/








































































































































































































































































































































































































































































Text
ДИПЛОМНОЕ
ПРОЕКТИРОВАНИЕ
ПО ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
Под общей редакцией В. В. Б абу к а
Допущено Министерством высшего и среднего спе-
циального образования БССР в качестве учебного по-
собия для студентов специальности 0501
МИНСК
«ВЫШЭЙШАЯ ШКОЛА»!,— 1 "
WW
ББК 34^я73
Д4« jr*
УДК 621^002(075.8)
А в т о р ы: В. В. Бабук, П. А. Горезко, К. П. Забро-
дин, И. A. Ратнер, В. Д. Цветков, В. Н. Чеботарев,
В. А. Шкред.
, Рецензенты: кафедра «Технология машино-
строения» Киевского политехнического института
имени 50-летия Великой Октябрьской социалистиче-
ской революции; зав. кафедрой «Технология маши-
ностроения» Могилевского машиностроительного
института канд. техн, наук, и. о. проф, П. С. Чисто-
сердов.
Дипломное проектирование по. технологии ма-
Д44 шиностроения: [Учеб, пособие для вузов / В. В. Ба-
бук, П. А. Горезко, К. П. Забродин и др.] Под общ.
ред. В. В. Бабука.— Мн.: Выш. школа, 1979.—
464 с., ил.
В учебном пособии изложены основные вопросы проектирования тех-
нологических процессов механической обработки и сборки, особенности
проектирования технологических процессов при использовании станков
с программным управлением, статистический анализ точности и ста-
бильности технологических процессов, проектирование технологической
оснастки, цехов и отделений.
Учебное пособие предназначено для студентов вузов по специальности
«Технология машиностроения, металлорежущие станки и инструмен-
ты», а также для инженерно-технических работников.
31301—120
ДМ 304(05)—7990-79 4309000000
ББК 34.5 я 73
6П5.4
© Издательство «Вышэйшая школа»,
Ч1
-I ' ' • _.
ПРЕДИСЛОВИЕ
. Учебное пособие содержит все основные разделы дипломного
проектирования в высших учебных заведениях по технологий ма-
шиностроения. В нем приводится методика проектирования техно-
логических процессов механической обработки и сборки (анализ
технологичности конструкции, выбор типа и организационной фор-
мы производства, выбор заготовок, технологических баз и методов
обработки, разработка технологического маршрута, операционной
технологии и т. д.), а также особенности проектирования техноло-
. гических процессов при использовании станков с программным
’ управлением. При этом учтены требования вышедших до настоя-
щего времени государственных стандартов. Разработка технологи-
ческих процессов сопровождается экономическими расчетами, необ-
ходимыми для выбора оптимальных вариантов технических
: решений.
(Много внимания уделено вопросам качества обработки дета-
лей, статистическому анализу точности и стабильности технологи-
ческих процессов, статистическому регулированию качества, реше-
’ \ нию технологических размерных цепей и проектно-точностным
расчетам.
’а Особое место в пособии занимает автоматизация проектирова-
Jsf ния технологических процессов на основе применения средств вы-
Й числительной техники. Этот раздел изложен более, подробно ввиду
его относительной новизны, б необходимых случаях приводятся
ж примеры расчетов, что облегчает понимание и иллюстрирует при-
/я менение рекомендуемых методов.
~'Л В пособии изложены также вопросы проектирования техноло-
гической оснастки, цехов и отделений машиностроительных заво-
дов, технико-экономические расчеты. Кроме того, приводятся типо-
'Wf- вые технолргические процессы с операционными эскизами на неко-
торые типы деталей машин. Использование этих процессов как
информационной основы должно помочь студентам при выполнении
ЛяК дипломных проектов. Уделено внимание подготовке к проектирова-
ЯЦ нию — сбору и изучению необходимых данных по базовому пред-
Щ| приятию как важному этапу выполнения работы. Приводятся мето-
дичее кие указания по оформлению графической части проекта й
h I пояснительной записки, а также примеры оформления технологиче-
3
ских карт и другой технологической документации в соответсй^
с действующими стандартами;
В целом авторы стремились к краткости изложения материй
ла, опуская в большинстве случаев общие формулировки и опреде-
ления. Вместе с тем по возможности насыщали книгу справочными’;
данными, необходимыми для разработки технологии и выполнений!
различных расчетов, что значительно облегчает работу над диплом*!
ным проектом. Много внимания в учебном пособии уделено^
' ГОСТам, |
Материал в пособии распределен между авторами следующим^
образом; главу 1 написали доценты Чеботарев В. Н., Бабук В.В.,
Забродин К. П.; главу 2 — доценты Шкред В., А., Бабук В. В., За-
бродин К. П., Ратнер И. А.; главу 3 — Бабук В. В., Шкред В. А.;
главу 4 — Чеботарев В. Н., Шкред В. А.; главу 5 — кацд. техн, наук
Цветков В. Д’.; главу 6 — Забродин К. П.; главу 7 — доценты Го-
резко П. А., Чеботарев В. Н., Ратнер И. А; главу 8 — Ратнер И, А.;
главу 9 — Чеботарев В. Н., Бабук В. В., Шкред В. А.
Замечания и пожелания просим направлять по адресу: 220027,
Минск, Ленинский пр., 65, Белорусский ордена Трудового Красного^
ЗИамени политехнический институт, кафедра «Технология машиной
строения». .
Авторы
ВВЕДЕНИЕ
Научно-технический прогресс в машиностроении в значитель-
ной, степени определяет развитие и совершенствование всего на-
родного хозяйства страны. Важнейшими условиями ускорения на-
учно-технического прогресса являются рост производительности
труда, повышение эффективности общественного производства и
улучшение качества продукции.
Совершенствование технологических методов изготовления ма-
шин имеет при этом первостепенное значение. Качество машины,
надежность, долговечность и экономичность в эксплуатации зависят
не только от совершенства ее конструкции, но и от технологии про-
изводства. Применение, прогрессивных высокопроизводительных ме-
тодов обработки, обеспечивающих высокую точность и качество
поверхностей деталей машины, методов упрочнения рабочих поверх-
ностей, Повышающих ресурс работы деталей и машины в целом,
эффективное использование современных автоматических и поточ-
ных линий, станков с программным управлением (в том числе и
многооперационных), электронных вычислительных машин и дру-
гой новой техники, применение прогрессивных форм организации
и экономики производственных процессов — все это направлено на
решение главных задаче повышения эффективности производства и
качества продукции.
В решении этих задач принимают активное участие инженерно*
технические работники и руководители производства, подготовка
которых осуществляется в высших учебных заведениях по ряду тех-
нических специальностей, в том числе и пр специальности «Техно-
логия машиностроения, металлорежущие станки и инструменты».
При подготовке высококвалифицированных инженерных кадров ,
большое место отводится самостоятельной работе студентов — вы* -
полнению индивидуальных заданий, курсовых работ и проектов. ..
Дипломное проектирование является завершающим этапом
обучения и имеет большое значение в общем цикле подготовки спе-
циалистов. При выполнении дипломного проекта студент самостоя*>
тельно решает большой комплекс инженерных задач. Осноцн^фй
целью дипломного проектирования является, проверка знаний
технических и главным образом специальных дисциплин, пр»»’*
тенных студентами.
. Ж
ЛЬ’У? •
W.
Работа над дипломным проектом дает возможность проверить -
умение студента применять полученные им знания при выполнении
конкретных производственных заданий. Сюда относится разработка
прогрессивных технологических процессов, конструирование при-
способлений и инструментов, проектирование машиностроительных
цехов и другие проектные работы. Выполнение их, как правило,
сопровождается экономическими расчетами. При этом должны учи-
тываться последние достижения отечественной и зарубежной науки
и техники, а также опыт новаторов производства. В процессе рабо-
ты над проектом студент должен проявить свои творческие способ-
ности, показать умение разрабатывать перспективные технологиче-
ские процессы изготовления изделий машиностроения. Качество
проекта определяется главным образом глубиной технологических
и конструкторских разработок и элементами новизны, внесенными
дипломантом. ' .
При выполнении дипломного проекта и, в частности, проекти-
ровании технологических процессов изготовления деталей машин
необходимо учитывать основные направления в современной техно-.
логии машиностроения. .
1. Приближение заготовок по форме, размерам и качеству по-
верхностей к готовым деталям, что дает возможность сократить
расход металла, значительно снизить трудоемкость обработки де-
талей на металлорежущих станках, а также уменьшить затраты на
режущие инструменты, электроэнергию и прочее. Для этого реко-
мендуется применять штамповку в закрытых штампах и чеканку
деталей, получать заготовки методом горячего и холодного выдав-
ливания, прокаткой на специальных етанах сложных фасонных
профилей, а также периодического сечения; использовать горизон-
тально-ковочные машины, горячештамповочные прессы и другое
высокопроизводительное и обеспечивающее высокую точность за-
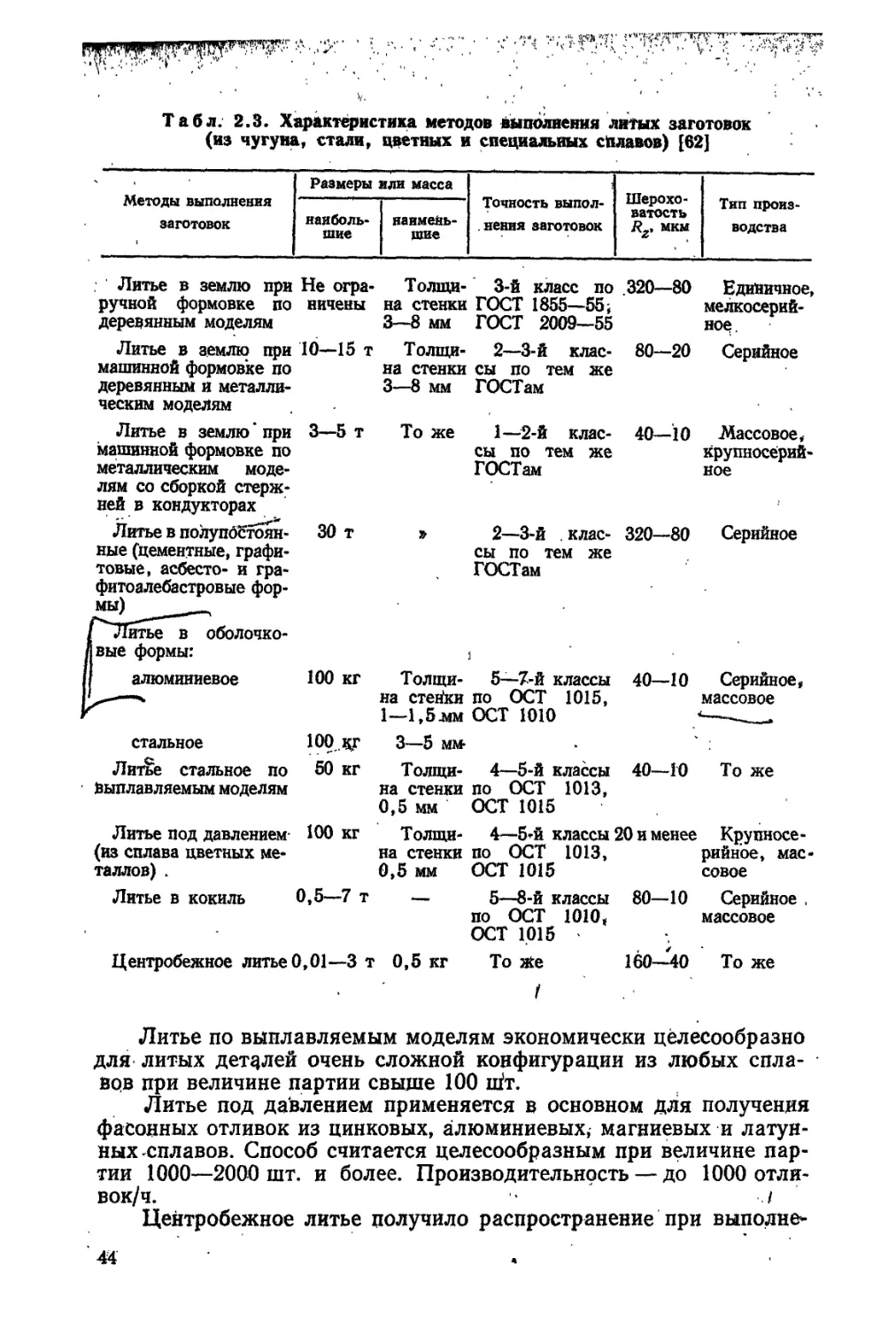
готовок оборудование. При получении отливок рекомендуется при-
менять методы точного литья, литье под давлением, центробежное
литье, которые обеспечивают получение отливок деталей с допу-
сками по 4—7-му классам точности, метод прессования форм,, ме-
таллические формы с покрытием специальным составом и т. д.
2. Повышение производительности труда путем применения:
автоматических линий, автоматов, агрегатных станков, многорезцо-
вых гидрокопировальных полуавтоматов, станков с числовым про-
граммным управлением, И том числе и многооперационных; новых,
более совершенных методов обработки, новых марок материалов
режущих инструментов, скоростного шлифования, алмазного хо-
нингования и выглаживания, шлифования кругами из эльбора;
приспособлений с быстродействующими зажимами, механизации и
автоматизации загрузки и разгрузки деталей на станках, быстро-
сменных инструментальных наладок и прочее; новых, более совер-л
шенных методов организации комплексных технологических пр^(;
цессов обработки деталей машин и сборки изделий. ' йш
3. Концентрация нескольких различных операций на одийсИ
станке для одновременной или последовательной обработки боДми
шим количеством инструментов с высокими режимами резания и
автоматизацией вспомогательных приемов.
4. Применение электрохимических и электрофизических спо-
собов размерной обработки деталей. К ним относятся электроиск-
ровая, электроконтактная, электроимпульсная, анодно-механиче-
ская обработки; лучевые, ультразвуковые, электрохимические и
электроабразйвные способы. .
5. Развитие упрочняющей технологии, т. е. повышение прочно-
стных и эксплуатационных свойств деталей путем упрочнения по-
верхностного слоя механическими, термическими, термомеханиче-
скими, химико-термическими способами.
6. Достижение наиболее производительными методами обра-
ботки высокой точности размеров и формы деталей, качества по-
верхностей, точности сопряжений, обеспечивающих надежность и
долговечность деталей машин.
7. Организация технологических процессов изготовления дета-
лей и сборки изделий в поточные линии.
8. Значительным резервом повышения производительности тру-
да и улучшения использования основного технологического обору-
дования в машиностроении является снижение трудоемкости пере-
мещения деталей между рабочими местами и цехами. Транспорт
во многих случаях приобретает значение фактора, организующего
производство.
Глава 1. СОДЕРЖАНИЕ ДИПЛОМНОГО ПРОЕКТА
1.1. ТЕМАТИКА ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Темы дипломных проектов могут носить характер технологи-
ческих разработок как деталей существующего производства, так
и деталей вновь проектируемых или осваиваемых в производстве
конструкций. При разработке должны решаться практические за^
дачи предприятия с тем, чтобы результаты работы над дипломным'
проектом по возможности полностью или частично могли быть ис^
пользованы в производстве. Предпосылкой этого является соответ^
ствующий подбор тем для дипломного проектирования на заводах|
Объекты дипломного проектирования (детали и сборочные ёДя^
ницы) должны быть достаточно сложными, чтобы в процессе рабой-
ты перед студентом стояли комплексные и разнообразные технолой
гические задачи. Как правило, технологические процессы изготовь
ления деталей, выбранных для дипломного проектирования, должна^
содержать не менее 12 операций или. позиций механической обра^
ботки. Й;
Наряду с этим значительное внимание следует уделять научно?*
исследовательским или специальным заданиям. Эта часть проект^
выполняется, студентом на основе экспериментов, практических илЖ
статистических данных, полученных или собранных за время учебй^
на старших курсах, практики, а также выполнения дипломйогО;
проекта. Студенческая научно-исследовательская работа являетесь
важным фактором в подготовке инженера-механика, и выполнение!
ее заслуживает поощрения при оценке дипломного проекта. Тема-|
тика работ должна соответствовать будущей специальности дипло^
манта. Например: исследование способов обеспечения точности, ка4
чества поверхностей и повышения производительности при различ^
ных методах механической обработки; исследование различный
технологических способов повышения надежности и долговечности!
деталей машин, и др. 1
Кроме научно-исследовательской, студенты могут выполнят»
реферативные, работы, представляющие собой критический обзбш
технологических процессов, применяемых в отечественной и зару||
бежной промышленности, а также обобщение; рядалитературным
или заводских данных, имеющих теоретический или практический
интерес. При определении тем исследовательской части проекя|
следует руководствоваться планами работ кафедры, а. также плай
нами организационно-технических мероприятий* заводов и темникО
ми по рационализации с целью наиболее полного учета задач прЖ
. Л
изводства. Желательно, чтобы исследовательская часть .служййй-
обоснованием отдёдьнйх решений проекта. " Ш
. Непременным условием дипломного проектирования являейй
обеспечение более высокого технологического уровня изготовлений
изделий по сравнению с существующим на производстве как в
ласти применения новых прогрессивных методов, обработки, та^ж
по технико-экономическим показателям.
1.2, ПОДГОТОВКА К ДИПЛОМНОМУ ПРОЕКТИРОВАНИЮ
По к дипломному проектированию осуществляется во
время преддипломной практики, которая проводится в технологи-
ческом бюро механического цеха или в отделе главного технолога
машиностроительного завода, где студент работает в качестве тех-
нолога-практиканта. Перед началом практики он, получает утверж-
денную приказом по вузу тему дипломного проекта.
Во время практики по теме дипломного проекта изучается ряд
вопросов.
1. Назначение и условия работы деталей и сборочной единицы.
Студент должен подробно ознакомиться с конструкцией и техниче-
ской характеристикой изделия или сборочной единицы и его слу-
жебным назначением. Изучается также назначение деталей, функ-
ций, которые они выполняют в изделий, технические требования к
их изготовлению, марки применяемых материалов, их химический
состав И механические свойства. Кроме того, следует определить
нагрузки, действующие на детали в процессе работы, для установ-
ления их работоспособности в изделии.
2. Технологичность конструкции. Нужно сделать критическую
оценку технологичности конструкций заданных деталей и разрабо-
тать свои предложения, направленные на ее улучшение. При этом
следует руководствоваться принципами и требованиями, изложен-
ными в ГОСТ 14201—73 и 18831—73.
.. 3. Получение заготовок. В заготовительных цехах (кузнечном^
литейном и др.) изучают методы и технологию получения заготовок
заданных деталей, устанавливают их технико-экономические пока-
затели и припуски на механическую обработку. Используя техничвг
скую литературу, а такж& работы отраслевых НИИ по прогрессив-
ной технологий получения таких же или аналогичных заготовок,
необходимо критически проанализировать заводскую технологию и
на этой основе дать свои предложения с обязательным экономиче-
ским обоснованием по более совершенному методу. '
4. Технологические процессы,механической обработки деталей^
Необходимо последовательно проанализировать цель каждой о
рации техпроцесса: подготовки баз, удаления излишнего припуск
достижения заданной точности размеров, формы, взаимного ра
лржения поверхностей, заданной шероховатости и т. д. Нужно*
кб'уяснить, на каких этапах техпроцесса достигаются те, илй
технические требования, как они контролируются, рабочим^
трудниками ОТК. По литературным и другим -да
сравнить существующий на данном предприятии техпроцесс с про-
цессами обработки аналогичных деталей на передовых отечествен-
ных и зарубежных предприятиях. Необходимо изучить заводские
материалы и методы, применяемые при назначении и расчете опе-
рационных припусков, режимов резания и технических норм време-
ни; ознакомиться с методами наладки станков на участках обра-
ботки заданных деталей; изучить методику расчета и назначения
стойкости режущего инструмента на различных операциях тех-
процесса.
Если при обработке заданных деталей применяются станки с
программным управлением, надо изучить особенности разработки
техпроцессов и управляющих программ, расчета режимов резания
и норм времени. По литературным источникам и имеющимся на
предприятии материалам изучить методику и порядок автоматиза-
ции разработки техпроцессов. Когда при изготовлении деталей
наблюдается брак, надо установить, по данным ОТК, на каких опе-
рациях обработки он возникает, виды брака, причины его возникно-
вения и методы предупреждения. Необходимо изучить также плани-
ровку расположения оборудования на участках обработки задан-
ных деталей, межоперациоиную их транспортировку, хранение на
участке и обеспечение необходимых межоперационных заделов.
Особо следует выделить транспортировку деталей с автоматиче-
ским адресованием грузов как внутри, так и между отдельными
цехами.
5. Технологические процессы сборки. При изучении техпроцес-
са сборки нужно проанализировать целесообразность последова-
тельности и содержания сборочных операций, применяемую орга-
низационную форму и ее эффективность в данных производствен-
ных условиях. Необходимо изучить систему размерных связей
сборочной единицы, установить, за счет каких размерных цепей, ка-
кими методами и операциями обеспечивается точность замыкающих
звеньев и другие технические требования.
6. Режущий, вспомогательный инструменты и приспособления.
В инструментальном цехе изучаются методы изготовления и конст-
руктивные особенности специального режущего инструмента, при-
меняемого при обработке заданных деталей. Необходимо ознако-
миться с новыми инструментальными материалами, применяемыми
на предприятии, с организацией переточки и замены затупившегося
инструмента, с применяемыми смазочно-охлаждающими жидкостя-
ми, сложным и оригинальным вспомогательным инструментом, его
конструкцией и правилами эксплуатации. В конструкторском бюро
ОГТ и механическом цехе изучается конструкция и принцип работы
одного-двух сложных станочных или контрольных приспособлений,
применяемых при обработке заданных деталей.
7. Механизация и автоматизация техпроцесса. При изучении
данного раздела следует руководствоваться ГОСТ 14.309—74 «Пра-
вила применения средств механизации и автоматизации техпроцес-
сов», в соответствии с которым необходимо произвести качествен-
ную оценку механизации и автоматизации техпроцесса, определив
10’
их вид, ступень и категорию. Одновременно следует выполнить ко-
личественную оценку состояния механизации и автоматизации тех-
процессов по основным, вспомогательным и дополнительным пока-
зателям.
8. Стандартизация и контроль качества. Необходимо ознако-
миться с организацией работ по стандартизации, унификации и
контролю качества продукции, в частности, со статистическими
методами управления качеством; выполнить статистический анализ
точности и разработать процесс статистического регулирования
одной операции механической обработки; изучить методы контроля
показателей качества заданных деталей, на различных операциях,
систему бездефектного изготовления и ее роль в повышении каче-
ства продукции.
9. Кибернетика и вычислительная техника. Необходимо озна-
комиться со структурой вычислительного центра завода, тематикой
и характером решаемых им задач, системой математического обес-
печения ЭВМ, общей характеристикой используемых алгоритмиче-
ских языков, с технологией подготовки данных для ЭВМ, принци-
пами разработки АСУП (автоматизированная система управления
производством) и АСТПП (автоматизированная система техноло-
гической подготовки производства) и т. д.
' 10. Организация производства. Рассматривая оргайизацию ра-
боты одной из служб, подразделений или лабораторий данного
предприятия, согласно индивидуальному заданию, необходимо изу-
чить функции и задачи, которые она выполняет, ее структуру и
состав.
11. Экономика производства. В планово-экономическом отделе
предприятия следует собрать данные о технико-экономических по-
казателях действующего производства, а также соответствующие
нормативные и другие величины, принимаемые для проектных
расчетов.
Такими технико-экономическими показателями являются пре-
жде всего годовой объем выпуска продукции в натуральном изме-
рении, общая стоимость основных фондов, количество единиц обо-
рудования, коэффициенты его загрузки и использования оборудо-
вания по машинному времени, производственная площадь на один
станок, коэффициент использования основных материалов (заго-
товки), общая численность работающих (в том числе рабочих),
средний тарифный разряд производственных рабочих, трудоемкость
'изготовления единицы продукции, общий годовой фонд заработной
платы, среднемесячная заработная плата рабочих, цеховая и пол-
ная себестоимость единицы продукции, норматив оборотных
средств, оптовая цена единицы продукции (если она имеется), а
также калькуляция изделия по статьям затрат. Имея эти показате-
ли, студент-дипломник сможет рассчитать и другие величины по
базовому варианту, которые представляются в таблице основных
технико-экономических показателей проекта с целью обоснований
его эффективности. >
Для расчетов экономической части проекта нужно собрать На
11
предприятии следующие'нормативные и другие данные, исполь-
зуемые в заводских технико-экономических расчетах:
, а) планово-заготовительные цены потребляемых основных ма-
териалов (либо транспортно-заготовительные расходы) и плановую
, Себестоимость полуфабрикатов (заготовок); ' - +
б) коэффициенты выполнения норм времени на технологиче- ,,
ских операциях; ,
в) данные для расчета эффективного годового фонда времени
рабочего;
г) тарифные разряды рабочих различных специальностей;
' д) коэффициенты доплат к основной и дополнительной зара-
ботной плате в фондах заработной, платы рабочих, премиальных вы-
плат в фондах ИТР и служащих;
е) планово-заготовительные цены потребляемых вспомогатель-
ных материалов, объемы потребления и цены воды, газа и сжатого
воздуха;
ж) затраты на услуги ремонтного цеха и заводского транспор-
та, оказываемые производственным цехам; планово-заготовитель-
ные цены (или транспортно-заготовительные расходы) инструмента
и приспособлений или плановую себестоимость последних (в усло-
виях производства в пределах предприятия); затраты на текущий
ремонт-зданий и сооружений, на опыты и исследования, по рацио-
нализации, изобретательству и охране труда;
з) проценты общезаводских накладных расходов к фонду
основной заработной платы производственных рабочих и непроиз-
водственных расходов к заводской себестоимости продукции;
и) нормы складских запасов материалов, полуфабрикатов соб-
ственного изготовления, малоценного и быстроизнашивающегося
инструмента и приспособлений, остатка готовой продукции на
складе;
к) проценты отчислений прибыли в стимулирующие фонды
предприятия;
л) данные о балансовой стоимости производственных зданий.
12. Техника безопасности и противопожарная техника. Изуче-
нию этих вопросов следует уделить особое внимание. Нужно четко
уяснить значение техники безопасности и задачи, стоящие перед
ней, основные пути решения проблем безопасного труда на произ-
водстве. Необходимо ознакомиться с мероприятиями по охране
труда и противопожарной техникой на данном производстве, вы-
7 брать оптимальные решения, которые будут использованы в разра-'
, батываемом дипломном проекте.
13. Отчеты отраслевых НИИ. В технической библиотеке завода
следует изучить отчеты бтраслёвых научно-исследовательских
Институтов, проблемных и заводских лабораторий по новейшим до-
' стяжениям науки и техники применительно к данному производст-
ву. При этом следует обращать внимание на технологию получения
заготовок, механической обработки и сборки, прогрессивные мето-
ду контроля и управления качеством деталей с целью использова-
на этих материалов в дипломном проектировании.
12
13. СОДЕРЖАНИЕ И ОБЪЕМ ДИПЖ>МНОГО <№01КТА
Дипломный проект состоит из технологической, конструктор-
ской, экономической и Других частей. По характеру выполняемой
работы имеет, расчетную и графическую части. Графическая части
содержит не менее 10 чертежей стандартного формата 24, выпол-
ненных в карандаше или черной тушью. В ней рекомендуется сле-
дующее примерное распределение чертежей.
1 L Заданные детали и заготовки (отдельно) или сборочная еди-
ница И схема ее комплектования при сборке—,1—2 листа.
. 2. Технологические операционные эскизы на 12 операций или
Позиций — 2 листа.
.? : 3. Станочное, контрольное или сборочное приспособление (об-
щий вид) — 1—2 листа.
4. Сложнорежущий, специальный режущий, вспомогательный
иди специальный измерительный инструмент — 0,5—1 лист.
5. Инструментальная сложная наладка на одну операцию —
0,5—1 лист.
6. Автоматизация или механизация технологического процес-
са — 1—2 листа.
По механизации разрабатывается один из следующих вопро-
сов: а) устройство для механизации межоперационного транспор-
та; б) устройство для механизации загрузки и разгрузки деталей
на станок; в) средство по механизации уборки стружки в отделений
или от станка; г) приспособление для механизации сборочных ра- ;-
бот и др. По автоматизации разрабатывается один из следующий
вопросов: а) автоматизация управления станками; б) объединение
универсальных станков в автоматическую линию; в) автоматиза-
ция контроля, в том числе введение активного контроля; г) автома-
тизация закрепления детали в приспособлении; д) бункерные или
магазинные устройства и накопители; е) механизмы захвата илц’.
Ориентации детали; ж) применение станков с-программным управ-
лением и др. , Л;’;.
7. Кибернетическая часть—1—2 листа.
8. План расположения оборудования (отделения цехи) на
30—50 станков — 1 лист.
9. Таблица технико-экономических показателей проекта
1' лист.
10. Графики по научно-исследовательской или реферативной,,
работе — не более '5 листов. Й
При выполнении научно-исследовательской работы допускает*я
ся пропорциональное сокращение числа листов за счет работ, уяй^
занных в пунктах 4—6 в количестве не болееряти. В отДе
случаях может выполняться полностью исследовательский дип:
.'1&й проект.
Объем пояснительной записки—100—120 страниц рукопи
готекста (без учета технологических карт). Она включает еле
-разделы.
* 1. Введение. Излагаются общие положения о coi
спективах и основных направлениях развития отрасли промышлен-
ности и завода, по которым выполняется дипломный проект, а так-
же важнейшие постановления партии н правительства, относящие-
ся, кд энной области.
2. Описание объекта производства. Указываются конструктив-
ные особенности и дается характеристика основных эксплуатацион-
ных параметров машины, в которую входит обрабатываемая де-
таль. Описывается роль и значение машины в народном хозяйстве.
3, Назначение и анализ технологичности конструкции сбороч-
ной единицы и обрабатываемой детали. Указывается назначение
сборочной единицы и детали в машине, условия их работы и конст-
руктивные особенности. Производится анализ размерных связей
детали и сборочной единицы, методов достижения точности, при
сборке и механической обработке заданных объектов, технологич-
ности конструкции детали и сборочной единицы с конкретными
предложениями по. устранению выявленных недостатков.
4. Выбор типа и организационной формы производства. Тип
производства устанавливается на основе определения коэффициен-
та закрепления операций, организационная форма — на основе
сравнения заданного выпуска и расчётной производительности.
Определяется такт выпуска для массового или количество деталей
в партии для серийного производства.
5, Проектирование технологического процесса сборки. Выбира-
ются организационная форма сборки и методы достижения задан-
ной точности замыкающих звеньев сборочной единицы; разрабаты-
вается технологическая схема сборки, определяются последователь-
ность, и содержание сборочных операций; выполняются необходимые
технологические, расчеты (усилия запрессовки, температуры на-
грева или охлаждения деталей при сборке, усилия клепки, осевого
усилия в момент развальцовки и др.), на базе которых выбирается
необходимое сборочное оборудование и проектируется соответст-
вующая оснастка.
6. Проектирование технологического процесса механической
обработки.
а) Выбор оптимального метода получения заготовки. Выбира-
ется метод получения заготовок заданных деталей,, приводится его
характеристика и экономическое обоснование.
б) Выбор технологических баз. Даётся обоснование выбора
технологических баз и их чередования. Производится расчет и
оценка точности базирования на всех этапах технологического
процесса.
в) Выбор методов обработки. Производится выбор и обоснова-
ние методов обработки всех поверхностей заданных деталей на
основе технических требований чертежа (точности, качества по-
верхностей и т. д.).
г) Предварительная разработка и выбор варианта технологи-
ческого маршрута. Производится расчет экономической эффектив-
ности сравниваемых вариантов и выбор их на основе минимальных
приведенных затрат,
М
д) Составление технологического маршрута обработки детали.
Производится разработка общего плана операций и выбор типов
оборудования.
е) Разработка технологических операций. Устанавливается
структура операций и последовательность переходов. Производит-
ся выбор моделей оборудования и определение его загрузки, выбор
приспособлений, режущих и измерительных инструментов, опреде-
ление припусков расчетно-аналитическим (на одну-две поверхно-
сти) и опытно-статистическим (на все остальные поверхности) ме-
тодами; расчет режимов резания на два перехода и выбор их по
' нормативам на остальные переходы, технической нормы времени и
определение разряда работы, технологической размерной цепи.
ж) Выбор средств механизации и автоматизации. Устанавли-
ваются средства механизации и автоматизации элементов техноло-
гического процесса и определяется целесообразность их при-
менения.
з) Повышение долговечности и надежности машин технологи-
ческими методами. Выбираются методы обработки, обеспечиваю-
щие повышение долговечности и надежности заданных деталей и
сборочных единиц, приводится описание выбранных методов упроч-
нения или Других мероприятий, характеристика применяемых обо-
рудования и оснастки, режимы обработки, испытания или контро-
ля, а также технико-экономическая эффективность разработанных
мероприятий.
7. Проектирование приспособления, режущего или вспомога-
тельного инструмента, средств механизации и автоматизации. При-
водится краткое описание, принцип действия и техническая харак-
теристика разработанных конструкций. Все конструкторские разра-
ботки сопровождаются соответствующими расчетами (усилия
зажима, точности и т. д.). При использовании для этой цели вычи-
слительной техники следует приводить алгоритмы и программы
расчетов яа ЭВМ.
8. Выбор межцехового и внутрицехового транспорта. .На вы-
бранные транспортные средства дается краткая техническая харак-
теристика с указанием назначения (для доставки заготовок на ра-
бочие места, для передачи деталей от станка к станку, для подъема
и снятия детали при ее обработке и т. п.), грузоподъемности и га-
баритных размеров. Приводится также характеристика тары, при-
меняемой для перемещения деталей и удаления стружки.
9. Энергетика отделения. Устанавливаются виды применяемой
энергии (электроэнергия, пар, сжатый воздух, топливо, вода) и
подсчитывается ее стоимость на выполнение годовой программы.
10. Организация производства. Приводятся основные положе-
ния по организации производства проектируемого отделения цеха?
снабжение отделения режущим, измерительным и вспомогательным
инструментами; организация заточки и замены инструмента; метол
ды и сроки проверки технологической точности оборудования и црй*
способлений; организация ремонта оборудования и технологичен
ской оснастки, снабжения участка смазочно-охлаждающей, жй&йо*
сюйМрддОк смазки об^рУДОваншТ; мест,
бездефектной сдачи продукции; методы обеспечения чистоты, по-
рядкаиэстетики в отделении. Кроме того, подробно разрабатыва-
етеяодин из вопросов организации производства; в соответствии с
индивидуальным заданием. \
Ч -И. Охрана труда. По технике безопасности, промсанитарии и
противопожарной технике должны быть разработаны конкретные
мероприятия, отвечающие специфическим' условиям технологиче-
ских процессов обработки л сборки деталей в соответствий с пла-
ном расположения оборудования (ограждение установок Т&Ч, огне-
стойкий пол на операциях хонингования, заградительные сетки над
станками при использовании подвесных конвейеров, мероприятия
по облегчению труда, санитарные, противопожарные и т. п.).
12. Технико-экономические расчеты. Выполняются планово-
нормативные расчеты, определяются капиталовложения в основные
фонды, потребность в основных материалах и полуфабрикатах, тру-
доемкость продукции, численность, работников, фонд заработной
платы, цеховые накладные расходы, себестоимость Продукции, обо-
ротные средства, объем выпуска продукции. Производится расчет и
анализ производственных технико-экономических показателей.
Заключение по дипломному проекту. Заключение излагает-
ся не бблее чем на двух-трех страницах. Оно должно содержать
основные выводы и рекомендации, которые можно сделать на
основании выполненного проекта. Необходимо показать особенно-
сти и оригинальность проекта, отличие его от базового варианта,
остановиться на применении новых технологических методов обра-
ботки, передовых конструкциях оснастки, основных технико-эконо-
мических показателях эффективности проекта и т. д.
К пояснительной записке прилагается (или Сброшюровываётся
с ней) альбом технологических карт, а также отчет, по научно-ис-
следовательской работе, если она входит в состав дипломного про-
екта. Записка оформляется в соответствии с требованиями к тексто-
вым документам по ГОСТ 2.106—68. Она должна быть написана
от руки четким, разборчивым почерком или напечатана на машин-
ке. Материал следует излагать кратко, аргументированно и в логи-
ческой последовательности. Совершенно недопустимо дословное
переписывание из литературы общеизвестных формулировок.
Таблицы и иллюстрации должны быть наглядными; Их следу-
ет пронумеровывать и давать ,к ним краткие пояснительные над-
писи, раскрывающие содержание. Сложные расчёты прй проектиро-
вании должны выполняться на ЭВМ. Составление и оформление
пояснительной .записки производится параллельно с выполнением
графической части проекта. В ней необходимо делать ссылки на
литературные источники, указывая в прямых скобках их порядко-
вый номер в списке используемой Литературы. В необходимых слу-
чаях дополнительно указывают страницу или номер; таблицы. При
описании конструкций приспособлений, средств Механизации необ-
ходимо прилагать их схемы или ссылаться на чертежи графической
части проекта с указанием номеров деталей по спецификации.
16 ' .
.. ч >z ’ ‘ 4‘ . V у, ц? ' •• |‘ • 1 ~ --У’ I j.!. •,Л'.. ’4
’’ ’’ Л’\ ' 7 fl ' Hjil' ’ / ; ' / - ' 7 W
. -и \--/5 ' \ 'Сл. с f- 177'7 •''* ’7 > •
.; Внесение пмямй млн доподййЖФ иЖ 'рЖ^юо-! к
Пояснительную записку посде подписи,руководителя лроекЖйопу-
Скается только с его разрешений. . ' /
Пояснительная записка сброшюровывается в следующемпо-
; рядке: титульный лист (приложение 1Л); утвержденное задание
на дипломный проект; оглавление; Ведомость объема проекта (прй-
; ложение1.2); разделы пояснительной запискигв соответствии t со*
держанием; список использованной литературы. ' >
* 3 - * ;
Ы. ОСНОВНЫЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ РАБОТЫ В ДИПЛОМНОМ ПРОЕКТЕ
. Научно-исследовательская часть проекта выполняется с целью .
развития у студентов стремления к творческому решению техни-
ческих задач, приобретения навыков в проведении экспериментов и
обработке опытных данных. Содержание возможных технологиче-
ских исследований определяется характером научной работы ка-
федры и консультанта по технологической части проекта, а также
содержанием планов организационно-технических мероприятий За-
водов, на которых студенты проходят преддипломную практику..
Желательно, чтобы научно-исследовательская работа была направ-
лена на решение вопросов, непосредственно связанных с темой
дипломного проекта, и являлась его органической частью, чтобы в
результате ее проведения, была оказана реальная помощь пред-
приятию, изготовляющему объект исследования.
Научно-исследовательская часть дипломного проекта строил-
ся на базе исследований, выполненных студентом в период обуче-
ния на старших курсах института, а также во время преддиплом-
ной практики. ','
Примерная тематика научно-исследовательских работ: изыска-
ние и исследование оптимальных методов упрочнения деталей ма-
шин; исследование эффективности применения новой техники;
исследование эффективности новых технологических процессов: ме-
ханической обработки и сборки; анализ и изыскание методов более
эффективного использования технологического оборудования по
времени и мощности; анализ и изыскание путей более эффектив-
ного использования производственных площадей; исследование
влияния качества обрабатываемых поверхностей на ресурсработы
детали; исследование точности настройки металлорежущих стан-
ков различными методами; анализ режимов резания и корм вре-
мени с целью повышения производительности труда; анализ точно-
сти и стабильности выполнения операций с целью внедрения стати-
стического регулирования и контроля операции; анализ урон
механизации и автоматизации в отделении механического цеха;
работка предложений по модернизации, автоматизации и меха!
ДИМ оборудования; разработка организационно-технических
приятий по по ю производительности труда, снижению^
стоимости и у|УЯ§^|^ й ДрийЛодства деталей; из '
причин возйик я. 1 осте# обработки на опер
“ -'в№тттмвгм ' •.
2 Зак. 1338
разработка мероприятий по их устранению; обобщение опыта пере-
довиков производства; исследование размерной стойкости режуще-
го инструмента; анализ припусков на обработку деталей с целью
экономии металла и повышения производительности труда; иссле-
дование влияния уровня вибраций на точность обработки; исследо-
вание жесткости системы СПИД и ее влияние на точность обра-
ботки деталей и т. д.
При выполнении работы студент должен подобрать и изучить
необходимую техническую литературу, показать актуальность темы
научно-исследовательской работы и ее связь с темой дипломного
проекта. Следует ознакомиться и применить в работе методику пла-
нирования эксперимента, широко использовать современную аппа-
ратуру и вычислительную технику.
Научно-исследовательская часть проекта оформляется в виде
отдельного отчета или сброшюровывается с пояснительной за-
пиской.
Отчет по научно-исследовательской работе включает разделы:
введение;. современное состояние исследуемого вопроса и поста-
новка задачи; методика исследования, применяемые оборудование,
приборы и другое оснащение; результаты экспериментов; методика
и результаты обработки экспериментальных данных; оценка точно-
сти и надежности полученных результатов; выводы и предложения.
Основные результаты исследования в виде графиков, диа-
грамм, схем и чертежей приводятся на демонстрационных листах
графической части проекта. Объем исследований устанавливается
руководителем в зависимости от характера задания.
I.S. ОФОРМЛЕНИЕ ГРАФИЧЕСКОЙ ЧАСТИ ПРОЕКТА
Качество графической части дипломного проекта, внешний вид
чертежей, легкость и безошибочность их чтения во многом зависят
от точного соблюдения правил, установленных в стандартах Еди-
ной системы конструкторской документации (ЕСКД).
Все чертежи проекта выполняются черным карандашом таких
марок, которые дают более полные насыщенные линии, мало раз-
мываются и крошатся. Толщина сплошной основной линии s долж-
на быть в пределах 1—1,5 мм в зависимости от величины и сложно-
сти изображения, а также от формата чертежа. Цифры, буквы и
знаки должны быть отчетливы, их начертание и размеры соответ-
ствовать ГОСТ 2.304—68. Проект выполняется на листах чертежной
бумаги форматом 24 (594 X 841) по ГОСТ 2.301—68 (этот формат
принят в качестве единицы измерения объема графической части
дипломного Проекта). Рекомендуется масштаб чертежей 1 : 1, так
как он обеспечивает лучшее представление о действительных раз-
мерах элементов конструкций. Применение других масштабов (1:2
или 2:1 по ГОСТ 2.302—68) в каждом конкретном случае решается
студентом совместно с руководителем проекта.
После отработки конструкции сборочной единицы на техноло-
гичность приступают к выполнению сборочного чертежа.
1Я
Сборочный чертеж должея содержать: изображений
сборочцой единицы, дающее представление о расположении и вза-
имной связи составных частей, соединяемых пр данному чертежу и
обеспечивающих возможность осуществления сборки и контроля
сборочной единицы; размеры, предельные, отклонения' и другие па-
раметры и требования, которые должны быть выполнены или про-
контролированы по данному чертежу. Все составные части сбороч-
ной единицы на них нумеруют. Номера позиций указывают на пол-
ках линий-выносок. Выноски с позиционными номерами не должны
пересекаться между собой, их нельзя делать параллельными штри-
ховке (при прохождении через заштрихованное поле). По возмож-
ности они не должны пересекать проекции других Деталей.
Сборочный чертеж должен содержать технические требова-
ния, изображенные при помощи условных обозначений по ГОСТ
2.308—68. Требования, которые не могут быть выражены графиче-
' ским способом, следует располагать на поле чертежа справа от
изображения, над основной надписью. Они должны содержать лишь
такие указания, которые не ясны из чертежа. Надписи необходимо
делать краткими. Если они содержат несколько различных указа-
ний, каждое из них формулируется отдельно со своим порядковым
номером и начинается с прописной буквы и абзаца. Рекомендации
о порядке их расположения даны в ГОСТ 2.316—68.
Основной конструкторский документ изделия, состоящего из
нескольких составных частей — спецификация, которая выполняет-
ся на отдельном бланке в соответствии с ГОСТ 2.108—68. Запись
позиций чертежа в спецификации располагается по разделам в сле-
дующем порядке: документация (сборочный'чертеж, схемы и доку-
менты— технические условия и др.), комплексы, сборочные едини-
цы, детали, стандартные изделия, прочие изделия, материалы, ком-
плекты.. Спецификация помещается в пояснительной записке.
Пример выполнения сборочного чертежа сборочной единицы
«Вал отбора мощности боковой» показан на рис. 1.1. Специфика-
ция, составленная для станочного приспособления, приведена в
приложении 1.3.
Рабочие чертежи деталей и заготовок выполня-
ются в карандаше на листах чертежной бумаги форматом 24
(594X841) или 22 (594X420) по ГОСТ 2.301—68. Масштаб, как
правило, выдерживается 1:1. Для изображения деталей и загото-
вок простой формы размером более 600 мм допускается примене-
ние масштаба 1:2. Детали и заготовки сложных форм размером
менее 60 мм изображаются в масштабе 2: 1. К выполнению черте-
жа детали студент приступает после отработки ее конструкции на
технологичность, так как в процессе этой работы в заводские черте-
жи могут быть внесены изменения и исправления. Чертежи детали
и заготовки делают, как правило, раздельно. Чертеж поковки, со-
гласно ГОСТ 7505—74, выполняется отдельно от чертежа детали,
чертеж отливки допускается совмещать с последним (ГОСТ,
2.423—73).
. Внешнее оформление чертежей, формат, обводка рамок, формой
19
Рис, LL Сборочный чертеж вала отбора мощности
основной яадпнсН; нЦймё^фйдее й обозначение еймЬгоьДрйуй^Я^'
заполнение отдельных граф должны соответствовать станда$$ам ?
ЕСКД, принятом образцам и примерам. Количество изображений
(видов, разрезов, сечений) на чертеже должно быть минимальным,
но вместе с тем и достаточным для полного представления о ,
предмете. '
При расположении изображения детали относительно фрОн- :
тальной плоскости проекций учитываются технологические и конст- '
руктивные требования. Например/такие детали, как валы, оси,
шпиндели, втулки и другие, располагают на главном виде чертенка v.
в соответствии с основной операцией технологического процесса .
при их изготовлении; детали и заготовки, являющиеся основой йэ,-
Чдейия (корпуса, крышки, подвески, основания и пр.), изготавливаем
мые литьем и подвергаемые механической обработке со сравнитель- ,
ЙО небольшим числом операций, располагаются на главном виде
чертежа в соответствии с их положением в изделии.
. Чертежи детали и заготовки (с техническими требованиями)
должны содержать все данные, необходимые для их изготовления,
контроля и приемки. Выполняются они в соответствии с требованиЯ-
. ми стандартов ЕСКД (ГОСТ 2.107—68; ГОСТ 2.109—68; ГОСТ
2.301—68; ГОСТ 2.309—68; ГОСТ 2.310—68; ГОСТ 2.316—68 и др.).
Чертеж заготовки разрабатывается на основании чертежа го-
товой детали с учетом припусков, допусков и напусков в том же
масштабе, который принят для изображения детали; выполняется в
соответствии с требованиями стандартов ЕСКД (ГОСТ 7505—74;
ГОСТ 7829—70; ГОСТ 2.423—73). Контур заготовки вычерчивают '
сплошными контурными линиями по номинальным размерам. Го-
товую деталь на чертеже, заготовки наносят сплошной тонкой
линией, давая лишь необходимые ее контуры, наглядно показываю-
щие наличие припусков на обработку (рис. 1.2). Числовые значе-
, ния припусков также дают на чертеже. Внутренний контур обраба-
тываемых поверхностей, а также отверстий, впадин и выточек, не
выполняемых в отливке, вычерчивают сплошной тонкой линией.
На чертежах готовой детали и. заготовкй должны быть указа-
ны технические требования. Требования, которые не могут быть
выражены на чертеже графическим способом, располагаются на его
поле над основной надписью. При этом даются технические требо-
вания, предъявляемые к материалу детали, термической обработ-
ке, качеству поверхностей; размеры; предельные отклонения разме- .
ров, формы, взаимного расположения поверхностей (если Не указа-
ны графически) и др. Порядок нанесения технических требований
на чертеже регламентируется ГОСТ 2.316—68.
Для заготовок (поковка, штамповка, отливка) указываются.
термообработка и твердость, допускаемая величина остатков заусе-
нца, способ очистки поверхности, глубина внешних дефектов,
дефекты формы (сдвиг, эксцентричность сечений и отверстий, кри-
вйзна или стрела прогиба, смещение стержней) и другие пространу/’
ственные погрешности, принятые при расчете припусков на мех^''
ническую обработку. На чертеже должны быть даны технологий^
ские базы, используемые на первой операции механической
обработки.
В случае, когда чертежи готовой детали и заготовки совмеще-
ны, технические требования пишутся раздельно. В графе основной
надписи чертежа заготовки над наименованием детали следует пи-
сать: ...поковка... или ...отливка... В случае совмещенного выполне-
ние. 1.2. Чертеж заготовки
ния чертежей детали и заготовки контур детали вычерчивается
сплошными основными линиями, а припуски — сплошными тонкими
линиями. При этом направление штриховки припусков, попадаю-
щих в разрезы или сечения, принимается одинаковым с направле-
нием штриховки, примененной для этих же разрезов и сечений де-
тали. Припуски, не попадающие в разрезы или сечения, не
штрихуются.
Когда припуск на обработку резанием однозначно определяет-
ся одним видом или разрезом, нет надобности наносить его изобра-
жение на другие проекции.
Карты эскизов (КЭ) составляются по формам 5 и 5а
ГОСТ 3.1105—74 на форматах по ГОСТ 2301—68. Разрабатывают-
22
-ся они для операций и переходов. На них выполняются эскизы,
схемы и таблицы, поясняющие содержание операций. На одной
карте можно изображать несколько эскизов к различным последо-
вательно выполняемым операциям с указанием их номеров в соот-
ветствующей графе основной надписи.
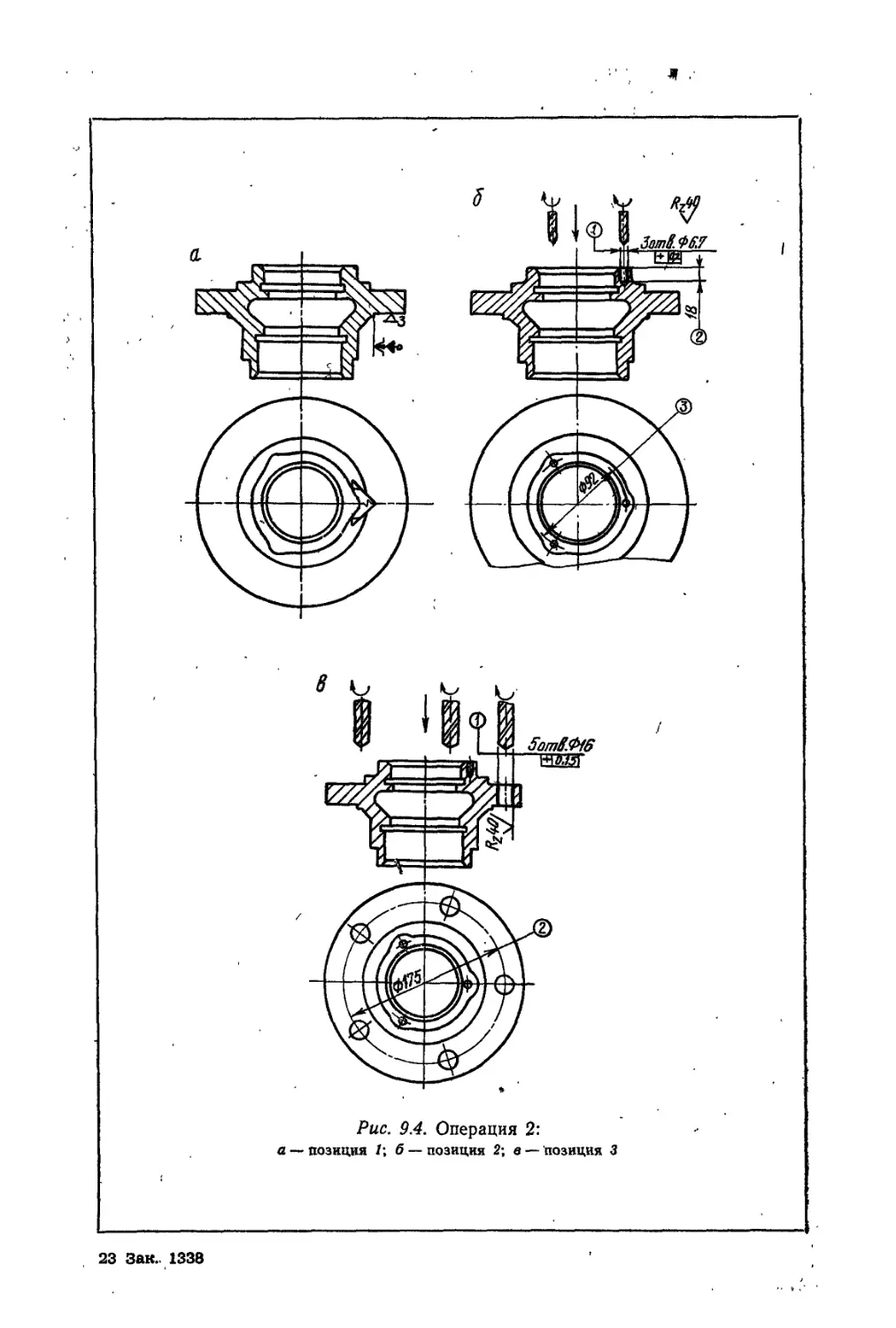
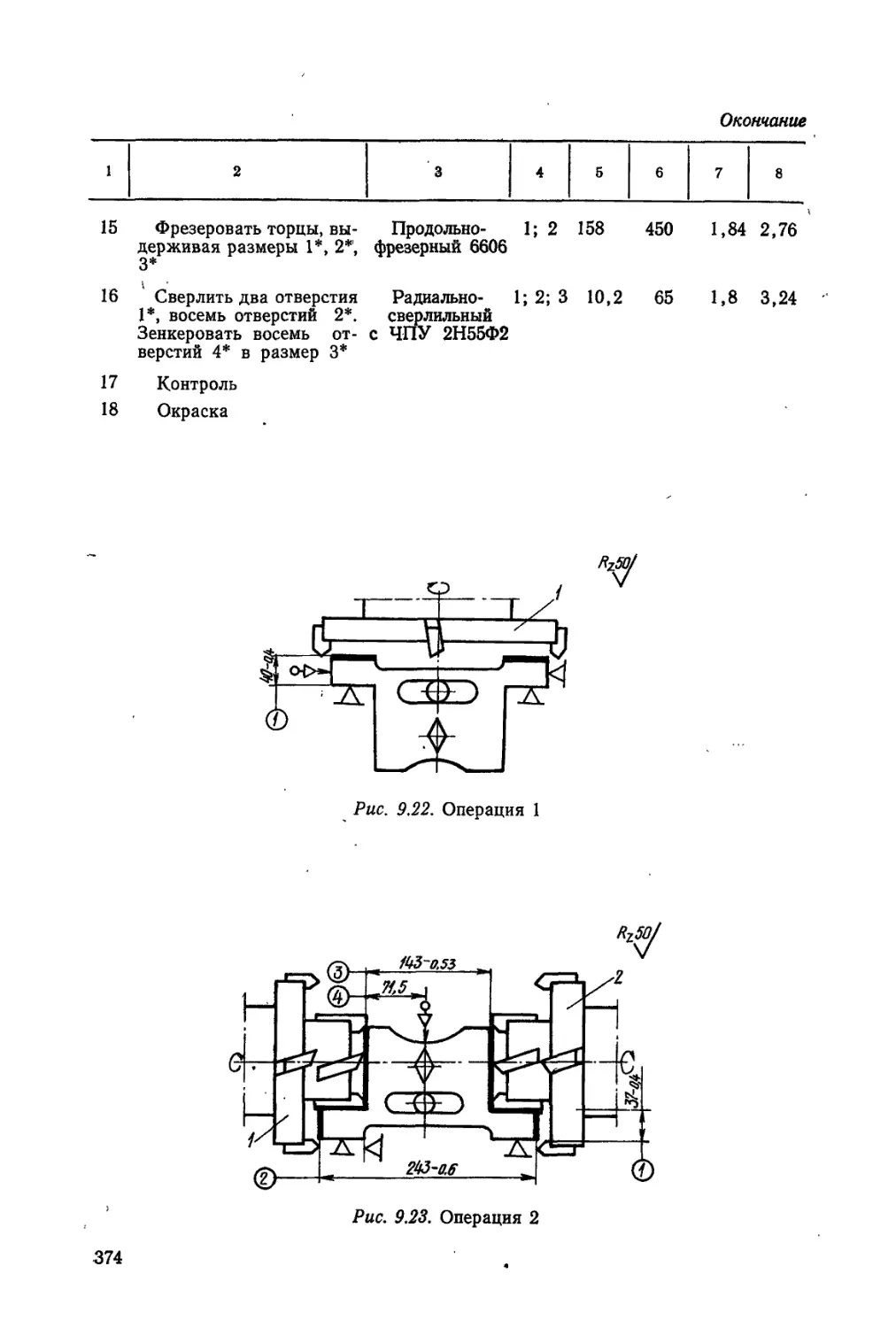
В дипломном проекте для наглядности часть технологических
операций или переходов (8—12) изображается на двух листах чер-
тежной бумаги форматом 24. На этих картах приводятся основные
наиболее интересные и оригинальные операции технологического
процесса, а также те операции, в которые внесены существенные
изменения по сравнению с базовым вариантом. Каждый эскиз на
такой карте сопровождается номером, содержанием операции или
перехода, что пишется над ним, и дополнительной таблицей, кото-
рая приводится под ним (табл. 1.1).
Табл. 1.1. Таблица к операционному эскизу
Наименование и модель станка t, мм s, мм/об (мм/мин) п, об/мин V, м/мин То, мин Тшт, мин
При многбинструментальной обработке в таблицу вносятся
только данные лимитирующего инструмента. На эскизах, входящих
в альбом Технологических карт, содержание операции (перехода)
и табл. 1.1 не приводятся.
На карте эскизов изделие показывается обязательно в том по-
ложении, в каком оно проходит указанную в этом документе обра-
ботку, в том виде и с теми размерами, которые оно приобретает ;
после ее окончания. Дается только то, что необходимо для осуще- i
ствления данной технологической операции или перехода — техно- i
логические базы, места, направления и виды зажимов, размеры с ?
предельными отклонениями, шероховатость поверхностей и техниче-
ские требования. На эскизах, входящих в состав графической части ;
проекта (на чертежных листах форматом 24), для наглядности при- '
водится упрощенное изображение режущих инструментов в поло-
жении после обработки. При многоинструментальной обработке на
операционном эскизе должны быть показаны все режущие инстру- . •
менты в том расположении относительно друг друга и обрабатывав- .,
мой детали, в каком они находятся в наладке в конечный момент
резания. На эскизах, входящих в альбом технологических карт, ре-. Jwl
жущие инструменты даются только в случае многоинструменталь--
ной обработки. <- .
Таблицы, схемы и технические требования размещают на свмямИ
водном поле карты эскизов справа от изображения или под janBHV
Технические требования на КЭ излагают по ГОСТ 2.316—68, Т
базирования и зажимных усилий (обозначение опор и зажфД^^ Д/,
наносятся по ГОСТ 3.1107—73. На операционные эскизы
не установлены. Необходимое количество йзображенвй;‘^^-^"^г
размеров, сечений и выносных элементов) на операвдрййЙД^^'
устанавливается из условия обеспечения нагляднос^'Й^^
-.‘-wSJiz
> ' «Я 4/^-^
$ ; <’’' V; 'j • -J; <У^4v.У'?Ж';-;K?^W
I/"' .*• . • ' j'C , '- ' ..'' ’ .’• • ' ./' •'*.'- ’•’ ' > " - ! . • '' •'?
йадбражения обрабатываемы* ПоверзйЮстейЭД^ ’ЙЙ указаний: вза£
ЙМНдй расположения деталей й сборочных №яйц > изделии.
уг Обрабатываемые поверхности следует.обводить сплошной ли-
нией толщиной 2—3®, по ГОСТ 2.303—68. На операционных эскизах
все размеры обрабатываемых поверхностей и выдерживаемые тех-
нические требования условно нумеруют арабскими цифрами. Номер
размера проставляют в окружности диаметром 6—8 мм и соеди-
няют с размерной линией. При этом размеры и предельные откло-
нения обрабатываемой поверхности в содержании операции (пере-
хода) не указываются.
Нумерация производится по часовой стрелке, начиная с левой
стороны. Для каждого эскиза применяется своя нумерация. При-
зер заполнения КЭ приведен в приложении 2.8.
Требования к графическому оформлению чертежей оснастки,
средств автоматизации и механизации, а также планировок цеха
рассматриваются в соответствующих разделах.
1.6. ПАТЕНТНЫЙ ПОИСК
По одному из разделов (схем, технологических процессов и др.)
научно-исследовательской части дипломного проекта необходимо
провести патентный поиск. В .результате поиска оформляется
«Справка об исследовании заявляемого объекта изобретения по па-
тентной и научно-технической литературе». Образец справки и по-
рядок оформления патентного поиска представлены в «Методиче-
ских указаниях о проведении патентных исследований при создании
и освоении в производстве машин, приборов, оборудования, мате-
риалов и технологических процессов» (ЗП-2—78). М., 1978.
Поиск рекомендуется вести по разделу В (подразделы В23,
В24) — «Механическая обработка металла», «Шлифование и поли-
рование». По этим подразделам патентная информация содержится
в следующих изданиях: 1) Официальный бюллетень. Открытия,
изобретения, промышленные образцы, товарные знаки. М.,
ЦНИИПИ; 2) Изобретения в СССР и за рубежом. М., ЦНИИПИ.
Дипломник должен проработать названную Патентную литера-
туру на глубину поиска не менее двух лет и оформить справку об
исследовании заявляемого объекта изобретения по, патентной и на-
учно-технической литературе.
При дипломном проектировании разрабатываются единичные,
групповые и типовые рабочие технологические процессы, относя-
щиеся по степени детализации к операционным или маршрутно-
операционным. Единичный рабочий технологический процесс раз-
рабатывается дипломантом в том случае, если в задании на проек-
тирование содержится одна сложная или несколько простых
разнотипных деталей. Если в задании поставлена задача разра-
ботки технологических процессов на несколько однотипных деталей,,
проектируется рабочий типовой или групповой процесс на одну
деталь, являющуюся типовым представителем группы. Этот процесс
используется в качестве информационной основы для разработки
рабочих технологических процессов на остальные детали группы.
Технологические процессы разрабатываются на изделия, конст-
рукции которых отработаны на технологичность. Поэтому первым
(подготовительным) этапом работ по проектированию является
ознакомление с назначением и конструкцией объектов производст-
ва, требованиями К их изготовлению и эксплуатации н оценка тех-
нологичности конструкций.
Учитывая положения ГОСТ 14.301—73 и ГОСТ ,14.303—73 [15],
а также сложившуюся практику, в общем случае можно рекомен-
довать следующий порядок разработки технологических процессов.
1. Определение такта выпуска, типа производства и его орга-
низационной формы.
2. Выбор метода получения заготовки на основании технико-
экономической оценки различных вариантов.’
3. Выбор технологических баз, оценка точности базирования и
закрепления изделия.
4. Определение вида (единичный, типовой) и степени детализа-
ции содержания технологических процессов (операционный, марш-
рутно-операционный).
5. Выбор методов обработки поверхностей, оценка качества по-
верхностей и точностных характеристик методов.
6. Выбор варианта технологического маршрута по минимуму
приведенных затрат.
7. Составление технологического маршрута обработки.
8. Разработка технологических операций: а) установление ра-
циональной последовательности переходов; б) выбор моделей обо-
рудования и определение его загрузки; в) выбор оснастки; г) рас-
чет припусков и окончательное оформление чертежа заготовки;
д) расчет режимов резания; е) расчет норм времени; ж) определе-
ние разряда работы; з) оценка технико-экономической эффективно-
сти разработанного технологического процесса.
9. Организация производственного участка.
10. Выбор средств механизации и автоматизации элементов
технологического процесса и внутрицеховых средств транспорти-
рования.
. 11. Оформление технологических процессов. Для разработки
технологических процессов необходимо располагать определенной:'
исходной — базовой, руководящей и справочной информацией. ч 4
• . • *4
26 ’
''Г'Г.Й
/
К базовой информации относятся данные, содержащиеся в кон-
структорской документации на изделие и плановом задании на его
выпуск. Например, допуски и посадки, марка материала, термооб-
работка, покрытие, технические условия и другая информация со-
держатся в чертеже детали; годовая программа выпуска изделий,
количество запасных частей, режим работы предприятия — в пла-
новом задании.
Руководящая информация включает данные, Содержащиеся в
стандартах всех уровней на технологические процессы, оборудова-
ние и оснастку; в производственных инструкциях по технике безо-
пасности и промышленной санитарий и др.
Справочную информацию составляют данные, содержащиеся в
описаниях прогрессивных методов обработки; документации на
действующие типовые процессы; каталогах, номенклатурных спра-
вочниках прогрессивного технологического оборудования и оснаст-
ки; материалах по выбору технологических нормативов (режимов
обработки, припусков, норм расхода материалов и др.); методиках
расчета экономической эффективности и точности; технологических
классификаторах деталей и операций.
2.2. ОБЩАЯ МЕТОДИКА ВЫБОРА ОПТИМАЛЬНОГО ВАРИАНТА
ИНЖЕНЕРНЫХ РЕШЕНИЙ
Каждому инженерному решению должно предшествовать глу-
бокое и всестороннее изучение различных аспектов. Причем необхо-
димо оценивать не только технологическую, но и экономическую
сторону проекта. При проведении любой разработки одни и те же
задачи могут решаться различными средствами. В связи с этим и
возникает необходимость в выборе средств (вариантов) их реше-
ния, которые являются экономически наиболее эффективными. Это
имеет место при выборе заготовки, варианта технологического про-
цесса, оснастки, средств внутрицехового транспорта, при проектиро-
вании организационно-технических мероприятий, совершенствова-
нии технологии производства и решении других многовариантных
задач. Причем расчеты экономической эффективности вариантов и
выбор оптимального из них предшествуют непосредственному про-
ектированию и служат основанием для определения целесообразно-
сти дальнейших проектных разработок. Они выполняются на осно-
ве укрупненных данных и далее уточняются в расчетах экономиче-
ской эффективности спроектированного объекта (цеха, участка и
т. д.) в целом.
Сравнительная экономическая эффективность, определяемая
при выборе оптимального варианта инженерных решений и показы-
вающая, насколько один вариант эффективнее другого, вычисляет-
ся путем соизмерения единовременных (капитальных) и текущих
(эксплуатационных) затрат. Последние в большинстве случаев вы-
ступают в виде себестоимости продукции. Показателем сравнитель-
ной экономической эффективности является минимум приведенных
затрат. Приведенные затраты определяются по каждому из возмож-
' #'
।
ных вариантов и представляют собойсуммуте; w .
капиталовложений К, приведенных к одинаковой размерности д
соответствий с нормативным коэффициентом эффективности
*
Величина Ев по народному хозяйству установлена в размер!
не менее 0,12 (в машиностроении Ея—0,15). Приведенные затрат
могут быть вычислены и по следующей идентичной формуле: •
Ki+ТВС^ min,
где Тн —г нормативный срок окупаемости капиталовложений, вел
чина обратна^ Ев'.
Следовательно, при нормативном коэффициенте эффективности
не менее 0,12 нормативный срок окупаемости капиталовложений-
определится в размере не более 8,33 года.
Для выбора варианта технических решений формула приведен- '
ных затрат используется путем последовательного введения в нее :
величин К и С по каждому из вариантов. Оптимальным явится тот |
вариант, по которому сумма приведенных затрат на единицу продук-
ции минимальна. При наличии лишь двух возможных вариантов. .
решений, в случае, если по одному из них и капиталовложения
себестоимость продукции ниже, чем по второму (Ci<C2 и Ki<K2)»;i
выбирается первый. Таким же образом поступают при Ci<Cz и«
Ki—Ks или С1=С2 и K\<Kz.
При различном соотношении показателей С и К, т. е. при
Ci>C2 й Л1<К2» Для выбора более эффективного варианта необхо*:
димо определить срок окупаемости (в годах) дополнительных капи-
таловложений Т или коэффициент эффективности Е. Для этого
используются формулы
Т__ и е -- f1 ~
1 ~ Сх-Са И \-------’
Дополнительные капиталовложения представляют собой пре-
вышение капиталовложений по одному из двух сравниваемых вари-
антов: ,
Разность в себестоимости по вариантам выступает в форме годовой
суммы экономии: ♦ >
ДС=С1 — Са.\
Если вычисленный срок окупаемости дополнительных капита-
ловложений Т не выше нормативного Т<ТВ или коэффициент эф-
фективности не ниже нормативного E>EBt выбирается вариант о
бЬдее .высокими капиталовложениями; при Т>ГЯ или Е<ЕЯ — ва-
рианте меньшей суммой капиталовложений.
После, выбора опммйльйогоBapi^tta Ыкнгйгеских •р<^«даЙ‘Л4••',’
следует определять сумму годового экономического эффекта Э'г,^'
принятому варианту относительно Отклоненного или базового как \.
разность между приведенными ,затратами ш> формуле (в Данном
случае принятым является первый вариант):
Эг^(Сг+ЕМ-(С2^Ка).
Величины Ли С могут применяться, как в подпой сумме капи- * ;;
таловложений по объекту и себестоимости годового, объема выпуска !
продукции (как это показано выше) , так и в виде удельных вели-
чйн удельных капиталовложений Ку и себестоимости единицы .’ V
продукции S. Капиталовложения й себестоимость продукции в виде.: }
удельных величин целесообразны в случаях, когда годовые объемы
выпуска продукции (работ) по вариантам различны. Тогда размер
годового экономического эффекта составит:
ЭР = К51 + ЕяКу.)-(^ + адг.)1^Г '
где Nv — годовой объем выпуска продукции (работ) по выбранному '
варианту.
Расчеты сравнительной экономической эффективности, выпод- ;;
няемые по приведенным выше методам, имеют свои особенности
при различии поставленных перед ними целей. В условиях диплом-
ного проектирования по технологии машиностроения эти особенно-
сти могут быть сведены к следующим случаям. ’
1. При выборе варианта технологического процесса приведен- ’
ные затраты могут быть вычислены в виде удельных величин на 1
станко-ч работы оборудования. В качестве себестоимости здесь i
фигурирует технологическая себестоимость обработки, которая
включает лишь изменяющиеся по вариантам статьи затрат.
2. Выбор заготовки в условиях, когда характер ее не вызывает
изменений технологического процесса дальнейшей' обработки, мо-
жет осуществляться на основе стоимости самой заготовки без уче-
та капиталовложений в ее производство. В случаях, когда характер
заготовки требует изменений в технологии ее дальнейшей обработ-
ки,, вопрос о выборе варианта решается во взаимосвязи с выбором .
Всего технологического процесса.
3. При выборе средств технологической оснастки, относящихся
К осиовным фондам,' и Внутрицехового транспорта в качестве капи- .
Таловложений принимается их стоимость. В качестве себестоимости
, '^ этих случаях принимаются затраты, связанные с эксплуатацией
^Иастки и транспортных средств. .
4. Затраты на проведение мероприятий в области совершен- <
СТВОВания технологии и организации производства представляют
робой дополнительные капиталовложения ДЛ. Годовая сумма эко- \
Вмий, достигаемая в результате внедрения мероприятия, райна '
С;. «Мероприятие считается экономически целесообразным при 5 П
, уеледии, что. *
: в^>е, '
В противном случае оно экономически неэффективно н не должно
предусматриваться в проекте.
Годовой экономический эффект по предлагаемому мероприя-
тию определяется по формуле (в расчете на единицу продукции)
, (Si
где Si — себестоимость единицы продукции до внедрения меропри-
ятия; 32 — после его внедрения; — удельные капиталовложения
по мероприятию; N2—объем производства продукции после внед-
рения мероприятия.
5. Если рассматриваются варианты, в которых имеет место
различный уровень качества выпускаемых изделий, их надежности
и долговечности, что соответственно находит отражение в себестои-
мости, последняя предварительно корректируется, и сравнение ва-
риантов ведется на ее основе. Повышение качества предполагает и
более высокую цену изделия. Отсюда
о _ ,
где Зек — скорректированная себестоимость изделия повышенного
качества; 3 — проектируемая себестоимость изделия; Ц — оптовая
цена изделия без учета повышения качества; Цк—оптовая цена
изделия повышенного качества.
При отсутствии оптовой цены на изделие корректировка может
быть проведена на основе данных о сроках службы изделия:
. с . ST„
йск — 7* ’
сл
где Тсл — срок службы изделия без учета повышения качества;
Тел — срок службы изделия повышенного качества.
При выборе оптимальных вариантов технических решений мо-
гут быть использованы математические методы и в особенности ме-
тоды линейного программирования решения задач с использованием
электронной вычислительной техники. В рамках дипломного про-
екта нет возможности в полной мере применить методы линейного
программирования, однако для решения некоторых задач они могут
быть использованы.
При недостаточной загрузке оборудования изготовлением за-
данных изделий может быть предусмотрено использование его для
'обработки других деталей. В этих случаях возникает задача опре-
деления оптимального варианта объема и структуры производ-
ственной программы участка. Это значит, что надо обеспечить такое
сочетание между Основными и привлеченными для загрузки обору-
дования изделиями, между отдельными видами привлеченных из-
делий, при котором наиболее полно используется производственная
мощность оборудования с учетом получения максимальной прибы-
ли (или выручки от реализации продукции).
Задача формулируется следующим образом. Проектируемый
30
участок имеет п видов (или групп) оборудования, на котором может
изготавливаться т видов изделий. По каждому i-му виду, оборудо-
вания эффективный фонд времени работы составляет Т{. Затраты
времени на изготовление единицы /-го вида продукции на i-м обо-
рудовании выражаются через tij. Прибыль (или цена) единицы /-го
вида продукции равна а?. Неизвестными величинами являются
объемы производства различных приведенных видов продукции xjt
поскольку объем производства заданного вида, продукции известен
и составляет К, т. е. Xi=К. ,
Таким образом, математически задача может быть представле-
на следующим образом:
максимизировать
т
2 aixi
м
при ограничениях
т
2 ^ ^ (* = Ь 2, ... , п); хх = К; х} >- 0.
/=»
Задача может быть решена симплексным методом с искусст-
венным базисом или симплексным методом.
2.3. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Отработка конструкции на технологичность представляет собой
комплекс мероприятий по обеспечению необходимого уровня тех-
нологичности конструкции по установленным показателям, направ-
лена на повышение производительности труда, снижение затрат и
сокращение времени на изготовление изделия при обеспечении не-
обходимого его качества. Виды и показатели технологичности кон-
струкции приведены в ГОСТ 18831—73 [12], а правила отработки
конструкции изделия и перечень обязательных показателей техно-
логичности в ГОСТ 14.201—73 [15]. Отработку конструкции на тех-?
нелогичность рекомендуется проводить в следующем порядке: по-
добрать и проанализировать исходные материалы, требующиеся
для оценки технологичности конструкции; уточнить объем выпуска;
проанализировать показатели технологичности базовой конструк-
ции; определить показатели технологичности обрабатываемой де-
тали; провести сравнительную оценку и расчет уровня технологич-
ности конструкции разрабатываемого изделия; разработать меро-
приятия по улучшению показателей технологичности.
Оценка технологичности конструкции может быть двух видов:
качественной и количественной. Качественная оценка характери-.
зует технологичность конструкции обобщенно на. основании опыта
исполнителя и допускается на всех стадиях проектирования как
предварительная. Количественная оценка технологичности конст-
рукции изделия выражается числовым показателем и рациональна
в том случае, если эти показатели существенно влияют на техноло-
гичность рассматриваемойконструкции.
31
.В- .Чхйййн
Йп>г.т0Э|б^т^К9|:кй^й '^фтежей 'Деййй или сборо«йШ:
единйц,являющихся исходными данными проекта.
В соответствий •“« ГОСТ 2.121-^-73 (13] следует проверить с&:
блдздение в чертежах установленных технологических норм и тре*-<
бований, обеспечивающих рациональные способы изготовления из*
делйй и заданные показатели технологичности. Необходимо дать
Качественную оценку технологичности конструкции по материалу,
геометрической форме и качеству поверхностей, по простановке
размеров и возможным способам получения заготовки. Количест-
венную оценку необходима произвести по абсолютным и относи-
тельным показателям. В первую очередь требуется установить сле-
дующие показатели базового и рассматриваемого изделия: массы
деталей, заготовок; коэффициенты Использования материала; точ-
ности обработки; шероховатости; трудоемкость изготовления; тех-
нологическую себестоимость. ,
При дипломном проектировании в качестве базовой конструк-
ции допускается принимать детали и сборочные единицы, изучае-
мые на преддипломной практике. '
На основании приведенных выше показателей технологичности
определяют относительные, характеризуюш.йе уровни технологич-
ности конструкции,По расходу й использованию материала, по точ-
ности обработки и шероховатости поверхности, пр трудоемкости и
технологической себестоимости,
2.3.1. Содержание качественной оценки технологичности
конструкции
Анализируя технологичность конструкции по материалам сле-
дует обратить внимание на обрабатываемость, стоимость и дефи-
цитность материалов, изучить возможности применения легкого, но
более прочного материала или' повышения физико-механических
свойств имеющегося.
При анализе конструкции по геометрической форме поверхно-
сти необходимо убедиться в рациональности выбора их формы и
качества с учетом возможности применения высокопроизводитель-
ного оборудования и инструмента. Следует, предусматривать как
можно большее количество поверхностей детали без последующей
механической обработки: Обрабатываемые поверхности должны
быть более простыми, т. е. представлять собой плоскости, наружные
я внутренние цилиндры, конусы и винтовые, поверхности, так как
точность и стабильность обработки в значительной степени опреде-
ляются простотой конструктивных форм. Конструктивное оформлен
Пне. детали не должно препятствовать выбору наиболее выгодного
раскроя материала и возможности использования отходов.
, .Оценка технологичности конструкции по простановке размеров
связана с анализом нанесения размеров на чертеже детали, опре-
делением размерных связей -между конструкторскими, технологи-
ческими и измерительными, базами и возможности их совмеще-
32 ' . ' . . , ,
>• ' 1 v - . • - -г ..
нйя. Особое внимание обращается на обоснованность значений
допустимых предельных отклонений размеров детали; Размеры,
определяющие ее нерабочие поверхности, могут иметь широкие до-
пуски, а сами поверхности — большую шероховатость. Следует по-
мнить, что чрезмерные требования к точности размеров и шерохова-
тости поверхностей ведут к увеличению трудоемкости и перерасхо-
ду средств на изготовление деталей.
Технологичность заготовки характеризуется возможностью ее
получения наиболее рациональным для данных производственных
условий способом с максимально возможным' приближением ее
формы и размеров к форме и размерам готовой детали при услойии
обеспечения технологичности дальнейшей механической обработки
заготовки. Окончательное решение о рациональности способа полу-
чения заготовки в ряде случаев можно принять лишь после расче-
та себестоимости деталей по сравниваемым вариантам.
Качественная оценка технологичности конструкции характери-
зуется следующими показателями: хорошо — плохо, допустимо —
недопустимо (ГОСТ 14.204—73) [15].
2.3.2. Содержание количественной оценки
технологичности конструкции
Количественная сравнительная оценка технологичности конст-
рукции может быть осуществлена лишь при использовании соответ-
ствующих базовых показателей технологичности. Поэтому во время
преддипломной практики в соответствии с индивидуальным задани-
ем необходимо определить числовые значения показателей: коэф-
фициентов использования материала, шероховатости поверхности и
точности обработки, трудоемкости изготовления и технологической
себестоимости деталей и заготовок. Эти показатели, взятые на
предприятии, где проходит практика, принимаются в качестве бй-
зовых.
В ходе дипломного проектирования студент обязан провести
технологический контроль исходной конструкторской документации
и отработку конструкций на технологичность. В итоге этой работы
должны быть установлены новые значения одноименных с базовы-
ми количественных показателей технологичности. В проекте необ-
ходимо определить значения перечисленных ниже относительных
частных показателей технологичности, которые должны принимать-
ся в пределах 0<К<1 (ГОСТ 14.202—73) [15].
1. Уровень технологичности конструкции по точности обработки
Не, Кб.тч, Ктч — соответственно базовый и достигнутый коэффици»
Кн. точности обработки.
toL Коэффициент точности обработки Ктч определяется по формуле
Ж'-
зз-
гр УлТtit "4“ 2/?2 Зя® 4“ * • • * ' '
где Тср = v " = —^-5—г~т— ---------------средний класс точности
обработки изделия; nt—число размердв соответствующего класса точ-
ности; Т — класс точности обработки.
Для классов точности 2а и За коэффициенты при слагаемых
числителя принимать соответственно равными 2,5 и 3,5. .
2. Уровень технологичности конструкции по шероховатости
поверхности
IS ___ ^б.ш
Ау-Ш~ ’
где Кб.ш, Кш — соответственно базовый и достигнутый коэффициен-
ты шероховатости поверхности.
Коэффициент шероховатости поверхности Кш определяется по
формуле
v- __ 1 _
Аш Шср - ЪШп1т ’
... 1 fit -|— 2/Z» 4- З/io 4- ... 4* 14л,д и
где ZZ7CP = —= 1 г- ? Т---------------г—~ — средний класс шеро-
ср Snim »i + п2 + «з + • • • + «и v r
ховатости поверхности изделия; Ш — класс шероховатости поверх-
ности; п1т — число поверхностей соответствующего класса шерохо-
ватости.
Значения достигнутых уровней технологичности конструкции .
по точности обработки и шероховатости следует определять после
завершения технологического контроля чертежа детали и внесения в
него, по согласованию с руководителем проекта, рациональных из-
менений. Если чертеж детали после завершения технологического
контроля не подвергается пересмотру и изменению, уровень техно-
логичности конструкции по этим показателям равен единице.
3. Коэффициент использования материала
к - м
Аи-М~ Мм ’
где М — масса гот<3вой детали, кг; Мм — масса материала, израс-
ходованного на изготовление детали, кг.
4. Уровень технологичности конструкции по использованию
материала
й- ___ ^б.и.м
Ау.и iz »
Ли.м
где /Сб.и.м, Ки.м — соответственно базовый и достигнутый коэффи-
циенты использования материала.
Значения коэффициента использования материала и уровня
технологичности конструкции по использованию материала рассчи-
тываются после выбора метода получения заготовки и определения
общих припусков на механическую обработку.
5. Уровень технологичности конструкции по трудоемкости из-
готовления
й- __ И
Лу т - тб.и ’
34
, где Ти. Тбя — соответственно достигнутая и базовая трудоемкость
изготовления изделия.
6. Уровень технологичности конструкции по технологической
себестоимости
где Ст, Сб.т — соответственно достигнутая и базовая технологиче-
ская себестоимость изделия.
Уровни технологичности конструкции по трудоемкости и тех-
нологической себестоимости окончательно определяются после раз-
работки операционного техпроцесса и получения необходимых для
расчета данных.
Следует иметь в виду, что в расчет принимаются снижения
трудоемкости изготовления и себестоимости детали, обусловленные
только изменениями конструкций детали и заготовки, материала и
метода получения. Изменения значений трудоемкости и себестои-
мости детали, полученные в результате усовершенствования техно-
логического процесса изготовления, не обусловленные названными
выше факторами, при расчете не учитываются.
Пример. В результате изменений, внесенных в чертежи детали и заготовки,
последнюю получают не из сортового проката, а методом штамповки на ГКМ.
Поэтому стоимость ее снижается на 0,2 руб. и исключается операция чернового
точения, технологическая себестоимость которой равна 0,15 руб. Базовая техно-
логическая себестоимость детали по данным завода-изготовителя—1,4 руб.
Решение. Определяем достигнутую себестоимость детали:
Ст=1,4-0,2-0,15= 1,05 руб.
Уровень технологичности конструкции по технологической себестоимости
С, 1,05
Кус= Сб.т = 1,4 =0’75-
После выполнения анализа технологичностй конструкции все
предложения по изменению конструкции детали должны быть сис-
тематизированы и с соответствующим обоснованием приведены в
расчетно-пояснительной записке. В конструкции детали и заготовки
изменения вносятся после согласования с руководителем проекта.
2.4. ВЫБОР ТИПА И ОРГАНИЗАЦИОННОЙ ФОРМЫ ПРОИЗВОДСТВА
Тип производства по ГОСТ 3.1108—74 характеризуется коэф-
фициентом закрепления операций: 1<К3.о<10— массовое и круп-
носерийное, 10<Хз.о<20 — среднесерийное, 20<К3.о<40 — мелко-
серийное производство. В единичном производстве Кз.о не регла-
ментируется.
Значение коэффициента закрепления операций принимается
для планового периода, равного одному месяцу, и определяется по.
формуле
к 0
2'з.0 р >
з* 35
или участка цеха опре-
где О — число различйых операций; Р — число рабочих мест с раз- t
личными операциями. ''
Общее -число операций О 'по рассматриваемому производ-
ственному процессу отделения
деляется суммированием различных операций Ор.я, закрепленных
за каждым рабочим местом. Если за рабочим местом* закреплена
только одна операция (независимо от их загрузки), общее число
различных операций равно числу рабочих мест Р. Тогда К3.о=1 и
производство является массовым. Если за всеми Или некоторыми
рабочими местами закреплено более чем по одной операции, то
Кз,о> 1 и производство является серийным.
Пример. На участке из 12 рабочих мест в течение одного месяца на 1, 2, 3, 7
и 10-м рабочих местах выполнялось по одной операции, на 4, 5 и 12-м — по две,
на остальных — по три операции.
1.5 + 2 3+3-4 . А
Аз.о—
Следовательно, производство на участке крупносерийное, так как 1 <К3.о<10- >
В большинстве случаев в дипломном проекте по сравнению с
базовым вариантом изменяются программа выпуска, число рабочих
мест, уменьшается трудоемкость вследствие применения более про-
изводительных методов обработки. Поэтому возникает необходи-
мость в уточнении числа рабочих мест и расчете количества опера-
ций, закрепленных за ними.
В любом технологическом (производственном) процессе следу-
ет стремиться к лучшему использованию оборудования как по
. техническим возможностям, так и по времени работы. Поэтому при
малой загрузке его следует догружать аналогичными операциями по
обработке других деталей, если такой вариант представляется воз-
можным и целесообразным с организационной и экономической то-
чек зрения.
Возможность увеличения коэффициента загрузки оборудова-
ния этим путем мбжет быть установлена при анализе или проекти-
ровании производственного процесса всего цеха или хотя бы его
нескольких отделений (участков). Так как подобный анализ выхо-
дит за рамки выполняемой студентом работы, в дипломном проекте
допускается условная догрузка оборудования Другими операциями,
сопоставимыми по трудоемкости с базовой, выполняемой на этом
рабочем месте, до некоторого нормативного коэффициента загруз-
ки Т)н.
Среднее значение нормативного коэффициента загрузки обору-
дования по отделению или участку цеха при двухсменной работе
следует принимать: для мелкосерийного производства — 0,8—0,9 и
выше; для серийного — не ниже 0,75—0,85; для массово-поточного
и крупносерийного — не ниже 0,65—0,75.
Число операций, закрепленных Ъз—бдним; рабочим местом, в
этом случае можно определить по формуле
О = -^2-
р‘м Пз »
36
где т|н — нормативный коэффициент загрузки рабочего места всеми
закрепленными за ним операциями; т]з — коэффициент загрузки ра-
бочего места проектируемой операцией.
Учитывая формулу для определения коэффициента загрузки т]3
(см. параграф 7.3), получим
Л _ бО^М-^вЛн
“ Тш.-кЛГм ’
где Тм — месячный фонд времени работы оборудования при двух-
сменном режиме, 77м=4015 :12=334,5 ч; 7(в-^ средний коэффициент
выполнения норм времени, 7(в=1,3; Тш._к— штучно-калькуляцион-
ное, время выполнения проектируемой операции на данном станке,
мин; NK -- месячная программа выпуска детали.
Значение коэффициента закрепления операций в дипломном
проекте следует определять дважды: предварительно — при ориен-
тировочном выборе типа производства и окончательно — после раз-
работки операционной технологии. При предварительном расчете
штучно-калькуляционное время определяется по укрупненным нор-
мативам (приложение 2.2), а число рабочих мест с различными one-'
рациями — по базовому варианту с учетом планируемого усовер-
шенствования технологического маршрута. При окончательном
расчете и установлении типа производства значения Тш._к и Р при-
нимаются по разработанному операционному технологическому
процессу.
/-"Формы организации технологических процессов в соответствии
с ГОСТ 14.312—74 -[15] зависят от установленного порядка выпол-
нения операций, расположения технологического оборудования, ко-
личества изделий и направления их движения при изготовлении.
Существуют две формы организации технологических процессов —
групповая и поточная, основные признаки которых приведены в
"Указанном выше стандарте.
Решение о целесообразности организации поточной формы про-
изводства обычно принимается на основании сравнения заданного
суточного выпуска изделий и расчетной суточной производитель-
ности поточной линии при двухсменном режиме работы и ее загруз-
ке на 65—75%.
Заданный суточный выпуск изделий , ,
2VC— ggg Ш1.,
где NT—годовая программа выпуска изделий, щт.; 253 —количе-
ство рабочих дней в году. >
’ Суточная производительность поточной линии
— суточный фонд времени работы оборудования (йри двух-
режиме работы — 960 мин); Тер — средняя станкоемкость
операций, мин; т]з —- коэффициент загрузки оборудования, .
Средняя станкоемкость операций определяется по формуле
п
Т'со = ——------ станко-мин,
где Тшц — штучное время основной i-й операции, нормо-мин; п —
количество основных операций (без учета операций типа снятия
фасок, зачистки заусенцев и др.); Кв — средний коэффициент вы-
полнения норм времени.
Если заданный суточный выпуск изделий меньше суточной про-
изводительности поточной линии при условии ее загрузки на 65—
75%, применение однономенклатурной поточной линии нецелесооб-
разно.
Такт производства определяется по формуле
где Ед — действительный фонд времени в планируемый период, ч;
N — программа выпуска изделия в планируемом периоде, шт.
При групповой форме организации производства запуск изде-
лий производится партиями с определенной периодичностью, что
является признаком серийного производства. Количество деталей
в партии для одновременного запуска определяется упрощенным
способом:
где Nr — годовая программа выпуска, шт.; а — периодичность за-
пуска, дн.; F — число рабочих дней в году, /=253.
Рекомендуются следующие периодичности запуска изделий:
3, 6, 12, 24 дня.
Приведенная выше формула позволяет приближенно опреде-
лить размер партии, который должен быть в дальнейшем скоррек-
тирован с учетом удобства планирования и организации производ-
ства. С этой целью размер партии принимают не менее сменной
выработки.
Корректировка величины партии осуществляется следующим об-
разом: а) определяется расчетное число смен на обработку всей
партии деталей на основных рабочих местах:
------480-6%. СМеН;
б) расчетное число смен округляется до ближайшего целого
числа, принятое число смен — Сщ>; в) определяется принятое число
деталей в партии:
спр-480 0,8
П"Р Тш.-кхр ’
38
где 480 — расчетный фонд времени работы станка в смену, мин;
0,8 — коэффициент загрузки станка; Т’ш.-к.ср — среднее штучно-
калькуляционное время по основным операциям, мин.
2.5. ВЫБОР ОПТИМАЛЬНОГО МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ
На выбор метода получения заготовки оказывают влияние: ма-
териал детали; ее назначение и технические требования на изготов-
ление; объем и серийность выпуска; форма поверхностей и разме-
ры детали,
Оптимальный метод получения заготовки определяется на осно-
вании всестороннего анализа названных факторов и технико-эконо-
мического расчета технологической себестоимости детали. Метод
получения заготовки, обеспечивающий технологичность изготовляе-
мой из нее детали, при минимальной себестоимости последней счи-
тается оптимальным.
При выполнении дипломного проекта делается краткий анализ
существующего способа получения заготовки на заводе. В нем сле-
дует отразить технологический процесс, при необходимости иллюст-
рированный эскизами, положительные и отрицательные стороны
метода, качество заготовки, причины брака и возможности его
устранения. Необходимо привести данные об экономичности полу-
чения заготовки в условиях завода, о себестоимости, трудоемкости,
производительности, материалоемкости метода.
На основании произведенного анализа, изучения передовых ме-
тодов получения аналогичных заготовок на других предприятиях,
а также литературных, данных [69, 70] и технико-экономического
обоснования следует предложить оптимальный для принятых усло-
вий производства метод получения заготовки. Чертеж заготовки
должен быть отработан на технологичность с целью обеспечения
возможности оптимальных затрат труда, средств, материала и вре-
мени на ее изготовление предложенным методом.
2.5.1. Заготовки из проката и специальных профилей
Для изготовления деталей методами резания и пластической
деформации применяют сортовой, специальный прокат и профили.
Вид проката, его характеристика и область применения приведе-
ны в табл. 2.1.
Рекомендуется для механической обработки на токарных авто-
матах и револьверных станках применять калиброванный прокат
4—5-го классов точности по ГОСТ 7417—57 диаметром до 100 мм.
Холодную высадку ступенчатых деталей на прессах-автоматах так-
же рекомендуется производить из калиброванного проката диамет-
ром до 25 мм.
Специальный прокат применяется в условиях крупносерийного
И массового производства, что позволяет почти полностью исклю-
чить механическую обработку детали. Гнутые профили, открытые,
закрытые и многослойные, используются для уменьшения массы и
. ' . 8®'
Табл» 2.1. Сортовой, специальный прокат и профили»
Область их применения [62]
Вид проката или профиль ГОСТ Поперечное сечение Область применения
1 2 3 V 4
Сортовой: круглый горячекатаный повышенной и нормаль- ной точности круглый калиброванный квадратный, шестигран- ный, полосовой (горяче- катаный обычной точ- ности) 2590-71 7417-57 2591-71 2879-69 103-57 Постоянное » Гладкие и,„ступенчатые валы с небольшим перепа- дом диаметров ступеней, стаканы диаметром до 50' мм/ втулки с наруж- ным диаметром до 25 мм Крепеж, небольшие Де- тали типа рычагов, тяг, планок и клиньев
квадратный, шестигран- ный (калиброванный) 8559-57 8560—67
Листовой:
толстолистовой горяче- катаный тонколистовой горяче- и холоднокатаный 19903-74 19903-74 19904—74 » Фланцы, кольца, плос- кие детали различной фор- мы, цилиндрические полые детали типа втулок и валов
Трубы:
у стальные бесшовные го- f ряче- и холоднокатаные 8732—70 8734—75 » Цилиндры» втулки, гильзы, шпинделя, стака- ны, барабаны,, ролики, валы
электросварные (фасон- ные, квадратные, прямо- угольные) 10704—63 8639—68 8645—68 » Позволяет снизить рас- ход металла на 20—70% и время обработки на 20—40%
специальных профилей Профильный сортовой: 6856-54 Переменное
сталь угловая равнобокая неравнобокая балки двутавровые 8509-72 8510—72 8239—72 Постоянное 1 > 3 Балки, кронштейны, полки; для сварных, кон- струкций (рам, плит, ста- нин, подставок, корпусов)
швеллеры обычные Периодический: 8240—72 »
продольный ♦ 8319.1—75 8319.13—75 Переменное Ступенчатые детали крупносерийного и массо- . вогопроизводства. Расход металла снижается до 15 %, себестоимость — на 10—20%, производитель- ность труда повышается на 25—30%
иоперечно- винтовой 8320-57 » Валы, полуоси, рычаги и другие детали крупно- серийного и массового производства
40 *
Окончание
1 2 СО 4
Гнутые профили:
угловые, швеллеры не-
равнобокие 1 U-образные ,
С-образные, корыто-
образные
Фасонные гнутые стальные
профили
2876—63 Постоянное Рамы, опоры, кронш-
8278—75 тейпы консоли, ребра
8281—69 жесткости и другие дета-
8282—57 ли крупносерийного и мае-
8288—67 сового производства
3275—57 » Обрамления, окантовка,
радиаторные трубки и дру-
гие детали, которые, долж-
ны быть легкими и жест-
кими
увеличения жесткости деталей. Экономия металла и сокращение
времени обработки при их применении соответственно составляют
30—70% и 20—40%.
2.5.2. Кованые и штампованные заготовки
Основные методы получения заготовок путем обработки метал-
лов давлением и их характеристика приведены в табл. 2.2. Область
применения этих методов — серийное и массовое производство.
Табл. 2.2. Характеристика основных методов выполнения заготовок
давлением (углеродистые, легированные стали и специальные сплавы) [62]
Методы выполнения заготовок Размеры или масса Точность выпол- нения заготовок Шерохова- тость Rz, мкм
наибольшие наименьшие
Штамповка на моло- 200 кг Толщина стен- По ГОСТ 320—160 тах и прессах ки 2,5 мм 7505—74 Штамповка с после- 100 кг То же 0,05—0,1 мм 40—10 дующей чеканкой Штамповка (высад- 100 кг 0,1 кг По ГОСТ 320—160 ка)ч на ГКМ 7505—74 Штамповка выдав- Диаметр — 0,2—0,5 мм 320—80 ливанием до 200 мм Фасонная вальцовка 50 кг Толщина стен- По ГОСТ 320—160 на ковочных вальцах ки 2,5 мм 7505—74 Прокатка штучных 250 кг 0,1 кг 0,5—2,5 мм 320—160 заготовок на попереч- но-винтовых и специ- альных станах - Холодная высадка на Диаметр Диаметр 1 мм 3—5-й классы 20—10 Жрматах 30 мм по ОСТ 1013, .<>. ~ ОСТ 1015 .Штамповка на кали- 100 кг Толщина стен- На 20—25% 320—180 брОйрЧНЫх- крцвошип- ки 2,5 мм выше, чем при Ш^?Мдееах ' штамповке на । • > ’ молотах , \ \
/де
При выборе заготовок, получаемых давлением, следует иметь
в виду, что наиболее производительными методами являются хо-
лодная высадка на автоматах и поперечно-винтовая прокатка (до
350 шт./мин). Штамповка на кривошипных прессах в 2—3 раза
производительнее штамповки на молотах, припуски- и допуски
Рис. 2.1. Классификация поковок, штампуе-
мых на горизонтально-ковочных машинах
(32]
уменьшаются на 20—35%, расход металла на поковки — на
10—15%.
Заготовки для деталей типа стержня с утолщением, колец,
втулок, деталей со сквозными или глухими (в том числе и глубоки-
ми) отверстиями и другие (рис. 2.1) целесообразно получать на го-
ризонтально-ковочных машинах (ГКМ). Классификация загото-
вок, штампуемых на молотах и горячештамповочных прессах, при-
ведена на рис. 2.2.
2.5.3. Отливки
Характеристика методов получения отливок приведена в табл.
2.3. Литье в песчаные формы является наиболее универсальным
методом. Однако изготовление формы требует больших затрат вре-
42 .
мени. Так, набивка 1м8 формовочной смеси вручную занимает
1,5—2 ч, а с помощью пневматической трамбовки— 1 ч. Примене-
ние пескомета сокращает время набивки до 6 мин. Встряхивающие
машины ускоряют ее по сравнению с ручной в 15 раз, а прессовые—
в 20 раз.
Рис. 2.2. Классификация поковок, штампуемых на молотах и горяче-
штамповочных прессах (32]:
/ — разъем на прессе; 2 —разъем на молоте; 3 — штамповка на прессе; 4 — фла-
нец штампуется на горизонтально-ковочной машине; 5 — головки после штамповки
на горизонтально-ковочной машине штампованы на прессе; 6 — стержень сог-
нут на горизонтально-гибочной машине; 7 — штамповка на молоте или прессе,
высадка на горизонтально-ковочной машине
Допускаемые отклонения на размеры отливок в песчаные фор-
мы приведены в табл. 2.4.
Литье в оболочковые формы применяют главным образом при
получении ответственных фасонных отливок. При автоматизации
этого метода можно получать до 450 полуформ/ч. ,
Литье в кокиль экономически целесообразно' при величине
партии не менее 300—500 шт. для мелких отливок и 30—50 шт.
для крупных. Часовая производительность метода — до 30 отливок.
43
Табл. 2.3. Характеристика методов выполнения лигах заготовок
(из чугуна, стали, цветных и специальных сплавов) [62]
Методы выполнения заготовок Размеры или масса Точность выпол- нения заготовок Шерохо- ватость Rz, мкм Тип произ- водства
наиболь- шие наимень- шие
Литье в землю при ручной формовке по деревянным моделям Не огра- ничены Толщи- на стенки 3—8 мм 3-й класс по ГОСТ 1855—55; ГОСТ 2009—55 .320—80 Единичное, мелкосерий- ное.
Литье в землю при машинной формовке по деревянным и металли- ческим моделям 10—15 т Толщи- на стенки 3—8 мм 2—3-й клас- сы по тем же ГОСТам 80—20 Серийное
Литье в землю ‘ при машинной формовке по металлическим моде- лям со сборкой стерж- ней в кондукторах 3—5 т То же 1—2-й клас- сы по тем же ГОСТам 40—10 .Массовое, крупносерий- ное
Литье в полупостоян- ные (цементные, графи- товые, асбесто- и гра- фитоалебастровые фор- мы) . 30 т » 2—3-й клас- сы по тем же ГОСТам 320-80 Серийное
’ Литье в оболочко- вые формы:
' алюминиевое 100 кг Толщи- на стейки 1—1,5 .мм 5—7-й классы по ОСТ 1015, ОСТ 1010 40—10 Серийное, массовое
стальное 100 кг 3—5 мм *
Литье стальное по Выплавляемым моделям 50 кг Толщи- на стенки 0,5 мм 4—5-й классы по ОСТ 1013, ОСТ 1015 40—10 То же
Литье под давлением- (из сплава цветных ме- таллов) . 100 кг Толщи- на стенки 0,5 мм 4—5’й классы 20 и менее по ОСТ 1013, ОСТ 1015 Крупносе- рийное, мас- совое
Литье в кокиль 0,5—7 т — 5—8-й классы 80-10 Серийное .
массовое
по ОСТ 1010
ОСТ 1015
То Же
160—40 То же
Центробежное литье 0,01—3 т 0,5 кг
/
Литье по выплавляемым моделям экономически целесообразно
для литых деталей очень сложной конфигурации из любых спла-
вов при величине партии свыше 100 п1т.
Литье под давлением применяется в основном для получения
фасонных отливок из цинковых, алюминиевых, магниевых и латун-
ных-сплавов. Способ считается целесообразным при величине пар-
тии 1000—2000 шт. и более. Производительность — до 1000 отли-
вок/ч. /
Центробежное литье получило распространение при выполне-
44
Табл. 2.4. Допустимые отклонения по размерам отливок из серого чугуна и стали по ГОСТ 1855—55 и ГОСТ 2009—55
Наибольшие габариты отливки, мм Номинальный размер части отлйвок, на который дается допуск, мм
до 50 50—120 120—260 260—500 500—800 800—1250 1250-2000
1-й класс, точности
До 120 ±0,2 ±0,3 <— — — — —
120—260 ±0,3 ±0,4 ±0,6 — — — —.
260-500 ±0,4 ±0,6 ±0,8 ±1,0 — —- —
500—1250 ±0,6 ±0,8 ±1,0 ±1.2* ±1,4 ±1,6 —
1250—3150 ±0,8 ±1,0 ±1,2 ±1,4 ±1,6 ±2,0 ±2,5
3150—5000 ±1,0 ±1,2 ±1,5 ±1,8 ±2,0 ±2,5 ±3,0
2-й класс точности
До 260 ±0,5 ±0,8 ±1,0 — — —• —
260—500 ±0,8 ±1,0 ±1,2 ±1,5 — —. —
500—1250 ±1,0 ±1,2 ±1,5 ±2,0 ±2,5 ±3,0 —
1250—3150 ±1,2 ±1,5 ±2,0 ±2,5 ±3,0 ±4,0 ±5,0
3150—6300 ±1,5 ±1.8 ±2,2 ±3,0 . ±4,0 ±5,0 ±6,0
Примечание’. 3-й класс точности предназначается для единичного произ-
водства.
нии заготовок, имеющих форму тел вращения. Производитель-
ность — до 15 отливок/ч.
