

































































































































































































































































































































































Author: Трофимов Н.Н. Гуртовник И.Г. Соколов В.И. Шалгунов С.И.
Tags: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс высокомолекулярные соединения (полимеры) и пластмассы инженерия радиодетали материаловедение инженерное дело издательство мир
ISBN: 5-03-003541-9
Year: 2003




И. Г. Гуртовник, В. И. Соколов,
Н. Н. Трофимов, С. И. Шалгунов
РАДИОПРОЗРАЧНЫЕ
ИЗДЕЛИЯ ИЗ
СТЕКЛОПЛАСТИКОВ
Под общей редакцией канд. тех. наук
В. И. Соколова
Москва «Мир» 2003
УДК 678.067.5
ББК 35.719-03
Г 95
Гуртовник И. Г. и др.
Г95 Радиоярозрачные изделия из стеклопластиков/
Гуртовник И. Г., Соколов В. И., Трофимов Н. Н., Шалгунов С. Г. -
М: Мир, 2002. - 368 с, ил.
ISBN 5-03-003541-9
Рассматриваются вопросы материаловедения, технологии
изготовления, даны электродинамические и прочностные расчеты радиопрозрачных
обтекателей и укрытий из стеклопластиков. Приведены данные о
механических, диэлектрических и других свойствах исходных компонентов и
конечных стеклопластиков. Предлагаемые методики определения свойств
стеклопластиков и их рабочих характеристик сопровождаются примерами
расчетов.
Для научных работников НИИ, конструкторов специализированных
КБ, инженерно-технических работников промышленных предприятий, а
также студентов и аспирантов, специализирующихся в области
стеклопластиков и радиотехнических изделий.
УДК 678.067.5
ББК 35.719-03
Заказное издание
The book deals with material science, production technology and electrodynamic
calculations of radioparent glass-reinforcend fairings and covers. The data on the
mechanic, dielectric, and other properties of initial components and finished glass-
reinforced plastics, have been given. The methods, offered to determine the properties
of glass-reinforced plastics and their operating characteristics, are accompanied with
examples of calculations.
The book is intended for scientists, designers, engineers, students and
postgraduates in the field of material science and GRP technology, as well as for specialists
in the field of radio engineering.
Редакция литературы no прикладной химии
© ОАО «НПО Стеклопластик»,
ISBN 5-03-003541-9 2003
ОГЛАВЛЕНИЕ
Предисловие 7
Основные условные обозначения и сокращения 9
Глава 1
Типы радиопрозрачных изделий из стеклопластиков
и их конструктивные особенности 11
1.1. Назначение и классификация 11
1.2. Общие требования, предъявляемые к стеклопластиковым
радиопрозрачным изделиям различного назначения 12
1.3. Радиопрозрачные укрытия и обтекатели стационарных
объектов и наземной подвижной техники 12
1.4. Радиопрозрачные изделия для морской техники 16
1.5. Радиопрозрачные обтекатели летательных аппаратов 17
1.6. Радиопрозрачные устройства повышенной динамической
стойкости из стеклопластиков 22
1.7. Двухзеркальные системы, рефлекторы, контррефлекторы,
поляризационные решетки и отражатели 25
Пример 28
Литература 28
Глава 2
Свойства армирующих материалов 30
2.1. Основные физико-химические свойства стекол и стеклянных
волокон 30
2.2. Диэлектрические свойства стеклоармирующих материалов 33
2.3. Обработка поверхности стекловолокнистых армирующих
материалов 35
2.4. Переработка элементарных волокон в армирующие материалы 38
2.5. Однослойные стеклоткани и стеклосетки 40
2.6. Многослойные стеклоткани 44
2.7. Нетканые армирующие материалы 48
2.8. Микросферы 50
2.9. Диэлектрики с повышенной твердостью, используемые для
получения динамически стойких радиопрозрачных изделий
из стеклопластиков 55
Литература 57
Глава 3
Свойства связующих 60
3.1. Связующие на основе эпоксидных смол 60
3.1.1. Эпоксидные смолы 60
3.1.2. Реакционно-способные разбавители эпоксидных смол 66
3.1.3. Модифицированные эпоксидные смолы 67
3.1.4. Отвердители эпоксидных смол 69
3.1.5. Составы и свойства эпоксидных связующих для
изготовления РПИ из стеклопластиков 83
3.2. Связующие на основе ненасыщенных полиэфирных смол 87
3.3. Связующие на основе кремнийорганических смол 90
3.4. Связующие на основе фенолоальдегидных смол 92
3.5. Связующие на основе полиимидных смол 93
3.6. Связующие на основе фторопластов 96
3.7. Диэлектрические свойства связующих 97
Литература л. 101
Глава 4
Свойства стеклопластиков, применяемых для
изготовления радиопрозрачных изделий 104
4.1. Основные физико-технические свойства стеклопластиков 104
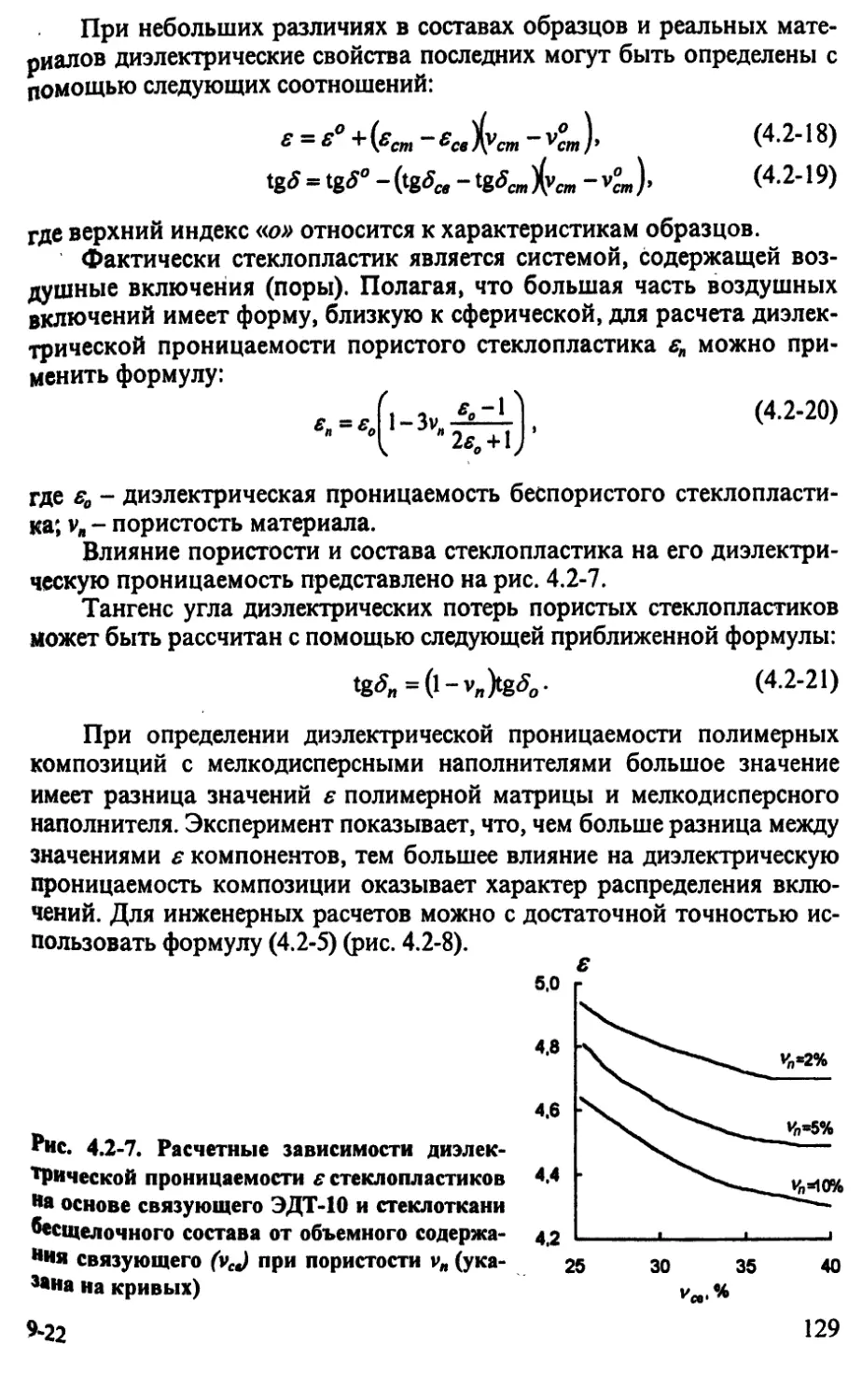
4.2. Диэлектрические свойства стеклопластиков 117
4.2.1. Расчетные методы определения диэлектрических свойств
стеклопластиков 124
Примеры 130
Литература 132
Глава 5
Свойства облегченных заполнителей, применяемых
для изготовления радиопрозрачных изделий
многослойной конструкции 135
5.1. Свойства пенопластовых заполнителей 136
5.2. Синтактные пены 140
5.3. Свойства клееных и (формованных ячеистых заполнителей 145
5.4. Свойства стеклосетчатых заполнителей 153
Литература 158
Глава 6
Изменение свойств стеклопластиков в процессе
эксплуатации 160
6.1. Характеристики внешней среды, воздействующей на изделия
из стеклопластиков 160
6.2. Влагостойкость стеклопластиков. Основные закономерности
сорбции и диффузии влаги в стеклопластиках 163
6.2.1. Пористость полимеров и композитов. Основные методы 164
определения
6.2.2. Теоретические основы процесса диффузии воды
в стеклопластиках 168
Примеры 174
6.2.3. Сорбционные характеристики полимеров и композитов ... 178
6.3. Изменение диэлектрических свойств стеклопластиков
под воздействием внешних факторов 185
6.3.1. Влияние влаги на диэлектрические свойства
стеклопластиков 186
6.3.2. Влияние других факторов на диэлектрические свойства
стеклопластиков 191
6.4. Изменение прочностных свойств стеклопластиков 193
6.4.1. Влияние атмосферных факторов на механические
характеристики стеклопластиков 194
6.4.2. Прогнозирование длительной прочности стеклопластиков 198
Пример 201
6.5. Способы стабилизации прочностных и диэлектрических
характеристик стеклопластиков радиотехнического назначения... 202
6.5.1. Аппретирование стекловолокна 203
6.5.2. Введение в связующее активных добавок 205
6.5.3. Использование защитных лакокрасочных покрытий 208
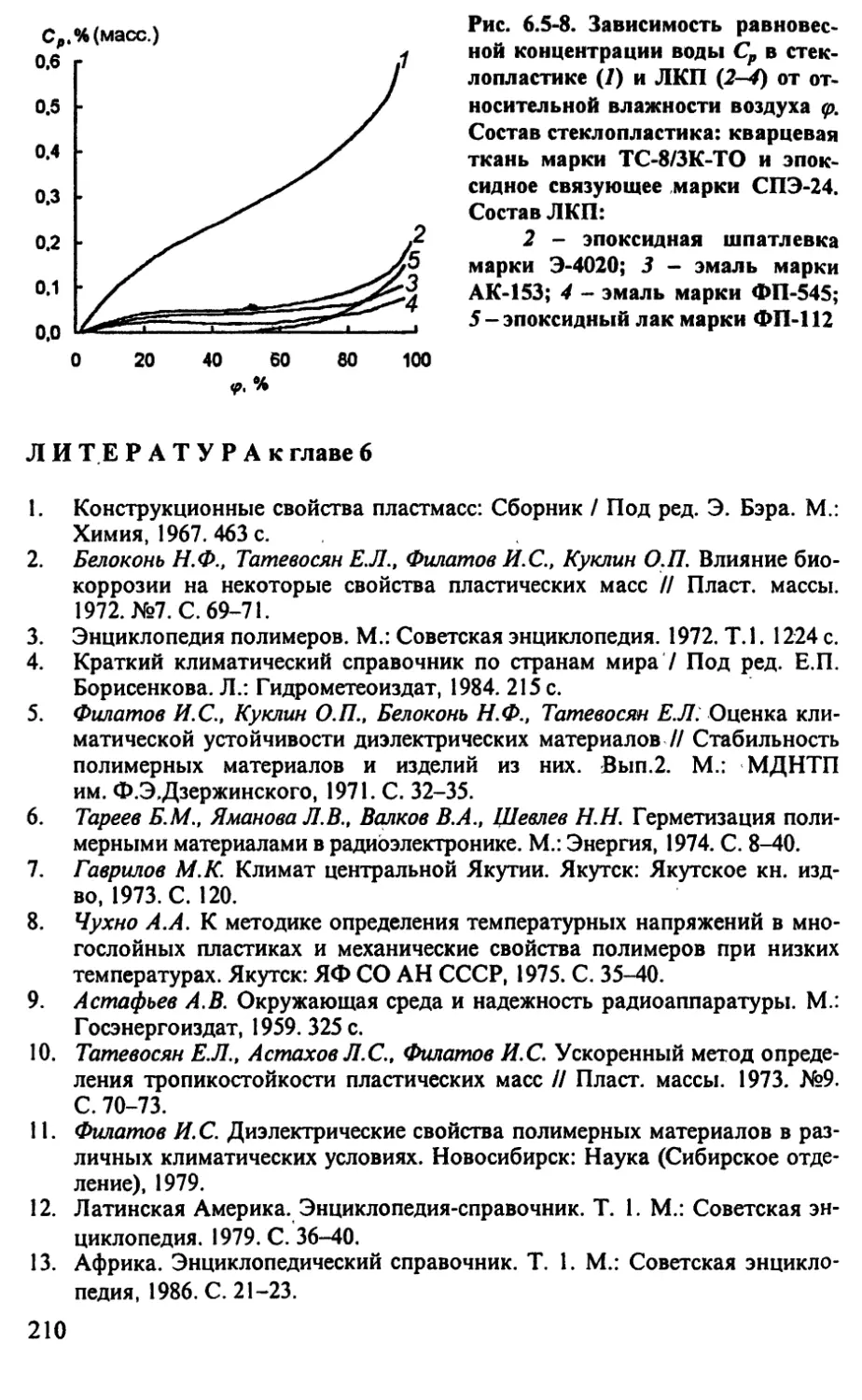
Литература 210
Глава 7
Основы электродинамических и прочностных расчетов
радиопрозрачных изделий с различными
конструкциями радиопрозрачных стенок 214
7.1. Основные свойства электромагнитных волн и диэлектрических
материалов. Прохождение электромагнитных волн через стенки
из диэлектрических материалов 214
Примеры 226
7.2. Основные конструкции радиопрозрачных стенок 228
7.3. Основные этапы проектирования и расчетов радиопрозрачных
< изделий л 231
7.4. Электродинамические расчеты однослойных радиопрозрачных
стенок 232
Примеры 238
7.5. Расчет радиопрозрачных изделий с многослойными
диэлектрическими стенками 241
7.5.1. Радиотехнические особенности многослойных стенок.
Оценка толщины различных слоев на стадии синтеза
радиопрозрачных стенок 241
7.5.2. Основные расчетные уравнения 245
Примеры 252
7.6. Радиопрозрачные изделия с диэлектрической стенкой,
включающей компенсационные металлические решетки 254
Примеры 260
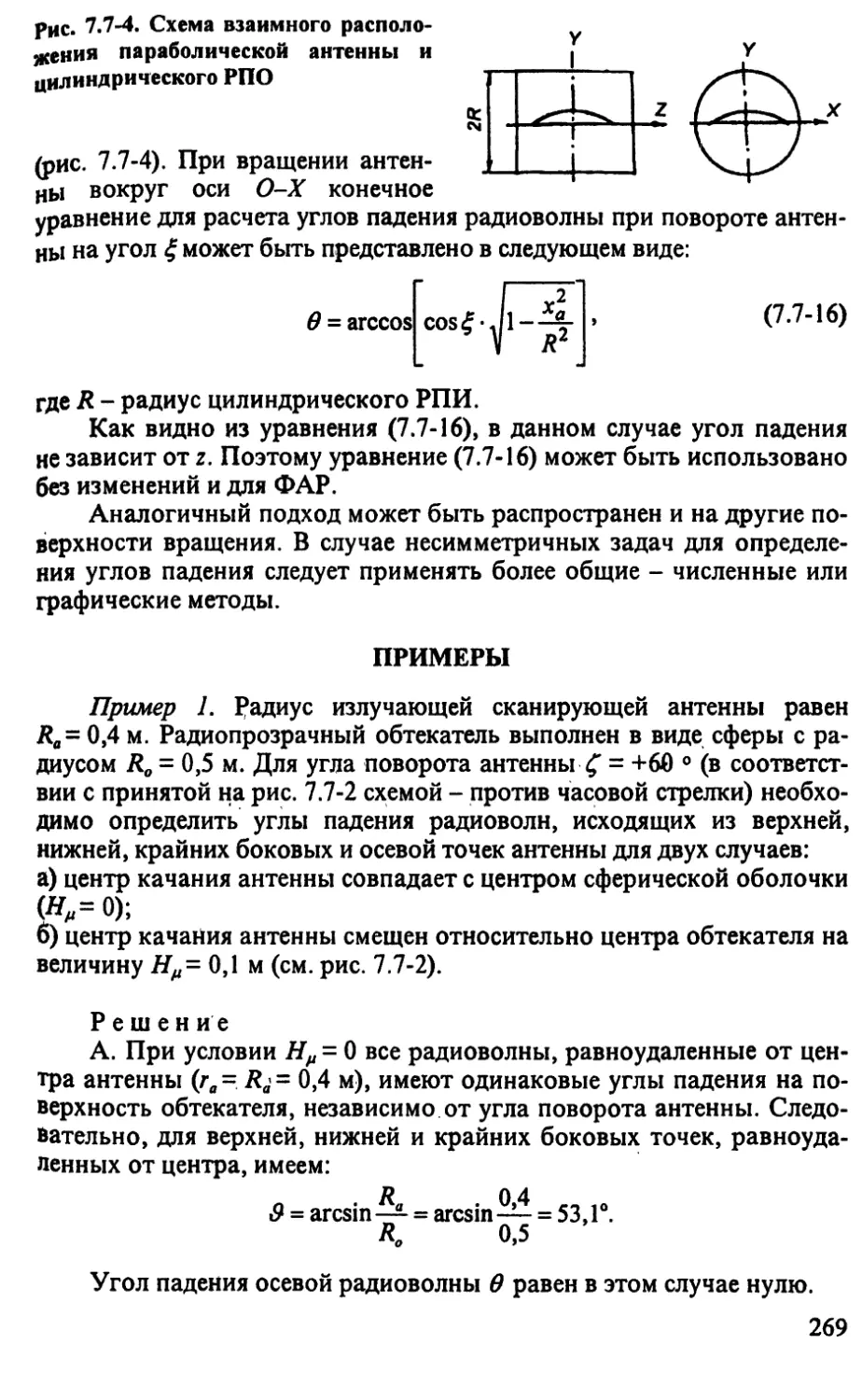
7.7. Определение углов падения радиоволны на стенки
криволинейной формы 264
Примеры „ 269
7.8. Расчет средней радиопрозрачности криволинейных изделий 271
Пример 272
7.9. Элементы прочностных расчетов РПИ 275
Примеры 281
Литература 284
Глава 8
Изготовления стеклопластиковых радиопрозрачных
изделий однослойной,конструкции 286
8.1. Изготовление РПИ методом инжекции 286
8.1.1. Описание установки и процесса пропитки под дш .. \т.. 287
8.1.2. Теоретические л экспериментальные основы процесса
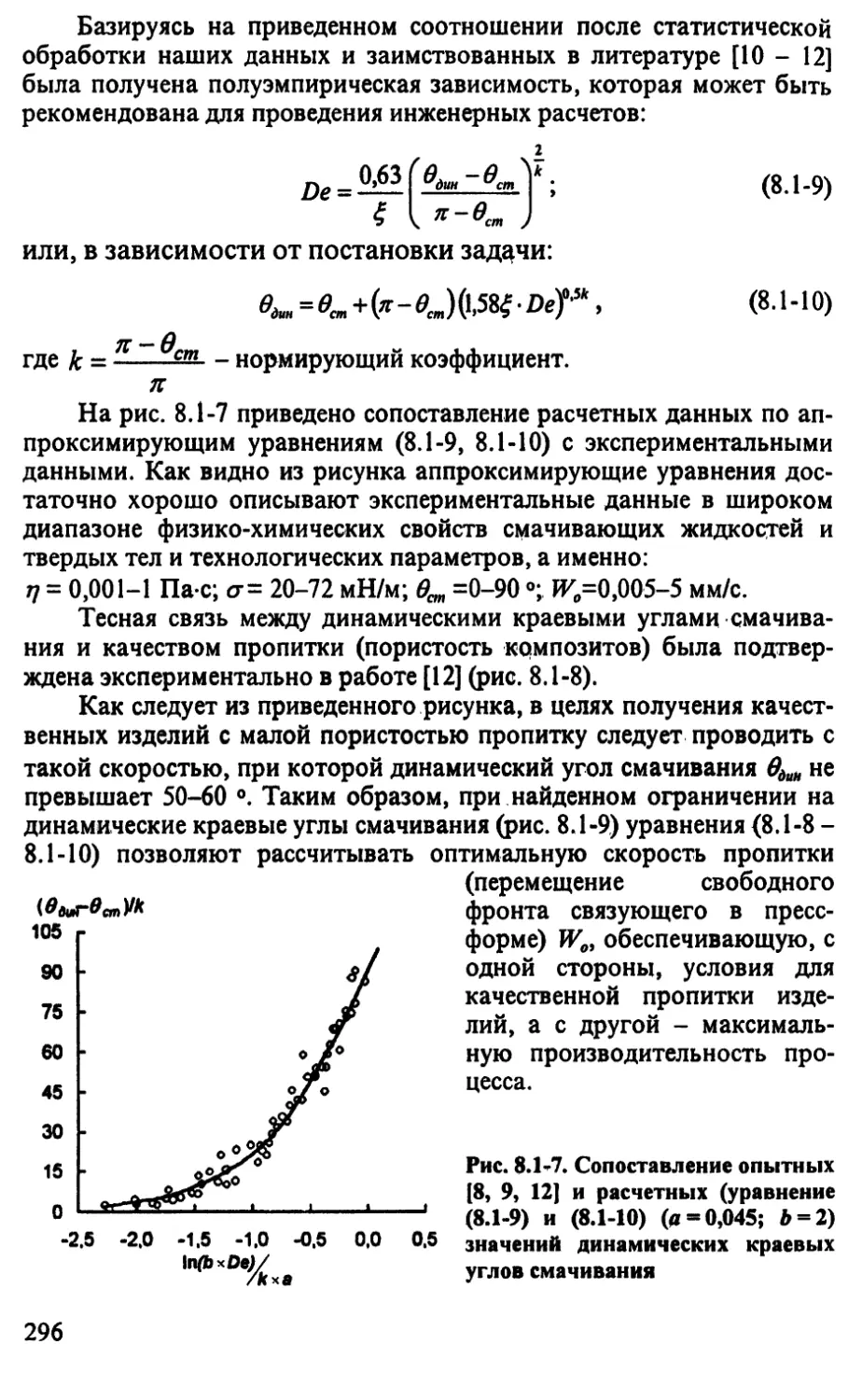
пропитки. Оптимальная скорость пропитки 291
Пример 297
8.1.3. Управление процессом инжекции 298
Примеры 306
8.1.4. Основные требования к оснастке и вспомогательному
оборудованию 309
8.2. Контактный, вакуумный, пресскамерный и автоклавный
методы изготовления РПИ однослойной конструкции 313
8.2.1. Основные технологические приемы формования
однослойных РПИ контактным, вакуумным,
пресскамерным и автоклавным методами 319
Литература 321
Глава 9
Изготовление радиопрозрачных изделий многослойной
конструкции 324
9.1. Изготовление формованных заполнителей 324
9.2. Разрезание сотовых блоков на панели заданной толщины 335
9 3. Изготовление клеевых пленок для соединения сотов
с обшивками 337
9.4. Формование изделий многослойной конструкции с ячеистыми
формованными заполнителями ,. 340
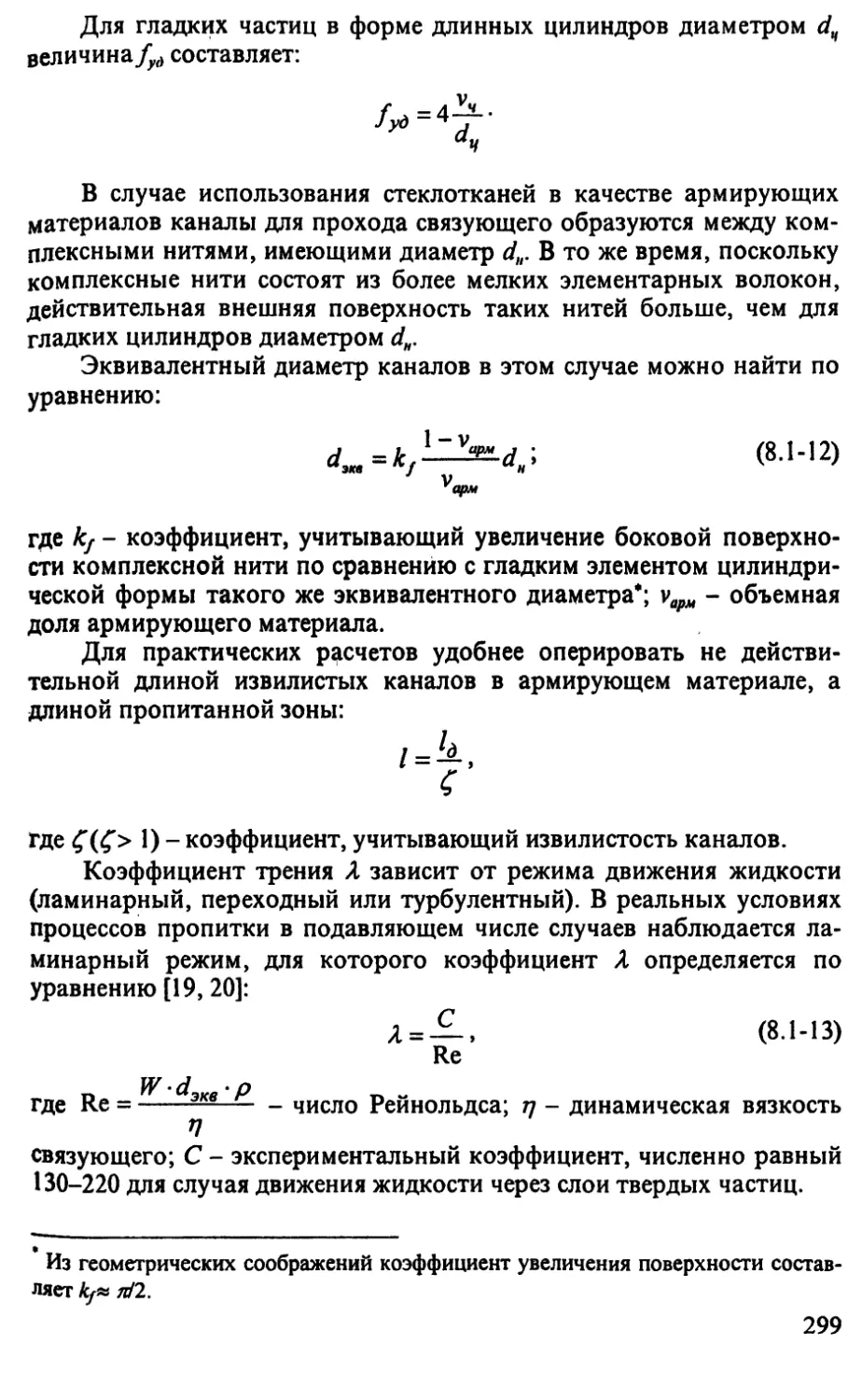
9.5. Влияние технологических факторов сборки многослойных
РПИ с ячеистыми формованными заполнителями
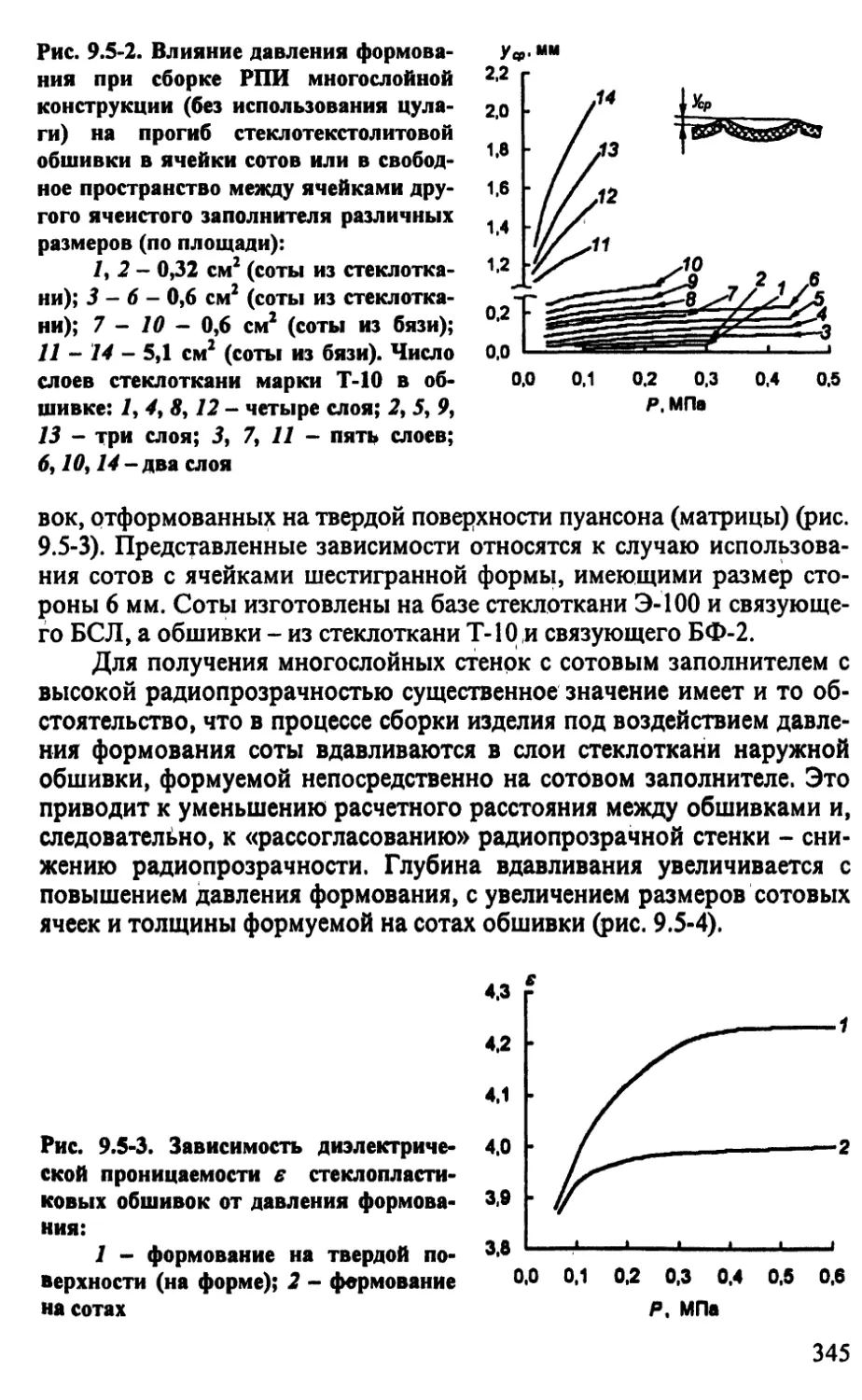
на радиотехнические характеристики 344
9.6. Изготовление РПИ с пенопластовыми заполнителями 347
9.7. Изготовление РПИ со стеклосетчатым заполнителем 354
Литература 359
Предметный указатель 361
ПРЕДИСЛОВИЕ
Стеклопластики являются одним из наиболее распространенных
композиционных материалов, сочетающих высокую прочность,
небольшую плотность, хорошие диэлектрические свойства и
приемлемую цену. Стеклопластик состоит из полимерной матрицы,
армированной стекловолокнистым материалом. Использование различных
сочетаний армирующих и связующих компонентов позволяет
создавать материалы с широким диапазоном регулируемых свойств, что
предопределяет большое разнообразие сфер применения
стеклопластиков. В частности, стеклопластики широко применяются как в
России, так и за рубежом для изготовления радиопрозрачных
обтекателей и укрытий приемо-передающих радиотехнических комплексов
для авиакосмической, морской, сухопутной техники гражданского и
специального назначения.
К радиопрозрачным изделиям (РПИ) из стеклопластиков
предъявляется комплекс противоречивых требований. РПИ должны
обладать, в первую очередь, заданными радиотехническими
характеристиками, от которых зависит дальность действия, точность и надежность
работы радиолокационного оборудования и средств связи.
Одновременно РПИ должны быть достаточно прочными и надежно защищать
находящиеся под ними антенны и радиолокационное оборудование от
внешних воздействий (силовых, климатических и др.) на протяжении
всего срока эксплуатации.
Несмотря на наличие отдельных монографий, посвященных
данной тематике, опубликованные книги (в период до 1980-х годов)
не охватывают полностью накопленную и, тем более, не освещают
появившуюся в последнее время информацию. В известных
публикациях диэлектрические свойства отдельных стеклопластиков
приводятся, Чаще всего, для фиксированных частот. Некоторая часть
опубликованных источников содержит лишь отрывочные справочные, не
систематизированные сведения о свойствах стеклопластиков в
исходном состоянии и, схематично, «сведения о технологии изготовления
РПИ. Сведений об изменении диэлектрических свойств материалов
под воздействием внешних факторов в процессе длительной
эксплуатации опубликовано крайне мало, а в литературе, посвященной
вопросам радиотехнических расчётов РПИ, как правило, не
увязываются материаловедческие и технологические вопросы с
радиотехническими характеристиками. Вместе с тем дальнейшее развитие
радиотехнических средств различного назначения, расширение сферы их
применения диктуют необходимость решения новых, сложных и
разнообразных задач в области материаловедения, технологии, создания
методов инженерных расчетов радиопрозрачных изделий.
Настоящая монография имеет своей целью частично восполнить
имеющийся пробел и систематизированно изложить вопросы изго-
товления РПИ из стеклопластиков с учетом накопленного опыта и
большого числа исследований, проведенных в последние годы в
Научно-производственном объединении «Стеклопластик», являющемся
ведущим в России в области разработки стекловолокнистых
материалов и стеклопластиков и изделий на их основе.
В главе 1 данной книги рассматриваются основные области
применения и основные типы конструкций РПИ.
В главах 2, 3 и 5 приведены основные свойства исходных
компонентов (стеклоармирующие и связующие материалы, облегченные
заполнители - пенопласты, микросферы, сотопласты и др.),
применяемых при производстве РПИ, а в главе 4 - основные характеристики
стеклопластиков.
Глава 6 посвящена вопросам изменения свойств стеклопластиков
под воздействием внешних факторов (влияние температуры, влаги,
солнечной радиации, биологических и других факторов).
. Глава 7 посвящена основам электродинамики прохождения
электромагнитных волн через диэлектрические стенки и элементам
прочностных расчетов РПИ. Приведены инженерные методы расчета
основных радиотехнических и прочностных характеристик РПИ с
различными конструкциями стенки. Данная глава может быть
полезной для специалистов, работающих в области стеклопластиков
радиотехнического назначения, а также специализирующихся в области
прректирования и изготовления радиотехнических комплексов,
В главах 8-9 рассмотрены наиболее часто используемые
технологии изготовления РПИ однослойной и многослойной конструкции
(инжекционные методы, контактное, вакуумное, пресскамерное и
автоклавное формование и др.).
Из содержания книги можно сделать вывод о том, что для
создания современных РПИ из стеклопластиков необходима совместная
согласованная работа химиков, радиотехников и конструкторов
РПИ, технологов и производственников, выпускающих
радиопрозрачные изделия.
Авторы полагают, что книга будет полезной для научных
работников НИИ, конструкторов специализированных КБ, инженерно-
технических работников промышленных предприятий, студентов и
аспирантов, специализирующихся в области стеклопластиков, а
также специалистов радиотехнического профиля.
Авторы выражают большую благодарность проф. В.А. Каплуну,
одному из ведущих специалистов в области расчетов РПИ, чьи
ценные замечания при чтении рукописи, несомненно, способствовали
улучшению содержания книги в окончательном варианте. Авторы
также считают своим долгом поблагодарить своих коллег-
специалистов НПО «Стеклопластик», которые оказали большую
техническую помощь при подготовке рукописи и оформлении данной
книги.
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
Ауд - ударная вязкость
С - концентрация влаги в
материале; скорость
распространения
электромагнитной волны
С — средняя по сечению
стенки концентрация влаги
СР - равновесная
концентрация влаги в материале
с - теплоемкость
D — диаметр; коэффициент
диффузии
d - диаметр; толщина
радиопрозрачной стенки,слоя
Ей - модуль при изгибе
ЕР - модуль при растяжении
Есж - модуль при сжатии
/ - сечение; частота
электромагнитной волны
G - масса, вес
Gcde - модуль при сдвиге
gna - масса 1 м2 армирующего
материала
Н — расстояние между стекло-
пластиковыми
обшивками в многослойной стенке
h — толщина ткани, оболочки
j - мнимая единица
U I - длина
М - масса молекулярная
т - коэффициент условий
работы; число полуволн в
продольном направлении
цилиндрической оболочки
п - показатель преломления;
число волн в окружном
направлении
цилиндрической оболочки
П - потери ЭМЭ при прохож-
хождении через
диэлектрическую стенку
Р - давление
R - коэффициент отражения
электромагнитной энергии
по амплитуде; радиус;
универсальная газовая
постоянная
\Щ2 - коэффициент отражения
электромагнитной энергии
по мощности
г,,, г± - коэффициенты Френеля
- (однократного отражения
для параллельно и
перпендикулярно поляризованной
волны (компоненты волны)
S - шаг металлической сетки,
решетки
Т, t - температура
|7|2 _ коэффициент
радиопрозрачности (прохождения
электромагнитной энергии
по мощности через
диэлектрическую стенку)
V - объем; объемный расход
связующего
v - доля, концентрация
объемная
W — скорость движения
связующего
Wo - скорость перемещения
свободного фронта связующего
X - половина толщины стенки
х - концентрация, доля масс.
У - реактивное сопротивление
металлической сетки
прохождению
электромагнитной волны
Z - волновое сопротивление
входа электромагнитной
волны в диэлектрик
х, у, z - координаты
а - коэффициент линейного тер- р
мического расширения; угол
8 - толщина скин-слоя в -
Р коэффициент массоотдачи
влаги от влажного воздуха
к стенке
s - диэлектрическая проницае- р -
мость
rj - вязкость динамическая
(р — относительная влажность <т —
воздуха; электрическая тол- аи -
щина стенки сгР -
Я - длина электромагнитной
волны в вакууме (воздухе); оы -
коэффициент
гидравлического сопротивления; коэф- г -
фициент теплопроводности
ц - коэффициент Пуассона; от- тсдв -
носительная магнитная ?
проницаемость
- абсолютная магнитная
проницаемость
краевой угол смачивания
твердого тела жидкостью;
угол падения
электромагнитной волны
плотность; радиус
проводников; удельное
электрическое сопротивление
поверхностное натяжение
предел прочности на изгиб
предел прочности на
растяжение
предел прочности на
сжатие
время; касательная
нагрузка
предел прочности на сдвиг
- набег фаз
Bi_0D
X
ОеЖ
а
F -°Т
- критерий Био
- критерий Дерягина
— критерий Фурье
Re= - критерий Рейнольдса
7
РПИ
ЭМВ
ЭМЭ
г -
арм -
и -
к -
ос -
Р -
ев -
еде -
радиопрозрачное изделие
тангенс угла диэлектрических
электромагнитная волна
электромагнитная энергия
Индексы
радиальное направление сок
армирующий материал cm
изгиб ||
композит
осевое направление
растяжение JL
связующее
сдвиг
потерь
- сжатие
- стеклопластик
- параллельная
поляризация; параллельно слоям
армирования
- перпендикулярная поляри
зация; перпендикулярно
слоям армирования
ГЛАВА 1
ТИПЫ РАДИОПРОЗРАЧНЫХ ИЗДЕЛИЙ
ИЗ СТЕКЛОПЛАСТИКОВ
И ИХ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
1.1. Назначение и классификация
Основное назначение радиопрозрачных изделий из
стеклопластиков - защита приемо-передающих антенных устройств различных
радиотехнических комплексов от внешних воздействий: влаги,
солнечной радиации, ветровых, динамических, температурных и других
нагрузок. Конструкция радиопрозрачной стенки изделия, состав и
структура стеклопластика должны обеспечивать максимальную
радиопрозрачность, т.е. не должны существенно препятствовать
передаче и приёму электромагнитной волны определённой частоты и,
вместе с тем, должны обеспечивать прочность и надёжность в работе,
а в некоторых случаях - необходимые аэродинамические
характеристики.
Радиопрозрачные изделия (РПИ) из стеклопластиков условно
классифицируют по ряду признаков:
- по общему назначению - радиопрозрачные обтекатели (РПО),
радиопрозрачные укрытия (РПУ);
- по типу объектов и систем - системы связи, радиолокационные
станции (РЛС): наземные стационарные, неподвижные и
подвижные укрытия, обтекатели для самолётных, вертолётных и
ракетных РЛС; судовые РПО и РПУ, обтекатели для РЛС передвижных
ракетно-артиллеристских установок и т.д.;
- по диапазонам используемых радиоволн - РПИ метровых,
дециметровых, сантиметровых, миллиметровых и субмиллиметровых
радиоволн;
- по форме внешних обводов - плоские, сферические,
полусферические, конические, в виде усечённых конусов, каплевидные,
цилиндрические, чечевицеобразные и другие специальные формы;
- по конструкции радиопрозрачной стенки - монолитные
(полуволновые и «тонкостенные», не критичные к длине волны),
монолитные с согласующими слоями, многослойные
(компенсационного типа) с внутренними слоями, обладающими низкой
диэлектрической проницаемостью, однослойные и многослойные с
компенсационными металлическими включениями (сетками,
решётками, дисками и т.п.).
11
1.2. Общие требования, предъявляемые к стеклопластиковым
радиопрозрачным изделиям различного назначения
Основным требованием, предъявляемым к радиопрозрачным
изделиям, является максимальная радиопрозрачность, обеспечивающая
наибольшую дальность и надежность связи радиотехнических
комплексов. При прохождении электромагнитной волны (ЭМВ) через РПИ
имеет место частичная потеря мощности за счет отражения, а также за
счет поглощения электромагнитной энергии (ЭМЭ) материалом РПИ.
При излучении антенной мощных сигналов энергия, поглощаемая
материалом РПИ, может приводить к заметному увеличению
температуры стенок до такого ^уровня, при котором ухудшаются физико-
механические и диэлектрические свойства материала РПИ.
Большое значение, особенно для радиопрозрачных изделий,
закрывающих антенны РЛС прицеливания и ведения огня, имеет такой
параметр как вносимая ими угловая ошибка пеленга - угол между
истинным и ложным направлением на обнаруживаемый объект.
Появление угловых ошибок ухудшает точность пеленгации цели.
Положение усугубляется тем, что величина угловой ошибки для одного и
того же РПИ может изменяться в зависимости от угла поворота
антенны относительно продольной оси РПИ из-за изменений углов
падения ЭМВ на стенку радиопрозрачного изделия.
Одной из причин появления угловых ошибок является фазовое
искажение проходящей через РПИ радиоволны, вызванное
различными условиями прохождения радиоволн через разные области
стенки РПИ: разные расстояния, которые проходит в стенке РПИ каждый
луч, переменные углы падения волны на стенку, возможные
неоднородности материала стенки и т.п.
Окружающая среда, в которой работают РПИ, обусловливает
воздействие на них температуры, ветровых нагрузок и набегающего
потока воздуха, пыли, солнечной радиации, повышенной влажности
и т.п. Такие атмосферные явления, как дождь, снег, град,
обледенение, грозовые разряды также влияют как на механические, так и на
радиотехнические характеристики РПИ.
1.3. Радиопрозрачные укрытия и обтекатели
стационарных объектов и наземной
подвижной техники
Радиопрозрачные укрытия и обтекатели наземных
стационарных РЛС применяются для защиты антенн от атмосферных
воздействий, а также для поддержания постоянной скорости вращения
(сканирования) антенны при порывистом ветре [1].
12
Рис. 1.3-1. Радиопрозрачное укрытие с
систематической ориентацией стержней каркаса
Важным фактором в этом случае
являются форма и размеры укрытия,
конструкция каркаса РПИ, расположение
ближайших сооружений, рельеф местности.
Обычно РПИ неподвижных стационарных
РЛС имеют форму усечённой сферы [2-7].
Углы падения ЭМВ на стенку для таких
РПИ чаще всего не превышают 30 °, а
величина нагрузки определяется в первую очередь скоростью ветра,
скоплением снега и льда на их поверхности., К основным требованиям,
предъявляемым к наземным РПИ, относится безотказная работа при
температуре от -55 °С до +60 °С при скорости ветра до 240 км/ч, а
иногда и способность выдерживать обледенение и заснеживание, а также
стойкость к воздействию солей, пыли и песка [8].
Различают наземные РПУ - бескаркасные и каркасные. В свою
очередь, РПУ бескаркасной конструкции могут быть однослойными
и многослойными, а каркасной конструкции (рис. 1.3-1, 1.3-2), кроме
того, - с металлическим и диэлектрическим каркасом [9, 10], с
регулярным и нерегулярным расположением стержней каркаса.
Бескаркасные РПУ имеют сборную конструкцию и собираются
из заготовок. Изделия многослойной бескаркасной конструкции
применяются в случае больших размеров укрытий для получения
удовлетворительных радиотехнических характеристик на частотах
менее 6 ГГц [6, 10, 11]. Панели таких РПУ изготовляют в виде
«сэндвича» с наружными обшивками из стеклопластика и легкого
заполнителя в виде сотопласта или другого типа заполнителя.
Края панелей усиливают стеклопластиковыми вставками,
которые используются для крепления панелей к каркасу с помощью
болтов. Иногда панели выполняются с фланцами для соединения
между собой болтами.
Рис. 1.3-2. Подвижное радиопрозрачное
укрытие каркасной конструкции
радиолокационных станций обнаружения и
слежения, поворачивающееся вместе с антенной
13
Применяются также сборные РПУ трёхслойной конструкции из
панелей, не имеющих фланцев для крепления болтами [6]. Наглядным
примером такой конструкции является РПУ, сооружённое в Канаде
фирмой «Long Soult Wood Craft Ltd». Оно имеет диаметр 16,7 м,
высоту 12 м и массу 3700 кг; состоит из 156 панелей сотовой
конструкции, соединённых друг с другом с помощью специальных замков [12].
Наибольшая панель (около экватора) весит 41 кг и имеет размер
1,8 х 3,6 м, а наименьшая (около полюса) - 0,9 х 1,2 м. Размеры
панелей выбраны с учетом возможности транспортирования их
авиатранспортом.
На радиотехнические параметры РПУ с металлическим
каркасом заметное рассеивающее влияние оказывают силовые
металлические стержни. Оболочка таких РПУ представляет собой тонкую
стенку, которая может работать в широком диапазоне волн. В тех
случаях, когда металлические стержни имеют длину более четырех длин
волн в свободном пространстве, РПУ обладают широкополосностью
и верхняя граничная частота определяется допустимыми потерями в
оболочке [13]. Если размеры стержней приближаются к длине волны,
возникает многократное рассеивание радиоволны; при этом
возрастают потери ЭМЭ при передаче. Для уменьшения влияния
металлических элементов каркаса на процесс прохождения ЭМВ рекомендуется
располагать эти элементы случайным образом по всей поверхности
РПУ [13].
Типовые характеристики РПУ наземных РЛС приведены в
табл. 1.3-1 [8]. Бескаркасные радиопрозрачные укрытия могут быть
изготовлены путём сборки из одинаковых элементов треугольной
или пятиугольной формы (см. рис. 1.3-1, 1.3-2), либо из элементов
различной формы и размеров (рис. 1.3-3).
Таблица 1.3-1
Типовые характеристики РПУ наземных стационарных РЛС
Тип РПУ
Многослойные
Тонкостенные с
диэлектрическим каркасом
Тонкостенные с
металлическим каркасом
Максимальный
диаметр, м
16,7
18,5
42,5
8,0
16,7
28,0
33,5
46
Диапазон
частот, ГГц
2-4
4-8
0,3-30
2-4
2-4
1-2
0,3-30
0,3-30
Коэффициент
передачи, %
87-94
96
98
88
79-89
83
87
85
Радиопрозрачные обтекатели антенн РЛС наземной подвижной
техники изготавливают чаще всего в виде плоских панелей или в виде
конусов. Конструкция радиопрозрачной стенки в таких РПО - моно-
14
литная полуволновая, работающая в одном или двух диапазонах
радиоволн (рис. 1.3-4, 1.3-5). Используются также РПО других
конфигураций, имеющие многослойные
стенки с заполнителями малой
плотности (рис. 1.3-6).
Рис. 1.3-3. Радиопрозрачное укрытие
бескаркасной конструкции из отдельных элементов
различных форм и размеров
Рис. 1.3-4. Радиопрозрачный
обтекатель с плоской радиопрозрачной
панелью, защищающий антенное
устройство РЛС ракетно-артилле-
рийской установки
Рис. 1.3-5. Передвижная ракетная
установка с радиопрозрачным двух-
диапазонным обтекателем
конической формы
Рис. 1.3-6. Самоходная ракетная
установка с радиопрозрачным
обтекателем с многослойной
стенкой
15
1.4. Радиопрозрачные изделия для морской техники
В качестве радиопрозрачных обтекателей и укрытий
корабельных РЛС, РЛС подводных лодок и других объектов, работающих в
условиях повышенной влажности, а в ряде случаев и в контакте с
морской водой, чаще всего применяют цельноформованные
конструкции в форме сфер, эллипсоидов, полусфер, переходящих в
цилиндр или усеченный конус с монолитными радиопрозрачными
стенками компенсационного типа (полуволновые). Реже используются
многослойные конструкции с ячеистым заполнителем [12,14,15].
Различные типы корабельных РПИ показаны на рис. 1.4-1 и
1.4-2. Монолитные раодопрозрачные обтекатели и укрытия
полуволнового типа чаще всего изготавливают на основе многослойных и
однослойных стеклотканей и полиэфирных или эпоксидных
связующих. Последние обладают большей влагостойкостью и
стабильностью прочностных и радиотехнических параметров в процессе
эксплуатации [16-19].
Радиопрозрачные обтекатели РЛС и других средств связи
глубоководных аппаратов, работающие постоянно или периодически как
при гидростатических, так и при гидродинамических нагрузках,
имеют монолитные радиопрозрачные стенки сравнительно большой
толщины (несколько полуволновых). Они могут быть различной
конфигурации. Наиболее нагружаемые из них, чаще всего выполнены
в форме сфероцилиндров (рис. 1.4-3).
Навигационные РЛС подводных лодок работают чаще всего в
сантиметровом диапазоне радиоволн [20]. В таких диапазонах,
например, работает РЛС, установленная на подводных лодках типа
«Трешер» и предназначенная для обнаружения различных объектов,
а также выдачи целеуказания. Она позволяет измерить расстояние с
точностью ± 1-2 % и брать пеленг с точностью до ± 10 °. Дальность
действия таких станций - до 50 миль, разрешающая способность по
расстоянию 10-70 км, по направлению - 1-2 ° [19].
Рис. 1.4-1. Радиопрозрачные защитные окна малой кривизны корабельной РЛС
Рис. 1.4-2. Судно с радиопрозрачными обтекателями сфероцилиндрической
конфигурации
16
Рис. 1.4-3. Радиопрозрачный обтекатель с
монолитной радиопрозрачной стенкой
полуволнового типа, используемый для защиты антенных
устройств подводных лодок
В последние годы все чаще применяют
РПИ и для защиты радиосекст^нтов -
приборов для измерения высоты и азимута
Солнца и Луны путем направленного
приема естественного радиоизлучения в
миллиметровом и сантиметровом диапазонах волн [16]. Наиболее
оптимальным диапазоном рабочих волн в этом случае (для тонного
измерения астрономических параметров) считается диапазон от 0,9
до 2,0 см. В этом диапазоне радиоволны мало поглощаются в
атмосфере.
РПИ полусферической формы с монолитными стенками
применяются для защиты РЛС-маяков, устанавливаемых на искусственных
железобетонных островах [3].
1.5. Радиопрозрачные обтекатели
летательных аппаратов
Наиболее сложную конфигурацию имеют радиопрозрачные
обтекатели летательных аппаратов, поскольку к ним предъявляются
требования по аэродинамическим параметрам и, кроме того, они несут
зачастую значительную нагрузку, являясь частью конструкции этих
объектов (фюзеляж, крылья или хвостовое оперение самолёта, либо
вертолёта или ракеты). Кроме того, форма таких обтекателей во многом
зависит и от места установки радиолокатора и его антенны.
Вертолетные обтекатели поисковых РЛС
могут располагаться в передней части
фюзеляжа. В этом случае они имеют
сложную конфигурацию (рис. 1.5-1).
Рис. 1.5-1. Вертолёт с РПО антенны
поискового радиолокатора,
расположенным под носовой частью фюзеляжа
2-22
17
Рис. 1.5-2. Вертолёт с носовым
радиопрозрачным обтекателем
В некоторых случаях
радиопрозрачные носовые
обтекатели вертолетных РЛС являются
составной частью фюзеляжа,
вписываясь в его
аэродинамические контуры (рис. 1.5-2).
Носовые вертолетные РПО систем наведения и прицеливания, к
которым предъявляют наиболее жесткие радиотехнические
требования, имеют чаще всего конфигурацию тел вращения (рис. 1.5-3, 1.5-4).
В последние годы обзорные РЛС вертолетов часто выносятся в
наиболее открытую зону - над ступицей винта. В этом случае РПО
приобретают шаровидную или эллипсовидную форму (рис. 1.5-3).
Самолётные радиолокационные станции, предназначенные для
ориентации, наблюдения, поисков и прицеливания, а следовательно,
и радиопрозрачные обтекатели, могут быть установлены под и над
фюзеляжем или крылом самолёта. Радиолокаторы обзора заднего
пространства устанавливают в хвостовой части. Антенны
радиолокаторов и закрывающие их обтекатели на ракетах обычно
устанавливают в носовой части, на элементах оперения и хвостовой части
корпуса.
Рис. 1.5-3. Вертолёт с радиопрозрачными надвинтовым обтекателем
эллиптической формы
Рис. 1.5-4. Двухдиапазонный радиопрозрачный обтекатель
сфероцилиндрической формы с монолитной полуволновой стенкой
18
Рис. 1.5-5. Размещение радиопрозрачных
обтекателей на самолетах и ракетах:
а - размещение обтекателей на
управляемой ракете; б - размещение
обтекателей на самолёте; / - носовые обтекатели;
2, 3, 4 - подфюзеляжные обтекатели;
5 - обтекатель радиомаяка; 6 - обтекатель
станции обзора заднего пространства;
7, 8 - обтекатели антенн поверхностного
или щелевого типа; 9 - надфюзеляжный
обтекатель
На рис. 1.5-5 показаны схемы возможного размещения
радиопрозрачных обтекателей на самолётах и ракетах. Условно их можно
разделить на следующие группы: носовые обтекатели, имеющие чаще
всего форму вытянутого тела вращения, которые подвержены
большим механическим и, зачастую, тепловым воздействиям; обтекатели,
размещённые под фюзеляжем, также имеющие большую кривизну
поверхности; обтекатели со слабо изогнутыми поверхностями или
плоские панели для защиты щелевых, врезных и других антенн,
расположенных на плоскостях крыльев, хвостового оперения и участках
фюзеляжа с малой кривизной.
Формы носовых обтекателей выбирают исходя из необходимости
обеспечения заданной обтекаемости. Обтекатели 2,3 и 4 (рис. 1.5-5)
располагаются под фюзеляжем и чаще всего предназначаются для
защиты антенн бортовых навигационных доплеровских станций,
станций бомбоприцеливания, картографирования, радиотехнической
разведки и др. Обтекатели антенн самолётного радиомаяка 5 обычно
представляет собой полый цилиндр круглого или эллиптического
сечения. Обтекатели 6 предназначены для размещения радиолокационных
станций обзора заднего пространства.
Под обтекателями 7 и 8 располагаются обычно антенны
поверхностного или щелевого типа, используемые для целей радионавигации,
связи, телеметрии и др. Эти обтекатели не выступают над
поверхностью хвостового оперения и поэтому не вносят дополнительного
аэродинамического сопротивления. Под обтекателями 9, находящимися на
верхней поверхности фюзеляжа, обычно размещаются шлейфовые
антенны связных радиостанций.
При конструировании радиопрозрачных обтекателей
выступающего типа для самолётов и ракет необходимо учитывать их
влияние на аэродинамические параметры корпуса летательного аппарата.
Один и тот же обтекатель определённой формы может привести к
появлению большего или меньшего дополнительного лобового
сопротивления в зависимости от его размещения.
19
Рис. 1.5-6. Истребитель с носовым
радиопрозрачным обтекателем оживаль-
ной остроконечной формы
Носовые обтекатели
подвергаются наибольшему воздейстрию
напора воздушного потока и
наибольшему нагреву. Для
сохранения аэродинамических параметров эти обтекатели имеют
заострённую форму с болыиГйм удлинением. С увеличением скорости
летательных аппаратов подфюзеляжные обтекатели становятся всё более
вытянутыми, а носовые - остроконечными [19, 21, 22]. Однако такая
форма обтекателя не является оптимальной с точки зрения
необходимых радиотехнических требований [23]. На рис. 1.5-6 - 1.5-8,
приведены общие виды самолётов с радиопрозрачными обтекателями из
стеклопластиков различного назначения.
Таким образом, существуют самолётные и ракетные РПО самых
различных типов и форм, зависящих от типов самолётов и ракет,
назначения РЛС и их расположения (рис. 1.5-5) - от монтируемых
заподлицо с внешней поверхностью летательного аппарата с малыми
углами падения радиоволн @-30 °) до подфюзеляжных и носовых
обтекателей с хорошей аэродинамической формой. Углы падения
радиоволн могут колебаться от 30 до 75 °.
В высокоскоростных самолетах используют радиопрозрачные
устройства остроконечной формы (рис. 1.5-6). Гражданские,
транспортные и другие не скоростные самолёты имеют чаще всего
радиопрозрачные устройства с плавными контурами (рис. 1.5-7).
Современные самолеты-разведчики оборудованы надфюзеляж-
ными антеннами РЛС, закрытыми РПО чечевицеобразной формы
(рис. 1.5-8). Типовые требования к основным параметрам самолётных
радиопрозрачных обтекателей широкого назначения приведены в
табл. 1.5-1 [8].
Рис. 1.5-7. Транспортный самолёт с радиопрозрачным обтекателем каплевидной
формы
Рис. 1.5-8. Самолёт-разведчик с радиопрозрачным обтекателем чечевицеоб-
разной формы РЛС контроля и дальнего обнаружения
20
Таблица 1.5-1
Типовые требования к параметрам самолётных
радиопрозрачных обтекателей
Параметры
Коэффициент передачи по мощности, %:
- средний
- минимальный
Коэффициент отражения по мощности, %, не
более
Значения параметров РЛС
общего
назначения
90
85
2
наведения или
управления огнем
85-90
75-80
2
В условиях полёта в плотных слоях атмосферы, набегающий
поток воздуха воздействует на радиопрозрачные обтекатели и создает
значительные аэродинамические нагрузки (статические и
динамические), вибрацию и аэродинамический нагрев [21, 22].
Аэродинамические нагрузки определяются формой обтекателя, скоростью и высотой
полета, местом расположения обтекатели [8, 22]. Большие скорости
полёта вызывают существенный аэродинамический нагрев
поверхности обтекателей (часто до 1000 °С и выше) [21] и температурные
перепады, что существенно ограничивает выбор материалов для
обтекателей. Ещё одним фактором внешнего воздействия, особенно для
самолётных обтекателей, является дождевая эрозия. Степень эрозии
зависит от материала обтекателя, температуры среды, размеров
дождевых капель, интенсивности, скорости выпадения дождевых
осадков, скорости самолёта и формы обтекателя. г
Носовые обтекатели ракет также имеют заостренную форму
(рис. 1.5-9). К ним предъявляют ещё более высокие требования по
радиопрозрачности, прочности в условиях высоких температур,
эрозионной стойкости и т.п. Соответственно, для их изготовления
используют армирующие термостойкие материалы (ткани на основе
кварцевых и кремнезёмных волокон) и температуростойкие
связующие (кремнийорганические, эпоксикремнийорганические, модифици-
ppSyi^^iii^
Рис. 1.5-9. Ракета с носовым радиопрозрачным обтекателем остроконечной
оживальной формы
21
рованные фенольные, полиимидные и т.п.). Одним из примеров
использования стеклопластика для изготовления антенных
обтекателей ракет являются РПО, установленные на ракетах «Поларис»,
комплектующих подводные лодки. Эти РПО изготовлены из
стеклопластика на основе эпоксифенольного связующего [16-18, 24].
1.6. Радиопрозрачные устройства повышенной
динамической стойкости из стеклопластиков1
Созданию радиопрозрачных изделий, способных защитить
дорогостоящую электронную аппаратуру от динамических воздействий
(от динамической ударной волны давления, от летящих с большой
скоростью предметов, пуль, осколков т.д.), в последнее время уделяется
большое внимание. Наземные радиопрозрачные укрытия повышенной
динамической стойкости имеют обычно обтекаемую форму, чаще всего
сферическую. На рис. 1.6-1 приведено одно из таких РПУ.
Имеется большой опыт использования различных типов
стеклопластиков (эпоксидных, полиэфирных и других) для изготовления
брони [25-28], которая может успешно применяться при создании
радиопрозрачных динамически стойких изделий. Наиболее
перспективными радиопрозрачными стенками, обладающими динамической
стойкостью, являются стеклопластиковые стенки большой толщины;
стенки, покрытые с наружной стороны диэлектриком с большой
твердостью, и стенки, содержащие металлические включения,
расположенные определённым образом (рис. 1.6-2).
Для удовлетворения требований по динамической стойкости
монолитные однослойные стеклопластиковые стенки должны иметь
достаточно большую толщину, и поэтому приемлемы для метрового
диапазона радиоволн. При работе в дециметровом и, тем более, в
сантиметровом диапазоне радиоволн коэффициент радиопрозрачности
резко падает даже в случае выбора толщины стенки, согласованной в
электродинамическом плане с длиной волны.
Рис. 1.6-1. Наземное радиопрозрачное
укрытие повышенной динамической
стойкости
* В данном разделе приведены некоторые экспериментальные данные,
полученные при участии канд. техн. наук В.И.Натрусова с сотр.
22
Рис. 1.6-2. Типы радиопрозрачных стенок
для динамически стойких изделий:
а - монолитная полуволновая
однослойная; б - монолитная полуволновая
двухслойная; в - монолитная с одной
компенсационной сеткой; г - монолитная с
двумя компенсационными сетками; д -
трехслойная с монолитными полуволновыми
обшивками; е - четырёхслойная с
монолитными полуволновыми обшивками; / -
стеклопластик; 2 - диэлектрик с повышенной
твердостью; 3 - компенсационная сетка;
4 - ячеистый заполнитель
г
trl
WrStf
Ш
(
f
t
а:
XT
1
ш
tr
е
Применение в монолитных однослойных стенках
компенсационных решеток (рис. 1.6-2 в, г) позволяет провести электродинамическое
согласование с увеличенной толщиной стенки РПИ, в результате чего
динамическая стойкость может быть увеличена при сохранении
хорошей радиопрозрачности.
В многослойных радиопрозрачных стенках с силовыми внешними
слоями полуволновой толщины удается увеличить коэффициент
радиопрозрачности и динамическую стойкость за счет изменения траектории
летящего предмета и увеличения жесткости конструкции.
Одним из перспективных направлений создания
радиопрозрачной брони следует считать использование стеклопластиков,
покрытых с наружной стороны слоем диэлектрика, имеющего повышенную
твердость (керамика, ситаллы, силикатные материалы, кварцевое
стекло и др.). Облицовочные материалы в этом случае предназначены
для диссипации доминирующей части энергии летящего предмета.
Работы [29, 30] показали, что в этом случае наибольшее значение
имеет высокая твердость облицовочного слоя. В то же время этот
слой должен иметь оптимальное соотношение между
характеристиками упругого сопротивления, пределом текучести при сжатии,
предельными нагрузками при растягивающих напряжениях и, конечно,
приемлемые диэлектрические свойства.
Особое место среди изделий из стеклопластиков,
радиопрозрачных и, одновременно, динамически стойких, занимают многослойные
конструкции, включающие металлические армирующие элементы
[31, 32]. В таких конструкциях чередуются слои стеклопластика и
металлические пластины, расположенные параллельно друг другу и
направлению распространения радиоволн. При небольших углах
падения ЭМВ (до 30 °) на такую металлостеклопластиковую стенку
тонкие металлические пластины мало влияют на прохождение
электромагнитной энергии, и электродинамические расчеты таких стенок
23
производятся так же, как и для обычных монолитных однослойных
стенок. Динамическая стойкость таких радиопрозрачных металло-
стеклопластиковых устройств в 1,5-2 раза выше, чем монолитных
стенок из стеклопластиков при той же толщине.
Одним из основных параметров, характеризующих динамическую
стойкость стенок, является скорость V сквозного пробития стенки
летящим предметом, имеющим массу 5-6 г. На рис. 1.6-3- 1.6-5
приведены характеристики различных конструкций динамически стойких
стенок. Из представленных рисунков видно, что наибольшей стойкостью
обладают металлостеклрпластиковые стенки. Динамическая стойкость
однослойной стеклопластиковои стенки прямо пропорциональна
толщине. Применение облицовочных слоев из диэлектрических
материалов с повышенной твердостью приводит к заметному увеличению
динамической стойкости.
Дд?
14
10
250
Рис. 1.6-3. Динамическая стойкость стеклопластиковых стенок различной
конструкции:
/ - однослойная; 2 - двухслойная - стеклопластик, облицованный
силикатным стеклом толщиной 1,5 мм; V- скорость летящего предмета массой
5-6 г, при которой происходит сквозное пробитие радиопрозрачной стенки; d
-толщина стенки
Рис. 1.6-4. Взаимосвязь между потерями ЭМЭ П и скоростью V для стенок,
работающих в сантиметровом диапазоне радиоволн:
/-однослойные стенки; 2 - двухслойные стенки, облицованные
силикатным упрочнённым стеклом толщиной 1 мм; 3 - двухслойные стенки с
упрочнённым стеклом толщиной 3 мм; 4 - двухслойные стенки, облицованные
керамикой «Поликор» толщиной 0,5 мм; 5 - двухслойные стенки, облицованные
керамикой «Поликор» толщиной 2 мм; 6 - трёхслойные стенки
компенсационного типа с наружными обшивками полуволновой толщины; 7 - трёхслойные
стенки, облицованные упрочнённым силикатным стеклом толщиной 1,5 мм;
8 - металлостеклопластиковые стенки
24
Рис. 1.6-5. Взаимосвязь между
потерями ЭМЭ и скоростью V для
однослойных A) и двухслойных
радиопрозрачных стеклопластиковых
стенок, работающих в миллиметровом
диапазоне радиоволн и
облицованных упрочнённым силикатным
стеклом различной толщины:
2-1 мм; 3-2 мм; 4-3 мм
1.75
1.6
1,25
ДдБ
0,75
250
350
450
V, М/с
550
650
Радиопрозрачные стекло-
пластиковые стенки
трёхслойной конструкции не имеют
заметного преимущества по
динамической стойкости перед однослойными (монолитными) стенками
при равной суммарной толщине стеклопластиковых слоев.
Результаты экспериментальных исследований динамической
стойкости и проведенных электродинамических расчетов радиопрозрачных
стекйопластиковых стенок различной конструкции позволяют
прогнозировать взаимосвязь динамической стойкости и радиопрозрачности
для различных динамически стойких РПИ. Анализ приведенных
данных показывает» что имеется возможность создания радиопрозрачных
динамически стойких изделий различной конструкции из
стеклопластиков, работающих в диапазоне сантиметровых волн, дециметровых и
метровых волн с радиопрозрачностью на уровне 85-95 %, а для РПИ,
работающих в миллиметровом диапазоне радиоволн - с
радиопрозрачностью 65-75 %.
1.7. Двухзеркальные системы, рефлекторы, контррефлекторы,
поляризационные решетки и отражатели
В последнее время весьма широко используются
радиопрозрачные изделия из стеклопластиков, являющиеся одновременно
отражателями, рефлекторами или контррефлекторами. Среди них
особое место занимают гелиосферические, сферические и
параболические радиопрозрачные изделия - отражатели (рефлекторы,
контррефлекторы). На практике эти изделия применяют в двухзер-
кальных антенных системах, используемых в режиме переизлучения
падающей плоской волны. Отражатели представляют собой
радиопрозрачную диэлектрическую сферическую оболочку, включающую
поляризационную решетку из проводов или узких металлических
лент. В качестве материала указанной сферической оболочки часто
используют стеклопластик на основе стеклопроволочных тканей
типа (см. далее), в которых металлические провода вплетаются в
25
структуру стеклоткани с заданным шагом. Электродинамические
расчеты таких систем изложены в работах [32, 33].
На практике возможны различные варианты совместной работы
параболического зеркала с плоским отражателем (рис. 7.1-1) [34-38].
Чаще всего в этих системах параболическое зеркало является
одновременно и радиопрозрачным обтекателем, предохраняющим
антенну и отражатель от воздействия окружающей среды. Одна из систем
параболического зеркала "с плоским отражателем представлена на
рис. 1.7-Ы - это двухзеркальная система для «качания» диаграммы
направленности в значительном телесном угле без искажения её
формы. В этом случае обручение параболического зеркала производят
через центр плоского зеркала. Параболическое зеркало образовано
системой параллельных друг другу металлических проводов,
расположенных на расстоянии не более половины длины волны в
диэлектрике друг от друга.
Провода в зеркале размещаются в слое диэлектрика. Такое
зеркало (трансрефлектор) практически полностью отражает волну,
плоскость поляризации которой параллельна проводам зеркала и
пропускает волну с поляризацией, перпендикулярной проводам.
Плоскость поляризации волны облучателя (обычно рупора)
параллельна проводам зеркала; следовательно, от зеркала отражается волна с
плоским фронтом. Эта волна, попадая на плоское зеркало, изменяющее
поляризацию волны на 90 °, отражается вновь в сторону
параболического зеркала. Так как теперь плоскость поляризации волны
перпендикулярна проводам параболического зеркала, то волна свободно издучается
в пространство. При наклоне плоского зеркала от оси на угол а
направление распространения радиоволны изменяется на угол 2а.
Возможность снижения угла поворота зеркала в 2 раза по
сравнению с углом отклонения радиоволны позволяет существенно упростить
А ' Б" В
Рис. 1.7-1. Схемы основных вариантов двухзеркальных систем с
использованием стеклопроволочных тканей в качестве рефлекторного и
отражательного слоев:
А-с параболическим РПО-контррефлектором и плоским отражателем;
Б - с параболическими отражателем, контррефлектором и коническим РПО;
В - с параболическими отражателем и РПО-контррефлектором; / - рупорная
антенна; 2 - отражатель; 3 - рефлекторный стеклопроволочный слой;
4 - РПО-контррефлектор; 5 - РПО; 6 - контррефлектор
26
конструкцию рассматриваемого радиотехнического комплекса. Как
видно из описания принципа действия системы, для изменения
поляризации падающей волны на 90 ° служит плоское зеркало. Такие устройства,
изменяющие поляризацию падающей на них радиоволны, обычно
называют поляризаторами [38].
По аналогичному принципу работают и двухзеркальные
системы, представленные на рис. 1.7-1 Б и 1.7-1 В.
Для изготовления элементов, полностью отражающих ЭМВ, в
частности, приемных и передающих антенн, применяют металл,
композиты на основе электропроводящих углеродных волокон.
Возможно также использование металлизированных стеклопластиков и
стеклопластиков на основе металлизированных стеклотканей. В
последнем случае для исключения просачивания ЭМЭ обычно бывает
достаточно двух слоев металлизированной стеклоткани.
При падении ЭМВ на металлический слой, в общем случае, ЭМВ
частично отражается от передней границы слоя, частично проникает
в глубину материала, возбуждая в нем электрические токи. При очень
малой толщине металлического слоя ЭМВ может пересекать слой.
Для обеспечения эффективного отражения ЭМВ толщина
металлического слоя должна быть больше глубины проникновения ЭМВ в
материал, а сам металл должен иметь низкое электрическое
сопротивление во избежание потерь энергии.
Глубина проникновения ЭМВ в металл характеризуется
величиной «скин-слоя»*. Для обеспечения эффективного отражения ЭМВ
толщина слоя металла должна составлять не менее нескольких «скин-
слоев». Толщина одного такого «скин-слоя» рассчитывается по
уравнению [39,40]:
8= \—?— A.7-1)
V *¦/>.
где р - удельное электрическое сопротивление металла, Омм;/-
частота ЭМВ; jua - абсолютная магнитная проницаемость металла.
В качестве отражающего слоя используется также металлическая
сетка. В том случае, если такая металлическая сетка расположена на
поверхности стеклопластикового отражателя (антенны),
коэффициент отражения ЭМЭ по мощности \Щ 2 при условии р « Я и S « Я
может быть определен по уравнению [33]:
w-,—Цг- A'7)
X
где 2р - диаметр проводов сетки; S - шаг сетки; Л - длина волны.
«Скин-слой» соответствует такой глубине расположения, при которой
напряженность электрического поля от падающей ЭМВ падает в е B,72) раз.
27
Решение задачи об отражении ЭМЭ от металлической сетки,
расположенной в средней части диэлектрической стенки приведено в
работе [33]. Там же рассмотрены случаи отражения ЭМЭ от
металлических сеток с произвольным соотношением /?, S и Я.
ПРИМЕРЫ
Пример 1. ОтражатеЛь, выполненный из металлизированного
стеклопластика, предназначен для отражения ЭМВ с частотой
/= 1 ГГц. Определить толщину «скин-слоя», если в качестве металла
используется медь.
Решение
Согласно [40] удельное электрическое сопротивление меди
составляет р = 1,75-10-8 Ом-м, а абсолютная магнитная проницаемость
- ра- 4я-10 Гн/м. Тогда толщина одного «скин-слоя» составит:
175.1 ft"8
3,14-109-43,1410
Пример 2. Металлическая сетка, выполненная из проводников
диаметром 2р = 0,2 мм с шагом S = 1 мм, расположена на
поверхности диэлектрической стенки. Рассчитать коэффициент отражения по
мощности ЭМВ с длиной волны 10 мм.
Решение
г=* ! — = 0,991
| 2
ЛИТЕРАТУРАкглаве1
1. Левренч В. Электрические характеристики жестких наземных
радиопрозрачных укрытий антенн //Зарубежная радиоэлектроника. №4.1961. С. 123-140.
2. Cady W., Karelitz M.t Turner L Radar Scanners and Radomes, MIT
Radiation Laboratory Series. McGraw-Hill. New York. 1948. V. 26. Chap.
13. №4. P. 15.
3. Modern Plastics. 1960. V. 37. № 9. P. 111-114.
4. Воробьёв Е.А., Михайлов В.Ф., Харитонов А.А. СВЧ диэлектрики в
условиях высоких температур. М.: Советское радио, 1977. 207 с.
5. Reinforced Plastics. 1963.7. № 10. P. 162.
6. Epoxide Glass Radome Dome // British Plastics. 1959. V. 32. № 3. P. 118-119.
7. Матвеев А.Е. О двух видах обтекателей антенны наземных
радиотехнических устройств // Вопросы радиоэлектроники. Сер. XII. 1962. №16. С.92-97.
8. Справочник по радиолокации: Пер. с англ. / Под ред. К.Н. Трофимова.
М.: Советское радио, 1977. Т. 2. С. 303-306.
28
9. Technical Data on Five Types of Ground Radomes Manufactured by Goodyear
Aircraft Company / Goodyear Aircraft Co., GER - 10064.1960. Nov. 23. 26 p.
10. Beal C, Gruber J.R and Driscoll DJ. Design and Performance of GO Foot
C-Band Rigid Radome CW-424/FPS-26-Proc. OSU-RTD. Symp.
Electromagnetic Windows. 1964. V. 2. 48 p.
11. Curtis R.B. Survey of Ground Radomes - Rome Air Development Center,
RADC - TDR - 64 - 127. May. 1964. P. 2-7.
12. Collins I.H. II The Future of Glass Reinforced Plastics. 1958. V. 23. № 248. 60 p.
13. Tool and Manufacture Engineering. 1962. V. 49. № 5. P. 101-103.
14. Water Impact Testing - Electronic Industries. 1960. V. 19. № 5. P. 91.
15. Семёнова Г.П., Лобачева Е.С. Материалы антенных обтекателей: Обзор
иностр. тех. литературы за 1960-1965 г.г. / Под ред. В.В. Павлова. М.:
ОНТИВИАМ, 1966.44 с.
16. The Engineer, 1963. V. 4. № 5596. P. 756,
17. Plastics World. 1961. V. 19. № 2. R 52.
18. Ordnance. 1960. V. 45. № 243. P. 391.
19. Обтекатели антенн: Пер. с англ. / Под ред. А.Н. Шпунтова. М.:
Советское радио, 1950. 263 с.
20. Раков В.И. Сквозь ночь, туман и расстояние. Л.: Судостроение, 1966. 246 с.
21. Привода В.А., Кокунько B.C. Обтекатели антенн летательных аппаратов.
М.: Машиностроение, 1970. 285 с.
22. Каплун В.А. Обтекатели антенн СВЧ. М.: Машиностроение, 1974. 239 с.
23. Tricales G. Radome Pattern and Boresight Error of Microwave Antenna // J.
Opt. Soc. America. 1964. V. 54. № 9. p. 1091.
24. Холостое Д.И. Средства кораблевождения подводных атомоходов. М.:
Воениздат, 1967. С. 211.
25. Canadian Plastics. 1959. July. P. 47.
26. Modern Plastics. 1968. V. 45. № 6. P. 87.
27. Navy International. 1973. V. 78. № 4. P. 13-20.
28. Sampl Qwart. 1971. V. 2. № 2. P. 46-50.
29. Патент США №4131053.
30. Glass Industry. 1968. № 6. P. 277.
31. Патент Англии М>1330175МКИ НО IQ 15124 19/18.
32. Каплун В.А., Кулиш ВТ. Дифракция электромагнитных волн на решетке
цилиндрических проводниковых стержней в плоском слое диэлектрика //
Изв. ВУЗов. Радиофизика, 1984. Т. XXVII. №5. С. 98-100.
33. Айзенберг Г.З., Ямпольский ВТ, Терешин О.Н. Антенны УКВ. 4.2. М.:
Связь, 1977. С. 162.
34. Кобак В.О. Радиопрозрачные отражатели. М.: Советское радио, 1975.
215 с.
35. Жук М.С., Молочков Ю.В. Проектирование антенно-фидерных
устройств. М.: Энергия, 1966.439 с.
36. Патент № 2,101,220, Франция.
37. Патент № 3,235,870, Франция.
38. Жук М.С, Молочков Ю.В. Проектирование линзовых сканирующих
широкодиапазонных антенн фидерных устройств. М.: Энергия, 1973.148 с.
39. Кобак В. О. Радиолокационные отражатели. М.: Советское радио, 1975.488 с.
40. Федоров Н.Н. Основы электродинамики. М.: Высшая школа, 1980. С. 82-86.
41. Кошкин Н.И., Ширкевич МТ Справочник по элементарной физике. М.:
Наука, 1972.256 с.
ГЛАВА 2
СВОЙСТВА АРМИРУЮЩИХ МАТЕРИАЛОВ
2.1. Основные физико-химические свойства стекол
и стеклянных волокон
Для производства стеклянного волокна, применяемого в
качестве основы для изготовления армирующего материала в производстве
радиопрозрачных изделий, используют стекла различного
химического состава (табл. 2.1-1): алюмоборосиликатные, магнийалюмоси-
ликатные (высокопрочные, высокомодульные) кремнеземные стекла,
кварцевые и др. [1-6].
Таблица 2.1-1
Состав стекол, применяемых в производстве стеклянных волокон*
Содержание основных компонентов стекла, % (масс.)
О
с/5
S
<
9
00
9
б
Бесщелочное, алюмоборосиликатное стекло типа Е
52-55 14-15 17-22 2-4 7-Ю 0-1 0,4
Химически стойкое стекло №7,7А
63-65 4-5 11-13 3-4 - 11-12 03-2 0,2 2-5
Стекло для изготовления кремнеземного волокна
72 0,2 6 4 - 17 0,1
Высокопрочное, высокомодульное стекло типа S:
ВМ-1
55-57 24-26 - 14-16 - 1,3-2,7
вмп
58-73 15-25 - 4-15 ----- 0,3-2,8
Стекло с низкой диэлектрической проницаемостью типа Д-4,5
51-71 1-5 - - 2S45 3 - - - - - -
Стекло с высокой диэлектрической проницаемостью:
свинцовосиликатное
340 3,0 0,5-3^ - ' - - - - 60
стекло Н
353 - 49 - - - - 9,1 27 10,8 3,5
* Большая часть составов стекла разработана специалистами НПО
«Стеклопластик» (ВНИИСПВ). Стекло Н разработано специалистами университета
Киото и Nippon Electric Glass Co., LTD (Япония).
30
Основным компонентом для большинства марок стекла является
диоксид кремния (SiCh), образующий основной каркас в этом
материале. Исключением являются лишь специальные стекла, например,
свинцовое, в котором содержание, диоксида свинца достигает
60 % (масс). Для придания стеклу необходимых технологических и
эксплуатационных свойств, в его состав вводят различные
добавочные компоненты. Для понижения температуры плавления стекла и
вязкости его расплава вводят окислы щелочных и щелочноземельных
металлов. Введение окиси алюминия АЬОз приводит к уменьшению
склонности стекла к рекристаллизации, повышению атмосферостой-
кости стеклянного волокна и улучшению его текстильных свойств.
Наличие ВгОз приводит к понижению коэффициента термического
расширения стекла, улучшению условий образования из него волокна
и повышению атмосферо- и водостойкости [5-9].
Стеклянные волокна вырабатывают по одно- и двухстадийной
технологии. При двухстадийной технологии из исходных
компонентов (песок, глинозем, мел, кальцинированная сода и др.)
приготовляется шихта заданного состава, которую плавят в печах. Из
полученного расплава формуются стеклянные шарики, которые затем
загружаются в платиновый сосуд, имеющий в своем днище от 100 до 2000
фильер (отверстий) диаметром от 5 до 20 мкм. После расплавления
стеклянных шариков в тигле до получения вязкой массы (при
температуре 1200-1400 °С - в зависимости от состава стекла) через
фильеры вытягиваются непрерывные стеклянные волокна. Волокна
собираются в пучок, покрываются замасливателем и наматываются на
приемную бобину. При одностадийной технологии стекловолокна
производят, минуя стадию получения стеклошариков.
Кварцевые волокна вырабатывают путем вытягивания при
нагревании из предварительно приготовленных из природного кварца,
с высоким содержанием SiCh, штабиков (стержней). Кремнеземные
волокна получают путем экстракции щелочных и щелочноземельных
элементов кислото-содержащими реагентами из нитей, либо готовых
стеклотканей, изготовленных из специальных составов стекла. После
извлечения основной массы указанных элементов содержание SiCh в
стекле достигает 95-98 %.
Удлинение стеклянного волокна при разрыве достигает 4,5-5,5 %.
При этом деформационные характеристики волокна подчиняются
закону Гука. Коэффициент Пуассона волокон составляет 0,22-0,24. С
повышением температуры модуль упругости волокон и их прочность
уменьшаются. Модуль упругости стеклянного волокна повышается с
увеличением его диаметра [9,10], а прочность - падает.
Прочностные характеристики волокон в значительной степени
зависят от состава стекла [7-10] (табл. 2.1-2). Прочность и модуль
упругости стеклянных волокон можно повысить путем введения в
состав стекломассы окислов магния, бериллия, титана, циркония, меди
31
[6]. Например, высокопрочные и высокомодульные волокна магний-
алюмосиликатного состава имеют прочность на 30-60 %, а модуль
упругости на 20-30 % выше, чем у волокон из алюмоборосиликатно-
го стекла типа Е. Прочность стекла при сжатии (при испытании
«массивных» образцов) в зависимости от состава колеблется от 0,5 до
2ГПа[11].
Таблица 2.1-2
Свойства стеклянных волокон из стекол различного состава
Плотность,
кг/м3
2550
2580
2560
2160
4300
2210
Теплоемкость,
Дж/(кг°С)
720
-
670
Температура
размягчения,
*с
Терм. коэф.
линейного
расширения, сг-106,
град-'
Предел
прочности
при
растяжении,
ГПа
Алюмоборосиликатное типа Б
840
5
3,5
Высокопрочное, высокомодульное:
920
950
ВМ-1
-
вмп
2,5
4,5
5.°
Модуль
упругости,
ГПа
73-75
95
93
С низкой диэлектрической проницаемостью типа Д-4,5
670
-
3
2,5
52
Относительное
удлинение
при
разрыве, %
4,8
-
5>4
4,7
С высокой диэлектрической проницаемостью, свинцовосиликатное
-
915
-
1670
-
Кварцевое
0,5
1,7
4,0
51
75
-
-
Термостойкость алюмоборосиликатного стекла типа Е
составляет 450-500 °С, а некоторых высокомодульных и высокопрочных
стекол - до 700 °С. Высокой термостойкостью (до 1100 °С) обладает и
кремнеземное волокно [12]. Термостойкость волокон из кварцевого
стекла достигает 1200 °С [13].
Теплоемкость стекол достаточно точно может быть рассчитана
по правилу аддитивности при известных составе и теплоемкости
отдельных компонентов. У большинства стекол данный показатель
находится в пределах от0,7 до 0,9 кДж/(кгград).
Коэффициенты теплопроводности большинства стекол
составляют 0,8-1,1 Вт/(мград) [для алюмоборосиликатного стекла «Е» -
0,9 Вт/(мград)].
Коэффициент поверхностного натяжения расплава стекол в
зависимости от состава колеблется от 0,2 до 0,4 Н/м и довольно слабо
зависит от температуры [14].
Для изделий радиотехнического назначения чаще всего
применяют волокна из стекла Е с минимальным содержанием щелочных
оксидов, синтезированные на основе оксидов кальция и алюминия
(система SiOs-CaO-AhCb).
32
Для изготовления радиопрозрачных изделий, обладающих
улучшенными радиотехническими характеристиками, используются
кварцевые волокна, имеющие наилучшие диэлектрические показатели.
Для получения изделий с уменьшенной плотностью и
теплопроводностью, повышенной удельной прочностью (на единицу массы),
используются полые волокна [15-17]. Полые волокна изготовляют из
алюмоборосиликатного стекла. Диаметр полых волокон составляет
8-25 мкм. Как показывают теоретические расчеты, для обеспечения
наибольшей жесткости волокна на единицу массы, оптимальным
коэффициентом капиллярности К (отношение внутреннего диаметра
полого канала к внешнему диаметру волокна) является величина 0,85.
Однако технологические возможности ограничивают эту величину до
0,5-0,7. Недостатком полых стеклянных волокон является
существенное колебание коэффициента капиллярности и наружного диаметра
волокон. Нестабильность параметров полых волокон может
приводить и к нестабильности диэлектрических характеристик композитов
на их основе.
2.2. Диэлектрические свойства стеклоармирующих
материалов
Диэлектрические свойства стекловолокна зависят в основном от
температуры и состава стекла. В большей степени на значения е и Х%8
оказывает влияние содержание ионов щелочных материалов (Li+,
Na+, K+) и в меньшей степени - ионов щелочноземельных металлов
Экспериментальные значения е стекол различных составов при
различных частотах приведены в табл. 2.2-1.
Таблица 2.2-1
Диэлектрическая проницаемость стекол различного состава
Состав 1матжа^ стекла
Бесщелочное
ВМП
ВМ-1
УП-76
С низкой диэлектрической
проницаемостью типа Д-4,5
С высокой диэлектрической
проницаемостью свинцово-
силикатное Д-9
Кварцевое
0,001
6,5
5,8
6,2
5,6
3,6
11,5
3,8
Значения е при частоте (в
5,9
5,6
6,2
4,7
-
-
3,8
10
6,3
6,2
6,2
5,2
4,0
10,5
3,9
32
6,3
5,8
6,2
5,2
-
-
3,7
75
6,2
5,9
6,2
5,2
-
-
3,8
ГГц)
150
6,2
5,9
6,2
5,2
_
-
3,8
200
6,1
5,8
6,2
5,2
-
-
3,8
3-22 33
Потери энергии при прохождении ЭМЭ через стекла
обусловлены, в основном, процессами релаксации, а также резонансными
потерями, связанными с поглощением энергии ионами, собственная
частота колебаний которых совпадает с частотой ЭМВ. Значения tgSnfln
некоторых составов стекол при различной частоте ЭМВ приведены в
табл. 2.2-2.
Таблица 2.2-2
Значения тангенса угла диэлектрических потерь различных стекол
Состав (марка)
стекла
Бесщелочное
ВМП
ВМ
УП-76
С низкой диэлектрической
проницаемостью Д-4,5
С высокой диэлектрической
проницаемостью свинцово-
силикатное Д-9
Кварцевое
0,001
1.5
1,0
2.5-5,0
1.5
0,5-3,0
7,0
0,10
Значения tg<? • 103 при частоте (в ГГц)
0,1
2,3
1,7
5,7
3,0
-
-
0,10
10
4,0
2,4
7,0
,5,5
3-6
11,5
0,10
32
8,0
п.з
10,0
8,4
-
-
0,26
75
10,0
12,4
20,0
5,5
-
-
0,5
150
32,6
25,4
31,4
2,7
0,13
200
31,0
26,5
29,0
2,0
-
0,10
Значения tgS всех рассмотренных стекол монотонно
увеличиваются в диапазоне частот 1 ОМ О10 Гц. Повышение частоты ЭМВ (более
100 ГГц) ведет к резкому увеличению значений tg&
С увеличением температуры значения е и tg<5", стекол возрастают
(рис. 2.2-1), особенно интенсивно - величина tg?
Как видно из приведенных данных, наилучшими
диэлектрическими характеристиками обладают кварцевые стекла и стекла
специальных составов с пониженной диэлектрической проницаемостью.
Диэлектрические свойства кремнеземных волокон приближаются к
свойствам кварцевых.
Для улучшения
диэлектрических характеристик армирующих
материалов, как отмечалось выше,
часто используются полые
стеклянные волокна. Значения
эффективных коэффициентов диэлектри-
-1.0
-1.5
•2.0
-2,5
-3.0
200 400 600 800 1000
Рис. 2.2-1. Зависимость значений
s ( ) и tg? ( ) стекол от
температуры:
1, 2 — стекло алюмоборосили-
катное, бесщелочное; 3, 4 - стекло
кварцевое
34
ческой проницаемости полых стеклянных волокон и тангенса угла
диэлектрических потерь на 30-40 % ниже аналогичных
характеристик сплошных волокон [18].
Для расчета диэлектрической проницаемости полого волокна
его можно рассматривать как среду с включенными в нее
воздушными капиллярами. В этом случае для определения диэлектрической
проницаемости полого волокна епоя можно воспользоваться известной
формулой Лоренц-Лоренца [19 - 20]:
B.2-2)
где ест - диэлектрическая проницаемость используемого стекла;
ve - доля объема воздушных включений.
2.3. Обработка поверхности стекловолокнистых
армирующих материалов
В связи с гидрофильностью стеклянных волокон, на их
поверхности всегда содержится некоторое количество адсорбированной
влаги. У стеклянных волокон, содержащих силикаты щелочных и
щелочноземельных элементов, поверхностный слой покрыт гелем этих
силикатов. Поскольку силикаты в таком геле способны к довольно
быстрой гидратации с образованием щелочей, то вместо части
силикатов в слое геля находится раствор щелочи.
Наличие щелочей и влаги оказывает негативное влияние на
характер и время отверждения связующего при формовании изделий, а
также на характер адгезии связующего с поверхностью
стекловолокон. Удалить же влагу полностью из поверхностных слоев
стекловолокон не удается вплоть до температур 300-400 °С. Однако при
нагреве до такой температуры теряется прочность стекловолокна.
Для изменения свойств поверхности стекловолокон их
обрабатывают аппретами или замасливателями. Замасливание производят
перед намоткой пучка волокон на бобину. Замасливатель соединяет
элементарные волокна в комплексные (первичные) нити, облегчает их
размотку и крутку, защищает от истирания во время текстильной
переработки и препятствует накоплению зарядов статического
электричества трения [2]. Комплексные нити затем складываются друг с
другом в нужном числе сложений для получения ткацких нитей.
Для нанесения замасливателя сразу по выходе элементарных
волокон из фильер и сбора их в пучок устанавливается замасливающее
устройство, в которое непрерывно поступает замасливатель. В ре-
35
зультате на бобину наматывается комплексная нить со склеенными
замасливателем элементарными волокнами.
Различают два вида замасливателей: текстильные и «прямые»
(гидрофобно-адгезионные). Первые служат только для обеспечения
текстильной переработки первичной стеклянной нити и состоят из
клеящих и поверхностно-активных, а также пластифицирующих (или
смазывающих) веществ, обычно растворенных или эмульгированных
в воде, реже - в органических растворителях.
Из текстильных замасливателей в отечественной
промышленности наибольшее распространение получил парафиновый водно-
эмульсионный замасливатель («парафиновая эмульсия»), в котором
клеящим веществом является дициандиамидформальдегидная смола -
около 1,3 %, смазывающим - жирные кислоты. В состав
«парафиновой эмульсии» входят также парафин, стеарин, вазелин,
трансформаторное масло и эмульгатор, представляющий собой, чаще всего,
продукт конденсации диэтиленгликоля с жирными кислотами.
