/



















































































































































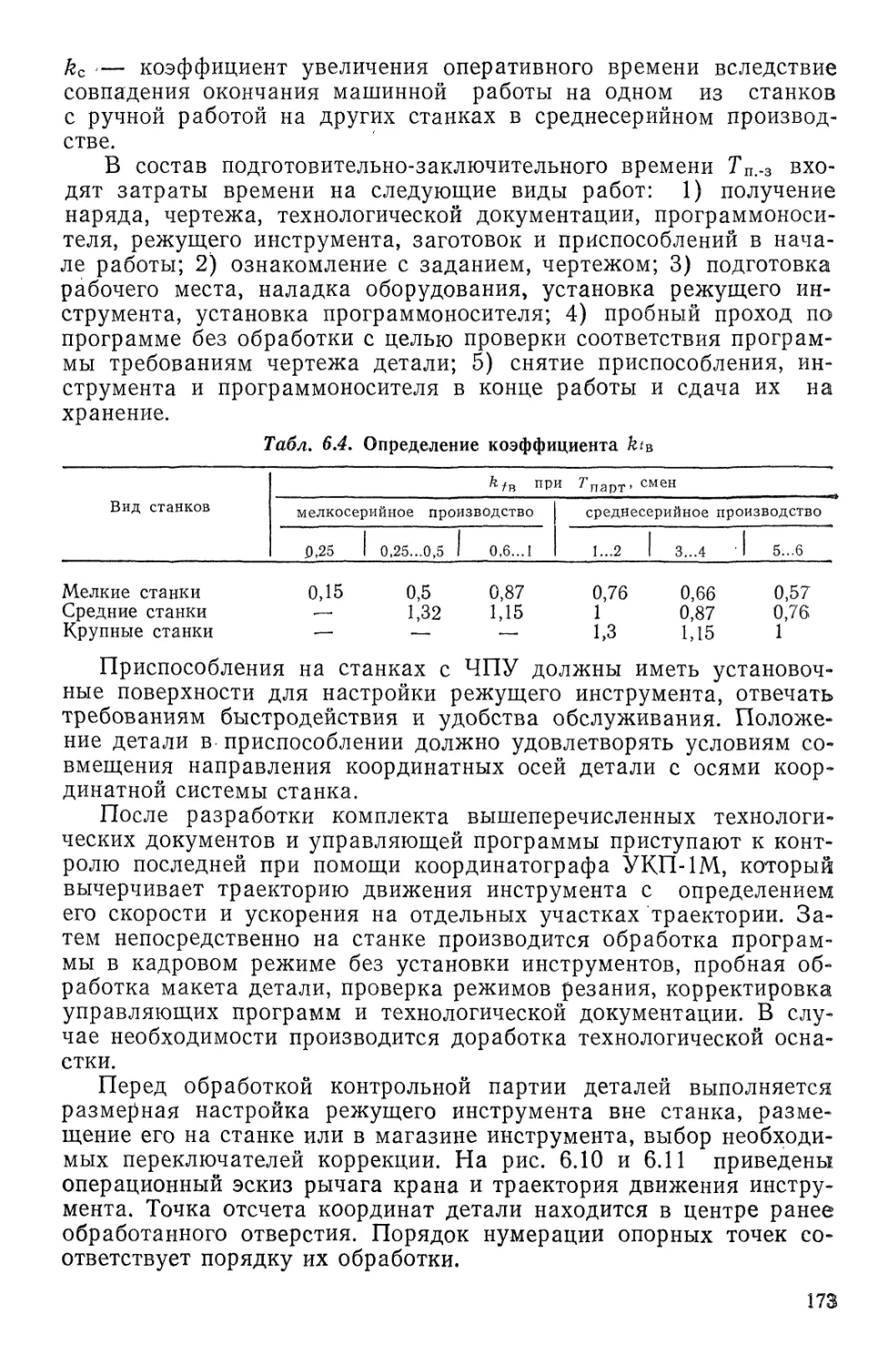























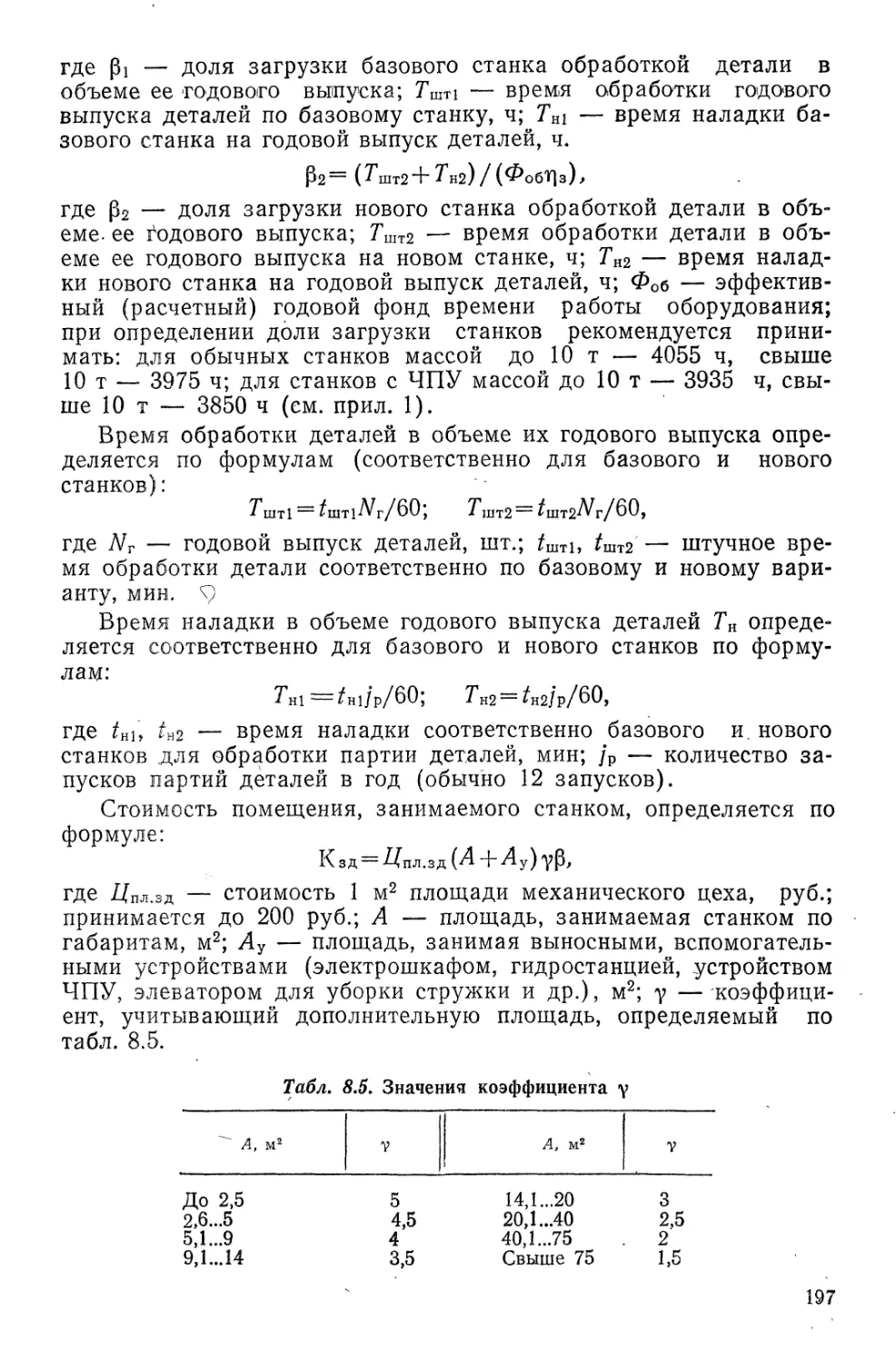

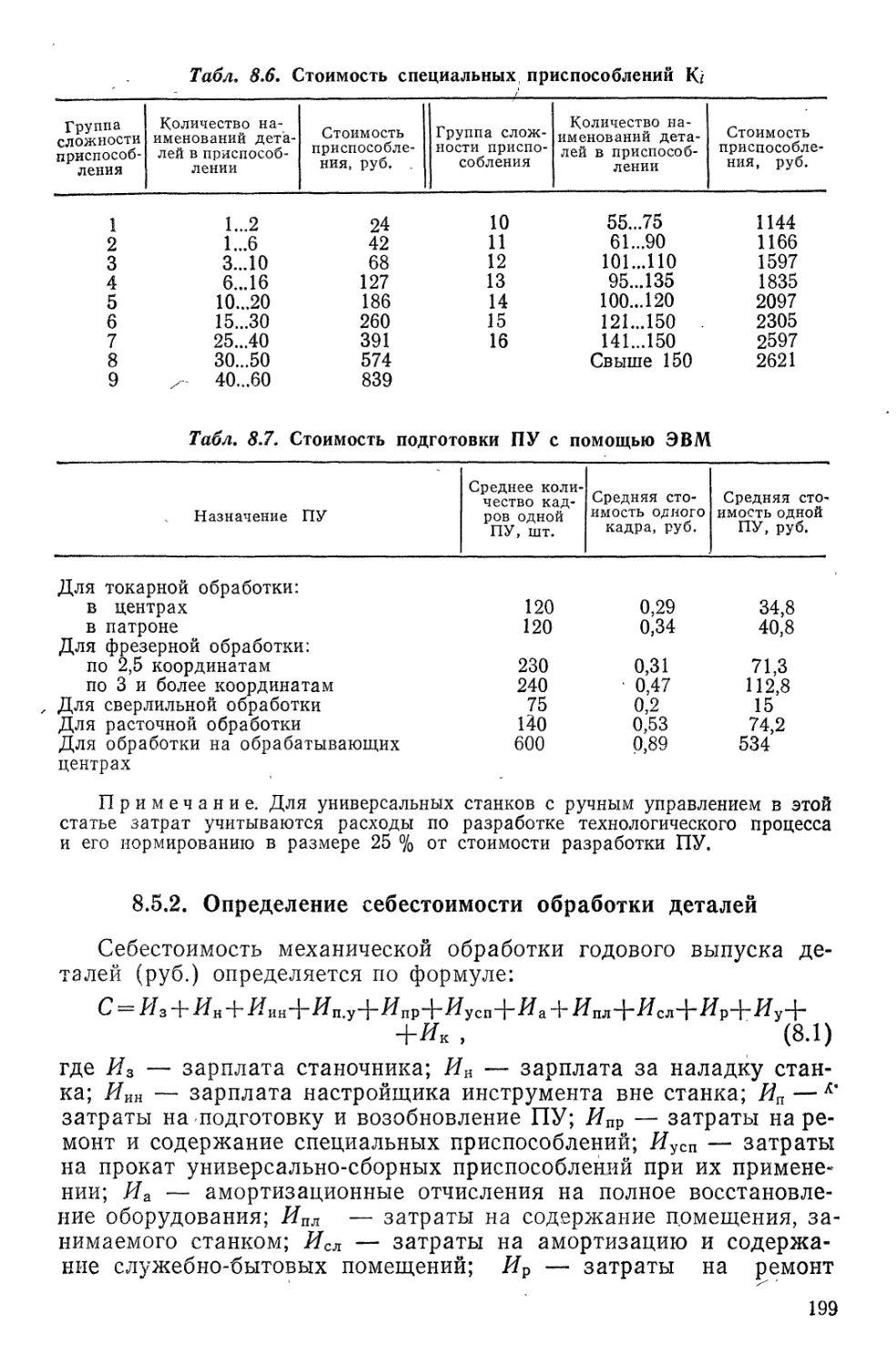
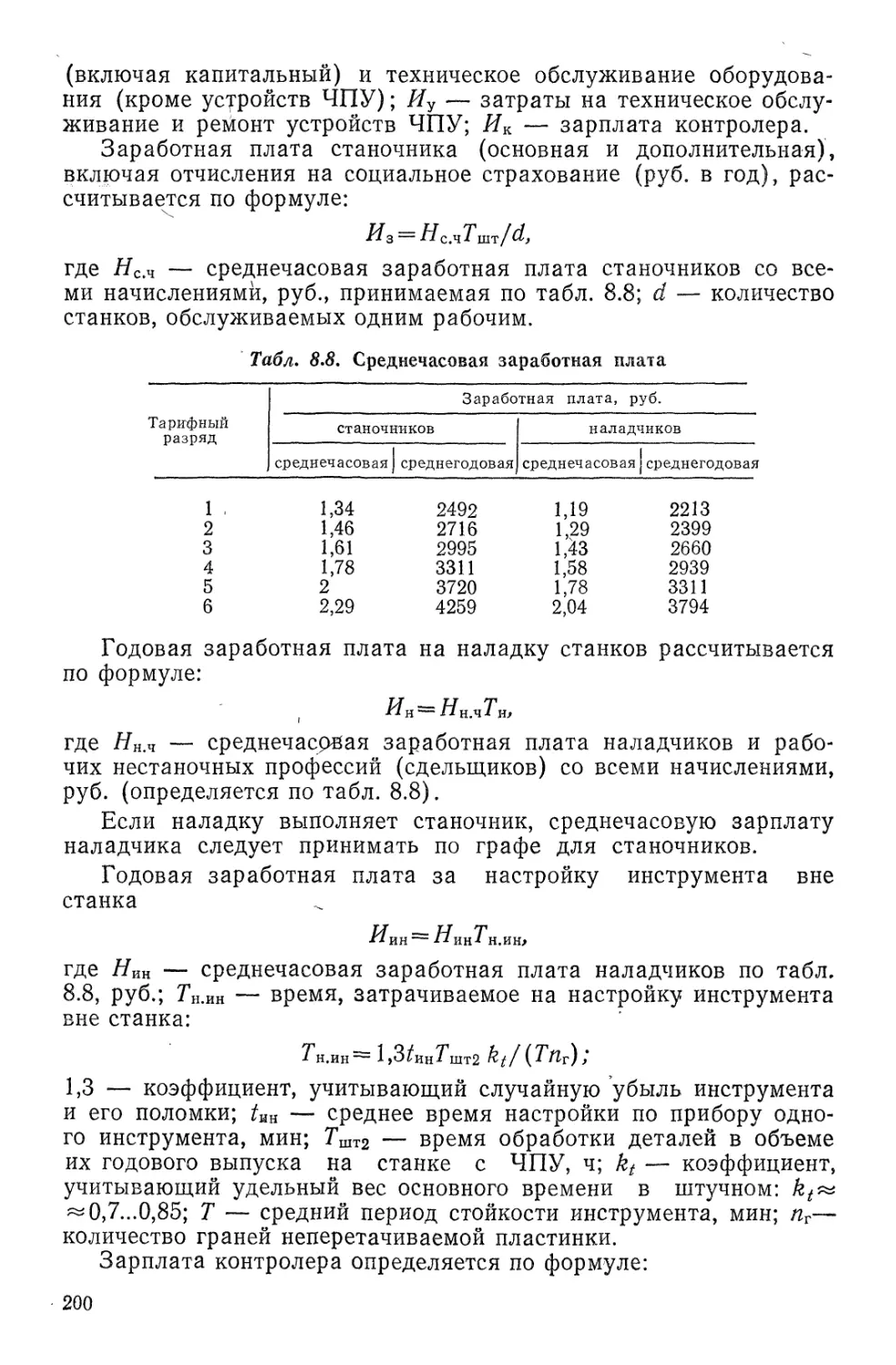




















































Text
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
В МАШИНОСТРОЕНИИ
Под редакцией В. В. Бабука
Допущено Министерством высшего
и среднего специального образования БССР
в качестве учебного пособия для студентов
машиностроительных, специальностей
вузов
МИНСК
«ВЫШЭЙШАЯ ШКОЛА»
1987
ББК 34.5я73
П79
УДК 621.7/.9.002 : 658.512.011.56 (075.8)
Авторы: В. В, Бабук[, В. А. Шкред, Г. П. Кривко,
А. И. Медведев
Рецензенты: кафедра «Технология автоматизированного производства
в машиностроении» Киевского политехнического института; д-р техн, наук
проф. зав. кафедрой «Металлорежущие станки и инструменты» Брянского
института транспортного машиностроения П. Г. Алексеев
Проектирование технологических процессов механической
П79 обработки в машиностроении: Учеб, пособие /В. В. Бабук,
В. А. Шкред, Г. П. Кривко, А. И. Медведев; Под ред. В. В.
Бабука. — Мн. : Выш. шк., 1987. — 255 с.: ил.
Излагаются вопросы проектирования технологических процессов механической
обработки в условиях массового и серийного производства; особенности их Проек-
тирования при использовании автоматизированного оборудования.
Для студентов машиностроительных специальностей вузов.
2704010000 — 130
ПМ 304 (03)—87 50—87
ББК 34.5я73
(g) Издательство «Вышэйшая школа-», 1987.
ПРЕДИСЛОВИЕ
Технология в значительной степени определяет
состояние и развитие производства. От ее уровня зави-
сит производительность труда, экономичность расходова-
ния материальных и энергетических ресурсов, качество
выпускаемой продукции и другие показатели. Для даль-
нейшего ускоренного развития машиностроительной про-
мышленности как .основы всего народного хозяйства
страны требуется разработка новых технологических
процессов, постоянное совершенствование традиционных
и поиск более эффективных методов обработки и упроч-
нения деталей машин и сборки их в изделия.
Важная роль в ускорении научно-технического про-
гресса в машиностроении отводится подготовке высоко-
квалифицированных инженерных кадров, освоению ими
современных способов изготовления и контроля про-
дукции, методик проектирования прогрессивных техно-
логических процессов. Поэтому выпуск высшими учеб-
ными заведениями инженеров по специальности «Техно-
логия машиностроения, металлорежущие станки и
инструменты», а также технологическая подготовка сту-
дентов других машиностроительных специальностей
приобретают все большее значение.
В системе образования инженеров-механиков курсо-
вое проектирование по технологии машиностроения
занимает особое место. Эта самостоятельная работа сту-
дентов является наиболее важным этапом их подготовки
к дипломному проектированию и в значительной степени
определяет формирование технологической направлен-
ности будущих инженеров.
В данном учебном пособии приводится содержание
курсового проекта по технологии машиностроения —
разработке технологического процесса механической
обработки деталей м^шин, проектированию оснастки и
экономическому обоснованию проектных решений. Боль-
шое внимание уделяется современным аспектам проек-
тирования — разработке технологических операций
изготовления деталей при использовании автоматизиро-
3
ББК 34,.5я73
П79
УДК 621.7/.9.002 : 658.512.011.56(075.8)
Авторы: В. В. Бабук|, В. А. Шкред, Г. П. Кр ивко,
А. И. Медведев
Рецензенты: кафедра «Технология автоматизированного производства
в машиностроении» Киевского политехнического института; д-р техн, наук
проф. зав. кафедрой «Металлорежущие станки и инструменты» Брянского
института транспортного машиностроения П. Г. Алексеев
Проектирование технологических процессов механической
П79 обработки в машиностроении: Учеб, пособие /В. В. Бабук,
В. А. Шкред, Г. П. Кривко, А. И. Медведев; Под ред. В. В.
Бабука. — Мн. : Выш. шк., 1987. — 255 с.: ил.
Излагаются вопросы проектирования технологических процессов механической
обработки в условиях массового и серийного производства; особенности их Проек-
тирования при использовании автоматизированного оборудования.
Для студентов машиностроительных специальностей вузов.
2704010000 — 130
П М 304 (03) — 87 50—87
ББК 34.5я73
((J) Издательство «Вышэйшая школа-», 1987.
ПРЕДИСЛОВИЕ
Технология в значительной степени определяет
состояние и развитие производства. От ее уровня зави-
сит производительность труда, экономичность расходова-
ния материальных и энергетических ресурсов, качество
выпускаемой продукции и другие показатели. Для даль-
нейшего ускоренного развития машиностроительной про-
мышленности как .основы всего народного хозяйства
страны требуется разработка новых технологических
процессов, постоянное совершенствование традиционных
и поиск более эффективных методов обработки и упроч-
нения деталей машин и сборки их в изделия.
Важная роль в ускорении .научно-технического про-
гресса в машиностроении отводится подготовке высоко-
квалифицированных инженерных кадров, освоений) ими
современных способов изготовления и контроля про-
дукции, методик проектирования прогрессивных техно-
логических процессов. Поэтому выпуск высшими учеб-
ными заведениями инженеров по специальности «Техно-
логия машиностроения, металлорежущие станки и
инструменты»,, а также технологическая подготовка сту-
дентов ' других машиностроительных специальностей
приобретают все большее значение.
В системе образования инженеров-механиков курсо-
вое проектирование по технологии машиностроения
занимает особое место. Эта самостоятельная работа сту-
дентов является наиболее важным этапом их подготовки
к дипломному проектированию и в значительной степени
определяет формирование технологической направлен-
ности будущих инженеров.
В данном учебном пособии приводится содержание
курсового проекта по технологии машиностроения —
разработке технологического процесса механической
обработки деталей машин, проектированию оснастки и
экономическому обоснованию проектных решений. Боль-
шое внимание уделяется современным аспектам проек-
тирования — разработке технологических операций
изготовления деталей при использовании автоматизиро-
3
ванного оборудования: агрегатных станков, автомати-
ческих линий и станков с программным управлением.
Важным разделом курсового проектирования являет-
ся научно-исследовательская работа. Поэтому в учеб-
ном пособии изложены основные требования, предъяв-
ляемые к выполнению исследований, методики планиро-
вания эксперимента и обработки экспериментальных
данных и др. В книге приводятся необходимый справоч-
ный материал и примеры оформления технологической
документации.
Настоящее учебное пособие написано коллективом
кафедры «Технология машиностроения» Белорусского
ордена Трудового Красного Знамени политехнического
института.
В. В, Бабук
Глава 1. КУРСОВОЕ ПРОЕКТИРОВАНИЕ
1.1. ЦЕЛЬ И ТЕМАТИКА
Курсовое проектирование является составной частью курса
технологии машиностроения. Оно выполняется после чтения лек-
ций, проведения лабораторных работ и производственной конст-
рукторско-технологической практики. Курсовое проектирование
представляет собой комплексную работу, включающую разработ-
ку технологического процесса механической обработки детали
машины, проектирование станочного приспособления и вспомога-
тельного инструмента, выполнение необходимых технических и
экономических расчетов, а также решение ряда других задач.
Целью проектирования является не только закрепление, углуб-
ление и обобщение знаний, полученных на предыдущих этапах
изучения предмета, но, главным образом, приобретение практиче-
ских навыков решения различных технологических задач подго-
товки производства деталей машин и разработки технологической
документации. При этом студент должен научиться пользоваться
справочной и нормативной литературой, государственными и от-
раслевыми стандартами, нормилями, каталогами и другими мате-
риалами информационного характера, необходимыми для выпол-
нения проекта, а также подобных разработок на производстве.
Тема проекта, как правило, формулируется в следующем виде:
«Технологический процесс механической обработки детали (наи-
менование и номер) и конструкции специальной оснастки», что
отражает задачи и содержание проекта.
Тематика курсового проектирования обычно формируется на
базе конкретных машиностроительных предприятий, где прово-
дится конструкторско-технологическая практика студентов.
В качестве базового варианта проекта используется технология
обработки детали и оснащение процесса действующего производ-
ства. Он должен быть детально проанализирован студентом во
время практики, после чего намечаются мероприятия по его со-
вершенствованию при курсовом проектировании.
Такое формирование тематики курсового проектирования
позволяет обучать студентов по учебной литературе в сочетании
с данными реально действующего производства. При этом у сту-
дента всегда имеется возможность изучить передовой опыт маши-
ностроительных заводов в рассматриваемой области производства
деталей машин и использовать его при выполнении проекта. Для
5
повышения самостоятельности выполнения студентом курсового
проекта рекомендуется менять основные размеры детали, чертеж
которой выдается ему для проектирования. Таким образом, темы
курсовых проектов носят не отвлеченный ученический характер,
а непосредственно связаны с современным машиностроительным
производством.
Объектами проектирования служат детали различных машин
и оборудования средней сложности, являющихся изделиями ос-
новного производства машиностроительных заводов: автомобилей,
тракторов, мотоциклов, велосипедов, сельскохозяйственных и
дорожных машин, металлорежущих станков и оборудования, дви-
гателей внутреннего сгорания, электрических машин и др. Ими
могут быть детали, разные по конструкции и служебному назна-
чению, например валы, оси, втулки, диски, зубчатые колеса,
рычаги, кронштейны, корпуса.
Детали, выбранные в качестве объектов для курсового проек-
тирования, должны быть достаточно трудоемкими в изготовлении
и содержать 10... 15 операций или позиций механической обработ-
ки, разнообразные поверхности и конструктивные элементы: от-
верстия, шпоночные пазы, шлицы, резьбы, зубья.
К большинству поверхностей или элементов детали должны
предъявляться требования высоких точности и качества, необхо-
димости применения специального станочного приспособления или
оснастки, разрабатываемой или существенно модернизируемой в
курсовом проекте.
Тема проекта может включать и разработку групповых техно-
логических процессов. В этом случае объектом проектирования
является группа деталей, подбираемых по конструктивным и тех-
нологическим признакам. Разрабатываемая в таком проекте ос-
настка также должна удовлетворять требованиям групповой обра-
ботки деталей.
Тема проекта, как правило, является индивидуальной. Однако
в ряде случаев возможно выполнение проекта по комплексной
теме группой студентов, состоящей из двух-трех и более человек,
при обязательном делении между ними объема выполняемых
работ.
Комплексная тема может быть выдана студентам, когда
объектом проектирования является сложная деталь, для которой
объем технологических и конструкторских разработок выходит за
рамки одного курсового проекта. Необходимость выполнения
комплексных тем может возникнуть при выполнении работ по
заказам предприятий.
Каждый исполнитель комплексной темы проектирует свою
часть технологического процесса (например, черновую, чистовую
или отделочную обработку) и его оснащение. В состав комплекс-
ного проекта могут входить научно-исследовательские работы,
если они органически связаны с основным объектом проектиро-
вания.
Организация выполнения курсовых проектов по комплексным
6
темам сложнее, чем по индивидуальным, так как требует увязки
работ, выполняемых каждым студентом. Однако такие проекты
соответствуют условиям технологического проектирования на пред-
приятиях.
Тема проекта может носить научно-исследовательский харак-
тер. В задачи такого проекта входит решение технологических
вопросов, тесно связанных с технологией механической обработки
заданной детали. Например, может проводиться эксперименталь-
ный статистический анализ достигнутых параметрон качества де-
тали (точности, шероховатости поверхностей и др.) на последо-
вательных операциях технологического процесса с разработкой
рекомендаций по совершенствованию технологии, улучшению кон-
струкции оснастки. Объем и содержание исследовательской части
курсового проекта устанавливаются в индивидуальном порядке.
Однако в любом случае основой для проведения исследований
должен служить базовый вариант действующего на предприятии
технологического процесса.
1.2. СОДЕРЖАНИЕ И ОБЪЕМ КУРСОВОГО ПРОЕКТА
В курсовом проекте разрабатываются: технологический про-
цесс механической обработки заданной детали, специальная ос-
настка и технико-экономическое обоснование, а также ряд непо-
средственно связанных с ними вопросов.
Проект делится на графическую часть, пояснительную записку
и технологическую документацию.
В графическую часть курсового проекта входит четыре-пять
чертежей стандартного формата А1. Типовое содержание графи-
ческой части следующее: чертеж детали — 0,5... 1 лист; чертеж
заготовки — 0,5... 1 лист; технологические операционные эскизы
на 8... 12 операций или позиций — 2 листа; общий вид специально-
го станочного или контрольного приспособления — 0,5... 1,5 листа;
общий вид специального вспомогательного инструмента — 0,5...
1 лист.
В зависимости от темы и содержания проекта в графическую
часть при необходимости дополнительно или за счет частичного
сокращения объема отдельных пунктов могут входить: графики и
схемы, иллюстрирующие анализ точности технологической опера-
ции или проектно-точностные расчеты; графики, схемы и другие
иллюстративные материалы по научно-исследовательской работе.
Объем пояснительной записки----- 40...50 страниц рукописного
текста (без учета технологических карт). Рекомендуется следую-
щее типовое содержание записки.
1. Введение. Излагаются общие положения о состоянии, перс-
пективах и основных направлениях развития отрасли промышлен-
ности и завода, по которым выполняется курсовой проект, а так-
же важнейшие постановления партии и правительства, относящие-
ся к данной области.
2. Объект производства. Приводится описание назначения,
7
краткая техническая характеристика и основные показатели дол-
говечности машины. Указывается назначение сборочной единицы
и детали, условия их работы и конструктивные особенности. Ана-
лизируются технические требования, предъявляемые к детали.
При этом должны быть выявлены основные свойства детали, от
которых в первую очередь зависит нормальное функционирование
ее при эксплуатации машины, и поставлены задачи, решение ко-
торых- способствует обеспечению этих свойств в процессе обра-.
ботки.
3. Анализ технологичности конструкции обрабатываемой дета-
ли. Производится качественная и количественная оценка техноло-
гичности конструкции, на основании чего в чертеж детали могут
быть внесены целесообразные изменения. В этом случае приводят-
ся необходимые технические и экономические расчеты.
. 4. Выбор типа и организационной формы производства. Тип
производства устанавливается на основе определения коэффи-
циента закрепления операций, организационная форма — на осно-
ве сравнения заданного выпуска изделий и расчетной производи-
тельности оборудования. Определяется такт выпуска для массо-
вого или количество деталей в партии для серийного произ-
водства.
5. Проектирование технологического процесса:
1) выбор. оптимального метода получения -заготовки. Выби-
рается метод получения заготовки заданной детали, приводится
характеристика метода игого экономическое обоснование;
2) выбор технологических баз, оценка точности базирования и
закрепления заготовки. Дается обоснование выбора технологиче-
ских баз и их чередования. Производится расчет погрешностей й
оценка точности базирования и закрепления заготовки на всех
этапах технологического процесса;
3) определение вида- и степени детализации технологического
процесса. Указывается, какой технологический процесс (в соот-
ветствии с их классификацией) разрабатывается в проекте и
какие формы документации при этом используются;
4) выбор методов обработки. Выбираются и обосновываются
методы обработки всех поверхностей заданной 'детали на основе
технических требований (точности, качества поверхностей и др.);
5) предварительная разработка и выбор варианта технологи-
ческого маршрута. Разрабатываются возможные варианты тех-
нологического маршрута, обеспечивающие требуемые показатели
качества детали, производится расчет экономической эффективно-
сти сравниваемых вариантов и выбор наиболее рационального
из них по критерию минимальных приведенных затрат;
6) составление технологического маршрута изготовления де-
тали. Производится разработка общего плана операций и выбор
типов оборудования; k
7) разработка технологических операций, механической обра-
ботки. Устанавливается структура операций и последовательность
переходов. Производится выбор моделей, оборудования, приспо-
8
соблений, режущих, вспомогательных и измерительных инстру-
ментов, определение припусков расчетно-аналитическим (на одну-
две поверхности) и опытно-статистическим (на всё остальные
поверхности) методами. Определяются режимы резания (методом
расчета по эмпирическим формулам двух технологических пере-
ходов и путем выбора по нормативам на все остальные переходы),
технологические нормы времени й разряды работы. Рассчиты-
ваются технологические размерные цепи;
8) разработка операций технического контроля. Определяются
контролируемые параметры качества детали, средства и доля
деталей, подвергаемых окончательному, а в случае необходимо-
сти — промежуточному контролю;
9) разработка мероприятий по увеличению долговечности дета-
ли технологическими методами. Выбираются методы и разраба-
тываются технологические, операции упрочнения поверхностей и
другие мероприятия, обеспечивающие повышение долговечности
заданной детали. Приводится их описание, характеристика при-
меняемых оборудования и оснастки, режимы обработки, испыта-
ния или контроля, а также расчет технико-экономической эффек-
тивности;
10) выбор средств механизации и автоматизации. Выбираются
устройства для механической или автоматической загрузки стан-
ков заготовками и разгрузки их, межоперационные транспортные
средства, -бункерные и магазинные устройства и накопители,
средства автоматического контроля и др. Определяется целесооб-
разность их применения на основе расчета технико-экономических
показателей;
- И) разработка мероприятий по технике безопасности, про-
мышленной санитарии и противопожарной технике, отвечающих
специфическим условиям выполнения технологических операций
данного процесса.
6. Разработка плана статистического регулирования технологи-
ческого процесса. На основе проведенного во время практики
анализа точности технологической- операции выбираются - метод
статистического регулирования и средства контроля регулируемо-
го показателя качества. Определяются период и объем выборок
и границы регулирования. Разрабатывается контрольная карта.
7. Проектирование специальной оснастки. Приводится краткое
описание, .принцип действия и техническая характеристика разра-
ботанных или существенно модернизированных в проекте конст-
рукций приспособления и вспомогательного инструмента. Дается
обоснование выбора принципиальных схем этой оснастки, типов
конструктивных элементов и механизмов. Описываются их пре-
имущества по сравнению с базовыми вариантами. Конструкторские
разработки сопровождаются расчетами усилия зажима, прочно-
сти, жесткости, точности.
Следует разработать также инструкцию по наладке данной
оснастки на станке и правила ее эксплуатации с учетом техники
•безопасности и промышленной санитарии.
9
' 8. Технико-экономическое обоснование проекта. Определяются
требуемое количество оборудования и его загрузка. Строятся гра-
фики загрузки оборудования и использования его по основному
времени и мощности привода. Рассчитывается цеховая себестои-
мость изготовления детали по разработанному проекту и его
базовому варианту. Определяется технико-экономическая эффек-
тивность технологического процесса, специальной оснастки, ста-
тистического регулирования операции и других разработок. При-
водится таблица основных технико-экономических показателей.
9. Научно-исследовательская часть проекта. Приводится отчет
о научно-исследовательской работе по ГОСТ 7.32—81.
10. Заключение по проекту. В краткой форме (не более чем на
двух страницах) подводятся итоги проделанной работы по разра-
ботке технологического процесса и оснастки. Следует сформули-
ровать основные выводы, отразить особенности и отличие проекта
от базового варианта, применения новых технологических методов
обработки, прогрессивных конструкций оснастки. Здесь же при-
водятся наиболее важные технико-экономические показатели
проекта и определяется его соответствие современному уровню
развития машиностроения.
С пояснительной запиской сброшюровывается разработанная
по проекту технологическая документация: маршрутная карта,
операционные карты на все операции механической обработки,
карты эскизов, карты технического контроля.
Конкретное содержание графической , части, пояснительной
записки и технологической документации с указанием объемов
разработок (количество чертежей, эскизов, операционных карт)
устанавливается консультантом проекта при выдаче задания на
проектирование.
При использовании вычислительной техники (ЭВМ) для вы-
полнения трудоемких расчетов следует в соответствующих разде-
лах пояснительной записки привести алгоритмы, программы и
машинную распечатку результатов расчета на ЭВМ.
На ЭВМ по стандартным программам рекомендуется выпол-
нять расчеты размерных цепей, припусков, режимов резания и
техническое нормирование, а также статистическую обработку
результатов наблюдений и экспериментов, полученных в ходе
выполнения научно-исследовательской работы.
Глава 2. ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ
2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Технологический процесс должен обеспечивать изготовление
машин заданного качества и объем выпуска, удовлетворять требо-
ваниям высокой производительности обработки детали, наимень-
шей себестоимости продукции, безопасности и облегчения условий
10
труда. Указанные требования отражают современную направлен-
ность машиностроительного производства — создание высокопро-
изводительных машин и оборудования, снижение их материало-
и энергоемкости, внедрение малоотходных и безотходных техно-
логических процессов, уменьшение трудоемкости изготовления
продукции за счет широкого внедрения различных средств
автоматизации и механизации, в том числе робототехники и ГАП.
Построение технологических процессов механической обработ-
ки деталей машин, удовлетворяющих решению поставленных
задач, основывается на ряде общих принципов и положений.
Основными из них являются: технический (обеспечение заданного
качества изделий) и экономический (наивысшая производитель-
ность при полном использовании орудий труда и наименьших
затратах) принципы, которые необходимо сочетать в разрабаты-
ваемом технологическом процессе.
2.2. ТЕХНИЧЕСКИЙ ПРИНЦИП ПОСТРОЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Процесс -^создания машин подразделяется на два взаимосвя-
занных —' разработку их конструкции и изготовление. При вопло-
щении проекта конструкции главной задачей является обеспечение
запланированных показателей качества изделия, зависящих от
технологии производства.
Сущность технического принципа при разработке технологи-
ческих процессов заключается в выполнении проектных техниче-
ских требований при изготовлении м.ашин. Это означает, что
должны строго соблюдаться заданные чертежами точность раз-
меров деталей, геометрическая форма, относительное расположе-
ние поверхностей, параметры шероховатости поверхностей, физи-
ко-механические свойства поверхностного слоя и другие регла-
ментируемые технические требования. Надежность обеспечения
показателей качества машины в процессе производства должна
обусловливаться структурой и содержанием самого технологиче-
ского процесса, совершенством применяемых методов обработки,
оборудования и оснащения.
На стадии разработки технологических процессов формируются
предпосылки обеспечения требуемой надежности изделий. Для ее'
повышения при разработке технологических процессов рекомен-
дуется использовать: технологические методы и режимы обработ-
ки, которые наряду с образованием поверхностей с заданной
макро- и микрогеометрией одновременно обеспечивают и упроч-
нение поверхностных слоев деталей; специальные операции,
основной целью которых является поверхностное или объемное
упрочнение деталей; режимы обработки, при которых не возни-
кают дефекты, снижающие надежность деталей; контрольные
операции для своевременного выявления дефектов обработки
И
и их устранение при черновой обработке деталей по возможности
на более ранней стадии технологического процесса.
При современном уровне требований к изделиям машинострое-
ния высокие показатели качества деталей машин, как правило^
могут быть достигнуты лишь путем ряда последовательно выпол-
няемых технологических операций. Превращение заготовки в
готовую деталь путем одноразовой обработки поверхности воз-
можно только при низких требованиях к последней или в случае
достаточно высокого уровня качества заготовки.
Свойства деталей формируются поэтапно — от операции к
операции, поскольку для каждого способа обработки (точения,
шлифования и т. д.) существуют возможности исправления исход-
ных погрешностей заготовки и получения требуемых точности и
качества обработанных поверхностей. Это объясняется прежде
всего физической сущностью способов обработки, а также дейст-
вием таких факторов, как упругие деформации системьг СПИД,,
нагрев и пластическая деформация поверхностных слоев обраба-
тываемых деталей и других, определяющих точность и другие
показатели качества обработки деталей различными методами.
Например, возникновение упругих деформаций системы СПИД не
позволяет за один проход полностью устранить исходные погреш-
ности заготовки (рассеивание погрешностей размеров, формы и
др.), которые при этом лишь уменьшаются в несколько раз, что
повторяется при каждой последующей обработке поверхности.
Степень уменьшения погрешностей в данном случае зависит от
усилий резания и жесткости технологической системы. Аналогич-
но могут действовать и другие факторы.
Таким образом, в ходе технологического процесса прослежи-
вается определенная закономерность, заключающаяся в постепен-
ном уменьшении исходных погрешностей, заготовки. При выпол-
нении каждой технологической операции возникают дополнитель-
ные погрешности, присущие этому методу и схеме обработки.
Общая структура технологического процесса представляет
собой сложную многомерную систему, вход которой характери-
зуется совокупностью показателей качества заготовки, а выход —
этими же показателями, прошедшими ряд преобразований при
выполнении технологических операций и отражающими состояние
готовой детали. При обработке партии деталей показатели качест-
ва являются случайными величинами и могут быть описаны сред-
ними значениями или другими статистическими характеристиками.
Структурная схема обеспечения показателей качества детали
при обработке каждой отдельно взятой поверхности приведена
на рис. 2.1, в соответствии с которой средние значения показате-
лей качества заготовки {Joi, ^02, ...» А'о/, XQm} последовательно*
изменяются под влиянием технологических факторов {1ц , Л-2 , ....
t и. tnp}, действующих на операциях {(pi, <р2, •••, —г
ф..., ф L_w , ..., ф/J до тех пор, пока они не примут средних значе-
ний {Л\н, Х^2, , •••> Хпт }, удовлетворяющих требованиям
чертежа детали (где порядковые номера: операций —-
12
^PJj^yJ^.
XpZ2*VL»
%onf Xvm
4t
t.
I i >4
t(n- wp
t(n-w)2...
I I t(n-w)p
Xfn-w)l=Xni
~1цп^2-ХП2
Xfri~w)m=Xnni
*1
Xfnwijz
Рис. 2.1. Схема обеспечения показателей качества при обработке
поверхности детали
i=l, 2, ..., (1+у), ..., (п—w), ..., п, показателей качества —*
/=1,2, ..., т, технологических факторов — /= 1,2, ..., р).
Изменения каждого (/-го) показателя качества на последова-
тельных этапах обработки детали от исходного значения показа-
теля для заготовки (Хо/) до его значения для детали (Х«/) в об-
щем виде характеризуются следующей системой функциональных
зависимостей:
^2/ 2i (X ц );
A"t-/ =f a (X (z—i)/ ");
Xnj = f nj (X (n-l)j)-
Вид этих уравнений зависит от способа и условий проведения
предшествующей и данной операций. Взаимосвязь значений пока-
зателя качества, получаемых на смежных технологических опера-
циях, чаще описывается линейной функцией
— bf-{-CLiX £—1 ,
где — коэффициент, характеризующий погрешности, которая
возникает при данной операции; at — коэффициент, степень ис-
правления входной погрешности.
Для описания корреляционных зависимостей последовательно
выполняемых операций может использоваться степенная функция
Хг=агХ.^ ,
а также уравнения других видов.
х Показатели качества детали обычно относятся к конкретным
поверхностям (например, точность диаметральных размеров,,
параметры шероховатости и др.) или к их сочетаниям (точность
относительного расположения поверхностей). Каждая поверхность
детали Обрабатывается не на всех операциях технологического
процесса' Поэтому показатели качества заготовки подвергаются
преобразованию только на определенных операциях, например
ср 1+1М срг, ф n_w (см. рис. 2.1), а остальные операции они про-
ходят без изменений. Следует также отметить, что технологи-
13
ческая операция может состоять из нескольких переходов по обра-
ботке одной или целого ряда поверхностей детали.
С учетом изложенного развернутая структурная схема техно-
логического процесса может быть представлена в виде структур-
ных схем по обработке каждой поверхности (табл. 2.1). Такой
подход позволяет отразить формирование структур технологиче-
ских операций.
Табл. 2.1. Развернутая структурная схема технологического процесса
Из приведенных схем последовательного формирования
свойств детали при обработке вытекают следующие положения,
определяющие построение технологического процесса.
I. Принцип кратчайшего пути, заключающийся в том, что
обработка каждой поверхности должна производиться при мини-
мальном числе технологических переходов и операций. Это обыч-
но ведет к увеличению производительности обработки и уменьше-
нию затрат на обработку.
2. Принцип совместимости последовательно выполняемых тех-
нологических, переходов или операций по обработке одной и той
же поверхности, заключающийся в том, что значения показателей
качества на входе каждого последующего перехода (операции)
должны быть равны значениям тех же показателей на выходе
предыдущего перехода (операции) и соответствовать норматив-
ным условиям выполнения данной обработки. Соблюдение этого
принципа позволяет обеспечить нормальное протекание процесса
резания или другой обработки на всех этапах технологического
процесса. Например, для обработки отверстий 020 мм в сплош-
ном материале с точностью по 7-му квалитету рекомендуется сле-
дующий набор инструментов: сверло 017,5 мм, получистовой
зенкер 019,75 мм, черновая развертка 019,93 и чистовая раз-
14
вертка 020 мм [38]. Исключение из этого набора хотя бы одного
промежуточного звена приведет к тому, что последующий инстру-
мент (например, чистовая развертка после зенкера) будет рабо-
тать в несвойственных для него условиях (с недопустимо' большой
глубиной резания), что не позволит обеспечить требуемые показа-
тели качества детали и приведет к интенсивному изнашиванию
или поломке инструмента. Таким образом, задачей каждого пре-
дыдущего перехода является подготовка поверхностей заготовки
под последующую обработку.
3. Принцип уточнения заготовки в процессе обработки, заклю-
чающийся в том, что каждый последующий метод (операция или
переход) должен быть точнее предыдущего, т. е. обеспечивать
более высокие значения показателей качества деталей.
В соответствии с этим механическая обработка деталей обычно
делится на следующие этапы: черновая обработка, когда удаляет-
ся большая часть припуска, что обусловлено наличием дефектов
заготовки; чистовая, когда в основном обеспечивается требуемая
точность, и отделочная, когда достигается требуемая шерохова-
тость поверхностей и окончательно обеспечивается точность дета-
ли. Каждый из этих этапов дополнительно может быть подразде-
лен на составные части, например, получистовая, чистовая и дру-
гие обработки. Требуемое уточнение по каждому (/-му) показате-
лю качества определяется по формуле:
_ б заг7
S дет/ X . ’
О дет/
где б заг/ , б дет/ — допуски на, данный показатель качества
соответственно заготовки и готовой детали.
При выполнении технологического процесса это уточнение
можно записать в виде уравнения:
п
8 дет/ = П,8л ’
где 8ц — уточнение /-го показателя качества, обеспечиваемое на
1-й операции или на i-м переходе.
Руководствуясь принципом уточнения заготовки, можно обосно-
ванно подходить- к выбору методов и количества необходимых
переходов по устранению погрешностей формы и относительных
пространственных отклонений каждой поверхности детали. В
этом случае используется обратное уточнение, называемое коэф-
фициентом уменьшения погрешности Ку. Значения Ку для различ-
ных видов обработки (см. параграф 4.10):
Ку :— 1 f&ii ~— б дет/ /б заг/ , ОТКуДа б дет/ = Куб заг/
При обработке поверхности в несколько переходов общий
коэффициент уменьшения погрешности Ку.о определяется по фор-
муле:
Ку.о = Kyi • КУ2-««КУЙ,
где п — количество переходов.
15
Пример 2.1. Некруглость исходной заготовки составляет 1,2 мм (6 заг j ).
Допустимая некруглость готовой детали — 0,0'05 мм (6'дет? ).
Определить необходимое количество переходов токарной , обработки для
обеспечения заданной точности формы детали, если для чернового однократ-
ного точения Kyi = 0,06, а для пол у листов ого точения после чернового К у2 =
= 0,05.
Определим требуемый коэффициент уменьшения погрешности формы
-К у.т «
Ку.т = б дет/ / 6 заг/ —0,005/1,2 = 0,004.
Сравнивая значения Ку.т и Kyi , видим, что значение Kyi , обеспечи-
ваемое однократной черновой токарной обработкой, не соответствует
требуемому. В связи с копированием исходной погрешности формы детали
после чернового перехода ее некруглость составит:
6Z дет/ = 7Су1 б заг/ =0,06* 1,2 = 0,072 ММ.
Поэтому необходимо дополнительно применить второй переход — получи-
стовую обработку. В этом случае заданная точность обеспечивается:
6ZZ дет/ = 0,06-0,05-1.2 = 0.00'36 мм.
2.3. ЭКОНОМИЧЕСКИЙ ПРИНЦИП ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Экономический принцип заключается в минимизации затрат
живого и овеществленного’ труда для заданного объема выпус-
ка изделий и условий производства. При это-м должно обеспечи-
ваться наиболее полное использование технических возможностей
применяемого оборудования, приспособлений и других средств
оснащения процесса.
Проектирование технологических процессов имеет много вари-
антов. Выбор варианта, отвечающего экономическому принципу,
может производиться путем расчета приведенных затрат, вклю-
чающих в себя как единовременные (капитальные), так и теку-
щие (эксплуатационные) затраты. Следует учитывать, что сни-
жение затрат или повышение производительности обработки
деталей на отдельно взятых операциях -не всегда приводит к сни-
жению себестоимости обработки детали в связи с возможным
увеличением затрат на других операциях. Поэтому вопросы
экономической эффективности должны рассматриваться комплекс-
но по всему технологическому процессу.
- Основными технологическими методами повышения производи-
тельности и -снижения себестоимости изделий являются сле-
дующие.
1. Увеличение количества изделий, подлежащих изготовлению
в определенный период времени (квартал, год), что позволяет
применять высокопроизводительные (хотя и более дорогие) стан-
ки, сложные специальные приспособления, инструменты, средства
механизации и автоматизации производственного процесса.
При увеличении количества изготовляемых м-ашин меняется
соотношение затрат в структуре их себестоимости. Уменьшается
доля живого труда и увеличивается доля труда, овеществленного
в средствах производства. При этом сумма затрат, приходящихся
на единицу продукции, уменьшается.
Наряду с конструкторскими методами (конструкторская преем-
16
ственность, стандартизация и унификация сборочных -единиц,
деталей, их элементов и др.), объем выпуска деталей машин,
изготовляемых на одном и том же оборудовании, может быть
повышен технологически путем использования принципа группо-
вой обработки. Применение станков с ЧПУ позволяет значительно
расширить возможности этого метода.
• 2. Сокращение затрат на основные материалы. Это достигается
уменьшением массы изделий, применением более дешевых мате-
риалов и уменьшением отходов. Масса деталей определяется
прежде всего их конструктивными особенностями, служебным
назначением и заданным запасом прочности. Однако она зависит
также от действительного' качества применяемых материалов, на-
пример физико-механических характеристик, однородности свойств
и др. Повышение качества одной и той же марки материала заго-
товок позволяет уменьшить массу изделий и снизить затраты.
Уменьшение массы изделий может быть достигнуто также за'
счет применения более прочных материалов (например, легиро-
ванных сталей, высокопрочных чугунов и т. д.), упрочнения объе-
ма детали термическими, механическими или термомеханическими
методами, а. также' поверхностного упрочнения, для чего может
быть использован большой арсенал средств упрочняющей техно-
логии: поверхностное пластическое деформирование, поверхност-
ная закалка, различные способы химико-термической обработки и
нанесения покрытий.
Использование более прочных материалов, несмотря на их
большую стоимость,- в итоге может привести к снижению затрат
благодаря уменьшению массы изделий.
Применение различных методов упрочнения деталей машин
усложняет технологию, требует дополнительных затрат и, следо-
вательно, приводит к увеличению себестоимости изделий. Однако
их применение может способствовать итоговому экономическому
эффекту за счет уменьшения массы изделий и достижения луч-
ших экономических показателей машины при эксплуатации, повы-
шения ее надежности. Например, уменьшение массы автомобиля
позволяет снизить расход горючего' или улучшить другие характе-
ристики: грузоподъемность, скорость и др.
Вопрос о целесообразности применения для изготовления дета-
лей машин высококачественных, упрочненных (а следовательно,
более дорогих или, наоборот, более дешевых, но обычно менее
качественных материалов) может быть решен только на основе
полного экономического расчета, учитывающего как производст-
венные, так и эксплуатационные расходы.
Уменьшение отходов материала в виде стружки обеспечивается
за счет применения заготовок, по форме и размерам максимально
приближающихся к готовой детали; повышения точности и качест-
ва поверхностей заготовок, что- способствует не только1 экономии
материала, но сокращению трудоемкости механической обработки.
43 отходы при механической обработке идут также обрезки, полу-
чающиеся из-за некратности длины детали длине прутка или необ-
17
ходимости закрепления прутковой заготовки в патроне, пробные
детали (в случае неисправимого брака), обрабатываемые при
настройке системы СПИД на требуемую точность и др.
Если указанные потери материала неизбежны, следует стре-
миться к получению отходов в таком виде, который позволял бы
использовать их для изготовления других деталей. Значительную
экономию металла может дать применение сварных и штампо-
сварных заготовок, а также различных заменителей (пластмасс
и др.).
3. Сокращение затрат на выполнение технологической опера-
ции. Это достигается уменьшением слагаемых нормы штучного
или штучно-калькуляционного времени, наибольшую долю которых
составляют основное технологическое (машинное) и вспомогатель-
ное время. Машинное время может быть уменьшено путем увели-
чения режимов резания (что достигается применением высокопро-
изводительных режущих материалов и конструкций инструмен-
тов), сокращения длины рабочего хода за счет одновременной
(параллельной) обработки нескольких поверхностей, а также
сокращения врезания и перебега режущих инструментов.
. Вспомогательное время уменьшается благодаря применению
различных средств механизации и автоматизации, обеспечивающих
установку и закрепление заготовок на станках, снятие их после
обработки и транспортировку на следующее по технологическому
процессу рабочее место.
При МН0ГО1П03ИЦИ0НН0Й обработке и многостаночном обслужи-
вании значительная часть вспомогательного времени перекрывает-
ся машинным. Сокращение вспомогательного времени, приходяще-
гося на одну деталь, достигается также за счет многоместной
обработки, например параллельного фрезерования нескольких
деталей одновременно и др. Дополнительное время сокращается
путем улучшения организации обслуживания рабочего места,
условий труда и других мероприятий.
Повышение производительности труда и снижение себестоимо-
сти обработки может быть достигнуто также за счет применения
рациональных схем построения технологического процесса. В за-
висимости от уровня автоматизации процесса и конкретных усло-
вий'- производства технологический процесс осуществляется по
схемам дифференциации и концентрации обработки или их соче-
тания.
Дифференциация обработки позволяет обеспечивать высокие
показатели качества деталей благодаря простоте операций, обес-
печивает большую гибкость» при переходе на выпуск других изде-
лий, так как переналаживать простые станки, применяемые в
этом случае, значительно легче, чем сложные агрегатные станки,
полуавтоматы и автоматы с концентрированной схемой обработки
(рис. 2.2,6).
По сравнению с дифференциацией концентрация обработки
позволяет сократить количество единиц оборудования, необходи-
мую для его размещения площадь и уменьшить численность обслу-
18
Рис. 2.2. Структурные схемы концентрации и дифференциации обработки:
а — последовательная концентрация при ручном управлении станком (п — количество
инструментов); б — дифференциация обработки на одноинструментальных станках; в —
последовательная концентрация в условиях автоматизации цикла; г — дифференциация
обработки на т станках, работающих по принципу параллельной концентрации
живающего персонала, но требует применения более сложных
станков и использования рабочих высокой квалификации. Разли-
чают концентрацию обработки последовательную, параллельную
и параллельно-последовательную. Последовательная концентрация
обработки характерна для неавтоматизированного производства и
заключается в поочередной обработке заготовки многими инстру-
ментами на универсальном оборудовании (рис. 2.2,а). Такая
концентрация обработки дает низкую производительность ввиду
больших потерь времени на холостые ходы, ручное управление
станком, установку, закрепление и переустановку заготовки, смену
инструмента. При автоматизации рабочего цикла последователь-
ная концентрация обработки (рис. 2.2,в) позволяет увеличить
производительность обработки более чем в 2 раза.
Параллельная концентрация обработки детали в одной пози-
ции (рис. 2.3) осуществляется за счет .применения: сложных ком-
бинированных инструментов; наборных инструментов (многорез-
цовых наладок в одной державке, набора сверл, зенкеров, раз-
верток, метчиков в многошпиндельной головке, набора фрез,
шлифовальных кругов); агрегатных станков, позволяющих произ-
водить обработку детали несколькими наборами инструментов
одновременно с разных ее сторон на одной позиции. _
В ряде случаев высокие показатели качества деталей не могут
быть достигнуты при концентрированной обработке, так как они
формируются лишь в результате последовательного многоэтапного
приближения. Кроме того, высокая степень концентрации инстру-
ментов для обработки деталей и использование большого количе-
ства режущих инструментов в одной позиции неэкономично ввиду
больших потерь времени на их регулировку и поднастройку. При
увеличении количества инструментов при наладке и усложнении
станка надежность его снижается: растет число отказов при рабо-
те, увеличивается среднее время на устранение одного из них.
С целью увеличения периода стойкости наладки при большом
количестве режущих инструментов приходится существенно сни-
жать скорость резания и другие параметры режима резания.
19
Рис. 2.3. Параллельная концент-
рация обработки за счет приме-
нения комбинированных инстру-
ментов (ц), многоинструменталь-
ных наладок (б) и агрегатных
станков (в)
Повышение производителыности обработки деталей в условиях
автоматизации цикла достигается путем сочетания параллельной
концентрации с дифференциацией обработки по позициям (стан-
кам), которые обрабатываемая заготовка проходит последова-
тельно. В каждой отдельно взятой позиции или на станке осу-
ществляется принцип концентрации (см. рис. 2.2, г). Работа
выполняется одновременно во всех позициях. По такой схеме,
называемой параллельно-последовательной, работают много-
шпиндельные и многопозиционные автоматы и полуавтоматы,
многопозиционные агрегатные станки и автоматические линии.
Производительность обработки по' сравнению с универсальным
оборудованием повышается в десятки раз.
Рис. 2.4. Схемы последовательной (а), параллельной (б) и
параллельно-последовательной (в) многоместной обработки фрезами (2)
с периодической установкой заготовок (/) в приспособление станка (3)
При осуществлении методов концентрации и дифференциации
повышение производительности может быть обеспечено также за
счет применения многоместной обработки, когда в одной позиции
обрабатывается несколько деталей (рис. 2.4).
Значительное уменьшение затрат на выполнение технологичес-
кого, процесса механической обработки и повышение производи-
тельности труда обеспечивается комплексной механизацией и ав-
томатизацией производства. В массовом производстве это дости-
гается применением станков-автоматов и автоматических линий,
21
объединенных единой транспортной системой, созданием автома-
тизированных участков, цехов и заводов.
В серийном производстве наиболее прогрессивным является
создание интегрированных систем, представляющих собой сово-
купность станков с ЧПУ (в том числе и обрабатывающих цент-
ров), связанных общей транспортной системой и включающих
устройства для автоматического контроля, межоперационные
склады-накопители, устройства для ориентации и закрепления
заготовок на станках и их смены. Все части интегрированной си-
стемы управляются от общей ЭВМ по заданной программе.
Интегрированные производственные системы создаются для обра-
ботки различных групп деталей определенного типа и интервала
размеров: корпусов, зубчатых колес, деталей вращения и др.
Такие системы обладают большой гибкостью, т. е. легкой приспо-
сабливаемостыо производства к смене выпускаемой продукции, к
быстрой и дешевой перестройке технологии.
Организация гибкого автоматизированного производства
(ГАП) возможна на разных уровнях. Нижний уровень — гибкий
производственный модуль. Это легко переналаживаемая и авто-
номно функционирующая единица автоматизированного оборудо-
вания с ЧПУ, оснащенная устройствами, роботами для загрузки
заготовок и удаления обработанных деталей, подачи и замены
инструмента, удаления отходов. Гибкий комплекс — основной
уровень автоматизации — представляет собой два взаимосвязан-
ных гибких модуля, соединенных автоматизированной транспорт-
но-складской системой и автоматической системой обеспечения
инструментом. Синхронизацию р-аботы модулей в этом случае,
как и управление всем производственным циклом, осуществляет
ЭВМ. Она обеспечивает быстрое перепрограммирование оборудо-
вания на обработку другой детали.
В связи с тем что в курсовых проектах по технологии машино-
строения не ставится задача проектирования цехов и заводов, а
лишь небольших участков цеха для механической обработки дета-
лей, в технологических процессах рекомендуется применять гиб-
кие производственные модули или гибкий комплекс.
Применение гибких комплексов механической обработки слож-
ных деталей позволяет увеличить производительность труда в
2...2,5 раза, вдвое уменьшить количество станков. При этом почти
втрое сокращается производственный цикл изготовления деталей.
Глава 3. АНАЛИЗ ИСХОДНОЙ ИНФОРМАЦИИ
ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
3.1. СОДЕРЖАНИЕ ИНФОРМАЦИИ
Исходная информация для разработки технологических про-
цессов делится на базовую, руководящую и справочную.
22
Базовая информация — сведения, содержащиеся в
конструкторской документации на изделие (чертежах изделия,,
сборочных единиц и деталей, технических условиях, специфика-
циях и других документах по ГОСТ 2.102—68) и плановом зада-
нии'на его изготовление, где указывается объем выпуска изделий
и запасных частей к ним, сроки подготовки производства и др.
Рабочий чертеж детали содержит основные исходные данные-
для проектирования технологического процесса механической
обработки изделия. На нем изображается конструкция детали и-
ее элементов с размерами и другими данными, необходимыми для
изготовления и контроля. На чертеже указываются требуемые
размеры, форма и относительное расположение поверхностей,
параметры их шероховатости, масса детали, марка и твердость
материала, из которого она изготовляется. При необходимости
указывается твердость материала отдельных поверхностей или
элементов, если она отличается от твердости материала детали,,
способ ее обеспечения (например, закалка ТВЧ, нанесение покры-
тия и др.), а также другие технические требования специфическо-
го характера (микроструктура материала, допустимый дисбаланс
детали и т. д.).
Для анализа назначения, условий работы и требований к
долговечности заданной детали необходимы также другие конст-
рукторские документы: сборочные чертежи, чертеж общего вида
изделия, технические условия и др. Чертеж сборочной единицы
отражает расположение и взаимные связи составных частей, со-
единяемых по данному чертежу, в том числе и заданной детали, и
содержит сведения, необходимые для сборки и контроля. Чертеж
общего вида изделия отражает его конструкцию и содержит тек-
стовую часть и надписи, поясняющие взаимодействие основных
составных частей и принцип работы изделия. На чертеже общето
вида может быть приведена также его техническая, характеристи-
ка. Технические условия содержит потребительские (эксплуата-
ционные) показатели изделия и методы контроля его качества.
Технические условия (ТУ) могут быть составлены (на стадии
конструкторской подготовки) также и для наиболее ответственных
деталей и сборочных единиц, если их невозможно полностью
изложить на рабочем или сборочном чертеже.
К руководящей информации относятся сведения,
содержащиеся в программных документах партии и правительст-
ва по развитию данной отрасли промышленности или народного
хозяйства в целом; планах повышения технического уровня про-
изводства; планах выпуска материалов, средств технологического
оснащения и подготовки кадров; стандартах всех уровней на тех-
нологические процессы и методы управления ими, оборудование и
оснастку; документации на перспективные технологические про-
цессы; документации по защите окружающей среды от вредного-
влияния данного вида производства, .технике безопасности и про-
мышленной санитарии; производственных инструкциях.
справочной информации относятся сведения, со-
2а
держащиеся в научно-технических прогнозах; описаниях прогрес-
сивных методов обработки; документации на действующие типо-
вые и рабочие технологические процессы; каталогах, номенклатур-
ных справочниках прогрессивного технологического оборудования
и оснастки; материалах по выбору технологических нормативов
(режимов обработки, припусков, норм расхода материалов .и др.);
методиках по управлению и расчетам точности, определению эко-
номической эффективности процесса и т. д.; технологических
классификаторах объектов производства и операций, а также
других справочных материалах.
При разработке технологических процессов для действующих
или реконструируемых предприятий необходимо располагать до-
полнительной информацией, характеризующей местные производ-
ственные условия: наличие или возможности приобретения обору-
дования, приобретения или изготовления приспособлений, инстру-
ментов, средств механизации и .автоматизации, наличие производ-
ственных площадей, возможности применения современных видов
заготовок и др.
3.2. АНАЛИЗ ОБЪЕКТА ПРОИЗВОДСТВА -
Процесс создания машины складывается в основном из двух
частей: конструирования и изготовления. Оба эти. процессы взаи-
мосвязаны и преследуют одну и ту же цель — создание Мишины,
удовлетворяющей заданному служебному назначению. Эксплуата-
ционные показатели качества машины зависят не только от ее
конструкции, но в большей степени от технологии изготовления
деталей и сборки их в изделие. Поэтому четкое определение назна-
чения машины, конкретизация ее функций, и также выяснение
области и условий эксплуатации, причин нарушения ее работоспо-'
еобности необходимо для обоснованной постановки задач по
разработке технологических процессов изготовления и сборки
всех ее составных частей.
После установления назначения машины следует проанализи-
ровать деталь, заданную для проектирования технологического
.процесса, с точки зрения ее роли в машине: в какую простейшую
сборочную единицу она входит и какие функции в ней выполняет,
в какую более сложную сборочную единицу входит та в свою
очередь и далее до машины в целом. Следует рассмотреть функ-
циональное назначение каждой составной части этой конструктив-
ной цепочки.
При этом необходимо основываться на положениях ГОСТ
2.101—68, где регламентируются виды и структура изделий маши-
ностроения: детали, сборочные единицы, комплексы и. комплек-
ты. Деталь — это изделие (или составная часть изделия), изготов-
ленное из однородного по наименованию и марке материала без
применения сборочных операций, Деталь не имеет каких-либо
разъемных или неразъемных соединений и является первичным
сборочным элементом машины. Сборочная единица — это изделие,
2.4
составные, части которого подлежат соединению между 'собой на
предприятии-изготовителе сборочными операциями (свинчиванием,
сочленением, клепкой, сваркой, опрессовкой, равва-ль-цовкой,
склеиванием и т. д.).
В соответствии с указанным стандартом к сборочным едини-
цам также относится совокупность нескольких простых сбороч-
ных единиц, имеющих общее функциональное назначение и -сов-
местно устанавливаемых на предприятии-изготовителе в другой
сборочной единице. Примерами могут служить электрооборудова-
ние машины, механизм газораспределения двигателя, его смазоч-
ная система, охлаждения и др. Однако такая сборочная единица
(составная часть изделия) не всегда отвечает основному техноло-
гическому требованию — возможности осуществления ее сборки
независимо от других элементов изделия.
При анализе заданного для разработки технологического про-
цесса. изготовления детали сначала следует охарактеризовать ее
общую конструкцию, а затем форму всех ее элементов и поверх-
ностей, отметить наличие шлицев, шпоночных пазов, резьб, зубьев,
канавок, фигурных- выступов или впадин и др. Нужно установить
функциональную роль каждого- элемента и поверхности детали.
При этом следует'иметь в виду, что с конструкторской точки зре-
ния различают исполнительные поверхности, основные и вспомо-
гательные базы й свободные поверхности.
В подшипниках качения к исполнительным- (функциональным)
поверхностям относятся беговые дорожки и поверхности шариков
и роликов, в зубчатых передачах — боковые поверхности зубьев,
в .винтовых механизмах, преобразующих один вид движения в
другой, — поверхности резьбы и т. д. К исполнительным поверх-
ностям, как правило, предъявляются наиболее жесткие требова-
ния, причем они вытекают из функционального назначения и усло-
вий работы машины, сборочной, единицы, детали и обычно под-
вергаются упрочнению при обработке. .
По своему назначению базы делятся на конструкторские-, тех-
нологические и измерительные. Основные и вспомогательные базы,
согласно ГОСТ 21495—76, являются конструкторскими и принад-
лежат данной детали или сборочной, единице. Первые из них
(основные) определяют положение рассматриваемой детали в
изделии, вторые (вспомогательные) — положение присоединяемых
к ним других деталей или сборочных
единиц (рис. 3.1). При сборке соедине-
ний основные базы одной детали опира,-
ются на вспомогательные базы другой.
В пределах одной детали между вспо-
могательными и основными базами
всегда существуют размерные связи,
определяющие их относительное распо-
ложение в пространстве и реализуе-
мые в виде линейных и угловых раз-
меров, Эти связующие размеры являют-
3
Рис. 3.1. Конструктор-
ские базы:
для вала: 1., 2 — основные;
3, 4 — вспомогательные; для
зубчатого колеса — наоборот
ся промежуточным звеном, определяющим положение детали или
сборочной единицы. Поэтому размеры, связывающие основные и
вспомогательные базы детали, должны быть отмечены на чертеже,
а в технологическом процессе предусмотрены меры для надежного
обеспечения их точности и контроля при изготовлении детали.
Расположение координатных осей детали, как правило, долж-
но совпадать с поверхностями, являющимися основными базами,
поскольку именно они определяют положение данной детали в
машине. Положение всех остальных поверхностей (вспомогатель-
ных баз, исполнительных и свободных поверхностей) с конструк-
торской точки зрения желательно ориентировать относительно
основных баз.
Свободные поверхности не выполняют никаких рабочих функ-
ций, предусмотренных служебным назначением детали, и не
сопрягаются с поверхностями других деталей машины. Они вместе
с перечисленными ранее поверхностями придают детали нужную
конструктивную форму. Свободные поверхности, как правило,
не обрабатываются. Необходимость их обработки может возник-
нуть в основном в следующих случаях [4]: 1) при изготовлении
быстровращающихся во время работы деталей с целью уменьше-
ния влияния неуравновешенности и облегчения их балансировки;
2) деталей, работающих внутри закрытой полости, во избежание
попадания туда грязи или окалины с необработанных свободных,
поверхностей, когда применение способов их очистки неэффек-
тивно или неэкономично; 3) деталей, работающих со значитель-
ными нагрузками, с целью улучшения качества свободных поверх-
ностей и повышения сопротивления усталости; 4) работающих в
среде, вызывающей коррозию; 5) при использовании свободных
поверхностей в качестве технологических баз, когда требуется
более высокая точность обработки этих поверхностей; 6) при об-
разовании свободных поверхностей, когда другие способы йх
получения неэкономичны или неосуществимы, как, например,
поверхностей крепежных и смазочных отверстий и др.; 7) при
изготовлении деталей, на массу которых установлен достаточно
жесткий допуск и др.
При анализе детали с точки зрения функционального назначе-
ния ее поверхностей рекомендуется строить схемы размерных
цепей, характеризующие взаимосвязь конструкторских (основных
и вспомогательных) баз между собой и исполнительными поверх-
ностями. Это позволит в дальнейшем более обоснованно подойти
к выбору технологических и измерительных баз и установлению
последовательности обработки поверхностей детали.
Заданная для разработки технологии деталь должна быть
рассмотрена также с точки зрения ее долговечности. На основании
планового задания, статистических эксплуатационных или специ-
альных исследований и расчетов нужно- определить нормативный и
действительный ресурс работы машины, рассматриваемой детали
и сборочной единицы, в которую она входит, а также установить,
26
лимитирует ли данная деталь долговечность сборочной единицы,
а та в свою очередь — долговечность машины.
Режимы и условия работы детали в машине и возможные при-
чины ее выхода из строя должны быть рассмотрены наиболее
подробно. При этом следует дать общую характеристику среды,
в которой работает деталь при эксплуатации машины (в изолиро-
ванном или открытом внешним воздействиям пространстве, при
какой температуре и внешнем давлении, при наличии или отсут-
ствии смазочного материала, абразивных частиц, агрессивных
веществ и др.); выявить лимитирующие с точки зрения долговеч-
ности поверхности или элементы заданной детали и дать описа-
ние условий их работы и механизма разрушения в процессе
эксплуатации; указать режимы работы этих поверхностей или
элементов (передаваемое усилие, давление, скорость- относитель-
ного перемещения, уровень и частоту знакопеременной нагрузки
и т. д.), условия контакта трущихся или вообще взаимодействую-
щих поверхностей (наличие см.азочного материала, интенсивность
и вид смазки, возможность попадания в зону трения абразивных
частиц и др.).
