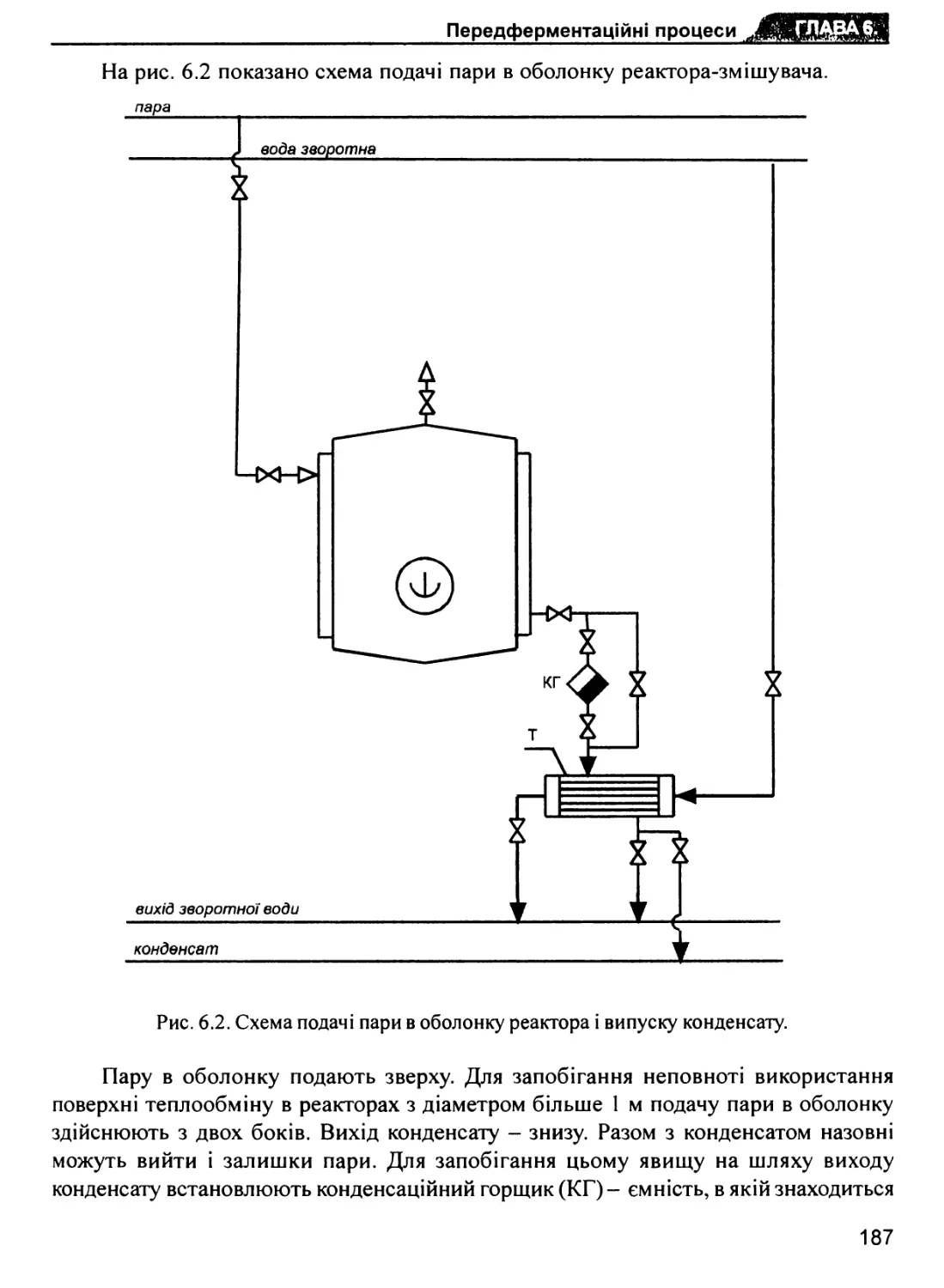
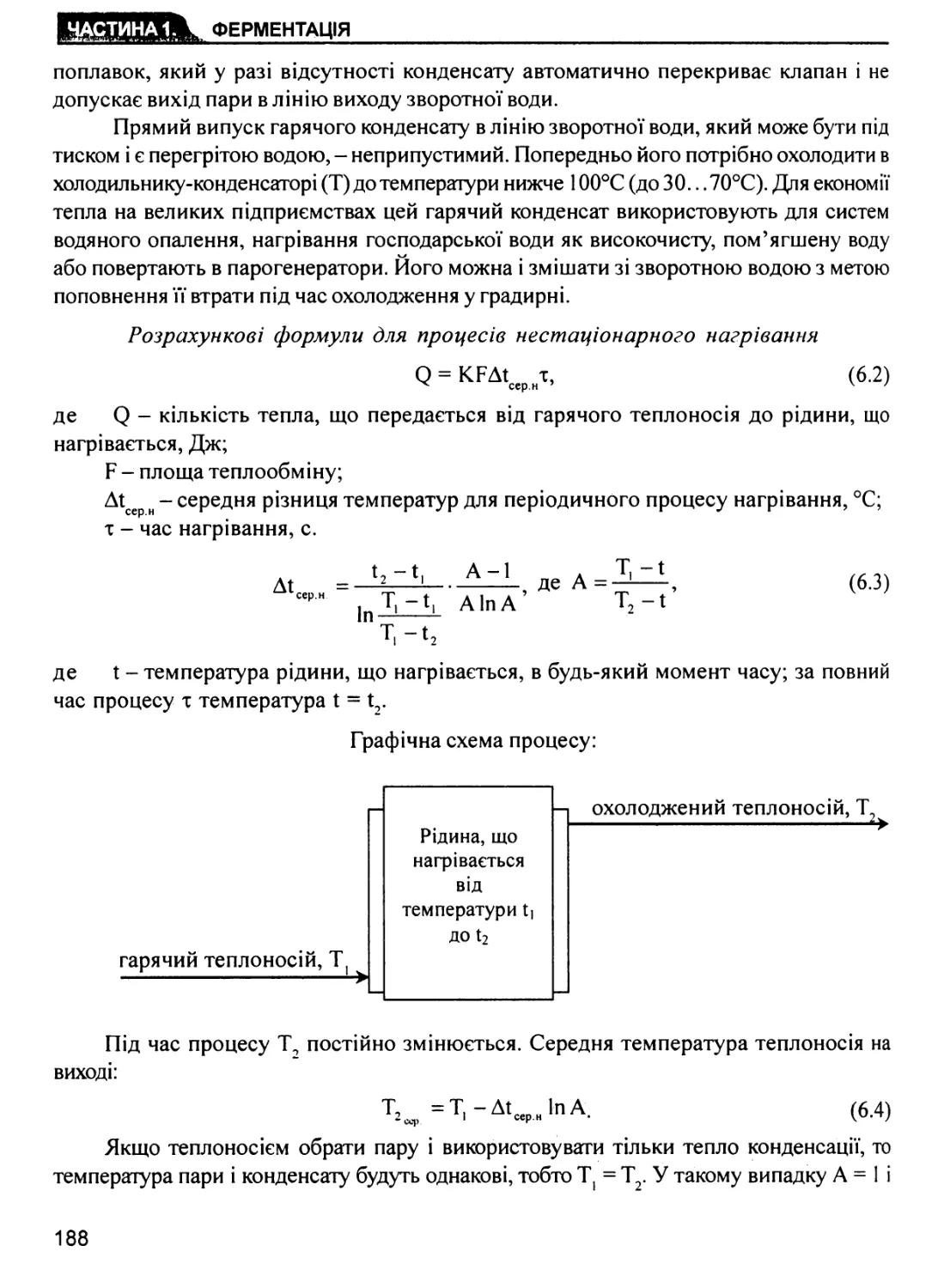
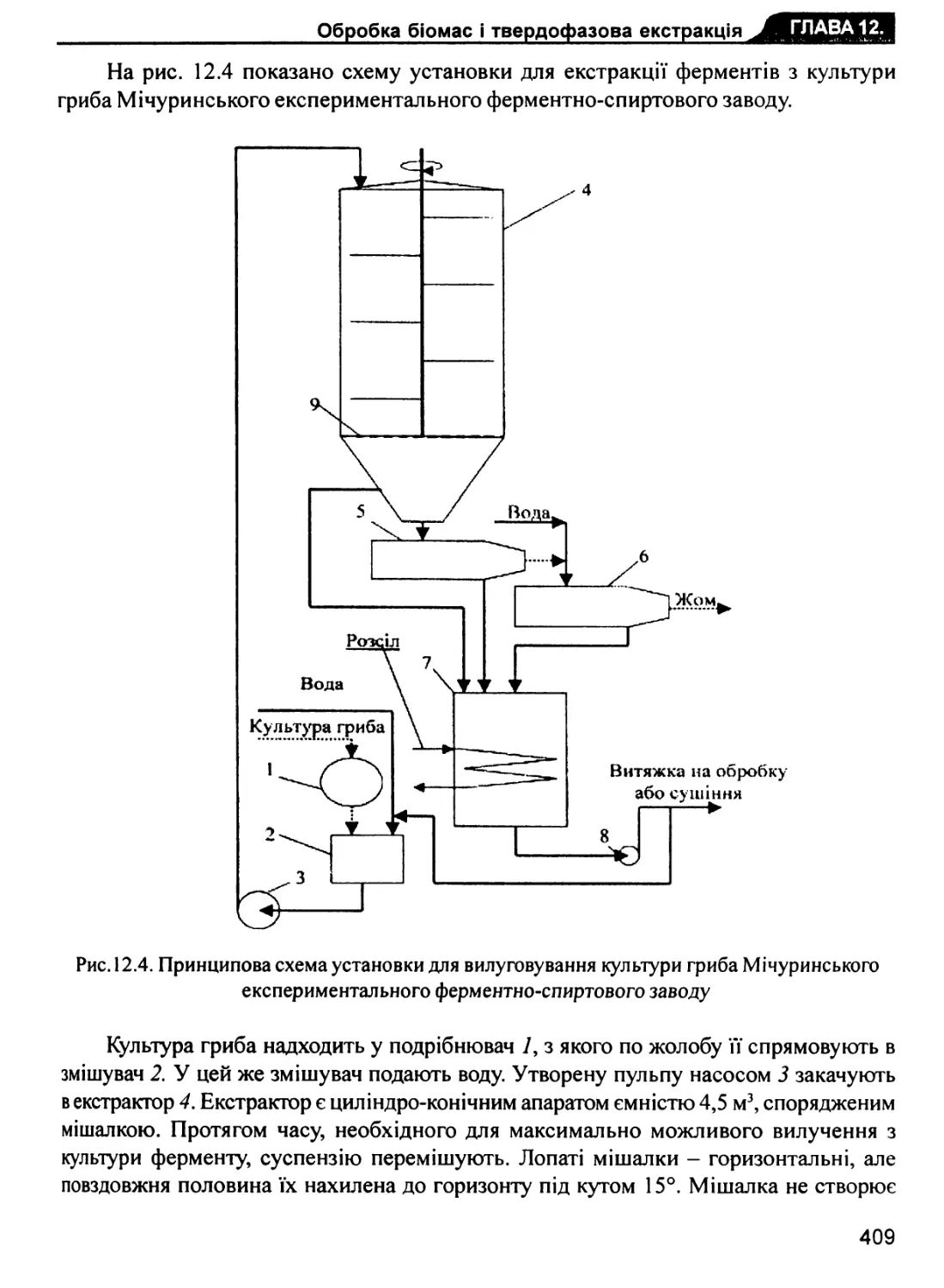
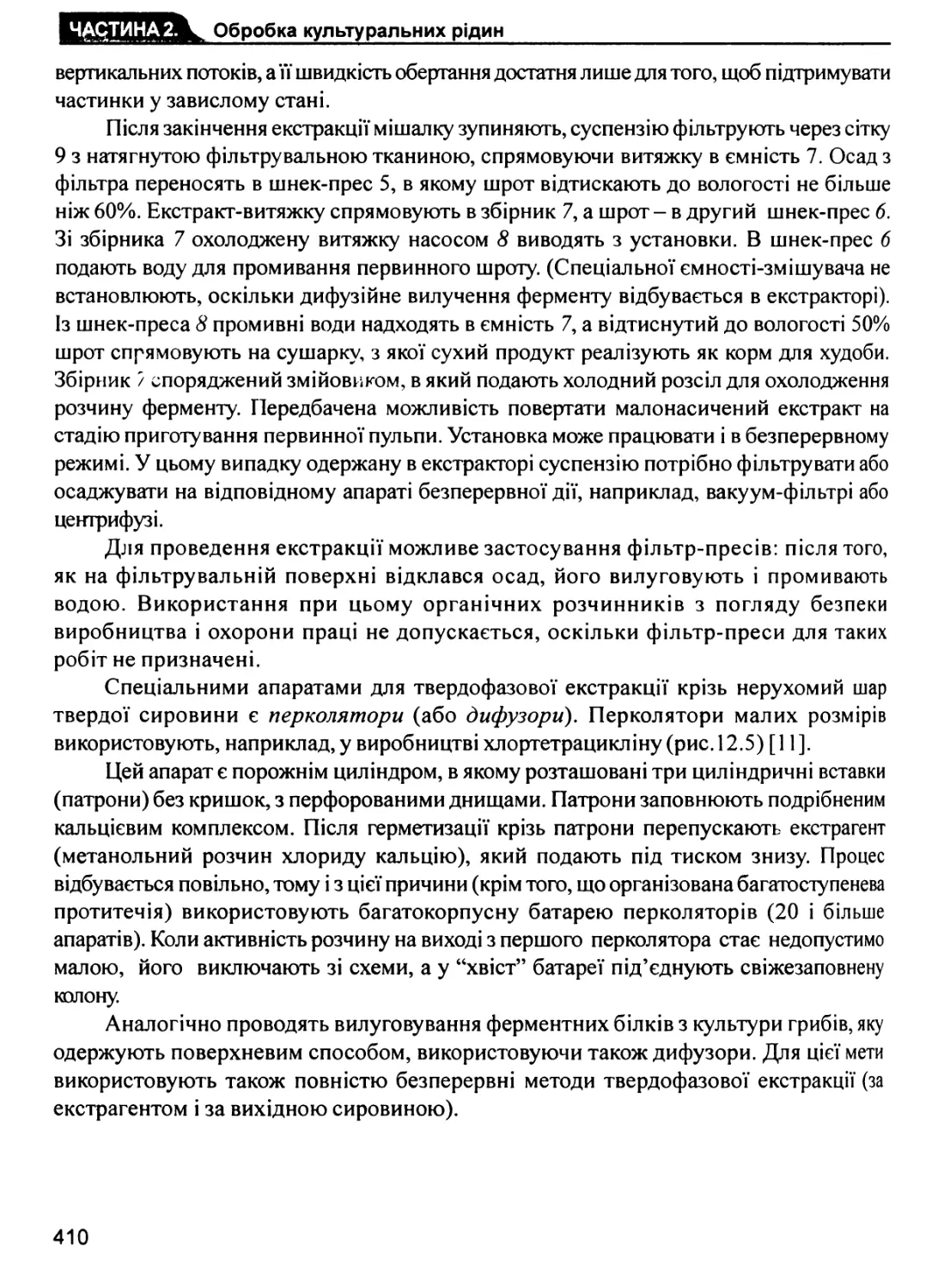
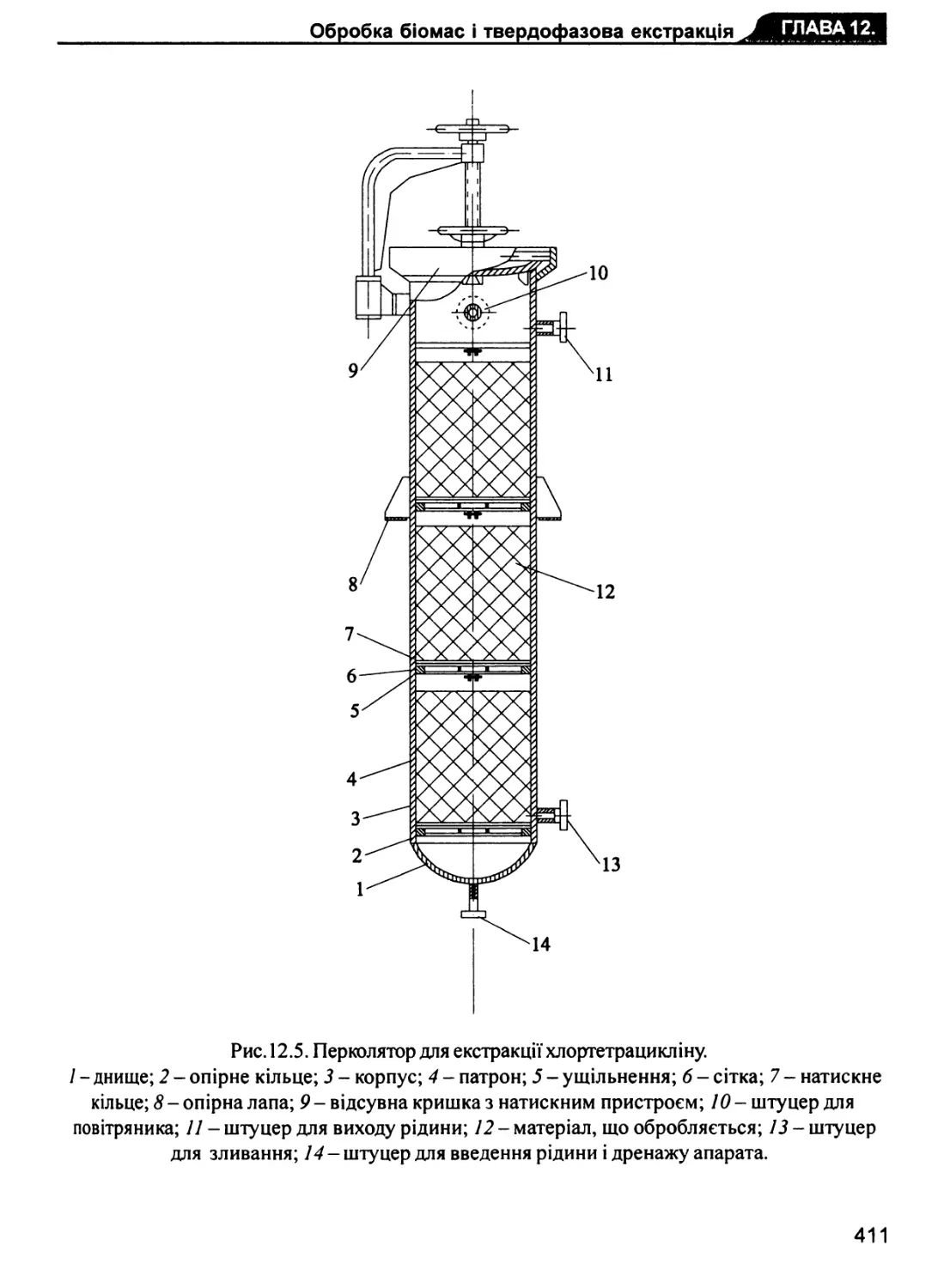
/
















Author: Сидоров Ю.I. Влязло Р.Й. Новiков В.П.
Tags: медицина біологія фармацевтика
ISBN: 978-966-7597-68-9
Year: 2008



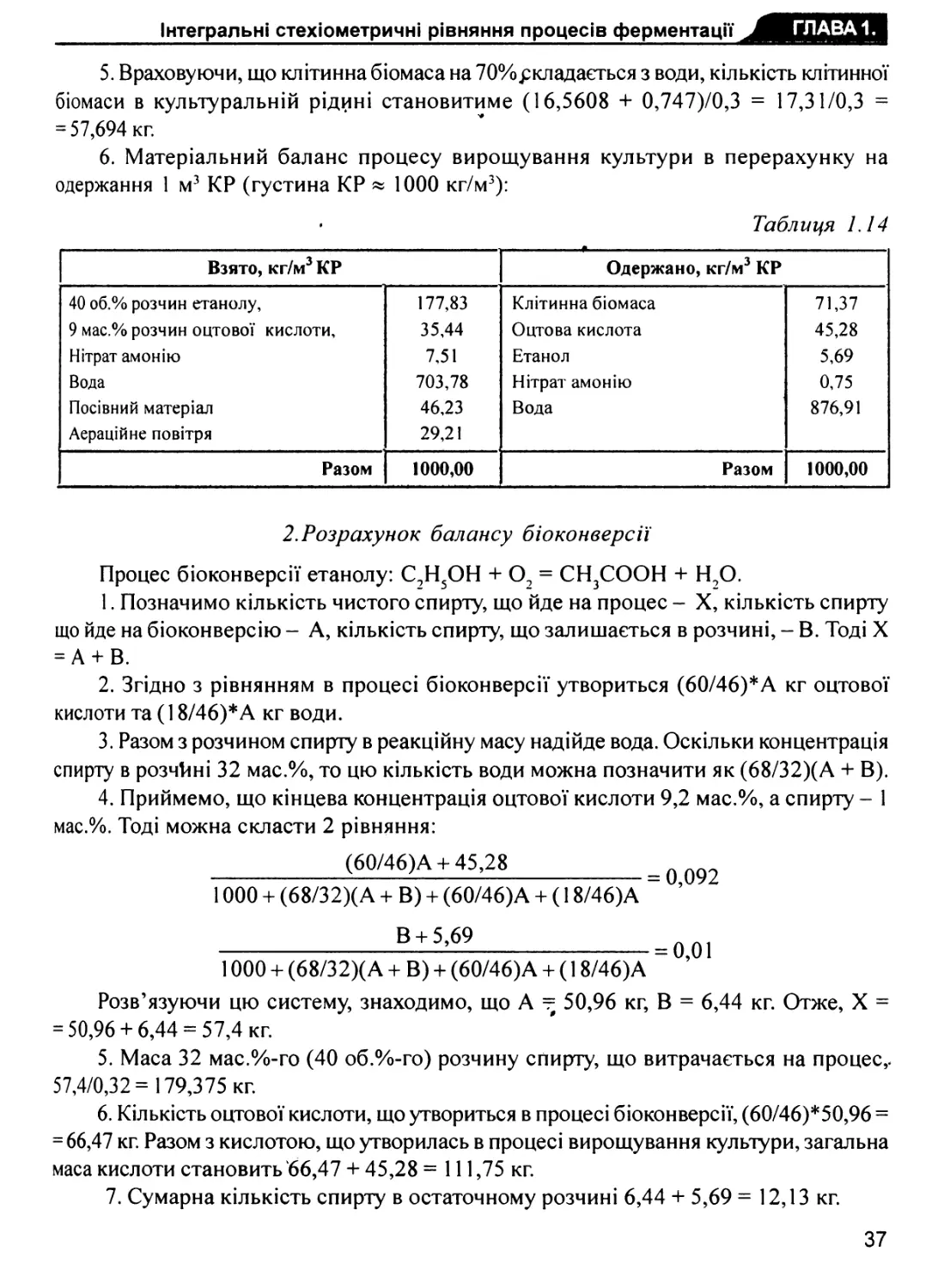
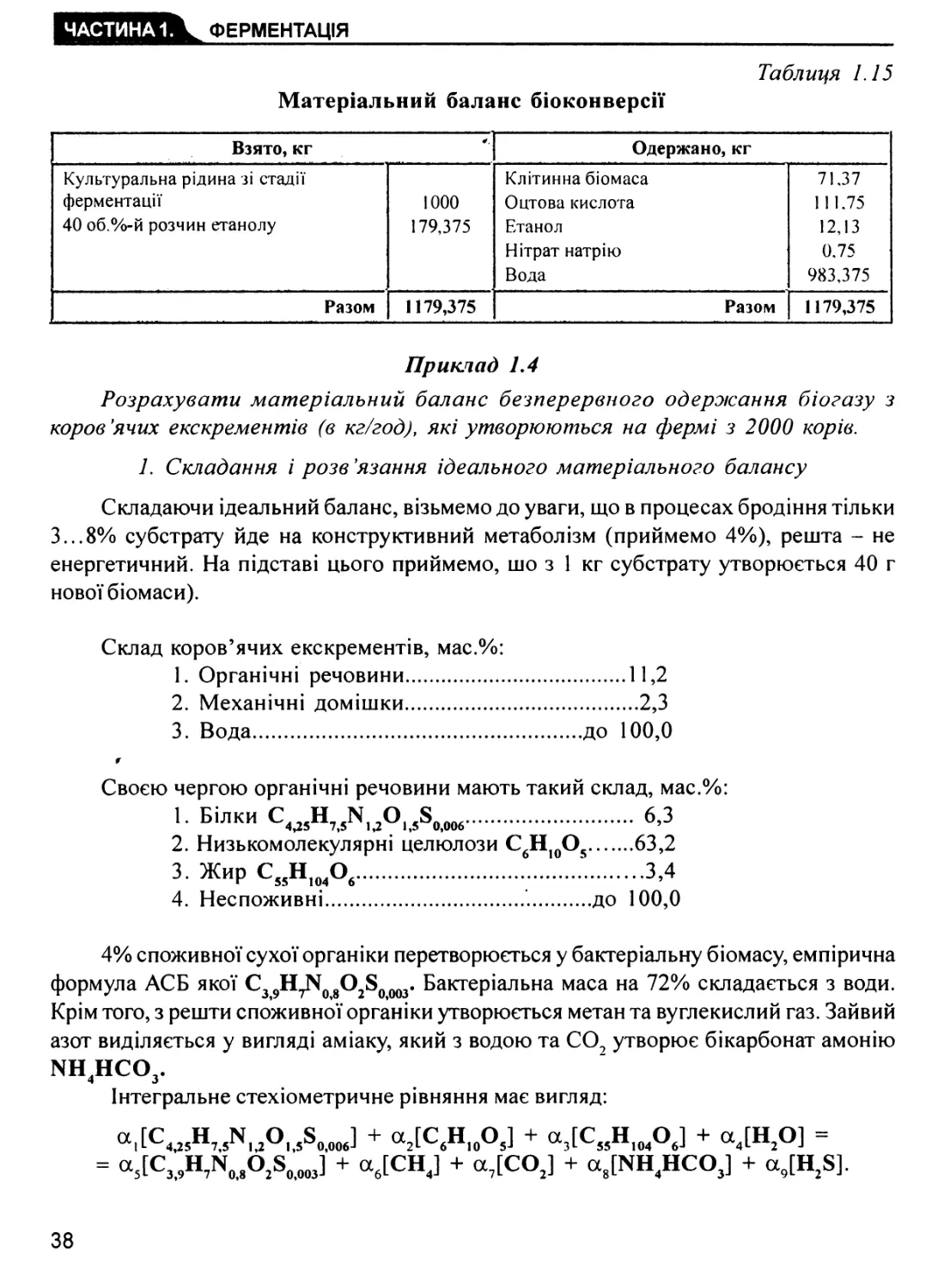
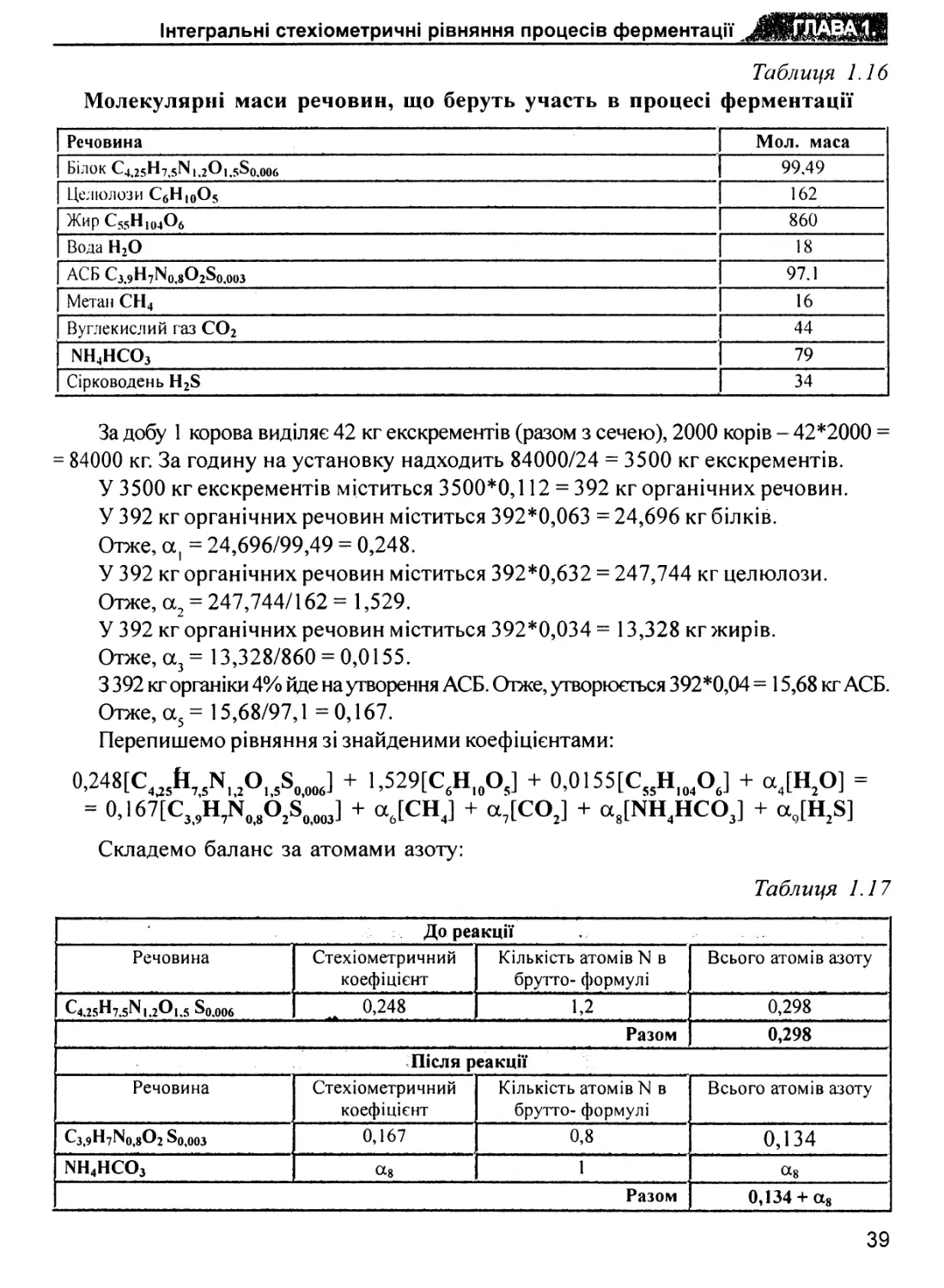
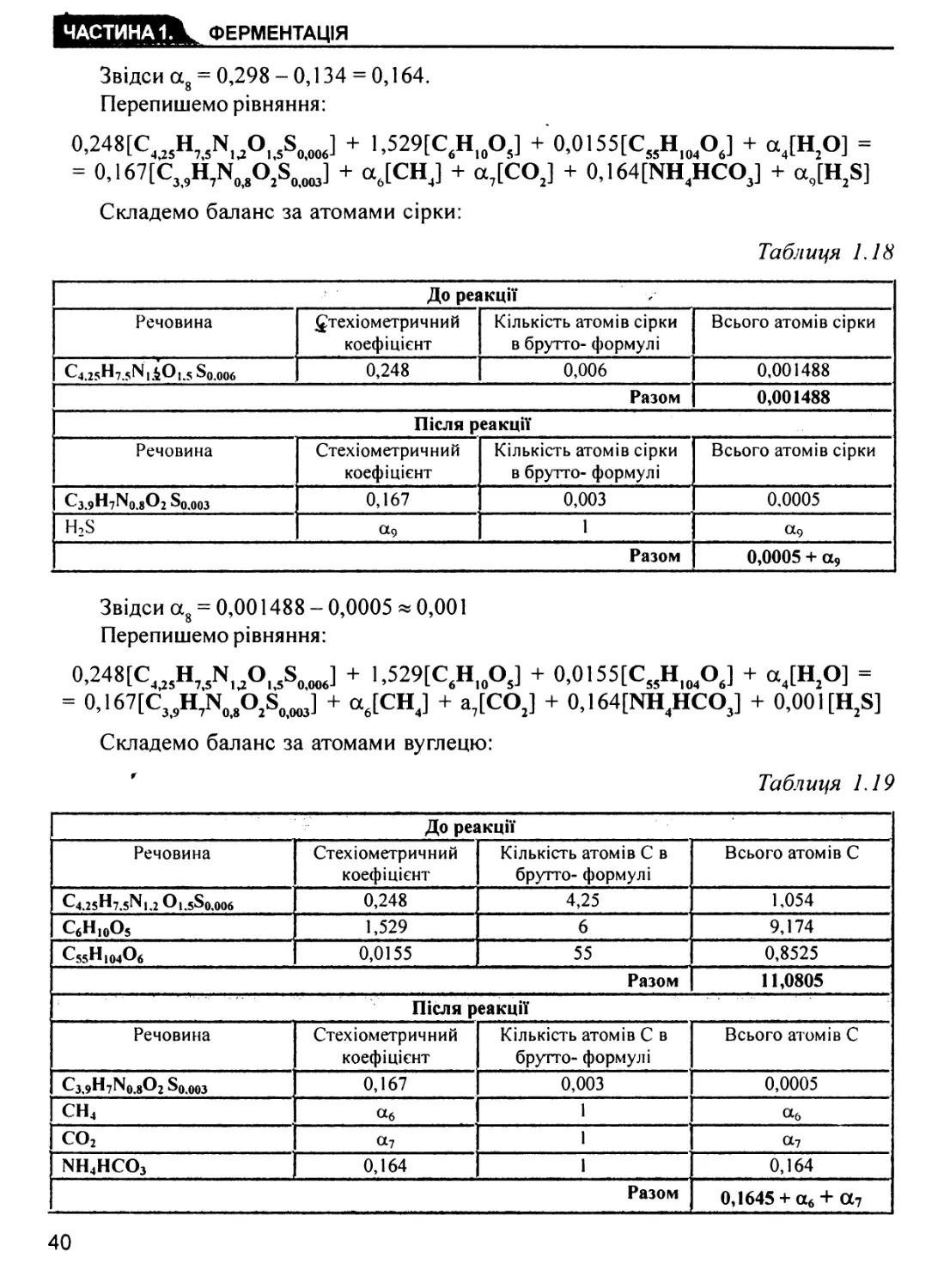
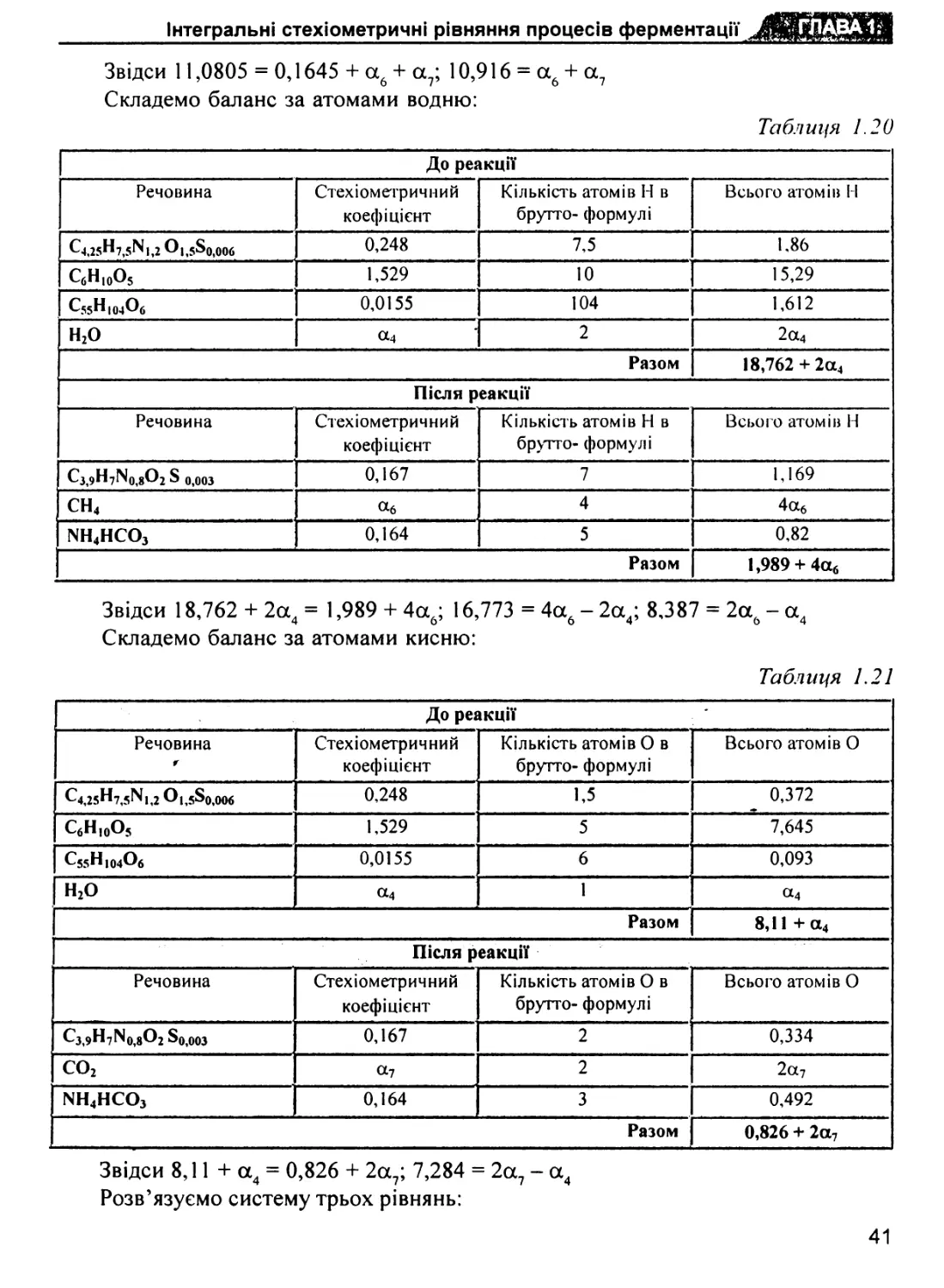
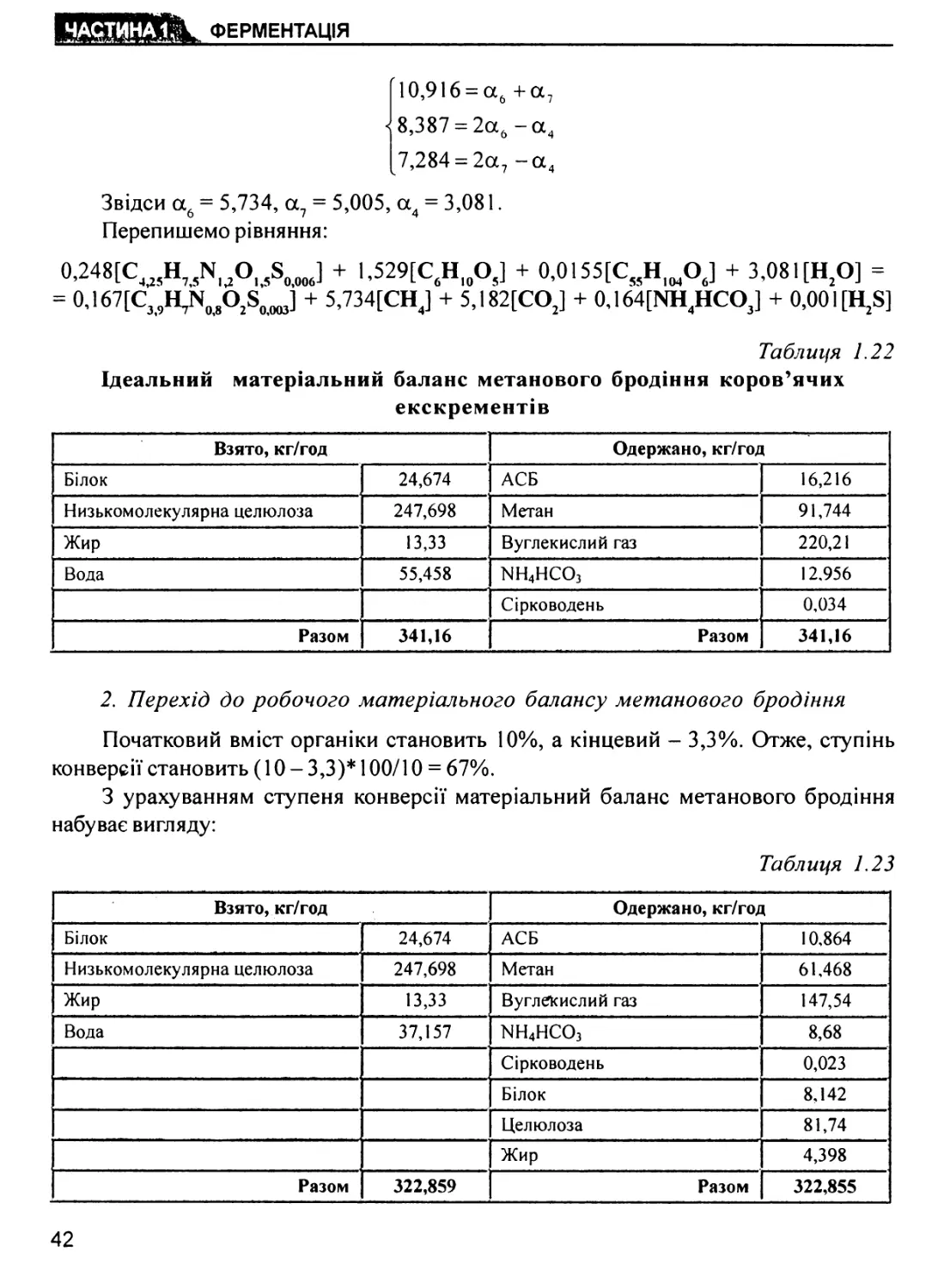
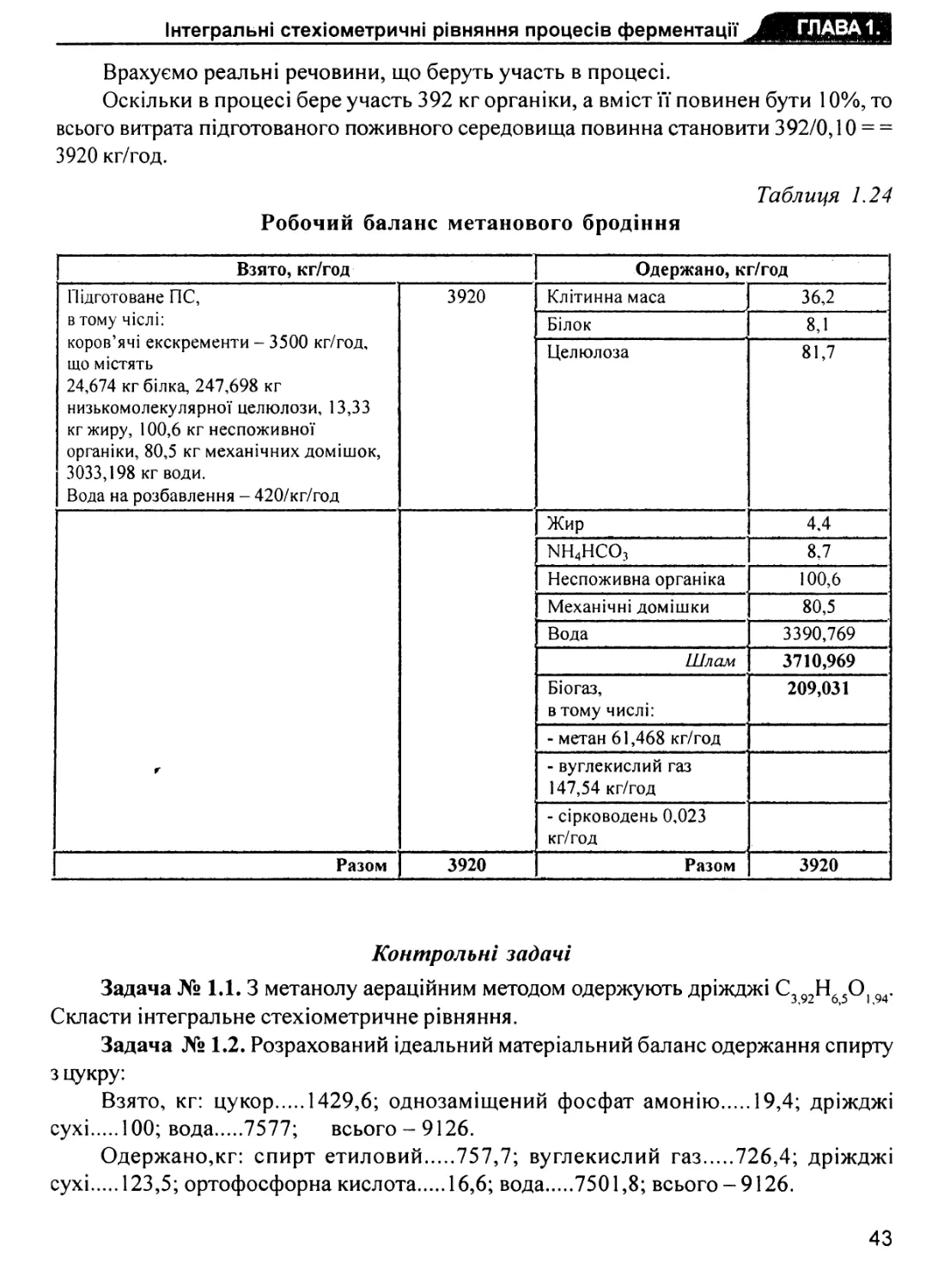
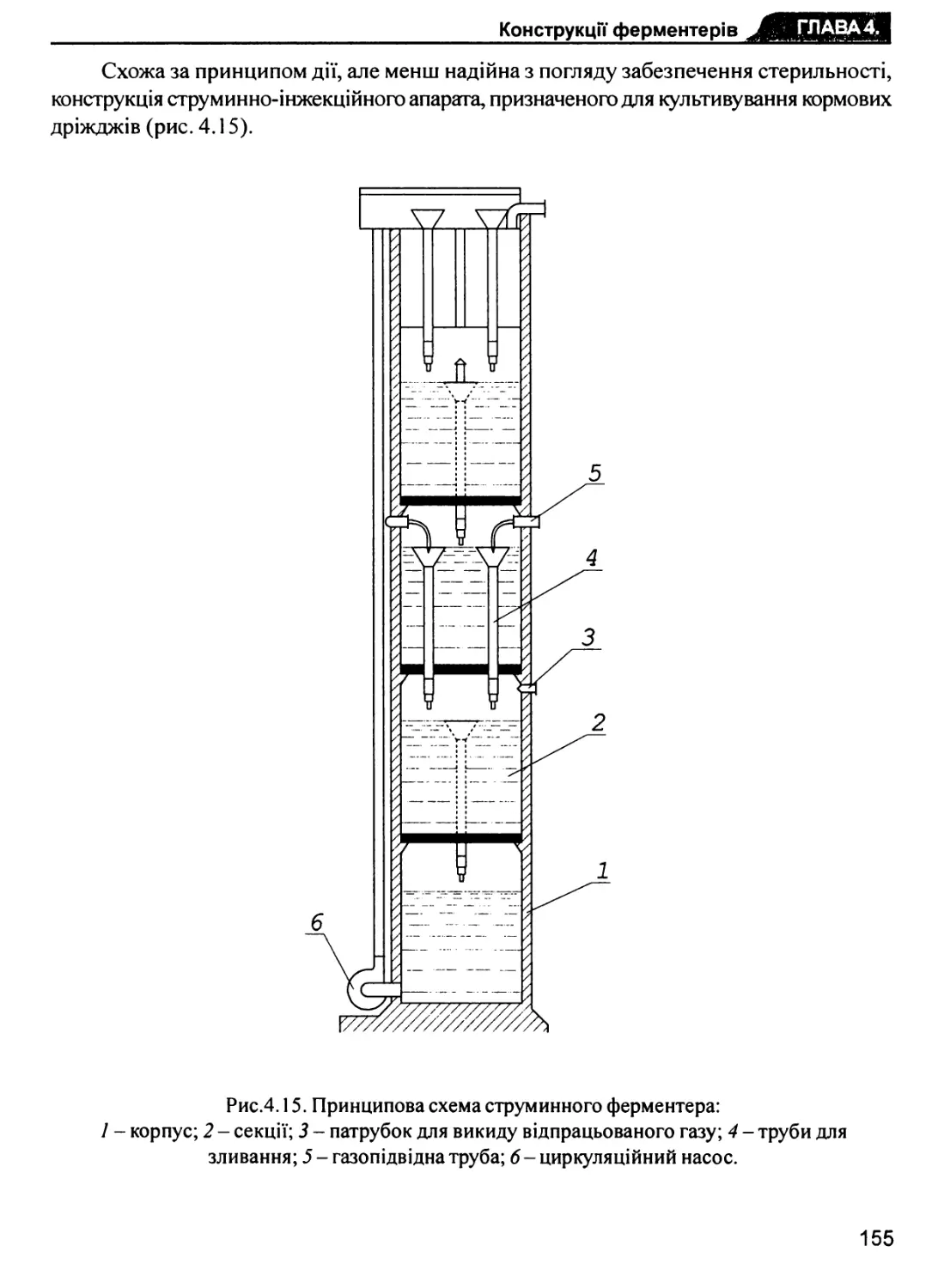
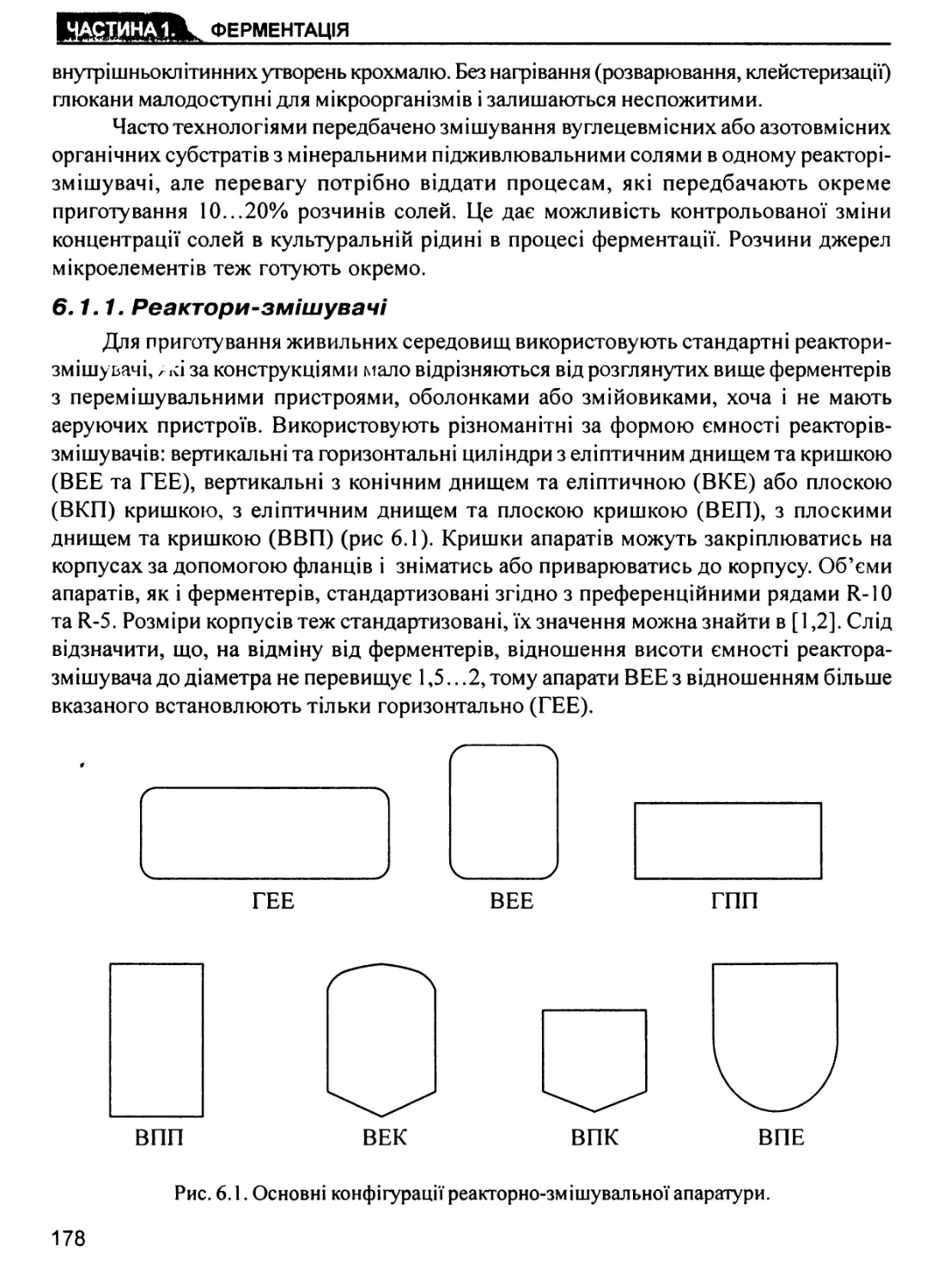
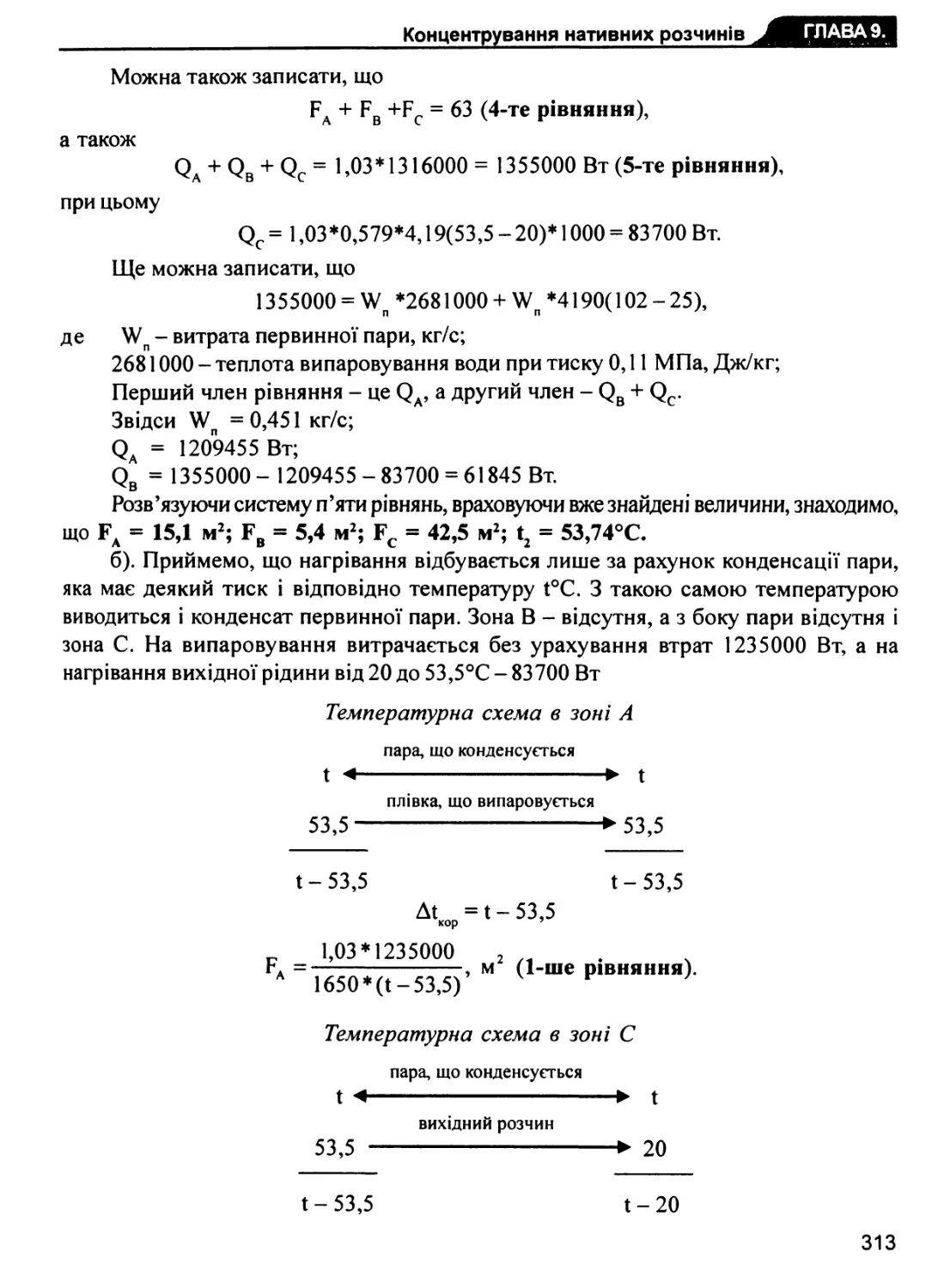
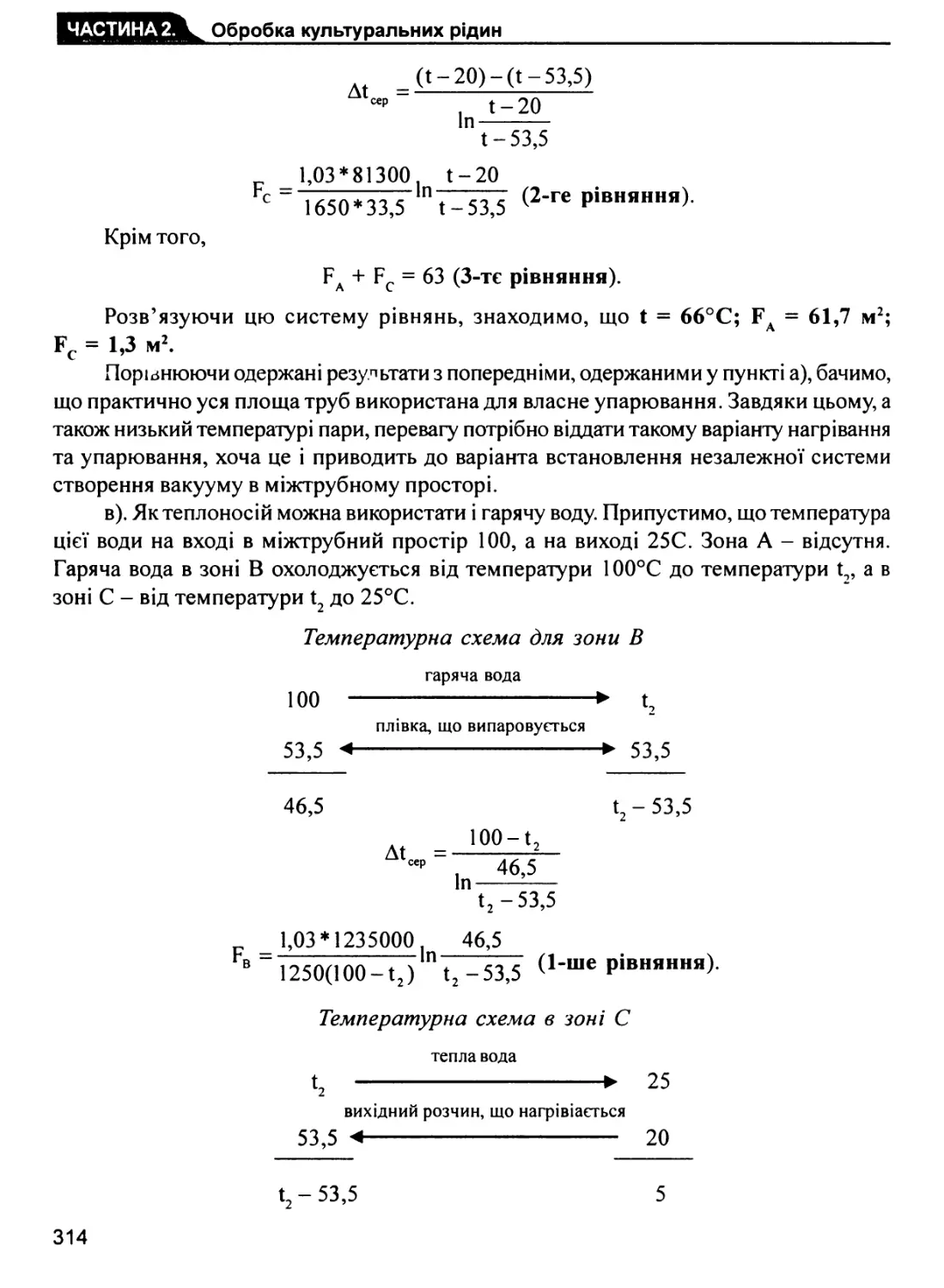
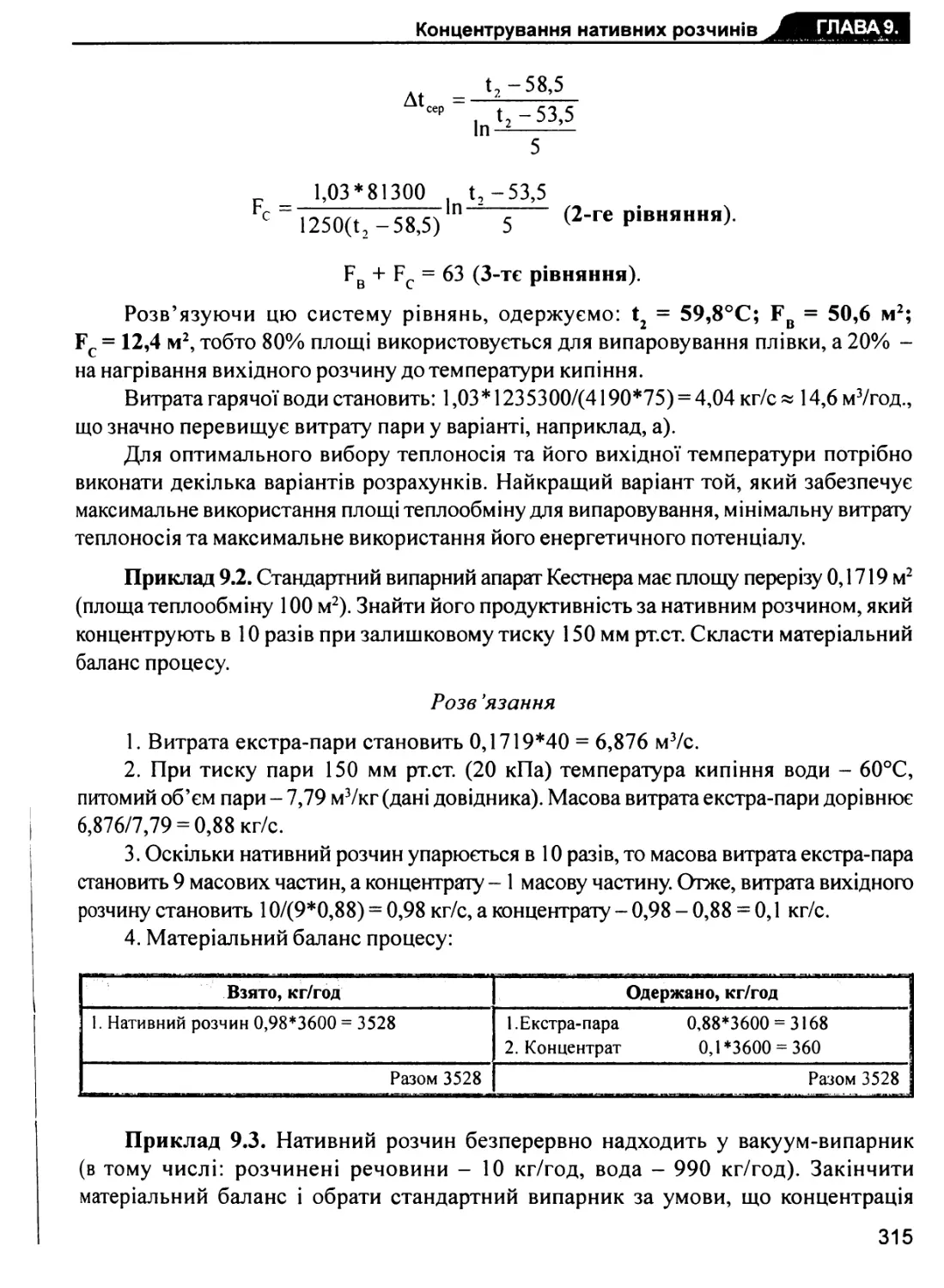
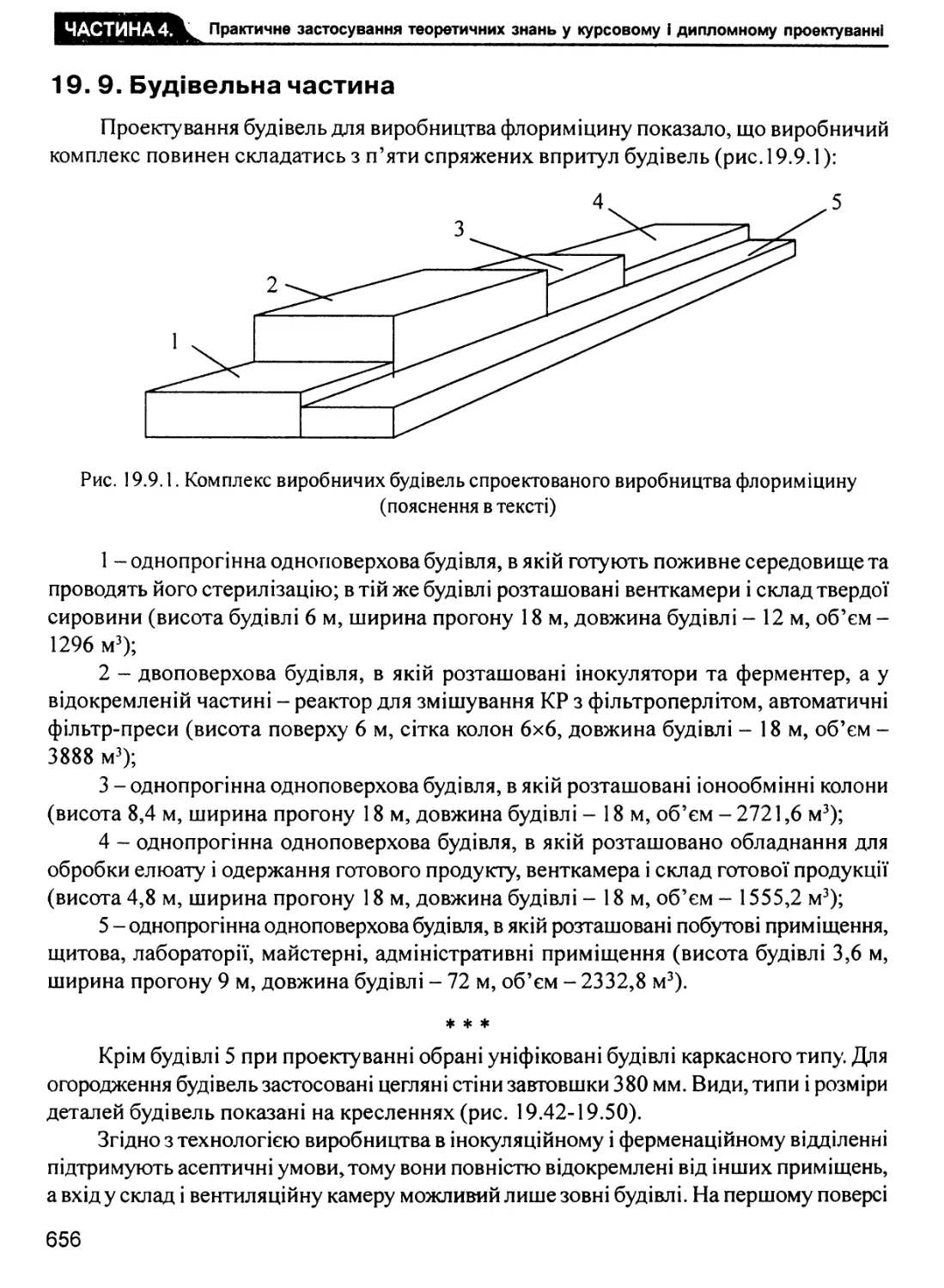
Text
Ю. І. СИДОРОВ
Р. й. влязло
в. п. новіков
ПРОЦЕСИ І АПАРА'
МІКРОБІОЛОГІЧНІ
ПРОМИСЛОВОСТІ
■
Інтелект-Захід
Ю.І. Сидоров, Р.Й. Влязло, В.П. Новіков
ПРОЦЕСИ І АПАРАТИ МІКРОБІОЛОГІЧНОЇ
TA ФАРМАЦЕВТИЧНОЇ ПРОМИСЛОВОСТІ
Навчальний посібник
Рекомендовано Міністерством освіти і науки України
як навчальний посібник для студентів напряму “Біотехнологія ”
вищих навчальних закладів
Львів
“Інтелект-Захід”
2008
ББК30.16Я. 73
C34j7
УДК573.6.086.83; 66.098,663.1 (075.8)
Рекомендовано Міністерством освіти і науки України
як навчальний посібник для студентів напряму “Біотехнологія ”
вищих навчальних закладів (лист Nq 1-4/8-Г-766 від 06.09.06р.)