' Перспективна штамповка заготовок из жидкого металла. Ме-
тод позволяет получать достаточно точные заготовки с глубокими
выступами и тонкими стенками при удельном давлении в 6—8 раз
меньшем, чем при горячей штамповке.
2.5.4. Экономическое обоснование выбора заготовки
При выборе вида заготовки для вновь проектируемого техно-
логического процесса возможны следующие варианты.
1. Метод получения заготовки принимается аналогичным су-
ществующему на данном производстве.
2. Метод изменяется, однако это обстоятельство не вызывает
.изменений в технологическом процессе механической обработки.
3. Метод изменяется, что влечет за собой существенные изме-
нения в ряде операций механической обработки детали.
В первом случае достаточно ограничиться ссылкой на спра-
вочную литературу, где для данных условий рекомендован этот
вариант как оптимальный. Так как стоимость заготовки не изме-(
няется, она не учитывается при определении технологической се-
бестоимости. /
— ВО втором случае предпочтение следует отдавать заготовке»
Табл. 2.5. Оптовые цены на некоторые металлы
(прейскуранты № 01-02, 01-03, 01-04, 02-06)
Наименование Цена за 1 т, руб.
от до
1 2 3
Сталь обыкновенного качества
.Углеродистая круглая и квадратная:
СтО ' 83,9 95,4
СтЗ, Ст4, Ст5 92,3 104
Сталь качественная сортовая круглая, квадратная
и шестигранная
Углеродистая 10, 20, 30, 40, 45, 50, 55 106 1^2
Углеродистая 40—45 селект 130 157
Легированная 15Х, 20Х, ЗОХ, 40Х, 45Х, 50Х 118 1*34
Легированная:
18ХГТ 178 119
ЗОХГТ 178 199'
20ХГР 126 143
15ХГС, ЗОХГС 128 153
12ХНЗА, 20ХНЗА 241 266
20ХНР 158 175
Автоматная —А12, А20, АЗО, А40Г 117 ♦ 135
Шарикоподшипниковая:
ШХ9, ШХ15 152 173
ШХ15С 611 629
ШХ15СГ 158 181
Сталь качественная инструментальная
? Углеродистая У7, У8, У9, У10, У11, У12, У13 115 139
Углеродистая У7А, У8А, У9А, У10А, УНА, У12А, У13А 131 157
Легированная ХВГ Быстрорежущая: 326 360
Р18 (прутки 0 32—50 мм) 2510
Р9 (прутки 0 32—50 мм) 1770
Р9Ф5 (прутки 0 32—50 мм) Р9КЮ (прутки 0 32—50 мм) Сталь качественная калиброванная Углеродистая — 35, 40, 45, 50, 55, 60 Автоматная — А12, А20 Шарикоподшипниковая ШХ9, ШХ15 2210 5680 (холоднотянутая) 125 160 131 166 213 294
Окончание
Трубы,стальные бесшовные
Холоднотянутые и холоднокатаные из стали 08—60
(цена за 10 пог. м трубы):
0 55 мм, стенка 10 мм 21, 9
0 70 мм, стенка 10 мм 29, 5
0 90 мм, стенка 10 мм 4 37
Горячекатаные (цена за 1 т):
0 102 мм, стенка 20 мм 144
0 121 мм, стенка 25 мм 141
0 152 мм, стенка 36 мм 136
Подшипниковые из стали ШХ15 (цена за 1 т):
0 91 мм, стенка 10—11 мм 293
0 91 мм, стенка 18—19 мм 258
Прокатно-тянутые изделия из цветных металлов и сплавов
Прутки латунные Л62, класс точности 4-й:
0 17—20 мм 915
0 35—40 мм 900
Прутки латунные ЛС59-1 и ЛСЖ58-1-1:
0 17—20 мм 775
0 35—40 мм 770
Прутки алюминиево-магниевого сплава АМГ-3:
0 13—19 мм ИЗО
0 28—44 мм 1040
Прутки бронзовые Бр. ОЦ4-3 тянутые:
0 17—20 мм 1750
0 35—40 мм 1690
Примечание. При выборе цен для сталей учитывать, что их пределы ука-
заны для диаметров от 8 до 250 мм. Большие цены соответствуют меньшим диа-
метрам. По автоматным сталям — диаметры не превышают 100 мм.
Табл. 2.6. Заготовительные цены на 1 т стружки
черных и цветных металлов
Тип отходов Стоимость, руб.
Стальная и чугунная стружка для доменных печей Лом и отходы: 14,4
легированной стали 29,8
шарикоподшипниковой стали 38
алюминиевых сплавов (стружка) 146
оловянистой бронзы 443
Латунная стружка . 319
47
характеризующейся лучшим использованйем металла и меньшей
стоимостью. <
В двух рассмотренных случаях можно принять окончательное,
решение относительно вида заготовки и рассчитать ее стоимость
до. определения технологической себестоимости варианта процесса.
В третьем случае вопрос о целесообразности определенного
вида заготовки может быть решен лишь после расчета технологи-
ческой себестоимости детали по сравниваемым вариантам. Пред-
почтение следует отдавать той заготовке, которая обеспечивает
меньшую технологическую себестоимость детали. Если же со-
поставляемые варианты оказываются равноценными, предпочтение
следует отдавать варианту заготовки с более высоким коэффициен-
том использования материала.
Если деталь изготавливается из проката, затраты на заготов-
ку определяются по его массе и массе сдаваемой стружки. При
этом принимается во внимание стандартная длина прутков:
M = QS-(Q-q)-^- руб.,
где Q — масса заготовки, кг; 5 — цена 1 кг материала заготовки,
руб.; q — масса готовой детали, кг; S0Tx — цена 1 т отходов, руб.
Стоимость некоторых металлов и заготовительные цены на
стружку черных и цветных металлов приводятся в табл. 2.5 и 2.6.
Стоимость заготовок, получаемых такими методами, как лйтье
в обычные земляные формы и кокили, по выплавляемым моделям,
под давлением, горячая штамповка на •• молотах, прессах, ГКМ,
а также электровысадкой, можно с достаточной для дипломного
проектирования точностью определить по формуле
*^заг= 1000 (Q Ч) РУб-»
где Ci — базовая стоимость 1 т заготовок, руб.; kt, kc, kB, kK,
ka—коэффициенты, зависящие от класса точности, группы слож-
ности, массы, марки материала и объема производства заготовок.
Базовая стоимость 1 т отливок, полученных литьем в обычных
земляных формах и кокилях, Ci = 290 руб. (из серого чугуна ма-
рок СЧ-00, СЧ 12-28, СЧ 15-32, СЧ 18-36 массой 1—3 кг, 3-го клас-
са точности по ГОСТ 1855—55, 3-й группы сложностей 3-й группы
серийности; прейскурант № 25-01, 1970 г.).
Коэффициенты выбираются по следующим данным.
Значения коэффициента в зависимости от класса точности отливок:
из черных металлов
1-й toe
2-й . 1,03
3-й 1
из цветных металлов (по АН-1026—55)
4-й 1,1
5-й 1,05
6-й ' 1
48 ч ' . . t
f ♦
Значения коэффициента k» в зависимости От марки материала
Чугун
СЧ-00; СЧ 12-28; СЧ 15-32; СЧ 18-36 1
СЧ 24-44; СЧ 32-52; СЧ 28-48 СЧ 35-56; СЧ 38-60 ВЧ 45-0; ВЧ 50-1,5*; ВЧ 60-2 КЧ 30-6; КЧ 33-8; КЧ 35-10; Сталь КЧ 37-12 1,09 1,1 1,24 1,15
углеродистая низколегированная легированная Сплавы цветных алюминиевые магниевые металлов 1,21 1,6 2,2—2,§ 5,1 9,15
медно-цинковые и броням оловянистые бронзы оловянисто-свинцовые цинковые 4,15 5,4 3,4
Коэффициенты, зависящие от группы сложности отливок, их
массы и объема производства, определяются по табл. 2.7. Чтобы
определить коэффициент ka, для дипломного проектирования в, ка-
честве объема производства можно принимать годовую программу
выпуска. Для этого необходимо установить группу серийности по
табл. 2.8, а затем на ее основании по табл. 2.7 найти значения kn.
Табл. 2.7. Значения коэффициентов
Лс
Материал отливки Группы сложности
1 2 3 4 5
Чугун, сталь 0,83 1 1,2 1,45
Сплавы:
алюминиевые 0,82 0,89 1 1,1 1,22
магниевые 0,82 0,9 1 1,11 1,25
медные и бронзы 0,97 0,98 1 1,02 1,04
цинковые 0,92 0,96 1 1,05 1,П
Материал отливки
Масса отлив- ки, кг чугун сталь алюминиевые сплавы магниевые сплавы бронза и цинко- вые сплавы
0,5—1 1,1 1,07 1,05 1,07 1,01
з-з 1 1 1 1 1
гь-ю 0,91 0,93 0,96 0,97 0,99
0,84 0,87. 0,94 0,94^ 0,99
0,8 0,82 0,92 0,91 0,98
0,74 . 0,78, 0,89 0,88 0,97 :
'*^4* ; 0,67 0,74 0,87 * 0,78 0,96
4 ,За^.-иЙи< 49 "
Окончание
Материал отливки Группы серийности
1 2 3 4 5
Чугун 0,52 0,76 1 1,2 1,44
Сталь Сплавы: 0,5 0,77 1 1,2 1,48
алюминиевые 0,77 0,9 1 1,11 1,22
магниевые 0,82 0,92 1 1,1 1,17
медно-цинковые и бронзы 0,91 0,96 1 1,05 1,08
цинковые 0,85 0,93 1 1,06 1,14
Табл. 2.8. Группы серийности отливок в зависимости
от способа получения и объема производства
Масса отливки, кг Объем (тыс. шт.) при группах серийности 1 1 2 | 3
Литье в обычные земляные формы и кокили
0,5—1 >500 100—500 <100
1—3 >350 . 75-350 <75
3—10 >200 30—200 <30
10—20 >100 15—100 <15
20—50 >60 10—60 <10
50—200 >40 7,5—40 <7,5
200-500 >25 4,5-25 <4,5
* Литье по выплав ляемым моделям
0,1—0,2 >400 300—400 <300
0,2—0,5 >300 225—300 <225
0,5—1 >15 11—15 <11
1—2 >12 9—12 <9
2-5 >10 7—10 <7
5—10 >4 3—4 <3
>10 >3 2—3 <2
Литье под давлением
0,1—0,2 >600 450—600 <450
0,2-0,5 >500 375—500 <375
0,5—1 >400 300—400 <300
1—2 >300 225—300 <225
2-5 >200 150—200 <150
5—10 >100 75—100 <75
>10 >50 35-50 <35
50
Для отливок, полученных литьем по выплавляемым моделям,
за базовую принята стоимость 1 т Сг=1600 руб. (отливки из угле-
родистой стали массой 0,1—0,2 кг, 3-й группы сложности, 2-й груп-
пы серийности; прейскурант 25-01, 1970 г.).
Коэффициенты выбираются по следующим данным.
Значения коэффициента Лт в зависимости от класса точности отливок
1-й (ГОСТ 1855—55) 1,1
2-й (АН 1026—55) 1,05
3-й (АН 1026—55) 1
Значения коэффициента в зависимости от материала отливок
Сталь углеродистая 1
Сталь низколегированная 1,04
Сталь высоколегированная 1,23
Медные сплавы 1,65
Бронза безоловянистая 1,52
Бронза оловянистая 1,83
Коэффициенты, зависящие от группы сложности .отливок и мас-
сы, принимаются по табл. 2.9.
Табл. 2.9. Значения коэффициентов
Материал отливки Группы сложности
1 2 3 4 5
Сталь углеродистая 0,86 0,92 1 1,12 1,24
Сталь низколегированная 0,86 0,93 1 141 1,23
Сталь высоколегированная 0,85 0,90 1 1,12 1,26
Медные сплавы 0,865 0,925 1 1,15 1,26
Бронза безоловянистая 0,9 0,95 1 1,08 1,19
Бронза оловянистая 0,92 0,95 1 14 145
Масса отлив- ки, кг Материал отливки
сталь углеро- дистая и низко- легированная сталь высоко- легированная медный сплав бронза безоло- вянистая бронза оло- вянистая
0,05—6,1 1,37 1,31 1,2 1,3 1,3
04—0,2 1 1 1 1 1
0,2—0,5 0,75 0,78 0,95 0,79 0,83
0,5—1 0 7 0,74 0,89 0,76 0,8
1—2 0,62 0,63 0,86 0,71 0,76
2—5 0,5 0,53 0,82 0,64 0,7
5—10 0,45 0,48 0,78 0,61 0,67
>10 0,38 0,4 < 0,72 0,57 0,64
Коэффициент fen для отливок, получаемых по выплавляемым’
моделям, определяется независимо от марки материала. Группа
серийности, на основании которой выбираются значения fen, приве-
дена в табл. 2.8.
4*
51
Значения коэффициента kn в зависимости от группы серийности
1-я 033
2-я 1,00
3-я 1,23
Для отливок, полученных литьем в оболочковые формы, в ка-
честве базовой принята стоимость 1 т отливок С5=595 руб. (отлив-
ки из серого чугуна марок СЧ-00, СЧ 12-28, СЧ 15-32, СЧ 18-36 мас-
сой 1—3 кг, 2-го класса точности по ГОСТ 1855—55, 3-й группы
сложности, 2-й группы серийности; дополнение № 1 к прейскуран-
ту № 25-91-37, 1972 г.). k
. Коэффициенты выбираются по следующим данным.
Значения коэффициента k7 в зависимости от класса точности для отливок
из черных металлов по ГОСТ 1855—55 и ГОСТ 2009—55
1-й 1,02
2-й 1
3-й ‘ 0,98
Значения коэффициента в зависимости от марки материала
Чугун
СЧ-00; СЧ 12-28; СЧ 15-32; СЧ 18-36 1
СЧ 21-40; СЧ 24-44; СЧ 28-48; СЧ 32-52 1,26
СЧ 35-56; СЧ 38-60 1,4
ВЧ 45-0; ВЧ 50-1,5; ВЧ 60-2 1,45
Сталь
15Л, 20Л, 25Л, ЗОЛ, 35Л, 40Л, 45Л, 50Л, ' 1,45
55Л
Коэффициенты, зависящие от группы сложности отливок, их
массы, определяются по табл. 2.10.
Табл. 2.10. Значения коэффициентов kc и kB (литье в оболочковые формы)
Материал отливки Группы сложности
1 1 2 | 3 | 4 1 5
Чугун серый 0,83 0,91 I 1,1 1,2
Чугун высокопрочный . 0,86 0,93 1 , 1,07 Г, 16
Сталь углеродистая 0,84 0,91 1 1,09 > 1,21
Материал отливки
масса отлив-
ни кг СЧ-00- СЧ 21-49, СЧ 35-56, ВЧ 45-0, сталь угле-
СЧ 18-36 , СЧ 28-48 СЧ 38-60 ВЧ 60-2 родистая
До 0,5 1,21 1,16 1,13 1,12 1,12
0,5—1 ♦ 1,1 1,07 1,06 1,06 1,06
1—3 1 1 1 1 1
3—6 0,91 0,93 0,93 9,93 0,89
6—10 0,83 0,83 0,82 0,86 0,8
10—20 0,78 0,75 0,74 0,79 0,71
20—50 0,73 0,69 0,67 0,7 0,62
50—200 0,69 0,62 0,6 0,61 0,55
Свыше 200 0,65 0,55 0,53 0,54 0,45
52
Чтобы определить коэффициент /гя, необходимо по табл. 2.8
в разделе «Литье по выплавляемым моделям» найти группу серий-
ности, а затем на ее основании выбрать его величину из следующих
значений: 1-я группа серийности—0,8; 2-я—Г, 3-я—1,25.
Для отливок, полученных литьем под давлением, в качестве ба-
зовой принята стоимость 1 т отливок Сз=1780 руб. (отливки из
алюминиевых сплавов массой 0,1—0,2 кг, 3-й группы сложности,
2-й группы серийности; прейскурант 25-01, 1970 г.).'
Коэффициенты выбираются по следующим данным.
Значения коэффициента Ат в зависимости от класса точности (по
АН 1026—55)
1-й 1,05
2-й 1
Значения коэффициента k№ в зависимости от материала отливок
Сплавы:
алюминиевые 1
магниевые 1,5
медные 0,93
цинковые 0,81
Значения коэффициентов kc, k3 и kn приведены в табл. 2.11.
Группа серийности принимается по табл. 2.8. Отнести отливки к той
или иной группе сложности можно по следующим признакам.
Табл. 2.11. Значения коэффициентов
kc
Материал отливки Группы сложности
1 1 2 1 3 1 4
Сплавы: • -
алюминиевые 0,88 0,94 1 1,07
магниевые 0,85 0,92 1 1,07
медные 0,9 0,95 I 1,07.
цинковые 0,88 0,93 1 1,07
^В
Материал отливки
масса отлив-
ки кг алюминиевые магниевые цинковые
* сплавы сплавы медные сплавы сплавы
0,1—0,2 1 1 .1 1
0,2—0,5 0,9 0,85 0,89 0,91
0,5—1 0,81 0,75 0,81 0,82
Г—2 0,75 0,68 0,75 0,75
2—5 0,69 0,61 0,71 0,7
’"8&-10 0,64 0,57 0,67 0,63
>10 . 0,62 0.55 ; 0,65 0,61
53
Окончание
Материал отливки Группы серийности
1 1 2 1 3
Сплавы:
алюминиевые 0,92 1 1,09
магниевые 0,88 t 1 1,08
медные 0,93 1 1,07
цинковые 0,93 1 1,07
I группа — удлиненные детали типа тел вращения, которые
можно отливать не только стационарным, но и центробежным спо-
собом. К ним относятся простые и биметаллические вкладыши, от-
дельные втулки и гильзы, трубы, цилиндры, некоторые типы шпин-
делей. Отношение длины к диаметру у таких деталей больше
единицы.
II группа — детали типа дисков: маховики и основные диски
муфт сцепления, шкивы, диски, корпуса подшипников.
III группа — простые по конфигурации коробчатые плоские
детали, для формовки которых не требуется большего количества
стержней. К этой группе относятся передние, боковые, нижние
крышки двигателей; крышки коробок скоростей, передних бабок
и других корпусных деталей; суппорты станков; кронштейны; план-
ки; вилки; рычаги.
IV группа — закрытые корпусные детали коробчатого типа,
внутри которых монтируются механизмы машин: блоки и головки
цилиндров автомобильных, тракторных и других двигателей; кор-
пуса коробок передач; картеры двигателей; корпуса мостов авто-
мобилей и тракторов; картеры рулевого управления; передние баб-
ки, коробки подач и фартуки токарных станков, коробки скоростей
и. подач сверлильных станков и другие детали сложной формы, для
изготовления которых требуется значительное количество стержней
при формовке.
V группа — крупные и тяжелые коробчатые детали, на ко-
торых обычно монтируются узлы и механизмы машин. К ним мож-
но отнести коробчатые литые рамы тракторов и сельскохозяйствен-
ных машин, станины металлорежущих станков и литейных машин,
а также прессов, компрессоров и т. д. Внутри таких деталей какие-
либо механизмы обычно не монтируются, т. е. они служат как не-
сущие конструкции.
Стоимость горячештампованных заготовок, полученных на мо-
лотах, прессах, горизонтально-ковочных машинах и электровысад-
кой, определяется следующим образом. За базу принимается
стоимость 1 т штамповок С4=315 руб. (штамповки из конструк-
ционной углеродистой стали массой 2,5—4 кг, 2-го класса точности
по ГОСТ 7505—74, 3-й группы сложности и 2-й группы серийности;
прейскурант № 25-01, 1970 г.),
54
Табл. 2.12. Значения коэффициентов .
Лс
Материал штамповки Группы сложности
1 1 2 1 3 1 4
Сталь углеродистая 08-85 0,75 0,84 1 1,15
Сталь 15Х-50Х 0,77 0,87 1 1,15
Сталь 18ХГТ-30ХГТ 0,78 0,88 1 1,14
Сталь IUX-15 0,77 0,89 1 1,13
Сталь 12XH3A-30XH3A 0,81 0,9 1 Ы
*в
Масса штам- повки, кг Материал штамповки
сталь 08-85 сталь 15Х-50Х сталь 18ХГТ-30ХГТ сталь ШХ15 сталь 12XH3A-30XH3A
<0,25 2 2 1,94 1,82 1,62 .
0,25—0,63 1,85 1,64 1,61 1,52 1,42
0,63—1,6 1,33 1,29 1,29 1,3* 1,25 ,
1,6-2,5 1,14 1,14 1,15 1,14 1Д1
2,5—4 1 1 1 1 1
4—10 0,87 0,89 0,89 0,88 0,9
10—25 0,8 0,8 0,79 0,76 0,8
25—63 0,73 0,73 0,74 0,71 0,75
63—160 0,7 0,7 0,72 0,65 0,7
Коэффициенты выбираются по следующим данным.
Значения коэффициента k? в зависимости от класса точности штамповок
по ГОСТ 7505—74
1-й 1,05
2-й 1
3-й 0,9
Значения коэффициента kM в зависимости от марки материала штамповки
Сталь углеродистая 08-85 1
Сталь 15Х-50Х 1,18
Сталь 18ХГТ-30ХГТ 1,27
Сталь ШХ15 1,62
Сталь 12XH3A-30XH3A 1,98
Значения коэффициентов kc и kB приводятся в табл. 2.12. При
определении коэффициента kn учитывается объем производства
заготовок (годовая программа). Если он больше значений, указан-
ных в табл. 2.13, принимают £п=0,8. ^остальных случаях &п= 1-
Группа сложности поковок может быть найдена с достаточной ,
для дипломного проектирования точностью на основании класси-
фикации поковок, приведенной на рис. 2.1 и 2.2.
Экономический эффект для сопоставления способов получе- -
ния заготовок, при которых технологический процесс механической
обработки не меняется, может быть определен по формуле
— (Ззаг, Saart) АГ руб.,
"55
где 5заГ1, Sear, — стоимости сопоставляемых заготовок, руб.; JV—го-
довая программа, шт.
Табл. 2.13. Объем производства штамповок, соответствующий
2*й группе серийности
Масса штамповки, кг | Объем производства, тыс/шт.
<0,25 15-500
0,25—0,63 8—300
0,63—1,6 5—150 -
1,6—2,5 4,5—120
2,5-4 4—100
4—10 3,5—75
10—25 3—50
25—63 2—30
63—160 0,6—1
2.6. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
И ОЦЕНКА ТОЧНОСТИ БАЗИРОВАНИЯ
♦
Выбор баз для черновой обработки. 1. При обработке загото-
вок, полученных литьем и штамповкой, необработанные поверх-
ности в качестве баз можно использовать только на первых опера-
циях. При дальнейшей обработке это не допускается.
2. В качестве технологических баз следует принимать поверх-
ности достаточных размеров, что обеспечивает большую точность
базирования и закрепления заготовки в приспособлении, эти по-
верхности должны иметь более высокий класс точности, наимень-
шую .шероховатость, не иметь литейных прибылей, литников, ока-
лины и других дефектов.
3. У деталей, не подвергающихся полной обработке, за техно-
логические базы для первой операции рекомендуется принимать
поверхности, которые вообще не обрабатываются. Это обеспечит
наименьшее смещение обработанных поверхностей относительно
необработанных.
4. Если у заготовок обрабатываются все поверхности, в ка-
честве технологических баз для первой операции целесообразно
принимать поверхности с наименьшими припусками. Тем самым
при дальнейшей обработке исключается возможность появления
на них «чернот».
5. База для первой операции должна выбираться с учетом
Обеспечения лучших условий обработки поверхностей, принимав*
мых в дальнейщем в качестве технологических баз.
Выбор баз для чистовой обработки. 1. При выборе баз сле-
дует иметь в виду, что наибольшая точность обработка достигается
при условии использования на всех операциях механической обра-
ботки одних и тех же базовых поверхностей, т. е. при соблюдении
принципа единства баз.
2. При чистовой обработке рекомендуется также соблюдать
принцип совмещения баз, согласно которому.в качестве технологй-
• I
ческих базовых поверхностей используется конструкторские и из-
мерительные базы. При совмещении технологической и измеритель-
ной баз погрешность базирования равна нулю.
3. Базы для окончательной обработки должны иметь наиболь-
шую точность размеров и геометрической формы, а также наимень-
шую шероховатость поверхности. Они не должны деформироваться
под действием сил резания, зажима и собственной массы.
4. Выбранные технологические базы должны совместно с за-
жимными устройствами обеспечивать надежное, прочное креплений
детали и неизменность ее положения во время обработки.
5. Принятые базы и метод базирования должны определять
более простую и надежную конструкцию приспособления, удобства
установки и снятия обрабатываемой детали.
Рис. 2.3. Корпус подшипника
Пример. Требуется обработать поверхность основания 1 и отверстие диамет-
ром 50*а'6, выдержав размер 70±0Д от его оси до основания корпуса подшип-
ника (рис. 2.3).
На первой операции следует обработать поверхность, которая могла бы
служить базой для последующих операций. Пользуясь рекомендациями, в каче-‘
' стве базы для первой обработки выбираем поверхность 2, которая в дальнейшем
вообще не обрабатывается, имеет значительную протяженность, является отно-
сительно ровной и обеспечивает удобную установку заготовки в приспособлении.
При этом легко выдерживается параллельность поверхности 1 относительно 2'
после ее обработки в размер 20. Обработанная поверхность 1 на последующих,
операциях будет одновременно являться конструкторской (измерительной) и тех-
нологической базой. Таким образом, подготовив в качестве базы для дальнейших
операций поверхность /, мы обеспечили соблюдение принципов совмещения и по-
стоянства баз и тем самым повысили точность обработки детали при выдержива-
нии размера 70±0,1.
В качестве базы на первой операции можно было использовать поверхность
отверстия (0 50) или наружную поверхность ступицы (0 90), но при таком ва-
рианте выдерживание размера 20 затрудняется.
2.7. ОПРЕДЕЛЕНИЕ ВИДА И СТЕПЕНИ ДЕТАЛИЗАЦИИ
СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
, ? технологического процесса устанавливается в соответствии^
с’^й^йнямщ приведенными в параграфе 2г L Степень детализа-
технологических процессов зависит от типа про-
. > г ; •• ‘
изводства. В массовом производстве, как правило, разрабатывают-
ся операционные технологические процессы с заполнением соот-
ветствующего комплекта документов по ГОСТ 3.1108—74 [14].
В крупносерийном производстве также в большинстве случаев
разрабатываются операционные технологические процессы, однако
возможно применение маршрутно-операционных.
В мелкосерийном и среднесерийном производствах разрабаты-
ваются маршрутные и маршрутно-операционные технологические
процессы. Маршрутно-операционный процесс отличается от мар-
шрутного тем, что, кроме разработки маршрутного технологическо-
го процесса, в этом случае на отдельные сложные операции разра->
батываются операционные карты обработки. В дипломном проекте
разрабатываются операционные и маршрутно-операционные техно-
логические процессы.
2.8. ВЫБОР МЕТОДОВ ОБРАБОТКИ НА ОСНОВЕ ТРЕБОВАНИЙ
К ТОЧНОСТИ И КАЧЕСТВУ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Выбор метода обработки зависит от конфигурации детали, ее
габаритов, точности и качества обрабатываемых цоверхностей, ви-
да принятой заготовки. Окончательное формообразование, размеры
й качество обработанных поверхностей в машиностроении преиму-
щественно достигаются обработкой резанием.
Решение задачи выбора метода и конкретного вида обработки
облегчается при использовании справочных таблиц экономической
точности обработки (см. [62] табл. 6—11)', в которых содержатся
сведения о технологических возможностях различных видов обра-
ботки резанием. С помощью этих таблиц можно выбрать метод
окончательной обработки поверхности и наметить виды промежу-
точной.
Пример. Требуется произвести обработку отверстия 0 28+0>023 в сплошном
металле марки сталь 45, 230—300 НВ, шероховатость поверхности отверстия
/?о=0,5 мкм.
В рассматриваемом примере в качестве метода обработки отверстия прини-
мается резание. Первым переходом обработки является сверление. Выполнение
требований к точности и шероховатости поверхности можно обеспечить одним из
-следующих вариантов окончательной обработки (см. табл. 3 [62]): тонкое развер-
тывание; чистовое протягивание; тонкое растачивание; чистовое шлифование.
Таким образом, имеется перечень видов окончательной обработки, которые
в отношении обеспечения точности- и шероховатости поверхности практически
равноценны.
Выбор оптимального варианта окончательной обработки и со-
ответствующих промежуточных методов в общем случае произво-
дят на основании анализа технико-экономических показателей
вариантов и условий производства. При этом следует руководство-
ваться положениями приведенной выше методики выбора опти-
мального варианта инженерных решений.
Допустим, что оптимальным методом окончательной обработ-
ки признано тонкое развертывание. Тогда (см, табл. 4 [62]) имеется
58
возможность определить промежуточные переходы обработки и на-
бор режущего инструмента: сверление (сверло 0 25,5); зенкерова-
ние (зенкер 0 27,75); черновое развертывание (развертка 0 27,93);
чистовое развертывание (развертка 028 А).
Если возникает необходимость в оценке точности выполнения
операций или переходов с учетом специфических условий обработки
на определенном рабочем месте, рекомендуется пользоваться мето-
дикой расчета на точность, приведенной в главе 3.
2.9. ПРЕДВАРИТЕЛЬНАЯ РАЗРАБОТКА И ВЫБОР ВАРИАНТА
ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ПО МИНИМУМУ
ПРИВЕДЕННЫХ ЗАТРАТ
Прежде чем принять решение о методах и последовательности
обработки отдельных поверхностей детали и составить технологи-
ческий маршрут ее изготовления, необходимо произвести расчеты
экономической эффективности отдельных вариантов и выбрать на-
иболее рациональный из них для данных условий производства.
Критерием оптимальности является минимум приведенных затрат
на единицу продукции. При выборе варианта технологического
маршрута приведенные затраты могут быть определены в виде
удельных величин на 1 станко-час работы оборудования. В каче-
стве себестоимости рассматривается технологическая себестои-
мость, которая включает лишь изменяющиеся по вариантам статьи
затрат.
Часовые приведенные затраты можно определить по форму-
ле [10]
Сп.з= Сз+ Сч,з + Ен(Кс + Кз9 коп./ч,
где С3 — основная и дополнительная зарплата с начислениями,
коп./ч; Сч.з — часовые затраты по эксплуатации рабочего места,
коп./ч; Ен—нормативный коэффициент экономической эффектив-
ности капитальных вложений (в машиностроении Ен=0,15); Кс>
Кз — удельные часовые капитальные вложения соответственно в
станок и здание, коп./ч.
Основная и дополнительная зарплата с начислениями и учетом
многостаночного обслуживания
еСТфК
Сз = ---ft--- КОП./ч,
где е— коэффициент, учитывающий дополнительную зарплату, рав-
ную 9%, начисления на социальное страхование — 7,6% и прирабо-
ток к основной зарплате в результате перевыполнения норм на 30%:
8= 1,09-1,076* 1,3= 1,53;
Стф 1—часовая тарифная ставка сдельщика-станочника соответству-
ющего разряда, коп./ч (приложение 8.1); К — коэффициент, учиты-
вающей зарплату наладчика (если наладка станка в серийном
производстве ведется без участия наладчика самим рабочим, К приг
I '' 59
нимается равным I; в. условиях массового производства —
— 1,5); М'— количество станков, обслуживаемых одним рабочим
(табл, 8.4).
Часовые затраты по эксплуатации рабочего места
Счз = Сч.'зКм коп./ч,
. где — практические часовые затраты на базовом рабочем месте,
коп./ч; Км — машино-кОэффициент, показывающий, во сколько раз за-
траты, связанные с работой данного станка, больше, чем аналогия-
• ныё расходы у базового станка.
Часовые затраты на базовом рабочем месте в условиях двух-
сменной работы для крупносерийного и массового производства
можно принять равными коп./ч, для серийного — 36,3 коп./ч.
Значения машинб-коэффиДйентов Км приведены в приложении 2.1.
Для станков, не рассматриваемых в таблице, его значения можно
определить расчетным способом {10];
1. Универсальные и специализированные станки массой до 10 т:
автоматы и полуавтоматы
Км = + 0,6Му 4- 0,73Рм + 0,4Р8 + я)
резьбофрезерные, зубофрезерные и протяжные
К*=(та-+ °’6/ИУ+°’69рм + °’4рэ+И] “О?
остальные, работающие неабразивным инструментом,
Км = +-0,48Му + 0,54Ри 4- 0,4Р 84- я)
работающие абразивным инструментом
Км = + °.48Му4- 0,58Рм4- 0,7Р,+ я)
2. Универсальные и специализированные тяжелые станки мас-
сой от 10 до 100 т:
автоматы и полуавтоматы
=(таг+°>6Му + °>83Р« + °>4Рэ+и) -2ГТ’
резьбофрезерные, зубофрезерные и протяжные
=(таг+°’6^+°-79рм + °»4Р»+и) -sb-;
остальные, работающие неабразивным инструментом:
Км = + 0,6Afy + 0,65Рм 4- 0,4Ре 4- я)
60
. работающие абразивным инструментом
+ 0,6Му + 0,7Рм + 0,7Рэ +//)-gig-;
агрегатные и специальные станки
^м=(т^ + 0.6Му+0,68Рм + 0,5Рв + я)^8-.
3. Особо тяжелые и уникальные станки массой свыше 100 т:
= (тйГ + °’6Му + °’76?м + °’5Р« + И)
где Д — балансовая стоимость станка, определяемая как сумма его
оптовой цены и затрат на транспортирование, монтаж, составляю-
щих 10—15% оптовой цены станка, руб.; М? — установленная мощ-
‘ ность двигателей, кВт; Рм, Рэ — ремонтная сложность соответствен-
но механической и электрической частей станка; Я —часовые за-
траты на возмещение износа металлорежущего инструмента, коп.
Для определения Км оптовая цена, установленная мощность и
ремонтные сложности станков приведены в таблицах технических
характеристик металлорежущих станков, а часовые затраты на
возмещение износа металлорежущего инструмента — в табл. 2.14.
/ Пример [10]. Вычислить значение для карусельного станка массой 12 т
щ<и К=8208 руб., Л4У=28 кВт, Рм=28, Р8=16, Я=8 коп.
/ / 2,92-8208 \ 1
f Км = ( WOO--------+ 0,6 • 28 + 0,65 -28 + 0,4-16 + = 3,4.
Величина часовых затрат по эксплуатации рабочего места в
случае пониженной загрузки станка (ц3<60%) должна быть скор-
ректирована с помощью коэффициента <р, если он не может быть
дозагружен, как, например, в массовом производстве. В этом случае
скорректированная величина часовых затрат
Сч.э = СЧеЭ । коп./ч,
где ф — поправочный коэффициент:
Ф=1 + .
ЯЗ
а — удельный вес постоянных затрат в часовых затратах на рабо-
чем месте, принимаемых по приложению 2.1, при отсутствии таб-
личных данных а ~ 0,3—0,5; т)8 — коэффициент загрузки станка.
? / j Капитальные вложения в станок и здание равны:
к _ 100Д . г _ 78,4-100Р .
Лс“ ’ Ла~ ’
где балансовая стоимость станка, руб.; Кд— действительный
годовой.фонд времени работы станка, ч; т]3 — коэффициент загруз-
-• . 61
Табл. 2.14. Часовые затраты на возмещение износа
металлорежущего инструмента
Группа станков Характеристика группы Я, коп,
Т окарно-винторезные Высота центров:
до 200 мм 4,5
свыше 200 мм 7,5 •
Токарно-карусельные Диаметр стола:
до 1000 мм 5,8
свыше 1000 м 8,0
Т окарно-револьверные Диаметр прутка:
до 22 мм 4,9
свыше 22 мм 6,8
Многорезцовые полуавтоматы Диаметр заготовки:
до 250 мм 7,6
свыше 250 мм 11,2
Вертикально-сверлильные Диаметр сверла:
до 25 мм 5,6
свыше 25 мм 7,4
Радиально-сверлильные до 50 мм 9,2
свинце 50 мм 11
Горизонтально-расточные Диаметр шпинделя:
до 60 мм 7,7
свыше 60 мм 9,5
Плоскошлифовальные Работающие периферией круга 8,7
Работающие торцом круга 7
Круглошлифовальные Диаметр шлифовального круга 10.3
до 250 мм
Бесцентрово-шлифовальные Диаметр шлифовального круга до 250 мм 23
Зубофрезерные С вертикальной осью вращения 21
Зубодолбежные — 15,9
Зубострогальные Диаметр колеса до 450 мм 8,6
Резьбофрезерные Диаметр заготовки до 200 мм 15,1
Г оризонтально-фрезерные Длина стола:
до 1000 мм 7,6
свыше 1000 мм 8,3
Вертикально-фрезерные Длина стола:
до 1000 мм 10,4
свыше 1000 мм 12,6
Шпоночно-фрезерные — 9,8
Продольно-фрезерные Двухшпиндельные 13,5
Продольно-строгальные Длина стола до 1000 мм 8,9
Долбежные Ход долбяка до 300 мм 6,4
Протяжные Тяговое усилие до 20 т 31
Отрезные Работающие круглой пилой 15
62
ки станка (в серийном производстве ц3 рекомендуется принимать
равным 0,8, а в массовом — по фактической загрузке станка); F—
производственная площадь, занимаемая станком, с учетом прохо-
дов:
F—fkf м2;
f — площадь станка в плане, м2; kf — коэффициент учитывающий
дополнительную производственную площадь на проходы, проезды
и прочее [32].
Минимальная производственная площадь на один станок, при-
, нятая к расчету, должна быть не менее 6 м2. Поэтому, если произ-
ведение fkf окажется меньше 6 м2, его принимают равным мини-
мальному значению.
Технологическая себестоимость операции механической обра-
ботки
Г — Сп.зТшт, ш.-к
G° ~ 6ОКВ К01К’
где ТШт,ш.-к — штучное или штучно-калькуляционное время на опе-
рацию, мин; Кв — коэффициент выполнения норм, принимаемый
обычно равным 1,3.
Приведенная годовая экономия (экономический эффект на
программу)
_ (C'-C^V
5г ~ 100 Руб>’
где Со, Со—технологические себестоимости сравниваемых операций,
коп.; N — годовая программа, шт.
Если, кроме стоимости механической обработки, в вариантах
изготовления деталей изменяются и другие статьи затрат, как, на-
пример, расходы на специальную оснастку, материалы, заготовки,
эти изменения также следует учитывать при расчете экономическо-
го эффекта.
Общий экономический эффект в таком случае
Э = Эг ± руб.,
где — экономия или перерасход по другим статьям (знак «+» —
доцолнительная экономия, знак «—» — перерасход).
Для выполнения расчетов экономической эффективности вари-
антов технологических маршрутов механической обработки по рас-
смотренной выше методике необходимо и достаточно знать следую-
щие исходные данные: оптовую цену и площадь станка в плане;
коэффициент его загрузки; категорию ремонтной сложности станка;
установленную мощность электродвигателей; трудоемкость опера-
ции (Тшт или Тш.-К), определяемую по укрупненным нормативам;
годовую программу и тип производства; количество станков, обслу-
живаемых одним рабочим.
При этом сведения о ремонтной сложности станка и установ-
ленной мощности электродвигателей необходимы лишь для новых
станков, не включенных в приложение 2.1.
Ниже рассмотрен пример сравнения вариантов технологических
маршрутов изготовления цилиндрической шестерни по минимуму
63
приведенных затрат на единицу продукций. В этом примере трудо-
ёмкость выполнения операции определена с помощью укрупненных
нормативов, представленных в приложении 2.2. Например, для то-
чения:
0,00017Р/Фк,
где D и.1 — соответственно диаметр и длина ступени обработки, мм;
Фк — коэффициент, учитывающий вспомогательное и дополнитель-
ное время.
Рис. 2.4. Шестерня цилиндрическая
Пример. Сопоставить два варианта технологического процесса изготовления
шестерни цилиндрической (рис. 2.4) по технологической себестоимости. Мате-
риал— сталь 12ХНЗА, масса готовой детали —1,37 кг. Годовая программа —
100 тыс. шт. Режим работы — двухсменный, при 41-часовой рабочей неделе. Такт
выпуска — 2,38 мин. Производство массовое. ,
Рассмотрим два варианта, в которых отличающимися операциями техноло-
гического процесса являются: по первому варианту — получение заготовки штам-
повкой на ГКМ, зенкерование отверстия на станке 2А150, черновое обтачивание
наружных поверхностей детали на многорезцовом полуавтомате 1А720; по вто-
рому варианту — заготовка изжкалиброванного проката 0 98 мм, черновая токар-
ная обработка наружных и внутренних поверхностей на токарном автомате
1А290-6.
Данные для определения стоимости заготовок по сравниваемым вариантам
сводим в табл. 2.15.
Стоимость заготовки, полученной на ГКМ (рис. 2.5, а),
Подставив в формулу соответствующие данные, получим
saar = (^1® -2,471 • ьо,9.1 • 1,98 0,в) —(2,471—1,376)-?^- = 1.077 руб.
\ 1000 / 1000
Стоимость заготовки из проката (рис. 2.5, б)
с /л „\ ‘Зогх
о3аг— юоо — (Ч—Q) 1000 ’
Подставляя исходные данные, получим
4,734-255 t 29,8 , *
^заг — logo (4,734 1,376) iqqq —1# 107 руб.
64
Далее пр изложенной выше методике определяем стоимость механической
обработки на отличающихся в рассматриваемых вариантах операциях.
Первый вариант — обработка на сверлильном станке 2А150. Д'=2000* 1,1 =»
=2200 руб.; f= 1,55* 0,97=1,5 м2; ТШт = 1,12 мин; mn=l; JW=2; Км —1,2; а=0,3;
разряд работы 2-й, £н==0,15.
, Рис. 2.5. Заготовка шестерни цилиндрической, полученная: а —
штамповкой на ГКМ; б — из калиброванного проката
Штучное время на операцию принимается по нормативам или рассчитывается
по таблицам для укрупненного нормирования (приложение 2.2).
. ~ £*ч.з 4“ (Кс 4“ Кз) «оп. /ч;
п Ст.ф* 1,53* 1,15 54,8*1,53*1,15 О1 ,
С3 =------*.......------=------------5--------= 48,21 коп. /ч;
М
2
с“.з=сч:зКм-171Г коп-/ч;
. . а(1—Яз) . , 0,3(1-0,47)
(₽=1 +-----Ъ-------------------------
Т’шт
Т13 =------
1,31;
0,47
= *^- = 0,47;
*в^п 2,38* 1
С%3 = 44,6-1,2 |’14' = 61,5 коп./ч;
100ZZ 100-2200
= 4015 0,47 = 116’58 Kon /’J F = М/ = 1,5-4 = 6 м»;
„ 78,4-1005 78,4-100-6
Кз= ЛиПз “ 4015-0,47 - 24,92 коп./ч;
Сп<3 = 48,21 + 61,5+0,15 (116,58 + 24,92) = 130,93 коп./ч;
г Сп-з^шт 130,93-1,12
С° = 60К8 - 60-1,3 - 1.88 коп.
Обработка на многорезцовом полуавтомате 1А720:
Ц=3710-1,1=4081 руб.; /=1,8-1,36=2,45 мг; Тшт = 1,15 мин; тп=1; Л4=2;
Км"*Г.8; а=0,39; разряд работы 2-й; £н=0,15.
54,8-1,53-1,15 ло
Са = —------г-^-----— = 48,21 коп./ч;
2
.
1.15 „ , 0,39(1—0,48) ,
’I’- 2,38-1 ~0,48; !+ 0,48 —1.42;
1 42
С*3 = 44,6-1,8 100,00 коп./ч;
100-4081 100-8,6-78,4
= 4015-0.48 ' = 211’75 коп-/ч: Кз = 4015-0,48 = 34>98 коп'/ч;
(F = 2,45-4,5 = 8,6 м«);
Сп,3 = 48,21 + 100 + 0,15 (211,75 + 34,98) = 185,21 коп./ч;
• 185,21-1,15
Cq — gQ । 2 — 2,73 коп.
Второй вариант — обработка на шестишпиндельном токарном автомате
1А290^6. Д-23880-1,1=26268 руб.; /=8,7-2 = 17,4 м2; Рм=26; Рэ = 16;
7Иу=4О кВт; Тшт=Д,79 мин; mn=l; М=2; разряд работы 2-й; масса станка 19 т,
Я-7,6 коп./ч; £н=0,15.
54,8-1,53-1,15
С3 —
= 48,21 коп./ч;
1,79
— = 0,75;
2
Сч.з — Сч.з^м; Пз— 2,38-1
к- - (-лиг-++’•83Р" + °-4’’*+И) -2ПГ =
/ 27268-2,92_ + 0 6.40 + 0|83.26 + 0>4.!б4-7,6^-J-— = 6,3;
\ 1000 У 21,8
Сч<3 = 44,6-6,3 = 280,98 коп./ч;
26268-100
— 4015-0,75 — 872,4 коп7’;
F = 17,4-2 = 34,8 м«;
34,8-78,4-100
%3~ 4015-0,75 —90,61 коп./ч;
Сп 3 = 48,21 +280,98 4-0,15(872,4 + 90,61) =473,64 коп./ч;
473,64-1,79
бо-1,з—= 10’86 коп-
Со —
Результаты определения технологических себестоимостей по отличающимся
операциям представлены в табл. 2.16.
Табл. 2.15. Исходные данные для расчета стоимости заготовок
Наименование показателей Первый вариант Второй вариант
1 *
Вид заготовки Штамповка на ГКМ Прокат 0 98x80
Класс точности 2 (ГОСТ 7505-74) 5 (ОСТ 1010)
Группа сложности 2 —
Масса заготовки Q, кг 2.471 4,734
Стоимость 1 т заготовок, принятых за базу, С/, руб. 31S 255
Стоимость 1 т стружки S0TX,. руб. 29,8 29,8
66
Табл. 2.16. Сравнение вариантов технологического маршрута
Варианты
Наименование позиции
первый
второй
Вид заготовки Штамповка на ГКМ Прокат о 98x80 мм
Стоимость заготовки, коп. 107,7 110,7
Отличающиеся операции механической обработки
Операция 1 Зенкерование отверстия Токарная черновая об-
на вертикально-сверлиль- работка наружных ио-
ном станке 2А150 верхностей и отверстия на
автомате 1А290-6
Технологическая себестои- 1,88 10,86
мость обработки, коп.
Операция 2 - Черновое обтачивание —
наружных поверхностей
на станке 1А720
Технологическая себестои- 2,73 —
мость обработки, коп.
Технологическая себестои- 112,31 121,56
мость по вариантам, коп.
Пр имечание. Остальные операции по обоим вариантам одинаковы.
Годовой экономический эффект
q _ (SC"~SCo)tf _ 121,56—112,31
г ioo loo ~
Из таблицы видно, что применение первого варианта обработки шестерни
дает годовой экономический' эффект в 9250 руб., при этом экономится 226 т
легированной стали 12ХНЗА. Таким образом, предпочтение следует отдать этому
варианту и принять его к последующей подробной разработке.
Рассмотренная выше методика оценки вариантов технологи-
ческих маршрутов по минимуму приведенных затрат дает пред-
ставление об их структуре, позволяет оценить степень влияния от-
дельных слагаемых себестоимости на итоговое значение. Поль-
зуясь ею, студент приобретает навыки расчета себестоимости
обработки.
Однако нельзя не отметить определенную трудоемкость выпол-
нения расчетов и необходимость в подборе соответствующих исход-
ных данных, что ограничивает количество принимаемых к сравне-
нию вариантов. Поэтому для определения себестоимости по при-
веденным затратам вариантов операций, выполняемых на
универсальном оборудовании, рекомендуется пользоваться заранее
рассчитанными их значениями [54].
’’ Г'. ' 67
Пример* Определить1 себестоимости по приведенным ! затратам операций
чернового зубофрезерованиЯ и зубодолблёния. Шестерня: т==4 мм; z=30;
В=20мм.
Вариант! — зубофрезерование на станке 5А312; ТШт=3,5 мин. Вариант 2 —
зубодолбление на станке 5М14; Тшт=л4,9 мин. Производство крупносерийное.
По справочнику [54] на 248 с. в позиции 219 для станка 5А312 в графе 30
находим величину приведенных часовых затрат, равную 184 коп. Далее, на 250 с.
этого же справочника, в позиции 231 и графе 30 для станка 5М14 находим зна-
чение приведенных затрат, равное 128 коп.
Себестоимость по первому варианту
184-3,51
коп.
Себестоимость по второму варианту
Таким образом, по минимуму приведенных затрат предпочтение следует
отдать второму варианту, хотя норма штучного времени в этом случае больше,
чем в первом.
Использование табличных значений Часовых приведенных за-
трат [54] значительно ускоряет и упрощает расчеты, хотя точность
последних несколько ниже, чем при использовании формул [10]. Од-
нако на данном этапе экономического обоснования варианта опера-
ции эту точность можно считать достаточной. Аналогичным образом
Табл. 2.17. Средние показатели автоматических линий [8J
Наименование показателя Поточная линия, % | Автоматическая линия, %
Капитальные затраты 100 132
Количество рабочих при двухсменной 100 37
работе В том числе:
операторов * 100 14
наладчиков 100 Ш
ремонтных рабочих 100 160
Заработная плата с начислениями и 100 . .28
дополнительной зарплатой
В том числе:
операторов 100 /; 14
наладчиков 100 г 144
Ремонтная сложность оборудования: 1
механической части 100 138 .
электротехническдй части 100 235
' Затраты на ремонт в год при двух- сменйой работе 100 167
Амортизационные отчисления 100 124
Общий коэффициент использования . 75 . ’ \ 65
ЛИВИИ
68
можно произвести ускоренную экономическую оценку вариантов
операций механической обработки на универсальных станках,
пользуясь нормативными материалами, приведенными в литерату-
Для определения экономической целесообразности применения
автоматической линии вместо поточной можно использовать ориен-
тировочный метод расчета по среднестатистическим показателям
(табл. 2.17).
Пример. Определить капитальные затраты на оборудование автоматической
линии, если известно, что при оборудовании подобной поточной линии они соста-
вили 85000 руб.
Ка.я = 85000 =112200 руб.
2.10. СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ
Основной задачей этого этапа является составление общего
плана обработки детали, формулировка содержания операций тех-
нологического процесса и выбор типа оборудования. Результаты
работы оформляются в виде маршрутной карты (приложение 2.6).
Правила оформления ее изложены в ГОСТ 3.1105—74.
При установлении общей последовательности обработки реко-
мендуется учитывать следующие положения.
1. Каждая последующая операция должна уменьшать погреш-
ности и улучшать качество поверхности.
2. В первую очередь следует обрабатывать поверхность, кото-
рая будет служить технологической базой для последующих опе-
раций.
3. Затем следует обрабатывать поверхности, с которых снима-
ется наибольший слой металла, что позволит своевременно обнару-
жить возможные внутренние дефекты заготовки.
4. Операции, при Которых возможно появление брака из-за
внутренних дефектов в заготовке, следует производить вначале.
5. Обработка остальных поверхностей ведется в последова-
тельности, обратной степени их точности: чем точнее должна быть
поверхность, тем позже она обрабатывается.
6. Заканчивается обработка той поверхностью, которая являет-
ся наиболее точной и имеет наибольшее значение для эксплуатации
детали. Если она была обработана ранее, до выполнения других
смежных операций, может возникнуть необходимость в её повтор-
ной обработке.
7. Отверстия нужно сверлить в конце технологического процес-
са, за исключением тех случаев, когда они служат базами для
установки.
,в. Не рекомендуется совмещение черновой и чистовой обработ-
ки немерным инструментом на одном и том же станке.
'• ''Ж-Если деталь подвергается термической обработке по ходу
технологического процесса, механическая обработка расчленяется
ладйчасти,- до термической обработки и после нее.
''йЙЙй '< > . . ' ' .'Z4’
10. Технический контроль намечают после тех этапов обработ-
ки, где вероятно повышенное количество брака, перед сложными и
дорогостоящими операциями, после законченного цикла, а также в
конце обработки детали.
Рекомендуемые принципы построения технологического марш-
рута не являются обязательными и требуют творческого подхода в
каждом конкретном случае. Работа по составлению маршрутов об-
работки существенно облегчается при использовании типовых тех-
нологических процессов на данную группу деталей.
Наименования операций должны соответствовать требованиям
классификатора технологических операций в машино- и приборо-
строении [25].
ХМ. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
2.11.1. Установление рациональной последовательности
переходов
Проектируя технологическую операцию, необходимо стремить-
ся к уменьшению ее трудоемкости. Производительность обработки
зависит от режимов резания, количества переходов и рабочих хо-
дов, последовательности их выполнения. Поэтому в первую очередь
рекомендуется составить схему построения станочной операции.
В общем случае различают следующие варианты механической
обработки.
В зависимости от условий производства выбирают соответст-
- вующую схему построения станочной операции. В массовом произ- ,
водстве находят применение наиболее производительные схемы —
многоместная многоинструментная параллельная обработка, а в
серийном — одноместная одноинструментная последовательная.
70
Однако на практике при любом типе производства возможны раз-
личные сочетания приведенных на схеме признаков.
Число и последовательность технологических переходов зави-
сят также от вида заготовки и точностных требований к готовой
детали. Совмещение переходов определяется конструкцией детали,
возможностями расположения режущих инструментов на станке и
жесткостью заготовки. Переходы, обеспечивающие высокие требо-
вания к точности и шероховатости поверхности, иногда целесооб-
разно выделить в отдельную операцию, применяя одноместную
одноинструментную последовательную обработку.
Технологические операции на автоматических линиях строят
по параллельным и параллельно-последовательным схемам. Вспо-
могательное время в этом случае состоит лишь из времени переме-
щения заготовки на следующую позицию и времени подвода, и от-
вода инструментов. На каждый переход механической обработки
рекомендуется составить операционный эскиз, а при многоинстру-
ментной и многоместной обработке — схему наладки с указанием
настроечных размеров, которые, устанавливают в результате расче-
тов погрешностей настройки и ожидаемой точности обработки.
На данном этапе разработки технологического процесса также
необходимо дать технико-экономическую оценку различных струк-
тур проектируемой операции по методике, изложенной в параграфе
2.9. К подробной разработке принимается та схема операции, кото-
рая является наиболее экономичной в данных условиях производ-
ства. Формулировка содержания перехода должна соответствовать
требованиям ГОСТ 3.1104—74 [14].
2.11.2. Выбор моделей оборудования
и определение его загрузки
Вопросы выбора групп, типов и моделей оборудования рассмат-
риваются на различных стадиях технологической подготовки про-
изводства. Общие правила выбора Технологического оборудования
установлены ГОСТ 14.404—73. Предварительный выбор группы
оборудования производится при назначении метода обработки по-
верхности, обеспечивающего выполнение технических требований
к обрабатываемым поверхностям (приложение 2.8). Затем при
разработке технологического маршрута обработки и его технико-
экономическом обосновании (приложение 2.9) производится выбор
конкретной модели станка на основании минимума приведенных
затрат на рабочем месте. Для выполнения расчетов по приведенной
методике необходимо располагать данными о цене, габаритах,
мощности и производительности станка, что ведет к необходимости
назначения конкретной модели станка уже на этом этапе проекти-
рования технологического процесса. Таким образом, для операций,
принятых на основании сравнения приведенных затрат на рабочем
месте, вопрос о выборе оборудования решен уже на стадии состав-
ления маршрута механической обработки.
Однако в дипломном проекте при составлении маршрута меха-
71
нической обработки лишь небольшая часть операций примята на
основании подробный экономических расчетов. Остальные операции
намечены на основании имеющихся типовых решений, рекомендуе-
мых справочной литературой. Для этих операций необходимо про*
изводить выбор оборудования на данной стадии проектирования.
/Выбор модели станка прежде всего определяется его возмож-
ностей) обеспечить точность размеров и формы, а также качество,
‘ поверхности изготовляемой, детали. Если эти требования можно:
обеспечить обработкой на различных станках, определенную мо-
* ' дель выбирают из следующих соображений: 1) соответствие основ-
ных размеров станка габаритам обрабатываемых деталей, устанав-
ливаемых по принятой схеме обработки; 2) соответствие станка по,
. производительности заданному масштабу производства; 3) возмож-
ность работы на оптимальных режимах резания; 4) соответствие
станка по мощности; 5) возможность механизации и автоматизаций
выполняемой обработки;* 6) наименьшая себестоимость обработки;
7) реальная возможность приобретения станка; 8) необходимость,
использования имеющихся станковш
В условиях массового производства нужно стремиться к тому,
чтобы на одной операции, было занято не более одного-двух стан-
ков. Если это условие не выполняется, следует выбрать более про-
изводительную модель станка (многошпиндельный, многопозицион-
ный или агрегатный). Технические,характеристики станков, выпу-
скаемых серийно, приводятся в каталогах [35]. Данные о компонов-
ках, характеристиках и стоимости агрегатных станков приводятся
в работе [32].
Загрузку оборудования на данной стадии проектирования ре- -
комендуется определять лишь для массового производства с поточ-
ной формой организации с целью выбора такого варианта, который
обеспечит выполнение программы при использовании одного-двух
станков на одной операции. Норму времени на выполнение опера-
ции ТШт можно определить по укрупненным нормативам (приложе-
ние 2.2).
д.В общем случае нужно стремиться наиболее полно использо-
вать станки по времени. Иногда допустимо применять станки высо-
кой производительности, хотя их загрузка и ниже указанных значе-
ний, но при условии, что себестоимость обработки в этом случае
ниже, чем на другом, полностью загруженном станке. Коэффициент
загрузки определяется по методике, приведенной в параграфе 7.3.
2.11.3. Выбор оснастки
Правила выбора технологической оснастки устанавливает
; ГОСТ 14.305—73 [15]. К ней относят: приспособления, инструменты4
и средства контроля. При этом правила выбора средств технологи-
ческого оснащения процессов технического контроля устанавлива-
ются ГОСТ 14.306—73. В соответствии с ГОСТ ,14.305—73 разли-
чают следующие системы установочно-зажимных приспособлений:
неразборной специальной, оснастки (HGO); универсально-наладоч-
72 .
‘ A'У . ' г.-
ной оснастки (УНО); унйверсально-сборнЬй оснастки (УСО); сбор-
но-разборной оснастки (СРО); универсально-безналадочной осНа-.
стки (УБО); специализированной наладочной оснастки (ОНО).
Определение зон рентабельности применения различных систем
станочных приспособлений при оснащении технологического про-
цесса в зависимости от планируемого периода производства изде-
лия и коэффициента загрузки приспособления одной операцией
можно произвести с помощью приложения 1 к ГОСТ 14.305—73.
Коэффициент загрузки единицы технологической оснастки К3 вы-
числяют по формуле
• Тшт. ш.-kN
Кз= Fo
где Тшт, ш.-к — штучное или штучно-калькуляционное время вы-
полнения технологической операции, мин; N — количество повто-
ров операций в течение- месяца; Fo — располагаемый месячный
фонд работы оснастки (станка).
Пример. Определить систему станочного приспособления исходя из следую-
щих данных: ТШт=4 мин; #=3000 шт.; Fo= 19680 мин. Период производства изде-
лия Tn=2,5 г.» или 30 мес.
К 43000 ПА,
Кз= 19680 = 0,61,
По диаграмме приложения 1 ГОСТ 14.305—73, исходя из координат
К3=0,61 и Гц=30 мес., находим зону и наименование системы станочного приспо-
собления (НСО). Следовательно, для оснащения операции следует принять не-
разборное специальное приспособление.
Методика проектирования специальной оснастки приведена в
главе 6. В случае применения стандартной оснастки рекомендуется
пользоваться альбомами/ее типовых конструкций и соответствую-
щими стандартами (приложение 2.3). При технико-экономическом
обосновании выбора систем технологической оснастки, кроме коэф-
фициента загрузки единицы оснастки, необходимо рассчитать за-
траты иа оснащение операций по формулам, приведенным в прило-
жении 2 ГОСТ 14.305—73.
2.11.4. Расчет припусков
. При выполнении дипломного проекта припуски на механиче-
скую обработку определяются рдсчетно-аналитическим и опытно-
статистическим методами. Расчет припусков и назначение их по
таблицам ГОСТ следует производить после отработки’конструкции
детали и заготовки на технологичность и технико-эйдномического
обоснования метода получения заготовки. Методика расчета при-
пусков аналитическим методом подробно изложена в литературе.
[32, 62], которой следует пользоваться при проектировании.
. Наряду с необходимыми исходными данными в начале расче-
та приводится схема установки обрабатываемой заготовки. На ней
следует дать поверхности,, дли которых рассчитываются илц назна-
: • - ’ - 73...
чаются по таблицам припуски на обработку. Условными обозначе-
ниями в соответствии с ГОСТ 3.1107—73 показывается также бази-
рование заготовки на данной установке. В случае обработки заго-
товки в несколько установок для каждой из них необходимо про-
извести самостоятельный расчет припусков. Назначение припусков
опытно-статистическим методом следует вести по таблицам соот-
Рис. 2.6. Корпус подшипника. Чертеж и
схема установки при обработке отвер-
стия 0 52±0>06
ветствующих стандартов. Например, для назначения припусков на
поковки стальные штампованные нужно использовать данные ГОСТ
7505—74. Там же приведены данные по допускам на штампованные
поковКи. Для отливок из черных металлов припуски и допуски рег-
ламентируются ГОСТ 1855—55 и ГОСТ 2009—55. Припуски на ме-
ханическую обработку отливок из цветных металлов и сплавов мо-
гут быть определены по табл. 37 [62]. В этом справочнике приведе-
ны также данные и на другие виды заготовок.
Пример 1. Рассчитать припуски на обработку и промежуточные предельные
размеры для диа’метра 52+0»06 отверстия 1 корпуса, показанного на рис. 2.6. На
поверхности 2, 3, 4 назначить припуски и допуски по ГОСТ 1855—55. Заготовка
представляет собой отливку 1-го класса точности. Масса отливки 2,5 кг.
Технологический маршрут обработки отверстия состоит из двух операций:
чернового и чистового растачивания, выполняемых при одной установке обраба-
тываемой детали. Заготовка базируется на плоскость основания 2 и два обрабо-
танных ранее отверстия 0 10 А. Расчет припусков на обработку отверстия 0 52+0’06
ведется в форме табл. 2.18, в которую последовательно записываются технологи-
ческий маршрут обработки отверстия и все значения элементов припуска.
Суммарное значение Rz и Т, характеризующее качество литых заготовок,
составляет 600 мкм (табл. 27 [32]). После первого технологического перехода
величина Т для деталей из чугуна исключается из расчетов. Поэтому для черно-
вого и чистового растачивания по табл. 29 [32] находят только значения Rz> соот-
ветственно 50 и 20 мкм, н записывают их в расчетную таблицу. Суммарное зна-
чение пространственных отклонений для заготовки данного типа определяется по
формуле ____________
Рз = Ркор 4" Рем *
Величину коробления отверстия следует учитывать как в диаметральном,
так и в осевом его сечении. Поэтому
Ркор V (Дк<*)2+(ДкОа = V (0,7 52)2+ (0,7-54)2 == 52 мкм,
где d и I — диаметр и длина обрабатываемого отверстия. Величину удельного
коробления для отливок находят по табл.' 32 [32].
При определении рем в данном случае следует принимать во внимание точ-
ность расположения базовых поверхностей, используемых в принятой схеме уста-
новки, относительно обрабатываемой в этой установке поверхности. Так, если бы
для получения размера 50_0>з4 при обработке плоскости основания 2 использова-
лось отверстие, последующая погрешность его расположения была бы равна
допуску, который выдерживается при обработке поверхности 2 от отверстия,
т. е. 0,34 мм. Если же при обработке этой поверхности в качестве базы использо-
валась, как это и бывает в большинстве случаев, какая-то наружная поверхность,
следует учитывать смещение стержня, который формирует отверстие относитель-
но наружной поверхности. Последнее принято определять как отклонение от но-
минального размера в отливке, равное половине допуска на размер по соответ-
ствующему классу точности.
Таким же образом определяется погрешность размера 60 (Г) в горизонталь-
ной плоскости, т. е. смещение положения отверстия заготовки относительно на-
ружной ее поверхности. В связи с тем что при обработке базовых отверстий
0 10А в качестве направляющей базовой поверхности использовалась боковая
поверхность отливки 1, для определения погрешности расположения отверстия
052+0’06 относительно базовых отверстий следует принять смещение стержня
относительно поверхности 1 равным половине допуска на размер 60 по ГОСТ
1855—55.
Суммарное смещение отверстия в отливке относительно наружной ее по-
верхности представляет геометрическую сумму в двух взаимно перпендикуляр-
ных плоскостях:
Рем - ]/ ( 2Б )2+( 2Г У = V (ТУ+(62>)а =360 МКМ<
где 6Б, 6Г — допуски на размеры Б и Г по 1-му классу точности (ГОСТ 1855—55).
Суммарное значение пространственного отклонения заготовки составит
Рз = V 3602 + 522 = 363 мкм.
Остаточное пространственное отклонение после чернового растачивания
Pi=0,05 рз= 0,05« 363=18 мкм.
Погрешность установки при черновом растачивании
= F еб + 8з •
Погрешность базирования в рассматриваемом случае возникает за счет пе^
рекоса заготовки в горизонтальной плоскости при установке ее на штыри при-
способления в результате наличия зазоров между отверстиями и штырями.
Наибольший зазор
Smax = + бВ + srnin = 0,016 + 0,014 + 0,013 = 0,043 мм,
где 6А —допуск на отверстие 0 10А; 6В—допуск на диаметр штыря, 0,014 мм;
Smin — минимальный зазор между штырем и отверстием, 0,013 мм.
75
V : / j? ' ' • 1 • • ' , _• J- ; ; • .•
Наибольший угол поворота заготовка наштырях i Л
0,043
txs=s J0Q я 0*00043.
Погрешность базирования на длине обрабатываемого отверстия
бб=/tga=50 • 0,00043— 0,021 мм—21 мкм. Погрешность закрепления заго-
товки 83 (табл. 3.23) принимаем 120 мкм. Тогда погрешность установки при чер-
новом растачивании составит * ч ,
в, = У 21’4-120» = 122 мкм.
Остаточная погрешность установки при чистовом растачивании
€2^0,05 ei—0,05 • 122=6 мкм.
Минимальное значение межоперационных припусков
2zmln = 2 (Rz^ + + V р2^8? ).
Минимальный припуск под растачивание: черновое
2zmIn = 2 (600 + V363* + 1222) = 2-983 мкм;
чистовое
2zmin = 2 (50 + /18*+ 6*) = 2 69 мкм.
. Результаты расчетов сводим в табл. 2.18.
Табл. 2.18. Расчеты припусков и предельных размеров
по технологическим переходам на обработку отверстия
0 52+0,06
в корпусе (см. рис. 2.6)
Технологи- ческие пере- ходы обра- ботки отвер- стия 0 62 Элементы при- пуска. мкм 2zmin» мкм Расчетный размер dp, мм Допуск 3, мкм Предельный размер, мм Предельные значения при- пусков, мм
т ₽ Б ^mln dmax 22min 2zmax
Заготовка — 600 363 — — 49,956 600 49,36 49,96 — —
Растачивание 50—18 122 2-983 51,922 200 51,72 51,92 1,96 2,36
черновое
Растачивание —• —• :— 6 2-69 52,06 60 62, 52,06 0,14 0,28
чистовое , \ , Л ,
Итого:, 2,1 2,64
Графа «расчетный размер» заполняется начиная с конечного, в данном случае
чертежного, размера последовательным вычитанием расчетного минимального при-
пуска каждого технологического перехода: для чернового растачивания 4^=52,06-—
^0,138 = 51,922 Мм; для заготовки dP1 = 51,922 —1,966^ 49,956 мм.
Значения допусков каждого перехода принимаются по таблицам [62, 63] в
соответствии с классом точности обработки на, рассматриваемом переходе: для
чистового растачивания б»60 мкм; для чернового растачивания 6=200 мкм; для
заготовки (отливка 1-го класса точности по ГОСТ 1855-—55) 6=600 мкм.
В графе «Предельный размер» наибольшие значения dmax получаются пу-
тем округления -расчетных размеров до точности допуска соответствующего пере*
,76 '
хода. Наименьшие'предельные размеры rfmin получаются путем вычитания допус-
ков соответствующих переходов из наибольших предельных размеров. Минималь-
,ные предельные значения припусков 2zmin представляют собой разности
наибольших предельных размеров выполняемого и предшествующего переходов,
а максимальные 2zmax , соответственно разности наименьших предельных
размеров.
dmax растачивания чистового 52,06
dmin растачивания чистового 52,0
$ растачивания чистового_______
dmaxрастачивания чернового 51,92
. dmin растачивания чернового 51,72
в растачивания чернового_______
в тал заготовки 49,96__________
dном заготовки 49,66___________
dmin заготовки 49,56
в заготовки
0,06
0,20
0,60
2гтахнарастачиваниачерновое
2т. min на растачивание черновое
2zmia на растачивание чистовое
Zzmin на растачивание чистовое
Рис. 2.7. Схема графического расположения припусков и допусков на об-
работку отверстия корпуса (значения в миллиметрах)
2,36
1,96
.т 0,28
0,14
Общие припуски zOjnln и гОтпят определяют, суммируя промежуточные, и запи-
сывают их значения внизу соответствующих граф:
гОц1]п = 1,96 + 0,14 = 2,1 Мм;
zOmax== 2,36 + 0,28 = 2,64 мм.
Рассчитывают общий номинальный припуск и номинальный диаметр заготовки:
“ Zomjn + 53 — йд 2,1 + 0,3 — 0(06 = 2,34 мм;
^ивм = 4«ном ?оком = 52 — 2,34 = 49,^6 мм.
, 77 •
Проверяют правильность выполнения расчетов:
2Zmax2 — ^min2=x0,28— 0,14 = 0,14 мм;
^ — 63 = 0,2 — 0,06 = 0,14 мм.
^maxj — = 2,36 — 0,96 = 0,4 мм;
63 — 61 = 0,6 — 0,2 = 0,4 мм.
В завершение расчета строят схему расположения припусков и допусков на
обработку отверстия 0 52+0»06 (рис. 2.7). На остальные обрабатываемые поверх-
ности корпуса назначают припуски и допуски по ГОСТ 1855—55. Расчетные и
табличные значения припусков записывают в табл. 2.19.
Табл. 2.19. Припуски и допуски на обрабатываемые
поверхности корпуса
Поверхность Размер, мм Припуск, мм Допуск, мм
табличный расчетный
1 0 52 +0’06 2 ♦ 2 21,17 ±0,3
2 30 2 — ±0,2
3 2 2 — ±0,2
4 2 2 — ±0,2
Пример 2. Рассчитать припуски на обработку и промежуточные предельные раз-
меры на поверхность 0 50^’ggg и торцы 6 и 7 вал,-шестерни (рис. 2.8). На осталь-
ные обрабатываемые поверхности назначить припуски и допуски по ГОСТ 7505—74.
Заготовка получена штамповкой на ГКМ из горячекатаного проката 0 48±о,’в- Груши
точности заготовки — 2-я, масса — 6,29 кг.
Рис. 2.8. Вал-шестерня. Чертеж и схема установки при обработке поверх-
ности 1
Технологический маршрут обработки поверхности 0 боф^’^д состоит из предва-
рительного и чистового обтачивания, а также предварительного и чистового шлифо-
вания в центрах. Торцы обрабатываются черновым фрезерованием. Исходный пруток
0 48 отрезан дисковой фрезой в размер по длине.
78
Расчет припусков на поверхность 0 бОф^^ производят следующим образом.
ч Как и в предыдущем примере, составляют расчетную таблицу, в которую
записывают соответствующие заготовке и каждому технологическому переходу
значения элементов припуска. Так как обработка ведется в центрах, погрешность
установки в радиальном направлении равна нулю. Суммарное значение простран-
ственных погрешностей определяют по формуле
Рз = 1/Г Рк.о + рц >
где рк.о — общая кривизна заготовки, определяемая по формуле рк0 = Дк/ = 6х
X 250 — 1500 мкм — 1,5 мм; Дк — удельная кривизна стержня после высадки утол-
щения на ГКМ, мкм на 1 мм длины; / — длина заготовки, мм; рц — погрешность
зацентровки, определяемая по формуле рц — 0,25 р^б2 + 1 = 0,25 У 2,42 + 1 —.
= 0,65 мм; 6 — допуск на диаметр базовой поверхности заготовки, используемой
при зацентровке (по ГОСТ 7505—74 6 = 2,4 мм).
Отсюда
р3 = /1,52 + 0,652 = 1,63 мм.
Остаточная величина пространственных отклонений:
Pi=0,06 * 1630=98 мкм;
р2=0,04 ♦ 1630=65 мкм;
рз=0,02 • 1630=32 мкм.
Расчет минимальных значений припусков ведут по формуле
2zmin = 2 + Pi—i)-
Результаты расчета записывают в расчетную табл. 2.20.
Графа «Расчетный размер» заполняется, начиная с конечного (чертежного)
размера, путем последовательного прибавления расчетного минимального при-
пуска каждого технологического перехода. Наибольшие предельные размеры
вычисляют прибавлением допуска к округленному наименьшему предельному
размеру. Предельные значения припусков 2zmax определяют как разность наи-
больших предельных размеров, a 2zmin — как разность наименьших предельных
размеров предшествующего и выполняемого переходов.
Общие припуски zOinjn и гошах рассчитывают так же, как и в предыдущем при-
мере, суммируя промежуточные припуски и записывая их значения внизу соответ-
ствующих граф. Номинальный припуск ’
2оиом = *omin + Я3-Яд = 4,831 + 0,8-0,018 = 5,613 мм.
Далее проверяют правильность произведенных расчетов и строят располо-
жение полей припусков и допусков, учитывая, что построение ведется на наруж-
ную поверхность.
При расчете припуска на торец 6 (размер 215_о,6) составляют расчетную
табл. 2.21, в которую последовательно записывают значения элементов припуска.
При этом исходят из предпосылки, что торец образован в результате разрезки
прутка дисковой фрезой. По табл. 28 [32] находят /?2Ч-Т=2(Ю мкм, допуск на от-
резку 6=800 мкм, pi = 0,0007 Д'=0,0007 • 48=34 мкм.
Пространственные погрешности торца за счет неточности отрезки исходной
заготовки и искривления ее в процессе ковки на ГКМ определяют как геометри-
ческую сумму ______
Р e V* pl + р| •
По табл. 33 [32]
р2 = Ркор = 500 мкм (для 2-й группы точности).
р=/342 + 5002 =501 мкм.
Погрешность установки при фрезеровании торцов 8=0.
79
g Табл. 2.20. Расчет припусков и предельных размеров по технологическим переходам
на обработку4 поверхности 0 вал-шестерни
Технологические . переходы обработки Элементы припуска, мкм 2zmiti, мкм Расчет- ный размер . V ми Допуск 3 Предельный размер, мм Предельные значения . припусков, ММ
т р е ^min ^max 2zmiti -2» "шах
Заготовка 150 250 1630 — — 54,839 2400 54,84 57,24 — — - , 5.- ->
Точение:
предварительное 50 50 98 — 2-2030 50,779 400 50,78 51,18 4,06 6,06
чистовое 30 30 65 — 2-198 50,383 120 50,38 50,5 0,4 / • z 0,68
Шлифование: л
предварительное 10 20 32 ' — 2125 50,133 , 60 50,13 50,19 0,25 0,31
чистовое —— — — 2-62 .50,009 18 50,009 50,027 ^121 0,163
Итого:
Табл. 2.21. Расчёт припусков и предельных размеров /
по Технологическим переходам на обработку торцов вал-шестерни
Технологические перехода обработки Элементы при- пуска, мкм zmin, мкм Расчетный раз- мер 7, мм Допуск б, мкм Предельный ' размер, мм Предельные . за&чевия припусков, мм
«г т р *min *max zmfn zmak
Припуск на размер 215_0у (торец 6) Заготовка — 200 501 — 215,1 800 215,1 215,9 — — Фрезерование — — — 701 214,4 600 214,4 215 0,7 0,9 черновое Припуск на размёр 35__оз4 (торец 7) Заготовка 150 250 500 — 35,5 2400 35,5 37,9 — — Фрезерование — — — 900 34,66 340 34,66 35 0,84 2,9 черновое
При расчете припуска на торец 7 (размер 35_о.з4) составляют расчетную
табл. 2.21, в которую последовательно записывают отдельные элементы припуска.
Припуск рассчитывают исходя из того, что рассматриваемая торцовая поверх-
ность образована штамповкой на ГКМ. Следовательно, по табл. 27 [32] /?г= 150 мкм,
Г=250 мкм. По табл. 33 [32] рКор=500 мкм, 8=0. Допуск на размер 35 для
поковки составляет 2,4 мм (ГОСТ 7505—74).
На остальные обрабатываемые поверхности припуски назначают по ГОСТ
7505—74. Расчетные и табличные припуски записывают в табл. 2.22.
Табл. 2.22. Припуски и допуски на обрабатываемые
поверхности вал-шестерни
'Поверхность Размер, мм Припуск, мм Допуск, мм
табличный расчетный
Г ~ кл+0.027 0 ои+0,009 — 2-2,8 +1,6.
—0,8
2 0 45_о,О2 21,5 — +0,2
—0,6
3 • 0 75—0,2 2-2 — +1,6
-0,8
4. и 5 62 22 — +1,6
—0,8
6 215_0>б — 0,5 +0,4
—0,4
7 • 0,34 — 1.3 +1,6
-0,8
6 Зак. 1338 81
Номинальные припуски для наружных поверхностей рассчитываются по
формуле
2иои=£1а1п"Ь.Яз—Ия.
Тогда для торца 6 zHom=0,7+0,4—0,6=0,5 мм, для торца 7 zHom=0,84+0,8—
—.0,34=1,3 мм.
2.11.5. Расчет режимов резания
Методика расчета режимов резания широко представлена в
справочной и учебной литературе [32, 48, 55] и др.
В процессе разработки операционной технологии необходимо
режимы рёзания расчетно-аналитическим способом определить на
два^ехнологическйх перехода, а на остальные переходы и опера-
~ции—по нормативным данным. Результаты расчета режимов рёза”
"нияследует свести в табл. 2.23. В графе 1 записывается наименова-
ние операции и все ее переходы или позиции механической обра-
ботки. Если переход выполняется с применением нескольких
инструментов, в таблицу следует внести характеристики режима
резания на лимитирующий обработку инструмент.
Стойкость в минутах машинного времени Тм выбирается по
таблицам, в минутах резания Тр рекомендуется определять только
на лимитирующий инструмент в многоинструментной наладке путем
умножения Тм на коэффициент длины резания Л. Корректировать
величину Тм с помощью X следует лишь при значениях К меньших
0,7. Нужно помнить, что значение стойкости Тр, рассчитанное для
лимитирующего наладку инструмента, принимается для всех ин-
струментов данной наладки с тем, чтобы их смена производилась
одновременно.
В графах 6, 7, 8 указываются расчетные и принятые по паспор-
ту станка значения подачи, чисел оборотов и скорости резания. Зна-
чение минутной подачи (графа 9) используется для определения
Табл. 2.23. Сводная таблица по режимам резания
Наименова- ние операции, перехода, позиции t мм *рез ^р.х мм X Т * м "V’ мин sp sn ' мм/об "р вп’ об/мии °р V м/мии SM* мм/мин мин ~₽’ кВт
1 2 3 4 5 6 7 8 9 . 10 И
Токарная 1 —0,7 _----------------------2^—*5---------150 0,43
.65 90 0,3 500 94 0,81
И т. д.
Лр имечание. i— глубина резания; /рез— длина обрабатываемой поверх-
ности; /р4Х — длина рабочего хода инструмента; А, ==/рез//р.х; Т№ — стойкость
инструмента в минутах машинного времени; Тр— стойкость инструмента в минутах
резания; sp, sn—соответственно расчетная и принятая подача на оборот или на
зуб; пп — соответственно расчегное й принятое число оборотов в минуту;
ур, Vn—соответственно расчетная и принятая скорость резания; $м — минутная
подача; То — основное (машинное) время; Net — соответственно эффективная
и расчетная мощность, = к- п- Д- станка, т]=0,7—0,8.
82
основного времени (графа 10). Данные граф 5,10, 11 используются
в дальнейшем в качестве исходных соответственно для построения
графика, расчета технической нормы времени и определения за-
грузки станка. Если эффективная мощность резания определяется
не по таблицам, а расчетным способом, в зависимости от вида об-
работки дополнительно рассчитывается один из силовых парамет-
ров Рг, Ру, Рх, Afup, необходимый для определения Ne.
Применение смазочно-охлаждающих жидкостей при резании в
основном определяется видом обработки и обрабатываемым мате-
риалом; Рекомендации по их выбору приведены в Ириложении 2.4.
2.11.6. Расчет технической нормы времени
Под технически обоснованной нормой времени понимается вре-
мя, необходимое для выполнения заданного объема работы (опера-
ции) при определенных организационно-технических условиях и
наиболее эффективном использовании всех средств производства и
передового опыта новаторов. >
В массовом производстве определяется норма штучного вре-
мени
Ушт”ТоЧ"ГвЧ"Готд МИН.
В серийном производстве норма штучно-калькуляционного времени
Тш.-к = —3 - Ч" Тшт МИН. \
Нормы времени определяются в такой последовательности: на
основании рассчитанных режимов резания вычисляется основное
(машинное) время То (см. табл. 2.23); по содержанию каждого пе-
рехода устанавливаются необходимый комплекс приемов вспомога-
тельной работы и вспомогательное время Тв с учетом возможных
совмещений переходов и перекрытий элементов штучного времени;
по нормативам [45] рассчитывается время на обслуживание рабо-
чего места Тоб, а затем время на отдых и личные надобности Т<угД;
при серийном производстве определяется подготовительно-заклю-
чительное время на партию Тп-3, и одну деталь Гп.з/«; суммируются
отдельные составляющие нормы времени.
При выполнении расчетов следует пользоваться литературой
[45, 48] и результаты сводить в табл. 2.24.
Пример. Рассчитать норму штучного времени для. токарной операции, вы-
полняемой на многорезцовом токарном полуавтомате 1А720. Основное время на
лимитирующем суппорте—1,8 мин, производство массовое. Масса детали —
3 кг, размеры 0 7OBgX2OO; наибольшая длина обрабатываемой ступени —150 мм.
Режущий инструмент — резцы проходные и подрезные сечением 25X25, 4 шт.;
измерительный — скоба предельная. Стойкость резцовой наладки — 120 мин.
Расчет ведем по нормативам [45]. Подсчитываем элементы вспомогательно-
го времени: взять деталь, установить и закрепить, открепить ее, снять и отло-
жить-^ по карте 1, позиция 2, время — 0,115 мин; включить станок кнопкой,—<
по карте 20, позиция 1, время 7*В1 «0,015 мин; промерить деталь проходноА сто-
роной сКобы по 5-му классу точности — по карте 29, позиция 10, время гв>==
6‘ \
- ' ' ' ' " < , v ’ . : , .•
Табл. 2.24;Сводная таблица: технических норм
времени по операциям, мин
Номер и найме* ‘ нование. операции Ч гв Т оп . Гоб т от . ^ШТ 1 ГП.-3 п
т ус т УП Т из Т * тех Т л орг
1 2 •з 4 5 6 7 8 9 10 1 И 12 13
. Примечания: 1. То — основное время; Тв — вспомогательное время;
Туе — время на установку и снятие детали; Туп — время на управление станком;
ТИд — время на измерение деталей; Топ = То + Тв; ТОб — время на обслуживание
рабочего места; ТтвХ — время на техническое обслуживание рабочего места; 70рг—
время на организационное обслуживание рабочего места;, Тот — время перерывов
на отдых и личные надобности; Тшт — штучное время на операцию; Тп _3 — подго-
товительно-заключительное время; п — величина партии деталей, шт.; Тш.к—»
штучно-калькуляционное время.
2. Графы 11—13 заполняются только при серийном производстве.
=0,09 мин, по., карте 35, позиция 3, коэффициент периодичности промеров
/С=0,3; тогда время на измерение, отнесенное к одной детали,
Гиз =0,09-0,3=0,027 мин.
Определяем вспомогательное время: ' ч
Тв=0,115+0,015+0,027=0,157 мин.
Оперативное время
Тод^То+Тв=1,8+0,157=1,957 мин.
Время на техническое обслуживание рабочего места
ТОТСМ Е8-10
=—12б— = 0,15 мин
(по карте 36, позиция 2, время на смену четырех резцов7см=2,5*4=10 мин).
Время на организационное обслуживание рабочего .места по карте 44, по-
зиция 4, составляет 1,7% 7\>ш т. е.
1,957-1.7
Торг = - > = 0,033 мин.
Время перерывов на отдых и личные надобности по карте 45, позиция 18,
составляет, 6% Топ. Тогда
1,957-6
Пт = 100 -=0,117 МИН;
Подсчитываем штучное время: , J
Тшт-То +Тв+Ттех+Горг+Тот=1,8+ 0,157+ 0,15+0,033+0,117^2,257 мин.
Результаты расчета следует занести- в табл. 2.24. ..
2.11.7 . Определение разряда работы
Разряд выполняемой работы определяется по тарифно-квали-
фикационному справочнику [16]. При укрупненных расчетах можно
пользоваться также приведенными ниже данными (табл. 2.25).
.84
'' Табл. 2.25. Средние разряды работ станочников-операторов
Профессий Разряд*
массовое производство' серийное производство
Автоматчик 2 —
Доводчик-притирщик 2 3—4
Долбежник 2 • 3—4
Заточник 3—4 4
Зуборезчик 2 3—5
/Зуббщлифовщик — 3-4
Полировщик 2 3
Протяжчик 2 3
Резчик 2 2
Резьбофрезеровщик 2 3
Резьбошлифовщик — 2—5
Сверловщик 2 3—4
Строгальщик — 2
Токарь 2 3—5
Токарь-карусельщик 2 3—5
Токарь-расточник 2 3—5
Токарь-револьверщик 4 2, 3
Токарь-полуавтоматчик 2—3 3—4
Фрезеровщик 2 3—4
Шевинговалыцик 2 3
Шлифовщик 2—3 3—5
Вопросы организации производственного участка рассмотрены
в главе 7. Оценка технико-экономической эффективности разрабо-
танного технологического процесса изготовления детали произво-
дится в соответствии с методическими указаниями, приведенными в
главе 8.
\ •
*
2.12. ВЫБОР СРЕДСТВ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ЭЛЕМЕНТОВ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Правила применения средств механизации и автоматизации
технологических процессов установлены ГОСТ 14.309—74 [15]. Сог-
ласно стандарту, механизации 4i автоматизации подлежат объекты
с целью снижения материальных и трудовых затрат, повышений
качества изделий и увеличения объема выпуска продукции. Выб-
ранный вариант текнологическогр процесса с установленными сред-
ствами Механизации и автоматизации должен обеспечивать наи-
большую экономическую эффективность.
При соответствующем технико-экономическом обосновании
объектами меха#изации в дипломном проекте могут являться: за-
грузка, перемеО1ение и зажим заготовки; управление станком; ра-
бочие движения станка и обрабатываемой детали в процессе об-
работки; уборка» транспортирование стружки и др.
. Объектами автоматизации могут быть: загрузка и зажим заго-
товки; улравлеЯие станком; рабочие движения станка и детали;
контроль размер08» межоперационный транспорт и др.
Выбор средств механизации и автоматизации производят в сле-
дующем порядК6- определяют объекты; разрабатывают технологи-
ческие процесс^ с Учетом применения средств механизации и ав-
томатизации- производят Сопоставление нескольких вариантов ос-
нащения техноДогических процессов средствами механизации и
автоматизации; выбирают оптимальный вариант по результатам
прямого сопостДвления всей совокупности таких показателей, как
экономическая эффективность, требования техники безопасности и
социальные тре6°вания-
ЭкономичесКая целесообразность автоматизации или механи-
зации обработка может быть определена из зависимости
Э = (Сп.-з Сп.-з) N руб.,
где Сп-з, С" ^приведенные затраты на рабочем месте для сравни-
ваемых вариантов» РУ6-; N —годовая программа, шт.
Методика расчета приведенных затрат дана в параграфе 2.9.
Она применима и для оценки средств механизации и автоматиза-
ции. Отличие состоит лишь в том, что балансовая стоимость обору-
дования, оснаШеННОГО средствами механизации или автоматизации,
увеличивается На сумму, соответствующую стоимости этих средств:
Д=Дс + Дм.а,
где цс — бала11совая стоимость станка, руб.; Дм.а—-балансовая
стоимость средств механизации и автоматизации, руб.
Для определения стоимости средств механизации и автомати-
зации можно воспользоваться укрупненными нормативами стоимо-
сти 1 кг Массы оборудования автоматических линий [63]: металло-
режущие з 2 рУ6-/кг; транспортно-загрузочное — 2,6; контроль-
ное— 7,4; электрооборудование — 3,1; прочее — 3,8 руб./кг. Эти
укрупненные цормативы рекомендуется применять для приблизи-
тельного опреДеЛения стоимости нестандартных средств механиза-
ции и автоматЯзации- Стоимость стандартных (покупных) средств
следует опредеДять п0 соответствующим прейскурантам.
Целесообра8НОСТЬ перехода от ручного контроля к автоматизи-
рованному пни механизированному подсчитывают по формуле, ре-
комендуемой ГОсГ 14.306—73 [15]:
Ла -С- £(Сз.р Сз.а) N Ч Та’
где Ла, Лр____стоимость соответственно единицы автоматизирован-
ного и ручного средства контроля, руб.; Са.а> С3.р — затраты на за-
86 .
работную плату исполнителям при контроле одного объекта соот-
ветственно автоматизированным и ручным средством контроля,
руб./шт.; Га, Тр — срок службы соответственно автоматизированно-
го и ручного средства контроля, г.; N — программа объектов конт-
роля, шт./г.
При назначении средств автоматизации любого типа станка
необходимо учитывать масштабы производства и руководствовать-
ся следующими основными положениями. В мелкосерийном и се-
рийном производстве следует применять универсальные станки с
механизацией и частичной автоматизацией загрузки, установки, за-
крепления и выгрузки деталей, рабочих и холостых перемещений
узлов станка с использованием копировальных устройств и прог-
раммного управления. В крупносерийном и массовом производстве
необходимо применять полуавтоматы с частичной или полной ав-
томатизацией загрузки, установки, закрепления, выгрузки деталей
и их контроля; внедрять автоматы, агрегатные станки и автомати-
ческие линии.
Показатель уровня механизации и автоматизации технологиче-
ских процессов рассчитывается по формуле
j __ 2Гм(А)
l ип - ут 9
ZiJ шт
где ЦГМ(А) — сумма всего машинного времени (А — при автоматиза-
ции), мин; 2Тшт — сумма всех штучных времен, мин.
Степень автоматизации или механизации
№ <А)
где Af"(A)— число t-х механизированных (автоматизированных) ком-
понентов (станков); — общее число г-х компонентов (станков)
в процессе.
Вопросы выбора внутрицеховых средств транспортирования
рассмотрены в главе 7.
2.13. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Сборка является заключительным этапом изготовления маши-
ны, при котором окончательно формируются ее качественные пока-
затели. Технический и организационный уровень сборки в значи-
тельной степени определяет надежность и долговечность машины.
При разработке технологического процесса сборки и анализе
конструкции сборочной единицы может возникнуть необходимость
в некоторых конструктивных изменениях, улучшающих технологич-
ность сборки или повышающих качественные показатели изделия.
Эти изменения могут потребовать уточнения конструкции отдель-
ных деталей. Поэтому технологический процесс сборки рекоменду-
ется разрабатывать раньше, чем технологические процессы изго-
товления основных деталей.
Исходными данными для разработки технологического про-
цесса сборки являются: 1) сборочный чертеж, характеризующий
87
конструкцию; 2) чертежи деталей, входящих в сборочную единицу;
3) спецификация деталей сборочной единицы; 4) технические тре-
бования на приемку; 5) программа выпуска. Основная задача, ре-
шаемая при проектировании технологического процесса сборки, со-
стоит^ установлении наиболее рациональной последовательности
и выборе методов сборки, обеспечивающих высокое качество изде-
лия, наибольшую производительность и экономичность процесса.
При этом должны быть определены режимы и средства выполне-
ния сборочных и контрольных операций (оборудование, приспособ-
ления, инструменты), установлены нормы времени, предусмотрены
транспортные средства и т. д.
Общие правила разработки технологических процессов и вы-
бора средств технологического оснащения установлены ГОСТ
14.301—73.
2.13.1. Анализ конструкции сборочной единицы
и отработка ее на технологичность
Вначале выясняются не только служебное назначение машины,
ее основные характеристики и условия эксплуатаций, но и допол-
нительные требования и условия, которые уточняют и конкретизи-
руют ее работу. Аналогично и более подробно должна быть про-
анализирована рассматриваемая сборочная единица.
Из служебного назначения машины или сборочной единицы
вытекают предъявляемые к ним технические требования. При ана-
лизе сборочной единицы особое внимание должно уделяться точ-
ностным техническим требованиям, например допустимому радиаль-
ному или торцовому биению вращающихся деталей, точности пере-
мещения или остановки одной части механизма относительно другой
и т. д. Кроме того, к механизму или сборочной единице могут
предъявляться требования силового характера (мощность, крутя-
щий момент, грузоподъемность и др.). При анализе конструкции
следует решить, какие технические требования являются основны-
ми и определяют качественные показатели данного механизма или
машины. Затем следует рассмотреть, как обеспечиваются техниче-
ские требования при сборке, а также при изготовлении деталей;
проследить систему размерных связей сборочной единицы и устано-
вить, за счет каких размерных цепей Обеспечиваются заданные тех-
нические требования. Здесь же должны быть проанализированы
и в соответствии с конструкцией окончательно выбраны методы до-
стижения точности замыкающих звеньев (см. главу 3).
Изучение конструкции следует совмещать с технологическим
контролем сборочного чертежа и анализом технологичности. Пра-
вила обеспечения технологичности конструкции сборочных единиц
определяются ГОСТ 14-203—73. Основными требованиями к техно-
логичности конструкции при сборке являются следующие: возмож-
ность сборки машины из обособленных .сборочных единиц без пов-
торных разборок; применение стандартных и унифицированных сбо-
рочных единиц; сокращение объема пригоночных работ; обеспече-
88
аде возможности снижения трудоемкости и стоимости, сокращение
цикла узловой и общей сборки и др.
Таким образом и должна быть рассмотрена данная сборочная
единица, выявлены ее недостатки, затрудняющие и удорожающие
сборочный процесс, и намечены предложения по улучшению техно-
логичности конструкции.
2.13.2. Выбор организационной формы сборки
Основные формы организации технологических процессов оп-
, ределены ГОСТ 14.312—74. Применение той или иной организаци-
онной формы сборки зависит главным образом от конструктивных
особенностей и объема выпуска собираемого изделия. Целесообраз-
ность выбора в дальнейшем должна быть обоснована технико-эко-
номическим расчетом.
В зависимости от типа производства рекомендуются следую-
щие организационные формы сборочных работ [42]:
а) стационарная сборка без расчленения работ. Применяется
в единичном и мелкосерийном производстве. Объект сборки в этом
случае неподвижен. Все работы выполняются одним рабочим или
бригадой. По видам сборочные работы не расчленяются и между
сборщиками заранее не распределяются;
б) стационарная сборка с дифференциацией работ. Применя-
ется в мелкосерийном производстве. Весь объем работ заранее рас-
членяется на комплексы и закрепляется за отдельными рабочими
бригады, которые специализируются на соответствующих видах ра-
бот. Дифференциация сборочного процесса дает значительный эко-
номический эффект;
в) стационарная поточная сборка. Применяется в серийном,
производствё, в особенности при больших габаритах и массе соби-
раемого объекта (применение подвижной сборки из-за этого зат-
руднительно) . Объем сборочных работ расчленяется на комплексы,,
количество которых равно числу одновременно собираемых изделий
и количеству участвующих в сборке бригад. Каждая бригада спе-
циализируется только на одном комплексе работ и выполняет его,
последовательно переходя с одного объекта на другой. Сборка про-
изводится с регламентированным тактом выпуска;
г) подвижная поточная сборка с регламентированным тактом,
но без жесткой механической связи собираемых на рабочих постах
сборочной линии объектов. Эта организационная форма сборки
применяется в серийном и крупносерийном производстве. Техноло-
гический процесс расчленяется на операции. Передача собираемого'
Объекта с одного рабочего места на другое производится вручную-
или при помощи механических транспортирующих средств в зави-
симости от объема выпуска и массы изделия. Отсутствие жесткой:
связи между рабочими постами допускает накопление заделов на
отдельных рабочих местах;
д) подвижная поточная сборка с жесткой связью собираемых,
на рабочих постах сборочной линии объектов. Применяется в круп-
несерийном и массовом производстве. Такт сборки строго регла-
ментирован. Собранные’изделия сходят с линии через равные такту
промежутки времени. Весь технологический процесс расчленяется
на операции и переходы. За каждым рабочим местом закрепляется
определенный объем работ. Если изделие имеет достаточно жест-
кую базирующую деталь и сравнительно небольшую массу, реко-
мендуется применять непрерывное перемещение собираемого объ-
екта. Имеет значение также удобство выполнения операций на дви-
жущемся конвейере. Если указанные условия не выполняются,
перемещение объекта от одного рабочего места к другому следует
осуществлять периодически. При этом надо иметь в виду, что при-
менение конвейера периодического действия приводит к потерям
рабочего времени, так как при его движении работа не производит-
ся. Удельное значение этих потерь тем больше, чем меньше такт
выпуска и скорость периодического движения конвейера.
Минимальное значение такта выпуска, при котором целесооб-
разно применение конвейера периодического движения при задан-
ной процентной величине потерь времени, определяется по формуле
, _ I 100
гд— v р >
где /д — действительный такт сборки, мин; I — длина рабочего ме-
ста, м (устанавливается из конструктивных соображений); v — ско-
рость перемещения конвейера, м/мин; р — потери времени (в про-
центах от такта выпуска) на периодическое перемещение конвейе-
ра, допускаются не более 5%'.
Использование поточных форм сборки снижает себестоимость
изделия, сокращает длительность производственного цикла, увели-
чивает производительность труда и повышает качество продукции,
но требует четкой организации всего производства и подробной
разработки технологического процесса. Расчленение процесса сбор-
ки необходимо выполнять таким образом, чтобы на всех сборочных
постах была равномерная и нормальная загрузка. Длительность
любой сборочной операции на линии сборки должна быть равна
или кратна действительному такту сборки изделия
__ 60DC (Т^^р— Т’об— ^п)
где D — число рабочих дней в году; С — число рабочих смен за
' день; Тем — длительность рабочей смены, ч; Цр — коэффициент,
учитывающий потери времени на ремонт оборудования (0,98 — при
односменной и 0,97 — при двухсменной работе); ТОб— потери вре-
мени в течение’смены на обслуживание рабочих мест, ч; Тп—
потери времени на перерывы в работе для отдыха и личных надоб-
ностей рабочих в течение смены, ч; Nr — годовая' производственная
программа, шт.
Действительный ритм сборки '
90
Продолжительность сборки изделия’на поточной линии
= Пц/д,
где пп — число постов на линии, включая сборочные и контрольные
операции, а также резервные рабочие места.
Время на перемещение собираемого объекта с одного рабочего
места на другое или на переход рабочих при стационарной поточ-
ной сборке определяется по формуле •
где I — длина рабочего места, м; v — скорость перемещения, м/мин.
Скорость перемещения принимается [49]: 10—15 м/мин — при
переходе рабочих или ручном перемещении собираемого объекта;
до 20 м/мин — при перемещении собираемого объекта по рольган-
гу; 30—40 м/мин — для механических транспортирующих устройств,
15—20 м/мин — для сборочного конвейера периодического дейст-
ствия; 3—5 м/мин — для длинных конвейеров с большой общей
массой.
Скорость непрерывно движущегося конвейера практически при-
нимается в пределах 0,25—3,5 м/мин. При ее определении для кон-
кретных условий следует пользоваться формулой
2.13.3. Определение последовательности
и содержания сборочных операций
Для обособленной сборки отдельных частей изделие расчленя-
ется на сборочные единицы. Сборочная единица не должна иметь
слишком большие габариты, массу и состоять из значительного ко-
личества деталей и сопряжений. С другой стороны, излишнее
«дробление» изделия на сборочные единицы усложняет процесс
комплектования при общей сборке.
Часть изделия, требующая испытания, обкатки или специаль-
ной слесарной пригонки, должна выделяться в отдельную сборочную
единицу. При последующем монтировании в машине сборочная
единица по возможности не должна подвергаться какой-либо раз-
борке. Если этого избежать нельзя, разборочные работы следует
предусмотреть в технологии.
Все детали машины, за исключением базовых (станины, рамы
и др.) и крепежных, должны быть включены в сборочные единицы.
Функциональное назначение части изделия не является обязатель-
ным условием выделения ее в сборочную единицу.
Информационной основой при разработке последовательности
сборки являются типовые технологические процессы и стандарты
на технологические операции. Последовательность сборки изделия
в основном определяется его конструкцией: компоновкой деталей и
методами достижения требуемой точности. Простые сборочные еди-
91
ницы идЦ'изделий, как правило, имеют одновариантную последова-
тельность ввода деталей в технологический процесс сборки, слож-
ные — многовариантную. При определении последовательности
сборки в каждой сборочной единице необходимо найти базовую де-
таль, которая определяет положение всех входящих в сборочную
единицу деталей.
Сборку машины или сборочной единицы следует начинать с
установки на конвейере или сборочном стенде базовой детали, к ко-
торой последовательно присоединяются остальные детали или сбо-
рочные единицы. Роль базовой детали может выполнять ранее соб-
ранная сборочная единица. Порядок сборки определяется возмож-
ностью И удобством присоединения деталей или сборочных единиц.
Каждая ранее смонтированная деталь или сборочная единица не
должна мешать последующей сборке.
Детали и сборочные единицы, несущие в машине наиболее от-
ветственные функции, желательно монтировать в первую очередь.
То же самое относится к деталям и сборочным единицам, размеры
которых являются общими звеньями нескольких параллельно свя-
занных размерных цепей. Определение последовательности сборки
значительно упрощается при наличии образца собираемого изде-
лия, который разбирают, и записывают подробный порядок раз-
борки. Затем, принимая обратную последовательность операций,
составляют предварительный технологический процесс сборки. Эле-
менты, которые снимаются в неразобранном виде, являются техно-
логическими сборочными единицами. На них составляется отдель-
ный технологический процесс узловой сборки.
Параллельно с разработкой последовательности сборки следует
составить ее схему, в которой собираемые детали и сборочные еди-
ницы условно изображаются в виде прямоугольников. Порядок раз-
работки схем и их примеры приведены в литературе (3, 49, 42].
Схема сборки наглядно показывает последовательность введения
деталей и сборочных единиц в технологический' процесс, возмож-
ности организация параллельного выполнения работ, упрощает про-
ектирование, а также помогает оценить технологичность конструк-
ции. Затем устанавливается содержание сборочных операций.
Желательно, чтобы на каждом рабочем месте Выполнялась одно-
родная по своему характеру работа, что способствует лучшей спе-
циализации сборщиков и повышению производительности труда.
Операция должна представлять собой технологически, законченную
часть сборочного процесса. Следует стремиться к возможно боль-
шей их синхронизации во времени. Окончательно содержание опе-
раций устанавливается после нормирования.
2.13.4. Выбор средств механизации и автоматизации
сборочного процесса
Для увеличения производительности труда, при сборке и его
облегчения применяется различное технологическое оборудование и
оснастка. Общие правила выбора этих средств установлены ГОСТ
92
14 301—73/ Применение оборудования и оснастки зависит главным
образом от объема выпуска изделий и характера выполняемых сбо-
рочных операций.
Основными операциями, требующими технологического осна-
щения, являются: комплектование, транспортирование деталей и
сборочных единиц к месту сборки; перемещение и координирование
в процессе сборки; соединение; контроль достигнутой точности по*
ложения и движения монтируемых деталей и сборочных единиц;
регулирование; пригонка; фиксация относительных положений; ис-
пытание сборочных единиц и машин в целом; очистка, окраска
и т. д.
/При выборе средств механизации и автоматизации сборочных
работ следует руководствоваться правилами, предусмотренными
ГОСТ 14.309—74, и пользоваться литературой [30, 42] и др.
2.13.5. Нормирование сборочных работ
Нормирование сборочных операций производится по общим
формулам штучного или штучно-калькуляционного времени, опре-
деляемого для условий массового или серийного производства. Ос-
новное и вспомогательное время на выполнение наиболее распрост-
раненных сборочных переходов приводится в общемашинострри-
тельных нормативах времени на слесарно-сборочные работы [46,
47]. Время на обслуживание рабочего места в зависимости от вида
сборочных работ составляет 2—6%, а на отдых и естественные на-
добности— 4—6% оперативного времени. При конвейерной сборке
через каждые 100 мин работы рекомендуется предусматривать 10-
минутные перерывы. Расчет нормы времени по элементам рледует
производить в табличной форме.
При поточной организации сборки длительность всех операций
должна быть равной или кратной такту выпуска изделий, что обес-
печивает ритмичность работы и сокращает потери рабочего време-
ни. При достижении такой синхронизации на основе выполненного
нормирования может возникнуть необходимость в корректировке
содержания операций, применении более производительных мето-
дов работы, использовании высокопроизводительной оснастки и т. д.
Определение профессий и квалификации исполнителей производит-
ся по справочнику [16].
