-интеграла и раскрытием трещины 8С для сталей с невысокими показателями упрочнения имеет вид
Jc = Мот8с, (2.6)
где М — коэффициент, зависящий от механических свойств материала (М = 1,0...2,7).
Для оценки коэффициента М провели испытания малоуглеродистых и низколегированных сталей с определением значений критического раскрытия трещины 5С на образцах внецентренного растяжения по методике [52, 53], использующей результаты измерения
Трещиностойкость малоуглеродистых и низколегированных сталей
39
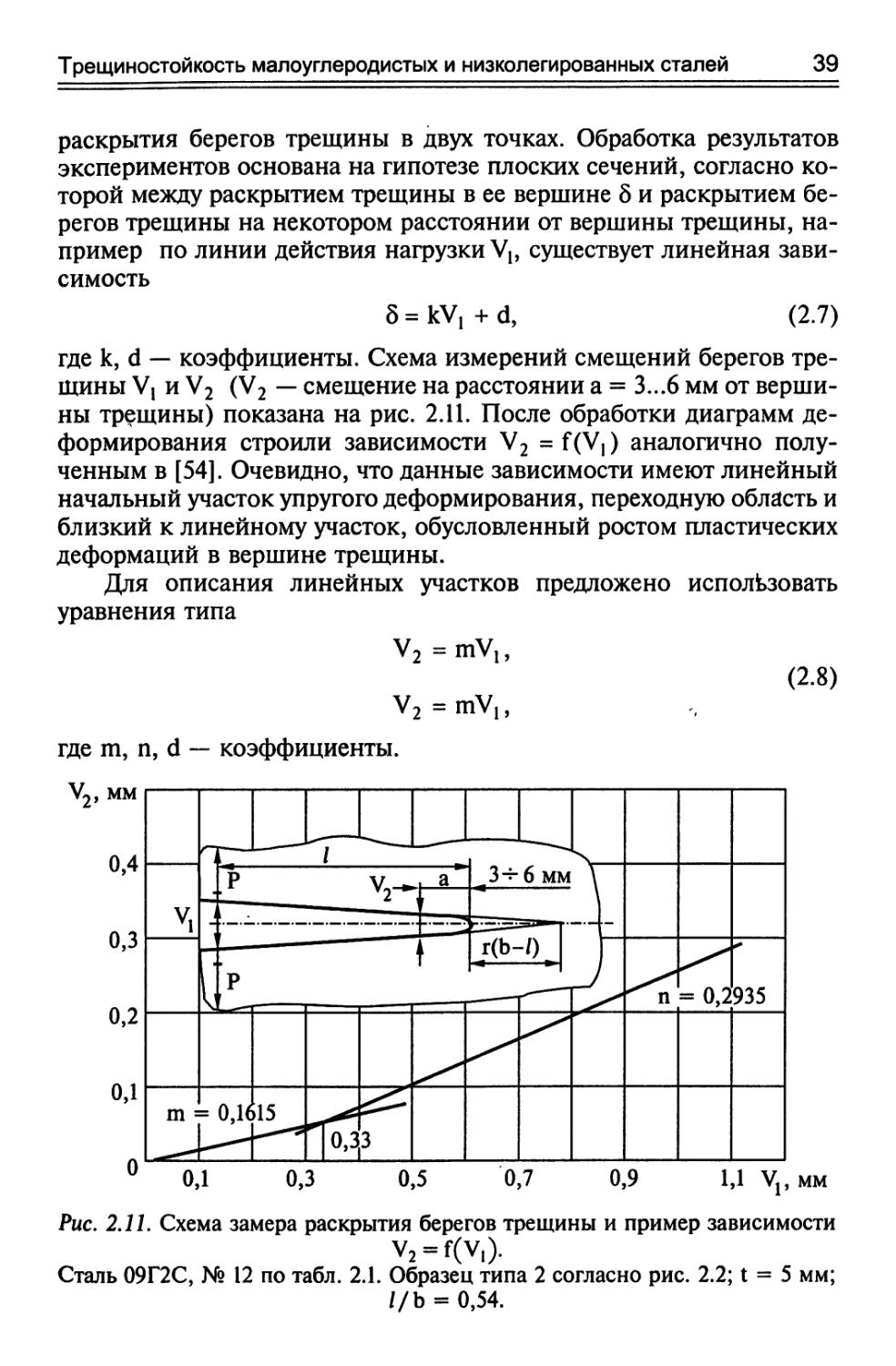
раскрытия берегов трещины в двух точках. Обработка результатов экспериментов основана на гипотезе плоских сечений, согласно которой между раскрытием трещины в ее вершине б и раскрытием берегов трещины на некотором расстоянии от вершины трещины, например по линии действия нагрузки V,, существует линейная зависимость
5 = kVj + d, (2.7)
где k, d — коэффициенты. Схема измерений смещений берегов трещины V( и V2 (V2 — смещение на расстоянии а = 3...6 мм от вершины трещины) показана на рис. 2.11. После обработки диаграмм деформирования строили зависимости V2 =f(V,) аналогично полученным в [54]. Очевидно, что данные зависимости имеют линейный начальный участок упругого деформирования, переходную область и близкий к линейному участок, обусловленный ростом пластических деформаций в вершине трещины.
Для описания линейных участков предложено использовать уравнения типа
V2 =mV],
(2.8)
Рис. 2.11. Схема замера раскрытия берегов трещины и пример зависимости V2 = f(V,).
Сталь 09Г2С, № 12 по табл. 2.1. Образец типа 2 согласно рис. 2.2; t = 5 мм; //Ь = 0,54.
40
Глава 2
С помощью гипотезы плоских сечений при известных соотношениях V2 = f(V,) можно осуществить переход к зависимости 5 = f(V(). Для первого уравнения (2.8) эта зависимость имеет вид
§ = Vi т~а/<» (2.9)
где а — расстояние от вершины трещины до линии измерения раскрытия V2. Коэффициент m является функцией геометрических размеров образца (/ / Ь; а//), поэтому выражения для величин раскрытия трещины примут вид
8 = Куу1; (2.10)
8 = KnV1+d1,
где Ку, Кп — коэффициенты, зависящие от относительной длины трещины а = I /Ь. Экспериментальные зависимости Ку и Кп от а представлены на рис. 2.12-2.14. Математическая обработка данных зависимостей методом наименьших квадратов позволила получить следующие выражения:
Ку = 0,0694—; Кп=^. (2.11)
а а2
При этом значение раскрытия трещины в переходной области функции V2 = f(Vj) слабо зависит от а (см. рис. 2.13) и составляет для исследованных сталей 5 = 0,0194 + 0,0027 мм при доверительной вероятности 67 %. Отсюда следует, что коэффициент dt в уравнении (2.10) также не должен зависеть от а (для исследованных сталей dj = 0,0494 ± 0,0091 мм при доверительной вероятности 67 %). Здесь необходимо отметить, что приведенные соотношения справедливы для образцов по рис. 2.2 с размерами 50 мм < b < 75 мм; 0,4 < а < 0,6, однако они более просты в использовании в отличие от предложенных в нормативных документах. В последнем случае требуется оценка коэффициента, учитывающего положение “жесткого” центра поворота нетто-сечения образца, при этом предложенные подходы недостаточно обоснованы с точки зрения используемых гипотез. Таким образом, для определения критических значений раскрытия трещины использовались соотношения
8С = 0,0694 Vc при 8 < 0,02 мм; а
(2.12)
8С = 212^2 vc + 0,049 при 8 > 0,02 мм.
а2
Трещиностойкость малоуглеродистых и низколегированных сталей
41
Рис. 2.12. Зависимость коэффициента Ку от относительного размерагтрещи-ны компактного образца, а = 1/Ь.
1 - СтЗсп, № 10; t = 10 мм, b = 74; 2 - СтЗсп, № 10; t = 15 мм, b = 74; 3 -СтЗкп, № 11; t = 8 мм, b = 63; 4 — СтЗсп, №4; t = 4 мм, b = 50; 5 — Ст2сп, № 1; t = 3 мм, b = 55; 6 - 09Г2С, № 15; t = 5 мм, b = 55.
Рис. 2.13. Зависимость раскрытия трещины в ее вершине в момент перелома функции Vj = f(V2) от относительной длины трещины (обозн. по рис. 2.12).
42
Глава 2
Рис. 2.14. Зависимость коэффициента Кп от относительной длины трещины, а = //Ь (обозн. по рис. 2.12).
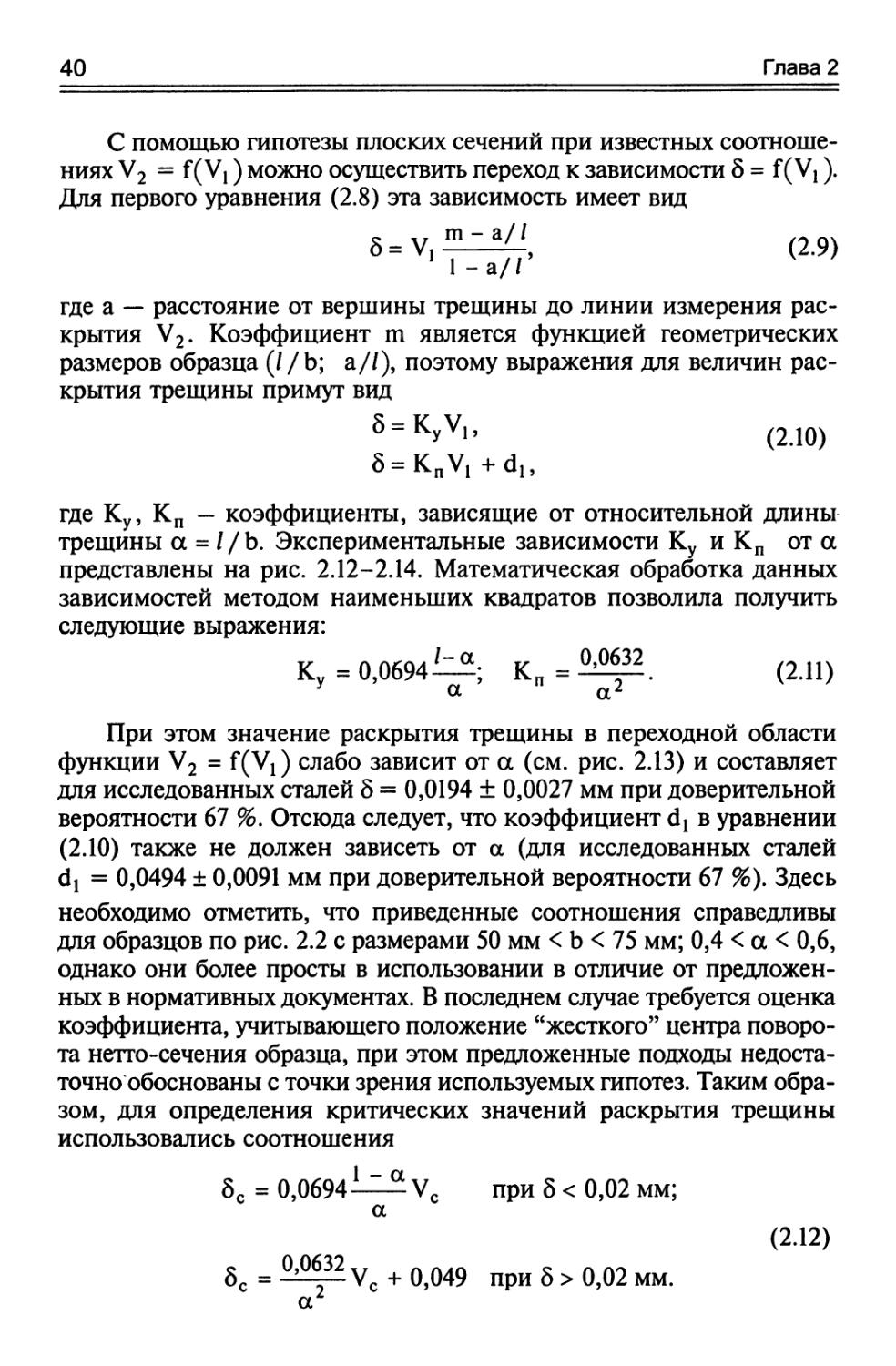
Зависимость критических значений JRc и 5С представлена на рис. 2.15 и носит линейный характер. Обработка результатов методом наименьших квадратов дает значение М « 1,94...2,0. Тогда в силу справедливости соотношения (2.6) уравнение (2.5) примет вид
J = 2Мо*т • Д/ » 4о* Д/. (2.13)
Следует отметить, что значение коэффициента М получено по результатам испытаний малоуглеродистых и низколегированных сталей, имеющих большой запас пластичности. Для других материалов соотношение (2.13) будет иным, и это обусловливает необходимость определения значений М для более широкого круга материалов.
Приведенные результаты ставят вопрос о правомерности использования уравнения (2.5), дающего завышенные значения при определении критических значений J-интеграла. С другой стороны, использование уравнения типа (2.13) значительно усложняет методику определения Jc, так как требует одновременного проведения измерений раскрытия трещины 5С. Кроме того, некоторая условность при экстраполяции JR-кривой к “линии затупления трещины” связана с предположением, что Д/ = 5/2, тогда как, согласно исследованиям [53-56], связь между 5 и длиной “зоны вытяжки” зависит от уровня пластичности сталей. С этой точки зрения и учитывая неопределенность соотношения (2.5), метод определения Jc по максимальной нагрузке на диаграмме “Р — f” оказывается более корректным по сравнению с рассмотренным, если при этом момент инициации трещины также соответствует максимальной нагрузке. Такие случаи обычно имеют место при выраженном хрупком разрушении, когда
Трещиностойкость малоуглеродистых и низколегированных сталей
43
Рис. 2.15. Связь между критическим значением J-интеграла и критическим раскрытием в вершине трещины.
1 — малоуглеродистая сталь; 2 — низколегированная сталь (обозн. по табл. 2.1).
диаграммы “Р - f” оказываются линейными. Таким образом, с учетом изложенных замечаний критерий Jc можно определять обоими методами, если достоверно установлено, что получаемые величины относятся к моменту инициации трещины.
Одним из основных вопросов при экспериментальном определении характеристик упругопластического разрушения является оценка влияния размеров образцов, по результатам которой устанавливаются границы инвариантности получаемых значений Jc и их соответствие величине JIc. На рис. 2.16 в двойных логарифмических координатах приведены результаты испытаний малоуглеродистых сталей в диапазоне температур перехода от вязкого разрушения к хрупкому в виде
44
Глава 2
Рис. 2.16. Зависимость отношения Jc / ат от толщины образцов. Малоуглеродистые стали: а — СтЗсп, № 10; б — СтЗсп, № 8; в — Ст2сп, № 1, 2 и 3 по табл. 2.1.
Трещиностойкость малоуглеродистых и низколегированных сталей
45
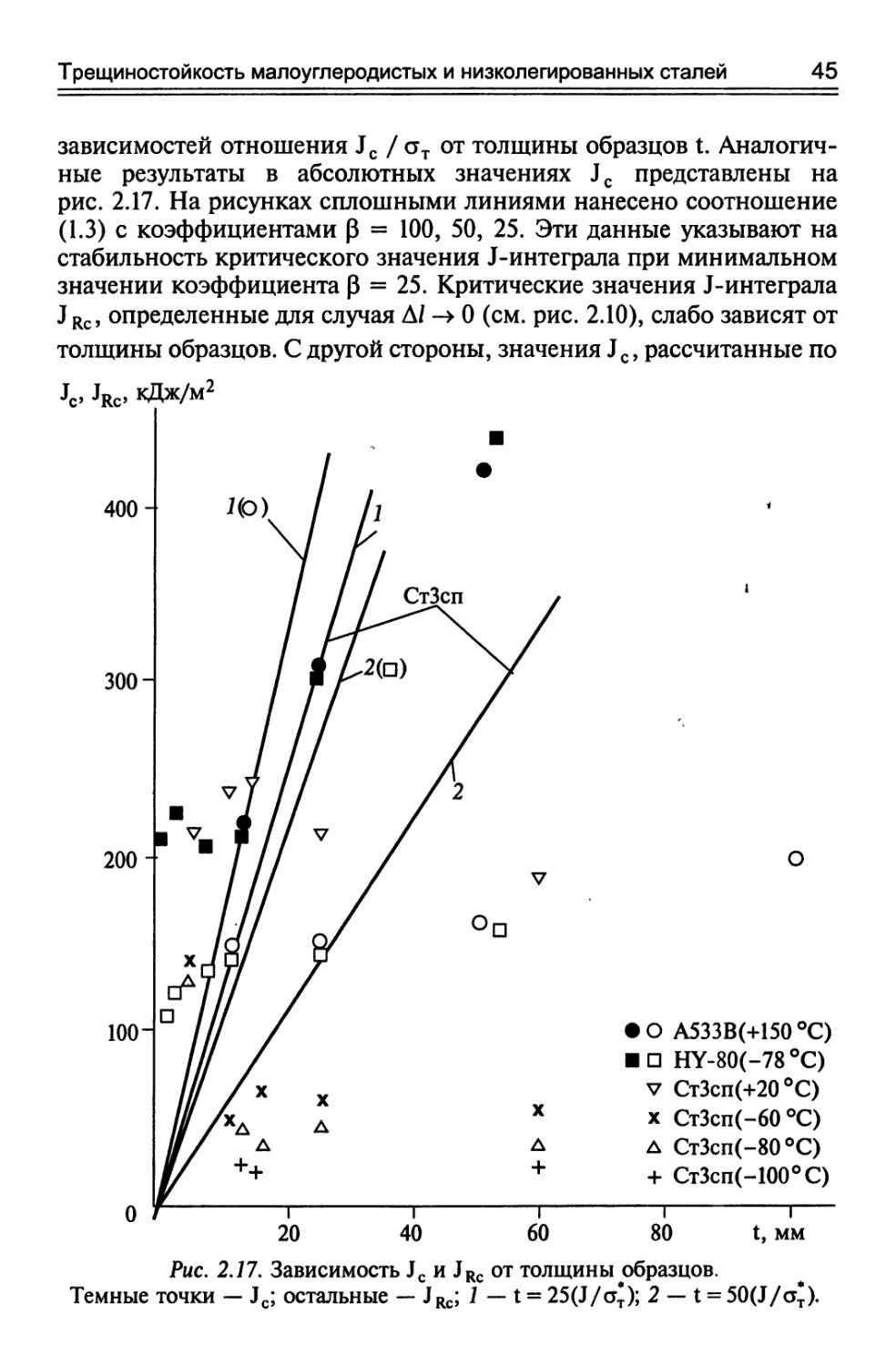
зависимостей отношения Jc / от от толщины образцов t. Аналогичные результаты в абсолютных значениях Jc представлены на рис. 2.17. На рисунках сплошными линиями нанесено соотношение (1.3) с коэффициентами р = 100, 50, 25. Эти данные указывают на стабильность критического значения J-интеграла при минимальном значении коэффициента р = 25. Критические значения J-интеграла J Rc, определенные для случая А/ -> 0 (см. рис. 2.10), слабо зависят от толщины образцов. С другой стороны, значения Jc, рассчитанные по
46
Глава 2
максимальной нагрузке, оказываются значительно выше, чем JRc, и проявляют бо'льшую зависимость от толщины. В этой связи при определении критических значений J-интеграла по максимальной нагрузке диапазон коэффициента 0 расширяется в сторону более высоких значений (0 = 50...100), чтобы обеспечить необходимое стеснение пластических деформаций в вершине трещины [8]. В дальнейшем для исследованных сталей в качестве ограничивающего условия применения J-интеграла в связи с толщиной рассчитываемых элементов конструкций использовалось условие
t = 0(jRc/o*T) при 0 = 25...50. (2.14)
При этом принималось, что если условие (2.14) выполняется, то значения JRc, полученные на плоских образцах, соответствуют величине JIc.
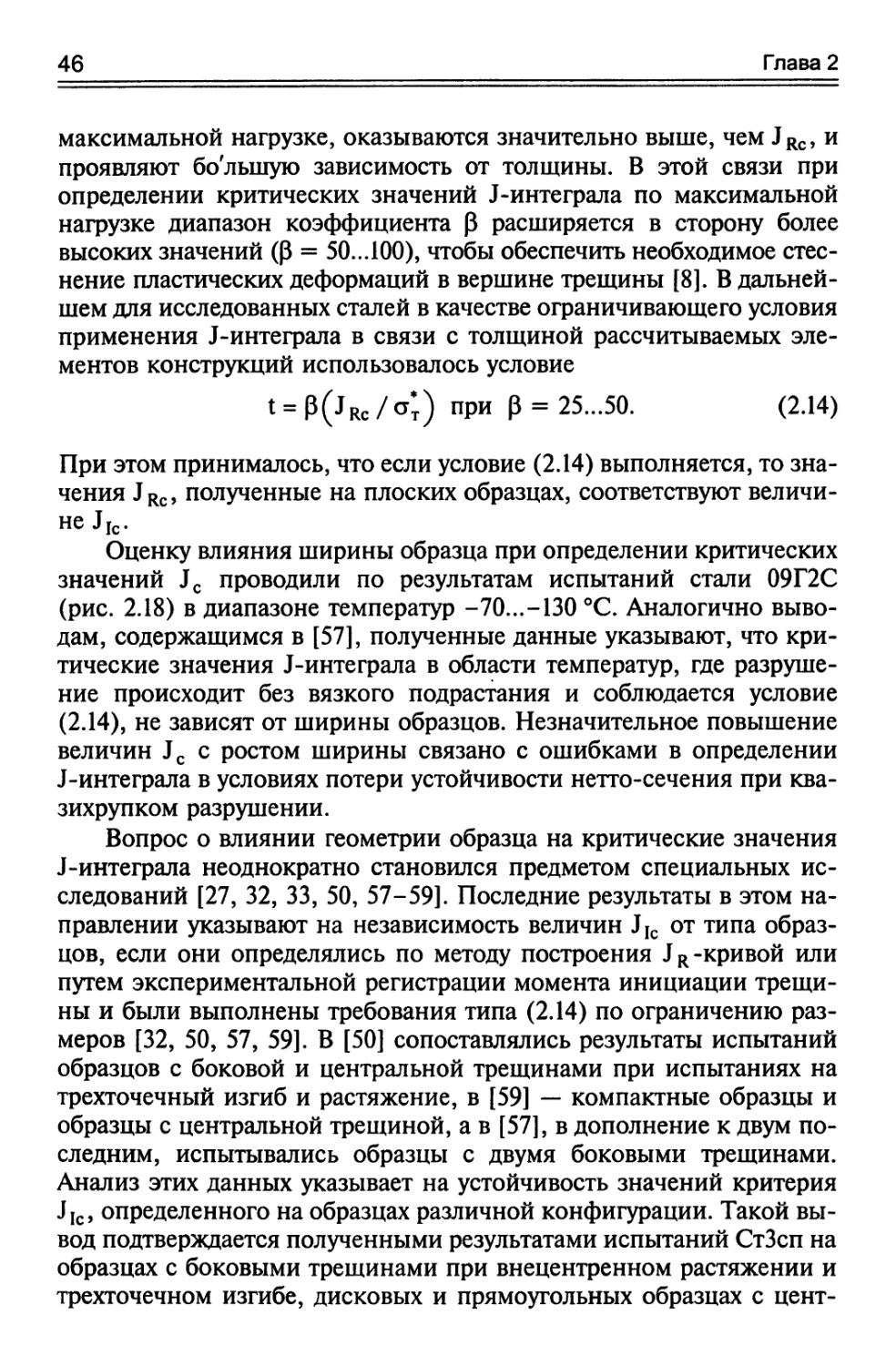
Оценку влияния ширины образца при определении критических значений Jc проводили по результатам испытаний стали 09Г2С (рис. 2.18) в диапазоне температур -70...-130 °C. Аналогично выводам, содержащимся в [57], полученные данные указывают, что критические значения J-интеграла в области температур, где разрушение происходит без вязкого подрастания и соблюдается условие (2.14), не зависят от ширины образцов. Незначительное повышение величин Jc с ростом ширины связано с ошибками в определении J-интеграла в условиях потери устойчивости нетто-сечения при ква-зихрупком разрушении.
Вопрос о влиянии геометрии образца на критические значения J-интеграла неоднократно становился предметом специальных исследований [27, 32, 33, 50, 57-59]. Последние результаты в этом направлении указывают на независимость величин J 1с от типа образцов, если они определялись по методу построения J R -кривой или путем экспериментальной регистрации момента инициации трещины и были выполнены требования типа (2.14) по ограничению размеров [32, 50, 57, 59]. В [50] сопоставлялись результаты испытаний образцов с боковой и центральной трещинами при испытаниях на трехточечный изгиб и растяжение, в [59] — компактные образцы и образцы с центральной трещиной, а в [57], в дополнение к двум последним, испытывались образцы с двумя боковыми трещинами. Анализ этих данных указывает на устойчивость значений критерия J1С, определенного на образцах различной конфигурации. Такой вывод подтверждается полученными результатами испытаний СтЗсп на образцах с боковыми трещинами при внецентренном растяжении и трехточечном изгибе, дисковых и прямоугольных образцах с цент-
Трещиностойкость малоуглеродистых и низколегированных сталей
47
Рис. 2.18. Зависимость критического значения J-интеграла от ширины образца.
Сталь 09Г2С. а — № 17; б — № 18 по табл. 2.1.
48
Глава 2
ральными трещинами при осевом растяжении [37], при этом различие в значениях JRc составило 10 %, что находится в полосе разброса, обычной для экспериментальных данных по характеристикам трещиностойкости.
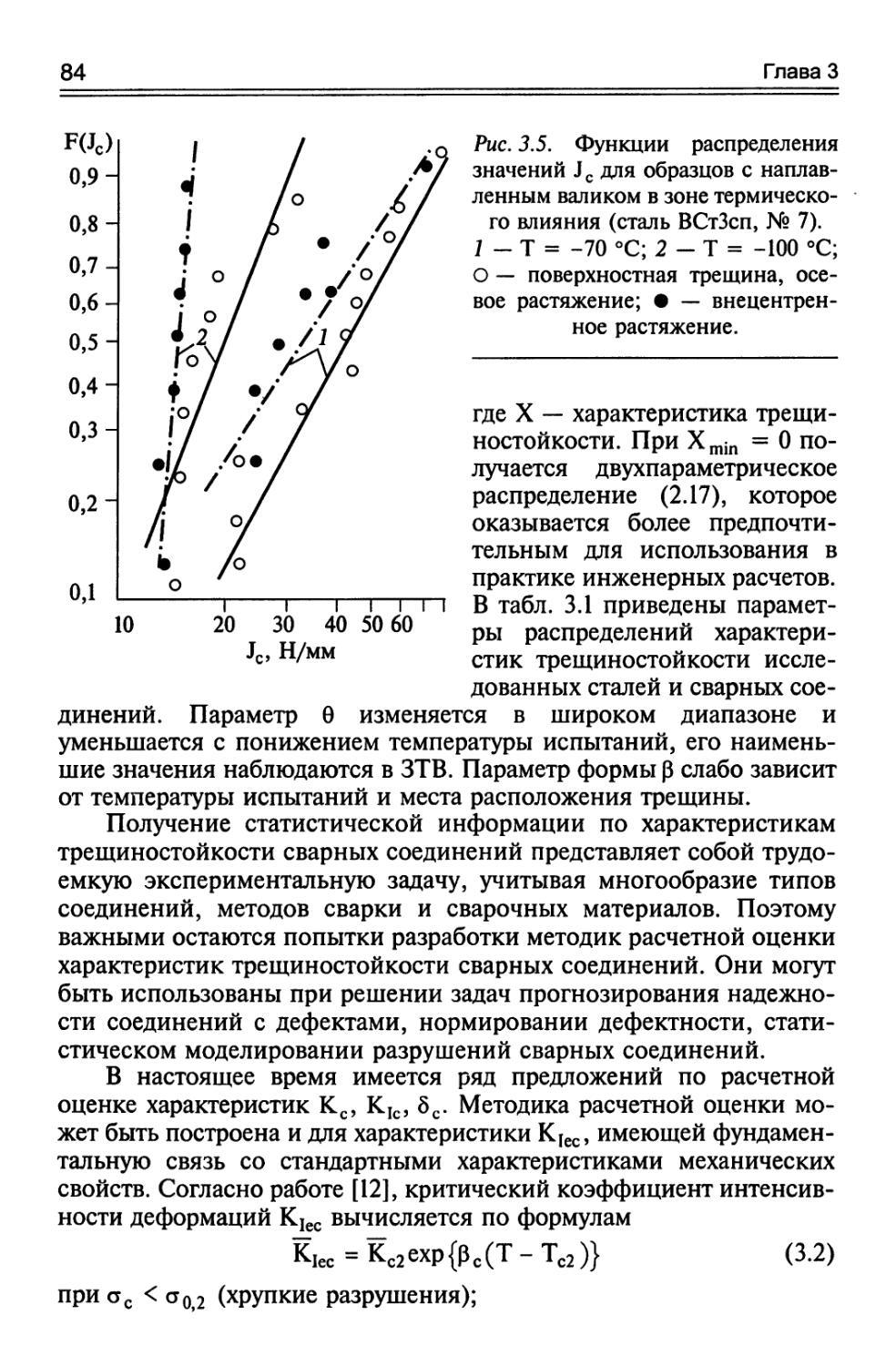
На рис. 2.19 представлены функции распределения критических значений J-интеграла для стали СтЗсп (№ 7 по табл. 2.1) при температурах испытаний -70 и -100 °C. Испытывались три серии образцов: с поверхностной полуэллиптической трещиной на осевое растяжение (серия 1), образцы внецентренного растяжения, изготовленные из стали в исходном состоянии (серия 2) и из половинок разрушенных образцов серии 1 (серия 3). Таким образом, образцы серии 3 имели предварительно накопленную пластическую деформацию. В табл. 2.2 представлены значения Jc при доверительной вероятности 50 и 95 %, которые указывают на соответствие результатов испытаний образцов внецентренного растяжения и образцов с поверхностной трещиной (серия 1 и 2), при этом наблюдается снижение значений Jc, полученных на образцах с предварительной пластической деформацией.
Рис. 2.19. Функции распределения значений Jc для стали СтЗсп (№ 7 по табл. 2.1).
Температура испытаний: 1 — Т = -70 °C; 2 — Т = -100 °C.
Серия 1 (о) — образцы с поверхностной трещиной, осевое растяжение (10 х 100 х 300 мм); серия 2 (•) и серия 3 (Э) — внецентренное растяжение, тип образца № 8 по рис. 2.2.
Трещиностойкость малоуглеродистых и низколегированных сталей
49
Таблица 2.2
Критические значения J-интеграла (СтЗсп № 7 по табл. 2.1), Н/мм
Доверительная вероятность, % Т = -70 °C Т = -100 °C
Серия 1 Серия 2 Серия 3 Серия 1 Серия 2 Серия 3
50 97,5 119,7 71,6 54,2 38,2 55,8
95 42,3 59,8 19,8 25,1 31,3 10,2
При анализе характеристик трещиностойкости для описания функций их распределений рекомендуется использовать [60-64]: нормальный закон
1 х FfX'l - 1 Г ехп. (Х-и)2 ► ИХ
( Р1 2о2
,(2.15)
логарифмически нормальный закон
F(Y) =
1 У (Y- Py> -=— I exp------------i—
>/2лсту it 2<ту
1
(2.16)
закон Вейбулла
Г x"|P F(X)=l-exp - -i
(2.17)
dY ,
где X — характеристика трещиностойкости; Y = logX; p, pY> CT> cty> 0, P — параметры.
В табл. 2.3 представлены параметры функций (2.15) и (2.17) распределения значений Jc для малоуглеродистых (10 плавок) и низколегированных (5 плавок) сталей. Графическое сопоставление этих распределений приведено на рис. 2.20. Анализ соответствия распределений по критерию Пирсона (%2) показал (табл. 2.3), что наиболее приемлемым для описания распределения характеристик трещиностойкости, в частности Jc, является распределение Вейбулла. Значения Jc при доверительной вероятности 95 % для малоуглеродистых и низколегированных сталей в диапазоне эксплуатационных температур также представлены в табл. 2.3. Эти значения могут быть использованы в качестве нормативных (по аналогии с гарантированными значениями ст0 2 и ст в) при проведении поверочных расчетов на трещиностойкость.
Существенное значение для расширения возможностей расчетных методов механики разрушения имеет вопрос определения номи-
50
Глава 2
Таблица 2.3
Параметры распределений значений Jc
Температура испытаний, °C Малоуглеродистые стали Низколегированные стали
Нормальное распределение Распределение Вейбулла Нормальное распределение Распределение Вейбулла
ц, Н/мм о, Н/мм 0, Н/мм ₽ ц, Н/мм о, Н/мм 0, Н/мм р
+20 191 50,3 209,4 3,42 129,8 80,2 153,0 1,5
-20 176 65,6 198,5 2,29 128,6 78,5 151,6 1,51
-40 128 61,9 152,2 1,35 119,6 62,7 138,4 1,77
-70 28,1 11,3 31,4 2,75 57,0 32,9 74,2 1,52
Значения критерия Пирсона (%2)
+20 10,1 12,1 14,7 14,5
-70 12,8 11,6 13,3 8,9
Значения Jc при доверительной вероятности 95 %, Н/мм
+20 21,2 87,9
-20 21,2 54,3
-40 25,8 47,4
-70 10,5 10,7
наивных
внецентренное растяжение. При этом необходимо учитывать, что данная схема является одной из основных в экспериментальной механике разрушения, а значения разрушающих напряжений стс0 используются при вычислении характеристик трещиностойкости [8]. В данном случае требуется уточненная оценка положения “жесткого” центра поворота нетто-сечения, не совпадающего с центром тяжести сечения. Основываясь на предложенной методике определения раскрытия трещины (при условии справедливости гипотезы плоских сечений в упругопластической стадии деформирования), координату центра поворота можно найти из системы уравнений:
К(Ь - /)
напряжений в нетто-сечении образцов, испытываемых на
5=KyV(,
8 = KnV| +d,
(2.18)
где К — координата положения “жесткого” центра поворота.
Трещиностойкость малоуглеродистых и низколегированных сталей
51
Рис. 2.20. Функции распределения значений Jc для малоуглеродистых (7, 4) и низколегированных (2, 3) сталей.
а — распределение Вейбулла; б — нормальное распределение.
7, 2 - Т = +20 °C; 3, 4 - Т = -70 °C.
52
Глава 2
Величины изгибающего момента Миз и соответствующих напряжений в крайних волокнах нетто-сечения оиз при степенном законе упрочнения (2.1) и известной координате К положения “жесткого центра поворота” определяются по формулам
Миз = Р [КЬ + 1(1 - К)] ,
_ 2МИЗ (2 + ш) t(b-/)2
При упругом деформировании материала (m = 1) _ 6МИЗ _ Миз из t(b - /)2 W •
Для модели жесткопластического тела (ш = 0) _ 4М из _ Миз из t(b-/)2 Wn/
(2.20)
(2.21)
При определении номинальных напряжений используется принцип суперпозиции для напряжений от изгибающего момента (2.19) и растягивающего усилия (ор = P/FH).
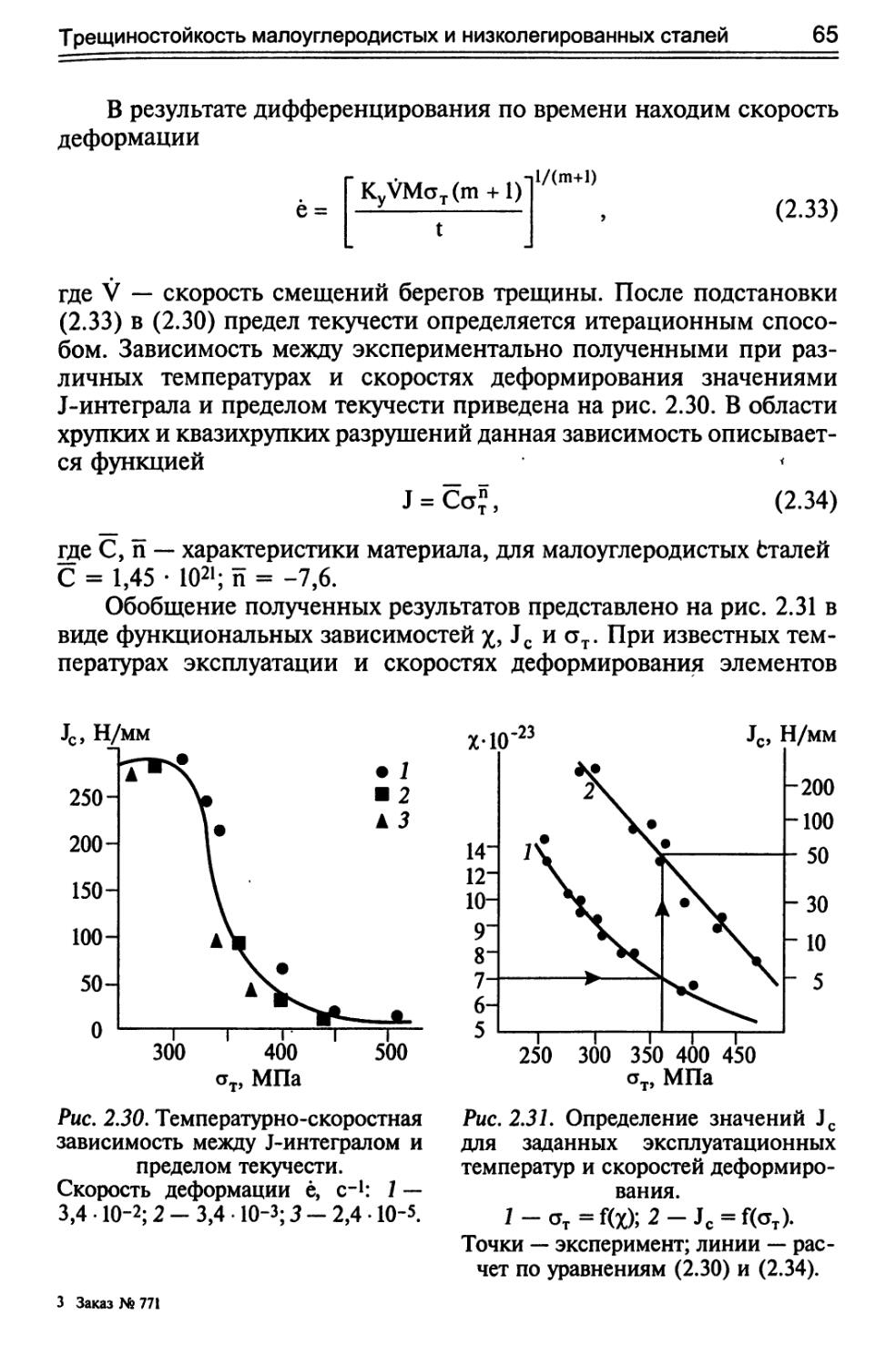
Разрушающие напряжения, полученные в нетто-сечении в момент инициации трещины ор0 и по максимальной нагрузке ос0, являются основными характеристиками в инженерных расчетах на трещиностойкость и связующим звеном между характеристиками линейной и нелинейной механики разрушения. На рис. 2.21 представлена экспериментальная зависимость критических значений J-интеграла от напряжений имеющая линейный характер до отношения ор0 / стт ~ 1,0 с переходом в степенную зависимость с показателем степени, близким к двум. Так как в линейной области справедливо соотношение
К|С = л/СТ , (2.22)
то очевидно, что между Jk и оро существует зависимость вида
Jk = ^pof(//b;Vb), (2.23)
где f(// b; Vb) — функция, зависящая от относительной длины трещины и размера образца. Значения функции для образцов с b = 55 мм равны 7,12; 6,44; 5,84 соответственно для отношения 1/Ь = 0,45; 0,5; 0,55.
Трещиностойкость малоуглеродистых и низколегированных сталей
53
О II II II II II II 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3
( °ро/<Тт
Рис. 2.21. Зависимость критического значения J-интеграла от разрушающего напряжения сечения нетто (обозн. по табл. 2.1).
Одной из наиболее информативных характеристик трещиностойкости нелинейной механики разрушения является коэффициент интенсивности деформаций в упругопластической области К|е [1, 65-67], применимый в условиях статического и циклического нагружения. Его использование в инженерных расчетах [1, 68-71] позволяет определять запасы прочности и долговечности по предельным нагрузкам, локальным упругопластическим деформациям, размерам трещин и числам циклов нагружения. При этом основа расчетов — традиционные характеристики механических свойств (пределы текучести и прочности, относительные удлинение и поперечное сужение, показатель деформационного упрочнения и др.). Учитывается также влияние уровня номинальных напряжений, изменение параметров деформационного упрочнения, степени объемности напряженного состояния и предельной пластичности материала.
Критические значения коэффициентов интенсивности деформаций рассчитываются по формулам [8, 72]:
K-Iec —
при Осо < СТ0>2,
(2.24)
при оС0 > а0>2>
54
Глава 2
где К* — условный коэффициент интенсивности напряжений; асо — разрушающее напряжение в нетто-сечении; рке, пе — характеристики материала и условий нагружения:
Рке = [2 - 0,5(1 - ш)(1 - О со / СГо,2 )] /0 + ™), ne = (1 - т) / т(1 + т).
В дальнейшем [12, 73], в связи с необходимостью учета влияния объемности напряженного состояния, предложено использовать в соотношениях (2.24) эффективный предел текучести
a; = o0>2ln, (2-25)
где I п — коэффициент жесткости напряженного состояния, зависящий от относительной длины трещины и геометрических параметров элемента конструкции. При использовании условия текучести
Хубера — Мизеса —• Генки__________________________
1П = л/2 / [(1 - а)2 + (а - Р)2 + (0 - I)2],
(2.26)
Треска — Сен-Венана In = 1 /(1 - 0), где а = о2 /СТВ Р = стз /ст1 — параметры жесткости напряженного состояния.
На рис. 2.22 представлены значения К1ес для стали Ст2сп (№ 2 по табл. 2.1), полученные в области температур вязкохрупкого перехода (-70 °C) на образцах с центральной трещиной при осевом растяжении и образцах с боковой трещиной при внецентренном растяжении. Расчет К1ес проводили по формулам (2.24), при этом разрушающие напряжения сгС0 для компактных образцов рассчитывали по предложенной методике (формулы (2.18), (2.19)) и согласно рекомендациям нормативных документов [8,12], где принято совпадение центра поворота и центра тяжести нетто-сечения. В последнем случае расчет дает завышенные значения К1ес, тогда как определение Осо по уточненной методике приводит к результатам, соответствующим данным испытаний образцов с центральной трещиной. В области хрупких разрушений коэффициент интенсивности деформаций слабо зависит от напряжений нетто-сечения, хотя диапазон изменения сгС0 составляет «150 МПа (рис. 2.23). Сопоставление разрушающих напряжений, рассчитанных по двум методикам, также указывает на необходимость учета в расчетах К1ес, оС0, 6С положения “жесткого” центра поворота нетто-сечения.
Трещиностойкость малоуглеродистых и низколегированных сталей
55
Рис. 2.22. Функции распределения значений К|ес, определенные по упругопластической схеме (Ст2сп, № 2 по табл. 2.1; температура испытания -70 °C).
Рис. 2.23. Функции распределения значений разрушающих напряжений, рассчитанных по упругой схеме (обозн. по рис. 2.22; температура испытания -100 °C).
Между характеристиками упругопластического разрушения аналогично характеристикам линейной механики разрушения существуют определенные зависимости, отражающие их взаимосвязь, в основе которой лежат общие закономерности изменения энергетического состояния и упругопластического деформирования в про
56
Глава 2
цессе кинетики разрушения. Экспериментальные обобщенные зависимости между критическими значениями J-интеграла и раскрытием трещины приведены на рис. 2.15; между величинами Jc и К1ес — на рис. 2.24.
В первом случае зависимость описывается линейным уравнением (2.6), а во втором, с учетом (2.23) и (2.24), степенным уравнением
К(ес
(2.27)
где а, р — характеристики материала.
Для исследованных сталей а = 0,25; р = 2,32. В соответствии с уравнениями (2.24) показатель р зависит от уровня разрушающего напряжения и показателя деформационного упрочнения. Данная зависимость представлена на рис. 2.25, при этом, несмотря на значительный разброс данных, средние значения р при /от < 1,0 лежат в пределах 1,5...2,0 при изменении показателя упрочнения m от 0 до 0,1.
На существование зависимости между коэффициентом интенсивности деформаций и пределом трещиностойкости 1с обращено внимание в [74, 75]. Данная зависимость получается путем замены в
yjcE/aT, мм1/2
Рис. 2.24. Связь между критическими значениями J-интеграла и коэффициента интенсивности деформаций (обозн. по табл. 2.1).
Трещиностойкость малоуглеродистых и низколегированных сталей
57
стс/®т
Рис. 2.25. Зависимость параметра р от разрушающего напряжения сечения нетто (обозн. по табл. 2.1).
уравнениях (2.24) условного коэффициента интенсивности напряжений К* на предел трещиностойкости:
I. =
при Стсо < сто 2 ,
I. = ‘ЧгС’1'
LCT0.2j
gco
~пе ₽ке
(2.28) при оС0 > а0>2.
Таким образом, характеристики нелинейной механики разрушения оказываются взаимосвязанными и это существенно упрощает оценку предельных состояний в условиях развитого упругопластического деформирования.
2.3. Влияние температуры, скорости нагружения и технологических факторов на характеристики трещиностойкости
Температура эксплуатации и скорость нагружения относятся к группе основных факторов, характеризующих условия работы машин и конструкций. Это предопределило проведение интенсивных экспериментальных исследований механических свойств конструк
58
Глава 2
ционных материалов с варьированием в широком диапазоне температуры испытаний и скорости нагружения. По результатам испытаний определяются температурные и температурно-скоростные зависимости характеристик прочности ов, Sk, пластичности от, 5, у и ударной вязкости КС. Однако получаемой информации оказывается недостаточно для расчетного моделирования и прогнозирования разрушения. В этом случае при проведении расчетов конструкций с дефектами необходимо иметь функциональные соотношения между характеристиками трещиностойкости, температурой и скоростью деформирования во всем диапазоне эксплуатационных условий. Результаты экспериментального определения характеристик механических свойств и трещиностойкости, представленные в виде температурных зависимостей [8, 9, 76], позволяют выделить интервалы хрупкого, квазихрупкого и вязкого разрушений и конкретизировать области применения расчетных характеристик и методов. Такие функциональные зависимости для критических значений коэффициентов интенсивности напряжений предлагались в ряде работ [76-80 и др.] и были использованы при проведении расчетов на трещиностойкость в области хрупких разрушений. Для расчетов в области квазихрупких и вязких разрушений необходимы аналогичные зависимости для характеристик упругопластического разрушения.
В работе исследованы температурные и температурно-скоростные зависимости критических значений J-интеграла. Понижение температуры и повышение скорости деформирования приводит к снижению значений Jc [81-82], при этом температурные зависимости носят выраженный S-образный характер (рис. 2.26-2.27). В качестве функции, описывающей зависимость значений Jc от температуры было предложено [37, 83-85] использовать уравнение типа
Jc = А + Bth -—
(2.29)
где Т — температура испытаний, К; А, В, С, То — коэффициенты (рис. 2.26).
Функция (2.29) выбрана из тех соображений, что по соответствующим коэффициентам могут быть определены: максимальное (А + В) и минимальное (А- В) значения Jc, а также температура То, соответствующая 50%-му снижению Jc, которая может трактоваться как переходная температура хрупкости в интервале температур 2 С. Результаты обработки экспериментальных данных по уравнению (2.29) для ряда исследованных сталей различных толщин представлены в табл. 2.4.
Трещиностойкость малоуглеродистых и низколегированных сталей
59
Рис. 2.26. Зависимость критических значений J-интеграла от температуры испытаний.
а: 1 - СтЗкп, № 13 по табл. 2.1; 2 - 09Г2С, № 15; 3 - СтЗсп, № 6; б: 1 -СтЗсп, № 7; 2 - 09Г2С, № 16.
60
Глава 2
Рис. 2.27. Температурные зависимости Jc для образцов различных типов (а), внецентренного растяжения с варьированием толщины (б) и при различных скоростях деформирования (в).
а — тип образца: 1 — № 14; 2 — № 8, скорость нагружения 4 мм/мин; б — t, мм: 1 — 5; 2 — 10; 3 — 15; 4 — 60; в — скорость нагружения, мм/мин:
1 - 0,125; 2 - 4,0; 3 - 60.
Трещиностойкость малоуглеродистых и низколегированных сталей
61
Таблица 2.4
Значения параметров уравнения (2.29), описывающего температурную зависимость J-интеграла
Марка стали» толщина листа 5, мм Толщина образца t, мм Балл зерна То, К А, Н/мм В, Н/мм С, К
СтЗсп, 8 = 60 5 3,5 207,4 129,0 124,6 23,3
10 (серия 1) 3,5 229,0 134,5 110,5 12,3
15 3,5 229,0 140,5 114,5 12,3
60 3,5 225,7 110,6 82,0 20,7
СтЗсп, 8 = 14 5 7 195,9 52,1 46,6 11,9
9 (серия 2) 7 230,0 65,0 59,7 46,31
14 7 231,0 91,7 42,9 9,84
Ст2сп, 8=3 3 8 196,1 131,5 110,3 2,49
8=4 4 (серия 3) 7,5 231,1 110,1 90,8 if,97
8=5 5 7 232,7 125,6 102,9 15,30
СтЗпс 8 6 250,8 98,0 73,5 16,37
СтЗпс 4 8,5 196,0 103,5 93,3 j 14,82
СтЗкп 20 8 248,0 81,5 67,3 27,4
СтЗкп 5 — 197,7 108,8 98,2 7,9
Ст4кп 5 — 232,6 122,0 108,4 21,57
16Г2А 16 11 162,4 77,2 33,2 6,02
09Г2С 5 8,5 176,4 99,1 83,9 10,56
09Г2СД 8 9,5 214,7 80,5 65,В 18,12
09Г2С 10 *— 224,8 106,6 90,7 16,07
Переходная температура То оказывается примерно постоянной (см. серия 1 — лист 10,15, 60; серия 2 — лист 9,14; серия 3 — лист 4,5), если при испытаниях удовлетворяется условие (2.14). В случаях невыполнения этого условия наблюдается снижение переходной температуры (см. серия 1,— лист 5; серия 2 — лист 5; серия 3 — лист 3), что соответствует характеру температурных зависимостей величины К1с при варьировании толщины образцов. Переходные температуры То для серий 1, 2, 3 соответственно составляют 223...225, 230...231, 231...232 К и находятся в области эксплуатационных температур (до -65° С). Они могут быть использованы в качестве расчетных наряду с другими температурами хрупкости [76] при оценке сопротивления элементов конструкций хрупкому разрушению.
Температурные зависимости характеристик трещиностойкости и определение по ним переходных температур хрупкости позволяют оценить влияние технологических факторов на склонность сталей хрупкому разрушению. Исследование структуры листового проката СтЗсп (серия 3, табл. 2.4) травлением по методу Фри и измерение микротвердости по толщине образцов показали наличие прокатного наклепа на глубину 0,3...0,4 толщины листа с повышением микро-
62
Глава 2
Трещиностойкость малоуглеродистых и низколегированных сталей
63
твердости ферритного зерна в поверхностных слоях на 25...30 % по сравнению с центральной зоной. Снятие прокатного наклепа путем высокого отпуска (3 ч при 630 °C) дает (рис. 2.28, а) снижение переходной температуры хрупкости То от -40 °C до -70 °C. Существенное снижение переходной температуры достигается путем применения улучшающей термообработки (нормализация при 900 °C + высокий отпуск при 650 °C). Испытания стали СтЗсп (6 = 14 мм) показали, что в результате термообработки происходит уменьшение ферритного зерна с 0,039 мм в горячекатанном состоянии до 0,014 мм после термоулучшения, при этом сдвиг температур ДТ0 составляет » 60 °C (рис. 2.28, а).
Применение в металлоконструкциях холодногнутых профилей проката обусловило необходимость оценки влияния холодного наклепа на характеристики трещиностойкости. Исследовались стали СтЗкп (№ 12 по табл. 2.1) и 09Г2С (№ 16 по табл. 2.1). Степень пластической деформации, соответствующая зоне гиба холодногнутых профилей, достигалась на образцах механической гибкой и контролировалась по условию равенства микротвердости по толщине листа. Наличие наклепа в зоне гиба гнутого профиля приводит (рис. 2.28, б) к повышению переходной температуры хрупкости (для стали СтЗкп ДТ0 « 40 °C; для стали 09Г2С ДТ0 ® 30 °C), что ограничивает возможности применения холодногнутых профилей в металлоконструкциях, предназначенных для эксплуатации в условиях низких температур.
Влияние скорости деформирования на температурные зависимости Jc должно рассматриваться в связи с изменением механических характеристик материала, в частности предела текучести, при варьировании температуры испытания и скорости деформирования. Совместное влияние пониженных температур и скорости деформирования на значения Jc можно оценить с использованием температурно-скоростного параметра (ТСП) [9, 80, 81, 83, 84, 86-88]. Экспериментальные исследования, проведенные на малоуглеродистых сталях (в основном сталь Ст2сп, № 5 по табл. 2.1) в диапазоне температур + 20...-120 °C при различных скоростях нагружения (исследо-
Рис. 2.28. Влияние технологических факторов на температурные зависимости Jc.
а — прокатный наклеп и термообработка:
1 — состояние поставки; 2 — отпуск при 630 °C (Ст2сп; 5=5 мм); 3 — состояние поставки; 4 — термообработка (нормализация при 900 °C + отпуск при 650 °C) (СтЗсп; 5 = 14 мм); б — холодный наклеп: О» — сталь СтЗкп; — сталь 09Г2С; ОП — состояние поставки; — после наклепа гибкой.
64
Глава 2
Рис. 2.29. Зависимость предела текучести от температурно-скоростного параметра.
Скорость деформации ё, с-1: 1 — 9,1 • 10-3; 2 - 1,5 • 10-3; 3 - 5,5 • 10-5;
4 - 6,1 • 10-6.
ван диапазон скоростей 1O-2...1O-6 с-1), позволили установить (рис. 2.29) зависимость нижнего предела текучести от ТСП в виде
от=Атехр—, (2.30)
%
где Ат, Вт — характеристики материала, для малоуглеродистых сталей Ат = 158; Вт = 5,91 • 10-23; х — температурно-скоростной параметр, х = К-Т1п(Ах/ё); К —постоянная Больцмана, К = = 1,38 • 10-23 Дж/К; Т — температура, К; Az — постоянный коэффициент, А% = 108 с’1; ё — скорость деформации.
Если скорость деформации ё определить на границе зоны пластичности у вершины трещины, то появляется возможность оценить взаимосвязь между критическим значением J-интеграла и пределом текучести, величина которого устанавливается по зависимости (2.30). Скорость деформации определялась по следующей методике. При степенной диаграмме деформирования (2.1) величина J-интег-рала может быть рассчитана по формуле
J= [emde = —— em+1 о m + 1
(2.31)
Учитывая взаимосвязь J-интеграла и раскрытия трещины (2.6) и используя первое уравнение формул (2.10) для образцов толщиной t,
можно записать уравнение
KyV =
em+1t
MoT(m +1)
(2.32)
Трещиностойкость малоуглеродистых и низколегированных сталей
65
В результате дифференцирования по времени находим скорость деформации
Г iz / |ч11/(т+1)
KyVMoT(m +1)
(2.33)
где V — скорость смещений берегов трещины. После подстановки (2.33) в (2.30) предел текучести определяется итерационным способом. Зависимость между экспериментально полученными при различных температурах и скоростях деформирования значениями J-интеграла и пределом текучести приведена на рис. 2.30. В области хрупких и квазихрупких разрушений данная зависимость описывается функцией *
J = Co?, (2.34)
где С, п — характеристики материала, для малоуглеродистых Ьталей С = 1,45 • 1021; п = -7,6.
Обобщение полученных результатов представлено на рис. 2.31 в виде функциональных зависимостей х, Jc и от. При известных температурах эксплуатации и скоростях деформирования элементов
Рис. 2.30. Температурно-скоростная зависимость между J-интегралом и пределом текучести.
Скорость деформации ё, с-*: 1 — 3,4 • 10-2; 2 - 3,4 • 10-3; 3 _ 2,4 • 10-5.
Рис. 2.31. Определение значений Jc для заданных эксплуатационных температур и скоростей деформирования.
l-aT=f(x);2-Jc = f(oT). Точки — эксперимент; линии — расчет по уравнениям (2.30) и (2.34).
3 Заказ №771
66
Глава 2
конструкций устанавливается значение температурно-скоростного параметра %, по которому находятся расчетные значения предела текучести и Jc, используемые в дальнейшем при проведении расчетов на трещиностойкость.
2.4. Базовые характеристики циклической трещиностойкости сталей
Многочисленные исследования циклической трещиностойкости материалов и конструкций базируются на различных модельных представлениях, описывающих зависимость скорости роста трещины (СРТ) от характеристик трещиностойкости [89-91]. На основе экспериментальных и теоретических исследований предложено более 70 выражений, определяющих СРТ и учитывающих влияние на нее различных факторов, при этом число независимых переменных, требующих экспериментального вычисления, колеблется от 2 до 6. Для инженерных приложений наиболее приемлемыми являются выражения, содержащие минимальное число экспериментальных параметров, которые могут быть использованы в качестве базовых характеристик циклической трещиностойкости. Для широкого круга прикладных задач оценки показателей ресурса и живучести с достаточной степенью точности могут быть выполнены на основе степенной модели СРТ, предложенной А. Пэрисом [92]:
d//dN = С(ДК)П, (2.35)
где С, п — характеристики циклическойт рещиностойкости; ДК= = Kmax - Kmjn — размах КИН в цикле нагружения.
Обширный экспериментальный материал по характеристикам циклической трещиностойкости конструкционных сталей указывает на зависимость параметров С и п от условий нагружения и характеристик механических свойств. Однако, несмотря на широкий диапазон изменения в рамках одного класса сталей, для параметров Сип с определенной степенью вероятности могут быть приняты постоянные значения. При нормальном законе распределения параметра п его средние значения, как показал анализ экспериментальных результатов (рис. 2.32, 2.33), составляют п = 3,04 для низколегированных и п = 3,03 — для малоуглеродистых сталей. Международный институт сварки (МИС) рекомендует [93] при использовании уравнения (2.35) принимать значение п = 3,0 для сталей низкой и средней прочности и п = 3,5 для сварных соединений из этих сталей.
На рис. 2.32 и 2.33 штриховой линией выделен 95%-й доверительный интервал скоростей роста усталостной трещины от 10-8 до
Трещиностойкость малоуглеродистых и низколегированных сталей
67
V, м/цикл
5| 5. Ul OS ОО SO о ЬЭ bJ 4b Lh OS М ОО SO 1 1 1 1 1 1 | | | 1 1 1 1 1 № п/п
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
4-
3-
2-
О
12,13
Рис. 2.32. Диаграммы циклического разрушения низколегированных сталей. Здесь и на рис. 2.33 штрихами показан 95%-й доверительный интервал СРТ при п = 3.
Марка стали п с • кг1
16Г2АФ(ЗТФ) 2,0 416
16Г2АФ(МШ) 2,0 419
16Г2АФ 2,4 73,1
16Г2АФ 2,8 23,9
15ХСМД 3,0 6,4
09Г2СД 3,0 5,5
09Г2С(МШ) 3,0 9,73
09Г2С(ЗТВ) 3,0 9,39
09Г2СД 3,0 12,45
09Г2СД 3,1 4,56
09Г2СД 3,12 5,1
12СГА10Ф 3,4 1,65
10СГАТ10 3,4 1,65
12СГАФ 3,4 1,65
09Г2С 3,44 5,84
09Г2С 3,5 1,02
10ХСНД 3,65 1,15
ЮХСНД(МШ) 3,7 1,75
ЮХСНД(ЗТВ) 4,3 0,292
। II । । । । । । ।
10 15 20 30 40 50 60 80 100 К, МПаУКГ
ГО-6 м/цикл. При этом принято, что значение п = 3,0, а границы интервала определены статистической обработкой параметра С с использованием распределения Вейбулла (2.17). Результаты статистической обработки представлены на рис. 2.34 в виде функции распределения параметра С при п = 3,0
F(x) = 1-ехр[-(с/а)ь].
68
Глава 2
V, м/цикл
№ п/п
10
9- 1
8- 2 3
7- 4
6- 5
5- 6
7
4- 8
9
10
з- 11
12
13
2- 14
15
Марка стали П С • ГО"1
СтЗсп 2,0 440
СтЗсп 2,5 449
СтЗсп 2,6 1,95
ВСтЗсп 2,6 44,1
СтЗсп 2,07 20,4
СтЗ 2,9 8,97
СтЗсп 3,0 6,04
ВСтЗсп 3,0 9,39
СтЗсп 3,12 4,63
СтЗсп 3,3 3,26
СтЗ 3,4 1,65
СтЗсп 3,46 5,2
ВСтЗсп 3,5 1,69
СтЗсп 3,5 3,07
СтЗсп 4,22 0,158
Рис. 2.33. Диаграммы циклического разрушения малоуглеродистых сталей.
О
। । iiii.
10 15 20 30 40 50 60 80 100 К, МПаУлГ
Ниже приведены параметры а и Ь:
Сталь ПСр а ь С95%, (МПа -Ум)3 м/цикл
Н изколегированная 3,0 1,444 10-" 1,67 2,785 • 10-11
Малоуглеродистая 3,0 1,48 • 10"“ 1,046 4,23 • 10"“
Трещиностойкость малоуглеродистых и низколегированных сталей
69
Рис. 2.34. Распределение вероятности параметра С при п = 3 для малоуглеродистых и низколегированных сталей по закону Вейбулла.
1 — малоуглеродистая сталь; 2 — низколегированная.
2.5. Трещиностойкость малоуглеродистых сталей при динамическом распространении трещины
Большое количество экспериментальных работ в области механики разрушения связано с первой стацией разрушения — инициацией трещины, для описания которой используется ряд характеристик трещиностойкости для случаев статического и динамического нагружения [8, 9]. Однако при проектировании некоторых категорий конструкций (корпуса судов, магистральные трубопроводы, сосуды давления, строительные листовые конструкции и др.) необходим анализ кинетики возможного разрушения с прогнозированием условий не только инициации, но и распространения магистральной трещины. По результатам такого анализа можно определить условия остановки трещины, что позволит обосновать соответствующие конструктивные и технологические решения. Предпосылкой этому послужили экспериментальные работы, посвященные рассмотрению температурных и си
70
Глава 2
ловых условий остановки трещины (метод Робертсона и его модификации). Благодаря данным работам, а также обоснованию квазистати-ческого подхода к стадии остановки трещины стало возможным ее количественное описание, в частности с помощью коэффициента интенсивности напряжений К1а[94]. Таким образом, процесс разрушения оказался экспериментально охарактеризованным в двух крайних точках — в момент инициации и в момент остановки трещины.
Полное описание процесса разрушения, включая инициацию, динамическое распространение и остановку трещины, можно осуществить с помощью зависимостей характеристик трещиностойкости от скорости распространения трещины VTp. Такие зависимости были получены в ряде работ по результатам испытаний широких пластин [95], образцов типа двухконсольной балки [96], образцов на двойное растяжение [97], на растяжение с изгибом [98], а также образцов, предназначенных для определения ударной вязкости [99,100]. В качестве характеристики, описывающей сопротивление материала развитию трещины на стадии ее распространения, обычно используется динамическая вязкость разрушения, представляемая в терминах коэффициента интенсивности напряжений К1Д.
Исследование скоростных зависимостей К1Д — и их обобщение для различных материалов показали [101,102], что характер зависимостей определяется чувствительностью материала к скорости распространения трещины и условиями испытаний, в частности температурой. Так, для аморфных материалов (эпоксидные смолы, стекло) данная зависимость имеет минимум динамической вязкости разрушения K|min при V-ф = 0, при этом KImin полагается равной К1с. Резкое увеличение К1Д связывается с предварительным микрорастрескиванием в вершине трещины при ее инициации.
Аналогичный, монотонно возрастающий характер зависимостей Кщ — Уф наблюдается для высокопрочных сталей и титановых сплавов, для которых сохраняется условие Кщ = KImin = К1с. Малоуглеродистые и низколегированные стали обычно имеют минимальную трещиностойкость KImin в диапазоне VTp = 400...1000 м/с с последующим возрастанием кривой Кщ — VTp. В этом случае температура испытаний оказывается наиболее существенным фактором, влияющим на положение минимума зависимости К1Д — VTp.
Для определения зависимости Кщ — использовали образцы типа двухконсольной балки (ДКБ), нагружаемые продольным расклиниванием (рис. 2.35). Учитывая результаты предварительных испытаний, а также рекомендации [101], применяли следующие соотношения размеров образца:
b = 18t; /c=3,5t; h = 3t; c=l,25t; a=t; t0 = 0,6t; d = l,25t.
Трещиностойкость малоуглеродистых и низколегированных сталей
71
Рис. 2.35. Эскиз образца ДКБ для определения зависимости К)Д — VTp.
Программа предварительных испытаний по обоснованию типа образца и его оптимальных размеров включала испытания компактных образцов и образцов типа ДКБ разных типоразмеров с одно- и двусторонней боковыми канавками, нагружаемых внецентренным растяжением, продольным и поперечным расклиниванием.
В результате исследований установлено, что схема испытаний продольным расклиниванием ДКБ-образца с двумя боковыми канавками является наиболее приемлемой. Образцы данного типа в сочетании с принятой схемой нагружения характеризуются рядом особенностей:
— стабильностью траектории распространения трещины после ее инициирования благодаря нагружению образца по схеме продольного расклинивания сжимающим усилием и наличию боковых канавок, исключающих туннелирование трещины;
— возможностью остановки трещины из-за значительного возрастания податливости образца и реализации условий, позволяющих принять гипотезу о “фиксированных захватах” на стадии распространения трещины;
— распространением трещины со стабильной скоростью на значительной части траектории lc < I < /а, где /с, /а — длина трещины соответственно в момент инициации и остановки.
Последнее обстоятельство является основополагающим в рассматриваемой методике определения зависимости К1Д — VTp. Оно основывается на динамическом анализе распространения трещины в ДКБ-образце [96,103,104]. Из этого анализа следует, что независимо от принятого характера кривой К1Д — существует однозначная зависимость между относительной скоростью распространения трещи-
72
Глава 2
Рис. 2.36. Зависимость между относительной скоростью распространения трещины и относительной длиной остановившейся трещины для образцов ДКБ.
Кривая — расчет [102]; точки — эксперимент.
ны V-rp /Ct (где С! — скорость распространения продольных волн в материале образца; для стали С] = 5123 м/с) и относительной длиной остановившейся трещины /а//с (рис. 2.36).
Проведены испытания ДКБ-образцов, изготовленных из малоуглеродистых сталей ВСтЗсп и СтЗкп (табл. 2.5). Толщина образцов t = 20 мм, а остальные размеры соответствовали соотношениям на рис. 2.35. Сталь ВСтЗсп испытывали при температурах -40, -60 и -80 °C, сталь СтЗкп — при -80 °C. При каждой температуре испытывали от 7 до 10 образцов.