Используются и замасливатели на основе крахмала (декстриновый
замасливатель) [2, 21, 22]. В состав декстринового замасливателя входят
декстрин и различные клеящие и эмульгирующие добавки. Текстильные
замасливатели стоят дешевле, однако, они препятствуют хорошему
смачиванию стекла связующим, адгезионному взаимодействию
между ними. В результате этого, пористость стеклопластика
увеличивается, что приводит к снижению прочностных и диэлектрических
характеристик стеклопластика при эксплуатации изделий из него,
особенно в условиях повышенной влажности.
Для удаления с поверхности стекловолокна текстильных
замасливателей стеклоткань промывают в различных растворителях,
специальных растворах или подвергают термической обработке. При
промывке содержание замасливателя может быть уменьшено до 1 %,
при термической обработке (при 200-300 <>С) - до 0,2-0,5 %. При
длительной термической обработке при 400-450 °С замасливатель
удаляется практически полностью. Разработан также метод отмывки
замасливателя водой с использованием ультразвука [23].
Наиболее прогрессивным методом обработки стеклянного
волокна аппретами является добавление аппретов в состав
замасливателя. При этом не снижаются прочностные показатели волокна,
обеспечивается хорошая смачиваемость волокна связующим.
Замасливатели с добавками аппретов получили название
«прямых» замасливателей. Гидрофобно-адгезионные («прямые»)
замасливатели, содержащие аппреты, способствуют увеличению
смачиваемости стекловолокна связующими, снижению, тем самым, пористости
материалов, повышению адгезионной связи связующего со
стекловолокном. В зависимости от назначения разработана широкая гамма
различных замасливателей и аппретов. Используются химические
соединения типа «волан» (комплексное соединение смешанных хро-
36
мовой соли метакриловой и соляной кислот и хромоксихлорида).
Под влиянием воды, находящейся на поверхности стекла, происходит
гидролиз хлорида с последующей конденсацией и образованием
полимерного комплекс-катиона. Одновременно на поверхности
стекловолокна возможно образование связи
Хорошие результаты получаются при обработке стеклянного
волокна кремнийорганическими соединениями (метил-, этилхлор- и
этоксисиланы). В процессе обработки стеклянного волокна хлор- или
этоксиланы взаимодействуют с адсорбированной влагой и силаноль-
ными группами стекла, образуя тончайшую гидрофобную пленку с
сетчатой структурой:
р р ^
О—Si—О—Si-0-Si-O
С2Н5 О С2Н5
O-Si~O~Si-O~Si~O
—Si— —Si-
Поверхность стеклянного волокна
Кроме упомянутых выше кремнийорганических соединений для
обработки стеклянного волокна применяют и аминосиланы общей
формулы (NH)x[CH2CH2Si(ORK]3~x. Используются также силаны,
содержащие винильную или акрильную группу [24-26] и соединения
следующего строения:
диаллилдиэтоксилан Si(OC2H5J
\
силаноляты —Si-OMe
винилсилоксаны si—О—Si •
Наиболее эффективным аппретами для эпоксидных связующих
являются аминосиланы, например, ^аминопропилтриэтоксилан
(АГМ-9), аминогексаметиленаминометилтриэтоксисилан (АГМ-3),
эпоксипропилтриэтоксисилан (ЭС-1) и фениламинометилдиэтоксиси-
37
лан (АМ-2) [27], которые взаимодействуют с адсорбированной на
поверхности стекловолокна влагой и силанольными группами стекла, а
также вступают в химическое взаимодействие с эпоксидными
группами связующего за счет наличия аминогрупп.
В состав применяемых в настоящее время замасливателей №76 и
№80 входит продукт АГМ-9. В качестве ПАВ для этих
замасливателей используют препарат ОС-20 (смесь полиэтиленгликолевых эфи-
ров высших жирных спиртов), имеющий структурную формулу
Я-СХСНгСНгО),, , где R - радикал спирта; п - равно в среднем 20.
В состав замасливателя входит также вспомогательное вещество
ОП-10 (смесь полиэтиленгликолевых эфиров моно- и диалкилфено-
лов). Составы некоторвгх прямых замасливателей [в % (масс.)] для
эпоксидных, эпоксифенольных и фенольных стеклопластиков на
основе описанных выше аппретов представлены в табл. 2.3-1.
Таблица 2.3-1
Рецептуры «прямых» замасливателей
Замасливатель
АГМ-9 - р-аминопропшггриэтоксисилан
ДЦУ — дициандиамидформальдегидная смола
ДБС - дибутилсебацинат
ОС-20 - смесь полиэтиленгликолевых эфиров высших
жирных окислов
ТЭГ-1 или ТЭГ-10 - эпоксидная водорастворимая смола
Волан - комплексное соединение хрома
Ледяная уксусная кислота
Латекс СКН-40НК - бутадиенакрилнитрильный латекс
Политерпен - продукт полимеризации терпеновых
углеводородов
ПЭГ-35 - полиэтиленгликоль с молекулярной массой
1470-1600 F0 - 65 %-ный раствор)
ПЭГ-13 - полиэтиленгликоль с молекулярной массой 600
Вода дистиллированная
76
0,50
2,0
2,0
1,2
-
-
0,10
-
3,0
0,70
0,40
90,5
78
0,5
2,0
2,0
1,2
2,0
0,5
0,05
-
-
-
-
91,7
80
1,0
1,5
2,0
1,1
2,0
-
0,3
0,5
-
-
-
91,6
Применение аппретов в составе «прямых» замасливателей
способствует улучшению и стабилизации физико-механических и
диэлектрических свойств стеклопластиков при эксплуатации в наиболее
неблагоприятных климатических условиях (см. ниже).
2.4. Переработка элементарных волокон
в армирующие материалы
Элементарные волокна непосредственно для изготовления РПИ
не используют. Первичные волокна собирают в комплексные нити
(крученые или некрученые) или жгуты (ровинги). В производстве
38
РПИ применяют стекловолокнистые заполнители регулярной
структуры в виде стеклянных тканей и вязально-прошивных материалов, а
также в виде нити или ровингов (жгутов).
Стеклянная нить - простейший армирующий материал, в
котором волокна склеены различными замасливателями. Обычно
используются стеклянные нити толщиной 42 и 84 текс* из волокон
диаметром 9-11 мкм на замасливателе «парафиновая эмульсия» или на
«прямых» замасливателях №№ 3, 9, 39, 289, А-41 и др. - для
стеклопластиков на основе полиэфирных смол и №№ 39, 76, 78, 80, 752 и др.
- для стеклопластиков на основе эпоксидных и эпоксифенольных
смол. Основные характеристики некоторых крученых комплексных
нитей приведены в табл. 2.4-1,2.4-2.
Таблица 2.4-1
Основные характеристики некоторых стеклонитей [15]
Марка
стеклонити
Вид
замас-
ливате-
ля
Кол-во
элемент,
нитей,
шт.
Диаметр
элемент.
нити,
мкм
Линейная
плотность,
текс
Разрывная
нагрузка, Н
Число
кручений,
кр./м
Алюмоборосиликатное стекло
БС6-26х4хЗ-78 №78 400 6 312 8,0 100
НС-54-80A00) №80 100 9,5 54 20 100
ВС6-13х1х2 №80 200 6 26 13,5 100
Высокомодульное стекло
ВМС8-26х 1x2-80 №80 200 8 52 30 100
ВМС9-18x1x3-80 №80 100 9 54 30 100
Таблица 2.4-2
Основные характеристики кремнеземных и кварцевых нитей [15]
Марка
стеклонити
КН-Л
КН-П-275
К116С-170БА
КС11-17x4x3
КС11-17x2x3
КСП-17х4
КС7-4,5х1х2
Диаметр
элемент,
нити, мкм
Линейная
плотность, текс
Кремнеземные нити
6 180
6 180
6 170
Кварцевые нити
11 204
11 102
11 68
7 9
Разрывная
нагрузка, Н
20
20
245
588
255
_
-
Число
кручений,
кр./м
150
275
100
100
60
100
Текс - масса (в г) волокна длиной 1 км.
39
Ровинг представляет собой прядь из равномерно натянутых
стеклянных нитей (табл. 2.4-3). Ровинги применяют чаще всего для
изготовления изделий в виде тел вращения методом намотки.
Из крученых нитей методом обычной текстильной переработки
вырабатывают однослойные и многослойные стеклоткани, из
некрученых нитей и ровингов изготовляют жгутовые ткани, нетканые
рулонные наполнители. Перспективными являются и рулонные вязаль-
но-прошивные нетканые ««материалы, получаемые путем перевязки
нитей основы и утка на станках типа «Малимо».
Марки и характеристики намоточных ровингов
на прямых замасливателях
Таблица 2.4-3
Марка ровинга
РБР13-2520-76
РБН10-2520-78
РБН10-1260-78
РБН 10-840-78
РБН 10-420-78
РВМН 10-2580-80
РВМН10-1260-80
РВМН 10-420-80
РВМН 19-1740-80
РКП-1250
Тип
стекла
Е
Е
Е
Е
Е
ВМ-1
ВМ-1
ВМ-1
ВМ-1
Кварц
Диаметр
волокна, мкм
10
10
10
10
10
10
10
19
6-8
Замасливатель
марка
№76
№78
№78
№78
№78
№80
№80
№80
№80
-
%(масс.),
не более
0,6
0,7-1,2
0,7-1,2
0,7-1,2
0,7-1,2
0,6-1,0
0,6-1,0
0,6-1,0
0,6-1,0
-
Текс
2520
2520
1260
840
420
2580
1260
420
1740
1250
Разрывная
нагрузка, Н
800
450
400
200
1548
756
252
783
250
2.5. Однослойные стеклоткани и стеклосетки
В производстве РПИ в основном применяются ткани из
текстильных крученых нитей и из жгутов (ровингов) четырех видов
переплетения: полотняного
(гарнитурного),
сатинового, саржевого,
кордного [1-4] (рис. 2.5-1).
Рис. 2.5-1. Виды
переплетений основных типов
однослойных тканей:
а) полотняное
(гарнитурное); б) 8-ми ремизное
сатиновое; в) саржевое; г)
кордные ткани
Ткани полотняного (гарнитурного) переплетения, уток и основа
которой взаимно переплетаются через одну нить, обладают самой
меньшей величиной сдвига нитей. В тканях сатинового переплетения
каждая нить основы и утка проходит соответственно над несколькими
нитями утка и основы в зависимости от раппорта переплетения, т.е. над
тремя, пятью, семью и большим числом нитей. Такие ткани имеют
большую гибкость и рыхлость, но с другой стороны, и большую
величину изменения расстояния между соседними нитями. В тканях
саржевого переплетения каждая нить основы и утка переплетаются через две
нити. В кордных тканях прочность в одном направлении (чаще всего
по основе) значительно выше за счет большего числа нитей в этом
направлении.
Црочность ткани, ее подвижность зависят от вида переплетения,
плотности по основе и утку, а также крутки, толщины нити и других
структурных параметров (табл. 2.5-1, 2.5-2, 2.5-3). Указанные
параметры влияют также и на величину сдвига отдельных волокон и
нитей относительно друг друга при переработке ткани, что может
влиять на регулярность структуры стеклопластика.
Таблица 2.5-1
Основные характеристики некоторых стеклотканей
на основе бесщелочного стекла
Марка
ткани*
Э1-100
31-125
Э1-150
ЭЗ-200
ЭЗ-250
Т-17
Т-41
Т-13
Т-Ю
Т-11
Т-22
ТР-07
Вид
переплетения
полотно
полотно
полотно
полотно
полотно
ПОЛОТНО
сатин 8/3
ПОЛОТНО
сатин 8/3
сатин 8/3
сатин
саржа
Масса
1 м2, г
105
145
150
195
230
25р
250
285
290
385
620
800
Толщина, мм
0,10
0,125
0,15
0,20
0,25
0,25
0,26
0,27
0,25
0,30
0,53
0,70
Прочность при растяжении,
кН/см:
по основе
по утку
0,6 0,6
0,9 0,9
1,0 1
1,1
1,2
1,2
1,8
2,0
2,8
2,8
,0
,1
,1
,2
,8
,3
,5
,6
3,9 2,9
4,0 3,0
* Стеклоткани выпускаются с использованием замасливателей на основе
парафиновой эмульсии и «прямых» замасливателей. В последнем случае
марка замасливателя указывается, как правило, после цифр через дефис.
Используемые в тканях стеклонити (ровинги) изготавливают из
ролокон диаметром 6-10 мкм. Изменение диаметра волокон от 3 до
Ю мкм практически не влияет на механические свойства
стеклопластиков. [28]. В связи с этим в последние годы наметились тенденции к
использованию в стеклотканях более толстых стеклянных волокон
(выше 10 мкм) и к увеличению толщины первичной нити.
41
Таблица 2.5-2
Основные характеристики некоторых кремнеземных, кварцевых
тканей и стеклотканей на основе высокомодульного стекла
Марка
ткани
КТ-П-ТОА
КТ-П-С8/3-13
КТ-П-Э/0,2
ТК-3
ТС-8/ЗК
ТС-8/3(ВМ)-78
ТСУ-8/3-(ВМ)-78
Т-26(ВМ)-78
Т-25(ВМ)
Вид
переплетения
Масса
1 w2 г-
1 М ¦, Г
Толщина,
мм
Кремнеземные ткани
Полотно
Сатин
Полотно
300
575
180
0,40
0,50
0,26
Кварцевые ткани
Полотно
Сатин
Сатин
Сатин
Кордное
Кордное
110
290
Ткани ВМ
320
320
280
365
0,12
0,28
0,26
0,27
0,22
0,30
Прочность при
растяжении
по основе
0,65
1,8
0,3
0,4
1.1
3,0
2,1
3,5
4,5
кН/см
по утку
0,65
1,1
0,3
0,4
0,6
1.8
2,8
0,2
0,3
Характеристики отечественных стеклотканей
на основе полых волокон
Таблица 2.5-3
Марка
ткани
Т-24(П)
Т-45(П)-76
Т-15(П)
Т-15(П)-76
Т-8/3(П)
Т-8/3(П)-78
Толщина
ткани, мм
0,105
0,26
0,19
0,19
0,25
0,27
Поверхностная плотность
ткани, г/м2
80
216
160
160
205
205
Разрывная нагрузка, Н*
по основе 1 по утку
250 250
1176 784
785 687
785 589
1500 800
1550 900
Переплетение
Полотняное
Сатин 8/3
Сатин 8/3
Сатин 8/3
Сатин 8/3
Сатин 8/3
* Здесь и далее: разрывную нагрузку определяют на полосках шириной
25 мм и длиной 100 мм.
Большое распространение получили комбинированные
стеклоткани, включающие металлические проводники (табл. 2.5-4). Стекло-
проволочные ткани выпускаются двух типов: с системой
параллельных проводников (проводники используются чаще всего в виде нитей
утка) и с системой пересекающихся проводников, создающих
прямоугольные ячейки. Первый тип стеклопроволочных тканей (СТП)
применяют при изготовлении рефлекторов, контррефлекторов в
радиопрозрачных обтекателях и в двухзеркальных системах для
формирования диаграммы направленности и поляризации радиоволны в
42
определенной плоскости. Второй тип стеклопроволочных тканей
(РСП) используется для создания отражателей (зеркал) и
компенсационных слоев в монолитных и многослойных стеклопластиковых
стенках.
Таблица 2.5-4
Основные характеристики стеклопроволочных тканей*
Марка ткани
СТП-0,7
СТП-2,5
СТГЫ1.6
СТП-7.0
СТП-0,22
СТП-0,20
СТП-0,18
РСП 8x8
РСП-0.1-5x5-14
Номинальная
толщина,
мм
0.25
0.23
0,10
0,22
0,09
0,10
0,12
0,3
Поверхностная
плотность,
г/м2
215
128
112
125
90
95
100
160
205
Диаметр
проводников,
мм
0,1
0,1
0,1
0,1
0,04
0,04
0,04
-
0,1
Шаг или
размер
ячеек
проводников, мм
0,7
2,2
11,6
7,0
0,22
0,20
0,18
8x8
5x5
Разрывная
нагрузка, Н
по
основе
-
60
60
38
38
38
784
85
по
утку
-
60
60
20
10
10
490
80
* Все ткани полотняного переплетения.
Для волн меньшей длины следует уменьшать диаметр
проводников и расстояние между ними. Так, например, для миллиметрового
диапазона радиоволн требуются проводники диаметром 0,04-0,06 мм,
а расстояние между ними должно составлять 0,18-0,22 мм. В качестве
проводников чаще всего используются медные провода с шелковой
изоляцией типа ПЭЛШО-0,1, а для миллиметрового диапазона
радиоволн - более тонкая стальная проволока.
Для некоторых специфических условий, особенно для случаев
эксплуатации РПИ в среде с повышенной влажностью, находят
применение композиционные материалы на основе тканей из
полимерных волокон и комбинированных тканей из стеклянных и
полимерных волокон - полиэтиленовых, лавсановых, арамидных и др. [29].
Преимуществом таких тканей является пониженная плотность,
которая является результатом использования для их изготовления
полимерных материалов пониженной плотности A000-1300 кг/м3), что
особенно важно в случае применения в аэрокосмической технике.
В РПИ с многослойной конструкцией радиопрозрачной стенки
помимо сотовых и ячеистых заполнителей используются и
армирующие материалы на основе разреженных стеклотканей - стеклосеток
(табл. 2.5-5).
43
Таблица 2.5-5
Свойства некоторых стеклосеток [30]
Марка стеклосетки
Стеклосетки ажурного
переплетения ЛА-7, ЛА-8
Стеклосетки марлевого
переплетения PC, PC--1. РС-2,
РС-3, РС-4, РС-5
Гардинное полотно ГС-Л-,
ГС-2, ГС-3, ГС-4, ГС-5
(размер ячеек 5x5 мм)
Стеклотрикотажное полотно
(в виде рукава)
Стеклосетки перевивочного
переплетения СПА, СПА-20
(размер ячеек 5x5 мм)
Тптпниня
1 х/ЛЦД*1ПС1<,
мм
0,25-0,35
0,1-0,3
1,0
1,0
0,47-1,2
Объемная
плотность,
кг/мз
1,0-1,2
0,5-0,6
0,35-0,45
0,5
0,3-0,4
Диэлектрическая
проницаемость
(при частоте 1010 Гц)
1,5-3,0
1,5-3,0
1,4-3,0
1,5-2,5
-
Эффективная объемная плотность стеклосетчатых материалов
после их пропитки связующим и его отверждения значительно ниже,
чем у обычных стеклотканей. Соответственно диэлектрическая
проницаемость таких материалов также намного меньше, чем для
стеклопластиков на основе стеклотканей. Набор таких пропитанных
стеклосеток позволяет изготавливать легкие заполнители для
многослойных радиопрозрачных стенок.
В конструкциях радиопрозрачных стенок РПИ целесообразно
использовать наиболее толстые стеклосетки: гардинные сетки и
трикотажное полотно. Стеклотрикотажное полотно характеризуется
большой подвижностью; за счет различной степени его растяжения можно
получать плотность полотна 0,25-0,5 кг/м3. По сравнению со стекло-
трикотажным полотном гардинное полотно имеет более устойчивую
структуру, что обеспечивает более стабильную плотность в изделии.
2.6. Многослойные стеклоткани
Для изготовления РПИ кроме однослойных стеклотканей широко
используются также и многослойные, преимущества которых
становятся особенно заметными при изготовлении крупногабаритных
толстостенных изделий [31-33]. Использование многослойных тканей в
качестве армирующего материала позволяет устранить ряд недостатков,
присущих стеклопластикам слоистой структуры на основе
однослойных тканей. В первую очередь увеличивается сопротивление сдвигу,
благодаря введению поперечных связей в армирующем материале.
Кроме того, возрастает сопротивление расслаивающим нагрузкам (от-
44
рыву, скалыванию, торцевому удару). Применение многослойных
тканей позволяет также упростить технологию изготовления
крупногабаритных стеклопластиковых изделий, снизить трудоемкость их
изготовления. Все требуемые свойства многослойных тканей обеспечиваются
применением различных составов стекол, а также параметрами
строения многослойных тканей: базовым переплетением, плотностью нитей
по основе и утку, глубиной перевязки слоев, линейной плотностью
нитей основы и утка, величиной крутки нитей [34-37].
Особенностью многослойных тканей типа МТБС (рис. 2.6-1)
является то, что армирующие нити утка остаются практически
прямыми, что способствует значительному увеличению прочности
стеклопластика при растяжении, сжатии и изгибе в направлении
утка по сравнению с такими же характеристиками в направлении
основы. Прочность и жесткость стеклопластика при растяжении в
направлении основы за счет искривления нитей несколько
уменьшаются [35, 36]. Особенностью многослойных тканей этого типа
является то обстоятельство, что пространственное расположение
нитей основы дает возможность при небольшом снижении модуля
упругости в этом направлении (на 10-12 %) увеличить модуль меж-
слойного сдвига [32]. Для создания многослойных тканей,
равнопрочных в направлении основы и утка, плотность ткани по основе
должна быть выше, чем плотность ткани по утку. Например, у ткани
МТБС-6,0 плотность нитей основы составляет - 540 н/дм, а нитей
утка - 350 н/дм. Увеличение слойности ткани при переходе от
трехслойной ткани МТБС-2,5 к пятислойной МТБС-5,2 и далее к десяти-
слойной МТБС-9,5 способствует увеличению жесткости системы, в
связи с чем относительная деформация ткани МТБС-9,5 значительно
снижается.
Разработана также ткань марки ИТМ, структура которой
позволяет создавать практически равнопрочные по основе и утку
стеклопластики, так как нити
основы и утка остаются в ней
практически
прямолинейными, а связь слоев
осуществляется третьей системой нитей
(перевязочной) по всей
толщине ткани [37].
Рис.2.6-1. Схема переплетения
нитей в многослойных тканях:
а - четырехслойная типа
МТБС; б - шестислойная типа
МТБС; в - семислойная типа
МТБС; г - ткань типа ИТМ; о -
Уток (прямые нити)
0
0
о
о
| о| о
0
0
о
0
о
о
о
0
о
о
¦?-
0
0
о
0
о|о|
0
0
0
0
JL
0
45
Такое расположение нитей позволяет заметно увеличить
прочность ткани и композитов на ее основе. В тканях ИТМ использованы
комплексные нити 430 текс с величиной крутки 50 кр./м,
перевязочные нити 136 текс с величиной крутки 100 кр./м. Удельные
разрушающие нагрузки тканей типа ИТМ выше, чем тканей типа МТБС:
по основе в 2 раза, а по утку - в 1,5 раза (табл. 2.6-1). Разработаны
также многослойные ткани оригинального переплетения на основе
волокон из кремнеземного, кварцевого стекла и стекла с пониженной
диэлектрической проницаемостью марок НД и Д-4,5 (табл. 2.6-2,2.6-3).
Таблица 2.6-1
Марки и характеристики многослойных тканей из бесщелочного стекла
Марка
ткани
1,25
1,8
2,1
2,5
2,85
4,35
5,2
6,0
2,85
5,8
Толщина
ткани под
нагрузкой
1 кГс/см2,
мм
1,2
1,7
2,0
2,4
2,5
3,9
4,8
5,5
2,7
5,6
Масса
1 М2,
кг
1,25
1,85
2,1
2,6
2,85
4,35
5,2
6,0
2,85
5,8
Число
слоев
в
ткани
Тип
2
2
2
3
6
5
5
7
Тип
6
1
Плотность ткани,
число нитей/10 см
по
основе
МТБС
600
480
480
720
300
360
280
540
ИТМ
30
49,5
по утку
420
240
350
400
240
250
220
350
24
44
Разрывная
нагрузка, кН
по
основе
6,86
6,50
9,80
8,00
16,0
10,9
16,0
20,0
16,0
32,2
по утку
4,90
8,00
7,84
9,50
13,0
12,7
20,0
20,0
13,0
32,4
Таблица 2.6-2
Марки и характеристики кремнеземных и кварцевых
многослойных тканей
Марка
ткани
2,5
3,0
4,2
5,0
5,25
5,1
Толщина
«ци* a VS¦ ¦ П^% ТТ
ткани под
нагрузкой
1 кГс/см2,
мм
2,4
2,9
4,0
4,8
5,0
4,9
Масса
1м2,
кг
2,5
3,0
4,1
5,0
5,15
5,1
Число
слоев
в
ткани
Плотность ткани,
число нитей/10 см
по
основе
в
ткани
Кремнеземная МКТ
5
4
7
7
7
360
240
600
480
480
275
280
420
357
357
Кварцевая МКТВ
7
480
308
по утку
в наружном
слое
55
40
60
51
44
Разрывная
нагрузка по
основе,
кН
5,39
6,86
10,8
11,0
10,8
5,10
46
Таблица 2.6-3
Характеристика многослойных тканей из стекла
с улучшенными диэлектрическими характеристиками
Марка стекла
Линейная плотность
нити,текс
Величина крутки,
кр./м
Масса 1 м2 ткани,
кг
НД
Д-4,5
400
400
50
50
3,1
3,3
При изготовлении РПИ из многослойных тканей большое
значение имеет пористость стеклонаполнителя, определяющая его
способность пропитываться, а также деформироваться (уплотняться) под
воздействием сжимающих нагрузок. Пористость vn пакета
стеклоткани можно рассчитать с помощью формулы:
gne
b'Pcm
B.6-1)
где gM - масса 1 м2 пакета стеклоткани (поверхностная плотность);
А - толщина пакета; рст - плотность стекла.
При воздействии на пакет стеклоткани сжимающих нагрузок его
толщина и, соответственно, пористость уменьшаются (рис.2.6-2).
В ряде случаев для изготовления радиопрозрачных изделий
применяют многослойные комбинированные ткани на базе стеклянных и
полимерных волокон (табл. 2.6-4, рис. 2.6-3).
Таблица 2.6-4
Основные характеристики стеклолавсановой ткани МТБСЛ-3,1
Толщина ткани, мм
3,8
Масса 1 м2, кг
3,1
Линейная плотность нитей, текс
лавсан
300
стекло
640
Рис.2.6-2. Относительная
деформация (Ak/hi) многослойных
стеклотканей при сжатии:
1 - ИТМ-5,5; 2 - МКТ-5,0;
3 - МТБС-2,5; 4 - МТБС-5,2;
5 - МТБС-9,5; Нх - толщина ткани
под нагрузкой 1 кГс/см2
0,1
0.5 0,7
F, МПа
47
Рис.2.6-3. Структура многослойной
стеклолавсановой комбинированной
ткани МТБСЛ-3,1:
1, 2 - лавсановые нити; 3, 4 -
стеклянные нити; 1, 3 - уток; 2, 4 -
основа
Такие ткани имею? меньшую плотность и высокую стабильность
прочностных и диэлектрических характеристик в условиях
эксплуатации во влажной среде. Используются два варианта
комбинированных тканей: бислоетная, rjje одна сторона соткана на определенную
глубину из полимерных нитей, а остальная масса - из стеклянных и
трехслойная, где обе стороны ткани сотканы из полимерных нитей, а
сердцевина •*+ ш стеклонитей (рис. 2*6-3).
2.7. Нетканые армирующие материалы
Широкое применение в производстве РПИ из стеклопластиков
находят нетканые армирующие материалы благодаря их низкой
стоимости по сравнению с ткаными. Это обусловлено возможностью
использования для их изготовления более грубых волокон A0^20 мкм), а
также сокращением числа технологических переходов и высокой
производительностью установок [2]. Нетканые армирующие
материалы применяют для изготовления РПИ; работающих в метровом
диапазоне радиоволн. Для коротковолновых РПИ такие материалы
используются редко из-за неравномерности их структуры. В отличие
от текстильных тканей в нетканом материале из жгутов нити основы
и утка не переплетаются между собой, а склеиваются в местах
пересечений жидким связующим, термопластичным волокном или пленкой.
Схемы структур некоторых таких материалов и их основные свойства
приведены на рис. 2.7-1 и в табл. 2.7-1.
Нетканые перекрестные материалы изготавливаются различной
структуры - от плотных материалов до редких сеток с величиной
ячейки до 20 мм. В последнем случае сетчатые материалы после их
пропитки связующими и отверждения имеют эффективную
диэлектрическую проницаемость, приближающуюся к диэлектрической
проницаемости пенопластов и ячеистых заполнителей. Однако, такие
материалы обладают малой
гибкостью и могут использоваться лишь
для изготовления радиопрозрачных
изделий с небольшой кривизной.
Рис.2.7-1. Схема расположения жгутов в
нетканом клеевом материале:
а - одностороннее; б - двухстороннее
чередующееся; в -двухстороннее
48
Таблица 2.7-1
Характеристики нетканых перекрестных материалов из стеклянных
жгутов на различных склеивающих составах (связующих) [2]
Толщина,
мм -
Масса
Связующее
Содержание связующего, % (масс.)
0,3 300 С-230 (жидкое)
0,3 250 То же
0,37 388 Капрон (волокно)
0,36 424 Тоже
0,25 267 То же
9,0
10,0
3,5
3,5
3,0
Армирующий материал из уточного трикотажа представляет
собой две системы нитей (стеклянных жгутов), наложенных друг на
друга под углом 90 ° и скрепленных между собой трикотажем «ку-
лирная гладь» из капроновой или стеклянной крученой нити, без
прошивки (рис. 2.7-2).
Стеклотрикотажные материалы типа ЛО, ФО, ЛА, УТШ и др.
обладают повышенной подвижностью, что позволяет использовать
их без раскроя при изготовлении изделий сложной формы.
Значительное увеличение площади (в 2-3 раза) при растяжении стеклотри-
котажа объясняется его петельным строением. Наиболее
распространенным является стеклотрикотаж марки ЛО-1,2, вырабатываемый из
крученых нитей 107 и 53,7 текс. Материал имеет массу 880±80 г/м2,
ширину 120±20 см и толщину 1,2±0,1 мм.
Вязальнопрошивные нетканые материалы изготавливают на
машинах марки «Малимо». Материалы представляют собой свободно
наложенные друг на друга стеклянные жгуты в 10 или 20 сложений,
прошитые кручеными стеклянными, капроновыми или
хлопчатобумажными нитями.
Максимальное использование прочности стеклянного волокна в
стеклопластиках на основе таких материалов реализуется за счет
отсутствия изгиба нитей в материале в местах их перекрещивания,
уменьшения количества технологических переходов, присущих текстильной
переработке, отсутствия истирающих, растягивающих и изгибающих
усилий в процессе переработки стекложгута в полотно. К наиболее
распространенным армирующим материалам этого типа для
изготовления РПИ может быть отнесен армирующий материал равнопрочной
структуры марки ВПР-10 [52] (табл. 2.7-2).
Рис.2.7-2. Схема расположения жгутов и нитей в
уточном трикотаже:
1 - стеклянные нити (жгуты), 2 - трикотаж
«кулирная гладь»
4-22
¦/<=
49
Основные свойства материала типа ВПР-10
Таблица 2.7-2
Свойства
Толщина, мм
Масса 1 м2, г
Тип замасливателя и его
содержание; % (масс.)
Предел прочности, кН:
- по основе
-по утку
ВПР-10
0,86
708
Парафиновая
эмульсия; 1,0
2,94
2,88
ВПР-10М
0,61
640
Парафиновая
эмульсия; 1,5
2,78
2,61
ВПР-10-78
0,86
720
№78; 1,5
2,61
2,50
2.8. Микросферы
В ряде случаев для изготовления композиционных материалов в
качестве наполнителя, используют полые микросферы, которые
позволяют получать композиты, обладающие низкой плотностью,
хорошими диэлектрическими свойствами [38], благодаря чему они
могут использоваться в качестве слоев с низкой диэлектрической
проницаемостью.
Микросферы изготавливают из полимерных материалов, а
также из неорганических - стекла, кварца, керамики и др. Полимерные
микросферы получают из композиций на основе фёнолоформальде-
гидной и мочевиноформальдегидной смол, сополимера винилиден-
хлорида с акрилонитрилом, полистирола, полиэтилена, поливинил-
хлорида и других полимеров [38-41]. Полимерные микросферы
отличаются сравнительно низкими физико-механическими показателями,
однако имеют минимальную плотность.
Перспективным является применение микросфер, получаемых из
тугоплавких оксидов алюминия и кремния (табл. 2.8-1). Микросферы
из оксида алюминия стойки к воздействию влаги и различных
агрессивных сред. Небольшая величина отношения толщины стенки этих
микросфер к диаметру и высокая чистота материала обеспечивают
им хорошие и стабильные диэлектрические свойства [42].
Наиболее распространенными в производстве изделий
конструкционного и радиотехнического назначения являются стеклянные
микросферы. У этих микросфер сочетаются достаточно хорошие
прочностные и диэлектрические характеристики (табл. 2.8-2) с приемлемой
ценой [38,42-46].
Стеклянные микросферы получают из стекла специального
состава, содержащего газообразующие компоненты. Исходный
материал подвергается помолу до необходимых размеров и направляется в
аппарат «сферилизации», где под воздействием высоких температур
происходит разложение газообразующих компонентов, в результате
50
чего на выходе из аппарата получаются полые микросферы.
Математическое описание основных физико-химических процессов,
протекающих при получении микросфер, приведены ниже.
Таблица 2.8-1
Свойства полых микросфер из тугоплавких оксидов
различного химического состава
П оказатели
Средний диаметр частиц, мкм
Насыпная плотность, кг/м3
Объемная плотность*, кг/м3
Разрушающее гидростатическое давление, МПа
Диэлектрическая проницаемость при частоте 10 ГГц
Химический состав
SiO2
35-60
100-200
220-400
350-400
1,2
АЬОз
60-120
280-350
400-650
500
1.3
* Отношение массы одной микросферы к ее объему.
Таблица 2.8-2
Характеристики отечественных полых стеклянных микросфер
Марка
микросфер
Размер,
мкм
Объемная
плотность,
кг/м3
Гидростатическое
давление разрушения 50 %
микросфер, МПа
Диэлектрическая
проницаемость
МСО-А9
МС-ВП
40
40-80
70
70-125
340
270
300
250
21,4
12,4
25,4
13,5
1,2-1,4
1,2-1,4
В равновесном состоянии силы поверхностного натяжения
расплава стекла, стремящиеся минимизировать поверхность сферы и,
следовательно, их диаметр, уравновешиваются силами внутреннего
давления газов Р, находящихся внутри полой сферы. Уравнение
баланса сил давления и поверхностного натяжения, действующих на
сферическую оболочку, можно записать следующим образом:
2/T-D-CT +
яг-/J
B.8-1)
где D - диаметр полой сферы; <т- поверхностное натяжение расплава;
Ро - атмосферное давление.
Отсюда полное давление газа в полой сфере с подвижной
оболочкой в состоянии расплава составит:
8-О-
D '
B.8-2)
51
С другой стороны, величина давления газа внутри полой сферы
подчиняется закону Клапейрона-Менделеева, т.е.:
PV = mRT, B.8-3)
где V - объем газа в полой микросфере; т - количество молей газа в
полой микросфере; R - универсальная газовая постоянная; Т~
абсолютная температура.
Толщина стенок микросфер в большинстве случаев невелика и
составляет 0,5-2 мкм. Поэтому объем газа, находящегося внутри
микросферы, практически равен объему сферы:
v = * °Ъ - B.8-4)
6
Количество молей газа, образующегося в результате
термического разложения газообразующих веществ и находящегося внутри
полой сферы, может быть определено при известных природе
газообразующего вещества, уравнения химической реакции его
термического разложения и концентрации в исходном стекле по следующему
уравнению:
где v - объем исходной частицы; р^ - плотность стекла; х - массовая
доля газообразующего компонента в исходном стекле; М -
молекулярная масса газообразующего компонента; N - число молей газа,
который выделяется при термическом разложении 1 моля газообразующего
компонента (стехиометрический коэффициент реакции разложения).
Величина эквивалентного диаметра d исходной частицы
рассчитывается по уравнению
</Н& B.8-6)
V п
В действительности, по-видимому, необходимо учитывать, что не
весь образующийся газ остается именно внутри полой сферы -
расширяющиеся под воздействием повышенного давления микропузырьки
газа, находящиеся в расплавленных исходных частицах, могут прорываться
частично наружу микросфер. Кроме того, при недостаточном времени
пребывания частиц в зоне нагрева в реальных условиях возможно
неполное протекание реакции термического разложения газообразующего
компонента. Следовательно, для определения количества газа т, в
расчетные уравнения необходимо вводить уменьшающий коэффициент
К(К< \)- С учетом этого коэффициента и вышеуказанных уравнений
найдем следующую взаимосвязь между характеристиками исходных час-
52
тиц, конечных микросфер и параметрами процесса сферилизации при
достижении равновесного состояния:
РтК-X — Ri
B.8-7)
Далее запишем следующие очевидные уравнения, выражающие
баланс массы частицы до и после сферилизации:
П-D*
2
. B.8-8)
где д,- объемная плотность конечных микросфер (масса микросферы
поделенная на ее объем); h - толщина стенок микросфер.
Используя уравнения B.8-7), B.8-8), выразим плотность
конечных микросфер:
Ро
М
или в обобщенном виде
ро=а+Ь-\±
B.8-9)
B.8-10).
На рис. 2.8-1 приведены экспериментальные данные [47,48] в
координатах р0 - XID для различных марок полых микросфер.
Теоретическую величину предельного гидростатического сжатия
микросфер [Рсж] нужно определять с учетом механизма их
разрушения. Первый вариант предусматривает разрушение микросфер
вследствие потери формоустойчивости. Величина [Р^] в этом случае
определяется по уравнению [49]:
SL] , B.8-11) звоТ
a,.»*3
где Е - модуль упругости стекла;
//-коэффициент Пуассона.
Рйс. 2.8-1. Зависимость плотности
микросфер от их диаметра:
1 - для микросфер марки МС-ВП;
«2-для микросфер марки МСО-А9
250
200
0,005 0.010 0.015 0.020 0,025
53
Выражая отношение (hi'D) с помощью уравнения B.8-8),
получим зависимость прочности микросфер от плотности:
|> 1- 2Е f^Y- B.8-12)
По другому варианту разрушение микросфер может произойти до
момента потери формоустойчивости полой сферы вследствие
возникающих в стенках напряжений, превышающих предельную прочность стекла
на сжатие {р^.}:
b~U'D'h.]r..]Z%-. B.8-1?)
С учетом уравнения B.8-8) теоретическая прочность на сжатие
микросфер [Рсж] в соответствии со вторым механизмом составит:
Для оценки практических значений прочности микросфер при
гидростатическом сжатии Р^ необходимо учитывать следующие
обстоятельства. Приводимые в литературе данные по прочностным
характеристикам получены для образцов стекла, не подвергаемых до
испытаний термическим и механическим воздействиям. В то же время
известно, что практически все технологические операции
(механические, термические и т.п.), связанные с производством изделий из
стекла, особенно тонкостенными, приводят к существенной потере их
прочности. Так, например, в стекловолокнах и стеклотканях
вследствие возникновения в стекле остаточных напряжений и, особенно
микротрещин, после термообработки при температурах 500-700 °С
прочность снижается до 20-25 % от исходного значения [50].
В тонких стеклянных оболочках микросфер также возможно
появление остаточных напряжений и микротрещин, приводящих к
существенному уменьшению прочности. Кроме того, в стенках микросферы
остается некоторое количество микропузырьков газа, не успевших
«прорваться» ни внутрь, ни наружу. Такие дефекты, вполне очевидно,
существенно снижают прочность стеклянной оболочки. Наконец
следует учитывать неизбежную разнотолщинность стенок микросфер, также
приводящую к снижению их прочности. С учетом вышесказанного для
расчета прочности микросфер необходимо вводить корректирующий
коэффициент использования прочности кпр (кпр < 1):
Рсж=кпр\Рсж\. B.8-15)
54
рис 2.8-2. Зависимость прочности
полых микросфер от их плотности:
х- микросферы марки МС-ВП;
о _ МСО-А9; 0 - микросферы марок
М23АЗ, М28АЗ, М35А1 (фирма «Гла-
вербель», Бельгия); А - микросферы
марок С-15/250, С-23/500, В-37/2000
(фирма «ЗМ Дойчланд», Германия)
200 300
р. КГ/М3
Как показал последующий
численный анализ приведенных
уравнений с использованием
известных прочностных характеристик стекла, под воздействием
гидростатических нагрузок полые микросферы разрушаются
вследствие потери формоустойчивости. При этом коэффициент
использования прочности для большинства случаев составляет кпр- 0,15-0,2.
На рис. 2.8-2 приведены экспериментальные значения прочности
полых микросфер различных марок. Можно видеть, что
наибольшую прочность имеют микросферы МС-ВП, разработанные на
предприятии «НПО Стеклопластик».
2.9. Диэлектрики с повышенной твердостью,
используемые для получения динамически стойких
радиопрозрачных изделий из стеклопластиков
Сложность выбора материала для защитного слоя броневых
стенок РПИ связана с тем, что он должен иметь не только высокую
твердость, но, одновременно, и приемлемые диэлектрические
свойства. Одним из первых примененных в броневых композиционных
материалах является керамика на основе АЬОз, имеющая твердость
порядка 20 ГПа. Однако этот материал имеет довольно высокую
диэлектрическую проницаемость. Так, например, отечественные
керамические материалы типа ГМТ и «Поликор» с содержанием АЬОз
около 98 % имеют е= 9,4-9,6 и tg?= (l-lO)-lO-4.
В качестве керамического покрытия радиопрозрачных панелей
могут использоваться материалы на основе Si3N. Они имеют
приемлемые прочностные характеристики, но диэлектрическая
проницаемость нитрида кремния достаточно высока (е = 13-14). Кроме того,
этот материал является дефицитным. Требованиям по динамической
прочности в наибольшей степени отвечает керамика на основе
карбида бора, однако, исследования показали, что эти материалы обла-
55
дают неудовлетворительными диэлектрическими свойствами для
изделий радиотехнического назначения: ?=10; tg?= 0,2.
Одним из перспективных материалов для изготовления твердых
покрытий для радиопрозрачных изделий может быть кристаллический
силикатный материал - ситалл (микрокристаллическое стекло).
Например, ситалл марки 106-ПС имеет твердость на уровне 7 ГПа и
хорошие диэлектрические свойства: е = 4,2; tg?= 1,4-10-3. К недостаткам
ситаллов следует отнести*их повышенную хрупкость. Кроме того,
технология изготовления изделий из ситаллов является довольно сложной.
Наиболее доступными по цене диэлектриками с повышенной
твердостью являются силикатные и кварцевые стекла. Твердость стекол
составляет 6,5-7,5 ГПа. Прочностные характеристики стекла, в том числе
и поверхностную твердость, можно повысить за счет его
термообработки (закалки) [51]. Основные характеристики диэлектрических
материалов с повышенной твердостью представлены в табл. 2.9-1.
Таблица 2.9-1
Физико-механические и диэлектрические показатели диэлектриков
с повышенной твердостью
Материал
Стекло
Упрочненное
стекло
Кварц
Ситалл 106-ПС
Ситалл СТ-50-1
Керамика ГМТ
Плотность,
кг/м*
2500
2500
2500
2450
2700
3800
Керамика «Поликор» 3980
Нитрид кремния
Карбид бора
3200
2520
Предел
прочности
при
статическом изгибе,
МПа
80-100
150-180
110-120
120
80
200
250
500
350
Твердость,
ГПа
6,5
7,5
т
-
7,0
20,0
20,0
-
48,0
Диэлектрические
характеристики
при частоте
€
6,1
6,1
3,8
4,2
7,9
9,5
9,4
14,0
10,0
10 ГГц
tg?103
5,0
5,0
0,1
1,4
4,5
10
0,1
30
20
ЛИТЕРАТУРАкглаве2
1. Непрерывное стеклянное волокно: Сборник / Под ред. М*.Г. Черняка. М:
Химия, 1965.320 с.
2. Производство стеклянных волокон и тканей: Сборник / Под ред. М.Д.
Ходаковского. М: Химия, 1973. 310 с.
3. Колесов Ю.И., Кудрявцев М.Ю., Михайленко Н.Ю. II Стекло и керамика.
2001. №6. С. 5-10.
4. Стеклопластики: Пер. с англ. / Под ред. Ф. Моргана. М: Иностранная
литература, 1961.480 с.
56
5. Kumar S. Glass Composition for Spinning // J. of Non-Crystalline Solids.
1986. V. 80. 36 с
6. Составы и свойства стекол для производства стеклянного волокна / Под
ред. М.С. Аслановой. М.: Химия, 1963. 36 с.
7. Зак А.Ф., Манько ЮЛ. Научно-исследовательские труды ВНИИСПВ.
Сб. № 4. М.: Гизлегпром, 1953. С. 13.
8. Асланова М.С. II Химическая наука и промышленность. 1958. №1. С. 72.
9. Структура, состав, свойства и формование стеклянных волокон / Под
, ред. М.С. Аслановой. М.: НИИТЭХИМ-ВНИИСПВ, 1968. Ч. 1. С. 8-24.
10* Стекло: Сборник / Под. ред. Н.М. Павлушина. М.: Стройиздат, 1973.487 с.
П. Бадалова Э.И., Бардушкина В.П., Вопцехович Н.Я. и др. Производство
стеклянных волокон и тканей. М.: Химия, 1973. 311с.
12. Асланова М.С., Шейко В.Е., Теребенин Б.П. Производство материалов и
стеклянного волокна и стеклопластиков в Англии // БГИ легкой
промышленности. 1959. С. 53.
13. Тростянская Е.Б., Черникова А.Д. II Пласт, массы. 1976. №2. С. 92-96.
14. Апен А.А. Химия стекла. Л.: Химия, 1970. 352 с.
15. Павлов В.В., Пономарева В.Н., Семенова ГЛ. Слоистые пластики на
основе полых стеклянных волокон // Методы переработки и свойства
армированных пластиков. М.: ОНТИ ВИАМ, 1968. С. 80-94.
16. Kunststoffe. 1966. Bd.52. №12. S. 829-836.
17. Aeronautical Engineering Review. 1955. V. 14. №3. P. 44-49.
18. Materials in Design Engineering. 1962. V. 55. №2. P. 12-13.
19. Справочник по электрическим материалам. / Под ред. Ю.В. Корицкого и
др. М.: Энергия, 1974. Т. 2. 269 с.
20. Машкович Н.Д. Электрические свойства неорганических диэлектриков в
диапазоне СВЧ. М.: Советское радио, 1969. 240 с.
21. Лурье Р. Современные композиционные материалы: Пер. с англ. / Под
ред. Л. Браутмана и Р. Крока. М.: Мир, 1970. С. 333^400.
22. Пластики конструкционного назначения (реактопласты) / Под ред. Е.Б.
Тростянской. М.: Химия, 1974. 304 с.
23. Блох К.И., Беззубое СМ., Деревягин АЛ. Научно-технический
информационный бюллетень. М.: НИИТЭХИМ-ВНИИСПВ, 1959. №1 D6). С. 25.
24. Glass Reinforced Plastics / Ed. by Brian Parkyn. London: JUife Books. 1970.
P. 306.
25. Химическая обработка поверхности стеклянного волокна: Сборник /
Под ред. М.С. Аслановой. М.: Химия, 1966. 112 с.
26. Тростянская Е.Б., Казанский ЮЛ., Скорова ИЛ. и др. // Пласт, массы.
1963. №9/ С. 30-33.
27. Андрианов К.А., Устинов СЛ. Гетинакс и стеклотекстолит для
радиопромышленности. М.: Госэнергоиздат, 1948.92 с.
28. Composites. 1970. V. 1. № 5. Р. 265.
57
29. Павлов В.В., Семенова ГЛ. и др. Слоистые пластики на основе
комбинированного наполнителя стекло-лавсан // Методы переработки и
свойства армированных пластиков. М: ОНТИ ВИАМ, 1968. С. 146-154.
30. Горячев М.С., Павлов В.В., Приселкова В.В. Облегченные стеклотексто-
литы // Материалы антенных обтекателей. М.: ОНТИ ВИАМ, 1965.
С. 49-58.
31. Армированные пластики в конструкциях: Сборник. М.: ОНТИ ВИАМ,
1971. С. 26-35.
32. Тарнопольский Ю.М., Портное Г.Г, Жигун И.Г., Павлов В.В, и др. Влияние
натяжения и искривления армирующих волокон на прочность и деформа-
тивность стеклопластиков. М.-Рига: ОНТИ ВИАМ, Зинатне, 1968. 52 с.
33. Three-Dimensionally Woven Glass-Reinforcement for Lighting Radome //
Reinforced Plastics. 1961. V. 4. № 12. P. 308.
34. Райков P.B., Сумарукова P.M., Политыко Ж.П., Павлов B.B., Грушко В.Е.
Влияние крутки нити на строение и свойства многослойных
кремнеземных тканей // Стеклянное волокно и стеклопластики. Вып. 1. М.: НИИ-
ТЭХИМ, 1974.С.6.
35. Гуртовник И.Г., Говор ВЛ., Еровенкова В.И., Кузин В.А и др.
Исследование упругих и прочностных характеристик стеклопластиков на основе
многослойных стеклотканей // Стеклянное волокно и стеклопластики.
Вып. 4. М.: НИИТЭХИМ - ВНИИСПВ, 1975. С. 18-23.
36. Армированные пластики в конструкциях: Сборник. М.: ОНТИ ВИАМ,
1971. С. 26-36.
37. Спортстмен В.Н., Гуртовник И.Г., Политыко Ж.П. и др.
Конструкционный стеклопластик на основе изотропного текстильного материала
(ИТМ) // Стеклянное волокно и стеклопластики. Вып.1. М.:
НИИТЭХИМ, 1977. С. 32-35.
38. Петриленкова Е.Б., Филяков Е.М., Красникова Т.В. Пеноматериалы на
основе полимерных связующих и полых микросфер // Пласт, массы. 1974.
№10. С. 40-43.
39. Орлова Л.В. и др. II Пласт, массы. 1972. №4. С. 35-36.
40. Anderson T.F., Walters U.A., Glassner Ch.W. J. Cell Plast. 1970. V. 6. № 4.
P. 171-178.
41. Gravens Т.Е. II J. Cell Plast. 1973. V. 9. № 6. P. 260-267.
42. Асланова М.С., Стеценко В.Я., Шустрое А.Ф. Производство
стекловолокна. М.: НИИТЭХИМ-ВНИИСПВ, 1974. С 41.
43. Липатов Е.А., Дрейцер В.И., Леванова Т.А. Некоторые свойства
синтактических пен на основе стекломикросфер разной плотности //
Стеклянное волокно и стеклопластики. М.: НИИТЭХИМ-ВНИИСПВ, 1975.
Вып. 4. С. 10-15.
44. Орлова Л.В. и др. II Пласт, массы. 1972. №4. С. 35-36.
45. Gravens Т.Е. 3 SPE Intern. I. Cell Plast. Conf. Montreal. 1972. P. 102-103.
58
46. Липатов Е.А. Пастообразные синтактические пены высокой прочности //
Стеклянное волокно и стеклопластики. Вып.1. М.: НИИТЭХИМ, 1974.
С. 41-48.
47. Будов В. В. Влияние некоторых факторов на прочность полых
стеклянных микросфер / Тугоплавкие волокна и мелкодисперсные
наполнители: Сб. науч. тр. под ред. В.Е. Хазанова. М: НПО «Стеклопластик»,
1990. С. 34-36.
48. Будов В.В., Лукавова Р.В. Сравнительная оценка прочности полых
стеклянных микросфер. Там же. С. 27-30.
49* Справочник по теории упругости / Под ред. П.М. Варвака и А.Ф.
Рябова. Киев: Буд1вельник, 1971. 265 с.
50. Доржиев Д.Б., Хазанов В.Е. О физических свойствах и механизме
дестабилизации прочности стеклянных волокон при термообработке /
Тугоплавкие волокна и мелкодисперсные наполнители: Сб. науч. тр. под ред.
В.Е. Хазанова. М.: НПО «Стеклопластик», 1990. С. 11-16.
51. Бартенев Г.М. Механические свойства и тепловая обработка стекла. М.:
Госстройиздат, 1960. 166 с.
ГЛАВА 3
СВОЙСТВА СВЯЗУЮЩИХ*
В настоящее время наибольшее применение при изготовлении
РПИ нашли эпоксидные, фенолоальдегидные, кремнийорганические,
полиимидные, полиэфирные связующие, а в некоторых случаях,
фторопласт и связующие на основе термореактивных полибутадиеновых
смол. Ниже рассматриваются основные свойства связующих,
наиболее часто используемых для изготовления РПИ.
3.1. Связующие на основе эпоксидных смол
Связующие на основе эпоксидных смол занимают одно из
ведущих мест в производстве изделий радиотехнического назначения.
Эпоксидные полимеры имеют хорошие механические и
диэлектрические свойства при нормальных условиях и сохраняют указанные
свойства достаточно стабильными в широком интервале температур,
в условиях повышенной влажности и воздействия других
климатических факторов. Эпоксидные смолы отличаются хорошей адгезией к
стеклу, высокой когезионной прочностью, малой усадкой при
отверждении, способностью отверждаться практически без выделения
побочных продуктов.
Эпоксидные связующие являются сложными композициями,
содержащими, помимо основного компонента (эпоксидная смола),
также отвердитель, ускоритель и модифицирующие добавки,
придающие связующему необходимые технологические и
эксплуатационные свойства.
3.1.1. Эпоксидные смолы
Эпоксидные смолы представляют собой мономеры или олигоме-
ры, содержащие две или более эпоксидных (оксиэтиленовых) групп:
-сн—сн2
о
Эпоксидные группы легко вступают в различные реакции
присоединения со многими веществами. В присутствии отвердителей (см.
далее) эпоксидные олигомеры переходят в полимеры с
пространственным строением, т. е. с сетчатой структурой.
В подготовке данной главы принимала участие канд. техн. наук Л.Г.Михеева.
60
В настоящее время в опытном и промышленном масштабе
отечественной промышленностью выпускается несколько десятков видов
эпоксидных смол [1-4].
Наиболее широко используются диановые смолы, ввиду
доступности сырьевой базы и меньшей токсичности среди соединений этого
класса. Общая формула диановых смол:
он
Смолы этого типа разделяют на три группы:
- жидкие, п < 2 (смолы марок ЭД-24, ЭД-22, ЭД-20);
- низкоплавкие, п = 2-4 (ЭД-16, ЭД-14, ЭД-40);
- высокоплавкие, п > 4 (ЭД-10, ЭД-8, Э^44, ЭД-6 и др.).
Доля эпоксидных групп* в смолах первой группы изменяется от 20
до 24 % (масс). Динамическая вязкость при 25 °С - от 8 до
25 Пас. Смолы этой группы обладают высокой реакционной
способностью, но в отвержденном состоянии характеризуются хрупкостью. В
связи с этим при приготовлении связующих на основе этих смол
необходима их модификация. Свойства эпоксидных полимеров на основе
смолы ЭД-20 в зависимости от строения отверждающего агента
приведены в разделе 3 Л .4.
Количество эпоксидных групп в смолах второй группы
изменяется от 13 до 20 %. Эти смолы обладают повышенной вязкостью по
сравнению со смолами первой группы. Вязкость при 50 °С изменяется
от 5 до 50 Пас. Полимеры на их основе обладают пониженной
хрупкостью, но меньшей теплостойкостью по сравнению с эпоксидными
смолами первой группы.
Смолы третьей группы - это твердые продукты,
размягчающиеся при температуре 50-100 °С. Эпоксидное число изменяется в
пределах от 2 до 10 %. Они в основном используются для модификации
смол первой и второй группы.
Необходимо отметить, что кроме реакционноспособных
эпоксидных групп диановые смолы имеют в своей структуре гидроксиль-
ные группы. Наличие двух функциональных групп позволяет
производить их отверждение органическими соединениями различных
классов. При использовании различных отвердителей,
модификаторов и применении диановых смол с различной длинной
молекулярной цепи можно изменять в широких пределах физико-механические
В технической литературе используется также термин эпоксидное число,
выражающее отношение массы эпоксидных групп к общей массе смолы.
61
свойства получаемых полимеров: от резиноподобных материалов до
жестких, высокопрочных и высокомодульных, сохраняющих свои
прочностные и диэлектрические свойства в условиях длительного
воздействия температуры - вплоть до 120 °С.
Промышленностью производятся также смолы аналогичные
диановым, в молекулы которых введен галоген [марки ЭДБ-8, ЭТБ-К
(УП-631), ЭТБНК]. Отвержденные полимеры на их основе имеют
пониженную горючесть.
С целью повышения теплостойкости, прочности эпоксидных
связующих, по сравнению со свойствами связующих на основе диа-
новых смол, разработан и выпускается целый ряд смол с
повышенной удельной функциональностью, т.е. с повышенным содержанием
реакционно способных групп в молекуле, за счет увеличения
количества эпоксидных групп в молекуле смолы и уменьшения
расстояния между ними. В результате отверждения высокофункциональных
смол получают полимеры с повышенной плотностью поперечных
сшивок. Диэлектрические свойства смол с повышенной удельной
функциональностью находятся на уровне аналогичных показателей
полимеров на основе диановых смол. Отметим, что указанные
смолы отверждаются всеми известными типами отвердителей
эпоксидных смол.
Ниже приведены структуры и свойства основных
представителей высокофункциональных смол, выпускаемых промышленностью
России и Украины.
Эпоксидная смола на основе резорцина (УП-637) имеет
следующую структуру;
^ о—снгсн-сн2
о
Эпоксидное число - 30 %, при комнатной температуре смола
представляет собой низковязкую жидкость. Вязкость при 25 °О - около
1 Па-с. Топологическая структура смолы позволяет получать
связующее с высокой прочностью, высоким модулем Юнга.
Эпоксиноволачные смолы ЭН-6, УП-643:
О
;О-СНГСН-СН2 О
^о-снгсн-сн2 о
' н°н
Эпоксидное число - 18-22 %. Твердые продукты. Вязкость
смолы при 50 °С составляет ~90 Па-с. Применяются чаще всего для
изготовления термостойких препрегов.
62
Азотосодержащая смола УП-610 (ЭАФ):
Л
CHj-CH—СН2
Эпоксидное число - 33 %. Низковязкая жидкость. Вязкость
смолы при температуре 25 °С составляет 1 Пас, при 40 °С - 0,4 Пас.
Обладает повышенной реакционной способностью и высоким
экзотермическим эффектом при отверждении, что позволяет отверждать ее
всеми известными отвердителями при умеренных температурах
нагревания, а в некоторых случаях, даже без нагревания. Применяют
смолу в качестве основы связующих для конструкционных
стеклопластиков с повышенной прочностью и термостойкостью.
Азотосодержащая смола (ЭА):
гсн—сн2
CH;j~CH р^2
О
Эпоксидное число - 30 %. Смола представляет собой жидкость,
вязкость которой при 25 °С составляет0,35 Пас, при 40 °С- 0,12 Пас.
Применяется для изготовления низковязких связующих, а также в
качестве активного разбавителя высоковязких эпоксидных смол.
Хорошо совмещается с различными эпоксидными, полиэфирными смолами
и реакционноспособными каучуками.
Эпоксициануратная смола ЭЦ:
А
ы -сн2-сн-сн2
о=Г^?=о
СН—СН —СН—N^ ^N—CHj-CH—CH2
v i у
Эпоксидное число - 30 %. Высоковязкий продукт. Применяется в
основном в сочетании с диановыми смолами в качестве основы
связующего для изготовления высокопрочных, термостойких
стеклопластиков. Полимеры на основе смолы ЭЦ, отвержденной фенолоани-
63
линоформальдегидным конденсатом, имеют деформационную
теплостойкость до 230 °С.
Смола ЭХД:
А А.
QH—СН—СН2
СНг— СН—СН,
сн—сн—сн2 сн2— сн-
о о
Эпоксидное число - 25-30 %. Смола представляет собой
высоковязкий продукт. Вязкость при 50дСравна 12,5 Пас. Применяется эта
смола в качестве основы связующего для изготовления
стеклопластиков с повышенной термостойкостью (до 200 °С), водостойкостью,
прочностью и пониженной горючестью. При отверждении смолы
ЭХД предпочтительно использовать отвердители аминного типа.
Эпокситрифенольная смола ЭТФ:
9-сн-сн—сн2
о
:НГСНГ
О
б-сн2—сн—сн2
Эпоксидное число - 20 %. Высоковязкий продукт. Температура
размягчения по методу «кольцо-шар» [4] - 45-50 °С. Смола
используется в качестве основы связующего для изготовления изделий из
стеклопластиков с повышенной термостабильностью. Термостарение
полимера на основе смолы ЭТФ, отвержденной фенолоанилиноформальде-
гидным конденсатом, происходит без существенного изменения
механических и диэлектрических свойств при 180 °С в течение 4104 ч.
В табл. 3.1-1 приведены упруго-прочностные свойства
полимеров на основе вышеуказанных смол [2, 4, 5]. На основании анализа
данных табл. 3.1-1, можно сделать следующие выводы: наибольшей
теплостойкостью обладают полимеры на основе смол марок ЭТФ и
ЭЦ, но по прочностным свойствам при температуре 20 °С они
уступают полимерам на основе диановых и азотосодержащих смол. Од-
64
нако при температуре 150 °С прочность полимеров на основе ЭТФ и
новолачных смол в 10 раз выше прочности полимеров на основе
диановых смол [2].
Таблица 3.1-1
Свойства полимеров на основе диановой смолы ЭД-20 и смол с повышенной
удельной функциональностью, отвержденной метафенилендиамином
Наименование
показателя
Разрушающее
напряжение.
МПа:
. при изгибе.
• при сжатии
- при
растяжении
Относит.
удлинение. %
Модуль
упругости
при
растяжении. ГПа
Теплостойкость по Map-
тенсу,<>С
ЭД-
20
100
130
83
1,5
2.6
140
УП-610
РАФ)
84
250
97
3,0
4,0
190
эхд
-
280
79
2.5
4.0
190
Марка смоль
ЭТФ
75
150
70 #
-
-
220
ЭА
90
170
-
1.5
-
120
ЭН-6,
УП-643
60
120
-
1,5
-
170
УП-637
150
160
120
5
4,&
120
эц
70
180
70
-
-
200
Эпоксиноволачные смолы (ЭН-6, УП-643) имеют тот же уровень
теплостойкости, что и азотсодержащие смолы, но механические
показатели их ниже. Наибольшую прочность и относительное
удлинение при растяжении, при высоком модуле упругости имеет смола на
основе резорцина (УП-637).
Особенностью структуры циклоалифатических эпоксидных смол
(марки УП-612, УП-632) является то, что атомы кислорода эпоксидных
групп связаны с атомами алициклического радикала. Отметим, что
при определенных условиях циклоалифатические эпоксидные смолы
(ЦАС) отверждаются всеми известными типами отвердителей
эпоксидных смол.
В качестве примера приведена структурная формула циклоали-
фатической смолы УП-612:
УП-612 - бесцветная, вязкая жидкость, эпоксидное число - 27 %,
вязкость при 40 °С составляет 6-10 Па-с.
5-22
65
Указанная структура обуславливает специфические свойства
ЦАС по сравнению со смолами, перечисленными в предыдущих
разделах, а именно:
- отсутствие ароматических ядер в структуре ЦАС обеспечивает
отвержденным полимерам отличные диэлектрические свойства,
высокую дуго- и трекингостойкость как при нормальных температурах,
так и при температурах вплоть до 200 °С, а также стойкость к
ультрафиолетовым лучам; •
- при отверждении ЦАС ангидридами, вследствие компактности
молекул смолы, образуются трехмерные структуры с большим
числом поперечных связей, что приводит к высокой деформационной
теплостойкости полимеров на их основе (до 300 °С) и высокому
модулю упругости при растяжении D,5-5,0 ГПа).
Указанные свойства заметно превосходят свойства эпоксидиа-
новых смол, отвержденных аналогичными отвердителями. Однако,
несмотря на отличные механические и диэлектрические свойства,
использование ЦАС в промышленности затруднено ввиду
дефицитности сырьевой базы и повышенной стоимости.
3.1.2. Реакционно-способные разбавители эпоксидных смол
Для обеспечения качественной пропитки наполнителя при
изготовлении композиционных материалов следует использовать
связующие с пониженной вязкостью. Для снижения вязкости
эпоксидных смол в последние можно вводить разбавители, как пассивные
(нереакционноспособные), так и активные (реакционноспособные).
Применение нереакционноспособных разбавителей, таких как
дибутилфталат, хлорированные фенолы и т.п., для изделий
ответственного назначения нецелесообразно, так как их применение
приводит к снижению механических показателей и химической стойкости
отвержденных полимеров. Поэтому чаще применяют ди- и
моноэпоксидные соединения, относящиеся к классу реакционноспособных
разбавителей (соединения, содержащие эпоксидные группы). Следует
отметить, что активные разбавители одновременно использухрт и в
качестве модификаторов для повышения эластичности связующих, а
иногда добавляют в целях увеличения времени жизни и уменьшения
экзотермического эффекта реакции при отверждении связующих.
Ниже приводятся структура и свойства основных
представителей реакционно-способных разбавителей эпоксидных смол. Наиболее
часто для изготовления РПИ используются диэпоксидные разбавители
(алифатические эпоксидные смолы) с общей структурой:
СН—CH^HD-R-O-C^CH—О^СН—СН2
V °н V
66
Разбавители разных марок имеют разных структуры R-rpynn
(табл. 3.1-2). Введение указанных разбавителей до 20 масс.ч. на 100
масс.ч. эпоксидной диановой смолы снижает вязкость последней в
2-4 раза без заметного снижения механических свойств полимеров.
При этом эластичность полимера возрастает [2]. Использование
смолы Э-181 приводит к большей потере теплостойкости связующего по
сравнению со связующими на основе разбавителей ДЭГ-1 и ТЭГ-1.
Следует отметить, что наличие гидроксильных групп в структуре ди-
функциональных эпоксидных разбавителей снижает водостойкость
полимера, особенно при отверждении композиции аминами.
Основные свойства диэпоксидных рабавителей
Таблица 3.1-2
Наименование
разбавителя
Структурная формула
Эпоксидное число,
% (масс.)
Вязкость
при
20 вС,
Пас
ДЭГ-1 —СН—СН—О—СН—СН^— 24 0,10
ТЭГ-1 —СН—СН—О—СН— СН—О—СН—CHj— 20 0,15
Э-181 —СН2—СН— 25-30 0,10
СН2С1
ЗЛ.З.Модифицированные эпоксидные смолы
Различают два типа модифицированных смол. К первому типу
относятся смолы, получаемые путем химического взаимодействия
эпоксидных смол с реакционно-способными модификаторами
(химическая модификация). Ко второму типу принадлежат физические
смеси, полученные простым смешением эпоксидных олигомеров с оли-
гомерами других классов.
В промышленности выпускаются следующие марки эпоксидных
химически модифицированных смол.
Эпоксикремнийорганическая смола марки Т-10 - продукт
модификации диановой смолы полиорганосилоксаном. В результате
модификации диановой смолы заметно улучшаются термостойкость,
Диэлектрические свойства полимера при повышенных температурах.
Вместе с тем прочностные свойства такой смолы ухудшаются.
Смолы марок УП-563, УП-599,УП-5А-33 представляют собой
продукты взаимодействия олигоэфира и диановой смолы ЭД-20. В
результате модификации удалось снизить экзотермический эффект
Реакции отверждения композиции с аминами и повысить
эластичность отвержденных полимеров. Отвержденные композиции на осно-
67
$е указанных смол выдерживают резкие перепады температур - от
-60 до +140 °С без разрушения.
Широкое распространение получили эпоксидные смолы
модифицированные полиизоцианатами. Этот метод модификации
низкомолекулярных эпоксидных смол осуществляется путем их
взаимодействия по гидроксильным группам с полиизоцианатами. В результате
получают эпоксиуретановые смолы. Эти полимеры содержат
одновременно эпоксидные группы и уретановые фрагменты:
Наличие в смоле двух функциональных групп позволяет
получать при отверждении уникальные свойства полимера. Авторам
работы [2] удалось получить связующие, жизнеспособность которых по
сравнению с жизнеспособностью связующего на основе смолы ЭД-20
и отвердителя метафенилендиамина при 50 °С увеличилась в 2 раза,
время гелеобразования при 150 °С уменьшилось в 1,5 раза. Кроме
того, варьируя соотношение «эпоксидный олигомер (ЭД-20) - изо-
цианат», возможно изменять разрушающее напряжение при
растяжении от 90 до 125 МПа, модуль упругости - от 3,8 до 5,3 ГПа,
относительное удлинение при разрыве - от 3 до 120 %. Применение эпоксиу-
ретанов в качестве основы позволило разработать связующие для
препрегов, из которых изготавливают стеклопластиковые изделия,
работающие в условиях резкого перепада температур - от -250 до
+ 160 °С. Наличие уретановых групп в модифицированном полимере,
также является важным фактором повышения адгезии отвержденных
полимеров к стекловолокну.
Модификацию эпоксидных смол путем смешения осуществляют,
применяя различные соединения, содержащие эпоксидные группы,
полиэфиры, кремнийорганические соединения, поливинилацетали,
фурановые смолы, каучуки, олигоэфиртитанаты и т.п. [2].
При отверждении указанных систем эпоксидная смола может
взаимодействовать с совмещенными смолами, образуя различные
гетерополимеры, или каждый олигомер в смеси может отверждаться
самостоятельно, образуя сплав двух термореактивных полимеров. Из
сказанного следует, что свойства полимеров могут варьироваться в
широких пределах.
Широкое применение в производстве стеклопластиков нашли
смолы марок КДА и КДА-2 - продукты модификации смолы ЭД-20
продуктом ДЭГ-1 ил ТГ (см.табл.3.1-2). Эпоксидное число
модифицированных смол - 21-22 %. В результате модификации вязкость
смолы ЭД-20 при 20 °С существенно снижается - от величины
7-25 Пас до 3,5-4,5 Пас.
68
Основное назначение полиэфирных модификаторов - улучшение
технологических свойств эпоксидных композиций (снижение вязкости,
уменьшение экзотермического эффекта при отверждении).
Прочностные и диэлектрические показатели отвержденных полимеров на основе
диановых смол, модифицированных полиэфирами (ТГМ-3, МГФ-9 и
т.п.) в количестве 15-20 масс.ч. на 100 масс.ч. эпоксидной смолы, и не-
модифицированных, существенных различий не имеют.
Модификация эпоксидных диановых смол смешением с крем-
нййорганическими соединениями позволяет заметно улучшить
диэлектрические свойства эпоксидных полимеров, повысить нагрево-
стойкость до 220 °С. Однако прочностные показатели полимеров
заметно снижаются.
3.L4. Отвердители эпоксидных смол
Отверждение эпоксидных смол - это переход смолы в неплавкое
нерастворимое состояние, т.е. процесс образования трёхмерного
полимера, в котором участвуют функциональные группы смолы, а
также функциональные группы отвердителя. Отвердители определяют
температурно-временные условия отверждения эпоксидной
композиции. Структура и реакционная способность отвердителя также ока-
. зывает значительное влияние на конечные свойства полимера.
Отвердители условно делят на отвердители «сшивающего»
действия и катализаторы процесса отверждения.
Отвердители «сшивающего» действия - это ди- или
полифункциональные соединения, способные вступать в реакцию
полимеризации с функциональными группами эпоксидных смол. В качестве
«сшивающих» отвердителей могут использоваться соединения,
содержащие первичные и вторичные амины, гидроксильные,
ангидридные, амидные, изоцианатные и другие группы.
Катализаторы процесса отверждения - это соединения, которые
в определенных условиях ускоряют реакцию сополимеризации
эпоксидных и гидроксильных групп эпоксидной смолы. К ним в основном
относятся третичные амины, кислоты Льюиса и т.п.
Для проведения полной сшивки эпоксидной смолы
теоретическое соотношение количества функциональных групп в отвердителях
сшивающего типа и эпоксидных групп должно быть равно 1:1. Это
отношение называют стехиометрическим, а соответствующее
количество отвердителя рассчитывают по формуле:
где Э - содержание эпоксидных групп в смоле, % (масс); Мот -
молекулярная масса отвердителя; N - число функциональных групп в мо-
69
лекуле отвердителя, эквивалентных эпоксидной группе; Af^= 43 -
молекулярная масса эпоксидной группы
Необходимо отметить, что реальное необходимое количество
«сшивающего» отвердителя обычно несколько отличается от
теоретического и уточняется опытным путём, исходя из требуемых
технологических и эксплуатационных характеристик эпоксидных
композиций. Обычно эта цифра изменяется от 60 до 150 % от
теоретического в зависимости от природы отвердителя.
Оптимальную концентрацию отвердителей каталитического
действия определяют экспериментальным путем, обычно она
составляет 2-10 масс.ч. наЧОО масс.ч. смолы. Критерием оптимизации при
этом служит получение материала с лучшими свойствами.
К наиболее важной группе отвердителей относятся отвердители
аминного типа. В мировой практике до 85 % эпоксидных смол отвер-
ждается аминными отвердителями различной структуры [б].
Первичные и вторичные ди- и полиамины делятся на алифатические амины -
отвердители «холодного» отверждения (отверждение проходит при
комнатной температуре) и ароматические амины - отвердители
«горячего» отверждения (отверждение проходит при повышенной
температуре).
Первичные ди- и полиамины - алифатические и ароматические,
относятся к отвердитилям «сшивающего» типа. Они имеют реакцион-
носпособные группы (первичные амины) на обоих концах молекулы.
Указанные группы вступают в реакцию с эпоксидными группами
эпоксидных смол. Это позволяет образовывать сшивки между
молекулами эпоксидной смолы через «мостики» молекул отвердителя [7].
Следует отметить, что при отверждении эпоксидных смол по
данному механизму в отвержденной структуре полимера появляются
полярные ОН-группы, в связи с чем электроизоляционные свойства
полимеров несколько ухудшаются.
Третичные амины относятся к катализаторам процесса
отверждения эпоксидных смол. В этом случае отвердители способствуют
соединению эпоксидных смол между собой через «раскрывающиеся»
эпоксидные группы. В результате гомополимеризации эпоксидной
смолы образуется полимер, чрезвычайно стойкий к воздействию
большинства кислот, щелочей и влаги.
Марочный ассортимент типичных алифатических ди- и полиаминов
(сшивающие агенты)
Традиционными отвердителями «холодного» отверждения
являются алифатические этиленовые полиамины.
ДЭТА - диэтилентриамин:
H2N—(CH2)—NH—(CH2)—NH2
70
ТЭТА - триэтилентетраамин:
H2N—(CH2)—NH—(CH2)rNH—(СН2)—NH2
ПЭПА - полиэтиленполиамин - техническая смесь аминов,
состоящая из смеси 20-30 соединений, в состав которых входят ДЭТА и
ТЭТА.
Срок жизни композиций на основе указанных отвердителей
находится в пределах от нескольких минут до 3-4 ч. Время отверждения
эпоксидных смол указанными отвердителями при комнатной
температуре составляет около 24 ч, а степень отверждения - 65-70 %.
Прочность полимера продолжает нарастать в течение нескольких дней. Для
улучшения свойств полимеров следует проводить термообработку при
60-120 °С в течение 2-4 ч. Отвержденные эпоксидные смолы имеют
достаточно высокие механические показатели: разрушающее
напряжение при изгибе находится на уровне 120 МПа, при сжатии - 120 МПа,
при растяжении - 40-90 МПа, модуль упругости при растяжении -
3 ГПа, относительное удлинение - от 2 до 4 %, теплостойкость по Вика
- 90-100 °С.
Общими недостатками алифатических аминов являются:
неприятный запах, высокая токсичность, вызванная их высокой
летучестью. Кроме того, эти амины не способствуют разжижению
эпоксидных смол и тем самым ограничивают возможность качественной
пропитки армирующего наполнителя. Стабильность свойств
полимерных композиций обеспечивается точной дозировкой
отвердителей. При отверждении композиций, содержащих указанные амины, в
случае большой массы связующего наблюдается сильный
экзотермический эффект вплоть до самовозгорания. В связи с этим отверждение
следует проводить тонкими слоями небольшой массы. При
изготовлении изделий контактным, пневмовакуумным методами с
использованием этих отвердителей не рекомендуется за один цикл формовать
слои толщиной более 4-5 мм.
Необходимость в устранении перечисленных недостатков
алифатических аминов привела к созданию широкого ассортимента
модифицированных аминных отвердителей, менее токсичных и в
меньшей степени критичных к точной дозировке.
Модифицированные алифатические амины имеют пониженную
летучесть (упругость пара по сравнению с не модифицированными
аминами уменьшается в 100-500 раз), а следовательно, и меньшую
токсичность.
Оксиэтилированные полиамины (промышленные марки
УП-0615, УП-0619 и т.п.) представляют собой вязкие жидкости
(вязкость при 25°С- 20-30Пас).
Аминоаддукты эпоксидных смол (промышленные марки -
УП-0616, УП-0617, УП-0620 и т.п.) - это вязкие смолоподобные
вещества (при 30 °С - вязкость 20-30 Пас). Для удобства использова-
71
ния в качестве отвердителей холодного отверждения их, как
правило, используют в виде раствора с избытком исходного полиамина.
Аминоаддукты способны отверждать эпоксидные смолы при
температурах 10-15 °С.
Низкомолекулярные полиаминоолигоимиды (промышленные
марки Л-18, Л-20, ТО-19 и т.п.) и аминоалкилимидозолины
(промышленные марки И-5м, И-6м9, УП-91 и т.п.) являются средневязкими
жидкостями (вязкость при 25 °С изменяется в пределах 15-50 Пас).
Указанные отвердители обладают умеренной эластифицирующей
способностью. Процеос отверждения эпоксидных смол с использованием
этих отвердителей наилучшем образом поддается регулированию, т.е.
в целях обеспечений низкого экзотермического эффекта реакции
отверждения возможно изменять соотношение компонентов (смола -
отвердитель) без ухудшения эксплуатационных свойств полимеров,
что позволяет изготавливать толстостенные изделия.
Цианэтилированные полиамины (промышленные марки
УП-0633, УП-0634 и т.п.) представляют собой низкоактивные,
низковязкие продукты, т.е. это отвердители с большой разбавляющей
способностью (вязкость при 20 °С - 0,3-0,4 Па-с). Указанные
отвердители обладают пониженной летучестью и весьма умеренной
токсичностью. Цианэтилированные полиамины можно получить
практически бесцветными. Эти отвердители позволяют изготавливать
полимерные материалы с уникальным для композиции «холодного»
отверждения сочетанием свойств, начиная от прочных жестких
полимеров и заканчивая резиноподобными материалами. Отвердитель
УП-0633М может использоваться взамен отвердителей типа ПЭПА,
ТЭТА.
Механические свойства, водостойкость, химстойкость и
диэлектрические свойства полимеров, отвержденных модифицированными
алифатическими аминами, находятся на уровне свойств полимеров,
отвержденных ^модифицированными алифатическими ди- и
полиаминами. Указанные отвердители используют в составе связующих
«холодного» отверждения для получения стеклопластиковых изделий
радиотехнического и конструкционного назначения методом
контактного формования.
Марочный ассортимент типичных ароматических ди- и полиаминов
(сшивающие агенты)
Ароматические амины - соединения, в которых азот аминной
группы непосредственно связан с ароматическим кольцом.
Ароматические ди- и полиамины, как правило, отверждают эпоксидные смолы
при повышенных температурах. При этом образуются эпоксидные
полимеры, которые характеризуются высокими показателями прочности
и водо- и химстойкости, хорошими теплофизическими и
диэлектрическими свойствами. Некоторые ароматические амины способны отвер-
72
ждать эпоксидные смолы и на холоде, однако свойства полимерных
материалов при холодном отверждении значительно уступают
свойствам полимеров, полученных при нагревании. Связующие с
указанными отвердителями позволяют изготавливать термостойкие,
высокопрочные изделия из стеклопластиков конструкционного и
радиотехнического назначения всеми известными методами: намоткой,
прессованием, вакуум-компрессионным формованием, протяжкой, пропиткой
под давлением, а также изготавливать препреги.
Ниже приведены структура и свойства типичных представителей
ароматических аминов.
М-фенилендиамин (МФДА):
Кристаллическое вещество, температура плавления 62-63 °С.
Время желатинизации при отверждении смолы ЭД-20 при 80 °С -
15-20 мин. Небольшая жизнеспособность связующих с
использованием МФДА исключает их применение для изготовления
крупногабаритных изделий.
4,4' -диаминодифенилметан (ДАДФМ):
Кристаллическое вещество, температура плавления 74 - 84 °С.
Время желатинизации при отверждении смолы ЭД-20 при 100 °С -
25-30 мин.
3,3'-цихлор-4,4'-диаминодифенилметан (Диамет X):
Кристаллическое вещество, температура плавления 100 °С.
Время желатинизации при отверждении смолы ЭД-20 при 100 °С - 6 ч.
Рекомендуется для отверждения связующих, используемых при
изготовлении крупногабаритных изделий.
4,4* - диаминодифенилсульфон (ДАДФС):
73
Кристаллическое вещество, температура плавления 170 °С.
Время желатинизации при отверждении смолы ЭД-20 при 100 °С -
9-10 ч. Используется преимущественно для изготовления
термостойких препрегов с длительным сроком хранения.
УП-638 - модифицированный ароматический диамин:
40 % (масс.) МФДА 60% (масс.) ДДМ
Подвижная жидкость, вязкость при 25 °С равна 15 Пас. Время
желатинизации со смолой ЭД-20 при 100 °С составляет 8-10 мин.
Полиамины марок Т и Б [2] - вязкие жидкости, условная
вязкость по ВЗ-4 (диаметр сопла 4 мм) при 55 °С равна ~ 80 с.
Диамин 304 - низкоплавкая эвтектическая смесь продуктов
конденсации ортохлоранилина со смесью форм и бензальдегидов. Время
желатинизации со смолой ЭД-20 при температуре 150 °С - 1-1,5 ч,
жизнеспособность41 при температуре 70 °С - 8 ч.
Бензам АБА - смесь изомеров аминобензиланилинов, диамино-
дифенилметана и высших полиаминобензиланилинов. Вязкое,
смолообразное вещество, условная вязкость по ВЗ-4 (диаметр сопла 4 мм)
при 55 °С - 90-155 с. Время желатинизации со смолой ЭД-20 при
150 °С - 15 мин, время жизнеспособности при 70 °С - около 2 ч.
Дихлорбензам АБА - смесь изомеров дихлораминобензилами-
нов и высших хлораминобензиламинов. Вязкое, смолообразное
вещество. Условная вязкость по ВЗ-4 (диаметр сопла 4 мм) при 55 °С от 80
до 180 с. Время желатинизации со смолой ЭД-20 при 150 °С - 3,5 ч,
время жизнеспособности при 70 °С - 6 ч.
Полиамин X - смесь продуктов конденсации ортохлоранилина и
формальдегида. Вязкое, смолообразное вещество. Время
желатинизации со смолой ЭД-20 при 150 °С - 1 ч, время жизнеспособности при
70°С-8-9ч.
Анализ параметров отверждения эпоксидной смолы ЭД-20
приведенными выше ароматическими аминами и физико-механических
свойств отвержденных полимеров (табл. 3.1-3) показывает, что
строение ароматического амина существенно влияет на свойства
полимеров и связующих, а именно:
- одноядерный амин (МФДА) является отвердителем
значительно большей активности, чем двухядерные амины;
- наличие атомов галогена в структуре амина существенно
замедляет реакцию отверждения;
- более высокие прочностные свойства, теплостойкость по Мар-
тенсу и термостабильность при длительном воздействии температуры
200 °С (табл. 3.1-4) достигаются при использовании двуядерных аро-
Продолжительность сохранения исходной вязкости.
74
матических диаминов с соединительным мостиком между ядрами -
SO2- по сравнению с соединительным мостиком -СШ-.
Таблица 3.1-3
Свойства полимеров на основе смолы ЭД-20,
отвержденной ароматическими ди- и полиаминами
Вид
отверди-
теля
Разрушающее
напряжение, МПа
при
растяжении
Дихлорбен-
замАБА 90
БензамАБА ПО
МФДА 100
ДАДФМ 90
ДАДФС 80
УП-0638 60
Диамин 304 90
Полиамин X НО
ПолиаминТиБ 100
ДиаметХ 95
при
сжатии
при
изгибе
— -
- -
130 130
120 ПО
120 100
105
120 100
— ~
190
- -
сительное
удлинение,
%
3,3
6,8
3,4
3,1
1.0
3,5
4,8
7,0
4,5
3,3
Модуль
упругости
при
растяжении,
ГПа
3,5
3,7
3,2
4,7
5,0
3,0
3,6
3,5
3,8
3,6
стойкость по
Мартен-
су, °С
130
135
130
150
175
150
155
145
155
150
Водопо-
плющение,
%(масс.)
0,05
0,04
0,04
0,07
0,09
0,05
0,07
0,07
0,05
0,05
Таблица 3.1-4
Влияние строения ароматического амина на изменение прочностных
свойств полимеров (на основе смолы ЭД-20)
в процессе термостарения при 200 °С [2]
Предел прочности при сжатии, МПа,
после термостарения в течение
Оч
80 ч
500 ч
1000 ч
1500 ч
Предел прочности при изгибе, МПа,
после термостарения в течение
0ч
80 ч
500 ч
1000 ч
1500 ч
Вид отвердителя
МФДА
130
148
132
128
Разруш.
130
53
30
16
Разруш.
ДАДФМ
ДАДФС
120 120
135 163
165 175
145 159
130 150
ПО 100
68 58
30 58
46 50
31 30
На диэлектрические свойства связующих строение
ароматического амина не оказывает заметного влияния [4].
75
Марочный ассортимент типичных третичных аминов (отвердители
каталитического действия)
УП-606/2 - 2, 4, 6 тридиметиламинометилфенол (основание
Льюиса):
ОН
N(CH3J— CHj
Жидкий продукт, вязкость при 25 °С - 18 Пас. Можно
использовать в качестве отвердителя «холодного» отверждения в количестве
8-10 масс.ч. или в качестве ускорителя в количестве 2-5 масс.ч. на
100 масс.ч. эпоксидной смолы. Основное назначение - ускоритель
отверждения эпоксидных смол ангидридами.
ТЭА - триэтаноламин:
CHj— СН2—ОН
Ы—CH^-CHj-OH
СН—CH^OH
Жидкий продукт, вводится в количестве 15-20 масс.ч. на
100 масс.ч. смолы. Отвердитель горячего отверждения. Отверждение
эпоксидных смол при повышенной температуре (80-100 °С) следует
проводить после выдержки смеси при комнатной температуре в
течение не менее 8 ч.
ТЭАТ - триэтаноламинотитанат [2]:
HjCHj-O-Tf-O-CH^H^N
N О-СН2-СН2
снДн2 /-снгсн
срн2 сн2 сл-о-цнэ-снгс^м
он он о-снгсн2
Жидкий продукт, вязкость при 25 °С - 5-6 Пас. Отвердитель
«горячего» отверждения со смешанной функцией, т.е. выступает при
отверждении в роли катализатора и «сшивающего» агента. Может
использоваться как ускоритель при отверждении эпоксидных смол
ангидридами.
76
БДМА - бензилдиметиланилин (основание Льюиса):
Жидкий продукт, вязкость при 25 °С - 0,1 Па-с. Используется в
основном, как ускоритель отверждения эпоксидных смол
ангидридными отвердителями.
Из перечисленных отвердителей к лучшим эксплуатационным
показателям приводит использование ТЭАТ (табл. 3.1-5).
Таблица 3.1-5
Свойства полимерных материалов на основе смолы ЭД-20
и отвердителей каталитического действия
Наименование показателя
Время желанитизации, мин
Разрушающее напряжение, МПа:
при изгибе
при сжатии
при растяжении
Модуль упругости при растяжении, ГПа
Относительное удлинение, %
Теплостойкость по Мартенсу, °С
ТЭА
' _
120
140
83
3,2
-
100
ТЭАТ
120(90°С)
180
180
90
3,0
4
100
УП-606/2
100(80°С)
120
120
-
-
1.4
100
Латентные отвердители
Латентными называются отвердители, которые не вступают в
реакцию с эпоксидными смолами при нормальной температуре, а
начинают отверждать эпоксидный полимер при определенной
температуре, называемой температурой активации. Отвердители в
количестве 2-6 масс.ч. на 100 масс.ч. эпоксидной смолы используются в
качестве отверждающих агентов или ускорителя. Отвердители с
указанными свойствами незаменимы для приготовления связующих для
препрегов и прессматериалов с длительной жизнеспособностью, а
также для изготовления крупногабаритных изделий.
Наиболее широко известен из отвердителей этого класса дици-
андиамид (ДЦДА), имеющий следующую структурную формулу:
ДЦДА представляет собой порошок белого цвета. Механизм
реакции отверждения эпоксидных смол с помощью ДЦДА - сложный
комплекс реакций гомополимеризации молекул смолы. Он не
реагирует со смолой при комнатной температуре, но быстро обеспечивает
отверждение смолы при повышенной температуре. ДЦДА распадает-
77
ся при температуре 145-155 °С с образованием аммиака и различных
аминов, которые отверждают эпоксидную смолу. Указанный отвер-
дитель применяют при получении композиционных материалов,
обладающих повышенной адгезионной прочностью и стойкостью к
термическому старению при температурах до 180 °С.
Также широко используются комплексы трехфтористого бора,
блокированные различными аминами (кислоты Льюиса) (табл. 3.1-6),
Таблица 3.1-6
Основные свойства отвердителей на основе комплексов трехфтористого бора
Марка отвердителя
Температура отверждения
(активации), °С
Время
отверждения, мин
УП-605/lp, комплекс
трехфтористого бора с анилином 40 30
УП-605/5р комплекс
трехфтористого бора с паратолуидином 120 70
УП-605/Зр комплекс
трехфтористого бора с бензиланилином 50 60
Физико-механические и диэлектрические свойства эпоксидных
смол, отвержденных указанными отвердителями, находятся на уровне
свойств полимеров, отвержденных ароматическими аминами.
Деформационная теплостойкость по Мартенсу составляет 120-140 °С [4].
Эффективными конкурентами указанных выше отвердителей,
являются блокированные изоцианаты [2], обеспечивающие более
высокие прочностные показатели полимеров, по сравнению с
полимерами, отвержденными ДЦДА и комплексами трехфтористого бора.
Предел прочности при сжатии находится на уровне 150-220 МПа,
предел прочности при растяжении - 90-120 МПа, модуль упругости -
4,2-4,8 ГПа. Водопоглощение за 24 часа составляет 0,01 % (масс).
Ангидридные отвердители
Этот класс отвердителей имеет ряд преимуществ по сравнению с
аминными отвердителями. Эпоксидные полимеры, полученные с
использованием ангидридов, имеют повышенную термостойкость,
лучшие диэлектрические свойства при повышенных температурах и
повышенную радиационную стойкость. К этой группе отвердителей
относится весьма широкий ассортимент ангидридов ди- и поликар-
боновых кислот алифатического, ароматического и
гидроароматического рядов, а также полиангидриды линейных алифатических ди-
карбоновых кислот и других аналогичных соединений. Химическое
строение и основные свойства типичных представителей
ангидридных отвердителей, выпускаемых в промышленном масштабе,
приведены ниже.
78
Изо-МТГФА - смесь изомерных метилтетрагидрофталевых
ангидридов; это жидкий продукт, вязкость при 25 °С составляет
3-8 Пас:
с2 и
с^с<ч<рн-
н2 о
МЭА-610 - метилэндиковый ангидрид; жидкий продукт,
вязкость при 25 °С- 17-23 Пас:
О
УП-607 - полиангидрид себациновой кислоты; твердый
аморфный продукт с температурой плавления 70-80 °С:
О
II
С—(СН2)8— С-
Отвердители серии УП-0635 - продукты модификации изоме-
тилтетрагидрофталевого ангидрида. Физическое состояние - от
вязких жидкостей до твердых веществ. Хранение этих ангидридных
отвердителеи требует особой тщательности, чтобы предотвратить их
разложение под действием влаги воздуха.
Для обеспечения полного отверждения реакцию проводят при
повышенных температурах. Для ускорения процесса отверждения
вводят небольшое количество ускорителя - протонсодержащего
вещества (кислоты, фенолы, третичные амины и т.п.). Активность
ангидридных отвердителеи и свойства получаемых полимеров зависит
от их структуры (табл. 3.1-7,3.1-8).
Необходимо заметить, что образующаяся в результате
отверждения сложноэфирная связь устойчива к действию повышенной
влажности, органических и неорганических кислот, но разрушается
Щелочами.
79
Таблица 3.1-7
Время желатинизации связующих на основе эпоксидных смол
и ангидридных отвердителей
Марка отвердителя
Температура, °С
Время желатинизации, ч
Изо-МТГФА
МЭА-610
УП-607
УП-0635
80
100
100
100
5
6
6
3-4
Свойства полимеров на основе смолы ЭД-20,
отвержденной ангидридами [2,4,5]
Таблица 3J-8
Показатель
Разрушающее напряжение, МПа:
- при растяжении
- при сжатии
- при статическом изгибе
Марка ангидридного отвердителя
МТГФА
70
127
130
Относительное удлинение при разрыве, % 2 0
Ударная вязкость, кДж/м2
22,0
Модуль упругости при растяжении, ГПа 3 0
Теплостойкость по Мартенсу, °С
Водопоглощение, % (масс.) за 24 ч
при 20 °С
125
0,02
МЭА-610
41
123
106
1,0
14,6
3,4
130
0,012
УП-607
18
-
-
160
_
-
0,26
УП-0635
40-45
90-100
70-110
1,5-2,5
140-150
-
На основании анализа литературных данных [2], а также свойств
отвержденных связующих на основе смолы ЭД-20 и ангидридных
отвердителей (табл. 3.1-8) можно сделать следующие выводы:
- композиции на основе приведенных отвердителей имеют
высокую жизнеспособность;
- жидкий ангидридный отвердитель изоМТГФА обеспечивает
высокий эффект разбавления связующих на его основе;
- показатели прочности полимеров, полученных при
отверждении смолы ЭД-20 ангидридами (МЭА-610), существенно ниже
аналогичных показателей полимеров на основе ароматических аминных
отвердителей;
- деформационная теплостойкость полимеров ниже
деформационной теплостойкости полимеров, отвержденных ароматическими
аминами (табл. 3.1-3, 3.1-4), однако после длительного воздействия
температур 150-180 °С наблюдается обратная картина; особенно это
существенно сказывается на диэлектрических показателях полимеров;
- полимеры на основе изо-МТГФА и МЭА-10 обладают
значительной хрупкостью (относительное удлинение при разрыве 1-2 %),
80
этот недостаток устраняется введением в ангидридные отверждаю-
щие системы полиангидридов (УП-607);
- существенного повышения деформационной теплостойкости
можно достичь при использовании в качестве отвердителей
эпоксидных смол продуктов серии УП-0635.