Відповідальний редактор-професор А.Ф.Барвінський.
Рецензенти:
Мусянович В.М., кандидат фармацевтичних наук, директор ДП “Львівдіалік” Державної
акціонерної компанії “Укрмедпром”
Калинюк Т.Г., доктор фармацевтичних наук, професор, завідувач кафедри технології
ліків і біофармації Львівського національного медичного університету
імені Данила Галицького
ХаникЯ.М., доктор технічних наук, професор, завідувач кафедри хімічної інженерії
Інституту хімії та хімічних технологій Національного університету
“Львівська політехніка”
Сидоров Ю.І., Влязло Р.Й., Новіков В.П.
С347 Процеси і апарати мікробіологічної та фармацевтичної промисловості. Техноло¬
гічні розрахунки. Приклади і задачі. Основи проектування: Навчальний посібник.
- Львів: “Інтелект-Захід”, 2008, - 736 с.
ISBN 978-966-7597-68-9
У навчальному посібнику викладено основні поняття про процеси ферментації і
передферментаційні процедури, обробки культуральних рідин, біомас і нативних розчинів,
подано основи проектування біотехнологічних виробництв, в тому числі основи організації
виробництв і будівельна частина навчального проекту, а також поняття про інфраструктуру
підприємств. Посібник містить описи основних апаратів, методики технологічних розрахунків і
вибору обладнання, а також контрольні задачі і приклади їх розв’язання. У частині IV наведені
приклади практичного застосування теоретичних знань, викладених у частинах І-ІІІ, під час
навчального проектування відділень виробництв флориміцину і біосинтезу лимонної кислоти.