При проведении испытаний ДКБ-образцов, нагружаемых продольным расклиниванием, требуется специальная оснастка для их фиксации (рис. 2.37). Перед испытанием образец 3 устанавливали в кондукторе 7, расположенном на нижней траверсе 8 гидравлического пресса (использовали пресс 2ПГ-500) и фиксировали прижимным винтом 6. Нагружение осуществляли траверсой 4 с пуансоном 1 в виде клина с углом при вершине 15°, внедряемого между пальцами 5. При испытаниях в условиях пониженных температур кондуктор и образец помещали в термоизоляционную камеру, в которую для охлаждения образца подавали жидкий азот. Температуру контролировали тремя закрепленными на поверхности образца термопарами, по-
Таблица 2.5
Химический состав и механические свойства исследованных сталей
Химический состав Механические свойства
Марка стали С Si | Мп Р S Сг | Ni °. 1 ст 5d 1 V
% Мпа %
ВСтЗсп 0,11 0,15 0,43 0,035 0,043 0,106 0,12 456,0 370,0 19,8 45,2
СтЗкп 0,15 0,03 0,40 0,012 0,045 0,17 0,11 363,7 215,8 28,2 64,1
Трещиностойкость малоуглеродистых и низколегированных сталей
73
Рис. 2.37. Схема оснастки для проведения испытаний образца ДКБ на продольное расклинивание. 1—9— пояснения в тексте.
казания которых регистрировали с помощью электронного потенциометра ЭПП-09.
После достижения заданной температуры осуществляли нагружение образца, в процессе которого выполняли запись во времени усилия расклинивания, регистрируемого с помощью тензодатчиков 9, наклеенных на клин, и перемещений точек приложения усилия, регистрируемых тензомеханическим двухконсольным датчиком смещения 2. Сигналы с датчиков записывали с использованием светолучевого осциллографа 8АНЧ-7 м. Полученные осциллограммы представляли в виде диаграмм “усилие Р — перемещение f” по линии действия усилия, которые для стали ВСтЗсп при различных температурах испытания показаны на рис. 2.38.
Исходными данными при обработке результатов служили: максимальное усилие Рс на диаграмме “Р — f ”, перемещение по линии действия усилия fc, длина трещины в момент начала ее закритического роста /с и в момент остановки трещины /а. Значения 1С и /а измеряли
74
Глава 2
Cue. 2.38. Диаграммы “Р — f” для стали ВСтЗсп при t = -80, -60 и -40 °C (кривые 1—3 соответственно).
по поверхности излома образца с использованием метода температурного окрашивания.
При определении динамического коэффициента интенсивности напряжений на стадии распространения трещины используется гипотеза о “возврате кинетической энергии”, на основании которой принимается, что кинетическая энергия движущихся масс образца, возрастая на начальной стадии
распространения трещины, поглощает часть энергии упругой деформации, освобождаемой при росте трещины, тогда как на заключительной стадии, предшествующей остановке, она, уменьшаясь, возвращает в систему энергию, обеспечивая на этом участке дополнительный подвод энергии, что приводит к приблизительному постоянному уровню и постоянной скорости трещины на большей
части ее траектории.
Дифференциальное уравнение баланса энергий для распространения трещины имеет вид
dU + Rd/ + dT = dW,
(2.36)
где W — работа внешних сил на границе системы; U — запас энергии упругой деформации системы; R — удельная работа разрушения; Т — кинетическая энергия движущихся масс системы.
Учитывая допущение о “фиксированных захватах”, принимаем W = 0. Тогда, используя гипотезу о “возврате кинетической энергии”, из (2.36) получим среднее значение удельной работы разрушения
__ । 'а
R=-—!—JdU (2.37)
'а ‘с /с
и скорость освобождения энергии при движении трещины
G = (2.38)
2 61
Трещиностойкость малоуглеродистых и низколегированных сталей
75
Имея в виду, что в момент инициации и остановки трещины Т = 0, из совместного решения уравнений (2.37) и (2.38) с учетом того, что
R = -^Ь., G = —, (2.39)
2Е 2Е
могут быть получены формулы для определения K1D.
Динамический коэффициент интенсивности напряжений на стадии распространения трещины в ДКБ-образце определяли по формуле из работы [96]:
Кщ = -^7KIQ.KIa [1 + (K1Q / KIa)1/2 + (К|а / KIQ)1/2 ],/2. (2.40)
При KIa / KIQ > 0,4 использовали более простое выражение
К1Д =7K1Q KIa, , (2.41)
где K1Q и К|а — коэффициенты интенсивности напряжений в момент инициации и остановки трещины.
Значения KIQ и К1а рассчитывали по формулам, полученным в работе [104], с введением в них поправки на наличие боковых канавок. Расчет K[q выполняли по максимальной нагрузке Рс на диаграмме “Р —f”:
Рс • /с Г“цф3/2
где t, t0, h — размеры образца (см. рис. 2.35). Коэффициент К1а определяли на основе статического решения через перемещение по линии действия силы, используя соотношения метода податливости и гипотезу о неподвижности захватов, согласно которой перемещения по линии действия силы в момент инициации и остановки трещины равны между собой, т.е. fc = fa.
Исходя из этого,
f Eh3/2-t1/2
Kia = 2С |/2 ,------- > если b - (а + /а) > 2h;
12/2- 1*/2Ф(Л/1а)
(2.43)
1 ГСЕГЬ - (а + /а)1 , . ч
К'"=Л (ь - a)h'^ ' e“"b~<a+«>2h’
KIQ = 2>/3
(1+ 0,64h//c), (2.42)
где Е — модуль упругости.
76
Глава 2
Функция Ф(Ь//а) имеет вид
Ф(И//.) =---------------------------------
1 +l,92(h//) + l,22(h//) + 0,39(h//)
При этом корректность первой формулы (2.43) сохраняется только при выполнении условия b - (а + /а) > 2h (см. рис. 2.35), отражающего требование к сохранению расчетной схемы образца как балки на упругом основании.
Относительную скорость распространения трещины /Сх определяли по рис. 2.36 в зависимости от относительной длины скачка трещины /а//с. Существование данной зависимости было предварительно подтверждено результатами экспериментального измерения VTp, полученными при испытаниях серии ДКБ-образцов с односторонней боковой канавкой. Для регистрации VTp использовали датчики последовательного обрыва (см. рис. 2.35) в виде проволочных тензодатчиков на бумажной основе [105]. Датчики наклеивали на поверхность образца и подключали к блоку, генерирующему высокочастотные импульсы при их последовательном обрыве в момент прохождения распространяющейся трещины. Импульсы регистрировали катодным электронным осциллографом ОК-17М. При обработке осциллограмм устанавливали интервал времени между обрывами двух соседних датчиков, что позволило по известному расстоянию между ними рассчитывать скорость распространения трещины на различных участках ее траектории. Полученные данные подтвердили вывод о наличии в ДКБ-образцах участка, на котором трещина распространяется со стабильной скоростью, а соответствие результатов расчета [103] и эксперимента позволило в дальнейшем отказаться от ее непосредственного измерения.
Таким образом, испытания ДКБ-образцов, проведенные по изложенной методике, в сочетании с обработкой результатов по формулам (2.40)-(2.43) (при расчете К1Д) и данными рис. 2.36, определяющими V^, позволили получить зависимости динамической вязкости разрушения от скорости распространения трещины К1Д — (рис. 2.39). Значения Кщ при = 0, т.е. в момент ее инициации, соответствуют таковым К1С, определяемым обычными методами при статическом нагружении [8]. Характер кривых подтверждает существование минимальной динамической вязкости разрушения KImin для испытанных малоуглеродистых сталей. При этом, как показали результаты испытаний, значения К1а, рассчитанные по статической схеме, оказываются меньше KImin и зависят от относительной длины остановившейся тре-
Трещиностойкость малоуглеродистых и низколегированных сталей 77
Рис. 2.39. Зависимость динамической вязкости разрушения от скорости распространения трещины.
1—3 — сталь ВСтЗсп при -40,-60 и -80 °C соответственно; 4 — сталь СтЗкп при -80 °C.
щины (уменьшаются с увеличением отношения /а//с). С этой точки зрения зависимость К1д — Утр и ее параметр Kimin следует признать более обоснованными характеристиками, описываю
щими сопротивление материала динамическому распространению трещины Ящ и отражающими изменение интенсивности освобождения энергии упругих деформаций С1Д с учетом динамических эффектов. Следует заметить, что величины К1Д, Ящ ибщ связаны между собой известными соотношениями линейной механики разрушения.
Практическое использование зависимостей К1Д — VTp основано на критерии остановки трещины, формулируемом [101,103] в виде К] K[min.
Для обоснования KImin в качестве характеристики материала необходимо проведение систематических испытаний в соответствии с рассмотренной методикой или ей аналогичной [101]. Полученные зависимости К1Д— V-ip могут быть аппроксимированы параболической зависимостью вида
Кщ = к1с Га^ /с,)2 + /С,) + lj ,
(2.44)
где А, В — коэффициенты, определяемые методом наименьших квадратов.
Исходя из этого соотношения, величину KImin и соответствующую ей скорость распространения трещины Vmin рассчитывают по формулам
=к1с[1-^-:
К lxImin
_ в с min “ 2А
(2.45)
78
Глава 2
Таблица 2.6
Результаты обработки зависимостей Кщ —
Марка стали Температура испытаний, °C К|с K|min vroi„, М/с А В
МПа •м’/2
ВСтЗсп -40 105,4 59,6 688 24,0 -6,46
-60 86,9 51,6 599 29,8 -6,96
-80 67,8 52,3 436 32,0 -5,46
СтЗкп -80 47,0 28,3 392 67,0 -10,2
Результаты обработки зависимостей Кщ — VTp, найденных по формулам (2.44), (2.45), представлены в табл. 2.6. Они обнаруживают влияние температуры испытаний на величины K|min и Vmin. При этом понижение температуры испытаний приводит к снижению значений KImin и смещению Vmin в область более низких скоростей распространения трещины. В высокоскоростном интервале зависимостей при VTp > 800 м/с (см. рис. 2.39) чувствительность материала к температуре испытания проявляется в меньшей степени.
Таким образом, представленная методика испытаний ДКБ-образцов на продольное расклинивание позволяет получать минимальные значения динамической вязкости разрушения, которые, согласно условию К, < KIinin, могут быть использованы при прогнозировании условий остановки трещины и разработке средств ее торможения.
ГЛABA 3
ХАРАКТЕРИСТИКИ ТРЕЩИНОСТОЙКОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СТАТИЧЕСКОМ
И ЦИКЛИЧЕСКОМ НАГРУЖЕНИЯХ
При определении характеристик трещиностойкости сварных соединений необходимо учитывать структурно-механическую неоднородность соединений, обусловленную локальностью процессов термомеханического поведения металла при сварке. Такая локальность приводит к образованию полей остаточных напряжений и деформаций, изменению структуры и фазового состава, возникновению микро- и макродефектов [1-2]. 1
На рис. 3.1 показано изменение характеристик механических свойств (о в, о о,2 ♦ V к, 8 ю), микротвердости Н |оо и диаметра зерна d3 в поперечном сечении сварного соединения из стали 10ХСНД (сварка в среде углекислого газа). Данные получены по результатам механических испытаний образцов IV типа (см. рис. 2.4) по ГОСТ 6996-69 и исследования темплетов 10 х 15 мм.
Измерения микротвердости Н100 перлитной фазы в зоне термического влияния (ЗТВ) показали, что с приближением к металлу шва (МШ) твердость ЗТВ постепенно возрастает до уровня 2,2...2,4 кН/мм2 при х / /этв = 0,2 и затем остается постоянной, что характерно для ЗТВ соединений малоуглеродистых и низколегированных сталей. Минимальные размеры зерна оказываются на участке нормализации (х / /етв = 0,5...0,3), существенно возрастая с переходом к участку сплавления. Временное сопротивление ств имеет максимальные значения в зоне металла шва, снижающиеся в области ЗТВ. Отношение ав /а0>2 для металла шва составляет 1,31...1,43, для ЗТВ — 1,43...1,54, на участке старения 1,34...1,41, для основного металла (ОМ) 1,5...1,58.
Таким образом, наибольшим запасом пластичности обладает основной металл, а наименьшим — металл шва и участок старения ЗТВ. Из приведенных данных видно, что в соединении можно выделить “мягкие” и “твердые” зоны. При нагружении совместная работа этих зон приводит к образованию специфических полей деформаций, которые оказывают существенное влияние на напряженное состояние образца с трещиной [3-6]. В результате трещиностойкость сварных соединений оказывается зависящей от размера и места расположения
80
Глава 3
МПа
Трещиностойкость сварных соединений при нагружениях
81
трещины, геометрии соединения и степени механической неоднородности. Это накладывает (дополнительно к существующим в ГОСТ 25.506-85 и МР 175-85) ряд ограничений на геометрию образцов, вводится учет относительной толщины прослойки х = h / t и степени компактности поперечного сечения X = b /1. Возникают также вопросы, связанные с достоверностью экспериментально полученных характеристик трещиностойкости. Так, для трещин, находящихся на границе раздела двух зон (“мягкой” и “твердой”), за счет появления касательных напряжений в процессе разрушения отмечается переход от деформирования по модели нормального отрыва к модели смешанного типа [3, 4]. Это обстоятельство затрудняет экспериментальное определение значений характеристик Кс, 5С, К1ес для сварных соединений. В данной ситуации целесообразно использование энергетической характеристики Jc, дающей более интегральное описание процесса разрушения.
Пример результатов экспериментального определения критических значений J-интеграла для различных зон сварного соединения стали 10ХСНД представлен на рис. 3.2. Характер изменения Jc соответствует характеру изменения характеристик механических свойств (см. рис. 3.1), при этом минимум Jc наблюдается для металла ЗТВ (Jc = 20...60 Н/мм), в то время как для основного металла Jc = 80...100 и для металла шва 80...150 Н/мм.
Влияние температуры на распределение трещиностойкости различных зон сварного соединения проявляется (рис. 3.2, 3.3) в том, что при понижении температуры неоднородность трещиностойкости уменьшается. Это связано с локализацией областей пластических деформаций в вершине трещины и уменьшением влияния макронеоднородности соединений. Различия в трещиностойкости зон в области низких температур в основном определяются особенностями структуры металла (величиной зерна, плотностью дислокаций и т.п.).
Значения характеристик трещиностойкости сварных соединений зависят от большого числа факторов и являются случайными величинами. Обработка результатов проведенных испытаний показала, что коэффициенты вариации трещиностойкости (Jc, Кс) составляют 0,1...0,16 для металла шва, 0,2...0,27 для ЗТВ и 0,06...0,08 для основного металла, при этом коэффициенты вариации для Кс оказываются выше, чем для Jc.
Рис. 3.1. Изменение характеристик механических свойств (а), микротвердости и диаметра зерна (б) в сварном соединении из стали 10ХСНД.
Здесь и на рис. 3.2: I — металл шва (МШ); II — зона термического влияния (ЗТВ); III — основной металл (ОМ).
82
Глава 3
Рис. 3.2. Изменение значений Jc по сечению стыкового сварного соединения стали 10ХСНД.
Т, К: 1 - 203; 2 - 173.
Рис. 3.3. Зависимость трещиностойкости Jc сварных соединений из стали 10ХСНД (!) и 09Г2С (2) от температуры испытаний.
Трещиностойкость сварных соединений при нагружениях
83
Рис. 3.4. Функции распределения трещиностойкости металла' сварных соединений стали 10ХСНД (а) и 09Г2С (б).
а: 1 - МШ (203 К); 2 - ОМ (203 К); 3 - ЗТВ (203 К); 4 - ЗТВ (188 К); 5 -ЗТВ (173 К);
б: 1 — металл ЗТВ (213 К); 2 — металл шва (213 К).
Для характеристик трещиностойкости сварных соединений, представляющих собой гетерогенные структуры, наиболее приемлем закон распределения Вейбулла [7-9]. Для проверки этого проведена оценка согласия эмпирических функций распределения, полученных при испытаниях серий (10-17 шт.) образцов, с моделью (2.17). Построение эмпирических функций распределения F(JC) на вероятностной сетке вейбулловского закона показывает (рис. 2.19, 2.20, 3.4, 3.5), что они укладываются в прямые линии и удовлетворительно описываются моделью (2.17). В ряде случаев, например для описания распределения критических значений раскрытия трещины 5С сварных соединений и сталей SM50 и НТ80, использовалось [10, 11] трехпараметрическое распределение Вейбулла
ГY _ V . “I ₽’
F(X) = I-exp - min
в
(3.1)
84
Глава 3
Jc, Н/мм
Рис. 3.5. Функции распределения значений Jc для образцов с наплавленным валиком в зоне термического влияния (сталь ВСтЗсп, № 7).
1 - Т = -70 °C; 2 - Т = -100 °C; О — поверхностная трещина, осевое растяжение; • — внецентрен-ное растяжение.
динений.
где X — характеристика трещиностойкости. При X min =0 получается двухпараметрическое распределение (2.17), которое оказывается более предпочтительным для использования в практике инженерных расчетов. В табл. 3.1 приведены параметры распределений характеристик трещиностойкости исследованных сталей и сварных сое-
Параметр 0 изменяется в широком диапазоне и
уменьшается с понижением температуры испытаний, его наименьшие значения наблюдаются в ЗТВ. Параметр формы р слабо зависит
от температуры испытаний и места расположения трещины.
Получение статистической информации по характеристикам
трещиностойкости сварных соединений представляет собой трудоемкую экспериментальную задачу, учитывая многообразие типов соединений, методов сварки и сварочных материалов. Поэтому важными остаются попытки разработки методик расчетной оценки характеристик трещиностойкости сварных соединений. Они могут быть использованы при решении задач прогнозирования надежности соединений с дефектами, нормировании дефектности, стати-
стическом моделировании разрушений сварных соединений.
В настоящее время имеется ряд предложений по расчетной оценке характеристик Кс, К1с, 5С. Методика расчетной оценки может быть построена и для характеристики К[ес, имеющей фундамен-
тальную связь со стандартными характеристиками механических свойств. Согласно работе [12], критический коэффициент интенсивности деформаций Kiec вычисляется по формулам
К1ес = Кс2ехр{рс(Т - Тс2)} (3.2)
при стс < ст02 (хрупкие разрушения);
Трещиностойкость сварных соединений при нагружениях
85
Таблица 3.1
Параметры функций распределения характеристик трещиностойкости сварных соединений
Марка стали Зона соединения Характеристика трещи но-стойкости Темпера-тура испытаний, К Параметр Истом-ник
Ре 0с Ус
09Г2С МШ Jc, Н/мм 213 4,0 100 —
зтв 3,9 37 —
ом Кс, МПаТм ' 213 3,8 100 —
МШ 4,0 145 —
зтв 4,1 88 —
10ХСНД ом Jc, Н/мм 203 4,7 92 —
МШ 203 4,2 120 — *
зтв 203 4,0 60 —
зтв 188 4,0 24 —
зтв 173 4,2 30 —
15Х2МФА ом Кс, МПа-Ум 200 4,2 111 —
МШ 4,0 123 —
зтв 3,8 88 —
SM58 МШ 8С, мм 208 1,85 0,057 ' 0,03
зтв 0,79 0,290 0,03 [101
НТ80 ом 8С, мм 203 1,73 0,115 0,03
МШ 1,31 0,112 0,03 [101
Высокопрочная ом 8С, мм 195 3,27 0,514 —
сталь ом 163 2,70 2,470 —
ов = 800 Н/мм2 МШ 273 2,42 0,718 — [11]
МШ 233 1,67 0,239 ——
МШ 198 1,83 0,159 —
Klee тла Гл Т — Тс7 1 = К“2 ехрМ '2 f 1 *cl “ Ас2 J_ (3.3)
при стс > а0(2> тс2 < Т < Тс1 (квазихрупкие разрушения);
К1ес = К“2 [ехр(Ра)]т (3.4)
при ос > ст02, Т > Тс1 (вязкие разрушения), где Кс2 = асо4тй(^ — критический коэффициент интенсивности напряжений при температуре Тс2; рс, ро, а, у — параметры, зависящие от свойств стали.
86
Глава 3
Температура Тс2 определяется по результатам специальных испытаний образцов с трещинами. Для дефектов сварки, геометрия которых существенно отлична от трещин, аналогом Тс2 служит нижняя критическая температура Т" [6]. Условие достижения Т“ определяется соотношением
SotP /стт = J> (3-5)
где S0Tp — сопротивление отрыву; j — жесткость напряженно-деформированного состояния в вершине дефекта (j = О| /oj + 0,2). Учитывая, что [12]
ат ~°тоехР- Рт
(3.6)
из формулы (3.5) можно получить
1 In (^OTp/j^To)
Т?+ £
(3.7)
Значения j для каждого вида и размеров дефектов могут быть получены численными методами. В первом приближении можно воспользоваться результатами работы [6].
На рис. 3.6 показаны результаты расчета значений Ккс при Т = 223 К для соединения из стали 10ХСНД с концентраторами в виде подреза (j = 1,6), мелкого непровара (j = 2) и глубокого непровара (j = 2,56). Для расчетной температуры Т*2 при (j = 2,56) от
мечено хрупкое разрушение соединения, при j = 2,0 — квазихруп-кое, при j = 1,6 — вязкое. Из рис. 3.6 видно, что изменение трещиностойкости в сечении соединения в области хрупких и квази-хрупких разрушений соответствует
Рис. 3.6. Изменение расчетных значений трещиностойкости К|ес в поперечном сечении сварного соединения с дефектами из стали 10ХСНД.
/ — подрез; 2 — мелкий непровар; 3 — глубокий непровар.
Трещиностойкость сварных соединений при нагружениях
87
изменению Jc (см. рис. 3.2). Для вязких разрушений изменение К1ес имеет более сложный характер. Это обусловлено влиянием всего комплекса прочностных и пластических свойств металла соединений.
Изложенная методика дает возможность (при известных вариациях характеристик механических свойств) методом статистического моделирования прогнозировать К)ес в статистическом аспекте с получением функций F(Kkc). Для широкого практического применения данной методики необходимы дальнейшие исследования достоверности получаемых критериальных характеристик разрушения различных зон сварных соединений.
Оценка долговечности элементов сварных металлоконструкций в настоящее время проводится с использованием нормативно-технических документов, в основе которых лежат детерминированные или вероятностные методы, не учитывающие наличие исходной технологической дефектности, возможность возникновения и развития трещин усталости [13-17]. Причинно-следственный анализ ^отказов сварных металлоконструкций показал, что фактор дефектности является 'одним из основных. Это указывает на необходимость разработки и совершенствования методов расчета сварных МК на циклическую трещиностойкость.
Диаграммы циклической трещиностойкости для различных зон сварных соединений сталей 09Г2С, 10ХСНД, 16Г2АФ представлены на рис. 3.7 (испытывались образцы V типа рис. 2.4) и для зоны терми-
5 10’5
х
S10 -
10*-
ДК, кг/мм3/2
Рис. 3.7. Диаграммы циклической трещиностойкости для зон сварных соединений низколегированных сталей.
88
Глава 3
ческого влияния стали 09Г2С на рис. 3.8 (образцы VII типа рис. 2.4). Из анализа диаграмм следует, что при скоростях роста усталостной трещины ниже 10~4 мм/цикл металл шва (МШ) стали 10ХСНД обладает меньшим сопротивлением распространению трещины, чем зона термического влияния (ЗТВ), хотя интенсивность нарастания скорости роста трещины в ЗТВ выше, на что указывает большее значение показателя степени в уравнении Пэриса (п — 4,3).
При более высоких скоростях распространения трещины при переходе в область малоцикловой усталости, когда механизм разрушения определяется исходным запасом пластичности и прочности материала, лучшую циклическую трещиностойкость имеет металл шва. Об этом свидетельствуют также результаты испытаний на статическую трещиностойкость (см. рис. 3.3-3.5), из которых следует, что металл ЗТВ имеет более низкие значения Jc. Основной металл во всем диапазоне исследованных скоростей роста трещины обладает более высокой сопротивляемостью усталостному разрушению, чем металл шва и ЗТВ. По мере выхода траектории трещины из области
Рис. 3.8. Диаграммы циклической трещиностойкости образцов со сварным швом (тип VII рис. 2.4) для металла ЗТВ. Сталь 09Г2С.
1 — t = 12 мм; 2 — t = 16 мм, плавка I; 3 — t = 16 мм, плавка II.
Трещиностойкость сварных соединений при нагружениях 89
остаточных напряжений (МШ, ЗТВ) скорость роста трещины приближается к величине, характерной для основного металла (рис. 3.8).
Структурно-механическая неоднородность металла сварного соединения, наличие нелинейных остаточных напряжений, сложная кинетика процесса деформирования с изменяющимся коэффициентом асимметрии цикла существенно затрудняют оценку влияния эффектов сварки на СРТ. Однако возможности учета отмеченных факторов при расчетах показателей ресурса и живучести вполне реализуемы на базе упрощенных инженерных подходов.
ГЛABA 4
СОПРОТИВЛЕНИЕ СЛОИСТОМУ РАСТРЕСКИВАНИЮ ЛИСТОВОГО ПРОКАТА И СВАРНЫХ СОЕДИНЕНИЙ
Наличие в сварных металлоконструкциях различных типов сварных соединений, в том числе с конструктивным оформлением узлов и элементов, предусматривающих передачу усилий от внешней нагрузки в направлении толщины элемента, обусловливает возможность разрушений вследствие слоистого растрескивания (СР). Опасность слоистого растрескивания должна учитываться при эксплуатации морских платформ для бурения, строительных конструкций (фермы, мосты), экскавационной и подъемно-транспортной техники и других видов сварных конструкций. В процессе эксплуатации возможно развитие трещин в плоскостях, параллельных направлению прокатки, относительно которых материал обладает пониженным сопротивлением развитию трещины.
Одним из вариантов такой ситуации является случай, когда разрушение возникает во внутренних объемах материала листа путем микрорастрескивания и образования разрывов, формирующих микротрещины в нескольких плоскостях, параллельных поверхности листа (слоистые трещины СТ). Возникновение слоистых трещин наблюдается [1-6] преимущественно в зоне термического влияния сварного соединения с последующим выходом в основной металл (рис. 4.1). Склонность сварного соединения к слоистому растрескиванию определяется влиянием трех основных факторов: свойствами стали в направлении толщины листа, конструкцией сварного узла и технологией сварки. Первый фактор имеет доминирующее значение и его рассмотрению уделено особое внимание, включая исследования причин и механизмов СР, разработку методов испытаний и оценку сопротивления стали разрушению.
Исследования анизотропии листового проката показали, что минимальная вязкость разрушения наблюдается в тех случаях, когда направление развития трещины и прокатки параллельны. В качестве основных причин этого факта обычно указываются металлургиче-
Сопротивление слоистому растрескиванию
91
Рис. 4.1. Области возникновения слоистых трещин в типовых узлах сварных конструкций (а — е).
ские факторы и структурные особенности материала, формирующиеся в процессе прокатки. Можно указать следующие из них:
— наличие большого количества неметаллических включений (сульфиды железа, марганца), которые в процессе прокатки приобретают “ленточную” форму и ослабляют металлические связи между соседними слоями металла;
— формирование текстуры с преимущественной кристаллографической ориентировкой зерен осями наибольшей прочности вдоль направления деформации;
— образование ярко выраженной первичной или вторичной полосчатой ликвации, проявляющейся в виде чередующихся полос феррита и перлита.
Теми же причинами, наряду с влиянием жесткости напряженного состояния [7, 8], объясняется наличие на поверхности разрушения испытанных образцов характерных областей разрывов металла, представляющих собой трещины небольшой глубины, перпендикулярные к плоскости распространения трещины и лежащие в плоскости прокатки. Такие разрывы, расположенные по фронту надреза, или трещины в виде “гребней” наиболее часто встречаются при испытаниях сталей, подвергнутых специальным режимам прокатки [9, 10].
При выяснении причин образования “гребней”, имевших место при испытаниях образцов стали СтЗсп толщиной 5 мм, вырезанных
92
Глава 4
из стенки гнутого профиля, обнаружены (после шлифовки и полировки поверхности разрушения) на их продолжении явно выраженные тонкие разрывы металла, образовавшиеся по плоскости скопления неметаллических включений во время распространения магистральной трещины. Для более детального изучения этого факта проведены металлографические исследования исходной структуры ряда сталей, указанных в табл. 4.1. Полученные результаты показали, что полосчатость микроструктуры (ГОСТ 5640-68) отсутствует в прокате и слабо выражена в замкнутых гнуто-сварных профилях (ЗГСП). В то же время в двух видах листового проката в центре толщины листа наблюдались прерывистые полосы, обогащенные перлитом.
Общим для всех исследованных сталей является наличие в них значительного количества неметаллических включений в виде вытянутых пластинок или нитей по направлению прокатки (рис. 4.2). Оценка количества и размеров включений (см. табл. 4.1) показывает, что большинство включений (70...80 %) имеет размеры от 10 до 50 мкм. Включения с размерами менее 10 мкм составляют 20...30 %, и незначительная часть включений имеет размеры 50...100 мкм и более, при этом максимальный размер отдельных включений достигает порядка 0,2...0,3 мм. Следует отметить значительную плотность расположения включений. Так, их количество с размерами более 5 мкм на 1 мм2 площади шлифа в стали 09Г2С составляет от 50 до 130, а их суммарная протяженность колеблется от 1,2 до 2,8 мм/мм2. Крупные включения, как правило, концентрируются ближе к срединной плоскости листа и иногда в виде прерывистой цепочки простираются на несколько сантиметров. Появление неметаллических включений связано в основном с наличием в сталях сульфидов марганца
Таблица 4.1
Количество и размеры неметаллических включений
№ п/п Марка стали Вид и толщина проката t, мм Содержание, % Количество включений, %, различной протяженности, мкм Максимальный размер включения, мм Суммарная протяженность включений мм/мм2
углерода серы 10 10...50 50...100 >100
1 09Г2С Лист, 10 1,47 0,039 23 75 2 — 0,06 2,06
2 09Г2С Лист, 10 — — 27 70 2,4 0,6 0,12 1,76
3 09Г2С Лист, 8 1,71 0,018 18 60 17,5 4,5 0,22 1,78
4 09Г2С ЗГСП, 8 — — 18 76 5,3 0,7 0,13 1,2
5 09Г2С ЗГСП,4 — — — — — — — 2,8
6 16Г2АФ Лист, 16 1,7 0,023 23 72 3 2 0,25 1,96
7 СтЗсп Лист, 10 0,6 0,19 20 72 7 1 0,3 0,9
Сопротивление слоистому растрескиванию
93
Рис. 4.2. Сульфидные включения в стали 09Г2С в стенке замкнутого гнуто-сварного профиля толщиной 8 мм (х500). а — полированная поверхность; б — травление.
[11], количество которых зависит от процентного содержания серы в сталях. Исследованные стали удовлетворяют процентному содержанию серы (менее 0,04...0,05 %), но при этом, как показали результаты дальнейших исследований, они имеют склонность к СР.
Механизм СР сталей рассмотрен в работах [6,12-14] и определяется наличием и количеством сульфидных включений. Плоское сульфидное включение при приложении нагрузки поперек толщины проката, представляя собой нарушение сплошности металлической матрицы, может трактоваться как микродефект, вызывающий повышенную локальную концентрацию напряжений. Возможность развития таких дефектов зависит от прочности сцепления включения и металлической основы и, если она меньше прочности металла, то включение-дефект увеличивает свои размеры, превращаясь в микротрещину типа “penny-crack”.
94
Глава 4
Здесь следует отметить, что в сварных соединениях прочность сцепления металлической основы и включений, расположенных в зоне термического влияния, может уменьшаться в результате высокотемпературного нагрева в процессе сварки, приводящего к изменению механических свойств матрицы. Это определяет пониженное сопротивление листового проката и сварного соединения к СР, что послужило основанием для отнесения СТ к дефектам сварных соединений типа холодных трещин. В условиях низкой пластичности формирование слоистой макротрещины проходит без макропластиче-ских деформаций (рис. 4.3, а) с образованием слоисто-хрупкого разрушения [15]. В более пластичной основе включение деформируется в форму линзы, а затем происходит разрушение основы (рис. 4.3, б). Очевидно, что во втором случае поверхность разрушения при движении СТ будет иметь вязкий вид, что означает повышенное сопротивление СР (слоисто-вязкое разрушение).
Общая картина формирования и движения магистральной СТ показана на рис. 4.3, в. Возникнув от большого одиночного включения или от ряда близко расположенных включений, трещина может развиваться по одной или нескольким параллельным плоскостям. Впере-
Рис. 4.3. Схема возникновения и развития слоистой трещины (а—в).
1 — перемычки перед развитием вязкого среза; 2 — сульфидные включения; 3 — области разрывов, формирующих магистральную трещину; 4 — области вязкого среза; 5 — разрывы матрицы по включениям впереди фронта трещины.
Сопротивление слоистому растрескиванию
95
ди ее фронта по включениям возникают разрывы матрицы, слияние которых происходит путем среза локальных перемычек между ними (см. рис. 4.3, а или б) в зависимости от пластичности матрицы.
Данная схема развития СТ подтверждается рис. 4.4, где показано поперечное сечение траектории магистральной трещины, полученной на образцах толщиной 8 мм из стали 09Г2С. Однако, как отмечается в работе [3], количественная характеристика сульфидных включений в стали не позволяет дать общую оценку склонности стали к СР, которая в значительной мере определяется прочностными и пластическими свойствами матрицы.
Для оценки склонности сталей к СР и исследования их механических свойств в Z-направлении разработаны методы испытаний, которые могут быть разделены на конструктивно-технологические (табл. 4.2) и сравнительные (табл. 4.3). Разработка конструктивно-технологических методов обусловлена трактовкой СР как одной из форм образования холодных трещин в сварных конструкциях вследствие анизотропии свойств свариваемого листового проката и наличия высоких напряжений, вызванных усадкой металла шва при охлаждении. Существенным преимуществом этих методов является близкое соответствие условиям работы элементов сварных конструкций, что позволило дать рекомендации по конструктивному изменению ряда сварных узлов и технологии сварки [5,16,17], направленные на предотвращение СР.
Сравнительные методы испытаний (см. табл. 4.3) разработаны для оценки склонности к СР по результатам исследований механических свойств сталей (в основном при растяжении) в Z-направлении.
Рис. 4.4. Траектория слоистой трещины (хЗОО). Сталь 09Г2С. Лист толщиной 8 мм (№ 3 из табл. 4.1).
со О)
Конструктивно-технологические методы испытаний на слоистое растрескивание
Таблица 4.2
№ п/п Тип образца и схема испытаний Пояснение по методике испытаний Источник
1 2 3 4
[3, 16-19]
Проба типа “окно” (Window test). I-IV — последовательности наложения сварных швов. Трещины появляются после наложения швов III и IV. Заключение о склонности к СР делается по результатам анализа микрошлифов, устанавливающего наличие СТ, ее форму и раскрытие
2
Вариант пробы типа “окно” (H-Туре Restrain). Отличается повышенными требованиями к жесткости системы и возможностью приложения внешнего растягивающего усилия.
Контроль проводится аналогично
[16-18]
Глава 4
4 Заказ № 771
12,5
Проба “Кренфильд” (Cranfieid welding test). Устанавливается [17-19] номер слоя углового шва, после наложения которого возникла СР. Контроль осуществляется по микрошлифам темпле-тов и сварного шва. Чем больше слоев необходимо нанести до появления СТ, тем меньше склонность стали к СР
Сопротивление слоистому растрескиванию
Проба на изгиб (Slice bend test). Образец вырезается по толщине листа и приваривается к опорной плите, нагружаемой трехточечным изгибом. Критерием СР служит величина прогиба на различных стадиях нагружения, соответствующих моментам появления первой трещины, достижения ею длины 3,18 мм или образования сквозной трещины
[18, 20]
со оо
Окончание табл. 4.2
1 2 3 4
5 Направление удара Испытания таврового образца на удар (Chip test). Если разрушение после удара происходит по сварному шву или по вспомогательному листу, то материал не склонен к СР, если по испытываемому листу, то материал склонен к СР [18, 20]
\ 1
Слоистая^ трещина Испытываемый лист
Таблица 4.3
Сравнительные методы оценки склонности сталей к слоистому растрескиванию
№ п/п Тип образца и схема вырезки Пояснение по методике испытаний Источник
1 2 3 4
1 Гру>^ ——*^*-**^1 Испытываемый 012,7 лист ГР Испытания для отработки режимов сварки и исследования условий возникновения и развития СР [13]
Глава 4
2
Образец
Кольцевой образец вырезается по толщине листа. Склонность стали к СР оценивается по относительному сужению
[20]
Образцы вырезаются по толщине листа (до 25 мм) и испытываются на растяжение с помощью пуансона (Brodeau test). Склонность к СР оценивается по разрушающей нагрузке, относительному удлинению или сужению рабочей части образца
[18, 20, 22, 23]
Сопротивление слоистому растрескиванию
Ho/Do=O,75...2,O eh=lnA п «о
EO=^nh’ Ч hQ
Сжатие круглого образца с отверстием. Образец вырезается по толщине листа с различной ориентировкой отверстия к направлению прокатки. Сопротивление СР оценивается по формуле RLT = £qctz (ctz — разрушающее напряжение; £q — предельная деформация). Высокие значения RLT имеют стали, склонные к СР
[19]
со со
100
Глава 4
Окончание табл. 4.3
Используются гладкие цилиндрические или квадратные образцы, образцы специальной конфигурации, вырезанные в Z-направлении, когда это позволяет толщина проката, а также с привариваемыми захватными головками. Кроме указанных в таблице схем испытаний, в работах [18, 24-26] рекомендуется проводить испытания надрезанных образцов на ударную вязкость или гладких цилиндрических образцов, различным образом ориентированных по отношению к направлению прокатки.
Наибольшее распространение получили схемы испытаний на растяжение гладких образцов с короткой или стандартной рабочей частью (схема 5, табл. 4.3) и призматических или кольцевых образцов (схема 3, табл. 4.3), испытываемых на растяжение с помощью пуансона. В качестве характеристики склонности стали к СР используется величина относительного сужения образцов при разрушении у z [1, 4, 5, 18, 20-26], отражающая пластические свойства стали в Z-на-правлении, и временное сопротивление материала oBZ.
С целью оценки склонности стали 09Г2С к слоистому растрескиванию проведены испытания призматических образцов (тип VIII, рис. 2.5). Образцы изготавливали из листового проката толщиной t = 25 и 10 мм. Причем из листа толщиной 25 мм
Сопротивление слоистому растрескиванию
101
вырезали образцы с удлиненной (по всей толщине проката) и укороченной рабочей частью с высотой образца 10 мм. Для испытаний использовали специальное приспособление (см. рис. 2.6) с записью диаграмм “нагрузка — удлинение”. По величине максимальной нагрузки определяли временное сопротивление материала и после тщательных измерений зоны разрушения образцов рассчитывали относительное сужение в соответствии с ГОСТ 1497-84.
Эмпирические зависимости функции распределения временного сопротивления материала oBZ и относительного сужения yz представлены на рис. 4.5. Образцы из листового проката толщиной 25 мм (кривая 2) имеют более высокие и стабильные значения временного сопротивления, чем у проката толщиной 10 мм (кривая /). Для последнего разброс значений ctbz находится в пределах 343...528 МПа. Значение временного сопротивления для образцов с укороченной частью (t = 10 мм) из проката толщиной 25 мм (кривая 3) в среднем на 40 МПа выше, чем для образцов с удлиненной рабочей частью (кривая 2).
Значения у z имеют значительный статистический разброс, особенно для сталей, склонных к СР, однако данная величина используется в качестве основного параметра классификации марок сталей по их склонности к СР в зависимости от уровня v z (Табл. 4.4). На основании данных табл. 4.4 можно заключить, что сталь 09Г2С с толщиной проката 10 мм оказывается склонной к слоистому разрушению, поскольку имеет средние значения у z менее 30 %. При переходе к толщинам проката 25 мм разброс значений относительного сужения стабилизируется с увеличением его до 65...80 %, что указывает на отсутствие склонности стали к слоистому растрескиванию. Со-
Рис. 4.5. Эмпирические зависимости распределения значений временного сопротивления aBZ (а) и относительного сужения yz (б) для стали 09Г2С в Z-направлении.
102
Глава 4
Таблица 4.4
Классификация сталей по склонности к слоистому растрескиванию, %
Класс стали Ъ Содержание серы Ъ Содержание серы
[20] [28] (27J [51
I. Низкое сопротивление СР 15 10 10 0,022 15 0,020
II. Имеет склонность к СР 25 15 10...25 0,012...0,022 25 0,010
III. Повышенное сопротивление СР 35 25 25 0,012 35 0,007
поставление результатов испытаний образцов с удлиненной (2) и укороченной (3) рабочими частями показывает, что значения yz оказываются более стабильными, чем значения cBZ.
Исследования причин изменения величины у z показали ее существенную зависимость от процентного содержания серы в стали. Основной вывод заключается в том, что СР стали может быть исключено при содержании серы менее 0,01...0,012 %, при этом значения у z оказываются более 30 %. Данное обстоятельство использовано при разработке сталей с повышенным сопротивлением СР [4] и рекомендовано [5, 27] в качестве дополнительного условия, исключающего СР стали.
Рассмотренные конструктивно-технологические и сравнительные методы испытаний дают качественные оценки сопротивления сталей слоистому растрескиванию. При эксплуатации сварных конструкций в условиях пониженных температур этих оценок оказывается недостаточно в связи с тем, что описанные методы дают наиболее полную информацию о СР при положительных температурах испытаний и реализации слоисто-вязких разрушений. При пониженных температурах уровни характеристик механических свойств в Z-направлении (у z, KCVZ) оказываются в полосе разброса результатов, полученных при обычных испытаниях, и не позволяют идентифицировать склонности сталей к СР при реализации слоисто-хрупких разрушений. Таким образом, требования к стали по величине yz (см. табл. 4.4) являются необходимыми, но недостаточными для оценки склонности сталей к СР. В данной ситуации особое значение приобретают методы испытаний, позволяющие определять характеристики трещиностойкости сталей при разрушениях образцов по механизму СР.
На рис. 4.6 показаны возможные схемы испытаний образцов с трещинами, которые могут быть использованы для определения характеристик трещиностойкости в Z-направлении и в условиях СР.
Сопротивление слоистому растрескиванию
103
а б в г
д
1
Л
Рис. 4.6. Схемы испытаний образцов для определения характеристик трещиностойкости в условиях слоистого растрескивания (а—д). ‘
Проведение испытаний в методическом плане не отличается от рекомендаций, сформулированных в [29], а результаты могут представляться в терминах силовых (К1с, К*) или энергетических (Jc) характеристик разрушения, для расчета которых применяются известные соотношения. В работе [26] в качестве характеристики трещиностойкости использовалось раскрытие трещины 8С.
Экспериментальные исследования трещиностойкости в Z-на-правлении и продольном по отношению к направлению прокатки проводили на сталях СтЗсп, 09Г2С и 16Г2АФ на образцах типа Х(б) рис. 2.5. Вырезку образцов выполняли после приварки захватных частей к поверхности листа, при этом основные размеры образцов соответствовали рекомендованным в [29]. Предварительно были исследованы микроструктура и распределение микротвердости по толщине испытываемого листа до и после приварки захватных частей, травлением выявлены зоны термического влияния. Проведенный анализ позволяет сделать заключение, что эффекты сварки не оказывают существенного влияния на структурное состояние металла в центральной части испытываемого листа при его толщине более 8...10 мм. При меньших толщинах это влияние может иметь место в сварном соединении элемента конструкции, но тогда результаты испытаний образцов будут отражать реальную ситуацию, на что ориентированы конструктивно-технологические методы испытаний.
Для примера на рис. 4.7 представлены поверхности разрушения образцов из сталей 09Г2С и 16Г2АФ. Характерный рельеф поверхно-
104
Глава 4
Рис. 4.7. Поверхности разрушения образцов из стали 09Г2С (а) и 16Г2АФ (б), испытанных в Z-направлении.
стей разрушения подтверждает схему формирования и развития магистральной трещины при СР. Несмотря на значительное количество участков кристаллического излома, на поверхности имеются участки разрушения срезом, образующиеся при слиянии отдельных разрывов по плоскостям сульфидных включений. Пятно на поверхности разрушения образца, испытанного при +20 °C, является результатом высокотемпературного окрашивания для выявления размера статического подроста трещины при построении JR-кривой, по которой определялись критические значения Jc.
Результаты испытаний образцов по схеме внецентренного растяжения приведены на рис. 4.8 в виде температурных зависимостей критических значений J-интеграла. Для стали СтЗсп, отличающейся малым содержанием сульфидных включений (см. табл. 4.1), характер изменения величины Jc в Z-направлении сохраняется по сравнению с зависимостью для образцов, расположенных в плоскости листа, хотя в диапазоне температур до 30 °C наблюдается ее снижение до 80 %. Для сталей с большим содержанием неметаллических включений (09Г2С,
Сопротивление слоистому растрескиванию
105
Рис. 4.8. Температурные зависимости J-интеграла, определенные в продольном (светлые точки) и в Z-направлении (темные точки) для сталей СтЗсп (а), 09Г2С и 16Г2АФ (б).
а — t, мм: 1 — 10; 2 —10; 3 —15; 4 — 60; б — сталь 09Г2С — светлые и темные треугольники: t = 8 мм, сталь 16Г2АФ — светлые и темные кружочки: t = 16 мм.
16Г2АФ) вязкость разрушения в Z-направлении практически не зависит от температуры и также оказывается ниже более чем на 50 %. Значительный разброс результатов испытаний обусловлен большой суммарной протяженностью включений (см. табл. 4.1) и трудностями контроля идентичности расположения исходных трещин.
Полученные результаты свидетельствуют, что для сварных конструкций, изготавливаемых из малоуглеродистых и низколегированных сталей, обычные нормативные расчеты на прочность, базирующиеся на характеристиках механических свойств, получаемых при стандартных испытаниях, не исключают возможности разрушения элементов конструкций вследствие развития слоистых трещин. В этих случаях должны проводиться уточненные расчетные оценки с позиций механики разрушения, что вызывает необходимость проведения дополнительных механических испытаний. С другой стороны, сложность испытаний на трещиностойкость в Z-направлении не позволяет надеяться, что данные испытания могут быть рекомендованы для широкого применения при сертификации сталей по склонности к СР. Однако при создании сварных конструкций повышенной ответственности должны быть проведены контрольные испытания по определению характеристик трещиностойкости в Z-направления. Предельно допускаемые значения характе-
106
Глава 4
ристик трещиностойкости, в частности величины Jcz, можно получить на основе уравнений J-проектной кривой [30]:
для слоисто-хрупкого разрушения
[Jcz] = e2zo2n//E, (4.1)
для слоисто-вязкого разрушения
[Jcz] = 1,12ё22о2тг//Е.
Уровень критической деформации в Z-направлении рассчитывается по формуле
eCz=-lnr-!—’ (4-2)
®т V Z
при этом принимается, что допускаемая величина у z = 30 %. Размер дефекта в формулах (4.1) должен соответствовать максимальному размеру сульфидных включений (/ = 0,15...0,3 мм). Значения предела текучести, деформации текучести и модуля упругости находятся при испытаниях гладких образцов в Z-направлении. Учитывая зависимость характеристик механических свойств (ет, стт, vz) от температуры, на основе уравнений (4.1) может быть построена температурная зависимость Jcz.
Таким образом, использование экспериментальных методов в сочетании с расчетными оценками на базе механики разрушения позволяет дать более обоснованную оценку склонности сталей к слоистому растрескиванию. Данная информация, наряду с рекомендациями по конструктивному совершенствованию элементов сварных конструкций и технологии сварки, является основой для оптимального проектирования конструкций с повышенным сопротивлением возникновению и развитию слоисто-хрупких и слоисто-вязких разрушений.
ГЛАВА 5
ТРЕЩИНОСТОЙКОСТЬ ПЛАКИРОВАННЫХ СТАЛЕЙ
5.1. Особенности применения биметаллических материалов в конструкциях и изделиях повышенного ресурса
Применение двух- и многослойных сталей и сплавов, обладающих взаимодополняющими физико-механическими свойствами, позволяет значительно снизить металлоемкость элементов конструкций. Проблема проектирования, создания и эксплуатации биметаллических конструкций повышенного ресурса, в частности высоконагру-женного оборудования АЭС, делает весьма актуальными экспериментальные исследования, направленные на разработку методов оценки несущей способности таких конструкций не только по интегральным характеристикам прочности, но и с учетом наличия трещиноподобных дефектов на стадиях инициации разрушения, а также распространения и остановки трещин. Развитие методов определения критериев сопротивления разрушению и их анализ необходимы для оптимизации свойств биметалла путем правильного выбора сочетания разнородных составляющих соединения, назначения технологического способа его изготовления и определения рационального соотношения толщин основного металла и плакирующего слоя. Кроме того, это необходимо при проведении расчетов на прочность и оценке ресурса биметаллических элементов конструкций, определении допускаемых размеров дефектов, выборе методов и средств дефектоскопии.
Развитие современной техники неразрывно связано с увеличивающейся потребностью в конструкционных материалах, требования к которым с точки зрения обеспечения надежности и долговечности, экономичности и технологичности постоянно возрастают. Повышение эффективности использования металлических материалов в тяжелонагруженных конструкциях возможно на основе использования двух- или многослойных металлов и сплавов, изготавливаемых различными технологическими способами. Важнейшими из них являются: электродуговая и элекгрошлаковая наплавка, заливка, пакетная прокатка, сварка взрывом и их различные комбинации [1-8]. Каждый из этих способов имеет свои преимущества и недостатки, определяющие область его рационального применения.
108
Глава 5
Как правило, биметаллические материалы применяют в изделиях, представляющих собой осесимметричные конструкции (реакторы, автоклавы, теплообменники, ректификационные колонны, трубопроводы и т.п.), хотя возможно их применение и при изготовлении других конструкций (лопасти рабочих колес гидротурбин, трубные доски, фланцы и пр.). При этом толщины стенок плакированных деталей составляют 8...200 мм с соотношением толщин слоев 0,05...0,25.
На стадиях проектирования, испытаний и эксплуатации конструкций, выполненных из плакированных сталей, важен учет специфики структурно-механического состояния переходных зон биметаллов:
— существенная роль локальных значений пределов текучести и степени упрочнения металла отдельных зон в формировании полей напряжений и деформаций в окрестности дефектов;
— наличие остаточных и термических напряжений, перераспределяющихся в процессе технологических и эксплуатационных нагревов и роста дефектов;
— возможность реализации эффектов торможения или ускорения трещин, что связано с анизотропией механических характеристик биметалла, в частности трещиностойкости;
— роль прочности межслойной связи в формировании механических свойств комбинированного материала;
— появление при определенных условиях начальных трещиноподобных дефектов, образующихся как в плакирующем слое, так и в основном металле, вблизи границы раздела слоев;
— возможное проявление эффекта контактного взаимодействия, вызывающего объемность напряженного состояния вблизи межслойной границы и, как следствие, повышение сопротивления упругопластическим деформациям.
Различие в механических и теплофизических свойствах слоев биметалла существенно проявляется уже на стадии изготовления конструкций из плакированных материалов. Следует иметь в виду, что при изготовлении биметаллических конструкций способом наплавки, вследствие высокого местного подвода тепла и процессов фазовых и структурных превращений при остывании, возникают высокие остаточные напряжения. Уменьшение остаточных напряжений путем отжига может привести к образованию мелких трещин в крупнозернистой области зоны термического влияния. Склонность к образованию подплакировочных трещин возрастает с увеличением содержания в конструкционной стали карбидообразующих элементов: хрома, молибдена, ванадия, которые могут сосредоточиваться в перегретой крупнозернистой структуре металла на границах зерен.
Трещиностойкость плакированных сталей
109
Положение пика растягивающих остаточных напряжений в зоне термического влияния (ЗТВ) соответствует местам образования трещин при проведении отжига. При этом с ростом толщины основного металла пик растягивающих остаточных напряжений увеличивается. Результаты исследований величины и характера распределения остаточных напряжений в биметаллах, изготовленных методом совместного деформирования, приведены в работах [4,9-10]. Наличие остаточных напряжений и исходной дефектности следует учитывать при оценке прочности биметаллических материалов и конструкций и их сварных соединений.
Развитие сварки плавлением двухслойных сталей привело к разработке общих принципиальных положений, касающихся особенностей подготовки кромок, выбора присадочных материалов, методов контроля качества сварки. Наиболее разработаны способы сварки сталей, плакированных нержавеющими хромистыми и хромоникелевыми сталями [11, 12]. Технологические процессы сварки двухслойных сталей ориентированы на обеспечение сплошности поверхности плакирующего слоя и достаточной прочности основного несущего слоя. Сплошность плакировки должна гарантировать необходимую коррозионную стойкость сварного соединения. Конструкционная прочность сварного соединения, оцениваемая, как правило, по основному слою, должна быть не ниже прочности основного металла. Главным требованием к сварке двухслойных сталей является недопустимость “разбавления” металла шва высоколегированным металлом плакирующего слоя или наплавки, которое может приводить к образованию хрупких участков и появлению зародышевых трещин.
Анализ особенностей производства и применения биметаллических материалов в конструкциях свидетельствует о том, что, во-первых, большинство современных элементов конструкций, изготавливаемых из плакированных сталей, являются сварными; во-вторых, практика эксплуатации сварных соединений из двухслойных сталей показывает, что нарушение прочности в большинстве случаев, как и для монометалла, происходит вследствие разрушения в зонах сварных швов; в-третьих, имеющиеся результаты испытаний и расчета машин и аппаратов из плакированных материалов являются крайне недостаточными для оптимизации весьма ответственных конструкций по металлоемкости, режимам эксплуатации и допускаемому сроку службы. Исходя из этого в последние годы приобретают особую актуальность вопросы исследования характеристик разрушения биметаллических материалов и конструкций с учетом конструктивно-технологических и эксплуатационных факторов.
110
Глава 5
5.2. Материалы и методика экспериментальных исследований
Экспериментальное определение характеристик сопротивления разрушению выполнено на лабораторных образцах промышленных биметаллических материалов, изготовленных методами наплавки, наплавки с последующей прокаткой и совместной пластической деформацией, а также сварных соединений плакированной стали, изготовленной пакетной прокаткой. Технология изготовления и термическая обработка заготовок для образцов соответствовали принятым для штатных изделий.
Основные характеристики механических свойств (условный предел текучести ст 0>2, предел прочности ст в, относительное удлинение 5 и сужение \|/, показатель деформационного упрочнения т, прочность межслойной связи на отрыв ст р и срез т 0>2р, т р) приведены в табл. 5.1 и на рис. 5.1, 5.2. Зональное распределение интегральных механических характеристик в биметаллах определялось путем вырезки плоских образцов сечением 2 х 10 мм (см. рис. 5.1) и 2 х 3 мм (см. рис. 5.2) из соответствующих зон композиции.
Для уточнения распределения свойств по сечению биметалла с помощью прибора ПМТ-3 проведено измерение микротвердости Нр при нагрузке на индикатор 100 г. Кривые распределения Нр в переходной
Рис. 5.1. Распределение механических характеристик по сечению биметалла 22КШ + 08Х19Н10Г2Б (№ 1, табл. 5.1).
Таблица 5.1
Механические свойства плакированных листов
№ Марка П=-Ьи- СТ0,2 85 хр *0,2 ар Способ
п/п биметалла tл общ МПа % МПа получения
1 22КШ + 08Х19Н10Г2Б = 0,07 88 См. рис. 5.1 369 213 565 Пятислойная наплавка с последующей прокаткой
2 ВК1 + 08Х19Н10Г2Б 40 = 0,095 42 См. рис. 5.2 382 172 646 Наплавка с последующей прокаткой
3 09Г2С + 12Х18Н10Т = °,154 2о См. рис. 5.3 425 198 459 Пакетная прокатка
4 СтЗ + 12Х18Н10Т 2 2 f = 0,27 326 304 403 462 34,2 38,3 325 174 326 »
5 СтЗ + 12Х18Н10Т Ц = 0,13 22 285 296 461 454 36,5 28,2 242 221 352
6 СтЗ + 10Х17Н13М2Т = 0,27 10 346 261 510 471 33,1 22,2 364 183 315 »
7 20К + 10Х17Н13М2Т 3 2 чт = °>14 23 325 326 495 496 28,8 26,2 163 161 102 »
8 15Х2МФА + 08Х19Н10Г2Б — = 0,10 100 530 658 22^6 472 — — Трехслойная наплавка
9 ВСтЗсп + Э08Х14Н65М15В4Г2 ^ = 0,6 33 См. рис. 5.4 520 — — Заплавка канавок электродом ЦТ-28
Примечание. В числителе — значения для полнотолщинных образцов, в знаменателе — для образцов со снятым плакирующим слоем.
Трещиностойкость плакированных сталей
112
Глава 5
а
зоне и в некоторых случаях по всему сечению материала для основных типов исследованных композиций представлены на рис. 5.3-5.5.
Исследование сопротивления плакированных материалов разрушению при статическом, циклическом, динамическом нагружениях и на стадии остановки трещины проводили на плоских образцах с боковыми, центральными, поверхностными и эксцентричными трещинами (рис. 5.6-5.12). При выборе размеров образцов были приняты во внимание рекомендации методических указаний [13, 14].
Трещиностойкость плакированных сталей
113
<т, МПа 800-1
5, V, % т-2-102
100 0
в
700Н
600-
500-
400-
300-
200 J
Граница раздела
m
®0,2°
%
_____&
X у
й— s’
.-70
-60
-50
--40
-30
20
10
6 t, мм
Рис. 5.2. Распределение механических характеристик по сечению биметалла, о - ВК1 + 08Х19Н10Г2Б (№ 2, табл. 5.1); б - 09Г2С + 12Х18Н10Т (№ 3, табл. 5.1); в - СтЗ + 12Х18Н10Т (№ 4, табл. 5.1).
Проведение испытаний с эксцентричной подплакировочной трещиной (см. рис. 5.10, 5.11) вызвано необходимостью моделирования условий работы корпусов реакторов АЭС и ACT, в которых трещины небольшой длины, не выявляемые при дефектоскопическом контроле, могут возникать
2
4
под плакирующим слоем как в процессе эксплуатации [15,16], так и при изготовлении [16-21], что обусловлено высокими остаточными напряжениями, ползучестью металла основы и структурно-механической неоднородностью биме-
талла.
Рис. 5.3. Распределение микротвердости в переходной зоне биметалла 22КШ + 08Х19Н10Г2Б (№ 1, табл. 5.1).
114
Глава 5
Рис. 5.4. Распределение микротвердости по всему сечению биметалла, а - ВК1 + 08Х19Н10Г2Б (№ 2, табл. 5.1);
б - СтЗ + 12Х18Н10Т (№ 5, табл. 5.1).
Трещиностойкость плакированных сталей
115
Тип образца Марка стали, № по табл. 5.1 b t tfUl L h /
мм
KT1-1 22КШ + 08Х19Н10Г2Б, № 1 100 90 5 340 365 35 65
KT1-2 22КШ + 08Х19Н10Г2Б, № 1 100 80 5 340 365 30 55
KT1-3 22КШ + 08Х19Н10Г2Б, № 1 80 40 5 320 365 8 45
KT1-4 22КШ + 08Х19Н10Г2Б, № 1 80 20 5 320 365 8 45
KT1-5 22КШ + 08Х19Н10Г2Б, № 1 60 10 5 240 270 6 32
KT1-6 22КШ + 08Х19Н10Г2Б, № 1 60 5 5 240 270 6 32
KT2-1 22КШ + 08Х19Н10Г2Б, № 1 80 40 0 320 365 8 45
KT2-2 22КШ + 08Х19Н10Г2Б, № 1 80 20 0 320 365 8 45
KT2-3 22КШ + 08Х19Н10Г2Б, № 1 60 10 0 240 270 6 32
KT2-4 22КШ + 08Х19Н10Г2Б, № 1 60 5 0 240 270 6 32
Рис. 5.6. Образец с боковой плакировкой для испытаний на трехточечный изгиб.
116
Глава 5
Тип Марка стали, № по табл. 5.1 t | I ь ! 1 н | b| | С 1h И 1 '
образца ММ
ОВР1-1 ВК1 + 08Х19Н10Г2Б, № 2 4 4 60 72 75 33 15 15 -//-
ОВР1-2 ВК1 + 08Х19Н10Г2Б, № 2 4 0 60 72 75 33 15 15 s -//-
ОВР1-3 ВК1 + 08Х19Н10Г2Б, № 2 8 4 60 72 75 33 15 1Г -//-
ОВР1-4 ВК1 + 08Х19Н10Г2Б, № 2 8 0 60 72 75 33 15 15 -н-
ОВР1-5 ВК1 + 08Х19Н10Г2Б, № 2 15 4 60 72 75 33 15 15 -п-
ОВР1-6 ВК1 + 08Х19Н10Г2Б, № 2 15 0 60 72 75 33 15 15 -п-
ОВР1-7 ВК1 + 08Х19Н10Г2Б, № 2 30 4 60 72 75 33 15 15 -II-
ОВР1-8 ВК1 + 08Х19Н10Г2Б, № 2 30 0 60 72 75 33 15 15 -//-
ОВР1-9 ВК1 + 08Х19Н10Г2Б, № 2 42 4 60 72 75 33 15 15 -//-
ОВРЫО ВК1 + 08Х19Н10Г2Б, № 2 35 0 70 84 88 38 15 18 -//-
ОВР2-1 09Г2С + 12Х18Н10Т, № 3 25 4 70 84 88 38 15 18 -//-
ОВР2-2 09Г2С + 12Х18Н10Т, № 3 21 4 70 84 88 38 15 18 -//-
ОВР2-3 09Г2С + 12Х18Н10Т, № 3 21 0 70 84 88 38 51 18 -//-
ОВРТ ВСтЗсп + Э08Х14Н65М15В4Г2, № 9 33 — 60 72 75 33 20 15 (0,3...0,6)b
ОВРЗ-1 ВСтЗсп, № 9 33 0 60 72 75 33 20 15 (0,3...0,6)Ь
Рис. 5.7. Образец для испытаний на
внецентренное растяжение.
Трещиностойкость плакированных сталей
117
Тип Марка стали, № по табл. 5.1 h t ^пл L Б| Ь 2а
образца мм
ПТ1-1 22КШ + 08Х19Н10Г2Б, № 1 60 100 5 340 365 23 60
ПТ1-2 22КШ + 08Х19Н10Г2Б, № 1 60 100 5 340 365 9 28
ПТ2-1 22КШ + 08Х19Н10Г2Б, № 1 55 100 0 340 365 19 60
ПТ1-3 ВК1 + 08Х19Н10Г2Б, № 2 42 80 4 320 340 6 20
ПТ2-2 ВК1 + 08Х19Н10Г2Б, № 2 42 80 4 320 340 7 20
ПТ1-4 ВК1 + 08Х19Н10Г2Б, № 2 42 80 4 140 170 6 20
ПТ2-3 ВК1 + 08Х19Н10Г2Б, № 2 42 80 4 140 170 7 20
ПТ1-5 15Х2МФА + 08Х19Н10Г2Б, № 8 70 45 5 200 225 8 20
ПТ2-4 15Х2МФА + 08Х19Н10Г2Б, № 8 65 45 0 200 225 7 20
ПТ1-6 15Х2МФА + 08Х19Н10Г2Б, № 8 50 45 5 95 ПО 8 20
ПТ2-5 15Х2МФА + 08Х19Н10Г2Б, № 8 45 45 0 95 ПО 7 20
Рис. 5.8. Образец с поверхностной трещиной для испытаний на изгиб.
Испытания образцов при статическом нагружении проводили на машинах УМЭ-100, ЦДМ-30 и “Инстрон 1251” с записью диаграмм “Р - f” (нагрузка — перемещение по линии действия силы), “Р - т”, “f - т”, “V - т” (Р — нагрузка, f — прогиб, V — смещение кромок надреза, т — время) на двухкоординатных устройствах машин или планшетных потенциометрах ПДП-4 с использованием си-лоизмерителей и двухконсольных датчиков смещения с тензорези-сторными преобразователями [22].
118
Глава 5
Тип Марка стали, № по табл. 5.1 ‘ 1 1 1 2‘
образца мм
ЦТЫ СтЗ + 12Х18Н10Т, № 4 7 2 6...40
ЦТ1-2 СтЗ + 12Х18Н10Т, № 4 5 0 6...40
ЦТ2-3 СтЗ + 12Х18Н10Т, № 4 2 2 6...40
ЦТ2-1 СтЗ + 12Х18Н10Т, № 4 7 2 6...40
Рис. 5.9. Образец с центральной трещиной для испытаний на осевое растя-
Тип Марка стали, № по табл. 5.1 L 1 Ь 1 1 [bj Ud |2/
образца мм
ЭТ1-1 15Х2МФА + 08Х19Н10Г2Б, № 8 200 225 22 60 10 6
ЭТ1-2 15Х2МФА, № 8 200 225 22 60 10 6
ЭТ1-3 15Х2МФА, № 8 200 225 22 60 0 6
ЭТ2-1 ВК1 + 08Х19Н10Г2Б, № 2 120 140 15 30 4 3
ЭТ2-2 ВК1, № 2 120 140 15 30 4 3
ЭТ2-3 ВК1, № 2 120 140 15 30 0 3
Рис. 5.10. Образец с подплакировочной трещиной для испытаний на изгиб.
Трещиностойкость плакированных сталей
119
Тип образца Марка стали, № по табл. 5.1 1пл /
Ml м
ВН1 22КШ + 08Х19НГ0Г2Б, № 1 5 5...25
ВН2 22КШ + 08Х19НГ0Г2Б, № 1 — 5...25
ВНЗ 22КШ + 08Х19НГ0Г2Б, № 1 5 2...30
ВН4 22КШ + 08Х19НГ0Г2Б, № 1 — 2...30
Рис. 5.11. Образец с эксцентричной трещиной для испытаний на осевое растяжение.
При проведении изотермических испытаний образцы термоизо-лировали с целью получения равномерного поля температур по ширине. Испытания в условиях низких температур проводили путем переохлаждения образца жидким азотом на 10...20 °C, выдерживая его до заданной температуры в течение 20...30 мин. Для осуществления термоудара, возможного при экстремальных условиях эксплуатации (срабатывании САОЗ — системы аварийного охлаждения зоны), образец (см. рис. 5.10) равномерно нагревали до соответствующей температуры, после чего погружали в термокамеру с жидким азотом на глубину, равную толщине наплавки. Контроль за температурой образца проводили приваренными точечной сваркой хромель-копелевыми термопарами с непрерывной записью на приборах КСП-4.
120
Глава 5
Тип Марка стали, № по табл. 5.1 t Цл
образца мм
ОТЫ СтЗ + 10Х17Н13М2Т, № 6 7 2,7
ОТ2-1 СтЗ + 10Х17Н13М2Т, № 6 7 0
ОТ1-2 СтЗ + 12Х18Н10Т, № 5 17,5 2,9
ОТ2-2 СтЗ + 12Х18Н10Т, № 5 17,5 0
ОТ1-3 20К+ 10Х17Н13М2Т, № 7 17,5 3,2
ОТ2-3 20К + 10Х17Н13М2Т, № 7 17,5 0
Рис. 5.12. Образец для испытаний на остановку трещины.