В заключение отметим, что марочный ассортимент и свойства
зарубежных аналогов перечисленных отвердителей (аминного и
ангидридного типов) приведены в литературе [8].
Птвердители - фенолформальдегидные смолы
Широкое распространение в качестве отвердителей эпоксидных
смол приобрели фенолформальдегидные смолы. Это вид отвердителя
позволяет получать эпоксидные полимеры с высокой химической
стойкостью, повышенной теплостойкостью, улучшенной стойкостью
на истирание и т.п. Прочностные показатели эпоксидных полимеров,
отвержденных указанными смолами, находится на уровне свойств
полимеров, отвержденных ангидридами. Отметим, что
фенолформальдегидные смолы являются наиболее дешевыми, малотоксичными
веществами по сравнению с другими типами применяемых отвердителей.
Из фенолформальдегидных смол новолачного типа наиболее
широко используется смола СФ-010, представляющая собой твердый
продукт с температурой плавления около 80 °С:
При использовании фенолформальдегидных смол резольного
типа необходимо обратить внимание на тот факт, что наряду с
реакцией гидроксила фенола с эпоксидной смолой, резолы могут конден-
сироваться сами с собой по метилольным группам, оставляя
эпоксидную смолу непрореагировавшей. Поэтому для отверждения
эпоксидной смолы предпочтительной является резольная смола с малым
содержанием метилольных групп - смола 211, бакелитовый лак,
раствор фенолоформальдегидного конденсата (резол):
СН2ОН
СН2ОН
СН2ОН
Фенолоформальдегидные смолы в основном применяются при
получении связующих для препрегов.
6-22
81
В табл. 3.1-9 приведены дополнительные физические
характеристики, эпоксидных полимеров, которые могут быть полезными для
оценки свойств композитов на их основе.
Таблица 3.1-9
Физические свойства эпоксидных полимеров
Показатель
Плотность, кг/м3
Твердость по Роквеллу
Коэффициент теплопроводности, Вт/(мК)
Температурный коэффициент линейного расширения, К1
Теплоемкость, Дж/(м-кг)
Удельное объемное сопротивление, Ом м
Коэффициент Пуассона
Значение при 20 °С
1200-1300
М100-М110
0,17-0,21
E-8) 10-5
A,2-1.8I03
A-50) 10"
0,2-0,3
На основании анализа свойств эпоксидных полимеров в
зависимости от химического строения смол и отвердителей можно сделать
следующие выводы:
- увеличение количества ароматических групп в составе
эпоксидной смолы и отвердителя, приводит к повышению
термостабильности и химической стойкости полимера;
- при использовании отвердителей ароматического ряда
образуются более жесткие и прочные материалы, чем в случае применения
алифатических компонентов; вместе с тем, повышенная жесткость
таких систем снижает молекулярную подвижность и затрудняет
взаимодействие между реакционными группами, что обязывает
правильно выбирать температуру доотверждения полимера;
- снижение плотности межмолекулярных «сшивок» приводит к
уменьшению усадки при отверждении и может приводить к
увеличению прочности материала благодаря уменьшению хрупкости,
увеличению относительного удлинения при разрыве;
- увеличение плотности «сшивок» приводит к увеличению
температуры стеклования, однако слишком высокая плотность «сшивок»
вызывает уменьшение относительного удлинения при разрыве
материала (т.е. повышается хрупкость);
- при замене ароматических фрагментов молекул
алифатическими или циклоалифатическими, без изменения числа «сшивок» в
системе, увеличивается эластичность отвержденного полимера;
- системы, отвержденные аминными отвердителями, устойчивы к
действию щелочей, кислот, органических растворителей и воды,
причем лучшая устойчивость достигается при использовании
ароматических, а не алифатических аминов;
- эпоксидные смолы, отвержденные ангидридами, устойчивы
воздействию кислоты, слабых оснований и воды;
82
- системы, отвержденные комплексами трехфтористого бора,
менее устойчивы к длительному воздействию влаги и имеют
ухудшенные диэлектрические показатели;
- системы, отвержденные ангидридными отвердителями имеют
лучшие диэлектрические свойства, по сравнению с полимерами, от-
вержденными первичными и вторичными аминами;
- системы, отвержденные третичными аминами имеют лучшие
диэлектрические свойства, по сравнению с полимерами отвержден-
ными первичными и вторичными аминами.
3.1.5. Составы и свойства эпоксидных связующих
для изготовления РПИиз стеклопластика
На основании анализа довольно широкого ассортимента
эпоксидных смол, отвердителей и модификаторов, приведенных в данной
главе, можно сделать вывод о том, что выпускаемая отечественной
промышленностью широкая гамма указанных материалов позволяет
эффективно решать многие задачи создания эпоксидных связующих, а
следовательно, композиционных материалов на их основе.
Вместе с тем, следует особо подчеркнуть, что требования,
выдвигаемые к связующим, предназначенным для изготовления РПИ,
наряду с «классическими» требованиями, такими, как высокие
прочностные характеристики, приемлемая цена, минимальная
токсичность, стойкость к климатическим воздействиям и др., содержат
некоторые специфические моменты, присущие именно материалам
радиотехнического назначения. К таким специфическим требованиям
можно отнести, прежде всего, требование к стабильности
диэлектрических характеристик.
Диэлектрические характеристики полимеров, как известно,
претерпевают изменения во времени, особенно под воздействием
внешних атмосферных факторов, из которых следует выделить, прежде
всего, температурно-влажностные условия. Поэтому для изделий,
эксплуатирующихся в условиях повышенной влажности и особенно
прямого контакта с водой, очень остро встает вопрос о минимальной
пористости и максимальной влагостойкости материала. Насыщение
материала влагой ведет к изменению диэлектрических характеристик
и, как следствие, к потере его основного функционального свойства -
радиопрозрачности.
Определенные ограничения в выборе связующего связаны с
технологическими особенностями процесса изготовления РПИ,
габаритами (масса) изделий. Так, например, в случае изготовления РПИ
методом инжекции связующее должно иметь, по возможности,
минимальную вязкость, обеспечивающую качественную пропитку стекло-
армирующего материала, повышенную жизнеспособность, особенно
при изготовлении крупногабаритных изделий. Если же изделие
изготавливают методом контактного формования, то чрезмерно низкая
83
вязкость связующего нежелательна, поскольку может приводить к сте-
канию связующего с вертикальных участков изделия (со стеклоткани).
При изготовлении изделий с небольшой толщиной стенки в ряде
случаев допустимо использовать связующее с высокой скоростью
отверждения в целях обеспечения максимальной производительности
оборудования. Если же стенки изделия имеют повышенную толщину, то
следует учитывать экзотермичность процесса отверждения, которая в
этом случае может приводить к внутреннему саморазогреву, большому
градиенту температуры по толщине в процессе отверждения,
возникновению больших механических напряжений.
Таким образом, создание универсального связующего вряд ли
возможно, и в зависимости от конкретных условий следует применять
такое связующее, которое в максимальной степени отвечало бы
вышеперечисленным требованиям и ограничениям. Опираясь на
многолетний опыт изготовления различных изделий из стеклопластиков и, в
частности РПИ, авторы данной книги могут рекомендовать некоторые
эпоксидные связующие, наиболее хорошо показавшие себя как с точки
зрения технологии, так и с точки зрения получения материалов и
изделий с хорошими эксплуатационными свойствами.
В табл. 3.1-10 и 3.1-11 представлены основные свойства отвер-
жденных связующих, разработанных для изготовления методом
пропитки под давлением РПИ, работающих в нормальных условиях, а
также в условиях повышенной влажности и прямого контакта с водой.
Таблица 3.1-10
Свойства отвержденного связующего СПЭ-24
Наименование показателя
Теплостойкость по Мартенсу, °С
Разрушающее напряжение, МПа:
• при изгибе
при сжатии
при растяжении
Модуль упругости при растяжении, ГПа
Относительное удлинение, %
Водопоглощение, % (масс):
24 ч при 20 °С
кипячение 2 ч
Величина
95
140
100
86
3,3
4,5
0,1
0,5
Высокий модуль упругости при растяжении E,5 МПа) и высокие
прочностные показатели (ар = 110 МПа и <тсж = 140 МПа) имеют
полимеры на основе эпоксирезорциновых смол, отвержденных
ароматическими аминами. Применение низковязкой смолы УП-652 и
использование ароматического амина марки Диамет X позволяют
получить связующее для реализации метода инжекции, отвечающее
технологическим требованиям (табл. 3.1-12).
84
Таблица 3.1-И
Свойства отвержденного связующего ЭДТ-10
Наименование показателя
Степень отверждения, %
Теплостойкость по Мартенсу, °С
Водопоглощение, % (масс):
24 ч при 20 °С
кипячение 2 ч
Разрушающее напряжение, МПа:
при изгибе
при сжатии
при растяжении
Разрушающее напряжение при изгибе после выдержки i
24 сут. при 20 °С, МПа
Модуль упругости при растяжении, ГПа
Относительное удлинение, %
Величина
98
75
0,16
1,0
130
120
90
i воде в течение
100
2,8
4
Таблица 3.1-12
Свойства отвержденного связующего на основе смолы УП-652
Наименование показателя
Глубина отверждения, %
Температура стеклования, °С
Разрушающее напряжение, МПа
при сжатии
при растяжении
Модуль упругости при растяжении, ГПа
Относительное удлинение, %
Водопоглощение при 20 °С в течении 24 ч, % (масс.)
Циклические испытание (нагрев до 180 °С, выдержка 6 ч, охлаждение
до 20 °С - три цикла):
температура стеклования, °С
разрушающее напряжение при растяжении, МПа
относительное удлинение, %
модуль упругости при растяжении, ГПа
Выдержка в воде C % NaCl) в течение 33 сут.:
привес, % (масс.)
разрушающее напряжение при растяжении, МПа
Выдержка в воде 6 мес:
разрушающее напряжение при растяжении за 12 сут.
уменьшается на 15 - 20 % и далее остается без изменения;
привес 2,2 % (масс.) за 12 сут. и далее остается без изменения
Величина
98
86
140
110
5,5
4-6
0,03-0,04
94
115
5
5
3
115
В табл. 3.1-13 приведены основные свойства стеклопластика,
полученного отверждением пререга (связующее на основе смолы ЭД-20
и стеклоткань Т-10). Препрег характеризуется повышенным временем
хранения (при температуре 20 °С - до нескольких месяцев).
Длительный срок «жизни» препрега обусловлен использованием в качестве
отвердителя смеси латентных отвердителей: отвердителя ДЦДА и
ускорителя (блокированного изоцианата) (см. раздел 3.1.4.). Препрег
85
используют для изготовления стеклопластиковых изделий методом
прессования [10] или пневмовакуумного прессования.
Таблица 3.1-13
Свойства стеклопластика, полученного из отвержденного препрега
с повышенным сроком хранения
Наименование показателя
Разрушающее напряжение, МПа:
при изгибе
после кипячения в воде в течение 1 ч
после выдержки 10 сут. в воде при 20 °С
Привес, % (масс):
после кипячения 1 ч
после выдержки 10 сут. в воде при 20 °С
Модуль упругости при изгибе, ГПа
Ударная вязкость, кДж/м2
Величина
580
520
580
0,42
0,2
17,0
180
При работе изделия в условиях повышенных температур (до
180 °С) для его изготовления можно использовать термостойкий пре-
прег (табл. 3.1-14) на основе связующего, содержащего эпоксиново-
лачные смолы (см. раздел З.1.1.), отвержденные фенолформальдегид-
ными смолами (см. раздел 3.1.4.). Для увеличения времени «жизни»
препрега, его хранят при пониженной температуре (до +10 °С).
Необходимость хранения при низкой температуре обусловлена
активностью отвердителя.
Таблица 3.1-14
Свойства отвержденного связующего на основе смолы ЭН-б
и стеклопластика, полученного из отвержденного препрега
повышенной термостойкости
Наименование показателя
Величина
Свойства отвержденного связующего
Разрушающее напряжение, МПа:
при сжатии 160
при растяжении 67
Модуль упругости при растяжении, ГПа 3,1
Относительное удлинение, % 2
Разрушающее напряжение при изгибе отвержденного стеклопластика, МПа [11]
Исходное
Температура
старения, °С
После термостарения в течение, ч
300
1000
2000
3000
4000
520 220 530 490 410 330 260
240 550 460
260 570
86
При необходимости применения связующих холодного
отверждения для изготовления РПИ методами контактного,
пневмовакуумного формования наиболее часто используются рецептуры на
основе эпоксидных смол ЭД-20, КДА и отвердителей ПЭПА, ТЭТА, а
также связующее ЭПР-9 на основе смеси эпоксидной смолы КДА и
парааминобензиланилина с отвердителем УП-633М и ускорителем -
адипиновой кислотой.
3.2. Связующие на основе ненасыщенных
полиэфирных смол
Применение ненасыщенных полиэфирных смол в производстве
изделий из стеклопластиков в нашей стране и за рубежом связано с их
небольшой стоимостью и хорошими технологическими свойствами -
они отверждаются при низких давлениях и температурах.
Ограниченное же применение этих связующих при производстве
радиопрозрачных изделий объясняется, в основном, недостаточной
прочностью, невысокой стабильностью свойств, особенно радиотехнических
при воздействии солнечной радиации, высоких температур, влажной
атмосферы и воды.
В производстве РПИ чаще используют связующие на основе по-
диэфирмалеинатов. В качестве «сшивающего» мономера, сополиме-
ризующегося с полиэфирной составляющей связующих, чаще всего
испЬльзуют стирол, который обладает высокой летучестью и
повышенной токсичностью. Значительно менее токсичным «сшивающим»
агентом является диметакрилат триэтиленгликоля (ТГМ-3).
В состав связующего на основе полиэфирных смол входят
инициаторы (органические перекиси) и ускорители - чаще всего нафте-
наты кобальта НК-1 и НК-2, содержащие, соответственно, 0,6-0,8 %
(масс.) и 1,7-1,8 % Со2+. Для отверждения наиболее
распространенной смолы марки ПН-1 при комнатной температуре используют
следующие рецептуры (табл.3.2-1).
Таблица 3.2-1
Рецептуры отвергающих систем смолы ПН-1
Наименование компонента, содержание (в масс.ч) на 100 масс.ч. связующего
Инициатор Ускоритель*
Гидроперекись кумола (ГПК); 3,0 НК-1; 8,0
Перекись метилэтилкетона (ПМЭК); 1,5 НК-1; 1,0
Перекись циклогексанона; 2,0 НК-1; 8,0
* При использовании в качестве ускорителя НК-2 его количество
уменьшается примерно в два раза по отношению к НК-1.
87
В случае горячего доотверждения смолы ПН-1 (после контактного
формования) лучшие результаты достигаются при использовании не-
сколько измененной рецептуры: 0,5 % (масс.) ПМЭК + A-2) % НК-1.
Для горячего отверждения можно рекомендовать связующее,
содержащее 3 % (масс.) ГПК + 4 % НК-1 или 0,5 % ПМЭК + 2 % НК-1.
При использовании связующих на основе смолы ПН-609-21 (на
практике используются в основном связующие холодного
отверждения) применяют рецептуры [5], приведенные в табл. 3.2-2.
Таблица 3.2-2
Рецептуры связующих на основе смолы ПН-609-21
Наименование
Рецептура, % (масс.)
I
II
III
СмолаНПС-609-21М(видБ) 86 87 90
ГПК 4 5 4
НК-1 10
НК-2 8 5
Тиокол жидкий марки 1 1
Время жизни приготовленных связующих, при комнатной
температуре, ограничено (рис. 3.2-1). Кроме исходной вязкости и времени
гелеобразования основными показателями, определяющими
технологические свойства связующих, являются максимальная температура
саморазогрева композиции и время достижения максимума экзотермы
(рис. 3.2-2), которые Зависят как от концентрации инициатора и
ускорителя, так и от начальной температуры композиции [12,13].
В производстве РПИ находят применение также и связующие на
основе олигоэфиракрилатов [14, 15], которые можно использовать в
виде сополимеров с полиэфирмалеинатами или в качестве
самостоятельных продуктов [116,17]. Олигоэфиракрилаты (табл. 3.2-3) имеют
ряд преимуществ: легкую совместимость с другими полимерами,
пониженную токсичность [18].
Из указанного класса полиэфирных смол следует отметить
МГФ-9, ТМНФ-11, ТГМ-3 и связующие на основе этих смол -
МГФ-9,39-ЭБС, 911-МС. Однако эти смолы имеют более длительный
цикл отверждения. Связующее МГФ-9-39-ЭБС представляет собой
композицию, состоящую из продуктов ТГМ-3, МГФ-9 и раствора
полимера [20-25 % (масс.)] в стироле. В качестве инициатора процесса
полимеризации в этом случае применяют перекись бензоила, которая
вводится в композицию связующего в виде раствора в стироле.
Основными компонентами связующего 911-МС являются продукты МГФ-9,
ТМГФ-11 и стирол, служащий, как и при изготовлении связующего
39-ЭБС, растворителем перекиси бензоила.
88
2 420 22 24
г.час
160 180
г, МИН
Рис. 3.2-1. Изменение вязкости (по ВЗ-1) во времени при температуре 20 °С
полиэфирных связующих различного состава (на 100 массч. смолы):
/ - ПН-1 + 3 массч. ГПК + 4 массч. НК-1; 2 ~ ПН-1 + 3 массч. ГПК +
S массч. НК-1; 3 - ПН-3 + 3 массч. ГПК + 8 массч. НК-1; 4 - НПС-629-21М +
5 массч. ГПК + 8 массч. НК-2
Рис 3.2-2. Экзотермические кривые отверждения связующих на основе
полиэфирных смол. Составы связующих (на 100 массч. смолы):
1 - ПН-1 + 3 массч. ГПК + 8 массч. НК-1 при 40 °С; 2 - то же при 60 °С;
3 - ПН-1 + 0,5 массч. ПМЭК + 2 массч. НК-1 при 100 °С; 4 - ПН-1 + 1 массч.
ПЛЙ при 90 °С; 5 - ПН-3 + 3 массч. ГПК + 8 массч. НК-1 при 40 °С;
tf- НПС-609-21М + 5 м.ч. ГПК + 8 м.ч, НК-2 при 40 °С
Таблица 3.2-3
Свойства некоторых отвериоденных полиэфирных связующих
на осиове полиэфирмалиенатных и полиэфиракрилатных смол [5,18,19]
Тип
связующего
Поли-
эфирма-
лиенаты:
- ПН-1
•ПН-3
-ПН-10
- ПН-11
-ПН-15
Теплостойкость
по Map-
тенсу.К!
45-55
50-55
60-65
НПС-609-21М 50-70
Полиэфи-
ракрилаты:
- МГФ-9
-911-МС
•39-ЭБС
55-65
65-75
60-65
Разрушающее напряжение, МПа
при
изгибе
80-110
59-83
2Ф-30
49-59
39-54
60-80
68
97
75-80
при ,
сжатии
80-110
80-120
100-110,
80-110
120-130
100-140
-
185
120-130
при
растяжении
40-65
44-54
25
24,5
44-73
40-60
47
44
35
Ударная
вязкость,
КДЖ/М2
6-10
7-11
2-3
5-6
4-5
3-7.
1
4-5
2-4
Модуль
упругости при
изгибе,
ГПа
22-29
19-24
32-34
26-28
34-38
27-30
_
30-40
25-30
Водо-
погло-
щение
за 24 ч,
%
0,07-0,15
0,10-0,20
0,02-0,04
0,12-0,16
_.
0,18
-
0,15-0,20
0,20-0,25
Перекись лаурила.
89
3.3. Связующие на основе кремнийорганических смол
Связующие на основе кремнийорганических смол представляют
большой интерес для производителей радиопрозрачных изделий
благодаря хорошим диэлектрическим свойствам и их стабильности при
высоких температурах. В основе структуры этих смол лежит силокса-
новая группа, стойкая при нагревании. Свободные валентности
кремния могут быть здмещены полностью или частично
органическими радикалами.
Кремнийорганические смолы, применяемые для получения
стеклопластиков, имеют следующее строение:
R 6 R
Si—О—Si—О—Si— •
R О R
где R - органические радикалы.
В производстве изделий из стеклопластиков используются, в
основном, полиметилсилоксановые, полиметилфенилсилоксановые
смолы и реже - полифенил- и полиэтилсилоксановые смолы в виде
спиртовых или толуольных растворов [20,21].
Отверждение кремнийорганических смол происходит при
температуре 170-190 °С в присутствии катализатора (отвердителя), который
вводится в количестве 0,1-2 % от массы смолы. В качестве
катализаторов отверждения чаще всего применяются органометаллические
соединения (стеараты или нафтенаты бария или кальция) и продукты
основного характера типа триэтаноламина. При повышенных
температурах указанные смолы могут быть отверждены без катализатора
(рис. 3.3-1). В процессе отверждения происходят различные реакции:
полимеризация молекул циклических кремнийорганических
соединений под влиянием высокой
температуры или катализатора; конденсация
концевых гидроксильных групп,
образующихся в процессе синтеза смол;
отщепление органических радикалов
вследствие разрыва связи Si—С и
возникновение связи Si-O.
240
Рис. 3.3-1. Зависимость времени
отверждения кремнийорганической смолы
КО-926 от температуры:
/ - без отвердителя; 2-е отверди-
телем
90
Из выпускаемых кремнийорганических термореактивных смол
большое применение нашла полиметилфенилсилоксановая смола
КО-926 и полиметилсилоксановая КМ-9 [22], а также смолы М-1, К-4Т,
IC-41 [23, 24]. Смола КМ-9 выпускается в виде спиртового лака, а смола
КО-926 - в виде толуольного. Для сокращения времени желатинизации
и ускорения отверждения смолы КО-926 используют сиккатив №63 в
количестве до 0,5 % (масс.) к смоле или отвердитель №2 (цинковая соль
каприловой кислоты, сплавленная с полиэтиленполиамином) в
количестве 0,01-0,1 % (масс.) к количеству смолы.
Кремнийорганические смолы обладают повышенной
устойчивостью к воздействию различных химических реагентов, повышенных
температур. Под влиянием высокой температуры происходит
отщепление органических радикалов вплоть до образования полимера
[SiO2]n, который, в противоположность продуктам разложения
органических смол, сохраняет хорошие диэлектрические свойства и
некоторую остаточную прочность.
Кремнийорганические смолы являются слабополярными
соединениями и поэтому обладают явно выраженными гидрофобными
свойствами. Вследствие низкой полярности кремнийорганические смолы
имеют недостаточную адгезию к стекловолокну, что, в свою очередь,
является причиной сравнительно низкой прочности стеклопластиков
на основе кремнийорганических смол (табл. 3.3-1). Кроме того,
стеклопластики на основе этих смол обладают повышенной пористостью,
обуславливающей повышенное влагопоглощение.
Таблица 3.3-1
Свойства отвержденных кремнийорганических связующих
fJo LtH M PUADQ UU A riAVdOQTATTO
xld-rl(VlCtiUi3a.rlrlC IlUKdodlwl/t
Плотность, кг/м3
Теплопроводность, Вт/(м2-град)
Водопоглощение за 24 ч, % (масс.)
Предел прочности, МП а:
- при растяжении
- при статическом изгибе
- при сжатии
Температурный коэффициент линейного
расширения, 1/град
Температура эксплуатации, °С
Значение показателя
КМ-9МР
1600-1750
0,22
0,1
30-50
32
200
-
-60-+300
ПКО, КМ-9
1500-2000
-
0,1
10-70
-
30-100
A-5)-Ю-4
-60-+250
Для устранения указанных недостатков разработаны смешанные
композиции на основе кремнийорганических смол. В качестве
модифицирующих компонентов используют фенолоформальдегидные,
эпоксидные смолы, а также ненасыщенные полиэфиры. Примерами
таких связующих могут служить фенолокремнийорганическая смола
9Ф, эпоксикремнийорганические смолы ТФЭ-9, СЭДМ-1 [27 - 29].
91
3.4. Связующие на основе фенолоальдегидных смол
Для изготовления радиопрозрачных изделий из стеклопластиков
одними из первых начали применять фенолоальдегидные смолы,
благодаря их низкой стоимости и удовлетворительным физико-
механическим свойствам (табл. 3.4-1). Фенолоальдегидные смолы
представляют собой продукты поликонденсации фенола, а также его
производных с альдегидами. Для изготовления стеклопластиков
используются в основном твердые фенолоформальдегидные смолы ре-
зольного типа (в виде спиртовых растворов), получаемые путем
конденсации фенола с избытком формальдегида в присутствии
различных катализаторов.
Таблица 3.4-1
Свойства отвержденной фенолоформальдегидной смолы
Наименование показателя
Плотность, кг/м3
Теплостойкость по Мартенсу, °С
Водопоглощение за 24 ч, % (масс.)
Предел прочности, МПа:
- при растяжении
- при сжатии
- при статическом изгибе
Модуль упругости, ГПа:
- при растяжении
- при изгибе
Удельная ударная вязкость, кДж/м2
Удлинение при разрыве, %
Усадка при отверждении, %
Значения параметра
1200-1280
100-125
0,05-0,20
40-65
80-150
40-60
4-5
3,5-4,2
15-20
1,5
2,5-4,5
Отверждение фенолоальдегидных смол протекает по реакции
поликонденсации с выделением побочного продукта - воды. Связующие
на основе фенолоальдегидных смол отверждаются без отвердителей.
Для сокращения продолжительности отверждения переработку
связующего проводят в присутствии гексаметилентетрамина.
Применение фенолоформальдегидных смол ограничивается
необходимостью использования сравнительно высоких давлений в
процессе формования изделий. Для снижения требуемого давления
при формовании и более полного удаления летучих продуктов
фенолоформальдегидные смолы модифицируют такими соединениями,
как поливинилацеталь, полиэпоксидглифталь и др. [25].
Для придания эластичности, а также для повышения адгезии к
стекловолокну фенолоформальдегидные смолы модифицируют поли-
винилиловым спиртом, поливинилбутиралем, эфирами целлюлозы,
анилином. К таким связующим относятся модифицированная
поливинилбутиралем фенолоформальдегидная смола, растворенная в
этиловом спирте (БФ-2 и БФ-4). Благодаря хорошим технологическим свой-
92
ствам (давление формования порядка 1-3 кГс/см2) связующее БФ-2
длительное время широко применяют для изготовления
крупногабаритных изделий методом вакуумного формования. На основе
стеклотканей и связующего БФ-2 изготавливают радиопрозрачные изделия -
тонкостенные и многослойные (с легкими заполнителями),
работающие при температурах до 130-140 °С.
Для прессования применяется также связующее Р-2М, которое
представляет собой смесь спиртового раствора смол Р-2 и БФ-4 с
добавками анилина и стеарата цинка [5].
Более термостойкое связующее ВФТ является композицией фено-
лоформальдегидной смолы резольного типа, поливинилацеталя и ал-
коксисилана [26]; композиция растворена в ацетоне или толуоле.
Связующее ВФТ применяют для изготовления тонкостенных и
многослойных РПИ как пресскамерным формованием (давление
формования 3-5 кГс/см2), так и вакуумным. РПИ, изготовленные из
стеклоткани на связующем ВФТ, могут работать при температурах до 180 °С.
Большой интерес представляет связующее фенолофурфуроло-
|формальдегидного типа марки ФН [26], где фурфурол является реак-
ционноспособным растворителем. Отсутствие пассивных
растворителей позволяет изготовлять крупногабаритные изделия при
относительно низких избыточных давлениях (до 5 кГс/см2), например,
;пресскамерным методом. Кроме того, связующее ФН можно
применять для изготовления РПИ методом пропитки под давлением.
Недостатком фенолоальдегидных и модифицированных феноло-
альдегидных связующих является большая пористость, возникающая
при их отверждении за счет реакции поликонденсации и наличия
большого количества растворителя. В связи с этим большое значение
приобретают способы повышения стабильности свойств
стеклопластиков, полученных на основе этих связующих, при эксплуатации в
Условиях повышенной влажности и в воде.
Улучшение взаимодействия армирующего наполнителя и
связующего в этом случае может быть достигнуто путем введения в состав
связующих специальных кремнийорганических соединений: АМ-2 и
МР-1 (РФ), А-1100 (США), 3100 (Франция) [27, 28] на основе диэтокси-
яанов, содержащих аминогруппы, органические радикалы и гидро-
ксильные группы (см. далее). Приготавливается связующее с активной
Добавкой весьма просто - активная добавка, в количестве 3 % (масс.) в
расчете на сухой остаток смолы, вводится в смолу при перемешивании
й применением.
Связующие на основе полиимидных смол
Для создания РПИ, работающих в условиях высоких темпера-
, часто используют связующие на основе полиимидов,
содержащих в основной или боковой цепи макромолекулы циклическую
93
имидную группу [29-32]. Выпускаются термопластичные и
термореактивные полиимидные связующие, которые различаются по исход,
ному химическому составу и строению полимера, образующегося
после отверждения (табл. 3.5-1).
Таблица 3.5-1
Марки полиимидных связующих
Марка
связующего
СП-1
сп-з
СП-6
СП-95
СП-97
ПАИ-1
Растворитель
Диметилформамид
Диметилформамид
Бутиловый спирт + метилпирролидоь
Этиловый спирт + метилпирролидон
Этиловый спирт + метилпирролидон
Метилпирролидон
Концентрация, %
(масс.)
15-18
15-18
г 50-60
40-45
60-75
20-30
Структура
отвержденно-
го полимера
Линейная
Линейная
Линейная
Сетчатая
Сетчатая
Линейная
Наибольшее практическое использование получили
ароматические полиимиды линейного строения, имеющие следующую
структурную формулу:
О О
АЛ
_n
где R, IT - ароматические и другие термостойкие группировки.
Полиимидные связующие, используемые в производстве
стеклопластиков представляют собой, чаще всего, растворы полимеров в
растворителях аминного типа (диметилформамид, диметилацетамид,
N-метил-пирролидон) или в их смесях с органическими
растворителями, например, в алифатических спиртах [33, 34]. Получены также
полиимидные связующие в виде раствора в ацетоне.
Связующие СП-1 и СП-З - это полиимидокислоты, которые
характеризуются высокой молекулярной массой и малой
стабильностью при хранении. Связующие СП-6, СП-95, СП-97 - это
низкомолекулярные полиимидообразующие продукты, отверждающиеся с
выделением летучих. Полиимиды марок СП-95 и СП-97 отличаются
высокой вязкостью растворов. Одними из наиболее приемлемых
способов получения полиимидных стеклопластиков и изделий из них
являются пневмовакуумные методы формования, при которых
облегчается удаление летучих компонентов и стеклопластики получаются с
меньшей пористостью.
94
Для получения высокопрочных стеклопластиков и изделий
радиотехнического назначения может быть рекомендовано полиимид-
ное связующее марки ПАИ-1, обладающее улучшенными
технологическими свойствами. Формование изделий на основе этого
связующего протекает без выделения летучих, что позволяет изготавливать
стеклопластики с низкой пористостью.
Полиимиды имеют хорошие физико-механические свойства
(табл. 3.5-2, 3.5-3), которые не изменяются в течение длительного
времени в широком температурном интервале (от -200 до +300 °С),
они устойчивы к действию у-лучей, быстрых электронов и
нейтронов, обладают высокой стойкостью к действию кислорода воздуха и
озона.
Таблица 3.5-2
Свойства некоторых ароматических линейных полиимидов [28]
Структура
группировки
R
Структура
группировки
Прочность при
растяжении,
МПа
20°С 400°С
Относительное
удлинение, %
20°С 400°С
Модуль
упругости,
ГПа
20°С 400°С
Температура
мягчения, °С
200 100
250 60
140
80
50
20
30
100
120
15
80
120
150
2,9
3,2
3,2
1.2
0,8
1.7
0,5
не
мягчается
не
мягчается
290
270
370
Таблица 3.5-3
Основные характеристики полиимидов марки ПМ
Наименование показателя
Плотность, кг/м3
Разрушающее напряжение, МПа:
- при растяжении
- при сжатии
Водопоглощение за 24 ч, % (масс.)
Температурный коэффициент линейного расширения, 1/град
Предельная температура эксплуатации, °С
Значение
показателя
1400-1460
80-140
200-250
0,2-0,3
6,3-Ю-5
300
95
Ароматические полиимиды отличаются от других органических
полимеров повышенной чувствительностью к воде [31] и высокой
термостойкостью. Например, полиамид марки ДФО имеет при 200 °С
прочность при растяжении 40-45 МПа (при 20 °С - 120 МПа), модуль
упругости - 1,5 ГПа (при 20 °С - 3,2 ГПа) и относительное удлинение
-20-30%.
3.6. Связующие на основе фторопластов
Фторопласты относится к линейным полимерам и обладают
комплексом превосходных диэлектрических и теплофизических
свойств, а также высокой химстойкостью, атмосферостойкостью.
Гидрофобность и широкий диапазон рабочих температур (от -270 до
+250 °С) этого материала обеспечивают долговременную службу
изделий. Однако прочностные свойства фторопластов хуже свойств
выше перечисленных связующих (табл. 3.6-1).
Стеклопластики на основе фторопласта в качестве связующего
широко используются при изготовлении РПИ мощных излучающих
антенн с плотностью потока 100 кВт/м2 и более. Эти материалы
обладают очень низкими значениями тангенса угла диэлектрических
потерь, что предотвращает разогрев материала под воздействием
электромагнитного потока высокой мощности.
Таблица 3.6-1
Основные характеристики фторопластов Ф-4, Ф-4Д, Ф-4МБ
Наименование показателя
показателя
Плотность, кг/м3 2200
Разрушающее напряжение, МПа:
- при растяжении 14-35
-при сжатии 10-15
Водопоглощение за 24 ч, % (масс.) 0
Температурный коэффициент линейного расширения, 1 /град A -2)-1 (Н
Для получения стеклопластиков на основе фторопластов
методом контактно-термической сварки (при температуре 300 °С), а также
для сварки отдельных фрагментов используется, чаще всего,
фторопластовая пленка типа Ф-4МБ, которая является сополимером тет-
рафторэтилена с гексафторпропиленом - фторированным этилен-
пропиленом, имеющим структурную формулу:
CF3
96
5.7. Диэлектрические свойства связующих
Наиболее сильное влияние на диэлектрические характеристики
полимеров оказывает характер функциональных групп в отвержден-
ном связующем. Если в боковых цепях полимера содержатся
различные полярные (дипольные) группы, способные ориентироваться в
электрическом поле независимо друг от друга и имеющие разные
времена релаксации, то диэлектрические характеристики будут
зависеть не только от состава, но и от частоты электромагнитного поля.
При этом на частотной зависимости tg? могут наблюдаться
несколько экстремумов дипольно-групповых потерь.
Значения € также могут иметь области локальных максимумов и
минимумов [35-36]. При этом в целом, с увеличением частоты ЭМВ
диэлектрическая проницаемость полимеров уменьшается, а тангенс
угла диэлектрических потерь - увеличивается.
При увеличении температуры диэлектрическая проницаемость
полимеров возрастает, а зависимость тангенса угла диэлектрических
потерь от температуры носит экстремальный характер (табл. 3.7-1,
рис. 3.7-1). Положение экстремумов значений tg<?Ha оси температур
зависит от природы олигомера, отвердителя, режима отверждения и
частоты электромагнитного поля.
Таблица 3.7-1
Зависимость диэлектрических свойств эпоксидной диановой смолы,
отвержденной ДЭТА, от температуры и частоты [2]
свойства.
Диэлектрическая
проницаемость при температуре
-40 «С
-20 «С
+20 «С
+60 «С
+100 °С
Тангенс угла
диэлектрических потерь при температуре
-40 «С
-20 °С
+20 «С
+60 «С
^ +100-С
102
3,4
3,8
4,1
4,3
4,5
0,022
0,030
0,009
0,015
0,018
юз
3,3
3,8
4,2
4,4
4,6
0,020
0,050
0,040
0,010
0,017
Частота, Гц
104
3,3
3,7
4,2
4,6
4,7
0,020
0,050
0,018
0,060
0,030
105
3,3
3,7
4,1
4,6
4,8
0,018
0,070
0,080
0,075
0,060
106
3,2
3,6
4,2
4,5
4,9
0,017
0,090
0,100
0,110
0,120
107
3,1
3,4
4,1
4,4
5,0
0,017
0,100
0,130
0,150
0,200
Это явление связано, в первую очередь, с изменением
физического состояния полимера при его переходе через температуру
стеклования Tcnv При температуре ниже Тст полимер находится в твердом
стеклообразном состоянии и его диэлектрические потери определя-
<g
0.16
0.14
0.12
0.10
0.08
0.06
0.04*
0.02
0.00
>?f
20 40 60
60
100 120 140
Рис. 3.7-1. Зависимость tg<?(npu частоте 1 МГц) отвержденного компаунда на
основе ЭД-5 с различным содержанием модификаторов (ДЭГ-1 и ДОФ) на
100 массч. смолы от температуры [37]:
- ЭД-5 без модификаторов; ••••,/', 2', 3\4'~ соответственно, 10,
20, 30, 40 массч. ДЭГ-1; ,1,2,3,4,5- соответственно, 5,10, 20, 30 и 40
массч. ДОФ
ются подвижностью полярных радикалов (так называемые дипольно-
радикальные потери). При температурах выше Тст полимер
переходит в высоко эластическое состояние и диэлектрические потери
возрастают за счет увеличения подвижности полярных групп вместе с
участками основной цепи макромолекулы (так называемые диполь-
но-эластические потери).
Диэлектрические свойства отвержденных эпоксидных
связующих зависят также и от количества добавок (модификаторов). Это
наглядно видно на примере смолы ЭД-5, модифицированной ДЭГ-1 и
ДОФ (рис. 3.7-1).
С увеличением густоты связей полимерной сетки, уменьшением
количества не прореагировавших свободных полярных групп, как
отвердителя, так и олигомера диэлектрические характеристики
улучшаются. В свою очередь густота связей полимерной сетки
определяется не только химической природой полимера, но и
различными технологическими факторами, которые оказывают влияние на
уровень полимеризации (степень отверждения). Так, например, у
эпоксидного полимера значения ей tg<?TeM ниже, чем выше степень
отверждения [38-40].
При использовании эпоксидных полимеров наилучшие
диэлектрические характеристики наблюдаются, чаще всего, при соотношении
количеств олигомера и отвердителя, близком к стехиометрическому. В
работе [40] приводятся экспериментальные зависимости и
эмпирическая формула для определения оптимального количества отвердителя
(типа ароматических аминов), необходимого для отверждения
эпоксидных смол с различным содержанием эпоксидных групп.
98
Степень отверждения эпоксидной смолы слабо зависит от
молекулярных масс смолы и отвердителя, но сильно зависит от структуры
молекул отвердителя. Отвердители с симметричным расположением
реакционноспособных групп наиболее активны, а смолы, отвержден-
ные ими, обладают высокой степенью полимеризации и,
следовательно, лучшими диэлектрическими свойствами. Химическое строение
отвердителя оказывает заметное влияние на диэлектрические
характеристики отвержденного эпоксидного полимера (табл. 3.7-2).
Таблица 3.7-2
Диэлектрические характеристики отвержденных
эпоксидных связующих при различных радиочастотах
Состав
СВЯЗук/Щсги
ЭД-20 +
АБА
ЭД-20 +
диамин 304
ЭД-20 +
ТЭАТ
4,4'ДАДФМ
УП-640 +
¦ изоМТГФА
УП-640 +
АБА +
С1-АБА
ЭДТ-10
СПЭ-14
, СПЭ-15
СПЭ-17/4
СПЭ-24
СПЭ-25/3
ЭС-1
СПЭ-20/2
СПЭ-20/4
СПЭ-16
СПЭ-16/1
СПЭ-16/2
СПЭ-16/3
СПЭ-16/4
ЭД-22 +
полиамин X
ЭД-22 +
ТЭА
ЭД-22 +
изо-МГТФА
Частота радиоволны, Гц
106
?
3,6
3,8
3,9
3,9
3,3
3,6
4,0
3,0
3,3
3,3
3,8
3,4
3,2
3,9
3,7
-
4.0
3,1
-
3,3
3,8
3.6
3,
2
хЮ*
1.6
1.8
2,0
2,7
1,0
1.2
1.9
2,0
1.6
1.8
1.1
1,6
2.7
2.2
-
2,5
2.4
2.5
1.7
2.1
2.1
1.3
10»
в
3.4
3,4
3,5
3,5
3,1
3,3
-
_
-
-
3.3
-
-
-
-
-
_
-
-
-
3,4
3.2
2,9
Х.%8
х 10^
1.6
2.4
2,2
2,7
1,2
1,3
-
-
_
_
2.7
-
-
-
-
_
_
-
_
2.6
2.6
1,5
10'°
с
3.2
3.0
3,2
3,2
3,1
3,1
3.0
2.8
3,2
2,7
3,1
3,0
2,6
2,9
3,4
3,2
3,8
3,3
3,1
2,8
3.2
3,1
2,8
Х1О2
2,0
2,4
2.0
2,1
1,4
1,5
2,2
2,5
2,7
1,9
2,1
1.5
1,5
2,4
2,4
2,2
2,9
2.8
2.9
1.1
2,4
2,2
1,1
0,37510"
?
3,0
3,0
3,1
3,1
2,9
3,1
_
-
3,0
-
_
_
_
_
_
_
_
3,1
2.9
2,7
46
хЮг
2.5
2,5
2.7
2,5
2.1
2,4
-
-
2.2
-
-
_
_
_
1.7
1.5
1.4
10»
Б
Х%6
Х102
_
- -
-
_ —
_
_ _
3,0 1,8
3,0 2,0
3,0 2,0
2,8 1,4
2,9 2,2
2,8 1,7
3,0 2,4
3,0 2,5
2,9 2,5
_ _
3,7 3,0
2,6 3,5
3.0 3.2
2.9 15
-
-
1,
S
3,0
2,9
3,1
3,1
2,9
3.1
_
_
3,0
_
_
_
-
-
510"
46
2,9
3.1
3,0
3.1
2,8
3,0
_
_
2.6
_
-
-
Диэлектрические свойства отвержденных полиэфирных связую-
Щих зависят от конкретной марки смолы и имеют характерные
частотные и температурные зависимости (рис. 3.7-2,3.7-3, табл. 3.7-3).
99
-60 -30
50 100 150 200 250 300
tX
Рис. 3.7-2. Температурно-частотная зависимость е (сплошные линии) и tgS
(пунктир) отверзденной полиэфирной смолы ПН-1:
7-0,1 МГц; 2-0,3 МГц; 5-1 МГц; ^-3 МГц; 5-10 МГц
Рис. 3.7-3. Зависимость tgS от температуры:
/ - полидиметилфенилсилоксановая смола; 2 - полиэфирная смола
Таблица 3.7-3
Диэлектрические свойства отвержденных полиэфирных связующих
(при частоте 106 Гц)
Марка связующего
€
Марка связующего
€
tg?102
ПН-1
4.4-5,2
2.2-3.0
ПН-63
3,6-4.1
2,6-3.0
ПН-6
3,0-3,3
1,3-1,6
ПН-609-21
4,0-5,0
1,5-2,0
ПН-10
3,0-3,2
1,24,4
МГФ-9
3,5-4,5
1,5-2,0
ПН-62
3,0-5,0
2,1-4,3
ТГМ-3
3,2-4,0
1,4-1,8
Кремнийорганические связующие отличаются высокой
стабильностью диэлектрических свойств при воздействии температуры
(рис. 3.7-3, табл. 3.7-4), чем выгодно отличаются от полиэфирных
связующих.
Таблица 3.7-4
Диэлектрические свойства кремнийорганических связующих
КО-1, К-9, ХК, КМ-9 при частоте 10 ГГц
Наименование
Показатели
Диэлектрическая проницаемость е
Тангенс угла диэлектрических потерь, \%& 102
3,0-3,9
0,4-0,5
100
Полиимиды обладают высокой стабильностью диэлектрических
свойств при повышенной температуре. Тангенс угла диэлектрических
потерь этих связующих имеет тенденцию к некоторому увеличению с
ростом частоты электромагнитного поля (табл. 3.7-5).
Таблица 3.7-5
Диэлектрические характеристик полиимида марки ПМ [31]
Показатели
Частота ЭМВ, Гц
10*
10'°
Диэлектрическая проницаемость е 3,0-3,5 2,8-3,2
Тангенс угла диэлектрических потерь, tg? 102 0,15-0,30 0,25-0,40
Самыми лучшими диэлектриками из рассмотренных полимеров
являются фторопласты (Ф-4, Ф-4Д, Ф-4МБ). Диэлектрические
характеристики этого материала практически не зависят от частоты и
температуры и составляют: е- 1,9 - 2,2 и tg?= B- 5I(Н.
Фенолоформальдегидные смолы в отвержденном состоянии
имеют вполне хорошие диэлектрические характеристики (табл.3.7-6).
Таблица 3.7-6
Диэлектрические характеристик фенолоформальдегидных связующих
Показатели
Диэлектрическая проницаемость
Тангенс угла диэлектрических потерь
Частота радиоволны, Гц
10*
10*
10*
Значение
4,5-5,0
4,0-4,5
0,010-0,015
0,012-0,017
ЛИТЕРАТУРАкглавеЗ
1. Ли X.t Невилл К. Справочное руководство по эпоксидным смолам / Пер.
с англ. под ред. Н.В.Александрова. М.: Энергия, 1973. 415 с,
2. Лапщкий В.А., Крицук А.А. Физико-механические свойства эпоксидных
полимеров и стеклопластиков. Киев.: Наукова Думка, 1986. 93 с.
Эпоксидные смолы и полимерные материалы на их основе. Каталог.
Черкассы : НИИТЭХИМ, 1989. 55 с.
Справочник по пластическим массам / Под ред. В.И.Катаева. М: Химия,
1975. С. 199-231.
Связующие для стеклопластиков / Под ред. Н.В.Королькова. М.: Химия,
1976.158 с.
Новые связующие для армированных пластиков. / Под
В.А.Лапицкого. М: ВНИИСПВ, 1982. 92 с.
3.
4.
5.
6.
ред.
101
7. Справочник по композиционным материалам / Под ред. Дж. Любина.
М: Машиностроение, 1988. Т.I. 448 с.
8. Мошинский ЛЯ. Отвердители для эпоксидных смол. М.: НИИТЭХИМ
1976.46 с.
9. Авт. свидетельство СССР Ш1594062.
10. Авт. свидетельство СССР № 1734358А1.
11. Циркин М.З., Кострщкий С.Н. Стеклопластики в машиностроении. Л.:
Энергоатомиздат, 1986. 175 с.
12. Aeronautical Engineering Review, 1955, Vol.14, № 3. P. 44-49.
13. Industrial and Engineering Chemistry, 1962, Vol.54, № 8. P. 53-57.
14. Сивергин ЮМ., Берлин A.A. II Пласт, массы, 1967, №9. С. 62-66.
15. Берлин А.А., Кефели Т.Н., Королев Г.В. Полиэфиракрилаты. М.: Химия,
1967. -
16. Киселев Б.А. Стеклопластики. М: Госхимиздат, 1961.240 с.
17. Ли ИЗ. и др. II Пласт, массы. 1960. №2. С. 629-635.
18. Берлин А.А., Попова Г.Л. II ДАН СССР, с.123, №2, с.282, 1958. ДАН
СССР, 126, 1959. №1. С. 83.
19. Альперин В.И., Корольков Н.В., Матавкин А.В. и др. Конструкционные
стеклопластики. М.: Химия, 1973. 359 с.
20. Крешков А.П. Кремнийорганические соединения в технике. М.: Промст-
ройиздат, 1956. 171 с.
21. Стеклопластики / Пер. с англ. Под ред. ФМоргана. М.: Иностранная
литература, 1961. С. 142-150.
22. Барановский В.В., Дулицкая ГМ. Слоистые пластики
электротехнического назначения. М.: Энергия, 1976. 285 с.
23. Физические и механические свойства стеклопластиков. Справочник.
Рига: Зинатне, 1969. С. 62-68.
24. Киселев Б.А., Грибова A.M.: Никифорова А.В. Стеклотекстолиты на
основе кремнийорганических связующих контактного типа // Материалы
антенных обтекателей. ОНТИ ВИАМ, 1985. С. 5 - 25,
25. Glass Reinforced Plastics. Ed.By Briar Parkin, London «Illife Books». 1970,
306 p.
26. Киселев Б.А., Брусевич В.Н. Термостойкие стеклотекстолиты ВФТ и
ВФТ-С // Пласт, массы, №1, 1961. С. 12-18.
27. Киселев Б.А. Стабилизация свойств стеклопластиков ведением в состав
связующего химически активных соединений // Отчет о научн.-иссл.
работе. ОНТИ ВИАМ, 1965. 58 с.
28. Гуртовник И.Г. В кн. «Новые материалы в машиностроении» / Под ред.
Л.Я. Попилова. Л.: Машиностроение, 1967. С. 195-200.
29. Котон ММ. II Пласт, массы, 1968. №11, с. 18.
30. Армированные пластики в конструкциях // Сб. статей под ред.
В.В.Павлова. ОНТИ ВИАМ, 1971. С. 18-25.
31. Энциклопедия полимеров. Т. 2, М.: Советская энциклопедия, 1974.
С.831-835.
32. Каменев ЕМ.: Мясников С.Д., Платонов М.П. Применение пластических
масс. Л.: Химия, 1985.448 с.
33. Чу дина Л.П. и др. Полиимиды и полибензилендазолы для
стеклопластиков и клеев // Пласт, массы, 1973. №4. С. 15-17.
34. Бляхман ЕМ. и др. // Высокомолекулярные соединения. 1970, А, XII.
С. 2297-2301.
102
35 Электрические свойства полимеров / Под ред. Б.М.Сажина. М.-Л.: Хи-
' мия, 1970. 194 с.
36. Щеглов А.Н., Васильев Е.В. Диэлектрические характеристики
термореактивных смол и стеклопластиков на их основе / Под ред. О.С.Любутина.
М.: НИИТЭХИМ, 1981. С. 19-20.
37. Антонов С.Н. и др. Диэлектрические свойства эпоксидных компаундов //
Пласт, массы. №2, 1967. С. 37-38.
38. Delmonte I. J. II Appl. Polymer Science. 1952, П, № 4, 108-113.
39. Смехов Ф.М. и др. II Высокомолекулярные соединения, 1968. АХG), 1656 с.
40. Митрошичев Н.В. Зависимость диэлектрических свойств эпоксидных смол
от степени отверждения ароматическими аминами / Пласт, массы. №1,
1966. С. 44-46.
ГЛАВА 4
СВОЙСТВА СТЕКЛОПЛАСТИКОВ,
ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ
РАДИОПРОЗРАЧНЫХ ИЗДЕЛИЙ
4.1. Основные физические и прочностные свойства
стеклопластиков
Плотность стеклопластиков р, как и других гетерогенных смесей,
можно рассчитать с помощью следующих соотношений аддитивности:
Р-=ГГ1 Р-&ГР,. DМ)
=
У
где Pi - плотность компонента i\ xh vf - соответственно, массовая и
объемная доля компонента в смеси; указанные параметры связанны
следующими соотношениями:
*#/
D.1-2)
В случае двухкомпонентной смеси «стекло-связующее»
уравнения упрощаются:
лст/ ц. V1 лст)/
/Рст /Рс D.1-3)
Хап/
см г cm, •- тшт / г cm
х„т — ¦
vcm-Pcm+(l-vcm)pce9 ст х/ +{\-хсту '
/Рст /Рш
где индексы «cm» и «се» относятся к характеристикам,
соответственно, стекла и связующего.
Наличие пор вызывает уменьшение плотности композита:
pn=p(l-vn), D.1-4)
где р„ - плотность пористого композита; vn - объемная доля пор в
материале.
104
У большинства стеклопластиков, в зависимости от соотношения
«стекло-связующее», плотность составляет 1500-1800 кг/м3*.
Правило аддитивности применимо и при расчетах теплоемкости
(с) композитов:
5> D.1-5)
где Ct - теплоемкость компонентов.
Теплоемкость стеклопластиков в большинстве случаев
составляет 1000-1500 Дж/(кгград). В отличие от вышеприведенных
характеристик теплопроводность композитов Я в значительной степени
зависит не только от доли, но и от пространственной ориентации
армирующих компонентов по отношению к тепловому потоку (рис. 4.1-1).
При расположении армирующих волокон вдоль теплового потока
коэффициенты теплопроводности стеклопластика можно определить
по уравнению [1]:
'vcm)> D1)
а в случае перпендикулярного расположения волокон - по
соотношению:
_• D.1-7)
В работе [2] приведены уравнения для расчета коэффициентов
теплопроводности стеклопластиков на основе различных
стеклотканей. При нормальной температуре коэффициенты теплопроводности
стеклопластиков находятся в пределах 0,2-0,4 ВтУ(м-град).
Рис. 4.1-1. Зависимость
коэффициента теплопроводности
однонаправленного стеклопластика от
Объемного содержания
стекловолокна, ориентированного:
/ - в направлении теплового
потока; 2 и 3 - перпендикулярно
Направлению теплового потока
Для сплошного и полого
стекловолокна, соответственно;
^«=0,90 Вт/(м град),
Ас#=0,17 Вт/(м град)
Я, Вт/(м*град)
0.8
0,7
0.6
0.5
0.4
0.3
0.2
0.1
10 20 30 40 50 60 70
За исключением фторстеклопластиков, плотность которых составляет примерно
230О-2400кг/м3.
105
20
40
60
80
Рис. 4.1-2. Зависимость
коэффициента термического расширения
стеклопластика от содержания
стекловолокна:
/, 3 - в направлении
армирования и перпендикулярно плоскости
армирования; 2 - вдоль одного из
направлений армирования для
пластика с ортогональным
армированием; характеристики компонентов:
<*.«7,5 • Ю-5К, Оап=0? • Ю-51С1,
Ее* я 3 ГПа, Ест ¦ 73 ГПа,
Термическое расширение стеклопластиков является довольно
сложным процессом и характеризуется изменением объема материала,
как за счет изменения температуры, так и за счет внутренних
напряжений, возникающих вследствие разности коэффициентов термического
расширения компонентов композита. Большое влияние на
эффективные (осредненные) коэффициенты термического расширения
оказывают ориентация и структура армирующего материала (рис. 4.1-2). Так,
например, для однонаправленного стеклопластика коэффициенты
термического расширения (а) вдоль направления армирования можно
рассчитать по уравнению:
<*««-<*« D.1-8)
1 ¦
а для стеклопластика с ортогональным (перекрестным)
армированием (вдоль одного из направлений армирования) - по уравнению:
•w ¦ и ^%# »i _l_ ^v ft %ш 1 I ^"СД \ С/И Св / ' \ *
2 1+-
где а и Е - коэффициенты термического расширения и модули
упругости компонентов, соответственно; //св - коэффициент Пуассона
связующего.
Для композитов на основе тканых армирующих материалов, где
нити утка и основы являются изогнутыми, теоретические уравнения
не обеспечивают достаточную точность оценок. Поэтому в этих
случаях целесообразно использовать экспериментальные данные.
Прочностные показатели стеклопластиков - разрушающие
напряжения при растяжении (ар)9 изгибе (<7И), сжатии (асж)> сдвиге (rcde);
106
модуль упругости при растяжении (Ер), изгибе (?„), и сдвига (Gcde*);
ударная вязкость (Ауд), коэффициент Пуассона (ji) - зависят от
прочностных характеристик, жесткости армирующего и связующего материа-
дов, их соотношения в композите, адгезионной связи между
армирующим и связующим материалами, угла приложения нагрузки.
В зависимости от взаимной ориентации волокон в
стеклопластиках последние подразделяют на однонаправленные, когда все
волокна уложены в одном направлении, перекрестные, когда волокна
уложены под определенным углом друг к другу и хаотически
армированные. Лучшие прочностные характеристики имеют
однонаправленные стеклопластики (при совпадении направления армирования и
направления приложения нагрузки).
Структура нити и жгута мало влияет на модуль упругости
однонаправленного стеклопластика [3, 4]. Прочность стеклопластика при
растяжении (<тр) в значительно большей степени зависит от структуры
^наполнителя. Значение стр снижается с увеличением толщины
стеклонити (стекложгута).
С увеличением содержания волокон возрастает прочность
стеклопластика в направлении армирования, его модуль упругости и модуль
СДвига, подчиняясь в первом приближении закону аддитивности [5-8]
до определенного предела [9,10]. Разрушающее напряжение при сжатии
однонаправленных стекловолокнитов можно существенно повысить,
применяя толстые стеклянные волокна; при этом заметно возрастает и
модуль упругости [7,9].
Стеклопластики на основе ортогонально-перекрестной
структуры армирующего материала могут быть изготовлены на основе
однонаправленных не переплетенных волокон, нитей, жгутов или на
основе тканых структур. Физико-механические свойства таких
стеклопластиков зависят не только от свойств исходных компонентов и
степени наполнения, но и от направления стекловолокон, а также
соотношения количества наполнителя в различных направлениях и
угла приложения нагрузки (рис. 4.1-3) [11,12].
Наибольшее применение для изготовления ортогонально
армированных стеклопластиков нашли стеклоткани. Стеклоткани
используются для изготовления РПИ различными методами - контактным,
пневмовакуумным формованием, прессованием, методом инжекции.
Эти армирующие стеклонаполнители обладают высокой прочностью,
технологичностью, удобны в обращении при изготовлении
крупногабаритных РПИ сложной конфигурации, обеспечивают получение
стеклопластиков с высокими прочностными свойствами (табл. 4.1-1,4.1-2).
Для изотропных материалов модуль сдвига тесно связан с модулем упругости:
Е
107
Рис. 4.1-3. Зависимость модуля упру,
гости при растяжении Е, коэффици-
ента Пуассона //, разрушающего на-
пряжения при растяжении <тр, разру.
тающего напряжения при сдвиге в
плоскости армирования тсдв
стеклопластиков от угла между
направлениями приложения нагрузки и
армирования [13]
Особый интерес для
производства изделий
радиотехнического назначения представляют
эпоксидные стеклопластики. Они
успешно эксплуатируются при
нормальных, пониженных и
повышенных, до определенного
значения, температурах. С
понижением температуры их прочностные
показатели возрастают. Так,
например, у некоторых эпоксидных
стеклопластиков при температуре
-196 °С прочность при изгибе
достигает максимального значения, а
увеличение прочности при сжатии
наблюдается вплоть до
температуры -253 *С [14,15).
При повышенных
температурах прочность определяется
теплостойкостью связующего.
При температурах выше
температуры стеклования связующего
наблюдается резкое падение
прочности, увеличивается
ползучесть стеклопластика.
Стеклопластики на основе
эпоксидных смол с отвердителем
триэтаноламинотитанат (ТЭА1)
сохраняют достаточно высокие проч-
0 10 20 30 40 50 60 70 60 90
Р. град
ностные показатели до +100 °С, а на основе эпоксифенольных связующих
- до +150 °С. Стеклопластики на основе специальных эпоксидных смол,
отвержденных хлорированными ароматическими аминами и фенольны-
ми смолами, сохраняют работоспособность до +170 °С [14-16].
108
Таблица 4.1-1
Прочностные свойства стеклопластиков, изготовленных
различными способами формования [17]
Тип
связующего
.
Эпоксидные
фенолоформальде-
гидные
Эпоксифенольные
Полиэфирные
Эпоксидные
Эпоксикремнийорга-
нические
Кремнийорганические
Фенолоформальде-
гидные
Полиэфирные
Марка
связующего
Марка
стеклоткани
Предел прочности, МПа
Ои
Прессование
ЭП-5
ЭП-5
Э-40
ЭД-20+ЭД-8
Т-11 470
НПУ-76 655
Т-И 415
ТС-8/ЗК-ТО 540
ФН (стеклотекстолит КАЙ-В) 126
ФН (стеклотекстолит ФН) 215
ВФТ (стеклотекстолит СТЭФ) 280
ЭТФ-211
9П-МС-11а
911-МС
39ЭБС
39ЭБС
Т-10 250
Т-1 220
Т-1 148
Т-1 170
Т-1 170
Вакуумное формование
ЭП-1
ЭП-2
ЭП-8
ЭС-3
ЭПК-3
ЭПК-3
ЭПК-1
ЭПК-2
ЭПК-2
КМ-95
БФ-2
БФ-2+АМ-2
ВФТ
КС-2
Т-41-76 290
Т-11 330
Т-41-76 300
КТ-11-С-8/ЗТО 330
КТ-П-С-8/ЗТО 140
Т-41-76 234
КТ-И-С-8/3-10 265
КТ-П-С-8/3-10 143
Т-41-76 269
МКТ-5
Т-13 125
Т-13 140
Т-10 285
АСТТ(б)-С2 245
СГр
Осж*
425 310
462 445
410 242
440 370
250 90
350 ПО
330 186
300 145
307 147
153 86
280 86
280 86
300 265
390 230
300
215
ПО 65
185 87
237 95
83
215
95 36
260
290
330 150
250 100
f Направление нагрузки - перпендикулярно армирующим слоям.
Эпоксидные стеклопластики, предназначенные специально для
изделий, работающих в условиях повышенной влажности и прямого
контакта с водой [16, 18, 19], например, на основе связующих марок
ЭДТ-10, СПЭ-14, СПЭ-24 и стеклоткани на «прямом» замасливателе,
имеют хорошие физико-механические показатели, которые
снижаются незначительно при климатических воздействиях.
Увеличение давления формования (прессования)
стеклопластиков приводит к увеличению степени монолитности и однородности
материала, снижению его пористости, улучшению прочностных
характеристик [13,17, 20,21] (табл. 4.1-3 и рис. 4.1-4).
109
Таблица
Прочностные свойства стеклопластиков, изготовленных методом
пропитки под давлением, на основе различных связующих
и однослойных стеклотканей различного состава и переплетения.
Содержание связующего - 60-65 % (масс.)
Марка
стеклоткани
Т-57-76
Т-41-76
Т-41-76
Т-22-78
Т-22-78
Т-22-80
Т-22-80
ТС-8/ЗК-ТО
ТС-8/ЗК-ТО
Т-44(УП)
МКТ-5
Т-41-76
ВПР-10
Марка
связующего
Предел прочности, МПа
Си | Ор
Осж*
Эпоксидные связующие
СПЭ-24 620 490
СПЭ-24 655 490
СПЭ-25/3 580 460
ЭДТ-10 640 410
ЭХД 685 490
СПЭ-14 610
СПЭ-24 680
СПЭ-24 690 550
СПЭ-25/3 570 460
СПЭ-24 940 750
-
430
410
380
-
-
_
380
340
-
Модуль, ГПа
Ей
21,0
21,5
19,0
22,0
22,5
22,0
22,0
24,0
22,5
28,5
Кремнийорганические связующие
КМ-95 128 95
МПС-113 285 205
36
75
Полиэфирные связующие
НПС-609-21М 155 175
-
-
-
ЕР
23,5
23,5
21,0
-
24,0
-
—
26,0
25,0
31,0
_
-
-
Ударная
BMJKOCTb,
кДж/м2
225
215
170
220
210
-
-
225
190
225
-
-
Направление нагрузки - перпендикулярно армирующим слоям.
Таблица 4.1-3
Влияние давления прессования Р на пористость vn, содержание
стеклонаполнителя vcm9 плотность р и прочностные характеристики
прессованного стеклопластика
ЛКГ/СМ2
0,2
0,5
0,9
15
| v.%(o6.) |
27
22
19
4
v™%(o6.)
42
46
48
60
P
1450
1560
1640
1960
Eut ГПа
16,4
16,6
20,2
26,2
cru, МПа
290
330
360
670
Рис. 4.1-4. Зависимость предела прочности
на растяжение фторстеклопластика на
основе кварцевой ткани от его пористости
ПО
Предел прочности на межслоевой сдвиг эпоксидных
стеклопластиков на основе тонких тканей в большой мере зависит от типа
связующего и составляет от 40 до 80 МПа в зависимости от марки
связующего.
Значения коэффициентов Пуассона /л стеклопластиков
колеблются в довольно широких пределах (табл. 4.1-4) в зависимости от
состава, структуры армирования, вида деформации, направления
нагрузки по отношению к направлению армирования.
Таблица 4.1-4
Коэффициенты Пуассона // для некоторых типов стеклопластиков
Тип, марка
связующего
Полиэфирное, ПН-1
Фенолоформальде-
гидное
Фенолокремнийорга-
ническое, 9Ф
Эпоксидное, Э-40
Эпоксидное, СПЭ-24
Тип, марка
стеклоткани
Сатин
Гарнитурная
Сатин
Сатин
Сатин
Многослойная
марки МТБС
Многослойная
марки ИТМ
Метод
изготовления
Контактное
формование
Прессование
Прессование
Прессование
Пропитка под
давлением
Пропитка под
давлением
Пропитка под
давлением
Значения // при
приложении нагрузки*
по основе
0,11-0,15
0,15
0,12
0,20
0,14
0,19-0,20
0,13-0,15
по утку
0,07-
0,10
0,11
0,05
0,125
0,17
0,16-
0,19
0,16-
0,18
* В случае совпадения направления приложения нагрузки с основными
направлениями упругости (направления ориентации стекловолокон) теория
предсказывает следующее соотношение:
где индексы 1 и 2 относятся, соответственно, к основе и утку.
С переходом на многослойные ткани наблюдается некоторое
снижение большинства упруго-прочностных характеристик
стеклопластиков, так как при этом увеличивается изогнутость стеклонитей
в ткани. В то же время использование тканей увеличенной толщины
позволяет значительно уменьшить трудоемкость изготовления
изделий, особенно толстостенных.
В многослойных стеклотканях типа МТБС нити основы,
осуществляющие связь слоев, имеют большие искривления, чем нити утка.
Поэтому прочностные характеристики стеклопластика в направлении
основы заметно ниже, чем прочностные показатели в направлении утка
[23] (табл. 4.1-5).
111
Таблица 4.1-5
Прочностные свойства стеклопластиков на основе многослойных
стеклотканей типа МТБС (связующее ЭДТ-10,36-40 % (масс.I
Показатели
Си, МПа
<jp, МПа
осж\ МПа
Ей, ГПа
ЕР, ГПа
Gcde**, ГПа
Gcde***, ГПа
МТБС-2,1
по
основе
300
331
-
14,1
18,8
-
по
утку
516
439
427
13,4
22,2
-
2,62
МТБС-4,35
по
основе
292
277
• 184
16,7
-
3,87
—
по
утку
419
334
390
17,7
-
3,62
—
МТБС-5,2
по
основе
132
246
130
18,1
-
3,73
—
по
утку
304
249
250
15,0
-
3,57
—
МТБС-6,0
по
основе
298
255
164
20,2
-
4,76
—
по
утку
527
261
378
21,2
-
4,52
—
* Направление нагрузки - параллельно армирующим слоям.
** Межслоевой сдвиг.
*** Сдвиг в плоскости армирования.
При использовании многослойных тканей марки ИТМ, в
которых нити основы и утка сохраняются практически прямолинейными,
разница значений прочности стеклопластиков в различных
направлениях уменьшается [24] (табл. 4.1 -6).
Таблица 4.1-6
Механические свойства стеклопластиков на основе многослойных
стеклотканей типа ИТМ [связующее ЭДТ-10,40 % (масс.)]
Показатели
свойств, МПа
Осж*
Ои
Ор
, Нормальные условия
по основе
362
483
388
по утку
335
397
304
Температура +60 °С
по основе
237
414
354
* Направление нагрузки - параллельно армирующим слоям.
Как и в случае стеклопластиков на основе тонких тканей, предел
прочности на межслоевой сдвиг стеклопластиков на оснобе
многослойных тканей зависит от марки связующего. Структура ткани
также оказывает определенное влияние на указанную характеристику
(табл. 4.1-7).
Большое распространение для изготовления крупногабаритных
изделий находят стеклопластики на основе фенольных, эпоксифеноль-
ных связующих, например, БФ-2 и ВФТ. РПИ на основе таких связую-
112
щих изготавливаются методами прессования, вакуумного, пресс-
камерного и автоклавного формования.
Таблица 4.1-7
Предел прочности на межслоевой сдвиг эпоксидных
стеклопластиков на основе многослойных стеклотканей.
Содержание связующего - 36-40 % (масс.)
Состав
стеклопластика
W МПа
МТБС-4,35 +
КДА + ПХ1У
38,7
ИТМ-2,85 +
КДА + I1XIV
53,4
ИТМ-2,85 +
ЭДТ-10
45,2
Особенностью изготовления изделий этими методами является
значительное влияние технологических режимов, особенно давления
формования, на свойства стеклопластика [25]. С увеличением
давления формования улучшаются характеристики стеклопластиков (табл.
4.1*3, 4.1-8). Однако повышенное давление требует применения
мощных дорогостоящих прессов, особенно в случае изготовления
крупногабаритных изделий. Кроме того, с увеличением давления
повышается вероятность механического разрушения стеклянных волокон
армирующего материала, что может приводить к снижению прочности
композита. В связи с этим в качестве оптимального давления
формования рекомендуется принимать 0,20-0,25 МПа B,0-2,5 кГс/см2) для
связующего БФ-2 и 0,4-0,5 МПа для ВФТ.
Таблица 4.1-8
Основные свойства стеклотекстолита ВФТ,
изготовленного при различном давлении
Давление
формования, МПа
(кГс/см*)
Предел прочности
при растяжении, МПа
при
20 °С
при
300 °С
Модуль
упругости
при
растяжении, ГПа
Водопогло-
щение за 24 ч,
% (масс.)
Плотность,
кг/м3
0,08 @,8)
0,3C)
1,0A0)
5,0 E0)
207
282
310
340
180
228
242
15,7
16,5
18,0
18,5
2,3
1,8
1,7
1,6
1240
1520
1650
1730
Как отмечалось ранее (см. гл. 3), кремнийорганические
полимеры обладают повышенной стойкостью к комплексному воздействию
высоких температур, кислорода воздуха, что предопределяет
соответствующие свойства стеклопластиков на их основе. Некоторые
кремнийорганические стеклопластики способны длительно работать при
повышенных температурах (до 400 °С) [26]. В табл. 4.1-9, 4.1-10
приведены прочностные характеристики некоторых прессованных мате-
8'22 из
риалов на основе кремнииорганических связующих и различных ар-
мирующих наполнителей.
Прочность материалов РТП-200 и РТП-200НС
на основе кремнеземных волокон, МПа [26]
Таблица 4.1-9
1 1 />!/• Ana "PATTL.
11 OKdod. 1СЛЬ
ЕР\0-4
?„1(И
оы*
?,ж*-10-4
аР
ЕР-Ю-4
fir НИ
<Тсж*
Есж*'Ю-*
Температура эксплуатации, °С
-60
58
1,55
144
1,8
-
-
78
2,3
145
1,64
149
2.07
20
54
1,55
ПО
1,6
8.8
1,35
41
2.0
92
1,43
НО
1.94
60
100
РТП-200
34
1.36 1,27
60 38
1,34
6.5 4,1
0,98 0,69
РТП-200НС
32
-
65 57
1,18 1,08
112 73
1,82 1,64
200
29
1,19
37
0,82
3,9
0.68
19
1,7
50
0,92
67
1,58
300
29
-
-
0,75
3,7
0,68
19
-
47
0,85
60
1,45
400
23
-
-
-
-
0,68
2,6
-
38
0,56
48
0,75
* Направление нагрузки - перпендикулярно армирующим слоям.
Таблица 4.1-10
Прочностные свойства стеклотекстолита СК-9МР
(связующее - К-9МР, стеклоткань - АСТТ(б)-С2)
Показатель
Ор, МПа
сг«, МПа
Температура эксплуатации, °С
20
438
208
200
A000 ч)
250
B00 ч)
285 247
103 70,0
300
E0 ч)
350
B5 ч)
238 108
55,0 40,0
400
E ч)
108
36,0
Для изготовления РПИ, работающих при высоких температурах,
применяются также и полиимидные стеклопластики [27-30],
обладающие достаточно высокими физико-механическими показателями (табл.
4.1-11). Эти стеклопластики имеют также хорошие и стабильные
радиотехнические характеристики и рекомендуются для изготовления
антенных обтекателей, подверженных большим термомеханическим
нагрузкам, например, для ракет и высокоскоростных самолетов.
114
Таблица 4.1-11
Прочностные показатели стеклопластиков
на основе полиимидных связующих и стеклоткани Т-10
jVf арка стеклопластика
СТП-6
СТП-97
Марка связующего
СП-6
СП-97
Прочностные показатели, МПа
о»
544
645
Op
482
500
Ос
340
353
На основе полиимидных связующих созданы и теплостойкие
радиопрозрачные обтекатели многослойной конструкции с сотовым
заполнителем (полиимидное связующее используется для пропитки
сотового заполнителя и обшивок) [31].
Прочностные свойства материала СТП-6 остаются достаточно
хорошими после длительной эксплуатации при температуре 300 °С.
Модифицированный стеклотекстолит СТП-97С обладает еще более
высокими механическими показателями вплоть до температуры
400 °С. Прочность этого улучшенного стеклопластика сохраняется на
более высоком уровне - предел прочности при изгибе после
термостарения при 350 °С в течение 700 ч составляет 140 МПа.
Для эксплуатации в условиях повышенных температур часто
используют также и стеклопластики на основе различных стеклотканей и
фторопластов в качестве связующего [21,32,33] (табл. 4.1-12).
Таблица 4.1-12
Основные свойства фторлакотканей на основе суспензии
фторопласта марки Ф-4Д и различных стеклотканей
Наименование
показателя
Марка стеклоткани
бесщелочное стекло
31-100
ЭЗ-200
Т-10
Т-13
кремнеземное
стекло
КТ-11-С8/3
кварцевое
стекло
ТС8/3-К-ТО
Толщина, мкм 100 200 230 270 580 250
Прочность, <т,, МПа 55 150 150 117 70 137
Для снижения стоимости изделий радиотехнического назначения
используют нетканые армирующие материалы типа ВПР и ВПМ на
основе некрученого стекловолокна [34, 35]. Для этих армирующих
материалов характерным является максимальное использование
прочности стекловолокна в направлении армирования благодаря
отсутствию изгиба и кручения волокон в жгутах, уменьшению
количества технологических переходов текстильной переработки.
115
Стеклопластики на основе нетканого стеклоармирующего
материала марки ВПР-10 и связующих ВФБ-1, ИФ, ИФ/ЭП обладают
пределом прочности при растяжении по направлению армирования
на уровне 200-300 МПа, при изгибе - 100-220 МПа.
В ряде случаев возникает необходимость создания композитов,
на основе полимерных волокон и комбинированных армирующих
материалов, содержащих стеклянные и полимерные волокна. В этих
материалах стеклянные* волокна могут сочетаться с полимерными
различными способами - за счет послойной сборки пакета заготовки
из чередующихся слоев тканей из разных волокон, путем применения
в качестве наполнителя ткани, основа которой состоит, например, из
прочных стеклянных нитей, а уток - из синтетических волокон.
Возможно также изготовление ткани из комбинированной нити,
скрученной из волокон различного состава. При создании материала для
радиопрозрачных обтекателей синтетические и стеклянные волокна
можно сочетать по принципу трехслойной конструкции, где
заполнителем является органопластик, а оболочками - стеклопластик и
наоборот. Комбинированные пластики могут применяться и для
ячеистых (сотовых), желобковых заполнителей, а также разреженного
пластика на сетчатой или трикотажной основе.
Сами синтетические волокна обдадают сравнительно низкой
прочностью и жесткостью, высокой ползучестью. Однако в составе
композиционного материала они способствуют повышению ударной
прочности, обеспечивают более равномерное распределение
напряжений в конструкции, снижают диэлектрическую проницаемость
композита [36, 37]. Органические волокна структурно неоднородны. Многие
из них представляют собой ствол и аморфную оболочку. На
поверхности волокна могут быть продольные складки, поры размером 15-200
ангстрем, трещины, каверны размером 100-5000 ангстрем [38, 39].
Наличие этих микродефектов позволяет компонентам
низкомолекулярных смол проникать в поверхностные слои волокон, заполняя пустоты
и взаимодействуя с функциональными группами волокнообразующего
полимера. Граница раздела компонентов становится размытой,
образуя большую удельную поверхность, что обеспечивает эффективное
сцепление связующего и армирующего материалов и высокую степень
монолитности.
Другим достоинством материалов с применением синтетических
волокон является то, что коэффициенты теплового расширения
полимерного волокна и связующего близки; это имеет большое
значение для получения слоистого ненапряженного материала.
Синтетическое волокно примерно в два раза легче стеклянного волокна, что
также очень важно. В зависимости от соотношения количества
стеклянных и полимерных нитей в армирующей комбинированной
ткани изменяются и прочностные и диэлектрические свойства слоистых
пластиков (рис. 4.1-5) [40].
116
рис. 4.1-5. Изменение прочности на
изгиб композиционного материала
на основе связующего ЭДТ-10 в
зависимости от доли стекла х в
армирующем материале «стекло -
лавсан»
40 60
х,%(масс.)
4.2. Диэлектрические свойства стеклопластиков
Типы используемых связующих и армирующих материалов
существенно влияют на частотные характеристики е и igS
стеклопластиков (табл. 4.1-1).
Диэлектрические свойства стеклопластика зависят не только от
диэлектрических свойств его компонентов, но и от их структуры,
взаимного расположения, объемного содержания [41-44]. Кроме того,
диэлектрические характеристики стеклопластиков зависят и от
характера связи на границе раздела «стекло-полимер». На границе
раздела происходит изменение плотности упаковки полимерных цепей и
их дипольно-сегментальной подвижности в результате
возникновения адгезионных связей и адсорбции полимера твердой поверхностью
[42-49]. Поверхность наполнителя может оказывать катализирующее
или ингибирующее действие на химические реакции образования
полимеров, адсорбировать низкомолекулярные продукты реакции,
участвовать своими реакционно-способными группами в процессе
отверждения [50]. Все это оказывает влияние на диэлектрические
параметры стеклопластиков.
В условиях, когда длины волн заметно превышают
характерный размер (диаметр) армирующих волокон (комплексных нитей,
жгутов), стеклопластик можно рассматривать как однородный, с
точки зрения радиотехнических характеристик. При более высокой
частоте ЭМВ, т.е. когда длина волны становится соизмеримой с
характерными размерами стеклоармирующих включений, начинает
проявляться неоднородность диэлектрических свойств композита и,
следовательно, зависимость значений е и tgS стеклопластиков от их
структуры, в частности, от структуры армирующего наполнителя
(толщина нитей, тип переплетения, угол ориентации слоев
стеклоткани и т.п.).
117
Диэлектрические свойства стеклопластиков*
Таблица 4.2-1
Тип и марка
(состав)стекло-
текстолитов
Диэлектрическая
проницаемость при частоте (Гц)
106 1 10«°
Тангенс угла диэлектрических
потерь при частоте (Гц)
106
10Ю
Эпоксидные связующие
СТЭР-1-30 5,4 5,2 0,018 0,017
ЭФ-32-301 4,5 4,5-4,7 0,027 0,016
ЭДТ-10+Т-22-80 5,0 4,7-4,8 0,012 0,010
ЭДТ-10+Д-4П 3,9-4,0 3,8-3,9 0,009 0,010
ЭДТ-Ю+Д-9 - 6,8-6,9 - 0,014
СПЭ-14+Т-22-80 3,9-4,0 3,8-3,9 0,015 0,016
ЭХД+ТЭАТ+Т-10-80 5,4 5,1 0,018 0,019
Фенолоформ альдегидные связующие
КАСТ-В 5,3 5,0 0,018 0,0! 7
СК-9Ф 4,7-5,3 - 0,008
СТФЭ-2 7,6 7,2 0,026 0,027
ФН 4,0-4,4 3,8-4,2 0,015 0,016
ВФТ - 4,0-4,2 - 0,019
Кремнийорганические связующие
СКМ-1 4,2-4,8 4,4-5,1 0,004-0,006 0,004-0,006
СКМФ-29 3,6-4,5 - 0,003
СКП-9 5,4 5,1 0,007 0,006
СКС-9 3,8 - 0,018
ЭМР-К 3,4 3,3 0,009 0,008
ЭМР - 4,2 0,014
Полиимидные связующие
СП-1 4,2-4,4 - 0,004
СП-3 4,3-4,5 - 0,005
СП-6 4,0-4,2 - 0,004
Полиэфирные связующие
СТ-911-1 - 4,4 - 0,027
СТ-9Л-С 4,9-5,1 4,3-4,8 0,023 0,015
СТ-39 3,9-4*5 3,8-4,3 0,014 0,01
* Эпоксидные стеклопластики получены методом пропитки под давлением; а
другие стеклопластики - методом прессования.
Учет этих обстоятельств особенно актуален в связи с
наметившейся в последнее время тенденцией создания радиолокационных
станций, работающих в миллиметровом и субмиллиметровом
диапазонах радиоволн. Как показывают экспериментальные данные,
структура армирования эпоксидных стеклопластиков слабо влияет на
значения е и tg?npn частотах 106-1010 Гц. При частотах
превышающих 10!0 Гц наблюдается более значительное влияние структуры
армирования стеклопластика и армирующего материала на
диэлектрическую проницаемость (рис. 4.2-1 и табл. 4.2-2).
118
4.8
4.7
4.6
4.5
4.4
4.3
4.2
9.0 9.5 10.0 10.5 11.0 11.5
0.040
0.035
0.030
0.025
0.020
0.015
0.010
9.0 9.5 10,0 10.5 11.0 11,5
ig/.гц
Рис. 4.2-1. Влияние структуры армирования (угла ориентации слоев
стеклоткани) на значения е и tgS эпоксидных стеклопластиков на основе связующего
СПЭ-24 и стеклоткани Т-41-76:
/ - чередование основы (утка) в слоях ткани под углом 90 °
(перекрестное); 2 - чередование основы (утка) в слоях ткани под углом 45 °; 3 -
чередование основы (утка) в слоях ткани под углом 0 ° (однонаправленное). Метод
изготовления стеклопластиков - пропитка под давлением; содержание связующего
ЗЭ % (масс), пористость vn-l,5 % (об.)
Таблица 4.2-2
Влияние толщины стеклоткани (среднего диаметра комплексной
стеклонити*) на значения € и tgS (частота 1,510й Гц) эпоксидных
стеклопластиков на основе стеклотканей бесщелочного состава
Параметр
е
tg*10*
Значения
30
4,57
1,6
en tg?npu толщине стеклоткани,
62
4,50
2,0
100
4,42
2,3
мкм
250
4,30
3,5
* Средний диаметр комплексной стеклонити составляет примерно половину
от толщины однослойной стеклоткани.
Наиболее подробно исследованы диэлектрические свойства
эпоксидных стеклопластиков, изготовленных методом пропитки под
давлением, на основе связующего СПЭ-24 (табл. 4.2-3 и 4.2-4) и
других эпоксидных связующих (рис. 4.2-2) и стеклотканей различных
составов и типов.
Как отмечалось выше (см. гл. 2), диэлектрические характеристики
полых волокон имеют более низкие значения по сравнению со
сплошными волокнами и поэтому стеклопластики, изготовленные с
применением полых волокон, имеют пониженные значения е (табл. 4.2-5).
119
Таблица 4.2-3
Диэлектрическая проницаемость эпоксидных стеклопластиков,
изготовленных методом пропитки под давлением на основе
связующего СПЭ-24, при различных частотах.
Содержание армирующего стекломатериала - 67 % (масс.)
Состав,
марка стекла
Т-41-76
ТС-8/ЗК
ВМ-1
ВМП
УП-76
Э4-30
Э-62
ЭЗ-100
ЭЗ-250
МТБС-4,35
ИТМ-2,85
Диэлектрическая проницаемость при частоте, Гц
106
4,80
3,80
4,80
4,76
4,70
-
_
4,75
4,68
10»
4,75
3,70
4,70
4,65
4,50
-
-
_
-
-
-
10»°
4,70
3,55
4,60
4,50
4,25
4,65
4,65
4,65
4,55
4,59
4,54
0.Ф 10"
4,65
3,45
4,40
4,25
4,10
4,55
4,53
4,43
4,31
4,42
4,30
10»
4,60
3,40
4,30
4,15
4,00
4,58
4,51
4,43
4,31
4,40
4,30
1,5-10»
4,50
3,35
4,20
4,15
3,90
4,57
4,50
4,42
4,30
4,37
4,30
Таблица 4.2-4
Тангенс угла диэлектрических потерь эпоксидных стеклопластиков,
изготовленных методом пропитки под давлением на основе
связующего СПЭ-24, при различных частотах.
Содержание армирующего стекломатериала - 67 % (масс.)
Состав,
марка стекла
Т-41-76
ТС-8/ЗК
ВМ-1
ВМП
УП-76
Э4-30
Э-62
ЭЗ-100
ЭЗ-250
МТБС-4,35
ИТМ-2,85
Тангенс угла диэлектрических потерь при частоте
JO*
0.011
0.006
0.011
0.012
0.008
-
-
-
-
-
10»
0.012
0.006
0.012
0.013
0.0085
-
-
-
-
_
-
10">
0.013
0.007
0.013
0.015
0.011
0,010
0,012
0,014
0,014
0,011
0,011
0.4.10"
0.017
0.008
0.017
0.017
0.016
0,012
0,015
0,017
0,020
0,014
0,014
10"
0.022
0.012
0.021
0.021
0.017
0,013
0,016
0,018
0,024
0,025
0,025
Гц
1,510»
0.033
0.020
0.032
0.031
0.025
0,016
0,020
0,023
0,035
0,065
0,088
В большинстве случаев значения е уменьшаются с увеличением
частоты электромагнитного поля. Наименьшее значение е
наблюдаются у стеклопластиков, изготовленных с использованием кварцевой
ткани. Учитывая близость значений диэлектрической проницаемости
кварцевых материалов и эпоксидных смол, значения s композитов,
изготовленных из этих компонентов, мало зависят от соотношения
120
5.0
4.5
4.0
3.5
3.0
*-.
¦— —¦
-
—1 I
^2 \
~з;
лллг4'\
"^•5
i
8 9 10 11 12
0.025
0.020
0.015
0.010
0.005
0,000
tg<?
""¦
h1 m
——
-^
N
: :
i ii i i
6 7 8 9 10 11 12
ig/.гц
Рис. 4.2-2. Частотные зависимости е и tgS эпоксидных стеклопластиков,
изготовленных методом пропитки под давлением:
1 - Ф-5 + Т-41-76; 2 - ЭДТ-10 + Т-41-76; 3 - Ф-5 + Т-44;
4~ Ф-5 + TG-8/3K-TO. Содержание связующего - 38 % (масс.)
Таблица 4.2-5
Диэлектрическая проницаемость стеклопластиков на основе полых
и сплошных волокон алюмоборосиликатного состава
при частоте 10 ГГц
Тип стекловолокна
Марка связующего
Сплошное
Полое
Сплошное
Полое
ЭДТ-10
ЭДТ-10
ФН-10
ФН-10
4,30
3,70
4,24
3,64
«армирующий компонент-связующее», следовательно, изделия на
основе кварцевых стекол и эпоксидных связующих имеют высокую
однородность диэлектрических характеристик.Тангенс угла
диэлектрических потерь стеклопластиков в диапазоне частот ЮМ О10 Гц
изменяется мало. В области повышенных частот на графиках частотных
зависимостей tg5 наблюдается отчетливо выраженный подъем. Значения tg?
увеличиваются в 4-5 раз по сравнению со значениями тангенса угла
диэлектрических потерь при пониженных частотах. Наиболее низкими
значениями tgS характеризуются эпоксидные стеклопластики,
изготовленные на основе кварцевой ткани.
В связи с широким использованием метода вакуумного формования
РПИ представляет интерес рассмотрение диэлектрических характеристик
стеклопластиков на фенолоформальдегидном связующем БФ-2, крем-
нийорганическом КМ-9К, эпоксикремнийорганическом ЭПК-3, поли-
имидном СПК-97К (рис. 4.2-3).
121
0.06
0.05
0.04
0.03
0.02
0.01
0.00
tg<?
J
- -
/
6 7 в 9 10 11 12
ig/.гч
Рис. 4.2-3. Частотные зависимости е и tgS стеклопластиков, изготовленных
методом вакуумного формования:
/ - СПК-97К+Т-41-76; 2 - БФ-2+Т-41-76; 3 - ЭПК-З+Т-41-76;
4 - ЭПК-3+ТС-8/ЗК-ТО; 5 - КМ-9К+КТ-11-8/3-ТО
Диэлектрическая проницаемость и тангенс угла диэлектрических
потерь рассматриваемых стеклопластиков ниже, чем у беспористых
стеклопластиков, в первую очередь, за счет большой пористости материалов.
Следует отметить, что диэлектрические свойства этих стеклопластиков в
процессе эксплуатации могут быстро ухудшаться в связи с заполнением
пор водой.
В ряде случаев для изготовления радиопрозрачных обтекателей
используют композиционные материалы на основе полимерных
волокон (табл. 4.2-6), а также комбинированных армирующих
материалов, включающих стеклянные и полимерные нити (рис. 4.2-4) [40].
Таблица 4.2-6
Диэлектрические характеристики органопластиков
на основе эпоксидных связующих
Состав органопластика
Эпоксилавсанотекстолит
Эпоксиакрилонитрилотекстолит (нитрон)
Эпоксиамидотекстолит (капрон)
Эпоксиэтилентерефталотекстолит (лавсан)
Эпоксипропилентекстолит
СВМ + КДА + С1АБА + бензамАБА
Лавсан + КДА + С1АБА + бензамАБА
Лавсан+ СПЭ-14
Лавсан + УП-612 + МТГФА
Арамид + КДА + С1АБА + бензам-АБА
?
2,80
3,00
2,75
2,75
2,28
3,62
2,96
2,73
2,94
3,09
tgS
0,009
0,012
0,015
0,007
0,015
0,026
0,014
0,012
0,011
0,015
Частота, Гц
106
106
10б
106
10б
109
109
10'
109
109
122
рис. 4.2-4. Изменение диэлектриче- е
ской проницаемости (при частоте
Ю ГГц) композиционного материала
ня основе связующего ЭДТ-10 в
зависимости от доли стекла х в
армирующем материале «стекло-лавсан»
4.2
4.0
3.8
3.6
3.4
3.2
3,0
Для РПИ излучающих
антенных устройств с мощностью потока
свыше 100 кВт/м2 предъявляются
особые требования по уровню ра- о 20 40 во во юо
диопрозрачности во избежание не- х.гцмасс.)
допустимого разогрева
радиопрозрачной стенки выше определенного температурного предела. В свою
очередь температура разогрева зависит от тангенса угла диэлектрических
потерь материала, мощности потока и условий работы изделия,
обусловливающих интенсивность его охлаждения. Наиболее перспективными
для таких объектов являются стеклопластики на основе фторопласта и
тканей различного состава (табл. 4.2-7 [21] и 4.2-8 [16]).
Таблица 4.2-7
Диэлектрические свойства фторлакотканей (при частоте 9 ГГц)
на основе фторопласта Ф-4Д и стеклотканей бесщелочного состава
Наименование показателя
Диэлектрическая проницаемость е
Тангенс угла диэлектрических потерь tg?-102
Э1-100
2,8
0,34
Марка стеклоткани
ЭЗ-200
2,9
0,51
Т-10
3,0
0,48
Т-13
3,0
0,34
Таблица 4.2-8
Диэлектрические характеристики фторлакотканей на основе
кремнеземной (КТ-11С-8/3) и кварцевой (ТС8/3-К-ТО) тканей
при частоте 9 ГГц
Марка
фторопласта
Ф-4Д
Ф-4МБ+Ф-4Д
Ф-4МБ
€
кремнеземная
ткань
2,2
2,4
2,6
кварцевая
ткань
2,1
2,4
2,5
tgS\04
кремнеземная
ткань
4,6
5,1
6,9
кварцевая
ткань
3,1
5,1
6,8
Диэлектрическая проницаемость полиимидных стеклопластиков
типа СТП-6 при 10 ГГц составляет 4,2-4,7, а тангенс угла
диэлектрических потерь - 0,014-0,016 [29,51].
123
4.2.1. Расчетные методы определения
диэлектрических свойств стеклопластиков
Диэлектрические характеристики стеклопластиков зависят как
от диэлектрических свойств отдельных компонентов, так и от
характера распределения компонентов и их объемного соотношения.
Заметное влияние на диэлектрические показатели оказывает и
расположение армирующих элементов в полимерной матрице
относительно направления распространения ЭМВ. Предварительную оценку
пределов диэлектрической проницаемости е гетерогенной смеси
можно выполнить с помощью соотношения Винера [53]:
1 i=N
которое для двухкомпонентной смеси «стекло-связующее» может
быть представлено уравнением:
1 <C<Y ,e +ft_v \? D-2-2)
- ь - уст ьст + V уст) ьсв>
V 1 — V
_____ -j. _____
где v - объемная доля соответствующего компонента; е - его
диэлектрическая проницаемость; индексы «cm» и «се» относятся к стеклу и
связующему, соответственно.
Для различных структур композитов (моделей смесей) в
литературе приведено довольно большое число расчетных уравнений. В
качестве моделей наиболее часто рассматривают матричные и
статистические смеси.
Принимается, что в матричных смесях полимерная фаза
образует сплошную матрицу, а элементы наполнителя распределены в виде
дискретных включений, не контактирующих друг с другом. Для
статистических смесей характерно хаотическое распределение
компонентов, причем обе фазы являются равноправными.
В табл. 4.2-9 приведены некоторые теоретические расчетные
уравнения для определения диэлектрической проницаемости
гетерогенных смесей и рекомендации по их применению. Большинство этих
уравнений апробированы и предназначены для конкретных, хорошо
изученных смесей, у которых исследованы структурные факторы,
форма и закон распределения частиц наполнителя и их свойства.
Если указанная информация отсутствует в достаточном объеме, то
вопрос о возможности применения той или иной формулы решается
опытным путем, т.е. методом сравнения экспериментальных данных с
расчетными значениями.
124
Таблица 4.2-9
Уравнения для расчета диэлектрической проницаемости е
бинарных гетерогенных смесей [42,53]*
Тип смеси
Форма частиц
Расчетное
уравнение
уравнения
Слоистые Пластины:
пластики направление распространения
ЭМВ - параллельно пластинам
направление распространения
ЭМВ - перпендикулярно
пластинам
Стеклово- Цилиндры:
локниты с направление распространения
ориенти- ЭМВ - параллельно осям ци-
рованны- линдров
ми волок- направление распространения
нами ЭМВ - перпендикулярно осям
цилиндров
Статисти- Сферы
ческие
? = Б\ • Vj + ?2 ' V2
? ?Х ?2
?у+?.
?, - ? ?2-?
= 0
2
{ +? ?2+?
D.2-3)
D.2-4)
D.2-3)
D.2-5)
D.2-6)
смеси
?2+2?