2.13.6. Оценка эффективности технологического’
процесса сборки
Оценка различных вариантов технологического процесса сбор-
ку производится по абсолютным и относительным, Показателям,
^абсолютным относятся трудоемкость и себестоимость выполнения
сборочного процесса, к относительным — следующие показатели.
jH) Коэффициент трудоемкости сборочного процесса
где ТСб — трудоемкость сборки сборочной единицы или изделия;
Тж — суммарная трудоемкость обработки всех деталей той же сбо-
рочной единицы или изделия.
Значение коэффициента <р для различных производств колеб-
лется от 0,1 до 0,5. Меньшие его значения свидетельствуют о высо-
ком качестве технологических процессов обработки комплектую-
щих деталей, что обеспечивает высокопроизводительную собирае-
мость изделия.
2) Коэффициенты загрузки рабочих мест г)3 и поточной линии
т]э.л определяют по формулам:
п
Яз.Л = Яз»
i=l
где 1Ш — штучное время сборочной операции, мин; /д — действи-
тельный такт сборки, мин; В — количество рабочих на сборочном
месте; п — число рабочих мест.
Приемлемое значение коэффициента загрузки лежит в преде-
лах 0,9—0,95 [62].
3) Коэффициент качества сборочного процесса
if _________________________ ^н.сб
" Акач.сб »
где Тн.сб — трудоемкость операций нормального сборочного процес-
са, к которому относятся все операции по простому сочленению де-
талей (свинчивание, постановка на место и т. д.) и регулированию
сопряжений (перемещение или поворот деталей с последующим за-
креплением со штифтовкой или без нее) за исключением пригонки,
разборки и повторной сборки.
Большее значение коэффициента Ккач.сб соответствует более
высокому уровню технологического процесса сборки. В идеальном
случае ККач.сб= 1.
4) Для изделий, состоящих из сборочных единиц, определяет-
ся коэффициент расчлененности сборочного процесса
V _ ^сб.уз
Арасч — Гсб .
где Тсб.уз — суммарная Трудоемкость узловой сборки.
Большее значение коэффициента Красч свидетельствует о более
полном разделении изделия на конструктивно-сборочные единицы,
что обычно приводит к удешевлению сборки.
5) Показатели уровня механизации и автоматизации живого
труда и процесса равны:
<4 = Т'
“п __
м.а .
Лб
м.а “1“ Тм.р
Тсб
94
где Тм.а — сумма машинного времени при автоматизации, не пере-
крываемого ручным, затрачиваемого на всех стадиях процесса
сборки; 7м.р — сумма машинного времени при автоматизации, пере-
крываемого ручным.
Категории механизации и автоматизации технологических про-
цессов в зависимости от показателей уровня установлены ГОСТ
14.309—74.
2.14. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
В дипломных проектах для оформления разработанных техно-
логических процессов применяются следующие виды технологиче-
ских документов общего и специального назначения по ГОСТ
3.1102—74.
Маршрутная карта МК — документ, содержащий описание тех-
нологического процесса изготовления изделия, включая контроль и
перемещение, по всем операциям различных видов в технологиче-
ской последовательности с указанием данных об оборудовании, ос-
настке, материальных и трудовых нормативах.
Операционная карта ОК — описание технологической опера-
ции с указанием переходов, режимов обработки и данных о средст-
вах технологического оснащения.
Карта эскизов КЭ — эскизы, схемы и таблицы, необходимые
для выполнения технологического процесса, операции или перехо-
да изготовления изделия, включая контроль и перемещение.
Заполнение маршрутных, операционных карт механической об-
работки, слесарных, слесарно-сборочных и электромонтажных ра-
бот, операционных карт технического контроля, технического конт-
роля процесса перемещения, эскизов и других документов осущест-
вляется в соответствии с общими требованиями, установленными
ГОСТ 3.1104—74. Обозначение технологических документов вы-
полняется в соответствии с требованиями ГОСТ 3.1201—74 (прило-
жение 2.5). Рекомендуется также пользоваться методическими ука-
заниями о рациональных способах заполнения и применения тех-
нологической документации, разрабатываемой в соответствии с тре-
бованиями стандартов ЕСКД, РДМУ 75—76.
2.14.1. Маршрутная карта
Маршрутная карта является обязательным документом, запол-
няется в соответствии с требованиями ГОСТ 3.1104—74 и ГОСТ
3.1105—74. Пример заполнения маршрутной карты (форма 2 и 2а),
содержащей описание технологического процесса изготовления
упорного болта, приведен в приложении 2.6.
Номера операций и переходов следует нумеровать арабскими
цифрами в технологической последовательности: 001, 002 и т. д.
Разрешается нумеровать операции в технологической последова-
95
теЛьности через пять,, ^апрнмер 005, .010, 015, . . . , ' 100. Это озна-'З
? чает, что первой операции присвоен номер 005, второй 010 и т. д. Я
' ' В графе «Наименование и содержание операции» допускается I
, ' применение краткой формы наименования .операции, например . J
Е. ; «фрезерная» вместо «фрезерная операция». В форме 2 и 2а вместо J
содержания операции можно перед ее наименованием не указывать
обозначения документов по ГОСТ 3.1201—74 (приложение 2.5), со- |
'. держащих описание данных операций (приложение 2.6).
В графе «Оборудование» код и инвентарный номер можно ука- |
зывать. В ней записывается наименование и модель оборудований, j
: Наименование специальных станков, изготовленных по заказу, дол- *
v жно содержать их общую характеристику, например специальный
двусторонний восьмишпиндельный горизонтально-сверлильный.
В графе «Приспособление и инструмент» записывается наиме-
нование и обозначение оснастки (приспособления, вспомогательно-
го, режущего и измерительного инструмента) по ГОСТам и маши-
ностроительным нормалям. Каждый вид оснастки записывается в
отдельной строке. Графу «Объем производственной партии» запол-
няют только для серийного производства.
Графу Тп.-з (подготовительно-заключительное время) и 7’шт
(штучное время на операцию) для серийного производства следует
записывать дробью (Т„..3/Тт). Т„..3 для массового производства не
заполняют. Заполнение остальных граф карты видно на примере
приложения 2.6.
•1
2.14.2. Операционная карта
Операционные карты механической обработ-
ки составляются по формам 1 и 1а, 2 и 2а. Графы форм заполняют
в соответствии с ГОСТ 3.1104—74 и ГОСТ 3.1404—74. Графы, имею-
щие в своем содержании номер цеха и участка, в дипломном
проекте можно не заполнять. В правом верхнем углу следует ука-
зывать обозначение и наименование детали, а также обозначение
документа по ГОСТ 3.1201—74 (приложение 2.5).
Номер операции указывается по маршрутной карте в соответ-
ствующей графе. В графе «Наименование операции» следует рриме-
нять краткую форму: токарная, сверлильная и т. д.
Графа «Масса детали» заполняется по конструкторскому доку-
менту. Заполнение граф «Наименование и марка материала» и «За-
готовка» ясно из примера (приложение 2.7). В графе «Приспособ-
ление» следует указывать наименование и обозначение приспособ-
ления по ГОСТам или нормалям. Для нестандартных приспособле-
ний следует писать «специальное».
В операции .все переходы (графа «Содержание перехода»)
формулируются в следующей форме: фрезеровать торец, нарезать
резьбу, расточить отверстие и т. д. Если на одной операции (пере-
ходе) обрабатывается несколько одинаковых поверхностей, указы-
вается их количество. Например, «Сверлить 5 отверстий», «Фрезе-
96
роваТь 2 плоскости, выдерживая размер 1 *» при обработке зубь-
ев— «Фрезеровать зубья т=4, х=20» и т. д. При обработке в
операции (переходе) нескольких различных поверхностей все они
перечисляются. В описании операции (перехода) можно указывать
характер обработки (например, предварительная, окончательная
одновременная и т. д.). Пример формулировки: «Обточить ци-
линдр 5 *, подрезать торец 4 *, сверлить и зенкеровать отверстие
3 * окончательно».
Записи в документах следует делать на каждой строке в один .
ряд. Рекомендуется оставлять одну-две свободные строки между
описаниями операций и переходов. Если в графе «Содержание пере-
хода» запись сделана на нескольких строках, записи, размещенные ,
в соседних графах в одну строку, производятся на уровне первой
строки. В этой графе допускается указывать требования к выполне-
нию технологической операции.
В графе «Инструмент вспомогательный, режущий и измери-
тельный» указывают обозначения инструментов в соответствии с
ГОСТами и нормалями. Например, в графе режущего инструмента
против перехода «Точить цилиндр 1 *» записывается «резец 2100-
0765 ГОСТ 18869—74». Это означает, что применяется резец то-
карный проходной прямой из быстрорежущей стали, сечением
20X12 мм, форма пластинки 58А по ГОСТ 2379—67. В случае при-
менения сверла d=20 мм с конусом Морзе 2 из быстрорежущей
стали следует записать: £верло 20-2 ТОСТ 12121—68 Р6М5, При______
использовании фрезы £>==160 мм со вставными ножами с пластин-
ками из твердого сплава Т15К6— фреза 2214-0157 Т15К6 ГОСТ
9473—
ч"“"*Вграфе «Расчетные размеры» указываются размеры обраба-
тываемых поверхностей детали в зависимости от ее рабочих движе-
ний и инструмента.
В графе «Диаметр, ширина» приводится наибольший размер,
по которому рассчитывается скорость резания. Так, например, при
обработке на станках с вращательным движением детали для на-
ружных поверхностей указывается первоначальный диаметр заго-
товки или диаметр, полученный на предыдущей операции (пере-
ходе) ; при расточке отверстий — их диаметр, полученный в резуль-
тате данной обработки. Если вращается не деталь, а инструмент,
следует давать диаметр инструмента — сверла, зенкера, фрезы,
шлифовального круга и т. п. У станков с поступательным движе-
нием стола или инструмента приводится длина хода для опреде-
.ления числа двойных ходов при назначении скорости резания.
Длина хода включает длину обрабатываемой поверхности плюс
'^ебеги.
?^:-В графе «Расчетная длина» следует указывать длину прохода,
В^очающую величину врезания и перебега инструмента, которая
ёф^деляется расчетом или по таблицам нормативпдй,^.
грдфе «Глубина резания» даётся^вОичняатттубины резания
; jy;!1'Цифры; отмеченные знаком • , в технологической документации простав- '
ляют4В'41фУЖности диаметром 6—8 мм.
7 Зак.1338 97
для д&ннбго перехода (она равна припуску на ДЬрону); в-граф^Д
«Число Проходов» — количество проходов, необходимое для снятия
припуска в данном переходе.
В графе «Режим обработки» приводятся режимы резания от*
дельно для каждого перехода на основании руководящих норма-
тивных материалов или расчетов. '
При сверлении, зенкеровании, развертывании и фрезеровании
торцовыми, дисковыми, пальцевыми и червячными фрезами ско-
рость резания о определяется по наружному диаметру инструмента.
На станках с возвратно-поступательным движением инструмента,
на поперечно-строгальных, долбежных, зубодолбежных и зубо-:
Строгальных скорость резания определяется по длине хода режу- ,
щего инструмента — резца или долбяка. Подачу а следует указы-
вать в Операционной карте в зависимости от типа станка: для то-
карных и сверлильных — в миллиметрах на один оборот шпинделя,
для поперечно-строгальных и долбежных — в миллиметрах на один
Двойной ход резца, для фрезерных — в миллиметрах в минуту и' в
Миллиметрах на один зуб фрезы.
Для зубодолбежных станков 5М14 и 5В12 в числителе приво-
дится радиальная подача в миллиметрах на один двойной ход дол-
бяка (подача врезания), в знаменателе — круговая подача в мил-7
лиметрах на двойной ход долбяка (подача обкатки). Для зубофре- ;
зерных станков, работающих червячными фрезами, при нарезании
цилиндрических колес с прямыми и спиральными зубьяМи указыва-
ется подача фрезы в миллиметрах на один оборот стола. При на-
резании червячных колес методом радиальной подачи дается -ра-
диальная подача стола на один его оборот, а при нарезании мето-
дом тангенциальной подачи — осевая подача фрезы в миллиметрах
на один оборот стола. При круглом шлифовании методом продоль-
ной подачи и внутреннем шлифовании отверстий подача записыва-
ется дробью: в числителе — продольная подача стола или круга в
миллиметрах на один оборот детали, в знаменателе — поперечная
в миллиметрах на один двойной ход стола. При шлифовании мето-
дом врезания следует приводить только поперечную подачу в мил-
лиметрах на один оборот детали; при плоском шлифовании торцом
круга для станков с круглым и прямоугольным столом — вертикаль-
ную подачу круга в миллиметрах на один оборот или двойной ход
стола. Для шлифовальных работ в карты следует записывать ско-
рость вращения,обрабатываемой детали в метрах в минуту и число
оборотов детали в минуту.
В графе То основное (машинное) время дается На каждый пе-
реход отдельно.. Время на врезание и перебег инструмента для всех
станков, на обратный ход станков с возвратно-поступательным дви-
жением (строгальных, протяжных, зубострогальных) включается в
основное. В графе Тв указывается время на установку, закрепление,
раскрепление и снятие детали.* Вспомогательное время, связанное
спроходом, приводится на каждый переход Отдельно с учетом
повторяемости отдельных приемов. Его величина определяется по
нормативам.
98 . '
7 * <
-{ Примеры заполнении операционных карт механической ббра*
Сотки и карт эскизов на болт упорный приведены в приложении
;$:7и2.8. ••
V Опер ационные карты технического контроля
(ГОСТ 3.1502—74 форма 1 и 1а) предназначены для описания тех-
нологических операций технического контроля; В верхнем левом
. углу карты помещается эскиз контролируемого изделия (при ис-
пользовании формы 2 и 1а допускается применение совместно С
картой эскизов по ГОСТ 3.1105—74 формы 5 и 5а). На нем долж*
ны быть указаны данные, необходимые для выполнения операции
(перехода) технического контроля: размеры, предельные, отклоне-
ний, обозначения шероховатости поверхности, технические требова-
ния, а также базы, если операция выполняется в приспособлении.
В графе «Особые указания» приводятся требования к контролируе-
мым параметрам.
Переходы следует нумеровать арабскими цифрами в техноло-
гической последовательности. В графе «Содержание перехода» наи-
менование выполняемых работ записывается в форме указания:
проверить размер 1 *, проверить 3 отверстия 2 * и т. д.
В графах «Приспособление» и «Измерительный инструмент»
после каждого перехода отмечаются средства, обеспечивающие его
выполнение. Например, в графе «Приспособление» записывается:
контрольное для проверки биения, ГОСТ... или специальное. '
1 В графе «Измерительный инструмент» также указывается наи-
менование и обозначение инструмента в соответствии с ГОСТ или
машиностроительными нормалями.
В графе «Процент контроля» в карте проставляется тот про-
цент контроля, который необходим и достаточен для получения
годных деталей (например, 5, 10. 100%)'. Устанавливается он в
зависимости от принятого способа настройки станка на выдержи-
ваемый размер и от точности обработки детали. Для определения
процента контроля следует пользоваться пособием [44]. Пример
заполнения операционной карты технического контроля приведен
в приложении 2.9.
При разработке технологического процесса сборки оформляют-1
ся операционные, карты по ГОСТ 3.1407—74 (формы 2, 2а) и комп-
лектовочная карта по ГОСТ 3.1105—74 (формы 7, 7а). В необходи-
мых случаях оформляются карты эскизов по ГОСТ 3.1105—74
.(формы 5, 5а).
В проекте разрешается не заполнять графы, которые исполь-
.вуются только в производстве. Графы, содержание которых опреде-
ляется в ходе выполнения дипломного проекта, должны быть за-
полнены. Содержание переходов необходимо изложить подробно.
Цграфе «Оборудование», кроме наименования, следует указать мо-
ИЬ НЛи основную характеристику используемого оборудования,
особления и инструменты также должны быть записаны с
ми характеристиками.
,рТы технологического процессса переме-'
Предназначены для описания единичного межзаводского».
межцехового, межучасткового, внутрицехового и внутризаводского
процесса перемещения. Межоперационные перемещения описывают
в маршрутных картах по ГОСТ 3.1105—74, а также картах техно-
логических процессов, специализированных по отдельным видам
работ. Необходимость их оформления в дипломном проекте опре-
деляется руководителем.
Все разработанные технологические документы должны быть
скомплектованы и сброшюрованы в альбоме или с пояснительной
запиской. Документы по механической обработке и сборке комплек-
туются отдельно в следующей последовательностй: титульный лист
(форма 2 по ГОСТ 3.1104—74); маршрутные карты; операционные
карты; карты эскизов; операционные карты технического контроля;
карты технологического процесса перемещения.
Глава 3. РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
3.1. ТЕХНОЛОГИЧЕСКИЕ РАЗМЕРНЫЕ РАСЧЕТЫ
Сборочная единица и машина представляют собой сложней-
шую размерную систему, в которой ни одна часть не может быть
изменена произвольно, независимо от других. В связи с этим воз-
никают две группы задач, требующих решения, во-первых, техно-
логических размерных цепей, образующихся при механической об-
работке деталей, и, во-вторых, конструкторских размерных. цепей,
имеющих место в сборочных единицах и машинах. Эти задачи ре-
шаются на основе теории размерных цепей. В зависимости от того,
какие звенья цепи являются известными и какие требуется опре-
делить, различают прямую и обратную задачи.
Прямая задача является проектной. При ее решении исходят
из заданных требований к величине исходного звена, которые уста-
новлены заранее на основании аналитических расчетов, экспери-
ментальных данных или нормативов. При этом определяются номи-
нальные размеры, величины й координаты середин полей допусков
и предельные отклонения всех составляющих размерную цепь
звеньев. При решении обратной задачи на основании известных со-
ставляющих звеньев и их допусков определяют номинальный раз-
мер, величину и координату середины поля рассеяния, предельные
отклонения замыкающего звена. Необходимость ее решения возни-
кает при анализе разработанного технологического процесса или
спроектированной конструкции. Обратная задача может решаться
в дополнение к прямой для проверки правильности выполненного
решения, а также как самостоятельная в случае необходимости
проверки принятых без расчета (например, по конструктивным со-
ображениям) размеров и допусков.
Общая последовательность решения размерных цепей в соответ-
ствии с ГОСТ 16320—70 для прямой задачи следующая: а) форму-
лируется задача и устанавливается исходное звено; б) исходя из по-
ставленной задачи, устанавливаются номинальное значение, коорди-
ната середины поля допуска До и величина допуска 6Д исходного
звена; в) выявляется и строится схема размерной цепи; г) рассчиты-
ваются номинальные размеры всех составляющих звеньев; д) выби-
рается метод решения технологической размерной цепи или метод
достижения требуемой точности исходного звена конструкторской
размерной цепи при сборке, экономичный в данных производственных
условиях; е) в зависимости от выбранного метода выполняется расчет
101
допусков и предельных отклонений составляющих звеньев размер-
ной цепи.
Обратная задача решается так: а) формулируется задача и
устанавливается замыкающее звено; б) выявляется и строится схе-
ма размерной цепи; в) рассчитывается номинальное значение раз-
мера замыкающего звена; г) выбирается метод решения размерной
цепи (для случая, если прямая задача не решалась); д) рассчиты-
вается координата середины поля допуска замыкающего звена;
е) рассчитывается величина поля допуска и предельные отклоне-
ния замыкающего звена; ж) при вероятностном методе рассчитыва-
ется возможный процент риска выхода части размеров замыкаю-
щего звена за пределы установленного допуска.
3.1.1. Основные расчетные формулы для решения
размерных цепей различными методами
Номинальные размеры исходных (замыкающих) Лд и составляю
щих Лг звеньев связаны между собой уравнением
m—1
Лд=2Мг. (3.1)
где т — общее количество звеньев в размерной цепи; g — переда-
точное отношение, которое в общем случае есть частная производ-
ная:
5 _ дАь
dAt *
Для линейных размерных цепей с параллельными звеньями пере-
даточные отношения равны: £ = 1 для увеличивающих составляющих
звеньев; % — — 1 для уменьшающих составляющих звеньев. Допуск
замыкающего звена бд определяется в зависимости от метода расчета.
При расчете по методу максимума-минимума
m—1
(3-2>
i=i
При расчете по вероятностному методу
/т—1
<з.з>
i=l
где t — коэффициент; —коэффициент относительного рассеяния,
бг — допуски составляющих звеньев.
Коэффициент t зависит от принятого процента риска и закона
рассеяния. При нормальном законе распределения и совпадении
центра группирования с координатой середины поля допуска вели-
чина коэффициента t выбирается из следующего ряда:
процент риска Р 32 10 4,5 1 0,27 0,1 0,01
коэффициент t 1 1,65 2 2,57 3 3,29 3,89
102
Коэффициент относительного рассеяния
где а< — среднее квадратическое отклонение; «и — поле рассеяния.
Для закона нормального распределения (для изделий крупно-
серийного и массового производства)
1
9 '
При других законах распределения коэффициенты t и 1/ следует
выбирать по табл. 3.1 с учетом количества составляющих звеньев
размерной цепи. При их числе больше шести независимо от закона
распределения с достаточной степенью точности можно принять
/=3. Если о законе распределения отклонений звена ничего досто-
верного неизвестно (для изделий мелкосерийного и единич-
ного производства), принимается закон равной вероятности.
Табл» 3.1. Значения коэффициентов t и X/ [21]
Закон распределения отклонений Коэффициент Значения коэффициента t при числе составляющих звеньев т—\
2 3 4 5 6
Симпсона (распределение по тре- 1/6 2,8 2,83 2,86 2,88 2,91 угольнику) Равной вероятности 1/3 2,45 2,55 2,61 2,65 2,68
Средняя величина допуска <5ср составляющих звеньев при ре-
шении прямой задачи определяется по формулам:
при расчете по методу максимума-минимума
6 — бд
°ср— m_i .
при вероятностном методе расчета
бср =----------------------
i Л/ V
(3.4)
(3.5)
i=l
Допуск одного из составляющих звеньев бп при условии, что
-.допуски остальных звеньев размерной цепи известны или подобра-
ны ранее, при вероятностном методе расчета определяется по
^<Ч>мУле
УУ&
где |$|$йомер искомого звена.
6я=_±
гл
•2
‘ <?8,М?
(3.6)
«О
4^'
Расположение полей допусков относительно номинальных зна-
чений звеньев и предельные отклонения определяются независимо
от метода расчета размерной цепи.
Координата середины поля допуска замыкающего (исходного)
звена ДОд связана с координатами середины полей допусков состав-
ляющих звеньев Д02 следующим уравнением:
т— 1
Дод = 2 S/Ч <3-7>
i=i
Предельные отклонения любого звена размерной цепи определяют-
ся по формулам:
Ав = До + 4’ (3.8)
Дн = До--4 (3.9)
где Дв, Дн — верхнее и нижнее предельные отклонения звена раз-
мерной цепи; До — координата середины поля допуска звена; б —
допуск звена.
Средний производственный допуск составляющих звеньев при
методе групповой взаимозаменяемости
б;р = пбср, (зло)
где п — число групп, на которые сортируются детали при сборке;
бСр — средний допуск составляющих звеньев, рассчитанный по ме-
тоду максимума-минимума.
Наибольшая возможная компенсация бк и величина поправ-
ки Дк к значению координаты середины поля допуска компенси-
рующего звена при методе пригонки определяются по формулам:
бк = бк — бд; (3.11)
m—1
дк=4-+ —Дод» (з.12)
£=1
где бд — возможный допуск замыкающего звена, получаемый по ме-
тоду максимума-минимума при назначении экономически достижимых
допусков на все составляющие звенья; бд — допуск замыкающего
(исходного) звена, определяемый служебным назначением или по-
ставленной задачей.
При методе регулирования используются следующие формулы.
Число ступеней неподвижного компенсатора для случая, когда до-
пуск на его изготовление пренебрежимо мал по сравнению с допус-
ком замыкающего звена,
= (3.13)
°д
104
Уточненное' число ступеней с учетом погрешностей компейсато-
РОВ бкомп '
#'=-г—----------+1. (3.14)
Од — Окомп
Величина поправки к значению координаты середины поля до-
пуска составляющего звена при условии совмещения нижних гра-
ниц допусков замыкающих звеньев
Дк = 4-----Дод + Дод. (3.15)
где Дод — координата середины поля допуска 6д замыкающего звена;
ДОд — координата середины поля допуска 6Д замыкающего звена.
Величина ступени компенсации
С = 6д-бкоип. (3.16)
3.1.2. Решение технологических размерных цепей
Постановка задачи. С помощью технологических размерных
цепей решаются задачи обеспечения точности при изготовлении де-
талей. Технологические размерные цепи можно разделить на два
вида (3].
1) Размерные цепи, звеньями которых являются размеры или
относительные повороты поверхностей частей системы СПИД, в том
числе и обрабатываемой детали. Выдерживаемые при этом разме-
ры детали являются замыкающими звеньями размерных цепей.
2) Размерные цепи, звеньями которых являются операционные
размеры и припуски, получаемые по мере последовательного вы-
полнения технологического процесса, а также окончательные раз-
меры детали.
Решение технологических размерных цепей первого вида по-
зволяет проанализировать данную систему СПИД с точки зрения
обеспечения точности обработки. При этом можно установить, ка-
кие составляющие звенья системы (детали станка, приспособления
и др.) и в какой мере влияют на суммарную погрешность обработ-
ки. Технологические размерные цепи второго вида решаются при
проектировании технологических процессов механической обработ-
ки. Для каждого этапа последовательно выполняемой обработки
необходимо рассчитать операционные размеры, которые вместе с
операционными припусками образуют размерные цепи. Составляю-
щие их звенья имеют отклонения в пределах допуска. Вследствие
замкнутости размерных цепей допуски на отдельно взятые разме-
ры не могут устанавливаться произвольно, вне связи с другими
составляющими звеньями. Поэтому возникает необходимость рас-
чета данного вида размерных цепей с целью определения взаимо-
связанных допусков на операционные размеры. При этом возможны
различные варианты задач. Например, определение или проверка
размера и допуска на него, которые выдерживаются при обработке
не непосредственно, а через другие размеры детали; определение
105
или проверка минимального припуска на окончательную обра-
ботку и т. д.
Выявление и построение технологических размерных цепей.
Чтобы построить технологическую размерную цепь, необходимо вос-
пользоваться разработанным технологическим процессом, а имен-
но эскизами операций или позиций, на которых обрабатываются
поверхности, участвующие в решении поставленной задачи. При
этом вычерчивается эскиз детали, на котором даются операционные
Йрппуски на обработку, чертежные размеры с допусками и опера-
цирнные в порядке их выполнения, начиная с размеров заготовки
и кончая размерами окончательно обработанной детали.
Построение цепи начинается с определения исходного или за-
мыкающего звена, которое устанавливается в зависимости от по-
ставленной задачи. Исходным или замыкающим звеном технологи-
ческой размерной цепи может быть чертежный размер с регламен-
тированным допуском, непосредственно не выдерживаемый при об-
работке; операционный припуск на обработку, исходя из минималь-
ного значения которого следует установить операционные размеры
по всем этапам обработки данных взаимосвязанных поверхностей
и т. д. При решении прямой задачи этот размер является исходным,
при решении обратной задачи — замыкающим. Определив исходное
или замыкающее звено, последовательно пристраивают к нему со-
ставляющие звенья, участвующие в решении поставленной задачи,
до тех пор, пока цепь не станет замкнутой.
На рис. 3.1 приведены примеры построения размерных цепей
исходя из различных условий. Обработка торцовых поверхностей
1—5 выполняется за четыре операции. Выдерживаемые при этом
линейные размеры показаны на операционных эскизах (рис. 3.1, а).
Диаметральные размеры, получаемые в результате обработки, на
эскизах не приводятся, так как ,в данном случае они не участвуют
в решении поставленной задачи.
Построим размерную схему технологического процесса
(рис. 3.1,6). Для этого совместим все операционные размеры и
припуски на одном эскизе. В случае необходимости на схеме ука-
зываются также и размеру заготовки. В качестве примера рассмот-
рим следующие варианты построения размерных цепей.
1. Требуется построить размерную цепь, связывающую непосред-
ственно не выдерживаемый размер Л8 с размерами, получаемыми в ре-
зультате обработки. За исходное или замыкающее звено Вд принимаем
размер А8, так как он является искомым. Затем к выносным линиям,
ограничивающим звено Вд (рис. 3.1, б, в), последовательно пристраи-
ваем составляющие звенья, которые вместе с ним образуют замкнутый
контур, т. е. звенья Вх = Л5, В2 == Ль В3 = Лв. Получаем размерную
цепь В. Следует отметить, что другие размеры данной схемы (напри-
мер,. Д2, Л3) не включаются в эту размерную цепь, так как не обра-
зуют с Вд замкнутый контур.
2. Требуется определить или проверить минимальный припуск на
окончательную обработку торца 3. Построение размерной цепи начи-
наем с размера принимая его в качестве замыкающего или исход-
106 - .
нога звена ГА (рис. ЗЛ, б. и а). Кратчайший замкнутей контур раз-
меров составляют звенья /\ = Лв и Гг — А3. Остальные размеры в
данную цепь не входят.
3. Требуется определить или проверить, минимальный припуск на
окончательную обработку торца 4. Замыкающим или исходным в этом
Рис. 3.1. Схема выявления и построения технологических раз-
мерных йепей:
а — операционные эскизы; б — размерная схема; в—д — размерные
цепи
случае будет,звено Дд = 22. К нему непосредственно примыкают
звенья Д1 = Л7 и Д4 = Л4, которые в свою очередь связаны со звень-
ями Д2 — Ав и Д8 = Л8 (рис. 3.1, б и д). Таким образом строится
размерная цепь Д.
Выбор метода решения размерной цепи. Для решения техно-
логических размерных цепей могут использоваться два метода —
максимума-минимума и вероятностный. Выбор методов основыва-
ется на их сравнительной характеристике и зависит; от конкретных
условий поставленной задачи. с
Преимущества метода максимума-минимума заключаются в
полнрй гарантии отсутствия брака, причиной которого может быть
погрешность метода расчета, а также в простоте и малой трудо-
емкости вычислений. Этот метод допускает возможность любого не*
• ' '. 107
благоприятного сочетания крайних значений составляющих звеньев
размерной цепи. Однако при обработке деталей вероятность воз-
никновения таких сочетаний невелика, что приводит к неоправдан-
нб большому ужесточению допусков составляющих звеньев.
Вероятностный метод лишен этого недостатка. Он учитывает
закономерности распределения выдерживаемых при обработке раз-
Рис. 3.2. К расчету размерной цепи методом макси-
мума-минимума:
а — эскиз детали; б — схема размерной цепи
меров деталей и суммирования погрешностей составляющих звень-
ев. Допуски последних, рассчитанные по этому методу, не имеют
излишнего запаса точности, что в конечном итоге позволяет снизить
затраты при обработке деталей. Вместе с тем вероятностный метод
расчета допускает возможность некоторого количества брака, а
также является более сложным и трудоемким.
Эффективность применения данных методов расчета зависит от
многих факторов. Наиболее существенное влияние оказывает коли-
чество составляющих звеньев размерной цепи. С увеличением их числа
эффективность использования вероятностного метода возрастает. Важ-
ным фактором является также характер распределения действительных
размеров. Если распределение размеров подчиняется закону Гаусса,
применение вероятностного метода предпочтительнее. Чем больше
распределение размеров отличается от нормального или, иными сло-
вами, чем большее значение имеет коэффициент относительного рас-
сеяния тем меньше эффективность вероятностного метода расчета..
С учетом изложенного при выборе метода расчета технологи-
ческих размерных цепей рекомендуется пользоваться табл. 3.2.
Решение технологических размерных цепей методом максиму-
ма-минимума. Порядок решения размерных цепей рассмотрим на
примерах.
Пример 1 (прямая задача). Из условия соединения оси с другими деталями
сборочной единицы установлено, что линейный размер большей ступени долж’ен
быть выполнен с точностью 350±0,25 мм (рис. 3.2, а). Изготовление осей предус-
мотрено в мелкосерийном производстве из прутка по следующему маршруту:
108
Табл. 3.2. Блок-схема для определения метода решения
размерной цепи [21]
1) обточка поверхностей 7 и 8, подрезка торцов 6 и 9 в размере 54 мм. (За*
крепление прутка в патроне по поверхности 5.);
2) отрезка заготовки в размер 440 мм;
3) обточка поверхностей 2 и 3, зачистка торца 1 и подрезка уступа 4. (За*
крепление детали в патроне по поверхности 5.).
Таким образом, заданный размер 350±0,25 мм при обработке непосред-
ственно не выдерживается.
В соответствии с общей методикой решения размерных цепей (с. 101)^ фор-
мулируем задачу в следующем виде: определить, какие размеры и с какой точ-
ностью необходимо выдержать при обработке, чтобы обеспечить заданное
условие.
Устанавливаем исходное звено Лд = 350 мм. Координата середины поля его
допуска До = 0, величина допуска 6Д = 0,5 мм. Пользуясь эскизом детали и техно-
логическим маршрутом, выявляем и строим схему размерной цепи (рис. 3.2, б).
При этом устанавливаем, какие составляющие звенья являются увеличивающими
и какие уменьшающими.
109
На схеме /над соответствующими размерными буквами обозначаем увеличи-
вающие звенья стрелками, направленными вправо, уменьшающие ~ влево. Общее
число звеньев /и«=4.
По схеме размерной цепи и на основании уравнения (3.1) получим
лд :— А + Л8 **• Л8.
рассчитываем номинальные размеры всех составляющих звеньев: Ai—54 мм;
Д2=440 мм; Аз=36 мм. Выбираем метод решения размерной цепи. Так как изго-
товление деталей предусматривается в мелкосерийном производстве и, кроме
.. того, число составляющих звеньев равно трем, на основании блок-схемы
4табл. 3.2) решаем размерную цепь методом максимума-минимума.
' По формуле (3.4) определяем среднюю величину допуска составляющих
Звеньев
. 6ср= 6д =JiL = Q,17 мм.
р m—1 3
Корректируем полученную величину на основе технико-экономических показа-
телей и устанавливаем конкретные значения допусков каждого составляющего
звена методом подбора. При этом исходим из возможности достижения точности .
размеров данным методом обработки в обычных цеховых условиях. Согласно
справочным данным, при торцовом точении поверхностей размером до 0 160 мм
можно обеспечить 3—-За классы трчности расстояний от обрабатываемой до ба-
зовой поверхности [62, с. 14]. Поэтому с учетом номинальных значений выдержи-
ваемых размеров, а также условий обработки принимаем: 61=0,1 мм, д2=0,3,
дз=0,1 мм.
Проверяем правильность подбора допусков по формуле (3.2):
m—1
вд= 2 l5i|Sj = 0.1 +0,3 + 0,1 =0,5 мм.
Определяем расположение полей допусков относительно номинальных значений со-
ставляющих звеньев. Принимаем для звеньев Ах и А3 одностороннее расположение
допусков, направленное в «плюс», т. е. Д01 = 0,05 мм, Д0з = 0,05 мм.
Координату середины поля допуска звена А2 получаем из уравнения (3.7):
Дод = — Дох + До2 ““ Доз*
Откуда
До2 = Дод 4" Д©14h Д©з :== 0 4~ 0,05 -j- 0,05 = 0,10 мм.
Определяем предельные отклонения составляющих звеньев по формулам
(3.8) и (3.9):
0,1
ДВ1 == Дв3 — 0,05 + —jji— == 0,1 мм;
0,1
Дн1 = Дн3 = 0>05— =0;
0,3
ДВ2 —0,1 +——0,25 мм;
0,3
Дн2==0,1——g—“ — 0,05 мм.
# Окончательно получаем
Л1 = 54+0,1; Аг = 44О±о:об; А3 = 36+Ч .
Пример 2 (обратная задача). Для детали предыдущего примера (см.
рис. 3.2, а), обрабатываемой по тому же технологическому маршруту, заданы
следующие линейные размеры: А1=85+°»1в мм, А2=450_0)2в мм, А3=35+0>12 мм.
<10
Необходимо определить, с какой точностью будет выдержана длина большей сту-
пени при заданной схеме обработки»
Строим схему размерной цепи (см. рис. 3.2, б), выявляем замыкающее, уве-
личивающие и уменьшающие звенья. Номинальное значение замыкающего звена
определяем по формуле (3.1):
Лй== — Лх + Л2 — Л3 = —85 + 450 — 35 = 330 мм.
Выбираем метод решения размерной цепи. По тем же соображениям, что и р
предыдущем примере, решаем размерную цепь методом максимума-минимума.
ж I ’
Рис. 3.3. К расчету размерной цепи ве-
роятностным методом: ffj
а — эскиз детали; б — схема размерной цепи ж
Bz
Определяем координату середины поля допуска замыкающего звена по фор-
муле (3.7):
Дод = —(+0,08)+<(—0,125)—(+0,06) = —0,265 мм.
Величину поля допуска замыкающего звена узнаем из уравнения (3.2):
6Д =0,16 + 0,25 + 0,12 = 0,53 мм.
Предельные Отклонения замыкающего звена определяем по формулам (3.8)
и (3.9):
Два = Дод+ -?£- = -0.265 += 0;
= Дод----+ =- 0.265 - ---0,53 мм.
Окончательно получаем Лд = ЗЗО—о,53.
Решение технологических размерных цепей вероятностным методом. При-
мер 3 (прямая задача). Из условий соединения и взаимодействия вала.с другими
деталями сборочной единицы установлено, что длина большей ступени должна
быть выполнена с точностью 5О_о,2 мм (рис. 3,3 а). Изготовление деталей предус-
мотрено в массовом производстве; Технологический маршрут обработки приведем
ЙЙ рис. 3.1, а. Требуется определить, какие размеры и с какой Точностью необхсН
д^Го выдержать при обработке, чтобы обеспечить заданное условие.
' В соответствии с общей методикой расчета сначала устанавливаем исходное
звено 5д =50 мм, координату середины поля допуска Д* = —0,1 мм, величину
допуска бд = 0,2 мм.
Пользуясь эскизом детали и операционными эскизами, выявляем и строим
схему размерной цепи (рис. 3.3, б). Устанавливаем, какие звенья являются уйр+
личйвшрЩй(мй и какие уменьшающими. Обозначаем на схеме увеличиваю!^
звенья стрелками, направленными вправо, уменьшающие — влево. Общее число
звеньев т=4.
По схеме размерной цепи и на основании уравнения (3.1) получаем
5 а = — 5g +
Рассчитываем номинальные размеры всех составляющих звеньев: 51 — 140 мм,
52=200 мм, 53~1Ю мм. Выбираем метод решения размерной цепи. При этом
констатируем следующее: исходным звеном размерной цепи является чертежный
размер; заданные детали обрабатываются в массовом производстве. Кроме того,
номинальные размеры составляющих звеньев различаются не более чем в 2 раза
и обеспечиваются сходными по точности методами обработки. Это дает основание
предположить, что искомые допуски составляющих звеньев незначительно отли-
чаются по величине друг от друга.
С учетом перечисленных признаков и на основании блок-схемы (табл. 3.2)
принимаем вероятностный метод расчета. Чтобы рассчитать среднюю величину
допуска составляющих звеньев, сначала необходимо принять некоторый допу-
стимый процент риска, а также выбрать предполагаемые законы рассеяния со-
ставляющих звеньев. Допустим, что риск Р=1%. Тогда коэффициент 2,57
(с. 102).
Поскольку обработка деталей в массовом производстве производится на на-
строенных станках, можно предположить, что рассеяние погрешностей будет близким
к закону Гаусса. Поэтому принимаем для всех составляющих звеньев коэффициент
относительного рассеяния Х*=1/9.
Среднее значение допуска составляющих звеньев определяем по формуле (3.5)
« 0,2
о^р = == 0,135 мм.
2,57 1/ 3-L
Ориентируясь на полученную среднюю величину, устанавливаем допуски на
каждое составляющее звено. При этом учитываем, что при черновом фрезерова-
нии торцов (звено 52=200 мм) можно обеспечить точность по 3—За классам, т. е.
выдержать допуск для заданного размера в пределах 0,09—0,185 мм. При под-
резке торцов путем чистового или однократного точения для интервала размеров
80—180 мм также можно обеспечить 3—За классы точности, т. е. выдержать до-
пуски 0,08—0,16 мм [62, с. 13—14]. На основании изложенного принимаем:
6i==0,12 мм, б2=0,16, 63=0,12 мм.
Проверяем правильность подбора допусков по формуле (3.3):
S&=2,57j/ -L (о, 12« + 0,16* + 0,12*) =0,2 мм.
Если проверка не дает удовлетворительных результатов, следует отыскать
другой вариант распределения допусков составляющих звеньев. При этом анало-
гично предыдущему устанавливаются допуски всех составляющих звеньев за
исключением одного, допуск которого затем определяется по формуле (3.6).
Определяем расположение полей допусков относительно номинальных значений
составляющих звеньев. Принимаем для звеньев Бг и 53, получаемых при токарной
обработке, одностороннее расположение допусков, направленное в «минус», т. е.
Д01 = Аоз”~ 0,06 мм. Координату середины поля допуска звена А2 получим из
уравнения (3.7):
До д — Д01 — До2 + Доз*
Откуда
До2 = Дох + До3 - Дод = (~0,06) + (-0,06) — (—0.10) = — 0,02 мм.
И2
Определяем предельные отклонения составляющих звеньев по формулам
(3.8) и (3.9):
0,12
= + 2 ~ 0,06+ 2 =0;
& 0,12
Дщ Днз = Д01 — 2 ~ — 0,06 — 2 — 0,12 мм;
6, 0,16
Ав2 = До2 + -у- = — 0,02 + —— = 0,06 мм;
62 0,16
ДН2 = Д02 ——2~ = —0,02 ——g— — — 0,10 мм.
Окончательно получаем: = 140—о, 12м м, Б%=200^д* । q мм, Б3 — 110—о, 12 мм
при коэффициенте ^ = 2,57 и риске Р~ 1%.
Пример 4 (обратная задача). При обработке детали, приведенной в преды-
дущем примере (см. рис. 3.3), по тому же технологическому маршруту выдержи-
ваются следующие линейные размеры:
51=22О_о,185; 52=280_о,25; 5з=110_о,1б мм.
Необходимо определить, с какой точностью будет выдержана длина боль-
шей ступени вала при заданной схеме обработки.
Строим схему размерной цепи (см. рис. 3.3, б), выявляем замыкающее, уве-
личивающие и уменьшающие звенья. Номинальное значение замыкающего звена
определяем по формуле (3.1):
5д = 52+Б3 = 220 — 280+ПО = 50 мм.
Выбираем метод решения размерной цепи. На том же основании, что и в преды-
дущем примере, принимаем вероятностный метод расчета. Определяем координа-
ту середины поля допуска замыкающего звена по формуле (3.7):
Дод = (— 0,0925) — (— 0,125) + (— 0,08) = — 0,0475 мм.
Величину поля допуска замыкающего звена узнаем по формуле (3.3), предва-
рительно принимая процент риска Р = 0,27%, при котором коэффициент f = 3,
а коэффициент относительного рассеяния для всех составляющих звеньев = 1 /9:
ед = 3 ]/-§-(0>185а + °’25!! + 0>16а) =0,35 мм.
Предельные отклонения замыкающего звена определены по (3.8) и (3.9):
Двд = Дод + = - 0,047 += 0,13 мм;
ДНд=Дод--^- = -О,О47-^^=-0,22 мм.
Окончательно получаем 5д = мм при риске Р = 0,27%.
3.1.3. Размерный анализ при сборке
‘ Для обеспечения качественных показателей сборочной единицы
или изделия необходимо выбрать наиболее рациональный в данных
производственных условиях метод достижения точности замыкаю-
щих звеньев размерных цепей. Этот вопрос решается в основном
8 Зак. 1338 ИЗ
4 ч{,Ж'Т'1-Ж
' ./. 'Ч-' V/, -t, Л”? >,tb ' Ч ’" *' • •'- * - •- f ' • - > .. .. ‘
' > > "' • ,, ' 4 <• ' , - ' ’ , ' .' ' Р , . ' , ’
при разработке конструкций изделия, так как использование того
или иного метода связано с применением в сборочных единицах
определенных конструктивных элементов и установлением допусков
составляющих звеньев размерных цепей.
При разработке технологического процесса сборки выявляются
размерные связи деталей и сборочных единиц в изделии, а также
анализируются принятые конструктором решения в части методор
’достижения точности замыкающих звеньев и возможности их ра-
ционального применения в данных производственных условиях.
Прежде всего выявляются технические требования, предъявляемые
к сборочной единице. Ими могут быть точность расстояний, между
поверхностями, линиями или точками, параллельность или перпен-
дикулярность осей нли плоскостей, а также сочетание этих требо-
ваний. Выявленные по чертежу сборочной единицы технические
требования являются замыкающими звеньями размерных цепей.
Затем выявляются точностные параметры деталей (линейные раз-
меры, несоосность, неперпендикулярность и др.), непосредственно
влияющие на точность замыкающих звеньев. Они являются состав-
ляющими звеньями и последовательно пристраиваются к замыкаю-
щему, образуя в конечном итоге замкнутый контур. Таким образом
выявляются и строятся размерные цепи.
Точность замыкающего звена при сборке может быть достиг-
нута одним из следующих методов: полной, неполной и групповой
взаимозаменяемостью, пригонкой и регулированием. Наиболее прос-
тым и надежным является метод полной взаимозаменяемости, так
как сборка в этом случае сводится к простому соединению деталей.
При этом сумма допусков составляющих звеньев, заданных по ра-
бочим чертежам, не должна превышать допуск замыкающего звена,
т. е. должно удовлетворяться основное уравнение метода расчета
размерных цепей на максимум-минимум (формула (3.2)). Если ука-
занное условие не выполняется, полная взаимозаменяемость при
заданных допусках невозможна.
Тогда следует проанализировать каждое составляющее звено
размерной цепи, рассмотрев при этом, какой детали сборочной еди-
ницы оно принадлежит и на каких технологических операциях при
обработке детали обеспечивается заданная точность звена. Если
применяемые методы обработки имеют резерв точности или есть
возможность выдержать более высокую точность без существенного
усложнения и удорожания технологического процесса, нужно уста-
новить более жесткие технологические допуски на составляющие
звенья и заново рассчитать размерную цепь с целью обеспечения
полной взаимозаменяемости при сборке. Расчет ведется так же, как
и при решений технологических размерных цепей по методу мак-
симума-минимума.
В многозвенных размерных цепях при высоких требованиях к
точности замыкающего звена метод полной взаимозаменяемости
может оказаться нерентабельным ввиду слишком жестких допус-
. ков на составляющие звенья и трудности, а иногда и невозможности
их обеспечения при обработке. В этом случае может быть приме-
114
;•<:. ' ч
нен метбд неполной взаимозаменяемости. При проверке возможно- }
сти осуществления сборки этим методом предусматривается неко-/
торый экономически допустимый процент риска получения брака,
а допуск замыкающего звена рассчитывается по формуле (3.3) и
с использованием положений вероятностного метода расчета..
Сборка по методу групповой взаимозаменяемости применяется^
как правило, при наличии в сборочной единице короткой размер*
ной цепи типа «отверстие — вал — зазор», если полная взаимозаме-
няемость невозможна по техническим или экономическим причинам.
По этому методу собираются подшипники качения, плунжер-
ные пары и др. Замыкающий звеном в таких случаях является за-,
зор, регламентированный на основе эксплуатационных требований,
При осуществлении метода сначала рассчитывается средняя вели- •
чина допуска составляющих звеньев размерной цепи по методу мак-
симума-минимума (формула (3.4)). Затем, исходя из возможности
экономически целесообразного достижения точности, устанавлива-
ется средняя величина производственного допуска путем увеличе-
ния расчетного в п раз (формула (3.10)). Ориентируясь на это. зна-
чение и в случае необходимости изменяя его в ту или иную сторону,
устанавливают производственные допуски «составляющих звеньев,
которые состоят из п обычно равных по величине групповых полей.
При сборке сопрягаемые детали сортируются по размерам состав- .
ляющих звеньев на такое же количество групп, детали одноимен-
ных групп соединяются. Таким образом, в пределах каждой группы
должна ^осуществляться полная взаимозаменяемость и удовлетво-
ряться уравнение (3.2).
При анализе этого заданного конструктором метода достиже-
ния точности замыкающего звена следует проверить возможность
и экономическую целесообразность обработки деталей с принятыми
расширенными допусками в, данных производственных условиях, а
также осуществляется ли условие полной взаимозаменяемости в
пределах каждой группы. Это проверяется путем решения обрат-
ной задачи для размерной цепи каждой группы деталей по методу
максимума-минимума.
При'достижении точности замыкающего звена методом пригон-
ки в чертеже сборочной единицы или изделия оговаривается, по
каким поверхностям производится пригонка. На все составляющие
звенья размерной цепи устанавливаются экономически достижимые
в данных производственных условиях допуски. При технологиче-
ском анализе это условие должно быть проверено. Затем По 'методу
максимума-минимума рассчитывается возможный допуск замыкаю-
щего звена при экономически достижимых допусках составляющих
звеньев. Наибольшая возможная компенсация и величина поправ-
ки к значению координаты середины поля допуски компенсирую-
щего звена определяются по формулам (3.11) и (3.12). После этого
подсчитываются предельные отклонения компенсирующего звена.
При достижении точности замыкающего звена методом регу-
лирования в конструкции сборочной'единицы или изделия должен;
быть предусмотрен неподвижный б или подвижный 7 компенсатор
«*• ' . .115
(рис. 3.4, в, г). В обоих случаях устанавливаются допуски состав-
ляющих звеньев размерной цепи, экономически достижимые в дан-
ных производственных условиях. Затем аналогично предыдущему
по методу максимума-минимума рассчитываются возможный до-
пуск замыкающего звена и наибольшая возможная при этих усло-
виях компенсация по формулам (3.2) и (3.11). На основании полу-
ченных данных по формуле
(3.13) или (3.14) определяется
число ступеней неподвижного
компенсатора в корпусе 1.
При расчете предельных от-
клонений ступеней компенсатора
рекомендуется совместить одну
из границ расширенного поля
допуска замыкающего звена с
соответствующей границей за-
данного допуска этого же звена.
В координату середины поля
допуска одного из составляющих
звеньев (например, компенси-
рующего) необходимо внести по-
правку Дк, которая при совмеще-
нии нижних границ (Днд = Дид)
рассчитывается по формуле
(3.15). Координата середины поля
допуска компенсирующего звена
не должна участвовать в этом
расчете, т. е. она условно при-
нимается равной нулю. Если
Рис. 3.4. К анализу размерных цепей
при сборке
корректируемым является уве-
личивающее звено, поправка к
координате середины его допуска
вносится со своим знаком, если уменьшающее — с противоположным.
После этого определяются координаты середин полей допусков и пре-
дельные отклонения ступеней компенсатора.
Расчеты, выполняемые по различным методам достижения точ-
ности замыкающего звена при сборке, поясним на примерах.
Пример 5. На основе размерного анализа установить метод сборки механиз-
ма (рис. 3.4), если величина осевого зазора, обусловленная служебным назначе-
нием, должна быть в пределах 0—0,2 мм. *
В соответствие с общей методикой расчета строим схему размерной цепи. Замы-
кающим является звено Ад =О-^0,2 с допуском 6 = 0,2 мм и координатой Дод =
= + 0,1 мм. Отмечаем стрелками, направленными вправо, увеличивающие и стрел-
ками, направленными влево, уменьшающие звенья. Номинальные значения и до-
пуски составляющих звеньев находим из рабочих чертежей деталей сборочной единицы:
At = 430^°*16 мм; А2 = 80—о,об мм; А3 = 100—о,о8 мм;
Д4 = 190—од мм; А5 = бОфо^з мм.
116
Выписываем допуски и координаты середины полей допусков составляющих
звеньев:
6Х = 0,16 мм, ДО1 = + 0,08 мм;
62 = 0,06 мм, До2 = -О,ОЗ мм;
63 = 0,08 мм, А0з = —0,04 мм;
6Д = 0,1 мм, Ао= — 0,05 мм;
65 = 0,06 мм, Д05 === + 6,1 мм •
Уравнение размерной цепи в данном случае будет иметь вид
Д д = Ai — А% — Л3 — Аа — Л5.
Проверяем возможность обеспечения точности замыкающего звена по методу
полной взаимозаменяемости:
т—1
6А= 2 l^il 8, = 0,16 + 0,06 + 0,08 4-0,10 + 0,06 = 0,46 мм.
1=1
Так как 0,46>0,2, полная взаимозаменяемость при заданных допусках состав-
ляющих звеньев не обеспечивается. Чтобы осуществить метод полной взаимоза-
меняемости, нужно уменьшить сумму допусков составляющих звеньев более чем
в 2 раза. Это потребует дополнительных операций по обработке деталей.
Например, если торцы деталей 2—5 (рис. 3.4, а) окончательно обрабаты-
вать методом шлифования, выдерживая допуски по 2-му классу точности (62 =
= 65 = 0,02 мм, 6з = 0,027 мм, 64 = 0,03 мм) и оставляя прежним допуск на
оазмер Л1Г допуск замыкающего звена будет равен 6Д = 0,16 + 0,02 + 0,027 +
4-0,03 + 0,02 = 0,257 мм, что также не обеспечивает полной взаимозаменяемости
и приводит к удорожанию механической обработки.
Проверяем возможность обеспечения точности замыкающего звена по методу
неполной взаимозаменяемости. Принимаем риск получения брака Р=1%, тогда
коэффициент t = 2.57. Полагая, что детали обрабатываются на настроенных станках
и распределение размеров подчиняется закону Гаусса, принимаем Х^ = 1/9. Тогда
допуск замыкающего звена
бд = < /2 = 2,57 J^+’,62+°’062+0.084-0,P+0,06«) = (),19 мм,
1=1
что меньше заданного по чертежу.
Проверяем расположение допуска замыкающего звена относительно номи-
нала по формуле (3.7):
ДОд == 0,08 + 0,03 + 0,04 + 0,05~ 0,1 = + 0,1 мм.
Таким образом, при риске получения брака в объеме 1% сборка может
быть осуществлена' методом неполной взаимозаменяемости. Если изготовление
механизма осуществляется в мелкосерийном или единичном производстве, сборка
может быть осуществлена методом пригонки. В качестве компенсирующего выби-
рается звено Л5К (рис. 3.4, б). Достижение требуемой точности замыкающего
звена в этом случае производится за счет пригонки детали 5 по месту, например,
путем шлифования ее по торцу.
Наибольшая величина компенсации в этом случае
' 6к = 6д—6д =0,46 —0,2 = 0,26 мм.
117
....Л7 >7.
Поправка к значению координаты, середины поля допуска компенсирующего,
звена
/п—1
- Дк='4-+ 2 g/Aoi-Дед =-^- + (0.08 + 0,03 + 0,04 + 0,05 - 0,1)-
fc==l *
— 0,1—0,13 мм.
Тогда координата середины поля допуска компенсирующего звена с учетом по-
правки
д'5 = д05 + дк==0>Ю + 0,13 = 0,23 мм.
Предельные отклонения компенсирующего звена получим по формулам (3.8)
и (3.9):
, ' де 0,06
ДВз = ЛОв + -f- = 0,23 + = 0.26 мм;
дй 0,06
ДН5 = Д0з — ~2~ = 0,23 — —g— = 0,20 мм.
Окончательно Л5 = бОфо^о мм*
Пример 6. Достижение точности осевого расположения деталей 2—5
(см. рис. 3.4, а) в сборочной, единице предусматривается методом регулирования
зазора А д в пределах 0—0,2 мм при следующих значениях составляющих
звеньев:
Л)=430+°’25 мм; Л2=80 _о,12 мм; Л3=100_0)16 мм; Л4“190-0118 мм; As—
=58-0.12 мм.
В конструкции предусмотрено использование неподвижного компенсатора 6
с размером Лбк~2 мм и допуском дбк=0,05 мм (см. рис. 3.4, а, в). Требуется
определить число ступеней компенсатора и предельные отклонения размера каж-
дой ступени. Выписываем допуски и координаты середины полей допусков звень-
ев разной цепи:
6i = 0,25 мм, До==-|-0,125 мм;
6, = 0,12 мм* Д^2 мм;
6» = 0,16 мм, Д0з = —0,08 мм;
64 = 0,18 мм, Д04 = — 0,09 мм;
68 = 0,12 мм, До- = ® > 06 мм.
бек = 0,05 мм.
Схему размерной цепи строим аналогично предыдущему построению. Урав-
нение размерной цепи в данном случае имеет вид
Л Д = Al —А% Ад — Л4 Ад Адк.
При заданных допусках составляющих звеньев допуск замыкающего по методу
максимума-минимума \
т—1
6д = 2 15/16; =0,25 + 0,12 + 0,16 + 0,18 + 0,12 + 0,05 = 0,88 мм.
м
Наибольшая величина' возможной компенсации
6к = 6д—6д =0,88 —0,2 = 0,68 мм. .
118
Число ступеней компенсатора определяем по формуле (3.14). Результат округ-
ляем до целого числа в большую сторону:
6К 0,68
N’ = -бд-б^п + 1 = 0,20-0Д>5- + 1 - 5 ’53 « 6 •
По условию примера координата середины заданного поля допуска замыкающего
звена Дод =4-0,1 мм. Определяем координату середины расширенного поля до-
пуска замыкающего звена, условно принимая ДОк = 0: ’ ,
т— 1
Дрд = 2 ^Д0/= 0,125 4-0,06 + 0.08 + 0,09 + 0,06 + 0=4-0,415 мм.
1=1
Поправка к координате середины поля допуска компенсирующего звена
, , 0,68
Ак = —^0д + А<)д ~ 2 — 0,415 + 0,1 = 0,025 мм.
Тай как компенсирующее звено является уменьшающим, поправку учитываем с об-
ратным знаком. Поэтому координата середины поля допуска первой ступени компен-
сирующего звена
Дл1 = 0 — 0,025 = — 0,025 мм.
, к 1
Координаты середин полей допусков каждой последующей ступени будут от*
личаться от координат середин полей допусков предшествующих ступеней на
величину ступени компенсации, определяемую по формуле (3.16). Тогда
д1п = д!1 + с = — 0,025+ о,15 = + 0,125 мм; .
к к
д^^д;1 +2С = -0,025 + 2-0,15 = + 0,275 мм.
VK к
Аналогично получим
Д'1V = 0,425 мм; Д'v=0,575 мм; AqVI = 0,725 мм.
К к . к
Используя формулы (3.8) и (3.9), окончательно получим предельные отклонения
ступеней компенсатора:
I ступень - 2-o.os; П - 2+®’*®; III - °; IV - 2+°;^;
V - 2$$} VI ступень - 2+®;™.
ЭХ ПРОЕКТНО-ТОЧНОСТНЫЕ РАСЧЕТЫ
Проектно-точностные расчеты производятся при оценке точно-
стй вновь проектируемого технологического процесса для операций,
выполняемых по 1—4-му классам точности. Обработка деталей по
5-му и 7-му классам на металлорежущих станках не вызывает за-'
труднений и поэтому не требует специальных расчетов на точность.
При расчете технологической операции на точность величина сум-
марной погрешности обработки не должна превышать величины по-
ля допуска.
В общем виде суммарная погрешность или поле рассеяния
выполняемого размера йри обработке на предварительно настроен*
>" , .
’.lift;
ном станке может быть выражена как сумма нескольких первич-
ных погрешностей [28]:
А = Ду + е + Ан + Аи + Ат + 2Аф,
где Ду — погрешность выполняемого размера, возникающая в резуль-
тате упругих отжатий звеньев технологической системы вследствие
нестабильности сил резания; 8 — погрешность установки заготовки;
Дн — погрешность настройки станка; Ди — погрешность, вызываемая
размерным износом режущего инструмента; Дт — погрешности раз-
мера, вызываемые тепловыми деформациями технологической системы;
2Дф — суммарная погрешность формы обработанной поверхности.
Погрешность Ду представляет собой разность предельных зна-
чений упругих отжатий частей технологической системы, что вызы-
вается нестабильностью факторов, влияющих на величину усилия
резания. Такими факторами являются припуск на обработку, кото-
рый не может быть постоянным и колеблется в пределах допуска
на заготовку или предыдущую обработку; твердость обрабатывае-
мого материала, которая для заданной партии заготовок также ко-
леблется в некоторых пределах, и др.
Указанная погрешность может быть рассчитана по следующей
формуле:
Ду== ^ост max ^ост min ~ (^тах^тах ^min ^nfin) ( ' I /,
\ /заг /инс /
где /0Ст шах, /ост тш — наибольшая и наименьшая величина суммар-
ного упругого отжатия частей технологической системы, выражен-
ная как разность между заданной и фактической (вследствие упру-
гого отжатия) глубиной резания:
Стах = Су тах$ ^HBmaxi
Cmin ~ Су tninS ^HBrninJ
Cv max, Cv тш — коэффициенты, зависящие от механических свойств
обрабатываемого материала и геометрии резания. При заданной
геометрии наименьшее значение коэффициента имеет место в ра-
боте вновь заточенным инструментом, наибольшее — при затупле-
нии его лезвия к концу периода стойкости; s — подача; НВтах и
НВтш — предельные значения твердости обрабатываемой партии
заготовок; /max, /тш — предельные значения глубины резания вслед-
ствие колебания припуска на обработку; хР, уР, п — показатели
степеней; /заг — жесткость системы заготовка — приспособление —
часть станка, на котором закрепляется заготовка;,/инс — жесткость
системы инструмент — приспособление (для крепления инструмен-
-та) — часть станка, на котором закреплен инструмент.
Погрешность установки заготовки 8 суммируется из погрешно-
стей базирования, закрепления и положения заготовки, вызываемой
неточностью приспособления.
Погрешность настройки станка Ан представляет собой разность
предельных положений режущего инструмента при настройке его
120
на выполняемый размер. Погрешность Аи вызывается размерным
износом режущего инструмента, который приводит к непрерывно-
му изменению выполняемого размера. Закономерность этого изме-
нения, зависящая от сроков работы или пути резания, приближен-
но может быть выражена прямой линией, наклоненной к оси абсцисс
под некоторым углом, характеризующим интенсивность износа.
Погрешности выполняемого размера Дт, вызываемые тепловыми
деформациями технологической системы, имеют сложную зависи-
мость от сроков работы или пути резания. В начальный период ра-
боты станка интенсивно нарастают тепловые деформации, после
чего постепенно наступает тепловое равновесие системы и величина
погрешности стабилизируется. Ввиду сложности протекания тепло-
вых процессов в технологической системе, что объясняется слож-
ностью и конструктивными ее особенностями, условиями охлаж-
дения, теплопроводностью и прочими факторами, расчет по-
грешностей, вызываемых тепловыми деформациями, представляет
определенные трудности.
Все перечисленные погрешности являются слагаемыми погрешнос-
ти выполняемого размера. Кроме них, учитывается сумма погрешностей
формы которые вызываются геометрическими неточностями
станка, деформациями заготовки под действием сил закрепления и
неравномерным по различным сечениям заготовки упругим отжатием
технологической системы под влиянием сил резания. Погрешности
формы определяют расчетным путем применительно к конкретным
условиям закрепления и обработки детали.
Расчет суммарной погрешности обработки по приведенной вы-
ше формуле основан на учете предельных значений первичных по-
грешностей. Однако на практике их распределение подчиняется не-
которым закономерностям, что может быть принято при расчете.
С учетом, что распределение величин Ду, е и Дн близко к нор-
мальному, распределение Ди подчиняется закону равной вероятно-
сти, а Дт мало изучено и тоже может быть приближенно отнесено
к равной вероятности при Р=0,27, формула суммарной погрешно-
сти обработки принимает следующий вид:
А = Ay + s2 4- Ан + ЗА« + ЗАт -J- 2}Аф.
Приведенная методика учитывает основные первичные погреш-
ности, а при наличии нормативных данных на них для конкретных
методов и условий механической обработки позволяет выполнить
проектно-точностный расчет с достаточной для практики достовер-
ностью. Однако широкое применение этого метода ограничивается
тем, что пока еще не накоплено достаточно данных по первичным
погрешностям для различных методов и условий обработки. Поэто-
му в дипломном проекте можно применять методику расчета [27],
которая при определении суммарной погрешности обработки учи-
тывает в основном лишь доминирующие технологические фактрры,
что позволяет значительно упростить расчеты. Но это не исключает
возможности выполнения проектно-точностного расчета по методи-
121
кам, учитывающим болыцеечисло исходных погрешностей обработ-
ки, тем более, что степень влияния исходных факторов не постоян-
на и зависит от вида и условий выполнения технологической опе-
рации.
По методике [27] величина суммарной погрешности обработай
по диаметральным и продольным размерам в общем виде в массо-
вом производстве определяется по формуле
Дх = Ди + V" Дел + Дн + 8у ,
а в серийном
Да = Ди + Дн + Дел + 8у ,
где Дн — погрешность, обусловленная износом режущего инстру-
мента, мкм; Дей — поле рассеяния погрешностей обработки, обус-
ловленных такими технологическими факторами случайного харак-
тера, как неравномерность припуска, неодинаковая твердость мате-
риала заготовки, недостаточная жесткость системы СПИД, а также
погрешностью формы детали. В литературе [27] поле рассеяния на-
зывают мгновенным полем рассеяния погрешностей обработки;
Дн — погрешность настройки станка, мкм; ву — погрешность уста-
новки заготовки, мкм.
3.2.1. Определение погрешности обработки, обусловленной
износом режущего инструмента
В процессе механической обработай резанием происходит из-
нос режущих кромок инструмента в результате трения их о струж-
ку и обрабатываемую поверхность детали. За характеристику раз-
мерного износа принят относительный износ и0.
Погрешность, обусловленную износом режущего инструмента,
рассчитывают по следующим формулам:
при односторонней обработке
Д = •
и 1000 »
при двусторонней обработке
л —
и” 1000 ’
где и0 — относительный износ инструмента, мкм/км; I — путь реза-
ния, м. .
Величина относительного размерного износа инструмента для
принятых видов обработки выбирается по табл. 3.3 и 3.4.
С помощью этой же таблицы рекомендуется определять вели-
, чину относительного износа инструмента при фрезеровании по фор-
муле
_ (. 100
^о.фр — I * П g / ^о>
где В — ширина фрезерование,, мм.
122
Табл. 3.3. Значения при чистовом точении, мкм/км [62]
Материал режущего инструмента .Обрабатываемый материал
углеродистая сталь легированная 1 сталь I серый чугун чугун 375—400 НВ
Т60К6 2—4 2—4 — —
Т30К4 3—4 4—6 — —
Т15К6 5-7 9—10 — —
Т5КЮ 8 12—13 — —
ВК9 — 65 — —
ВК8 — 17—25 13—14 —
ВК6 — — 14 - ' —
ВК4 — 25—30 ——• —
вкз — 9—10 6 16
ВК2 — — 4—26 12
ЦМ-332 0,5—1 1—6 — 9
Примечание. Данные получены при следующих условиях: сталь угле-
родистая ов = 50—60 кгс/мм2 при о = 100—400 м/мин; сталь легированная
ав = 92— НО кгс/мм2 при о =100—200 м/мин; серый чугун НВ 187—207 при
v = 50—150 м/мин. Данные по закаленному чугуну НВ 375—400 относятся к тон*
кому растачиванию.
Табл. 3.4. Значения относительного (удельного) износа
шлифовального круга «0, мкм/км [27]
Материал “о
детали круга керамического
Сталь 45 14А, 24А 0,03
Чугун закаленный 0,04
Сплавы цветных металлов 0,01
Относительный износ разверток составляет 0,005—0,008 мм/км
[27].. 1 ’
Путь резания рассчитывается по формулам:
при точении
,_____________________________ ndLn .
1 ~ lOOOsnp ’
при торцовом фрезеровании
._____________________________ LBn
l~ lOOOsnp ’
. при цилиндрическом фрезеровании
. uDLn ,
' lOOOsnp
123
при бесцентровом шлифовании с продольной подачей
1__ лГ)ш,кпш>кпв,к£п .
IOOOSmhh ’
при круглом шлифовании с продольной подачей
1000nAsnpsnon ’
при круглом и бесцентровом шлифовании с поперечной подачей
1000пд5поп *
при плоском шлифовании дисковым кругом
1000ncSiSnon ’
при сверлении, зенкеровании и развертывании
_ nDLn
1000$Пр ;
при протягивании
_ Ьпр
1 ~ ,00 ’
где d — диаметр обрабатываемой поверхности, мм; L — расчетная
длина обработки с учетом пути врезания и перебега режущего инст-
румента, мм; п — количество деталей в настроечной партии, обра-
батываемой в период между подналадками станка; snp — продоль-
ная подача инструмента или детали, мм/об; В — ширина фрезеро-
вания или шлифования, мм; D — диаметр режущего инструмента,
мм; Dm.K — диаметр шлифовального круга, мм; пт.к — число обо-
ротов шлифовального круга в минуту; пв.к— число оборотов веду-
щего круга в минуту; «мин — минутная подача, мм/мин; t — припуск
на сторону, мм; k — коэффициент на вывод искры, k=l,l—1,3;
Пд — число оборотов детали в минуту; snon — поперечная подача
на один двойной ход, мм; пс — число двойных ходов стола в мину-
ту; si — подача круга на одйя двойной ход (по ширине обрабаты-
ваемой поверхности), мм; Ьщ, — длина рабочей части протяжки.
Путь резания для других видов обработки можно определить
по формуле
l=vTon,
где v — скорость резания, м/мин; То — основное (машинное) вре-
мя, мин.
Величину погрешности обработки, обусловленную размерным
износом режущего инструмента, для данного вида обработки при
отсутствии табличных значений и0 допускается определять по
табл. 3.5.
.124
Табл. 3.5. Средние значения допустимого размерного износа
инструмента при обработке партии заготовок» мкм [62]
Выдерживаемый размер, мм Размерный износ при обработке
чистовой тонкой однократной
До 30 15 2 20
30— 80 20 3 25
80—180 30 6 30
180—360 40 10 40
360—500 50 15 50
Пример. Определить погрешность обработки, обусловленную износом протяжки
при обработке отверстия по 2-му классу точности. Диаметр отверстия — 50 мм.
В графе «Тонкая обработка» табл. 3.5 находим значение Ди = 3 мкм.
3.2.2. Определение мгновенной погрешности обработки
Значения мгновенной погрешности обработки ДСл рекомендует-
ся определять по табл. 3.6—3.10, в которых приведены норматив-
ные ее значения, определенные экспериментальным путем, для де-
талей достаточно жесткой конструкции, деформациями которых по
сравнению с деформациями станка ^можно пренебречь. Обработка
производилась на настроенных на размер станках.
Табл. 3.6. Значения мгновенной погрешности обработки Дсл
на токарных и токарно-револьверных станках, мкм [27]
Размеры, мм Сила РУ' кгс Обработка на токарных станках Обработка на токарно-револь- верных станках и автоматах
жесткость сис :темы, кгс/мм
400—600 600—1000 1000— 1500 600—1000 1000— 1500 1500— 2500
, 10—18 5—10 37 23 16 42 26 13
10—15 38 24 17 44 27 14
18—30 5—10 40 26 17 48 ‘ 29 14
10—15 41 27 18 50 30 15
30—50 5—10' 43 29 18 54 32 15
10—15 44 30 19 56 33 16
50—80 5—10 46 32 19 60 35 16
10—15 47 33 20 62 36 17
80—100 5—10 49 35 20 66 38 17
125
A'"" ' ' " ' '
"Значения мгновенной погрешшкти обработки Д^л
на кругло- и плоскошлифовальных станках, мкм [27]
7,0/. А. Размеры, мм Сила РУ' кгс Обработка на круглошлифо- вальных станках Обработка на плоскошлифо- . вальных станках
жесткость си< :темы» кгс/мм
700—1200 1200— 2000 2000— 3000 1500- 2500 2500— 3500 3500— 5500
J0—18 — 12 * 9 6 — — —
18—30 — 14 11 8 — — —
30—50 — 16 13 10 — — — ,
50—80 — 18 15 12 — — —
80—120 — 20 17 14 .— — —
1—3 5—10 — . — — 24 15 12
— 10—15 — — — 23 14 11
3—30 5—10 — * — — 19 12 10
— 10—15 — — 20 13 11
Табл. 3.8. Значения мгновенной погрешности обработки Дсл
на фрезерных и бесцентрово-шлифовальных станках, мкм [27]
Раз- меры, мм Обработка на фрезерных станках Обработка на бесцентрово-шлифо- * вальных станках
Сила РУ’ кгс Жесткость системы, кгс/мм Сила РУ' кгс Жесткость системы, кгс/мм
400—700 700— 1000 1000— 1500 2000— 3000 3000— 4000 4000— 5000
6—10 5—15 64 46 24 2—6 27 18 9 Свыше 66 48 26 6—12 28 19 9.5 15 10—18 5—15 70 52 30 2—6 30 21 10,5 Свыше 72 54 32 6—12 31 22 11 15 18—30 5—15 76 58 36 2—6 33 24 12 Свыше 78 60 38 6—12 34 25 12,5 15 30—50 5—15 82 64 42 2—6 36 27 13,5 Свыше 84 66 44 6—12 37 28 14 15 . 50—80 5—15 88 . 70 48 2—6 39 30 15 Свыше 90 72 50 6—12 40 31 15,5 15 80—120 5—15 94 76 54 2—6 42 33 16,5 Свыше 96 78 56 6—12 43 34 17 , 15
126 ,
Табл. 3.9. Значетя мгновенной погрешности обработки
на агрегатно-расточных станках, мкм. Жесткость технологической
системы 300->-400 кгс/мм, Ру до 1 кгс [27]
Размеры расточки d, мм Свыше 10 ДО 18 Свыше 18 ; до 30 Свыше 30 до 50 Свыше 50 до 80
Дед > мкм 15 16 17 ' 18
Табл. 3.10. Значения мгновенной погрешности обработки
сверлением, зенкерованием, развертыванием и протягиванием, мкм [27]
Виды обработки Диаметр отверстий, мм
1—3 3—6 | 6—10 | 10—18 18—30
Сверление без кондуктора 100 120 160 210 270
Сверление по кондуктору 90 105 115 130 145 1
Зенкерование —• — 90 ПО 130
Однократное развертывание — 25 30 35 35
Двукратное развертывание — 13 14 15 16
Протягивание однократное — 25 30 35 40
Протягивание двукратное — 13 14 15 16
3.2.3. Определение погрешности настройки станка
В практике машиностроения применяются два вида настройки
технологической системы на размер — динамическая по пробным
деталям и статическая по эталону. Методика расчета погрешности
настройки зависит от принятого метода.
Погрешность динамической настройки определяется по фор-
муле
Дв.д = V*" Дем 4“ Дрег + Дизм > \
где Дсм — смещение центра группирования размеров пробных дета-
лей относительно середины поля рассеяния размеров, мкм; Арег—
погрешность регулирования положения режущего инструмента на
станке, мкм; Аазм — погрешность измерения пробных деталей, мкм.
В свою очередь
А Дел
Дсм ~ /т ’
где т — количество пробных деталей, 3—5 шт.
Мгновенную погрешность обработки Дсл следует принимать по
табл. 3.6—3.10 для соответствующего вида обработки. Погрешность
• регулирования, положения режущего инструмента зависит от при-
меняемого способа регулирования и определяется по табл. 3.11.
-1Й7
Табл. 3.11. Погрешности регулирования Дрег инструмента, мкм [23]
Способ регули- рования положения ийструмента На сторону На диаметр Способ регулирования режущего инструмента На сторону На диаметр
По лимбу с цейой деления, мм: По индикатору с ценой деления, мкм:
0,01 5—10 10—20 1 2 4
0,02 10—15 20—30 2 5 10
0,05 15—30 30—60 5 10 20
0,1—0,5 • 30—70 — 10 15 30
Значения погрешностей измерения Дизм принимаются равными
предельной погрешности используемого измерительного инструмен-
та или прибора. Рекомендуемые измерительные инструменты для
динамической настройки приведены в табл. 3.12, а предельные по-
грешности при измерении в табл. 3.13.
Табл. 3.12. Измерительные инструменты для динамической
настройки станков [23]
Допуск на обработку, мм Инструмент для рациональной настройки ' Цена деления инструмента, мм
0,5 и более Штангенциркуль 0,1
0,25 —0,5 » 0,05
0,05 —0,25 Микрометр 0,01
0,01 —0,05 Индикаторная скоба или нутромер 0,01—0,002
0,005—0,01 Миниметр с измерительным столиком, оптико-механические приборы типа «Мик- 0,002—0,001
розис»
Погрешность статической настройки (по эталону)
Дн.СТ - Дэт + Дустлн ,
где Дат — погрешность, обусловленная неточностью изготовления и
установки эталона на станке, мкм; Дуст. ин — погрешность установ-
ки инструмента по эталону, мкм.
Погрешность Дэт определяется суммой
Дат=Дизг. эт Дуст. эт.
Погрешность изготовления эталона можно брать в пределах 10—
20 мкм, погрешность установки также не должна превышать 10—
20 мкм.
128
; Табл. 3.13. Предельные погрешности наиболее распространенных ( методов измерения длин
1^именование приборов и инструментов * Концевые меры Предельные погрешности (±)» мкм
ра з- ряд класс точности Интервалы размеров, мм
1—10 50—80 300—500
1 — 2 3 4 5 6
о Л 0,35 0,6 1,8 Оптиметры горизонтальный и верти- 3 и ЛЬпый, измерительные машины при , 1 0,4 0,8 3 Мерен ии наружных размеров q у 13 4 5 5 2»’ |Оптиметр горизонтальный, измери- 3 0 * Лышя машина с оптиметром и микро- л 1 — 1»3 — копом при измерении внутренних раз- 1g Пров 5 * ’ । • Q 5 0 8 1 8 1 Миниметр с ценой деления 0,001 мм 3 ® ’ 4 1 0,6 1 3 5 2 0,7 1,4 4,5 •6312 8 Миниметр с ценой деления 0,002 мм 4 1 1 ’ 5 2 1»2 1> 6 . 3 1.4 2,5 8 о 2 2 5 5 Миниметр с ценой деления 0,005 мм 5 2 ’ 6 3 2,2 3 8,5
Индикаторы с ценой деления 0,01 мм
при работе в пределах одного оборота
СГ^ЛКИ: R з ю ю is
0-го класса точности о
1 3 15 15 18
1-го класса точности о *
п л 3 20 20 22
2-го класса точности Ь Q
16 17 2Q Индикаторный прибор для внутрен- 6 3
них измерений завода «Калибр» с инди-
катором 1-го класса точности при ра-
боте в пределах одного оборота стрел-
ки
м . _ 4,5 6 15 Микрометр 0-го класса точности — - - 7 9 25
Микрометр 1-го класса точности —
мп — 12 14 35 Микрометр 2-го класса точности — 1 § 35
Штихмас микрометрический 1-го — ‘
класса точности
Штихмас микрометрический 2-го —
класса точности
Штангенциркуль с отсчетом по но- 1
Мусу 0,02 мм: 45 70
при измерении наружных размеров — 129
9 Зак. 1338
Окончание
1 2 3 4 5 6
при измерении внутренних размеров — — — 60 90 Штангенциркуль с отсчетом по но- ниусу 0,05 мм: при измерении наружных размеров — — 80 90 ПО при измерении внутренних размеров — — — 130 150 Штангенциркуль с отсчетом по но- ниусу 0,1 мм: при измерении наружных размеров — — 150 160 230 при измерении внутренних размеров — — — 230 300 Примечание. Для определения Дизм данные таблицы следует умножать
на 2.
Погрешность установки инструмента по эталону зависит от
способа установки и определяется по табл1. 3.14.
Табл. 3.14. Погрешность установки инструмента по эталону
Дуст.ин» мкм [23]
Способ установки инструмента На сторону На диаметр
Закрепление резца винтами после касания с этало- ном Подведение резца, закрепленного в резцедержателе: 100—130 200—260
до непосредственного касания с эталоном 20—30 40—60
с некоторым зазором, определяемым при помощи бумажного щупа 10—20 20—40
с помощью металлического щупа 7—10 14—20
с помощью индикатора 5—15 10—30
При использовании мерного режущего инструмента (сверл,
зенкеров, разверток, протяжек, пазовых и шпоночных фрез и др.)
погрешности настройки определяются по формуле [27]:
Дин ~Ь Ду .и »
где Дин — погрешность изготовления инструмента, равная допуску
на его изготовление по исполнительному размеру, определяется по
табл. 3.15, мкм; Ду. и — погрешность установки режущего инстру-
мента (допустимое биение), определяется по табл. 3.16, мкм.
Погрешность Ду. и учитывается лишь при жестком креплении
ийструмента на шпиндель станка. В случае применения самоцент-
рйрующихся инструментов (плавающих разверток, протяжек и др.)
. Ду .и=0.
130 ' ,
Табл. 3.15. Точность изготовления мерного режущего инструмента
для обработки отверстий (допуски иа диаметр инструмента, мкм) [62]
Номи- нальные диаметры инстру- мента, мм Сверла спиральные Зен- керы Развертки чистовые; до- веденные для отверстий, обрабатываемых по клас- су точности Протяжки чистовые для цилиндрических отвер- стий классов точности
точного исполне- ния gf Ю CQ S О « д
2 2а 3 2 2а 3
3—6 18 30 -— 4 5 8 —. — — .
( 6—10 22 36 — 4 6 9 — — —
10—18 27 43 35 5 8 11 5 8 10
18—30 33 52 45 6 9 13 5 8 10
30-50 39 62 50 7 11 16 8 10 10
50—80 46 74 60 8 13 19 8 10 16 ‘
80—120 — — 70 10 15 22ч 10 16 20
120—160 — — — — — — 10 16 20
Табл., 3.16. Погрешности установки мерного режущего инструмента Ду;И
(допустимое биение), мкм [27]
Режущий инструмент Диаметр или ширина деталей, мм
1—3 3—6 6—10 10-18 Свыше 18^
Сверло 40 40 50 50 60
Зенкер < 30 30 40 40 50
Дисковая фреза 40 50 60 70 70
При обработке деталей в специальных приспособлениях на фре-
зерных станках фреза устанавливается с помощью щупа по устано-
ву, закрепленному на его корпусе. Погрешность настройки по уста-
нову будет зависеть от совокупного влияния погрешностей изготов-
ления установа Дэ и щупа Дщ, а Также точности установки фрезы
по щупу Дуст. ин. В это^ случае погрешности настройки определя-
ются аналогично определению ее при статической настройке по
эталону:
Дн = 1/ Дэ 4“ Дщ + Дуст.ин •
Значения Дуст.ин принимаются по табл. 3.14, Д™ и Дщ — по
табл. 3.17. •
В случае обработки деталей в приспособлениях, не снабжен*
ных установами, расчет погрешности настройки следует произво-
дить по зависимостям и таблицам, предназначенным для динамиче-
ской настройки по пробным деталям.
Р случае отсутствия данных о слагаемых погрешности настрой-
#• X
131
ки для определенного метода можно в качестве общей погрешности .
настройки принимать средние значения Дн, приведенные в
табл. 3.18.
Табл. 3.17. Точность изготовления фрезерных установов
и щупов для станочных приспособлений [62]
Вид установи или щупа Точность изготовления (предельные отклонения по классу точности)
Установи
Высотные по ГОСТ 13443—68,
Н = 8—12 мм
Высотные торцовые по ГОСТ
13444—68
Угловые торцовые по ГОСТ
13446—68
Угловые по ГОСТ 13445—68,
Я—8—16 мм
По С
Неперпендикулярность плоскостей не
более 0,005 мм
Неперпендикулярность плоскостей не
более 0,005 мм
Предельные отклонения по высоте щу-
па по С
Щупы для станочных приспособлений
Плоские по ГОСТ 8925—68„ Ь=1; Предельное отклонение толщины щупа
3; 5 мм по С
Неплоскостность не более 0,006 мм
Цилиндрические по ГОСТ 8926—68, Предельное отклонение диаметра щупа
d —3; 5 мм по С, непрямолинейность образующей
диаметра не более 0,006 мм
Табл. 3.18. Средние допускаемые погрешности настройки Ди
для лезвийных инструментов, мкм [62]
Интервалы выдерживаемых . размеров, мм Характер обработки
черновая* чистовая тонкая однократная
До 30 40—100 10 5 20.
30—80 60—150 20 6 25
80—180 ’ 80—200 30 7 30
180—360 ' 100—250 40 8 40
? 360—500 120-300 50 10 50
* Меньшие значения принимают при обработке более точных черных заготовок
(5—7-й классы точности); большие — при обработке грубых черных заготовок
(8-й класс точности и грубее).
132
3.2.4. Определение погрешности установки заготовки
Погрешность установки заготовки на выполняемой операции
или переходе определяется по формуле
8у = ]/” 8б + + 8пр ,
где 8б — погрешность базирования, мкм; 83 — погрешность за-
крепления, мкм; 8пр — погрешность положения заготовки, мкм.
Погрешность положения заготовки 8пр является следствием не-
точности изготовления станочного приспособления, и износа его
установочных элементов, а также погрешности установки самого
приспособления на станке. Сюда относится также погрешность ин-
дексации — поворота зажимных устройств при обработке заготовок
на многопозиционных станках, которая в большинстве случаев при-
нимается равной 0,05 мм. Остальные слагаемые впр как самостоя-
тельные значения выявить затруднительно. Поэтому их учитывают
путем добавления некоторой величины к погрешности закрепления.
С учетом сказанного для однопозиционной обработки приведенная
выше формула примет вид
8у = 8б “F .
При обработке плоскости, параллельной установочной базе,
8у=8б + 8з.
Погрешность базирования представляет собой отклонение фак-
тически достигнутого положения заготовки или изделия при бази-
ровании от требуемого (ГОСТ 21495—76). Возникает она в тех слу-
чаях, когда при базировании заготовки не совмещаются технологи-
ческая и измерительная базы. При их совмещении 8б=0.
Величина 8б зависит от принятой схемы базирования, точности
размеров установочных элементов приспособлений, точности раз-
меров, формы и взаимного расположения базовых поверхностей за-
готовки.
При обработке партии заготовок, имеющих погрешности фор-
мы, отдельные из них и их измерительные базы при базировании
в приспособлении могут занимать различные положения в простран-
стве. Поэтому для получения более достоверных результатов в об-
щем случае погрешность базирования следует рассчитывать с уче-
том пространственной схемы расположения заготовки. Однако это
приводит к значительному усложнению расчета. Поэтому при рас-
чете вб наиболее часто принимают упрощенную схему, рассматри-
вая смещение заготовки только в одной плоскости (плоская схема
расчета). При расчете погрешности базирования для деталей, обра-
батываемых на настроенных станках (что имеет место в серийном
и массовом производствах), можно принимать часть значения 8б.
Это объясняется тем, что при определении погрешности базирова-
ния по формулам обычно принимается полное поле допуска и рас-
чет ведется по наибольшему и наименьшему предельным размерам
133
.. / .(/. .,„,» ,. -, -S v > <л. _ JJ, < . >, „• » л, ’7l'.V-'
детали. Вероятность появления деталей с такими размерами при .
. обработке их на настроенных станках незначительна. Учитывая, что
• характер распределения размеров обрабатываемых деталей, близок
к нормальному, для расчета величины погрешности базирования”
берут поправочный коэффициент 6=0,8—0,85. Тогда
е$ = 68$.
Значение погрешности базирования ее может быть определено
геометрическим расчетом исходя из схем базирования или путем
анализа размерных цепей. Для ряда схем установки деталей при
обработке погрешность базирования может быть определена по
Т^.3.19.
. Погрешность закрепления вызывается тем, что под действием
сил зажима заготовка может изменить свое первоначальное поло-
жение, которое она занимала в приспособлении в результате бази-
рования. При этом ее измерительные базы смещаются на некото-
рую величину.
Приближенно погрешность закрепления е3 может быть опреде-
лена по формуле
- 8з= (Ушах—Утю) COS а,
где утах, упйпч— максимальная и минимальная величины смещения
измерительной базы, мкм; а — угол между направлениями смеще-
ния измерительной базы и выдерживаемого размера.
Смещение заготовки происходит в результате смятия неровно-
стей и деформации ее технологических баз и поверхностей устано-,
вечных деталей приспособлений в местах их контакта, поверхно-
стей контакта приспособления и станка, а также из-за неточности
действия установочно-Зажимных элементов приспособления, упру-
гих деформаций их звеньев и заготовки. Величина погрешности за-
крепления зависит от размеров и состояния (шероховатости, точно-
. сти, физико-механйческих свойств материала и др.) базовых
поверхностей детали и установочных поверхностей приспособления,
от точности и степени их изношенности, величины прилагаемых уси-
лий,. их изменения и т. д. Определяется она для отдельных методов,
обработки и типовых схем установок обрабатываемых деталей в
приспособление экспериментальным путем.
При достаточной жесткости заготовки наибольшее влияние на
величину погрешности закрепления оказывают контактные дефор-
мации в местах ее стыка с установочными деталями приспособ-
лений. ,
Величина смещения заготовки в этом случае может быть опре-
делена по эмпирической формуле .
y=CQ«,
где С — коэффициент, определяющий условия контакта, материал,
структуру, твердость й шероховатость базовых поверхностей заго-
товки; Q — сила, Действующая на опору, кгс/мм2; п — показатель-
степени, принимается в пределах 0,3—-0,5. Значения Сип опреде-
ляются опытным путем.
134 , .
Табл. 3.19. Погрешности базирования при обработке в приспособлениях
Базирование Схема установки Погрешность базирования для размеров
1 2 3
, По центровым отверстиям:
на жесткий передний центр
на плавающий передний центр
с
Ф sZ)i 885 Ф
5=5 ©а Дц>
8^ = Дц
еЛ1 = 0; eOj = 0;
ев = 0; е$ = 0; ес = 0
По внешней поверхности в зажимной цанге
по упору
а
вр — 0; — 0
Продолжение
з
В самоцентрирующем патроне с упором торцом
8d = 0; 8d = 0;
8дг = 0$ 8/> == 0
(при параллельном подрезании торцов)
В самоцентрируюгцих призмах
В призме при обработке отверстий по кон-
дуктору
8^ = 0; 8g=*0
б£>
. а
2sinT
На плоской поверхности при обработке от-
верстия по кондуктору
Кондукторная
6/пулка
2
В призме при обработке плоскости или паза
2
ел — 2
Н
. а
2sin~2-
е6 = О
8Л =
1
В призме при обработке плоскости или паза
По отверстию:
на жесткой оправке
со свободной посадкой
на разжимной оправке
на жесткой оправке с натягом
Окончание
2
з
ерх = Smin + + дл;
8z>2 353 ^п/о + + $л;
'%h ~ smin + + 84
При установке оправки на плаваю-
щий передний центр, в гильзу или пат-
рон по упору 8а 0; £& = О
При установке оправки на жесткий
передний центр
8ь = 0; еа = ept — 0;
en =s 0; 8^ = 0; е& = 6а; 8а==0
v2
По двум отверстиям на пальцах при обработ-
ке верхней поверхности
— smin +
% = («min + &в + 6д) j
По плоскости при обработке уступа
С I . к
— 6#Г- &k — &С — О
П р и м е ч а н и е . Лц — просадка центров. Значения Ац принимать следующие:
Наибольший диаметр центрового отверстия, мм 1; 2; 2,5 4; 5; 6 7,5; 10 12,5; 15 20;. 30
Просадка центров Ац, мм 0,11 0,14 0,18 0,21 0,25
/ 8^ —смещение оси отверстия относительно оси внешней поверхности (отклонение от концентричности); —допуск на диаметр
^внешней поверхности; smin — минимальный гарантированный зазор; допуск на размер базового отверстия; 6В —допуск на
размер оправки.
'S
Табл. 3.20. Соотношения для расчета контактных деформаций стыка заготовка — опора приспособления, мкм
Тип опоры Эскиз Материал ваготовки Значения коэффициентов и показателей степени
% *нв Ci п т
Установка на опоры постоянные и пластины опорные [62]
Q"
83 = [(^2^ + £нвНВ) Сх] ~рт
Опора со сферической го-
ловкой по ГОСТ 13441—68
Опора с насеченой го-
ловкой по ГОСТ 13442—68
Опора с плоской головкой
по ГОСТ 13440-68
Пластины опорные по
ГОСТ 4743—68*
Сталь 0 —0,003
Чугун 0 —0,008
Сталь 0 —0,004
Чугун 0 —0,0008
Сталь 0,0б4 —0,0016
Чугун 0,016 —0,0045
6,23 0,67 + — 0,8 0
о , , 9,23 2,7 + R 0,6 0
0,38 + 0,0034D 0,6 0
1,76 —0,03D 0,6 0
0,4 + 0,012F 0,7 0,7
0,776+ 0,053F 0,6 0,3
Установка на призму
83 — I -}•
Радиальное 15,7 11,8 8,6 5,8 ;3,8 3,2 2,9 2,1 1,7 1,4 1 0,7
Осевое 12,1 8,6 6,6 4,1 2,9 2,5 2,2 1,6 1,3 1,1 0,8 0,55
Примечание. НВ — твердость материала заготовки по Бринеллю; Q — сила, действующая по нормали к опоре, кгс‘>
£ F— площадь контакта опоры с заготовкой, см2; /-—длина образующей, по которой происходит контакт, см; Rz— высота неров‘
•- костей профиля поверхности заготовки, мкм; Р — составляющая усилия, для направления которой определяют смещение.
/ Табл, 3.21, Погрешность закрепления заготовок при установке
в радиальном направлении для обработки на станках [32]
Характеристика базовой поверхности ' Погрешность закрепления, мкм
Поперечные размеры заготовки, мм
6—10 ОО 7 О ' 18-30 30—50 О 00 1 о ю 80—120 о СО 1 о CS 180—260 260—360 360—500
’ '7 Установка в зажимной гильзе (цанге)
Холоднотянутая ка- либрованная 40 40 60 70 80 — — — — —
Предварительно об- работанная t 40 50 60 70 80 — — — — —
Чисто обработанная 20 25 30 35 40 — — — — —
Установка в трехкулачковом самоцентрирующем патроне
Литье в песчаную форму машинной фор- мовки по металличе- ской модели 220 270 320 * 370 420 500 600 700 800 900
Литье в постоянную форму 150 175 200 250 300 350 400 450 550 650
Литье по выплавляе- мой модели 50 60 70 80 100 120 140 160 — —
Литье под давлением 25 30 35 40 50 60 70 80 — —
Горячая штамповка 220 270 320 370 420 500 600 700 800 —
Горячекатаная 220 270 320 370 420 500 500 — — —
Предварительно об- работанная 50 60 70 80 100 120 140 160 180 200
Чисто обработанная 25 30 35 40 50 60 70 80 90 100
У становка в пневматическом патроне
Литье в песчаную форму машинной фор- 180 220 260 320 380 440 500 580 6Q0 760
мовки по металличе- ской модели 120
Литье в постоянную форму Литье по выплавляе- 140 170 200 240 280 320 380 400 500
40 50 60 70 80 90 100 120 — —
мой модели
Литье под давлением 20 25 30 35 40 45 50 60 — —
' Горячая штамповка 180 220 260 320 380 440 500 580 660 —
. Горячекатаная 180 220 260 320 380 440 500 — ,— —
Предварительно об- работанная 40 50 60 70 80 90 ЮО 120 140 160
Чисто обработанная 20 25 30 35 40 45 50 60 70 80
142
Табл. 3.2$. Погрешность закрепления заготовок при установке
в осевом направлении для обработки на станках
Характеристика базовой поверхности Погрешность закрепления, мкм
Поперечные размеры заготовки, мм
6—10 со 7 о 18—30 30—50 о оо 1 о ю О’ 2 «0 120—180 180—260 260—360 о о т о со со
Установка в зажим ной гильзе (цанге) по упору
Холоднотянутая ка- либрованная 40 50 60 70 80 — — —. —
Предварительно об- работанная 40 50 60 70 80 — -— — — —
Чисто обработанная 20 25 30 35 40 — —, — — —
Установка в трехкулачковом самоцентрнрующ ем
патроне
Литье в песчаную форму машинной фор- мовки по металличе- ской модели 70 80 90 100 ПО 120 130 140 150 160 ,
Литье в постоянную форму 60 70 80 90 100 НО 120 130 140 150
Литье по выплавляе- 50 60 70 80 90 100 НО 120 —
мой модели
Литье под давлением 30 40 50 60 70 80 90 100 — —
Горячая штамповка 70 80 90 100 110 120 130 140 150 —
Горячекатаная 70 80 90 100 110 120 130 — — —
Предварительно об- работанная 50 60 70 80 90 НО 110 120 130 140
Чисто обработанная 30 40 50 60 70 80 90 100 но 120
Установка в пневматическом патроне
Литье в песчаную форму машинной фор- мовки по металличе- ской модели 55 60 70 80 90 100 НО 120 130 140 /
Литье в постоянную форму 55 60 65 75 80 90 100 НО 120 130.
Литье по выплавляе- 45 50 55 65 75 80 85 90 <— —
мой модели
Литье под давлением 25 35 45 50 55 65 70 80 — —
Горячая штамповка 55 60 70 80 90 100 НО 120 130 -—
Горячекатаная 55 60 70 80 90 100 но —- - —-
Предварительно об- работанная 40 50 60 70 80 80 90 100 но 120?
Чисто обработанная ! 25 30 35 40 50 60 70 80 90 w-'i
Табл. 3.23
заготовок
Установка в зажимное приспособление с винтовыми
или эксцентриковыми зажимами
Литье в песчаную — 100 125 150 175 200 225 250 300 350
форму машинной фор-
мовки по металличе-
ской модели
Литье в постоянную — форму 100 ПО 120 130 140 150 160 180 200
Литье по выплавляе- мой модели 80 90 100 НО 120 130 140 150 — —
Литье под давлением 70 80 90 100 НО 120 130 140 — —
Горячая штамповка — 100 125 150 175 200 225 250 300 —
Горячекатаная 90 100 125 150 175 200 225 — — —
Предварительно об- работанная 70 80 90 100 НО 120 130 140 150 160
Шлифованная 60 70 80 90 100 НО 120 130 140 150
Установка в зажимное приспособление
с пневматическим зажимом
Литье в песчаную форму машинной фор- мовки по металличе- ской модели — 90 100 120 140 160 180 200 240 280
Литье в постоянную форму — 80 90 100 НО 120 130 140 160 180
Литье по выплавляе- мой модели 65 70 75 80 90 100 НО 120 — —•
Литье под давлением 4Р 45 50 60 70 80 90 100 — —’
Горячая штамповка — 90 100 120 140 160 180 200 240 —
• Горячекатаная 70 80 100 120 140 150 180 —— — —•
Предварительно’ об- работанная 65 70 75 80 90 100 НО 120 130 140
Чисто обработанная 50 60 70 80 90 90 100 ПО 120 130
Шлифованная 40 50 60 70 80 90 90 100 ПО 120
144
Табл. 3.24. Погрешность закрепления заготовок при установке
на опорные пластинки приспособлений
Установка в зажимное приспособление с винтовыми
или эксцентриковыми зажимами
Литье в песчаную — 100 110 120 135 150 175 200 240 280
форму машинной фор-
мовки по металличе-
ской модели
Литье в постоянную форму; 55 60 70 80 90 100 ПО 120 130 140
Литье по выплавляе- мой модели 40 50 60 70 80 90 100 ПО — —
Литье под давлением 30 40 50 60 70 80 90 100 — —
Горячая штамповка — 100 ПО 120 135 150 175 200 240 —
Горячекатаная 90 100 110 120 135 150 175 — — —
Предварительно об- работанная 40 50 60 70 80 90 100 ПО 120 130
Чисто обработанная 30 40 50 60 70 80 90 100 ПО 120
Шлифованная 20 30 40 50 60 70 80 90 100 ПО
Установка в зажимное приспособление с пневматическим зажимом
Литье в песчаную форму машинной фор- мовки по металличе- ской модели — 80 90 100 НО 120 140 160 190 220
Литье в постоянную форму 50 55 60 65 70 80 90 100 ПО 120
Литье по выплавляе- мой модели 35 40 50 55 60 70 80 90 — —
Литье под давлением 25 30 35 40 50 60 70 80 — —
Горячая штамповка — 80 90 100 ПО 120 140 160 190 —
Горячекатаная 70 80 90 100 ПО 120 140 — — —
Предварительно об- работанная 35 40 50 55 60 70 80 90 100 ПО
Чисто обработанная 25 30 35 40 50 60 70 80 90 100
Шлифованная 15 20 25 30 40 50 60 70 80 90
10 Зак. 1338 145
В табл. 3.20 приведен^ экспериментальные зависимости, вы--,
ражающие связь между нормальной Силой н осадкой заготовки при
установке ее на опоры различного вида, а также значения необхо-
димых для расчета коэффициентов. Пользуясь этими зависимостя-
ми, можно рассчитать погрешность закрепления. При выполнении.
предварительных расчетов или для грубых методов обработки зна-
чения погрешности закрепления принимаются по табл. 3.21—3.24.
Упругие деформации детали, возникающие под действием сил
зажима, рассчитываются отдельно. Для жестких деталей ввиду не-
значительной величины их можно не учитывать.
При обработке партии заготовок на настроенных станках пос-
тоянную величину погрешности закрепления учитывают при наст-
ройке станка. В ряде случаев, особенно когда применяются зажим-
ные устройства (пневматические, гидравлические и др.), обеспечи-
вающие постоянство усилий зажима, погрешность закрепления при
расчетах можно не учитывать.
3.2.5. Примеры расчета суммарной погрешности обработки
Пример 1. Определить точность обтачивания цилиндрической ступени ва-
ла 060 Сза (—0,12), длиной 100 мм на токарном станке для настроечной партии
деталей в 40 шт. Материал детали — сталь 45.
Условия обработки: жесткость станка — 1000 кгс/мм, резец оснащен пластин-
кой из твердого сплава марки Т30К4, припуск — 0,5 мм на сторону; подача —
0,1 мм/об, Р,=6 кгс; настройка на размер по пробным деталям (динамическая);
измерение деталей при настройке производится при помощи микрометра 1-го
класса точности; регулировка размеров по лимбу станка с ценой деления 0,05 мм;
установка детали в центрах; длина обработки с учетом врезания и перебега рез-
ца £=110 мм.
Суммарную погрешность обработки в этом случае определяем следующим
образом:
Дх = Ди + V Д^ + Д^ + е* .
1. Величину погрешности, обусловленную размерным износом резца, нахо-
дим по формуле
2а0/ 2-3-8290
1000 ~ 1000 —50 мкм,
где I — путь резания при обработке данной партии деталей:
ndLn 3,14-60-116-40
1~ 1000«пр “ 1000-0,1 -8290 м..
Относительный износ резца определяем по табл» 3.3; и0~3 мкм/км.
2. Значение мгновенной погрешности обработки для размера 0 60 при жест-
кости станка 1000 кгс/мм и Ру=»6 кгс находим по табл. 3.6; Дсл=32 мкм.
3. Погрешность настройки
Ли = ^А^ + Д^ег + Лизм = V 14,3*4-40*+18» = 46 мкм.
Погрешность смещения центра группирования при числе настроечных деталей,
равном 5,
А ^сл 32 *
Дсм = -Ут" =“КГ = 4’3 МКМ'
По табл. 341 ДРег==40 мкм, а по табл. 3.13 ДИзм~9-2=18 мкм.
146
4. При установке деталей в центрах .syiO. «
Суммарная погрешность обработки . ;
As = 50 + /32* + 46* = 106 „км.
При сравнении с точностью заданного размера 0,12 мм можно сделать вывод
о том, что в данных условиях имеется возможность обеспечить требуемую точность
обработки по За классу, так как As < 6.
Пример 2. Определить точность фрезерования плоскости в размер 50_Од
торцовой фрезой. В партии 70 деталей, материал — сталь 45. Длина фрезерова-
ния с учетом врезания и перебега фрезы £=150 мм, ширина фрезерования В=
=80 мм.
/ Условия обработки: жесткость станка 1500 кгс/мм; фреза оснащена ножами
с твердосплавными пластинками марки Т15К6; припуск—1 мм, подача —
0,2 мм/об, Ру = 15,6 кгс; настройка на размер по установам приспособления;
деталь установлена на пластины по чисто обработанной поверхности в приспособ-
лении с пневматическим зажимом; установочная плоскость является также изме-
рительной базой.
Суммарная погрешность обработки
As = Ай + V А^л + Ад + 8у .
1. Величина погрешности, обусловленная размерным износом ножей фрезы
Пр/ 11,25 4200
“ 1000 ~ 1000 “ 47
где путь резания при обработке данной партии деталей
LBn 150 80*70
lOOOSnp “ 1000 0,2 -4200 м‘
Относительный износ ножей фрезы
«о.фр - О z+ ЛМ «0=6 + 5 = 11,25 мкм/км.
\ » В ] \ OV /
По табл. 3.3. Ио=5 мкм.
2. Значение мгновенной погрешности обработки для размера 50, жесткости
станка 1500 кгс/мм, Ру>15 кгс находим по табл. 3.8; АСл=44 мкм.
3. Погрешность настройки узнаем по формуле
Дн = V Д» + Дщ + Дуст.ин = /10* + 6* + 7* = 13,6 мкм.
По табл. 3.17 определяем точность изготовления: высотного установа раз-
меров 8—12 мм (поле допуска по С); плоского щупа размером 1—3 мм (поле
допуска по С). Затем по таблице допусков и посадок находим предельные откло-
нения этих размеров в системе отверстия, соответственно 10 и 6 мкм. Погреш-
ность установки инструмента при статической настройке по установу при помощи
щупа находим по табл. 3.14; Дуст.ин=7 мкм.
4. Погрешность установки детали в приспособлении
8у = 8б4“8з.
В связи с тем что технологическая и измерительная базы совмещены, £б=0.