Испытания образцов при циклическом нагружении осуществляли на машинах ЦДМ-ЮОПУ, ЦДМ-30 и ЦЦ-10ПУ с регистрацией максимальной и минимальной нагрузок цикла, числа циклов и длины трещины. Испытания на ударную вязкость проводили на образцах с V-образным надрезом на маятниковом копре PSW0-30 в соответствии с ГОСТ 9454-78. Испытания на остановку хрупкой трещины в образцах по рис. 5.12 выполняли на машине ЦДМ 300/600ПУ, дополнительно оборудованной маятниковым копром, служащим для инициации трещины. Ударную часть образца охлаждали жидким азотом. Контроль за температурой по ширине образца проводили припаянными хромель-копелевыми термопарами.
Применительно к биметаллическим материалам и их сварным соединениям методы определения характеристик трещиностойкости в отличие от монометаллов обладают особенностями, обусловлен
Трещиностойкость плакированных сталей
121
ными структурной и механической неоднородностью. Это проявляется в образовании характерных трещиноподобных дефектов, располагающихся в плакирующем слое, переходной зоне и основном металле, а также в различии трещиностойкости, пределов прочности и текучести локальных зон, наиболее существенном вблизи границы раздела слоев биметалла.
С учетом отмеченных факторов для оценки трещиностойкости в общем случае могут быть использованы силовые (Кс, стсо), деформационные (5С, Кк) и энергетические (ас, Jc) критерии разрушения [22].
По результатам кратковременного статического нагружения на основе диаграмм “Р - V” и “Р - f” определяли значения коэффициентов интенсивности напряжений, имеющих применительно к биметаллам условный характер, по формуле <
р. Y
К = -5-4, (5.1)
t • л/Ь ,
где Р — действующая нагрузка; t — толщина образца; b — ширина образца; Y — безразмерная поправочная функция (табл. 5.2).
Критические значения К* определяли по максимальной нагрузке Рс, KQ — по нагрузке Pq, соответствующей 5%-й секущей. Значения (Кпд),. и(Косн)с рассчитывали по зависимостям
rz Р • YocH 1 - П Р • У™
14осн “ 7==~7777 77 77 “ /г^Фпл»
tocH Vь п х - 1) + 1] t—H Vb
К пл
_ Р-Упд П X _ Р-Упд
-1пл7ь[П(х-1) + 1]-1пл^ьФосн
(5.2)
(5.3)
где П = t™ / t — коэффициент плакирования; t, tnjI, — толщи-
на композиции, плакирующего и основного слоев соответственно; ф пд > Фосн функции плакирования (рис. 5.13), % (Кпл • Yq^h )/ / (Коси • Ywi) — коэффициент неоднородности.
Критические значения коэффициентов интенсивности деформаций определяли по формулам [23]:
при асо < 1;
(5.4)
К1ес
— Пр
= °со
при cfC0 > 1,
Т а б л и ц a 5.2
Формула для расчета коэффициентов интенсивности напряжений
№ п/п Рисунок, схема нагружения Формула Границы применимости
1 Рис. 5.7 Внецентренное растяжение Р K=^Y1’ Yt = Я 29,6 - 185- + 655f-1 - 1017f-f + 639f-V Vb[ b IbJ VbJ IbJ 0,2 < - < 0,7 b
2 Рис. 5.6 Трехточечный изгиб p K=^Y2’ Y2 = 6^1 1,93 - 3,07^ + 14,5^J - 25,1 Qy + 25,8^^ 0,1 < - < 0,6 ь
3 Рис. 5.10 Трехточечный изгиб K=^Y3’ Y3 — рассчитывается МКР, МКЭ. —
122 Глава 5
4 Рис. 5.8 Трехточечный изгиб K=^Y4’ 1 f--0,4+0,6-1 +-fl-1,4-1+ j— al n) lh a) al h) Y<=6’8# _ МнШНУ’-НУI 0 < - < 0,4 b
5 Рис. 5.9 Осевое растяжение p K = —-=4 tVb 1,77 - 0,454- - 2,04f-1 + 21,б(-1 b IbJ IbJ 0,1 < - < 0,6 b
6 Рис. 5.11 Тип образца ВН4, осевое растяжение n * 11 *6, / ( Z V ” ( IV (z^4 1,99 - 0,41- + 18,7 - -38,48 - +.53,85 - ь IbJ VbJ IbJ 0 < - < 0,6 b
Трещиностойкость плакированных сталей 123
124
Глава 5
где пе, рке — характеристики материала и условий нагружения: рке= [2 - 0,5(1 - ш)(1 - оС0)] / (1 + т);
ne = (1 - т) / т(1 + т);
со = ° со /^0,2 ’
ссо — номинальное разрушающее напряжение по нетто-сечению.
Рис. 5.13. Зависимость функций плакирования для основного металла (а) и плакирующего слоя (б) от коэффициентов плакирования и неоднородности.
Трещиностойкость плакированных сталей
125
При расчете Kjec по формулам (5.4) для биметаллов с трещиной, распространяющейся одновременно через оба слоя, необходимо произвести замену о0 2 на сто>2 и m на т*:
о‘0>2 = П-о^(х/а)тпл +(1-П)о™; (5-5)
т* = lg{[n • 0^(10• х/а)тпл +(1-П)о^2н-10т-]/оо>2}, (5.6)
где % = Б™ / Еде — коэффициент упругой неоднородности [24]; а = о02 /о02* — отношение пределов текучести составляющих композиции; П = Едбщ / F™.
Соотношения (5.4)-(5.6) получены для случая действия растягивающих усилий. В условиях изгиба для материалов с нелинейной зависимостью между напряжениями и деформациями расчет по формулам (5.4) должен производиться в каждом конкретном случае с учетом формы поперечного сечения [25, 26]. 1
Расчетные длины трещин измеряли по изломам образцов, схемы которых приведены на рис. 5.14. Критические значения номинальных напряжений стсо по ослабленному сечению находили по формулам:
1 нетто
(5.7)
Ст со = — изгиб;
t(b - I)2
° со
внецентренное растяжение.
Определение критического раскрытия трещины 8С осуществляли на основании результатов измерения перемещений берегов трещины V на расстоянии а от вершины трещины:
я Vc b ° 0,2 . 0 о.
5С=-----; т|=п1 —-------2,2;
-Я I Q ел
1 + Т1- С0
Ь- /
(5.8)
П| = 3 — для испытаний на изгиб; щ = 3,75 — для образцов на внецентренное растяжение.
126
Глава 5
а б в
Рис. 5.14. Схемы изломов образцов с краевой (а), поверхностной (б) и подплакировочной (в) трещинами.
Условный предел текучести а0 2 для изломов по рис. 5.14 вычисляли по уравнению
°о,2=П-а„"5+(1-П)а“".
(5.9)
Планиметрированием диаграмм “Р - Г’ до максимальной точки С с координатами (Рс, fc) определяли работу разрушения Ас. Работу Аф, затрачиваемую на деформирование образца в опорах и под ножом, рассчитывали аналогичным образом по диаграмме “Р - fc”, записанной до точки Рс при сдвинутых опорах и заданной температуре испытаний. Удельную работу разрушения определяли по разнице работ Ас и Аф, отнесенной к площади поперечного сечения FHeTro:
А_ - Аа
ас=-^------*. (5.10)
^нетто
Критическое значение J-интеграла находили по формуле Jc=^4 (5.П)
Г нетто
где а = 2,0 — при изгибе; а = 2,44 — при внецентренном растяжении.
Испытания при циклическом нагружении проводили в соответствии с методическими указаниями [14] с коэффициентом асимметрии R = 0,1...0,2, частотой нагружения v = 0,15...1,0 Гц при температуре испытаний 20 ± 3 °C на воздухе и в проточной воде. Опыты выполняли с остановками испытательной машины для измерения длин трещин /qch и /пд (см. рис. 5.14) с одновременной фиксацией числа
Трещиностойкость плакированных сталей
127
циклов нагружения N, что позволяло определять среднюю скорость трещины между двумя измерениями:
V- = ^'+1 ~ I' — ‘ Ni+1-Nj ANj
Средняя длина трещины для сечений по рис. 5.14, а принималась равной
/ = П •/пл + (1 - П)/^. (5.12)
Для каждого значения Vj по соответствующим значениям нагрузки и длинам трещин по (5.1)-(5.3) рассчитывали размах КИН:
ЛК, = (1 — R) • Kmaxj.
По полученным значениям в двойных логарифмических координатах строили диаграммы циклического разрушения “V - ДК”, “Voch - ДК0СН” и “Vru] - дКпд”, на прямолинейных участках аппроксимируемых уравнениями типа Пэриса:
V = CAKn, (5.13)
где Сип — характеристики материала и условий нагружения.
Предложенная методика испытаний позволила провести комплексное исследование широкого ряда плакированных сталей и их сварных соединений при различных режимах нагружения и выявить на основе критериев механики разрушения закономерности влияния плакирования на процессы докритического усталостного подроста, инициации и остановки трещин в широком интервале изменения температур, толщин образцов и коэффициента плакирования.
5.3. Сопротивление разрушению биметаллических композиций при однократном нагружении
Оценку характеристик трещиностойкости плакированных сталей при статическом нагружении проводили на образцах с односторонней боковой плакировкой с краевой, центральной, подплакировочной и поверхностной трещинами в условиях осевого и внецен-тренного растяжения, а также трехточечного изгиба в интервале температур 173...293 К.
В результате испытаний получен комплекс характеристик трещиностойкости, зависимости которых от толщины монометаллических образцов основного металла и образцов из плакированной стали
128
Глава 5
приведены на рис. 5.15. С уменьшением толщины образцов, т.е. при снижении жесткости напряженного состояния в вершине исходной трещины, наблюдается повышение вязкости разрушения, которое наиболее выражено у биметаллических образцов и характеризуется наиболее интенсивным возрастанием деформационного 5С и энергетического ас критериев, достигающих максимума при t» 10 мм.
Зависимости относительных характеристик трещиностойкости, определяемых как отношение соответствующей характеристики для биметалла к ее значению для основного металла, полученные при одинаковой суммарной толщине, в функции от коэффициента плакирования П представлены на рис. 5.16. При этом силовые критерии К* и стсо незначительно возрастают при увеличении П, в отличие от характеристики KQ, которая имеет тенденцию к снижению, что указывает на повышение пластичности планированных образцов. Энергетический ас и деформационные 8С и Кес критерии более чувствительны к изменению П и возрастают в 2...3,7 раза, причем так же,
Рис. 5.15. Зависимость характеристик трещиностойкости биметалла 22КШ + 08Х19Н10Г2Б от толщины образцов.
Светлые точки — металл основы; темные — биметалл. Трехточечный изгиб образцов по рис. 5.6.
Трещиностойкость плакированных сталей
129
как К* и оС0, имеют максимум при П > 0,4. Некоторое снижение вязкости разрушения при П = 0,94 обусловлено повышением роли относительной толщины карбидной прослойки, выходящей при данном коэффициенте плакирования на свободную поверхность образца и способствующей инициации разрушения материала (см. рис. 5.5). Следует отметить, что на практике значения коэффициента П реализуются в диапазоне 0,05...0,4.
Критические значения коэффициентов интенсивности деформаций Кес отражены на рис. 5.17 в зависимости от толщины образцов. Значения 2 и Стдс2н принимались средними по толщине слоев. При толщинах ’ менее 20 мм наблюдается повышение Кес1 в 44...100 раз и более, что связано со снижением объемности напряженного состояния, неучет которого дает существенно завышенные результаты (Кес2). Расчетные значения критических значений коэффициентов интенсивности деформаций, без учета кинематики деформирования при изгибе [16] Кес3, получаются еще более завышенными (на 2...3 порядка). Причем значения Кес1 для биметалла значительно выше, чем для основы (рис. 5.17).
Статический долом образцов с поверхностной полуэллиптиче-ской трещиной ПТ1 и ПТ2, произведенный на машине ЦДМ-100ПУ с записью диаграмм “Р - f”, позволил установить положительное влияние плакирования на характеристики трещиностойкости корпусной стали (№ 1, табл. 5.1). При этом удельная работа разрушения асповы-силась в 1,35 раза, а критические напряжения стс и К*, определенные для точки на поверхности образца (0 = п / 2), в 1,17 и Kq — в 1,13 раза. Сравнение этих характеристик, полученных для основного металла и биметалла, также показало увеличение ас на 30 %, некоторое повышение К*, стс и деформационной способности плакированного металла. Достигнутые результаты свидетельствуют о возможности проведения для биметалла 22КШ + 08Х19Н10Г2Б консервативного расчета критических размеров дефектов по аналогии с монометаллом с учетом суммарной толщины композиций.
Для оценки влияния плакирующего слоя на характеристики трещиностойкости двухслойной стали, изготовленной способом горячей пакетной прокатки, проведены испытания образцов ЦТ1 (см. рис. 5.9) ОТ1 и ОТ2 (см. рис. 5.12) при пониженных температурах 213К. Силовые и энергетические характеристики трещиностойкости исследуемых материалов приведены в табл. 5.3. В таблице также представлены параметры разрушения, рассчитанные на основе закона аддитивности [27]. Это значения КИН в каждом слое, определенные по зависимостям (5.2) и (5.3) при х = 0,95, и значения Кес, полученные по уравне-
5 Заказ №771
130
Глава 5
Рис. 5.16. Зависимость относительных характеристик трещиностойкости от коэффициента плакирования (композиция_№ 1, табл. 5.1). 7 — Кс; 2 — К1ес; 3 — 8С; 4 — ае; 5 — Kq; 6 — <тсо.
ниям (5.4)-(5.6) с учетом распределения механических свойств по сечению материала (см. рис. 5.2, в). Полученные результаты свидетельствуют, что СтЗ при данной температуре находится в квазихрупком состоянии, а сталь Х18Н10Т в вязком, поэтому значения характеристик трещиностойкости биметалла занимают промежуточное положение между величинами трещиностойкости составляющих. Силовые критерии К* и ос0, рассчитанные по правилу смесей, оказываются несколько завышенными (до 15 %), в отличие от энергетического критерия ас (ниже на 42 %). Параметр Kq, полученный экспериментально, практически совпадает с расчетным, что указывает на применимость закона аддитивности при упругом деформировании и хрупких разрушениях. Значения КИН (KIIJ])q и (Кoch)q, рассчитанные для каждого слоя биметалла по формулам (5.2), (5.3), также с достаточной степенью точности совпали со значениями, полученными экспериментальным путем, что дает основание использовать эти уравнения при циклическом нагружении.
Трещиностойкость плакированных сталей
131
Рис. 5.17. Зависимость коэффициентов интенсивности деформаций от толщины образцов.
Кее!— расчет с учетом изгиба и изменения объемности напряженного состояния (О, •); КеС2 — расчет с учетом изгиба (Д, ▲); — расчет без учета изги-
ба и изменения объемности напряженного состояния (□,). Светлые точки — основной металл, темные — биметалл.
Неоднозначное влияние плакирующего слоя на сопротивление разрушению подтверждается изменением параметра К*, определенного при температуре 173 К на образцах с одной боковой трещиной при осевом растяжении после их испытаний на остановку трещины. Для образцов из СтЗ + 12Х8Н10Т (№ 4 и № 5, табл. 5.1) с П = 0,2...0,35 отмечено повышение К* примерно на 25 % по сравнению с образцами из материала основы (с 50,4 до 62,1 МПа -Ум), в отличие от биметалла 20К + 10Х17Н13М2Т (№ 7, табл. 5.1), для которого произошло снижение К* на 6...7 % (с 54,1 до 50,2 МПаТм) при П = 0,3.
Таким образом, полученные результаты показывают, что в зависимости от типа двухслойной стали, соотношения механических
132
Глава 5
свойств основы и плакирующего слоя, технологии изготовления и коэффициента плакирования характеристики трещиностойкости биметалла могут быть выше, равными или меньше соответствующих параметров основного металла. Причем с изменением температуры испытаний соотношения между ними могут изменяться в широких пределах.
Одним из способов повышения прочности и долговечности оборудования является способ создания искусственной анизотропии свойств, в частности путем нанесения высоковязких наплавок на пути предполагаемой траектории трещины. Для количественной оценки влияния высоковязких наплавок на характеристики трещиностойкости, в связи с изучением возможности повышения надежности лопастей гидротурбин, были проведены статические испытания на вне-центренное растяжение образцов из стали СтЗВсп с наплавкой, выполненной электродом ЦТ-28 (образцы по рис. 5.7, материал № 9, табл. 5.1). Из результатов испытаний, представленных на рис. 5.18, следует, что при выходе трещины на границу раздела происходит значительное (в 1,7...8 раз) повышение трещиностойкости композиции при нормальной температуре. При этом большее повышение характерно для энергетических и деформационных характеристик.
Трещиностойкость плакированных сталей
133
ДАК* Оф Kq О»8с Jc
Рис. 5.18. Распределение характеристик трещиностойкости по сечению образца с трещиноостановителем.
Светлые точки — температура испытаний 293 К; темные — 213 К.
Повышение, характеристик трещиностойкости обусловлено изменением напряженно-деформированного состояния и условий деформирования в вершине трещины при подходе ее к более прочной и вязкой наплавке. Образование расслоений по границе сплавления, увеличение радиуса кончика магистральной трещины и снижение жесткости напряженного состояния в ее вершине способствуют возрастанию пластических деформаций во вставке и повышению энергетических затрат на разрушение. Понижение температуры испытаний до 213 К не привело к существенным изменениям характеристик трещиностойкости при расположении трещины на границе раздела и в зоне вязкой наплавки, но уменьшило трещиностойкость в 1,3...3,4 раза при расположении ее в основном металле, что объясняется его хрупким разрушением при данной температуре.
Установленное повышение характеристик трещиностойкости за счет направленного создания прочностной неоднородности, особен
134
Глава 5
но в области пониженных температур, позволяет значительно увеличить критическую длину трещины, повысив тем самым остаточный ресурс элемента конструкции и снизив вероятность инициации в нем хрупкого разрушения. Полученные результаты указывают на перспективность введения прочностной неоднородности в элементы конструкций с целью повышения их трещиностойкости, что может быть осуществлено как на стадии проектирования, так и в процессе эксплуатации.
Расширяющиеся масштабы использования плакированных сталей для изготовления ответственных конструкций типа сосудов давления требуют не только определения характеристик трещиностойкости биметалла с учетом влияния плакирования, но и проведения исследований вязкости разрушения различных зон сварных соединений. В качестве объекта исследования выбрали композицию 09Г2С + 12Х18Н10Т. Образцы на внецентренное растяжение ОВР2 (см. рис. 5.7) вырезали из сосуда диаметром 1 м, разрушившегося при нормальных условиях эксплуатации (Р = 29 ат., Т = 400 К) после 100 ч работы. Сварку сосуда проводили с V-образной разделкой кромок. Основной металл сваривали проволокой СВ-08ГА, переходный и плакирующий слой — Св-08Х22Н13БТЮ. Схема вырезки образцов из различных зон продольного сварного шва показана на рис. 5.19. Для сравнения вырезали образцы вдоль и поперек направления прокатки как со снятым, так и при наличии плакирующего слоя. Результаты испытаний образцов, проведенные при комнатной температуре, представлены в табл. 5.4.
Как видно из полученных данных, характеристики трещиностойкости основного металла при распространении трещины поперек прокатки (№ 1) выше в 1,3 раза, чем с продольной трещиной (№ 2), излом имеет более вязкий характер (<рс больше в 2,2 раза) и более выраженные расслоения по толщине. Отмеченная анизотропия вязкости разрушения наблюдается и на биметаллических образ-
Рис. 5.19. Схема вырезки образцов (а — в).
Трещиностойкость плакированных сталей
135
Трещиностойкость различных зон сварного соединения биметалла 09Г2С + 12Х18Н10Т
св Й
S с; ю св
Фс, % - - * - о гч _ - со о\ СЧ*-<.—>»-*4С>0ЧО4’-^Г’>«МП
6 С ^•МП04000Г-.»Г>4©СНГ'^ О' О' ~ 40 —Г МП СЧ 40чо~©мпг-"40сптгтг
8с» мм п©оосп-:04^о)0 оо4©мп^,оо©^04мпй сч о\ сп —СП сч О О © © ©ООО0
ас,105, Дж/м2 0040М,0000*4© — Tf Tf ^ГЧ004040ГЧ044©МП^м 04 гч о 4© СП ОО 40 СП 4© СП —Г сч o' о" о" о" 04 о" o'
МПаТм МП — 4Ол ТГ СП © 4© СЧ 4Ол ©^ О\ 04 оо" СЧ —ОО 04 —Г ТГ o' «П»0>«П40 40 40 400*40Г*
40 4© '’fr ©4 МП 40^ 4© °® 40 00 ТГ 'Ф й Г*»’' 04 ТГ 40 ОО 04 О4г^2г^0000002<::^00
с 0 0 0,12 0,13 0,47 0,13 0,12 0,12 0,35 0,10
S, мм 1 I I 1 ° 04 СЧ СЧ ° 1
Схема вырезки по рис. 5.19 1 I I I Q CV
Направление вырезки Продольное Поперечное Продольное Поперечное » » Продольное » » »
Номер образца ^СЧСПтГМП4©Г^0004О
цах. Трещиностойкость продольных образцов выше поперечных в 1,3...3,0 раза. Наличие плакировки способствовало некоторому повышению критических значений К* (до 8 %), но при этом значительно снижается энергоемкость процесса разрушения (ас уменьшается до 2 раз) и критическое раскрытие трещины 8 с в 1,35 раза.
Испытание сварного соединения с трещиной, расцоло-женной вдоль шва (№ 5), показало его большую прочность, но меньшую пластичность и, как следствие, снижение удельной работы разрушения. При этом К* истсо возросли до 15 %, а ас и vc снизились в 1,8...2,0 раза. Характеристики трещиностойкости в направлении, перпендикулярном сварному шву (№ 10), оцениваемые по силовым критериям, снизились в 1,22 раза, а при сравнении по деформационным и энергетическим параметрам, как более чувствительным к состоянию материала, снизились в 3,4...4,7 раз по сравнению с продольным биметаллическим образцом, что обусловлено наличием хрупкой зоны перемешивания в металле шва. При расположении трещины на расстояниях от оси шва свыше 0,8 t в продольном образце (№ 7) трещиностойкость также оказалась ниже, чем для биметалла в 1,1...5,1 раза, в отличие от попе-
136
Глава 5
речного образца (№ 6), трещиностойкость которого снизилась несущественно. При расположении трещины в области Т-образного стыка двух швов (№ 9) наблюдалось более чем трехкратное снижение удельной работы разрушения, что, как и в случае с образцами № 5 и 10, связано с наличием относительно широкой и хрупкой зоны перемешивания, занимающей до 15 % объема сварного шва.
Таким образом, испытание сварного соединения биметалла с различным месторасположением исходной трещины позволило установить, что наиболее вероятным местом инициации и распространения разрушения является сварной шов, имеющий минимальные значения ас и 8С и являющийся источником реальных дефектов длиной до 0,25 t в поперечном сечении шва, наблюдавшихся в зоне перемешивания.
5.4. Кинетика разрушения биметаллов при циклическом нагружении
5.4.1. Построение расчетных диаграмм усталостного разрушения биметаллов
Для случаев распространения усталостных трещин одновременно через оба слоя плакированного металла актуальным является изучение возможности прогнозирования долговечности биметалла на основе известных свойств его составляющих.
Пусть второй участок диаграммы усталостного разрушения (рис. 5.20) плакированного металла описывается уравнением Пэриса (5.13). При известных зависимостях для плакирующего и основного слоев биметалла
V, = СГКП1,
(5.14) V2 =C2-Kn2
и формы фронта трещины в композиции, т.е. длин трещин и /2 (см. рис. 5.14 и 5.20), необходимо определить параметры уравнения (5.13) Сип. Фронт трещины принят ступенчатым, и диапазон изменения коэффициента интенсивности напряжений в (5.13) записывается неравенством
где (Ki_2)max — максимальное из двух значений КИН, определяющих начало среднего участка диаграмм усталостного разрушения в материалах 1 и 2; (К2_3) — минимальное из двух значений КИН,
Трещиностойкость плакированных сталей
137
Рис. 5.20. Диаграмма циклического разрушения биметалла.
определяющих конец среднего участка диаграмм усталостного разрушения в материалах 1 и 2 [14].
Для двухслойного металла средняя длина трещины равна
/ = П-/| + (1 — П)/2. (5.15)
Беря производную по числу циклов нагружения N, получаем выражение для скоростей роста трещин
^L = V = n-V1 + (1-П)У2. (5.16)
dN
Подставляя (5.13) и (5.14) в (5.16), можно записать
СКП = П • Ci КП1 + (1 - П)С2 КП2. (5.17)
При К = Ко с учетом (5.16) V = V, = V2 = Vo.
Тогда уравнение (5.13) для т. О (Ко, Vo) (см. рис. 5.20) примет вид v0 = CK§,
откуда С = V0-Ко”. (5.18)
Решая систему (5.14) для т. 0, получаем, что при С2 / С| = у
1 1
ко = уП|-П2; Vo = С, • уП>-П2. (5.19)
138
Глава 5
Тогда из (5.18) следует, что
П]-П
С = С|-уП|~П2
(5.20)
Выражения (5.2) и (5.3) можно представить в следующем виде:
Кпл = К| = К^----*----
™ Y [П(%-1) + 1]
(5.21)
К 1Хосн
= к2 =к
Y2 X
Y [П(х -!) + !]
(5.22)
Уравнение (5.17) с учетом выражений (5.21)—(5.22) перепишется в виде
П| 1 п
а-Кп' + ₽ Кп2 =уп«~п2 К.уп2-п> . (5.23)
Отсюда
(5.24)
где
₽ = у(1-П) Ха-——!——
14 ;[Y П(х - 1) +1
Приведенные соотношения для характеристик Сип, отражающих сопротивление материала развитию усталостных трещин, позволяют получать расчетом диаграмму циклической трещиностойкости биметаллов по известным характеристикам составляющих композиций. Экспериментальная проверка данных выражений проводилась на образцах ЦТ1, ЦТ2 (см. рис. 5.9). Полученные результаты, ап-
Трещиностойкость плакированных сталей
139
10 20 30 40 50 60 ДК, МПа Ум
Рис. 5.21. Зависимость скорости роста усталостной трещины от размаха КИН в образцах с центральной трещиной. СтЗ + 12Х18Н10Т.
1 — V= 1,40 • IO'12- ДК4-17; 2 - V = 4,59 • 10-'° • ДК2-88; 3-V = = 7,41 • 10~12 • ДК3-81; 4 - V = 5,19 • 10-12 • ДК3-87 (расчет).
140
Глава 5
проксимированные прямыми линиями, представлены на рис. 5.21. Здесь же штрихами показана расчетная кривая (4) по уравнениям (5.13), (5.20) и (5.24) при х = 0,95, У = Y, = Y2, АК = К = 25 МПаТм. При этом параметры Сип отличаются от экспериментально полученных в 1,4 и 0,98 раза соответственно, а расчетная скорость трещины в интервале изменения А К от 15 до 50 МПа-Ум превышает экспериментально определенную не более чем на 15 %, что можно считать удовлетворительным. Возможность расчетного построения диаграмм усталостного разрушения биметалла подтверждается также результатами работы [28].
5.4.2. Исследование скоростей развития трещин в плакированных сталях
С целью установления влияния плакирования на закономерности распространения усталостных трещин и необходимостью получения экспериментальных зависимостей типа Пэриса для расчета долговечности биметаллических элементов конструкций при различных исходных дефектах проведены испытания при циклическом нагружении образцов с краевыми, поверхностными и подповерхностными трещинами.
Исследование особенностей роста трещин при ее распространении одновременно в обоих слоях проводили на образцах на внецент-ренное растяжение и изгиб. Результаты испытаний образцов из биметалла ВК1 + 08Х19Н10Г2Б (см. рис. 5.7) при варьировании их толщины от 4 до 42 мм (от толщины плакирующего слоя до толщины штатного металла) и коэффициента плакирования от 0 до 1 представлены на рис. 5.22.
В плакирующем материале (П = 1) скорость трещины выше в 1,6 раза, чем в основе при равной толщине образцов. Однако в составе композиции плакирующий слой оказывает слабое влияние, незначительно повышая скорость распространения трещины в биметалле. При этом характер получаемых зависимостей свидетельствует об обоснованности использования диаграмм усталостного разрушения биметалла и возможности их расчетного определения. Аппроксимация зависимостей уравнением Пэриса дает:
d//dN = 7,32 10-9 ДК2,962 для биметалла П = 1, t = 4 мм; (5.25)
d//dN = 6,53-10"3 -АК2,853 для основы П = 0, t = 4 мм; (5.26)
d//dN = 8,34-10"9 АК2,835 для биметалла П = 0,5, t = 8 мм. (5.27)
Трещиностойкость плакированных сталей
141
Рис. 5.22. Зависимость скорости роста усталостной трещины от размаха КИН в биметалле ВК1 + 08Х19Н10Г2Б.
а — t = 4 мм; 1 — П = 1; 2 — П = 0; б —t = 8 мм; 1 — П = 0,4; 2 — П = 0; в — t = 15 мм; 1 - П = 0,25; 2 - П = 0; г - t = 30 мм; 1 - П = 0,12; 2 - П = 0.
142
Глава 5
Расчетное определение параметров уравнения С и и на основе выражений (5.20)/(5.24) и (5.27) при П = 0,5, х = 0,95, Y = Y, = Y2 дает следующую зависимость:
d^/dN = 6,94-10"9-ДК2,911, (5.28)
при этом скорость трещины, рассчитанная по (5.28), отличается от экспериментально наблюдаемой (5.27) не более чем в 1,1 раза.
Испытание образцов одинаковой ширины, но с различной толщиной позволило установить, что для данной стали (ВК1) увеличение толщины приводит к повышению скорости роста трещины (рис. 5.23, а и 5.24), что связано с возрастанием жесткости напряженного состояния в вершине растущей трещины [29-31]. На рис. 5.24 представлены зависимости относительных скоростей трещин, определяемых как отношение скорости в образце толщиной 4 мм к скорости в образце соответствующей толщины при Д К = const (40 МПаУм) от толщины образцов. Для биметалла № 2 (табл. 5.1) с увеличением толщины до 8 мм и снижением коэффициента плакирования П скорость трещины падает за счет повышения объемной доли основного металла. При последующем возрастании толщины и, как следствие, объемности напряженного состояния, происходит повышение скорости роста трещин.
Испытания по определению сопротивления распространению усталостных трещин в биметалле № 1 (табл. 5.1) проводили по схеме трехточечного изгиба на образцах с боковой плакировкой (см. рис. 5.6). На рис. 5.25 представлены зависимости скорости роста трещины от амплитуды КИН для образцов толщиной 10, 20 и 40 мм с коэффициентом плакирования, равным 0,4, 0,2 и 0,12 соответственно. Результаты экспериментальных данных аппроксимированы прямыми линиями с точкой перелома примерно при d£/ dN = 10-4 мм/цикл. Плакированный материал имеет повышенное сопротивление разрушению при циклическом нагружении по сравнению с материалом основы, так как кривая для биметалла смещена в область более высоких значении ДК в среднем на 8...20 %. Использование зависимостей (5.2) и (5.3) позволило получить диаграммы циклического разрушения отдельно для составляющих композиции (см. рис. 5.25, а, б). Кривая для плакирующего слоя (см. рис. 5.25, а) смещена вправо по оси ДК в среднем на 40 %, чем и следует объяснить повышение трещиностойкости данного материала с наплавкой. Для образцов толщиной 20 мм (П = 0,2) данный эффект проявляется менее значительно (см. рис. 5.25, б) и при толщине 40 мм (П = 0,12) практически отсутствует (см. рис. 5.25, в).
Трещиностойкость плакированных сталей
143
Рис. 5.23. Зависимость диаграмм циклической трещиностойкости от толщины образцов.
а — основной металл; б — биметалл. Композиция№ 2 табл 5.1.
При осуществлении наплавки внутренних поверхностей сосудов давления возможно образование начальных трещин в наплавленном металле, что обусловливает необходимость исследования зависимости скорости роста поверхностных трещин от режима нагружения с учетом влияния плакирования. С этой целью проведены испытания образцов из биметалла № 1 с поверхностной трещиной (см. рис. 5.8) на трехточечный изгиб. В процессе испытаний периодически фиксировали фронт трещины снижением максимальной нагрузки цикла на 40...60 %. Изменение соотношений полуосей b/а трещины как функции относительной глубины трещины b / h для образцов с наплавкой (а) и без нее представлено на рис. 5.26 (о). При увеличении относительной глубины трещины, т.е. при приближении ее вершины к зоне сжимающих напряжений, происходит более интенсивное, по сравнению с основным металлом, увеличение соотношения полуосей b / а в биметалле, что указывает на меньшую скорость трещины da / dN по плакирующему слою биметалла, несмотря на более низкие значения соотношения Кв /Ка (см. рис. 5.26, б) при фиксированной глубине трещины b/h (Кв — значение КИН в глубине об-
144
Глава 5
Рис. 5.24. Зависимость относительной скорости роста усталостной трещины в биметалле ВК1 + 08Х19Н10Г2Б от толщины образцов при ДК = 40 МПаТм.
1 - VochW / Voch (t = 4 мм); 2 -V6M(t)/V6M(t = 4MM);
3 - V6M(t)/V0CH(t).
разца при 0 = 0°, Ка — значение КИН на поверхности при
0 = л/2) [32].
Данный вывод подтверждается анализом зависимо-
стей da/ dN от дКа (см. рис. 5.27, а), из которых следует, что скорость усталостной трещины в биметалле по поверхности плакирующего слоя в 1,2 раза меньше, чем в основном металле, но в 1,4 раза больше, чем в основном металле под плакирующим слоем (без учета последнего).
Исследование кинетики формы трещины в процессе ее роста
дало возможность установить эмпирические зависимости между полуосями а и b полуэллиптического дефекта и построить графики изменения скорости трещины в глубь образца db / dN от размаха КИН ДКЬ (см. рис. 5.27, б). Как следует из приведенных результатов, скорость трещины db/dN в биметалле выше в 2,0...2,4 раза по сравнению с металлом основы в диапазоне скоростей более 10-4 мм/цикл. Такое повышение db / dN необходимо учитывать в расчетах при определении остаточного ресурса биметаллических конструкций с по
верхностными трещинами.
Для выявления закономерностей распространения подплакировочных трещин и установления влияния на их скорость границы раздела проведены усталостные испытания образцов серии ВН (см. рис. 5.11) с подплакировочной (ВН1), подповерхностной (ВН2) и краевыми трещинами в плакирующем слое (ВНЗ) и основном металле (ВН4). Результаты испытаний — зависимости длин трещин от числа циклов нагружения и диаграммы усталостного разрушения — представлены на рис. 5.28 и 5.29. При подходе распространяющейся в основном металле трещины к границе раздела происходит ее торможение и кратковременная остановка за счет расслоения, возникающего при выходе магистральной трещины на границу сопряжения (см. рис. 5.29). При этом длина расслоя несколько увеличивается по мере роста основной трещины в плакирующем слое, что соот-
Трещиностойкость плакированных сталей
145
ДК, МПаУм дК, МПаУм
ДК, кг/мм3/2
~| I I I
10 20 30 40
ДК, МПаУм
Рис, 5,25. Зависимость скорости роста усталостной трещины от размаха КИН в образцах толщиной 10 мм (а), 20 мм (б) и 40 мм (в).
а) • — биметалл 22 КШ + + 08Х19Н10Г2Б; t = 10 мм;
П = 0,4, □ — по основному металлу, = 6 мм, — по плакирующему слою, tnji = 4 мм, О — основной металл сталь 22КШ, t = 10 мм;
б) • — биметалл 22 КШ + + 08Х19Н10Г2Б, t™ = 4 мм; □ — по основному металлу, 1осн = 16 мм; — по плакирующему слою, tnjl = 4 мм, О — основной металл сталь 22 КШ, t = 20 мм;
в) • — биметалл 22 КШ + + 08Х19Н10Г2Б,
4,8/40, О — основной металл 22КШ, t = 40 мм.
146
Глава 5
Рис. 5.26. Кинетика формы полуэллиптической трещины при изгибе в биметалле 22КШ + 08Х19Н10Г2Б.
1 — биметалл; 2 — материал основы под плакировкой; 3 — материал основы.
ветствует действию в данный момент наибольших касательных и нормальных (перпендикулярно границе раздела) напряжений. Однако вклад торможения трещины в общую долговечность весьма незначителен (см. рис. 5.28), но в области малых значений размаха КИН (ДК < 40 МПа Vm) наблюдается 2-3-кратное снижение скорости подплакировочной трещины по сравнению с подповерхностной трещиной в монометалле, что обусловлено влиянием сжимающих остаточных напряжений в этой зоне, несмотря на то, что истинное значение размаха КИН несколько больше расчетного ДК за счет различия в модулях упругости плакирующего и основного слоев (х « 0,95).
Несколько иная картина наблюдается при росте трещины из плакирующего слоя в основной металл. Наиболее значительное (до 2 раз) снижение скорости трещины происходит в плакирующем слое на расстоянии 1,0...1,5 мм от границы раздела (см. рис. 5.29, б). Возникающее затем расслоение не оказывает существенного влияния на кинетику трещины, и дальнейший рост в металле основы практически, в пределах разброса экспериментальных данных, не отличается от распространения трещины в монометалле, что согласуется с результатами работ [33, 34].
Таким образом, для данной композиции (№ 1, табл. 5.1) при наличии дефекта, “пересекающего” плакирующий слой, расчет остаточного ресурса должен проводиться по данным для основного металла, а при наличии подплакировочной трещины — по результатам испытаний биметаллических образцов. При этом подплакировочные тре-
Трещиностойкость плакированных сталей
147
мм/цикл а мм/цикл
dN I dN _|
' 80 ' 16о ‘ 140' ' 200
ДК*, кгс/мм3/2
20 30 40 50 60
ДКа, МПа Ум1
о 1 о 2
• 3
4
---1 1 Г”I---1 1---1—Г“1----
80 100 140 200
ДКь, кгс/мм3
и I 1 I I
20 30 40 50 60
ДКь, МПаУм
Рис. 5.27. Зависимость скорости роста усталостной полуэллиптической трещины от размаха КИН по поверхности (а) и в глубь образца (б).
1 — биметалл 22КШ + 08Х19Н10Г2Б; 2 — основной металл — сталь 22КШ;
3 — основной металл под плакировкой, t = 5 мм.
щины с точки зрения их роста при усталостном нагружении оказываются (в 2...3 раза) менее опасными по сравнению с поверхностными.
5.4.3. Развитие усталостных трещин в биметаллических образцах со сварными швами
Для получения расчетных оценок остаточного ресурса биметаллических конструкций выполнены исследования, направленные на определение сопротивления развитию трещин различных зон сварных соединений при циклическом нагружении. Проведены усталостные испытания образцов на внецентренное растяжение из биметалла 09Г2С + 12Х18Н10Т (табл. 5.4). Полученные диаграммы циклического разрушения для 10 различных образцов представлены на рис. 5.30, а, б, а параметры уравнения Пэриса С и п в табл. 5.5.
148
Глава 5
N * 10 , цикл
Рис. 5.28. Зависимость длин трещин от числа циклов нагружения.
В соответствии с результатами работ [30, 33], трещиностойкость при усталостном нагружении продольных монометаллических образцов также оказалась выше поперечных, что выразилось в снижении скорости роста трещины в диапазоне изменения ДК от 25 до 70 МПаТм в 1,1...1,5 раза. На
личие плакирующего слоя приводит к снижению скорости усталостной трещины примерно в 1,2 раза, причем в большей сте
пени для трещин, развивающихся в продольном направлении.
При распространении трещины по продольному сварному шву, как следует из рис. 5.30, а (образец № 5), скорость ее роста в 1,7 раза меньше, чем в биметалле (образец № 4), за счет высоковязкого на
плавляемого металла плакирующего слоя, составляющего в данном случае 47 % объема сварного шва. Сопротивление зоны термического влияния (ЗТВ) распространению трещины понижено (образец № 6), и скорость трещины в этом случае возрастает в 1,3 раза. Аналогичная картина наблюдается и при развитии трещин в продольных образцах.
При распространении трещины по ЗТВ вблизи продольного сварного шва (см. рис. 5.33, в, образец № 8) скорость ее значительно, примерно в 2 раза, снижается по сравнению с более удаленным участком ЗТВ (образец № 7) и до 1,6 раза по сравнению с биметаллом, что объясняется характером распределения остаточных напряжений для этого участка на стыке сварных швов.
Таблица 5.5
Параметры уравнения Пэриса Сип образцов со сварными швами. Биметалл 09Г2С + 12Х18Н10Т
Номер образца 1 2 3 4 5 6 7 8 9 10
С10-'3 77,4 1,87 41,2 45,1 14,4 119 36,3 0,232. 0,068 464
п 3,71 4,54 3,85 3,85 4,0 3,70 4,0 4,88 5,0 3,33
Трещиностойкость плакированных сталей
149
Рис. 5.29. Диаграммы циклического разрушения образцов с подплакировочной (а) и краевой (б) трещинами. Композиция 22КШ + 08Х19Н10Г2Б.
При продвижении трещины по поперечному сварному шву в зону стыка швов (образец № 9) скорость ее на начальном участке не отличается от таковой для продольного сварного шва (образец № 10), однако по мере приближения к продольному шву она снижается и принимает минимальные значения для всех исследованных участков сварного соединения, что вызвано действием остаточных сжимающих напряжений от продольного сварного шва на данном участке.
Распространение трещины перпендикулярно продольному сварному шву (образец № 10) происходит в две стадии. На первой стадии при прохождении трещиной зоны термического влияния скорость ее практически совпадает со скоростью этой зоны в перпендикулярном направлении, на второй стадии при распространении трещины через сварной шов происходит резкое (более чем в 2 раза) снижение ее скорости практически до значений, определенных на образце № 5 (распространение трещины по сварному шву).
150
Глава 5
-Ж> мм/цикл dN
-4U мм/цикл dN
10'3:
10’4:
ю’5:
ГО’6
д №6 □ №5
б
20 30 40 50 60 70
20 30 40 50 6070
ДК, МПа/м
Рис. 5.30. Диаграммы циклического разрушения биметалла 09Г2С + 12Х18Н10Т (номера образцов соответствуют табл. 5.5).
Трещиностойкость плакированных сталей
151
20 30 40 50 60 70 80 ДК, МПаТм
20 30 40 50 60 70 80 ДК, МПа Ум1
Рис. 5.31. Диаграммы циклического разрушения образцов с трещиноостано-вителем (а) и монометаллических образцов (6).
152
Глава 5
Таким образом, наименьшим сопротивлением при циклическом нагружении сварного соединения биметалла обладает зона термического влияния. При статическом нагружении наблюдается несколько иная картина развития разрушения, поэтому оценку остаточного ресурса и допускаемых длин трещин следует проводить с учетом анизотропии статической и циклической трещиностойкости элемента сварной биметаллической конструкции.
Для количественной оценки влияния высоковязких вставок, наплавляемых перпендикулярно направлению развития трещины, на долговечность элементов конструкций, содержащих растущие трещины, проведены сравнительные испытания при циклическом нагружении образцов типа ОВРЗ-1 и ОВРТ (см. рис. 5.7). Результаты испытаний иллюстрирует рис. 5.31. Анализ полученных диаграмм показал, что при подходе трещины из основного металла к высоковязкой вставке происходит торможение и кратковременная полная остановка трещины вследствие расслоения на границе сплавления. Однако вклад остановки трещины в общую долговечность, как и в случае задержки трещины плакирующим слоем (см. рис. 5.29), весьма незначителен. При прорастании трещины через поле неоднородных свойств скорость ее снижается почти на 20 % по сравнению с монометаллом.
В связи с использованием метода высоковязких наплавок для торможения распространяющихся трещин в лопастях рабочих колес гидротурбин проведены сравнительные исследования влияния проточной водопроводной воды на скорость роста усталостных трещин. Кинетические диаграммы усталости для этого случая представлены кривыми 3 на рис. 5.31. Как и следовало ожидать [34], наличие среды значительно (до 2,2 раз) увеличивает скорость роста трещины в металле основы, но при входе трещины в зону вязкой коррозионно-стойкой наплавки различие между скоростью трещины в воде и на воздухе снижается до 1,2 раза, что обусловлено наличием в сечении перемычки из основного металла шириной 0,25 t.
Полученные результаты подтверждают перспективность создания прочностной неоднородности [8, 35] с целью повышения долговечности элементов конструкций, особенно при воздействии агрессивной среды. В отличие от существующих способов локализации трещин (заварка, засверловка, наложение стрингеров и т.п.), в предлагаемом методе она проводится без ослабления сечения и уменьшения прочностных характеристик элемента конструкции. Выполненные разработки по исследованию влияния вязких вставок на распространение магистральных усталостных трещин реализованы при ремонте лопастей гидротурбин ряда гидроэлектростанций.
Трещиностойкость плакированных сталей
153
5.5. Оценка характеристик трещиностойкости биметалла в экстремальных условиях испытаний
В настоящее время все большую актуальность приобретает экспериментальное определение характеристик трещиностойкости биметаллических элементов конструкций, работающих в условиях, при которых возможно возникновение хрупких состояний (длительная работа корпусов реакторов АЭС при температурах, приводящих к деформационному старению, срабатывание САЗ, флюенс нейтронов, наличие дефектов в сварных швах и т.п.). В связи с этим проведены испытания образцов по схеме трехточечного изгиба как в изотермических, так и в неизотермических условиях при наличии сквозных поднаплавочных, краевых (см. рис. 5.10) и поверхностных полуэл-липтических (см. рис. 5.8) дефектов реальных размеров.
Эксперименты, выполненные на образцах типа ЭТ (см. рис. 5.10) из биметалла № 8 (табл. 5.1) с подплакировочным надрезом в интервале температур от 133 до 288 К показали, что интенсивное снижение характеристик трещиностойкости, в частности удельной работы разрушения ас (рис. 5.32) и К* (см. рис. 5.33), происходит при температурах ниже 183К. Тем не менее при 133 К значения ас и К* для биметалла существенно выше по сравнению с материалом основы (при сохранении той же геометрии образца). При более высокой температуре (Т > 183 К) значения ас и К* изменяются несущественно. Критические значения напряжений по нетто-сечению стсо, определенные для каждой из вершин надреза (см. рис. 5.34), также практически не изменяются с температурой.
Испытание образцов в неизотермических условиях с перепадом температур по ширине образца от 138 до 283 К обнаружило снижение значений К* (см. рис. 5.33, точки с индексом “г”) в 1,2...1,34 раза при неизменной величине ас по отношению к изотермическим испытаниям.
Результаты сравнительных испытаний биметаллических образцов с подплакировочным дефектом (ЭТ2-1), образцов из материала основы той же геометрии (ЭТ2-2) и со снятой плакировкой (ЭТ2-3) представлены на рис. 5.35. На рис. 5.35, а даны зависимости критических значений К* для верхней и нижней вершин надреза (указано стрелками) от температуры испытаний. Как видно из приведенных графиков, переходная температура хрупкости примерно одинакова для всех типов образцов и составляет около 100 К. Значения К* в биметалличе-
154
Глава 5
120 140 160 180 200 220 240 260 280 Т, К
Рис. 5.32. Зависимость удельной работы разрушения и относительного сужения от температуры испытаний образцов с подплакировочным дефектом. Темные точки — биметалл; светлые — основной металл; х — основной металл, tnjj = 0.
Рис. 5.33. Зависимость критических значений КИН от температуры испытаний.
□, О, х — точка А; •, — точка В;
О, • биметалл; х, □, — основной металл.
Трещиностойкость плакированных сталей
155
Рис. 5.34. Зависимость критических напряжений по нетго-сечению от температуры испытаний.
О, Д, х — т. А; •, ▲ — т. В; О, • — биметалл; д, ▲ — основной металл; х — основной металл, tnjl = 0.
ских образцах ниже на 10...35 % величин К*, полученных на геометрических подобных образцах из основы, и в 1,7...3 раза меньше, чем в образцах со снятой плакировкой.
Более чувствительным параметром к состоянию материа-
сгС0, МПа
0
П—I—I—I—I—I—I—гтпг--140 -100 -60 -20-0+t, °C
—I—I—1—I—I—I—I—I----1
140 180 220 260 Т, К
ла и условиям нагружения явля-
ется энергетический критерий разрушения — удельная работа разру-
шения ас, зависимости которой от температуры приведены на рис. 5.36. Резкое снижение ас для биметалла начинается при более низкой температуре (120 К) по сравнению с образцами со снятой плакировкой (190 К) и образцами из материала основы с подповерхностным подрезом (160 К). Значения ас для биметалла в области пониженных температур (до 180 К), как и значения критических КИН, меньше в 2,0...2,5 раза, чем для основы.
Для определения критических значений вязкости разрушения биметалла ВК.1 + 08Х19Н10Г2Б, содержащего поверхностную полуэл-липтическую трещину, проведены испытания на трехточечный изгиб образцов типа ПТ натуральной толщины в интервале температур от 77 до 453 К. Исходную усталостную трещину глубиной I = 6 ± 1 мм нано
сили как со стороны плакировки, так и со стороны металла основы. Как показали результаты испытаний (см. рис. 5.36 и 5.37), значения Kg, Kq и стс для основного металла превышают соответствующие значения для случая расположения трещины в плакировке в 1,05...2,0 раза, причем наибольшая разница достигается в области переходных температур (190...210 К).
Особо следует отметить большой разброс параметров, характеризующих инициацию разрушения в биметалле в области переходных температур и ниже, который определяется следующими факторами:
— зональным распределением характеристик трещиностойкости;
— наличием высоких остаточных напряжений, достигающих в отдельных случаях предела текучести и вызванных как влиянием
156
Глава 5
Рис. 5.35. Изменение критического значения КИН (а) и удельной работы разрушения (б) в зависимости от температуры испытаний.
Трещиностойкость плакированных сталей
157
о • ф | К* • А биметалл № 2
| “ 7 биметалл № 8
D Kq о □ д основной металл ВК1
Д А 7 7 Яс ф в 7 сталь 15Х2МФА
Рис. 5.36. Изменение значений КИН и удельной работы разрушения в зависимости от температуры испытаний образцов с полуэллиптической трещиной.
технологического процесса изготовления биметалла, так и различием коэффициентов температурного расширения;
— наличием температурных напряжений;
— структурно-механической неоднородностью, наиболее существенной в переходном слое;
— типом и месторасположением дефекта в композиции.
Под влиянием данных факторов экспериментально определенные значения характеристик трещиностойкости могут различаться в 2 раза и более. Этим также следует объяснить установленное резкое снижение критических значений КИН и удельной работы разрушения ас, характерное для интервала температур 190...210 К, в то время как при температурах выше 220 К, когда оба слоя находятся в вязком или квазихрупком состояниях, значения ас биметалла выше вследствие влияния более пластичного плакирующего слоя.
Для определения критических значений вязкости разрушения биметалла, полученного способом наплавки (№ 8, табл. 5.1), проведены испытания при температуре 133 К образцов с полуэллиптической трещиной (см. рис. 5.8). Найденные значения К* и ас (см. рис. 5.36)
158
Г лава 5
-200 -160 -120 -80 -40 -0+ 40 80 120 160 t,°C
Рис. 5.37. Зависимость критических напряжений от температуры испытаний образцов с полуэллиптической трещиной. / — основной металл; 2 — биметалл.
для металла основы оказались в 2,9 и 28 раз соответственно выше, чем для плакированного металла, что объясняется “попаданием” вершины дефекта в зону с неблагоприятным сочетанием отмеченных факторов.
Имеющиеся результаты позволяют сделать вывод о том, что подплакировочные и поверхностные дефекты в биметалле, обнаруживаемые в реальных плакированных элементах конструкций, для данных композиций могут быть более опасными с точки зрения инициации хрупкого разрушения по сравнению с трещинами, расположенными в основном металле.
ГЛАВА 6
ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ
6.1. Общая характеристика
Повышение конструкционной прочности технических систем и сооружений предполагает высокий уровень прочностных показателей не только отдельно взятого материала, но и всей совокупности материалов, используемых в изделии. Основными становятся характеристики материала в составе конструкции, обеспечивающие оптимальные показатели прочности и ресурса. Например, при создании напряженных конструкций и аппаратов химических производств, работающих в различных агрессивных средах при высоких рабочих давлениях с высоким тепломассообменом, применяются так называемые композитные конструкции, использующие сочетания высокопрочных сталей с другими металлическими материалами. При разработке подобных конструкций и их изготовлении ключевыми являются проблемы выбора материалов, учет различия их свойств и структуры, а также условия изготовления самой конструкции (режимы термической обработки (ТО), сварки и т.п.). Различия свойств используемых материалов в процессе изготовления при совместной ТО могут привести к возникновению термических напряжений, снижению конструкционной прочности, изменению размеров конструкций, а также структуры и коррозионной стойкости отдельных материалов.
При создании и эксплуатации композитных конструкций, как правило, применяются высокопрочные коррозионно-стойкие стали в сочетании с другими сталями и сплавами. Выбор материалов определяется не только условиями работы, но и технологической совместимостью материалов в процессе изготовления. Эта особенность проявляется в необходимости проведения технологических операций с использованием нагрева и совместной ТО для получения оптимальных параметров каждого материала в отдельности (высокая прочность, коррозионная стойкость под напряжением и т.д.). Кроме того, важно исключить возникновение дополнительных остаточных напряжений в процессе изготовления и добиться стабильных размеров деталей и изделий, а при создании напряженных конструкций — заданных уров-
160
Глава 6
ней напряжений. В этих условиях известные традиционные режимы ТО оказываются малоэффективными, что предопределяет необходимость проведения комплексных исследований структуры и свойств материалов на стадии разработки технологических режимов ТО.
Применение высокопрочных сталей сдерживается [1] их повышенной склонностью к коррозионному разрушению под напряжением (КРН). Наиболее перспективны в этом отношении мартенситно-ста-реющие стали (МСС). Благодаря специфическому механизму упрочнения [2-5], технология изготовления самых разнообразных изделий из этих сталей отличается относительно простотой и надежностью. МСС находят все большее применение в различных конструкциях, в инструментальной промышленности [6], для изготовления деталей крепежа, шасси самолетов и вертолетов [7, 8], деталей посадочных устройств, зубчатых передач, газовых двигателей, сварных корпусных двигателей, различных деталей узлов космических кораблей [4]. За последние десятилетия накоплена обширная информация, касающаяся как основного классического варианта МСС (высоконикелевые стали, легированные молибденом и кобальтом), так и экономнолегированных [5] сталей с минимальным содержанием дорогих и дефицитных элементов.
Для разработки и изготовления серийно выпускаемых конструкций особый интерес представляют экономнолегированные МСС. Коэффициент линейного расширения (КЛР) в температурной области 100...500 °C экономнолегированной МСС со структурой устойчивого мартенсита в 1,5 раза меньше, чем у сталей аустенитного класса, и, кроме того, МСС претерпевают полиморфное превращение с умень-.шением объема при нагреве и его увеличением при последующем охлаждении. В настоящее время в различных конструкциях и изделиях, работающих в агрессивных средах, находят широкое применение коррозионно-стойкие, аустенитно-ферритные стали [9], состоящие из двух основных фаз — аустенита и феррита примерно в равных количествах. Расширение области применения экономнолегированных МСС в двухфазном состоянии представляет как практический, так и теоретический интерес.
В данной работе приведены результаты комплексного исследования процесса формирования фазового состава, структуры, физико-механических свойств и стойкости к КРН экономнолегированной МСС со структурой устойчивого мартенсита 03Х11Н10М2Т-ВД для конструктивного сочетания с аустенитной сталью 12X18Н ЮТ и другими сплавами. Установлена возможность применения МСС в сочетании с другими металлическими материалами, повышающими конструкционную прочность изделий, а также показана возможность расширения области применения МСС 03Х11Н10М2Т-ВД в
Исследования структуры и свойств МСС 161
двухфазном состоянии, обладающей высокой коррозионной стойкостью и имеющей повышенные прочностные характеристики [9-13].
Для экономнолегированных МСС наиболее важное значение приобретает сочетание различных характерных механических свойств при минимальном содержании дорогих и дефицитных легирующих элементов. В основе классификации этих сталей рационально использовать соотношение между пределом текучести и параметрами, определяющими конструкционную прочность и коррозионную стойкость. Такие МСС стали можно разделить [5] на две основные группы:
группа А — конструкционные и инструментальные стали общего назначения;
группа Б — нержавеющие стали.
Наиболее широкое применение в промышленности находят стали типа 03Х11Н10М2Т-ВД и 02Н18К9М5Т. Сталь O3X11H1OM2T-Bft со структурой устойчивого мартенсита обладает высокими прочностными свойствами при удовлетворительном уровне пластичности. МСС 02Н18КЗМЗТ имеет [14] практически одинаковую прочность с промышленной сталью 02Н18К9М5Т, временное сопротивление которой ств= 2150 МПа и предел текучести ст02 — до 2050 МПа.
В работах [2-4,15-31] установлено, что в процессе нагрева и охлаждения при закалке и старении в МСС протекают сложные структурные изменения, обусловленные перераспределением атомов легирующих элементов с образованием различного количества остаточного аустенита, которые оказывают существенное влияние на физико-механические свойства сталей.
В сталях типа 03Х11Н10М2Т-ВД в условиях длительного старения при 150...550 °C в выделенных высокодисперсных осадках рентгенографически выявлена R-фаза, имеющая ромбоэдрическую симметрию с 53 атомами элементарной ячейки [17, 20], относящаяся к тому же классу структур, что и а-фаза [19]. R-фаза в стали типа 03Х11Н10М2Т существует в области температур 400...550 °C и обладает высокой дисперсностью.
6.2. Старение и упрочнение
Механические свойства закаленных (несостаренных) МСС разных составов [4] изменяются в следующих пределах: о0 2 = 800...1000 МПа; ств= 900...1200МПа; 3 = 15...20 %; у = 50...80 %. Старение мартенсита замещения сопровождается увеличением предела текучести в среднем на 50...100 % [5]. При этом характеристики пластичности и вязкости оказываются не достаточно высокими для получения высокой конструктивной прочности.
6 Заказ №771
162
Глава 6
Практически любой из элементов, применяемых для легирования сталей, может вызвать старение мартенсита, причем интенсивность упрочнения часто достигается при введении малых добавок второго компонента. Мартенсит замещения образуется при введении Ni, Мп и Сг — элементов, резко ограничивающих и без того малую растворимость легирующих элементов в a-железе. Кроме того, распад твердого раствора протекает в матрице, имеющей высокую плотность дислокаций (10п...10|2см-2) [5]. Облегчение условий для гетерогенного зарождения упрочняющих комплексов способствует тому, что распад твердого раствора на разных стадиях происходит по всему объему с высокой скоростью и степенью равномерности.
При старении сталей важную роль играют процессы, протекающие на границах зерен. Для МСС большое значение имеет прочность границ между пакетами мартенсита. Старение мартенсита приводит к повышению прочности, снижению пластичности и ударной вязкости. Наибольшее распространение получили сложнолегированные МСС, такие как Н18К9М5Т и 03Х11НЮМ2Т-ВД. У МСС временное сопротивление разрыву может достигать 1400...2800 МПа, а в коррозионно-стойких — 1200...1700 МПа.
При исследовании некоторых МСС установлено [6, 32-34], что после низкотемпературного старения (420...450 °C) скорость нагружения оказывает существенное влияние на пластичность стали. В случае старения при более высоких температурах (480...550 °C) изменения пластичности в зависимости от скорости нагружения не наблюдается. Появление задержанного разрушения в МСС связано в основном с -возникновением микронапряжений, что подтверждается результатами повторного нагрева под напряжением О,7сто 2 до 300 °C, после чего скорость нагружения не влияет на пластичность МСС Н18К12М4Т2.
Полученные данные свидетельствуют о том, что повторный нагрев под напряжением приводит к релаксации возникающих при старении микронапряжений, вследствие чего затрудняется зарождение трещины и ее распространение [34]. Склонность к задержанному разрушению уменьшается, если в структуре стали перед старением присутствует остаточный аустенит, полученный в результате термоциклической обработки (ТЦО). Это связывают с частичным или полным подавлением интеркристаллитного разрушения [35].
Обычно применяемые для МСС режимы высокотемпературной аустенизации с целью обогащения аустенита легирующими элементами не всегда оптимальны, так как высокопластичная матрица после старения оказывается менее стойкой к коррозионному растрескиванию [28]. Аустенизация с низких температур (800...820 °C), позволяющая повысить стойкость к коррозионному растрескиванию МСС
Исследования структуры и свойств МСС 163
03Х11Н10М2Т после старения [28], может быть использована для низкоуглеродистых МСС, не склонных к образованию тепловой хрупкости [29]. В [36] показано, что в процессе старения сталей с добавками хрома после низкотемпературной закалки, проводимой для повышения сопротивляемости растрескиванию, снижаются пластичность и вязкость разрушения, возрастает склонность к тепловому охрупчиванию. Исследованиями [37] показано, что стали 08Х15Н4АМЗ и их сварные соединения после отпуска при 425...475 °C, имеющие максимальную прочность, наиболее чувствительны к появлению склонности к коррозии. Согласно данным [38], причиной низкой коррозионной стойкости стали 08Х15Н5Д2ТУ при сварочном нагреве является совмещение двух процессов — вторичного твердения и начальной стадии образования карбидной сетки. Отмечается общая закономерность увеличения склонности к коррозионному разрушёнию при повышении прочности стали, и она не имеет исключений при рассмотрении близких по составу сталей одного класса.
Прочность МСС объясняется высокой плотностью дефектов решетки и наличием в микроструктуре тонкодисперсных фаз. Другим альтернативным широко используемым способом получения таких структур является термомеханическая обработка — процесс аусфор-минга, заключающийся в деформации метастабильного аустенита перед его закалкой на мартенсит. При распаде пересыщенных твердых растворов может возникать одна или несколько метастабильных фаз, которые затем распадаются на равновесные фазы или существуют наряду с ними.
Результаты исследований в области формирования структуры экономнолегированных МСС свидетельствуют о сложности и многогранности протекающих процессов. Поиск новых возможностей варьирования этих процессов и обнаружение новых закономерностей могут придать МСС оптимальные свойства и расширить области их применения.
6.3. Исследование фазового состава, структуры и свойств мартенситно-стареющих сталей типа 03Х11Н10М2Т-ВД
6.3.1. Влияние термической и термоциклической обработки
Формирование фазового состава, структуры и свойств изучалось на МСС 03ХПН10М2Т-ВД, химический состав которой скорректирован на получение устойчивого мартенсита. Анализ формирования
164
Глава 6
фазового состава показал, что ТО и ТЦО могут оказать существенное влияние на изменение фазового состава и свойств МСС.
Результаты относительного изменения фазового состава в процессе нагрева и охлаждения на образцах из горячекатаных листов (предварительно закаленных с 1000 °C) приведены на рис. 6.1-6.5. В процессе нагрева МСС 03Х11Н10М2Т-ВД в температурной области 530...750 °C происходит полиморфное а - у-превращение. Температурную область полиморфного превращения условно можно разделить на три температурных интервала (°C): I — 530...600; II — 600...650 и III — 650...750. В низкотемпературной области (530...600 °C) количество образовавшегося аустенита с повышением температуры увеличивается по сложной зависимости — от 0,08 до 1,32 %, а в высокотемпературной (650..750 °C) — уменьшается от 1,32 до 0,08 % на 1 °C.
ТЦО в температурной области 650...750 °C, время выдержки (далее опускается) 1 ч оказывает заметное влияние на процесс а - у-пре-вращения (см. рис. 6.1-6.5). Так, с увеличением количества циклов с 750 °C, 1 ч при а - у-превращении оставшейся от предыдущего цикла a-фазы снижается температура начала а - у-превращения и образуется часть устойчивой a-фазы до 10 % при нагреве до 750 °C и до 3 % — при 750 °C, 1 ч после пятого цикла ТЦО. Одновременно происходит увеличение, температуры (с 250 до 300 °C) начала (Мн) а - у-превра-
Рис. 6.1. Изменение содержания аустенита в МСС 03Х11Н10М2Т-ВД при нагреве в процессе ТЦО с 750 °C, 1 ч. 1—3 — цикл ТЦО: 1 — первый; 2 — третий; 3 — пятый.
Рис. 6.2. Изменение суммарного количества остаточного аустенита в МСС 03Х11Н10М2Т-ВД при ТЦО.
1 - с 750 °C; 2 - с 650 °C.
Исследования структуры и свойств МСС
165
Рис. 6.3. Относительное суммарное изменение содержания аустенита в МСС 03Х11Н10М2Т-ВД при ТЦО с 650 °C.
1 - при 650 °C, 1 ч; 2 - при 20 °C, 1 ч.
щения (см. рис. 6.5). Причем с увеличением количества циклов уменьшается образование оста-
Рис. 6.4. Изменение содержания устойчивой и неустойчивой части образовавшегося аустенита в МСС 03Х11Н10М2Т-ВД при нагреве в процессе ТЦО.
1, 4, 5 — устойчивая часть, 2, 3 — неустойчивая. ТЦО е 600 °C, 1 ч (I), с 650 °C, 1 ч (3,4), с 750 °C, 1 ч (2, 5).
точного аустенита при каждом цикле и после седьмого цикла изменение его практически не наблюдалось (см. рис. 6.2, 6.4). Таким образом, ТЦО с 750 °C, 1 ч приводит к изменению фазового состава и увеличению неоднородности а- и у-фаз:
— увеличение неоднородности a-фазы проявляется в снижении температуры начала а - у-превращения и образовании устойчивой a-фазы при 750 °C, 1ч;
— увеличение неоднородности аустенита выражается в повышении начала (Мн) а - у-превращения и образовании остаточного аустенита при охлаждении.
Снижение температуры ТЦО до 650 °C, 1 ч (см. рис. 6.2-6.5) приводит к суммарному увеличению количества a-фазы с 10 до 30 % и остаточного аустенита с 18 до 55 % после девяти циклов с одновременным снижением начала (Мн) а - у-превращения (см. рис. 6.3-6.5). Увеличение образования стабильных а- и у-фаз при ТЦО уменьшает объем МСС (с 70 до 15 %), претерпевающей а - у-превращение (см. рис. 6.3). Двухфазная структура после ТЦО с 923 К, 1 ч устойчива (см. рис. 6.6) и расширяет область а - у-превращения при последующем нагреве под закалку.
166
Глава 6
Рис. 6.5. Зависимость изменения температуры начала у - а-превращения МСС 03X11Н10М2Т-ВД от ТЦО.
/ - с 650 °C, 1 ч; 2 - с 750 °C, 1 ч.
На формирование фазового состава влияют вид деформации и предварительная закалка с высокой температуры (1200 °C, 1 ч).
В холоднокатаных листах толщиной 3 мм в состоянии поставки и после закалки наблюдается до 5 % остаточного аустенита. После первого цикла ТЦО с
температуры 650 °C, 1 ч листов в состоянии поставки и после закалки
изменения остаточного аустенита не наблюдается. В последующем с увеличением до пяти циклов ТЦО содержание остаточного аустенита увеличивается: для холоднокатаного состояния до 42 % и после предварительной закалки с 1200 °C — до 50 %.
Процессы, протекающие при нагреве, формирующие фазовый состав в области а - у-превращения, можно разделить на два этапа или на две температурные области, разделяемые очень малым темпе-
ратурным интервалом:
1. Процессы превращения, происходящие в низкотемпературной области (до ~625 °C) с образованием устойчивой структуры аустенита, который не претерпевает обратного у - a-превращения при охлажде
нии до комнатной температуры.