Пластины
Цилиндры
Матрич- Сферы
ные смеси
? ?х ?2
?-?•> ?\~
Ъе
= 0 D.2-7)
D.2-8)
D.2-4)
D.2-9)
D.2-10)
'— D.2-11)
* а) индекс 1 относится к армирующему наполнителю, индекс 2 - к
полимерному связующему; v - объемная доля компонента;
б) все соотношения выполняются и для электропроводности, если значения
диэлектрической проницаемости заменить на соответствующие величины
электропроводности.
На практике для расчета диэлектрической проницаемости смесей
часто используют также уравнение Лихтенеккера:
g*2> D.2-12)
которое, несмотря на теоретическую необоснованность формулы, дает
результаты, близкие к экспериментальным для разных типов смесей.
125
В том случае, если дисперсный наполнитель выполнен из
электропроводящего материала, диэлектрическая проницаемость смеси может
быть рассчитана по уравнению:
е =
0-V,K
D.2-13)
В табл. 4.2-10 представлены экспериментальные и расчетные
значения диэлектрической проницаемости, а также данные для
отклонений (Д в %) между соответствующими расчетными и опытными
значениями для эпоксидных стеклопластиков (эпоксидное связующее
СПЭ-24), изготовленных с применением различных армирующих
материалов методом пропитки под давлением.
Таблица 4.2-10
Диэлектрическая проницаемость е стеклопластиков на основе
связующего СПЭ-24 [33 % (масс.)] и стеклотканей различных составов
Частота,
lg/*, Гц
6
8
10
11
6
8
10
11
6
8
10
11
6
8
10
11
6
8
10
11
ментальное
значение €
4,78
4,75
4,70
4,30
3,80
3,70
3,55
3,48
4,70
4,50
4,25
4,05
4,75
4,65
4,50
4,18
5,39
4,90
4,57
4,60
4.2-:
€
А, %
Расчетные значения по уравнениям
4.2-4
1
€ |
А, %
4.2-5
?
Бесщелочное стекло типа Е (Т-41-76)
5,25
4,81
4,51
4,39
3,94
3,63
3,42
3,36
4,78
4,26
4,04
4,09
5,08
4,68
4,55
4,42
5,32
4,84
4,63
4,60
+ 10
+ 1
-4
+2
4,89
4,64
4,10
3,93
+2
-2
-12
-9
Кварц (Т-8/3-К-ТО)
+3
-2
-4
-4
3,93
3,60
3,37
3,31
+2
-3
-6
-5
Стекло УП-76
+ 1
-5
-4
+1
<
+6
+1
+1
+6
-1
-1
+ 1
-
4,61
4,08
3,88
3,78
-3
-10
-12
-7
Стекло ВМП
4,78
4,30
4,05
3,94
+1
-1
-11
-6
Стекло ВМ
4,87
4,34
4,12
4,03
-10
-13
-11
-14
4,93
4,37
4,34
4,11
3,79
3,48
3,43
3,34
4.59
4,22
4,00
3,91
4,90
4,44
4,23
4.16
5,06
4,54
4,32
4,26
А, /о
+3
-7
-4
-4
-1
-6
-4
-4
-3
-5
-8
-4
+3
-6
-4
-1
-6
-8
-6
-8
4.2-13
е
5,07
4,65
4,24
4,15
3,93
3,61
3,37
3,34
4,60
3,97
4,01
3,93
4,95
4,50
4,12
4,18
5,09
4,58
4,37
4,31
А, %
+6
-2
-9
-4
+2
-3
-6
-4
-2
-13
-6
-3
+4
-3
-1
-
-6
-7
-5
-7
126
Из приведенных данных следует, что для приближенных
инженерных расчетов значений диэлектрической проницаемости е стек-
лопластикон на основе стеклотканей целесообразно применять
простую формулу D.2-3) для составов, близких по составу к
приведенным в табл. 4.2-11. В этом случае расчетные значения s отличаются
от экспериментальных на 2-7 % для нитей из стекол бесщелочного
состава, кварцевых нитей, нитей из стекла УП-76, а для нитей из
стекла ВМП- до 16%.
Значения тангенса угла диэлектрических потерь рассчитывают,
чаще всего, по уравнениям:
igS = v, • tgSi + v2 • tgS2, D.2-14)
\gtgS = v, -lgtgtf, + v2 \gtgS2. D.2-15)
Расчетные значения tg? согласуются с экспериментальными
данными значительно хуже, возможно потому, что точность измерения
самих экспериментальных величин tgS меньше. В этом случае
предпочтение следует отдать наиболее простой формуле D.2-14).
Результаты расчетов величин tgS по этой формуле отличаются от
экспериментальных значений: для стеклопластиков с использованием ткани
на основе стекла бесщелочного состава - до 10 %, ВМП - до 21 %,
УП-76 - до 23 %, кварцевых нитей - до 40 %. В связи с этим
предпочтение в этом случае следует отдавать экспериментальному
определению значений XgS(табл.4.2-11).
Таблица 4.2-11
Экспериментальные значения тангенса угла диэлектрических потерь
tgS стеклопластиков на основе связующего СПЭ-24 [33 % (масс.)]
и стеклотканей различных составов
Тип PT^VПЯ
Бесщелочное стекло
типа Е(Т-41-76)
Кварц (Т-8/3-К-ТО)
Стекло УП-76
Стекло ВМ
Стекло ВМП
Экспериментальные значения tg?102 при частоте (Гц)
10б
1.2
0,65
0,80
1,2
1,2
107
1,0
0,61
0,85
1,1
и
10» 1 109
1,0 1,0
0,63 0,64
0,85 1,0
1,2 1,2
1,1 1,2
10'°
1,1
0,70
1,1
1,3
1,3
10"
2,3
1,1
1,5
2,2
2,2
Следует заметить, что на предприятиях, разрабатывающих и
изготавливающих радиопрозрачные изделия из стеклопластиков,
зачастую отсутствует оборудование для измерения значений s и XgS
материалов во всех диапазонах радиоволн. В связи с этим возможно в
первом приближении рассчитывать эти показатели с помощью
базовых показателей ебаз и XgS6a3 , определенных на имеющемся
испытательном оборудовании.
127
Для определения диэлектрических характеристик для иных частот
рекомендуется использовать следующие расчетные уравнения:
е = Ks • ебаз;
D.2-16)
D.2-17)
где К? и Ktg6- поправочные коэффициенты.
Для базовой частоты ЭМВ 1 МГц значения поправочного
коэффициента КЕ приведены на рис. 4.2-5. Для исследованных стекол - алюмо-
боросиликатное стекло, ВМП, ВМ-1, УП и кварц (см. табл. 4.2-10) -
значение коэффициента КЕ практически не зависит от состава армирующего
наполнителя. В случае поправочного коэффициента Kigs влияние типа
стекла является весьма заметным (рис. 4.2-6).
Вполне очевидно, что при наличии оборудования,
предназначенного для испытаний на иной частоте, необходимо пересчитывать
приведенные поправочные коэффициенты, принимая за 1 поправочный
коэффициент для новой базовой частоты.
Как отмечалось выше, диэлектрические характеристики
гетерогенных смесей зависят от соотношения компонентов, имеющих, в
общем случае, различные индивидуальные характеристики. На
практике составы реальных материалов могут отличаться от состава
образцов, подвергаемых диэлектрическим испытаниям.
8 9
10 11
Рис. 4.2-5. Зависимость коэффициента Ке от частоты
Рис. 4.2-6. Зависимость коэффициента KtgSor частоты для различных стекол:
/ - алюмоборосиликатное стекло и стекло ВМП; 2- стекло ВМ-1,
кварцевое стекло и стекло УП
128
При небольших различиях в составах образцов и реальных
материалов диэлектрические свойства последних могут быть определены с
помощью следующих соотношений:
г° +(ecm-sce%>cm-v°cm),
igS° ~(tgSce -tgScmivcm -v°cm),
D.2-18)
D.2-19)
где верхний индекс «о» относится к характеристикам образцов.
Фактически стеклопластик является системой, содержащей
воздушные включения (поры). Полагая, что большая часть воздушных
включений имеет форму, близкую к сферической, для расчета
диэлектрической проницаемости пористого стеклопластика еп можно
применить формулу:
.-11 D.2-20)
где е0 - диэлектрическая проницаемость беспористого
стеклопластика; vn - пористость материала^
Влияние пористости и состава стеклопластика на его
диэлектрическую проницаемость представлено на рис. 4.2-7.
Тангенс угла диэлектрических потерь пористых стеклопластиков
может быть рассчитан с помощью следующей приближенной формулы:
D.2-21)
При определении диэлектрической проницаемости полимерных
композиций с мелкодисперсными наполнителями большое значение
имеет разница значений е полимерной матрицы и мелкодисперсного
наполнителя. Эксперимент показывает, что, чем больше разница между
значениями е компонентов, тем большее влияние на диэлектрическую
проницаемость композиции оказывает характер распределения
включений. Для инженерных расчетов можно с достаточной точностью
использовать формулу D.2-5) (рис. 4.2-8).
е
5.0
4.8
4.6
Рис. 4.2-7. Расчетные зависимости
диэлектрической проницаемости е стеклопластиков 4.4
На основе связующего ЭДТ-10 и стеклоткани
б*сщелочного состава от объемного содержа- 4,2
Имя связующего (vcj при пористости vn (ука- 25
3*на на кривых)
30
35 40
129
10
8
6
4
2
10
20
30
Рис. 4.2-8. Зависимость диэлектрической
проницаемости (при частоте 10 ГГц)
смеси эпоксидного связующего на основе
смолы марки ЭД-20 и двуокиси титана
марки ТСМ от объемного содержания
наполнителя по различным формулам:
1 - уравнение D.2-5); 2 -
экспериментальные данные; 3 - уравнение
D.2-11); 4 - уравнение D.2-9).
Диэлектрическая проницаемость двуокиси
титана марки ТСМ е- 100 (при
частоте 10 ГГц)
ПРИМЕРЫ
Пример 1. Стеклопластик изготовлен из эпоксидного связующего
и стеклоткани бесщелочного состава (табл. 4.2-12). Содержание
армирующего наполнителя в композите jcc/w= 0,67 (масс), а пористость
материала va = 0,1.
Таблица 4.2-12
Основные свойства компонентов
Компонент
Плотность,
кг/м3
Диэлектрические свойства
при частоте 107 Гц
Эпоксидное связующее (в отвер-
жденном состоянии) 1100 3,4 0,02
Стеклоармирующий наполнитель 2500 6,2 0,01
Определить объемные доли компонентов, плотность композита
и его диэлектрические характеристики.
Решение
Для беспористого композита объемная доля стеклоармирующе-
го компонента составляет:
*ст 0,67
Рст _ 2500
0,67 1-0,67
+
= 0,472.
Рст рсв 2500 1100
Соответственно объемная доля связующего составляет:
*се=1-*ш = 1-0,472 = 0,528.
130
Плотность монолитного стеклопластика:
Р = Рст Vcm+Рсв • vce = 2500 0,472 +1100 0,528 = 1760 кг/м3.
Плотность пористого композита:
pn=po(l-vn)= 1760A-0,1)= 1580 кг/м3.
Диэлектрическая проницаемость беспористого стеклопластика:
а) по уравнению D.2-3):
е = ех • V! + s2 ¦ v2 = 6,2 • 0,472 + 3,4 • 0,528 = 4,73;
б) по уравнению D.2-4):
: = 4 44
0528 '
6,2 + 3,4
Диэлектрическая проницаемость стеклопластика с учетом
пористости:
€fl €°[ V/I2^0 + lJ
Используя данные, полученные с помощью уравнения D.2-3),
получим:
При использовании для расчета беспористого стеклопластика
уравнения D.2-4) диэлектрическая проницаемость пористого
стеклопластика составит ея = 3,98.
Тангенс угла диэлектрических потерь для беспористого
стеклопластика:
а) по уравнению D.2-14):
= v, -tg<5i +v2 tgS2 =0,472-0,01+0,528-0,02=0,0153;
б) по уравнению D.2-15):
+v2 -lgtg^2 =O,4721gO,Ol+O,528-lgO,O2=~l,84;
отсюда получим: tgtf= 0,0144.
Для пористого материала, с учетом уравнения D.2-21) значения
тангенса угла диэлектрических потерь составят, соответственно,
0ДН38 и 0,01307.
131
Пример 2. Для стеклопластика, имеющего состав по примеру 1
[vcm = 0,472 (об.)], на частоте 107 Гц определены диэлектрические
характеристики: ?=4,6 и tg<5= 0,015. Необходимо рассчитать
диэлектрические характеристики стеклопластика с объемной долей
армирующего материала van = 0,53 при частоте 51010 Гц. В данном
примере принять материал беспористым,
Решение
Диэлектрические характеристики стеклопластика с содержанием
армирующего компонента vcm = 0,53 при частоте 107 Гц составят:
s = е° + (есм - ect){vcm - v'J= 4,6+F,2- 3,4)@,53- 0,472)= 4,76;
tg* = tgS° - (tg6c, - XgScm){vCM - v;,)= 0,015 - @,02 - 0,0l)@,53 - 0,472)= 0,0144.
Принимая в качестве базовой частоты 107 Гц, с помощью
рис.4.2-8 и 4.2-9 находим поправочные коэффициенты:
Ке 1() 0,93; KtgS iQ3 1,36.
Диэлектрические характеристики стеклопластика с содержанием
армирующего компонента v^, = 0,53 при частоте 51010 Гц составят:
),93-4,76 =.4,43;
, = 1,360,0144=0,0196.
ЛИТЕРАТУРАк главе 4
1. Альперин В.И., Кородьков Н.В., Мотавкин А.В., Рогинский С.Л., Телешов
В.А. Конструкционные стеклопластики. М.: Химия, 1979. 360 с.
2. Шленскип О.Ф. Тепловые свойства стеклопластиков. М: Химия, 1973.
3. Непрерывное стеклянное волокно / Под ред. М.Г. Черняка. М: Химия,
1965.320 с.
4. Производство стеклянных волокон и тканей: Сборник / Под ред. М.Д.
Ходаковского. М: Химия, 1973. 310 с.
5. Пластики конструкционного назначения (реактопласты) : Сборник / Под
ред. Е.Б. Тростянской. М.: Химия, 1974. 304 с.
6. Киселев Б.А. Стеклопластики. М.: Госхимиздат, 1961, 240 с.
7. Современные композиционные материалы: Пер. с англ / Под ред. Л.
Браутмана и Р. Крока. М: Мир, 1970. С. 333-413.
8. Olesky S.S., Mohz KG. Handbook of Reinforced Plastics of the S.P.I. New
York. Reinhold Publishing Corp. 1964. 640 p.
9. Асланова M.C., Гордон С.С. Механика полимеров. 1973. №4. С. 599.
10. Стеклянные волокна: Сборник / Под ред. М.С. Аслановой. М.: Химия,
1979.250 с.
11. Бахарева В.Е., Конторовская И.А., Петрова Л.В. Армированные
пластики в судостроении. М.: Машиностроение, 1977. 208 с.
12. Бажанов В.Л., Гольденблат И.И., Котов В.А. и др. Пластинки и
оболочки из стеклопластиков. М.: Высшая школа, 1970. 408 с.
132
13. Ванин Г.А., Семенюк Н.П., Устойчивость оболочек из армированных
материалов. Киев: Наукова думка, 1978. 212 с.
14. Лущейкин Г. А. и др. // Пласт, массы. 1966. №4. С. 38.
15. Кортен Г.В. Современные конструкционные материалы: Пер. с англ. /
Под ред. Л. Браутмана и Р. Крока. М.: Мир, 1970. С. 41-140.
16. Акутин М.С., Циркин М.З., Дулицкая Г.М. Исследование свойств
стеклопластиков при длительном воздействии высоких температур //
Электротехника. 1974. № 9. С. 3-5.
17. Физические и механические свойства стеклопластиков: Справочник /
Под ред. Ю.М. Молчанова. Рига: Зинаиде, I960. 266 с.
18. Гуртовник И.Г., Спортсмен В.Н., Лысенко Л.С., Пяев В.Л. Исследование
стекло- и органопластикой на основе эпоксидных связующих
повышенной влагостойкости: Сборник трудов ВНИИСПВ. М.: 1978. С. 41-46.
19. Гуртовник И.Г., Пяев В.Л., Осташкин Л.П., Лысенко Л.С. К вопросу о
влагопоглощении стеклопластиков на основе различных армирующих
материалов : Сб. науч. тр. ВНИИСПВ / Под ред. С.Л. Рогинского. М.:
1980. С. 66-77.
20. Павлов В>В., Семенова Г.П. Влияние пористости на прочность
стеклопластиков: Сборник / Армированные пластики в конструкциях. М.: ОНТИ
ВИАМ, 1971.
21. Родионов Н.Н. Принципы конструирования и разработка
диэлектрического материала с улучшенными свойствами для радиопрозрачных
конструкций мощный антенных устройств СВЧ диапазона. Диср. ... канд.
техн. наук. Самара: Самарский государственный технический
университет. 1997.
22. Барановский В.В., Дулицкая Г.М. Слоистые пластики
электротехнического назначения. М.: Энергия, 1976. 285 с.
23. Гуртовник И.Г., Говор В.П., Еровенкова В.И., Кузин В.А., Политыко
Ж. П. и др. Исследование упругих и прочностных характеристик
стеклопластиков на основе многослойных стеклотканей // Стеклянное волокно
и стеклопластики. Вып. 4. №: НИИТЭХИМ, 1975. С. 18-24!
24. Спортсмен В.Н., Гуртовник И.Г, Политыко Ж.П. и др.
Конструкционный стеклопластик на основе изотропного текстильного материала
(ИТМ) // Стеклянное волокно и стеклопластики. ВыпЛ. М.:
НИИТЭХИМ, 1977. С. 32-35.
25. Новые материалы в машиностроении: Сборник / Под ред. Л.Я. Попило-
ва. Л.: Машиностроение, 1967. С. 180-215.
26. Назаров ГИ„ Сушкин В.В. Термостойкие пластмассы. Справочник. М.:
Машиностроение, 1980. С. 172-193.
27. Pouzols G. Полиимидные стеклопластики KINEZ и KERIMID и их
промышленное применение // Verre Text. Plast. Renfor. 1977. V. 15. № 6.
С. 25-27
28. Адрова Н.А. и др. Полиимиды - новый класс термостойких полимеров.
М,: Наука, 1968. 112 с.
29. Давыдова И.Ф., Киселев Б.А., Танунина П.М. и др. И Пласт, массы. 1975.
№11. С. 44-45.
30. Грейзер А.Г. Высокотермостойкие полимеры: Пер. с англ. / Под ред. И.Е.
Кардаша, В.М. Чередниченко. М: Химия, 1971. С. 278-286.
31. Павлов В.В., Белый O.K., Косареви В.Л. и др. Высокотеплостойкие
радиопрозрачные сотовые конструкции на основе полиимидных связующих:
133
Сборник / Армированные пластики в конструкциях. М.: ОНТИ ВИАМ
1971.
32. Johnson М.А. II Special Report. Microwave J. 1972. V. 22. № 10. P. 28-36.
33. Райцын Д.Г. Электрофизическая прочность СВЧ устройств. М.:
Советское радио, 1977. 168 с.
34. Егоров Н.Г., Шишко В.И., Шкут Е.Г., Рекет В.Б. Стеклопластики на
основе нетканых стекловолокнистых армирующих материалов. М.: ГЭИ
НИИПМ, 1968. №10. С. 56.
35. Шишко В.И., БарановЬкий В.В., Аврасин Я.Д. и др. Стеклотекстолиты на
основе нетканых стекловолокнистых армирующих материалов // Пласт,
массы. 1972. №3. С. 70-72.
36. Леликов О.С., Решетников В.Н., Мазо A.M. и др. II Пласт, массы. 1969.
JV96.C.51-57.
37. J. Composite Materials. 1972. V. 6. № 4. P. 547-551.
38. Структура волокон: Пер. с англ. / Под ред. Д.В.С. Хорла, Р.Х. Петерса.
М: Химия, 1969. С. 288-290, 312-316, 378-380.
39. Семенова Г.П., Павлов В.В. II Механика полимеров. 1970. №4. С. 585-593.
40. Павлов В.В., Семенова Г.П., Петрова Э.И., Карпейкин И.С Слоистые
пластики на основе комбинированного наполнителя стекло-лавсан //
Методы переработки и свойства армированных пластиков. М.: ОНТИ
ВИАМ, 1968. С. 146-154.
41. Тагер А.А. Физикохимия полимеров. М.: Химия, 1968. С. 480,490.
42. Электрические свойства полимеров / Под ред. Б.И. Сажина. М. - Л.:
Химия, 1970. 376с.
43. Гуртовник И.Г., Спортсмен В.Н. и др. Исследование частотных
зависимостей диэлектрических свойств стеклопластиков в широком диапазоне
СВЧ: Сборник / Технология получения и переработка стеклопластиков.
М.: НПО «Стеклопластик», ВНИИСПВ, 1990. С. 66-69.
44. Кацнельсон М.Ю., Балаев Г.А. Пластические массы. Свойства и
применение: Справочник. Л.: Химия, 1978. 383 с.
45. Матис И.Г. Электроемкостные преобразователи для неразрушающего
контроля. Рига: «Зинатне», 1977. С. 61-64.
46. Любутин О.С., Васильев ЕВ. Электрофизические характеристики
стеклопластиков и их компонентов // Пласт, массы. 1971. №8. С. 45.
47. Чернин ИЗ., Смехов Ф.М., Жердев Ю.В. Эпоксидные полимеры и
композиции. М.: Химия, 1982. 230 с.
48. Manson G., Chin Е. II A.C.S. Polymer Prepr. 1974. №14A). P. 469-474.
49. Трофимов Н.Н., Канович М.З. Основы создания полимерных композитов.
М.: Наука, 1999.540 с.
50. Тростянская Е.Б., Бабаевский П.Г. II Механика полимеров. 1968. № 6.
С.1033-1042.
51. Энциклопедия полимеров. М.: Советская энциклопедия. 1972. С. 831-838.
52. Павлов В.В., Пономарева В.Н., Семенова Г.П., Максимова Т.Д. Слоистые
пластики на основе полых стеклянных волокон // Методы переработки и
свойства армированных пластиков. М.: ОНТИ ВИАМ, 1968. С. 80-94.
53. Тареев Б.Л. Физика диэлектрических материалов. М.: Энергия, 1973. 328 с.
ГЛАВА 5
СВОЙСТВА ОБЛЕГЧЕННЫХ ЗАПОЛНИТЕЛЕЙ,
ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ
РАДИОПРОЗРАЧНБ1Х ИЗДЕЛИЙ МНОГОСЛОЙНОЙ
КОНСТРУКЦИИ
Наиболее часто в качестве облегченных заполнителей
используют соты, ячеистые заполнители вафельного типа, желобковые
заполнители (гофры), стеклосетчатые заполнители, пенопласты и синтакт-
ные пены (рис. 5-1).
Рис. 5-1. Типы трехслойных радиопрозрачных стенок из стеклопластиков с
легкими заполнителями:
А - с сотовым заполнителем; Б - с ячеистым заполнителем вафельного
типа; В - со стеклосетчатым заполнителем; Г - с наклонными
перегородками; Д-с вертикальными перегородками; Е-с пенопластовым заполнителем
или синтактной пеной; Ж- с наклонными и вертикальными перегородками,
образующими каналы, заполненные пенопластом. 1 - наружные обшивки; 2
- клеевая прослойка; 3 - формованый заполнитель; 4 - пенопласт или син-
тактная пена
135
5.1. Свойства пенопластовых заполнителей
Исторически первыми материалами, используемыми в качестве
заполнителей с малой плотностью и низкими значениями
диэлектрических характеристик (ей tg<5), явились пенопласты (рис, 5.1-1).
Пенопласты могут изготавливаться на основе термопластичных
материалов (полистирол, поливинилхлорид, полиэтилен) и
термореактивных материалов (полиэфиризоцианатные, фенолоформальдегидные,
эпоксидные и кремнийорганические композиции).
Пенопласты на основе термореактивных полимеров (особенно
засыпного типа), используются также и для изготовления
радиопрозрачных изделий более сложной конструкции - с закладными
деталями, пустотелыми каналами и т.п. (рис. 5.1-2).
В отечественной промышленности наиболее широко
применяются два метода получения пенопластов с использованием газообразо-
вателей: прессовый метод (метод масштабного формования) и метод
беспрессового вспенивания. Прессовым методом изготовляются
плиты и изделия из пенопластов на основе полистирола (ПС-1, ПС-2,
ПС-4, ПС-18 и др.) и поливинилхлорида (ПХВ-1, ПХВЭ) и др.
Беспрессовым методом получают пенопласты типа ФФ на основе фено-
лоформальдегидных композиций и их сочетания с каучуком (типа
ФК), а также на основе кремнийорганических, полиуретановых и
эпоксидных композиций [1,2].
Рис. 5.1-1. Радиопрозрачный обтекатель с пенопластовым заполнителем на
основе пенополистирола:
1 - стеклопластиковые обшивки; 2 - крепежный пояс из
стеклопластика; 3 - пенопластовый заполнитель
Рис.5.1-2. Радиопрозрачный обтекатель с пенопластовым заполнителем на
основе пенофенопласта типа ФК-20:
/ - стеклопластиковая обшивка; 2 - крепежный пояс; 3 -
пенопластовый заполнитель; 4 - пустотелые каналы
136
рис. 5.1-3. Зависимость предела
прочности cj, ( ) и модуля
упругости Ер (- - -) при растяжении
пенопластов от их плотности:
1 - марка ПХВ; 2 - марка
ФК-20
, МПа
12
10
, МПа
700
600
500
400
300
200
100
0
0.0 0.1 0.2 0.3 0.4 0.5
При вспенивании
пенопластов образуются
газообразные включения, разделенные
тонкими перегородками
полимера толщиной 5 - 50 мкм. В
зависимости от способа
получения и соотношения
количества полимера и газообразной
фазы структура и характеристики пенопластов изменяются в широких
пределах. Как видно из рис. 5.1-3 и §,1-4, прочность и модуль упругости
пенопластов заметно растут с увеличением объемной массы.
Основные недостатки пенополистирола - низкая
термостабильность и повышенная горючесть. Преимуществом пенополивинилхло-
ридов перед пенополистиролом является негорючесть, однако их
диэлектрические и прочностные свойства значительно хуже, чем у
пенополистирола. Пенопласты на осноее полиэтилена обладают
хорошими диэлектрическими и удовлетворительными механическими
свойствами. Наиболее известными марками отечественных пенопо-
лиэтиленов являются ППЭ-2, ФЭП-1.
Пенофенопласты являются жесткими газонаполненными
материалами со смешанной структурой ячеек. У пенофенопластов марок ФК по
мере увеличения содержания каучука предел прочности при сжатии
уменьшается, а удельная а Mfli ? МПв
ударная вязкость возрастает. 14вш# . **' 700
Рис. 5.1-4. Зависимость
предела ПРОЧНОСТИ (Теж ( ) И МО-
дуля упругости Есж ( ) при
сжатии пенопластов
различных марок от их плотности:
1 - марка ПС-1;
2 -марка ФК-20;
3 - марка ФК-1
12
10
8
в
4
2
0
600
600
400
300
200
100
0
0.0 0,1
0.2 0.3
3. кг/м3
0.4 0.5
137
Наибольший интерес представляет пенопласт ФК-20. Он
выпускается в виде вальцованной пленки либо в виде трубок
полуфабриката, из которых получают порошок или гранулы вручную или на
специальных машинах. Пенопласты марки ФФ (без каучука) являются
наиболее термостойкими материалами из этой серии, они могут
длительно эксплуатироваться в воздушной среде при температуре 150 °С,
а при отсутствии контакта с кислородом воздуха - при температурах
до 200-250 °С. Вместе с тем пенопласты ФФ отличаются большей
хрупкостью и малым относительным удлинением.
Структура пенополиуретанов зависит от молекулярного
строения исходных изоцианатов и полиэфиров (основных исходных
компонентов), а также от количества входящих в композицию гидро-
ксилсодержащих о л игом еров, катализаторов, эмульгаторов.
Пенопласты на основе полиуретанов обладают высокой атмосферостой-
костью, устойчивостью к действию света. Рабочая температура этого
материала достигает 250 °С.
Газонаполненные материалы на основе кремнийорганических
полимеров характеризуются наиболее высокой теплостойкостью.
Некоторые марки способны длительное время сохранять хорошие
диэлектрические свойства при температуре 250 °С и кратковременно - при
450 °С. Прочностные характеристики кремнийорганических пенопла-
стов не высоки - ас = 1,4-2,2 МПа (при плотности 250-300 кг/м3),
однако при температурах 200-300 °С они имеют преимущества по
прочности перед другими пенопластами.
Пеноэпоксиды -жесткие материалы, имеющие преимущественно
замкнутую структуру ячеек и характеризующиеся высокой
прочностью и влагостойкостью (табл. 5.1-1). Высокой термостабильностью
(до 200 °С в течение 48 ч) обладают эпоксибороксиновые пенопласты.
Таблица 5.1-1
Основные свойства пеноэпоксидов
Показатель
Кажущаяся
плотность,
кг/м3
Разрушающее
напряжение
при сжатии,
МПа
е при
частоте 1 МГц
ПЭ-5
100-
200
0,7
1,4
tg?-10npH
частоте 1 МГц 5
210-
300
2,0
1,5
6
Марка пенопласта
ПЭ-6
26
—
36
0,07
1,1
2
36
_
50
0,1
1,1
2
ПЭ-8
150
_
200
1,8
1,4
5
210
_
300
4,2
1,5
6
ПЭ-9
210
_
300
3,0
1,5
11
310
_
400
6,0
1,6
12
ПЭН
100
_
120
1,3-
1,6
1,2
5
160
_
220
4,0-
5,3
1,4
7
138
рис. 5.1-5. Зависимость
диэлектрической проницаемости
(пунктирные линии) и тангенса угла
диэлектрических потерь (сплошные
линии) при частоте 107 Гц от
плотности пенопластов:
/ - ФФ (на основе феноло-
формальдегидных композиций),
ФК (на основе фенолоформальде-
гидных композиций с каучуком);
2 - ПУ (пенополиуретаны), ПЭ
(пеноэпоксиды); 3 - ПС (пенополи-
стиролы), К-40 (на основе крем-
нийорганической смолы); 4 - ПС-
1;5-К-40;б-ПС-2
3,8
1.4
0,6
0.032
0.4 0.8 1,2
рхЮГ3, КГ/М*
Диэлектрические характеристики пенопластов зависят от
состава композиции и плотности (рис. 5.1-5). Наибольшие значения
тангенса угла диэлектрических потерь имеют пенопласты на основе
фенолоформальдегидной композиции и акрилнитрильного каучука.
Диэлектрическая проницаемость и диэлектрические потери этих
материалов заметно возрастает с увеличением температуры, что
обусловлено большим содержанием в составе молекул исходных
компонентов и в конечном полимерном продукте сильно полярных
групп: гидроксильной (ОН) - у фенольной смолы и нитрильной
(CN) - у акрилнитрильного каучука.
Диэлектрическая проницаемость пенопластов на основе
полистирола мало зависит от конкретной марки полистирола и
изменяется прямо пропорционально плотности пенопласта:
Однако на диэлектрические потери пенополистиролов заметное
влияние оказывает полярность продуктов распада газообразовате-
лей. Так, продукты распада азоизобутилонитрила (порофор ЧХЗ-57)
вызывают значительное увеличение значения tg? пенопласта ПС-1, а
Диазоаминобензол дает слабо полярные продукты распада, в связи с
чем у пенопласта ПС-2 значение \.%8тоф23)\о ниже.
Диэлектрическая проницаемость пенополиуретанов может быть
рассчитана по следующей приближенной формуле:
^ = 1 + 0,0014р.
Малыми диэлектрическими потерями обладают пенопласты на
основе кремнийорганических полимеров (К-40), отличающиеся также
стабильностью диэлектрических свойств при температурах до 270 °С.
139
Рис.5. 1-6. Водопоглощение пенопла-
стов:
7-ПС-1(р=150кг/м3);
2-ПУ-101A20кг/м3);
5-ПХВ-1A70кг/м3);
*-ПЭ-1B00кг/м3);
5-ПЭ-1A00кг/м3);
б-ФФA70кг/м3);
7-ПС-4F0кг/м3)
Большое значение для
стабильности диэлектрических
свойств этих материалов имеет
такой показатель, как
водопоглощение. Лучшей водостойкостью обладают пенопласты с замкнутой
структурой - пеноэпоксид, пёнополиэтилен, пенополистирол, a f акже и
пенополивинилхлорид. С уменьшением плотности пенопласта
водопоглощение увеличивается, что обусловлено образованием в таких пено-
пластах большего количества сквозных пор (рис.5.1-6).
5.2. Синтактные пены
В качестве облегченного заполнителя для изделий
радиотехнического назначения используют так называемые синтактные или
синтактические** пены, представляющие собой композицию из полых
наполнителей (микросферы из стекла, кварца, керамики, полимерных
и других материалов - см. гл. 2), равномерно распределенных в
полимерной матрице. Изделия с применением синтактных пен
характеризуются высокой удельной прочностью, равномерными
диэлектрическими свойствами, небольшим водопоглощением. Синтактные
пены находят применение при создании изделий» преимущественно с
многослойными стенками [4-8].
Плотность синтактных пен, зависит от свойств компонентов и их
соотношения и может быть определена с помощью общих
соотношений (см. уравнения 4.1-1-4.1-4). На рис. 5.2-1 представлены
экспериментальные зависимости плотности синтактной пены на основе стек-
ломикросфер марки «О» различной плотности и связующего УП-238
от определяющих параметров. Можно видеть, что с увеличением
содержания микросфер плотность синтактных пен закономерно
снижается, а при увеличении плотности микросфер - соответственно растет.
Водопоглощение определено на кубиках с размерам ребра 30 мм и отнесено к
суммарной внешней поверхности.
В технической литературе используются оба термина.
140
рис. 5.2-1.
Экспериментальные зависимости плотности
синтактных пен от объемной
плотности микросфер и их
содержания [в % (масс.)]:
¦ -10;о-18;*-25;Д-30
1000
900
800
700
600
150 200 260 300 350 400
Плотность микросфер, кг/м3
Прочностные и
диэлектрические
характеристики синтактных пен
также в значительной мере определяются соотношением и свойствами
исходных компонентов (табл. 5.2-1,5.2-2) [9-13].
Таблица 5.2-1
Основные свойства синтактных пен на основе стеклянных
микросфер (ЭДС, СПС) и фенолоформальдегидных микросфер
(ЭДМ, СПБ). Плотность синтактных пен - 600-750 кг/м3
Показатель
Разрушающее напряжение, МП а:
• при сжатии
- при изгибе
- при растяжении
Модуль упругости при сжатии Е, ГПа
Ударная вязкость, кДж/м2
Диэлектр. прониц. при частоте 0,5 МГц
Эпоксидные
связующие
ЭДС |
55-100
25-42
18-25
1,5-3
3-7
2,0-2,5
ЭДМ
29-55
15-25
12-14
0,8-1,5
1-3
1,8-2,0
Полиэфирные
связующие
СПС |
40-55
20-25
10-13
0,9-1,8
1-2
2,3-3,0
СПБ
18-25
10-12
5-8
0,3-0,5
1-2
2,4
Свойства синтактных пен различного состава
на основе стеклянных микросфер
Таблица 5.2-2
Состав
полимерной матрицы
Плотность,
кг/м3
Прочность, МПа
при
сжатии
при
изгибе
Модуль
упругости, ГПа
Удельная
ударная
вязкость, кДж/м2
К-П5 + ПЭПА
ЭА + ПЭПА
ЭА + АФ-2
УП-238 + ПЭПА
УП-238 + АФ-2
520
750
600
640
600
36,5
92,5
69,0
47,0
57,0
16-19
40-45
30-40
20-25
25-30
1,2-2,6
2,6-3,4
2,5-3,6
2,5-3,5
2,4-3,4
1,9-3,0
4,9-7,2
3,7-6,4
2,4-4,0
3,0-4,8
141
Рис. 5.2-2. Влияние объемного
содержания стеклянных
микросфер на прочность при сжатии
синтактных пен на основе стек-
ломикросфер с кажущейся
плотностью:
7-280кг/м3;
2-ЗООкг/м3;
5-360кг/м3
Зависимость
прочностных хараткеристик
синтактной пены (УП-238 +
АФ-2 + стеклянные
микросферы марки «О») от
содержания стеклянных микросфер на показано на рис.5.2-2, а влияние
кажущейся плотности представлено на рис. 5.2-3.
Реальные синтактные пены помимо полимерной матрицы и
распределенных в ней полых стеклянных микросфер содержат некоторое
количество воздушных включений (пор), которое, как показывает
эксперимент, при одном и том же способе приготовления пасты тем
больше, чем больше содержание микросфер в композиции.
Увеличение пористости синтактных пенопластов снижает их прочностные
свойства (рис. 5.2-4).
Для оценки диэлектрической проницаемости синтактной пены
может быть использован логарифмический закон смеси:
20
где V/, е- - объемные доли и диэлектрические проницаемости
компонентов.
Б.ГПа
270
310 330
р, кг/in3
Рис. 5.2-3. Влияние кажущейся
плотности полых стекломикро-
сфер на прочность при сжатии
( ) и модуль упругости при
сжатии ( ). Содержание мик-
росфер[%(мясс.I:
/ - 10; 2 - 18; 3 - 25;
4-30
142
рис. 5.2-4. Влияние пористо-
сти на прочность ( ) и
зкесткость ( ) синтактных
пен
95
90
85
80
75
Е, ГПа
6.0
5.5
5,0
4.5
4.0
3 5 7 9
Пористость пены. %(об.)
11
В работах [14, 15]
предложена иная
методика расчета
диэлектрической проницаемости
подобных материалов. На
рис. 5.2-5 представлена
графическая зависимость
диэлектрической
проницаемости синтактной
пены от содержания связующего при условии, что ес = 3,0, ?с/и= 6,1.
С изменением температуры диэлектрическая проницаемость
синтактных пен изменяется в меньшей степени, чем тангенс угла
диэлектрических потерь. Так, например, при повышении температуры
от 20 до 200 °С у материала ЭДС-6 на основе эпоксидного полимера и
стеклянных микросфер значение ? изменяется от 2,04 до 2,13, а
величина tg ^возрастает от 0,0086 до 0,024.
Как и в случае традиционных стеклопластиков, на стабильность
диэлектрических свойств синтактных пен со стеклянными
микросферами большое влияние оказывает влагостойкость, зависящая, в
основном, от пористости материала. Наиболее эффективным методом,
снижающим водопоглощение и стабилизирующим прочностные и
диэлектрические характеристики синтактных пен на основе стеклянных
микросфер, является предварительная обработка поверхности микросфер
гидрофобноадгезионными аппретами, например, АГМ-9 и «волан».
Известно, что процесс
отверждения эпоксидных смол
сопровождается выделением
значительного количества тепла.
Введение наполнителей в такие
смолы позволяет избежать
чрезмерного перегрева смеси.
Рис. 5.2-5. Зависимость
диэлектрической проницаемости синтактной
пены на основе стекломикросфер с
кажущейся объемной плотностью
310 кг/м3 от содержания связующего
3.0
2,8
2.6
2.4
2.2
2.0
1.8
1.6
0,0 0,2
0.4 0,6 0.8
*, доля (об.)
1,0
143
Снижение максимальной температуры процесса объясняется тем,
что отверждение связующего в пеноматериале протекает в тонкой
пленке, которая покрывает каждую микросферу. Кроме того, часть
тепла реакции поглощается самими микросферами. Так, введение в
связующее микросфер [10-25 % (масс.)] приводит к снижению
максимальной температуры экзотермической реакции на 40-60 °С, что
позволяет проводить заливку подготовленной композиции со
стеклянными микросферами и "получать крупногабаритные РПИ хорошего
качества.
Прочностные характеристики отвержденных синтакных пен
зависят не только от типов примененного связующего и микросфер, но
и от технологических факторов, таких, как содержание отвердителя в
связующем, режим отверждения и др. (табл. 5.2-3) [5]. Из приведенных
данных видно, что оптимальным режимом отверждения синтактных
пен на основе указанных связующих следует считать следующий:
выдержка при нормальной температуре в течение 18 ч, выдержка при
100 оС -5 ч, выдержка при 160 °С - 5 ч.
Таблица 5.2-3
Зависимость прочностных свойств синтакных пен
на основе эпоксидных связующих от режима отверждения
Тип
связующего
ыь
ЭА+АФ-2 1
2
3
4
]
УП-238+
АФ-2 2
3
4
5
Режим отверждения
температура, °С
22
100
21
100
22
100
120
22
100
160
22
100
22
100
22
100
120
22
100
160
22
100
160
время, ч
18
5
18
10
18
5
5
18
5
5
18
5
18
10
18
5
5
18
5
5
18
5
10
Осж,
МПа
69
74
81
82
57
74
74
73
80
76
МПа
_
17
24
_
25
27
-
Есж,
ГПа
_
13,2
15,2
15,5
13,5
15,7
13,2
14,5
14,0
144
При использовании синтактных пен в РПИ большое значение
имеет равномерность их структуры в изделии, поэтому очень
серьезное внимание следует уделять вопросам тщательности
перемешивания композиции, исключения эффекта всплывания микросфер и их
агломерирования.
5Д Свойства клееных и формованных ячеистых заполнителей
К ячеистым клееным и формованным заполнителям относят
сотовые заполнители (кроме тканых сотов), заполнители вафельного и
желобкового типов. Указанные заполнители в РПИ выполняют роль
элемента, создающего относительно прочную связь между внешними
обшивками из стеклопластика и обеспечивающего в то же время
расчетное расстояние между обшивками для обеспечения необходимой
радиопрозрачности. Рассматриваемые конструкции позволяют
применять внешние обшивки малой толщины, что очень важно для
снижения массы конструкции, и, одновременно, для обеспечения
высокой радиопрозрачности.
Наиболее широко используются в радиопрозрачных изделиях
заполнители сотового типа - сотопласты [16, 17]. Применение
сотовых заполнителей позволяет уменьшить массу РПИ и увеличить
тепло- звукоизоляционные свойства изделий. Сотопласты изготовлива-
ют в виде сотовых блоков, которые затем разрезают на панели
заданной высоты (толщины) (рис. 5.3-1). Чаще всего для изготовления
сотовых заполнителей используются различные ткани -
хлопчатобумажные (бязь), стеклянные, реже - бумага и синтетические материалы
(капрон, нейлон) [18-21]. Для получения сотового заполнителя
указанные листовые материалы пропитываются связующим [16, 17]. Для
изготовления хлопчатобумажных сотовых заполнителей используют
суровую бязь, для стеклосотопластов - стеклоткани марок ЭЗ-100,
ЭЗ-200, Т-10, Т-13. Для пропитки этих материалов чаще всего
применяются фенолоформальдегидные и эпоксидные связующие. Типы
применяемых заполнителей и смол в заметной степени определяют
свойства сотового заполнителя: прочность, диэлектрические
характеристики, теплостойкость, влагостойкость.
5.3-1. Сотоблок (/) и
отрезанная от него сотопанель B)
10-22
145
Ячеистые заполнители типа сотопластов можно получить также
из заготовок в виде трубок или профилей прямоугольного и
шестиугольного сечения, изготовленных из термопластов или из слоистых
пластиков методом экструзии.
В многослойных конструкциях применяют сотопласты с
различной конфигурацией ячеек. Наиболее широкое распространение
получили соты с шестигранной и синусоидальной формой ячейки, так как
они являются более технологичными в процессе изготовления и
последующего применения. Находят применение и сотопласты с
шестигранной ячейкой повышенной прочности и жесткости благодаря
усиливающей ленте (рис. 5.3-2).
Величину сотовой ячейки в России принято определять по
размеру стороны многогранника в миллиметрах. В США, Англии и
Франции размеры сотовых ячеек определяют по диаметру вписанной
окружности D = ял/з , где а - сторона равностороннего
шестиугольника. Геометрическая форма сотовой ячейки и ее размеры
определяют объемную массу сотопласта, а также, зависящие от нее,
прочностные характеристики, которые, кроме того, во многом зависят и от
способов изготовления сотов.
Наиболее часто применяются сотопласты, изготовленные из
тонких стеклянных тканей (марки ЭЗ-100), пропитанных фенолофор-
мальдегидными и эпоксидными связующими. В связи с тем, что
количество связующего в сотовом заполнителе определяет его массу,
прочность и диэлектрические характеристики, этот показатель строго
регламентируется. Свойства панелей с бумажными и
хлопчатобумажными сотами представлены в табл. 5.3-1, а сотопластов из
стеклотканей - в табл. 5.3-2.
Вследствие своих конструктивных особенностей сотовый
заполнитель является анизотропным, т.е. обладает разной прочностью и
жесткостью при нагружении в различных направлениях. Лучше всего
сотопласт работает на сжатие по оси ячеек.
Отечественные соты марки ССП-1 [17] изготавливают методом
растяжения на основе стеклоткани марки ЭЗ-100, клея БФ-2 (для
склеивания слоев) и бакелитового лака (для пропитки сотов).
Наиболее часто используют соты из стеклянных тканей с размерами ячеек
2,5; 3,5; 4,25 мм (табл. 5.3-3).
Прочность сотов из стеклянных
тканей снижается с увеличением температуры
и уменьшением толщины используемой
стеклоткани (табл. 5.3-4).
Рис. 5.3-2. Соты повышенной жесткости из
стеклоткани с усиливающей лентой A)
146
Таблица 5.3-1
Физико-механические свойства панелей с бумажными
и хлопчатобумажными сотами [16]
Материал
сотового
заполнителя
Объемная
масса,
кг/м5
Бумага ИП-63 +
меламинофеноло-
формальдегидное
связующее МФФ 30
Крафт-бумага +
карбамидное
связующее 60
Хлопчатобумажная
ткань + феноло-
формальдегидное
связующее Р-2М 140
Размер
стоооны
ячейки
мм
12
12
12
Предел
прочности при
сжатии,
МПа
0,3
0,6
5.6
Модуль
упругости при
сжатии,
МПа
18,3
32
168
Предел
прочности при
сдвиге,
МПа
0,094
0,8
2.5
Модуль
упругости при
сдвиге,
МПа
13,5
20,6
115
Таблица 5.3-2
Прочность сотопластов из стеклоткани марки ЭЗ-100
[содержание связующего 30-40 % (масс.)]. Сторона ячейки
шестигранника 4,8 мм, высота сотовой панели 10 мм [17]
Марка
ЛБС-1
БСЛ
911
М-1
МФА-11
ЭДФ
Тип смолы
Фенолоформальдегидная
Фенолоформальдегидная
Полиэфирная
Поли силок сан овая
Полисилоксановая
Эпоксидная
Разрушающее напряжение
при сжатии, МПа
при 20 °С
1,3
2,3
0,4
0,8
0.9
7.1
при 250 °С
0.5
0,8
0,2
0,3
0,4
1,9
Таблица 5.3-3
Физико-механические свойства стеклосотопласта ССП-1
Размер грани
ячейки, мм
Объемная
масса,
кг/мз
Разрушающее напряжение при сжатии, МПа
при20°С
при 200 °С
при 250 °С
при 300 °С
2,5 150 7,1 4,5 3,8 3,8
3,5 120 4,3 3,2 2,9 2,7
4,25 НО 3,4 2,7 2,6 2,4
147
Таблица 5.3-4
Прочность сотов из стеклотканей различной толщины.
Стеклоткани ЭЗ-100, ЭЗ-200, содержание связующего - 40-50% (масс.)
Толщина
ткани, мм
0,11
0.19
0,19
Размер сторо-
14I%1 IIIPPTM-
гранника, мм
4,8
4.8
6,8
Объемная
масса, кг/м3
78
141
108
Разрушающее напряжение
при сжатии, МПа
при 20 °С
2,6
3,5
2,3
при 250 °С
1,1
1,8
1,2
Следует остановиться также на влиянии размеров ячейки сото-
пластов на их служебные характеристики. При увеличении размера
ячейки прочность сотопластов снижается (см. табл. 5.3-3, 5.3-4).
Вместе с тем уменьшается и их объемная масса, что является зачастую
весьма важным фактором. Кроме того, размеры ячеек оказывают
влияние и на электродинамические характеристики, особенно в
случае увеличенных углов падения ЭМВ. Это связано с тем, что с
увеличением углов падения ЭМВ в работу все больше вступают стенки
граней сотовых ячеек, в связи с чем эффективная диэлектрическая
проницаемость сотопласта возрастает. Так, например, эффективная
диэлектрическая проницаемость стеклосотопласта ССП-1 (на частоте
1010 Гц) в диапазоне углов падения от 0 до 70 ° изменяется от 1,10 до
1,25, а тангенс угла диэлектрических потерь - от 0,0010 до 0,0017,
соответственно. Поэтому при выборе оптимального размера сотов
необходимо рассматривать в комплексе вышеуказанные параметры.
С увеличением процентного содержания связующего в сотах
при поперечном сжатии наблюдается значительное повышение
прочности (табл. 5.3-5), в то время, как при сдвиге и отрыве
обшивок в трехслойных панелях прочность повышается не столь
значительно [16, 17].
Таблица 5.3-5
Прочность сотов с различным содержанием связующего.
Размер стороны шестигранной ячейки 4,8 мм и толщина ткани 0,11 мм
Содержание
связующего,
%(масс.)
Объемная
масса, кг/м3
Разрушающее напряжение при поперечном
сжатии, МПа
при 20 °С
при 250 оС
18-22 57 1,1 0,5
30-31 64 2,2 0,6
43-44 78 2,6 1,1
55-58 98 4,9 1,5
148
Разработаны также соты из других материалов, получаемые
методом «химической сварки» [22, 23]. Их свойства также зависят от
типов связующих и наполнителей (табл. 5.3-6 и 5.3-7).
Таблица 5.3-6
Влияние типа связующего на свойства сотов, получаемых
методом «химической сварки». Соты изготовлены на основе ткани
КТ-11 (толщина - 0,2 мм), размер стороны ячейки - 5 мм
Связующее
Объемная
масса, кг/м3
Разрушающее напряжение
при сжатии, МПа
фенолоформальдегидное марки Л БС-1 120
Полиимидное марок:
СП-6 110
СП-97 130
Кремнийорганическое марки К-9 160
фурилкаучуковое марки СМТ 120
7,0
2,5
4,0
2,5
2,5
Таблица 5.3-7
Влияние типа наполнителя на свойства сотопластов,
получаемых методом «химической сварки»* [23]
Наполнитель
Толщина ткани
наполнителя,
мм
Объемная
масса, кг/м3
Разрушающее
напряжение при
сжатии, МПа
Кремнеземная ткань КТ-11
Стеклоткань марки ЭЗ-100
Стеклоткань марки Т-10-ТО
0,2
0,1
0,1
0,25
120
80
80
140
7,0
1,8
2,4
11,0
* Сотопласты изготовлены на основе лака для пропитки ЛБС-1, размер
ячейки - 5 мм.
Следует отметить, что многослойные конструкции с сотовыми
Заполнителями обладают гораздо более высокими физико-
Механическими характеристиками, чем сами соты (табл. 5.3-8).
Широко применяемые соты клееной конструкции не приемлемы
Для изделий, длительно работающих при температурах 250-300 °С.
Для создания более термостойких и жестких многослойных
конструкций наиболее перспективным является цельнотканый сотовый
заполнитель, изготовленный без применения клеев и химической
сварки, в котором с помощью специальных многослойных тканей,
полученных методом объемного ткачества, обеспечивается
механическая связь между отдельными гофрами [24] (рис. 5.3-3). В этом случае
стенки ячеек сотов могут иметь большую толщину, чем в клееных
сотах -до 0,5 мм. Кроме того, в этом случае возможно использование
стеклотканей разреженной структуры, что позволяет снизить массу
изделий.
149
Таблица 5.3-8
Прочность трехслойных панелей с сотовыми заполнителями при сжатии*
Материал
сотовых
заполнителей
Ткань
чатобумажная +
бакелитовый лак
Ткань
чатобумажная +
бакелитовый лак
Стеклоткань марки
ЭЗ-100 +
бакелитовый лак
Материал
наружных
слоев
Т-13+
БФ-2
Т-13+ 1
ВФТ
Т-13+ 1
ВФТ
Материалы для
приклейки
обшивок
Время
термообработки
при 60 °С,
ч
БФ-2 (жидкий
клей) клеевая
пленка на сетке 10,0
ССА-40 10,0
ЗС-1 ОТ (жидкий
клей) клеевая
пленка на сетке 1,0
ССА-40 10,0
ЗС-1 ОТ (жидкий
клей) клеевая
пленка на сетке
ССА-40 0,3
10,0
Разрушающее напряжение
при сжатии, МПа
при
20 «С
20,0
18,0
22,5
16,5
18,5
18,5
при
100 «С
7,0
10,0
16,0
12,0
17,5
17,0
при
150оС
4,0
6,0
9,0
6,0
14,0
15,0
при
200 °С
2,8
4,0
1,0
1.5
11,0
10,0
* Испытания проводились на образцах трехслойной конструкции, состоящей
из внешних стеклопластиковых слоев (обшивок) толщиной 1-1,2 мм и
сотового заполнителя высотой 8 мм с ячейкой 4,25 мм.
Цельнотканые сотопласты по сравнению с клееными имеют
прочность при сжатии вдоль оси ячеек на 40-50 % большую, чем
клееные (табл. 5.3-9), а после длительного термостарения при
температуре 250 °С - в 3-4 раза выше (табл.5.3-10).
Таблица 5.3-9
Прочностные характеристики различных сотов в исходном состоянии [24]
Вид сотового
заполнителя*
Клееный
Тканый
20
2,6
3,5
Разрушающее напряжение при сжатии (МПа)
при температуре испытания (в °С)
150 | 200
1.8 1,5
2,8 2,5
250
1,4
2,3
* Заполнители пропитаны связующим К-9Э.
Рис. 5.3-3. Панели из цельнотканых сотов с
различной формой ячеек:
1 - синусоидальная; 2 - квадратная
150
Таблица 5.3-10
Прочностные характеристики различных сотов после термостарения
при температуре 250 °С [24]
Вид сотового
заполнителя
Клееный
Тканый
Разрушающее напряжение при сжатии* (МПа)
после термостарения в течение
100 ч
200 ч
300 ч
400 ч
500 ч
0,6 0,5 0,4 0,35 0,25
2,1 1,3 1,1 0,9 0,7
* Образцы испытывались на сжатие при 250 °С.
Для увеличения диапазона температур эксплуатации
многослойных конструкций следует использовать связующие с повышенной
термостойкостью, например, эпоксикремнийорганическое 9Э, фено-
локремнийорганическое 9Ф. Высокие механические показатели в
исходном состоянии (<ти = 41,5 МПа) и стабильность этих характеристик
при высоких температурах (сти = 31 МПа при 300 бС) имеют
трехслойные конструкции, изготовленные на основе полиимидных связующих.
В качестве заполнителей для РПИ многослойной конструкции,
работающих в сантиметровом диапазоне радиоволн, применяют
.также заполнители вафельного типа (см. рис. 5-1 Б). Такие
заполнители (рис. 5.3-4) изготавливают прессованием, как из листовых
термопластов, так и из тканей (хлопчатобумажных, стеклянных, из
органических нитей). Благодаря значительному увеличению площади
склейки заполнителя с обшивками увеличивается прочность на отрыв
^наружных обшивок изделий от заполнителя, т.е. надежность их
эксплуатации. Недостатком заполнителей вафельного типа при
использовании их для РПИ является увеличение толщины наружных
обшивок в местах склейки с заполнителем, а также наличие наклонных
перегородок у заполнителя.
Повышенная жесткость конструкции и прочность склейки
наружных стеклопластиковых обшивок с заполнителем могут быть
обеспечены также при применении специального ячеистого
заполнителя в виде полых многогранников (например, параллелепипедов). В
этом случае средний ячеистый слой
набирается из гибких
стеклопластиковых пустотелых стержней
прямоугольного сечения.
Рис. 5.3-4. Общий вид ячеистого
заполнителя вафельного типа
151
Рис. 5.3-5. Структура многослойной
радиопрозрачной стенки из
стеклопластиков с ячеистым заполнителем
из пустотелых многогранников:
1 - наружные обшивки;
2 - стержни ячеистой структуры;
3 - гофрированные стенки
заполнителя; 4 - облицовочный слой
гофрированного заполнителя
После укладки гибких элементов между обшивками и формования
набранного многослойного пакета образуется жесткая трехслойная
конструкция (рис. 5.3-5), обладающая высокой механической
прочностью (табл. 5.3-11).
Таблица 5.3-11
Характеристика трехслойных панелей с ячеистым заполнителем,
выполненным в виде параллелепипедов, из различных материалов.
Стеклоткань для обшивки марки Т-10. Размер ячейки 15x15 мм
Марка
стеклоткани для
заполнителя
Связующее
Т-10 ЭФБ-ЗМ
ЭЗ-100 ЭФБ-ЗМ
КТ-11 ЭФ-32-301
Масса
1м2,
кг
4,0
3,5
3,8
Объемная
масса,
кг/м*
180
140
260
МПа
240
240
250
Разрушающее
напряжение, МПа
при изгибе
27,9
16,9
21,0
при сжатии
12,6
4,4
9,0
Таблица 5.3-12
Основные характеристики цельноформованных панелей
желобковой конструкции
Номинальная
высота, мм
60
80
100
Толщина
обшивок, мм
2,0
3,0
4,0
2,0
3,0
4,0
2,0
3,0
4,0
Толщина
гофра, мм
2,0
2,5
3,0
2,0
2,5
3,0
2,0
2,0
3,0
Масса 1
без пенопласта
8,5
12,1
15,5
8,8
12,4
15,9
9,3
12,8
16,5
м2, кг
с пенопластом
10,6
14,9
17,6
11,6
15,3
18,7
12,8
16,5
20,1
152
Одну из разновидностей легких заполнителей в многослойных
конструкциях - желобковый заполнитель (см. рис. 5-1 Г) - получают
непосредственно в процессе изготовления изделия по выплавляемым
моделям или с помощью съемных дорнов. Изделия с желобковыми
заполнителями нашли применение в системах антиоблединения [25].
Плоские трехслойные панели с желобковыми заполнителями
(продольными каналами), создаваемыми вертикальными или наклонными
перегородками (рис. 5-1 Ж), могут изготавливаться путем склеивания и путем
одновременного формования обшивок панели и среднего слоя, т.е.
цельноформованными (табл. 5.3-12). Формование панелей по этому
способу может осуществляться прессованием в пресс-формах, а также
на поточных прессовых линиях циклически [26] или непрерывно.
5.4. Свойства стеклосетчатых заполнителей
В качестве слоев-заполнителей с низкими показателями
плотности и диэлектрических характеристик в многослойных
радиопрозрачных конструкциях могут применяться и различные стеклотканые
и нетканые разреженные материалы, пропитанные различными
связующими [27-29] (облегченные стеклотекстолиты). Такие материалы
представляют собой трехкомпонентную систему «стеклозаполнитель-
связующее-воздух» и, следовательно, величина диэлектрической
проницаемости материала, физико-механические и технологические
показатели изменяются в зависимости от свойств исходных
материалов, их процентного содержания. На рис. 5.4-1 приведен внешний
йид, а в табл. 5.4-1 - основные характеристики некоторых
облегченных стеклозаполнителей.
Плотность представленных в табл. 5.4-1 сеток и трикотажного
полотна значительно меньше, чем у обычных стеклотканей, и
составляет 300-1000 кг/м3. Путем растягивания сеток или упрессовки можно
получать легкие заполнители этого типа с диэлектрической
проницаемостью 1,5-3,0. Изменяя давление при формовании и содержание
связующего в материале, можно широко варьировать диапазон
значений диэлектрической проницаемости.
рис. 5.4-1. Стеклосетчатый заполнитель на
основе стеклосетки гардинного переплетения
Марки ГС-1 и фенолоформальдегидного
связующего (размер ячейки 5x5 мм)
153
Таблица. 5.4-1
Свойства облегченных стеклонаполнителей [30]
Марка стеклянного наполнителя
Сетки ЛА-7, ЛА-8
Сетки PC, РС-1, РС-4, РС-2, РС-5, РС-3
Гардинное полотно ГС-1, ГС-2, ГС-3, ГС-4, ГС-5 с
размером ячейки 6x6 мм
Стеклотрикотажное полотно
Сетки перевивочного переплетения СПА, СПА-200
с размером ячейки 5x5 мм
Толщина,
мм
0,4-0,5
0,1-0,3
1,0
1,0
0,5-1,2
Плотность,
кг/м3
350-600
500-600
350-450
500
300-400
Нанесение связующего на стеклосетки может осуществляться как
на пропиточных машинах, так и вручную в ванне методом окунания
отдельных заготовок. В случае изготовления изделий сложной формы
применяют ручную пропитку с последующей укладкой стеклотсетки в
форму в «мокром» виде. Для пропитки разреженных структур чаще
всего применяют связующее в виде растворов в пассивных
растворителях (БФ-2; ВФТ, 9Э и др.). В зависимости от давления формования
пакета заготовок стеклосетчатого полотна можно получить материал
с различной плотностью (рис. 5.4-2).
Для получения заполнителя плотностью 500-1000 кг/м3
требуются малое давления формования @,2-1,0 кГс/см2). Учитывая большую
подвижность материала, для получения заполнителя заданной
толщины прессование (формование) следует проводить в пресс-форме
(ограничительная форма), состоящей из пуансона и матрицы.
Наибольшей прочностью обладают облегченные стеклотексто-
литы на основе полотняных стеклосеток. У марлевых стеклосеток
прочность несколько ниже, еще ниже прочность у гардинных
стеклосеток. Наименьшей прочно-
р, кг/м3
1700
2
1500
1300
1100
900
700
500
стью характеризуются стек-
лотекстолиты на основе
стеклотрикотажного
полотна (рис. 5.4-3).
0.0 0,1
0,2 0,3
Я. МПа
0,4 0,5
Рис. 5.4-2. Зависимость
плотности стеклосетчатого
заполнителя на основе гардинной стекло-
сетки марки ГС-1 с размером
ячейки 5x5 мм от давления
формования:
1 - без связующего, 2 -
пропитанная связующим ВФТ-
2СТ, 25 % (масс.)
154
Рис 5.4-3. Зависимость предела
прочности при изгибе облегченных стекло-
текстолитов (р = 700 кг/м3) на основе
различных типов стеклосеток от
температуры (связующее 9Э):
/ - марлевая стеклосетка;
2 - гардинная стеклосетка; 3 - стекло-
трикотажное полотно
Кроме того, стеклотрико-
тажное полотно имеет легко
подвижную структуру, что усложняет
задачу обеспечения равномерной структуры материала. Поэтому для
РПИ наибольший интерес представляют сетки марлевого и
гардинного переплетения.
Диэлектрическая проницаемость облегченных стеклотестолитов на
основе разреженных стеклосеток, представляющих собой трехкомпо-
нентную систему (стекло - связующее - воздух), зависит от
характеристик используемых компонентов и их соотношения и может быть
рассчитана с помощью уравнений, приведенных выше (см. гл. 4). В зависимости
от давления формования облегченный стеклотекстолит ВОСТ-1 можно
получать плотностью от 400 до 1000 кг/м3 и диэлектрической
проницаемостью от 1,5 до 3,0 (рис. 5.4-4).
На практике при разработке технологического процесса удобной
может быть также и зависимость диэлектрической проницаемости от
степени уплотнения (упрессовки) пакета стеклосетчатого заполнителя
(рис. 5.4-5).
Основные свойства облегченного стеклотекстолита на основе
стеклосетчатого полотна ГС-1 с ячейками размером 5x5 мм и
модифицированного фенолоформальдегидного связующего ВФТ-2Т
(марка ВОСТ-1) приведены в табл. 5.4-2.
Рис. 5.4-4. Зависимость
диэлектрической проницаемости е
облегченного стеклотекстолита на
основе стеклосетки марки ГС-1 от
плотности р для стеклосетки,
пропитанной связующим ВФТ
20 % (масс.) A) и 25 % B), а также
связующим 9Э 20 % (масс.) C)
3.0
2.5
2.0
1,6
400
800
р. кг/м3
1000
155
2.25
2,00
1.75
1.50
1,25
Рис. 5.4-5. Зависимость
диэлектрической проницаемости е
облегченного стеклотекстолита ГС-1 + ВФТ
от степени уплотнения (упрессов-
ки) bh/hHa4
0.00 0.15 0.30 0.45 0.60
Таблица 5.4-2
Физико-технические и диэлектрические свойства
стеклотекстолита ВОСТ-1 с плотностью 700 кг/м3 [27,281
Разрушающее напряжение при
растяжении, МПа
Модуль упругости при растяжении, МПа
Относительное удлинение при разрыве, %
Разрушающее напряжение при сжатии,
МПа
Разрушающее напряжение при изгибе,
МПа
Ударная вязкость, кДж/м2
Диэлектрическая проницаемость при
10 ГГц
Тангенс угла диэлектрических потерь при
10 ГГц
Теплоемкость, кДж/кг
Коэффициент теплопроводности,
Вт/(мград)
Коэффициент линейного расширения,
(ах\06), 1/град
Температура, °С
20
20,2
238
2,4
10,8
24,1
87
2,1
0,014
0,71
0,12-
0,14
3-6
150
17,6
-
-
7
16,3
79
-
-
-
-
—
200
15,0
-
-
6,5
10
64
2,1
—
-
-
—
250
12,5
-
-
5,6
8,1
52
-
—
-
—
300
10,9
-
-
5,1
5,8
49
2,1
—
-
-
В табл. 5.4-3 приведены некоторые сравнительные физико-
механические и диэлектрические характеристики различных легких
заполнителей: сотового с ячейками 4,25x4,25 мм из стеклоткани
бесщелочного состава, заполнителя из пенопласта ПУ-101Т и
облегченного стеклотекстолита ВОСТ-1 плотностью 700 кг/м3.
156
Таблица 5.4-3
Сравнительные характеристики легких заполнителей [27,28]
Свойства
Объемная масса, кг/м3
Диэлектрическая проницаемость
при частоте 10 ГГц
Предел прочности при сжатии
(МПа) при температуре:
20 «С
130 оС
300 °С
Предел прочности при изгибе
при 20 °С, МПа
Допустимое время работы (в ч)
при температуре (в °С):
150 «С
200 °С
250 °С
300 °С
Облегченный
стеклотекстолит
ВОСТ-1
700
2,09
10,8
6,1
24,0
-
500
250
25
1 letiunjlaCT
ПУ-101Т
200
1,24
2,5
0,54
-
0,9
100
-
-
-
Стеклосоты
на связующем
ВФТ-2СТ
140
1,18
7,1
_
3,8
-
—
400
40
20
Как видно из табл. 5.4-3, облегченный стеклотекстолит ВОСТ-1
имеет более высокие прочностные показатели и рабочую температуру.
В сочетании с усиливающими слоями из стеклоткани изделия с таким
типом облегченного стеклонаполнителя имеют сравнительно
небольшую массу, достаточно высокую прочность и термостойкость - до
250-300 °С.
Прочность материала возрастает с увеличением его плотности
(табл. 5.4-4). Кроме того, следует отметить, что многослойные стенки
со стеклосетчатым заполнителем в качестве внутренних слоев имеют
большую прочность, чем сам заполнитель. Это наглядно видно при
сопоставлении данных табл. 5.4-3 и табл. 5.4-4.
Таблица 5.4-4
Прочность трехслойной стенки с внутренним слоем
из стеклосетчатого заполнителя ВОСТ-1 [28]
Плотность
заполнителя,
кг/м3
580
700
Общая
толщина
панели, мм
5
9
Вид нагрузки
Изгиб
Растяжение
Сжатие
Изгиб
Сжатие
Разрушающее напряжение
(в МПа) при температуре
20 °С
48
72
28
70
30
| 150 «С
__
65
21
48
23
250 °С
16
61
14
20
16
157
ЛИТЕРАТУРАк главе 5
1. Александров А.Я., Бородин М.Я., Павлов В.В. Конструкции с
заполнителями из пенопластов. М.: Оборонгиз, 1962. 185 с.
2. Пенопластмассы: Сборник / Под ред. А.А. Моисеева, В.В. Павлова, М.Я.
Бородина. М.: Оборонгиз, 1960. 156 с.
3. Электрические свойства полимеров / Под ред. Б.И.Сажина. М.: Химия,
1970.376 с.
4. Genin G. Plast. inform, ed techn. 1964. V. 15. № 319. P.16.
5. Липатов Е.А. Пастообразные синтактические пены высокой прочности //
Стеклянное волокно и стеклопластики. Вып.1. М.: НИИТЭХИМ, 1974.
С. 41-48.
6. Петриленкова Е.Б., Филяков ЕМ., Красникова Т.В. Композиционные
материалы низкой плотности // Пласт, массы. 1976. №11. С.55-59.
7. Петриленкова Е.Б., Филяков Е.М., Красникова Т.В. Пеноматериалы на
основе полимерных связующих и полых микросфер // Пласт, массы. 1974.
№10. С. 40-43.
8. Берлин А.А., Шутов Ф.А. Упрочненные газонаполненные пластические
массы. М.: Химия, 1980. 221 с.
9. Орлова Л.В. и др. II Пласт, массы. 1972. №4. С. 35-36.
10. Gravens Т.Е. 3 SPE Int. I. Cell Plast. Conf. Montreal. 1972. P. 102-103.
11. Липатов Е.А., Дрейцер В.И., Леванова Т.А. Некоторые свойства
синтактических пен на основе стекломикросфер разной плотности //
Стеклянное волокно и стеклопластики. М.: НИИТЭХИМ. 1975. Вып. 4.
С.10-15.
12. Асланова М.С ЖВХО им. Менделеева. Т.20. 1975. №2. С.191.
13. Асланова М.С., Стеценко В.Я., Шустрое А.Ф. Производство
стекловолокна. М.: НИИТЭХИМ-ВНИИСПВ, 1974. С. 41.
14. Фокин А.Г. Диэлектрическая проницаемость смесей // Ж. техн. физики.
1971. Т. XLI. №26. С. 1073-1079.
15. Гуртовник И.Г., Неволин В.К., Спортсмен В.Н., Фокин А.Г. Эффективная
диэлектрическая проницаемость дисперсных наполненных систем //
Стеклянное волокно и стеклопластики. М.: НИИТЭХИМ, 1976. С. 1-6.
16. Белый O.K., Косарев В.Л., Латышев М.Н. Стеклосотопласт ССП-1 //
Методы переработки и свойства армированных стеклопластиков. М.: ОН-
ТИ ВИАМ, 1968. С. 164-172.
17. Берсудский В.Е., Крысин В.Н., Лесных СИ. Производство сотовых
конструкций. М.: Машиностроение, 1966. 230 с.
18. Берсудский В.Е., Крысин В.Н., Лесных СИ. Технология изготовления
сотовых авиационных конструкций. М.: Машиностроение, 1975. 294 с.
19. Modern Plastics. 1966. V. 43. № 497. P. 138-140.
20. New Scientist. 1966. V. 30. № 5. P. 522-524.
21. Modern Plastics. 1961. V. 39. № 2. X. P. 262.
22. Шишкин В.А. и др. II Пласт, массы. 1968. №9. С. 56.
23. Шишкин В.А., Сергеев С.К. Способы изготовления сотопластов и их
свойства // Пласт, массы. 1979. №1. С. 23-25.
24. Розанов Ф.М., Павлов В. В., ЖуликоваДМ. и др. Стеклосотопласт на
основе многослойных тканей // Армированные пластики в конструкции.
М.: ОНТИ ВИАМ, 1971. С.3-18.
158
25. Белый O.K., Павлов В.В., Привато В.И. Конструкции с желобковым
заполнителем : Сборник материалов науч.-техн. конф. М: ОНТИ ВИАМ,
1965. С. 37-43.
26. Антипов ВВ., Аврасин ЯД. Особенности непрерывного прессования
трехслойных панелей из стеклопластика // Пласт, массы. 1974. №2. С. 33-35.
27. Горячев М.С., Приселкова В.В. Изготовление изделий с использованием
облегченных стеклотекстолитов // Методы переработки и свойства
армированных пластиков. М.: ОНТИ ВИАМ, 1968. С. 33-43.
28. Горячев М.С., Приселкова В.В. Облегченный стеклотекстолит ВОСТ-1 //
Там же. С. 155-164.
29. Цариковский В. И., Шевченко-Корженщкая И.К., Киселев Б.А. и др. II
Пласт, массы. 1977. №2. С. 54-56.
30. Горячев М.С., Павлов В.В., Приселкова В.В. Облегченные стеклотекстолиты
// Материалы антенных обтекателей. М.: ОНТИ ВИАМ, 1965. С. 49-58.
ГЛАВА 6
ИЗМЕНЕНИЕ СВОЙСТВ СТЕКЛОПЛАСТИКОВ
В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
6.1. Характеристики внешней среды, воздействующей
на изделия из стеклопластиков
Поведение стеклопластиков в условиях воздействия
повышенных температур, солйъчнбй радиации, повышенной влажности и
воды, биологических и других факторов определяется в основном
свойствами отдельных компонентов стеклопластика (в первую очередь
связующих) и, кроме того, характером взаимодействия полимерных
соединений, используемых в качестве связующих, с поверхностью
армирующего заполнителя. Свойства полимерных материалов под
влиянием климатических условий могут претерпевать необратимые и
обратимые изменения [1-6], степень которых зависит от времени
эксплуатации и от тЬго, в какой зоне земного шара (в каких
климатических условиях) эксплуатируются РПИ. Высокая температура и
интенсивное ультрафиолетовое облучение служат причиной развития двух
процессов в полимерах - разрыва макроцепей (деструкции) и
радиационного нагрева. Это приводит к уменьшению молекулярной массы,
появлению хрупкости и ухудшению других эксплуатационных
свойств [7, 8]. Из-за резких суточных перепадов температуры воздуха
в полимерах возникают термические напряжения, что способствует
растрескиванию материала. Процессу растрескивания способствует
также и колебание температуры между плюсовой и минусовой, что
приводит к замораживанию или размораживанию влаги,
заполняющей поры материала [9].
По существующей в России классификации климат земного
шара делится на шесть основных категорий: холодный (X), нормальный
умеренный (Н), тропический сухой (ТС), тропический влажный (ТВ),
субтропический влажный (СТВ) и высокогорный (В) (рис. 6.1-1).
Для создания стеклопластиков и РПИ на их основе со
стабильными эксплуатационными параметрами необходимо, прежде всего,
знать характеристики внешней среды, т. е. совокупность физических
и биологических особенностей зоны (табл. 6.1-1).
К зоне холодного климата относятся области вечной мерзлоты,
тундры и высокогорные районы. Характерной особенностью
холодного климата является стабильно низкая температура (ниже -40 °С) в
течение длительного периода времени. Наиболее ярким
представителем зоны холодного климата в России является, например, северная
часть Якутии с резко континентальным климатом.
160
Климаты: М-морской
-х f&SS- и
В- тс вши- га Шт- ств
Рис, 6.1-1. Карта климатических областей земного шара
Таблица 6.1-1
Климатические факторы в различных
Факторы
Максимальная температура воздуха, °С
Минимальная температура воздуха, °С
Колебания температуры воздуха за 8 ч, °С
Среднегодовая температура воздуха, °С
Минимальная относительная влажность
воздуха, %
; Максимальная температура нагревания
поверхности, °С
Максимальная интенсивность солнечной
радиации, кВт/м2
Наличие плесневых грибков1"
Выпадение росы*
Иней, обледенение*
климатических областях [5,6]
+25
-60
40
-3,4
59
-
—
+
+
Данные по зонам
н
+40
-30
15
+13
60
80
0,8
+
+
+
ТВ
+40
+3
10
+29
70
100
1,0
+
+
,-
СТВ
+45
-5
20
+24
65
100
1,1
+
+
ТС
+55
-10
40
+38
10
100
1,1
+
* Знак «~» означает, что климатический фактор действует лишь в некоторых
местах данной зоны, знак «+» означает действие климатического фактора во
всей области.
Тропический климат по существующей классификации
подразделяют на сухой и влажный. В зонах с тропическим влажным
климатом наблюдается сочетание высокой температуры с высокой
относительной влажностью. Для сухого тропического климата характерны
высокая температура, низкая влажность и резкие перепады
температур. Главными факторами, влияющими на стабильность свойств
полимеров в сухом жарком климате, являются высокая температура и
сильная солнечная радиация.
11-22
161
Умеренный климат занимает промежуточное положение между
холодным и тропическим. Для теплого влажного субтропического
климата характерна высокая влажность, особенно в период ливневых
дождей при сравнительно невысокой температуре B5-35 °С) [6].
Среднесуточная влажность здесь составляет 80-90 %. Это создает
благоприятные условия для возникновения грибковой плесени. В
России наиболее показательным пунктом с субтропическим
климатом является Черноморское побережье Кавказа.
Морской климат, характерный для тропических влажных и
субтропических зон, оказывает заметное неблагоприятное воздействие
на стеклопластики особенно в случае большой концентрации
морского тумана. При этом физико-механические характеристики
меняются так же, как и во влажном климате [10], а диэлектрические
свойства ухудшаются в большей степени в зависимости от количества и
формы сорбированного морского тумана или солевых растворов.
В литературе [7, 11-13] имеются более подробные данные о
среднестатистических значениях температуры и относительной влажности
атмосферного воздуха для конкретных географических регионов.
Биологическая среда, окружающая РПИ, также может оказывать
влияние на надежность его работы, особенно во влажном
тропическом климате. Из двух групп микроорганизмов, вызывающих
разрушение материалов - плесневых грибков и бактерий - особую
опасность представляют плесневые грибки.
Грибковые образования в процессе жизнедеятельности
выделяют продукты, которые состоят преимущественно из различного вида
кислот, вызывающих разложение органических материалов.
Плесневые грибки распространены повсеместно, но наиболее
благоприятными условиями для вегетации микроорганизмов являются большая
влажность, оптимальная температура, темнота или рассеянный свет
без ультрафиолетовых лучей, неподвижная воздушная среда без
проветривания [14]. Помимо высокой относительной влажности
окружающей среды важным фактором развития грибков является влаго-
содержание материала, обеспечивающее им питание.
Грибостойкость стеклопластиков оценивается по 6-ти балльной
системе (ГОСТ 9.048-75): 0 - при осмотре под микроскопом рост
плесневых грибков не виден; 1 - при осмотре под микроскопам видны
проросшие споры и незначительно развитый мицелий в виде невет-
вящихся гиф ; 2 - при осмотре под микроскопом виден рост мицелий
в виде ветвящихся гиф, возможно спороношение; 3 - при осмотре
невооруженным глазом рост грибков едва виден, но отчетливо виден
под микроскопом; 4 - при осмотре невооруженным глазом отчетливо
виден рост грибков, покрывающих менее 25 % испытываемой
поверхности; 5 - при осмотре невооруженным глазом отчетливо виден
рост грибков, покрывающих более 25 % испытываемой поверхности.
162
К ухудшению характеристик РПИ может привести воздействие
на них отдельных климатических факторов. Однако чаще всего имеет
место одновременное воздействие нескольких факторов, например,
высокой влажности воздуха, солнечной радиации, поражение
плесневыми грибками и т.д. Наиболее существенное влияние на
стабильность диэлектрических и механических свойств материалов, из
которых изготавливаются РПИ, оказывают температурно-влажностное
воздействие среды в сочетании с механическими нагрузками, которые
испытывает изделие.
6.2. Влагостойкость стеклопластиков.
Основные закономерности сорбции и диффузии
влаги в стеклопластиках
Следует отметить, что приведенные в гл. 2-4 данные по свойствам
армирующих, связующих материалов и стеклопластиков относятся в
большинстве случаев к «сухим» (исходным) материалам. Однако
необходимо учитывать, что при эксплуатации изделий материалы всегда, в
той или иной мере, насыщаются водой, особенно при размещении
изделий на открытом воздухе и тем более при контакте с водой.
Влагостойкость - одно из важнейших свойств стеклопластиков
радиотехнического назначения, так как этот показатель во многом определяет
стабильность прочностных и диэлектрических характеристик и
долговечность эксплуатации РПИ. Так, например, присутствие в материале
изделия всего лишь нескольких процентов воды может привести к
значительному изменению значений е и \%8 и, соответственно, к
существенному изменению радиотехнических показателей. Более подробно
влияние влаги на диэлектрические характеристики полимерных
материалов и композитов рассматривается в последующих разделах.
Влага может проникать вглубь материала через различного рода
поры, капилляры, расслоения и другие дефекты структуры. При этом
в зависимости от влажности окружающего воздуха, размеров пор
(капилляров), величины краевого угла смачивания,
характеризующего гидрофильность или гидрофобность рассматриваемого полимера,
могут образовываться моно-, полимолекулярные поверхностные
пленки (за счет адсорбции) и даже полностью заполненные
капилляры. Кроме того, учитывая малые размеры молекул воды B,7 А) по
сравнению с размерами внутримолекулярных полостей в полимерах
(до 10 А) и особенно межмолекулярных полостей (до 50 А), влага
проникает в полимер также в результате диффузии [15].
163
6.2.1. Пористость полимеров и композитов.
Основные методы определения
Причины образования пор в полимерных материалах весьма
разнообразны. Поры могут образовываться в процессе отверждения
связующего в результате поликонденсационных процессов с
выделением газо(паро)образных продуктов. Появление пор может быть
вызвано усадкой связующего в процессе отверждения и образованием в
связи с этим микротрещин. Кроме того, микродефекты,
способствующие ускорению проникновения воды в материал, могут
возникать под воздействием механических и термических напряжений,
возникающих в материале. Появление пор в стеклопластике может
вызываться также и другими дополнительными факторами:
недостаточная смачиваемость поверхности стеклянных волокон связующим,
большая усадка связующего (по сравнению с армирующими
стекловолокнами) и появление в связи с этим пустот на границе раздела
«стекло - связующее».
Природа используемых связующих также оказывает большое
влияние на пористость получаемых на их основе стеклопластиков.
Стеклопластики, изготовленные с использованием связующих, в
состав которых входят инертные растворители, имеют значительную
пористость, достигающую 25-30 % (об.). Определенное влияние
оказывают технология изготовления изделий, режимы формования.
Наименьшую пористость имеют стеклопластиковые изделия,
полученные методом пропитки под давлением, наибольшую - методом
контактного формования. Прессованные изделия имеют
промежуточные значения пористости, причем увеличение давления
прессования приводит к снижению пористости.
Для обеспечения стабильности диэлектрических характеристик
стеклопластиков необходимо выбирать стеклоармирующий
материал, замасливатель и связующее определенного химического состава, а
также разрабатывать технологические процессы изготовления РПИ,
обеспечивающие минимальную пористость. Эпоксидные связующие
позволяют получить стеклопластики с уменьшенной пористостью,
особенно в случае использования стеклотканей с «прямыми» замас-
ливателями и изготовления изделий методом пропитки под
давлением. Это подтверждается приведенными в табл.6.2-1
экспериментальными данными по исследованию пористости и водопоглощения
стеклопластиков, полученных с применением различных связующих,
стеклотканей и технологий изготовления.
В зависимости от механизма появления пор, физико-химических
особенностей материала поры могут иметь замкнутую форму,
представлять собой сквозные или тупиковые каналы (рис. 6.2-1).
164
Таблица 6.2-1
Пористость и водопоглощение различных стеклопластиков
Состав или марка стеклопластика
связующее
КМ-9К
М-1
К-4Т
СКС-9
ФН
ВФТ-С
КАСТ
БФ-2
БФ-2+АМ
эфт
ПН-609-21
армирующий
материал
замас-
лива-
тель
Общая
пористость,
%(об.)
Водопоглощение
за 24 ч,
%(масс.)
Кремнийорганические связующие
ИТМ-5,8
ЭСТБ
ЭСТБ
ЭСТБ
ТС-8/3
ТС-8/3
Т-13
Т-13
Т-13
ТС-8/3
ВПР-10
Стеклотекстолиты:
ПЭ
ПЭ
ПЭ
ПЭ
10-12
6
-
16-28
1,6
0,5
0,4
1,5
Фенольные связующие
ПЭ
ПЭ
ПЭ
ПЭ
ПЭ
ПЭ
15
6-10
6-10
27
18
13
1,5
1,4
1,1
1,2
0,5
1,9
Полиэфирные связующие
ПЭ
СТ-911-1, СТ-911, СТ-911-МС,
СТ-39
ЭДТ-10
ЭП-7
ЭП-5
СПЭ-14
СПЭ-24
СПЭ-24
СПЭ-24
ЭП-5
ЭП-5
ЭП-1
ЭП-1
ЭП*2
МТБС-5,5
НПУ-0,5-76
ВПР-10
Т-22-80
МТБС-2,5
Т-22-80
Т-41-76
Т-11
НПУ-0,5-76
Т-11
Т-41-76
НПУ-0,5-76
Стеклотекстолит ЭФ-32-301
6
8
10-12
0,5
1,0
1,0
Эпоксидные связующие
№78
№76
ПЭ
N980
№76
№80
№76
№76
№76
ПЭ
№76
№76
№80
1,9
1,8
3,2
0,7
1,9
1.8
0,9
2,9
2,6
6,0
3,7
2,7
2,5
-
0,06
0,07
0,03
0,05
0,04
0,03
0,2
0,1
0,4
0,1
0,5
0,3
заЗч
кипячения,
% (масс.)
6
_
-
14
-
10
-
15
9
-
10
-
-
0,9
1,2
0,3
0,7
0,6
0,4
1,6
0,8
3,8
2,5
0,9
товления*
пд
п
п
ВФ
пд
п
п
ВФ
ВФ
ВФ
п
п
ПК
пд
пд
п
пд
пд
пд
пд
п
п
ВФ
ВФ
ВФ
п
* Обозначения: ПД - пропитка под давлением; ВФ - вакуумное формование;
ПК - пресс-камерное формование; П - прессование.
Рис. 6.2-1. Разновидности пор:
1 - тупиковые; 2 - закрытые; 3 - сквозные
Теоретическое (расчетное) прогнозирование пористости
материалов с учетом всех перечисленных факторов весьма сложно.
Поэтому на практике этот показатель определяют, чаще всего,
экспериментальным путем.
Известны различные способы и методы определения пористости
материалов: весовой метод, метод ртутной порометрии, метод проса-
сывания воздуха, электронно-микроскопический, рентгеновский,
изотопный и другие методы [16].
Самым распространенным методом, позволяющим определить
пористость материалов, является весовой метод. В наиболее простом
случае общая (суммарная) пористость (vn) исследуемого образца
может быть найдена с помощью следующего уравнения:
vw=^ = l—^> F.2-1)
п
где Vn - объем пор в исследуемом образце; Vo - объем образца,
вычисленный по его внешним размерам; G - вес образца в воздушной
среде; у- удельный вес материала.
Дополнительное взвешивание исследуемого образца в жидкости
позволяет классифицировать поры на открытые vomK (доступные для
заполнения жидкостью) и закрытые v3:
v =i
F.2-2)
/ж '* о
F.2-3)
где Ож - вес образца в жидкости; уж- удельный вес жидкости.
Использование весового метода определения пористости
предполагает знание действительного удельного веса (плотности)
материала. Искомые характеристики индивидуальных компонентов могут
быть определены с помощью данных, представленных в
соответствующей справочной литературе, а в случае смесей - рассчитаны по
уравнениям E.1-1).
Однако, зачастую плотности компонентов, особенно полимеров,
приводятся в справочной литературе с довольно большими
допусками. Кроме того, технология изготовления образцов также влияет на
плотность материала. В результате это может привести к большим
погрешностям при определении значений плотности и,
соответственно, величин пористости. В этих случаях следует проводить
экспериментальное определение плотности используемых материалов. Метод
«двойного» взвешивания (в воздушной среде и в жидкости) образцов
материала, подвергнутого предварительному измельчению для
исключения влияния замкнутых пор на точность определения, позволя-
166
ет рассчитать действительную плотность в большинстве случаев с
приемлемой точностью:
р = Рж—? F.2-4)
На практике при взвешивании образцов в жидкости следует
обратить внимание на следующее обстоятельство. При погружении
образцов в жидкость может происходить в большей или меньшей мере
частичное «защемление» (запирание) воздуха в тупиковых и открытых
порах, что приводит к сильному искажению результатов измерений.
Для увеличения точности определения плотности материала с
открытыми порами или материалов в дисперсном виде может быть
рекомендована методика [17], позволяющая существенно повысить
точность определения^ Указанная методика основана на результатах
взвешивания исследуемого материала, помещенного в ампулу, в
воздушной среде и в жидкости при различных давлениях (атмосферном и
вакууме) с помощью тензометрических весов.
В ампулу, открытую с одного конца, помещают исследуемый
материал в количестве Go примерно на одну четверть. Затем ампулу с
материалом погружают в жидкость измерительной кюветы (емкости).
Первое взвешивание образца с ампулой проводят при атмосферном
давлении (Ро) в кювете после удаления из ампулы максимального
количества воздуха с помощью, например, шприца, обеспечивая при
этом отсутствие контакта материала с затворяющей жидкостью. В
этом случае материал оказывается «запертым» в газовом пузыре.
Определяется сила, действующая на тензодатчик под действием силы
тяжести материала и ампулы за вычетом выталкивающей силы - G\.
Второе измерение проводят после создания в кювете пониженного
давления Рв\ в результате определяют значение Gi. Третье измерение
проводят при атмосферном давлении, после извлечения материала из
ампулы и полного ее заполнения жидкостью - Gi.
Искомую плотность рассчитывают с помощью уравнения:
„=Л ? • F-2-5)
Изложенный метод обладает повышенной чувствительностью и
позволяет определять с повышенной точностью плотность
дисперсных материалов или материалов с открытыми порами.
167
6.2.2. Теоретические основы процесса диффузии воды
в стеклопластиках
В общем случае влага, сорбируемая твердым материалом, может
быть условно разделена на две составляющие: удерживаемая на
поверхности (в том числе и на поверхности капилляров) за счет
адсорбции и растворенная в материале по всему объему. Поскольку
используемые для изготовления стеклопластиков связующие в большинстве
случаев являются гидрофобными, то можно полагать, что
доминирующая часть влаги в материале находится в растворенном
состоянии. Кроме того, поверхностная влага довольно быстро может быть
удалена при нагреве при относительно невысокой температуре, в то
время как удаление влаги, растворенной в полимерной матрице,
требует значительного времени.
При контакте материала со влажной средой насыщение
материала влагой начинается с его поверхностных слоев. Далее влага
проникает вглубь материала со скоростью, определяемой
коэффициентом диффузии. Процесс насыщения материала влагой завершается
при достижении в материале по всему объему содержания воды,
равного Ср - равновесной концентрации влаги в материале, зависящей
от его свойств и содержания влаги во внешней среде. Типичные
кривые кинетики влагопоглощения приведены на рис. 6.2-2.
Показатель водопоглощения определяют чаще всего
экспериментальным путем по привесу массы (воды) в исследуемых образцах,
помещенных в емкость, обеспечивающую заданные температурно-
влажностные условия. Для создания заданной влажности воздуха
используют водные растворы неорганических веществ (чаще всего
серной кислоты) фиксированной концентрации.
С, Ч(масс)
1.6
1.2
0,8
0.4
0.0
Рис. 6.2-2. Зависимость средней
концентрации влаги С [% (масс.)] в
образцах из эпоксидных
стеклопластиков от времени г при относительной
влажности воздуха 98 %:
1 - армирующий материал
НПУ-0,5-76 + связующее ЭТТ-5 (метод
прессования); 2 - Т-11 + ЭП-5 (метод
прессования); 3 - Т-41-76 + ЭП-7
(метод пропитки под давлением);
0 30 60 90 120 150 180 210 4 _ МТБС-2,5+ЭДТ-10 (метод пропит-
г. сут. ки под давлением)
168
Ускоренное определение равновесного влагопоглощения Ср при
относительной влажности воздуха 98 % может быть проведено также с
помощью данных по поглощению влаги в кипящей воде в течение 2 ч
по следующему уравнению:
Ср = 0,072+1,74Сж ,%(масс.), F.2-6)
где Ск - влагопоглощение в кипящей воде, % (масс).
Значения равновесного влагопоглощения можно определить
также и с помощью кинетических данных насыщения образцов (см.
ниже). В этом случае в целях сокращения времени эксперимент
проводится не до полного насыщения образцов.
Как отмечалось выше, скорость проникновения влаги в
полимерную матрицу зависит от величины коэффициента диффузии.
Коэффициенты диффузии неразрывно связаны с тепловой
подвижностью сегментов макромолекул диффузионной среды [18, 19]. В основе
мблекулярно-кинетического механизма диффузии
низкомолекулярных веществ, в частности воды, в полимере лежит предположение 6
том, что диффузия является результатом последовательных
периодических «перескоков» диффундирующих молекул из одного
положения равновесия в другое.
Так, например, в соответствии с теорией Френеля коэффициент
диффузии Р может быть определен из уравнения:
где/- частота колебаний диффундирующих молекул; J- расстояние
между соседними положениями равновесия.
В случае полимеров возможность такого перемещения молекул
обычно связывают с наличием в полимерной среде свободного объема,
который представляют как совокупность межмолекулярных
промежутков. В процессе теплового движения молекул, сегментов молекул,
макромолекул эти промежутки (микрополости или «дыры») постоянно
исчезают и вновь появляются, их размер и форма непрерывно
изменяются. Однако при заданных условиях средняя концентрация «дыр» в
единице объема и их среднестатистическое распределение по размерам
остаются постоянными [20,21].
Для того, чтобы произошел элементарный акт диффузии,
необходима некоторая энергия системы, которая затрачивается на
отделение друг от друга цепей, фрагментов полимера и на создание
«свободного» объема, в который проникает диффундирующее вещество
(вода), а также на разрушение связи воды с полимером. С
повышением температуры свободный объем, интенсивность движения и
энергия системы увеличиваются. Соответственно увеличивается и коэф-
169
фициент диффузии. Так, например, у эпоксидных стеклопластиков в
интервале температур от 20 до 60 °С было установлено, что
зависимость коэффициента диффузии от'температуры подчиняется
уравнению Аррениуса:
где R - универсальная газовая постоянная; Т - абсолютная
температура (К); Е - величина энергии активации, которая в указанном
интервале температур составляет 25-29 кДж/моль.
Более детальный сведения о механизме и особенностях процесса
диффузии в полимерах можно почерпнуть в работе [20].