Погрешность закрепления определяется по табл. 3.24; 8а=60 ккм.
Суммарная погрешность обработки
As = 47 + ./44*+13,6« + 60* * 123 мкм.
При сравнении величин заданного поля допусков и поля рассеяния размеров
в принятых условиях фрезерования видно, что требуемая точность обработки не
ю* . . , 147..'
обеспечивается. Для ее соблюдения можно уменьшить размер партии деталей, обра-
батываемых за межнастроечный период, до 35 шт., т. е. после обработки 35 дета-
лей произвести подналадку фрезы. Тогда Ди = 23 мкм, a As = 100 мкм и заданная
точность обеспечивается.
Пример 3. Определить точность шлифования ступени вала 040 С
(—0,017 мм), длиной 30 мм на круглошлифовальном станке для партии деталей
в 100 шт. Материал детали — сталь 45, припуск на обработку /=0,1 мм.
Условия обработки: жесткость круглошлифовального станка — 2000—
3000 кгс/мм; шлифовальный круг керамический 24, А 0 250 мм; поперечная по-
дача Snon=0,004 мм/об; число оборотов круга — 3000 об/мин, оборотов детали
Пд=200 об/мин; настройка по пробным деталям (динамическая); при измерении
настроечных деталей используется миниметр с ценой деления 0,001 мм 1-го клас-
са точности; для регулирования размера при настройке используется лимб с це-
ной деления 0,001; деталь установлена в центрах.
1. Величина погрешности, обусловленная размерным износом круга:
. ж 2u0Z 2 0,03-38268
Ди — 1000 ~ 1000 —2,3 мкм.
Путь резания при обработке настроечной партии определяем по формуле
л£>ш.кяш.к/л* 3,14-250-3000-0,1-100-1,3
1 ~ 1000Лд5ПОп ~ 1000-200-0,004 “ 38268 м-
По табл. 3.4 относительный износ круга «о=0,03 мкм/км.
2. Значение мгновенной погрешности обработки для размера 40 и жесткости
свыше 2000 кгс/мм находим по табл. 3.7; Дсл = 10 мкм.
3. Погрешность настройки
ДН = У Д*м + Арег + АизМ = /52+10*+1,2*= 11,3 мкм.
= 5 мкм.
Погрешность смещения центра группирования при т=4
Дсм” Ут ~ У1
По табл. 3.11 ДРег=Ю мкм; по табл. 3.13 Дизм=0,6 • 2= 1,2 мкм.
4. Погрешность установки еу—0, так как деталь обрабатывается в центрах.
Суммарная погрешность обработки
Де = 2,3 + / 102 + 11,За = 17,3 мкм.
Точность обработки обеспечивается, так как практически Де = 6.
Пример 4. Определить точность развертывания отверстий 0 20 А (+0,023)
-разверткой из быстрорежущей стали Р18. Настроечная партия — 65 деталей, ма-
териал— сталь 40, длина обработки £—25 мм.
Условия обработки: подача SHp—0,8 мм/об; закрепление развертки пла-
вающее.
Суммарная погрешность обработки определяется по формуле
Де = Ди + V ^сл + ^н“Ь8у *
1. Погрешность обработки, обусловленная размерным износом:
А и01 8-127
ди — юоо ~ Ю00 ~ 1 мкм;
stDLn 3,14-20-25-65
1000snp ~ 1000-0,8 -127 м.
Относительный износ и0=8 мкм/км.
148
2. Значение мгновенной погрешности обработки для двукратного разверты-
вания 0 20, по табл. 3.10, Дсл = 16 мкм.
3. Погрешность настройки
Дн = V Д^н + Ду.и = 6 МКМ-
(Ду.и=0, так как закрепление развертки плавающее; погрешность ее изготовле-
ния, по табл. 3,15, Днн=6 мкм).
4. Погрешность установки детали в приспособлении еу=0. Суммарная по-
грешность обработки
Дх = 1 + У 162-1-6® = 18 мкм.
При сравнении заданной точности развертывания 0,023 мм и суммарной по*
грешности обработки видно, что первая обеспечивается с большим запасом.
33. СТАТИСТИЧЕСКОЕ РЕГУЛИРОВАНИЕ КАЧЕСТВА ИЗДЕЛИЙ
МАШИНОСТРОЕНИЯ
В системе управления качеством продукции, представляющей
комплекс технико-экономических и организационных мероприятий,
существенную роль играют статистические методы регулирования
технологических процессов и контроля качества изделий машино-
строения.
Технологическое управление качеством обрабатываемых дета-
лей или собираемых сборочных единиц имеет важное значение, так
как именно на этой стадии производственного процесса происходит
формирование качественных показателей машины. Для изготовле-
ния изделий с требуемыми качественными показателями необхо-
димо не только правильно разработать технологический процесс,
установить оптимальную последовательность обработки, выбрать
оборудование и оснастку, соответствующие поставленной задаче
обеспечения требований точности, качества поверхностей, высокой
производительности, но и необходимо также обеспечить устойчи-
вость протекания технологического процесса во времени. Поэтому
задача сводится к тому, чтобы определенными технологическими
средствами обеспечить контроль за качественным протеканием тех-
нологического процесса и устойчивостью основных параметров с
целью своевременного предупреждения возможных его нарушений
и появления брака. Последующее регулирование процесса должно
восстанавливать его первоначальное (проектно-наладочное) со-
стояние.
Эта задача может решаться различными методами И средства-
ми в зависимости от вида обработки, а также условий и возмож-
ностей производства. Непрерывное наблюдение и автоматическое
регулирование технологических процессов обеспечивается средства-,
ми активного контроля и системами автоматического управления
упругими перемещениями. Статистические методы регулирования ,
в различных вариантах предусматривают корректировку параметр
ров в ходе производства с помощью выборочного контроля обраб^*
тываемых деталей. На основании статистических характеристдЖ.;
определяемых по результатам измерения периодических выбой^)
’ ЙГ •
деталей, делается вывод о возможности продолжения обработки на
! данном настроенном оборудовании без опасения получить брако-
ванные детали в период между двумя очередными выборками или
о необходимости немедленного внесения поправок в настройку обо-
рудования с целью предупреждения брака. При нормальном про-
текании процесса продукция между очередными выборками может
не проверяться, что сокращает затраты времени на операционный
контроль.
Однако для осуществления данного метода необходимо, что-
бы фактическое протекание технологического процесса было до-
статочно стабильным во времени. Вероятность разладки операции
между очередными выборками должна быть минимальной. Эти
данные получают путем исследования точности и стабильности опе-
раций, на которых предполагается осуществление статистического
регулирования:
3.3.1. Выбор показателей качества деталей для статистического
регулирования и контрольных постов
Для обеспечения качества детали в целом следует в первую
очередь обращать внимание на те показатели качества, которые
главным образом определяют служебное ее назначение.
Поэтому первым этапом выбора показателей качества для ста-
тистического регулирования должен быть анализ значимости тех-
нических требований, предъявляемых к детали. На основе выпол-
ненного ранее анализа конструкции и .условий работы детали в
сборочной единице или машине выявляются наиболее важные каче-
ственные ее показатели: высокая точность размеров, формы и вза-
имного расположения поверхностей; параметры шероховатости
ответственных поверхностей и другие технические требования,
имеющие особо важное значение для эксплуатации в машине. Каж-
дая конкретная деталь может содержать несколько таких показате-
лей, разнородных по характеру и степени точности.
Следующим этапом является анализ сложности достижения
показателей качества по разрабатываемому технологическому про-
цессу в конкретных производственных условиях. При этом следует
проследить, на каких операциях и за счет чего последовательно до-
стигаются отобранные ранее наиболее важные из них. Показатели,
характеризующиеся высокой степенью точности, обычно обеспечи-
ваются несколькими последовательно применяемыми методами об-
работки или одним, но за несколько переходов. Рассматривая за-
проектированную технологическую цепочку, а также анализируя
действующий базовый вариант процесса, следует установить, в ка-
. кой мере заданная точность или качество поверхности обеспечива-
ется на каждом этапе обработки. Такой подход позволяет не только
оценить целесообразность применения той или иной операции или
перехода с точки зрения надежного обеспечения требований чер-
тежа, но и выявить операции, которые требуют наиболее частого
контроля или регулирования.
150
Для наглядности данный анализ можно представить в сжатой,
форме в виде табл. 3.25, где графически показан маршрут обра-
ботки основных поверхностей детали по операциям, а если необ-
ходимо и переходам с целью соблюдения отобранных, ранее пока-
зателей качества. Кроме того, для каждой операции или перехода
Табл. 3.25. Характеристика обеспечения основных показателей
качества детали — ступицы переднего колеса (см. рис. 9.1)
Обозни ЧВН1/8 по&рр Основные показа- теликаче^ Номер операции, модель стилка, номер позиции
1 2 J
1К282 2205
МШСбё,
UiuulLuuiuQr ли Ш. Y K TUI ТЛТГ т IX ТГ
Ф72 -ори -0,051 Ва2,5 0 +OftO Rz80 —Ю- +0,12 Rz20 —- -0,021 -0,051
Ф90 -орг* -0,059 Ва2р о» +0, <+б Rz80 +0.14 Rz20 -орга ' -0Р59 fW
Ф72 Ф90 |j|flZ75l 0- > \5\005\
ф90,5 +0,07 Rz20 frlaarlr]
+0R6 Rz80 +0,14 RZ2O • +0Р7 Rg2,5 VlooBfrl
В
ehj Ra.2,5 Rz80 И0.05Я Ra2^5
В I^MCI Ra2.5 0 Rz80 иммО - bMarlfi Ra'2,5
А 0
\Аад/юсЬг\ liLj 1,3/10 <z_ld
5отВе- рсгпии Ф18 •юрзв Rz20 Но.#1 о— +0,120 RZhO «Ом tBp№ RZ2O м •О РР35
151
приводятся операционные допуски, характеризующие • последова-
тельность приближения указанных показателей к требуемым окон-
чательным значениям.
Полезно также проанализировать основные причины возник-
новения погрешностей на рассматриваемых операциях, выделив из
них наиболее существенно влияющие на выдерживаемый пара-
метр. Устранение или уменьшение влияния этих факторов может
значительно повысить точность обработки. При выборе контроль-
ных постов или, иными словами, технологических операций, подле-
жащих статистическому регулированию, рекомендуется придержи-
ваться следующего правила: контрольные посты целесообразно
размещать по ходу технологического процесса в том месте, где
формируется качество продукции по выбранному параметру.
Для статистического регулирования обычно выбираются опе-
рации финишной обработки, так как именно на них окончательно
формируется качество детали. Однако с этой целью могут быть
выбраны и промежуточные операции, имеющие решающее значе-
ние для нормального протекания последующей обработки и фор-
мирования окончательных качественных показателей детали, на-
пример подготовка баз, обеспечение стабильности припуска под
финишную обработку и т. д. Поскольку основной задачей
статистического регулирования является предупреждение брака
путем своевременной корректировки параметров технологиче-
ского процесса, на основе базового варианта действующей
технологии необходимо выяснить количество брака на этих
операциях и предварительно проанализировать причины его по-
явления. Если возникновение брака определяется несвоевременной
подналадкой станка, работающего в автоматическом или полуав-
томатическом цикле, или периодическим расстройством некоторых
частей или элементов системы СПИД, требующих регулировки или
замены, применение статистического регулирования операции дол-
жно быть эффективным.
Следует иметь в виду, что экономическая эффективность при-
менения статистического регулирования зависит прежде всего от
возможности сокращения объема бракованной продукции. На опе-
рациях механической обработки, стабильно обеспечивающих тре-
буемое качество детали без постоянного вмешательства в техноло-
гический процесс, оно не будет достаточно обоснованным. Стати-
стическое регулирование в первую очередь должно применяться на
операциях с высоким процентом брака.
Трудоемкость контроля параметров качества детали также
является важным фактором при выборе объектов статистического
регулирований. Так как статистическое регулирование предпола-
гает не сплошной, а периодический (выборочный) контроль, наи-
больший экономический эффект при его применении может быть
достигнут на операциях, где обычный контроль является трудоем-
ким, где целесообразно, но невозможно контролировать все 100%
деталей, а также при контроле, связанном с разрушением про-
дукции.
152
Статистическое регулирование рекомендуется применять на:
операциях, выполняемых на автоматических режимах и при об-
работке на поточных линиях £38]. При обработке деталей на метал-
лорежущих станках на одной операции обычно выдерживается не
один, а несколько показателей качества. К различным поверхно-
стям детали, обрабатываемым на одной операции, могут предъяв-
ляться различные по характеру и числовым значениям требования..
Даже при обработке одной поверхности, этих требований бывает
несколько (точность размера, формы, расположения, шероховатость,
поверхности и др.), причем все они могут обеспечиваться на одной
операции.
Статистическое регулирование операции обычно производится:
только по одному показателю качества, остальные в случае необхо-
димости могут контролироваться табличным методом.
При выполнении дипломного проекта достаточно разработать-
процесс статистического регулирования одной операции^ выбрав,
для этого один показатель качества.
3.3.2. Статистический анализ точности и стабильности
технологической операции
Определение статистических характеристик эмпирического'
распределения. Выбранная для статистического регулирования,
технологическая операция подвергается исследованию с целью
определения показателей ее точности и стабильности. Для этого
с возможной достоверностью необходимо предварительно устано-
вить, какому закону подчиняется распределение исследуемого по-
казателя качества.
При механической обработке деталей машин наиболее рас-
пространенными законами распределения показателей качества,
являются законы нормального распределения (Гаусса) и эксцент-
риситета (Релея и Максвелла) [57, 73]. Закону нормального рас-
пределения подчиняются многие непрерывные случайные величи-
ны, являющиеся результатом суммарного воздействия большого*
числа взаимно независимых случайных факторов. Это соответству-
ет условиям механической обработки, так как погрешность послед-
ней складывается из многочисленных погрешностей частей техно-
логической системы СПИД. При устойчивом процессе обработки
деталей на настроенных станках и отсутствии существенного влия-
ния изменяющихся во времени систематических погрешностей по-
закону Гаусса распределяются размеры (диаметр, высота, длина
и др.), высота микронеровностей поверхностей, обработанных раз-
личными методами, погрешности измерения и т. д.
Дифференциальная функция распределения случайной величи-
ны х, подчиняющейся закону Гаусса, имеет вид
1 (X;—х)«
= . 2°* *
153:
где о среднее квадратическое отклонение случайной величины х
от х; х—среднее значение случайной величины х.
Законам распределения Релея и Максвелла подчиняются непре-
рывнее величины, имеющие только положительные значения, в част-
ности, когда случайная величина является радиус-вектором при дву-
и трехмерном гауссовом распределении. При этом случайная величина
представляет собой геометрическую сумму двух (распределение Релея)
R — Ух2 + у2 или трех (распределение' Максвелла) R = Ух2 + у2+z2
случайных величин, подчиняющихся закону Гаусса.
Закон Релея может применяться для описания распределения,
многих параметров качества, деталей машин. Ему подчиняются
распределения погрешностей формы в продольном и поперечном
сечениях детали, .погрешностей взаимного расположения поверх-
ностей (радиальное и торцовое биение, непараллельность, непер-
пендикулярность) и др. Функция распределения случайной вели-
чины Р,.подчиняющейся закону Релея, имеет вид
я»
F(R) = 1—е 2’*,
где о — среднее квадратическое отклонение значений координат
х и у, имеющих одинаковое распределение а—ох=ау.
Закон Релея однопараметрический, поэтому для вычисления функ
ции случайной величины R необходимо знать только один параметр а
который связан с R и aR соотношениями:
а = ~уТ~> <ЗЛ7) = 2~^-« (3-18)
где R — среднее значение случайной величины R; oR — среднее квад-
ратическое отклонение R от R.
На основании изложенного делается предположение о законе
распределения исследуемого показателя качества. В дальнейшем,
используя метод математической статистики, эту гипотезу следует
или подтвердить, или отвергнуть.
Для исследования берется достаточно большая выборка дета-
лей, изготовленных на данном станке при постоянной настройке
и других неизменных условиях обработки. В начале рабочего дня
или после перерыва тепловое состояние системы СПИД нестацио-
нарно, что может привести к дополнительным погрешностям обра-
ботки и повлиять на результаты исследования. Поэтому выборку
деталей рекомендуется брать после того, как станок проработает
некоторое время (1—2 ч) и температурные деформации элементов
системы СПИД стабилизируются. Объем выборки устанавливает-
ся в зависимости от желаемой точности и достоверности определе-
ния меры рассеяния суммарной погрешности обработки, а также от
производственных условий: производительности операции, частоты
подналадок станка и т. д. С увеличением объема выборки точность
и достоверность определяемых показателей возрастают. В зависи-
154
мости от закона-распределения исследуемого показателя качества
и объема выборки п точность определений среднего квадратическо-
го отклонения генеральной совокупности о по его выборочному
значению s c достаточно большой степенью вероятности Р=0,95
‘может быть охарактеризована табл. 3.26.
Табл. 3.26. Определение доверительного интервала s — е < а < s + e
6/S
Объем выборки п Закон распределения
нормальный отличающийся от нормального
25 0,28 0,42
50 0,20 0,30
75 0,16 0,24
100 0,14 0.21
125 0,12 0,19
150 0,11 0,17
200 0,10 0,15
Для практических целей можно принять точность вычисления
e=±0,2s. Тогда для закона нормального распределения п=50, а
для закона Релея п= 100. Однако закон распределения исследуемо-
го параметра заранее достоверно неизвестен. Поэтому рекоменду-
ется брать п>; 100.
Если в период между двумя подналадками станка количество
обрабатываемых деталей недостаточно для образования общей вы-
борки требуемого объема, берется выборка из случайно отобран-
ных деталей, изготовленных при нескольких настройках на одном
станке. При этом на исследуемые параметры наряду с другими слу-
чайными и систематическими факторами будет влиять также и по-
грешность настройки.
В тех случаях, когда количество одноименных деталей,. обработанных на
одной технологической операции, меньше требуемого объема выборки, оценка
точности операции может производиться по приведенным отклонениям в соответ-
ствии с ГОСТ 16.306—74. При этом в одну выборку включаются различные де-
тали, характеризующиеся конструктивным подобием, общностью технологиче-
ского процесса обработки (методами обработки, применяемым оборудованием
и оснасткой, режущим инструментом, материалом заготовки и т. д.) и отличаю-
щиеся номинальными размерами контролируемого параметра. Действительные
(измеренные) отклонения размеров деталей, объединенных в одну выборку, при-
водятся к одному масштабу путем вычисления приведенных отклонений, выра-
жаемых в относительных единицах. •
Приведенные отклонения размеров определяются по одной из следующих
формул:
. Дд(
anPi - g2 ;
A _ ^Bi ~
Лпрг — Sf ’
• _ 2 (Дд( — Др;)
flnpi —— .. .
. 1'55-
где AHPi — приведенное отклонение размер? i-й детали; АД1- — действительное от-
клонение размера; Ащ — нижнее предельное отклонение размера; ДВ£ — верхнее
предельное отклонение размера; AOi — координата середины поля допуска;
S.- — допуск на размер.
Приведенные отклонения формы или расположения поверхностей деталей,
объединенных в одну выборку,
л Адг
Дп₽г~ бф/ '
где 6ф; — допуск на отклонение формы или расположения поверхностей i-й детали.
После определения величины п и отбора выборки все ее дета-
ли измеряются шкальным измерительным инструментом или при-
бором в любой очередности. Результаты измерения заносятся в
таблицу, на основании которой выявляются наибольшее и наимень-
шее значения измеренного параметра.
Размах варьирования в выборке, равный R=Ximax—раз-
бивается на некоторое количество интервалов (разрядов), число
которых должно быть не менее 6—7 при п=50—100 и не менее
9—15 при п>100. Кроме того, ширину интервала следует делать
в 2 раза больше цены деления шкалы измерительного инструмента
или прибора. При этом практически исключается влияние погреш-
ности измерения на характер распределения измеренного парамет-
ра ввиду ее небольших размеров. Желательно также, чтобы число
интервалов было нечетным. Затем вычисляются статистические ха-
рактеристики эмпирического распределения [57].
Среднее значение измеренного параметра определяется по
формуле
X —уо + h
2mi
если результаты измерений записаны в протоколе в абсолютных
значениях, и по формуле
x = x0 + y0 + h ,
когда результаты записаны в отклонениях от начала отсчета х0.
Среднее квадратическое отклонение
s _ h Г Ът (y'tf _ / \а ,
у S/Tif \ Sm/ / ’
где h — величина интервала; — частота повторяемости измерен-
ных значений в данном интервале;
У( — Уо
Vi— h
вспомогательная величина; yt — середина интервала; у0 — новое
начало отсчета, за которое обычно принимается середина ин-
тервала, имеющего наибольшую частоту.
156
Величины представляют собой порядковые номера интервалов,
отсчитываемые от нуля в большую сторону со знаком плюс и в мень-
шую со знаком минус. Номер y'i — 0 соответствует интервалу, середина
которого принята за начало отсчета у^
Расчет статистических характеристик удобно вести в форме
табл. 3.27.
Пример 1. Составлен он по результатам измерений отверстия 0 GOZZolo 59 стУпш*ы
переднего колеса (см. рис. 9.1). Предполагается, что распределение размеров нор-
мальное. После алмазной расточки взята выборка в объеме 120 деталей. Запись
измерений выполнена в отклонениях от номинального.размера х0 —90 мм.
Табл. 3.27. Вычисление эмпирических частот и моментов распределения (закон Гаусса)
Интервал Подсчет частот т1 У1 «1 (Ui )2
от до
1 2 3 4 5 6 7
—57 —54 • 1 —55,5 —5 —5 25 —54 —51 • 1 —52,5 —4—4 16 —51 —48 * ’ 5 —49,5 —3 —15 45 Л* —48 —45 1X1 " ’ 12 —46,5 —2 —24 48 -45 -42 [XI [Х1 31 -43,5 -1 -31 31 —42 —39 [XI [X! [XI , 33 —40,5 000 —39 —36 [XI [Х[ 20 —37,5 1 20 20 —36 —33 |/| 9 —34,5 2 18 36 —33 —30 1 7 —31,5 3 21 63 —30 —27 0 —28,5 4 0 0 —27 —24 * 1 —25,5 5 5 25 Сумма — 120 — — —15 309
Предельные значения отклонений Хтах=—25 мкм, xmin= — 57 мкм, откуда размах
/?—32 мкм. Количество интервалов принимаем равным 11 при А—3 мкм, что
соответствует приведенным выше условиям. Интервалы могут быть записаны в
таблицу в абсолютных значениях или в отклонениях от номинала с учетом знака.
Запись их производится начиная с меньших значений.
При подсчете частот все значения в протоколе измерений просматриваются
157
по порядку. Одновременно во рторой графе (табл. 3.27) в строках, соответствую-
щих интервалам, к которым относятся данные значения, делаются отметки снача-
ла в виде точек, а затем тире, которые в совокупности образуют квадраты,
обозначающие по 10 деталей каждый. Размеры, лежащие на границах интерва-
лов, включаются в интервал либо с большими, либо с меньшими значениями.
Но во всех случаях в пределах данной таблицы следует придерживаться одной
системы.
Рис. 3.5. Кривые нормального распределения:
1 — эмпирическая; 2 — теоретическая
Принимаем у9 = — 40,5 мкм. Последовательно вычисляя и заполняя все графы
табл. 3.27, получаем суммы моментов первого и второго Smz(z/t')2 порядков.
Среднее значение Fa среднее квадратическое отклонение $ для рассматриваемого
примера будут соответственно равны
_ —15
х = 90 — 0,0405 + 0,003 12у = 89,959 мм;
s= 0,003 1/ =0,0048 мм.
~ 120 \ 120 /
По данным табл. 3.27 строим эмпирический полигон распределения (рис. 3.5),
форма которого подтверждает сделанное ранее предположение о принадлежности
распределения данного показателя качества (0 90Z^jg> к нормальному закону»
Пример 2. Аналогично изложенному обработаны результаты измерения взаим-
ного биения поверхностей отверстия 0 72 и 90 (см. рис. 9.1). Предполагаем, что
распределение этого показателя качества подчиняется закону Релея. Поэтому при
определении частот и расчете характеристик распределения_нет необходимости вы-
числять моменты второго порядка. Достаточно вычислить х « Я, а затем по фор-
мулам (3.17) и (3.18) определить средние квадратические отклонения.
В данном примере
_ _ 45
х = /? = 0,0125 4-0,005-^20^ = 0,0144 мм;
158 \
0,0144
0^ 0,0115 мм;
/т
ая = 0,0115|/ 2 —-у- =0,0075 мм.
Форма эмпирического полигона распределения (рис. 3.6) подтвер-
ждает сделанное предположение о принадлежности распределения
данного .показателя качества к закону Релея. Для проверки этих,
Рис. 3.6. Кривые распределения по закону
эксцентриситета:
1 — эмпирическая; 2 — теоретическая
гипотез производится расчет и построение соответствующих теоре-
тических кривых распределения, а также сопоставление эмпири-
ческих распределений с теоретическими на основе критерия со-
гласия.
Сопоставление эмпирического распределения с распределением
по закону Гаусса. Эмпирическое распределение непрерывной слу-
чайной величины, полученное путем взятия достаточно большой
выборки, отражает характер распределения генеральной совокуп-
ности этой величины, подчиняющейся некоторому теоретическому
закону.
При сопоставлении эмпирического распределения с законом Гаусса
принимаем, что статистические характеристики эмпирического распре-
деления х и $ приблизительно равны соответствующим характерис-
тикам генеральной совокупности, т. е. и ssts.o, где ~х0 ио —
среднее значение и среднее квадратическое отклонение генеральной
совокупности.
159
Построение теоретической кривой по закону нормального рас-
пределения можно выполнить, используя табличные значения функ-
ции Лапласа Ф (t). При этом для каждого интервала исследуемой
величины предварительно вычисляются значения t по формуле
4 _ *нб--Х
где хНб — верхнее значение данного интервала.
Затем для каждого интервала определяется функция Ф(/) по
приложению 3.1. Интегральная функция Г(Ж) может быть определе-
на через функцию Ф(/) по формуле
27(х)=О,5+Ф(О-
По величине F(x) рассчитывается теоретическая частота распре-
деления
«»•= (Л (х) — F{-i (х)] п.
Расчет теоретических частот удобно вести в форме табл. 3.28.
Табл. 3.28. Вычисление теоретических частот нормального распределения
Интервал ‘i л- с округ- лением
от | ДО
—57 —54 —2,71 —0,496 0,004 0,48 0
54 —51 —2,08 —0,481 0,019 1,8 2
—51 —48 —1,46 —0,428 0,072 6,3 6
—48 —45 —0,83 —0,296 0,204 15,8 16
—45 —42 —0,21 —0,083 0,417 25,6 26
—42 —39х 0,42 0,163 0,663 29,5 29
—39 —36 1,04 0,351 0,851 22,6 23
—36 —33 1,67 0,453 0,953 12,2 12
—33 —30 2,29 0,489 0,989 5,5 5
—30 —27 2,92 0,498 0,998 1,1 1
—27 —24 3,54 0,500 1,000 0,2 0
В приведенном примере расчета используются данные распреде-
ления размеров 0 903о,о5э (табл. 3.27), поскольку это эмпирическое
распределение в первом приближении было отнесено к нормальному.
Статистические характеристики распределения х=—41 мкм, s=4,8 мкм.
Последовательно вычисляя и заполняя все графы табл. 3.28,
получаем значения теоретических частот распределения по закону
Гаусса для каждого интервала с округлением до целых чисел. По
данным расчета строим теоретическую кривую распределения (см.
рис. 3.5). Сравнение графиков наглядно показывает, что построен-
ная кривая удовлетворительно отражает данные измерений пока-
зателя качества. Однако такое сравнение все же является субъек-
тивным. Для более объективной проверки гипотезы о. законе рас-
160
наделения случайной величины пользуются критериями согласия.
Колмогорова, Пирсона, Романрвского и др.
Критерий согласия позволяют ответить на вопрос: можно ли
принять гипотезу об отсутствии различия между эмпирическим и
Теоретическим распределениями или ее следует отбросить? Реше-
ние этого вопроса возможно лишь при определенной вероятности.
•Поэтому установлены некоторые уровни значимости, представляю-
Щие собой в данном случае достаточно малые значения вероятно-
сти расхождения эмпирического и теоретического распределений.
Уровень значимости, называемый также доверительным уровнем
вероятности а, может быть принят равным 0,05; 0,02; 0,01, а иногда
0,001. Это соответствует классификации явлений на редкие (а=
=0,05), очень редкие (а=0,01) и чрезвычайно редкие (а=0,001).
В технике чаще всего принимается пятипроцентный уровень зна-
чимости.
Статистическим методом проверки гипотезы нельзя пользо-
ваться формально, так как он не обладает полной определенностью.
Если рассчитанный по результатам эксперимента критерий попа-
дает в область допустимых значений, это не является еще основа-
нием для заключения о правильности гипотезы, а только показы-
вает, что полученное значение критерия ей не противоречит. По-
этому статистический метод проверки нужно сочетать с анализом
физической сущности показателя качества и накопленной инфор-
мации о его распределении под влиянием случайных факторов,
В наших расчетах воспользуемся критерием %2 Пирсона, кото-
рый применяется для любых случайных величин, сгруппированных
в интервалы при достаточно большом объеме групп.
Критерий %2 можно использовать как для закона нормально-
го распределения случайных величин, так и для других законов.
Определяется он по формуле
х2 = 2*—’
i=l mi
где п — число сравниваемых частот; т/ — эмпирическая частота х-го
интервала; tn'i — теоретическая частота х-го интервала.
Расчет %2 удобно вести в форме табл. 3.29.
В приведенном Примере значения частот и пц взяты из табл. 3.27
и 3.28.
Каждая частота в интервале должна быть не менее 5.. Поэто-
му интервалы с малыми частотами объединяются с соседними, а их
частоты суммируются. Затем определяется число степеней свободы:
к=п—р— 1,
где п — число сравниваемых частот; р — число параметров пред-
полагаемого теоретического распределения.
В' случае нормального распределения показателя качества оцени-
ваются два параметра х и.о. Тогда
11 Зак; 1338 IftJ.
Табл. 3.29. Вычисление критерия X2 (пример 1)
Интервал т. m't — mi — Щ)2 (m. — )*
от ДО
—57 —54 1 ] 0 ]
—54 —51 1 ( 7 2 | 8 —1 1 0,12
— 1 J —48 5 I 6 J
—48 -45 12 16 —4 16 1,00
—45 —42 31 26 5 25 0,96
—42 —39 33 29 4 16 0,55
—39 —36 26 23 3 9 0,39
—36 —33* 9 12 —3 9 0,75
—33 —30 7 ’ 5 1
—30 —27 0 8 1 Г 6 2 4 0,67
—27 —24 1 , 0 J
Итого: X3 = 4,44
Область допустимых значений критерия значений %2 или об-
ласть принятия гипотезы характеризуется неравенством
^абл<^Р
где — значение критерия, вычисленное по данным наблюдений;
Хкр (а> — критические значения критерия при заданных а и k. .
В рассматриваемом примере п — 7. Предполагая, что закон распре-
деления является нормальным (р = 2), получим k = 4. По приложе-
нию 3.3 находим %2р(0,05; 4) = 9,5. Так как 4,44 <9,5, нет оснований
отвергать гипотезу о нормальном распределении анализируемого пока-
зателя качества (ОЭОЗо’.ой). Кроме того, можно пользоваться кри-
терием Романовского
Если А<3, гипотеза принимается, при А^З соответствие счи-
тается неудовлетворительным и она отвергается.
В нашем примере
Л = ~^?~==0>16<3- •
В случае, если гипотеза о нормальном распределении отвер-
гается, следует проверить гипотезу о распределении по закону Ре-
лея или какому-либо другому теоретическому закону.
Сопоставление эмпирического распределения с распределением по
закону Релея. При сопоставлении_эмпирического распределения с за-
коном Релея принимаем, что x^R, Вычисление теоретических
частот распределения удобно вести в форме табл. 3.30, где приведен
пример расчета распределения значений взаимного биения поверхностей
отверстий 0 72 и 90 (см. рис. 9.1 и 3.6).
162
Табл. 3.30. Вычисление теоретических частот распределения Релея
Интервал п F (R) mt m'i п
от до а
0,000 0,005 0,43 0,005 0,010 0,87 0,010 0,015 1,30 0,015 0,020 1,74 0,020 0,025 2,18 0,025 0,030 2,61 0,030 0,035 3,05 0,035 0,040 3,48 0,040 0,045 • 3,92 0,088 0,088 11 0,309 0,221 27 0,570 0,261 31 0,780 0,210 25 0,907 0,127 ' 15 0,967 0,060 7 0,990 0,023 3 0,998 0,008 1 0,999 0,001 0
Итого: 120
При вычислении второй графы таблицы в качестве /?нс прини-
мается верхнее значение границы данного интервала. В рассматри-
ваемом примере среднеквадр этическое отклонение <т=0,0115 мм
(стр. 159). Теоретические значения F (7?) определяются по значе-
ниям ^Нб/<т (приложение 3.2). Значения F(R) записываются с точ-
ностью до трех десятичных знаков.
Для заполнения четвертой графы таблицы необходимо из каждого
последующего значения Ft (R) вычесть предыдущее F{_i (R). Напри-
мер, для второй строки m'iln = 0,309 — 0,088 = 0,221, для третьей
m't/n = 0,57 — 0,309=0,261 и т. д.
Последняя графа таблицы заполняется путем умножения зна-
чений четвертой графы на п=120; результаты записываются с
округлением до целых чисел.
Теоретическая кривая распределения, построенная по резуль-
татам вычислений, приведена на рис. 3.6. Сравнение ее с эмпири-
ческим полигоном распределения показывает удовлетворительную
сходимость. Вычисление критерия Пирсона производится анало-
гично предыдущему. Для данного примера %2=3,73.
Для распределения Релея оценивается один параметр R. Тогда
р — \. При 5%-ном уровне значимости и £ = 5—1 — 1 = 3 крити-
ческое значение критерия Пирсона (приложение 3.3) "/^(0,05; 3)=7,8.
Так как расчетное значение %2 меньше критического, нет основания
отвергать гипотезу о распределении исследуемого показателя качества
по закону Релея.
Вычисление критерия Романовского приводит к аналогичному
результату:
л = -3’^3~3 =0>з<з.
Определение коэффициента точности технологической опера-
ции. Коэффициент точности операции Кц определяется в соответ-
ч» до
ствии с ГОСТ 16. 304—74:
где о —среднее квадратическое отклонение; А — величина поля
допуска.
В примере 1 коэффициент точности операции
^=-%Ж“ = 0’137-
В примере 2
ir _ 0,0075 _л «г
0,05 —0,15.
3.3.3. Выбор методов статистического регулирования
и средств операционного контроля
Статистическое регулирование состоит в том, что в ходе техно-
логического процесса периодически берутся выборки деталей объ-
емом п, которые измеряются по заранее намеченному параметру.
Результаты измерений или же вычисленные по ним некоторые ста-
тистические характеристики фиксируются на контрольной карте,
по которой можно судить о настроенности и стабильности протека-
ния технологического процесса [26, 57]. Контрольные карты пред-
ставляют собой наиболее простое техническое средство регулиро-
вания. Ведение их обычно осуществляется «вручную», а также с
помощью различных механических и электронных приборов и уст-
ройств, позволяющих механизировать и автоматизировать стати-
стические расчеты.
В настоящее время разработано несколько методов статисти-
ческого регулирования. Наиболее распространенными являются
следующие.
Статистическое регулирование уровня наладки технологиче-
ского процесса производится с применением контрольных карт
средних арифметических значений и медиан (ГОСТ 15893—77).
В результате предварительного анализа должны быть установ-
лены среднее квадратическое отклонение о контролируемого пара-
метра х, его среднее значение |ло, при котором обеспечивается наи-
лучшёе качество продукции, а также предельно допустимые средние
значения параметра щ и ц-i, при котором требуется корректировка
процесса.
: Изложенна'я ниже методика применима для случаев, когда
контролируемый показатель качества является непрерывной слу-
чайной величиной, подчиняющейся нормальному закону распре-
деления.
Предполагается, что величина о остается постоянной в течение
'длительного времени выполнения операции. В качестве среднего
значения' |ло обычно принимается середина поля допуска контроли-
руемого параметра. Величина gi (ц-i) соответствует максимально
164
допустимой доле брака « принимается по’втэводственйя^^й,
данным. ' - /ЭДки
. Указанные методы статистического регулироваш^применяют-
ся, как для одностороннего критерия, 'когда провер^^д только
увеличение или уменьшение контролируемого параметра/^ДК и для -
двустороннего, когда возможно изменение параметра в обе ртороны.
Выбор плана статистического регулирования состоит в назна-
чении периода отбора и объема выборок и границ регулирования;
Период отбора выборок определяется на основе Экономических по-
казателей с учетом величины брака при налаженном и разлажен- ,
ном процессах, объема выборки п, затрат на контролу одной выборки
и единицы продукции, стоимости наладки, убытков от одной де-
фектной единицы продукции и др. (ГОСТ 15893—77, приложение 5).
В случае отсутствия перечисленный показателей в дипломном про-
екте допускается принимать период отбора выборки по производ-
ственным данным. При этом учитывается время разладки действую-
щего технологического процесса, а также организационные и
технические условия его протекания. Среднее число выборок , меж-
ду соседними наладками технологического процесса (средняя дли- ’
на серии L) принимается по производственным данным. Желатедь- '
но, чтобы средняя длина серий налаженного процесса Lo была
максимальной (£о=500—1000), разлаженного — минимальной.
(£1 = 1,2—10).
Объем выборки п определяется по значениям £а, £х и вели
чине 6, характеризующей нормированное смещение наладки техноло
гического' процесса б — или б =
Значения п приведены: при использовании карт средних ариф-
метических в приложении 3.4, при использовании карт медиан в
приложении 3.5.
Границы регулирования вычисляются по формулам:
для контрольных карт средних арифметических
I u
-о;
для контрольных карт медиан
Значения
и
У»
и
U
УЯ
приведены в приложениях 3.4 и 3.5
для соответствующих контрольных карт.
Й5
Средние значения параметра в выборках определяются по
формуле
п
*=—2
где п — объем выборки; X; — результат измерения контролируемо-
го параметра i-й детали в выборке.
Для нахождения медианы х измеренные значения контролируе-
мого параметра каждой выборки записываются в виде возрастаю-
щего или убывающего вариационного ряда. При нечетном числе
членов ряда медианой является значение, находящееся в центре
вариационного ряда (срединное значение). При четном числе чле-
нов ряда медиана определяется как среднее арифметическое двух
значений, расположенных в середине ряда. /
Контрольная карта представляет собой график, по горизон-
тальной оси которого откладываются номера выборок, а по верти-
кальной значения х или х, определяемые на основании результатов
Измерений контролируемого параметра выборки деталей.
На график наносятся границы регулирования. Точки на кар-
тах, соответствующие последовательным выборочным средним
арифметическим значениям или медианам, соединяются прямыми
линиями.
Если хотя бы одна точка на контрольной карте попадает за
границу регулирования, то уровень наладки технологического про-
цесса необходимо корректировать.
Методы средних арифметических значений и медиан применя-
ются для статистического регулирования технологических процес-
сов, для которых разладка характеризуется смещением наладки.
Рассеяние контролируемого параметра при этом практически оста-
ется постоянным. Метод средних арифметических значений при
одинаковых условиях требует в 1,57 раза меньшего объема выбор-
ки, чем метод медиан. Однако последний проще в осуществлении,
так как при определении медиан не требуется или почти не требу-
ется производить никаких вычислений.
Статистическое регулирование рассеяния значений парамет-
ров технологического процесса производится с применением конт-
рольных карт средних квадратических отклонений и размахов
(ГОСТ 15893—77). В результате предварительного анализа дол-
жны быть установлены среднее квадратическое отклонение о кон-
тролируемого параметра х, при котором процесс считается нала-
женным, и предельно допустимое значение среднего квадратическо-
го отклонения щ, при котором требуется корректировка процесса.
Контролируемый параметр является непрерывной случайной
величиной, подчиняющейся нормальному закону распределения.
Методы статистического регулирования по среднему квадрати-
ческому отклонению и размаху применяются для одностороннего
регулирования, так как при этом контролируется только увеличе-
ние рассеяния значений параметра. . :
166
Выбор плана статистического регулирования состоит в назна-
чении периода отбора и объема выборок и границы регулирования.
Период отбора и средняя длина серии выборок налаженного и
разлаженного процесса принимаются так же, как и для методов
средних арифметических значений и медиан.
Объем выборки п определяется по значениям £0, Li и отноше-
нию
°о
Значения п приведены: для метода регулирования средних
квадратических отклонений в приложении 3.6, для метода разма-
хов в приложении 3.7.
Границы регулирования вычисляются по формулам:
для контрольных карт средних квадратических отклонений
(Тв — #в
для контрольных карт размахов
7?в=чо (То-
Значения коэффициентов zB и (о приведены в приложениях 3.6 и 3.7
для соответствующих контрольных карт.
Средние квадратические отклонения параметра в выборках,
определяются по формуле
где п — объем выборки; хг— результат измерения контролируемого
параметра i-й детали в выборке; х — среднее значение параметра в
выборке, определяемое по результатам измерений.
Размах значений в выборке определяется по формуле
/? — Хщах TCmin,
где хтах и Xmin — максимальное и минимальное значения парамет-
ра в выборке.
Контрольная карта представляет собой график, по горизон-
тальной оси которого' откладываются номера выборок, а по верти-
кальной — значения средних квадратических S или размахов /?,
определяемые на основании результатов измерений контролируе-
мого параметра выборки деталей.
На график наносится граница регулирования. Точки на картах,
соответствующие последовательным выборочным средним квадра-
тическим отклонениям или размахам, соединяются прямыми
линиями.
Если хотя бы одна точка на контрольной карте попадает за
границу регулирования, то процесс необходимо корректировать с
целью уменьшения рассеивания значений параметра.
Методы средних квадратических отклонений и размахов приме-
няются для статистического регулирования технологических про-
цессов, разладка которых характеризуется существенным увеличе-
нием рассеивания значений контролируемого параметра.
167
Метод средних квадратических отклонений при одинаковых
условиях осуществления технологического процесса и одних и тех
же объемах выборки позволяет более эффективно выявить, разлад-
ку процесса, чем метод размахов. Однако последний значительно
проще в осуществлении, так как при определении размахов выпол-
няемые вычисления элементарно просты.
Статистическое регулирование может выполняться одновре-
менно по уровню наладки и рассеиванию значений контролируемо-
,' го параметра. При этом используется различное сочетание перечис-
ленных методов. Например; метод средних арифметических значе-
ний применяется вместе с методом средних квадратических
отклонений или с методом размахов. Метод медиан также может
бщъ использован в сочетании с этими методами регулирования.
Контрольные карты могут быть размещены на формуляре,
перфоленте, магнитной ленте, магнитных дисках, а также в памяти
электронной вычислительной машины.
Статистическое регулирование методом групп качества (ГОСТ
20737—75) и по альтернативному признаку применяется реже.
После выбора метода статистического регулирования опреде-
ляются методы и средства операционного контроля регулируемых
прказателей' качества. Измерение деталей универсальными изме-
рительными . инструментами (штангенциркулями, микрометрами),
обработка результатов и вычисление статистических характеристик
обычными методами ручного счета нежелательны ввиду значитель-
ной трудоемкости процесса. Более приемлемым является исполь-
зование шкальных измерительных инструментов или приборов, а
также применение автоматических средств измерения и вычисле-
ния статистических характеристик.
Измерения следует производить измерительными средствами с
ценой деления шкалы, не превышающей значения среднего квадра-
тического отклонения контролируемого параметра.
Наиболее простыми стандартизированными измерительными
Средствами, применяемыми для этой цели, являются статистиче-
ские индикаторы, позволяющие определять характеристики мгно-
венной выборки. В зависимости от выбранного метода статистиче-
ского регулирования можно использовать индикаторы следующих
типов: статистический индикатор средних арифметических (СИС),
статистический индикатор медиан (СИМ), статистический индика-
тор размахов (СИР.), статистический индикатор группировок
(СИГ), статистический индикатор дисперсий (СИД) и др. Они мо-
гут применяться в автоматических, полуавтоматических, ручных
устройствах и контрольных приспособлениях.
3.3.4. Определение точности и стабильности
технологической операции за межнастроечный период
Используя результаты измерения мгновенных выборок за
межнастроечный период, определяют следующие показатели [11]:
168
а), уровня настройки Кн, характеризующий точность настройки
оборудования в начальный после настройки' период обработки:
• хя-х\
ак------д ,
где хн — заданный центр настройкй. Принимается на основе про-
изводственных данных по исследуемой операции; Д — допуск регу-
лируемого параметра;
б) смещения центра рассеянйя Кц, характеризующий относи-
тельную величину систематической погрешности:
Х1
Кц— д »
где ~х1г хт — среднее арифметическое значение первой и последней
перед подналадкой мгновенной выборки; ' t
в) межнастроечной стабильности Км.с» характеризующий изме-
нение рассеяния размеров за межнастроечный период:
—- Sm
^мс sx *
где Si, sm — среднее квадратичное отклонение первой и последней
перед подналадкой мгновенной выборки, определяемое по формуле
R — величина размаха мгновенной выборки; dn — коэффициент, оп-
ределяемый по табл. 3.33.
Табл. 3.33. Значения коэффициента dn
Л । П “л
3 1,693 7 2,704
4 2,059 3 2,847
5 2,326 / 9 2,97
6 2,534 10 3,078
Кроме приведенных показателей, при необходимости более
полной характеристики точности операции могут быть определены
и другие показатели точности технологических процессов в соот-
ветствии с ГОСТ 16.304—74.
На основании проделанных экспериментов и выполненных рас-
четов делают'ся выводы о точности и стабильности данной техноло-
гической операции и целесообразности применения, запланирован-
ного метода статистического регулирования. В случае неудовлет-.
верительного обеспечения исследуемых качественных показателей,
обрабатываемой детали необходимо наметить конкретные меропри-.
ятия по увеличению точности и стабильности операции или улучше-
нию технологического процесса, , ".
.? • '' ‘. . 169
Глава 4. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРИ ИСПОЛЬЗОВАНИИ
СТАНКОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
Одним из основных направлений автоматизации единичного и
мелкосерийного производства является применение станков с про-
граммным управлением. Их особенностью является универсаль-
ность, сочетаемая с автоматизацией процессов обработки, высокая
точность специальных станков, повышение производительности об-
работки в 2—5 раз, возможность сравнительно быстрой переналад-
ки при переходе от обработки детали одного типоразмера к друго-
му. Так как станок автоматически выполняет разработанную за-
ранее программу, потребность в рабочих-станочниках высокой
квалификации уменьшается. Однако технологическая подготовка
производства усложняется и увеличивается по объему.
Технологические процессы обработки деталей на станках с
программным управлением имеют свои особенности. В наиболь-
шей степени это проявляется при проектировании процессов обра-
ботки на станках с контурными системами числового программно-
го управления (ЧПУ) и на многооперационных с позиционными и
смешанными системами. Многооперационные станки снабжены ин-
струментальным магазином, осуществляющим автоматическую сме-
ну режущего инструмента, которая выполняется за 5—6 с. С по-
мощью программного управления на них осуществляется автома-
тическое перемещение заготовки вдоль трех координатных осей и
ее вращение вокруг вертикальной оси поворотного стола. На мно-
гооперационных станках могут осуществляться почти все процес-
сы обработки резанием: сверление, зенкерование, развертывание,
растачивание, нарезание резьбы, фрезерование плоскостей и слож-
ных контуров.
В условиях серийного и мелкосерийного производства доля
машинного времени на универсальных станках не превышает
20—40%. на станках с ЧПУ она увеличивается до 50—70%, а на
многооперационных достигает 80—90%. Простои станка под на-
’ладкой сокращаются в среднем на 80%. Стабильность размеров
деталей позволяет сократить объем контрольных операций на
50—70%. В результате этого производительность изготовления де-
талей на многооперационных станках в 4—10 раз превышает про-
изводительность обработки на универсальных.
170
Рис. 4.1. Классификация систем с программным,управлением
Несмотря на относительно высокую стоимость многооперацион-
ных станков, при полной загрузке в две смены они окупаются в те-
чение 1—3 лет. Это объясняется значительной экономией затрат
на технологическую оснастку, снижением брака, уменьшением ко-
личества требуемых станков, сокращением производственных пло-
щадей, числа операций и общей длительности производственного
цикла, а следовательно, и объема незавершенного производства,
171
источники
Факторы Показатели
исключение разметки
Сокращение слесарной
доработки и доводочных
работ_________'
Многостаночное обслу-
живание
Уменьшение длин тра-
екторий рабочих пере-
мещении инструмента
Сокращение штучно-
калькуляционного
Времени
Сокращение машин-
нога времени
Повышение произ-
водительности
труда и снижение
себестоимости
продукции
Оптимизация режимов
резания____________
Умень шение длин тра-
екторий холостых пе-
ремещений инструмент
та*________________
Концентрация опе-
раций
Сокращение затрат
времени на контроль-
ные операции
*> Сокращение вспомо- гательное о Времени
Снижение трудоемко- сти сборочных работ и подгоночных опера- ций при сборке
Повышение точности
обработки и у меньше- |
обработки и у мены
ние шероховатости по-
верхностинакриоолинш
ных участках
Увеличение ресурса
работы изделия •
Увеличение надежности
изделия
Повышение экономич-
ности изделия
Повышение
качества
продукции.
заснет увеличения про-
изводительности тру-
да
г на ремонт а обслужи-
вание____________
Сокращение производ-
ственных площадей
- Сокращ ение расходов
на электроэнергию
Снижение
* себестоимости
продукции'
Снижениеразрядаработ-----
Сокращение расходов .
на зарплату про извод- -
отвенным рабочим
Рис, 4.2. Схема источников экономической эффективности обработки деталей
на станках с ЧПУ
172
складских, помещений и Повышением оборачиваемости оборотных
средств. Сокращается также машинное время за счет более высо-
ких скоростей резания и йодач, чем на универсальных станках.
Единственным видом работ, выполняемых на многооперационных
станках вручную, является установка и закрепление детали.
Точность позиционирования детали составляет ±0,01 мм, а
повторной установки ±0,0025 мм. Точность тонкого растачивания
отверстий обеспечивается .по 2-му классу при шероховатости по-
верхности на чугунных деталях в пределах Ra 2,5—0,63.
Станки с программным управлением классифицируются на
две основные группы: с числовым программным управлением и с
программированием цикла работы и режимов резания (рис. 4.1).
Эффективность применения обработки на станках с программным
управлением видна из рис. 4.2.
4.2. КОДИРОВАНИЕ ИНФОРМАЦИИ
В системах с числовым программным управлением применяют
два вида кодирования перемещений: двоичное и двоично-десятич-
ное. При современном уровне развития техники наиболее удобным
для программирования является двоично-десятичный код 8-4-2-.1.
В нем каждая цифра десятичного числа кодируется четырьмя дво-
ичными разрядами, имеющими в основании двойку и соответствен-
но веса 8, 4, 2, 1. Применяются также другие разновидности двоич-
но-десятичного кода.
Международный двоично-десятичный код ИСО-7 бит (ГОСТ
13052—67) является семиразрядным и позволяет кодировать
128 символов. Первым четырём дорожкам приписаны веса двоично-
десятичного кода 8-4-2-1 (табл. 4.1), что обеспечивает 16 кодовых
обозначений (0—15). На первых четырех дорожках от 0 до 9 при-
знак цифры записывается дополнительными прибавками на пятой
и шестой дорожках. Для обозначения адресов используются про-
писные буквы латинского алфавита. Буквы от А до О также за-
кодированы цифрами 1—15, но их признаком является дополнитель-
ная пробивка на седьмой дорожке. Вторая группа букв от Р до Z
закодирована почти аналогично, но с дополнительной пробивкдй на
пятой дорожке.
Код предусматривает проверку на четность, которая заключа-
ется в том, что на программоносителе на специально отведенной
восьмой дорожке для каждой поперечной строки может быть про-
бито дополнительное (контрольное) отверстие. Делается оно в тех
случаях, когда число значащих отверстий (импульсов) на осталь-
ных дорожках данной строки является нечетным» Обеспечение
всегда четного числа перфораций в строке позволяет контролиро-
вать правильность считывания программы. Между третьей и чет-
вертой предусмотрена транспортная дорожка Т. ,
Расшифровка адресов М (вспомогательные .операции) иО
(подготовительные операции) приводится соответственно в табл.
4.2 и 4.3. , . • ' ' ’
- ' . / ' , -
Табл. 4. 1. Карта кода ИСО-7 бит (ГОСТ 13052 — 67)
Номер дорожки перфорации Сим- Цифро- вое Назначение символа
8 1 1 7 1 6 1 1 5 4 Т 3 2 | 1
Цифры в двоич- ном счете 8 4 2 1 вол зна- чение
1 2 | 3 4 5 6 7 8 9 10 11 12
• • 0 Цифра 0
• • • • 1 Цифра 1
• • © • 2 Цифра 2
• • • • 3 Цифра 3
• • • * • 4 Цифра 4
© • • • 5 Цифра 5
• • • • 6 Цифра 6
• • • © • • 7 Цифра 7
• • • © • 8 Цифра 8
• • • • 9 Цифра 9
9 • А 1 Угловой размер относи- тельно оси X
• © В 2 Угловой размер относи- тельно оси ¥
• • • © С 3 Угловой размер относи- тельно оси Z
• © Д 4 Угловой размер относи- тельно специальной оси или третья подача
• • • • Е 5 Угловой .размер относи- тельно специальной оси или вторая подача
• • © • F 6 Подача
• • • • G 7 Подготовительная опе- рация (режим работы ЧПУ)
• • • Н 8 Команда постоянно не закреплена (резерв)
© • • • • • • • • • • • © I J К 9 10 И Не зак- реплена Не зак- реплена Не зак- реплена не должны быть использо- ваны в пози- ционной и прямоугольной системах
• • • • © L 12 Команда постоянно не закреплена (резерв)
• • •• • • М 13 Вспомогательная опе- рация
• • © • N 14 Порядковый номер
174
Окончание
• • Ф Ф 9 О р 15 0 Не используется Размер третичного дви- жения параллельно оси X
Ф Q 1 . Размер третичного дви-
жения параллельно оси Y
R 2 Размер быстрого пере-
мещения по оси Z или размер третичного движе- ния параллельно оси Z
S 3 Скорость шпинделя
(обороты)
• ф • • Ф Т 4 Смена инструмента (его номер)
Ф • и 5 Размер вторичного дви-
жения параллельно оси X
ф • V 6 Размер вторичного дви-
жения параллельно оси Y
ф А Ф W 7 Размер вторичного дви-
жения параллельно оси Z
ф ф ф ф • X 8 Размер первичного дви- жения по оси X
Ф Y 9 Размер первичного дви-
жения по оси Y
• ф ф Ф Z 10 Размер первичного дви- жения по оси Z
10 Установка в исходную
точку (восстановление ин-
формации, например,
остановка обратной пере-
мотки до заданного поло- жения ленты)
+ 11 Плюс знаки направ-
ф ф А Ф — 13 Минус ления переме- щения
Ф нт 9 Горизонтальная табу ля-
ция
ф • Ф Ф • / 7 Произвольный пропуск блока, фрезы
Ф ® % 5 Начало программы
Ж LF 10 Конец блока, фрезы илИ
W (ПС) кадра (перевод строки ПС)
• ф ( 0 Не для относится к вос-
управ- приятию команд
ления ленты системы
• • • ф Ф ) 1 Для уп- равления ЧПУ
• • • • ф Ф Ф Ф DEL 15 Строка не читается (забой ЗБ)
175
Табл; 4. 2. Вспомогательные коды, задаваемые адресом М по ИСО-7 бит
Код М Наименование
г М—00 М01 - • М02 . МОЗ М04 Мр5 М06 М07 ’ М08 М09 мю мн «М12 М13 Запрограммированный стоп ч Останов с подтверждением Конец программы Вращение шпинделя по часовой стрелке Вращение шпинделя против часовой стрелки Останов шпинделя Смена инструмента Включение охлаждения соответственно 2 и 1 Включение охлаждения 1 Включение охлаждения Зажим инструмента Отжим инструмента Резерв Вращение шпинделя по часовой стрелке и вклю- чение охлаждения
М14 Вращение шпинделя против часовой стрелки и включение охлаждения
М15, М16 Быстрое перемещение в направлении соответст- венно (+) и (*—)
М17, М18 Резерв
М19 Остановка шпинделя в исходном условном по- ложении •
М20—М29 МЗО Резерв Конец ленты
М31 Обход блокировки
М32—М35 Постоянная скорость резания
М36 Диапазон подачи 1 и 2
М37 Диапазон подачи 2
М38 Диапазон скорости 1 и 2
М39 Диапазон скорости 2
М40—М49 Мб&, М51 М52—М54 Резерв Включение охлаждения соответственно ;3 и 4 Резерв
М55, М56 Линейное смещение инструмента в фиксирован- ном положении соответственно 1 и 2
176.
Табл. 4, 3. Коды режимов работы системы ЧП У, задаваемые адресом G
Коды Наименование
1 2
GOO G01 G02 Позиционирование Линейная интерполяция (нормальный размер) Круговая интерполяция по часовой стрелке (нор? мальный размер)
G03 Круговая интерполяция против часовой стрелки (нормальный размер)
G04 Задержка в обработке на определенное время
G05 G06 G08 G09 G 10 GH G 12 G 13—G 16 G 17 на пульте ' Временный стоп от кнопки . Резерв Разгон Торможение Линейная интерполяция (удлиненный размер) Линейная интерполяция (укороченный размер) Объемная интерполяция Выбор осей координат ХУ G 18 — ZX |G 19 — yz — выбор плоскостей обработки
G20 Круговая интерполяция по часовой стрелке (уко- роченный размер) g
G21 Круговая интерполяция против часовой стрелки (укороченный размер)
G22, G23 Связанные движения по двум координатам со- ответственно (+) и (—)
G24 G25 G 26—G 29 G30 Резерв Начало отсчета координат Резерв Круговая интерполяция против часовой стрелки (удлиненный размер)
G31 Круговая интерполяция против часовой стрелки (укороченный размер)
G32 G33, G34, G35 Резерв Резьбонарезная резцом (соответственно постоян- ный, возрастающий и убывающий шаг)
G 36—G 39 G40 G41, $42 Резерв Отмена кода G41—G52 Коррекция диаметра Соответственно при левом и правом вращении фреш
G 42, <144, G 45 G46, G48, G49 G50, G51, G52 Коррекция инструмента соответственно (4-), (—к . +/+. +/-, -/+,»/+. 0/-, -/»
12 Зак. 1338 , -'it?'
Окончание
1 2
G53 Отмена кода G54—G59
G54, G55, G56 Сдвиг линейный соответственно по осям XYZ*
G57, G58 ХУ и XZ
G59 Сдвиг линейный по осям YZ
G60, G61 Точное позиционирование X и У
G.62 Быстрое позиционирование до упора грубо
G63 Позиционирование с остановкой шпинделя по достижении позиции
G64 Переход с быстрого хода на рабочую подачу или наоборот
G 65—G 69 Резерв (только для позиционирования)
G70—G79 Резерв
G81, G82, G83 Постоянные циклы соответственно № 1—9
G84, G85, G86,
G87f G88, G89
G 90—G 99 Резерв
В управляющей программе при использовании кода ИСО-7
бит рекомендуется записывать информацию в следующем порядке:
3 G2
Номер кадра|
Подготовительная команда
Размер и направление по
координатам______________
Подача___________________
Обороты шпинделя_________
X + 3,3-У + 3,3-Z + 3,2-ВЗ,2F 2 S2 Т2 М2
I---------------------------1
Инструмент
Вспомогательная команда.
Конец кадра (ПС йли LF),
Здесь цифры при коде обозначают количество разрядов числовой
информации по данному адресу. Пример составления программы
приведен в табл. 4.6.
178
4.3. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБРАБОТКИ ДЕТАЛЕЙ
НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Проектирование технологических процессов механической обра-
, ботки на станках с программным управлением подчиняется общим
принципам. Установление последовательности обработки и содер-
7ехнологическая nepi
раРоткачертежей
АопыглЛн *
| Аналогическая подготовка о^работшдеталейнастанкахсПУ\
г ' —^Урологическаяпере-
\BufOpdemaJ№ii\ р&^е/,те>кеа
___________ t ____________
I Разработка технологических процессов |
ЗЕ
1
I
I
3
8
53
1
§
>
I
J?
>5$
i
I
s
I
i
f
♦
«s
T_I
ir
t
1
I
i
1
i
t
t
I
I
□E
1
I
g
I
h
l§
ga
s
r
§
t
I
£
5?
i
^>1
I
I
I
£
J-
4 _ 4 _T
Т
I
I
§
I
I
t
I
♦
1
I
I
4
I
41
x
1
§
I
I
§
I
I
§
i
| запись на программа^
" - - — — —J
^^раЛтка^орректироВкаиВнсдрение управляклцих программ |
Рис. 4.3. Блок-схема технологической подготовки обработки
деталей на станках с программным управлением
жания операций, выбор типов и моделей оборудования, приспособ-
лений и инструментов, расчет режимов резания в целом выполня-
ются по тем же правилам, что и для станков без программного
управления. Однако имеются и некоторые специфические особен-
ности проектирования, обусловленные тем, что в технологическом
процессе появляется принципиально новый элемент — программа
12*
179
автоматической работы старка, закодированная и записанная на
программоноситель.
Последовательность и содержание технологической подготов-
ки на станках с программным управлением приведены на рис. 4.3.
4.3.1. Выбор деталей для обработки на стайках
; ' t с программным управлением
Эффективность использования станков с ЧПУ главным обра-
зом определяется выбором предполагаемых для обработки дета-
лей, их конструктивными особенностями и технологичностью.
С цовышением требований к точности межцентрового расстояния
возрастает экономическая эффективность программной обработки.
При анализе детали устанавливают: техническую и экономи-
ческую целесообразность обработки, ее на станках с контурными
системами ЧПУ; достаточность информации чертежа для опреде-
ления всех данных, необходимых для программирования.
Для высокоэффективного использования многооперационных
станков требуется подбор обрабатываемых деталей, конструкция
которых отвечает вполне определенным технологическим условиям.
1. Необходимо, чтобы обрабатываемые поверхности детали
были сосредоточены на ее четырех сторонах и при этом было обе-
спечено удобство выполнения технологических операций. На двух
остальных сторонах должно быть минимальное число обрабаты-
ваемых поверхностей (используемых в „качестве технологических
баз) или они вообще не должны обрабатываться.
2. Схема закрепления детали необходима такая, чтобы не
создалось помех в процессе обработки и не возникали изгибающие
моменты при закреплении..
3. Деталь должна иметь достаточную жесткость, чтобы в про-
цессе обработки не возникали упругие деформации, выходящие за
Пределы допустимых отклонений.
4. Длина растачивания с одной стороны детали не должна
превосходить допустимую для консольной обработки на данном
многооперационном станке. Максимальная длина может быть,не
более пяти-шести диаметров оправки, несущей расточной резец.
5. При далеко «разнесенных» соосных отверстиях, обработка
которых производится с двух сторон (поворот на 180°), при назна-
чении допусков на соосность необходимо учитывать, что такая
схема обработки приводит к удвоению погрешностей.
6. Следует избегать применения обратных подрезок, выточек,
канавок, ступенчатых отверстий, диаметр которых возрастает по
мере удаления от наружных,контуров в глубь детали.
4.3.2. Анализ технологичности детали '
Технологичность деталей, обрабатываемых на станках с ЧПУ,
необходимо оценивать с двух позиций; во-первых, с точки зрения
180 .
собственно обработки, которая должна Осуществляться с требуе-
мой точностью, высокой производительностью и низкой себестои-
мостью; во-вторых, с точки зрения задач программирования —
подготовка программы для обработки не должна быть сложной в
расчетах или создавать другие трудности.
В первом'аспекте технологичными деталями следует считать
детали с такими формами и размерами, которые отвечают услови-
Рис. 4.4. Эскиз салазок суппорта фрезерного станка
ям выполнения обработки в непрерывном автоматическом процес-
се и не связаны с ручными приемами управления обработкой.
Во втором аспекте наиболее приемлемыми являются детали, об-
рабатываемые поверхности которых образуются кривыми линиями,
представляющими сочетание прямых с дугами окружностей одина-
ковых диаметров. Здесь сравниваются только детали, для которых
необходима контурная обработка, являющаяся наиболее сложной.
. ‘ Обработка на станке с ЧПУ ведется по командам, выражаю-
щим координаты точек, лежащих на пути инструмента в прямо-
угольной системе координат. Следовательно, на операционном
эскизе обрабатываемой детали размеры должны задаваться также
в прямоугольной системе координат. Для этого необходимо опре-
делить их начало и выбрать направление осей. При установке де-
тали на станке для обработки выбранные направления должны
совпадать с направлением осей координат станка.
На рис. 4.4 и 4.5 приведены примеры нанесения размеров на
операционных эскизах деталей с отверстиями, ийеющими парал-
лельное оси, а также с плавной криволинейной фигурой внешнего
контура [18]. При большом числе отверстий нежелательно указы-
Рис. 4.5. Эскиз детали-рычага с плоской криволинейной фигурой
внешнего контура
вать координатами ось каждого из них, так как этим затрудняется
чтение чертежа. В таких случаях следует применять табличный
метод, что также удобно для программирования (табл. 4.4).
Технологическая подготовка чертежа детали заключается в
том, чтобы на ее основе можно было составить программу работы
станка. Очертание поверхностей детали и их размеры описываются
методом аналитической геометрии. При этом на профиле обраба^
Табл. 4.4. Геометрические данные плана детали-салазки
суппорта фрезерного станка (рис. 4.4)
Номер отверстия Размеры координат, мм Размер, мм
X У
1 +0 +27,5 М16
2 +0 + 167,5 М16
3 +375 +195 М16
182
Окончание
Номер отверстия Размеры координат, мм Размер, мм
X Y
4 +445 —168 М16
5 +460 —48 М16
6 —445 —28 016
7 —375 —0 М16
8 —280 +48 М16
9 —280 +148 016
10 +305 +168 М16
11 —136 —122 • М12.
. 12 +200 —122 М12
13 +200 —68 М12
14 —136 —68 М12
тываемой поверхности проставляется ряд опорных точек и указы-
ваются значения их координат относительно выбранного на черте-
же начала. Опорные точки проставляют, как правило, слева на-
право по часовой стрелке (рис. 4.6), но возможны и другие
варианты. Опорными точками для отверстий являются их центры.
Рис. 4.6. Схема траектории инструмента при обработке рычага с опорными точ-
ками 1—20
183
4.4. Разработка технологических процессов обработки
деталей на стайках с программным управлением
, Обработка на станках с программным управлением требует
разработки операционного технологического процесса по ГОСТ
3.1107—74 и ГОСТ 3.1105—74. Все движения рабочих органов
станка должны быть заранее установлены, холостые пути не допу-
скаются. Отсюда следует, что каждый переход необходимо подроб-
но разработать с установлением длины пути движения инструмен-
та и режимов резания. Вид производства на объем .технологической
документации при этом не оказывает никакого влияния. Перед
программированием необходимо определить координаты каждой
точки позиционирования от начала системы координат детали, ко-
торая устанавливается одновременно с выбором технологических,
баз (см. рис. 4.4' и 4.5).
Особенностями подготовки обработки деталей на станках с
контурными системами ЧПУ является то, что в технологическом
процессе должны быть установлены не только вид и путь инстру-
мента, но его исходное положение, полная траектория движения
как на участке резания, так и врезания и другие подробности. При
расчете траектории движения сначала определяются координаты
всех опорных точек, а затем координаты большого количества про-
межуточных точек, задающих участки траектории между опорны-
ми. Эта работа выполняется с применением средств вычислитель-
ной техники. Пример траектории движения режущего инструмента
для обработки рычага по контуру приведен на рис. 4.6. Маршрут
обработки: 1—2—3—4—5—6—7—8—9—10—11—12—13—14—15—
16—17—18—19—20—4—3—2—1.
Для каждой модели станков с ЧПУ в производстве разрабаты-
ваются конкретные формы карт программирования, в которых ука-
зываются координатные точки перемещения относительно начала
отсчета и их знаки, команды переключения, смены инструмента и
другая необходимая информация. Карты программирования запол-
няются на основании операционных [18, 34, 64].
4
4.4.1. Выбор станков с программным управлением
Выбор станков производится после определения типа’ произ-
водства, метода получения заготовки, схемы базирования, метода
обработки и количества переходов по обработке каждой поверхно-
сти детали. Кроме того, предварительно составляется компоновка
содержания операции. Станки с программным управлением пред-
назначены для’ выполнения определенного характера операций и
типа производства, в котором целесообразно использовать данную
модель. Эти данные приведены в технической характеристике стан-
ка (приложение 4).
При выборе модели станка с ЧПУ в основном руководствуют-
ся тем же правилом, что и при выборе обычных станков (ГОСТ
14.304—73). Однако имеются некоторые специфические особенно-
,184
♦ 1
сти. При выборе станка с. ЧПУ необходимо обратить внимание на
степень автоматизации данной модели и на то, какие, органы его
программируются. На станках программируются часть или все ни-
жеперечисленные его. функции: изменение подачи и скорости вра-
щения шпинделя, индексация и предварительный набор-двух или
трех координат стола, поворот стола, скорости перемещения орга-
нов станка, автоматизация смены инструмента и т. д.
Рис. 4.7. Система координат в станках с
числовым программным управлением
В зависимости от применяемой в станках системы ЧПУ и охва-
та автоматизацией в обозначениях их моделей установлены четыре
дополнительных индекса: Ф1 — станки с цифровой индикацией и
преднабором координат; Ф2 — с позиционными и прямоугольными
системами ЧПУ, в которых объем автоматизации может охваты-
вать три или четыре координаты; ФЗ — оборудованы системой кон-
турного ЧПУ для автоматического управления движением по двум
или трем координатам; Ф4 — многооперационные с универсальной
системой для позиционной и контурной обработки, с автоматиче-
ской сменой инструментов из многоинструментальных магазинов.
Б станках с числовым программным управлением определяю-
щие размеры по координатам обозначаются символами: X, Y, Z —
основные координаты оси; U, V, W и Р, Q, R — вторичные и тре-
тичные оси, соответственно параллельно основным.
Ось X всегда горизонтальная; Z совмещается с осью инстру-
ментов; Y перпендикулярна к осям X и Z. При перемещении детали
положительные направления изменяются на противоположные, а
оси обозначаются теми же символами, но со штрихом: X', Y', Z'.
Круговые перемещения инструментов, расположенных по осям ко-
ординат положительных направлений X, Y, Z, обозначаются соот-
ветственно! А, В, С. При круговых перемещениях детали направле-
185
ния изменяются на противоположные, а координаты обозначаются
символами со штрихами, соответственно К', В', С' (рис. 4.7) [37].
Основные условия, определяющие целесообразность примене-
ния станков с программным управлением, сводятся к следующему:
1) станки токарнрго типа с ПУ применяются в массовом, се-
рийном и единичном производстве;
2) фрезерные, сверлильные и расточные станки с ПУ — в се-
рийном и единичном производстве;
3) шлифовальные станки с ПУ в серийном производстве;
4) фрезерные станки с ПУ предназначаются для контурной и
объемной обработки деталей сложной формы, а также поверхно-
стей, параллельных осям координат станка (пазов, выемок, плати-
ков, бобышек, карманов и т. п.) в мелкосерийном и единичном про-
изводстве;
5) основным условием применения станков с ПУ является эко-
номичность процесса обработки.
Расточные станки моделей 2А622Ф2 и 2А620Ф2 обеспечивают
точность исполнения межцентрового расстояния отверстий в пре-
делах 0,05—0,07 мм, а сверлильные моделей 2Р118Ф2 и 2Р135Ф2—
в пределах 0,1—0,15 мм. Время точного позиционирования на ука-
занных станках составляет 5—7 с при средней величине хода
500 мм. Если для обработки детали требуются четыре и более ин-
струментов, необходимо применять станки с револьверными шпин-
дельными головками. Цилиндрические многоступенчатые детали в
условиях серийного производства рационально обрабатывать на
токарных станках с позиционными системами ЧПУ.
Детали типа одно-, двух- и трехвенцовых шестерен целесооб-
разно обрабатывать на патронных и лоботокарных станках с ЧПУ,
так как они имеют формы, получаемые рядом прямолинейных ко-
ротких взаимно параллельных и перпендикулярных перемещений
инструментов. Для их обработки могут быть применены токарно-
патронный полуавтомат модели 1П717ФЗ с одновременным управ-
лением по двум координатам и лоботокарный полуавтомат модели
РТ725Ф2 с шестьюпозиционной револьверной головкой. Для шли-
фования цилиндрических ступенчатых деталей используются шли-
фовальные полуавтоматы с позиционными системами ЧПУ, имею-
щие активный и адаптивный контроль. На таких шлифовальных
полуавтоматах при достижении требуемого размера на одной сту-
пени обрабатываемой детали дается сигнал перехода к следующе-
му этапу программы для выхода инструмента на новую позицию.
4.4.2. Пример расчета управляющей программы для обработки
на станке модели 2Р135Ф2 детали-салазки
суппорта фрезерного станка
Процесс программирования выполняется в следующей после-
довательности.
1. На основании чертежа детали составляется ее операцион-
ный эскиз (см. рис. 4.4). Размеры на нем приводятся к единым ба-
186 . /
Табл. 4.5. Операционная карта механической обработки
ГОСТ 3.1404—74. Форма 1
СО- *4 . Инв. № подл. Подпись и дата Взам. инв. № Инв. № дубл. Подпись и дата | | 01140 . 00001
БПИ кафедра «Технология машиностроения» Операционная карта механической обработки 7243—51—26 | | 60146 . 00005
Салазки суппорта фрезерного станка Литера
Номер цеха Номер участка Номер операции Наименование операции Наименование и марка материала Масса детали Заготовка
Профиль и размеры Твер- дость НВ Масса
3 8 9 Сверлильная СЧ21—40 ГОСТ 1412—70 97,02 Отливка 170—241 112,6
Кол. одн. обраб. дет. Оборудование (наименование, модель) вертикально-сверлильный Приспособление (код и наимено- вание) Специальные упоры Охлаждение
1 2Р135Ф2 б/о
Номер перехода Содержание перехода Инструмент (код и наименование) Расчет, разм. t i Режим обработки То тв
вспомогатель- ный режущий измери- тельный диаметр, ширина длина S п V
1 Позиционировать Патрон сверлильный
Сменить инструмент
Сверлить отв. 1* ГОСТ 8522-70 Сверло 14 36 7 1 0,4 200 500 22 0,18
под резьбу 4 штуки 14—1 ГОСТ 10903—64 - .
Продолжение
2 Сменить инструмент Втулка -
Зенкеровать отв. 1* ♦ Переходная II Зенкер 22-2 20 5 2 1 0,28 100 355 22,3 0,05
1/1 ГОСТ 9288—59 ГОСТ 12489—64
-
- 2 штуки
-• Разраб. Климов В. А. ... Лист
Консулы*. Савченко Н. И. 1
...
- Лис- тов
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр . 3
- Гост 3.1404—74. Форма la
Инв. № подл. Подпись и дата Взам. инв. № Инв. № дубл. Подпись и дата | | 01140.00001
Номер операции 9 7243-51-26 | | 60146.00005
Номер пере- хода Содержание перехода Инструмент (код и наименование) Расчет, разм. t i Режим обработки То Гв
вспомогательный режущий измери- тельный диаметр, ширина длина S п V
3 Сменить инструмент Патрон для мет- Метчик Ml6 Резьбовая 16 31x2 1 1 2 500 250 12,6 0,12
Нарезать резьбу в чиха 6150-0030 ГОСТ 3266—71 пробка М16 -
отв. 1* ГОСТ 14077—68 8221-3067 /
Втулка переход- 6Н ГОСТ
ная 1 4/3 17758—72 -
ГОСТ 9288—59
4—15 Переходы 1—3 по-
вторить на отв. 2% - -
3*, 4*, 5* 1,40
Продолжение .
16 Позиционировать
* Сменить инструмент
Сверлить отв. 6* Сверло 16—2 16 32 8 1 0,40 200 500 24,3 0,16
— ГОСТ 10903—64
17—22 Переход 1—3 повто- 0,70
рить на отв. 7*, 8*
23 Переход 16 повто-
рить на отв. 9* 0,16 -
Лист
2
Изм. Лист № докум Подпись 1. Дата Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата
ГОСТ 3.1404—74, Форма la
Инв. № подл. Подпись и дата Взам. инв. № Инв. № дубл. Подпись и дата | | 01140.00001
Номер q операции 7243-51-26 1 1 60146.00005
Номер пере- хода Содержание перехода Инструмент (код и наименование) Расчет, разм. t i Режим обработки То Тв
вспомогательный режущий измерительный диаметр, ширина длина
S п V
24—26 Переходы 1—3 по-
вторить на отв. 10* 0,35 -
27 Позиционировать
Сменить инструмент
Сверлить отв. 11* Сверло 10,2-1 10,2 34 5,1 1 0,28 200 710 22 0,17
под резьбу ГОСТ 10903—64
28 Сменить инструмент
Зенкеровать отв. И* 16 4 2 1 0,28 100 355 17,8 0,04
29 Сменить инструмент Патрон для мет- Метчик Ml2 Резьбовая -
Нарезать резьбу чика ГОСТ 3266—71 пробка Ml2 12 30x2 1 1 1,75 437 250 9,4 0,14
в отв. 11* 6150—0028 8221-3053 6Н
ГОСТ 14077—68 ГОСТ 17758—72
Втулка переход-
ная 1 4/2 -
ГОСТ 9288-59
30—38 Переходы 27—29 * 1,05
Повторить на отв. 12*. 13% 14* Итого: 4,52 1,30
Лист
3
Изм. Лист № докум . Подпись Дата Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата
(ax. 1338
' Табл. <;f. Программная операционная карта для станка модели 2Р135Ф2 на деталь-салазки
суппорта фрезерного станка
Номер отверстия । Номер кадра Подготови- тельная функция Координата X Координата Y Код подачи F Код оборотов S шпинделя Код смены инструмента Т Вспомога- тельный код М Конец кадра Конец программы
адрес направ- ление величина переме- щения адрес направ- ление величина переме- щения
адрес число адрес число адрес число адрес ЧИС 70
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
1 001 G 61 X + 0 0 0 0 Y + 0 2 7 5 F 1 4 S 0 9 T 0 1 M 0 6 ПС
1 002 F 1 1 S 0 8 T 0 2 ПС
1 003 F 1 8 S 0 7 T 0 3 ПС
2 004 Y + 16 7 5 F 1 4 S 0 9 T 0 1 ПС
2 005 F 1 1 S 0 8 T 0 2 ПС
2 006 F 1 8 S 0 7 T 0 3 ПС
3 007 G 60, G 61 X + 3 7 5 0 Y ж + 19 5 0 F 1 4 S 09 T 0 1 I7C
3 008 F 1 1 S 0 8 T 0 2 ПС
3 009 F 1 8 S 0 7 T 0 3 ПС
4 010 X + 4 4 5 0 Y — 16 8 0 F 1 4 S 0 9 T 0 1 ПС
4 011 F 1 1 S 0 8 T 0 2 ПС
4 012 F 1 8 S 0 7 T 0 3 ПС
5 013 X + 4 6 0 0 4 0 4 8 0 F 1 4 S 0 9 T 0 1 ПС
5 014 F 1 1 S 0 8 T 0 2 ПС
5 015 F 1 8 S 0 7 _T 0 3 ПС
6 016 X — 4 4 5 0 Y 0 2 8 0 F 1 4 s 0 9 T 0 4 ПС
- 7 017 X — 3 7 5 0 Y 0 0 0 0 T 0 1 ПС
*S 7 018 F 1 1 s 0 8 T 0 2 ПС
£
1 2 3 4 5 6 7 8 9 10
7 019 F
8 020 X —• ’ 2 8 0 0 Y + 0 4 8 0 F
8 021 F
8 022 F
9 023 Y + 14 8 0 F
10 024 G 60, G 61 X + 3 5 0 0 Y + 16 8 0
10 025 F
10 026 F
* 10 027 X — 13 6 0 Y —— 12 2 0 F
’ 11 028 . F
11 029 F
12 030 G 60 X + 2 0 0 0 F
12 031 F
12 032 F
13 033 G 61 Y —- 0 6 8 0 F
13 034 F
13 035 F
14 036 G 60 X — 13 6 0 F
14 037 F
14 038 F
Окончание
11 12 13 14 15 16 17 18 19
1 8 S 0 7 T 0 3 ПС
1 4 S 0 9 T 0 1 ПС
1 1 s 0 8 T 0 2 ПС
1 8 s 0 7 T 0 3 ПС
1 4 s 0 9 T 0 4 ПС
T 0 1 ПС
1 1 s 0 8 T 0 2 ПС
1 8 s 0 7 T 0 3 ПС
1 4 s 1 0 T 0 5 ПС
1 2 s 0 9 T 0 2 ПС
1 7 s 0 7 T 0 6 ПС
1 4 s 1 0 T 0 5 ПС
1 2 s 0 9 T 0 2 ПС
1 7 s 0 7 T 0 6 ПС
1 4 s 1 0 T 0 5 ПС
1 2 s 0 9 T 0 2 ПС
1 7 s 0 7 T 0 6 ПС
1 4 s 1 0 T 0 5 ПС
1 2 s 0 9 T 0 2 ПС
1 4 s 1 0 T 0 5 ПС M30
Табл. 4.7. Таблица кодов чисел оборотов в минуту и кодов подач в мм/мин для станка модели 2Р135Ф2
Номер по порядку Число оборотов шпинделя в минуту Код Подача s, мм/мин Код
адрес число адрес число
1 31,5 01 10 01 2 45 02 12,5 02 3 63 03 16 03 4 90 04 20 04 5 115 05 25 05 6 180 S 06 31,5 06 7 250 07 40 07 8 355 08 50 08 9 500 09 63 F 09 10 710 10 80 10 11 1000 11 100 11 12 1400 12 125 12 13 160 13 14 200 14 15 250 ' 15 16 315 16 17 400 17 18 500 18
Табл. 4.8. Таблица кодов режущих инструментов
Код Т Наименование инструмента
Т 01 Т 02 Т 03 Т 04 Т 05 Т 06 Сверло 0 14 мм Зенковка 0 22 мм Метчик Ml 6 Сверло 0 16 мм Сверло 0 10,2 мм Метчик Ml 2
зам, совпадающим с координатами станка. Порядок нумерации
обрабатываемых отверстий устанавливается из расчета наимень-
шего пути передвижения стола станка.
2. По операционному эскизу детали составляются геометриче-
ские данные ее плана (см. табл. 4.4).
3. Составляется технологическая операционная карта (табл.
.4.5). Оформление ее производится по ГОСТ 3.1404—74.
4. Программная операционная карта (табл. 4.6) составляется
в соответствии с кодом ЙСО-7 бит. Координаты X и У в ней запол-
нены по табл. 4.4 с точностью до десятой доли миллиметра (в ео-
195
ответствии с дискретностью отсчета по осям координат станка мо-
дели 2Р135Ф2). Коды подачи, оборотов шпинделя, инструментов и
йодготовительных функций заполнены по табл. 4.3, 4.7 ,и 4.8.
В табл. 4.6 каждый код G, F, S, Т, М действует в последующих
кадрах до ввода нового кода по данному адресу.
4.4.3. Определение координат опорных точек
при фрезеровании рычага крана
Координаты опорных точек обрабатываемого контура рычага
задаются от начала системы координат, принятого при разработке
технологического процесса. На рис. 4.5 и 4.6 приведены операцион-
Та-бл. 4.9. Координаты опорных точек рычага крана
(см. рис. 4.6)
Участок траекто- рии Вид участка Координаты конца участка Подача S, мм/мин Допол- нительные сведения
X Y Z
1 —2 Прямая —35 —30 —85 600 Допуск 9 о . —14 —30 —85 600 на ап" * 1 проксима. 3—4 » 0 —30 —85 Тормо- цию жение 0,03 мм до 94 4—5 > 49,66 —30 —85 94 5—6 » 69,82 —54,14 —85 93 6—7 Окружность R = 20 мм 83,94 —56 —85 94 7—8 Прямая 176,34 —56 —85 94 8—9 Окружность R — 12 мм 184,82 —52,48 —85 94 - 9—10 Прямая - 196,82 —40,48 —85 94 10—11 Окружность R = 12 мм 196,82 —23,52 —85 94 11—12 Прямая 171,14 4,14 —85 94 12—13 Окружность R = 20 мм 157 10 —85 94 13—14 » 147 6,32 —85 94 14—15 Окружность R = 12 мм 141 4,71 —85 94 15—16 » 129 16,71 —85 94 16—17 Прямая 129 38 —85 94 17—18 » 137 30 —85 94 18—19 »* 0 30 —85 94 > 19—20 Окружность R = 30 мм —30 0 —85 94 20 4 » 0 —30 —85 94 4—3 Прямая —14 —30 —85 Разгон ,до 600 3—2 » —35 —30 —85 600 2—1 > —85 —30 0 600
196
ный эскиз детали (рычага) и траектория движения инструмента
для ее обработки. Начало отсчета (см. рис. 4.6) координат детали
определено в центре ранее обработанного отверстия. Порядок
определения координат точек установлен в соответствии с их ну-
мерацией, а следовательно, и направлением обработки.
Знаки + или — перед числовыми значениями координат ста-
вят сообразно тому, в каком квадранте системы координат нахо-
дятся соответствующие им точки. Рассчитанные значения коорди-
нат всех точек записываются в табл. 4.9. z
4.5. ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПРИМЕНЕНИЯ СТАНКОВ С ЧПУ
4.5.1. Основные методические положения
Для выполнения расчетов по сравниваемым вариантам необходимы
следующие исходные данные: модели станков, их оптовая цена ЗсТ,
массы станков, их габариты ВХН (площадь станка в плане f), кате-
гории ремонтной сложности их механических и электрических частей
Рм и разряды работы станочников и наладчиков; количество об-
служиваемых станочниками и наладчиками станков в смену М шт.,
Ншт.; объем выпуска детали-представителя в год; действительный
годовой фонд времени работы станков Ед, ч; расчетная загрузка станков
по времени т]3; штучно-калькуляционное время на выполнение опера-
ций, переводимых на станок с ЧПУ, Тш..к, мин; штучно-калькуля-
ционное время на выполнение операций, предшествующих рассматри-
ваемым, '£lTm.-K nt, мин; штучно-калькуляционное время на выполнение
обработки одной детали на станке с ЧПУ Тш.-к, мин; коэффициент
выполнения норм Кв; стоимость заготовки детали S3; штучно-кальку-
ляционное время на предшествующих и выполняемой операциях вместе
по рассматриваемым вариантам 5Тш..кп.вй мин.
Годовой экономический эффект от применения станка с про-
граммным управлением определяется разницей между приведен-
ными затратами базового с обычным ручным управлением и станка
с ЧПУ:
—С2 руб.,
где Ci — приведенные годовые затраты на базовых станках, руб.;
С2 — приведенные годовые затраты на станке с ЧПУ, руб.
Приведенные затраты для отдельных вариантов станочного
оборудования можно определить по формуле
С=Сз-|-Эр-|-Дн/С руб.,
где С3 — основная и дополнительная заработная плата оператору
и наладчику с начислениями на соцстрах, руб.; Э9 — эксплуата-
ционные расходы по рассматриваемому варианту, руб.; Ен — нор-
мативный коэффициент экономической эффективности (для станков
сравниваемых вариантов Ев=0,12); К. — капитальные затраты по
варианту, руб.
197
Основным условием применения станка с ЧПУ является воз-
можность его загрузки на 80% деталями данного производства.
Действительный фонд его времени принимают равным 3890 ч. Рас-
четное количество станков в общем случае z
___ Tin.-KSf
р~ ’
где T’m.-KSi — трудоемкость приведенной программы выпуска i-го ва-
рианта обработки, ч; Гд—действительный фонд времени работы станка
в год, ч (для станков базового варианта Fx — 4015 ч, а для станков
с ЧПУ — 3890 ч); Кв — коэффициент выполнения норм, Хв = 1,3.
Принятое количество станков
т9
т„ = —
П Пз
где Цз — коэффициент загрузки станка.
Трудоемкость приведенной программы выпуска для станка
с ЧПУ
Т’ш.-кх = = 0,8 • 3890 -1,3 = 4045 ч.
Приведенная годовая программа выпуска
дг __ ^ш.-kS 4045
27 пр — ~~zp — •
1 ш.-к 1 ш.-к
где Тщ.-к — штучно-калькуляционное время обработки детали-предста-
вителя на станке с ЧПУ, ч.
Трудоемкость годовой приведенной программы выпуска на
станках с обычным ручным управлением (базовый вариант)
Тщ.-кХ = Тш.-к^пр
где Тш к — штучно-калькуляционное время обработки детали-пред-
ставителя на базовом станке, ч.
Расчетное число основных рабочих определяется по формуле
= чел.,
0 ^д.рКвЛ4
где Гд.р — действительный фонд времени рабочего в год, равен
1860 ч; М — количество станков, обслуживаемых одним рабочим
в смену (для базового варианта — один, для станка с ЧПУ — два).
Если в.базовом варианте имелись разметочные работы, кото-
рые ликвидируются при переходе на станок с ЧПУ, необходимо
определить число освобождающихся рабочих-разметчиков:
• Тш.-к р Упр Тш.-к pS
Рр= i860 ~ [i860 Чел’’
где Тш —штучно-калькуляционное время на разметку одной
детали, мин.
198
Число наладчиков для станков с ЧПУ
Рн = чел.,
где Кем — число смен работы станка; Н — количество станков,
обслуживаемых наладчиком в смену, Н—Т.
4.5.2. Расчет заработной платы основных
рабочих и наладчиков
Годовой фонд заработной платы по сравниваемым вариантам
обработки
Сз=3о~|_3н руб.,
где 30, Зв — заработная плата соответственно основных рабочих
и наладчиков, руб.;
30 — 1,167 (Тщ'.к%СТфУ + Гщ.к рх/СвСТф) руб.;
1,167—коэффициент, учитывающий дополнительную заработную плату
и отчисления на соцстрах; Тш.-кт. 7’ш..кр2 — трудоемкости годовой
приведенной программы выпуска соответственно станочных и разме-
точных работ, ч; Стф, — часовые тарифные ставки соответственно
рабочих-станочников (сдельщиков) и рабочих, занятых на холодных
работах (повременщиков) (приложение 8.1); Къ — коэффициент вы-
полнения норм; у — коэффициент, учитывающий оплату рабочего при
многостаночном обслуживании, определяется в зависимости от числа
обслуживаемых станков по следующим данным:
количество обслуживаемых
станков 1 2 3 4 5 6 7 8
коэффициент у 1 0,65 0,48 0,39 0,35 0,32 0,3 0,29
Заработная плата наладчиков
3__ТЛтчКпы
Зв= руб.,
зарплата наладчика с начислениями, определяется
его разряда по следующим данным:
1 2 3 4 5 6
де Зи — годовая
зависимости от
разряд
годовая
зарплата, руб. 1419,3 1546,3 1710 1890,6 2127,6 2435,2
4.5.3. Расчет эксплуатационных расходов
При определении эксплуатационных расходов в укрупненных
расчетах можно воспользоваться следующей зависимостью:
Эр=Лп-|-Ло4_Ла4-77у-|-Ро,
1 199
где Ав — расходы на эксплуатацию специальных приспособлений^
руб.; Ао, Л3 — амортизация соответственно оборудования и здания;?
руб.; Пу — затраты на подготовку и эксплуатацию управляющих!
программ, руб.; Ро — затраты на текущий ремонт и обслуживание^
оборудования, руб.
Применение станков с ЧПУ снижает или вообще устраняет,
потребность в специальных станочных приспособлениях и соответ»;
ственно расходы на их эксплуатацию. |
Расходы на эксплуатацию специальных станочных приспособ^
лений можно рассчитать следующим образом:
- ^ПрД^ПОТП х , *
Лп=------~п---- руб./г., >
где $пр — стоимость приспособления (значения принимать по [54]) Л
руб.: Д — количество наименований деталей, обрабатываемых на'
станках, Д=Пщ»/П; Кп— коэффициент, учитывающий затраты на,|
ремонт приспособлений, Кп= 1.3; /пп — принятое число станков, шт.; 1
п — продолжительность выпуска деталей данного наименования,
п=3 г.
Амортизация оборудования
л _ ’
юо ’
где — балансовая стоимость станков, руб.; а— норма амортиз:
ционных отчислений: для станков массой до 10 т а= 11,6%, свыш ^
10 т а = 7,6%. 'j
Ж = Цтв руб.
(для базового варианта принятое число станков в этом расчете
следует брать без округления в большую сторону, так как они моЛ
гут быть догружены другими деталями). Балансовая , стоимость
одного станка Ц определяется ' |
Ц= 1,1225ст руб., ]
где 1,122 — коэффициент, учитывающий затраты на транспортиров
вание и монтаж станка.
Амортизация и содержание здания
A3=HBafKc.yKfinn руб.,/г.,
где Нва — стоимость содержания и амортизации 1 м2 площади цеха,'
(табл. 4.1Q), руб./г.; f— площадь станка в плане, м2; Кс.у— коэф»’
фициент, учитывающий площадь для систем управления станком
с ЧПУ, принимается 1,5—2; К/ — коэффициент, учитывающий до»
полнительную производственную площадь на проходы [37]: '
площадь
станка
в плане, м2 до 2,5 3—5 6—9 10—14 15—20 21—40 41—75 свыше 7S
коэффициент Kf 5 4,5 4 3,5 3 2,5 2 1,5 «
200 . ' |
Табл. 4.10. Годовое затраты, связанные с использованием 1м2
производственного помещения
Наименование оборудования Годовые затраты, руб./м*
Мелкие станки f f до 6 м2 12
Средние станки, f = 6 — 25 м2 10
Крупные станки, f свыше 25 м2 8
Прецизионные станки любых размеров 12
Рабочее место для ручных работ 11
Затраты на подготовку и эксплуатацию управляющих программ
— * Ку.пКзД А ..
= -----руб./г.,
где Лу.п — стоимость одной программы (табл. 4.11), руб.; К3 —
коэффициент, учитывающий потребность в восстановлении перфо-
ленты, принимается К3=1,1; Д—число различных наименований
деталей, закрепленных за' станком с ЧПУ, шт.; п — время выпуска
данного изделия, п = 3 г.
Табл. 4.11. Укрупненные нормативы стоимости разработки
программ для станков с ЧПУ
Тип деталей Вид обработки Стоимость программирова- ния одной детали, руб.
Тела вращения: втулки, фланцы Точение и шлифование 5—7
пиноли, ступенчатые валы шпиндели 6—9 20—15
Корпусные детали, крышки, плиты Сверление, фрезерование по плоскости, растачивание 15—20
Рычаги, вилки, кронштейны, торцовые кулачки Фрезерование по контуру и растачивание 1—2 отверстий 15—20
Мелкое литье с габаритами 500x 500x 500 мм Фрезерование плоскостей и окон прямоугольной формы, сверление, нарезание резьб, растачивание 35—40 .
Крупное литье с габаритами до 1000x1000x1000 мм То же 50—70
Затраты на текущий ремонт и обслуживание оборудования
Ро= (ЯмРм+ЯэРэ)пгп руб./г.,
где Нм, Нэ— нормативы годовых затрат на единицу ремонтной
сложности соответственно механической и электротехнической чар-
201
Табл. 4.12. Нормативы затрат на текущий ремонт
и межремонтное обслуживание оборудования
Оборудование Годовые затраты на единицу ремонтной СЛОЖНОСТИ, руб;
Ремонтосложность в единицах
ДО 6 6—12 12—24 24—30 свыше 30
Механическая часть
Станки массой до 10 т 13,5 14,4 15,2 15,5 16,8
Станки массой свыше 10 т — — 25,8 26,5 29,6
Электротехническая часть
Для всех станков 11,5 11,5 11,5 11,5 11,5
тей (табл. 4.12) руб.; Рм, Рэ — категория ремонтной сложности
соответственно механической и электротехнической частей (в еди-
ницах ремонтной сложности).
4.5.4. Расчет капитальных затрат
Капитальные вложения, учитываемые в укрупненных расчетах
экономической эффективности станков с ЧПУ, состоят из следую-
щих частей:
/с = (ХД + Кап + Кад) + (Кпез + Кпр ~ Кп.к) РУб.,
где — балансовая стоимость станков, руб.; Кап — удельная стои-
мость аппаратуры для записи программ, руб,; Кзд — стоимость пло-
щади, занимаемой оборудованием (эта группа затрат составляет основ-
ные фонды предприятия), руб.; оборотные средства: КНез — стоимость
незавершенного производства, руб.; Кпр— стоимость приспособлений,
руб.; Кп.к — экономия затрат на подготовку кадров в связи с высво-
бождением рабочей силы, руб.
Удельная стоимость аппаратуры для записи программ
К№ = -^- руб., .
1 «
где Нал — стоимость аппаратуры для контроля и записи программ,
можно принять равной 3300 руб.; П — количество станков с ЧПУ,
обслуживаемых аппаратурой, шт.
Капитальные затраты на производственную площадь
КзД = *$ПЛ /Kc.yKf/Пп руб.,
где 5ПЛ — стоимость 1 м2 производственной площади, можно при-
нять 75 руб./м2.
202 Z
Стоимость незавершенного производства определяется следую-
щим образом.
Оборотные средства в незавершенном производстве рассчиты-
ваются по формуле
Кнез=ИСут7'цСд руб.,
где пСут — среднесуточный запуск деталей; пСут=Л^Пр/360 шт.; Тц —
длительность производственного цикла обработки партии деталей,
дн.; Сд — себестоимость детали, находящейся в незавершенном
производстве, руб.
Длительность производственного цикла
т = п32Тш,к.п.в( + (га _ 1) 0,5 дн.,
где п3 — величина запуска деталей;
оперативное
время Тон, мин 1 4 8 30 100 300 более 400
размер партии па, шт. 160 63 40 16 8 5 3
— штучно-калькуляционное время на предшествующих и вы!
полняемой операциях, ч; 14 — количество рабочих часов в день, ч
п — количество операций механической обработки детали, шт.; 0,5 —
коэффициент, учитывающий время между операциями.
Себестоимость детали, находящейся в незавершенном производстве
Сд = + ^Об.Д РУ^Ч
где Ss — стоимость заготовки, руб.; 2С0б.д— себестоимость предшест-
вующих и выполняемой операций, руб.;
1,5^-“—'- руб.;
1,5 — средняя стоимость 1 ч обработки, руб.
Стоимость приспособлений
^Спр=S-лрДгпп руб.,
где Здр — стоимость комплекта приспособлений на один станок для
одного наименования детали [54].
Для работы на станках с ЧПУ требуется меньшее число произ-
водственных рабочих, чем на станках базового варианта. Высво-
бождение одного рабочего дает экономию затрат на подготовку
кадров в размере 1000 руб., т. е.
Кп.к=Ю00Д7 руб.,
где ДЧ — количество высвобождающихся рабочих:
ЬЧ = ¥осн - (ЧоСЯ + + ЧдоП) чел.,
Чосвг Ч^п — количество основных рабочих соответственно для базо-
203
вого и нового варианта, чел; Ч„ — количество наладчиков для станка
с ЧПУ, чел; ЧдОП— количество дополнительных рабочих для станка
ЧПУ (принимается один рабочий на один станок).
4.5.5. Пример расчета экономической эффективности
применения станка с ЧПУ для сверления крепежных отверстий
рейки продольно-фрезерного станка (деталь 6610-12.104)
Табл. 4.13. Исходные данные
Наименование показателей Варианты
базовый с ЧПУ
Модель станка 2Н55 2Н55Ф2
Оптовая цена станка SCT, руб. 4590 40000
Масса станка, кг 4100 8900
Габариты станка, мм ВхН 2455x4350 3675x 2730
Площадь станка в плане /, м2 10,68 10
Установленная мощность электродвигателей кВт 4 4
Категория ремонтной сложности, ед.:
Рм 15 14,5
Рэ 16 24
Разряды работы:
станочника 3 3
наладчика — 5
Количество обслуживаемых станков в смену: станочником М 1 2
наладчиком Н — 0,14
Годовая программа выпуска детали-представителя 3000 3000
N, шт.
Штучно-калькуляционное время на операцию, мин Тш..к=10,34 т' —4.1 1 ш.-к
Штучно-калькуляционное время на выполнение опе- 58,65 58,65
раций, предшествующих рассматриваемым, 2Тш .кпЬ мин
Штучно-калькуляционное время на предшествующих 68,99 62,75
и выполняемых операциях вместе 2ТШ.КПВ £, мин
То же, ч 1,15 1,04
Стоимость заготовки S3, руб. 30,7 30,7
Действительный годовой фонд времени работы обо- 4015 3890
рудования Гд, ч
Расчетная загрузка станков ч 80% 80%
Коэффициент выполнения норм Кв 1.3 1.3
204
Табл. 4.14. Расчет показателей
Варианты
Наименование показателей базовый с ЧПУ
1 2 •3
Трудоемкость приведенной програм- мы выпуска для станка с ЧПУ 0,8-3890-1,3=4045
Лп.-к s = ЛзЛаКв 4 Приведенная годовая программа вы- пуска 4045-60 —4^ = 59 200
Л1пр = Гш;'к s шт.
Трудоемкость выпуска приведенной 10,34-59 200
программы для станков базового ва- —!—gg--------«= 10 202
рианта
7\п.-к S = Тщ.-к Afnp 4
Расчетное число станков 202 1 ак 4045
4015-1,3 =-1’35 3890-1,3 -°’8
т _ Лп,-к2£ /Пр шт. Г дАв
„ 1,95 0,8 Принятое число станков —п^-5- = 2,43 тгё = 1 и,о U,о
/»р (принимаем 3 станка) ~
Пз
Расчетное число основных рабочих 102Q2_____________.
1860-1,3-1
Принимаем на лве
смены 1 чел./т.е.
0,5 чел. на 1 ста-
нок
наименований однотип-
обрабатываемых на стан-
1-2
7
= 0,28
59200
3000 = 2° .
Расчетное число наладчиков
\
Количество
ных деталей,
ке с ЧПУ
д = —^-шт.
Балансовая стоимость одного станка 4590-1,122 = 5150
/{=1,122 SCT руб.
40000 1,122 =
= 44880
205
Продолжение
Балансовая стоимостьх станков на 5150’2,43= 12514 44880
приведенную программу выпуска
ЭД = Цтп руб.
Расчет заработной платы
Заработная плата основных рабочих
30 = 1 s 167 Тш _к Е Стф у руб.
1,167’10 202 «0,606X
XI =7214,86
1,167-4045х
Х0,606-0,65 =
= 1859,41
Заработная плата наладчиков
2127,61’2
7
= 607,88
Годовой фонд заработной платы
7214,86
2467,29
С3 — 30 + Зн
Расчет эксплуатационных расходов
Расходы на эксплуатацию специаль-
ных приспособлений (накладных
дукторов)
кон-
100-20*1,3-3
----— =2600
Ап —
^пр Д Кп тп
руб.
Амортизация оборудования
1251411,6
100 — 1451,6
44880-11,6 _пл.
—ioo—=5206
5н =
£>пКсм руб
п
3
п
~ 100 руб’
Амортизация и содержание здания
А3 — Кс.у Kf f руб.
Затраты на подготовку и эксплуата-
цию управляющих программ
10’1.3,5-10,68’3 =
= 1121,4
10*1,5-3,5-10’1 =
= 525,
151,1 20—= ПО.
3
пу
руб.
п
Затраты на текущий ремонт и об*
служивание оборудования
(15’15,2+1611,5) 3=
= 1236
Ро = (Ям Рм + ЯЭРЭ) тп руб.
Всего эксплуатационных расходов
Эр = Лп + Ло + А3 + /7у + Ро руб.
206
6409
(14,515,2 +
+ 24-11,5) 1 =
= 496,4
6337,4
Продолжение
Расчет капитальных затрат:
а) основные фонды
Балансовая стоимость станков на
приведенную программу выпуска
руб.
Удельная стоимость аппаратуры для
записи программ,
12514
44880
3300,-165
20 “ .
-Яап — РУб.
Капитальные затраты на производ-
ственную площадь
75.10,68-1.3,5.3 =
= 8410,5
75 10 1,5 3,5.1 =
= 3937,5
Кзд --- 5пл/^С.у^С/^П руб.
б) оборотные
средства
Среднесуточный запуск деталей
59200
360 “165
59200
1 360 ~ 165
Лсут — 360 шт’
Длительность производственного цик-
ла обработки партии деталей
лз ^ш.-к.п.в i . .
Тц =---------14-------+ (п—1)0,5 дн.
63-1,15
14 +
-|-(13—1)0,5 = 11,17
63-1,04 ,
14 +
+ (13—1)0,5 =
= 10,68
Себестоимость предшествующих
выполняемой операций вместе
1,5-68,99
------ 1,72
60
ST,
S Соб.д= 1Л §0
ш.-к.н.в I
руб.
1,5-62,75
60
= 1,56
и
Себестоимость детали, находящейся
в незавершенном производстве
30,7+ 1,72 = 32,42
= 32,36
Сд — S3 + 2Соб.д руб.
Стоимость незавершенного производ-
ства
165-11,17.32,42 =
=59751,7
165-10,68 - 32,26=
= 56848,5
Янез — ЯсутГцСд
Стоимость специальных приспособ-
лений
100-20 3 = 6000
Кпр — ^пр ДМц руб.