2. Процессы, протекающие в высокотемпературной области (выше ~625 °C), которые изменяют структуру образовавшегося устойчивого аустенита и завершают процесс превращения. Процессы дестабилизации ус-
Рис. 6.6. Изменения содержания аустенита при нагреве МСС 03X11Н10М2Т-ВД: / — предварительно закаленной; 2 — предварительно прошедшей пяти- и девятикратную ТЦО с 650 °C, I ч.
Исследования структуры и свойств МСС
167
тойчивого аустенита и образование нового при полном а - у-превра-щении (750 °C, 1 ч) не устраняют неоднородности аустенита, так как значительно повышается температура у - a-превращения по сравнению с закалкой от высоких температур (950...1000 °C) и остается до 3 % остаточного аустенита.
При ТЦО с 750 °C, 1 ч процессы, протекающие при нагреве в низкотемпературной области, приводят к увеличению количества устойчивого аустенита, не претерпевающего обратного превращения (при 550 °C до 5 % и при 600 °C — до 38-41 % после пяти циклов ТЦО), с одновременным снижением температуры начала а - у-пре-вращения ниже 500 °C при нагреве.
В высокотемпературной области также происходят процессы, приводящие к образованию нового и дестабилизации ранее полученного устойчивого аустенита с уменьшением образования его количества за каждый цикл. После седьмого цикла увеличение его количества практически не наблюдается.
После семи циклов ТЦО процессы стабилизации аустенита в высокотемпературной области уравновешиваются с образованием до ~21 % остаточного аустенита и ~3 % a-фазы при 750 °C, 1 ч с постоянным объемом стали (~76 %), претерпевающим а <-> у-превра-щения при последующих циклах.
При этом предварительная закалка с 1200 °C , 1 ч способствует некоторому увеличению образования остаточного аустенита при ТЦО. Аномалия, наблюдаемая в образцах из холоднокатаных листов при первом цикле ТЦО с 650 °C, 1 ч, согласуется с дилатометрическими эффектами [39], полученными на МСС 03Х18М4ТЮ. У образцов из горячекатаных листов после закалки с 1200 °C, 1 ч образуется до 8 % остаточного аустенита. ТЦО с 650 °C, 1 ч предварительно закаленных образцов, а также образцов в состоянии поставки уже при первом цикле приводит к значительному приросту остаточного аустенита.
При анализе полученных результатов формирования фазового состава в процессе ТО и ТЦО наблюдаются определенные закономерности. Так, при нагреве в области а - у-превращения до температуры ~625 °C образовавшийся аустенит до ~45 % стабилен и не претерпевает обратного у - a-превращения в процессе охлаждения до комнатной температуры. Повышение температуры нагрева до 650 °C приводит к образованию до 78 % аустенита и уменьшению остаточного аустенита (~20 %) после охлаждения с одновременным изменением температуры начала у - a-превращения до 160 °C. Дальнейшее повышение температуры до 750 °C вызывает увеличение образова
168
Глава 6
ния до 90...96 % аустенита и уменьшение остаточного аустенита до 4 % с одновременным повышением температуры начала у - а-пре-вращения до 230 °C.
Снижение температуры ТЦО с 650 °C, 1 ч уменьшает процессы дестабилизации образовавшегося устойчивого аустенита, что приводит к увеличению его получения в процессе ТЦО. Очевидно, процессы стабилизации и дестабилизации близки к равновесию при образовании до 55 % остаточного аустенита при 20 °C и 30 % а-фазы при 650 °C и только около 15 % объема МСС претерпевает а «-> у-превра-щение.
В результате обнаруженных закономерностей при формировании фазового состава при ТО и ТЦО появляется возможность прогнозировать изменение фазового состава и свойств МСС типа 03Х11Н10М2Т-ВД в широких пределах.
6.3.2. Металлографические исследования структуры при различных режимах термической обработки
Сравнительный анализ с помощью оптического микроскопа структуры образцов, закаленных с температурной области 800...1200 °C, показал, что в структуре горячекатаных листов в состоянии поставки наблюдается полосчатая неоднородность, обусловленная дендритной неоднородностью [40], наследуемой горячедеформированным металлом. Последующая закалка с температур 950...1200 °C изменяет структуру МСС. Происходит рекристаллизация деформированной структуры с выявлением пакетов мартенсита и границ исходных зерен аустенита. Повышение температуры закалки до 1200 °C приводит к увеличению размеров зерен и пакетов мартенсита.
Закалка с низкой температуры (800 °C) образцов, предварительно закаленных с 1050 °C, обусловливает неоднородную травимость зерен из-за выделения фаз по всему их полю и образование остаточного аустенита, а ТЦО с этой температуры увеличивает эту неоднородность и количество остаточного аустенита. Наблюдаемые изменения микроструктуры после закалки с 800 °C согласуются с результатами работы [25] по изменению содержания интерметаллидных фаз. Снижение температуры ТО и ТЦО до 650 °C, 1 ч способствует дальнейшему увеличению такой неоднородности, для ее устранения требуется выдержка > 2 ч при 1050 °C, а для завершения фазового а - у-превращения (см. рис. 6.7) необходим нагрев выше 900 °C.
Анализ микроструктуры с помощью электронного микроскопа на угольных репликах показал, что предварительная ТЦО с 650 °C, 1 ч существенно влияет на структуру при последующей закалке. Так,
Исследования структуры и свойств МСС
169
Рис. 6.7. Влияние режимов ТЦО на микроструктуру МСС 03Х11Н10М2Т-ВД. х 18 000 (угольные реплики).
а — после закалки с 1200 °C, 1 ч; б — после пятикратной ТЦО с 750 °C, 1 ч; в — после ТО с 650 °C, 1 ч; г — после пятикратной ТЦО с 650 °C, 1 ч; д — после ТО с 600 °C, 1 ч; е — после пятикратной ТЦО с 600 °C, 1 ч.
после закалки с 800 °C в структуре МСС 03Х11Н10М2Т-ВД по полю зерен и по границам наблюдается значительное количество выделений мелкодисперсной фазы; при увеличении времени выдержки > 2 ч при 800 °C заметных изменений в структуре не происходит, и только при закалке с 950 °C, 2 ч наблюдается заметное ее растворение.
170
Глава 6
Сравнительный анализ образцов, закаленных с различных температур, показал, что микроструктура МСС после закалки претерпевает определенные изменения. Так, если в состоянии поставки отмечаются редкие выделения мелкодисперсных фаз, то после закалки с 950 °C, 1 ч появляются отдельные скопления выделений игольчатой формы преимущественно по границам зерен. Повышение температуры закалки до 1200° С, 1 ч уменьшает видимую неоднородность микроструктуры и приводит к растворению этих фаз (см. рис. 6.7, а). После закалки и ТЦО с 750 °C, 1 ч происходит выделение фаз округлой формы, которые увеличиваются в размерах при ТЦО (см. рис. 6.7, б), а а- и у-фазы имеют размытые границы и “пластинчатую” форму, ориентированные в одном направлении в пределах зерна. При ТЦО с 650 °C, 1 ч после первого цикла наблюдается выделение мелкодисперсных фаз с выявлением “пластинчатых” зерен (см. рис. 6.7, в) одного направления в пределах зерна. Пятикратная ТЦО увеличивает контраст неравномерной травимости “пластинчатых” зерен и размеры мелкодисперсных фаз.
При ТЦО с 600 °C, 1 ч после первого цикла наблюдается неравномерная травимость с выявлением “пластинчатых” зерен строгой направленности (см. рис. 6.7, д). Пятикратная ТЦО приводит к возникновению мелкодисперсных выделений (см. рис. 6.7, е). При этом уменьшается разница в травимости “пластинчатых” зерен и их границ в сравнении с ТО и ТЦО с 650 °C.
6.3.3. Дилатометрический анализ и стабилизация размеров
Дилатометрический анализ и определение коэффициента линейного расширения (КЛР) проводились по дифференциальным ди-латограммам и дополнительно на образцах размером 70 х 10 х 10 мм с округлыми головками.
Установлено, что изменение КЛР полностью согласуется с изменением фазового состава, количеством образовавшегося остаточного аустенита, полученного при различных режимах ТО и ТЦО (рис. 6.8, 6.9), который изменяется в широких пределах (от 11,9 • 10-6 до 17 • 10-6 °C-1). Такое изменение можно прогнозировать при предварительной ТО и ТЦО, что позволит использовать МСС типа 03Х11Н10М2Т-ВД в сочетании с другими материалами в различных соединениях. Так, путем предварительной ТЦО МСС типа 03ХПН10М2Т-ВД при нагреве совместно с нержавеющей сталью 12Х18Н10Т до 1000 °C можно уменьшить разницу в изменении размеров до 2,45 раза (табл. 6.1).
Исследования структуры и свойств МСС
171
Рис. 6.8. Изменение КЛР МСС 03Х11Н10М2Т-ВД при ТЦО: I - с 550 °C, 1 ч; 2 - с 650 °C, 1 ч; 3 - с 750 °C, 1 ч.
Количество остаточного аустенита, %
Рис. 6.9. Изменение КЛР в зависимости от содержания остаточного аустенита в МСС 03Х11Н10М2Т-ВД, полученного при ТЦО с температур 650 (/) и 750 °C (2), 1 ч.
Таблица 6.1
Изменение размеров образцов МСС тина 03Х11Н10М2Т-ВД относительно образцов стали 12Х18Н10Т при нагреве до 1000 °C, %
Температура предварительной закалки ТО, °C Закалка с 1000 °C Закалка с 1000 °C + 650 °C, 1 ч Закалка с 1000 °C + пятикратная ТЦО с 650 °C, 1 ч
743 0,291 0,210 0,092
823 0,351 0,260 0,117
923 0,470 0,340 0,185
1023 0,720 0,526 0,290
1073 0,743 0,532 0,296
1173 0,743 0,538 0,308
1273 0,745 0,542 0,304
С помощью определенных режимов предварительной ТО можно повысить точность изготавливаемых деталей и сварных конструкций с уменьшением остаточных технологических напряжений. Так, предварительная ТО с температуры 650 °C, 1 ч на порядок повышает стабильность размеров образцов, подвергаемых последующей закалке и старению. Если после закалки с 1000 °C происходит уменьшение размеров образцов в пределах от -0,12 до -0,22 %, то изменение размеров после предварительной ТО с 650 °Cr 1 ч и закалки оказывается
172
Глава 6
в пределах от 0,01 до -0,07 %. При этом изменение размеров вдоль и поперек направления прокатки горячекатаных листов остается на одном уровне.
6.3.4. Влияние режимов термической обработки на физико-механические свойства
Влияние режимов ТО и ТЦО на изменение механических свойств МСС 03Х11Н10М2Т-ВД показано на рис. 6.10 и 6.11. Полученные результаты изменения механических свойств образцов, закаленных с 950...500 °C, в зависимости от температуры старения (рис. 6.11), показали, что максимальный прирост ств и о0 2 наблюдается при температурах старения 450...500 °C, 3,5 ч и составляет около 550 МПа.
Изменение фазового состава МСС при ТЦО с 650 и 750 °C оказывает существенное влияние на механические свойства. Так, если в исходном состоянии после закалки с 1200 °C, 1 ч и последующего старения при 530 °C в течение 3,5 ч ов лежит в пределах 1380...1400 МПа, о0 2 — в пределах 1300...1350 МПа, у — в пределах 40...47 %, а 5 -• в пределах 12...14 %, то после 5...7 циклов ТЦО при 923 К, 1 ч в двухфазном состоянии ов = 1000...1020 МПа, ст02 = 830...850 МПа, \|/ = = 62...65 %, 5 = 23...24 % и после ТЦО при 1023 К, 1 ч ств = 1090...1100 МПа, о0)2 = 950...980 МПа, v = 66...68 %, 5 = 20...30 %.
Таким образом, МСС 03Х11Н10М2Т-ВД в двухфазном состоянии с содержанием аустенита до 50 % обладает достаточно высоким уровнем прочностных и пластических характеристик в сравнении с коррозионно-стойкими ферритно-аустенитными сталями [9].
Дополнительно было проведено исследование влияния изменения структуры после различных режимов ТО на коэрцитивную силу Нс [41] и фазу третьей гармоники [42], определяемой методом высших гармоник [43] с помощью прибора типа КАС-1 на рабочей частоте 80 Гц. Коэрцитивную силу оценивали по току размагничивания (1р) с помощью магнитного структуроскопа типа МФ-32 КЦ путем намагничивания и размагничивания локального участка с погрешностью на стандартных образцах не более 6 %.
Анализ полученных данных показал (рис. 6.12-6.14), что снижение температуры закалки с 1200 до 750 °C для всех режимов старения в температурном интервале 450...580 °C приводит к увеличению тока размагничивания с разницей 35...40 мкА, а после пятикратной закалки с 750 °C, 1 ч в сравнении с закалкой с 950...1020 °C с разницей 55...65 мкА. При этом наблюдается корреляция (см. рис. 6.13) между изменением прочности ств и током размагничивания 1р как после закалки с 750 °C, 1 ч, так и после 950...1020 °C, 0,5 ч.
Исследования структуры и свойств МСС
173
состояние 1200 + 530 °C
Рис. 6.10. Изменение механических свойств образцов, предварительно закаленных с 1200 °C, 1 ч, из листа толщиной 10 мм МСС 03Х11Н10М2Т-ВД при ТЦО с 650 °C, 1 ч (1, 2, 5, 6) и 750 °C, 1 ч (3, 4, 7, 8) и с последующим старением при 530 °C, 3 ч.
1, 3 — предел текучести; 2, 4 — временное сопротивление; 5, 7 — относительное удлинение; 6, 8 — относительное сужение.
174
Глава 6
Рис. 6.11. Изменение временного сопротивления (7) и предела текучести (2) листа стали 03Х11Н10М2Т-ВД толщиной 3 мм в зависимости от температуры старения в течение 3,5 ч, однократная закалка с 950...1200 °C, 0,5 ч.
Рис. 6.12. Изменение тока размагничивания от температуры закалки и старения стали 03X11Н10М2Т-ВД.
Закалка: 1 — пятикратная, с 750 °C, 1 ч; 2 - с 750 °C, 1 ч; 3 - с 800 °C, 0,5 ч; 4 - с 950 °C, 0,5 ч; 5 - с 1020 °C, 0,5 ч.
ав, МПа
Рис. 6.13. Изменение тока размагничивания от прочности (ов) стали 03Х11Н10М2Т-ВД при различных режимах ТО.
Закалка: 1 — с 750 °C, 1 ч; 2 — пятикратная, с 750 °C, 1 ч; 3 — с 950 °C, 0,5 ч; 4 - с 1020 °C, 0,5 ч.
Исследования структуры и свойств МСС
175
Температура нагрева,0 С
Рис. 6.14. Изменение фазы третьей гармоники (а) и тока размагничивания (б) после нагрева с температур из области полиморфного а - у-превращения и последующего охлаждения МСС 03ХПН10М2Т-ВД.
Изменения фазы третьей гармоники и тока размагничивания при ТО в зависимости от температуры нагрева из области 250...750 °C предварительно закаленных образцов приведены на рис. 6.14. Полученные результаты показали, что изменение фазы ф3 третьей гармоники и тока размагничивания МСС типа 03Х11Н10М2Т-ВД определяются температурой нагрева при ТО из области а - у-превращения. Заметное изменение фазы <р3 и тока 1р наблюдается при 550 °C. Повышение температуры до 620...630 °C приводит к максимальному уменьшению угла <р3 и повышению тока 1Р. Дальнейший рост температуры от 620...630 до 750 °C уменьшает ток 1р, а в узком интервале (620...630 °C, т.е. практически при одной температуре) происходит спонтанное увеличение угла <р3, которое почти достигает исходного уровня (см. рис. 6.14), с незначительным последующим снижением при нагреве до 750 °C.
Результаты исследований, связанных с изучением влияния изменения фазового состава и структуры при ТЦО с 650 °C, 1 ч на относительные изменения амплитуды А3, фазы <р3, третьей гармоники, термоЭДС (ТЭДС — электрод из АМГ-3) и содержания аустенита А, в сравнении с этими же характеристиками в состоянии поставки образцов из холоднокатаных листов приведены в табл. 6.2.
Результаты измерений показали, что с увеличением количества циклов при ТЦО с 650 °C, 1 ч наблюдается относительное увеличе-
176
Глава 6
Таблица 6.2
Изменение электромагнитных параметров в зависимости от физического состава и структуры стали 03Х11Н10М2Т-ВД
Цикл ТЦО с 625 °C, 1 ч Состояние поставки Состояние поставки + закалка с 1200 °C, 2 ч
А, % Аз, мкВ Фз, град ТЭДС, мкВ А, % A3, мкВ Фз, град ТЭДС, мкВ
Исходное состояние 5 3 7 -13
1 5 9 -22 -12 7 14 -21 -6
2 20 19 -30 -13 25 23 -30 -27
3 29 20 -31 -15 31 25 -32 -30
4 32 21 -38 -21 37 25 -39 -35
5 42 21 -38 -21 50 25 -40 -35
ние А3 с одновременным уменьшением <р3 и ТЭДС при первых трех циклах ТЦО, а при последующих они остаются на одном уровне. Причем изменение ТЭДС со второго цикла больше у образцов, предварительно закаленных с 1200 °C, чем у образцов в состоянии поставки. Очевидно, что полученные результаты можно использовать при оценке фазового состава МСС типа 03ХПН10М2Т-ВД.
6.4. Оценка склонности
к коррозионному разрушению под напряжением
В большинстве случаев [5] нержавеющие МСС для получения максимальных прочностных характеристик подвергаются ТО по режиму: закалка с 950...1000 °C и последующее старение при 480 °C в течение 3 ч. Но при этом необходимо учитывать общую закономерность увеличения склонности к коррозионному разрушению при повышении прочности стали [1].
В настоящее время в различных конструкциях, работающих в агрессивных средах, находят широкое применение коррозионно-стойкие, аустенитно-ферритные стали, состоящие из аустенита и феррита примерно в равных количествах [9]. Учитывая возможность получения двухфазной структуры с содержанием до 50 % аустенита в МСС типа 03Х11Н10М2Т-ВД, обладающей достаточно высокими механическими свойствами в сравнении с коррозионно-стойкими ау-стенитно-ферритными сталями, было проведено исследование [44] по качественной оценке склонности к коррозионному разрушению под напряжением (КРН) методом знакопеременной поляризации
Исследования структуры и свойств МСС
177
[45], который учитывает обе стадии процесса КРН — зарождение трещины и ее развитие.
Полученные результаты показали (табл. 6.3, см. рис. 6.11), что наименьшей стойкостью к КРН обладают образцы, состаренные в области температур 390...520 °C. Самая высокая стойкость к КРН получена при старении в области 540...580 °C, но со значительным снижением прочностных характеристик.
Анализ поверхности изломов (рис. 6.15) разрушенных образцов с помощью растрового электронного микроскопа РЭМ-ЮОУ показал, что начало разрушения МСС наблюдается по границам исходных зерен аустенита. Фасетки межзеренного разрушения имеют форму многогранников с гладкими поверхностями и соответствуют форме и размерам зерен. В изломе между зернами образуются вторичные трещины без видимых следов деформации. Дальнейшее разрушение с изменением напряженного состояния в середине излома протекает преимущественно внутри исходных зерен аустенита по границам мартенсита с образованием вторичных трещин и выявлением отдельных фрагментов структурных составляющих (реек и пакетов мартенсита). Рельеф внутризеренного разрушения можно идентифицировать как квазискол. При этом фасетки скола соединены гребнями отрыва. В этом случае процесс разрушения протекает с формированием несплошностей по границам мартенсита (пакетов, реек и
Таблица 6.3
Результаты испытаний образцов стали
Температура старения (°C) в течение 3...5 ч Количество разрушившихся образцов (%) 03Х11Н120М2Т-ВД в различные периоды времени, ч
0,5. ..1,5 1,5...2,5 2,5...10 10...24 с 24 и более
320 — — — — 100
350 — — — — 100
360 — — — — 100
370 — — — 50 50
380...385 — 16 16 40 28
390...395 43 35 15 7 —
400...405 50 27 21 2 —
450...480 72 23 5 — —
500 54 40 6 — —
520 26 26 35 13 —
535 — 14 38 28 20
540 — — 20 20 60
550 — — — 12 88
560 — — — — 100
580 — — — — 100
178
Глава 6
т.п.), изменением их формы и размеров за счет микропластической деформации материала между ними с возникновением острых гребней отрыва и дальнейшим развитием магистральной.трещины. Расстояние между гребнями отрыва характеризует величину образовавшейся прерывистой несплошности.
Анализ полученных результатов показал, что для сочетания высоких механических свойств МСС типа 03Х11Н10М2Т-ВД и стойкости к КРН необходимо учитывать влияние коррозионной среды, уровень напряжений и режим ТО.
Дополнительно было проведено исследование влияния режимов ТО и ТЦО и фазового состава на стойкость к КРН. Анализ полученных результатов (табл. 6.4) показал, что увеличение количества остаточного аустенита в структуре МСС типа 03Х11Н10М2Т-ВД приводит к увеличению стойкости к КРН. Образцы с содержанием аустенита более 5 % при проведении соответствующих ТО и ТЦО в процессе ускоренного испытания не разрушились при выдержке более 24 ч, что указывает на высокую стойкость к КРН. При этом необходимо отметить, что ТЦО в процессе старения при 530 °C приводит
Исследования структуры и свойств МСС
179
Таблица 6.4
Результаты испытаний на стойкость к коррозионному разрушению
Режим ТО после закалки с 1050 °C, 1 ч + + 950 °C, 1 ч Количество аустенита, % Механические свойства Время до разру-шения (ч) / при испытании на стойкость к коррозионному разрушению
св, МПа 2» МПа 8, %
450 °C, 5 ч — 1380...1470 1350...1420 9,5...8,5 0,5...2,0
500 °C, 5 ч — 1440...1510 1380...1450 7,3...7,8 1,5...2,0
530 °C, 5 ч 2 1270...1310 1190...1240 8,2...11,0 4,0...10,0
580 °C, 5 ч 5 1060...1120 945...1030 14,0...15,0 >24
650 °C, 1 ч + 480 °C, 1 ч Пятикратная ТО по режиму: 11...18 1060...1180 960...1070 18,5...18,0 >24
450 °C, 1 ч — 1460...1470 1400...1410 8,9...9,3 1...2
530 °C, 1 ч — 1370...1450 1330...1400 8,2...8,9 /...2
580 °C, 1 ч 3 1260...1280 1190...1220 9,3...11,0 24
650 °C, 1 ч 923 °C, 1 ч после ТЦО с 12...20 1050...1060 920...940 14,5...15,0 >24
530 °C, 4 ч Однократная ТЦО с 750 °C, 1 ч с последующим старением: 45...50 980 850 20 >24
450 °C, 5 ч 4...6 1470 1380 11,0 2...8
530 °C, 5 ч — 1370 1250 8,0 12...24
550 °C, 5 ч — 1030 850 11,8 >24
580 °C, 5 ч Пятикратная ТО с 750 °C с последующим старением: 1200 1110 15,5 >24
450 °C, 5 ч 14...24 1200 1110 11,0 >24
500 °C, 5 ч — 1180 1110 11,0 >24
530 °C, 5 ч — 1120 1000 15,0 >24
550 °C, 5 ч — 980 850 25,0 >24
580 °C, 5 ч — 950 780 16,0 >24
к некоторому увеличению количества остаточного аустенита и увеличивает стойкость образцов к КРН с 4...10 до 24 ч.
Высокая стойкость к КРН МСС типа 03Х11Н10М2Т-ВД и достаточный уровень механических свойств в двухфазном состоянии позволяют рекомендовать их для дальнейшей разработки в качестве нержавеющей аустенитно-ферритной стали для использования в агрессивных средах.
180
Глава 6
Выполненный цикл исследований позволяет сделать следующие выводы.
Выявленные закономерности при формировании фазового состава в процессе а <-> у-превращения дают возможность для получения необходимых структуры, фазового состава и свойств МСС типа 03Х11Н10М2Т-ВД.
Анализ экспериментальных результатов исследований по формированию фазового состава, структуры и физико-механических характеристик МСС типа 03Х11Н10М2Т-ВД показал возможность расширения области их применения и повышения надежности изготовляемых из них конструкций. Установленные закономерности изменения фазового состава, структуры и физико-механических характеристик при различных режимах ТО и ТЦО позволяют прогнозировать изменения физико-механических свойств, размеров, уменьшение напряжений в процессе изготовления различных конструкций из этих МСС, в том числе при сочетании их с другими сталями и сплавами. Полученные закономерности изменения физических свойств (коэрцитивной силы Нс, тока размагничивания 1Р, изменение фазы ф3 третьей гармоники и ТЭД С) могут быть использованы для оценки фазового состава и структуры МСС.
Для повышения надежности работы нержавеющих экономнолегированных МСС и расширения области их применения необходимо проведение исследований по установлению оптимальных сочетаний уровней эксплуатационных напряжений, условий эксплуатации (коррозионная среда) и микроструктуры с учетом концентрации напряжений в отдельных микрообъемах (границ зерен). В качестве важнейшего направления следует выделить разработку физико-механических моделей структурно-неоднородных напряжений и деформаций в отдельных микрообъемах с учетом геометрических факторов их концентрации для проведения модельных испытаний по оптимизации структуры и состава сталей.
ГЛABA 7
ТРЕЩИНОСТОЙКОСТЬ АЛЮМИНИЕВЫХ СПЛАВОВ
7.1. Механические свойства и методика испытаний алюминиевых сплавов
Экспериментальные исследования характеристик трещиностойкости были проведены на ряде алюминиевых сплавов (Д1, Д16, АК4-1, АК6, В95пч), выбор которых обусловлен их широким применением в конструкциях летательных аппаратов.
Кроме того, для алюминиевых сплавов возрастание прочностных характеристик при понижении температуры сопровождается неоднозначным изменением характеристик пластичности. Так, относительное удлинение 5 большинства сплавов либо не изменяется, либо возрастает (рис. 7.1), что приводит к повышению вязкости разрушения К1с с понижением температуры. Для сплавов систем Al — Zn — Mg — Си (В95, В96) и Al — Mg — Li (01420Т) наблюдается падение значений 8 в области низких температур, что является причиной снижения значений К1с. Сравнительный анализ величин о02, б и К1с алюминиевых сплавов и сталей при пониженных (оц2, 8‘, К}с, t = -196°C) и нормальных (t = 20°C) температурах показал (см. рис. 7.1, г) перспективность использования алюминиевых сплавов не только в авиации, но также в криогенной технике и конструкциях северного исполнения, учитывая их меньшую чувствительность к пониженным температурам и достаточно высокий уровень вязкости разрушения (до 120 кгс/мм3/2 и выше).
Основные характеристики механических свойств (стт — предел текучести, о0 2 — условный предел текучести, ств — временное сопротивление, SK — сопротивление разрыву, у, 8 — относительное сужение и удлинение соответственно, Е — модуль упругости и m — показатель деформационного упрочнения), определенные на укороченных образцах с диаметром рабочей части 6...10 мм указанных сплавов, приведены в табл. 7.1. Пределы текучести сплавов были в диапазоне от 9,4 до 41,4 кгс/мм2, пределы прочности — от 20,5 до 49,0 кгс/мм2, при этом отношение предела текучести к пределу прочности составляло 0,46...0,94. На рис. 7.2 показаны начальные участки диаграмм статического растяжения в истинных координатах (о - е) для сплавов
182
Глава 7
Рис. 7.1. Зависимость характеристик механических свойств (а) и критического коэффициента интенсивности напряжений (6) алюминиевых сплавов от температуры и взаимосвязь характеристик трещиностойкости, прочности и пластичности (в, г).
Алюминиевые сплавы (темные символы): 1 — Д16Т; 2 — Д16пч; 3 — Д16Т1; 4 - Д16Т1пч; 5 - 2024-Т851; 6 - АК4-1Т1; 7 - В95Т1; 8 - В96Т1; 9 -В96цТ1; 10 — 7075-Т651; 11- 7075-Т7361; 12- 7079-Т651; 13- 01911Т1;
Трещиностойкость алюминиевых сплавов
183
Рис. 7.2. Диаграммы статического растяжения в истинных координатах для сплавов В95пч (7), Д1 (2) и АК6 (3).
В95пч, Д1, АК6 и их аппроксимация степенным уравнением (о = ет; о = о/стт; ё = е/ет).
Образцы для определения характеристик трещиностойкости сплава Д16 вырезались из прутка диаметром 120 мм, сплавов В95пч и АК4-1 — из плит толщиной 80 мм, а сплава АК6 — из плиты толщиной 100 мм. Образцы из сплава Д1 изготавливались непосредственно из готовой детали — лопасти воздушного винта, крупногабаритные образцы — из комлевых и малогабаритные — из рабочих частей лопасти.
Основной схемой испытаний при определении характеристик трещиностойкости являлось осевое растяжение цилиндрического образца (ОЦР) с кольцевой трещиной. Эскиз образца и основные соотношения размеров приведены на рис. 7.3. Методика базовых ис-
14 - 01420Т1; 75 - АК8Т1; 16 - 6061-Т651; 17 - АВТ1; 18 - 7178-Т6; 19 -7039-Т61; 20 - 2014-Т651; 21 - 7178-Т651; 22 - Ал-23-1.
Стали (светлые символы): 1 — 30ХГСНА; 2 — А302-В; 3 — 10ГН2МФА; 4 — 15Г2АФДпс; 5 - Сталь45; 6 - Сталь20; 7 - 30ХГСА; 8 - 65Г.
184
Глава 7
Т а б л и ц а 7 J
Характеристики механических свойств алюминиевых сплавов
Марка Система сплава oT C0,2 Sk E10"4 <Pk
сплава кгс/мм2 % m
Д1 Al — Си — Mg 26,0 28,6 46,5 60,4 0,85 13,6 20,8 0,20
Д16 Al — Си — Mg 11,2 14,3 26,6 34,2 0,83 20,6 27,4 0,22
АК4-1 Al - Си - Mg - Li 8,8 9,4 20,5 27,0 0,78 1,95 22,7 0,23
АК6 Al — Си — Si — Mg — Мп 10,6 11,5 23,5 31,2 0,78 22,0 30,3 0,19
В95пч Al — Zn —Mg — Си 39,4 41,4 49,0 64,1 0,74 12,4 29,0 0,1
Обозначение размера Значение Обозначение размера Значение
d/D 0,3...1,0 В 1,2D
D До 100 мм Bl 5...20 мм
/ 0...35 мм D1 1,4D
Li (5...10)D h 0,025D
u (3...5)D a <30°
Рис. 7.3. Эскиз и соотношения основных размеров цилиндрического образца с кольцевой трещиной.
Трещиностойкость алюминиевых сплавов
185
пытаний предполагала проведение экспериментов на образцах ОЦР с различным наибольшим диаметром D (до 100 мм). В пределах одной серии образцов с постоянным D (ОЦР-D) предусматривались испытания с варьированием в широком диапазоне отношения диаметров d/D, включая гладкие образцы (d/D * 0,25...1,0), и глубины трещины I (до 30 мм). Для различных сплавов значение D принималось равным 90; 70; 60; 35; 30; 17; 15 и 12 мм. Кольцевой надрез на образцах выполнялся резцом, при этом его толщина менялась от 0,6 до 2,0 мм в зависимости от диаметра образцов D, а радиус дна надреза р » 0,1 мм.
Кроме того, осуществлялись выборочные статические испытания плоских образцов различной толщины с боковыми трещинами на внецентренное растяжение и трехточечный изгиб. Данные испытания проводились в соответствии с требованиями нормативных документов [1, 2].
Статические и циклические (на стадии создания трещин) испытания крупногабаритных образцов выполнялись на гидравлической машине ZDM-200/400 с предельными усилиями растяжения и сжатия соответственно 200 и 400 тс и на электромеханической универсальной испытательной машине УМЭ-100 с предельными усилиями растяжения и сжатия 100 тс. Аналогичные испытания Малогабаритных образцов проводились на гидравлической машине ZDM-30 с предельными усилиями растяжения 30; 15 и 5 тс и на электромеханической машине УМЭ-10т со шкалами нагрузок 10; 5 и 2 тс. Точность измерения усилий на всех машинах составляла ±1,5 % от измеряемых значений.
Усталостная трещина длиной I f выращивалась на образцах при симметричном (машины ZDM-200/400; УМЭ-100) и пульсирующем (ZDM-30) циклах нагружения. На начальной стадии создания трещины амплитуда нагружения назначалась из условия К^ « (0,7...0,8) • Кк, а на конечной стадии определялась требованием KIf < 0,5 • К1с. Значение KIf сохранялось примерно постоянным для образцов всех серий. Длина усталостной трещины /f на цилиндрических образцах изменялась от 0,5 до 3,0 мм. Диаметр кольцевой трещины определялся после измерения по поверхности излома образцов значения 1( в четырех точках контура (d = dH- 2/f, dH — диаметр надреза). При принятой схеме создания кольцевых трещин их эксцентриситет не превышал 0,05 мм.
В процессе испытаний цилиндрических образцов кроме измерения нагрузок осуществлялась регистрация смещений берегов трещин V, приращения длины трещины при ее докритическом росте
186
Глава 7
Рис. 7.4. Схема измерений смещений берегов трещины и удлинений образцов.
А/, удлинений образца AL6 на заданной базе L6, которые можно интерпретировать как перемещения точки приложения нагрузки fp = AL6.
Измерения смещений берегов трещины (рис. 7.4) выполнялись специальным оптическим горизонтальным микроскопом 1 (типа МГ) с увеличением 120. Микроскоп снабжен специальной оптической головкой 2 с подсвечивающей лампочкой и микрометром 3 с ценой деления 1 мкм. Края надреза предварительно сбивались таким образом, чтобы зазор между ними составлял 0,25...0,3 мм. В этой зоне поверхность образца полировалась и на нее наносились риски шириной 2...3 мкм и шагом 0,05 мм на большом инструментальном микроскопе БМИ-1, имеющем специальное приспособление (головку с алмазной пирамидкой от прибора ПМТ-3).
Приращение длины трещины Д/ на различных стадиях статического нагружения в процессе испытаний крупногабаритных образцов фиксировалось методом красок, что позволяло с достаточной точностью измерять Д/ на поверхности излома образца. Удлинение ДЬб образца с кольцевой трещиной измеряли индикатором часового типа с ценой деления 0,01 мм и датчиками консольного типа [1, 2]. База измерений L6 составляла 30...60 мм для крупногабаритных (серии ОЦР-90; ОЦР-70, ОЦР-35, ОЦР-ЗО) и 20...25 мм для малогабаритных (серии ОЦР-17, ОЦР-15) образцов.
Нагружение образцов при статических испытаниях проводилось ступенчатым способом с регистрацией измеряемых параметров (V, fp, ДЬб) на каждой ступени и в ряде случаев с автоматической записью диаграмм деформирования (“Р - V”, “Р - fp”, “Р - ДЬб”) на
Трещиностойкость алюминиевых сплавов
187
двухкоординатном потенциометре ПДП-004 или диаграммном аппарате испытательной машины. Точность измерения деформаций при использовании указанных датчиков и аппаратуры составляла 3 % от измеряемой величины.
7.2. Методика определения характеристик трещиностойкости
В процессе испытаний получали следующие диаграммы деформирования образцов с трещинами: “нагрузка — смещение берегов трещины” (“Р - V”), “нагрузка — удлинение образца с трещиной” (“Р - ДЬб”), “нагрузка — перемещение по оси действия нагрузки” (“Р - fp”), “перемещение по оси действия нагрузки — приращение трещины” (“fp - Д/”). Диаграммы “Р - V” показаны на рис. 7.5 для образцов различных серий с соотношением диаметров d/D = 0,65...0,88 для сплава Д1 и образцов одной серии ОЦР-60 с d / D = 0,31...0,84 для сплава В95пч. С уменьшением наибольшего диаметра образцов диаграммы имеют более выраженный нелинейный участок, при этом абсолютные значения Vc на стадии разрушения оказываются значительно меньше, чем для крупногабаритных образцов, что указывает на наличие в последних докритического подроста трещины. В пределах серии образцов одного диаметра D нелинейность диаграмм более выражена для образцов с малыми длинами трещин.
При обработке диаграмм “Р - V” определяются силовые критерии разрушения в виде напряжений по нетто- и брутго-сечениям Gq, Gq и коэффициентов интенсивности напряжений KQ, соответствующих нагрузке PQ, определенной по методу 5 %-й секущей, а также g“ , g® и К*, соответствующих максимальной нагрузке Рс. Коэффициенты интенсивности напряжений KQ и К* для цилиндрических образцов вычислялись согласно сравнительному анализу К] -тарировочных функций, по формулам 9 и 11 табл. 7.2.
При исследованиях К, -тарировочных функций цилиндрических образцов с кольцевой трещиной многими авторами [3-10] использовался подход, основанный на анализе соответствующих решений теории концентрации напряжений с учетом размерностей и осевой симметрии. Другой путь предполагает решение задачи о предельном равновесии хрупкого тела, в данном случае — цилиндра с краевой трещиной [11-13]. Результатом исследований явились формулы для коэффициентов интенсивности напряжений (см. табл. 7.2). Построение Kj -тарировочных функций в виде зависимости величины
188
Глава 7
Трещиностойкость алюминиевых сплавов
189
Рис. 7.5. Диаграммы “нагрузка — смещение берегов трещины” для сплава Д1 (А) и В95пч (Б).
кр3/2/р от относительной длины трещины d/D предоставляет возможность для сопоставления указанных решений (рис. 7.6).
Решения, предложенные в работах [9,10], дают достаточно близкие значения, но погрешность последнего возрастает при больших d/D. Эти решения определяют нижнюю границу значений KiD3/2 / Р и аппроксимируются [14,15] в рассматриваемом диапазоне d/D формулой 12 из табл. 7.2 (кривая 4 на рис. 7.6). Верхнюю границу определяет решение X. Бюккнера [3] (точность полученной Кртарировки достигает 1 % при 0,5 < d/D > 0,9), аппроксимация которого дается формулой 11 из табл. 7.2 (кривая 3). Наилучшее соответствие с ним имеют результаты Б. Бандга [7] и Юкитака [13]. Средние значения величин KjD3/2/P дают решения П. Париса [4], Д. Харриса [8], С.Я. Яремы (кривая 7) [5], Д. Бентхема и В. Койтера [6]. Расчет МКЭ для отдельных d / D [16] дает более высокие значения (обозначены *), чем рассмотренные, однако они более точно соответствуют результатам В.З. Партона и Е.М. Морозова (на рис. 7.6 показано штриховой линией) [11]. Более полный анализ напряженного состояния в цилиндрических стержнях с кольцевой трещиной выполнен В. В. Пана-сюком и А.Е. Андрейкивом с сотрудниками [12,17] (кривая 2) на основе метода парных дуальных рядовых уравнений. В отличие от большинства результатов, получено замкнутое решение для всех d / D (0 < d/D < 1). Поэтому формула 9 из табл. 7.2, учитывая ее простоту, имеет некоторое преимущество при больших значениях d / D и использовалась в дальнейшем наряду с формулой 11 при экспериментальном определении коэффициентов интенсивности напряжений.
190
Глава 7
Анализ Кртарировочных функций для цилиндрического
Номер Формула для К । e = d/D
0,500 0,600 0,667 0,707 0,750
фор-
мулы F(S)
1 Kj = CTnetV7tDF(s) 0,230 0,234 — 0,229 —
2 0,224 0,232 — 0,233 —
3 0,239 0,252 — 0,258 —
4 0,227 0,238 — 0,240 —
5 0,240 0,255 — 0,259 —
6 у 1,88 — 1,43 — 1,30
7 Ki = anetiJ?(l-6)F(s) у/ U •
! Г 1-8 1,/2
8 к,.<,„ЛБ[1/2Е 4 _w J
9 Kl = ^-E.^p[i-o^- VnD3 eVe
- 0,125s2 + 0,275s3 - 0,2082s4 +
+0,0663s5+0,0048s6- 0,013е7Г‘
10 v V2 • P Vl - 8 г. лс Ki = . —Г1 + 0,5s +
1 1 'i L ’ VnD3 eVs
+0375s2 - 0363s3 + 0,731s4]
Аппроксимирующие формулы*
11 К, = Р/ D3/2(l,72D/d - 1,27)
12 К|= 1,28-^^0,172- 0,3(d/D - 0,65)2
Трещиностойкость алюминиевых сплавов
191
Т а б л и ц а 7.2
образца с кольцевой трещиной (осевое растяжение)
e=d/D Источ- Обозначение на s = d/D
0,800 0,900 0,500 0,600 0,667 0,707 0,750 0,800 0,900
F(e) ник рис. 7.6 К,О3/2 / Р
0,217 0,195 [10] О 2,077 1,467 — 1,034 — 0,765 0,543
0,224 0,199 [9] □ 2,023 1,455 — 1,052 — 0,790 0,565
0,250 0,210 [7] Д 2,158 1,580 — 1,165 — 0,882 0,585
0,233 0,205 [4] О 2,050 1,492 — 1,084 — 0,882 0,571
0,251 0,210 [3] • 2,167 1,599 — 1,170 — 0,885 0,585
1,24 1,177 [13] 2,122 — 1,317 — 1,038 0,885 0^594
[8] ▲ 2,056 1,506 1,364 1,099 0,972 0,833 0,567
[5] ♦, / 2,060 1,507 1,239 1,110 0,972 0,830 0,560
[12, 17] D, 2 2,150 1,568 1,282 1,135 0,991 0,837 0,538
[6] » 2,144 1,575 1,299 1,049 1,021 0,837 0,58
[18] 3 2,170 1,600 1,305 1,160 1,023 0,880 0,64
[14] 4 2,010 1,465 1,192 1,053 0,922 0,785 0,651
Объяснения см. в тексте.
192
Глава 7
Рис. 7.6. Кгтарировочные функции для цилиндрического образца с кольцевой трещиной. Обозн. см. в табл. 7.2.
Напряжения в опасном сечении о" и коэффициенты интенсивности напряжений К* использовались для расчета коэффициентов интенсивности деформаций Kjec в упругопластической области [19-23] по формулам (2.24)-(2.26).
Для цилиндрических образцов в силу равенства fp = AL6 диаграммы “Р - ДЬб” эквивалентны диаграммам “Р - fp”, показанным на рис. 7.7 для образцов одной серии ОЦР-70 (d/D = 0,27...0,95) и различных серий с d/D = 0,56...0,62 из сплава Д16. Эти диаграммы могут быть представлены в координатах “напряжение — деформация” (“ст6 - е”). Относительные номинальные деформации £ = = (AL6/L6)-100 %, соответствующие двум характерным точкам (eq и е*), являются критериальными параметрами, определяющими процесс деформирования и разрушения образцов с трещинами.
Трещиностойкость алюминиевых сплавов
193
Диаграммы “Р - fp” использовались для определения критических значений J-интеграла — Jc. Сначала планиметрированием диаграммы “Р - fp” (см. рис. 7.7, Б) до точки разрушения определялась работа разрушения А с, а затем вычислялось значение Jc по формуле, предложенной в работе [24], для цилиндрических образцов:
Jc=-L-[3Ac-Pcfc]. (7.1)
nd
Сериальные испытания цилиндрических образцов с различной длиной трещины позволили определить величину Jc по методике Бигли — Ландеса [25]. На основе определения J-интеграла как скорости освобождения потенциальной энергии деформации, затрачиваемой на образование поверхностей разрушения площадью dF([26, 27], для цилиндрического образца можно записать
J =-dA/dF = —dA/d/. (7.2)
nd '
Определив величину А на образцах с разной длиной трещины путем планиметрирования диаграмм “Р - fp” до заданных перемещений и представив ее в функции от длины трещины, возникает возможность расчета ряда значений J для фиксированных величин fp по наклону кривых “А - I ”. Построив зависимость “J - fp”, находят величину Jc, соответствующую значению fp = fpmax.
Кроме того, значения Jc определялись по результатам испытаний одного образца, когда измерялось приращение трещины А/ в процессе деформирования путем экстраполяции зависимостей “J - А/” и “fp - А/” к нулевому приросту трещины, используя соотношения (7.1)-(7.2).
Таким образом, по результатам испытаний представилась возможность определить комплекс характеристик трещиностойкости алюминиевых сплавов, включая силовые (стс, KQ, К*), деформационные (ес, К1ес) и энергетические (Jc).
7.3. Исследование процессов деформирования цилиндрических образцов с использованием деформационных и энергетических характеристик
Диаграммы деформирования “Р - V” и “Р - AL6” (AL6 = fp), полученные при испытаниях цилиндрических образцов с трещинами (см. рис. 7.5, 7.7), подобны диаграммам статического растяжения об-
7 Заказ №771
194
Глава 7
аб КГС р тс ММ2 -1
16,8-
12,6-
48-1
А
64-
о б КГС р ус ММ2|
8,4-
32-
12,60- 48-
36-
9,45“
6,30-
24-i
4,2-
16-
О ---L
0 т;-----1----г
О Q 0,8 1,6
ст® КГС р тс ’____о ’
ОЦР-70 d/D=0,95
ОЙ б 1'2 fp, мм
2,4 Е, %
3,15-
12-
ОЦР-70 d/D=0,77
0
0
О SQ 0,5
0,25 0,50 0,75 fp, мм
1,0 1,5 е, %
мм2
О
Р, тс
3,75- 15
3,00- 12
8
2,25-
1,50-
0,75-
кгс мм2
6
3 О
-1 I I г
0,1 0,2 0,3 fp, мм
0,6 £,%
о
PQO,2
,6,1 0^2 о',3 ' fp, мм
0,4 0,6
0,8 £, %
о
Pq
0,2
0,4
Ст ® КГС р, тс ММ2|
ст
0
Б
7,6-
48-
36-
5,7-
3,8- 24-
1,9- 12-
ОЦР-90 d/D=0,57
О 0,25 О1,50 0,)5 fp, мм
О 0,5 1,0 1,5 £,%
б кгс ’ ММ2
0
Р, тс
8,4 - 32-
6,3 -24-
4,2- 16-
2,1- 8
ОЦР-70 d/D=0,62
0*50 0J5 fp, ММ
О 0,5 1,0 1,5 £, %
Трещиностойкость алюминиевых сплавов
195
обете мм2
8,32-
6,24-
4,15-
2,08-
0
Рис. 7.7. Диаграммы “нагрузка — удлинение” сплава Д16 для образцов серии ОЦР-70 (Л) и образцов различных серий cd / D = 0,56...0,62 (Б). Ц = 50 мм.
0,1 0,2 0,3 fp, мм
т 1 I I г
0 0,5 1,0 1,5 Л, %
разцов без трещин (см. рис. 7.2). В обоих случаях имеются участки упругого и неупругого деформирования, характеризующиеся рядом нагрузок и деформаций. На линейном участке диаграмм “Р - V” и “Р - AL6” увеличение смещения берегов трещины V, абсолютного удлинения AL6, относительной деформации s= (AL6 / L6) • 100% и относительного сужения Xj7, а также местной деформации в вершине трещины етах и размера пластической зоны гт происходит пропорционально росту нагрузки Р. При дальнейшем повышении нагрузок до уровня, соответствующего пределу текучести от, начинается перераспределение напряжений в вершине трещины и за счет этого скорость увеличения перемещений и деформаций возрастает, что проявляется в наличии нелинейных участков на диаграммах “Р - V” и “Р-ДЬб”. Другой фактор, обусловливающий нелинейность диаграмм “Р - V”, это докритический рост трещины, хотя его влияние сказывается в меньшей степени. В тех случаях, когда материал обладает повышенным сопротивлением пластическому деформированию (сплав В95пч), диаграммы “P-fp” могут сохранять линейность вплоть до момента разрушения, а диаграммы “Р - V” (см. рис. 7.5, Б) имеют слабовыраженную нелинейность и относятся к диаграммам I типа [1], обработка которых считается вполне определенной. Для других исследованных сплавов диаграммы “Р - V” относятся к III или IV типу и характеризуются по оси смещений величинами Vq, соответствующими 5%-й секущей, и Vc, соответствующими максимальной нагрузке Рс.
196
Глава 7
Абсолютные значения смещений VQ, полученные при испытаниях образцов одной серии, достигают максимальных значений при средних d / D и зависят от размеров образцов, в частности от наибольшего диаметра D, и сопротивления материала пластическому деформированию (рис. 7.8, А). Такой характер их изменения есть следствие процессов упрочнения в вершине трещины при наличии развитых пластических деформаций, что особенно проявляется при малых и больших d / D, а также отражает факт изменения податливости образцов при варьировании глубины трещины. Максимальное смещение берегов трещины Vc имеет более сложную зависимость от d / D (см. рис. 7.8, Б). Так, при d / D = 0 в предельном случае Vc = О, а при d / D -> 1 значения Vc возрастают и будут приближаться к уд-
Рис. 7.8. Зависимости смещений берегов трещины VQ (Л) и Vc (Б) от относительной длины трещины.
Серия: ОЦР-90 (7), ОЦР-70 (2), ОЦР-60 (3), ОЦР-35 (4), ОЦР-ЗО (5), ОЦР-17 (6), ОЦР-15 (7).
Трещиностойкость алюминиевых сплавов
197
линению гладкого образца, измеренного на той же базе, что и V. В промежуточном интервале значения Vc зависят от степени объемности напряженного состояния в нетто-сечении, что проявляется в наличии впадин и выступов на кривых “Vc - d/D”, абсолютных размеров длины трещины I и диаметра образцов D. Последнее приводит к смещению указанных впадин с уменьшением D в область средних d/D и постепенному их исчезновению (серии ОЦР-17, ОЦР-15).
Нелинейные участки диаграмм “Р - V” по оси абсцисс характеризуются относительными смещениями берегов трещины V = Vc/Vq, представленных на рис. 7.9 в зависимости от d/D. В пределах серии образцов одного диаметра нелинейность диаграмм более выражена для образцов с малыми длинами трещин и возрастает с уменьшением диаметра D.
В результате различной степени пластического деформирования в зоне трещины и за ее пределами абсолютные значения смешений V и удлинений ДЬб существенно различаются при одних и тех же уровнях нагрузок, причем значения ДЬб зависят от базы измерения. В рамках одной серии образцов во всем диапазоне d/D удлинения
Рис. 7.9. Изменение относительного смещения берегов трещины в зависимости от относительной длины трещины. Усл. обозн. см. на рис. 7.8. а — сплав Д1 (светлые символы), В95пч (темные); б — сплав Д16.
198
Глава 7
AL б в течение всего процесса нагружения превышают смещения берегов трещины V (AL6 > V). Для образцов с большими d/D имеет место более существенное превышение AL6 над V и на конечной стадии разрушения отношение AL6/V = fc/Vc возрастает, достигая значений 1,5...2,5 для крупногабаритных образцов и 4,5...6,0 — для малогабаритных. С уменьшением d/D это отношение стремится к единице, причем достигает своего предела (AL б / V = 1) с переходом к образцам большого диаметра D при больших значениях d/D. Относительные деформации & , соответствующие максимальным нагрузкам, также зависят от значения d/D и снижаются с уменьшением d/D.
Указанный характер изменения удлинений образца и смещений берегов трещины относительно друг друга связан с приращением длины трещины А/. Первоначально величина А/ очень мала и нагрузка увеличивается при V = AL6 в случае малых значений d/D или при AL6 > V в случае средних и больших значений d/D. Переход к стабильному росту трещин, характеризующийся более высокими значениями А/, приводит к более интенсивному увеличению V при больших d/D.
Сравнительный анализ изменения V, AL6, £ позволяет проследить кинетику процесса деформирования цилиндрических образцов с кольцевыми трещинами. Связь между смещениями берегов трещины V и деформацией £ оказывается практически линейной до деформации 0,6...0,8 %. Аппроксимация экспериментальных точек дает соотношение
V = £ • tgip, (7.3)
где (р — угол наклона прямых (рад), зависящий от отношения диаметров d/D и базы измерения L6.
Зависимость угла <р от d / D (рис. 7.10) аппроксимируется степенным уравнением:
Z ХЬ
d/D = l-|— , (7.4)
1<Р(М
где b — коэффициент, зависящий от отношения L6 /D и материала; Фо — предельное значение ф при d / D = 0, зависящее от базы измерения L6.
Коэффициент b определяется методом наименьших квадратов таким образом, чтобы наилучшее соответствие уравнения (7.4) экспериментальным результатам достигалось в диапазоне d / D = 0,5...0,8. Зависимость b от L6 /D показана на рис. 7.11. В области L6 /D > 1,0 значения b оказываются наиболее устойчивыми, принимая минимальные значения, практически не зависящие от материала. Из это-
Трещиностойкость алюминиевых сплавов
199
Рис. 7.10. Зависимость угла наклона прямых “V - е” от относительной длины трещины и коэффициента Ь.
Сплав: Д1 (а); Д16 (б); В95пч (в); АК.6, АК4-1 (г, темные и светлые символы соответственно).
го факта следует два вывода. Во-первых, при регистрации диаграмм “Р - fp” с целью определения величины Jc база измерения должна назначаться из условия L6 > D. Во-вторых, поскольку b « const при 1 < L6 / D < 1,5, диаграмма “Р - V” может быть получена пересчетом из диаграмм “Р - Lp” по уравнению (7.3). Значения ф при заданном d/D определяются по уравнению
Ф = ф0^1 - d/D,
(7.5)
0,5 < d/D <0,8; ф0 = arctg(L6/100).
Возможность такого пересчета подтверждается экспериментальными проверками. Это существенно упрощает методические особенности экспериментов по оценке характеристик сопротивления разрушению и имеет важное значение в случаях, когда измерение смещений берегов трещины связано с большими трудностями, например, при испытаниях в агрессивных средах, при высоких и низких температурах.
200
Глава 7
Рис. 7.11. Зависимость коэффициента b от отношения Ц / D для исследованных сплавов: Д1 (/); В95пч (2); Д16 (3); АК6 (4) и АК4-1 (5).
При рассмотрении процессов деформирования с энергетических позиций в качестве основной характеристики целесообразно использовать величину J-интеграла. Согласно проведенному анализу смещений берегов трещины V и удлинений образца AL6, пе
ремещения точек приложения нагрузки складываются из перемещений за счет стабильного роста трещины, деформирования в вершине трещины и перемещений, обусловленных деформированием вне зоны разрушения. Отсюда следует, что приращение потенциальной энергии внешних сил dA в процессе деформирования будет:
dA = dA0 + dAT = dA0 + dAP + dAK, (7.6)
где dA0 — приращение энергии, затрачиваемой на деформирование вне зоны разрушения; dAT — приращение энергии, связанной с деформированием и разрушением в зоне трещины; dAP — приращение энергии пластических деформаций; dA к — приращение энергии, затрачиваемой на образование новых поверхностей трещины.
На основе определения J-интеграла как скорости освобождения потенциальной энергии деформации (7.2) можно записать:
1_dA_dA0 + dAT_dA0 + dAP + dAK_I , т _ т , т , т J~ dF------dF dF--------Jo + Jt-Jo + Jp + Jk,
(7.7)
T _ dA0 _ dAT _ dAp _ dAK
° dF 1 dF r dF K dF
Энергии dA и dAo определяются планиметрированием приращения площадей под диаграммами “Р - fp” образца с трещиной и гладкого образца при переходе от одного уровня нагрузки к другому (рис. 7.12). Тогда величина J-интеграла, определяемого энергией dAT, будет
JT=J-J0 = dA~^.. (7.8)
dF
Трещиностойкость алюминиевых сплавов
201
Рис. 7.12. Диаграммы “нагрузка — перемещение точки приложения нагрузки” сплава Д1. Серия ОЦР-70.
I — гладкий образец, D — 70 мм, II — d / D = 0,75, III — 0,67; 0-4 — номер текущей точки (см. табл. 7.3).
Если в процессе разрушения образца с трещиной не развивается больших пластических деформаций (dA Р s 0) и работа dAT затрачивается только на образование новых поверхностей разрушения (dAT = dAK), то, следуя методике [25], значение J-интеграла можно определить по формуле
J = JK = ^-^, (7.9)
FH
где До, А — соответственно работа внешних сил для гладкого образца и образца с трещиной, определяемая планиметрированием площади под диаграммами “Р- fp”, ограничиваемой уровнем нагрузок, ус
202
Глава 7
ловно принимаемых за разрушающие; FH — площадь нетто-сечения образца.
Формула для вычисления J-интеграла (7.1) также предполагает расчет значений J к.
В табл. 7.3 на примере двух образцов сплава Д1 серии ОЦР-70 (d / D = 0,75; 0,67) представлены результаты расчетов по формулам (7.1)-(7.2); (7.8)-(7.9) текущих значений J для четырех уровней нагрузок, при которых методом красок фиксировалось приращение трещины Д/. Соответствующие диаграммы разрушения “Р - fp ” показаны на рис. 7.12. Путем экстраполяции зависимостей “J - Д/” (рис. 7.13) к “нулевому” приросту трещины определяются критические значения J-интеграла — Jc. Существенное различие значений J на конечной стадии стабильного роста трещины связано с недостаточно точной регистрацией значений Д/. Величины Jc, соответствующие нулевому подросту трещины, могут быть так же рассчитаны по формулам, если известен “момент страгивания трещины”, т.е. положение точки “0” на диаграмме “Р - fp” (см. рис. 7.12). Этот вопрос решается экстраполяцией зависимости “fp - Д/” на ось перемещений (рис. 7.14).
Расчетные и экстраполированные для точки “0” значения Jc на основе формул (7.1) и (7.9) дают достаточно близкие значения. Их соответствие сохраняется до момента окончательного разрушения в силу однозначности исходных предпосылок при их выводе. Значения JK существенно меньше значений J, рассчитанных по (7.2), и JT, вычисленных по (7.8), в связи с тем, что последние включают в себя две составляющие: работу пластических деформаций J Р и работу, затрачиваемую на образование новых поверхностей разрушения, JK. С учетом некоторой условности выполненных расчетов в силу принятых предположений, на основе (7.1) и (7.8) могут быть оценены значения J Р (см. в табл. 7.3), определяющие работу пластических деформаций, по формуле
JP = JT-JK. (7.10)
На стадии инициации разрушения, согласно экспериментальным данным (см. табл. 7.3), отношение работы пластических деформаций и энергии J к составляет
JP/JK > (0,35...0,45)-102. (7.11)
Это соотношение в некоторой степени согласуется с результатами Е. Орована [28], показавшего, что
ГР/Гк>102> <7-12)
Таблица 7.3
Исходные данные и результаты расчетов J-интеграла. Сплав Д1
Характеристика Номер точки Номер точки
0” 1 1 2 3 1 1 4 0“ I 1 I 1 2 | 1 А 1 1 4
d / D = 0,75 d / D = 0,67
Р, кгс 57 000 60 000 80 000 90 000 100 000 36 000 45 600 66 000 75 400 84 000
Fp, мм 0,15 0,16 0,22 0,268 0,38 0,1 0,13 0,19 0,24 0,39
Fpo, мм 0,082 0,086 0,116 0,132 0,15 0,05 0,065 0,09 0,1 0,115
А/*, мм — 0,425 0,745 0,88 1,15 — 0,3 0,55 0,85 1,95
dh мм 52,364 51,514 50,874 50,604 50,604 46,6 46,0 45,5 44,9 42,7
FH, мм2 2153,6 2084,2 2032,7 2011,2 1968,5 1704,7 1661,9 1626,0 1583,4 1432,0
AF, мм2 — 69,4 51,6 21,5 42,7 — 42,8 35,9 42,6 151,4
А, кгс • мм 4275 4800 9100 13210 29950 1800 2964 6270 9724 21809
АА, кгс • мм — 4800 4300 4110 16740 — 2964 3306 3454 12085
Ао, кгс • мм 2337 2580 4640 5940 7500 900 1482 2970 3770 4830
АА0, кгс • мм —- 2580 2060 1300 1560 — 1482 1488 800 1060
А - Ао, кгс • мм 1938 2220 4460 7270 22450 900 1482 3300 5954 16979
АА - АА0, кгс • мм — 2220 2240 2810 15180 — 1482 1818 2654 11025
J, кгс/мм (7.2) — 69,2 83,5 191,2 392,0 69,3 92,1 81,1 79,8
JT, кгс/мм (7.8) 27,0 32,0 43,5 130,7 355,5 22,0 34,6 50,6 62,3 72,8
JK, кгс/мм (7.9) 0,75*** 0,9 1,07 2,2 3,6 11,4 0,5*** 0,53 0,89 2,03 3,76 11,86
Jc, кгс/мм (7.1) 0,99 1,15 2,39 3,86 13,18 0,53 0,89 1,93 3,5 11,41
JP, кгс/мм (7.10) 26,01 30,85 41,4 126,84 342,32 21,47 33,71 48,67 58,8 61,4
* Приращение трещины измерялось от исходного диаметра усталостной трещины/
** Точка “0”, соответствующая нулевому приросту трещины и характеризующая критические значения Jc, определялась экстраполяцией зависимости “fp - АГ.
*** В числителе — значения Jc, определенные экстраполяцией зависимости “J -АГ (см. рис. 7.13), в знаменателе — расчет по формулам.
Трещиностойкость алюминиевых сплавов 203
204
Глава 7
Рис. 7.13. Зависимость J-интеграла от приращения трещины. Сплав Д1. Серия ОЦР-70.
а — расчет по формуле (7.8); б — по формуле (7.9). 1 — d / D = 0,67,2 — 0,75.
где уР — работа пластических деформаций в вершине трещин; ук — удельная энергия, расходуемая на образование единицы поверхности разрушения.
Приведенные данные указывают на необходимость более тщательного анализа при использовании исходного уравнения (7.2) даже при достаточно точных измерениях приращения энергии dA и приращения площади поверхности разрушения dF. Погрешности, вносимые в определение работы внешних сил деформациями вне зон разру
0,4 0,'в 1,2 1,!б 2,'о 2,'4
А/, мм
шения, уменьшаются при увеличении местных деформаций в зоне трещины. Для стадии стра-гивания трещины величины Jc, полученные по уравнениям (7.1) и (7.9), оказываются достаточно близкими, что позволяет считать эти уравнения одинаково приемлемыми с практической точки
Рис. 7.14. Зависимость перемещения точки приложения силы от приращения длины трещины. Сплав Д1. Серия ОЦР-70.
1 — d/D = 0,75, 2 - 0,67.
Трещиностойкость алюминиевых сплавов
205
зрения. Вместе с тем сопоставление энергетических затрат при неупругом деформировании и разрушении в зоне трещины по (7.8) с энергией продвижения трещины по (7.1) и (7.9) показывает существенную роль пластического деформирования, усложняющего анализ сопротивления развитию трещин.
Таким образом, анализ процессов деформирования цилиндрических образцов с кольцевой трещиной с привлечением ряда деформационных характеристик и с энергетических позиций позволил не только оценить ряд эффектов неупругого деформирования, но и дать их качественную и количественную интерпретацию.
7.4. Зависимость характеристик разрушения от размеров трещин и образцов
При развитых пластических деформациях, когда размеры пластической зоны превышают размеры трещин, расчет по уравнениям линейной механики разрушения приводит к завышенным значениям критических напряжений для конструкций, в которых, согласно требованиям дефектоскопического контроля, трещины имеют ограниченные размеры. Это указывает на необходимость исследования характеристик трещиностойкости в широком диапазоне длин трещин и размеров образцов. Разработанная методика испытаний цилиндрических образцов позволила рассмотреть данный вопрос применительно к силовым (ctq, стс, Kq, К*), деформационным (ес, Ккс) и энергетическим (Jc) характеристикам разрушения.
Увеличение глубины кольцевой трещины сопровождается изменением жесткости напряженного состояния в ее вершине, и это оказывает существенное влияние на характеристики разрушения. Переход от однородного одноосного растяжения к объемному напряженному состоянию при трехосном неоднородном растяжении в зоне трещин приводит к тому, что напряжения в нетто-сечении CTq и а" сначала падают в области малых длин трещин, а затем возрастают с увеличением I (рис. 7.15, 7.16). Их падение соответствует большим, а возрастание — малым d/D. Значения CTq и сг“ приI = 0 определяются как сопротивление разрыву SK гладкого образца, a Qq и ст® — как предел прочности ов. Разница напряжений и стс по брут-то-сечению (см. рис. 7.16) больше при малых длинах трещин и сильнее выражена у пластичных сплавов (Д1, Д16, АК6), что связано с увеличением доли пластических деформаций на конечной стадии разрушения, чем у хрупких (В95пч). С уменьшением диаметра D естественно уменьшается диапазон длин трещин и кривые для напря-
206
Глава 7
Рис. 7.15. Зависимости разрушающих напряжений по нетто-(ст") и брутто-(ст®) сечению от длины трещины для сплавов Д1 (а); Д16 (б); АК4-1 (в) и В95пч (г).
Серия: а, б - ОЦР-90 (1), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4); в -ОЦР-35 (7), ОЦР-17 (2); г - ОЦР-60 (7), ОЦР-ЗО (2), ОЦР-15 (3).
Трещиностойкость алюминиевых сплавов
207
Рис. 7.16. Зависимости разрушающих напряжений от длины трещины по нетто- (7, 2) и брутто- (3, 4) сечению.
а - сплав Д1 (серия ОЦР-70); б - Д16 (ОЦР-70); в - АК6 (ОЦР-90); г -В95пч (ОЦР-15), 1,3- стс; 2, 4 - oQ.
208
Глава 7
жений о® и о" смещаются влево (см. рис. 7.15), т.е. для заданного уровня напряжений критическая длина трещины уменьшается.
Связь между исходной критической длиной трещины /с и D при с® = const оказывается линейной (рис. 7.17), что существенно при анализе остаточной прочности элементов конструкций. Кроме того, напряжения о®, если их рассматривать при заданных значениях d/D, слабо зависят от диаметра образцов D (рис. 7.18), тогда как напряжения су" уменьшаются с увеличением D, достигая для крупногабаритных образцов (серии ОЦР-90, ОЦР-70) минимальных значений.
Изменение критических значений коэффициентов интенсивности напряжений KQ и К* в зависимости от относительной длины трещины d/D (рис. 7.19, 7.20) имеет вид куполообразных кривых. Кривые Kq - d/D и К*-d/D достигают максимума в диапазоне значений d / D = 0,5...0,7, который считается наиболее оптимальным для определения величин К1с [1, 21]. Границы максимальных значений KQ и К* с увеличением D сокращаются, причем для более хрупкого сплава В95пч при средних значениях d / D = 0,45...0,8 наблюдается постоянство величин К*. С уменьшением наибольшего диаметра D значения KQ и К* уменьшаются (рис. 7.21) как для равных d/D (геометрически подобные образцы), так и для равных абсо-
Рис. 7.17. Зависимости критических размеров трещин от диаметра образцов при различных уровнях разрушающих напряжений.
а — сплав Д1; б — В95пч.
Стс, КГС/ММ2
а
ас, кгс/мм2
б
Рис. 7.18. Зависимости разрушающих напряжений от относительной длины трещины и диаметра образцов для сплавов Д1 (а, в, д) и Д16 (б, г, е). а, б- серия: ОЦР-90 (7), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4);
в -d/D = 0,75...0,78 (I), 0.65...0.70 (2), 0,47...0,55 (3), 0,38...0,45 (4);
г - d/D = 0,87...0,88 (7), 0.77...0.79 (2), 0,56...0,62 (3), 0,48...0,52 (4);
д - d / D = 0,75...0,78 (7), 0,65...0,70 (2), 0,47...0,55 (3), 0.38...0.45 (4), 0,28...0,32 (5); е - d/ D = 0,87...0,88 (7), 0,77...0,79 (2), 0,66...0,67 (3), 0,56...0,62 (4), 0,48...0,52 (5).