Теоретический анализ процессов сорбции с учетом свойств
компонентов и их объемного содержания в композитах в настоящее
время корректно выполнен лишь для простейших модельных систем с
изотропными свойствами и для простейших геометрических форм
частиц, при условии прочной адгезионной связи между фазами и
отсутствия влияния характеристик фаз на структуру и свойства
композиции [19, 22]. У стеклопластиков же, особенно при изготовлении их
на основе стеклотканей, отчетливо проявляется слоистая структура и,
следовательно, ярко выраженная анизотропия свойств. Так,
например, эксперимент показывает, что скорость диффузии влаги в
стеклопластиках в направлении, параллельном слоям армирующего
материала, значительно выше, чем в перпендикуляром направлении. Для
таких материалов точность теоретических расчетных уравнений для
определения сорбционных характеристик является явно
недостаточной, и поэтому на практике чаще всего для определения этих
характеристик используют экспериментальные методы, которые
базируются на использовании уравнения нестационарной диффузии [23,24].
У РПИ, имеющих, как правило, вид оболочек с небольшой
кривизной, можно рассматривать процесс проникновения влаги как
однонаправленную диффузию в пластине:
*L ^ F.2-7)
дт дхг
где С - концентрация влаги в материале; г- время; D - коэффициент
диффузии; х - координата (по толщине оболочки).
Следует обратить внимание на то, что в случае использования
стеклотканей в качестве армирующих наполнителей, располагаемых
параллельно поверхности РПИ, коэффициент диффузии D в данном
уравнении характеризует скорость перемещения влаги в
направлении, перпендикулярном плоскости армирования.
170
Если исходный материал не содержит влаги, внешние условия с
обеих сторон пластины являются одинаковыми, а за начало
координат по оси л: принять среднее сечение пластины толщиной 2Х9 то
краевые (начальные и граничные) условия, необходимые для решения
уравнения F.2-7), могут быть сформулированы следующим образом:
1) при т = О С = 0 для -X < х < +ЛГ;
2) при х = 0 (середина пластины) дС/дх = 0 (условие симметричности);
3) при г> 0 для х = ±Х С = Ср (граничные условия 1-го рода)*, где
Ср - равновесная концентрация влаги в стеклопластике по
отношению к данным характеристикам внешней среды.
Решение уравнения F.2-7) с учетом краевых условий приводит к
следующей зависимости концентрации влаги С от координаты х
(расстояние от среднего сечения пластины) и времени г [23,24]:
где р0 = &'т - критерий Фурье.
Зависимость среднего значения концентрации влаги по сечению
стенки (С) от времени выражается соотношением:
с_
F.2-9)
Для начального периода сорбции при значениях Fo < 0,1 или при
С < 0,4с,, изменение средней концентрации влаги во времени
достаточно хорошо описывается следующим частным уравнением:
F.2-10)
Начиная с некоторого времени т0 или, соответственно, значения
критерия Фурье Fo = D-т/Х2 > 0,1 или при С > 0,4Ср, распределение
концентрации влаги по сечению стенки описывается следующим
приближенным соотношением:
Для случая сорбции паров влаги твердым телом (стеклопластиком) критерий
5/ /D №~ коэффициент массоотдачи паров влаги из воздуха к поверхности
пластины) весьма велик и, следовательно, массоперенос лимитируется скоростью
диффузии в твердом теле [23,24].
171
Значение средней по сечению стенки концентрации влаги
определяется по формуле:
C=cJl-4expf-^.FoU F-2-12)
Величины СиСр определяются непосредственно из
экспериментальных данных - по привесу образцов в процессе их насыщения
влагой во времени. Для проведения эксперимента изготавливают образцы
исследуемого материала в виде пластин и выдерживают в эксикаторе,
например, над раствором серной кислоты, обеспечивающей
заданную относительнукГвлажность воздуха. В том случае, если процесс
насыщения исследуеш>го материала (образца) проводят до полного
насыщения, величину Ср определяют по максимальному
(равновесному) привесу.
При известном значении Ср величину коэффициента диффузии
можно определить с помощью экспериментальных данных с
привлечением метода наименьших квадратов или графическим методом. В
том случае, если Fo = Dr/X2 < 0,1 или С < 0,4G, экспериментальные
данные, представленные в координатах ^С1Ср - 4т , в соответствии с
уравнением F,2-10) располагаются около прямой, имеющей угол
наклона а (рис. 6.2-3).
Искомый коэффициент диффузии определяется по уравнению:
Если Fo - Dr/X3 > 0,1 или С > 0,4с,, то для обработки
экспериментальных данных следует использовать уравнение F.2-12) в
модифицированном виде:
о,е
0.6
0.4
0.3
0.2
0.1
0.0
Рис. 6.2-3. Изменение относительной
концентрации влаги в материале во
времени
При расчете tga с помощью данных, представленных в графическом виде,
следует учитывать масштабы осей.
172
В этом случае экспериментальные данные, представленные в
координатах 1п[1 - ~С/СР\ - г, располагаются около прямой, имеющей
угол наклона а (см. рис.6.2-4 к примеру 2 в конце данного раздела), а
коэффициент диффузии определяется по уравнению:
л 4Х\
D^—j-tga-
п
Поскольку скорость проникновения влаги в полимер мала, то
время полного насыщения является, зачастую, очень
продолжительным. В целях сокращения времени эксперимента за счет проведения
наблюдений не до полного насыщения для определения двух
неизвестных величин D и Ср в работе [25] было рекомендовано
использовать метод наименьших квадратов. Однако определение величин Ср и
D с помощью уравнений F.2-10, 6.2-12) связано с определенными
трудностями. Тот факт, что наблюдения проводят последовательно
на одном и том же образце, приводит к так называемому «феномену
накопленных данных» [26], т. е. каждый результат измерения зависит
не только от времени, но и от результатов предыдущих измерений. В
этих случаях экспериментальные данные имеют значительные
отклонения от теоретической кривой, что затрудняет обработку
результатов и получение надежных данных.
Коэффициенты диффузии и равновесную концентрацию влаги
можно рассчитать по кинетическим кривым влагопоглощения с
использованием ускоренного метода «коротких интервалов»,
позволяющего существенно сократить время эксперимента [26]. Согласно
этому методу к обработке привлекают экспериментальные данные,
начиная с времени т0 (Fo = D-r/X2 > 0,1) или при С > 0,4^) (см.
рис. 6.2-4 и пример 2 в конце раздела 6.2.2), а замеры содержания
влаги проводят через равные промежутки времени Аг. В результате
получают набор экспериментальных значений, привлекаемых для
последующего использования при расчете величин D и Ср. Со, Ci,
Сг, ..., CN, которые соответствуют значениям то, я, п, ..., rN с
равными промежутками времени Ат:
где i - порядковый номер экспериментальной точки; N - порядковый
номер последней, принятой к обработке, экспериментальной точки.
Равновесное влагосодержание Ср рассчитывают по уравнению:
г -г., 1 С"'С* , F.2-14)
где Со и CN - концентрация влаги для первой и последней
экспериментальных точек, принятых к математической обработке;
173
Cz-C\ Съ-Сг Ct-Ci-i Cn-Cn-i
_ С i -Co С г -С\ Ci-i -C/-2 Cn-\ —Cn-i
4 N-\
Коэффициент диффузии рассчитывают по формуле:
F.2-15)
Этот метод оценки позволяет сократить время
экспериментального определения D и Ср в 2,5-3 раза.
ПРИМЕРЫ
Пример 1. Образец толщиной IX = 5 мм выполнен из материала,
имеющего равновесное влагопоглощение Ср = 7 % (масс).
Кинетические данные по влагопоглощению приведены в табл.6.2-2. Требуется
рассчитать коэффициент диффузии влаги в материале.
Решение
Представим уравнение F.2-10) следующим образом:
- (хУсг
\}СР) г
Тогда, например, для экспериментальной точки г = 10 сут. и
С = 1,2 % (масс.) коэффициент диффузии будет равен:
D = 3,14
2,5-10-*
2-7
10
м2
—.
сут
Аналогично можно найти значения D для других
экспериментальных точек^ (табл. 6.2-2). К расчету следует привлекать данные,
для которых С < 0,4С,.
Таблица 6.2-2
Экспериментальные и расчетные данные по кинетике влагопоглощения
Время ту сут.
10
20
30
40
50
60
70
Влагосодержание
С, % (масс.)
С/Ср
Коэффициент
диффу8, м2/сут.
Экспериментальные данные
0 1,2 1,5 2,0 2,2 2,4 2,7
Расчетные данные
0 0,17 0,21 0,29 0,31 0,34 0,39
1,44 1,13 1,33 1,21 1,15 1,21
3,0
0,43
174
Среднее значение искомого коэффициента диффузии составит
D = 1,25-Ю-8 м2/сут.= 1,45-Ю-13 м2/с.
Пример 2. Образец толщиной 2Х = 3 мм насыщается влагой.
Изменение влагосодержания образца во времени представлено в табл.
6.2-3. Необходимо определить коэффициент диффузии влаги в
материале и равновесное влагопоглощение методом коротких интервалов.
Решение
1. Определение времени то.
Как отмечалось выше, к математической обработке следует
привлекать экспериментальные данные, для которых значение критерия
Значения коэффициента диффузии для большинства
стеклопластиков имеют величину, близкую к D ~ 1(Н3 м2/с. Тогда
предполагаемое значение ю составит:
Принимаем: го = 40 сут., Аг= 20 сут. Правильность выбора
величины то будет проверена в конце расчетов.
2. Сведем в табл. 6.2-3 расчетные величины С,- Cw и Ci-Ci-i
Таблица 6.2-3
Экспериментальные и расчетные данные по кинетике влагопоглощения
Время г, сут. 1 0
Влагосодержа-
ние, С, % (масс.) 0
i
С,- Cw
Ci-i - Ci-i
20
40
60
80
Экспериментальные данные
1,6 2,3 2,8 3,2
Расчетные данные
0 1 2
0,5 0,4
0,80
100
3,5
3
0,3
0,75
120
3,8
4
0,3
1,0
140 | 160
4,0 4,2
5 6
0,2 0,2
0,67 1,0
3. Расчет величины q:
0,80+0,75+1,00+0,67+1,00 _
4 6-1 ' "
175
4. Коэффициент диффузии:
я2-At q 3,142-20 0,843
7,79.
'г м2
¦ = 0,902 Ю3—.
сутки
5. Расчет равновесного влагопоглощения.
Содержание_влаги в материале при та = 40 сут. (i = 0) составляет
(см. табл. 6.2-3) Со = 2,3 % (масс), а для последней точки (i = N = 6) -
Сб = 4,2 %. Тогда в соответствии с уравнением F.2-14) равновесное
влагопоглощение материала составит:
С„ = Со
-« 2,3-ь
1-0,8436
5,26 % (масс).
Отметим, что при экспериментальном определении
равновесного влагопоглощения путем выдержки образца до полного насыщения
было найдено значение Ср=5,1 % (масс); время эксперимента
составило 360 сут.
6. Проверка обоснованности выбора величины то = 40 сут.
Для найденного коэффициента диффузии D = 7,79-10"9 м2/сут.
величина критерия Fo составит:
A,510
Следовательно, величина ZD = 40 сут. выбрана правильно.
Следует заметить, что в случае Fo < 0,1 следовало бы выбрать большее
значение гь и провести все расчеты заново. При значении Fo, намного
превышающем 0,1, было бы
целесообразным попытаться
использовать
экспериментальные данные с меньшими
значениями времени.
В правильности выбора
величины т0 в данном случае
можно убедиться и с
помощью рис. 6.2-4, на котором
представлены
экспериментальные данные в
координатах 1п[1- С/ф-т,
Рис. 6.2-4._3ависимость
комплекса 1п[1 - С/Ср\ от времени г
0.0 <
-0.2
-0,4
-0,6
-1.0
-1.2
-1.4
(
¦ %
• \
-
) 40 80 120 16
г, сут.
176
Пример 3. Изделие изготовлено из материала, сорбционные
характеристики которого определены в предыдущем примере. Толщина
стенки изделия составляет IX = 0,01 м. Влажная среда действует с
обеих сторон изделия. Рассчитать профиль концентрации влаги по
сечению стенки и средние значения после эксплуатации изделия в
течение л = 1 год (-3,15-107 с) и п= 3 года (-9,45-105 с).
Решение
1. Расчет значений Fo:
а) для тх = 1 год:
б) для та =3 года:
0,902 103-3,15 107
= 0,114;
„ Dt2 0,9021Q-139,45 107 ,л,,^
F*>=1^ E-10-3)* ==0342-
Поскольку Fox и Рог больше 0,1, то для расчета концентраций
влаги можно использовать уравнения F.2-11) и F.2-12).
2, Профиль концентрации влаги по сечению стенки.
Цусть, например, расстояние от среднего сечения стенки х = 0,2.
Тогда для л = 1 год (Fox = 0,114) концентрация влаги Составит:
*oJi 4 (,14-0,002^ ( 3,142 . „Л] 1 по// ч
= 5,26 1 cos — — -ехр — 0,114 =1,17% (масс).
[ 3,14 I, 2-0,005 J *{ 4 )\
Таблица 6.2-4
Расчетные значения содержания влаги по сечению стенки
для разных значений времени эксплуатации
Время
эксплуатации,
г, год
1
3
Концентрация влаги [% (масс.)] на удалении х (м)
от среднего сечения стенки
0
0,20
2,38
0,001
0,45
2,52
0,602
0,003
0,004
1,17 2,28 3,69
2,93 3,57 4,37
0,005
5,26
5,26
3. Средние значения концентрации влаги по сечению стенки.
Для л = 1 год (Fox = 0,114):
= 2,04 %.
12-22
177
Для п = 3 года (F02=O,342):
С =5,26 1 ^у ехр[ -^- 0,3421 = 3,42%(масс).
6.2.3. Сорбционные характеристики полимеров и композитов
Как отмечалось выше, химическая структура полимеров
оказывает большое влияние на сорбционные характеристики. В
зависимости от химическойИприроды полимера (полимерной матрицы) и
количества поглощенней влаги различают следующие виды связи влаги
с полимером. При малых концентрациях воды и наличии
соответствующих функциональных групп связующего распределенная в
полимере вода может быть связана химическими, водородными связями
(«связанная» вода). При полном истощении этих связей влага
находится в полимере в свободном (конденсированном) состоянии
(«свободная» или конденсированная влага). Некоторые исследователи
считают целесообразным выделять, промежуточное состояние влаги в
полимерах - «агрегированная» вода. Изменение физического
состояния воды в некоторых полимерах в зависимости от концентрации
было подтверждено экспериментально (табл. 6.2-5) [27].
Таблица 6.2-5
Максимальные концентрации [% (масс.)] связанной (Ссв), агрегированной
(Сагр) и конденсированной (свободной) воды (Сконд) в различных полимерах*
Полимер
ТМФ
МФ-1-ФМ
МФ-З-ФМ
ПАГЭ+
МФДА
ПАГЭ+
ГМДА
Сев
Сагр
Сконд
1,24
3,80
4,20
1,0
2,75
2,90
2,10
2,40
0,48
1,20
1,80
0,59
1,00
2,00
* ТМФ - триметиленфенол; МФ-1-ФМ и МФ-З-ФМ - олигометиленфенолы;
ПАГЭ - полиамингидроксиэфиры; МФДА - метафенилендиамин; ГМДА -
гексаметилендиамин.
Поглощенная вода образует с молекулами эпоксидного
полимера преимущественно водородные связи. Это подтверждается снятием
ИК-спектров отвержденных сухих и влажных образцов эпоксидных
связующих на основе КДА + ТЭАТ (рис. 6.2-5). Молекулы воды
образуют водородные связи с кислородом полярных групп, а также
между собой. Подтверждением отсутствия химической связи является
достаточно быстрое удаление воды из полимера уже при 100-150 °С.
178
о
20
40
60
80
100
КДА+ТЭАТ
100:20
/дели (масс.)
20
40
60
60
100
КДА+ТЭАТ
100:10
/дели (масс.)
1900 2300 2700 3100 3500 3900
«Г
1900 2300 2700 3100 3500 3900
СМ
Рис. 6.2-5. ИК-спектрограмма поглощения образцов отвержденных
эпоксидных связующих в исходном состоянии (сплошная линия), после выдержки в
условиях 98 %-ной влажности в течение 72 ч (пунктир) и после выдержки в
этих условиях в течение 168 ч (штрих-пунктир)
В табл. 6.2-6 и на рис. 6.2-6,6.2-7 приведены сорбционные
характеристики, полученные при экспонировании образцов некоторых
отвержденных эпоксидных полимеров в воздушной среде с различной
относительной влажностью <р.
Таблица 6.2-6
Сорбционные характеристики некоторых связующих, используемых
для изготовления изделий радиотехнического назначения
Марка (состав)
связующих
ЭД-20+ЭДА
ЭД-20+ГМДА
ЭД-20+ДМДА
КДА+изоМГТФА
КДА+nXIV
ЭДТ-10
СПЭ-24
СПЭ-14
СПЭ-16/1
СПЭ-16/2
СПЭ-16/3
ЭД-16+ГМДА
Равновесное влагопоглоще-
ние, % (масс), при <р = 98 %
Эпоксидные связующие
1,2
1,2
1,1
2,1
2,3
4,1
1,7
1,4
3,2
3,4
2,2
М
У П-610+Э-181 +хлорАБА+отверд.№9 3,2
ПН-10
ЗСП-3
ТМФ
МФ-1-ФМ
МФ-З-ФМ
Полиэфирные связующие
9,7
3,6
Фенольные связующие
5,3
3,8
3,2
Коэффициент диффузии
0х1О|3(м2/с)при/ = 25°С
0,67
1,50
1,80
1,33
1,35
1,38
1,35
1,85
1,27
1,22
0,97
2,30
4,17
2,66
_
_
-
179
% (масс)
2.0
1.6
1.2
0.6
0.4
0.0
20 40 60 80 100
1
2
3
4
С
Р1
%(масс)
2.0
1.6
1.2
0.8
0.4
0.0
ft
20 40 60 80
100
Рис. 6.2-6. Равновесное поглощение влаги эпоксидными полимерами на
основе КДА:
/ - КДА + ТЭАТ A00:20 массч.); 2 - КДА + ТЭАТ A00:10 массч.);
3 - КДА + изоМГТФА; 4 - КДА + С1АБА + пАБА
Рис. 6.2-7. Равновесное поглощение паров воды полимерами на основе ЭД-20:
/ - ЭД-20 + ТЭАТ A00:20); 2 - ЭД-20 + ТЭАТ A00:10); 3 - ЭД-20 + ГМДА;
4 - ЭД-20 + изоМТГФА; 5 - ЭД-20 + УП-612 + ЭЭТ-1 + изоМТГФА
Поскольку сорбционные характеристики (равновесная
концентрация Ср и коэффициент диффузии D) полимерных матриц
многократно превышают аналогичные численные характеристики
армирующего стекловолокна, то именно свойства связующих в
доминирующей степени определяют сорбционные свойства композитов.
В том случае, если связующее и стекловолокнистый наполнитель
не оказывают взаимного влияние на свойства друг друга*
теоретическое влагопоглощение стеклопластика с*> меньше, чем влагопогло-
щение Сс* полимерной матрицы и может быть рассчитано по
следующему уравнению:
С*=С
ев
Рев
где vce - объемная доля связующего в композите; рсв9 рк - плотность
отвержденного связующего и композита, соответственно.
Взаимосвязь между коэффициентами диффузии в полимере и
композите имеет значительно более сложный вид и зависит, в
частности, от пространственного расположения армирующих элементов по
отношению к направлению диффузии. С одной стороны, стеклянные
волокна практически не проницаемы для влаги и поэтому частично
блокируют диффузионный поток. С другой стороны, именно на
границе раздела в большей мере могут наблюдаться микродефекты, час-
180
тичные отслоения матрицы от армирующего материала, повышенная
локальная пористость и, соответственно, повышенные локальные
влагопоглощение и проводимость влаги. Следует также отметить,
что свойства связующего материала в непосредственной близости от
границы раздела фаз заметно отличаются от свойств полимера в
глубине матрицы.
В частном случае, при совпадении направления армирования и
направления диффузии теоретическое значение коэффициента
диффузии влаги в бездефектном стеклопластике D" может быть оценено с
помощью формулы:
где Dce - коэффициент диффузии влаги в отвержденном связующем;
fce - доля сечения, приходящаяся на связующее в направлении,
перпендикулярном направлению диффузии.
Расчетные уравнения для других случаев расположения
армирующих элементов сильно усложняются и становятся мало
пригодными для инженерных расчетов.
Как показывает эксперимент, свойства армирующих
материалов, особенно тип используемого замасливателя, во многом
обуславливающий взаимодействие связующего и армирующего материала на
границе раздела фаз, монолитность композита оказывает заметное
влияние на упомянутые характеристики (рис. 6.2-8,6.2-9, табл. 6.2-7).
80 100
Рис. 6.2-8. Равновесное поглощение воды эпоксидными стеклопластиками на
основе связующего СПЭ-24 и различных стелотканей на текстильном замас-
ливателе ПЭ A-2) и «прямых» замасливателях C - 8):
1 _ 8 - ткани Т-10, Т-11, Т-22-80, Т-41-76, Т-10-76, Т-10-39, Т-10-173,
Т-Ю-80 (с ОП), соответственно
Рис. 6.2-9. Равновесное поглощение влаги стеклопластиками различного
состава:
1 - МТБС-2,5 + ЭДТ-10; 2 - Т-22-80 + СПЭ-14; 3 - ВМП + СПЭ-24;
* - А-273 + СПЭ-24; 5 - Т-31-ЛА40 + СПЭ-24; 6 - Т-41-76 + ЭП-7;
7- Д-14+СПЭ-24. Метод изготовления - пропитка под давлением
181
Таблица 6.2-7
Сорбционные характеристики эпоксидных стеклопластиков, изготовленных
методом пропитки под давлением, при относительной влажности
окружающего воздуха 98 %. Общая пористость - не более 2 % (об.))
количество связующего -30-33 % (масс.)
Состав стеклопластика
тип стекла
Бесщелочное
Спец. состав
марка ткани
марка связующего
СР, i
%(масс.)
Однослойные ткани на «прямых» замасливателях
Т-10-76
Т-10-80
Т-22-80
Т-22-80
Т-41-78
Т-41-78
ТС-8/ЗНД
ТС-8/ЗВМП
СПЭ-24
СПЭ-24
СПЭ-24
СПЭ-14
СПЭ-24
ЭДТ-10
СПЭ-24
СПЭ-24
0,60
0,42
0,58
0,91
0,65
1,80
0,57
2,50
Однослойные ткани на замасливателе «парафиновая эмульсия»
Бесщелочное
Т-10
T-U
Т-13
СПЭ-24
СПЭ-24
ЭДТ-10
1,95
1,80
2,51
Многослойные ткани на «прямом» замасливателе №80
Бесщелочное
ИТМ-6,3
МТБС-2,5
МТБС-5,2
МТБС-5,2
МТБС-2,5
МТБС-5,2
СПЭ-17
СПЭ-24
СПЭ-24
СПЭ-14
ЭДТ-10
ЭДТ-10
1.70
0,85
1,75
1,35
2,00
0,95
М2/С
0,44
0,51
0,29
0,29
0,39
0,56
0,50
0,74
0,69
0,62
0,65
1,20
1,02
0,98
1,51
1,78
1,80
Таблица 6.2-8
Сорбционные характеристики эпоксидных стеклопластиков,
изготовленных методом прессования и вакуумного формования,
при относительной влажности окружающего воздуха 98 %.
Количество связующего - 20-25 % (масс.)
Состав стеклопластика
состав стекла и марка ткани,
замасливатель
марка
связующего
Метод изготовления -
Алюмоборосиликатное, НПУ-76,
«прямой замасливатель» №76 ЭП-5
Т-11, «парафиновая эмульсия» ЭП-5
Алюмоборосиликатное, ВПР-10,
«парафиновая эмульсия» ЭП-5
Пористость,
о/ /л«: \
/о ^ОО.)
прессование
2,6
2,9
3,2
Со
% (масс.)
0,7
1,8
1,7
Метод изготовления - вакуумное формование
Т-11, «парафиновая эмульсия» ЭП-1
Т-11, «парафиновая эмульсия» ЭП-2
Алюмоборосиликатное, НПУ-76,
«прямой замасливатель» №76 ЭП-2
6,0
9,9
-
2,7
2,2
1,7
/)х1013,
м2/с
0,59
0,69
0,70
1,12
1,15
0,98
182
Сорбционные характеристики стеклопластиков зависят не
только от их состава, но и от технологических факторов, способа
изготовления (табл. 6.2-8), времени отверждения, давления прессования
и т.д. Коэффициенты диффузии и равновесные влагопоглощения
эпоксидных стеклопластиков, изготовленных методом горячего
прессования, имеют меньшие значения, чем те же показатели для
стеклопластиков, изготовленных намоткой, вакуумным и контактным
формованием на тех же связующих [28].
С увеличением давления формования уменьшается содержание
пор в стеклопластике, что приводит также к уменьшению его водопо-
глощения. Так, например, при давлении прессования до 1 МПа
пористость эпоксидных стеклопластиков достигает 10 %, а при
давлении 2,5 МПа пористость уменьшается до 2,5-3 % [27].
С увеличением времени отверждения прессованных эпоксидных
стеклопластиков от 2 до 15 ч их водопоглощение снижается на
15-20%, что связано, очевидно, с увеличением степени отверждения,
уменьшением числа групп в макромолекулах полимера, способных к
образованию водородных связей с молекулами воды [29]. Увеличение
времени отверждения приводит и к снижению значений
коэффициентов диффузии, а увеличение температуры испытания - к их
повышению (рис. 6.2-10).
Пористость и влагопоглощение стеклотекстолитов,
изготовленных на основе связующих БФ-2 и ВФТ, также существенно
снижаются с увеличением давления формования. При этом панели,
изготовленные формованием на сотах, имеют пористость и влагопоглощение
& 1,3-1,5 раза больше, чем такие же панели, отпрессованные на
твердой поверхности.
Введение в связующее активной добавки - продукта АМ-2 -
приводит к уменьшению пористости и влагопоглощения в 1,5 раза у
стеклопластика на основе связующего БФ-2 и в 1,5-2,5 раза - на
основе связующего ВФТ.
М2/С
Рис. 6.2-10. Зависимость
коэффициента диффузии от температуры для
стеклопластиков на основе различных
связующих:
i, 4 - эпоксидиановое; 2, 5 -
эпоксициануратное; 5, б - эпоксихло-
Раминное; /, 2,3 - время отверждения
2 ч; 4,5,6 - время отверждения 5 ч
20 30 40
50
7\°С
60 70 80
183
В ряде случаев РПИ работают в условиях непосредственного
контакта с водой. В таких условиях значения коэффициентов диффузии
зависят от гидростатического давления. Зависимость скорости
диффузии воды в стеклопластике от давления довольно сложный характер. С
одной стороны, при повышении давления происходит сжатие
полимерного материала, и создаются дополнительные препятствия
движению диффундирующей влаги. С другой стороны, поверхностные поры
материала в большей степени заполняются (принудительно) водой, что
приводит к увеличению действительной площади контакта с водой.
Это способствует повышению скорости влагопоглощения,
Как показывает эксперимент, при температуре 20 °С
гидростатическое давление несколько замедляет процесс диффузии, т.е.
снижаются скорость влагопоглощения (коэффициент диффузии D) и показатель
равновесного влагопоглощения Ср [28,30]. На рис. 6.2-11 представлены
зависимости равновесного влагопоглощения от гидростатического
давления для некоторых эпоксидных стеклопластиков.
Сорбционные характеристики органопластиков заметно выше, чем
аналогичные параметры стеклопластиков [31] (рис. 6.2-12, табл. 6.2-9).
% (масс)
8.0
7.0
6,0
6.0
4,0
3.0
2,0
1.0
0.0
100
20 40 60 80 100
Рис. 6.2-11. Экспериментальные зависимости влагопоглощения в течение 6
мес. эпоксидными стеклопластиками на основе связующего СПЭ-24 от
величины воздействующего гидростатического давления при температуре 20 °С:
7 - на основе стеклоткани Т-41-76; 2 - на основе стеклоткани ИТМ
Рис. 6.2-12. Равновесное поглощение воды органопластами различного
состава:
1 - СВМ + СПЭ-24; 2 - лавсан + ЭДТ-10; 3 - арамид + СПЭ-24; 4 - лавсан
+ СПЭ-24
184
Таблица 6.2-9
Влагопоглощение (при <р- 98 %) органопластиков на эпоксидном связующем
Показатель
Лавсан+
ЭДТ-10
Лавсан+
СПЭ-24
Арамид+
СПЭ-24
СВМ+
СПЭ-24
Коэффициент диффузии /)х1013, м2/с
5,7
1,1
1.3
2,2
63. Изменение диэлектрических свойств стеклопластиков
под воздействием внешних факторов
Различные атмосферные факторы в разной степени влияют на
диэлектрические характеристики стеклопластиков. В табл. 6.3-1 в
качестве примера приведены данные об изменении диэлектрических
характеристик некоторых материалов в результате воздействия
влаги, температуры и солнечной радиации.
Таблица 6.3-1
Влияние атмосферных воздействий на диэлектрические параметры
эпоксидных стеклопластиков, изготовленных различными методами
(частота 10 ГГц)*
Состав стеклопластика
Связующее
СПЭ-14
СПЭ-15
СПЭ-24
СПЭ-24
ЭДТ-10
ЭДТ-10
ЭДТ-10
эхд
эхд
БФ-2
БФ-2+АМ-2
ЭП-1
ЭП-1
ЭП-2
ЭП-2
ЭПР-9
ЭП-8
ЭП-5
ЭП-5
ЭП-5
ЭП-7
Армирующий
материал
t
1
А
1
Показатели
при
мальных
условиях
€
XgS
-50 «С
?
tg*
после воздействия
+60 «С
е
tg*
Метод изготовления - пропитка под давлением
Т-22-80
ИТМ-2,85
Т-22-80
ИТМ-2,85
МТБС-5,2
ВМ-1
Т-22
ВМ-1
Т-22
<2
3,8
4,5
3,8
3,9
4,0
4,0
4,1
4,1
4,0
ООП
0,027
0,018
0,018
0,011
0,018
0,019
0,019
0,019
4,5
3,8
3,9
4,0
4,0
4,0
4,1
4,0
0,012
0,023
0,013
0,011
0,010
0,018
0,019
0,019
0,019
*\Ч
4,6
4,0
3,9
4,0
4,1
4,2
4,3
4,0
0,014
0*029
0,018
0,020
0,017
0,020
0,019
0,021
0,020
Метод изготовления - вакуумное формование
Т-13
Т-13
Т-11
Т-41-76
Т-П
НПУ-0,5-76
НПУ-0,5-76
Т-41-76
27
18
6
6
10
9
10
12
2,9
2,9
3,6
3,8
3,8
3.6
3,5
3,7
0,017
0,017
0,021
0,017
0,020
0,019
0,030
0,020
2,9
3,4
3,7
3,6
3,5
Метод изготовления -1
Т-П
ВПР-10
НПУ-0,5-76
НПУ-0,5-76
3
3
2
2
4,2
4,1
4,3
3,7
0,025
0,025
0,023
0,026
4,1
4,1
4,?
3.8
0,017
-
0,015
-
0,014
0,015
0,030
-
3,5
•
3,7
-
3,8
3,8
3,8
-
0,026
-
0,026
-
0,021
0,021
0,032
-
прессование
0,023
0,017
0,015
0,023
4,3
4,4
4,6
3,9
0,025
0,026
0,028
0,026
влажность
98%,
240 ч
е
3,9
4,6
3,9
4,0
4,0
4,1
4,1
4,3
4,1
3,5
3,3
3,8
3,9
4,4
3,7
4,4
3,7
4,6
4,5
4,6
3,9
0015
0,028
0,019
0,020
0,017
0,020
0,020
0,024
0,020
0,054
0,031
0,038
0,018
0,039
0,024
0,032
0,020
0,054
0,047
0,034
0,026
солнечная
радиация,
300 ч
е
3,9
3,9
4,0
-
-
3,0
3.3
3,6
3,7
4,0
3,7
4,0
3,7
4,5
4,4
4,5
3,8
tg*
0,013
0,020
0,016
-
-
-
0,019
0,020
0,020
0,018
0,020
0,020
0,030
0,020
0,028
0,024
0,024
-
* Влияние атмосферных воздействий определялось в соответствии с ГОСТ РВ
20.39.304-98.
185
Как видно из таблиц, влияние указанных факторов на
диэлектрические характеристик является неравноценным. В последующих
разделах влияние перечисленных и некоторых других факторов будет
рассмотрено более подробно.
6.3.1. Влияние влаги на диэлектрические
свойства стеклопластиков
Вода по своим диэлектрическим характеристикам заметно
отличается от стеклопластиков (табл. 6.3-2, рис. 6.3-1), и поэтому ее
присутствие в композите сильно отражается на значениях sw XgS.
Таблица 6.3-2
Диэлектрические свойства воды в диапазоне частот 10б-10* Гц*
Температура
воды, °С
-4 (лед)
10
20
30
Показатель
€
tgS
€
tg<?
€
tgS
€
Диэлектрические характеристики при частоте (Гц)
10*
89,5
0,00011
83,8
0,000072
80,1
0,000050
76,6
0,000039
107 |
89,5
0,00011
83,8
0,000072
80,1
0,000050
76,6
0,00039
108 |
89,5
0,012
83,8
0,00072
80,1
0,0050
76,6
0,0039
10'
88,1
0,12
83,8
0,073
79,8
0,055
76,4
0,043
* Измерения проведены в Институте радиотехники и электроники АН СССР.
Степень изменения диэлектрических характеристик
стеклопластиков при поглощении ими влаги зависит от количества
поглощенной влаги, химического состава связующего (наличие тех или иных
6.0 8.5 9.0 9.5 10.0 10.5 11.0
|д/. гц
8.0 8.5 9.0 9,5 10.0 10.5 11.0
«fl/.ГЦ
Рис. 6.3-1. Зависимость ей tgS «свободной» воды от частоты
электромагнитного поля при различных температурах:
/ —4 °С (лед); 2-+10°С; 5-+20°С; -/-+30 °С
186
активных групп) [32-35]. Форма связи влаги с полимерной матрицей
также значительно влияет на диэлектрические свойства самой влаги,
особенно при низких частотах. Так, например, в случае «связанной»
воды (см. раздел 6.2.3) рекомендуется принимать диэлектрическую
проницаемость воды равной 3,2, а для «свободной» воды
диэлектрическую проницаемость определяют по данным, приведенным на рис.
6.3-1 и в табл. 6.3-2.
Геометрические характеристики включений влаги в материале
также оказывают большое влияние на его диэлектрическую
проницаемость е и тангенс угла диэлектрических потерь tg? Для общего
случая эллипсоидальных включений были получены следующие
соотношения для оценки диэлектрических характеристик влажных
материалов [36]:
@.3-1)
2S+?
F-3-2)
где
я и si - значения диэлектрических проницаемостей основного
материала и дисперсной влаги; сп - электропроводность дисперсной
среды; vw - объемная концентрация влаги;/- частота ЭМВ.
Функция эксцентричности эллипсоида (л) зависит от соотношения
радиусов в направлении распространения ЭМВ (л) и в
перпендикулярном направлении (п): при л / п = 0 п = 1, при л / п = 1 (сферические
включения) п = 3, при л / тг = оо п = оо. Эксперименты подтверждают,
что у материалов с вытянутыми включениями влаги,
ориентированными вдоль направления распространения электромагнитной волны,
удельное объемное электрическое сопротивление резко падает, а
значения еи tg?, соответственно, возрастают по мере увлажнения.
Приведенные теоретические соотношения являются, безусловно,
полезными, поскольку позволяют принципиально прогнозировать
изменение диэлектрических характеристик в зависимости от
указанных определяющих параметров. Однако поскольку на практике
весьма сложно определить некоторые определяющие параметры
(например, форму и ориентацию дисперсных включений влаги), то большую
прикладную значимость имеют экспериментальные данные,
отражающие влияние влаги на диэлектрические характеристики влажных
материалов.
В процессе эксплуатации композитов в условиях повышенной
влажности или прямого контакта с водой материал впитывает влагу,
вследствие чего его диэлектрические характеристики изменяются [37].
187
4.6
4.2
3.8
3.4
3.0
0.04
0.03
0.02
0.01
tfl S
0 100
200 300
Время> суг.
400 500
100 200 300 400 500 600
я, сут.
Рис. 6.3-2. Изменения диэлектрической проницаемости е и тангенса угла
диэлектрических потерь tg<?eo времени (в условиях 98 %-ной влажности при
частоте 10 ГГц) образцов стеклопластиков на основе связующего ЭДТ-10 и
различных стеклотканей:
/ - МТБС-2,5 (волокно алюмоборосиликатного состава типа Б);
2 - МТБС-2,5 (волокно типа НД); 3 - ТС-8/3 (волокно НД)
На рис. 6.3-2 приведены экспериментальные данные,
отражающие изменение указанных характеристик (средних по толщине)
некоторых стеклопластиков (испытания проводились на образцах
размерами 10x23x3 мм), а в табл. 6.3^-3 и 6.3-4 - органопластиков (размер
образцов - диаметр 50 мм, толщина - 2 мм).
Таблица 6,3-3
Зависимость диэлектрических характеристик (при частоте 10 ГГц)
органопластов на основе эпоксидных связующих от времени нахождения
в условиях 98%-ной влажности
Состав композиции
Диэлектрические показатели после экспозиции
длительностью (сутки)
0
? , tg<?
30
? tg?
100
? 1 tg<?
300
? 1 tg<?
СПЭ-24+ СВМ 3,5 0,026 - . - 4,2 0,032 4,2 0,046
СПЭ-24 + арамид 3,2 0,020 - - 3,8 0,025 3,8 0,026
СПЭ-24 + лавсан 3,0 0,020 3,1 0,015 3,2 0,026 3,2 0,026
ЭДТ-10 + лавсан 3,1 0,023 3,4 0,017 3,4 0,029 3,4 0,031
СПЭ-14 + лавсан 2,8 0,015 2,8 0,015 2,9 0,016 2,9 0,016
В случае равновесного поглощения влаги в стеклопластике
содержание ее зависит от уровня влажности окружающей среды.
Соответственно изменяются диэлектрические характеристики увлажненных
стеклопластиков (рис. 6.3-3). Показательными являются также
зависимости диэлектрических характеристик от концентрации воды в
композитах (рис. 6.3-4).
188
Таблица 6.3-4
Изменение диэлектрических характеристик органопластов на основе
эпоксидных связующих после воздействия повышенной влажности
Состав композита
СВМ + КДА + I1XIV
Лавсан + СПЭ-14
Лавсан + КДА + ПХ1У
Содержание
влаги после
экспозиции во
влажных
условиях, % (масс).
1.7
1,2
1,2
Лавсан + УП-612 + МТГФА 1,1
Арамид+КДА + riXIV
1,5
€
В ИСХ.
сост.
3,6
2,7
2,9
2,9
3,1
после
экспозиции
3,8
2,9
3,0
3,0
3,6
tg*
В ИСХ.
сост.
0,026
0,012
0,014
0,010
0,015
после
экспозиции
0,042
0,018
0,023
0,015
0,033
При оценке работоспособности изделий, длительно
эксплуатирующихся в условиях повышенной влажности или при контакте с
водой, большое значение имеет не только средняя концентрация влаги,
но и ее распределение по сечению стенки изделия. Это является
особенно актуальным для изделий с увеличенной толщиной стенки. В
этих случаях с течением времени материал стенки РПИ превращается
до однородного (с постоянными значениями en tgSuo толщине
стенки) в материал с плавным изменением диэлектрических
характеристик по толщине изделия.
2'
Рис. 6.3-3. Частотные зависимости е и tgS эпоксидных стеклопластиков в
исходном состоянии (пунктирные линии) и насыщенных водой (сплошные ли-
**Ии) до равновесной концентрации при q>- 98 %:
/, Г - СПЭ-24 + Т-41-76; 2, 2> - СПЭ-24 + ТС-8/ЗП; 3, 3' - СПЭ-25 +
ТС-8/ЗК-ТО; 4, 4' - СПЭ-24 + ТС-8/ЗК-ТО; 5, 5' - СПЭ-25 + Т-41-76
189
0.06
0.05
0,04
0.03
0.02
0.01
1 2
С. % (масс.)
1 2
?.%(масс.)
Рис. 6.3-4. Зависимость диэлектрической проницаемости е и тангенса угла
диэлектрических потерь tg<? стеклопластиков (сплошные линии) и органо-
пластиков (пунктирные линии) при частоте 10 ГГц от концентрации воды в
материалах различного состава:
1 - Т-41-76 + ЭДТ-10; 2 - Т-41-76 + СПЭ.24; 3 - МТБС-3,3 + КДА +
IIXIV; 4 - ТС-8/ЗКТО + СПЭ-24; 5 - лавсан + ЭДТ-10; б - арамид + СПЭ-24;
7- полиамид + СПЭ-24; 8 - лавсан +СПЭ-24
Профиль концентрации
влаги и, соответственно, кривые
распределения значений 8 и tg5 по
толщине стенки можно
определить с помощью уравнений F.2-8)
и F.2-11) и зависимостей
диэлектрических параметров от
концентрации влаги [38]. На рис. 6.3-5
приведены такие эпюры для
стеклопластика, изготовленного
методом пропитки под давлением на
основе эпоксидного связующего
(для условий 98 %-ной влажности
окружающей среды).
Рис. 6.3-5. Изменение концентрации
влаги (% масс), диэлектрической
проницаемости и тангенса угла
диэлектрических потерь (при частоте
10 ГТц) по сечению стеклопластико-
вой стенки толщиной 20 мм
(стеклоткань Т-41-76, эпоксидное связующее
ЭДТ-10) после различных сроков
эксплуатации:
- через 1 год;
через 5 лет; - через 10 лет
190
4,5
4.0
3,5
3.0
0.05
0.04
0.03
0.02
0.01
XqS
1
0 2 4 6 8 10 12
d.MM
2 4 6 8 10 12
d, мм
Рис. 6.3-6. Кривые распределения значений е и tgS для стеклопластиковых
стенок различного состава, изготовленных методами вакуумформования B,2),
прессования D,5) и пропитки под давлением E, б):
1 - эпоксидное связующее ЭП-1 + Т-11; 2 - фенолоформальдегидное
связующее БФ-2 + Т-13; 3 - эпоксидное связующее СПЭ-24 + Т-41-76; 4 -
эпоксидное связующее ЭП-5 + Т-11; 5 - эпоксидное связующее ЭП-5 + ВПР; 6 -
эпоксидное связующее СПЭ-24 + ТС8/ЗК-ТО
Диэлектрические характеристики стеклопластиковых изделий,
изготовленных методом формования при низких давлениях (вакуумное
формование) имеют меньшую стабильность в процессе эксплуатации в
связи с увеличенной пористостью материала.
У прессованных стеклопластиков стабильность s и tg^Bbiuie, чем у
вакуумформованных. На рис. 6.3-6 приведены данные, отражающие
изменения диэлектрических характеристик по толщине различных
образцов, которые экспонировались при влажности воздуха 98 % в
течение 10 лет.
С учетом изменения диэлектрических характеристик материала в
процессе эксплуатации можно спрогнозировать и радиотехнические
свойства РПИ на любой период времени. В ряде случаев
существенное изменение диэлектрических показателей материала приводит к
электродинамическому рассогласованию параметров
радиопрозрачной стенки, снижению ниже допустимого уровня ее
радиопрозрачности и, соответственно, ограничению срока службы.
6.3.2. Влияние других факторов на диэлектрические
свойства стеклопластиков
Диэлектрические характеристики стеклопластиков, как и других
пластмасс, с повышением температуры ухудшаются. На рис. 6.3-7 и
^3-8 представлены данные, полученные авторами работ [39, 40] на
Установке «Зурна» на частоте 10 ГГц. Метод измерения диэлектриче-
191
ских характеристик при повышенных температурах на указанной
установке включает стадию прогрева образцов при заданной
температуре в течение 20 мин. Поскольку при повышенных температурах
полимерное связующее в большей или меньшей степени подвергается
термической деструкции, на наш взгляд, к приведенным данным
следует относится с некоторой осторожностью - лишь как к оценочным
при температуре более 250-300 °С.
Под влиянием солнечной радиации значения е как
стеклопластиков изменяются мало (см. табл. 6.3-1,6.3-3). Значения \%8изменяются в
большей степени.
На диэлектрические свойства стеклопластиков, как и других
полимерных материалов, оказывают некоторое воздействие плесневые
грибки [12 - 14]. Так, у стекловолокнистого фенольного прессмате-
риала ДСВ в условиях воздействия плесневых грибков в течение 18
месяцев значение tg<5увеличивается с 0,026 до 0,038, а величина е- с
5,8 до 6,3. При введении в связующее этого прессматериала фунгици-
-50 50 150 250 350 450 550 650
Т.°С
0,06
0.05
0,04
0.03
0,02
0,01
0.00
-50 50 150 250 350 450
7\°С
Рис. 6.3-7. Зависимость диэлектрической проницаемости стеклопластиков,
изготовленных на основе различных связующих, от температуры:
1,4 - фенолофурфуролформальдегидное связующее ФН; 2 - кремнийор-
ганическое КС-9; 3 - кремнийорганическое СК-9МР; 5 - фенолоформальде-
гидное ВФТ; 6 - фенолоформальдегидное (прессматериал АГ-4). Армирующие
материалы на основе кремнезема (/) и стекла бесщелочного состава B-6)
Рис. 6.3-8. Влияние температуры на тангенс угла диэлектрических потерь
некоторых стеклопластиков, изготовленных на основе различных связующих:
/ - кремнийорганическое связующее СК-9Ф; 2, 5 -
фенолофурфуролформальдегидное ФН; 3 - кремнийорганическое СК9-МР; 4 - эпоксифеноль-
ное ЭФ-32-200; 6 - фенолоформальдегидное ВФТ; 7 -
фенолоформальдегидное (прессматериал АГ-4); 8 - фенолоформальдегидное СТ-911-1.
Армирующие материалы на основе кварца (/), кремнезема BЛ 6) и стекла
бесщелочного состава E,4-8)
192
рис. 6.3-9. Изменение
диэлектрической проницаемости е ( ) и
тангенса угла диэлектрических
потерь tgS(—-) в зависимости от
числа циклов N ускоренных
испытаний эпоксидных
стеклопластиков различного состава:
2,5-СПЭ-24 + Т-41-76;
3, 7-СПЭ-17/14 + ИТМ-5,8;
4Я-СПЭ-20 + Т-41-76
0.010
0 2 4
б 8 10 12 14 16
N, циклы
дов диэлектрические
характеристики становятся более
стабильными: tg<? увеличивается с
0,035 до 0,039, а е практически не изменяется. Эпоксидные
стеклопластики подвержены воздействию плесневых грибков в меньшей
степени [41]. Так, например, после испытаний стеклопластика на
основе связующего ЭДТ-10 и многослойной ткани МТБС
диэлектрическая проницаемость стеклопластика практически не изменилась, а
тангенс угла диэлектрических потерь изменился с 0,011 до 0,017.
На практике, в процессе эксплуатации РПИ подвергаются
комплексному воздействию атмосферных факторов (влага, солнечная
радиация, периодическое изменение температуры). Моделирование
поведения стеклопластиков в результате указанного комплексного
воздействия возможно проводить при использовании соответствующих
ускоренных методик испытаний по ГОСТ В 20.57.304-76, позволяющих
существенно сократить время испытаний (один цикл испытаний
соответствует 1 году). На рис. 6.3-9 представлены кривые изменения ей tgS
различных эпоксидных стеклопластиков, изготовленных методом
пропитки под давлением, в зависимости от количества циклов испытаний.
Можно видеть, что значения в изменяются относительно слабо (не
более 10 % за 15 лет), а значения tgtf- более существенно.
6.4. Изменение прочностных свойств стеклопластиков
Влияние эксплуатационных факторов на прочностные свойства
Материалов учитывают, чаще всего, с помощью коэффициентов
«условии работы» тх [42]:
*/ F.4-1)
т'ш УК
Где Rx - прочностная характеристика материала при воздействии
эксплуатационных факторов, Ro - значение данной характеристики в
исходных условиях.
193
В общем случае, материал подвергается комплексному
воздействию эксплуатационных факторов: высокие или низкие температуры,
влажность, солнечная радиация, силовые, циклические нагрузки,
вибрация, микроорганизмы, пыль и другие факторы в определенном
временном интервале. Совместное влияние факторов на длительное
сопротивление разрушению материалов иногда приближенно оценивают
с помощью комплексного коэффициента условий работы тк [42-45]:
• /7*2 *
F.4-2)
Численные значения коэффициентов условий работы
определяют экспериментально на образцах материалов, имитируя
соответствующим образом условия эксплуатации. Разработаны также
расчетные и расчетно-экспериментальные методы определения изменения
прочностных характеристик стеклопластиков во времени, которые
рассматриваются ниже.
6.4.1. Влияние атмосферных факторов на механические
характеристики стеклопластиков
Под длительным воздействием атмосферных факторов
стеклопластики стареют, происходит растрескивание и шелушение
связующего наружного слоя, стеклянное волокно выступает на поверхность
изделия, материал расслаивается, ухудшаются pro физико-
механические свойства. Кратковременные воздействия влияют в
значительно меньшей степени (табл. 6.4-1,6.4-Т).
Таблица 6.4-1
Свойства эпоксидных стеклопластиков после воздействия
климатических факторов
Параметры
Предел
прочности при
изгибе,
МПа
Модуль
упругости при
изгибе,
ГПа
Состав
пластика
ЭДТ-10 +
МТБС-6
СПЭ-14 +
Т-22-80
СПЭ-24 +
Т-22-80
ЭДТ-10 +
МТБС-6
СПЭ-14 +
Т-22-80
СПЭ-24+
Т-22-80
Исходное
значение
440
610
680
20,0
22,0
22,0
Температура
-50°Св
течение
2ч
460
682
650
17,0
19,8
18,0
+65 "С в
течение
6ч
410
595
615
16,6
21,1
18,7
Солнечная
радиация в
течение
5сут.*
425
600
610
18,2
19,6
19,8
Влажность
> 0F=98 % при
/=40 «С
в течение
5сут.
395
535
640
18,0
20,0
21,0
* Интегральная плотность солнечной радиации - 1100 Вт/м2, в том числе
ультрафиолетовая составляющая - 70 Вт/м2.
194
Таблица 6.4-2
Влияние атмосферных факторов на разрушающее напряжение
при изгибе стеклопластиков
Связующее
Стеклонаполнитель
Прочность при изгибе
марка
марка
if
После воздействия климатических
факторов, % к исходному состоянию
8
БФ-2
ЭП-1
ЭП-2
ЭП-2
ЭП-5
ЭП-5
ЭП-5
ЭП-7
ЭП-9
СПЭ-14
СПЭ-24
СПЭ-24
ЭДТ-10
36
47
45
45
43
48
51
51
58
46
44
47
49
Т-13
Т-11
Т-П
НПУ-0,5-76
НПУ-0,5-76
Т-11
ВПР-Ю
НПУ-0,5-76
НПУ-0,5-76
Т-22-80
Т-22-80
ИТМ-2,85
МТБС-6
ПЭ
ПЭ
ПЭ
№76
№76
ПЭ
ПЭ
№76
№76
№80
№80
№78
196
365
350
301
611
613
502
547
345
692
678
485
327
92
100
102
98
105
100
96
101
100
100
100
100
102
96
98
94
98
83
85
97
98
98
93
87
98
55
70
81
98
61
60
93
69
89
90
91
89
88
89
73
102
105
101
81
96
95
92
В процессе исследований [42, 46, 47] установлено, что старение
стеклопластиков является результатом комплексного воздействия
целого ряда факторов:
- цепных реакций окисления, которые инициируются светом, теплом,
озоном и вызывают деструкцию связующих;
- температурно-влажностных деформаций связующего, которые
вызывают его перенапряжение и нарушение связей «стекло-связующее»;
- проникновением влаги внутрь стеклопластика с последующим
выщелачиванием стекла, набуханием и пластификацией связующего;
- абразивного действия пыли и т.д.
Воздействие температуры является одним из главных факторов
при оценке долговечности и стабильности свойств стеклопластиков.
Повышенные температуры являются, в большинстве случаев,
результатом солнечной радиации. Так, например, в областях с тропическим
сухим климатом под воздействием прямых солнечных лучей
температура поверхности РПИ может достигать 100 °С. При повышении
температуры в стеклопластике в первую очередь разрушаются
адгезионные связи на границах раздела «стекло - связующее». В материале
появляются трещины, прежде всего в связующем, так как значение энер-
195
гии активации разрушения полимеров составляет 125-190 кДж/моль, а
стеклянных волокон - заметно выше - 350-385 кДж/моль [44, 48].
Вследствие указанного физико-механические характеристики
стеклопластиков с повышением температуры эксплуатации падают.
Зависимость разрушающего напряжения стеклопластиков от температуры
оценивают коэффициентом условий работы тт = RjJR0 (табл. 6.4-3)
[42,45].
Таблица 6.4-3
Значения коэффициента пгт при разных видах напряженного состояния
Температура,
<С
40
60
80
100
40
60
80
100
40
60
80
100
40
60
80
100
Марка (состав) стеклопластика
ВФТ-С*
0,97
0,95
0,92
0,90
0,82
0,60
0,51
0,43
0,90
0,85
0,73
0,62
0,82
0,77
-
КАСТ-В*
СПЭ-24 +
Т-22
СПЭ-24 +
МТБС
При растяжении
0,97
0,95
0,92
0,90
0,90
0,84
0,75
0,66
0,90
0,85
0,77
0,70
0,82
0,80
_
-
0,98
0;96
0,92
-
При сжатии
0,95
0,87
0,57
-
При изгибе
0,96
0,95
0,79
-
При сдвиге
0,86
0,81
0,66
0,45
0,97
0,95
0,91
-
0,86
0,75
0,55
-
0,88
0,82
0,76
-
0,87
0,73
0,30
0,16
СПЭ-24 +
ИТМ
0,98
0,96
0,92
-
0,90
0,83
0,68
-
0,90
0,84
0,78
-
0,93
0,90
0,66
0,38
ЭДТ-10 +
ИТМ
0,93
0,92
0,88
-
0,85
0,80
0,65
'-
0,89
0,86
0,75
-
0,85
0,79
0,68
0,52
Неблагоприятное воздействие на свойства материала оказывает
и перепад температур в короткие интервалы времени. Для зон, где
возможны внезапные тропические ливни, температура на
поверхности изделий может резко (за несколько минут) снижаться на 80 °С.
Особенно опасно воздействие чередующихся температур выше и
ниже 0 °С. При понижении температуры влага конденсируется,
замерзает и, превращаясь в лед, способствует растрескиванию и разрушению
материала. Пониженные температуры оказывают меньшее влияние,
причем зачастую прочность материалов при пониженных
температурах даже несколько повышается (см. табл. 6.4-1) [48].
196
Заметное влияние на стеклопластики, помимо температуры,
оказывает влага, приводящая к набуханию и пластификации
связующего, снижению его температуры стеклования [49], уменьшению
прочностных показателей (табл. 6.4-4 и 6.4-5).
Таблица 6.4-4
Значения коэффициентов условий работы стеклопластиков после экспозиции
в воде и в условиях повышенной влажности в течение 104 ч [45,48]
Стеклопластик
Значение твя для различных механических показателей
вода
Ор
аи
Е
влажность 94 -98%
аР
Ои
Е
Полиэфирный 0,82 0,75 0,85 0,85 0,80 0,70
Фенольный 0,84 0,72 0,75 0,90 0,77 0,60
Эпоксидный 0,95 0,90 0,95 0,95 0,95 0,95
Таблица 6.4-5
Значения тм эпоксидных стеклопластиков при сжатии и сдвиге
при воздействии влажной среды в течение 10 лет
Состав
стеклопластика
СПЭ-24 + Т-22
СПЭ-24+МТБС
СПЭ-24 + ИТМ
ЭДТ-10 + ИТМ
Вид
деформации
Сжатие
Сдвиг
Сжатие
Сдвиг
Сжатие
Сдвиг
Сжатие
Сдвиг
Относительная влажность воздуха, %
20 | 40
0,91 0,93
0,98 0,96
0,93 0,89
0,90 0,91
0,92 0,90
0,98 0,97
0,90 0,93
0,99 0,95
60
0,91
0,96
0,92
0,92
0,91
0,89
0,92
0,95
80
0,89
0,91
0,85
0,84
0,86
0,86
0,9
0,84
100
0,84
0,89
0,81
0,81
0,84
0,84
0,88
0,88
Если при комнатной температуре преобладает физический
характер воздействия воды на стеклопластики, то с повышением
температуры преобладающим является химическая активность водной
среды. Длительная эксплуатация стеклопластиков в воде при
температуре выше температуры стеклования связующего приводит к резкому
понижению его несущей способности и разрушению.
Солнечная радиация, как составная компонента атмосферных
факторов, сама по себе оказывает слабое влияние на механические
свойства стеклопластиков (см. табл. 6.4-1).
Изменения механических характеристик стеклопластиков в
результате атмосферных воздействий без внешней нагрузки невелики.
Например, в условиях климатической зоны С.-Петербурга для
эпоксидных стеклопластиков татм = 0,89-0,99 при т = 10 лет [10, 45], для
КАСТ-В величина тапм = 0,7-0,9 при г = 400 суток, для полиэфирных
стеклопластиков татм = 0,75-0,85 при г = 100 суток.
197
Плесневые грибки в той или иной степени могут способствовать
снижению физико-механических свойств стеклопластиков вследствие
воздействия на связующие (стекло устойчиво к плесневению и
грибкам). Стеклотекстолиты на основе эпоксидных связующих,
изготовленные методом пропитки под давлением, обладают хорошей грибо-
стойкостью (не более 1-2 баллов), при этом физико-механические
характеристики стеклопластиков практически не изменяются. Фе-
нольные стекловолокнистые прессматериалы ДСВ и АГ-4В имеют
грибостойкость на уровне 2-3 баллов [41]. Применение фунгицидов
приводит к повышению грибостойкости стеклопластиков. Так,
например, при введении в качестве фунгицида продукта БМК
(моноэтиловый эфир карбоминовой кислоты) в фенолоформальдегидный
прессматериал удается повысить его грибостойкость в несколько раз.
6.4.2. Прогнозирование длительной прочности
стеклопластиков
Оценка воздействия временного фактора на прочность
стеклопластика может быть осуществлена с помощью коэффициента
временного воздействия mr:
mr=% , F.4-3)
где RT - разрушающее напряжение через промежуток времени,
соответствующий сроку эксплуатации изделия. Значение тТ зависит от
типа стеклопластика и уменьшается с увеличением срока
эксплуатации (табл. 6.4-6).
Таблица 6.4-6
Значения mr при разных видах нагружения [42]
f TPIf ПГ»ПГТЯРТМ1Г
Стеклотекстолит ВФТС
Стеклотекстолит КАСТ-3
Стеклотекстолит ЭТФ-Т
Полиэфирный
стеклотекстолит
Растяжение
103ч
104ч
105ч
0,69 0,67
0,62 0,52
0,76 0,76
0,61 0,58
103 ч
_
—
0,79
-
Изгиб
104ч
0,65
_
0,74
0,59
Ю5ч
0,62
_
0,56
Эпоксидные стеклопластики характеризуются большей
стабильностью свойств. Так, например, для эпоксидного стеклопластика на
основе связующего ЭДТ-10 и многослойной стеклоткани МТБС
значение шт при эксплуатации в течение 104 ч составляет 0,82-0,85.
Характер развития процессов старения нагруженных
стеклопластиков значительно отличается от процессов старения ненагру-
198
женных стеклопластиков. Старение стеклопластиков происходит
значительно интенсивнее, если воздействие атмосферных факторов
сопровождается длительно действующими напряжениями, особенно
в случае, если эти напряжения близки к предельным напряжениям
материала.
Прямое экспериментальное определение изменения прочностных
характеристик в реальном времени при полной имитации
воздействующих факторов, особенно постоянно действующих силовых
нагрузок, сопряжено с большими трудностями. В связи с этим большое
значение приобретают теоретические расчетные и расчетно-эксперимен-
тальные методы прогнозирования изменения прочностных свойств,
позволяющие в короткое время получать информацию, пригодную для
экстраполяции данных на реальное время эксплуатации.
Одной из теорий, нашедших практическое применение для
прогнозирования прочностных свойств композитов и позволяющих
проводить учет совместного влияния силовых факторов, времени и
температуры является теория температурно-временной зависимости
прочности [46, 47, 50]. В указанных работах было приведено
следующее теоретическое уравнение:
\J-yo
т = тое кт , F.4-4)
где г - долговечность; а - напряжение в материале от приложенной
нагрузки; Т- абсолютная температура, К; к - постоянная Больцмана;
U- энергия активации процесса разрушения материала; г0 -
константа, равная примерно 10~13 с, что близко к периоду тепловых
колебаний атомов; у- коэффициент перенапряжения материала.
Из формулы F.4-4), в частности, следует, что между прочностью
материала а и логарифмом времени (при Т = const) существует
линейная зависимость:
F.4-5)
где Л = уг + т-уг\ато9в = т-уу-
Несмотря на наличие в полученном уравнении коэффициентов А
и 2?, экспериментальное определение которых крайне
затруднительно, соотношение F.4-4) качественно согласуется с
экспериментальными данными весьма удовлетворительно (рис. 6.4-1).
Возможность учета совместного влияния нагрузки, времени ее
Действия и температуры реализуется также путем использования так
называемых параметрических методов, например, метода Ларсена-
Миллера и метода Голдфейна, базирующихся на уравнении F.4-4).
Более подробные сведения об указанных методах можно почерпнуть
в литературе [42,50].
199
450
420
390
360
330
or. МПа
300
0,01
0.10
1.00
г, годы
10,00 100.00
Рис. 6.4-1. Зависимость предела
прочности при изгибе (сплошные
линии) и при растяжении
(пунктирные линии) стеклопластика
на основе эпоксидного
связующего СПЭ-24 и кварцевой ткани
ТС-8/ЗК-ТО от времени
эксплуатации в различных температур-
но-влажностных условиях.
Относительная влажность:
1,4-1Q %;2,5-80 %; 5, 6-98 %.
Температура окружающего
воздуха: /, 2,3 - 20 °С; 4,5, б - 50 °С
При проведении экспериментальных ускоренных испытаний на
старение композитов последние выдерживаются при повышенной
температуре, которая должна быть выше предельной, при которой
эксплуатируется изделие (согласно ГОСТ 16350). В случае
необходимости одновременно имитируется влажностная среда и другие
воздействующие факторы. Продолжительность ускоренных испытаний
тисп рассчитывается по формуле:
1
F.4-6)
- имитируемое время эксплуатации; Е - энергия активации
процесса термостарения, которая зависит от состава композита и
может быть определена экспериментально (для эпоксидных
стеклопластиков значение Е9 чаще всего, составляет F-9)-104 Дж/моль*);
R - универсальная газовая постоянная, 8,31 Дж/(мольК); Тисп -
температура, при которой выдерживают испытуемый образец, К.
Эквивалентная температура эксплуатации изделия Тэкспд9 К
рассчитывается с помощью уравнения:
где
F.4-7)
F.4-8)
* По данным ЦНИИМ, г.С.-Петербург.
200
дг, - продолжительность времени воздействия температуры в
интервале AT) (не более 5 К) со средней температурой Tt\ N - количество
интервалов температур.
Использование данного метода позволяет резко (в сто и более
раз) сократить время эксперимента.
Очень важной для оценки долговечности стеклопластиков
является также информация об их устойчивости к многократным и
переменным нагрузкам. Динамическая усталость стеклопластиков, как
правило, ниже, чем металлов, что объясняется, прежде всего,
гетерогенностью их структуры. Более всего изучены усталостные
характеристики стеклопластиков при симметричном знакопеременном
изгибе. При этом виде деформации коэффициент усталостной прочности
тц9 равный отношению предела усталостной прочности RN (при
количестве циклов 107) к разрушающему напряжению при однократном
нагружении, колеблется у различных стеклопластиков на основе
однослойных тканей от 0,15 до 0,25 [51-53], а у стеклопластиков на
основе многослойных тканей - от 0,38 до 0,40 [54]. С повышением
температуры предел усталостной прочности уменьшается, а
коэффициент усталостной прочности увеличивается [52, 55].
Экспериментальные исследования также показывают [53-55], что чем ниже частота
цикла и скорость приложения нагрузки, тем меньшее число циклов
нагружения выдерживает материал.
ПРИМЕР
Необходимо определить продолжительность ускоренных
испытаний материала методом термостарения при температуре 70 °С.
Имитируемое время эксплуатации тэкспа= 1 год = 8760 ч. Значение
энергии активации принять равным Е - 7,5-104 Дж/моль. В течение
эксплуатации изделие подвергается воздействию различных
температур (табл.6.4-7).
Решение
1. Определение эффективной температуры эксплуатации
[уравнение F.4-7)].
Рассчитаем для каждого интервала температур значение
комплекса Хг по уравнению F.4-8). Например, для первого
температурного интервала:
Аналогично рассчитываются значения Хл для других интервалов
температур (табл. 6.4-7).
201
Таблица 6.4-7
Экспериментальные и расчетные показатели режима эксплуатации изделия
Температурный интервал, °С
-10--5
265,5
1 G30)
0,134
-5-0
270,5
1G30)
0,252
0-5
5-10
10-15
15-20
Средняя температура интервала Th К
275,5 280,5 285,5 290,5
Продолжительность действия Дг*, мес. (ч)
1G30) 2A460) 3B190) 2A460)
Расчетные значения комплексов Xf\0u
0,460 1,65 4,34 4t98
20-25
295,5
1 G30)
4,21
25-30
300,5
1 G30)
6,99
Сумма значений X, (см. табл. 6.4-7) составит 23,010м. Тогда
эффективная температура эксплуатации будет равна:
т —I.
1 ЭКСПЛ п
7,5 104
1
N
8,326 23,0 101
ш
ТГ = 288КA5°С).
8760
2. Продолжительность ускоренных испытаний, имитирующих
продолжительность эксплуатации 1 год, составит [уравнение F.4-6)]:
1
R\ Т Т
ЛХ v л исп л экспд j
= 8760ехр
7,5-10У 1 LH =
8,31 1,273+70 288
6.5. Способы стабилизации прочностных и
диэлектрических характеристик стеклопластиков
радиотехнического назначения
Повысить стабильность свойств радиопрозрачных изделий из
стеклопластиков можно несколькими путями: за счет использования
связующих и армирующих материалов с улучшенными свойствами,
увеличения адгезии между стеклонаполнителем и связующим (рис
6.5-1), введением активных добавок к связующему, а также за счет
применения соответствующих лакокрасочных покрытий, наносимых
на поверхности РПИ.
202
рис. 6.5-1. Влияние адгезионной
прочности связующего о^ к
жгутовой стеклоткани бесщелочного
состава на прочностные
характеристики полиэфирного
стеклопластика при различных видах
деформации [56]:
/ - растяжение; 2 - изгиб;
5-срез; 4-сжатие
20 28
36 44
6.5.L Аппретирование стекловолокна
Повышение стабильности свойств РПИ в условиях повышенной
влажности (воды) может быть достигнуто обработкой стекловолок-
нистого наполнителя специальными аппретами, способными
образовывать прочную связь со стеклянным волокном и связующим [57].
Основные типы аппретирующих веществ и механизм их
взаимодействия с поверхностью стекловолокна были описаны ранее (см. гл. 2).
Ниже рассматривается влияние различных замасливателей на
стабильность различных характеристик стеклопластиков в процессе
эксплуатации.
Наглядное представление о влиянии типа замасливателя на
стабильность диэлектрических характеристик можно получить на
примере стеклотекстолита на основе фенолофурфуролформальдегидного
связующего ФН. Применение замасливателя №10 для стекловолокна
алюмоборосиликатного состава приводит к уменьшению общей
пористости стеклотекстолита до 8 % вместо 14,5 % - в случае
применения стеклоткани с «парафиновой эмульсией» [34]. Соответственно
уменьшается и влагопоглощение: за 200 суток влагопоглощение
стеклотекстолита ФН, изготовленного из стеклоткани с замасливйтелем
№10, составляет 60-80 г/м2, а из стеклоткани с «парафиновой
эмульсией» ~ 300 г/м2.
Положительный эффект от использования «прямых»
замасливателей иллюстрируется данными, приведенными в табл. 6.5-1, 6.5-2, 6.5-
3 и на рис. 6.5-2. Применение стеклоткани с «прямым» замасливателем
позволяет получать не только более монолитную структуру
стеклопластика, но и уменьшить средний размер наиболее часто встречающихся
пор: с 80 мкм при использовании ткани с замасливателем «парафино-
^я эмульсия» до 10-40 мкм при использовании тканей с «прямыми»
203
замасливателями [32]. Указанные факторы приводят к увеличению
стабильности эксплуатационных параметров стеклопластиков.
Таблица 6.5-1
Влияние типа замасливателя на стабильность диэлектрических свойств (при
частоте 10 ГГц) стеклопластика на основе стеклоткани Т-10 и эпоксидного
связующего СПЭ-24 (метод изготовления - пропитка под давлением)
Марка
замасливателя
Парафиновая эмульсия
№80сОС-20
№80сОП-10
№76
Характеристика
е
t%S
е
?
tgS
?
?
tgtf
В % к исходному значению
после
кипячения в воде в
течение 6 ч
109
165
юз
117
105
132
106
118
105
130
после пребывания в
воздухе в течение 240 ч
при /=40 °С, р>=98 %
108
161
1,03
117
105
110
105
110
107
123
Таблица 6.5-2
. Влияние вида замасливателя
на физико-механические свойства стеклопластиков
Состав
стеклопластика
•jД1 -1U +
ТС-8/3-250
СПЭ-24 +
Т-10
Замас
лива-
тель
ПЭ
№652
№80
ПЭ
№80
№76
№752
№39
Предел прочности при изгибе
исходный,
МПа
650
680
630
680
710
750
690
730
после
iftine»
чения,
%к
исх.
55,9*
71,1*
95,5*
48,5**
83,2**
65,6**
50,7**
60,5**
после 10
суток
выдержки при
р=98% и
40 °С,
% к исх.
50,1
63,7
94,3
58,6
94,5
92,0
65,2
82,3
Предел прочности при сжатии
исходный,
МПа
452
475
441
400
480
520
470
450
после
уипя
чения,
%к
исх.
60,3*
74,8*
96,0*
62,7**
91,5**
82,6**
63,8**
89,0**
после 10
суток
выдержки при
р=98% и
40 °С,
% к исх.
58,2
71,5
92,4
65,0
93,7
80,1
65,8
93,3
* После 2 ч кипячения.
204
рис. 6.5-2. Зависимость тангенса угла
диэлектрических потерь (при частоте
ДО ГГц) фенольных стеклопластиков с
различными замасливателями от
продолжительности пребывания в
условиях в условиях 98 %-ной влажности
окружающего воздуха. Тип
связующего и замасливателя:
/ - связующее ВФТ, замаслива-
тел ь АГМ-3; 2 - связующее ФН,
замасливатель №652; 3 - связующее
ФН, замасливатель «парафиновая
эмульсия»; 4 - связующее ВФТ,
замасливатель «парафиновая эмульсия»
0,03
0.03
0,01
0.00
8
10
Таблица 6.5-3
Пористость эпоксидных стеклопластиков, полученных на основе
стекловолокон с различными замасливателями
(метод изготовления образцов - пропитка под давлением)
Замасливатель
Парафиновая
эмульсия
№80 с
ОС-20
№80 с
ОП-10
№76
№752
№89
у„, % (об.)
1.9
1,2
1,0
1,1
1,2
1,2
6.5.2. Введение в связующее активных добавок
Свойства связующего оказывают наиболее сильное влияние на
стабильность механических и диэлектрических показателей
стеклопластиков. Одним из эффективных методов стабилизации свойств
стеклопластиков является введение в состав связующего специальных
соединений [58-60], имеющих функциональные группы, которые
могут реагировать с функциональными группами связующего и
поверхностью стеклянного волокна. Добавка таких соединений приводит к
повышению адгезии связующего к стеклу, улучшению
функциональных характеристик композитов.
Для связующих конденсационного типа разработаны
отечественные химически активные добавки марок АМ-2, МР-1, АГМ-9
(А-1100). Наиболее распространенной является добавка АМ-2. На
Рис. 6.5-3 представлены зависимости пористости стеклопластиков на
основе связующих ВФТ и БФ-2 от давления формования при
введении в связующее продукта АМ-2 и без него [58]. Можно видеть, что
использование добавки позволяет заметно снизить пористость
стеклопластиков. Снижение пористости при введении в связующее
добавки АМ-2 ведет к уменьшению влагопоглощения (рис. 6.5-4) и,
соответственно, повышению стабильности диэлектрических
показателях стеклопластиков (рис. 6.5-5,6.5-6).
205
15
10
0.1
0.2
0,3 0.4
P, МПа
0.5 0.6
0.1 0.2
Pt МПа
Рис. 6.5-3. Влияние добавки АМ-2 на пористость vH стеклопластиков,
изготовленных из различного количества слоев стеклоткани марки Т-10 и на
основе связующего ВФТ пресскамерным методом и на основе связующего
БФ-2 методом вакуумного формования:
1, 2, — на основе связующего без добавки АМ-2; 3, 4 -на основе
связующего с добавкой АМ-2 [3 % (масс.)]; 1, 3, - три слоя стеклоткани; 2,4- пять
слоев стеклоткани
С, Ч (масс.)
О 100 200 300 400 500 600 700
г, час
4 6 8
г.супси
10
12
Рис. 6.5-4. Влагопоглощение стеклопластиков на основе связующих ФН A - 4)
и ВФТ E - 8) при относительной влажности воздуха 98 % и различном
содержании продукта АМ-2:
1, 5 - связующее без добавки АМ-2; 2, 6 - связующее с содержанием 1 %
АМ-2; 3,7-3 % АМ-2; 4,8-5 % АМ-2
Рис. 6.5-5. Влияние аминосодержащей добавки АМ-2 на стабильность
диэлектрической проницаемости стеклопластика, изготовленного методом вакуум-
формования на основе связующего марки ВФТ-С, при пребывании в воздухе с
относительной влажностью 98 %:
1 - связующее без добавки АМ-2; 2 - связующее с добавкой
[3 % (масс.)]
206
рис. 6.5-6. Влияние аминосодер-
ясашей добавки АМ-2 на
стабильность тангенса угла
диэлектрических потерь (при частоте 1 МГц)
стеклопластиков, изготовленных
методом вакуумного формования с
использованием различных
связующих:
1, 5 - фенолофурфурольное
ФН; 2, б - фенолоформальдегид-
ное БФ-2; 3, 7 - фенолоформаль-
дегидное ВФТ; 4, 8 - кремнийор-
ганическое К9Ф; / - 4 - без
добавки АМ-2; 5 - 8 - с добавкой
3 % (масс.) АМ-2; относительная
влажность среды 98 %
0.028
0.024
0.020
0.016
0.012
0.008
0.004
12
Использование добавки АМ-2 позволяет увеличит стабильность
прочностных свойств стеклопластика, изготовленного на основе
связующего ВФТ, при экспозиции в условиях 98 %-ной влажности (табл.
6.5-4). В результате введения аминосиланов (продукты АМ-2 и
А-1100) в связующие ФН, БФ-2, ВФТ, бакелитовые лаки, а также в
фенолокремнийорганические связующие заметно улучшаются
физико-механические характеристики стеклопластиков в нормальных
условиях и их стабильность при воздействии воды (табл. 6.S-S).
Таблица 6.5-4
Прочность стеклотекстолита ВФТ-С в зависимости от времени пребывания
в условиях субтропического климата (г.Батуми) [58,60]
Состав
стеклопластика
Вид
мации
Предел прочности через различное время выдержки
в исх. сост.,
МПа
3 мес.,
% к исх.
6 мес.,
% к исх.
9 мес.,
% к исх.
12 мес,
% исх.
Т-11 +
ВФТ
ТЧ1 +
ВФТ +
3%АМ-2
Растяжение
Изгиб
Растяжение
Изгиб
468
350
479
450
78,5
43,4
86,0
86,0
86,5
43,6
97,4
63,0
86,6
60,4
84,8
72,7
78,8
58,4
91,0
69,0
Эффективность активной добавки АМ-2 зависит и от ее
количественного содержания в связующем (рис.6.5-7). На практике в качест-
ве оптимального количества АМ-2 в связующем принято 3 % (масс.)
От количества связующего (сухого остатка) [59].
207
МПа
4.0
3.5
3.0
2.5
2.0
Рис. 6.5-7. Влияние количества
аминосодержащей добавки АМ-2,
введенной в бакелитовый лак
марки БСЛ, на прочность при
сжатии сотового заполнителя из
стеклоткани марки ЭЗ-100 (размер
сотовой ячейки - 6 мм).
Содержание лака БСЛ в сотах [в % (масс.)]
от сухого остатка лака):
J-50%; 2-35%; 5-20%
12 3 4
Количество АМ-2. % (масс)
Таблица 6.5-5
Влияние химически активной добавки АМ-2 C % по массе связующего)
на сохранение прочности при изгибе (МПа) различных стеклопластиков
после 2 ч кипячения в воде [61] ¦
Связующее
Связующее
ФН
без
добавки
сдо-
бав-
кой
ВФТ
без
добавки
с
бавкой
БФ-2
без
добавки
сдо-
бав-
кой
К9-Ф
без
добавки
с
бавкой
Сохранение
прочности, % 32 75 32 75 37 78 67 86
6.5.3. Использование защитных лакокрасочных покрытий
Лакокрасочные покрытия (ЛКП) широко используются для
дополнительной защиты радиопрозрачных изделий из стеклопластиков
от воздействия влаги и других атмосферных факторов, что
способствует стабилизации прочностных и радиотехнических параметров
изделий. В зависимости от типа РПИ и технических требований,
предъявляемых к ним, применяются различные рецептуры ЛКП.
Для антенных обтекателей пассажирских дозвуковых
самолетов широко используются шпатлевки на основе фенолоформальде-
гидной смолы ВИАМ-Б (или ВИАМ-Ф9), пигментированной
эмульсионным полистиролом, а также лак А-113 и перхлорвиниловая
эмаль ХВ-16. Более совершенная рецептура содержит эпоксидную
шпатлевку ВШ-3, лак АК-113 и перхлорвиниловую эмаль. Эту
систему ЛКП применяют для РПИ пассажирских самолетов,
эксплуатирующихся в странах с субтропическим климатом [62].
208
Для РПИ сверхзвуковых самолетов применяются другие
рецептуры ЛКП [63]. Одна из них состоит из эпоксидной шпатлевки
В1И*3 и эпоксидной эмали Э-5, другая - из нескольких слоев эмали
дО85. Теплостойкость таких покрытий составляет 175-200 °С в
течение 200 ч, водопоглощение эмалей Э-5 и АС-85 - 1,5-2,0 r/м2 за
5 суток, а шпатлевки ВШ-3 - 10 r/м2 за 5 суток. Указанные системы
ЛКП обладают удовлетворительными диэлектрическими свойствами:
?= 3,0-3,5, tg?= 0,015 (при частоте 106 Гц).
Для РПИ из стеклопластиков с повышенной теплостойкостью,
работающих при температуре выше 200 °С, применяются
специальные теплостойкие ЛКП, например, В-58 со шпатлевкой ВШ-5 и
покрытием эмалями ВЭ-9 или ХВ-16. Диэлектрическая проницаемость
составных частей этих ЛКП колеблется в пределах 3,0-3,9, а тангенс
угла диэлектрических потерь - 0,010-0,015.
Особенно большое значение для стабилизации
радиотехнических и прочностных параметров РПИ имеет правильный выбор
систем ЛКП для изделий, работающих в условиях моря, - РПИ
надводных и подводных судов, радиомаяков, буев и т.п. В первую очередь
для таких ЛКП выбираются компоненты с низкими значениями
коэффициента диффузии и равновесного влагопоглощения, что
предопределяет степень дополнительной защиты стеклопластика от
проникновения в него воды и, в конечном счете, уровень увеличения
стабильности радиотехнических характеристик РПИ. На практике для
этих объектов используются ЛКП горячего и холодного
отверждения. В качестве первых применяют эпоксидные шпатлевки марки
Э-4020 (или Э-4025), фторопластовую эмаль марки ФП-545 и
фторопластовый лак марки ФП-2 [64].
ЛКП холодного отверждения пригодны не только для покраски
РПИ в заводских условиях, но и для восстановления (ремонта) ЛКП в
условиях эксплуатации. Типовой рецептурой в этом случае является
шпатлевка марки Э-4020, эмаль марки АК-153 и лак ФЦ-112.
Влагопоглощение компонентов влагостойких ЛКП ниже, чем
эпоксидных стеклопластиков (рис. 6.5-8). Коэффициенты диффузии
&лаги в компонентах рассматриваемых ЛКП также ниже, чем у эпок-
свдных стеклопластиков. Так, например, для рассмотренного
стеклопластика значение D составляет 1,5-Ю-13 м2/с, а для компонентов
ЛКП значения коэффициента диффузии составляют: для шпатлевки
Э-4020 - D = ЬЮ-13 м2/с, эмали АК-153 и ФП-545 - 0,81013 м2/с и
0,7-ИНз М2/С> соответственно; лака ФП-112 - 0,9-Ю'13 м2/с.
Правильно выбранная рецептура ЛКП позволяет в
существенной мере снизить скорость процесса проникновения влаги в толщу
Радиопрозрачной стенки из стеклопластика и, следовательно,
замедлить процесс и степень изменения диэлектрических характеристик
И&териала и увеличить тем самым срок службы РПИ.
209
с,.
0.6
0.5
0.4
0.3
0.2
0.1
0.0
ft (масс.)
-
•
-
Рис. 6.5-8. Зависимость
равновесной концентрации воды Ср в
стеклопластике A) и ЛКП B-4) от
относительной влажности воздуха (р.
Состав стеклопластика: кварцевая
ткань марки ТС-8/ЗК-ТО и
эпоксидное связующее марки СПЭ-24.
Состав ЛКП:
2 - эпоксидная шпатлевка
марки Э-4020; 3 - эмаль марки
АК-153; 4 - эмаль марки ФП-545;
5 - эпоксидный лак марки ФП-112
20
60 100
ЛИТЕРАТУРАк главе 6
1. Конструкционные свойства пластмасс: Сборник / Под ред. Э. Бэра. М.:
Химия, 1967.463 с.
2. Белоконь Н.Ф., Татевосян Е.Л., Филатов И.С, Куклин О.П. Влияние
биокоррозии на некоторые свойства пластических масс // Пласт, массы.
1972. №7. С. 69-71.
3. Энциклопедия полимеров. М.: Советская энциклопедия. 1972. Т.1. 1224 с.
4. Краткий климатический справочник по странам мира 7 Под ред. Е.П.
Борисенкова. Л.: Гидрометеоиздат, 1984. 215 с.
5. Филатов И.С, Куклин О.П., Белоконь Н.Ф., Татевосян Е.Л. Оценка
климатической устойчивости диэлектрических материалов // Стабильность
полимерных материалов и изделий из них. Вып.2. М.: МДНТП
им. Ф.Э,Дзержинского, 1971. С, 32-35.
6. Тареев Б.М., Яманова Л.В., Валков В.А., Щевлев Н.Н. Герметизация
полимерными материалами в радиоэлектронике. М.: Энергия, 1974. С. 8-40.
7. Гаврилов М.К. Климат центральной Якутии. Якутск: Якутское кн. изд-
во, 1973. С. 120.
8. Чухно А.А. К методике определения температурных напряжений в
многослойных пластиках и механические свойства полимеров при низких
температурах. Якутск: ЯФ СО АН СССР, 1975. С. 35-40.
9. Астафьев А.В. Окружающая среда и надежность радиоаппаратуры. М:
Госэнергоиздат, 1959. 325 с.
10. Татевосян Е.Л., АстаховЛ.С., Филатов И.С. Ускоренный метод
определения тропикостойкости пластических масс // Пласт, массы. 1973. №9.
С. 70-73.
11. Филатов И.С. Диэлектрические свойства полимерных материалов в
различных климатических условиях. Новосибирск: Наука (Сибирское
отделение), 1979.
12. Латинская Америка. Энциклопедия-справочник. Т. 1. М.: Советская
энциклопедия. 1979. С. 36-40.
13. Африка. Энциклопедический справочник. Т. 1. М.: Советская
энциклопедия, 1986. С. 21-23.
210
14 Бланик P.t Запова В. Микробиологическая коррозия: Пер. с чешек. М.-Л.:
Химия, 1965. С. 11-14, 172-175.
15 Ковалев В.П., Вербанов Г.А. II Механика полимеров. 1972. №6. С. 1133-
1134.
16. Методы исследования неметаллических материалов / Под ред. Б.И. Па-
шина, Б.В. Перова и М.Я. Шарова. М,: Машиностроение, 1973. С. 68-73.
17. Заявка №2001107579/28 B3.03.2001) «Способ определения плотности
твердых тел».
18. Гардина С.Д., Жердев Ю.В., Королев А.Я. и др. Диффузия воды в
стеклопластиках // Коллоидная физика. М.: 1970. Т.32. Вып.4. С. 508-510.
19. Diffusion in Polymers. Ed. I. Crank, G. Park. L-NY: Acad. Press., 1968. 369 p.
20. Рейтлингер С. А. Проницаемость полимерных материалов. М.: Химия,
1974.268 с.
21. Howard R. W. I. Macromal Sci. Pev. / Macromal Chem. 1970. V. 4B). 191 p.
22. Весенин P.M., Бабаевский П.Г., Чалых А.Е. If Пласт, массы. 1977. №4. С.
20-29.
23. Лыков А.В. Теория теплопроводности. М.: Высшая школа, 1967. 271 с.
24. Берд Р., Стюарт В., Лайтфут Е. Явления переноса. М.: Химия, 1974.
688 с.
25. Андрианов К.А., Дьяченко Б.И., Белъник А.Р., Соколов В.И. и др.
Основные предпосылки метода наименьших квадратов при обработке
кинетических кривых сорбции // Стеклянное волокно и стеклопластики. Вып. 2.
М.: НИИТЭХИМ, 1976. С. 36-40.
26. Андрианов КА., Дьяченко Б.И., Соколов В.И. и др. Последовательное
планирование при исследовании влагопоглощения стеклопластиками по
методу Эндрюса и Джонсона: Сб. мат. Всес. конф. «Диффузионные
явления в полимерах». Рига: ДНТП, 1977. С. 61-64.
27. Тростянская Е.Б., Черникова А.Д. II Пласт, массы. 1976. №2. С. 92-96..
28. Бахарева В.Е., Миркин М.А., Петрова Л.В., Чебанова В.М. /^Технология
судостроения. 1974. №3. С.94-97.
29. Пиментель Д.К., Ман Клеллан Обри Л. II Водородная связь. М.: Мир,
1964. С. 462.
30. Бахарева В.Е., Конторовская И.А., Петрова Л.В. Армированные
пластики в судовом машиностроении. Л.: ЦНИИ «Рубин», 1977. 101 с.
31. Михайлов М.М. Влагопроницаемость органических диэлектриков / Под
ред. В.Т. Ренне. М.-Л.: Гос. энергетическое изд-во, 1960. 163 с.
32. Маслов В.В. Влагостойкость электроизоляционных материалов. М.:
Энергия, 1973. 206 с.
33. Филатов И.С, Куклин О.П., Белоконь Н.Ф., Татевосян Е.Л. Стабильность
полимерных материалов и изделий из них. Вып.2. М.: МДНТП им. Ф.Э.
Дзержинского, 1971. С. 32-35.
34. Громов В.В., Павлов В.В., Коростелева Т.Н. Поведение изделий из
стеклотекстолита ЭФ-32-301А в условиях длительного пребывания в воде и
повышенной влажности // Методы переработки и свойства
армированных пластмасс. М.: ВИАМ, 1968. С. 44-50.
35. Дедюхин В.Г., Козырев В.И., Козырина Е.А. Влияние воды на физико-
механические и диэлектрические свойства стеклопластиков // Пласт,
массы. 1968. № 6. С. 34-36.
36. Sillars К. W. IIJ. of Institution of Electric Engineers. № 484. V.80. P.378.
211
37. Гуртовник И.Г., Спортсмен В.Н., Лысенко Л.С, Пяев В.Л. Исследование
стекло- и органопластов на основе эпоксидных связующих повышенной
влагостойкости // Ориентированные стеклопластики. М.: НИИТЭХИМ-
ВНИИСПВ, 1978. С. 41-46.
38. Банникова Л.С., Бельник А.Р., Гуртовник И.Г. Расчет концентрации воды
по толщине стеклопластиковых изделий, работающих в условиях
повышенной влажности // Стеклянное волокно и стеклопластики. Вып. 6. М.:
НИИТЭХИМ. 1975. С. 23-26.
39. Бойков А.К., Павлов 8.В., Пономарева ВЛ. и др. Определение
диэлектрических характеристик стеклотекстолитов при высоких температурах //
Материалы антенных обтекателей. М: ОНТИ ВИАМ, 1964. С. 52-59
40. Бойков А.К., Шварц Г.М. Диэлектрические испытания на установке
«Зурна» // Методы переработки и свойства армированных пластиков.
М.: ОНТИ BHAMf 1968. С. 172-185.
41. Пластмассы для изделий, применяемых в условиях тропического
климата// Каталог. Черкассы: НИИТЭХИМ, 1979. 179 с.
42. Альперин В.И., Корольков Н.В., Мотавкин А.В. и др. Конструкционные
стеклопластики. М.: Химия, 1979. 358 с.
43. Малмейстер А. К., Тому ж В. П., Тетере Г.Л. Сопротивление жестких
полимерных материалов. Рига: Зинатне, 1972.
44. Журков С.Н., Абасов С.А. II Высокомол. соед. 1962. Т. 3. № 3. С. 450.
45. Стопицкий А.С. II Свойства судостроительных стеклопластиков и
методы контроля. Вып.2. Л.: Судостроение, 1970. С. 208.
46. Реголь В.Р., Слуцкер A.M., Томашевский Э.И. Кинетическая природа
прочности твердых тел. М.: Наука, 1974. 214 с.
47. Бартенев Г.М., Зуев Ю.С. Прочность и разрушение высокоэластических
материалов. М.-Л.: Химия, 1964. 387 с.
48. Физические и механические свойства стеклопластиков. Справочное
пособие / Под ред. Б.М. Молчанова. Рига: Зинатне, 1969. 263 с.
49. Lodeiro M.J.. Matthews. A Review of Moisture Diffusion and Its Effects in
Composite Materials. Technical Memorandum TM98/02. London : Imperial
College of Science, Technology & Medicine. Centre for Composite Materials.
1998.56 s.
50. Скудра A.M., Булаве Ф.Я., Роценс К.А. Ползучесть и статическая
усталость армированных пластиков. Рига: Зинатне, 1971. 238 с.
51. Бернштейн В.А., Гликман Л. IIФТТ. 1963. Т.5. С.2270.
52. Бугло С. Т. Изучение усталостной прочности ориентированных
стеклопластиков при сжатии // Технология, физико-механические свойства и
применение стеклопластиков. М.: НИИТЭХИМ-ВНИИСПВ, 1975. С. 66-74.
53. Назаров Г.И., Сушкин В.В., Дмитриевская Л.В. Конструкционные
пластмассы. М.: Машиностроение, 1973. 191 с.
54. Спортсмен В.Н., Бугло СТ., Никифоров А.С. Циклическая прочность
стеклопластиков, армированных однослойными и многослойными
стеклотканями // Конструкционные стеклопластики / Под ред. С.Л. Рогин-
ского. М.: НИИТЭХИМ-ВНИИСПВ, 1980. С. 62-65.
55. Уржумцев Ю.С., Макимов Р.Д. Прогностика деформативности
полимерных материалов. Рига: Зинатне, 1975. 416 с.
56. Андреевская Г.Д. Высокопрочные стеклопластики. М.: Химия, 1966.
212
57. Трофимов Н.Н., Канович М.З. Основы создания полимерных композитов.
М: Наука, 1999. 540 с.
58. Киселев Б.А., Бодрова В.В. Стабилизация свойств стеклопластиков
введением в состав связующего химически активных соединений // Пласт,
массы. 1968. №8. С. 36-41.
59. Гуртоеник И.Г. Усовершенствование отдельных операций при
изготовлении стеклосотопластов и деталей с их использованием // Производство
и переработка пластических масс, синтетических смол и стеклянного
волокна. М: НИИПМ, 1966. №10-. С. 60-65
60. Гуртоеник И. Г. Клееные конструкции из стеклотекстолитов с легкими
заполнителями // Новые материалы в машиностроении. Л.:
Машиностроение, 1967. С. 180-215.
61. Киселев Б.А., Бодрова В.В., Михальский А.И, Повышение стабильности
свойств стеклопластиков на основе конденсационных смол в условиях
повышенной влажности // Материалы антенных обтекателей. М.: ОНТИ
ВИАМ, 1965. С. 25-37.
62. Бутомо Л.А., Кондратов Э.К., Чеботаревский В.В. Защитные покрытия
антенных обтекателей // Материалы антенных обтекателей. М.: ОНТИ
ВИАМ, 1965.
63. Бутомо Л.А., Кондратов Э.К, Чеботаревский В.В. Защитные покрытия
антенных обтекателей: Сб. мат. науч.-техн. конф. М.: ОНТИ, 1965.
С.133-138.
64. Миронова Л.П., Мелихова М.Н. и др. Антикоррозионная защита
металлов лакокрасочными материалами. М.: НИИ ТЭП НПО «Лакокраспо-
крытие», 1979.38 с.
ГЛАВА 7
ОСНОВЫ ЭЛЕКТРОДИНАМИЧЕСКИХ И
ПРОЧНОСТНЫХ РАСЧЕТОВ РАДИОПРОЗРАЧНЫХ
ИЗДЕЛИЙ С РАЗЛИЧНЫМИ КОНСТРУКЦИЯМИ
РАДИГОПРОЗРАЧНЫХ СТЕНОК
7.1. Основные свойства электромагнитных волн и
диэлектрических материалов.
Прохождение электромагнитных волн через стенки
из диэлектрических материалов
Источником (излучателем) электромагнитных волн (ЭМВ)
является всякий проводник, по которому проходят переменные токи.
Переменный ток создает переменное магнитное поле. Из уравнений
Максвелла [1, 2] следует, что возникшее в какой либо точке
пространства изменение во времени электрического (или магнитного)
поля будет перемещаться от одной точки пространства к другой.
Таким образом, распространение ЭМВ представляет собой
процесс одновременного распространения в пространстве изменяющихся
электрического и магнитного полей. При этом векторы напряженно-
стей электрического Е и магнитного Н полей перпендикулярны друг
другу, а вектор С скорости распространения ЭМВ перпендикулярен к
векторам Е и If (рис. 7.1-1).