Таким образом, при изучении и анализе объекта производства
(в частности, заданной для разработки технологии изготовления
детали) должны быть последовательно рассмотрены следующие
вопросы:
1) служебное назначение машины (изделия);
2) обрабатываемая деталь как составная часть сборочной еди-
ницы и машины;
3) служебное назначение детали, ее элементов и поверхностей;
4) размерные связи между основными элементами или поверх-
ностями детали (исполнительными поверхностями, основными и
вспомогательными базами);
5) материал детали и его свойства, целесообразность замены
пли упрочнения;
6) требования к безотказности и долговечности машины и де-
тали как ее составной части;
7) режимы и условия работы лимитирующих поверхностей или
элементов детали;
8) долговечность лимитирующих поверхностей или элементов
детали и механизм разрушения их при эксплуатации.
- На основании проведенного анализа объекта производства
следует сформулировать основные задачи, которые необходимо
решить при разработке технологического процесса, наметить ме-
тоды обработки детали (особенно — финишные), схемы базиро-
вания и др. .Применительно к рассмотренным поверхностям и
элементам детали нужно установить, какие параметры качества
и, в каких пределах необходимо обеспечить в результате выполне-
ния технологического процесса для достижения требуемого ресур-
са работы детали. Такими параметрами могут быть: характери-
стики размерной и геометрической точности, качества поверхностей
(шероховатость, микротвердость, остаточные напряжения), физи-
27
ко-механические свойства материала детали и др. В результате
анализа используемого для изготовления детали материала долж-
но быть сделано заключение о том, в.какой мере он удовлетво-
ряет ее служебному назначению, целесообразна ли его замена,
общее или локальное упрочнение детали, какие методы предпочти-
тельно использовать для этого.
Пример 3.1. Изучение и анализ объекта производства — внутреннего
кольца радиального двухрядного роликового сферического подшипника 53614.
Подшипники этого типа предназначены для работы в основном с ради-
альными нагрузками, но могут воспринимать и осевые усилия, действующие
в обоих направлениях и не превышающие 25 % неиспользованной допустимой
нагрузки. Подшипники могут работать также и при только осевом нагруже-
нии. Они имеют два ряда бочкообразных роликов, благодаря чему обладают
значительно большей грузоподъемностью, чем аналогичные сферические шари-
коподшипники. Рассматриваемые подшипники допускают значительный перекос
осей внутреннего и наружного колец (2...30), так как дорожка качения
роликов на наружном кольце у них имеет сферическую форму. Предельный
угол поворота ограничивается условием сохранения контакта всех роликов
обоих рядов со сферической поверхностью дорожки качения наружного коль-
ца подшипника. Это позволяет компенсировать погрешности обработки дета-
лей и сборки различных сборочных единиц и механизмов, где применяются
данные подшипники. Возможность поворота осей наружного и внутреннего
4
Рис. 3.2. Конструктивная
схема подшипника
серии 53000:
1 — внутреннее кольцо;
2 — наружное; 3 — ролики;
'4 — борт плавающий
кольца подшипника используется также в тех случаях, когда имеет место
прогиб вала при больших нагрузках.
Рассматриваемые подшипники применяются в сборочных единицах с тя-
желонагруженными многоопорными валами, двухопорными, которые подвер-
жены значительным прогибам под действием внешних нагрузок (например,
при консольном нагружении вала), в сборочных единицах, где технологически
трудно обеспечить соосность посадочных мест, как, например, при монтаже
вала с подшипниками, расположенными не в одном корпусе. Благодаря боль-
шой грузоподъемности, сферические двухрядные роликоподшипники нередко
применяются также и там, где их свойство самоустанавливаться не исполь-
зуется: в прокатных станах, редукторах, железнодорожных буксах.
Подшипники серии 53000 с симметричными роли-
ками и плавающим бортом (рис. 3.2) обладают
рядом преимуществ по сравнению с описанными.
Они имеют большую грузоподъемность (примерно
на 25 %), что достигается увеличением длины роли-
ков и лучшим соотношением радиусов кривизны
профилей роликов и дорожек качения, допускают
самоустанавливаемость не только колец, но и самих
роликов благодаря плавающему направляющему
борту.
Роликовый подшипник 536'14, в который входит
рассматриваемая деталь (внутреннее кольцо), изго-
товляется в основном для обезличенного потре-
бителя, имеет расчетную грузоподъемную силу до
25 кН при максимальной частоте вращения 2500 об/мин
и допускает перекос оси внутреннего кольца
относительно оси наружного до 2...3° [58]. Подшип-
ник может работать в диапазоне температур от —60
до +100 °C. Наличие смазочного материала в виде
масляного тумана не оказывает существенного вли-
яния на грузоподъемную силу подшипника.
Расчетная долговечность подшипника зависит от воспринимаемой ради-
альной и осевой нагрузок и скорости вращения вала. Рекомендуемая долго-
вечность подшипников для общего машиностроения составляет 2500...10 000 ч.
Когда известен конкретный потребитель подшипников и заданы условия их
работы, их долговечность может быть рассчитана по стандартной методике
28
[40]. При наличии результатов заводских испытаний средняя долговечность
подшипников (90- и 50-процентный ресурс) может быть рассчитана на ЭВМ
по методике ВНИИПП М 37.006.022—75.
Внутреннее кольцо подшипника (рис.
3.3) имеет в качестве исполнительных
поверхностей сферические дорожки ка-
чения' 1. Эти же поверхности являются
вспомогательными конструкторскими ба-
зами, так как к ним присоединяются
или, точнее, на них опираются ролики
подшипника. Основной конструкторской
базой внутреннего кольца является
внутренняя цилиндрическая поверх-
ность 2, так как она служит для по-
садки подшипника на сопрягаемую по-
верхность вала. Торцевые поверхности
3 при работе подшипника выполняют
вспомогательные функции. Они могут
Рис. 3.3. Внутреннее ’ кольцо
подшипника
использоваться для ориентирования подшипника на валу в осевом направлении
и, следовательно, также являются основными конструкторскими базами.
Рекомендуемые посадки внутреннего кольца на валу машины в зависимо-
сти от вида нагружения следующие: местное нагружение — Л6, /\6, /55;
циркулярное — 4б, тб, пб; колебательное — /\-6, /\-5 [34]. Требования к точ-
ности размеров и параметры шероховатости поверхностей приведены на
рис. 3.3. По относительному расположению к исполнительным поверхностям
и базам предъявляются следующие требования: радиальное биение дорожек
качения, а также их взаимное биение не более 0,013 мм, разность диаметров
обеих дорожек не более 0,015 мм, отклонения по наклону дорожек качения
от номинального положения не более ±0,010 мм на базовом расстоянии 10 мм
от торца детали.
Внутреннее кольцо подшипника 53614 изготовляется из стали ШХ15,
имеющей следующий химический состав: 0,95...1,05 % С; 0,2...0,4 % Мп;
0,17...0,34 % Si; 1,3...1,65 °/о Сг; 0,3 % Ni; содержание примесей не более
0,027 % Р; 0,02 % S и 0,25 % Си. Содержание остаточного аустенита в струк-
туре закаленной стали составляет 16...18 %. Механические свойства стали
111X15 после закалки и отпуска: 6B=25l6i0...2600l МПа, 6_i = 66i5 МПа,
KC=i20...-26 кДж/м2, 61...65 HRC^. Технологические свойства: в горячем состоя-
нии (11150...800 °C) шарикоподшипниковая сталь легко куется, поддается дефор-
мированию прокаткой и высадкой. При комнатной температуре деформируе-
мость рассматриваемой стали ограничена вследствие малой пластичности и рез-
кого возрастания усилия деформации. Обрабатываемость резанием хорошая. Наи-
более благоприятной структурой для обработки точением является однородный
мелкозернистый перлит с твердостью 187...207 НВ.
Дорожки качения, колец подшипника работают при больших контактных
напряжениях, достигающих 6000 МПа, и являются лимитирующими с точки
зрения его долговечности. Грузоподъемность и долговечность подшипника в
значительной степени зависят от твердости -контактирующих поверхностей и,
в частности, дорожек качения внутреннего кольца, что в свою очередь опре-
деляется температурой отпуска после закалки. При снижении твердости до
60 HRC3 и менее указанные показатели резко падают [20].
Поверхности дорожек качения в зависимости от условий эксплуатации
подшипника могут быть подвержены различным видам разрушения вследст-
вие контактной усталости, абразивного, коррозионного и других видов изна-
шивания. При работе подшипника каждый элемент поверхности дорожек
качения работает при циклических переменных нагрузках, в результате чего
на рабочих поверхностях возникают усталостные трещинки, приводящие к
хрупкому разрушению материала в зоне контакта. Преобладающим видом раз-
рушения, вызываемого контактной усталостью рабочих поверхностей, являет-
ся выкрашивание материала в виде мелких раковин или отслаивание элементов
материала.
29
На основании изложенного можно сделать вывод, что внутреннее кольцо
подшипника является ответственной, тяжело нагруженной деталью. Основные
задачи по его обработке состоят в обеспечении размерной точности, высокой
твердости и усталостной износостойкости дорожек качения. При этом" должны
быть обеспечены высокая производительность обработки деталей и экономич-
ность технологического процесса.
Заданные показатели качества внутреннего кольца подшипника достигают-
ся в технологическом процессе при использовании заготовки в виде трубы
обычно следующей последовательностью операций: токарная обработка доро-
жек качения фасонным резцом, термическая обработка (закалка при темпера-
туре 850...860 °C и отпуск при температуре 150...160 °C), шлифование и полиро-
вание дорожек качения.
Для повышения долговечности внутреннего кольца подшипника можно
рекомендовать следующие мероприятия: 1) получение заготовки методом
горячей раскатки. При этом происходит ориентация волокон металла в про-
дольном направлении. Сопротивление усталости образцов при таком располо-
жении волокон в 1,5...2 раза больше, чем при поперечном (401; 2) применение
выхаживания беговых дорожек в течение 6 с при окончательном их шлифо-
вании. При этом обеспечивается минимальная шероховатость и наибольшая
точность размеров и формы обрабатываемой поверхности, а также улуч-
шаются физико-механические свойства тонкого поверхностного слоя. При выха-
живании соотношение между режущими и деформирующими зернами абра-
зива изменяется в сторону увеличения количества последних, что приводит к
увеличению степени наклепа поверхностного слоя: микротвердость его увели-
чивается на 10... 15 % (341.
Абразивным наклепом выравнивается микротвердость элементарных участ-
ков поверхности, структура ее становится более однородной, устраняются
структурные концентраторы напряжений и создаются сжимающие остаточные
напряжения, достигающие 700...800 МПа [43]. Все это улучшает эксплуата-
ционные свойства детали. Однако для достижения очень малой шерохова-
тости поверхности шлифование экономически невыгодно. Целесообразнее приме-
нять шлифование для обработки поверхности с параметром шероховатости Ra —
-= 1 25...0,32 мкм с последующим полированием для снижения его до
0,32...0,04 мкм.. При полировании в поверхностном слое обрабатываемой дета-
ли также создаются сжимающие остаточные напряжении.
Проведение перечисленных мероприятий способствует повышению долго-
вечности изделия, но вызывает увеличение трудоемкости его изготовления.
Целесообразность этих мероприятий обосновывается экономически с учетом
затрат на производство изделия и экономического эффекта от увеличения его
долговечности.
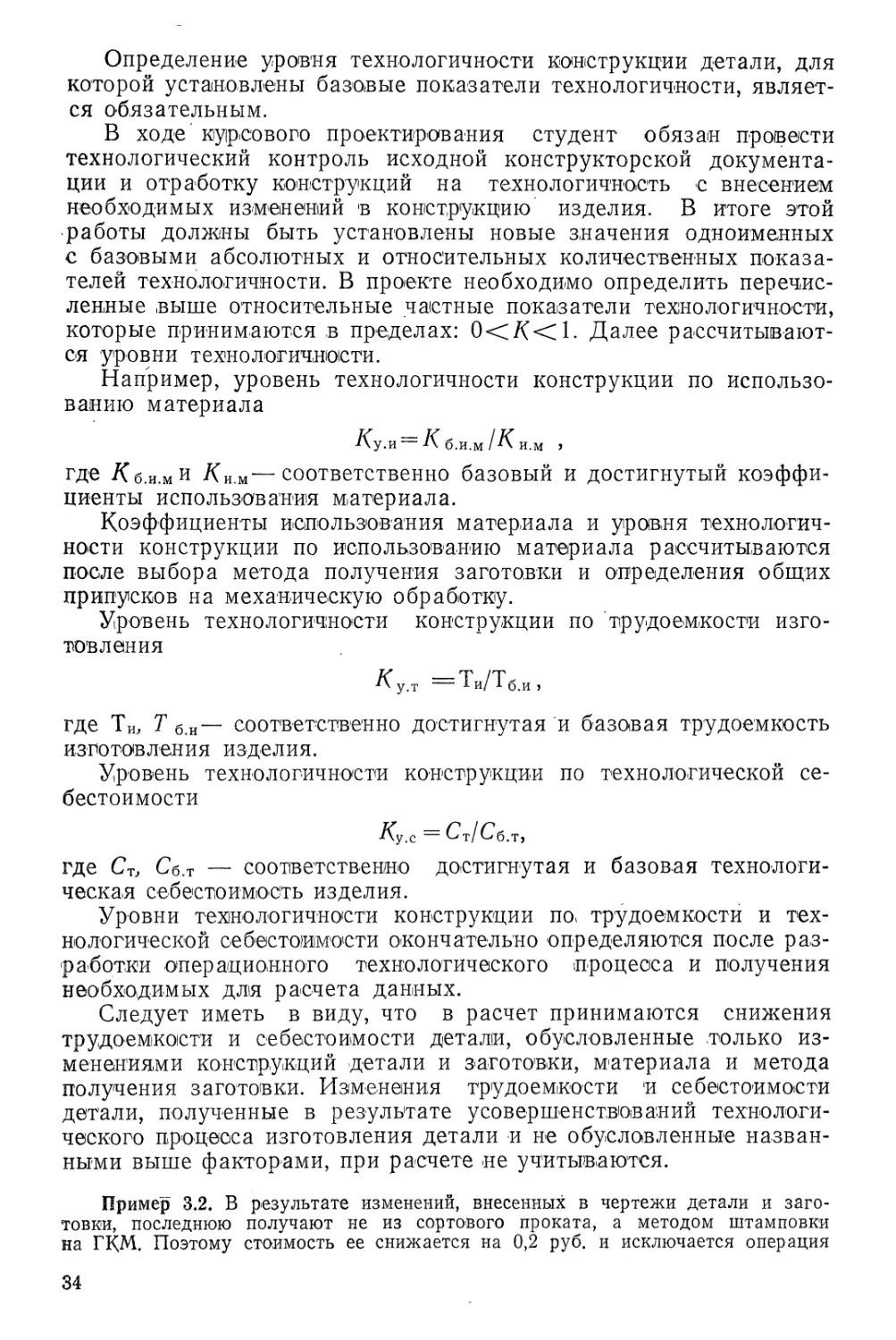
3.3. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
3.3.1. Общие положения
Отработка конструкции на технологичность — комплекс меро-
приятий по обеспечению необходимого уровня технологичности
конструкции изделия по установленным показателям. Она направ-
лена на повышение производительности труда, снижение затрат
и сокращение времени на изготовление изделия при обеспечении
необходимого его качества. Виды и показатели технологичности
конструкции приведены в ГОСТ 14.205—83, а правила отработки
конструкции изделия и перечень обязательных показателей техно-
логичности — в ГОСТ 14.201—83. Отработку конструкции на тех-
нологичность рекомендуется проводить в следующем порядке:
подобрать и проанализировать исходные материалы; уточнить
объем выпуска изделий; проанализировать показатели техноло-
гичности базовой конструкции; определить показатели технологии-
30
ности проектируемой детали; провести сравнительную оценку и
расчет уровня технологичности конструкции разрабатываемого
изделия; разработать мероприятия по улучшению показателей
технологичности.
Оценка технологичности конструкции может быть двух видов:
качественной и количественной. Качественная опенка характе-
ризует технологичность конструкции обобщенно на основании
опыта исполнителя и допускается на всех стадиях проектирования
как предварительная. Количественная оценка технологичности
изделия выражается числовыми показателями и оправдана в том
случае, если они существенно влияют на технологичность рассмат-
риваемой конструкции.
В ходе курсового проектирования студент обязан осуществить
технологический контроль чертежей деталей или сборочных еди-
ниц, служащих исходными данными для проекта.
В соответствии с ГОСТ 2.121—73 следует проверить соблюде-
ние в чертежах установленных технологических норм и требова-
ний, обеспечивающих рациональные способы изготовления изде-
лий и заданные показатели технологичности. Необходимо дать
качественную оценку технологичности конструкции с учетом мате-
риала, геометрической формы и качества поверхностей, размеров
и возможных способов получения заготовки.
Количественную оценку технологичности конструкции необхо-
димо провести по абсолютным и относительным показателям. $
первую очередь требуется установить следующие показатели базо-
вого и проектируемого изделия: массу деталей и заготовок; коэф-
фициенты использования материала; трудоемкость изготовления;
технологическую себестоимость.
В качестве базовой конструкции служат детали и сборочные
единицы, изучаемые в период технологической практики.
На основании указанных выше абсолютных показателей тех-
нологичности определяют относительные показатели, характери-
зующие уровень технологичности конструкции по расходу и
использованию материала, трудоемкости изготовления и техноло-
гической себестоимости детали.
3.3.2. Качественная оценка технологичности конструкции
Анализируя технологичность конструкции по применяемым
материалам, следует учитывать их обрабатываемость, стоимость
и возможность получения, а также применения более легкого и
прочного материала или повышения физико-механических свойств
имеющегося.
При анализе конструкции требуется убедиться в рациональ-
ности выбора ее формы и качества обрабатываемых поверхностей
с учетом возможности применения высокопроизводительного обо-
рудования и унифицированных наладок. Положительным фактором
является наличие возможно большего количества поверхностей
31
детали, не требующих обработки резанием. Обрабатываемые по-
верхности должны быть простыми (плоскими, цилиндрическими,
конусными, винтовыми), так как точность и стабильность обра-
ботки детали в значительной степени определяются простотой
конструктивных форм. При конструктивном оформлении детали
необходимо помнить о наиболее выгодном раскрое материала и
возможности использования отходов. Конструктивные элементы
детали желательно унифицировать.
Оценка технологичности конструкции путем анализа проста-
новки размеров связана с анализом нанесения их на чертеже де-
тали, определением размерных связей между конструкторскими,
технологическими и измерительными базами и возможностью их
совмещения. Особое внимание обращается на обоснованность
допустимых предельных отклонений размеров детали. Размеры,
определяющие ее нерабочие поверхности, могут иметь более ши-
рокие поля допусков, а сами поверхности — большую шерохова-
тость. Следует учитывать, что чрезмерные требования к точности
размеров и шероховатости•поверхностей ведут к увеличению тру-
доемкости и перерасходу средств на изготовление деталей.
Технологичность заготовки характеризуется возможностью ее
получения наиболее рациональным для данных производственных
условий способом с максимально возможным приближением ее
формы и размеров к форме и размерам готовой детали при усло-
вии обеспечения технологичности ее дальнейшей 'Механической
обработки. Окончательное решение о рациональности способа по-
лучения заготовки в ряде случаев можно, принять лишь после
расчета себестоимости деталей по сравниваемым вариантам.
Качественная оценка технологичности конструкции характе-
ризуется показателями: ‘хорошо'—плохо, допустимо!—недопустимо.
3.3.3. Количественная оценка технологичности конструкции
Количественная сравнительная оценка технологичности конст-
рукции может быть осуществлена лишь при использовании соот-
ветствующих базовых показателей технологичности. Поэтому во
время технологической практики'в соответствии с индивидуаль-
ным заданием необходимо определить основные и дополнительные
показатели.
К основным показателям относятся:
1) трудоемкость изготовления детали Ти, нормо-час;
2) технологическая себестоимость детали Ст, руб.
Необходимость использования дополнительных показателей
определяется тем, что на стадии разработки чертежа детали и
его согласования с технологом, последний руководствуется, глав-
ным образом, техническими критериями, ввиду отсутствия в этот
момент данных о трудоемкости и технологической себестоимости
проектируемой детали, так как технологический процесс ее изго-
товления еще не разработан.
32
При оценке детали на технологичность обязательными явля-
ются следующие дополнительные показатели (по методике
В. Г. Кононенко):
1) коэффициент унификации конструктивных элементов
К у.э= Qy.s/Qs,
где Qy.3n Q3 — соответственно число унифицированных конструк-
тивных элементов детали и общее, шт.;
2) коэффициент применяемости стандартизованных обраба-
тываемых поверхностей
Кп.СТ = D о с /РМ.О,
где D о.с, DM.o — соответственно число поверхностей детали, обра-
батываемых стандартным инструментом, и всех, подвергаемых ме-
ханической обработке поверхностей, шт.;
3) коэффициент обработки поверхностей
Кп.о = 1-Пм.о/Пэ;
4) коэффициент использования материала
Ки.м~ q/Q,
где qf Q — соответственно масса детали и заготовки, кг; ' ...
5) масса детали <?, кг;
6) максимальное значение квалитета обработки IT;
7) максимальное значение параметра шероховатости обраба-
тываемых поверхностей Ra\
8) коэффициент применения типовых технологических процес-
сов при изготовлении данной детали (получения заготовки, меха-
нической, термической и другой обр(аботки)
К т.п —’ Q т.п /Qu,
где QT.n> Qh— соответственно число типовых технологических про-
цессов для изготовления детали и общее, шт.;
9) коэффициент применения прогрессивных - видов оснастки
при изготовлении данной детали
mi mi т-
= по./(2^п.ог+Жп.сЛ,
< = 1 1—1 j=l
где ть т2 — число видов .соответственно унифицированной и
специальной оснастки; N n.0l- — количество' типоразмеров унифи-
цированной оснастки f-го вида; Nп.с/ — количество типоразмеров
специальной оснастки /-го вида, шт.
Уровень технологичности конструкции детали Ку определяется
как отношение достигнутого показателя технологичности к базо-
вому, заданному в техническом задании:
Ку = К/Кб,
где К — достигнутый (проектируемый) показатель технологично-
сти; Кб — базовый показатель технологичности, который обычно
определяется по данным базовой детали.
2. Зак. 1964.
33
Определение уровня технологичности конструкции детали, для
которой установлены базовые показатели технологичности, являет-
ся обязательным.
В ходе курсового проектирования студент обязан провести
технологический контроль исходной конструкторской документа-
ции и отработку конструкций на технологичность с внесением
необходимых изменений в конструкцию изделия. В итоге этой
-работы должны быть установлены новые значения одноименных
с базовыми абсолютных и относительных количественных показа-
телей технологичности. В проекте необходимо определить перечис-
ленные выше относительные частные показатели технологичности,
которые принимаются в пределах: 0<К<1. Далее рассчитывают-
ся уровни технологичности.
Например, уровень технологичности конструкции по использо-
ванию материала
Ку.И — К б.и.м /К И.м у
где Кб.и.м и Ким—соответственно базовый и достигнутый коэффи-
циенты использования материала.
Коэффициенты использования материала и уровня технологич-
ности конструкции по использованию материала рассчитываются
после выбора метода получения заготовки и определения общих
припусков на механическую обработку.
Уровень технологичности конструкции по трудоемкости изго-
товления
Ку.т = Ти/Тб.и J
где Ти, Т б.и — соответственно достигнутая и базовая трудоемкость
изготовления изделия.
Уровень технологичности конструкции по технологической се-
бестоимости
Ку.с — Ст/Сб.т,
где Ст, Сб.т — соответственно достигнутая и базовая технологи-
ческая себестоимость изделия.
Уровни технологичности конструкции по, трудоемкости и тех-
нологической себестоимости окончательно определяются после раз-
работки операционного технологического процесса и получения
необходимых для расчета данных.
Следует иметь в виду, что в расчет принимаются снижения
трудоемкости и себестоимости детали, обусловленные только из-
менениями конструкций детали и заготовки, материала и метода
получения заготовки. Изменения трудоемкости и себестоимости
детали, полученные в результате усовершенствований технологи-
ческого процесса изготовления детали и не обусловленные назван-
ными выше факторами, при расчете не учитываются.
Пример 3.2. В результате изменений, внесенных в чертежи детали и заго-
товки, последнюю получают не из сортового проката, а методом штамповки
на ГЦМ. Поэтому стоимость ее снижается на 0,2 руб. и исключается операция
34
чернового точения, технологическая себестоимость которой равна 0,15 руб.
Базовая технологическая себестоимость детали по данным завода-изготовителя
составляет 1,4 руб.
Достигнутая себестоимость детали
Ст —1,4—0,2—0,15= 1,05 руб.
Определяем уровень технологичности конструкции по технологической себе-
стоимости:
б.т =1,05/1,4 = 0,75.
Существенное место при обеспечении технологичности конст-
рукции изделий отводится унификации. В соответствии с ГОСТ
23945.0—80 под унификацией понимается приведение изделий к
единообразию на основе установления рационального числа их
разновидностей.
Унификация конструктивных элементов детали (резьбовых по-
верхностей, галтелей, канавок, фасок, проточек, отверстий)
позволяет применять стандартные режущие инструменты, что
сокращает сроки и затраты на технологическую подготовку про-
изводства. Данные об унифицированных и стандартных элемен-
тах деталей машин приведены в справочнике [3].
Пример 3.3. Определить коэффициент унификации конструктивных элемен-
тов детали (рис. 3.4). Всего деталь содержит 13 конструктивных элементов:
Рис. 3.4. Эскиз вала (предельные отклонения размеров с
неуказанными допусками по 12-му квалитету)
фасок — 4; проточек — 2; галтелей — 2; резьб — 2; цилиндрических поверх-
ностей — 3 (из них 12 унифицированных). Один элемент 035h7 является
оригинальным.
Коэффициент унификации конструкции здесь очень высок и, следова-
тельно, деталь следует считать технологичной по этому показателю:
Ку.э =12/13 = 0,92.
После выполнения .анализа технологичности конструкции все
предложения по изменению ' конструкции детали должны быть
систематизиров-аны и с соответствующим обоснованием приведены
в пояснительной записке. В конструкции детали и заготовки изме-
нения вносятся после согласования с руководителем проекта.
35
3.4. АНАЛИЗ БАЗОВОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Для оценки базового варианта технологического процесса
необходимо подвергнуть его подробному разбору, результаты
которого будут предпосылкой для разработки нового варианта
технологии. Анализ проводится с точки зрения обеспечения задан-
ного качества изделия и производительности обработки. Он бази-
руется на оценке количественных и качественных показателей как
отдельных технологических операций, так и процесса в целом.
Оценка качественных показателей производится путем логических
рассуждений. Количественные показатели определяются технико-
экономическими расчетами (например, производительности, себе-
стоимости) или по данным технологической документации.
Содержание и степень углубленности анализа зависят от раз-
личных факторов: конструкции изделия, применяемых .методов
его обработки, реальных производственных условий. В общем
случае анализ базового варианта технологического процесса дол-
жен включать следующие основные вопросы:
1) обоснованность установленной общей последовательности
обработки, включая все операции технологического процесса —
механическую обработку, технический контроль, термическую,
химико-термическую обработку;
2) метод получения заготовки;
3) методы упрочнения детали и соответствие их её функцио-
нальному назначению и условиям эксплуатации машины;
4) станочное оборудование и рациональность его использо-
вания;
5) концентрация и дифференциация обработки как средство
повышения производительности;
6) автоматизация'технологического процесса;
7) базирование заготовок при обработке и определении по-
гр еш ноет ей б азправ ания;
8) брак при обработке и причины его возникновения;
9) оснащение технологического процесса (установочно-зажим-
ные приспособления, режущие и вспомогательные инструменты,
средства технического контроля) и др.
В результате анализа технологического процесса должны быть
сформулированы конкретные задачи по устранению имеющихся
недостатков при разработке его нового варианта.
В связи с тем что сведения о станочном оборудовании, оснаст-
ке и других компонентах технологического процесса рассредото-
чены по отдельным маршрутным и операционным картам, для
удобства рассмотрения их необходимо свести в соответствующие
таблицы (см. табл. 3.2...3.12).
Последовательность обработки детали устанавливается на
основании изучения технологического процесса по маршрутным и
операционным картам, а также на участке цеха с учетом поло-
жений, изложенных в параграфе 2.3. Данные табл. 3.2 позволяют
проследить динамику изменения размеров, показателей качества
36
заготовки по мере прохождения ее по операциям технологического
процесса. При большом количестве выдерживаемых параметров
•в таблицу следует заносить лишь основные, в первую очередь те,-
От которых зависит нормальная работа детали в машине. Целесо-
образно вычертить отдельный эскиз детали с указанием этих па-
раметров. Оценку .метода получения заготовки рекомендуется про-
изводить по методике, изложенной в гл. 4. При рассмотрении при-
меняемого метода упрочнения детали следует руководствоваться
положениями по обеспечению надежности изделий машинострое-
ния с учетом проведенного ранее анализа служебного назначения
детали и условий эксплуатации машины (см. параграф 3.2).
При анализе сведений о станочном оборудовании прежде всего7
необходимо оценить технологические возможности данных станков
по обработке деталей заданной формы и размеров и обеспечению
требуемой точности и шероховатости обрабатываемых поверхно-
стей (см. табл. 3.3). Эти сведения берутся из технических харак-
теристик станков и таблиц справочников и затем сопоставляются
с соответствующими параметрами объекта производства. Если на
рассматриваемых операциях используются станки слишком боль-
ших размеров относительно габаритов обрабатываемых на них
деталей, их следует заменить на меньшие того же типа. Анало-
гичные выводы должны быть сделаны при сопоставлении требуе-
мой точности и шероховатости обрабатываемых поверхностей с
технологическими возможностями используемых станков. При
этом рекомендуется пользоваться данными, приведенными в спра-
вочной литературе [38].
Далее оценивается возраст, стоимость и сложность применяе-
мого оборудования (см. табл. 3.4). При этом нужно установить,
не устарел ли тот или иной станок физически или морально и
продолжается ли его выпуск промышленностью. Если станок снят
с производства, следует внести конкретные предложения по его
замене. При физическом износе оборудования, вследствие чего не
обеспечиваются (или обеспечиваются не в полной мере) требуе-
мые показатели качества, должны быть даны предложения о ре-
монте или его замене на новое тех же моделей.
Стоимость станка следует принимать по прейскуранту. Пользо-
ваться бухгалтерскими данными предприятия о балансовой стои-
мости станка не рекомендуется, так как она может быть факти-
чески меньше из-за его физического изнашивания. О сложности
оборудования можно судить по категориям ремонтной сложности,
приводимым в технических характеристиках оборудования.
Производительность обработки и степень загрузки .оборудова-
ния оценив1ается по трудоемкости, количеству станков, занятых на
каждой операции, и коэффициенту их загрузки. Штучное время,
необходимое для выполнения операции на данном станке, берется
из технологической карты, а при ее отсутствии определяется по
укрупненным нормативам или путем хронометража. Использова-
ние нескольких станков на одной операции свидетельствуют об их
недостаточной производительности.
37
Коэффициент загрузки станка определяется делением штучно-
го времени на такт выпуска детали с учетом количества занятых
на операции станков. Следует сравнить этот коэффициент с нор-
мативным для данного типа производства. При его существенном
отличии от нормативного нужно дать предложения об изменении
загрузки станка.
О степени концентрации или дифференциации обработки дета-
лей можно судить по количеству рабочих позиций на станке, числу
деталей, обрабатываемых в каждой позиции параллельно, после-
довательно или параллельно-последовательно, режущих инстру-
ментов, установленных на станке, применению комбинированных,
профильных и других сложных режущих инструментов, количеству
многошпиндельных головок, производящих обработку детали
одновременно с нескольких сторон, и др.
При анализе этих данных (см. табл. 3.5) следует рассмотреть
возможность повышения концентрации обработки или, наоборот,
дифференциации ее по позициям и станкам с целью увеличения
производительности, а также целесообразность выделения обра-
ботки некоторых поверхностей для увеличения их точности или
других показателей качества. При этом возможны различные схе-
мы построения станочных операций и компоновки металлорежу-
щего оборудования (см. параграф 2.5). Сведения, необходимые
дли заполнения табл. 3.5, берутся из технологических карт или
получаются при изучении базового варианта технологического
процесса непосредственно на производственном участке цеха.
Автоматизация технологических процессов осуществляется с
целью повышения производительности труда и сокращения числа
рабочих, снижения себестоимости и повышения качества изделий.
Анализ автоматизации включает качественную и количественную
оценку ее состояния. Качественная оценка производится по видам,
ступеням и категориям. Различают следующие виды автоматиза-
ции: единичная (А), когда автоматизируется только один первич-
ным структурный компонент из числи всех компонентов системы
(например, только одна из нескольких операций технологического
процесса), и комплексная (КА) неполная или полная, когда авто-
матизируется несколько первичных структурных. компонентов.
Полная КА охватывает все операции технологического* процесса,
неполная — часть их.
Ступени автоматизации характеризуют ее с точки зрения об-
ласти применения от единичных технологических операций до
организации технологических процессов, выполняемых на уровне
промышленности всей страны. При этом различают следующие
ступени: 1 — единичная технологическая операция; 2 — закон-
ченный технологический процесс (система операций); 3 — система
технологических процессов, выполняемых на производственном
участке; 4 — система технологических процессов, выполняемых
в пределах цеха (в системе участков), и далее до 10 — системы
технологических процессов в системе отраслей.
Категории автоматизации технологических процессов характе-
38
ризуют ее по степени замены ручного труда машинным. Кри-
терием определения категории является основной показатель
уровня автоматизации
d — Тм/7"шт,
где Ты, Тшг — соответственно машинное и штучное время на опе-
рацию (табл. 3.1).
При определении d для технологического процесса в целом в
указанную формулу входит суммарное машинное и штучное вре-
мя по всем операциям процесса.
Табл. 3.1. Категория автоматизации
Категория Показатель
номер | наименование свыше | до
0 Нулевая
1 Низшая 0,01* 0,25
2 Малая 0,25 0,45
3 Средняя 0,45 0,60
4 Большая 0,60 0,75
5 Повышенная 0,75 0,90
6 Высокая 0,90 0,99
7 Полная 0,99 1
* От 0,01.
Количественная оценка состояния автоматизации может про-
изводиться с помощью основных (например, d), вспомогательных
и дополнительных показателей.
Описание состояния автоматизации технологических процессов
производится с помощью информационной модели, в которой
первая цифра обозначает ступень, буквы А или КА — вид, вторая
цифра — категорию. Например, информационная модель ЗА2
означает, что на производственном участке (3) имеет место еди-
ничная автоматизация (А) второй категории (малая).
Состояние автоматизации технологического процесса оцени-
вается по табл. 3.6. При этом дается характеристика управления
станком (вручную, автоматически, ЧПУ, от ЭВМ и др.), способ
загрузки заготовок на станок, снятия их со станка после обработ-
ки и межойерационной транспортировки (вручную; при помощи
электротельфера или крана; автоматически из бункера или нако-
пителя; при помощи автоматической руки, работающей по жест-
кой программе; при помощи робота-манипулятора и т. д.).
Загрузка заготовок на станок может осуществляться периодиче-
ски или непрерывно. В качестве межоперационных транспортных
средств могут использоваться склизы, скаты, рольганги, наполь-
ные или подвесные конвейеры, в том числе с автоматическим
адресованием грузов. Затем для каждой операции и технологи-
ческого процесса в целом определяется основной показатель уров-
ня автоматизации и ее категория. Составляется информационная
модель автоматизации технологического процесса.
39
Для анализа схем базирования заготовок при обработке и воз-
никающих при базировании погрешностей составляется табл. 3.7.
При этом необходимо выявить, какие поверхности заготовки явля-
ются технологическими базами, и установить их виды по лишае-
мым степеням свободы (ГОСТ 21495—76).
Следует рассмотреть, соблюдаются ли основные принципы
базирования — постоянства и совмещения баз (см. параграф
2.2). Если технологическая база не совмещена с измерительной,
необходимо определить погрешность базирования заготовки и
сравнить ее с допуском на выполняемый размер. В ряде случаев
(например, при параллельной обработке противолежащих поверх-
ностей и несовмещении баз) следует проверить, не произойдет ли
перераспределение симметричных припусков, что может привести
к браку. Эта задача решается путем расчета размерной цени
одним из следующих методов: координат допусков, предельных
значений, отклонений, средних значений [15].
Для учета и анализа причин брака при обработке деталей
составляется табл. 3.8, для чего используются данные ОТК базо-
вого предприятия. Необходимые сведения могут быть щолучены
путем непосредственного наблюдения за выполнением операций
технологического процесса и контроля качества продукции. Особое
внимание следует обратить на выявление причин брака и разра-
ботку мероприятий по его предупреждению.
Для оценки технологического оснащения процесса составля-
ются табл. 3.9...3.12. При заполнении таблиц нужно руководство-
ваться следующим.
В соответствии с ГОСТом станочные приспособления делятся
на неразборные специальные (НСО), универсально-наладочные
(УНО), универсально-сборные (УСО), сборно-разборные (СРО),
универсально-безналадочные (УБО) и специализированные нала-
дочные (СНО). Рациональность применения того или иного вида
приспособлений при обработке данной детали может быть проана-
лизирована по методике, изложенной в указанном стандарте, а
также в технической литературе [2], [10].
Следует также оценить, оправдано ли применение данного вида
привода (ручного, пневм1атического, гидравлического и др.) в
анализируемых приспособлениях. Определение времени, затрачи-
ваемого на установку и снятие, закрепление и открепление заго-
товки, позволяет судить о производительности при выполнении
этих элементов операции и путях ее увеличения. Указанное время
определяется по нормативам вспомогательного времени [26] или
путем хронометража на рабочем месте станочника.
При анализе режущих инструментов, применяемых в техноло-
гическом процессе, рассматривается вид инструмента по степени-
специализации (стандартный, унифицированный, специальный),
материал режущей части и другие сведения о работе инструмен-
тов (см. табл. 3.10). Стойкость инструмента следует оценивать
по производственным данным с последующим сравнением их с
40
табличными. Нужно установить фактическую периодичность под-
наладки инструментов (без заточки, с заточкой, правкой). В мно-
гоинструментальных наладках следует определить, какой инстру-
мент является лимитирующим и почему. Параметры режима реза-
ния берутся из технологических карт или устанавливаются на
рабочих местах. Стоимость одного машино-часа работы инстру-
мента принимается по книге [11, табл. 2.14]. Необходимо оценить
также' эффективность применяемых методов настройки инстру-
ментов на размер (по пробным проходам, по эталону, вне стан-
ка и др.).
Для анализа вспомогательной оснастки (см. табл. 3.11)" время
на установку в ней режущих инструментов можно определить по
нормативам [9], а годовые затраты на вспомогательный инстру-
мент, характеризующие экономичность его применения, по спра-
вочнику [35].
При анализе средств технического контроля — измерительных
инструментов и приспособлений (см. табл. 3.12) — нужно иметь
в виду, что инструменты, в которых предусмотрен отсчет резуль-
татов измерений по шкале или нониусу, неприемлемы для массо-
вого и крупносерийного производства, так как требуется специ-
альное освещение рабочего места при относительно больших за-
тратах времени на измерение детали. Использование таких инстру-
ментов при большом объеме выпуска продукции приводит к
быстрой утомляемости рабочего.
Погрешность измерения определяется по таблицам ГОСТ
8.051—81 и методическим указаниям по внедрению этого стандар-
та (РДМУ 98—77). Следует сопоставить погрешность измерения
с допуском на выполняемый размер. Погрешность измерения не
должна превышать 20...35 % допуска па размер. Время на одно
измерение, характеризующее производительность контроля, при-
нимается по нормативам вспомогательного времени [9]. Годовые
затраты на измерительный инструмент или приспособление, харак-
теризующие экономичность его применения, принимаются по
справочнику [35].
Пример 3.4. Предметом .анализа является технологический процесс изго-
товления ступенчатого вала (рис. 3.5) из стальной штампованной заготовки.
Производство крупносерийное. Объем выпуска — 20 тыс. шт. в год. Такт
выпуска 12 мин. Процесс состоит из трех операций механической обработки:
005 — фрезерно-центровальной на станке модели МР77, 010 — токарной мно-
горезцовой на станке 1А720 и 015 — круглошлифовальной на станке
ЗМ151.
Динамика изменения размеров детали на различных стадиях ее обработки
приведена в табл. 3.2.
Шероховатость поверхностей на различных стадиях обработки данной
детали характеризуется следующими показателями: среднее арифметическое
отклонение профиля Ra после фрезерования и точения составляет 6,3 мкм,
после шлифования 0,8 мкм.
Принятую в данном варианте технологического процесса общую последо-
вательность обработки логически следует считать целесообразной, так как при
этом соблюдаются принципы постепенности формирования • свойств. обраг
батываемой детали (см. параграф 2.2). Метод получения заготовки соответст-
41
Рис. 3.5. Эскиз детали
Табл. 3.2. Основные, заданные и операционные размеры детали
Этапы обра- ботки и наи- менование операции Номинальные размеры и предельные отклонения, мм
Д1 d2 Li L2 j L3 1 l4 di
Заданная 40 —о,оз 60 —о,2 40 —о,з 120 —0.4 27—0,2 57 ±о, 151X45° 6 ±о,2
деталь
Заготовка 44±0,5 64±0,5 — 124±1 25±1 — —
Фрезерно- — — 120 -о.4 — — — 6 4-0,2
центроваль-
ная
Токарная 40,7—о,з 60 —о,2 40—о,з — 27—0,2 57 ±0,15 1X46° —
Шли фо- 40 —о.оз •— — — — — '— —
вальная
вует принятому типу производства и в данном примере не рассматривается...
Применение методов упрочнения по условиям задачи не требуется.
Для анализа применяемого для обработки заданной детали оборудования
составляем табл. 3.3 и 3.4.
Табл. 3.3. Технологические возможности применяемого оборудования
Номер операции Модель станка ' Предельные или наибольшие разме- ры обрабатываемой заготовки, мм Квалитет обработки (экономичес- кий) Параметр шероховато- сти обраба- тываемой поверхности На, мкм
диаметр (ширина) d (Ь) длина 1 высота h
005 МР-77 25...80 100...200 — 42 10'
010 4А720 310/200* 300 —. 12 40
015 ЗМ151 200 750 — 6 0,8
* В числителе указан диаметр обработки над станиной, в знаменателе —
над суппортом.
42
Табл, 3,4, Характеристика срока службы, стоимости, сложности,
производительности и степени использования применяемого оборудования
Модель станка Год изготов- ления станка Цена станка, руб. Категория ремонтной сложности Количест- во стан- ков на операции Трудоем- кость 7* шт » мин Коэффи- циент загрузки станка
МР-77 >1967 9790 6 1 3,2 0,26
1А720 19/65^ 3710 >14 1 2,8 0,23
ЗМ151 >19/80 6100 38 1 4,1 0,34
Анализ приведенных в них сведений показывает, что станки, используемые
на операциях 005—015, по габаритным размерам обрабатываемой заготовки,
достигаемой точности и шероховатости поверхностей соответствуют требуемым
условиям обработки заданной детали. Все станки являются относительно
недорогими. Категория ремонтной сложности их (за исключением станка
ЗМ151) невысокая. Физическое состояние станков, находящихся на участке,
удовлетворительное.
Схемы обработки заготовок на операциях 005, 010 являются достаточно
прогрессивными. Однако станки моделей МР-77 и 1А720 морально устарели
и сняты с производства. Кроме того, станок МР-77 используется не полностью
(одна позиция свободна). На операции 015 применяется современный кругло-
шлифовальный станок модели ЗМ151, который соответствует всем требова-
ниям серийного производства, хотя схема операции выполняемого на нем
шлифования не является высокопроизводительной. Поэтому их следует заме-
нить на аналогичные (выпускаемые промышленностью в настоящее время)
станки моделей 2К942 и 1Н713. Для повышения производительности операции
шлифования можно использовать станок модели МА ЗИ151, предназначенный
для скоростного и силового шлифования. Целесообразность этой замены необ-
ходимо подтвердить экономическим расчетом.
Коэффициент загрузки применяемых для обработки данной детали стан-
ков невысокий (и з.ср =0,28). При замене станков на более производитель-
ные он еще более уменьшится. Поэтому станки должны быть дозагружены
обработкой других деталей типа ступенчатого вала до среднего коэффициента
загрузки не менее 0,6...0,7. Это может быть обеспечено при соответствующем
подборе обрабатываемых деталей благодаря достаточно широким технологи-
ческим возможностям данного оборудования. Запуск деталей в производство
следует производить партиями.
у Для анализа степени концентрации и дифференциации обработки на стан-
ках составляем табл. 3.5. При этом пользуемся данными технологических
карт.
Табл. 3.5. Характеристика концентрации обработки
Модель станка Количество позиций Количество деталей, обра- батываемых в одной позиции Количество режущих ин- струментов на станке Количест- во инст- румен- тальных головок (для агре- гатных станков)
загру- зочных рабо- чих об- щее парал- лельно последо- вательно дифферен- цированно по по- зициям общее в том числе сложных, комбини- рованных, профиль- ных
МР-77 Д 3 1 — — 0+2+2+0 4 2
1А720 — 11 — — — 5 —
ЗМ151 ^-11— — — 1 —
Анализ сведений, приведенных на рис. 3.7 и в табл. 3.2, показывает, что
для изготовления заданной детали требуется применить четыре вида обработ-
43
ки: фрезерование, сверление, точение и шлифование. Наибольшее количество
поверхностей подлежит обработке точением. Как видно из табл. 3.5, в базо-
вом варианте технологического процесса фрезерование торцов и сверление
центровых отверстий объединено на одном фрезерно-центровальном станке
барабанного типа и выполняется последовательно в двух рабочих позициях
при одной загрузочной и одной свободной позиции. При этом обе стороны
вала обрабатываются одновременно двумя одинаковыми инструментами.
Особенностью конструкции детали является ее симметричность относи-
тельно канавки £>3, что позволяет применить одну и ту же многоинструмен-
зальную наладку для обработки обоих хвостовиков. В базовом варианте
технологического процесса эта особенность используется при токарной обра-
ботке, которая выполняется на одном многорезцовом станке 1А720 с пере-
становкой обрабатываемой заготовки. Таким образом, осуществляется парал-
лельно-последовательная концентрация обработки, степень которой достаточно
высокая.
Для анализа автоматизации технологического процесса и каждой входя-
щей в него операции составляем табл. 3.6.
Табл, 3.6. Автоматизация технологического процесса
Модель станка Управление циклом станка Вид загрузки заготовок на станок Межопе- рацион- ное транспорт- ное устрой- ство т О, мин шт, мин d -Категория автома- тизации
МР-77 Автомати- ческое Ручная, пе- риодическая Скаты 2,1 3,2 0,66 4 (большая)
1A7I20 То же То же То же 2 2,8 0,72 4 (большая)
ЗМ1&1 » » » 2,65 4,1 0;64 4 (большая)
В целом по технологи - 6,75 10,1 0,67 4 (большая)
ческому процессу
Информационная модель автоматизации данного технологического про-
цесса — 2КА4. Как видно из табл. 3.6, для повышения производительности
и уменьшения числа обслуживающего персонала следует автоматизировать
процесс загрузки-разгрузки станков и межоперационный транспорт обраба-
тываемых деталей.
Для анализа схем базирования заготовок при обработке и возникающих
при базировании погрешностей, а также выявления причин возникновения
брака составляем табл. 3.7 и 3.8.
Рассмотрим возникновение погрешностей базирования в процессе опера-
ций технологического процесса (табл. 3.7).
Табл. 3.7. Базирование заготовок при обработке
Номер и название операции (перехо- да) Выдерживаемые размеры, мм Номера поверхностей-баз Погреш- ность ба- зирова- ния, мм
уста- новоч- ной напра- вляю- щей двойной направля- ющей опор- ной двой- ной опор- ной
номиналь- ное зна- чение до- пуск
005, фрезерно- центровальная Di = 120 Д1=6 0,4 0,2 — — 3;,5 4 — —
010, токарная £9=2;5 £3=57 Di =40 0,2 0,3 0,3 — 1 ;7 2 0,4 0,4
015, шлифо- вальная 44 Di = 40 0,03 — —• 1;7 2 -— —
Операциия 005. Деталь устанавливается по поверхностям 3 и 5 в
самоцентрирующие тиски с призматическими губками с упором в торец 4.
Благодаря центрированию детали в призмах, погрешность базирования при
выдерживании размера dx равна нулю. Для осевого размера Lx измерительные
базы (2 и 6) не совпадают с технологической (опорной базой — 4), Поэтому
в осевом направлении возникает погрешность базирования, равная допуску
на размер заготовки L2, но она не влияет на получение размера Lx, так как
он зависит только от расстояния между фрезами, производящими парал-
лельную обработку торцов. Следовательно, точность обработки в размеры
di и Z] обеспечивается. наладкой режущих инструментов и не зависит от ба-
зирования.
Однако указанное несовпадение технологической и измерительной баз
может привести к тому, что предусмотренный 'для обработки торцов припуск,
равный 2 мм на каждую сторону, при определенных условиях для одного из
торцов будет недостаточным ввиду возможного смещения заготовки вдоль
своей оси в ту или иную сторону относительно ее расчетного положения.
Поэтому необходимо произвести проверку припусков на фрезерование тор-
цов вала. Решим эту задачу способом отклонений [15], согласно которому
верхнее Авд и нижнее Аид предельные отклонения замыкающего звена раз-
мерной цепи определяются по формулам:
Аз\ =2АВ/ -2А ш ; (3.1)
Анд ==2Аш~2А ш , (3.2)
где A Bi , А н< — соответственно верхнее и нижнее отклонения увеличивающих
замыкающий размер звеньев; A Bi, А ш’ — соответственно верхнее и нижнее
отклонения уменьшающих замыкающий размер звеньев. При условии симмет-
ричного распределения номинальных значений припусков между обоими торца-
ми (2 и 6) детали 22 = г6 = 2 мм.
Проверку припуска на обработку правого торца вала г6 производим исхо-
дя из размерной цепи, приведенной на рис. 3.6, а.
Номинальный размер припуска
Zq — L'2—С,
где L'2 — длина ступени заготовки: L'2=(25±l) мм; С — установочный раз-
мер фрезы относительно постоянного упора приспособления. Поскольку г6 —
= 2 мм, С = 23 мм.
Погрешность установки фрезы по эталону составляет 15...45 мкм, что
значительно меньше допуска на осевые размеры рассматриваемой заготовки.
Поэтому предельные отклонения размера С в данном расчете не учитываем.
Тогда по формулам (3.1) и (3.2’) получим: A bz = + 1 мм; A hz =—1 мм.
Следовательно, z6=(2±l) мм, что, удовлетворяет условиям обработки.
Для проверки припуска на фрезерование левого торца z2 строим размер-
ную цепь (рис. 3.6, б) и составляем уравнение номинальных размеров
z z2 — L'x—L'2-]~C—Lx
или
Определяем предельные отклонения замыкающего звена z2 по формулам
(3.1) и (3.2), учитывая, что L'x~ (124±1) мм, C=const, ЬЛ2=(25±1) мм и
Lx = 120—0,4 мм:
Дв, = + ! — [(—1) + (—0,4)] =+2,4 мм; A —1—Г (+1) + (0) 1 = —2 мм.
Тогда z2==2^_?>’q мм, что недопустимо, так как наименьшее значение при-
пуска может оказаться равным нулю и нельзя будет выполнить обработку
левого торца детали. Для устранения этого недостатка необходимо сущест-
венно увеличить точность выполнения осевых размеров заготовки (£/i и
Z/2) или изменить схему базирования, приняв за опорную базу один из тор-
цов детали с использованием откидного упора. После принятия того или иного
решения следует снова проверить припуски путем аналогичного расчета.
Операция 010. Обрабатываемая заготовка устанавливается „ в цент-
рах 1, 7 с упором в торец 2. Передний центр — плавающий, задний — вра-
щающийся. Поскольку деталь полностью симметричная относительно канав-
45
Рис. 3.6. Схемы размерных цепей
для проверки припусков на
обработку правого (а) и
левого (б) торцов вала
*ки £>з, она обрабатывается за два последовательно выполняемых одинаковых
перехода с переустановкой в центрах.
В связи с тем что опорной базой при обработке правой половины детали
служит противоположный торец 2, а измерительной базой — правый торец 6
(технологическая и измерительная базы не совмещены), имеет место погреш-
ность базирования, равная допуску на длину вала (0,4 мм). Следовательно,
•точность выполнения размеров Л2=25 — 0,2мм и L3= (57+0,15) мм при данной
"схеме базирования не гарантируется.
Поэтому рассматриваемая операция должна быть усовершенствована.
Необходимо увеличить точность. обработки торцов на L\ или расширить
допуски на L2 и L3 (если это возможно по конструктивным соображениям)
с таким расчетом, чтобы они стали больше суммарной погрешности обработ-
ки на данном станке. Кроме того, следует изменить расположение поля допус-
ка на L3 аналогично остальным осевым размерам.
Погрешность базирования в радиальном направлении при выдерживании
диаметральных размеров равна нулю.
Операция 015. Обрабатываемая заготовка устанавливается в жестких
центрах. При этом погрешность базирования для диаметральных размеров
так же, как и в предыдущем случае, равна нулю.
Табл. 3.8. Доля и причины брака
Номер опера
ции (перехо-
да)
Доля брака
па операции
(переходе), %
Причины возникновения брака
005 3,6 Погрешности размеров заготовок, превышающие до- пуски; погрешность базирования Погрешность базирования, дефекты металла заго- товок
010 6,5
015 0,3 Ошибки рабочего'
Табл. 3.9. Установочно-зажимные приспособления
Номер опера- ции Название приспособления Вид при- способле- ния Привод приспо- собления Количест- во приспо- соблений на станке, шт. Время на установку и снятие заготовки, мин
005 Тиски пневматические УНО Пневмоци- линдр 1 0,1
010 Патрон поводковый УБО — 1 0,1
Центр плавающий СНО — 1 0,1
01-5 Центр вращающийся Центр упорный (жест- УБО Пневмоци л ин др 1 0,1
СЖИЙ) УБО Ручной 2 0Д6
Хомутик поводковый УБО Ручной 1 0,1
46
Табл. 3.10. Режущие инструменты
Номер операции Наименование инструмента Вид ин- струмента Материал режу- щей части Стойкость (фактичес- кая), мин сож Параметры резания V, м/мин s, мм/об t, мм Стоимость одного машино- часа, коп. Метод настройки на размер
005 Фреза торцевая Стан- Т15К6 180 ЭМ 102 0,05 2 10,4 По щупу и дартный ' эталону Стерло центровочное То же Р6М5 30 ЭМ 12 0,06 4 7 По эталону комбинированное 0'10 Резец проходной » ТГ5|К6 180 ЭМ 76 0,3 1,5 7,6 По пробным деталям Резец подрезной » Т.15К6 180 ЭМ 76 0,2 1,0 7,6 Резец канавочный » Т15К6 90 ЭМ 76 0,2 0,2 7,6 015 Круг шлифовальный » ПП14А-20С2К5 15 ЭМ 20 0,002 10,3 По проме-
рам
Наличие брака на операции 015 объясняется невнимательностью опера-
тора, обеспечивающего точность размеров путем пробных проходов и про-
меров, и рассеиванием размеров по причинам случайного характера. Для
исключения брака по причине ошибок оператора можно рекомендовать при-
менение средств активного контроля, например накидную скобу с сигнали-
зирующим устройством. Необходимо также улучшить качество заготовок.
Для оценки установочно-зажимных приспособлений, режущего и вспомо-
гательного инструмента, средств технического контроля составляем табл.
3.9...3.12.
Используемые на операции 005 пневмотиски являются быстродействую-
щими. На операции 010 применяется поводковый патрон с эксцентриковыми
самозажимными кулачками. Зажим детали обеспечивается пневмоцилиндром
задней бабки. На операции 015 применяются жесткие упорные центры, зажим
поводкового хомутика и заготовки осуществляется вручную. Вспомогательное
время на этой операции можно снизить, если пользоваться двумя поводко-
выми хомутиками, закрепление и снятие их производить поочередно во время
обработки другой заготовки, т. е. обеспечить перекрытие этой части вспомо-
гательного времени машинным.
Все приспособления (за исключением плавающего центра) являются
стандартными (покупными), за счет чего при их невысокой стоимости сокра-
щаются сроки технологической подготовки производства.
Как видно из табл. 3.10, в технологическом процессе применяются стан-
дартный покупной режущий инструмент, что ускоряет технологическую
подготовку производства и уменьшает затраты на него, а также твердосплав-
ные режущие материалы и абразивные круги, за исключением инструмента,
применяемого на операции центрования. Режимы резания достаточно высокие,
стоимость эксплуатации инструмента средняя. Обработка ведется с применением
СОЖ, что позволяет вести ее с высокими скоростями резания и сохранением
оптимальных периодов стойкости инструмента. На операциях 005 и 010
используются прогрессивные методы настройки инструмента на размер. Задан-
ный размер на операции 015 обеспечивается периодическим изменением диа-
метра обрабатываемой ступени вала, что может привести к изготовлению бра-
Табл. 3.11. Вспомогательные инструменты
Номер операции Наименование пнстоумента Вид инстру- мента Годовые затраты на один вспомога- тельный инстру- мент, руб. Установка режущего инстру- мента во вспомогательном
способ крепления время па смену (правку) одного инстру- мента, мин
005 Оправка фрезер- ная, 2 шт. Стан- дартный /55 По цилиндри- ческому отвер- стию и пазу на торце 2,8
Патрон цанговый, 2 шт. Специ- ализиро- ванный 54 По цилиндри- ческой поверхно- сти в цанговом патроне 0,8
0-W .Резцедержатели, 2 шт. То же 27 Винтами по плоскостям 2,5
045 Державка для алмазно-металли- ческого карандаша Стан- дартный 14 По цилиндри- ческому хвосто- вику карандаша 2
Шарошки для правки с державкой? То же 18 — 1,8
48
кованых деталей и повышенной трудоемкости обработки. На этой операции
целесообразно применить накидную скобу, снабженную сигнализирующим
устройством.
В рассматриваемом технологическом процессе применена стандартная и
специализированная вспомогательная оснастка. Годовые затраты на один
вспомогательный инструмент составляют от 14 до 55 руб., их следует счи-
тать небольшими. Время, необходимое на смену одного режущего инструмен-
та во вспомогательном, сравнительно невелико. Затраты времени на замену
всех режущих инструментов или их правку при восьмичасовом рабочем дне
составляют на операциях: 005 — 40,5 мин, 010 — 30,8 мин и 01'5' — 64 мин.
Затраты времени на смену (правку) инструмента можно снизить, если
применигь более стойкие твердосплавные инструменты с износостойкими по-
крытиями, а также алмазное или скоростное шлифование. Крепление инстру-
ментов, их установка и смена не сложны. Таким образом, вспомогательная
оснастка соответствует данному типу производства.
Табл. 3.12. Средства технического контроля
Номер опера- ции Наименование инстру- мента (прибора) и эталона Вид инстру- мента Точность измере- ния. мм Допуск на изме- ряем ый размер, мм Время на одно изме- рение, мин Годовые затраты на один инстру- мент, руб.
005 Шаблон (калибр Специаль- длины) ный 0,09 0,4 0,43 ( 40
К а либр-пробка конусная То же 0,05 0,2 0,11 1
Образцы' шерохо- Стандарт- ватости ный Ra 6,3 Ra 6,3i, не более 0,07 0,5
040 Скобы двусторон- ние, 2 шт. То же 0,07 0,3 0,09 14
Шаблоны длины, Сцециаль- 2 шт. ный 0,0)5 0,2; 03 0,07 10
045 Скоба двусто- Стандарт- ронняя ный Q,00’6 0,03 0,09 14 -
Образцы шерохо- ватости То же Ra 0,8 Ra 0,8,- не более 0,07 0,5
Биенмемер » 0,04 0,045 0,42 10’
В технологическом процессе применены быстродействующие измеритель-
ные инструменты (стандартные и специальные). Точность измерения доста-
точно высокая (погрешность измерения не превышает 30 % допуска на изме-
ряемый размер). Годовые затраты на измерительный инструмент небольшие.
Оснащенность измерительными средствами операций обработки хорошая.
Дополнительных мероприятий по совершенствованию оснащения операций^
измерительными инструментами не требуется.
Действующий технологический процесс можно совершенствовать следую-
щим образом:
1) заменить станки на операциях: 005’— станок модели МР77 на станок
модели 2К942; 010 — станок модели 1А720 на станок модели 1Н713; 045 —
станок модели ЗМ151 на станок модели МАЗИ151;
2) экономически обосновать замену станка на операции 015;
3) автоматизировать процесс загрузки-разгрузки станков и межопераци-
онное транспортирование обрабатываемых деталей;
4) обеспечивать более равномерное распределение припусков на парал-
лельное фрезерование торцов заготовки (операция 00'5);
5) уменьшить погрешности базирования на операции 010 или расширить
допуски на длину ступеней вала;
6) применить средства активного контроля на операции 015 (шлифова-
ние) и экономически обосновывать его целесообразность;
49
7) использовать режущие инструменты, снабженные износостойкими по-
крытиями;
8) на операции 015 применить скоростное шлифование.
Глава 4. ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
4.1. ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЩАЯ МЕТОДИКА РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В курсовом проекте разрабатываются единичные, типовые и
групповые рабочие технологические процессы, относящиеся по
степени их детализации к операционным или маршрутно-опера-
ционным.
Единичный технологический процесс разрабатывается в том
случае, если задание на проектирование содержит одну сложную
или несколько простых разнотипных деталей. Если заданием
предусматривается разработка технологических процессов на
изготовление двух-трех однотипных деталей (например, колец
подшипников), проектируется операционный типовой или группо-
вой технологический процесс на изготовление детали. Для осталь-
ных деталей группы разрабатываются маршрутные технологичес-
кие процессы.
Основные этапы разработки технологических процессов, зада-
чи, решаемые на каждом этапе, основные документы и системы,
обеспечивающие решение этих задач, должны соответствовать
ГОСТ 14.301—83.
Необходимость каждого этапа, состав задач и последователь-
ность их решения определяются в зависимости от вида и типа
производства и устанавливаются стандартами предприятия.
ГОСТ 14.301—83 предусматривает следующие основные этапы
разработки технологических процессов.
1. Анализ исходных данных, для разработки технологического
процесса. На этом этапе также определяется такт выпуска, тип
производства и его организационная форма.
2. Выбор действующего типового, группового технологического
процесса или поиск аналога единичного процесса.
При курсовом проектировании в качестве аналога единичного
технологического процесса принимается базовый (заводской.).
На этом этапе выполняется подробный анализ базового техно-
логического процесса с точки зрения его прогрессивности, повы-
шения производительности труда и качества изделия, сокращения
трудовых и материальных затрат на его реализацию, уменьшения
вредных воздействий на окружающую среду (см. гл. 3).
3. Выбор исходной заготовки и методов ее изготовления.
4. Выбор технологических баз.
5. Составление технологического маршрута обработки. При
50
этом необходимо выбрать вид проектируемого процесса (единич-
ный, типовой, групповой) и степень его детализации; методы обра-
ботки поверхностей; составить несколько вариантов маршрута
обработки и выбрать оптимальный по минимуму приведенных
затрат.
6. Разработку технологических операций: выбор последова-
тельности переходов в операциях, средств технологического осна-
щения, механизации и автоматизации элементов процесса; назна-
чение и расчет припусков и режимов резания; уточнение моделей
оборудования.
7. Нормирование технологического процесса.
8. Определение требований техники безопасности.
9. Расчет экономической эффективности технологического про-
цесса.
10. Оформление технологических процессов.
4.2. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И СОДЕРЖАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ДЛЯ РАЗЛИЧНЫХ ТИПОВ
И УСЛОВИЙ ПРОИЗВОДСТВА
Проектирование технологических процессов и оформление
технологической документации зависят, главным образом, от типа
и условий производства. Технологические процессы для массового
производства относятся, как правило, к единичным операционным
и отличаются тщательной разработкой и оформлением комплекта
технологических и контрольных операционных карт и карт эски-
зов. Технологические процессы механической обработки должны
строиться по прогрессивным схемам: параллельной и параллельно-
последовательной. Для обработки деталей применяются высоко-
производительные станки: полуавтоматы и автоматы, агрегатные
станки и автоматические линии. Технологический процесс оснаща-
ется высокопроизводительной оснасткой. Станочные приспособле-
ния снабжаются быстродействующими загрузочно-разгрузочными
и зажимными механизмами, по возможности предусматривается
многоместная установка деталей. Режущие инструменты должны
обладать повышенной стойкостью, так как применяются много-
инструментные наладки, требующие «больших затрат времени на
их настройку. Широко используются специальные режущие и
мерительные инструменты. Вспомогательные операции (загрузка-
разгрузка, перемещение обрабатываемых деталей от станка к
станку, технический контроль и др.) автоматизируются.
В условиях автоматизированного производства особые требо-
вания предъявляются к заготовкам: высокая точность, макси-
мальное приближение к форме готовой детали. Поэтому для их
получения следует применять точное литье, штамповку, специаль-
ные виды проката, прессование, чеканку и др.
Технологические процессы, предназначенные для использова-
ния в серийном производстве, в зависимости от сложности обра-
батываемой детали могут быть единичными, типовыми и группо-
выми, а от степени их детализации — маршрутными, операцион-
51
ны-ми и маршрутно-операционными. Для простых деталей, как
правило, разрабатываются подробные маршрутные технологичес-
кие процессы с указанием содержания операций и переходов, а
также выдерживаемых размеров. Для деталей средней сложности
составляются маршрутно-операционные карты процессов. На
простые операции оформляется подробная маршрутная карта, а
на сложные — операционные технологические карты и карты
эскизов. На детали большой сложности (например, шпиндели и
др.) разрабатываются единичные технологические процессы, как
и в массовом производстве.
В курсовом проекте для приобретения навыков разработки
операционных технологических карт и карт эскизов студентам
рекомендуется оформить не менее десяти операционных карт
независимо от того, для какого типа производства они предна-
значены.
Типовые технологические процессы обычно разрабатываются
для условий крупносерийного производства, а групповые — для
средне- и мелкосерийного, если задание на проектирование содер-
жит несколько однотипных деталей. Технологические процессы в
этих случаях оснащаются, как правило, универсальным станоч-
ным оборудованием, в том числе станками с ЧПУ, и стандартной
оснасткой. Применяются универсальные и групповые приспособ-
ления. При поточной форме организации- производства рекомен-
дуется применять гибкие автоматизированные линии с использо-
ванием манипуляторов и промышленных роботов, управляемых
мини-ЭВМ. Технологические процессы строятся в основном по
последовательной схеме обработки и реже — по параллельной. t
В серийном производстве в качестве заготовок широко исполь-
зуются сортовой прокат, отливки, штамповки на молотах, сварные
конструкции и другие виды заготовок, применение которых эконо-
мически целесообразно.
4.3. ВЫБОР'ТИПА И ОРГАНИЗАЦИОННОЙ ФОРМЫ ПРОИЗВОДСТВА
Тип производства по ГОСТ 3.1119—83 характеризуется! коэф-
фициентом закрепления операций: /С3.о=1 — массовое; 1<К3.0<
<10 — крупносерийное; 10<К3.о<20 — среднесерийное; 20 <
<К3.о<40 — мелкосерийное производство. В единичном произ-
водстве Кз.о не регламентируется.
В соответствии с методическими указаниями РД 50-174—80,
коэффициент закрепления операций для всех разновидностей
(подтипов) серийного производства
/<3.о = 2/7ы /(SPJ, , (4.1)
где 277ог- — суммарное число различных операций за месяц по
участку из расчета на одного сменного мастера; 2Р^ — явочное
число рабочих участка, выполняющих различные, операции при
работе в одну смену.
При учебном технологическом проектировании рекомендуется
определять условное число однотипных операций, выполняемых
52
на одном станке в течение одного месяца при работе в одну смену:
ПсЛ=- Т|н/г|з, (4.2)
где цн — планируемый нормативный коэффициент загрузки стан-
ка всеми закрепленными за ним однотипными операциями, при-
нимаемый для крупно-, средне- и мелкосерийного производства
соответственно равным 0,75; 0,8; 0,9; т]3 — коэффициент загрузки
станка проектируемой (заданной) операцией:
т1з=7ш..к7Ум/(60^в), (4.3)
Т ш.-к — штучно-калькуляционное время, необходимое для выпол-
нения проектируемой операции, мин; NM — месячная программа
выпуска заданной детали при работе в одну смену, шт.: Л/м=
= Nr/(2'12) =7Vr/24; Nr — годовой объем выпуска заданной
детали, шт.: — месячный фонд времени работы оборудования
в одну смену, ч: FM = 4055/ (2-12) = 169 ч; kB — коэффициент вы-
полнения'норм, принимается равным 1,3.
Подставляя -в формулу (4.3) значения FM и kBt получим
Z ш._кЛ7м/13182. (4.4)
После подстановки выражения (4.4) в формулу (4.2) получим
зависимость для определения числа однотипных операций, выпол-
няемых на одном станке в течение месяца:
Пы=Ш82цн/Тш^м. (4.5)
Количество операций, выполняемых в течение месяца на
участке (из расчета на одну смену), определяется суммиро-
ванием числа операций П оС , выполняемых на каждом станке:
SJ70i — 77о1+Ло2 + оп . (4.6}
Необходимое число рабочих для обслуживания в течение одной
смены одного станка, загруженного по плановому нормативному
коэффициенту,
D __ I _ /7О^МГШ,-Х , .
60£вФ 60&вФ ’ 1 4
где N i — приведенный месячный объем выпуска деталей (шт.)
при загрузке станка до принятого значения т|н' N^IIoiNM; л >—
штучно-калькуляционное время на выполнение проектируемой
операции, мин: t^T ш,.к; Ф — месячный фонд времени рабочего,
занятого в течение 22 рабочих дней в месяц, ч: Ф = 22«8=176 ч.
После подстановки в формулу (4.7) значений Кв, Ф и IJoi
[формула (4.5)] получим зависимость для определения необходи-
мого числа рабочих для обслуживания одного станка:
Pz = 0,96pH. (4.8}
Явочное число рабочих участка (при работе -в одну смену)
определяем суммированием значений Рг , рассчитанных для* каж-
дого станка:
2Р/==Р1+Р2+Рз + ... + Р,. (4.9)
Таким образом, для определения коэффициента закрепления
операций на участке требуется выполнить расчеты по формулам
53
(4.5), (4.6), (4.8), (4.9). Коэффициент К3.о определяется по фор'
муле (4.1).
Пример 4. 1. Определить К з.о и тип производства для участка с тремя
станками, на которых выполняются операции механической обработки детали.