207
Окончание
i
Экономия затрат в связи с высво-
бождением рабочей силы
Кпк « м юоо РУб.
Итого капитальных затрат К, руб»
Приведенные затраты
о = с3 + руб.
Годовой экономический эффект от
применения станка с ЧПУ,
Эг =» Сх — С2 руб.
2 з
(4,2 — 2,28) 1000=
= 1920
86676^2.
7214,86 + 6409 +
+ 0,12’86676,2 =
= 24025
10391Ц
2467,29 + 6337,4+
+ 0,12:103911 =
= 21274
24025 — 21274 = 2751
Глава 5. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НА ОСНОВЕ ПРИМЕНЕНИЯ
СРЕДСТВ ВЫЧИСЛИТЕЛЬНОЙ техники
5.1. ОБЩАЯ СХЕМА СИСТЕМЫ АВТОМАТИЗАЦИИ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
За последнее десятилетие в связи с увеличением количества
и сложности выпускаемых изделий, сокращением сроков их мораль-
ного старения резко возросли объем и сложность конструкторских
и технологических работ. Традиционные методы проектирования не
могут больше обеспечить своевременное и качественное выполнение
работ по технологической подготовке производства новых изделий.
Выход из создавшегося положения может быть найден за счет ав-
томатизации процессов технологического проектирования на базе
применения математических методов и средств вычислительной
техники.
В настоящее время разработаны и прошли опытно-промышлен-
ную проверку программы проектирования и нормирования техно-
логических процессов обработки деталей классов: валы, втулки,
зубчатые колеса, планки, корпусы редукторов и др. [1, 6, 24, 40, 72].
Успешно применяется ЭВМ при подготовке управляющих
программ для.станков с числовым программным управлением.
В методическом плане большинство указанных работ базируется на
обобщении опыта проектирования технологических процессов кон-
кретных предприятий, применении методов типизации и групповой
технологии. Такой подход оправдал себя при создании алгоритмов
и программ проектирования процессов обработки деталей, имею-
щих типовую конфигурацию. Дальнейшее развитие работ в этой
области в первую очередь,связано с необходимостью разработки
теории и достаточно универсальных методов проектирования тех-
нологических процессов обработки деталей произвольной формы.
До последнего времени основным был режим автоматизирован-
ного проектирования, при котором технолог осуществляет только
кодирование, ввод информации об обрабатываемой детали и неко-
торых технологических указаниях; ЭВМ по имеющимся програм-
мам производит решение технологических задач и выдачу докумен-
тации. Как показывает опыт разработки и внедрения, методом ав-
томатизированного проектирования рационально охватывать 80—
85% номенклатуры деталей класса «Тела вращений», около 50%'
номенклатуры плоскостных деталей и около 30% корпусных. Таким
образом, проектирование технологических' процессов на детали
сложной формы требует непосредственного участия технолога в
решении сложных творческих задач.
14 Зак. 1338 .
209
Автоматизированная система технолог — ЭВМ представляет со-
вокупность технических средств и программного комплекса, обеспе2
чивающих общение технолога с ЭВМ в процессе проектирования и
управление этим процессом. Центральное место в такой системе
занимает технолог. ЭВМ и другие технические средства способст-
вуют резкому повышению производительности труда и качества
проектных решений. Это качественно новая система, в которой
творческие способности инженера органически дополняются быст-
рее. 5.1. Общая схема автомати-
зированной системы технологиче-
ского проектирования в диалого-
вом режиме:
1 — рабочие места операторов-техноло-
гов; 2 — мультиплексор; 3 — ЭВМ; 4 —
программы технологического проекти-
рования; 5 — банк технологических дан-
ных; 6 — робот-манипулятор; 7 — чер-
тежно-графический- автомат; 8 — блок
текстового документирования; 9 —
станок с ЧПУ
родействием и памятью вычислительных машин. При этом возни-
кает ряд новых задач, таких, как рациональное 'разделение функ-
ций между инженером-технологом и программно-техническим
комплексом системы, организация общения между ними, создание
информационных массивов системы, поиск информации и др. Об-
щая схема системы диалогового проектирования показана на
рис. 5.1.
Решение первой задачи осуществляется посредством анализа
процессов технологического проектирования и расчленения его на
две части: формализуемую и неформализуемую. Формализуемая
часть алгоритмического комплекса системы реализуется на основе
логико-математического моделирования, применения методов типи-
зации и групповой технологии. Она представлена в виде проблемно-
ориентированного пакета программ. Неформализуемая часть вы-
полняется технологом и включает определение общего плана об-
работки деталей сложной формы, выбор баз и порядка их смены,
оценку и отбор наиболее рациональных вариантов технологических
решений на всех уровнях проектирования и др.
Организация общения инженера-технолога с программным и
техническим комплексом системы осуществляется посредством осна-
щения его рабочего места специальными устройствами, позволяю-
щими на языке, близком к естественному, давать задания ЭВМ. и
оценивать полученные результату [71]. В одном из типовых вари-
210
антов пульт оператора-технолога включает экран информационно-
поискового блока, устройство отображения (алфавитно-цифровой
или графический ‘Дисплей), чертежно-графический автомат
(рис. 5.2). В зависимости от сложности выполняемых работ набор
оборудования на рабочем месте может меняться, и в минимальном
варианте состоит из алфавитно-цифрового дисплея и экрана инфор-
мационно-поискового блока. С помощью мультиплексора . 2
(рис. 5.1) обеспечивается взаимодействие нескольких операторов-
проектировщиков с одной ЭВМ. Наиболее рациональной для целей
автоматизации технологического проектирования является ЭВМ
Рис. 5.2. Схема организации рабочего
места технолога-оператора:
1 — рабочий стол; 2 — функциональная кла-
виатура; 3 — экран информационно-поис-
кового блока; 4 —дисплей; 5 —малогаба-
ритный чертежный автомат
ЕС 10-35. Технологический банк данных 5 — одна из главных час-
тей в системе. Его назначение состоит в том, чтобы оперативно
обеспечивать справочной информацией как инженеров-проектиров-
щиков, так и программы технологического проектирования.
Информационные массивы системы состоят из большого числа
различных по характеру и структуре сведений, полученных на
основе анализа и обобщения опыта проектирования технологиче-
ских процессов и оснастки на своем и родственных по специализа-
ции предприятиях, зарубежных фирмах, а также за счет обработки
информации, публикуемой в научно-технических журналах, рефе-
ративных сборниках, описаниях патентов и изобретений. В связи
с этим возникает задача разработки семейства информационно-
поисковых языков (ИПЯ), позволяющих эффективно описывать
все эти сведения и формировать поисковые запросы. В существую-
щих разработках автоматизированных систем технологического
проектирования разработаны ИПЯ типа иерархических классифи-
каций, информационно-логических таблиц. Для индексации сведе-
ний, публикуемых в научно-технических журналах, необходимы
языки дискрепторного типа с достаточно развитым синтаксисом.
Организация информационных массивов согласовывается со
структурой автоматизированной системы проектирования, что по-
зволяет обеспечить максимальное быстродействие поисковых про-
цессов, простоту программ поиска и корректировки. Информацион-
ные массивы, используемые программами автоматизированного
проектирования, записываются на машинных носителях (магнит-
ных лентах, дисках). Чертежно-графическая информация, предна-
значенная для инженера, хранится на форматных микрофильмах,
и» . 211
На рис. 5.3 показана .схема технологического проектирования
в режиме диалога. В левой ее части показаны действия технолога,
в правой — задачи, решаемые ЭВМ по заранее разработанным про-
граммам. Взаимодействие.технолога с ЭВМ осуществляется посред-
ством модулей запроса, содержащих формулировку технологиче-
ской задачи и обращение к технологу с просьбой решить ее. В на-
чале проектирования технолог вводит в ЭВМ исходные данные.
Рис. 5.3. Схема технологического проек-
тирования в диалоговом режиме:
ЗГ/, ЗМ] — результаты решения задач со-
ответственно технологом и ЭВМ; ПТ, ПМ —
процедуры решения задач, выполняемые соот-
ветственно технологом и ЭВМ; ВВ, ОТ —ввод
данных в ЭВМ и отображение на экране модуля
запроса М3; Pi — логический блок анализа
сложности задачи и передачи управления для
простых задач программам, а для сложных —
технологу <
ЭВМ на основе имеющихся программ решает ряд задач ЗМЬ ЗМ2,
ЗМз- Для решения следующей задачи в ЭВМ отсутствуют програм-
мы. Поэтому посредством оператора отображения на экран дисплея
выводится модуль запроса МЗр Например, модуль запроса по вы-
бору вида заготовки имеет следующий вид:
М31. № детали —АМ40151315.
Тип детали — вал пустотелый.
Выберите, вид заготовки.
1. Поповка.
2. Труба толстостенная.
3. Прокат.
Технолог посредством клавиатуры дисплея указывает на но-
мер решения, например 2. ЭВМ воспринимает, что в качестве заго- ,
товки выбрана труба толстостенная. На основе полученной инфор-
мации машина продолжает решение следующих задач. За несколь-
ко обращений ЭВМ к технологу, производится проектирование
> сложных технологических процессов.
В результате автоматизированного проектирования выдаются
тексты технологической документации, операционные чертежи и
схемы наладок, программы для управления станками с числовым
программным управлением и роботами-манипуляторами.
5.2. ФОРМАЛИЗОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ ЯЗЫК САПР-ТП
При существующем уровне развития вычислительной техники
исходная и справочная информация, записанная в виде чертежей
детадёй, паспортов оборудования и оснастки, таблиц норматйвов,
212
не может быть непосредственно воспринята и переработана техни-
ческими средствами автоматизированной системы. В связи с этим
возникает задача разработки формализованного языка (ФТ£) для
описания указанных сведений в форме, удобной для ввода в ЭВМ,
автоматизированной переработки и выдачи результатов проектиро-
вания в виде общепринятых технологических документов.
В зависимости от характера описываемой информации ФТЯ
разделяется на три типа: входной язык для описания обрабатывае-
мых деталей; информационный для технологических характеристик
производственной системы (состав оборудования, применяемость
приспособлений, инструмента, основных материалов и их техниче-
ская характеристика); выходной для описания структуры и пара-
метров технологических процессов. В основу построения ФТЯ каж-
дого типа положен метод системно-структурного анализа сложных
объектов и процессов [72]. По сравнению с традиционцыми подхо-
дами он позволяет описывать функцию, структуру и свойства объ-
ектов на различных уровнях детализации.
При анализе чертежа инженер-технолог формирует простран-
ственный образ детали в виде совокупности объемных элементов
и поверхностей. Это построение осуществляется на основе мыслен-
ного многоуровневого расчленения детали на более простые состав-
ные части до тех пор, пока не будут получены элементы, дальней-
шее членение которых не требуется с точки зрения задач технологи-
ческого проектирования. Объекты каждого уровня связаны между
собой формообразующими и размерными связями. Поэтому при со-
здании ФТЯ разрабатываются методы формализованного описания
элементов детали и указанных выше связей.
5.2.1. Информационные модели обрабатываемых поверхностей
Выбор базового элемента детали зависит от характера решае-
мых'задач. При механической обработке за один элементарный пе-
реход обрабатывается одна простая, типовая или нормализованная
поверхность. Типовая Поверхность состоит из нескольких простых
и обрабатывается стандартным или нормализованным режущим
инструментом. К числу типовых отнесены такие наиболее распро-
страненные в машиностроении поверхности, как пазы, канавки,
зубья, шлицы, резьбы и др. Поэтому для процессов механической
обработки в качестве базовых структурных элементов детали целе-
сообразно принимать простые, типовые и нормализованные поверх-
ности.
Большое конструктивное разнообразие типовых и нормализо-
ванных поверхностей затрудняет непосредственное их выявление
и систематизацию. Задача резко упрощается, если в основу поло-
жить геометрические закономерности их формообразования. При
таком подходе достаточно просто устанавливается связь между
описанием поверхностей и алгоритмами выбора методов их обра-
ботки и изображения на операционных чертежах. Большинство по-
верхностей в деталях машин являются кинематическими, т. е. мо-
I 213
гут быть получены перемещением образующей линии А в простран-
стве по определенному закону. Этот закон определяет вид направ-
ляющей линии И, расположение в пространстве образующей АуН,
а также характер изменения размеров, формы и положейия обра-
зующей при ее движении вдоль направляющей Д=<р(Я), v = P(77).
В целом математическая модель кинематических поверхностей
может быть задана следующей системой:
ЙЕЯ Я2............Ят};
АуН-,
А — у(Н)-, у = ₽(Я).
Последние два соотношения модели характерны для аэроди-
намических и других поверхностей, взаимодействующих со средой
(лопатки турбин, крылья самолетов, гребные винты и др.). Различ-
ные виды типовых и нормализованных поверхностей возникают за
счет большого разнообразия форм образующих при сравнительно
небольшом числе простых законов их движения в пространстве.
Так, для плоских поверхностей- направляющей является прямая,
для поверхностей вращения — окружность, для резьб — винтовая
линия и т. д. В связи с этим в основу классификации первичных
структурных элементов деталей машин положены закон движения
образующей, ее форма и конструктивное оформление концов по-
верхности по длине или ширине.
По первому признаку простые и типовые поверхности разде-
лены на следующие классы: плоские поверхности, поверхности вра-
щения, винтовые, линейчатые и фасонные. В каждом классе в за-
висимости от расположения образующей относительно направляю-
щей может быть несколько видов типовых поверхностей. Например,
класс поверхностей вращения разделяется на торцовые, цилиндри-
ческие и конические (рис. 5.4). На последней ступени классифика-
ции каждый вид в зависимости от формы концов поверхности
делится на несколько разновидностей: открытые, полуоткрытые, за-
крытые и т. д. Этот признак определяет конструктивно-технологи-
ческие особенности поверхностей и в значительной степени влияет
на выбор метода обработки и типа режущих инструментов.
Таким образом, в основу классификационного словаря первич-
ных структурных элементов деталей машин положены в основном
геометрические параметры, определяющие законы формообразова-
ния поверхностей. Учитываются также и конструктивно-технологи-
ческие признаки, характеризующие поверхности с точки зрения тех-
нологии их изготовления.
При цифровом кодировании форма типовой поверхности опи-
сывается позиционным четырехзначным цифровым кодом. Положе-
ние каждой цифры обозначает один из четырех признаков класси-
фикации (класс, подкласс, вид, разновидность), а значение —
детализирует и уточняет его характеристику. Например, цилиндри-
ческий уступ описывается кодом 1112. Перед кодом ставится знак
«плюс» или «минус» в зависимости от расположения поверхности
214
относительно массы металла, который она охватывает. Знаком
«плюс» кодируются наружные поверхности — шейки валов, высту-
пы, плоскости, а знаком «минус» внутренние — отверстия, пазы,
окна и др.
Учитывая требование наглядности, в ФТЯ принято обозначать
понятия первого и второго уровней классификации сокращенным
названием поверхности на русском языке, а характеристики треть-
его и четвертого уровней — цифровыми кодами, например ЦИЛ 12,
КОН 21 и т. д. В классификационных таблицах сокращенные наи-
менования типов поверхностей приведены в скобках, а цифровые
коды — в верхней части колонок.
Описание размеров типовых и нормализованных поверхностей
имеет некоторые особенности, связанные с тем, что их форма зада-
ется обобщенным кодом, а не как совокупность элементарных по-
верхностей. Поэтому в явном виде невозможно указать элементы,
между которыми задан тот или иной размер. Для однозначности
описания размеров в классификационных таблицах содержатся
эскизы с условными обозначениями различных размеров, встреча-
ющихся на чертежах. При кодировании каждый размер описыва-
ется его условным обозначением и численной величиной, например
Д50, В16 и т. д. При описании конкретной поверхности выбираются
только размеры, заданные на чертеже. Таким образом, классифика-
ционные таблицы служат для кодирования как формы, так и раз-
меров элементарных и типовых поверхностей. При кодировании
конкретной поверхности выбираются только размеры, заданные на
чертеже детали. Верхние и нижние их отклонения в языковой запи-
си располагаются последовательно в одну сторону. Это связано с
тем, что вводные устройства ЭВМ не допускают сдвига символов
по высоте на половину строки, как это принято в чертежах. При-
меры кодирования поверхностей детали, показанной на рис. 5.5:
1-ТОРЕЦ 1; Д95; Ш4.
• 2-ЦИЛ 11; Д95Х; Ш9.
5-КАН 21; В7(0.16); Д80,8( -0,07) Ш6.
5.2.2. Конструктивные операции и отношения
для описания формы деталей машин
Для задания формообразующих связей между отдельными ком-
понентами детали вводятся специальные конструктивные операции
и отношения, отражающие специфику процесса проектирования ее
пространственного образа. Необходимость в них вызвана тем, что
алгебраические,’ логические, теоретико-множественные и другие
операции не в полной мере отражают природу процессов проекти-
рования и в связи с этим находят ограниченное применение при
описании объектов сложной пространственной формы.
Для описания формы детали в целом или ее отдельной сложной
компоненты введем конструктивную операцию «соединение», обо-
значаемую) ицт). Заключается она в мысленном построении слож-
216
I _____________________251-02
M2:1
Puc. 5.5. Втулка
ного объекта Пч q-ro уровня сложности из более простых
объектов 77] и 772 <7+1 уровня.
Л? = Т71+17//(т)77!+1
Конструктивные особенности соединения объектов задаются
характеристикой операции i(m). Индекс i обозначает характер вза-
имного расположения в пространстве соединяемых объектов: по
оси — 771, под прямым углом— Т/2, под любым углом, отличным от
прямого,— Us, по касательной — U*, соединения с параллельными
осями элементов — 775. При необходимости этот список можно до-
полнить. На рис. 5.6 показана геометрическая интерпретация раз-
личных видов конструктивной операции «соединение». Посредством
второй характеристики т описывается вид сопряжения соединяе-
мых элементов. Для тел вращения — это вид переходной поверхно-
сти (фаска, радиус, канавка). Операция «отсечение», обозначае-
мая /Цт), заключается в построении нового, более сложного объ-
екта (части детали), который образуется в результате отсечения от
исходного объекта объекта 772:
77 = 77j <.т)П2.
Так же как и для операции «соединение», символ I здесь обо-
значает характер взаимного расположения в пространстве объектов
77] и 772 (рис. 5.6), а т — номера поверхностей, пересекающих при
отсечении, и вид переходной поверхности между ними. Например,
участок детали (см. рис. 5.5), образованный отсечением от цилин-
дра 2 плоскости 7 и отверстия 8, описывается выражением
77 = 772ч\з/72\ч2778.
Виды взаимного пересечения поверхностей описываются с по-
мощью отношения пересечения 77х nt IJS. Индексом i обозначена кон-
структивная разновидность пересечения элементов в пространстве
(рис. 5.6).
Характер относительного взаимного расположения элементар-
ных и типовых поверхностей задается в виде отношения
(П1, 772...)Е4(77Ь 77ft+i ...),
где Ei — вид отношения; 77ь 772 и Пи, 77fe+i — поверхности или объ-
емные элементы, связанные этим отношением.
Выражение означает, что каждый элемент множества 771, 772 ...
находится в отношении Ei к каждому элементу множества 77&, Ilk+i-
На рис. 5.7 показаны наиболее часто встречающиеся отношения
взаимного расположения объектов и их описание.
1 Отношение эквивалентности характеризует объекты, одинако-
вые по форме, размерам и физико-механическим свойствам.
Например, группа одинаковых отверстий задается посредством от-
ношения эквивалентности 7717? (Л2, Из, Лп). Любые конструк-
тивные операции и отношения интерпретируются в виде элементар-
218
Вид пространстве//- наго расположения Конструктивные операции и отношения
соединение отсечение пересечение
Соосное (по оси) /к. /7,Н—Г щщпг лР 1 Ъ\1П2
Под прямым углом с Пересе- кающи- мися осями /\г /7/^ тЛ >77? % 12 >7 1^2.^г
t / I 7Дг^
с перекре- щивающи- мися осями 7^7/ HfUjnz П1 П/\зППр > /7/ ^П/ ^3n2
Под произооли нымуглом спересе- кающи- мися осями ?7/Ч|^^/7г лМ ^/72 1 /7/у а t^b-Лг
с перекре- щипающи- мися осями к / П,1> '5П2 ЛД‘ ^П2 S л2 П, r37j-/7^
По касательной п1\^ nfut +y^ Hi ^сПг Л’
С параллельными осями л BS П1 и Пг^г^-^ Л1 Hi\7nz ПГ^ П1 ЯрПг
Рис. 5.6. Разновидности конструктивных операций и отношений
вид расположения поверхностей
Принадлежность
Соосность
Перпендикулярность
Параллельность
Симметричность
Расположение попрямоа равно- мерное ————, * неравнЛ мерное
Расположение по окружности равно- мерное -> нера&мк мерное
Матричное располо- жение (равномерное')
(&"
Эскиз
Пг
П,
Г '‘И Ж,у
л/7— л
ок
+ + +
о
X
Способ описания
на ФТЯ
’ZI
iM)E0Pf
~П-'
ЩЕ<Пг
~j3'
ще^и?
j
ПЛ3П2 .
'Н
ЩЕцСо^Пг
ПН.
ме5ох
&т
MESOX______
~П\
ME? О К
~%] ~~
MEgOK
лГ
’ MEgXlH
Рис. 5.7. Формализоь.
ногоСа1*ное описание видов отао®тельЯОГО взаим‘
Расположения поверхностей
ного графа, в котором вершинам соответствуют элементы детали
и Пъ а дугам —вИД конструктивной операции или отношения,
характеризующие взаиМ0СВЯЗЬ этих элементов.
Совокупность взаимосвязанных отношении описывается графом
Ф(П, U), характеризующим форму детали или1 отдельных ее частей
на различных уровнях расчленения., На рис. 5.8, а показан граф,
детали, изображенной на
Рис. 5.8. Графы
связей
рис. 5.5:
а — граф формы детали на I-м уровне расилриАпыо- л .
линейных размерных связей между элементами наружного^кон^ур!
П j детаД11; « — граф технических требований '
описывающий форму втУлки- На первом уровне расчленения деталь
рассматривается состояШей из ступенчатого сплошного вала П{, от
которого по оси ОХ отсекается центральное ступенчатое отверстие П\.
В связи с этим граф пеРВ0Г0 уровня задает отношения соосности П\
и оси ОХ и операгХию отсечения \i (т). Подграфы описывают
конфигурацию П[ и Лг на вто₽°м Уровне расчленения.
5.2.3. Математическая модель размерных связей
элементов детали
Компоненты детали любого уровня расчленения связаны меж-
ду собой размерными с₽язяж Размерная связь между двумя эле-
ментами, которыми могУт быть точки- линии> поверхности, задается
221
видом размера а, его числовой величиной b и описывается в виде
отношения ГЦаЬП}.
В дальнейшем линейные размеры будем обозначать буквами
х, у, г, если они параллельны соответствующим координатным осям,
и I — размеры, произвольно расположенные в пространстве. Угло-
вые размеры обозначим буквой ф, а диаметральные D или /?. Напри-
мер, 774Х50773- — расстояние 50 мм вдоль оси ОХ между элементами
77< и 77,-; отношение 77{ф60 П} — угол 60° между этими элементами;
77j7?75773- означает, что радиус 75 мм задан от элемента (оси)
77,- до 77,-.
Совокупность размеров образует размерные цепи детали.
Математически любая размерная цепь описывается графом
Р(П, L), в котором вершинам 77 соответствуют элементы детали
(точки, линии и поверхности), а дугам L — вид и числовая величина
размера между элементами. На рис. 5.8, б показан граф размерной
связи элементов детали вдоль оси X.
Технические требования на точность взаимного расположения
поверхностей детали определяются видом отклонения е, его число-
вой величиной 6 и описывается отношением П&бП}. ’
Для краткости введем следующие обозначения технических
требований: несоосность — el; биение — е2; неперпендикуляр-
ность —еЗ; непараллельность — е4; несимметричность — s5; откло-
нение от расположения элементов в одной плоскости — еб и т. д.
Например, неперпендикулярность поверхности 772 относительно оси
OZ не более 0,03/100 можно записывать отношением
(П2, OZ)s<0,03/100.
Так же как линейные и угловые размерные цепи, совокупность
технических требований на точность взаимного расположения опи-
сывается графом. Вершинам его соответствуют элементы детали
(точки, линии, поверхности), а дугам — вид и числовая величина
технических требований. На рис. 5.8, в показан граф технических
требований на точность взаимного расположения поверхностей де-
тали. Форму детали, ее размерные цепи и технические требования,
представленные мультиграфом, наиболее просто и естественно за-
писывать в виде таблиц связей 5.2, 5.3, которые состоят из трех
столбцов. В первом и втором столбцах записываются номера инци-
дентных вершин графа, т. е. вершин, связанных дугами, а в треть-
ем— характер взаимосвязи между элементами (операции и отно-
шения, размеры, определяющие взаимное расположение, и техни-
. Табл. 5.1. Общие сведения о детали
Наименование детали Диаметр максимальный Длина максимальная Шероховатость общая Неуказанные фаски
Нм D L Rz Фн
Втулка 96 251 40 1X45
222
Табл. 5.2. Форма детали
Номер уровня расчленения Обозначение сложного элемента Связь между элементами
i-й элемент /-й элемент вид связи
ох £1
I D л* ох Ei
П} п'2 Х1(ОХ)
П? ^2 (ОХ)
II П? 9 (ОХ)
П| 10 \1(ОХ)
Табл. 5.3. Размерные связи и технические требования
/-й элемент /- Й элемент Вид связи
1 6 х25рТ(— 0,2)
3 — х 149
4 — х36
3 O1Z1 — х 14
• • ’ . . .
2 14 £4<0,05
3 — £8<0,05
12 — £4<0,03
ческие требования). В таблице связей после номера одного началь-
ного элемента записываются характеристики всех его дуг, связан-
ных с ним, и так для всех элементов детали.
В табл. 5.1—5.3 приведено описание на ФТЯ сведений о рас-
смотренной выше детали. Отдельной таблицей заданы общие све-
дения о ней, затем описана ее форма и размеры на первом и втором
уровнях расчленения. Самостоятельным массивом задаются пара-
223
метры обрабатываемых поверхностей. Это описание вводится в
ЭВМ и служит исходной информацией для программ технологиче-
ского проектирования.
5.3. МНОГОУРОВНЕВЫЙ ИТЕРАЦИОННЫЙ МЕТОД ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Многообразие средств и методов обработки поверхностей и
деталей, различный состав оборудования и оснастки на заводах
приводят к тому, что одинаковые или близкие по форме, размерам
и точности изделия зачастую изготавливаются по различным техно-
логическим процессам, отличающимся между собой по трудоемкости
и себестоимости. В связи с этим возникает сложная многовариант-
ная задача проектирования и выбора наиболее рационального ва-
рианта технологического процесса обработки детали, отвечающего
условиям конкретной производственной системы.
Исходными данными при комплексном проектировании служат
формализованное описание на входном языке сведений об обраба*
тываемых деталях MD и объеме их выпуска п. Техническими огра-
ничениями, определяющими допустимые варианты технологического
процесса их изготовления, являются: совокупность применяемых
методов обработки р, их параметры
£= {p-ц р-а» .. •. р-л};
набор применяемых на заводе типоразмеров оборудования СТ и их
техническая характеристика
CTfte{CTlt ста, ... , СТМ};
набор универсальных, типовых и специализированных установочно-
зажимных приспособлений ПР, имеющихся на заводе,
nPqtG{nPi, ПР2, .... ПР^}',
набор инструмента ИН, применяемого для изготовления деталей,
ИН2, ... , инкзу,
набор типоразмеров основных материалов, используемых в каче-
стве заготовок 3, •
М9<е{Мь Mz........Мм}.
Приведенные соотношения обозначают, что методы обработки,
оборудование, приспособления, инструмент и исходные материалы
должны быть’выбраны из применяемых на заводе. В тех случаях,
когда это невозможно, система выдает заказ на проектирование
специального инструмента и приспособлений. Задача заключается
в том, чтобы при заданных технических ограничениях спроектиро-
вать технологический процесс, обеспечивающий получение задан-
ных по чертежу размеров и точности с наименьшей технологической
себестоимостью
224
п
=sm+2
<=i
где <$м — стоимость материала на изготовление детали; S< — себе-
стоимость технологической операции; п — число операций техноло-
гического процесса.
В общей постановке проектирование технологических процес-
сов обработки оригинальных деталей относится к числу сложных
индетерминированных задач, характеризующихся недостаточной
начальной информацией. Это связано с тем, что в технологии ма-
шиностроения, несмотря на ее многолетнюю историю, еще не по-
лучены аналитические и логические зависимости, связывающие
структуру и параметра обрабатываемой детали со' структурой и
характеристиками технологического процесса. Одним из способов
, преодоления начальной неопределенности при решении задач тех-
нологического проектирования служит метод многоуровневой де-
композиции процессов проектирования в сочетании с итерационны-
ми алгоритмами решения проектных задач на каждом уровне и
использованием режима диалога при решении сложных труднофор*
мализуемых задач. Основу метода составляет расчленение сложных
процессов проектирования на несколько взаимосвязанных уровней
(стадий), характеризующихся последовательно возрастающей сте-
пенью детализации проектных решений [72].
Для автоматизированных систем проектирования технологиче-
ских процессов характерны следующие уровни:
1) принципиальная схема процесса, определяющая тип заго-
товки, состав и последовательность технологических этапов, методы
обработки детали в каждом из них;
2) технологический маршрут, характеризующий состав, после-
довательность операций на всех этапах и основные характеристики
системы обработки СПИД для каждой операции (тип станка, схе-
му установки, форму и размеры обрабатываемой детали, состав
переходов);
3) операционная технология, включающая уточненные характе-
ристики системы СПИД, определение структуры операции и харак-
теристик каждого ^перехода;
4) программы для станков с цифровым программным управле-
нием. Степень детализации операционной технологии на этом уров-
не доводится до определения траекторий движения инструмента и
детали, команд управления механизмами станка.
Первый уровень характеризуется наибольшей степенью абстра-
гирования, определением только самых важных и принципиальных
особенностей структуры технологического процесса' От уровня к
уровню детализация проектных решений нарастает, достигая наи-
большей степени на последнем уровне.
Проектирование на г-м уровне выразим как процесс -преобразова-
ния ф исходных данных MD, N и проектных решений 1 уровня
i — 1 и более, детальные решения R?,r уровня k
15 Зак. 1338 ,
225
ф: {MD, N, + {/?', J, r *= 1 4* m.
Процесс проектирования на каждом уровне представляет собой
многовариантную процедуру. На основе одного проектного варианта
i — 1 уровня формируется множество j более детальных
вариантов i-го уровня. В результате проектирования на всех стадиях
образуется дерево допустимых вариантов технологического процесса,
1RPW
Рис. 5.9. Модель многоуровневого процесса
проектирования с выбором наиболее рацио-
нального решения на последнем уровне
отвечающих заданным техническим ограничениям (рис. 5.9). Его вер-
шинам соответствуют операции синтеза проектных решений, а ду-
гам— полученные варианты этих решений. Дуги дерева последнего
уровня характеризуют проектные варианты заданной степени дета-
лизации.
В целом йроцесс многоуровневого проектирования можно пред-
ставить в виде - последовательности преобразований различных
уровней и процедуры отбора Q наиболее рационального варианта
по заданному критерию на последнем уровне.
Рассмотренная модель процесса проектирования характеризу-
ется низкой эффективностью. Чтобы выбрать один рациональный
вариант, необходимо до конца спроектировать очень большое чис-
ло допустимых техническими ограничениями вариантов. Эффектив-
226
ность процесса можно резко повысить, если организовать отбор ра-
циональных вариантов проектных решений на каждом уровне. При
этом возникает проблема формирования критериев промежуточного
самоотбора Qi, Q2, • • •» Q* наиболее рациональных вариантов ла
различных уровнях. Ввиду различной степени детализации проект-
ных решений на всех уровнях, кроме последнего, не может сущест-
вовать точного критерия оценки и отбора проектных решений. Так,
на первом уровне невозможно сформировать критерий, позволяю-
щий выбрать один оптимальный вариант принципиальной схемы
Рис. 5.10. Общая модель многоуровневого процесса технологического проек-
тирования с пороговыми отборами решений на каждом уровне:
ТЗ —задание на проектирование технологического процесса; ПС{ — варианты принципиаль-
ной схемы технологического процесса; TMj —варианты технологического маршрута обра-
ботки детали; ОП^ — варианты операционной технологии; — варианты управляющих
программ для станков с ЧПУ; — В4 — блоки отбора наиболее рациональных решений
по критериям Qi —
технологического процесса. Это связано с тем, что представление
о проектируемом процессе здесь носит сугубо принципиальный ха-
рактер, а на следующих уровнях детализируется и уточняется. По-
этому на всех уровнях проектирования, кроме последнего, критерии
оценки проектных решений носят в той или иной степени эвристиче-
ский характер. Они получены на основе опыта решения аналогичных
задач и направлены на достижение требуемых для инженера-
технолрга результатов. Эвристические критерии комплексно учиты-
вают такие факторы, как точность обработки, конструкцию необхо-
димых установочно-зажимных приспособлений, производительность
и экономичность. Многие из этих факторов на первых уровнях про-
ектирования не поддаются математическому описанию. Поэтому во
всех стадиях автоматизированного проектирования сложных техно-
логических процессов должен участвовать инженер-технолог.. Он
задает вид и количественные значения эвристических критериев,
а в сложных ситуациях на основе опыта и интуиции производит
отбор наиболее рациональных решений.
В связи с эвристическим характером критерия отбора наибо-
18‘ 227
лее рациональных решений функционирование на многоуровневых
АСП. осуществляется так, что на каждом промежуточном уровне
проектирования отбирается не единственный наилучший вариант, а
несколько наиболее близких к нему. Только, на последней стадии
Рис. 5.11. Итерационный алгоритм процесса проектирования
. на каждом уровне
выбирается один окончательный вариант, имеющий наибольшее
или наименьшее по сравнению с другими значение комплексного
критерия качества (рис. 5.10).
Для деталей сложной формы проектирование на каждом уров-
не осуществляется итерационным алгоритмом, включающим блоки
22$
поиска решения-аналога, синтеза проектных вариантов, информа-
ционного моделирования процессов обработки детали, анализа и
оценки полученных решений, отбора наиболее рациональных вари-
антов и их оптимизации (рис. 5.11). В блоке поиска по имеющимся
сведениям в технологическом банке данных отыскиваются решения-
аналоги. Ими могут быть технологический процесс обработки де-
тали в целом, принципиальная схема, маршрут обработки или от-
дельная операция. В блоке оптимизации найденные решения кор-
ректируются в соответствии с конкретными значениями параметров
обрабатываемой детали. Если решения-аналоги не найдены, управ-
ление передается блоку синтеза.
В блоке синтеза целенаправленным способом формируется не-
которое количество допустимых вариантов технологического про-
цесса, т. е. вариантов, удовлетворяющих заданным техническим
ограничениям. Блок моделирования позволяет опробовать тот или
иной вариант технологического процесса в модельном эксперимен-
те и тем самым прогнозировать характер обработки детали и воз-
никающие погрешности в конкретной производственной ^обстановке.
В блоке анализа полученные при моделировании характеристики
исследуются на предмет их соответствия заданным техническим
условиям и выявляются причины возникновения тех или иных от-
клонений. Анализ производится по всем технико-экономическим
показателям. В результате выявляются значения локальных крите-
риев и их взаимосвязь. В блоке оценки на основе выявления ло-
кальных критериев определяется интегральный критерий качества
того или иного варианта. Оценивается степень совершенства рас-
сматриваемого варианта, определяется необходимость улучшения
тех или иных его показателей.
В блоке оптимизации производится выбор направления улуч-
шения проектного варианта в соответствии с моделью, характери-
зующей взаимосвязь локальных критериев. В результате проведен-
ных преобразований исходного варианта возникает новый улучшен-
ный. Сведения о нем снова поступают в блок моделирования,
анализа и оценки. За каждый итерационный цикл проектирования
качество исходного варианта улучшается. Процесс последователь-
ного улучшения оканчивается, когда вариант по всем основным по-
казателям удовлетворяет заданным требованиям и дальнейшее его
совершенствование не приводит к существенному улучшению инте-
грального критерия. Блок отбора осуществляет выбор наиболее
рациональных вариантов в соответствии со значениями интеграль-
ного показателя качества. На промежуточных стадиях для даль-
нейшего проектирования отбирается несколько наиболее рацио-
нальных вариантов, а на последней стадии — один окончательный.
5.4. МЕТОДИКА И АЛГОРИТМЫ ПОСТРОЕНИЯ ПРИНЦИПИАЛЬНОЙ
СХЕМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
При проектировании технологического процесса деталь рас-
сматривается как комплекс взаимосвязанных объемных элементов,
и поверхностей. Поэтому первоначально необходимо определить
элементарные процессы обработки каждой поверхности, а затем на
229
их основе сформировать операции и установить их последователь-
ность. Известно, что при механической обработке ввиду упругости
технологической Системы СПИД погрешности заготовки копируют-
ся на детали, закономерно уменьшаясь на каждом последующем
переходе [24]. Поэтому для достижения заданных чертежом раз-
меров, точности и шероховатости поверхности требуется выполнить
определенное количество переходов одного или различных мето-
дов, отличающихся друг оъ друга величиной снимаемого припуска,
точностью и режимами обработки.
<5к
Рис. 5.12. Граф возможных вариантов мар-
шрутов обработки поверхности
Элементарный технологический процесс, состоящий из последо-
вательности переходов одного или различных методов и обеспечи-
вающий получение требуемых размеров, точности и физйко-меха-
нических свойств поверхности, называется маршрутом обработки
поверхности (МОП).
Для обработки поверхностей определенного вида могут приме-
няться различные методы, например, при обработке плоскостей —
строгание, фрезерование, протягивание, шлифование, шабрение.
В связи с этим для поверхностей высокой точности количество ва-
риантов МОП может быть достаточно большим. Возможные вари-
анты МОП представлены в виде графа G (S, А) (рис. 5.12). Мно-
жество S вершин графа характеризует состояние поверхности
(межоперационные размеры, их точность, шероховатость и др), а
множество дуг А — методы обработки, с помощью которых поверх-
ность из состояния 5Я переходит в состояние S&. Любой путь на
230
графе из области SH в S* представит один из вариантов маршрута
обработки поверхности.
Если рассматривать элементарную поверхность изолированно,
наиболее рациональным вариантом МОП является путь на графе
из в Sft, имеющий минимальную себестоимость. Однако техно-
логический процесс обработки, построенный на основе таких МОП
без учета взаимосвязи поверхностей в конфигурации детали, может
оказаться нерациональным. Это связано с тем, что форма детали,
ее термообработка и технические требования таковы, что потребу-
ются другие методы, которые оптимальны для отдельно взятых по-
верхностей.
Дальнейшая задача заключается в том, чтобы из отдельных
графов Gt(S, А) МОП построить допустимые варианты технологи-
ческого процесса обработки детали в целом, а затем выбрать имею-
щий наименьшую себестоимость. В общем виде решить поставлен-
ную задачу очень сложно. Это связано с тем, что на технологиче-
ский процесс оказывает влияние большое число параметров детали,
заготовки и производственной системы, а его структура и критерий
оптимальности не выражаются в явном виде через исходные дан-
ные. В связи с этим предлагается метод, предусматривающий раз-
деление технологического процесса на такое количество этапов
(шагов), при котором на каждом из них структура процесса выра-
жалась бы через исходные данные достаточно простыми моделями
и алгоритмами. Таким образом, сложная задача отыскания рацио-
нальной структуры технологического процесса в целом заменяется
совокупностью более простых задач построения его структуры в
каждом этапе и взаимного их согласования. Процесс проектирова-
ния становится многошаговым и развивается последовательно, на-
чиная от чистовых этапов и кончая черновыми, выбором форм и
размеров заготовки. Такая последовательность проектирования свя-
зана с тем, что исходными данными задачи является чертеж детали
с окончательными размерами.
Анализ технологии обработки деталей различных классов на
разных предприятиях показал необходимость разделения техноло-
гического процесса в зависимости от характера и точности опера-
ций на 13 этапов (табл. 5.4). В каждый этап включаются однород-
ные по характеру и точности методы обработки различных поверх-
ностей, выполняемые один за другим [72].
Разделение технологического процесса на этапы, выполняемые
в порядке возрастания точности, т. е. от черновых к чистовым, обе-
спечивает наиболее точную и произвольную обработку детали. Кро-
ме того, такому разделению способствуют термообработка и термо-
химические операции. Они увеличивают число этапов, так как для
устранения деформаций и получения требуемого качества поверх-
ности после термических операций необходима механическая об-
работка. Например, в ряде случаев выделение отдельно чернового
и получистового этапа обусловлено необходимостью проведения
термообработки, или «старения» детали. Разделение чистовой обра-
ботки на два этапа чистовой I и чистовой II вызвано необходимос-
231
Табл. 5.4. Этапы технологического процесса
Ns п/п Наименование . Назначение и характеристика
Э1 Заготовительный Получение заготовки и ее термообработка
Э2 Черновой Съем лишних напусков и припусков
ЭЗ Термический I Термообработка — «улучшение, старение»
Э4 Получистовой I Точность обработки — 4—5-й класс, шерохова- тость Ra> 1,25
Э5 Термический II Цементация
Э6 Получистовой II Съем цементационного слоя на поверхностях, предохраняемых от цементации
Э7 Термический III Закалка, улучшение
Э8 Чистовой I Точность обработки — 2—3-й класс, шерохова- тость поверхности ₽а>0,32
Э9 Термический IV Азотирование, «старение»
ЭЮ Чистовой II Шлифование поверхностей, предохраняемых от
азотирования
Э11 Чистовой III Точность обработки—1—2-й класс, шерохова- тость поверхности Яа>0,16
Э12 Гальванический Хромирование, никелирование и др.
Э13 Доводочный Получение малой шероховатости поверхности 0,08>Яа>0,04
,тью проведения термообработки — азотирования или «старения»
детали.
В таблице содержится полный перечень этапов технологическо-
го процесса обработки деталей разных классов различной формы
и точности. Для конкретной детали в зависимости от ее точности,
материала и вида термообработки некоторые из них могут отсут-
ствовать. Например, при токарно-револьверной обработке деталей
из прутка этапы Э2.и Э4 совмещаются в один. Детали невысокой
точности без термообработки выполняются в этапах Э1—Э4. Для
корпусных деталей из чугуна и цветных сплавов вся обработка со-
средоточена в 3—4 этапах. На конкретных предприятиях их количе-
'ство может несколько изменяться. Так, на заводах с хорошо по-
ставленной технологией предохранения поверхностей от цементации
и азотирования Э6 и Э10 опускаются, а Э5 и Э7 объединяются в
один. Разделение переходов МОП по этапам производится на осно-
ве сравнения параметров перехода с параметрами, характеризую-
щими различные этапы.
Алгоритм построения графа возможных вариантов МОП пока-
зан на рис. 5.13/Оператор 1 формирует исходные данные, необхо-
димые для функционирования алгоритма. Вначале это параметры
обрабатываемой поверхности по чертежу. Оператор 2 пересылает
их в рабочий массив Mv, где хранятся параметры как конечногб,
так и промежуточных состояний поверхности, полученные в резуль-
тате построения МОП. Оператор 3 выделяет очередное состоя-
232 • , •
I \
I
Рис. 5.13. Модуль-алгоритм формирования
маршрута обработки поверхности
ние поверхности. Посредством оператора 4 по таблице характерис-
тик методов обработки выбираются методы, обеспечивающие полу-
чение требуемых параметров поверхности, и определяется номер
этапа,-в котором qhh долж-
ны выполняться. Это связа-
но с тем, что параметры, ис-
пользуемые для выбора ме-
тода обработки, в значи-
тельной степени характери-
зуют этап технологического
процесса, в котором он дол-
жен находиться. Операто-
ром 5 определяются точ-
ность и шероховатость по-
верхности на предшествую-
щем переходе.
Для различных методов
обработки на основе боль-
шого статистического мате-
риала и технико-экономиче-
ских обоснований установ-
лены соотношения, опреде-
ляющие точностные пара-
метры поверхности на пред-
шествующем переходе, кото-
рые необходимы для наибо-
лее экономического получе-
ния заданной точности и ше-
роховатости поверхности на
выполняемом переходе. В
табл. 5.5 эти данные приве-
дены для точения и шлифо-
вания наружных поверхно-
стей в деталях класса «тела
вращения».
Логический оператор 6
проверяет окончание процес-
са построения графа МОП.
Если номер этапа для вы-
бранного метода меньше
или равен номерам получи-
стовых или заготовительных
этапов, дальнейшее форми-
рование МОП заканчива-
ется. Назначение черно-
вого этапа производится на основе анализа параметров заготовки
и детали в целом и осуществляется другим алгоритмов При вы-
полнении оператора 6 управление передается выходному операто-
ру 8. В противном случае посредством оператора 7 в конец масси-
233
Табл. 5.5. Точность и шероховатость
при обработке на выполняемом и предшествующих переходах
Класс точности обработки Класс шероховатости поверхности
на выполняемом переходе на предшествующем переходе на выполняемом переходе на предшествующем переходе
1 ! 3 0,16 0,63
2 4 0,32 1,25
3 5 0,63—1,25 2,5—Rz 20
СП 7—9 2,5 Rz 20—Rz 40 Яг40 Яг80-у
ва,МР засылаются параметры C<_i промежуточного состояния для
продолжения построения МОП на его основе. Управление от бло-
ка 7 передается оператору 3. В результате на выходе алгоритма
будет сформирован граф допустимых вариантов МОП (оператор 8).
Количество вариантов маршрута обработки поверхности можно
резко сократить, руководствуясь практическими соображениями и
предварительным технико-экономическим анализом методов обра-
ботки. Это дает возможность значительно упростить алгоритмы
формирования маршрута обработки детали в целом, так как отпа-
дает необходимость в анализе большого числа вариантов техноло-
гического процесса, основанных на малоэффективных маршрутах
обработки поверхностей.
В качестве примера рассмотрим алгоритм назначения метода
обработки цилиндрических и конических поверхностей класса «Те-
ла вращения» применительно к условиям одного из заводов серий-
ного производства (табл. 5.6).
Табл. 5.6. Табличный алгоритм выбора метода обработки
для наружных поверхностей вращения
.Условия, определение выбора методов и этапов обработки Обозначение параметра Методы обработки
Точение (Э4) Точение (Э6); цементация (Э5); точение (Э4) i 1 Точение V шлифование (Э4) Шлифование (Э8) Шлифование (Э11); шлифо- вание (Э8) Доводочное шли- фование (Э13)
Точность ОП * т> 4 4 2 1—2 1—2 1-2
Шероховатость ОП 1,25 1,25 0,63 0,16 0,08 0,02
Т/требования на точность расположе- ния ОП 0,15 0,15 0,05 0,01 0,01 —
Вид предшествую- щей термообработки ТО — Предохра- нение от цементации — Закалка ТВ4 Азотиро- вание , старение —
234
Большинство алгоритмов имеют табличную структуру и состо-
ят из трех частей: массива решений, содержащего набор применяе-
мых на предприятии или в отрасли прогрессивных методов обра-
ботки поверхностей определенного класса; совокупности условий,
определяющих выбор того или иного метода обработки; массива
конкретных значений условий, определяющих выбор необходимого
метода обработки.
При выборе решения параметры поверхности и детали сравни-
ваются с табличными. В качестве искомого выбирается метод, обе-
спечивающий эффективное получение требуемых точностных пара-
метров поверхности. Если хотя бы одно условие не выполняется,
стандартная программа анализа табличного алгоритма выделяет
следующий метод обработки и производит проверку всех условий,
определяющих его выбор. В табличном алгоритме методы обработ-
ки расположены в порядке возрастания их точности. В связи с этим
в начале анализируется возможность применения менее точных, но
более дешевых методов, а затем более точных. Для того чтобы тех-
нологический процесс обеспечивал требуемые качественные харак-
теристики детали, в алгоритмах выбора метода обработки необхо-
димо учитывать не только параметры отдельной поверхности, но и
такие данные о детали в целом, как форма, материал и термооб-
работка, технические требования, программа выпуска.
В получистовом этапе Э4 метод точения назначается для об-
работки поверхностей 4-го и более грубых классов точности с ше-
роховатостью до /?а=1,25 мкм. Эти условия записаны в первом
столбце алгоритма (табл. 5.6). Если поверхность предохраняется
от цементации, в этап Э6 засылается получистовой токарный пере-
ход для снятия цементационного слоя перед закалкой (второй стол-
бец алгоритма).
Поверхности 2—3-го класса точности с шероховатостью в пре-
делах 2,5>/?а>0,63 обрабатываются в этапе Э4 точением или шли-
фованием, если деталь не требует закалки. Окончательно метод об-
работки поверхности выбирается на более высоком уровне проек-
тирования (при разработке маршрута). Поверхности с теми же
параметрами, но в закаливаемых деталях обрабатываются шлифо-
ванием в этапе Э8. Если деталь проходит азотирование или старе-
ние, окончательная обработка точных поверхностей производится
в этапе ЭН.
Для достижения малой шероховатости поверхности дополни-
тельно к указанным переходам в этап Э13 засылается переход до-
водочного шлифования, выполняемый на точных станках мелкозер-
нистыми кругами. Параметры промежуточного состояния поверх-
ности на предшествующем переходе определяются по табл. 5.5. На
их основе по алгоритму (см. рис. 5.13) устанавливаются наиболее
рациональные методы обработки. Это продолжается до тех пор,
пока параметры Ci-\ состояния не станут равны или близки к па-
раметрам заготовки или детали после черновой обработки.
Выбор метода обработки плоских поверхностей зависит от точ-
ности координируемого размера, шероховатости поверхности, тех-
235
нических требований на точность расположения относительно дру-
гих поверхностей, вида термообработки и осуществляется по таб-
личному алгоритму (табл. 5.7).
Табл. S.7. Алгоритм определения маршрута обработки
плоскостей, пазов, многогранников
Условия, определяющие выбор маршрута обработки Этапы Маршруты обработки
1 2 3 4 5
Э13 Слесарная доводка
Э8 Слесар- ная доводка Фрезеро- вать Шлифо- вать Шлифо- вать
34 Фрезер о* вать Фрезеро- вать Фрезеро- вать Фрезеро- вать Фрезеро- вать
Вид поверхности ОП — — Закрытая — .—
Точность размера — 3 3 2 2 2
Шероховатость поверх- — ности Ш 1,25 1,25 0,32 0,32 0,02
Вид предшествующей — термообработки ТО ТО-У Закалка ТО-У —
Технические требования — 6у>0„5 Да Да Нет / —
Примечание. Для окон с радиусными краями в этап Э4 дополнительно
заедать сверлильный переход.
Фрезерование в получистовом этапе Э4 применяется для неза-
каленных или улучшенных деталей при точности размеров по 4-му
или более грубым классам точности; шероховатости поверхности до
Ra 1,25 и точности взаимного расположения 6^0,1 (первый столбец
алгоритма). При необходимости предохранения обрабатываемой по-
верхности от цементации фрезерный переход переносится в этап Э6,
т. е. выполняется после цементации перед закалкой.
Поверхности 2—3-го классов точности и шероховатости Ra
0,32 в закаленных или улучшенных деталях обрабатываются фрезе-
рованием и шлифованием. Результаты формирования маршрутов
обработки поверхностей детали в чистовых и получистовых этапах
записываются в виде таблицы. Ее строки соответствуют этапам
технологического процесса, а столбцы — маршрутам обработки от-
дельных поверхностей. В каждую клетку таблицы могут заноситься,
один или два близких по эффективности метода обработки поверх-
ности.
236
Формирование черновых и заготовительных этапов производит*
ся на основе анализа конфигурации и размеров детали и заготовки,
размера партии, а также учета факторов технического и организа-
ционного характера (состояния оборудования на заводе, квалифи-
кации рабочих-станочников, влияния черновой обработки на поте-
рю точности станков, принятого способа организации производства
в основных и заготовительных цехах и др.). При формировании
чернового этапа задача заключается в том, чтобы разработать та-
кой эвристический критерий, который интегрально учитывал бы
влияние перечисленных выше факторов. На основе обобщения опы-
та проектирования технологических процессов обработки деталей
класса «Тела вращения» на нескольких заводах мелкосерийного
производства в качестве локальных критериев для решения этой
задачи выбраны вид и размеры заготовки, величина партий, отно-
шения f суммарной длины черновых проходов при обработке на-
ружного контура к длине детали:
- 1 '
Г = -4;------,
( **дет
где — количество черновых проходов с глубиной /тах при обра-
Dr! I — D[
ботке г-й ступени детали; т, = —Ц------; k — число обрабатывав
чпах
мых начерно ступеней детали; 10£— расстояние от торца детали до
i-й ступени, включая ее длину.
Формула характеризует эвристически полученную зависимость
влияния объема черновой обработки на целесообразность включе-
ния в технологический процесс чернового этапа. Чем больше сум-
марная длина черновых проходов превышает длину детали, тем це-
лесообразнее выделение черновой обработки в отдельные операции,
выполняемые в этапе Э2. Эта формула справедлива для деталей,
превышающих определенный диаметр </доп. Значения f и dKOa раз-
личны для деталей разных типов и составляют настроечные пара-
метры алгоритма.
В табл. 5.8 в качестве примера показан алгоритм назначения
этапа Э2 при обработке наружных поверхностей деталей различ-
ных типов, изготавливаемых из прутка. Если диаметр заготовки не
превышает допустимых значений 43^dson, черновые переходы в са-
мостоятельную операцию не выделяются, а выполняются вместе с
получистовыми в этапе Э4. Этот случай представлен в последнем
столбце алгоритма. Для более крупных деталей каждого типа в за-
висимости от величины f возможны три варианта: fz~
В первом случае ввиду небольшой длины черновых проходов
они не выделяются в самостоятельную операцию, во втором при
малых размерах партии N^.NROn черновая обработка в отдельную
операцщо не выделяется, а при N>NROa засылаются сведения о не-
обходимости черновой обработки В этапе Э2. В третьем случае в
Табл, б Л. Алгоритм назначения чернового этапа Э2 для деталей,
изготавливаемых из прутка. Вход 77), D3, /, N
Наименование условий Решения
Э2 отсутствует Э2 (НП) Э2 отсутствует Э2 (НП) Э2 отсутствует Э2 (НП)
Тип детали TD Валы Втулки f Диски
Диаметр заготовки D3 х* d3 ^>^3
Величина f <fu /11^/12 >/12 </21 /21^/22 >/22 /зг /31"^/32 >/з2
Размер партии W — >«1 —• — <«2 >«2 — — <«3 >«з —
Примечание. Параметры алгоритма: = 30 d2 = 35" d3 = 42
/11=1.0 /81=1.1 /31=1,2
fl2=l>3 /22=1,4 /32=1,5
ях = 5 «2 = 8 «3=12
связи с большим объемом черновой обработки независимо от вели-
чины партии назначается этап Э2. Разработка алгоритмов назначе-
ния чернового этапа и определения состояния после черновой обра-
ботки для деталей сложной формы представляет большие трудно-
сти. Это связано с необходимостью анализа ее формы, жесткости,
организационно-технических и других условий. В связи с этим в си-
стеме предусмотрен режим диалога технолога с ЭВМ. В управляю-
щем алгоритме этапа Э2 предусмотрены операторы обращения ЭВМ
к технологу. На экран устройства отображения выводится модуль
обращения, содержащий запрос технологу: «Укажите, черновой
этап Э1 необходим?» Технолог, анализируя деталь, выбирает реше-
ние и посредством функциональной клавиатуры вводит в ЭВМ
ответ.
В результате реализации приведенных алгоритмов формирует-
ся принципиальная схема технологического процесса в виде после-
довательности этапов nC=9i9i, ..., 9i,..., с указанием мето-
дов обработки поверхностей в каждом этапе
Э<={ш(П1), р.2 (Яг). •
5.5. МЕТОДИКА И АЛГОРИТМЫ ПРОЕКТИРОВАНИЯ МАРШРУТНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходными данными для проектирования на втором уровне
детализации служат полученные на первом уровне несколько наибо-
лее рациональных вариантов принципиальных схем технологическо-
го процесса, сведения о форме, размерах и точности детали и заго-
товки, программа выпуска. В качестве технических ограничений
используются набор применяемого на заводе оборудования, оснаст-
ки основных материалов и их техническая характеристика. Задача
состоит в том, чтобы спроектировать и выбрать наиболее рацио-
нальный вариант маршрутного технологического процесса, вклю-
чающего определение состава и последовательности операций, вы-
бор технологических баз оборудования и зажимных приспособле-
ний на каждой операции.
Формирование структуры технологического процесса будет осу-
ществляться с чистовых этапов, заканчиваться черновыми и загото-
вительными. Такой порядок проектирования принят потому, что
исходными данными задачи служит чертеж детали с окончательны-
ми размерами. На формирование операций и их последователь-
ность в различных этапах оказывают влияние такие факторы, как
технологические возможности применяемого оборудования и осна-
стки, форма и размеры детали, характер размерных цепей, величи-
на партии и ряд других. В связи с этим синтез технологического
маршрута разделяется на ряд взаимосвязанных задач, дифферен-
цированно учитывающих указанные выше факторы.
Задача 1. Множество переходов i-ro этапа •9i={p.i(%h)} разде-
ляется на непересекающиеся подмножества (укрупненные опера-
ции Л) в соответствии с технологическими возможностями обору-
239
дования и прогрессивными традициями на конкретном предприятии.
Г,л:{щ(ПО, Р2(Л2)..
где №т.в — алгоритм расчленения по указанным признакам;
M{Ai} — множество вариантов укрупненных операций, полученных
в результате расчленения.
Технологические возможности оборудования (ТВ) характери-
зуются видами обрабатываемых поверхностей Пк и методами их
обработки щ, размерами рабочей зоны станка и допустимой точ-
ностью обработки. Например, обработка цилиндрического отвер-
стия на токарном станке может производиться растдчкой, зенкеро-
ванием или развертыванием. В ряде этапов для обработки некото-
рых поверхностей детали могут применяться станки разных типов.
Например, обработку центральных отверстий в рычагах и вилках
переключения можно выполнять на револьверных и сверлильных
станках. Поэтому в результате решения этой задачи возможно по-
явление двух-трех вариантов укрупненных операций, которые ха-
рактеризуются максимально возможной для данной детали кон-
центрацией переходов. Для их выполнения в ряде случаев необхо-
димо произвести несколько переустановок детали и переналадок
станка. Разделение укрупненных операций на наиболее рациональ-
ное количество простых происходит позднее.
Таким образом, в результате решения первой задачи состав
операций маршрута увязывается с технологическими возможностя-
ми имеющегося на предприятии или прогрессивного оборудования^
которое будет приобретено в планируемый период.
Задача 2. Упорядочение укрупненных операций в зависимости
от формы детали. Здесь учитывается влияние относительного вза-
имного расположения поверхностей на последовательность укруп-
ненных операций их обработки.
Рассмотрим 2-ю ступень вала (см. рис. 5.5). Поверхности ее
имеют следующий порядок расположения: цилиндрический уступ—
основная поверхность, плоскость — первичная (первого ранга), от-
верстие — поверхность второго ранга. Анализ большого количества
технологических процессов показал, что ранг конструктивной опе-
рации «отсечение» определяет последовательность обработки по-
верхностей в чистовых и получистовых этапах, т. е. вначале должны
обрабатываться основные поверхности, затем первого, второго и бо-
лее высоких рангов. В соответствии с приведенным правилом пос-
ледовательность обработки поверхностей ступени будет следующей:
вначале обрабатывается цилиндрическая поверхность, затем пло-
скость и в последнюю очередь отверстие.
В некоторых деталях относительное взаимное расположение
поверхностей одинакового вида может быть различным. Например,
отверстие // — первого ранга, а отверстие 8 — второго ранга. Сле-
дуя приведенному выше правилу, для их выполнения в каждом
этапе будут сформированы две операции, отделенные друг от друга
операциями обработки других первичных и вторичных поверх-
ностей.
240
Такая последовательность обеспечит получение требуемой точ-
ности, но экономически невыгодна, так как приведет к увеличению
числа операций и возвратным потокам деталей' в цехе. В связи с этим
каждой укрупненной операции присваивается ранг q— 1, 2, 3 ... ,
равный максимальному рангу поверхности, обрабатываемой в опера-
ции qm„ а затем производится упорядочение укрупненных опе-
раций по возрастанию их ранга.
Гу: {4, Ла, ... , 4} -> < (4, Лз ...)»(Л2, 4 ... р (Л*, Ak+l .. .)»>
В скобках заключены группы укрупненных операций одинако-
вого ранга, например, основные д=0, первичные q=*\ и т. д. Эта
процедура позволяет сосредоточить обработку поверхностей одина-
кового вида, но разных рангов в одной или нескольких рядом стоя-
щих операциях этапа. В рассмотренном примере операции обра-
ботки нецентральных отверстий присвоен ранг q—2.
В результате решения, задачи сначала следуют группы укруп-
ненных операций обработки основных поверхностей, затем первич-
ных, вторичных и т. д. В каждой группе операцдй одного ранга
могут быть укрупненные операции обработки различных поверхно-
стей. Так, группу основных составляют операции обработки наруж-
ных поверхностей и центральных отверстий в деталях класса «Тела
вращения». В, группу первого ранга входят операции обработки
плоскостей, пазов, нецентральных отверстий, резьб, шлицев, зубьев
и т. д.
Задача 3. Рациональная дифференциация укрупненных опера-
ций на простые и определение последовательности их выполнения
в составе каждой укрупненной операции.
Разделение укрупненных операций на более простые, включа-
ющие обработку элементарных поверхностей одинаковых видов с
Одинаковыми конструктивными параметрами, дает возможность
сократить суммарное время на переналадку станка с обработки од-
ной однородной группы поверхностей на другую, так как наладка
производится один раз на партию деталей. Однако при этом возра-
стает суммарное время на установку деталей и подготовительно-
заключительное время.
. Возможно несколько вариантов разделения укрупненной операции
на простые. Наиболее рациональным будет такой вариант дифферен-
циации укрупненной операции на k простых /?: Лу-> {Лп Аа, ... , Л*},
при котором обеспечивается выполнение следующих условий: сум-
> л
марное операционное время k простых операций 2^ меньше опера-
ционного времени укрупненной операции Ту:
k
/=! , •••
среди вариантов, отвечающих этому условию, необходимо выбрать
16 Зак. 1333 . ., 341
вариант дифференциации с минимальным временем выполнения k
простых операций
k
min.
Величина партии для различных случаев обработки определя-
ется заранее и уточняется на каждом предприятии, а затем исполь-
зуется в алгоритмах дифференциации. В этих же алгоритмах опре-
деляются схемы базирования деталей при выполнении группы од-
нородных операций.
На рис. 5.14 приведен алгоритм дифференциации шлифоваль-
ных операций для деталей классов «Валы и полые цилиндры».
Блоками 1, 2 укрупненная операция Ау разделяется на два
подмножества переходов Ав и Авн обработки наружных поверх-
ностей и центральных отверстий. Блоками 3, 4 для шлифования на-
ружных поверхностей назначается схема базирования детали в цен-
трах. Для термообрабатываемых деталей блоками 5 и 6 назначает-
ся операция «правка центров». Еслй закалка отсутствует, от блока
5 управление передается блоку 7.
Блоками 7—9 в зависимости от размера партии множество пе-
реходов Лн разделяется на простые операции, состоящие только из
переходов по обработке цилиндрических, конических, сферических
и фасонных поверхностей. От блока 9 управление передается блоку
11, а затем 12 и 13. Посредством этих блоков набор переходов об-
работки центральных отверстий разделяется на две группы Acj и
ЛС2, в каждую из которых входят переходы по обработке поверхно-
стей, расположенных с одной стороны детали. Это связано с тем,
что при П2>«2доп вспомогательное время на переустановку и вы-
верку детали превышает время, связанное с выделением в отдель-
ную операцию переходов по шлифованию поверхностей, располо-
женных с ее противоположной стороны.
Блоком 14 для группы операций Лвн принимается схема бази-
рования и установки детали в патроне и люнете, а в качестве базо-
вых поверхностей — две точные и наиболее удаленные шейки вала.
Алгоритмом 15 производится дальнейшая дифференциация Aci и
ЛС2 до простых операций, содержащих обработку только цилиндри-
ческих, конических и других отверстий. Этот алгоритм включает в
себя блоки, аналогичные 7—9. В результате дифференциации полу-
чаются наиболее рациональные по составу простые операции и оп-
ределяются схемы базирования и установки детали для каждой
из них..
Разделение укрупненных операций высших рангов 1 (пазы,
нецентральные, отверстия, зубья, шлицы и т. д.) производится на
основе аналогичных алгоритмов. При п>пдоп укрупненная опера-
ция делится на простые по общности углового расположения обра-
батываемых поверхностей. В связи с этим в самостоятельные опе-
рации выделяется обработка плоскостей, пазов, нецентральных от-
верстий, расположенных на торцах и цилиндрических поверхностях.
Для пазов дополнительным признаком служит форма профиля и
242
)
его размеры, так как эти параметры определяют необходимость пе-
реналадки станка.
Задача 4. Установление рациональной последовательности
укрупненных операций одинакового ранга. Порядок операций обра-
Рис. 5.14. Алгоритм дифференциации шлифовальных операций
ботки поверхностей одного ранга, например плоскостей, пазов, не-
центральных отверстий, зубьев, шлицев и других, назначается на
основе принципа совмещения конструкторских баз с технологиче-
скими и учета сложности будущих установочно-зажимных приспо-
соблений. Связано это с тем, что в ряде случаев размерные цепи
чертежа не обеспечивают создания достаточно удобных в конструк-
тивном и эксплуатационном отношении установочно-зажимных при-
те*
243
способлений. В таких ситуациях приходится отступать от принцип^
совмещения баз и идти на уменьшение допуска на некоторые разме-
ры в расчете на то, что простота приспособления и удобство работы
компенсируют затраты на обеспечение более жестких допусков на
эуи размеры.
В тех случаях, когда обрабатываемые поверхности не связаны
жесткими допусками и техническими требованиями или их величи-
на настолько велика, что не оказывает влияния на последователь-,
ность обработки, в алгоритме учитывается расстановка оборудова-
ния в цехе и прогрессивные технологические традиции проектиро-
вания технологии на конкретном предприятии. Учет в алгоритмах
определения последовательности операций расстановки оборудова-
ния в цехах обеспечивает максимально возможную прямоточность
технологического процесса, при которой сводятся к минимуму
встречные потоки и петляние деталей по станкам цеха. Например,
при отсутствии в цехе станков для точной обработки зубчатых, шли-
цевых или резьбовых поверхностей их обработку необходимо выне-
сти в конец этапа для того,, чтобы после этих операций на другом
участке деталь не возвращалась обратно, а направлялась на склад
или сборку.
Использование в алгоритмах опыта проектирования техноло-
гии на конкретном предприятии дает возможность учесть влияние
организационных и других факторов на последовательность опера-
ций. Например, на ряде станкостроительных заводов обработка на-
ружных резьб выносится в конец этапа, а при отсутствии термооб-
работки — в конец технологического процесса. Это делается для
того, чтобы при установке детали на других операциях и транспор-
тировке не повредить резьбу. На некоторых предприятиях этот фак-
тор не принимают во внимание, но учитывается ряд других особен-
ностей.
На рис. 5.15 приведен алгоритм определения последовательно-
сти обработки различных видов поверхностей одинакового ранга,
учитывающий приведенные выше положения. Входной блок 1 выде-
ляет граф Гч (П, L) размерной связи укрупненных операций q-ra
ранга, начиная от первичных q=l. Оператором 2 первыми в оче-
редь становятся Лк обработки плоскостей и уступов. Посредством
операторов 3,4 аналйзируются технические требования на точность
взаимного расположения зубьев, шлицев вала относительно пазов
и нецентральных отверстий. Если 6<^61ДОп, оператором 5 вначале
засылается Ам обработки зубьев или шлицев, а затем на их базе —
пазов и нецентральных отверстий. В противном случае управление
передается, оператору 6, который делает отметку о том, что 8ц>
ДОП*
С помощью оператора 7 определяется последовательность Аьг
обработки пазов и нецентральных отверстий. Если эти поверхности
связаны между собой техническими требованиями, вначале выпол-
няются ; операции обработки нецентральных отверстий, а затем в
приспособлении с базированием по отверстию или выверкой по оп-
равке обрабатываются пазы, окна. В остальных случаях оператор
244
8 проверяет наличие обработки окон прямоугольной формы. Эти
операции необходимо выполнять после обработки нецентральных
отверстий для того, чтобы в этой же операции произвести сверление
3
б
Выход:ТМ3.=<АК) ' I
4 ' > : \
13____________\\__
Аце: резьбы
• -----------' ....... ........
Рис. 5.15. кяюуть определения последовательности операций об»
работки поверхностей одинакового ранга;
— вид операции; 3Q — технические требования на точность взаимного распо-
ложения поверхностей
отверстий под последующую обработку окон. В' противном случ
оператором 9 обработка пазов и окон устанавливается перед q
боткой нецентральных отверстий. С помощью операторов 11;
13 в конец последовательности засылаются операции обра
шлицев, зубьев, если они не связаны с другими поверхностями тех-
ническими требованиями.
На различных заводах машиностроения этот алгоритм с уче-
том конкретной производственной обстановки изменяется. Чтобы
изменения алгоритма не потребовали переделки всей программы
формирования операций, он выполнен в виде отдельной быстро-
сменной программы.
Анализ конструкции деталей сложной формы с точки зрения вы-
бора наиболее рациональных установочных баз не может быть пол-
ностью алгоритмирован и должен осуществляться технологом.
Управляющая программа посредством оператора обращения выво-
дит на экран дисплея модуль запроса к технологу с просьбой назна-
чить схему базирования. Модуль запроса имеет следующий вид:
№ детали — АМ40151315.
Уровень проектирования — маршрут.
Этап — получистовой Э4.
Операция — фрезерная.
Обрабатываемые поверхности: П1, П2, ..., П».
Выберите базовые поверхности.
Ответ:
П5 — база опорная,
П7 — база направляющая,
П9 — база упорная.
Технолог с помощью клавиатуры дисплея записывает обозначе-
ния выбранных баз. Эти указания воспринимаются ЭВМ и исполь-
зуются при дальнейшем проектировании.
Задача 5. Определение типа оборудования для каждой опера-
ции маршрута. Решение этой задачи осуществляется на основе све-
дений о типе операции, методах обработки поверхностей, выбран-
ной схеме базирования и габаритных размеров обрабатываемой де-
тали. В табл. 5.9 приведен табличный алгоритм определения типа
токарной операции. Наименования условий, определяющих выбор
типа операции, приведены в левом столбце. Конкретные их значе-
ния содержатся в правой части таблицы. Они включают в себя ми-
нимальные и максимальные значения параметров, охватываемых
совокупностью моделей оборудования одной группы. Например, на-
ибольшие диаметр и длина детали принимаются исходя из техноло-
гических возможностей токарного автомата самой крупной модели.
Конкретный тип операции выбирается, если все условия алго-
ритма удовлетворяются. В алгоритме в первую очередь анализи-
руется возможность применения наиболее производительных типов
оборудования, например токарных автоматов, револьверных стан-
ков. Универсальное оборудование назначается в тех случаях, когда
операция не может быть выполнена на более производительном.
Аналогичные алгоритмы имеются для всех групп оборудования,
выбор модели которого осуществляется на уровне проектирования
операционной технологии.
В результате решения указанных задач в каждом этапе уста-
246
Табл. 5.9. Алгоритм определения типа токарной операции
Условия, определяющие выбор токарной операции Вид токарной операции
автоматная револьверная универсальная
^тах заготовки Индиви- дуальная заготовка Втулки 30 250 300
Диски 30 500 550
Групповая заготовка Втулки 36 80 180
Диски 36 80 250
Длина детали L < 140 250 2300
Класс точности 4 3 2
Шероховатость Ш 1,25 1,25 0,63
Несоосность > 0,10 0,05 0,03
Размер партии > 150 50 —
Число обрабатываемых поверхностей в операции > 4 3 —
навливается наиболее рациональный состав и последовательность
операций, а по каждой операции — схема базирования детали СБ,
тип оборудования и набор методов обработки поверхностей:
Э,=Л1Л2) •.. , Л{,..., Ап>
А{=СБ, СТ, {щ(tii)}.
5.6. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО
МАРШРУТА НА ОСНОВЕ МЕТОДОВ ТИПИЗАЦИИ
Рассмотренная выше методология многоуровневого синтеза но-
сит универсальный характер и применима при алгоритмизации про-
ектирования маршрута обработки деталей различных форм, разме-
ров и точности. На машиностроительных заводах применяется боль-
шое число деталей типовых конфигураций — валы, втулки, фланцы,
зубчатые колеса, на которые разработаны типовые технологические
процессы. При проектировании типовой процесс используется как
247
руководящий материал. На основе анализа ко'нкретной детали из
него исключаются операции и переходы обработки отсутствующих
групп поверхностей. На основе типовых процессов создаются типо-
вые конструкции оснастки, выбирается наиболее рациональный'ти-
паж оборудования.
Использование методов типизации позволяет резко сократить
трудоемкость проектирования и улучшить его качество. В автомати-
зированных системах технологического проектирования применение
Рис. 5.16. Дерево классификации деталей
методов типизации дает возможность значительно сократить время
на разработку алгоритмов, программ и освободить технологов от
трудоемкой и нетворческой работы по разработке технологических
процессов на типовые детали. Для автоматизации проектирования
технологических процессов по методикам типизации необходимо на
основе имеющихся на предприятиях классификаторов деталей раз-
работать алгоритмы и программы классификации и группирования
деталей и провести формализацию типовых технологических процес-
сов. Рассмотрим более подробно решение указанных задач.
Классификация деталей (рис. 5.16) представляет собой граф-
дерево Г (X, U), вершины которого соответствуют классам, видам,
группам и типам деталей, а множество дуг — отношениям, характе-
ризующим признаки деления. При классификации каждый класс де-
талей рассматривается как множество объектов, обладающих одним
или несколькими общими признаками. Объект X, обладает призна-
ком Uj, если Он находится в отношении XiUjXj к объекту Xj. Класс
обектов Xi обладает признаком Uj, если все х<еХ< обладают этим
признаком.
Таким образом, множество объектов X делимо по признаку U},
если составляющие его объекты обладают этим признаком. На первом
уровне деления множество X делится по начальному признаку Ut
на подмножества X}, Х^, ...» X*. Верхний индекс обозначает уро-
248
вень деления, а нижний — порядковые номера образовавшихся под-
множеств. На втором уровне для деления каждого из подмножеств
может использоваться свои признак: для X} признак £/?, для Х[—Ul
и т. д. Каждый из признаков Uk конкретизирует признак U'. Любая
группа объектов X”-1, полученная в результате деления на т — 1
этапе, делится по £7“ признаку на подгруппы X“i, Х$ и т. д. По-
следний уровень дерева классификации описывает типы деталей, на
которые разрабатываются типовые процессы.
Каждой классификационной группе присваивается цифровой
код так, чтобы между ними и их кодами существовало однозначное
соответствие. Формирование полного кода детали осуществляется
путем добавления на каждом последующем этапе деления к коду
группы предыдущего уровня кода группы последующего уровня.
При таком построении формальная структура кода отражает суще-
ственные с точки зрения задач технологического проектирования
взаимосвязи между характеристиками деталей различных уровней.
При проведении классификации деталей необходимо выбирать наи-
более существенные признаки, посредством которых формируются
классы, группы и типы, обладающие общностью процессов их изго-
товления. На основе составленной классификации разрабатываются
алгоритмы определения цризнаков для всех классификационных
уровней. Чем больше уровень детализации объектов, тем детальнее
и конкретнее признаки. Например, для характеристики типа детали
используется набор параметров, однозначно определяющий общность
технологического процесса обработки основных поверхностей.
На первом уровне классификации признаки деления характери-
зуют такие интегральные понятия, как классы деталей (тела враще-
ния, плоскостные детали, некруглые стержни, корпусные детали и
т. д.). Разработка алгоритмов формирования признаков для верхних
уровней классификации затруднительна ввиду большой сложности
и неопределенности характеристик некоторых классов и подклас-
сов. В то же время на низших уровнях классификации разработка
алгоритмов формирования признаков осуществляется довольно про-
сто на основе анализа конкретных параметров детали, содержащих-
ся в ее описании.
В результате наиболее целесообразными представляются чело-
веко-машинные методы классификации деталей. Характерной их
чертой является присвоение первых (Одного-двух) классификацион-
ных шифров технологом с последующей алгоритмической классифи-
кацией деталей до уровня типов. Это позволит наиболее полно
использовать опыт, интуицию технолога при решении не поддаю-
щихся формализации задач конструктивно-технологического ана-
лиза сложных деталей.
После того как проведена автоматизированная классификация
запускаемых в производство деталей, программами .сортировки и
упорядочения формируются группы и типы деталей. В один тип ав-
томатически объединяются детали по совпадению всех разрядов ко-
да, в одну группу — по совпадению разрядов кода, исключая пос-
*
249
ледний, и т. д. В результате с ЭВМ выдается ведомость группиро-
вания деталей.
При традиционных методах проектирования к одному типу от-
носятся довольно близкие по форме, размерам и точности детали.
Технологические маршруты их обработки отличаются незначитель-
но — в основном назначением второстепенных операций. Это приво-
дит к большому числу типовых процессов на предприятии. При раз-
работке алгоритмов автоматизированного проектирования целесооб-
разно объединить несколько типовых процессов в один обобщенный,
охватывающий целую группу или класс деталей. Например, такой
алгоритм и программа были успешно разработаны и внедрены на
различные типы цилиндрических, конических и червячных колес.
На различных предприятиях типовые технологические процессы
оформляются по-разному. Условия применения той или иной опера-
ции четко не оговариваются. Предполагается, что технологи знако-
мы и имеют опыт проектирования конкретных процессов по
типовому. Для автоматизированного проектирования необходимо
определить условия применения каждой операции и разработать
формализованную модель типового технологического маршрута.
В табл. 5.10 приведена формализованная запись некоторых опе-
раций маршрута обобщенного типового технологического процесса
обработки зубчатых колес в условиях мелкосерийного производства.
Ее отличительной особенностью является наличие столбца, в кото-
ром записываются условия применения каждой операции, эскизы
схем установки деталей и разбивка всех операций маршрута по тех-
нологическим этапам.
Отсутствие логического условия слева от наименования опера-
ции обозначает, что она обязательна для всех деталей класса или
типа, например операции 01; 19.
Приведенная форма описания типового процесса в наибольшей
степени отвечает требованиям проектирования «вручную» и служит
основой для разработки алгоритма (рис. 5.17). Алгоритмы проекти-
рования маршрута могут быть записаны на алгоритмических языках
АЛГОЛ-60, ФОРТРАН-IV, АЛГАМС и др.
Автоматизация проектирования технологических процессов на
основе методов типизации производится в следующей последова-
тельности:’ классификация деталей в соответствии с заводским или
отраслевым классификатором; группирование деталей; проектиро-
вание маршрута обработки каждой детали; нормирование операций;
печать ведомости группирования деталей, технологических карт
маршрутного процесса.
Как показала практика разработки и внедрения методов авто-
матизированного проектирования технологических процессов, прог-
раммы, построенные на основе методов типизации, характеризуются
меньшим (на 30—40%) объемом по сравнению с общим методом
синтеза и меньшими затратами машинного времени на проектирова-
ние. В связи с этим автоматизацию проектирования технологических
процессов на детали типовых форм целесообразно осуществлять на
основе методов типизации, в то время как на детали сложных форм
250
Табл. 5.10. Формализованная запись типового технологического процесса
Номер усло- вия Условия применения операций Номер и наименование операций Этапы Цех Модель обо- рудования Эскиз Шифр оснастки
01. Отрезная Э1 02 8Б66 —» Призмы
У1 Если заго- товка — поковка, то 03, 05 иначе 03. Кузнечная 05. Термическая 03 03 Молот Печь
Если централь- ное отверстие про- тягивается, то 07, 15 иначе 09 . 07. Токарная черновая I 09. Токарная черновая II Э2 04 04 1П365 1П365 Трехкулачковый патрон
Уз Если ТО = У, то 11, 13 Иначе 17 11. Термическая 13. Маркировочная эз 03 03 Печь Верстак
15. Протяжная Э4 05 7А520 Планшайба
17. Токарная получистовая 05 1К62 Трехкулачковый патрон
19. Токарная 05 1К62 Оправка НП 32—05
и размеров, которые плохо поддаются типизации, автоматизацию
проектирования маршрута следует проводить методом многоуровне-
вого синтеза. Таким образом, указанные методы не противоречат, а
дополня1дт друг друга.
Рис. 5.17. Алгоритм назначения операций на основе типового
процесса
5.7. МЕТОДИКА И АЛГОРИТМЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ '
5.7.1. Общая схема алгоритмов проектирования
операционной технологии
Исходными-данными для проектирования технологической опе-
рации служат набор переходов {щ, цз, • • •» р*}» входящих в состав
операции, требуемая форма детали, межоперационные размеры и
их точность, которые необходимо получить в результате выполне-
ния операции. Эти сведения получены на основе программ форми-
рования маршрута обработки и проектирования предыдущей опе-
рации на данном уровне.
Техническим ограничением, определяющим допустимые вариан-
ты системы СПИД, структуру и характеристики операции, является
набор типоразмеров оборудования и оснастки, применяемый на за-
воде, для выполнения указанного вида операций. В качестве спра-
вочных данных используются технологические нормативы на при-
пуски и напуски, время выполнения отдельных элементов операции,
поправочные коэффициенты для расчета режимов резания и другие
сведения. Задача заключается в том, чтобы при заданных техниче-
ских ограничениях выбрать наиболее рациональные элементы си-
стемы СПИД, определить форму, межоперационные размеры дета-
ли, поступающей на операцию и структуру последней.
На рис. 5.18 показан общий алгоритм проектирования техноло-
гических операций, выполняемых на универсальных станках. Зада-
ча проектирования операций разделяется на несколько частей.
В первой части определяются наиболее рациональные форма дета-
ли, припуски и межоперационные размеры (блоки /—3). Во второй
производится выбор допустимых вариантов технологической систе-
мы СПИД (блоки 4, 5, 8). В Третьей определяется наиболее рацио-
нальная структура и технико-экономические характеристики опера-
ции (блоки 6, 9, 10, 12). Комплексом алгоритмов 7.1—7.5 произво-
дится проектирование отдельного перехода. В последней части
осуществляется декодирование результатов проектирования с ма-
шинного языка на язык выводных устройств системы, для того что-
бы получить операционные чертежи, схемы наладок и технологиче-
ские карты (блок 13). С помощью оператора цикла 7.6 осуществля-
ется последовательное проектирование всех переходов операций.
Для выполнения большинства из них может использоваться несколь-
ко станков различных моделей и размеров. При этом себестоимость
обработки на каждом станке будет различной. Оператором цикла
11 осуществляется проектирование нескольких вариантов операции
с расчетом технически обоснованных норм времени и себестоимости
по каждому из них.
Выбор технологически-оптимального варианта производится на
основе сравнения себестоимости операций. Информация о техничен
ски оптимальном варианте выдается на печать, а по остальным на
магнитную ленту засылается только номер детали,, код операции,
253
тип станка, норма времени и себестоимость. После окончания раз-
работки технологии на месячную программу цеха эти данные
используются при составлении календарного графика загрузки обо-
_____________f______________
Ввод исходных данных
р I.
“ 1. Назначение припуске в на обрабатываемые поверхности
Z. Определение оптимальной формы детали-заготовки
, J. Расчет графа межоперационных размеров Р(Х,У)
. ♦ ________________________
------------4. Выбрать из таблицы I станок, 1-1
5. Выбор приспособления для установки детали
в, Определение оптимальной структуры операции
_________________________i____________________
----------------------------------------------Z Выделить jпереход; ] = l-i-m
------'------f--------------------
7.1. Выдрать режущий инструмент
7.2. Выдрать Вспомогательный инструмент
7.3. Выбрать измерительный инструмент
7У Определитьрежимырезания
7.5.--------Определить Вспомогательное бремя на переход
_________________________t
7.6. Цикл по j,j=m? I
8. Проектирование инструментальной наладки
9. Расчет нормы бремени на операцию
10. Определение себестоимости операции Gon
________________________|
-------— //. Цикл no lf i =п?
12. Выбор оптимального Варианта операции С0П~^т1п
13. Печать технологической карты
А ВычерчиВание технологических чертежей
Рис. 5.18. Общий алгоритм проектирования операцион-
ной технологии
рудования и определении производственно-оптимального варианта
операции.
Для некоторых простых операций ряд алгоритмов в схеме мо-
жет отсутствовать. Например, при однопереходной обработке ал-
254
горитм определения последовательности установок и переходов опу-
скается. В операция^, на которых применяются станки с постоянно
установленным приспособлением и режущим инструментом, алго-
ритмы их выбора также опускаются. Эти особенности не нарушают
общности схемы и учитываются при проектировании в каждом кон-
кретном случае.
5.7.2. Алгоритм определения припусков и межоперационных
размеров детали
Расчетно-аналитический метод определения припусков бази-
руется на анализе производственных погрешностей и дифференци-
рованно учитывает влияние на величину припуска конфигурации и
размеров детали, качества заготовки, погрешностей механической и
термической обработки. Таблицы значений ч составляющих элемен-
тов припуска невелики по объему, что значительно упрощает алго-
ритм расчета и объем памяти, занимаемый исходной информацией.
Для удобства расчета на ЭВМ таблицы исходных значений в ряде
случаев заменены простыми математическими формулами.
Алгоритм расчета припусков приведен на рис. 5.19. Оператор
1 выделяет очередной i-й переход в операции. Операторами 2, 3
производится вычисление припуска на механическую обработку
при предохранении поверхностей от цементации и азотирования.
Величина припуска для этих переходов вычисляется по формуле
=Л (/ц+/) ,
где К. — коэффициент, учитывающий характеры припуска. При од-
ностороннем его расположении К=1, при двустороннем /С=2;
tn — глубина цементации или азотирования; I — постоянный коэф-
фициент, при цементации /=0,5, при азотировании /=0,15.
Операторами 4—7 вычисляется величина допуска предшест-
вующего перехода. Приведенное в блоке 7 количество единиц по-
лей допусков С зависит от точности выполнения предшествующего
перехода, т. е. от этапа, в котором находится операция. Величина
С для промежуточных переходов обработки наружных поверхно-
стей принимается по скользящей посадке соответствующего класса
точности или отклонению основного отверстия для внутренних по-
верхностей. При расчете припуска на первый переход механической
обработки допуском предшествующего перехода служит допуск за-
готовки, величина которого зависит от ее вида и способа получения.
Операторами 8—10 определяется высота микронеровностей
и глубина дефектного слоя 7\-i. Для деталей, изготавливаемых
из чугуна, цветных сплавов, а также для остальных после закалки
или азотирования, когда необходимо сохранить верхний наиболее
износостойкий слой металла, величина Tt--i с помощью оператора
10 из расчетной формулы исключается. В табл. 5.11 в качестве при-
мера приведены значения для операций обработки дета-
лей класса «Тела вращения» в различных этапах технологического
процесса.
255
Операторами 11 и 12 вычисляется величина пространственных
отклонений на предшествующем переходе, которая зависит от вида
термообработки и степени копирования погрешностей заготовки в
Рис. 5.19. Алгоритм вычисления припусков на обработку по-
верхностей вращения
Г
рассматриваемой операции. Величина удельного коробления дета-
ли зависит от вида термообработки и вычисляется по формуле #
1(Г»л*
O.Oldj-f-0,3
где «л — коэффициент, зависящий от вида обработки. При объ<
256
, - .. „ 1
Табл. 5.11. Значения- yf_t
Вид поверхности Этапы
Э13 Э11 Э8 Э4
Наружные 0,01 0,025 0,2
0,025 0,025
Внутренние 0,005 0,02 0,03 0,1
0 0,025 0,04 0
Торцы 0,01 0,03 0,1
0,-025 0,025 0
ной закалке tik—i, при закалке ТВЧ Пь=0,5, для незакаленных де-
талей Пй=0.
Эта, а также последующие формулы погрешности установки
детали получены математической обработкой таблиц, приведенных
в главах 1 и 3 справочника технолога-машиностроителя [62]. Значе-
ния удельного коробления для заготовок различных видов даются
в соответствующих справочниках и нормалях.
Часть пространственных отклонений, возникающих вследствие
копирования погрешностей обработки,
Р« = КуР4-Ь
где — коэффициент, учитывающий степень копирования погреш-
ностей предшествующего перехода. Например, после чернового од-
нократного точения Ку=0,06, после получистового Ку=0,05.
Оператором 13 в зависимости от способа установки детали вы-
бирается формула для расчета ее погрешностей. Например, на чер-
новых операциях при установке детали в центрах нужные поверх-
ности смещаются относительно ее оси на величину погрешности за-
центровки
8ц=0,25/6Ста1+1,
где'бВтах—допуск прутка или максимального диаметра заготовки
поковки.
На последующих переходах механической обработки погреш-
ности устанбвки детали в центрах ввиду совмещения баз отсутст-
вуют. Погрешности установки детали в трехкулачковом самоцент-
рирующем патроне завйсят от диаметра, состояния базовых по-
верхностей и вычисляются по формуле
[ eta=ai-Om+a2,
Еде at, tn, a2 — постоянные коэффициенты, определяемые по табл.
Б. 12.
I Установка детали в трехкулачковом патроне и люнете при рас-
ючке и шлифовании внутренних поверхностей производится вывер-
V Зак. 1338 257
V
Табл. 8.12. Значения коэффициентов • .
Состояние зажимных поверхностей Й1 «я т
Литье 0,135 0 0,25
Поковка 0,132 .0 0,55
Прокат 0,04 0,15 1
Предварительно обработанная по- верхность 0,005 0,1 1
Начисто обработанная поверхность 0,003 0,05 1
Шлифованная поверхность 0,0008 0,02 1
кой с точностью-до полойины поля допуска на диаметр обрабатыва-
емого отверстия 8В—0,5Sd. Погрешность установки детали на цилин-
дрической оправке рассчитывается по формуле
8оп ~ Amin. 4" 6g 4* 6б,
где /imm — минимальный гарантированный зазор между оправкой и
деталью; 6д,6ь — допуски посадочного отверстия детали и диаметра
оправки.
Оператором 14 производится вычисление максимального при-
пуска, а оператором 15 рассмотренный алгоритм повторяется для
всех переходов операции.
Для реализации опытно-статистического метода назначения
припусков разработаны стандартные программы выбора значений
припуска из таблиц. Автоматизация технологического проектирова-
ния позволяет шире внедрять в практику расчетно-аналитический
метод и получать близкие к оптимальным припуски на обработку.
5.7.3. Алгоритмы выбора модели станка
и установочно-зажимного приспособления
Алгоритмы выбора типоразмера станка построены на сравне-
нии технологических возможностей оборудования с основными ха-
рактеристиками проектируемой операции. Технологические возмож-
ности станка записываются в виде системы неравенств, определяю-
щих размеры рабочей зоны, точностные возможности и
технико-экономические показатели:
{И1, Иг» ••• • На}^т.в» • (5.1)
/Д<<2я ! <5!!>
Мелах J
6/ ^доп! (5-3)
N>NaK. (5.4)
Формула (5.1) обозначает, что набор переходов pi, рг... в опе-
258
рации является подмножеством технологических возможностей
станка AfT.B, т. е. определяет, можно ли выполнить на нем все виды
переходов, включенные в операцию.
Неравенства (5.2) устанавливают соответствие размеров рабо-
чей зоны .станка и величины перемещений его рабочих органов га-
баритным размерам детали и обрабатываемых поверхностей. На-
пример, длина детали Lg должна быть меньше расстояния между
центрами станка £М:ц> а максимальный ее диаметр — удвоенной
высоты центров 2НД и т. д. Формула (5.3) характеризует соответ-
ствие точностных возможностей станка (допустимая точность об-
работки бдоп), требуемой точности выполнения межоперационных
размеров и технических требований на обрабатываемые поверхно-
сти 6г. Неравенство (5.4) отражает экономическую целесообраз-
ность применения тех или иных типов станков. В качестве ее кри-
терия может быть принят размер партии деталей или себестоимость
обработки детали на станке.
Для. группы однородных станков, например токарных, техниче-
ская характеристика описывается неравенствами одинакового вида,
отличающимися между собой только значениями их правых частей.
Поэтому алгоритм назначения модели станка представлен в виде
алгоритмической таблицы выбора решений (табл. 5.13). В ней для
каждой схемы установки детали приведены значения размерных и
технико-экономических проверок, которые определяют выбор того
или иного типа станка. При этом проверяется соответствие каждого
параметра его технической характеристики определенным парамет-
рам обрабатываемой детали. Например, при консольной установке
в зависимости от величины партии детали и ее размеров могут быть
выбраны токарно-револьверные, токарное или токарно-карусельные
стднки.
Рассмотрим работу алгоритма выбора станка для получисто-
вой токарной операции обработки детали, показанной на рис. 5.5. .
Исходные данные: схема установки детали — на двух опорах СБ-2,
размер партии п=10, наибольший диаметр детали-заготовки —
98 мм, длина —- 253 мм. Алгоритм работает следующим образом.
Стандартная программа выделяет из табл. 5.13 первое условие
(схему установки детали) и находит группу столбцов, для которых .
код схемы установки по таблице совпадает с заданным, т. е. с СБ-2.
Затем пройеряется размер партии, наибольший диаметр й длина
обрабатываемой детали. Указанным исходным данным соответству-
ет станок 1К62-1 с нормальной длиной станины. /
В аналогичных по форме табличных алгоритмах могут, быть
представлены условия выбора установочно-зажимных приспособле-
ний. В табл. 5.14 приведен алгоритм выбора типа приспособлений
для токарных операций при обработке деталей класса «Тела враще-
ния». В его основу положены следующие соображения. ,
Установка в трехкулачковом патроне применяется при обра-
ботке наружных поверхностей и центральных отверстий в черновых
и получистовых операциях при достаточней жесткости системы
СПИД. На основе обобщения опыта ПроёктирЬвания технологиче-
Условия выбора станка * X Обозначение Модели станков
1 револьверный Ш365 ; токарный карусельный 1531 токарный
СЧ СР £ СР | 1K62-I i К62-П 163-1 163-0 1К62-1 1К62-11 163-1 163-П
Схема установки детали - СБ Консольная СБ-1 На двух опорах, СБ-2 На двух опорах и люнете СБ-3
Размер партии детали л > ЛЭК 1 1 1
Наибольший диа- метр детали 300 220 340 1100 200 340 150 200
Длина детали 400 — — 1000 640 930 1400 2300 640 930 1400 2300
Примечание. 1K62-I — станок с нормальной станиной; 1К62-П — станок с удлиненной станиной.
Табл. 5.14 Табличный алгоритм выбора установочно-зажимных приспособлений
для токарных операций при обработке деталей класса «Тела вращения»
Условия выбора схемы установки детали Обоз- наче- ния Схемы установки
патрон Зх-КП Зх-КП, задний центр Зх-КП, задний центр, люнет центра центр —• люнет Зх-КП люнет
Вид операции Виды обрабатываемых по- верхностей Диаметр Отношение длин детали к диаметру ОП ПОВ d < L/d Черновая Л получистовая НП V ВП 35 65 — 5 3,5 2,2 Черновая НП 35 — 12 15 35 25 Полу- чистовая НП 35 - 10 12 35 25 Отверстия 15
Примечание. НП —наружные поверхности; ВП —внутренние поверхности (отверстия); Зх-КП— трехкулачковый патрон.
ских процессов ряда предприятий установлены следующие соотно-
шения между размерами детали, обеспечивающие устойчивую об-
работку при консольном закреплении: если dmax<35, то Lg/dCp<5;
«тах=35— 65, Z.g/c?Cp<3,5; fi?max>65, £g/dOp<2,5. Эти соотношения
для первой схемы установки приведены в 1,2 и 3-м столбцах алго-
ритма. Они определяют детали класса втулок, дисков,, фланцев и др.
Установка в трехкулачковом патроне с поджимом задним
центром применяется при черновой обработке наружных поверхно-
стей при следующих размерных соотношениях, характеризующих
жесткость детали: если ^шах<35, то £gA4p<12; </max>35, Ls/dcv^
<15.
Эти соотношения записаны в 5 и 6-м столбцах табличного ал-
горитма. Для нежестких деталей, у которых £g/jCp>15, в качестве
дополнительной- опоры применяется люнет. Условия его выбора при’
черновой и получистовой обработке валов приведены в 6-м и 9-м
столбцах алгоритма.-
В качестве примера рассмотрим выбор установочно-зажимного
приспособления для черновой обработки наружных поверхностей
указанной выше детали. Программа анализа сравнивает вид опе-
рации и обрабатываемых поверхностей детали с их кодами в табл.
5.14 и выделяет для дальнейшего анализа ее первые три столбца.
В результате проверки по диаметру выделяется только один 3-й
столбец. Однако четвертая проверка 4/d^2,2 для указанной детали
не удовлетворяется. Поэтому анализируется следующая схема ус-
тановки: «трехкулачковый патрон — задний центр». Выполняются
все условия, поэтому она выбирается в качестве решения.
5.7.4. Алгоритм определения последовательности установок
и переходов в чистовых операциях
В основу алгоритма определения последовательности установок
и переходов в чистовых операциях должен быть положен принцип
совмещения конструкторских баз с технологическими, так как при
этом сводится к минимуму погрешности, связанные с их переменой.
Для совмещения конструкторских баз с технологическими последо-
вательность переходов в операции должна быть увязана с взаимной
координацией поверхностей, заданной размерными цепями. Прин-
цип совмещения баз обеспечивается, если поверхность, являющая-
ся конструкторской базой по отношению к рассматриваемой, обра-
ботана ранее в этой или предшествую'щих операциях.
Алгоритм определения стуркгуры чистовых токарных или шли-
фовальных операций обработки наружных поверхностей или цен-
тральных отверстий в деталях. класса «Тела вращения» приведен
на рис. 5.20.
1. Входной блок алгоритма формирует исходные данные, необ-
ходимые для его работы: множество переходов, выполняемых в
операции {а,}, и граф размерных связей обрабатываемых поверх-
ностей между собой и с базами Pi(TI,L).
2. Если первичная база,.от которой начинается обработка по-
262
5
Изменить сторону Начала обработ-
ки и мвторить алгоритм
т
17
Рис. 5.20. Алгоритм определения последовательности переходов и установок детали в чистовых
токарных и шлифовальных операциях
верхностей, в операции назначена ранее, оператором 3 номер этой
поверхности засылается в массив базовых поверхностей М& В про-
тивном случае управление передается модулю выбора первичной
базы.
4. Операторами 4 и 5 выделяется группа поверхностей, обра-
батываемых с одной стороны детали.
5. Из массива Mq выделяется очередная поверхность, которая
используется в качестве начальной или промежуточной базы.
6. В графе размерных связей Pi(IIL) среди группы поверхно-
стей одной стороны детали выделяются все поверхности, непосред-
ственно связанные с базовой.
7. Если количество таких поверхностей тп>1, операторами 8 и
9 производится упорядочение переходов по их обработке в порядке
возрастания точности и по возрастанию их расстояний от базы.
10. Уточняются виды и состав переходов по обработке каждой
поверхности. При этом обработка промежуточных торцов выделяет-
ся в самостоятельный переход, если перепад соседних ступеней
Di—Di-i^hnon. В остальных случаях промежуточные торцы обра-
батываются в один переход с прилежащей ступенью.
11. Упорядоченные переходы исключаются из исходного спис-
ка. В результате для анализа всегда остается неупорядоченный мас-
сив переходов.
12. Осуществляется циклическое повторение блоков 4—11
до тех пор, пока все переходы, относящиеся к обработке одной сто-
роны Детали, не будут упорядочены.
13. Засылается вспомогательный переход «Переустановить де-
таль», а для анализа оператором 14 выделяется массив поверхно-
стей, расположенный с другой стороны детали, и так до тех пор,
пока все обрабатываемые в операции поверхности не будут упоря-
дочены.
В ряде случаев характер размерных цепей таков, что количество
переустановок детали зависит от того, с какой стороны начата об-
работка. Оператор 16 изменяет сторону начала обработки и повто-
ряет рассмотренный выше алгоритм. Критерием выбора начала сто-
роны обработки служит минимальное число переустановок в опера-
ций. Этот выбор производится оператором 17.
Назначение первичной базы в тех случаях когда она ранее не
выбрана^ производится совокупностью операторов 19—21.
19. В графе размерных связей Р(П, L) выделяется поверхность,
связанная с другим наибольшим числом размеров. Оператором
20 проверяется, если ли среди них крайний торец. При выполнении
этого условия- оператором 21 крайний торец принимается за базу.
В противном случае оператором 22 за базу принимается наиболее
точная из выделенных поверхностей.
На основе приведенного алгоритма последовательность чисто-
вой токарной обработки детали, показанной на рис. 5.5, следующая:
обрабатывается крайний торец 6; от него, как от базы, выполняют-
ся поверхность 4, торец 3 и поверхность 2. От торца 3 обрабатыва-
ется канавка 10, а затем 9.
264 .
Глава 6. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
В дипломном проекте могут разрабатываться станочные, сбо-
рочные или контрольные приспособления, специальный режущий
или вспомогательный инструмент, средства механизации и автома-
тизации элементов технологических процессов, а также межопера-
ционного и внутрицехового транспорта, например механизмы, пода-
ющие заготовку в зону обработки, устройства для автоматизации
рабочего цикла станка, транспортные устройства автоматических
линий, бункерные загрузочные и т. п. Объем и номенклатура опре-
деляются заданием на дипломное проектирование. Запроектирован-
ные конструкции средств технологического оснащения оформляются
в виде сборочных чертежей без деталирования, которые должны
удовлетворять требованиям ГОСТ 2.109—73.
На сборочных чертежах следует проставлять:
1) габаритные размеры, определяющие высоту, длину и шири-
ну изделия;
2) установочные и присоединительные размеры* определяющие
положение сборочной единицы в изделии, например расстояние
между осями отверстий во фланцах для присоединения к другому
изделию, расстояние между осями проушин для крепления корпуса
и др. При указании этих размеров должны быть нанесены коорди-
наты расположения и размеры с предельными отклонениями эле-
ментов, служащих для соединения с сопрягаемыми изделиями;
3) монтажные размеры, указывающие взаимное расположение
деталей в сборочной единице, в том числе и монтажные зазоры;
4) эксплуатационные размеры, показывающие крайние поло-
жения движущихся частей изделий, размеры под клю4 и др.
Все составные части конструкции должны иметь номера пози-
ций на полках линий-выносок. В сборочных чертежах следует да-
вать технические требования на сборку, окраску, испытания и конт-
роль сборочной единицы. Рекомендуемый порядок их расположения
приведен в ГОСТ 2.316—68.
Для каждой сборочной единицы на отдельных листах формата
11 составляются спецификации по ГОСТ 2.108—68 (форма 1).
Записи в них располагаются по разделам в следующем порядке:
документация (сборочный чертеж, схемы и документы — техниче-
ские условия и др.), комплексы, сборочные единицы, детали, стан-
дартные и прочие изделия, материалы, комплекты. Спецификации
помещаются в пояснительной записке. Образец их заполнения при-
веден в приложении 1.3.
265
Сборочные чертежи предпочтительно выполнять в масштабе
1:1. Применение других масштабов (Г: 2 или 2:1) допускается е
разрешения руководителя проекта. На сборочных чертежах черным
карандашом утолщенными штрихпунктирными линиями изобража-
ется' контур детали (заготовки).
Проектирование средств технологического оснащения следует
веста на основе' максимального использования нормализованных,
стандартизованных деталей и сборочных единиц. Разрабатываемые
конструкции должны быть оригинальными, прогрессивными, рента-
бельными и удобными в эксплуатации. Кроме того, они должны
способствовать облегчению условий труда и повышению его произ-
водительности за счет сокращения машинного и вспомогательного
времени на ббработку.
ал. РАСЧЕТ УСИЛИЙ зажима
Определение усилий зажима, необходимых для надежного
удержания обрабатываемых деталей,» является основой для уста-
новления расчетно-конструктивных параметров силовых цилиндров,
приводов и зажимных устройств приспособлений. Расчет необходи-
мых зажимных сил выполняется в следующем порядке.
1. Выбирается оптимальная схема базирования и закрепления
детали. При этом следует определить места расположения и разме-
ры установочных элементов! (постоянных опор) в приспособлении,
составить схему закрепления детали, т. е. определить места прило-
жения и направления действия зажимных сил и их моментов. Места
приложения сил выбирают исходя из условий наибольшей жестко-
сти, устойчивости крепления и минимальной деформации детали.
По заданным режимам резания следует определить величину/ на-
правление и место приложения сил резания для наиболее неблаго-
приятного случая, требующего наибольших зажимных сил. Силы
зажима и резания следует направлять на опоры.
. 2. На составленной схеме изображаются стрелками все при-
ложенные к детали силы: стремящиеся сдвинуть или повернуть
Деталь в приспособлений (силы резания и их моменты) и удержи-
вающие ее (зажимные силы, силы трения и реакции опор). В неко-
торых случаях учитываются и объемные силы (центробежные, мас-
са детали).
3. Вводится коэффициент надежности закрепления k, учитыва-
ющий возможное увеличение силы резания в процессе обработки.