Видання розраховано на студентів біотехнологічних, фармацевтичних і хімічних
спеціальностей.
У книзі 251 рис., 147табл.
г
У
у
ББК 30.16 Я 73
ISBN 978-966-7597-68-9
© Сидоров Ю.І., Влязло Р.И., Новіков В.П., 2008;
© Інтелект-Захід, 2008.
ЗМІСТ
ПЕРЕДМОВА 11
ВСТУП 13
ЧАСТИНА І. ФЕРМЕНТАЦІЯ 20
ГЛАВА 1. ІНТЕГРАЛЬНІ СТЕХІОМЕТРИЧНІ РІВНЯННЯ
ПРОЦЕСІВ ФЕРМЕНТАЦІЇ 20
ГЛАВА 2. КІНЕТИЧНІ ОСНОВИ МІКРОБІОЛОГІЧНИХ ПРОЦЕСІВ 50
2.1. Моделі Мальтуса і Моно 50
2.2. Кінетика ферментативних реакцій Міхаеліса-Ментен 53
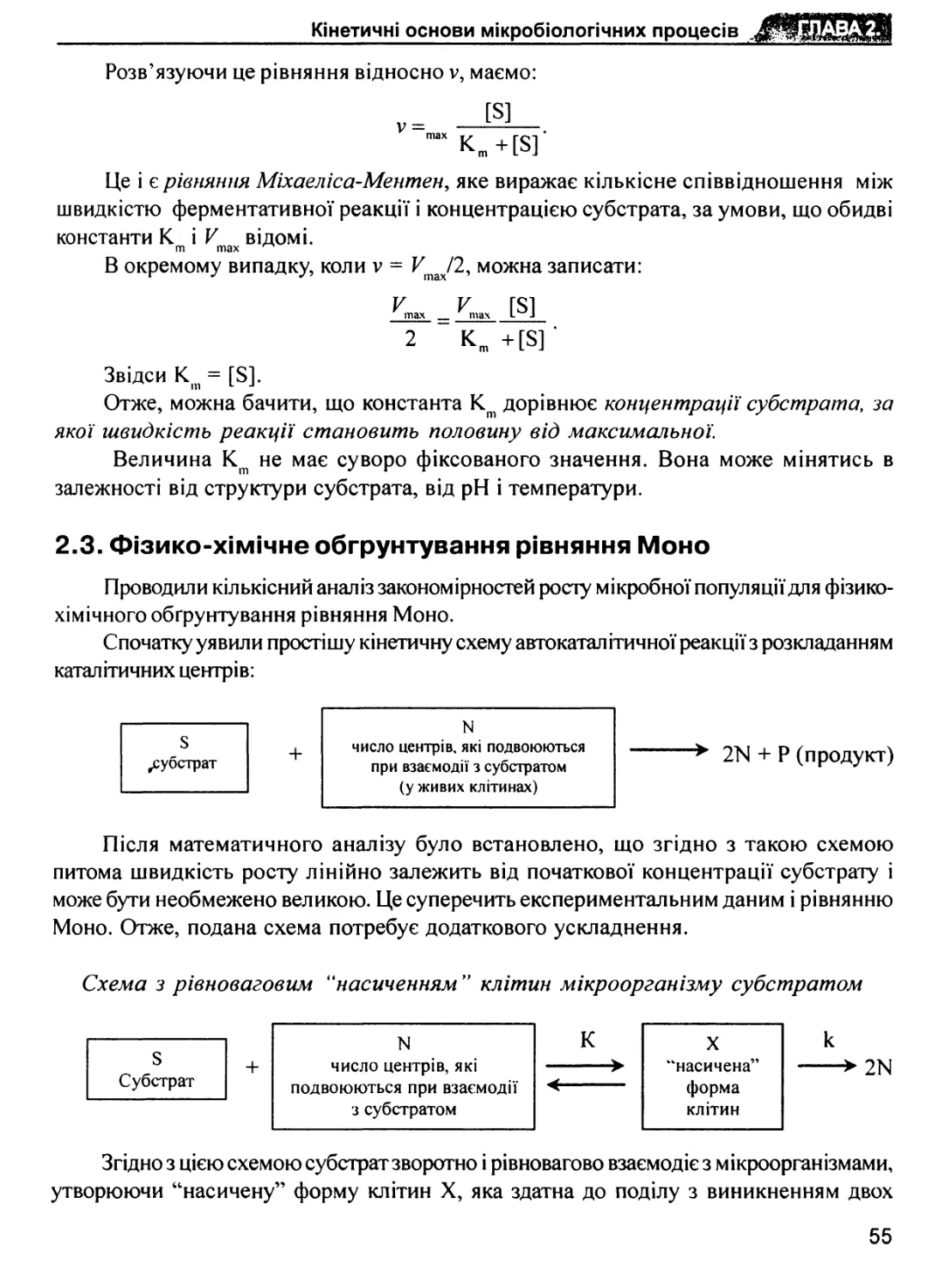
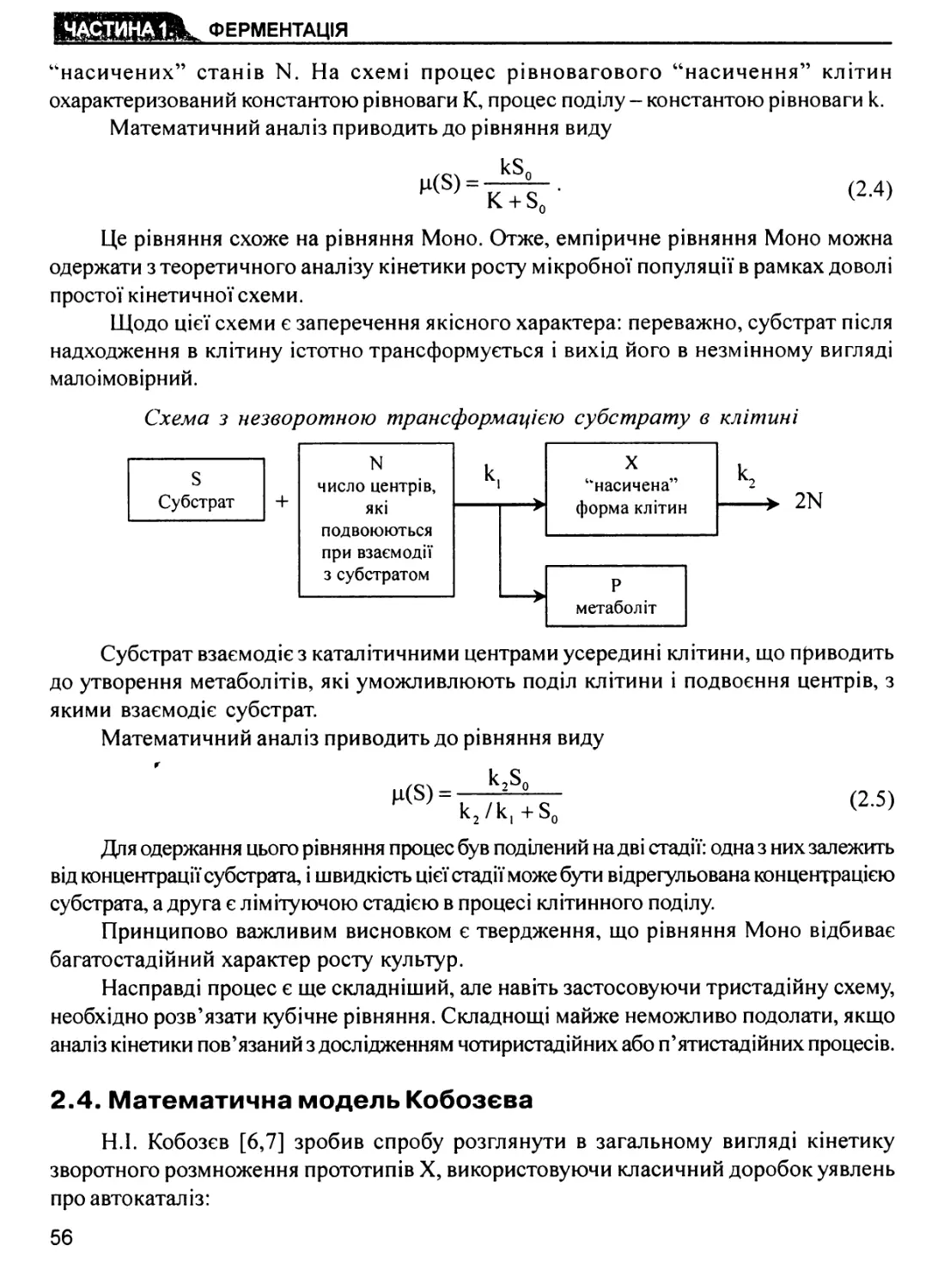
2.3. Фізико-хімічне обгрунтування рівняння Моно 55
2.4. Математична модель Кобозєва 56
2.5. Інші математичні моделі росту біомас 60
2.6. “Мікроскопічний” підхід до опису залежності росту культур
мікроорганізмів від концентрації лімітуючого субстрату 61
2.7. Інгибування росту мікроорганізмів 63
2.8. Інтегральна форма рівняння росту мікробної популяції 66