Основными характеристиками ЭМВ являются:
1) тип поляризации ЭМВ, определяемый конкретным излучающим
устройством; в радиотехнике используют линейно поляризованные
(плоскополяризованные) ЭМВ, ЭМВ с эллиптической, круговой
поляризацией [1,2];
2) амплитуда электрического вектора (или магнитной индукции)
ЭМВ, ее мощность;
3) частота/, длина волны А, связанные между собой и скоростью
распространения ЭМВ в рассматриваемой среде С соотношением:
Рис. 7.1-1. Векторы напряженностей
магнитного (Н) и электрического (Е)
полей ЭМВ
В вакууме (воздухе) скорость распространения ЭМВ составляет
Св« 3 • 105 км/с. Для других сред скорость распространения
(прохождения) ЭМВ выражается следующим уравнением:
где // - относительная магнитная проницаемость среды, которая в
случае стеклопластиков практически равна 1.
Величина е называется относительной диэлектрической
проницаемостью данного материала (относительно вакуума); она
характеризует степень увеличения количества накапливаемой энергии
рассматриваемым материалом, помещенным в электрическое поле, по
сравнению с вакуумом. Увеличение количества накапливаемой
энергии в диэлектрике обусловлено поляризацией - сдвигом электронных
орбит, ядер атомов, отдельных фрагментов (сегментов) молекул,
изменением их ориентации относительно равновесного положения в
отсутствии поля - вдоль силовых линий внешнего электрического
поля с учетом знака зарядов.
Часто относительную диэлектрическую проницаемость
называют просто диэлектрической проницаемостью*. Заметим, что в случае
воздуха диэлектрическая проницаемость практически равна 1.
Поскольку ЭМВ имеют переменные электрические
характеристики во времени и пространстве, электрические диполи
диэлектрического материала также меняют свою ориентацию во времени и
пространстве в соответствии с изменением направления вектора
напряженности внешнего поля. Такая переориентация диполей в
пространстве связана с необходимостью перемещения отдельных
фрагментов молекул, возникновением необратимых потерь, переходящих
в большей степени в тепло. Внутренние потери при прохождении
ЭМВ в диэлектрике напрямую связаны со второй диэлектрической
характеристикой - тангенсом угла диэлектрических потерь XgS.
В электродинамических расчетах используют также показатель
преломления и, который связан с диэлектрической проницаемостью в
соотношением:
п = 4е . G.1-2)
В том случае, если ЭМВ, имеющая длину волны в вакууме
(воздухе) Л, переходит в иную среду, имеющую диэлектрическую
проницаемость с, длина волны в указанной среде становится равной Яд:
К'Vг- Gл'3)
/
В Дальнейшем изложении нами будет .преимущественно использоваться термин
диэлектрическая проницаемость.
215
Диапазон частот ЭМВ, практически используемых в различных
областях техники, весьма широк - от нескольких десятков до 1021 Гц.
Низкие частоты характерны для энергетического оборудования,
большая часть которого питается переменным током с частотой
50-60 Гц; звуковых частот (электроакустика - ЮМ О4 Гц). Диапазон
частот, используемых в радиотехнических целях, составляет
ЮМ О11 Гц. Более высокую частоту имеют инфракрасные лучи
A0м-1014Гц), световыеги ультрафиолетовые (Ю'МО17 Гц),
рентгеновские A017-1019 Гц) и гамма-излучение (более 1019 Гц).
Для получения ЭМВ в радиочастотном диапазоне до Ю9 Гц
используются генераторы электрических колебаний различных
конструкций; магнетронные, клистронные генераторы и мазеры
применяют для получения ЭМВ с частотой более 109 Гц.
При падении ЭМВ на границу раздела сред с разными
значениями диэлектрической проницаемости имеют место известные
физические явления - преломление и отражение (рис, 7.1-2). В соответствии с
законом Снеллиуса преломленная волна изменяет угол своего
направления [1,2]:
sine
_ пк _
G,1-4)
а угол направления отраженной волны равен углу ее падения. При
этом падающая, отраженная и преломленная волны лежат в одной
плоскости.
Прежде чем перейти к количественной оценке распределения
энергии между преломленной и отраженной волнами, рассмотрим
сначала некоторые термины и понятия.
Плоскость падения ЭМВ - это плоскость,
проходящая через вектор направления
перемещения ЭМВ ~Рв (нормаль к фронту
падающей волны) и нормаль ~Nk поверхности
стенки в точке пересечения с рассматриваемой
радиоволной (рис. 7.1-3).
Рис. 7.1-2. Падение ЭМВ на границу раздела сред с
разными значениями е:
1 - падающая волна; 2 - отраженная волна;
3 - преломленная волна; 4 - граница раздела сред
Рис. 7.1-3. К определению понятия
плоскость падения иугол падения ЭМВ:
ПП - плоскость падения; Cm -
фрагмент стенки; в- угол падения ЭМВ
216
Рис. 7.1-4. К определению понятия
плоскость поляризации:
ППЛ- плоскость поляризации
Угол, образуемый нормалью к поверхности и нормалью к
фронту падающей волны, называют углом падения (угол 0на рис. 7.1-3).
Плоскую волну называют линейно поляризованной или плоскопо-
ляризованной, если ее электрический вектор Е все время лежит в
одной плоскости поляризации, в которой расположена также нормаль к
фронту волны (рис. 7.1-4).
В общем случае, для произвольной радиоволны электрический
ректор Е может быть представлен векторной суммой компонентов,
расположенных в двух взаимно перпендикулярных плоскостях. Если
одну из таких плоскостей выбрать совпадающей с плоскостью
падения, то плоскость поляризации этой компоненты волны будет,
очевидно, параллельной плоскости падения. Плоскость поляризации
второй компоненты будет перпендикулярна плоскости падения,
Эти составляющие называют главными составляющими и
обозначают, соответственно, значками 1 и 11 (компоненты волны,
плоскость поляризации которых перпендикулярна и параллельна
плоскости падения (рис. 7.1-5).
Как отмечалось выше, при падении радиоволны на границу
раздела сред с разной диэлектрической проницаемостью происходит
разделение исходной волны на две составляющие: отраженная волна,
возвращающаяся в первую среду, и преломленная волна,
пересекающая границу раздела сред и переходящая во вторую среду.
Вполне очевидно, что энергия и, соответственно, амплитуды
отраженной и преломленной волн уменьшаются по сравнению с
исходной радиоволной.
7.1-5, Различные варианты ориентации плоскости поляризации ЭМВ
(компоненты ЭМВ) относительно плоскости падения:
, а - плоскость поляризации волны (компоненты волны)
перпендикулярна плоскости падения; б - плоскость поляризации волны (компоненты
ьолны) параллельна плоскости падения (остальные обозначения те же, что и
н* рис. 7.1-2 -7.1-4)
217
Коэффициенты уменьшения амплитуд отраженной волны носят
название коэффициентов Френеля [1, 2]. Ниже приведены расчетные
уравнения для определения коэффициентов уменьшения амплитуд
отраженной волны (коэффициентов однократного отражения
радиоволн от границы раздела сред по амплитуде) при направлении
движения фронта ЭМВ из среды i в среду к:
а) для волны (компоненты волны), плоскость поляризации которой
перпендикулярна плоскости падения на стенку (случай
«перпендикулярной поляризации»):
r ^nrcos0-nkcosy . G.1-5)
1 ni-cosO+n^cosy
б) для волны (компоненты волны), плоскость поляризации которой
параллельна плоскости падения на стенку (случай «параллельной
поляризации»):
= пк cosd-nrcosy . G.1-6)
* пь-cose+rtj-cosy
где г - коэффициенты Френеля; &, у- соответственно, угол падающей
и отраженной волн; п - показатель преломления среды;
Если внешней средой (с индексом «/») является воздух, для
которого диэлектрическая проницаемость равна 1, с учетом уравнений
G.1-2) и G.1-4) расчет коэффициентов Френеля упрощается:
а) для случая перпендикулярной поляризации
_cosg-Vg-sin2fl ; G.1-7)
а) для случая параллельной поляризации
G.1-8)
где е- диэлектрическая проницаемость материала стенки.
Отношение мощности отраженной волны к мощности падающей
волны называют коэффициентом отражения по мощности.
Поскольку энергия волны пропорциональна квадрату амплитуды [1, 2], то
коэффициенты однократного отражения по мощности г2 в случаях
перпендикулярной и параллельной поляризации будут
соответственно равны:
а) для случая перпендикулярной поляризации
cos в - Vg - sin2 в I G.1-9)
cos в + л1е - sin 2 в )
218
б) для случая параллельной поляризации
G.1-10)
Если для плоско поляризованной волны угол между плоскостью
поляризации и плоскостью падения составляет величину Д то
коэффициент отражения по мощности составит:
Для неполяризованной волны коэффициент отражения по
мощности может быть получен путем усреднения по значению J5.
Поскольку в этом случае все значения /?являются равновероятными, то:
- I
2
Тогда коэффициент однократного отражения по мощности для
неполяризованной волны будет равен [1,2]:
r2=i
о-
G.1-11)
Рассмотрим в упрощенном виде механизм прохождения ЭМВ
через стенку, диэлектрическая проницаемость которой отличается от
диэлектрической проницаемости внешней среды (рис. 7.1-6). ЭМВ,
падающая из внешней среды, например, из воздуха на поверхность
листа, частично проникает внутрь него и частично отражается от
передней поверхности (поток 1) вследствие скачкообразного изменения
Диэлектрической проницаемости на границе раздела - от 1 для
воздуха до величины е для материала листа.
Поток энергии, проникший внутрь стенки изделия, достигает
Задней ее поверхности. Часть этого потока энергии пересекает
границу раздела «диэлектрик-воздух» и выходит из листа (стенки).
Другая часть отражается от задней
границы стенки также вследствие
скачкообразного изменения значений
Диэлектрической проницаемости на
задней границе раздела и
направляется назад, к передней поверхности.
.1-6. Схема прохождения радиоволны
Через диэлектрическую стенку
219
Здесь часть потока энергии пересекает переднюю поверхность,
выходит во внешнюю среду (поток 2) и «присоединяется» к первично
отраженной волне 1. Остальная часть вновь отражается от передней
границы раздела и направляется к задней границе раздела.
Таким образом, процесс прохождения ЭМВ через
диэлектрическую стенку сопровождается многократными элементарными актами
прохождения и отражения ЭМВ с монотонно затухающей
мощностью потока внутри стенки после каждого акта.
При прохождении ЭМВ через диэлектрическую стенку
уравнение энергетического баланса в общем случае может быть
представлено в следующем виде:
Ро=Ротр+Рдис + Рвых> G-М2)
где Ро - исходная мощность ЭМВ; Ротр- мощность отраженного
потока ЭМВ, зависящая, прежде всего, от диэлектрических свойств
используемого материала, толщины стенки, угла падения
электромагнитной волны на стенку и др.; Рдис - диссипация энергии при
прохождении ЭМВ через диэлектрик, обусловленная внутренними потерями;
Рвых - мощность ЭМВ после прохождения диэлектрической стенки.
Если обозначить коэффициент прохождения электромагнитной
энергии (ЭМЭ) по мощности как
G.1-13)
то вполне очевидно, что он будет всегда меньше 1:
|rf ii-i
G.1-14)
где |Л|2 = Ротр1 Ро - коэффициент отражения по мощности.
Следует заметить, что коэффициент \R\2 не равен величине г2,
поскольку последний коэффициент справедлив только для единичного
акта отражения от одной границы раздела, а коэффициент |Л|2
характеризует суммарное количество отраженной энергии при
прохождении ЭМВ через диэлектрическую стенку, учитывает многократные
внутренние переотражения от границ стенки и другие эффекты (см.
ниже).
Часто радиопрозрачность РПИ оценивают по показателю
потерь электромагнитной энергии Я при прохождении через стенку:
Помимо изменения амплитуды (мощности) при прохождении
ЭМВ через диэлектрическую стенку изменяется также и фаза q> выхо-
220
дящей радиоволны. В случае нормального падения ЭМВ (угол
падения ЭМВ в = 0) на удалении от первой границы раздела на
расстояние d фаза радиоволны смещается на величину:
<р = 2п— = гп-4~е* G.1-16)
хд я
При углах падения в, отличных от нуля, выражение для
определения смещения фазы может быть получено из уравнения G.1-16) с
учетом уравнения Снеллиуса G.1-4):
Сдвиг фазы волны <р (по отношению к фазе падающей волны)
часто называют электрической толщиной стенки. Важно отметить, что
электрическая толщина стенки не зависит от типа поляризации волны.
Как следует из уравнения G.1-14), максимальная
радиопрозрачность стенки имёЬт место в случае минимального суммарного
отражения энергии от стенки. Из рис.7.1-6 хорошо видно, что суммарная
отраженная энергия «заключена» в потоке 1 (первичное отражение) и
потоках 2,5..., являющихся результатом внутренних переотражений
между передней и задней границами раздела сред. Поскольку потоки
2у 3 ... отражаются от задней границы стенки, соответствующие
отраженные волны проходят разные пути в диэлектрике, имеют
различные фазы на выходе из стенки и, в общем случае, отличаются от
фазы первично отраженной волны 1. Так, например, волна 2 (см.
рис.7.1-6) получается смещенной в пространстве по отношению к
первично отраженной волне 1 на величину «двойного хода» в стенке
или на величину 2<р по фазе. Таким образом, суммарная отраженная
волна может быть представлена как результат процесса
интерференции [1, 2] (сложения) когерентных (с одинаковой частотой)
отраженных волн 1,2,3....
Наиболее удобным способом определения характеристик
суммарной волны по характеристикам индивидуальных волн является метод,
базирующийся на привлечении функций комплексного переменного.
Рассмотрим, например, результирующую волну Л1+2, образующуюся
при сложении волн 1 и 2 (см. рис. 7.1-6). Если принять, что падающая
волна имеет единичную амплитуду, то, учитывая смещение фазы
волны 2 (по отношению к отраженной волне 1) на величину двойного хода
в листе B<р), можно записать следующее приближенное уравнение для
амплитуды R и фазы # суммарной отраженной волны:
где roi - коэффициент однократного отражения (коэффициент
Френели) от границы раздела «воздух-диэлектрик»; по - коэффициент од-
221
нократного отражения от границы раздела «диэлектрик-воздух»;
j - мнимая единица; <р - сдвиг фазы волны при однократном
прохождении стенки; («электрическая» толщина стенки) - см. уравнение
G.1-17); к - коэффициент, учитывающий уменьшение амплитуды
волны 2 вследствие перераспределения энергии между проходящими
и отраженными волнами.
Учитывая структуру уравнений для расчета коэффициентов
Френеля, можно записать:
roi = ""гю •
Тогда, преобразуя уравнение G.1-18) в соответствии с правилами
оперирования с функциями комплексного переменного, получим:
G.1-19)
Из приведенного уравнения видно, что амплитуда суммарной
отраженной волны составляет:
Суммарное отражение Ri+i является минимальным, если sirup = 0.
Тогда электрическая толщина стенки должна отвечать условию:
<р = nN9 где ЛГ = 0,1,2,3... G.1-20)
В этом случае амплитуда суммарной отраженной волны
составляет:
Как видно из последнего уравнения, амплитуда (и,
соответственно, мощность) суммарной отраженной волны R\+2 меньше, чем
амплитуда первично отраженной волны гоь Физическое объяснение
снижения отраженной энергии результирующей волны по
отношению к энергетическим характеристикам индивидуальных волн
следует искать в волновой природе радиоволн. При толщине стенки,
отвечающей уравнению G.1-20), волна 2 (рис. 7.1-6) оказывается
смещенной по отношению к первично отраженной волне 1 на длину волны в
диэлектрике. Кроме того, следует учитывать, что при отражении
радиоволны от задней границы раздела происходит «скачок» фазы
радиоволны на величину, равную /г[1,2].
Таким образом, волны 1 и 2 оказываются смещенными в
пространстве на половину длины волны, то есть находятся в противофа-
зе. В результате сложения таких волн происходит компенсация на-
пряженностей электрических векторов (- ? и + ?) отраженных
радиолучей 7 и 2.
222
При выполнении условия G.1-20) та же принципиальная картина
наблюдается и у потоков 39 4> ..., т. е. указанные волны также
находятся в противофазе по отношению к первично отраженной волне 1
и, следовательно, уменьшают напряженность электрического вектора
(амплитуду) результирующей отраженной волны.
В том случае, если стенка выполнена из материала без внутренних
потерь (tgE= 0), оказывается, что волны 2, 3, ... полностью
компенсируют напряженность электрического вектора первично отраженной
волны 1, результирующее отражение оказывается равным 0*, а
коэффициент прохождения ЭМЭ через стенку, соответственно, равен 1.
Тот же эффект наблюдается при толщине диэлектрических
стенок, кратной целому числу полуволн. Таким образом, «физическая»
толщина стенки d, отражение которой равно нулю, с учетом
соотношений G.1-17) и G,1-20) составляет:
Значение N = 0 соответствует минимальной толщине стенки (не
критичной к длине волны, тд есть при d « Я). Стенки, толщины
которых вычислены для значений 7V= 1, 2, 3..., называют полуволновы-
MU 1-го, 2-го, 3-го ... порядка, соответственно.
Если толщина стенки не является кратной длине полуволны в
диэлектрике, полной компенсации отраженных волн не происходит,
коэффициент отражения |Л|2>0 и, следовательно, |7]2< 1 даже для
идеального диэлектрика. При толщине стенки d, равной или кратной
нечетному числу четвертей длины волны в диэлектрике, т.е.:
rf- foM-* G.1-22)
отраженные от передней и задней поверхностей стенки волны будут
совпадать по фазе. При этих условиях эффект компенсации
отраженных волн полностью отсутствует, и, соответственно, отражение ЭМЭ
будет максимальным, а коэффициент прохождения - минимальным.
Таким образом, коэффициент прохождения ЭМЭ имеет
максимальное значение [при толщине стенки d, вычисляемой по уравнению
G.1-21)] и минимальные - при значении d> определяемом по формуле
Эффект нулевой суммарной отраженной энергии при прохождении радиоволны
через лист диэлектрика принципиально является аналогичным известному в оптике
эффекту «интерференционных полос» [1, 2] - наличию темных (неосвещенных)
полос на поверхности, освещаемой двумя монохроматическими когерентными
источниками света, расположенными на определенном расстоянии друг от друга; в
Ряссматриваемом случае источниками таких когерентных волн являются волны,
Щаженные от передней и задней границ листа.
223
G.1-22) и, очевидно, промежуточные величины при иных значениях d.
Отсюда легко предположить, что зависимость коэффициента
прохождения ЭМЭ по мощности |7]2 от толщины стенки d имеет
гармонический характер с чередующимися максимумами и минимумами через
определенные промежутки по толщине стенки.
В наиболее простом случае - для падения ЭМВ на стенку из иде-
адьного диэлектрика (tg?= 0) - коэффициент прохождения ЭМЭ по
мощности может бытьчшределен из следующего уравнения [3]:
|7f
1 !<
G.1-23)
где |г|2 - коэффициент прохождения ЭМЭ по мощности через стенку,
выполненную из диэлектрика без потерь; г - коэффициент Френеля.
На рис. 7.1-7 уравнение G.1-23) представлено в графическом виде.
При прохождении ЭМВ через стенку из материала с
внутренними диэлектрическими потерями (tg<J > 0) общая картина остается
принципиально такой же, как и у стенки из диэлектрика без потерь.
Однако необходимо учесть, что вследствие внутренних потерь
энергия потоков 2, 3, ... (рис. 7.1-6), проходящих через реальный
материал, затухает. В этом случае отраженные потоки 2, 3, 4, ... не могут
полностью скомпенсировать напряженность электрического вектора
первичной отраженной волны, и отраженная энергия всегда больше 0
даже у полуволнрвой стенки.
Таким образом, для обеспечения максимальных значений
коэффициентов прохрждения ЭК1В через диэлектрические стенки следует
учитывать следующее:
1) стенки РПИ должны изготавливаться из материалов,
характеризующихся наименьшими значениями tg?- для минимизации
внутренних потерь энергии;
2) толщина стенок должна быть либо минимально возможной
(d/ Я « 1) - см. рис. 7.1-7, либо соответствовать полуволновой
(уравнение G.1-21) в целях компен-
i/JL *_ r^rsn^^r^ сации и минимизации резуль-
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.00 0,05 0.10
0.15
0.20 0.25 0.30
тирующих отраженных волн.
Рис. 7.1-7. Зависимость
коэффициента прохождения ЭМЭ по
мощности |7f от определяющих
параметров для нормального падения
ЭМВ на стенку из идеального
диэлектрика. Значения е указаны на
кривых
224
Кроме указанных рекомендаций в ряде случаев для снижения
отражающей способности поверхности диэлектрической стенки может
быть использован эффект просветления оптики [1, 2]. Указанный
эффект наблюдается в том случае, если на переднюю поверхность
стенки, выполненную из материала с диэлектрической проницаемостью s9
поместить «просветляющий» слой материала, диэлектрическая
проницаемость которого епр отвечает условию е>епр>1. Коэффициент
отражения ЭМЭ от такой составной стенки, в соответствии с
уравнением, аналогичным формуле G.1-18), составит:
Анализ этого уравнения показывает, что отражение у
двухслойной стенки будет минимальным, если
G.1-24)
где Nr 1,2,3...
Тогда толщина «просветляющего» слоя dnp составит:
BЛМ) <715>
0
Из последнего уравнения видно, что толщина просветляющего
слоя должна быть кратной нечетному числу четвертей длины волны в
диэлектрике.
При Прохождении ЭМВ через диэлектрическую стенку помимо
изменения амплитудного показателя и мощности частично искажается
и фазовая характеристика, во многом предопределяющая возможное
искажение диаграммы направленности, точности пеленгации.
Изменение фазовой характеристики А у/ (набег фаз) на выходе ЭМВ из
диэлектрической стенки по сравнению с характеристикой ЭМВ в отсутствии
обтекателя (укрытия) выражается следующим соотношением:
Уст* G.1-26)
гДе Уш - фаза волны, прошедшей через стенку; y/W3d - фаза волны в
той же точке пространства при отсутствии диэлектрической стенки
(при замене ее воздухом).
Вполне очевидно, что в отсутствие диэлектрической стенки
сдвиг фазы волны в воздухе составляет:
Veo*=— dcosO* GЛ-27)
где d - толщина стенки по нормали.
13-22 225
Рис. 7.1-8. Прохождение радиолучей через
криволинейную стенку РПИ:
1 - антенна; 2 - фрагмент стенки РПИ
Вторая составляющая набега фазы
ЭМВ в диэлектрической стенке уш
обусловлена разными длинами путей ЭМВ
(Si, &, Л) в стенке РПИ, а также
разными значениями углов падения ЭМВ
на стенку (й, ft, ft) в различных зонах,
в общем случае, криволинейного
изделия (рис. 7.1-8). Дополнительное
искажение фазы может происходить также вследствие врзможной
неоднородности материала стенки РПИ.
Следует отметить, что для практического учета эффекта набега
фазы ЭМВ, проходящих через РПИ, важными являются не
абсолютные значения А у, а разность этих значений по апертуре
приемопередающей антенны.
Для расчета величины набега фазы ЭМВ в конкретных случаях
следует учитывать основные характеристики радиоволны (частоту,
тип поляризации), конкретную конструкцию используемой стенки,
конфигурацию РПИ, взаимное расположение стенок РПИ и антенны,
угол поворота последней и другие параметры приемо-передающего
комплекса.
В последующих разделах будут рассмотрены методы расчета
величины набега фаз для некоторых наиболее часто используемых
конструкций РПИ.
ПРИМЕРЫ
Пример 1. Необходимо определить длину волны и скорость
распространения ЭМВ в диэлектрике с диэлектрической
проницаемостью е = 4,0. Частота волны/ = 1 ГГц A09 Гц).
Решение.
Длина волны в воздухе:
с
f
3 108
МО5
= 0,Зм.
Длина волны в диэлектрике:
J = L
VJ До
226
Скорость распространения ЭМВ в диэлектрике:
Сд=-^ = /Ад =150 км/с.
Пример 2. Радиоволна падает из воздуха под углом 0= 40 ° на
поверхность стеклопластика с диэлектрической проницаемостью е =4,5.
Определить коэффициенты Френеля и коэффициенты однократного
отражения по мощности для различных случаев поляризации.
Решение,
а) для случая перпендикулярной поляризации:
= cosfl-Vg-sin2fl
n20 cos40°+V4>5-sin240°
Hi = C- 0,450^ =0,203;
б) для случая параллельной поляризации:
=. =u,2ol;
-sin20 4,5-cos40o+v4,5-sin240°
|a-|2= 0,2612 =0,0680;
в) неполяризованная волна:
г2 = ^(rf +/j,2)= ^@,203 +0,0680) = 0,135.
Пример 3. Длина радиоволны в воздухе Д = 20 мм. Стенка РПИ
выполнена однослойной из идеального диэлектрика (tg?= 0) с
диэлектрической проницаемостью ?=4,5, угол падения ЭМВ 0=40 °.
Необходимо рассчитать:
а) толщину стенки с радиопрозрачностью |Г| =1;
б) радиопрюзрачность однослойной стенки толщиной d = 3 мм для
случаев перпендикулярной и параллельной поляризации, а также для
неполяризованной волны.
Решение
А. Толщина полуволновой стенки составит:
Л N 20
. = = 4,95N [мм].
2-y/4,5-sin240
227
Таким образом, условию |г? = 1 отвечают стенки с толщиной
4,95,9,90,... мм.
Б. Электрическая толщина стенки толщиной 3 мм:
l,90 рад.
Используя величину \г\2 из решения предыдущей задачи, найдем
радиопрозрачность стенки из идеального диэлектрика толщиной
3 мм для следующих случаев:
- перпендикулярная поляризация, г2 =(-0,45J =0,2025:
frf- (*-'2J - A-0,2025J
frf
1 lo (l-r2J+4r2sin> (l~0,2025J+4«0,2025sinl,90
- параллельная поляризация I7I2 = 0,772;
- неполяризованная волна |71 = 0,608.
Следует отметить, что наименьшая радиопрозрачность
наблюдается при перпендикулярной поляризации.
7.2. Основные конструкции радиопрозрачных стенок
РПИ с монолитной однослойной конструкцией стенки находят
широкое применение благодаря простоте конструкции и технологии
их изготовления, надежности эксплуатации.
С точки зрения электродинамики следует различать РПИ с
согласованной (полуволновой) толщиной стенки и РПИ
«тонкостенные», т.е. с толщиной стенок, не критичной к длине волны (dl Я« 1).
Радиопрозрачные изделия последнего типа имеют достаточно
хорошие радиотехнические показатели, они обеспечивают возможность
работы на нескольких разнесенных частотах или в непрерывной,
довольно широкой полосе в относительно большом диапазоне углов
падения. Факторами, ограничивающими область применения
тонкостенных РПИ, являются длина рабочих радиоволн и прочностные
характеристики изделия. При малых длинах волн толщина стенки,
обеспечивающая приемлемую радиопрозрачность, становится очень
малой и может не обеспечить требования к прочности изделия.
Другой тип однослойных стенок - полуволновых - заметно
расширяет область применения однослойных конструкций, особенно в
СВЧ-диапазоне. Использование стенок 1-го, 2-го, а иногда и более
высокого порядка часто позволяет обеспечить достаточную
прочность, хорошие радиотехнические характеристики.
228
Однако, применение таких конструкций для РПИ,
предназначенных для работы в дециметровом диапазоне радиоволн, вряд ли
целесообразно, кроме отдельных специфических объектов, в связи с
избыточной массой. В самом деле, уже при Я = 10 см толщина
полуволновой стенки даже 1-го порядка составляет в соответствии с
уравнением G.1-21) примерно 25 мм (при ?=4,0). Кроме того, в случае
использования полуволновых стенок не всегда удается подобрать
компромиссную толщину для обеспечения приемлемой
радиопрозрачности при работе на нескольких частотах.
Несмотря на большое многообразие диэлектрических
материалов с различными механическими и диэлектрическими свойствами,
часто бывает невозможно спроектировать обтекатель с однослойной
конструкцией стенки, удовлетворяющий одновременно всем
радиотехническим, механическим, весовым, габаритным и иным
требованиям. В связи с этим были разработаны и широко используются
другие конструкции радиопрозрачных стенок, рассматриваемых ниже.
Взаимное уничтожение отраженных волн может быть получено не
только в случае использования монолитных однослойных стенок с
толщиной, согласованной с длиной волны. В частности, хорошие
результаты по радиопрозрачности могут быть достигнуты при
использований многослойных конструкций, содержащих два (или более) тонких
листа, разделенных легким заполнителем с низкими значениями ей tgS.
В этом случае компенсация отраженных радиоволн обеспечивается
тонкими листами плотного диэлектрика при соответствующем выборе
толщин легкого заполнителя (расстояния между листами).
Трехслойные обтекатели обладают малой массой, хорошими
прочностными показателями и имеют высокие радиотехнические
характеристики. Следует отметить также хорошие теплоизоляционные
свойства трехслойных стенок. Таким образом, обтекатели трехслойной
конструкции с легкими заполнителями имеют целый ряд
положительных качеств. Именно поэтому они находят в настоящее время широкое
применение в наземных и судовых станциях, а также для гражданских
и некоторых военных самолетов. Для обеспечения хорошей
радиопрозрачности толщину наружных слоев (обшивок) выбирают, как
правило, весьма малой по сравнению с длиной волны. Поэтому границы
применения трехслойных стенок с легким заполнителем определяются,
в первую очередь, именно рабочим диапазоном частот.
В современных самолетах трехслойные сотовые обтекатели нашли
широкое применение в трех и более сантиметровом диапазоне, так как
они сочетают удовлетворительные радиотехнические свойства в
достаточно большом интервале углов падения ЭМВ (до 65-70 °) с высокой
механической прочностью и малой массой. При переходе к более
коротким волнам создание трехслойной стенки первого порядка
становится в большинстве случаев нецелесообразным - стенки получаются
очень тонкими и, соответственно, прочность изделия резко падает.
229
Для расширения области применения радиопрозрачных
устройств с легким заполнителем, улучшения их радиотехнических
характеристик и, в частности, для обеспечения работы многоволновых
(широкополосных) приемо-передающих комплексов разработаны
более сложные стенки: пяти-, семислойные и т.п. Повышенные
прочность, жесткость и радиопрозрачность позволяют применять
многослойные стенки с ячеистым заполнителем для обтекателей
остроконечной формы с углом йри вершине до -35 °. Кроме того, такие
стенки расширяют возможность получения многоволновых обтекателей,
хорошо работающих при различных длинах волн и в относительно
широком диапазоне,углов падения. Однако изготовление пяти-, се-
мислойных и т.п. обтекателей с ячеистым заполнителем требует
больших затрат ручного труда, и поэтому они применяются лишь в
отдельных, наиболее ответственных объектах морской, авиационной
и ракетной техники.
Разновидностью радиопрозрачных стенок многослойной
конструкции являются стенки с «усредненной» диэлектрической
проницаемостью, в которых чередуются слои армирующих материалов с
низкой и высокой диэлектрической проницаемостью [4-8]. При
изготовлении таких конструкций для наружных обшивок используют
стеклоткани сатинового или полотняного переплетения, а в качестве
внутренних слоев - стеклоткани разреженных структур (стеклосетки).
В обтекателях, работающих в широком диапазоне волн, могут
также применяться стенки, имеющие плавное изменение
диэлектрической проницаемости по толщине. Повышение уровня
радиопрозрачности (снижения уровня отражения ЭМЭ) может быть
обеспечено также и при использовании известного эффекта «просветления
оптики» [1,2]- см. раздел 7.1. Для реализации этого эффекта на
основном (силовом) слое диэлектрика должен располагаться
дополнительный «просветляющий» слой с диэлектрической проницаемостью
и толщиной в соответствии с уравнениями G.1-24) и G.1-25). Однако
последние варианты, широко используемые для оптических
приборов, не нашли широкого практического применения для изделий
радиотехнического назначения. Наибольшие трудности при
практической реализации этих вариантов возникают в процессе подбора
материалов с соответствующими показателями диэлектрической
проницаемости, а также при защите наружных слоев, особенно, в случае
их малой плотности.
Весьма перспективными являются диэлектрические стенки с
введенными в них реактивными компенсирующими элементами в виде
металлических проводников. Указанные элементы создают
отраженную волну, равную по мощности и обратную по знаку волне,
отраженной от диэлектричесхой стенки. В данном случае появляется
возможность выбирать толщину стенки из условий обеспечения
механической прочности. Возможно размещение одной, двух, трех и более
230
реактивных сеток по толщине диэлектрика на определенном
расстоянии друг от друга.
Компенсирующие металлические сетки могут быть
использованы и в многослойных конструкциях. В этом случае сетки вводят в
обшивки. Применение компенсационных сеток в многослойных
стенках с ячеистым заполнителем позволяет при хорошей
радиопрозрачности повысить механическую прочность за счет возможности
увеличения толщин обшивок.
Каждый тип радиопрозрачных стенок обладает присущим
только ему сочетанием радиотехнических, прочностных,
эксплуатационных и др. специфических свойств, поэтому в каждом конкретном
случае при выборе оптимальной конструкции следует отдавать
предпочтение такому варианту, который в максимальной степени отвечает
предъявляемым требованиям.
7.3. Основные этапы проектирования и расчетов
радиопрозрачных изделий
Процесс разработки радиопрозрачных изделий включает в себя
несколько этапов. На первом этапе, учитывая условия работы изделия
(силовые нагрузки, температура эксплуатации, климатические
факторы и т.п.), выбирают конструкцию стенки (однослойная, многослойная
и т.п.) и материалы, из которых она должна изготавливаться. При этом
упитывают, в первой приближении, основные радиотехнические
особенности стенки и осуществляют предварительные расчеты
радиотехнических и прочностных характеристик изделия, определяют
приемлемые пределы по массе, по толщине слоев. Первый этап часто называют
«синтезом» радиопрозрачной стенки.
На втором этапе для выбранных конструкции, материалов,
предварительных размеров (толщины) стенки и ее отдельных
элементов проводят стадию анализа, осуществляют уточненные
электродинамические и прочностные расчеты для определения оптимальных
размеров элементов стенки с учетом возможных ограничений;
определяют коэффициенты прохождения ЭМЭ и фазовые характеристики
в заданном диапазоне радиоволн и углов падения ЭМВ, зависящих от
конфигурации РПИ и углов сканирования антенны.
Вопросам конструирования и электродинамического расчета
стенок радиопрозрачных защитных устройств посвящено несколько
опубликованных в разные годы монографий [3, 9-12]. Тем не менее,
авторы сочли целесообразным с учетом накопленного опыта и
проведенного критического анализа привести наиболее хорошо и
надежно себя зарекомендовавшие, на наш взгляд, отдельные уравнения и
методики, посвященные электродинамическому расчету наиболее
широко используемых типов радиопрозрачных стенок.
231
Что же касается прочностных расчетов, то выше, в гл. 4, были
приведены основные упруго-прочностные свойства стеклопластиков,
а ниже будут представлены теоретические формулы и примеры
расчетов некоторых, наиболее распространенных форм РПИ.
7.4. Электродинамические расчеты однослойных
радиопрозрачных стенок
Как отмечалось выше, проектирование РПИ целесообразно
проводить в два этапа. На первом этапе - стадии синтеза - чаще всего
бывает достаточно использовать приближенные, более простые формулы
для оценки толщину стенки РПИ и показателя радиопрозрачности.
В случае использования стенок малой толщины относительно
длины волны, практически при d < 0,05Л, приближенное значение
коэффициента прохождения ЭМЭ по мощности через стенку из
идеального диэлектрика (tg?=O) может быть рассчитано по следующему
уравнению [3]:
^^]1 G.4-1)
Как отмечалось выше, однослойные обтекатели не всегда могут
быть выполнены тонкостенными, так как их толщина может
оказаться недостаточной для эффективной защиты антенны, особенно Для
малых длин волн. Более приемлемыми в таких случаях являются
согласованные полуволновые стенки A-го, 2-го.... порядка). Толщину
полуволновой стенки из идеального диэлектрика можно определить
по вышеприведенному уравнению G.1-21):
N.
Для стенок, толщина которых мало отличается от
полуволновых, примерное значение коэффициента прохождения можно
рассчитать по уравнению, сходному с формулой G.4-1):
G.4-2)
где Ad - разность между реальной толщиной стенки и толщиной
полуволновой стенки, ближайшей к реальной толщине стенки и
рассчитываемой по соотношению G.1-21).
Для приближенной оценки влияния внутренних потерь на
коэффициент прохождения |7]2 в рассмотренных случаях [(уравнения
232
G;4-1) и G.4-2)] следует использовать следующее приближенное
соотношение:
2? G.4-3)
где корректирующий множитель А2 рассчитывается по уравнению [5]:
G.4-4)
Для уточненных "расчетов на стадии анализа стенки необходимо
использовать более сложные и одновременно более точные
уравнения [3]*:
\(\-г>)г
.sin* Х\ > G.4.5)
()
1 ' (\-A1r1Y+4Airisin1(<p+x)
где
z = arctgJLlsl. G.4-6)
€ — I
Коэффициенты однократного отражения |г|2 по мощности
находятся в зависимости от типа поляризации ЭМВ по уравнениям G.1-9),
G.1-10) и G.1-11).
Электрическую толщину стенки определяют из соотношения
G.1-17)
а значение комплекса А2 рассчитывают по уравнению G.4-4).
Сопоставление расчетных и опытных значений
радиопрозрачности свидетельствует о хорошем совпадении результатов при
изменении углов падения вплоть до углов Брюстера вБр [1, 2} для данного
материала стенки, определяемого соотношением
Л- G-4-7)
На рис. 7,4-1 представлены в графическом виде зависимости
коэффициента радиопрозрачности при прохождении ЭМВ через
реальные стенки (с внутренними потерями) |7]2 от основных определяющих
параметров. Можно видеть, что с ростом тангенса угла
диэлектрических потерь используемого материала радиопрозрачность монотонно
падает; Зависимость радиопрозрачности от толщины стенки носит
гармонический характер, при этом максимальные значения радио-
Прозрачности располагаются через промежутки, кратные длине
полуволны в диэлектрике.
Приведенное уравнение справедливо и для стенок малой толщины относительно
Длины волны.
233
1,0
0,9
0.8
0.7
0,6
0,5
0.4
0,3
0.2
Рис. 7.4-1. Зависимость
коэффициента радиопрозрачности от от-
носительной толщины стенки d/X
и tgS (значения указаны на
рисунке) при ?-=4,0 для случая
нормального падения радиоволны
Следует отметить, что в
случае прохождения ЭМВ
через полуволновые
однослойные стенки в соответствии с
приведенными выше
уравнениями, максимальные
значения радиопрозрачности
(минимум отражения)
наблюдаются при определенных соче-
0,0 0,1 0,2 0.3 0,4 0,5 0,6 0,7
d/A
таниях параметров Л, ?, tg?, 0, d. Любое изменение одного из
параметров при фиксированных значениях остальных характеристик ведет к
снижению радиопрозрачности (повышению значений отраженной
энергии).
На практике в большинстве случаев приемопередающие
комплексы работают с переменными углами падения. Это обусловлено
тем, что при применении обтекателя криволинейной формы углы
падения являются переменными по апертуре антенны даже в случае ее
неподвижного положения, а в случае сканирующих антенн угол
падения изменяется даже при использовании плоских РПУ.
Следовательно, при выборе толщины стенки d следует принимать такое ее
значение, которое обеспечит заданный уровень радиопрозрачности
во всем диапазоне переменных углов падения.
Рассмотрим, например, работу РПУ для сканирующих антенн
при фиксированной длине волны и переменных углах падения (рис.
7.4-2). Можно видеть, что в представленном диапазоне
сканирования антенны второй вариант является предпочтительным,
поскольку обеспечивает приемлемую
радиопрозрачность во всем
диапазоне рабочие углов
сканирования.
т2
1.0
0.8
0.6
0,4
0,2
234
-40 -20
0
в
20 40
60
Рис. 7.4-2. Зависимость
радиопрозрачности плоского РПИ с
полуволновой однослойной стенкой от
угла сканирования, совпадающего
с углом падения:
стенка толщиной d\,
вычислено для угла падения 0=0;
- то же для стенки
толщиной йъ определено при 0=30 °
Углы, при которых радиопрозрачность является максимальной
(минимум отражения ЭМВ), принято называть углами компенсации
(отраженных волн) или согласования. В представленном на рис. 7.4-2
варианте такими углами являются: для кривой 1 - вк= О, для кривой 2 -
0К= 30 °. При выбранном значении d определяется единственное
значение угла компенсации вк, при котором отражение будет
минимальным. Так, например, для стенок из идеального диэлектрика (tg?= 0) в
соответствии с уравнением G.1-21) указанный угол для полуволновых
однослойных стенок может быть найден с помощью уравнения:
V
4d2
где N- порядок полу волновой стенки.
В случае переменных углов падения необходимо выбирать такую
толщину стенки РПИ, которая обеспечивала бы наилучшие
радиотехнические показатели во всем диапазоне рабочих углов падения.
Использование формулы G.4-5) позволяет решать такого рода
задачи. В качестве примера на рис. 7.4-3 приведены результаты таких
расчетов р&диопрозрачного обтекателя из эпоксидного
стеклопластика с полуволновой стенкой для случая перпендикулярно
поляризованных радиоволн с длиной волны 10 см. Благодаря проведенным
расчетам удалось определить, что при углах падения ЭМВ от 0 до 45 °
оптимальной для всего диапазона углов падения является толщина
rf= 24,0 мм (|712 ? 0,94), а для диапазона углов падения от 0 до 70 °
наилучшие показатели наблюдаются при rf= 26,0 мм (|7|2> 0,90).
Отдельно следует рассмотреть вопрос о точности,
предъявляемой к толщине однослойных радиопрозрачных стенок. Совершенно
очевидно, что практически невозможно изготовить изделие с
нулевыми допусками на толщину
стенки. Вопрос заключается в
выборе таких приемлемых
допусков на толщину стенки, при
которых дополнительные
потери на отражение не
превосходили бы определенной
заданной величины.
Рис. 7.4-3. Расчетные зависимости
Коэффициента радиопрозрачности
от угла падения ЭМВ (Л = 10 см) с
Перпендикулярной поляризацией
«а стенки (е=4,5, tgS= 0,014)
различной толщины (указаны на ри-
*Унке в мм)
235
26
60
В первом приближении взаимосвязь между допуском на
толщину Ad = \dH0M- d\ и дополнительными потерями на отражение A\R\2
может быть выражена в соответствии с уравнением, сходным с
соотношением G.4-2):
12
В табл. 7.4-1 приведены относительные допуска (Ad/Я) в
зависимости от диэлектрической проницаемости материала стенки и
заданного (допустимого) уровня потерь ЭМЭ на отражение.
Таблица 7.4-1
Относительные допуска (Ad/A) на толщину стенки в зависимости
от диэлектрической проницаемости материала стенки
Диэлектрическая
проницаемость
материала стенки, е
3
4
5
6
8
10
Значения относительных допусков (Ad/Я)
102
при заданных (допустимых) потерях на отражение Д|Д|2
0,02
5,64
4,60
3,99
3,56
3,02
2,66
0,04
7,97
6,51
5,64
5,05
4,27
3,77
0,06
9,77
7,98
6,91
6,18
5,22
4,60
0,08
11,3
9,21
7,98
7,14
6,02
5,32
0,10
12,6
10,3
8,92
7,98
6,74
5,95
Как следует из приведенных данных, требования по допускам
заметно возрастают при уменьшении длин волн и увеличении
диэлектрической проницаемости материала стенки.
При осуществлении расчетов РПИ необходимо учитывать также
реальные отклонения и других определяющих параметров от
номинальных. Так, например, кроме переменного (как правило) угла
падения, длина волны находится практически в определенном
диапазоне А±АЛ, обусловленном соответствующими радиотехническими
характеристиками излучающего устройства. Кроме того, встречаются
задачи по обеспечению работоспособности РПИ для нескольких
разнесенных длин радиоволн. В этих случаях, особенно при заметной
разнице характеристик разнесенных радиоволн, следует учитывать и
изменение свойств материала (е, tg<5), которые в общем случае зависят
от частоты радиоволны (см. гл. 4).
Для расчета оптимальных толщин стенок РПИ, обеспечивающих
наилучшие (приемлемые) показатели по радиопрозрачности во всем
диапазоне изменения определяющих параметров, необходимо решать
задачи поиска компромиссных вариантов. В качестве примеров на рис
7.4-4, 7.4-5 и 7.4-6 приведены результаты таких расчетов в виде
графиков зависимости | т\2 от толщины стенки d для изделия из
эпоксидного стеклопластика на основе тканей алюмоборосиликатного со*
236
4,7 4,8 4,9 5,0 5.1 5,2 5,3 5.4
tf.MM
0,90*
0,85
0,80
0,75
0.70
0,65
4,5 4,6 4,7 4.8 4,9 5,0 5,1 5,2
d.MM
Рис* 7.4-4. Зависимость коэффициента радиопрозрачности от толщины двух-
диапазонной радиопрозрачной стенки из эпоксидного стеклопластика на
основе стекла бесщелочного состава:
1, Г- для длин волн Ai+АЛи Лх- АД; 2,2'-для длин волн Аъ+АЛи^-АА
Рис. 7.4-5. Зависимость коэффициента радиопрозрачности от толщины двух-
диапазонной радиопрозрачной стенки из эпоксидного стеклопластика на
основе стеклоткани из полых волокон. Обозначения те же, что и на рис.7.4-4
става, полого волокна и кварцевой ткани. Угол падения падение дво
всех случаях составляет 40 °. Диэлектрические характеристики
упомянутых стеклопластиков для различных длин радиоволн приведены
в табл. 7.4-2.
В случае одинаковых требований по радиопрозрачности при
работе на двух диапазонах разнесенных радиоволн оптимальную
толщину радиопрозрачной стенки следует выбирать в области
пересечения кривых для Я\ и Яг, При определении минимально возможного
коэффициента радиопрозрачности следует учитывать краевые
значения длин волн и реальные допуски на толщину стенок.
7.4-6. Зависимость коэффициента
рачности от толщины двух-
*№*пазонной радиопрозрачной стенки из
Оксидного стеклопластика на основе
т^и из кварцевых волокон.
Обозначения те же, что и на рис. 7.4-4
0.90
0.85
0.80
0.75
0.70
0.65
4,3 4,4 4.5 4.6 4.7
4мм
237
Таблица 7.4-2
Диэлектрические характеристики стеклопластиков
Армирующий материал
Стекло бесщелочного состава
Полое волокно
Кварцевое волокно
Длина волны Л|=8 мм
?
4,4
3,9
3,4
tg<?
0,016
0,013
0,0075
Длина волны Лг=30 мм
4,5 0,014
4,0 0,012
3,5 0,0070
Для оценки величины фазового набега Ац/, возникающего при
прохождении ЭМВ через однослойную стенку, следует использовать
уравнение [10]:
2 Л 2nd
2
l-r
Необходимо подчеркнуть, что при определении величин
фазового набега наиболее важными являются не столько абсолютные
значения А^в локальных зонах, сколько разности этих значений по
апертуре антенны (в разных зонах изделия).
ПРИМЕРЫ
Пример L Радиоволна длиной Я = 10 мм падает на стеклопласти-
ковую стенку под углом 0=45°. Диэлектрическая проницаемость
стеклопластика ?=4,5, тангенс угла диэлектрических потерь
tg?=0,01. С учетом механических нагрузок и прочностных свойств
используемого стеклопластика, толщина стенки должна составлять
не менее 4 мм. Необходимо определить оптимальную толщину,
радиопрозрачность стенки и потери энергии в дБ для радиоволн:
а) с перпендикулярной поляризацией;
б) с параллельной поляризацией;
в) неполяризованных.
Решение
Электрическая толщина стенки [уравнение G.1-17)] составляет:
2'3>14'rfV4,5-sin245° = l,256rf [рад],
где значение dвыражено в мм.
Угол х [уравнение G.4-6)]:
рад.
arctg^
s-\ 4,5-1
Коэффициент однократного отражения по мощности (коэффи*
циент Френеля):
238
а) для случая перпендикулярной поляризации:
fV2l f/21
2
=0,227;
б) для случая параллельной поляризации:
fV2^ f
4,5 • cos45° - V^S^sin
4,5-cos45° -f V4,5-sin
= 0,0521;
в) для неполяризованной волны:
М 2и ш 2
Коэффициент А2 в уравнении G.4-5) рассчитывается по
соотношению G.4-4):
indelgS 2 3 14ч/4.50,01
Д2 _ е A-Vs-sin2* = g 10V4,5-sin245° = -0,0!4lrf
Коэффициент прохождения ЭМВ по мощности:
\Пг=-
Результаты расчетов для перпендикулярно поляризованной
радиоволны представлены на рис. 7.4-7.
|7f
1
0.9
0,8
0,7
0,6
0,5
0.4
0.3
л
/
А
7 \
... .
....
/
, /...
....
\
\
\
\
\,
/
л
/_\
2 3 4 5 6 7 8
</, мм
Рис. 7.4-7. Зависимость 71 однослойной стенки от ее толщины
239
Аналогично могут быть проведены расчеты и для других случаев
поляризации.
Поскольку из условий прочности необходимо, чтобы толщина
стенки составляла d>4 мм, то принимаем стенку второго порядка
толщиной rf= 5 мм (см. рис. 7.4-7). Для выбранной толщины стенки
радиопрозрачность составит:
а) для случая перпендикулярной поляризации:
\Г\2 =0,895 (89>5 %);
Л = -101g{|7f J= -101g{0,895}= 0,480 дБ
б) для случая параллельной поляризации: |7]2= 0,925, П = 0,339 дБ;
в) для неполяризованной волны: \Т]2= 0,911, П = 0,403 дБ.
Примечание: как видно из результатов расчета» при перпендикулярной
поляризации радиопрозрачность является наименьшей; в связи с этим при
отсутствии данных о типе поляризации целесообразно проводить оценку
коэффициентов прохождения именно по этому варианту, обеспечивая тем
самым некоторый возможный запас по радиопрозрачности.
Пример 2. По примеру 1 определить величину набега фаз и
фазовые искажения при прохождении ЭМВ через радиопрозрачный
обтекатель, если в пределах апертуры антенны угол падения в изменяется
от 0 до 50 °. Необходимо рассмотреть случай перпендикулярной
поляризации.
Решени е
Пусть угол падения 0= 30 °. Тогда локальные значения
электродинамических характеристик составят:
2nd I ПТ 2-3,14-5,00 Г—. 2оло
<р = ——V?-siir0= - *—V4,5-sin 30 =6,48рад;
^cosgVgsing=cos30V4,5sin30 = ш.
0 Vi20 30° V4i2°
. П+r2 1 In-d
tg -t
. П+r 1 Ind n
arctg -—jtgtp —cos0
\\-r J Я
^l + (-0,408J .AO] 2-3,14-5,00 ол0 ^ Ае
_L__Ltg6,48j _cos30'=2,45 рад.
Аналогично проводятся расчеты и для других углов падения
ЭМВ (табл. 7.4-3).
240
Таблица 7.4-3
Расчетные значения <ру г± и А у для различных углов падения
Угол падения, 0, град
О
10
20
30 40
50
Электрическаятошцина, ^ ^ ^ ^ ^ ^
(р% рад
Коэффициент Френеля, п -<U59 -0,365 -0,380 -0,408 -0,450 -0,509
Набег фаз, Л^, рад 2,65 2,63 2,56 2,45 2,31 2,11
Как следует из табл. 7.4-3, для данного примера искажение фазы
при прохождении радиоволны через обтекатель составляет 0,27 рад
A5,5 °) от среднего значения.
7.5. Расчет радиопрозрачных изделий с многослойными
диэлектрическими стенками
7*5.1. Радиотехнические особенности многослойных стенок.
Оценка толщин различных слоев на стадии синтеза
радиопрозрачных стенок
Общим принципом при конструировании многослойных стенок
является принцип подбора таких размеров (толщин) ее слоев -
толщин плотных слоев, расстояния между этими слоями (толщин
легкого заполнителя), которые обеспечивают минимальное отражение
ЭМВ. Вместе с тем, процесс прохождения ЭМВ через многослойные
стенки имеет некоторые специфические особенности. Заметим, что в
случае полуволновых однослойных стенок имеются только две
границы раздела сред с различными значениями е (границы
«воздух-диэлектрик» и «диэлектрик-воздух»), являющиеся источниками
отраженных волн. Соответственно, имеется только один показатель,
который можно варьировать - расстояние между этими границами
(толщина стенки) d. При этом, выбранному значению d соответствует
единственное значение угла компенсации вК9 при котором отражение
будет минимальным.
При прохождении ЭМВ через многослойные стенки число
границ раздела сред возрастает; соответственно, возрастает и число
взаимодействующих отраженных волн и их комбинаций. Появляется
возможность варьирования толщинами нескольких различных слоев.
Такая свобода в выборе сочетаний и комбинаций этих показателей
Приводит к весьма интересным практическим результатам.
В случае многослойных стенок амплитуда результирующей
отраженной волны R описывается следующим приближенным соот-
241
ношением, не учитывающим отражения высших порядков между
слоями [10]:
где г - коэффициенты Френеля для границ раздела различных слоев;
j - мнимая единица; р- электрические толщины слоев.
Рассмотрим, например, симметричную трехслойную стенку
(рис.7.5-1). Примем для упрощения, что диэлектрическая
проницаемость слоя заполнителя равна 1 (практически, например, для
сотового заполнителя е- 1,1-1,3).
Тогда взаимосвязь между коэффициентами Френеля для
различных границ раздела сред может быть выражена следующим образом:
где индекс «0» относится к воздуху.
После некоторых преобразований уравнение G.5-1) может быть
приведено к виду:
G.5-3)
R = г0| (l -
Вполне очевидно, что величина отражения R в уравнении G.5-3)
обращается в ноль, если
или
Это возможно при выполнении следующих условий:
а) ад =я-М, гдеМ = 0,1,2,3...;
^-1), гдеЛГ= 1,2,3...
Первое условие означает, что толщина обшивок должна быть
минимально возможной (М = 0), либо полуволновой 1-го, 2-го, 3-го , ...
порядка (М = 1, 2, 3, ...). Полуволновые обшивки для трехслойных
конструкций применяют редко. Чаще всего обшивки выполняют с
минимальной толщиной, причем конкретное
значение толщины обшивок (и соответственно,
значение <р\) определяют исходя из прочностных
расчетов и технологических соображений.
Второе условие позволяет определить
электрическую толщину (и, соответственно, «физическую»
Рис. 7.5-1. Схема трехслойной стенки:
1 - обшивки из плотного диэлектрика; 2 -
легкий заполнитель
242
рис. 7.5-2. Зависимости коэффициентов ,7
радиопрозрачности от угла падения вол- 1'°"
ны для трехслойных стенок с
различными толщинами среднего слоя: 0,95
0,90
толщину) среднего слоя заполнителя 085
qn 1-го, 2-го, 3-го ... порядка (ЛГ= 1,
2, 3 ...) при фиксированном угле па- 080
дения:
!)* G.5-4)
О 10 20 30 40 50 60 70 80
0.град
или, напротив, угол согласования & при фиксированной толщине
заполнителя:
На рис. 7.5-2 приведены расчетные зависимости положения
углов компенсации от толщины среднего слоя трехслойной стенки. Из
этого рисунка следует, что указанные зависимости
радиопрозрачности для трехслойных стенок от угла падения принципиально имеют
тот же характер, что и в случае полуволновых однослойных стенок -
для любого варианта трехслойной стенки имеется лишь один угол
согласования, при котором отражение радиоволн является
минимальным.
При прохождении ЭМВ через более сложные многослойные
конструкции (пяти-, семи-, девятислойные и т.д.), как показывает
анализ общего уравнения G.5-1), возможны такие комбинации тол-
Щин слоев, которые обеспечивают минимальные отражения ЭМЭ на
Нескольких углах падения радиоволны.
Рассмотрим, например, пятислойную
стенку (рис. 7.5-3). Взаимосвязь между
коэффициентами Френеля для различных
границ раздела в этом случае выражается
соотношением
^01 = —l\2 ~ r23 = ~"r32 = r2\ = ~"г\0 '
ч
^ис.7.5-3. Схема пятислойной стенки
243
В этом случае уравнение G.5-1) может быть преобразовано к
следующему виду:
R = г„ {[l + е-2^^ [l - e-vfc****)]. e'2M [l - e-2J^+^\},
G.5-5)
Возможна иная группировка членов уравнения:
Корнями этих уравнений, при которых отражение R = О,
являются значения электрических толщин слоев, отвечающие следующим
системам уравнений:
a) f Ъ{<Р\+<Рг) = яН\ 1
б) Г2(Л+Л+Л) = ж.ЛГ21 ГДеЛГ2=1,2,3...;М2=1,2,3...
1 B^) = 2лг.М2 J
в) |2(^+2^2+^з) = ^'^з| гдеЛГз=1,3,5...;Л/з=1,2,3...
[ J
=;г*^1 гдеЛГ4=1,2,3...;М4=1,2,3...
Толщина наружных слоев d\ (и, соответственно, величина <р\)
выбирается, как и для трехслойных конструкций, исходя из
механической прочности и технологических соображений. Тогда, как
показывает анализ приведенных соотношений, для пятислойных стенок
могут быть найдены две независимые пары значений <рг и (ръ
(остальные корни являются сопряженными или не имеющими физического
смысла), а именно: первая пара {(ргл, (рьл) и вторая пара (qn-i, 1*3-2).
Первая пара корней позволяет определить толщины слоев di и Л,
принимая в качестве угла в первый угол компенсации в^ , при
котором отражение R = 0. Для найденных значений Л и Л с помощью
второй пары корней (#2-2, де-2) можно вычислить второй угол
согласования вк_2, при котором отражение также равно 0.
Таким образом, в отличие от трехслойных и однослойных
полуволновых стенок, для которых можно варьировать только одним
параметром, для пятислойных стенок имеется возможность варьировать
двумя параметрами - значениями толщин внутренних слоев стенки di и
йъ и, соответственно, получить два угла компенсации, при которых
отражение R = 0. Это в существенной мере расширяет диапазон рабо-
244
рис. 7.5-4. Углы компенсации для пяти-
слойной G), семислойной B), девяти- '
слойной C) стенок
0,95
0.90
0.85
0.80
10 20 30 40 50
0.град
70 80
чих углов падения с приемлемой
радиопрозрачностью. С увеличением
числа слоев стенки количество углов
компенсации возрастает (рис. 7.5-4).
Завершая рассмотрение
вышеописанного метода, необходимо
подчеркнуть, что его следует
применять только для первоначального
ориентировочного подбора толщин
слоев - на стадии синтеза
радиопрозрачной стенки. Уточнение должно проводиться с помощью формул,
устанавливающих взаимосвязь между указанными размерами слоев и
радиопрозрачностью.
Кроме изложенного метода для предварительного выбора
оптимальных размеров слоев многослойных конструкций можно
использовать и номограммы, связывающие радиотехнические
характеристики с диэлектрическими показателями используемых материалов и
толщинами слоев. В работах [3, 10, 11] приведены такие
вспомогательные графики, заметно облегчающие предварительный выбор
оптимальных толщин слоев заполнителя. Наконец, полезным, особенно
на стадии синтеза радиопрозрачных стенок, может быть и
использование графоаналитических методов, базирующихся на методе
«эквивалентных линий» и круговой диаграмме полных сопротивлений.
Изложение этих методов можно найти, например, в работе [10].
7,5.2. Основные расчетные уравнения
При расчете многослойных стенок аналитические выражения
для определения амплитудных и фазовых характеристик довольно
сложны даже без учета внутренних потерь в материале. Ниже
приведены уравнения для расчета коэффициента прохождения |г|2 и
фазового набега Л у для наиболее часто используемых многослойных
конструкций без учета внутренних потерь*. Для уточнения коэффициента
Более точный расчет с учетом внутренних потерь возможен при выводе
соответствующих уравнений, например, матричным методом или при использовании
численных методов с привлечением ЭВМ; на предприятии НПО «Стеклопластик»
разработана программа, позволяющая осуществить расчет многослойных стенок
(в том числе и несимметричных) с учетом внутренних потерь в материалах, для
слоев с различными диэлектрическими характеристиками и толщинами.
245
прохождения с учетом внутренних потерь в первом приближении
следует использовать уравнение G.4-3)
а значение корректирующего множителя А2 применительно к
многослойным конструкциям можно представить в виде:
, ,
G.5-7)
где i - номер слоя; п - число слоев стенки.
Самой простой из многослойных конструкций является двойная
стенка (рис. 7.5-5). Радиопрозрачность и набег фаз для такой стенки
могут быть рассчитаны по уравнениям [10]:
frf
I So
G.5-8)
G.5-9)
где
В приведенных соотношениях (и далее) щ - электрические
толщины слоев, а пи , т и по - коэффициенты Френеля для поверхностей
раздела между соответствующими средами. Как показывает анализ
уравнений G.1-7) и G.1-8), численные значения коэффициентов
Френеля зависят от углов падения волны на границы раздела. При этом
очевидно, «внутренние» углы падения радиоволны на границы
диэлектриков с различными значениями е внутри многослойной стенки
являются переменными. Так, например, в данном случае, в
соответствии с законом Снеллиуса [уравнение G.1-4)], угол направления
преломленной волны, распространяющейся в первом слое, отличается от
угла падения в первичной волны (из воздуха). Вместе с тем указанная
волна становится падающей на границу раздела диэлектриков 1 - 2.
Для упрощения расчетов |7|2 и А^
многослойных стенок определение значений
коэффициентов Френеля целесообразно проводить с
помощью следующих модифицированных уравнений,
Рис. 7.5-5. Схема двухслойной стенки:
1 - материал с диэлектрической проницаемостью ех\
2- материал с диэлектрической проницаемостью ?2
246
где в качестве единственного угла выступает первичный угол падения
волны на стенку (при направлении радиоволны из среды «л» в среду
а) для случая перпендикулярной поляризации:
_Tjsn~sm2e-,j?n+x-sin2e ; G.5-10)
у €п - sin2 0 + у ?„+1 - sin2 в
б) для случая параллельной поляризации:
I • 2 л
гп=
~sin
Как отмечалось выше, на практике наиболее часто из различных
вариантов многослойных конструкций используются трехслойные
симметричные стенки (см. рис.7.5-1). В целях обеспечения
максимальной компенсации отраженных волн и, соответственно,
обеспечения максимальной радиопрозрачности такой конструкции толщина
di среднего слоя (легкого заполнителя) должна соответствовать
следующему расчетному значению [3]:
\ G.5-12)
где ЛГ- целое число (ЛГ= 1, 2, 3 ....), определяющее порядок
согласованной толщины слоя заполнителя; ср\ - электрическая толщина слоев
обшивок;
х = arctg / ^([-Ф^ G.5-13)
Анализ уравнения G.5-12), проведенный авторами данной книги,
показал, что область его применения ограничена критическим
значением электрической толщины наружных обшивок:
<754)
В случае <px>q\ вместо уравнения G.5-12) следует применять
иное уравнение:
rf - , Я (N~l ЯГ V если q>x ><р\; G.5-15)
47^вУ 2 In)
247
Рис. 7.5-6. Толщина среднего слоя
заполнителя, обеспечивающего нулевое
отражение радиоволн, для jV= 1, ^ = 4,0 и
значениях ег материала среднего слоя
заполнителя:
1 -1,1; 2- 1,2; 3-1,4; *-1,6; 5-1,8;
6-2,0
На рис. 7.5-6 приведены
расчетные зависимости толщины среднего
о,оо о,о2 0,04 о.об 0,08 о.ю слоя заполнителя, обеспечивающего
нулевое отражение радиоволн, от
толщины обшивок для случая
нормального падения радиоволн.
В том случае, если внешняя и внутренняя обшивки имеют разные
толщины, максимальная радиопрозрачность наблюдается при
толщине заполнителя di, определяемой по уравнению:
где d*™0 и d*™ - толщины заполнителя, рассчитанные для
симметричных трехслойных стенок с максимальной и минимальной
толщиной обшивок.
Как следует из анализа уравнений G.5-10 - 7.5-15), оптимальная
толщина слоя заполнителя в общем случае зависит от типа
поляризации. Поэтому, если углы падения отличаются от 0, то для каждой
компоненты волны (параллельная или перпендикулярная поляризация)
оптимальные толщины разные. Поскольку условия прохождения
перпендикулярно поляризованных волн всегда хуже, чем параллельно
поляризованных волн, то при выборе толщины слоя заполнителя в
случае неполяризованных волн целесообразно опираться на расчеты,
проведенные для худшего варианта (перпендикулярная поляризация).
Коэффициент радиопрозрачности трехслойной симметричной
стенки без учета внутренних потерь (fg?=O), можно рассчитать по
следующему уравнению [3]:
\т\2 = (l~pY ; G.5-16)
где (pi - электрическая толщина среднего слоя заполнителя.
Значение % в уравнении G.S-16) определяется из выражения
G.5-13), а величина р- из следующего соотношения:
р= (Гп+ЧгУ-Ьп-'и-^Ъ . G.5-17)
(l + V.2J-4r0l-'i2-sinVl
248
Используя матричный метод, для определения коэффициента
передачи I т\2 и определения набега фаз А у для симметричной
трехслойной стенки без внутренних потерь в работе [10] расчетные
уравнения были получены в ином виде:
G.5-18)
Ay/ = arctg Brfj + d2)cos& \
G.5-19)
где:
На рис. 7,5-7, 7.5-8, в качестве иллюстрации, приведены
графические зависимости потерь энергии при прохождении ЭМВ через
трехслойные стенки от определяющих параметров при нормальном
падении радиоволны. Диэлектрическая проницаемость сотов принята
равной 1,1, а тангенс угла диэлектрических потерь - 0,002. Из этих
рисунков видно, что радиопрозрачность трехслойных конструкций
возрастает при использовании материалов с минимальными внутренними
потерями и уменьшении толщины слоев обшивок.
Аналитические уравнения для расчета радиопрозрачности и
набега фаз для пятислойной симметричной стенки (см. рис. 7.5-3)
приведены ниже":
1.0
0.8
Л.ДБ
2,0
1.6
1.2
0.6
0.4
0,0
Л,ДБ
0,6
о;4
0,2
0.0
10 12 14 16
8 10 12
сГ2.ММ
14 16
а б
Рис. 7.5-7. Зависимость величины потерь Я трехслойных стенок от толщины
среднего слоя d2 при длине радиоволны 3 см. Наружные обшивки
выполнены из эпоксидного стеклопластика на основе стеклоткани бесщелочного
состава (а) (? = 4,5, tg?= 0,014) и на основе кварцевой ткани F) (?=3,4,
tg<?» 0,008) толщиной:
/ -0,5 мм; 2-0,75 мм; 5-1,0 мм
Получены проф. В.А.Каплуном.
249
Л.дБ
П.ДБ
0.4
0.3
0.2
0.1
0.0
4 6 6 10 12 14 16
</2.мм
0.25
0.20
0.15
0.10
0.05
0.00
8 10 12 14 16
d2, мм
а б
Рис. 7.5-8. Зависимость величины потерь Я для трехслойных стенок от
толщины среднего слоя d2 при длине радиоволны от 50 до 100 мм. Наружные
обшивки выполнены из эпоксидного стеклопластика на основе стеклоткани
бесщелочного состава (а) (^=4,5, tg?= 0,014) на основе кварцевой ткани (б)
(е - 3,4, tgS= 0,008) толщиной:
0,5 мм; - 0,75 мм; -•-•- -1,0 мм; длины волн (в мм)
приведены на соответствующих кривых
К lit
= arctg ]~(
1 At
где
I = (B2-C2-D2+E2)cos<p3-2(BC + D-E)sin<p3,
L = (В Е-С D)cos<p3-(С• Е + В D)sin<p3 ,
К = 2(BC-DE)cos<p3 + (b2 -C2 + D2 -
\
d2
j
G.5-20)
G.5-21)
+<p3)+rn(r2i-rol)sin(^, -<рг\
+<Рг)+г1гA -r0l Tjjjsin^, -<рг).
Для семислойной конструкции стенки
(рис.7.5-9):
Jl^^QO' G.5-22)
уг+\уг
Ay=arctg— -—
V Л*
Рис. 7.5-9. Схема семислойной стенки
» G5-23)
250
где
-12
На рис. 7.5-10 приведены зависимости радиопрозрачности от
углов падения для некоторых многослойных стенок.
0.9
0.8
0
1.0
0,9
0.8
0,7
0,6
20
К А
40 60
0.град
//
80
\\
\
20 40 60 80
0 20 40 60 80
Рис. 7.5-10. Радиопрозрачность пяти- и семислойных стенок из
стеклопластика с сотовым заполнителем:
а - пятислойная стенка при А>мак</&мин" 1>5; ^/Лидкс= 1>9 • 10;
c-OjII; й^&махс** 0,2; б - семислойная стенка при ЯМпн</^мин= 2,5;
сс^ 1>9 • 10'2; ^Яиде^ОуОб; й^Хжс= 0,125 (сплошная линия -
перпендикулярная поляризация; пунктирная линия - параллельная поляризация)
251
ПРИМЕРЫ
Пример 1. Необходимо рассчитать оптимальную толщину
среднего слоя заполнителя симметричной трехслойной стенки 1-го
порядка (N = 1) и ее радиопрозрачность при прохождении ЭМВ длиной
40 мм. Угол падения волны составляет 6- 45°. Обшивки выполнены
из стеклопластика толщиной 1 мм и я = 4,5. Диэлектрическая
проницаемость заполнителя - ei = 1,5. Следует рассмотреть различные
случаи поляризации радиоволн.
Решение
1) электрическая толщина слоев обшивки:
<px =2/r—д/fj -sin" в =2-3,14—V4>5-sin 45° =0,314рад;
2) коэффициенты Френеля:
а) перпендикулярная поляризация:
-sin2 в _ cos45° - V4,5-sin245° _
i~sin20 cos45°+A/4,5~sin245°
-,
-sin
-sin
sin24
2
2
-5
°-7i,5
-sin2
-sin2
в
в
45°
^^^^^=0333;
V4,5-sin245° +Vl.5-sin245°
б) параллельная поляризация:
_ 4,5-00845° -У4,5-ип»4У /
r0( : / — U,/Z8»
4,5-cos45° + V4,5-sin245°
l,5V4,5-sin245° +4,5/1,5-sin2 45°
3) значения углов <p* »z-
а) перпендикулярная поляризация:
2
1
= — arccos
(-0,478) (l + 0,3332J
252
0,333 [l+ (-0,478) 21"|
() ( 2)J~
0,345 рад;
X = arctg—г—
(-0,478) (l-0,3332)sinB0,314) = ^ ^
б) параллельная поляризация: <рх = 0,242 рад; # = -1,43 рад;
4) оптимальная толщина слоя заполнителя:
а) перпендикулярная поляризация; поскольку (р\ = 0,314 < ^* = 0,345,
то используем формулу G.5-12):
40 fl 1,49 . in.
1 =10,5 мм.
б) параллельная поляризация; поскольку^! = 0,314 > фх =0,242, то
используем формулу G.5-13):
а2 = . х (-JL) = . 40 (-J*-)«9,11 мм.
^?У 2*J V261 2-3,14j
Пример 2. Используя данные предыдущей задачи, необходимо
определить радиопрозрачность трехслойной стенки с толщиной
заполнителя di = 20 мм для перпендикулярно и параллельно
поляризованных волн. Пришить для материала обшивок tgJi = 0,015, для слоя
заполнителя - tgSz = 0,002.
Решение
1) электрическая толщина слоя заполнителя:
^2 =2яг^-^2-sin2 6> =2-3,14—Vb5~sin245° =3,14 рад;
2) значение комплекса р (уравнение 7.5-17):
а) перпендикулярная поляризация:
(-0,478 + 0,333J-4(~0,478)-0,333 sin20,314 =О|Об.
[l + (-0,478)-0,333]2-4(-0,478).0,333-sin20,314"" '
б) параллельная поляризация: р = 0,0196;
3) коэффициент радиопрозрачности без учета внутренних потерь
(уравнение G.5-16):
253
а) для перпендикулярной поляризации:
С-0'1""/ = 0,655;
(l-0,106J+40,106sin2C,14 + l,4
б) для параллельной поляризации: |г? = 0,926;
4) коэффициент ослабления мощности ЭМВ за счет внутренних
потерь:
1-4,5-0,015 ( 201,50,002
;-sin245° Vb5-sin245°J = Q gjj.
5) коэффициент радиопрозрачности с учетом внутренних потерь:
а) перпендикулярная поляризация:
\Т\2 = А2 • \Т\2о = 0,977 • 0,655 = 0,640;
б) для параллельной поляризации: |г|2 = 0,905.
Примечание: использование уравнения G.5-18) приводит к тем
же численным результатам; так, например, значения
вспомогательных комплексов и величина |г| для случая перпендикулярной
поляризации составляют:
В = (l + ro2,)sinB^ + <p2)-r,22(l + г^тB<рх -<р2)+4г01 • гп • sm<p2 =
= [l+ (-0,478^ ]sinB.0,314+ 3,14)—0,3332[l + (~0,478J]sinB 0,314~3,14)+
+ 4(- 0,478)- 0,333 • sin3,14 = -0,640;
KL" 52+C2 ~ (-0,640L0,5562
7.6. Радиопрозрачные изделия с диэлектрической стенкой,
включающей компенсационные металлические решетки
При создании современных радиопрозрачных изделий,
закрывающих антенны СВЧ, использование диэлектрических стенок с
металлическими решетками позволяет увеличить возможности решения
таких противоречивых задач, как получение высокой прочности РПИ
254
Рис. 7.6-1. Компенсационная металлическая решетка из цилиндрических
проводов (а) и цилиндрических вибраторов (б)
и максимальной радиопрозрачности. Введение металлических
решеток, являющихся в данном случае реактивным сопротивлением,
позволяет производить электродинамическое согласование
произвольных по толщине диэлектрических слоев и обеспечить минимальные
отражения ЭМЭ.
Наибольшее распространение получили решетки из
металлических проводов, диаметр которых существенно меньше длины
падающей волны. Провода решетки должны располагаться параллельно
вектору напряженности электромагнитного поля. Для работы в
электромагнитном поле произвольной поляризации вводится вторая
система проводов, перпендикулярная первой системе и расположенная в
той же плоскости. При этом образуется сетка с квадратной ячейкой
(рис. 7.6-1, а). Теоретически, с той же целью, можно использовать и
систему вибраторов (рис. 7.6-1, б), однако этот вариант значительно
сложнее для практической реализации.
Решетки из проводов могут применяться как в однослойных
монолитных, так и в многослойных изделиях (во внешних обшивках),
как для увеличения их прочности (в основном за счет увеличенной
толщины), так и для обеспечения достаточно хорошей
радиопрозрачности [10, 13-17].
При толщине диэлектрической стенки меньше полуволновой
[см. уравнение G.1-21)], если это обусловлено, например,
ограничением по массе, следует применять одну решетку, расположенную в
среднем сечении стенки (рис. 7.6-2 а). При необходимости
использования стенки с толщиной больше полуволновой целесообразно
использовать две решетки (рис. 7.6-2 6), каждая из которых должна
быть расположена на одинаковом удалении от соответствующих
поверхностей на расстоянии порядка одной четверти длины волны в
Диэлектрике.
Для получения хороших радиотехнических показателей шаг
решетки (S) должен быть соизмерим с длиной волны в диэлектрике, а
Диаметр проводников должен быть много меньше длины волны
Bр«Я).
255
а
Рис. 7.6-2. Схемы стенок с одной (а) и двумя (б) металлическими решетками:
1 - стеклопластик; 2 - металлическая решетка
Уточнение оптимальных соотношений размеров решеток и слоев
диэлектрика может быть проведено с помощью уравнений,
приведенных ниже*. В том случае, если сетки выполнены из металла с
низким электрическим сопротивлением, для стенки с одной реактивной
решеткой в среднем сечении {d\ = d I2- см. рис. 7.6-2 а) коэффициент
прохождения по мощности М2 и набег фаз прошедшей волны
Доопределяют пр формулам:
\т\>
C2+D2
D 2л ' .
d-cos$
С Л
G.6-1)
G.6-2)
где
= (l-r2) cos20, +— sinV,
L 2л
D = {l+r2)\
L
sinbpl-—cos2<pl \
r\
<px =2n—ye-sin2 в
Волновое сопротивление Z входа ЭМВ в диэлектрик, в котором
расположена решетка, рассчитывают по соотношениям:
а) для параллельной поляризации:
/
Уравнения и программы для расчета радиопрозрачности стенок с реактивными
решетками на ЭВМ получены при совместной работе специалистов МГОУ,
г.Москва (проф.В.А.Каплун и др.) и НПО «Стеклопластик».
256
б) для перпендикулярной поляризации:
1
Величину реактивного шунтирующего сопротивления, которое
представляет собой решетка проводов в слое диэлектрика,
определяют с помощью формулы:
In
1пр
..iS?Y./?Y "
G.6-3)
где S - шаг решетки; 2/?- диаметр провбдов решетки;
Следует отметить, что ряд, входящий в выражение для расчета
величины Ху сходится достаточно быстро, и при его вычислении доста*
тдчно учесть 6-7 членов.
Для расчета стенки с двумя симметричными реактивными
решетками (рис.7.6-2 б) были получены следующие уравнения:
G.6-4)
——{{ld\ + d2)cos0 >
Е А
G.6-5)
Где
Приведенные в этом разделе уравнения не учитывают
внутренних потерь энергии. Для приближенной оценки диэлектрических
потерь следует умножить полученные значения М2 на коэффициент А2,
вычисляемый по общей формуле G.4-3) или G.5-7).
На рис. 7.6-3 приведены данные о радиопрозрачности стенки с
одной сеткой проводов, полуволновой 1-го порядка и стенки с двумя
сетками.
17-22 257
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
ITI2
Рис. 7.6-3. Радиопрозрачность
диэлектрической стенки с одной металлической
сеткой (/), полуволновой стенки 1-го
порядка B) и диэлектрического слоя с двумя
сетками E). Характеристики
диэлектрика, ЭМВ и металлической сетки:
€ - 4,5, tgS - 0,015, Л = 20 мм,
0=0,? = 5 мм, 2р = 0,1 мм
10 12
Как видно из представленных
данных, применение реактивных
сеток приводит к хорошим результатам.
Следует особо отметить, что
применение металлических сеток позволяет резко расширить диапазон
толщин стенок, имеющих приемлемую радиопрозрачность.
Ввиду сложности электродинамических процессов, протекающих
при падении ЭМВ на стенки с металлическими сетками, приведенные
выше уравнения являются приближенными и не учитывают некоторые
факторы, в частности, электродинамическое взаимодействие между
проводниками. При перпендикулярной поляризации такое
взаимодействие невелико, а при параллельной - взаимодействие между
проводниками тем сильнее, чем больше угол падения ЭМВ и меньше
толщина стенки [10] (рис. 7.6-4).
В слое диэлектрика фиксированной толщины с двумя
металлическими сетками радиопрозрачность комбинированной стенки сильно
зависит от глубины расположения сеток (рис. 7.6-5).
На рис. 7.6-6 приведены радиотехнические характеристики
некоторых конструкций стенок с компенсационными сетками. Как видно
из рисунков, такие конструкции имеют весьма высокие
радиотехнические показатели в диапазоне углов падения радиоволн 0-80 ° [10].
При этом хорошая радиопрозрачность сопровождается высокой
прочностью и жесткостью.
1.0
0.9
0.8
0.7
0.6
1Л2
20
40
б.град
60
80
Рис. 7.6-4. Коэффициент прохождения
ЭМВ для диэлектрического слоя с
сеткой проводов.
Параллельная поляризация:
/ - расчетная кривая без учета
взаимодействия; А - экспериментальные
данные.
Перпендикулярная поляризация:
2 - расчетная кривая; о -
экспериментальные данные.
0,035, ДУЛ = 0,3,
258
Рис. 7.6-5. Влияние глубины
расположения металлических сеток (dj в слое
диэлектрика на радиопрозрачность. Общая
толщина стенки - 7 мм. Остальные
характеристики те же, что и на рис. 7.6-3
1.0
0.9
0.6
0.7
0,6
0.5
0.4
m2
20 40 60 80
0.град
d
со]
1.0
0,8
0,6
0.4
0,2
0.9
0.8
0.7
0.6
0.5
0.4
1 2 3
di.Mii
20 40 60 80
Я.град
а б
Рис. 7.6-6. Радиопрозрачность стенок с реактивными решетками:
а - однослойная стенка; Лм^ /Лшн= A,2 -1,5); d/Хм^с- 0,042:
s/*= МИГ3; d,/XMaKC «0,125; d2/1^ = 0,1; 2р/Хшн= 1,4 10"J;
^-трехстенка; Х / Х = A5 - 20); d / Х я 35-10; d / Я - 10;
s/*muh МИГ; d,/XMaKC 0,125; d2/1^ 0,1; 2р/Хшн 1,4 10 р
слойная стенка; Хмакс / Хмын = A,5 - 2,0); dj / Х^с я 3,5-10; d2 / Я^^ - 1,0;
$/&мин = 0,33; 2p/XMUMss 2,210~ ; параллельная поляризация;
ин ,; pMUM ,;
— перпендикулярная поляризация
259
В связи с довольно громоздкими аналитическими выражениями
для определения коэффициентов прохождения (отражения) ЭМВ по
мощности для однослойных стенок с реактивными сетками для
определения их радиотехнических характеристик, может быть
рекомендован графоаналитический способ с использованием круговой
диаграммы полных сопротивлений (проводимостей) [10].
Для предварительной оценки характеристик стенок с
компенсационными сетками с заданными радиотехническими
характеристиками целесообразно использовать, также как и для полуволновых и
многослойных стенок компенсационного типа, графики постоянной
отраженной мощности и постоянного набега фазы [10].
ПРИМЕРЫ
Пример L Необходимо рассчитать радиопрозрачность
диэлектрического слоя с 1-ой металлической сеткой, расположенной в
среднем сечении. Шаг сетки 5 = 5 мм, диаметр проводников 2р = 0,1 мм.
Диэлектрическая проницаемость диэлектрика ?-=4,5, тангенс угла
диэлектрических потерь tg<?= 0,015. Перпендикулярно
поляризованная ЭМВ с Я = 20 мм падает на стенку толщиной d = 4,4 мм под углом
6=45°.
Решение
1) расстояние от поверхности стенки до металлической сетки:
d 4,4
, d 4,4 оо
dx = — =s -^- = 2,2 мм >
1 2 2
2) электрическая толщина половины стенки:
А,
=2-3,14—
20
= 1,38 рад;
3) волновое сопротивление Z и коэффициент Френеля:
V4»5-sin245
rx =
in в cos45-V4j5-sin245 Л
- -0,
-sin 9 cos45+V4,5-sin 45
4) реактивное сопротивление:
1
478;
In-
Inp
J
260
Обозначим слагаемые, входящие в бесконечную сумму, как В„:
й 1 . 1 2
Я )
1
Ч!
5J
n + 0,1 llf -0,281 ^J(п-0^r7f-0,
В табл. 7.6-1 приведены расчетные значения величин 5Я и
соответствующих значений сумм рядов.
Таблица 7.6-1
Значения коэффициентов Вп и сумм рядов
п
в,
п
1
0,540
0,540
2
0,0469
0,587
3
0,0132
0,600
4
0,0055
0,606
5 | 6
0,0028 0,0016
0,609 0,611
7
0,0010
0,612
Оценивая сумму отброшенных членов бесконечного ряда как
0,001, примем*:
=0,613.
Тогда численное значение реактивного сопротивления составит:
5) комплексы С н D:
С
ш (l - г2) cos2p, + ^rsm2^, I =
= [l-(-O^SJ]^ • 1,38)+^|^sinB • l,38)j =-0,630;
Расчет с помощью ЭВМ суммы ряда, включающего 200 членов (п=200),
приводит к величине ^Вн =0,614052...
261
0,815
6) радиопрозрачность без учета внутренних потерь:
"' '• " С1 + D* ~ (- 0,630 f + 0,5102 " ' '
7) коэффициент^2, учитывающий внутренние потери:
lndctgd 2.3,144,44,5.0,01s
= ^ 20>/4,5-sin245
8) радиопрозрачность диэлектрической стенки с 1-ой сеткой с
учетом внутренних потерь:
|7f = А2 |Г[2 « 0,954 0,906 = 0,865.
Пример 2. В диэлектрической стенке толщиной d= 7 мм
расположены две металлические сетки на одинаковом расстоянии от
поверхностей - d\ - 1,2 мм. Остальные характеристики материала
стенки, сетки и ЭМВ те же, что и в предыдущем примере. Определить
коэффициент прохождения.
Решение:
1) электрическая толщина слоя диэлектрика с физической
толщиной di = 1,2 мм:
щ 23,14V4*5sin45
2) физическая (Л) и электрическая ((pi) толщина слоя
диэлектрика, расположенного между сетками:
d2 =d-2dx =7-21,2 = 4,6 мм;
3) величины г, X и Z заимствуем из решения предыдущей задачи:
r = -0,478;JT=0,8l5,Z = 0,5;
262
4) комплексы Е и F:
Е = II-
|si,
+^)н
-sin<р2
cosB-0,754+2,89)+
0.5 .
0,815
sinB- 0,754+2,89)+
\{ws) sinB0'754)sin2'89
= -0,653;
*=2il
( z ¦ }
¦\ COS ©о H Sin^2 ¦
^ 2X J
(' \ 7 \ f 7 v
l + r2) siflB^1+^2)-jCOsB^1+^2)--l — I
= 2(- 0,478)-5^-| cos2i89+
' sin2t89
2 0,815
sinB • 0,754+2,89)—^LcosB • 0,754+2,89) -
0,813
4f^1 cosB.0,754).sin2,89
= -0,414;
5) радиопрозрачность без учета внутренних потерь:
E2+F2 (- 0,653)* + (» 0,4mJ
6) коэффициент^2, учитывающий внутренние потери:
2»3,14-7-4,5-а,015
\е W4.5-sin245 =0>929;
7) радиопрозрачность диэлектрического слоя с 2-мя сетками с
учетом внутренних потерь:
|Г|2 = А2 • \Т\2о = 0,997 • 0,929 = 0,925.
263
7.7. Определение углов падения радиоволны
на стенки криволинейной формы
Направление радиоволны в пространстве может быть
охарактеризовано в декартовых координатах X-Y-Z с помощью углов,
образованных заданным направлением с положительными
направлениями осей (рис. 7.7-1). Тогда уравнение прямой, совпадающей с
направлением рассматриваемой радиоволны, исходящей из точки на
антенне с координатами ха, уф za) может быть записано следующим
образом [18]:
G.7-1)
где cosa, cos# cos/- направляющие косинусы.
При известной форме поверхности криволинейной стенки
(изделия), заданной в виде
G.7-2)
рассматриваемая радиоволна пересекает криволинейную стенку РПИ
в некоторой точке П с координатами хш, уш, z^. Для определения
конкретных значений этих координат необходимо совместно
рассмотреть уравнения G.7-1) и G.7*2).
Уравнение нормали к поверхности в точке Я описывается
следующим соотношением [18]:
М
где
G.7-3)
G.7-4)
являются значениями частных производных уравнения G.7-2),
соответственно, по X, YnZв точке с координатами x€mt y^, zm.
Угол падения рассматриваемой
радиоволны в [угол между прямыми по
уравнениям G.7-1) и G.7-2)] можно рассчитать с
помощью следующего соотношения [18]:
й -
'cosa * ^ *cos
G 7-5)
Рис. 7*7-1. К расчету углов падения
радиоволны ( 1*6) на криволинейную стенку
Таким образом, при известной форме поверхности
радиопрозрачной стенки [аналитического выражения типа уравнения G.7-2)]
для определения численных значений углов падения в радиоволн нет
принципиально непреодолимых препятствий. Вместе с тем,
получение аналитических выражений для расчета значений в возможно
дишь для некоторых, самых простых форм изделий.
Рассмотрим, например, РПО сферической формы. При
совпадении начала системы координат Л д rj с центром сферы уравнение
последней можно записать следующим образом:
G.7-6)
где Ro - радиус сферического обтекателя.
В общем случае антенна [центр «качания»* параболической
антенны или центр фазированной решетки (ФАР)] может быть смещена
По отношению к геометрическому центру сферы. Рассмотрим,
например, случай смещения центра параболической антенны по оси
симметрии сферы ц на расстояние Ни (рис. 7.7-2).
Для упрощения задачи определения углов падения
воспользуемся еще одной системой координат (X Y, Z), неподвижной
относительно сканирующей параболической антенны. При этом начало
системы координат разместим в центре качания антенны, а плоскость
X-O-Z - параллельно плоскости раскрыва (апертуры) антенны (рис.
7.7-2). Примем также, что вращение антенны происходит вокруг оси
О-Х, параллельной оси О-Л.
Пусть в исходном положении плоскость раскрыва антенны
параллельна плоскости Аг-О'-т). Тогда пойорот антенны на угол С от
исходного положения
вокруг оси О-Х отражается на
рис.7.7-2 поворотом осей 0-
Z и O-Y на тот же угол
относительно осей О-/л и
Рис. 7.7-2. Схема взаимного
расположения параболической
антенны (/) и сферического
РПО B)
Под центром «качания» антенны следует понимать точку, относительно которой
вращается антенна.
Угол ? считается положительным, если поворот производится против часовой
стрелки.
265
С учетом смещения начала системы координат Л, //, rj по
отношению к системе координат X, Y, Z на величину Нм взаимосвязь меж-
ду значениями координат двух рассматриваемых систем выражается
следующими соотношениями [18]:
Х = Х\
Z-sin?-#/, G.7-7)
Подставляя соотношения G.7-7) в формулу G.7-6), найдем
уравнение сферы в координатах X, Y, Z:
r i G.7-8)
-[Д2 -ЛГ2 -Z2 -Я2 -2ZHM .ein?]= 0.
При известных координатах излучающей точки антенны (ха, za)
координаты точки пересечения рассматриваемой радиоволны (Ре),
исходящей из указанной точки антенны, с поверхностью сферы
(точка П на рис.7.7-2) определяют следующим образом:
Хст = V' *ст = za> Уст =* + V^+C ;
где:
6 = Я •cos^; c = R0 -xa -za -H -2za *H
Для найденных координат точки пересечения П (хш, уст гш)
коэффициенты К, Lt M (см. уравнения G.7-3) и GЛ-4)), определяющие
положение в пространстве нормали N к сферической поверхности в
рассматриваемой точке, могут быть рассчитаны по следующим
уравнениям:
M=-(Z = zcm) = 2zc
Для выбранного расположения системы координат X, Yf Z
любая радиоволна перпендикулярна плоскости X-O-Z, т.е.
перпендикулярна осям О-Х и O-Z и параллельна оси О- Y, В этом случае,
очевидно cosa = cos^=0, cos/?= 1. Тогда общее выражение G.7-5) для
определения угла падения упрощается:
л ^ Г7 7-9)
cos в — . I '
V-/^ + Z? + М
266
Подставляя в это уравнение значения К, L, М, получим:
в = arcsm
+я,-sin
Я.
G.7-10)
В частном случае, если центр качания параболической антенны
совпадает с центром сферы, т.е. Нм = 0, уравнение G.7-10) упрощается:
= arcsin-
G.7-11)
arcsin
где ra = 'yjxl +z% - радиус места расположения рассматриваемой
точки на антенне.
В случае использования неподвижной сканирующей антенны
(типа ФАР) вместо величины za в вышеприведенные расчетные
уравнения G.7-10) и G.7-11) следует подставлять
ij-je-ow$. G.7-12)
По аналогичной схеме можно определить углы падения Рв и для
РПО конической формы. Если выбрать ось /л так, что она будет
совпадать с осью симметрии конуса, то уравнение конической
поверхности в координатах X, /л, г\ (рис. 7.7-3) может быть представлено
уравнением:
= Л2
= Л2 + т]2 -м2 -tg2a) = 0,
2a) =
G.7-13)
где со- половина угла при вершине конуса.
Систему координат X-Y-Z, неподвижную относительно антенны,
целесообразно разместить так же, как и в предыдущем случае: начало
гкоординат совместить с центром качания параболической антенны,
плоскость X-O-Z расположить параллельно плоскости раскрыва
антенны, а ось О-Х направить параллельно оси О-Я. Поворот антенны
на угол ?от исходного положения вокруг оси О-Х эквивалентен, как и
в предыдущем случае,
повороту осей O-Y9 O-Z
на указанный угол по
отношению к осям,
соответственно, О-ft, 0-7].
Рис. 7.7-3. Схема
взаимного расположения
параболической антенны (/) и
конического РПО B)
267
Тогда используя взаимосвязь между значениями координат
систем Я, //, rj и ЛТ, У, Z [см. уравнение G.7-7)], получим уравнение
конической поверхности в системе координат X, У, Z:
F(X, Г, Z) = Г2 (sin2 4 - cos2 ? • tg2a>)+
\mi;cosZ(\ + tg26)) + 2H/J<x)s{ tg2u>]+
+ Z2 • cos2 ? - (z • sin? + HMf • /g2ty]= 0.
2u>]+ * *7
Для заданных значений координат излучающей точки на
антенне xw za координаты точки пересечения Рв, исходящей из указанной
точки, с поверхностью конуса (точка П на рис. 7.7-3) определяют по
следующим соотношениям:
Уст
где:
= sin2 4 -
= 2zcm
Искомый угол падения радиоволны, исходящей из точки на
антенне с координатами ха, za, можно рассчитать по уравнению:
Ь ' <7-7-15>
где
s2
• cos2 4 - 2(zcm • sin 4 + #^) • sin ? • /g2tf>.
В случае использования ФАР вместо величины za в
вышеприведенные расчетные уравнения следует, по-прежнему, подставлять
В заключение рассмотрим РПИ цилиндрической формы. Пусть
центр качания антенны расположен на оси цилиндрического РПИ
268
рис. 7.7-4. Схема взаимного
расположения параболической антенны и
цилиндрического РПО
(рис. 7.7-4). При вращении
антенны вокруг оси О-Х конечное
уравнение для расчета углов падения радиоволны при повороте
антенны на угол ? может быть представлено в следующем виде:
в = arccos
G.7-16)
где R - радиус цилиндрического РПИ.
Как видно из уравнения G.7-16), в данном случае угол падения
не зависит от г. Поэтому уравнение G.7-16) может быть использовано
без изменений и для ФАР.
Аналогичный подход может быть распространен и на другие
поверхности вращения. В случае несимметричных задач для
определения углов падения следует применять более общие - численные или
графические методы.
ПРИМЕРЫ
Пример L радиус излучающей сканирующей антенны равен
Яв= 0,4 м. Радиопрозрачный обтекатель выполнен в виде сферы с
радиусом Ro = 0,5 м. Для угла поворота антенны ? = +60 ° (в
соответствии с принятой на рис. 7.7-2 схемой - против часовой стрелки)
необходимо определить углы падения радиоволн, исходящих из верхней,
нижней, крайних боковых и осевой точек антенны для двух случаев:
а) центр качания антенны совпадает с центром сферической оболочки
<Я/г=0);
б) центр качания антенны смещен относительно центра обтекателя на
величину Нр= 0,1 м (см. рис. 7.7-2).