210
Глава 7
Kq, кгс/mm3/2 о
°1 а 2
Рис. 7.19. Зависимости коэффициентов интенсивности напряжений от относительной длины трещины. Сплав Д1. Серия: ОЦР-90 (/), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4).
а - / = 2...3 мм (7), 4...5 (2), 9...10 (3), 15...16 (4), 25...26 мм (5).
лютных длин трещин (кривые 1—5 на рис. 7.19, а). В первом случае может проявляться верхний порог значений KQ в области больших D, определяющий необходимые размеры цилиндрического образца для получения достоверного значения К1с, исследуемого материала [29, 30]. Во втором случае на зависимости “Kq - D” наблюдается нижний порог Kq в области малых D, который наиболее четко фиксируется при 7 = 2...3 и 4...5 мм. Это связано с тем, что образцы с большим диаметром D имеют большую относительную длину трещины и, таким образом, меньшее стеснение пластических деформаций вследствие пониженной объемности напряженного состояния.
Результаты испытаний пластичных сплавов Д1, Д16 и более хрупкого В95пч подтверждают вывод о том, что с увеличением абсолютных размеров геометрически подобных образцов растут значения Kq и К*. Это является следствием ряда взаимно обусловленных причин. Среди них необходимо выделить влияние объемности напряженного состояния, приводящее к повышению эффективных пределов текучести. Кроме того, появляется возможность значительного докритического подроста трещины и образования на конечной стадии смешанного разрушения, контролируемого коэффициентами К[ и К|[. Разница между значениями Kq и К* у сплавов Д1 и Д16 с увеличением D сохраняется примерно на одном уровне (20...30 % при d / D = 0,5...0,7), тогда как у сплава В95пч их значения сближаются и при D = 30 мм Kq становится равным К*.
Трещиностойкость алюминиевых сплавов
211
Рис. 7.20. Зависимости критических значений коэффициентов интенсивности напряжений от относительной длины трещины для сплавов Д16 (а), В95пч (б), АК4-1 (в), АК6 (г).
Серия: а - ОЦР-90 (7), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4); б - ОЦР-60 (7), ОЦР-ЗО (2), ОЦР-15 (3); в - ОЦР-35 (7), ОЦР-17 (2); г - ОЦР-90 (7), ОЦР-35 (2).
У зависимостей коэффициентов интенсивности напряжений KQ и К* от длины трещины также вид куполообразных кривых (рис. 7.22), потому что при I — 0 и D / 2 имеем KQ = К* = 0. Обращает на себя внимание тот факт, что одинаковые значения Gq, о”, Kq, К* могут получаться при двух разных значениях d/D (см. рис. 7.19, 7.20) и соответственно I (см. рис. 7.15, 7.16, 7.22). Это можно объяснить тем, что для двух трещин различной глубины объемность напряженного состояния одинаковая. Зависимости номинальных напряжений aQ и
212
Глава 7
D, мм
Рис. 7.21. Зависимости коэффициентов интенсивности напряжений от диа-
метров образцов.
а - d/D = 0,85...0,88 (J), 0,75...0,79 (2), О,65...О,68 (3), 0,55...0,62 (4), 0,41...0,52 (5), 0,38—0,42 (6);
б - I = 2...3 мм (/), 4...5 (2), 9-10 (3), 14...16 (4), 23-26 мм (5);
в - d/ D = 0,85...0,88 (1, 2), 0,65-0,68 (3,4);
г - d/D = 0,84-0,87 (2), 0,74-0,78 (2); 0,56-0,62 (3), 0,38-0,41 (4).
ос, а также величин KQ, К* от длины трещины I (см. рис. 7.15, 7.16, 7.22) представляют собой исходные диаграммы, которые используются для оценки остаточной прочности элементов конструкций на различных стадиях повреждения трещинами.
Поскольку осевое растяжение цилиндрических образцов с кольцевой трещиной является основной схемой испытаний при опреде-
Трещиностойкость алюминиевых сплавов
213
Рис. 7.22. Зависимости критических значений коэффициентов интенсивности напряжений от длины трещины для сплавов Д1 (а), Д16 (б); АК4-1, АК6 (в, светлые и темные символы соответственно); В95пч (г).
Серия: а, б - ОЦР-90 (7), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4); в - ОЦР-35 (7, 3), ОЦР-17 (2); г - ОЦР-60 (7), ОЦР-ЗО (2), ОЦР-15 (3).
лении вязкости разрушения Кк, представляется целесообразным обсуждение полученных результатов по KQ и К* с точки зрения их достоверности и соответствия величине К1с. Для оценки достоверности характеристик вязкости разрушения используется ряд критериев, которые наиболее разработаны применительно к плоским образцам, нагружаемым внецентренным растяжением и трехточечным изгибом. Условия достоверности определяют толщину образцов t
t < 1, (7.13)
214
Глава 7
( Л2
где t = tD/t; t„=P|-^£-| ; Р = 0,6...5,0;
1ст0,2 )
ограничивают нелинейность диаграмм “Р - V” по оси нагрузок
Pc^1,1Pq (7.14)
и по оси смещений берегов трещины [31]
V < 1,2, V = VC/VQ, (7.15)
относительное остаточное сужение в зоне разрушения [32]
ус < 1,2%; ус = lz_k.l00%; ус = -^Ц^-100%, (7.16)
относительное приращение длины трещины [18, 33]
Д/<2%; Д/ = Д///100%, (7.17)
а также уровень номинальных напряжений по нетго-сечению образца [15, 32, 34]
а = <*н/°о,2; (7-18)
а < 0,7 — по данным [15]; а < 0,8 — по данным [32, 34].
Для определения истинных значений К1с на цилиндрических образцах условия достоверности сформулированы следующим образом [17, 21, 29]:
PC<1,1PQ; (7.19а)
ус < 1,5 %; (7.196)
D, d < 1, (7.19в)
где
kqV
KQ
D = Dp/D; d = dp/d; Dp = 2,3 ; dp = 1,6 -2-
I ° 0,2
lCT0,2
Условия (7.19) апробированы на высокопрочных сталях (ст02 £ 100 кгс/мм2), при этом большая часть экспериментов выполнена при относительной длине трещины d/D, равной 0,5 или 0,7, а диаграммы “Р - V” оказывались близкими к линейным до момента разрушения. Рассмотрим возможность их использования в случае упругопластического деформирования образцов.
Трещиностойкость алюминиевых сплавов
215
На рис. 7.23, 7.24 показаны зависимости изменения критериев достоверности от относительной длины трещины, причем сплошными кривыми — удовлетворяющие требованиям (7.19). Наиболее жестким критерием оказалось условие (7.19а), ограничивающее нелинейность диаграмм “Р - V” по оси нагрузок, при этом отношение Рс / PQ увеличивается с уменьшением диаметра образцов D. Из всех серий образцов испытанных сплавов, исключая В95пч, это условие выполняется только для двух образцов серии ОЦР-90 сплава Д1 с d / D = 0,65 и 0,78, которые дают наибольшие значения Кс (см. рис. 7.19, а). Критерий относительного сужения (условие (7.196)) удовлетворяется для
Рис. 7.23. Изменение параметров, отражающих условия достоверного определения коэффициентов интенсивности напряжений. Сплав Д1 серии ОЦР-90 (а), ОЦР-35 (6), ОЦР-70_(в), ОЦР-17 (г).
1 -Pc/PQ;2-yc;3-D;4-d.
216
Глава 7
Рис. 7.24. Изменение параметров, отражающих условия достоверного определения коэффициентов интенсивности напряжений.
Сплав: а — АК6 (серия ОЦР-35); б — АК4-1 (ОЦР-35); в, г — В95пч (серия
ОЦР-60 - в, ОЦР-ЗО - г). Обозн. 1-4 см. рис. 7.23.
образцов всех серий в диапазоне значений d / D от 0 до 0,8 и исключает результаты испытаний образцов с малыми длинами трещин. Большинство испытаний цилиндрических образцов с кольцевой трещиной обычно проводится в диапазоне значений d / D от 0,5 до 0,7, в котором наблюдается снижение значений \j7c существенно меньше 1,5 %. Отсюда следует, что условие (7.19, б) должно быть более жестким, тем более в случае испытаний высокопрочных материалов. В связи с этим предварительно по результатам данных испытаний можно принять \j7c < 0,5 %.
Трещиностойкость алюминиевых сплавов
217
Из анализа условий (7.19в) вытекает корректность результатов, полученных при испытаниях крупногабаритных образцов (серии ОЦР-90, ОЦР-70, ОЦР-60), оцениваемая как по наибольшему D, так и по наименьшему d относительным диаметрам^(см. рис. 7.23, 7.24). Изменение расчетных Dp, dp и относительных D, d диаметров образцов соответствует характеру изменения величин Кс (см. рис. 7.19). С переходом к образцам средних размеров (серии ОЦР-35, ОЦР-ЗО) и малогабаритным (ОЦР-17, ОЦР-15) характер изменения параметра D остается прежним, хотя сами значения возрастают, что приводит к исключению некоторых результатов как некорректных при средних d/D. Для параметра d наблюдается резкое возрастание значений при d / D < 0,6...0,7. Это связано с тем, что величины KQ и К* оказываются более стабильными для указанных серий образцов (см. рис< 7.19, 7.20), и в результате расчетные диаметры dp изменяются в меньшей степени, тогда как действительные значения d уменьшаются.
Соотношения (7.19в) получены [29] в предположении наличия в зоне вершины кольцевой трещины условий плоской деформации в результате решения краевой задачи теории упругости. Однако, согласно решению Г. Нейбера [35], условия плоской деформации реализуются для образцов с малой глубиной трещины, и с увеличением d/D объемность напряженного состояния повышается. Изменение жесткости напряженного состояния при варьировании d/D приводит к изменению условий начала пластического деформирования в вершине надреза (трещины), так как величина предела текучести стт является функцией параметров жесткости напряженного состояния. В связи с этим условия (7.19в) следует считать необходимыми, но не достаточными для получения величин К1с, если последние рассматривать как характеристику материала, а не образца.
Указанная неопределенность сохраняется при анализе условия (7.18), отражающего уровень неупругого деформирования материала в нетго-сечении образца и развития пластических зон на стадии разрушения. Учитывая повышение эффективного предела текучести образца с кольцевой трещиной по сравнению с величиной ст0>2, определяемой на гладких образцах, было предложено [14] принять в условии (7.18) коэффициента = 1,1.
В действительности (рис. 7.25) отношение напряжения в нет-то-сечении ст" к пределу текучести ст0>2, определенного на образцах диаметром, равным наибольшему диаметру образцов данной серии, значительно больше. Критерий достоверности по напряжениям (7.18) оказался более жестким, чем по нагрузкам (7.14), И'исключает как некорректные все результаты, кроме нескольких образцов серии
218
Глава 7
Рис. 7.25. Изменение уровня относительных номинальных разрушающих
напряжений а = ст" / ст0 2 от относительной длины трещины для сплавов Д1 (а), Д16 (б), АК4, АК6 (в) и В95пч (г).
Серия: а - в - ОЦР-90 (7), ОЦР-70 (2), ОЦР-35 (3), ОЦР-17 (4); г -ОЦР-60 (7), ОЦР-ЗО (2), ОЦР-15 (3).
ОЦР-60 сплава В95пч. Минимальные значения параметра а находятся в пределах d / D от 0,7 до 0,95 и, учитывая постоянство ст0 2, возрастают с увеличением глубины трещины. Возрастание а связано с переходом от однородного одноосного растяжения к объемному напряженному состоянию в виде трехосного неоднородного растяжения. Более интенсивно это проявляется с уменьшением диаметра образцов D, тогда как для серий ОЦР-90 и ОЦР-70 значения а практически не изменяются (сплавы Д1, Д16), что подтверждают результаты, представленные в [36]. Это приводит к тому, что малогабаритные
Трещиностойкость алюминиевых сплавов
219
образцы разрушаются в условиях развитых пластических деформаций с малым подрастанием трещины, а крупногабаритные, наоборот — с повышенным докритическим подростом и ограниченным пластическим деформированием.
Анализ докритического подроста трещины по поверхности разрушения с помощью метода красок для сплава Д1 в образцах серии ОЦР-70 показал, что величина относительного прироста Д/ с увеличением глубины трещины уменьшается. Так, для образца с d / D = 0,88 абсолютный подрост составил ~6 мм, а относительный —140 %, т.е. Д/ > I примерно в 1,4 раза. Для образца с d / D = 0,55 — соответственно ~4 мм, или 25 %, а для образца с d / D = 0,28 равнялся ~2 мм, или 8 %. При таких значительных подростах трещины определение характеристик трещиностойкости разрушения на стадии ее инициации становится затруднительным.
Обработка диаграмм “Р -V” III и IV типа с помощью 5%-й секущей предполагает наличие подроста трещины Д/ = 2 % [18]. Контроль за выполнением этого требования может быть выполнен с помощью метода многократного определения вязкости разрушения [33], и в этом случае условие (7.17) наряду с требованием (7.18) должны стать определяющими. Для диаграмм I типа на первое место выдвигается требование (7.18), а вопрос о подросте трещины оказывается второстепенным. Следует отметить целесообразность использования совместно с требованиями (7.19) условия (7.15), оценка которого для сплавов Д1, Д16, В95пч дана на рис. 7.9. Пластичные сплавы Д1, Д16 дают более высокие значения параметра V, резко возрастающие при высоких d / D, по сравнению с В95пч, для которого V s 1...1,5 в пределах до d / D = 0,9. Видимо, этот диапазон (V = 1...1,5) может быть рекомендован для использования в условиях (7.15).
Рассмотренные параметры достоверности сами по себе характеризуют процессы деформирования и разрушения образцов с трещинами, и только комплексное их рассмотрение позволяет сделать заключение, являются ли полученные величины KQ или К* искомыми значениями К1с. Если заключение положительное, то по-прежнему открытым остается вопрос — являются ли данные значения характеристикой материала или образца, как, например, в случае испытаний сплава В95пч (см. рис. 7.20, 7.24). Низкотемпературные испытания образцов различных размеров позволяют определить инвариантные значения Кк для данного материала, однако при этом значения температуры и толщины образцов существенно отличаются от реальных для конструкций, что дает оценку прочности с большой консервативностью при наличии макродефекгов за пределами норм контроля.
220
Глава 7
Для некоторых конструкционных материалов (стали средней и низкой прочности, ряд алюминиевых сплавов) характеристики Kq и К* часто оказываются формальным выражением результатов испытаний. С одной стороны, величина KQ является докритической характеристикой, а с другой — коэффициент К*, определенный на стадии разрушения, уже не характеризует напряженное состояние в вершине трещин вследствие повышенного пластического течения. Однако в обоих случаях характеристики KQ и К* служат связующим звеном между действующими номинальными напряжениями и исходной длиной трещины.
На рис. 7.26 показаны экспериментальные точки, определяющие связь между напряжениями а® и длиной трещины, а также расчетные кривые, полученные по уравнениям линейной механики разрушения в предположении, что К* = const для различных d/D. При определенных d/D расчетные кривые удовлетворительно описывают результаты экспериментов, но дают заниженные значения напряжений в случае малых d / D, и наоборот, завышенные в области малых длин трещин. Соответствие экспериментальных и расчетных данных не всегда наблюдается при значениях К*, полученных в диапазоне d / D = 0,5...0,7. Возможность описания зависимости номинальных напряжений от длины трещины через характеристику К* при значительных пластических деформациях успешно использована при разработке концепций предела трещиностойкости 1с [11, 37] и коэффициентов интенсивности деформаций К1ес [19].
Большую инвариантность по отношению к размерам трещин и образцов, чем силовые характеристики, имеет энергетический критерий Jc. Значения Jc определяли по формуле (7.1), которая в случае треугольных диаграмм “Р - fp” принимает вид,
Jc = 2АС /nd2. (7.20)
Несмотря на то что при испытаниях отношение L6 /D изменялось от 0,5 до 1,5, полученные величины Jc практически не зависят от диаметра образцов D (рис. 7.27), хотя и имеет место тенденция незначительного роста Jc с переходом к образцам малого диаметра. Их резкое возрастание при d / D > 0,8 объясняется увеличением работы внешних сил Ас, затрачиваемой на деформирование образца при значительных пластических деформациях, и более выражено у сплавов Д1 и Д16 (см. рис. 7.9).
Испытания плоских образцов с постоянными размерами в плане различной толщины (t = 10...25 мм) из сплава Д1 при трехточечном
Трещиностойкость алюминиевых сплавов
221
OQt
1 г-
10 15
1 । ।
20 25 I, мм
50^
40-□
30-
20-
10-
0
7--------1---------1--------1-------“Г-
5 10 15 20 I, мм
Рис. 7.26. Зависимости разрушающих напряжений а® от длины трещины. а — сплав Д1 (серия ОЦР-70); б — В95пч (серия ОЦР-60); точки — экспериментальные данные; кривые — расчетные.
222
Глава 7
Рис. 1.21. Зависимость критических значений J-интеграла от относительной длины трещины для: а — сплава Д1 (1—4), Д16 (5-8) и б — сплава АК4-1 (1, 2), АК6 (3) и В95пч (4-6).
Серия: а - ОЦР-90 (1, 5), ОЦР-70 (2, 6), ОЦР-35 (3, 1), ОЦР-17 (4, 8); б -ОЦР-35 (1), ОЦР-17 (2), ОЦР-35 (3), ОЦР-60 (4), ОЦР-ЗО (5), ОЦР-15 (6).
изгибе дали значения Jc в пределах 13...17 кгс/мм (рис. 7.28). В данном случае величина J-интеграла рассчитывалась по формуле [24]
Полоса разброса этих значений соответствуют результатам, полученным на цилиндрических образцах в диапазоне d / D = 0,4...0,8 (см. рис. 7.27, а). Видимо, этот диапазон наиболее оптимален для определения Jc на цилиндрических образцах.
Jc, кгс/мм
20-
15-
10
--------1-------1-------1-------1-------
5 10 15 20 251, мм
Рис. 7.28. Результат определения J-интеграла по данным испытаний на трехточечный изгиб. Сплав Д1. В = 30 мм, //В = 0,5, L = 120 мм.
Трещиностойкость алюминиевых сплавов
223
Наиболее стабильные значения Jc при d/D = 0,4—0,8 имеет сплав В95пч. Результаты испытаний четырех образцов серии ОЦР-60 из этого сплава были обработаны по методике Бигли — Ландеса [25]. Соответствующие диаграммы “Р - fP”, зависимости работы А, затраченной на формирование образца в процессе нагружения, от длины трещины для заданных значений перемещений f Р и J-интеграла в функции перемещений показаны на рис. 2.9. Критические значения, определенные по максимальному перемещению fc на основе (7.2), оказались несколько выше (см. рис. 7.27), чем рассчитанные по формуле (7.20).
Минимальные размеры образцов для определения значений J 1с устанавливаются из условия
R<₽
с
<СТ0,2 )’
(7.22)
где R — радиус наименьшего сечения; р — коэффициент. <
Если принять, что значения JIc можно получить только при наличии треугольных диаграмм “Р - fP”, то по результатам испытаний сплава В95пч, для которого такие диаграммы в диапазоне d / D = = 0,4...0,6 имели место начиная с образцов серии ОЦР-ЗО, можно установить диапазон значений 0 = 60... 100.
Критериальные характеристики Ic, К1ес, Jc позволяют дать расчетную оценку остаточной прочности независимо от того, какой вид возможного разрушения анализируется — хрупкий, квазихрупкий или вязкий. С этой точки зрения вопросы достоверного определения указанных характеристик трещиностойкости теряют математическую основу и на первый план выдвигаются вопросы, касающиеся разработки методических основ самого эксперимента, результаты которого могли бы быть непосредственно использованы при оценке прочности реальных конструкций. В тех случаях, когда целью исследований являются разработка оптимальных технологических режимов, оценка качества конструкционных материалов или склонности их к хрупкому разрушению, безусловно, должны использоваться характеристики К1с или J[c, определяемые в соответствии с рассмотренными выше требованиями достоверности.
ГЛABA 8
СВОЙСТВА И ТРЕЩИНОСТОЙКОСТЬ БОРОАЛЮМИНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
8.1. Область применения и направления исследований
Требования снижения металлоемкости конструкций при одновременном повышении прочности и надежности обусловливают разработку новых конструкционных материалов, среди которых необходимо выделить композиционные материалы с металлической матрицей. Учитывая широкое использование данного класса материалов при создании конструкций транспортного и химического машиностроения, ракетно-авиационной и космической техники, исследование процессов их разрушения представляет собой важную задачу механики конструкционного материаловедения. В ряду композитов с металлической матрицей особое место занимает бороалюминий — материал на основе алюминия, упрочненного волокнами бора. Боро-алюминиевый волокнистый композиционный материал (ВКМ) обладает высокими удельными показателями прочности и жесткости, высокой стабильностью механических характеристик при повышенных температурах. Благодаря уникальным свойствам данного материала, его используют в несущих конструкциях космических аппаратов и авиационной техники [1,2].
На околоземной орбите конструкции летательных аппаратов подвергаются воздействиям термического и ионного излучения, глубокого вакуума и т.д. Например, конструкция международной космической станции за период эксплуатации (около 30 лет) должна будет выдержать около 175 тыс. циклов термического нагружения от +125 до -125 °C при движении станции на околоземной орбите [2]. Жесткие условия эксплуатации приводят к необходимости создания легких и высокопрочных конструкций летательных аппаратов, обладающих высокой пространственной стабильностью. Именно композиционные материалы на металлической основе с их высокой удельной жесткостью и низким коэффициентом термического расширения обладают необходимыми характеристиками для создания таких конструкций.
Примером успешного применения металлических композитов служит использование трубчатых стержневых элементов, выполнен-
Свойства бороалюминиевых композиций
225
ных из бороалюминиевого композита, для американского космического корабля Space Shuttle [2]. Использование нескольких сотен таких элементов, входящих в конструкции средней фюзеляжной секции и передней опоры шасси, дало возможность сократить массу на 45 % по сравнению с дизайном, основанным на использовании традиционных алюминиевых сплавов. Другим примером является разработка фирмой “Локхид” нижней части вертикального киля пассажирского самолета из бороалюминия. Это позволило не только облегчить конструкцию — бороалюминиевые панели более чем на 20 % легче аналогичных, выполненных из титановых сплавов, но и значительно-сократить количество конструктивных элементов [1]. В отечественной практике бороалюминиевые стержневые элементы нашли применение в несущих конструкциях спутников связи различного назначения, выпускаемых государственным предприятием НПО “Прикладная механика” [3].
Интенсивное изучение бороалюминиевых композитов началось в 70-80-е годы прошлого столетия. Было проведено большое'количество теоретических и экспериментальных исследований на композитах с различными схемами армирования и условиями нагружения. При этом основное внимание уделялось изучению влияния различных технологических факторов на механические и прочностные характеристики материала, механизмы разрушения композита при воздействии статических и циклических нагрузок.
Подробная классификация механизмов разрушения и условия, необходимые для их реализации при растяжении однонаправленного бороалюминия в направлении армирования, приведены в [4]. Благодаря ярко выраженным свойствам компонентов, бороалюми-ний является идеальным материалом для численного моделирования процессов деформирования и разрушения композитов с хрупким волокном и пластичной матрицей [5-7]. Разрушение рассматривается как процесс, состоящий из элементарных актов разрушения — разрывов волокон и матрицы, отслоений волокон от матрицы. Использование таких моделей позволяет определить закономерности, связывающие характеристики структуры материала (прочность волокон и матрицы, границы их раздела, объемное содержание волокон) с реализуемыми механизмами разрушения.
В работе [8] была предложена одна из первых моделей разрушения ВКМ с хрупкими волокнами, основанная на подходах механики разрушения. Модель позволяет объяснить наличие немонотонной зависимости прочности композита от объемного содержания армирующих волокон за счет образования микротрещины — согласованного разрушения соприкасающихся волокон. В дальнейшем теория
8 Заказ №771
226
Глава 8
была развита с учетом технологических факторов, влияющих на образование хрупких зон взаимодействия компонентов, перекрытие которых обеспечивает распространение трещины [9].
При изучении бороалюминиевых композитов гораздо меньшее внимание было уделено вопросам прочности материала с дефектами типа трещин и экспериментального определения характеристик трещиностойкости. Результаты исследований бороалюминия [10, 11] позволили авторам сделать несколько важных выводов, характеризующих особенности разрушения данного класса материалов при наличии трещиноподобных дефектов, поперечных направлению армирования.
1. Определение разрушающих напряжений для композитов с трещинами, размер которых намного больше диаметра волокна, возможно на основе подходов линейной механики разрушения, так как в экспериментах удается определить критические значения коэффициента интенсивности напряжений К*. При этом существует зависимость значений данной характеристики от толщины испытываемых образцов, аналогичная зависимости для однородных материалов.
2. Трещиностойкость бороалюминия значительно выше трещиностойкости материала матрицы. Для бороалюминия с объемным содержанием волокон Vf = 0,4 значение К* достигает 80 Мпа • м1/2. По данным [12], К* = 100 Мпа • м1/2 для бороалюминия с Vf = 0,5. Для сравнения, величина К,с для алюминиевых сплавов находится в пределах 31...42 Мпа • м1/2 [13].
3. Трещиностойкость бороалюминия возрастает при увеличении объемного содержания армирующих волокон.
4. Экстраполяция значений характеристик трещиностойкости, полученных на образцах с макротрещиной, на трещины, длина которых сопоставима с характерным размером структуры, невозможна.
При проведении упомянутых экспериментальных исследований не рассматривалось влияние схемы нагружения на распределение напряжений на линии трещины, т.е. использовался классический подход линейной механики разрушения, согласно которому разрушение определяется только значением коэффициента интенсивности напряжений. Анализ показывает, что разброс значений вязкости разрушения, полученных на однотипных образцах [12], меньше, чем в случае использования образцов различного типа [10]. Аналогичная тенденция наблюдается при изменении соотношения длина трещины — ширина образца [14]. Понятно, что дать объяснение этому феномену только с позиций линейной механики разрушения невозможно.
Свойства бороалюминиевых композиций
227
Несмотря на многочисленные исследования, в настоящее время не существует надежных инженерных методов расчета характеристик разрушения изделий из ВКМ с металлической матрицей. Влияние различных дефектов на прочностные характеристики композиционных материалов неравнозначно и зависит прежде всего от условий эксплуатации конструкции. Численное моделирование процессов деформирования и разрушения бороалюминия [7], экспериментальные исследования [15] позволяют выделить расслоения и поперечные трещины как наиболее опасные дефекты структуры композита. Поперечные трещины существенно снижают статическую прочность бороалюминия, а при воздействии циклических нагрузок являются очагами возникновения продольных расслоений, рост которых, в свою очередь, может привести к разрушению за счет резкого снижения сопротивления материала действию сдвиговых деформаций.
При разработке методики расчетов на прочность элементов конструкций из волокнистого бороалюминиевого композита с учетом технологической дефектности и эксплуатационной повреждейности было предусмотрено решение следующих задач:
исследование структуры и механических свойств бороалюминия, экспериментальное определение прочностных характеристик армирующих волокон;
исследование характера разрушения бороалюминиевого композиционного материала при наличии трещин, поперечных армированию, в условиях статического и циклического нагружения;
экспериментальное определение характеристик статической и циклической трещиностойкости бороалюминия;
разработка критерия статической трещиностойкости волокнистых композитов с учетом характера напряженного состояния в вершине трещины.
8.2. Структура и характеристики механических свойств
В исследованиях использовался стержневой элемент ферменной конструкции летательного аппарата, состоящий из центральной трубчатой части с внутренним диаметром 56 мм, толщиной стенки порядка 2,2 мм и концевой арматуры из титанового сплава, обеспечивающей монтаж конструкции. Трубка изготовлена путем горячего прессования 12 слоев однонаправленных полуфабрикатов композита алюминий-бор — волокон с напыленным алюминиевым сплавом.
В двухфазных материалах, каким является бороалюминий, эффективные характеристики композиции определяются не только ме-
228
Свойства бороалюминиевых композиций
229
Рис. 8.1. Микрофотографии (*40) поперечного среза бороалюминия (Vf = 0,43).
а, в — зона однородной (а) и неоднородной (в) укладки волокон; б — зона складки.
ханическими свойствами ее составляющих, но и их процентным содержанием, геометрией и распределением внутри материала. В однонаправленных композитах, когда модуль упругости усиливающих элементов намного превосходит аналогичную характеристику связующего, даже небольшое отклонение волокон от оси армирования приводит к существенным изменениям жесткостных и прочностных (в меньшей степени) характеристик материала. Однако вариация процентного содержания волокон в локальных объемах может приводить, особенно при высокой степени армирования, к снижению прочности композита, а также к увеличению уровня остаточных напряжений.
Параметры структуры бороалюминиевого композита оценивали путем анализа поверхности поперечного (относительно волокон) среза материала. Для этого из трубчатого элемента конструкции вырезали кольца высотой 20...30 мм. После шлифования и полировки на поверхности среза вытравливали слой алюминиевой матрицы порядка 0,1 мм в 30 %-м растворе щелочи (NaOH). Затем осуществляли отбеливание в 50 %-м растворе соляной кислоты.
На рис. 8.1 представлены микрофотографии поверхности среза ВКМ в районе однородной укладки (о) и образования складки (б).
230
Глава 8
В районе складки выступ может составлять до 40 % от средней толщины стенки трубы. Поверхности элемента покрыты плакировочным слоем алюминия толщиной порядка 0,25 мм снаружи и 0,11 мм на внутренней поверхности элемента конструкции. На рис. 8.1, в представлена характерная зона с нарушением в укладке волокон. Видны участки с более плотной упаковкой в микрообъеме, что может вызывать возникновение зон трещинообразования, когда разрыв одного “слабейшего” волокна приводит за счет последовательного разрушения ближайших к нему соседних волокон к образованию макротрещины. Данные зоны имеют более низкое сопротивление распространению трещин по сравнению с зонами материала, имеющими равномерное распределение армирующих элементов [8].
Оценку однородности укладки волокон проводили, измеряя расстояния между волокнами в ряду и между рядами с помощью микроскопа МИМ-3 при увеличении до 300 с шагом делительной сетки 0,004 мм. Схема измерений и результаты представлены на рис. 8.2. Объем выборок для каждой величины составлял 220 измерений, которые выполняли в различных местах среза, равномерно по всему сечению. Диаметр волокна d имеет относительно стабильные значения с малым разбросом, коэффициент вариации Vk = 0,017 при объеме выборки ПО измерений.
Если допустить, что на микроуровне укладка волокон является шахматной (рядами со сменой четных, нечетных клеток), то степень армирования (объемное содержание волокон) Vf для представительного элемента структуры площадью Fo = a-(d + b) будет составлять
Vf =
Ttd2 2а • (d + b)
(8.1)
Зная распределение для значений a, b, d и выражение для Vf, можно определить частотное распределение для последней величины. Считая параметры a, b, d независимыми, можно получить
<p(Vf) = SA<p(Vf) = S [Ф(а) • ф(Ь) • 9(d)]. (8.2)
Выражение (8.2) легко программируется, и вычисление ф(Уг) осуществляется путем накопления суммы приращений при переборе параметров a, b, d. В результате расчетов получено частотное распределение объемного содержания волокон Vf в локальном объеме Fo. Из данных (см. рис. 8.2) следует, что Vf на выбранном локальном уровне варьируется в пределах от 0,267 до 0,72 при среднем значении 0,43 и коэффициенте вариации 11,8 %.
Рис. 8.2. Схема измерения геометрических параметров укладки волокон и полученные гистограммы распределения.
Борные волокна, используемые при изготовлении бороалюминия, представляют собой непрерывные моноволокна, неоднородные по структуре и анизотропные, диаметром 5...200 мкм. Волокна бора получают методом химического осаждения бора при температуре (ИЗО °C) из смеси газов ВС13 + Н2 на вольфрамовую подложку в виде нитей диаметром «12 мкм. В результате осаждения образуется сердцевина из боридов вольфрама, вокруг которой располагается слой поликристаллического бора. Сердцевина волокна находится под воздействием высоких сжимающих напряжений, а бор в области, прилегающей к подложке, — растягивающих. Это приводит к возникновению радиальных трещин в борных волокнах вследствие больших остаточных напряжений, которые растут с увеличением диаметра волокна [1].
Как известно, прочность хрупких материалов нельзя охарактеризовать только одной величиной, например пределом прочности, из-за большого разброса механических свойств материала, что обусловлено статистическим распределением дефектов различных раз
232
Глава 8
меров, снижающих его прочность [16]. Структурные несовершенства борных волокон, образовавшиеся при их изготовлении и нанесении матричного слоя, обусловливают наличие масштабной зависимости прочности волокон.
С целью определения зависимости предела прочности борных волокон от длины были проведены испытания волокон со средним диаметром 0,14 мм, которые проводились на трех различных длинах: 10, 25 и 125 мм. В [1] представлены сравнительные результаты испытаний волокон до и после их вытравливания из матрицы раствором NAOH, которые показывают, что вытравленные волокна дают меньшую среднюю прочность. Поэтому для данных испытаний волокна извлекали механическим способом: композит разделяли на слои, удаляли слой матрицы до выхода волокон на поверхность, после чего волокна осторожно извлекали из матрицы.
Гистограммы разрушающих напряжений, построенные по результатам испытаний, представлены на рис. 8.3; параметры нормального (Vk) и вейбулловского (двухпараметрического — Р) законов распределения плотности вероятностей, аппроксимирующих эти эмпирические частотные распределения, — в табл. 8.1.
При проведении экспериментальных исследований использовались образцы из бороалюминия трех типов: в виде двухсторонней
Рис. 8.3. Гистограммы разрушающих напряжений для борных волокон длиной L.
Свойства бороалюминиевых композиций
233
лопатки для определения механических свойств композиции; вырезанные из стенок трубчатого элемента конструкции (сегмент) с центральным и краевым надрезами; трубчатый элемент конструкции с надрезом (рис. 8.4). Для создания дефекта, моделирующего центрально расположенную трещину, на образцах высверливалось отверстие диаметром 1,5 мм,
Т а б л и ц а 8.1
Предел прочности борных волокон
Выборка, шт. База, мм Средняя прочность < of>, МПа л р
54 10 3094 12,0 11,90
50 25 2868 11,0 10,90
54 125 2525 12,8 8,57
через него пропускали проволоку
диаметром 0,15 мм и электроэрозионным методом наносился надрез по обе стороны от отверстия. Этот же метод применялся для создания краевого надреза. Усталостное нагружение с целью заострения кончика надреза не проводилось, следуя рекомендациям [10}, из-за
опасности расслоения композита вдоль волокон.
Испытания проводились на гидравлических испытательных машинах фирмы “Шенк” (рис. 2.7). Запись диаграммы деформирования осуществлялась при помощи датчика перемещений с базой из
Рис. 8.4. Схема нагружения и типы образцов для определения механических свойств (а) и характеристик трещиностойкости (б, в).
234
Глава 8
мерений 25 мм и пределом измерений деформаций до 20 % с погрешностью 0,2 % на двухкоординатном самописце “Инстрон”. Обработка диаграмм проводилась по специальным программам с выводом результатов в виде протокола испытаний на экран дисплея или принтер управляющего компьютера.
Результаты испытаний по определению характеристик механических свойств бороалюминия при растяжении вдоль волокон приведены в табл. 8.2. На ряде образцов наблюдался подрост трещины, стартовавшей из области перехода сечений, перпендикулярно продольной оси образца, расслоение вдоль волокон и основной долом происходили уже в захватной части образца. Такой характер разрушения обусловлен концентрацией касательных напряжений в области изменения сечения. Результаты испытаний таких образцов не учитывались. Разрушающие напряжения и деформации определялись по максимальной нагрузке, модуль упругости — по углу наклона диаграммы деформирования на линейном участке. Отметим, что существенный разброс значений прочности является характерной особенностью волокнистых композитов с высокой степенью армирования — по данным [1], коэффициент вариации прочности бороалюминия может достигать 21...23 % при объемном содержании волокон 54 %.
Полученные в эксперименте параметры структуры бороалюминия, характеристики прочности борных волокон, коэффициенты вариации этих значений использовались как исходные данные в структурно-имитационной модели деформирования и разрушения бороалюминия [7]. На рис. 8.5 представлены расчетные диаграммы де-
Таблица 8.2
Результаты испытаний бороалюминиевых образцов
Площадь сечения, мм2 Разрушающие напряжения, МПа Разрушающие деформации, % Модуль упругости, ГПа
15,8 906,0 0,48 216,0
20,3 856,0 — —
15,8 874,0 0,44 215,0
12,4 936,0 0,41 230,0
16,5 923,0 — —
15,1 1145,0 0,56 218,0
18,1 1019,0 0,51 214,0
14,0 995,0 0,49 209,0
Средне е... 956,8 0,48 217,0
Свойства бороалюминиевых композиций
235
Рис, 8,5, Расчетные (точки) и экспериментальные (кривые) диаграммы деформирования бороалюминия при различных значениях объемного содержания борных волокон.
о, МПа
формирования бороалюминиевого композита с различным объемным содержанием борных волокон. Экспериментальные диаграммы для Vf = 0,092; 0,21 и материала матрицы взяты из работы [8].
8.3. Критерий разрушения и определение коэффициентов интенсивности напряжений
Согласно феноменологическому подходу, используемому в настоящей работе,, композит типа ВК.М рассматривается как однородный анизотропный материал, обладающий симметрией строения, характеристики разрушения которого зависят от свойств компонентов. Это позволяет уменьшить число экспериментальных данных, необходимых для оценки остаточной прочности элементов конструкций с дефектами. Предположение об однородности композита определяет также минимальный размер трещиноподобного дефекта, влияние которого на несущую способность может быть описано с помощью подходов механики разрушения. Для волокнистых композитов размер дефекта должен значительно превосходить характерный размер структуры материала — диаметр волокна.
Особенности разрушения ВКМ, обусловленные их строением, накладывают определенные ограничения на применение критериальных соотношений механики разрушения, которые были разработаны для однородных материалов. При постепенном увеличении статиче
236
Глава 8
ской нагрузки в локальной области возле кончика надреза в ВКМ образуется зона повреждений в виде разрывов волокон, трещин в материале матрицы, расслоений и т.д. Если в случае однородных материалов вводится представление о пластически деформированной зоне в окрестности кончика трещины, то применительно к рассматриваемым композитам следует рассматривать зону растрескивания [10].
Наличие в волокнистых композитах развитой зоны диссипации энергии в вершине дефекта обусловливает разработку моделей разрушения, учитывающих перераспределение напряжений и снижение их концентрации. В отличие от традиционных методов расчета на прочность такие подходы, часто называемые нелокальными [17, 18], учитывают напряженно-деформированное состояние не только в исследуемой точке материала (например, в вершине концентратора), но и в примыкающей к ней области. Отличительная особенность нелокальных критериев — определение характерного размера, который является константой материала для конкретного механизма разрушения.
Идея учета области пластического деформированного в вершине трещины, выдвинутая Ирвиным [19] при определении вязкости разрушения металлов, нашла применение и для композиционных материалов. Согласно модели фиктивной трещины [17,18], в вершине концентратора формируется зона интенсивного высвобождения энергии (впервые такое определение дано в работе [20]), которая подобна трещине. Как отмечается в работе [21], реально данная внутренняя трещина не существует, а представляет собой аналитически трещиноподобную область, развивающуюся перед началом окончательного разрушения. Для оценки прочности композиционного материала с концентратором напряжений типа трещины также используется подход, известный в литературе как модель Панасюка—Леонова—Дагдейла [22]. Суть модели заключается в том, что зона впереди кончика трещины заменяется дополнительным разрезом длиной Ь, находящимся под действием напряжений, равных пределу прочности (или текучести) материала.
В настоящей работе используется альтернативная модель разрушения, известная как подход Нейбера—Новожилова [22] или интегральный критерий [23] прочности. Согласно данному подходу, разрушение определяется напряжением о, осредненным вдоль отрезка гс от вершины трещины. Условие прочности имеет вид
1 Гс
о = —jcrydr<oB, (8.3)
гс о
где сту — нормальное растягивающее напряжение вдоль отрезка интегрирования.
Свойства бороалюминиевых композиций
237
В (8.3) гс — константа материала и ее физический смысл заключается в том, что в зоне на расстоянии гс вблизи вершины трещины происходит перераспределение напряжений и снижается их локальная концентрация. Величину гс можно оценить, используя результаты испытаний образцов с относительно длинными трещинами. В этом случае размер гс ничтожно мал по сравнению с длиной трещины. Учитывая, что в вершине трещины справедливо асимптотическое распределение напряжений, напряжения ст можно выразить через коэффициент интенсивности напряжений:
а = - J dr = К, Е < ств. (8.4)
rcJ0V2nr улгс
В предельном случае Kj = Кс и, используя знак равенства в Правой части, получим
КсП- = ств. (8.5)
Игс
Отсюда находим характерный размер:
Коэффициент интенсивности напряжений (КИН), используемый при определении значения осредненных напряжений в (8.4), однозначно характеризует поле напряжений только для малой (сингулярной) области в вершине трещины. Поэтому соответствие между экспериментальными значениями предельного коэффициента интенсивности напряжений, определенными на образцах различного типа, можно получить, только если процесс разрушения локализован непосредственно в вершине трещины.
На рис. 8.6 для различных типов образцов (7—3) представлены распределения напряжений, действующих перпендикулярно плоскости трещины, на линии ее продолжения. Нагрузки, геометрические размеры трещин и образцов подобраны таким образом, чтобы в вершине трещины значение коэффициента интенсивности напряжений Kj было одинаковым для всех схем нагружения. Как следует из рисунка, существенное различие значений напряжений наблюдается уже на относительном расстоянии г / а = 0,1 от вершины трещины. Важно, что различается также характер напряженного состояния — для образцов с краевой трещиной при удалении от вершины трещины происходит более резкое, чем для центрально расположен-
238
Глава 8
Рис. 8.6. Распределение напряжений, нормальных к плоскости трещины, на линии продолжения трещины.
ной трещины, снижение уровня растягивающих напряжений. Таким образом, если значение параметра гс превышают размер области корректного применения КИН, необходимо в уравнения (8.4) вводить поправки, учитывающие конкретную схему нагружения образцов.
Для учета влияния геометрических размеров образца и схемы нагружения на распределение напряжений в области, примыкающей к вершине трещины, це-
лесообразно использовать понятие эффективного коэффициента
интенсивности напряжений [23]:
Keff = К|
•f - , к. Гс /
(8.7)
где f(a/W) — поправка, зависящая от формы и размеров образцов и трещины; f(a / гс) — интегральная поправка, учитывающая характер распределения напряжений вдали от кончика трещины.
Для общего случая условие прочности (8.4) можно записать:
Keff = o^^Kc. (8.8)
Представление значений характеристик трещиностойкости в форме (8.7) позволяет с помощью поправочных функций оценить степень влияния различных параметров на сопротивление материала распространению трещины. Эффективный коэффициент интенсивности напряжений в данном случае следует рассматривать как силовую характеристику, связывающую уровень действующей нагрузки и схему нагружения с размером дефекта.
В справочной литературе [24] для образцов в виде трубчатого сегмента с трещинами, используемых в настоящих исследованиях, отсутствуют поправочные функции f (а / W), учитывающие влияние геометрических размеров на значение КИН. Применение же для
Свойства бороалюминиевых композиций
239
расчетов имеющихся тарировок для подобных схем нагружения плоских образцов может привести к большой погрешности в определении КИН, учитывая величину кривизныобразцов и анизотропию механических свойств бороалюминия.
Для определения К-тарировочных функций использовался метод конечных элементов (МКЭ. Расчеты проводились с помощью некоммерческой версии программного продукта ANSYS фирмы “Southpointe Inc” для персонального компьютера [25]. В расчетах использовался квадратичный восьмиузловой элемент оболочки, имеющий 6 степеней свободы в каждом узле. Результаты решения тестовых задач показали, что при использовании в вершине трещины конечных элементов с линейным размером 0,005а погрешность вычислений не превышает 1 % по сравнению с известным аналитическим решением для трещины в бесконечной пластине [24].
Симметрия геометрии и схем нагружения позволяет моделировать только часть образцов — одну четвертую для образцов трубчатого сегмента с центральной трещиной и половину для трубчатых и образцов с краевой трещиной — что значительно уменьшает время счета. Коэффициент интенсивности напряжений как функция расстояния от вершины трещины определялся по полученным в расчетах напряжениям в узловых точках на линии продолжения трещины. КИН принимался как значение, полученное при пересечении кривой, аппроксимирующей его значения, с осью ординат (г = 0). Для аппроксимации результатов расчета использовали функцию вида
т
K|fr) = EC,K , (8.9)
л-1 \ Ь/
где х = W / 2 - а, х = W - а; х = R - а — для сегмента с центральным, краевым надрезом и трубчатого образца соответственно; R — средний радиус трубы; Сп — коэффициенты, имеющие размерность КИН.
Сравнительный анализ показал, что приемлемая аппроксимация будет достигнута, когда число членов ряда (8.9) не превысит трех при значениях а / W < 0,4 и ш < 7 для относительно длинных трещин.
Результаты расчетов КИН для расчетных схем показаны на рис. 8.7. Традиционно принято представлять зависимость КИН как функцию от относительной длины трещины. Аппроксимирующие полиномы 4-го порядка, полученные методом наименьших квадратов, представлены в табл. 8.3, где a = 2а / W, а = а / W, a=a/R —
240
Глава 8
0 0,1 0,2 0,3 0,4 0,5 0,6 а
Рис. 8.7. Поправочные функции для КИН на конечные размеры образцов {1—3) с центральной и краевой трещинами.
для сегмента с центральным, краевым надрезом и трубчатого образца соответственно.
Поправочную функцию f(a/rc) в выражении (8.7) можно получить аналитически только для бесконечной пластины с трещиной, нагруженной растягивающим на-
ния (8.4) получаем осредненное щих на отрезке гс [23]:
пряжением о. Учитывая, что на линии продолжения трещины Су = о • х / (х2 - а2)1/2, из уравне-начение напряжений о, действую-
(8.10)
Отсюда
(8.11)
Для получения значений f(a/rc) для других схем нагружения необходимо применение численных методов. Для образцов, использованных в настоящих исследованиях, данную поправочную функцию определяли с помощью МКЭ на тех же расчетных моделях, которые использовались для определения функций f(a/W).
Таблица 8.3
Поправочные функции на конечные размеры образцов
Тип образца
Сегмент
с центральной трещиной
с краевой трещиной Трубчатый
f(a/W)
1 - 0,81а + 9,28а2 - 21,41а3 + 22,08а4
1,12 - 0,47а + 15,16а2 - 36,0а3 + 40,51а4
1 - 0,07а + 2,87а2 - З,14а3 + 1,58а4
Свойства бороалюминиевых композиций
241
Распределение напряжений вдоль линии продолжения трещины аппроксимировали полиномом 3-7-го порядка. Подставляя функцию (8.9) в выражение (8.4), согласно (8.8), получим
1 ; m
Keff = ЁСп
гс О П=1
(п-1)/2
£с! . r-l/2 . С
Id
= yLn Гс n U.
(п-1)/2
. (8.12)
Так как первый член ряда С] = Ki • f(a / W), то из (8.7) следует
аЛ 1 m С (г У"'072 а _ | ___1 vn ‘с
(8.13)
Близость свободных поверхностей к вершине трещины оказывает существенное влияние на распределение напряжений на линии продолжения трещины, поэтому необходимо рассчитывать функции f(a/rc) для различных соотношений длина треЩины — ширина образца. На рис. 8.8 представлены поправочные функции
a/R=0,13
О 0,2 0,4 0,6 0,8
Рис. 8.8. Функция f(a/rc) в зависимости от относительной длины трещины.
242
Глава 8
f(a / гс) для образцов и схем нагружения, используемых в настоящих исследованиях.
Анизотропия прочности ВКМ обусловливает разнообразие возможных механизмов разрушения в вершине трещины, перпендикулярной армированию, — распространение трещины может происходить не только в направлении, нормальном приложенной нагрузке. Объяснение этому феномену было получено при анализе поля напряжений, возникающего около эллиптического отверстия с полуосями а и b при растяжении в направлении малой полуоси b [26]. Напряжения он, перпендикулярные плоскости трещины, достигают максимального значения непосредственно в вершине трещины, тогда как максимум 022 находится на некотором расстоянии от вершины, на линии продолжения большой полуоси. Для изотропного материала отношение O22max /CTiimax ПРИ уменьшении b/а стремится к постоянной величине, равной примерно 1/5 [27]. Поэтому, если прочность в направлении, поперечном армированию, составляет менее 20 % от продольной прочности, возникает трещина, параллельная армированию.
С другой стороны, около трещины возникает концентрация касательных напряжений О|2, которые достигают максимального значения на контуре трещины. Отношение o^max / стптах изменяется в зависимости от степени анизотропии материала и для большинства волокнистых композитов больше, чем отношение пределов прочности матрицы (или границы раздела волокно — матрица) на сдвиг и композита в направлении армирования. Таким образом, в вершине надреза велика вероятность возникновения расслоений вдоль направления армирования раньше, чем трещина начнет распространяться нормально к направлению действия растягивающих напряжений.
Возникновение расслоений в вершине поперечной трещины приводит к снижению уровня нормальных напряжений в ее вершине и их перераспределению (рис. 8.9). При этом на линии продолжения трещины также действуют касательные напряжения. Таким образом, в отличие от трещины нормального отрыва, напряженное состояние в вершине расслоения определяется моделью плоского комбинированного нагружения — нормального отрыва и поперечного сдвига, характеризуемых соответственно коэффициентами интенсивности напряжений К| и Кц , которые, в свою очередь, зависят от размеров основной трещины и расслоения.
Испытания бороалюминиевых образцов с поперечным надрезом подтвердили механизм образования продольных трещин, описанный выше. При увеличении нагрузки в кончиках поперечного надреза возникали симметричные расслоения. При повторном прило-
Свойства бороалюминиевых композиций
243
Рис. 8.9. Изолинии нормальных напряжений. а — трещина без ответвления, б — с ответвлением.
жении нагрузки расслоения распространялись вдоль направления армирования. Однако при возрастании нагрузки до определенного уровня происходило разрушение образцов от концов расслоений в поперечном направлении — аналогичное случаю, когда предварительного циклирования не проводилось.
Для прогнозирования разрушения ВК.М с расслоением в вершине поперечной трещины при статическом нагружении использовалось критериальное соотношение (8.8). При этом предполагаются следующие допущения.
1. Трещины расслоения расположены вдоль направления армирования, симметрично относительно кончиков поперечной трещины.
2. Разрушение происходит от вершины расслоений в направлении, перпендикулярном действию растягивающих напряжений.
3. Размер зоны предразрушения гс равен этому параметру для трещины без расслоения.
4. Процесс, вызывающий образование или рост расслоений, не оказывает существенного влияния на статическую трещиностойкость материала.
Длина расслоения по отношению к размеру основной трещины является основным параметром, влияющим на характер напряженно-деформированного состояния, поэтому удобно представить выражение (8.7) в виде
Keff = K, -ff—I ff—] ff-l, (8.13)
IwJ lrcJ laJ
244
Глава 8
где f(b / а) — поправка, учитывающая влияние относительного размера продольного ответвления на распределение напряжений; b — размер ответвления. Для трещины без ответвления f(b / а) = 1. Использование поправки f(b / а) при определении характеристик трещиностойкости позволяет оценивать предельные уровни статического нагружения для трещины с расслоением в ее вершине и без него.
Расчет поправочной функции f(b / а) проводился численно с использованием МКЭ. Расслоение моделировалось как отсутствие связи в узлах соседних конечных элементов, находящихся по разные стороны от фронта расслоения. На основе полученных значений напряжений первоначально определялся эффективный коэффициент интенсивности напряжений вдоль линии, перпендикулярной ответвлению, начиная от его вершины. Для каждого фиксированного параметра а / R расчеты выполнялись для различных отношений b / а. Значение поправки f(b / а) получали как отношение Keff, рассчитанного для поперечной трещины с ответвлением, к
V(R-a)
Рис. 8.10. Поправочная функция f(b/a).
а - а/ R = 0,16, 6-0,26, в - 0,31.
Свойства бороалюминиевых композиций
245
Рис. 8.11. Функция f(b / а) для фиксированного значения гс = 4,5 мм.
Светлые точки — расчет, темные — эксперимент.
значению К^, определенному для трещины того же размера, но без ответвления.
Поправочные функции f(b/a) для различных соотношений а / R и b / а приведены на рис. 8.10. На рис. 8.11 построены зависимости значений поправки f(b / а) от длины ответвления для фиксированного гс = 4,5 мм.
8.4. Трещиностойкость при статическом и циклическом нагружениях
Методики проведения испытаний образцов с трещинами, разработанные для металлов, накладывают определенные ограничения на толщины образцов с целью получения достоверных значений характеристик трещиностойкости в условиях плоской деформации. Однако для однонаправленных композитов, упрочненных жесткими волокнами, стеснение деформаций наступает при меньшей толщине, так как характер образования зон пластичности в однонаправленном КМ принципиально отличается от пластического деформирования в вершине трещины однородного материала, которому свойственна объемность деформаций. По опубликованным данным, достаточная толщина для таких испытаний составляет порядка 2,0...2,5 мм [10], и исследуемые образцы соответствуют этому требованию.
Другим важным параметром, который необходимо учитывать при проведении испытаний на трещиностойкость волокнистых композитов, является размер надреза. Для того чтобы рассматривать композиционный материал как однородный анизотропный, длина дефекта должна на порядки превышать размер характерного структурного элемента материала, который обычно принимается равным
246
Глава 8
диаметру волокна. Отношение длины надреза к диаметру волокна для испытанных образцов составляло 35...175.
При проведении испытаний основная задача заключалась в определении значения номинальной нагрузки, при которой происходит разрушение образца, содержащего надрез. Значения разрушающих напряжений использовались для проверки условий наступления предельного состояния согласно критерию (8.8).
На рис. 8.12 представлены фотографии разрушенных образцов с центральной и краевой трещинами. В отличие от однородных материалов, изломы образцов из бороалюминия имеют сильно развитую поверхность — видны участки локальных расслоений и вытянутых из матрицы волокон.
По полученным данным предварительно определяли критический коэффициент напряжений по стандартной методике — выражению (8.7) без интегральной поправки f(a / гс):
Кс = стс-Ула • f(a/W). (8.14)
Результаты испытаний для образцов с надрезом представлены в табл. 8.4, где указаны тип образцов, размер дефекта 2а, отношение длины трещины к ширине образца 2а / W (а / W — для образцов с краевой трещиной; а / R — для трубчатых образцов, где R — средний радиус трубки), разрушающие номинальные напряжения. Длина трещины и ширина образца определялись по среднему радиусу трубки.
Таблица 8.4
Результаты испытаний образцов с надрезом
Тип образца/надрез 2а, м • 10"3 2a/W ас, МПа кс> МПа М>/2
Сегмент/центральный 7,7 0,38 513,6 75,0
12,9 0,42 383,0 76,4
10,4 0,43 406,0 74,0
13,1 0,43 426,0 87,6
14,9 0,50 346,0 85,9
12,4 0,60 285,0 84,3
Сегмент/краевой 8,2 0,57 312,0 166,8
5,0 0,35 313,0 73,8
6,4 0,44 328,0 107,9
Трубчатый/центральный 14,9 0,26 431,0 73,2
21,4 0,37 333,0 73,3
22,4 0,38 439,0 99,6
23,4 0,40 392,0 92,4
24,4 0,42 400,0 97,9
Свойства бороалюминиевых композиций
247
Рис. 8.12. Образцы с надрезами после разрушения.
Анализ результатов расчета показывает, что предельный коэффициент интенсивности напряжений не зависит от отношения 2а/W, что отмечалось в работах [8, 10], и ширины образцов. Наибольший разброс значений IQ получен на образцах с краевой трещиной, наименьший — на плоских образцах с центральной. Этот факт
248
Глава 8
позволяет полагать, что данная характеристика, если ее определять согласно выражению (8.14), зависит от схемы нагружения и типа образца и, таким образом, не является характеристикой материала.
Для расчета по критерию (8.8) характерный размер гс определялся по Кс = 80,5 МПа м'/2 — среднему значению, полученному на образцах с относительно длинными центральными надрезами, для которых значение поправки f(a / гс) близко к 1 (см. рис. 8.8). Значение Кс / ов = 0,084 м'/2, которое сопоставимо со значениями, определенными в [6] — Кс / ов = 0,085 м1/2 и в [10] — Кс / ов = 0,08 м1/2. Отсюда согласно (8.6) параметр гс = 4,5 мм.
Значения предельного коэффициента интенсивности напряжений К*, определенные на основании выражения (8.7), более стабильны (среднее значение равно 86,9 МПа • м1/2, среднее квадратичное отклонение 10,8 МПа • м1/2), чем значения, рассчитанные по уравнению (8.14), — 90,6 и 24,7 МПа • м1/2 соответственно. Существенно уменьшилась вариация значений трещиностойкости, полученных на образцах различного типа. Важно, что значение предельного коэффициента интенсивности напряжений, определенное согласно предлагаемому подходу, не зависит от длины трещины и схемы нагружения.
Зависимость номинальных разрушающих напряжений от длины трещины в пересчете для бесконечной пластины (рис. 8.13) показывает хорошее соответствие экспериментальных данных и результатов расчетов по предложенной двухпараметрической модели разрушения ВКМ. Штриховой линией нанесена кривая остаточной прочности, соответствующая уравнению (8.14). Из рисунка следует, что использование данного критерия позволяет определять предельные нагрузки и в случае относительно коротких трещин, когда применение традиционных подходов ЛМР затруднительно.
Рис. 8.13. Номинальные разрушающие напряжения для бесконечной пластины как функция размера трещины.
1,2 — сегмент с центральным (1) и краевым (2) надрезом; 3 — трубчатый элемент с надрезом; 4 — гладкие образцы; 5 — натурный образец. Штриховая кривая — стс, IQ = 90,6 МПа • м’/2.
Свойства бороалюминиевых композиций 249
Как отмечалось, трубчатый элемент представляет собой конструкцию, состоящую из композитной трубки и концевой арматуры. Экспериментальные исследования [28] показали, что в месте их соединения присутствуют дефекты, обусловленные смятием материала композита. Данные несовершенства, а также концентрация напряжений за счет изменения сечения могут существенно снизить прочность всего элемента в целом по сравнению с композитом. При испытании натурного образца разрушение, которое инициировалось от дефекта в месте соединения, произошло при напряжениях 555 МПа (см. рис. 8.13).
Разрушения бороалюминиевого композита с дефектами типа трещин, перпендикулярных направлению армирования, принципиально различаются при циклическом и статическом нагружении за счет образования расслоений, направление которых совпадает с направлением армирования. Развитие повреждений по типу расслоения является одним из основных факторов, ограничивающих время эксплуатации конструкций из волокнистых композиционных материалов [29]. Поскольку расслоения могут возникать и развиваться при нагрузках значительно меньше статических предельных, знание параметров циклической трещиностойкости элемента, содержащего дефекты типа расслоений, является одним из необходимых условий для установления срока эксплуатации конструкции и назначения времени периодического контроля.
Для исследования механизма распространения усталостных трещин при циклических нагрузках, определения параметров циклической трещиностойкости бороалюминия использовали трубчатые образцы с поперечными надрезами. Надрезы наносились методом электрического разряда на равном расстоянии от концевой арматуры образцов. Образцы подвергали циклическому растяжению вдоль волокон с частотой 5...12 Гц при коэффициенте асимметрии цикла Rs = 0,01...0,05. Минимальная нагрузка выбиралась предельно низкой, чтобы ее уровень не влиял на скорость роста трещин. Для визуального наблюдения за ростом трещин поверхности образцов были отполированы абразивной пастой. Положения вершин трещин расслоения относительно предварительно нанесенных на поверхность образцов реперных штрихов регистрировали без остановки испытательной машины при помощи микроскопа МПБ-2 с 24-кратным увеличением.
Как правило, при первых циклах нагружения наблюдался подрост поперечной трещины, что можно объяснить наличием области поврежденных волокон в вершине надреза, возникающей при его нанесении. После разрушения 2...4 рядов волокон развитие поперечной тре-
250
Глава 8
Рис. 8.14. Характер разрушения элемента с поперечным надрезом при циклическом нагружении.
щины прекращалось и от ее концов начинали симметрично развиваться продольные расслоения (рис. 8.14). Сначала расслоения развивались примерно с одинаковой скоростью. В дальнейшем распространение различных трещин происходило с разной скоростью и отмечались остановки отдельных трещин. На отдельных этапах фиксировался неравномерный рост расслоений. В таких случаях рост трещины определялся средней скоростью за большее число циклов.
Объяснить скачкообразный характер распространения расслоений можно на основе экспериментальных исследований, описанных в работе [30]. При распространении трещин, продольных армированию, наблюдалось их периодическое перескакивание через армирующие волокна. Образовавшиеся перемычки практически не оказывают влияния на раскрытие трещины, но могут выдерживать значительные сдвиговые нагрузки. Другим фактором, влияющим на стабильность скорости роста расслоений, является неоднородность границы раздела в бороалюминии, которая представляет собой чередование участков с различным уровнем спекания матрицы и волокон, вплоть до отсутствия связи между ними [4].
Характерные зависимости длины трещин расслоения от числа циклов нагружения приведены на рис. 8.15. Несмотря на значительный разброс данных, который можно объяснить указанными выше причинами, прослеживается определенная закономерность развития расслоений в зависимости от времени приложения нагрузки.
Как уже отмечалось, поле напряжений в вершине расслоения определяется коэффициентами интенсивности напряжений для модели нормального отрыва — К| и поперечного сдвига — Кц. Схема
Свойства бороалюминиевых композиций
251
Рис. 8.15. Зависимости длины трещин расслоений от числа циклов нагружения.
1 - До = 292 МПа, 2 - 243,3 - 243, 4 - 328 МПа.
Рис. 8.16. Влияние относительного размера ответвления на значения коэффициентов интенсивности напряжений (26].
нагружения для поперечного надреза с расслоениями в его вершине соответствует растяжению трещины, имеющей двояко-симметричные ответвления по нормали к направлению основной трещины. Выражения для КИН для бесконечной пластины имеют вид [24]
Kj = стТла • f[(b/a);
Кп = fn(b / а),
(8.15)
где 2а — размер поперечной трещины; fi(b / a), fn(b / а) — поправочные функции, учитывающие соотношения длин основной трещины и ответвления (рис. 8.16).
Учитывая характер поля напряжений в вершине расслоения — наличие сжимающих напряжений, нормальных к плоскости трещины, практически для всего диапазона b / а, можно предположить, что распространение расслоения происходит только за счет сдвигового механизма разрушения [31]. В этом случае скорость роста усталостной трещины определяется только уровнем Кц и может быть представлена в виде известного уравнения Пэриса:
А = С(ДКП)П, (8.16)
где ДК|1 — размах коэффициента интенсивности касательных напряжений; С, п — эмпирические коэффициенты.
252
Глава 8
ДКП, МПа-м’/2 цов, величина Кц умножалась на
Рис. 8.17. Зависимость скорости роста расслоений от размаха коэффициента интенсивности сдвиговых напряжений.
Для построения зависимости скорости роста по уравнению (8.16) не учитывались данные, полученные на относительных длинах расслоений, меньших 0,3, т.е. когда К! > 0. В расчетах, учитывая влияние конечных размеров образ-поправочную функцию f(a / R).
На рис. 8.17 представлены экспериментальные данные по скоро-
стям роста усталостных трещин и их степенная аппроксимация в соответствии с уравнением (8.16). Показатели трещиностойкости составили: п = 2,11, С = 6,83 • 10-9 м/цикл.
Специфический характер зависимости значений коэффициентов интенсивности напряжений от размера расслоений создает определенные трудности при проведении испытаний. В отличие от большинства схем, используемых в подобных исследованиях, параметр нагруженности в вершине усталостной трещины (например, КИН) при постоянных номинальных напряжениях меняется весьма незначительно на протяжении всего времени приложения нагрузки. При этом максимальный КИН не обязательно соответствует наибольшему числу циклов и максимальной длине расслоения. Поэтому для изучения скорости распространения расслоений в широком диапазоне изменения КИН требуется большее число образцов. К преимуществам используемой схемы можно отнести ее близость к реальному механизму накопления повреждений элемента конструкции при воздействии циклических нагрузок.
Как уже отмечалось, при экспериментальном определении характеристик циклической трещиностойкости в трубчатых элементах конструкции образовывались продольные трещины расслоения. Впоследствии данные образцы подвергали статическому нагружению — растяжению вдоль направления армирования — до их разрушения. Результаты испытаний приведены на рис. 8.11 в виде отношения эффективного КИН, определенного по максимальной разрушающей нагрузке согласно (8.7), к значению предельного коэффициента интенсивности напряжений К*, полученного экспериментально на образцах с поперечным надрезом. Это равносильно определению поправки
Свойства бороалюминиевых композиций 253
f(b / а) для конкретных значений поперечной трещины и продольных ответвлений. Наблюдается достаточно хорошее соответствие расчетных данных и результатов испытаний. В пользу предлагаемой модели разрушения свидетельствует и тот факт, что разрушение образцов всегда происходило от продольных расслоений в плоскости, перпендикулярной направлению нагружения.
Различие данных эксперимента и модели можно объяснить накоплением повреждений структуры композита при циклическом нагружении, что вызывает снижение сопротивления материала распространению трещины. Это подтверждается тем, что разрушение не всегда происходило от расслоения наименьшей длины имеющего, следовательно, наибольший уровень напряжений в его вершине. Учитывая вероятностный характер прочности борных волокон, их разрушение возможно при напряжениях, много меньших предельных для композита в целом. Как показано в работе [32], наличие поля микродефектов перед фронтом макротрещины трещины влияет на значение коэффициента интенсивности напряжений, что не учитывается в модели. Другим объяснением может служить различие в расчетных и реальных схемах образцов, так как после циклического нагружения размеры трещин расслоения были различными. В расчетных схемах предполагалось, что ответвления расположены симметрично относительно поперечной трещины.
Рассмотренные закономерности разрушения бороалюминия, предложенный интегральный критерий разрушения и экспериментальные значения характеристик трещиностойкости являются основой для расчетов на прочность и долговечность элементов конструкций, выполненных из волокнистых композиционных материалов, при наличии технологической и эксплуатационной дефектности. Результаты исследований были использованы для обоснования уровня нагруженности и требований дефектоскопического контроля стержневых элементов ферменных конструкций, применяемых при разработке космических аппаратов в НПО “Прикладная механика”.
ГЛABA 9
ПРИМЕНЕНИЕ НАНОПОРОШКОВ ХИМИЧЕСКИХ СОЕДИНЕНИЙ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА МЕТАЛЛОИЗДЕЛИЙ
9.1. Нанопорошки и нанотехнологии в технике
В последние 10-15 лет все большее внимание уделяется новому классу материалов — ультрадисперсным порошкам (иное название нанопорошки — НП) химических соединений, представляющих собой тонкодисперсные сверхмелкозернистые кристаллические или аморфные образования, размеры которых не превышают 100 нм. Количество атомов в поверхностном слое и в объеме НП оказывается соизмеримым, в результате чего они обладают уникальными физико-химическими и механическими свойствами, существенно отличающимися от свойств материалов того же химического состава в обычном массивном состоянии.