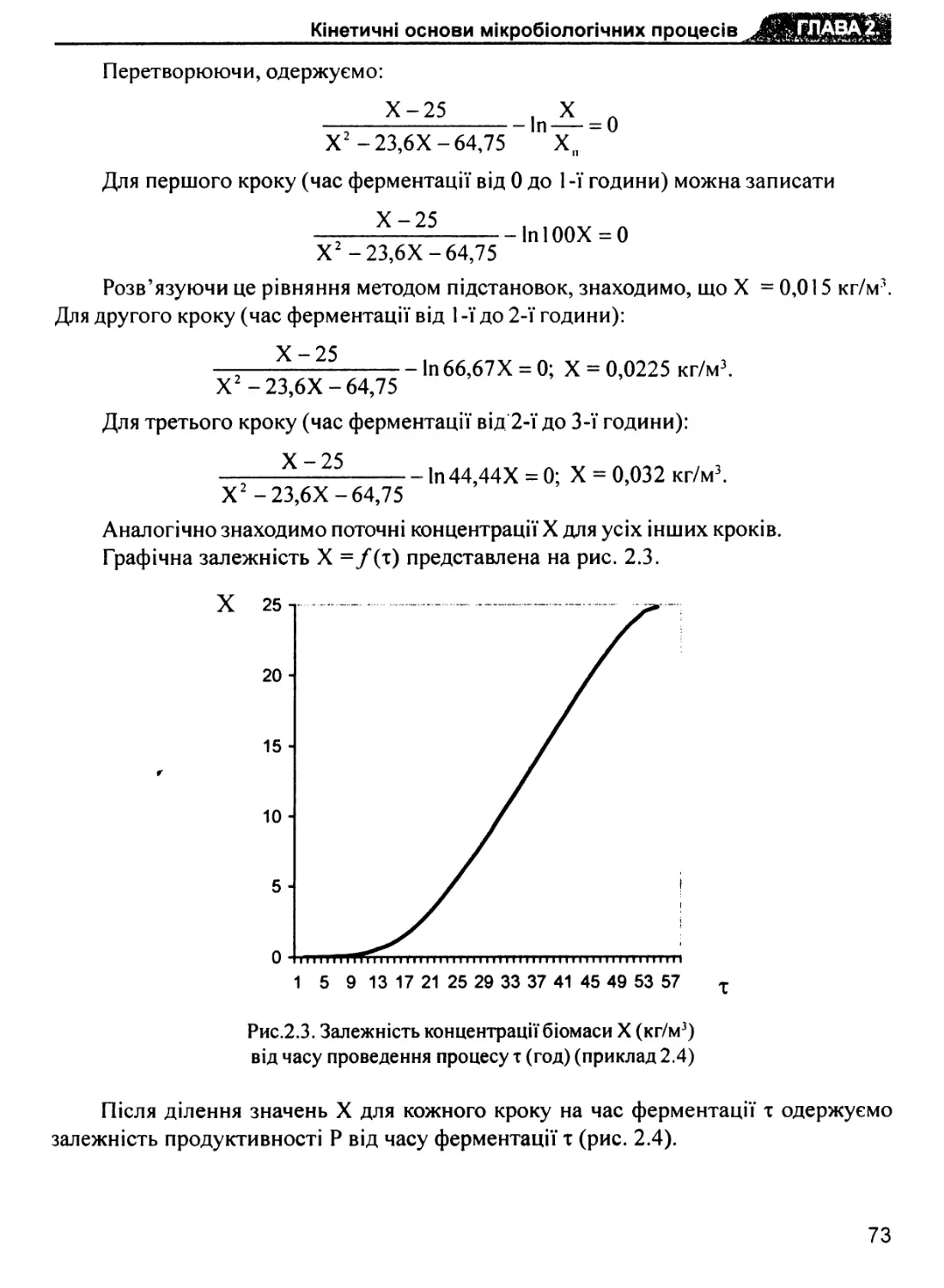
2.9. Визначення ємності ферментера періодичної дії 69
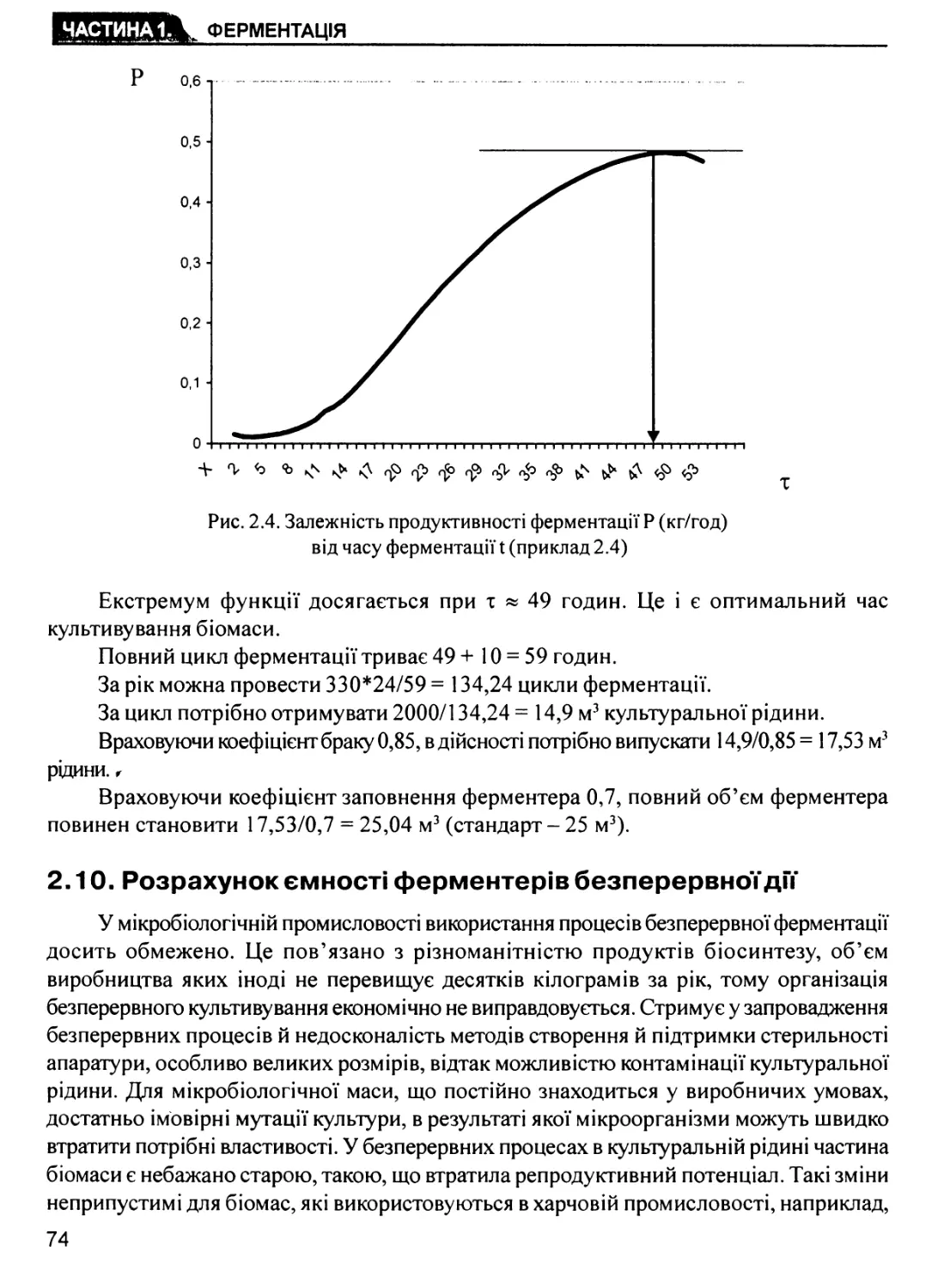
2.10. Розрахунок ємності ферментерів безперервної дії 74
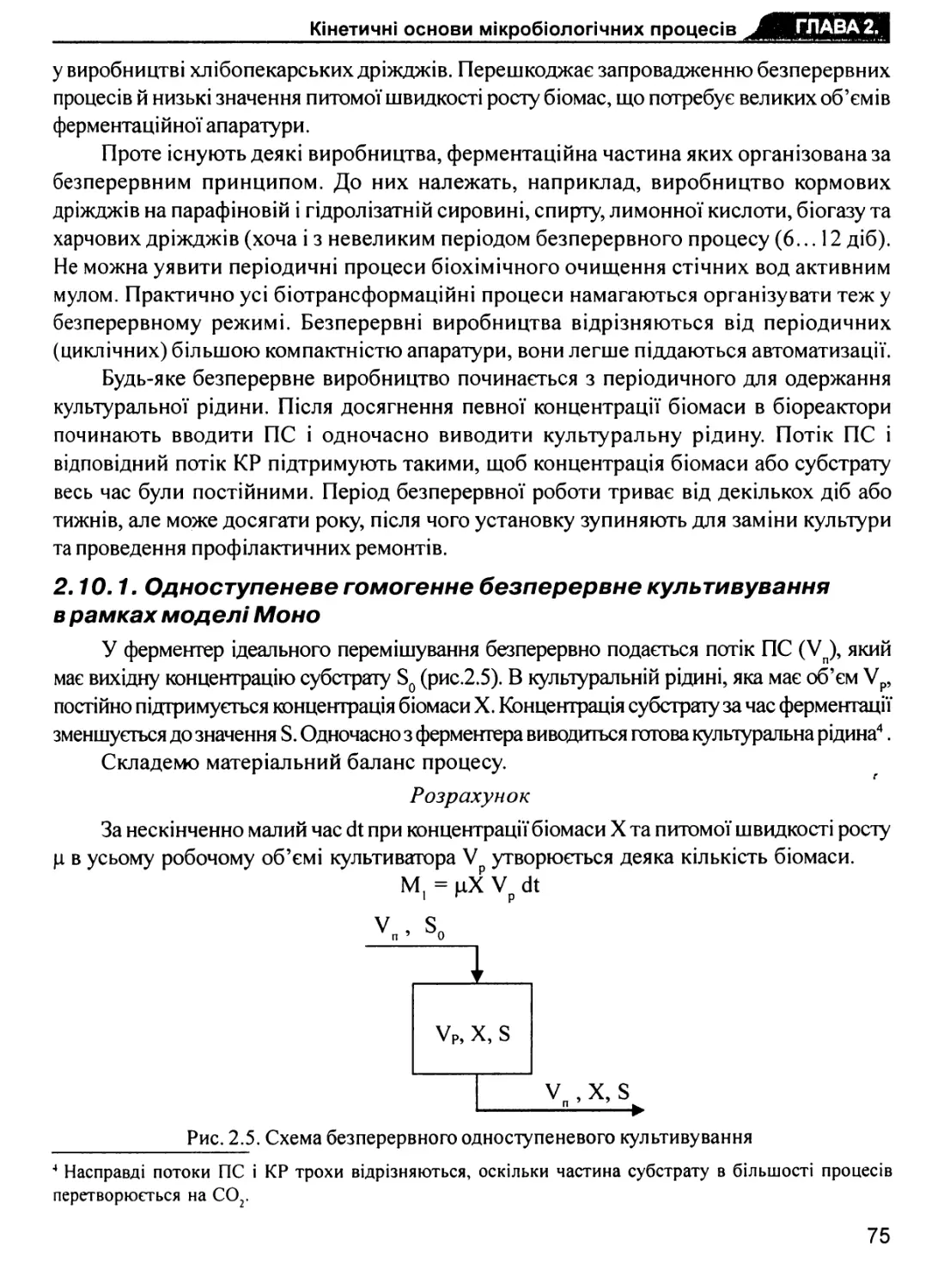
2.10.1. Одноступеневе гомогенне безперервне культивування
в рамках моделі Моно 75
2.10.2. Одноступеневе гомогенне культивування за моделлю PJIK 79
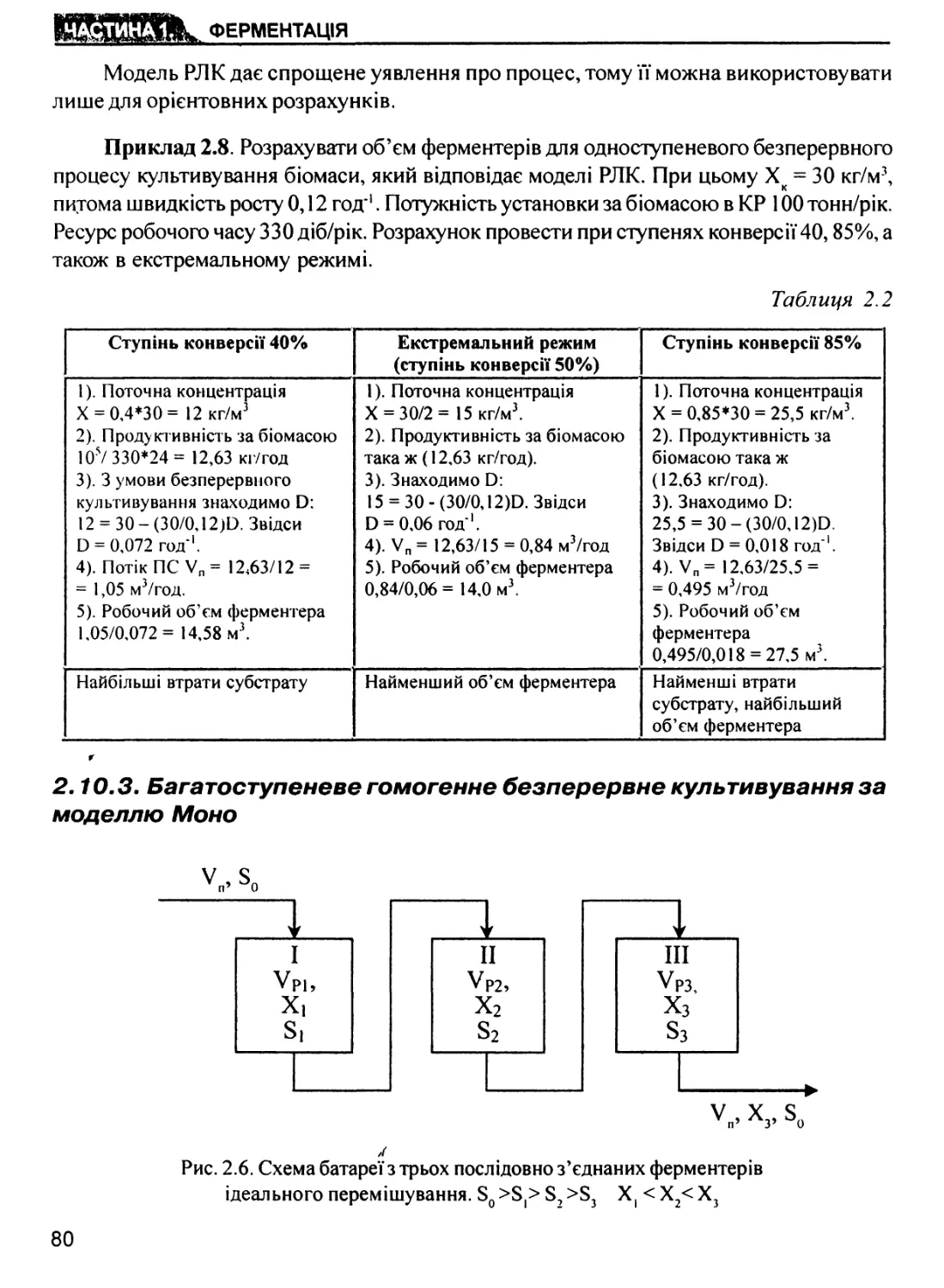
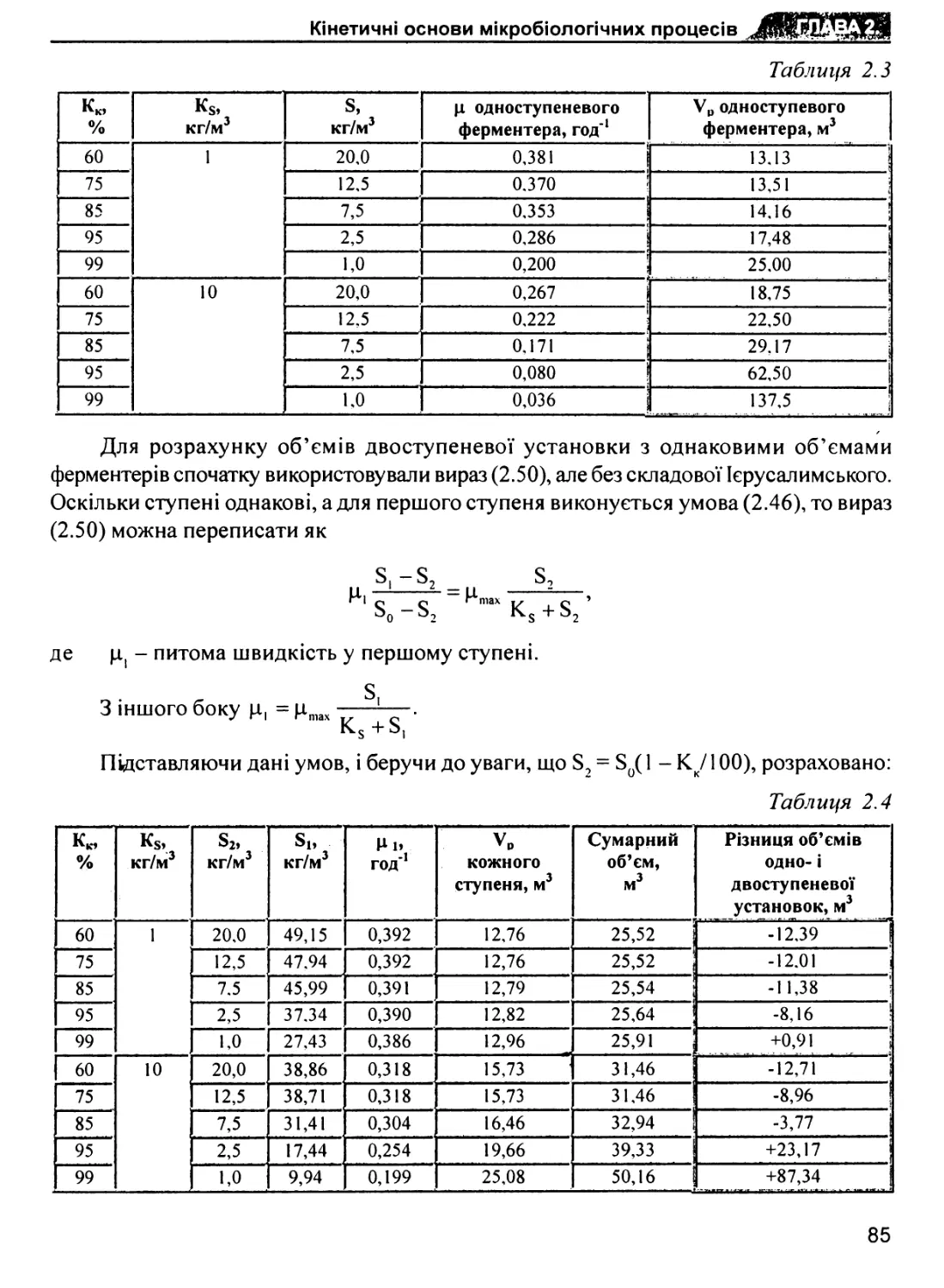
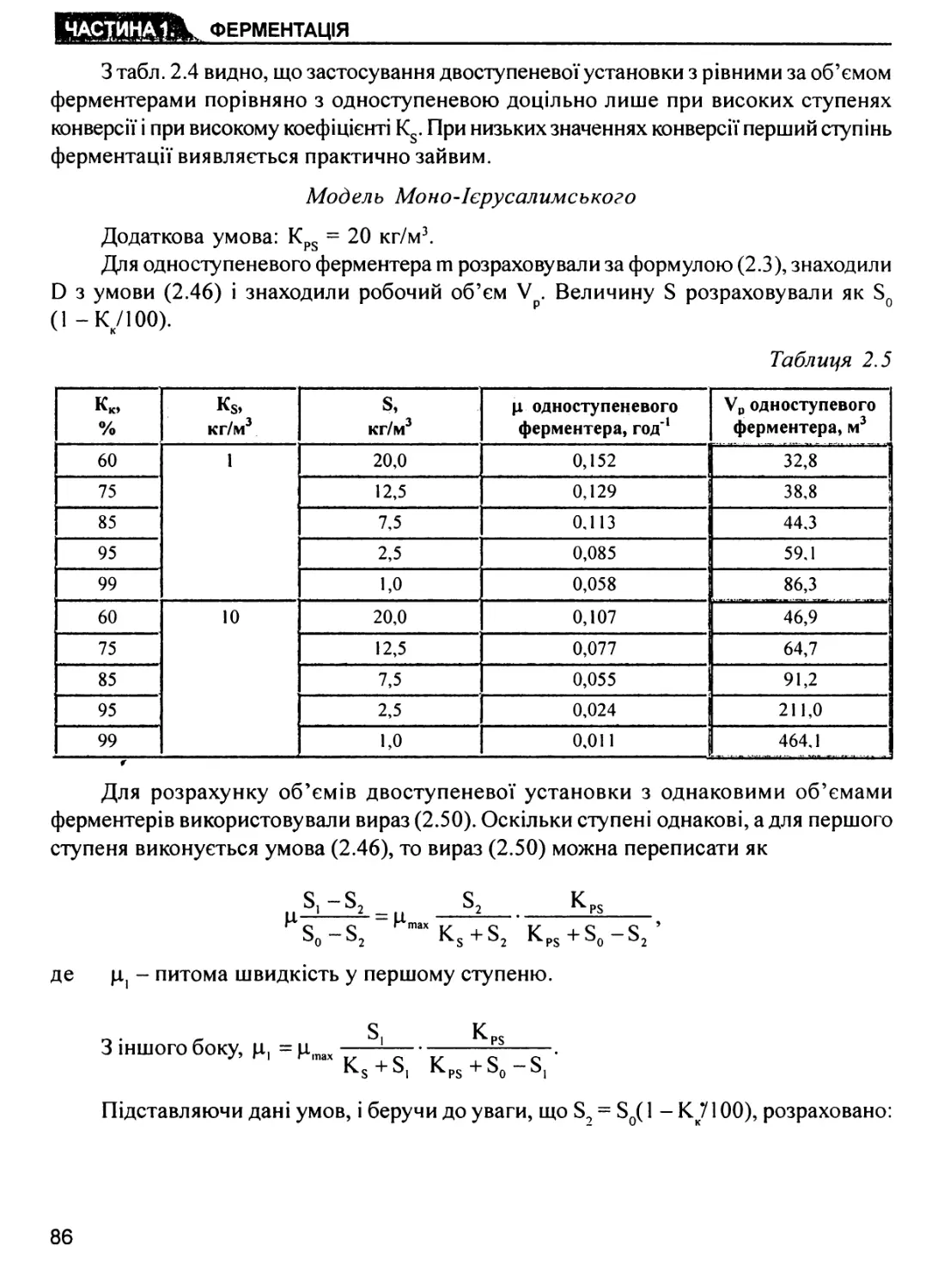
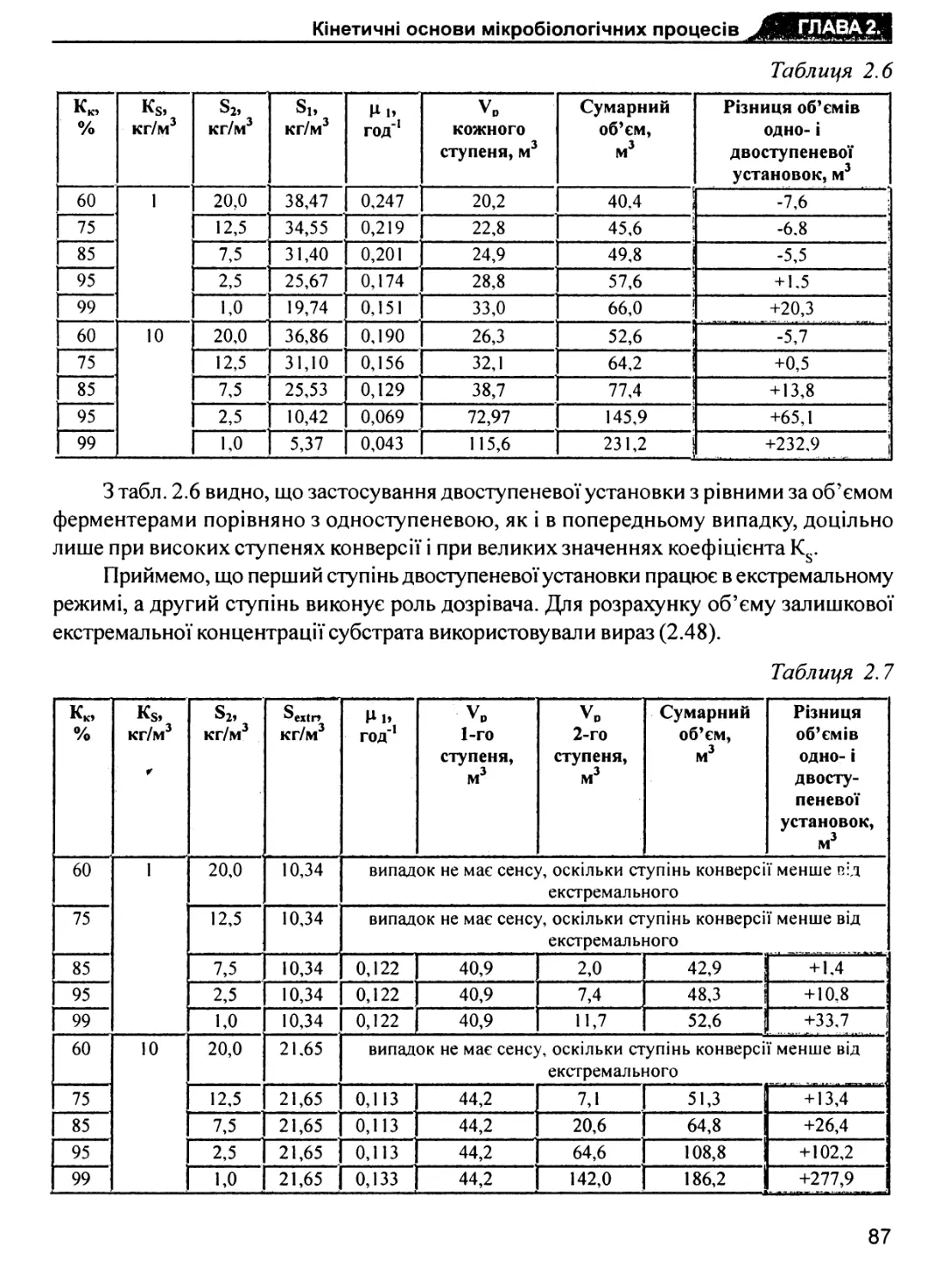
2.10.3. Багатоступеневе гомогенне безперервне культивування
' за моделлю Моно 80
2.10.4. Багатоступеневе безперервне культивування
за моделлю PJIK 88
2.10.5. Від’ємно-доливний метод культивування біомас 90
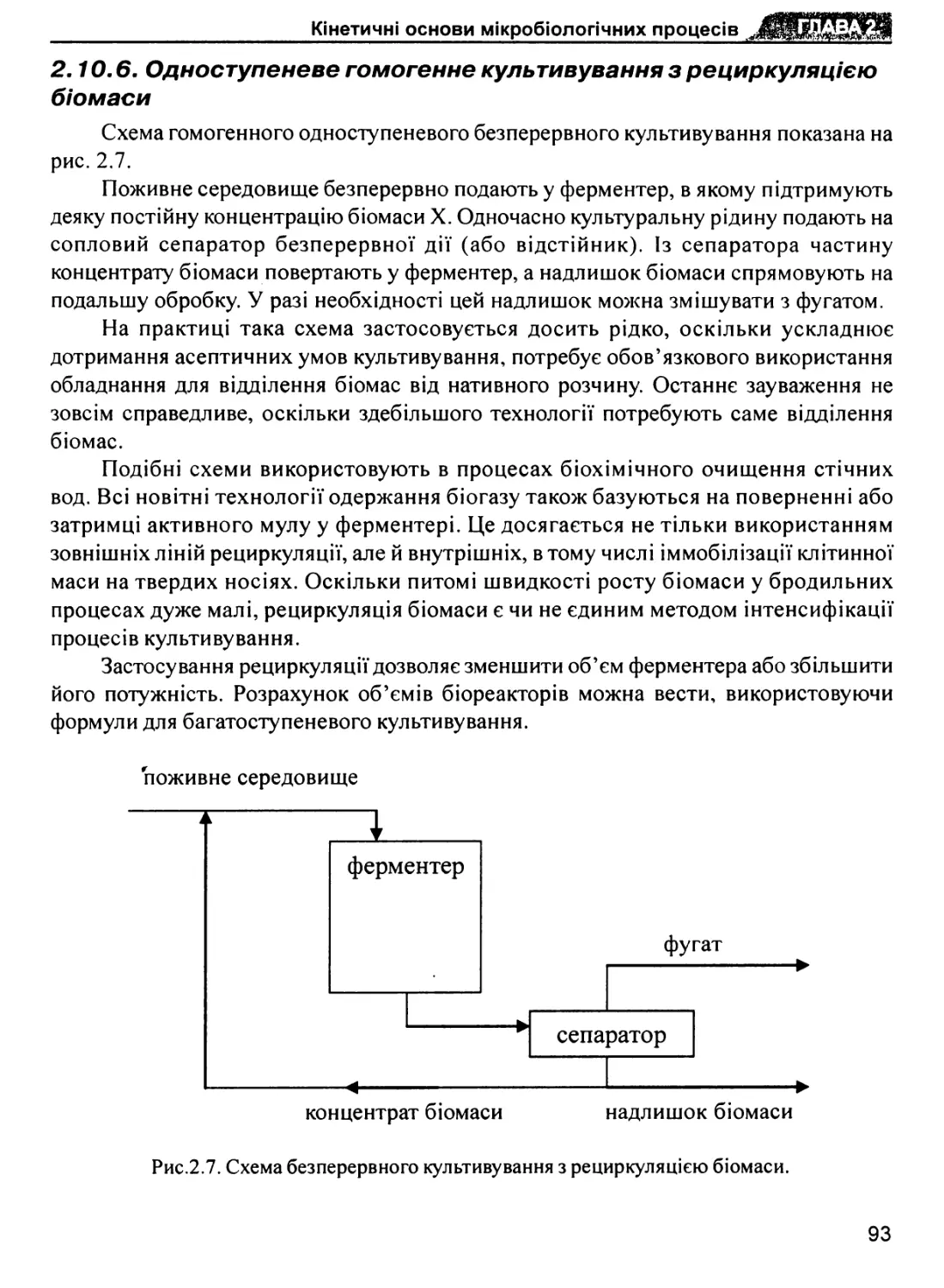
2.10.6. Одноступеневе гомогенне культивування з рециркуляцією
біомаси 93
2.11. Математичні моделі кінетики біосинтезу продуктів метаболізму 95