Величина коэффициента запаса (надежности) k устанавливается
дифференцированно с учетом конкретных условий обработки и за-
крепления детали; Определяется он по формуле
k=k0 (kikzksktk^s),
где ko — гарантированный коэффициент запаса надежности закре-
пления. Для всех случаев рекомендуется принимать fen =1,5. Вели-
чины», взятые в скобки, являются частными коэффициентами запара:
kt — коэффициент, учитывающий увеличение силы резания из-за
266
случайных неровностей на заготовках. При черновой рбработке^
прн чистовой и отделочной ^i = 1;A2 — коэфф ици^й^.учиты-
вающий увеличение, силы резания от затупления режущего инстру-
мента, й2=1 —L8. Значение &2 выбирается .ло табл. 6.1,
&!
Табл.6.1 Коэффициент запаса A,i
Метод обработки Силы резания Значение коэффици- Примечание
ента k9
Сверление Крутящий мо- мент М Осевая сила Рх 1,15 1,1 Для чугуна
Предварительное (по Крутящий мо- 1,3 Для чугуна при износе
корке) зенкерование мент М по задней поверхности
Осевая сила Рх 1,2 1,5 мм
Чистовое зенкерование , Крутящий мо- 1,2 Для чугуна при износе
мент М по задней поверхности \ j
Осевая сила Рх 1,2 0,7—0,8 мм \
Предварительное' то- рх 1 Для стали и чугуна
чение и растачивание Ру 1,4 Для стали
1,2 Для чугуна
рх 1,6 Для стали
\ - 1,25 Для чугуна Ч
Чистовое точение и Рг 1 Для стали
растачивание < 1,05 Для чугуна
Ру 1,05 Для стали {
1,4 Для чугуна
Рх 1 Для стали ’ .7
1,3 Для чугуна
Цилиндрическое пред- Окружная сила 1,6—1,8 Для вязких сталей
варительное и чистовое фрезерование 1,2—1,4 Для твердых "сталей и чугуна
Торцовое предваритель- Тангенциальная 1,6—1,8 То же • *. ” ’
ное и чистовое фрезеро- сила *
вание • .'у - 'Л
Шлифование Окружная сила 1,15—1,2
Протягивание Сила протяги- 1,5 При /износе по задней
вания поверхности до 0,5 мм /
k3 — коэффициент, учитывающий условия обработки при прерывис-
том резании, А3=1,2; ^ — коэффициент, характеризующий погреш-
ность зажимного устройства. Для ручных зажимов kt— 1,3, Для
< ,!Г
пневматических, гидравлических и других устройств, развивающих
постоянную силу зажима, ^4= 1; ^5—коэффициент, характеризую-
щий степень удобства расположения рукояток в ручных зажимных
устройствах. При удобном их расположении ^5=1, при неудобном
k5—1,2; k6 — коэффициент, учитывающий только наличие моментов,
стремящихся повернуть заготовку на опорах; при установке на то-
чечные опоры й6=1, при установке на пластины опорные k<$= 1,5.
4. Устанавливаются усилия зажима. Величина зажимного уси-
лия определяется на основе решения задачи статики на равновесие
детали под действием всех приложенных к ней сил . и моментов.
В практике конструирования приспособлений в зависимости от при-
меняемых методов обработки имеет место несколько характерных
схем расчета зажимных сил.
По найденной силе зажима рассчитываются зажимные меха-
низмы приспособлений, определяется сила на штоке, а по ней ос-
новные размеры силовых цилиндров (пневматических, гидравличе-
ских, пневмокамер и др.). Установление минимального допустимого
зажимного усилия особенно важно при использовании пневматиче-
ских, гидравлических и других силовых приводов, так как от него
зависят габариты, масса и стоимость зажимных устройств. Зажим-
ные устройства следует проектировать на основе максимального
использования стандартных деталей и сборочных единиц.
6.2.1. Определение усилия зажима заготовки при точении
При токарной обработке на заготовку, закрепленную в трехкулач-
ковом патроне, действуют составляющие силы резания Рг, Рх и Ру
(рис. 6.1). Вертикальная сила резания Рг создает на обрабатываемой
заготовке крутящий момент М, сила Рх стремится сдвинуть заготовку
в осевом направлении и радиальная сила Ру создает опрокидывающий
момент Мопр = Ру
Величина крутящего момента зависит от силы Рг и отношения
Рис. 6.1 Схема действия
составляющих силы ре-
зания при точении заго-
товки, закрепленной в
патроне
DjDo, где D и Do — диаметры заготовки
до и после обработки. Чем больше это
отношение, тем меньше действие крутя-
щего момента на заготовку. Величина
опрокидывающего момента зависит от
силы Ру и отношения L/D, где L — длина
вылета обрабатываемой заготовки. Чем
больше это отношение, тем больше дей-
ствие опрокидывающего момента на заго-
товку. Моменты трения Мтр и зажима
lFcyM заготовки в патроне всеми кулачка-
ми в основном зависят от крутящего мо-
мента резания М и коэффициента трения
(сцепления) между поверхностями кулач-
ков и обрабатываемой заготовки:
Mjp = 'Wсум?Р = khA = kP zRo-
268
Откуда
ц>7 kM kPzRo
W^M ~ ~Jr~-----Jr ’
где £=1,3—1,6 — коэффициент запаса; f — коэффициент трения '
(сцепления) между кулачками и поверхностью обрабатываемой
заготовки, зависящий от вида рабочей поверхности кулачков. Для
гладкой поверхности f=0,2, при наличии кольцевых канавок f=
0,3—0,4, продольных канавок f=0,45—0,5; для рифленой поверхно-
Рис. 6.2. Схема для определения
силы зажима на штоке механизи-
рованного привода для патронов с
рычажным перемещением кулач-
ков
Рис. 6.3. Схема для определения силы
зажима при обработке заготовки на
цанговой оправке
сти /=0,8—1; R— радиус необработанного конца заготовки, см;
Ro — радиус обработанного конца заготовки, см.
Сила на одном кулачке
_^еум_
° п ’
где п — число кулачков патрона. Величину №сум проверяют на воз-
можность сдвига обрабатываемой заготовки силой Рх по формуле
Woywf^kPx, откуда
^сум > КГС.
Найденное усилие зажима ТГСум позволяет определить (в зави-
симости от вида зажимного механизма) требуемую силу Q на што-
ке силового привода. Необходимое усилие на штоке привода трех-
кулачкового патрона (рис. 6.2) с рычажным перемещением кулач-
ков
Q=^(l + _^L)_LuzcyMKrc,
где £1 = 1,5—1,2 — коэффициент, учитывающий дополнительные
силы трения в патроне; а — вылет кулачка от середины его опоры
до центра приложения силы зажима ц=0,15—0,2 — коэффйци-
269
ент трения между кулачками и пазами корпуса патрона; h — длина
направляющей части кулачка в корпусе патрона, см; I, 1\ — длина
малого и большого плеч рычага, см.
Заготовка, закрепленная на цанговой оправке (рис. 6.3), под-
вергается при токарной обработке воздействию момента резания,
которому противостоит момент силы трения:
ЛТтр = )^сум|&>
где №Сум— суммарная сила зажима обрабатываемой заготовки
всеми лепестками цаиги.
Рис. 6.4. Схема для определения силы зажима при обработке заготовки на
оправке с торцовым прижимом
Условие равновесия в этом случае имеет вид
Откуда
П7 _ кгс
w сум — — де К‘С.
При упоре заготовки в бурт оправки и при неподвижной цанге
зависимость между силой зажима trCyM и силой на штоке силового
привода Q выражается формулой:
Q=^cyM^g(a+<p) кгс,
где а — половина угла при вершине конуса цанги; <р — угол трения
в цанге, для стальных шлифовальных поверхностей tg<p=0,2.
Действительная сила зажима заготовки, создаваемая силовым
механизмом, должна быть равна расчетной или несколько больше.
Значение ее зависит от величины исходной силы и передаточного
отношения сил выбранного механизма i=
При закреплении обрабатываемой детали в зависимости от ти-
па оправки различают следующие случаи: торцовый зажим на
жесткой оправке, крепление на оправке с разрезной’ втулкой, креп-
ление на разжимной оправке с упругой оболочкой и др. Поскольку
-силы резания в этих случаях действуют непосредственно на опорные
поверхности, в расчетах влияние составляющих сил резания Рх и
Ру' можно не учитывать.
При установке обрабатываемой детали на жесткой оправке с
торцовым зажимом (рис. 6.4) сила, действующая на шток, должна
'270.
вызвать наторце обрабатываемой детали момент сил трения боль-
ший, чем крутящий, возникающий от силы резания Pi, а именно:
Qf_£l+^_==feP2^_,
где f — коэффициент сцепления, для оправок с торцовым зажимом
f=0,l—0,15, для разжимных f=0,15—0,2; Z>i — наружный диаметр
опорной шайбы, мм; d — диаметр оправки, мм; k — коэффициент
Рис. 6.5. Схема для определения силы зажима при обработке зато-
товки на оправке с разжимной втулкой
запаса, &=1,2—1,5; Р2— сила резания, кгс; D — диаметр обраба-
тываемой поверхности, мм.
Откуда
Q==2(Di + d)/ кгс‘
Определение усилия Q для разжимной втулки (рис. 6.5) анало-
гично определению усилия для цангового зажима. При этом исхо-
дят из условия, что момент силы трения на поверхности оправки
должен быть значительно больше момента силы резания:
f<id ,
tg(a-f-<p) + / *
Следовательно, сила на штоке
(2>-^-Пе(а + Ф) + Лкгс.
6.2.2. Определение усилия зажима заготовки при сверлении
В процессе обработки отверстий сверлением, зенкерованием и
развертыванием обрабатываемая заготовка находится под действи-
ем крутящего момента М и осевого усилия Ро. В подавляющем
большинстве конструкций сверлильных приспособлений сила подачи
и сила зажима действуют в одном направлении, прижимая заготов-:
ку к установочной поверхности.
/При торцовом креплении заготовки в накладном кондукторе
(рис. Аб) не требуется большого зажимного усилия. В этом случае,
сила зажима должна обеспечить надежней прижим кондукторной
плиты <к заготовке только в момент засверливайия. Под дейстйШм;
' v ~ • < /О
крутящего момента резания М деталь стремится повернуться вокруг
оси АА. Этому моменту противодействует момент трения Л4тр, созда-
ваемый осевым усилием и силой зажима.
™-kR~(P0+Q)fR»
Рис. 6.6. Схема сил, действующих при сверлении за-
готовки в кондукторе с торцовым прижимом
где М — крутящий момент на сверле; d —диаметр сверла, мм; k —
коэффициент запаса; R — расстояние от центра сверла до центра
заготовки, мм; Ро — осевое усилие, кгс; f — коэффициент трения;
Ri — расстояние от середины опорной площадки до центра заго-
товки, мм.
Откуда
При сверлении центрального отверстия на заготовку диаметром
2R, установленную в призму с углом а=90°, действует момент ре-
зания М (рис. 6.7). Ему противодействуют силы трения, возникаю-
щие на поверхностях контакта заготовки с установочными и зажим-
ными устройствами приспособления. Пренебрегая трением на торце
заготовки о нижнюю опору, условие равновесия можно записать в
следующем виде: •
kM = QfR + QhR------
sin -у
где fi — коэффициент трения.
272
Откуда
л &И
Q =------------— кгс.
, fR + fiR/sbi-^
При креплении заготовки на плоскости прихватами (рис. 6.8)
момент резания М9 возникающий при сверлении, должен уравнове-
Рис. 6.7. Схема сил, действующих при
сверлении заготовки, закрепленной в
призме
Рис. 6.8. Схема сил, действующих при
сверлении заготовки, закрепленной
прихватами на плоскости
шиваться силами трения. Без учета силы подачи условие равнове-
сия имеет вид
kM=Qfa,
где а-— расстояние от оси сверла до оси прихвата, мм.
Откуда
Л Ш
Q = -^Krc-
6.2.3. Определение усилия зажима заготовки при фрезеровании
Определение величин и направлений сил, действующих на об-
рабатываемую заготовку при работе на фрезерных станках, зависит
от вида фрезерования и представляет определенную сложность.
Поэтому их определяют упрощенными способами с использованием
поправочных коэффициентов. Рассмотрим два типовых расчета.'
18 Зак. 1338 273
а) фрезерование торцовой фрезой (рис. 6.9). При этом на за^
готовку действуют следующие силы. Окружная
Слхр &вРгВиР
где Ср.— коэффициент, характеризующий обрабатываемый мате-
риал; t — глубина резания, мм; sz — подача на один зуб фрезы, мм;
Рис. 6.9. Схема сил, действующих при работе торцовой
фрезой
г — число зубьев фрезы; В — ширина фрезерования, мм; D — диа-
метр фрезы, мм; п — число оборотов фрезы в минуту; £м — коэф-
фициент, зависящий от качества обрабатываемого материала;
хр, ур, Up, Цр, ©р — показатели степени.
Радиальное усилие Ру= (0,2—0,4)Р. Усилие подачи Ps— (0,3—
—0,4)Р. Вертикальное усилие Pv= (0,85—0,95)Pz. Значения Ps и Pv
' даны для симметричного резания.
Заготовка базируется по трем плоскостям — установочной, на-
правляющей, опорной и прижимается двумя прихватами к направ-
ляющей плоскости А, параллельной направлению подачи.
Для упрощения расчета при определении необходимой силы
зажима исходят из предположения, что на заготовку действует
только сила подачи Рв (разгружающее действие упора не учитыва-
ется). При этом условии зажимы, действуя нормально к поверхно-
сти детали, должны создать силу трения Р, превосходящую усилие
подачи Ps:
P=Wf>Ps.
Обычно необходимая сила зажима определяется из соотноше-
ния
Г = £^-кгс,
где W — общая сила зажима; k — коэффициент надежности; f —
коэффициент сцепления.
274 ,
I
б) Фрезерование цилиндрической фр’езой. Силы, возникающие
в процессе фрезерования цилиндрической фрезой, показаны на
рис. 6.10. Как видно из схемы, равнодействующая 7? в начале обра-
ботки создает момент RL, который стремится повернуть фрезеруе-
мую деталь вокруг точки опоры О. Этому противостоят моменты
сил трения Pi и Р2, создаваемые зажимами приспособлений. Для йх
работе цилиндрической
определения составим уравнение моментов сил, действующих отно-
сительно точки опоры:
PL-PlLl-P2L2=0.
При применении механизированных зажимов силы Pi и Р2
всегда равны. Тогда при Pi=P2=P получим
PL-P(Ll4-L2)=0. z
Откуда
р_____________________________RL
r- Li + La •
Сила зажима детали одним прихватом
W = -j- кгс.
При расчетных усилиях зажима следует с возможно большей
точностью выбирать коэффициенты трения сцепления / и запаса k,
так как в зависимости от конкретных условий они могут-колебаться
в широких пределах, что приводит к существенному изменению рас-
считываемых зажимных сил. Величина коэффициента'Прения f ко-
леблется в пределах 0,1—0,8 и зависит от материала обрабатывае-
мой детали, шероховатости контактирующих поверхностей, степени
их замасленности и т. д.
Для расчетов можно принимать следующие значения коэффи-
циентов,трения, При установке детали обработанной поверхностью
на пластины опорные /=0,16. При установкечерновыми поверхно-
стями на постоянные опоры со сферической головкой f=0,18—0,3.
При установке на рифленые (насеченные) установочные элементы
f>0,7.
63. ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЙ ДЛЯ ГРУППОВОЙ ОБРАБОТКИ
Методика проектирования приспособлений для групповой обра-
ботки в основном не отличается от методики проектирования специ-
альных приспособлений. Она включает изучение исходной инфор-
мации для конструирования приспособления, разработку схемы
установки, расчеты точности установки и усилий зажима, расчеты
на прочность деталей приспособления, определение экономической
целесообразности выбранного варианта и разработку конструкции.
Одним из важнейших этапов создания конструкции приспособ-
ления является процесс классификации и группирования обрабаты-
ваемых деталей и их заготовок. Групповые приспособления констру-
ируются для обработки группы деталей, близких по способам уста-
новки и закрепления. При различии их конфигурации применяются
сменные или регулируемые элементы. Необходимая производитель-
ность и точность обработки при этом достигаются благодаря
быстрой и стабильной установке любой детали данной группы в
приспособлении, а также наличию быстродействующего ручного,
механизированного или автоматизированного зажима.
При конструировании групповых приспособлений приходится
решать задачу установки и зажима не одной детали, а группы. По-
этому одновременно с разработкой постоянной (базовой) части
группового приспособления ведется конструирование необходимых
сменных узлов и деталей. Проводится дополнительная классифика-
кация их по характеру базирования в каждой операции. На этой
стадии классификации объектом группировок становятся уже не
детали, а деталеоперации, что диктуется следующими соображени-
ями. В условиях применения групповых наладок на каждом рабо-
чем месте выполняется комплекс сходных по оборудованию и ос-
настке деталеопераций. Основными признаками любой из них
являются: комплекс обрабатываемых поверхностей, станок, при-
способление, инструмент. Если обрабатываемые поверхности по
форме, точности и шероховатости одинаковы, то и методы их
получения будут неизменными.
Использование признака «характер базирования» определяется
тем, что все детали независимо от конструктивного типа имеют оп-
ределенную общность базирования их в приспособлениях. В любом
приспособлении имеются элементы, обеспечивающие заданное ори-
ентирование детали. Характерной особенностью групповых приспо-
соблений является то, что ориентирующие элементы, как правило,
проектируются отдельно на каждую деталеоперацию, т. е. являются
сменными и заменяются при обработке новой детали группы. Осно-
ва группового приспособления — его базовая часть, обеспечиваю-
щая закрепление сменного элемента для зажима детали. Она явля-
ется общей для всей группы деталеопераций, закрепленной за груп-
повым приспособлением.
276
«Л. ВЫБОР И ПРОЕКТИРОВАНИЕ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
• К вспомогательному инструменту относятся различные типы
втулок (переходных и разрезных), удлинителей, вставок, расточных
оправок и борштанг, оправок для расточки внутренних выемок и
канавок, державок для резцов, патронов быстросменных и втулок
переходных к ним, патронов плавающих и компенсирующих для
крепления метчиков и т. д. Конструктивное исполнение вспомога-
тельного инструмента зависит от типа шпинделей силовых головок,
насадок и различных приспособлений. Рациональный выбор его
конструкции во многом определяет производительность технологи-
ческого оборудования.
Конструкция вспомогательного инструмента должна обеспечи-
вать надежное закрепление режущего инструмента в рабочих шпин-
делях или суппортах станков, быструю и легкую его смену, возмож-
ность регулировки (подналадки) непосредственно на станке, а
также наладки и подналадки его на заданный размер вне станка.
В ряде случаев вспомогательный инструмент повышает точность
механической обработки и расширяет технологические возможности
металлорежущего оборудования. Например, борштанга с копирным
устройством позволяет осуществлять поперечную подачу блока с
резцом при продольном перемещении шпинделя станка и таким об-
разом производить растачивание канавок, подрезание торцов и пр.
Применение пружинных компенсаторов обеспечивает получение
, точных линейных размеров при цековании и снятии фасок независи- ,
мо от точности включения подачи. Плавающие патроны для развер-
ток и метчиков исключают влияние несоосности шпинделя и по-
грешности индексации заготовки на точность обработки и т. д.
При выборе вспомогательного инструмента для оснащения
запроектированного технологического процесса студент должен
прежде всего использовать имеющийся стандартный и нормализо-
ванный инструмент (стандарт предприятия), затем широко извест-
ные конструкции специального вспомогательного инструмента. Про-
ектировать новый специальный вспомогательный инструмент
разрешается лишь в том случае, если стандартные конструкции не
удовлетворяют или не обеспечивают заданной точности и произво-
дительности. Конструкцию его следует разрабатывать с учетом
максимального уменьшения основного и вспомогательного времени,
простоя оборудования при смене и настройке режущего инструмен-
та, расширения технологических возможностей станков и более
полного использования их мощности.
. В современных многоинструментальных наладках режущий ин-
струмент используется вместе со вспомогательным (блок инстру-
мента). Блочную инструментальную оснастку целесообразно при-
менять при большой концентрации режущих элементов и закрепле-
нии блока с помощью быстродействующих устройств. Инструменты
с механическим креплением многогранных твердосплавных пласти-
нок также представляют собой блоки. Так, например, резец с меха-
ническим креплением твердосплавной пластинкц^режущий инстру-
277
мент) и державка с устройством для крепления этой пластинки
(вспомогательный инструмент) являются блочной оснасткой.
Технологическая оснастка (в том числе и вспомогательный ин-
струмент) должна проектироваться с учетом резерва точности. Так,
например, если точность изготавливаемого изделия характеризует-
ся величиной А, расчетная точность для проектирования Оснастки
Рис. 6.11. Специальная качающаяся головка для одновременной дву-
сторонней расточки фасок
должна составлять примерно 60—70% этой величины. Таким обра-
зом технологическое оборудование и технологическая оснастка
должны обеспечивать резерв точности не менее 30—40%.
Для иллюстрации на рис. 6.11 приведена конструкция специаль-
ной качающейся головки, предназначенной для одновременной
двусторонней расточки фасок кривошипной головки шатуна в авто-
матической линий. Устроена она следующим образом. В паз корпуса
2 вмонтирована качающаяся на оси 6 державка 7, к передней части
Которой прикреплена резцовая Оправка. 1. Задняя часть державки
заканчивается полуцилиндрическим хвостовиком (разрез Г—Г) с
установленным в нем пальцем 4. ПЬдача оправки с резцами осу-
ществляется косым пазом (угол 15°) ползуна 3. Величина хода рез-
278 .
новой оправки ограничивается двумя регулируемыми упорами 5,.
ввернутыми в державку.
Цикл работы головки следующий. В исходном положении дер-
жавка стоит на верхнем упоре 5, а ползун 3 занимает крайнее левое
положение. В таком положении производится быстрый подвод стола
до упора и выдержка на нем. Резцовая оправка при этом входит в
отверстие шатуна. Автоматически включается вращение головки й
подачи ползуна вправо. Когда нижний упор державки прижат к
опоре, рабочий ход резцовой оправки закончен. Ползун на ускорен-
ном ходу перемещается влево и ставит державку 7 на верхний упор.
Выключается вращение головки и ход ползуна. Стол' станка на
быстром ходу отводится в исходное положение.
Применение такой головки в автоматической линии позволило
исключить операцию переустановки шатунов и таким образом' со-
кратить линию на один станок. Применение в качестве режущего
инструмента многогранных неперетачиваемых твердосплавных
пластинок с механическим креплением (блок инструмента) также
дало возможность сократить до минимума вспомогательное время
на смену и настройку режущего инструмента.
Конструкция специального вспомогательного инструмента вы-
полняется в виде сборочного чертежа без деталировки в строгом
соответствии с действующими стандартами ЕСКД. Масштаб чер-
тежей выдерживается 1:1. Спецификация составляется на 11 фор-
мате по ГОСТ 2108—68 и помещается в пояснительной записке.
Проектирование ведется с максимальным применением нормалей и
ГОСТов на детали приспособлений, элементы режущего инструмен-
та и др. В пояснительной записке приводится полный расчет на
прочность особо нагруженных деталей и расчет на точность. Дается
краткое описание устройства и эксплуатации вспомогательного ин-
струмента.
6.5. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
При технико-экономическом обосновании выбора систем тех-
нологической оснастки в соответствии с ГОСТ 14.305—73 рассчиты-
ваются следующие показатели.
1. Коэффициент загрузки единицы технологической оснастки
tf ' Тшт.» Ш.-кАГ
где Гшт.,ш.-к — штучное или штучно-калькуляционное время выпол-
нения технологической операции; N — планируемая Месячная про-
грамма на единицу оснастки (количество повторений операций);
F— располагаемый месячный фонд времени работы оснастки
(станка). . ' •
2.Затраты на оснащение технологической операции на анали-
зируемый период производства изделия неразборной специальной
оснастки РМс а равны себестоимости оснастки Св;с.ь.
' • 279
3. Затраты на оснащение технологической операции на анали-
зируемый период производства изделия универсальной наладочной
оснасткой УНО или специализированной наладочной оснасткой
СНО вычисляются по формуле
ду.н.о
/>Ж = Сн + Су/7у+ —
где Сн — себестоимость изготовления сменной части (наладки); Су—
затраты на установку наладки; Лу— количество установок наладки
в анализируемый период (количество запусков); — амортизацией*
ные отчисления за постоянную часть; По — количество наладок, за*
крепленных за постоянной частью (количество оснащенных операций)*
4. Затраты на оснащение технологической операции на авали*
зируемый период производства изделия универсально-сборной ос-
насткой УСО
Г’у.О.О = Су.с.о/7 с + Св,
где Су.с.о — себестоимость сборки; /7С — количество сборок в ана-
лизируемый период (количество запусков); Св — затраты за время
эксплуатации при использовании оснастки с баз проката.
4. Затраты на оснащение технологической операции на анали-
зируемый период производства изделия сборно-разборной оснаст-
кой СРО
Р С.р.О = Сн + Сс.р.О + А с.р.О,
где Сн — себестоимость изготовления спёциальных элементов (на-
ладки) ; Сс.р.о — себестоимость сборки оснастки; Лс.р.о — амортиза-
ционные отчисления за постоянную часть в анализируемый период
времени.
6. Затраты на оснащение технологической операции на анали-
зируемый период производства изделия универсальной безналадоч-
ной оснасткой УБО
П _ Лу.б.О
^у.б.о — Пк >
где Лу.б.о — амортизационные отчисления в анализируемый период;
Пк — количество оснащенных операций.
Определение рентабельности применения систем оснастки в за-
висимости от планируемого периода производства изделия при ос-
нащении технологических процессов на примере станочных приспо-
соблений приводится в справочном приложении 1 к ГОСТ 14.305—
73.
Глава 7. ПРОЕКТИРОВАНИЕ ЦЕХОВ И ОТДЕЛЕНИЙ
МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДОВ
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Механические цехи машиностроительных заводов являются
основными обрабатывающими цехами, которые наряду со сборочны-
ми определяют тип производства данного предприятия. В их состав
входят: производственные отделения и участки, вспомогательные
отделения, служебные, бытовые помещения и помещения обще-
ственных организаций.
Производственные отделения служат для размещения обору-
дования и рабочих мест, необходимых для выполнения технологи-
ческих процессов обработки деталей. Как правило, механические
цехи машиностроительных заводов обеспечивают комплектное из-
готовление деталей, входящих в сборочные единицы, производят
сборку и испытание сборочных единиц и в готовом виде подают их
на общую сборку. В этом случае цехи называются также механо-
сборочными. Вспомогательные отделения служат для размещения
мастерских вспомогательного характера (заготовительных, заточ-
ных, ремонтных и др.), контрольных отделений и складских поме-
щений. К служебным помещениям относятся помещения для тех-
нических служб и административно-технического персонала. Бы-
товые помещения служат для гардеробных, умывальных, душевых,
уборных, медицинских пунктов первой помощи, буфетов, куритель-
ных комнат и др.
При проектировании механических цехов и отделений, так же
как и при проектировании заводов, одновременно разрабатываются
и решаются экономические, технические и организационные зада-
чи, обусловливающие технико-экономический эффект выполняемого
проекта. При этом каждое техническое решение должно быть
экономически обосновано и осуществлено при определенной орга-
низационной форме, соответствующей данному типу производства.
Проектирование механических цехов (отделений) предусматривает
последовательное решение следующих вопросов.
1) Исходя из производственной программы завода, должно
быть разработано задание для проектирования механического цеха
(отделения). Разрабатывается оно на основе чертежей, описания
конструкций и технических условий на изготовление изделий.
2) Выбирается вид заготовок и определяется годовая потреб-
ность в основных материалах, заготовках, полуфабрикатах и вспо-
могательных материалах.
281
3) Проектируются технологические процессы механический
обработки деталей и разрабатывается организационная форма их
выполнения в соответствии с выбранным типом производства.
4) Выбирается тип оборудования, определяется количество
станков и их загрузка при выполнении заданной программы.
5) Составляется спецификация оборудования, приспособлений
и инструментов. , .
6) Определяется общая потребность цеха (отделения) в элек-
троэнергии, газе, паре, сжатом воздухе и воде.
7) Устанавливается необходимый состав работающих и его
численность.
8) Выбираются типы и определяется требуемое количество це-
ховых трацспортных средств и грузоподъемных устройств.
9) Разрабатывается план расположения оборудования в цехе
(отделении) и определяется его необходимая производственная
площадь.
Ю) Устанавливается количество оборудования и площадь
вспомогательных отделений, а также служебных и бытовых поме-
щений.
11) Разрабатывается компоновка всего цеха (отделения),
определяются основные размеры и тип здания.
12) Выбирается схема организации управления и технического
руководства цехом (отделением).
13) Разрабатывается экономическая часть проекта..
- 7.2. МЕТОДЫ РАСЧЕТА ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
Проектирование механических цехов (отделений) ведется на
основании тонной, приведенной или условной программы в зависи-
мости от выбранного типа производства.
Производственная программа называется точной, когда но-
. менклатура подлежащих изготовлению изделий и их деталей
(включая и запасные части) точно установлена и обеспечена ра-
бочими чертежами, спецификациями и техническими условиями [17].
Проектирование по точной программе предусматривает подробную
разработку технологических процессов изготовления каждой дета-
ли с нормированием времени обработки по операции. Этот способ
целесообразно применять для цехов массового и крупносерийного
производства, а также производства с поточной формой организа-
ции технологических процессов. В перечисленных случаях требует-
ся более высокая точность расчетов [17].
Производственная программа называется приведенной, когда
все подлежащие изготовлению изделия условно приводятся к не-
скольким типовым машинам, являющимся наиболее характерными
Для каждой группы, машин. Проектирование по приведенной про-
грамме применяется для цехов серийного, мелкосерийного, а также
единичного производства. При этом всю номенклатуру изделий,
подлежащую обработке в проектируемом цехе (отделении), разби-
вают на группы деталей, сходных по конструктивным и технологи-
282 ,
ческим признакам. ВкаЖдойгруйпе выбирается типовой предста-
витель. На него разрабатывается операционный технологический
процесс, на основе которого определяется трудоемкость изготовле-
ния типового изделия (детали). Трудоемкость остальных изделий
(Деталей), входящих в данную Группу, устанавливается с помощью
общего коэффициента приведения Ко, который учитывает измене-
ния по массе Км, серийности Keep и сложности Кел механической
Обработки каждого из них:
Ко — КмКсерКсл-
Таким образом, коэффициент приведения Ко характеризует от-
ношение трудоемкости каждого Приводимого изделия к трудоемко-
сти расчетного типового представителя. Изменения по массе изде-
лия учитываются по формуле
Ш <7л>
где Qx — масса приводимого изделия; Q — масса изделия типового
представителя.
Эта формула применяется для определения соотношения вре-
мени, затраченного на механическую обработку двух сравниваемых
геометрически подобных деталей. Здесь используется уравнение
полукубической параболы, так как для сравниваемых размеров
масса изменяется по объему (по кубу), а обрабатываемые поверх-
ности— по площади (по квадрату). В практике проектирования ра-
венство (7.1) используется для определения укрупненного коэффи-
циента приведения применительно ко всему изделию. При проекти-
ровании механических цехов (отделений) по формуле (7.1)
учитывают массу всех деталей, проходящих механическую обработ-
ку в данном цехе (отделении). Наиболее точные результаты обеспе-
чиваются при соотношении масс до 1 : 2, но в практике проектирова-
ния (7.1) применяют и для больших соотношений [3].
Коэффициент приведения по серийности Keep определяется в
зависимости от соотношения годовых программ в штуках приводи-
мого изделия й изделия типового представителя. Расчет ведется по
эмпирической формуле
к ( В V
Асер — ’
где В — годовой выпуск изделия-представителя; Вх — годовой вы-
йуск приводимого изделия; п — показатель степени, равный 0,15
для среднего и легкого машиностроения, 0,2 — для тяжелого.
В практике проектирования пользуются следующими коэффи-
циентами Keep при различных соотношениях В/Вх: . '
В]ВХ 0,5 1 2 3 5 7 10 15 20
Яйр 0,97 1 1,12 1,17 1,25 1,31 1,37 1,45 1,5
• 283
Наиболее точные результаты получаются при соотношениях
1Г<10-
Коэффициент приведения по сложности Кел учитывает разли-
чие в сложности конструкции изделий, главным образом точностных
характеристик обработки и шероховатости поверхностей и является
в значительной степени субъективным. Поэтому при проектирова-
нии стараются подбирать группы изделий примерно одинаковой
сложности, при этом дся=1. В зависимости от соотношения числа
оригинальных деталей в изделии-представителе и приводимом изде-
лии коэффициент сложности
где Нх — число оригинальных деталей в приводимом изделии; Н —
в изделии-представителе.
Вычислив общий коэффициент приведения Ке для каждого
изделия группы, определяют их приведенные программы путем ум-
ножения заданной программы на Ке. Пример расчета приведенной
программы дается в табл. 7.1.
Табл. 7.1. Расчет приведенной программы [33]
Изде- № 1 400 0,8
лие А
Изде- № 2 200 0,8
лие Б
Изде- № 3 100 0,4
лие В
320 Изде- 1
лие А
160 То же 1
40 » 0,63
11 1 400
1,12 1,3 1,46 292
1,22 1,5 1,16 116
Всего
700 — 520.
808
Проектирование по приведенной программе цехов единичного
производства является еще более обобщенным. Все детали также
разбиваются на группы по сходству обработки и масс. Для пред-
ставителей этих групп разрабатываются маршрутные технологиче-
ские процессы с указанием оборудования, инструментов и общей
затраты времени на операции. Полученные результаты распростра-
няются на все детали группы.
. В случае проектирования цеха (отделения) для обработки де-
талей машины, конструкция которой известна только в общем виде
284
и подетально еще недоработана, для составления программы вы-
бирают известную условную машину, максимально близкую по
конструкции и технологии изготовления к проектируемой. По ее де-
талям, . для. которых- известны исходные данные, составляют про-
грамму, считая их условными представителями. Такая программа
называется условной.
7.3. ОПРЕДЕЛЕНИЕ ТРЕБУЕМОГО КОЛИЧЕСТВА
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
В общем случае определение количества станков механическо-
го цеха (отделения), необходимого для обработки деталей в объ-
еме заданной программы выпуска, производится двумя методами:
по данным технологического процесса, а также по технико-экономи-
ческим показателям.
Определение числа станков по данным технологического про-
цесса производится при детальном проектировании механических
цехов серийного и массового производства. В этом случае количе-
ство станков, необходимое для обработки деталей в объеме годовой
производственной программы (с учетом запасных частей), подсчи-
тывается на основе нормировочного времени, требуемого для вы-
полнения каждой операции.
Определение числа станков по технико-экономическим показа-
телям производится при укрупненном проектировании, когда номен-
клатура изделий точно не установлена, при разработке проектных
заданий цехов единичного, серийного и массового производства, при
проектировании цехов единичного и мелкосерийного производства с
обширной и разнообразной номенклатурой выпускаемых изделий,
при разработке проектов инструментальных и ремонтно-механиче-
ских цехов. В дипломных проектах требуемое количество металло-
режущего оборудования для основных механических цехов и отде-
лений рассчитывается по данным технологического процесса.
Для серийного производства расчетное количество станков дан-
ного типа определяется по формуле
2Wn..3
60FKB ’
где Nt — число изделий, подлежащих обработке в год; ti — штучное
время обработки i-ro изделия, мин; Кп.-з — коэффициент, учитываю-
щий долю затрат подготовительно-заключительного времени; Кв —
коэффициент выполнения норм времени; F — действительный годо-
вой фонд времени работы единицы оборудования, ч.
При обработке одноименных деталей на станках данного типо-
размера суммарное штучно-калькуляционное время
= —60“ Ч’
где — штучно-калькуляционное время обработки одной детали,
мин; N — количество одноимённых деталей, обрабатываемых в год,
включая запасные части.
285
При обработке’ на станках данного типоразмера разноименных
деталей суммарное штучно-калькуляционное время на обработку
VA7# __ । <ш.-к2Л^2 । 1ш.-кзИа , , /ш.-кпЛ^,
-----60 г —60~ ‘1 60-г•••-г —60—*
где ?ш.-к1, ^ш.-к2, ^ш.-кз« • • •» ^ш.-к» — штучно-калькуляционное время
на обработку 1, 2, 3,i-й детали, мин; Nlt N2, Na,...,Nn—
соответственно количество разноименных деталей, обрабатываемых
. в год.
Как правило, станки в производстве не имеют стопроцентной
г. загрузки. Коэффициент загрузки определяется по формуле (ГОСТ
14.314—74)
ЗЛ^/Сп.-э _ з
’•з- 60fSXB -
где 5Пр — принятое количество станков.
Нормативные коэффициенты загрузки оборудования для раз-
личных типов производства приведены в параграфе 2.4.
При выяснении степени использования станка непосредственно
для машинной работы по изменению формы, размеров или качества
поверхностей деталей определяется коэффициент использования
станка по основному времени:
Ло Тш.-к ’
где То — основное (технологическое) время, ч; Тш..к— штучно-каль-
куляционное время, ч;
Коэффициент ц0 подсчитывается для отдельных станков, их
групп и общий средний для всех станков цеха. Средний коэффици-.
ент определяется отношением суммы основного времени к сумме
штучно-калькуляционного времени всех станков цеха (отделения);
Ло-ср— ЛТш.-к ’
В серийном производстве следует стремиться к тому, чтобы ве-
личина среднего коэффициента использования станков по основному
времени составляла не менее 0,65.
Число единиц оборудования для поточного производства опре-
деляется исходя из количества оборудования, необходимого для вы-
полнения отдельных операций (ГОСТ 14.314—74). При этом долж-
на быть достигнута синхронизация операций для создания непре-
рывного потока; процесс обработки расчленяется на отдельные
операции, по возможности одинаковые (не более величины такта)
или кратные по времени их выполнения. Общее количество единиц
оборудования в поточной линии обработки данного изделия (или
группы их) вычисляется по формуле
-S = 2SP
где S— количество единиц оборудования для выполнения
одной операции в поточной линии.
Средний коэффициент использования оборудования в поточной
линии по основному времени должен быть не менее 0,75.
286
гл. основы технологического проектирования
ПРОИЗВОДИТЕЛЬНОСТИ И НАДЕЖНОСТИ АВТОМАТИЧЕСКИХ ЛИНИИ
Основу парка станочного оборудования современных машино-
строительных заводов поточно-массового и крупносерийного произ-
водства составляют автоматические линии (АЛ) и специальные
агрегатные станки (АС). Автоматические линий при соответствую-
щем технико-экономическом обосновании' следует применять для
обработки деталей цилиндрических (поршней, валов,. втулок, ко-
лец), корпусных (картеров редукторов, блоков и головок цилин-
дров, картеров задних мостов), шестерен и зубчатых колес, а также
при выполнении сборочных и контрольных операций (сборки порш-
невых групп моторов и т. д.).
При проектировании АЛ для серийного и мелкосерийного про-
изводства необходимо учитывать, что они, как правило, являются
переналаживаемыми. Поэтому нужно предусматривать следующие
особенности: 1) количество и расположение силовых головок долж-
но выбираться с учетом возможности добавления или замены их
при переналадке; 2) необходимо учитывать резервные свободные
позиций; 3) следует употреблять компоновки с многосторонними
и поворотными столами; 4) при требуемой повышенной производи-
тельности следует предусматривать автоматическую загрузку-вы-
грузку обрабатываемых деталей; 5) необходимо обеспечивать мак-
симальные скорости вспомогательных движений (транспортные,
повороты, перемещения агрегатных головок). - .
При выборе баз для обработки детали на АЛ необходимо со-
блюдать принцип постоянства основной базы. При этом следует
учитывать, что предварительная обработка базовой поверхности у
корпусных деталей (а иногда и у других) весьма часто производит-
ся на не встроенных в автоматическую линию станках.
Количество позиций на автоматической линии устанавливается
при проработке вариантов технологического процесса в зависимости
от характера операции и компоновки линии, количества одновре-
менно, используемых инструментов, контрольных операций и других
технологических факторов.
Важнейшим этапом технологического проектирования автома-
тической линии является прогнозирование ее производительности й
надежности и как следствие этого обоснованный заказ ее цикловой
(номинальной) производительности 9ц(Рц), т. е. той производитель-
ности, которая была бы получена, если бы автоматическая Линия
эксплуатировалась весь календарный период без каких-либо цикло-
вых и внецикловых потерь времени. Обоснованная проектная мощ-
ность автоматической линии — ее цикловая производительность 9ц
является определяющим фактором технико-экономического обосно-
вания использования АЛ, гарантирующим обеспечение ритмичного
выпуска продукции в заданном объеме. Однако в: процессе эксплуа-
тации АЛ неизбежны нецикловые потери времени»'которое расходу-
ется на поддержание ее работоспособности. Прй двухсменной работе
номинальный (календарный) фонд времени работы АЛ Твом может
быть выражен следующей частной структурой:
- -287
Номинальный фонд времени работы 100% (4140 ч)
Цикловое время работы: 66% (2732 ч)
машинное время 50% (2070 ч)
вспомогательное время 16% (662 ч)
Нецикловые потери времени: 34% (1408 ч)
устранение отказов оборудования 10% (414 ч)
замена и подналадка режущих
инструментов 15% (621 ч)
техническое обслуживание линии 4% (166 ч)
организационные потери времени 5% (207 ч)
Таким образом, для данной АЛ коэффициент ее общего исполь-
зования
Л = $-0,66,
а коэффициент технического использования, который учитывает
только собственные потери времени (без учета времени по органи-
зационным причинам),
Гц
Jf ___ ~ ц____________________ ZIS2 П 6QS
*'т.и — Т Д. Т « — Т _____т — ЭДЧЧ — v,U»U.
1 ц Т * соб 1 НОМ--1 орг OSWO
где Тц, Тном, /'орг — цикловое, номинальное и организационно-техни-
ческое время, ч/г.
Важнейшим и наиболее ответственным этапом расчета произ-
водительности АЛ является определение времени цикла обработки
детали на лимитирующей позиции /ц. Оно зависит от заданной про-
ектной мощности АЛ—Qnp, обрабатываемого материала, количества
одновременно находящихся на позиции деталей, от материала режу-
щих инструментов, экономичного периода стойкости, времени пе-
ремещения и т. п.
Цикловая (номинальная) производительность определяется по
формуле
60zn .
<7Ц = дет./ч.,
где т — количество одновременно обрабатываемых деталей.
Соответственно, техническая производительность АЛ
_ __ 60m м- _____
Чт — •*'т.и — ЧцАт.и*
При заданной проектной производительности АЛ—Qnp влияние
коэффициента общего использования на цикловую и техническую
производительность представлено в табл. 7.2. Из таблицы следует,
что при изменении Ко и Лт.и техническая производительность АЛ на
стадии проектирования не может быть изменена, так как при неиз-
менной величине прогнозируемых потерь по организационным при-
чинам техническая производительность (QT) остается постоянной,
288
Табл. 7.2. Влияние Ко на цикловую и техническую производительность АЛ при #= 100 000 дет./г., Торг = 0,05 ТНом
Параметр Коэффициент общего использования АЛ Ко
0,5 0,66 0,725 0,8 0,9
Тном ч/г. 4140 4140 4140 4140 4140
Тц Ч/г. 2070 2732 3000 3312 3726
Кт. И 0,526 0,695 0,7,63 0,842 0,947
мин/дет. 1,242 1,639 1,800 1,987 2,235
<?ц дет./ч 48 36 ,33 30 27
<h №-1ч 25 25 25 25 25
дет./г. 200000 152 000 138000 125000 111000
QT Дет./г 105 000 105000 105 000 105000 105000
в то время как цикловая зависит от коэффициента общего исполь-
зования АЛ Ко.
По рекомендациям СКБ-АЛ следует принимать следующие
значения Торг в зависимости от уровня организации эксплуатации
АЛ: высокий уровень — 2,7%• Гном; средний уровень —8,6% Тном;
низкий уровень — 10,3% Гном-
Специальные вопросы технологического проектирования АЛ,
прогнозирование ее производительности и надежности рекоменду-
ется прорабатывать по материалам Минского СКБ-АЛ (74].
Для контроля расчетов используются следующие формулы:
9ц7ц=<7прТнон=<7тТ.г=фпр дет./г.;
фц^ц=фпр^вомвФт^т = Тном МИН/г.,
где <7пр — проектная производительность, дет./ч; /ном, tT — номи-
нальное и техническое время, мин/дет.; Тт — техническое время, ч/г.
Соответственно эквивалентные структуры времен и производи-
тельностей соотносятся следующим образом:
Т'ном = Т'ц-р Тсоб + Т'орг/
/нОМ = tn + Лк»б 4" А>рг,
1 = Ко+Я соб+Лорг,
<7и=9пр4- <7соб+<7орг,"
фц=фпр+ Qcoe + Qopr,
где г]СОб, Лорг — коэффициенты потерь номинального фонда времени
по техническим и организационным причинам; Qco6> Qopr — потери
по техническим и организационным причинам, дет./г.
19 Зак. 1338 289
7.5. ПРОЕКТИРОВАНИЕ ВСПОМОГАТЕЛЬНЫХ ОТДЕЛЕНИИ
МЕХАНИЧЕСКОГО ЦЕХА
Вспомогательные отделения механического цеха служат для
размещения мастерских вспомогательного характера, контрольных
участков, кладовых и складов. В зависимости от характера и объ-
ема выпускаемой продукции, типа производства в состав механи-
ческого цеха могут входить следующие вспомогательные отделения:
заготовительное, заточное, контрольное; ремонтная база механика
цеха; мастерские для ремонта приспособлений и инструментов,
энергетика цеха; отделения для приготовления и раздачи смазочно-
охлаждающих жидкостей (СОЖ), для переработки стружки; цехо-
вой склад материалов и заготовок; промежуточный склад деталей;
межоперационные склады; инструментально-раздаточные кладовые
(ИРК); склады приспособлений, абразивов, масел, вспомогатель-
ных материалов.
В зависимости от масштабов производства и размеров цеха
состав вспомогательных отделений может быть различным. Так, для
малых цехов возможно объединение мастерских механика и энер-
гетика, инструментально-раздаточной кладовой со складами при-
способлений и абразивов и т. д. На крупных заводах с поточно-мас-
совым производством, как правило, организуется волочильно-заго-
товительный цех, а в механических цехах нет склада материалов и
заготовок, его роль выполняют бункера или площадки в начале по-
точных линий. Площадь всех вспомогательных отделений при
укрупненном проектировании может быть принята в пределах 25—
30% общей площади цеха.
В дипломных проектах при проектировании вспомогательных
отделений следует руководствоваться пособием [17]. При разработ-
ке заточных отделений рекомендуется предусматривать прогрессив-
ную форму их организации, внедренную на Минском автомобильном
заводе, где заточка режущих инструментов для основного производ-
ства организована не по цехам и отделениям, а централизованно, в
едином заточном отделении, обслуживающем весь завод. *
Такая форма организации заточных отделений позволяет: по-
высить коэффициент сменности оборудования и его загрузку; внед-
рить специальную высокоэффективную технологию заточки с ис-
пользованием электрохимических методой и алмазных инструмен-
тов; повысить качество заточки; уменьшить удельный расход
инструментов, приходящийся на 1 тыс. руб. выпускаемой продукции.
7.6. ВЫБОР ТРАНСПОРТНЫХ СРЕДСТВ
При выполнении проекта отделения механического цеха и пла-
на расположения оборудования необходимо выбрать следующие
транспортные средства: доставки заготовок в механический цех;
погрузки и выгрузки заготовок, а также необходимую тару для
транейортировки и хранения; передачи детали от станка к станку;
подъемные средства и устройства для установки и снятия деталей
290 •
на станке; транспортировки готовых деталей на сборку илисклад;
методы и средства уборки стружки от станка, транспортировки ее
по отделению и цеху.
Виды и количество транспортных средств определяются на ос-
новании расчетов годовых грузопотоков деталей и стружки по отде-
лению или цеху. На выбранные транспортные средства необходимо
дать краткую техническую характеристику с указанием назначения
и экономическим обоснованием их применения. . •_
Кроме решения перечисленных выше вопросов, студент должен
разработать чертежи, произвести необходимые расчеты и дать опи-*
сание конструкции в соответствии с полученным дипломным зада-
нием по механизации транспортирующих средств [58, 59].
Главным резервом повышения производительности труда и
улучшения использования основного технологического оборудования
в промышленности является совершенствование и дальнейшее сни-
жение трудоемкости операций перемещения деталей. Транспорт не-
разрывно связан с производством, он является частью производ-
ственного процесса, непосредственно влияет на длительность его
цикла и способствует точному выполнению каждым рабочим уста-
новленных норм времени. Во многих случаях он приобретает значе-
ние фактора, организующего производство. В свою очередь особен-
ности машиностроительного производства оказывают влияние на
выбор межцехового и внутрицехового транспорта.
При разработке транспортно-технологической схемы производ-
ственного процесса необходимо обеспечить увязку работы отдель-
ных транспортных установок, механизмов подъемно-транспортных
машин и других средств. Комплексная технология должна охваты-
вать также все вспомогательные транспортно-погрузочные и конт-
рольно-учетные операции.
7.6.1. Расчет массы грузопотоков отделения механического цеха
При выборе транспортных средств исходят из величины грузо-
потока. Рассчитывается масса на годовую программу следующих
грузопотоков: а) межцехового — из заготовительного в данный ме-
ханический цех или из всех заготовительных на центральный склад
заготовок (при механическом цехе); б) межоперационного — от
станка к станку при механической обработке; в) массы стружки,
образующейся в отделении за 1 ч при обработке деталей.
Межцеховой грузопоток Q из заготовительного в механический
цех рассчитывается по формуле
т '
1=1
где т — число наименований деталей, поступающих цз заготови-
тельного цеха ;Gj —черновая масса Деталей, кг; Ni — годовая про-
грамма, шт.
При наличии центрального склада необходимо рассчитать мае*
18» 29J
су заготовок, поступающих из всех заготовительных цехов в данный
механический.
Межоперационный грузопоток q рассчитывается следующим
образом:
я
<7 = 2 <Л
гдё п — число наименований деталей, перевозимых на одном кон-
вейере или другими видами транспорта; qi — чистовая масса дета-
лей, транспортируемых в отделение механического цеха, для всех
операций, кроме первой и второй, для которых необходимо прини-
мать черновую массу деталей. ' ,
Масса грузопотока стружки Qc, образующаяся в отделении за
1 ч при обработке нескольких деталей,
т
где т — число наименований обрабатываемых деталей в отделении;
Qi — черновая масса детали, кг; — чистовая масса детали, кг;
Ni — годовая программа выпуска детали, шт.; Fa — действительный
годовой фонд времени работы оборудования при двухсменной ра-
боте, ч.
Пример расчета массы стружки, образующейся в отделении
обработки маховика двигателя при 6=37 кг, 17=26,3 кг, N=
= 160 000 шт., F„=3975 ч:
& = = 430J Er/q
7.6.2. Выбор межцехового транспорта
В качестве межцехового транспорта применяют: подвесные
толкающие конвейеры (ПТК); подвесные грузонесущие цепные
конвейеры (ПК), ГОСТ 5946—66; однорельсовые подвесные дороги
(ОПД); авто- и электротягачи с прицепными тележками (Т), ГОСТ
15942—70; электрокары (ЭК) и автокары (АК); электропогрузчики
(ЭП), ГОСТ 20805—75.
Наиболее прогрессивным видом межцехового транспорта явля-
ются подвесные толкающие конвейеры с автоматическим распре-
делением грузов по заданному адресу и подвесные цепные со схем-
ными подвесками, работающие в комплексе с универсальными ав-
томатическими перегрузочными устройствами [58, 59].
Сфера рационального применения различных видов транспорт-
ных машин для механизации межцехового транспорта без проме-
жуточных складов при механизированной погрузке и разгрузке в
зависимости от годового грузооборота и расстояния транспортиров-
ки дается на рис. 7.1.
На рис. 7.2 и 7.3 приводятся графики сравнения приведенных
расходов в зависимости от расстояния перевозок при различных гру-
292
Рис. 7.1. Сферы экономического преимущества средств механизации меж-
цехового транспорта:
а — электропогрузчиков, электрокар, авто- и электротягачей; б — подвесных трлкаю-
щих конвейеров с постройкой галереи, электропогрузчиков, электрокар, авто- и
электротягачей; в, г — подвесных толкающих конвейеров, электрокар и электропо-
грузчиков (Q — годовой грузооборот; L — расстояние транспортировки)
зооборотах для конвейеров подвесного толкающего и подвесного
цепного при условии навески и съема грузов грузчиками с помощью
электроталей или вручную. На рис. 7.4 дан трафик сравнения при-
веденных расходов в зависимости от расстояния перевозок при
грузооборотах до 200 тыс. т/г. для электропогрузчиков, электрокар,
293
Рис. 7.2. График сравнения приведенных
расходов в зависимости от расстояния
при различных грузооборотах (навеска и
съем детдли электроталыо до 0,5 т):
1 — подвесной толкающий конвейер; 2 — под-
весной цепной конвейер
Рис. 7.3. График сравнения приведенных.
расходов в зависимости от расстояния
при различных грузооборотах (навеска и
съем детали вручную):
/ — подвесной толкающий конвейер; 2 — под-
весной цепной конвейер
Рис. 7.4. График сравнения приведен-
ных расходов в зависимости от рас-
стояния перевозок при грузооборотах
до 200 тыс. т/г.:
I — электротягач; 2 — электрокара; 3
автотягач; 4 — электропогрузчик
автотягачей и электротягачей. Сравнение приведенных расходов
для различных вариантов механизации дает возможность опреде-
лить рентабельность применения того или иного вида транспорти-
ровки при одинаковой величине годового грузооборота.
Из рис. 7.1, б видно, что подвесной толкающий конвейер имеет
преимущество по сравнению со всеми видами транспорта при рас-
стоянии транспортировки, равном 100 м,и годовом грузообороте,
превышающем 50 тыс. т. При расстоянии 350 м ПТК наиболее эко-
номичны при грузообороте, превышающем 80 тыс. т, а при расстоя-
нии 1100 м,— 200 тыс. т [53}. (График сделан с учетом постройки
галереи ПТК.)
ПТК изготавливаются с тележками грузоподъемностью 32, 125,
500, 800 и 1250 кг. Скорость их передвижения принимается в пре-
делах 0,1—25 м/мин. Допустимый угол подъема пути —до 45°.
Общие капитальные затраты на сооружение и эксплуатационные
расходы ПТК с галереей и без нее приведены в табл. 7.3 и 7.4 [53].
Распространенным межцеховым транспортом являются элект-
рокары. Они применяются в серийном и массовом производстве.
Электрокары грузоподъемностью 0,5; 0,75; 1,2 и 3 т изготавливают-
ся с подъемной и неподъемной платформами. На электрокарах с
подъемной платформой грузы перевозятся в ящиках на ножках.
Табл. 7.3. Затраты на ПТК с галереей
Показатели Развернутая длина конвейера, м
100 200 400 1000 1500 2000
1 2 3 4 1 5 6 7
Шаг цепи 100 мм
Общие капитальные затраты на 1 конвейер, тыс» руб» 11,9 21,8 40,6 — — —
Эксплуатационные расходы на 1 конвейер, тыс. руб./г. 1,72 3 5,52 — — —
Себестоимость 1 ма- шине-ч, руб. 0,63 1,09 Шаг цепи 2,02 160 мм —- —
Общие капитальные затраты на 1 конвейер, тыс. руб. 14 23,8 45,2 100,3 150,4 200,4
Эксплуатационные расходы йа 1 конвейер, тыс. руб./г. 4,56 5,61 8,52 17,5 24,7 32
Стоимость 1 ма- шино-ч, руб. 1,69 2,07 3,15 6,49 9,14 11,85
295
Табл. 7.4. Затраты на ПТК без галереи
Показатели Развернутая длина конвейера, м
100 200 . 400 1000 1500 2000
Общие капитальные Шаг цепи 100 мм 7,2 12,8 23,3
затраты на 1 конвейер, тыс. руб. Эксплуатационные 1,1 2,42 4,24
расходы на 1 конвейер, тыс. руб./г. Себестоимость 1 ма- 0,37 0,63 1,11
шино-ч, руб. Общие капитальные Шаг цепи 160 мм 9,5 16,2 29,6 71,6 100,7 141
затраты на 1 конвейер, тыс. руб. Эксплуатационные 1,8 2,84 5,16 12,7 18,75 24,75
расходы на 1 конвейер, тыс. руб./г. Себестоимость 1 ма- 0,52 0,82 1,48 3,64 5,4 7,14
шино-ч. руб.
При подъезде электрокары ее платформу подводят под ящик и при-
поднимают его в необходимое положение для транспортировки.
Электрокары маневренны и бесшумны в работе. Автокары имеют
примерно такие же грузоподъемность и маневренность. Недостат-
ком их является загрязнение воздуха выхлопными газами двигате-
ля. Из рис. 7.1, а видно, что электрокары экономически целесооб-
разно применять (при отсутствии промежуточных складов и штабе-
лировки грузов) при всех грузооборотах на расстоянии до 430 м.
Автотягачи с прицепными тележками обеспечивают наибольшую
эффективность при всех грузооборотах на расстояния свыше 350—
430 м. Однако в ряде случаев для улучшения санитарно-технических
условий производства (предотвращения загазованности цехов) не-
обходимо выбрать другой вид транспорта.
Автоматические однорельсовые дороги используются для меж-
цеховых перемещений заготовок с максимальной скоростью
120 м/мин и для внутрицехового перемещения со скоростью 20—
50 м/мин.
Пример 1. При грузообороте 150 тыс. т и транспортировке грузов на 500 м
(рис. 7. 1, б) целесообразно выбрать подвесной толкающий конвейер. Приведенные
расходы на 1 т в этом случае будут равны 25 коп. (рис. 7.2.) Из табл. 7.3 находим,
что капитальные затраты на конвейер длиной 500X2 м равны 100,3 тыс. руб.,
эксплуатационные расходы составляют 17,5 тыс. руб./г., а стоимость работы
1 машино-ч — 6 р. 49 к.
296
Пример 2. При грузообороте 50 тыс. т/г. и расстоянии 1000 м выбираем для
транспортировки, согласно рис. 7.1,6, автотягач и по рис. 7.4 определяем приве-
денные расходы, которые будут равны 43 коп. за 1 т.
Данные по производительности и стоимости транспортировки
грузов на автотягачах, электротягачах, электрокарах и электропо-
грузчиках приведены в табл. 7.5, 7.6, 7.7 и 7.8.
Годовая производительность транспортирующих машин перио-
дического действия (электрокар, автокар, автотягачей, электротя-
Табл. 7.5. Производительность и стоимость работы автотягачей
с прицепной тележкой грузоподъемностью 2 т при различных
расстояниях перевозки
Расстояние транспортировки грузов, м
Показатели 300 500 1000 1500 2000
Производительность, т/ч 10,1 8,95 6,9 5,6 4,75
Стоимость 1 машино-ч, руб. 1,64 1,64 1,64 1,64 1,64
Стоимость транспортировки 16,4 18,4 23,8 29,4 34,6
1 Т, КОП.
Табл. 7.6. Производительность и стоимость работы электротягачей
с прицепными тележками грузоподъемностью 2 т
при различных расстояниях перевозки
Расстояние транспортировки грузов, м
Показатели 100 300 500 1000 1500 2000
1 2 3 4 5 6 7
Производитель- ность, т/ч 7,5 6,5 5,6 4,2 3,3 2,8
Стоимость 1 ма- шино-ч, руб. 1,29 1,29 1,29 1,29 1,29 1,29
Стоимость транспор- тировки 1 т, коп. 26,5 19,4 23 30,4 38,4 46
Табл. 7.7. Производительность и стоимость работы электрокар
грузоподъемностью 2т при различных расстояниях перевозки
Показатели Расстояние транспортировки грузов, м
100 300 500 1000 1500
Производительность, т/ч 6,3 4,2 3,15 1,9 1,4
Стоимость 1 машино-ч, руб. 1,19 1,19 1,19 1,19 1,19
Стоимость транспортировки 18,9 28,4 37,8 62,6 85
1т, коп.
297
Табл. 7.8. Производительность и стоимость работы электропогрузчиков
грузоподъемностью 2т при различных расстояниях перевозки
(при маятниковом движении)
Показатели Расстояние транспортировки грузов, м
100 300 500 1000 1500
Производительность, т/ч 6,55 4,5 / 3,45 | 2,18 1,58
Стоимость 1 машино-ч, руб. 1,84 1,84 | 1,84 : 1,84 1,84
Стоимость транспортировки 1т, коп. 20,5 29,8 \ 38,9 / 61,5 85,0
гачей, однорельсовых тележек, мостовых кранов и др.) определя- ется по формуле Qr=^^T/r., / ц
где Гн — номинальный годовой фонд врёмени работы мащин, ч;
q — номинальная грузоподъемность, т; Лв— коэффициент исполь-
зования машин по времени; Кт — коэффициент использования ма-
шин по грузоподъемности; Тц — продолжительность транспортного
цикла.
Продолжительность транспортного цикла
Т’и = 2 6П-Нр +) мин,
где ^п+^р — время на прицепку и расцепку с учетом маневрирова-
ния; LCp — средняя длина пути, м; оср — средняя скорость, м/мин.
Значения оСр, Кв и Кг принимаются по табл. 7.9.
Табл. 7.9. Данные для расчета производительности транспортных машин
Транспортирующие машины Vcp< м/мин Кг
Электрокары и автокары 100 0,6 0,7
Автотягачи 200 0,6 0,6
Электротягачи 165 0,6 0,7
Однорельсовые тележки 100 0,8 0,7
Пример расчета производительности автокары по следующим
данным: FH=4140 ч, q=2 т, /п=3 мин, /р=2 мин, Lcp=300 м, пСр=
= 100 м/мин:
60FH?KBKr _ 60-4140-2-0,6 0,7 = 208 656 = j3 q41
<п + *р + -^-) 2(3 + 2 + -lS-) 16
fCp / \ 100 / t
Следовательно, при грузообороте 25 тыс.т/г. потребуются две элект-
рокары.
Qr=-
2
298
7.6.3. Выбор межоперационного транспорта
В качестве межоперационного транспорта в механических
цехах применяются: конвейеры подвесные грузонесущие цепные
(ПК), ГОСТ 5946—66; подвесные толкающие (ПТК); роликовые
(рольганги), ГОСТ 8324—71, ГОСТ 15516—76; дисковые, ГОСТ
12846—67; шариковые; ленточные, ГОСТ 2103—68; скаты; склизы;
монорельсы; краны электрические мостовые, ГОСТ 534—69; мосто-
вые однобалочные, ГОСТ 7532—64; электрические однобалочные,
ГОСТ 7890—73; консольные, ГОСТ 19494—74, ГОСТ 19811—74;
конвейерные тележечные, ГОСТ 5938—51.
Межоперационные транспортные устройства должны обеспечи-
вать надежную, бесперебойную, быструю и легкую передачу дета-
лей от станка к станку, а также возможность размещения на них
деталей, накапливающихся перед станком в период его остановки
на наладку или текущий ремонт. Выбор межоперационного транс-
порта зависит от степени непрерывности грузопотока, массы, фор-
мы, габаритов детали, необходимой скорости передвижения и т. д.
В каждом отдельном случае необходимо выбирать такой вид
транспорта, который может обслужить отделение механического
цеха наиболее рационально и надежно.
В крупносерийном и массовом производстве наиболее рацио-
нальным видом межоперационного транспорта являются подвесные
цепные конвейеры. Они особенно эффективны для деталей массой
до 8 кг. Как видно из рис. 7.3, подвесные цепные конвейеры эконо-
мически целесообразно применять при навеске и съеме деталей
вручную и годовом грузообороте 25—100 тыс. на расстояниях 50—
1500 м. Они также используются как промежуточные склады дета-
лей (сборочных единиц) в целях экономии полезной площади цехов.
Подвесные толкающие конвейеры на межоперационном транс-
порте используются для деталей массой более 12 кг с навеской гру-
зов электроталями при всех расчетных грузооборотах свыше
25 тыс. т. и расстояниях от 50 м и более (см. рис. 7.2).
Годовая производительность транспортирующих машин непре-
рывного действия [53]
Qr= QnFaKs т,
где Q4 — часовая производительность, т/ч; Кв — коэффициент ис-
пользования по времени, Кв= 0,9.
Часовая производительность определяется по формуле
Q4 = т/ч,
где q— грузоподъемность одной подвески, т; о — скорость конвей-,
ера, м/мин; Кг — коэффициент использования подвески по грузо-
подъемности; I — шаг между подвесками, м.
Скорость подвесок конвейеров принимается в зависимости от
заданной производительности, способа загрузки и выгрузки в пре-
делах 1—25 м/мин. Для конвейеров, обслуживающих станочные
299
линии, скорость равна 1—6 м/мин и определяется тактом выпуска;
при массе детали 30—50 кг скорость не превышает 3 м/мин. При об-
служивании конвейером сборки, моечных, окрасочных или сушиль-
ных камер скорость составляет 0,5—3,5 м/мин.
В серийном и массовом производстве применяются конвейеры
роликовые (рольганги), дисковые и шариковые, которые могут быть
приводные и неприводные. Они сооружаются из стандартных секций
длиной 800, 1500 или 3000 мм и устанавливаются вдоль всей поточ-
ной линии станков (сборочных мест). Типы и размеры конвейеров
указаны в литературе {59]. Роликовые, дисковые и шариковые кон-
вейеры целесообразно использовать в тех случаях, когда детали
передаются на короткие расстояния. При этом они занимают мини-
мум площади цеха.
В крупносерийном и массовом производстве применяются скаты
и склизы, которые служат для перемещения деталей на короткие
расстояния от одного рабочего места к другому. Скаты выполняются
с уклоном от 1 : 10 до 1 : 15 и служат для перемещения деталей
цилиндрической формы, склизы — с уклоном от 1 : 2 до 1: 5 и при-
годны для перемещения деталей разнообразной формы.
Основным недостатком применения рольгангов, скатов и скли-
зов является загромождение пола отделения, что затрудняет опера-
тивное обслуживание станков и поддержание необходимой чистоты.
Поэтому рольганги при использовании агрегатных станков туннель-
ного типа желательно устанавливать между ними, а скаты и склизы
по возможности крепить на кронштейнах к станкам.
Ленточные конвейеры применяются в массовом производстве
для деталей малой массы, главным образом в часовой и приборо-
строительной промышленности [58, 59].
7.6.4. Выбор подъемно-транспортных устройств
Подъемно-транспортные устройства существенно влияют на
степень использования оборудования и его производительность.
Применение малоэффективных подъемно-транспортных устройств
может снизить его производительность в несколько раз.
В серийном производстве механических и сборочных цехов
применяются электрические мостовые краны грузоподъемностью от
5 до 50 т с пролетами 11—32 м, мостовые одноблочные краны с
электрической талью грузоподъемностью 1; 2; 3; 5 т; подвесные
электрические однобалочные краны грузоподъемностью 0,25; 0,5; 1;
2; 3; 5 т и электроштабелеры напольные (ГОСТ 10721—75, ГОСТ
16553—76).
На поточных линиях, оснащенных высокопроизводительными
станками, должны использоваться только высокоэффективные гру-
зоподъемные устройства, не увеличивающие станкоемкость опера-
ций. К ним относятся пневматические подъемники (ГОСТ 16540—
71) и электрические тали на подвесных монорельсах. Скорость
установки и снятия на них одинаковая, однако эксплуатация элект-
рических талей более простая.
300
В крупносерийном и массовом производстве применяются одно-
рельсовые пути (монорельсы) для обслуживания отдельных рабо-
чих мест и иногда для транспортировки грузов на значительное
расстояние. Монорельсы оборудуются электрической талью (ГОСТ
7882—69) с электрическим или ручным передвижением, ручной
талью и пневматическими поршневыми вертикальными подъемни-
ками. Характеристики подъемников приведены в табл. 7.10 и 7.11.
Табл. 7.10. Электротали новых конструкций ВНИИПТМАШа
Пр имечание. Управление электротали кнопочное, нижнее. Пусковая
кнопка находится на высоте 1400 мм от пола.
Табл. 7.11. Пневматические поршневые вертикальные подъемники
Показатели Модель
I п ш IV V VI
Грузоподъемность, кг 170 235 300; 365 420; 445 560; 700 930; 1040
Высота подъема, м 1,2 1,5 1,8 1,2 1.5 1.8
Расход воздуха на 0,07 0,09 0,1 0,16 0,2 0.25
один подъем, м3
Высота подъемника, мм 1770 2070 2370 1770 2070 2370
Масса, кг 50 55 60 80 87 94
Для всех видов подъемников на однорельсовых путях при их
креплении к несущим конструкциям перекрытий здания допуска-
ется грузоподъемность до 5 т. Для загрузки и разгрузки подвесных
конвейеров, передачи деталей с одного конвейера на другой, подъ-
ема деталей на уровень рабочего стола технологического оборудо-
вания применяются стационарные подъемные пневматические сто-
лы с грузоподъемностью 50—1000 кг и высотой подъема 250—
1000 мм [59]. Стоимость некоторых видов подъемно-транспортного
оборудования приведена в приложении 7.1.
301
7.7. МЕХАНИЗАЦИЯ СБОРА И ТРАНСПОРТИРОВКИ
МЕТАЛЛИЧЕСКОЙ СТРУЖКИ
Механизация сбора, транспортировки и переработки металли-
ческой стружки исключает тяжелый ручной труд, повышает куль-
туру производства и сокращает травматизм, а также обеспечива-
ет сдачу стружки заводами в соответствии с требованиями ГОСТ
2787—63. При точении стали образуется сливная стружка, кото-
рая наматывается на изделие. Она ухудшает качество обрабаты-
ваемой поверхности, выкрашивает лезвия резца и снижает стой-
кость инструмента..На удаление и транспортировку путаной струж-
ки непроизводительно расходуются время и силы рабочего.
Удобные для транспортировки витая и дробленая стружки об-
разуются следующими способами: а) с помощью уступов различной
формы (порожки и лунки) на передней поверхности резца;
б) стружколомами, приваренными или припаянными, а также за-
крепленными механическим способом на передней поверхности рез-
ца; в) специально подобранной геометрией режущей части; г) ки-
нематическим дроблением стружки. Конструкции и описания усту-
пов, лунок, стружколомов и специальной геометрии режущей части
резцов приведены в литературе [68].
В отделениях механических цехов серийного и массового про-
изводства выбор методов и средств механизации транспортировки
металлической стружки зависит от типа производства, вида, ка-
чества и массы стружки, марки материала и площади, на которой
она образуется (табл. 7.12).
Табл. 7.12, Способ уборки стружки, образующейся на площади
§00—500 м2 отделения механического цеха
Масса стружкн, образующейся за 1 я, кг Способ уборки и транспортировки стружки по отделению Способ транспортировки стружки из цеха в отделе- ние переработки и брикети- рования
50—75 Вручную в специальную тару Безрельсовым тран- спортом
75—100 Конвейером в специальную тару, установленную в конце отделения То же
Более 100 Конвейером с выходом на сборный магистральный конвейер Сборным магистраль- ным конвейером цеха
К планировке отделения механического цеха при механизации
уборки стружки предъявляются следующие требования:
1) станки должны быть сгруппированы по видам и маркам об-
рабатываемых материалов (чугун, сталь и т. д.);
2) между тыльными частями параллельно стоящих станков
должно быть расстояние не менее 700 мм для проведения каналов
и установки конвейеров удаления стружки. Допускается проведе-
ние каналов по фронту станков, минуя рабочие места. Проведение
каналов под рабочими местами не рекомендуется;
302
3) концентрирование станков, дающих наибольшее количество
стружки, в одном месте;
4) каждые две параллельные линии станков отделения должны
чередоваться с одним параллельно расположенным проходом;
5) станки, имеющие фундаменты, не должны пересекаться си-
стемами удаления стружки;
6) каналы перекрываются съемными плитами, загрузочные от- .
верстия — решетками с ячейками размером 25X25 мм для чугун-
ной стружки или специальными откидными загрузочными люками
для крупной стальной стружки.
При выборе типа конвейера для транспортировки стружки
можно пользоваться табл. 7.13 и 7.14, в которых даны характерис-
Табл. 7.13. Рекомендуемые средства для транспортировки стружки
в отделениях механических цехов [68]
Материал стружки Вид стружки Наи- боль- ший выход струж- ки, т/ч Наименование конвейера Длина кон- вейера, м Номер черте- жа об- щего вида Места уста- новки кон- вейера
Чугунная, стальная и цветная раз- Элементооб- разная (мелкая) крошка, кусоч- 1 Скребковый вертикально- замкнутый До 100 Т347 В канале
ных марок ки и высечки 2 Одношнеко- вый До 60 Т288 »
1—2 Вибрационный 6 Т625 В канале или на нуле пола цеха
1 До 5 До 6 Инерционный То же 10—15 15-25 Т236 Т286 То же »
Стальная Элементооб- разных марок разная, в виде винтов нагарто- ванная 1 Ершовый с возвратно-по- ступательным движением До 65 Т237 J В канале
Автоматный жгутик 2—5 Двухшнеко- вый До 60 Т289 в
Мелкий и средний вьюн 1—2 Вибрационный 6 Т265 В канале или на нуле пола цеха
. Цветная Вьюн До 5 Инерционный 10—15 Т236 То же
разных марок До 6 > 15-25 Т286 »
Стальная Крупный разных марок вьюн. Саблеоб- разная с одно- 1 Ершовый с возвратно-по- ступательным Т286 В канале
слойным витком движением До 5 Инерционный 15-25 В кашле или на Пуле пола цеха : ,
303
Табл. 7.14. Техническая характеристика конвейеров
для транспортировки стружки в механических цехах [68] \
Показатель Наименование конвейера
инерционный ершо- вый вибра- цион- ный одно- шнеко- вый двух- шнеко- вый скре- бковый верти- каль- но-за- мкну- тый пла- стин- чатый
Номер чертежа
Т236 Т286 Т237 Т265 Т288 Т289 Т347 Т290
Производительность, 5 6 1 1—2 12 15 т/ч Длина транспортирую- 10—15 15—25 До 90 6 До 60 До 60 До 100 До 150 щей части, м Скорость движения До 5 До 5 — 1—2 2 2 2,8 10,6 стружки, м/мин Ширина желоба, мм 250 350 — — — — — — Эксцентриситет, мм 0—40 0—40 — 0,5— — — — — 1,5 Число двойных ходов 90 90 — — — — — — в 1 мин Число обдротовуэкс- — — — 1410 — — — — центрика в 1 мин Скорость движения , — — 10 — — — — — штанги, м/мин Усилие при рабочем — — 12000 — — — — — ходе, кг Ход штанги, мм — — 1750 — — — — ' — Диаметр шнека, мм — — — — 200 200 — ' — Число оборотов в 1 мин — — — — 20 20 — — Мощность электродви- 1 3 30 0,5 '4 7 1 1 1,7 гателя, кВт Масса 1 пог. м кон- 46,5 33 195 36 144 251 40 175 вейера, кг
[гики конвейеров и рекомендации по их выбору в зависимости от
материала стружки, производительности и максимальной длины об-
служивания. Длина обслуживания отделения вибрационными
(ГОСТ 11732—66) и инерционными конвейерами может быть уве-
личена за счёт установки двух конвейеров, работающих последо-
вательно.
Для мелкой чугунной и цветной стружки возможно применение
пневмотранспортных устройств нагнетательных и всасывающих ти-
пов. При выборе ершовых конвейеров необходимо учитывать, что
нельзя допускать смешивание стружки с мелкой крошкой, так как
последняя, попадая в желоб, засоряет его направляющие и затруд-
304
няет движение штанги. Ершовый конвейер Т237 используется в ка-
честве сборного (магистрального) для транспортировки стальной
витой и сливной стружки по цеху, в отделении переработки и бри-
кетировки. Для магистральной транспортировки чугунной и мелкой
стальной стружки следует использовать скребковые конвейеры
Т347. Конвейеры пластинчатые Т290 (ГОСТ 2035—54) предназначу'
чены для транспортировки стружки стальной, чугунной и цветных
металлов на расстояние до 150 м и используются в качестве маги-
стральных (сборных).’
7.8. РАЗРАБОТКА ПЛАНА РАСПОЛОЖЕНИЯ ОБОРУДОВАНИЯ
Исходными данными для составления плана расположения обо-
рудования отделения механического цеха Являются: спроектиро-
ванные и утвержденные руководителем проекта технологические
процессы механической обработки деталей и сборки сборочных еди-
ниц; ведомость требуемого оборудования на 40—50 единиц; черно-
вая и чистовая массы деталей на годовую программу; масса струж-
ки, образующейся за 1 ч; габариты применяемого оборудования.
При разработке плана необходимо учитывать следующее:
1) длина пути грузопотоков обрабатываемых деталей должна
быть как можно короче;
2) следует обеспечить возможность установки, демонтирова-
ния и транспортировки любого станка из отделения;
3) иметь в виду возможность многостаночного обслуживания;
4) должны быть предусмотрены средства доставки заготовок
в отделение, их погрузки и выгрузки, передачи деталей от станка
к станку, подъемные (устройство для установки и снятия деталей
со станка), а также средства транспортировки готовых деталей на
сборку или склад;
5) необходимо предусмотреть средства для уборки стружки от
станка, транспортировки ее по отделению и цеху; ,
6) должны быть решены вопросы ремонта оборудования, тех-
нологической оснастки и проверки их на технологическую точность;
снабжения отделения инструментом и его заточки; обеспечения
станков смазочно-охлаждающей жидкостью; охраны труда и тех-
ники безопасности, эстетики, чистоты и порядка в отделении и др.
План расположения оборудования составляется на формате 24
в масштабе 1 : 100 или 1 :50. Длина технологических линий для
серийного производства машин средних размеров составляет 40—
60 м, для массового и крупносерийного производства — 40—70 м,
оптимальная длина линий — 50 м. Ширина пролетов для среднего
машиностроения принимается (в поперечном направлении) 18 или
24 м, а шаг колонн (в продольном направлении) — 6 или 12 м. Та-
ким образом, можно применять следующие сетки колонн: 18x6,
18X12, 24X6, 24X12.
План расположения оборудования рекомендуется разрабаты-
вать в следующем порядке. Сначала вырезаются карточки габари-
тов станков в выбранном масштабе [17], с. 158, а на миллиметро-
2Г| Зак. 1338 3Q5
вой бумаге найосится сетка колони и проезды. Карточки габари-
тов станков располагают на плане и прикалывают их булавками.
При этом могут быть рассмотрены и выполнены несколько различ-
ных вариантов расположения станков. После выбора оптимального
Рис. 7.5. План расположения оборудования отделения цеха
варианта и согласования его с руководителем проекта план распо-
ложения оборудования вычерчивается и оформляется на чертежной
бумаге. При расположении станков необходимо соблюдать норма-
тивы на величину промежутков между ними, а также расстояния
от стен и колонн [18, табл. 15, 16].
306
Основным показателем, характеризующим использование про-
изводственной площади, является величина удельной производст-
венной площади на один станок. Ее средние размеры составляют:
для малых станков (габаритом до 1800X800 мм) — 10—12 м2, для
средних станков (габаритом до 4000x 2000 мм) — 15—25 м2, для
крупных станков (габаритом до 8000X 4000 мм) —30—45 м2 [17,
табл. 17].
При размещении станков в линии необходимо предусматривать
кратчайшие пути движения каждой детали в процессе обработки,
не допускать обратных, кольцевых или петлеобразных движений,
создающих встречные потоки и затрудняющих транспортирование
обрабатываемых деталей. Последовательное движение деталей от
станка к станку показыв.ается на плане расположения оборудова-
ния условными или цветными линиями. В серийном и массовом
производстве станки располагают последовательно по порядку тех-
нологических операций.
Подвод смазочно-охлаждающей жидкости осуществляется по
трубам, укрепленным вверху по колоннам цеха, из централизован-
ного отделения приготовления СОЖ. Заправка отдельных станков
и линий производится через муфту шлангом, длина которого 25—
40 м. В целях повышения стойкости инструмента в 3—10 раз для
автоматических и поточных линий применяют специальные очисти-
тельные установки СОЖ производительностью 1500, 3000 или
6000 л/мин. Производительность установки на линии определяется
из расчета расхода СОЖ в объеме 50—75 л/мин на один шпиндель.
Очистительные установки монтируются в подвальном помещении
цеха под каждой автоматической линией. В цикле установки эмуль-
сия используется один раз. Затем она последовательно проходит
грубую, магнитную очистки, гравитационную фильтрацию, тонкую^
очистку через специальные фильтрующие ткани и вновь поступает
на линию станков.
При окончательном оформлении плана расположения обору-
дования следует указать все виды транспортировки и подъема де-
тали, уборки стружки, места потребления сжатого воздуха, пара,
воды, эмульсии, слива воды, подвод постоянного и перемённогб
тока, вентиляцию, противопожарные устройства, питьевые колонки
и т. д. На плане приводятся также размеры главных проездов и
расстояния фронтальных линий станков от колонн, перечень услов-
ных обозначений (приложения 7.2 и 7.3), общая площадь отделе-
ния, производственная площадь и удельная производственная пло-
щадь на один станок. На поперечном разрезе цеха указывается от-
метка пола, высота здания и контур наиболее высокого станка.
Пример плана расположения оборудования приведен на рис. 7.5.
7.9. РАСЧЕТ ЭНЕРГЕТИЧЕСКОЙ ЧАСТИ ПРОЕКТА
В.дипломном проекте должны быть рассчитаны годовые по-
требности в электроэнергии, сжатом воздухе, вдде, паре и топливе.
Для определения потребности в электроэнергии необходимо подсчи-
20» , ' • ' за?
тать суммарную установленную мощность оборудования проекти-
руемого отделения, а также мощность, затрачиваемую на освеще-
ние. Активная мощность электроприемников определяется по фор-
муле
Ра. = Руст^Сс,
где Руст — установленная мощность оборудования, кВт; Кс — ко-
эффициент спроса, учитывающий недогрузку по мощности электро-
приемников, неодновременность их работы и потери в сети
(табл. 7.15).
Табл. 7.1S. Коэффициент спроса Кс по отдельным группам потребителей [17}
Наименование групп потребителей Коэффициент спроса Кс
Электродвигатели металлорежущих станков 0,2
Электродвигатели автоматов, револьверных, обди- рочных, зубофрезерных станков 0,25
Электродвигатели кранов и тельферов 0,15
Нагревательные устройства, печи сопротивления, сушильные шкафы и ванны 0,6
Высокочастотные установки 0,3
Стенды 0,1
Конвейеры, транспортеры, вентиляторы, насосы, компрессоры 0,75
Вентиляторы санитарной техники 0,7
Сварочные аппараты стыковой и точечной сварки 0,4
Освещение 0,8
При укрупненном проектировании для механических цехов
можно принимать величину общецехового коэффициента спроса
равной 0,4—0,5. Годовой расход электроэнергии в отделении цеха
W=Ра^дШЦз кВт • ч,
где Гд — действительный фонд времени работы оборудования в од-
ну смену, ч; ш — количество смен работы оборудования; ri3 — сред-
ний коэффициент загрузки оборудования по времени.
Годовой расход электроэнергии на освещение определяют ана-
логично или по нормам расхода на 1 м2 площади здания, с учетом
годового количества часов осветительной нагрузки в зависимости
от географической широты и количества смен работы. Расчеты го-
довой потребности в сжатом воздухе для работы станочных при-
способлений, стендов, в воде на производственные и бытовые нуж-
ды, паре и топливе выполняются в соответствии с рекоменда-
циями [17].
308
7.10. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА РАБОЧИХ МЕСТ
В процессе работы над проектом должны быть предусмотрены
наиболее рациональные организация и планирование рабочих мест.
•При этом важно определить площадь рабочего места с тем, чтобы
она была достаточной для размещения оборудования, оснастки,
предметов труда и в то же время обеспечивала наиболее экономич-
ное использование производственной площади в целом. По норма-
тивам для каждого работающего должен быть обеспечен минимум
4,5 м2 производственной площади и 15 м3 объема помещения.
Одним из основных условий рациональной организации труда
является правильный выбор рабочей позы. Последняя в основном
может быть «сидя» или «стоя». Поза «стоя» встречается на рабо-
тах с физическими усилиями от 10 до 20 кг. При этом размеры ра-
бочей зоны по высоте составляют 100—160 см, по фронту 55, по
глубине 35 см. Рабочее место при позе «стоя» должно быть оснаще-
но сидением для отдыха во время перерывов в работе.
Поза «сидя» рекомендуется на работах с усилием до 5 кг и
небольшим размахом движений, а также на работах, требующих
высокой точности. Нормативная рабочая зона при этом составляв*
по высоте 60—120 см, по фронту 55, по глубине 50 см. Должно быть
предусмотрено свободное пространство для размещения ног рабо-
чего. На работах, требующих усилий от 5 до 10 кг, может быть
применена рабочая поза «сидя*— стоя».
Оборудование на рабочем месте располагается в рабочей (опе-
ративной) зоне — пространстве, в пределах которого рабочий мо-
жет рационально выполнять трудовые действий. Обрабатываемый
предмет труда должен быть закреплен на оборудовании при рабо-
чей позе «стоя» примерно на высоте, составляющей 60% роста ра-
бочего, что вызывает необходимость в соответствующей подставке
(табл. 7.16).
Табл. 7.16. Высота рабочей поверхности оборудования (стола), мм
Виды работ Рост человека
низкий средний высокий
Обычная работа (сидя) 700 725 750
Особо точная работа (сидя) 900 950 1000
Работа на станках и машинах (сидя) 800 825 850
Работа на станках и машинах (стоя) 1000 1050 1100
Работа при которой возможно измене- ние положения рабочего (сидя или стоя) ' 950 1000 . 1050
Разрабатываемая в дипломном проекте планировка рабочего
места должна охватывать внешнюю и внутреннюю. Внешняя пла-
нировка включает схему и описание расположения на рабочем мес-
те основного оборудования, организационной оснастки и рабочей
30»
мебели, вспомогательного оборудования, тары, предметов труда.
Содержанием внутренней планировки являются схема и описание
расположения в инструментальных тумбочках и шкафах приспособ-
лений, инструментов, сменных частей, вспомогательных материа-
лов, необходимых для ухода за рабочим местом и т. д. При этом
материальные элементы, используемые чаще других, должны быть
размещены на уровне рук рабочего на расстоянии не более 55—
75 см справа и слева в зависимости от того, какой рукой' они берут-
ся. Другие предметы постоянного пользования необходимо разме-
щать с учетом экономии движений. Предметы временного пользо-
вания и запасные инструменты должны находиться в специально
отведенных постоянных местах. Приспособления для хранения
предметов труда располагаются таким образом, чтобы рабочий мог
брать инструменты перед выполнением операции и класть обрат-
но, не перенося через рабочее цоле.
В проекте нужно разработать организацию обслуживания ра-
бочих мест. Различаются следующие функции обслуживания ра-
бочих мест: подготовительная (выдача задания, документации, про-
изводственный инструктаж); материальная (доставка предметов
труда); инструментальная (обеспечение инструментом, оснасткой);
наладочная (наладка оборудования); энергетическая (обеспечение
всеми видами энергии); ремонтная (профилактическое обслужива-
ние и ремонт оборудования).
По формам обслуживания различают дежурное обслуживание
(по вызовам и сменно-суточным заданиям), планово-предупреди-
тельное (на основе календарных планов-графиков) и стандартное
(по заранее разработанному стандарту-плану). На предметно-спе-
циализированном участке в серийном производстве применяется
дежурное или планово-предупредительное обслуживание, в крупно-
серийном — планово-предупредительное, а в массовом — стандарт-
ное или (в многономенклатурном производстве) планово-предупре-
дительное. На участке групповой обработки деталей рекомендуется
планово-предупредительная форма обслуживания. Для обслужива-
ния однономенклатурных поточных и автоматических линий целе-
сообразно применять планово-предупредительную форму в серий-
ном и крупносерийном производстве, стандартную — в массовом
производстве, а при обслуживании многономенклатурных поточных
линий лишь планово-предупредительную форму.
При проектировании организации обслуживания рабочих мест
составляются графики или расписания, в которых предусматривает-
ся периодичность обслуживания, сроки начала и окончания работ,
последовательность их выполнения и т. д.
1
7.11. ОХРАНА ТРУДА В ОТДЕЛЕНИИ ЦЕХА
В проекте рассматриваются требования санитарных норм для
машиностроительного производства и разрабатываются инженер-
ные решения обеспечения этих требований в соответствии с темой
дипломного проекта, видом и типом производства, а также особей-
310
костями разрабатываемых технологических процессов. В диплом-
ном проекте следует применять имеющиеся или разрабатывать но-
вые технические и организационные средства, обеспечивающие
безопасность и безвредность условий труда обслуживающего пер-
сонала и окружающей среды. Для этого необходимо хорошо знать
специфику данного производства и изучить существующие санитар-
ные нормы. В новом варианте производственного процесса нужно
предвидеть и предотвратить возможные отклонения от них.
Рекомендуется следующий примерный перечень вопросов по
охране труда, которые должны быть разработаны в проекте.
По технике безопасности и промсанитарии:
1) характеристика разработанных производственных и техно-
логических процессов с точки зрения опасности и вредности;
2) обоснование принятой планировки оборудования в отде-
лении;
3) обоснование схем перемещения людских потоков и грдеопо-
токов, схемы производства;
4) разработка или использование существующих прогрессив-
ных методов уборки стружки от станков; '
5) обоснование и выбор схемы электрозащиты, обеспечиваю-
щей безопасность эксплуатации электрооборудования и линий
электропроводки. Дать описание условий применения и принципа
действия системы сигнализации на случай опасности;
6) обоснование выбранной системы общего освещения отделе-
ния. Привести расчеты на освещенность для данной категории ра-
бот в соответствии со СНиП П-9—71;
7) обоснование категорий работ в отделении по физической
нагрузке и принятых методов, обеспечивающих нормальные метео-
условия в помещении (согласно СН-245—71). Кратко охарактери-
зовать методы обеспечения нормальной кратности воздухообмена
летом и зимой, отопления помещения; контроль температуры, влаж-
ности, чистоты окружающей среды и тепловых излучений;
8) характеристика промышленной эстетики в отделении;
9) описание системы организации техники безопасности в от-
делении, характеристика технического инспектирования.
По противопожарной технике:
1) определение категории данного производства по пожарной
опасности;
2) обоснование выбора здания по огнестойкости и необходи-
мости противопожарных преград внутри помещения;
3) обоснование и характеристика противопожарного Ъборудо-
вания в отделении, средств и условий сигнализации;
4) обоснование выбора первичных и вспомогательных средств-
пожаротушения;
5) характеристика путей эвакуации людей из помещения в слу-
чае пожара;
б), обоснование организации ДПК (добровольной пожарной,
команды) и разработка плана пожаротушения первичными сред-
ствами.
/
311
Вновь разрабатываемые инженерные решения в дипломном
проекте должны подтверждаться расчетами в пояснительной за-
писке с приложением схем, чертежей и графиков. Специальные во-
просы охраны труда, связанные с применением лазерной техники,
радиоактивных изотопов, плазмы, уточняются и согласовываются
с консультантом по данному разделу проекта.
7.12. СТРОИТЕЛЬНАЯ ЧАСТЬ ПРОЕКТА ОТДЕЛЕНИЯ ЦЕХА
Выполнение строительной части проекта осуществляется в той
мере, в какой это необходимо для разработки плана расположения
оборудования, выбора подъемно-транспортных средств, разработ-
ки мероприятий по организации производства, технике безопаснос-
ти, промсанитарии, противопожарной технике и т. п. Выбор типа и
конструкции здания производится на основе следующих сообра-
жений.
При проектировании современных промышленных предприятий
следует применять блокирование (объединение) основных и вспо-
могательных цехов, а также складов в одно или несколько крупных
зданий. Это позволит значительно уменьшить территорию предприя-
тия, сократить протяженность подземных и наземных коммуника-
ций и снизить стоимость строительства и эксплуатации зданий.
Блокирование следует производить в случае, если это не противо-
речит санитарно-гигиеническим требованиям, пожаро- и взрыво-
опасности объединяемых производств.
Многопролетные одноэтажные промышленные здания должны
иметь в плане форму прямоугольника без выступов и пристроек
(исключение могут составлять пристройки административно-быто-
вых помещений) и компоноваться из унифицированных секций и
пролетов с параллельно расположенными пролетами одной высоты
и единой сеткой колонн. При обоснованных требованиях, вызван-
ных особенностями технологических процессов или блокировкой
нескольких цехов в одном здании, допускается расположение про-
летов в двух взаимно перпендикулярных направлениях.
Основой для объемно-планировочного решения промышлен-
ного здания является технологическая схема производства. По ней
подбирается необходимое оборудование и определяются его габа-
риты, устанавливаются требуемые нормами расстояния между
единицами оборудования, а также между оборудованием и строи-
тельными конструкциями здания. Одновременно выбирается и
подъемно-транспортное оборудование (мостовые краны, подвесное
подъемно-транспортное оборудование), так как вид внутрицехового
транспорта влияет на выбор габаритов здания.
При проектировании внутрицехового транспорта следует огра-
ничивать применение мостовых кранов, так как они увеличивают
массу строительных конструкций и объем здания. Мостовые краны
рекомендуется применять при перемещении грузов массой свыше
5 т. При транспортировке деталей и заготовок меньшей массы сле-
дует использовать подвесное подъемно-транспортное оборудование
312
типа кран-балок, тельферов, конвейеров’ и т. п. Необходимо также
ограничивать применение мостовых кранов для монтажа и ремонта
оборудования независимо от их грузоподъемности, заменяя само-
ходными кранами и другими такелажными средствами. Для погруз
’зочно-разгрузочных операций целесообразно применять наземный
безрельсовый транспорт в виде электрокар, вильчатых погрузчиков,
штабелеукладчиков и т. п.
Консольные поворотные стационарные краны рекомендуется
встраивать в оборудование или устанавливать на отдельных стой-
ках. Крепление кранов на колоннах зданий создает на них допол-
нительную нагрузку, достигающую иногда значительных величин.
Это требует применения специальных колонн взамен типовых, что
противоречит принципам унификации и типизации конструкций про-
мышленных зданий.
Выбор технологического оборудования и схем его расположе-
ния определяет необходимые минимальные размеры (ширину, дли-
ну и высоту) пролетов, их число и расположение. По этим данным
подбираются унифицированные типовые секции и пролеты, утверж-
денные Госстроем СССР для зданий машиностроения. Из унифици-
рованных типовых секций и пролетов компонуется здание проек-
тируемого цеха.
Здания механических, сборочных и механосборочных цехов в
большинстве случаев возводятся одноэтажными и компонуются из
нескольких продольных (основных) или из продольных (основных)
и поперечных (дополнительных) пролетов [17]. Госстроем СССР
утверждены и введены в действие с 1 января 1964 г. следующие раз-
меры пролетов, шага колонн и высот одноэтажных типовых зданий
машиностроения (кроме литейных, прессовых и кузнечных произ-
водств): а) ширина продольных пролетов— 18 и 24 м; б) шаг ко-
лонн по наружным рядам — 6 и 12 м; в) шаг колонн по внутрен-
ним рядам — 12 м; г) высота пролетов (от уровня пола до низа
несущих конструкций покрытия) бескрановых и с подвесным транс-
портом грузоподъемностью до 5 т включительно — 6; 7,2; 8,4 м,
с мостовыми кранами грузоподъемностью до 30 т включительно —
10,8 и 12,6 м; д) ширина поперечных пролетов или грузоподъем-
ности мостовых кранов до 30 т включительно — 24 м; е) высота
поперечных пролетов — 10,8 и 12,6 м; ж) ширина поперечных про-
летов при грузоподъемности мостовых кранов до 50 т включитель-
но — 30 м, высота — 16,2 и 18,0 м.
В практике проектирования встречаются варианты, когда тех-
нологическая схема размещения оборудования требует наличия
продольных (основных) пролетов более 24 м. В этих случаях, со-
гласно «Основным положениям по унификации объемно-планиро-
вочных конструктивных решений промышленных зданий», ширина
пролетов может быть принята 30 м.
Одноэтажные производственные здания, как правило, должны
иметь конструктивную схему с полным каркасом, с использованием
унифицированных сборных, преимущественно предварительно на-
пряженных железобетонных конструкций. Стальные каркасы и от-
313
дельные стальные конструкции (фермы покрытия, подкрановые
балки) могут применяться при соответствующих обоснованиях, со-
гласно действующим «Техническим правилам по экономному рас-
ходованию основных строительных материалов». Стальные карка-
сы зданий дают возможность применять шаг колонн, равный 18 и
24 м, с использованием стальных типовых подстропильных ферм
пролетом 18 й 24 м.
Естественное освещение зданий осуществляется с помощью
окон и светоаэрационных фонарей. В связи с тем что фонари имеют
ряд недостатков, в последнее время проектируются также бесфо-
нарные здания, рассчитанные на применение принудительной вен-
тиляции (в отдельных случаях кондиционированного воздуха) и
искусственного люминесцентного освещения. Область применения
бестоварных зданий определена «Строительными нормами и пра-
вилами». В последнее время для обеспечения естественного освеще-
ния внедряются также световые защитные фонари в виде двойных
куполов или светопроницаемых стекложелезобетонных- и стекло-
пластиковых плит.
Административно-бытовые помещения могут быть встроенны-
ми или располагаться в пристройках к производственным зданиям,
а также в отдельно стоящих зданиях, сообщающихся с цехом утеп-
ленным переходом (тоннелем с галереей).
Глава 8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ ПРОЕКТА
8.1. НОРМАТИВНО-ПЛАНОВЫЕ РАСЧЕТЫ
Технико-экономические показатели разрабатываемого диплом-
ного проекта должны с максимальной возможностью отражать кри-
терий экономической эффективности социалистического производ-
ства — рост общественной производительности труда. Ни один из
технико-экономических показателей в отдельности не отвечает та-
кому требованию. Поэтому возникает необходимость характеризо-
вать экономическую эффективность проекта с помощьй) системы
показателей.
Определение технико-экономических показателей проекта
включает расчеты: нормативно-плановые; капиталовложений в
основные фонды; потребности в основных материалах и полуфабри-
катах на проектируемый объем производства и затрат на них; тру-
доемкости продукции, численности работников и фондов заработной
платы; цеховых накладных расходов; потребности в оборотных
средствах; оптовых цен на продукцию, объема выпуска продукции
в ценностном выражении и прибыли; построение калькуляции себе-
стоимости продукции. Имея результаты указанных расчетов, дип-
ломник приступает к вычислению производных технико-экономиче-
ских показателей.
В заключение составляется таблица основных технико-эконо-
мических показателей, в которой сравниваются показатели проекта
с аналогичными показателями базового варианта, и проводится
технико-экономический анализ показателей с соответствующими
выводами. В качестве базового рекомендуется принимать предприя-
тие, на котором студент проходил преддипломную практику.
К выполняемым в дипломном проекте нормативно-плановым
расчетам относятся расчеты длительности производственного цик-
ла, партии предметов труда и размера задела незавершенного
производства. Длительность производственного цикла изготовления
деталей Тц.д состоит из времени операционного цикла Топ. транс-
портных Ттр и контрольных операций Ткнтр, длительности-естествен-
ных процессов Тест и перерывов Тдер, если последние имеют место:
Тц.д=Топ4-Т-Гр-|-ТкВТр4-Тест4“Тпер.
время однооперационного цикла обработки партии деталей
в условиях серийного производства определяется по формуле
Гоп =пГШт+Гп.-8’
315
где п — количество деталей в партии (см. параграф 2.4); ТШт —
норма штучного времени на операцию; Т п — норма подготови-
тельно-заключительного времени на партию.
В многооперационном цикле обработки партии деталей ТМоп
учитывается применяемый метод сочетания операций, т. е. последо-
вательный, параллельно-последовательный или параллельный. При
последовательном сочетании операций
ж а
ТМОП (ПСЛ) ~ ШТ‘ 4” ^П-'З'
(=1
При параллельно-последовательном
я р
Т'мОП (П.-П) = T-SSli 4* CMJ 4" ^'шт.гл 1)4* Т'п.-З»
1=1 /=1
где q — количество операций; Р — количество смещений; Tcmj —
длительность j-ro смещения.
Смещения во времени между окончанием предыдущей и нача-
лом новой операций образуются при переходах от более длитель-
ных к менее длительным операциям:
7'см= (Тшт.б Т'шт.м) (и-1)>
где Тшт.б, Т’шт.м — норма штучного времени соответственно большей
и меньшей из следующих одна за другой операций при ТШт1>Т’шт2.
При параллельном сочетании операций
я
Рмоп (прл) == 4- Т'шт.гл 0 4" Тп..а,
i=l
где Тшт.гл — норма штучного времени на главной (наиболее дли-
тельной) операции.
Время транспортных и контрольных операций учитывается
в производственном цикле лишь в тех случаях, когда оно не пере-
крывается длительностью перерывов. Оно принимается по данным
базового предприятия. Время мёжоперационных перерывов также
может быть принято по данным базового предприятия с учетом
проектирования мероприятий по совершенствованию организации
производства.
При расчете слагаемых производственного цикла в часах общая
длительность его в календарных днях определится по следующей
формуле:
Т
1 ц.д
ДН.,
Тц-
где т — число рабочих смен (в сутки); Тсм — средняя продолжитель-
ность смены, ч; я — коэффициент перевода рабочих дней в кален-
дарные, равный отношению числа рабочих дней в году к числу кален-
дарных: —-^0,69.
316
В составе задела незавершенного производства ZB различают
технологические ZTex, транспортные ZTp, оборотные Zoq и страхо-
вые Zcltp заделы. При этом имеются различия в методике исчисле-
ния размеров заделов в непоточном (серийном) и поточном произ-
водствах. В условиях непоточного производства определяется по
каждому виду продукции общая величина задела (циклового) без
подразделения на слагаемые:
ZB=TBA7rBB,
где ЛГдв — Среднесуточный выпуск деталей.
В непрерывно-поточном производстве вычисляются раздельно
технологический, транспортный и страховой заделы:
ZH=Z<rex4-Zrp-}-ZcTp.
Технологический задел определяется количеством изделий, одновре-
менно находящихся на рабочих местах. При поштучной передаче
изделий он равен числу рабочих мест:
Ziex = <7p,
где <?р — количество рабочих мест.
При передаче изделий транспортными партиями
ZTex = ^Р^тр,
где итр — число изделий в транспортной партии.
Транспортный задел представляет собой количество изделий,
которое одновременно транспортируется. При поштучной передаче
деталей
ZTp — <7Р—1.
При передаче транспортными партиями
Ztp = (<7р 1) /1тр.
Он может быть также определен по формуле
„ _ D
S Хтр — ^тр»
где D — рабочая длина конвейера, м; d — расстояние между цент-
рами двух смежных изделий на конвейере, м.
Страховой задел создается на наиболее ответственных опера-
циях, контрольных пунктах, нестабильных по времени операциях.
Величина его может быть принята ориентировочно в размере 4—5%
сменной выработки.
В прерывно-поточном производстве на смежных операциях при
различной их длительности создаются межоперационные оборотные
заделы ZMo6- В течение каждого ритма размер их меняется. Вели-
чина межоперационного оборотного задела определяется по фор-
муле
7 __ TnKi+l
^коб~ ТШТ1 - ТштЖ ’
317
где Тп — времй одновременной работы на смежных, операциях, мин;
Ki, Ki+i — соответственно число единиц оборудования, работающих
на смежных i-й и i-j-1-й операциях, в течение периода Гп; Литй
7шт«+1 — нормы штучного времени на этих операциях.
Положительный результат расчета 2Моб означает возрастание
задела за период Тп от нуля до максимума, отрицательный — сни-
жение от максимума до нуля. Таким образом,
2об ~ 2
(=1 ,
где qa—количество операций, не синхронизированных со смежными.
8.2. РАСЧЕТ КАПИТАЛОВЛОЖЕНИЙ В ОСНОВНЫЕ ФОНДЫ
Основные фонды объекта Ф состоят из следующих укрупнен-
ных груйп фондов: зданий и сооружений Фая- оборудования Фов;
инструментов и приспособлений Фине', инвентаря Финв:
ф = ФэдН-Фоб+Фине-ЬФиНВ-
Следовательно, для определения размера капиталовложений
в основные фонды необходимо вычислить стоимость последних по
группам, используя соответствующие нормативы затрат и цен. Раз-
мер капиталовложений во вновь строящиеся здания и сооружения
определяется по ценникам или сметным нормам. Для ориентировоч-
ных расчетов стоимости строительства могут быть использованы
следующие укрупненные нормативы затрат в рублях на 1 м3 здания
с учетом, что площади и объемы зданий определены при разработке
строительной части проекта: промышленные здания с высотой от
пола до нижнего пояса фермы 8 м и более из металлических кон-
струкций — 4—7,5; такие же здания из сборных железобетонных
конструкций — 4—4,5; промышленные здания с высотой от пола
до нижнего пояса фермы 5. м из сборных железобетонных конструк-
ций— 5,1—5,3; такие же здания смешанной конструкции — 5,4—
5,6; здания бытовых помещений одноэтажные—10—12, двух-
и трехэтажные — 8—10. Приведенные нормативы включают затра-
ты на; внутрицеховые сооружения, сети промышленных проводок
и санитарно-технические устройства.
Если проектом предусматривается сохранение и использование
имеющихся промышленных' зданий, стоимость их 1 м3.
г» __ fis — Си
, ь1ад — м ’
где Сб — балансовая (первоначальная) стоимость здания; Си —
сумма погашенного износа; М — объем имеющегося здания, м3.
Сб и Си принимаются по .данным бухгалтерского учета предприя-
тия, в составе которого функционирует здание. Таким образом,
Фздв VCi3H>
где V — объем здания, м3.