Годовая программа выпуска детали — 3000 шт. Производство, предположи-
тельно, среднесерийное. Штучно-калькуляционное время на выполнение опера-
ций отдельными станками составляет соответственно 6, 5 и 8 мин. Месячная
программа выпуска 125 шт., чп=0,8.
1. Возможное число операций на каждом станке при их условном коэф-
фициенте загрузки =0,8 по формуле (4.5):
По1 =(13 182-0,8)/(6-125) =14; П о2 = (13 182 - 0,8)/(5-125) = 16,9;
77 оз = (13 182-0,8)/(8-125) = 10,5.
2. Общее число операций, выполняемых на участке в течение одного ме-
сяца, по формуле (4.6):
ynOi- =14+16,9+10,5 = 41,4.
3. Число рабочих, обслуживающих каждый станок в отдельности (при
работе в одну смену), по формуле (4.8):
^,=0,96-0,8 = 0,77
(число рабочих, обслуживающих один станок, принимается одинаковым,
т. е. 0,77).
4. Явочное число рабочих на участке (при работе в одну смену) по фор-
муле (4.9):
ур . =0,77+0,77+0,77 = 2,31.
5. К з.о по формуле (4.1):
Кз.о = 41,4 / 2,31 =17,9.
Производство среднесерийное.
Если за рабочими мостами рассматриваемого участка механи-
ческой обработки закреплены только постоянные операции и
догрузка их по причинам организационного характера невозможна
(как, например, поточная однопредметная линия из специальных
станков, однопредметная автоматическая линия), независимо от
коэффициента загрузки данного оборудования и полученного
расчетным путем коэффициента закрепления операций 7С3.О произ-
водство следует считать массовым.
Догрузка участка возможна в том случае, если он состоит из
специализированных универсальных станков или агрегатных мно-
гопредметных станков, при условии их загрузки обработкой основ-
ной детали ниже 50 % (при курсовом проектировании условно
принято догружать станок равноценной по трудоемкости деталью).
Формы организации технологических процессов в соответствии
с ГОСТ 14.312—74 зависят от установленного порядка выполнения
операций, расположения технологического оборудования, коли-
чества изделий и направления их движения при изготовлении.
Существуют две формы организации технологических процессов —
групповая и поточная, основные признаки которых приведены в
данном стандарте.
Решение о целесообразности организации поточной формы про-
изводства обычно принимается на основании сравнения заданного
суточного выпуска изделий и расчетной суточной производитель-
S4
ности поточной линии при двухсменном режиме работы и ее
загрузке на 65...75 %.
Заданный суточный выпуск изделий
Nc — Nr/ 253 ,
где Nr — подовой объем выпуска изделий, шт.; 253 — количество
рабочих дней в году.
Суточная производительность поточной линии (шт.)
Qc = (Жр)т]з,
где Fc — суточный фонд времени работьг оборудования (при двух-
сменном режиме работы — 960 мин); Тср — средняя станкоем-
кость основных операций, мин; т]3 — коэффициент загрузки обо-
рудования.
Средняя станкоемкость операций (станко-мин)
Тcp=ST Ш7 17(^в)}
где Гшт1- — штучное время основной f-й операции, нормо-мин;
kB — средний коэффициент выполнения норм времени; п — коли-
чество основных операций (без учета операций типа снятия фасок,
зачистки заусенцев и др.).
Если заданный суточный выпуск изделий меньше суточной
производительности поточной линии при условии ее загрузки на
65...75 %, применение однономенклатурной поточной линии неце-
лесообразно.
Такт производства (мин)
т=60 F3/N,
где Рэ — эффективный фонд времени работы оборудования (см.
прил. 1 — в планируемый период; эффективный годовой фонд вре-
мени рабочих см. прил. 2), ч; N — объем выпуска изделия в пла-
нируемом периоде, шт.
При групповой форме организации запуск изделий в производ-
ство осуществляется партиями с определенной периодичностью,
что является признаком серийного производства. Количество де-
талей в партии для одновременного запуска определяется по мето-
дике-В. А. Петрова.
1. Рассчитывают предельно допустимые параметры партии
til и п2: '
„ F,mMb F э м kB
П\ = ---------, П2 = -----------,
По «о
Кэ.о2Тг-
i— 1 i— 1
где /ъ.м — эффективный месячный фонд времени участка, равный
10 560 мин; ио — число операций механической обработки по тех-
нологическому процессу; kB — средний коэффициент выполнения
«о
норм по участку, равный 1,3; 2^ — суммарная трудоемкость
i=l
технологического процесса, мин; Tt — средняя трудоемкость
55
одной операции, мин; £м.о — коэффициент, учитывающий затраты
межоперационного времени. Для среднегабаритных сложных дета-
лей принимается равным 1,5.
Параметр щ отражает производительность и уровень специали-
зации рабочих мест на участке. С помощью параметра m учиты-
вается и ограничивается объем незавершенного производства и
связывания оборотных средств. Меньший из двух параметров обо-
значают Hmim а больший /гтах- Для дальнейшего расчета размера
партии используется птш. Параметр nmin может быть округлен в
сторону увеличения до n'min, кратного размеру партии на сбороч-
ной стадии пСб.
2. Определяют расчетную периодичность повторения партий де-
талей (дн.):
/р ~ 22 П min/^M»
где Мм — месячная программа выпуска деталей: MM==Mr/24.
3. Согласовывают расчетную периодичность повторения пар-
тий деталей с ее допустимыми нормативными значениями /н:
месяцы 4/22 1/8 1/4 1/2 1 3 6 12
дни 1 2,5 5 11 22 66 132 264
Ближайшее большее значение /н принимается к расчету»
4. Рассчитывают размер партии согласно условию:
ДЛ М /
И= __ • /1 min /^шах-
пример 4»2О Определить размер партии среднегабаритной сложной детали:
/г о
Кзо =6; АД =600 шт.; псб =5 шт.; ^0 = Ю шт.; S 7\=40 мин.
ы-1 ‘ 1
105 60.10-1,3 10 560-1,3
1. gTAo--------=572 шт.; п2=^ —j ----= 228 шт.;
rtmin=228 шт.; Птах = 572 шт. Округляем nmin до величины, кратной
п/сб=5 шт. Принимаем п' min =230 шт. z
2. /р = 230-22/600 = 8,4 дня.
3. Принимаем /н = 11 дн.
4. п~ 11 -600/22 = 300 шт. Принимаем размер партии п = 300 шт.
Проверяем условие /г'min ^</*пкх; 230<300<572. Условие выполняется.
Размер партии определен верно.
4.4. ВЫБОР ОПТИМАЛЬНОГО МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ
4.4.1. Общие положения
На выбор метода получения заготовки оказывают влияние:
материал детали; ее назначение и технические требования на изго-
товление; объем и серийность выпуска; форма поверхностей и
размеры детали.
Оптимальный метод получения заготовки определяется на ос-
новании всестороннего анализа названных факторов и технико-
экономического расчета технологической себестоимости детали.
56
Метод получения заготовки, обеспечивающий технологичность
изготовления из нее детали при минимальной себестоимости
последней, считается оптимальным.
При выполнении курсового проекта делается краткий анализ
существующего метода получения заготовки на заводе. В нем
следует отразить технологический процесс, при необходимости
иллюстрированный эскизами, положительные и отрицательные его
стороны, качество заготовки, причины брака и возможности его
устранения. Необходимо привести данные о себестоимости метода
получения заготовки в условиях завода, его трудоемкости, произ-
водительности, материалоемкости.
На основании произведенного анализа, изучения передовых
методов получения аналогичных заготовок на других предприя-
тиях, а также литературных данных и технико-экономического
обоснования следует предложить оптимальный для принятых
условий производства метод получения заготовки. Чертеж должен
быть отработан на технологичность конструкции детали с целью
уменьшения затрат труда, средств, материала и времени на изго-
товление заготовки предложенным методом. Необходимо также
предусмотреть возможности использования неизбежных отходов
металла, получаемых при механической обработке заготовок
(обрезков проката и др.).
4.4.2. Заготовки из проката и специальных профилей
Для изготовления деталей методами резания и пластического
деформирования применяют сортовой, специальный прокат и про-
фили. Вид проката, его характеристика и область применения
приведены в табл. 4.1.
Табл. 4.1. Сортовой, специальный прокат и профили.
Область их применения [38]
Вид проката или профиль гост Почерсч -ое сечение Область применения
1 i 2 3 4
Сортовой: круглый горячеката- 2590'—71 Постоянное Гладкие и ступенча- 'ный повышенной и тые валы с небольшим нормальной точно- перепадом диаметров |сти ступеней; стаканы диа- метром до 50 мм; втул- ки с наружным диамет- ром до 25 мм круглый калибре- 7417—75 То же ванный квадратный, шести- 2594—71 » Крепеж; небольшие гранный, полосовой 2879'—69 детали типа рычагов, (горячекатаный 103—76 тяг, планок, клиньев обычной точности)
57
Окончание
квадратный, шести- 81559»—75 гранный (калибро- 8560—78 ванный) Постоянное
Листовой:
толстолистовой го- 19903—74 То же Фланцы, кольца, плос-
рячекатаный тонколистовой горя- 19903—74 че- и холодноката- 19904'—74 ный Трубы: стальные бесшовные 8732—78 горяче- и холодно- 8734—75 катаные кие детали различной формы; цилиндрические полые детали типа вту- лок и валов Цилиндры, втулки, гильзы шпинделя, ста- каны, барабаны, ролики, валы
электросварные (фа- 10704—76 сонные, квадратные, 8639'—8'2 Прямоугольные) 86)45'—68 Профильный сорто- вой: сталь угловая' рав- '8509'—72 нобокая и неравно- i851O—72 |бокая балки двутавровые 8239'—72 швеллеры обычные 8239'—72 Периодический: » Расход металла сни- жается на 20...70 %, а время обработки — на 20...40 % Балки, кронштейны, полки; для сварных кон- струкций (рам, плит, станин, подставок, кор- пусов)
др од ольный 8319.0—75 поперечно-винтовой 8320.0—83 Гнутые профили: Переменное Ступенчатые детали крупносерийного и мас- сового производства. , Расход металла снижа- ется до 15 %, себестои- мость — на 10...20 %, производительность тру- да повышается на 25...30 % Валы, полуоси, рыча- ги и другие детали крупносерийного и мас- сового производства
19771—74 угловые; швеллеры J9772—74 рав ново л очные, не- 8278—83 равнополочные, С-об- 8281—80 разные, корытооб- 8282'—83 разные 8283’—77 Постоянное Рамы, опоры, крон- штейны, ребра жестко- сти и другие детали крупносерийного и мас- сового производства
58
Рекомендуется для механической обработки на токарных авто-
матах .и револьверных станках применять калиброванный прокат
(ГОСТ 7417—75) 11...13-го квалитетов, диаметром до 100 мм.
Холодную -высадку ступенчатых деталей на прессах-автом.атах
также рекомендуется производить из калиброванного проката
диаметром до 25 мм.
Специальный прокат применяется в условиях крупносерийного
и массового производства, что позволяет почти полностью исклю-
чить механическую обработку детали. Гнутые профили (открытые,
закрытые и многослойные) используются для уменьшения массы
и увеличения жесткости деталей. Экономия металла и сокращение
времени обработки при их применении соответственно составляет
30...70 % и 20...40 %.
4.4.3. Кованые и штампованные заготовки
Основные методы получения заготовок путем обработки метал-
лов давлением и их характеристика приведены в табл. 4.2. Об-
ласть применения этих методов — серийное и массовое произ-
водство.
При выборе заготовок, получаемых давлением, следует иметь
в виду, что наиболее производительными методами являются
холодная высадка на автоматах и поперечно-винтовая прокатка
(до 350 шт./мин). Штамповка на кривошипных прессах в 2...3 раза
производительнее штамповки на молотах, припуски и допуски
уменьшаются на 20...35 %, расход металла на поковки — на
1О...15%.
Заготовки для деталей типа стержня с утолщением, колец, вту-
лок, деталей со сквозными или глухими (в том числе и глубоки-
ми) отверстиями и других (рис. 4.1) целесообразно получать на
горизонтально-ковочных машинах (ГКМ). Классификация заго-
товок, штампуемых на молотах и горячештамповочных прессах,
приведена на рис. 4.2.
Метод получения заготовок Размеры или масса Точность получения заготовок Параметр шерохо- ватости Rz, мкм
наибольшие наименьшие
1 2 3 4 5
Штамповка на мо-
лотах и прессах
Штамповка с пос-
ледующей чеканкой
Штамповка (высад-
ка) на ГКМ
Штамповка выдав-
ливанием
Табл. 4.2. Характеристика основных методов получения заготовок давлением
(углеродистые, легированные стали и специальные сплавы) [38]
200’ кг 1100 кг Толщина стенки 2,5 То же По гост. 7505Н-74 0,05. ..0,1 мм 3)20... 160 40...10
100 кг 0,1 кг По ГОСТ 7505—74 320...160
Диаметр до 200 м.м -— 0,2...0,5- мм 320...80
59
Окончание
Фасонная вальцов- 5.0 кг Толщина По ГОСТ 320...160
ка на ковочных валь- цах стенки 2,5. мм 7505^—74
Прокатка штучных заготовок на попе- речно-винтовых и спе- циальных станах 2'5i0 кг 0,1 кг, 0,5...2,5 мм 320...160
Холодная высадка на автоматах Диаметр 30 мм Диаметр 1 мм 8... 12 квалитеты 20...10
Штамповка на ка- либровочных криво- шипных прессах 100 кг Толщина стенки 2,5 мм На 20...25 % выше, чем при штамповке на молотах 320...180
Рис. 4.1. Виды поковок, штампуемых на горизонтально-ковочных машинах:
/ группа — поковки типа стержня с утолщением; // — нестержневого типа со сквозным
отверстием, у которых все размеры не равны диаметру исходной заготовки (прутка);
III — поковки, аналогичные поковкам II группы, но с глухими прошитыми отверстиями;
IV — поковки типа стержня, у которых на концах имеются утолщения с прошитыми
глухими или сквозными отверстиями
60
Рис. 4.2. Виды поковок, штампуемых на молотах и горячештамповочных
прессах:
I группа — плоские поковки (штампуемые в торец); II — поковки с удлиненной осью,
штампуемые с разъемом по плоскости, проходящей через продольную ось детали; III —
поковки с изогнутой осью, для изготовления которых требуется гибочный ручей; IV — по-
ковки, изготовляемые методом комбинированной штамповки: на прессе и молоте, прессе
и ГКМ, прч других сочетаниях кузнечно-прессового оборудования
4.4.4. Отливки
Характеристика методов получения отливок приведена в
табл. 4.3. Литье в песчаные формы является наиболее универсаль-
ным методом, однако изготовление формы требует больших за-
трат времени. Так, набивка 1 м3 формовочной смеси вручную
занимает 1,5...2 ч, а с .помощью пневматической трамбовки — 1 ч.
Применение пескомета сокращает время набивки формы до 6 мин.
Встряхивающие машины ускоряют ее по сравнению с ручной в
15 раз, а прессовые — в 20 раз.
Литье в оболочковые формы применяют главным образом при
получении ответственных фасонных отливок. При автоматизации
процесса изготовления заготовки можно получать до 450 полу-
форм в час.
61
Табл. 4.3. Характеристика методов получения отливок из чугуна, стали,
цветных и специальных сплавов [38]
Метод литья Размеры (мм) или масса (т) Точность выполнения заготовок Параметр шерохова- тости Rz, мкм Тип произ- водства
наиболь- шие наи- меньшие
В землю при ручной Не опра- Толщина 3-й класс 320...80 Единич-
формовке по деревян- ничены ным моделям ,В землю при машин- 10... 15 стенки 3...8 То же по ГОСТ 18515-55, 2009—55 2—3-й клас- 80...20 ное, мелко- серийное Серийное
ной формовке по дере- вянным и металличес- ким моделям В землю при машин- 3...5 » сы по тем же ГОСТам 1>—2-й клас- 40... 10 Массовое,
ной формовке по метал- лическим моделям со сборкой стержней в кондукторах В полупостоянные (це- 30 ментные, графитовые, асбесто- и . графитоале- бастровые) формы В оболочковые фор- мы: алюминиевое литье 0,1 Толщина стенки 3...8 Толщина сы по тем же ГОСТам 2i—3-й клас- сы по тем же ГОСТам 12...14 40...10 крупносе- рийное Серийное Серийное,
стальное литье 0,1 Стальное литье по 0,2 стенки 1...1,5 3...5 Толщина квалитеты 11...13 40...10 массовое То же
выплавляемым моделям Под давлением (из ОД стенки 0,5 Толщина квалитеты То же 20 и ме- (Крупно-
сплава цветных метал- лов) В кокиль До 0,6 стенки 0,5 13...15 нее 80... 10 серийное, • массовое Серийное,
Центробежное До 3 — квалитеты То же 160...40 массовое То же
Допускаемые отклонения на размеры отливок в песчаные фор-
мы приведены в табл.'4.4.
Литье в оболочковые формы применяют главным образом при
получении ответственных фасонных отливок. При автоматизации
процесса изготовления заготовки можно получать до 450 полу-
форм в час.
Литье в кокиль экономически целесообразно для партии не
менее 300...500 шт. — для мелких отливок и 30...50 шт. — для
крупных. Производительность —до 30 отливок в час.
Литье по выплавляемым моделям экономически целесообразно
для деталей очень сложной конфигурации из любых сплавов при
партии свыше 100 шт.
Литье под давлением применяется в основном для получения
62
фасонных отливок из цинковых, алюминиевых, магниевых и ла-
тунных сплавов. Способ считается целесообразным при партии
1000 ... 2000 шт. и более. Производительность — до 1000 отливок
в час.
Табл. 4.4. Допускаемые отклонения на размеры отливок из серого чугуна
и стали по ГОСТ 1855—55 и ГОСТ 2009—55
Наибольшие габариты отлив- ки, мм Номинальный размер части отливок, на который дается допуск, мм
до 50 50...120 120...260 260...500 500...800 800...1250 1250... • 2000
1-й класс точности
До 120 120....260 260...500 ±0,2 ±0,3 ±0,4 ±0,3 ±0,4 ±0,6 ±0,6 ±0,8 ±1 — — —
500... 1250 ±0,6 ±0,8 ±1 ±1,2 ±1,4 ±1,6 —
12'5/0...3150 ±0,8 ±1 ±1,2 ±1,4 ±1,6 ±2 +Й,5
31'50...5000 ±1 ±1,2 ±1,5 2-й класс ±.1,8 точности ±2 ±2,5 ±3‘
До 260 ±0,5 ±0,8 ±1 1 — — ,—
260,...500 ±0,8 ±1 ±1,2 ±1,5 — — —
500... 12'50 ±1 ±1,2 ±1,5 ±2 ±2,5 ±3 —
1250...3150 ±1,2 ±1,5 ±2 ±2,5 ±3 ±4 ±5
3150...6300 ±1,5 ±1,8 ±2,2 ±3 ±4 ±5 ±6
Примечание. 3-й класс точности предназначается для единичного про
изводства.
Центробежное литье получило распространение при выполне-
нии заготовок, имеющих форму тел вращения. Производитель-
ность — до 15 отливок в час.
Перспективна штамповка из жидкого металла. По этому мето-
ду. можно получать достаточно точные заготовки с глубокими
выступами и тонкими стенками при давлении в 6...8 раз меньшем,
чем при горячей штамповке.
4.4.5. Экономическое обоснование выбора метода
получения заготовки
Для вновь проектируемого технологического процесса метод
получения заготовок может: 1) приниматься аналогичным сущест-
вующему на данном производстве; 2) меняться без изменений в
технологическом процессе механической обработки; 3) меняться с
существенными изменениями в ряде операций механической обра-
ботки детали.
В первом случае для обоснования метода получения заготовки
достаточно ограничиться ссылкой на справочную литературу, где
для данных условий рекомендован этот вариант как оптимальный.
Так как стоимость заготовки не изменяется, она не учитывается
при определении технологической себестоимости детали.
63
Во втором случае предпочтение .следует отдавать методу, харак-
теризующемуся лучшим использованием металла и меньшей стои-
мостью.
В .двух рассмотренных случаях можно принять окончательное
решение относительно вида заготовки и рассчитать ее стоимость
до определения технологической себестоимости варианта про-
цесса.
В третьем случае вопрос о целесообразности выбора опреде-
ленного вида заготовки может быть решен лишь после расчета
технологической себестоимости детали, по сравниваемым вариан-
там. Предпочтение следует отдавать заготовке, которая обеспе-
чивает меньшую технологическую себестоимость детали. Если же
сопоставляемые варианты оказываются равноценными, предпочте-
ние следует отдавать заготовке с более высоким коэффициентом
использования материала.
Стоимость заготовок из проката
£заг —*$m + SC0<3 ,
где SM — затраты на материал заготовки, руб.; 2С0.3 — техноло-
гическая себестоимость заготовительных операций (правки, калиб-
рования, разделения прутков на штучные заготовки и др.).
Затраты на материал определяются по массе проката, тре-
бующегося на изготовление детали, и массе сдаваемой стружки.
При этом необходимо учитывать стандартную длину прутков и
отходы материала в результате некратности длины заготовок этой
длине:
QS—(Q—f?) (SOTX/1000),
где Q — масса заготовки, кг; S — стоимость 1 кг материала заго-
товки, руб.; q — масса готовой детали, кг; S0TX — стоимость 1 т
отходов, руб.
Стоимость проката некоторых материалов и заготовительные
цены на стружку приводятся в табл. 4.5 и 4.6.
Технологическая себестоимость заготовительных операций
р ____ Сп.зТ шт(ш.-к)
оз’“ 60-100
где Сп.з — приведенные затраты на заготовительные операции,
коп./ч; ТШТ(ш.к) — штучное или штучно-калькуляционное время
выполнения заготовительной операции (правки, калибрования, от-
резания, рубки и др.).
По данным [35], приведенные затраты за 1 ч работы заготови-
тельного оборудования принимаются для операций (коп./ч): отре-
зания заготовок диаметром до 55 мм сортовыми ножницами моде-
ли Н 1834—883; отрезание заготовок диаметром до 140 мм сорто-
выми ножницами модели 1838—1629; разрезание на отрезных
станках, работающих дисковыми пилами, — 121; правка на авто-
матах — 200...250.
Стоимость заготовок (руб.), получаемых такими методами, как
литье в обычные земляные формы и кокили, по выплавляемым
моделям, под давлением, горячая штамповка на молотах, прес-
64
Табл. 4.5. Оптовые цены на некоторые металлы по прейскурантам
01-08, 01-13, 02-07, 02-10 (1981 г.)
Наименование Марка Цена за 1 т, руб.
Сталь качественная круглая, квадратная, шестигранная
Углеродистая Сталь 10...55 136... 185
Легированная Сталь 15Х...50Х 141...468
То же Стали 18ХГТ, ЗОХГТ, 20ХГР 147...171
» Стали 15ХГС, ЗОХГС 170:..203
» Стали 12ХНЗА, 20ХНЗА 279...309
» Сталь 20ХНР 187...215
Автоматная Стали А12, А20, АЗО, А4ОГ (131...1’57
Шарикоподшипниковая ШХ9, ШХ15 (2O7...259
То же ШХ15|СГ 224...287
Сталь высокоуглеродистая, круглая
Качественная У7...У13 156... 187
Высококачественная У7А...У13А Д 67... 198
Сталь качественная калиброванная (холоднокатаная, холоднотянутая, круглая)
Углеродистая Стали 35...60 176...263
Автоматная - А12, А20 171...235
Шарикоподшипниковая ШХ9, ШХ15 260...364
Трубы Цена за 1 м
Г орячедеформированные
054, толщина стенки 10 мм Сталь 15...25 2,28
070, то же 10 мм То же 2,94
089 » 10 мм » 3,77
090 ' » 11 мм ШХ15 6,3
090 » Холоднокатаные 19 мм ШХ15 11,9
0102, толщина стенки 20ммСталь 15...25 9,23
0120, то же 24 мм То же 11,3
0150 » 24 мм » 21,9
Цветные сплавы
Прутки латунные Л62, ЛС59-1, 1140...1180
017...50 мм ЛСЖ58-1-1
Прутки алюминиевые 0,11...(44 мм 4МГ-3 11180...1230
Прутки бронзовые 017...40 мм Бр.Б2 7910...79(60
Примечание. Большие значения цен указаны для прутков 010 мм,
меньшие — для прутков из цветных сплавов 040...50 мм, для прутков из авто-
матных сталей 0100 мм, для остальных прутков 0250 мм.
3. Зак. 1954 65
Табл. 4.6. Заготовительные цены на стружку черных и цветных металлов
по прейскурантам 01-03, 02-05 (1981 г.)
Вид стружки
Цена за 1 т, руб.
Чугунная
Стальная
Латунная
(Бронзовая
Алюминиевая
24,8
22 Д..28,1
341. ..404
507... 1083
240...315;
Пр имечание. Меньшие значения цен следует принимать для стружки
с меньшим содержанием дорогостоящих легирующих элементов.
саху ГКМ, а также электровысадкой, . можно с достаточной для
курсового проектирования точностью определить по формуле:
5заг= (Too Q^TOh)-(Q-q)
где Sf — базовая стоимость 1 т заготовок, руб.; kT, kc, kB,
kn — коэффициенты, зависящие соответственно от класса точнос-
ти, группы сложности, массы, марки материала и объема произ-
водства заготовок.
Базовая стоимость 1 т отливок, полученных литьем в обычные
земляные формы, Si = 360 руб. (из серого чугуна марок СЧ-10,
СЧ-15, СЧ-18, массой 1...3 кг, З-го класса точности по ГОСТ
1855—55, 3-й группы сложности и 3-й группы серийности, прейску-
рант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
kT в зависимости от класса точности заготовки: из черных ме-
таллов: 1-го — 1,1; 2-го — 1,05; 3-го — 1; из цветных металлов
(по ОСТ 1.41154—72): 5-го — 1,05; 6-го — 1;
kM в зависимости от марки материала: заготовки из чугуна
СЧ 10, СЧ 15, СЧ 18—1; СЧ 20, СЧ 25, СЧ 30— 1,04;
СЧ 35, СЧ 40, СЧ 45 — 1,08; ВЧ 45-5, ВЧ 50-2 — 1,19; КЧ 30-6,
КЧ 33-8, КЧ 35-10 — 1,12; стали: углеродистой — 1,22; низколе-
гированной — 1,26; легированной — 1,93; сплавов цветных ме-
таллов: алюминиевых — 5,94; медно-цинковых — 5,53; бронз оло-
вянисто-свинцовых — 6,72.
Коэффициенты, зависящие от группы сложности отливок kc,
их массы kB и объема производства kn, определяются по табл. 4.7.
Чтобы определить коэффициент kn, для курсового проектирования
за объем производства можно принимать годовой объем выпуска
деталей. Для этого сначала необходимо установить группу серий-
ности по табл. 4.8, -а затем на ее основании по табл. 4.7 найти
значения kn.
Для отливок, полученных литьем по выплавляемым моделям,
за базовую принята стоимость 1 т S2= 1985 руб. (отливки из угле-
родистой стали, массой 0,1...0,2 кг, 3-й группы сложности, 2-й груп-
пы серийности, прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным: незави-
66
Табл, 4,7, Значения коэффициентов kc, kBu ku
kc
Материал отливки Группа сложности
1 1 2 | 3 1 4 | 5
Чугун, сталь Сплавы: 0,7 0,83 1 |1,2 il,45
.алюминиевые 0,8)2 0,89 1 Д,1 1,22
медные и бронзы 0.97 0,98 1 ,1,02 4,04
Масса отливки, кг Материал отливки
чугун сталь алюминиевые сплавы бронза
0,5...1 '1,1 1,07 1,05 1,01
1...3 4 1 !1 1
3...40 0,94 0,93 0,96 0,99
40...20 0,84 0,87 0,92 0,97
20...50 0,8 0,82 0,89 0,95
50...200 0,74 0,78 0,85 0,93
200...500 0,67 0,74 0,82 0,9
Материал отливки Группа серийности
1 1 2 1 3 1 4 1 5
Чугун 0,52 0,76 <1 4,2 4,44
Сталь Сплавы: 0,5 0,77 .1 4,2 4,48
алюминиевые 0,77 0,9 1 1,44 4,22
медноцинковые и 0,9)1 0,9/6 1 1,05 ' 1,08
бронзовые
Табл, 4,8, Группы серийности отливок в зависимости от способа
получения и объема производства
Масса отливки, кг Объем (тыс. шт.) при группе серийности
1 1 2 3
1 2 | 3 4
Литье в обычные земляные формы
0,5... 1 Свыше 500 Г00...500 Менее 100
1...3 » 350 75,..350 » 7’5
3...10 х » 200 30...200 30
ГО...20 » 100 15...100 » 15
20...50 60 10...60 10
50...200 » 40 7Д..40 » 7,5
200...500 25 4,5...25 4,5
67
Окончание
1 | 2 | з | 4
Литье по выплавляемым моделям
0,1...0,2 Свыше 400 300'...400 Менее 300
0,2...0,5 » 300 225...300 » 225
0,5... 1 » 15 11...15 » Ы
1...2 » 12 9...12 » 9
2...5 » 10 7...10 » 7
5...10 » 4 3...4 » 3
Свыше 10 » 3 2...3 » 2
Литье под давлением
0,1...0,2 Свыше 600 ‘ 450...600 Менее 450
0,2...0,5 » 500 375...500 » 375
0,5... 1 » 400 300...400 » 300
1...2 » 300 225...300 » 225
2...5 » 200 150...200 » 150
5...10 » 100 75...100 » 75
Свыше 10 » 50 35... 50 » 35
симо от класса точности отливок принимается равным 1; kM в за-
висимости от материала отливок: сталь углеродистая — 1; сталь
низколегированная — 1,08; сталь высоколегированная — 1,1;
медные сплавы — 2,44; бронза безоловянистая — 2,11; бронза оло-
вянистая — 2,4.
Коэффициенты, зависящие от группы сложности отливок и их
массы, принимаются по табл. 4.9.
Табл. 4.9. Значения коэффициента Дси kB
k с
Материал отливки Группа сложности
' 1 2 1 31 4 1 5 '
Сталь углеродистая 0,86 0,92 1 1,12 ,1,24
Сталь низколегированная 0,86 0,93 1 1,11 1,23'
Сталь высоколегированная 0,85 0,9 1 1,12 11,26
Медные сплавы 0,865 0,925 ’ 1 1,15 1,26
- Бронза безоловянистая 0,9 0,95 1 1,08 1,19
Бронза оловянистая 0,92 0,95 1 1,1 1,15
k-B
Масса отливки, кг Материал отливки
сталь углеро- дистая и низколегиро- ванная сталь высоко- легированная медный сплав бронза без- оловянистая бронза оло- вянистая
0,05...0,1 1,37 1,31 1,2 1,3 1,3
0,1. ..0,2 1 1 1 1 1
0,2...0,5 „ 0,75 0,7/8 0,95 0,79 0,83
0,5...1 0,7 0,74 0,89 0,76 0,8
И...2 0,62 0,63 0,86 0,71 0,76
2...5 0,5 0,53 0,82 0,64 0,7
5...10 0,45 0,48 0,78 0,61 0,67
Более 10 0,38 0,4 0,72 0,57 0,64
68
Коэффициент kn для отливок, получаемых по выплавляемым
моделям, определяется независимо от марки материала. Группа
серийности, на основании которой выбираются значения kn, при-
ведена в табл. 4.8.
Значения коэффициента kn в зависимости от группы серийно-
сти отливок .следующие: 1-й — 0,83; 2-й — 1; 3-й — 1,23.
Для отливок, получаемых литьем в оболочковые формы, в ка-
честве базовой принята стоимость 1 т отливок S5 = 534 руб. (от-
ливки из серого чугуна марок СЧ 10, СЧ 1-5, СЧ 18, массой
1...2,5 кг, 3-го класса точности по ГОСТ 1855—55, 3-й группы
сложности, 5-й группы серийности, прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
kT в зависимости от класса точности для отливок из черных ме-
таллов по ГОСТ 1855—55 и ГОСТ 2009—55: 2-го — 1,05;
3-го — Г,
kM в зависимости от марки материала: чугун СЧ 10, СЧ 15,
СЧ 18 — 1; СЧ 20, СЧ 25, СЧ 30 — 1,04; СЧ 35, СЧ 40,
СЧ 45 — 1,11; сталь 15Л, 20Л, 25Л, ЗОЛ, 35Л, 40Л, 45Л, 50Л,
55Л — 1,36; легированная — 2,67.
Коэффициенты, зависящие от группы сложности отливок, их
массы, определяются по табл. 4.10.
Коэффициент kn определяется по табл. 4.11 в .зависимости от
группы серийности отливки, которая принимается по табл. 4.12.
Для отливок, полученных литьем в кокиль необлицованный, за
базовую принята стоимость 1 т S6 = 318 руб. (отливки из чугуна
СЧ 16, СЧ 15, СЧ 18, массой 1...4 кг, 3-й группы сложности, 2-й
группы серийности, прейскурант № 25-01, 1981 г.).
Табл. 4.10. Значения коэффициентов k си k в (литье в оболочковые формы)
^с
Группа сложности
Материал отливки 1 1 2 1 3 1 4 1 5
.Чугун серый' , 0,78 0,9 1 1,14 • <1,3
Сталь углеродистая 0,8 0,91 1 |1,15 - 1,27
Сталь легированная 0,7 0,85 1 1,15 1,24
Масса отливки, кг Материал отливки
чугун | сталь легированная 1 1 сталь углеродистая
0,4... 1 1,08 1,16 1,1
1...2,5 >1 1 1
2,5...4 0,94 0,96 0,96
4...10 0,86 0,9 0,86
10...25 ' . 0,78 0,84 0,78
25...63 0,72 0,78 0,69
63...250 0,69 0,73 0,6
69
Табл, 4,11, Значения коэффициентов kn для отливок в оболочковые формы
Материал отливки Группа серийности отливки
1 1 2 | з 1 4 1 5 1 6 1 7 1 8 1 9 1 10
Чугун И углеродис- тая сталь 0,75 0,82 0,88 0,94 1 1,06 .1,1 4,15 4,2 .1,26
Легирован- ная сталь • 0,88 0,92 0,90 0,97 1 4,03 1,05 1,07 1,1 1,15
Независимо от класса точности отливок значение коэффициен-
та kT принимается равным 1.
Значения коэффициента в зависимости от материала отли-
вок следующие: чугун СЧ 10, СЧ 15, СЧ 18 — 1; СЧ 20, СЧ 25,
СЧ 30 — 1,06; СЧ 35, СЧ 40, СЧ 45 — 1,09; ВЧ 38-17, ВЧ 45-5,
ВЧ 50-2 — 1,21; КЧ 30-6, КЧ 50-4, КЧ 63-2 — 1,13; сталь
15Л...55Л—1,18; низколегированная 35ХГСЛ и др. — 1,2; алю-
миниевые сплавы АЛ-2, АЛ-4, АЛ-9 — 4,23; латунь ЛС59-1,
ЛС74-3 и др. — 4,25; бронза оловянисто-свинцовая литей-
ная — 5,64.
Коэффициенты, зависящие от группы сложности отливок и их
массы, принимаются по табл. 4.13.
Значения коэффициента kn для отливок в необлицованный ко-
киль в зависимости от группы серийности следующие: 1-й — 0,95;
2-й — 1; 3-й — 1,15.
Группа серийности отливок определяется по табл. 4.14.
Для отливок в облицованный кокиль за базовую принята
стоимость 1 т S7 = 456 руб. (отливки из чугуна СЧ 10, СЧ 15,
СЧ' 18, массой 1...4 кг, 3-й группы сложности, 2-й группы серий-
ности, прейскурант № 25-01, 1981 г.).
Коэффициент kT для всех классов точности принимается рав-
ным 1.
Значения коэффициента kM в зависимости от материала отли-
вок следующие: чугун СЧ 10, СЧ 15, СЧ 18 — 1; СЧ 20, СЧ 25,
СЧ 30 — 1,03; СЧ 35, СЧ 40, СЧ 45 — 1,045; ВЧ 38-17, ВЧ 45-5,
ВЧ 50-2 — 1,1.
Коэффициенты, зависящие от группы сложности отливок и их
массы, определяются по табл. 4.15.
Значения коэффициента kn для отливок в облицованный кокиль
в (зависимости от группы серийности следующие: 1-й — 0,97;
2-й — 1; 3-й — 1,1.
Группа серийности отливок в облицованный кокиль определяет-
ся по табл. 4.14.
Для отливок, полученных литьем под давлением, в качестве
^базовой принята стоимость 1 т отливок 1265 руб. (отливки
из алюминиевых сплавов, массой 0,1...0,2 кг, 3-й группы сложно-
сти, 2-й группы серийности; прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным: kT незави-
симо от класса точности принимается равным 1; kM в зависимости
70
Табл. 4.12. Группы серийности отливок, получаемых в оболочковых формах
Группа серийности
Масса отливки, кг 1 1 2 | 3 \ 4 1 5 | 6 1 7 1 8 9 1 10
количество отливок, тыс. шт.
До 0,25 2000 и более 1000...2000 500...1000 2010...500 100...200 35... 100 15...35 2,5...15 0,5 ...2,5 0,5 и менее
0,,25...0,63 1400 700... 1400 400...700 150...400 70... 150 зо:..70 12...30 2...12 0,4 ...2 0,4
0,-63...! 1000 500... 1000 300...500 100...300 40... 100 20.. .40 8...20 1,5...8 0,3 ...1,5 о,з
1...2,5 700' 350...700 2 00...3(50 , 75...200 20...75 12...20' 4... 1,2 1...4 0,2 ...1 0,2
2,:5...1О 400 20Q...400 100...200 30.. .,100 12...30 6...12 2...6 0,5...2 0,12...0,5 0,12
10...25 200 100...200 50...100 15...50 8...15 3...8 1...3 0,3...1 0,07...0,3 0,07
25-...63 120 60... 120 30...60 10...30 6...10 2...6 0,8...2,5 0,2...0,8 0,05...0,2 0,05
63...100 80 40...80 20...40 7,5...20 4...7,5 1,5...4 0,6...1,5 0,1...0,6 0,04...0,1 0,04
(100... 160 50' 25...50' 12...25 5,5... 12 2,5...5,5 1...2,5 0,45...1 0,7...0,4 0,03...0,07 0,03
Табл. 4J& Значения коэффициентов &с и klB для отливок
в необлицованный кокиль
kc
Материал отливки Группа сложности
1 1 2 1 3 1 4 I 5
Чугун и сталь 0,69 0,83 1 1,18 1,4
Алюминий 0,84 0,9)1 1 1,05 1,11
Латунь 0,89 0,95 1 1,06 1,13
Бронза 0,95 0,97 1 1,03 1,065
kB
Масса, кг Отливки чугунные Отливки стальные Отливки алюминиевые, латунные и брозовые
1 2 3 4
0,4...1 1,11...1,О6 1,12...1,05 1,0)2
1...4 1 1 1
4-... 10 0,9 0,9...0,95 0,99
10...25 0,84 0,8...0,9 0,98
25...63 0,78 0,78...0,85 0,97
63...250 0,72 0,72...0,8 0,96
250...630 оде 0,64...0,74 оде
Пр имечание. Коэффициенты kB представлены в виде предельных зна-
чений: первые относятся к 1-й группе сложности; вторые — 5-й. Коэффициенты
для остальных групп сложности можно определить интерполяцией.
Табл. 4.14. Группы серийности отливок в кокиль
Масса, кг Группа серийности
11 2 1 3
Количество отливок, тыс. шт.
0,25...0,63 70 и более 15...70 15 и менее
0,63...! 40 10...40 10 »
1...2,5 20 » 6...20 6 »
2,5...1О 12 » 3...12 3 »
10...25 8 » 1,5...8 1,5 »
25...63 6 » 1,2...6 1,2 »
63...100 4 » 0,75...4 0,75 »
160...630 2,5 » 0,5...2,5 0,5 »
от материала отливок: сплавы алюминиевые — 1; медные — 1,11;
цинковые — 1,29.
Значения коэффициентов kc, kB и kn приведены в табл. 4.16.
Группа серийности принимается по табл. 4.8.
Отнести отливки к той или иной группе сложности можно по
следующим признакам.
Первая группа — удлиненные детали типа тел вращения, ко-
торые можно отливать не только стационарным, но и центробеж-
ным способом. К ним относятся простые и биметаллические вкла-
72
Табл. 4.15. Значения коэффициентов &си kB для отливок в облицованный кокиль
£ с
Группа сложности
Материал отливки 1 1 2 | 3 | 4 | 5
Чугун серый СЧ 10...СЧ 45 Высокопрочный чугун 0,79 0,89 1 1,12 1,27
ВЧ 3/847...ВЧ 50-2 0,81 0,9 1 1,09 1,23 Л в
Масса отливки, кг | Чугун серый и высокопрочный
0,4...1 -1...4 4...10 . 10...25 25.. .63; 63...250 250...630 1,07 1 0,93 0,88 0,84 0,8 0,77
Табл. 4.16. Значения коэффициентов &с, kB и kn
k с
Материал отливки Группа сложности
1 1 2 | 3 1 4
Сплавы:
алюминиевые 0,88 0,94 1 1,07
медные 0,9 0,95 1 1,07
цинковые 0,88 0,93 1 1,07
&в
Материал отливки
Масса отливки, кг
алюминиевые сплавы медные сплавы цинковые сплавы
0,1...0,2 1 1 1
0,2...0,5 0,9 0,89 0,9/1
0,5...1 0,81 0,81 0,82
1...2 0,75 0,75 0,75
2...5 0,69 0,71 0,7
5...10 0,64 0,67 0,63
Свыше 10 0,62 0,65 0,61
&п
Материал отливки Группа серийности
1 1 2 1 3
Сплавы:
алюминиевые
медные
цинковые
0,9/2
0,93
0,93
1,09
1,07
1,07
1
1
1
73
:дыши, отдельные втулки и гильзы, трубы, цилиндры, некоторые
типы шпинделей. Отношение длины к диаметру таких деталей
больше единицы.
Вторая группа — детали типа дисков: маховики и основные
диски муфт сцепления, шкивы, диски, корпуса подшипников.
Третья группа — простые по конфигурации коробчатые плос-
кие детали, для формовки которых не требуется большого коли-
чества стержней. К этой группе относятся передние, боковые, ниж-
ние крышки двигателей; крышки коробок скоростей, передних
бабок и других корпусных деталей; суппорты станков; кронштей-
ны; планки; вилки; рычаги.
Четвертая группа — закрытые корпусные детали коробчатого
типа, внутри которых монтируются механизмы машин: блоки и
головки цилиндров автомобильных, тракторных и других двигате-
лей; корпуса коробок передач; картеры двигателей; корпуса
мостов автомобилей и тракторов; картеры рулевого управления;
передние бабки, коробки подач и фартуки токарных станков,
'коробки скоростей и подач сверлильных станков и другие детали
сложной формы, для изготовления которых требуется значитель-
ное количество стержней при формовке.
Пятая группа — крупные и тяжелые коробчатые детали, на
которых монтируются узлы и механизмы машин. К ним можно
отнести коробчатые литые рамы тракторов и сельскохозяйствен-
ных Мишин, станины металлорежущих станков и литейных ма-
шин, а также прессов, компрессоров и т. д. Внутри таких
деталей какие-либо механизмы обычно не монтируются, т. е. они
служат как несущие конструкции.
Стоимость горячештампованных заготовок, полученных на мо-
лотах, прессах, горизонтально-ковочных машинах и электровысад-
кой, определяется следующим образом. За базовую принимается
стоимость 1 т штамповок Sa=373 руб. (штамповки из конструк-
ционной углеродистой стали, массой 2,5...4 кг, 2-го класса точно-
сти (нормальной) по ГОСТ 7505—74, 3-й группы сложности и 2-й
группы серийности, прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным: kT в зави-
симости от класса точности штамповок по ГОСТ 7505—74: 1-й
(повышенная точность) — 1,05; 2-й (нормальная точность) — 1;
kM в зависимости от марки материала штамповки: сталь углеро-
дистая 08...85 — 1; сталь 15Х...50Х — 1,13; сталь 18ХГТ...
ЗОХГТ — 1,21; сталь ШХ15 — 1,77; сталь 12XH3A...30XH3A —
1,79.
Значения коэффициентов kz и приводятся в табл. 4.17. При
определении коэффициента kn учитывается объем производства
заготовок. Если он больше значений, указанных в табл. 4.18, при-
нимают &п = 0,8, в остальных случаях &п=1.
Группа сложности поковок может быть найдена по приложе-
нию 2 к ГОСТ 7505—74. При курсовом проектировании можно
пользоваться классификацией поковок, приведенной на рис. 4.1
и 4.2.
74
Экономический эффект для сопоставления способов получения'
заготовок, при которых технологический процесс механической
обработки не меняется, (может быть определен по формуле:
5з= (»$заг1 Ззагг)
где Saan, S3ar2 — стоимость сопоставляемых заготовок, руб.;,
Аг — годовая программа, шт.
Табл. 4.17. Значения коэффициентов &си k3
k с
Материал штамповки Группа сложности
1 s 1 3 1 4
Сталь углеродистая 08...85- 0,75 0,84 1 1,15
Сталь 15Х...50Х 0,77 0,87 ' 1 1,15
Сталь 18ХГТ...30ХГТ 0,78 0,88 1 1,14
Сталь ШХ-15- 0,77 0,89 1 1,13
Сталь 12XH3A...30XH3A 0,81 0,9 ,1 (1,1
Масса штампов- ки, кг Материал штамповки
сталь 08...85 сталь 15X...50X сталь 18ХГТ...30ХГТ сталь ШХ15 сталь 12ХНЗА... ЗОХНЗА
Менее 0,25 2 2 1,94 1,82 1,6'2
0,25...0,63 1,85 1,64 1,61 1,52 1,42
0,63...1,6 1,33 1,29 1,29 11,3 1,25
1,6...2,5 1,14 ,1,14 1,15 1,14 1,11
2,5...4 1 1 1 1 1
2... 10 0,87 0,89 0,89 0,88 0,9
10...25 0,8 0,8 0,79 0,76 0,8
25, ..63 0,73 0,73 0,74 0,71 0,75
6(3... 160 0,7 0,7 0,72 0,65 0,7
Табл. 4.18. Объем производства штамповок, соответствующий 2-й группе
серийности
Масса штамповки, кг Объем производства, тыс. шт. Масса штамповки, кг Объем производства, тыс. шт.
Менее 0,25 16...500 4...10 3.5...75 0,а.,.0,63 8...300 10...25 3...50 0,63...1,6 5...150 25...53 2...30 1,6...2,5 4,5...120 63....160 0.6...1 2,5...4 4... 100
4.5. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ И ОЦЕНКА ТОЧНОСТИ
БАЗИРОВАНИЯ
Общие требования. Схема базирования и закрепления, техно-
логические базы, опорные и зажимные элементы и устройства
приспособления должны обеспечивать определенное положение
75
заготовки относительно режущих инструментов, надежность ее
закрепления и неизменность базирования в течение всего процес-
са обработки при данной установке. Поверхности заготовки, при-
нятые в качестве баз, и их относительное расположение должны
быть такими, чтобы можно было использовать наиболее простую
и надежную конструкцию приспособления, удобства установки,
закрепления, открепления и снятия заготовки, возможность при-
ложения в нужных местах сил зажима и подвода режущих инст-
рументов.
Если конструкция детали, вытекающая из ее служебного назна-
чения, не удовлетворяет этим требованиям, в ней предусматривают
специальные элементы или поверхности, используемые только при
базировании (платики, отверстия и др.).
При выборе баз следует учитывать основные принципы бази-
рования. В общем случае полный .цикл обработки детали от чер-
новой операции до отделочной производится при последовательной
смене комплектов баз. Однако с целью уменьшения погрешностей
и увеличения производительности обработки деталей нужно стре-
миться к уменьшению переустановок заготовки при обработке.
Выбор баз для черновой обработки. 1. При обработке загото-
вок, полученных литьем и штамповкой, необработанные поверх-
ности следует использовать в качестве баз только на первой опе-
рации. При дальнейшей обработке использование их не допускается.
2. В качестве технологических баз следует принимать поверх-
ности достаточных размеров, имеющие более высокую точность и
малую шероховатость. Они не должны иметь литейных прибылей,
литников, линий разъема, окалины и других дефектов. Все это
способствует увеличению точности базирования и закрепления за-
готовки в приспособлении.
3. У деталей, не подвергающихся полной обработке, техноло-
гическими базами для первой операции рекомендуется принимать
поверхности, которые вообще не обрабатываются. Это обеспечит
наименьшее смещение обработанных поверхностей относительно
необработанных.
4. Если у заготовок обрабатываются все поверхности, в качест-
ве технологических баз для первой операции целесообразно при-
нимать поверхности с наименьшими припусками. Тем самым при
дальнейшей обработке исключается возможность появления «чер-
нот» на этих поверхностях.
5. База для первой операции должна выбираться с учетом
обеспечения лучших условий обработки поверхностей, принимае-
мых в дальнейшем в качестве технологических баз.
Выбор баз для чистовой обработки. 1. Следует иметь в виду,
что наибольшая точность достигается при условии использования
на всех операциях механической обработки одних и тех же комп-
лектов баз, т. е. при соблюдении принципа их единства.
2. Особенно важным при чистовой обработке является соблю-
дение принципа совмещения баз, так как при этом окончательно
выдерживается заданная точность детали. При совмещении ’ тех-
76
нологической и измерительной баз погрешность базирования рав-
на нулю.
3. Базы для окончательной обработки должны иметь высокую
точность размеров и геометрической формьц а также малую шеро-
ховатость поверхности. Они не должны деформироваться под дей-
ствием вил резания, зажима и собственного веса заготовки.
Пример 4.3. Требуется обработать -поверхность основания 1 и отверстие диа-
метром 50 +о,О62 мм, выдерживая размер 70...0,49' мм от оси отверстия до
основания корпуса подшипника (рис. 4.3).
На первой операции следует обра-
ботать поверхность, которая могла бы
служить базой для последующих опе-
раций. Пользуясь приведенными выше
рекомендациями, в качестве базы для
первой обработки выбираем поверх-
ность 2, которая в дальнейшем вообще
не обрабатывается, имеет значительную
протяженность, является относительно
ровной и обеспечивает удобную уста-
новку заготовки в приспособлении.
При этом легко выдерживается парал-
лельность поверхности 1 относительно
поверхности 2 после ее обработки до
размера 20 мм. Обработанная поверх-
ность 1 на последующих операциях бу-
дет одновременно служить измеритель- Рис. 4.3. Корпус подшипника
ной и технологической базой. К тому же
она является основной конструкторской базой. Таким образом, подготавливая
в качестве базы для дальнейших операций поверхность /, мы обеспечиваем
возможность соблюдения принципов совмещения и постоянства баз, что повы-
шает точность обработки детали.
Оценку точности базирования при выполнении каждой опера-
ции рекомендуется производить в следующем порядке.
1. Установить, соблюдается ли принцип совмещения баз при
выдерживании заданных размеров. При этом следует рассмот-
реть основные размеры или группы идентичных размеров детали
по различным координатным направлениям (например, для ци-
линдрической детали — осевые размеры, радиальное биение по-
верхностей и др.). Если указанный принцип соблюдается, погреш-
ность базирования равна нулю, и анализ точности базирования
для рассматриваемых размеров на этом заканчивается.
2. Если принцип совмещения баз не соблюдается, установить,
оказывает ли это влияние на точность обработки по данным пара-
метрам. Следует иметь в виду, что в ряде случаев точность раз-
меров обеспечивается за счет наладки инструментов относительно
друг друга и от базирования не зависит, как, например, при па-
раллельной подрезке уступов или обработке канавок на токарном
станке набором резцов, установленных в одной державке попе-
речного суппорта. Точность обработки мерным или профильным
инструментом от базирования также не зависит.
3. При несовпадении технологической и измерительной баз
установить размерно-геометрические связи между ними — по-
77
строить размерную цепь, из числа звеньев которой выбрать техно-
логический размер, подлежащий контролю при выполнении дан-
ной обработки. Это позволяет косвенно контролировать заданный
на чертеже размер.
4. Рассчитать допуск выбранного технологического размера
путем решения размерной цепи.
5, Проанализировать возможность обеспечения требуемой точ-
гности технологического размера. Если рассчитанный допуск тех-
нологического размера выдержать на данной операции затрудни-
тельно, следует изыскать возможность уменьшения погрешности
базирования за счет увеличения точности обработки тех или иных
составляющих звеньев размерной цепи.
6. Составить схемы базирования и закрепления заготовки, ха-
рактеризующие чередование баз по всему технологическому про-
цессу.
Пример 4.4. При шлифовании двух пар поверхностей 2 и 3 зубчатого колеса
(рис. 4.4, а) требуется выдержать диаметр 45—о,о1бмм и длину ступеней Ад=
= 24—о,21 мм, а также соответственно радиальное и торцевое биение указанных
поверхностей относительно оси колеса не более 0,02 мм. Размер Ai=74-o,i2MM
получен на одной из предыдущих операций технологического процесса.
При выполнении операции шлифования зубчатое колесо базируется на
разжимной оправке с упором в торец 1. В этом случае погрешность базиро-
вания в радиальном направлении равна нулю, что позволяет выдержать биение
поверхностей 2 и 3 относительно оси вращения колеса в пределах допустимого.
В осевом направлении измерительная база 3 звена Ад не совмещена с техно-
логической 1, что ведет к появлению погрешности базирования.
Построим технологическую размерную цепь, в которую входят указанные
размеры (рис. 4.4, б). Замыкающим звеном примем размер Ад , который задан
по чертежу и должен быть выдержан при данной обработке. Для удобства
выполнения операции введен технологический размер А2 с расчетом, чтобы он
входил в данную размерную цепь, а его измерительная база совпадала с тех-
нологической 1; A2=Ai—А д =50 мм.
Допуск на технологический размер определяем из уравнения допусков
размерной цепи:
m—1
6д=2 +,|6/,
1=1
где т — общее число звеньев; g — передаточное отношение; б/ — допуск
составляющего звена.
Получим:
6ЛД-=6Л1 +бл2
ИЛИ
б^ = бдд--б /41 =0,21—<0,12—0,0'91 мм.
Координату середины поля допуска звена А2 найдем из уравнения
(ГОСТ 16320—80):
7П— 1
АоД = 2 ^гДо1 = До1—До2,
1=1
откуда
Дс2===До1—ДдД ==—0,06—(—0,105) = +0,045 мм.
Верхнее и нижнее предельные отклонения:
Дв = До+б/2 = О,045+ 0,09/2 =+0,09 мм;
дн = Д6—6/2=0,045—0,09/2 = 0.
Тогда технологический размер А2=50 +0,09 мм. Этот размер подлежит контролю
78
А2 . , А
Рис. 4.4. Зубчатое колесо (а), схема размерной цепи (б) и
операционный эскиз (в)
при выполнении операции (рис. 4.4, в). Обеспечение его в пределах найденного
допуска гарантирует достижение заданной точности размера А д =24—0,21 мм.
4.6. ОПРЕДЕЛЕНИЕ ВИДА И СТЕПЕНИ ДЕТАЛИЗАЦИИ СОДЕРЖАНИЯ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Вид технологического процесса устанавливается в соответст-
вии с указаниями, приведенными в параграфе 4.1. Степень дета-
лизации содержания технологических процессов зависит от типа
производства. В массовом производстве, как правило, разрабаты-
ваются операционные технологические процессы с заполнением
соответствующего комплекта документов по ГОСТ 3.1119—83.
В крупносерийном производстве в большинстве случаев разра-
батываются операционные технологические процессы, однако воз-
можно применение маршрутно-операционных.
В мелкосерийном и среднесерийном производствах разрабаты-
ваются маршрутные и маршрутно-операционные технологические
процессы. Маршрутно-операционный процесс отличается от мар-
шрутного тем, что, кроме маршрутного технологического процесса,
в этом случае на отдельные сложные операции разрабатываются
операционные карты обработки. В курсовом проекте разрабаты-
ваются операционные и маршрутно-операционные технологические
процессы.
4.7. ВЫБОР МЕТОДОВ ОБРАБОТКИ НА ОСНОВЕ ТРЕБОВАНИЙ
К ТОЧНОСТИ И КАЧЕСТВУ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Выбор метода обработки зависит от конфигурации детали, ее
габаритов, точности и качества обрабатываемых поверхностей,
79,
вида принятой заготовки. Окончательное формообразование, раз-
меры и качество о/бработанных поверхностей в машиностроении
преимущественно 'достигаются обработкой резанием.
Решение задач выбора метода и конкретного вида обработки
облегчается при использовании справочных таблиц экономической
точности обработки (см. [38]), в которых содержатся сведения о
технологических возможностях обработки резанием различными
методами. С помощью этих таблиц можно выбрать метод оконча-
тельной обработки поверхности и наметить виды промежуточной.
Пример 4.5. Требуется произвести обработку отверстия 028 +0,023 мм в
сплошном металле; сталь марки 45, 230...300 НВ, параметр шероховатости
поверхности отверстия Ra 0,5.
В рассматриваемом примере в качестве метода обработки принимается
резание. Первым переходом обработки является сверление. Выполнение тре-
бований к точности и требуемой шероховатости поверхности можно обеспе-
чить одним из следующих вариантов окончательной обработки (см. [38]):
тонкое развертывание; чистовое протягивание; тонкое растачивание; чистовое
шлифование.
Таким образом, имеется перечень видов окончательной обработки, кото-
рые в отношении обеспечения точности и требуемой шероховатости поверх-
ности практически равноценны. Выбор оптимального варианта окончательной
обработки и соответствующих промежуточных методов в общем случае про-
изводят на основании анализа технико-экономических показателей вариантов
и условий производства.
В данном примере оптимальным методом окончательной обработки может
быть тонкое развертывание. Тогда (см. [38]) устанавливаем промежуточ-
ные переходы обработки и набор режущего инструмента: сверление (сверло
025,5 мм); зенкерование (зенкер 027,75 мм); черновое развертывание (раз-
вертка 027,93 мм); чистовое развертывание (развертка 028 мм).
Если возникает необходимость в оценке точности выполнения операций
или переходов с учетом специфических условий обработки на определенном
рабочем месте, рекомендуется пользоваться методикой расчета, приведенной
• в гл. 5.
4.8. ПРЕДВАРИТЕЛЬНАЯ РАЗРАБОТКА И ВЫБОР ВАРИАНТА
ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ПО МИНИМУМУ
ПРИВЕДЕННЫХ ЗАТРАТ
Прежде чем принять решение о методах и последовательности
обработки отдельных поверхностей детали и составить технологи-
ческий маршрут ее изготовления, необходимо определить себе-,
стоимость обработки по отдельным вариантам и выбрать наиболее
рациональный из них для данных условий производства. Крите-
рием оптимальности является минимум приведенных затрат на
единицу продукции. При .выборе варианта технологического марш-
рута приведенные затраты могут быть определены в виде удель-
ных величин на 1 станко-час работы оборудования. Рассматри-
вается технологическая себестоимость, которая включает лишь из-
меняющиеся по вариантам статьи затрат.
' Часовые приведенные затраты (коп./ч) можно определить по
формуле [8]:
Зп.з-Зз+Зч.з + Ен(Кс + Кз ),
80
где S3 — основная и дополнительная зарплаты с начислениями,
коп./ч; Зч.з — часовые затраты на эксплуатацию рабочего места,
коп./ч; Ен — нормативный коэффициент экономической .эффектив-
ности капитальных вложений (ib машиностроении Ен=0,15); Кс,
Кз — удельные часовые капитальные вложения -соответственно в
станок и здание, коп./ч.
Основная и дополнительная зарплата с начислениями и учетом
многостаночного обслуживания (коп./ч):
Е з = 8 С* тф^^/ >
где 8 — коэффициент к часовой тарифной ставке, равный 2,66.
Он учитывает следующие виды выплат: за переработку норм —
на 8 %, за работу по технически обоснованным нормам — 20 %,
премию станочника — 30 %, дополнительную зарплату — И %,
льготы и выплаты из фондов общественного потребления — 43 %
(включая отчисления на социальное страхование — 14 %): 8=
= 1,08-1,2-1,3-1,11 • 1,43 = 2,66; 5Тф — часовая тарифная ставка
станочника-сдельщика соответствующего разряда, коп./ч (см.
прил. 3); k — коэффициент, учитывающий зарплату наладчика
(если наладка станка в серийном производстве ведется без учас-
тия наладчика самим рабочим, k принимается равным 1; в усло-
виях массового производства &= 1,1...1,15); у — коэффициент
штучного времени, учитывающий оплату труда рабочего при мно-
гостаночном обслуживании, определяется по следующим данным:
при количестве обслуживаемых станков М — 1; 2; 3; 4; 5; 6;
7; 8; у равен соответственно 1; 0,65; 0,48; 0,39; 0,35; 0,32; 0,3; 0,29.
Часовые затраты на эксплуатацию рабочего места (коп./ч):
С __ С-б.П ь
Оч-З -------------------- ° ч з
где Еч.’з — практические часовые затраты на базовом рабочем
месте, коп./ч; kM — коэффициент, показывающий, во сколько раз
затраты, связанные с работой данного станка, больше, чем анало-
гичные расходы, связанные с -работой базового станка.
Часовые затраты на 'базовом рабочем месте в условиях двух-
сменной работы для крупносерийного и массового производства
можно принять равными 44,6 коп./ч, для серийного — 36,3 коп./ч.
Значения коэффициентов йм приведены в прил. 4. Для станков, не
рассматриваемых в таблице, значения можно определить рас-
четным способом [8].
1. Универсальные и специализированные станки массой до
10 т:
автоматы и полуавтоматы
/г»= (-S+o.ePy-wsPM+o/iPs+M
\ WUU / 21,о
резьбофрезерные, зубофрезерные и протяжные
\ 1UUU / zl,o
остальные, работающие неабразивным инструментом,
81
ka= 1+7ж+0’48Ру +0>54Pm+0,4 Рз+И
\ 1UUU j + 1,O
работающие абразивным инструментом
&м = (уд90у +0,48Ру+0,58Рм + 0,7Рз+И
2. Универсальные и специализированные тяжелые станки мае-
сой от 10 до 100 т:
автоматы и полуавтоматы
*м= ! ^Г-+°-6^+0.83 Рм+0,4 Рэ+И
\ JlUUU / +1,0
резьбофрезерные, зубофрезерные и протяжные
/2 9211 \ 1
Йм= Н-Ллп - +0,6Ру +0,79 Рм + 0,4 Рэ+И
\ 1UUU / + 1,о
остальные, работающие неабразивньим инструментом,
/2 9211 \ 1
hS^+°’6^ + 0’65 Рм + °’4 рэ+И
\ 1UUU / +1,о
работающие абразивным инструментом
/2 4611 \ 1
= НпК^+0,6Ру + 0,7Рм + 0,7Рэ+И
\ 1UUU / + 1,0
агрегатные и специальные станки
(+т!?Г-+0-6РУ +0,68Рм + 0,5Рэ+и"|^-г.
\ 1UUU ] + 1,о
3. Особо тяжелые и уникальные станки массой свыше 100 т:
й«= ('1iS-nl-+Q>6py +0,76 Рм+0,5 Рэ+И
\ 1UUU ) +1,о
где Ц — балансовая стоимость станка, определяемая как сумма
его оптовой цены и затрат на транспортирование, монтаж, состав-
ляющих 10... 15 % оптовой цены станка, руб.; Ру — установленная
мощность двигателей, кВт; Рм, Рэ — ремонтная сложность соот-
ветственно механической и электротехнической частей станка;
И — часовые затраты на возмещение износа металлорежущего
инструмента, коп./ч.
Для определения оптовая цена, установленная мощность
двигателей и ремонтная сложность приведены в таблицах техни-
ческих характеристик металлорежущих станков, а часовые затра-
ты на возмещение износа металлорежущего инструмента — в
табл. 4.19.
82
Табл, 4.19, Часовые затраты на возмещение износа
металлорежущего инструмента
Группа станков Характеристика группы И, коп.
Токарно-винторезные Высота центров: до 200 мм 4,5 свыше 200' мм 7,5 Токарно-карусельные Диаметр стола: до 1000 мм 5,8 свыше 1000 мм 8 Токарно-револьверные Диаметр (прутка: до /22 мм 4,9 свыше 22 мм 6,8 Многорезцовые полуавтоматы Диаметр заготовки: до ,250 мм 7,6 свыше 250 мм 11,2 Вертикально-сверлильные Диаметр сверла: до 25 мм 5,6 свыше 25/ мм 7,4 Радиально-сверлильные Диаметр сверла: до 50 мм 9,2 свыше 50 мм 11 Горизонтально-расточные Диаметр шпинделя: до 60 мм 7,7 свыше 60 мм 9,5 Плоскошлифовальные Работающие периферией круга 8,7 Работающие торцом круга 7 Круглошлифовальные Диаметр шлифовального круга до 250 мм 10,3 Бесцентрово-шлифовальные Диаметр шлифовального круга до 250 мм 23 Зубофрезерные С вертикальной осью вращения 21 Зубодолбежные — 45,9 Зубострогальные Диаметр колеса до 450 мм 8,6 Резьб о фрезерные Диаметр заготовки до 200 мм 15,1 Горизонтально-фрезерные Длина стола: до 1000 мм 7,6 свыше 1000 мм 8,3 Вертикально-фрезерные Длина стола: до 100'0 мм 10,4 свыше 1000 мм 12,6 Шпоночно-фрезерные — 9,8 Продольно-фрезерные Двухшпиндельные .. 13,5 Продольно-строгальные Длина стола до 1000 мм 8,9 Долбежные Ход долбяка до 300 мм 6,4 Протяжные Тяговое усилие до 20 т 3J Отрезные Работающие круглой пилой 15
Пример 4.6 [И]. Вычислить значение kM для карусельного станка мас-
сой 12 т при Ц=8208 руб., Ру =28 кВт, Рм =28, Рэ =16, И=8 коп.:
/2,92-8208 \ 1
' 1000~~+°’6*28+°’65-28+0,4- 16-F8J =3,4.
Часовые затраты на эксплуатацию рабочего места в случае
пониженной загрузки станка (ц3<60 %) должны быть скорректи-
рованы с (помощью коэффициента <р, если станок не может быть
83
дозагружен, как, например, в массовом производстве. В этом слу-
чае скорректированные часовые затраты (коп./ч):
St =5ч.3ф/1>14,
оде ф — поправочный коэффициент:
Ф= 1 +а(1— од)/т]з,
а — удельный вес постоянных затрат в часовых затратах на
рабочем месте (см. прил. 4), а при отсутствии данных а —0,3...0,5;
1]3 — коэффициент загрузки станка.
Капитальные вложения в станок и здание (коп./ч) опреде-
ляются по формулам:
Кс- 100Ц/ (Рэцз); Кз= 100Цпл.здЛ/(^эт|з),
где F3 — эффективный годовой фонд времени работы станка, ч;
р3 — коэффициент загрузки станка (в серийном производстве его
принимают равным 0,8, а в массовом —• по фактической загрузке
станка); Цпл.зд — стоимость 1 м2 площади механического цеха,
руб. Она зависит от типа здания и колеблется в пределах
78,4...200 руб. Для станков нормальной точности и автоматических
ЛИНИИ Цпл.зд = 125 руб.; А — производственная площадь, зани-
маемая станком, с учетом проходов, м2: A = cika , а — площадь
станка в плане; k — коэффициент, учитывающий дополнитель-
ную производственную площадь. Его значения для укрупненных
расчетов принимаются по данным, приведенным ниже, а для точ-
ных расчетов — по табл. 8.5. Коэффициент ka при площади
станка в плане более 20 м2 равен 1,5; свыше 10 до 20 м2 — 2;
свыше 6 до 10 м2 — 2,5; свыше 4 до 6 м2 — 3; свыше 2 до
4 м2 — 3,5; менее 2 м2 — 4. (Минимальная производственная пло-
щадь на един станок равна 6 м2- Если произведение ak а меньше
6 м2, его округляют до шести.)
Таким образом, используя приведенные выше формулы и нор-
мативные данные, рассчитываются по сравниваемым вариантам
приведенные затраты (коп./ч). Однако для выявления более эко-
номичного варианта необходимо от приведенных затрат перейти к
технологической себестоимости операций.
Технологическая себестоимость операции механической обра-
ботки (коп.)
Со = 5П.зТ шт(ш.-к) / (60&в) ,
где Т шт(ш.-к) — штучное или штучно-калькуляционное , время на
операцию, мин; — коэффициент выполнения норм, принимае-
мый обычно равным 1,3.
Приведенная годовая экономия (руб.)
__ (czo~czzo)<
100
оде Cz0, Czzo —’ технологическая1 себестоимость сравниваемых опе-
раций, коп.; Д/г — годовая программа выпуска деталей, шт.
Если кроме стоимости механической обработки в вариантах
изготовления деталей изменяются и другие статьи затрат, как,
84
например, расходы на специальную оснастку, материалы, заго-
товки, эти изменения также следует учитывать при расчете эко-
номического эффекта.
Общий экономический эффект (руб.) в таком случае
Э = Эг±2Дэ,
где 2АЭ — экономия или -перерасход по другим статьям (знак
«+» или «—» — дополнительная экономия или перерасход соот-
ветственно) .
Для выполнения расчетов экономической эффективности ва-
риантов технологических маршрутов механической обработки по
рассмотренной выше методике необходимо и достаточно знать
следующие исходные данные: оптовую цену станка; площадь стан-
ка в плане; коэффициент его загрузки; категорию ремонтной слож-
ности станка; установленную мощность электродвигателей; тру-
доемкость операции (Тшт. или Тш..к), определяемую по укрупнен-
ным нормативам; годовую программу выпуска деталей и тип про-
изводства; количество станков, обслуживаемых одним рабочим.
При этом сведения о ремонтной сложности станка и' установ-
ленной мощности электродвигателей необходимы лишь для новых
станков, не включенных в приложение.
Ниже рассмотрен пример сравнения вариантов технологических
маршрутов изготовления цилиндрической шестерни по минимуму
приведенных затрат на единицу продукции. В этом примере тру-
доемкость выполнения операции определена с помощью укрупнен-
ных нормативов, представленных в прил. 5.5. Например, для то-
чения
Гш.-К = 0,00017П/фк,
где D, I — соответственно диаметр и длина ступени обработки, мм;
фк — коэффициент, учитывающий вспомогательное и дополнитель-
ное время.
Пример 4.7. Сравнить два варианта
технологического процесса изготовления
шестерни цилиндрической (рис. 4.5) по тех-
нологической себестоимости. Материал —
сталь 12ХНЗА, масса готовой детали —
1,37 кг. Годовой объем выпуска 100 тыс.
шт. Режим работы — двухсменный (при
41-часовой рабочей неделе). Такт выпус-
ка — 2,4 ми’н. Производство массовое.