ГЛАВА 3. РОЗРАХУНКИ ТЕПЛОВИХ ЕФЕКТІВ ФЕРМЕНТАЦІЇ 104
3.1. Розрахунок теплової потужності, що виникає під час
синтезу біомаси 105
3.2. Розрахунок теплової потужності, що передається культуральній
рідині від перемішу вального пристрою 109
3.3. Основне рівняння масопередачі за киснем HO
3.4. Розрахунковий метод визначення Коб і потужності перемішувального
пристрою, яка передається культуральній рідині 111
З
3.5. Розрахунок енергії, що передається на перемішування
з газовою фазою 114
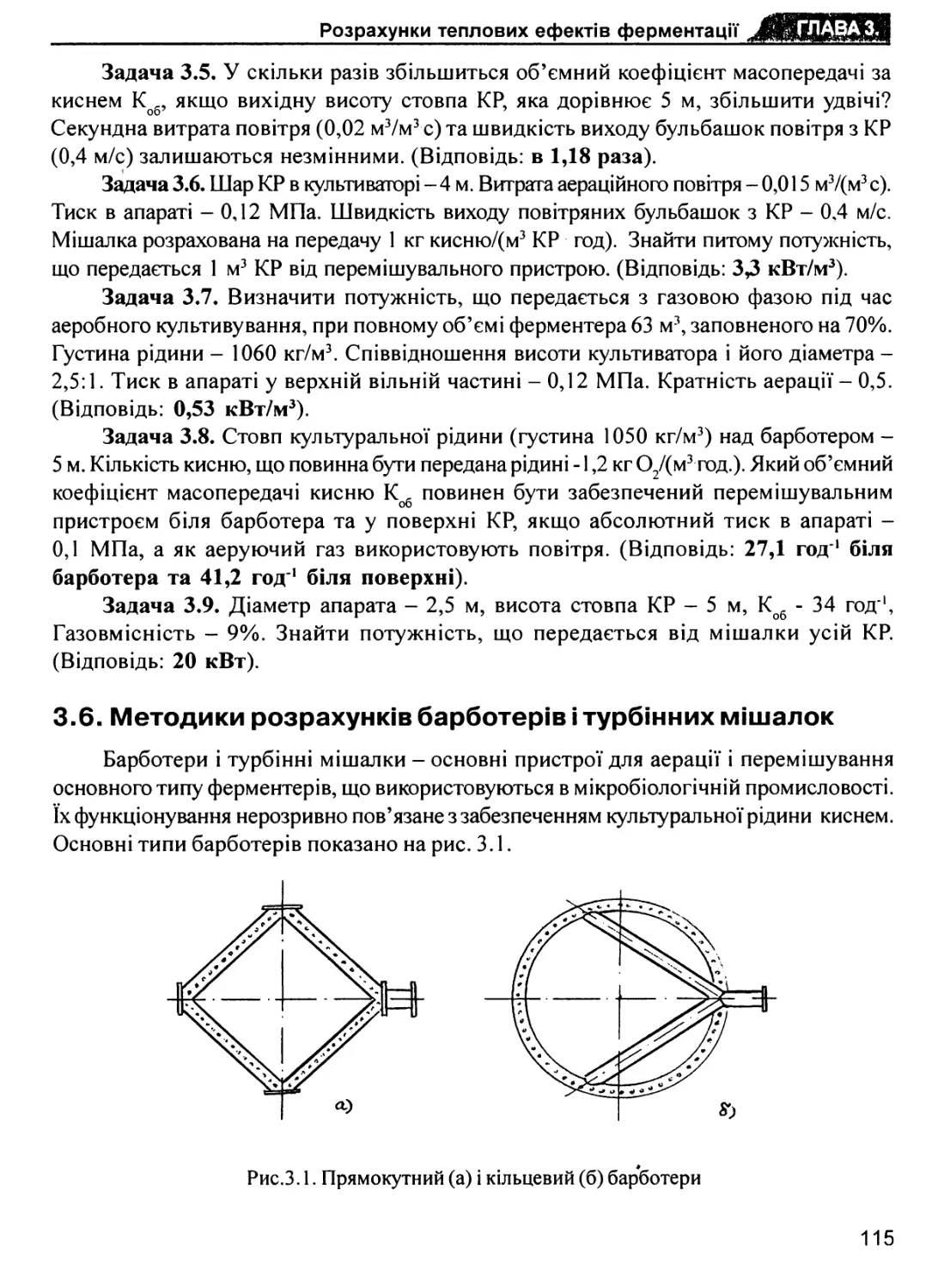
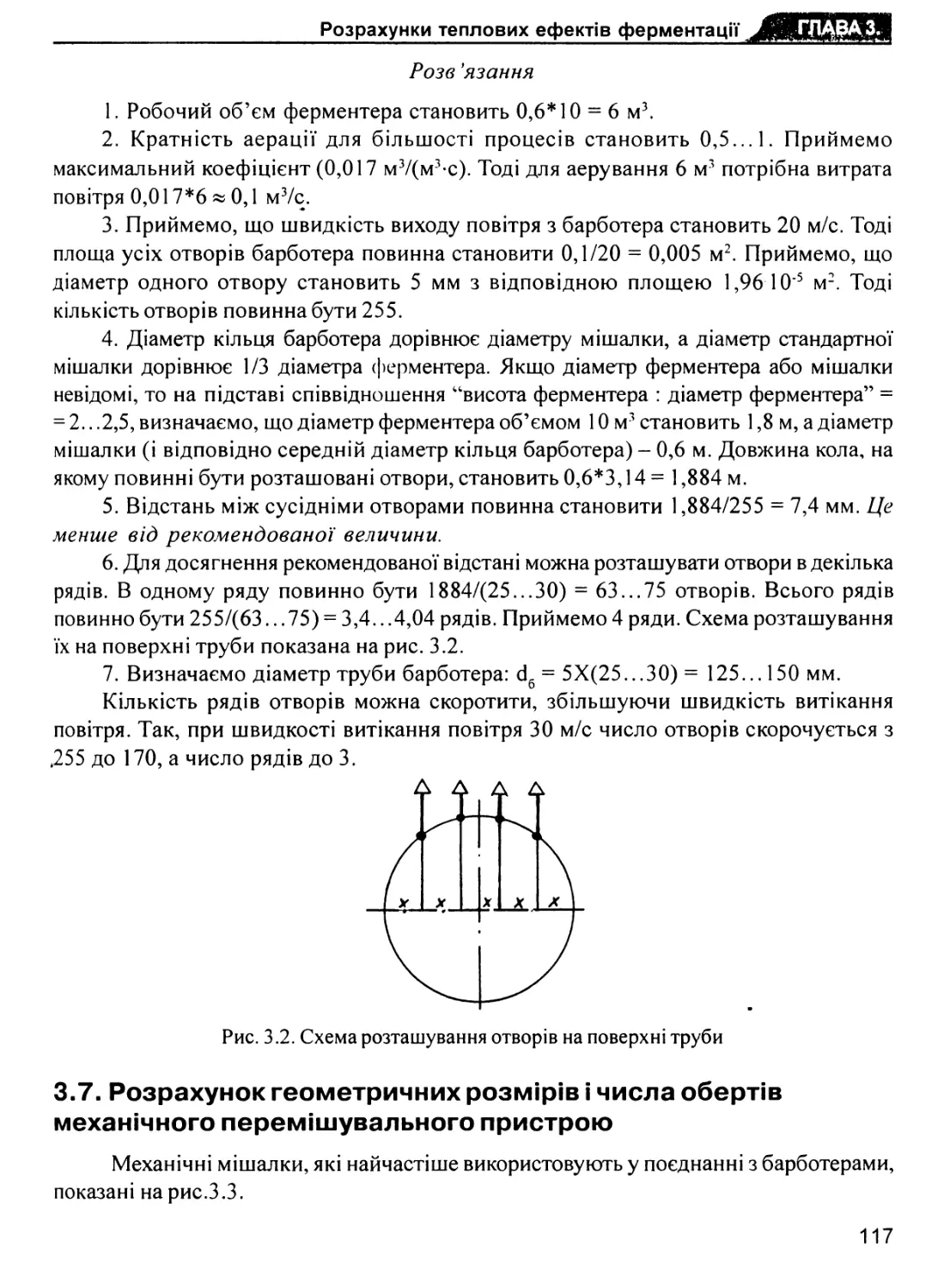
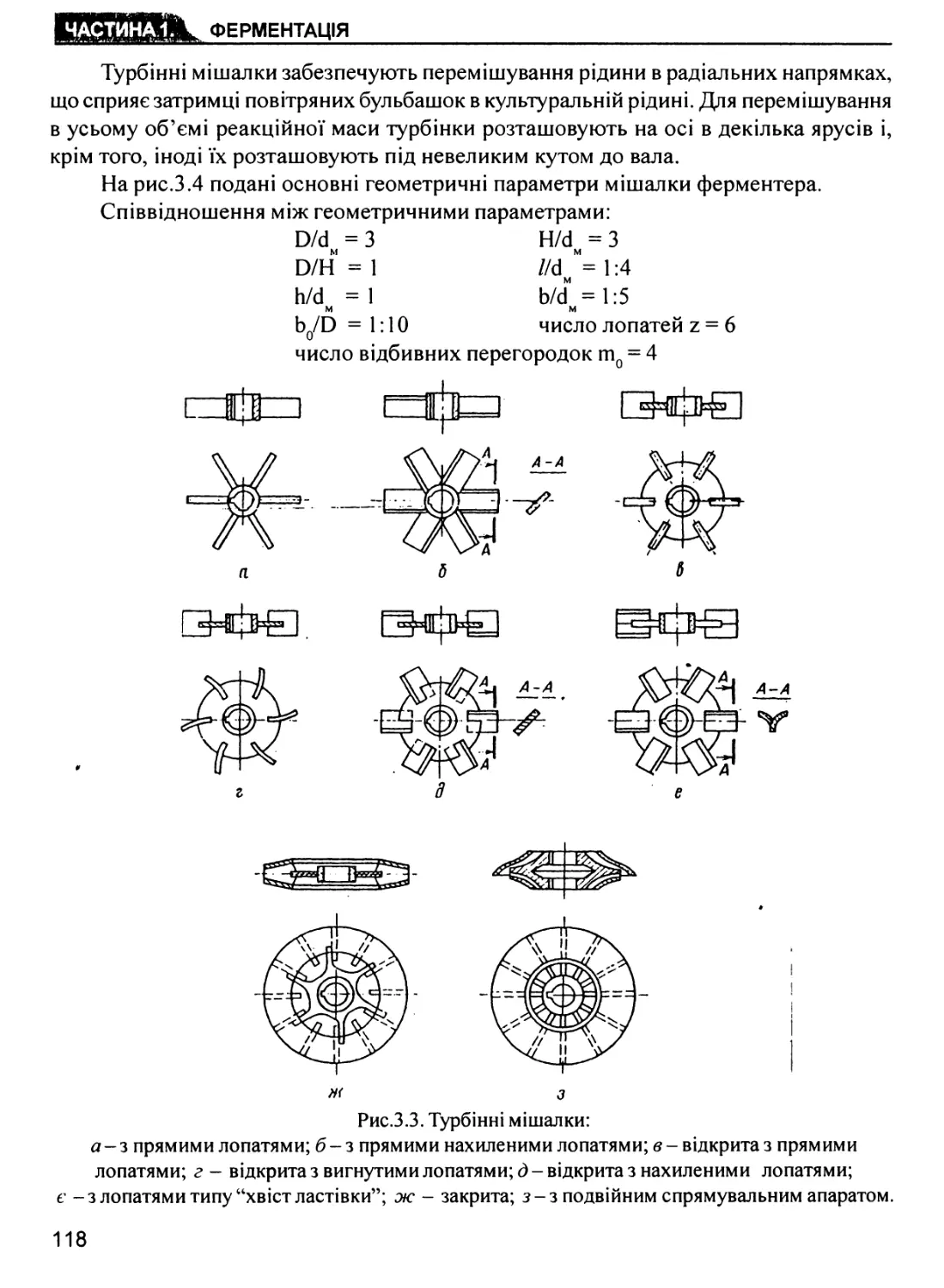
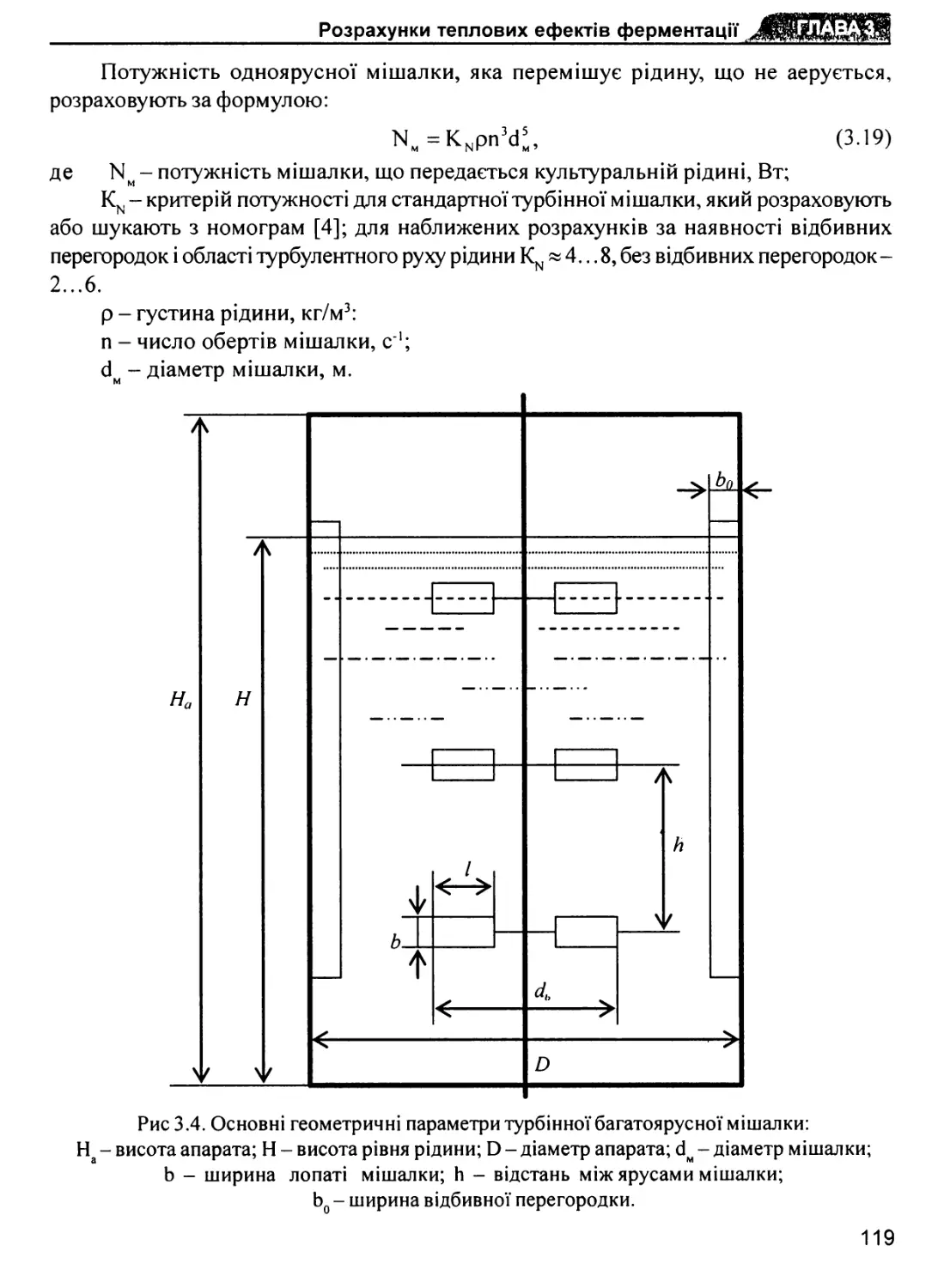
3.6. Методики розрахунків барботерів і турбінних мішалок 115
3.7. Розрахунок геометричних розмірів і числа обертів механічного
перем ішувального пристрою 117
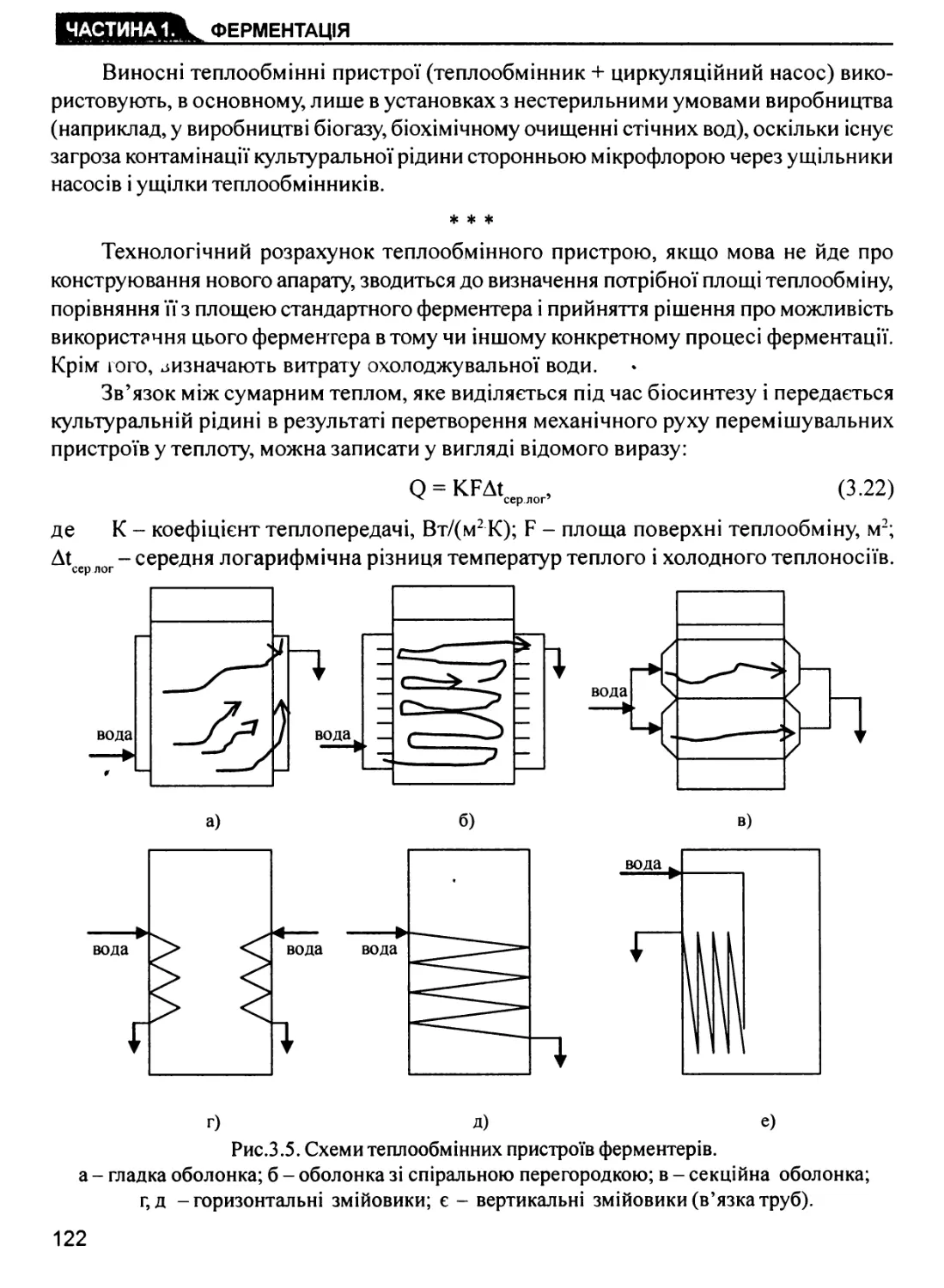
3.8. Розрахунок теплообмінних пристроїв ферментерів 121
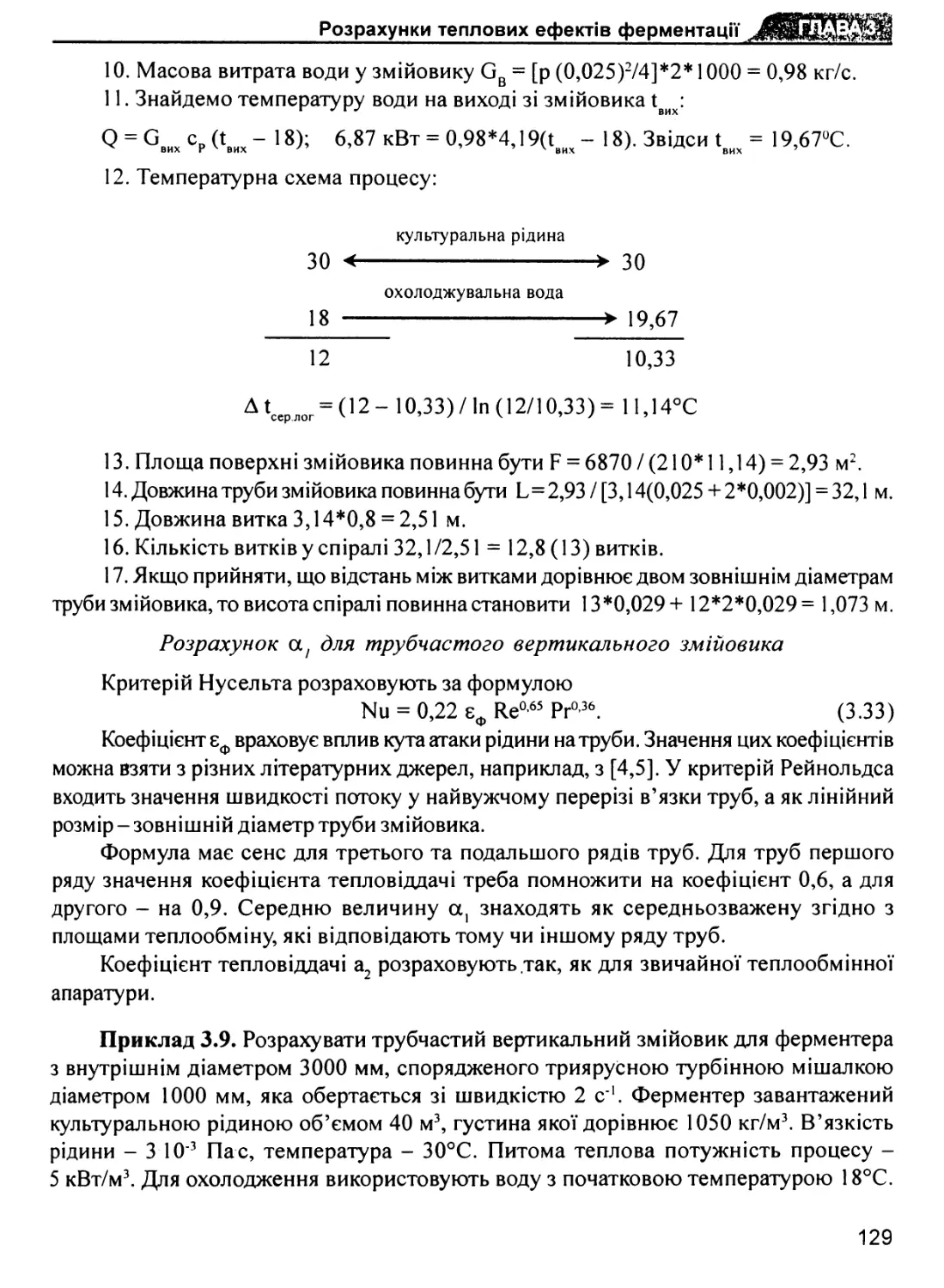