Ввиду того что атомы на поверхности наночастиц имеют соседей только с одной стороны, их равновесие нарушается и происходит структурная релаксация, которая приводит к смещению межатомного расстояния в слое толщиной 2...3 нм. Поэтому поверхностные слои частиц оказываются растянутыми, а внутренние — сжатыми. В наночастицах реализуются условия, при которых межатомное расстояние закономерно изменяется при переходе от центра частицы к ее поверхности. Ультрадисперсные частицы имеют существенно искаженную кристаллическую решетку, что влияет на энергию активации большинства процессов, в которых они участвуют, меняя их привычный ход и последовательность. Ультрадисперсные системы состоят из фрагментов, размеры которых (в трех или двух измерениях) сравнимы с длиной свободного пробега каких-либо коллективных возбуждений либо с характерной корреляционной длиной того или иного явления [1]. Под это определение, согласно [2], подпадают нанопорошки, аэрозоли, тонкие пленки, кристаллические усы и высокопористые материалы. Важнейшей их особенностью является развитая поверхность, вблизи которой находится значительная доля атомов (молекул). Малые кристаллические или аморфные частицы, из которых состоят нанопорошки, занимают промежуточную позицию между кластерами и однородными материалами. Для частиц та-
Применение НП химических соединений
255
кого размерного диапазона характерно резкое (до 300 К) снижение температуры плавления, уменьшение в 1,4 раза модуля упругости, увеличение в 1,2 раза коэффициента линейного расширения, понижение концентрации вакансий относительно макроскопических размеров [3]. Указанные свойства НП при их применении в технике могут обеспечить получение новых материалов с заданными свойствами и характеристиками. Действительно, если совсем недавно публиковались данные только о способах и оборудовании для получения НП, а также результаты изучения их свойств, то к настоящему времени возросло число публикаций, касающихся их использования для создания определенных продуктов [4-7].
В последние годы сформировалась новая, быстро прогрессирующая отрасль — Crystal Engineering [8], в развитии которой ключевое место отводится нанотехнологиям. В 2000 г. в США объявлено' [9] о выделении около 500 млн дол. для финансирования работ в этой области как одной из высокоперспективных, исследования в которой позволят революционизировать такие отрасли, как энергетика, автомобилестроение, телекоммуникации, здравоохранение, сельское хозяйство и др. Значительная доля из них (170 млн дол.) предусмотрена для финансирования долгосрочных фундаментальных исследований, в частности в области создания материалов. В Германии уже сегодня применение нанотехнологий приносит многомиллиардные доходы [10]. Нанопродукты стали играть важную роль почти во всех отраслях промышленности и по оценке Федерального министерства образования и научных исследований в ближайшие годы в Германии годовой оборот торговли нанопродуктами составит ПО млрд марок. В Великобритании с 1990 г. издается журнал “Nanotechnology”, а в США с 1992 г. — журнал “Nanostructured materials”. Статьи по применению НП регулярно публикуются в английском журнале “Materials Today”. В перечне приоритетных направлений фундаментальных исследований, утвержденных Минпромнаукой РФ и Президиумом РАН в 1998 г., названы работы по наночастицам и нанокристаллическим материалам. Это направление активно поддержано грантами РФФИ [11]. Очевидно, что исследования в данной области являются базой для создания новых технологий XXI века — нанотехнологий, которые позволят создавать новые материалы с новыми характеристиками. Основные результаты получены по следующим направлениям:
1) газофазные, плазмохимические и фотохимические кластерные реакции;
2) твердотельные химические реакции с образованием нанокластеров и наносистем;
3) наносистемы с матричной изоляцией кластеров;
256
Глава 9
4) фуллерены и фуллереноподобные структуры;
5) упорядоченные нанопленки.
Существует более 20 способов получения НП [И], и их условно можно разбить на четыре группы: 1) путем химических реакций в растворе или газовой фазе получают молекулярные кластеры; 2) конденсацией в газовой фазе путем первоначального испарения получают газофазные кластеры; 3) в результате протекания твердотельных химических реакций или имплантации ионов возникают твердотельные кластеры; 4) путем нуклеации из растворов и расплавов или путем золь-гель превращений получают коллоидные кластеры.
Начиная с 1973 г. в Отделе машиноведения ИВМ СО РАН проводятся исследования, в ходе которых был выполнен большой объем работ по изучению возможностей применения НП (более 20 видов), полученных путем плазмохимического синтеза и взрывным методом, для повышения качества металлоизделий. Первое авторское свидетельство на изобретение по применению НП для измельчения структуры алюминиевых сплавов [12] с приоритетом от 20.11.1978 г. было получено в 1980 г. Ввиду того что в исследованиях в основном использовались НП, полученные методом плазмохимического синтеза, опишем сущность этой технологии [13]. Из известных способов плазмохимический синтез НП по своим технологическим возможностям и технико-экономическим показателям наиболее перспективен. Его основными достоинствами являются: возможность переработки тугоплавкого сырья; высокая производительность; малая инерционность; непрерывность процесса. Этот способ позволяет [14] управлять размерами частиц, формирующихся в потоках плазмы по различным макромеханизмам: пар -> жидкость -> кристалл и пар -> кристалл. На рис. 9.1 приведена общая схема плазмохимической установки. Исходное сырье (газ, жидкость или порошок) загружается в питатель, оттуда поступает в узел смешения, где происходит его перемешивание с энергоносителем (плазменным потоком), который создается в генераторе плазмы (плазмотроне). При дальнейшем прохождении образовавшейся смеси сырья с энергоносителем через реактор сырье претерпевает фазовые и химические превращения. С целью торможения некоторых физико-химических процессов (например, для прекращения коагуляции НП) многокомпонентный поток на выходе из реактора может подвергаться резкому охлаждению в устройстве закалки. Затем для снижения температуры газодисперсный поток проходит через теплообменник и поступает на фильтр, где целевой НП отделяется от газа. Энергоносителем является плазменный поток, ввод электрической энергии в который осуществляется в генераторе плазмы. Существует два способа ввода сы-
Применение НП химических соединений
257
Рис. 9.1. Схема плазмохимической установки для получения нанопорошков.
рья в поток плазмы: в одном из них сырье вводится в канале плазмотрона, во втором — непосредственно в плазменную струю. С целью повышения производительности установки и увеличения возможностей управления синтезом НП используют не один, а три и более плазмотронов в одной установке. Отличительными особенностями плазмотрона-реактора являются ввод и нагрев сырья в зоне горения электрического разряда (дугового, высокочастотного или комбинированного).
Порошки металлов в ультрадисперсном состоянии получают в результате восстановления их оксидов водородом, углеродом или конвертированным газом. Кроме того, ультрадисперсные порошки металлов получают восстановлением хлоридов металлов водородом, переконденсацией массивных порошков. Частицы НП имеют субмикрокристаллические размеры вследствие того, что они кристаллизуются из газовой фазы с высокой скоростью. Коагуляция частиц не происходит из-за малой продолжительности их нахождения в плазмотроне. В качестве исходного сырья используют материалы достаточно низкой стоимости, например маршалит (измельченный до частиц размером 70...100 мкм кварцевый песок SiO2) при производстве НП карбида кремния.
В работе [15] описан комплекс методик, позволяющий выполнить физико-химическую и структурную аттестацию поверхности и объема НП металлов, включая определение содержания вредных примесей, анализ химической неоднородности поверхности частиц, фазовый анализ, рентгенодифрактометрию, оценку размеров, формы и морфологических особенностей поверхности, фрактографический анализ, исследование внутренней субструктуры, зеренной структуры и др.
В данном исследовании были использованы НП, полученные методом плазмохимического синтеза в ИФХИМС СО РАН (Новосибирск), ИНХТ РАН (Черноголовка), ИМЕТ РАН (Москва), ИНХ
9 Заказ №771
258
Глава 9
АН Латвии, Алма-Атинском энергетическом институте, Сибирском металлургическом институте (Новокузнецк) и РИТЦ СО РАН (Томск), - А12О3), В4С, BN, HfN, HfB2, LaB6, SiC, Si3N4, TaN, TixCyNz, TixCyNzOi, TiN, TiO2, VC, VxCyNz, а также смеси НП: (AIN + TiN), (BN + B4C) и (SiC + B4C). Эти химические соединения относятся к промежуточным фазам (соединения металлов с водородом, углеродом, азотом и бором), отличительными особенностями которых являются высокая степень устойчивости, неметаллический характер и высокая температура плавления (в области 2273...3273 К). Все используемые НП были изучены физико-химическими и структурными методами, включая оценку размеров и геометрии частиц.
По результатам разработанных технологий, касающихся применения НП для повышения качества металлоизделий, получено 23 авторских свидетельства СССР и патентов РФ на изобретения. Большая часть работ была проведена с целью измельчения структуры алюминиевых литейных сплавов (фасонное литье и жидкая штамповка) и чугуна (фасонное литье), алюминия и деформируемых алюминиевых сплавов при литье слитков полунепрерывным способом. Кроме того, получены положительные результаты при сварке объемной конструкции из листов сплава Амгб сварочными электродами, содержащимися в объеме НП. Использование НП при электроискровом легировании обеспечило повышение твердости поверхности металлоизделий. В результате введения НП в противопригарные покрытия, применяющиеся для окраски разовых песчано-глинистых литейных форм и стержней, на поверхности стальных и чугунных отливок практически исчез трудноудалимый пригар, а также повысилась чистота их поверхности. Использование огнеупорных красок, содержащих НП, для окраски поверхности металлических литейных форм, повышает чистоту поверхности отливок и увеличивает съем отливок с одной покраски формы.
Основная часть работ была связана с применением НП для измельчения структуры сплавов. Процесс измельчения структурных составляющих сплавов на макро- и микроуровне называют модифицированием. Существует значительное количество веществ и способов выполнения этого процесса, однако суть их всех заключается во введении в металлический расплав частиц: по первому механизму — либо служащих самостоятельными центрами кристаллизации (“прямое” гетерогенное зародышеобразование), либо образующих таковые в результате взаимодействия с расплавом; по второму механизму — блокирующих рост кристаллических образований, возникающих в охлаждающемся расплаве.
Применение НП химических соединений 259
В результате модифицирования измельчается либо макрозерно, либо структурные составляющие на микроуровне (возможно и сочетание обоих процессов). Происходит изменение геометрии выделений интерметаллических фаз: иглообразная, способствующая возникновению концентрации напряжений и развитию трещин, заменяется глобулярной, что предотвращает опасность возникновения этих явлений. Результатом модифицирования металлических композиций является улучшение технологических свойств на стадии получения изделий, а также увеличение прочностных и пластических характеристик готовых изделий, особенно в случае применения для этой цели НП [16]. Вопросу модифицирования посвящена обширная литература [17-22]. При этом установлено, что эффективность модификаторов усиливается с уменьшением размеров частиц, вводимых в расплав.
9.2. Разработка способа введения нанопорошков в металлические расплавы
Существующие способы введения модификаторов в металлические расплавы не могут быть использованы в случае НП. Частицы НП легко “слипаются”, их окисление начинается при сравнительно низких температурах, и, что особенно важно для выполнения роли центров кристаллизации, они плохо смачиваются жидким металлом. Несмотря на высокую плотность (от 1380 кг/м3 у TaN до 2510 кг/м3 у В4С), НП легко образуют в воздухе пылевидную, при определенных условиях самовозгорающуюся и даже взрывоопасную взвесь, что делает невозможным прямое введение НП в расплавы. В этой связи был разработан [23] принципиально новый способ введения НП в расплав. При этом исходили из необходимости предотвращения контакта частиц порошка с кислородом в процессе их введения, беспрепятственного проникновения частиц через окисную пленку жидкого металла, а также исключения агрегирования и контролируемого дозирования по массе.
Суть разработанного способа подачи НП в жидкий металл, исключающего перечисленные выше негативные явления, состоит в следующем. В тонкостенный алюминиевый контейнер (наружный диаметр 165, высота 235, толщина стенки 2 мм) засыпали плакированные нанопорошками частицы алюминия или алюминиевых деформируемых сплавов.
Применялись частицы следующих видов:
— гранулы размером 1,5...3,0 мм, получаемые из сплавов Д1 или Д16 методом центробежной разливки;
260
Глава 9
— крупка первичной марки АКП (ТУ 48-5-38-78) с размерами частиц в диапазоне 0,02...0,04 мм, получаемая из алюминия марки А5 методом распыления;
— “сечка” — частицы алюминия диаметром 2,0, высотой 1,5...2,0 мм, получаемые нарезанием алюминиевой проволоки.
Отверстие в контейнере закрывали алюминиевой крышкой и за-вальцовывали. Затем контейнер либо нагревали до 673...693 К, либо без нагрева помещали в камеру гидравлического пресса и с усилием прессования 100...120 тс со скоростью 3,5 см/с проводили прессование прутков диаметром от 5,0 до 9,5 мм. Полученные таким способом прутки имели тонкостенную оболочку (десятые доли миллиметра) и внутреннее волокнистое строение (рис. 9.2).
Микроскопическое изучение поверхности как плакированных частиц алюминия, так и волокон показало, что они полностью покрыты прочно внедрившимися частицами НП. В прутках диаметром 9,5 мм насчитывалось от 1100 до 1200 волокон сечением 0,005...0,075 мм2. Длина таких волокон в зависимости от размера гранул составляла 400...3200 мм. От размеров прессуемых частиц, т.е. от площади их поверхности, зависит содержание НП в объеме прутка, и чем они меньше, тем суммарная площадь находящихся в объеме контейнера частиц алюминия больше и, следовательно, в прутке будет больше НП. Содержание НП в прутках лежало в пределах 1,5...2,7 мае. %. При определении механических свойств прутка диаметром 9,5 мм, отпрессованного из гранул алюминиевого деформи-
Рис. 9.2. Модифицирующий пруток, отпрессованный из алюминиевых гранул и НП.
Применение НП химических соединений
261
руемого сплава АДО, были получены [24] следующие значения: ав = 98,1 МПа, о0>2 = 48,1 МПа и 5 = 42,8 %. При прессовании прутка из таких же гранул, но с НП BN характеристики механических свойств повышаются: ов — до 113,8 МПа, о0,2 — Д° 56,9 МПа и 5 — до 43,2 %, из гранул НП TiCN — ов = 121,6 МПа, о02 = 59,9 МПа и 5 = 43,96 %. Оболочка прутков, имеющая толщину десятые доли миллиметра, легко разрезается, и расположенные под ней волокна можно отделить друг от друга и использовать как исходный материал для последующего получения компактного прочного композиционного материала.
При определенных температурах нагрева композиции перед прессованием и определенных режимах этого процесса границы между частицами алюминия исчезают и полученный по такой технологии модифицирующий пруток можно считать композиционным материалом. Такие прутки выполняют роль носителя модификатора — при их введении в расплав алюминиевая матрица расплавлялась и частицы НП оказывались в объеме жидкого металла, минуя контакт с атмосферой. Экспериментально установлено, что независимо от химического состава НП, их кристаллической системы и класса, элементов симметрии, пространственной группы, структурного типа, периода решетки, плотности, температуры плавления и других рассмотренных параметров все они обладали близким модифицирующим эффектом. Как показали результаты исследований, зарождающая способность частиц НП определяется самой технологией изготовления модифицирующих композиций — совместным прессованием частиц алюминия и НП и способом их введения в расплав. В результате прессования исключительно твердых частиц НП в контакте с алюминием, обладающим высокой пластичностью, происходят его нагрев и дополнительное повышение характеристик пластичности, при этом на поверхности частиц образуется монослой алюминия, который впоследствии и служит подложкой для наращивания кристаллического материала при охлаждении и затвердевании металла.
Для введения модифицирующих прутков в металлические расплавы в производственных условиях была реализована технология, устраняющая длительное выстаивание расплава в миксере и обеспечивающая одинаковое содержание модифицирующего агента по всему объему слитка. Прессованный модифицирующий пруток наматывался на бобину, и его непрерывное дозированное введение проводилось либо в желоб, либо в распределительную коробку в автоматическом режиме с помощью специально сконструированной установки (рис. 9.3), состоящей из: бобины с прутком, однофазного электродвигателя мощностью 3,8 кВт, редуктора марки 4100 с пере-
262
Глава 9
Рис. 9.3. Схема установки для непрерывной подачи модифицирующего прутка, содержащего НП, в алюминиевый расплав при литье слитков полунепрерывным способом.
1 — бобина с модифицирующим прутком; 2 — модифицирующий пруток; 3 — механизм подачи модйфицирующего прутка; 4 — редуктор; 5 — электромотор; 6 — направляющая труба; 7 — прилеточный желоб; 8 — миксер с алюминиевым расплавом; 9 — кристаллизатор; 10 — раздаточная коробка.
даточным отношением 60, узла подачи прутка и направляющей трубки. Скорость подачи прутка в расплав согласовывалась с объемным расходом металла и регулировалась путем изменения числа оборотов ведущего вала, на котором смонтирована бобина, с помощью автотрансформатора. При этом количество вводимого НП не превышало 0,05 мае. %, а расход прутка составлял 20...25 кг на 1 т металла.
В процессе отработки данной технологии решалась проблема снижения дефектности слитков, отливаемых полунепрерывным способом из алюминия и деформируемых алюминиевых сплавов, и изучалась возможность модифицирования сплавов с применением НП.
Распространенным дефектом слитков являлось возникновение трещин как в процессе кристаллизации — кристаллизационные, или горячие, трещины, так и после затвердевания металла — холодные трещины [24, 25]. Образование трещин обусловлено возникновением при затвердевании внутренних напряжений из-за температурного градиента в сечении и по высоте слитка, что приводит к неравномерной по времени кристаллизации наружных и внутренних объемов металла. Считается, что возникновение горячих трещин связано с низкой пластичностью сплава в области твердожидкого состояния, а холодных — с низким относительным удлинением в затвердевшем состоянии. В первом приближении установлено, что горячие трещи
Применение НП химических соединений 263
ны не возникают, если удлинение в твердожидком состоянии больше 0,3 %, а холодные — при его значении больше 1,5 %.
Вероятность образования трещин возрастает [26] при использовании для литья слитков жидкой шихты — алюминия, поставляемого в миксеры заливочного участка непосредственно из электролизеров. Данная технологическая схема исключает операции приготовления сплавов путем переплава твердой шихты и принята на Красноярском алюминиевом и Красноярском металлургическом заводах. Следствием этого является формирование крупнокристаллической структуры слитков, что связано с дезактивацией зародышеобразующих агентов при высокой температуре (1173...1223 К) электролизного алюминия, подаваемого непосредственно в миксер. Негативные последствия применения жидкой шихты предотвращают путем введения в расплав модификаторов в виде алюминиево-титановых лигатур. При взаимодействии титана с жидким алюминием в расплаве возникают зародышеообразующие частицы соединения TiAl3, что приводит к измельчению структуры и, следовательно, к росту пластичности затвердевшего металла, т.е. к снижению брака слитков по трещинам. Существует определенный оптимум содержания титана в алюминии, при котором количество трещин в слитках оказывается наименьшим. Анализ отлитых на КрАЗе 9857 слитков сечениями 347 х 1325 мм и 347 х 1630 мм и массой до 5 т показал, что наименьшее количество брака слитков по трещинам (2,0...4,5 %) обеспечивается при содержании титана в пределах 0,030...0,035 %.
Несмотря на достаточно высокую эффективность применения титана для измельчения структуры и снижения вероятности появления трещин на слитках, этому способу присущ существенный недостаток. Титан вводят в виде либо титановой губки, либо чушковой лигатуры в жидкий металл в миксер-копильник или в раздаточный миксер, где эти компоненты, во-первых, достаточно длительное время (несколько часов) растворяются, во-вторых, несмотря на перемешивание расплава, титан неравномерно распределяется по объему ванны. Это отражается на распределении титана по высоте слитка и степени измельчения зерна и, как следствие, на технологических свойствах слитков и на механических характеристиках получаемых из них изделий (лист, профиль, поковки).
Для решения данной проблемы была апробирована технология модифицирования с использованием прессованных прутков. Исследованиями шлифов донной части проб-свидетелей, отливаемых одновременно с литьем слитка, показано, что средняя площадь макрозерна исходного алюминия А7, содержащего 0,018 % Ti, составляет 1,24 мм2, а дополнительное введение 0,008 % Ti прутковой лигатурой
264
Глава 9
уменьшает ее до 0,082 мм2 (в 15,1 раза). О том, что такой эффект измельчения зерна получен именно за счет дополнительно введенного модификатора — титана, свидетельствует тот факт, что при подаче в тот же расплав при литье того же слитка прутка диаметром 10 мм из алюминия марки АДО при одинаковой объемной подаче с титаносодержащим прутком площадь зерна уменьшается только в 2,4 раза (до 0,51 мм2). При этом глубина периферийной зоны столбчатых кристаллов в пробе исходного алюминия составляет 3,5 мм (9,3 % от диаметра пробы), при введении прутка из алюминия АДО она уменьшается до 2,0 мм (в 1,75 раза), а при модифицировании титаносодержащим прутком она полностью отсутствует.
9.3. Модифицирование нанопрошками алюминия и алюминиевых деформируемых сплавов при литье слитков полунепрерывным способом
9.3.1. Влияние вида модификатора на измельчение зерна и механические свойства
Предварительные эксперименты [27] проводили в производственных условиях при заливке с температуры 973 К в металлическую форму проб диаметром 60, высотой 300 мм алюминиевого деформируемого сплава Д16, приготовленного на жидкой шихте и отобранного из форкамеры 20-тонного миксера с температуры 1003 К. При модифицировании расплавов использовались различные НП в объеме модифицирующих прутков диаметром 8 мм, отпрессованных из гранул сплава Д16 и различных НП. Изучение шлифов, приготовленных на поперечных сечениях отлитых проб, показало (рис. 9.4) наличие эффекта измельчения зерна при использовании всех видов модифицирующих веществ, но в большей степени этот эффект проявляется при модифицировании НП. Так, если при введении в расплав прутка-свидетеля, отпрессованного только из гранул, зерно измельчается в 1,3 раза, а прутка, отпрессованного из РЗМ, — в 1,7 раза, то все использованные НП измельчают зерно в 2-3 раза, причем в наибольшей степени НП TaN.
Эффективность модифицирующего воздействия НП подтвердилась при литье слитков на литейной установке непрерывной разливки при их введении в расплав в автоматическом режиме. Так, при литье слитков диаметром 420 мм из сплава АМгб со скоростью 60 мм/мин при 968 К с введением прутка в кристаллизатор под струю металла установлено, что если при принятой в цехе стандартной модифицирующей добавке (чушковая лигатура Al-Ti) средняя
Применение НП химических соединений
265
Рис. 9.4. Зависимость площади макрозерна в поперечном сечении пробы, отлитой из сплава Д16 в кокиль, от вида модифицирующей добавки:
1 — без модифицирования; 2,3 — пруток отпрессован из гранул сплава Д16 (2) и гранул сплавов РЗМ (А1-11 % La и А1-11 % Се) (3); 4-9 — пруток отпрессован из гранул сплава Д16 и НП: Si3N4 (4), VC0.75N0.25 (5), SiC (6), Cr3Ci,6N0.4 (7), В4С (8) и TaN (9).
величина зерна составляет 0,322 мм2, то при модифицировании НП BN она уменьшается до 0,146 мм2 (в 2,2 раза), НП SiC — до 0,123 мм2 (в 2,6 раза) и НП TaN — до 0,078 мм2 (в 4,1 раза).
При литье слитков диаметром 190 мм из сплава Д16 модифицирующий пруток диаметром 6 мм прессовали из гранул сплава Д16 и НП SiC. Из гомогенизированных слитков (выдержка 6 ч при 753...773 К, охлаждение на воздухе) прессовали прутки диаметром 12 мм и после закалки (выдержка 15 мин при 763...773 К, охлаждение в воде) вытачивали из них стандартные цилиндрические образцы для определения механических свойств. Анализ результатов испытаний показал, что НП SiC измельчает макрозерно по сечению слитка в среднем в 1,7 раза (с 0,35 для сплава, модифицированного по заводской технологии, до 0,20 мм2). Временное сопротивление ов образцов из модифицированного НП SiC сплава повысилось (табл. 9.1) на 2,3 %, предел текучести ст02 — на 11,0 %, относительное удлинение 5 - на 31,6 %.
При литье слитков диаметром 480 мм из сплава Д1 исследовали эффект от введения в расплав НП SiC, В4С и VxCyNz. Модифицирующие прутки диаметром 10 мм прессовали как из гранул сплава Д1, так и из этих гранул и НП. Слитки отливали при 983 К со скоростью 32,36 мм/мин, гомогенизировали (режим указан выше) и резали на заготовки длиной 800 мм, которые затем нагревали в печи до 653...673 К и прессовали в промежуточное изделие диаметром 100 мм. Из трех участков этого изделия (вытяжного, среднего и утяж-ного) вырезали заготовки длиной 250 мм, нагревали их до 633...653 К и прессовали профиль 100-59 — уголок с полкой 20 мм. Механиче-
266
Глава 9
Влияние модифицирования НП SiC на механические свойства отпрессованных из слитков профилей
св
S
=:
к© св
СО < + 31,6 оо о 1 3 <ч °г 1 тГ сП — гч 15,4
СО оо ГЧ W—1 О> —; *О ГЧ ГЧ Й 18,1 21,0
< 4- 11,0 1,0 5,1 4,6 . 40 1 2
- се 319 354 \о оо г* ко ~ — гч гч гч гч ГЧ гч 192 213
< 4- 2,3 । оо ок оо 1 сн сп 1 <ч 1 мп
ав, МПа 430 440 КО о м- о КО 00 оо оо СП СП СП СП 364 383
Профиль Пруток диаметром 12 мм То же Уголок с полкой 20 мм То же » » Пруток диаметром 35 мм То же
Модификатор Заводская лигатура Al-Ti НП SiC Заводская лигатура Al-Ti Пруток из гранул 4-: НП SiC НП В4С НП VxCyNz Заводская лигатура Al-Ti Пруток из гранул 4- НП TaN
Диаметр слитка, мм 190 480 300
Сплав Д16 Д1 АМгб
ские свойства определяли на образцах, вырезанных из уголков. Сопоставление механических свойств разных частей профиля (выходного, среднего и утяжного) показало (см. табл. 9.1), что модифицирование указанными НП во всех случаях повышает уровень механических свойств, чем при использовании обычной технологии. Изучение структуры поперечных тем-плетов слитков свидетельствует о том, что наиболее высокую степень измельчения зерна обеспечивает НП VxCyNz.
В связи с тем что при удалении из расплава неметаллических включений путем фильтрации происходит укрупнение макрозерна слитков, была проведена работа по устранению этого нежелательного явления с применением НП. Опытные слитки диаметром 280 мм отливали из сплава АМгб при 983...993 К со скоростью 6 мм/мин с фильтрацией расплава в восходящем потоке через последовательно установленные сетки из стеклоткани ССФ-4 и СФФ-0,06. Модифицирующий пруток диаметром 10 мм, содержащий НП SiC или В4С, или VxCyNz, вводили в кристаллизатор под струю металла, поступающего из раздаточной коробки. Для сравнения отливали слитки с введением в кристаллизатор
Применение НП химических соединений
267
прутка, отпрессованного только из гранул. Отлитые слитки гомогенизировали (выдержка 6 ч при 753...773 К; охлаждение на воздухе), после чего их резали на заготовки длиной 700 мм, нагревали до 673...683 К и прессовали на горизонтальном прессе в профиль ПК13820-2. Из трех участков профиля (выходное, среднее и утяжное) вырезали образцы для определения механических свойств. Макроструктуру изучали на поперечных темплетах слитка. Результаты испытаний показали, что в основном использование НП приводит к росту относительного удлинения. Так, если для слитков, отлитых из фильтрованного металла по заводской технологии, 8 = 19,1 %, то НП В4С повышает его в наибольшей степени — до 29,4 %, НП VxCyNz — до 22,6 и НП SiC — до 21,8 %, тогда как пруток из гранул — до 21,6 %. Наблюдается и прирост предела текучести о02. Так, если для слитка, отлитого с фильтрацией по заводской технологии, его значение составляет 230 МПа, то НП SiC повышает о02 до 247 МПа, НП VxCyNz — до 250, гранулированный пруток — до 233 МПа, а НП В4С не приводит к изменению этой характеристики. Временное сопротивление ов практически не изменяется при всех видах НП и при введении прутка из гранул. Изучение структуры слитков показало, что фильтрация сплава укрупняет макрозерно, тогда как введение изученных НП в расплав после фильтрации вызывает его резкое измельчение и формирование однородной структуры по сечению.
9.3.2. Модифицирование слитков, предназначенных для поковок
Разработанная технология модифицирования была использована при литье слитков, предназначенных для изготовления поковок. Модифицирование проводилось при литье слитков диаметром 420 мм из сплава АМгб. Использовался модифицирующий пруток диаметром 10 мм, содержащий один из НП — SiC, BN или TaN. Слитки отливали при 973 К со скоростью 60 мм/мин при введении прутка в раздаточную коробку. Отлитые слитки гомогенизировали (выдержка 6 ч при 753...773 К; охлаждение на воздухе), затем их резали на заготовки длиной 750 мм, обтачивали до диаметра 380 мм и после предварительного нагрева до 703 К на гидравлическом прессе с усилием 1250 тс изготовляли поковки со степенью деформации е = 62 % по схеме: осаживание заготовки в галету -> ковка галеты на брусок вторичное осаживание бруска в галету КП-10-27. Структуру изучали на темплетах, вырезанных из слитка и из галеты. Загрязненность металла неметаллическими включениями оценивали по
268
Глава 9
изломам технологических проб (40 х 40 х 120 мм), вырезанных из поперечных темплетов.
В результате исследований было установлено, что наименьшая загрязненность характерна для серийных слитков — суммарная площадь включений £ FBKJI = 10 мм2, тогда как при введении прутков, содержащих НП BN, SiC, TaN, эта характеристика существенно возрастает — соответственно до 23,5; 24,0 и до 38,0 мм2, что превышает требования технической документации. Анализ показал, что для слитков, отлитых по серийной технологии с введением прутка из гранул, характерна неоднородная структура: мелкое зерно по периферии, затем идет зона столбчатой структуры (ширина 50...90 мм), а за ней — снова мелкозернистая структура. Введение любого из НП предотвращает формирование столбчатой структуры, а по степени воздействия наиболее эффективным из них оказался НП TaN — измельчение зерна в 4,1 раза по сравнению с серийным слитком (с 0,322 до 0,073 мм2), затем следует НП SiC — в 2,6 раза (до 0,123 мм2) и НП BN — в 2,2 раза (до 0,146 мм2).
Изучение макрошлифов и изломов темплетов поковок, изготовленных из модифицированного НП сплава, показало наличие в них неметаллических включений и штриховых расслоений, связанных с присутствием в металле оксидных плен. Суммарная площадь включений и суммарная длина расслоений составляли соответственно на шлифах — от 4 до 9 мм2 и от 10 до 24 мм, а на изломах — от 5 до 6,5 мм2 и от 18 до 28 мм, что соответствует требованиям технической документации, но превышает количество дефектов для серийной поковки, на макрошлифах которой дефекты обнаружены не были.
Таким образом, в результате исследований было установлено, что при введении в жидкий сплав АМгб различных НП, наряду с их полезным воздействием — измельчение зерна, увеличивается количество неметаллических включений и расслоений (в поковках). Возможной причиной этого следует считать применение в качестве основы модифицирующих прутков гранул, которые вносят в объем прутка большое количество оксида алюминия А12О3, присутствующего на поверхности гранул, и газов, находящихся как на поверхности, так и в объеме. При этом следует отметить, что во всех исследованиях, проведенных на прессованной продукции из слитков сплавов, модифицированных различными НП, неметаллические включения и расслоения не наблюдались, так как в процессе прессования изделий оксиды раздробляются и равномерно распределяются в объеме экструдированного профиля.
Применение НП химических соединений 269
9.3.3. Фильтрование расплава при литье слитков из сплава АМгб
С целью повышения качества слитков диаметром 300 мм, отливаемых из сплава АМгб (температура литья 983...993 К, скорость — 70 мм/мин), было проведено фильтрование расплава. Модифицирующие прутки, содержащие НП BN, TaN и SiC, вводили в лоток. Расплав фильтровали в восходящем потоке по принятой на металлургическом заводе технологии, через последовательно установленные сетки из стеклоткани ССФ-4 и СФФ-0,06. Отлитые слитки гомогенизировали, разрезали на заготовки длиной 550 мм, обтачивали их до диаметра 280 мм и затем на прессе с усилием 3500 тс со скоростями 10,0; 12,5 и 15,0 мм/с прессовали прутки диаметром 35 мм.
Образцы для определения механических свойств вытачивали из выходного, среднего и утяжного сечений. Для установления степени загрязненности сплава неметаллическими включениями из поперечных темплетов слитков вырезали по 8 заготовок для изготовления технологических проб. Изучение шлифов поперечных темплетов слитков показало измельчающее воздействие НП. При анализе микроструктуры серийных слитков выявились грубые скопления интер-металлидов, тогда как в результате введения в расплав НП они раздробляются. Механические свойства образцов в горячепрессованном состоянии оказались более высокими по сравнению со свойствами серийных слитков (ов = 364 МПа, о012 = 192 МПа, 8 = 18,1 %). Так, модифицирование BN без последующей фильтрации повышает ов до 379 МПа (на 4,1 %), TaN (без фильтрации) — до 383 МПа (на 5,2 %) и SiC с последующей фильтрацией — до 378 МПа (на 3,8 %); соответственно повышается и ст0 2: до 209 МПа (на 8,6 %), до 213 МПа (на 10,6 %) и до 206 МПа (на 7,0 %). При модифицировании TaN значение 8 возрастает до 21,0 % (на 15,4 %), SiC — до 19,2 % (на 5,5 %), но несколько снижается в случае BN.
Из представленных данных видно, что фильтрация (на примере НП SiC) не ухудшает модифицирующего воздействия НП. Более того, при использовании НП SiC коэффициент загрязненности сплава Кср составил всего 0,07 мм2/см2 (К^ определялся отношением суммарной площади дефектов на изломах технологических проб к суммарной площади изломов проб, мм2/см2), что оказалось наиболее близким к значению этого показателя для серийного слитка (для которого Кср = 0). В то же время при введении в расплав прутка-свидетеля, отпрессованного из гранул без НП, Kq, составляет 1,65 мм2/см2, прутка с НП TaN - 1,47, а с НП BN - 0,67 мм2/см2.
270
Глава 9
Что касается загрязнений, связанных с введением в расплав НП, то это можно объяснить следующим образом. Известно [6], что избыточная энергия частиц НП способствует их активному насыщению газами из окружающей атмосферы как на стадии синтеза, так и при хранении на воздухе. При этом просматривается связь между интенсивностью насыщения газами и технологией синтеза, что характерно для НП TaN [28]. В подавляющем большинстве случаев наиболее вредными из адсорбированных газов являются кислород и его соединения [6], вызывающие при последующих переделах, связанных с нагревом, формирование на поверхности частиц оксидного или карбонитридного (нитридного) слоя, что в конечном итоге затрудняет или делает невозможным достижение у порошковых материалов специального комплекса свойств. В то же время относительно SiC известно [29], что это соединение обладает высокой окислительной способностью вплоть до 1873 К.
Приведенные данные могут свидетельствовать о том, что SiC не является источником загрязнений. Что касается загрязнений, связанных с применением НП BN, то анализ процесса его получения путем карботермического восстановления оксида бора в газовом потоке [30] не позволил установить их прямых источников. Возможно, это связано с повышенной химической активностью BN [31]. В данной ситуации естественным является вывод о том, что источником загрязнений могут служить только газы, адсорбированные либо в процессе синтеза НП, либо при их хранении.
9.3.4. Модифицирование крупногабаритных слитков
Несмотря на высокую пластичность, технический алюминий имеет большую склонность к образованию горячих трещин, особенно при литье прямоугольных крупногабаритных слитков. Трещины обычно формируются на донной части слитков или же на донной части с переходом на широкую грань (рис. 9.5). Один из эффективных способов предотвращения возникновения горячих трещин — введение в расплав зародышеобразующих веществ.
Исследования проводили при литье из технического алюминия марки А7 крупногабаритных прямоугольных слитков сечением 400 х 1560 мм, высотой 2500 мм и массой 5,5 т. Модифицирующую лигатуру получали по следующей технологии [32]. В капсулу диаметром 30 мм из алюминиевой фольги засыпали НП TiN или TiCN, уплотняли его до высоты капсулы 150 мм, затем с помощью вертикального гидравлического пресса капсулу спрессовывали в брикет высотой 50...70 мм. Полученные брикеты в количестве 8,0 мае. % при
Применение НП химических соединений
271
Рис. 9.5. Горячая трещина на слитке сечением 400 х 1560 мм, высотой 2500 мм, массой 5,5 т, отлитого полунепрерывным способом из алюминия марки А7.
943...953 К вводили в жидкий алюминий марки А995, находящийся в графитовом тигле в индукционной печи, и при наборе температуры до 1673 К после тщательного перемешивания, начиная с 973 К, через каждые 373 К заливали технологические пробы в стальное кольцо (диаметр 70 мм, h = 40 мм).
Результаты химического анализа отлитых проб показали, что с повышением температуры расплава содержание титана в алюминии увеличивается, причем его количество при максимальной температуре отбора проб оказывается большим при работе с брикетами НП TiN, чем с НП TiCN (соответственно 4,75 и 2,86 %). На основании полученных результатов был разработан способ приготовления модифицирующих прутков диаметром 8,0 мм путем прессования композиций, приготовленных сплавлением брикетов НП TiN и TiCN с алюминием в интервале 1653... 1673 К. При сравнительной оценке модифицирующей способности разработанных лигатур с помощью технологических проб установлено, что наименьший эффект измельчения зерна имеет место при использовании чушковой лигатуры (А1-2,0 % Ti), полученной сплавлением губчатого титана с алюминием. Больший эффект дает модифицирование лигатурой А1-НП TiCN, содержащей 2,6 % Ti, и еще больший эффект измельчения наблюдается при использовании лигатуры Al-НП TiN, содержащей 2,8 % Ti, причем максимальный эффект измельчения в последнем случае достигается при меньшем расходе лигатуры.
Разработанные модифицирущие композиции дали положительный результат при литье из алюминия марки А7 крупногабаритных слитков сечением 400 х 1560 мм, высотой 2500 мм, массой 5,5 т. При этом модифицирующие прутки (диаметром 8,0 мм), отпрессованные
272
Глава 9
из композиций Al-НП TiCNO и Al-НП TiN, вводили [33] в непрерывном режиме в сливной носок распределительной коробки, откуда металл попадал в один из кристаллизаторов. Количество модификатора подавалось из расчета конечного суммарного содержания титана в алюминии порядка 0,025 % (так как до 0,015 % Ti уже содержится в алюминии, поступающем в миксер из электролизеров). Во второй, параллельный кристаллизатор поступал алюминий, модифицированный в миксере чушковой лигатурой Al-Ti. В процессе литья слитков заливали технологические пробы-свидетели (диаметр 70 мм, h = 40 мм) для оценки зерновой структуры. При этом варьировали режимы литья при запуске от “мягкого”, при котором скорость опускания слитка и повышение давления охлаждающей воды в кристаллизаторе нарастали медленно, до “жесткого”, когда указанные параметры нарастали быстрее. Обычно “жесткий” режим запуска в большей степени служит причиной возникновения трещин в слитках вследствие неравномерной кристаллизации металла (см. рис. 9.5).
Анализ полученных результатов показал, что из 9 слитков, отлитых с модифицированием НП (5 — НП TiCNO, 4 — TiN), только на одном из них (с НП TiCNO) обнаружены трещины. Данный слиток был отлит с высокой скоростью литья в начальный период на минимальной начальной высоте слитка — 0,7 м (“жесткий” режим запуска) при максимальном расходе подаваемой в кристаллизатор охлаждающей воды, что обычно не применяется в практике литья крупногабаритных слитков. Слитки без трещин были отлиты при “мягком” режиме, при котором прирост скорости литья слитка до технологической и увеличение расхода охлаждающей воды осуществлялись на большей начальной длине (0,8...1,5 м). Содержание титана в алюминии в результате введения в расплав прутков с обоими НП составляло 0,028 %. Изучение микроструктуры проб-свидетелей показало, что оба НП обеспечивают получение практически одинакового зерна — в пределах 0,05...0,3 мм. Качество поверхности всех слитков соответствовало требованиям технической документации. В то же время на 5 из 9 слитков, одновременно отлитых в параллельный кристаллизатор, но без введения НП, обнаружено от одной до нескольких трещин длиной от 40 до 295 мм, расположенных как по днищу слитка, так и по днищу с переходом на широкую грань. Содержание титана в алюминии составляло 0,012...0,015 %. Величина зерна на пробах-свидетелях лежала в пределах 0,3...2,2 мм, что еще раз подтверждает роль титаносодержащих соединений в формировании мелкокристаллической структуры, которая и способствует предотвращению возникновения горячих трещин.
Применение НП химических соединений 273
Исследование технологии приготовления указанных выше лигатур, содержащих НП TiN и TiCN, установило [34], что с повышением температуры расплава микротвердость частиц зародышеобразующей фазы TiAl3 увеличивается. Так, для лигатуры А1-2,8 % Ti, полученной сплавлением брикетов НП TiN с алюминием, микротвердость этой фазы возрастает с 396 МПа для проб, отлитых с 1173 К, до 588 МПа при заливке с 1673 К (прирост на 48,5 %), а для лигатуры А1-2,6 % Ti, полученной сплавлением брикетов НП TiCN с алюминием, при заливке проб с 1373 К микротвердость составляет 382 МПа, а с 1673 К — 414 МПа (увеличение на 8,37 %). Рентгенофазовый анализ выщелоченного остатка лигатуры Al-НП TiN показал наличие в нем фаз TiAl3 и A1N, а в остатке лигатуры Al-НП TiCN — фаз TiAl3, A1N и А14С3. Полученные данные позволяют предположить, что частицы фазы TiAl3 упрочняются в результате легирования продуктами взаимодействия нитридов с алюминием, что повышает их зародышеобразующую способность.
Помимо того, что введение НП в жидкий алюминий предотвращает возникновение трещин, немаловажное значение имеет и большая экономия времени на подготовку расплава к литью, так как при использовании чушковых лигатур Al-Ti их растворение в многотонном миксере — довольно длительный процесс (несколько часов). Дозированное введение НП в непрерывном режиме обеспечивает присутствие одинакового количества зародышеобразующих соединений по всему объему металла в кристаллизаторе и создает однородную мелкозернистую структуру слитка по объему.
Ускорить процесс растворения модифицирующей алюминие-во-титановой лигатуры стало возможным при ее использовании в виде прутка [35]. С этой целью слитки чушковой лигатуры А1-1,95 % Ti диаметром 100 мм горячим прессованием прессовали в пруток диаметром 8,0 мм. Для того чтобы установить эффект измельчения зерна при введении модифицирующих агентов, в расплав также вводили катанку диаметром 10 мм, получаемую прессованием алюминия марки АДО. Полученные структуры сравнивали с принятой на заводе технологией модифицирования путем введения в расплав в миксере титановой губки. Все варианты были опробованы при полунепрерывном литье слитков сечением 400 х 1560 мм из алюминия марки А7. Анализ структуры вырезанных из слитков темплетов показал (рис. 9.6), что наилучшие результаты дает применение прутковой лигатуры А1-1,95 % Ti — 540 зерен на 1 см2 площади шлифа, что в 4,5 раза больше по сравнению с модифицированием титановой губкой (120 зерен на 1 см2 шлифа). При этом площадь зоны равноосных и столбчатых кристаллов (см. рис. 9.6, б, в соответственно) оказалась
10 Заказ №771
274
Глава 9
Рис. 9.6. Влияние вида модифицирующей лигатуры на характер макроструктуры слитка сечением 400 х 1560 мм, высотой 2500 мм, массой 5,5 т, отлитого из алюминия марки А7 полунепрерывным способом:
1 — по технологии завода (введение в миксер с расплавом титановой губки); 2 — с введением катанки из алюминия марки АДО диаметром 10 мм; 3 — с введением прутковой лигатуры Al-1,95 % Ti диаметром 8 мм; 4 — с модифицированием чушковой лигатурой А1-0,8 % Ti сечением 5 х 40 мм, уложенной в лоток.
минимальной. При модифицировании алюминия чушковой лигатурой А1-0,8 % Ti, уложенной в лоток, количество зерен на 1 см2 шлифа составило 270, а при введении катанки из сплава АДО — 240 зерен, что соответственно в 2,25 и в 2 раза больше по сравнению с модифицированием титановой губкой. Средняя площадь столбчатых кристаллов уменьшилась соответственно в 3,9 и в 4,1 раза по сравнению с модифицированием титановой губкой. В результате получения наиболее измельченной структуры при модифицировании прутковой лигатурой Al-1,95 % Ti был значительно уменьшен брак слитков по трещинам в донной части.
9.3.5. Влияние агрегатного состояния шихты при модифицировании нанопорошками
На Красноярском алюминиевом и металлургическом заводах слитки отливаются с использованием жидкой шихты — алюминия, подаваемого с помощью передаточных ковшей в миксер непосредственно из электролизеров, в котором отсутствуют или теряют свою активность потенциальные центры кристаллизации. Поскольку это приводит к формированию в слитках крупно-кристаллической струк
Применение НП химических соединений
275
туры, следствием чего является возникновение горячих трещин, было проведено исследование [36] по оценке влияния агрегатного состояния шихты на величину зерна алюминия с использованием для модифицирования НП. Роль агрегатного состояния шихты видна из результатов экспериментов по отливке слитков сечением 60 х 100 мм из алюминия марки А5 при 993 К. Одну часть слитков отливали с использованием первичного жидкого алюминия, температура которого при отборе из электролизера составляла 1123...1143 К, а другую — с применением твердой шихты, т.е. алюминия той же плавки, но разлитого в чушки и впоследствии расплавленного. Перед литьем алюминий рафинировали 0,3 % флюса (47 % К.С1, 30 % NaCl, 23 % Na3AlF6). При использовании твердой шихты величина зерна в поперечном сечении слитков оказалась мельче (рис. 9.7) по сравнению с этим показателем для жидкой шихты — по периферии в 3 раза, в центральной зоне — в 55,5 раза и в промежуточной — в 2 раза.
Очевидно, что более мелкая структура и пониженное газвсодер-жание в слитках, полученных с использованием твердой шихты, способствуют снижению пористости и получению более высокого уровня характеристик механических свойств [37]. Так, временное сопротивление ст в образцов, вырезанных из промежуточной и центральной зон слитков, полученных литьем на твердой шихте, выше, чём для слитков на жидкой шихте соответственно на 20,6 и 18,8 %. Относительное удлинение 5 оказывается выше для всех трех зон слитков на твердой шихте (см. рис. 9.7).
Рис. 9.7. Влияние агрегатного состояния шихты на среднюю площдць макрозерна и механические свойства образцов, вырезанных из слитков сечением 60 х 100 мм, отлитых полунепрерывным способом из алюминия марки А5.
Вид шихты: 1 — жидкая; 2 — твердая. Зоны слитка: А — периферия; Б — промежуточная; В — центральная.
276
Глава 9
Влияние жидкой шихты проявляется и при использовании для модифицирования НП. Исследования проводили на 20-тонном миксере. Из форкамеры при 993 К сплав Д16 отбирали в мерный тигель и при выдержке его в том же расплаве без смешивания вводили модифицирующие прутки диаметром 10 мм, содержащие различные НП (жидкая шихта). С теми же модификаторами из сплава той же плавки после предварительной заливки в заготовки получали твердую шихту. Плавку вели в алундовых тиглях в электрической печи сопротивления. Изучение структуры проб на продольных сечениях показало, что результатом применения жидкой шихты является формирование более крупнокристаллического строения проб. При использовании твердой шихты без модифицирования величина зерна уменьшается в 1,3 раза. При введении в расплав НП наблюдается более значительный эффект измельчения. Меньший из них имеет место при модифицировании НП VCN (в 4,3 раза), больший — дают НП SiC и В4С (более чем в 15 раз). В следующей серии экспериментов в качестве жидкой шихты использовали алюминий достаточно высокой чистоты — марки А997, из которого при 973 и 1333 К заливали технологические пробы. Анализ структуры проб на шлифах из донной части показал, что в случае заливки с 973 К неперегретого и немодифицированного алюминия средняя площадь зерна составляет 3,8 мм2, а перегретого до 1333 К и залитого с этой же температуры — 31,0 мм2 (больше в 8,15 раза). В результате введения в такой же расплав НП TiCN зерно уменьшается до 3,2 мм2, что в 1,18 раза меньше исходного и в 9,18 раза меньше зерна проб, отлитых из неперегретого немодифицированного расплава. Полученные результаты позволяют сделать заключение о том, что при модифицировании НП слитков, полученных по технологии жидкой шихты, удается компенсировать ее отрицательное влияние и добиться требуемого уровня измельчения зерна.
9.3.6. Влияние алюминиевой основы модифицирующих прутков и вида НП
Количество присутствующего в модифицирующих прутках НП зависит от крупности частиц алюминия в экструдируемой композиции “частицы алюминия-частицы НП” — чем больше суммарная поверхность частиц алюминия, тем больше в прутке будет содержаться частиц НП и тем меньше будет его расход при модифицировании. С целью увеличения содержания НП в модифицирующих прутках в качестве алюминиевой основы использовали алюминиевую крупку первичную АКП (ТУ 48-5-38-78) с величиной частиц в диапазоне
Применение НП химических соединений
277
0,02...0,4 мм, получаемую методом распыления из алюминия марки не ниже А5. Расчет показал, что суммарная поверхность крупки в одном и том же объеме (например, 1 см3) при условном среднем диаметре, равном 0,21 мм, составляет 149 см2, что в 21 раз превышает таковую (7 см2) для гранул (размер в диапазоне 1,5...3,0 мм, расчет вели по условному среднему диаметру — 2,25 мм). Согласно данным микроскопического изучения частиц крупки, их поверхность обладает значительно большей шероховатостью, чем поверхность гранул, и, следовательно, при использовании крупки прессованный пруток должен содержать больше НП. Прутки диаметром 5 мм прессовали из гранул алюминия марки А995 и из крупки с добавками различных НП. Перед прессованием гильзу с композицией “крупка-НП” нагревали до 673...693 К, “гранулы-НП” — до 633...653 К, д при прессовании прутка из литой чушковой лигатуры А1-2,0 % Ti ее нагревали до 763...783 К. Сплав Д16 готовили в электрической печи сопротивления. Из модифицированного различными пруткдми при 993 К сплава отливали в кокиль вертикальные пробы диаметром 35 мм и высотой 130 мм, причем заливку проводили как с фильтрацией через стеклоткань ССФ-0,6, так и без нее. Отлитые пробы гомогенизировали (нагрев с печью до 743...753 К; выдержка 6 ч, охлаждение на воздухе) и вытачивали из них заготовки под прессование. Перед прессованием их нагревали до 743...753 К и прессовали пруток диаметром 7,8 мм. Часть прутков закаливали (выдержка 20 мин при 773 К, закалка в воде, старение 3 ч при 373 К, охлаждение на воздухе) и вытачивали из них образцы для определения механических свойств. С целью получения “чистого” эффекта от введения НП в расплав вводили также прутки, отпрессованные из гранул и из крупки без НП.
Изучение структуры на шлифах поперечного сечения проб показало (табл. 9.2), что при обычном модифицировании лигатурой Al-Ti (без фильтрации) зерно мельче в 5,9 раза, чем у немодифици-рованного сплава, тогда как при модифицировании прутками из гранул с НП измельчение будет меньше в пределах 7,6-15,1 раза, причем наибольший эффект дают НП TaN, BN и В4С (в 15,1 раза). При введении в расплав прутков из крупки и НП наблюдается еще больший эффект измельчения — в диапазоне 10,6-17,7 раза, а наибольший эффект дает НП SiC (в 17,7 раза). Сплав, модифицированный прутками из крупки с НП, имеет более мелкую структуру, чем сплав, модифицированный прутками из гранул с НП. Так, у сплава, модифицированного TixCyNz, при использовании прутка из крупки зерно мельче в 1,6 раза, чем из гранул: соответственно для НП SiC — в 2,3 раза, НП LaB6 — в 2,5 и НП В4С — в 3,5 раза. В резуль-
278
Глава 9
Таблица 9.2
Влияние вида алюминиевой основы модифицирующих прутков, НП и фильтрации на величину макрозерна в сечении проб диаметром 35 мм, отлитых в кокиль из сплава Д16
Вид модификатора Площадь макрозерна Изменение при филь-трации
без фильтрации с фильтрацией
Величина, мм2 Уменьшение, раз Величина, мм2 Уменьшение, раз
Без модифицирования 1,06 — 1,67 — Больше в
Пруток отпрессован из: гранул алюминия А995 0,21 5,2* 0,45 3,7* 1,57 раза Больше, раз: 2,2
крупки АКП 0,17 6,2 0,34 4,9 2,0
лигатуры А1-2,0 % Ti 0,18 5,9 0,38 4,4 2,1
Пруток отпрессован из: гранул (Г) или крупки (К) и НП: TaN (Г) 0,07 15,1*72,6 0,07 23,9**/5,4
BN (Г) 0,07 15,1 / 2,6 0,08 20,9/4,8 +14,3 %
VC (Г) о,п 9,6/ 1,6 0,13 12,8/2,9 +18,2 %
SiC (Г) 0,14 7,6/ 1,6 0,16 10,4/2,4 +14,3 %
SiC (К) 0,06 17,7***/3,0/2,3 0,05 33,4***/7,6/3,2 -20,0 %
В4С (Г) 0,07 15,1/2,6 0,08 20,9/4,75 +14,3 %
В4С (К) 0,02 53,0/9,0/3,5 0,015 1113/25,3 -33,3 %
TixCyNz (Г) 0,08 133/2,3 0,09 18,5/4,2 +12,5 %
TixCyNz (К) 0,05 21,2/3,6/1,6 0,04 41,8/9,5/2,3 -25,0 %
LaB6 (Г) 0,1 10,6/ 1,8 0,12 13,9/3,2 +20,0 %
LaB6(К) 0,04 263/43/2,5 0,03 55,6/12,7/4,0 -33,3 %
* По отношению к немодифицированному сплаву.
** Числитель — по отношению к немодифицированному сплаву; знаменатель — по отношению к сплаву, модифицированному прутком из лигатуры А1-2,0 % Ti.
*** Верхнее значение — по отношению к немодифицированному сплаву, среднее — к сплаву, модифицированному прутком из лигатуры А1-2,0 % Ti, нижнее — по отношению к сплаву, модифицированному прутком из гранул и НП.
тате фильтрации зерновая структура, как и следовало ожидать (по причине удаления из расплава части зародышеобразующих агентов), довольно значительно укрупняется в случае введения в расплав прутков без НП (в пределах 2,0-3,6 раза). При значительном измельчении зерна при модифицировании прутком из гранул с НП эффект укрупнения зерна уменьшается, а при использовании прутков из крупки с НП фильтрация вообще не приводит к укрупнению зерна.
Применение* НП химических соединений
279
9.4. Модифицирование нанопорошками алюминиевых литейных сплавов
Результаты, полученные при модифицировании НП алюминиевых деформируемых сплавов, послужили основой для использования разработанных технологий при модифицировании алюминиевых литейных сплавов [38-40].
Исследования проведены на алюминиево-кремниевом сплаве АЛ2 при литье корпуса с чистовой массой 5,8 кг — сложной фасонной отливки ответственного назначения. Сплав готовили в электрической печи сопротивления САТ-0,25, переливали его в раздаточную печь ВЗО, где проводили сначала рафинирование с последующим модифицированием по серийной технологии (1,5 % тройного натрийсодержащего модификатора) и затем заливку деталей. По другому варианту сплав модифицировали 0,8...0,9 % тройного модификатора, затем в заливную ложку отбирали дозу расплава для одной заливки и в объеме модифицирующего прутка вводили в него 0,05...0,08 % НП В4'С. Анализ результатов определения механических свойств показал, что за счет дополнительного введения НП В4С предел прочности ств повышается по сравнению с обычной технологией с 221 до 231 МПа (на 4,3 %), твердость НВ — с 617 до 628 МПа (в 1,8 раза) и относительное удлинение 5 — с 2,9 до 10,5 % (в 3,6 раза). Микроструктура в обоих случаях являлась типичной для модифицированного силумина, в котором эвтектика представляет собой конгломерат тонко измельченных фаз. В случае обработки расплава только тройным модификатором средняя длина ветвей дендритов a-твердого раствора составляла около 90 мкм, а при двойном модифицировании она уменьшилась до 35 мкм. При модифицировании тройным модификатором микроструктура характеризуется столбчатым строением, а при дополнительном введении в расплав НП В4С формируется однородная измельченная структура. Очевидно, что повышение механических свойств сплава при модифицировании НП В4С связано с измельчением его микро- и макроструктуры. Высокий уровень свойств (ств = 204 МПа, 8 = 5,2 %, НВ = 592,5 МПа) был получен при модифицировании только В4С. При этом макрозерно оказалось в 8 раз мельче (0,5...0,8 мм2), чем у сплава, приготовленного по обычной технологии.
Введение в сплав АЛ2 после модифицирования тройным модификатором: а) НП VC повышает ов по сравнению с тройным модификатором до 228 МПа (на 3,2 %), 8 — до 12,9 % (в 4,4 раза); б) смеси НП 25 % BN + 75 % В4С увеличивает о в до 231 МПа (на 4,5 %), 8 — до 13,5 % (в 4,7 раза).
280
Глава 9
Рост механических свойств в случае применения НП имеет место и в других литейных алюминиевых сплавах. Так, при модифицировании сплава АЛ4 НП TiCN ов = 246 МПа, 8 = 11,0 %, а НП В4С — ств = 235 МПа, 8 = 12,8 % (по ГОСТу требуется ов > 235 МПа, 8 > 3,0 %). Введение в сплав АЛ9 после тройного модификатора: а) НП VC дает о в = 234 МПа, 8 = 14,5 %; б) НП В4С — соответственно 194 МПа и 9,8 %; в) смеси 25 % НП VC и 75 % В4С - 280 МПа и 13,8 % (по ГОСТу ов > 210 МПа, 8 > 2,0 %).
Модифицирование сплава АЛ 11 тройным модификатором обеспечивает ов = 227 МПа, 8 = 2,9 %, а дополнительное введение НП TiCN повышает эти характеристики соответственно до 284 МПа (на 2,5 %) и до 4,1 % (в 1,4 раза) при требуемых ГОСТом ов > 210 МПа и 8 > 1,0 %. НП повышает свойства и сплава АК7 — так, если: а) при модифицировании тройным модификатором ств = 205 МПа, 8 = 3,6 %, то б) в результате дополнительного введения НП VCN ств возрастает до 217 МПа (на 5,6 %), а 8 — до 6,8 % (в 1,9 раза).
Положительное воздействие НП было установлено при изготовлении ответственных деталей из сплава АЛ9 массой 2,5 кг методом жидкой штамповки при выдержке металла в течение 15...20 с после заливки в матрицу с 953...973 К. Результаты испытаний образцов, вырезанных из термообработанных по режиму Т5 штамповок, показали, что по сравнению со стандартной технологией подготовки расплава к штамповке и данными для сплава, модифицированного НП В4С, значение ств возросло на 6,3 %, а 8 — в 2,1 раза. Данные изучения микроструктуры свидетельствуют о том, что НП В4С приводит к существенному измельчению дендритов первичного a-твердого раствора и эвтектики.
Модифицирование НП было опробовано на моторостроительном заводе при литье в кокиль удлинителя картера коробки передач одной из модификаций автомобиля “Москвич”. С целью повышения уровня механических свойств этой детали была разработана композиция [41, 42] на основе сплава АЛ4 с добавкой до 2,3...2,5 % меди. Механические свойства образцов, вырезанных из деталей, отлитых из рафинированного и модифицированного тройным модификатором сплава, составили в литом состоянии: ов = 205 МПа, 8 = 1,5 %, НВ = 737 МПа, а при модифицировании НП SiC после рафинирования они возросли соответственно до 245 МПа (на 16,3 %), до 4,0 % (в 2,7 раза) и до 797 МПа (на 7,5 %), НП В4С — соответственно до 225 МПа (на 8,9 %), до 1,7 % (в 1,1 раза) и до 803 МПа (на 8,2 %) и НП VCN — соответственно до 235 МПа (на 12,8 %), до 2,0 % (в 1,3 раза) и до 841 МПа (на 12,4 %).
Применение НП химических соединений
281
9.5. Применение нанопорошков для повышения качества чугунных отливок
Возможность применения нанопорошков для повышения качества чугунных отливок исследовалась на высокохромистых чугунах ИСЦ (3,0 % С; 20,1 - Сг; 1,0 - Si; 0,75 % Мп), ИЧХ-12М (2,75 % С; 14...15 % Сг), легированного комплексом Ni-V-Ti-Mo, а также специальном низколегированном (Сг и Ni) сером чугуне СЧЦ-1С (~3,0 % С) с добавкой 0,15...0,20 % Р.
Первые же эксперименты показали, что введение в расплав серого чугуна СЧ15 до 0,05 % НП BN в виде разовых порций в объеме алюминиевого прутка привело к значительному уменьшению величины отбела — образование структуры белого чугуна в тонких’сечениях отливок из серого чугуна — цементита Fe3C, хрупкой фазы с высокой твердостью (НВ более 800 МПа) в отливках из серого чугуна. Из-за высокой твердости отбел затрудняет обработку резанием и может привести к хрупкому разрушению литых деталей в условиях эксплуатации. Оказалось, что при введении НП BN в 1,6 раза измельчается эвтектическое зерно, что, очевидно, и послужило причиной роста ств на 19,5 % (со 174 до 208 МПа).
В дальнейшем исследования продолжили на износостойком вы-сокохромистом чугуне марки ИСЦ [43, 44]. При этом НП AI2O3 (ВТУ 4-25-90) в пределах 0,01...0,1 % от массы металла вводили в герметично закрытой тонкостенной трубке из нержавеющей стали в струю чугуна при заливке металла в песчано-глинистую форму. Из полученных отливок для испытаний на износ вытачивали плоские образцы типа усеченного конуса высотой 8 мм с диаметром меньшей окружности 38, большей — 40 мм. Износостойкость изучали в режиме абразивного изнашивания на машине, обеспечивающей возвратно-поступательное перемещение образца по порошку зернистого электрокорунда в сухом состоянии. Величину износа определяли по потере массы образцов в единицу времени. Микроструктуру изучали на боковых поверхностях образцов. Полученные результаты сравнивали с данными испытаний чугуна ИСЦ, модифицированного стандартным модификатором — МС (по ТУ 48-0507-15-82 — смесь оксидов ТЮ2, Z1O2, Nb2O5). Результаты испытаний показали, что МС увеличивает твердость литого чугуна по сравнению с немо-дифицированным состоянием с 33,5 до 56,6 ед. HRC (на 68,8 %), а НП А12О3 — до 62,5 ед. HRC (на 86,6 %). Износ при этом снижается соответственно на 21,9 и 31,6 %. Наибольшую износостойкость обеспечивает модифицирование НП AI2O3 с последующей термообработкой в виде отжига и закалки. При этом твердость возрастает незна
282
Глава 9
чительно (до 68,0 ед.), но износ уменьшается в 2,74 раза относительно литого немодифицированного состояния, в 2,1 раза — литого модифицированного и в 1,49 раза — закаленного модифицированного НП А12О3.
Результаты положительного воздействия НП А12О3 на свойства чугуна были апробированы для повышения качества отливок из специального износостойкого чугуна СЧЦ-1С диаметром 80 мм, высотой 420 мм, отливаемых вертикально по 10 штук одновременно в одной форме. На полученных по стандартному технологическому процессу отливках после отрезки прибылей по их центральной части зачастую наблюдалась осевая пористость. Кроме того, при механической обработке имело место выкрашивание графитовых включений, что является неисправимым дефектом. Чугун готовили в индукционной печи типа УИПА-250 с последующим переливом расплава при 1693 К в заливочный ковш емкостью 200 кг. На дно ковша предварительно укладывали помещенный в латунную фольгу НП А12О3 из расчета его содержания в отливках до 0,09 %. Визуальный осмотр поверхности отрезания прибылей показал отсутствие на них осевой пористости, что свидетельствует об улучшении питания отливок.
Проведенные на отдельно отлитых образцах-свидетелях испытания по определению механических свойств показали, что в результате модифицирования НП А12О3 значения ов находятся в пределах 225...280 МПа, тогда как для обычно приготовленного чугуна ств = 203...229 МПа при требованиях по приемным документам ав = 197...241 МПа. Таким образом, модифицирование НП А12О3 в среднем повышает ов по сравнению с требованиями на 13,5 %, а по сравнению с цеховой технологией — на 14,4 %. Изучение микроструктуры показало, что в необработанном НП чугуне преобладает игольчатая структура графита, а в модифицированном НП — глобулярный графит.
Чугун ИЧХ-12М модифицировали НП SiC (до 0,5 %) путем введения в разливочный ковш емкостью 60 кг в объеме прутка, отпрессованного из гранул алюминиевого деформируемого сплава Д16 и содержащего до 3,5 % этого соединения. Полученные результаты подтвердили положительное воздействие НП на свойства чугуна, что выразилось в повышении твердости. Так, если HRC чугуна без НП в термообработанном (закаленном) состоянии составляет 61,5 ед. HRC, то введение в расплав прутка без НП повышает ее до 64,5 ед., а в результате введения SiC — до 66,5 ед. Эксплуатационный ресурс лопаток дробеметного аппарата, отлитых из чугуна с НП SiC, оказался на 15...20 % больше срока службы лопаток из обычного чугуна. Повышение износостойкости модифицированного чугуна, очевидно,
Применение НП химических соединений
283
связано с изменением характера микроструктуры в результате воздействия НП SiC. Так, если в немодифицированном чугуне содержание мартенсита составляет порядка 70 % и грубые карбиды распределяются неравномерно, то в обработанном НП SiC чугуне оно уменьшается до 40 %, а зерна карбидов приобретают округлую форму и равномерно распределяются по объему металла.
9.6. Повышение износостойкости поверхности с помощью нанопорошков
Метод поверхностного легирования. Известны способы увеличения срока службы литых деталей, работающих в условиях повышенных трибологических нагрузок, путем создания на их поверхности упрочненного слоя, образующегося в процессе заливки металла в форму. Сущность разработанных способов [45, 46] заключается в том, что в области литейной формы, где формируется изнашиваемая поверхность, устанавливается заранее изготовленная из наплавоч7 ных порошков вставка, которая при заливке в форму металла расплавляется, образуя на поверхности отливки легированный высокопрочный слой, обладающий повышенной по сравнению с основным металлом износостойкостью. При получении отливок из стали 35Л вставки готовили путем прессования легирующей композиции, состоящей из наплавочного порошкового сплава ПГ-СР4 (60...70 %), синтетической смолы СФП-ОПЛ (2,0...5,0 %), НП TiCN (до 0,06 %) и ацетона (остальное). В процессе заливки металла в форму на поверхности отливки образовывался слой порядка 5 мм. В результате введения в легирующую композицию НП TiCN твердость легированного слоя повысилась по сравнению с композицией без НП с 32,5 до 44,5 ед. HRC (на 36,9 %), при этом микротвердость у-твердо-го раствора слоя повысилась с 2750 до 3900 МПа (на 41,8 %). В результате этого относительная износостойкость при газоабразивном износе возрастает на 45,8 % по сравнению с легированным слоем, сформировавшимся из композиции, не содержащей НП.