Рассмотрим два варианта, в которых
отличающимися операциями технологичес-
кого процесса являются: по первому ва-
рианту — получение заготовки штампов-
кой на ГКМ, зенкерование отверстия на
станке 2Н150, черновое обтачивание на-
ружных поверхностей детали на многорез-
цовом полуавтомате 1А720; по второму ва-
рианту — получение заготовки из калиб-
рованного проката 098 мм, черновая то-
карная обработка наружных и внутренних
1А290-6.
Рис. 4. 5. Зубчатое колесо
поверхностей на токарном автомате
Данные для определения стоимости заготовок по сравниваемым вариантам
сводим в табл. 4.20.
85
Табл, 4*28, Исходные данные для расчета стоимости заготовок
Вариант
Показатель первый 1 второй
Вид заготовки Штамповка на ГКМ Прокат 098X80 мм
Класс точности 2 (ГОСТ 7505—74) 11-й квалитет
Группа сложности 2 —
Масса заготовки, кг 2,471 4,734
Базовая стоимость 1 т заготовок 373 285
S/, руб.
Стоимость 1 Т стружки S заг, руб. 28,1 28,1
Стоимость заготовки, полученной на ГКМ (рис. 4.6, а),
(1 000
^отх
кйхГ
Рис. 4.6. Заготовка зубчатого колеса, полученная:
а — штамповкой на ГКМ; б — из калиброванного проката
Подставив в формулу соответствующие данные, получим
5заг = 2,471 • 1-0,9-1 • 1,79-0,8 ) —(2,471—1,376) y^j- = 1,157 руб.
Стоимость заготовки из проката (рис. 4.6, б) (пруток калиброванный без
дополнительной правки)
QS (п \ $отх
5заг-= юоо ~Щ—д) 1000 •
Подставляя исходные данные, получим
5заг = юоо —(4,734 1,376) юоо ~ 1,255 руб.
Далее по изложенной выше методике определяем стоимость механической
обработки на отличающихся в рассматриваемых вариантах операциях.
Первый вариант. Обработка на сверлильном станке 2Н150: Ц=2000-1,1^
— 2200 руб.; «=1,55-0,97 =1,5 м2; 7 шт. =1,12 мин; тп =1; М=2; =
= 1,2; а = 0,3; разряд работы 2-й, Ен =0,15.
Штучное время на операцию принимается по нормативам или рассчиты-
вается по таблицам для укрупненного нормирования (прил. 5):
S п.з ==5з+5ч.з +£ н (К с+К3);
5з=3т.ф • 2,66/гг/=54,8-2,664,15-1,65=108,96 коп./ч;
86
78,4-100-6
4055"Ь;47~ = 24’68 коп-/ч=
5чкз=5
«(Ин-чЦ W-JQ47) _
<Р-1+ Пз —1+ 0(47 -1,31,
Пз = 7’шт. Jbmn) = 1,12/(2,38-1) =0,47;
S“3 =44,6-1,2 =61,5 коп./ч;
Ц-100 2200-100 ’ ,
Кс= 4066• О47 = 115’43 коп-/ч; А = айа=1,5-4=6 м2;
78,4-100-4
Кз ~ Fs т) з
Sn,3 =108,96+61,5+0,15(115,43+24,68) = 191,47 коп./ч;
C0==Sn.3 Г шт./(60 Ав) = 191,47-.1,12/(60-1,3) =2,75 коп.
Обработка на многорезцовом полуавтомате 1А720:
11=3710-1,1=4081 руб.; а= 1,8-1,36=2,45 м2; ТШт. =1,15 мин; отп = 1;
М—2; —2,3; а=0,39; разряд работы 2-й; £+=0,15.
S3 =54,8-2,66-1,15-0,65=108,96 коп./ч;
т]з = 1,15/(2,38-1) =0,48;
, , 0,39(1—0,48)
Ф —1+ Одд —1,42;
S“3 =44,6-2,3-1,42/1,14=127,8 коп./ч;
Кс = 100-4081/(4055-0,48) =209,66 коп./ч;
Кз = Ю0-8,6-78,4/(4055-0,48)=34,64 коп /ч;
4=2,46-4,5=8,6 м2;
8П.3 = 108,96 +127,8+0,15(209,66+34,64) =273,4 коп./ч;
Со =273,4-1,15/(60-1,3) =4,03 коп.
Второй вариант. Обработка на шестишпиндельном токарном автомате
1А290-6: Ц=23880-1,1=26268 руб; а=8,7-2 = 17,4 м2; Рм=26; Р9 =16; Ру=
=40 кВт; TniT^lJO мин; тп=1; М=2; разряд работы 2-й; масса станка 19 т;
И=7,6 коп./ч; £„ =0,15.
S3 =54,8-2,66-1,15-0,65= 108,96 коп./ч;
Из = 1,79/(2,38-1) =0,75;
/ Ц.292 \ 1
Ам== '“ГбОО----+°-6/>у +0,83 Рм+0,4 Р э+И 1-21^- =
— (2‘ 1ООб~2 9”~ +°’6-40+0,83-26+0,4-16+7,6) 2~ = 6,3;
S4.3 k м =44,6-6,3=280,98 коп./ч;
Кс =26268-100/(4055-0,75) =863,72 коп./ч;
4 = 17,4-2=34,8 м2;'
К3 =34,8-78,4-100/(4055-0,75) =89,71 коп./ч;
Sn3 =108,96+280,98+0,15(863,72+89,71)=532/95 коп./ч;
Со =532,95-1,79/(60-,1,3) = 12,23 коп.
Результаты определения технологической себестоимости по отличающимся
операциям представлены в табл. 4.21.
Табл, 4.21. Сравнение вариантов технологического маршрута
Показатель Вариант
первый второй
1 2 3
Получение заготовок,
Вид заготовки Штамповка на ГКМ Прокат 098Х&О мм
Стоимость заготовки, коп. 115,7 125,5
87
Окончание
з
Операции механической 'обработки
Вид операции 1 Зенкерование отверг Токарная черновая
стия на вертикально-обработка наружных по-
сверлильном станке верхностей и отверстия
2Н150 на автомате 1А290-6
Технологическая оебестои- 2,75 12,2'3
мость обработки, коп.
Вид операции 2 Черновое обтачивание •—
наружных поверхностей
на станке 1А720
Технологическая себестои- 4,03 —
мость обработки, коп.
Итого по отличающимся 122,48 137,73
операциям
Примечание. Остальные
операции по
обоим
вариантам одинаковы.
Годовой экономический эффект
(SC/zo-Wo)Ar
100
137,73—122,48
100
100 000= 15 250 руб.
Из таблицы видно, что применение первого варианта обработки шестерни
дает годовой экономический эффект в 15 250 руб., при этом экономится 226 т
легированной стали 12ХНЗА. Таким образом, предпочтение следует отдать
этому варианту и принять его к последующей подробной разработке.
Рассмотренная выше методика оценки вариантов технологичес-
ких маршрутов по минимуму приведенных затрат дает представ-
ление о<б их структуре, позволяет оценить степень влияния отдель-
ных слагаемых себестоимости на ее итоговое значение.
Однако нельзя не отметить определенную трудоемкость выпол-
нения расчетов и необходимость в подборе соответствующих ис-
ходных данных, что ограничивает количество принимаемых к
сравнению вариантов- Поэтому для определения себестоимости по
приведенным затратам вариантов операций, выполняемых на уни-
версальном оборудовании, рекомендуется пользоваться заранее
рассчитанными их значениями [35].
Пример 4.8. Определить себестоимость по приведенным затратам операций
чернового зубофрезерования и зубодолбления. Шестерня: т — 4 мм; 2 = 30;
В=20 мм.
Вариант 1 — зубофрезерование на станке 5А312; 7 шт. — 3,5 мин. Ва-
риант 2 — зубодолбление на станке 5М14; ТШТч =4,9 мин. Производство
крупносерийное.
По справочнику ([35], с. 248, поз. 219, графа 30; с. 250, поз. 231, гра-
фа 30) для станка 5А312 находим приведенные часовые затраты, равные
184 коп., для станка 5М14 — 128 коп.
Себестоимость по первому варианту С'о — 184 • 3,5/60 = 10,7 коп.; по -второ-
му — С" о = 128-4,9/60= 10,4 коп.
Таким образом, по минимуму приведенных затрат предпочтение следует
отдать второму варианту, хотя норма штучного времени в этом случае больше,
чем в первом.
Использование табличных значений часовых приведенных зат-
рат [35] значительно ускоряет и* упрощает расчеты, хотя точ-
88
ность результатов последних несколько ниже, чем при использо-
вании формул [8]. Однако на данном этапе экономического обос-
нования варианта операции эту точность можно считать доста-
точной.
Аналогичным образом можно произвести ускоренную экономи-
ческую оценку вариантов операций механической обработки на
универсальных станках, пользуясь нормативными материалами,
приведенными в литературе [5, 14].
Для определения экономической целесообразности применения
автоматической линии вместо поточной можно использовать ориен-
тировочный метод расчета по среднестатистическим показателям
(табл. 4.22).
Табл. 4.22. Средние показатели (в процентах) автоматических линий
Показатель Для поточ- ной линии Для автома- тической линии
1 2 3
Капитальные затраты 100 132
Количество рабочих при двухсменной работе 100 37
в том числе:
операторов 100 14
наладчиков 100 142
ремонтных рабочих 100 160
Заработная плата с начислениями и дополнитель-
ной зарплатой:
операторов 100 14
наладчиков 100 144
Ремонтная сложность оборудования: 100
механической части 138
электротехнической части Годовые затраты на ремонт при двухсменной ра- 100 235
боте 100 467
Амортизационные отчисления 100 124
Общий коэффициент использования линии 75 65
Пример 4.9. Определить капитальные затраты на оборудование автомати-
ческой линии, если известно;' что при оборудовании подобной поточной линии
они составили 85 000 руб.:
Ка.л =85 000(132/100) = 112 200 руб.
4.9. СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ
Основной задачей этого этапа является составление общего
плана обработки детали и описание содержания операций техно-
логического процесса и выбор типа оборудования. Результаты
работы оформляются в виде маршрутной карты.
При установлении общей последовательности обработки ре-
комендуется учитывать следующие положения.
1. Каждая последующая операция должна уменьшать погреш-
89
ности обработки и улучшать качество поверхности (подробнее см.
параграф 2.2).
2, . В первую очередь следует обрабатывать поверхности, кото-
рые будут служить технологическими базами для последующих
операций.
3. Затем необходимо обрабатывать поверхности, с которых
снимается наибольший слой металла, что позволит своевременно
обнаружить возможные внутренние дефекты заготовки.
4. Операции, при которых возможно появление брака из-за
внутренних дефектов в заготовке, нужно производить на ранних
стадиях ее обработки.
5. Обработка остальных поверхностей ведется в последователь-
ности, обратной степени их точности: чем точнее должна , быть
поверхность, тем позже она обрабатывается.
6. Заканчивается процесс изготовления детали обработкой той
поверхности, которая должна быть наиболее точной и имеет наи-
большее значение для эксплуатации детали. Если она была обра-
ботана ранее, до выполнения других смежных операций, может
возникнуть необходимость в ее повторной обработке.
7. Отверстия нужно сверлить в конце технологического, про-
цесса, за исключением тех случаев, когда они служат базами.
8. Не рекомендуется совмещение черновой и чистовой обрабо-
ток немерным инструментом на одном и том же станке.
9. Если деталь подвергается термической обработке по ходу
технологического процесса, механическая обработка расчленяется
на две части: до термической обработки и после нее.
10. Технический контроль намечают после тех этапов обра-
ботки, где вероятна повышенная доля брака, перед сложными и
дорогостоящими операциями, после законченного цикла, а также
в конце обработки детали.
Приведенные рекомендации по разработке технологического
маршрута не являются обязательными и требуют творческого под-
хода в каждом конкретном случае. Работа по составлению марш-
рутов обработки существенно облегчается при использовании
типовых технологических процессов на данную группу деталей.
Наименования операций должны соответствовать требованиям
классификатора технологических операций в машино- и прибо-
ростроении [17].
4.10. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
4.10.1. Установление рациональной последовательности
переходов
Проектируя технологическую операцию, необходимо стремить-
ся к уменьшению ее трудоемкости. Производительность обработки
зависит от режимов резания, количества переходов и рабочих
ходов, последовательности их выполнения. Поэтому в первую
очередь рекомендуется составить схему построения станочной
90
операции. В общем случае различают одно- и многоместную,
одно- и многоинструментную, последовательную, параллельную и
параллельно-последовательную обработку. В зависимости от усло-
вий производства выбирают соответствующую схему построения
станочной операции. При этом должны учитываться принципы кон-
центрации и дифференциации обработки на станках (см. параг-
раф 2.3).
В массовом производстве находят применение наиболее произ-
водительные схемы станочных операций — многоместная много-
инструментная параллельная обработка, а в серийном — одно-
местная одноинструментная последовательная. Однако практичес-
ки при любом типе производства возможны различные сочета-
ния схем.
Число и последовательность технологических переходов зависят
от вида заготовки и точностных требований к готовой детали.
Совмещение переходов определяется конструкцией детали, воз-
можностями расположения режущих инструментов на станке и
жесткостью заготовки. Переходы, при которых соблюдаются жест-
кие требования к точности и шероховатости поверхности, иногда
целесообразно выделить в отдельную операцию, применяя одно-
местную одноинструментную последовательную обработку.
Технологические операции на автоматических линиях строят
по параллельным и параллельно-последовательным схемам. Вспо-
могательное время в этом случае состоит лишь из времени пере-
мещения заготовки на следующую позицию и времени подвода и
отвода инструментов. На каждый переход механической обработ-
ки рекомендуется составить операционный эскиз, а при много-
инструментной и многоместной обработке — схему наладки с ука-
занием настроечных размеров, которые устанавливают в резуль-
тате расчетов погрешностей настройки и ожидаемой точности
обработки.
На данном этапе разработки технологического процесса также
необходимо дать технико-экономическую оценку различных струк-
тур проектируемой операции по методике, изложенной в парагра-
фе 4.8. К подробной разработке принимается та схема операции,
которая является наиболее экономичной в данных условиях
производства. Описание содержания перехода должно соотве' :т-
вовать требованиям ГОСТ 3.1702—79.
4.10.2. Выбор моделей оборудования и определение его загрузки
Вопросы выбора групп, типов и моделей оборудования рас-
сматриваются на различных стадиях технологической подготовки
производства. Общие правила выбора технологического оборудо-
вания устанавливаются соответствующим стандартом. Выбор
группы оборудования производится при назначении метода обра-
ботки поверхности, обеспечивающего выполнение технических
требований к ней. З.атем при разработке технологического марш-
рута обработки и его технико-экономическом обосновании произ-
91
водится выбор конкретной модели станка на основании минимума
приведенных затрат на рабочем месте. Для выполнения расчетов
по приведенной методике необходимо располагать данными о цене,
габаритах, мощности и производительности станка, т. е. уже на
этом этапе проектирования технологического процесса должна
быть выбрана конкретная модель станка. Таким образом, для
операций, принятых на основании сравнения приведенных затрат
на рабочем месте, вопрос о выборе оборудования решается уже
на стадии составления маршрута механической обработки.
Однако в курсовом проекте при составлении маршрута меха-
нической обработки лишь небольшая часть операций принимается
на основании подробных экономических расчетов, остальные — на
основании имеющихся типовых решений, рекомендуемых справоч-
ной литературой. Для этих операций необходимо производить
выбор оборудования на данной стадии проектирования.
Выбор модели станка определяется прежде всего возмож-
ностью изготовления на нем деталей необходимых размеров и
формы, качества ее поверхности. Если эти требования можно
обеспечить обработкой на различных станках, определенную
модель станка выбирают из следующих соображений: 1) соответ-
ствия его основных размеров габаритам обрабатываемых деталей,
устанавливаемых по принятой схеме обработки; 2) производитель-
ности — заданному масштабу производства; 3) возможности рабо-
ты на оптимальных режимах резания; 4) соответствия станка тре-
буемой мощности при обработке; 5) возможности механизации и
автоматизации выполняемой обработки: 6) обеспечения наимень-
шей себестоимости обработки; 7) возможности приобретения
станка; 8) необходимости использования имеющихся станков.
В условиях массового производства нужно стремиться к тому,
чтобы на одной операции было занято не более одного-двух стан-
ков. Если это условие не выполняется, следует выбрать более
производительную модель станка (многошпиндельный, многопози-
ционный или агрегатный). Технические характеристики станков,
выпускаемых серийно, приводятся в каталогах. Данные о компо-
новках, характеристиках и стоимости агрегатных станков приво-
дятся в работе [9].
Загрузку оборудования на данной стадии проектирования ре-
комендуется определять лишь для массового производства с поточ-
ной формой организации для выбора такого варианта обработки
детали, при котором обеспечивается выполнение программы при
использовании одного-двух станков на одной операции. Норму вре-
мени на выполнение операции (Тшт.) можно определить по укруп-
ненным нормативам (прил. 5).
В общем случае нужно стремиться наиболее полно использо-
вать станки. Иногда допустимо применять станки высокой произ-
водительности, если их загрузка ниже требуемой, но себестоимость
обработки детали меньше, чем на другом, полностью загруженном
станке. Коэффициент загрузки определяется по методике, приве-
денной в параграфе 8.2. -
92
4.10.3. Выбор технологической оснастки
Правила выбора технологической оснастки регламентируются
соответствующими ГОСТами. К ней относят: приспособления,
инструменты и средства контроля.
Зоны рентабельности применения различных систем станочных
приспособлений при оснащении технологического процесса в зави-
симости от планируемого периода производства изделия и коэф-
фициента загрузки приспособления одной операцией можно опре-
делить по формуле:
^3 Т шт(ш.-к) IF-Q,
где Гшт(ш._к) — штучное или штучно-калькуляционное время вы-
полнения технологической операции, мин; N — количество повто-
ров операций в течение месяца; Fo — месячный фонд времени ра-
боты оснастки (станка).
Пример 4.10. Определить систему станочного приспособления исходя из
следующих данных: Г шт. = 4 мин; N = 3000 шт.; До =19 680 мин. Период
производства изделия Тн =2,5 года, или 30 мес.:
k. =4-3000/19 680 = 0,61.
По диаграмме, приведенной в ГОСТе, учитывая, что &3=0,61 и Ти^'ЗО мес.,
находим зону и наименование системы станочного приспособления (НСО). Для
оснащения операции нужно принять неразборное специальное приспособление.
В случае применения стандартной оснастки рекомендуется
пользоваться альбомами ее типовых конструкций и соответствую-
щими стандартами. При технико-экономическом обосновании вы-
бора систем технологической оснастки, кроме коэффициента за-
грузки единицы оснастки, необходимо рассчитать затраты на осна-
щение операций по фо-рмулам, приведенным в ГОСТе.
Выбор режущих инструментов при оснащении технологического
процесса производится исходя из условий обработки с учетом:
вида станка; метода обработки, режимов и условий работы; мате-
риала обрабатываемой детали, ее размеров и конфигурации; тре-
буемых точности обработки и шероховатости поверхностей; типа
производства; заданных объема выпуска деталей и производитель-
ности обработки, стоимости инструмента и затрат на его эксплуа-
тацию.
В соответствии с положениями ЕСТПП при технологической
подготовке производства предпочтение следует отдавать стандарт-
ной, унифицированной оснастке, что позволяет сократить время
на подготовку запуска нового производства, а также снизить
расходы, связанные с использованием инструментов. Применение
комбинированного, специального инструмента оправдано в авто-
матизированном производстве, так как там не всегда может быть
применен стандартный режущий инструмент из-за недостаточной
эксплуатационной надежности, что приводит к увеличению про-
стоев станков и снижению их производительности. Например, на
93
агрегатных станках часто применяются сборные, комбинированные
и специальные инструменты, к качеству изготовления которых
предъявляются повышенные требования.
Инструмент, используемый на автоматических линиях, изго-
товляют обычно по стандартам предприятий с учетом особых тех-
нических требований на изготовление. Эти инструменты должны
обеспечивать быструю наладку и подналадку станков, быть взаи-
мозаменяемыми, обладать высокой стойкостью (240 мин и более),
формировать и дробить стружку, обеспечивать высокую степень
концентрации технологических переходов, обладать повышенной
жесткостью и виб|роустойчи1востью. Для них применяют более -ка-
чественные материалы.
Инструмент для станков с ЧПУ должен обладать высокой ре-
жущей способностью и надежностью, достигаемыми использова-
нием наиболее качественных материалов; повышенной точностью
за счет изготовления его по более жестким техническим требова-
ниям, чем по действующим стандартам; универсальностью, позво-
ляющей обрабатывать сложные детали за один автоматический
цикл. Инструмент может 'быть комбинированным, регулируемым и
многоцелевым. Нужно учитывать, что предварительная настройка
режущего инструмента для станков с ЧПУ производится вне стан-
ка и поэтому необходимо предусматривать в проекте -соответствую-
щий комплекс, состоящий из режущего, вспомогательного инстру-
ментов и приборов.
Высокая производительность механической обработки при опти-
мальной стойкости инструмента в основном обеспечивается за
счет применения современных материалов и различных" методов
покрытия поверхностей рабочей части инструмента.
Обработку конструкционных материалов в зависимости от ма-
териала режущей части инструмента производят в следующих
интервалах скоростей резания (м/мин): быстрорежущей стали —
20...50, твердого сплава — 100...200, сверхтвердых материалов —
400...800.
Режущие свойства инструментов могут быть повышены в не-
сколько раз путем нанесения на них износостойких покрытий.
Для обработки закаленных сталей и особо прочных чугунов
при скоростях резания до 800 м/мин рекомендуется применять
сверхтвердые синтетические материалы типа эльбор РМ, компо-
зиты и др.
Рекомендуется применять механическое закрепление твердо-
сплавных пластин, широко использовать неперетачиваемые пла-
стины, что обеспечивает повышение режущих свойств инструмента
и способствует созданию инструмента по принципу агрегатирова-
ния путем использования стандартных элементов.
Стандартные металлорежущие инструменты следует выбирать
из соответствующих ГОСТов, перечень которых приведен в учеб-
ном пособии [11].
94
4.10.4. Расчет припусков
При выполнении курсового проекта припуски на механическую
обработку определяются.‘ расчетно-аналитическим и опытно-ста-
тистическим методами. Расчет припусков и назначение их по таб-
лицам ГОСТов следует производить после отработки конструкции
детали и заготовки на технологичность и технико-экономического
обоснования метода получения заготовки.
Порядок расчета припусков на обработку и предельных разме-
ров по технологическим переходам приведен в табл. 4.23, а фор-
мулы для определения припуска на обработку — в табл. 4.24.
Перед началом расчета припусков необходимо выполнить
эскиз laaroTOB'KH с указанием схемы ее установки на станке или в
приспособлении и выделением поверхностей, для которых рассчи-
тываются или назначаются по таблицам припуски на обработку.
Базирование заготовки при данной установке обозначается в соот-
ветствии с ГОСТ 3.1107—81. Выделенные для расчета и назначе-
ния припусков поверхности следует пронумеровать.
В конце расчета выполняется эскиз заготовки с назначенными
припусками и допусками, а также строится схема расположения
припусков и допусков. Результаты расчета и назначения припус-
ков по таблицам заносятся в сводную таблицу.
Табл. 4.23. Порядок расчета припусков на обработку
и предельных размеров по технологическим переходам [38]
Для наружных поверхностей
Для внутренних поверхностей
2
1. Пользуясь рабочим чертежом детали и картой технологического процесса
механической обработки, записать в расчетную карту обрабатываемые элемен-
тарные поверхности заготовки и технологические переходы обработки в порядке
последовательности их выполнения по каждой элементарной поверхности от
черновой заготовки до окончательно обработанной детали
2. Записать значения h, р, е и 6
3. Определить расчетные минимальные
технологическим переходам .
4. Записать для конечного перехода в
графу «Расчетный размер» наименьший
предельный размер детали по чертежу
5. Для перехода, предшествующего
конечному, определить расчетный раз-
мер прибавлением к наименьшему пре-
дельному размеру по чертежу расчетно-
го припуска z min
6. Последовательно определить рас-
четные размеры для каждого предшест-
вующего перехода прибавлением к рас-
четному размеру расчетного припуска
Zinin следующего за ним смежного пе-
рехода
7. Записать наименьшие предельные
размеры по всем технологическим пере-
припуски на обработку по всем
4. Записать для конечного пере-
хода в графу «Расчетный размер»
наибольший предельный размер де-
тали по чертежу
5. Для перехода, предшествующего
конечному, определить расчетный
размер вычитанием из наибольшего
предельного размера по чертежу
расчетного припуска z min
6. Последовательно определить
расчетные размеры для каждого
предшествующего перехода вычита-
нием из расчетного размера расчет-
ного припуска г min следующего за
ним смежного перехода
7. Записать наибольшие предель-
ные размеры по .всем технологичес-
95
Окончание
ходам, округляя их в сторону увеличе-
ния расчетных размеров; округление
производить до того же знака десятич-
ной дроби, с каким дан допуск на раз-
мер для каждого перехода
8. Определить наибольшие предель-
ные размеры прибавлением допуска к
округленному наименьшему предельно-
ким переходам, округляя их в сто-
.рону уменьшения расчетных разме-
ров; округление производить до того
же знака десятичной дроби, с каким
дан допуск на размер для каждого
перехода
8. Определить наименьшие пре-
дельные размеры путем вычитания
допуска из округленного наиболь-
му размеру
9. Записать предельные значения при-
пусков z щах как разность наибольших
предельных размеров и Zinin как раз-
ность наименьших предельных размеров
предшествующего и выполняемого- пере-
ходов
10. Определить общие припуски zomaxH zomin ,
припуски на обработку.
11. Проверить правильность произведенных расчетов по формулам:
шего предельного размера
9. Записать предельные значения
припусков г щах как разность наи-
меньших предельных размеров и
zmin как разность наибольших пре-
дельных размеров выполняемого и
предшествующего переходов
суммируя промежуточные
Zjmax—Z fmin = б <— 1 —б/;
2z fmax —2z i min — 6/j. —»
i 1 i
Z о max —Z о min -=63 —б д;
2z о max — 2c о min n —6 n
17 з ,
где 6 i—i , di, 6 Dr б2, бд, 6 z>3, бдд —соответственно допуски
на предшествующем и выполняемом переходах на поверхности с односторон-
ним припуском; то же с симметричным; допуски на заготовку и деталь при
одностороннем припуске; то же при симметричном.
12. Определить общий номинальный 12. Определить общий номинальный
припуск по формулам: припуск по формулам:
Z о ном = Z о min +7/з—Нд 5
2< о ном — 2z о min D3—Н £)д ,
z о ном ===: z о min -F5 з—5Д;
2z о HOM=2Z0min ’
где Н — нижнее предельное отклонение где В — верхнее предельное откло-
размера нение размера
Примечания: 1. В связи с разнохарактерностью действий при расчете
размеров для наружных и внутренних поверхностей рекомендуется во избежа-
ние ошибок группировать в расчетной карте наружные и внутренние поверхно-
сти, а не записывать их вперемежку.
2. При обработке взаимосвязанных плоских поверхностей от 'переменных
баз рекомендуется строить размерные цепи, определяющие взаимосвязь обраба-
тываемой поверхности с измерительной базой.
3. В ряде случаев целесообразно, исходя из режимных условий обработки,
припуск, рассчитанный на черновую обработку, распределять между черновой
и получистовой обработкой; при этом 60...70 % расчетного припуска рекомен-
дуется снимать при черновой обработке и 30...40 % — при получистовой.
4. Номинальный припуск определяется лишь в целях сопоставления с таб-
личными или производственными данными.
96
Табл. 4.24. Расчетные формулы для определения припуска на обработку
Вид обработки
Расчетная формула
2 t min —Rzi~ 1 1+pi— 1 4“
2z i min —2 (Rzi-1 -\~h i—i 4"P i— 1
Последовательная обработка противо-
положных или отдельно расположенных
поверхностей
Параллельная обработка противополож-
ных плоскостей
Обработка наружных или внутренних
поверхностей вращения
Обтачивание цилиндрической
сти заготовки, установленной в центрах;
бесцентровое шлифование
Развертывание плавающей разверткой,
протягивание отверстий
Суперфинишная обработка, полирование
и раскатка (обкатка)
Обработка лезвийным или абразивным
инструментом без выдерживания размера
черновой поверхности
Шлифование после термообработки:
а) при наличии в,-
б) при отсутствии 8/
2.2 i min —2(Rzi—i ~\~h t— 1 4"
4-]/ p2i—14-82,)
поверхно- 2z i min ==2(Rz/-i ~\-h ,-i bp i-i)
22 i min — 2(Rzi~i 4~/i i— 1)
2z t min 2 .Rz
Zi~Rz z—i i—i 4-0,256 f—i
2 i min = Rz i—i фр i—] -j-8j
2z i min — 2(^2 i—i +p*—-1 4~s0
Z1 rnin — Rz i— 1 4-p I— j
2z i min ^=2 (Rz i—i -f-p »•_i )
Пр имечание. Rzi— i — высота неровностей профиля на предшествую-
щем переходе; h i-A — толщина дефектного поверхностного слоя (обезуглеро-
женного или отбеленного) на предшествующем переходе; р л_i — суммарные
отклонения расположения поверхности; 8/ — погрешность установки заготовки
на выполняемом переходе.
Параметры шероховатости поверхностей заготовок и поверхно-
стей, полученных различными методами обработки, а также тол-
щина их дефектного поверхностного слоя h приведены в табл.
4.25...4.27.
В табл. 4.28 даны расчетные формулы для определения сум-
марного пространственного отклонения формы поверхностей и их
относительного расположения для различных видов заготовок при
их обработке на первой операции или на первом переходе с уче-
том методов базирования заготовок.
В табл. 4.29 содержатся сведения об удельной кривизне загото-
вок. Погрешности (смещение) штампованных заготовок даны в
табл. 4.30, а погрешности по несоосности (эксцентриситету) и
изогнутости (короблению) — в табл. 4.31. Удельный увод и сме-
щение оси отверстий при сверлении приведены в табл. 4.32.
Погрешности заготовки вследствие копирования их при обра-
ботке (см. параграф 2.2) частично сохраняются на деталях. Они
уменьшаются от перехода к переходу пропорционально коэффи-
циенту уменьшения погрешности ky. Значения коэффициента
уменьшения погрешности для различных методов обработки при-
нимают следующими: однократное и черновое точение штампо-
4. Зак. 1954 97
Табл. 4.25. Качество поверхностей заготовок
Вид заготовки Квалитет Rz h
мкм
Отливки в земляные формы:
1-го класса:
наибольший габаритный размер отливки, мм:
до 1250 600
свыше 1250 до 3150 800
2-го класса:
наибольший габаритный размер отливки, мм:
до 1250 700
свыше 1250 до 3150 900
Отливки .в кокиль 12... 14 200 300
Литье 'в оболочные формы 12... 14 40 260
Литье под давлением 9... 12 20 140
Литье по выплавляемым моделям 6... 12 30 170
Штамповки массой, кг:
до 0,25 150 450'
0,25...2,5 150 200
2,5...25 150 250
25...100 200 300
100...200 300 300
Прокат горячекатаный диаметром, мм:
5...25 150 150
26...75 150 250
80...150 200 300
160...250 300 400
Прокат калиброванный, гладкотянутый 7... 12 60 60
Примечание. Для отливок в земляные формы указано суммарное зна-
чение /?z±h.
Табл. 4.26. Качество торцевой поверхности после резки
заготовок из горячекатаного проката
Способ резки Диаметр заготовки, мм Допуск на длину заготовки, мм Rz + h, мм Пеперпен- дикуляр- ность тор- ца к оси
По упору на ножницах дисковыми пила- 5...25 ±1 0,3 о,оаг>
ми и приводными ножовками 26...75 80... 150 Свыше 150 ±1,3 ±1,8 ±2,3
На прессах и дисковыми фрезами на от- резных станках 5...25 26...75 ±0,3 ±0,4 0,2 0,0007В
Отрезными резцами на станках токарно- го типа 5...25 26...75 8Ю...150 160...250 ±0,25 ±0,35 ±0,4 ±0,5 0,2 0,045В
Примечание. При резке на пресс-ножницах и прессах получаются
вмятина и скос; вмятина в направлении, перпендикулярном к поверхности
98
среза, достигает 0,2D, а скос по торцу — до 3°, что необходимо учитывать при
расчете припусков на обработку по диаметру и торцу.
Табл. 4.27. Параметры, достигаемые после механической обработки
Вид обработки Rz h
мкм
Обработка наружных поверхностей
Обдирочная обработка лезвийным .инструментом отливок
2-го класса, горячего проката обычной точности, нежестких
валов, поковок с большими припусками и др. 100 100
Черновая обработка лезвийным инструментом заготовок
-всех видов 50 50
Чистовая обработка лезвийным инструментом и однократ-
ная обработка заготовок с малыми припусками 30 30
Чистовое торцевое фрезерование 10 15
Протягивание наружное 5 10
Тонкая обработка лезвийным инструментом 3 —
Шлифование предварительное 10 20
То же, чистовое 5 15
Бесцентровое шлифование калиброванного проката до
термообработки 6 12
То же, после термообработки 0,3...0,8 1—
Обработка отверстий
Сверление спиральными сверлами 40 60
Глубокое сверление 20 30
Зенкерование:
черновое 60 50
чистовое 30 40
Растачивание:
черновое 50 50
чистовое ,20 25
Развертывание:
нормальное 10 25
точное 5 10
тонкое 3
Протягивание 4 6
Калибрование шариком или оправкой 0,6 Ни—
Примечание. Виды развертывания (нормальное, точное, тонкое) опре-
деляются допусками на диаметральные размеры разверток.
99
Табл. 4.28. Суммарное значение пространственных отклонений поверхностей
для различных видов заготовок и механической обработки
Тип детали и метод базирования Эскиз | Расчетная формула
1 2 1 3
Литые заготовки
Корпусные детали, по отвер-
стиям с параллельными осями
и перпендикулярной к ним
плоскости
Р d = Ур^кор +р2 см »
Р = Р кор +р см »
р см =6;
р кор — Л к
То же, по плоскости, проти-
воположной обрабатываемой
Р---Р кор
Цилиндрические детали —
тела вращения, в самоцентри-
рующих патронах по наруж-
ному диаметру с прижимом к
торцевой поверхности
Штампованные заготовки
Стержневые детали (валы
ступенчатые, рычаги и др.) с
базированием по крайней сту-
пени (поверхности)
Стержневые детали при об-
работке .в центрах
Г Р2 СМ +р2 кор Ч~р2ц ;
ркор = Лк'
(при /^Т/2)
100
Продолжение
2
з
Детали типа дисков с про-
шив а ем-ым центральным отвер-
стием (шестерни, диски и др.)
с установкой по наружному
диаметру и торцу
Р V Р2см4~Р?эксц
То же, при обработке тор-
цевых поверхностей
р — р кор
Р кор —^к/)=Ак’27?
Заготовки из сортового проката
При консольном закрепле-
нии в самоцентрирующих пат-
ронах
рк — Д к/
При обработке в центрах
p=Kp2k-i-p»« ;
Р к = А к /
(при
Зацентровка заготовок
При установке в самоцент-
рирующих зажимных устройст-
вах
рк =0,25 мм
10J
Окончание
При установке на призмах
с односторонним прижимом
рц= / 62/2+0,252
(при а=90°); --
Рц=Кб2/3+0^52
(при а=120°)
Сверление отверстий
Детали всех типов, при об-
работке отверстия в непод-
вижной детали
Р =/ С20+(Ду/2)
Табл. 4.29. Удельная кривизна заготовок Ак (мкм) на 1 мм длины
Заготовки Диаметр заготовки, мм
5...25 25...50 50...75 75...120 120...150 свыше 150
Прокат калиброван- ный: 6-й квалитет 0,5 0,5 9гй » 1 0,75 0,5 10...11-Й » 2 11 1,2-й » 3 2 1 Прокат калиброванный после термообработки 2 1,3 0,6 Прокат горячеката- ный: после правки на (прессе 0,15 0,12 0,1 0,08 0,06 0,05 после термообработ- ки 2 1,3 1,3 0,6 0,3 Штампованные: после правки 2 1,5 1 после термообра- ботки 1 0,8 0,7 0,6 0,5 Отливки: плиты 2...3 корпуса 0,7... 1
Примечания: 1. Общая кривизна прутка не должна превышать про*
изведения допускаемой удельной кривизны на длину прутка.
102
2. Кривизну отрезанной заготовки определяют в зависимости от способа
базирования при обработке (см. табл. 4.28).
3. При термообработке проката ТВЧ табличные значения принимать с
коэффициентом 0,5.
4. Для ступенчатых валов средний диаметр
, -\~dnln
«СР— I 9
где d\, d2, ..., dn — диаметр ступеней; Ц, l2, — длины ступеней; / — общая
длина вала.
5. Для стержневых деталей типа рычагов и пластин d ср рассчитывают
по среднему сечению стержня.
Табл. 4.30. Погрешности (смещение рем » мм) штампованных заготовок
по ГОСТ 7505—74
Масса поковки, кг р см для классов точности
1-го | 2-го
До 0,25 0,3 0,3
Свыше 0,25 до 0,63 0,3 0,4
» 0,63 » 1,6 0,4 0,5
» 1,6 » 2,5 0,4 0,6
» 2,5 » 4 0,5 0,7
» 4 » 6,3 0,6 0,8
» 6,3 » 10 0,7 0,9
» 10 » 16 0,8 1
» 16 » 25 0,9 1,1
» 25 » 40 1 1,2
» 40' » 63 1,2 1,4
» 63 » 100 1,4 1,7
» 100 » 160 1,6 2,5
» 160 » 250 1,8 3
» 250 » 400 2 3,5
Табл. 4.31. Погрешности штампованных заготовок по несоосности
(эксцентричности р3ксц, мм) и изогнутости (короблению ркс>р, мм)
по ГОСТ 7505—74
Наибольший размер поковки, мм Рэксц для классов р КОр для классов
l-ro | 2-го 1-го 1 2-го
До 60 1 0,5 0,8 0,25 0,4
Свыше 60 до 100 0,6 1 0,4 0,6
» 100 » 160 0,8 1,5 0,5 0,8
» 160 » 2'50 1,2 2 0,6 1
» 250 » 360 1,6 2,5 0,8 1,2
360 » 500 2 3 1 1,5
» 500 » 630 2,5 3,5 1,5 2
630 » 800 3 4 1,8 2,5
103
Табл. 4.32. Удельный увод Дк и смещение Со оси отверстий при сверлении
Диаметр отверстия, мм Сверление спиральными сверлами Глубокое сверление
А к, мкм/мм Со, мкм А к, мкм/мм Со, мкм
3...6 2,1 10 1,6 10
6...10 1,7 15 1,3 15
10...18 1,3 20 1 20
18...30 0,9 25 0,7 25
30...50 0,7 30 0,7 25
ванных заготовок, заготовок из горячекатаного проката, предвари-
тельное шлифование проката 10...11-го квалитетов — 0,06; полу-
чистовая обработка заготовок из проката, штампованных загото-
вок, рассверливание отверстий, смещение оси отверстия после
черновой обработки — 0,05; чистовое точение заготовок из сорто-
вого проката обыкновенного качества, штампованных заготовок,
после первого технологического перехода обработки литых заго-
товок, после чистового шлифования проката 10...11-го квалите-
тов—-0,04; двукратное обтачивание калиброванного проката или
двукратное шлифование заготовок после токарной обработки —
0,02; получистовая обработка (зенкерование и черновое разверты-
вание отверстий) — 0,005; чистовая обработка — развертывание
отверстий — 0,002.
Остаточные пространственные отклонения обработанных по-
верхностей определяются по формуле:
п
Рост~Рзаг П&у£,
г=1
где п — количество переходов механической обработки; рзаг —
исходные отклонения заготовки.
Погрешность установки заготовки на выполняемой операции
или переходе определяется по формуле:
8=]/ 82б + 82з + е2пр,
где 8б, 8з, 8пр — погрешность соответственно базирования, закреп-
ления, положения заготовки, мкм.
Погрешность 8Пр является следствием неточности изготовления
станочного приспособления и изнашивания его установочных эле-
ментов, а также погрешности установки самого приспособления на
станке. Сюда относится также погрешность индексации — пово-
рота зажимных устройств при обработке заготовок на многопози-
ционных станках,- которая в большинстве случаев принимается
равной 0,05 мм. За исключением последней составляющей осталь-
104
ные слагаемые погрешности 8пр как самостоятельные значения
выявить трудно.
Для однопозиционной обработки приведенная выше формула
примет вид:
e= V е2б+б23.
При обработке плоскости, параллельной установочной базе,
8 = 8б + б3.
Погрешность базирования представляет собой отклонение фак-
тически достигнутого положения заготовки или изделия при бази-
ровании от требуемого (ГОСТ 21495—76). Она появляется, когда
при базировании не совмещаются технологическая и измеритель-
ная базы. При совмещении технологической и измерительной баз
8б = 0.
Значение 8б зависит от принятой схемы базирования, точности
размеров установочных элементов приспособлений,'точности раз-’
меров, формы и относительного расположения базовых поверхно-
стей заготовки.
При обработке партии заготовок, имеющих погрешности фор-
мы, отдельные заготовки и их измерительные базы при базирова-
нии в приспособлении могут занимать различные положения в
пространстве. Поэтому для получения более точных результатов
в общем случае погрешность базирования следует рассчитывать с
учетом пространственной схемы расположения заготовки. Однако
это приводит к значительному усложнению расчета. Поэтому при
расчете 8б наиболее часто принимают упрощенную схему, рассмат-
ривая смещение заготовки только в одной плоскости (плоская-
схема).
При расчете погрешности базирования для деталей, обрабаты-
мых на настроенных станках (что имеет место в серийном и мас-
совом производствах), можно уменьшить значение 8б- Это объяс-
няется тем, что при определении погрешности базирования по
формулам обычно принимается полное поле допуска и расчет ве-
дется по наибольшему и наименьшему предельным размерам де-
тали. Вероятность появления деталей с такими размерами при
обработке их на настроенных станках незначительна. Учитывая,
что закон распределения размеров обрабатываемых деталей бли-
зок к нормальному, погрешность базирования можно принимать с
поправочным коэффициентом k = 0,8...0,85. Тогда
8 б== ^86-
Значение 8б может быть определено из геометрических соотно-
шений, исходя из схем базирования или путем анализа размерных
щепей. Для ряда схем установки деталей при обработке погреш-
ность базирования может быть определена по табл. 4.33.
105
Погрешность 83 вызывается тем, что под действием сил зажима
заготовка может (изменить сво’е первоначальное положение, кото-
рое она занимала в приспособлении при базировании. При этом
измерительные баз'ы заготовки смещаются.
Приближенно 83 может быть определена по табл. 4.34...4.37.
При расчете 8б по табл. 4.33 допуски на различные виды заго-
товок находят по соответствующим ГОСТам.
Для первого технологического перехода при обработке черно-
вых заготовок всех видов и при выдерживании размеров от чер-
новой базы допуск следует принимать не табличный, а рассчитан-
ный по формуле:
б-(б заг + б0бр)/2,
где бзаг — допуск на размер черновой заготовки; бобр — допуск,
соответствующий квалитету, указанному в прил. 6 для принятого
метода обработки.
При обработке заготовки с помощью нескольких установок
для каждой из них необходимо произвести самостоятельный рас-
чет припусков. Назначение припусков опытно-статистическим ме-
тодом следует вести по таблицам соответствующих стандартов.
Табл. 4.33. Погрешности базирования заготовок при обработке в приспособле-
ниях [318]
1 Базирование Схема установки eg для размеров
1 2 3
По центровым отверстиям:
на жесткий передний центр
на плавающий передний
центр
!=(); 8d2 =0;
8а=0; =0;
8цг==0
По внешней поверхности:
106
Продолжение
з
1
2
в самоцентрирующем пат-
роне с упором торцом
б£>=0; 8d=0;
8а=0; 8д = 0 (при па-
раллельном подрезании
торцов)
в самоцентрирующих приз-
мах
£d = 0; 8е = 0**
в призме при обработке отвер-
стий по кондуктору
На плоской поверхности при
обработке отверстий по кон-
дуктору
ве — бяД 2sin у
R **
Р —
2
В призме при
.плоскости или паза
обработке
8m=6D/(2siny- )**
То же
8й=0
107
Окончание
1
2
I
3
В призме при обработке
плоскости или паза
е
8 с == 2 ’ &т — О
По отверстию:
на жесткой оправке со
свободной посадкой
&d 1 ~Smin +бв4“бд;
8/7 2==^ min
8/i = S min -{-6в+6д***
При установке оп-
равки на плавающий
передний центр; в
гильзу или патрон
по упору 8а = 0; s& —
=0
на разжимной оправке и на
жесткой с натягом
При установке оп-
равки на жесткий
передний центр
8& = 0; 8а = л* ц ;
eDp—0; &d2—0; еи — О;.
е&^ба’, 8д = 0
По двум отверстиям на
пальцах при обработке верх-
ней поверхности
8/IJ--3 тш+бв + ^А ***;
8h2”(Smin +бв4"бд)Х.
/2/i+Z \
По плоскости при обработ-
ке уступа
&Ь — ^a'i
Sk =
8с =0
Примечание. * д ц — просадка центров, мм. При наибольшем диамет-
ре центрового отверстия, мм (1; 2; 2,5); (4; 5; 6); (7,5; 10); (12,5; 15); (20;
30) & ц соответственно равна 0,11; 0,14; 0,18; 0,21; 0,25. ** ее — смещение оси
отверстия относительно оси внешней поверхности; —• допуск диаметра внеш-
ней поверхности; 5 min — минимальный гарантированный зазор. *** 0а — до-
пуск размера базового отверстия; — допуск размера оправки.
108
Табл. 4.34. Погрешность закрепления заготовок 83 при установке в радиальном направлении
для обработки на станках, мкм
, Поперечный размер заготовки, мм
Метод получения заготовки 6...10 10...18 18...30 30...50 50... 80 80...120 120...180 180...260 260...360 00S-09S
1 2 3 4 5 6 7 8 9 10 И
Установка в зажимной гильзе (цанге)
Холоднотянутая 'калиброванная 40 50 60 70 80 — — — — —
Предварительно обработанная 40 50 60 70 80 — г- • — •— —
Чисто обработанная Литье: 20 25 30 35 40 Установка в трехкулачковом патроне
в песчаную форму машинной 220 270 320 370 420 500 600 700 800 900
формовки по металлической модели
в постоянную форму 450 175 200 250 300 350 400 450 550 650
по выплавляемой модели 50 60 70 80 100 120 140 160 — —
под давлением 25 30 35 40 50 60 70 80 — —
Горячая штамповка 220 270 320 370 420 500 600 700 800 —
Горячекатаная 220 270 320 370 420 500 600 — — —
Предварительно обработанная 50 60 70 80 100 120 140 160 180 200
Чисто обработанная 25 30 3'5 Установка в 40 50 60 пневматическом патроне 70 80 90 100
Литье:
в песчаную форму машинной 180 220 260 320 380 440 500 580 660 760
формовки по металлической модели
в постоянную форму 120 140 170 200 240 280 320 380( 440 500
до выплавляемой модели 40 50 60 70 80 90 100 1-20
Окончание
2 | 3 I 4 I 5 I 6 I 7 | 8 I 9 I 10 I 11
под давлением 20 25 30 35 40 45 50 60 —
Горячая штамповка 180 220 260 320 3:80 440 500 (580 660
Горячекатаная 180 220 260 320 3'80 440' 500 — —— —
Предварительно обработанная 40 50 60 70 80 90 100 '1.20 140 160
Чисто обработанная 20 25 30 35 40 45 50 60 70 во
Примечания: 1. При установке на оправку надо учитывать погрешность базирования и принимать погреш-
ность закрепления заготовки в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка заготовки в жестких центрах не дает погрешности закрепления в радиальном направлении. Погрешность
закрепления, получающаяся при установке в плавающий передний и вращающийся задний центры, не учитывается,
так как перекрывается отклонением заготовки под действием силы резания.
Табл. 4.35. Погрешность закрепления заготовок s3 при установке в осевом направлении для обработки на станках, мкм
Поперечный размер заготовок, мм
Метод получения заготовки 6...10 10...18 18...30 30...50 50...80 80...120 120...180 180...260 260...300 300...500
1 2 3 4 5 6 7 8 9 10 И
Установка в зажимной гильзе (цанге) до упора Холоднотянутая калиброванная 40 50> 60' 70 80 — — — — — Предварительно обработанная 40 50 50 70 80 — — — — •— Чисто обработанная 20 25 30 35 40 — — — — — Установка в трехкулачковом самоцентрирующем патроне Литье: в песчаную форму машинной 70 80 90 100 110 120 130 140 150 160 формовки по металлической модели в постоянную форму 60 70 80 90 100 ПО 120 130 140 150 по выплавляемой модели 50 60 70 80 90 100 ПО 120 — — под давлением 30 40 50 60 70 '80' 90 100 — —
Окончание
1 1 2 1 3 1 4 1 5 1 6 1 7 1 8 1 9 1 10 1 и
Горячая штамповка 70 80 90 ЛОО ПО 120 •130 140 150
Горячекатаная 70 80 90 юо НО 120 130 — — —
Предварительно обработанная 50 00 70 80 90 400 1,10 120 130 140
Чисто обработанная 30 40 50 60 70 80 90 100 по 120
Литье: в песчаную форму машинной 5.5 Установка в 60 70 80 пневматическом патроне 90 100 110 120 130 140
формовки по металлической
.модели 55 60 65 75 80 90 100 по 120 130
в постоянную форму 45. 50 55 65 75 80 85 00 ,— —
по выплавляемой модели
род давлением 25 35' 45 50 55 65 70 80 <— .—
Горячая штамповка 55. 60 70 80 90 100 ПО 120 130 >—
Горячекатаная 55 60 70 80 90 100 ПО ,— — —
Предварительно обработанная 40 <50 70 70 80 90 90 100 по 120
Чисто обработанная 25 30 35 40 50 60 70 80 90 ЛОО
Примечания: 1. При установке заготовки на оправку надо учитывать погрешность базирования и принимать по-
грешность закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка заготовки в центрах не дает погрешности закрепления, но дает погрешность базирования в осевом на-
правлении.
1\Э
Табл. 4.36. Погрешность закрепления заготовок е3при установке на опорные штифты йрйсйособлеяий, Мкм
Поперечный размер заготовок, мм
Метод получения заготовки 6...10 10...18 18...30 30...50 50...80 80...120 120..180 180...260 260...360 360...500
Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами
Литье:
в песчаную форму машинной — 100 125 150 175 200 225 250 300 350
формовки по металлической модели
в постоянную форму ПО ВЫ- '— 100 110 120 130 140 150 160 180 200
плавляемой модели 80 90 100 ПО 120 130 140 150 — —
под давлением 70 80 90 100 по 120 130 140 — —
Горячая штамповка — 100 125 150 175 200 225 250 300 —-
Горячекатаная 90 100 125 150 175 200' 225 — — —
Предварительно обработанная 80 90 100 ПО 120 130 140 150 160 170
Чисто обработанная 70 so- 90 100 ПО 120 130 140 150 160
Шлифованная 60 zo Установка 80 90 100 в зажимное приспособление 110 120 с пневматическим 130 зажимо м 140 150
Литье:
в (песчаную форму машинной — 90 100 120 140 160 180 200 240 280
формовки по металлической модели
в постоянную форму — 80 90 100 ПО 120 130 140 160 180
по выплавляемой модели 6'5 70 75 80 90 100 ПО 120 — —
под давлением 40 45 50 60 70 80 90 100 — —
Горячая штамповка — 90 100 120 140 160 180 200 240 -—.
Горячекатаная 70 80 100 120 140 150 180 — —₽- —-
Предварительно обработанная 65 70 75 80 90 100 ПО 120 130 140
Чисто обработанная 50 60 70 80 90 90 100 ПО 120 130
Шлифованная 40 50 60 70 80 80 90 100 110 120
Примечания: 1. Установка заготовки на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Табл. 4.37. Погрешность закрепления заготовок s 3 при установке на опорные пластинки приспособлений, мкм
Поперечные размеры заготовок, мм
Метод получения заготовки 6...10 10...18 18...30 30...50 50...80 80...120 120...180 180...260 260...360 360...500
Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами
Литье: в песчаную форму машинной .— 100 НО 120 135 150 175 200 240 280
формовки по металлической модели в постоянную форму 55 60 70 80 90 100 ПО 120 130 140
по выплавляемой модели 40 50 60 70 80 90 100 по — —
под давлением 30 40 50 60 70 80 90 100 — —
Горячая штамповка — 100 ПО 120 135 150 175 200 240 —
Горячекатаная 90 100 110 120 135 150 175 — — .—
Предварительно обработанная 40 -50 60 70 80 90 100 ПО 120 130
Чисто обработанная 30 40 50 60 70 80 90 100 ПО 120
Шлифованная 20 30 40 50 60 70 80 90 100 ПО
Установка в Литье: в песчаную форму машинной — зажимное приспособление 80 90 100 с пневматическим 110 120 зажимом 140 160 190 220
формовки по металлической модели в постоянную форму 50 55 60 65 70 80 90 100 ПО 120
по выплавляемой модели 35 40 50 55 60 70 80 90 — —
под давлением 25 30 35 40 50 60 70 80 — —
Горячая штамповка — 80 90 100 110 120 140 160 190 —
Горячекатаная 70 80 90 100 ПО 120 140 — — —
Предварительно обработанная 35 40 50 55 60 • 70 80 90 100 ПО
Чисто обработанная 25 30 35 40 50 60 70 80 90 100
Шлифованная 15 20 25 30 40 50 60 70 80 90
Примечания: 1. Установка заготовки на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления заготовки дана по нормали к обрабатываемой поверхности.
Например, для назначения припусков на стальные штампованные
поковки нужно использовать данные ГОСТ 7505—74. Там же
приведены данные по допускам на штампованные поковки. Для
отливок из черных металлов припуски и допуски регламентируют-
ся ГОСТ 1855—55 и ГОСТ 2009—55. Припуски на механическую
обработку отливок из цветных металлов и сплавов могут быть
определены по табл. 37 [38]. В этом справочнике приведены так-
же данные и на другие виды заготовок.
Пример 4.11. Рассчитать припуски на обработку и промежуточные пре-
дельные размеры для диаметра 52+о,Об мм отверстия 1 корпуса, показанного
на рис. 4.7. На поверхностях 2, 3, 4 назначить припуски и допуски по
ГОСТ 1855—55. Заготовка представляет собой отливку 1-го класса точности.
/Масса отливки 2,5 кг.
Рис. 4.7. Корпус подшипника: чертеж и схема установки при обработке
отверстия 0 512 +0,06 мм
Технологический маршрут обработки отверстия состоит из двух операций:
чернового и чистового растачивания, выполняемых при одной установке обра-
батываемой детали. Заготовка базируется на поверхности 2 и двух обрабо-
танных ранее отверстиях 010/76. Расчет припусков на обработку отверстия
052 +0,06 мм ведется в форме табл. 4.38, в которую последовательно записы-
вают технологический маршрут обработки отверстия и все значения элемен-
тов припуска.
Суммарное значение Rz и h, характеризующее качество литых заготовок,
составляет 600 мкм (табл. 4.25). После первого технологического перехода h
для деталей из чугуна исключается из расчетов, поэтому для чернового и
чистового растачивания находят (табл. 4.27) только значения Rz — соответст-
венно 50 и 20 мкм и записывают их в расчетную таблицу. Суммарное прост-
ранственное отклонение для заготовки данного типа определяется по фор-
муле:
Рз У р2 кор -|-р2 см •
114
Коробление отверстия следует учитывать как в диаметральном, так и в
осевом его сечении. Поэтому
р коР=/(Дкй!)2+(Дк/)2= V(0,7-52)2+(0,7-54)2=52 мкм,
где d, I — диаметр и длина обрабатываемого отверстия. Значения удельного
коробления Дк для отливок находят по табл. 4.29.
При определении рем в данном случае следует принимать во внимание
точность расположения базовых поверхностей, используемых в принятой схеме
установки, относительно обрабатываемой в этой установке поверхности. Так,
если бы для получения размера 50—о,34 мм при обработке поверхности 2 осно-
вания использовалось отверстие, последующая погрешность его расположения
была бы равна допуску, который выдерживается при обработке поверхно-
сти 2 от отверстия, т. е. 0,34 мм. Если при обработке этой поверхности в ка-
честве базы использовалась, как это бывает в большинстве случаев, какая-то
наружная поверхность, следует учитывать смещение стержня, которым фор-
мируется отверстие, относительно наружной поверхности. Последнее принято
определять как отклонение от номинального размера в отливке, равное поло-
вине допуска на размер по соответствующему классу точности.
Таким же образом определяется погрешность размера 60 мм в горизон-
тальной плоскости, т. е. смещение положения отверстия заготовки относитель-
но наружной ее поверхности. В связи с тем что при обработке базовых отвер-
стий 010/76 в качестве направляющей базовой поверхности использовалась
боковая поверхность 5 отливки, для определения погрешности расположения
отверстия 052 +о,обмм относительно базовых отверстий следует принять сме-
щение стержня относительно поверхности 5, равным половине допуска размера
60 мм (Г) по ГОСТ 1855—55.
Полное смещение отверстия в отливке относительно наружной ее поверх-
ности представляет геометрическую сумму смещений в двух взаимно перпен-
дикулярных плоскостях:
n -т/Т^ V , ( бг V = 400 \2 / 600 \2
Рсм-у[-2--------j +J-2------j V [~2--------]+(“Т") =360 мкм’
где б б и бг — допуски на размеры Б и Г по 1-му классу точности.
Суммарное пространственное отклонение заготовки
Рз= /3602 + 522 = 363 .мим.
Остаточное пространственное отклонение после чернового растачивания
pi = 0,05 р3 =0,05-363= 18 мкм.
Погрешность установки при черновом растачивании
-
Погрешность базирования в рассматриваемом случае возникает за счет
перекоса заготовки в горизонтальной плоскости при установке ее на штыри
приспособления из-за наличия зазоров между отверстиями и штырями. Наи-
больший зазор
»S max “6 А + б в +5 min = 0,016 + 0,014-f-0,0il3 = 0,043 мм,
где бд— допуск диаметра отверстия 010/76: бд =0,016 мм; бв—допуск диа-
метра штыря: бв =0,014 мм; Smin— минимальный зазор между штырем и
отверстием: S min =0,013 мм.
Наибольший угол поворота заготовки на штырях можно определить из
соотношения tga=0,043/100=0,00043.
Погрешность базирования заготовки на длине обрабатываемого отверстия
86 — [tga = 50-0,00043 = 0,021 мм = 21 мкм.
Погрешность закрепления заготовки е3 4см. табл. 4.37) принимаем
120 мкм. Тогда погрешность ее установки при черновом растачивании
81= /212+1202=122 мкм .
Остаточная погрешность установки заготовки при чистовом растачивании
е2== 0,05-81 = 0,05-122 = 6 мкм.
115
Минимальное значение межоперационного припуска
2г min =2 i—i+Лi + ]/ р2£-_i+s2i ).
Минимальный припуск под растачивание:
черновое
2г min = 2 (600+ ]/3632+1222) =2• 983 мим;
чистовое
2г min = 2(50+]+182 + 62) =2-69 мкм<
Результаты расчетов сводим .в табл. 4.38
Табл, 4.38, Расчет припусков и предельных размеров по технологическим
переходам на обработку отверстия 052 +0,0бмм в корпусе (см. рис. 4.7)
Технологичес- кие переходы обработки от- верстия 0 52 мм Элемент при- пуска, мкм 22 min ’ мкм Расчет- ный размер dp, мм До- пуск 6, мкм Предельный размер, мм Предель- ное зна- чение припуска, мм
Rz h Р 8 d min Шах
min j max
Литье 600 363 — Растачи- 50 — 18 122 2-983 49,956 51,922 600 200 49,36 51,72 49,96 — 51,92 1,9,6 2,36
вание чер- новое Растачи- — — — 6 2-69 52,06 60 52,0 52,06 0,14 0,28
вание чис-
товое
Итого: 2,1 2,64
Графа «Расчетный размер» заполняется начиная с конечного, в данном
случае чертежного размера, последовательным вычитанием расчетного мини-
мального припуска на каждом технологическом переходе: для чернового раста-
чивания dPi =52,06—0,138=51,922 мм; для литья d$2 =51,922—1,966 = 49,956 мм.
Допуски на каждом переходе принимаются по таблицам [38, 39], а также
по квалитетам, приведенным в прил. 6, в соответствии с точностью обработки
на рассматриваемом переходе: для чистового растачивания 6 = 60 мкм; для
чернового — 6 = 200 мкм; для литья (отливка 1-го класса точности по
ГОСТ 1855—55) 6 = 600 мкм.
В графе «Предельный размер» наибольшие значения dmax получаются
путем округления расчетных размеров до точности допуска на соответствующем
переходе, наименьшие d min — путем вычитания допусков на соответствующих
переходах из наибольших предельных размеров. Минимальные предельные зна-
чения припусков 2 Zmin представляют собой разность наибольших предель-
ных размеров на выполняемом и предшествующем переходах, а максимальные
2 г шах — соответственно разность наименьших предельных размеров.
Общие припуски гОтт и готах определяют, суммируя промежуточные,
и записывают их значения под соответствующими графами:
г о min = 1,96 + 0,14 = 2,1 мм;
г о max =2,36+0,28 = 2,64 мм.
Рассчитывают общий номинальный припуск и номинальный диаметр за-
готовки:
г о ном о min + Л3—Л д =2,1+0,3 0,06 = 2,34 мм;
d з ном = дном—гоном —52—2,34 = 49,66 мм.
Проверяют правильность выполнения расчетов:
2 г тах2—2 г min2 =0,28—0,14 = 0,14 мм;
61~62 = 0,2—0,06 = 0,14 мм;
2 г max i—2 г mini =2,36—1,96 = 0,4 мм;
б3—б1== о,6—0,2 = 0,4 мм.
В завершение расчета строят схему расположения припусков и допусков
на обработку отверстия 052 4-0,06мм (рис. 4.8).* На остальные обрабатываемые
116
dmax растачибания чистобого 52,06
dmLn растачибания чистового 52
О' растачивания чист обого'
dmax растачибания чернового 51,92
OmLn растачибания чернобого 51,72
б'растачибания чернобого
Ртах Зигот об ни 29,96
dH0M заготобки 29,66
dmLn заготовки 99,56
S' заготовки
ало
да
0,60
22тах нарастачивание черновое
2,56
1,96
hrnLri на растачиоиние чернобое
2imax на растачибание чистобое \^23
2imLn нарастачибание чист о бое I ff/4
Рис. 4.8. Схема расположения припусков и
допусков на обработку отверстия корпуса
подшипника
поверхности корпуса назначают припуски и допуски по ГОСТ 1855—55. Рас-
четные и табличные значения припусков записывают в табл. 4.39.
Табл, 4,39, Припуски и допуски на обрабатываемые поверхности корпуса
Поверхность Размер, мм Припуск, мм Допуск, мм
1 табличный 1 ' расчетный
052 2-2 2-1,17 ±0,3
2 30 2 ±0,2
3 2 2 ±0,2
4 2 2 ±0,2 •
Пример 4.12. Рассчитать припуски на обработку и промежуточные пре-
дельные размеры поверхности 050 +о’ооэмм и ТОРЦ°В б и 7 вала-шестерни
(рис. 4.9, 4.10). На остальные обрабатываемые поверхности назначить при-
пуски и допуски по ГОСТ 7505—74, Заготовка получена штамповкой на ГКМ
из горячекатаного проката 048^д’| мм. Группа точности заготовки — 2-я,
масса — 6,29 кг.
Технологический маршрут обработки поверхности 050 мм состоит из
предварительного и чистового обтачивания, а также предварительного и чис-
тового шлифования в центрах. Торцы обрабатываются черновым фрезерова-
нием. Исходный пруток 048 мм отрезан дисковой фрезой в размер по длине.
Расчет припусков на обработку 05О*д’дддМм производят следующим об-
разом.
Как и в предыдущем примере, составляют расчетную таблицу, в которую
записывают соответствующие заготовке и каждому технологическому переходу
значения элементов припуска. Так как обработка ведется в центрах детали,
погрешность установки заготовки в радиальном направлении равна нулю.
117
Рис. 4.9. Вал-шестерня: чертеж и схема установки при
обработке поверхности 1
Рис. 4.10. Заготовка вала-шестерни и схема ее установки
при обработке торцов
Суммарную пространственную погрешность ее установки определяют по фор-
муле: ___________
Рз = F р2К,О"|-Р2Ц?
где р к.о — общая кривизна заготовки: р к.о = д к1 = 6-250= 1500 мкм ==
= 1,5 мм; А к — удельная кривизна стержня на 1 мм длины после высадки
утолщения на ГКМ, мкм; I — длина заготовки, мм; рц — погрешность зацен-
тровки:
р ц=0,25/ б24~12 = 0,25}^2,424-12=0,65 мм;
6 — допуск на диаметр базовой поверхности заготовки, используемой при
зацентровке (по ГОСТ 7505—74 6 = 2,4 мм).
Отсюда ________
Р з/1,52+0,652=1,63 мм.
Остаточные пространственные отклонения: pi = 0,06-1630^98 мкм; р2=
= 0,04-98^4 мкм; р3 = 0,02-4 = 0,08 мкм.
Расчет минимальных значений припусков ведут по формуле
2 z min = 2 (7?г —i 4- h i— i н p i— i) „
Результаты расчета записывают в табл. 4.40.
Графа «Расчетный размер» заполняется начиная с конечного (чертежно-
го) размера путем последовательного прибавления расчетного минимального
припуска на каждом технологическом переходе. Наибольшие предельные раз-
меры вычисляют прибавлением допуска к округленному наименьшему предель-
ному размеру. Предельные значения припусков 2 г шах определяют как раз-
ность наибольших предельных размеров, а 2 z mm — как разность наимень-
118
ших предельных размеров на предшествующем и выполняемом переходах.
Общие припуски г о min и готах рассчитывают так же, как и в преды-
дущем примере, суммируя промежуточные припуски и записывая их значения
под соответствующими графами. Номинальный припуск
2оном ===^ о min + ^з—Н д === 4,641 +0,8—0,018 = 5,423 мм.
Далее проверяется правильность произведенных расчетов и строится схе-
ма расположения полей припусков и допусков (построение ведется на наруж-
ную поверхность).
Табл. 4.40. Расчет припусков и предельных размеров по технологическим переходам обработки поверхности 050 qqJ мм вала-шестерни
Технологичес- кий переход обработки Элемент при- пуска, мкм 2z min, мкм Рас- чет- ный раз- мер d р,мм До- пуск б, мкм Предель- ный размер, мм Предельное значение при- пуска, мм
Rz Л Р 8 d min dmax 2z min 2z max
Штамповка 150 250 1630 — — 54,653 2400 54,65 57,05 — — Точение: предвари- 50 50 98 -- 2-2030 50,593 400 50,5950,99 4,06 6,06 тельное чистовое 30 30 4 — 2-198 50,197 120 50,19 50,31 0,4 0,68 Шлифова- ние: предвари- 10 20 2-64 50,069 60 50,07 50,13 0,12 0,18 тельное чистовое — — 2-30 50,009 18 50,009 50,027 0,061 0,103 Итого: 4,641 7,023
При расчете припуска на торец 6 (размер 215—о.бмм) составляют рас-
четную табл. 4.41, в которую последовательно записывают значения элементов
припуска. При этом исходят из предпосылки, что торец образован в результате
разрезания прутка дисковой фрезой. По табл. 4.26 находят 7?г+Л=200 мкм,
допуск на отрезание 6 = 0,8 мм, неперпендикуляркость торца к оси 0,0007 D.
Табл. 4.41. Расчет припусков и предельных размеров по технологическим
переходам торцов вала-шестерни
Технологичес- кий переход обработки Элементы припуска, мкм zmin, мкм Расчетный размер 1, мм До- пуск б, мкм Предельный размер, мм Предельное значение при- пуска, мм
Rz h Р Hnin гтах zmin zmax
Припуск на размер 215—о.бмм (торец 6)
Штампов- ка Фрезеро- вание черновое 200 501 — 215,1 800 215,1 215,9 — — г- — — 700 214,4 600 214,4 215 0,7 0,9 Припуск на размер 35_о,34 мм (торец 7)
Заготов- ка Фрезеро- вание чер- новое 150 250 500 и- 35,5 2400 35,5 37,9 — — — — — 900 34,66 340 34,66 35 0,84 2,9
119
Табл. 4.42. Припуски и допуски ва обрабатываемые поверхности вала-шестерни
Поверхность Размер, мм Припуск, мм Допуск, мм
табличный I расчетный
1 +0’027 +0,009 — 2-2,7 +1,6 —0,8
2 045—0,02 2-1,5 — +0,2 —0,6
3 075 —0,2 2-2 — + 1,6 —0,8
4,5 62 2-2 — + 1,6 —0,8
6 215—0,6 — 0,5 +0,4 —0,4
7 35—0,34 —, 1,3 + 1,6 —0,8
Для поверхностей концевых ступеней пространственная погрешность опре-
деляется (см. [38]) по формуле
р= V Р12 + р22 ,
где pi — погрешность штамповки; р2 — погрешность разрезания.
Погрешность за счет штамповки 2pi —ркор можно принять по табл. 4.31,
в которой рКОр для всей заготовки 2-го класса точности в диапазоне разме-
ров 160...250 равна 1 мм. По отношению к одному торцу р'кор= 1/2=0,5 мм,
т. е. pi =500 мкм, р2 = 0,0007/) = 0,0007-48 = 34 мкм, тогда
Р= /5002+ 342 = 501 мкм.
Погрешность установки заготовки при фрезеровании торца е = 0.
При расчете припуска на торец 7 (размер 35—о,34 мм) в табл. 4.41 после-
довательно записывают отдельные элементы припуска по аналогии с преды-
дущим. Торцевая поверхность 7 исходной заготовки образована разрезанием
и последующей штамповкой.
__ По табл. 4.25 Rz~ 150 мкм, Л=250 мкм. Как и для торца 6 рКор^
^500 мкм, е=0. Допуск на размер 35 мм для поковки составляет 2,4 мм
(ГОСТ 7505—74).
На остальные обрабатываемые поверхности припуски назначают по
ГОСТ 7505—74. Расчетные и табличные припуски записывают в табл. 4.42.
Номинальные припуски для наружных поверхностей рассчитываются по
формуле
Z ПОМ ~~z Hlln 3’ — Н д •
Тогда для торца 6 гиом=0,7 + 0,4—0,6 = 0,5 мм, для торца 7 гном =
= 0,84 + 0,8—0,34=1,3 мм.
4.10.5. Расчет режимов резания
Методика расчета режимов резания представлена в справочной
и учебной литературе [27, 31, 36, 39] и др.
В процессе разработки операционной технологии необходимо
определить аналитическим способом режимы резания на два тех-
нологических перехода, а на остальные переходы и операции —
по нормативным данным. Результаты расчетов режимов резания
следует свести в табл. 4.43. В графе 1 записываются наименование
операции и все ее переходы или позиции механической обработки.