3.9. Порядок розрахунку теплообмінного пристрою ферментера 133
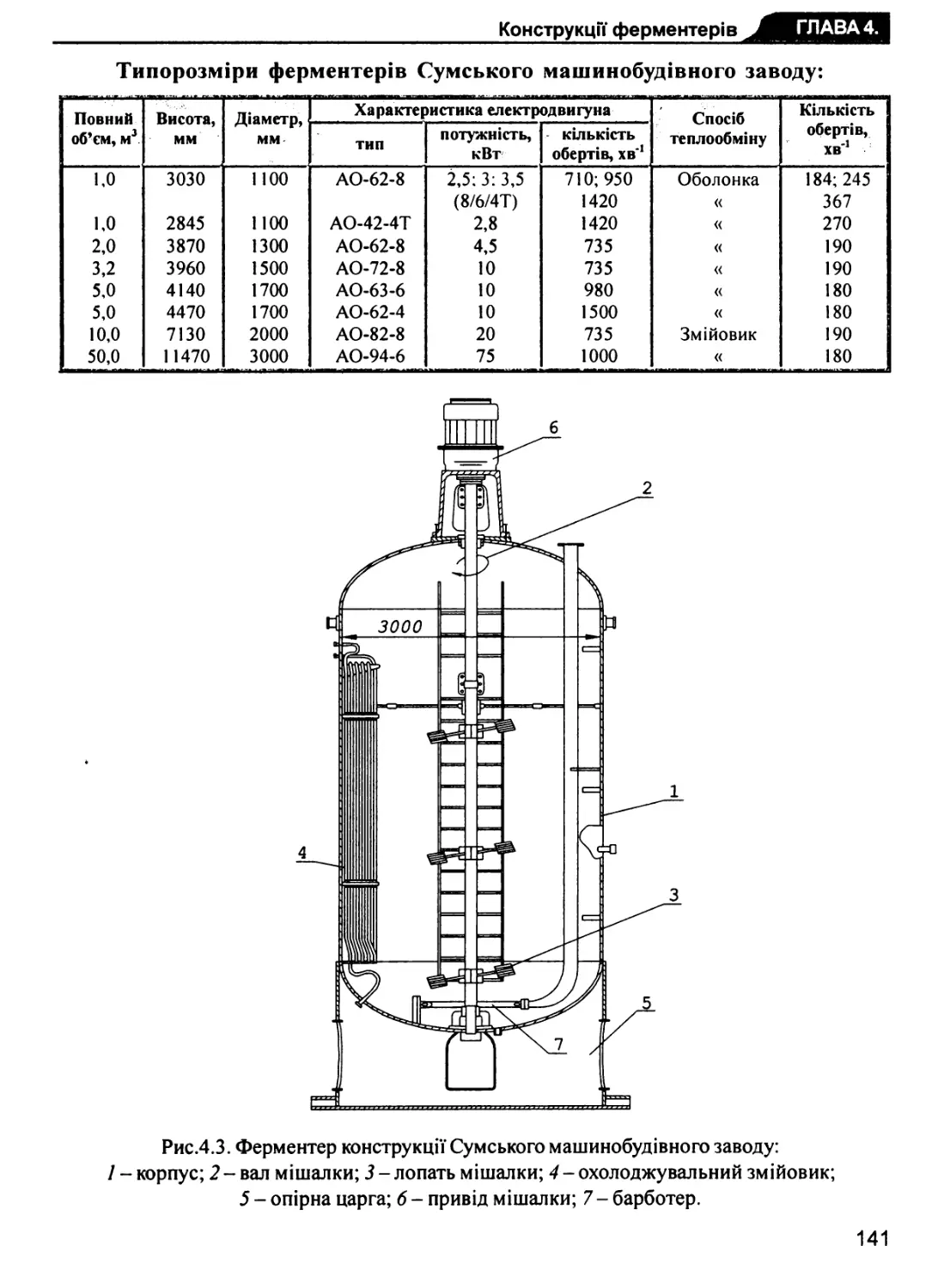
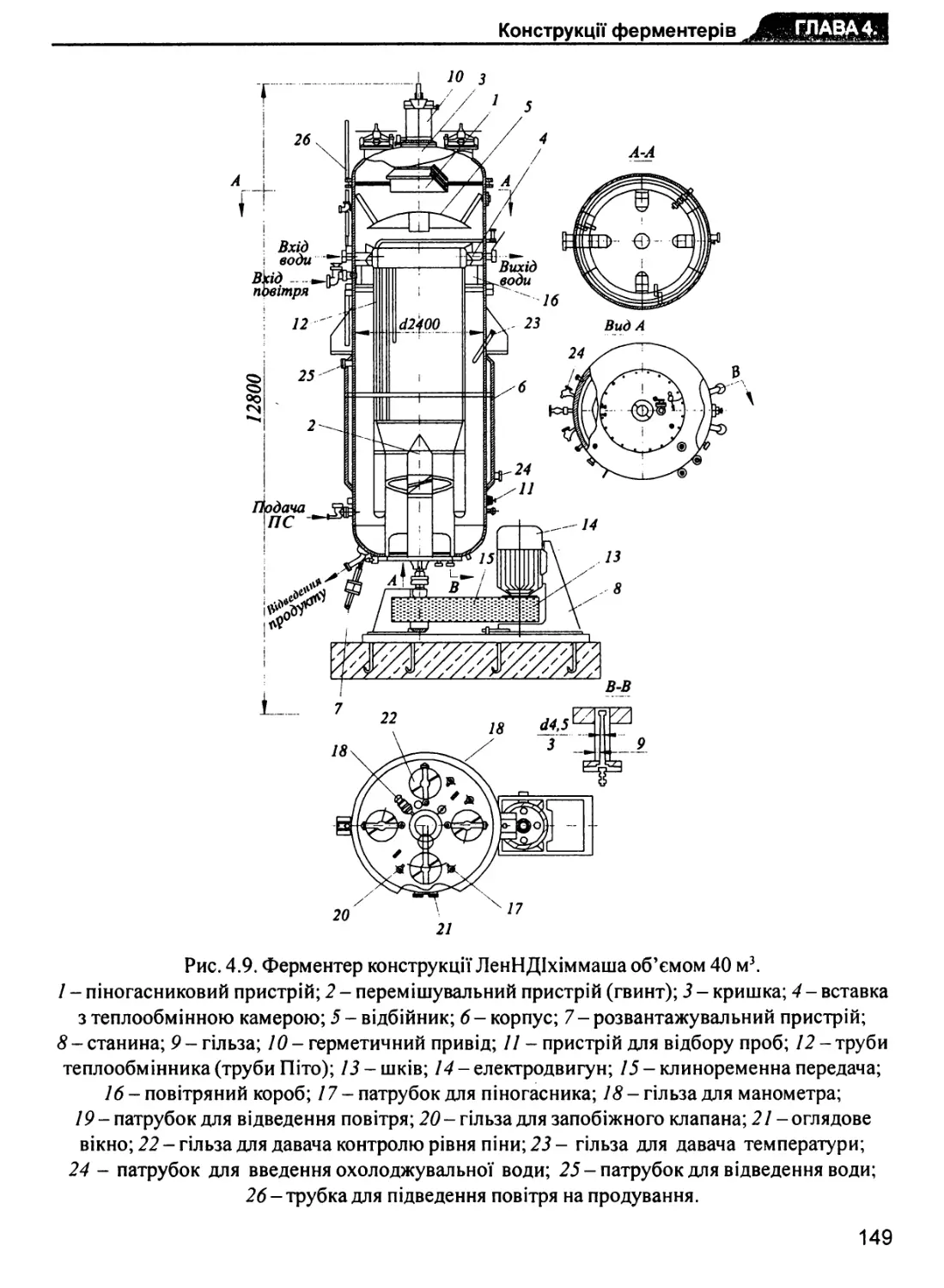
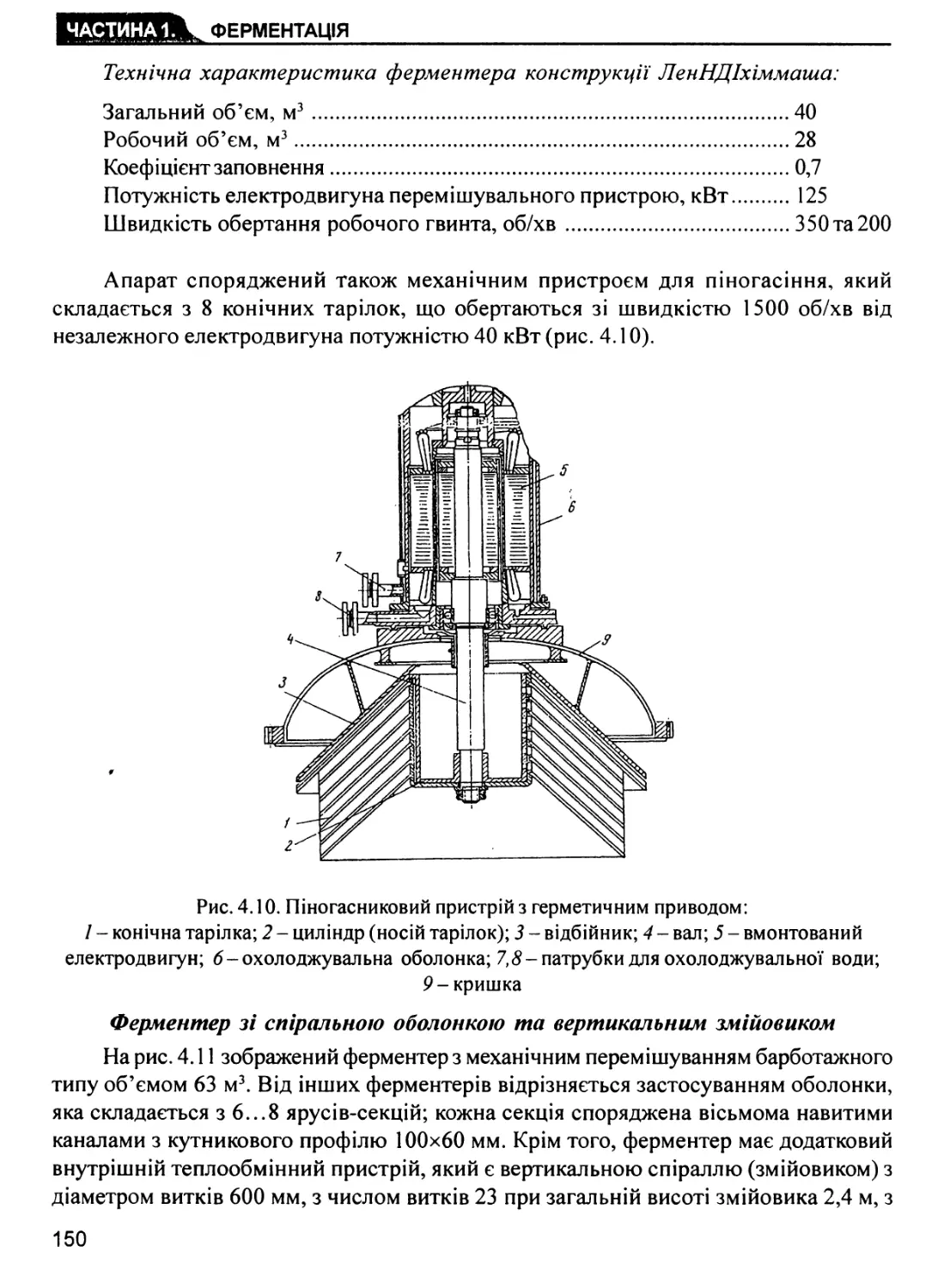
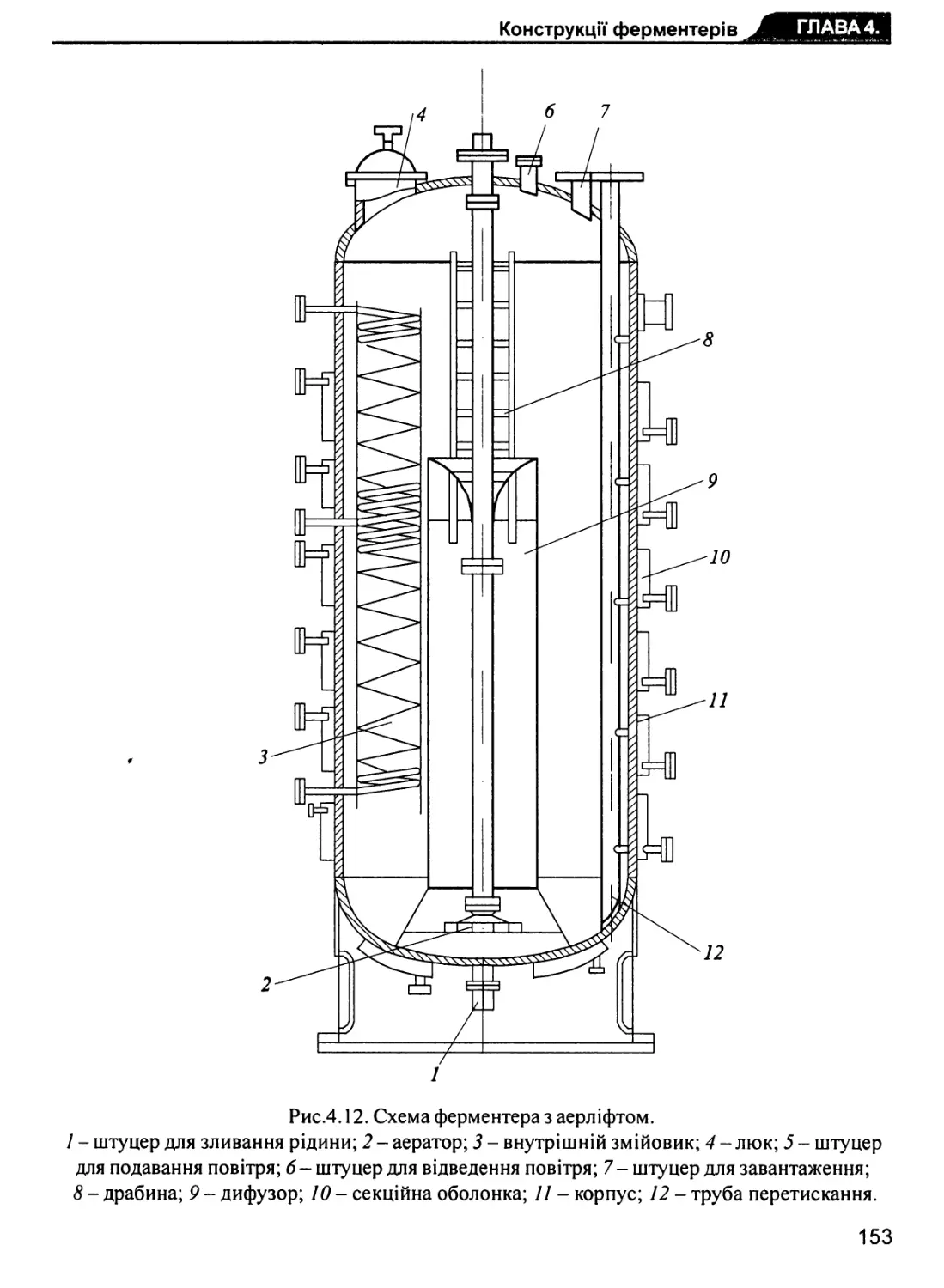
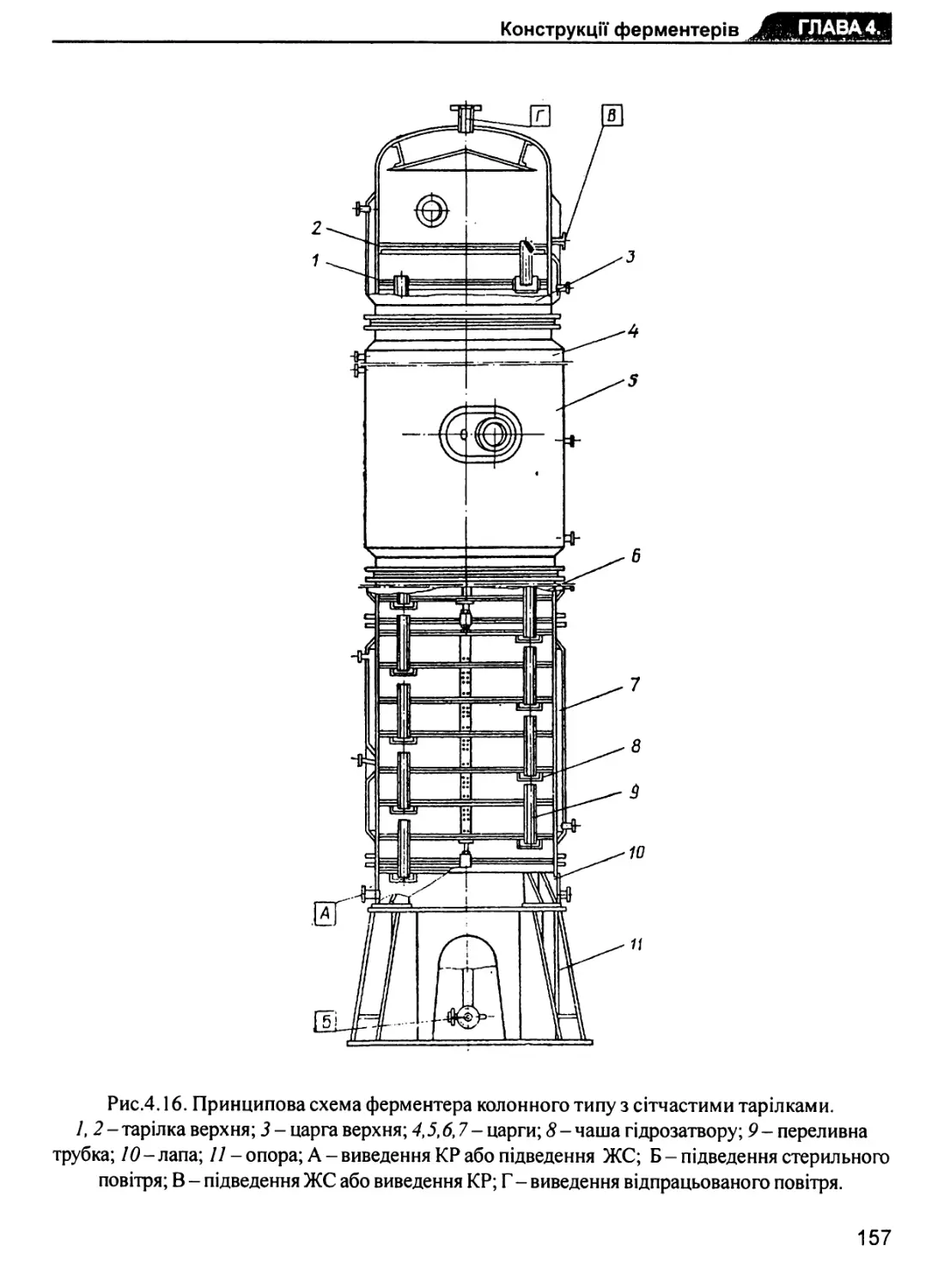
ГЛАВА 4. КОНСТРУКЦІЇ ФЕРМЕНТЕРІВ 137
4.1. Конструкції ферментерів ємнісного типу
з електроперемішувальними пристроями 137
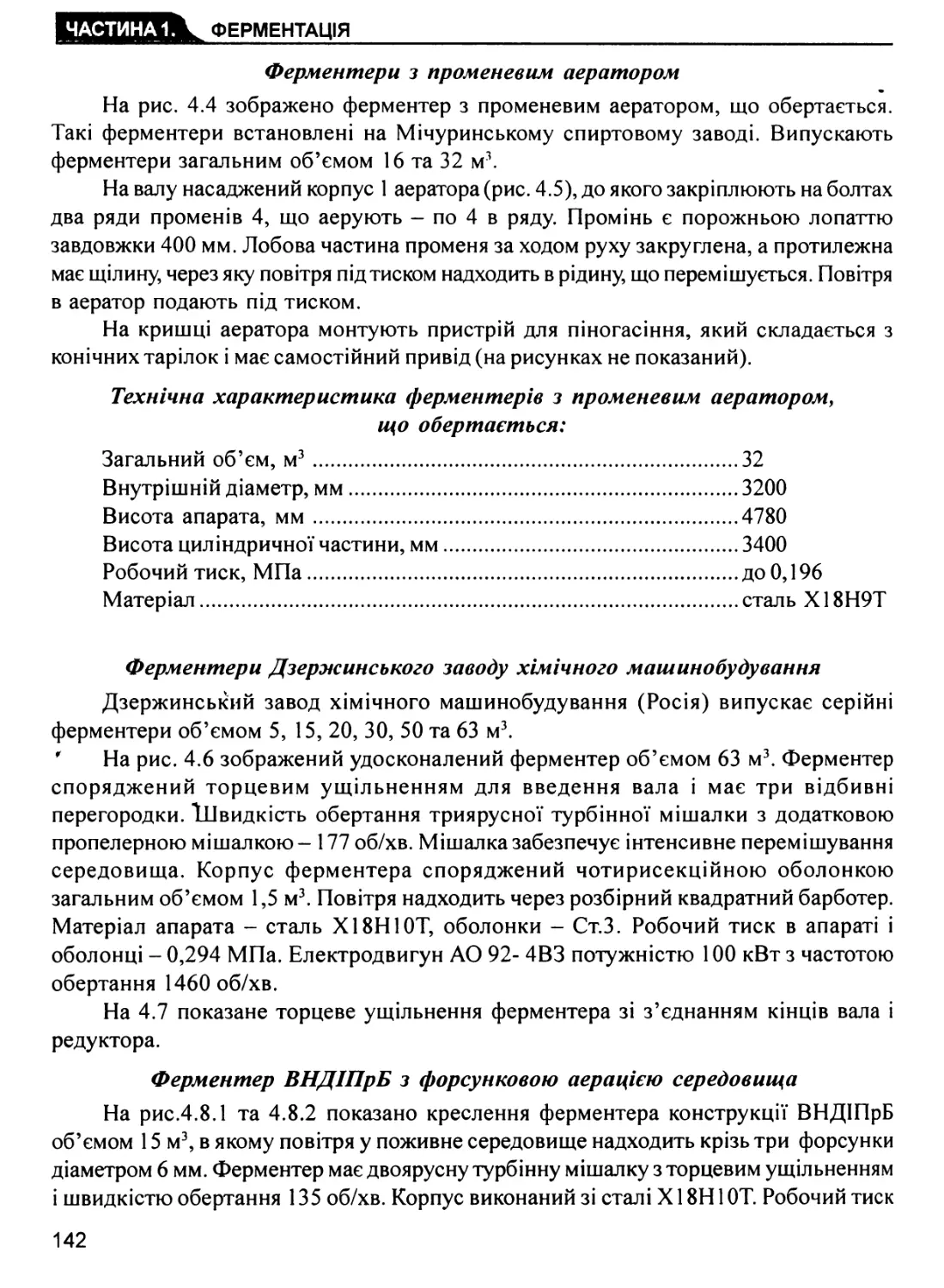
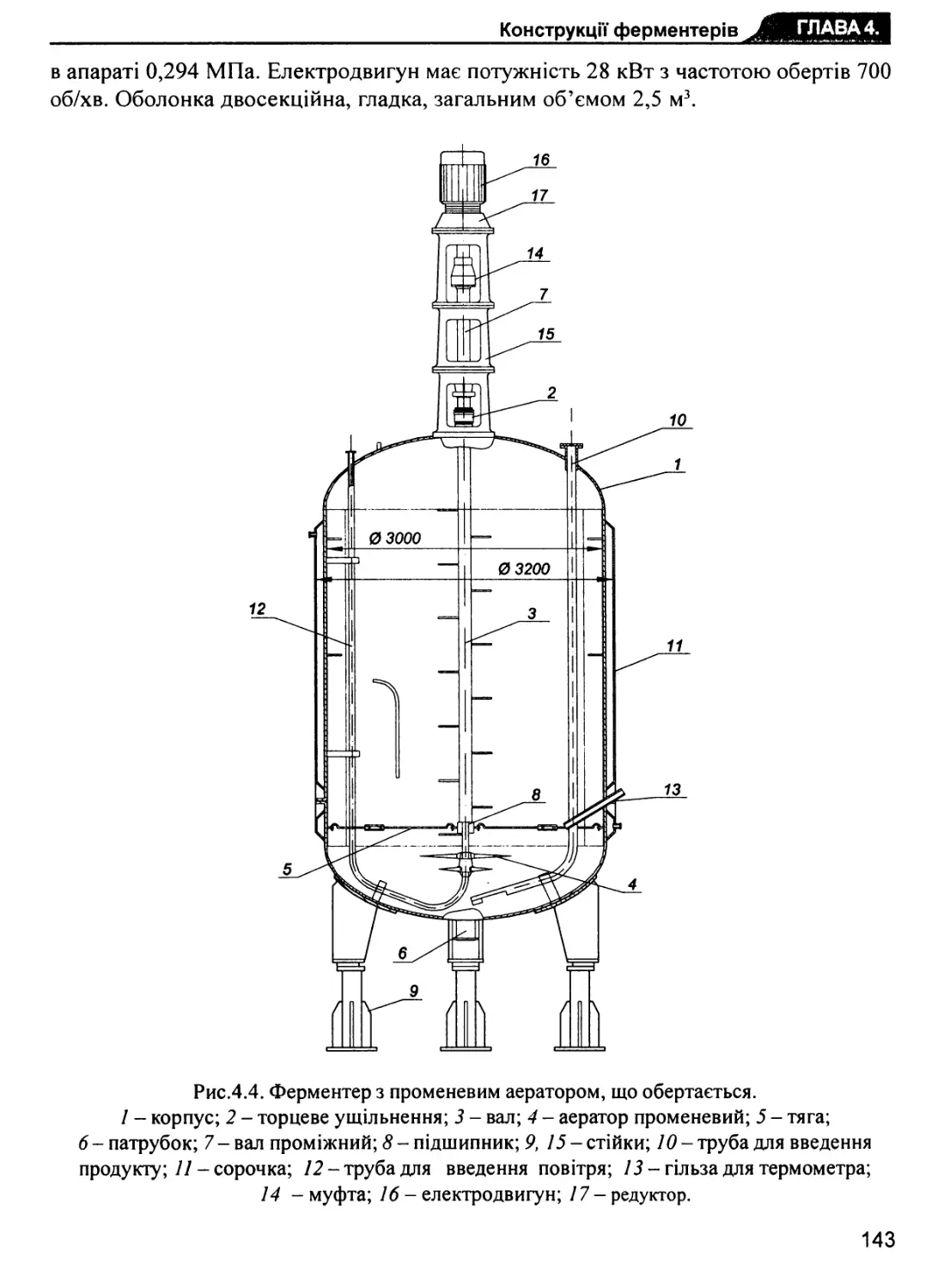
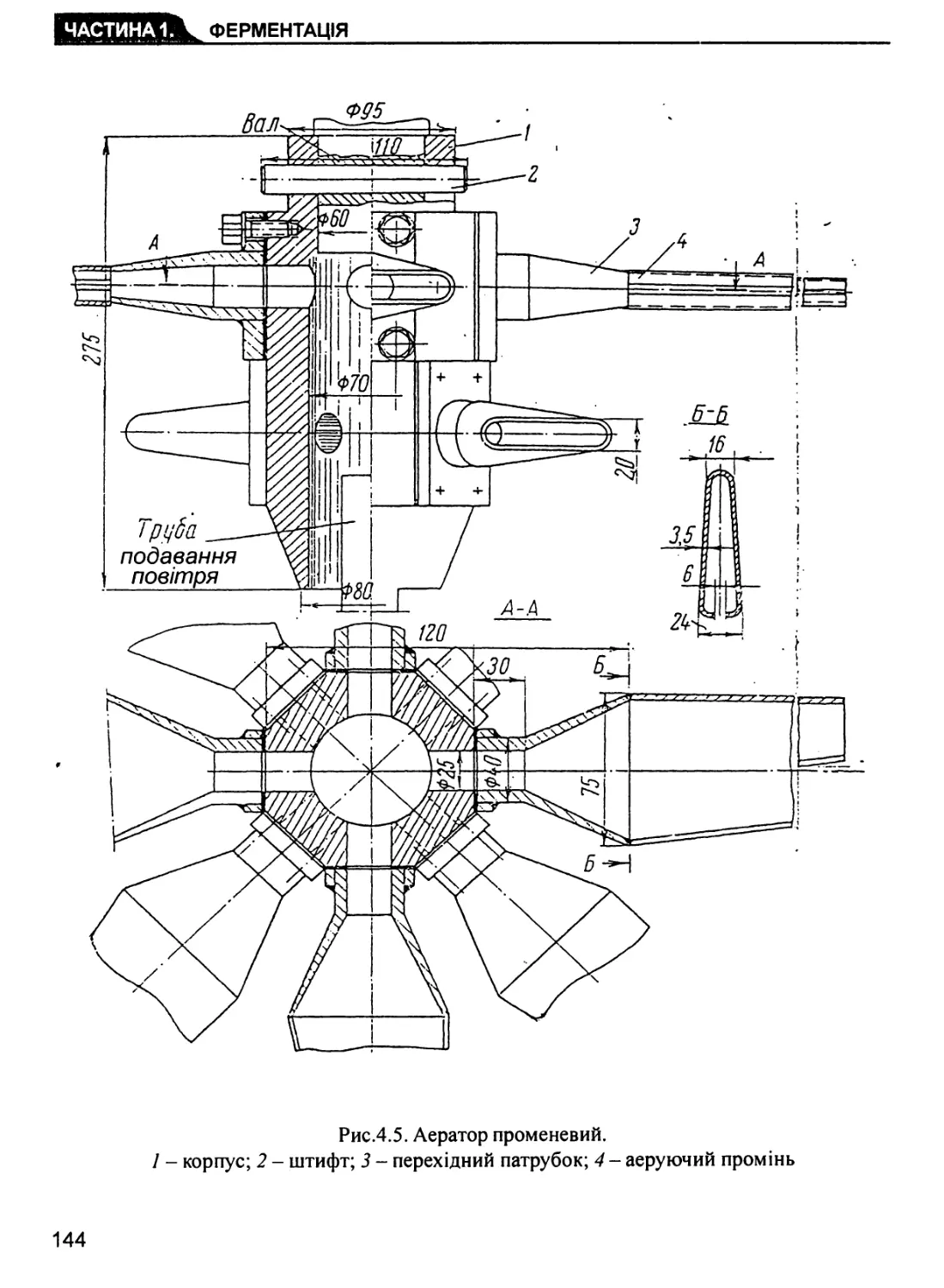
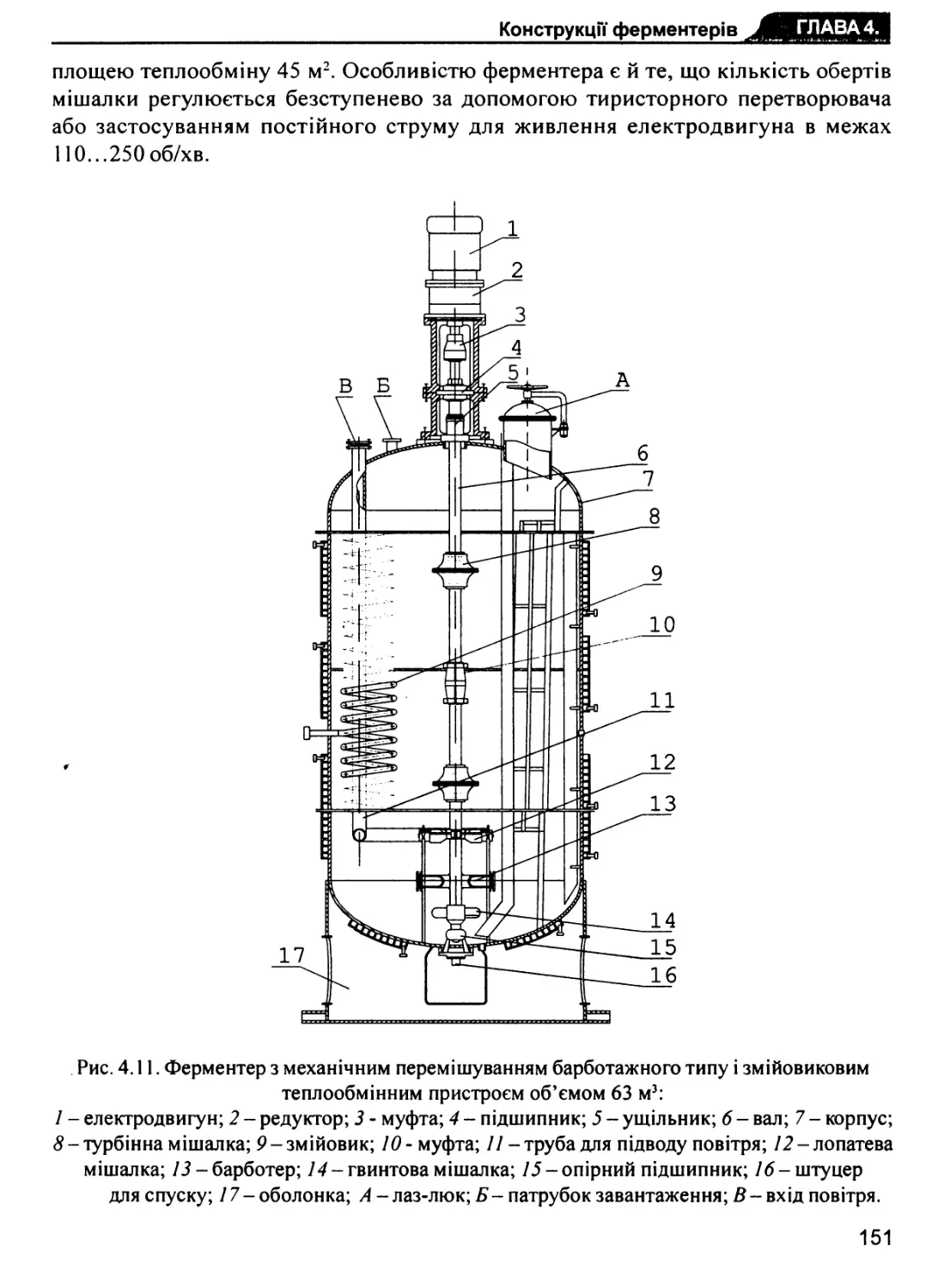
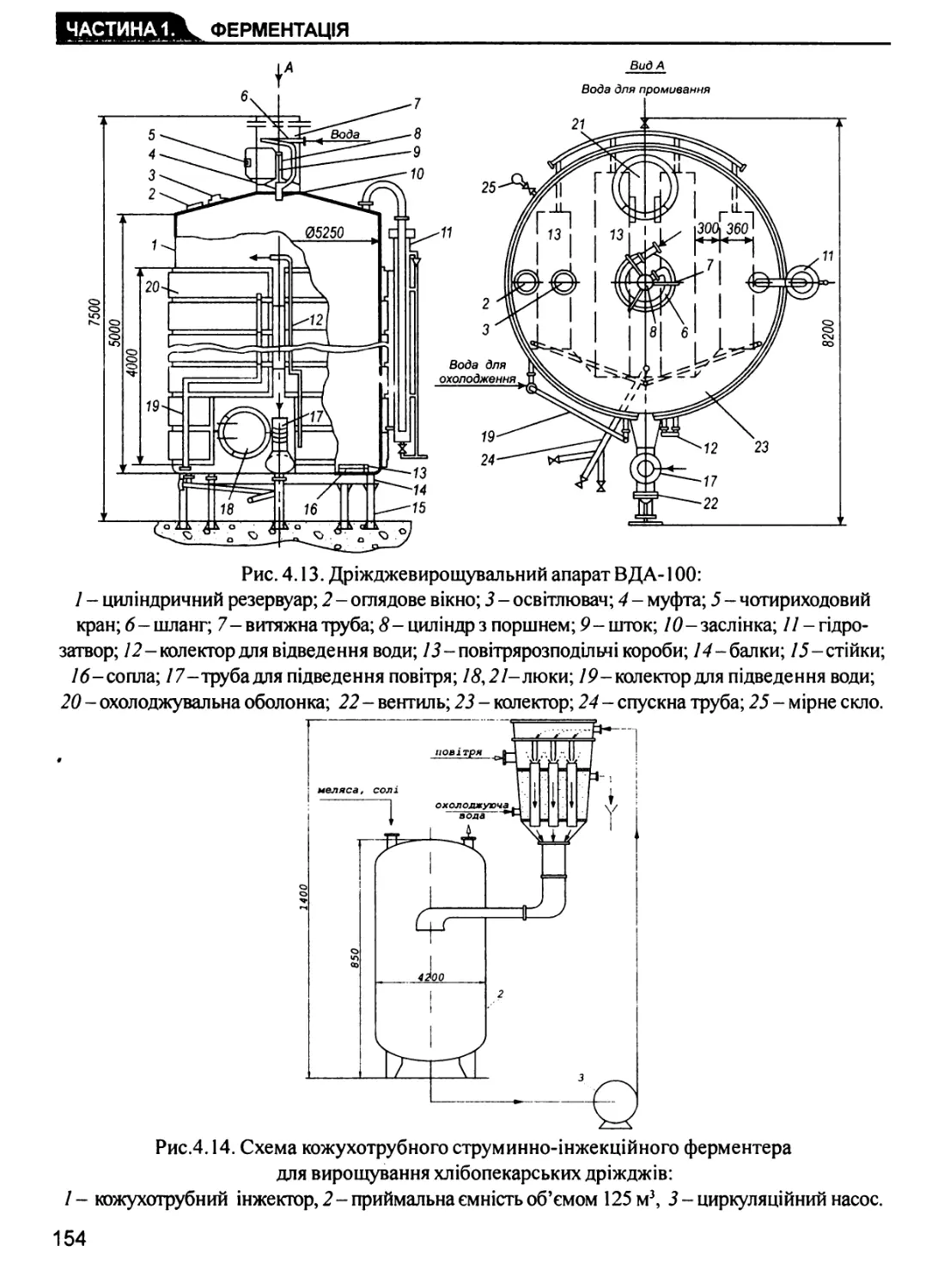
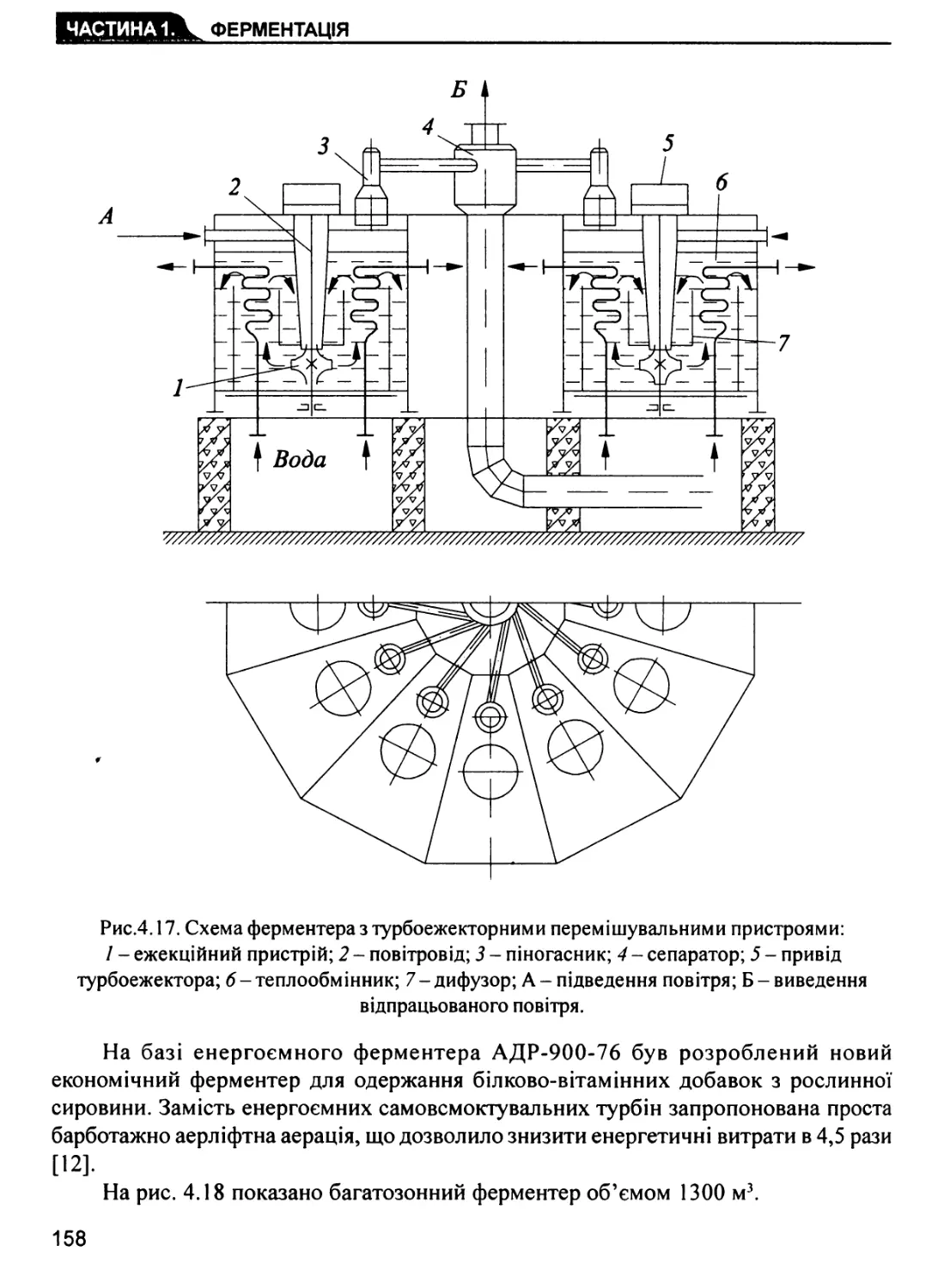
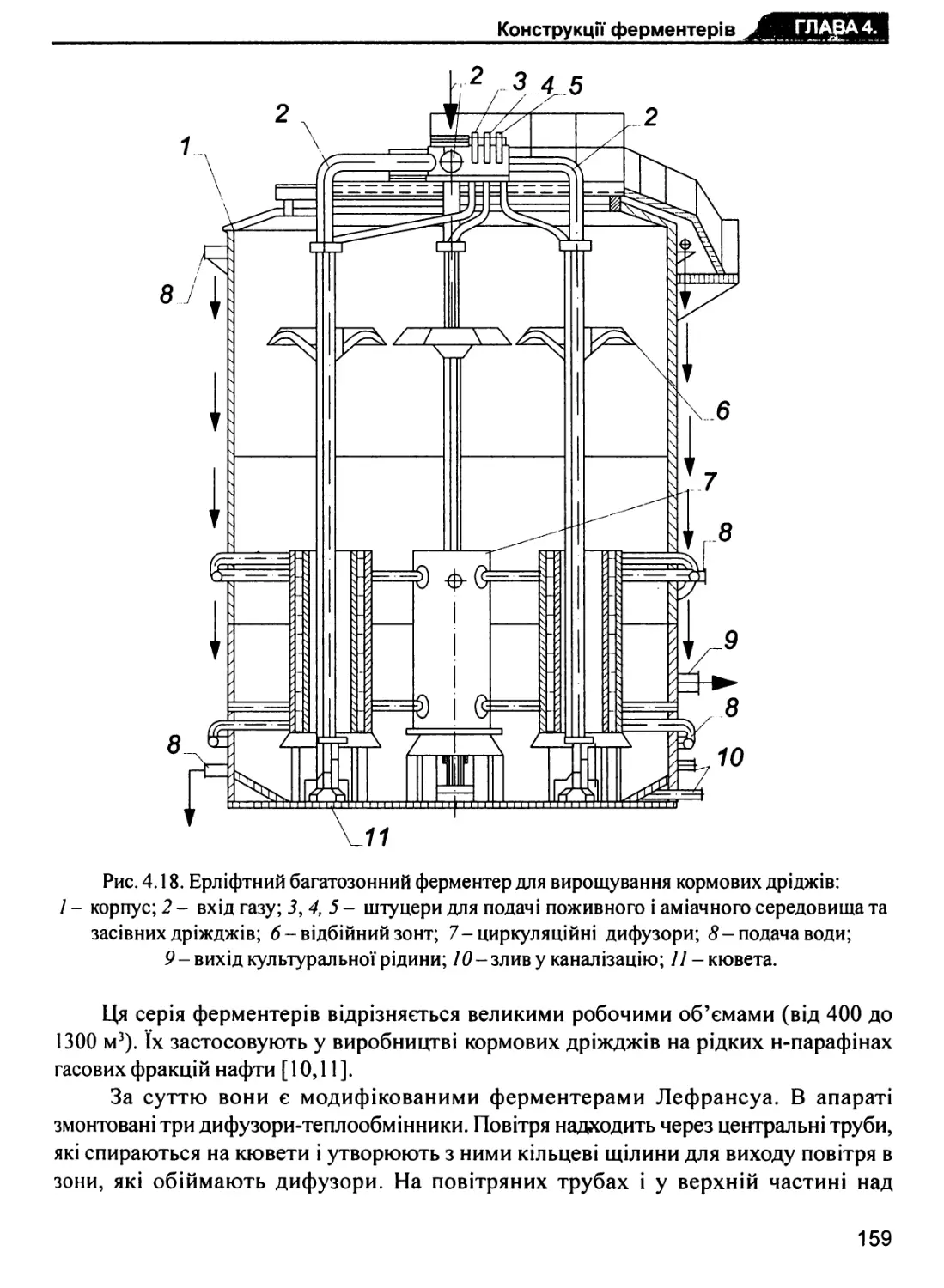
4.2. Ферментери з пневматичним перемішуванням та інших типів 152
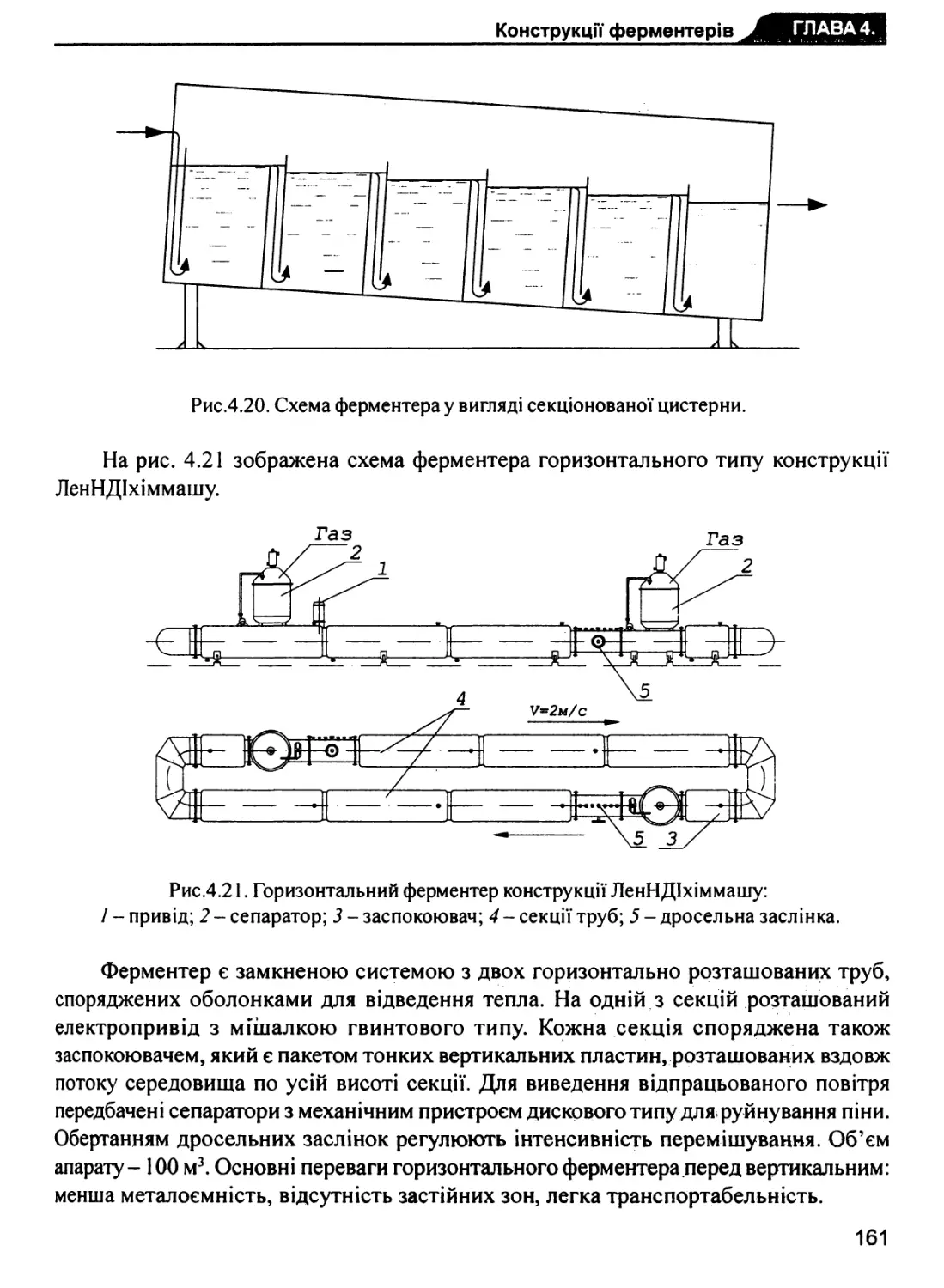
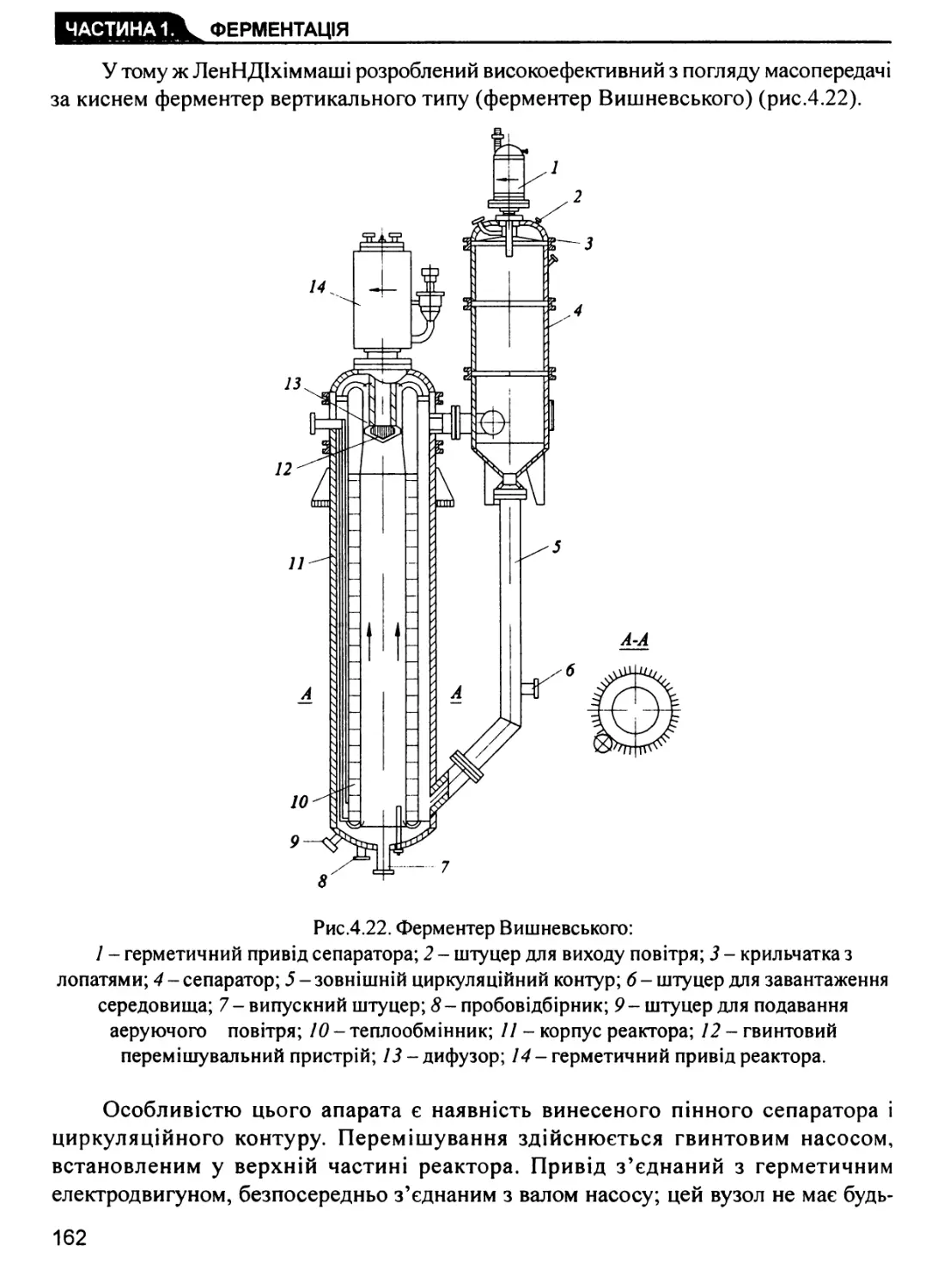
4.3. Аеротенки і метантенки 163
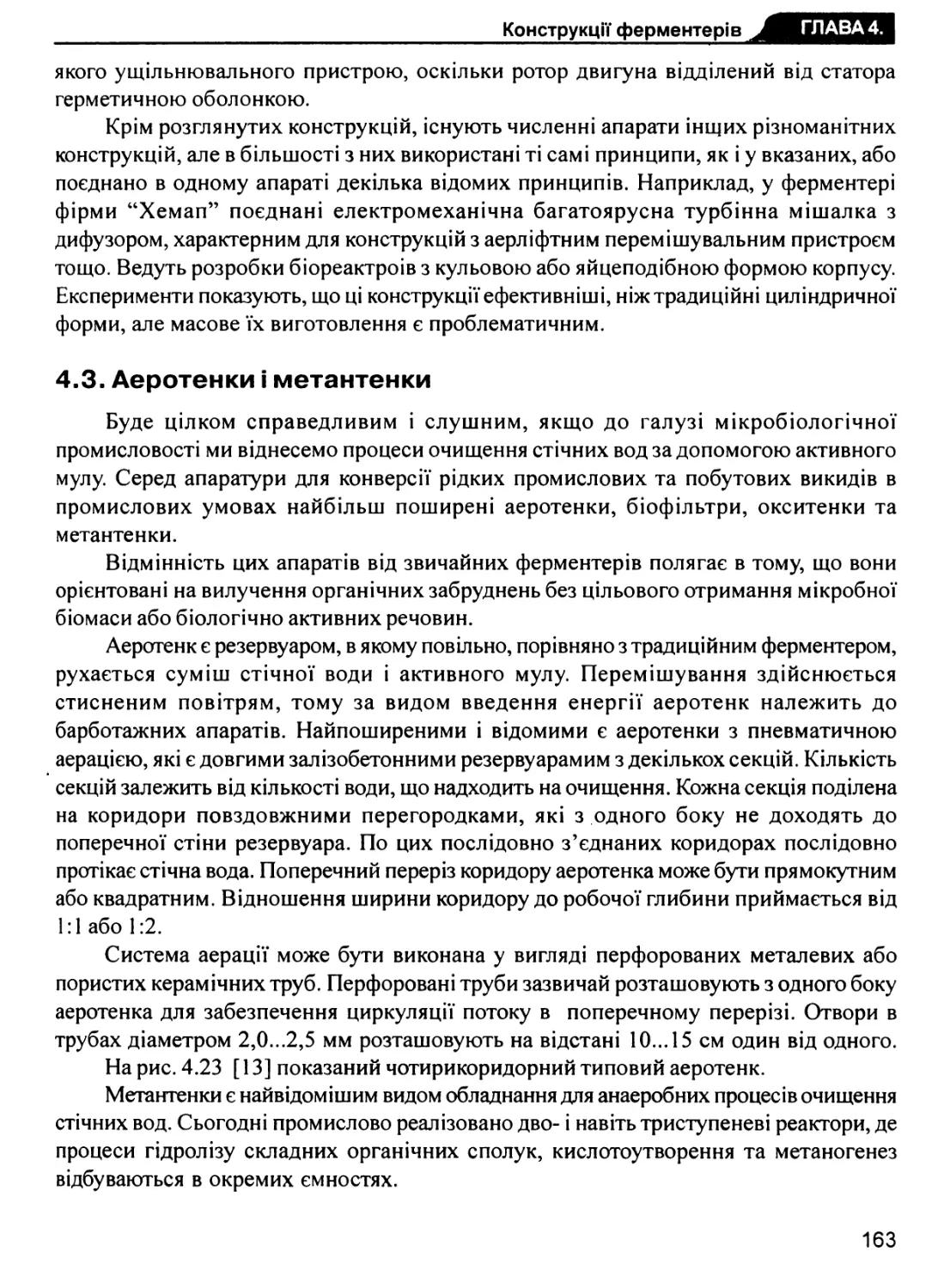
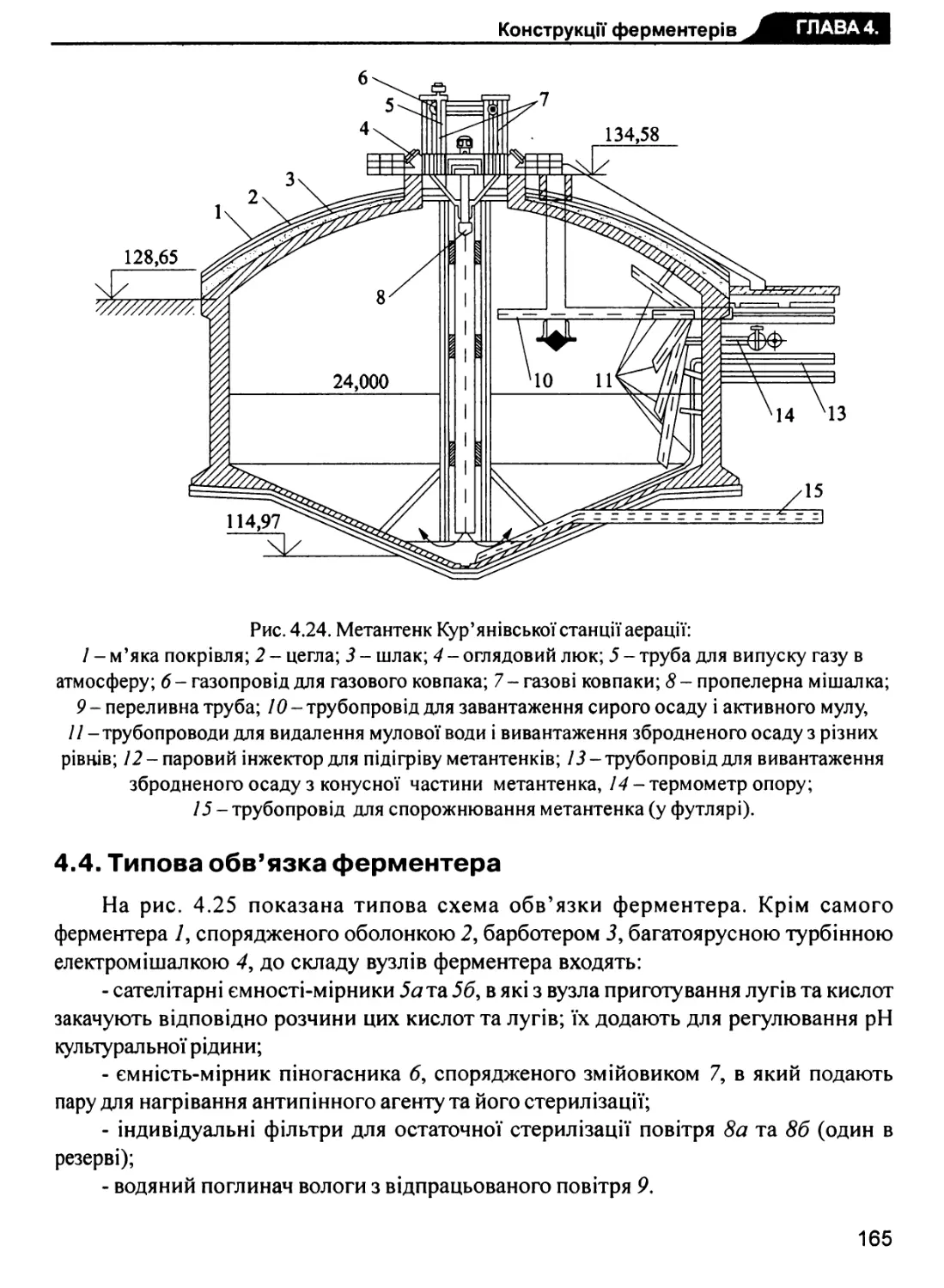
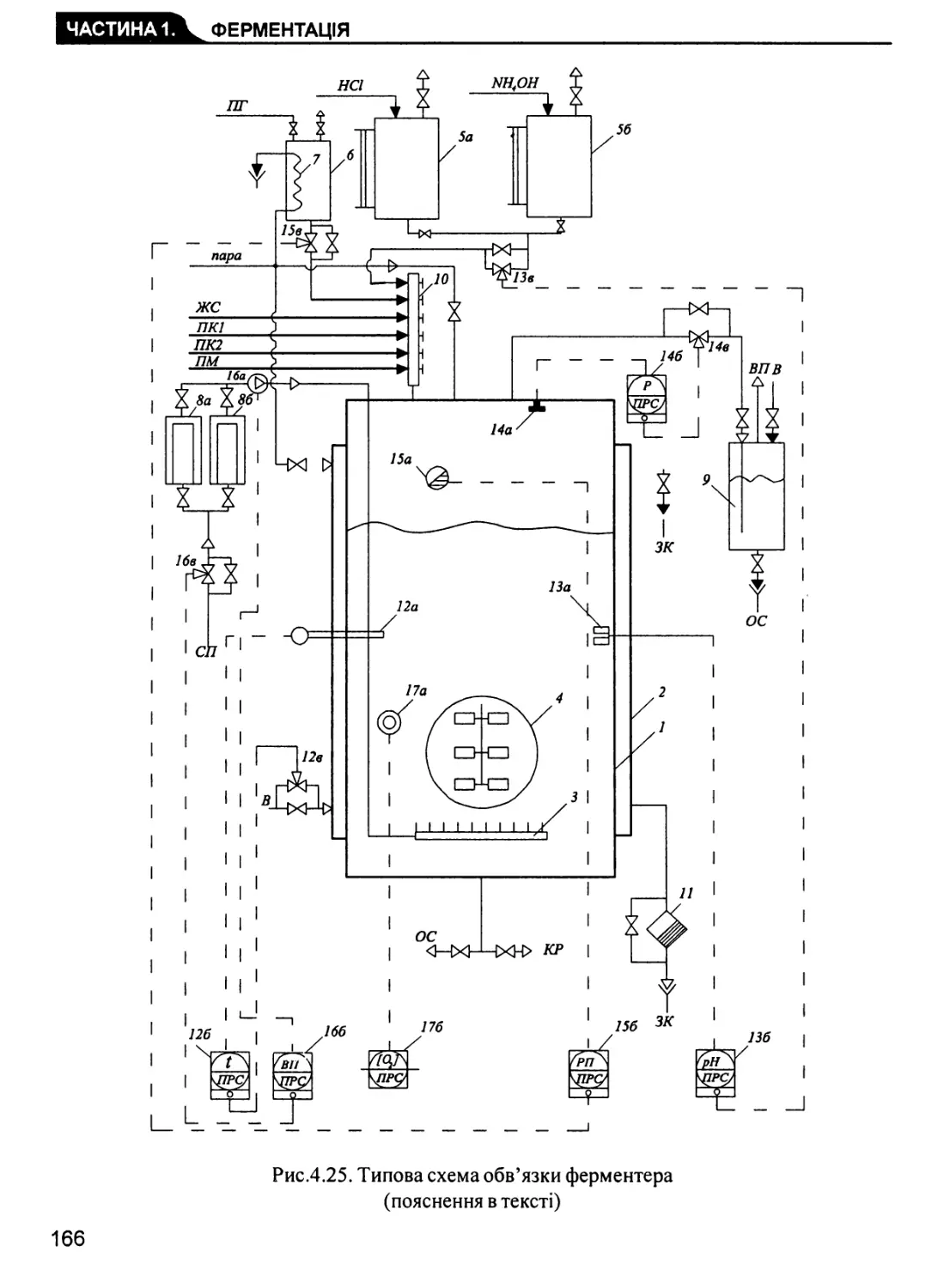