Решение
А. При условии Нм = 0 все радиоволны, равноудаленные от
центра антенны {га~ Ла = 0,4 м), имеют одинаковые углы падения на
поверхность обтекателя, независимо от угла поворота антенны.
Следовательно, для верхней, нижней и крайних боковых точек,
равноудаленных от центра, имеем:
9 = arcsin^- = arcsin^ = 53,1°.
К 0,5
Угол падения осевой радиоволны в равен в этом случае нулю.
269
Б. При условии Нр= 0,1 м:
- координаты верхней точки: ха - 0, za = Ra = 0,4 м, угол падения:
= arcsin
== arcsm
= 76,7°;
Ro 0,5
- для нижней точки: ха ? О, za = -0,4 м, 0 = 38,8°;
- для крайних боковых точек: ха = ±Ra = ±0,4 м, za = 0, 0 = 54,9°;
- для осевой точки: ха = 0, zfl = 0, 0 = 9,97°.
Пример 2. Конический обтекатель имеет угол при вершине
2й> = 60 °. Радиус антенны составляет Ra = 0,3 м. Центр качания
антенны расположен на удалении от вершины конуса на величину
Нр = 0^7 м. Угол поворота антенны от исходного состояния
составляет Q = 20 °. Требуется найти углы падения радиоволн, исходящих их
верхней (А), нижней (Б) и крайних боковых точек (В) антенны.
Решение
А. Координаты верхней точки антенны: ха = 0, za = 0,3 м.
Координаты точки пересечения радиоволны, исходящей из верхней точки
антенны, с обтекателем: хст = ха = 0, zcm = za = 0,3 м.
2 • 0,3 • sin20° • cos2Q° • (l + tg2 30°)+ 2 ¦ 0,7 ¦ cos20° • tg2 30° = 0,696;
0 + 0,32 cos220° -(o,3sin2O° +0jJ -tg230° =-0,135;
Уст =
2ах
= -0,696 + V0,6962-4>(-0>177>(-0>135) =
2-(-0,177) ' *
Значения коэффициентов:
270
Afi=—
aL
-tg2co =
= 2-0,205.cos20o(l4-tg230o)+2-0,3.cos220°-
-2(o,3-sin2O° +0,7)sin20° -tg230° =0,523.
Угол падения рассматриваемой радиоволны:
О = arccos . L] = arccos , 0>623 = 40,0°
2 $ \ 2 + 0,5232
Б. Координаты нижней точки антенны: ха = 0, za = -0,3 м.
Координаты точки пересечения радиоволны, исходящей из верхней точки
антенны, с обтекателем: хст = ха = 0, zCM = zfl = -0,3 м, j;CM = 0,313 м.
Значения коэффициентов: а\ = -0,177, 6i = 0,181, ci = -0,0393, К\ = 0,
Li = 0,0702, М\ = -0,398. Угол падения радиоволны 0= 80,0 °.
В. Координаты крайних боковых точек антенны: ха = ±0,3 м,
z,= 0. Координаты точки пересечения радиоволн, исходящих из
крайних боковых точек антенны, с обтекателем: хст - ха = ±0,3 м,
*т = za= 0, уст = 0,180 м. Значения коэффициентов: «i = -0,177,
Ъ\ = 0,439, ci = -0,0733, К\ - ±0,600, L\ = 0,375, Mi =-0,00561. Угол
падения радиоволны 0= 58,0 °.
7.8. Расчет средней радиопрозрачности криволинейных изделий
Прежде всего, следует отметить, что все вышеприведенные
расчетные уравнения для определения радиопрозрачности справедливы
для определения локальных значений коэффициентов прохождения
ЭМЭ через стенки РПИ. Кроме того, для выбора оптимальных
характеристик системы «антенна-обтекатель» следует учитывать
возможную неравномерность распределения потока энергии по апертуре
антенны. Так, например, у излучающей параболической антенны
уровень излучаемой энергии в центральной части, как правило,
заметно выше, чем в периферийных зонах.
Для расчета среднеинтегрального значения радиопрозрачности
(по всей апертуре антенны), с учетом переменных углов падения
радиоволн и возможной неравномерности излучения в различных
зонах, следует использовать следующее общее уравнение:
G.8-1)
где |7]2 - локальная радиопрозрачность, зависящая, в частности, от
угла падения и, следовательно, от координат рассматриваемой точки
271
антенны (ха) ya)\ ?=f(xay ya) - функция распределения интенсивности
излучения в апертуре антенны.
В случае круговой симметрии системы «антенна - обтекатель»
уравнение G.8-1) может быть упрощено:
G-8>
о
где га - радиус положения рассматриваемой точки антенны.
При использовании антенн типа ФАР или для антенн,
работающих на прием, неравномерность потока в апертуре антенны невелика
[?& 1]. В этом случае уравнения G,8-1) и G.8-2) приобретают
следующий вид:
|7f Л ; |7f
I \сР р • I \cp
где Fa- площадь антенны.
Учитывая довольно сложную зависимость величины локальной
радиопрозрачности \Т\2 от определяющих параметров, для расчета
среднеинтегральной радиопрозрачности криволинейных изделий
целесообразно использовать численные методы с привлечением ЭВМ.
ПРИМЕР
Радиус антенны составляет Ra = 400 мм. Сферический обтекатель
радиусом Ro = 500 м и толщиной стенки d = 14,5 мм выполнен из
стеклопластика с диэлектрической проницаемостью е = 4,3 и тангенсом
угла диэлектрических потерь tg<5= 0,01. Центр качания антенны
совпадает с центром сферического обтекателя. Распределение мощности
по апертуре антенны описывается уравнением:
Определить среднеинтегральный коэффициент прохождения
ЭМВ длиной Я = 30 Мм через обтекатель.
Решение
1. Среднеинтегральное значение коэффициента прохождения
ЭМВ может быть найдено с помощью уравнения G.8-2), которое для
упрощения расчетов целесообразно в данном случае привести к
следующему виду:
272
ml--
MfcMi)
2. Величина интеграла в знаменателе уравнения G.8-4) для
заданного распределения мощности по апертуре антенны:
3. Угол падения ЭМВ на стенку обтекателя зависит от радиуса
положения излучающей точки [уравнение G.7-11)]. Пусть, например,
га = 300 мм. Тогда угол падения составит:
в ж arcsin г*/ц ¦ arcsin 30%H s 36>7 #i
Локальные углы падения для различных значений текущего
радиуса антенны га представлены в табл.7.8-1,
4. Локальные значения коэффициентов Френеля.
Учитывая в данном случае круговую симметрию системы
«антенна - обтекатель», угол между плоскостью поляризации
излучаемой антенной ЭМВ и плоскостью падения ЭМВ на стенку обтекателя
(см. раздел 7.1) в различных зонах обтекателя плавно изменяется (по
окружности) от 0 до 90 °„ Таким образом, при постоянной
ориентации плоскости поляризации излучаемых волн, последние плавно
изменяют характер поляризации по отношению к плоскости падения -
от перпендикулярно поляризованной до параллельно
поляризованной волны. В этом случае усредненный коэффициент однократного
отражения по мощности может быть оценен по уравнению G.1-11):
где гх. и Гц - коэффициенты Френеля для перпендикулярной и
параллельной поляризации, рассчитываемые, соответственно, по
формулам G.1-9) и G.1-10).
Пусть, например, гп = 300 мм. Тогда угол падения составит
0= 36,7 ° (см. табл. 7.8-1), а значения коэффициентов Френеля будут
равны:
, _ cos в - Vg - sin2 в _ cos 36,7 - д/4,3 - sin2 36,7 _ Q , 25 ш
sin20 cos 36,7 + V43~ sin2 36,7
273
*.cos0-V*-sin20 43 • cos 36,7-V43~ sin2 36,7 Л_О
rn = / = / = и,2о8;
s • cos в + ые - sin2 в 43 • cos 36,7 + д/43 - sin2 36,7
г1 = \{rl + 1? )= {[ (- °>425J + °'2682]= <U 26.
Значения локальных коэффициентов Френеля для различных
величин текущего радиуса антенны га приведены в табл. 7.8-1.
5. Локальные значения электрической толщины определяются по
уравнению G.1-17). Для та = 300 мм угол падения составит в = 36,7 °
(см. табл. 7.8-1), а локальная электрическая толщина стенки равна:
<p = 2^^V^-sin2^ = 2-3,14^V43-sin2 36,7 =6,02 рад.
At j\j
Значения локальных электрических толщин для различных
величин текущего радиуса антенны га приведены в табл.7.8-1.
Таблица 7.8-1
Расчетные данные для определения величины интеграла
в числителе уравнения G.8-4)
Параметр
0, град
'и
г±
Г»
<р, рад
Аг
|т?
Yf
0
0
0
0,349
-0,349
0,122
6.29
0,939
0,923
1,00
0
100
0.25
11,5
0,342
-0,356
0,122
6,26
9,938
0,922
0,931
0,214
Значение га, мк
200
0,50
23,6
0,319
-0,379
0,123
6,18
0,937
0,915
0,736
0,336
i
300 | 400
0,75 1,6'
36,7 53,1
0,268 0,149
г-0,425 -0,522
0,126 0,147
6,02 5,81
0,936 0,$34
0,883 0,792
0,444 0,100
0,294 0,0792
6. Локальные значения коэффициентов радиопрозрачности
находятся по формуле G.4-5) (см. также пример 1 к разделу 7.4):
L
-^2 -r2f +4A2 т2 -$in2(<p + x)
Значения локальных коэффициентов радиопрозрачности для
различных величин текущего радиуса антенны га приведены в
табл.7.8-1.
7. Величина интеграла 1Ч в числителе уравнения G.8-4) может
быть найдена численными методами, например, с помощью формулы
Симпсона [18]:
274
где Y = \т\2-?(га /Ra) рассчитываются для различных значений ra/Ra
с одинаковым шагом между соседними значениями, равным 1 / N,
причем Yo и YN - вычислены для крайних значений ra / Ra
(соответственно, ra/Ra = 0 и ra/Ra = 1); N- число разбиений (в данном примере
принято N = 4).
Результаты расчета вспомогательных комплексов сведены в
табл. 7.8-1.
Подставляя найденные значения У, в уравнение G.8-6), найдем:
/ч = -[0 + 40Д09 + 20338+40302 4-0,0792] = 0,232-
8. Среднеинтегральная радиопрозрачность обтекателя составит:
17.8-4)
7.9. Элементы прочностных расчетов РПИ
В процессе эксплуатации РПИ могут подвергаться воздействию
внешних силовых нагрузок - воздействию набегающего потока
воздуха, гидростатического давления и т.п. В общем случае выход из
строя РПИ может быть обусловлен возникновением в материале
изделия напряжений, превышающих предел прочности, или потерей
формоустойчивости. В большинстве случаев, как показывает
практика, второй механизм является преобладающим.
Вопросы расчетов, связанных с потерей формоустойчивости для
изделий, выполненных из изотропных материалов, довольно
подробно рассмотрены в литературе [19-21 и др.].
В случае высокого уровня внешних нагрузок, РПИ выполняют
чаще всего в виде оболочек замкнутой осесимметричной формы -
сферы, полусферы или полусферы, сопряженной с цилиндрической
частью, конуса.
Теоретическое уравнение для расчета критического внешнего
давления, приводящего к потере формоустойчивости сферической
оболочки, выполненной из изотропного материала, было
предложено в работе [20]:
где Р = Р /Е\ Р - внешнее давление; Е, ц - модуль упругости и
коэффициент Пуассона материала оболочки; R - радиус сферы; h -
толщина оболочки.
275
Рис. 7.9-1. Нагружение цилиндрической оболочки осевой
сжимающей силой
Базируясь на экспериментальных данных,
авторы работы [21] рекомендуют корректировать
полученные теоретические значения, путем их умножения
на поправочный коэффициент К (К < 1) (табл. 7.9-1):
При воздействии осевого сжимающего
напряжения стос на изделие в виде цилиндрической оболочки, в
случае потери устойчивости оболочка может
искривляться либо только в продольном направлении
(по образующей цилиндрической оболочки) с
образованием целого числа полуволн т, либо с
одновременным искривлением как в продольном, так и в окружном
направлениях с образованием п волн в окружном направлении (рис. 7.9-1). При
этом внешняя поверхность принимает вид бугорков и впадин.
В первом случае, то есть, если поперечные сечения оболочки
после потери ее формоустойчивости остаются круговыми (в этом случае
п = 1), для цилиндрической оболочки, шарнирно закрепленной по
торцам, критическое напряжений в стенке для больших значений т
следует определять по формуле [21]:
ат,-Л-.Ь-> "G.9-3)
где ooc-cr/E\R- радиус цилиндрической оболочки; А - толщина
оболочки.
Число продольных полуволн составляет:
т =
G.9-4)
где L - длина оболочки.
Во втором случае, то есть при образовании п волн в окружном
направлении и т полуволн в продольном направлении, следует
применять иное, более общее уравнение:
276
Числа тип определяются путем минимизации величины а0СУ
после чего определяется само значение етос.
Следует отметить, что приведенные уравнения справедливы при
выполнении следующих условий:
Для меньших значений п (п = 2, п = 3) следует использовать
уравнение
^/3A-//2)Д * +1
При воздействии на цилиндрическую оболочку внешнего
давления Р (рис. 7.9-2) критическое значение последнего составляет:
G.9-8)
Критическое значение Р находится путем минимизации числа
окружных волн л. Приведенное уравнение справедливо для больших
значений п (п > 4). #
При меньших'значениях п (п = 2, п = 3) следует применять
формулу [20]:
/TV-il/u I llTJ +и I ~ ^ITJ +и I Г
G.9-9)
Как и в случае уравнения G.9-1), с
целью улучшения согласования
расчетных и экспериментальных данных,
авторы работы [21] рекомендуют вводить
в полученные уравнения
корректирующий коэффициент К (табл. 7.9-1).
Рис. 7.9-2. Нагружение цилиндрической
оболочки внешним давлением
277
Таблица 7.9-1
Поправочные коэффициенты А* для определения критических нагрузок
Форма оболочки и
характер нагрузки
Значения поправочных коэффициентов К
при различных отношения Rlh
<250
500
750
1000
Сфера, внешнее давление 0,25 0,20 0,17 0,13
Цилиндр, осевое сжатие 0,30 0,23 0,20 0,17
Цилиндр, внешнее давление* 0,70 0,60 - 0,50
Формоустойчивость цилиндрических оболочек при совместном
воздействии осевого сжатия и внешнего давления уменьшается:
— + ^- = 1, G.9-10)
где Р и аос - критические нагрузки при раздельном действии
нагрузок; Р* и <г*с - при совместном действии нагрузок.
Если на оболочку, выполненную в виде полного конуса, жестко
защемленного по краям, действует внешнее давление Р, то
критическая нагрузка рассчитывается по уравнению [21]:
G.9-11)
где L - длина образующей конуса; со - половина угла при вершине
конуса.
В случае усеченного конуса (рис. 7.9-3) предельное давление
составляет [20]: с»
-Atf;
G.9-12)
в.о
M
где коэффициент С\ определяют 5.о
по рис. 7.9-4.
*
7
i
:
j
j
-•у
/i
i
0.0 0.1 0.2 0.Э 0.4 0.5 0.6 0.7 0.8
Рис. 7.9-3. Нагружение усеченной
конической оболочки внешним
давлением
Рис. 7.9-4. Зависимость коэффициента С, от отношения LJL
278
Как показывает эксперимент, формулы G.9-11) и G.9-12) следует
использовать, если 10 < ах 70°. Если угол ах 10 °, то при вычислении
критических нагрузок коническую оболочку можно заменить на
цилиндрическую с радиусом, равным среднему радиусу конической
оболочки.
В отличие от изотропных материалов стеклопластики
характеризуются ярко выраженной анизотропией физико-механических
свойств, которые существенно зависят от ориентации армирующих
стеклянных волокон (см. раздел 4.1). В связи с этим использование
классических уравнений, справедливых для изотропных материалов,
для расчета упруго-прочностных свойств стеклопластиков может
приводить к заметным ошибкам.
В первом приближении стеклопластик, выполненный на основе
стеклотканей, может быть представлен как ортотропный материал,
характеризующийся различными значениями модуля упругости и
коэффициента Пуассона в главных направлениях армирования. Ниже
приведены формулы для расчета критических нагрузок, приводящих
к потере формоустойчивости цилиндрических оболочек [22,23].
При воздействии на цилиндрическую оболочку осевого
сжимающего напряжения а^ в случае п - 1 (см. выше) критическая
нагрузка вычисляется по формуле:
а число продольных полуволн т составляет:
т =
где аос = aj Ео*\ Еос , /м>с - модуль упругости и коэффициент
Пуассона материала в осевом направлении; Er, jur- модуль упругости и
коэффициент Пуассона материала в окружном направлении.
Если т > 1 и п > 1, то, в зависимости от способа аппроксимации
линий складок, получены следующие расчетные уравнения:
279
Gcd, - модуль сдвига стеклопластика в плоскости армирования;
; G.9-16)
G.9-17)
Как и в случае уравнений для изотропных материалов, числа т и
п определяются путем минимизации величины о^, после чего
определяется само значение критической нагрузки.
Результаты экспериментальной проверки приведенных уравнений
представлены на рис. 7.9-5 [24]. Как видно из рис. 7.9-5, при
увеличенных значениях R / h лучшее совпадение с экспериментом показывает
уравнение G.9-17), а при меньших значениях R/h - уравнение G.9-14).
При воздействии внешнего давления Р расчетное уравнение для
определения критической нагрузки следующее:
P = i±*, G.9-18)
С
*Ш i . G.9-19)
где
Рис. 7.9-5. Экспериментальные
значения критических осевых
сжимающих нагрузок и расчетные по
уравнениям:
/ - по уравнению G.9-13);
2 - по уравнению G.9-14); 3 - по
уравнению G.9-17). Свойства
стеклопластика: /Лос= 0,25, /ir= 0,06,
?ос= 28 ГПа, ?г= 8 ГПа,
Gcd*= 3,5-ГПа. Размеры изделия:
/ = 0,35 м,/? = 0,108 м
280
Принимается для такой нагрузки, что получается одна
полуволна в продольном направлении (т = 1) и п волн в окружном
направлений. Коэффициенты А и В рассчитываются по уравнениям,
соответственно, G.9-15) и G.9-16), принимая в них т = 1.
В случае совместного воздействия осевой и поперечной нагрузок
следует использовать формулу:
аос+СР = А + В G.9-20)
Если оболочка подвергается действию внутреннего давления, то
следует изменить знак « + » на « - » перед слагаемым с?.
Согласно рекомендациям [23], если внешнее давление Р
достаточно велико, то при расчете комплексов А и В (по уравнениям
G.9-15) и G.9-16) следует положить т = 1.
Приведенные уравнения могут быть использованы и для
решения обратной задачи - для определения требуемой толщины
оболочки при известной нагрузке. Следует отметить, что, учитывая
возможные несовершенства форм реальных изделий, особенно в случае
больших отношений R I А, реальную толщину оболочек следует
увеличивать, привлекая при этом экспериментальные данные.
Дополнительные сведения об упруго-прочностных свойствах
стеклопластиков и методах расчетов изделий из них можно
почерпнуть в литературе [25-28].
ПРИМЕРЫ
Пример L Сферическая оболочка радиусом R = 0,2 м
подвергается воздействию внешнего давления Р = 5-10б Па E0 кГ/см2).
Оболочка выполнена из изотропного материалы, имеющего следующие
упруго-прочностные свойства: Е = 2-Ю10 Па, // = 0,15, сг^ = 3108 Па.
Определить необходимую толщину оболочки.
Решение
Из табл. 7.9-1 для отношения R I h < 250 определяем
поправочный коэффициент К = 0,25. Таким образом, исходя из условия фор-
моустойчивости [уравнение G.9-2)] находим толщину оболочки:
Внешнее давление, воздействующее на сферическую оболочку,
приводит к напряжению сжатия в материале:
^1=RP = 0,2-5-10«
oc 2nRh 2Л 2 0,00586
Поскольку <тос = 8,55107< о^ = 3-Ю8, то действующая нагрузка
не приведет к разрушению материала.
281
Пример 2. Стеклопластиковая цилиндрическая оболочка сред-
ним радиусом R = 0,14 м, длиной L = 0,2 м и толщиной стенки
И = 0,012 м подвергается осевому сжатию. Свойства стеклопластика:
?ос = 14 ГПа, juoc = 0,18, ?г = 18 ГПа, //, = 0,14, G^ = 4 ГПа. Опреде-
лить критическое напряжение сжатия аос.
Решение
1. Для данного отношения RI h < 100 (см. рис. 7.9-5) лучшее
совпадение с экспериментом дает формула G.9-14):
— А + В,
где:
12A-
1 1810' ГО,012^У ОД V "*_
12A-0,180,14I410' t 0,14 J Ul4-0,14j от* *
L
,14-0,14УГоту t 14-10ЧЗ,14-0,14УГшУ
0,2 JUJ +ИМ0Ч 0,2 JUJ
10-4(-4ч-5,92п2 +18,2от2 ];
y
0,2 J
4,83
Результаты расчета величины аос для различных /пип
приведены в табл. 7.9-2.
282
Значение п
\
2
3
4
Расчетные значения о^
Таблица 7.9-2
Значения аос при различных т
1
0,1440
0,0605
0,0458
0,0709
2
0,0679
0,0519
0,0454
0,0514
3
0,0554
0,0529
0,0534
0.0590
4
0,0654
Из табл. 7.9-2 видно, что минимальное значение критической
нагрузки имеет место при т = 2ил = 3и составляет аос = 0,0454.
Отсюда критическое напряжение осевого сжатия равно
<7„ = a,c?oc = 0,0454.14• 109 = 636-108 Па.
Примечание: в случае изотропного материала, с усредненными
(по главным направлениям) упруго-прочностными свойствами
теоретическое значение критического сжимающего напряжения уравнение
G.9-5)] составляет аос = 8,02-108 Па.
Пример 3, Изделие в форме полусферы радиусом R = 0,14 м,
сопряженной с цилиндрической частью длиной L = 0,2 м, подвергается
воздействию внешнего давления. Толщина стенки изделия составляет
А = 0,012 м. Определить предельное давление для цилиндрической
части изделия. Свойства стеклопластика те же, что и в примере 2.
Решение
Для расчета используем уравнение G.9-20):
Поскольку определяющие параметры для расчета
цилиндрической части изделия (упруго-прочностные характеристики и
геометрические размеры) те же, что и в примере 2, то воспользуемся
найденными в примере 2 выражениями для комплексов А и В, подставляя
внихт= 1:
и4 + 15,2л2+18,2
Численное значение комплекса С при т = 1 (уравнение G.9-19):
С = ^Ш2 (if = Щ
h\KR)\m) 0,01
0,012^3,14 0,1
283
Осевое сжимающее напряжение в цилиндрической части изделия
обусловлено внешним давлением, воздействующим на сферическую
часть изделия:
а ос =¦
2nRh
2А
где Р = Р/Е0С.
После подстановка полученных уравнений в формулу G.9-20) и
после некоторых преобразований получим следующее расчетное
уравнение для определения критического давления:
р=.а+в
5,83+С
¦An).
Критическое давление определяется путем минимизации этого
уравнения по п (табл. 7.9-3).
Таблица 7.9-3
Расчетные значения Р
Параметр п
Значение Р
2
0,00391
3
0,00167
4
0,00160
5
0,00207
6
0,00279
Как видно из табл.7.9-2, в качестве критической нагрузки
следует принять Р = 0,00160 при п = 4. Предельное внешнее давление
составит:
ЛИТЕРАТУРАкглаве7
1. Борн М., Вольф Э. Основы оптики: Пер. с англ. / Под ред. ГЛ. Мотуле-
вич. М: Наука, 1979. 856 с.
2. СивухинД.В, Общий курс физики. Оптика. М: Наука, 1985. 752 с.
3. Обтекатели антенн: Пер. с англ. / Под ред. А.И. Шпунтова М:
Советское радио, 1950. 264 с.
4. Epoxide Glass Radome Dome // British Plastics. 1959. V. 32. № 3. p. 118—119.
5. Матвеев А.Е. О двух типах обтекателей антенны наземных
радиотехнических устройств // Вопросы радиоэлектроники. Сер. XII. 1962. №16.
С. 92-97.
6. Шнейдерман Я.А. Новые материалы антенных обтекателей летательных
аппаратов // Зарубежная радиоэлектроника. 1976. №2. 102 с.
7. Горячев М.С., Павлов В.В., Приселкова В.В. Облегченные стеклотексто-
литы // Материалы антенных обтекателей. М: ОНТИ ВИАМ, 1965.
С. 49-58.
284
8. Горячев М.С., Приселкова В.В. Облегченный стеклотекстолит ВОСТ-1 //
Методы переработки и свойства армированных пластиков. М.: ОНТИ
ВИАМ, 1968. С. 155-164.
9. Пригода В.А., Кокунъко B.C. Обтекатели антенн летательных аппаратов.
М.: Машиностроение, 1978. 288 с.
10. Каплун В.Л. Обтекатели антенн СВЧ. М.: Советское радио, 1974. 239 с.
11. Пригода В.А., Кркунько B.C. Обтекатели антенн летательных аппаратов.
М.: Машиностроение, 1970. С. 188.
12. Справочник по радиолокации: Пер. с англ. / Под ред. Т.Н. Трофимова.
М.: Советское радио, 1976. Т.2. С. 303-336.
13. Kitsuregawa Т., Arita F. Electronics. 1961. V.39. № 42. P. 58-59.
14. Kay A.F. Metal Inclusion in Radomes // Proc. of the Radome Symp. 1957.
Jfune.V. 1. 185 c.
15. Каплун B.A. II Изв. Вузов. Радиофизика. 1965. Т. VIII. >fe 4. С. 743-759.
16. Каплун ВЖ II Радиотехника и электроника. 1967.'Т. XII. №2. С. 253-267,
17. Cornbleet S. Multi-Frequency Radomes and Radomes with Zero Insertion
Phase Delay // Int. Conf. on Electromagnetic Windows. Paris. 1987.
18. Бронштейн И.Н., Семендяев К.А. Справочник по математике. М.: Гос.
изд-во техн.-теор. лит-ры, 1957.608 с.
19. Волъмир А.С. Устойчивость упругих систем. М.: Физматгиз, 1963.
20. Вольмир А.С, Устойчивость деформируемых систем. М.: Наука, 1967.
21. Болотин В.В., Вольмир А.С, Диментберг М.Ф. и др. Прочность,
устойчивость, колебания : Справочник. Т.З. М.: Машиностроение, 1968. 568 с.
22. В.Л.Бажанов, И.И.Голъденблат, В.А.Котов и др. Сопротивление
стеклопластиков. М.: Машиностроение, 1968. 304 с.
23. Бажанов В.Л., Гольденблат И.И., Копнов В.А. и др. Пластинки и
оболочки из стеклопластиков. М.: Высшая школа, 1970. 408 с.
24. Иванов В. В. Исследование устойчивости замкнутых круговых
цилиндрических оболочек, изготовленных из стеклопластика // Пластические
массы, 1964, №4.
25. Рабинович А.Л. Введение в механику армированных полимеров. М.:
Наука, 1970. 482 с.
26. Алъперин В.И., Корольков Н.В., Мотавкин А.В., Рогинский С.Л., Телешов
В.А. Конструкционные стеклопластики. М.: Химия, 1979. 360 с.
27. Рогинский С.Л., Канович М.З., Колтунов М.А. Высокопрочные
стеклопластики. М.: Химия, 1979. 144 с.
28. Трофимов Н.Н., Канович М.З. Основы создания полимерных композитов.
М.: Наука, 1999.544 с.
ГЛАВА 8
ИЗГОТОВЛЕНИЕ СТЕКЛОПЛАСТИКОВЫХ
РАДИОПРОЗРАЧНЫХ ИЗДЕЛИЙ
ОДНОСЛОЙНОЙ КОНСТРУКЦИИ
Стеклопластиковые РПИ однослойной конструкции
изготавливают, чаще всего, методом инжекции, прессования, контактным,
вакуумным, пресскамерным и автоклавным методами формования,
намоткой. Ниже рассмотрены некоторые из перечисленных методов
изготовления РПИ.
8.1. Изготовление РПИ методом инжекции
Как отмечалось выше, при выборе материалов и технологии
изготовления изделий радиотехнического назначения предъявляются
особые требования к точности геометрических размеров изделия, в
частности его толщины, и к пористости готового изделия.
Требования к точности толщины изделия могут измеряться десятыми долями
миллиметра и менее в зависимости от частоты радиоволны.
Пористость готового изделия также оказывает сильное влияние на его
эксплуатационные характеристики, поскольку в процессе эксплуатации
незаполненные связующим поры могут насыщаться водой. Это
может приводить к существенному изменению диэлектрических свойств
и, как следствие, к снижению радиопрозрачности изделий. Кроме
того, зоны с воздушными включениями, особенно в случае изделий с
малой толщиной стенки, соизмеримой с размерами остаточных
воздушных включений, являются концентраторами напряжений,
которые существенно снижают прочностные характеристики РПИ [1-3].
Пожалуй, наиболее приемлемым из технологических методов
изготовления РПИ, удовлетворяющим перечисленным требованиям,
является метод инжекции, который к тому же позволяет
изготавливать изделия достаточно больших размеров, габариты которых
достигают нескольких метров, в относительно недорогих и несложных
пресс-формах. Суть метода заключается в пропитке армирующего
материала, предварительно помещенного в зазор между пуансоном и
матрицей замкнутой формы, и отверждении связующего,
пропитывающего армирующий материал в этой же форме.
Пропитка осуществляется при принудительном перемещении
связующего сквозь армирующий материал за счет перепада давления
на входе и выходе (АР = Рвх- Рвых) связующего из пресс-формы. В за-
286
висимости от способов создания перепада давления различают
несколько разновидностей этого процесса:
1) пропитка под вакуумом; в этом случае давление на входе
связующего в пресс-форму равно атмосферному, а на выходе -
является пониженным (вакуум) за счет использования вакуум-насоса;
2) пропитка под давлением; давление на входе - выше
атмосферного, на выходе - равно атмосферному; избыточное давление
создается, как правило, за счет повышенного давления в газовой
полости над уровнем связующего в расходной емкости;
3) комбинированный метод (повышенное давление на входе и
пониженное на выходе).
Для принудительного перемещения связующего используют
также более сложный в аппаратурном оформлении вариант - с
использованием насосов-дозаторов, чаще всего, плунжерного типа или
перистальтические (шланговые). При применении связующих с
повышенной реакционной способностью, во избежание отверждения
связующего в исходных емкостях и подводящих коммуникациях,
исходные компоненты связующего нагнетают индивидуальными
насосами из отдельных емкостей. Смешение компонентов в этих случаях
производят в специальных проточных смесителях непосредственно
перед вводом связующего в пресс-форму.
Для реализации процесса пропитки под вакуумом необходимо
обеспечить надежную герметизацию пресс-формы во избежание
подсоса внешнего воздуха внутрь пресс-формы, попадания его в
связующее и резкого увеличения пористости материала изделия. Однако в
случае крупногабаритной оснастки это не всегда удается. Поэтому
наиболее широко из указанных методов изготовления РПИ
используется пропитка под давлением.
8.1.1. Описание установки и процесса
пропитки под давлением
В зависимости от конструкции изделия для достижения
качественной пропитки и, одновременно, снижения времени пропитки
питающие штуцера (источники) и отводящие штуцера (стоки) могут по-
разному располагаться в форме. В зависимости от взаимного
расположения штуцеров в форме различают следующие схемы пропитки:
1) линейная, с расположением входных и выходных штуцеров на
противоположных сторонах изделия;
2) с периферийными входными штуцерами и центральным
выходным патрубком;
3) с центральным входным штуцером и периферийными
выходными патрубками.
В первых двух случаях для обеспечения большей равномерности
подачи связующего на входе в изделие (форму) целесообразно пода-
287
вать связующее через несколько штуцеров и предусматривать в пресс-
форме питательную канавку.
В качестве источника повышенного давления используют
сжатый воздух или, в некоторых случаях, учитывая требования
пожарной безопасности, - сжатый азот.
Типовая схема установки для пропитки под давлением
приведена на рис. 8.1-1. Основными операциями при реализации метода
пропитки под давлением в общем случае являются:
- нанесение разделительного антиадгезионного слоя на рабочие
поверхности пуансона и матрицы;
- раскрой и укладка армирующего материала (в случае использования
цельнотканых объемных заготовок операция раскроя не проводится);
- смыкание формы и проверка ее герметичности;
- сушка набранного стеклонаполнителя (при необходимости) при
повышенных температурах и пониженном давлении;
- приготовление связующего в реакторе и его дегазация под вакуумом;
- пропитка армирующего материала в замкнутой форме;
- отверждение связующего в замкнутой форме;
- размыкание формы и извлечение заготовки изделия;
- механическая доводка изделия (в случае необходимости).
Большое значение для легкого съема изделий с пуансона
(матрицы) и обеспечения при этом качественной поверхности РПИ имеет
подготовка пресс-формы, заключающаяся в ее очистке от остатков
материалов предыдущего цикла и нанесении на поверхность
антиадгезионного слоя. Для осуществления съема изделия с формы без его
разрушения и без повреждения поверхности формы используются
различные антиадгезионные средства: полимерные пленки, воск,
пленкообразующие и другие материалы.
Широко распространенным видом антиадгезионных
материалов являются пленкообразующие растворы, в том числе водные и
водоспиртовые растворы поливинилового спирта, растворы аце-
тилцелюлло зы в ацетоне, каучука в бензине, растворы полиметилси-
локсанов в бензоле, толуоле, ксилоле, хлороформе, бензине и других
i
Рис. 8.1-1. Схема установки пропитки
под давлением:
/ - баллоны со сжатым азотом;
2 - редукторы; 3 - реактор со
связующим; 4 - электромешалка; 5 -
манометр; б - сборник связующего; 7 -
форма (матрица); 8 - форма (пуансон); 9 -
формуемое изделие; 10 - коллектор; 11
- вакуум-насос; 12 - термостат
288
подходящих растворителях. Их наносят на поверхность форм
плоскими кистями или распылителями. После испарения растворителя
образуется равномерная тонкая пленка. Смазку иногда
подкрашивают красителями для лучшего контроля равномерности нанесения
раствора. Хорошие результаты дает и целлофан, смоченный в смеси
глицерина с водой. Он приобретает при этом высокую эластичность
и может применяться как разделительный слой для изделий сложной
конфигурации. Недостатком целлофана является его малая
прочность и сложность удаления с поверхности отпрессованного изделия.
В отличие от целлофана полихлорвиниловая пленка очень легко
снимается с отформованного изделия, но может применяться при
температуре не выше 140-150 °С в течение не более 4-6 ч.
Для изделий, требующих высоких температур термообработки, в
качестве разделительного слоя могут применяться термостойкие
смазки ЦИАТИМ-201, ЦИАТИМ-221 в сочетании с целлофаном и без
него. Однако их применение ограничивается из-за замасливания
поверхности изделия. Хорошие результаты в качестве термостойкого
разделительного слоя дают растворы герметика ТГ-18 (на основе
силиконового каучука) в бензине и растворы полиизобутилена в бензине.
Очень удобны в производстве смазки ПМС-25 и ПМС-31, К-21,
которые представляют собой 10 %-ные растворы полиметилсилокса-
нов в бензине, бензоле и других растворителях. Они наносятся в 2-3
приема на поверхность формы с помощью кисти. После нанесения
каждого слоя смазки дается выдержка 20-30 мин. при комнатной
температуре. Затем производится термообработка полученной
пленки при температуре 180-200 °С в течение 2-3 ч. После этого
получается относительно твердый разделительный слой, который можно
использовать многократно.
Раскрой стеклоармирующего материала (стеклоткани, реже -
0текломаты) производят с помощью шаблонов на специальном столе,
оборудованном вытяжной вентиляцией. Каждый слой армирующего
наполнителя набирают из заготовок, которые сшивают, как правило, в
пресс-форме, чаще всего на пуансоне. В случае применения
многослойных стеклотканей края заготовок предварительно освобождают
от нитей утка или основы, с тем, чтобы по месту шва не было
утолщения. Стыковочные швы часто перекрывают стеклолентой из тонкой
стеклоткани. Во избежание совпадения стыков в соседних слоях при
наборе заготовок стеклоткани швы каждого последующего слоя
сдвигают относительно предыдущего слоя так, чтобы обеспечить
равномерность физико-механических свойств.
Количество слоев стеклоткани (стекломатов) определяют исходя
из толщины изделия и деформационных характеристик армирующего
материала. В случае применения цельнотканых заготовок резко
Уменьшается трудоемкость набора пакета и улучшается
равномерность структуры материала стенки.
289
После укладки стеклоармирующего материала производится
сборка (смыкание) пресс-формы. Правильную ориентацию пуансона
и матрицы при сборке производят с помощью направляющих
колонок. В случае изготовления крупногабаритных РПИ для сборки
элементов пресс-формы используют тельфер или другой тип
подъемника. Для смыкания пуансона и матрицы в этом случае целесообразно
использовать специальные устройства, например, гидравлические. В
сомкнутом состоянии форма фиксируется болтовыми соединениями
или клиновыми фиксаторами.
Входные штуцера пресс-формы подсоединяются с помощью
шлангов к реактору со связующим, а выходные - к сборнику
связующего. Проверяется герметичность установки в сборе, затем, в случае
необходимости, производится вакуумирование пакета заготовок
армирующего материала в пресс-форме при температуре 60-100 °С с
целью удаления влаги.
После смыкания пресс-формы и проверки ее герметичности
осуществляют пропитку армирующего пакета связующим. Связующее
выбранной рецептуры приготавливают в специальных отделениях
или непосредственно в реакторе установки для пропитки под
давлением (рис. 8.1-1, поз. 3). Реактор снабжен механической мешалкой с
электроприводом, вакуумметром и манометром, подключен к линиям
вакуума и источникам повышенного давления (баллоны со сжатым
азотом или сжатый воздух). В случае необходимости, для достижения
необходимой вязкости связующее в реакторе разогревают до нужной
температуры с помощью термостата (поз. 72). После этого
производится вакуумирование связующего при перемешивании в течение
1,0-2,0 ч для удаления газовых включений.
Связующее из реактора поступает в пресс-форму с набранным
пакетом через распределительный коллектор 10 под воздействием
давления в газовой полости над свободной поверхностью связующего по
трубопроводу. После прохождения через пресс-форму связующее
попадает в сборник связующего 6 по шлангу, снабженному смотровой
стеклянной трубкой для контроля качества выходящего связующего.
Процесс пропитки считают завершенным, если выходящее связующее
не имеет воздушных включений. Отверждение связующего проводят по
режиму, обеспечивающему наилучшие эксплуатационные
характеристики. Процесс отверждения проводят в специальных термокамерах,
если форма не оборудована нагревательными устройствами.
В результате правильного подбора технологических параметров
при реализации метода пропитки под давлением получаются
высококачественные, практически беспористые РПИ - пористость не
превышает 1-2 % (об.).
290
8.1-2- Теоретические и экспериментальные основы
процесса пропитки.
Оптимальная скорость пропитки
Для получения качественного стеклопластика очень важными
являются вопросы выяснения причин возникновения пор в материале
и определения оптимальной скорости пропитки. Эти аспекты в
литературе в настоящее время в достаточной мере не освещены. Одним из
наиболее простых и наглядных механизмов возникновения пор - не
вытесненных при пропитке воздушных включений - является
следующий, базирующийся на понятии краевого угла смачивания. Под
углом смачивания понимают угол в между поверхностью твердого
тела, смачиваемого данной жидкостью, и касательной к мениску
жидкости в точке контакта трех сред - «жидкость - воздух - твердая
поверхность» (рис. 8.1-2).
Следует различать статический краевой угол смачивания вст>
который можно наблюдать в состоянии статического равновесия, и
динамический краевой угол смачивания 0дию наблюдаемый при движении
жидкости со скоростью W относительно твердой поверхности
(рис. 8.1-3). Значение вЬт всегда больше вст и лишь в случае малых
величин скорости перемещения W значение угла вЬт стремится к
значению угла вш. Величина статического краевого угла смачивания вш
зависит от физико-химических свойств твердого материала и жидкости,
а значения динамического угла вдт - кроме того и в существенной мере
- от скорости относительного движения и вязкости жидкости.
При перемещении свободного фронта
связующего относительно неподвижного армирующего
элемента, т. е. при обтекании элемента связующим
(рис. 8.1-4), возможно наблюдать следующие случаи:
а) смачивание без образования пор (хорошая
пропитка), которое имеет место при малых значениях
краевого угла вдт\
Рис. 8.1-2. К определению понятия угла смачивания:
т - твердое тело; ж - жидкость; в - воздух
в
Рис. 8.1-3. Изменение краевого угла смачивания 9 в зависимости от скорости
перемещения жидкости W относительно твердой поверхности (WX<W2<WZ<WA)
291
SSSSSSS S SSSSIS/ S f SSSSVSSS /SSSY/\/ /
Рис. 8.1-4. Механизм образования пор при пропитке.
г-время (г4> г3> r2> rt); ВЗ - остаточные воздушные включения (поры)
б) смачивание с образованием воздушных включений
(неудовлетворительная пропитка) при больших значениях вдт.
Поскольку значения динамического краевого угла вдин в
существенной мере зависят от скорости перемещения мениска жидкости, то
даже при использовании жидкостей, хорошо смачивающих данную
твердую поверхность в статических условиях, можно наблюдать
неполное смачивание и, соответственно, порообразование при
реализации процессов, протекающих с некоторой конечной скоростью.
Изучению процесса пропитки капиллярно-пористых материалов
посвящено большое число работ [4-9]. Однако в основном
исследовались процессы смачивания в статических условиях, а имеющиеся
отдельные сведения о процессах смачивания в динамических условиях
весьма скудны, противоречивы и не носят обобщающего характера.
Проведенные в работе [10-12] теоретические и
экспериментальные исследования позволили создать инженерные методы расчета
процессов смачивания (пропитки) в динамических условиях. При
теоретической проработке данной проблемы в качестве основной
гипотезы было выдвинуто предположение о тесной взаимосвязи
между качеством пропитки и динамическим краевым углом вдин и о том,
что изменение величины краевого угла по отношению к величине вст
обусловлено эффектом «подтормаживания» пристенных слоев
жидкости в мениске за счет сил трения (вязкости) в жидкости при ее
перемещении относительно твердых стенок. В терминах энергетических
характеристик системы «жидкость-твердое-воздух» выдвинутая
гипотеза может быть сформулирована следующим образом: разность
между максимальным значением потенциальной энергии (Ест)
смачивания твердой поверхности жидкостью (для значения угла
смачивания в- вст) и реальным значением энергии (Един) в случае движущего-
292
ся мениска @ = вдин) равняется количеству энергии Aтр)9 которая
затрачивается на преодоление сил трения жидкости в мениске, т.е.:
Ест-Един^1тр. (8.1-1)
Энергии смачивания Ест и Един9 выделяющиеся в единицу времени
в расчете на единицу длины линии раздела сред «жид-
кость-твердое-воздух», могут быть рассчитаны с помощью
известных уравнений:
Ecm=W-*cos6cm\EduH=W' с- cos0aMH, (8.1-2)
где W - скорость перемещения свободного фронта связующего
относительно твердой поверхности; сг- коэффициент поверхностного
натяжения жидкости.
Для определения количества энергии 1тру теряемой жидкостью за
счет сил трения в мениске, рассмотрим сечение мениска жидкости,
движущейся относительно твердой подложки со скоростью W09 для
наиболее простого случая (движение в одной плоскости) в полярных
координатах г (р&лиус)-9(угоп) (рис. 8.1-5).
Для такого случая диссипативные потери энергии в мениске
можно рассчитать по формуле [13-15]:
lduH
/,-J \<t>wrdrd6. (8-1-3)
1 °
Функция диссипативных потерь Ф„ для ньютоновских
жидкостей в полярных координатах может быть представлена в виде:
<8М)
где г\ - динамическая вязкость жидкости; Wn W$- составляющие
скорости движения жидкости по координатам, соответственно, г и ft
Для определения скоростей WrnW0 и их соответствующих
производных использованы уравнения движения вязкой жидкости -
уравнения Навье-Стокса и неразрывности потока.
Рис. 8.1-5. Элемент мениска движу- ____________
щейся жидкости 4NN nnnnnnnnn n
293
Пренебрегая составляющими этих уравнений, учитывающими
силы инерции, тяжести и давления вследствие их малости по
сравнению с силами вязкости в данном случае для условий установившегося
режима можно записать [10-12]:
а) для г-компоненты:
д(\ д, „7Л 1 d2Wr 2
дв к р
(8.1-5)
б) для ^-компоненты:
дг г дв г р\дг\гдгх и/) г2 дв2 г2 дв
(8.1-6)"
где /?- плотность жидкости.
Для решения системы уравнений 8.1-5 и 8.1-6 приняты
следующие граничные условия:
1) на границе раздела «жидкость-твердая поверхность» слои
жидкости, граничащие с твердой поверхностью, неподвижны относительно
подложки (так называемое условие «прилипания» пограничного слоя
жидкости), т. е.:
2) на границе раздела «воздух-жидкость» отсутствуют потоки,
перпендикулярные свободной поверхности жидкости, а трение жидкости
о воздух пренебрежимо мало, т. е.:
WV=0 и -^ =
В результате решения системы уравнений (8.1-5) и (8.1-6) с учетом
приведенных граничных условий найдены уравнения для расчета
значений скоростей Wr и We и их производных. Подставляя
соответствующие уравнения в выражение (8.1-4) и далее в формулу (8.1-3), было
получено следующее выражение для расчета диссипативных потерь:
где Wo - скорость движения свободного фронта жидкости
относительно твердой подложки; ? = 1п(г7 /г2); г; и гг - начальный и конечный
радиусы интегрирования в уравнении (8.1-3);
* Здесь значение вдин следует использовать с размерностью [рад].
294
Используя уравнения (8.1-1), (8.1-2) и (8.1-7), получим следующее
уравнение для расчета динамического краевого угла смачивания:
), (8.1-8)
где 1—Q- = De - критерий Дерягина.
а
Из физических соображений можно принять, что величина п
имеет размер, соизмеримый с размером молекул жидкости, т. е.
~10~9м, а величина п - размер, близкий к высоте мениска. В случае
перемещения жидкости в каналах с большими поперечными
размерами максимальная высота мениска не превышает нескольких
миллиметров, а максимальное оценочное значение ?« 1пA0/ К)-9) » 14.
При малых поперечных размерах капилляров высота мениска п
имеет значение, близкое к радиусу капилляра, который для случая
пропитки армирующих материалов (см. далее - раздел 8.1.3) может
составлять до нескольких сотых долей мм. Тогда минимальное
оценочное значение составит f«lnA0-5/10~9)« 9.
Проведенное сопоставление расчетных [по уравнению (8.1-8)] и
экспериментальных значений динамического краевого угла показало,
что в случае хорошего смачивания твердой поверхности жидкостью
теоретическая зависимость достаточно точно соответствует
экспериментальным данным в широком диапазоне изменения определяющих
параметров - рис. 8.1-6. Полученное уравнение позволяет рассчитать
динамический краевой угол смачивания, зная статический краевой
угол смачивания - вст9 скорость движения жидкости - Wo и
некоторые ее характеристики - t] и а
Анализ уравнения (8.1-8) показывает, что в обобщенном виде
критерий Дерягина является функцией безразмерного комплекса ?
характеризующего геометрические размеры капилляра, и краевых
углов вст и вдт, т.е. в общем виде:
л*=/(?*«.; О
в*,*, град
Рис. 8.1-6. Сопоставление опытных
и расчетных теоретических
значений динамических краевых углов
смачивания для случая 0ст=0°:
1 - экспериментальные
данные [10, 11]; 2 - расчетная
зависимость [по уравнению (8.1-8)]
180
150
120
90
60
30
-20 -15 -10
10
295
Базируясь на приведенном соотношении после статистической
обработки наших данных и заимствованных в литературе [10 - 12]
была получена полуэмпирическая зависимость, которая может быть
рекомендована для проведения инженерных расчетов:
или, в зависимости от постановки задачи:
(8.1-9)
(8.1-10)
где к = •
я* -Л,
п
- нормирующий коэффициент.
На рис. 8.1-7 приведено сопоставление расчетных данных по
аппроксимирующим уравнениям (8.1-9, 8.1-10) с экспериментальными
данными. Как видно из рисунка аппроксимирующие уравнения
достаточно хорошо описывают экспериментальные данные в широком
диапазоне физико-химических свойств смачивающих жидкостей и
твердых тел и технологических параметров, а именно:
г} = 0,001-1 Пас; ет= 20-72 мН/м; вш =0-90 •;' ^=0,005-5 мм/с.
Тесная связь между динамическими краевыми углами
смачивания и качеством пропитки (пористость композитов) была
подтверждена экспериментально в работе [12] (рис. 8.1-8).
Как следует из приведенного рисунка, в целях получения
качественных изделий с малой пористостью пропитку следует проводить с
такой скоростью, при которой динамический угол смачивания вдт не
превышает 50-60 °. Таким образом, при найденном ограничении на
динамические краевые углы смачивания (рис. 8.1-9) уравнения (8.1-8 -
8.1-10) позволяют рассчитывать оптимальную скорость пропитки
(перемещение свободного
фронта связующего в пресс-
форме) Wo, обеспечивающую, с
одной стороны, условия для
качественной пропитки
изделий, а с другой -
максимальную производительность
процесса.
105
90
75
60
45
30
15
-2.5 -2,0 -1.5 -1.0 -0,5 0,0 0.5
/?ха
Рис. 8.1-7. Сопоставление опытных
[8, 9, 12] и расчетных (уравнение
(8.1-9) и (8.1-10) (а = 0,045; * = 2)
значений динамических краевых
углов смачивания
296
рис. 8.1-8. Зависимость
пористости материала изделия,
получаемого методом инжекции, от
динамического краевого угла
смачивания при пропитке
изделия. Пористость указана в
объемных процентах по отношению
к действительному объему
армирующего наполнителя
35
30
" 20
15
10
5
30
45
60
75
90
ПРИМЕР
Связующее имеет динамическую вязкость rj = 0,15 Пас,
коэффициент поверхностного натяжения а- 0,02 Н/м; статический угол
смачивания на стекле всм& 30 °. Радиус капилляров в пропитываемом
материале принять равным п = 0,1 мм. Необходимо определить
оптимальную скорость пропитки (скорость перемещения свободного
фронта связующего).
Решение
1. Принимаем максимально допустимое значение динамического
краевого угла смачивания в процессе пропитки #duw=60 ° (см. рис. 8.1-8).
2. Рассчитываем величину нормирующего коэффициента:
180°-30°
0,833
3. Параметр ?
4. Значение критерия Дерягина De:
> 2
60°-30° I0»833
^ х-вст ) 11,5 1^180° -30°
5. Оптимальная скорость пропитки:
= 1,15 10.
Wo = De- = 1,15 -10~3 ^
7] 0,15
= 0,000231 м/с = 0,231 мм/с.
297
8. L3. Управление процессом инжекции
В предыдущем разделе были рассмотрены вопросы определения
оптимальной скорости пропитки изделий. Следующим логично
встает вопрос об управлении процессом инжекции, то есть об
установлении зависимости управляющих параметров от времени, позволяющей
проводить процесс с оптимальной скоростью с учетом свойств
связующих и армирующих материалов, формы изделия.
Одними из первых работ, в которых были предприняты попытки
математического описания одной из разновидностей процесса
инжекции - пропитки под давлением, - были работы В.М.Тендлера с
сотрудниками [16, 17], в которых использованы основные положения
теории фильтрации. Авторами указанных работ были получены
уравнения, устанавливающие взаимосвязь между перепадом давления
на входе и выходе связующего из армирующего материала и
скоростью пропитки для некоторых форм изделий. Однако полученные
уравнения не исчерпывают всего многообразия форм РПИ. Кроме
того, в упомянутых работах не был проведен учет влияния
гидравлического сопротивления подводящих коммуникаций, что в ряде
случаев может приводить к существенным ошибкам при проведении
соответствующих расчетов» Более полное и общее решение задачи
определения взаимосвязи между давлением в реакторе и скоростью
перемещения связующего при практической реализации метода пропитки
под давлением изложено в работах [12,18].
Гидравлическое сопротивление при движении связующего через
армирующий материал в пресс-форме с переменным сечением можно
найти, используя уравнение Дарси в дифференциальной форме:
L аэкв
где Рпр - давление связующего; Я - коэффициент гидравлического
сопротивления; W - скорость движения связующего в каналах (порах)
армирующего материала; р - плотность связующего; d3Ke -
эквивалентный диаметр каналов, по которым перемещается связующее; 1д -
действительная длина пути жидкости в слое армирующего материала
с учетом извилистости каналов.
Эквивалентный диаметр каналов пористых систем зависит от
формы твердых частиц и компактности их упаковки в слое. В случае
равномерного размещения твердых частиц в объеме общее
выражение для расчета эквивалентного диаметра каналов можно
представить следующим образом [19, 20]:
/уд
где v4 - объемная доля твердых частиц в спос,/уд - удельная
поверхность (м2/м3) частиц в слое.
298
Для гладких частиц в форме длинных цилиндров диаметром d4
величина^,, составляет:
В случае использования стеклотканей в качестве армирующих
материалов каналы для прохода связующего образуются между
комплексными нитями, имеющими диаметр du. В то же время, поскольку
комплексные нити состоят из более мелких элементарных волокон,
действительная внешняя поверхность таких нитей больше, чем для
гладких цилиндров диаметром dH.
Эквивалентный диаметр каналов в этом случае можно найти по
уравнению:
где kf - коэффициент, учитывающий увеличение боковой
поверхности комплексной нити по сравнению с гладким элементом
цилиндрической формы такого же эквивалентного диаметра*; vapM - объемная
доля армирующего материала.
Для практических расчетов удобнее оперировать не
действительной длиной извилистых каналов в армирующем материале, а
длиной пропитанной зоны:
Где ?(?> 1) - коэффициент, учитывающий извилистость каналов.
Коэффициент трения X зависит от режима движения жидкости
(ламинарный, переходный или турбулентный). В реальных условиях
процессов пропитки в подавляющем числе случаев наблюдается
ламинарный режим, для которого коэффициент Я определяется по
уравнению [19,20]:
Я = —, (8.1-13)
Re
где Re = —— - число Рейнольдса; rj - динамическая вязкость
связующего; С - экспериментальный коэффициент, численно равный
130-220 для случая движения жидкости через слои твердых частиц.
Из геометрических соображений коэффициент увеличения поверхности
составляет kf** я/2.
299
Используя последние соотношения и модифицируя уравнение
(8.1-11), получим:
dP =.?^fl<Lrj.W.dl. (8.1-14)
Тогда гидравлическое сопротивление пропитанного участка ар.
мирующего пакета составит:
где L - длина пропитанной зоны (расстояние между входом и
положением свободного фронта связующего).
Однако на практике имеет место относительно большая
неравномерность расположения в форме армирующего материала.
Особенно сильное влияние оказывают местные пережатия армирующих
элементов. Поэтому приведенное уравнение следует применять лишь
для первичной приближенной оценки гидравлического
сопротивления фильтрующих сред, а для уточненных расчетов следует
использовать экспериментальные данные по проницаемости материалов.
Гидравлическое сопротивление подводящих шлангов может
быть выражено следующим соотношением:
jfp, <8М6>
где: dm - диаметр шланга; 1?ш- скорость движения связующего в
подводящем шланге; р - плотность связующего; 1Ш - длина
соединительного шланга; щ - коэффициенты, зависящие от вида местных
сопротивлений (вентили, отводы, резкие сужения и расширения и т.п.) и
которые можно найти в литературе, например в работах [19,20].
Коэффициент гидравлического сопротивления Я в последнем
уравнении равен A,=64/Re [19, 20]. Обозначая выражение в скобках
через Ьэкв9 получим:
32IУ (9.2'П)
j2
Суммарное гидравлическое сопротивление подводящих
коммуникаций и армирующего материала (разность между давлениями
в реакторе и на выходе связующего из армирующего стеклопакета)
составляет:
300
Заметим, что в случае пропитки под давлением гидростатическая
составляющая давления невелика по отношению к гидравлическому
сопротивлению и поэтому величина АР практически равна
избыточному давлению в реакторе со связующим.
Для упрощения последующих выкладок запишем уравнения
неразрывности для потока связующего в следующем виде:
(8.1-18)
где Whfi - соответственно, скорость перемещения связующего и
площадь поперечного сечения пресс-формы в сечении «/»; WOifo - то же
на границе между пропитанной и непропитанной зонами; Ww, dm -
скорость движения связующего в шлангах и их диаметр,
соответственно; vapM - объемная доля армирующего материала; V(r) -
объемный расход связующего в данный момент времени г.
После замены величин текущей скорости W, скорости движения
связующего в шлангах Wm на Wo с помощью уравнения
неразрывности найдем величину АР:
\1Ж- АС'к''*< dl] (8-1-19)
Уравнение (8.1-19) выражает самую общую зависимость между
суммарным перепадом давления АР, скоростью движения свободного
фронта связующего Wo и местом нахождения L свободного фронта
связующего с учетом характеристик подводящих шлангов,
армирующего материала и геометрии изделия. В том случае, если
характеристики материала постоянны для всего изделия, последнее
уравнение может быть представлено в следующем зиде:
W <810>
где
^ <8Л1)
Вполне очевидно, что значения f0 и F(L) зависят от величины
зазора между матрицей и пуансоном пресс-формы (толщина изделия) /?,
от формы изготавливаемого изделия. В простейшем случае, для
изделий с постоянным сечением (/<,=//= const), например, для случая
пропитки плоской панели шириной А и толщиной h при расположении
входных и выходных штуцеров по разные стороны:
K^ (8.1-22)
301
Эти же уравнения справедливы и для других изделий с
постоянным сечением, например, для соосной пропитки цилиндрической
оболочки (здесь, очевидно, нужно полагать А = 2яЯ).
Ниже (табл. 8.1-1) приведены значения/0(L) и F(L) для наиболее
распространенных осесимметричных форм изделий с постоянной
толщиной при вводе связующего по внешнему периметру.
Таблица 8.1-1
Уравнения для расчета величин/,(!) и F(L) в уравнении (8.1-19)
для различных форм изделий
Форма изделия
Выражение дпя/0
Выражение дня F
Диск с
радиусом R и толщи-
ной/i
Коническая
оболочка с
радиусом
основания R,
половиной угла при
вершине конуса
со и толщиной
стенки h
Полусферическая оболочка с
радиусом R,
толщиной/»*
F(L) = -L-ln- R
= 2xh(R-Lsina))
2/rA R-L
1 i R
-ln-
2/r-h-smco R-L-s'mo)
fo (L) = 2п • R ¦ h • cos
* В расчетных формулах для полусферических оболочек следует
использовать значения угла в радианах.
В том случае, если пропитку проводят при постоянной скорости
перемещения свободного фронта связующего WQ9 положение
границы между пропитанным и непропитанным участками армирующего
материала в любой момент времени х определяется по следующему
уравнению:
L = W0-v. (8.1-22)
Используя данное соотношение и уравнение (8.1-20), можно
определить зависимость управляющего фактора АР от времени г,
который обеспечивает постоянную скорость перемещения свободного
фронта связующего. Уравнение (8.1-22) позволяет рассчитать и пол-
Здесь и далее - без учета времени заполнения подводящих шлангов.
302
ное время пропитки тк, если вместо текущего значения L подставить
полную длину пропитываемой зоны Ьк:
Wo
(8.1-23)
Для расчета режима проведения процесса с постоянным
перепадом давления (и, соответственно, с переменной скоростью Wo)
следует использовать другие соотношения. Скорость перемещения фронта
связующего может быть выражена следующим уравнением:
к=—•
Используя это соотношение, трансформируем уравнение (8.1-20)
следующим образом:
//.(L)t:.+Jr,.F(L)]dL. (8Л-24)
О
В случае изделий с постоянным сечением и расположением
входных и выходных штуцеров по разные его стороны решение уравнения
(8.1-24) приводит к соотношению:
(8.1-25)
Взаимосвязи между длиной пропитанной зоны и временем для
некоторых осесимметричных изделий приведены в табл. 8.1-2.
При скачкообразном изменении давления в процессе пропитки
интеграл в уравнении (8.1-19, 8.1-20) следует разбить на
соответствующее число этапов, в пределах которых величина АР является
постоянной.
В заключение остановимся на варианте процесса инжекции при
подаче связующего в пресс-форму с помощью насосов-дозаторов.
Для данного случая, очевидно, скорость перемещения свободного
фронта связующего будет однозначно определяться объемной его
подачей и формой изделия:
Wo= — . (8.1-26)
° Л
При постоянной скорости перемещения свободного фронта
связующего Wo объемная подача является функцией времени:
303
Таблица 8.1-2
Уравнения для расчета времени пропитки при постоянном давлении в
реакторе для различных форм изделий при пропитке от периферии к центру
Форма изделия
Время частичной (т) и полной (г„) пропитки
Диск с радиусом Я
и толщиной h
Коническая
оболочка с радиусом
основания Л,
половиной угла при
вершине конуса со и
толщиной стенки h
Полусферическая
оболочка с
радиусом R, толщиной h
m*-h-L-KmBR-L)
АР
'xhLKmBR-Lsina))+
Lsin<pBR-Lsm<p)
гИп1
ДР
-(R-Lsma>J\n
* Кш л r— I
4sin <p\
R-Lsina)
г = -
*пр
Длина пропитанной зоны L вычисляется по соотношению:
L = W0.r9
а время пропитки изделия с помощью формулы (8.1-22):
t
к wo
В случае постоянного расхода связующего скорость перемещения
свободного фронта связующего становится переменной, а время
пропитки изделия, имеющего объем F, рассчитывается по уравнению:
v«J
У(т)
(8.1-28)
304
Используя приведенные соотношения можно расчетным путем
определить требуемые технологические параметры и для
изготовления изделий, представляющих собою сочетание перечисленных форм,
например сфероцилиндров, усеченных конусов и других комбинаций
форм. Полученные выше уравнения включают в себя, как частные
случаи, все соотношения, представленные в работе [4], если
пренебречь гидравлическим сопротивлением подводящих шлангов, т.е.
принять Кш = 0. Однако это может существенно исказить результаты [12,
18] (рис. 8.1-9).
Как было показано выше, для проведения процесса пропитки в
оптимальном режиме следует стремиться обеспечивать постоянную
скорость перемещения свободного фронта связующего по всей длине
пропитываемой зоны. Для этого в случае пропитки под давлением
необходимо плавно изменять давление в реакторе, даже в случае изделий
самой простой формы. Однако на практике, в ряде случаев, бывает
затруднительно обеспечивать постоянное плавное изменение давления
в реакторе. Поэтому чаще давление изменяют скачкообразно.
Опыт изготовления изделий методом пропитки под давлением
показывает, что очень сильное влияние на процесс оказывают
коэффициенты проницаемости армирующего материала. Коэффициенты
проницаемости используемых материалов можно было бы
принципиально определить экспериментальным путем на модельных
образцах при условии полного моделирования рабочих условий. Однако
указанные коэффициенты весьма сильно зависят не только от типа
армирующих материалов (стеклоткани, стекломаты и т.п.), но и от
степени их сжатия в форме, местных пережимов, ориентации и
порядка укладки армирующих материалов и т.п.
Полная имитация этих факторов на модельных образцах
практически очень сложна, в связи с чем получаемые экспериментальным
путем значения коэффициентов проницаемости могут быть
использованы только для приближенных
расчетов на стадии
проектирования технологического
оборудования и предварительного выбора
технологических параметров.
Рис. 8.1-9. Расчетные и
экспериментальные данные процесса пропитки
изделия в форме плоского диска
радиусом 800 мм без учета ( ) и с
учетом гидравлического
сопротивления подводящих шлангов ( );
о - экспериментальные данные.
Пропитка - от периферии к центру
1500
20-22
305
В связи с изложенным, для проведения процесса пропитки под
давлением в оптимальном режиме может быть рекомендован метод
динамического управления [12]. Сущность этого метода заключается в
оперативном использовании информации, поступающей
непосредственно во время процесса, для соответствующей корректировки
значений управляющих технологических параметров.
Для управления процессом пропитки необходимо, в первую
очередь, определить значение оптимальной скорости движения фронта
связующего в любом сечении изделия. Кроме того, необходима
оперативная информация о положении свободного фронта связующего в
лк>бой момент времени. Для этого следует оснастить установку
пропитки прибором, позволяющим контролировать количество
связующего, вошедшего в форму, или количество воздуха, вытесненного из
формы. Это могут быть весовые датчики, например, тензометриче-
ские или соответствующие расходомеры, объемные счетчики.
Определяя оперативно и непрерывно в процессе пропитки
объем вошедшего в форму связующего и его расход, можно достаточно
точно рассчитать место нахождения свободного фронта связующего
в форме и необходимый объемный расход связующего,
обеспечивающий оптимальную скорость пропитки в любой момент,
базируясь на известной форме изделия. Так, например, в случае процесса
пропитки под давлением согласно уравнению (8.1-19) скорость
перемещения свободного фронта связующего прямо пропорциональна
величине давления в реакторе со связующим. Поэтому можно легко
определить, каким образом нужно в данный момент изменить
давление в реакторе, чтобы получить необходимую в данный момент
оптимальную скорость движения фронта связующего.
Предложенный метод, позволяющий управлять процессом
пропитки без предварительного определения таких параметров, как
сопротивление подводящих коммуникаций и проницаемость
наполнителя, был успешно апробирован на практике при изготовлении ряда
изделий методом пропитки под давлением.
ПРИМЕРЫ
Пример 1. Изделие в виде конической оболочки изготавливается
методом пропитки под давлением. Пропитка проводится от
периферии к центру. Радиус основания изделия R = 0,4 м, половина угла при
вершине конуса со = 55 °, Диаметр подводящих шлангов dw = 0,01 м,
их длина Ьш = 6 м. Связующее имеет вязкость rj = 0,15 Пас,
коэффициент поверхностного натяжения сг= 0,02 Н/м; статический угол
смачивания на стекле вст » 30 °. Диаметр комплексных нитей стеклоар-
мирующего материала rf,,« 0,10 мм. Объемная доля стеклонаполните-
ля в материале vapM » 0,45. Величину коэффициента kf в уравнении
306
(8.1-12) принять равной nl 2. Необходимо определить время
пропитки и зависимость давления в реакторе от времени для обеспечения
постоянной оптимальной скорости перемещения свободного фронта
связующего. Величину оптимальной скорости пропитки принять как
в примере раздела 8.1.2 (Wo = 0,189 мм/с).
Решение
1. Длина образующей конуса:
R 0,4
== 0,488 м.
sin55
2. Время полной пропитки:
= LK = 0,488
T*~W0 0,000189'
3. Расчет коэффициентов Кш и Кпр [(уравнение (8.1-21)].
С учетом местных сопротивлений подводящих коммуникаций
(запорные вентили, резкие расширения и сужения и т.п.) принимаем
эквивалентную длину подводящих шлангов Ьэкв- 1,5LW= 9,0 м. Тогда
коэффициент Кш составит:
= 128^= 128-9,0 710ю м^3
т? 3,14-0,014
Для расчета коэффициента сопротивления армирующего
материала Кпр (уравнение (9.2-20) примем коэффициент извилистости
?= 1,5, а коэффициент С [уравнение (9.2-13)], равным 180:
„ C-krS-v]pM 180-1,571,5-0,452 ^ „ 1А|0 „.,
*« ~ 2dl(\-vVMy ~ 20.00012 A-0.45K " '
4. Уравнения для определения/„(L) и F(L) из табл.9.2-1:
= 2 • 3,14(о,4 - L • sin550)- 0,005 = 0,0314@,4 - 0,819b);
F(L)=Л R
27u-h-sma) R-L-sine)
2-3,14-0,005-sin55° 0,4-0,819/, 0,4-0,8191
S. Зависимость избыточного давления в реакторе со связующим
от времени для обеспечения постоянной скорости перемещения
свободного фронта связующего.
307
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
10 20
г, мим
30
40
Рис. 8.1-10. Зависимость требуемого
избыточного давления в реакторе от
времени пропитки с постоянной
скоростью изделия в виде конуса
Подставив найденные
уравнения fo(L) и F(L) в соотношение
(9.2-20), получим:
.In
1*
0,4-0,8191
Подставляя в полученное уравнение значения длины
пропитанной зоны L для фиксированных моментов времени по уравнению
найдем численную взаимосвязь между величиной управляющего
фактора ДР и временем г. Пусть, например, т = 600 с. Тогда длина
пропитанной зоны составит:
1 = 0,000189-600 = 0,113 м,
а избыточное давление в реакторе будет равно
/>=4,9-Ю~7-@,4-0,819 0,113)-| 3,671010+9,5710п1п — 1 =
V L 0,4-0,819-0,113J
=4,35-104 Па = 0,435 ати.
Результаты расчета режима пропитки приведены на рис. 8.1-10.
Пример 2. Изделие в виде полусферы изготавливается методом
инжекции с использованием дозирующего насоса. Радиус основания
составляет R = 0,5 м, а толщина стенки - h = 0,010 м. Объемная доля
армирующего наполнителя vupM = 0,45. Определить время пропитки и
зависимость объемной подачи связующего от времени для
проведения процесса с постоянной скоростью перемещения свободного
фронта связующего Wo = 0,0002 м/с.
В том случае, если вязкость связующего нарастает во времени, для каждого
момента времени г следует использовать свое значение вязкости.
308
Рис. 8.1-11. Зависимость расхода
связующего от времени пропитки
Решение
Время полной пропитки
находим по уравнению:
V, л/мин
0,25
0.2
0.15
0.1
0.05
0
2WO 2 0,0002
10 20 30 40 50 60
Расчет требуемого расхода проводим с помощью общей
формулы (8.1-26):
Подставляя в это уравнение/Д*) в соответствии с табл.8.1-1
и заменяя длину L пропитанной зоны соотношением i = wo -т,
получим:
Заметим, что значение угла в данной формуле следует
использовать в радианах. Пусть, например, время г= 600 с. Тогда:
K(r) = 3,4540-6cosD.10-41200)=3,06-10-6— = 0,184 — -
х ' с мин
Аналогично можно найти требуемый расход для других
значений времени (рис. 8.1-11).
8.1.4. Основные требования к оснастке и
вспомогательному оборудованию
Главным элементом оборудования при изготовлении РПИ
методом пропитки под давлением является пресс-форма [21, 22]. На рис.
8.1-12 представлена схема устройства формы для изготовления
крупногабаритного радиопрозрачного обтекателя антенны
радиолокационной станции морского базирования.
309
Рис. 8.1-12. Схема устройства пресс-формы для изготовления
крупногабаритного радиопрозрачного обтекателя сферо-конической конфигурации
методом пропитки под давлением:
/ - пуансон; 2 - матрица; 3 ~ пакет стеклоармирующего материала;
4 - съемное кольцо; 5 - направляющие колонки; 6 - герметизирующее
кольцо; 7 - отводящие штуцера (стоки); 8 - опорная площадка для
гидродомкрата разъема частей матрицы; 9 - фиксирующие колонки с запирающими
клиньями; 10 - опорная площадка для гидродомкрата съема изделия;
11 - механизм перемещения формы по рельсам; 12 - редуктор; 13 - опорная
площадка смыкания формы; 14 - питающие штуцера; 75 - передвижная
подставка-тележка
Пресс-форма должна быть герметична, во избежание
просачивания наружу связующего под воздействием избыточного внутреннего
давления при варианте пропитки под давлением или подсоса воздуха
внутрь при вакуумном варианте. Герметичность обеспечивается
кольцом из эластичного материала (резины) - см. рис. 8.1-12, поз. 6.
Для правильной ориентации матрицы относительно пуансона
пресс-форма должна содержать элементы, обеспечивающие
равномерное (без перекосов) соединение (смыкание) пуансона и матрицы
(направляющие колонки 5 на рис. 8.1-12). Для упрощения извлечения
отвержденного изделия из пресс-формы целесообразно
предусматривать специальные отжимные элементы (кольцо 4), отжимные болты.
310
В процессе пропитки под давлением в полости между пуансоном
и матрицей могут возникать заметные давления, а в стенках пуансона
и матрицы - соответствующие напряжения и деформации. Последнее
обусловлено комплексным воздействием внутреннего давления
(гидравлическое сопротивление) связующего при пропитке пакета
армирующего материала, давления упрессовки армирующего стеклопаке-
та, а также термических напряжений, которые могут возникать в
процессе нагрева вследствие различных, в общем случае,
коэффициентов термического расширения материала пресс-формы и
формуемого стеклопластика.
Учитывая изложенное, пресс-форма должна быть
спроектирована и изготовлена таким образом, чтобы исключить недопустимый
уровень деформации узлов и деталей пресс-формы от воздействия
вышеуказанных нагрузок и не допустить тем самым отклонения
размеров готовых изделия от проектных параметров.
Чаще всего в качестве материала для изготовления матрицы и
пуансона используют различные качественные стали. Однако, в ряде
случаев, особенно для изготовления крупногабаритных изделий
используют и другие, более легкие материалы.
На рис. 8.1-13 приведен общий вид пресс-формы для
изготовления носового обтекателя самолета «Конкорд» методом пропитки под
давлением. Указанный обтекатель представляет собой конус длиной
около 3 м с диаметром основания порядка 1,5 м [23, 24]. Форма
изготовлена из магниевого сплава, обладающего относительно
небольшой плотностью и достаточно высокими упруго-прочностными
характеристиками, и весит около 3,5 т. Пресс-форма изготовлена из 17
секций и после сборки имеет
отклонения рабочих поверхностей от
теоретического контура ±0,12 мм. Для
контроля над процессом пропитки в
пресс-форме предусмотрены
указатели уровня связующего.
Смыкание пуансона с матрицей
должно осуществляться с усилием
Р превышающим силу упругости
Рис. 8.1-13. Общий вид формы для
изготовления крупногабаритного обтекателя
самолета «Конкорд» методом пропитки
под давлением
311
деформированного пакета стеклонаполнителя для создания давления
упрессовки Руяр:
sin р
где S6oK - площадь боковой поверхности изделия; у - угол наклона
боковой поверхности.
Как показывает практика, для получения качественного
стеклопластика давление упрессовки стеклоармирующего материала должно
обеспечивать его сжатие в поперечном направлении на 5-10 %. Для
создания необходимого усилия смыкания пуансона и матрицы пресс-
формы FCMbiK используются болтовые соединения фланцев. Возможно
использование механических или гидравлических смыкающих
устройств (гидравлические домкраты), развивающих требуемые усилия,
Они располагаются по фланцу пресс-формы на опорных площадках.
Размыкание пуансона с матрицей осуществляется с помощью
отжимных болтов или специальных размыкающих устройств, например,
тех же гидравлических домкратов и толкателей, размещенных на
опорных площадках. Размыкающие устройства должны обеспечивать
размыкание формы с преодолением сил трения и возможных «залипа-
ний» отформованного изделия [21]. Съем изделия с пуансона
осуществляется также специальными съемниками, обычно вместе со съемным
кольцом, на которое опирается отформованное изделие.
Крупногабаритные изделия вместе с кольцом снимаются с пуансона тельфером.
Как указывалось выше, для нагнетания связующего в форму
применяются установки пропитки под давлением (УПД). УПД имеет
один или несколько реакторов для подготовки связующего,
снабженных нагревательными рубашками, термостат для создания и
поддержания заданной температуры в реакторах, мерник для приемки
связующего после пропитки изделия в форме.
Для заливки компонентов связующего реакторы имеют
заливные горловины, а для подачи связующего в форму - расходные
штуцера. Для перемешивания компонентов связующего
предусматриваются механические мешалки с выведенными наружу
электродвигателями. Емкости могут иметь различный объем в зависимости от
габаритов изготавливаемого изделия.
К реакторам по соответствующим линиям подводится сжатый
воздух или сжатый азот. Для создания вакуума на определенных
стадиях процесса реакторы подключаются к вакуум-насосам.
Контроль над давлением (вакуумом) и температурой в реакторе
осуществляется с помощью манометров (вакуумметров) и,
соответственно, термопар.
Нагрев и отверждение связующего в пропитанном стеклонапол-
нителе осуществляют с помощью паровых, масляных или
электронагревателей, смонтированных на пресс-форме, или в термокамерах с
312
паровым или электрическим обогревом. Нагреватели в виде паровых
змеевиков или электроспиралей располагаются в термокамерах чаще
всего по боковым стенкам под защитными кожухами.
В целях обеспечения максимальной равномерности
температурного поля внутри термокамеры часто прибегают к использованию
циркуляционного вентилятора, перемешивающего воздух внутри
камеры и обеспечивающего тем самым выравнивание температуры.
8.2. Контактный, вакуумный, пресскамерный и
автоклавный методы изготовления РПИ
однослойной конструкции
Указанные методы используются чаще всего для изготовления
крупногабаритных изделий, к которым не предъявляются повышенные
прочностные и радиотехнические требования, и изготовление которых
другими способами затруднено [25-29]. Данные методы формования
позволяют обеспечивать различные давления прессования и, как
следствие, различные характеристики стеклопластиков (см. раздел 4.1).
Наиболее простым способом формования изделий из
стеклопластиков является метод контактного (ручного) формования,
заключающийся в следующем. После нанесения на поверхность формы раз*
делительного антиадгезионного слоя и при необходимости тонкого
слоя связующего (гелькоута), на форме последовательно размещают
слои стеклоткани или стекломатов. Каждый слой пропитывают
соответствующим связующим непосредственно на форме с помощью
кистей, роликов, стремясь обеспечить хороший контакт между слоями и
максимальное удаление воздуха.
В случае использования связующих холодного отверждения
форму с заготовкой изделия выдерживают необходимое время при
комнатной температуре до полного отверждения связующего. При
применении связующего горячего отверждения форма с заготовкой
изделия помещается в термокамеру.
Температура и продолжительность термообработки зависят от
вида применяемого связующего. После отверждения связующего
изделие (заготовку) снимают с формы и при необходимости
производят финишные операции - обрезку технологических припусков,
покраску и т.п.
Преимущество этого метода состоит в возможности
изготовления крупногабаритных изделий при использовании несложных и
недорогих форм. Даже в случае необходимости применения
металлических форм (для связующего горячего отверждения) они могут быть
изготовлены из тонкого листового материала в связи с тем, что
форма в процессе формования практически не испытывает деформирую-
313
щих усилий. Это значительно удешевляет оснастку и стоимость
изготовления изделий. Однако отсутствие давления на формуемое изделие
обусловливает пониженные прочностные характеристики
стеклопластиков и повышенную пористость, особенно в случае использования
связующих, содержащих инертные растворители.
Улучшение характеристик стеклопластика может быть достигнуто
при использовании метода вакуумного формования. Вакуумный метод
основан на прессовании пакета армирующего материала,
пропитанного связующим, с помощью атмосферного давления, передаваемого
через герметичный чехол, под которым создается вакуум (рис. 8.2-1). При
использовании связующего холодного отверждения необходимость в
термокамере отпадает, и установка заметно упрощается.
В процессе вакуумного формования из связующего, которым
пропитывается стеклоткань, в вакуумирующую систему может
попадать большое количество паров растворителя и других летучих
веществ. Эти вещества могут вывести из строя уплотнения вакуум-
насосов, и поэтому в вакуумной системе следует устанавливать
холодильник-отстойник.
Вакуумный метод формования предусматривает такую же
технологию укладки и пропитки стеклоткани* как и метод контактного
формования. В некоторых случаях вакуумного формования
используют предварительно пропитанную связующим стеклоткань (пре-
прег). Набранную на форме заготовку изделия закрывают
эластичным чехлом и герметизируют по краям.
Для изготовления герметичного чехла можно использовать
любой эластичный герметичный материал, который бы не разрушался
под воздействием связующего и температуры в случае использовании
связующих горячего отверждения. Наиболее часто применяют
листовую резину, прорезиненную ткань и различные полимерные пленки.
11
Рис. 8.2-1. Схема установки для вакуумного формования:
/ - пуансон; 2 - формуемой изделие; 3 - вакуумный чехол; 4 -
термокамера; 5 - вентилятор; б - термопара; 7 - вакуумный трубопровод; 8 -
вакуумметр; 9 - потенциометр; 10- холодильник-отстойник; И - вакуум-насос
314
Для предотвращения воздействия смолы на резиновый чехол
между резиной и формуемым изделием часто помещают полимерную
пленку, например, целлофановую. Большое распространение для
изготовления вакуум-чехлов получила прорезиненная ткань А-500,
которую целесообразно использовать для невысоких температур
отверждения связующего. Чехол из ткани А-500 склеивается резиновым
клеем №88, и этим же клеем приклеивается к основанию формы.
Используют также полиамидную пленку ПК-4, которая может
применяться для вакуумного формования при температурах до 150 °С.
Для лучшего отсасывания воздуха и летучих веществ из
пропитанной стеклоткани, а также создания равномерного давления
формования на поверхность заготовки под чехол укладывается
дренажный слой стеклоткани (сухой), а под отсасывающий штуцер - хорошо
проницаемый материал, например, сотопанель (рис. 8.2-2).
Для улучшения качества поверхности изделия со стороны
вакуум-чехла часто используют цулагу* - твердый промежуточный слой
из тонкого листового материала (металл, стеклопластик),
располагаемый между вакуум-чехлом и формуемым изделием и имеющий
форму, соответствующую контуру изделия.
При применении связующего горячего отверждения для
нагревания формы используют нагревательную камеру. Иногда
применяют поверхностные нагреватели контактного типа, которые могут
быть смонтированы непосредственно на форме или цулаге.
Преимущества метода вакуумного формования, позволяющего
изготавливать крупногабаритные изделия при использовании
несложного и недорогого оборудования и форм, состоят в возможности
создания равномерного давления на формуемое изделие. Свойства
вакуум-формованных стеклопластиков несколько лучше по
сравнению с характеристиками материалов, получаемых методом
контактного формования. Однако возможности этого метода для создания
высококачественных материалов также ограничены, поскольку
давление на прессуемое изделие не может быть в
этом случае более 1 кГс/см2 (практически к вакуумнасосу
0,6-0,9 кГс/см*).
Рис. 8.2-2. Схема заделки штуцера в вакуумный
чехол:
1 - штуцер; 2 - резиновая прокладка; 3 -
сотовая панель; 4 - вакуумный чехол; 5 - дренажный
слой; б - формуемое изделие; 7- форма
В технической литературе иногда используется термин «сулага».
315
Рис. 8.2-3. Схема пресс-формы для пресс-камерного
формования РПИ однослойных и трехслойных
конструкций с сотовым заполнителем:
/ - матрица; 2 - узел поворота формы;
3 - пресс-камера; 4 - штуцер подачи сжатого
воздуха; 5 - винтовой прижим пресс-камеры; 6 -
подключение термопар; 7 - подставка-тележка;
8'- коническая оправка; 9 - вакуумный
трубопровод; 10 -формуемое изделие; И - эластичный чехол
Увеличение давления прессования может быть реализовано при
использовании пресскамерного метода, основанного на передаче
избыточного давления через эластичный резиновый чехол к заготовке,
уложенной на жесткой форме. Одна поверхность изделия оформляется
формой, а другая - эластичным чехлом (рис. 8.2-3). В качестве среды,
передающей усилие (давление) прессования, чаще всего применяется
сжатый воздух. Под воздействием сжатого воздуха эластичный чехол
плотно прижимается к прессуемому изделию (заготовке). Давление
формования при пресскамерном методе достигает 5 ати.
Чаще всего при формовании изделий пресскамерным методом
металлическая форма выполняется в виде матрицы, а эластичный чехол
исполняет роль пуансона. При этом, учитывая, что практически
довольно сложно изготовить эластичный чехол точно по контуру
прессуемого изделия, эластичную оболочку выполняют несколько
меньших размеров, т.е. между прессуемым изделием и эластичным чехлом
образуется некоторый зазор (в исходном состоянии - до подачи
давления). В этом случае передача давления сжатого воздуха на
заготовку начинается лишь после некоторой деформации (растяжения)
оболочки. Таким образом, давление сжатого воздуха передается на
заготовку через напряженную эластичную стенку, в связи с чем реальное
давление прессования (Рпр) несколько уменьшается:
Рпр=Рсж-ЬР, (8.2-1)
где Рсж - давление сжатого воздуха; АР - разность между давлением
внутри замкнутой напряженной («раздутой») оболочки и наружным
давлением).
В соответствии с безмоментной теорией оболочек [30] величина
АР определяется, в общем случае, следующим соотношением:
д/> = 11 + ?2_, (8.2-2)
где пип- натяжение (касательная нагрузка) на единицу длины
оболочки в двух взаимно перпендикулярных направлениях (рис. 8.2-4);
r\wn- радиусы кривизны оболочки в этих направлениях.
316
рис. 8.2-4. Силы, действующие на фрагмент обо- JTj
лочки I
г /^~ к1 *******>
Уравнение (8.2-2) может быть представ- "" ?^ Г^*^/<1>
лено и в ином виде:
_ ч
(8
.2-3) \г2
где h - толщина оболочки; <т- растягивающие напряжения.
Значения растягивающих напряжений, возникающих в
оболочке, зависят также от величины относительной деформации оболочки
и модуля упругости (?) используемого материала:
^-?. (8.2-4)
Рассмотрим влияние размеров эластичного чехла на
равномерность передаваемого давления в различных сечениях прессуемого
изделия на примере конической формы. Используя приведенные
выше уравнения для расчета напряжений в оболочке в виде конуса с
углом при вершине 2а, можно получить следующие соотношения:
др = 2<To6P-h-cosa 9 д> = *rhcosa f (8 2.5)
г г
где стобр - напряжения, возникающие вдоль образующей конической
оболочки; аг - радиальные напряжения; г - радиус оболочки в
рассматриваемом сечении конуса.
Как видно из приведенных уравнений, при уменьшении радиуса
изделия значения АР возрастают, и в соответствии с уравнением (8.2-1)
давление прессования может падать. Из уравнений (8.2-1) и (8.2-5)
следует, что давление формования изделия с переменным радиусом можно
сохранить равным по всей поверхности изделия двумя путями:
- за счет обеспечения в различных сечениях конуса постоянства
отношения толщины оболочки к радиусу сечения (А / г), т.е. путем
уменьшения толщины оболочки по высоте эластичного чехла;
- за счет постоянства отношения напряжение-радиус (о* / г) для
каждого сечения.
Первый вариант трудно осуществим, поэтому на практике
используется второй вариант.
В случае изготовления изделия конической формы, учитывая
общую взаимосвязь (8.2-4), а также уравнение (8.1-5), в первом
приближении можно записать условие постоянства значения АР по
высоте конуса в следующем виде:
Аг
— = const,
г
317
где Аг - зазор в рассматриваемом сечении между заготовкой и
эластичным чехлом в исходном состоянии; г - текущий радиус.
В табл. 8.2-1 приведены оптимальные размеры эластичного
чехла, рассчитанные по приведенным формулам и обеспечивающие
равное давление прессования изделия конической формы.
Таблица 8.2-1
Оптимальные размеры (в мм) эластичного чехла, обеспечивающие
постоянное давление прессования при формовании конического изделия
с углом при вершине 30 °
№
сечения
1
2
3
4
5
6
Высота
(от основания)
0
200
400
600
800
1000
Радиус
изделия
342,4
277,2
214,7
154,6
97,1
42,0
Радиальный зазор между
заготовкой и чехлом
42,4
29,0
18,2
9,9
4,1
0,8
Радиус
чехла
300,0
248,2
196,5
144,7
93,0
41,2
Эластичные чехлы изготавливают, чаще всего, из листовых
материалов путем соответствующего раскроя и склеивания на
шаблонах. Для участков с большой кривизной, особенно в тех местах, где
могут сходиться несколько склеиваемых секторов листов, локальная
жесткость оболочки может резко повышаться, что может повлечь за
собой существенное снижение давления прессования. В этих случаях
целесообразно использовать цельноформованные фрагменты,
выполненные из сырой листовой резины с последующей вулканизацией.
Но даже при применении указанных мер для более качественного
формования таких сложных зон (например, носовой части
конических изделий) необходимо дополнительное давление, которое проще
всего создать с помощью винтового прижима и конической оправки
(см. рис. 8.2-3, поз. 5 и 8).
При изготовлении крупногабаритных РПИ с повышенными и
стабильными физико-механическими и радиотехническими
свойствами используют также и автоклавный метод, близкий по существу
процесса к пресскамерному и позволяющий создавать удельное
давление формования до 25 кГс/см2 (рис. 8.2-5). Давление в автоклаве
создается водой, паром или воздухом. Эти же агенты используются и
как средства нагрева.
К преимуществам использования пара в качестве средства
создания давления и одновременно теплоагента может быть отнесена
высокая скорость нагрева. Однако пар не всегда можно использовать
для этих целей, так как между температурой пара и его давлением
существует определенная взаимосвязь.
318
рис. 8.2-5. Схема
автоклавного формования РПИ:
/ - автоклав; 2 -
подставка тележка; 3 - пуансон;
4 - формуемое изделие;
5 - цулага; 6 - эластичный
чехол; 7 - пресс-камера;
8 - основание формы;
9 - прижим; 10 - включение
электрообогрева
к вакуумнасосу
^ 8
2
В случае
использования других веществ
давление и температура независимы друг от друга, и процесс нагрева
осуществляется при рецеркуляции вещества через выносные
теплообменники или с помощью источников тепла, расположенных внутри
автоклава.
Давление формования, как и при использовании пресскамерного
метода передается на формуемое изделие через герметичный
эластичный чехол. Для автоклавного формования можно применять
автоклавы, используемые, например, для вулканизации резин [4, 7, 8].
Автоклавы обычно оборудуются системой внутренней
вентиляции с расположенным снаружи приводом. Вентилятор создает
циркуляцию среды внутри автоклава, что повышает равномерность
распределения температуры по поверхности формуемого изделия.
8.2.1. Основные технологические приемы формования
однослойных РПИ контактным, вакуумным,
пресскамерным и автоклавным методами
Как и в случае инжекционных методов, большое значение для
легкого съема изделий с пуансона (матрицы), обеспечения при этом
качественной поверхности РПИ и предохранения формы от
механических повреждений имеет подготовка пресс-формы, заключающаяся
в ее очистке от остатков материалов предыдущего цикла и нанесении
на поверхность антиадгезионного слоя.
Укладка и пропитка заготовок из слоев стеклоткани или стекло-
матов может осуществляться различными способами. Если для
заготовки требуется большое количество ткани, то пропитка ее
производится заранее, до раскроя, в пропиточных машинах, при этом
получаются препреги. В опытном и мелкосерийном производстве препреги
изготавливают вручную - пропиткой полотен стеклотканей с
помощью кистей на специальных рамках, которые, для удобства работы,
могут быть смонтированы в установке кассетного типа.
319
При изготовлении РПИ со сложными контурами применение
препрегов затруднительно. В этих случаях пропитку стеклоткани
связующим производят непосредственно в пресс-форме (на пуансоне или
в матрице). Заготовки стеклянной ткани раскраиваются по
шаблонам, последовательно укладываются в форму и пропитываются в
несколько приемов. Недостатком этого способа является больший цикл
изготовления изделия и вредность производства.
По третьему методу заготовки из непропитанной стеклоткани
набираются на специальных шаблонах (болванках),
соответствующих по конфигурации РПИ. Здесь производится пропитка заготовок
связующим, выдержка заготовок для удаления летучих продуктов,
после чего полученная подсушенная «скорлупа» помещается в пресс-
форму для окончательного формования.
Вязкость связующих оказывает существенное влияние на процесс
вакуумного формования. Так, установлено [33], что оптимальная
вязкость связующего БФ-2 находится в пределах 25-30 сек. по
вискозиметру ВЗ-1 при освежении препрегов и 33-40 сек. - для ручной
пропитки стеклоткани при изготовлении изделий сложной
конфигурации. Повышенная вязкость приводит к неравномерному
распределению связующего по объему изделия, ухудшению пропитки
стеклоткани. Понижение вязкости может привести к стеканию связующего с
боковых поверхностей, частичному «обеднению» содержания
связующего в некоторых зонах.
Выбор растворителя, применяемого для доведения вязкости
связующего до требуемого уровня, зависит от свойств связующего.
Так, например, в случае использования фенолоформальдегидных
связующих температура кипения растворителя должна быть ниже
температуры перехода фенольного связующего в стадию «резит».
Поскольку процесс поликонденсации связующего БФ-2 проходит
наиболее бурно при подъеме температуры от 90 до 130 °С [33], то
лучшими растворителями для этого связующего являются этиловый
спирт с температурой кипения 78,3 °С и ацетон с температурой
кипения 56,5 °С. Применение в этом случае растворителей с более
высокой температурой кипения может приводить к появлению в
изделиях «вздутий».
Для обеспечения заданного процентного содержания
связующего в етеклопластиковой стенке РПИ необходимо соблюдать
определенный его расход при пропитке стеклоткани. Расход связующего
(mce) на 1 м2 ткани зависит от его состава, характеристик
пропитываемой стеклоткани и может быть рассчитано по следующему уравнению:
тгл=—". ст . »
где хсв - требуемое содержание связующего в материале изделия,
% (масс); тст - поверхностная плотность пропитываемой стеклотка-
320
ни; ссв - концентрация сухого остатка связующего в пропитывающем
растворе, % (масс).
Практика показывает, что для получения качественного
материала контактным, вакуумным и пресскамерным способами не
следует формовать за один переход детали толщиной более 5 мм.
Горячее отверждение связующего чаще всего производится в
специальных термошкафах, оборудованных электронагревателями
(см. рис. 8.2-1). Для обеспечения равномерной температуры по
объему термошкафов они оборудуются перемешивающими
вентиляторами. Однако следует иметь в виду, что температура формуемого
изделия может резко отличаться от температуры внутри термошкафа,
особенно при значительных толщинах стенок пресс-формы и,
соответственно, оттока тепла в металлические части установки. Кроме
того, значительный вклад в отклонение температур в термокамере и в
изделии может вносить экзотермичность процесса отверждения
связующего. Поэтому контроль за температурным режимом будет более
точным, если его вести с помощью термопар, помещенных на
поверхности формуемого изделия.
На качество РПИ оказывает влияние не только абсолютные
значения температуры и давления, но и скорости их подъема (снижения),
сочетание этих параметров. Так, максимальный вакуум при
формовании изделий с использованием связующего БФ-2 необходимо
создавать при температуре не выше 80-90 °С. Создание вакуума на более
поздних стадиях процесса ведет к недостаточной опрессовке и
снижению физико-механических показателей стеклопластика. В случае
использования иных связующих оптимальные режимы изменяются. В
табл. 8.2-1 в качестве примера приведены режимы формования
автоклавным методом изделий толщиной 3-6 мм на связующем ВФТ [28].