Полученные результаты были использованы при литье стальных кернов — рабочих органов колодцевого крана (длина 235 мм, диаметр рабочей части 140 мм, масса 10 кг; по 2 шт. на кран), которые служат для выемки стальных слитков массой 9 т из сталеразливочных изложниц, транспортировки их к колодцевым нагревательным печам, последующей выемки и транспортировки нагретых слитков к прокатному стану. Помимо силового и температурного воздействия в процессе эксплуатации керн испытывает широкий спектр изнаши
284
Глава 9
вающих воздействий. Обычно использовали керны, либо полученные литьем по выплавляемым моделям из сложнолегированного сплава 30Х25Н10ТСЛ, либо отштампованные из углеродистой стали с последующей наплавкой рабочей поверхности электродом из стали марки Э-70ХЗСМТ. Такие керны удовлетворительно работали с холодными слитками, но при контакте с нагретыми происходило хрупкое разрушение рабочих кромок. Кроме того, на рабочих поверхностях кернов появлялась железная окалина и износ носил коррозионный характер. Поэтому материал рабочей поверхности керна, помимо высоких прочностных характеристик, должен обладать высокой жаропрочностью и высокими антикоррозионными свойствами. Этим требованиям в наибольшей степени отвечают сплавы на основе никеля, однако они достаточно дорогие и дефицитные. Тем не менее использование таких сплавов становится возможным в случае применения технологии поверхностного легирования.
Для получения кернов, рабочая поверхность которых должна противостоять перечисленным воздействиям, в качестве основы легирующего наполнителя упрочняющего состава был выбран порошковый наплавочный никелевый сплав ПГ-СР4 (96,54 % порошка ПГ-СР4; 0,40 — наплавочного порошка ПН70Ю30; 0,06 — НП TiCN и 3,0 % жидкого стекла). Из этой композиции в пресс-формах готовили вставки, которые устанавливали в разовую литейную форму, и проводили ее заливку сталью 35Л. Отлитые керны подвергали нормализации с целью снятия литейных напряжений. Изучение макрошлифа головки керна, т.е. его рабочей части, показало, что толщина поверхностного легированного слоя в среднем составляет 10 мм, а его твердость достигает 43 ед. HRC. Отлитыми кернами были оснащены выпускаемые заводом “Сибтяжмаш” (г. Красноярск) колодце-вые краны, которые эксплуатировались на Днепровском металлургическом комбинате. Срок службы кернов с легированным слоем составлял не менее 25 ч, тогда как у серийных кованых с наплавкой электродом типа Э-70ХЗСМТ — только 16 ч (в 1,56 раза меньше). По такой же технологии из стали 35Л были отлиты била (габариты 124 х 305 мм, толщина рабочей части 44 мм, масса 14,3 кг) углеразмольных агрегатов, твердость поверхностно-легированного слоя (общая площадь 124 х 160 м2, толщина ~8 мм) которых составила 48...50 ед. HRC, а срок службы при эксплуатации на Алма-Атинской ТЭЦ увеличился в 1,5 раза по сравнению со сроком службы отлитых из такой же стали бил, поверхность которых была наплавлена сор-майтом (слой 10...12 мм). При этом рабочую поверхность литейной формы красили противопригарной краской, содержащей НП А120з,
Применение НП химических соединений
285
что полностью предотвратило образование на отливках трудноудали-мого пригара.
Метод электроискрового легирования. С целью упрочнения поверхности изделий из алюминиевых сплавов с применением НП Si3N4 и TiN разработана технология [47] электроискрового легирования (ЭИЛ). Технологию упрочнения отрабатывали на плоских заготовках, вырезанных из прессованных полос алюминиевого деформируемого сплава Д1. Предварительно упрочняемую поверхность промывали 10...15 мин в 15%-м растворе каустической соды при 363 К и сушили в потоке горячего воздуха. Затем в поверхность металла в течение ~2 мин втирали НП. После этого с помощью установки “Эми-трон-14” при использовании графитового электрода диаметром 6 мм (графит марки МПТ-6) осуществляли электроискровую обработку поверхности при круговых перемещениях электрода со скоростью 0,07...0,09 мм/мин, частоте вибрации f = 400 Гц и рабочем токе 1р = 1А. Из упрочненных заготовок вырезали цилиндрические образцы диаметром 10 мм и высотой 15 мм. На приборе ПМТ-3 измеряли микротвердость (HV) упрочненной поверхности. Испытания на износ проводили на машине МТ-2 при возвратно-поступательном перемещении образцов по контртелу из стали СтЗ в течение 3 ч при удельной нагрузке 10 Н/мм2. В качестве смазки использовали трансформаторное масло, которое подавалось в зону трения непрерывно в автоматическом режиме. Износ определяли по потере массы образцов путем их взвешивания на аналитических весах ВЛА-200 до и после испытания. Полученные данные показали, что ЭИЛ поверхности образцов из сплава Д1 графитовым электродом повышает ее микротвердость в 1,8 раза по сравнению с необработанным сплавом (с 200 до 360 ед. HV), обработка НП Si3N4 с последующим ЭИЛ графитовым электродом — в 1,87 раза (до 374 ед. HV), а обработка НП TiN и ЭИЛ графитовым электродом — в 2,26 раза (до 453 ед. HV). При этом износ упрочненной поверхности уменьшился соответственно в 1,84; 2,3 и в 4 раза.
Результаты эксперимента были использованы для повышения стойкости кокилей, отливаемых из алюминиевого сплава АК7 и применяемых для литья лодочных трехлопастных винтов из этого же сплава с массой 0,83 кг и диаметром по периферии лопастей 240 мм. Кокиль состоит из двух частей с горизонтальным разъемом. При удалении из него отлитых деталей возникает силовое и истирающее воздействие, что приводит к их деформации и изменению размеров полости формы. При эксплуатации кокиля с неупрочнен-ной рабочей поверхностью, предварительно окрашенной огнеупорной краской, геометрия полости формы четко воспроизводились на
286
Глава 9
190...250 отливках, а в результате предварительной обработки этой поверхности НП TiN с последующим ЭИЛ графитовым электродом и использованием той же огнеупорной краски воспроизводимость размеров полости формы сохранялась до съема 320...350 отливок (больше в 1,3-1,6 раза).
9.7. Сварка электродами, содержащими нанопорошки
Помимо основного применения алюминиевого прутка, содержащего НП в качестве модифицирующей добавки, было изучено его использование в качестве сварочного электрода [48]. Необходимость постановки такой работы была вызвана тем, что при сварке конструкций из листов алюминиевого деформируемого сплава АМгб с использованием присадочной проволоки, изготовленной из того же сплава, не всегда обеспечивалась требуемая прочность сварного соединения. Металл сварного шва отличался от металла листа более крупным зерном a-твердого раствора и более крупными выделениями p-фазы (AljMg2) по их границам. При сварке объемной конструкции из листа сплава АМгб толщиной 3 мм применяли пруток-электрод диаметром 8 мм, содержащий порядка 2,0 % НП BN или ЬаВб, или TiCN. Сварку проводили с помощью автоматической установки в среде аргона под слоем флюса АН-АЧ. Качество шва, по требованиям приемочной документации, оценивали по величине временного сопротивления ств по результатам испытаний плоских образцов длиной 50 мм и шириной 15 мм. Результаты испытаний показали, что ов металла в области шва при сварке прутком, содержащим BN, составляет 333 МПа, LaB$ — 338 и TiCN — 345 МПа: Эти значения оказались соответственно выше на 4,1; 5,6 и 7,8 % значений, которые имеют образцы из сплава АМгб (320 МПа), сваренные по стандартной технологии электродом из того же сплава. Можно полагать, что рост значений ов связан не только с измельчением структуры шва, но и с дисперсионным упрочнением a-твердого раствора сплава тонкодисперсными частицами НП.
Пруток, содержащий НП TiCN, был успешно использован в качестве присадочной проволоки для заварки трещины в ступице массивного винта станции газоочистки цеха технологических котлов целлюлозно-бумажного комбината. Заварку выполняли в среде аргона. В металле шва и в околошовной зоне трещины не обнаружены, тогда как при наплавке по штатной технологии алюминиевой проволокой исключить возможность возникновения дефектов крайне сложно [49].
Применение НП химических соединений
287
9.8. Огнеупорные краски и противопригарные покрытия для литейных форм
При литье деталей в металлические формы (кокили) их рабочие поверхности с целью предотвращения прямого контакта с жидким металлом окрашивают огнеупорными красками. Однако размеры частиц огнеупорных наполнителей достаточно большие, и это мешает их прочному сцеплению с окрашиваемой поверхностью. Стойкость таких покрытий оказывается недостаточно высокой — происходит местное выкрашивание краски. При этом на поверхности отливок возникают рельефные отпечатки в местах дополнительного подкрашивания, что недопустимо по условиям приемки. Учитывая особые свойства НП, были разработаны огнеупорные краски, одна из которых имеет состав [50]: 5,88 % ZnO; 3,92 — Si3N4,11,76 — жидкого стекла и вода — остальное. Одноразовое покрытие рабочей поверхности кокиля этой краской с помощью пульверизатора позволило отлить из сплава АЛ9 300 трехлопастных лодочных винтов диаметром 240 мм и черновой массой 0,83 кг, тогда как при одноразовой окраске стандартной краской съем составляет только 120...140 отливок. При этом в 1,6 раза повысилась чистота поверхности отливок (шероховатость поверхности уменьшилась с 34 до 21 мкм). Аналогичные результаты были получены при использовании разработанного состава краски при литье из сплавов АЛ2 и АЛ4 в кокиль более крупногабаритной детали (массой 25 кг, высотой 0,4 м) конусной формы. Повысилась чистота поверхности отливок, а их съем с одноразовой покраски увеличился в 4-5 раз по сравнению со съемом при применении стандартной краски.
С использованием НП разработаны составы противопригарных покрытий для окраски рабочих поверхностей разовых литейных форм и стержней, которые полностью предотвращают образование трудноудалимого пригара на поверхности крупнотоннажных стальных и чугунных отливок машиностроительного и общетехнического назначения. В результате применения разработанных противопригарных покрытий повышается чистота и улучшается качество поверхности литых деталей, предотвращается образование газовых раковин, практически отпадает необходимость проведения обрубных и зачистных работ, улучшаются санитарно-гигиенические условия труда. При этом исключается возможность возникновения трещин как в объеме, так и на поверхности отливок, особенно имеющих сложную конфигурацию и для которых характерны неравномер
288
Глава 9
ность кристаллизации, сочетание крупно- и мелкокристаллической структуры, наличие внутренних напряжений [50]. Введение в состав противопригарных покрытий НП обеспечивает не только их высокую седиментационную устойчивость, высокую проникающую и кроющую способность, снижает в 1,5—2,0 раза расход краски по сравнению с известными составами, но и противопригарный эффект при однослойной покраске литейных форм и стержней. Разработанные покрытия показали высокий противопригарный эффект при литье сложных фасонных отливок из сталей 40Л, 45Л, 110Г13Л, 110Г13Х2БРЛ и др., а также из серого чугуна разных марок. Трудоемкость зачистных работ при этом уменьшается на 90...95 %.
Ниже приведены составы противопригарных покрытий (готовились на стандартном цеховом оборудовании при контроле их качества стандартными приборами по стандартным методикам), которые применялись для окраски песчаных стержней в литейном цехе завода “Сибтяжмаш”:
1. Самовысыхающее противопригарное покрытие для стального литья, мае. %:
— электрокорунд белый (ГОСТ 21445-84) — 60,7
— поливинилбутиральный лак* — 38,0
- НП А12О3 (ВТУ 4-25-90) - 1,3
2. Водное противопригарное покрытие для чугунного литья, мае, %:
— графит скрытокристаллический литейный (ГОСТ 5279-74) — 66,9
— графит серебристый (ГОСТ 5279-74) — 1,9
— глина формовочная (ГОСТ 3226-77) — 1,8
— крахмалит — 0,4
— сульфитно-дрожжевая бражка — 1,8
— вода — 24,2
- НП А12О з (ВТУ 4-25-90) - 3,0
* Готовится путем растворения поливинилбутираля (ГОСТ 0439-85) в растворителе 646 (ГОСТ 18188-72).
Для приготовления используется водорастворимая графитовая паста ГП-1 (ГОСТ 10772-78), в которую добавляют воду и НП А120з.
Основой разработанных составов служили применяемые на заводе стандартные краски (по СТП 71-74), в которых уменьшалось количество отдельных компонентов для введения соответствующего количества НП А120з. Результаты их использования показали (табл. 9.3) исключительно высокую эффективность — практически полное отсутствие пригара на поверхностях отливок, окрашенных красками с НП А12О3 (содержание собственно оксида алюминия — не менее 98,88425 мае. %, удельная поверхность — не менее 34 м2/г) производства Инженерного центра при Институте металлургии РАН.
Таблица 9.3
Влияние состава противопригарного покрытия на пригар стальных и чугунных отливок
Наименование отливки и марка чугуна/стали Черно-вая/чистовая масса отливки, т Число стержней Окраска стандартными противопригарными покрытиями
Без добавок С добавкой НП AI2O3
Суммарная окрашенная рабочая поверхность стержней, м2 Площадь отливки, пораженная пригаром (м2), на окрашенную площадь стержней, % Суммарная окрашенная рабочая поверхность стержней, м2 Площадь отливки, пораженная пригаром (м2), на окрашенную площадь стержней, %
Броня неподвижная, сталь 110Г13Л 3,0/2,1 1 3,12 1,15/37 (толщина пригара до 9 мм) 3,12 Пригар отсутствует
Зубчатое колесо диаметром 3,66 м, сталь 45ЛЗ 18,42/12,20 8 15,528 До 1,5/7,79 (криволинейные площади, оформляющие спицы; пригар до 3 мм) 1,5 То же
Изложница для литья анодов, чугун СЧ15 1,08/1,08 1 1,0344 1,0344/100 (пригар до 6 мм) 1,0344 »
Сквозная изложница для литья прямоугольных слитков массой 0,25 т, чугун СЧ15 0,445/0,400 1 0,878 0,878/100 (пригар до 3 мм) 0,878 »
Изложница для литья шестигранных конических слитков массой 1,8 т, чугун СЧИ 2,860/2,576 1 4,5 4,5/100 (пригар до 3 мм) 4,5 »
Применение НП химических соединений 289
290
Глава 9
Работа по снижению пригара с помощью противопригарных покрытий, содержащих НП А12О3, была также проведена и на Алма-Атинском заводе тяжелого машиностроения. При этом в результате окраски песчаных стержней было предотвращено образование пригара на отливках крышки редуктора и буксы рольганга из стали 45Л, а также звена из стали 35Л. Были созданы и показали высокий противопригарный эффект покрытия составы, содержащие и другие НП, такие, например, как карбид кремния (содержание в краске SiC до 14...18 мае. %), карбонитрид титана (содержание TiCN до 18...22 мае. %). Было предотвращено образование пригара на лопастях отливаемого на Красноярском судоремонтном заводе из стали 25Л четырехлопастного гребного винта с черновой массой 20 кг в результате покраски литейной формы краской с НП SiC. Однако такие краски, хотя и обеспечивают хороший противопригарный эффект, но высокое содержание в них НП делает их достаточно дорогими. Поэтому для широкого применения можно рекомендовать краску, содержащую небольшое количество недорогого и недефицитного НП, — А12О3, также обладающую высокими противопригарными свойствами.
По результатам проведенных исследований на базе разработанных технологий по применению нанопорошков различного типа можно сделать следующие выводы.
1. Универсальность модифицирующего воздействия НП на различные металлы и сплавы связана со свойствами используемых нанопорошков. Во-первых, все они обладают высокой температурой плавления, во-вторых, отличаются низкой реакционной способностью, в-третьих, имеют высокую седиментационную устойчивость в жидкостях. Относительно третьей характеристики можно пояснить: даже если вводимые в металлические расплавы модифицирующие агенты отвечают соответствующим требованиям, то не во всех случаях они работают достаточно эффективно из-за оседания под действием силы тяжести [17-20]. Частицы же НП обладают исключительно высокой седиментационной устойчивостью из-за своих малых размеров и высокой удельной поверхности. Еще в 1905 г. А. Эйнштейн показал (цит. по: [51]), что для частиц размером до 1 мкм энергии броуновского движения достаточно для того, чтобы они находились в постоянном движении и не оседали под действием силы тяжести. Поэтому частицы НП, очевидно, обладают двойным модифицирующим воздействием: во-первых, они служат центрами кристаллизации, а во-вторых, будучи весьма многочисленными по количеству и находясь длительное время во взвешенном состоянии, блокируют диффузию соответствующих атомов (кластеров, блоков) к зарождающимся и растущим кристаллам, что способствует форми-
Применение НП химических соединений 291
рованию мелкокристаллической структуры литых изделий. Кроме того, как уже отмечалось [34], частицы НП могут упрочнять интерметаллические соединения, присутствующие в расплавах. Все эти эффекты ведут к повышению механических свойств литых изделий.
2. Установлено, что в результате введения в алюминиевые деформируемые и литейные сплавы, а также в серый чугун и в наплавочные порошки НП химических соединений происходит измельчение структуры литых изделий, в связи с чем повышается уровень характеристик механических свойств, пластичности и износостойкости.
3. Применение НП в различных технологиях поверхностной обработки металлоизделий приводит к повышению их прочности и износостойкости.
4. С использованием НП разработана технология получения алюминиевого композита с волокнистой структурой, обладающего повышенными механическими свойствами.
5. Сварные швы, полученные при сварке конструкций из сплава АМгб электродами, содержащими НП, обладают повышенной прочностью.
6. Окраска литейных металлических форм красками, содержащими НП, увеличивает срок эксплуатации формы и чистоту поверхности отливок.
7. Окраска разовых литейных форм и стержней красками, содержащими НП, предотвращает образование на стальных и чугунных отливках трудноудалимого пригара.
8. Практическая направленность проведенных исследований по применению нанопорошков позволила решить ряд производственных проблем на предприятиях металлургического и машиностроительного комплексов Красноярского края.
ГЛАВА 10
СВОЙСТВА И ТРЕЩИНОСТОЙКОСТЬ КОНСТРУКЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ
10.1. Свойства и технологические режимы получения керамики
Керамические материалы имеют уникальное сочетание физико-механических свойств: высокие температуры плавления, высокие показатели упругости, прочности, твердости и износостойкости, широкий диапазон тепло- и электрофизических свойств. Основным преимуществом керамики по сравнению с металлическими материалами является способность к эксплуатации в условиях воздействия высоких температур и коррозионно-активных сред.
Особое место среди керамических материалов занимает керамика из оксида алюминия. На основе А!2О3 созданы материалы для электроники, электротехники и керамика конструкционного назначения. Повышенный интерес к инструментальным материалам на основе оксида алюминия обусловлен их значительной жаро- и износостойкостью по сравнению с быстрорежущими сталями и твердыми сплавами. Перспективным направлением для применения керамики из А12О3, которое интенсивно развивается, является медицина, в частности изготовление медицинских имплантантов. В настоящее время разработаны и выпускаются промышленностью керамики ВК-94-1, ВК-94-2, А-94-Т, ВК-95-1, ВК-98-1, ВК-100-1, 795, 799, ЦМ-332, си-ноксаль, миналунд, сикор, корал-2 и др. [1].
Однако недостаточная эксплуатационная надежность керамики, обусловленная хрупкостью и сложностью формирования однородной бездефектной структуры материала, зачастую препятствует ее применению. Один из путей решения проблемы — получение керамических материалов с нанокристаллической структурой, поиск новых технологических решений и подходов к выбору исходных порошков. Перспективным в этом плане является применение нанопорошков, необычные свойства которых, связанные с наличием избыточной поверхностной энергии, могут быть эффективно использованы в технологических процессах. Применение таких порошков, благодаря возможности формирования мелкозернистой высокопрочной структуры, может обеспечить значительное повышение качества керамики.
Свойства конструкционной керамики
293
В работе приведены экспериментальные результаты, полученные при разработке новых керамических материалов на основе нанопорошков оксида алюминия и исследовании их физико-механических свойств.
Для получения керамики использовались нанопорошки (НП) оксида алюминия, синтезированные взрывным методом [2], средний размер частиц dcp = 0,077 мкм. Подробные сведения о свойствах данных порошков приведены в [3]. В качестве исходного материала использовался также промышленный порошок оксида алюминия марки P172SB (0,1 % MgO, dcp = 0,45 мкм), произведенный французской фирмой “Aluminium Pechiney”. Порошки А12О2-20 мае. % ZrO2 (6 мае. % У2О3) были получены из хлоридов циркония и иттрия методом соосаждения и последующего смешивания в необходимых пропорциях с нанопорошками оксида алюминия, а также с порошком P172SB (золь-гель технология). Керамика “Оксидал-ГМ” изготовлена из одноименного порошка (dcp = 5 мкм), являющегося побочным продуктом глиноземного производства, после соответствующей технологической доработки.
Выбор в качестве объекта исследований композиционной двухфазной системы А120з — ZrO2 (У2О3) обусловлен уникальными свойствами данного материала, в частности высокой прочностью и повышенной по сравнению с другими керамическими материалами тре-щиностойкостью. Показано, что основной причиной увеличения вязкости композита является формирование у него гетерогенной структуры вследствие однородного распределения в матрице А120з частиц ZrO2 и использования эффекта, связанного с полиморфным превращением диоксида циркония под действием внешних механических нагрузок [4].
Для получения керамик F0, F10, “Оксидал-ГМ” (табл. 10.1) использовалась традиционная технологическая схема, включающая холодное прессование и последующее спекание в высокотемпературной печи в атмосфере воздуха. Для спекания керамики F0 и F10 применялся также микроволновый нагрев [5]. Формование порошков осуществлялось методом одноосного прессования в цилиндрической матрице без использования пластификатора при удельном давлении 200 МПа в образцы типа дисков с размерами d = 16 мм, h = 2,5 мм.
Создание плотных и однородных компактов из нанопорошков обычными методами порошковой технологии затруднено вследствие особенностей, присущих нанопорошкам: сильного межчастичного взаимодействия, повышенной способности к агломерированию и высокого содержания адсорбированных газов. Причиной плохой прессуемости наноразмерных порошков оксида алюминия является
Таблица 10.1
Состав, режимы получения, характеристики механических свойств и трещиностойкости керамики
Материал Состав Технологические режимы получения Плотность Р. Г/см3 Предел прочности при изгибе <ув, МПа Модуль упругости Е, ГПа Твердость по Виккерсу HV, ГПа Трещиностойкость Kjc, МПа • м’/2
F0 А12О3 (P172SB) Холодное прессование + + спекание СВЧ-нагревом (Т= 1600 °C, t = 1 ч) 3,91 380 370 19,7 4,62
F10 Д12О3 (P172SB) -10 % А12О3 (НП взрывного синтеза) То же 3,9 400 370 20 5,59
Оксидал-ГМ Оксидал-ГМ Холодное прессование + + спекание (Т = 1600 °C, t = Зч) 3,86 320 350 16 4,5...5,0
Diatal 997 (Diatomic, Франция)* А12О3, Diatal 997 — 3,9 320 360 17 4,0
ТСМ-300 (ОНПП “Технология” [9])* А12О3 — 3,96 350 380 — —
* Приведены для сравнения.
294 Глава 10
Свойства конструкционной керамики
295
Таблица 10.2
Состав, режимы спекания и характеристики структуры керамических материалов
Материал Состав Режим спекания Плотность р, г/см3 Средний размер зерна d, нм Микротвердость HV, ГПа
NK А12О3 (НП) Т = 1200 °C, t = 4 ч 3,86 100 ± 30 23,5
NKZ А12О3 (НП) + + 20 % ZrO2 (Y2O3) Т = 1200 °C, t = 3 ч 4,17 — 19,57
F А12О3 (P172SB) Т = 1200 °C, t = 3 ч 3,85 500...1000 20,13
FZ А12О3 (P172SB) + + 20 % ZrO2 (Y2O3) Т = 1200 °C, t = 4 ч 4,23 500 19,1
Д]20з [10]* А12оз (НП) Т = 650...1050 °C, Р = 1 ГПа 3,94 93 ±34 25,3
А12О3 [ИГ А12оз (НП) Спекание СВЧ-нагревом (Т = 1360 °C, t = 4 мин) 3,8 140...180 20...22
* Приведены для сравнения; керамика Д12О3 [10] получена методом горячего изостатическо-го прессования, А12О3 [11] — с использованием магнитно-импульсного прессования.
также высокая твердость материала. В этой ситуации обосновано применение высокоинтенсивных импульсных методов сжатия [6], один из которых взрывной метод. Путем взрывного компакгирова-ния (диапазон импульсных давлений Р = 3...6 ГПа) и последующего низкотемпературного спекания компактов (Т = 1200,1300 °C) получены керамики NK, NKZ, F, FZ [7, 8].
Разработанные керамические материалы, их составы, технологические режимы получения и основные физико-механические свойства представлены в табл. 10.1, 10.2.
10.2. Методы механических испытаний и исследования физико-механических свойств керамических материалов
Керамические материалы по сравнению с конструкционными металлами и сплавами характеризуются существенной зависимостью экспериментально измеряемых значений механических свойств от таких факторов, как размер и форма, способ нагружения, чистота поверхностной обработки образца. Это обусловлено хрупкостью материала, в результате которой керамика чувствительна к различным
296
Глава 10
дефектам микроструктуры — порам, трещинам. Как следствие, данные по механическим свойствам имеют значительное расхождение [12]. Многие исследователи отмечают отсутствие единых нормативных документов на условия механических испытаний конструкционной керамики. В настоящее время для аттестации свойств керамики на стадии разработки, как правило, используют характеристики прочности, твердости и трещиностойкости.
В практике испытаний керамики на прочность наиболее распространены испытания на изгиб. Стандартизированные условия испытаний при изгибе образцов призматического сечения линейно-упругих керамических материалов приведены в [12,13], а в [12,14] описаны различные статистические подходы, которые используются при аттестации механических свойств материалов.
Одной из основных характеристик керамики является трещиностойкость. При аттестации хрупких материалов в качестве характеристики сопротивления материалов инициированию и распространению трещины используют коэффициент интенсивности напряжений при разрушении нормальным отрывом К( [12,15]. Исследования распространения трещины в керамических материалах проведены главным образом для случая отрыва (тип I); случаи сдвига трещины (типы II, III) исследованы в общих чертах.
Для измерения значений критического коэффициента интенсивности напряжений К1с проводят испытания образцов с макротрещинами или макронадрезами, имитирующими трещины, а также испытания индентационными методами. Методические вопросы определения характеристики трещиностойкости К1с подробно изложены в [15, 16].
Для изучения физико-механических свойств полученных керамических материалов была разработана комплексная методика, включающая в себя микроструктурные исследования и экспериментальное определение характеристик плотности, твердости и трещиностойкости по параметрам индентирования, модуля упругости, предела прочности при испытаниях на изгиб, методику исследования свойств с построением гистограмм микротвердости. Последние строятся для группы исследуемых материалов и предполагают анализ корреляционных связей между изменениями микроструктуры материала и физико-механическими свойствами.
Изучение микроструктуры проводилось на электронном микроскопе JEM-100C с растровой приставкой EM-ASID-4. Для измерения модуля упругости и коэффициента Пуассона материалов использовался резонансный метод [17]. Плотность р измерялась гидростатическим методом по стандартной методике.
Свойства конструкционной керамики
297
Предел прочности на изгиб определялся по стандартной методике трехточечного изгиба балочек в соответствии с ГОСТ 24409-80, принятым для испытаний электротехнической керамики. Прочность при изгибе определялась также по оригинальной методике, которая предполагает испытание на изгиб дисковых образцов. Преимущества дисковых образцов заключаются в удобстве их изготовления и отсутствии дополнительных концентраторов напряжений. Схема испытания дисков под действием центральной изгибающей силы, передаваемой через сферу (шарик), теоретически обоснована в [18]. В качестве расчетной модели использовалась свободно опертая круглая пластина, нагруженная центральной изгибающей силой. Сопоставление результатов аналитического, численного (с использованием метода конечных элементов) расчетов и экспериментальных данных позволили сделать вывод о правомочности замены балочек дисками (при h / d < 0,3) при испытаниях на изгиб керамических материалов [18].
Твердость по Виккерсу (HV) измерялась на твердомере ТП-7Р-1 по ГОСТ 2999-75 на полированных образцах. Нагрузка индентирова-ния (Ри) для данного типа материалов определялась предварительно по результатам исследования влияния Ри на значения HV. Установлено, что для испытываемых материалов целесообразно использовать нагрузку индентирования 100 Н. Длины диагоналей отпечатка и длины трещин измерялись на оптическом микроскопе ММР-4. Данные измерений подвергались статистической обработке.
Для оценки трещиностойкости материалов использовался критический коэффициент интенсивности напряжений К]с, значения которого определялись методом индентирования поверхности алмазной пирамидой Виккерса. Для оценки KJc по параметрам индентирования используют различные эмпирические и полуэмпириче-ские соотношения [12,19, 21], расчеты по которым не дают согласованных результатов.
Так как в работе исследуется новая группа материалов, была проведена сравнительная оценка результатов использования зависимостей для определения К1с с данными стандартных испытаний. Очевидно, что определяемые значения К1с должны быть инвариантны по отношению к нагрузке на индентор и соответствовать значениям, определяемым другими методами. Была проведена серия экспериментов по определению нагрузки индентирования и значений Kfc методом изгиба балочек с тонким прямым боковым надрезом.
Построение калибровочных кривых позволило установить, что для определения трещиностойкости керамики на основе оксида
298
Глава 10
алюминия по параметрам индентирования поверхности наиболее приемлемой является формула, предложенная в [21]
К1С = 0,035-^^f—Л
1С Ф IHV
(ЮЛ)
где Е — модуль упругости, ГПа; HV — твердость по Виккерсу, ГПа; а — полудиагональ отпечатка, мкм; с — длина радиальной трещины, измеренная от центра отпечатка индентора, мкм; Ф — показатель реакции связи в кристаллической решетке (Ф » 3). Данная формула рекомендуется японским стандартом JIS R 1607 и другими исследователями при значениях с / а < 2,3. Показано, что при используемых нагрузках в нашем случае формула применима и при отклонении от данного значения в пределах до 2,9.
Несмотря на то что точность измерения трещиностойкости методом индентирования несколько ограничивается корректностью определения истинной длины трещин, индентационные методы измерения считаются перспективными, поскольку оперируют истинными трещинами, а не искусственными надрезами и поскольку размер этих трещин близок к размеру реальных дефектов микроструктуры. В то же время изготовление однотипных надрезов для партии керамических образцов является серьезной проблемой и даже незначительные отклонения от желаемой геометрии надреза оказывают существенное влияние на результаты испытаний.
10.3. Оценка структурной неоднородности керамики на основе построения гистограмм микротвердости
Основой предлагаемой методики исследования свойств, включающей построение гистограмм микротвердости (Ну), послужила работа [22], в которой гистограммы Ну использовались для исследования вклада различных структурных составляющих в интегральное значение твердости гетерогенных структур. Результаты определения интегральной твердости HV, микротвердости структурных составляющих и количественного геометрического анализа фаз, приведенные в этой работе, позволили получить достаточно полную картину изменения строения и прочности стали при повышении температуры. Аналогичный подход к обработке экспериментальных данных применялся в работе [23].
Для проверки наличия погрешностей, вызванных растрескиванием стекла при индентировании по методу Виккерса и Кнупа, по
Свойства конструкционной керамики
299
результатам большого числа измерений мпкротвердости (N = 300) строились кривые распределения. Показано, что для однородного материала (стекло) характер распределения отличается от нормального закона. В [13] приведен пример построения профилей микротвердости для керамики А120з, содержащей 0,05 мае. % MgO. Исследования проводились с целью выявления сегрегаций примесей на границах зерен. В работах [13, 22] размер отпечатка предполагался меньше размера зерна либо использовались усредненные значения. Для учета вклада межзеренных границ в значения Ну нами рекомендуется проводить измерения при значениях размера отпечатка а > D, где D — характерный размер зерна той или иной фазы.
Методика, включающая построение гистограмм микротвердости, применялась для оценки влияния размерной неоднородности исходной смеси порошков на физико-механические свойства бимодальной керамики. Традиционно бимодальные смеси порошков используются для повышения плотности упаковки частиц в объеме компакта и формирования однородной структуры спеченных материалов. Согласно данным многочисленных исследований, исходные порошки должны различаться по размерам примерно на порядок. При этом предполагается, что пустоты между крупными частицами должны быть заполнены мелкими. Обычно в качестве тонкой фракции используются порошки с характерным размером порядка 1 мкм.
В данной работе для получения бимодальной керамики использовались порошки А12О3 со средним размером частиц do,5 = 0,077 мкм и 0,45 мкм для тонкой (Al 2Of ) и крупной фракции (Al 2О0 соответственно. Содержание тонкой фракции, характеризуемое объемной долей нанопорошка (Wf), изменялось от 0 до 1 (0 < wf < 1).
Измерения микротвердости проводились на приборе ПМТ-3 (ГОСТ 9450-76). При переходе к испытанию с микронагрузками обычно наблюдается повышение твердости, однако это не связано с принципиальными недостатками самого метода. Указанный факт объясняется отклонениями от закона подобия при исследовании поверхностных слоев материала в силу их особого состояния [22]. Поэтому предварительно исследовалось влияние нагрузки индентиро-вания на значения Ну исследуемой керамики. При уменьшении нагрузки с 2 до 0,05Н микротвердость увеличивалась незначительно. Соотношение между микротвердостью и твердостью для исследуемых материалов составило Hv ® 1,1HV.
Измерения Ну проводились при нагрузке индентирования Ри = 2Н на поверхности образцов диаметром 10 мм, средний размер
300
Глава 10
отпечатка составил 13...15 мкм при D = 5...7 мкм. По полученным значениям строились гистограммы микротвердости.
В [8, 24] показано, что для корректного построения гистограмм и кривых распределения необходимое количество измерений Hv составляет N > 90. Построенные гистограммы Hv для составов 0...100 % НП можно условно разделить на два типа: с одним выраженным пиком и с двумя. Обработка экспериментальных данных показала, что для гистограмм с одиночными пиками характер распределения микротвердости соответствует логарифмически нормальному закону (рис. 10.1).
Для второго типа гистограмм строились односторонние усеченные логарифмически нормальные распределения независимо для
Рис. 10.1. Пример обработки гистограмм микротвердости с одним (а) и двумя (б) пиками функции распределения.
Гц — количество измерений Hv в интервале Д IgHv; N — общее число измерений; HV0 5 — медиана распределения; а — среднеквадратичное отклонение; R2 — коэффициент корреляции. Параметры логарифмически нормального распределения: а — HVo,5 = 17,17 ГПа, а = 1,08, R2 = 0,999; б — Hvo,5 = 17,74 ГПа, ст = 1,06, R2 - 0,996 (для первого пика); Нуо,5 = 20,51 ГПа, ст = 1,06, R2 = 0,998 (для второго пика).
Свойства конструкционной керамики
301
каждого пика. На рис. 10.1 приведены типичные кривые распределения, а также кривые распределения в логарифмически вероятностных координатах. Корректность построения кривых распределения оценивали по значению коэффициента корреляции.
Результаты построения гистограмм для различных составов обобщены и представлены в виде поверхности, которая позволяет наблюдать распределение Hv в зависимости от состава исходной смеси (рис. 10.2). Для установления корреляции между результатами построения гистограмм микротвердости и физико-механическими свойствами полученных материалов использовалось отношение площадей пиков (F2 / F|).
Физические характеристики исходных порошков существенно различаются, вследствие чего компонентам смеси свойственно различное поведение при спекании, что, в свою очередь, повлияло на формирование структуры зерен и межзеренных границ. Полученная структура бимодальной керамики сА120з-А120з в зависимости от состава, т.е. содержания наноразмерной фракции, существенно различается. Данные различия представлены на гистограммах двумя
Hv, ГПа
Рис. 10.2. Изменение микротвердости в зависимости от объемной доли нанопорошка для бимодальной керамики.
302
Глава 10
пиками, площади которых F] и F2 изменяются в зависимости от состава. По-видимому, первый из пиков характеризует вклад границ, а второй — зерен в средние значения микротвердости.
Для проверки корректности методики были проведены исследования на другом бимодальном материале — Д120з (“Оксидал-ГМ”)-А120з, в котором 0 < Wf < 0,35. Полученные результаты подтвердили корректность применения данной методики.
Влияние wf на отношение F2 / F| иллюстрируется графиками (рис. 10.3,10.4), которые хорошо коррелируют с изменением значений р, Ну, HV, К1с в зависимости от состава. Установлено наличие двух диапазонов, характеризующихся повышением перечисленных свойств (0,05 < Wf < 0,1 и 0,25 < wf < 0,3). Данные эффекты связаны с изменениями в микроструктуре материала. Наличие первого максимума обусловлено, по-видимому, относительно однородным рас
Рис. 10.3. Зависимость свойств материала керамики А12О2 (P172SB)-А1/>з от содержания наноразмер-ной фракции.
Рис. 10.4. Зависимость свойств модельного материала керамики Д12О2 (“Оксидал-ГМ”)-А12Оз от содержания наноразмерной фракции.
Свойства конструкционной керамики
303
пределением наноразмерных частиц по поверхности крупных (образование поверхностно-активного слоя), что создает благоприятные условия на начальных стадиях спекания. Второй соответствует максимальному заполнению пустот между крупными частицами в процессе прессовки, что также способствует формированию однородной плотной структуры. Например, значения Кк при wf = 0,1 увеличиваются по сравнению с основным материалом на 20 %, при Wf = 0,25 — на 13 % (табл. 10.3).
Оптическое изучение отпечатков индентора при измерениях твердости показало, что для образцов разных составов наблюдаются различия в образовании дефектов в зоне индентирования. С увеличением содержания наноразмерного порошка уменьшается количество сколов вблизи отпечатка, на его границе и внутри деформируемой зоны, что также свидетельствует об уменьшении доли хрупкого разрушения.
Использование предложенной методики позволило прогнозировать изменение физико-механических свойств и определить структуру материала в зависимости от состава исходной смеси порошков и оптимальное содержание наноразмерной фракции.
Установлено, что особый интерес представляет диапазон малых добавок Al20f. При этом крупные частицы формируют скелетную структуру и “контролируют” процесс спекания. В промежутках скелетной структуры частицы наноразмерной фракции образуют поверхностно-активный слой. При нагревании наноразмерные частицы в первую очередь взаимодействуют между собой, чем с более крупными частицами, и образуют прочные связи. Однако по мере спекания и укрупнения частиц А12О| происходят выравнивание поверхностной энергии и гомогенизация составляющих по степени
Таблица 10.3
Результаты экспериментальных исследований твердости и трещиностойкости бимодальной керамики А12Оз (Р1728В)-А120з
Объемная доля нанопорошка а, мкм Hv, ГПа с, мкм с / а К|С1 МПа • M>/2 (расчет по (10.1))
0 48,50 19,70 147,31 2,83 4,62
0,05 52,82 16,61 123,38 2,33 4,56
0,10 50,00 18,54 100,75 2,02 5,59
0,15 54,37 15,68 188,5 2,18 4,66
0,25 47,88 20,22 166,75 2,44 5,21
Примечание. Нагрузка индентирования 100 Н.
304
Глава 10
Рис. 10.5. Фотография поверхности изломов образцов А12О§ (P172SB)-A12O; при wf = 0,25.
взаимной диффузии. В результате перераспределения материала в процессе спекания формируется структура с ограниченной сферической внутризеренной пористостью (рис. 10.5), которая, по-видимому, способствует повышению Kjc. О положительном влиянии сферической пористости на свойства оксида алюминия упоминается в [13]. Внутризеренные поры могут задержать движение трещины посредством ее локального затупления в местах, где трещина пересекает пору.
Преимущества использования наноразмерного порошка в бимодальных смесях заключаются в следующем. Во-первых, за счет “пластичного” поведения порошка при прессовании улучшается качество компактов. Во-вторых, при введении наноразмерного порошка в оптимальных количествах увеличивается степень контактности и за счет активности малых частиц интенсивность процессов спекания.
Использование в качестве тонкой фракции нанопорошка оксида алюминия позволило повысить трещиностойкость материала AI2O3 (P172SB) (см. табл. 10.1 — данная керамика обозначена F0). Оптимальным с этой точки зрения следует считать состав Д120з (P172SB)-10 % А120з (в табл. 10.1 - F10).
Свойства конструкционной керамики 305
10.4. Получение и свойства керамики на основе наноразмерных порошков оксида алюминия взрывного синтеза
Последнее время значительно возрос интерес к получению наноструктурных керамических материалов (размер зерна < 100 нм) с уникальными механическими свойствами. Низкотемпературная пластичность и повышенная по сравнению с монокристаллом твердость обнаружены у диоксида титана [6,25]; для диоксида циркония, стабилизированного оксидом иттрия, зафиксировано явление сверхпластичности (25]. Для объяснения эффекта сверхпластичности керамики были разработаны соответствующие модели как в рамках теории дислокаций, так и основанные на теориях фазовых превращений (12]. Предложена модель, основанная на представлении о том, что поли-кристаллический материал является, по существу, композитом, состоящим из материалов объема и границ зерен, и свойства такого материала формируются на основе свойств его компонентов согласно правилу смесей. Количественные оценки показали, что доминирующий вклад в свойства нанокерамического материала дают границы, а не объем зерен, что привело к новому пониманию роли состава, состояния и свойств межзеренной фазы [12].
Далее представлены результаты исследований, связанных с получением керамик на основе наноразмерных порошков путем взрывного прессования и последующего низкотемпературного спекания.
В качестве исходных материалов для получения нанокерамики использовались наноразмерные порошки оксида алюминия взрывного синтеза различного фазового состава (5 + 0, а-А120з) и порошок А12Оз-2гО2(У2Оз). В качестве контрольного в экспериментах применялся порошок марки P172SB (d0 5 = 0,5 мкм), а также указанный порошок с добавками ZrO2 (Y2O3) (см. табл. 10.2). Схема экспериментов подробно описана и приведена в [8].
Применение высокоинтенсивных импульсных методов прессования и нетрадиционных режимов термической обработки материалов было обусловлено особенностями поведения наноразмерных частиц при указанных технологических операциях.
Получение однородных компактов из керамических порошков методом взрывного прессования сопряжено с определенными трудностями, так как материалы характеризуются низкой вязкостью, высокими значениями твердости и температур плавления. В связи с этим сначала были проведены исследования по определению закономерностей формирования структуры керамики при различных па
11 Заказ № 771
306
Глава 10
раметрах взрывного компактирования (давление ударно-волнового сжатия, начальная плотность и фазовый состав исходного порошка) и установлены режимы взрывного прессования, способствующие получению прочных и однородных компактов.
В случае использования в качестве исходных материалов более “вязких” фаз оксида алюминия (5 + 0)-Д12О3 и композита (8 + 0)-Al2O3-ZrO2 (Y2O3) с начальной плотностью не ниже 60 % от теоретической и давлением ударно-волнового сжатия порядка 3,5 ГПа относительные плотности компактов составили 82...94 %. Данные значения находятся на уровне результатов, полученных при взрывном прессовании крупнокристаллических порошков оксида алюминия [26], и выше значений, полученных при магнитно-импульсном прессовании наноразмерных порошков [11]. Данные электронномикроскопических исследований, а также исследований микротвердости показали, что компакты характеризуются однородной наноструктурой (средний размер зерна 90...100 нм). Для изучения однородности уплотнения компактов проводились измерения микротвердости по диаметру образцов. Показано (рис. 10.6), что значения Hv по сечению компактов практически не изменяются для трех типов керамик (см. табл. 10.2).
Проведенный комплекс исследований компактов и спеченных образцов, включающий рентгенофазовый и рентгеноструктурный анализы, электронно-микроскопические исследования и измерения микротвердости позволили сделать ряд выводов.
Установлено, что соединение частиц при взрывном компактиро-вании керамических порошков А12О3 и Al2O3-ZrO2(Y2O3) происходит по механизму взрывного жидкофазного спекания. При этом формируется прочный каркас материала в процессе взрывной прессовки,
Рис. 10.6. Изменения значений микротвердости по диаметру образца.
1 — компакт NK; 2 — компакт NK + спекание при Т = 1200° С, t = 4 ч; 3 — NKZ + спекание при Т = 1200 °C, t = 3 ч.
I - Hv = 23,52 ± 0,35, П -18,58 ± 0,16, III - 9,66 ± 0,16.
Свойства конструкционной керамики
307
Рис. 10.7. Фотография поверхности излома образца нанокерамики, что уже на стадии компактирования позволяет получать высокие значения микротвердости (до 15 ГПа). Высокоинтенсивное импульсное воздействие на наноразмерные порошки приводит к понижению температуры последующего спекания до 1200 °C, что на 400 °C ниже традиционной температуры спекания для данных материалов.
Полученная при оптимальных технологических режимах керамика характеризуется наноструктурой (размер зерна < 100 нм — рис. 10.7) в сочетании с высокими значениями плотности (97 % от теоретической) и микротвердости (до 23,5 ГПа — см. табл. 10.2).
Таким образом, на основе наноразмерных порошков оксида алюминия были получены новые керамические материалы, отличающиеся высоким уровнем физико-механических свойств. Использование нанопорошка оксида алюминия взрывного синтеза в качестве добавки к крупнокристаллическому порошку AI2O3 (P172SB) дало возможность повысить трещиностойкость материала на 20 % (Кк = 5,6 МПа • м1/2). Экспериментальные исследования по определению закономерностей формирования структуры керамики при различных параметрах взрывного компактирования и спекания наноразмерных порошков AI2O3, А12Оз-2гО2(¥гОз) позволили получить керамику, характеризующуюся наноструктурой (размер зерна <100 нм), высокими значениями плотности (97 % от теоретической) и микротвердости (до 23,5 ГПа).
СПИСОК ЛИТЕРАТУРЫ
К главе 1
1. Безопасность России. Функционирование и развитие сложных народнохозяйственных, технических, энергетических, транспортных систем, систем связи и коммуникаций: В 2 т. — М.: МГФ “Знание”, 1998. — Т. 1. — 448 с.; Т. 2. — 416 с.
2. Механика катастроф. Определение характеристик трещиностойкости конструкционных материалов: Методические рекомендации. — М.: ФЦНТП ПП “Безопасность”, Ассоциация КОДАС, 1995. — Т. 1. — 360 с.; 2001. — Т. 2. — 254 с.
3. ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний материалов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. — М.: Изд-во стандартов, 1985. - 62 с.
4. РД 50-433-82. Методические указания. Расчеты и испытания на прочность. Методы механических испытаний материалов. Определение характеристик вязкости разрушения (трещиностойкости при динамическом нагружении). — М.: Изд-во стандартов, 1983. — 52 с.
5. РД 50-345-82. Методические указания. Расчеты и испытания на прочность. Методы механических испытаний материалов. Определение характеристик трещиностойкости при циклическом нагружении. — М.: Изд-во стандартов, 1983. - 96 с.
6. МР 170-85. Расчеты и испытания на прочность. Методы механических испытаний материалов. Определение характеристик вязкости разрушения (трещиностойкости) сварных соединений при статическом нагружении. — М.: ВНИ-ИНМАШ, 1985. - 52 с.
7. МР 71-82. Расчеты и испытания на прочность. Методы механических испытаний материалов. Определение характеристик вязкости разрушения (трещиностойкости) на стадии остановки трещины. — М.: ВНИИНМАШ, 1982. — 27 с.
8. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Методы испытаний на трещиностойкость при ползучести. — М.: ВНИИНМАШ, 1980. — 45 с.
9. РД 50-260-81. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Определение характеристик вязкости разрушения (трещиностойкости) при статическом нагружении. — М.: Изд-во стандартов, 1982. — 56 с.
10. Махутов Н.А., Кошелев П.Ф., Черняев А.П. и др. Унификация механических испытаний в области механики разрушения // Унификация и стандартизация методов расчета на прочность. — М.: Изд-во стандартов, 1982. — Вып. 1. — С. 40-49.
Список литературы
309
11. Леонов М.Я., Панасюк В.В. Предельное равновесие хрупких тел с трещинами Ц Прикл. механика. — 1959. — Т. 5, № 4. — С. 391-401.
12. Wells А.А. Brittle fracture strength of welded steel plates // British Welding Joum. — 1961. - Vol. 8, N 5. - P. 259-274.
13. Dugdale D.S. Yielding of sheets containing slits // J. Meeh, and Phis, of solids. — I960. - Vol. 8, N 2. - P. 100-104.
14. Махутов H.A. Деформационные критерии разрушения и расчет элементов конструкций на прочность. — М.: Машиностроение, 1981. — 272 с.
15. Черепанов Г.П. Механика хрупкого разрушения. — М.: Наука, 1974. — 640 с.
16. Черепанов Г.П. О распространении трещин в сплошной среде // Прикл. математика и механика. — 1967. — Т. 31, вып. 3. — С. 476-488.
17. Rice J.R. A path independent integral and the approximate analysis of strain concentration by notches and cracks // J. Appl. Meeh. — 1968. — N 35, ser. E. — P. 287-298.
18. Партон B.3., Морозов E.M. Механика упругопластического разрушения. — М.: Наука, 1985. — 504 с.
19. Морозов Е.М. Двухкритериальные подходы в механике разрушения // Пробл. прочности. — 1985. — № 10. •— С. 103-108.
20. Браун У., Строули Дж. Испытания высокопрочных металлических материалов на вязкость разрушения при плоской деформации. — М.: Ми0, 1972. — 246 с.
21. Маркочев В.М., Морозов Е.М. О критериях достоверности экспериментального определения вязкости разрушения // Физ.-хим. механика материалов. — 1976. - № 2. - С. 21-23.
22. Проходцева Л.В., Дроздовский Б.А. О критериях применимости экспериментального определения вязкости разрушения Kjc // Завод, лаб. — 1975. — № 11. - С. 1380-1384.
23. Кудряшов В.Г. Методика оценки истинности определяемого параметра вязкости разрушения Kjc // Завод, лаб. — 1975. — № 11. — С. 1388-1390.
24. Махутов Н.А. Сопротивление элементов конструкций хрупкому разрушению. — М.: Машиностроение, 1974. — 200 с.
25. Дроздовский Б.А.9 Морозов Е.М. Методы оценки вязкости разрушения // Завод. лаб. - 1976. - № 8. - С. 995-1003.
26. Е 813-81 Standard Test Method for Jjc, a Measure of Fracture toughness // 1982 Annual Book of ASTM Standards. — Philadelphia: ASTM, 1982. — Pt 10. — H. 822-840.
27. Harrison J.D. COD testing and analysis: the present states of the art. — Abington: Weld. Inst., 1981. - 30 p.
28. Begley J.A., Landes J.D. The J-integral as fracture criterion // Fracture analysis. ASTM STP. - 1972. - N 514. - P. 1-20.
29. Landes J.D., Begley J.A. Test results from J-integral studies: an attempt to establish of a Jjc testing procedure // Fracture analysis. ASTM STP. — 1974. — N 560. — P. 170-176.
30. Махутов H.A., Москвичев В.В. Характеристики механики разрушения в связи с размерами трещин // Машиноведение. — 1983. - № 6. - С. 67-71.
31. Красовский А.А., Вайншток В.А. Критерий разрушения материалов, учитывающий вид напряженного состояния у вершины трещины // Пробл. прочности. - 1978. - № 5. - С. 64-69.
32. Махутов Н.А., Москвичев В.В., Козлов А.Г., Сухоруков С.В. Расчет на трещиностойкость плоских элементов конструкций с использованием J-интеграла // Пробл. прочности. — 1988. — № 8. — С. 3-14.
310
Список литературы
33. Попов А.А., Щукина Е.Г., Караев А.Б. Создание и использование банка данных по механическим свойствам материалов в энергомашиностроении // Завод. лаб. - 1987. - № 10. - С. 52-56.
34. Махненко В.И., Пономаренко В.К., Починок В.Е. Банк данных “Механические свойства сварных соединений” и перспективы его использования для совершенствования поверочных расчетов на прочность сварных соединений // Надежность и долговечность машин и сооружений. — 1983. - № 3. -С. 88-91.
К главе 2
1. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. — М.: Машиностроение, 1981. — 272 с.
2. Немец Я. Жесткость и прочность стальных деталей. — М.: Машиностроение, 1970. - 528 с.
3. Пашков П.О. Разрыв металлов. — Л.: Судпромгиз, 1960. — 275 с.
4. Одинг И.А. Допускаемые напряжения в машиностроении и циклическая прочность металлов. — М.: Машгиз, 1962. — 260 с.
5. Малинин Н.Н. Прикладная теория пластичности и ползучести. — М.: Машиностроение, 1968. — 400 с.
6. Надаи А. Пластичность и разрушение твердых тел: Пер. с англ. — М.: Мир, 1969. - 863 с.
7. ГОСТ 1497-73. Металлы. Методы испытания на растяжение. — М.: Изд-во стандартов, 1981. — 42 с.
8. ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. — М.: Изд-во стандартов, 1985. - 62 с.
9. РД 50-433-82. Методические указания. Расчеты и испытания на прочность. Определение характеристик вязкости разрушения (трещиностойкости) при динамическом нагружении. — М.: Изд-во стандартов, 1983. — 52 с.
10. РД 50-345-82. Методические указания. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости при циклическом нагружении. — М.: Изд-во стандартов, 1983. - 96 с.
11. МР 170—85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик вязкости разрушения (трещиностойкости) сварных соединений при статическом нагружении. — М.: ВНИИНМАШ, 1985. - 52 с.
12. РМ-НМКС-1-89. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение критических коэффициентов интенсивности деформаций при статическом нагружении. — М.: НМ КС, 1989. — 14 с.
13. Капур К., Ламберсон Л. Надежность и проектирование систем. — М.: Мир, 1980. - 605 с.
14. Clarke G.A. et al. A procedure for the determination of ductile fracture toughness values using J-integral techniques // J. Test, and Eval. — 1979. — Vol. 7, N 1. — P. 49-56.
15. E 813—81. Standard Test Method for Jlc, a Measure of Fracture Toughness // 1982 Annual Book of ASTM Standards. — Philadelphia: ASTM, 1982. — Pt 10. — P. 822-840.
Список литературы
311
16. DD 19: 1972 Methods for Crack Opening Displament (COD) testing. — London: BSI, 1972. - 21 p.
17. BS 5762: 1979 Methods for crack opening displasement (COD) testing. — London: BSI, 1979. - 14 p.
18. Рекомендательные технические материалы. Рекомендации по оценке прочности крупногабаритных конструкций с применением характеристик механики разрушения. - М.: ЦНИИТМАШ-ИМАШ, 1977. - 116 с.
19. Черепанов Г.П. О распространении трещин в сплошной среде // Прикладная математика и механика. — 1967. — Т. 31, вып. 3. — С. 476-488.
20. Rice J.R. A path independent integral and the approximate analysis of strain concentration by notches and cracks // J. Appl. Meeh. — 1968. — N 35, Ser. E. — P. 287-298.
21. Begley J.A., Landes J.D. The J-integral as a fracture criterion // Fracture analysis. ASTM STP. - 1972. - N 514. - P. 1-20.
22. Landes J.D., Begley J.A. Test results from J-integral studies: an attempt to establish of a J |C testing procedure // Fracture analysis. ASTM STP. — 1974. — N £60. — P. 170-176.
23. Rice J.R., Paris P.C.9 Merkle J.D. Some futher results of J-integral analysis and estimation // Progress in flaw growth and fracture toughness testing. ASTM STP. — 1973. - N 536. - P. 231-245.
24. Bussi R.J., Paris P.C., Landes J.D.9 Rice J.R. J-integral estimation procedures I I Fracture analysis. ASTM STP. - 1972. - N 514. - P. 40-69.
25. Merkle J.G., Corten H.T. A J-integral analysis for compact specimen considering axial force as well as bending effects // Trans. ASME. — 1974. — Vol. 96, N 4. — P. 286-292.
26. Dawes M.G. A re-assessment of J estimation procedures // Int. J. Press. Ves. and Pip. - 1978. - Vol. 6, N 3. - P. 165-178.
27. Adams N. J.I., Murno H.G. A single test method for evalution on of the J-integral as a fracture parameter // Eng. Fract. Meeh. — 1974. — Vol. 6, N 1. — P. 119-132.
28. Chell G.G., Milne I. A new approach to the analysis of invalid fracture toughness data // Int. J. Fract. - 1976. - Vol. 12, N 2. - P. 164-166.
29. Шур Д.М., Бишутин Г.А., Гельмиза В.И. О возможности определения J-инте-грала в условиях упругопластического разрушения // Пробл. прочности. — 1978. - № 8. -С. 104-108.
30. Смоленцев В.И. Метод определения J-интеграла и его составляющих // Завод, лаб. - 1979. — № 1. — С. 73-76.
31. Маркочев В.М., Морозов Е.М. Работа разрушения и работа пластической деформации в испытаниях на вязкость разрушения // Физ.-хим. механика материалов. — 1978. -№ 6. - С. 71-74.
32. Писаренко Г.С., Науменко В.П., Волков Г.С. Определение трещиностойкости материалов на основе энергетического контурного интеграла. — Киев: Наук, думка, 1978. — 124 с.
33. Романив О.Н., Никифорчин Г.Н. Использование метода J-интеграла для оценки трещиностойкости конструкционных материалов // Физ.-хим. механика материалов. — 1978. - № 3. - С. 80-95.
34. Chipperfield C.G. A summary and comparison of J-estimation procedures // Test, and Eval. - 1978. - Vol. 6, N 6. - P. 253-259.
35. Красовский А.Я., Федосов А.И.9 Вайншток В.А. и др. Исследование сопротивления развитию трещины с учетом масштабного эффекта для оценки хрупкой прочности корпусной стали // Пробл. прочности. — 1979. — № 4. — С. 3-9.
312
Список литературы
36. Drace S.G., Eyre B.L. A critical assessment of elastic-plastic fracture mechanics // J. Nucl. Mater. - 1979. - Vol. 80, N 1. - P. 1-12.
37. Махутов H.A., Москвичев B.B., Козлов А.Г. Экспериментальное определение энергетического критерия Jc // Завод, лаб. — 1983. - № 6. - С. 68-75.
38. Маркочев В.М., Морозов Е.М. Энергетические соотношения при деформировании образца с трещиной // Пробл. прочности. — 1980. — № 5. — С. 66-70.
39. Красовский А.Я. Примечание к статье Маркочева В.М. и Морозова Е.М. Энергетические соотношения при деформировании образца с трещиной // Пробл. прочности. — 1980. — № 5. — С. 71-74.
40. Махутов Н.А., Москвичев В.В. Определение характеристик разрушения при неупругом деформировании цилиндрических образцов с трещиной // Завод, лаб. - 1978. - № 10. - С. 1254-1260.
41. Carlsson A.J., Markstrom К.М. Some aspects of nonlinear fracture mechanics // Fracture 1977, ICF 4. - Waterloo, Canada, 1977. - Vol. 1. - P. 683-693.
42. Miyoshi T.9 Miyata H. Study on Jc fracture criterion. Evalution of fracture toughness by J-integral and COD methods // J. Fac. Eng., Univ. Tokyo, 1975. — Vol. 33, N 2. - P. 186-190.
43. Маркочев B.M., Морозов Е.М. Метод разгрузки в экспериментальной механике разрушения // Физ.-хим. механика материалов. — 1978. — Т. 4, № 1. — С. 12-22.
44. Clarke G.A. et al. Single spesimen tests for Jc determination // Mechanics of crack growth. ASTM STP, 1976. - N 590. - P. 27-42.
45. Rhan M.A. et al. The use of acoustic emission during tearing instability of elastic-plastic crack growth // Techn. Reports Tohoku Univ. — 1980. — Vol. 45, N 2. - P. 239-272.
46. Новиков H.B.9 Лихацкий С.И., Майстренко А.Л. Определение момента стра-гивания трещины акустическим методом при испытании образцов с надрезом на внецентренное растяжение // Пробл. прочности. — 1973. — № 9. — С. 21-25.
47. Махненко В.И., Пономаренко В.К.9 Починок В.Е. Банк данных “Механические свойства сварных соединений и перспективы его использования для совершенствования поверочных расчетов на прочность сварных соединений” // Надежность и долговечность машин и сооружений. — 1983. — № 3. — С. 88-91.
48. Маркочев В.М.9 Морозов Е.М.9 Москвичев В.В. Особенности экспериментального определения величины J-интеграла как характеристики трещиностойкости при упругопластическом разрушении // Унификация методов испытаний металлов на трещиностойкость. — М.: Изд-во стандартов, 1982. — Вып. 2. - С. 37-42.
49. Никишков Г.П., Морозов Е.М. Моделирование на ЭВМ испытаний компактного образца в упругопластической области // Завод, лаб. — 1978. - № 8. -С. 1008-1011.
50. Robinson J.N. An experimental investigation of the effect of specimen type on the crack tip opening displacement and J-integral fracture criteria // Int. J. Fract. — 1976. - N 12. - P. 723-737.
51. Bilek Z.9 Kuna M.9 Knesl Z. Studium otevzeni trhline metodou konecnych prvku // Konove mater. - 1977. - N 15. - S. 663-684.
52. Read D.T.9 Read R.P. Effect of specimen thuckhess on fracture toughness of an aluminium alloy // Int. J. Fract. - 1977. - Vol. 13, N 2. - P. 201-213.
Список литературы
313
53. Козлов А.Г., Сухоруков С.В. Методика определения критического раскрытия трещины в ее вершине // Строительство в районах Восточной Сибири и Крайнего Севера. — Красноярск: КПСНИИП, 1980. — Вып. 54. — С. 77-88.
54. Kochendorfer A. The flow behaviour of structural steels at large plastic zone whith respeet to geometry independent presentation // Arch. Eisenhuttenw. — 1978. — Bd 48, N 8. - S. 397-402.
55. Вайншток B.A.9 Красовский А.Я., Степаненко B.A. Экспертная оценка трещиностойкости конструкционных сталей с помощью количественной фрактографии // Пробл. прочности. — 1980. — № 7. — С. 19-20.
56. Broek D. Correlation between stretched zone and fracture toughness // Eng. Fract. Meeh. - 1976. - N 6. - P. 173-181.
57. Markstrom K. Experimental determination of Jc data using different types of specimen // Eng. Fract. Meeh. — 1977. — Vol. 9, N 3. — P. 637-646.
58. Griffis C.A., Yoder G.R. Initial crack extension in two intermediate-strength aluminum alloys // Trans. ASME, J. Ing. Mater, and Techn. — 1976. — Vol. 98, N 2. - P. 152-158.
59. Landes J.D., Me Cabe D. E. Effect of specimen size geometry on dictile fracture characterization // Meeh. Behav. Mater., Proc. 3-th Int. Conf. — Cambridge, 1979. - Vol. 3. - P. 539-547.
60. Nevillet D.J., Knott J.F. Statistical distributions of toughness and fracture stress for hanogeneous and inhomogeneous materials // J. Meeh. Phys. Solids. — 1986. — Vol. 34, N 3. - P. 243-291.
61. Тот Л., Ромвари П., Надь Д. К вопросу о применении статистических методов в механике разрушения с учетом воспроизводимости результатов определения характеристик сопротивления материалов разрушению // Пробл. прочности. - 1983. - № 11. - С. 54-59.
62. Kinihico S., Masao Т. A probabilistic approach to evalution on fracture toughness of weld whith heterogenereity // IIX Doc. X-1064-84. — 24 p.
63. Bruckner A, Munz D. The effect of curve fitting on the prediction of failure probalities from the scatter in crack geometry and fracture toughness I I Reliab. Eng. - 1983. - Vol. 5, N 3. - P. 139-156.
64. Wallin K. The scatter in KIc resalts // Eng. Fract. Meeh. — 1984. — Vol. 19, N. 6. — P. 1085-1093.
65. Махутов H.A. Концентрация напряжений и деформаций в упругопластической области деталей // Машиноведение. — 1971. - № 6. - С. 54-60.
66. Махутов Н.А. Диаграммы разрушения в связи с пластическими деформациями в зоне трещин // Прочность материалов и конструкций. — Киев: Наук, думка, 1975. - С. 340-349.
67. Махутов Н.А., Серенсен С.В. Перемещения и упругопластические деформации у края трещин при растяжении // Механика сплошной среды и родственные проблемы анализа. — М.: Наука, 1972. — С. 305-310.
68. Когаев В.П., Махутов Н.А., Гусенков А.П. Расчеты деталей машин и конструкций на прочность и долговечность. — М.: Машиностроение, 1985. — 224 с.
69. Костенко Н.А. Прогнозирование надежности транспортных машин. — М.: Машиностроение, 1989. — 240 с.
70. Механика малоциклового разрушения / Махутов Н.А., Бурак М.И., Гаде-нин М.М. и др. — М.: Наука, 1986. — 264 с.
71. Прочность конструкций при малоцикловом нагружении / Махутов Н.А., Воробьев А.З., Гаденин М.М. и др. — М.: Наука, 1983. — 271 с.
314
Список литературы
72. Махутов Н.А. Определение коэффициентов интенсивности деформаций // Унификация методов испытаний металлов на трещиностойкость. — М.: Изд-во стандартов, 1982. — Вып. 2. — С. 54-59.
73. Махутов Н.А., Москвичев В.В. Характеристики механики разрушения в связи с размерами трещин // Машиноведение. — 1983. — № 6. — С. 67-71.
74. Морозов Е.М. Предел трещиностойкости в нелинейной механике разрушения И Современные проблемы механики и авиации. — М.: Машиностроение, 1982. - С. 203-215.
75. Матвиенко Ю.Г., Морозов Е.М. Критерии нелинейной механики разрушения и напряженное состояние у вершины трещины // Пробл. прочности. — 1984. — № 11. — С. 10-13.
76. Махутов Н.А. Сопротивление элементов конструкций хрупкому разрушению. — М.: Машиностроение, 1974. — 200 с.
77. Махутов Н.А., Москвичев В.В. Методы определения сопротивления материалов хрупкому разрушению и расчеты конструкций на прочность // Физика и механика разрушения материалов при пониженных температурах. — Якутск: ЯФ СО АН СССР, 1978. - С. 3-13.
78. Работнов Ю.Н., Васильченко Г.С., Кошелев П.Ф. и др. Метод расчета конструкций на сопротивление хрупкому разрушению // Машиноведение. — 1976. - № 1. - С. 62-68.
79. Гольцман М., Ман И. Связь между экспериментальной и расчетной вязкостью разрушения // Машиноведение. — 1980. - № 5. - С. 70-74.
80. Саидов Г.И. Температурно-скоростная зависимость трещиностойкости сталей низкой и средней прочности // Завод, лаб. — 1987. - № 7. - С. 66-68.
81. Красовский А.Я., Вайншток В.А. Прогнозирование зависимости вязкости разрушения от температуры и скорости нагружения при хрупком разрушении металлов // Пробл. прочности. — 1977. - № 8. - С. 58-63.