318
При расчете капиталовложений в оборудование за основу при-
нимается его ведомость, разработанная в составе технологической
части проекта, и прейскуранты оптовых цен [51].
; При разработке дипломного проекта могут найти применение
станки повышенной, высокой и особо высокой точности, на которые
в утвержденных прейскурантах отсутствуют действующие оптовые
цены. В этих случаях цены могут быть ориентировочно вычислены
по данным института «Гипростанок» путем умножения цен анало-
гичных станков нормальной точности на коэффициенты: 1,4—1,5—
для станков повышенной точности, 2 — высокой точности, 3 — особо
высокой точности [20]. При отсутствии утвержденных оптовых цен
на технологическое оборудование они могут быть ориентировочно
определены на основе данных о массе оборудования, полной себе-
стоимости 1 кг массы аналогичного оборудования и среднеотрасле-
вого норматива прибыли к полной себестоимости по формуле
4об = С1об1Р(1 + -^-),
где Цоб — цена единицы оборудования, руб.; Сюб — полная себе-
стоимость 1 кг массы, руб.; W — масса единицы оборудования, кг;
Пв — среднеотраслевой норматив прибыли к полной себестои-
мости, %.
Размер Пн составляет по продукции станкостроительной и ин-
струментальной промышленности 18%; тяжелого машиностроения
13%, электротехнического машиностроения 12%.
При вычислении указанным путем оптовых цен на металлоре-
жущие станки'средних размеров могут быть использованы следую-
щие данные о полной себестоимости 1 кг их массы [66]: токарные —
0,5—0,7 руб.; сверлильные — 0,3—0,8; фрезерные— 1—1,5; коорди-
натно-расточные — 5,5—-9; автоматы и полуавтоматы — 1,2—1,5 руб.
Аналогичным образом при использовании в проектах автомати-
ческих линий могут быть приняты укрупненные нормативы (см. па-
раграф 2.12). Стоимость подъемно-транспортного оборудования
определяется исходя из 400—500 руб. за 1 т массы.
При расчете общей суммы капиталовложений в оборудование,
помимо его стоимости по оптовым ценам, следует учитывать-тран-
спортно-заготовительные расходы (транспортировку оборудования
от места производства до проектируемого объекта, погрузочно-раз-
грузочные работы и т. д.), затраты на фундамент, связанные с ним \
строительные работы, на монтаж оборудования.
При ориентировочных расчетах к стоимости оборудования
в оптовых ценах могут быть приняты коэффициенты: транспортно-
изготовительных расходов цТр в размере 0,05 для оборудования
большой массы и 0,1 для небольшой массы; затрат на фундамент
т}ф —- 0,02—0,08 в зависимости от массы и сложности оборудования;
затрат на монтаж т]м — 0,05—0,15.
Таким образом, общая сумма капиталовложений в оборудова-
ние проектируемого объекта ФОб> т. е. стоимости оборудования в со-
ставе основных фондов объекта, определяется rto формуле
319
т
Фоб = Ho6fli 4” ^тр 4" Рф 4“ Put
4=1
где т — количество видов оборудования; ЦОб< — пена единицы обо-
рудования i-ro вида, руб.; at — количество единиц оборудования
i-ro вида; Ртр — транспортно-заготовительные расходы, руб.; Рф—
затраты на фундамент, руб.; Рм — затраты на монтаж оборудова-
ния, руб.
А также по формуле
т
Фоб = 2 (1+ Птр + Пф + Пм),
4=1
где т)тр — коэффициент транспортно-заготовительных расходов;
т]ф — коэффициент затрат на фундамент; т]м — коэффициент затрат
на монтаж оборудования.
Из инструментов и приспособлений в основные фонды входят
лишь дорогостоящие универсальные, имеющие стоимость более
50 руб. за единицу или служащие более одного года. Размер капи-
таловложений в дорогостоящие инструменты и приспособления
п
Фине = ^4^ИНС4’
4=1
где п — количество видов инструментов и оснастки; bi — количество
единиц инструмента и оснастки i-ro вида по проектируемому объек-
ту; Цтшс1 — Цена единицы инструмента и оснастки i-ro вида, руб.
Цены на покупные инструменты и приспособления прини-
маются по действующим прейскурантам оптовых цен [52] с учетом
транспортно-заготовительных расходов, которые определяются по
данным базового предприятия. При изготовлении инструментов
и приспособлений по специальным заказам и отсутствии утвержден-
ных оптовых цен на них последние определяются по формуле
П —Г 11-4- Пя I
Минс—'-'Ihhc 11 * ЮО /’
где С1инс — полная себестоимость единицы данного вида инстру-
мента или приспособления, руб.; Пв — среднеотраслевой норматив
прибыли к полной себестоимости, принимается в размере 18%.
Полная себестоимость единицы инструмента и приспособлений
принимается по данным предприятия-изготовителя. Приближенно
затраты на дорогостоящие инструменты и приспособления состав-!
ляют 2—8% общей стоимости оборудования.
Аналогично инструментам и приспособлениям к основным фон-
дам относится лишь дорогостоящий инвентарь: шкафы, стеллажи
для хранения инструментов, приспособлений, деталей и другие
предметы оборудования рабочих мест. Стоимость его ФИнв опреде-
ляется по прейскурантам оптовых цен (с учетом транспортно-заго-
товительных расходов) или по данным базового предприятия.
320
Ориентировочно затраты на дорогостоящий инвентарь составляют
1—5% общей стоимости оборудования.
При проектировании участков для механической обработки
Конкретных деталей в случаях недостаточной загрузки оборудова-
ния целесообразно предусмотреть, как отмечалось выше, дозагрузку
его операциями по изготовлению иных привлеченных изделий, под-
робная разработка которых в проекте не находит отражения. В та-
ких случаях возникает необходимость исключения из стоимости
основных фондов проектируемого объекта той их доли, которая при-
ходится на привлеченные изделия. Это достигается путем введения
в расчеты коэффициентов занятости т)зан.
Коэффициент занятости по оборудованию
Лзан.об = 1-(8-1)
г пол .об
где Гпр.цб — фонд времени работы оборудования по привлеченной
- продукции за год; Люл.об — общий полезный фонд времени работы
. оборудования за год.
| Практически имеют место две формы использования оборудо-
I вания для обработки привлеченных изделий: на их изготовление
. ; переключается весь участок или только отдельные единицы обору-
<|дования. При первой форме коэффициент занятости оборудования
вычисляется по участку в целом и по его величине уточняется общая
| сумма стоимости оборудования ФОб. При второй форме вычисление
|1Ьан.об ведется по соответствующим единицам оборудования и по его
величине уточняется цена данной единицы оборудования, а также
транспортно-заготовительные затраты, расходы на фундамент
у и монтаж. ч
При использовании оборудования для изготовления не предус-
матриваемых проектом изделий следует также уточнить стоимость
зданий и сооружений, введя коэффициент их занятости Лзан.зд. При
^ первой из приведенных выше форм Цзан.зд принимается на уровне
^‘коэффициента занятости оборудования: т]зан.зд=т)зан.об. При второй
?|.форме т|эан.зд вычисляется как средняя величина из коэффициентов
1 занятости отдельных единиц оборудования:
т
Чзан.об/
Т]занзд= --------------
При этом по оборудованию, не используемому для обработки при-
влеченных изделий, коэффициент занятости принимается равным 1.
Существует также коэффициент занятости по инструменту
и приспособлениям 'Пзан.инс- Он является не столько расчетной вели-
чиной, учитывающей использование основных фондов при изготов-
лении привлеченной продукции, сколько величиной, характеризую-
щей уровень занятости инструментов и приспособлений на проекти-
руемом объекте в целом и возможность использования их в течение
рабочего времени на других объектах. При полной занятости
21 Зак. 1338
321
инструмента и приспособлений на проектируемом объекте, а также
при невозможности использования их по характеру на других
объектах величина т]зан.инс принимается равной единице или соот-
ветственно коэффициенту занятости оборудования.
В других случаях величина Цзан.инс определяется по формуле
____________________________ ^Пр.ИНС
Язая.инс р »
г реж
где Гпр.инс — фонд времени работы инструмента на проектируемом
объекте при изготовлении основной продукции за год; FpeH! — общий
фонд времени работы объекта при заданном режиме за год.
На величину Цзаилвс уточняется общая стоимость дорогостоя-
щих инструментов и приспособлений проектируемого объекта Фтс-
Полученные данные рекомендуется сводить в таблицу в форме
табл. 8.1.
Табл. 8.1. Стоимость основных фондов объекта
Группа основных фондов Стоимость, тыс. руб.
Здания и сооружения
Оборудование
Инструмент и приспособления
Инвентарь ’
Общая стоимость основных фондов
8.3. РАСЧЕТ ПОТРЕБНОСТИ В ОСНОВНЫХ МАТЕРИАЛАХ,
ПОЛУФАБРИКАТАХ И ЗАТРАТ НА НИХ
Расчет потребности в основных материалах и полуфабрикатах
для заданного объема производства ведется на каждый вид продук-
ции в отдельности:
Hij = tlijNj,
где Hij — расход i-ro материала (полуфабриката) на годовой объем
выпуска /-й продукции; Пц — норма расхода i-ro материала (полу-
фабриката) на производство единицы /-й продукции; Nj — годовой
Объем производства /-го вида продукции в натуральном выражении.
Норма расхода основных материалов (полуфабрикатов) на
единицу каждого вида продукции разрабатывается в технологиче-
ской части проекта исходя из черновой массы обрабатываемых
деталей, состава деталей, входящих в выпускаемые изделия, и т. д.
Далее определяется общий расход каждого вида основных мате-
риалов (полуфабрикатов) за год Hi по проектируемому объекту
в целом:
i
/=i
где I — количество видов продукции.
322
Годовой объем затрат на основные-материалы (полуфабрика-
ты) за вычетом стоимости реализуемых отходов рассчитывается
также на каждый вид продукции:
.k к
1=1 1=1
где CMj — сумма затрат на основные материалы (полуфабрикаты)
на годовой объем выпуска /-го вида продукции; k — количество ви-
дов основных материалов (полуфабрикатов), потребляемых на
производство j-го вида продукции; Hi — цена единицы основных
материалов (полуфабрикатов) i-ro вида, руб.;' дц — годовой объем
реализуемых отходов i-rp вида основных материалов (полуфабри-
катов) при изготовлении j-го вида продукции; Цо< — цена единицы
отходов основных материалов (полуфабрикатов) i-ro вида, руб.
/ В качестве цен основных материалов (полуфабрикатов) Hi,
получаемых со стороны, принимаются планово-заготовительные,
включающие прейскурантную оптовую цену единицы материала Дп<
и транспортно-заготовительные расходы по доставке единицы дан-
ного материала на склад предприятия-потребителя Рц-.
Hi~Hni~\~Pti ИЛИ Hi ~ Hui ( Ч'Цтр) >
где цтр — коэффициент транспортно-заготовительных расходов
к оптовой цене.
Транспортно-заготовительные расходы на единицу материалов
(полуфабрикатов) или коэффициент транспортно-заготовительных
расходов определяются по данным базового предприятия. Для про-
дукции черной металлургии действующими прейскурантами при-
няты оптовые цены франко-вагон — станция назначения, транспорт-
но-заготовительные расходы в среднем составляют 5—8% опто-
вых цен.
Однако, по данным базового предприятия, можно принять пла-
ново-заготовительную цену Hi, в которой планово-заготовительные
расходы уже учтены.
При использовании в производстве'полуфабрикатов, изготав-
ливаемых на предприятии, выпускающем данную продукцию, в ка-
честве цены полуфабрикатов Hi принимается плановая заводская
себестоимость объекта по данным базового предприятия либо по
другим источникам.
Годовой объем реализуемых отходов q# определяется по фор-
муле
Qi j = floijNj,
где поц — количество реализуемых отходов материалов (полуфаб-
рикатов) i-ro вида при производстве единицы i-ro вида продукции,
Пчц — чистая масса /’-го изделия из i-ro вида материалов (полуфаб-
рикатов) ; «би — безвозвратные отходы i-ro вида материалов (полу-
фабрикатов) при изготовлении единицы /-го изделия.
21* ‘ к , ' 323
' 'V Л
Цена единицы реализуемых отходов принимается по данным
действующих прейскурантов вторичных металлов [50].
Общая сумма затрат на основные материалы (полуфабрикаты)
годового объема производства проектируемого объекта См опреде-
ляется по формуле
i
Далее составляется сводная таблица потребности в основных
материалах и полуфабрикатах и затрат на них на годовой объем
производства проектируемого объекта по форме табл. 8.2.
Табл. 8.2. Основные материалы и полуфабрикаты
Наименование производимых изделий и единицы их изме- рения Наименование основ- ных материалов, полу- фабрикатов и их мар- ки, размеры, харак- теристики Расходы в нату- ральном выра- жении на годо- вой объем Затраты за вычетом реализуемых отходов на годовой объем производства
Изделий А
Итого
Изделий Б
Итого
И т. д.
Всего
8.4. РАСЧЕТ ТРУДОЕМКОСТИ ПРОДУКЦИИ, ЧИСЛЕННОСТИ РАБОТНИКОВ
И ФОНДОВ ЗАРАБОТНОЙ ПЛАТЫ
Трудоемкость продукции вычисляется по каждому изделию
в отдельности:
где Tj — трудоемкость изготовления единицы /-го вида изделия,
чел.-ч; b — количество операций по изготовлению /-го вида изде- '
лия; Tji — норма штучного (для массового и крупносерийного
производства) или штучно-калькуляционного (для мелкосерийного
и единичного производства) времени для обработки /-го вида изде-
лия на i-й операции, мин; т)м.Ог — коэффициент, учитывающий мно-
гостаночное обслуживание при выполнении i-й операции; т)Н{ —
коэффициент, учитывающий выполнение норм времени на i-й опе-
рации.
_ 1
“ tli ’
где — количество станков, одновременно обслуживаемых одним
рабочим.
324
Многостаночное обслуживание возможно при условии, что
Т'маш^ Уруч,
где Тмаш — машинное время работы станка в отсутствие рабочего;
Труч — время обслуживания станка, наблюдения за его работой, пе-
рехода от станка к станку. Отсюда
Гмаш/ . , Т’маш/ + ^pyqi
П, = -----h 1 =----тр-------.
* руч/ * руч/
В случае, если п, получают дробным числом, его округляют в мень-
шую сторону. При отсутствии многостаночного обслуживания
Т1м.0=1-
Средние коэффициенты, учитывающие многостаночное обслу-
живание по некоторым видам оборудования, определяются по
табл. 8.3.
Табл. 8.3. Коэффициенты многостаночного обслуживания [54]
Вид оборудования Среднее количество об- служиваемых единиц оборудования Средний коэффициент, учи- тывающий многостаночное обслуживание
Автоматы 3 О
Зубообрабатывающие станки 3 0,33
Отрезные станки 2 0,5 .
Дисковые пилы ( 4 0,25
Токарные полуавтоматы 3 0,33
Заточные полуавтоматы 4 0,25
Резьбонарезные станки 2 0,5
Коэффициент выполнения норм времени на операциях прини-
мается по данным базового предприятия. Трудоемкость годового
объема выпуска продукции Тт вычисляется по формуле
i
Тг = 2 Tfli чел.-ч,
/=1
где I — количество видов изготавливаемой продукции; Nj — объем
годового выпуска /-го вида изделий.
Списочная численность производственных рабочих-станочников
где Fr — эффективный годовой фонд времени одного рабочего, ч.
В целях определения эффективного годового фонда времени
производится расчет бюджета рабочего времени. Прежде всего
вычисляется номинальный годовой фонд времени Гном путем вычи-
тания из календарного фонда времени ГКал выходных и празднич-
325
ных дней, а также сокращенных часов. Ориентировочно Люи равен
2070 ч.
Эффективный годовой фонд времени определяется по формуле
Fr—Fном Fота~Рбоа~~Рглб Ч,
где Fvta — продолжительность всех видов отпусков (очередных, до-
полнительных и т. д.) в среднем на одного рабочего, принимается
по данным базового предприятия; Гбол — целодневные потери рабо-
чего времени вследствие невыходов на работу по болезни, прини-
маются по данным базового предприятия, ориентировочно состав-
ляют 2—4% номинального фонда времени; Гг.об — целодневные
невыходы на работу вследствие выполнения государственных и об-
щественных обязанностей в среднем на одного рабочего, прини-
маются по данным базового предприятия, ориентировочно состав-
ляют 0,3—0,6% номинального фонда времени.
При небольшом количестве производственных рабочих-станоч-
ников численность их может быть подсчитана путем расстановки по
рабочим местам в соответствии с режимом работы и с учетом мно-
гостаночного обслуживания оборудования. В этом случае должна
быть также учтена необходймая численность для подмены рабочих,
находящихся в отпусках и не явившихся на работу по иным при-
чинам, предусмотренным плановым бюджетом рабочего времени.
По рабочим местам списочная численность производственных
рабочих-станочников
^?п.с=-А1р.с'Псм'Иподм'Пзан.об>
где Afp.c — количество рабочих мест на проектируемом объекте
с учетом многостаночного обслуживания; т)см — коэффициент смен-
ности работы оборудования; т^оди — коэффициент, учитывающий
дополнительную численность для подмены рабочих, находящихся
в отпусках и не явившихся на работу по иным, предусмотренным
плановым бюджетом рабочего времени причинам; Пзан.об — коэф-
фициент занятости оборудования, определяется по формуле (8.1).
тЪюдм определяется отношением номинального годового фонда вре-
мени одного рабочего в часах Гном.ч к его эффективному годовому
фонду:
—. __ ^ной.ч
Чподм-----»
где ГНом.чв^ном<см; /см — средняя продолжительность рабочей сме-
цы (с учетом внутрисменных регламентированных потерь), прини-
мается по данным базового предприятия.
Списочная численность производственных рабочих на непре-
рывно-поточной .линии
, ь
п _ .Ш . „ „ „ _ 60Т „ „
^П.П — ’Зм.огЧсМЧПОДМ ЧСМТ1ПОДМ>
где b — количество операций на поточной линии; — норма штуч-.
3?6 .
кого времени обработки изделия на ё-fr операции, мин; А»-’-такт
поточной линии,\мйн; т}м.ог — коэффициент, учитывающий многоста-
ночное обслуживание при выполнении ё-й операции; т;в.н — коэффи-
циент выполнения норм штучного времени на поточной линии;
т}см — коэффициент сменности работы, поточной линии; Т — трудо-
емкость изготовления изделия на поточной линии, чел.-ч.
Данная формула применима при В других случаях
численность рабочих на поточной линии определяется по рабочйм
местам.
Численность вспомогательных рабочих определяется расчетным
путем по специальностям исходя из норм обслуживания, которые
принимаются по данным базового предприятия. Ориентировочно она
определяется в процентах к численности производственных рабочих
для механических цехов: крупносерийное производство—’60—70%,
серийное — 40—50, единичное и мелкосерийное производство —
25—35; сборочных цехов — 20—4Q% [7[
Общее количество производственных и вспомогательных рабо-
чих распределяется по специальностям. Составляется сводная ведо-
мость с указанием тарифных разрядов рабочих (табл. 8.4).
Табл. 8.4. Ведомость производственных и вспомогательных рабочих
Наименование специальностей 1 Тарифный разряд — z—! : Списочная численность
Основные (производственные)
рабочие:
И т. д.
Итого
Вспомогательные рабочие:
И т. д.
Итого
Всего
Здесь же (в строках «Итого») определяются средние тарифные
разряды Рт.ср отдельно производственных и вспомогательных ра-
бочих:
в
р —
*Т.Ср-----6 >
t=l
Tfp.'Rt — численность рабочих ё-го разряда по соответствующей
группе (производственные или вспомогательные); — номер ё-го
тарифного разряда.
Тарифные разряды рабочих различных специальностей прини-
маются по данным базового предприятия и тарифно-квалифика-
ционному справочнику. Разряды рабочих-станочников могут быть
приняты и по табл. 2.25.
Тарифные разряды наладчиков следующие: зубообрабатываю-
щие станки — 4; автоматы одношпиндельные — 5; многошпиндель-
ные — 5; токарные! полуавтоматы — 4; станки шлифовальные — 4;
сверлильные — 2—3; строгальные — 2, фрезерные — 3—4.
Тарифные коэффициенты принимаются по действующим тариф-
ным сеткам. В приложении 8.1 приведены часовые тарифные ставки
рабочих машиностроительной промышленности.
Годовой фонд основной заработной платы вычисляется раз-
дельно для производственных рабочих Зо.п и вспомогательных Зол‘.
Зо.П = ^"стхЛт.ср.п^п^г^допл»
3q.b = ^СТ1"Пт.ср.В^В^ /Пдопл»
где Тст1 — часовая тарифная ставка рабочего первого разряда
(приложение 8.1); т)г.ср.п — средний тарифный коэффициент произ-
водственных рабочих; ruonn— коэффициент, учитывающий прира-
боток по сдельной заработной плате, премиальные выплаты и дру-
гие доплаты сверх тарифной ставки, входящие в фонд основной
заработной платы рабочих; т]т'.Ср.в— средний тарифный коэффи-
циент вспомогательных рабочих.
Величина т)доПл принимается по данным базового предприятия.
Приближенно она составляет 1,2—1,4.
Годовой фонд дополнительной заработной платы производ-
ственных Зд.п и вспомогательных Зд.в рабочих вычисляется в про-
центах от соответствующего фонда основной заработной платы.
Для этого берутся данные базового предприятия. Ориентировочно
фонд дополнительной заработной платы может составить 10—15%
к фондам основной.
Общие фонды заработной платы пройзводственных Зп и вспо-
могательных Зв рабочих определяются суммированием фондов
основной и дополнительной заработной платы:
Зц=3о.п~[-3д.п;
Зв = Зо.В 4" Зд.в*
Если на проектируемом объекте изготавливаются несколько
видов изделия, фонды заработной платы производственных рабо-
чих должны быть вычислены отдельно для годового объема произ-
водства каждого вида изделия. Тогда
i i
Зо.п ~ 30-nj и Зд.п = Зд'пу.
;=1 /=1
В этом случае численность производственных рабочих также
рассчитывается по каждому виду продукций в отдельности. Числен-
ность инженерно-технических работников, служащих и младшего
328
обслуживающего персонала устанавливается путем определения
необходимых на проектируемом объекте должностей. Для этого
используются данные о структуре управленческого аппарата на
базовом предприятии с учетом мероприятий по его совершенствова-
нию. Приближенно численность ИТР, служащих и МОП относи-
тельно общей численности рабочих (производственных и вспомога-
тельных) составляет: инженерно-технические работники — 8—12%,
служащие — 2—4, младший обслуживающий персонал — 1,5—3%.
Годовой фонд заработной платы этих категорий работников
определяется исходя из установленной их численности и должност-
ных окладов, без подразделения на фонды основной зарплаты и до-
полнительной. Должностные оклады принимаются по действующей
схеме. В приложении 8.2 приведены должностные оклады ИТР
и служащих машиностроительной промышленности.
Далее составляется штатное расписание ИТР, служащих
и МОП проектируемого объекта (табл. 8.5), в котором находят
отражение должности работников, их численность (₽и.тр» #сл>
#м.о.п), должностные оклады, годовые фонды заработной платы
(3 ,3,3 ).
' И.-Т.р’ ел’ м.о.п'
Табл. 8.5. Штатное расписание ИТР, служащих и МОП
Наименование должностей
Численность
работников
Должностные
оклады
Годовой фонд
зарплаты
Инженерно-технические работники:
И т. д.
Итого
Служащие:
И т. д.
Итого
Младший обслуживающий персонал:
И т. д.
Итого
Всего
При этом в фонды заработной платы ИТР, служащих и МОП
следует включить также премиальные выплаты в соответствии
с действующими системами премирования по данным базового
предприятия. Приближенно их величина составляет 10—30% фон-
дов заработной платы по штатному расписанию.
Общая численность работников R и общий годовой фонд зара-
ботной платы 3 определяются путем суммирования:
«-Л,+«в+Ки..т„
з-зп+зв+зи 1р+3„+3 К..Л-
329
Данные о численности работников и годовых фондах заработной
платы сводятся в единую таблицу в форме табл. 8.6.
Табл. 8.в. Состав работников и фонд заработной платы
Категория работников Численность работников Годовые фонды заработной платы
Рабочие производственные
Рабочие вспомогательные
Итого
Инженерно-технические работники
Служащие
Младший обслуживающий персонал
Всего
8.S. РАСЧЕТ ЦЕХОВЫХ НАКЛАДНЫХ РАСХОДОВ
Цеховые накладные расходы состоят из двух групп: расходов
по содержанию и эксплуатации оборудования и общецеховых. Каж-
дая из этих групп в свою очередь включает ряд статей затрат. Дей-
ствующей инструкцией по планированию, учету и калькулированию
себестоимости продукции на предприятиях машиностроения и ме-
таллообработки предусмотрена номенклатура статей цеховых на-
кладных расходов, имеющих в основном комплексный характер, что
создает некоторые трудности при проектировании. Поэтому в прак-
тике проектных расчетов принято применять более дифференциро-
ванную номенклатуру. Ниже приводится номенклатура статей цехо-
вых накладных расходов, рекомендуемая в дипломном проектиро-
вании по технологии машиностроения.
А. Расходы по содержанию и эксплуатации оборудования:
1. Вспомогательные материалы для производственных целей.
2. Электроэнергия силовая. 3. Вода для производственных нужд.
4. Сжатый воздух. 5. Текущий ремонт оборудования, дорогостоя-
щего инструмента и приспособлений. 6. Амортизация оборудования,
дорогостоящего инструмента и приспособлений. 7. Услуги завод-
ского транспорта. 8. Износ малоценного и быстроизнашивающегося
инструмента и приспособлений. 9. Прочие расходы по содержанию
и эксплуатации оборудования.
Б. Общецеховые расходы: 1.3аработная плата: а) инженерно-
технических работников; б) служащих; в) младшего обслуживаю-
щего персонала; г) вспомогательных рабочих. 2. Отчисления на
социальное страхование по заработной плате, содержащейся
в статье Б.1. 3. Содержание зданий, сооружений и инвентаря.
4. Текущий ремонт зданий, сооружений и инвентаря. 5. Амортиза-
ция зданий, сооружений и инвентаря. 6. Затраты по опытам и иссле-
дованиям, по рационализации и изобретательству. 7. Затраты по
охране труда. 8. Прочие общецеховые расходы.
330
si /
Методы расчета затрат по разным статьям цеховых накладных
расходов различны.
По статье АЛ расчет годовой суммы затрат Ск.в ведется по
формуле
Кв м ' ,
^м.в = 2 2
i=l 7=1
где Кв — количество видов потребляемых вспомогательных мате-
риалов; т— количество видов оборудования; — годовая норма
расхода t-ro материала на единицу оборудования /-го вида; —
количество единиц оборудования /-го вида; Дв< — планово-загото-
вительная цена единицы t-го вида вспомогательных материалов,
принимается по данным базового предприятия, руб.
Ориентировочно затраты на вспомогательные материалы вы-
числяются из расчета 70 руб./г. на один производственный станок.
По статье А.2 затраты за год вычисляются по двухставочному
тарифу исходя из мощности и годового расхода электроэнергии.
Причем для Белоруссии оплата 1 кВт мощности равна 33,7 руб./г.
потребляемой электроэнергии — 0,95 коп. за 1 кВт-ч. Более при-
ближенно годовые затраты на электроэнергию Са могут быть опре-
делены из расчета усредненной платы за 1 кВт-ч.
где £)э— объем потребляемой за год электроэнергии, кВт-ч; Ц9 —
усредненная плата за 1 кВт-ч электроэнергии, принимается по дан-
ным базового предприятия или в размере 2—2,2 коп.
По статьям А.З и А.4 суммы затрат устанавливаются исходя
из годового объема потребления и цен, принимаемых по данным,
базового предприятия. Ориентировочно цена воды составляет 6—
9 коп., а сжатого воздуха 0,3—0,4 коп. за 1 м3»
Статья А.5' при предлагаемой номенклатуре цеховых расходов
содержит в основном лишь стоимость потребляемых для текущих
ремонтов запасных частей и других материалов, услуг ремонтного
цеха. Заработная плата рабочих-ремонтников, входящих в штат
проектируемого объекта, и отчисления на социальное страхование
по йей, включаемые на предприятиях в соответствии с инструкцией
в эту статью, в данном случае учтены в статьях Б.1 и Б.2. Затраты
на запасные части и другие материалы для текущих ремонтов,
производимых вспомогательными рабочими, вычисляются по укруп-
ненным нормативам ЕППР, затраты на услуги ремонтного цеха —
по данным базового предприятия. Приближенно затраты .по рас-
сматриваемой статье цеховых расходов принимаются в размере 3%'
общей стоимости оборудования Фов и дорогостоящего инструмента
и приспособлений Фипс проектируемого объекта. При этом имеется
в виду, что средний ремонт проводится за счет амортизационных
отчислений.
Затраты по статье А.6 определяются исходя из первоначальной
стоимости этих элементов основных фондов по данным расчета ка-
питаловложений и действующих годовых норм амортизационных
' . 8J1
отчислений. Извлечения из действующих норм амортизационных
отчислений применительно к оборудованию, дорогостоящему
инструменту и приспособлениям приведены в приложении 8.3.
По статье А.7 расходы вычисляются исходя из: грузооборота
транспорта, принимаемого по общей массе потребляемых материа:
лов и полуфабрикатов; стоимости перевозки 1 т груза, принимаемой
по данным базового предприятия, или приближенно в размере
20 коп.
По статье А.8 годовая сумма затрат
р
^и.М ~ 4^ ^мг^инс.м/Лзан Н” ^п^з/^'ст.з»
£=1
где Р — количество видов потребляемого инструмента; йМг — необ-
ходимое на год количество единиц малоценного и быстроизнаши-
вающегося инструмента и приспособлений i-ro вида; Динс.мг —
планово-заготовительная цена i-ro вида, руб.; т)3ан — коэффициент
занятости; пп< — количество возможных переточек режущего
инструмента i-ro вида до полного износа; T3i — норма времени на
заточку единицы режущего инструмента, мин; ТСт.з — тарифная
ставка (минутная) заточника, руб.
В свою очередь необходимое на год количество единиц инстру-
мента определяется по группам (режущий, абразивный и т. д.).
Так, в массовом и крупносерийном производстве потребность в ре-
жущем инструменте i -го вида для обеспечения годового объема
выпуска /-й продукции 6M.pij вычисляется следующим образом:
, _ i'i/T’Manii
M'Pii = ^(Лп+Ои-Луб) ’
где Nj — годовой объем производства j-го вида продукции; Т№аш —
норма машинного времени, необходимого для обработки/одной де-
тали данным инструментом, мин; I — число инструментов данного
вида, одновременно работающих на станке; Тст — стойкость инстру-
мента между двумя переточками, мин; пп — количество возможных
переточек инструмента до полного износа, представляет собой част-
ное от деления величины допустимого стачивания режущей грани
на величину стачивания за одну переточку, мм/мм; т)уб — коэффи-
циент «случайной убыли» инструмента, может быть принят в раз-
мере 0,1—0,15.
Потребность в абразивном инструменте 6M.aij определяется по
формуле
<_ маш^
= 60STCT(l — Т]уб) ’
где STCT — стойкость инструмента до полного износа, ч.
Потребность в измерительном инструменте
KMi} »пр(1-ПУб) ’
где rjnp — коэффициент охвата деталей контрольными промерами,
332
при сплошном контроле равен 1; К — количество промеров на одну
деталь; «пр — количество промеров до полного износа инструмента.
Планово-заготовительные цены инструмента и приспособлений
•рассчитываются исходя из прейскурантной оптовой цены Динс.м.п<
и транспортно-заготовительных расходов принимаемых по дан*
ным базового предприятия:
Динс.м< = £4инс.м.пгН“-£>т{ ИЛИ Цине.Mi = Цинс.м.п! (1 Ч"Т]тр) >
где т]тр — коэффициент транспортно-заготовительных расходов
к оптовой цене.
Планово-заготовительные цены принимаются также без расчета
по данным базового предприятия. В случаях, когда используются
инструменты и приспособления, изготовленные на.предприятии, в со*
став которого входит проектируемый объект, вместо планово-заго-
товительной цены принимается плановая заводская себестоимость
единицы продукции по данным базового предприятия. Затраты по
статье в целом определяются также по данным базового предприя-
тия или приближенно, исходя из укрупненного норматива, состав-
ляют 750 руб./г на один станок.
Затраты по статье А.9 могут быть приняты в размере 5—6%
общей суммы затрат по статьям А.1—А.8.
В качестве суммы затрат по статьям Б.1.а—Б.1.в принимаются
общие годовые фонды заработной платы соответствующих катего-
рий работников, за вычетом премиальных выплат, которые осущест-
вляются, как известно, из средств фонда материального поощрения.
В статью Б.1.г в полном объеме включается годовой фонд заработ-
ной платы вспомогательных рабочих.
Расходы статьи Б.2 определяются по действующему в машино-
строении нормативу отчислений в фонд социального страхования
в размере 7,7% суммарного годового фонда заработной платы, при-
веденного в статье Б.1.
Статья Б.З включает затраты на электроэнергию для освеще-
ния, на горячую воду или пар для отопления, на воду для бытовых
нужд и прочие расходы. Потребности в электроэнергии, паре, воде
для указанных целей рассчитываются прямым путем исходя из
площади и кубатуры помещений проектируемого объекта, коли-
чества осветительных приборов, норм затрат пара, воды и т. д. Цены
принимаются по данным базового предприятия или приближенно:
электроэнергия — 2—2,2 коп. за 1 кВт ♦ ч, горячая вода — 0,2 руб.
за 1 м3, пар — 3—5 руб. за 1 т, вода — 6—9 коп. за 1 м3, прочие
расходы — 3% стоимости зданий и сооружений объекта. Суммарные
расходы по этой статье в целом могут также быть рассчитаны
укрупненно исходя из величины площади зданий проектируемого
объекта и нормы затрат на содержание его 1 м2, принимаемой по
данным базового предприятия.
По статье Б.4 сумма расходов определяется по нормативам ба-
зового предприятия или приближенно в размере 1 % стоимости зда-
ний и сооружений Ф3д и инвентаря Финв (с учетом включения сред-
него ремонта в нормы амортизации).
333
Затраты по статье Б.5 определяются исходя из первоначальной
стоимости элементов основных фондов по данным расчета капита-
ловложений и действующих годовых норм амортизационных отчис-
лений. Извлечения из действующих норм амортизационных отчис-
лений применительно к зданиям и инвентарю приведены в прило-
жении 8.4.
По статьям Б.6 и Б.7 суммы расходов принимаются по норма-
тивам базового предприятия, ориентировочно: по статье Б.6—20—
30 руб. на одного работающего в год, по статье Б.7—30 руб. жа
одного работающего в год.
Затраты по статье Б.8 принимаются в размере 4—5% общей
суммы затрат по статьям Б.1—Б.7. Далее, на основании данных
постатейных расчетов, составляются сметы цеховых накладных
расходов проектируемого объекта по форме, приведенной
в табл. 8.7.
Табл. 8.7. Сметы цеховых накладных расходов
Хе п/п Наименование статей накладных расходов Годовые суммы затрат, руб.
Смета расходов по содержанию
и эксплуатации оборудования
А.1. Вспомогательные материалы
А.2. Электроэнергия силовая
И т. д.
Итого
Смета общецеховых расходов
Б.1. Заработная плата
Б.2. Отчисления на социальное страхование
И т. д.
Итого
После этого определяются процентные отношения П общих
сумм расходов по содержанию и эксплуатации оборудования Сц.с.о
и общецеховых расходов Сн.о.ц к фонду основной заработной платы
производственных рабочих Зо.п:
ЯН.СЛ = 100% и /7н.в.ц = 100%.
°о.п °о.п
8.6. КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Затраты на производство и реализацию продукции вычисляются
в калькуляционной группировке затрат с определением цеховой,
заводской и полной себестоимостей, как годового выпуска, так
и единицы продукции каждого вида.
334 •
Цеховая себестоимость годового выпуска продукции Сч вклю-
чает следующие статьи затрат: а) затраты на основные материалы
и полуфабрикаты за вычетом возвратных отходовVC^ б) годовой
фонд основной заработной платы производственных рабочих Зо.п;
в) годовой фонд дополнительной заработной платы производствен-
ных- рабочих Зд.п; г) отчисления на социальное страхование по за-
работной плате производственных рабочих Зс.п; д) расходы по
содержанию и эксплуатации оборудования Сал.о', е) общецеховые
расходы Ся.о.ц. ' •’
Таким образом, \
Сц = См4-Зо.пН_Зд.п-{-Зс.П-]_ Сн.с.о4“ ^и.о.ц-
Заводская себестоимость С3 вычисляется путем прибавления
к цеховой суммы общезаводских накладных расходов Св.а:
С3 — Сц~|- Сн.з.' \
Для определения величины полной себестоимости С к завод-
ской следует добавить сумму непроизводственных расходов Сн.в:
С=Сз-|-Сн,н.
Определение полной себестоимости, как и оптовой цены, условно
предполагает, что производимая продукция является товарной
и реализуется.
Величина См вычисляется при расчете потребности в основных
материалах, полуфабрикатах и затрат на них. Аналогичным обра-
зом, величины Зо.п и Здл определяются при расчете численности
работающих и фондов заработной платы. Сумма ртчислений на со-
циальное страхование Зсл принимается по действующему норма-
тиву 7,7% общего фонда заработной платы производственных
рабочих:
Зс.п = (*^О.П “Ь ^Д.п) 100 •
Величины Сн'с.о и Сн.0.ц вычисляются при расчете цеховых наклад-
ных расходов по эксплуатации объекта. Общезаводские накладные
расходы Сн.з принимаются в процентах к фонду основной заработ-
ной, платы производственных рабочих 30л по данным базового
предприятия или приближенно: для единичного и мелкосерийного
производства — 60%; для серийного — 50; для крупносерийного
и массового производства — 40*^.
Непроизводственные расходы Сн.н принимаются в процентах
к заводской себестоимости продукции Са также по данным базового
предприятия. Приближенно они составляют: тяжелое машинострое-
ние— 4,5%; станкостроительная и инструментальная промышлен-
ность — 4,5; автомобильная и подшипниковая промышленность — 2;
прочие отрасли машиностроения —
Если на проектируемом объект&'производится более чем один
вид продукции, сумму затрат на годовой выпуск следует определять
по отдельным видам изделий, т. е.
гЗЙ
t -Mr
с = 2с„
;=i
где I — количество видов продукции; С, — полная себестоимость
годового объема производства /-го вида продукции.
Отсюда
С j=С33 -j- Сн.н j—Сцз~Ь Сн.з j 4“ Сн.н j=
= См3-4~5о.П7 4"'5fl-nj4_'^C.nj4_^H.C.Oj4_OtI,o,nj4_^H.3j + Сн .S3-
Однако при этом следует определять калькуляционную еди-
ницу, в качестве которой могут быть приняты как отдельные изде-
лия, деталь, так и комплект деталей, если производственная про-
грамма устанавливается в комплектах. В последнем случае комп-
лект при калькулировании считается одним видом продукции.
Величина отчислений на социальное страхование по заработной
тплате производственных рабочих Зс.щ- принимается в размере нор-
матива 7,7% к их общему фонду заработной платы (Зо.п^+3д.п^)
по каждому виду изделий. Что же касается цеховых накладных
расходов, то их величины определяются на годовой выпуск продук-
ции в целом. Распределение этих расходов между отдельными
видами продукции, т. е. определение величин CH.c.oj и CH.0.w условно.
В соответствии с действующей инструкцией по планированию,
учету и калькулированию себестоимости продукции на предприя-
тиях машиностроения и металлообработки расходы группы А рас-
пределяются исходя из их величин на один час работы каждого
вида оборудования, количества часов работы оборудования при
изготовлении отдельных видов изделий и затрат на содержание
и эксплуатацию каждого вида оборудования. Расходы группы В
в соответствии с указанной инструкцией распределяются пропорцио-
нально основной заработной плате производственных рабочих, для
чего используется формула
_ Зо.п/ _
ьн.о.ц/ — зоп ^н.о.ц-
При этом
I .
^я.о.ц = 2 ^н.о.цу-
/=1
По принятому при проектировании порядку допускается рас-
пределение всех цехбвых накладных расходов между отдельными
видами изделий пропорционально основной заработной плате
производственных рабочих. В этом случае распределение расходов
по содержанию и эксплуатации оборудования производится по
формуле, аналогичной распределению общецеховых расходов:
г _ г
UH.C.Oj- 2ОП
Распределение сумм общезаводских накладных и непроизвод-
ственных расходов между видами продукции производится исходя
336
из принятого процентного отношения первых к фонду основной за-
работной платы производственных рабочих и вторых к заводской
себестоимости продукции. При этом
1 1 *
^Н.З ~ 2 ^Н.З/ И ^Я.Н^ 2
/=1
Далее определяется себестоимость единицы продукции, а при произ-
водстве нескольких ее видов — себестоимость единицы каждого
вида. Себестоимость единицы продукции вычисляется по статьям
калькуляции путем деления суммы затрат на годовой выпуск по
каждой статье и соответственно итоговых сумм на годовую про-
грамму выпуска продукции. Данные расчетов сводятся в табл. 8.8.
Табл. 8.8. Калькуляция себестоимости продукции
oS В том числе
§5 по изделию А по изделию Б
Наименование статей затрат 2В« X и g аЛ о & S3& о 5 s Й о S . и ® о S .
к - is h й Дд* Q ® СО Д “ О 5
3 Л»*» • И к X « 3 х ГО Д Д’ а о х д х • о* о х S х • в* ьвсо юхв '©BE ь S2& S2e s
Годовой выпуск
Количество
1 Основные материалы и полу-
фабрикаты за вычетом отходов
2 Основная заработная плата
производственных рабочих
3 Дополнительная заработная
плата производственных рабочих
4 Отчисления на социальное
страхование по зароботной плате
производственных рабочих
5 Расходы по содержанию и экс-
плуатации оборудования
6 Общецеховые расходы
Цеховая себестоимость
7 Общезаводские расходы
Заводская себестоимость
8 Непроизводственные расходы
Полная себестоимость
Примечание. Годовой выпуск заполняется только в отмеченных X столбцах.
22 Зак. 1338 337
8.7. РАСЧЕТ ПОТРЕБНОСТИ В ОБОРОТНЫХ СРЕДСТВАХ
Размер необходимых оборотных средств определяется их нор-
мативом Z и включает следующие элементы оборотных фондов
и фондов обращения в денежном выражении: запас основных мате-
риалов и полуфабрикатов на складе Z0.M; запас вспомогательных
материалов на складе ZB.M; запас малоценного и быстроизнашиваю-
щегося инструмента и приспособлений в эксплуатации и на складе
Zhhc; задел незавершенного производства остаток готовой про-
дукции на складе Zr.n.
2 = Zq.M 4* + ^ИИС 4" 4" ^Г.П-
Норматив оборотных средств по основным материалам и полу-
фабрикатам Ztf.M определяется исходя из норм складских запасов
каждого вида основных материалов и полуфабрикатов и затрат
последних на годовой объем выпуска продукции:
k
где k — количество видов потребляемых материалов (полуфабрика-
тов) ; Н4 — расход t-ro вида материалов (полуфабрикатов) на годо-
вой объем производства; — цена единицы i-ro вида материалов
(полуфабрикатов); n3Mt — норма складского запаса i-ro вида основ-
ных материалов (полуфабрикатов), дн. , .
Норма складского запаса поступающих со стороны основных
материалов (полуфабрикатов) состоит из норм текущего п3.м.т и га-
рантийного п3.м.г запасов:
Из.М == Лз.М.т4”Яз.М.Г.
Норма текущего запаса в днях принимается в размере 50% интер-
вала между двумя следующими одна за другой поставками в соот-
ветствии с договором между предприятием-потребителем (в проек-
те— базовым предприятием) и предприятием-поставщиком. Норму
гарантийного запаса рекомендуется принять на уровне 50% нормы
текущего: Пз.м.г=па.м.т/2.
В целом норма складского запаса поступающих со стороны
основных материалов (полуфабрикатов) может быть принята и по
данным базового предприятия.
По полуфабрикатам собственного изготовления, т. е. производи-
мым на предприятии, в состав которого предположительно входит
проектируемый объект, норма запаса принимается на уровне соот-
ветствующей нормы по данным базового предприятия. В этом слу-
чае отсутствует подразделение ее на нормы текущего и гарантий-
ного запасов. Если разрабатываемым проектом предусматривается,
что полуфабрикаты поступают на объект с других объектов (участ-
ков) данного цеха непрерывно (по конвейеру), норматив оборотных
средств не устанавливается.
338
Стоимость запаса вспомогательных материалов
•7 __ f ^З.М.В
^в.м — ^м.в 360 >, 4 ,
где См.в — годовая сумма затрат на вспомогательные материалы,
принимаемая из расходов по содержанию и эксплуатации обо-
рудования; «з.м.в — усредненная норма складского запаса вспо-
могательных материалов, принимается по данным базового пред-
приятия, дц.
К малоценному и быстроизнашивающемуся инструменту и при-
способлениям относятся универсальный инструмент и приспособле-
ния со сроком службы менее одного года или стоимостью менее
50 руб. за единицу, а также специальный инструмент и приспособле-
ния независимо от их стоимости.
Сумма норматива оборотных средств по данному элементу
Zmc включает стоимость инструмента и приспособлений, находя-
щихся как на складе 2Инс.с, так и в эксплуатации /инс.э:
Zhhc — ZhhC.c4“ZhhC.3.
Норматив оборотных средств по складскому запасу малоцен-
ного и быстроизнашивающегося инструмента и приспособлений
рассчитывается исходя из годового объема их потребления (по пер4- .
воначальной стоимости) и норм складского запаса в днях:
р
^жнс.с — 2!. 36Q Лзан>
где Р — количество видов инструмента; &м< — количество единиц
малоценного и быстроизнашивающегося инструмента и приспособ-
лений i-ro вида на год; Динс.м< — планово-заготовительная цена еди-
ницы i-ro вида, руб.; п3.и» — норма складского запаса r-го вида мало-
ценного и быстроизнашивающегося инструмента и приспособлений,
дн.; Птя — коэффициент занятости.
Нормы складского запаса л3.иг определяются по данным базо-
вого предприятия. Причем может быть принята усредненная норма
по всем видам потребляемого малоценного и быстроизнашивающе-
гося инструмента и приспособлений л3.и. Тогда
7 __ лз.и /•»
^ИНС.С 2QQ *-*и.м*
Стоимость малоценного й быстроизнашивающегося инстру- .
мента и приспособлений по мере эксплуатации последних списы-
вается на себестоимость вырабатываемой продукции. Поэтому
можно принять стоимость их в эксплуатации на уровне 50% годо-
вого объема потребления: 2инс.э=0,5Си.м.
Стоимость задела незавершенного производства при вычисле-
нии Норматива оборотных средств определяется по формуле
1
^Н.Ц “
22* /М
где I — количество видов продукции; ZH3 — задел незавершенного
производства по /-му виду продукции, шт.; S43 — цеховая себестои-
мость /-го вида продукции, руб.; т)н.з — коэффициент нарастания за-
трат по /-му виду продукции.
При предполагаемом равномерном увеличении себестоимости
в процессе производства от первоначального вложения основных
материалов (полуфабрикатов) до выпуска готовой продукции усред-
ненный коэффициент нарастания затрат
8м/ + о;б(Зц/-Зм/)
- Soj
где SMj — сумма затрат на основные материалы (полуфабрикаты)
в себестоимости единицы продукции /-го вида.
Размер норматива оборотных средств по готовой продукции
на складе
i
7 ___X1 г* ”згп^
Лг.п — сз> 360 ,
где Пзллц — норма остатка готовой продукции /-го вида на складе,
принимается по данным базового предприятия.
Результаты расчетов потребности в оборотных средствах по
проектируемому объекту сводятся в табл. 8.9.
Табл. 8.9. Оборотные средства
Элементы нормируемых оборотных средств
Сумма, тыс, руб.
Основные материалы и полуфабрикаты
Вспомогательные материалы
Малоценный и быстроизнашивающийся инструмент
и приспособления
Незавершенное производство
Готовая продукция
Всего
8.8. РАСЧЕТ ОБЪЕМА ВЫПУСКА ПРОДУКЦИИ В ЦЕННОСТНОМ
ВЫРАЖЕНИИ И ПРИБЫЛИ
Объем выпуска продукции в ценностном выражении и сумма
прибыли могут быть вычислены по двум вариантам: на основе рас-
четов внутризаводской цены и на основе оптовой цены. Расчет на
основе оптовой цены рекомендуется проводить в тех случаях, когда
изделие представляет собой полностью обработанную деталь (сбо-
рочную единицу), которую возможно реализовать в качестве зап-
части к соответствующему оборудованию. В других случаях вычис-
ляется расчетная внутризаводская цена. При этом, поскольку объем
выпуска и номенклатура продукции проектируемого объекта ста-
340
бильны, показатели валовой, товарной продукции и объема реали-
зации принимаются равными между собой.
По первому варианту расчетная внутризаводская цена вычис-
ляется путем прибавления к цеховой себестоимости прибыли в раз-
мере, необходимом для выполнения платежей в государственный
бюджет за пользование основными фондами и собственными обо-
ротными средствами (в установленном размере — 6% стоимости
последних) и для создания стимулирующих фондов. Отсюда годо-
вой объем выпуска продукции в расчетных внутризаводских ценах
Рярас может быть вычислен по формуле
i
Qu. рас — ^приб> ' (8.2)
/=1
где Nj — объем производства /-го вида продукции; 5и.б; — цеховая
себестоимость (плановая) единицы продукции j-ro вида на базовом
предприятии; Сприб — годовая сумма прибыли от реализации про-
дукции по объекту:
_ (Ф + 2)6 + ФПф.р + 3(/7ф.м + /7ф.с)
. приб — 100 »
Лф.р — процент отчислений прибыли от стоимости основных фондов
в фонд развития производства; 77ф.м, П$.с — соответственно про-
центы отчислений прибыли от общего фонда зарплаты в фонды
материального поощрения и социально-культурных мероприятий.
Размеры 77ф.р, Пф.м и /7ф.с принимаются по данным базового
предприятия. Расчетная внутризаводская цена единицы продукции
Драс при производстве на проектируемом объекте одного вида изде-
лий определяется путем деления годового объема выпуска продук-
ции в ценностном выражении на этот же объем в натуральном выра-
жении:
тт _ Qtl-pac
‘ Драс — до •
При производстве нескольких видов продукции годовая сумма
прибыли распределяется Между отдельными видами продукции
пропорционально цеховой себестоимости:
С — Сц/ С
'-*приб/ Сц ^приб>
где-Сприбj — сумма прибыли, приходящаяся на годовой объем /-го
вида продукции.
При этом
I
Сприб — 2 Сприб/’
/==1
Далее определяется расчетная внутризаводская цена единицы
продукции каждого вида:
ТТ О I Сприб/
Мрас> — П nJ—
(8-3)
341.
По второму варианту для определения оптовой цены единицы
продукции прежде всего следует вычислить ее полную условную
базовую себестоимость Sg по цеховой себестоимости базового пред-
приятия и принятым в проекте нормам накладных общезаводских
и непроизводственных расходов:
- s,.« + s,..w + S„,.w (8.4)
где S0.n.6j — основная заработная плата производственных рабочих
в цеховой себестоимости (плановой) единицы продукций /-го вида
на базовом предприятии; Пвя — принятый в проекте процент обще-
заводских накладных расходов к фонду основной заработной платы
производственных рабочих; Пал — принятый в проекте процент не-
производственных расходов к заводской себестоимости.
Оптовая цена изделия Цоат вычисляется путем прибавления
к полной условной базовой себестоимости суммы прибыли, приходя-
щейся на единицу продукции:
Цотгг j=Sc
Сумма прибыли на единицу продукции определяется в процен-
тах к полной себестоимости Sc- Тогда
где Пприб — принятый процент прибыли к полной себестоимости.
Величина Лприб зависит от отрасли Машиностроительной про-
мышленности, к которой относятся базовое предприятие и соответ-
ственно проектируемый объект. Могут быть приняты следующие
нормативы прибыли к полной себестоимости продукции по отрас-
лям: машиностроение тяжелое—13%; электротехническое—12;
станкостроение и инструментальная промышленность — 18; прибо-
ростроение — 25; химическое машиностроение — 13; автомобильная
промышленность — 10; тракторное и сельскохозяйственное машино-
строение— 11; подшипниковая промышленность— 10; строительное
и дорожное машиностроение —12; машиностроение для легкой
и пищевой промышленноости и бытовых приборов— 11%.
Однако если на изделие имеется утвержденная в установлен-
ном порядке оптовая цена, она принимается в разрабатываемом
проекте. В этом случае приводится ссылка на соответствующий
прейскурант и расчет оптовой цены опускается. Далее определяется
годовой объем производства продукции в оптовых ценах <2ц.0Пт как
сумма произведений объема выпуска продукции в натуральном
выражении N и оптовых цен ЦОт-
i ’ .
Сц.ОПТ=
/=»*
Отсюда годовая сумма прибыли от реализации продукции по .
объекту определяется как разность между объемом производства
342 /
продукции в ценностном выражении и полной себестоимостью годо-
рого выпуска продукций:
Сприб — Рц.опт — С
либо как сумма произведений объема выпуска продукции в нату-
ральном выражении и прибыли на единицу продукции:
I Z
^приб ==
/=1
8.9. РАСЧЕТ ПРОИЗВОДНЫХ ТЕХНИКО-ЭКОНОМИЧЕСКИХ
ПОКАЗАТЕЛЕЙ
. Удельные капиталовложения. Этот показатель измеряется -ве-
личиной капитальных вложений, приходящихся на единицу вводи-
мой годовой производственной мощности или на единицу годового
выпуска продукции в натуральном или ценностном выражении.
При производстве на проектируемом объекте одного вида продук-
ции рекомендуется определять удельные капиталовложения на
единицу продукции в натуральном выражении, при производстве
нескольких видов — на единицу продукции в ценностном выра-
жении.
Удельные капиталовложения Лу на единицу продукции в нату-
ральном выражении определяются по формуле
t- _ Ф
Ау—
а в ценностном выражении (на 1 руб. или на 1 тыс. руб.) по фор-
муле
1Z___Ф_
сц •
В последнем случае удельные капиталовложения измеряются
в рублях на 1 руб. или на 1 тыс. руб годового выпуска продукции
в оптовых ценах.
Коэффициент фондоотдачи. Коэффициент фондоотдачи Цф ха-
рактеризуется объемом выпуска продукции в ценностном выраже-
нии, приходящегося на 1 руб. основных фондов:
(Q»)
Лф = SgH
Коэффициент использования основных материалов. т]м харак-
теризуется отношением чистой массы изделия пч к норме расхода
на него металла (массе заготовки) п:
лч
Ли — - •
п
При производстве на проектируемом объекте нескольких видов
343
изделий определяется средний коэффициент использования основ-
ных материалов:
i
2 tl4,Nl
--------•
Уровень производительности труда. Этот показатель характе-
ризуется годовой выработкой продукции на одного работающего
(промышленно-производственного персонала). При производстве
на проектируемом объекте одного вида продукции выработка изме-
ряется как в натуральном, так и в ценностном выражении, несколь-
ких видов — лищь в ценностном выражении. Годовая выработка
продукции на одного работающего в натуральном выражении
W='~
R ’ !
в ценностном 1/
Средняя заработная плата. Определяется Зр.Ср делением годо-
вого фонда заработной платы рабочих на их численность:
О Зд + Зв
р-ср_ (/?п + /?в)12 •
Показатели снижения себестоимости продукции. Снижение
себестоимости продукцйи по проектируемому объекту рассматри-
вается путем сопоставления себестоимости единицы продукции
каждого вида вычисленной проектной и на базовом предприятии.
Причем сопоставление рекомендуется проводить по цеховой себе-
стоимости. В качестве показателей определяются: сумма экономии
от снижения себестоимости единицы продукции по каждому виду,
уровень ее снижения, годовая сумма экономии от снижения себе-
стоимости по всей продукции.
Сумма экономии от снижения себестоимости единицы про-
дукции
= 8ц.бз — (8.5)
Уровень снижения себестоимости продукции измеряется в про-
центах. Для его вычисления используется формула
(8.6)
Годовая сумма экономии от снижения себестоимости по всей
продукции
/==1 \—у
344
При производстве на проектируемом объекте нескольких видов
продукции определяется также.средний уровень снижения себесто-
имости на годовой объем продукции:
Па =—г-^---------100%. (8 7)
2 S^iNl
/=1
\
В процессе разработки проекта дипломник в ряде случаев пре-
дусматривает совершенствование изготавливаемого изделия в це-
лях повышения его эксплуатационных свойств — качества, надеж-
ности, долговечности. Это, естественно, может привести к некото-
рому удорожанию себестоимости изделия по проекту, что исключит
сопоставимость ее с себестоимостью аналогичного изделия в суще-
ствующих базовых условиях производства. В таких случаях для
определения показателей снижения себестоимости продукции сле-
дует предварительно скорректировать (повысить) 5ц.б с учетом до-
полнительных затрат, связанных с совершенствованием изделия по
проекту. Тогда в приведенных формулах (8.5) — (8.7) место обоз-
начения 5ц.б з займет <$ц.б.с /— скорректированная цеховая себе- ,
стоимость единицы продукции j-ro вида, условно принимаемая для*
сопоставления в качестве себестоимости по данным базового пред-
приятия.
5ц.б.С > = 1$ц.б з+Зд j,
где Saj — дополнительные затраты на основные материалы, зара-
ботную плату и накладные расходы, связанные с повышением эк-
сплуатационных свойств /-го изделия по проекту.
Соответственно в формулах (8.2) — (8.4) будет иметь место
подобная же замена обозначения 5ц.б j на £ц.б.с ,• и в формуле (8.4)
So.n.6 j на 50л.б.с з — основную заработную плату производственных
рабочих в цеховой себестоимости (плановой) единицы продукции
j-го вида на базовом предприятии, скорректированную с учетом по-
вышения эксплуатационных свойств изделия по проекту.
Показатели использования оборотных средств. К ним отно-
сятся коэффициент оборачиваемости и средняя длительность обо-
рота оборотных средств в днях. Коэффициент оборачиваемости
оборотных средств т]об характеризуется объемом реализации про-
дукции в рублях на 1 рубд оборотных средств и вычисляется по
формуле
Qu
Лоб =
f
Длительность оборота оборотных средств
п 360 360Z
я~ Лоб
Уровень рентабельности. 77рэНТ характеризуется процентным
345
отношением прибыли к сумме основных фондов и нормируемых
оборотных средств проектируемого объекта:
^Рент^-^-ЮОо/о.
Полученные в результате выполненных расчетов данные сво-
дятся в общую таблицу основных технико-экономических показате-
лей проекта (табл. 8.10). В ней приводятся также значения пока-
зателей по базовому предприятию, что позволяет дать сравнитель-
ный анализ разработанного проекта.
При проставлении в таблице значений технико-экономических
показателей по базовому предприятию некоторые из них предстоит
вычислить заново или скорректировать. Это обусловливается либо
несопоставимостью некоторых цен в проекте и на базовом пред-
приятии, либо отсутствием значений показателей вследствие ло-
кального характера проекта.
Необходимые коррективы и вычисления технико-экономиче-
ских показателей по базовому предприятию заключаютс|я в следу-
ющем. При отсутствии утвержденных в установленном порядке цен
на изделия дипломник, как указано выше, определяет их самостоя-
тельно. Следовательно, в этих же ценах надлежит вычислить и
объем выпуска (реализации) продукции в ценностном выражении
по базовому предприятию:
i
где Ne j — годовой объем /-го вида продукции в натуральном вы-,
ражении в условиях базового предприятия; Ц, — расчетная внут-
ризаводская или оптовая цена /-го вида продукции.
Соответственно, исходя из величины(2ц.б, определяется в скор-
ректированном виде для условий базового предприятия величина
годовой выработки продукции на одного работающего в ценност-
ном выражении. Стоимость основных фондов объекта в условиях
базового предприятия следует скорректировать с учетом цен и нор-
мативов, принятых в проекте. Коррективы же объема выпуска (ре-
ализации) продукции в ценностном выражении и стоимости основ-
ных фондов приведут к определению уточненных величин удельных
капиталовложений (при вычислении на единицу продукции в. цен-
ностном выражении) и коэффициента фондоотдачи по базовому'
предприятию.
Величина.полной себестоимости единицы продукции на базо-.
вом предприятии принимается в условном виде на уровне Se, из>
расчета, изложенного выше. Годовая сумма прибыли в Сприб.б в!
условиях базового предприятия определяется по формуле J
1 .1
^приб.б = Фц.б— 2 N6jS6j. I
/=1 I
.346 Я
Табл. ЗЛО. Основные технико-экономические показатели
Показатели По проекту По базовому предприятию
1 2 V
Объем выпуска продукции в натуральном выра- жении, шт.:
изделий А
изделий Б
и т. д.
Объем выпуска продукции (реализации) в цен-
ностном выражении, тыс. руб.
Общая стоимость основных фондов (капитало-
вложений в основные фонды), тыс. руб.
, Количество единиц оборудования, шт.
Удельные капиталовложения, руб.
Коэффициент фондоотдачи
Коэффициент загрузки оборудования
Коэффициент использования оборудования по ма-
шинному времени
Производственная площадь на единицу обору-
дования, м2
Е Коэффициент (средний коэффициент) использова-
ния основных материалов
Общая численность работающих, чел.:
в том числе рабочих
из них производственных
Средний тарифный разряд производственных
рабочих
Трудоемкость единицы продукции, чел.-ч:
изделий А
изделий Б
и т. д.
р Годовая выработка продукции на одного рабо-
тающего:
gg в натуральном выражении, шт. J
в ценностном выражении, руб.
Общий годовой фонд заработной платы, тыс. руб.
Среднемесячная заработная плата рабочих, руб.
Полная себестоимость годового выпуска про-
дукции, тыс. руб.
347
Окончание
1 2 з
Полная себестоимость единицы продукции, руб.:
изделий А
изделий Б
и т. д.
Уровень (средний уровень) снижения цеховой
себестоимости продукции по сравнению с.......
(указать базовое предприятие), %
Норматив оборотных средств, тыс. руб.
Коэффициент оборачиваемости оборотных средств
Годовая сумма прибыли, тыс. руб.
Уровень рентабельности, %
Величина оборотных средств, приходящаяся на аналогичное
проектируемому объекту производство (цех, участок), выделяется
условно из соответствующих элементов и общей суммы норматива
оборотных средств. При этом исходят из удельного веса производ-
ства (цеха, участка) в потреблении основных и вспомогательных
материалов, полуфабрикатов, инструмента и приспособлений в за-
деле незавершенного производства, в запасах полуфабрикатов соб-
ственного изготовления, в остатках готовой продукции на складах
предприятия. Можно таюке воспользоваться данными по условно-
му распределению норматива оборотных средств базового пред-
приятия между отдельными его подразделениями, есди такое рас-
пределение имеет место. Полученная таким образом условная
сумма оборотных средств объекта принимается в качестве норма-
тива оборотных средств базового предприятия. Исходя из его ве-
личины, а также скорректированного объема реализации (выпу-
ска) продукции в ценностном выражении в условиях базового
предприятия, определяется коэффициент оборачиваемости оборот-
ных средств. А на основе вычисленных или скорректированных ба-
зовых величин основных фондов, оборотных средств и прибыли
устанавливается уровень рентабельности в условиях базового пред-
приятия.
Разработав таблицу основных технико-экономических показате-
лей, дипломник проводит их анализ. В процессе анализа должно
быть показано влияние на повышение экономической эффективности
проекта (т. е. на улучшение того или иного технико-экономического
показателя) выбранных решений по объему производства, техноло-
гическому оборудованию, материалам, способу получения заготовок,
а также предусмотренных в проекте мероприятий в области механи-
зации и автоматизации производства, научной организации труда,
улучшения использования оборудования, производственной площа-
ди, материалов, сокращения массы изделия, совершенствования уп-
равления производством, оптимизации заделов и т. д.
348
При значительном росте объема производства jia проектируе-
мом объекте пр сравнению с базовым особенно важно в процессе
анализа выявить влияние этого фактора на улучшение технико-эко-
номических показателей проекта и в особенности показателей себе-
стоимости и прибыли. С этой целью цеховая себестоимость единицы
продукции по базовому варианту 5ц.б j пересчитывается на проекти-
руемый объем производства, для чего затраты, образующие ее, диф-
ференцируются на условно-постоянные 5ц.б.пост j и условно-перемен-
ные 5ц.б.пер j. Далее определяется цеховая себестоимость единицы
продукции базового варианта 5ц.б.п j в условиях объема производст-
ва проектируемого:
q _____ с । ^ц.б.пост/^б/
^ц.б.п; ‘-’ц.б.пер^
Таким образом, сумма снижения себестоимости единицы продукции
в результате роста объема производства составит S4.e ? — Sn.6.nj.
В этом же размере увеличится прибыль на единицу продукции от
воздействия указанного фактора.
При проведении анализа дипломник, помимо данных базового
предприятия, привлекает также различные справочные материалы,
литературные источники, материалы проектных и конструкторских
организаций. Анализ завершается общими выводами об экономиче-
ской эффективности спроектированного объекта.
Глава 9. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
9.1. ИЗГОТОВЛЕНИЕ СТУПИЦЫ ПЕРЕДНЕГО КОЛЕСА ТРАКТОРА
Основные технологические задачи при механической обработке
детали, обусловленные ее служебным назначением (рис. 9.1), зак-
лючаются в достижении точности взаимного расположения поверх-
ностей, определяющих положение диска колеса относительно полу-
оси трактора.
Рассматриваемая деталь является достаточно жесткой, имеет
удобные базовые поверхности и не вызывает особых технологиче-
ских трудностей при обработке. При этом может использоваться
высокопроизводительное оборудование и оснастка. Для токарной
обработки, например, могут применяться многошпиндельные полу-
автоматы. Расположение крепежных отверстий позволяет использо-
вать параллельную многоинструментальную обработку с употребле-
нием многошпиндельных сверлильных головок. Материал ступи-
цы— серый чугун СЧ18-36 (170—229 НВ), масса детали — 7,6 кг.
Заготовка получена методом литья в песчаную форму по 2-му клас-
су точности отливок с припусками на механическую обработку отли-
тых отверстий 3 мм и торцовых поверхностей 4 мм. Приведенный
ниже (табл. 9.1 и рис. 9.2—9.6) технологический процесс предусмат-
ривает обработку ступицы при программе выпуска 200 тыс. шт./г.,
двухсменном режиме работы и такте выпуска, равном 1,17 мин.
Технические требования по точности взаимного расположения
поверхностей обеспечиваются принятым порядком базирования и
совместной обработкой взаимосвязанных поверхностей. Допустимая
взаимная несоосность отверстий под подшипники, а также 0 90,5
достигается за счет одновременной обработки их на двустороннем
четырехшпиндельном алмазно-расточном станке с одной установки.
Базирование детали по фланцу А при этом обеспечивает допустимое
его радиальное биение относительно общей оси отверстий под под-
шипники. Что касается допустимого биения торцов Б и В, оно пред-
варительно обеспечивается за счет обработки на восьмишпиндель-
ном токарном полуавтомате торца Б одновременно с Л с одной
установки и В при базировании на торец А. Окончательйо эти тре-
бования обеспечиваются при алмазной расточке отверстий 0 72 и
90. путем подрезки торцов Б к. В.
В технологическом процессе применяются твердосплавные и
быстрорежущие инструменты. Материал режущей части резцов при
350
Рис. 9.1. Чертеж ступицы переднего колеса трактора
Рис. 9.3. Операция 1:
а — позиция 2; б — позиция 4\ в — гЛэзиция 6; г — позиция 8
23 Зак.. 1338
Рис. 9.6. Операция 3
Табл. 9.1. Технологический процесс изготовления ступицы
Режимы обработки Время обра- ботки, мин
Номер операции Содержание операции Наименование и модель станка Номер ре щего инс* мента нии/w а s мм/мин 3
I 2 3 4 5 6 7 8
1 Позиция 1
Установить деталь, за- крепить и снять Позиция 3 Токарный восьмишпин- дельный полу- автомат 1К282 1,1 1,66
Зенкеровать отверстие 4*, выдержав размер 1*. 1 45,5 57,5 1,1
Обточить поверхность 3*, выдержав размер 2* 2
Позиция 5
Подрезать торец, вы- держав размеры 1* и 8* 4 108,2 31,2 (1,0)
Расточить канавку 3*, выдержав размеры 2* и 7* 1
Расточить фаску 4*, выдержав угол 5* 2
Подрезать торец, вы- держав размер 6* 3
Позиция 7
Зенкеровать отверстие 1* 1 45,8 57,5 (1,05)
Обточить поверхность 2* 2
Позиция 2
Установить деталь, за- крепить и снять
Позиция 4
Зенкеровать отверстие, 2* выдержав размер 1* 35,6 49, Г (0,67)
23* 355
Продолжение
1 2 3 4 ' 5 б 7 8
Позиция 6
Расточить канавку 2*, выдержав размеры 1* и 7* 1
1 Подрезать торец, вы- держав размер 4* Расточить фаску 3*, выдержав угол 5* < Подрезать торец, вы- держав размеры 6* и 8* 3 2 4 108,2 49,1 (0,79)
Позиция 8 -
Зенкеровать отверстие 1* 1 36,6 41 (0,75)
Обточить поверхность 2* 2
2 Позиция 1
Установить деталь, за- крепить и снять Позиция 2 Свершить три отверстия 1*, выдержав размеры 2* и 3* Специальный вертикально- г сверлильный двадцатишести- шпиндельный с семипози- ционным пово- ротным столом 24,2 92,1 0,37 (0,231 0 79
Позиция 3
Сверлить пять отвер- стий 1* напроход, выдер- жав размер 2* 25,2 90 0,37
Позиция 4 j
Зенкеровать пять от- верстий 1* напроход 13,5 120 (0,23)
Позиция 5
Зенкеровать пять фасок 1*, выдержав угол 2*' 1 15,1 120, (0,26)
П о з и ц и я 6 1
Развернут^ пять отвер- стий 1* напроход 12 212 (0,19)
356
Окончание
1 2 3 4 5 6 7 8
Позиция 7 Нарезать резьбу 1* в 2,5 125 (0.15) трех отверстиях, выдер- жав размер 2* * 3 Левые головки 2,26 2,89 Расточить отверстие Горизонталь- ' 2 122 43,2 0,60 1* выдержав технические ный двусторон- требования 4* и 10* ний четырех- шпиндельный алмазно- Подрезать торец, вы. Расточный.2706 х держав размер 2* и тех- ническое требование 3* » Правые головки Расточить отверстие 8*, 3 119 33,6 1,66 выдержав технические требования 4* и 10* Расточить отверстие 7*, 4 выдержав размер 9* и техническое требование 6* Подрезать торец, вы- 5 держав размер 9* и тех- ническое требование 5* 4 Промыть деталь и обте- 0вЗ 0,31 реть ветошью. Продуть внутреннюю полость сжа- тым воздухом б Контрольная черновой обработке — ВК6, при чистовой — ВК6М; материал сверл — Р6М5. Основные размеры (0 72Zo,o6b QQOZoIow) подвергаются 100%-ному контролю при помощи индикаторных нутромеров. Обеспе- чение технических требований проверяется индикаторным приспособ- лением при объеме контроля 50%. Остальные размеры определяются предельными калибрами. Объем контроля—10 — 50%.
9.2. ИЗГОТОВЛЕНИЕ МАХОВИКОВ ДВИГАТЕЛЕЙ
Маховик является характерной деталью класса «Диски». При
обработке деталей этого класса необходимо обеспечить получение
требуемой точности формы и размеров наружных, внутренних и тор-
цовых поверхностей вращения, а также точность взаимного их рас-
положения (соосность, перпендикулярность, параллельность и т. д.).
Обычно маховик современного двигателя центрируется на коленча-
357
Рис, 9.8. Операция 1
ф 420-15
Рис. 9.9. Операция 2
Рис. 9.10. Операция 3
Рис. 9.16. Операция 9
том валу по выточкам, расточенным с высокой точностью, и при-
крепляется болтами к фланцу коленчатого вала.
На рис. 9.7 приведен чертеж маховика, четырехцилиндрового
тракторного двигателя, заготовка которого получена отливкой из се-
рого чугуна марки СЧ15-32 (ГОСТ 1412—54) с твердостью НВ 169—
Рис. 9.17. Операция 11:
а — позиция 2; б — позиция 3; в — позиция 4; г — позиция 5,
229. Чистовая масса маховика — 26,3 кг. Обработка его поверхно-
стей характеризуется следующими данными: точность посадочной
поверхности К—2-й класс; допустимое биение поверхности И отно-
сительно Л и Л не более 0,05 мм; биение поверхности Е относитель-
но К. и Л не более 0,1 мм на крайних точках; непараллельность
плоскостей Ж. и Е не более 0,1 мм. Маховик в сборе с зубчатым вен-
цом балансируется с точностью 32 г/см.
В мелкосерийном производстве обработка маховика производит-
ся на универсальных станках. При этом токарная черновая и чисто-
362
185t0.05
Рис. 9.18. Операция 12
вая обработки всех поверхностей ведутся на двух токарно-карусель-
ных станках модели 1508 в две установки. После токарной обработ-
ки на радиально-сверлильных станках модели 2Н53 выполняется
все сверлильные и другие второстепенные операции. На линии ма-
ховика имеется сборочная операция, включающая электронагрев и
надевание зубчатого венца на маховик. Затем производится доводка
торцов и балансировка маховика вместе с зубчатым венцом. В мас-
совом производстве черновая и чистовая обработки маховика про-
изводятся на двух вертикальных восьмишпиндельных или на высо-
копроизводительных вертикальных специальных токарных полуав-
томатах с одновременной установкой двух деталей. Обработка всех
отверстий производится на агрегатных многопозиционных станках
или на автоматических линиях. Для доводки торца применяется
процесс суперфиниширования на специальном двухшпиндельном по-
луавтомате.
Приведенный ниже технологический процесс предусматривает
обработку маховика двигателя при годовой программе 160 тыс. шт.
и такте выпуска, равном 1,4 мин (табл. 9.2, рис. 9.8—9.20). Отливка
маховика осуществляется в формах, полученных методом прессова-
ния, который обеспечивает точность отливки по 5—7-му классам и
шероховатость-поверхности Rz 40—20. Токарная обработка всех по-
верхностей маховика производится на двух параллельно работаю-
щих автоматических линиях на вертикальных специальных полуав-
томатах моделей ЛМ555 и СМ779. На каждом станке ЛМ555 одно-
временно обрабатываются два маховика. На черновых токарных
операциях главным образом применяются неперетачиваемые твер-
досплавные пластинки марки В Кб, на получистовых и чистовых —
ВК6М. На токарной операции 7 при чистовой обработке торца под
Ж .
Табл. 9.2. Технологический процесс изготовления маховика двигателя
Номер опера- ции Содержание операции Наименование и модель станка Номер режущего инстру- мента Режим обработки 4 Время обработки» мин
V, м/мин S, мм/мин Л> Т * шт
1 2 3 4 б 6 7 8
1 Поперечный суппорт
Подрезать торцы, выдержать размеры 1*, 2*, 3*, 4*, 5*, 6*, 7* Продольный суппорт Токарный ЛМ555-СО1 ли полуавтомат 2 на две дета- 80,5 22 0,71 1,3
Обточить поверхность 8* (суппорты рабо- тают одновременно) 1 80,5 22 (0,68) —
2 Поперечные суппорты
Врезаться в поверхность суппортами I и II Подрезать торец, выдержать размер 3* Проточить конусную поверхность и под- резать торец, выдержать размеры 1*, 2*, 4*, 5* (суппорты работают одновременно) Токарный ЛМ555-СО2 ли полуавтомат 1; 2; 4 на две дета- р 2- 5* 6 3; 4 71 85 41 15,7 22 22 0,38 1,36 (1,03) 2,22
Продольный суппорт
Обточить поверхность 6* 7; 8 85 22 (0,91) —
3 Продольный суппорт
Же-../''-- . Расточить отверстие 5* Снять фаску 3* (суппорты работают по- . следовательно) Токарный ЛМ555-СОЗ тали Полуавтомат 1 на две де- 24,8 64 0,22 -*•
366
Продолжена
Поперечный суппорт
Подрезать торцы, выдержать размеры 2*, 4* 6* 7* Снять фаску 1* 2 106 28 1,02 1,72
4 Крестовый суппорт
Проточить коническую поверхность и часть торца, выдержать размеры 1*, 2*, 3*, 4*, 5*, 6* (суппорты работают одновремен- но) Токарный полуавтомат ЛМ555-СО4 на две де- тали 1 77,5 29,6 1,25 1,73
5 Поперечные суппорты
Подрезать торцы и расточить поверхность 7*, выдержать размеры 1*, 2* (суппорты ра- ботают одновременно) Подрезать торцы, выдержать размеры 3*, 4*, 5*, 6* v Токарный полуавтомат ЛМ555-СО5 на две де- тали 2 102 20 0,75 1,23
Продольный суппорт —-
Обточить поверхность 8* и снять фаску 9* 1 102 20 (0,70) —
6 Крестовый суппорт
Расточить отверстие 2* (после перехода) Расточить отверстие 4* (производится пе- реключение числа оборотов) Токарный полуавтомат ЛМ555-СО6 на две де- тали 2 3 25,1 25,6 32 16 0,64 (0,32) —
Снять фаску 1* 4 88 16 (0,5) • —
Обточить поверхность 3* 1 101 16 0,79 1,9
Обточить поверхность 5*
7 Крестовый суппорт
Подрезать торец, выдержать размер 1* Токарный полуавтомат — 232 35 1,65 2,12 (материал резца Композит 05) ЛМ555-СО7 на две де- тали *
- 8 9 Шлифовать торец, выдержать размер 2* Плоскошлифовальный с — 17,9 0,09 1 1,95 и технические требования 1* круглым столом на одну деталь Поперечный суппорт Подрезать торец, выдержать размер и тех- Токарный полуавтомат 2 31,4 17 1,65 2,1 ническое требование 4* СМ779Н1 на одну де- таль Подрезать торцы, выдержать размеры 10*', 1 126 17 (1,65) — 11* Продольный суппорт ‘ Обточить поверхности, выдерживая раз- 3 126 17 (1,5) — меры 1*, 2* 3*, 5*, 6*, 7*, 8*, 9*
5 10 Нагреть венец до /=200° С. Запрессовать Специальная установка — — — 1,1 1,2 его на маховике ТВЧ для нагрева и за- прессовки
«
i 2 3 4 5 6 7 8
Продолжение
11 Позиция 1
Загрузочная
Позиция 2
Сверлить отверстие 1*, выдержать радиус 4* и угол 11* Сверлить шесть отверстий 7* напроход, выдержать размеры 3*, 6* Агрегатно- сверлиль- ный, пятипозиционный со- рокашестишпиндельный АМ8522 12,8 12,8 52,5 52,5 (0,29) 0,95 1,20
Сверлить четыре отверстия 8* напроход, выдержать размеры 5* — 13,2 52,5 (0,65) —*
Сверлить отверстие 10*, выдержать ради- ус 9* — 14 52,5 (0,15) —
Позиция 3
Сверлить два отверстия 1* напроход — 13,2 52,5 (0,65) —
Зенкеровать шесть отверстий и снять фас- ку 2* — 10,6 52,5 (0,40) —
Сверлить отверстие 3* напроход — 13,2 52,5 0,95 ——
Сверлить два отверстия 4* напроход — 13,2 52,5 0,65
Позиция 4
Зенкеровать шесть отверстий 1* напро- ход 9,7 52,5 0,95
24 Зак. 1338
Зенкеровать два отверстия 2* напроход — < 12г2 52,5 (0,65)
Зенкеровать два отверстия и снять фас- ку 3* — 12,6 52,5 (0,65)
Зенкеровать отверстие 4* напроход — 11,2 52,5 (0,95)
Позиция 5
Зенкеровать отверстие и снять фаску 1*, выдержать радиус 2* и угол 10* — 11,1 52,5 (0,23)
Развернуть шесть отверстий 4*, выдер- жать размеры 3*, 7*, 8* и углы 9* — 4,8 52,5 (0,35)
Зенкеровать четыре отверстия 5* напро- ход — 11,3 52,5 (0,65)
Развернуть отверстие 6* напроход —— 5,3 52,5 0,95
Левые шпиндельные головки
Расточить два отверстия 5* напроход, вы- держать размеры 1*, 9*, 10* Алмазно - двусторонний шпиндельный расточный девяти- 005513 — — 134 122 (0,13)
Расточить шесть отверстий 6* напроход, — 120 122 0,16
Выдержать радиус 2*, 3*, 11* и угол 4*
са Окончание
1 2 3 4 5 6 7 8
Правая шпиндельная головка Расточить отверстие 7* напроход — 117 43 0,81 2,1
13 Расточить отверстие 8* Суперфинишировать поверхность, обеспе- чить технические требования 1*, 2* и вы- держать размер 3* Промыть деталь в моечном растворе Вертикальный двух- 113 90 21,6 0,5 0,42 0,98
14 шпиндельный суперфи- ниш на две детали Моечная машина^ кон- 0,35 0,55
Обдуть сжатым воздухом вейерного типа Стенд для обдувки — — — —.
15 Балансировать деталь статически в дина- Балансировочный полу- — —• — 0,75 1,22
16 мическом режиме. Допускается несбаланси- рованность детали до 35 г/см. Выдержать размер 1*, 3*. Сверлить отвер- стие 2* при балансировке, требуемое коли- чество отверстий с шагом не менее 20 мм Контроль размеров и технических требо- ваний (рис. 9.7) автомат Средства контроля: пробки, скобы, контроль-
ные индикаторные при-
способления, шаблоны,
линейки, щупы и мастер-
плитки
шлифование используются пластинки марки Композит 05. На линии
обработки маховика предусмотрены кантователи и накопители дета-
лей. Для уборки стружки применяется ленточный конвейер. После
.токарной обработки на автоматической линии маховик обрабатыва-
ется на агрегатных и специальных станках. Межоперационное тран-
спортирование осуществляется цепным подвесным грузонесущим
конвейером.
9.3. ИЗГОТОВЛЕНИЕ ЧЕРВЯЧНОЙ ЗУБЧАТОЙ РЕЙКИ
На рис. 9.21 представлен чертеж червячной рейки продольно-
фрезерного станка. Детали подобного типа применяются в механиз-
мах, осуществляющих перемещение стола станка. Рассматриваемая
червячная рейка изготавливается из серого чугуна марки С^121-40.
Заготовка получается методом литья в формы из быстротвердеющих
смесей, применение которых позволяет значительно сократить цикл
изготовления отливки, повысить ее качество, точность и существен-
но снизить себестоимость литья. Твердость отливки — 179—241 НВ,
масса готовой детали — 85 кг. Годовая программа выпуска —
3000 шт. G высокой точностью изготавливаются плоскость основа-
ния рейки и боковые вертикальные поверхности, служащие базовы-
ми при нарезании точного зубчатого профцля. Зубья червячной рей-
ки обрабатываются по 7-й степени точности. Технологический про-
цесс обработки рейки приведен в табл. 9.3 и на рис. 9.22—9.34.
В качестве черновой базы приняты поверхности, противолежа-
щие основанию рейки. В качестве чистовой базы на всех последую-
щих операциях используется плоскость основания и одна из боко-
вых поверхностей, т. е. соблюдается принцип постоянства баз.
С целью обеспечения возможности работы по методу переменно-
поточного производства в технологическом процессе обработки
рейки применены высокопроизводительные универсальные и спе-
циализированные станки, многоинструментные наладки. Это позво-
лило достигнуть приблизительно одинаковой производительности
на всех операциях технологического процесса. На операциях зубо-
нарезания применены специальные червячные фрезы, работающие
методом тангенциальной подачи, что позволило поднять производи-
тельность зубофрезерования до уровня всей поточно-переменной
линии. На операции сверления крепежных отверстий применен
сверлильный станок с ЧПУ, позволяющий снизить трудоемкость
операции и себестоимость обработки. В соответствии с ГОСТ
14305—73, установившим правила выбора технологической оснаст-
ки, оказалось рентабельным применение специальных приспособле-
ний на операциях механической обработки червячной рейки.
24* ’ -
Рис. 9,21. Чертеж зубчатой рейки
Табл* 9.3. Технологический процесс изготовления
червячной зубчатой рейки
Номер операции] Содержание операции Наименование и модель станка Номер режуще- го инструмента Режимы обработки / Время обра- ботки, мин
о м/мин $ мм/мин н
1 2 3 4 5 6 7 8
1 Фрезеровать основание рейки, выдерживая раз- мер 1*, начерно Вертикально- фрезерный 6А59 1 121 z 440 1,87 2,8
2 Фрезеровать боковые и параллельные основанию поверхности, выдерживая размеры 1*, 2*, 3*, 4*, начерно Продольно- фрезерный 6605 1; 2 145 415 2 3,1
3 Фрезеровать торцы, вы- держивая размер 1*, на- черно Продольно- фрезерный 6606 1; 2 158 450 1,83 2,76
4* Фрезеровать верх рей- ки и скосы, выдерживая размеры 1*, 2*, начерно Горизонтально- фрезерный 6М83Г 1; 2; 3 ПО 336 2,44 3,7
5 Расточить верх рейки, выдерживая размеры 1*, 2*, начерно Токарно-винто- резный 165 1 66 270 2,9 4,25
6 Нарезать зубья рейки, выдерживая размеры 1*, 2*, начерно > 1 10,1 452 1,83 3,1
7 Контроль
8 Старение 1
9 Фрезеровать основание рейки, выдерживая раз- мер 1* начисто Вертикально- фрезерный 6А59 1 153 400 2,05 3,1
10 Фрезеровать боковые и параллельные основанию поверхности, выдерживая размеры 1*, 2*, 3*, 4*, начисто Продольно- фрезерный 6605 1; 2 185 375 2,18 3,3
11 Фрезеровать верх рей- ки и скосы, выдерживая размеры 1*, 2*, начисто Горизонтально- фрезерный 6М83Г 1; 2; 3 121 384 2,13 3,22
12 Расточить верх рейки, выдерживая размеры 1*, 2* 3*, начисто Токарно-винто- резный 165 1 124 290 2,7 3,9
13 Нарезать зубья рейки начисто^ выдерживая раз- меры I*, 2* 3* Токарно-винто- резный 165 1 10,1 452 1,83 3,1
14 Контроль 1 373
Окончание
1 2 3 4 5 6 7 8
15 Фрезеровать торцы, вы- Продольно- 1; 2 158 450 1,84 2,76
дер живая размеры 1*, 2*', фрезерный 6606
3*
16 Сверлить два отверстия Радиально- 1; 2; 3 10,2 65 1,8 3,24
1*, восемь отверстий 2*. сверлильный
Зенкеровать восемь от- с ЧПУ 2Н55Ф2
верстий 4* в размер 3*
17 Контроль
18 Окраска
374
ПРИЛОЖЕНИЯ
1.1. ФОРМА ТИТУЛЬНОГО ЛИСТА ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ БССР
БЕЛОРУССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
МАШИНОСТРОИТЕЛЬНЫЙ ФАКУЛЬТЕТ
КАФЕДРА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ*
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
Разработал:
Консультанты:
по технологической части
по исследовательской части
по экономической части
по кибернетике и вычислительной технике
по охране труда
Руководитель проекта
Заведующий кафедрой
МИНСК 19...
378
Ц. ОБРАЗЕЦ ЗАПОЛНЕНИЯ ВЕДОМОСТИ ОБЪЕМА ПРОЕКТА
Номер стро- ки Фор- мат я Обозначение Наименование Кол. лис- тов № экз. Примеча- ние
1 2 3 4 5 6 7
1 11 Задание на проектиро- вание 1
2 11 Пояснительная записка 120
3 11 Технологический про- цесс механической обра- ботки и сборки 18
Итого: 138
4 24 Чертеж детали и заго- товки 1
5 22 Схема комплектования сборочной единицы 1
6 24 Схема расчета точно- сти базирования 1
7 24 План расположения оборудования отделения 1
8 24 Чертеж приспособле- ния для фрезерования паза 25 мм 2
9 24 Графики по научно-ис- следовательской работе 3
10 24 Чертеж оператора за- грузки детали на станок 1
11 24 Чертеж привода тол- кающего конвейера 2
12 22 Таблица технико-эко- номических показателей Итого: । 1 13
Дипломный проект
Ведомость объема проекта Литера Масса Масшт.
Изм. Лист № до- кум. Подп. Дата
, Разраб.
Консульт.
Консулы.
Рук, пр. Лист | Листов
Н. контр. БПИ, кафедра «Техноло- гия машиностроения»
379
1.3. ПРИМЕР ОФОРМЛЕНИЯ СПЕЦИФИКАЦИИ СБОРОЧНОЙ ЕДИНИЦЫ
Справ. № Перв. примея. Формат" л Зона я ё Обозначение • Наименование Кол. Приме- чание -
Документация
50-4204010 сб Сборочный чертеж
Сборочные единицы
1 50-4204015 Корпус 1
2 50-4204030 Крышка 1
- 3 50-4204040 Валик 1
Детали
4 50-4204022 Вал 1
Подп. и дата 5 50-4204026 Шестерня 1
6 50-4204034 Рычаг 1
. 7 50-4204036 Пластина 1
8 50-4204038 Фиксатор 1
Инв. № дубл.
9 50-4204042 Тяга 1
10 50-1601038 Шайба 1
11 50-1601089 Крышка 1
Подп. и дата Взам. йнв. № 12 50-1601091 Прокладка 2
13 50-3406031-4 Кольцо 1
—
Изм. Лист Xs докум. Под- писи Дата 50-4204010
Инв. № подл. Разраб/ Вал отбора мощ- ности боковой Литера Лист Лис- тов
Пров.
1 2
•
Н. контр.
Утвердил
380
Окончание
Инв. № Поди. Взамен Инв. № Подп.
подл. и дата инв. №_______дубл.____дата
Формат Зона £ Обозначение Наименование Кол. Приме- чание
14 50-4202065-А Колпак 1
Стандартные изде- лия
—
Болты ГОСТ 7796-70
15 М 8X16.66.05 8
J6 М 8X25.66.05 4
17 М 12X35.66.05 1
18 Шайба 2.8.05.05 2
ГОСТ 11371—68
/ Шайбы ГОСТ 6402—70 t
19 8.65Г 12
20 12.65Г 1
21 Шплинт 3.2X18 1
ГОСТ 397—66
22 <> Штифт 10X40 1
ГОСТ 14229—69
23 Кольцо Н 1.22Х0-—2 1
ГОСТ 9833—73
24 Подшипник 208 1
ГОСТ 8338—57
25 Подшипник 50306К 1
ГОСТ 2893—73
Материалы
Проволока 1,6X120 0,12кг
ГОСТ 3282—74
- 50-4204010 Лист
Изм. Лист № Дркум. Под- пись Дата 2
}
381
2.1. СРЕДНИЕ ЗНАЧЕНИЯ *м и а ПО ГРУППАМ ОБОРУДОВАНИЯ [10]
Наименование группы оборудования Характеристика станка а
1 2 3 4
Токарно-винторезные Высота центров, мм:
<200 0,9 0,23
200—300 1,3 0,26
300—400 1,6 0,30
400—500 3,0 0,47
500—600 3,5 0,47
Токарно-карусельные Диаметры планшайбы, мм:
<1120 2,7 0,40
1120—1400 3,6 0,41
1400—2000 4,9 0,57
2000—2800 6,4 0,65
2800—4000 13,4 0,47
Токарные многорезцо- вые полуавтоматы Высота центров, мм: ' <150 1,4 0,37
150—200 1,8 0,39
200—250 2,8 0,44
Токарно-револьверные Диаметр обрабатываемых изделий, мм:
18—36 0,9 0,32
36—65 1,3 0,34
>65 1,5 0,35
в патроне 500 0,9 0,46
Вертикально - сверлиль- ные Наибольший диаметр свер- ла, мм:
<12 0,5 0,19
12—35 0,7 0,22
35—70 1,2 0,30
>70 0,7 0,36
Радиально- сверлильные Наибольший диаметр сверла, мм: <35 1,4 0,29
35—70 1,6 0,34
75—100 2,2 0,42
>100 3,3 0,47
382
Продолжение
1 2 3 4
Г оризонта льно-расточ- ные Диаметр выдвижного шпинделя, мм: <80 1,7 0,42
80—110 3,1 0,56
110—150 4,4 0,65
150—175 8,5 0,70
175—200 13,6 0,72
Круглошлифовальные Высота центров: <100 2,5 0,25
100—200 1,8 0,36
200—275 2,4 0,37
275—370" 3,2 0,48
>370 6,5 0,50
Плоскошлифовальные Размеры горизонтального стола, мм: <1000X300 1,4 0,24
1000X300—2000X400 1,6 0,25
2000X400—2000X800 3,4 0,40
Зубофрезерные Диаметр изделия, мм:
750—1250 2,4 0,26
Зубодолбежные Диаметр изделия, мм: <500 1,7 0,25
500—1250 2,7 0,40
Зубошлифовальные Диаметр изделия, мм: <320 2,6 0,60
700—800 3,6 0,66
>*800 7,8 0,77
Горизонтально-фрезер- ные Поверхность стола, мм: ' <1000X250 1,1 0,26
1000X250—1600X400 1,5 0,29
Вертикально-фрезерные Поверхность стола, мм: <1000X250 1,1 0,23
1000X250—1250X300 1,5 0,28 ,
- 1250X300—1600X400 ' 1,8 0,31
1600X400—2000X800 1,9 0,31
>2000X800 5,5 0,57
383
Окончание
1 2 3 4
Универсально - фрезер- Поверхность стола, мм:
ные <1000X250 0,29
1000X250—1200X300 1,2 0,30
1250X300—1600X400 1,5 0,30
Продольно-строгальные Поверхность стола, мм: 3000X900—4000X1250 5,0 0,44
4000X1250—6000X2500 6,3 0,47
>8000X2400 9,0 0,65
Поперечно-строгальные Наибольший ход ползуна, мм:
<700 * 1,1 ; 0,33
700—900' 1,3 0,34
Долбежные Ход долбяка, мм:
<200 1,1 0,37
200—320 1,4 0,44'
Горизонтально-протяж- ные Максимальное усилие, т <20 3,0 0,20
20—40 3,6 0,24
2.2. ПРИБЛИЖЕННЫЕ ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ НОРМ
ВРЕМЕНИ ПО РАЗМЕРАМ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ [9]
Основное технологическое время То-10—з мин
Черновая обточка за один проход 0,17 dl
Чистовая обточка по 4-му классу точности 0,1 dl
Чистовая обточка по 3-му классу точности 0,17 dl
Черновая подрезка торца 0,037 (D2 —d2)
Чистовая подрезка торца 0,052 (D2 —d2)
Отрезание 0,19 D2
Черновое и чистовое обтачивание фасонным резцом 0,63 (D2 —d2)
Шлифование грубое по 4-му классу точности 0,07 dl
Шлифование чИоговое по 3-му классу точности 0,1 dl
Шлифование чистовое по 2-му классу точности 0,15 dl
Растачивание отверстий на токарном станке 0,18 dl
Сверление отверстий 0,52 dl
Рассверливание d—20—60 0,31 dl
Зенкерование 0,21 dl
384
Развертывание черновое
Развертывание чистовое
Внутреннее шлифование отверстий 3-го класса точ-
ности
Внутреннее шлифование отверстий 2-го класса точ-
ности
Черновое растачивание отверстий за один проход
Черновое растачивание под развертку
Развертывание плавающей разверткой по 3-му клас-
су точности
Развертывание плавающей разверткой по 2-му клас-
су точности
Здесь d— диаметр; I— длина обрабатываемой по-
верхности; D — диаметр обрабатываемого торца;
D — d — разносы» наибольшего и наименьшего диа-
метров обрабатываемого торца.
Протягивание отверстий и шпоночных канавок (I —
длина протяжки, мм)
Строгание черновое на продольно-строгальных стан-
ках
Строгание чистовое под шлифование или шабрение
Фрезерование черновое торцовой фрезой:
за проход
чистовое
Фрезерование черновое цилиндрической фрезой
Шлифование плоскостей торцом круга
Здесь В — ширина обрабатываемой поверхности,
мм; I — длина обрабатываемой поверхности, мм
Фрезерование зубцов червячной фрезой
(D=80—300)
Обработка зубцов червячных колес (£>=100—400)
Здесь D — диаметр зубчатого колеса, мм; b — дли-
на зуба, мм
Фрезерование шлнцевых валов методом обкатки
| Шлицешлифование
Здесь /-—длина шлицевого валика, мм; г —число
шлицев
Нарезание резьбы на валу (d=32—120)
Нарезанйе метчиком отверстий (d=10—24)
Здесь d—диаметр резьбы, мм; I—длина резьбы, мм
Щтучно-калькуляционное время
25 Зак. 1338
Продолжи^
0,43 dl
0,86 dl
1,5 dl
1,8 dl x
0,2 dl
0,3 dl
0,27 dl
\
0,52 dl
To = 0,41
To = 0,065 В/
To = 0,034 Bl
T0 = 6l
T0 = 4l
T0 = 7l
To = 2,5/
T0 — 2,2Db
To = 60,30
T0 = 9/z
T0 = 4,6/z
To = 19 dl
To = 0,4 dl
^ш.-к ~ фЛТо
Окончание
rrrf
Величина коэффициента <рк
Виды станков Производство
единичное и мелкосерийное крупносерийное
Токарные 2,14 1,36
Токарно-револьверные 1,98 1,35
Токарно-многорезцовые — 1,50
Вертикально-сверлильные 1,?2 1,30
Радиально-сверлильные 1,75 1,41
Расточные 3,25 —
Круглошлифовальиые 2,10 1,55
Строгальные 1,73 —
Фрезерные 1,84 1,51
Зуборезные 1,66 1,27
2.3. ПЕРЕЧЕНЬ НЕКОТОРЫХ СТАНДАРТОВ И НОРМАЛЕЙ
Наименование ГОСТ или мн
1 2
Станочные приспособления
Центры
Упорные с конусом Морзе 0-6 13214—67
Упорные полуцентры 2576—67
Упорные с отжимной гайкой 2575—67
Вращающиеся 8742—75
Поводковые утопающие (прямые и обратные) МН3630—62
Штырьевые поводковые утопающие МН3631—62
Патроны
Поводковые 2571—71
Поводковые для резьбовых концов шпинделей 2572—71
Резьбовые поводковые для центровых оправок МН5595—64
Фланцевые поводковые для центровых оправок МН5596—64
Поводковые трехкулачковые с утопающим центром МН4050—62
Поводковые двухкулачковые с утопающим цент- МН4051—62
ром к нему МН4052—62
Самоцентрирующие трехкулачковые 2675—71
Четырехкулачковые с независимым перемещением 3890—72
кулачков
386
Продолжение
1 2
Токарные самоцентрирующие трех- й двухкулачко- вые рычажно-клиновые 16682—71
Пневматические двух- и трехкулачковые 5410—50
Мембранные для шлифования отверстия 16157—70
Сверлильные 8522—70
Хомутики поводковые 2578—70
Оправки
Центровые цельные конические 16211—70
Центровые цельные цилиндрические 16212—70
Центровые цилиндрические ступенчатые 16213—70
Кулачковые шпиндельные цельные /17528—72
Кулачковые шпиндельные с пневматическим зажи- мом 17529—72
Кулачковые фланцевые 17530—72
Кулачковые фланцевые с пневматическим зажимом 17531—72
, Центровые конические зубчатые (шлицевые) пря- мобочные 18437—73
Центровые зубчатые (шлицевые) прямобочные 18438—73
Центровые зубчатые (шлицевые)/ прямобочные с прессовой посадкой обрабатываемой детали 18439—73
Шпиндельные зубчатые (шлицевые) прямобочные 18440—73
Столы
Поворотные круглые с ручным и механизирован- ным приводом 16936—71
Поворотные двухпозиционные МН3139—62
Делительные круглые МН1062—60 МН1065—60
Плавающие с пневматическим фиксированием МН3869—62 МН3870—62
Стол-тумба неподвижный с пневматическим зажи- мом 16206—70
Неподвижные круглые с пневматическим приводом 20217—74 20218—74
Угловые прямоугольные 21166—75
Угловые прямоугольные двухкоординатные 21572—76
25*
за?
Продолжение
Делительные стойки
Одноопорные 16203—70
Одноопорные с электромеханическим приводом 16204—70
Двухопорные 16205—70
Делительные головки
Универсальные 8615—69
Со сменным делительным диском МН5579—64
Станочные тиски
С ручным, гидравлическим и пневматическим при- водами 14904—69
С эксцентриковым зажимом и одной подвижной губкой 18237—72
С эксцентриковым зажимом и двумя подвижными губками 18684—73
Электромагнитные и магнитные плиты 3860—56
Скальчатые кондукторы
Консольные с конусным зажимом 16888—71
Консольные с пневматическим зажимом 16889—71
Портальные с конусным зажимом 16891—71
Портальные с пневматическим зажимом 16892—71
Приводы к приспособлениям
Пневматические цилиндры вращающиеся одинар- МН3450-62
ные Пневматические цилиндры вращающиеся сдвоенные МН3451—62
Муфты для'подвода сжатого воздуха к вращаю- МН3452—62
щимся пневматическим цилиндрам МН3453—62
Пневматические рычажные прижимы одно- и двух- МН5011—63
поршневые МН5012—63
Пневматические однопоршневые клиновые прижи- МН501&—63
' мы МН5014—63
, Режущие инструменты
Резцы из быстрорежущей стали
Токарные
Расточные державочные
Строгальные
Долбежные
18870—73—18873—73
10044—73
10045—62
10046—72
Продолжение
1 2
' Резцы с пластинками из твердых сплавов
Токарные с напойными пластинками 18877—73—18885—73
Токарные с механическим креплением 21151—75
Расточные державочные 9795—73
Строгальные 18891—18894—73
Сверла спиральные из быстрорежущей , стали
С цилиндрическим хвостовиком:
короткая серия 4010—64
средняя серия 10902—64
длинная серия С коническим хвостовиком: 886—64
нормальные , 10903—64
удлиненные 2092—64
длинные 12121—66
Центровочные (комбинированные) 14952—69
Сверла спиральные с пласт инками из твердого сплава
С цилиндрическим и коническим хвостовиком 6647—64
Зенкеры
Цёльные из быстрорежущей стали (с коническим хвостовиком и насадные) 12489—71
Оснащенные пластинками из твердого сплава /с коническим хвостовиком и насадные) 3231—71
Насадные со вставными ножами из щей стали быстрорежу- 2255—71
Со вставными ножами, оснащенные пластинками из твердого сплава (с коническим хвостовиком и на- садные) 12510—71
Зенковки цилиндрические с коническим хвостови- ком и насадные:
из быстрорежущей стали 15559—70
с пластинками из твердого сплава Зенковки-подрезки обратные: 15600—70
из быстрорежущей стали МН727—60
с пластинками из твердого сплава МН729—60
389
Продолжение
1
2
Развертки машинные
Цельные из быстрорежущей стали с цилиндриче- . 1672—71
ским или коническим хвостовиком и насадные
Со вставными ножами из быстрорежущей стали с 883—71
коническим хвостовиком и насадные .
С пластинками из твердого сплава с цилиндриче- 11175—71
ским или коническим хвостовиком и насадные
Со вставными ножами с пластинками из твердого 11176—65
сплава
Протяжки
Круглые переменного резания
Для квадратных отверстий
Для шлицевых отверстий с эвольвентным профи-
лем
Шлицевые переменного резания для соединений
при центрировании по внутреннему диаметру
Шлицевые переменного резания для соединений
при центрировании по наружному диаметру
Шпоночные
Фрезы из быстрорежущей стали
Цилиндрические
Цилиндрические со вставными ножами
Дисковые:
пазовые незатылованные
пазовые затылованные
трехсторонние
трехсторонние с равнонаправленными зубьями
трехсторонние со вставными ножами
Прорезные (шлицевые) и отрезные (пилы круглые)
Пилы круглые с сегментами
Хвостовые и насадные для пазов сегментных шпо-
нок
Концевые:
с нормальным зубом с цилиндрическим и кони-
ческим хвостовиком
20364—74
20965—74
16492—70
МН5513—64
МН5517—64
МН4262—63
МН4267—63
МН4250—63
МН4255—63
18217—72
18218—70
16491—70
3752—71
9926—61
3964—69
8543—71
3755—69
9474—73
1669—69
2679—73
4047—52
6648—68
17025—71
17026—71
390
Продолжение
1 2
с неравномерным окружным шагом обдирочные с затылованным зубом Шпоночные 17024—71 4675—71 9140—68
Торцовые насадные:
с мелким и крупным зубом 9304—69
со вставными ножами 1092—69
Полукруглые вогнутые и выпуклые 9305—69
Фрезы, оснащенные твердым сплавом
Для обработки станочных Т-образных пазов Дисковые со вставными ножами: 10673—75
двусторонние трехсторонние Концевые: 6469—69 5348—69
с коронками или винтовыми пластинами из твердого сплава 20537—75 20538—75 20539—75
шпоночные с пластинками из твердого сплава Торцовые насадные со вставными ножами (нор- мальные и мелкозубые) 6396—68 8229—69 9473—71
Фрезы зуборезные
Дисковые модульные Червячные: 10996—64
цельные и сборные мелкомодульные цельные для нарезания зубьев звездочек 9324—60 10331-63 15127—69
Фрезы шлицевые червячные
Для шлицевых валов с прямобочным профилем Для шлицевых валов с эвольвентным профилем 8027—60 6637—53
Д ол б я ки
Для обработки цилиндрических колес с прямыми и косыми зубьями внутреннего и наружного зацеп- ления Для обработки валов и втулок шлицевых соеди- нений Зубострогальные резцы чистовые 9323—60 6762—65 5392—64
391
Продолжение
Зуборезные головки для нарезания конически! колес
Цельные черновые и чистовые 11903—66
Сборные черновые и чистовые 11904—66
Резцы для сборных зуборезных головок 11906—66
Шеверы дисковые: общего назначения 8570—57,
мелкомодульные 10222—62
Резьбонарезные инструменты
Винтовые самораскрывающиеся головки с круглы- 21760—76
ми гребенками
Тангенциальные гребенки к винтовым головкам 2287—61
Круглые плашки 9740—71
Резьбовые фрезы:
гребенчатые с коническим хвостовиком и насад- 1336—62
ные
дисковые для трапецеидальной резьбы 10142—62
Метчики:
ручные 9222—60
гаечные 1604—71
машинно-ручные 3266—71
для конической резьбы 6227—71
гаечные автоматные с изогнутым хвостовикой . 6951—71
Резьбонакатные инструменты
Плоские плашки 2248—69
Резьбонакатные ролики 9539—72
>
Шлифовальные инструменты
Круги 2424-75
Головки 2447—64
Бруски 2456—67
Сегменты 2464—67
Зернистость абразивных порошков 3647—71
Алмазные шлифовальные инструменты.