Таблица 8.2-1
Режим формования РПИ из стеклопластиков на основе связующего ВФТ
автоклавным способом
Операция
Создание вакуума
Подъем температуры
Подъем температуры и давления
Подъем температуры
Охлаждение
Температура, °С
20-30
70-80
100-110
160-170
Не выше 50
Выдержка,
мин
30-60
15-30
15-30
120
Не менее 60
Давление
(вакуум), кГс/см2
0,6-0,7
0,6-0,7
1-2
5-10
—
ЛИТЕРАТУРА к главе 8
1. Барановский В.В., Дулицкая Г.М. Слоистые пластики
электротехнического назначения. М: Энергия, 1976. 190. с.
2. Немец Я., Сервисен СВ., Стреляев B.C. Прочность пластмасс. М:
Машиностроение, 1970. 340 с.
21-22 321
3. Киселев В.И. Развитие теории поверхностных явлений и разработка
методов оценки качества стеклянных волокон. Дисс. ... д-ра техн. наук.
М.: Московская текстильная Академия им.А.Н.Косыгина. 1993.
4. Хейфец Л.И., Неймарк А.В. Многофазные процессы в пористых средах
М.: Химия, 1982. 139 с.
5. Алътшулер А.И. К теории капиллярной пропитки смачивающими
жидкостями пористых материалов с тупиковыми капиллярами //
Коллоидный журн. 1961. Т. 23. №6. С. 646-651.
6. Быховский A.M. Растекание. Киев: Наукова думка, 1983. 191 с.
I. Derjaguin В. V. II Colloid and Polymer Science. 1980. V. 258. № 4. P. 433-438.
8. Сумм Б.Д., Горюнов Ю.В. Физико-химические основы смачивания и
растекания. М.: Химия, 1976. 63 с.
9. Зимон АД. Адгезия жидкостей и смачивание. М.: Химия, 1974. 388 с.
10. Шатунов СИ., Соколов В.И. и др. Теоретическое и экспериментальное
исследования динамических краевых углов // Реф. сб. рац. предложений и
науч.-техн. достижений хим. пром-сти. М.: НИИТЭХИМ, 1993. Вып. 6.
С. 8-15.
II. Шалгунов СИ., Соколов В.И., Киселев В.И. Теоретическое и
экспериментальное исследования динамических краевых углов // Там же. 1994. Вып. 1.
С. 1-7.
12. Шалгунов СИ. Исследование физико-химических основ процесса
пропитки стекловолокнистых наполнителей полимерными связующими.
Дис. ... канд. хим. наук. М.: МИТХТим. М.В.Ломоносова, 1995.
13. Ландау Л.Д., Лифшиц Е.М. Теоретическая физика. Гидродинамика. М.:
Наука, 1988. Т. VI. 733 с.
14. Корн Г., Корн Т. Справочник по математике для научных работников и
инженеров. М.: Наука, 1984. 831 с.
15. Берд Р., Стюарт В., Лайтфут Е. Явления переноса. М.: Химия, 1974.
688 с.
16. Тендлер В.М. Новые методы изготовления судовых деталей из
стеклопластика. Л.: Судостроение, 1969. 80 с.
17. Тендлер В.М. Исследование процессов пропитки при изготовлении
изделий из стеклопластиков // Пласт, массы. 1963. №10. С. 24-29.
18. Шалгунов СИ., Соколов В.И., Чусовитин А.А. Влияние гидравлического
сопротивления подводящих коммуникаций на процесс пропитки под
давлением // Науч.-техн. реф. сб. Сер.: Стекловолокно и стеклопластики.
М.: НИИТЭХИМ, 1991. №2. С. 30-33.
19. Касаткин А.Г. Основные процессы и аппараты химической технологии.
М.: Госхимиздат, 1962. 848 с.
20. Плановский А.Н., Ромм В.М., Каган СЗ. Процессы и аппараты
химической технологии. М.: Химия, 1971. 784 с.
21. Гуртовник И.Г., Спортсмен В.Н., Кочешкова И.И., Борисов Н.М. Форма
для изготовления крупногабаритных изделий методом пропитки под
давлением // Ориентированные стеклопластики. М.: НИИТЭХИМ-
ВНИИСПВ, 1978. С. 47-52.
22. Ефремов В.Г., Курочкин Е.В. Опыт изготовления крупногабаритных
деталей из композиционных материалов методом пропитки под
давлением. Л.: ЛДНТИ, 1977.38 с.
23. Meades G.F.% Young R. Т. II Aircraft Engineering. 1967. Dec. P. 48-52.
322
24. Technical Notes. Araldite in the Concorde Nose Radome. Ciba. 1969. Jan.
P. 2-6.
25. Обтекатели антенн: Пер. с англ. / Под ред. А.И.Шпунтова. М.: Совет-
, ское радио, 1950. 263 с.
26. Гольдберг М.М., Казанский Ю.Н., Захаров В.А., Тростянская Е.Б. и др.
Неметаллические материалы и их применение в авиастроении. М.: Обо-
ронгиз, 1958.428 с.
27. Пешехонов А.А., Пешехонов Б.А. Методы производства изделий из
стеклопластиков // Пласт, массы. 1959. № 2. С. 46-55.
28. Киселев Б.А. Стеклопластики. М: Госхимиздат, 1961. 240 с.
29. Гуртовник И.Г. Вакуумный и пресскамерный способы изготовления
деталей из стеклопластиков. М: ГОСИНТИ, 1965. 12 с.
30. Лепетов В.А., Юрцев Л.Н. Расчеты и конструирование резиновых
изделий. Л.: Химия, 1977. 408 с.
31. Берсудский В.Е., Крысин В.Н., Лесных СИ. Технология изготовления
сотовых авиационных конструкций. М: Машиностроение, 1975. С. 198.
32. Boeing Co. Seattle (Wash.) Acceptance Summary Report. 1974. P. 322.
33. Конструкционные стеклопластики: Сб. науч. тр* / Под ред. С.Л. Рогин-
ского. М.: НИИТЭХИМ-ВНИИСПВ, 1980. 95 с.
ГЛАВА 9
ИЗГОТОВЛЕНИЕ РАДИОПРОЗРАЧНЫХ ИЗДЕЛИЙ
МНОГОСЛОЙНОЙ КОНСТРУКЦИИ
Основные приемы и оборудование для изготовления изделий
многослойной конструкции являются во многом схожими с теми,
которые применяются при производстве однослойных РПИ и были
описаны в разделе 8.2. Особенностью технологии изготовления
многослойных конструкций является то, что формованию и сборке РПИ
предшествует изготовление самого ячеистого заполнителя.
9.L Изготовление формованных заполнителей
Наиболее распространенным видом формованных заполнителей
является сотопанель, получаемая путем разрезания сотоблоков на
панели заданной толщины. Сотоблоки в промышленности
изготавливают, используя различные технологии.
Чаще всего сотоблоки получают из профилированных листов.
Сущность метода изготовления сотовых блоков из предварительно
пропитанных и профилированных листов ткани состоит в том, что
блоки сотовых заполнителей склеивают из предварительно
пропитанных связующим и отпрессованных в виде гофров листов ткани. Этот
метод наиболее прост, не требует дорогостоящего оборудования.
Технологический процесс изготовления сотов из профилированных листов
включает шесть этапов: пропитку ткани связующим, профилирование
ткани, нанесение клея на гофры, сборку блоков, отверждение клея,
разрезку блоков на сотопанели. Ткань пропитывается связующим на
специальных пропиточных машинах, например, лаком БСЛ [1]. Ткань с
рулона 1 (рис. 9.1-1 а) пропускают через ванну 2 с раствором
связующего. Затем ткань поступает к отжимным валикам 3 и далее в
вертикальную сушильную камеру 4.
Чаще всего используют сушильные
агрегаты с конвективным подводом
тепла от горячих газов,
терморадиационную сушку и сушку с помощью токов
высокой частоты.
Рис. 9.1-1. Схема метода изготовления
профилированных листов из предварительно
пропитанной ткани:
а - пропитка и сушка ткани; б -
получение гофрированного листа
324
Весьма перспективной является также сушка в перегретых парах
растворителя, позволяющая осуществлять рецикл растворителя,
резко снижая выбросы в атмосферу и повышая теплоэнергетический
к.п.д. сушильной установки. В сушилках применяется, как правило,
ступенчатый режим сушки. Для лака БСЛ, например, в нижней зоне
камеры температура поддерживается в пределах 60-80 °С, в средней -
80-100 °С и в верхней - 100-120 °С. Подсушенная ткань наматывается
на бобину, расположенную у выхода из сушильной камеры. Линейная
скорость перемещения ткани в случае использования конвективных
сушилок составляет до 50 м/час.
Профилируют заготовки ткани в пресс-форме на
гидравлическом прессе (рис. 9.1-1 б). На нагретую матрицу пресс-формы
укладывается заготовка пропитанной и подсушенной ткани с
ориентацией нитей основы перпендикулярно осям гофров. После этого
заготовку прикатывают профилированным валиком (иногда нагретым) к
основанию формы. Прессование производится в несколько приемов:
пресс-форму 3-5 раз смыкают и размыкают, с выдержкой 10-15 сек.
Далее на верхние и нижние торцы полученных
профилированных листов (рис. 9.1-2) наносят с помощью кисти или «штемпельной
подушки» 2 слоя клея, например БФ-2, с подсушкой каждого слоя при
температуре 40-70 °С в течение 15 мин (до «отлипа»).
Сборку сотового блока осуществляют с использованием клея
БФ-2 последовательно с помощью шестигранных дорнов, совмещая
склеиваемые поверхности смежных листов таким образом, чтобы
между ними образовывались каналы шестигранной формы. Сотовый
блок накрывают плитой, массу которой устанавливают
экспериментально в зависимости от размеров сотовых ячеек, и помещают в
камеру предварительной сушки, где происходит удаление растворителя
из клеевых прослоек. Окончательное склеивание происходит после
снятия верхней плиты при температуре 130-160 °С.
Получил распространение метод профилирования листов и из
непропитанной ткани (рис. 9.1-3) [2].
Для получения из стеклотканей сотов с ячейками малых
размеров наибольшее распространение получил метод растяжения пакетов.
Указанный метод позволяет получать более прочные соты,
механизировать выполнение всех операций, что обеспечивает стабильное
качество и снижает трудоемкость.
Рис. 9.1-2. Схема сборки сотового блока из профилированных слоев
пропитанной ткани:
/ - гофрированный лист пропитанной ткани; 2 - клей, нанесенный на
полушестигранники; 3 - шестигранные дорны
325
стеклоткань
нижняя гребенка
а
штемпельная
подушка верхние
гребенки
V
стеклоткань
в
штемпельная
подушка
V
г
ш
U
стол станка
/И
Рис. 9.1-3. Схема изготовления сотов из непропитанных слоев стеклоткани:
а - заправка 1-го слоя стеклоткани; б - профилирование 1-го слоя; в, ж
- нанесение клеевых полос; г, з - заправка 2-го и последующих слоев ткани;
д - профилирование 2-го и последующих слоев; е - склеивание гофров;
и - отверждение клеевых полос; к - пропитка сотового блока; л -
отверждение связующего в сотоблоке; м - разрезка сотоблока на панели заданной
толщины
Метод растяжения включает следующие операции: нанесение на
стеклоткань клеевых полос (вдоль основы); склеивание заготовок
стеклоткани между собой в блок таким образом, чтобы клеевые полосы в
соседних слоях стеклоткани были смещены относительно друг друга на
полшага (рис. 9.1-4); разрезку блоков на панели нужной толщины;
растягивание панелей в соты и пропитку связующим; термообработку
сотов после набора на
специальной форме.
Рис. 9.1-4. Пакет сотового
заполнителя до его растяжения
326
Для изготовления сотовых заполнителей методом растяжения
используют тонкие плотные стеклоткани и хлопчатобумажные ткани,
не пропускающие насквозь жидкий клей при нанесении клеевых
полос. Сотовые заполнители из стеклотканей склеивают клеями БФ-2,
бакелитовым лаком Р-21, эпоксидным связующим ЭДТ-10 и
пропитывают связующими БСЛ, 911, МФА-11, М-1 и др. [2]. Соты из
хлопчатобумажных тканей склеивают клеями БФ-2, МФФ, МФ-17, К-622-
С и пропитывают композициями Р-21, МФ-17, МФФ и др. [2, 3].
Известно несколько принципиальных схем оборудования для
изготовления пакетов сотовых заполнителей [1,2]. По одной из схем (рис.
9.1-5) ткань с рулона 1 через направляющий ролик 2 подается на клее-
наносящий ролик, смачивающийся клеем посредством системы из
нескольких роликов E,4,5), последний из которых C) вращается в ванне
с клеем. Ткань с нанесенными клеевыми полосами проходит через
сушильное устройство (б) и наматывается на вращающуюся рамку G).
После каждого оборота рамки, клеенаносящий ролик смещается вдоль
оси на полшага. Таким образом комплектуется пакет» в котором
клеевые полосы в двух соседних слоях сдвинуты на полшага.
Скомплектованный пакет подвергается прессованию на специальном прессе.
Обычно ограничивают толщину пакета - число слоев ткани,
склеиваемых на прессе, - что обусловлено относительно низкой
теплопроводностью тканей. Например, в случае использования
стеклоткани марки ЭЗ-100 не рекомендуется комплектовать более 200 слоев
ткани. При увеличении толщины пакета цикл прессования заметно
увеличивается. Пакет из стеклоткани закладывают между холодными
плитами электрообогрева. Нагревают плиты до 100 °С и создают
давление 0,2 атм. При этом из клея БФ-2 удаляются летучие вещества.
Затем плиты нагревают до 140-150 °С и повышают давление до 4 ати
в течение 1 мин, снижают давление до 0,5 ати и выдерживают 1,5-2 ч
при этом давлении и температуре 140-150 °С. В завершение
спрессованный сотоблок охлаждают
вместе с нагревательными
плитами до температуры 60-
80 °С.
Рис. 9.1-5. Схема оборудования
для изготовления пакетов
сотовых заполнителей:
/ - рулон стеклоткани;
2 - направляющий ролик;
J, 4 - ролик для передачи
связующего; 5 - ролик, наносящий
клеевые полосы; б - сушильное
устройство; 7 - вращающаяся
рамка
327
Представляет интерес схема, предусматривающая намотку
пакетов одновременно с двух рулонов ткани [1], когда ткань с двух катушек,
проходя через горячие валики, разглаживается и поступает в
устройства для нанесения клея. Полосы клея, нанесенные на ткань с одного
рулона, смещены относительно полос клея, нанесенных на ткань с
другого рулона, на полшага. Ткань с нанесенными клеевыми полосами
подсушивается в сушильном устройстве и наматывается на барабан или
рамку одновременно с двух рулонов. Описываемый автомат имеет в
два раза большую производительность, чем автомат с одним рулоном.
В настоящее время методом растяжения изготовляют сотопласты с
ячейками различных размеров F,0; 4,25; 3,5 мм). Наиболее широко в
изделиях радиотехнического назначения применяется стеклопласт
ССП-l со стороной шестигранника 4,25 мм. Технологический процесс
изготовления сотовых заполнителей методом растяжения может быть
реализован в производстве в виде механизированной технологической
линии, выпускающей готовые сотоблоки, пропитанные связующим.
Изготовленные таким образом блоки сотовых заполнителей поступают
на механическую обработку. После разрезки нерастянутого сотоблока
получают сотопанели методом растягивания на специальных
установках или вручную, затем закрепляют на рамках и пропитывают
погружением рамки в ванну с раствором связующего. Режимы изготовления
сотов зависят от вида применяемых материалов (табл. 9.1-1).
Таблица 9.1-1
Типовые режимы изготовления сотовых заполнителей
с шестигранной ячейкой из стеклоткани связующим БСЛ и ЭДФ*
Марка
стеклоткани
Марка
зующего
Расход связующего
на1
слой,
кг/м*
на 1 со-
тоблок,
кг/м'
Способ сушки
Режимы сушки
температура,
ОС
время,
мин.
Пропитка путем погружения сотов в ванну со связующим
Т-10 БСЛ 0,600 120 В электропечи 150 1
Э-100 ЭДФ 0,300 105 На воздухе 20 б
0,400 140 В электропечи 130-140 5-6
Пропитка при вращении на барабане в ванной со связующим
Т-10 БСЛ 0,800 160 На воздухе 20 7
¦ Размер стороны ячейки сотов из стеклоткани Т-10 - 6 мм, из стеклоткани
Э-100 - 3 мм; количество наносимых слоев смолы устанавливается с учетом
требуемой прочности и массы.
Наиболее часто для пропитки сотопластов на основе стеклянных
тканей применяется раствор фенольных смол типа бакелитового лака
БСЛ марки А плотностью 850-960 кг/м3 [4]. Экспериментально было
определено, что для получения содержания смолы (сухого остатка) в
328
сотах на уровне 50 % (масс.) для пропитки должен приготовляться
лак плотностью 960 кг/м3; для получения содержания смолы в сотах
около 35 % (масс.) - лак плотностью 870 кг/м3. При выборе
содержания связующего в сотах следует учитывать, что с увеличением
количества связующего прочность сотов возрастает. Однако
одновременно увеличивается и объемная масса изделия. В связи с этим
оптимальное содержание связующего необходимо определять с учетом
требований по прочности и ограничений по массе.
Пропитанные соты просушивают при 18-20 °С, не снимая с
рамок, затем термообрабатывают. В случае применения лака БСЛ,
оптимальная температура отверждения составляет 180 °С, а время
отверждения -1 ч.
При изготовлении сотов на основе хлопчатобумажных тканей
чаще всего используют рецептуры на основе фенолоформальдегид-
ных смол [5]. В этом случае полосы клея (например, марки К-622-С)
наносят на подсушенную после пропитки бязь. После склеивания
заготовки пакеты растягиваются в воде (из-за их высокой жесткости),
подогретой до 30-35 °С. После растяжения сотовый заполнитель
вынимают из воды и подсушивают при комнатной температуре.
В зарубежной практике организовано промышленное
производство как растянутых сотоблоков, так и нерастянутых, при этом они
могут быть как не пропитанными, так и пропитанными. Фирма «Ци-
ба-Гейги» (Англия) изготовляет два типа сотовых заполнителей из
стеклоткани [6]. Сотовый заполнитель из непропитанной связующим
стеклоткани имеет индекс Aeroweb типа G, а из пропитанной
полиэфирной смолой - Aeroweb типа G1. Сотовые заполнители типа G
поставляют нерастянутыми, в виде пакета, а типа G1 - растянутыми,
они могут поставляться на сборку не полностью отвержденными.
Фирма «Хексель» (США) изготавливает также несколько типов
сотовых заполнителей из стеклоткани. В одном из них исходную ткань
предварительно пропитывают фенольной смолой. После растяжения
сотовые заполнители пропитывают полиэфирной смолой. Такой
сотовый заполнитель в основном выпускается с шестигранной ячейкой
применяют в конструкциях, работающих длительно при температуре
до 80 °С. Для длительной эксплуатации при температуре до 160 °С
заполнитель после растяжения пропитывают также фенольной смолой.
Имеется опыт изготовления сотов и из более дешевых нетканых
стекловолокнистых материалов. Рецептуры связующих и клеев для
сотов из нетканых материалов отличаются от рецептур связующих и
клеев, используемых для изготовления сотов из тканых материалов.
Хорошие прочностные показатели клеевых полос были получены при
применении композиции, состав которой приведен ниже [5]:
- смола МФ-17 - 100 масс.ч.;
- древесная мука - 5-10 масс.ч.;
- ортофосфорная кислота - 3 масс.ч.
329
Такие пакеты склеивают при комнатной температуре под
давлением в течение 24 ч. После растяжения сотовый заполнитель
пропитывают формальдегидным лаком типа Р-21. Нетканый материал лучше
впитывает смолу, чем ткань, поэтому сотовый заполнитель из неткано-
ю материала имеет большую массу. Отверждение лака Р-21
осуществляют при 70 °С в течение 24 ч и затем при 120-130 °С в течение 4 ч. В
табл. 9.1-2 приводятся сравнительные характеристики сотовых
заполнителей из бязи и нетканого материала, пропитанных лаком Р-21.
Таблица 9.1-2
Свойства сотов из бязи и нетканого стекловолокнистого материала
Характеристика
Содержание связующего, % (масс.)
Объемная масса, кг/м3
Предел прочности при сжатии, МПа
Размер стороны ячейки, мм
12
71-80
190-250
3,3-4,0
30
69-75
100-140
0,7-0,75
Разработан также метод изготовления сотопластов сваркой [7],
позволяющий получать путем растяжения сотопласты из материалов,
которые впоследствии могут быть пропитаны связующим, или
последовательным наращиванием сотоблока. Трудности сварки толстых
пакетов, предназначенных для растяжения, устраняются путем
изготовления сотопласта последовательной сборкой плоского пакета и
присоединения с помощью «химической сварки» каждой заготовки
отдельно по местам нанесения сварочной присадки. Пленочный
материал разрезается в специальном устройстве на ленты, толщина
которых должна соответствовать толщине будущей сотовой панели. Затем
на ленты наносят поперечные полосы присадки, после чего ленты
поступают на сварку пакета, причем каждая лента приваривается к
предыдущей отдельной сварочной головкой (рис. 9.1-6).
Если исходный материал предварительно пропитан, то наиболее
приемлемым методом сварки является последовательное
наращивание сотовых блоков. При изготовлении сотопластов этим способом
5 *
Рис. 9.1-6. Схема процесса получения сотов методом сварки из полимерных
пленок толщиной 10 - 15 мкм:
1 - сварочные головки; 2 - пленка; 3 - зажим; 4У 5 - технологические вилки;
(дорны); б - рулон
330
из полимерных пленок последовательное наращивание сотового
блока происходит с одновременным гофрированием исходного
материала и сваркой.
В целях устранения разрывов пленки и ее лучшего укладывания в
полуячейки, образованные технологическими вилками 5 и выступами
сотовой панели, сварочные головки опускаются последовательно. Они
имеют индивидуальные электрические нагреватели и снабжены
пружинами для создания давления на сварочный шов.
После окончания цикла сварки сварочные головки поднимают
вверх, технологические вилки 5 вытаскивают из сотовых ячеек и
укладывают на сотовую панель, а технологические вилки 4 смещают в
сторону на один шаг и вниз на половину высоты сотовой панели.
Изготовление сотовых заполнителей возможно и методом
объемного ткачества на ткацких станках [2, 8-10]. Используя этот метод,
можно изготавливать сотовые заполнители с ячейками треугольной,
квадратной, ромбической, шестиугольной и других форм.
Кроме того, он позволяет изготавливать изделия в довольно
широком диапазоне кривизны, незамкнутые и даже замкнутые, с
постоянной или переменной толщиной [8]. Методика расчета ключевых
параметров тканых сотопластов в зависимости от требуемых
характеристик изложена в работе [9].
Сотовые заполнители, изготовленные методом ткачества,
обладают более высокой прочностью в местах соединения с обшивками
благодаря большей толщине стенки (до 0,2-0,5 мм). В тканых сотах
практически отсутствуют остаточные напряжения и искажения формы
ячейки. При изготовлении таких сотов имеется возможность введения в
них нитей различных материалов для придания специальных свойств.
Полная механизация всех операций процесса позволяет обеспечить
стабильность качества материала и высокую производительность,
сократить трудоемкость и улучшить условия труда. Снятые с ткацкого
станка сотовые ткани при необходимости разрезают на сотовые панели
и, затем, растягивают до образования ячеек требуемой формы. В
растянутом виде сотовые заполнители пропитывают соответствующими
связующими и сушат. После пропитки растянутых сотоблоков и сушки
их на воздухе проводят сборку 3-4 рамок с сотоблоками при помощи
стяжных болтов. В таком состоянии собранные сотоблоки термообра-
батывают, и в результате происходит склеивание сотоблоков по
граням шестигранных ячеек. Для изготовления тканых сотов из
многослойной сотовой ткани чаще всего используется наиболее
рациональной способ - растяжение с помощью специальных стержней (рис. 9.1-7).
Рис. 9.1-7. Схема растяжения
многослойной сотовой ткани в сотоблок:
/ - стержни для растяжения ткани
331
Для эксплуатации изделий в условиях повышенных
температурах тканые соты чаще всего пропитываются кремнийорганически-
ми связующими, в частности, связующим марки К-9Э. Для
получения хорошего качества пропитки и обеспечения содержания
связующего в сотах в пределах 40-50 % пропитку производят в два
этапа: при плотности связующего 940-960 кг/м3 A-я пропитка) и
1000 кг/м3 (вторая пропитка). После сушки на воздухе в течение 24 ч
проводится термообработка с плавным подъемом температуры от
комнатной до 220 °С в течение 3-4 ч с последующей выдержкой при
220 °С в течение 3 чЛ
Прочность при сжатии рассматриваемого тканого сотопласта в
исходном состоянии превосходит этот показатель клееного сотопласта
на 40-50 %. Еще большие преимущества тканые сотопласты перед
клееными имеют при повышенных температурах: при 250 °С прочность
тканых сотопластов в 3-4 раза выше, чем у клееных (табл.9.1-3).
Таблица 9.1-3
Зависимость предела прочности при сжатии (МПа) сотопластов
на модифицированном кремнийорганическом связующем К-9Э
Вид
сотового
заполнителя
Клееный
Тканый
В исходном состоянии при
температуре испытания, °С
20
50 | 100 | 150
2,6 1,8 1,5 1,4
3,5 2,8 2,5 2,3
После термообработки при 250°С
в течение различного времени, ч*
100
200
300
400
500
0,58 0,47 0,40 0,35 0,25
2,1 1,3 1,1 0,9 0,7
* Образцы испытывались при температуре 250 °С.
Для антенных обтекателей современных высокоскоростных
самолетов и ракет, работающих длительно при высоких температурах,
находят применение сотовые конструкции на основе полиимидных
связующих (рис. 9.1-8). Для пропитки сотов и обшивок упомянутых
РПИ используются
высококонцентрированные полиимид-
ные растворы с концентрацией
твердых веществ - 50-60 %; и
плотностью - 1150-1180 кг/м3.
•МПа
2,0
1.8
1.6
1.4
1.2
1.0
500
1000
г. ч
1500
2000
Рис. 9.1-8. Зависимость предела
прочности при сжатии тканого
стеклосотопласта на основе поли-
имидного связующего от времени
выдержки при 300 °С
(температура испытания образцов 300 °С)
332
Растворы имеют вязкость (по вискозиметру ВЗ-1) при 20 °С -
5-5,5 мин, при 35 °С - 3-3,5 мин; время гелеобразования при 135 °С -
75-95 мин. Для получения раствора требуемой вязкости используется
этиловый спирт. Пропитка проводится в 2 стадии (табл. 9.1-4).
Таблица 9.1-4
Режимы пропитки и отверждения тканого сотопласта
на основе полиимидного связующего [8]
Операция
Первая пропитка раствором
плотностью 1000 кг/м3
Воздушная сушка
Температурная сушка
Воздушное охлаждение
Вторая пропитка раствором
плотностью 980 кг/м3
Воздушная сушка
Термообработка
Воздушная сушка
Термообработка
Воздушная сушка
Термообработка
Продолжительность
операции, ч
0,08
24
1
0,5
0,1
24
1
1
2
2
2
Температура,
°С
20
20
120
20
20
20
120
150
205
225
250
Одним из основных недостатков сотов как заполнителей для
многослойных конструкций является малая площадь их склейки с
обшивками. Она составляет лишь 2-5 % от общей площади
приклеиваемых к сотам обшивок. Поэтому прочность на отрыв обшивок от
сотов невелика и составляет 1,5-3,5 МПа. Увеличение площади
склейки обшивок к сотам за счет создания клеевых «менисков»
(наплывы) [11, 12] хотя и может увеличить площадь склейки до 12-20 %,
но приводит к резкому увеличению неоднородности толщины
обшивок, что вызывает снижение радиопрозрачности РПИ.
Существенное увеличение площади склейки обшивок с
заполнителем в многослойных конструкциях можно получить, используя
ячеистые заполнители вафельного типа (см. гл. 5). Такие заполнители
изготавливают из препрегов методом прессования. Для получения ячеистой
панели препрег раскраивается на заготовки (карточки) нужной длины.
Карточки укладываются на нижнюю часть пресс-формы (рис. 9.1-9)
последовательно от одного края к другому, прижимаются
специальными прижимными приспособлениями. Затем устанавливается верхняя
часть пресс-формы, собранная пресс-форма помещается между
нагревательными плитами гидравлического пресса. Время формования и
температуры отверждения зависят от применяемого связующего и
размера ячеек. После отверждения связующего пресс-форму
размыкают и извлекают готовую ячеистую панель.
333
Рис. 9.1-9. Пресс-форма для
получения ячеистого
формованного заполнителя
вафельного типа
К преимуществам
таких заполнителей можно
отнести увеличенную
площадь приклеивания и,
соответственно, повышенную
прочность на отрыв
обшивок в многослойной
конструкции. Недостатком
является необходимость
изготовления пресс-форм для каждого типоразмера заполнителя. При
разработке РПИ с ячеистым заполнителем вафельного типа необходимо
учитывать разность по толщине монолитных обшивок в местах приклейки к
заполнителю и между местами приклейки. В качестве связующих для
пропитки заполнителей вафельного типа чаще всего используются
модифицированные эпоксидные связующие, например, марки ЭФ32-301-16.
7 8 ю 11
Рис. 9.1-10. Схема технологического процесса изготовлений ячеистого
заполнителя с замкнутыми ячейками:
а - получение панелей с гофрированным стеклотекстолитовым
заполнителем из ftpenpera; б - разрезка панелей на стержни; в - обмотка стержней
стеклолентой; г - пропитка и термообработка наружного слоя из
стеклотекстолита связующим; 1 - вакуумный стол; 2 - нагреватели; 3, 7 - препрег;
4> 6 - формующие дорны; 5 - гофр из стеклоткани; 8 - вакуумный чехол;
9 - штуцер; 10 - трехслойная панель с гофрированным заполнителем;
11 - дисковая фреза; 12 - трехслойный стержень; 13 - намоточное
устройство; 14 - стеклолента; 15 - рулон стекло ленты; 16 - наружный слой; 17-
форсунка для подачи связующего; 18-термошкаф
334
Ячеистые заполнители, имеющие ячейки прямоугольной формы,
изготовляются комбинированным методом [13, 14] по схеме,
приведенной на рис. 9.1-10. На вакуумный стол i, снабженный нагревателями 2,
укладывается слой препрега 3. На эту заготовку устанавливаются с
заданным шагом металлические дорны (стержневые оправки) 4, имеющие
квадратное (либо прямоугольное) сечение. Размеры оправок в
поперечном сечении определяют размеры ячеек в таком заполнителе. Затем
на оправки укладывается средний слой препрега, который принимает
окончательную конфигурацию ленты с прямоугольными гофрами за
счет укладки формующих дорнов 6. Поверх набранного пакета
укладывается верхний слой препрега 7. Весь набранный пакет склеивается
методом вакуумного формования.
Изготовленная панель с желобковым заполнителем разрезается на
стержни дисковой пилой или всего алмазным диском. Полученные
элементы перед укладкой между обшивками изделия обматываются
тонким слоем армирующего материала 14 (стеклонитью или стекло-
лентой), пропитанного связующим. Получается легкий заполнитель с
замкнутыми ячейками, имеющий увеличенную площадь склейки с
обшивками изделия и обеспечивающий его повышенную прочность и
жесткость.
9.2. Разрезание сотовых блоков на панели заданной толщины
Сотопанели с плоскими поверхностями заданной толщины и
конфигурации можно получить путем разрезки пропитанных и от-
вержденных блоков на ленточнопильных станках или на фрезерных
станках. Сотопанели чаще всего разрезают на панели из
нерастянутых блоков. Нерастянутые непропитанные сотовые панели, равно-
толщинные или клиновидные, можно получить путем разрезки со-
тоблока с помощью дисковой фрезы, гильотинных ножниц или на
бумагорезательных машинах.
В случае использования ленточнопильного станка (например,
типа ЛС80-3) разрезание блоков осуществляют с помощью
направляющей линейки. На рабочем столе станка закрепляется упорный
(направляющий) угольник, расстояние которого до пилы
соответствует заданной высоте. Для качественной разрезки используются
полотна шириной 25-30 мм при скорости движения ленточной пилы
1500 м/мин и подаче материала 2-2,5 м/мин [1].
Точность разрезки сотоблоков на сотопанели на ленточнопиль-
ном станке составляет обычно ±@,2-0,3) мм. Улучшенные результаты
получаются при разрезке сотовых блоков на ленточнопильном
станке, оснащенном абразивной пилой из карбида вольфрама. В этом
случае точность разрезки повышается до ±0,15 мм. Для обеспечения
более высокой точности размеров сотопанелей по высоте после на-
335
резки на ленточнопильном станке их калибруют на специальных
калибровочных установках. Калибрующий валик указанной установки,
облицованный наждачной шкуркой, доводит высоту сотопанели до
заданного размера с точностью ±@,05-0,08) мм. Разрезка сотоблоков
может быть произведена и на циркулярной пиле алмазным диском
при скорости вращения до 3000 об./мин.
Проведенные исследования показали, что точность разрезки со-
тоблока зависит от способа и режимов резания. При разрезке
сотоблоков на сотопанели крайние стекловолокна подвергаются
деформациям и разрушению. Степень этих разрушений характеризует
точность разрезки сотопанелей и, соответственно, отклонение высоты
слоев от номинальных значений. Кроме того, наличие заусенцев
снижает прочность соединения сотов с обшивками. Степень деформации
и характер разрушения стеклянных волокон при резке представлены
в табл. 9.2-1.
Таблица 9.2-1
Деформация стеклянных волокон при различных режимах резания
сотовых панелей с помощью дисковой фрезы
Режим резания
Скорость
вращения
фрезы,
об./мин
235
375
475
750
Скорость
подачи
материала,
мм/об.
120
75
40
75
120
120
75
Длина
деформированных
участков
стекловолокна
6,2
4,5
6,5
4,3
6,4
3,9
5,2
Средний угол
наклона
деформированного
стекловолокна
к линии разреза
32
31
31
28
36
26
31
Степень
разрушения
стекловолокна
Большая
Средняя
Очень большая
Средняя
Очень большая
Малая
Очень большая
Наименьшие деформации и разрушения имеют место при
разрезке сотовых блоков на бумагорезательной машине типа БР-1 или
БР-В с углом заточки ножа 20 ° или на гильотинных ножницах. При
разрезке сотовых блоков с помощью дисковой фрезы наилучшими, с
точки зрения минимальных разрушений стекловолокон, оказался
следующий режим резания: число оборотов фрезы п = 475 об/мин,
подача материала 5= 120 мм/мин. Образцы сотов, разрезанных на
фрезерном станке при других режимах, имеют большие деформации и
разрушения.
336
9.3. Изготовление клеевых пленок для соединения
сотов с обшивками
Клеи для сборки РПИ с многослойной конструкцией стенки
применяются в жидком виде и в виде клеевых пленок. Несмотря на
кажущуюся простоту технологии сборки при использовании жидкого
клея этот вариант имеет большие недостатки. Во-первых,
практически довольно сложно обеспечить равномерный нанос клея по всей
рабочей поверхности. Неравномерность наноса клея может вызвать
появление зон с ослабленным склеиванием и неравномерность
толщин обшивок, что негативно влияет на радиотехнические
характеристики изделия. Во-вторых, жидкий клей может стекать, скапливаясь и
заполняя отдельные ячейки. В-третьих, заметно ухудшаются условия
труда при формовании многослойных конструкций.
Клеевые пленки лишены указанных недостатков. В производстве
РПИ многослойной конструкции используются как армированные, так
и неармированные клеевые пленки. Технология получения неармиро-
ванных клееных пленок весьма проста. Если не требуется большой
точности по их толщине, то пленки получают путем нанесения клея на
ровную твердую, предварительно подготовленную поверхность,
например полированное стекло, полиэтиленовую, полипропиленовую,
полихлорвиниловую пленку и др. В случае использования клея,
содержащего растворитель, клей наносят в несколько приемов. После
нанесения каждого слоя клея дается технологическая выдержка, а после
нанесения последнего слоя клея пленку подсушивают до такого
состояния, которое позволяет осуществить ее съем с рабочей поверхности.
Клеевые пленки из клеев БФ-4 и ВС-1СТ изготавливают на
полированном силикатном стекле, предварительно обработанном
воском и обезжиренном этиловым спиртом. Клеевая пленка из клея
ВК-32-200 «пристает» к силикатному стеклу, и поэтому ее
изготавливают на полиэтиленовой подложке.
В случае необходимости получения клеевых пленок с повышенной
точностью по толщине их выравнивают по толщине с помощью
калибровочной линейки. Для изготовления клеевых пленок указанным
способом используют полированное силикатное стекло (или другой
твердый полированный материал), закрепленное в горизонтальном
положении в металлическом каркасе, или установку кассетного типа
(рис. 9.3-1). Работу на установке осуществляют следующим образом.
Первую (нижнюю) рамку выдвигают из ячейки на подъемный стол.
Стекло готовят к заливке: протирают ватным тампоном, смоченным в
этиловом спирте, натирают его воском. Затем производят регулировку
зазора между подвижной частью линейки б и стеклом. Величина зазора
может колебаться от 0,1 до 0,3 мм в зависимости от марки клея, его
консистенции и от требуемой толщины клеевой пленки. На стекло
рамки из бачка 77, установленного перед линейкой заливают порцию клея.
22-22 337
Рис. 9.3-1. Установка для
изготовления клеевой пленки:
/ - подъемный стол; 2 -
воронка; 3 - направляющие для
передвижения рамок; 4 - каркас;
5 - направляющие колонки;
6 - калибровочная линейка;
7 - рамки; 8 - штурвал; 9 - винт;
10 - полированное стекло;
11 - бачок со связуюшим
¦8
Равномерно и плавно
передвигают линейку,
разравнивают клей тонким слоем. Затем рамку задвигают в ячейку в корпусе
по направляющим, и стол поднимают до уровня второй рамки,
выдвигают вторую рамку, и повторяют процесс заливки. Таким же образом
повторяют процесс заливки на всех остальных рамках. Закончив
заливку последней рамки одним слоем клея, стол опускают, и после
выдержки начинают наносить повторные слои клея. Например, для
получения клеевой пленки из клея БФ-4 толщиной 0,3 мм в указанной выше
последовательности наносят до десяти слоев клея.
После нанесения всех слоев указанного клея на все рамки с
одной стороны их можно перевернуть и в описанном выше порядке
нанести клей с обратной стороны. Пленка клея БФ-4 может быть снята
со стекла после выдержки в течение 20 ч. Рамку выдвигают,
переворачивают, снимают пленку с первой стороны и подготавливают
рамку к нанесению первого слоя пленки на первой стороне. Установка
снабжена игольчатым индикатором для замера толщины пленки
непосредственно на стекле в процессе выдержки. Это дает возможность
вовремя скорректировать толщину пленки путем налива
дополнительного слоя клея.
Помимо чисто полимерных пленок для сборки многослойных
РПИ применяются армированные пленки, которые позволяют
повысить прочность склейки сотов с обшивками (табл. 9.3-1) и уменьшить
возможность растекания клея в процессе отверждения, обеспечивая
тем самым стабильность характеристик радиопрозрачной стенки. В
качестве арматуры применяются разреженные ткани (сетки) на
основе хлопчатобумажных нитей, например, марля и из стеклянных
нитей, например, сетка марки ССА. Реже применяются тонкие
(толщиной 0,1 мм) стеклянные ткани.
Состав и структура клея и клеевых пленок оказывает
существенное влияние на свойства многослойных конструкций, в частности,
прочность склеивания, однородность толщины (с учетом толщины
клеевой прослойки) и пористость обшивок. Клеевой материал в про-
338
цессе отверждения превращаются в двухкомпонентную систему,
состоящую из отвержденного полимера и газовых включений.
Последние образуются из паров растворителей, содержащихся в клеях. В
табл. 9.3-1 представлены данные о пористости и прочность
склеивания клеевых пленок с обшивками, а на рис. 9.3-2 - структуры
различных клеевых прослоек.
Таблица 9.3-1
Характеристики клеевых прослоек*
Тип клеевых прослоек
Жидкий клей B слоя)
Пленка неармиро-
ванная
Пленка,
армированная х/б марлей
Пленка,
армированная стеклосеткой
марки ССА
Жидкий клей B слоя)
Пленка неармиро-
ванная марки
НИАТ-1
Пленка,
армированная х/б марлей
Пленка,
армированная стеклосеткой
марки ССА
Толщина клеевой
прослойки, мм
исходная
после
отверждения
Порис-
На основе клея ВС-ЮТ
—
0,30
0,35
0,45
0,55
0,30
0,45
0,55
0,30
0,45
0,42
0,55
0,72
0,35
0,64
0,87
36
32
15
18
23
23
27
35
На основе клея БФ-4
_
0,10
0,20
0,30
0,30
0,40
0,15
0,20
0,30
0,10
0,13
0,24
0,28
0,30
0,40
0,16
0,22
0,35
21
21
19
25
-
-
5
9
13
Предел прочности на отрыв
обшивок от сотов, МП а
от
текстолита,
заранее
формованного
2,35
2,24
2,41
2,96
2,73
2,48
2,94
2,73
2,35
2,41
2,76
-
1,83
2,32
2,73
2,94
2,73
от
стеклотекстолита,
формованного в процессе
его
склеивания с сотами
2,50
2,50
3,08
3,49
3,65
2,75
3,56
3,06
2,05
3,04
2,86
-
2,03
2,55
3,07
3,09
3,06
* Клей ВС-ЮТ применяется для приклеивания стеклотекстолитовых слоев на
связующем марки ВФТ, клей БФ-4 - для приклеивания обшивок на
связующем марки БФ-2.
Как видно из приведенных данных, применение клеевых пленок,
из которых основная часть растворителя удаляется в процессе их
изготовления, позволяет уменьшить конечную толщину клеевой
прослойки, повысить прочность склеивания, уменьшить пористость по
сравнению с вариантом использования жидких клеев.
339
Рис. 9.3-2. Структура клеевых прослоек,
образовавшихся после формования и отверждения
РПИ сотовой конструкции с применением клея
ВС-10Т:
а ~ жидкий клей; б - клеевая пленка,
армированная марлей толщиной 0,55 мм; в -
клеевая пленка, армированная стеклосеткой марки
ССА толщиной 0,45 мм; 1 - стеклотекстолито-
вая обшивка; 2 - клеевая прослойка; 3 -
воздушно-газовое включение; 4 - стенки сотовых
ячеек; 5 - нити армирующей сетки
9.4. Формование изделий многослойной конструкции
с ячеистыми формованными заполнителями
РПИ многослойной конструкции формуют чаще всего
вакуумным, реже пресс-камерным прессованием. Сборку многослойного
изделия, включающую операции склеивания наружной и внутренней
обшивок с ячеистым заполнителем, производят в тех же пресс-
формах, в которых формуют стеклопластиковые обшивки. При этом
сборка изделий возможна как на пуансоне (с базированием на
внутренние размеры и контур изделия), так и в матрице (с базированием
на внешние размеры и контур изделия).
При сборке изделий по первому способу внутренняя поверхность
изделий, соответствующая контуру пуансона, получается гладкой, без
складок и отпечатков ячеистого заполнителя. Однако наружная
поверхность имеет ощутимые неровности, что ухудшает
аэродинамические и радиотехнические свойства изделий. Кроме того, при
использовании этого способа трудно выполнить внешние контуры изделия,
которые бы строго соответствовали заданным параметрам, поэтому
от внутреннего контура чаще всего собирают радиопрозрачные
укрытия и обтекатели для антенн стационарных наземных объектов.
В случае сборки изделия в матрице, в отличие от первого
способа, все погрешности технологии отражаются на качестве внутренней
поверхности изделия, а наружная поверхность получается
значительно более качественной. Следует отметить, что использование цулаги
позволяет уменьшить глубину отпечатков от вдавливания ячеистого
340
заполнителя и повысить качество соответствующих поверхностей как
в первом, так и во втором варианте сборки изделий.
Как и в случае формования однослойных изделий,
технологический процесс изготовления многослойных изделий начинают с
подготовки поверхности форм. Эта операция, как и при других методах
формования, является одной из важнейших, обеспечивающих съем
изделия и качественную его поверхность. Формующие (ограничительные)
поверхности пресс-формы (пуансон, матрица и другие элементы)
очищают от остатков смолы, пыли, грязи и обезжиривают бензином,
ацетоном или другими подходящими растворителями. На подготовленную
поверхность наносят антиадгезионное покрытие (см. гл. 8).
Затем формуют первую обшивку, используя те же операции и
приемы, описанные выше. Для приклеивания к полученной обшивке
ячеистого заполнителя используют жидкий клей или клеевые пленки.
Марка клея, применяемого для сборки изделий, зависит от типа
связующих, применяемых для изготовления обшивок и для пропитки
ячеистого заполнителя. Жидкий клей можно наносить с помощью
ролика, кисточки и т.п.
Лучшие результаты дают клеевые пленки, особенно
армированные, предохраняющие клей от растекания. При применении клеевой
пленки обшивку освежают небольшим количеством клея и затем
прикатывают клеевую пленку. В случае изделий небольшой кривизны
размягченные ячеистые панели формуют по контуру, вручную
непосредственно при сборке изделия. Стыки заготовки располагают со
смещением. Заготовки ячеистых заполнителей обычно между собой
не склеивают, а закрепляют на обшивке изделия киперной или стек-
лотканевой лентой [6].
Для увеличения площади склеивания иногда торцы сотовых
панелей подвергают пескоструйной обработке, способствующей
разрыхлению стеклонитей по торцам сотов. Имеются примеры
применения гофрированных заготовок для изготовления сотов с отогнутыми
концами [15]. Такие отбортовки делаются на сотопанелях с обеих
сторон. Для облегчения укладки заготовок сотовых заполнителей их
размягчают в сушильном шкафу. Перед укладкой торцы сотовых
панелей обезжиривают.
При изготовлении РПИ сложной конфигурации ячеистые
панели, пропитанные раствором связующего, укладывают на
вспомогательную форму, соответствующую по конфигурации изготовляемому
изделию. Панели соединяют между собой (сшивают, склеивают,
сваривают). При этом получается заполнитель заданной конфигурации
данного конкретного РПИ многослойной конструкции. Полученный
заполнитель, уложенный на форму, термообрабатывают в
термокамере по заданному режиму. Например, стеклосотовый заполнитель,
пропитанный бакелитовым лаком марки БСЛ, термообрабатывают
по режиму, приведенному в табл. 9.4-1.
341
Таблица 9.4-1
Режим термообработки стеклосотового заполнителя,
пропитанного бакелитовым лаком марки БСЛ
Операция
Температура, °С
Время, мин.
Повышение температуры
Термообработка
Термообработка
Охлаждение
До 100
100
130-160
Комнатная температура
15-20
10
60
Наружные поверхности сотового заполнителя, не снимая его с
формы, зачищаются наждачной шкуркой для выравнивания
поверхности. В таком виде собранный сотовый заполнитель поступает на
сборку.
Изделия многослойной конструкции с сотовым заполнителем,
как правило, обрамляются крепежным металлическим или стеклотек-
столитовым поясом (рис. 9.4-1). Крепежные пояса из стеклопластика
можно изготовить отдельно либо одновременно с изделием, собирая
их из заранее пропитанной стеклоткани. После приклейки ячеистого
заполнителя и части крепежного пояса к одной из обшивок
проверяют поверхность сотового заполнителя, очищают сотовые ячейки от
потеков клея, затем соты зачищают наждачной шкуркой.
Стеклянную пыль удаляют пылесосом. На обезжиренные торцы сотового
заполнителя наносят роликом тонкий слой клея и на него прикатывают
клеевую пленку (иногда пленку укладывают без подслоя клея), затем
укладывают предварительно пропитанные и подсушенные заготовки
стеклянной ткани для формования последующей обшивки.
На практике применяется также «мокрый» метод, когда
заготовки стеклоткани пропитываются непосредственно при укладке на
сотовый заполнитель. Этот метод применяется при сложной
конфигурации изделия, однако, при этом есть опасность попадания
связующего в сотовые ячейки.
Рис. 9.4-1. Схемы заделок кромок
изделий с сотовым (ячеистым)
заполнителем:
а - слои стеклоткани (препре-
га); б - металлические накладки;
в - комбинированный способ;
г - металлические накладки,
вкладыши; / - стеклотекстолит; 2 -
накладки; 3 - вкладыш
Окончательное формование изделия, осуществляют вакуумным
или пресскамерным методом. Следует заметить, что технологические
режимы формования оказывают заметное влияние на прочностные
показатели как отдельных элементов, так и многослойной стенки в
целом. Так, например, при формовании стеклопластиковых обшивок
на сотовом заполнителе прочностные показатели материала
уменьшаются по сравнению с такими же материалами, отформованными на
твердой поверхности формы (табл. 9.4-2).
Таблица 9.4-2
Предел прочности при растяжении (МПа) стеклопластиков
на связующих ВФТ и БФ-2, отформованных при низких давлениях
на твердой поверхности (на форме) и на сотах
Марка
зующего
На чем
формуют
В исходном состоянии
вакуумное
формование
пресскамерное
формование
После кипячения в течение 3 ч
вакуумное
формование
пресскамерное
формование
ВФТ Форма 320 390 155 290
Соты 270 300 140 260
БФ-2 Форма 210 245 95 175
Соты 150 160 50 100
Влияние технологических параметров формования на
прочностные характеристики панели трехслойной конструкции представлены
в табл. 9 4-3.
Таблица 9.4-3
Механические свойства панелей трехслойной конструкции, изготовленных
по различным технологическим режимам. Обшивки изготовлены на основе
стеклоткани марки Т-10 и связующего БФ-2
No
JNV:
1
2
3
Режимы вакуумного формования
температура, °С
Подъем от 65 до 90
Подъем от 90 до 130
130-160
130-160
130-160
Подъем от 20 до 70
Подъем от 70 до 130
130-150
Подъем от 20 до 130
130-140
вакуум,
мм рт.ст.
От 120 до 170
200
250
300
400-430
От 150 до 250
От 400 до 420
420
От 120 до 200
250
время,
ч
3
5
1
1
7
3
5
9
2
4
Предел
прочности
при изгибе
Guy МПа
11,2-13,7
19,8
21,6
Модуль
упругости
при изгибе
?«, ГПа
3,1
3,6
2,8
343
9.5. Влияние технологических факторов сборки
многослойных РПИ с ячеистыми формованными
заполнителями на радиотехнические характеристики
Многослойные РПИ состоят из нескольких элементов (обшивки,
ячеистый заполнитель, клеевые прослойки, лакокрасочное
покрытие). В процессе изготовления изделий с многослойными стенками
происходит прогибание наружных стеклопластиковых обшивок в
ячейки, вдавливание торцов ячеек в обшивки, деформация клеевых
пленок и др.
У изделий с базой на наружный контур, наружная обшивка
состоит из стеклотекстолита, клеевой прослойки и тойкого слоя
лакокрасочного покрытия. Торцы сотов пронизывают клеевую
прослойку, но не вдавливаются в заранее отформованную наружную
обшивку из стеклотекстолита. В процессе приформовки внутренней
обшивки в этом случае стенки сотов, пронизав клеевую прослойку,
вдавливаются во внутреннюю оболочку. Кроме того, внутренняя обшивка
при формовании без использования цулаги, прогибается в сотовые
ячейки или в свободное пространство ячеистого заполнителя
вафельного типа (рис. 9.5-1).
В случае сборки изделия с базой на внутренний контур, при
формовании без использования цулаги, углубления в наружной
обшивке чаще всего заполняют шпатлевкой и лакокрасочным
покрытием, при этом эффективная толщина обшивок и стенки в целом
заметно увеличивается. Клеевые прослойки также приводят к увеличению
этих размеров.
Прогиб обшивок в ячеистый заполнитель ведет к уменьшению
фактического расстояния между обшивками радиопрозрачной
стенки. Величина прогиба может быть весьма заметной и зависит от
давления формования, размеров ячеек и, кроме того, от толщины
обшивок в случае формования без использования цулаги (рис. 9.5-2).
При разработке РПИ многослойной конструкции с сотовыми
или ячеистыми заполнителями вафельного типа, помимо прогиба
обшивок следует учитывать, что плотность, пористость и
диэлектрические характеристики материала обшивок, отформованных на
заполнителе, отличаются от характеристик такого же материала обши-
Рис. 9.5-1. Структура трехслойных стенок с базой на
наружного контура (А) и от внутреннего контура B7):
1 - наружная обшивка; 2 - внутренняя обшивка;
J-лакокрасочное покрытие; '/-клеевая прослойка; 5
- шпаклевка и лакокрасочное покрытие; б- соты
344
Рис. 9.5-2. Влияние давления
формования при сборке РПИ многослойной
конструкции (без использования цула-
ги) на прогиб стеклотекстолитовой
обшивки в ячейки сотов или в
свободное пространство между ячейками
другого ячеистого заполнителя различных
размеров (по площади):
1% 2 - 0K2 см2 (соты из
стеклоткани); 3-6-0,6 см2 (соты из
стеклоткани); 7 - 10 - 0,6 см2 (соты из бязи);
11 -14- 5,1 см2 (соты из бязи). Число
слоев стеклоткани марки Т-10 в
обшивке: /, 4, 8,12 - четыре слоя; 2, 5, 9,
13 - три слоя; 5, 7, 11 - пять слоев;
б, 10,14 -два слоя
0,2 0,3
Р, МПа
вок, отформованных на твердой поверхности пуансона (матрицы) (рис.
9.5-3). Представленные зависимости относятся к случаю
использования сотов с ячейками шестигранной формы, имеющими размер
стороны 6 мм. Соты изготовлены на базе стеклоткани Э-100 и
связующего БСЛ, а обшивки - из стеклоткани Т-10 и связующего БФ-2.
Для получения многослойных стенок с сотовым заполнителем с
высокой радиопрозрачностью существенное значение имеет и то
обстоятельство, что в процессе сборки изделия под воздействием
давления формования соты вдавливаются в слои стеклоткани наружной
обшивки, формуемой непосредственно на сотовом заполнителе. Это
приводит к уменьшению расчетного расстояния между обшивками и,
следовательно, к «рассогласованию» радиопрозрачной стенки -
снижению радиопрозрачности. Глубина вдавливания увеличивается с
повышением давления формования, с увеличением размеров сотовых
ячеек и толщины формуемой на сотах обшивки (рис. 9.5-4).
Рис. 9.5-3. Зависимость
диэлектрической проницаемости е стеклопласта-
ковых обшивок от давления
формования:
7 - формование на твердой
поверхности (на форме); 2 - формование
на сотах
4.3
4,2
4.1
4.0
3,9
3.8
0.0 0.1
0.2 0.3 0.4
Р, МПа
0.5 0.6
345
л мм
Рис. 9.5-4. Зависимость глубины
вдавливания (у) стенок сотов в стеклопла-
стиковые обшивки различной
толщины от давления формования и размера
сотовых ячеек. Площадь ячеек:
/-4-0,32 см2; 5-4-0,6 см2;
9 -12— 5,1 см2. Толщины обшивок:
1,5,9- 0,5 мм; 2,6,10 - 0,75 мм;
3, 7,11 -1,0 мм; 4,8,12 - 1,25 мм
Указанные выше факторы
влияют на отклонение
действительных параметров
многослойной стенки от номинальных
(расчетных) значений, что неизбежно
ведет к ухудшению радиопрозрачности изделий. В результате
прогиба обшивок в процессе формования РПИ без использования цулаги,
наличия клеевых прослоек, необходимости нанесения
выравнивающих шпаклевочных слоев и других технологических факторов
происходит изменение толщин обшивок, расстояния между ними.
В общем случае действительная толщина обшивок (do6) больше,
чем толщина стеклотекстолитовой части обшивки (dcnt):
(9.5-1)
0.4 0.5
"об
~кр>
где rfo - толщина клеевой про слойки; dm - средняя толщина
шпаклевки; dKp- толщина лакокрасочного покрытия.
Поскольку диэлектрические характеристики указанных слоев
различаются, в расчетных уравнениях для определения
радиопрозрачности многослойных стенок (см. гл. 7) следует использовать
эквивалентную толщину обшивки, с учетом размеров и
диэлектрических характеристик различных слоев:
в =
-sin2 в +
(9.5-2)
- sin2 в + dm ^еш - sin2 в + d^ ^екр - sin2 в,
где е- диэлектрическая проницаемость слоев; в- угол падения ЭМВ.
Для сохранения номинального (расчетного) расстояния между
обшивками и, соответственно, расчетной величины
радиопрозрачности многослойных изделий с ячеистыми заполнителями следует
применять ячеистые заполнители увеличенной высоты Н:
где dp - расчетная толщина ячеистой панели; АН - поправка на
толщину среднего слоя, учитывающая прогиб наружной обшивки и глубину
вдавливания перегородок ячеистого заполнителя в наружную обшивку-
346
Рис. 9.5-5. Поправка АН на толщину
среднего слоя (сотов с размером 0,6
см2) трехслойного обтекателя в
зависимости от давления формования
при сборке изделия
дН, мм
1.5
1,4
1.3
1.2
1.1
0.1 0,2
0.3 0,4
Р.МПа
0,5 0,6
-40 -30 -20 -10
Рис. 9.5-6. Влияние угла падения
ЭМВ (а) на радиопрозрачность
обтекателей трехслойной конструкции с
сотовым заполнителем,
изготовленных с учетом технологических
поправок A) и без учета поправок B)
Поправка ЛЯ на толщину
может быть весьма
значительной (рис. 9.5-5).
Экспериментальные данные получены для
изделия с внешними стеклотек-
столитовыми обшивками
толщиной 1,0 мм на связующем
марки ВФТ [35 % (об.)] с использованием клеевой пленки ВС-ЮТ
толщиной 0,55 мм на стеклосетке ССА.
Вышеприведенные технологические особенности оказывают
заметное влияние на радиопрозрачность изделий с многослойной
конструкцией стенки. На рис. 9.5-6 приведены данные по радиопрозрачности
серийных обтекателей конической формы (с углом при вершине 35 °)
трехслойной конструкции с сотовым заполнителем, изготовленных без
учета и с учетом технологических особенностей.
9.6. Изготовление РПИс пенопластовыми
заполнителями
В промышленном производстве используются разнообразные
методы получения вспененных полимерных материалов (пенопла-
стов). Вспенивание осуществляется под действием газов,
выделяющихся при повышенных температурах вследствие разложения введен-
347
ных в смесь газообразователей; под действием газов, выделяющихся в
процессе реакции между компонентами исходной смеси; за счет
испарения легкокипящих жидкостей, введенных в состав полимерной
основы и др.
Известно большое количество разнообразных пенопластов (см.
гл. 5), но большую их часть можно разделить на следующие две
основные группы материалов, используемых для изготовления РПИ:
первая группа - термопластичные материалы, неоднократно
размягчающиеся при повторных нагревах (материалы на основе
термопластов - полистирол, поливинилхлорид, полиэтилен и др.);
вторая группа - термореактивные материалы, отверждающиеся при
первом цикле нагрева за счет протекающей при этом химической
реакции и не размягчающиеся в дальнейшем при повторном нагреве
(материалы на основе термореактивных смол - полиэфиризоциа-
натных композиций, фенолоформальдегидных, эпоксидных, крем-
нийорганических и др. смол).
Молекулярное строение полимеров этих двух классов полимеров
обусловливает как особенности процессов вспенивания, так и
большинство свойств получаемых из них пено матер налов.
Термопластичные полимеры вспениваются в состоянии высокоэластической
деформации - при температуре, превышающей на 10-20 °С температуру
стеклообразного состояния. Теплостойкость таких пенопластов, как
правило, невысока, так как по мере размягчения полимера и
диффузии газов из ячеек пенопласта, особенно интенсивной при
повышенных температурах, происходит заметная усадка пенопласта.
Вспенивание пенопластов на основе термореактивных полимеров
происходит в процессе реакции на стадии, когда компоненты исходной
композиции способны к вязкому течению. Затем система становится
сшитой и полимер окончательно отверждается.
При изготовлении изделий на основе термопластичных
пенопластов используют следующие методы формования пенопластовых
заготовок: масштабное формование, «самоформование»: При
масштабном формовании изделие вспенивается из предварительно
изготовленной невспененной заготовки, имеющей форму, подобную
форме изделия. При нагревании заготовки, например, с помощью
насыщенного пара или нагретого воздуха полимер размягчается, и под
давлением выделяющихся газов линейные размеры заготовки
пропорционально увеличиваются.
В случае свободного вспенивания «рост» заготовки происходит
до наступления равновесия между давлением газов и упругостью
полимера в нагретом состоянии. Вспенивание можно осуществлять и в
ограничительной форме, внутренние размеры которой соответствуют
наружным размерам заданного изделия. В этом случае точность
обводов изделия повышается. Затем на наружные поверхности
вспененного материала наклеиваются стеклопластиковые обшивки.
348
Рис. 9.6-1. Схема установки для
«самоформования» изделий из
термопластичных пенопластов:
1 - паровая камера;
2 - крышка ограничителя;
3 - мягкая прокладка; 4 -
зажим; 5 - ограничительная
форма; 6 - подставка-тележка;
7 - формуемая пластина;
5-манометр
сжатый
воде
пар
Процесс «самоформования», как и масштабное формование,
основан на использовании давления газа, повышающегося при
увеличении температуры. Изделия в этом случае изготавливаются из
заготовок пенопласта (пластин) разной толщины. Установка для
проведения процесса самоформования представлена на рис. 9.6-1.
Формуемая пластина (заготовка) 7, подогретая с помощью пара,
вспенивается, ее размеры увеличиваются и принимают форму
технологической оснастки. Небольшое избыточное давление,
воздействующее на заготовку, по мере ее размягчения способствует принятию
пластиной 7 контура ограничительной формы J и предохраняет от
образования складок на внешних поверхностях изделия, которое
охлаждаясь сохраняет приданную ему форму и структуру.
Размеры заготовки для изготовления пенбпластового
заполнителя следует выбирать с учетом конфигурации изделия, а массу (т)
первичной заготовки - с учетом следующего уравнения:
где Vo, р0 - соответственно, объем и объемная плотность материала
до вспенивания; V, р- то же для вспененного материала.
Как ив случае масштабного формования стеклопластиковые
обшивки могут быть наклеены на пенопластовые заготовки на
завершающей стадии изготовления РПИ. Однако более совершенным
является метод напрессовки стеклопластиковых обшивок в той же
ограничительной форме, где формуется пенопластовая заготовка.
Технологический процесс изготовления обтекателей с пенополи-
йгирольным заполнителем и облицовочными слоями из
стеклопластика состоит из следующих основных стадий. На первой стадии
изготавливают заготовки пенопластового заполнителя в пресс-формах
на гидравлических прессах по ступенчатому режиму с периодическим
повышением температуры до 150 °С и постепенным снижением
давления прессования от 100-500 до 60-80 кГс/см2.
349
1
i
Mr*12
\
Рис. 9.6-2. Схема установки для
напрессовки стеклотекстолито-
вых обшивок на формуемое
изделие:
1 - ограничительная
форма; 2 - наружный паровой
кожух; 3 - трубка для термопары;
4 - оболочка из
перфорированного металла; 5 - резиновая
пресс-камера; 6 - уплотнитель-
ное кольцо; 7 - крышка; 8 -
перепускной кран; 9 - манометр;
10 - струбцина; 11 - заготовка из
пенополистирола; 12 -
стеклоткань, пропитанная связующим
При температуре 150 °С дается выдержка из расчета 2-3 мин. на
1 мм толщины заготовки. Заготовка охлаждается в пресс-формах при
давлении 60-80 кГс/м2. «Самоформование» изделия происходит в
установке, представленной на рис. 9.6-2, при интенсивном и
равномерном прогреве заготовки при температуре 100 °С.
Время воздействия давления и его величина определяются
конструкцией стенки, глубиной и габаритами заготовки изделия.
Обычно на конечной стадии процесса давление не превышает 0,6-1,0 атм.
Наружная стеклопластиковая обшивка напрессовывается на пе-
нополистирольную заготовку в той же ограничительной форме. Для
этого на наружную поверхность пенопластового заполнителя
накладывают необходимое количество слоев раскроенной и пропитанной
связующим стеклоткани. В таком состоянии изделие снова
закладывается в форму, на внутреннюю поверхность которой предварительно
наносится слой специальной антиадгезионной смазки для
предотвращения прилипания изделия. После смыкания формы и
установления заданного температурного режима связующее полимеризуется и
одновременно стеклопластиковая оболочка приклеивается к
пенопласту. Во избежание деформации пенополистирольной заготовки
давление при напрессовке стеклопластиковой обшивки должно
выбираться с учетом упруго-прочностных свойств заготовки.
Чрезмерное давление может приводить к необратимой деформации
пенопласта. Для стеклопластиковой обшивки в этом случае обычно
используются связующие, применяемые при контактном формовании.
Напрессовка стеклопластиковой обшивки на внутреннюю
поверхность пенопластового изделия производят с помощью
резинового чехла, имеющего форму внутреннего контура изделия.
Трехслойное РПИ с пенопластовым заполнителем можно получить и путем
350
наклейки на пенопластовую часть заранее изготовленных стеклопла-
стиковых обшивок. В этом случае на сторону стеклопластиковой
оболочки, соприкасающуюся с пенопластом, наносится
соответствующий клей. Затем оболочка вставляется в ограничительное
приспособление, в которое затем помещается ранее отформованная в нем
пенопластовая заготовка, и проводятся описанные выше операции.
Пенопластовые заполнители на основе термореактивных
полимеров (композиций) вспенивают, чаще всего, непосредственно в
форме для изготовления РПИ. При заполнении полости между заранее
изготовленными стеклопластиковыми обшивками пенопласт
одновременно склеивается с ними, создавая тем самым прочную жесткую
конструкцию.
Следует учитывать, что газ, выделяющийся при вспенивании
пенопласта, создает в пеноматериале повышенное давление. Величина
этого давления зависит от типа пенопласта, его плотности,
количества выделяющегося газа, конструкции изделия и других факторов. В
некоторых случаях давление может достигать значительных величин.
Так, например, при изготовлении пенопласта марки ПУ-101 давление
достигает 2-3 кГс/см2, а марки ФК-20 - 3-5 кГс/см2 [16]. Давление газа
передается на стеклопластиковые обшивки РПИ или на стенки
ограничительной формы. В некоторых случаях необходимо
предусматривать технологические отверстия в стеклопластиковых обшивках и в
стенках ограничительной формы для сброса избыточного давления
выделяющихся газов.
Наибольшее распространение в качестве заполнителей для
многослойных конструкций РПИ получили пенопласты на основе
пенополиуретанов (ПУ-101 и др.), фенольных и фенолокаучуковых
композиций (ФФ, ФК-20, ФК-40 и др.).
Пенополиуретан образуется при взаимодействии диизоцианатов с
полиэфирами [17, 18]. По мере прохождения реакции первоначально
жидкие компоненты, реагируя друг с другом, образуют разветвленные
трехмерные макромолекулярные структуры и одновременно выделяют
углекислый газ, который вспенивает эту массу. Для окончания
процесса полимеризации производят термическую обработку при
температуре 100-160 °С. Применяя избыточное количество диизоцианата и
добавляя к смеси небольшое количество воды, которая реагирует с ди-
изоцианатом с выделением ССЬ, можно значительно снизить объемную
массу пенопласта - до 100 кг/м3 [16]. Для получения пенопластов с
различными объемными массами и равномерной ячеистой структурой
применяют эмульгаторы и другие добавки [18, 19]. Исходные
компоненты для получения пенополиуретана смешиваются непосредственно
перед применением. Полученная жидкая заливочная композиция
должна быть незамедлительно использована, так как
жизнеспособность композиции весьма ограничена. Смешение компонентов осуще-
351
ствляется в специальных смесителях, а дозирование заливочной
композиции - с помощью специальных дозаторов или вручную.
При использовании композиции для получения пенопласта
ПУ-101 форму следует предварительно нагревать до 35-40 °С. При
этом введенная композиция пенопласта в течение 10-20 мин
полностью заполняет весь объем формы (или изделия). При дальнейшей
термообработке пеноматериал переходит в твердое состояние.
Технология изготовления изделий трехслойной конструкции со
стеклопластиковыми оболочками и пенопластовым заполнителем
включает две основные операции: изготовление стеклопластиковых
оболочек и заполнение пенопластом пространства между этими
оболочками. Для улучшения сцепления пенопласта со
стеклопластиковыми оболочками их можно предварительно промазать клеем,
например, БФ-2, затем просушить при комнатной температуре в
течение 90-120 мин.
Приготовленная композиция для получения пенопласта
выливается в наружную оболочку, находящуюся в матрице (рис. 9.6-3). Затем
вставляется пуансон с размещенной на нем внутренней оболочкой.
Композиция вспенивается и заполняет пространство между двумя
стеклотекстолитовыми оболочками. Пенополиуретан отверждается
по следующему примерному режиму: нагрев формы до 80 °С в
течение 15—20 мин, выдержка при 80 °С в течение 60 мин, нагрев формы
до 150 °С в течение 20-25 мин, выдержка при 150°С в течение
120-160 мин и последующее охлаждение.
В отличие от жидкой (заливочной) композиции для получения
пенополиуретана пенопласты типа ФФ или ФК изготавливаются из
порошкообразных (твердых) Полуфабрикатов [20]. В зависимости от
требуемых объемной массы пенопласта, конфигурации й габаритов
изделия используются, как отмечалось выше, полуфабрикаты в виде
порошка или кусочков из
отвальцованной пленки,
гранул цилиндрической
формы из пустотелого
или сплошного шнура.
Рис. 9.6-3. Схема заполнения
РПИ трехслойной
конструкции пенополиуретаном:
а - заливка
композиции; б - вспенивание и
отверждение пенопласта;
1 - пуансон; 2 - стеклотек-
столитовые оболочки; 3 -
заполнитель; 4 - матрица; 5
- кожух обогревателя
352
А-А
Рис. 9.6-4. Ограничительная форма для заполнения пенопластом полости
между стеклопластиковыми обшивками:
/ - форма; 2, 7- прижимные гайки; 3 - крышка; 4 - фиксирующие
(направляющие) штыри; 5 - стержни для оформления каналов; б - крышка;
в - ограничитель вспенивания; 9-верхняя крышка; 10 - дренажные
отверстия; // - подставка-тележка
Порошкообразную вспенивающуюся массу из вальцованной
пленки ФК-20 целесообразно применять для получения заполнителя с
объемной массой 300-500 кг/м3.
Вспенивание полуфабриката производится в металлической форме
(рис. 9.6-4), рабочая поверхность которой должна соответствовать
контуру изделия с учетом усадки пенопласта (для ФК-20 - 2,0-2*5 %).
Ограничительная форма должна быть жесткой и прочной для
сохранения контуров при действии давления (до 5 ати), возникающего в
процессе вспенивания. В форме должны быть предусмотрены дренажные
отверстия для удаления избытка газообразных веществ, образующихся
при вспенивании.
Технологический процесс изготовления изделия включает
следующие операции: изготовление стеклопластиковой оболочки и ее
подготовка к заполнению пенопластом, заполнение изделия
пенопластом, приклейка каркаса. После соединения обеих половин
ограничительной формы и помещения в нее стеклопластиковой обшивки
устанавливаются крышки 3 и б, правильность установки которых
обеспечивается фиксирующими штырями 4. Крышки плотно прижимаются к
форме прижимными гайками 2 и 7. Поверхность крышек и стержней 5
так же, как и все рабочие поверхности формы, предварительно
покрывается разделительной смазкой, например, ЦИАТИМ-221. Перед
загрузкой в стеклопластиковую обшивку подготовленного
полуфабриката ФК-20 в форму через отверстие 10 вводится термопара для
контроля над температурным режимом. Затем предварительно
устанавливается верхняя крышка 9 с закрепленными стержнями 5. Через
щель, образованную стенкой формы и верхней крышкой, засыпается
полуфабрикат ФК-20, после чего окончательно фиксируется верхняя
крышка 8.
23-22 353
Для получения качественного изделия следует стремиться к тому,
чтобы полуфабрикат заполнил в оболочке весь объем. В этом случае
при термообработке происходит, в основном, лишь вспенивание и
спекание отдельных частиц полуфабриката в общую пенистую массу без
существенного перемещения частиц относительно исходного
положения; объемная плотность полученного пенопласта относительно мало
(на 30-40 кг/м3) отличается от насыпной массы исходного
полуфабриката, что обеспечивает равномерность структуры пенопласта.
В целях получения РПИ многослойной конструкции с
повышенной прочностью и равномерностью свойств по всему объему были
созданы высокопрочные материалы на основе полимерных
связующих и полых микросфер - синтактные пены. Как отмечалось в гл. 5,
тип используемых микросфер, их содержание в композиции, а также
вариация типа и количества связующего позволяет получать
синтактные пены с широкой гаммой физико-механических и
диэлектрических свойств. Для изготовления РПИ чаще всего используются
синтактные пены на основе эпоксидных связующих и стеклянных
микросфер [21-24].
Вязкость композиции в неотвержденном состоянии определяет
способ ее переработки. Различают два типа синтактовых пен:
заливочные и пастообразные. Технология изготовления РПИ с
использованием заливочных синтактовых композиций аналогична
вышеописанной технологии изготовления изделий с пенополиуретано-
вым заполнителем.
Использование пастообразных композиций для изготовления
РПИ с многослойными стенками осуществляется по технологии,
аналогичной той, которая используется при изготовлении изделий со
стеклосетчатым заполнителем (см. далее). В этом случае, чаще всего
композиция предварительно наносится на препрег на специальной
установке. Получается так называемый «синпрег», который затем
раскраивается и укладывается на пуансон формы. После этого
пуансон смыкается с матрицей и производится отверждение связующего
синтактной пены и препрега.
9.7. Изготовление РПИ со стеклосетчатым заполнителем
Применение РПИ многослойной конструкции с сотовыми и
пенопластовыми заполнителями ограничивается в ряде случаев
недостаточной прочностью и термостойкостью пенопластов и клеев для
склеивания сотов с обшивками, а также трудоемкостью их изготовления. В
связи с этим были разработаны заполнители на основе стеклянных
сеток и различных связующих, в том числе и термостойких [25-28]. Стек-
лосетчатые заполнители представляют собой трехкомпонентную
систему «стекло-связующее-воздух» и, следовательно, имеют различные
354
прочностные и диэлектрические характеристики в зависимости от
степени разрежения сеток, диэлектрических характеристик исходных
материалов, их процентного содержания и плотности (см. гл. 5).
Технологический процесс изготовления РПИ со стеклосетчатым
заполнителем должен обеспечивать стабильность диэлектрических
характеристик, зависящих в данном случае, прежде всего, от плотности
заполнителя. При разработке технологического процесса следует иметь
в виду, что стеклянные сетки (особенно гардинного переплетения)
имеют рыхлые нити, переплетенные в сетку с достаточно крупной
ячейкой; сетка легко деформируется при малых давлениях. В этом
случае большое значение приобретает равномерная пропитка сетки
связующим и сохранение заданной толщины и плотности заполнителя.
При сборке заготовок стеклосетчатого заполнителя на пуансоне
их начальная толщина значительно превышает конечную толщину
(для стеклосетки ГС-1 - в 2-3 раза). Тем не менее, в процессе
формования таких заготовок на их поверхностях не образуются складки,
так как сетки хорошо деформируются и равномерно обжимаются.
Учитывая эту особенность, зачастую формуют пакет стеклосетчатого
заполнителя одновременно с внутренней обшивкой изделия.
Формование внешней обшивки одновременно со стеклосетчатым
заполнителем возможно только в случае изготовления изделий с
небольшой кривизной. В изделиях с большой кривизной при таком
способе формования могут образовываться складки и неровности на
внешней поверхности за счет избыточного количества стеклоткани,
уложенной на изначально рыхлый пакет стеклосетчатого заполнителя.
Как отмечалось выше, толщина и плотность пакета
стеклосетчатого заполнителя зависят от давления формбвания. Соответствующее
давление может быть обеспечено при пневмовакуумном, пресс-
камерном, автоклавном методах формования, а также при различных
их комбинациях. Для улучшения качества внешней поверхности
обтекателя формование следует производить с применением цулаг.
Для получения РПИ со стеклосетчатым заполнителем более
высокого качества используется прессование. При этом вначале в пресс-
форме производится формование внутренней оболочки и
заполнителя, и лишь затем - после укладки слоев ткани наружной оболочки на
заполнитель - осуществляется повторная операция формования в той
же форме. При реализации вышеуказанного метода на втором этапе
необходимо обеспечить такое давление, которое может обеспечить
надежное соединение (приклеивание) оболочки с облегченным
заполнителем. Как показывает практический опыт, это давление должно
составлять 3-5 кГс/см2. Оптимальное давление достигается за счет
варьирования упругих свойств заполнителя, а также зазора между
пуансоном и матрицей. Получение заполнителя с заданными
показателями упругих свойств может быть осуществлено за счет подбора
соответствующей степени (неполной) отверждения связующего, а из-
355
менение зазора между матрицей и пуансоном - за счет изменения
высоты (толщины) ограничительных упорных прокладок. Кроме того,
следует иметь в виду, что стеклосетчатый наполнитель в процессе
термообработки подвергается некоторой усадке. Так, например,
наполнитель плотностью 600-700 кг/м3 при содержании связующего
ВФТ-2ст 20-30 % (масс.) в случае его полного отверждения имеет
усадку по толщине до 3 %.
Для обоснованного выбора оптимальных параметров режима
формования и размеров (толщины) заготовки были проведены
экспериментальные исследования на плоских образцах. На рис. 9.7-1
показано влияние давления формования и температурно-временных
условий термообработки на деформацию (по толщине) образцов из
стеклосетчатого полотна марки ГС-1 с различными объемными плотностями.
С учетом данных рис. 9.7-1 и степени усадки стеклосетчатого
заполнителя можно определить исходную толщину этого
заполнителя, при которой давление формования РПИ будет оптимальным.
Так, например, при формовании трехслойного изделия общей
толщиной 8-10 мм и толщиной наружных обшивок 0,6-0,8 мм, в случае
использования полностью отвержденного заполнителя с
плотностью 400-500 кг/см3, оптимальное давление наблюдается при
толщине исходной заготовки, превышающую номинальную (конечную)
толщину изделия на 0,3-0,4 мм. В случае применения заполнителя
плотностью 600-700 кг/м3 в аналогичных условиях увеличение
толщины исходной заготовки должно составлять 0,4-0,5 мм. Как
отмечалось выше, для снижения давления формования следует
использовать заполнитель с не полностью отвержденным связующим.
Улучшенное качество материала РПИ обеспечивается при
комбинированном методе прессования, включающего следующие стадии:
формование внутренней обшивки на пуансоне вакуумным методом,
формование наружной оболочки в матрице пресс-камерным методом
(под давлением 3-5 кГс/см2), сборка и прессование стеклосетчатого
35 г . -
Рис. 9.7-1. Зависимость деформации
(по толщине) заполнителя от
давления формования. Цифрами на
кривых указана исходная плотность
заполнителя (в кг/м3). Толщина стек-
лопластиковых обшивок - 0,8 мм.
Испытания проведены при
температуре 20 °С. Температурно-временные
характеристики термообработки:
— -режим полного
отверждения A80 °С, время отвержде-
10 20 30 ния - 3 ч); режим неполного
Р. кг/см2 отверждения A50 °С, 1 ч)
30
25
15
10
5
О
356
заполнителя между оболочками в пресс-форме с одновременным
склеиванием всех слоев. Перёд сборкой стеклосетчатого заполнителя с
наружными оболочками последние промазываются слоем клея.
Комбинированный метод обеспечивает хорошие внешние обводы изделия,
стабильность геометрических размеров изделий. Недостатком метода
является несколько пониженная прочность приклейки наружных
оболочек к стеклосетчатому заполнителю из-за того, что при
использовании заполнителя с малой плотностью E00-550 кг/см3) возникает
недостаточное давление @,2-0,3 кГс/см2). Для изготовления изделий по
данному методу требуется ограничительная форма, состоящая из пуансона
и матрицы. Рабочие обводы матрицы и пуансона должны
соответствовать внешнему и внутреннему обводу изделия. Зазор между пуансоном
и матрицей равен толщине изделия и должен соблюдаться с
максимальной точностью. Толщина стенки изделия при данном методе
зависит от точности изготовления самой формы и может быть изготовлена
с допуском ±@,1-0,2) мм без дополнительной механической доработки.
Одним из преимуществ РПИ многослойной конструкции со
стеклосетчатым заполнителем, изготавливаемым, чаще всего,
методом формования в замкнутых формах, является практическая
возможность регулирования диэлектрических характеристик стенки
изделия в различных зонах. Указанное обстоятельство является
особенно важным для РПИ, в которых углы падения ЭМВ сильно
изменяются в пределах изделия.
Зависимость электрической толщины трехслойной стенки от
диэлектрических характеристик слоев, их толщин и угла падения может
быть представлена следующим уравнением:
pss—I d\y€\ -sin2в +d2yj€2-sm2в +d$<*le$-sin20 ]•
где d\ и di - толщины внутренней и наружной обшивок; di - толщина
слоя заполнителя; е- диэлектрическая проницаемость материалов.
Для сохранения постоянной электрической толщины стенки
изделия при переменных углах падения ЭМВ в различных зонах
изделия принципиально возможно использовать следующие варианты:
а) изменение размеров (толщин слоев) стенки изделия;
б) изменение диэлектрических параметров используемых материалов.
Первый способ требует изготовления весьма сложной
технологической оснастки с переменным расстоянием между пуансоном и
матрицей. В соответствии со вторым вариантом величина si
заполнителя должна изменяться в зависимости от локального значения угла
падения в соответствии с соотношением:
= -L| ^lA .
- sin2 в - d3 ^e3 - sin2 в J +sin20-
357
3,2
Рис. 9.7-2. Зависимость диэлектрической
проницаемости е стеклосетчатого
наполнителя на основе стеклосетки марки ГС-1
толщиной одного слоя 1,2 мм от
количества слоев п при различных зазорах
между пуансоном и матрицей:
7-4 мм; 2-5 мм; 5-6 мм; 4-1 мм;
5-8 мм
Как следует из данных,
приведенных в гл. 5 и данном разделе, за
счет изменения технологических
режимов прессования (прежде всего, за
счет изменения давления формования) и числа слоев стеклосеток,
размещаемых между внутренней и внешней обшивками, можно
варьировать диэлектрическую проницаемость слоя заполнителя в
широких пределах (рис. 9.7-2).
На рис. 9.7-3 показан вариант оптимального набора
стеклосетчатого заполнителя при формовании серийного РПИ конической
формы, в котором угол падения осевого луча колеблется от 45 до 60 °.
Оптимальный набор стеклосетчатого заполнителя позволил заметно
увеличить радиопрозрачность РПИ, что подтверждается данными,
приведенными на рис. 9.7-4.
4.ДДД
0,95
0,90
0,85
0.80
0,75
0,70
\т\2
4
г, мес
Рис, 9.7-3. Схема оптимального набора стеклосетчатого заполнителя марки
ГС-1 при формовании РПИ конической конфигурации с постоянной
толщиной стенки (9 мм) и переменным количеством слоев стеклосетки в
различных зонах:
/ -16 слоев; 2-15; 5-14; 4-13; 5-12; 6-11; 7- 10 слоев
Рис. 9.7-4. Статистические данные по коэффициентам радиопрозрачности
РПИ конической формы с постоянным A) и переменным B) количеством
слоев стеклосетки в различных зонах
358
ЛИТЕРАТУРАкглаве9
1. Берсудский В.Е., Крысий В.Н., Лесных СИ. Производство сотовых
конструкций. М.: Машиностроение, 1966. С. 80-122.
2. Берсудский В.Е., Крысий В.Н., Лесных СИ. Технология изготовления
сотовых авиационных конструкций. М.: Машиностроение, 1975. С. 198.
3. Гуртовник И.Г., Спортсмен В.Н. Стеклопластики радиотехнического
назначения. М.: Химия, 1987. С. 109-128.
4. Белый O.K., Косарев В.Л., Латышев М.Н. Стеклосотопласт ССП-1. //
Методы переработки и свойства армированных стеклопластиков. / Под
ред. ВВ. Павлова. М.: ОНТИ ВИАМ, 1968. С. 164-172.
5. Кабалинская М.Л., Гладченко ИЛ. Сотопласты, их свойства, методы
получения и области применения //Пласт, массы, 1960. №10. С. 42-46.
6. Technical Notes // Ciba-Geigy Products in Aircraft and Hovercraft. 1976. №
4. P. 9-10.
7. Шишкин В.А., Сергеев СК. Способы изготовления сотопластов и их
свойства // Пласт, массы. 1979. №1. С.31-36.
8. Армированные пластики в конструкциях / Под ред. В.В. Павлова. М.:
ОНТИ ВИАМ, 1971. С. 18-25.
9. Райков Р.В., Сумарукова Р.И., Политыко Ж.П. и др. Стеклянное волокно
и стеклопластики. Вып.1. М.: НИИТЭХИМ, 1976. С. 6.
10. Technical Notes / Ciba-Geigy Structural Adhesion and Reinforced Plastics in
the Aeroplane Industry. Duxford Cambridge. C.B.2.40, D, 1971.98 p.
11. Гуртовник И. Г. Клееные конструкции из стеклотекстолитов с легкими
заполнителями // Новые материалы в машиностроении. Л.:
Машиностроение, 1967. С. 180-215.
12. Симидзу Я. и др. Обтекатели из армированных стекловолокном
пластиков: Пер. с япон. // Сумитомо дэнки. 1963. №81. С. 57-70.
13. Голод А.П., Коваленко Е.А., Малицкий А.Н., Швец В.И. Некоторые
вопросы разработки радиопрозрачного обтекателя из трехслойного
конструкционного стеклопластика//Вып. 2. Л.: ЦНИИ «Румб», 1976. С. 8-12.
14. Авторское свидетельство №398092 (СССР).
15. Патент №3134705 (США).
16. Александров А.Я., Бородин М.Я., Павлов В.В. Конструкции с
заполнителем из пенопластов. М.: Оборонгиз, 1962. 187 с.
17. Rubber Age. 1957. V. 81. № 5. P. 799-803.
18. Домброу Б.А. Полиуретаны. М.: Гос. науч.-техн. изд-во хим. литературы,
1951. С. 29-50.
19. Гуртовник И.Г. Изготовление деталей с пенопластовым заполнителем
методом беспрессового вспенивания. М.: ГОСИНТИ, 1966. №1-66-708/27.
Юс.
20. Абибов А.Л. Исследование в области изготовления трехслойных
конструкций с легкими заполнителями. М.: Машиностроение, 1964. 149 с.
21. Гуртовник И.Г. Клееные конструкции на основе стеклотекстолитов с
легкими заполнителями // Новые материалы в машиностроении. Л.:
Машиностроение, 1967. С. 207-215.
22. Красникова Г.В., Петриленкова Е.Б., Паршина Н.К. Пеноматериалы на
359
основе полых стеклянных микросфер и полимерных связующих // Пласт,
массы. 1970. №3. С. 45-46.
23. Ferguson O.L, Dhaver R.G. //SPI. 25th. 8-B. 1970, P. 23.
24. Липатов Е.А. Пастообразные синтактовые пены высокой прочности //
Стеклянное волокно и стеклопластики. М: НИИТЭХИМ - ВНИИСПВ,
1974. Вып.1. С 41-47.
25. Горячев М.С., Павлов В.В., Преселкова В.В. Облегченные стеклотексто-
литы // Материалы антенных обтекателей. М: ОНТИ ВИАМ, 1965.
С. 49-58.
26. Materials in Design Engineering. 1963. V. 58. № 2. P.П.
27. Горячее M.C., Преселкова В.В. Изготовление изделий с использованием
облегченных стеклотекстолитов // Методы переработки и свойства
армированных пластиков. М.: ОНТИ ВИАМ, 1968. С. 33-43.
28. Горячев М.С, Преселкова В.В. Облегченный стеклотекстолит ВОСТ-1 //
Методы переработки и свойства армированных пластиков. М.: ОНТИ
ВИАМ, 1968. С. 155-464.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Антенны 25
- коэффициент отражения ЭМЭ
27
-распределение мощности по
апертуре 272
Антиадгезионные материалы (по*
крытая) 288
Аппреты 36,203
-влияние на свойства и
стабильность стеклопластиков
203
Влагопоглощение 163
- композитов 168,178
- пенопластов 140
- связующих 168,178
Грибостойкость стеклопластиков
162,192,198
Динамическая стойкость РПИ 22
Диэлектрические материалы с
повышенной твердостью 23,55
Диффузия влаги в полимерах и
композитах 163,168,178
Диэлектрическая проницаемость
215
- влияние влаги 185,203
- внешних климатических
факторов 185,203
-температуры 97,185,192
-композитов 117
-микросфер 51
- пенопластов 139
- расчетные формулы 125
-связующих 97
- синтактных пен 142
-сотопластов 148
- стеклосетчатого заполнителя
153,155,357
-стекла и стеклянных волокон
33
Добавки активные к связующему 205
Закон Снеллиуса (преломления)
ЭМВ216
Замасливатели (см. аппреты)
Заполнители многослойных стенок
135
- вафельного типа 135,151
-пенопласт 135
-прямоугольного типа с
замкнутыми ячейками 135, 151,
335
- синтактные пены 135,140
-сотовые 135,145,324,335
- стеклосетки 135,153,354
Клеевые пленки 135,335
Климатические зоны 160
Климатические факторы 160
Конструкции радиопрозрачных
стенок 11,228
- многослойные 229
- однослойные 228
-с металлическими
компенсационными решетками 230
Коэффициенты)
- диффузии (см. Диффузия)
-линейного термического
расширения
- стекол 32
- стеклопластиков 106
- отражения ЭМВ 27,218
- радиопрозрачности стенки
(прохождения ЭМВ) 220
- криволинейных стенок 271
- многослойных стенок 243,
245
- влияние
технологических факторов 344,357
-однослойных монолитных
стенок 232
-стенок с металлическими
компенсационными
решетками 254
- теплопроводности
- стекол 32
- стеклопластиков 105
- стеклосетчатого
заполнителя 156
-Френеля 218,246
Лакокрасочные покрытия 208
361
Методы изготовления изделий:
многослойных:
- с пенопластовым заполните*
лем 347
-со стеклосетчатым
заполнителем 354
-с формованными
заполнителями 340
однослойных:
- автоклавный 313,318
- вакуумный 313,314
- инжекционныи 286
- время пропитки 303
- оснастка 309
-скорость пропитки
оптимальная 291
- управление процессом 298
- контактный 313
- пресскамерный 311,316
Микросферы 50
Набег фазы ЭМВ 225,238,249,256
Нетканые армирующие материалы
48,115
Отражение ЭМВ 26,218,220
Отражатели 25
Плоскость падения ЭМВ 216
Плоскость поляризации 217
Полуволновые стенки 223,228
Поляризация ЭМВ 25,214,217
Пористость композитов 109, 164,
203, 205
- методы определения 166
Потери энергии при прохождении
ЭМВ через стенки 220
Преломление ЭМВ (см. закон Снел-
лиусаJ16
Просветляющий эффект 225
Прочность стеклопластиков 106
-длительная 198
- изменение под воздействием
внешних климатических
факторов 194
- многослойных стенок 150,343
Радиопрозрачные обтекатели и
укрытия:
362
-летательной и ракетной
техники 17
- наземной техники 12
- морской техники 16
-с повышенной динамической
стойкостью 22
- стационарные 12
Решетки поляризационные 25
Рефлекторы 25
Связующие:
- кремнийорганические 90
- полиимидные 93
- полиэфирные 87
- фенолоальдегидные 92
- фторопласт 96
- эпоксидные 60
Сжимаемость многослойных тканей
47
Синтактные пены 140
Скин-слой, скин-эффект 27
Стеклонити 38
Стеклопластики:
-диэлектрические
характеристики 117
- изменение под
воздействием внешних факторов 185,
191
- расчетные формулы 125
-основные физические
свойства 104
- прочностные характеристики
106
- изменение под
воздействием внешних факторов 193
Стеклоровинги 38
Стеклосетки 40, 44
Стеклоткани 40
- многослойные 44
- однослойные 40
Стеклянные волокна 38
-основные физические
свойства 30
-полые33, 42,119
- состав 30
Тангенс угла диэлектрических
потерь 215
- влияние влаги 185,203
- внешних климатических
факторов 185,203
- температуры 97,185,192
- композитов 117
- расчетные формулы 125
-пенопластов 139
- связующих 97
- синтактных пен 143
- сотопластов 148
- стеклянных волокон 33
Теплоемкость
- стекла 32
- композитов 105
Термостойкость
- стекла 32
- связующих (см. Связующие)
Ткани:
- комбинированные 47,116
- стеклопроволочные 43
- стеклянные (см. Стеклоткани)
Угол падения ЭМВ 216,264
- на стенку конического РПИ
267
-на стенку сферического РПИ
265
- на стенку цилиндрического
РПИ 268
Угол компенсации (согласования)
235,241
Ускоренные испытания
стеклопластиков 193,199
Формоустойчивость оболочек:
- конической 278
- сферической 275
- цилиндрической 276,279
Цулага315
Чехол эластичный для
пневмовакуумного формования 314
Электрическая толщина стенки,
слоя 221,346,357
Электромагнитные волны,
основные характеристики 214
Научное издание
Гуртовнйк Игорь Григорьевич, Соколов Владимир Иванович,
Трофимов Николай Николаевич, Шалгунов Сергей Иосифович
РАДИОПРОЗРАЧНЫЕ ИЗДЕЛИЯ
ИЗ СТЕКЛОПЛАСТИКОВ
Зав. редакцией О. А. Черткова
Ведущий редактор Л. С. Миронова
Оригинал-макет подготовлен С. Н. Корневым
Лицензия ЛР № 010174 от 20.05.97r.
Подписано к печати 19.12.2002 г. Формат 60 х 90/16. Бумага офсетная.
Гарнитура Тайме. Печать офсетная. Объем 11,5 бум. л. Усл.-псч. л. 23,0.
Изд. № 12/9877. Тираж 5000 экз. A-й завод - 3000 экз.)
Заказ 22
Издательство «Мир»
Министерства РФ по делам печати, телерадиовещания и
средств массовых коммуникаций.
107996, ГСП-6, Москва, 1-й Рижский пер., 2.
Диапозитивы изготовлены в издательстве «Мир»
ОАО типография N° 9,
109033, Москва, ул. Волочаевская, 40