4.4. Типова обв’язка ферментера 165
ГЛАВА 5. МЕХАНІЧНІ РОЗРАХУНКИ 169
5.1. Матеріали для виготовлення ферментерів 169
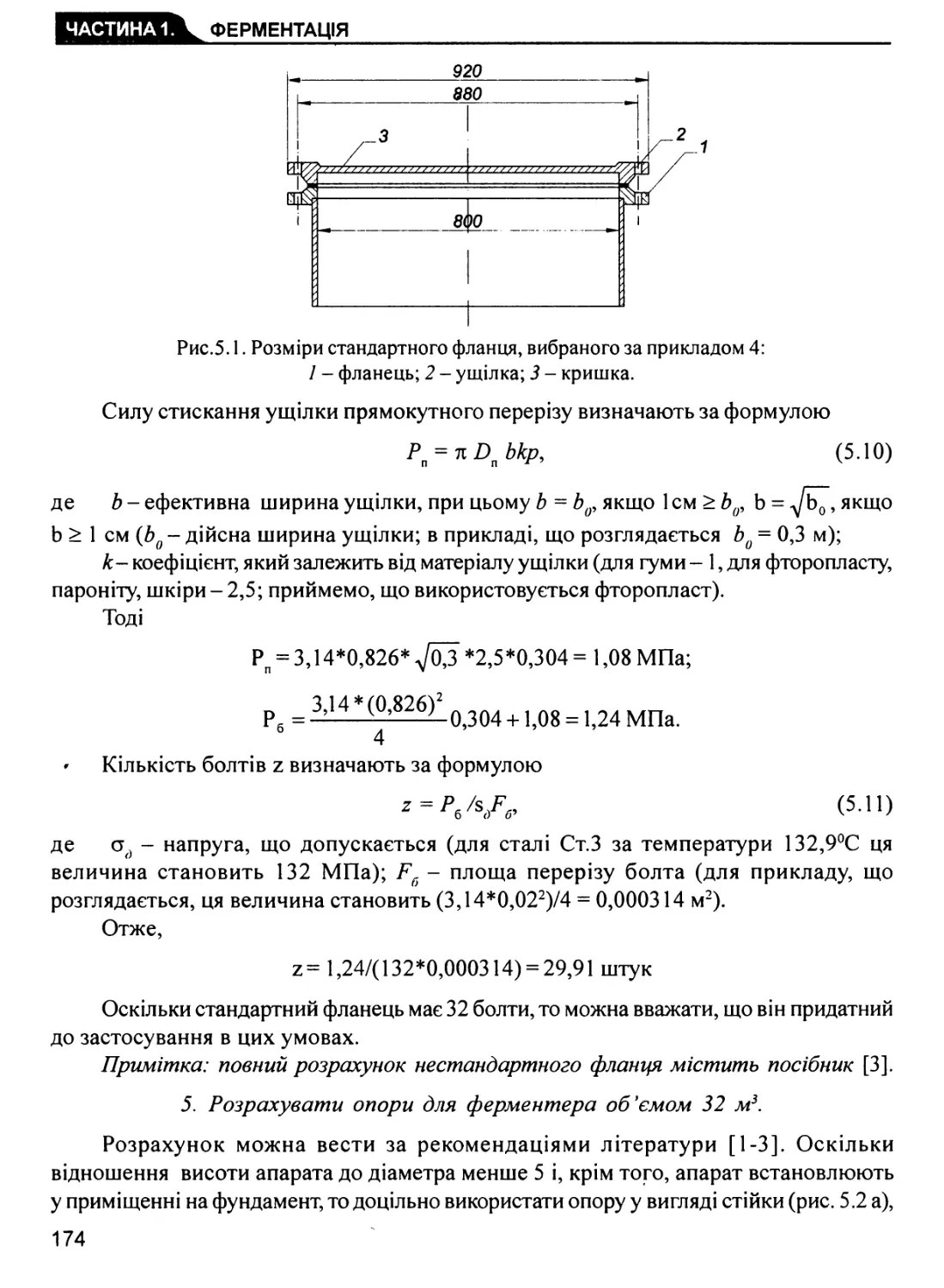
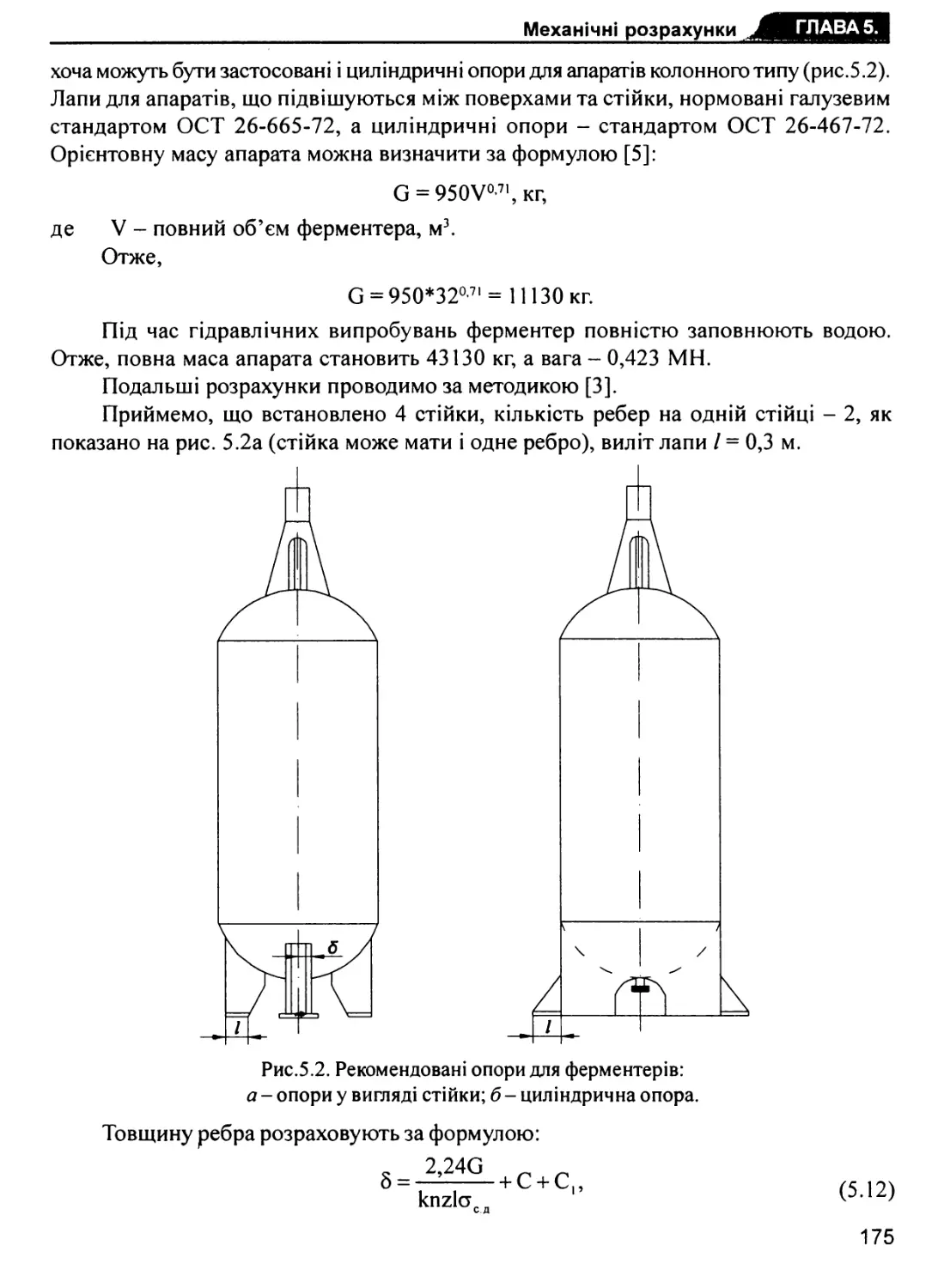
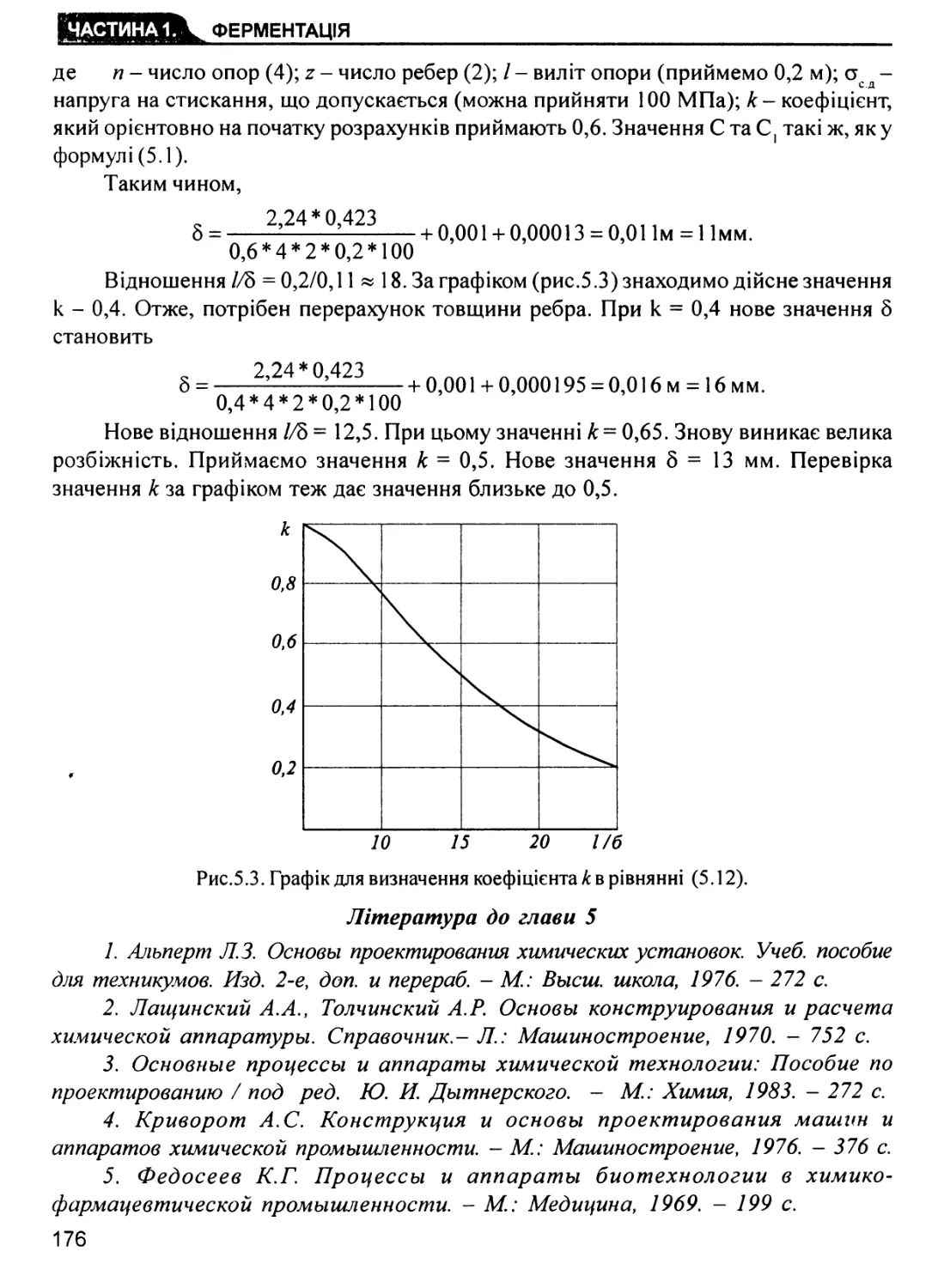
5.2. Мета і зміст механічних розрахунків 170
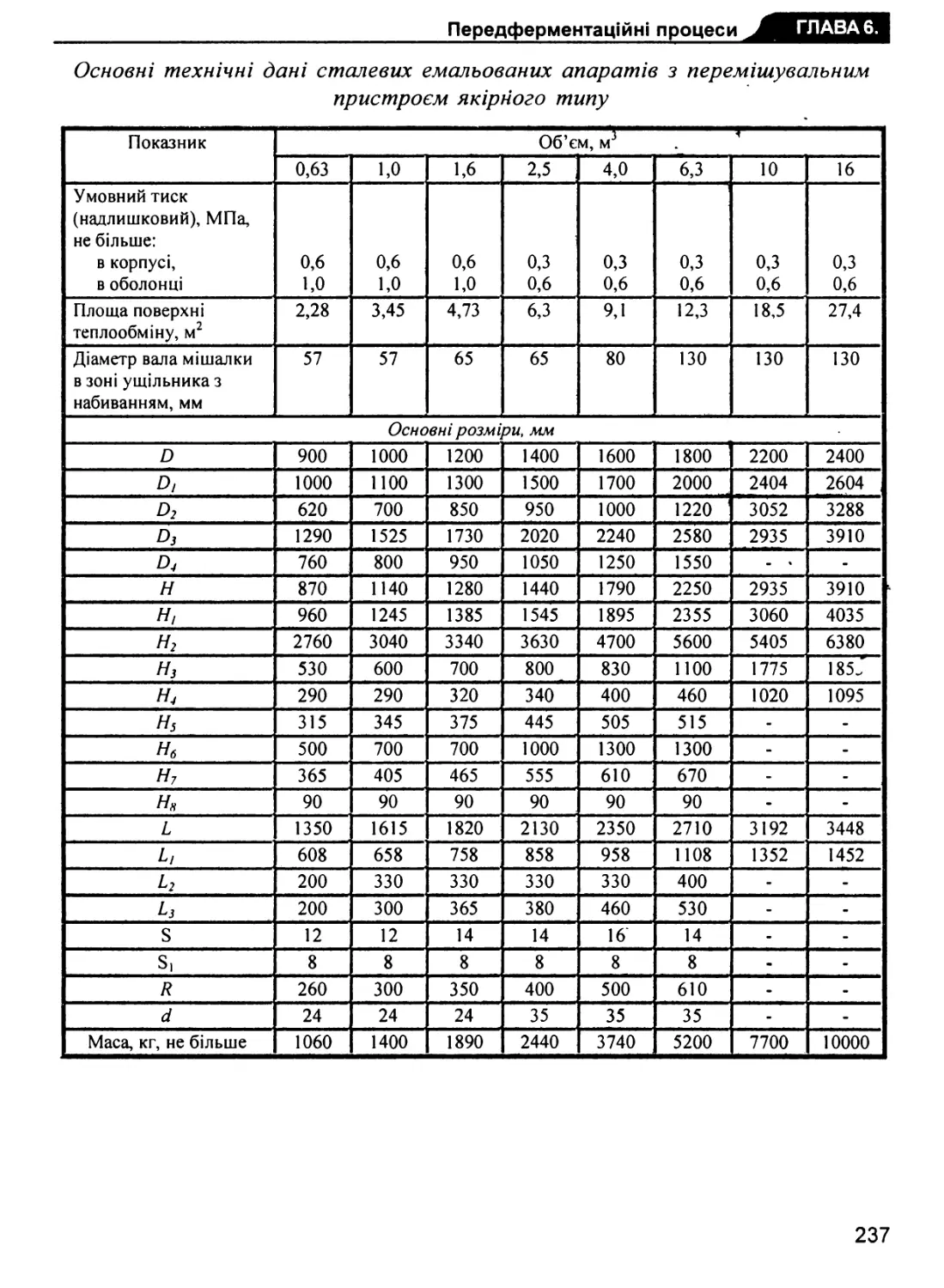
ГЛАВА 6. ПЕРЕДФЕРМЕНТАЦІЙНІ ПРОЦЕСИ 177
6.1. Підготовка поживного середовища 177
6.1.1. Реактори-змішувачі 178
6.1.2. Розрахунок потужності і вибір електродвигуна для
реактора-змішувача 179
6.1.3. Нагрівання й охолодження реакційних мас і сумішей 182
6.1.3.1. Нагрівання гострою парою 183
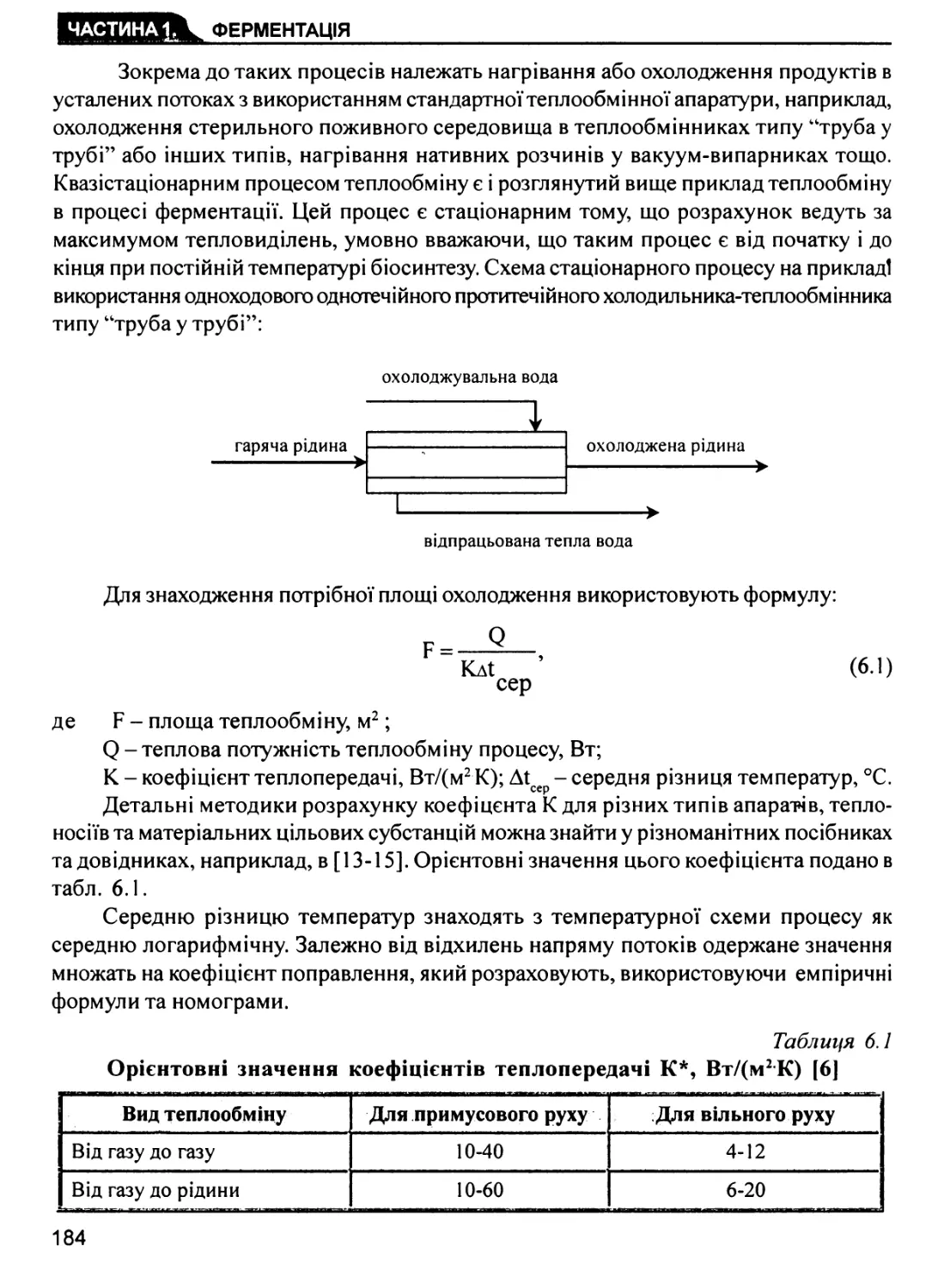
г 6.1.3.2. Стаціонарний теплообмін 183
6.1.3.3. Технологічні розрахунки при нестаціонарному теплообміні 186
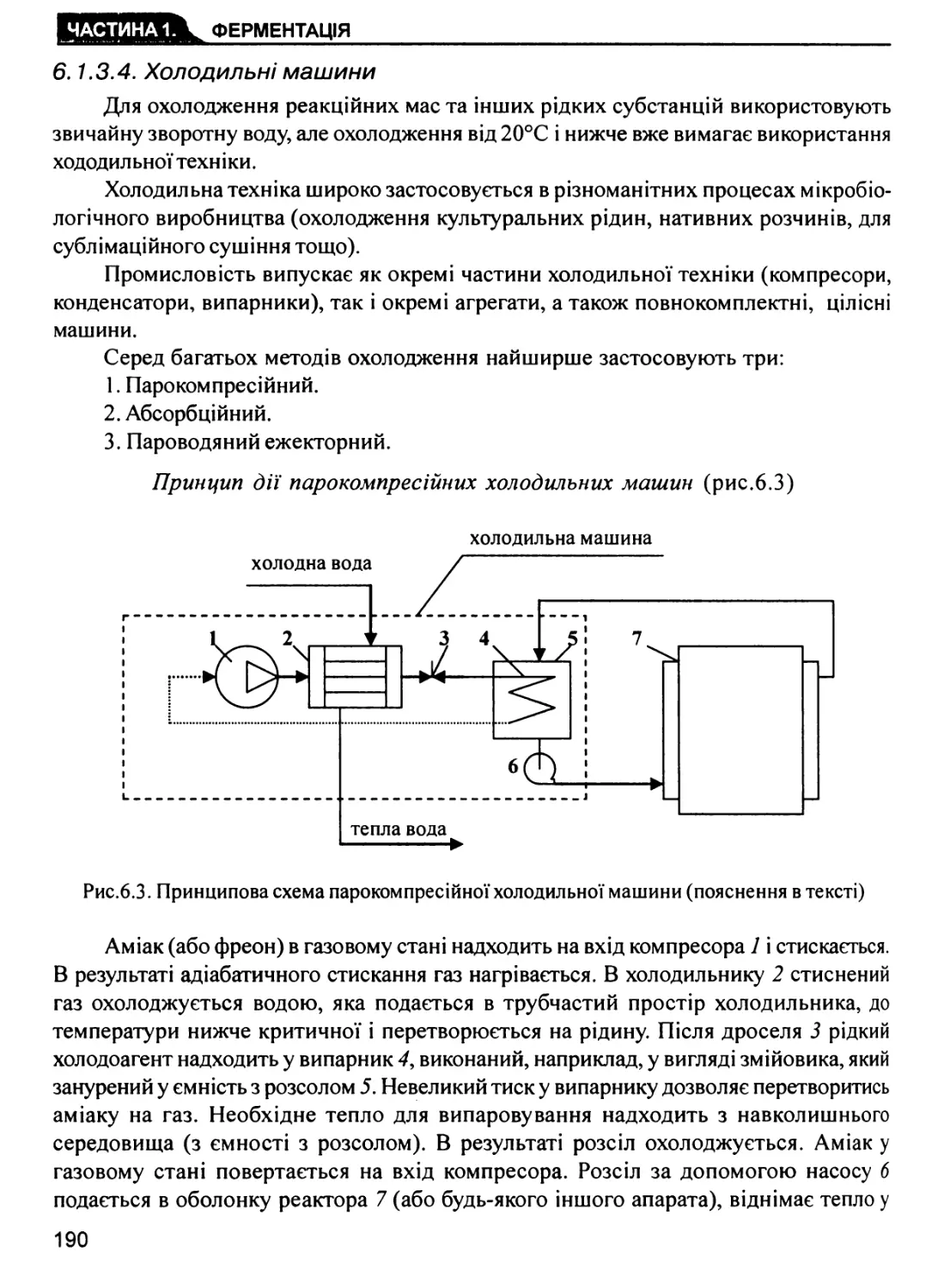
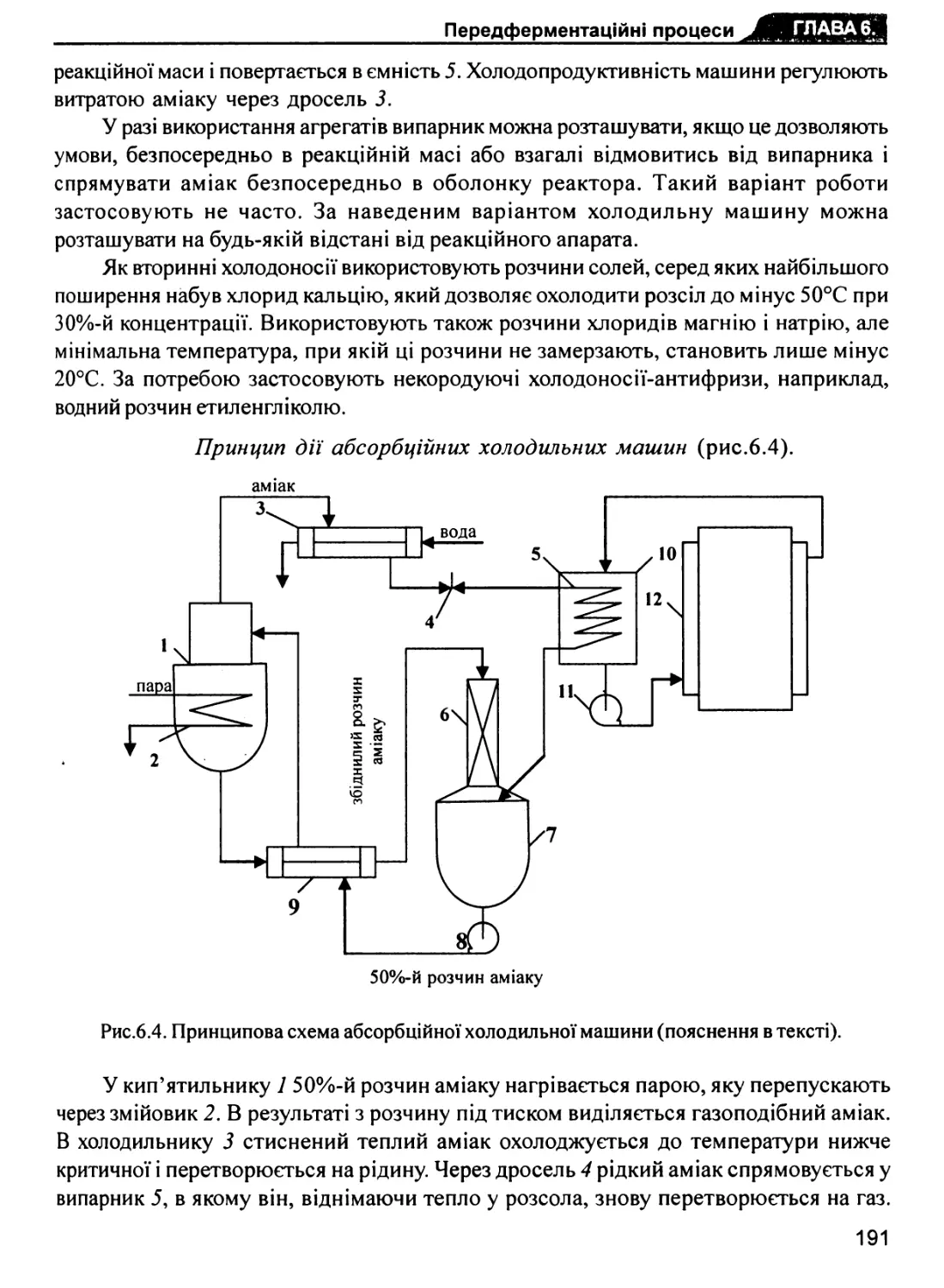
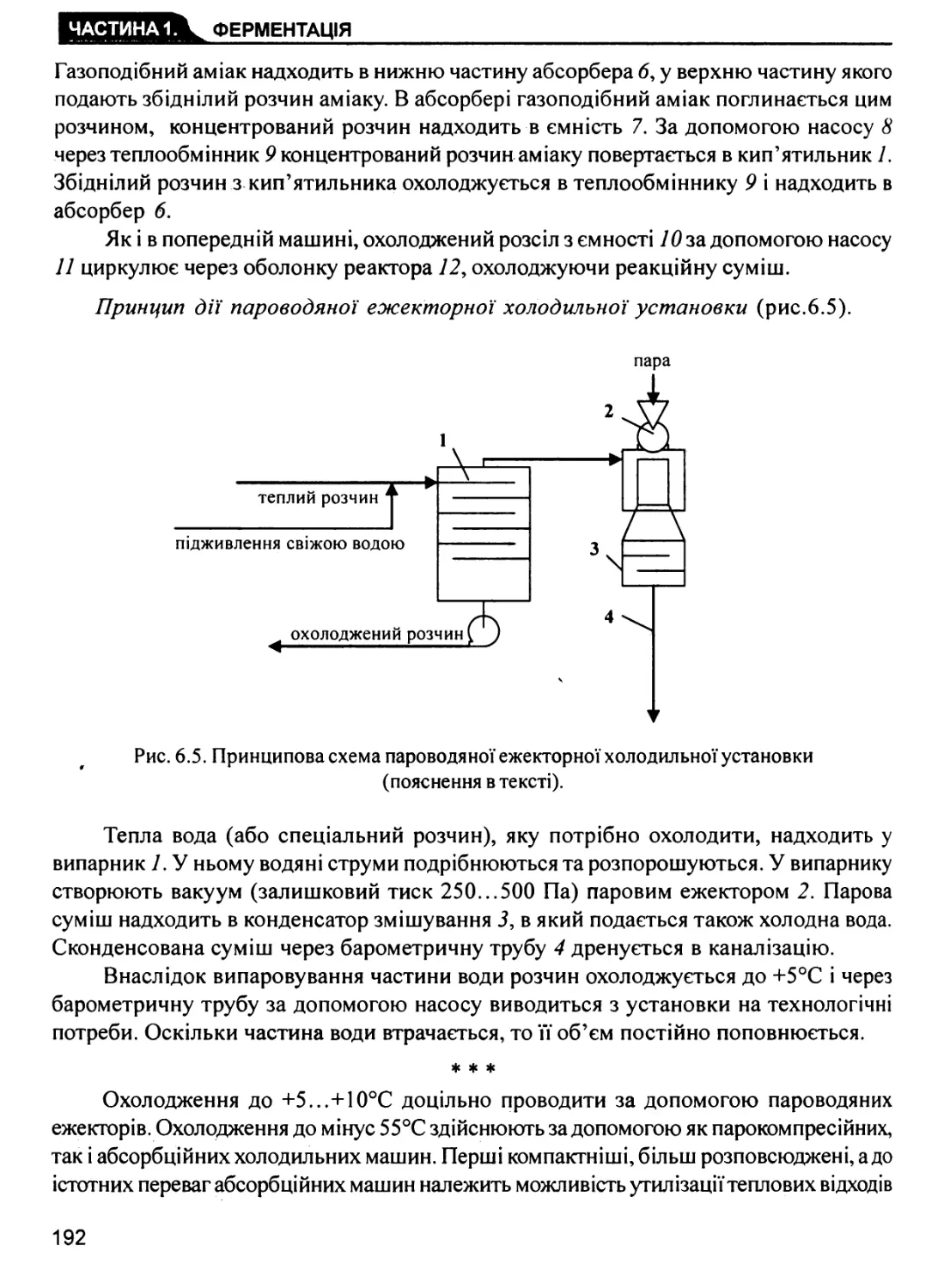
6.1.3.4. Холодильні машини 190