82. Costin L.S., Dufly J. The effect of loading rate and temperature on the initiation of fracture in a mild rate-sensitive steel // Trans. ASM E. J. Eng. Mater, and Technol. - 1979. - Vol. 101, N 3. - P. 258-264.
83. Махутов H.A., Москвичев B.B., Козлов А.Г., Сухоруков С.В. Расчет на трещиностойкость плоских элементов конструкций с использованием J-интегра-ла // Пробл. прочности. — 1988. — № 8. — С. 3-14.
84. Козлов А.Г., Москвичев В.В.9 Сухоруков С.В. Влияние температуры и скорости деформирования на трещиностойкость конструкционных сталей // Прочность материалов и конструкций при низких температурах. — Киев: Наук, думка, 1984. - С. 103-109.
85. Oldfield W., Serrer W.L., Wullaert R.A., Stahlkopf K.E. Development of statistical lower bound fracture toughness curve // Int. J. Press. Ves. and Pip. — 1976. — N 6. - P. 203-222.
86. Красовский А.Я. Хрупкость металлов при низких температурах. — Киев: Наук, думка, 1980. — 340 с.
87. Вайншельбаум В.М., Гольдштейн Р.В. О материальном масштабе длины как мере трещиностойкости пластичных материалов и его роль в механике разрушения / Препр. ИПМ АН СССР. - М., 1976. - 70 с.
88. Dahl W. Fracture mechanics test technique // Proc. Int. Conf. Anal, and Exp. Fract. Meeh., Rome, 1980. — Alphen aanhen Rijn-Rockville, 1981. — P. 17-43.
89. Ромвари П., Toot Л., Надь Д. Анализ закономерностей распространения усталостных трещин в металлах // Пробл. прочности. — 1980. — № 12. — С. 18-28.
Список литературы
315
90. Коцаньда С. Усталостное разрушение металлов. — М.: Металлургия. — 1976. - 456 с.
91. Трощенко В.Т., Покровский В.В., Прокопенко А.В. Трещиностойкость металлов при циклическом нагружении. — Киев: Наук, думка, 1987. — 256 с.
92. Paris Р.С. Fracture Mechanics Approach to Fatigue // Fatigue. Proc. 10th Sagamore Army Mater. Res. Konf., 1963. — Syracuse Univ. Press, 1964. — P. 107-132.
93. Hobbacher A. Design rules cyclic loaded welded structures // IIW — J.W.S. — 1979. - N 40-79. - 10 p.
94. MP 71-82. Расчеты испытания на прочность. Методы механических испытаний металлов. Определение характеристик вязкости разрушения (трещиностойкости) на стадии остановки трещины. — М.: ВНИИНМАШ, 1982. — 27 с.
95. Eftis J., Krafft J.M. A comparison of the initiation with the rapid propagation of a crack in mild steel plate // Trans. ASME., J. Basic Eng. — 1965. — D187. — P. 1257-163.
96. Hahn G.T., Hoagland R.G., Rosenfield A.R. Mechanisms of fast fracture and arrest in steels I/ Metall. Trans. - 1972. - Vol. 3. - P. 123-136.
97. Kanazawa T., Machida S., Teramoto T., Yoshinary H. Study on fast fracture and crack arrest // Exp. Meeh. — 1981. — Vol. 21. — P. 78-88.
98. Моношков A.H., Лунин B.A., Миндлин В.Г., Пашков Ю.И. Использование энергетического подхода для оценки сопротивляемости газопроводов хрупким разрушениям // Работоспособность машин и конструкций в условиях низких температур. Хладостойкость материалов. Ч. II. Прочность металлов и сварных конструкций. — Якутск: Изд-во ЯФ СО АН СССР, 1974. — С. 75-95.
99. Буланенко В.Ф., Пирусский М.В. Температурно-скоростная зависимость сопротивления распространению динамической хрупкой трещины // Завод, лаб. - 1977. -№ 1. - С. 91-95.
100. Баско Е.М., Махутов Н.А. Исследование трещиностойкости строительных сталей при динамическом инициировании и распространении хрупких трещин // Завод, лаб. — 1981. - № 4. - С. 66-70.
101. Хоаглевд Р., Розенфидд А., Гелен Н., Хан Дж. Методика измерений KJm, К1д и К1а при торможении трещины // Механика разрушения. Быстрое разрушение, остановка трещины. — М.: Мир, 1981. — С. 42-73.
102. Хан Дж.9 Розенфидд А., Маршалл К. и др. Концепция остановки трещины и ее применения // Механика разрушения. Быстрое разрушение, остановка трещины. - М.: Мир, 1981. - С. 222-253.
103. Kanninen M.F. An analysis of dynamic crack propagation and crack arrest for material having a crack spead dependent fracture toughness // Prosp. Fract. Meeh. - Leyden, 1974. - P. 151-266.
104. Kanninen M.F. An augmented cantilever beam model for studying crack propagation and arrest // Int. J. Fract. — 1973. — Vol. 9. — P. 83-92.
105. Воловик Ю.А., Козлов А.Г., Речкалов С.Д. и др. Методика замера скорости трещины в стальной растянутой пластине // Строительство в районах Восточной Сибири и Крайнего Севера. — Красноярск: КПСНИИП, 1976. — № 39. - С. 46-48.
К главе 3
1. Прохоров Н.Н. Физические процессы в металлах при сварке. — М.: Металлургия, 1976. - Т. 2. - 600 с.
2. Гривняк И. Свариваемость сталей. — М.: Машиностроение, 1981. — 216 с.
316
Список литературы
3. Бреев В.К.9 Кархин В.А. Исследование методом граничных элементов влияния геометрической формы сварных соединений на траекторию трещин и параметры механики разрушения // Автомат, сварка. — 1989. — № 1. — С. 12-18.
4. Шахматов М.В.9. Ерофеев В.В.9 Хмарова Л.И., Остемин А.А. Несущая способность сварных соединений с угловыми швами при квазихрупком и хрупком разрушении // Пробл. прочности. — 1986. — № 9. — С. 97-104.
5. Шахматов М.В. Несущая способность сварных соединений с дефектами в твердых и мягких швах // Автомат, сварка. — 1988. - № 6. - С. 14-18.
6. Копельман Л.А. Сопротивляемость сварных узлов хрупкому разрушению. — Л.: Машиностроение, 1978. — 232 с.
7. Nevillet D.J., Knott J.F. Statistical distributions of toughness and fracture stress for hanogeneous and inhomogeneus materials // J. Meeh. Phys. Solids. — 1986. — Vol. 34, N 3. - P. 243-291.
8. Лепихин A.M.9 Москвичев В.В. Характеристики трещиностойкости сварных соединений — оценка, расчет и статистический анализ // Завод, лаб. — 1991. - № 12. - С. 48-51.
9. Лепихин А.М., Москвичев В.В. Базы данных по дефектности и характеристикам трещиностойкости в расчетах надежности сварных конструкций // Пробл. машиностроения и автоматизации. — 1991. - № 5. - С. 85-89.
10. Kinihico S.9 Masao Т. A probabilistic approach to evalution on fracture toughness of weld whith heterogenereity // 11X Doc. X — 1064-84: Steel Division of the Japan Welding Engineering Society, 1980. — 24 p.
11. Kanazawa T.9 Itagaki H.9 Machida S.9 Miyata T. Outline of J. WES standard for critical assessment of defect with regard to brittle fracture and some case stadies // Pract. Appl. Fract. Meeh. — Bratislawa, 1979. — P. 274-284.
12. Махутов H.A. Деформационные критерии разрушения и расчет элементов конструкций на прочность. — М.: Машиностроение, 1981. — 272 с.
13. Винокурский Х.А.9 Осипов Б.Г. Расчет машиностроительных металлоконструкций на переменные нагрузки // Исследование рабочих параметров и совершенствование конструкций экскаваторов и дробилок, выпускаемых Уралмашзаводом. - М.: ВНИИМЕТМАШ, 1980. - С. 10-49.
14. СНиП 11-23-81. Стальные конструкции / Госстрой СССР. — М.: ЦИТП Госстроя СССР, 1987. — 96 с.
15. РД 50—551—85. Методические указания. Расчеты и испытания на прочность. Расчетно-экспериментальные оценки сопротивления усталости сварных соединений. — М.: Изд-во стандартов, 1986. — 52 с.
16. РТМ 24.190.07-85. Нормы расчета конструкций мостовых кранов грузоподъемностью свыше 50 т. — М.: Минтяжмаш, 1986. — 102 с.
17. Прочность сварных соединений при переменных нагрузках / Под ред. В.И. Труфякова. — Киев: Наук, думка, 1990. — 256 с.
К главе 4
I. Гривняк И. Свариваемость сталей. — М.: Машиностроение, 1981. — 216 с.
2. Макаров Э.Л. Холодные трещины при сварке легируемых сталей. — М.: Машиностроение, 1981. — 247 с.
3. Farrar J.C.9 Dolby R.E. An investigation into lamellar tearing // Met. Constr. and Brit. Weld. J. - 1969. - Vol. 1, N 12. - P. 32-39.
4. Соколов О.Г.9 Малышевский B.A., Легостаев Ю.Л. и др. Электрошлаковые z-стали для плавучих буровых установок с высоким сопротивлением слоисто
Список литературы
317
му разрушению // Пробл. спец, элетрометаллургии. — 1981. — Вып. 15. — С. 43-48.
5. Покровский Б.В., Лебедев Б.Ф. О предотвращении слоистого растрескивания сварных соединений // Монтажные и специальные работы в строительстве. — 1988. - № 3. - С. 17-20.
6. Махутов Н.А., Москвичев В.В., Козлов А.Г., Синяговская М.С. Механические свойства и методы оценки трещиностойкости металлов в направлении толщины листа // Завод, лаб. — 1987. - № 1. - С. 64-72.
7. Гольдштейн Р.В.9 Овсянников Б.М.9 Иванов А.Г. и др. О некоторых закономерностях разрушения низколегированных сталей в области вязкохрупкого перехода // Прочность материалов и конструкций при низких температурах. — Киев: Наук, думка, 1984. — С. 164-169.
8. Гладштейн Л.И.9 Горицкий В.М. О роли жесткости напряженного состояния в некоторых эффектах при стандартных испытаниях на динамический изгиб // Пробл. разрушения металлов. — М.: МДНТП, 1980. — С. 89-97.
9. Матросов Ю.И.9 Филимонов В.Н.9 Бородкина М.М.9 Григорьева Т.М. Влияние контролируемой прокатки на механические свойства, структуру и характер разрушения стали 09Г2С // Металлы. Сер. АН СССР. — 1980. - № 5. -С. 99-104.
10. Гуляев А.П. Особенности разрушения стали' контролируемой прокатки // МиТОМ. - 1982. - № 5. - С. 24-26.
II. ГУдремон Э. Специальные стали. — М.: Металлургия, 1966. — Т. 1. — 736 с.
12. Ламбардини Ю. Механизм слоистого растрескивания стальных листов при сварке // Автомат, сварка. — 1979. - № 8. - С. 12-15.
13. Farrar J.C.9 Dolby R.E.9 Baker R.G. Lamellar tearing in welded structural steels // Weld J. - 1969. - Vol. 48, N 7. - P. 274s-282s.
14. Lombardini J. Approach of lamellar tearing mechanism // Criteria for preventing service failure in welded structures: 3rd Int. Symp. Jap. Weld. Soc. — Tokyo, 1978. — P. 397-402.
15. Гиренко B.C.9 Бернацкий A.B., Рабкина М.Д., Коржова Н.П. Слоистое, слоисто-хрупкое и слоисто-вязкое разрушение сварных соединений // Пробл. прочности. — 1987. - № 3. - С. 70-76.
16. On the reguired through thickness properties for avoiding lamellar tearing // Lamellar tearing working group report. IIW. Doc. N IX-1152-80: Steel Division of the Japan Welding Engineering Society, 1980. — 22 p.
17. Hohne K.J.9 de Boer H. Eigenschaften von Grobblechen in Diskerrichtung und ihre Bedeutung fur gescheipte Stahlbau // Schweip. und Schneid. — 1976. — H. 3. — S. 127-132.
18. Dorn L.9 Lai Choe Kming. Prufverfahren zum Beurteilen der Lamellenripempfindich-keit von Stahlblechen // Schweip. und Schneid. — 1978. — Bd 30, H. 4. — S. 127-132.
19. Diskinson D.W.9 Ferguson B.L., Ries G.D. Prediction of lamellar tearing susceptibility by mechanical testing // Weld. Res. Sappl. — 1980. — NIL — P. 343-348.
20. Investigation of the through thickness properties of steel plate for welded constructions. Doc. IIS/IIW-642-80 I I Weld. World. - 1980. - Vol. 18, N 9/10. -P. 196-205.
21. Complementary information test for lamellar tearing. Doc. IIS/IIW-678-81 // Weld. World. - 1981. - Vol. 19, N 314. - P. 47-53.
22. Иващенко Г.А., Аснис A.E., Бут B.C. Испытания конструкционных сталей на склонность к слоистому растрескиванию // Автомат, сварка. — 1983. — № 2. - С. 52-54.
318
Список литературы
23. Москвичев В.В., Козлов А.Г., Зирка В.Г. Оценка склонности стали 09Г2С к слоистому растрескиванию // Завод, лаб. — 1990. — № 11. — С. 81—83.
24. Гиренко В.С.9 Бернацкий А.В., Козачек В.М. Об унификации методов механических испытаний стального проката в направлении толщины // Завод, лаб. - 1988. - № 11. - С. 74-78.
25. Бродецкий И.Л., Харчевников В.П., Белов Б.Ф., Троцан А.И. Определение механических свойств листового проката в Z-направлении // Завод, лаб. — 1990. - № 11. - С. 78-80.
26. Новиков В.И.9 Гиренко В.С.9 Бернацкий А.В. Анизотропия свойств металлопроката и несущая способность сварных конструкций // Автомат, сварка. — 1985. - № 12. - С. 13-19.
27. Lombardini J. Evaluation of lamellar tearing in the structural steels. Doc. IX-1138-79. - Bratislawa, 1979. - 21 p.
28. Schonher W. Die Brucheinschnurung an Dickenri-chtungsproben als Kriterium fur die Terrassenbruc-hempfindlichKeit geschweipter StahlKonstruktionen // DVS-Beig. — 1977. - N 45. - S. 65-70.
29. ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. — М.: Изд-во стандартов, 1985. - 62 с.
30. Махутов Н.А.9 Москвичев В.В.9 Козлов А.Г.9 Сухоруков С.В. Расчет на трещиностойкость плоских элементов конструкций с использованием J-интегра-ла // Пробл. прочности. — 1988. — № 8. — С. 3-14.
К главе 5
1. Астров Е.И. Плакированные многослойные металлы. — М.: Металлургия, 1964. - 239 с.
2. Гельман А.С.9 Чудновский А.Д., Цемахович Б.Д., Харина И.Л. Плакирование стали взрывом. — М.: Машиностроение, 1978. — 191 с.
3. Голованенко С.А.9 Меандров Л.В. Производство биметаллов. — М.: Металлургия, 1966. — 304 с.
4. Голованенко С.А. Сварка прокаткой биметаллов. — М.: Металлургия, 1977. — 160 с.
5. Дерибас А.А. Физика упрочнения и сварки взрывом. — Новосибирск: Наука. Сиб. отд-ние, 1980. — 221 с.
6. Каракозов Э.С. Соединение металлов в твердой фазе. — М.: Металлургия, 1970. - 238 с.
7. Король В.К.9 Гильденгорн М.С. Основы технологии производства многослойных металлов. — М.: Металлургия, 1970. — 238 с.
8. Тананов А.И., Катихин В.Д.9 Гузь И.С. и др. Строение и свойства биметаллических материалов. — М.: Наука, 1975. — 123 с.
9. Кобрин М.М.9 Бируля А.Л.9 Кудрявцева Л.В. Методика раздельного определения остаточных и реактивных внутренних напряжений в биметалле // Завод, лаб. - 1971. - Т. 37, № 9. - С. 1131-1135.
10. Первухин Л.Б.9 Мамцев В.А.9 Чудновский А.Д. Распределение внутренних напряжений в биметалле сталь 22К+Х18Н10Т, полученной сваркой взрывом // МиТОМ. - 1975. - № 11. - С. 28-32.
11. Кудинов В.М.9 Коротеев А.Л. Сварка взрывом в металлургии. — М.: Металлургия, 1978. — 166 с.
12. Меандров Л.В. Двухслойные коррозионно-стойкие стали. — М.: Металлургия, 1970. - 228 с.
Список литературы
319
13. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Определение характеристик вязкости разрушения (трещиностойкости) на стадии остановки трещины. - М., 1981. - 31 с.
14. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Определение характеристик сопротивления развитию трещин (трещиностойкости) при циклическом нагружении. — Львов, 1979. — 126 с.
15. Вайнерман А.Е. Об уровне концентрации напряжении в соединениях разнородных металлов, полученных наплавкой // Надежность и прочность сварных соединений и конструкций. —• Л.: Машпром, 1980. — С. 9-64.
16. Кравцов Т.Г. Электродуговая наплавка электродной лентой. — М.: Машиностроение, 1978. — 168 с.
17. Демянцевич С.В., Земзин В.Н., Зимина Л.К.9 Боева А.В. Оценка склонности сварных соединений корпусных сталей АЭС к образованию трещин при термической обработке // Тр. ЦКТИ. - 1977. - № 146. - С. 3-9.
18. Зайцев Г.З., Аронсон А.Я. Усталостная прочность деталей гидротурбин. — М.: Машиностроение, 1975. — 160 с.
19. Куме, Окабаяси, Амано. Влияние химического состава на склонность к образованию трещин под плакирующим слоем // Теорет. основы инкенерных расчетов. — 1976. — Т. 98, № 4. — С. 53-59.
20. Малышев В.А., Шевбунов Э.В., Овсянников В.Г. и др. Устранение дефектов в основном металле под плакирующим слоем в двухслойной стали // Сталь. — 1975. - № 11. - С. 994-995.
21. Amono М. Some current engineering topics in nuclear power plant components // Fracture mechanics and technology / Ed. Sih G.C., Chow C.L. — Hong Kong, 1977. - Vol. 2. - P. 755-763.
22. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Определение характеристики вязкости разрушения (трещиностойкости) при статическом нагружении. - М.: ВНИИНМАШ, 1978. - 100 с.
23. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. — М.: Машиностроение, 1981. — 272 с.
24. Фридман Я.Б., Морозов Е.М. Расчет механических свойств биметаллов // Изв. вузов. Машиностроение и приборостроение. — 1958. — № 1. — С. 152-163.
25. Добровольский В.И. Обобщение зависимости для описания диаграмм для чистого упруго-пластического изгиба // Пробл. прочности. — 1979. — № 1. — С. 43-45.
26. Осипов С.В., Богданов Ю.А., Лешковцев В.Г. К методике построения кривых упрочнения из испытаний на изгиб // Изв. вузов. Машиностроение. — 1979. - № 4. - С. 17-20.
27. Современные композиционные материалы / Пер. с англ, под ред. И.Л. Светлова. — М.: Мир, 1970. — 348 с.
28. Chao N.H., Alic J.A. Crack growth in bi-material laminates // Experimental Meeh. - 1979. - N 4. - P. 138-144.
29. Алексеев В.Г. Исследование кинетики роста трещин в сталях 15Х2МФА, Х18Н10Т и 22К при циклическом нагружении // Науч. тр. Сопротивление материалов в агрессивных средах. — Краснодар, 1977. — Вып. 240. — С. 61-78.
30. Heiser F.A., Mortimer W. Effect of thickness and orientation on fatigue crack growth rate in 4340 steel // Metallurg. Trans. — 1972. — Vol. 3. — P. 2119-2123.
320
Список литературы
31. Ritchie R.O., Smith R.F., Knott J.F. Effects of thickness on fibrous fracture from a notch and a fatigue crack propagation in low-strength steel // Metal Sci. — 1975. — Vol. 9. - P. 485-492.
32. Черепанов Г.П. Механика хрупкого разрушения. — М.: Наука, 1974. — 640 с.
33. Harada S., Ohji К. Fatigue properties in the abort transverse plane of anisotropic rolled steel plates // Fracture Mechanics and Technology. — Hong Kong, 1977. — Vol. 1. - P. 53-67.
34. Harade S., Ohji K., Ogura K. Fatigue crack growth behavior in dissimilar bonded materials // Fatigue of Eng. Materials and Struct. — 1979. — Vol. 2, N 1. — P. 35-49.
35. Кудрявцев Б.А., Партон B.3.9 Соковиков AM., Тананов А.И. Исследование торможения роста трещин в слоистых металлических композициях // Физ.-хим. механика материалов. — 1977. — № 3. — С. 3-11.
К главе 6
1. Василенко И.И., Мелехов Р.К. Коррозионное растрескивание сталей. — Киев: Наук, думка, 1977. — 264 с.
2. Перкас М.Д., Кардонский В.М. Высокопрочные мартенситно-стареющие стали. — М.: Металлургия, 1970. — 224 с.
3. Перкас М.Д. Структура и свойства высокопрочных сталей со стареющим мартенситом // Металловедение и термическая обработка металлов (МиТОМ). — 1970. - № 7. - С. 12-13.
4. Перкас М.Д. Структура, свойства и области применения высокопрочных мартенситностареющих сталей // МиТОМ. — 1985. - № 5. - С. 23-33.
5. Бирман С.Р. Экономнолегированные мартенситностареющие стали. — М.: Металлургия, 1974. — 208 с.
6. Лейбова Н.М., Зотьева А.С., Каган Е.С. и др. О применении мартенситностареющих сталей для деталей металлорежущих станков // МиТОМ. — 1974. — № 10. - С. 35-39.
7. Martensithartende stahl in waxwing Raketentriekwerk // Technik. — 1968. — Bd 17. - N 19. - S. 1663-1664.
8. Elghozi F. Recents developments des aciers Maraging dans I’industrieaerospatiale // Cobalt. - 1965. - N 29. - P. 181-184.
9. Вороненко Б.И. Современные коррозионно-стойкие аустенитно-ферритные стали: (Обзор) // МиТОМ. - 1997. - № 10. - С. 20-28.
10. Мишин А.С., Крушенко Г.Г. Изменение фазового состава и коэффициента линейного расширения мартенситностареющей стали 03Х11Н10М2Т-ВД при термоциклической обработке // Материалы, технологии, конструкции: Матер. межрегион, конф. Ч. 1. — Красноярск: САА, 1996. — С. 9-13.
II. Мишин АС., Стацура В.В., Виттенберг Л.М. Закономерности изменения фазового состава при нагреве в области а - у превращения в мартенситностареющей стали типа 03Х11Н10М2Т-ВД // Перспективные материалы, технологии, конструкции: Сб. науч. тр. — Красноярск: САА, 1997. — С. 164-171.
12. Мишин А.С., Стацура В.В., Клубов С.Е. и др. Влияние криообработки на фазовый состав и механические свойства мартенситностареющей стали 03Х11Н10М2Т-ВД // Перспективные материалы, технологии, конструкции: Сб. науч. тр. — Красноярск: САА, 1998. — С. 384-386.
13. Мишин А.С., Ковалева АА., Зелюткина Е.А. Изменение фазового состава стали 03Х11Н10М2Т-ВД в процессе нагрева в области а-у превращения при термической и термоциклической обработке // Перспективные технологии и
Список литературы
321
техника для горно-металлургического комплекса: Сб. науч, статей. — Красноярск: КГАЦМиЗ. - 1999. - С. 194-198.
14. Петраков А.Ф.9 Ревякина О.К., Карпова Л.П. Высокопрочная мартенситностареющая сталь // МиТОМ. — 1993. — № 11. — С. 21-25.
15. Спиридонов В.Б. Механизм упрочнения хромоникелевых и никелевых мартенситностареющих сталей // МиТОМ. — 1971. - № 4. - С. 2-6.
16. Перкас М.Д. Структура и свойства высокопрочных мартенситностареющих сталей Ц МиТОМ. - 1971. - № 7. - С. 12-25.
17. Пигрова Г.Д., Коркка С.И. Фазовый состав мартенситностареющей стали 0Х11Н10М2Т в области температур 300-650 °C // ФММ. - 1976. - Т. 4. -С. 364-369.
18. Спиридонов В.Б., Фридман В.С., Родионов Ю.Л. и др. Структурные изменения при старении мартенситностареющей стали 03Х11Н10М2Т // МиТОМ. — 1974. - № 10. - С. 28-32.
19. Еднерал А.Ф., Кардонский В.М., Перкас М.Д. Структурные изменения при старении безуглеродистого железноникелевого мартенсита // Несовершенства кристаллического строения и мартенситные превращения. — М.: Наука, 1972. - С. 63-79.
20. Масалаева Е.Н., Пигрова Г.Д. Фазовые превращения в высокопрочной нержавеющей стали 0Х11Н10М2Т // МиТОМ. - 1976. - № 9. - С. 38-41.
21. Лашко Н.Ф., Заславская Л.В., Никольская ВЛ. и др. Фазовый состав, структура и свойства мартенситностареющей стали Х14К9Н6М5 // МиТОМ. — 1974. - № 10. - С. 568-575.
22. Битюков С.М., Звигинцев Н.В., Хадыев М.С. и др. Исследование старения безуглеродистого мартенсита Fe-Cr-Ni-Co-Mo-Ti сталей // ФММ. — 1978. - Т. 46, вып. 3. - С. 588.
23. Звигинцев Н.В.9 Конакова И.П. Фазовые превращения и аномалии пластичности в стали 03Х11Н10М2Т // МиТОМ. - 1984. - № 10. - С. 7-10.
24. Кальнер Б.Д., Кардонский В.М., Малкин В.И. Изучение кинетики старения мартенситностареющих сталей // МиТОМ. — 1980. - № 4. - С. 52-53.
25. Звигинцев Н.В., Могутнов Б.М., Хадыев М.С. и др. Закономерности формирования нержавеющих Fe-Cr-Ni-Mo-Ti мартенситностареющих сталей // ФММ. - 1986. - Т. 59, вып. 1. - С. 130-136.
26. Могутнов Б.М.,. Шапошников Н.Г. Термодинамический расчет реакций образования интерметаллидных соединений и расслоения в многокомпонентных сплавах // Диаграммы состояния металлических систем. — М.: Наука, 1981. - С. 157-161.
27. Тарасенко Л.В., Звигинцев Н.В., Титов В.И. и др. Структура, состав интерметаллидных фаз и свойства стали 00Х11Н10М2Т // ФММ. — 1985. — Т. 59, вып. 3. — С. 551-558.
28. Рыжак С.С., Тарасенко Л.В., Жегина И.П. и др. Влияние фазового состава и структуры мартенситностареющей стали 00Х11Н10М2Т на склонность к охрупчиванию при низкотемпературном старении // МиТОМ. — 1981. — № 9. - С. 54-57.
29. Спиридонов В.Б., Фридман В.С. Тепловая хрупкость и выбор температуры закалки нержавеющих мартенситностареющих сталей // МиТОМ. — 1975. — № 7. - С. 42-46.
30. Невитт М.В. Химия сплавов переходных элементов // Электронная структура переходных металлов и химия их сплавов. — М.: Металлургия, 1966. — 150 с.
31. Теслюк М.Ю. Металлические соединения со структурой фаз Лавеса. — М.: Наука, 1969. - 201 с.
322
Список литературы
32. Филиппов Г.А., Саррак В.И., Перкас М.Д. Явление задержанного разрушения мартенситностареющих сталей // Докл. АН СССР. — 1977. — Т. 44, № 6. — С. 1245-1247.
33. Кардонский В.М., Малкин В.И.9 Горбунова Н.В. О механизме замедленного разрушения высокопрочной мартенситностареющей стали Н17К10В10М2Т // МиТОМ. - 1979. - № 9. - С. 38-43.
34. Алексеева Л.Е., Перкас М.Д., Саррак В.И. Роль внутренних микронапряжений в развитии задержанного разрушения // Докл. АН СССР. — 1982. — № 5. - С. 1128-1131.
35. Смирнов М.А., Пушин В.Г., Карева Н.Т. и др. Влияние высокотемпературной деформации на задержанное разрушение мартенситностареющей стали // ФММ. - 1982. - Т. 53, № 5. - С. 1021-1026.
36. Пораков А.Ф., Ревякина О.К., Карпова Л.П. Высокопрочная мартенситностареющая сталь // МиТОМ. — 1993. — № 11. — С. 21-25.
37. Гуревич Л.Я., Ляшевский В.В. Сопротивление растрескиванию нержавеющих сталей и их сварных соединений // Защита металлов. — 1993. — Т. 29, № 5. — С. 755-759.
38. Фартушный В.Г., Савченко В.С. Влияние структурных превращений в металле ЗТВ стали ЭП 41ЭУ на коррозионную стойкость в атмосферных условиях // Свароч. пр-во. — 1973. — № 6. — С. 29-30.
39. Немировский Ю.Р., Дорошкевич Т.А., Немировский М.Р. Закономерности размерных изменений при термической обработке листа мартенситностареющей стали // ФММ. - 1989. - Т. 68, вып. 4. - С. 747-754.
40. Красникова С.И.9 Вукелич С.В., Дробот А.В. и др. Дендритная неоднородность нержавеющих мартенситностареющих сталей // МиТОМ. — 1985. — № 10. — С. 55-59.
41. Мишин А.С.9 Зелюткина Е.А., Кашубский Н.И. Оценка прочности мартенситностареющей стали 03Х11Н10М2Т-ВД по коэрцитивной силе // Транспортные средства Сибири: Межвуз. сб. науч. тр. с междунар. участием. — Красноярск: КГТУ, 1999. - С. 405-412.
42. Мишин А.С.9 Стацура В.В., Зелюткина Е.А. Изменение фазового состава стали 03Х11Н10М2Т-ВД в процессе нагрева в области а-у превращения при термической и термоциклической обработке // Перспективные технологии и техника для горно-металлургического комплекса: Сб. науч, статей. — Красноярск: КГАЦМиЗ, 1999. - С. 194-198.
43. Ершов Р.Е. Метод высших гармоник в неразрушающем контроле. — Новосибирск: Наука, 1979. — 81 с.
44. Мишин А.С.9 Стацура В.В.9 Крушенко Г.Г. и др. Влияние старения на коррозионное разрушение под напряжением мартенситностареющей стали 03Х11Н10М2Т-ВД // Перспективные материалы, технологии, конструкции: Сб. науч. тр. — Красноярск: САА, 1998. — С. 384-386.
45. Розенфельд И.Л., Красноруцкая И.Б., Конради М.В. и др. Применение знакопеременной поляризации при исследовании склонности высокопрочных сталей к коррозионному растрескиванию // Защита металлов. — 1978. — Т. 14, вып. 2. - С. 131-137.
К главе 7
1. Методические указания. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний. Определение характеристик вязкости разрушения (трещиностойкости) при статическом нагружении. — М.: ВНИИНМАШ, 1978. - 100 с.
Список литературы
323
2. Е 399-74. Standard Method of Test for plane-strain fracture tougness of metallic materials // Annual book of ASTM standards. — 1974, pt 10. — P. 432-451.
3. Бюккнер Х.Ф. Дискуссия // Прикладные вопросы вязкости разрушения / Пер. с англ, под ред. Б.А. Дроздовского. — М.: Мир, 1968. — С. 139-140.
4. Парис П.9 Си Д. Анализ напряженного состояния около трещин // Прикладные вопросы вязкости разрушения / Пер. с англ, под ред. Б.А. Дроздовского. - М.: Мир, 1968. - С. 64-142.
5. Ярема С.Я. Коэффициенты интенсивности напряжений для цилиндрических образцов с наружной трещиной переменной глубины // Физ.-хим. механика материалов. — 1970. -№ 1. - С. 87-89.
6. Benthem J.P., Koiter W.T. Asympotic approximations to crack problems // Mechanics of Fracture. Methods of analysis and solutions of crack problem. — Noordhoff. Leyden, 1972. - Vol. 1. - P. 131-178.
7. Bundt B.M. A unified interpretation of room temperature strength specimens as in fluenced by size // ASME. Paper N 59 — Met — 9, 1959.
8. Harris D.O. Stress intensity factors for hollow crcum feretially notched round bars // J. Basic Engineering. — 1973. - N 3. - P. 49-54.
9. Irwin G.R., Kies J.A., Smith H.L. Fracture strength relative to onset and arrest of crack propagation // Prec. ASTM. — 1958. — Vol. 58. — P. 640-657.
10. Lubahn J.D. Experimental deformation of energy release rate for notch bending and notch tension // Proc. ASTM. - 1959. - Vol. 59. - P. 885-915.
11. Партон B.3., Морозов E.M. Механика упруго-пластического разрушения. — М.: Наука, 1974. - 416 с.
12. Андрейкив А.Е., Панасюк В.В., Панько Н.Н. К теории предельного равновесия цилиндрического образца с внешними кольцевыми трещинами // Физ.-хим. механика материалов. — 1974. — № 3. — С. 29-39.
13. Yukitaka Y. Коэффициенты интенсивности напряжений для круглого образца с трещиной // Trans, of the Japan Society of Mechanical Engineers. — 1975. — Vol. 41, N 342. - P. 360-369.
14. Сроули Д., Браун У. Методы испытаний на вязкость разрушения // Прикладные вопросы вязкости разрушения / Пер. с англ, под ред. Б.А. Дроздовского. - М.: Мир, 1968. - С. 213-297.
15. Махутов Н.А. Сопротивление элементов конструкций хрупкому разрушению. — М.: Машиностроение, 1973. — 200 с.
16. Никишков Г.П., Морозов Е.М. Коэффициент интенсивности напряжений у кольцевых трещин в толстостенных трубах при растяжении // Пробл. прочности. — 1976. - № 6. - С. 44-48.
17. Панасюк В.В.9 Андрейкив А.Е.9 Ковчик С.Е. Методы оценки трещиностойкости конструкционных материалов. — Киев: Наук, думка, 1977. — 280 с.
18. Браун У.9 Сроули Дж. Испытания высокопрочных металлических материалов на вязкость разрушения при плоской деформации / Пер. с англ, под ред. Б.А. Дроздовского. — М.: Мир, 1972. — 248 с.
19. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. — М.: Машиностроение, 1981. — 272 с.
20. РМ-НКМС-1-89. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение критических коэффициентов интенсивности деформаций при статическом нагружении. — М.: НКМС, 1989. — 14 с.
21. ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. — М.: Изд-во стандартов, 1985. - 62 с.
324
Список литературы
22. Махутов Н.А. Определение коэффициентов интенсивности деформаций // Унификация методов испытаний металлов на трещиностойкость. — М.: Изд-во стандартов, 1982. — Вып. 2. — С. 54-59.
23. Махутов Н.А., Москвичев В.В. Характеристики механики разрушения в связи с размерами трещин // Машиноведение. — 1983. - № 6. - С. 67-71.
24. Rice J.R., Paris Р.С., Merkle J.G. Some Further Results of J-integral Analysis and Estimates // Progress in Flow Growth and Fracture Toughness Testing, ASTM STP 536, 1973. - P. 231-245.
25. Begley D.A., Landers J.D. J-integral as a fracture criterion // Proc, of the 1971 National Symp. of Fracture Mechanics. Pt II, ASTM STP 514, 1972. — P. 1-20.
26. Райс Дж. Математические методы в механике разрушения // Разрушение / Пер. с англ, под ред. А.Ю. Ишлинского. — М.: Мир, 1975. — Т. 2. — С. 204-335.
27. Rice J.R. A path Independent Integral and the Approximate Analysis of Strain Concentration by Notches and Cracks // J. Appl. Meeh. Ser. E. — 1968. — N 4. — P. 340-350.
28. Orowan E. Energy criteria of fracture // Welding J. — 1955. - N 3. -P. 150s-160s.
29. Панасюк В.В., Андрейкив А.Е., Ковчик С.Е. и др. Об условиях автомодельности зоны предразрушения в окрестности контура макротрещины // Физ.-хим. механика материалов. — 1977. - № 5. - С. 23-27.
30. Ando S. Brittie fracture strength and non-crack propagation // Mechanical behavior of Materials. - Kyoto, 1972. - Vol. 1. - P. 331-345.
31. Маркочев B.M., Морозов Е.М. О критериях достоверности экспериментального определения вязкости разрушения // Физ.-хим. механика материалов. — 1976. - № 2. - С. 21-23.
32. Проходцева Л.В., Дроздовский Б.А. О критериях правомерности определения вязкости разрушения К1с // Завод, лаб. — 1975. — № 11. — С. 1380-1384.
33. Кудряшов В.Г. Методика оценки истинности определяемого параметра вязкости разрушения К1с // Завод, лаб. — 1975. — № 11. — С. 1388-1390.
34. Дроздовский Б.А., Морозов Е.М. Методы оценки вязкости разрушения // Завод. лаб. - 1976. - № 8. - С. 995-1003.
35. Нейбер Г. Концентрация напряжений. — М.: Гостехиздат, 1947. — 204 с.
36. Макклинток Ф.А., Ирвин Дж. Р. Вопросы пластичности в механике разрушения // Прикладные вопросы вязкости разрушения / Пер. с англ, под ред. Б.А. Дроздовского. — М.: Мир, 1968. — С. 143-186.
37. Гольцев В.Ю.9 Морозов Е.М. Предел трещиностойкости и несущая способность листовых материалов с трещинами // Физика и механика деформации и разрушения конструкционных материалов. — М.: Атомиздат, 1978. — № 5. - С. 18-29.
К главе 8
1. Композиционные материалы / Под ред. А.И. Манохина. — М.: Наука, 1981. — 305 с.
2. Rawal S. Metal Matrix Composite for Space Applications // JOM. — 2001. — Vol. 53, N 4. - P. 14-17.
3. Решетнев М.Ф.9 Смирнов-Васильев К.Г.9 Халимонович В.И., Шатров А.К. Применение композиционных материалов в прецизионных конструкциях космических аппаратов // Тез. докл. 8 междунар. конф, по механике композитных материалов. — Рига, 1993. — С. 73.
Список литературы
325
4. Шоршоров М.Х., Устинов Л.М.9 Гукасян Л.Е.9 Виноградов Л.В. Физика прочности волокнистых композиционных материалов с металлической матрицей. — М.: Наука, 1989. — 206 с.
5. Овчинский А.С. Процессы разрушения композиционных материалов: имитация микро- и макромеханизмов на ЭВМ. — М.: Наука, 1988. — 278 с.
6. Madhukar M.S., Awerbuch J.9 Lau A.C.W., Reddy E.S. A non-linear lumped fiber model for analysis of fracture behavior of notched unidirectional metal-matrix composites // Eng. Fract. Meeh. — 1989. — Vol. 32, N 1. — P. 43-64.
7. Махутов H.A.9 Кокшаров И.И. Модельные представления разрушения однонаправленного композиционного материала при растяжении // Механика композитных материалов. — 1991. — № 5. — С. 804-811.
8. Милейко С.Т.9 Сорокин Н.М., Цирлин А.М. Прочность бороалюминия — композита с хрупкими волокнами // Механика полимеров. — 1973. — № 5. — С. 840-846.
9. Милейко С.Т.9 Сулейманов Ф.Х.9 Саркисян Н.С. Структура и прочность композитов типа бороалюминия // Механика композитных материалов. — 1986. — № 5. — С. 811-819.
10. Милейко С.Т.9 Сорокин Н.М.9 Цирлин А.М. Распространение трещины в бо-роалюминиевом композите // Механика полимеров. — 1976. — № 5. — С. 1010-1017.
11. Милейко С.Т.9 Сулейманов Ф.Х.9 Хохлов В.К. Два подхода в механике разрушения композитов И Прочность и разрушение конструкций из композитных материалов. — Рига: Зинатне, 1983. — С. 94-104.
12. Awerbuch J.9 Hahn Н.Т. Crack-tip damage and fracture toughness of boron/aluminiumcomposites//J. Compos. Materials. — 1979. — N^. — P. 1—10.
13. Сопротивление материалов деформированию и разрушению. Ч. 1 / В.Т. Трощенко, А.Я. Красовский, В.В. Покровский и др. — Киев: Наук, думка, 1993. - 288 с.
14. Райт М.А.9 Уэлч Д.9 Джоллей Дж. Разрушение сплава, армированного волокнами бора // Механика композитных материалов. — 1979. - № 3. -С. 485-494.
15. Koksharov 1.9 Burov А.Е. Crack resistance of structural elements of AL-B composite under tension // Proc. 9th Inter. Conf, on Composite Materials. — Madrid, 1993. — P. 171-178.
16. Гунтас Ю.А.9 Тамуж В.П. К масштабному эффекту распределения Вейбулла прочности волокон // Механика композитных материалов. — 1984. - № 6. -С. 1107-1109.
17. Исупов Л.П. Нелокальные критерии разрушения: сравнительный анализ и применение для слоистых композитов // Механика композитных материалов. - 1998. - Т. 34, № 2. - С. 198-200.
18. Bavaglia S.9 Mikhailov S.E. Application of a non-local failure criterion to a crack in heterogeneous media // Damage and Fracture Mechanics: Computer aided assessment and control. — Comput. Mechanics Publ., 1998. — P. 155-164.
19. Irwin G.R. Analysis of stresses and strains near the end of a crack traversing a plate // J. Appl. Mechanics. - 1957. - Vol. 24, N 2. - P. 361-364.
20. Waddoups M.E., Eisenmann J.R., Kaminski B.E. Macroscopic Fracture Mechanics of Advanced Composite Materials // J. Composite Materials. — 1971. — Vol. 5. — P. 446-454.
21. Неупругие свойства композиционных материалов / Ред. К. Геракович. — М.: Мир, 1978. - 295 с.
326
Список литературы
22. Партон В.З., Морозов Е.М. Механика упругопластического разрушения. — М.: Наука, 1985. - 504 с.
23. Кокшаров И.И. Двухпараметрический подход механики разрушения — силовой интегральный критерий // Завод, лаб. — 1989. - № 4. - С. 81-86.
24. Справочник по коэффициентам интенсивности напряжений: В 2 т. / Под ред. Ю. Муроками. — М.: Мир, 1990.
25. ANSYS Release 5.3. — Swanson Analysis Systems Inc. — Houston, TX, 1996.
26. Купер Г.А. Микромеханические аспекты разрушения // Композиционные материалы. Т. 5. Разрушение и усталость. — М.: Мир, 1978. — С. 440-475.
27. Работнов Ю.Н. Механика деформированного твердого тела. — М.: Наука, 1988. - 712 с.
28. Алымов В.Т., Буров А.Е.9 Москвичев В.В.9 Кокшаров И.И. Применение методов неразрушающего контроля для обнаружения макроскопических дефектов в волокнистом композиционном материале // Завод, лаб. Диагностика материалов. — 2001. — № 10. — С. 26-29.
29. Болотин В.В.9 Нефедов С.В., Щугорев В.Н. Сопротивление композиционных материалов межслойному разрушению // Расчеты на прочность. № 30. — М.: Машиностроение, 1989. — С. 47-66.
30. By Э.М. Прочность и разрушение композитов // Композиционные материалы. Т. 5. Разрушение и усталость. — М.: Мир, 1978. — С. 206-266.
31. Кортен Х.Т. Механика разрушения композитов // Разрушение. Т. 7. Ч. 1. — М.: Мир, 1976. - С. 367-471.
32. Ромалис Н.Б.9 Тамуж В.П. Разрушение структурно-неоднородных тел. — Рига: Зинатне, 1989. — 224 с.
К главе 9
1. Морозов И.Д.9 Трусов Л.И.9 Чижик С.П. Ультрадисперсные металлические среды. — М.: Атомиздат, 1977. — 264 с.
2. Зубов В.И. Об особенностях термодинамики ультрадисперсных систем // Фи-зикохимия ультрадисперсных систем: Матер. IV Всерос. конф. — М.: МИФИ, 1998. - С. 23-26.
3. Тананаев И.В., Федоров В.Б.9 Малюкова Л.В. и др. Характерные особенности ультрадисперсных сред // Докл. АН СССР. — 1985. — Т. 283. - № 6. -С. 1364-1367.
4. Плазмохимический синтез ультрадисперсных порошков и их применение для модифицирования металлов и сплавов / В.П. Сабуров, А.Н. Черепанов, М.Ф. Жуков и др. — Новосибирск: Наука, 1995. — 344 с.
5. Гусев А.И. Эффекты нанокристаллического состояния в компактных металлах и их соединениях // УФН. - 1998. - Т. 168, № 1. - С. 55-83.
6. Упрочнение металлических, полимерных и эластомерных материалов ультра-дисперсными порошками плазмохимического синтеза/ М.Ф. Жуков, И.Н. Черский, А.Н. Черепанов и др. — Новосибирск: Наука, 1999. — 312 с.
7. Крушенко Г.Г. Нанопорошки химических соединений — средство повышения качества металлоизделий и конструкционной прочности // Завод, лаб. Диагностика материалов. — 1999. — Т. 65, № 11. — С. 42-50.
8. Sharma C.V.K.9 Rogers R.D. Perspective of Crystal Engineering // Materials Today. - 1998. - Vol. 1. - P. 27-30.
9. Francis D. Catching up to Nanotechnology // Mechanical Engineering. — 2000. — N 7. - P. 34.
10. Мюллер Б. Технология, открывающая новую эпоху: нанотехника покоряет микрокосмос // Deutschland. — 1999. — № 3. — С. 49-51.
Список литературы
327
11. Суздалев И.П. Нанокластеры и нанокластерные системы // Вести. РФФИ. — 1999. - № 1. - С. 24-31.
12. А. с. 831840 СССР М. Кл3 С 22 С 22 С 1/06. Способ модифицирования литейных алюминиевых сплавов эвтектического типа / Г.Г. Крушенко, Ю.М. Му-сохранов, И.С. Ямских, А.А. Корнилов и С.Г. Крушенко (СССР). — № 2831160/22-02; Заявл. 17.10.79; Опубл. 23.05.81, Бюл. № 19. - 2 с.
13. Колесников А.В., Крушенко Г.Г., Фильков М.Н. Применение ультрадисперс-ных порошков для повышения качества деталей машин и механизмов. — Алма-Ата: КазНИИНТИ, 1991. - 72 с.
14. Цветков Ю.В., Алексеев Н.В.9 Самохин А.В. и др. Возможности плазменного синтеза для получения ультрадисперсных порошков, в том числе с предельно малыми размерами частиц // Физикохимия ультрадисперсных систем: Матер. IV Всерос. конф. - М.: МИФИ, 1998. - С. 55-56.
15. Арсентьева И.П. Методы аттестации металлических ультрадисперсных порошков на технологических стадиях метода порошковой металлургии в ряду “исходное состояние — прессование — спекание” // Физикохимия ультрадисперсных систем: Матер. IV Всерос. конф. — М.: МИФИ, 1998. — С. 186-187.
16. Крушенко Г.Г., Корнилов А.А.9 Балашов Б.А. и др. Ультрадисперсных порошки, получаемые методом плазмохимического синтеза, как средство повышения механических свойств изделий металлургии и литейного производства // Плазменные процессы в порошковой металлургии. — Черноголовка, 1987. — С. 29-37.
17. Модифицирование силуминов. — Киев: Изд-во АН УССР, 1970. — 179 с.
18. Крещановский Н.С., Сидоренко М.Ф. Модифицирование стали. — М.: Металлургия, 1970. — 296 с.
19. Бондарев Б.И., Напалков В.И.9 Тарарышкин В.И. Модифицирование алюминиевых деформируемых сплавов. — М.: Металлургия, 1979. — 224 с.
20. Гольдштейн Я.Е.9 Мизин В.Г. Модифицирование и микролегирование чугуна. — М.: Металлургия, 1986. — 272 с.
21. Ленинских Б.М.9 Телицын И.И. Физико-химические закономерности модифицирования железоуглеродистых расплавов. — М.: Наука, 1986. — 96 с.
22. Гольдштейн Я.Е.9 Мизин В.Г. Инокулирование железо-углеродистых сплавов. — М.: Металлургия, 1993. — 416 с.
23. Крушенко Г.Г. Обработка металлических расплавов с целью повышения прочности и качества отливок// Повышение прочности и качества отливок в машиностроении. — М.: Наука, 1981. — С. 63-66.
24. Жуков М.Ф.9 Крушенко Г.Г.9 Корнилов А.А. Композиционные материалы из алюминиевых гранул и ультрадисперсных порошков химических соединений // Механика конструкций из композиционных материалов. — Новосибирск: Наука, 1984. — С. 49-51.
25. Атлас литейных дефектов слитков из алюминия и алюминиевых деформируемых сплавов, отливаемых полунепрерывным способом / Г.Г. Крушенко, В.А. Падалка, А.В. Рябинко и др. // Цв. металлургия. — 1998. — № 11-12. — С. 42.
26. Добаткин В.И. Слитки алюминиевых сплавов. — М.: Металлургиздат, 1960. — 176 с.
27. Крушенко Г.Г.9 Терехов В.Н.9 Кузнецов А.Н. Непрерывное литье слитков с применением жидкого алюминия и лигатур // Цв. металлы. — 1975. — № 11. - С. 49-51.
328
Список литературы
28. Крушенко Г.Г., Миллер Т.Н.9 Фильков М.Н. и др. Применение ультрадисперс-ных порошков химических соединений при литье слитков из деформируемых алюминиевых сплавов // Цв. металлы. — 1992. — № 10. — С. 56-58.
29. Гаврилко В.П., Галевский Г.В., Крутский Ю.Л. О механизме синтеза нитридов ниобия и тантала из хлоридов в высокотемпературном потоке азота // Физи-кохимия и технология дисперсных порошков: Сб. науч. тр. — Киев: ИПМ АН УССР, 1984. - С. 33-36.
30. Свойства, получение и применение тугоплавких соединений: Справ, изд. / Под ред. Т.Я. Косолаповой. — М.: Металлургия, 1986. — 928 с.
31. Крутский Ю.Л., Корнилов А.А., Галевский Г.В. Исследование процесса получения ультрадисперсного порошка гексагонального нитрида бора // Материалы на основе нитридов. — Киев: ИПМ АН УССР, 1988. — С. 17-21.
32. Косолапова Т.Я.9 Ляшенко В.И.9 Серебрякова Т.И. и др. Исследование структуры и свойств нитрида бора // Материалы на основе нитридов. — Киев: ИПМ АН УССР, 1988. - С. 21-28.
33. Балашов Б.А.9 Крушенко Г.Г.9 Василенко З.А. Получение и применение прутковых алюминиево-титановых лигатур с использованием ультрадисперсных порошков нитрида титана и карбонитрида титана // Расплавы. — 1996. — № 1. - С. 61-64.
34. Крушенко Г.Г.9 Балашов Б.А.9 Василенко З.А. и др. Модифицирование алюминия при литье крупногабаритных слитков прутковыми лигатурами // Цв. металлы. — 1989. — № 2. — С. 91-92.
35. Крушенко Г.Г., Балашов Б.А. Упрочнение частиц TiAlj в алюминиевом композиционном материале // Литейн. пр-во. — 1995. — № 10. — С. 16-17.
36. Балашов Б.А.9 Крушенко Г.Г.9 Василенко З.А. и др. Измельчение структуры алюминиевых слитков титаносодержащими прутковыми лигатурами // Цв. металлургия. — 1989. — № 10. — С. 41-42.
37. Крушенко Г.Г., Балашов Б.А.9 Василенко З.А. и др. Влияние агрегатного состояния шихты на измельчение структуры алюминия ультрадисперсными порошками // Цв. металлы. — 1992. — № 12. — С. 48-50.
38. Газы и окислы в алюминиевых деформируемых сплавах / В.И. Добаткин, Р.М. Габидуллин, Б.А. Колачев и др. — М.: Металлургия, 1976. — 264 с.
39. Крушенко Г.Г.9 Торшилова С.И.9 Крушенко С.Г. Комплексное модифицирование доэвтектических алюминиево-кремниевых сплавов // Литейн. пр-во. — 1984. - № 2. - С. 32.
40. Krushenko G.G.9 Pinkin V.F.9 Lerner M.I. Production the powders of chemical compounds with nanometric particles and their use for improving of metal products quality // Nanometric scale science and technology: Abstracts Second Intern. Conf. — Moscow, 1993. — P. 16.
41. Крушенко Г.Г.9 Балашов Б.А.9 Василенко З.А. и др. Повышение механических свойств алюминиевых литейных сплавов с помощью ультрадисперсных порошков //Литейн. пр-во. — 1991. — № 4. — С. 17-18.
42. Крушенко Г.Г.9 Остапенко А.А., Ферштман И.А. и др. Использование в шихте вторичного сплава АК7 при производстве автомобильных отливок из сплава АЛ4 // Литейн. пр-во. — 1979. — № 1. — С. 30.
43. Пат. 2080961 РФ МКИ2 В 22 D 27/209 С 21 С 1/089 В 22 D 1/00. Способ получения износостойких отливок из чугуна / Г.Г. Крушенко, В.Ф. Пинкин, Б.И. Трошкин и С.А. Осиненко (РФ). — № 94012068; Заявл. 07.04.94. Опубл. 10.06.97, Бюл. № 16. - 3 с.
Список литературы
329
44. Крушенко Г.Г., Пинкин В.Ф., Каренгин А.Г. и др. Модифицирование высоко-хромистого чугуна ИСЦ ультрадисперсным порошком // Литейн. пр-во. — 1994. - № 3. - С. 7.
45. Эйнштейн А., Смолуховский М. Броуновское движение. — М.; Л.: ОНТИ, 1936. - 607 с.
46. Усков И.В., Крушенко Г.Г., Миллер Т.Н. и др. Формирование и свойства поверхностно-легированного слоя в отливке // Литейн. пр-во. — 1992. — № 11. - С. 3.
47. Крушенко Г.Г., Талдыкин Ю.А., Усков И.В. Стальные отливки с поверхностно-легированным слоем // Литейн. пр-во. — 2000. -№ 3. - С. 21-22.
48. Крушенко Г.Г., Василенко З.А. Повышение износостойкости сплава Д1 электроискровым легированием с применением ультрадисперсных порошков химических соединений // Свароч. пр-во. — 1995. - № 2. - С. 26-27.
49. Крушенко Г.Г., Мишин А.С. Сварка листов из сплава АМгб прутком, содержащим ультрадисперсные порошки // Свароч. пр-во. — 1995. - № 1. -С. 2-3.
50. Балашов Б.А., Крушенко Г.Г., Лепихин А.М. Применение модифицирующего прутка Al-Ti-Be в сварке алюминия и алюминиевых сплавов // Современные проблемы сварочной науки и техники: Матер. Рос. науч.-техн. конф. — Ч. I, Пермь, 1995. - С. 197-198.
51. Крушенко Г.Г., Балашов Б.А.9 Василенко З.А. Новая кокильная краска для отливок из алюминиевых сплавов // Литейн. пр-во. — 1995. - № 6. - С. 26.
52. Книпп Э. Пороки отливок: Пер. с нем. — М.: Машгиз, 1958. — 276 с.
К главе 10
1. Новые керамические материалы на основе оксида алюминия / Е.С. Лукин, Н.А. Макаров, И.В. Додонова и др. // Огнеупоры и техническая керамика. — 2001. - № 7. - С. 3-10.
2. Белошапко А.Г., Букаемский А.А., Ставер А.М. Образование ультрадисперсных соединений при ударно-волновом нагружении пористого алюминия. Исследование полученных частиц // Физика горения и взрыва. — 1990. — Т. 26, № 4. - С. 93-98.
3. Букаемский А.А.9 Белошапко А.Г.9 Пузырь А.П. Физико-химические свойства порошка AI2O3 взрывного синтеза // Физика горения и взрыва. — 2000. — Т. 36, № 5. - С. 119-125.
4. Sakuma Т. Overview Phase Transformation and Microstructure of Partially-Stabilized Zirconia // Trasac. Jap. Inst. Metals. - 1988. - Vol. 29, N 11. - P. 879-893.
5. Лефевр C.9 Зырянов И.А.9 Федорова E.H.9 Мармалевская Л.А. Ультрадисперсные порошки, наноструктуры, материалы // Тр. II межрег. конф, с междунар. участием. — Красноярск: КГТУ, 1999. — С. 214 — 216.
6. Иванов В.В.9 Паранин С.Н., Вихрев А.Н.9 Ноздрин А.А. Эффективность динамического метода уплотнения наноразмерных порошков // Материаловедение. - 1997. - № 5. - С. 49-55.
7. Букаемский А.А.9 Федорова Е.Н.9 Авраменко С.С.9 Пузырь А.П. Получение керамики на основе наноразмерных порошков оксида алюминия с использованием взрывного компактирования // Инновационные технологии-2001: Матер. междунар. науч, семинара. — Красноярск, 2001. — Т. 1. — С. 206-210.
8. Федорова Е.Н. Получение и свойства керамики на основе наноразмерных порошков оксида алюминия: Дис. ... канд. техн. наук. — Красноярск, КГТУ, 2001.
330
Список литературы
9. Шаталин А.С., Ромашин А.Г. Новые конструкционные материалы на основе керамики и композитов с керамической матрицей. 4.1. Конструкционные керамические материалы // Перспективные материалы. — 2001. — № 4. — С. 5-12.
10. Mishra R.S., Lesher С.Е., Mukheijee А.К. Nanocrystalline Alumina by High Pressure Sintering // Materials Science Forum. — 1996. — Vol. 225-227. — P. 617-622.
11. Иванов В.В. Получение наноструктурных керамик с использованием импульсных методов компакгирования порошков // Физикохимия ультрадисперсных систем: Тр. IV Всерос. конф. — М.: МИФИ, 1999. — С. 271-276.
12. Баринов С.М., Шевченко В.Я. Прочность технической керамики. — М.: Наука, 1996. - 160 с.
13. Эванс А.Г., Лэнгдон Т.Г. Конструкционная керамика. — М.: Металлургия, 1980. - 256 с.
14. Разрушение / Под ред. Г. Либовиц. — М.: Мир, 1976. — Т. 7. — Ч. 1. — 634 с.
15. Баринов С.М. Трещиностойкость машиностроительной керамики // Итоги науки и техники. Технология селикатных и тугоплавких неорганических материалов. - М.: ВИНИТИ, 1988. - Т. 1. - С. 72-132.
16. Пуш Г. Способы испытания, применяемые в механике разрушения // Испытания материалов: Справочник. — М.: Металлургия, 1979. — С. 92-111.
17. Андриевский Р.А., Теремов С.Г. Устройство для определения физико-механических свойств материала. — А.С. № 1288582. БИ 1986.
18. Зырянов И.А., Федорова Е.Н.9 Мармалевская Л.А. Прочность и трещиностойкость лопатки рабочего колеса газовой турбины из конструкционной керамики // Вести. КГТУ. Машиностроение. Транспорт. — Красноярск: КГТУ, 1998. - С. 77-80.
19. Гогоци Г.А., Гаменко В.И., Завада В.П. и др. К вопросу об оценке трещиностойкости керамики из SijN4 и Z1O2 // Огнеупоры. — 1996. — № 1. — С. 21-26.
20. Evans A.G., Charles Е.А. Fracture Toughness Determinations by Indentation // J. Amer. Ceram. Soc. - 1976. - Vol. 59, N 3. - P. 371-378.
21. Niihara K.9 Marchall M.9 Hasselman D.P.H. Evalution of Klc brittle solids by the indentation method with low crack-to in ratios // J. Mater. Sci. Lett. — 1982. — Vol. 1, N 1. - P. 13-16.
22. Григорович B.K. Твердость и микротвердость металлов. — М.: Наука, 1976. — 231 с.
23. Державин С.Н. и др. Микротвердость хрупких оптических материалов. — Ташкент: Фан, 1983. — 160 с.
24. Букаемский А.А., Федорова Е.Н.9 Дегтярев И.Н.9 Авраменко С.С.9 Гордеев Ю.И. Получение и исследование физико-механических свойств керамики на основе бимодальных смесей порошков // Инновационные технологии-2001: Матер, междунар. науч, семинара. — Красноярск, 2001. — Т. 1. — С. 252-255.
25. Гусев А.И. Нанокристаллические материалы: методы получения и свойства: — Екатеринбург: УрО РАН, 1998. — 199 с.
26. Прюммер Р. Обработка порошкообразных материалов взрывом. — М.: Мир, 1990. - 126 с.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ........................................................ 5
ПРЕДИСЛОВИЕ РЕДАКТОРА.............................................. 6
ОТ АВТОРОВ......................................................... 7
ГЛАВА 1 ПРОБЛЕМЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ КОНСТРУКЦИОН-
НЫХ МАТЕРИАЛОВ ................................................... 11
1.1. Конструкционные материалы для сложных технических систем 11
1.2. Методы экспериментального определения характеристик трещиностойкости ...................................... 15
ГЛАВА 2 ХАРАКТЕРИСТИКИ ТРЕЩИНОСТОЙКОСТИ МАЛОУГЛЕРОДИСТЫХ И
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ.......................................... 24
2.1. Характеристика сталей и методика испытаний................ 24
2.2. Определение характеристик упругопластического разрушения 34
2.3. Влияние температуры, скорости нагружения и технологических факторов на характеристики трещиностойкости.......... 57
2.4. Базовые характеристики циклической трещиностойкости сталей 66
2.5. Трещиностойкость малоуглеродистых сталей при динамическом распространении трещины.............................. 69
ГЛАВА 3
ХАРАКТЕРИСТИКИ ТРЕЩИНОСТОЙКОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СТАТИЧЕСКОМ И ЦИКЛИЧЕСКОМ НАГРУЖЕНИЯХ............................. 79
ГЛАВА 4
СОПРОТИВЛЕНИЕ СЛОИСТОМУ РАСТРЕСКИВАНИЮ ЛИСТОВОГО ПРОКАТА И СВАРНЫХ СОЕДИНЕНИЙ...................................... 90
ГЛАВА 5 ТРЕЩИНОСТОЙКОСТЬ ПЛАКИРОВАННЫХ СТАЛЕЙ............................ 107
332
Оглавление
5.1. Особенности применения биметаллических материалов в конст-
рукциях и изделиях повышенного ресурса................. 107
5.2. Материалы и методика экспериментальных исследований ... 110
5.3. Сопротивление разрушению биметаллических композиций при однократном нагружении................................... 127
5.4. Кинетика разрушения биметаллов при циклическом нагружении 136
5.4.1. Построение расчетных диаграмм усталостного разрушения биметаллов........................................... 136
5.4.2. Исследование скоростей развития трещин в плакированных сталях .......................................... 140
5.4.3. Развитие усталостных трещин в биметаллических образцах со сварными швами ............................... 147
5.5. Оценка характеристик трещиностойкости биметалла в экстремальных условиях испытаний .............................. 153
ГЛАВА 6
ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ....................................................... 159
6.1. Общая характеристика................................. 159
6.2. Старение и упрочнение................................ 161
6.3. Исследование фазового состава, структуры и свойств мартенсит-но-стареющих сталей типа 03X11Н10М2Т-ВД.................. 163
6.3.1. Влияние термической и термоциклической обработки 163
6.3.2. Металлографические исследования структуры при различ-
ных режимах термической обработки................. 168
6.3.3. Дилатометрический анализ и стабилизация размеров 170
6.3.4. Влияние режимов термической обработки на физико-механические свойства ................................... 172
6.4. Оценка склонности к коррозионному разрушению под напряжением 176
ГЛАВА 7
ТРЕЩИНОСТОЙКОСТЬ АЛЮМИНИЕВЫХ СПЛАВОВ......................... 181
7.1. Механические свойства и методика испытаний алюминиевых сплавов.................................................. 181
7.2. Методика определения характеристик трещиностойкости .... 187
7.3. Исследование процессов деформирования цилиндрических образцов с использованием деформационных и энергетических характеристик ............................................ 193
7.4. Зависимость характеристик разрушения от размеров трещин и образцов .................................................. 205
ГЛАВА 8
СВОЙСТВА И ТРЕЩИНОСТОЙКОСТЬ БОРОАЛЮМИНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА........................................... 224
8.1. Область применения и направления исследований........ 224
8.2. Структура и характеристики механических свойств ..... 227
Оглавление 333
8.3. Критерий разрушения и определение коэффициентов интенсивности напряжений........................................ 235
8.4. Трещиностойкость при статическом и циклическом нагружениях 245
ГЛАВА 9
ПРИМЕНЕНИЕ НАНОПОРОШКОВ ХИМИЧЕСКИХ СОЕДИНЕНИЙ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА МЕТАЛЛОИЗДЕЛИЙ.......................... 254
9.1. Нанопорошки и нанотехнологии в технике............. 254
9.2. Разработка способа введения нанопорошков в металлические расплавы ............................................... 259
9.3. Модифицирование нанопорошками алюминия и алюминиевых деформируемых сплавов при литье слитков полунепрерывным способом .................................................. 264
9.3.1. Влияние вида модификатора на измельчение зерна и механические свойства ................................... 264
9.3.2. Модифицирование слитков, предназначенных для поковок 267
9.3.3. Фильтрование расплава при литье слитков из сплава АМгб 269
9.3.4. Модифицирование крупногабаритных слитков....4. 270
9.3.5. Влияние агрегатного состояния шихты при модифицировании нанопорошками.................................... 274
9.3.6. Влияние алюминиевой основы модифицирующих прутков и вида НП.............................................. 276
9.4. Модифицирование нанопорошками алюминиевых Питейных сплавов................................................. 279
9.5. Применение нанопорошков для повышения качества чугунных отливок .................................................. 281
9.6. Повышение износостойкости поверхности с помощью нанопорошков .................................................... 283
9.7. Сварка электродами, содержащими нанопорошки........ 286
9.8. Огнеупорные краски и противопригарные покрытия для литейных форм . . ............................................... 287
ГЛАВА 10
СВОЙСТВА И ТРЕЩИНОСТОЙКОСТЬ КОНСТРУКЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ.................................. 292
10.1. Свойства и технологические режимы получения керамики . . . 292
10.2. Методы механических испытаний и исследования физико-механических свойств керамических материалов................ 295
10.3. Оценка структурной неоднородности керамики на основе построения гистограмм микротвердости....................... 298
10.4. Получение и свойства керамики на основе наноразмерных порошков оксида алюминия взрывного синтеза................ 305
СПИСОК ЛИТЕРАТУРЫ.......................................... 308
Научное издание
Москвичев Владимир Викторович Махутов Николай Андреевич Черняев Анатолий Петрович и др.
ТРЕЩИНОСТОЙКОСТЬ И МЕХАНИЧЕСКИЕ СВОЙСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТЕХНИЧЕСКИХ СИСТЕМ
Редакторы Л.П. Гэлышева, М.Б. Успенская Художественный редактор Л. В. Матвеева Художник И.С. Попов Технический редактор Н.М. Остроумова Корректоры С.М. Погудина, Л.А. Анкушвеа Оператор электронной верстки Н.П. Комписенко
Изд. лиц. № 020297 от 23.06.97. Сдано в набор 22.07.02. Подписано в печать 15.10.02. Бумага ВХИ.
Формат 60 х 90*/|б. Офсетная печать. Гарнитура Times ЕТ. Усл. печ. л. 21,0. Уч.-изд. л. 21,0. Тираж 300 экз.
Заказ № 771.
Сибирская издательская фирма “Наука” РАН. 630099, Новосибирск, ул. Советская, 18.
СП “Наука" РАН. 630077, Новосибирск, ул. Станиславского, 25.