120
Если переход выполняется с применением нескольких инструмен-
тов, в таблицу следует внести характеристики режима резания на
лимитирующий обработку инструмент.
Стойкость инструмента в минутах машинного времени Тм вы-
бирается по таблицам, в минутах резания Гр определяется только
на лимитирующий инструмент в многоинструментальной наладке
путем умножения Тм на коэффициент длины резания %. Корректи-
ровать значение Тм следует лишь при %<0,7. Нужно помнить, что
значение Тр, рассчитанное для лимитирующего инструмента, при-
нимается для всех инструментов данной наладки с тем, чтобы их
смена производилась одновременно.
В графах 6...8 указываются расчетные и принятые по паспорту
станка скорость подачи, частота вращения и скорость резания.
Скорость подачи (графа 9) используется для определения основ-
ного времени (графа 10). Данные граф 5, 10 и 11 используются
в дальнейшем в качестве исходных соответственно для построения
графика, расчета технической нормы времени и определения
загрузки станка. Если эффективная мощность резания определяет-
ся не по таблицам, а расчетным способом, в зависимости от вида
обработки дополнительно рассчитывается один из силовых пара-
метров Fz , Fy , F х, Л1КР, необходимый для определения Ре .
Применение смазочно-охлаждающих жидкостей при резании в
основном определяется видом обработки и обрабатываемым мате-
риалом. Рекомендации по их выбору приведены в прил. 7.
В настоящее время имеется возможность применения ЭВМ для
расчета режимов резания. Методы решения задач по оптимизации
режимов резания на универсальных ЭВМ более точны для одно-
инструментной обработки и несовершенны для многоинструмен-
ных наладок.
Наиболее эффективна механизация расчетов при использова-
нии специализированных технологических электронных машин
(СТЭМ), предназначенных для расчетов режимов резания, норм
времени и расценок на операции механической обработки. Исход-
ные данные для расчетов не кодируются, а вводятся автоматичес-
ки при печати их на бланк технологического документа. СТЭМ
рассчитывает и выдает на печать по каждому технологическому
переходу: скорость резания, минутную подачу, мощность резания
и основное время на переход. Для всей технологической операции
рассчитывается штучное время и расценка. При отсутствии
СТЭМ рекомендуется использовать универсальные ЭВМ.
4Л 0.6. Расчет технической нормы времени на обработку детали
Под технически обоснованной нормой времени понимается
время, необходимое для выполнения заданного объема работы
(операции) при определенных организационно-технических усло-
виях и наиболее эффективном использовании всех средств произ-
водства и передового опыта новаторов.
В массовом производстве определяется норма штучного вре-
мени (мин):
121
Табл. 4.43. Сводные данные по режимам резания
Наименование операции, пе- рехода, по- зиции Л мм 1 рез / р. х> ММ X Тм ^р, мин Sp^n, мм/об «р/ rtn, об/мин ®р м/мин «м ’ мм/мин мин ^е^р» кВт
1 2 3 4 5 6 7 8 9 10 11
Токарная 1 ГО/65 0,7 90/90 0,25/0,3 490/500 9/1/94 150 0,43 0,65/0,81
И т. д.
Примечание, t — глубина резания; /рез—длина обрабатываемой поверх-
ности; I р.х— длина рабочего хода инструмента; Х=1 рез /I р.х ; Тм 1— стой-
кость инструмента в минутах машинного времени; Тр —стойкость инструмента
в минутах резания; Sp, Sn — соответственно расчетная и принятая подача на
оборот или зуб; /гр, пп — соответственно расчетная и принятая частота вра-
щения шпинделя (инструмента); ур , — соответственно расчетная и приня-
тая скорость резания; SM— скорость подачи; То — основное время; Ре, Рр —
соответственно эффективная и расчетная мощность: Рр= Рс /ц; Ц — КПД
станка; т) = 0,7—0,8.
о-|-7'в + 7\)б+
в серийном — норма штучно-калькуляционного времени (мин):
7"ш.-к ~ (Лт.зМ)-j-Tnrr.
Нормы времени определяются в такой последовательности: на
основании рассчитанных режимов резания определяется основное
время То (см. табл. 4.43); по содержанию каждого перехода уста-
навливается необходимый комплекс приемов вспомогательной ра-
боты и рассчитывается вспомогательное время Тв с учетом воз-
можных совмещений переходов и перекрытий элементов штучного
времени; по нормативам [25] ...[27] рассчитывается время на об-
служивание рабочего места Тоь, а затем — на отдых 70Т; при
серийном производстве определяется подготовительно-заключи-
тельное время на партию деталей Тп.з и одну деталь Тп-з/Х*
суммируются отдельные составляющие нормы времени.
При выполнении расчетов следует пользоваться литературой
[26], [27], [31] и результаты сводить в табл. 4.44.
Табл. 4.44. Сводная таблица технических норм времени по операциям, мин
Номер и наи- менование опер ации г о т 1 оп 7 об 7 от т 7 шт 7 п. з п Г Ш.-к
т ус т 1 уп 7 из 7 тех 7 орг •ч
1 1 2 1 3 4 5 6 7 8 9 10 И 12 13
Примечания: 1. То— основное время; Тв— вспомогательное; Тус —
на установку и снятие детали; Туп— на управление станком; Тиз — на изме-
рение деталей; ТОП==ТО+ТВ ; ТОб — на обслуживание рабочего места; Ттех-^
на техническое обслуживание рабочего1 места; Тогр — на организационное
обслуживание рабочего места; Тот—время перерывов на отдых; Тшт— штучное
время на операцию; Т п.з— подготовительно-заключительное время; п— размер
партии деталей, шт.; Т ш.-к — штучно-калькуляционное время.
2. Графы 11, 12, 13 заполняются только при серийном производстве.
122
Пример 4.13. Рассчитать норму штучного времени для токарной операции,
выполняемой на многорезцовом токарном полуавтомате 1А720. Основное вре-
мя на лимитирующем суппорте — 1,8 мин, производство массовое. Масса
детали — 3 кг, размеры 07ОЛ12Х2ОО; наибольшая длина обрабатываемой
ступени — 150 мм. Режущий инструмент — резцы проходные и подрезные
сечением 25X25 мм, 4 шт.; измерительный — скоба предельная. Стойкость
резцов наладки — 120 мин.
Расчёт ведем по нормативам [25]. Подсчитываем вспомогательное время,
затрачиваемое на то, чтобы взять деталь, установить и закрепить, открепить
ее, снять и отложить (по карте 1, позиция 21) — 0J15 мин; включить станок
кнопкой (по карте 20, позиция 1) — Т В1 —0,015 мин; промерить деталь про-
ходной стороной скобы по 12-му квалитету (по карте 29, позиция 10) •—
Т в2 =0,09 мин; коэффициент периодичности промеров (по карте 35, пози-
ция 3) k = 0,3. Тогда время на измерение одной детали
7 вз = 0,09-0,3 = 0,027 мин.
Определяем вспомогательное время:
7в = 0,115 + 0,015 + 0,027 = 0,157 мин;
оперативное:
Топ =Т0+ТВ = 1,8+0,157= 1,975 мин.
Время на техническое обслуживание рабочего места
Ттех= Го*Тсм/Т = 1,8-10/120 =0,15 мин
(по карте 36, позиция 2, время на смену четырех резцов 7См = 2,5*4= 10 мин).
Время на организационное обслуживание рабочего места по карте 44, пози-
ция 4, составляет 1,7 % от 70п , т. е.
Т орг = 1,957*1,7 / 100 =-0,033 мин.
Время перерывов на отдых (по карте 45, позиция 18) составляет 6% от
Т оп . Тогда
Т от = 1,957*6/ 100 =0,117 мин.
Подсчитаем штучное время:
Тщт =То4~Т в+? тех +т орг+Т от= 1,8+0,157+0,15+0,033 +0,147=2,257 мин.
Результаты расчета следует занести в табл. 4.44.
Разряд выполняемой работы определяется по тарифно-квали-
фикационному справочнику [12]. При укрупненных расчетах
можно пользоваться данными, приведенными в табл. 4.45.
Табл. 4.45. Средние разряды работ станочников-операторов
Профессия Разряд работы в про- изводствах
массовом серийном
1 2 3
Автоматчик 2
Доводчик-притирщик 2 3...4
Долбежник 2 3...4
Заточник 3...4 4
Зуборезчик 2 3...5
Зубошлифовщик — 3...4
Полировщик 2 3
Протяжчик 2 3
Резчик 2 2
Резьбофрезеровщик 2 3
Резьбошлифовщик — 2...5
Сверловщик 2 3...4
Строгальщик — 2
Токарь 2 3...5
123
Окончание
! 1 2 1 3
Т окарь-кар усельщик 2 3...5
Токарь-расточник 2 3...5
Т окарь-револьверщик 2 3
Токарь-полуавтоматчик 2...3 3...4
Фрезеровщик 2 3...4
Шевинговальщик 2 3
Шлифовщик 2...3 3...5
4Л1. ВЫБОР СРЕДСТВ АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
ЭЛЕМЕНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Правила применения средств механизации и автоматизации
техно-логических процессов установлены стандартом. Согласно
стандарту механизации и автоматизации объекты- подлежат
с целью снижения материальных и трудовых затрат, повышения
качества изделий и увеличения объема выпуска продукции.
Выбранный вариант технологического процесса с установлен-
ными средствами механизации и автоматизации должен обеспе-
чивать наибольшую экономическую эффективность. При этом сле-
дует учитывать необходимость соблюдения социальных требова-
ний и требований техники безопасности, эстетики, эргономики, а
также пропускную способность действующего технологического
процесса.
При соответствующем технико-экономическом обосновании
объектами механизации в проекте могут быть: загрузка, переме-
щение и зажим заготовки; управление станком; рабочие движе-
ния станка и обрабатываемой детали в процессе обработки; убор-
ка, транспортирование стружки и др.
Объектами автоматизации являются: загрузка и зажим заго-
товки; управление станком; рабочие движения станка и детали;
контроль размеров деталей; межопер анионный транспорт и др.
Выбор средств механизации и автоматизации производят в
следующем порядке: определяют объекты; разрабатывают техно-
логические процессы с учетом применения средств механизации и
автоматизации; производят сопоставление нескольких вариантов
оснащения технологических процессов средствами механизации и
автоматизации; выбирают оптимальный вариант по результатам
прямого сопоставления всей совокупности таких показателей, как
экономическая эффективность, требования техники безопасности
и социальные требования.
Экономическая целесообразность автоматизации или механи-
зации обработки (руб.) может быть определена на основе зави-
симости
к9='(5/п,3 S /п.з9М>
где З'п.з> 5-п,3— приведенные затраты на рабочем месте для
сравниваемых вариантов, руб.
Методика расчета приведенных затрат дана в параграфе 4.8.
124
Она применима и в рассматриваемом случае. Отличие состоит
„тишь в том, что балансовая стоимость оборудования, оснащенного
средствами механизации или автоматизации, увеличивается на
сумму, соответствующую стоимости этих средств:
Ц=Цс + Цм а ,
где Цс — балансовая стоимость станка, руб.; Цм.а — балансовая
стоимость средств механизации и автоматизации, руб.
Для определения стоимости средств механизации и автомати-
зации можно воспользоваться укрупненными нормативами стои-
мости оборудования автоматических линий [39]: металлорежуще-
го — 3,2 руб./кг; транспортно-загрузочного — 2,6 руб./кг; конт-
рольного — 7,4 руб./кг; электрооборудования — 3,1 руб./кг; про-
чего — 3,8 руб./кг. Эти укрупненные нормативы рекомендуется
применять для приблизительного определения стоимости нестан-
дартных средств механизации и автоматизации. Стоимость стан-
дартных (покупных) ’средств следует определять по соответствую-
щим прейскурантам.. .
Целесообразность перехода от ручного контроля к автомати-
зированному или механизированному подсчитывают по формуле,
рекомендуемой ГОСТ 14.306—73:
SaC [ (53.р S3.a )^Гг +Sp/Tp] Та,
где Sa, Sp — стоимость единицы сответственно автоматизирован-
ного и ручного средства контроля, руб.; S3.a, S З.р— затраты на
заработную плату исполнителям при контроле одного объекта
соответственно автоматизированным и ручным средством контро-
ля, руб./шт.; Тр — срок службы соответственно автоматизиро-
ванного и ручного средства контроля, лет.
При назначении средств автоматизации станка любого типа
необходимо учитывать масштабы производства и руководствовать-
ся следующими основными положениями. В мелкосерийном и се-
рийном производстве следует применять универсальные станки с
механизацией и частичной автоматизацией загрузки, установки,
закрепления и выгрузки деталей, рабочих и холостых перемеще-
ний узлов станка с использованием копировальных устройств и
программного управления. В крупносерийном и массовом произ-
водстве необходимо применять полуавтоматы с частичной или пол-
ной автоматизацией загрузки, установки, закрепления, выгрузки
деталей и их контроля; внедрять автоматы, агрегатные, станки - и
автоматические линии.
Показатель уровня механизации и автоматизации технологи-
ческих процессов рассчитывается по формуле:
dn—^T м(а)/2Т'шт>
где-ЗТмса) — суммарное машинное время, мин; 27Шт — суммарное
штучное время, мин.
При выполнении курсового проекта необходимо определить ка-
тегорию автоматизации каждой отдельно взятой операции и всего
технологического процесса механической обработки заданной де-
тали.
125
4.12. РАЗРАБОТКА МЕРОПРИЯТИЙ ПО ОХРАНЕ ТРУДА
На конструкторско-технологической практике изучаются досто-
инства и недостатки в организации безопасного труда на участке,
где обрабатываются детали. При выполнении курсового проекта
вопросы охраны труда отражаются в технологической документа-
ции и в соответствующем разделе пояснительной записки. В про-
екте следует применять эффективно используемые в настоящее
время на участке, а также новые прогрессивные технические
средства и организационные методы, обеспечивающие безопас-
ность труда работающих и защиту окружающей среды. При этом
необходимо:
1) исключать опасные приемы и способы механической обра-
ботки;
2) предусматривать ограждение вращающихся частей обору-
дования и оснастки и защитные устройства, особенно при абра-
зивной обработке; предохранительные и сигнализирующие устрой-
ства (автоблокировку, звуковую и световую сигнализации) на
операциях с повышенной опасностью травматизма; средства для
снижения шумов и вибраций.
3) механизировать и автоматизировать опасные технологиче-
ские и вспомогательные операции, особенно подъем и перемеще-
ние тяжестей, удаление производственных отходов;
4) руководствоваться действующими на базовом предприятии
инструкциями по технике безопасности при выполнении соответ-
ствующих работ.
Все организационные мероприятия по охране труда и индиви-
дуальные средства защиты должны найти отражение в техноло-
гической документации, применяемой для оформления технологи-
ческого процесса и пояснительной записки.
В технологической документации необходимо отразить требо-
вания безопасности всего производственного процесса, включая
операции транспортировки, складирования объектов обработки и
удаления технологических отходов.
В соответствии с методическими указаниями [22], [23] в техно-
логических документах должны указываться применяемые сред-
ства защиты рабочих, действующие на предприятиях инструкции
по технике безопасности, схемы, эскизы и таблицы. В необходи-
мых случаях излагаются требования по охране труда. Требования
безопасности должны быть отражены в следующих документах:
маршрутной карте (МК), карте эскизов (КЭ), операционной кар-
те механической обработки (ОК), операционной карте техничес-
кого контроля (ОКТК).
При разработке единичного (типового, группового) маршрут-
ного технологического процесса ссылки на инструкции по технике
безопасности должны быть приведены в МК перед наименованием
операции в графе «Наименование и содержание операции» или в
графе «Обозначение документа». Средства защиты работающих
126
должны быть указаны в графе «Приспособления и вспомогатель-
ный инструмент».
При разработке единичного (типового, группового) маршрутно-
операционного технологического процесса ссылки на инструкции
по технике безопасности для операций, описываемых в МК, долж-
ны быть приведены перед наименованием операции в графе «Наи-
менование и содержание операции». Средства защиты работающих
должны быть указаны в графе «Приспособление и вспомогатель-
ный инструмент» или в графе «Приспособление и инструмент».
Для операций, разрабатываемых в отдельных ОК, в МК должны
быть приведены ссылки на инструкции по технике безопасности,
а средства защиты работающих должны быть указаны только в
соответствующих ОК.
При разработке единичного (типового, группового) операцион-
ного технологического процесса в МК следует указывать только
обозначение инструкций по технике безопасности в графе «Обо-
значение документа». Средства защиты работающих, технологи-
ческие режимы обработки должны .быть указаны в операционных
картах механической обработки и технического контроля.
В ОК механической обработки средства защиты работающих
указываются в графе «Вспомогательный инструмент».
В ОК технического контроля должны быть изложены требова-
ния безопасности при контроле, выполняемом в одном цехе в тех-
нологической последовательности. Эти требования излагаются в
графе «Содержание перехода», а применяемые при этом средства
защиты контролеров должны быть указаны в графе «Приспо-
собление».
При необходимости на карте эскизов в обоих случаях выпол-
няются эскизы, схемы и таблицы, поясняющие методы и средства,
обеспечивающие безопасное выполнение работы.
Общие правила оформления требований безопасности труда
в технологической документации устанавливает ГОСТ 3.1120—83.
В прил. 20 приведены примеры оформления требований безопас-
ности труда в маршрутной и операционной картах.
Глава 5. РАСЧЕТЫ РАЗМЕРНЫХ ЦЕПЕЙ
В ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ
5.1. ОСНОВНЫЕ ВИДЫ ЗАДАЧ
И ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТОВ
Узлы машины и сама она в целом представляют собой слож-
нейшие размерные системы, в которых ни один элемент не может
быть изменен произвольно, независимо от других. В связи с этим
возникают две группы задач, требующих расчета, во-первых, тех-
нологических размерных цепей, образующихся при механической
обработке деталей, и, во-вторых, конструкторских размерных це-
лей, имеющих место в сборочных единицах и машинах. Эти задачи
127
решаются на основе теории размерных цепей. В зависимости от
того, какие звенья цепи являются известными и какие требуется
определить, различают прямую и обратную задачи.
Прямая задача является проектной и решается с учетом тре-
бований к размеру замыкающего звена, которые установлены
заранее на основании аналитических расчетов, экспериментальных
данных или нормативов. При этом определяются номинальные
размеры, допуски и координаты середин их полей и предельные
отклонения всех составляющих размерную цепь звеньев. При ре-
шении обратной задачи на основании известных составляющих
звеньев и их допусков определяют номинальный размер, поле
рассеивания и координату его середины, предельные отклонения
замыкающего звена. Необходимость ее решения возникает при
анализе разработанного технологического процесса или спроекти-
рованной конструкции. Обратная задача может решаться в допол-
нение к прямой для проверки правильности выполненного реше-
ния, а также как самостоятельная в случае необходимости про-
верки принятых без расчета (например, по конструктивным или
технологическим соображениям) размеров и допусков.
Расчет размерных цепей в соответствии с ГОСТом для пря-
мой задачи производится в такой последовательности:
1) формулируется задача и определяется замыкающее звено;
2) исходя из поставленной задачи устанавливаются номиналь-
ное значение, координата середины поля допуска Аод , допуск
б д или предельные отклонения замыкающего звена;
3) выявляются составляющие звенья и строится схема размер-
ной цепи, формируется ее уравнение и определяются передаточ-
ные отношения;
4) рассчитываются номинальные размеры всех составляющих
звеньев;
5) выбирается метод решения технологической размерной цепи
с учетом среднего допуска, экономичный в данных производствен-
ных условиях;
6) в зависимости от выбранного метода выполняется расчет
допусков, координат середин полей допусков и предельных откло-
нений составляющих звеньев размерной цепи.
Обратная задача в качестве самостоятельной решается в та-
кой последовательности:
1) формулируется задача и устанавливается замыкающее
звено;
2) выявляются составляющие звенья и строится схема размер-
ной цепи, формируется ее уравнение и определяются передаточ-
ные отношения;
3) рассчитывается (если он неизвестен) номинальный размер
замыкающего звена;
4) выбирается метод решения размерной цепи;
5) в зависимости от выбранного метода решения размерной
цепи рассчитываются все параметры замыкающего звена.
При теоретических расчетах по методам максимума-минимума
128
и вероятностному определяются координата середины и поле до-
пуска замыкающего звена, а также его предельные отклонения.
При вероятностном методе, кроме того, рассчитывается возмож-
ный процент риска выхода размера замыкающего звена за пре-
делы Установленного допуска.
При расчетах на основе фактических данных (результатов
измерений) сначала определяются поля рассеивания и координаты
их середин (центры группирования) размеров всех составляющих
звеньев. В случае необходимости для этих звеньев строятся кри-
вые рассеивания размеров, определяются их относительные сред-
ние квадратические отклонения и коэффициенты асимметрии.
Затем рассчитывается поле рассеивания, возможная координата
середины этого поля и координата центра группирования размеров
замыкающего звена, а также (при необходимости) возможный
выход отклонений размера замыкающего звена за пределы его
поля допуска.
5.2. ОСНОВНЫЕ РАСЧЕТНЫЕ ФОРМУЛЫ
ДЛЯ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ РАЗЛИЧНЫМИ МЕТОДАМИ
Номинальные размеры замыкающего Лд и составляющих А*
звеньев связаны уравнением:
т— 1
(5-1)
t=l
где It—передаточное отношение, которое в общем случае есть
, дЛд
частная производная: ; т — общее количество звень-
(7 Л
ев в размерной цепи.
Для линейных размерных цепей с параллельными звеньями
передаточные отношения: g=l — для увеличивающих составля-
ющих звеньев; g =— 1 — для уменьшающих составляющих звень-
ев. Допуск замыкающего звена 6Д определяется в зависимости от
метода расчета. При расчете на максимум-минимум
т— 1
6д=2|Ь|бг- (5.2)
i=l
При расчете по вероятностному методу
_ , 7 Г т—1
6A =t д у , (5.3)
i=l
где t д — коэффициент риска; — относительное среднее квадра-
тическое отклонение; 6$ — допуски составляющих звеньев.
Коэффициент t д зависит от принятого процента риска и за-
кона рассеивания погрешностей. При нормальном законе распре-
деления и совпадения центра группирования с координатой сере-
дины поля допуска коэффициент /д выбирается из следующего
ряда: при проценте риска Р, равном 32; 10; 4,5; 1; 0,27; 0,1; 0,01,
коэффициент t д соответственно равен 1; 1,65; 2; 2,57; 3; 3,29; 3,89,
5. Зак. 1954
129
Относительное среднее квадратическое отклонение
где —.среднее квадратическое отклонение; — поле рассеи-
вания.
Для закона нормального распределения (для изделий крупно-
серийного и массового производства)
Л2 г = 1/9.
При других законах распределения коэффициенты t д и
следует выбирать по табл. 5.1 с учетом количества составляющих
звеньев размерной цепи. При числе их более шести, независимо
от закона распределения погрешностей, с достаточной степенью
точности можно принять t\ =3. Если о законе распределения от-
клонений звена ничего достоверного неизвестно (для изделий мел-
косерийного и единичного производства), принимается закон рав-
ной вероятности.
Табл. 5.1. Значения коэффициентов /д и V |[15]
Закон распределения Коэффи- циент Значение коэффициента /д при числе состав- ляющих звеньев
отклонений
2 1 3 1 4 1 5 1 6
Симпсона (по тре- угольнику) 1/6 2,8 2,83 2,86 2,88 2,91
Равной вероятности 1/3 2,45 2,55 2,61 2,65 2,68
Средний допуск 6ср составляющих звеньев при решении прямой
задачи определяется по следующим формулам:
при расчете на максимум-минимум
т— 1
6ср=дд/2|Ы; (5.4)
1=1
для линейных размерных цепей с параллельными звеньями ||Д =
~ 1 и
Sep —S д/(ш 1); (5.5)
при вероятностном методе расчета
Допуск размера одного из составляющих звеньев при усло-
вии, что допуски размеров остальных звеньев цепи известны или
подобраны ранее, определяется по формулам: .
при расчете на максимум-минимум
т—2
6 „=(д д-2 (5.7)
i=l
130
или в частном случае, когда |§г | = | | = 1,
л т—2
dn = 6± — 2 6f,
1=1
при вероятностном методе расчета
1 -</ 62Д -V РдгВ2АМ2г
д л F g2 лХ2„
(5.8)
(5.9)
где п — номер искомого звена.
Расположение полей допусков относительно номинальных раз-
меров звеньев и предельные отклонения определяются независи-
мо от метода расчета размерной цепи.
Координата середины поля допуска замыкающего звена Аод
связана с координатами середины полей допусков размеров со-
ставляющих звеньев Аог уравнением
т—1
ДоД=2^Аог, (5.10)
1=1
где
а ^вД Анд а Л Bi A hi , /г 1 1 \
Аод ==---2-----; А°1’ ---2------’ (5.11)
А вд , Анд , ABi и AHt- — соответственно' верхнее и нижнее от-
клонения замыкающего и составляющих звеньев.
При решении прямой задачи известной обычно является коор-
дината середины поля допуска только для замыкающего звена.
Поэтому координаты середины полей допусков для всех состав-
ляющих звеньев принимаются по конструктивным или технологи-
ческим соображениям, за исключением какого-либо одного звена,
координата середины поля допуска размера которого определя-
ется затем по уравнению (5.10).
Предельные отклонения размера любого звена цепи определя-
ются по формулам:
Ав = Ао + 6/2; Ан = Ао—6/2. (5.12)
где Ав, Ан — верхнее и нижнее предельные отклонения размера
звена; Ао —1 координата середины поля допуска размера звена;.
6 — допуск размера звена.
При решении размерных цепей на основе результатов измере-
ний выборки деталей используются следующие формулы:
координата середины поля рассеивания размера замыкающего
звена
т—1
Л»д=2 (5.13)’
i=l
где А0г‘ — координата середины поля рассеивания размера со-
ставляющего звена;
1311
координата центра» группирования отклонений размера замыка-
ющего звена
М(х) д =|Г(С^ ч-аД!®*), (5.14)
где аг— коэффициент относительной асимметрии:
аг- = —; (5.15)
(О
Л4(х)г- — координата центра группирования отклонения разме-
ра составляющего звена.
.. Поле рассеивания размера замыкающего' звена:
при расчете на максимум-минимум
® Д = 2 |gJ(0 z; (5.16)
i=l
при расчете по вероятностному методу
® Д ]/_ (5.17)
1= 1
5.3. РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ РАЗМЕРНЫХ ЦЕПЕЙ
Общие сведения. С помощью технологических размерных це-
пей решаются задачи обеспечения точности при изготовлении де-
талей. Технологические размерные цепи можно разделить на два
вида [4]:
1) размерные цепи, звеньями которых являются размеры или
относительные повороты поверхностей частей системы СПИД, в
том числе и обрабатываемой детали. Выдерживаемые при этом
размеры детали являются замыкающими звеньями размерных це-
пей;
2) размерные цепи, звеньями которых являются операционные
размеры и припуски, получаемые по мере последовательного вы-
полнения технологического процесса, а также окончательные раз-
меры детали.
Решение технологических размерных цепей первого' вида позво-
ляет проанализировать данную систему СПИД с точки зренйя
обеспечения точности обработки. При этом можно установить, ка-
кие составляющие звенья системы (детали станка, приспособле-
ния и др.) и в какой мере влияют на суммарную погрешность
обработки. Технологические размерные цепи второго вида рассчи-
тываются при проектировании технологических процессов механи-
ческой обработки. Для каждого звена последовательно выполня-
емой обработки необходимо рассчитать операционные размеры,
которые вместе с операционными припусками образуют размер-
ные цепи. Составляющие их звенья имеют отклонения размеров в
Пределах допуска. Вследствие замкнутости размерных цепей до-
пуски на отдельно взятые размеры не могут устанавливаться про-
извольно, вне связи с другими составляющими звеньями. Поэто-
132
му возникает необходимость расчета данного вида размерных це-
пей с целью определения взаимосвязанных допусков на операци-
онные размеры. При этом возможны различные варианты задач.
Например, определение или проверка размера и допуска на него,
которые рассчитываются с помощью других размеров детали; оп-
ределение или проверка минимального припуска на окончатель-
ную обработку и т. д.
Выявление и построение технологических размерных цепей.
Чтобы построить технологическую размерную цепь необходимо
воспользоваться разработанным технологическим процессом, а
именно, эскизами операций или позиций, на которых показаны
размеры, являющиеся звеньями размерной цепи. При этом вычер-
чивается эскиз детали с операционными припусками на обработ-
ку, чертежными и операционными размерами с допусками в по-
рядке их выполнения, начиная с размеров заготовок и кончая раз-
мерами окончательно обработанной детали.
Построение цепи начинается с определения замыкающего зве-
на в зависимости от поставленной задачи. Замыкающим звеном
технологической размерной цепи может быть чертежный размер с
регламентированным допуском, непосредственно не выдерживае-
мый при обработке; операционный припуск на обработку, исходя
из минимального значения которого следует установить операци-
онные размеры по-всем этапам обработки данных взаимосвязан-
ных поверхностей, и т. д. Определив замыкающее звено, последо-
вательно добавляют к нему составляющие звенья, участвующие в
решении поставленной задачи, до тех пор, пока цепь не станет
замкнутой.
На рис. 5.1 приведены примеры построения размерных цепей,
исходя из различных условий. Обработка торцевых поверхностей
1...5 выполняется за четыре операции. Выдерживаемые при этом
линейные размеры показаны на операционных эскизах (рис. 5.1?а).
Диаметральные размеры, получаемые в результате обработки, на
эскизах не приводятся, так как в данном случае они не учитыва-
ются при решении поставленной задачи.
Построим размерную схему технологического процесса (рис.
5.1, б). Для этого совместим все операционные размеры и при-
пуски на одном эскизе. В случае необходимости на схеме ука-
зывают также и размеры заготовки. В качестве примера рас-
смотрим следующие варианты построения размерных цепей.
1. Требуется построить размерную цепь, связывающую непо-
средственно невыдерживаемый размер Л8 с размерами, получае-
мыми в результате обработки. В качестве замыкающего звена Вд
принимаем размер Л8, так как он является искомым. Затем к вы-
носным линиям, ограничивающим звено Вд (рис. 5.1, б, в), по-
следовательно пристраиваем составляющие звенья, которые вместе
с ним образуют замкнутый контур, т. е. звенья В1=Л5; В2=Л1/
В3=Л6. Получаем размерную цепь В. Следует отметить, что дру-
гие размеры данной схемы (например, Л2, Л8) не включаются в
133
Рис. 5.1. Схема выявления и построения технологических
(размерных цепей:
а — операционные эскизы; б — размерная схема;
в...д — размерные цепи; I...IV — переходы механи-
ческой обработки
эту размерную цепь, так как не образуют с Вд замкнутый кон-
тур.
2. Необходимо определить или проверить минимальный при-
пуск на окончательную обработку торца 3. Построение размер-
ной цепи начинаем с размера принимая его в качестве замыка-
ющего звена Гд (рис. 5.1, б, г). Кратчайший замкнутый контур
размеров составляют звенья Г1=Л6 и Г2=Л3. Остальные размеры
в данную цепь не входят.
3. Нужно определить или проверить минимальный припуск
на окончательную обработку торца 4. Замыкающим в -этом слу-
чае будет звено Дд =г2. К нему непосредственно примыкают
звенья Д1=Л7 и Д1=Л4, которые в свою очередь связаны со
звеньями Д2=Л6 и Д2=Лб и Дз=Аз (рис. 5.1, б, д). Таким обра-
зом строится размерная цепь Д.
Выбор метода решения размерной цепи. Для решения техноло-
гических размерных цепей могут использоваться два метода: мак-
симума-минимума и вероятностный. Выбор методов основывается
134
на их сравнительной характеристике и зависит от конкретных
условий поставленной задачи.
Преимущества метода максимума-минимума заключаются в
полной гарантии отсутствия брака, причиной которого может быть
погрешность метода расчета, а также в простоте и малой трудо-
емкости вычислений. Этот метод допускает возможность любого
неблагоприятного сочетания крайних значений размеров состав-
ляющих звеньев размерной цепи. Однако при обработке деталей
вероятность возникновения таких сочетаний невелика. Поэтому
большое ужесточение допусков для составляющих звеньев в рас-
сматриваемом методе не является оправданным.
Вероятностный метод лишен этого недостатка. Он учитывает
закономерности распределения выдерживаемых при обработке
размеров деталей и суммирования погрешностей составляющих
звеньев. Допуски последних, рассчитанные по этому методу, не
имеют излишнего запаса точности, что в конечном итоге позволяет
снизить затраты при обработке деталей. Вместе с тем вероятност-
ный метод расчета допускает возможность некоторой доли брака,
а также является более сложным и трудоемким.
Эффективность применения данных методов расчета зависит
от многих факторов. Наиболее существенное влияние оказывает
количество составляющих звеньев размерной цепи. С увеличени-
ем их числа эффективность использования вероятностного мето-
да возрастает. Важным фактором является также характер рас-
пределения действительных размеров. Если распределение разме-
ров подчиняется закону Гаусса, применение вероятностного
метода расчета предпочтительнее. Чем . больше распределение раз-
меров отличается от нормального или, иными словами, чем боль-
шее значение имеет коэффициент относительного рассеивания
тем меньше эффективность вероятностного метода расчета.
Учитывая изложенное, при выборе метода расчета техноло-
гических размерных цепей рекомендуется пользоваться табл. 5.2.
Решение технологических размерных цепей методом максиму-
ма-минимума. Порядок решения размерных цепей рассмотрим на
примерах.
Пример 5.1. (прямая задача). Из условия соединения оси с другими дета-
лями сборочной единицы установлено, что линейный размер большей ступени
350 мм должен быть выполнен с точностью ±0,25 мм (рис. 5.2, а). Изготовле-
ние осей из прутка предусмотрено в мелкосерийном производстве по следующе-
му маршруту: 1) обточка поверхностей 7 и 8, подрезка торцов 6 и 9 в размер
54 мм (закрепление прутка в патроне по поверхности 5); 2) отрезание заготов-
ки в размер 440 мм; 3) обточка поверхностей 2 и 3, зачистка торца 1 и под-
резка уступа 4 (закрепление детали в патроне по поверхности 5). Таким обра-
зом, заданный размер 350+0,25 мм при обработке непосредственно не выдер-
живается.
В соответствии с общей методикой решения размерных цепей формулиру-
ем задачу в следующем виде: определить, какие размеры и с какой точностью
необходимо выдержать при обработке, чтобы обеспечить заданное условие.
Устанавливаем замыкающее звено Лд=350 мм. Координата середины по-
ля допуска его размера Дод=О; допуск бд = 0,5 мм. Пользуясь эскизом дета-
ли и технолгическим маршрутом, выявляем и строим схему размерной цепи (рис.
5.2, б). При этом устанавливаем, какие составляющие звенья являются увели-
чивающими размер замыкающего звена и какие — уменьшающими.
о
Рис. 5.2. к расчету размерной цепи на
максимум-минимум:
а — эскиз детали; б — схема размерной цепи
На схеме над соответствующими буквами обозначаем увеличивающие звенья
стрелками, направленными вправо, уменьшающие — влево. Констатируем, что
общее число звеньев т==4.
Табл. 5.2. Схема для определения метода решения размерной цепи [15]
136
По схеме размерной цепи и на основании уравнения (5.1) получим
Л д =—+++ —Аз.
Рассчитываем номинальные размеры всех составляющих звеньев: + = 54 мм;
+==440 мм; + = 36 мм. Выбираем метод решения размерной цепи. Так как
изготовление деталей предусматривается в мелкосерийном производстве и, кро-
ме того, число составляющих звеньев равно трем, на основании табл. 5.2 реша-
ем размерную цепь методом максимума-минимума.
По условию прямой задачи известен только допуск размера замыкающего
звена, который согласно уравнению (5.2) равен сумме допусков размеров со-
ставляющих звеньев с учетом абсолютных значений передаточных отношений.
Чтобы решить уравнение с несколькими неизвестными, сначала воспользуемся
принципом равных влияний: распределим допуск размера замыкающего звена
б д равномерно между всеми составляющими звеньями размерной цепи. Для
этого определим средний допуск размеров составляющих звеньев по форму-
ле (5.5): бср =0,5/3 = 0,17 мм.
Затем установим конкретные значения допусков для каждого составляюще-
го звена методом подбора. При этом исходим из возможности достижения точ-
ности размеров данным методом обработки в обычных цеховых условиях.
Согласно справочным данным, при торцевом точении поверхностей до 0160 мм
можно обеспечить 8... 10-й квалитеты точности расстояний от обрабатываемой до
базовой поверхности [38]. Поэтому с учетом условий обработки, а также стан-
дартных значений допусков размеров в зависимости от их номинальных значений
допуски на звенья Ai и А3 принимаем по 10-му квалитету точности: 61=0,12 мм;
6з = 0,1 мм. Допуск размера зЬена А2 рассчитываем по формуле (5.8):
б2 = 0,5— (0,12+0,1) = 0,28 мм.
Проверяемчправильность подбора допусков по формуле (5.2):
бд =0,12+0,28+0,1=0,5 мм.
Определяем расположение полей допусков относительно номинальных раз-
меров составляющих звеньев. Принимаем для звеньев Д1 и + одностороннее
расположение допусков («плюс»), т. е. AOi —0,06 мм; Д0з—0,05 мм.
Координату середины поля допуска размера звена А2 получаем из уравне^ •
ния (5.10), которое для нашего случая принимает вид:
А о д —А01+А02—Аоз,
откуда
ло2 = Аод + Ао1+Аоз=О+О,06+0,05 = 0,11 м.
Определяем предельные отклонения размеров составляющих звеньев по фор-
мулам (5.12):
Дв1=0,06+0,12/2 = 0,12 мм; Ан1 =0,06—0,12/2 = 0;
Д в2 =0,11+0,28/2 = 0,25 мм; Ан2 =0,11—0,28/2=—0,03 мм;
д вз =0,05+0,1/2 = 0,1 мм; А н3 =0,05—0,1/2 = 0.
Таким образом, чтобы при данном технологическом процессе обеспечить тре-
буемый размер 350+0,25 мм, необходимо выдержать операционные размеры со
•следующими допусками:
Д1==54 +0,12 мм; +=440 мм; + = 36 +04 мм.
Пример 5.2 (обратная задача). Для детали, рассмотренной в предыдущем
примере (см. рис. 5.2, а) и обрабатываемой по тому же технологическому марш-
руту заданы с допусками по 10-му квалитету точности следующие линейные
размеры: + = 85+044мм; А2—450 —0,25мм; + —35 +04 мм. Необходимо опреде-
лить, с какой точностью будет выдержана длина большей ступени при заданной
^хеме обработки.
Строим схему размерной цепи (см. рис. 5.2, б), выявляем замыкающее, уве-
137
личивающие и уменьшающие звенья. Номинальный размер замыкающего звена
определяем по формуле (5.1):
А д ===—Ai+A2—А3 =—85+450—35 = 330 мм.
Выбираем метод решения размерной цепи. По тем же соображениям, что
и в предыдущем примере, решаем размерную цепь методом максимума-мини-
мума.
Определяем координату середины поля допуска для замыкающего звена по
формуле (5.10):
Дод= — (+0,07) + (—0,125) — (+0,05)=—0,245 мм.
Поле допуска размера замыкающего звена находим из уравнения (5.2):
6 а =0,14+0,25+0,1 =0,49 мм.
Предельные отклонения замыкающего звена определяем по формулам (5.12):
Д вД = —0,245+0,49/2 = 0; Днд=— 0,245—0,49/2 =—0,49 мм.
Окончательно получаем Да = 330_0,49мм, что находится между 11-м и 12-м
квалитетами точности.
Решение технологических размерных цепей вероятностным ме-
тодом. Решение этой задачи покажем на примерах.
Рис. 5.3. к расчету размерной цепи
вероятностным методом:
а — эскиз детали; б — схема размерной
цепи
Пример 5.3 (прямая задача). Из
анализа условий соединения и взаи-
модействия вала с другими деталя-
ми сборочной единицы установлено,
что длина большей ступени должна
быть выполнена с точностью 50—о, 16
мм (рис. 5.3, а). Изготовление дета-
лей предусмотрено в массовом про-
изводстве. Технологический маршрут
обработки приведен на рис. 5.1, а.
Требуется определить, какие разме-
ры и с какой точностью необходимо
выдержать при обработке, чтобы
обеспечить заданное условие.
В соответствии с общей методи-
кой расчета сначала устанавливаем
размер замыкающего звена Бк =50
мм, координату середины поля его
допуска Ao=—0,08 мм, допуск 6д =
= 0,16 мм.
Пользуясь эскизом детали и опе-
рационными эскизами, выявляем и
строим схему размерной цепи (рис.
5.3, б). Устанавливаем, какие звенья
являются увеличивающими, какие
уменьшающими. Обозначаем на схе-
ме увеличивающие звенья стрелка-
ми, направленными вправо, уменьшающие — влево. Общее число звеньев т=4.
По схеме размерной цепи и на основании уравнения (5.1) получаем
Б д — —£2+£3.
Рассчитываем номинальные размеры всех составляющих звеньев: Б{~
= 140 мм, £>2 = 200 мм, £>з=110 мм. Выбираем метод решения размерной цепи.
При этом констатируем следующее: замыкающим звеном размерной цепи являет-
ся чертежный размер; заданные детали обрабатываются в массовом производ-
стве. Кроме того, номинальные размеры составляющих звеньев разнятся не бо-
лее чем в 2 раза и обеспечиваются сходными по точности методами обработки.
138
Это дает основание предположить, что искомые допуски размеров составля-
ющих звеньев могут незначительно отличаться.
С учетом перечисленных признаков и на основании табл. 5.2 принимаем
вероятностный метод расчета. Чтобы рассчитать средний допуск для составля-
ющих звеньев, необходимо сначала принять некоторый допустимый процент
риска, а также выбрать предполагаемые законы рассеивания размеров состав-
ляющих звеньев. Допустим, что риск Р=1 %, тогда коэффициент /д =2,57.
Поскольку обработка деталей в массовом производстве производится на
настроенных станках, можно предположить, что распределение погрешностей- бу-
дет близким к закону Гаусса. Поэтому принимаем для всех составляющих звень-
ев X2f= 1/9.
Среднее значение допуска составляющих звеньев определяем по форму-
ле (5.6):
6 ср = 0,16/ (2,57 /3 • 1 /9) = 0,108 мм.
Ориентируясь на полученное среднее значение, устанавливаем допуски для
каждого составляющего звена. При этом учитываем, что при черновом фрезе-
ровании торцов (звено 52 = 200 мм) можно обеспечить точность по 8...10-му ква-
литетам, т. е. выдержать допуск для заданного размера в пределах 0,072...
0,185 мм. При подрезке торцов путем чистового или одократного точения для ин-
тервала размеров 80... 180 мм также можно обеспечить 8... 10-й квалитеты точ-
ности [38], т. е. выдержать допуски для звена Б[ = 140 мм в пределах 0,063...
0,16 мм и для звена Б$ — 110 мм — в пределах 0,054...0,14 мм. На основании
изложенного принимаем допуски для звеньев и Б3 приблизительно по 9-му
квалитету точности 61 = 0,1 мм; б3=0,09 мм.
Допуск на размер Б2 рассчитываем по формуле (5.9):
Г» д0-|29
С округлением принимаем 62 = 0,13 мм, что приблизительно соответствует
9-му квалитету точности. Проверяем правильность расчета допусков по форму-
ле (5.3):
бд = 2,57/1/9(0,12+0,132+0,092) =0,16 мм.
Если проверка не дает удовлетворительных результатов, следует отыскать
другой вариант распределения допусков для составляющих звеньев.
Определяем расположение полей допусков относительно номинальных раз-
меров составляющих звеньев. Принимаем для звеньев Б^ и Бз, получаемых при
токарной обработке, одностороннее расположение допусков («минус»),т. е. Д01 =
= —0,05 мм, Доз — —0,045 мм. Координату середины поля допуска размера зве-
на Л2 получаем из уравнения (5.10):
Д од = До1—Д02+Д03,
откуда
Д02 =До1+Доз—До\ == (—0,05)+ (—0,045) — (—0,08) = —0,015 мм.
Определяем предельные отклонения составляющих звеньев по форму-
лам (5.12):
ДВ1 =—0,05+0,1/2 = 0; ДН1 =—0,05—0,1/2 = — 0,1мм;
Дв2=—0,015+0,13/2 = 0,05 мм; Д н2 =—0,015—0,13/2 = —0,08 мм;
Дв3 =—0,045+0,09/2 = 0; Дн3 =—0,045—0,09/2 = 0,09 мм.
, Окончательно получаем Д = 140 _о,1 мм; Д2=200 _^о,о8 мм» ^з= НО— о,09 мм
при риске Р=1 %.
Пример 5.4 (обратная задача). При обработке детали, приведенной в
предыдущем примере (см. рис. 5.3), по тому же технологическому маршруту
выдерживаются следующие линейные размеры с точностью по 10-му квалитету:
51 = 220 -0,185 мм; 52 = 280—0,21 мм; Бз — 110— о,14мм.
139
Необходимо определить, с какой точностью будет выдержана длина большей
ступени вала при заданной схеме обработки.
Строим схему размерной цепи (см. рис. 5.3 б) , выявляем замыкающее,
увеличивающие и уменьшающие звенья. Номинальный размер замыкающего
звена определяем по формуле (5.1):
Ба ==Б\—_£>2~Н/>з = 220—280-1-110 = 50 мм.
Выбираем метод решения размерной цепи. На том же основании, что и в
предыдущем примере, принимаем вероятностный метод расчета. Определяем коор-
динату середины поля допуска для замыкающего звена по формуле (5.10):
Л оа= (—0,0925) —(—0,105)+ (—0,07) =—0,0575 мм.
Поле допуска размера замыкающего звена находим по формуле (5.3) „
предварительно принимая риск Р = 0,27 %, при котором коэффициент /д =3,
относительное среднее квадратическое отклонение размеров всех составляющих
звеньев АЛ =1/9:
б д = 3V1/9-(0,1852+0,212+0,142)=0,313 мм.
С округлением принимаем бд =0,31 мм, что лежит между 12-м и 13-м ква-
литетами точности.
Предельные отклонения замыкающего звена определяем по формулам (5.12):
ДвД =—0,0575+0,31/2 = 0,0975; Днд = —0,0575—0,31/2 = —0,2125 мм.
С округлением окончательно получаем Ба — 5® 15о21 мм при риске Р —
= 0,27 %. ’ '
При решении прямой задачи допуски исходного звена можно
распределить между составляющими звеньями размерной цепи по
способу одинаковых квалитетов (исходя из допущения, что все
размеры выполнены по одному и тому же квалитету) с помощью
коэффициента точности ас.
Коэффициент точности ас в числах единиц допуска i для рас-
четов по методу полной взаимозаменяемости и вероятностному
методу определяется соответственно по формулам:
ас=16д/2г; ас=,бд/(1Г^22г2)> '
где i — число единиц допуска в интервале размеров:
/ = 0,45^П^-0,001Ди;
Ои —• среднее геометрическое в интервале размеров, мм:
^^max^min •
Допуски для различных интервалов размеров приведены в
табл. 5.3.
Используя раюсчитанные значения пс, по табл. 5.4 определяют
квалитет составляющих звеньев размерной цепи. Затем, в соответ-
ствии с принятым квалитетом, назначают допуски для отдельных
звеньев. Сумма допусков составляющих размеров должна отве-
чать неравенству:
д .
При несовпадении сравниваемых величин вносят приемлемые
с технологической точки зрения изменения в допуски 6г- .
Пример 5.5. Определить квалитет составляющих размерную цепь размеров
и назначить допуски размеров отдельных звеньев: + = 54 мм, Л2 = 440 мм, Л3=
= 36 мм; 6 д =500 мкм.
140
По табл. 5.1 определяем число единиц допуска для каждого размера: Л =
= 1,86, f2=3,89, f3=l,56.
Рассчитаем коэффициент точности по методу полной взаимозаменяемости:
ас = 500/ (1,86+3,89+1,56) =68,4.
Для значения яс—68,4 по табл. 5.2 находим ближайший квалитет — 10.
По таблицам допусков находим допуски для 10-го квалитета: 61 = 120 мкмэ
б2 —250 мкм, 63= ЮО мкм.
Определяем сумму допусков на составляющие звенья:
26£ = 120+250+100 = 470 мкм; 26г<6д .
Корректируем допуск для А2 до 280 мкм. В этом случае сумма допусков
размеров составляющих звеньев становится равной допуску размера исходного
звена:
S6Z = 120+280+100 = 500 мкм.
В такой же последовательности назначают допуски для составляющих звень-
ев при решении прямой задачи вероятностным методом.
Табл. 5.3. Значение i для интервалов размеров в ЕСДП СЭВ
Интер- вал о <1>о со о — Свыше Свыше Свыше Свыше Свыше Свыше Свыше Свыше О з §
разме- Свыш 10 до 18 30 50 80 120 180 250 315
ров, мм ДоЗ Свы 3 дс Cbl 6 д до 30 до 50 до 80 до 120 до 180 до 250 до 315 до 400 ® -ф о О
i, 0,55 0,73 0,90 1,08 1,31 1,56 1,86 2,17 2,52 2,89 3,22 3,54 3,89
мкм
Табл. 5.4. Квалитет составляющих звеньев в зависимости от коэффициента
\ точности ас
ас 5,1 7 10 16 25 40 64 100 160 250 400 640
Квалитет 4 5 "б 7 8 9 10 И 12 13 14 15
Глава 6. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРИ ИСПОЛЬЗОВАНИИ
АВТОМАТИЗИРОВАННОГО ОБОРУДОВАНИЯ
6Л.ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
ОБРАБОТКИ ДЕТАЛЕЙ НА АГРЕГАТНЫХ СТАНКАХ
6.1.1. Общие положения
Технологические процессы обработки деталей в автоматизи-
рованном производстве имеют определенные особенности по срав-
нению с процессами обработки деталей на станках с неавтомати-
ческим циклом работы. Конечной задачей автоматизации произ-
водства является создание полностью автоматизированных техно-
логических процессов: гибких автоматизированных производств
(ГАП) деталей большой и часто меняющейся номенклатуры.
141
ГАП предназначаются для обработки деталей резанием, штампов-
ки, сборки и других технологических процессов.
Основными составным-и частями ГАП являются: металлооб-
рабатывающее оборудование с программным управлением; про-
мышленные роботы, обслуживающие оборудование (установка за-
готовок и снятие деталей); транспортные роботы, обеспечивающие
передачу деталей от станка к станку и передачу заготовок с ав-
томатизированного склада; измерительные роботы для автомати-
ческого контроля размеров готовых изделий; микропроцессоры и
электронно-вычислительные комплексы для управления всем обо-
рудованием; автоматизированные рабочие места (АРМ) технолога
„для разработки технологии, записи ее на магнитную ленту и для
-разработки управляющих программ промышленных роботов.
При проектировании технологических процессов для автома-
тизированного производства необходимо предусматривать: 1) при-
менение высокопроизводительных методов получения заготовок,
обработки деталей и сборки; 2) возможно большее приближение
конфигурации заготовки к конфигурации готовой детали; 3) не-
зависимость производительности и качества выпускаемой продук-
ции от квалификации обслуживающих оборудование рабочих;
4) стабильность технологических процессов во времени, возмож-
ность быстрой переналадки оборудования в условиях серийного
производства; 5) наименьшую себестоимость и наибольшую про-
изводительность при обеспечении требуемого качества детали.
Коэффициент запаса точности для операций автоматизирован-
ного производства при . предварительной обработке должен быть
й=1...1,1, при окончательной — k= 1,1...1,3 [18]. Он определяет-
ся по формуле:
k= Ддоп/'Арасл
где Адоп, Арас — соответственно допустимая и расчетная суммар-
ная погрешность обработки.
Причины возникновения погрешностей обработки в автомати-
зированном производстве аналогичны неавтоматизированному. Од-
нако на точность обработки деталей в этом случае дополнительно
влияют погрешности, вносимые системами автоматического управ-
ления, и погрешности при передаче детали с одной позиции на
другую.
Агрегатные станки применяют для обеспечения высокой про-
изводительности в условиях массового, крупносерийного и серий-
ного производства для обработки сложных и трудоемких деталей:
блоков цилиндров двигателей, картеров коробок передач, корпу-
сов насосов и др. Их компонуют из унифицированных узлов в со-
ответствии с технологическим маршрутом обработки деталей за-
данного типа. При широком использовании унифицированных уз-
лов (80...90 %) себестоимость изготовления агрегатных станков
значительно ниже, чем специальных, а срок окупаемости их со-
ставляет 1...3 года [18].
Агрегатные станки в основном предназначены для комплекс-
142
ной обработки отверстий (сверления, зенкерования, растачивания,
нарезания резьбы, раскатывания, цекования, снятия фасок), но
могут применяться для фрезерования плоскостей, шпоночных
пазов, лысок, нарезания наружных резьб, обтачивания концов
стержней, снятия наружных фасок.
Повышение производительности на агрегатных станках дости-
гается благодаря одновременному (параллельному) выполнению
нескольких переходов, применению многошпиндельной и многосто-
ронней обработок. В большинстве случаев агрегатные станки ра-
ботают как полуавтоматы. Несколько агрегатных станков может
быть объединено в автоматическую линию с применением загру-
зочных устройств, что позволяет совмещать время на установку
и снятие заготовок с машинным.
К компоновочным элементам агрегатных станков относятся си-
ловые головки различных конструкций, станина, неподвижные или
поворотные столы для установки приспособления и закрепления
обрабатываемой заготовки, кронштейны и стойки для изменения
положения силовых головок, средства управления. Наличие раз-
личных нормализованных узлов дает возможность легкой пере-
компоновки станков при частой смене изделий, что важно для се-
рийного производства. В последнее время агрегатные станки на-
чали оснащаться программными устройствами. Агрегатные стан-
ки с успехом могут быть применены при групповой обработке кон-
структивно и технологически подобных деталей.
При эксплуатации агрегатных станков коэффициент их исполь-
зования по основному времени выше, чем специальных, и состав-
ляет 0,85...0,95. Для специальных станков он обычно равен 0,6...0,8.
Агрегатные станки обеспечивают обработку отверстий в пре-
делах 8- и 9-го квалитетов (СТ СЭВ 145—75), биение торцов не
свыше 0,08 мм на радиусе 100 мм, точение в пределах 10- и 11-го
квалитетов, обработку резьбы по среднему классу точности, вклю-
чающему 5...7-ю степени точности резьбы.
6.1.2. Анализ технологичности конструкции
В случае обработки на агрегатных станках предъявляются спе-
цифические требования по технологичности конструкции детали.
При анализе конструкции детали рекомендуется установить сле-
дующее.
1. Оформлены ли обрабатываемые поверхности так, чтобы об-
работка их могла производиться только при движении подачи по
оси режущего инструмента (сверление, развертывание и др.)? До-
полнительные движения подачи усложняют компоновку станка.
2. Возможна ли обработка плоскостей «напроход»?
3. Выдержано ли в конструкции детали соосное расположение
обрабатываемых поверхностей? Это позволяет предусмотреть ис-
пользование сборного многолезвийного режущего инструмента.
4. Возможна ли обработка всех поверхностей за один установ
заготовки?
143
5. Возможна ли обработка отверстий одновременно при исполь-
зовании нескольких шпинделей с учетом расстояний между отвер-
стиями и их расположения?
6. Возможна ли расточка отверстий «напроход» с одной или
/двух сторон? Необходимо предусмотреть расточку отверстий кон-
сольной скалкой без дополнительной опоры.
7. Возможен ли свободный доступ инструментом к обрабатыва-
емым поверхностям? Площадки желательно обрабатывать цеков-
ками, используя осевую подачу, поэтому они должны быть круг-
лыми.
8. Не ограничиваются ли режимы резания из-за малой жест-
кости заготовки?
9. Имеются ли в конструкции заготовки надежные базы?
10. Возможна ли замена внутренней резьбы большого диаметра
другими конструктивными элементами?
11. Имеются ли в конструкции детали шпоночные канавки за-
крытого типа? Обработка таких канавок производится пальцевой
фрезой, что усложняет кинематику движений рабочих органов
станка и увеличивает время обработки. Канавки по возможности
следует делать открытого типа, что позволяет обрабатывать их
дисковой фрезой при более простой кинематике станка.
6.1.3. Особенности построения операций при обработке деталей
на агрегатных станках
Вначале намечается общий технологический маршрут обра-
ботки детали. Затем уточняется содержание операций, выполняе-
мых на агрегатных станках, с учетом максимального совмещения
переходов во времени, определяется компоновка агрегатного стан-
ка, подбирается или проектируется необходимый инструмент и
приспособления, рассчитываются режимы резания, производится
нормирование операции, составляется схема наладки.
При проектировании операций на агрегатных станках необ-
ходимо стремиться к повышению концентрации обработки. Одна-
ко следует иметь в виду, что при слишком большом количестве ин-
струментов в наладке может снизиться производительность из-за
увеличения времени на смену и регулировку инструментов. На-
стройка инструментов вне станка, замена затупившегося инстру-
мента блоками в перерывах между сменами позволяют использо-
вать наибольшее количество инструментов в наладке.
Проектирование наладок* на агрегатных станках осуществля-
ется с учетом ужесточения на 20...30 % технических требований
чертежа детали.
В случаях, когда за один рабочий ход инструмента не обеспе-
чиваются заданные качество и точность обрабатываемой поверх-
ности, предусматриваются черновые и чистовые переходы. При
этом нельзя объединять в один переход различные виды черновой
и чистовой обработки (например, развертывание и цекование).
Объединение подобных переходов может вызывать вибрацию тех-
144
нологической системы, что снижает качество обрабатываемой по-
верхности. Разделение обработки повышает ее качество и стой-
кость инструмента. При отсутствии необходимого количества по-
зиций для разделения переходов нужно применять плавающие
оправки или вести обработку отверстий последовательно на од-
ной позиции, причем обработка на втором переходе должна начи-
наться после окончания первого. Указания по выполнению от-
дельных операций приведены в литературе [42].
6.1.4. Выбор компоновок агрегатных станков
Компоновка станка зависит от расположения детали на сто-
ле, относительного расположения силовых головок, конструкции
транспортных устройств для перемещения деталей из позиции в
позицию, расположения узлов привода и управления. Схемы ком-
поновок агрегатных станков приведены в работах [6, 7].
Выбор компоновки агрегатного станка зависит от многих фак-
торов: объема выпуска, размеров и конструкции обрабатываемой
детали, технических требований на ее изготовление. Содержание
компоновок агрегатных станков зависит от вида обработки (парал-
лельная, последовательная, параллельно-последовательная). Аг-
регатные станки в зависимости от направления рабочей подачи си-
ловых механизмов изготовляются в вертикальном, горизонтальном
и смешанном исполнениях. Обрабатываемая деталь в рабочей зоне
агрегатного станка может
быть неподвижной или пере-
мещаться из позиции в пози-
цию.
Вертикальный агрегатный
станок с силовым узлом, пере-
мещающимся в вертикальном
направлении для ускоренного
подвода инструментов и рабо-
чей подачи, приведен на рис.
6.1, а. Для установки детали
станок оснащается неподвиж-
ным приспособлением или по-
воротным столом.
Рис. 6.1. Схемы компоновок
агрегатных станков:
а — вертикальная компоновка одно-
колонного станка с поворотным сто-
лом; б — горизонтальная компонов-
ка с поворотным столом; 1 —
станина боковая; 2 — электрошкаф;
3 — стойка; 4 — стол силовой; 5 —
бабка силовая; 6 — шпиндельная
коробка; 7 — наладка инструмен-
тальная; 8 — плита кондукторная;
9 — приспособление зажимное; 10 —
стол поворотный; 11 — станина
средняя; 12 — приспособление бара-
банного станка; 13 — станина сред-
няя барабанного станка
145
Горизонтальный агрегатный станок с силовым узлом, переме-
щающимся в горизонтальном направлении (рис. 6.1, б), как и
вертикальный, может быть оснащен стационарным приспособле-
нием преимущественно для обработки крупных деталей или бара-
баном для многопозиционной обработки.
Существуют различные компоновки агрегатных станков [18].
На рис. 6.2, а, б изображены одно- и многошпиндельный станки,
работающие по принципу параллельной концентрации технологи-
ческих переходов. За счет применения многолезвийного и сбороч-
ного режущего инструмента можно при горизонтальном перемеще-
нии головки 2 одновременно обработать несколько поверхностей
Рис. 6.2. Компоновки агрегатных станков
146 _
заготовки 1. Примеры смешанных компоновок агрегатных стан-
ков представлены на рис. 6.2, в...ж. Повышение производитель-
ности достигается за счет применения одновременно работающих
нескольких многошпиндельных головок 2...4.
На рис. 6.2, з показана компоновка агрегатного станка с пе-
ремещением детали в двух взаимно перпендикулярных направле-
ниях, что позволяет последовательно обрабатывать несколько
групп отверстий, близко расположенных друг к другу. Данная
компоновка может быть использована и при групповой обработке
детали. На рис. 6.2, и приведен другой пример компоновки по па-
раллельно-последовательной схеме. Стол с заготовкой 1 имеет
два фиксированных положения: в первом головками 2 осущест-
вляется предварительная двусторонняя обработка, во втором —
головками 3 последующая чистовая.
Один из агрегатных станков с программным управлением по-
казан на рис. 6.2, к. Станок оснащен двумя силовыми головками
2 и двумя инструментальными магазинами 5, из которых механи-
ческие руки 6 передают инструмент силовым головкам. На рис.
6.2, л представлена компоновка агрегатного станка с поворотными
многоинструментальными головками 2.
После выбора компоновки подбирают нормализованные узлы
станка. Выбор силовых органов агрегатного станка производится
в следующем порядке:
1) по подаче, лимитирующей производительность обработки
детали, и суммарному усилию подачи подбирается силовой стол;
2) по эффективной мощности резания и частоте вращения ин-
струментов подбирается силовая бабка для осуществления про-
цесса резания;
3) в зависимости от требуемого количества переходов (пози-
ций) подбирается транспортное устройство — барабан, крестовый
или поворотный стол, неподвижная планшайба для крепления при-
способления. Выбор планшайб, столов производится по результа-
там расчета габаритов зажимного устройства детали.
Силовые головки обеспечивают необходимые движения инстру-
мента: вращения, ускоренного подвода, рабочей подачи и уско-
ренного отвода. По способу осуществления движения подачи раз-
личают самодвижущиеся, несамодвижущиеся и стационарные си-
ловые головки. Самодвижущиеся головки приводятся от индиви-
дуального цилиндра, (гидравлические, пневматические головки),
несамодвижущиеся — устанавливаются на силовой стол с возврат-
но-поступательным или круговым движением, у стационарных го-
ловок движение подачи осуществляется за счет перемещения шпин-
делей (пинолей). Конструкция моделей силовых узлов агрегатных
станков и их расчет приведены в литературе [37, 38].
147
6.1.5. Выбор приспособлений и инструментов
При обработке на агрегатных станках в силу одновременной
работы большого количества инструментов возникают большие
суммарные силы и моменты резания. Поэтому при закреплении
заготовки в приспособлении необходимо увеличение сил зажима
для предотвращения ее сдвига под действием сил резания и уве-
личение жесткости приспособления и всей технологической систе-
мы для уменьшения погрешности закрепления. Точность изготов-
ления приспособления обусловлена требуемой точностью обработ-
ки деталей на агрегатных станках, которая находится в пределах
8- и 9-го квалитетов.
Приспособления для агрегатных станков должны быть быстро-
действующими. Многопозиционные агрегатные станки часто осна-
щаются устройствами автоматического закрепления и открепле-
ния заготовки. В зависимости от типа производства приспособле-
ния полностью или частично автоматизируются.
Частичной автоматизации подвергается один или несколько сле-
дующих элементов работы:
1) загрузка заготовок в рабочую зону приспособлений (про-
изводится при помощи загрузочного устройства или механической
руки);
2) базирование заготовок, т. е. обеспечение полного контакта
баз с установочными элементами приспособления (производится
вспомогательными цилиндрами и диафрагмами, обычно сблокиро-
ванными с основными цилиндрами);
3) закрепление и открепление заготовок;
4) вращение, фиксация и закрепление поворотных частей при-
способлений;
5) съем и выталкивание заготовок после обработки с помощью
пружинного, пневматического или гидравлического выталкива-
теля;
6) измерение деталей в процессе обработки (в наиболее совер-
шенном виде измерительным устройством управляются механизмы
выключения и переключения движения подачи или останавлива-
ется станок);
7) очистка рабочей зоны станка от стружки.
Уровень механизации и автоматизации определяется количе-
ством операций, охваченных ими. В механизированных приспо-
соблениях с помощью силового привода детали закрепляются и
открепляются, а при установке крупных деталей и базируются.
Остальные элементы работы выполняются вручную. В полуавто-
матических приспособлениях лишь часть операций выполняется
автоматически. В автоматических приспособлениях все операции,
начиная от загрузки заготовок и кончая съемом обработанных де-
талей, производятся без участия рабочего.
Приспособления в большинстве случаев автоматизируются пу-
тем применения пневматических, пневмогидравлических, механи-
ческих, электрических или гидравлических приводов, управляемых
148
через конечные выключатели, сервозолотники и упоры, которые
перемещаются с помощью рабочих органов станка. Работа станка
и приспособления в автоматизированном режиме обеспечивает
возможность многостаночного обслуживания и значительное по-
вышение производительности труда. В автоматизированных при-
способлениях должна полностью исключаться возможность не-
правильной установки заготовки. Для этого применяются блоки-
ровочные и предохранительные устройства, контрольные габари-
ты (в автоматических линиях), с помощью которых при непра-
вильном положении заготовки станок останавливается.
К режущему и вспомогательному инструментам для агрегат-
ных станков предъявляются специфические требования. Высокая
степень концентрации переходов в одной операции вызывает не-
обходимость применения многолезвийного инструмента с предва-
рительной заточкой и установкой на требуемый размер, а также
инструмента с механическим креплением твердосплавных много-
гранных пластин. На агрегатных станках в последнее время при-
меняются также сборные комбинированные инструменты, напри-
мер расточные скалки с насадочными зенкерами, развертками,
цековками, зенковками, вставными и подрезными резцами; сбор-
ные фрезы для обработки ступенчатых поверхностей; комбиниро-
ванные сверло-развертка, сверло-зенкер и др. Материалом для ре-
жущей части инструмента служат твердые сплавы, быстрорежущие
стали, эльбор-Р, гексонит-Р. Вместо стандартного инструмента (из-
за недостаточной его надежности) на агрегатных станках обычно
используют специальный режущий инструмент повышенной стой-
кости.
Вспомогательный инструмент должен быть удобным, быстро-
съемным и обеспечивать возможность быстрой наладки режущего
инструмента вне станка. Конструкции вспомогательного инструмен-
та нормализованы и приводятся в справочной литературе [38].
6.1.6. Особенности определения режимов резания
и нормирования операций
Оптимальные режимы резания для многоинструментальных
станков принципиально не отличаются от режимов для одноинст-
рументальных. При этом учитываются общие принципы выбора
режимов: достижение наибольшей производительности и одина-
ковая последовательность в назначении элементов режима реза-
ния: для каждого инструмента назначается нибольшая глубина
резания, выбираются максимально допустимые подачи, определя-
ются скорости резания, которые должны обеспечивать оптималь-
ный период стойкости инструмента.
Основные особенности назначения режимов резания для мно-
гоинструментальной обработки следующие:
1) период стойкости инструмента при многоинструментальной
обработке должен быть больше, чем при одноинструментальной,
149
так как в первом случае затраты времени на смену инструментов
больше, чем во втором;
2) кинематические особенности агрегатных станков ограничи-
вают частоту вращения и подачу для отдельных инструментов, на-
пример на агрегатных сверлильных станках все инструменты дан-
ной силовой головки должны иметь одну и ту же скорость по-
дачи.
Для упрощения расчетов режимов резания на агрегатных стан-
ках в основу может быть положен расчет по лимитирующему ин-
струменту. При этом для данной наладки устанавливают лимити-
рующий инструмент, для которого определяют наивыгоднейшую
стойкость и скорость резания. Какой инструмент является лими-
тирующим, определяется из условий работы: диаметра обрабаты-
ваемой детали, глубины резания, длины прохода, подачи и т. д.
Из опытных данных по эксплуатации автоматизированного обо-
рудования установлено, что для одношпиндельных автоматов пе-
риод стойкости лимитирующего элемента 7\им=120 мин, а для
многошпиндельных — /Лим=150 мин. Например, для агрегатных
станков сверлильно-расточной группы, в которых комплект инстру-
ментов установлен в одной головке и имеет единую скорость по-
дачи, продолжительность работы инструментов и скорость резания
различны.
Пример 6.1. На рис. 6.3 представлена схема растачивания отверстий тремя
резцами (1...3). В данном случае лимитирующим будет резец 3, так как им
растачивается отверстие большего диаметра и длина прохода приблизительно рав-
на длине прохода, выполняемой резцом 2. Для каждого инструмента назначаем
глубину резания, а затем по нормативам [3(6] определяем подачу на оборот
шпинделя «$ об • Для резца 3 определяем экономическую стойкость Т, по кото-
рой определяем по нормативам скорость резания v и рассчитываем частоту
вращения инструментального шпинделя:
п — v/ (nd),
Рис. 6.3. Схема
растачивания
отверстий тремя
резцами
где d — диаметр вращающегося инструмента.
Скорость движения подачи инструментов рассчитыва-
ется по формуле (мм/мин):
•5 м==5 об^-
Скорость движения подачи всей силовой головки прини-
мают по наименьшей и согласовывают с паспортными данны-
ми силовых головок. Затем делают обратный перерасчет ско-
ростей резания по принятой частоте вращения шпиндель-
ных ГОЛОВОК fli'.
v — ndrii.
Зная режимы, находят осевую составляющую силы, момент и
мощность резания.
Данной методикой расчета режима резания можно пользо-
ваться, когда стойкость инструментов в наладке отличается не-
значительно.
Если стойкость нелимитирующих инструментов по условиям
наладки значительно выше, чем лимитирующих, подналадка про-
150
изводится в следующем порядке: часть инструментов меняют в
перерывах между сменами, а лимитирующие — в обеденный пере-
рыв.
В целом при работе на автоматизированном оборудовании при-
нудительно меняют режущий инструмент при его износе по зад-
ней грани в 1,5 раза меньшем, чем для инструмента универсаль-
ных станков [18].
Норма штучного времени 7ШТ определяется по общепринятой
методике. При высокой степени автоматизации время на отдых
в норму не включается, так как рабочий освобожден от физиче-
ской работы, а наладчики обеспечивают работоспособность агре-
гатных станков. Наладчики производят периодическую регулиров-
ку механизмов, подготовку инструментов, смазывание и другие
работы до начала или после окончания смены. Поэтому время ор-
ганизационного обслуживания в 7ШТ также не включается.