Круги 16167—70...
16180—70
Головки 17116—71...
17122—71
Бруски 16606—71
Зернистость алмазных порошков 9206—70
392 <
Продолжение
1 2
Инструменты для правки шлифовальных кругов
Карандаши алмазные 607—75
Ролики алмазные Алмазозаменители: 16014—70
диски и звездочки металлические 4803—67
диски и круги абразивные 6565—67
Алмазная паста для доводки Измерительные инструменты 16877—71
Калибр для шлицевых соединений с прямобочным профилем 7951—59
'Калибры для шлицевых валов и отверстий с эволь- вентным профилем 6528—53
Калибры для трубной конической резьбы 7157—69
Кольца резьбовые диаметром 1—100 мм (проход- 17763—72
ные и непроходные) 17764—72
Кольца резьбовые ,, для трубной цилиндрической . резьбы диаметром -g- — 3 -j- 18929—73
Пробки двусторонние резьбовые со вставками для 18924—73
трубной цилиндрической резьбы диаметром -g- — 1 -g~
Пробки резьбовые со вставками для труб цилин- дрической резьбы диаметром ~g~ — 4* 17922—73
Пробки резьбовые со вставками диаметром 1— 17756т-72
100 мм (проходные и непроходные) 17757—72
Пробки двусторонние со вставками диаметром 3—50 мм 14810—69
.Пробки односторонние листовые диаметром 50— 250 мм ' 14826-69
"Пробки резьбовые со вставками двусторонние диа- • метром4 2—50 мм 17758—72
Скобы листовые для диаметров 3—10 мм 18361—73
Скобы листовые для диаметров 10—100 мм 18362—73
Скобы листовые для диаметров 100—180 мм 18363—73
Скобы листовые для диаметров 180—260 мм 18364—73
Приборы для измерения длин 1
Глубиномеры индикаторные 7661—67
Индикаторы часового типа с ценой деления 0,01 мм 577—68
... 393
Окончание
1 2
Кольца установочные к пневматическим пробкам Микрометры с ценой деления 0,01 мм Нутромеры индикаторные с ценой деления 0,01 мм Пробки пневматические для отверстий диаметром 3—160 мм Штангенглубиномеры Штангенциркули 14865—69 11195—74 862—72 14864—69 162—73 166—73
Приборы и устройства активной ) контроля
Приборы активного контроля при круглом шлифо- вании Приборы активного контроля при плоском шлифо- вании Скобы измерительные для приборов активного контроля 8517—70 9376—74 18272—72
2.4. РЕКОМЕНДАЦИИ ПО ВЫБОРУ СМАЗОЧНО-
ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
Обрабатываемый материал
Вид обработки сталь углеро- дистая сталь легиро- 1 ванная серый чугун и латунь J бронза алюминий и сплавы
Наружное обтачивание ЭМ ЭМ ' ВС ВС ВС
СФ СФ к эм к
см эм
Растачивание ЭМ эм ВС То же ск
СФ лм м
М см
Сверление и зенкеров ание эм То же ВС к ВС
эм
Развертывание эм ВС м ск
СФ м м
РМ
Нарезание резьбы эм » ВС ВС ВС
СФ к м к
РМ М для м
латуни
мс
Фрезерование ,и зубо нарезание эм ВС ВС ВС
РМ к эм к
эм
Шлифование Р-р с Р-р С ВС ВС к
эм ВС Р-р с Р-р с ВС
Примечание. ЭМ — эмульсия; СФ — сульфофрезол; СМ — машинное
масло; ВС — всухую; К — керосин; М — сурепное масло; СК — скипидар с керо-
сином; МК— сурепное масло с керосином; РМ—растительное масло; Р-р С —
водяной раствор соды; ВМ — веретенное масло.
394
2.5. СИСТЕМА ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПО ГОСТ 3.1201—74
Код организации разработчика
Вид технологической документации
— 01 — комплект технологических документов
— 10 — маршрутная карта
— 20 — карта эскизов
— 60 — операционная карта
Вид технологического процесса по его организации
— 1 — единичный процесс (операция)
— 2 — типовой процесс (операция)
— 3 — групповой процесс (операция)
Вид технологического процесса по методу выполнения
порядковый
регистра-
ционный
номер
— 00 — без указания вида технологического процесса
— 01 — технологический процесс изготовления изделия
— 03 — технический контроль
— 04 — перемещение
— 40 — механическая обработка
— 41 —обработка на многошпиндельных автоматах и полуавтоматах
— 42 — обработка на многошпиндельных и одношпиндельных автоматах и полу-
автоматах
— 43 — обработка на одношпиндельных автоматах и полуавтоматах
— 44 — обработка на автоматах продольной подачи
— 45 — групповая наладка на многошпиндельных и одношциндельных автоматах
— 46 — обработка на станках с числовым программным устройством (ЧПУ)
— 50 — термическая обработка
— 51 —термическая обработка с нагревом ТВЧ
— 71 — нанесение химического, электрохимического покрытия и химическая
обработка
— 88 — слесарная, слесарно-сборочная и электромонтажная работа
— 90 — сварка
Например:
маршрутная карта | 1 10 1 40.00001
карта эскизов | 1 20 1 46.00005
операционная карта 1 1 60 1 46.00018
395
2.6. ПРИМЕР ЗАПОЛНЕНИЯ МАРШРУТНОЙ КАРТЫ
Инв. № подл. Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата ГОСТ 3. 1105—74 Форма 2
- 01 1 40 00001
БПИ кафедра «Технология машиностроения» МАРШРУТНАЯ КАРТА 500-240.2010 10 1 40 00002
Вал Литера Б! 1 | |
Материал Код ед. величины Масса детали Заготовка Единица нормиро- вания Норма расхода Коэфф, исп. матер.
Наименование, марка Код Код и вид Профиль и размеры Кол. Дет. Масса
сталь 45 1 кг 2,1 Пруток 0 72x90 1 3,0 1 i | 3,2 0,66
Номер Наименование и содержание операции Обору- дование (код, наимено- вание, инвен- тарный номер) Приспособление и инструмент (код, наимено- вание) Коэфф, шт. вр. Кол. рабо- чих Кол. одн. обраб. дет. Код тариф- ной сетки Объем произ- водрт- венной партии Т’п.-в
цеха участ- ка опера- ции
Код про- фес- сии Раз- ряд рабо- ты Единица нормиро- вания Код вида нор- мы 7шт
005 4110 1К62 Резец прох. 2100-0423 1 1 1 X 10Q 0,6
Токарная Т15К6, ГОСТ 18878—73. 22 3 1 Р 1,7
Точить поверхности Штангенциркуль ШЦ-Ш,
в размеры 0 *69—о,о 9 J 250, ГОСТ 166—73
и 5О—о,з
• Разраб. Лист
Лист
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр .
Инв. № подл. Подпись и дата Взамен инв. Xs Инв. Xs дубл. Подпись и дата ГОСТ 3.1105—74 Форма 2а
- 500-240.2010 10 1 40 00002
Номер Наименование - и содержание , операции Оборудование (код, наименова- ние, инвентарный: номер) Приспособление и инструмент (код, наименование) Коэфф, шт. вр. Кол. рабо- чих Кол. одн. обраб. дет. Код тариф- ной сетки Объем произ- водст- венной партии Т’п.-в
цеха участ- ка опера- ции
. Код про- фес- сии Раз- ряд рабо- ты Единица нормиро- вания Код вида нор- мы ' ^шт
010 4110 1К62 Резец проходной 1 1 1 X 100 0,6
Токарная 2100-0423, Т15К6, 22 3 1 Р 1,5
Точить ГОСТ 18878—73 -
поверхности в Штангенциркуль
размеры 070—0,15 ШЦ-Ш, 250,
и 40±0,2 ГОСТ 166—73
Лист
Йэм. Лист Xs-докум. Подпись Дата Изм. Лист №-докум. Подпись Дата Изм. Лист Xs-докум, , Подпись Дата
ГОСТ 3. 1105-74 Форма 3
Инв. № подл» Подпись и дата Взам. инв. № Инв. № дубл. Подпись и дата
01 1 40 00001
БПИ МАРШРУТНАЯ КАРТА 500-240.2010 10 1 40 00002
Вал Литера 11 | | |
Материал Код единицы величины Масса детали Заготовка Единица нормиро- вания Норма расхода Коэфф, исп, матер.
Наименование, марка Код Код и вид Профиль и размеры Кол. дет. Мас- са
сталь 45 кг 2,1 Пруток 0 72x90 1 3,0 1 3,2 0,66
номер Наименование и содержание операции Обозначение документа Оборудование (код, наимено- вание инвен- тарный номер) Коэфф, шт. вр. Кол. раб. Кол. одн. обраб. детали Код тариф, сетки Объем произ- водст- венной партии Тп.-В
цеха участ- ка опера- ции
Код про- фессии Разр. раб. Ед. нормир. Код вида нормы Т'шт
005 4110 60 1 40 00008 1К62 1 1 1 X 100 0,6
22 3 1 Р 1,7
Разраб. Лист
Пров.
Нач. ТБ Лис- тов
Нормир.
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр.
Ф-121 ОГТ/ЕСТД
2.7. ПРИМЕР ЗАПОЛНЕНИЯ ОПЕРАЦИОННОЙ КАРТЫ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ГОСТ 3. 1404—74. Форма 1
.0110100001
БПИ кафедра «Технология машиностроения» Операционная карта механической обработки 70-4216023 6014000014
Болт упорный Литера
Номер цеха Номер участка Номер операции Наименование операции Наименование и марка материала Масса ^детали ’ Заготовка
Профиль и размеры Твердость Масса
030 токарная сталь 45 ГОСТ 1050—60 0,12 0 15x100,5 179—229 НВ 0,14
Кол. одн. обраб. дет. Оборудование (наименование» модель) Приспособление (код и наимено- вание) Патрон трехкулачковый с пневмоприводом Охлаждение
1 Токарный доделочный станок 1Д600 Кулачки специальные Эмульсия
Номер пере- хода Содержание перехода .Инструмент (код и наименование) Расчет, разм. t i Режим обработки То Тв
вспомогатель- ный режущий измерительный диаметр, ширина длина
S п V
1 Обточить конус- Резцедержав- Резец фа- Радиусомер R-4 13 15 1 10 710 29 0,42 0,06
ную поверхность t ка спец. сонный спе- ГОСТ 4126-66
выдерживая размеры циальный
ГОСТ 3.1404-74 Форма 1а
26 Зак. 1338
Номер 030 опер. 70-4216023 6014000014
Номер пере- хода Содержание перехода Инструмент (код и наименование) Расчет, разм. t i Режим обработки То То
вспомогатель- ный режущий измерительный диаметр, ширина длина
S п V
2 Подрезать торец Резцедержа- Резец Скоба 0 13_0ЛЗ 15 15 1 35,5 710 49 0,17 0,06
в размер 1*, тель фасонный ГОСТ 18360—73, ' -
проточить канавку» специальный специаль- шаблон 91,6
выдерживая размер ный специальный
3* Скоба 0 15 о,24
ГОСТ 18361—73
Обточить цилиндр
4*9 выдержав размер
2*, одновременно *
Ширина канавки
ft = 5+0-6 R 1,5;
0,5 и угол 459
обеспечиваются
,-ч.- конструкцией режу-
щего инструмента
1 1 |
Лист
2
Изм. Лист № докум : Подпись Дата Изм. Лист № докум* Подпись Дата’ Изм. Лист № докум. Подпись Дата
2.8. ПРИМЕР ЗАПОЛНЕНИЯ КАРТЫ ЭСКИЗОВ
БПИ кафедра «Технология машиностроения» Карта эскизов 70—4216023 2014000015
Болт упорный Литера 1 1 1
* Номер операции 030 '
Разраб. Лист
Консульт. 1
Рук. проекта
Листов
Изм. Лист № докум: Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр. 1
• 9?
ГОСТ 3. 1502—74 Форма 1
о
2.9. ПРИМЕР ЗАПОЛНЕНИЯ ОПЕРАЦИОННОЙ КАРТЫ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
БПИ
кафедра «Технология
машиностроения»
Операционная карта
технического контроля
70-4216023
Болт упорный
Литера
0110100001
6010300022
№
2Л2О
^4-©
Сфера©
Номер цеха Номер участка Номер операции Наименование операции
050 Окончательный контроль
Наименование и марка материала ГОСТ, ТУ
Сталь качественная конструк. углеродистая сталь 45 1050—60
Наименование оборудования Стол ОТК
Окончание
Номер пере- хода Содержание перехода Приспособление (код, наимено- вание) Измерительный инструмент (код, наименование) Процент контро- ля Особые указания
1 Проверить шероховатость Эталон шероховатости 100 Ширина канавки b = 5; R 1,5;
обработанных поверхностей, ГОСТ R 0,5 и угол 45q обеспечиваются
наличие фасок и радиусов конструкцией режущего
Внешний осмотр инструмента
-
*-
Разраб. Лист
Консулы*. 1
Рук. проекта
Листов
Изм. Лист № докум: Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр. • 2
ГОСТ 3. 1502—74 Форма la
Номер ом операции 70-4216023 6010300022
Номер пере- хода Содержание перехода Приспособление (код, наимено- вание) Измерительный инструмент (код, наименование) Процент контро- ля Особые указания
2 Проверить размеры Скоба 0 13 q 30
1% 2*, 4*, 5*, 7* ГОСТ 18360—73
Штангенциркуль 5
ШЦ-11, 0-150
ГОСТ 166—73
-
3 Проверить радиус 6* Радиусомер 4 30
ГОСТ 4126-66
4 Проверить угол 8* Шаблон 12 30
специальный
5 Проверить резьбу 3* Кольца резьбовые 10
М16,6 «Пр»
ГОСТ 17763—72, «Не» ГОСТ 17764—72 -
Лист
2
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата
БПИ кафедра «Технология машиностроения» Операционная карта слесарно-сборочных работ 50-14030106 6018800020
Насос масляный Литера
Номер цеха Номер участка Номер раб., места Номер операции Наименование операции Оборудование (наименование, модель)
5 Сборка крышки масляного насоса с валиком и шестернями
Мате- риал Наименование, марка материала Код Код ед. велич. Ед. нормир. Норма расхода Наименование, марка материала Код Код ед. велич. Ед. нормир. Норма расхода
Номер пере- хода Содержание перехода Обозначение деталей и входящих сборочных единиц Кол. на изде- лие Приспособле- , ние (код, наименование) Коли- чест- во Инструмент (код, наименование) Коли- чест- во То
1 Взять из спецтары шестерню 50-1403228Б 1 Тара 1 0,05
привода масляного насоса 50-1403052 1 штыревая
50-1403228Б н установить
в приспособление
2 Взять из спецтары валик насоса Тара 1 0,05
50-1403052 и установив в отверстие гнездовая
шестерни привода
- 1 - Разраб. Лист
Консульт. 1
Рук.
Листов
проекта
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Дата Н. контр. 2
Окончание
00
ГОСТ 3.1407—74. Форма 2а /
Номер опер. 5 50-14030106 6018800020
Номер пере- хода Содержание перехода Обозначение деталей и входящих сборочных единиц Кол. на изде- лие Приспособление (код, наимено- вание) Коли- чест- Ьо Инструмент (код, наименование) Коли- чест- во То
3 Запрессовать валик насоса Спецстенд 1 0,03
в шестерню привода заподлицо со
ступицей шестерни
4 Установить валик с шестерней Настольно- Быстросменный — 0,05
насоса в приспособление и закрепить сверлильный 1 патрон 1 *
Просверлить и развернуть станок 2МИ2
0 5__0 08 в шестерне с валиком кондуктор спец. 1 Сверло 0 4,8 мм 1
напроход ГОСТ 10902—64
Развертка 0 5 мм 1
* специальная
5 Установить валик с шестерней на ШКК-5Х36 1 0,06
подставку, взять штифт ШКК-5х36
из комплектовочного ящика и уста-
новить в отверстие -
Лист
2
Изм. Лист № докум. Подпись Дата Изм. Лист / № юкум. Подпись Дата Изм. Лист № докум. Подпись Дата
3.1. ЗНАЧЕНИЕ ФУНКЦИЙ ЛАПЛАСА 1 г Ф(0~ /2Г Р 2 dt
t 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,0 0,0000 0040 0080 0120 0160 0199 0239 0279 0319 0359 0,1 0398 0438 0478 0517 0557 0596 0636 0675 0714 0753 0,2 0793 0832 0871 0909 0948 0987 1026 1064 1103 1141 0i3 1179 1217 1255 1293 1331 1368 1406 1443 1480 1517 0,4 1555 1591 1628 1664 1700 1736 1772 1808 1844 1879 0,5 0,1915 1950 1985 2019 2045 2088 2123 2157 2190 2224 ' 0,6 2257 2291 2324 2357 2389 2422 2454 2486 2517 2549 0,7 2580 2611 2642 2673 2703 2734 2764 2794 2823 2852 ; 0,8 2.881 2910 2939 2967 2995 3023 3051 3078 3106 3133 ' 0,9 3159 3186 3212 3238 3264 3289 3315 3340 3365 3389 1,0 0,3413 3438 3461 3485 3508 3531 3554 3577 3599 3621 1,1 3643 3665 3683 3708 3729 3749 3770 3790 3810 3830 1,2 3849 3869 3888 3907 3925 3944 3962 3980 3997 4015 1,3 4032 4049 4066 4082 4099 4115 4131 4147 4162 4177 1,4 4192 4207 4222 4236 4251 4265 4279 4292 4306 4319. 1,5 0,4332 4345 4357 4370 4382 4394 4406 4418 4429 4441 1,6 4452 4463 4474 4484 4495 4505 4515 4525 4535 4545 1,7 4554 4564 4573 4582 4591 4599 4608 4616 4625 4633 1,8 4641 4649 4656 4664 4671 4678 4686 4693 4699 4706 1,9 4713 4719 4726 4732 4738 4744 4750 4756 4761 4767 2,0 0,4772 4778 4783 4788 4793 4898 4803 4808 4812 4817 2,1 4821 4826 4830 4834 4838 4842 4846 4850 4854 4857 2,2 4861 4865 4868 4871 4875 4878 4881 4884 4887 4890 2,3 4893 4896 4898 4901 4904 4906 4909 4911 4913 4916 2,4 4918 4920 4922 4925 4927 4929 4931 4932 4934 4936 2,5 0,4938 4940 4941 4943 4945 4946 4948 4949 4951- 4952 2,6 4953 4955 4956. 4957 4959 4960 4961 4962 . 4963 4964 2,7 4965 4966 4967 4968 4969 4970 4971 4972 4973 4974 2,8 49/4 4975 4976 4977 4977 4978 4979 4979 4980 4981 2,9 4981 4982 4982 4983 4984 4984 4985 4985 4986 4986
t Ф(0 t Ф(0 t ф(0
3,00—3,02 0,4987 3,14—3,17 0,4992 3,39—3,48 0,4997
3,03—3,04 0,4988 3,18—3,21 0,4993 3‘ 49—3,61 0,4998
3,05—3,07 0,4989 3,22—3,26 0,4994 3,62—3,89 0,4999
3,08—3J0 0,4990 3,27—3,32 0,4995 4,50 0,499997
3,11-^3,13 0,4991 3,33—3,38 0,4996 5,00 0,4999997
3.2. ЗНАЧЕНИЕ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ НОРМИРОВАННОГО
ЗАКОНА РЕЛЕЯ
R2
F(/?) = l—е2?2
R/o 0,00 0,01 0,02 0,03 | 0,04 0,05 0,06 0,07 0,08 0,09
0,0 0,0000 0001 0002 0005 0008 0013 0018 0024 0032 0040
0,1 0050 0060 0072 0084 0098 0112 0127 0143 0161 0179
0,2 0198 0218 0239 0261 0284 0308 0332 0358 0384 0412
0,3 0440 0469 0499 0530 0562 0594 0628 0662 0696 0732
0,4 0769 0806 0844 0883 0923 0963 1004 1046 1088 1131
0,5 0,1175 1220 1265 1310 1357 1404 1451 1499 1548 1598
0,6 1647 1698 1749 1800 1852 1904 1957 2010 2064 2118
0,7 2173 2228 2283 2339 2395 2452 2508 2566 2623 2681
0,8 2739 2797 2855 2914 2973 3032 3091 3151 3211 3270
0,9 3330 3390 3450 3511 3571 3632 3692 3753 3813 3874
1,0 0,3935 3995 4056 4117 4177 4238 4298 4359 4419 4479
1,1 4539 4599 4659 4719 4779 4838 4897 4956 5015 5074
1,2 5132 5191 5249 5307 5364 5422 5479 5536 5592 5649
1,3 5704 5760 5815 5871 5925 5980 6034 6088 6141 6194
1,4 6247 6299 6351 6403. 6454 6505 6555 6608 6655 6705
1,5 0,6753 6802 6850 6898 6945 6992 7038 7084 7130 7175
1,6 7220 6898 7308 7351 7394 7437 7479 7520 7562 7602
1,7 7643 7682 7722 7761 7799 7837 7875 7912 7949 7985
1,8 8021 8056 8092 8126 8160 8194 8227 8260 8292 8224
1,9 8355 8386 8417 8447 8477 8506 8535 8564 8592 8619
2,0 0,8647 8674 8700 8726 8752 8777 8802 8826 8851 8874
2,1 8898 8920 8943 8965 8987 9009 9030 9051 9071 9091
2,2 9Ш 9130 9149 9168 9186 9204 9222 9240 9257 9274
2,3 9290 9306 9322 9338 9353 9368 9383 9397 9411 9425
2,4 9439 9452 9465 9478 9490 9503 9515 9527 9538 ' 9550
2,5 0,9561 9572 9582 9583 9603 9613 9623 9632 9641 9651
2,6 9660 9668 9677 9685 9693 . 9702 9709 9717 9724 9732
2,7 9739 9746 9753 9760 9766 9772 9778 9784 9790 9796
2,8 9802 9807 9813 9818 9823 9829 9833 9837 9842 9846
2,9 9851 9855 ,9859 9863 9867 9871 9875 9878 9882 9885
3,0 0,9889 9892 9896. 9899 9902 9905 9907 9910 9913 9916
3,1 9918 9921 9923 9925 9928 9930 9932 9934 9936 9938
3,2 9940 9942 9944 9946 9947 9449 9951 9952 9454 9955
3,3 9957 9958 9960 9961 9962 9963 9965 9966 9967 9968
3,4’ 9969 9970 9971 9972 9973 9974 9975 9976 9976 9977
3,5 9978 9979 9980 9980 9981 9982 9982 9983 9984 9984
410
Окончание
/?/о F(R) R/o F (R) R/o . R (R)
3,60—3,61 0,9985 3,70—3,72 0,9990 3,87—3,92 0,9995
3,62—3,63 0,9986 3,73—3,75 0,9991 3,93—3,98 0,9996
3,64—3,65 0,9987 3,76—3,78 0,9992 3,99—4,07 0,9997
3,66—3,67 0,9988 3,79—3,82 0,9993 4,08—4,19 0,9998
3,68—3,69 0,9989 3,83—3,86 0,9994 4,20—4,44 0,9999
3.3. КРИТИЧЕСКИЕ ТОЧКИ РАСПРЕДЕЛЕНИЯ X2 ПРИ УРОВНЕ
ЗНАЧИМОСТИ а-0,05 /
1 3,8 11 19,7 21 32,7
2 6,0 12 21,0 22 33,9
3 7,8 13 22,4 23 35,2
4 9,5 14 23,7 24 36,4
5 11,1 15 25,0 25 37,7
6 12,6 16 26,3 26 38,9
7 14,1 17 27,6 27 40,1
8 15,5 18 28,9 28 41,3
9 16,9 19 30,1 29 42,6
10 18,3 20 31,4 . 30 43,8
3.4. ЗНАЧЕНИЯ п И —£=- В ЗАВИСИМОСТИ ОТ Ц, L, И б
ул
ДЛЯ КОНТРОЛЬНЫХ КАРТ СРЕДНИХ АРИФМЕТИЧЕСКИХ ЗНАЧЕНИИ
Z.j= 1,053
L© л и Vn п и VH п и Уп л и тГп Л и Vn
при 5
0,6 0,8 1.0 1?5 2,0
2000 — — 0,530 25 0,663 11 0,991 7 1,250
740 — — .34 0,513 22 0,636 10 0,945 6 1,231
200 50 0,363 28 о;485 18 0,604 8 0,905 5 1,146
100 44 0,351 25 0,466 16 0,582 7 0,880 4 1,163
40 36 0,327 21 0,426 13 0,541 6 •0,796 4 0,980
20 30 0,299 17 0,398 11 0,495 5 0,735 3 0,946
Примечание. Для 6 < 0,6 получаем объемы выборок п > 40, которые,
как правило, практически неприемлемы.
£1= 1,11
Го л и Уп л и Vn л и Vn л и Vn л и Vn
при S
0,6 | 0.8 | 1.0 I 1,5 2,0
2000 — — 33 0,576 21 0,720 10 1,043 6 1,344
74Q — — 29 0,555 18 0,705 8 1в053 5 1,336
200 41 0,402 24 0,525 15 0,662 7 0,969 4 1,280
100 36 0,389 *21 0,506 13 0,644 6 0,947 4 1,163
40 29 0,363 17 0,475 11 0,590 5 0,875 3 1,125
20 24 0,335 14 0,439 9 0,549 4 0,820 3 0,945
412
Окончание
L1 = l,18
т . л . и Vn л и Vn л U Гп л и V~n л и Ул
£>0 при 8
0,6 | 0,3 | 1,0 | 1.5 | 2,0
2000 — — 29 0,609 19 0,760 8 1,141 5 1,521
740 — — 25 0,593 16 0,742 7 1,113 4 1,484
200 36 9,427 20 0,569 13 0,712 6 1,068 3 1,425
100 32 0,414 18 0,553 11 0,691 5 1,037 3 1,382
40 25 0,392 14 0,522 9 0,653 4 0,980 2 1,306
20 20 0,367 11 0,490 7 0,612 3 0,918 2 1,225
7,!= 1,25
к и л и Vn л и т л и Vn л и Vn л и Vn
при 6
0,6 ‘ 0,8 1,0 1,5 2,0
2000 — — X 27 0,636 17 0,795 8 1,193 4 1,591
740 — — 23 0,623 15 0,779 7 1,169 4 1,559
200 33 0,451 18 0,601 12 0,751 5 1,127 3. 1,504
• 100 28 0,439 16 0,584 10 0,732 4 1,699 3 1,465
40 22 0,418 12 0,558 9 0,697 4 1,046 2 1,395
20 17 0,395 10 0,545 6 0,659 3 0,989 2 1,319
413
3.5. ЗНАЧЕНИЯ п И ]/ i.—В ЗАВИСИМОСТИ ОТ Lo, Lr И 6
т 2
ДЛЯ КОНТРОЛЬНЫХ КАРТ МЕДИАН
L1=s= 1,053
Lo п ПС Ь Гсч п lie п 1A-2L ' 2 п •Ч R ап п 4*1 Ч в Я |1
при 3
0,6 0,8 | 1,0 1,5 | 2,0
2000 — — — — 39 0,664 17 1,000 11 1,245
740 — —— — — 35 0,636 16 0,938 9 1,245
200 — — 44 0,486 28 0,606 13 0,887 8 1,130
100 — । — 39 0,466 25 0,583 11 k 0,877 6 1,185
40 — — 33 0,426 20 0,546 9 0,816 6 0,999
20 47 0,300 27 0,395 17 0,491 8 0,725 5 0,920
Lx= 1,11
т- п |^|сч п V 2 Уп п ч, R ail п 1 /"те и * г’ТЯ п >1£
при б
0,6 0,8 1,0 | 1,5 2,0
2000 — — — — 33 0,720 16 1,032 9 1,420
740 — — 46 0,550 28 0,706 13 1,030 8 1,320
200 — — 38 0,520 24 0,656 11 0,970 6 1,305
100 — — 33 0,506 20 0,650 9 0,970 6 1,182
40 46 0,360 27 0,471 17 0,594 8 0,861 5 1,092
20 38 0,334 22 0,437 14 0,550 6 . 0,837 5 0,917
Примечание. Для 6 < 0,6 получаем объемы выборок п > 40, которые,
как правило, практически неприемлемы.
414
Окончание
Гх = 1»18
Lo n /J 75 n 1Л --Ц- ’ 2 V~n tl 1/Zjl V 2 vn n 1 Гъ U ’ 2 VH n i/i-iL ’ 2 vn
при 8
0,6 - 0,8 1.0 I 1,5 2,0
2000 — — — — 30 0,760 13 1,140 8 1,520
740 — 1 40 0,593 ' 26 0,742 11 1,112 7 1,483
200 — — 32 0,569 21 0,712 9 1,066 6 1,423
100 — — 28 0,553 18 0,691 8 1,036 5 1,382
40 39 0,391 22 0,522 14 0,653 7 0,978 4 1,305
20 31 0,367 18 0,490 11 0,612 5 0,918 3 1,224
£х= 1,25
4o n TA — V 2 vn tl ail n 1/1JL. У 2 /n n не 3k , n /?75
при 8
0,6 0,8 1,0 1,5 2,0
2000 — — 43 /" 0,636 28 0,795 12 1,194 7 1,594
740 — — 37 0,623 24 0,778 11 1,168 6 1,558
200 — — 29 . 0,601 19 0,751 9 1,128 5 1,504
100 — — 25 0,586 16 0,732 8 1,099 4 1,467
40 35 0,418 20 0,557 13 0,697 6 1,046 4 1,396
20 28 0,395 16 0,528 10 0,659 5 0,989 3 1,320
415
3.6. ЗНАЧЕНИЯ п И zB, В ЗАВИСИМОСТИ ОТ Lx И •
ДЛЯ КОНТРОЛЬНЫХ КАРТ СРЕДНИХ КВАДРАТИЧЕСКИХ ОТКЛОНЕНИЙ
£о=1ОО, £х =1,01
<У1 вр 5,24 4,4 3,87 3,50 3,23 3,01 ^,85 2,72 2,60 2,50
п 5(6) 6(7) 7(8) 8(9) 9(Ю) 10(11) 11(12) 12(13) 13(14) 14(15)
гв 1,738 1,673 1,626 1,585 1,553 1,523 1,498 1,478 1,460 1,442
Ор 2,42 2,35 '2,29 2,23 2,19 2,13 2,06 1,98 1,94 1,90 1,83
п 15 (16) 16(17) 17(18) 18(19) 19(20) 20 (21) 22 (23) 24 (25) 26 (27) 28 (29) 30(31)
ZB 1,428 1,4141 1,402 1,390 1,380 1,371 1,353 1,339 1,324 1,313 1,303
Примечание. В скобках приведены объемы выборок при неизвестном сред-
нем значении контролируемого параметра.
L0 = 40, Li = 1,026
°1 6,6 4,8 3,9 3,4 3,1 2,8 2,66 2,5 2,4 2,3
п 3(4) 4(5) 5(6) 6(7) 7(8) 8(9) 9(Ю) 10(H) П (12) 12(13)
zB 1,765 1,666 1,600 1,549 1,512 1,479 1,453 1,432 1,411 1,393
Ор 2,21 2,16 2,10 2,04 2,0 1,96 1,93 1,9 1,83 1,79
п 13(14) 14(15) 15(16) 16(17) 17(18) 18(19) 19 (20) 20 (21) 22(23) 24 (25)
ZB 1,378 1,365 1,354 1,342 1,333 1,323 1,316 1,308 1,293 1,281
*1 Op 1,74 1,71 •1,68 — — — — — — —
п 26 (27) 28 (29) 30(31) | — — — — — —
ZB 1,269 1,261 1,252 — — — — ——
Примечание. В скобках приведены объемы выборок при неизвестном сред-
нем значении контролируемого параметра.
416
Окончание
Lo = 2O, Li = 1,053
q| Q 0 I*-» 7,60 7,40 3,65 3,11 2,78 2,55 2,38 2,25 2,16 2,08
п 2(3) 3(4) 4(5) 5(6) 6(7) 7(8) 8(9) ] 1 9(10) 10(11) П(12)
?в 1,731 1,615 1,540 1,420 1,449 1,419 1,392 | 1,370 1,353 1,338
1
о0 2,00 1,95 1,90 1,86 1,82 1,78 1,76 1,73 ' 1,70 1,66
п 12(13) 13(14) 14 (15) 15(16) 16 (17) 17(18) 18 (19) |19 (20) 20 (21) 22(23)
2% 1,323 1,313 1,301 1,291 1,282 1,274 1,267 1,259 1,253 1,241
1
01 Ор 1,625 1,59 1,56 1,54 — — — — — —
п 24 (25) 26 (27) 28 (29) 30(31) — — — — — —.
2в 1,232 1,223 1,214 К208 — 1 — — — — —
Примечание. В скобках приведены объемы выборок при неизвестном сред-
нем значении контролируемого параметра.
L0=10, ^ = 1,11
О1 Ор 4,67 3,27 2,70 2,39 2,19 2,08 1,96 1,88 1,81 1,75
п 2(3) 3(4) 4(5) 5(6) 6(7) 7(8) 8(9) 9(10) 10(11) 11(12)
1,518 1,443 1,395 1,359 1,329 1,309 1,294 1,278 1,265 | 1,254
1,71 1,68 1,65 1,62 1,59 1,57 1,54 1,53 1,51 1,48
п 12(13) 13 (14) 14(15) 15 (16) 16(17) 17 (18) 18(19) 19 (20) 20 (21) 22 (23)
Зв 1,242 1,234 1,228 1,219 1,212 1,208 1,202 1,196 1,192 1,183
1 1
О] Ор 1,46 1,44 1,42 1,40 — — — — — —
п 24 (25)|26 (27) 28 (29) 30(31) 1 __ — — — 1 — —
*в 1,176 11,170 1,163 1,159 — —» — — 1 — —
Примечание. В скобках приведены объемы выборок при неизвестном сред-
нем значении контролируемого параметра.
27 Зак. 1338 417 '
-? - \ 3-7- ЗНАЧЕНИЯ П И <о В ЗАВИСИМОСТИ ОТ Lt И ch/cfo ДЛЯ КОНТРОЛЬНЫХ КАРТ РАЗМАХОВ
£о=1ОО, Li = 1,01
<h 0t 20,2 21,57 10,15 6,92 5,47 4,66 4,14 3,78 3,52 3,31 3,15 3,09 ;
п 2 3 4 5 6 7 8 9 10 11 12 13
co 3,643 4,120 4,403 4,603 4,757 4,882 4,987 . 5,078 5,157 5,227 5,290 5,348
...
<h 2,91 2,82 2,74 2,67 2,60 2,55 2,51 2,42 2,36 2,30 2,25 2,20
n 14 is 16 17 18 19 20 22 24 26 28 . 30
to -5,400 5,448 5,493 5,535 5,574 5,611 } 5,645 5,709 5,776 5,818 5,866 5,911
- /
<*i 2,13 2,10 2,05 1,96 — — — — — —
n 34 26 40 50 — — — — . ““
<0 5,990 6,026 6,092 6,228 ' — / — — — —
12,15 6,70 x4’94 4,09 3,59
Л 3 4 5 6 7
to ’ 3,682 _ 3,984 4,197 4,361 4,494
<h Рр 2,38. 2,33 2,28 2,24 2,20
n 15 16 17 18 19
to 5,092 5,139 5,183 5,224 5,262
•
Qi °® 1,87 1,83 1,76 . “T— —
n 36 40 50 — —
to 5,698 5,766 5,909 — —
Окончание <
40, £,==1,026
3,27 3,03 ♦ . 2,86 2,72 2,61 .2,52. 2,45.
8 9 10 11 12 43 14
4,605 4,700 4,784 4,858 4,925 4,985 5,041 f
2,16 2,10 2,05 2,01 1,98 1,95 1,80
20 22 24 26 28 . 30 34
5,299 5,365 5,425 5,480 5,530 5,577 5,660
— — — — — — * л.
— — — — —
— — — —г к Т!*,
4. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ С ЧИСЛОВЫМ
ПРОГРАММНЫМ УПРАВЛЕНИЕМ [36]
4.1. ТОКАРНО-РЕВОЛЬВЕРНЫЕ ПАТРОННЫЕ ПОЛУАВТОМАТЫ
Техническая характеристика Модель станка
1П426ФЗ 1П426ДФЗ.
Наибольший диаметр обрабатываемой детали, мм:
над станиной 500 500
над суппортом 250 250
Наибольшая длина "обрабатываемой детали, мм 200 250
Число’оборотов шпинделя в 1 мин Пределы подач по осям координат, мм/мин: 20—1000 20—1000
поперечная переднего суппорта X 0—600
продольная переднего суппорта Z 0—1200
поперечная револьверной головки V 5—600 0—600
продольная револьверной головки IF 10—1200 0—1200
Число подач Скорость быстрого перемещения по осям • координат, мм/мин: X Бесступенчатое- регулиро- вание 2400
Z •• 4800
V 2400 2400
W 4800 4800
Дискретность отсчета по осям координат, мм
X 0,005
Z 0,010
V 0,005 0,005
IF 0,010 0,010
Число скоростей главного движения (общее по программе) 24/15 24/15
Мощность электродвигателя главного движе- ния, кВт 17 17 или 22
Масса полуавтомата, кг 7500 9900
Изготовитель Алапаевский тельный завод станкострои-
Примечания: 1. Станки предназначены для обработки деталей в серий-
ном производстве.
2. Класс точности полуавтоматов П.
3. Полуавтомат 1П426ФЗ оснащается одним крестовым револьверным суппор-
том с шестипозиционной головкой
4. Полуавтомат Ш426ДФЗ оснащается двумя крестовыми суппортами: передний
с четырех- или пятипозиционной головкой и револьверный с шестипозиционной
головкой.
420
4.2. ТОКАРНЫЕ ПАТРОННР ДЕНТРОВЫЕ СТАНКИ
Техническая характеристика Модель станка
16Б16ФЗ 16К20ФЗ 16П20МФЗ МК6063 16КЗОФЗ 16К50ФЗ 1А660ФЗ
1 2 3 4 5 6 7 3
Наибольший диаметр
обрабатываемой детали,
мм:
над станиной 320 400 500 630 1000 1250
над суппортом 160 200 210 300 570 800
Расстояние между цен- трами Число оборотов шпин- деля в 1 мин Число скоростей (об- щее/по программе) Пределы рабочих по- дач, мм/мин: поперечное 710 1000 | 1400 2000; 2800; 5000 2,5—500 6000
20—2000 35—1600 50—1600 6,3—1250 1,6—200
21/6 12/9 12/9 11/6 24/9 24/24 Бесступенча- тое регули- рование
0—600 3—800 1—600 0—! 500
продольное 0—1200 3—800 1—1200 0— 100
Число подач Бесступенчатое регулирование
Число управляемых осей координат (все- го/одновременно) 2/2 4/2 3/2
ф. Количество инструмен- 52 тов 6 12 4 6 4
/;'-' z f - - „ - _. Окончаний: ^у^Л- <. ' * ' ; ' ~ „ . _.. \ - '''.. ' . 'Л
‘ ;;, Техническая £ ' „. характеристика ЖДД' Модель станка "
16Б16ФЗ 16Ц20ФЗ 16П20МФЗ МК6063 16КЗОФЗ 16К50ФЗ 1А660Ф8.
' Д ' „ ' 1 "г>. _. . ♦_ 2 3 4 5 л 7 в
Л ГУ - ’ ' ’
Д: Скорость быстрого пе- ремещения суппорта, мм/мин: ч поперечное продольное -
2400 3000 2400 1000 2000 .
4800 3000 4800
Наибольшее перемещен ние суппорта, мм: г поперечное J170 210 320 600 800
> : продольное 660 930 1800 1200 2600, 4800 5000
Дискретность отсчета, л' мм:
поперечное Д ‘ продольное 0,005
0,010 ; ?
Цифровая индикация . 4 Положения Положения инструмента, инструмента^ номер кадра, номер кафа, - номер инет- номер ; румента . L
Коррекции
Длина или
положения
инструмента,
изменения
подачи на
20%
•Длины или
положения
инструмента*
изменения
_ подачи ня
20%
Мощность электродви- гателя привода главного движения, кВт 5,5
Габарит станка, мм:
длина 2200
ширина 1300
, высота 1450
Масса станка, кг 1700
Изготовитель Средневолж- ский станко* строитель* ный завод
17 30 55 :
6000 4730 12200 ;
3450 2160 2880 _
2150 1860 2005
7000 11000 40500 .
Рязанский станкострои- тельный завод Краматор- ский заед тяжелого станкострое- ния
П р и м е ч а н и’я: 1. Станки могут быть использованы в мелкосерийном и серийном производствах.
2. Станок модели 16П20МФЗ оборудован крестовым суппортом с десятипозиционным ИнструмёнтальнШ магзШЭм» -
3. Класс точности станков П и позволяет обрабатывать детали по 2—3-муклассу точности.
424;
4.3. ТОКАРНО-ЦЕНТРОВЫЕ ПОЛУАВТОМАТЫ
Модель станка
Техническая характеристика 1713M3 1713ТФЗ 1А715МФЗ 1719МФЗ 1Б732ФЗ 1Б732МФЗ 1П752МФЗ
1 2 3. 4 5 6 7 8
Наибольший диаметр
обрабатываемой детали,
мм:
над станиной 400 — 500 — —- — —
над суппортом \250) 320 400
Наибольшая длина об- рабатываемой детали, мм 710 1250 1400 1000; 1400; 2000 250
* Пределы чисел оборо- тов шпинделя, об/мин 125 -1250 32—1250 80—1000 25—1250 56-900 5—1000
Число управляемых осей координат (все- го/одновременно) - 2/2
Число скоростей шпин- деля, включаемых по про- грамме 4 9 4 4,9 9 7
Число скоростей шпин- деля 11 24 12 18 21
Количество инструмен- тов 4 5 10 12 5 8; 12 12
Пределы рабочих подач
крестового суппорта,
мм/мин.
продольных поперечных 5—1020 20-450 10—222 0—1020 0—510 4,8—880 2,4—440
2,5—510 5—600 0-800 2,5-510
Число подач Бесступенчатое регулирование |
Скорость быстрого пе- ремещения, мм/мин: •
продольное 4800 10000 4800 4000 4800
поперечное 2400 5000 2400 2000 2400
Наибольшее перемеще- ние, мм продольное поперечное 775 160 710 160 1000 410 — 950; 1350; 1950 1000 210 2000 —.
Дискретность отсчета,
мм:
в продольном направ- лении 0,01
в поперечном направ- лении 0,005
Техническая характеристика Модель станка - - - ч Л V
. 1713lS|fe 1713ТФЗ 1А715МФЗ 171ЯМФЗ 1Б732ФЗ 1Б732МФЗ штмФ&''
1 2 3 4 5 6 7 8
Цифровая индикация Положения, номер кадра, номер инструмента * Положе-
ния, номер,
кадра, номер
инструмента
Коррекция Длина и положения инструмента, изменение
подачи на 20%
Мощность электродви- 17р 22 гателя главного Движе- ния, кВт Габариты, мм: ширина 13 22 30; 40 40 40 ——
2800 4475 — 3670; 4070; 4670 3700 1 I
1250 2130 — 1800 1740 —
высота 2295 2175 2270 — 2665 2250 —
Масса полуавтомата 4000 400Й 5500 10500; 11500 13000 11000
Изготовитель Ейский станкостроительный Краснодарский Московский станко- Рязанский
завод экспериментальный строительный завод станкострои-
завод тельный за-
вод
Примечания: !♦ Полуавтоматы предназначены для серийного и мелкосерийного производства деталей тел вращения.
2. Автоматическая смена режущего инструмента осуществляется по заданной программе.
3. Станки модели 1713ФЗ; 1713ТФЗ; 1Б732ФЗ— класс точности JU Остальные модели класса точности П. . :
4« Станки модели 1А715МФЗ; 1719МФЗ; 1Б732МФЗ; 1П752МФЗ имеют инструментальный магазин.
4Л. ТОКАРНЫЕ ПАТРОННЫЕ ПОЛУАВТОМАТЫ "
Техническая характеристика Модель станка /
1П716ФЗ 1П716МФЗ 1П717ФЗ 1755Ф4 1П732ФЗ 1П732МФЗ - Р17254>3 ' ;
1 , 2 3 4 5 6 7 & ’№.5
Наибольшие размеры обрабатываемой детали, мм: диаметр длина Пределы оборотов шпинделя, об/мин Число оборотов шпин- деля (общее/по програм- ме) Число управляемых осей координат (все- го/одйовремённо) 160 80 200 250 100 160 400 400 250 1000 - л.-;\ 630(400) 150 (обточки) 1 у . ' /
125—2000 40-1600 — 17/12 — 25—1250 5—1000 <2 21/7
9/9 18
* 2/2 4/3 2/2 . • • --
Количество инструмен- тов Пределы рабочих^ по- дач, мм/мйп " продольной- бабки поперечного супиор-\ 6 12 6 — — 12 .': V3
5—500 II 1 . 1 1 IV. 20-450 - 0-^IW^@t| .'<iE-i2e5- , . .. .. -i ..'"jiL/:* й ;;>.й
5—500 10-225
' подач ч.' Бесступенчатое регулир
Окончание
Модель станка
Техническая характеристика 1П716ФЗ 1П716МФЗ 1П717ФЗ 1755Ф4 1П732ФЗ 1П732МФЗ Р1725ФЗ
1 2 3 4 5 6 7 8
Скорость быстрого пе- ремещения, мм/мин: 540 270 — 4000 2000 . 4800 2400 880 440
продольной бабки поперечного суппор- - та 2400
- 2400
Наибольшее перемеще- ние, мм:
продольной бабки 100 420 — 420 1000 425
поперечного суппор- та 100 160 — 220 200 550
Дискретность отсчета, мм: -
в продольном на- правлении 0,005 0,01 0,02
в поперечном направ- лении 0,005 0,01
Цифровая индикация Положения, номер кадра, номер инструмента Коррекция Длина или ^положения инструмента, изменения v подачи на 20% Положения инструмента.
Электродвигатель при- вода главного движения, кВт 5,5 — — 40 • 13
Габариты полуавтома-
та, мм
длина 2000 3100 3620 9235 — 2835
ширина 1500 2025 2015 2030 — 2300
высота 1700 1810 2615 2615 — 1555
Масса полуавтомата, кг 3200 3000 10000 10500 — 8000
Изготовитель Бердичевский станко- строительный завод Средневолж- ский станко- строительный завод МСЗ «Крас- ный проле- тарий МСЗ имени Орджоникидзе Рязанский станкострои- тельный завод
Примечания: 1. Полуавтоматы предназначены для обработки деталей в условиях мелкосерийного и единичного произ-
водства.
2. Класс точности станков П.
3. Станок модели Р1725ФЗ— лоботокарный патронный полуавтомат.
4. Станок модели 1755Ф4— полуавтомат типа «обрабатывающий центр», оборудован крестовым суппортом с инструменталь-
ным шпинделем и многопозиционным инструментальным магазином.
5. Станок модели 1П732МФЗ имеет один крестовый суппорт й двенадцатипозиционнный магазин.
g 6. Станок модели 1П716МФЗ — полуавтомат, оборудован продольно-подвижной шпиндельной бабкой и поперечным суппортом
S с-накладной шестипозиционной головкой, имеет инструментальный магазин на 12 позиций.
р.У'^//-’;,ЧЖ:;т*>1йЫ ЙАТРОЙЙЫЕ ВЕРТИКАЛЬНЫЕ ПОЛУАВТОМАТЫ
1 |И " * -______ ____________‘ • _____-
- S'. • г'1'V'"’ ' ' i ; 1 "1; ' л' г : ш > . * '4” , * 1 &л'1 ' к * ’ 1 % /. ' Г;.' i».- р , ” L ' Р J / Техническая характеристика Медель стенка
1723ФЗ 1734ФЗ 1751ФЗ
. 1 2 3 4.
Наибольший диаметр обрабатывае- мой детали, мм Наибольшая высота обрабатывав’ мой ИРТЯЛТИ мм 200 . 320 500 160 200 200
Количество скоростей шпинделя Число оборотов шпинделя в 1 мин (при двухскоростном двигателе) Количество крестовых суппортов Количество инструментов Количество позиций резцедержате- ля: правого суйпорта левого суппорта Число управляемых осей координат Пределы рабочих подач по осям координат X, Z, V, 1F, мм/мин Число подач Скорость быстрого перемещения по осям координат, мм/мин: Х,У Z, W 12/12
, 50—630 100—1250
2
8
4
4
4/2
5-500
Бесступенчатое регулирование
2400
4800
Наибольшая длина перемещения по осям координат, мм:
X — горизонтального левого суп- порта Z — вертикального левого суппор- 240 320
520
та V — горизонтального правого суп- порта F —вертикального правого суп- порта Дискретность отсчета по осям ко- ординат, мм: 180 * 240 320
420 520
X, V Z. W 0,005
0,01
Ж<;: г к." ; *•' * ♦
2 3 4Г :
' с '
Мощность электродвигателя приво- 7/10,8 да главного движения, кВт Габариты полуавтомата, мм: * длина» 1700 7 ширина 2000 высота 2700 • Масса полуавтомата (без станции 5000 управления) кг Изготовитель Минский заво; 13,8/20,4
2050 2250 2310 2400; 3050 3050 4000 7150 ( автоматических линий
Примечания: 1. Полуавтоматы предназначены для использования в мел-
косерийном производстве на деталях типа дисков, фланцев, чашек, стаканов, шес-
терен и т. ,д. На полуавтомат устанавливаются два суппорта с четырехпозицион-
ными поворотными резцедержателями.
2. Каждый суппорт имеет крестовое программированное движение.
3. Класс точности станков П,
i 4.6. ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ
' Техническая характеристика Модель станка
1512Ф2 1516Ф2; 1516ФЗ 1525Ф2; 1525ФЗ 1Л532Ф2; 1Л532ФЗ
1 2 3 4 5
Наибольшие размеры обра-
батываемой детали, мм:
диаметр 1250 1600 2500 3200
высота / 1 1000 1.600
Наибольшая масса обраба- тываемого изделия, кг 3200 5000 13000 16000
Диаметр планшайбы, мм 1120 1400 2250 2800
Наибольшее перемещение
вертикального суппорта (ме-
ханическое и ручное), мм: —-----------------------
горизонтальное (карет- 775 _________
ки)
вертикальное (ползуна) — 700 1200
Наибольший угол поворота вертикального суппорта, град Диаметр отверстия револь- верной головки, мм ±45 ±30
|. 70А —* У:
- ' ’ ’ ' , v' f / ’< ш
Продолжение
1 2 3 4 5
Наибольшее перемещение бокового суппорта (механи- ческое и ручное), мм:
горизонтальное (ползуна) 630 — -7-
вертикальное (каретки) 1000 — —
Наибольшие размеры сече- ния резца, мм 25x40 40X60
Число оборотов шпинделя в 1 мин Число скоростей привода главного движения (общее/по программе) 5—250 4—200 1,6—80 18/18 1,25—63
Пределы подачи суппортов:
горизонтальное вертикальное 0,07—12,5 мм/об 0,07—12,5 1,5—1500 мм/мин 0,09—16
0,75—750 мм/мин
0,07—12,5 3—3000 мм/мин 0,09—16
1,5—1500 мм/мин
Количество подач суппор- тов 16
Скорость установочных перемещений суппортов, мм/мин 10— 1800 10- 1780
Скорость установочного перемещения поперечины, мм/мин 400 • 360
Число управляемых осей координат (всего/одновре- менно) Дискретность отсчета, мм: горизонтальная 2/2 4/2
0,005 0,005 0,01 0,01
вертикальная 0,01 0,01 0,02 0,02
Мощность электродвигате- ля, кВт 30 L0 55
Габариты станка, мм: длина 2750 3190 2260 5065 5483
432
(Окончание
1 2 3 4 - 5
ширина 3360 2975 "3190* 5340 6000
высота 4100 4910
Масса станка, кг Изготовитель 19500 16250 18600 35500 43000 * Краснодарский станкостроительный завод имени Седина
Примечания: 1. Станки моделей 1512Ф2, 1516Ф2, 1516ФЗ — одностоич-
ные, остальные — двухстоичные.
2. Класс точности станков Н.
3. Станки предназначены для обработки деталей в условиях единичного и
мелкосерийного производств.
4. Станки моделей 1525Ф2, 1525ФЗ, 1Л532Ф2, 1Л532ФЗ оборудованы двумя
верхними крестовыми суппортами: один — револьверный с пятипозиционной го-
ловкой, другой — с ползуном на одну позицию инструмента.
Зак. 1338
•К 4.7. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ С КРЕСТОВЫМ СТОЛОМ
Техническая характеристика Модель станка
2Н118Ф2 2Р118Ф2 2118ПМФ2 2Н125Ф2 2Н135Ф2 2Р135Ф2 2135ПМФ2
1 2 3 4 5 6 7 8
Наибольший диаметр сверле- ния, мм Конус Морзе отверстия шпинделя Наибольшее усилие подачи, кгс 18 25 35
№ 2 № 3 № 4
560 900 1500
Размер стола (длинахшири- на), мм Количество инструментов Число оборотов в 1 мин 450x280 1 180—2800 630x 400 710x 400 500x 320 630 x 400 630 x400 1120 x 630 6 12 1 1 6 24 45—2000 63—2800 45—2000 31,5—1400 31,5—1400 50—2500
Количество ступеней оборо- 9/0 тов шпинделя (общее/по про- грамме) Число управляемых осей ко- 2/2 ординат (всего/одновременно) Пределы рабочих подач по осям координат, мм/мин: Z 0,1—0,56 12/12
3/2 2/2 3/2
10—500 31,5—1600 0,1—1,6 мм/об 10—500 2—630
мм/об X, У 31,5—1600 2—630
£ Число подач по осям коорди-
нат:
Z 6 18 9 18 26
X,Y Наибольшая длина переме- щения по осям координат, мм: 18 26
X 380 560 630 — 560 800
Y 220 360 —- 360 560
Z 450 500 — 560
Скорость быстрого перемеще- ния по оси координат, мм/мин:
X 3800 4000 4800 | 3800 4000
Y 3200 4000 48QQ 3650 3850 1700
Дискретность отсчетов по оси координат: мм
X, Y 0,05 0,01 ±0,05 0,05 0,01
Z — Цифровая индикация Положения, - номер кадра 0,05 0,01 Положенияj номер кадра, инструмента , номер 0,05 0,01 Положения, Положения, номер кад- номер кадра ра, номер инструмента
§
Окончание
1 2 3 4 5 6 7 8
Мощность электродвигателя привода главного движения, кВт 1,5 2,2 4 4,5
Габариты станка, мм
длина 1400 2350 2500 1570 1685 2500 2700
ширина 1400 1800 2400 1820 1425 1800 3500 ’
, высота 2155 2500 2500 2500 2700 3600
Масса станка, кг 1720 2500 2500 2600 3500 7300
Изготовитель г. Молодеч- но г. Стерли- тамак г. Каунас г. Стерлитамак г. Куйбышев
Примечания: 1. Станки предназначены для использования в мелкосерийном и серийном производстве.
2. Станки модели 2Р118Ф2, 2Р135Ф2 имеют револьверную головку.
3. Станки модели 2118ПМФ2, 2135ПМФ2 имеют инструментальный магазин.
4.8, РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ СНАКЙАДНЫМ
КРЕСТОВЫМ СТОЛОМ ‘ ~
Техническая характеристика Модель ставка
2Н55Ф2 2М57Ф2
Диаметр обрабатываемого отверстия 50 75
Размер стола (ширинаХдлина), мм 630x800 1250x800
Конус Морзе отверстия шпинделя 5 6
Число оборотов шпинделя 20—2000 12,5—1600
Число ступеней механической подачи Число управляемых осей координат (всего/одно- 21 22
временно) 2/2 2/2
Наибольшее усилие подачи, кгс 2000 3200
Пределы подач шпинделя, об/мин 0,056—2,5 0,063—3,15
Число ступеней подач Скорость быстрого хода по осям координат, мм/мин; 12 18
X — продольное; Y — поперечное; 4000 4000
Z — вертикальное Наибольшая длина хода по осям координат, мм: 2000 2000
X 670 1000
Y 530 630
Z 350 450
Дискретность отсчета по осям координат X, У, 2, мм 0,05 0,08
Мощность электродвигателя привода главного движения, кВт Габарит станка, мм: 4 7,5
длина 3675 4550
ширина 2730 2730
высота 3350 3750
Масса станка, кг 7000 16000
Изготовитель Одесский завод радиально- сверлильных станков
Примечания: 1. Станки предназначены для безкондукторной и безраз-
меточной обработки в единичном и мелкосерийном производствах.
2. Станок с координатным крестовым столом и автоматической сменой ин-
струментов предназначен для обработки пластин деталей типа плит, планок, па-
нелей без применения кондукторной оснастки в мелкосерийном производстве.
3. Система кодирования инструмента позволяет располагать инструменты в
инструментальном магазине в любом порядке и исключает необходимость про-
граммирования режимов резания, так как заданный режим автоматически Пере-
дается шпиндельной бабке при прочтении кода инструмента на оправках.
4. 9. АГРЕГАТНЫЙ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНО-РЕЗЬБОНАРЕЗНОЙ
СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА
Техничская характеристика Модель станка
СМ213Ф2
Наибольший диаметр сверления в стали, мм 50
Размеры стола (ширинахдлина), мм Наибольшие размеры обрабатываемых деталей, мм Число оборотов шпинделя в 1 мин Число скоростей привода главного движения Число управляемых осей координат (всего/одно- временно) Емкость инструментального магазина Наибольшее количество инструмента Мощность привода подачи, кВт Пределы рабочих подач по осям координат, мм/мин: X — продольная; Y — поперечная; Z — вертикальная Число ступеней подач по осям координат: X, У Z Скорость быстрого перемещения по осям коорди- нат, мм/мин: X, Y Z Наибольшая длина перемещения по осям коорди- нат, мм: X Y Z Дискретность отсчета по осям координат X, У, Z, мм Мощность электродвигателя привода главного дви- жения, кВт Габарит станка (длинах ширинах высота) Масса станка, кг Изготовитель 630 X 1320 1250x750x320 63—710 8 3/2 30 199 1 10—400 10—400 Сменные колеса Бесступенчатое регули- рование 3000 5000 1250 750 500 0,05 7,5 3500x 3000x4000 z 10 000 Минский завод автома- тических линий
4. 10. агрегатный горизонтально-сверлильно-расточныи
станок с автоматической сменой инструмента
Техническая характеристика Модель станка
СМ308Ф2
Наибольший диаметр сверления по стали, мм 50
Размер стола (ширинахдлина), мм 1000x1600
Число оборотов шпинделя в 1 мин 50—560
Число скоростей привода главного движения 8
Число управляемых осей координат (всего/одно- временно) 4/3
Емкость инструментального магазина 30
Наибольшее количество инструмента Наибольшая длина перемещения по осям коорди- 199
нат, мм:
X — горизонтальное перемещение стола 2000
У — вертикальное перемещение шпиндельной 1250
бабки 630
Z — горизонтальное перемещение шпиндельной
бабки
R— радиальное перемещение планшайбы шпин- 40
дельной 'бабки
Пределы рабочих подач по осям координат, мм/мин:
X, У, Z 10—400
R Число ступеней подач по осям координат: 5-50
X, Y Сменные колеса
Zt R Бесступенчатое регули- рование
Мощность привода подачи по осям координат, кВт;
X, У, Z 1
R 0,2
Скорость быстрого перемещения по осям коорди- нат, мм/мин:
X, У 3000
Z 5000
R 1000
Дискретность отсчета по осям координат, мм:
X, У, Z 0,05
R 0,01
Мощность электродвигателя главного движения, кВт Габариты станка (длинах ширинах высота), мм 7,5
5000x 3500x4000
Масса станка, кг Изготовитель 26000
Минский завод автома-
тических линий
Примечания: 1. Станок предназначен для сверления, растачивания и фре-
зерования по заданной программе, выполняемой специальным устройством без
применения кондукторной оснастки в мелкосерийном производстве.
2. Система кодирования инструментов позволяет располагать их в инструмен-
тальном магазине в любом порядке и исключает необходимость программирова-
ния режимов резания, так как заданный режим автоматически передается шпин-
дельной бабке п$и прочтений кода инструмента на оправках.
3. Класс точности станка Н.
439
(И
4.11. ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
Модель станка
Техническая характеристика 2611Ф2 2Б622ПМФ2 2636ГФ2 2637ГФ2 2651Ф2' '
Диаметр шпинделя» мм 80 по 125 160 200 J
Размер стола (ширинахдлина)» мм 800x900 1120X1250 | | 1600X1800
Конусность отверстия в шпинделе 7:24
Число оборотов шпинделя в 1 мин 12.5—1250 6,3—1250 6,3—1000 5—800 4—800; :
Количество инструментов 1 100 1
Число управляемых осей координат (всего/од- новременно) Пределы подач» мм/мин: стола—-Xх шпиндельной бабки — Y выдвижного шпинделя — Z нижнего стола — W' 5/2 4/2
2—1500 1,25—1250 1—1000 1,6—600 1—1000 2- 1,25—800 -1250
поворота стола —р\ об/мин 0,011—0,814 0,001—0,1 1 0,0003—0,3
мм/мин Бесступенчатое регулирование
Число подач Бесступенчатое регулирование 1 31 • 1
Скорость быстрого перемещения по осям ко- ординат, мм/мин:
Xх» Г» Z 5000 1 2000 4000 -
F' 5000 1 3200 2500
Р' об/мин . 2,7 4 . 1 . 0,64
Наибольшая длина перемещения по осям координат, мм:
X' 900 1000 1600 3200
Y 710 1000 1400 2000
Z 500 710 1000 1200
W* 630 1 1000 I 1120 560
₽' J_______________________________360«
Дискретность отсчета по осям координат* мм:
X', Y, Z, W' 0,01
р' ~ . 90« 15° Цифровая индикация Положение инструмента* номер кадра* номер инструмента . Коррекция Длины* положения инстру- Длины* диаметры Длины* поло- мента по выбору жения инстру- мента
nnwiu илирихлсм приводя хдешниги двитсипл исиигумсичагис (общее/по программе) регулирование 24/24 23/23 24/24 ;
Мощность электродвигателя привода главного движения* кВт 8 14 19 32
Габариты станка* мм: длина 4200 8750 10790 12000 .
ширина 5700 5250 5000 9700
высота 2880 3105 4500 670й
Масса станка* кг 12800 Изготовитель , ~ Ивановский завод расточных станков 27300 Ленинград- ский станко- строительный завод имени Свердлова 37800 Ивановский завод расточных станков 37000 70000 < Ленинградский станко- строительный завод имени Свердлова . ?
Примечания: 1. Класс точности стайка модели 2Б622ПМФ2, П и остальных моделей Н.
2, Применение станков наиболее эффективное в мелкосерийном и единичном производствах.
3. Все станки за исключением модели 2611Ф2 оборудованы неподвижной стойкой* крестовым поворотным столом.
4.12. ДВУСТОРОННИЙ ГОРИЗОНТАЛЬНЫЙ СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ
И ОТДЕЛОЧНО-РАСТОЧНЫЙ СТАНОК ПОВЫШЕННОЙ
ТОЧНОСТИ С ИНСТРУМЕНТАЛЬНЫМ МАГАЗИНОМ
Техническая характеристика Модель ставка
2760ПМФ2
1 2
Размер стола, мм 1000x1000
Пределы числа оборотов шпинделя в 1 мин:
предварительной обработки 80—2240
окончательной обработки 140—1250
Число скоростей привода главного движения (об- 30/30
щее/по программе)
Количество инструментов в магазине 24
Число управляемых осей координат (всего/одно- временно) 5/2
Наибольшая длина перемещения по осям коорди- нат, мм:
горизонтально — X 200
вертикально — Y 500
поперечная за счет стола — Z 1000
поперечная за счет расточной головки — V 500
радиальная подача резца — /? 40
поворот диска магазина — 01 360”
Мощность привода подачи по осям координат, кВт:
X, Y, Z 2
V 1
R 0,37
Пределы подач по осям координат, мм/мин:
X, V 10—1000
Y 10—3000
Z 10—5000
R 10—2000
Число скорости подач:
X, Y, Z, V 41
R 31
Скорость быстрого перемещения по осям коорди- нат, мм/мин:
x,z,v 5000
Y 3000
R 200
Р', об/мин 3
442 *
Окончание
Дискретность отсчета по осям координат, мм:
X, У, Z, V 0,01
R 0,02
Цифровая индикация 15q Положения, номер кад- ра, номер инструмента
Коррекция Мощность электродвигателя привода главного дви- жения, кВт Масса станка, кг Изготовитель Длины, положения 4,1 20 000 Одесский завод ради- ально-сверлильных стан- ков
Примечание. Станок предназначен для комплексного предварительного и
окончательного двустороннего растачивания корпусных деталей по заданной про-
грамме в единичном и мелкосерийном производствах.
4.13. КРУГЛОШЛИФОВАЛЬНЫЕ ПОЛУАВТОМАТЫ
ПОВЫШЕННОЙ ТОЧНОСТИ
Техническая характеристика Модель станка
ЗМ153Ф2 ЗА151Ф2 ЭТ162Ф2 ЗВ164БФ2
1 2 3 4 5
Наибольший размер об- рабатываемой детали, мм:
дйаметр 140 200 280 400
длина 500 700 1000 1400
Число оборотов шпин- деля изделия в 1 мин 80—800 63—400 63—400 30; 40: 60 90; 120; 180
Число скоростей патро- на передней бабки 6 Бесступенчатое регулирование
Размер шлифовального круга, мм 400X 9X 203 600x 63x 305 750x75x 305 750X 75X305
Наибольший угол по- ворота стола, град. ±6 +3; —10 ±7 +2; -5
Число управляемых осей координат (все- го/одновременно) 2/1 3/1 Ч1 .
443
Окончание
1 2 3 , 4 5
Пределы подач по осям координат, мм/мин:
поперечное — X 0,1—2 продольное — Z' 100—400 0,01—10 0,025-6
50—500
Число подач Бесступен* чатое регу- лирование Дроссельное регулирова- ние
Скорость быстрого пе-
ремещения по осям коор-
динат» мм/мин:
X 1000
Z' 4000 1 5000
Наибольшая длина пе- ремещения по осям коор- динат, мм:
X 140 225 340 235
Z' 500 700 1000 1250
Дискретность отсчета по осям координат, мм:
X 0,01
Z' 0,01
Мощность электродви- гателя привода главного движения, кВт 5,5 7,5 22
Габариты полуавтома- та, мм:
длина 2500 4365 4500 4850
ширина 2500 2165 3000 2760
высота 1600 2170 2000 1765
Масса полуавтомата, кг 3500 5100 7000 9300
Изготовитель 1 . 2 Вильнюсский *авод шли- фовальных станков Харьковский станкостроительный завод
Примечания: 1. Полуавтоматы могут быть использованы в условиях еди-
ничного» мелкосерийного и серийного производств.
2. Класс точности полуавтоматов П.
444
• ♦
4.14. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ КОНСОЛЬНЫЕ СТАНКИ
Модель ставка
Техническая характеристика 6520ФЗ 6Р11ФЗ ЛФ66ФЗ 6РТЗФЗ 654ФЗ
1 ! 2 3 4 5 j 6
Размер рабочей по- верхности стола, мм 250x630 250x1000 320x800 400X1600 630X1600
Расстояние от тор- ца шпинделя до сто- ла, мм 50—400 20—450 100—750
Вертикальное пере- мещение пиноли, мм 80 100
Расстояние от оси шпинделя до верти- кальных направляю- щих станины, мм 320 500 640
Конус Морзе отвер- № 2 № 3
стия шпинделя
Наибольшая длина перемещения по осям координат, мм:
продольное — X 500 630 420 1000 1300
поперечное — Y 400 300 320 400 600
вертикальное — Z 275 120 300 150 650
Число скоростей шпинделя 18 16 15 18 18
Пределы чисел обо- ротов шпинделя в 1 мин 31,5-1600 40—2000 80—1945 40—2000 25—1250
Число управляемых осей координат (все- го/одновременно) 1 3/3
. Мощность привода подачи, кВт 5,5 5,5 3 5,5 2
Пределы подач по осям координат X, У, Z, мм/мин 8—700 8—1200 8—700 7,5—600 8—1200
Число подач Бесступенчатое регулирование
Скорость быстрого, перемещения по осям координат X, У, Z, МЬфМИИ 1200 2400* 700 2400 4800
Дискретность отсче- та но осям координат X, У, Z, мм 0,01 0,01 0,025 0,01 > 0,01
445
Окончание
1 2 3 4 5 6
Мощность электро- 4 5,5 3 7,5 14
двигателя привода
главного движения, кВт Габариты станка, мм: длина 1990 2320 1710 2575 4190
ширина 1815 1650 1600 2080 2320
высота - 2100 2330 2210 2480 4040
Масса станка, кг 3500 3030 3000 5500 14000
Изготовитель Львов- Дмитров- Львов- Горьков- Ульянов-
ский за- вод фре- зерных станков ский за- вод фре- зерных станков ский за- вод фре- у зерных станков ский за- вод фре- зерных станков ский за- вод уни- кальных станков
Примечания: 1. Класс точности станков Н.
2. Станки модели 6520ФЗ, ЛФ66ФЗ, 654ФЗ оборудованы крестовым столом.
3. Станки эффективно используются в условиях мелкосерийного и единичного
производства.
4.15. ГОРИЗОНТАЛЬНО-ФРЕЗЕРНО-СВЕРЛИЛЬНО-РАСТОЧНЫЕ
СТАНКИ С ПОВОРОТНЫМ столом
Техническая характеристика Модель станка
6904ФЗ 6904МФ4 6906ВФЗ 6906ПМФ4 6306ФЗ
1 2 3 t 4 5 6
Размеры рабочей по- верхностй стола (шири- нах длина), мм Диаметр поворотного стола, мм 400x 500 400x 500 630x 800 630x 800 630X1600 630
Число скоростей шпин- деля Число оборотов шпин- деля в 1 мин Число управляемых осей координат (все- го/одновременно) Число подач 19 18
31,5-2000 32—1600
4/3
Бесступенчатое регулирование
446
Окончание
1 2 3 4 5 6
Пределы рабочих по-
дач по осям координат,
мм/мин:
продольное — X; по-
перечное— У; верти-
кальное — Z
3,15—2500 8—1600 3,15—2500 8—1200
вращательное сто- 0,00315—2,5
ла — р, об/мин
Скорости быстрого пе- ремещения по осям коор- динат, мм/мин:
х, y, г 5000 4000
р, об/мин 5 5 3
Наибольшая длина пе- ремещения по осям коор- динат, мм:
X 500 ! 1 §30 1500
Y 500 | | 630
Z 500 | 630
360°
Дискретность отсчета по осям координат, мм: X 0,01(0,002) 0,002 0,01
Y 0,01(0,002) 0,002 0,01
Z 0,01(0,002) 0,002 0,01
р, об/мин 0,00002
Мощность электродви- гателя привода главного движения, кВт 4,5 8,0 10,0
Габариты станка, мм: длина 2650 3100
ширина 1950 | 2500
высота 2070 | j 2500
Масса станка, кг 7000 | 10000 11000
< Изготовитель
Одесский завод прецизион- Горьковский завод фре-
ных станков зерных станков
Примечания: 1. Станки оборудованы крестовым поворотным столом.
2. Станок модели 6306ФЗ оборудован поворотным столом.
3. Станки модели 6904МФ4, 6906ПМФ4 оборудованы инструментальными ма-
газинами на 30 позиций.
4. Станки используются в мелкосерийном и единичном производствах.
447
4.16. ОПТОВАЯ СТОИМОСТЬ И КАТЕГОРИЯ РЕМОНТНОЙ СЛОЖНОСТИ
СТАНКОВ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ |
Категория ремонтной сложности
Оптовая стоимость
Модель станка станка, тыс. руб. ' механическая электрическая и элек-
часть тронная часть
1 2 3 4
1П426ФЗ 22 16 27
1П426ДФЗ 29 17 27
16Б16ФЗ 40 14 28
16К20ФЗ 45 14 26
16П20МФЗ 45 15 26
МК6063 55 16 27
16КЗОФЗ 60 16 28
16К50ФЗ 75 18 30
1А660ФЗ 20 30
1713ФЗ _ _ — - 91
*Т715тфз /22^
1715МФЗ 38 30
1719МФЗ 52 25 30
1Б732ФЗ 65 20 33
1Б732МФЗ 66 21 33
1П752МФЗ 70 25 33
1П716ФЗ 48 16 33
1П716МФЗ 49 17 . 33
1П717ФЗ 45 19 35
1755Ф4 56 20 35
1П732ФЗ 59 18 35
Ш732МФЗ 60 18 35
РТ1725ФЗ 45 18 35
1723ФЗ 70,5 19 36
1734ФЗ 70 20 36
1751ФЗ 71,9 22 > 36
1512Ф2 50 32 : 32
1516Ф2 55 34 32
1516ФЗ 57 34 35 ...
1525Ф2 75, 36 > 33
1525ФЗ 77 36 35 ‘
1Л532Ф2 90 40 33
1Л532ФЗ 92 40 35
2Н118Ф2 21 13 24
2Р118Ф2 28 20 28
2118ПМФ2 30 20 28 .
к 2Н125Ф2 22 14 , г 24
* 2Н135Ф2 24,3 1 ' 13 1 ,s..
2Р135Ф2 30 . 22 1 . н
2135ПМФ2 32 22 “ 28
2Н55Ф2 3^ : ’ Ife '• ? -26
448
Окончание
1 2 3 4
2М57Ф2 40 18 26
СМ213Ф2 53,9 32 26
СМ308Ф2 35,9 г 24 26
2611Ф2 80 30 38
2Б622ПМФ2 180 45 55
2636ГФ2 95 32 38
2637ГФ2 100 36 38
2651Ф2 120 40 / 40
2760ПМФ2 28 22 / 26
ЗМ153Ф2 15,6 10z 18
ЗА151Ф2 22,7 10 18
37162Ф2 31 t /14 18
ЗВ164БФ2 41 / 18 18
6520ФЗ 25 17 25 "
6Р11ФЗ 12 / 14 20
ЛФ66ФЗ 19 18 25
, 6Р13ФЗ 25 / 17 28
654ФЗ 70 е 22 g?
6904ФЗ 50 30 ЗГ^
6904МФЗ 60 32 32
бЭббВФЗ 53 33 35
6906ПМФ4 90 35 .45
6306ФЗ 85 37 35
7.1. СТОИМОСТЬ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
Наименование транспортного оборудования 1 Цена, руб.
Скаты, склизы, лотки, пог. м Подвесные монорельсовые дороги, пог. м Конвейер-накопитель, пог. м Подвесные грузонесущие цепные конвейеры до 125 кг, пог. м Подвесные грузонесущие цепные конвейеры до 500 кг, * пог. м Подвесные толкающие, конвейеры до 125 кг, пог. м Подвесные толкающие конвейеры до 500 кг, пог. м Конвейер роликовый, пог. м Конвейеры пластинчатые, пог. м Конвейеры скребковые, пог. м Конвейеры ленточные, пог. м ' Краны консольные Краны однобалрчные < Краны мостовые 29 Зак. 1338 21 7—9,4 80 50—75 60—95 70—90 90-140 47—95 72—127' 300—1300 1^00—3400 9000-26000 .
7.2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА ПЛАНАХ ОТДЕЛЕНИЙ
МЕХАНИЧЕСКИХ ЦЕХОВ
— точка подвода холодной воды.
— точка слива воды.
— точка подвода сжатого воздуха 6 ат.
— точка подвода сжатого воздуха 3 ат.
— точка подвода эмульсии.
— точка подвода масла.
— пожарный кран.
— царопожаротушение.
— место рабочего у станка.
— место рабочего при обслуживании двух станков.
— место рабочего при многостаночном обслужива-
нии.
— электрооборудование к станку.
— ток постоянный*
— ток переменный.
450
Продолжение
— фонтанчик питьевой.
— точка подвода пара.
— вытяжная вентиляция.
— маслопровод.
— эмульсопровод.
— шинопровод закрытый на подвесках.
— вновь установленное оборудование.
— верстак.
— контрольный стол.
— стеллаж.
— пульт управления.
— шкаф моечный.
— машина моечная.
— щит распределения.
— место складирования.
— колонны железобетонные, кирпичные.
/
— колодец.
451
п
III
Окончание
— колонны двойные железобетонные.
— колонны металлические.
— стена кирпичная.
— опрокидыватель.
7 .3. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПОДЪЕМНО-ТРАНСПОРТНОГО
ОБОРУДОВАНИЯ НА ПЛАНАХ ЦЕХОВ
— конвейер подвесной толкающий.
— конвейер подвесной.
+2
— спуск и подъем подвесного конвейера (цифры пока-
зывают расстояние от уровня пола в метрах).
— монорельс (подвесной рельсовый путь).
— пневматический подъемник на монорельсе.
— таль электрическая на монорельсе.
— таль ручная на монорельсе.
— путь подкрановый.
— мостовой кран пятитонный.
У -
Продыэыние
— кран мостовой однобалочный, кран-балка.
— кран мостовой однобалочный, кран-балка с талью
электрической.
— балка поворотная (стрела) с пневматическим подъ-
емником.
— балка поворотная (стрела) с талью электрической.
— кран поворотный.
-т-кран консольный.
— конвейер напольный.
— ленточный транспортер.
— скат, склиз, желоб двухрядный.
— пластинчатый транспортер.
Окончание
— подъемник пневматический напольный с сетчатым
ограждением.
— станция приводная.
— канал подпольный.
8.L ЧАСОВЫЕ ТАРИФНЫЕ СТАВКИ РАБОЧИХ, КОП.
Условия труда Разряд работы
I II III IV V VI
Рабочие машиностроительных предприятий
Работа с нормаль-
ными условиями тру-
да:
сдельщики повременщики 44,7 41,8 48,7 45,5 53,9 50,3 59,6 55,7 67,0 62,7 76,7 71,7
Работа с тяжелыми и вредными условия- ми труда: сдельщики 50,3 54,8 60,6 67,0 75,4 86,3
повременщики 47,1 ' 51,2 56,6 62,7 70,5 80,7
Работа с особо тя- желыми и особо вред- ными условиями тру- да: сдельщики 55,7 60,6 67,0 74,2 83,5 95,5
повременщики 52,1 56,6 62,7 69,3 78,0 89,3
Рабочие, занятые на станочных р а б о тах по обработке
металла и других материалов резанием
на металлообрабатывающих станках
Работа с нормаль-
ными условиями тру- •
да:
сдельщики повременщики 50,3 47,1 54,8 51,2 60,6 56,6 67,0 62,7 75,4 70,5 86,3 80,7
Работа с вредными -
условиями труда:
сдельщики 53,0 57,6 63,7 70,5 79,4 90,8
повременщики 49,5 53,9 59,6 65,9 74,2 84,9
454
8.2. ДОЛЖНОСТНЫЕ ОКЛАДЫ ИТР И СЛУЖАЩИХ ЦЕХОВ, РУБ.
Должность Месячные оклады цеховых работников на предприятиях изготавливающих
особо сложную продукцию сложную продукцию простую продукцию
ИТР
Начальник цеха 170—210 150—160 140—160
Заместитель начальника цеха 136—180 120—150 112—140
Начальники смены, участка 130—160 120—140 —
Начальник цеховых бюро 120—145 120-145 120—145
Старший инженер-технолог 95—120 90—110 85—100
Начальник ПДБ 120—145 , 120—145 115—140
Инженер-плановик 95—120 90—110 85—100
Техник-плановик 70—80 70—80 70—80
Старший мастер, старший контроль- ный мастер 125—145 115—130 100—120
Мастер, контрольный мастер 115—125 100—115 90—100
Механик, энергетик цеха 130—160 120—140 110-130
Старшие экономист, нормировщик, диспетчер 105—135 100—125 95—120
Экономист, нормировщик, диспет- чер 95—120 90—110 85—100
Техник-нормировщик 70—80 70-80 70—80
Служащие
Секретарь-машинистка 60—75 60-75 60—75
Старший бухгалтер 110—120 110—120 110—120
Заведующий складом, завхоз 80—100 80-100 80—100
Кладовщик, табельщик 60—70 60—70 60—70
л Младший обслуживающий персонал
Гардеробщик, уборщик, кубовщик 60—70 60—70 60-70
455
О. НОРМЫ АМОРТИЗАЦИОННЫХ ОТЧИСЛЕНИИ
ПО МЕТАЛЛОРЕЖУЩЕМУ ОБОРУДОВАНИЮ, ТРАНСПОРТНЫМ
СРЕДСТВАМИ ИНСТРУМЕНТУ МЕХАНИЧЕСКИХ
И МЕХАНОСБОРОЧНЫХ ЦЕХОВ ПРЕДПРИЯТИИ МАШИНОСТРОЕНИЯ
Виды оборудования Массовое и крупно- серийное производ- ства Серийное» мелкосерийное и еди- ничное производства; цеховые ремонтные базы и прочие вспо- могательные службы
Общая норма В том чис- ле на кап- ремонт Общая норма В том числе на капремонт
1 2. 3 4 5
1. Универсальные и специа-
лизированные станки массой до
10 т:
работающие металлическим инструментом 14,1 7,4 11,6 . 6,3
работающие абразивным инструментом 2. Универсальные и специа- лизированные станки массой 10—100 т: 12,5 5,4 10,3 4,7
работающие металлическим инструментом 10,3 5,0 7,5 3,5
работающие абразивным инструментом 9,4 13,8 7,4 3,2
3. Особо тяжелые станки мас- сой более 100 т —. — 4,4 Ь5
4. Агрегатные, специальные станки и автоматические линии 12,7 3,6 10,3 3,2
5. Станки для электрофизиче- ских, электрохимических мето- дов обработки и . комбиниро- ванные на их базе 11,0 3,9 8,2 2,6
6. Контрольно-измерительное и испытательное оборудование 7. Электродвигатели: 10,7 2,5 10,7 2,5
мощностью до 100 кВт 12,6 3,1 12,6 3,1
мощностью более 100 кВт 8,1 2,8 8,1 2,8
8. Силовое электротехничес- кое оборудование и распреде- лительные устройства 9. Конвейеры (транспортеры) ленточные: 6,4 2,9 6,4 2,9
сборно-разборные 21,9 5,9 21,9 5,9
передвижные 24,9 5,7 24,9 5,7
Стационарные' 16,3 5,2 4 16,3 ” “ 5,2
450
* Окончание
1 2 3 4 5
; 10. Конвейеры пластинчатые 27,0 8,8 27,0 11. Электрокары, вагонетки, 16,6 4,1 16,6 тележки 12. Инструмент 20,0 — 20,0 8,8 4,1
Примечание. Нормы амортизационных отчислений по оборудованию-в
пунктах 1—5 определены исходя из работы в две смены; в условиях трехсменной
работы к нормам на капитальный ремонт применяется коэффициент 1, 2 и в усло-
виях односменной работы — 0,8 с соответствующим уточнением общих норм. Про-
чие нормы определены независимо от сменности.
8.4. НОРМЫ АМОРТИЗАЦИОННЫХ ОТЧИСЛЕНИИ
ПО ПРОИЗВОДСТВЕННЫМ ЗДАНИЯМ И ИНВЕНТАРЮ
Виды зданий Обхцая норма
Здания одноэтажные с железобетонными и металлическими
каркасами, со стенами из каменных материалов, крупных бло-
ков и панелей, с железобетонными, металлическими и другими
долговечными покрытиями:
с площадью пола до 5000 кв. м с площадью пола свыше 5000 кв. м Здания одноэтажные бескаркасные со стенами из каменных материалов, крупных блоков и панелей, с железобетонными, металлическими и кирпичными колоннами и столбами, с желе- зобетонными, металлическими, деревянными и другими пере- крытиями и покрытиями Здания одноэтажные бескаркасные со стенами облегченной каменной кладки, с железобетонными, кирпичными и деревян- ными колоннами и столбами, с железобетонными, деревянны- ми и другими перекрытиями и покрытиями Здания двухэтажные (кроме деревянных) Здания многоэтажные Инвентарь 2,6 2,4 3,1 4,7 2,6 2,4 12,5Д
ЛИТЕРАТУРА
1. Автоматизированные системы технологической подготовки производства в ма-
шиностроении. Под ред. чл.-кор. АН БССР Г. К. Горанского. М., «Машино-
строение», 1976.
2. Ансеров М. А. Приспособления для металлорежущих станков. Л., «Машино-
строение», 1975.
3. Балакшин Б. С. Основы технологии машиностроения. М., «Машинострое-
ние», 1969.
4. Барташев Л. В. Технико-экономические расчеты при проектировании и произ-
водстве машин. М., «Машиностроение», 1973.
5. Болотин X. Л., Костромин Ф. П. Станочные приспособления. М., «Машино-
строение», 1973.
6. Бруевич И. Г., Бобкова И. В., Челищев Б. Е. Методические основы технологи-
ческие основы-технологического проектирования при автоматизации решения.
М., «Наука», 1976.
7. Великанов К. М., Власов В. Ф., Карандашова К» С. Экономика и организация
производства в дипломных проектах. Под ред. докт. экон, наук, проф.
К. М. Великанова. Л., «Машиностроение», 1977.
8. Волков О. И. Экономическая эффективность механизации и автоматизации
в машиностроении. М., «Машиностроение», 1968.
9. Гамрат-Курек Л. И. Экономическое обоснование дипломных проектов.
М., «Высшая школа», 1974.
10. Гамрат-Курек Л. И., Иванов К. Ф- Выбор вариантов изготовления и коэффи-
циенты затрат. М., «Машиностроение», 1975.
11. ГОСТ 16467—70. Статистические показатели точности технологических опера-
ций. М., Изд-во стандартов, 1975.
12. ГОСТ 18831—73. Технологичность конструкций. М., Изд-во стандартов, 1973.
13. ГОСТ 2.121—73. Технологический контроль конструкторской документации.
М., Изд-во стандартов, 1973.
14. Единая система технологической документации. М., Изд-во стандартов, 1975.
15. Единая система технологической подготовки производства. М., Изд-во стан-
дартов, 1975.
16. Единый тарифно-квалификационный справочник работ и профессий рабочих.
М., «Машиностроение», 1974.
17. Егоров М. Е. Основы проектирования машиностроительных заводов. М., «Выс-
шая школа», 1969.
18. Зазерский Е. И., Жолнерчик С. Н. Технология обработки деталей на станках
с программным управлением. Л., 1975.
19. Золотухина Г. А. Нормативные методы в экономических расчетах. Л., «Ма-
шиностроение», 1975.
20. Зотов И. С., Говсиевич Р. Е., Куцин Б. М., Француз Р. А. Экономическое
обоснование проектов машиностроительных заводов. М., «Машинострое-
ние», 1966.
21. Иващенко И. А. Технологические размерные расчеты и способы их автомати-
зации. М., «Машиностроение», 1975.
22. Инструкция по планированию, учету и калькулированию себестоимости про-
дукции на предприятиях машиностроения и металлообработки. . М., «Финан-
сы», 1964. '
458
23. Ишуткин В. И. Технологическая надежность системы СПИД. М., «Машино-
строение», 1973.
24. Капустин Н. М. Разработка технологических процессов обработки деталей на
станках с помощью ЭВМ. М., «Машиностроение», 1976.
25. Классификатор технологических операций в машиностроении и приборострое-
нии. Ч. 1. М., Изд-во стандартов, 1975.
26. Контроль качества продукции машиностроения. Под ред. А. 3. Артеса.
М., Изд-во стандартов, 1974.
27. Кораблев П. А. Точность обработки на металлорежущих станках в приборо-
строении. М., Машгиз, 1962.
28. Корсаков В. С. Основы технологии машиностроения. М., «Высшая шко-
ла», 1974.
29. Корсаков В. С. Основы конструирования приспособлений в машиностроении.
М., «Машиностроение», 1971.
30.
Корсаков В. С., Новиков М. П. Справочник по механизации
сборочных работ. М., «Машгиз», 1961.
Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заго-
и автоматизации
41.
42.
31. Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заго-
/'Л товки и припуски в машиностроении. М., «Машиностроение», 1976.
(32.) Курсовое проектирование по технологии машиностроения. Под ред. А. Ф. Гор-
- / бацевича. Минск, «Вышэйшая школа», 1975.
33. Мамаев В. С., Осипов Е. Г. Основы проектирования машиностроительных за-
водов. М., «Машиностроение», 1974.
34. Маталин А. А., Дашевский Т. Б., Княжицкий П. П. Многооперационные стан-
,— ки. М., «Машиностроение», 1974.
( 35. Металлорежущие станки.. Каталог-справочник. Ч. 1—8. М., НИИМАШ, 1971.
<36. Металлорежущие станки с числовым программным управлением. Каталог.
М., НИИМАШ, 1972.
37. Методика определения экономической эффективности металлорежущих стан-
ков и автоматических линий. М.» ЭНИМС, 1971.
38. Методика. Организация внедрения статистических методов контроля качества
продукции на машиностроительном предприятии. М., Изд-во стандартов, 1975.
39. Методика расчета экономической эффективности внедрения новых металло-
режущих станков и автоматических линий. М., ЭНИМС, 1963.
40. Митрофанов С. П., Гульнов Ю. А., Куликов Д. Д. Автоматизация технологи-
ческой подготовки серийного производства. М., «Машиностроение», 1974.
Митрофанов С. П. Научная организация серийного производства. Л., «Маши-
ностроение», 1970.
Новиков М. П. Основы технологии сборки машин и механизмов. М., «Маши-
ностроение», 1969.
Нормы амортизационных отчислений по основным фондам народного хозяй-
ства СССР и положение о порядке планирования, начисления и использования
амортизационных отчислений в народном хозяйстве. М., «Экономика», 1974.
44. Общемашиностроительные нормативы вспомогательного времени и времени
на обслуживание рабочего места на работы, выполняемые на металлорежу-
щих станках. Массовое производство. М., «Машиностроение», 1974.
45. Общемашиностроительные нормативы времени вспомогательного, на обслужи-
вание рабочего места и подготовительно-заключительного для технического
нормирования. Серийное производство. М., «Машиностроение», 1974.
46. Общемашиностроительные нормативы времени на слесарно-сборочные и сле-
сарные работы по сборке машин. Массовое и крупносерийное производство.
М., «Машиностроение», 1973.
47. Общемашиностроительные нормативы на слесарную обработку и слесарно-
сборочные работы по сборке. Мелкосерийное и единичное производство. М.,
«Машиностроение», 1973.
48. Общемашиностроительные нормативы режимов резания для технического нор-
мирования работ на металлорежущих станках. Ч. 1, 2. М., «Машинострое-
ние», 1974.
49. Основы технологии машиностроения. Под ред. док. техн, наук, проф. Корса-
кова М. С. М., «Машиностроение», 1977.
50. Прейскурант № 01-08. Оптовые цены на лом и отходы черных металлов.
М., Прейскурантгиз, 1972.
43.
459
51. Прейскурант №18-01. Оптовые цены на станки металлорежущие. М., Прей;
скурантгиз, 1971. /
§2. Прейскурант № 18-05. Оптовые цены на инструмент и измерительные прибо-
рьъ М., Прейскурантгиз, 1972.
53. Расчет экономической эффективности применения ПТМ. Под ред. канд. техн,
наук В. С. Коновалова. Труды ВНИИПТМАШ, выпуск 3 (25). М., отдел тех-
нической информации, 1962. z \
54. Расчеты экономической эффективности новой техники. Справочник. Под ред.
К. М. Великанова. Л., «Машиностроение*, 1975.
55. Режимы резания металлов. Справочник. Под ред. Ю. В. Барановского. М.,
«Машиностроение», 1972.
56. Семенков О. И., Митяев И. С. Диагностический анализ систем проектирова-
ния. Минск, «Наука и техника», 1975.
57. Солонин И. С. Математическая статистика в технологии машиностроения.
Г М., «Машиностроение», 1972.
58. Спиваковский А. О., Дьячков В. К. Транспортирующие машины. М., «Маши-
ностроение», 1968. •
59. Спиваковский А. О., Бржезовский С. М., Дьячков В. К., Кузнецов Л. В., Чау-
сов Щ Шевягин А. К. Транспортирующие машины. Атлас конструкций.
М., «Машиностроение», 1971.
60. Спиридонов А. А., Федоров В. Б. Металлорежущие станки с программным
управлением. М., «Машиностроение», 1972.
61. Справочник по охране труда. Т. 1—4. Л., «Судостроение», 1974, 1975.
62. Справочник технолога-машиностроителя. Т. 1. Под ред. Р. К. Мещерякова
и А. Г. Косиловой. М., «Машиностроение», 1972.
Q3. Справочник технолога-машиностроителя. Т. 2. Под ред. А. Н. Малова. М.,
«Машиностроение», 1972.
.64. Станки с программным управлением. Справочник. М., «Машиностроение», 1975.
65. Технология машиностроения. М., «Машиностроение», 1973. *
66. Тиллес С. А. Экономика технологических процессов механической обработки.
М., «Машиностроение», 1964.
67. Типовая методика определения экономической эффективности капитальных
вложений. Мц «Экономика», 1970.
68. Типовые решения по механизации сбора, транспортирования и переработки
металлической стружки на машиностроительных заводах. М., НИИТМАШ,
1965.
69. Типовые решения по технологическим процессам изготовления заготовок (по-
ковок) для наиболее распространенных и трудоемких общемашиностроитель-
ных деталей. Раздел 1—2. М., НИИТМАШ, 1965.
70. Типовые технологические решения по изготовлению отливок деталей-предста-
вителей по отраслям машиностроения. М., НИИТМАШ, 1965.
71. Цветков В. Д. Автоматизация проектирования технологических процессов в
режиме диалога. — «Станки и инструмент», 1976, № 8.
72. Цветков В. Д. Система автоматизации проектирования технологических про-
цессов. М., «Машиностроение», 1972.
73. Ящерицын П. И. Основы технологии механической обработки и сборки в ма-
шиностроении. Минск, «Вышэйшая школа», 1974.
74. Ящерицын П. И., Плашей Г. И., Конюх Д. И. Количественная оценка надеж-
ности и производительности автоматических станочных линий на стадии
проектирования. Минск, БелНИИТИ Госплана БССР, 1972.
ОГЛАВЛЕНИЕ
Предисловие
Введение
Глава 1./Содержание дипломного проекта
1.1/ Тематика дипломного проектирования
1.21 Подготовка к дипломному проектированию
1.3| Содержание и объем дипломного проекта
1’4 Основные требования к выполнению научно-исследовательской
работы в дипломном проекте
1.5. Оформление графической части проекта
1.6. Патентный поиск
Глава 2» Проектирование технологических процессов
3
5
2.1. Последовательность разработки технологических процессов
2.2. Общая методика выбора оптимального варианта инженерных
решений
2.3. Анализ технологичности конструкции детали
. 2.3.1. Содержание качественной оценки технологичности конструкции
2.3.2. Содержание количественной оценки технологичности конструкции
2.4. Выбор типа и организационной формы’производства
2.5. Выбор оптимального метода получения заготовки
L 2.5.1. Заготовки из проката и специальных профилей
t 2.5.2. Кованые и штампованные заготовки
2.5.3. Отливки
р; 2.5.4. Экономическое обоснование выбора заготовки
2.6. Выбор технологических баз и оценка точности базирования
Ж Определение вида и степени детализации содержания технологи-
1 Ж ческого процесса
1 ж 2.8. Выбор методов обработки на основе требований к точности и ка-
ft В честву поверхностей деталей машин
К 8 2.9. Предварительная разработка и выбор варианта технологического
К Ц. маршрута по минимуму приведенных затрат
2 ДО. Составление технологического маршрута обработки
Я 2Л1, Разработка технологических операций
2.1 Г.1.Установление рациональной последовательности переходов
В 2Д1Х Выбор моделей оборудования и определение его загрузки
В 2.11.3-Выбор оснастки
» 2.11.4. Расчет (припусков
2.11.5. Расче^ режимов резания
2.11.6. Расчет технической нормы времени
I . 2.11.7. Определение разряда работы /
I . 2.12. Выбсу средств механизации и автоматизации элементов техноло-
| I гичесдого процесса
8
8
9
13
17
18
25
25
27
31
32
33
35
39
39
2.13. Разработка технологических процессов сборки / ч .87
2.13.1. Анализ конструкции сборочной единицы и отработка ее на техно-
логичность 88
2.13.2. Выбор организационной формы сборки 89
2.13.3. Определение последовательности и содержания сборочных опе-
раций • 91
2.13.4. Выбор средств механизации и автоматизации сборочного процесса . 92
2.13.5. Нормирование сборочных работ 93
2.13.6. Оценка эффективности технологического процесса сборки 93
2.14. Оформление технологической документации 95
2.14.1. Маршрутная карта '95
2.14.2. Операционная карта 96
Глава 3. Размерные и точностные расчеты технологических процессов 101
3.1. Технологические размерные расчеты 101
3.1.1. Основные расчетные формулы для решения размерных цепей
различными методами .102
3.1.2. Решение технологических размерных цепей $ 105
3.1.3. Размерный анализ при сборке / 113
. 3.2. Проектно-точностные расчеты 119
3.2.1. Определение погрешности обработки, обусловленной износом ре-
жущего инструмента 5 122
3.2.2. Определение мгновенной погрешности обработки < 125
3.2.3. Определение погрешности настройки станка } 127
3.2.4. Определение погрешности установки заготовки 133
3.2.5. Примеры расчета суммарной погрешности обработки 146
3.3. Статистическое регулирование качества изделий машиностроения 149
3.3.1. Выбор показателей качества деталей для статистического регули-
рования и контрольных постов 150
3.3.2. Статистический анализ точности и стабильности технологической
операций 153
3.3.3. Выбор методов статистического регулирования и средств опера-
ционного контроля 164
3.3.4. Разработка нормативно-технической документации 166
3.3.5. Производственное апробирование метода статистического регу-
лирования 168
3.3.6. Определение точности.и стабильности технологической операции
за межнастроечный период 168
Глава 4. Особенности проектирования технологических процессов при
использовании станков с программным управлением 170
, 4.1. Общие положения 170
4.2. Кодирование информации 1.73
4.3. Технологическая подготовка обработки деталей на станках с про- /
граммиым управлением м $79
4.3.1. Выбор деталей для обработки на станках с программным управ-
лением ♦ 180
4.3.2. Анализ технологичности детали 181
4.4. Разработка технологических процессов обработки деталей на
станках с программным управлением 184
4.4.1. Выбор станков с программным управлением 184
4.4.2. Пример расчета управляющей программы для обработки на стан-
ке модели 2Р135Ф2 детали-салазки суппорта фрезер^эго стайка 186
4.4.3. , Определение координат опорных точек при фрезеровании рычага
крана 196
4.5. Определение экономической эффективности применения^ станков
4.5.1. Основные методические положения t 197
* \ 1
462
4.5.2. Расчет" заработной платы основных рабочих и наладчиков 199
4.5.3: Расчет эксплуатационных расходов 199
4.5.4. Расчет капитальных затрат 202
4.5.5. Пример расчета экономической эффективности применения станка
с ЧПУ для сверления’ крепежных отверстий рейки продольно-фре-
' зерного станка 204
Глава 5. Автоматизация проектирования технологических процессов на
основе применения средств вычислительной техники 209
5.1. Общая схема системы автоматизации технологического проекти-
рования 209
5.2. Формализованный технологический язык САПР-ТП 212
5.2.1. Информационные модели обрабатываемых поверхностей 213
. 5.2.2. Конструктивные операции и отношения для описания формы
деталей машин 216
5.2.3. Математическая модель размерных связей элементов детали 221
5.3. Многоуровневый итерационный метод проектирования технологи-
ческих процессов 224
5.4. Методика и алгоритмы построения принципиальной схемы техно-
логического процесса 229
5.5. Методика и алгоритмы проектирования маршрутных технологи-
ческих процессов 239
5.6. Автоматизация проектирования технологического маршрута на
основе методов типизации 247
5.7. Методика и алгоритмы проектирования технологических операций 253
5.7.1. Общая схема алгоритмов проектирования операционной тех-
нологии 253
5.7.2. Алгоритм определения припусков и межоперационных размеров
детали 255
5.7.3. Алгоритм выбора модели станка и установочно-зажимного при-
способления ' 258
5.7.4. Алгоритм определения последовательности установок и перехо-
ч дов в чистовых операциях 262
Глава 6. Проектирование технологической оснастки 265
6.1. Общие положения 265
6.2. Расчет усилий зажима 266
6.2.1. Определение усилия зажима заготовки при точении 268
6.2.2. Определение усилия зажима заготовки при сверлении 271
6.2.3. Определение усилия зажима заготовки при фрезеровании 273
6.3. Проектирование приспособлений для групповой обработки 276
6.4. Выбор и проектирование вспомогательного инструмента 277
6.5. Технико-экономическое обоснование выбора технологической
оснастки 279
Глава 7. Проектирование цехов и отделений машиностроительных заводов 281
7.1. Общие положения 281
7.2. Методы расчета производственной программы 282
7.3. Определение требуемого количества металлорежущих станков 285
7.4. Основы технологического проектирования производительности
и надежности автоматических линий 287
7.5. Проектирование вспомогательных отделений механического цеха 290
7.6. Выбор транспортных средств 290
7.6.1. Расчет массы грузопотоков отделения механического цеха 291
7.6.2. Выбор межцехового транспорта 292
7.6.3. Выбор межоперационного транспорта 299
463
7.6.4. Выбор подъемяо-трайрпортвдх устройств f ЗОЯ
; 7.7. Механизация сбора й транспортировки металлической стручки ЗОЯ
7.8. Разработка плана расположения оборудования v ЗОЯ
7.9, Расчет энергетической части проекта : ЗОЯ
7.10 Научная организация труда рабочих мест ЗОЯ
7.11. Охрана труда в, отделении цеха 31Я
7.12. Строительная часть проекта отделения цеха 31Я
Глава 8. Технико-экономические расчеты проекта 3151
8.1. Нормативно-плановые расчеты 3151
8.2. Расчет капиталовложений в основные фонды 3181
8.3. Расчет потребности в основных материалах, полуфабрикатах и за- 1 |
трат на них 322|
8.4, Расчет трудоемкости продукции, численности работников и фон- |
дов заработной платы 324
8.5. Расчет цеховых накладных расходов 3$g
8.6. Калькуляция себестоимости продукции SM
8.7. Расчет потребности в оборотных средствах 338
8.8. Расчет объема выпуска продукции в ценностном выражении
и прибыли 340
8.9. Расчет производных технико-экономических показателей 343
Глава 9. Типовые технологические процессы изготовления деталей машин 350
9.1. Изготовление ступицы переднего колеса трактора 350
9.2. Изготовление маховиков двигателей 357
9.3. Изготовление червячной зубчатой рейки 371
Приложения 378
Литература 458
Валентин Владимирович Бабук, Петр Алексеевич
Горезко, \ Константин Павлович Забродин \ и др.
ДИПЛОМНОЕ ПРОЕКТИРОВАНИЕ
ПО-ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Редактор Э, Н. Капрова. Мл. редакторы А. И. Берлина. Н. Н. Линькова. Худож. редактор
В. Н. Валентович. Техн, редактор Г. Af. Романчук. Корректор Л. А. Шлыковым
ИБ № 639
Сдано в набор 05.12.78. Подписано в печать 05.07.79. АТ 03613. Формат 60X9071 в. Бумага тип.
№ 2. Гарнитура литературная. Высокая печать. Усл. леч. л. 29. Уч.-изд. л. 34,24. Тираж
15 000 экз; Изд: '^№ 77—134. Заказ 1338. Цена 1 р. 40 к.
Издательство «ВышэЙшая школа» Государственного комитета Белорусской ССР' по делам,
издательств, полиграфии и книжной торговли. 220048, Минск, Парковая магистраль, 11.
Отпечатано с набора ордена Трудового Красного Знамени типографии издательства ЦК КГа
Белоруссии, Минск, Ленинский проспект, 79 в типографии им., Франциска (Георгия) Скорин^
издательства «Наука и техника» АН БССР и Госкомитета БССР но делам издательств, псМ
лиграфни и книжной торговли. Минск, Ленинский проспект, 68. Зак. 1302.