Табл. 6.1. Определение оперативного времени
Схема компоновок станков Схема на рис 7.2 Т л оп
одномест- ная 1 много- местная одно- инст- румен- таль- ная много- инст- румен- таль- ная одно- пози- цион- ная мно- гопо- зици- онная односто- ронняя много- сто- рон- няя параллель- ная , парал- лель- но-по- следо- ва- тель- ная
ХхХ X X X X X X X XXX X XXX XXX XX XXX X X ’ X X X X X X ххх X X X X X XX X X X ХХХ X X S: 03 Ct> Си 04 » м - Ы о-м. Я я м -О “ -О я "Я Я5 ® , 1 1 + ? + * + ? t " + +s + + £ £ t г-' АГ" £ х С С х * X -^ х * * * 4- 4» 4- I * * * • 1 г * * * Н ’-9 * я * ю * я .
Примечание. * Принимается по тому инструменту, где первый член
максимален. ** Принимается по той головке, где первый член максимален.
*** При полном перекрытии Тв основным временем.
Обозначения: ZRp — путь врезания инструмента; I — основная длина реза-
ния; /сх — путь схода инструмента; — подача; п — количество заготовок
на позиции.
151
Если принудительная смена инструментов производится в рег-
ламентированное время (перерывы между сменами, обеденный пе-
рерыв); время технического обслуживания 7\ех. обсл -в норму
времени не включается. Поэтому при соблюдении указанных ус-
ловий:
где То, Тв — соответственно основное и вспомогательное время.
Повышение производительности в конечном итоге достигается
за счет сокращения составляющих штучного времени.
Производительность обработки предварительно оценивается в
зависимости от оперативного времени.
В табл. 6.1 приведены формулы для расчета оперативного вре-
мени для приведенных на рис. 6.2 компоновочных схем агрегат-
ных станков.
Основное время сокращают за счет применения высокопроиз-
водительного режущего инструмента, уменьшения числа рабочих
ходов и переходов, вспомогательное — за счет применения быстро-
действующих зажимных приспособлений. При расчете штучного
времени на операцию учитываются только наиболее продолжи-
тельные лимитирующие переходы. Необходимо учитывать, что с
увеличением количества инструментов в наладке может снизиться
производительность операции ввиду увеличения затрат времени на
установку И регулировку Инструмента (Лех. обсл).
6.1.7. Построение циклограммы работы станка
Циклограммы работы силовых головок и агрегатного станка
строятся в зависимости от его компоновки и характера работы.
Основные варианты последовательности работы силовых головок
следующие: 1) сверление, зенкерование или развертывание отвер-
стий; 2) сверление, зенкерование или развертывание двух отвер-
стий в линию; 3) сверление глубоких отверстий с многократным
выходом сверла из отверстия; 4) цекование бобышек, снятие фа-
сок в отверстиях, развертывание конических отверстий; .5) свер-
ление отверстий и подрезание торцов комбинированным инстру-
Табл. 6.2. Циклограмма работы агрегатного станка.
Элементы работы станка время, с
Закрепление и открепление заготовок to io з'о
Разжим и (риксиродание стола
Поророт стола
Работа солодки /
Работа голоРки 1
Работа голоРки 3 ж»г
Работа голобкиР Iff ,,,
Работа головки б ШЖЖ 2
Установка и снятие детали w/Л
152
ментом (сверлом-цековкой); 6) сверление и развертывание отвер-
стий комбинированным инструментом (сверлом-разверткой);
7) нарезание или накатывание резьбы с реверсированием шпинделя.
Циклограмма шестипозиционного агрегатного станка приведена
в табл. 6.2. Рабочий цикл начинается пуском станка. После этого
происходит автоматическое закрепление заготовки в приспособле-
нии (при наличии загрузочной позиции), разжим стола, поворот
его в новую позицию и фиксирование в данном положении. Затем
производится пуск агрегатных головок. Цикл работы станка авто-
матически заканчивается после возвращения лимитирующей го-
ловки 3 (см. табл. 6.2) в исходное положение. Время, затрачивае-
мое на закрепление и открепление заготовок, разжим и фиксиро-
вание стола, перекрывается временем подвода силовых головок. В
приведенной циклограмме работы агрегатного станка основное
время перекрывает вспомогательное, т. е. время на установку и
снятие детали.
Циклограмма работы одной из силовых головок, осуществля-
ющей сверление и зенкерование, приведена на рис. 6.4.
М РП
Рис. 6.4. Циклограмма работы силовой головки:
БП — быстрый подвод; РП — рабочая подача; БО —
быстрый отвод; I и — длина рабочего хода; t — его время
При расчете производительности и загрузки агрегатного стан-
ка в течение смены следует учитывать затраты времени на устра-
нение возможных отказов.
6.2. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ
НА АВТОМАТИЧЕСКИХ ЛИНИЯХ
6.2.1. Общие положения
Проектирование технологического процесса обработки дета-
лей на автоматических линиях имеет специфические особенности.
Процесс должен удовлетворять условиям автоматизированного
производства по выбору баз, расчету точности, выбору варианта
обработки, синхронности операций, обеспечению условий без-
аварийной работы, компактности и др. Большинство современных
автоматических линий являются специальными для обработки од-
ного изделия.
Преимущество обработки деталей на автоматических линиях
заключается в том, что все технологические операции осуществля-
ются непрерывно, без участия человека. Это значительно сокра-
щает цикл обработки, объемы межоперационных заделов и неза-
вершенного производства, а также упрощает планирование.
В машиностроении применяются следующие автоматические
153
линии (по признакам ввода заготовки и выдачи готовой продук-
ции) : 1) с поштучным вводом заготовок и поштучной выдачей об-
работанных деталей (например, линии для обработки колец кар-
данных подшипников); 2) с непрерывной подачей материала и не-
прерывной выдачей готовой продукции, например линия для про-
изводства сварных труб; 3) с непрерывной подачей исходных
материалов и поштучной выдачей готовых изделий, например ли-
ния для производства метизов из бунта.
Линии с поштучной подачей заготовок и поштучной выдачей
готовых деталей можно разбить на два класса: синхронные (жест-
кие) и несинхронные (гибкие).
В синхронных линиях (рис. 6.5, а) обрабатываемые заготовки
1 передаются от одного станка к другому с использованием шаго-
вых транспортных устройств, которые перемещают все заготовки
на шаг I. Расстояние между станками должно быть равно или
Рис. 6.5. Конструктивные разновидности автоматических линий
154
кратно шагу. Недостаток линии — при отказе одного станка не-
обходимо останавливать всю линию. Линии такого класса могут
состоять как из однопозиционных, так и многопозиционных стан-
ков. Транспортер линии может быть сквозным или несквозным.
Линии со сквозным транспортером получили наибольшее распро-
странение и применяются в основном для корпусных деталей.
Несинхронные линии (рис. 6.5, б, в) состоят из станков, каж-
дый из которых или группа их снабжены бункером 2 или магази-
ном-накопителем 3, 4 (рис. 6.5, в) для хранения деталей и авто-
матическим загрузочно-разгрузочным устройством. При остановке
одного участка линии детали поступают из бункера или магазина-
накопителя, что обеспечивает продолжение работы линии. Линии
с бункерами применяются для небольших, простых, легко ориен-
тируемых заготовок; линии с магазинами-накопителями — для бо-
лее сложных заготовок.
Линии с жесткой связью создают при необходимости с приспо-
соблениями-спутниками (рис. 6.5, г). Заготовки 1 устанавливают
в приспособлениях-спутниках 5, которые помещаются на транспор-
тирующем устройстве 6 и при его помощи перемещаются от стан-
ка к станку. Деталь обрабатывают в данном случае с одной
установки, при одной схеме базирования. Технологическими база-
ми заготовки могут быть как предварительно обработанные повер-
хности, так и черновые поверхности. Несмотря на сравнительную
сложность, линии со спутниками широко применяют для обработ-
ки сложных по конфигурации заготовок.
В линиях бесспутникового типа (рис. 6.5, а...в) заготовки долж-
ны иметь предварительно обработанные базы, например, крупные
корпусные детали — нижнюю поверхность с двумя отверстиями
для фиксирующих пальцев. Операции обработки баз в основном
производят на отдельном оборудовании. Заготовки в бесспутнико-
вых линиях устанавливают в приспособлениях, размещенных на
каждом станке линии, при помощи автооператоров, механических
рук, лотков.
Линии с жестко-гибкой связью по расположению транспорти-
рующего устройства могут быть со сквозным и несквозным переме-
щением заготовок. При несквозном перемещении (рис. 6.5, д) за-
готовки 1 проходят вне зоны обработки, из транспортера они по-
даются в рабочую зону и обратно при помощи специальных загру-
зочных устройств 7, что усложняет линию. Такие автоматические
линии применяют для обработки валов, зубчатых колес и других
деталей. Если длительность обработки на отдельных участках не-
одинакова (меньше такта выпуска изделий), применяют линии с
разветвляющимся потоком (рис. 6.5, е, участки
Большинство линий, используемых в машиностроении, пери-
одического действия (заготовка во время обработки останавлива-
ется). В автоматических линиях непрерывного действия (ротор-
ные и цепные линии) заготовки обрабатываются во время их
перемещения, что обеспечивает высокую производительность ли-
155
нии. Однако технологические возможности их (по размерам и
сложности обрабатываемых заготовок) небольшие.
Линии для механической обработки могут состоять из следу-
ющих станков: агрегатных, специальных, универсальных, специ-
ализированных станков-полуавтоматов и автоматов, станков с
программным управлением и роторных машин.
Общая последовательность разработки и технологического про-
цесса автоматической линии следующая: 1) выбор метода полу-
чения заготовки и определение технических требований; 2) расчет
такта выпуска изделий; 3) выбор технологических баз и маршрута
обработки поверхностей с определением операций, выполняе-
мых вне автоматической линии; 4) установление необходимых по-
зиций автоматической линии согласно намеченному маршруту об-
работки; 5) расчет промежуточных припусков, определение тех-
нологических допусков и предельных размеров заготовки по тех-
нологическим переходам; 6) выбор оборудования, инструментов и
приспособлений; 7) назначение режимов резания; 8) определение
настроечных размеров.
При определении технологического процесса автоматической
линии специфичны: 1) выбор структуры линии и расчленение ее на
участки; 2) расчет вместимости промежуточных накопителей;
3) установление концентрации технологических переходов; 4) уста-
новление периода групповой смены режущих инструментов; 5) рас-
чет настроечных размеров.
6.2.2. Требования к технологичности конструкции
При анализе конструкции детали, изготовление которой плани-
руется на автоматической линии, следует обратить особое внима-
ние на возможность многосторонней многоинструментальной обра-
ботки, легкого отвода стружки, подвода и отвода СОЖ- Обраба-
тываемые поверхности и выдерживаемые размеры должны соот-
ветствовать схеме базирования заготовки на линии.
Выбор баз производится с учетом возможности автоматической
фиксации детали в требуемом положении в приспособлении; на-
дежной защиты баз от попадания стружки; рационального спосо-
ба транспортирования деталей.
Для выполнения данных требований применяют приспособле-
ния-спутники, а для приспособлений используют искусственные
базы. При обработке корпусных деталей (блоков цилиндров, кар-
теров) целесообразно в качестве баз использовать плоскости и
два точных отверстия. Фиксаторы и прижимы приводятся в дей-
ствие гидроцилиндрами.
При. разработке технологического процесса необходимо преду-
смотреть минимальное число перебазирований и перезакреплений
обрабатываемой детали. Выполнение данных условий способству-
ет повышению точности, уменьшению цикла обработки и сокраще-
нию количества автооператоров и кантователей. Как правило, не-
обходимо стремиться к выполнению совмещения технологических
156
и измерительных баз с целью устранения погрешностей при бази-
ровании.
6.2.3. Построение операций обработки заготовок
на автоматических линиях
Для автоматизированного производства понятие операции как
законченной части технологического процесса, выполненной на
одном рабочем месте, теряет технологический смысл. Операция в
условиях обработки деталей на автоматических линиях — это эле-
мент технологического процесса, не требующий участия человека
и выполненный одним целевым механизмом, обеспечивающим не-
обходимое взаимодействие инструмента и заготовки для осущест-
вления процесса обработки [42].'
Технологический маршрут обработки отдельных поверхностей
устанавливается на основании исходных данных (чертежа детали,
объема выпуска и др.) и принципиально не отличается от маршру-
тов в обычном производстве. С целью обеспечения заданного раз-
мера детали и уменьшения количества отказов рекомендуется
вводить между предварительной и окончательной обработкой по-
лучистовую. Следует стремиться повышать степень концентрации
технологических переходов, а также исключать из общего марш-
рута трудно автоматизируемые операции. Для предупреждения
возможности завышения или занижения припусков желательно
устанавливать их расчетно-аналитическим методом [18, 19], а не
выбирать по таблицам.
На рис. 6.6 показаны примеры построения технологического
процесса обработки колец карданных подшипников 804704 на ав-
томатической линии в поточном неавтоматизированном производ-
стве. В обоих случаях исходный материал поступает по линиям
в виде прутков. В поточном производстве форма кольца получает-
ся при токарной обработке с большими потерями металла в от-
ходы. В автоматической линии кольца получаются методом холод-
ного выдавливания из штучных заготовок, что дает увеличение
коэффициента использования металла и упрощает токарную об-
работку.
После протягивания паза и термической обработки кольца шли-
фуют на двух бесцентровошлифовальных станках. Затем на ав-
томатической линии производится одновременное шлифование до-
нышка и внутреннего диаметра; процесс заканчивается шлифова-
нием широкого торца кольца. Вместо двух последних операций,
выполняемых на автоматической линии, в поточном неавтомати-
зированном производстве используются четыре операции: шлифо-
вание широкого торца кольца, бесцентровое шлифование наруж-
ного диаметра, шлифование внутреннего диаметра и шлифование
донышка.
Одной из главных особенностей автоматизированного процес-
са изготовления колец карданных подшипников является наличие
157
Рис. 6.6. Технологические процессы обработки колец карданных подшипников:
а — в поточном производстве; б — на автоматических линиях
автоматических контрольно-блокировочных устройств на каждой
ответственной операции обработки.
Технологический маршрут автоматизированного производства
карданных подшипников включает получение заготовок, штам-
повку, термическую обработку, операции механической обработки,
контроль и сборку. Линию обслуживает один оператор, загружа-
ющий прутки в пресс для расчленения их на шайбы.
6.2.4. Выбор типа и структуры автоматической линии
В настоящее время считается экономически эффективным объ-
единение отдельных станков в малые и большие участки автома-
тических линий [42]. При выборе оптимальной структуры необ-
ходимо определить, какое число станков можно сблокировать в
автоматическую линию с жесткой связью. Оптимизация произво-
дится по двум факторам: надежности машин, объединенных в ли-
нию, и затратам на средства автоматизации.
Число станков, входящих в автоматическую линию, исходя из
технологического процесса обработки и конструктивных факторов,
выбирают от 2 до 30. При определении структуры линии сопостав-
ляют параметры поточной линии из станков с автоматическим цик-
лом и параметры автоматической линии из тех же жестко сблоки-
рованных станков. Из-за недостаточной надежности оборудования
и средств автоматизации в настоящее время такие линии делят
на отдельные участки. Затраты на средства автоматизации и по-
тери производительности должны быть компенсированы за счет
сокращения численности обслуживающего персонала.
Методика расчета количества станков автоматической линии и
обеспечения максимального роста производительности труда по
сравнению с поточным производством приведена в литературе [78].
Определение оперативного времени, отводимого на отдельные
позиции, производится исходя из фонда времени работы автома-
тической линии F, программного задания N (выпуск деталей в
штуках за период времени F) и коэффициента использования ли-
нии ц.
Такт работы (мин) автоматической линии определяется по
формуле:
т-60 F3/N.
Номинальный (или календарный) годовой фонд времени
работы линии (без учета времени на его плановый ремонт) состав-
ляет: при односменной работе — 2070 ч; при двухсменной —
4140 ч; при трехсменной — 6210 ч. С учетом потерь времени на
плановый ремонт оборудования (10 %) эффективный годовой
фонд времени при двухсменной работе составляет 3725 ч. Соответ-
ственно различают и такты работы автоматической линии: номи-
нальный т и действительный тд.
Максимальное допустимое оперативное время (или время ра-
бочего цикла станков автоматической линии) (мин):
159
Ton — TgT],
где т] — коэффициент использования автоматической линии, учи-
тывающий потери времени на устранение возможных неполадок в
работе механизмов, затраты времени на настройку и подналадку
режущих инструментов.
При более точных расчетах учитывают показатели надежности
каждой позиции автоматической линии [28]:
Топ — Тд- { 1 Р ) ty,Q,
где ty.o — время устранения отказов, приходящееся на один рабо-
чий цикл; Р — надежность линии: Р= (Р\Р\...Ргп ) Р"Р"'-ч р'ь
Pf2... Р'п — надежность станков (позиций); Р" — надежность транс-
портирующего устройства; Р'" — надежность управляющей сис-
темы линии. Значения этих параметров принимаются по норма-
тивам в пределах 0,95...0,99.
Время устранения отказа /у.о определяется делением среднего
времени восстановления работоспособности t на среднее количе-
ство циклов между отказами п'\
/у.о
Составляющие времени по каждой позиции автоматической ли-
нии определяются по найденному максимальному допустимому
значению Тогц
Топ“ ^М“
где tM — машинное время, включающее время ускоренного подво-
да, отвода режущих инструментов и время их работы при рабо-
чей подаче; Тв — вспомогательное время, включающее время тран-
спортирования, фиксирования, разжима, закрепления и открепле-
ния деталей или спутников:
= ^подЧ~^отв + ^рл
откуда время работы
tp—tu-- ( t ПОД'“Ь toTB ) •
Время подвода и отвода инструментов определяется по харак-
теристикам силовых головок.
После определения допустимых норм времени по позициям
уточняется технологический процесс, рассчитываются режимы ре-
зания и производится нормирование.
При расчленении линии на участки необходимо определить вме-
стимость промежуточных бункеров или магазинов-накопителей:
q — (1 Р) ty.o (Af см/»
где <м — сменное задание по выпуску деталей, шт.
Пример 6.2. Рассчитаем структуру автоматической линии с жесткой тран-
спортной связью [18]. При предварительном анализе установлено, что линия
должна состоять на девяти станков. Надежность работы Р' этих станков соот-
ветственно составляет: 0,99; 0,95; 0,97; 0,98; 0,97; 0,98; 0,98. Надежность работы
транспортной системы Р"==0,99, управляющего устройства P/zz = 0,98, действи-
тельный такт работы линии 2 мин, среднее время устранения отказа /у. о~
= 1 мин.
160
Рис. 6.7. Схемы автоматических
линий:
а — с разветвляющимися параллельными
потоками; б — с двумя последователь-
ными потоками
Определяем надежность работы станочного оборудования линии
Р7 = 0,99 • 0,95 • 0,96 • 0,97 • 0,98 • 0,98 • 0,97 • 0,98 = 0,757.
Надежность работы всей линии
Р = Р'Р"Р"' = 0,95 • 0,99 • 0,98 = 0,734.
Продолжительность рабочего цикла линии (допустимое оперативное время
каждого из станков линии)
Гоп —(1—р)/у.о = 2— (1—0,73) 1 = 1,73 мин.
Ранее выполненным расчетом (здесь не приводится) установлено, что для
подобранного оборудования оперативное время по каждому станку составляет:
1,3; 1,4; 1,8; 1,8; 1,7; 1,85; 1,8; 1,45; 1,4 мин. Из приведенных данных видно,
что продолжительность цикла оказалась меньше оперативного времени по стан-
кам 3, 4, 6 и 7, что неприемлемо. Чтобы устранить это противоречие, можно:
1) разделить всю обработку на две линии, что приведет к уменьшению загруз-
ки оборудования; 2) ужесточить оперативное время станков 3, 4, 6 и 7; 3) при-
менить линию с разветвляющимся потоком по позициям 3, 4, 5, 6 и 7 (рис. 6.7, а),
что требует дополнительных капиталовложений; 4) расчленить линию на два
последовательных участка с пятью и четырьмя станками соответственно (рис.
6.7, б).
Тогда при Р = 0,79 Гц =1,79 мин (допустимое оперативное время для стан-
ков первого участка линии).
Для второго участка соответственно при Р — 0,88 Гц = 1,88 мин.
Сравнивая значения Гц с Г Оп видим, что четвертый вариант является на-
иболее приемлемым.
6.2.5. Выбор приспособлений и инструмента
На автоматических линиях используют стационарные одно-,
многопозиционные и многоместные приспособления, а также при-
способления-спутники.
К стационарным приспособлениям автоматических линий
предъявляются специфические требования. Подача и установка
заготовок в приспособление производится за счет перемещения оп-
ределенного транспортирующего устройства. Установочные эле-
менты транспортирующего устройства должны быть на одном
уровне с установочными элементами приспособления.
В качестве установочных элементов часто используют опорные
планки и два выдвижных пальца с коническими фасками (фик-
саторами). Количество фиксаторов не должно быть больше од-
ного-двух, располагать их целесообразно в одной плоскости для
упрощения движения заготовки. Необходимо обращать внимание,
чтобы не было лишних связей при базировании и закреплении за-
готовки, так как лишние связи приводят к нестабильности положе-
ния ее в приспособлении.
6. Зак. 1915'4. 161
При расчете погрешности установки необходимо учитывать, что
наличие выдвижных установочных элементов и фиксаторов вызы-
вает увеличение погрешности установки обрабатываемой детали.
При неподвижных установочных элементах используют специ-
альные толкатели, которые обеспечивают надежный контакт за-
готовки с установочными элементами. Для определения правиль-
ности положения заготовки в приспособлении часто используют
датчики, поэтому при проектировании автоматической линии ра-
бота приспособления и транспортирующего устройства согласо-
вывается с работой станка. Конструкция приспособления должна
обеспечивать надежный отвод стружки из зоны обработки.
Приспособления-спутники применяют для установки и закреп-
ления заготовок сложной формы. При этом весь процесс обработ-
ки выполняется при неизменном положении заготовки. Приспо-
собление-спутник с закрепленной на нем заготовкой последова-
тельно перемещается относительно станков автоматической линии
по специальным направляющим при помощи шагового транспор-
тера. Его перемещение аналогично перемещению заготовки шаго-
вым транспортером при обработке ее в стационарном приспособ-
лении. Закрепление заготовки на плите спутника осуществляют
вручную или автоматически гайковертами, смонтированными в
начале и в конце линии.
Применение приспособлений-спутников на автоматической ли-
нии обеспечивает: 1) необходимую ориентацию заготовки при
транспортировке; 2) доступность рабочей зоны для наблюдений
и очистки; 3) надежность фиксирования заготовки вместе с при-
способлением-спутником; 4) автоматическую очистку и мойку ба-
зирующих элементов приспособления-спутника вне зоны обра-
ботки.
К недостаткам приспособлений-спутников относятся: 1) удли-
нение и усложнение транспортных устройств линии вследствие
возврата приспособлений-спутников с последней на первую пози-
цию линии и наличия вспомогательных устройств для закрепления
заготовок; 2) уменьшение точности обработки из-за наличия до-
полнительных поверхностей стыкования, фиксирования и базиро-
вания.
Для стабильной работы автоматической линии необходимо вы-
бирать инструменты, обладающие наибольшей размерной и ре-
жущей стойкостью. Для автоматической линии подбирают инстру-
мент на класс выше стандартного или изготовляют по специаль-
ным отраслевым нормалям [18]. Около 80 % инструментов обыч-
но оснащается твердосплавными пластинками с механическим кре-
плением. Инструменты для автоматических линий, как правило,
должны обеспечивать: быструю наладку и подналадку станков,
взаимозаменяемость при предельном износе, дробление стружки,
высокую степень концентрации технологических переходов.
Желательно применять сборные многолезвийные инструменты
с неперетачиваемыми пластинами, фрезы с твердосплавными ре-
162
жущими и зачистными пластинками, спиральные сверла с цилин-
дрическим хвостовиком диаметром до 30 мм и специальной лапкой
для передачи крутящего момента, перспективно применение твер-
досплавных метчиков.
Вспомогательный инструмент (оправки, державки, удлинители
для осевого инструмента) должен обеспечивать удобную настрой-
ку режущего инструмента вне станка и регулировку положения по.
его длине после заточки.
6.2.6. Особенности определения режимов резания
и нормирования
Методика расчета режимов резания для автоматической линии
та же, что и для агрегатных станков (см. 6.1.6). Дополнительно
необходимо учесть следующее:
1) при использовании существующих нормативных элементов
режимов резания — глубина резания (t, мм); ширина обработки;
подача (S2, мм на зуб; So, мм/об; SM, мм/мин); частота вращения
шпиндельная (щ об/мин); скорость резания (у, м/мин); стойкость,
инструмента (Т, мин), а также усилие резания (Р, Н), двойной
крутящий момент (2 Мкр, Н-м) и эффективная мощность (М>,
кВт) — необходимо учитывать влияние сложности технологической
настройки, жесткости системы СПИД каждой из позиций линии.;
При определенных условиях элементы режима резания могут быть,
понижены на 10...30 % [37];
2) допустимый износ режущих инструментов должен быть при-
мерно в 1,5...2 раза меньше рекомендуемого для режущих инст-
рументов универсального оборудования;
3) рассчитанные режимы резания корректируют в соответст-
вии с рекомендуемыми периодами принудительной смены инстру-
ментов (1/2 смены, 1 смена, 2 смены) с разбивкой инструментовка
группы. При этом может оказаться, что период смены инструмен-
та отдельных групп будет меньше периода .возможной стойкости
инструмента. Но это окупается уменьшением количества отказов,
автоматической линии.
Для бесперебойной эксплуатации автоматической линии боль-
шое значение имеет правильно налаженная система обеспечения
инструментом: принудительная смена инструмента по специаль-
ному графику, централизованная доставка на заточку, своевре-
менное пополнение запасов инструмента.
Нормирование времени заключается в нахождении действи-
тельного оперативного времени на каждой из позиций линий и
сравнение его с допустимым оперативным временем (временем
цикла) работы автоматической линии (см. параграф 6.2).
С учетом оперативного времени по позициям можно построить
циклограмму работы автоматической линии по методике, анало-
гичной построению циклограмм работы многопозиционных стан-
ков (см. параграф 6.1).
163
6.3. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПРИ ИСПОЛЬЗОВАНИИ СТАНКОВ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
6.3.1. Общие положения
Станки с программным управлением (ПУ) позволяют автома-
тизировать процессы механической обработки в условиях мелко-
серийного и единичного производства. Гибкость системы числово-
го программного управления станками и легкость их подключения
к общей системе управления от одной ЭВМ создают возможность
применения станков с ЧПУ в условиях массового производства.
Эффективность применения станков с ПУ достигается за счет
снижения затрат на технологическую оснастку, снижения потерь
от брака, концентрации операций, сокращения производственных
площадей, увеличения скоростей резания и подач. В условиях се-
рийного и мелкосерийного производства доля машинного времени
на универсальных станках составляет 20...40 %, на станках с
ЧПУ она увеличивается до 50...70 %. Точность позиционирования
детали составляет ±0,01 мм, а повторной установки — ±0,0025 мм.
Точность обработки на современных станках с ЧПУ в среднем со-
ответствует 8- и 9-му квалитетам.
Исходной документацией для разработки программы работы
станка являются: чертеж обрабатываемой заготовки, карта техно-
логического процесса (ГОСТ 3.1418—82, формы 1, 1а), операци-
онная карта (формы 2, 2а, 3), карта наладки инструмента (фор-
мы 4, 4а), карта кодирования информации (формы 5, 5а), карта
заказа на разработку управляющей программы (формы 6, 6а),
ведомость обрабатываемых деталей на станках с ЧПУ (формы
7, 7а).
Чаще управляющую программу станком наносят с помощью
перфоратора на перфоленту, где информация записывается в оп-
ределенном коде. Программа может быть записана на магнитной
ленте с предварительно изготовленной перфоленты через специ-
альное вычислительное устройство (интерполятор).
6.3.2. Технологическая подготовка обработки деталей
на станках с ПУ
Основные правила построения технологических процессов на
станках с ЧПУ соответствуют общим принципам механической
обработки деталей. Специфические особенности проектирования
обусловливаются наличием программы работы станка.
Технологическая подготовка для станков с ЧПУ требует раз-
работки процесса по переходам с тщательно установленными ре-
жимами резания, что особенно важно для контурной системы ЧПУ.
При разработке технологического процесса устанавливается не
только вид и путь инструмента, но и его исходное положение, ха-
рактер траектории на участке подхода и врезания.
В контурных системах ЧПУ обычно используется относитель-
164
Рис. 6.8. Схема технологической подготовки обработки
деталей на станках с программным управлением
ныц способ отсчета координат опорных точек эквидистанты обра-
батываемого контура, в позиционных — абсолютный способ от-
счета. При относительном способе отсчета координат за нулевое
положение принимают положение исполнительного органа, кото-
рое он занимал перед началом очередного перемещения к сле-
дующей опорной точке.
Первая опорная точка при относительном способе отсчета на-
зывается исходной точкой или старт-точкой. Она выверяется при
настройке станка и играет роль начала координат, от которой
рассчитывается программа обработки конкретной детали. При аб-
солютном способе точка начала отсчета координат называется
«плавающим нулем». Особенностью технологической подготовки
является необходимость осуществления точного расчета траекто-
рии инструмента на всем пути его движения. При этом задается
направление перемещения инструмента.
165
Технологическая подготовка производства осуществляется в та-
кой последовательности:
1) выбирается номенклатура деталей для перевода их обра-
ботки на станки с контурной или позиционной системой управле-
ния и определяется экономическая эффективность перевода;
2) тщательно прорабатывается технологичность конструкции
деталей.
3) назначаются технологические базы, разрабатывается спо-
соб установки и выверки детали.
4) разрабатывается операционный технологический процесс;
5) осуществляется графическое построение и расчет траекто-
рии движения инструмента с заполнением карты координат опор-
ных точек;
6) составляется таблица кодов инструментов, режимов реза-
ния, технологических команд (в зависимости от применяемой си-
стемы ЧПУ на станке);
7) кодируется и заносится в карту программирования техноло-
гическая информация о способе и порядке выполнения операции,
о режимах резания, траекториях движения инструмента;
8) составляется управляющая программа, записывается на
программоноситель, осуществляется ее контроль; для осуществле-
ния записи и контроля программы при ручном программировании
применяется устройство для подготовки данных на перфоленте ти-
па «Брест-1Т» или ЕС 9024 и устройство контроля перфолент (на-
пример, УКП-1М);
9) производится проверка программы при обработке контроль-
ной детали.
Последовательность и содержание технологической подготовки
на станках с ПУ приведены на рис. 6.8.
6.3.3. Выбор деталей для обработки на станках с ПУ
Экономическая целесообразность использования станков с ЧПУ
во многом определяется номенклатурой деталей, отобранных для
обработки на этих станках. Она устанавливается технико-экономи-
ческим расчетом путем сравнения суммарных или приведенных
затрат по нескольким вариантам обработки. При определении эф-
фективности необходимо учитывать также изменения, вносимые
при использовании станков с ЧПУ в организацию производства.
При выборе номенклатуры деталей учитываются:
1) сложность конфигурации обрабатываемых поверхностей,
объем и номенклатура выпуска деталей: обработка сложных по-
верхностей на станках с контурными системами ПУ более эффек-
тивна, чем простых;
2) точность межцентровых расстояний в корпусных деталях.
С повышением точности межцентровых расстояний повышается
эффективность обработки на станках с позиционной системой ПУ.
Расточные станки мод. 2А266Ф2, 2А620Ф2 обеспечивают точность
межцентровых расстояний в пределах 0,05...0,007 мм, а вертикаль-
166
но-сверлильные станки мод. 2Р118Ф2, 2Р135Ф2 — в пределах
0,1...0,15 мм;
3) относительное расположение обрабатываемых поверхностей
с точки зрения удобства выполнения технологических операций;
4) обрабатываемость материала детали;
5) возможность унификации технологических баз;
6) трудоемкость обработки на станках без программного
управления;
7) возможность конструктивной унификации обрабатываемых
поверхностей или их элементов с целью создания условий для раз-
работки групповых процессов и унифицированных элементов про-
грамм. Для конструкторско-технологической классификации дета-
лей и типизации технологических процессов рекомендуется исполь-
зовать детали классов 40, 50 [16];
8) возможность создания участка станков с ЧПУ и организа-
ции многостаночного обслуживания.
На станках токарной группы (контурная система ПУ) целесо-
образно обрабатывать: ступенчатые валы с числом ступеней более
трех; крышки подшипников, цилиндров; ступицы колес; цилиндры
двигателей внутреннего сгорания; барабаны сцепления, шкивы,
фланцы, кольца подшипников; осевой режущий инструмент слож-
ной формы, оправки, цанги, детали пресс-форм и др. На станках
фрезерной группы (контурная система ПУ) — кулачки и копиры,
рычаги и кронштейны, золотниковые коробки, корпусные детали
(картер заднего моста, картер коробки передач автомобиля), де-
тали приспособлений и др. На станках сверлильно-расточной груп-
пы и многооперационных станках (позиционная система ПУ) —
картеры маховиков, картеры задних мостов, картеры рулевого
управления, блоки цилиндров и головки цилиндров и др.
6.3.4. Анализ технологичности детали
Основными задачами проработки конструкции детали на тех-
нологичность являются: создание удобных баз, возможность заме-
ны установок позициями, проверка соответствия простановки раз-
меров требованиям разработки программы в зависимости от спо-
соба отсчета координат системой ПУ, создание возможности об-
работки максимального количества поверхностей одним инстру-
ментом. Технологичность детали оценивается в зависимости от
задач программирования.
Для обеспечения этих требований необходимо:
1) проверить простановку размеров на чертежах деталей. Ли-
нейные размеры проставить от единых баз, т. е. применить коор-
динатный способ простановки. Выбрать координаты центров дуг
сопряжений поверхностей;
2) формы деталей задавать сочетанием простых геометриче-
ских фигур;
3) криволинейные контуры и кривые сопряжений должны пред-
167
ставлять простые математические кривые, лучше дуги окружно-
стей;
4) внутренние радиусы сопряжений контуров должны быть од-
ного размера из стандартного ряда диаметров для всех участков
деталей, чтобы можно было вести обработку по одной программе
без смены инструмента. Для цветных сплавов и конструкционных
сталей (0,15...0,2) Н и для труднообрабатываемых —
(0,25...0,5) Я, где — радиус сопряжений, Н — наибольшая вы-
сота полки обрабатываемого контура;
5) правые и левые детали следует проектировать как зеркаль-
ное отображение одна другой. Это облегчает программирование.
Базирование заготовки необходимо производить с таким рас-
четом, чтобы за одну установку можно было выполнить достаточ-
но большой объем обработки. Трудоемкость разработки программ
зависит от ориентации заготовки в системе координат: расчет со-
кращается, когда ее оси симметрии совмещены с системой коорди-
нат. При несимметричных деталях оси координат совмещают с
линиями чертежа, от которых проставляется наибольшее количе-
ство размеров. При обработке симметричных деталей (правых и
левых) их располагают симметрично относительно осей станка.
Базирование деталей при контурной обработке лучше всего
производить по плоскости и двум отверстиям. Последние жела-
тельно размещать так, чтобы расстояние между ними было
наибольшим. Поэтому уменьшается угловая ошибка расположе-
ния детали относительно системы станка. Координаты отверстий
должны быть связаны на чертеже с координатной системой отсче-
та размеров детали.
На рис. 6.9 приведен пример нанесения размеров детали и рас-
положения координатных осей при обработке ее на станке с по-
168
Рис. 6.10. Эскиз рычага с плоской криволинейной фигурой
внешнего контура
зиционной системой ПУ, а на рис. 6.10 — деталь, обрабатываемая
на станке с контурной системой ПУ [13].
При большом числе отверстий можно применять также таблич-
ный метод нанесения координат обрабатываемых отверстий
(табл. 6.3).
При контурной обработке детали вычерчивается схема траек-
тории^ движения центра инструмента (эквидистанта обрабатывае-
мого контура) с нанесением опорных точек (рис. 6.11). Опорные
Рис. 6.11. Схема траектории инструмента при обработке рычага
с опорными точками 1—20
169
Табл. 6.3. Геометрические данные плана детали — салазки суппорта
фрезерного станка (см. рис. 6.9)
Номер отверстия Координата Размер, мм
X У
1 +0 + 27,5 М16
2 +0 + 167,5 М16
3 +375 +195 М16
4 +445 — 168 М16
5 +460 — 48 М16
6 —445 — 28 016
7 —375 0 М16
8 —280 + 48 М16
9 . —280 + 148 016
10 +305 + 168 М16
11 — 136 — 122 М12
12 +200 -122 М12
13 +200 — 68 М12
14 — 136 - 68 М12
точки проставляют, как правило,
стрелке). Опорными точками для
жат их центры.
слева направо (по часовой
отверстий в данном случае слу-
6.3.5. Разработка технологических процессов
обработки деталей на станках с ПУ
Несмотря на общность принципов построения технологических
процессов для универсальных станков и станков с ЧПУ, в послед-
нем случае требуется принципиально новый подход к разработке
технологической документации. Все движения рабочих органов
станка должны быть определены заранее, а при программирова-
нии учтены холостые пути с определением длины хода инструмен-
та и режимов резания.
При использовании станков с позиционной системой ЧПУ пе-
ред началом программирования необходимо определить координа-
ты каждой точки позиционирования, применив абсолютный спо-
соб отсчета координат.
Если используются станки с контурной системой ЧПУ, должна
быть установлена полная траектория движения инструмента как
на участке резания, так и врезания. Координаты основных и про-
межуточных опорных точек траектории движения инструмента при
необходимости рассчитываются с применением средств вычисли-
тельной техники.
При проектировании техпроцессов для станков с ЧПУ особен-
но важным условием является увязка технологических баз детали
с исходной точкой траектории движения инструмента и с осями
координат станка.
Повышение производительности на станках с ЧПУ может быть
достигнуто за счет сокращения потерь времени на холостые хо-
170
ды, уменьшения вспомогательного времени и оптимизации режи-
мов,резания для инструментов [41]. Глубину резания при черно-
вой обработке берут предельно допустимой по прочности наибо-
лее слабого звена технологической системы, аналогично назнача-
ют подачу; при чистовой — в зависимости от заданных точности
и шероховатости поверхности [18]. Подачу и скорость резания
выбирают по нормативам или рассчитывают по формулам теории
резания. При расчете скорости резания ориентируются на эконо-
мическую стойкость режущего инструмента.
Для многооперационных станков (например, координатно-
сверлильных с ЧПУ) при определении экономического периода
стойкости инструмента должна учитываться доля участия каждого
инструмента наладки в обработке детали и обеспечиваться одно-
временность затупления всех инструментов наладки [41].
Одновременное затупление инструментов наладки определяет-
ся условием:
Тэ! ' Тэ2 __ Т э1 _q
гр гр гр Ц/ ,
Л 01 1 02 1 Qi
где Q и Тэь— условно экономическая стойкость инструмента со-
ответственно в штуках деталей и минутах; TOt — основное время
перехода, мин.
С целью уменьшения внецикловых потерь времени замену ком-
плектов затупившегося инструмента следует производить между
сменами работы станков или в обеденные перерывы. Режущий ин-
струмент для станков с ЧПУ должен обладать высокой режущей
способностью, стабильной стойкостью при минимальных затратах
времени на его смену и установку.
К вспомогательному инструменту предъявляют следующие
требования: высокая точность установки в шпиндель станка при
автоматической смене, достаточная жесткость, минимальная мас-
са, наличие поверхности захвата, возможность регулировки на
станке и настройки вне станка.
Необходимо остановиться на особенностях нормирования опе-
раций на станках с ЧПУ, методика которого приводится в обще-
машиностроительных нормативах времени и режимов резания на
работы, выполняемые на металлорежущих станках с программным
управлением [18].
Норма штучно-калькуляционного времени при работе на одном
станке с ЧПУ определяется по формуле:
тш.-к = (Ta+TBktB) (1+^±^-]+
где Та — время автоматической основной работы по программе,
составленной на основе нормативов режимов резания, паспортных
данных станка (Го.а) и времени вспомогательной работы станка
(Тв.а) по программе:
Га = Го.а 4" Гв.а/
171
т
То.а = S
Li .
$mi
Lf — длина пути, проходимого инструментом или деталью в на-
правлении движения подачи при обработке технологического уча-
стка с учетом врезания и перебега инструмента; smi — скорость
подачи на данном участке; т — число технологических участков
обработки; Гв.а = Гх+Г0Ст; Тх — время автоматической вспомога-
тельной работы на подвод детали или инструмента от исходных
точек в зоны обработки и отвод детали от инструмента, установку
инструмента на размер, изменение направления и подачи инстру-
мента; Гост — время технологических пауз-остановок подачи и
вращения шпинделя для проверки размеров, осмотра или смены
инструмента, перезакрепления детали; Тв — время выполнения
ручной вспомогательной работы, не перекрываемой временем ав-
томатической работы станка: Гв= Гв.У+ТВсп+Гв.и; Гв.у — вспомо-
гательное время на установку и снятие детали; Твсп — вспомо-
гательное время, связанное с выполнением операции и включа-
ющее время на: 1) включение и выключение станка; 2) установку
заданного относительного положения детали и инструмента по
координатам X, У, Z и в случае необходимости поднастройка его;
3) включение и выключение лентопротяжного механизма; 4) от-
крывание и закрывание крышки лентопротяжного механизма, пе-
ремотку, заправку ленты в считывающее устройство; 5) провер-
ку прихода детали или инструмента в заданную точку после об-
работки; 6) отвод детали или инструмента из зоны обработки;
Гв.и — вспомогательное неперекрываемое время на измерения;
k /в — поправочный коэффициент на время выполнения ручной
вспомогательной работы, учитывающий сменный характер рабо-
ты. Его значение определяется в зависимости от продолжитель-
ности обработки партии деталей, выраженной в рабочих сменах
Гпарт, и вида станков по табл. 6.4:
Т — П | ? п.-з
7 парт- 480 4- 480 ;
п — количество обрабатываемых деталей в партии; ТОбс — время,
затрачиваемое на обслуживание станка: ГОбс=Гтех-]-Торг; 7\ех,
Торг — соответственно время на техническое и организационное
обслуживание станка, принимаемое в процентах от оперативно-
го; Готд — время на отдых и личные надобности рабочего; Т п..3 —
подготовительно-заключительное время на партию деталей. При
наладке станка рабочим-оператором к расчету принимается пол-
ное значение Гп.-3 • При наладке нескольких станков наладчиком
при многостаночном обслуживании учитывается т п..3 = Тп.з/М;
т п.з — подготовительно-заключительное время на наладку одно-
го станка наладчиком при многостаночном обслуживании; М —
количество станков, обслуживаемых одним наладчиком. При этом
норма штучно-калькуляционного времени при ^работе на одном
станке при многостаночном обслуживании тш,.к= (ГШ._К/7И)ЛС;
172
kc — коэффициент увеличения оперативного времени вследствие
совпадения окончания машинной работы на одном из станков
с ручной работой на других станках в среднесерийном производ-
стве.
В состав подготовительно-заключительного времени Тп.-з вхо-
дят затраты времени на следующие виды работ: 1) получение
наряда, чертежа, технологической документации, программоноси-
теля, режущего инструмента, заготовок и приспособлений в нача-
ле работы; 2) ознакомление с заданием, чертежом; 3) подготовка
рабочего места, наладка оборудования, установка режущего ин-
струмента, установка программоносителя; 4) пробный проход по
программе без обработки с целью проверки соответствия програм-
мы требованиям чертежа детали; 5) снятие приспособления, ин-
струмента и программоносителя в конце работы и сдача их на
хранение.
Табл. 6.4. Определение коэффициента /г/в
Вид станков при Тпарт, смен
мелкосерийное производство среднесерийное производство
D.25 1 0,25...0,5 1 0,6...! 1...2 1 3...4 ’ 1 5...6
Мелкие станки 0,15 0,5 0,87 0,76 0,66 0,57
Средние станки — 1,32 1,15 1 0,87 0,76
Крупные станки <— .— — 1,3 1,15 1
Приспособления на станках с ЧПУ должны иметь установоч-
ные поверхности для настройки режущего инструмента, отвечать
требованиям быстродействия и удобства обслуживания. Положе-
ние детали в приспособлении должно удовлетворять условиям со-
вмещения направления координатных осей детали с осями коор-
динатной системы станка.
После разработки комплекта вышеперечисленных технологи-
ческих документов и управляющей программы приступают к конт-
ролю последней при помощи координатографа УКП-1М, который
вычерчивает траекторию движения инструмента с определением
его скорости и ускорения на отдельных участках траектории. За-
тем непосредственно на станке производится обработка програм-
мы в кадровом режиме без установки инструментов, пробная об-
работка макета детали, проверка режимов резания, корректировка
управляющих программ и технологической документации. В слу-
чае необходимости производится доработка технологической осна-
стки.
Перед обработкой контрольной партии деталей выполняется
размерная настройка режущего инструмента вне станка, разме-
щение его на станке или в магазине инструмента, выбор необходи-
мых переключателей коррекции. На рис. 6.10 и 6.11 приведены
операционный эскиз рычага крана и траектория движения инстру-
мента. Точка отсчета координат детали находится в центре ранее
обработанного отверстия. Порядок нумерации опорных точек со-
ответствует порядку их обработки.
173
Знаки плюс (+) или минус (—) перед числовыми значения-
ми кооординат ставят в зависимости от того, в каком квадрате си-
стемы координат находятся точки. Рассчитанные координаты всех
точек записываются в табл. 6.5.
Табл. 6.5. Координаты опорных точек рычага крана (см. рис. 6.11)
„.Участок ’ ^траекто- рии Вид участка Координаты конца участка Скорость подачи, мм/мин Дополни- тельные сведения
X У Z
1—2 Прямая —35 +30 —85 600 Допуск
2—3 То же —14 +30 —85 600 на аппро-
ксимацию
0,‘03 мм
3-4 Прямая 0 +30 —85 Тормо-
жение до
94
' 4—5 То же 49,66 +30 —85 94
' 5—6 .— 69,82 +54,14 -85 93
6—7 Окружность R = 20 мм 83,94 +56 -85 94
7—8 Прямая 176,34 +56 —85 94
8—9 Окружность 7?=12 мм 184,82 +52,48 : —85 94
9—10 Прямая 196,82 +40,48 ; —85 94
10—11 Окружность 7?=12 мм 196,82 +23,52 —85 94
12—13 То же, 7? = 20 мм 157 — 10 —85 94
13—14 » 147 — 6,32 —85 94
14—15 » =12 мм 141 — 4,71 —85 94
15—16 » 129 —16,71 —85 94
- 16—17 Прямая 129 —38 -85 94
17—18 То же 137 —30 —85 94
18—19 » 0 —30 —85 94
19—20 Окружность 7? = 30 d лм —30 0 —85 94
20—4 То же 0 +30 —85 94
4—3 Прямая —14 +30 —85 Разгон
до 600
3—2 То же —35 +30 —85 600
2—1 » —85 +30 0 600
Разработка управляющей программы осуществляется в такой
последовательности:
1) разрабатывается операционный чертеж детали, размеры на
чертеже приводятся к единым базам, совпадающим с координат-
ной системой станка;
2) устанавливается последовательность обработки отверстий
или поверхностей детали и принимается система ПУ (контурная
или позиционная);
3) составляется операционная карта механической обработки
(по ГОСТ 3.1418—82);
4) вычерчивается схема движения инструмента;
5) составляется карта наладки инструмента;
6) разрабатывается карта кодирования информации в соответ-
ствии с кодом ИСО-7 бит. Координаты в ней заполняются соглас-
но дискретности программного устройства станка.
Управляющие программы для станков с ЧПУ разрабатывают
174
на основании соответствующего комплекта документов, составлен-
ного согласно ГОСТ 3.1418—82.
Пример оформления комплекта документов на операцию, ко-
торая выполняется на вертикально-сверлильном станке модели
2Р135Ф2, оснащенном системой программного устройства 2П32-3,
приведен в прил. 8.
6.3.6. Автоматизация подготовки управляющих программ
Ручная подготовка программ целесообразна для сравнительно
простых деталей. Для сложных деталей трудоемкость подготовки
ее составляет 20...30 чел.-часов, при этом вероятность появления
ошибок возрастает.
На разработку операционной технологической карты, траекто-
рии движения. режущего инструмента с нанесением опорных то-
чек, назначение режимов резания, выбор точности аппроксимации
затрачивается 20...40 % общего времени на подготовку програм-
мы ручным способом, время на разработку программы с исполь-
зованием клавишных счетных машин и ее кодирование составля-
ет 40...60 %, запись на программоноситель — 5... 10 %, проверку
программы— 10...15% [18].
В связи с большой трудоемкостью ручного программирования
появились автоматизированные системы подготовки управляющих
программ: САП, СППС, СПТС (СССР), APT (США), ЕХАРТ
(ФРГ), AUTOPR (ЧССР), 2С и 2CL (Англия), IFAPT (Франция).
Созданы специализированные системы для подготовки программ
для токарных станков (СПС-Т), для станков сверлильно-расточной
группы (СПС-С), для фрезерных станков (СПС-Ф).
Существует несколько уровней автоматизации подготовки
управляющих программ. На первом технолог-программист обозна-
чает элементы обрабатываемой поверхности, определяет коорди-
наты точек врезания и схода инструмента, назначает подачу, це-
ну импульса, точность аппроксимации. Данную информацию пред-
ставляют в виде, удобном для ввода в ЭВМ. В дальнейшем на бо-
лее высоких уровнях автоматизации ставится задача частичной'
передачи функций инженера-программиста ЭВМ.
Процесс автоматического программирования состоит из двух
этапов: на первом этапе ЭВМ перерабатывает введенные исход-
ные данные в соответствии с применяемым кодом системы, опре-
деляется траектория движения инструмента, выдаются промежу-^
точные данные о процессе обработки. Программа первого этапа
называется процессором.
На втором этапе процессор согласуется с конкретными систе-
мами ЧПУ станками. Программа второго этапа называется пост-
процессором. Этап работы постпроцессора заканчивается выдачей
контрольной программы обработки, ведомости инструмента и ос-
настки.
Уровень автоматизации решения задач технологической под-
готовки производства определяют на стадии разработки техниче-
175
ского задания на совершенствование ТПП в соответствии с прави-
лами ГОСТа. Состав и характеристики уровней автоматизации
приведены в приложении к этому стандарту.
Наиболее целесообразным считают уровень автоматизации ре-
шения задач технологической подготовки, для которого стоимость
работ и приведенные затраты при автоматизации решения задач
и обработке информации принимают минимальные значения.
Одним из перспективных направлений автоматизации произ-
водства является применение на металлорежущих станках адап-
тивных систем управления процессами резания. В этом случае
^функции оптимизации процесса резания выполняются автомати-
ческими устройствами. Критерием оптимальности режима резания
обычно является минимальная стоимость обработки при обеспе-
чении заданной точности и программы выпуска деталей. Адаптив-
ные системы для финишных операций предназначаются для по-
вышения точности обработки и управляют траекторией относи-
тельного движения инструмента и заготовки.
Экономически наиболее целесообразно применение систем
адаптивного управления (САУ) на станках с ЧПУ. Станки, осна-
щенные САУ, выгодно применять для обработки сложных деталей
с криволинейным контуром, переменным припуском и переменной
площадью обработки. В этом случае режимы резания назначаются
по нормативам для станков с ЧПУ, причем за расчетные принима-
ют средние глубину и скорость резания и налагают силовые,
стойкостные и другие ограничения. Скорость подачи переменна,
так как с помощью САУ стабилизируют силовые параметры реза-
ния (мощность, силу резания, крутящий момент). Это в первую
очередь относится к условиям черновой и получистовой обработки,
в которых основной задачей САУ является защита инструмента и
станка от поломок.
В условиях чистовой обработки, когда производительность
станков должна сочетаться с высокой точностью обработки, с по-
мощью САУ стабилизируют упругие перемещения (деформации)
системы СПИД.
Глава 7. НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА
В КУРСОВОМ ПРОЕКТЕ ПО ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Выполнение научно-исследовательской работы студентами в
период прохождения конструкторско-технологической практики и
курсового проектирования преследует цель повышения квалифика-
ции будущих специалистов народного хозяйства.
Основная задача проводимых исследований — научить студен-
тов творчески решать инженерные задачи, применяя современные
методы и средства экспериментирования, ознакомить их с глав-
176
ними этапами научной работы от постановки задачи до оформле-
ния отчета.
Научно-исследовательская работа студентов (НИРС), выпол-
няемая в рамках курсового проекта по технологии машинострое-
ния, должна прежде всего способствовать обеспечению заданных
показателей качества изучаемого изделия и технико-экономиче-
ских.
Работу по сбору экспериментальных данных рекомендуется на-
чинать в период прохождения конструкторско-технологической
практики, где одновременно с темой курсового проекта выдается
и тема НИР.
Преподаватели, назначенные для проведения практики на кон-
кретном предприятии, планируют определенное количество тем
НИРС. Студентам предоставляется возможность ознакомления с
перечнем тем и выбора ее.
Руководство НИРС во время производственной практики осу-
ществляет руководитель практики от вуза или завода. При курсо-
вом проектировании руководство осуществляет консультант (ру-
ководитель) курсового проекта. Руководить НИРС могут препо-
даватели, аспиранты, инженеры. НИР необходимо закончить до
защиты курсового проекта. Контроль за ходом выполнения НИРС
на соответствующих этапах осуществляют руководители практи-
ки и курсового проекта. Результаты контроля сообщаются на ка-
федру, а при нарушении студентом графика работ — в деканат
института.
На первом этапе необходимо с помощью руководителя сформу-
лировать цели и задачи конкретной НИР на основе аналитического
обзора материалов по теме. Сведения из литературных источников
следует отбирать по критериям, соответствующим направлению
исследований. Например, если целью работы является уменьше-
ние параметров шероховатости поверхности изделия при каком-
либо определенном виде обработки, следует выписать все влия-
ющие факторы и отобрать данные, касающиеся только этого во-
проса.
Затем следует разработать программу работы, включающую
проведение теоретических или экспериментальных исследований (а
при необходимости тех и других) с указанием календарных сро-
ков. При этом разрабатываются общая и частная методики иссле-
дования, выбираются материалы, необходимое оборудование, при-
способления, инструменты и приборы. Устанавливаются интервалы
режимов проведения экспериментов, примерное количество опытов
и критерии оценки исследуемых параметров. На этом этапе ре-
комендуется применять математические методы планирования
эксперимента. В специальном журнале необходимо вести прото-
кол наблюдений с указанием условий выполнения опытов.
Результаты большого количества наблюдений (измерений)
необходимо подвергнуть математической обработке с нахождени-
ем основных статистических характеристик, доверительных интер-
валов для них. Рекомендуется результаты работы представлять в
177
графической форме, что позволит наглядно оценить полученные
данные.
Далее проводится анализ результатов работы, формулируются
выводы и предложения по использованию их в технологическом
процессе.
Рекомендуется следующая тематика НИРС:
1) изучение эффективности применения прогрессивной осна-
стки;
2) выбор оптимальных параметров технологического процесса;
3) исследование качества поверхности детали, обработанной
новым или мало изученным методом;
4) статистический анализ точности выполнения отделочных
операций;
5) выбор варианта технологического процесса по критериям
экономичности или производительности;
6) исследование экономической эффективности замены обычных
станков станками с ЧПУ, обрабатывающими центрами, гибкими
производственными модулями;
7) определение экономической эффективности применения
средств механизации и автоматизации технологических операций;
8) оптимизация методов получения исходных заготовок;
9) исследования физико-механических свойств новых матери-
алов или характеристик поверхностных упрочняющих покрытий;
10) установление аналитических зависимостей между парамет-
рами обработки и качеством полученных поверхностей деталей;
И) анализ сходимости теоретических и практических методов
определения точности обработки;
12) анализ влияния методов базирования деталей на точность
их обработки;
13) исследование точности настройки станков различными ме-
тодами;
14) определение жесткости отдельных элементов системы
СПИД и анализ влияния ее на точность обработки;
15) изучение эффективности применения различных видов сма-
зочно-охлаждающих жидкостей;
16) исследование эффективности упрочнения деталей различ-
ными способами поверхностно-пластического деформирования.
7.2. ПЛАНИРОВАНИЕ ЭКСПЕРИМЕНТА
Использование математических методов планирования экспе-
римента позволяет заменить интуитивный подход научно обосно-
ванной программой проведения экспериментальных исследований,
на основе которой можно дать объективную оценку результатов
эксперимента на всех этапах исследования.
Основная задача планирования эксперимента — оптимизация
уровней факторов, при которых отклик — параметр оптимиза-
ции — принимает экстремальное значение. При этом определяется,
178
минимальное число опытов, дающих на каждом этапе исследования
оценку отклика с заданной точностью [1].
Даже при недостаточном знании механизма изучаемого про-
цесса методом планирования эксперимента можно получить мате-
матическую модель, включающую наиболее важные факторы, вли-
яющие на технологический процесс. Такую модель можно в даль-
нейшем применить для нахождения требуемых режимов процесса
и управления им.
За параметр оптимизации принимают показатель качества де-
тали. сборочной единицы или технологического процесса по каж-
дой операции отдельно [21]. Например, при термической обработ-
ке — это твердость поверхностного слоя детали, при балансиров-
ке — точность выполнения этой операции. Параметр оптимизации
должен удовлетворять следующим требованиям: быть измери-
мым при любом изменении исходных данных; быть статистически
эффективным, т. е. измеримым с наибольшей точностью, что со-
кращает до минимума число опытов; быть информативным, т. е.
всесторонне характеризовать эксперимент.
Параметр оптимизации будем в дальнейшем обозначать У,
факторы — X. Связь параметра оптимизации с отдельными фак-
торами можно записать в общем виде: y=f(Xi, Х%, X3...Xk).
Факторы должны удовлетворять следующим требованиям:
быть управляемыми, т. е. экспериментатор должен иметь возмож-
ность устанавливать требуемый уровень фактора и поддерживать
его постоянным в течение опыта; быть независимыми, однознач-
ными, непосредственно воздействующими на конечный результат.
После выбора параметра оптимизации и отдельных факторов
проводят подготовку к составлению полного (ПФП) или дробного
(ДФП) плана эксперимента.
Полный факторный план 2 ^целесообразен при малом числе
факторов (м^З) и линейном характере зависимости между ними.
В эксперимент включают k факторов, для каждого из которых
устанавливается только два уровня — верхний и нижний.
Так как факторы неоднородны и имеют разные единицы изме-
рения, выражаются числами различного порядка, их. надо приве-
сти к единой системе путем перехода от действительных уровней
к кодированным по следующим формулам:
XfOCH =(* i max +А i min )/2, (7.1)
где Al 0CH — основной уровень i-го фактора; At-max — верхний;
Aimin — нижний;
AA г = (A; max—A {mm)/2, (7.2)
где ААг — интервал варьирования;
А г= (Аг—A,осн)/AA<, (7.3)
где Аг — кодированный уровень фактора [24].
Вводят условное обозначение верхнего, нижнего и основного
уровней фактора.— соответственно +1, —1, 0. При построении
179
матриц планов цифры можно опускать и писать только знаки при
них.
Построение матрицы плана сводится к стандартной форме за-
писи условий проведения эксперимента в виде таблицы, по гори-
зонтали которой записывают данные опытов, а по вертикали —
составляющие опыта в кодах «+» и «—» с учетом всех возмож-
ных сочетаний.
В первом столбце таблицы знаки нужно менять поочередно, во
втором — чередовать через два, в третьем — через четыре, в чет-
вертом — через восемь и т. д.
Число точек плана для реализации всех возможных сочетаний
уровней факторов определяется по формуле:
N=2* , (7.4)'
где N — общее число точек в плане.
Например, если имеется два фактора Xi и Х2, Дробный фактор-
ный план 22 может быть представлен в виде табл. 7.1.
Табл. 7.1. Дробный факторный план 22
Номер точки плана Уровень фактора Кодовое обо- значение строки
Xi х2
1 (0)
2 + —— (Iх)
3 + (2х)
4 + + (1Х2Х)
В кодовых обозначениях строка, состоящая из одних мину-
сов, — (0), в остальных строках вводят обозначения цифрами на-
турального ряда с апострофом только тех факторов, которые на-
ходятся на верхнем уровне («+»).
Аналогично составляется план при трёх и более факторах. В
табл. 7.2 представлен план эксперимента, реализация которого
позволяет определить коэффициенты #r->Xi, Ь2-^Х2, by-^Х^ кото-
рых недостаточно, чтобы получить уравнение регрессии вида У—
= &о + b[Xi + &2Х2 + &3Х3 + &12Х1Х2 + &13Х1Х3+ &123Х1Х2Х3. Чтобы полу-
чить полный план для определения всех коэффициентов, нужно
ввести фиктивную переменную Хо для оценки свободного’ члена Ьо.
Значение Хо всегда одинаково во всех строках и равно +1.
Для оценки коэффициентов взаимодействия факторов в табли-
цу вводятся столбцы с различными комбинациями произведений
факторов: XiX2, Х1Х3, Х2Х3, XiX2X3 (табл. 7.3).
ДФП 2^выбирается при числе факторов более трех при усло-
вии, что ПФП по экономическим причинам невыгоден. От действи-
тельных уровней факторов к кодированным переходят так же,
как при ПФП 2k .
Если в ПФП (см. табл. 7.3) один из эффектов взаимодействия
(Х^г, Х1Х3, Х2Х3, Х1Х2Х3) заменить четвертым фактором Х4, полу-
180
Табл. 7.2. Дробный факторный план 23
Номер точки плана Уровень фактора Кодовое обо- значение строки
Xi Х2 Х3
1 (0)
2 + — — (Iх)
3 —. + — (2х)
4 + + .— (1Х2Х)
5 — + (3х)
6 + — + (ТЗХ)
7 + + (2Х3Х)
8 + + + (1Х2Х3Х)
Табл. 7.3. Полный факторный план 23
Номер точки плана Уровень фак- тора в кодо- вых обозна- чениях Комбинации произведений факторов в кодовых обозначениях Действительное значение параметра оптимизации (отклика)
Хо м х2 Х3 x^2 Х2Х3 Х1Х2Х3 У2 У
1 + + + + , У1 У 2,1 У,
2 + + — — + + У2 У 2,2 У2
3 + — + •— .— + — + Уз У 2,3 Уз
4 д_ + + — 4- —. — у. У2А У<
5 + — + + — — —. Уз У 2,5 Уз
6 + + —. + — — Уз У 2,6 Уз
7 + —. + + .— —• + — У1 У 2,7 У7
8 -к + + + + + + + Уз У 2,8 Уз
чим половину 24-1 от ПФП. Если два эффекта взаимодействия за-
менить факторами Х4 и Х5, получим 1/4 (25~2) от ПФП 25 и т. д.
В качестве подходящего ДФП надо брать ближайший ПФП?
число опытов в котором больше, чем число факторов в исследуе-
мом процессе, операции.
В табл. 7.4 показан ДФП 23-1.
Табл. 7.4. Две части матрицы плана 2 з—1
Номер точки плана Матрица 1 Матрица 2
Хо Xi х2 Х3=XiX2 Кодовое обозна- чение строки Хо X, х2 X3=XjX2 Кодовое обозна- чение строки
1 + —, ~Н (3х) + . (0)
2 + + — — (Iх) + + + (1'3Х)
3 + — + — (2х) + + + (2Х3Х)
4 + + + + (1Х2Х3Х) + 4- + (1Х2Х)
Рекомендуется следующий порядок проведения эксперимента.
Для записи опытных данных о факторах процесса, верхних, ниж-
них и основных их уровней, интервалов варьирования составляют
181
журнал планирования эксперимента, образец заполнения которого
приведен в прил. 9.
Перед проведением эксперимента опыты, предусмотренные в
плане, нужно рандомизировать, т. е. выбрать их случайную после-
довательность. Такой порядок проведения опытов выбирают по
таблице равномерно распределенных случайных чисел (прил. 10).
Например, начиная с числа 56 (первая графа таблицы) получим
такую последовательность проведения опытов: номер точки пла-
на — 1, 2, 3, 4, 5, 6, 7, 8; порядок реализации опытов — 4, 3, 8,
5, 7, 2, 1, 6.
Дальнейший порядок реализации ПФП и ДФП показан на при-
мерах.
Пример 7.1. Разработка процесса и выбор контролируемых параметров оп-
тимальных режимов зубюфрезерования червячной фрезой.
1. Априорные сведения о процессе. При черновом зубофрезе-
ровании червячной фрезой параметр шероховатости Ra поверхности обычно со-
ставляет 5...20 мкм по ГОСТ 2789—73.
В данном примере приведена последовательность разработки процесса и вы-
бора оптимальных режимов чернового зубофрезерования, обеспечивающих за-
данную шероховатость обработанной поверхности.
Для выбора оптимального режима зубофрезерования применен ПФП, по-
зволивший получить модель регрессионного анализа и определить тот элемент
режима резания, который в наибольшей степени влияет на шероховатость об-
работанной поверхности.
Обработка деталей производится на зуббфрезерном полуавтомате мод.
5Б32 червячной фрезой из стали Р9КЮ в следующих интервалах изменения эле-
ментов режима резания: S = l,6...2,5 мм/об (Х2); у = 31,4...50,2 м/мин (АД; t==
= 5...10 мм (Х3).
Шероховатость поверхности замерялась профилографом-профилометром
мод. 201 на базовой длине 2,5 мм.
Предварительно была выбрана линейная модель уравнения регрессии, в об-
щем виде представленная в прил. 9.
Уровни и размах варьирования факторов приведены в прил. 9 и рассчита-
ны по формулам (7.1)...(7.3). Например, основной уровень фактора Xi
Xi осн = (50,2+31,4)/2=40,8 м/мин.
Размах варьирования
Х1= (50,2—31,4)/2—9,4 м/мин и т. д.
2. Планирование и проведение эксперимента. Строим
матрицу ПФП типа 2k (при k=3 число точек плана N—8). Матрица плана
отражает последовательность реализации всех возможных комбинаций факто-
ров (графы Хь Х2, Х3).
Опыты, предусмотренные планом, проводились в случайной последователь-
ности. Порядок их проведения (графы m2, w3) выбирали по таблице равно-
мерно распределенных случайных чисел (прил. 10).
Полученные параметры шероховатости (значения отклика) записывались в гра-
фы Уь Уг, Уз, Ул-
3. Обработка результатов измерений. Воспроизводимость
измерений проверяем следующим образом: определяем среднее значение откли-
ка в каждой точке плана по формуле:
— N
У v =S У vi I
/=1
где т — число параллельных наблюдений в точке плана.
182
Например, для первой точки плана У1 = (10+8+6-f-5)/4=7.
Определяем выборочную дисперсию результатов опытов для каждой точки
плана:
о Г т — I
L/=i J
Например, для первой точки плана 3;2=[(7—10)2+(7—8)2+(7—6)2+(7—
—5)2]/3 = 5.
Проверяем однородность дисперсий:
G = /ZS% =24/85 = 0,3 .
г> = 1
По прил. И для V\max=rn—1=3 и V2B = jV=8 и уровня значимости q —
= 5 % критическое значение критерия Кохрена <?Кр—0,44.
Расчетное значение данного критерия меньше критического (0,3<0,44). Ги-
потеза однородности дисперсий принимается. г • '
Производим запись полученных значений’3%max, G, q,V,
G—(?кр , вывод «дисперсии однородны» в соответствующие графы прил. 9.
Определяем среднее значение дисперсии по формуле:
N
82(У) = S 3%/W=85/8 = 10,6
v = 1
и записываем его в соответствующую графу прил. 9.
4. Построение модели регрессионного анализа. Опре-
деляем коэффициенты уравнения регрессии по формуле
&г = bXivyjN.
v = 1
Например, для определения коэффициента bQ нужно умножить комбинацию'
факторов в графе Хо на данные, приведенные в графе Уь затем найти алгебра-
ическую сумму данных произведений и разделить ее на число точек плана:
—v — •Уо bl
1 +1 7 + 7
2 +1 о о + 8
3 +1 10 +ю
4 +1 X И н-11 = 71/8 = 8,9.
5 +1 8 + 8
6 +1 9 +9
+1 9 +9
3 +1 9 +9
Аналогично определяются коэффициенты bi} b2, Ь$ и др.
Дисперсия ошибки определения коэффициентов уравнения регрессии
S2(bi) = S2(y)/(Nm) = 10,6/32=0,36.
Для значимых коэффициентов_____
3(6/)=/Д36=0,6 . . •
Определяем значимость коэффициентов по критерию Стьюдеита по форму-
ле /х-=Ь//5(Ь/)^0=8,9/0,6 = 14,8;Л=0,4/0,6 = 0,7; t2=0,9/0,6= 1,5;^ = — 0,1/0,6 =
= —0,17; А = —0,1/0,6 = —0,17; /5=—0,1 /0,6 = —0,17; /6 = — 0,6/0,6 =—1; /7 =
= —0,1/0,6=—0,1.
Критическое значение fKp = 2,06 (прил. 12) для числа степеней свободы
Vзн ~N(m—1) =24 и уровня значимости q = 5 %. Из всех значений ti только
/о, Л и /2 являются положительными, остальные отрицательны. В нашем при-
мере значимы /о, t\ и t2i их включаем в модель процесса и получаем уравне-
ние регрессии:
183«
у =8,94-0,4X14-0,9^2.
5. Проверка адекватности модели. По уравнению регрессии
определяем Уил для каждой точки плана с учетом знаков отдельных факто-
ров. Например, для первой точки У 1Л = 8,9—0,4—0,9=7,6 и т. д.
Для каждой точки плана определяем разность между Уу , полученным эк-
спериментально, и значением У VJi ; далее эту разность возводим в квадрат.
Результаты записываем в графу (Уо—Уил)2 прил. 9 и суммируем.
Находим оценку дисперсии адекватности
т ' N _ -
(У°—У™ )2=4/5-3,84=3,1,
где t — число значимых коэффициентов (включая Ьо)<: /=3.
Определяем адекватность модели
S2ad/S2 (У) =3,1/10,6 = 0,29.
По прил. 13 находим для Vlad=N—/=5 и V2ad=N(m— 1) = 24 при за-
данном уровне значимости Гкр = 2,62; Г<77кр . Гипотеза адекватности мо-
дели принимается.
Так как выбор контролируемых параметров осуществляется с учетом влияния
каждого из них на конечный результат, надо оценить коэффициент влияния по
формуле Ai— ) при bx = 0,4/9,4 = 0,05; &2=0,9/0,45 = 2,0.
Фактор Х2 оказывает большее влияние на отклик, чем фактор Следо-
вательно, необходимо контролировать скорость резания (фактор XJ и подачу
(фактор Х2). В то же время нет необходимости контролировать глубину реза-
ния (фактор Аз). При контроле необходимо больше внимания уделять факто-
ру Х2, так как он оказывает наибольшее влияние на конечный результат, т. е.
шероховатость обработанной поверхности.
Пример 7.2. Для условий предыдущего примера рассмотрим примене-
ние ДФП.
Расчет коэффициентов уравнения регрессии, проверка значимости коэффи-
циентов и адекватности математического описания в данном случае производят-
ся так же, как и при ПФП.
Определим коэффициенты уравнения регрессии
У = А14-&2^2_|_^32^3.
В данном случае также учитываем три фактора (v, S и <).
Если для решения задачи используется ПФП, необходимо провести мини-
мум восемь опытов, а с учетом их дублирования (как в предыдущем приме-
ре) — 32. Ту же задачу можно решить и с помощью меньшего количества опы-
тов, приняв план, представленный в табл. 7.4. _ _______________
Воспользуемся первыми четырьмя значениями yv из прил. 9: У1 = 7 мкм;
У2=8 мкм; У3=10 мкм; У4=11 мкм.
Тогда
1 4—
bQ=— % У,- = 1/4-(7+8+10+11) = 11,5 мкм;
*
&1=4. = 1/4- (-^+^-^+^4) = 1/4- (—7+8—10+11) =0,5;
&2= 1/4- (—У?— У^+У^+У^ =1/4- (—7—8+10+11) =il,5.
Так как Х1Х2=Х3, коэффициенты &i2 и Ь$ не могут быть определены раз-
дельно, а только суммарно:
~ 1/4-7У1~У^“~з+У?) = 1/4-(7-8-10+11) =0.
Это недостаток ДФП, положительная сторона его — сокращение числа опы-
тов с восьми до четырех.
184
Таким образом, искомое уравнение регрессии будет иметь вид:
У = 11,5+0,5X1+1,5Х2.
7.3. СОДЕРЖАНИЕ ОТЧЕТА
В соответствии с ГОСТ 7.32—81 отчет о научно-исследователь-
ской работе должен содержать: титульный лист; список исполни-
телей; реферат; содержание; перечень условных обозначений, сим-
волов, единиц величин и терминов; введение; основную часть; за-
ключение; список использованных источников; приложения.
В реферат входят сведения об объеме, количестве иллюстраций,
таблиц отчета, количестве использованных источников; перечень
ключевых слов, характеризующих содержание реферируемого от-
чета (от 5 до 15 ключевых слов в именительном падеже, напеча-
танных в строку, через запятые), и текст реферата, в котором от-
ражаются: объект исследования, цель работы, метод исследования
и аппаратура, полученные результаты и их новизна, степень внед-
рения, рекомендации по внедрению результатов НИР, эффектив-
ность, область применения, основные конструктивные и технико-
эксплуатационные характеристики объекта. Если в отчете не со-
держатся какие-либо из перечисленных сведений, они отсутству-
ют и в реферате при сохранении последовательности изложения.
Объем текста реферата не должен превышать 2000 знаков. Опти-
мальный объем — 1200 знаков.
Введение должно содержать оценку современного состояния
научно-технической проблемы, в которую входит данная работа,
исходные данные и обоснование необходимости разработки науч-
но-исследовательской темы, актуальности, новизны и связи ее с
другими исследованиями. Если отчет отражает только часть общей
работы, т. е. является промежуточным, во введении приводятся
цели и задачи данного этапа исследований и его место в НИР в
целом.
Основная часть отчета включает обоснование выбора направле-
ния исследований, анализ состояния вопроса и постановку задач,
методику проведения научно-исследовательской работы, результа-
ты исследований, их обобщение и оценку. Оригинальные методики
излагаются подробно с обоснованием их выбора или разработки.
Общеизвестные методики в отчетах обычно не излагаются, а лишь
приводятся ссылки на источники, где они описаны. Однако при
выполнении научных исследований в курсовых проектах с учебной
целью их рекомендуется приводить в краткой форме.
Далее в основной части приводится содержание выполненных
теоретических и экспериментальных исследований, результаты из-
мерений и их математическая обработка, оценка точности изме-
рений, расчеты и другие данные. Результаты исследования могут
быть представлены в графической или табличной форме, но они не
должны дублировать друг друга. Более наглядным и удобным для
анализа является графическое их отображение. Если в работе
185
спроектирована аппаратура или другие устройства, приводятся их
описание, принцип действия и характеристика.
Кроме того, следует отразить соответствие выполненных иссле-
дований ранее разработанной программе, полноту решения по-
ставленной задачи и достоверность полученных результатов. Не-
обходимо дать их трактовку и описать возможности применения.
Целесообразно также сравнить результаты исследования с. ана-
логичными результатами других работ.
В случае получения отрицательных результатов следует дать
объяснение этому и обосновать необходимость проведения даль-
нейших экспериментов по этой же или измененной методике или
целесообразность прекращения работы.
Заключение должно содержать краткие выводы по резуль-
татам выполненной работы или ее этапа, предложения по их
использованию (включая внедрение), оценку технико-экономиче-
ской эффективности внедрения. Если определить технико-эконо-
мическую эффективность не представляется возможным, необхо-
димо указать народнохозяйственную, научную, социальную цен-
ность результатов работы. Отрицательные результаты также
приводятся в заключении.
В приложения включается отчет о патентных иследованиях
(если они проводились) и перечень публикаций, авторских сви-
детельств, патентов, опубликованных или полученных в результа-
те выполнения данной научно-исследовательской работы. При не-
обходимости в приложения включаются различные вспомогатель-
ные материалы: промежуточные математические доказательства,
формулы и расчеты; таблицы вспомогательных числовых данных;
протоколы и акты испытаний; описания аппаратуры и приборов,
использованных при проведении экспериментов, измерений и ис-
пытаний; инструкции и методики, описания алгоритмов и про-
грамм задач, решаемых на ЭВМ, разработанных в процессе вы-
полнения научно-исследовательской работы; иллюстрации вспо-
могательного характера; копии решений ученого (научно-техниче-
ского) совета; акты о внедрении результатов исследований.
Глава 8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ
В ТЕХНОЛОГИЧЕСКОМ ПРОЕКТЕ
8.1. ОБЩИЕ ПОЛОЖЕНИЯ
Каждое инженерное решение должно оцениваться как с тех-
нической, так и с экономической точек зрения (см. параграф 2.1).
При разработке новых или совершенствовании действующих тех-
нологических процессов одни и те же технологические задачи мо-
гут решаться различными путями. Возникает необходимость вы-
бора наиболее эффективного варианта технологического процесса,
186
удовлетворяющего одновременно техническим и экономическим,
требованиям.
К числу технических показателей технологических процессов
относятся, в частности, погрешность изготовления, качество по-
верхности, долговечность деталей (см. параграф 2.2), к экономи-
ческим — трудоемкость и себестоимость получения заготовок и
их механической обработки, расходы на эксплуатацию изделий (см.
параграф 2.3). Экономические показатели позволяют соизмерять
различные технические показатели, например устанавливать оп-
тимальную точность обработки, параметры шероховатости поверх-
ности детали при минимальной себестоимости обработки.
В курсовом проекте экономические расчеты выполняются на
стадиях выбора заготовки и маршрута их механической обработ-
ки, а также выбора технологической оснастки.
В заключительной части проекта дается общая оценка техни-
ко-экономической эффективности спроектированного технологиче-
ского процесса.
Методические положения и примеры экономических расчетов
при выборе заготовки, маршрута обработки и технологической ос-
настки приведены в соответствующих разделах настоящего учеб-
ного пособия. Ниже приводятся указания по определению проме-
жуточных и итоговых технико-экономических показателей спро-
ектированного технологического процесса.
8.2. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
И ЕГО ЗАГРУЗКИ
Количество единиц оборудования для поточного производства
и подетально-групповых участков на годовую программу выпуска
изделий определяется в соответствии с ГОСТом. Однако в целях
унификации расчетов при курсовом проектировании допускается
определять количество единиц оборудования по общей зависимо-
сти
тр = ТШТ(ш..к) М/ (60F3),
где F3 — эффективный годовой фонд времени работы единицы
оборудования, ч.
Если полученное число единиц оборудования для данной опе-
рации окажется дробным, оно округляется до целого в сторону
увеличения.
Коэффициент загрузки станка и3 определяется как отношение
расчетного количества станков тр, занятых на данной операции
процесса, к принятому (фактическому) тпр:
Т]з = ^р/^пр7 ИЛИ Т]з ~ ГШТ(Ш1.к)А^г/(60ЕэШ-пр) ?
где тПр — округленное в большую сторону расчетное значение
тР.
Если на операции обработки принятого количества станков не-
достаточно для обеспечения их работы с загрузкой/ не превыша-
187
ющей планируемой, необходимо с помощью технологических ме-
роприятий увеличить их производительность или увеличить коли-
чество станков на операции. Коэффициенты загрузки станков на
вновь проектируемом участке не должны значительно превышать
планируемый нормативный коэффициент загрузки оборудования,
т. е. на каждом рабочем месте должен быть необходимый резерв
свободного времени.
Коэффициент использования оборудования по основному (тех-
нологическому) времени определяется как отношение основного
времени к штучному или штучно-калькуляционному в зависимо-
сти от типа производства:
'Цо — То/Т •
Коэффициент т]о характеризует уровень механизации техно-
логической операции. Низкое значение его указывает на боль-
шую долю ручного труда на данной операции.
Коэффициент использования станков по мощности привода
представляет собой отношение необходимой мощности привода
станка к фактической мощности установленного на станке при-
вода главного движения:
Цм “ Рн/Рст-
Следует помнить, что необходимая (требуемая) мощность при-
вода
Ри^Ре/ч],
где Ре — эффективная мощность (используемая только на реза-
ние); ц — коэффициент, учитывающий потери мощности за счет
трения в узлах станка, т. е. КПД (в среднем т] = 0,8...0,85).
Коэффициенты загрузки станков по мощности показывают, на-
сколько удачно подобрано оборудование. Необходимо стремиться
к более полной его загрузке.
Табл. 8.1. Расчет коэффициентов использования оборудования
Номер опера- ции Tot, иин шт(ш.-к)/, мин moi H3i Hot кВт Р cri, кВт Mi
005
И т. д.
Итого: S m npi 2чз£ 2ч о i 2ч м i
2 ч si __ Пог* __
1зср 2 пг пр с 2 m not
2ч м£
'*1м“ Smnpi — -
(* 2mnpi — число станков, используемых при данном технологическом процес-
се, шт.).
188
После определения перечисленных выше коэффициентов за-
грузки (использования) оборудования по отдельным операциям
необходимо определить их средние значения для всего техноло-
гического процесса. Для этой цели рекомендуется составить табл.
8.1, в которую записываются данные, необходимые для расчета
коэффициентов по отдельным операциям, и в итоге — для расче-
та их средних значений.
8.3. ПОСТРОЕНИЕ ДИАГРАММ ЗАГРУЗКИ ОБОРУДОВАНИЯ
И СТОЙКОСТИ ИНСТРУМЕНТА
Для наглядности оценки технико-экономической эффективности
-разработанного технологического процесса строятся следующие
диаграммы: загрузки оборудования; использования оборудования
по основному времени; использования станков по мощности; стой-
кости инструментов по операциям процесса. Диаграммы строятся
на основании данных табл. 8.1, а также 4.43 и 4.44.
По горизонтальной оси диаграмм через 'равные интервалы
условно изображаются станки в порядке их расположения на
участке. Если на одной операции установлено несколько станков-
дублеров, строится такое же число прямоугольников.
По вертикальной оси откладываются в относительных едини-
цах или в процентах соответствующие значения коэффициентов
загрузки.
На диаграммах линиями, параллельными горизонтальной оси,
показывается средний коэффициент загрузки оборудования.
189
Рис. 8.2. Диаграмма использования оборудования по
основному времени
Все построенные диаграммы необходимо проанализировать по
операциям механической обработки и при необходимости внести
коррективы в технологический процесс с целью обеспечения оп-
тимальных коэффициентов загрузки (использования) оборудова-
ния и устранения больших различий в их значениях.
В курсовом проекте средний коэффициент загрузки оборудо-
вания для серийного производства примерно соответствует част-
ному от деления г]н/Кз.о, так как проект обычно разрабатывается
на одну деталь и не ставится задача полной загрузки станка.
Диаграмма стойкости режущих инструментов строится следу-
ющим образом: по горизонтальной оси через равные промежутки
указываются номера операций, наименование режущих инстру-
ментов, марки материалов инструментов, а по вертикали — пря-
моугольниками в масштабе показываются периоды стойкости ин-
струментов в минутах машинного времени Тм.
Необходимо помнить, что стойкость режущих инструментов,
входящих в одну многоинструментальную наладку, должна быть
равна стойкости лимитирующего инструмента в наладке или быть
кратной этой стойкости.
Диаграмма стойкости режущих инструментов дает представле-
ние о степени равномерности стойкости режущих инструментов,
применяемых в технологическом процессе, и способствует выявле-
нию операций, лимитирующих стабильность работы участка.
Примеры построения диаграмм показаны на рис. 8.1...8.4.
190
Рис. 8.3. Диаграмма использования оборудования по
мощности
Рис. 8.4. Диаграмма стойкости инструментов
8.4. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В конце пояснительной записки должны быть помещены расче-
ты и сводная таблица основных технико-экономических показа-
телей разработанного проекта.
Каждый показатель должен быть рассчитан либо ранее в
других разделах пояснительной записки, либо в этом разделе.
Стоимость заготовки определяется в разделе «Выбор заго-
товки».
Стоимость операций механической обработки определяется в
соответствии с методикой, изложенной в разделе «Выбор вари-
анта технологического процесса», с той лишь разницей, что в дан-
ном случае при расчете стоимости обработки на каждой операции
в расчет принимается не приближенная норма времени по опера-
циям, как это допускалось в предварительном расчете, аТшт(ш..к);(
полученное на основании расчетов элементов режима резания и
нормирования каждой операции. Расчет стоимости операций ме-
ханической обработки производится по всем операциям. Резуль-
таты расчетов сводятся в табл. 8.2..
Табл. 8.2, Определение стоимости операций механической обработки
Номер опера- ции ® з i » КОП./ч & ч.з i • коп./ч К ct, коп./ч K3t* коп./ч $п.з i ’ коп./ч ? шт (ш.-к) i, мин С oi, коп.
005
010____
И т. д.
Итого: SCoi
Технологическая себестоимость
CT = S3ar-j-SCo t = .
Общее количество рабочих-станочников на две смены опреде-
ляется в два приема. Сначала (для любого типа производства)
определяется максимальное количество рабочих, исходя из ус-
ловия выработки каждым из них 1860 нормо-часов в год:
^тах" шт(ш.-к) Атг/(60.1860).
Это количество рабочих может оказаться меньше принятого
числа станков на участке Smnp? что указывает на необходимость
организации многостаночного обслуживания (характерно для мас-
сового производства).
В серийном производстве при невысоком коэффициенте загруз-
ки станков одной деталью, для изготовления которой проектиру-
ется технологический процесс, низкое значение /?тах характеризу-
ет не количество реальных рабочих, занятых на участке, а число
192
полных ставок заработной платы, необходимых для изготовления
деталей одного наименования в объеме их годового выпуска.
Если на участке возможна многостаночная работа, определя-
ется необходимое количество рабочих-станочников на каждой опе-
рации:
Ron=T шт (Ш._К) Я/(М.60/1860),
где М — количество станков, обслуживаемых одним рабочим, шт.
Общее количество рабочих на две смены с учетом многостаноч-
ного обслуживания
R ~ 2 Z? о п i R. m а х •
При выполнении курсового проекта количество станков, обслу-
живаемых одним рабочим, определяется на стадии расчета зара-
ботной платы по каждой операции. Расчеты сопровождаются по-
строением циклограммы для многостаночного обслуживания, ко-
торая позволяет наглядно установить возможность обслуживания
рабочим-станочником нескольких станков. Пример циклограммы
приведен на рис. 8.5.
Рис. 8.5. Циклограмма многостаночного обслуживания:
Гц — время цикла; /вн — вспомогательное неперекрываемое время; / м _а_
машинно-автоматическое время; tn — время перехода рабочего от станка к станку; /вп —
вспомогательное перекрываемое время; /пр — время простоя рабочего; tp-~
время занятости рабочего
Построение циклограммы следует начинать с наиболее трудо-
емких операций. При этом рассматриваются только те операции,
которые по расположению оборудования могут выполняться од-
ним рабочим, например соседние в поточной линии станки или
группа станков одной модели.
Длительность цикла при многостаночном обслуживании
^Ц~^м.-а +^в.н.
Многостаночное обслуживание возможно при условии, если
/м.-а > /в.н4"/в.п+ /пер>
где /пер — продолжительность перехода рабочего от станка к стан-
ку, мин.
7. Зак. 1954
193
Если на основании построенной циклограммы окажется воз-
можным обслуживание одим рабочим нескольких станков, число
рабочих-станочников для рассматриваемой группы оборудования
будет меньше числа единиц принятого оборудования 2тпр; и
М ~ 2 /т?пр i /R ъ
где Ri — численность рабочих-станочников на участке в одной
смене.
Полученное значение М используется также для расчета фонда
заработной платы.
Число наладчиков на проектируемом участке (в массовом про-
изводстве и автоматизированном крупносерийном) может быть
принято из условия, что один наладчик обслуживает 8... 10 стан-
ков в смену:
Н== (0,16...0,2) Smnpi.
Годовой фонд заработной платы рабочих-станочников и на-
ладчиков на всю механическую обработку детали Ф (руб.) опре-
деляется как сумма годовых фондов заработной платы по отдель-
ным операциям:
Фз = 2Ф3/,
где
Ф31 -s3i Тшт (ш..к)Лг/(100-60);
S3i — часовая заработная плата на i-й операции, коп./ч;
ТщТ(ш.-к)1 — штучное (для массового производства) или штучно-
калькуляционное время (для серийного производства) на f-й опе-
рации, мин.
Для удобства подсчета годового фонда заработной платы реко-
мендуется составить табл. 8.3.
Табл. 8.3. Определение фонда заработной платы
Номер опера- ции & 31 ’ коп./ч 1 шт(ш.-к)ц мин Фз£, руб. Номер операции s3i . коп./ч Т шт(ш.-к) i , мин Ф3 1 . руб.
005
010
И т. д.
Итого: 2Ф3/
Среднемесячная заработная плата рабочих (руб.)
Зы = Ф3/[(Я+Н)\2].
Годовой выпуск продукции по технологической себестоимости
'(руб.)
В = Ст//г.
194
Трудоемкость годовой программы (ч)
Тт=ЪТ шт(ш..к)( Лф/60.
Годовой выпуск продукции на одного рабочего-стцночни-
(Руб.) ,
bv=B/jR.
Основные показатели процесса сводятся в табл. 8,4.
Табл. 8.4. Основные технико-экономические показатели
разработанного технологического процесса
Наименование показателя
Значение
показателя
Наименование и номер детали
Годовой объем выпуска деталей Wr, шт-
Эффективный годовой фонд времени работы оборудования F3, ч
Эффективный годовой фонд времени рабочего Fp, ч
Число смен работы i
Масса готовой детали q, кг
Масса заготовки Q, кг
Коэффициент использования материала заготовки £и
СТОИМОСТЬ ЗаГОТОВКИ 5заг, руб.
Себестоимость механической обработки детали SCoZ , руб.
Технологическая себестоимость детали Ст , руб.
Годовой выпуск продукции по технологической себестоимости В,
руб.
Основное время по операциям ST0/, мин
Штучное или штучно-калькуляционное время по операциям
JSiT шт(ш.-к), МИН
Трудоемкость годовой программы выпуска деталей Тг, ч
Количество единиц производственного оборудования S./n прй шт.
Средний коэффициент загрузки станков ц 3 ср
Средний коэффициент использования оборудования по основному
времени л о ср
Средний коэффициент использования- оборудования по мощно-
сти Т]м ср
Число рабочих-станочников на две смены 7?
Число наладчиков Н на две смены
Годовой фонд заработной платы рабочих-станочников и наладчи-
ков Ф, руб.
Среднемесячная заработная плата рабочих Зм, руб.
Годовой выпуск продукции на одного производственного рабоче-
го др» руб.
8.5. ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ВНЕДРЕНИЯ СТАНКОВ С ЧПУ
8.5.1. Общие положения
Перевод механической обработки с обычных станков на стан-
ки с ЧПУ считается целесообразным при наличии положительно-
го экономического эффекта и окупаемости затрат в течение 6...
7 лет.
195
z Годовой экономический эффект определяется разницей годовых
приведенных затрат по базовому и новому вариантам [33]:
Эг=31—32,
где Эг — годовой экономический эффект от использования нового
станка с ЧПУ (за 1 год эксплуатации); 31 — приведенные затра-
ты потребителя при использовании базового станка, рассчитанные
на годовой выпуск деталей, производимых на новом станке, руб.;
32 — приведенные затраты потребителя при использовании нового
станка с ЧПУ, руб.
Приведенные затраты
31 = Зг—Сг + ЕнКг,
где Ci — себестоимость по базовому варианту, рассчитанная на го-
довой выпуск деталей, производимых на новом станке, руб.; С2 —
себестоимость годового выпуска деталей, производимых на новом
станке, руб.; Ki, К2 — капитальные вложения потребителя при
использовании соответственно базового станка, рассчитанные на
годовой выпуск деталей, производимых на новом станке, и ново-
го станка, руб.; Ен — нормативный коэффициент эффективности
капитальных вложений, равный 0,15.
Эффективность будет достигнута при 3i>32, если срок оку-
паемости не превышает 6...7 лет.
Срок окупаемости (лет) дополнительных капитальных вложе-
ний определяется по формуле:
Гок=(К2-К1)/(С1-С2).
Капитальные вложения потребителя (руб.) определяются по
формуле:
К = Кб+ Кзд“ЬКсл4-Кж4-Кнез4~Кпр + Кп.ул
где Кб — балансовая стоимость станка; Кзд — стоимость поме-
щения, занимаемого станком; Кел — стоимость служебно-бытовых
помещений, приходящихся на один станок; Кж — стоимость жи-
лищного и культурно-бытового строительства, приходящаяся на
один станок, руб.; Кнез — оборотные средства в незавершенном
производстве; Кпр — стоимость комплекта специальных приспо-
соблений, применяемых на станках при обработке детали; Кп.у~
затраты на создание управляющих программ (ПУ).
Балансовая стоимость станка:
Кб = Доф,
где Ц — оптовая цена станка, руб.; а — коэффициент, учитыва-
ющий затраты на доставку и установку станка, принимается рав-
ным 1,1; р — Додя занятости сравниваемых станков обработкой
данной детали. Определяется исходя из планируемой загрузки ба-
зового и нового станков с ЧПУ, т. е. Цз1 = т1з2 = 0,85.
Для базового станка
Pl ~ (7’шт1’4'7'н1)/ (ФобТ]з)>
196
где Pi — доля загрузки базового станка обработкой детали в
объеме ее -годового выпуска; ТШт1 — время обработки годового
выпуска деталей по базовому станку, ч; 7\i — время наладки ба-
зового станка на годовой выпуск деталей, ч.
р2“ ^нг) / (ФобТ|з)л
где р2 — доля загрузки нового станка обработкой детали в объ-
еме. ее годового выпуска; ГШТ2 — время обработки детали в объ-
еме ее годового выпуска на новом станке, ч; ТН2 — время налад-
ки нового станка на годовой выпуск деталей, ч; ФОб — эффектив-
ный (расчетный) годовой фонд времени работы оборудования;
при определении доли загрузки станков рекомендуется прини-
мать: для обычных станков массой до Ют — 4055 ч, свыше
Ют — 3975 ч; для станков с ЧПУ массой до 10 т — 3935 ч, свы-
ше 10 т — 3850 ч (ем. прил. 1).
Время обработки деталей в объеме их годового выпуска опре-
деляется по формулам (соответственно для базового и нового
станков):
Т шт1 = /шт1^г/60; Т шт2== ^шт2-Уг/60,
где Nr — годовой выпуск деталей, шт.; ?Шть /ШТ2 — штучное вре-
мя обработки детали соответственно по базовому и новому вари-
анту, мин. 9
Время наладки в объеме годового выпуска деталей Тп опреде-
ляется соответственно для базового и нового станков по форму-
лам:
7hi=/hi/p/60; 7,н2== ^н2/р/60,
где /hi, tv2 — время наладки соответственно базового и. нового
станков для обработки партии деталей, мин; /р — количество за-
пусков партий деталей в год (обычно 12 запусков).
Стоимость помещения, занимаемого станком, определяется по
формуле:
Кзд = Дпл.зд (71 + Лу)ур,
где Дпл.зд — стоимость 1 м2 площади механического цеха, руб.;
принимается до 200 руб.; А — площадь, занимаемая станком по
габаритам, м2; Ду — площадь, занимая выносными, вспомогатель-
ными устройствами (электрошкафом, гидростанцией, устройством
ЧПУ, элеватором для уборки стружки и др.), м2; у — коэффици-
ент, учитывающий дополнительную площадь, определяемый по
табл. 8.5.
Табл. 8.5. Значения коэффициента у
Л, м2 V | А, м2 V
До 2,5 5 14,1...20 3
2,6...5 4,5 20.1...40 2,5
5,1...9 4 40,1.„75 2
9Д...14 3,5 Свыше 75 1,5
197
Стоимость служебно-бытовых помещений,' , приходящихся на
один станок, рассчитывается по формуле:
Ксл = Дпл.б Лб(^ст + ^н + ^доп + ^к)л
где Дпл.б — стоимость 1 м2 служебно-бытовых помещений, прини-
мается равной 200 руб.; Аб — площадь служебно-бытовых поме-
щений, приходящихся на одного рабочего, равна 7 м2; PCTt Рп,
Рдоп — количество соответственно станочников, наладчиков и до-
полнительных рабочих7 по обслуживанию станков с ЧПУ; Рк —
количество контролеров;
РсТ=7шт/(186(И); Рн=Гн/1860; РДоп = 0,5(ГШт+Гн)/(ФОбЦз);
Рк=7,к/1860,
1860 — эффективный годовой фонд рабочего времени, ч; d — ко-
личество станков, обслуживаемых одним рабочим, шт.
Стоимость жилищного и культурно-бытового строительства,
приходящаяся на один станок, рассчитывается по формуле:
Кж == Цж (Рет + Рп + Рдоп+^Рк) >
где — затраты, приходящиеся на одного работающего, рав-
ные 6600 руб.
Оборотные средства в незавершенном производстве
KHe3 = 3n"(S3ar+^-0,5)P,
где 3 — число партий деталей, приходящихся в среднем на одно
рабочее место (одна партия в ожидании обработки; вторая — на
станке; третья — на транспортировке или контроле); п" — раз-
мер наладочной партии деталей (партии запуска), шт.: n" = Nr/jp;
53аг — стоимость заготовки, руб.; С — себестоимость механиче-
ской обработки годового выпуска деталей, руб. Определяется она
по формуле (8.1); 0,5 — коэффициент нарастания затрат.
Расчет оборотных средств в незавершенном производстве вы-
полняется после определения себестоимости обработки С.
Если на рассматриваемых станках в процессе обработки дета-
лей применяются7 специальные приспособления, возникает необхо-
димость в расчете их стоимости по формуле:
Кпр=2К£,
г==1
п
где — стоимость комплекта специальных приспособлений
для обработки деталей одного наименования (по всем операциям,
переводимым на станки с ЧПУ), руб.; — стоимость отдельно
взятого приспособления, определяемая по табл. 8.6.
Стоимость подготовки управляющей программы (ПУ) для' од-
ного наименования детали в зависимости от числа и стоимости
кадров определяется по табл. 8.7.
198
Табл. 8.6. Стоимость специальных приспособлений К/
Группа сложности приспособ- ления Количество на- именований дета- лей в приспособ- лении Стоимость приспособле- ния, руб. . Группа слож- ности приспо- собления Количество на- именований дета- лей в приспособ- лении Стоимость приспособле- ния, руб.
1 1...2 24 10 55...75 1144
2 1...6 42 11 61...90 1166
3 3...10 68 12 101...110 1597
4 6...16 127 13 95...135 1835
5 10...20 186 14 100...120 2097
6 15...30 260 15 121...150 . 2305
7 25...40 391 16 141...150 2597
8 30...50 574 Свыше 150 2621
9 40...60 839
Табл. 8.7. Стоимость подготовки ПУ с помощью ЭВМ
Назначение ПУ Среднее коли- чество кад- ров одной ПУ, шт. Средняя сто- имость одного кадра, руб. Средняя сто- имость одной ПУ, руб.
Для токарной обработки:
в центрах 120 0,29 34,8
в патроне Для фрезерной обработки: 120 0,34 40,8
по 2,5 координатам 230 0,31 71,3
по 3 и более координатам 240 0,47 112,8
Для сверлильной обработки 75 0,2 15
Для расточной обработки 140 0,53 74,2
Для обработки на обрабатывающих 600 0,89 534
центрах
Примечание. Для универсальных станков с ручным управлением в этой
статье затрат учитываются расходы по разработке технологического процесса
и его нормированию в размере 25 % от стоимости разработки ПУ.
8.5.2. Определение себестоимости обработки деталей
Себестоимость механической обработки годового выпуска де-
талей (руб.) определяется по формуле:
С — Яз + Ин + ИИн4“Яп.у4“Япр4-Яусп4"Яа + Япл4~Ясл4~Яр4-Яу4‘“
4-Як , (8.1)
где И3 — зарплата станочника; Ин — зарплата за наладку стан-
ка; Иин — зарплата настройщика инструмента вне станка; Ип —
затраты на подготовку и возобновление ПУ; ИПр — затраты на ре-
монт и содержание специальных приспособлений; Иусп — затраты
на прокат универсально-сборных приспособлений при их примене-
нии; Из — амортизационные отчисления на полное восстановле-
ние оборудования; Ипл затраты на содерлсание помещения^ за-
нимаемого станком; Исл — затраты на амортизацию и содержа-
ние служебно-бытовых помещений; Яр — затраты на ремонт
199
(включая капитальный) и техническое обслуживание оборудова-
ния (кроме устройств ЧПУ); Иу — затраты на техническое обслу-
живание и рейонт устройств ЧПУ; Ик — зарплата контролера.
Заработная плата станочника (основная и дополнительная),
включая отчисления на социальное страхование (руб. в год), рас-
считывается по формуле:
Из = Н с.чТшт:/^,
где Яс.ч — среднечасовая заработная плата станочников со все-
ми начислениями, руб., принимаемая по табл. 8.8; d — количество
станков, обслуживаемых одним рабочим.
Табл. 8.8. Среднечасовая заработная плата
Тарифный разряд Заработная плата, руб.
станочников наладчиков
среднечасовая) среднегодовая среднечасовая)среднегодовая
1 . 1,34 2492 1,19 2213
2 1,46 2716 1,29 2399
3 1,61 2995 1,43 2660
4 1,78 3311 1,58 2939
5 2 3720 1,78 3311
6 2,29 4259 2,04 3794
Годовая заработная плата на наладку станков рассчитывается
по формуле:
, И И н..чТ к,
где Нн.ч — среднечасрвая заработная плата наладчиков и рабо-
чих нестаночных профессий (сдельщиков) со всеми начислениями,
руб. (определяется по табл. 8.8).
Если наладку выполняет станочник, среднечасовую зарплату
наладчика следует принимать по графе для станочников.
Годовая заработная плата за настройку инструмента вне
станка
Инн = ИИнГн.ИИ,
где Инн — среднечасовая заработная плата наладчиков по табл.
8.8, руб.; Тн.ин — время, затрачиваемое на настройку инструмента
вне станка:
Тн.ин~ 1,3^инГшт2 (Тпг);
1,3 — коэффициент, учитывающий случайную убыль инструмента
и его поломки; tun — среднее время настройки по прибору одно-
го инструмента, мин; ТШт2 — время обработки деталей в объеме
их годового выпуска на станке с ЧПУ, ч; kt — коэффициент,
учитывающий удельный вес основного времени в штучном: kt^
~0,7...0,85; Т — средний период стойкости инструмента, мин; пг—
количество граней неперетачиваемой пластинки.
Зарплата контролера определяется по формуле:
200
Ик=1,5Тк,
где 1,5 руб. — среднечасовая заработная плата контролера пято-
го разряда; Тк — время контроля деталей в течение года, ч.
Для базового станка
7*к1 0,0837*11111?
где 0,083 — среднестатистическая доля трудоемкости контрольных
операций при изготовлении деталей (8,3 % от ТШт1).
Для деталей, обрабатываемых на станке с ЧПУ, TK2 = 0,27ki.
Годовые затраты на подготовку и возобновление программ
управления (ПУ) определяются по формуле:
Яп.у=1,Ип.у/^
где 1,1 — коэффициент, учитывающий необходимость возобновле-
ния перфоленты; z — продолжительность выпуска детали данно-
го наименования, принимается от трех до пяти лет.
Затраты на прокат универсально-сборных приспособлений
(УСП) определяются по формуле:
И yen ~ Дусп/р,
где Дусп — оптовая цена на прокат одного приспособления, при-
нимаемая по табл. 8.9.
Годовые затраты на амортизацию и ремонт специальных при-
способлений определяются по формуле:
ЯПр = Кпр(1/?+0,04),
где 0,04. — коэффициент, учитывающий затраты на ремонт спе-
циальных приспособлений.
Годовые амортизационные отчисления на полное восстановле-
ние станка определяются по формуле:
Яа = КбА,
где А — норма амортизационных отчислений на полное, восста-
новление станка, принимаемая: для станков массой до 10 т, рабо-
тающих металлическим и абразивным инструментом, соответствен-
но — 0,053 и 0,056; для станков массой свыше Ют — 0,04 и 0,042.
Тодовые затраты на амортизацию и содержание помещения,
занимаемого станком,
7/пл = /7пл fA-J-Ay^Y Р»
где ЯПл — стоимость амортизации и содержания 1 м2 площади ме-
ханического цеха, принимается: для станков классов точности Н
и П — 14...18 руб.; В и OB — 17...20 руб.
Годовые амортизационные отчисления и затраты на содержа-
ние служебно-бытовых помещений определяются по формуле:
Дел — ДщЛб(РстЧ-7*н+ РДОП-Ь-Рк ) .
Значения Япл принимаются такими же, как и для помещения,
занимаемого станком.
Годовые затраты на ремонт (включая капитальный) и техниче-
201
Табл. 8.9. Оптовая стоимость эксплуатации УСП
Группа Количество дней проката УСП 1 1 1 1111
сложно- сти 1 12 1 3 15 1 6 1 8 1 9 1 10 Оптовая стоимость эксплуатации УСП, руб.
1 1,7 1,8 1,9 2,1 2,2 2,4 2,5 2,6
2 3,6 3,8 4,1 4,6 4,8 5,3 5,6 5,8
3 5,95 6,25 6,55 7,15 7,45 8,05 8,35 8,65
4 8,6 9,1 9,6 10,6 11,1 12,1 12,6 13,1
5 17,15 17,55 18,35 19,55 20,15 21,35 21,95 22,55
Примечание. Оптовая стоимость эксплуатации УСП в течение четырех
и семи дней определяется методом интерполяции.
ское обслуживание станка (кроме устройств ЧПУ)
Яр = (Ям/?м + Ни?э)рф,
где Нм, Нэ — затраты на единицу ремонтной сложности соответ-
ственно механической и электротехнической частей, руб.5 прини-
маемые по табл. 8.10; RM, R3 — ремонтная сложность соответствен-
но механической и электротехнической частей, принимается по пас-
порту станка, а для некоторых станков с ЧПУ —по прил. 14;
ц — коэффициент, учитывающий класс точности станка, принима-
емый для классов точности П, В, А, С — соответственно 1,2; 1,5;
1,8 и 2,2 для класса точности Н — ц=1.
Табл. 8.10. Затраты на ремонт и техническое обслуживание металлорежущих
станков (кроме электронных устройств)
Части станка Продолжительность ремонтного цикла (лет)
7 Is 1 9 1 10 | 11 1 12 | 13 1 14
годовые затраты на единицу ремонтосложности, руб.
Станки с ручным управлением массой до 10 т
Механическая Электротехни- ческая 36,1 9 33,6 8,3 31,5 7,9 30,1 7,4. 28,7 7,2 27,6 6,9 26,8 6,6 26 6,4
Станки с ЧПУ массой до 10 т
Механическая Электротехни- ческая 36,4 9,3 33,9 8,6 31,8 8,1 30,3 7,7 28,9 7,5 27,7' 7,1 26,8 6,9 26 6,8
Все станки (в т. ч. с ЧПУ) массой свыше 10 т
Механическая Электротехни- 42,6 9,7 39,4 9 36,9 8,5 34,9 8,1 33,3 7,7 31,9 7,5 30,7 7,2 29,8 6,9
ческая
Примечание. Продолжительность ремонтного цикла принимается для
базового станка — 7 лет, а для станка с ЧПУ — в 1,2... 1,5 раза больше»
202
Годовые затраты на текущее обслуживание и ремонт устройств
с ЧПУ определяются в зависимости от типа устройства по табл.
8.11 с учетом коэффициента [3 по формуле:
где Q — годовые затраты при эксплуатации в две смены и пол-
ной загрузке станка с ЧПУ, руб.
Табл. 8.11. Годовые затраты на текущий ремонт и обслуживание устройств ЧПУ
Тип устройства ЧПУ
ПРС-ЗК, КУМИ, КОМИ, УСУ-1 378
С-68, С-70, С-70/3, 2П323, ОСУ-4 581
КЗП, К2П, К2ПТ, К2ПТ-3, Электроника НЦ-31 706
У-221, УМС, Н331, Н221М, Н331М, ЗМ907, Н332М Н222М,
1Н22, 1Р22, 2М32 860
П323, П323А, П323Б, Р-69, Размер 2М, У331 (Зигзаг) П323М,
2П62-ЗИ, 21У32, 2У22, 2М43, 2Р32 ’ 996
Н551, Н552, У552, У852, 2С85, 2С42, ЕН80, Размер 4 1195
8.5.3. Пример расчета экономического эффекта
Механическая обработка детали типа оси переводится с токар-
но-винторезного станка модели 16К20 на токарный станок моде-
ли 16К20ФЗ-С5 с ЧПУ. Годовой объем выпуска — 600 шт. Раз-
мер партии запуска 7i/z=5O деталей, при числе запусков /р=12.
Штучное время обработки по базовому процессу /ШТ) = 70 мин, а на
станке с ЧПУ — ^ШТ2=30,5 мин. Наладка станка 16К20 осущест-
вляется станочником, а станка с ЧПУ — наладчиком. Исходные
данные и расчет приведены в табл. 8.12...8.15.
Табл. 8.12. Исходные данные для расчета экономического эффекта
Данные Ось 1Н-2056-034
станок 16К20 (базовый) станок 16К20ФЗ-С5 (базовый)
1 2 3
По деталям-представителям
Годовой объем выпуска деталей Nr, шт. 600 600
Количество запусков /р, шт. 12 12
Продолжительность выпуска детали лет 3 3
Штучное время обработки детали t шт , мин 70 30,5
Время наладки станка £н, мин 125 60,5
Разряд:
контролера 5 5
станочника 3 2
наладчика 3 5
настройщика инструмента — 4
Количество кадров программы, шт. — 340
203
Продолжение
Стоимость заготовки S заг, руб. Стоимость комплекта специальных приспособлений 7,28 7,28
Кпр, руб. —- .—
Оптовая цена на прокат одного УСП Ц усп, руб. Среднее время настройки по прибору одного инстру- — —
мента вне станка /ин, мин — 4
Средний период стойкости инструмента Т, мин — 60
Среднее количество граней пластинки пг, шт. Коэффициент, учитывающий удельный вес основного — 3 0,8
времени в штучном kt —
Стоимость одного кадра ПУ, руб. — 0,34
'Стоимость разработки ПУ Кп.у, руб. Среднечасовая зарплата, руб.: 29 116
станочника /7с.ч 1,61 1,46
наладчика Н н.г 1,61 1,78-
настройщика инструмента Н ин — 1,58
контролера Нк 1,5 1,5
По станкам
Класс точности станка Н П
Масса станка, т 3,005 4
Габариты станка (длинаХширина), м 2,795X1,19 3,36X1,71
Габариты устройства ЧПУ, м — 1,19X1,19'
Тип устройства ЧПУ С]эок службы станка до капитального ремонта Т р.ц, 9,5 Н22-1М
лет 10
Установленная мощность всех электродвигателей глав- ного движения Р , кВт 10 11
Категория сложности ремонта станка, е. р. с.: 11
механической части R м 12
электротехнической части Рэ 9,5 22
Количество станков, обслуживаемых одним рабочим, d, шт. 1 2
Оптовая цена станка Ц, руб. 4050 26800
Коэффициент загрузки станка Цз 0,85 0,85
Площадь станка по габаритам А, м2 3,33 5,75
Площадь устройства ЧПУ А у, м2 Норма амортизационных отчислений на полное вос- 0,053 1,42 0,053
становление станка А
Затраты на одну единицу ремонуосложности' станка, РУб.: 30,3
механической части Н м 30,8
электротехнической части Н э 7,6 7,7
Норматив годовых затрат на текущее обслуживание и ремонт устройства ЧПУ Q, руб. — 860
Коэффициент, учитывающий дополнительную пло- щадь станка, у 4,5 4
Коэффициент, учитывающий класс точности станка, р 1 1,2
Эффективный годовой фонд времени работы станка
об, ч 4055 3935
По производственным и другим площадям
Стоимость 1 м2 площади механического цеха Япл.зд» руб. 140 140
Стоимость 1 м2 площади, занятой служебно-бытовы- 200
ми помещениями, Япл.б, руб. Площадь служебно-бытовых помещений, приходящая- 200
ся на одного рабочего, А б, м2 7 7
204
Окончание
Затраты на содержание и амортизационные расходы
на 1 м2 цеха ЯПл, руб. 14 14
Стоимость жилищного и культурно-бытового строи-
тельства, приходящаяся на 1 работающего, руб. 6600 6600
__________._____Табл. 8.13. Расчет вспомогательных показателей___________
Показатель | Базовый вариант I Новый вариант
Время обработки деталей в течение го- \ ДЗ. Т шт i, Ч 70 77г 600—700 60 30,5 6Q 600=305
Время наладки станка в течение года Т н. > ч Время наладки инструмента'-вне станка в течение года Т н.ин, ч Время контроля деталей в течение года Тк , ч 5Г12+5 0,083-700=58,1 700 60,5 60 12=12’Л 1,3-4-305-0,8 60-3 ~~ =7,04 0,2-58,1 = 11,6 305 л л О t
Количество станочников Рст, чел. Количество наладчиков станков Рн, чел. 1860-2 — °’081 12,1 I860 ~ 0,006 7>04 i860-=0,004 116
1860-1 и’ /0
Количество наладчиков инструмента вне станка Р н.ин , чел. Количество контролеров Рк, чел. Дополнительное число рабочих по обслу- живанию станков с ЧПУ Рдоп, чел. Общее количество рабочих на годовую программу выпуска деталей Рст -{-Ptt 4~ +Рн.ин+Р К +РДОП, чел. Доля загрузки станка обработкой детали в объеме годового выпуска (3 1860 0,0 3 1860 ~ 0,081 0,376+0,013 + +0,031 =0,42 ZW5 03 4055-0,85
1860 ~°’006 0.5Х / 305+12,1+7,04 4 3935-0,85 =0,048 0,081 +0,006+ +0,004+0,006+ + 0,048= 0,145 305 + 12,1 =0095 3935-0,85
j_________Табл. 8.14. Расчет капитальных вложений_____________
Показатели | Базовый вариант Новый вариант
Балансовая стоимость обору-
дования Кб, руб.
Стоимость помещения, зани-
маемого оборудованием, /<зд,
руб.
Стоимость служебно-бытовых
помещений Кел , руб.
Стоимость жилищного и
4050 1,1 • 0,2103 = 9'36,9 26800 • 1,1 • 0,095=
= 2800,6
140 (3,33+0) 4,5Х 140 (5,75+1,42)4Х
Х0,2103=441,2 Х0,095=381,44
200-7-0,42=588 200-7-0,145=203
6600-0,42=2772 6600-0,145=957
культурно-бытового строи-
тельства К ж, руб.
Затраты на незавершенное 3.50(7)28+-^^уо 5)X 3-50(7,284-
производство Кнез, руб. , ’ 600 24 ’ 7/4
Х0,2103=268,88
654,92
600 X
Х0,5) 0,095=111,51
Затраты на разработку ПУ
Яп.у, руб. 29 116
Итого капитальных вложе-
ний К, руб. 5035,98 4569,55
205
Табл. 8.15. Расчет себестоимости обработки
Показатель Базовый вариант I Новый вариант
Зарплата станочника И 3, руб. 1,61-700 =1127 1,46-305 —2 =222,6
Зарплата наладчика станка Ян, руб. Зарплата настройщика инст- румента вне станка Я ин , руб. 1,61-25=40,2 1,78-12,1=21,54
— 1,58-7,04 = 11,1
Зарплата контролера Ик, ;РУб- 1.5-58,1=87,15 1,5-11,6=17,4
Затраты на подготовку и 29-1,1 116-1,1 л0.
-'возобновление ПУ Яп.у, руб. 3 — 10,в 3 —42,5
Амортизационные отчисления на полное восстановление обо- рудования Яа, руб. 936,9-0,053=49,65 2800,6-0,053=148,43
Затраты на содержание по- 14 (3,33+0) 4,5Х 14(5,75+1,42)4Х
мещения, занимаемого стан- ком, И пл , руб. Затраты на амортизацию и содержание служебно-бытовых помещений ЯСл , руб. Х0,2103=44,1 Х0,095 = 38,14
14-7-0,42=41,1 14-7-0,145=14,21
Затраты на ремонт и ТО (30,8-12+7,6-9,5) X (30,3-11+7,7-22) X
оборудования Яр, руб. XI •l0,ai0>3i=92,9 X 1,2-0,095 = 57,3
Затраты на ТО и ремонт устройств ЧПУ Иу, руб. —• 860-0,095=81,7
Итого себестоимость обра-
ботки С, руб. 1492,7 654,92
Результаты расчета
Приведенные затраты 3, 1492,7-|-0,15Х 654,924-0,15Х
руб. Х5035,98 = 2248,09 Х4569,55 = 1340,35
Годовой экономический эф- —> 2248,09—1340,35 =
фект Зг, руб. =907,74
Срок окупаемости Ток , лет Не рассчитывается, так как Кг<.К1
Количество высвобождаемых
рабочих Рв , чел. — . 0,42—0,145 = 0,275
Глава 9. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ
КУРСОВОГО ПРОЕКТА ПО ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
9.1. ОФОРМЛЕНИЕ ГРАФИЧЕСКОЙ ЧАСТИ ПРОЕКТА
Графическая часть проекта включает чертеж детали и заготов-
ки, технологические операционные эскизы, чертежи станочного или
контрольного приспособлений и вспомогательного инструмента.
Все чертежи выполняются в карандаше. Рабочие чертежи де-
тали и заготовки выполняются на листе чертежной бумаги форма-
та А1 или А2 по ГОСТ 2.301—68 в масштабе 1 : 1 (для больших
или малых заготовок и деталей допускается применение и дру-
гих форматов по данному стандарту).
206
Перед выполнением чертежа детали необходимо, сделать ана-
лиз технологичности ее конструкции и внести соответствующие
рациональные изменения. Чертежи детали и заготовки должны
содержать все данные, необходимые для их изготовления, конт-
роля и приемки. Выполняются они в соответствии с требованиями
стандартов ЕСКД: отдельно чертеж детали, отдельно — заго-
товки.
В основе чертежа заготовки лежит чертеж готовой детали, на .
которую наносятся припуски, допуски и напуски. Вычерчивается
он в том же масштабе, что и деталь, в соответствии со стандар-
тами ЕСКД (ГОСТ 7505—74, ГОСТ 7829—70, ГОСТ 2.423—73 —
в зависимости от метода получения заготовки).
Чертежи заготовок-отливок на сложные корпусные детали до-
пускается при курсовом проектировании выполнять совмещенны-
ми с чертежом детали, а также использовать для создания черте-
жа отливки копию чертежа детали. Чертеж заготовки вычерчи-
вается сплошными контурными линиями, а деталь на этом черте-
же — тонкими линиями, при этом указываются припуски на обра-
ботку.
Контуры отверстий, впадин, выточек и других поверхностей, не
выполняемых в отливке, вычерчиваются сплошной тонкой линией.
На чертежах детали и заготовки технические требования долж-
ны указываться графически или в. виде текста (предпочтительнее
графический способ). Требования, которые нельзя или трудно изо-
бразить графически, указываются в правой части чертежа над
угловым штампом. Порядок нанесения технических требований
регламентируется ГОСТ 2.316—68. На чертежах отливок, штам-
повок указывается вид термообработки и твердость поверхностей,
способ очистки, погрешности относительного расположения по-
верхностей (смещение стержней, эксцентриситеты отверстий, кри-
визна поверхностей), технологические базы, используемые на пер-
вой операции механической обработки.
В случае совмещенного выполнения чертежа детали и заготов-
ки контур детали вычерчивается сплошными основными линиями,
а заготовки — сплошными тонкими, при этом на контур заготовки
размеры не наносятся, а лишь указывается припуск на поверх-
ность, подлежащую обработке. В разрезах и сечениях направле-
ния штриховки припуска и тела детали должны совпадать. При-
пуски, не попадающие в разрезы и сечения, не штрихуются.
На совмещенном чертеже детали и заготовки технические тре-
бования пишутся раздельно: выше — на заготовку, ниже — на
деталь. В соответствующей графе основной надписи под назва-
нием детали нужно указать вид получения заготовки (штампов-
ка, отливка).
Примеры выполнения чертежей отливки и штамповки показа-
ны на рис. 9.1 и 9.2 (при раздельном исполнении чертежей заго-
товки и детали).
Технологические эскизы выполняются на двух листах формата
А1, на которых помещается 8...12 эскизов операций или переходов
207
Рис. 9.1. Колесо зубчатое:
(сталь 18ХГТ, ГОСТ 4543—71); технические требования: группа 2, 156...229 НВ,
ГОСТ 8479—70; 2-й класс точности по. ГОСТ 7505—74; неуказанные радиусы не более
2,5 мм; неуказанные штамповочные уклоны 5°; перекос (сдвиг осей штампов) до 1 мм
Рис. 9.2. Корпус:
отливка (сталь 40Л по ГОСТ 977—75); технические требования: нормализация, 143...229 НВ;
2-й класс точности по ГОСТ 2009—55; смещение по плоскости разъема не более 1,5 мм;
неуказанные формовочные уклоны по ГОСТ 3212—80; неуказанные радиусы не более 6 мм
механической обработки, представляющих наибольший интерес с
точки зрения их новизны, оригинальности, а также предложенных
проектантом технологических операций. На поле эскиза арабски-
ми цифрами указывается номер операции, перехода (позиции)'.
Внизу под номером операции записывается содержание операции
(перехода, позиции) по ГОСТ 3.1104—81 и ГОСТ 3.1702—79.
В правом нижнем углу эскиза помещается табличка, в кото-
рой указывается модель станка, режимы обработки^нормы вре-
208
мени (см. прил. 15, 16). При многоинструментальной обработке в
табличку вносятся данные7по каждому суппорту на лимитирующие
инструменты. Деталь на эскизе изображается в том положении,
которое она занимает на станке при обработке. На эскизе указы-
вается то, что необходимо для выполнения только данного пере-
хода или однопереходной операции и получается в результате
этого этапа обработки: технологические базы; место, направление
и вид зажима; размеры с предельными отклонениями; парамет-
ры шероховатости обрабатываемых поверхностей; необходимые
технические требования и др.
На эскизах в том же масштабе, что и обрабатываемая деталь,
должны быть изображены (упрощенно) режущие инструменты в
конечном для обработки положении, а инструменты для обработ-
ки отверстий (сверла, зенкеры, метчики, протяжки и др.) — в
исходном. При многоинструментальной обработке на операцион-
ном эскизе должны быть показаны все режущие инструменты в
том расположении относительно друг друга и обрабатываемой де-
тали на данном переходе, в каком они находятся в наладке в ко-
нечный момент резания.
Таблицы, схемы и текстовые технические требования помеща-
ют на свободном поле карты эскизов справа от изображения де-
тали или под ним. Технические требования излагаются в соответ-
ствии с ГОСТ 2.316—68, а знаки базирования и зажима — по
ГОСТ 3.1107—81 (см. табл. 9.1...9.5 и прил. 17, 18).
Операционные эскизы выполняются в произвольном масштабе
с помощью чертежных инструментов. Обрабатываемые поверхно-
сти обводятся сплошной линией толщиной 2.. .38 по ГОСТ
2.303—68.
Сборочный чертеж станочного или контрольного приспособле-
ния или его общий вид выполняется на листе формата не менее
А1. Вычерчивается’ две-три проекции с простановкой габаритных
и других важных размеров, например посадочных с отклонени-
ями.
Внутри приспособления тонкими штрихпунктирными линиями
нужно показать контуры обрабатываемой детали. Все детали при-
способления нумеруются арабскими цифрами в направлении по
часовой стрелке, начиная с верхнего угла чертежа, в порядке,
предусмотренном ГОСТ 2.108—68. Затем составляется специфи-
кация приспособления: документация (сборочный чертеж, схемы
и др.), комплексы, сборочные единицы, детали, стандартные из-
делия, материалы, комплекты. Спецификация выполняется на
отдельном листе и помещается в пояснительной записке.
Над угловым штампом записываются технические требования
на изготовление приспособления.
Чертеж вспомогательного инструмента выполняется по тем же
правилам, что и чертеж приспособления. Объектами проектировав
ния могут служить державки инструмента, борштанги, резцовые
головки, цанговые патроны, удлинители сверл и др.
209
Табл. 9.1. Обозначение опор
Наименование опоры
Обозначение опоры на видах
спереди, I 1
сзади 1 сверху | снизу
Неподвижная
Подвижная
Плавающая
Регулируемая
Табл. 9.2. Обозначение зажимов
Наименование зажима Обозначение зажимов на видах
спереди, сзади| сверху | снизу
Одиночный 1 ® 0
Двойной ] ' | (Э~“"€)
V V
Табл. 9.3. Обозначение установочных устройств
Наименование установочного устройства Обозначение установочных устройств на видах
спереди, сзади, | сверху, снизу слева справа
1 2 3 4
Центр неподвижный
Центр вращающийся
Центр плавающий
210
Окончание
4
Оправка цилиндрическая
Оправка шариковая (роликовая)
Патрон поводковый
1 1 1
Табл. 9.4. Форма рабочей поверхности опор, зажимов и установочных
устройств
Форма рабочей
поверхности
Обозначение
формы рабо-
чей поверхно-
сти на всех
видах
Форма рабочей поверхности
Обозначение
формы рабо-
чей поверхно-
сти на всех
видах
Плоска я
Коническая
Сферическая
Ромбическая
Цилиндрическая (шарико- Q Трехгранная
вая)
Призматиче-
ская
Табл. 9.5., Обозначение устройств зажимов
Наименование устройства зажима Обозначение устройства зажима на всех видах Наименование устройства зажима Обозначение устройства зажима на всех видах
Пневматическое Р Магнитное м
Гидравлическое И Электромагнитное ЕМ
, Электрическое Е Прочее Без обо-
значения
211
9.2. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
В курсовых проектах, как правило, разрабатываются операци-
онные и маршрутно-операционные технологические процессы. В
этом случае рекомендуется следующий состав комплекта техно-
логических документов: 1) титульный лист; 2) маршрутная кар-
та (МК) по формам 1, 16, 2—ГОСТ 3.1118—82; 3} операцион-
ные карты (ОК) механической обработки по формам 1, 1а, 2,
2а — ГОСТ 3.1404—86; 4) карты эскизов (КЭ) (при необходимо-
сти) по формам 5, 5а — ГОСТ 3.1105—84; 5) операционные кар-
ты (ОК) технического контроля по формам 1, 1а — по ГОСТ
3.1502—85.
Обозначение технологических документов выполняется по ГОСТ
3.1202—85 (см. прил. 19), например «20 1 46 00001». Здесь 20—
карта эскизов, 1 — единичный технологический процесс, 46 — об-
работка на станке с ЧПУ, 00001 — порядковый номер документа.
Оформление технологических документов осуществляется в со-
ответствии с требованиями ГОСТ 3.1104—81 и ГОСТ 3.1702—79.
При этом рекомендуется руководствоваться РДМУ 75-76 [22] по
рациональным способам заполнения технологических документов.
Пример оформления комплекта документов маршрутно-опе-
рационного технологического процесса на изготовление зубчатого
колеса показан в прил. 20.
Маршрутная карта при операционном описании техно-
логического процесса (в этом случае на каждую операцию состав-
ляется ОК) выполняет роль сводного документа, в котором ука-
зывается адресная информация: номер цеха, операции, наименова-
ние операции, технологическое оборудование, трудозатраты.
При маршрутном и маршрутно-операционном описании техно-
логического процесса, когда на все или часть операций не разра-
батываются ОК, МК является основным документом, в котором
подробно описывается технологический процесс от начала до кон-
ца (если вообще отсутствуют ОК) или на те операции, на которые
не составляются ОК. Пример подробного маршрутного описания
технологического процесса в МК приведен в прил. 20.1.
Правила оформления МК приведены в ГОСТ 3.1118—82 и
ГОСТ 3.1103—82.
Операции следует нумеровать арабскими цифрами; 005, 010 и
т. д. Код операции определяется по классификатору [17] и запи-
сывается над названием операции в верхней строке.
В графе «Наименование оборудования» указывается только
модель станка, например 2Н118. При использовании агрегатных
и специальных станков дополнительно указывается их целевое
назначение, например «сверлильно-расточный».
В графе «Кшт» записывается значение коэффициента штучно-
го времени, зависящего от количества станков, обслуживаемых
одним рабочим, по данным параграфа 4.8.
Код условий труда «УТ» записывается дробью: в числителе
«сп.н .» или «СП.В.» — сдельно-премиальная оплата соответст-
212
венно при нормальных или вредных условиях труда; в знамена-
теле — вид нормы «Р», «О.С.» или «X» — соответственно расчет-
ная, опытно-статистическая или хронометражная.
Графа «Гп.з» (подготовительно-заключительное время) запол-
няется только в случае работы без наладчика в серийном произ-
водстве.
Код профессии проставляется по классификатору [32].
Операционные карты заполняют по ГОСТ 3.1104—81
и ГОСТ 3.1702—79, а основные надписи — по ГОСТ 3.1103—82.
Наименование и номер операции выписывают из маршрутной кар-
ты. В графе «Приспособление» указывают его наименование и
обозначение по ГОСТу или стандарту предприятия, а для нестан-
дартных приспособлений — «Специальное».
Формулировки переходов в графе «Содержание перехода»
должны соответствовать ГОСТ 3.1702—79.
В графе «Инструмент» записывают его обозначение по
ГОСТу или указывают, что он «Специальный», с краткой харак-
теристикой, например «Резец фасонный спец., Т15К6».
В графе «Диаметр, ширина» приводится наибольший диаметр,
по которому рассчитывается скорость резания.
В графе «Длина» записывается длина рабочего хода инстру-
мента, включая врезание и его перебег.
Графы «Режим обработки» заполняются в соответствии с ре-
зультатами расчетов по нормативам [27]—[31]. Основное время
определяется расчетным путем, а вспомогательное время — по
нормативам [25]—[27].
Карта эскизов механической обработки заполняется и
оформляется по аналогии с технологическими эскизами в графи-
ческой части проекта. К специфическим особенностям оформле-
ния КЭ следует отнести: в случае одноинструментальной обра-
ботки на эскизе не изображается режущий инструмент, не
записываются содержание операции или перехода и режимы
обработки во всех случаях; при многоинструментальной обработке,
когда в одной наладке работает несколько инструментов, на опе-
рационных эскизах необходимо показывать режущий инструмент
в конечном при обработке положении. При выполнении операции
на многопозиционных станках нужно составлять эскизы на каждую
рабочую позицию с указанием «Позиция №...» Выполняются КЭ
по формам ГОСТ 3.1105—74 (5 и 5а).
Пример оформления операционной карты показан в прил. 20.2,
карты эскизов — 20.3.
Операционные карты технического контроля оформля-
ются по ГОСТ 3.1502—74 (формы 1, 1а). Эскиз контролируемой
детали располагают на поле карты в верхнем левом углу. Если на
этом поле эскиз не помещается из-за больших габаритов детали,
используется отдельная КЭ той же формы, что и для эскизов ме-
ханической обработки по ГОСТ 3.1105—84. На эскизе указывают
все размеры, подлежащие контролю, технические условия, а так-
же требования к качеству поверхностей - и нумеруют их.
213
В графе «Особые указания» операционной карты технического
контроля записываются контролируемые параметры технических
требований.
В графе «Содержание перехода» выполняемое действие записы-
вается в повелительном наклонении, например «Проверить раз-
мер 1».
В графах «Приспособление» и «Измерительный инструмент»
указывается ГОСТ или шифр оснастки, если она специальная.
Доля контролируемых деталей устанавливается в зависимости
от типа производства, принятого способа настройки инструмента
на размер и точности обработки по нормативам [25]... [27].
Образец оформления карты технического контроля представ-
лен в прил. 20.4, а карты эскизов —*20.5.
Во всех картах технологического процесса необходимо отра-
жать требования безопасности труда и указывать соответствующие
устройства, призванные обеспечивать безопасные условия труда.
В системе стандартов по безопасности труда содержатся сле-
дующие стандарты и руководящие материалы, которые следует ис-
пользовать при разработке технологических процессов: 1) РТМ
23.4.412—79 «Оформление требований безопасности труда в до-
кументах технологической подготовки производства»; 2) ГОСТ
12.3.002—75 «Процессы" производственные. Общие требования
безопасности»; 3) РД 50-134—78 «Методические указания по
контролю полноты изложения требований безопасности труда в
конструкторской и технологической документации»; 4) ГОСТ
3.1120—83 «Общие правила отражения и оформления требований
безопасности труда в технологической документации».
При разработке технологической документации, ее оформлении
следует строго выполнять все предписания данного стандарта. В
прил. 20.1 показаны примеры оформления МК и ОК.
Изложение требований безопасности в технологических доку-
ментах контролируют путем проверки наличия записей применяе-
мых средств защиты работающих, ссылок на инструкцию по тех-
нике безопасности и т. д.
Требования техники безопасности должны быть изложены во
всех технологических картах, разрабатываемых в курсовом проек-
те: МК, ОК, КЭ. При разработке операционного технологического
процесса в МК нужно указывать обозначение инструкции по тех-
нике безопасности в графе «Обозначение документа». В ОК ука-
зываются средства защиты работающих.
При разработке маршрутно-операционного технологического
процесса ссылка на инструкцию по технике безопасности должна
быть сделана в графе «Наименование и содержание операции» пе-
ред названием операции.
Все разработанные технологические документы должны быть
скомплектованы и сброшюрованы в альбоме или с пояснительной
запиской в такой последовательности: титульный лист (форма
2 ГОСТ 3.1104—81), маршрутные карты, операционные карты, кар-
ты эскизов, операционные карты технического контроля.
214
9.3. ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Пояснительная записка оформляется в соответствии с общими
требованиями к текстовым документам по ГОСТ 2.105—79 и
ГОСТ 2.106—68. В целях экономии бумаги и времени при курсовом
проектировании разрешается выполнять текст на двух сторонах
листа белой бумаги формата А4 без ограничительных рамок и ос-
новных надписей, соблюдая следующие размеры полей: левое —
не менее 30 мм, правое — не менее 10 мм, верхнее — не менее
10 мм, нижнее — не менее 20 мм. Пояснительная записка долж-
на быть написана от руки черными чернилами или отпечатана
на машинке с черной лентой. Материал нужно излагать кратко,
в логической последовательности. Не допускается дословное пере-
писывание из книг известных положений.
Разделы пояснительной записки излагаются согласно индиви-
дуальному заданию на, проектирование. Все разделы, подразде-
лы, таблицы, схемы й рисунки должны быть пронумерованы в
пределах глав, например глава 2: разделы 2.1, 2.2 и т. д., табл.
2.1, 2.2 и т. д., рис. 2.1, 2.2 и т. д., формула (2.1), (2.2) и т. д,,
пример 2.1, 2.2 и т. д.
Таблицы, рисунки, схемы должны иметь краткие пояснитель-
ные надписи (подписи). Ссылки на литературные источники ука-
зываются в прямых скобках. На каждые таблицу, схему, рису-
нок, пронумерованную формулу в тексте необходимо давать ссыл-
ку, например: «параметры режима резания см. в табл. 2.1»; «гра-
фик стойкости режущего инструмента представлен на рис. 2.2».
При описании конструкции приспособления, режущего или
вспомогательного инструмента обязательно нужно приводить их
схемы, схемы силового и точностного расчетов, давать ссылки на
позиции по конструкторской спецификации.
Пояснительная записка комплектуется в таком порядке: ти-
тульный лист, задание на проектирование, оглавление, ведомость
проекта, разделы записки по оглавлению, список литературы, тех-
нологические карты.
Спецификации приспособлений, вспомогательных инструментов
и др", подшиваются в пояснительную записку в разделы, где да-
ется описание данной технологической оснастки.
Списки литературы необходимо давать в соответствии с ГОСТ
7.1—84; фамилия или фамилии авторов (если их не более трех)
и инициалы, заглавие источника, место издания, издательство, год
издания и количество страниц. Например: Микитянский В. В.
Точность приспособлений в машиностроении. — Мл Машиностро-
ение, 1984. — 128 с.
9.4. ОФОРМЛЕНИЕ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ ЧАСТИ ПРОЕКТА
Научно-исследовательская часть проекта оформляется в соот-
ветствии с требованиями ГОСТ 7.32—81 в виде отдельного отчета
или отдельного раздела пояснительной записки, сброшюрованного
215
вместе с ней. Основные требования к оформлению отчета (бума-
га, чернила, машинописная лента, размеры полей) соответствуют
требованиям к оформлению пояснительной записки (см. пара-
граф 9.3).
Сокращение русских слов и словосочетаний рекомендуется вы-
полнять по ГОСТ 7.12—77.
Текст основной части отчета делят на разделы, подразделы,
пункты. Заголовки разделов нужно располагать симметрично тек-
сту прописными буквами. Заголовки подразделов пишут (печа-
тают) с абзаца строчными буквами (кроме первой прописной). Пе-
реносы слов в заголовках не допускаются. Точку в конце заголов-
ка не ставят. Если в заголовке несколько предложений, их разде-
ляют точкой.
Абзацы в тексте начинают отступом в 15...47 мм. Расстояние
между заголовком и текстом должно быть 9... 12 мм. Подчерки-
вать заголовки не допускается.
Каждый раздел нужно начинать с новой страницы. Страницы,
включая титульный лист, нумеруются арабскими цифрами в пра-
вом верхнем углу (на титульном листе номер страницы не ста-
рится). Введение и заключение не нумеруются. Разделы, под-
разделы и пункты нумеруются арабскими цифрами, разделяются
точкой. Например, «2.3» (третий подраздел второго раздела),
«1.2.3» (третий пункт второго подраздела первого раздела).
Иллюстрации включают в общую нумерацию страниц, причем
листы формата более А4 помещают в конце отчета после заклю-
чения. Номер иллюстрации состоит из номера раздела и поряд-
кового номера иллюстрации, разделенных точкой. Например: Рис.
1.2 (второй рисунок первого раздела). Если в работе приведена
одна иллюстрация, ее не нумеруют.
Номера таблиц, кроме таблиц приложения, нумеруют после-
довательно арабскими цифрами. Номер таблицы также должен
состоять из номера раздела и порядкового номера таблицы, раз-
деленных точкой. Например: «Таблица 2.3» (третья таблица вто-
рого раздела). Если в работе одна таблица, ее не нумеруют и
слово «Таблица» не пишут. Если таблица переносится на другую
страницу, ее обозначают так: «Продолжение табл. 2.3».
Формулы нумеруют арабскими цифрами в пределах раздела.
Номер формулы состоит из номера раздела и порядкового номе-
ра формулы в разделе. Номер указывают с правой стороны листа
на уровне формулы в круглых скобках, например (3.2) — вторая
формула третьего раздела.
Рисунки должны быть выполнены черной тушью или черни-
лами. Фотографии размером меньше А4 должны быть наклеены
на стандартные листы белой бумаги. Они должны располагаться
так, чтобы их можно было удобно рассматривать без поворота или
с поворотом по часовой стрелке.
Числовой материал оформляется в виде таблиц. Каждая таб-
лица должна иметь заголовок. Графу «№ п/п» в таблицу включать
не следует. Делить головку таблицы по диагонали не допускает-
216
ся. Высота строк должна быть не менее 8 мм. Таблицу размеща-
ют после первого упоминания о ней таким образом, чтобы ее
можно было читать без поворота или с поворотом по часовой
стрелке. Таблицы с большим количеством строк допускается пе-
реносить на другой лист. Таблицу с большим количеством граф
допускается делить на части и помещать одну часть под другой в
пределах одной страницы.
Если повторяющийся в графе таблицы текст состоит из од-
ного слова, его допускается заменять кавычками; если из двух и
более слов — при первом повторении его заменяют словами «То
же», а далее — кавычками.
Нельзя ставить кавычки вместо повторяющихся цифр (чисел),
марок, знаков, математических и химических символов.
Пояснения значений символов и коэффициентов в формулах
нужно приводить сразу под формулой в той же последовательно-
сти, как они даны в формуле. Каждое объяснение пишется с но-
вой строки, первая строка начинается со слова «где» без двоето-
чия.
Уравнения и формулы пишутся в отдельных строках. Выше и
ниже каждой формулы оставляется не менее одной свободной
строки. Если уравнение не помещается в одну строку, оно может
быть перенесено после знаков: = , +, —, Х> ’ •
На все табличные данные должны быть ссылки в тексте, при
этом слово «Таблица» в тексте пишут полностью, если она не
имеет номера, и сокращенно — если имеет номер, например: «... в
табл. 1.2».
Каждое приложение начинают с нового листа с указанием в
правом верхнем углу слова «Приложение», написанного (напеча-
танного) прописными буквами. Если имеется несколько приложе-
ний, их нумеруют последовательно арабскими цифрами. Напри-
мер: Приложение 1, Приложение 2 и т. д.
Если приложение оформляется отдельной частью, на титульном
листе под названием темы научной работы Пишут (печатают) про-
писными буквами слово «Приложения».
Если в приложении есть подразделы и пункты, они нумеруются
арабскими цифрами, причем перед каждым из них ставится бук-
ва «П». Например: «П.1.2.3» (третий пункт второго подраздела
первого приложения).
Аналогично нумеруются рисунки и таблицы. Например: «Рис.
П.1.1» (первый рисунок первого приложения); «Табл. П.1.1» (пер-
вая таблица первого приложения). Важнейшие графики, диаграм-
мы, схемы и чертежи оформляются на демонстрационных листах
графической части проекта.
ПРИЛОЖЕНИЯ
П.1. Эффективный (расчетный) годовой фонд времени работы оборудования
(в две смены)
-Номинальный Потери от Эффективный
Наименование оборудования годовой фонд времени номинального фонда време- годовой фонд време-
работы, ч ни работы, % ни работы, ч
Металлорежущее оборудование
Металлорежущие станки массой, т: '
до 10 4140 2 4055
10...100 4140 4 3975
Металлорежущие станки с ПУ и станки типа ОЦ массой, т:
до 10 4140 5 3935
10...100 4140 7 3850
Агрегатные станки 4140 3 4015
Автоматические линии 4140 10 3725
Оборудование сборочных цехов
Рабочие места без оборудования 4140 — 4140
Рабочие места с механизированными приспособлениями 4140 1,5 4080
Сборочное автоматическое и полуавтома- тическое оборудование 4140 4 3975
Автоматические сборочные линии 4140 10 3725
Испытательные стенды 4140 3 4015
Примечание. Потери — простой оборудования в планово-предупреди-
тельном ремонте.
Нормы утверждены Минстанкопромом 28.0i4.i80 г. по согласованию с Госстро-
ем и ГКНТ. Годовой аффективный фонд времени соответствует 41-часовой ра-
бочей неделе при 8 праздничных днях в году (365—8—52-2) =253 рабочих дня.
Сокращенных рабочих дней — 6, тогда 2(253-8,2—6)^4140.
П.2. Эффективный годовой фонд времени рабочих
Продолжительность Годовой фонд времени
рабочей недели,ч основного от- пуска, дни номинальный, ч потери от номи- нального фонда времени, % эффективный расчетный, ч
41 15 2070 10 1860
41 18 2070 11 1840
41 24 2070 12 < 1820
Примечание. Потери от номинального фонда — это потери рабочего
времени, связанные с ежегодными отпусками, отпусками по учебе, болезнями
и прочими неявками, по данным ЦСУ СССР.
218
П.З. Часовые Тарифные ставки рабочих, занятых на обработке материалов
резанием на металлорежущих станках
Условия труда Разряд работы
1 1 2 -1 3 | ' 4 1 5 1 6
Работа с нормальны- ми условиями труда: сдельщики 50,3 54,8 60,6 67 75,4 86,3
повременщики 47,1 51,2 56,6 62,7 70,5 80,7
Работа с вредными условиями труда: сдельщики 53 57,6 63,7 70,5 79,4 90,8
повременщики 49,5 53,9 59,6 65,9 74,2 84,9
IL4, Средние значения и а по группам оборудования
Оборудование (станки) Параметры М а
1 2 3 4
Токарно-винторезные Высота центров, мм:
до 200 1 0,38
свыше 200 до 300 1,7 0,38
свыше 300 до 500 4,1 0,48
Токарно-карусельные Диаметр планшайбы, мм:
до 1120 3,9 0,56
свыше 1120 до 1400 5,2 0,52
свыше 1400 до 2000 10,5 0,77
Токарные многошпиндельные Диаметр патрона, мм:
горизонтальные полуавтоматы до 250 5 0,51
Токарные многошпиндельные Диаметр изделия, мм:
вертикальные полуавтоматы до 400 7,5 0,59
Токарные многорезцовые по-Высота центров, мм:
луавтоматы до 200 2,3 0,39
250 5 0,4
Токарно-револьверные Диаметр изделий, мм:
до 36 1,2 0,41
65 1,4 0,34
свыше 65 1,9 0,44
в патроне, до 500 2,9 0,33
Вертикально-сверлильные Диаметр сверла, мм:
до 12 0,6 0,31
35 0,8 0,3
65 1,2 0,32
свыше 65 1,8 0,36
Радиально-сверлильные Диаметр сверла, мм:
до 25 0,8 0,3
50 1,2 0,32
75 2,2 0,4
100 2,9 0,49
Горизонтально-расточные Диаметр шпинделя, мм:
до 85 2,8 0,56
ПО 3,9 0,58
150 5,6 0,69
свыше 150 5,9 0,74
Внутришлифовальные Диаметр изделия, мм:
до 150 2,3 0,37
Хонинговальные Диаметр отверстия, мм:
до 125 1,8 0,41
219
Окончание
1 1 2 1 3 1 4
Круглошлифовальные Диаметр изделия, мм:
до 400 2,5 0,37
Бесцентрово-шлифовальные свыше 400 Диаметр изделия, мм: 6,4 0,37
Плоскошлифовальные до 150 Длина стола, мм: 3,3 0,38
до 1000 2 0,29
2000 3,6 0,41
свыше 2000 Диаметр стола, мм: 5,7 ’ 0,46
Зубошлифовальные до 1750 Диаметр изделия, мм: 3,5 0,37
Зубофрезерные до 500 Диаметр изделия, мм: 5,5 0,66
Зубострогальные до 800 Диаметр изделия, мм: 2,4 0,32
Зубодолбежные до 500 Диаметр изделия, мм: 3,2 0,62
до 500 1,9 0,31
3 у бош евингов а льные 800 Диаметр изделия, мм: 2,9 0,57
Шлицефрезерные 350 Диаметр изделия, мм: 2,5 0,6
Продольно-фрезерные 500 Длина стола, мм: 2,8 0,32
Г оризонтально-фрезерные до 3000 Длина стола, мм: 5,8 0,4
1000 1,2 0,33
Вертикально-фрезерные 1600 Длина стола, мм: 1,5 0,37
1000 1,4 0,31
2000 2 0,29
Продольно-строгальные свыше 2000 Длина стола, мм: 5,4 0,6
до 3000 7,1 0,52
Долбежные 4000 Ход долбяка, мм: 10,8 0,55
до 200 2 0,46
Протяжные 400 Усилие, т: 4,3 0,48
до 20 3,3 0.26
Шпоночно-фрезерные 40 Ширина канавки, мм: 5,3 0,35
до 25 1,8 0,37
П.5. Приближенные формулы для определения норм времени
по обрабатываемой поверхности [8]
Основное технологическое время То*10-3, мин
Черновая обточка за один проход
Чистовая обточка по 11-му квалитету
Чистовая обточка по 9-му квалитету
Черновая подрезка торца, Ra 6,3
Чистовая подрезка торца, Rа 1,6
Отрезание
Черновое и чистовое обтачивание фасонным резцом
0,17Ш
О, \dl
0,V7dl
0,037 (D2—d2)
0,052 (D2—d2)
0,19£>2
0,63 (D2—d2)
220
Продолжение
Шлифование грубое по 11-му квалитету 0,07dZ
Шлифование чистовое по 9-му квалитету O,ldZ
Шлифование'чистовое по 6-му квалитету 0,15г//
Растачивание отверстий на токарном станке 0,1 Sdl
Сверление отверстий 0,52d/
Рассверливание отверстий d=20...60 0,31 dl
Зенкерование 0,2 Id/
Развертывание черновое 0,43d/
Развертывание чистовое 0,86d/
Внутреннее шлифование отверстий 9-го квалитета l,5d/
Внутреннее шлифование отверстий 7-го квалитета l,8d/
Черновое растачивание отверстий за один проход, Ra 12,5 0,2d/
Черновое растачивание под развертку 0,3d/
Развертывание плавающей разверткой по 9-му квалитету Q,27dl
Развертывание плавающей разверткой по 7-му квалитету 0,52d/
(здесь d — диаметр; / — длина обрабатываемой поверхно-
сти; D — диаметр обрабатываемого торца; D—d — разность
наибольшего и наименьшего диаметров обрабатываемого тор-
ца)
Протягивание отверстий и шпоночных канавок (/ — длина 0,4/
протяжки, мм)
Строгание черновое на продольно-строгальных станках 0,065В/
Строгание чистовое под шлифование или шабрение 0,034В/
Фрезерование черновое торцевой фрезой:
за проход 6/
чистовое > 4/
Фрезерование черновое цилиндрической фрезой 7/
Шлифование плоскостей торцом круга 2,5/
(здесь В — ширина обрабатываемой поверхности, мм; I—
длина обрабатываемой поверхности, мм)
Фрезерование зубьев червячной фрезой (D = 80...300) 2,2Db
Обработка зубьев червячных колес (D=100...400) 60,32)
(здесь D — диаметр зубчатого колеса, мм; b — длина зу-
ба, мм)
Фрезерование шлицевых валов методом обкатки 9/г
Шлицешлифование 4,6/г
(здесь / — длина шлицевого валика, мм; z — число шлицев)
Нарезание резьбы на валу (d=32...12O) 19dZ
Нарезание метчиков резьбы в отверстиях (d=10...24) 0,4dZ
(здесь d — диаметр резьбы, мм; I — длина резьбы, мм)
Значения коэффициента <рк
Виды станков Производство
единичное и мелкосерийное крупносерий- ное
Токарные 2,14 1,36
Токарно-револьверные 1,98 1,35
Токарно-многорезцовые — 1,50
Вертикально-сверлильные <72 1,30
Радиально-сверлильные 1,75 1,41
Расточные 3,25
Круглошлифовальные 2,10, 1,55
Строгальные 1,73 —
Фрезерные 1,84 1,51
Зуборезные 1,66 1,27
Примечание. Штучно-калькуляционное время Тш.-к = фкТо
221
П.6, Экономическая точность обработки на металлорежущих станках
П.6.1. Средняя точность обработки и параметры шероховатости
обрабатываемой поверхности при обработке наружных поверхностей тел
вращения
Способ обработки Квалитет Параметр ше- роховатости В. а, мкм
Обтачивание однократное 12 6,3
Обтачивание предварительное Обтачивание чистовое Ц...10 3,2
Обтачивание однократное Шлифование однократное 10...8 • 1,6...0,8
Обтачивание предварительное Обтачивание чистовое Шлифование однократное 8,..6 0,8
Обтачивание предварительное Обтачивание чистовое Обтачивание тонкое 7...6 0,4
Обтачивание однократное Шлифование предварительное Шлифование чистовое 7...6 0,4
Обтачивание предварительное Обтачивание чистовое Шлифование предварительное Шлифование чистовое 6 0,4
Обтачивание предварительное Обтачивание чистовое Шлифование предварительное Шлифование тонкое 6...5 0,2
Обтачивание предварительное Обтачивание чистовое Шлифование предварительное Шлифование чистовое Шлифование тонкое 5 0,2...0,1
П.6.2. Средняя точность и параметры шероховатости обработанной
поверхности цилиндрических отверстий
Способ обработки Квалитет Параметр шеро- ховатости Ra, мкм
1 2 3
В сплошном металле Сверление 12 25...12,5
Сверление и зенкерование 11 6,3....3,2
Сверление и развертывание 8...9 3,2...1,6
Сверление и протягивание 9...8 3,2...0,4
Сверление, зенкерование и развертывание 9...8 1,6...0,8
Сверление и двукратное развертывание 8...7 ' 1,6...0,4
Сверление, зенкерование и двукратное развертывание 8...7 0,8...0,4
Сверление, зенкерование и шлифование 8...7 0,8...0,4
Сверление, протягивание и калибрование 8...7 0,8...0,4
В заготовках с отверстием Зенкерование или растачивание 12 6,3...3,2
Рассверливание 12 25...6,3
222
Окончание
> 1 2 1 3
Двукратное зенкерование или двукратное растачива- 11 12,5...6,3
ние
Зенкерование или растачивание и развертывание 9...8 3,2...!,6
Зенкерование и растачивание 9...8 6,3...3,2
Двукратное зенкерование и развертывание или дву- 9...8 1,6...0,8
кратное растачивание и развертывание
Зенкерование или растачивание и двукратное раз- б.../ U,8...U,4
вертывание
Зенкерование или двукратное растачивание и дву- о.../ 0,8...0,2
кратное развертывание или тонкое растачивание
Зенкерование или двукратное растачивание и хонин- 8...7 0,2...0,05
гование
Зенкерование и растачивание, тонкое растачивание и 8...7 0,1...0,025
хонингование > Протягивание и шлифование 8...7 0,8.„0,2
П.6.3. Средняя точность и параметры шероховатости обработанных
_________________ плоских поверхностей_______________________
Способ обработки Квалитет Параметр шерохо- ватости Ra, мкм
Строгание и фрезерование цилиндрическими и
торцевыми фрезами:
черновое 14...11 12,5...3,2
получистовое и однократное 12...11 3,2...1,6
чистовое 10 1,6...0,8
тонкое 8...6 1,6...0,2
Протягивание: 11...10
черновое литых и штампованных поверхно- 3,2...1,6
стей чистовое 8...6 1,6...0,4
Шлифование:
однократное 8...7 1,6...0,4
предварительное 9...8 0,8...0,4
чистовое 7 0,4...0,1
тонкое 6 0,2...0,05
Примечан и я: L Данные относятся к обработке жестких деталей с га-
баритными размерами не более 1 м при базировании по чисто обработанной по-
верхности и использовании ее в качестве измерительной базы.
2. Точность обработки торцевыми фрезами при сопоставимых условиях выше,
чем цилиндрическими, примерно на один квалитет.
3. Тонкое фрезерование производят только торцевыми фрезами.
IL6.4. Средняя точность и параметры шероховатости
_____________________обработанных резьбовых поверхностей
Способ обработки Поле до- пуска Параметр шерохо- ватости Ra, мкм
1 2 3
Круглыми плашками 8£ 12,5.„6,3
Метчиками 6Я 6,3.„3,2
Фрезерование: дисковыми фрезами б£ 6,3.„1,6
223
Окончание
1 1 2 | 3
гребенчатыми фрезами 6g 6,3...3,2 Точение: резцами 4/г 3,2...0,8 гребенками 6g 6,3...0,8 вращающимися резцами (вихревой ме- тод) 6h 3,2...1,6 самораскрывающимися головками 4/г 6,3...1,6 Накатывание: плоскими плашками 6g 0,8...0,4 резьбонакатными роликами 6g..Ah 0,8...0.2 П.6,5, Средняя точность обработки зубчатых колес
~ . Степень Способ обработки точности Параметр шероховатости Ra, мкм
Фрезерование: предварительное 9...10 12,5...3,2 чистовое дисковой фрезой 8...9 6,3... 1,6 чистовое червячной фрезой 7...8 6,3...1,6 Долбление чистовое 6...8 3,2...0,8 Протягивание 6...7 3,2...0,8 Строгание чистовое 5...7 3,2...0,8 Шевингование 6...7 1,6...0,4 Шлифование 4...5 0,8...0,2
П.7. Рекомендации по выбору смазочно-охлаждающих жидкостей
Вид обработки Обрабатываемый материал
сталь уг- сталь ле- серый чу- алюминий леродис- тирован- гун и ла- бронза и сплавы тая ная тунь
Наружное обтачивание ЭМ ЭМ ВС ВС ВС СФ СФ К ЭМ К СМ эм Растачивание ' ЭМ ЭМ ВС То же СК СФ ЛМ М м СМ Сверление и зенкерование ЭМ Тоже ВС » ВС ЭМ Развертывание ЭМ » ВС М СК СФ М М РМ Нарезание резьбы ЭМ » ВС ВС ВС СФ К м к РМ М (для МС латуни) Фрезерование и зубонарезапие ЭМ СМ ВС ВС ВС РМ То же К ЭМ К ЭМ Шлифование Р-р С Р-р С ВС ВС К ЭМ ЭМ Р-р С Р-р С ВМ
Примечание. Обозначения: ЭМ —- эмульсия; СФ — сульфофрезол;
СМ — машинное масло; ВС — всухую; К — керосин; М — сурепное масло;
СК — скипидар с керосином; МК — сурепное масло с керосином; РМ — ра-
стительное масло; Р-р С — водяной раствор соды; ВМ — веретенное масло.
224
8. Зак. 1954
Ду5л.
~Взам.
Поуп.
Ин&. A/s. Подпись Дата
П.в^ Комплект документов
ИЗИ. Лист. А/3 докум. Подпись дата
БПИ, кафедра
„ Технология
машиностроенияи
150-155^017
КШ011Ш0001
Пл и т а
Министерств о
Высшего и среднего специального образования БССР
Утверждаю
Руководитель
Консультант
КОМПЛЕКТ ДОКУМЕНТОВ
технолог и чес кий а рои, есс
РизрпботаЛ
0Н ~ ПУWOgpdgО til/У [ О
сч
CSI
П.8.2 Операционная карта ГОСТ 3.1418-32 Форм а 3 ' ~
Дудл
Взап 1 Г I I ---г —
Подп. III _ i : 1 j
б ПИ. 01140.00005 2 / '
Разраб- 6ПИ 150- 135W11 - БПИ. 0014-600002
Нормир.
§
Плита I 02 05 010
Я кпнтп.
наименование операции Материал________ Твердость ЕВ МД Профиль и размеры Г13 киид
Сверлильная Сталь 4-5 229 кг 21,6 Пппосп 1т*ьо*2ооо,_ HUJIULU ГОСТ 103-76 22,4 I 1
Оборудование, устройство ЧПУ Обозначение программы То Тё Тп.3„ Тшт сож
2П135Ф2 Устройство ЧПУ 2П 32-3 ххххх. ххххх 1,22 2,41 0,3 11,25 —
| ПИ \ОилиВ\ L I t | L I 5 | п V \ Те \ ТО
0 Ч>1 НОТ AH ХХХ-XX 1. Сверлить последовательна '2 отд. 7'до Ф19.6, Быдержи&аяразмеру ’ ' 2,2-1 '
Т Ф2 Л56А ХХХХХХ. ХХХ (l)-mucnu; 'втулка Ы00-0144 ГОСТ 13598-68(3) сверло 2301-0068 ГОСТ10903-17(1)
Т фЗ штангенциркуль ШЦ1 125-qj. ГОСТ х166'80(1)
РФ4 ' 01 19,5 ' 70 ' 9,75 ' 1 ' pff_ ' 355 ' 2? 2,22
0 $> 5 2. Сверлить последоёательно '2отд. 5^ Выдержиёая размеры 3,4,8 10 '
Т Ф6 Сверло 2301-0076 ГОСТ 1О9Ьз-77 (У ''' ' ' ' '
РФ7 02 ' 22 ' 70 ' 11 ' 1 ' ' 250 ' 17,27 ' 0,7
Рфд ' 50 0,5
0Ф9 3. Развернуть последовательно 2отё' 7, ёы держи Пая размеру ’ '
Т 10 Разёертка 2363-0379 HQ rotT1872-db(l)'t нутромер НЦЩОУ^у^ ГОСТЁ2Щ-75(1) '
р 11 03 20 ' 74 ' 0,25 ' 1 ' 125 ' 7,82 ' ' 1,86
227
ОК Одра^отка деталей на металлорежущих станках с ЧПУ
0.8.6, Карта кодирования информации
ГОСТ 3.1ыв
in и 5
6ПИ. 0116000005 1 1
150-155^017 — 6ЛИ. БОМООООТ
Плита \01'05' [ 010
Оборудование, устройсгпбо ЯНУ особые указания
С&ерлильный 2Р135Ф2. 2П32-5
Н кадра 1
%
-- 001 G31 Т 01 503 F09 L01 R- OQOOOO 2-007000 X-000000
9*000000 ПС
002 G91 У -007000 ПС
003 Т02 507 F11 L02 R-002800 Z- 007800 X-009000
У-006000
002 Н* 008000 1*007800 1- 011000 7*000000 ‘ПС
005 G81 ТОО 505 ПО L03 7*000000 Z-OO7WO X*000000
И*000000 ПС
006 G91 9-007000 ПС
__ 007 092 ТОТ- S05 F06 ТОТ 0*008800 Т* 012800 X*009000
9*008000 ПО
008 R-006800 Z-010800 X-011000 У-008000 ПС
-L 009 690 X-000000 У-000000 ПС
010 по?
1
1
Разраб.
£-
1
н. контр.
Для разработки у продляющих программ
ККИ
228
П 8.5. Ка рта наладки
ГОСТ 5.1416- 62
Фор/л а 4
Лчдл.
азам.
Подл. L—J 1 L 1
В пил 7114000005 1 1
Разраб. БПИ 150-454017 ОПИ. БОМ 00005
Плита loPa?1 1 ою
Н. контр.
<Р Опер. Обозначение аетали, программы, оборудования, устройстба ЧПУ
Т Пер. ТТЙ I вспомогательный и режущие инструмент /код и наименобание) | Наладочные размеры | Коррект.разм. | НК
Ф 0/ 150-1554017; управляющая программа ххххх.ххххх; станок 2Р155Ф2; устройство ЧПУ 2052-5
7 Ф2 / 01 Втулка 6100-0144 ГОСТ 15598-68; сберло 2501-0068 ГОСТ 10905-77; L=175 ' 60 '01
Т <Р5 2 02 'втулка. 6100-0144 ГОСТ 15598-68; сверло 250Г0076 ГОСТ 10905-77; L-185 ' 60 ' 02
Т <р4 5 05 'втулка 6100-0144 ГОСТ 15598- 68; развертка2565-0579И8 ГОСТ1672-80; 4=154 ' 60 ' 05
Т р>5 4 04 'втулка 6100-0145 ГОСТ 15598-68; 50 оковка 2550-0118 РБМ5 ГОСТ15599-70; 4*112 ' 20; 40 ' 04
J — • г- - - - '1
кн/п Для обработки деталей на металлорежущих станках с ЧПУ
П.9. Журнал планирования эксперимента
Журнал планирования эксперимента процесса зубофрезования
Контролируемые пере- менные V, м/мин S, мм/об /, мм
Верхний уровень 50,2 2,5 10,0 1
Нижний уровень 31,4 1,6 5,0
Основной уровень 40,8 2,05 7,5
Интервал варьирования 9,4 0,45 2,5
Матрица плана 23 в кодовых обозначениях переменных
Номер точки Порядок реализа- ции опытов Геометрические параметры процесса
m2 т3 пц х0 xt *2 Х3 Х1Х2 ад3 Х2Х3
1 4 4 3 8 + 2 3 8 5 7 + 3 8 7 2 1 + 4 5 1 6 6 + 5 7 3 4 4 + 6 2 5 8 5 + 7 1 2 7 2 4- 8 6 6 1 3 + + 1 4- 1 + 1 + 1 ++11++11 +11++1I+ +1+11+1+ ++1111++ +11+1++1
Коэффициенты bi 8,9 0,4 0,9 “0,1 —0,1 —0,1 —0,6 -о,1
Проверка значимости коэффициентов
S2(y) 10,6 S2(6;) 0,36 0,36 0,36 0,36 0,36 0,36 0,36 0,36 0,36
Qi, % 5 % S(bi) 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6
V3H N(m— ti 14,8 0,7 1,5-0,17—0,17—0,17—1,0—0,17 —1)=24 ZKP 2,06 ti—ZKP -12,74—1,3 —0,5 —2,23—2,23—2,23—3,06—2,23 Вывод Зн. Зн. Нет Нет Нет Нет Нет Нет
Уравнение регрессии (неполная квадратичная модель)
У =Ьо 4-biX1-j-Z>2^2“F^3^3“b ^1>2^1^2Н“&1,3 ^1^зН“&2,3^2^зЧ“&1,2,3^1-^2^3
230
процесса зубофрезерования
Обозначение, наименование детали; (сборочной единицы) Обозначение,, наимено- вание документу , Номер, операции
Априорные сведения Оценка регрессии коэффициентов уравнения
Литература: 1. ГОСТ 2789—73. Шерохо- ватость поверхности — М.: Изд-во стандартов, 1981 2. Методические указания по внедрению ГОСТ 2789—73.— М.: Изд-во стандартов, 1975 Ьо ->00 61,2 >0 1,2 61 >01 61,3 >0 1,3 62 >02 62,3 >02,3 . о 1,2,3 >3 1,2,3
.Результаты эксперимента и дис- персии отклонений параметра оптимизации от среднего зна- чения Результаты расчета для проверки адекват- ности модели Особые указания
У1 У3 У« У, 5% Уг’л —У» л)2 Особые указания
10 8 6 5 7 5 7,6 0,36 Шероховатость заме* 6 8 9 10 8 6 8,4 0,16 рять на базовой длине 16 8 10 - 5 10 22 9,4 0,36 8 мм 8 10 12 14 11 7 10,2 0,64 Прибор профилограф- 5 7 9 10 8 5 7,6 0,16 профилометр модели 12 10 8 6 9 7 8,4 0,36 201. План эксперимента 5 8 12 10 9 9 9,4 0,36 обведен рамкой 7 5 16 8 9 24 10,2 1,44
Проверка однородности дисперсий Проверка адекватности модели Резервная графа
85 # У=1 3,84
S2i)max 24 s2ad 3,1
G 0,3 F 0,29
qi, % 5 qad, % 5 Vie 4—1=3 Viad 5 V2B Viad 24 G кр 0,44 F кр 2,62
G—GKp 0,3-^0,441= F—FKp 0,29—2,62= =—0,14 =—2,33
Вывод Дисперсии однородны Вывод Модель адекватна
y=e,a+0,4X14-0,9X2
231
КЭ WK) wcooocn
оо «—» OOOO-^OrO-^COCDOOCO»—‘ ^^О^СЛ^ЬЭООООС0<1н-О1^ОфьООС<?ОС>О>ОООО‘<1О1СЛОООООООСЛОО<С)СЛ»^>--ООЬЭФьЬЭООООфкфьЬЭ*ЧООа>
to
ОООСдЗСО<1ООЬОСЛ^С^О^С^ООСОфкОЬООСЛСОФьСЛСлФьСОооЬЭОООЬОООСЛЬООСЛООООа5С0О<О<^ООСОС©4^ОО^-‘Ф>‘ООСЛОО1О^Э*ЬО>О
•^н->^КЖ)С0^ОС0ЮЧЧФ‘>ОО'ч^С0ОО>-‘ СОО^Ф^ь- СлФьОООО»—ootOUKlOO-q'—‘С0-^ОТЧ“<1<£)4^00 00С<0|—‘<£>ООСЛЮСО*Ч4^^>—Си
»—CD^-^OOtOOOOOOCOOOOtOOOO*— Ю^ОЮГО*-* OWOOW^OO^OOOWbO^KJOWNQlO^WH-QCn^‘СлЭЬОО'Ч'ЧООООО'Ч.ОООО
OOCOtOOOCOCDCDCOCOCOOCJtOOCD^OCntO*— '^''ЮООЛь.ОЬОфьОаэЬЭСПсо^СОСлООЬОЬОФООСЯСпОООООСЛОО»—00»—‘СЛ*ЧСЛФ**<1^ОФ*
^слФьОооаэс^аэсоо^сооо-^н--
СЛсОЮС^Оь—^СООО-^СЛ^ООСО-Ч
4^1—‘ОД^Ч^ОО^ОСЛСЛООО
СООСЛСЛС04^100010СЛОСЛОО
К)|—‘ООООС0О-Ч>—ОСЛЬ0С0СнСХ>О>-“<1ОСнфкС0С0САЭ00 00»—ЬОглООСаЭ
фьО^ООн^СООсоООООЬОЮОО'^ООО^Ю^ОСЛОСЛЙ^О»-*^»— ЗоООО
со^оэюФьсооосоьоооФьоо“<1а>*-‘ЬО>-*ФьФь-''1СТ>оососоюооФь|—* to
OOOCnai4^COOOOCDCDCn-4aiCn0^bO*—COOCOCO»-*OCOWO>W»-*Cn
велело»— ооост>ФьОоослооо>оа>со05<ео*<1соснсосоСАЭоосос*эю
ОООСЛСООООСЛСЛ»—^-tO^-tO^’—CDCD^tOtOCOOO^jObOCOOi—»—Ю
С0СПСТ>'-‘Ю»-‘00О-^ФьСЛ00й^СП00 00 00>—‘0000*—OOtOOOtO-^J-^ФьО
сл4*ооа>юо>сло>-‘OooootooocDcnotoco*-‘ to to cd •—* со со оо со оо
Сл00фьО4^0Э004^*Ч'£ьО0СЛ00ОО0--'44^’“‘»^СЛ OW 00 W4 ЮОО Ч СЛМ
ЧОО^ОЮ WO) W w ОЮ WWW WWOW ^Офь-ОО
•—‘С0Ю0ЭЮ*4юа5^0*400и-*ФьО'ЧСнфь*^0000О*4'Ч‘<1СЛЮСЛ00*-‘
соооФьсооососоь-Фьсооэслсооооооаэ-чсоослФьСосп^-оьо-ч
W W WK) ►-‘Q^^OOWW W»k»k WO) WK)*”1 0’-kb0*"jc0cn00000000
Ю ЮК) W4 WOOQOOO ЧОО>-ЧЧО^а)Ф Ч^^ООсоОЧК)»-*^
OtOCOOOOCDCHCDCOOOCnOCHOOOOOtOOOOOtOOO'-lCni—th—tOH-CD
OOOCnCOOOCOtOCO-^J4^»-**«qcnCT>4^tOCn4^000Cn4^t— OCD>—‘WWQ
to 00 >-* •—‘4^ WOK) O)^N »мха) »- О) w^} WK)O)O4K)9^b"‘rfxCDCH
W Ю W^ W4K)»-00)K) WO СП4^^ц^О'<100н^Ь0Ь0о00<Х>СЛСЛ00
tOOTtO^WOO^NOOtOOOO^O^ 00»—' W^- >—*t0t000O0045bt0CT>'—
WIO WOO WCO WOOD W4 »^W bootnww W»- tOOOCO-4CHOOCDCn
Ф^ООфкОО»— CO О О CD-»— OOOOO^O^COSE’COObOCD»—‘фь^ЬООО'ЧООф
OOO^CDtOCO-^tOOOCDCDO^CnCntOO^CHtO»— “Ч W со О О >-* 0)0)
П.1(к Таблица случайных чисел
--qOND^^CDOO^OOOOCObOCDOOtO »— СЛ<9»— C©tO00‘<I*<l^t*<14xOl,*J*<l
'^О-^С^ООЬОФьЬОСнООСООООФьОС©-^®»—‘С0ЬОСОФ**<1Ь*'—ослслаъ
CDCOOOCDOtOOCD»*»—OCD^COOtOOoT^O^OOCnO^O^OWi-iCO
*<I00O-<100a>0000»—OCSCnt—OOOOO^H^OltOOOCOCOCOC^OQ^ONOQj
СЛ4^4^050СЛСОС04^СЛ>-‘ЮОСС»»-‘ЬЭОО^СЛ»—*q^OOCO$P»-*OOtOO
COCDO^^CDCOCOOOOtOpltrf^Cn^OlOoOOOCn»—
СЛС^«—COMCDbO»—bO<DOiOOCDQO»-l»|Xi—^00“-!»—Cne*l’—b?bO»^<DbOG3
tO00tOCDtOCD4^tO4^C5O00a>*qCH00t090Q0N?CC»O©>— £“©0000*>4Фь
Окончание
37 87 18 99 85 35 63 60 30 97 65 14 84 72 75 23 13
ПАЕ Значения критерия Кохрена (Р==0,95)
lVnn Imax — т—1
2В 1 III
1 1 2 з | 4 1 1 5 | 6 | 7 | 8
2 0,999 0,975 0,939 0,906 0,877 0,853 0,833 0,816
3 0,967 0,871 0,798 0,746 0,707 0,677 0,653 0,633
4 0,907 0,768' 0,684 0,629 0,590 0,560 0,537 0,518
5 0,841 0,684 0,598 0,544 0,507 0,478 0,456 0,439
6 0,781 0,616 0,532 0,48 0,445 0,418 0,398 0,382
7 0,727 0,561 0,48 0,431 0,397 0,373 0,354 0,338
8 0,680 0,516 0,438 0,391 0,360 0,336 0,319 0,304
9 0,639 0,478 0,403 0,358 0,329 0,307 0,290 0,277
10 0,602 0,445 0,373 0,331 0,303 0,282 0,267 0,254
12 0,541 0,392 0,326 0,288 ( 0,262 0,244 0,230 0,219
15 0,471 0,335 0,276 0,242 0,220 0,203 0,191 0,182
20 0,389 0,271 0,221 0,192 0,174 0,160 0,150 0,142
П.12. Значения критерия Стыодента (Р=0,95; ^=5 %)
узн = =N(m— 1) * кр V3H=N(m-l) * кр
1 12,71 14 2,14
2 4,30 15 2,13
3 3,18 16 2,12
4 2,78 17 2,11
5 2,57 18 2,10
6 2,45 19 2,09
7 2,36 20 2,09
8 2,31 21 2,08
9 2,26 22 2,074
10 2,23 23 2,07
11 2,20 24 2,064
12 2,18 25 2,06
13 2,16
ПЛЗ. Значения критерия Фишера (Р=0,95)
Число степе- ней свободы v 2ad- Число степеней свободы V [ас[ =N—l
1 2 3 4 5 6 7 8
1 161,45 199,50 215,71 224,58 230,16 233,99 236,77 238,88
2 18,51 19 19,16 19,25 19,30 19,33 19,35 19,37
3 10,13 9,55 9,28 9,12 9,01 8,94 8,89 8,85
4 7,71 6,94 6,59 6,39 6,26 6,16 6,09 6,04
5 6,61 5,79 5,41 5,19 5,05 4,95 4,88 4,82
6 5,99 5,14 4,76 4,53 4,39 4,28 4,21 4,15
7 5,59 4,74 4,35 4,12 3,97 3,87 3,79 3,73
8 5,32 4,46 4,07 3,84 3,69 3,58 3,50 3,44
233
Окончание
Число степе- ней свободы V 2ad t=N(m— 1) Число степеней свободы V =N—l
1 2 3 4 5 6 7 8
9 - 5,12 4,26 3,86 3,63 3,48 3,37 3,29 3,24
10 4,97 4,10 3,71 3,48 - 3,33 3,22 ,3,14 3,07
11 4,84 3,98 3,59 3,36 3,20 3,10 3,01 2,95
12 4,75 3,89 3,49 3,26 з,и 3 . 2,91 2,85г
13 4,67 3,81 3,41 3,18 3,03 2,92 2,83 2,77
14 4,60 3,74 3,34 з,и 2,96 2,85 ' 2,76 2,70
15 4,54 3,68 3,29 3,06 2,90 2,79 2,71 2,64
16 4,49 3,63 3,24 3,01 2,85 2,74 2,66 2,59'
- 17 4,45 3,59 3,20 2,97 2,81 2,70 2,61 2,55
18 4,41 3,56 3,16 2,93 2,77 2,66 2,58 2,51
19 4,38 3,52 3,13 2,90 2,74 2,63 2,54 2,48
20 4,35 3,49 3,10 2,87 2,71 2,60 2,51 2,45
П,14* Ремонтная сложность станков < с ЧПУ
Тип станка Модель Масса, кг Ремонтная слож- ность, ед.
механиче- ской части электро- техниче- ской части
1 2 1 3 1 4 5
Токарно-карусельный одностоеч- 1512Ф1041 17 000 38 48
ный 1512Ф2 16 850 35 48
1512Ф3271 15 500 30 48
1516Ф1041 21 000 41 48
1516Ф2 21 000 41 48
1516Ф3271 19 000 34 48
Токарно-патронный,. центровой 1А616ФЗ 2000 9 11,5
1А616ФЗС2 2000 9 11,5
16Б16ФЗ 2790 13 27
1К62ПУ 2700 10,5 17
16К20ФЗС2 4000 14 21
16К20РФЗС5 5400 18 —
1К62ФЗС1 3470 И 17
1К62ФЗС4 3470 11 22
16КЗОФЗ 6950 13,5 39
1М63Ф1-01. 5600. 14,5 21
Токарный 1М63ФЗ 5650 14 21
Токарный' многорезцовый полуав- 1713ФЗ 5330 13' 46
томат 1713МФЗ 4800 15 46
Токарный патронный 1ТТ717ФЗ 3000 12,5 26
Токарный вертикальный патронный 1723ФЗ 6000 20,5 55
полуавтомат
Токарный полуавтомат с инстру- 1725МФЗ ' 6500 20,5 46
ментным магазином ' ‘А
Токарно-цёнтровой полуавтомат 1Б732ФЗ И 500 33 40
РТ705ФЭ12 5000 14,5 31
РТ706Ф312 5500 15 31
Токарный вертикальный, патрон- 1734ФЗ 10 730 32 55
ный 1751ФЗ 10 000 32 55
Токарный вертикальный с инстру- 1П752МФЗ 9200 28 40
.•ментным магазином 1П752МФ305 . 9200 28 : 40
234
Окончание
1 1 2 1 3 ... 1 4 1 5
Вертикально-сверлильный 2Е118Ф2 1720 11,5 47
2Р118Ф2 2500 13 31
2Н135Ф2 26000 14 17
2Р135Ф2 5000 21 31
Радиально-сверлильный 2Р135Ф2-1 5630 21 31
2Н55Ф2 7000 16 21
Горизонтально-расточный 2611Ф2 12 800 33 16,5
2А620Ф1 15 000 49 55
2А620Ф2-1 18 000 56 55
2А622Ф2-1 17 000 53 55
Горизонтально-фрезерный свер- 6904ВМФ2 6500 37 62
лильно-расточный 6906ВМФ2 10 000 56
Круглошлифовальный ЗМ151Ф2 6500 20
Плоскошлифовальный ЗЕ711ВФ1 31580 30
ЗЕ711АФ1 3800 36
ЗЕ721ВФ1-1 4300 33
Вертикально-фрезерный 6Р11ФЗ 3030 11,5 20
6Р11ФЗ-1 3900 12 20
6Р13ФЗ 5800 15 21
- - _ 6Р13РФЗ 6900 20 . _21
ФП4С2 4500 15 19
ЛФ66ФЗ ' 3000 14 7,5
6520ФЗ 3700 12 —.
6520ФЗ-36 4000 15 —.
Продольно-фрезерный расточный 6М310ФВ 46 500 71 —.
Многооперационный сверлильно- фрезерно-расточный. ИР-500МФ4 11 230 33 —-
п 15. Форпа углобой таблички операционных
эскизоё одной нстру пен талиной обработки
f Наипеноёание и М иодель станка V, л. ofyKUH t, ин 5, нм/об мм/нин гн • пин чин
18 !8 18 ' 18 18 18 18
185" ' '
П.17. Примеры нанесения обозначений опор, зажимов
и установочных устройств на схемах
Наименование Примеры
1 2
Центр неподвижный (гладкий)
Центр рифленый
Центр плавающий
Центр вращающийся
Центр обратный вращающийся с рифленой
поверхностью
Патрон поводковый
Люнет подвижный
Люнет неподвижный
236
Окончание
1
2
Оправка цилиндрическая
Z^/Zz/z
Оправка коническая, роликовая
Оправка резьбовая цилиндрическая с наружной резь-
бой
Оправка шлицевая
Оправка цанговая
Опора регулируемая со сферической выпуклой рабо-
чей поверхностью
Зажим пневматический с цилиндрической рифленой
рабочей поверхностью
ПЛЗ. Примеры схем установов изделий
Описание способа установи Схема обозначения
1 2
В тисках с призматическими губками и пневма-
тическим зажимом
237
Окончание
В кондукторе с центрированием на цилиндри-
ческий палец, с упором на три неподвижные опо-
ры и с применением электрического устройства
двойного зажима, имеющего сферические рабочие
.поверхности
В трехкулачковом патроне с механическим
устройством зажима, с упором в торец, с поджи-
мом вращающимся центром и с креплением в
подвижном люнете
На конической оправке с гидропластовым уст-
ройством зажима, с упором в торец на рифленуЩ
поверхность и с поджимом вращающимся цент-
ром
по ГОСТ 3.1201—85
П.19. Система обозначения технологической документации
ХХХХХ
Код организации разработчика |
Вид технологической документации
01 — комплект технологических документов
10 — маршрутная карта
20 — карта эскизов
60 — операционная карта
Вид технологического процесса по его организации
порядковый
регистраци-
онный номер
1 — единичный процесс (операция)
2 — типовой процесс (операция)
3 — групповой процесс (операция)
238
XX
Вид технологического процесса по методу выполнения
00 — без указания вида технологического процесса
01 — технологический процесс изготовления изделия
03 — технический контроль
04 — перемещение
40 — механическая обработка
41 — обработка на многошпиндельных автоматах и полуавтоматах.
42 — обработка на многошпиндельных и одношпиндельных автоматах и полу-*
автоматах s
43 — обработка на одношпиндельных автоматах и полуавтоматах
44 — обработка на автоматах продольной подачи > ,
45 — групповая наладка на многошпиндельных и одношпиндельных автоматах
46 — обработка на станках с числовым программным устройством (ЧПУ)
50 — термическая обработка
51 — термическая обработка с нагревом ТВЧ
71 — нанесение химического, ' электрохимического покрытия и химическая об^
работка
88 — слесарная, слесарно-сборочная и электромонтажная работа
90 — сварка
Например:
маршрутная карта 1 [ 10 1 40.00001
20 1 46.00005
карта эскизов
операционная карта 1 60 1 46.0UU18
П.20 Хопллект demyментоё
ДУоД
взап
nodn.
Подпись Дата
6ПИ, касреПри
Технология
машиностроения
54-60643
Зу&чатое
Министерство
Высшего и среднего специального образования БССР
Утверждаю
Руководитель
Консультант
КОНПЛЕКТ ДОКУМЕНТОВ
технологический процесс
Разработал
ГОСТ 3.1118-82
Форма 1
/ Л. 20.1. Маршрутная парта -------------------------г
ЗрМ [ — ' | | у— -------------------------
Взам.--------- ------- ----------------------------------------------------------------------------------
Поди. ~ ~ --------------------------------------------------------
КШ 0114000001 5 1
Разраб 6ПИ, каредра Технология машиностроения ” 54-60643 КТГ1.1014000001
Проверил
Зубчатое колесо
П01 Сталь 18 ХГТ ГОСТ 4543-71
пог код \ЕВ \ МД | ЕН | Я Расх. КИМ Код заготовки | Профиль и размеры КД | М3
- КГ 2.1 1 3,9 0,54 Штамповка | ф 140 *55,6 1 3,62
XI Цех\уц. | РМ \Опер. | Код, наименование операции Обозначение документа
б код, наименование оборудования см | проф. Гр V Г Г кр 1коид} ЕН \ ОП \ к ШТ | T/7.g [ Tujy
AOJ 15'03 ' 005'4121 Сверлильная СТ И ПО ОТ 75 ‘ 1 (
604 2Н150 ' /7JJ5 2 ' Ур ' i ' / 1 1 ' 1417
005 Зенкеровать отверстие напроход, выдерживая размер ф445+0^
ТОБ —f1 j j 1 । । । | , t . , , Лриспосо5ление - п а трон пневматический трех кулачк.; зенкер Т15КБ, ГОСТ 5231-71
01 Про fad0 44,5 *Нз4 ГОСТ17736 - 72
08 | ( 1 1 , TF . к . • '
А 09 15 03 010 4110 Токарная КТМ.601400000120140000001;' С TH по ОТ 63
В10 * 1617 ' 18225 ' 3 С-1!р 1 1 1 ’ 0,697
11 , ) , j— 1 1 ' 1 ' '
А12 15 ' 03 ' 015 4182 Протяжная КТП. 6014000002 ', КТП2014000002; СТ И по ОТ 70
5/3 7Б56 1 Г 1 ГП и 1 ' 18632 2 11 1 1 ' 0,802
14 —( г— J 1 —— —: 1 1 ’ 1
А15 15 ' 03 ' ' 20 4110 Токарная КТ П 60140 00003; КТП2014000003, СТИ по ОТ 65
616 и г 1Н713 ' 18225 2 ' UM! ' 1 1 / 1 1 ' 0,925
МК
s /7 20.2 Операционная парта механической обработки ГОСТ 3.1У0У - 7у Фармсу 1 '
дуол
бзам.
подпись
КТИ. 0114-000001 2 1
назрао. 6ПИ, к а (ре др а „ Технология машиностроения 54-60643 КТМ. 6014000001
Проёерил
Зубчатое колесо I 010
Номер цеха Номер участке Наименобание операции Наименобание и марка материала Пасса _ детали > Заготовка
Профиль и размеры / Гдердость Масса
Токарная Сталь 18ХГТ 2,1 $140 * 55,6 1. 56...Z07HB 3,62
k-SooOho- ьреп. оброй, аеталед Оборудование /наименование, модель) Приспособ- ление [код и наимено- вание) Приспособление пневматическое Охлаждение
эмульсия
/ 16Г7
№ пере- хода Содержание перехода Инструмент [код и наименабание) Расчетный размер t L Режим одра дот к и То
Вспомогательный Режущий Из маратель ный диаметр, ширина длина S п
1 Установить деталь
вручную и закрепить 0,07
2' Расточить (рас к у в от Стойки для ‘ Резец Шаблон 44,5 10 3 1 0,1У >305 52 0,22 0,05
дерет и и под углом 30°, резца 2142- 4051 2x30 ^специальный
быдержибая размер 1 Упор поборот- Т15К6
J Переустановить деталь . ный ГОСТ 18877-73 0,07
4 Расточить* сраску б от- Ограждение 44,5 10 3 1 0,1 У 305 52 0,22 0,05
Оероти и под угломЗО)'
быдержцбая размер 2
5 Контроль размеров - 0,13
к 207.
243
Дудл.
взам.
Подпись
П.20.4 Операционная карта технического контроля
ГОСС 31502-74 Форма!
2
КТМ 0114000001
разраб. б ПИ, Кафедра „ Технология пашиностроения ‘ ЬД-БОбдЗ | К ТП 60105000!9
проверил
Зубчатое колесо 095
Нпнер цеха номер участка Наименование операции
Контрольная
Наименобание, марка материала ГОСТ, ТУ
Сталь 16 ХП ГОСТ4543- 71
Наименование оборудования Стол ОТК
1
2
Содержание перехода
Приспособление
/код, наименование)
Проверить отсутствие трещин,
забоин, заусенцеВ, шероховатость
поверхностей, наличие товарного знака
Измерительный
инструмент
(код, наименование)
Внешний осмотр
Образцы шерпхо-
Сбтасти поьерх-
но сто по СОСТ9578-75
Особые указания
100
Проверить размеры~ 1, 2,3,4,5, В
Скоба 013Ь-о,2Ь
скоба 22-Q21
шаблон 50,5- 01д
шаблон 5Z-otig
10
1 Биение торцоВ б относительно
оси - 0,1 мм, не более
2. После термообработки допускает-
ся увеличение наружного диаметра
шлиц до 0,05 мм, ширины Впадин -
до 0,05 мм
П. 20.1 карта эскизов для технического контроля
ГОСТ 31502-74
Дубл
Взам.
Подпись
КТМ 0114000001 2
Разраб. ~
Проверил
5ПИ, Кскредра
„.Технология 54- 60643
нашиностроения"\
Зубчатое колесо
КТМ 6010300019
Гм
Закруглить
по осноВанию зуба
50,5-ojg
52-орд
095
Модуль т 4
Число зубьеб г 52
Предельные откло- нения измерительно- го межосеВого расстояния *6a'‘s ‘ 0,048
-ta"L 0.18
Допуск на коле- ! оание измери- тельного межосе '^ого расстояния За оборот Г 0,165
на одном зубе н 0,045
Суммарная площадь пятна контакта По Высоте 'а 45
По длине \ 60
ЛИТЕРАТУРА
19'9^ Ю- П- Введение в планирование эксперимента. — М.: Металлургия,
2. Ансеров М. А, Приспособления для металлорежущих станков. — Л.: Ма-
шиностроение, 1975. — 654 с.
3. Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. Т. 1. —
5-е изд., перераб. и доп. — М.: Машиностроение, 1980. — 728 с.
4. Балакшин Б. С. Основы технологии машиностроения. — М.: Машино-
строение, 1969. — 559 с.
5. Барташев Л. В. Технико-экономические расчеты при проектировании и
производстве машин. — М.: Машиностроение, 1973. — 384 с.
6. Белоусов А. И., Дащенко А. И„ Полянский П, М., Шулешкин А. В. Ав-
томатизация процессов в машиностроении. — М.: Высш, шк., 1973. — 456 с.
7. Владиевский А. П., Белоусов А. П. Основы автоматизации и механизации
технологических процессов в машиностроении. — М.: Высш, шк., 1974. — 351 с.
8. Гамрат-Курек Л. И., Иванов К.' Ф, Выбор вариантов изготовления и ко-
эффициенты затрат. — М.: Машиностроение, 1975. — 134 с.
9. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии
машиностроения. — Минск: Выш. шк., 1983. — 256 с.
10. Горошкин А. К. Приспособления для металлорежущих станков: Спра-
вочник. — М.: Машиностроение, 1979. — 303 с.
11. Дипломное проектирование по технологии машиностроения /Под общ.
ред. В. В. Бабука. — Минск: Выш. шк., 1979. — ,464 с.
12. Единый тарифно-квалификационный справочник работ и профессий ра-
бочих. — М.: Машиностроение, 1974. — 350 с.
13. Зазерский Е. И., Жолнерчик С. Н. Технология обработки деталей на
станках с программным управлением. — Л.: Машиностроение, 1975. — 208 с.
14. Золотухина Г. А. Нормативные методы в экономических расчетах. —
Л.: Машиностроение, 1975. — 168 с.
15. Иващенко И. А. Технологические размерные расчеты и способы их ав-
томатизации. — М.: Машиностроение, 1975. — 222 с.
16. Иллюстрированный определитель деталей общемашиностроительного
применения. — М.: Изд-во стандартов, 1977. — 238 с.
17. Классификатор технологических операций в машиностроении и приборо-
строении. — М.: Изднво стандартов, 1975. — Ч. 1. — 24 с.
18. Корсаков В, С. Автоматизация производственных процессов. — М.: Высш,
шк., 1978..— 295 с.
19. Корсаков В. С. Основы технологии машиностроения. — М.: Высш, шк.,
1974. — 335 с.
20. Материалы в машиностроении: Справочник: В 5 т. Т. 3: Специальные
стали и сплавы /Под ред. Ф. Ф. Химушина — М.: Машиностроение, 1968. —
446 с.
• 21. Методические указания: Методика выбора и оптимизация контролируе-
мых параметров технологических процессов: РДМУ 109—77. — М.: Изд-во стан-
дартов, 1978. — 64 с.
22. Методические указания о рациональных способах заполнения и приме-
нения технологической документации, разрабатываемой' в соответствии с тре-
бованиями стандартов ЕСТД: РДМУ 75—76. — М.: Изд-во стандартов, 1977. —
84 с.
246
23. Методические указания по контролю полноты изложения требований
безопасности труда в конструкторской и технологической документации:
РД 50-134—78. — М.: Изд-во стандартов, 1979. — 14 с.
24. Налимов В. В., Чернова Н. А. Статистические методы экстремальных
экспериментов. — М.: Наука, 1965. — 340 с.
25. Общемашиностроительные нормативы вспомогательного времени и вре-
мени на обслуживание рабочего места на работы, выполняемые на металлоре-
жущих станках: Массовое производство. — М.: Машиностроение, 1974. — 136 с.
26. Общемашиностроительные нормативы времени вспомогательного, на
обслуживание рабочего места и подготовительно-заключительного для техниче-
ского нормирования: Серийное производство. — М.: Машиностроение, 1974. —
421 с.
27. Общемашиностроительные нормативы времени и режимов резания, вы-
полняемые на металлорежущих станках с программным управлением. — М.:
Экономика, 1980. — 208 с. ;
28. Общемашиностроительные нормативы режимов резания для' техническо-
го нормирования работ на металлорежущих станках. — М.: Машиностроение,
1974. — Ч. 1: Токарные, карусельные, токарно-револьверные, алмазно-расточные,
сверлильные, строгальные, долбежные и фрезерные станки. — 416 с.
29. Общемашиностроительные нормативы режимов резания для техническо-
го нормирования работ на металлорежущих станках. — М.: Машиностроение,
1974. — Ч. 2: Зуборезные, горизонтально-расточные, резьбонакатные и отрез-
ные станки. — 200 с.
30. Общемашиностроительные нормативы режимов резания для техническо-
го нормирования работ на шлифовальных и доводочных станках. — М.: Маши-
ностроение, 1974. — 203 с.
31. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на протяжных станках. — М.: Машинострое-
ние, 1969. — 199 с.
32. Общесоюзный классификатор: Профессии рабочих, должности служащих
и тарифные разряды. — М.: Экономика, 1977. — 177 с.
33. Определение экономической эффективности металлорежущих станков с
ЧПУ: Инструкция: МУ 2.5—81 /Научно-произв. об-ние эксперим. научно-исслед.
ин-тов металлорежущих станков, Гос. проектно-технол. и эксперим. ин-т орг. стан-
коинструм. пром-сти. — М.: НПО ЭНИМС, НПО Оргстанкинпром, 1982. — 138 с.
34. Подшипники качения: Справочник /Под ред. Р. Д. Бейзельмана. — М.:
Машиностроение, 1975. -— 600 с.
35. Расчеты экономической эффективности новой техники: Справочник /Под
ред. К. М. Великанова. — Л.: Машиностроение, 1975. — 430 с.
36. Режимы резания металлов: Справочник /Под ред.- Ю. В. Барановско-
го. — М.: Машиностроение, 1972. — 408 с.
37. Ржевский В. Ф„ Сечкарев Г. А. Справочник по проектированию автома-
тических линий. — М.: Наука, 1966. — 287 с.
38. Справочник технолога-машиностроителя: В 2 т. Т. 1. — 4-е изд., перераб.
и доп. /Под ред. ,А. Г. Косиловой и Р. К. Мещерякова. — М.: Машиностро-
ение, 1985. — 656 с.
39. Справочник технолога-машиностроителя: В 2 т. Т. 2. — 4-е изд., перераб.
и доп. /Под ред. А. Г. Косиловой и Р. К. Мещерякова. — М.: Машинострое-
ние, 1985. — 496 с.
40. Спришевский А. И. Подшипники качения. — М.: Машиностроение,
1969. — 632 с.
41. Судоплатов И. П. Обработка деталей на станках с ЧПУ. — М.:. Машино-
строение, 1976. — 102 с.
42. Шаумян Г. А. Комплексная автоматизация производственных процес-
сов. — М.: Машиностроение, 1973. — 639 с.
43. Ящерицын П. И., Караим И, П, Скоростное внутреннее шлифование. —
Минск: Наука и техника, 1980. — 278 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ*
Автоматизация подготовки управля-
ющих программ 1715, 176
— производства! 141
— технологических процессов 38
Анализ технологичности конструк-
ции 143
База для черновой обработки 76
-----чистовой обработки 76—79
— вспомогательная 25
— измерительная 25, 40, 77
— конструкторская 25, 26
— основная 25
— технологическая 8, 25, 26, 40, 75,
77
Базирование детали 168
Вариант технологического процесса
базовый 5, 36—50
Время вспомогательное 18
— машинное 18, 160
— оперативное 151
— основное 152
— устранение отказа 160
— штучное 18, 37
— штучно-калькуляционное 18, 53
Группа сложности поковок 74
Деталь 24
Дефект обработки 11
Деформирование поверхностное пла-
стическое 17
Диаграмма загрузки оборудования
189н-19|1
— использования оборудования по
мощности 191
— ---------основному времени 189>,
190
----станка по мощности 189, 191
— ---стойкости инструмента
189, 191
* Составлен Ж. И. Васюк.
248
— стойкости инструмента 191
Длительность цикла при многоста-
ночном обслуживании 193, 194
Документация технологическая 2121—
2114
Долговечность детали 9
Допуск замыкающего звена 129
— на размер 78, 130
— составляющих звеньев средний
130
Единица сборочная 24, 25
Журнал планирования эксперимента
230, 231
Зажим двойной 210
— одиночный 2;10
— пневматический с цилиндрической
рифленой рабочей поверхностью
237
Закалка поверхностная 17
Записка пояснительная 215
Затраты на материал 64
---- основной материал 17
— приведенные 196
Инструмент 16L
— вспомогательный 48, 149, 163
— для автоматической линии 16L—
163
----станков с ЧПУ 94
-------------режущий 171
— многолезвийный 162
— режущий 40, 5,1
----специальный 40
----стандартный 40
----унифицированный 40
Информация базовая 23'
— руководящая 23
— справочная 23, 24
Карта кодирования информации 228
— маршрутная 36, 212, 241 .
— наладки 229
— операционная 36, 213, 227, 242,
244
— '— механической обработки 242
-----технического контроля 213,
244
— эскизов 213, 226, 243(, 245
-----механической обработки 243
------- технического контроля 245
Комплекс гибкий 22
Компоновка станка 143>—148
Контроль технический 90
Концентрация обработки детали па-
раллельная 19
—-------последовательная 19'
Координата середины поля допуска
-1/31
Критерий Кохрена 233
— Стьюдента 233
— Фишера 233'
Коэффициент загрузки единицы тех-
нологической оснастки 93
----- оборудования 55
-----станка 3)8, 43, 53, 187
-----— по мощности 188
— использования оборудования по
основному времени 188
— уменьшения погрешности 15
Линия автоматическая 153
-----бесспутникового типа 155
—- — периодического действия 155,
156
-----с жестко-гибкой связью 155
--------— поштучной выдачей дета-
лей 154
---------->— — несинхронная 154,
155
----------------синхронная 154,
15'5
----------------------— подачей заготовок 154
— ----------несинхронная 154,
155
•----------------- синхронная 154,
155
— несинхронная (гибкая) 155
— синхронная (жесткая) 154
Литье в кокиль 62
— — оболочковые формы 61
по выплавляемым моделям 62
— под давлением 62
— центробежное 63
Люнет неподвижный 236
— подвижный 236
Маршрут обработки отверстия тех-
нологический 1)14
--- поверхности детали техноло-
гический 157—159
— технологический 8, 80, 87;, 89
Матрица плана 180
Место рабочее автоматизированное
142
Метод вероятностный 133
— максимума-минимума 134, 135
— получения заготовки 56—63
Модель автоматизация технологичес-
кого процесса 39, 44
— оборудования 91—92
— регрессионного анализа 1831—185
Модуль гибкий производственный 22
Надежность изделий 11
— деталей 11
Наклеп абразивный 30
Наладка оснастки 9
Нанесение покрытий 17
Норма штучного времени 121, 151
— штучно-калькуляционного време-
ни 122, 172
Нормирование времени 163
— операций 1491—452
Обоснование проекта 10
Обработка многоинструментная 91
— многоместная 9|1
— много1по!зиционная 18
— одноинструментная 91
— одноместная 94
— отделочная 15
— параллельная 94
— параллельно-последовательная 91
— последовательная 91
— результатов измерений 182, 183
— химико-термическая 17
— черновая 15
— чистовая 15
Обслуживание многостаночное 18
249
Объект проектирования 6
— производства 24^-ЗЮ
Операция на автоматической линии
технологическая 94
— технического контроля 9
— технологическая 8
Опора неподвижная 210
— плавающая 210
— 7 подвижная 210
— регулируемая 210
-----со сферической выпуклой ра-
бочей поверхностью. 237
Оправка коническая, роликовая 237
— резьбовая цилиндрическая с на-
ружной резьбой 237
— цанговая 237
— цилиндрическая 211>, 237
— шариковая 211
— шлицевая 2371
Организация гибкого автоматизиро-
ванного производства 22
Оснастка вспомогательная 41, 48
— специальная 9
— технологическая 93, 94
Отказ 19
Отклонение поверхностей простран-
ственное 100
— — .— остаточное 104
Отливка 61
Отчет о научно-исследовательской
работе 185, 186
Оформление курсового проекта 206'—
217
1— графической части курсового про-
екта 206—214
— пояснительной записки курсового
проекта 245
— технологической документации
курсового проекта 242—244
Оценка вариантов операций механи-
ческой обработки экономическая
89
— технологического оснащения про-
цесса 46
— технологичности конструкции из-
делия качественная 31, 32
----------количественная 31, 32
Патрон поводковый 211, 236
Параметр оптимизации 179
— режима резания 19 ’ '
— шероховатости 222, 223
поверхности 97
Переход 90
Период стойкости инструмента 149
План факторный дробный 180, 181»
— — полный 1'79, 181-
Планирование эксперимента 178—185
Поверхность детали свободная 26
Погрешность базирования 46
------ заготовки 106—108
— загот@вки 12, 97
— закрепления заготовок 109-—113
— измерения с допуском 41
— установки заготовки 104
Подналадка инструментов без заточ-
ки 4/1
— ‘— правкой 41
----с заточкой 44
Подготовка для станков с ЧПУ тех-
нологическая 164
— на станках с ПУ 166
— управляющих программ 175
------- ручная 17©
Подшипник 28
Показатель качества детали 13
-----машины 11
— технологического процесса техни-
ко-экономический 192г—195
-----технический 187
— уровня автоматизации и механи-
зации технологических процессов
125
Поле допуска 134
Посадка 29
Последовательность технологических
переходов 91
Принцип построения технологическо-
го процесса технологический 11.—
16
-------,— экономический 16—22
Припуск 95
— на механическую обработку отли-
вок 114
------ штампованные поковки 114
Прмспосо бление 161
— автоматической линии 161,—163
------- стационарное 161
— на станках с ЧПУ 173
250
— ян ер аз борное специальное 40
----- спутник 161, 162
— сбо-рно-разборное 40
— специализированное наладочное 40
—- стационарное 161
— универсально-безна ладонное 40
— .универсально-наладочное 40
— универсально-сборное 40
Пр огр ам ма упр авл яющая 174
Программирование автоматическое
475
Проект курсовой 7—>10, 206—218
Проектирование технологических про-
цессов 16
Производительность обработки 152
-----деталей 21
----- оборудования 37
Производство гибкое автоматизиро-
ванное 22, 141!, 142
Прокат специальный 57
Процесс маршрутный 79
— маршрутно-операционный 79'
— механической обработки техноло-
гический 7, 54
— технологический 10
-----для серийного производства 51
-------------Групповой 51
-------------единичный 54
-------------маршрутный 5'1
—------------маршрутно-операцион-
ный 52
-------------операционный 52
-------------типовой 511
— технологический единичный 50
-----маршрутный 50
-----с указанием содержания опе-
раций 52
-------------переходов 52
Работа научно-исследовательская
476—166
Размер звеньев цепи номинальный
129
Расчет в технологическом проекте
486—206
— припуска 116, 111,9, 120
— размерной цепи 128
— режимов резания 163'
— технико-экономический 186'—206
Регулирование технологического про-
цесса статистическое 9
Режим резания 9, 120
— — многоинструментального стан-
ка 149—152
Решение технологических размерных
цепей методом максимума-миниму-
ма 136—138
-------------вероятностным 138—
144.
Связь размерная 25
Себестоимость изделий 16
— механической обработки деталей
199
— обработки 206
----- деталей 199
— операции технологическая 64, 84,
192.
Система СПИ Д 12
— управления процессами резания
адаптивная 176
— ЧПУ контурная 164
Скорость резания 94
Совмещение баз 77
Средства в незавершенном производ-
стве оборотные 198
— технического контроля 49
— механизации и автоматизации 9
Стабильность технологических про-
цессов 142
Ставка тарифная 2|19
----- часовая 219
Станкоемкость операций 55-
Станок агрегатный 140
-----вертикальный 145
-----горизонтальный 146
-----с программным управлением
147
— многооперационный 171.
—- с позиционной системой ЧПУ 170
-----ПУ 164—476
-----ЧПУ 17
Степень дифференциации и концен-
трации обработки деталей 3;8
Стоимость заготовки 64
— операций механической обработки
192
— подготовки управляющей про-
граммы 198
251
— проката 64—66
— станка 196
Стойкость инструмента 40, 121
Структура автоматической линии 159
— технологического процесса 12
Схема базирования заготовок 40
— размерной цепи 12В
Таблица случайных чисел 232, 333
Такт производства 55
— работы автоматической линии 159
-----------номинальный 159
-----------действительный 159
Тем а тик а научно -иссле до в ательско й
работы 178
Технологичность детали 167;—170
— конструкции детали 8,30—35,143,
156, 157
Тип автоматической линии 159
— производства 52
Точность базирования 75
---- заготовки 8
— детали 76
— закрепления заготовки 8
— обработки 224
----экономическая 222
Упрочнение деталей 17
Уровень автоматизации технологиче7
ского процесса 319
---- приспособлений 148
— механизации технологического
процесса 148
— технологичности конструкции де-
тали 33
Условия технические 23
Устройство установочное 210
Фонд времени работы оборудования
годовой 2118
-----------эффективный (расчет-
ный) годовой 218
----рабочих годовой 218
--------эффективный годовой 218
Форма организации производства
групповая 55
----технологического процесса 54
— производства организационная 8
--- поточная 54
Шероховатость поверхности 30, 41,
76
Штамповка 59
— горячая 63
— из жидкого металла 63
Часть курсового проекта графичес-
кая 206—211
-------научно-исследовательская
215
Чертеж детали 207
— общего вида 231
— рабочий 231
— сборочный 23, 209
Число технологических переходов 91
Целесообразность автоматизации и
механизации обработки экономи-
ческая 124
— станков с ЧПУ — 166
Центр вращающийся 210, 23,6
— неподвижный 210, 236
— обратный вращающийся с рифле-
ной поверхностью 236
— плавающий 210, 236
— рифленый 236
Цепь размерная 78
---линейная 129
---технологическая 78, 132—141,
Циклограмма многостаночного об-
служивания 193
— работы агрегатного станка 152,
153
----------шестипозиционного 153
---силовых головок 152, 153
Эксперимент 180
Элемент агрегатного станка компо-
новочный 143
Эскиз технологический 207—209
Эффективность внедрения станков с
ЧПУ экономическая 195— 199
— применения станков с ПУ 164
— технологического проекта 10
Эффект экономический 203—206
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Курсовое проектирование 5
1.1. Цель и тематика 5
1.2. Содержание и объем курсового проекта 7
Глава 2. Основные принципы построения технологических процессов об-
работки деталей 10
2.1. Общие положения 10
2.2. Технический принцип построения технологических процессов И
2.3. Экономический принцип построения технологических процессов 16
Глава 3. Анализ исходной информации для проектирования технологиче-
ских процессов 22
3.1. Содержание информации 22
3.2. Анализ объекта производства 24
3.3. Анализ технологичности конструкции детали 30
3.3.1 Общие положения 30
3.3.2. Качественная оценка технологичности конструкции 31
3.3.3. Количественная оценка технологичности конструкции 32
3.4. Анализ базового варианта технологического процесса 36
Глава 4. Проектирование технологических процессов 50
-4.1. Последовательность и общая методика разработки технологических
процессов
-4.2. Особенности проектирования и содержания технологических процес-
сов для различных типов и условий производства
4.3. Выбор типа и организационной формы производства
-4.4. Выбор оптимального метода получения заготовки
4.4.1. Общие положения
4.4.2. Заготовки из проката и специальных профилей
4.4.3. Кованые и штампованные заготовки
4.4.4. Отливки
4.4.5. Экономическое обоснование выбора метода получения заготовки
4.5. Выбор технологических баз и оценка точности базирования
-4.6. Определение вида и степени детализации содержания технологиче-
ского процесса
4.7. Выбор методов обработки на основе требований к точности и каче-
ству поверхностей деталей машин
4.8. Предварительная разработка и выбор варианта технологического
маршрута по минимуму приведенных затрат
4.9. Составление технологического маршрута обработки
-4.10. Разработка технологических операций
4.10.1 . Установление рациональной последовательности переходов
4.10.2 . Выбор моделей оборудования и определение его загрузки -
50
56
56
57
59
61
63
75
79
79
80
89
90
90
91
253
4.10.3 . Выбор технологической оснастки 93
4.10.4 . Расчет припусков 95
4.10.5 . Расчет режимов резания 1.20
4.10.6 . Расчет технической нормы времени на обработку детали 121
4.11. Выбор средств автоматизации и механизации элементов технологи-
ческого процесса 124
4.12. Разработка мероприятий по охране труда 126
Глава 5. Расчеты размерных цепей в технологических процессах 127
5.1. Основные виды задач и общая последовательность расчетов 127
5.2. Основные расчетные формулы/для решения размерных цепей различ-
ными методами 129
5.3. Расчет технологических размерных цепей 132
Глава 6. Особенности проектирования технологических процессов при ис-
пользовании автоматизированного оборудования 141
6.1. Особенности проектирования технологических операций обработки
деталей на агрегатных станках 141
6.1.1. Общие положения 141
6.1.2. Анализ технологичности конструкции 143
6.1.3. Особенности построения операций при обработке деталей на аг-
регатных станках 144
6.1.4. Выбор компоновок агрегатных станков 145
6.1.5. Выбор приспособлений и инструментов 148
6.1.6. Особенности определения режимов резания и нормирования опе-
раций 149
6.1.7. Построение циклограммы работы станка 152
6.2. Особенности проектирования технологических процессов обработки де-
талей на автоматических линиях 153
6.2.1. Общие положения 153
6.2.2. Требования к технологичности конструкции .156
6.2.3. Построение операций обработки заготовок на автоматических
линиях 157
6.2.4. Выбор типа и структуры автоматической линии 159
6.2.5. Выбор приспособлений и инструмента 161
6.2.6. Особенности определения режимов резания и нормирования 163
6.3. Особенности проектирования технологических процессов при исполь-
зовании станков с программным управлением 164
6.3.1. Общие положения 164
6.3.2. Технологическая подготовка обработки деталей на станках с ПУ 164
6.3.3. Выбор деталей для обработки на станках с ПУ 166
6.3.4. Анализ технологичности детали 167
6.3.5. Разработка технологических процессов обработки деталей на
станках с ПУ 170
6.3.6. Автоматизация подготовки управляющих программ , 175
Глава 7. Научно-исследовательская работа в курсовом проекте по техно-
логии машиностроения 176
7.1. Общие положения 176
7.2. Планирование эксперимента 178
7.3. Содержание отчета 185
Глава 8. Технико-экономические расчеты в технологическом проекте 186
8.1. Общие положения 186
8.2. Определение необходимого количества оборудования и его загрузки 187
254
8.3. Построение диаграмм загрузки оборудования и стойкости инстру-
мента 8.4. Основные технико-экономические показатели технологического про- 189
цесса 8.5. Определение экономической эффективности внедрения станков с ЧПУ 8.5.1. Общие положения 8.5.2. Определение себестоимости обработки деталей 8.5.3. Пример расчета экономического эффекта Глава 9. Требования к оформлению курсового проекта по технологии ма- шиностроения 192 195 195 199 203 206
9.1. Оформление графической части проекта 9.2. Оформление технологической документации 9.3. Оформление пояснительной записки 9.4. Оформление научно-исследовательской части проекта 206 212 215 215
Приложения Литература Предметный указатель 218 246 248
Валентин Владимирович Бабук, Виктор Андреевич Шкред,
Геннадий Петрович Кривко, Анатолий Иванович Медведев
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
В МАШИНОСТРОЕНИИ
Зав. редакцией В. Г* Самарина
Редактор Ж. И. Васюк
Мл. редактор Н. В. Валишева
Худож. редактор И. А. Демковский
Переплет В. В. Бессонова
Техн, редактор М. Н. Кислякова
Корректор Н. И, Бондаренко
ИБ № 2399
Сдано в набор 17.09.86. Подписано в печать 24.09.87. АТ 16768.
Формат бОХЭО’Лб. Бумага кн.-журнальная. Гарнитура литературная.
Высокая печать. Усл. печ. л. 16. Усл. кр.-отт. 16. Уч.-изд. л. 17,68.
Тираж 8500 экз. Зак. 1954. Цена 1 р.
Издательство «Вышэйшая школа» Государственного комитета
БССР по делам издательств, полиграфии и книжной торговли
220048, Минск, проспект Машерова, И.
Типография «Победа». 222310, Молодечно, ул. Тавлая, 11.