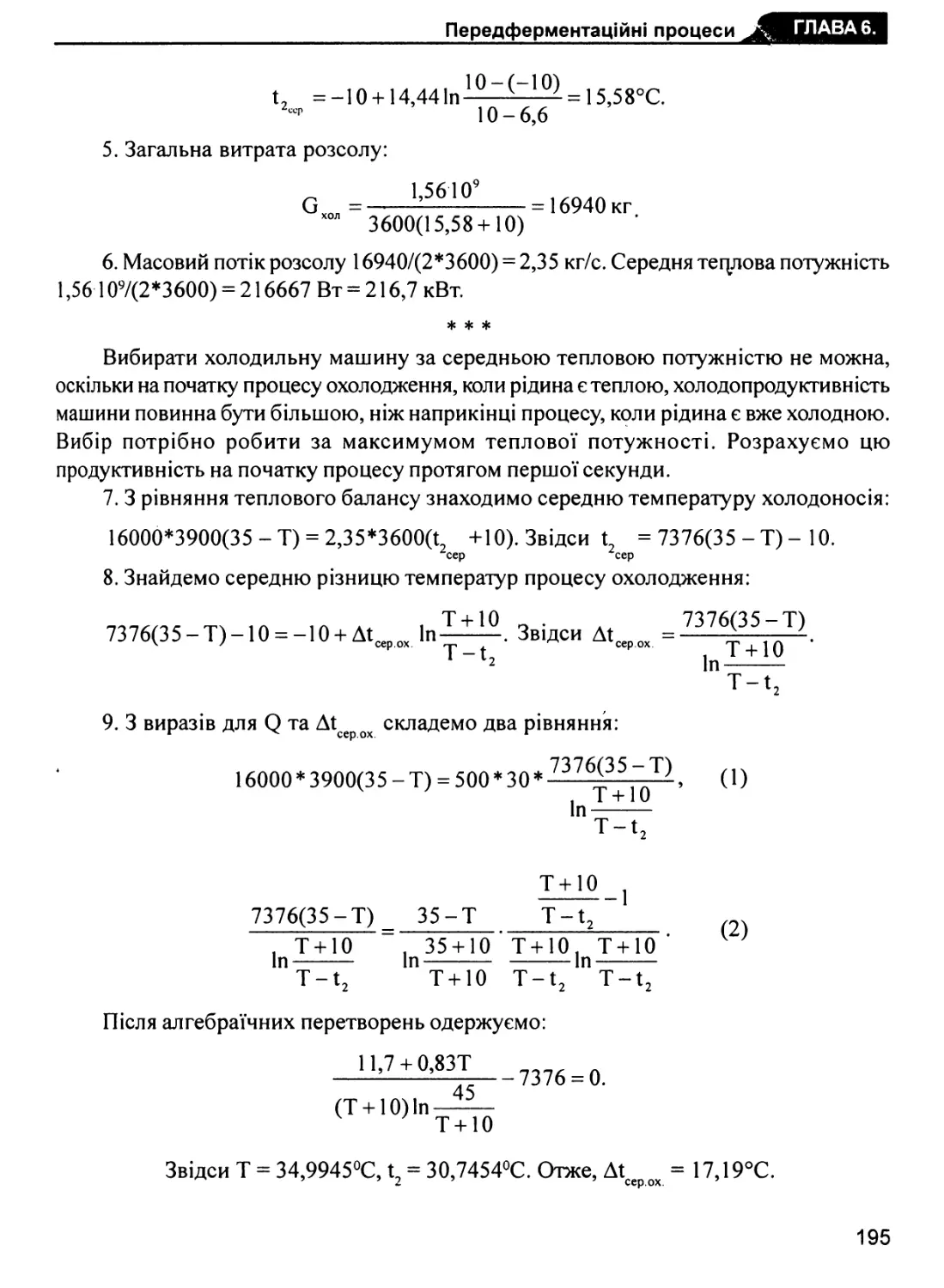
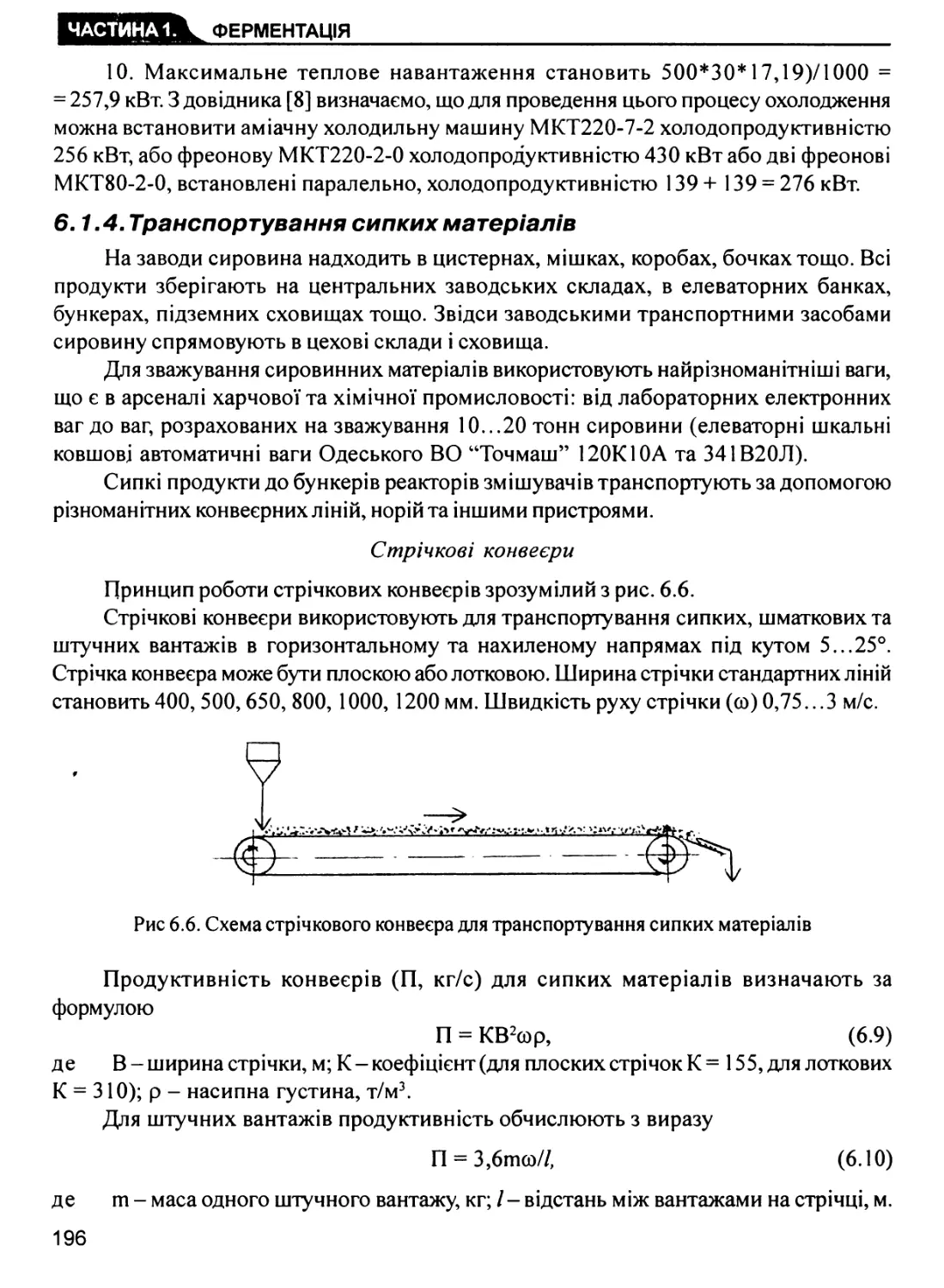
6.1.4.Транспортування сипких матеріалів 196
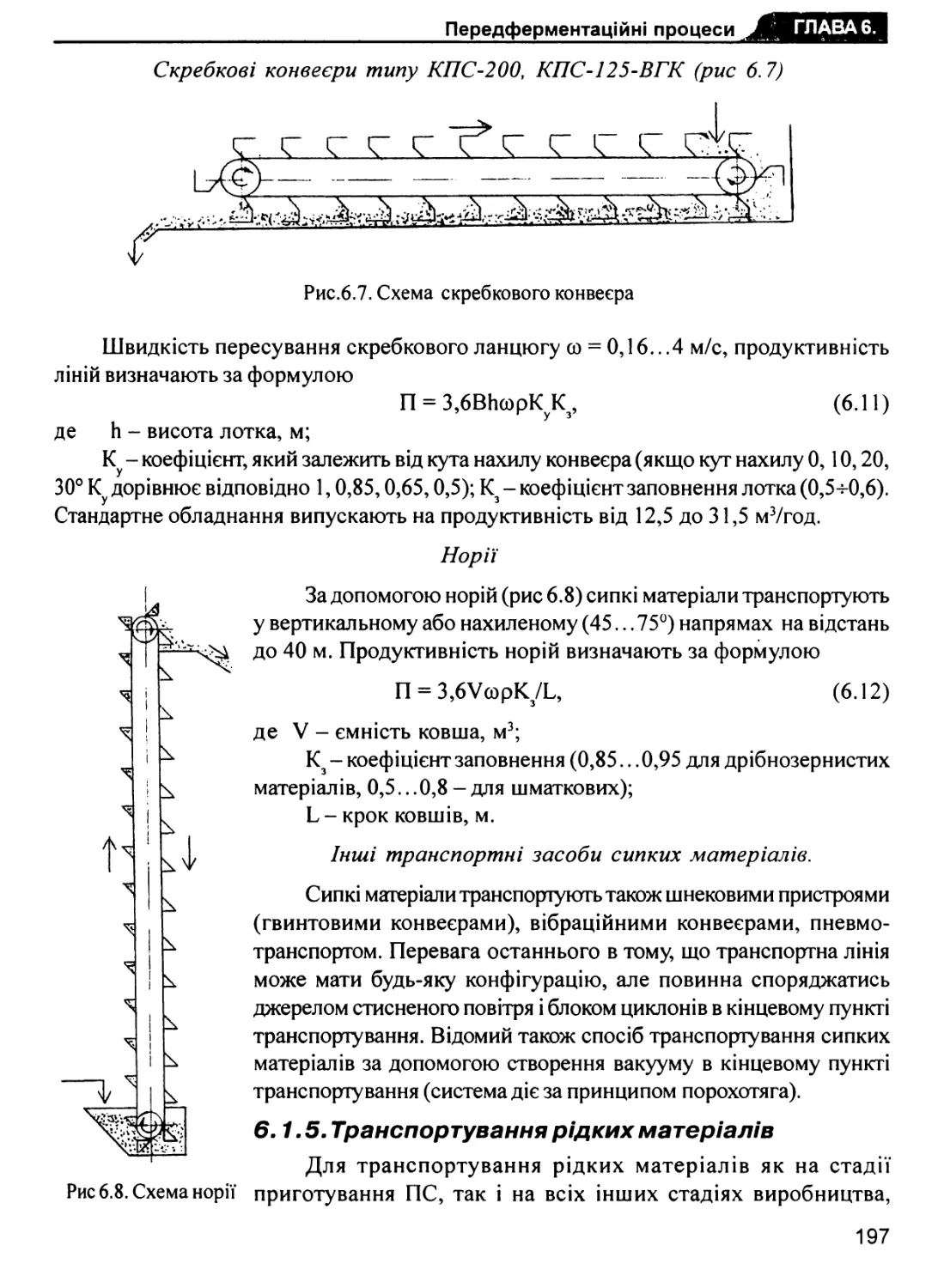
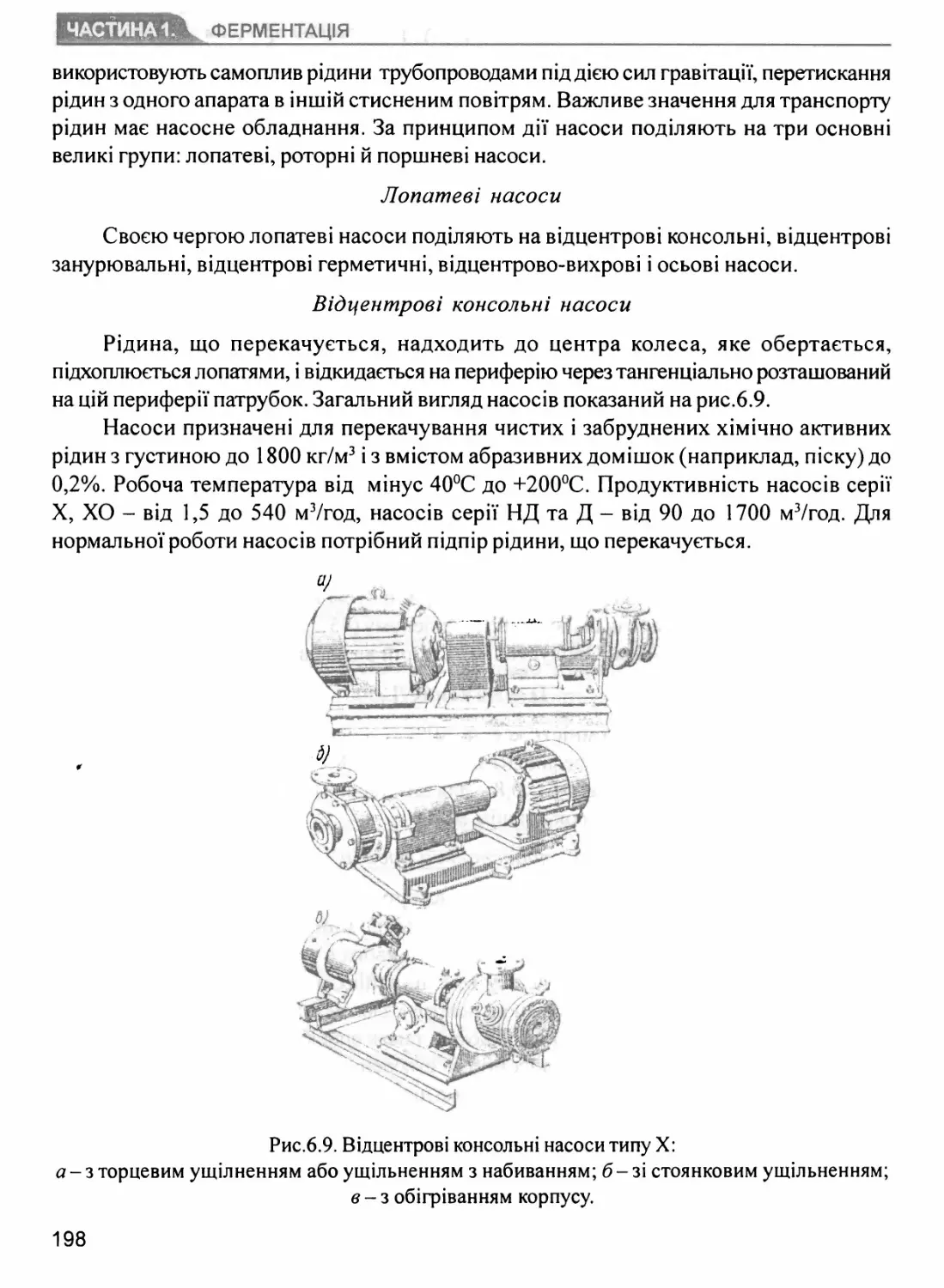
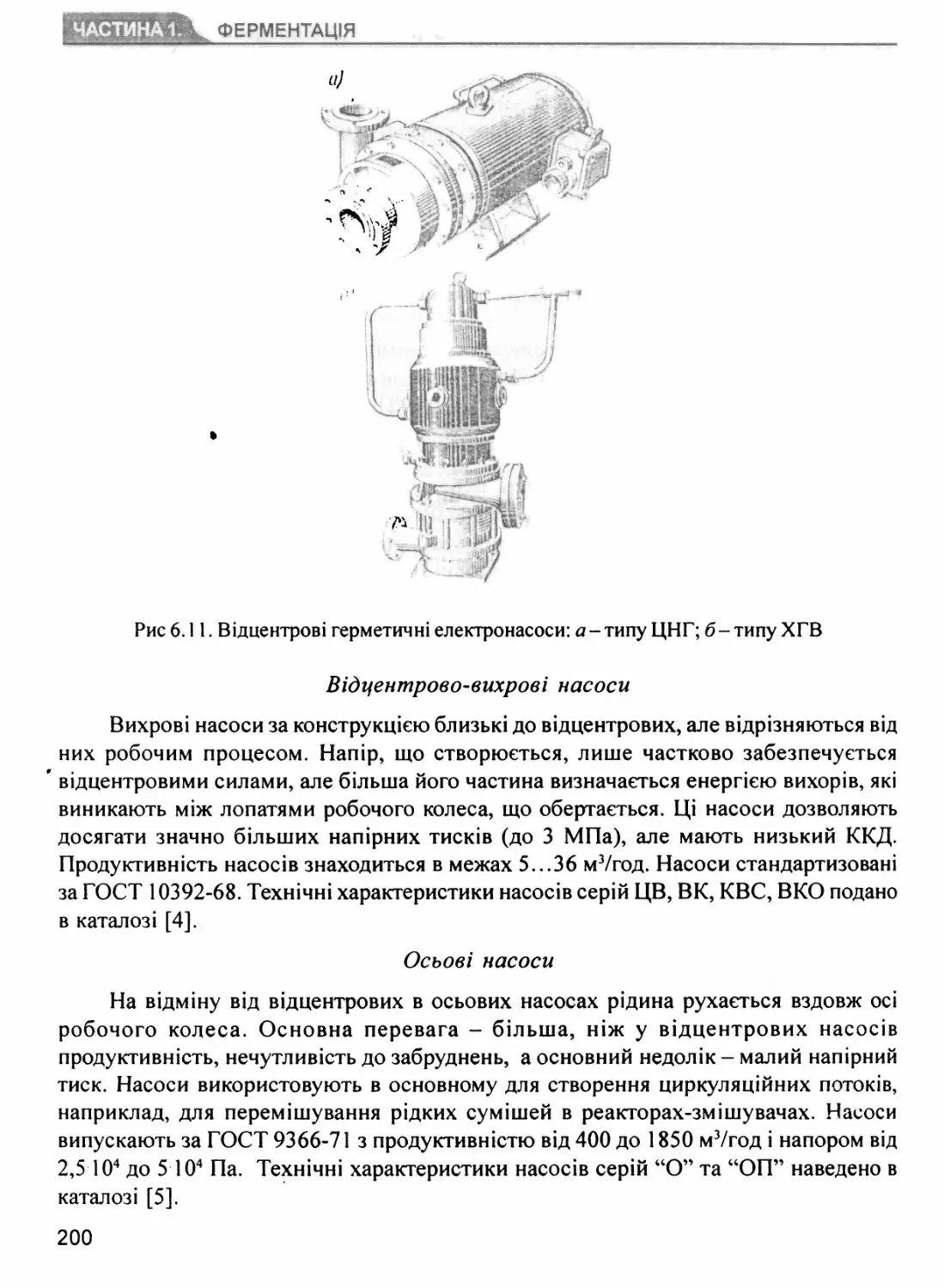
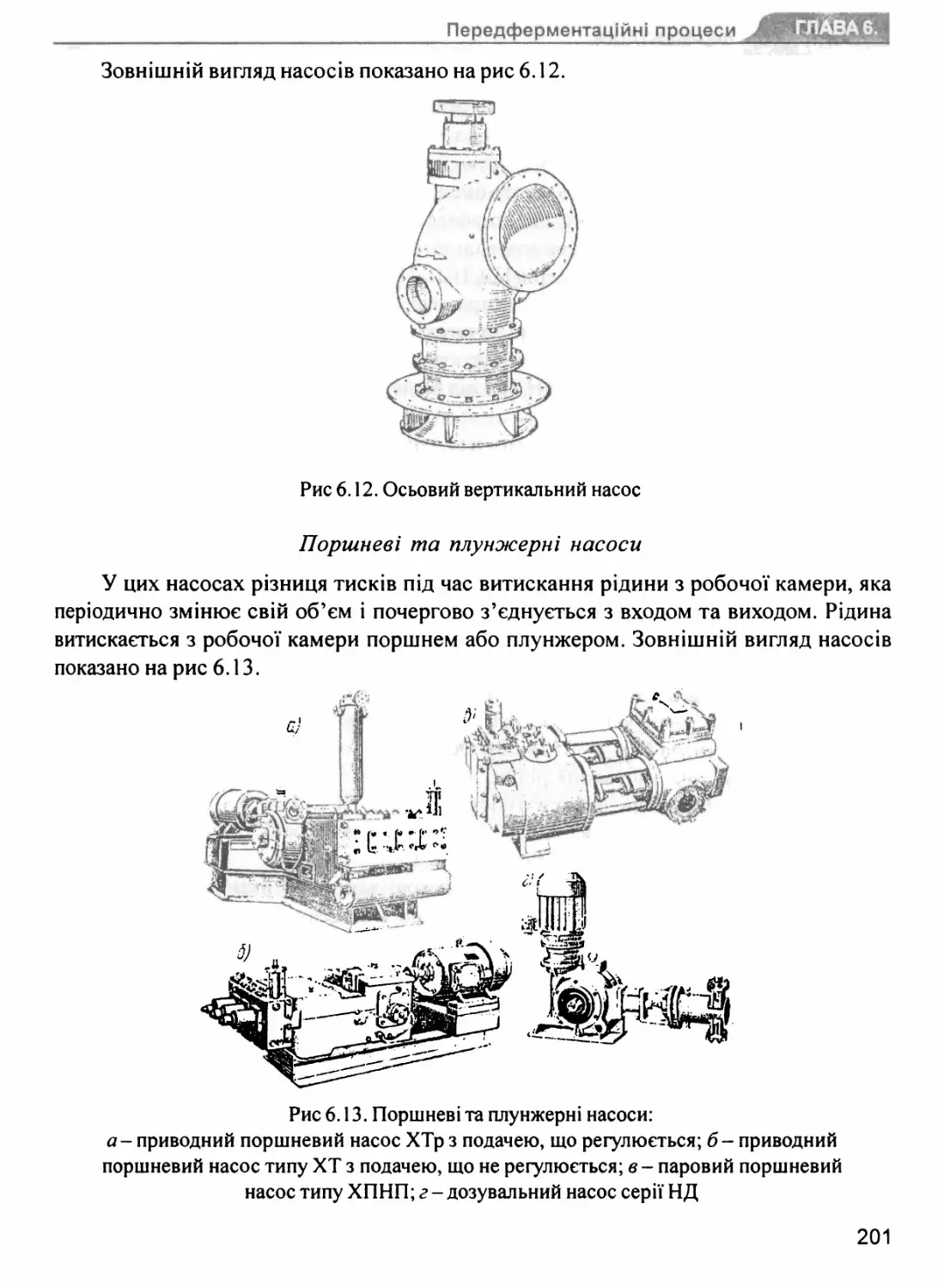
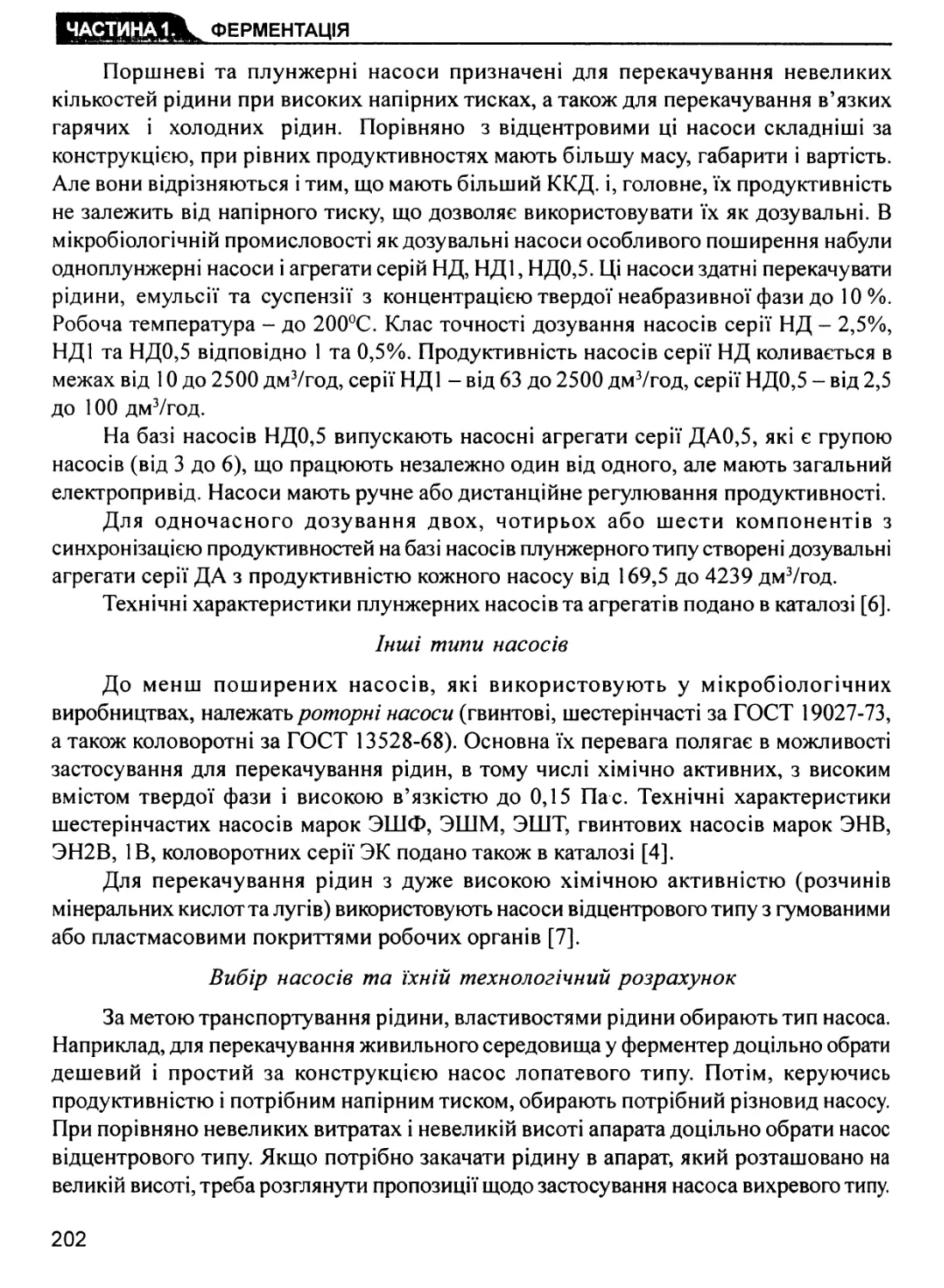
6.1.5.Транспортування рідких матеріалів 197
6.2. Стерилізаційні процедури 203
6.2.1. Стерилізація поживних середовищ 203
6.2.1.1. Періодична стерилізація 206
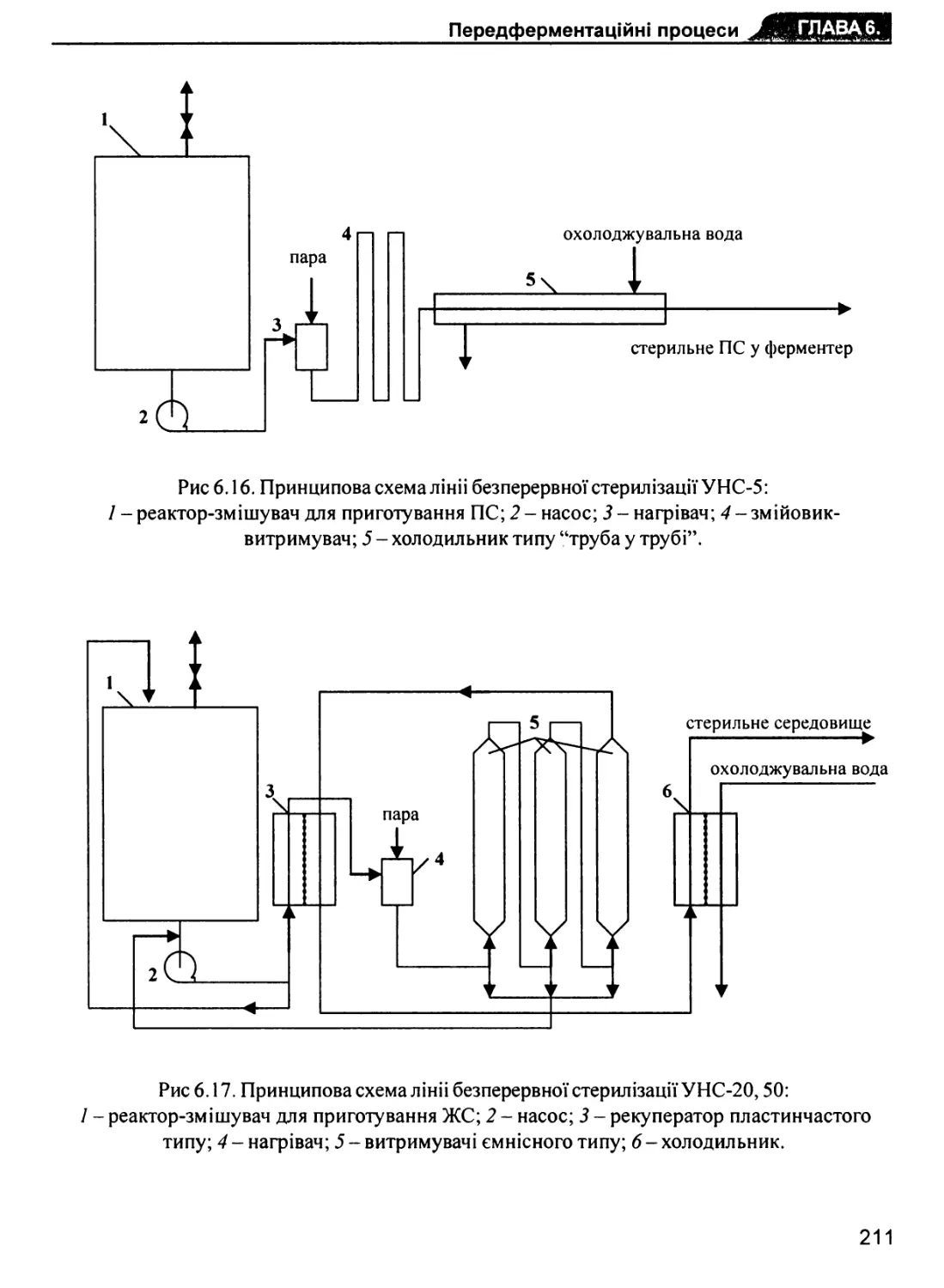
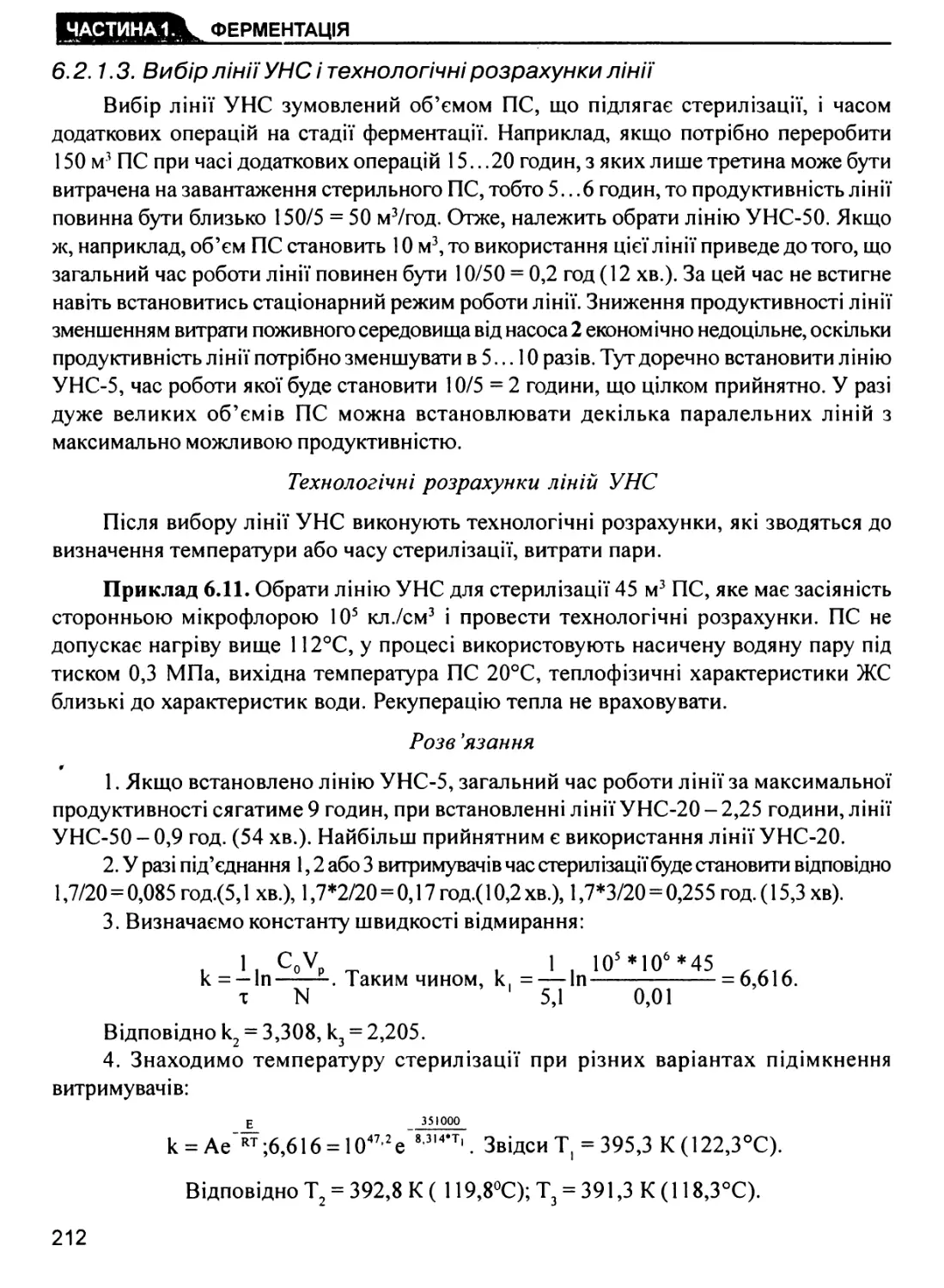
6.2.1.2. Безперервна стерилізація 209
6.2.1.3. Вибір лінії УHC і технологічні розрахунки лінії 212
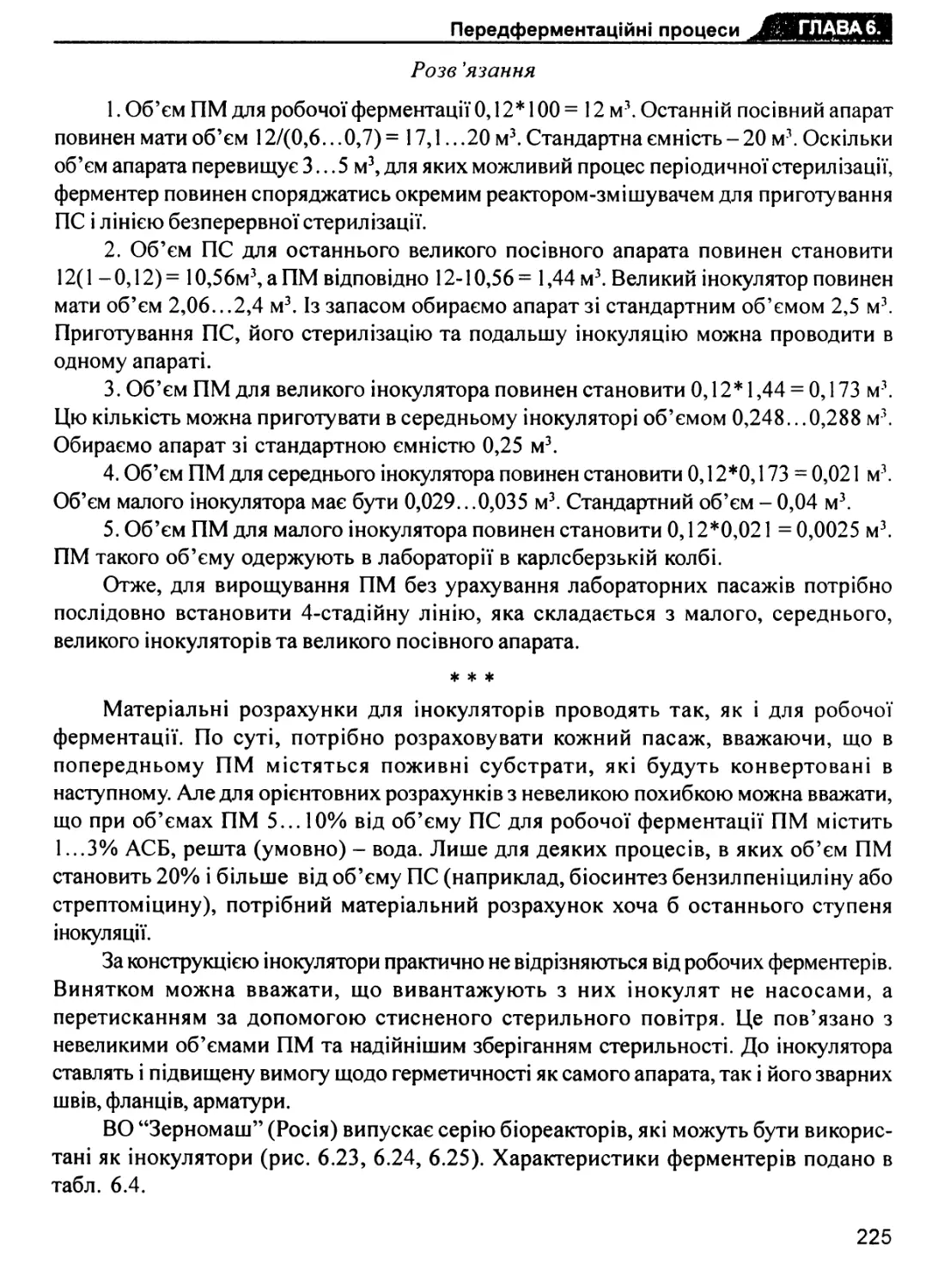
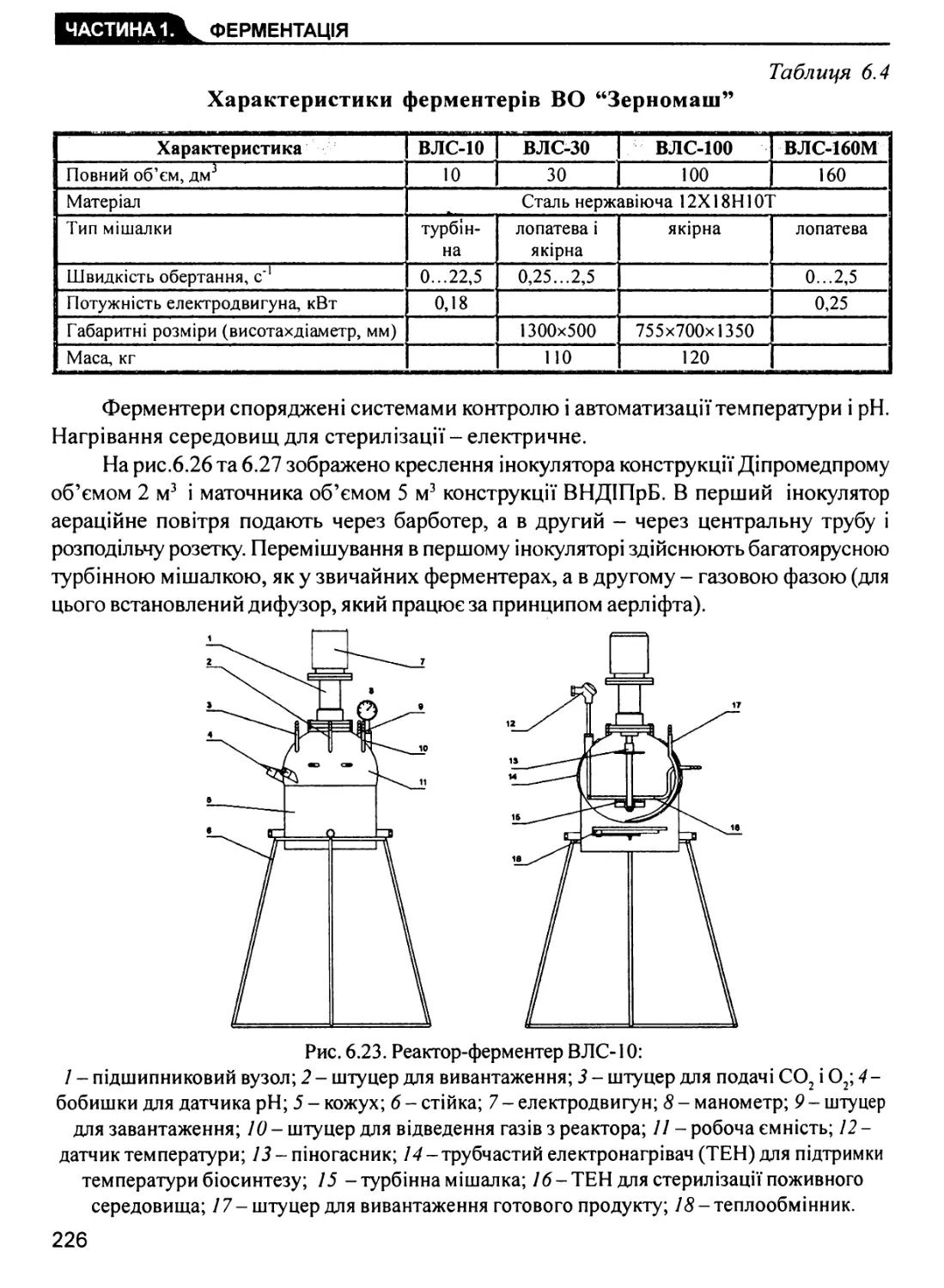
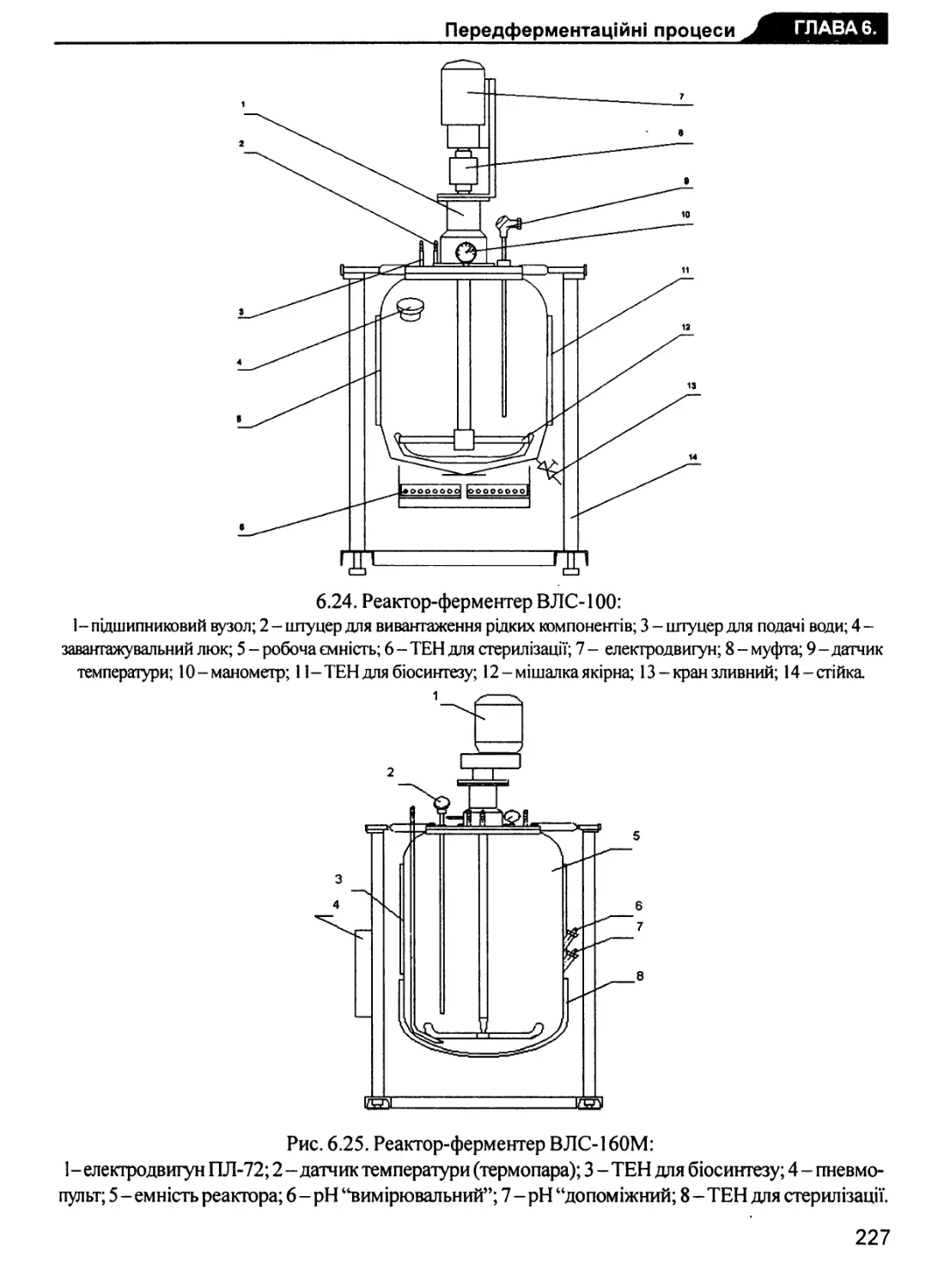
6.2.2. Стерилізація аераційного повітря 216
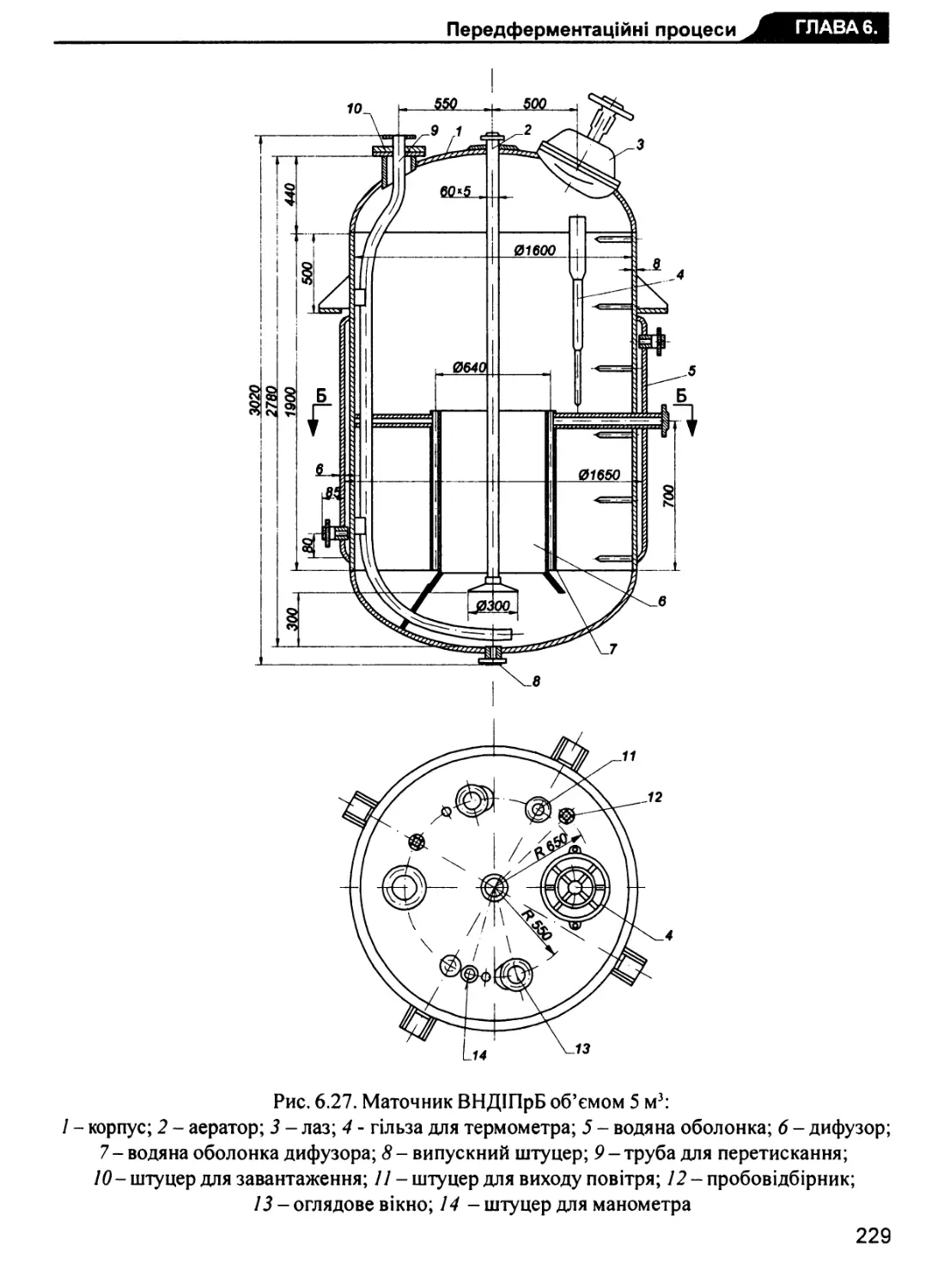
6.3. Вирощування посівного матеріалу 223
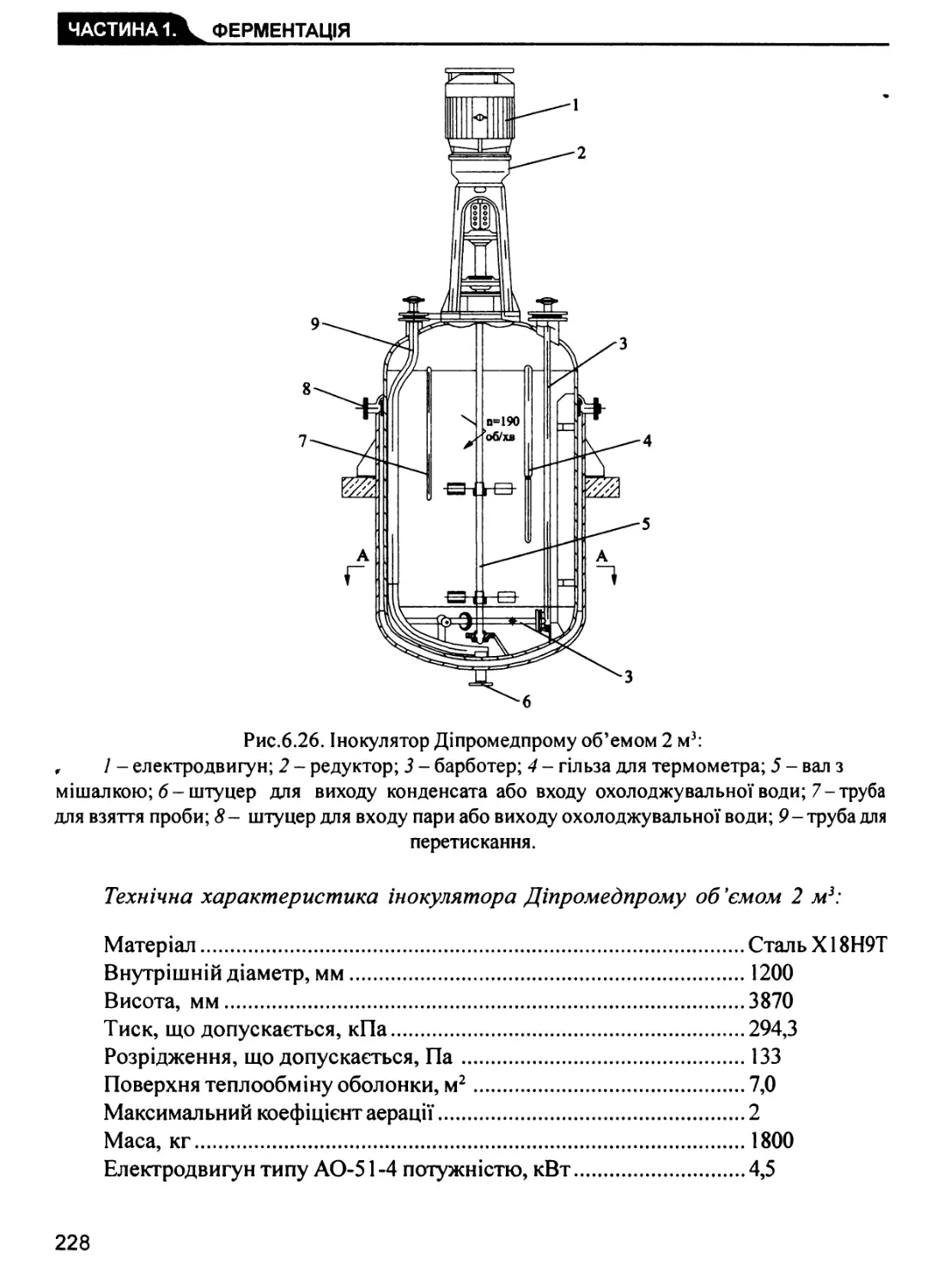
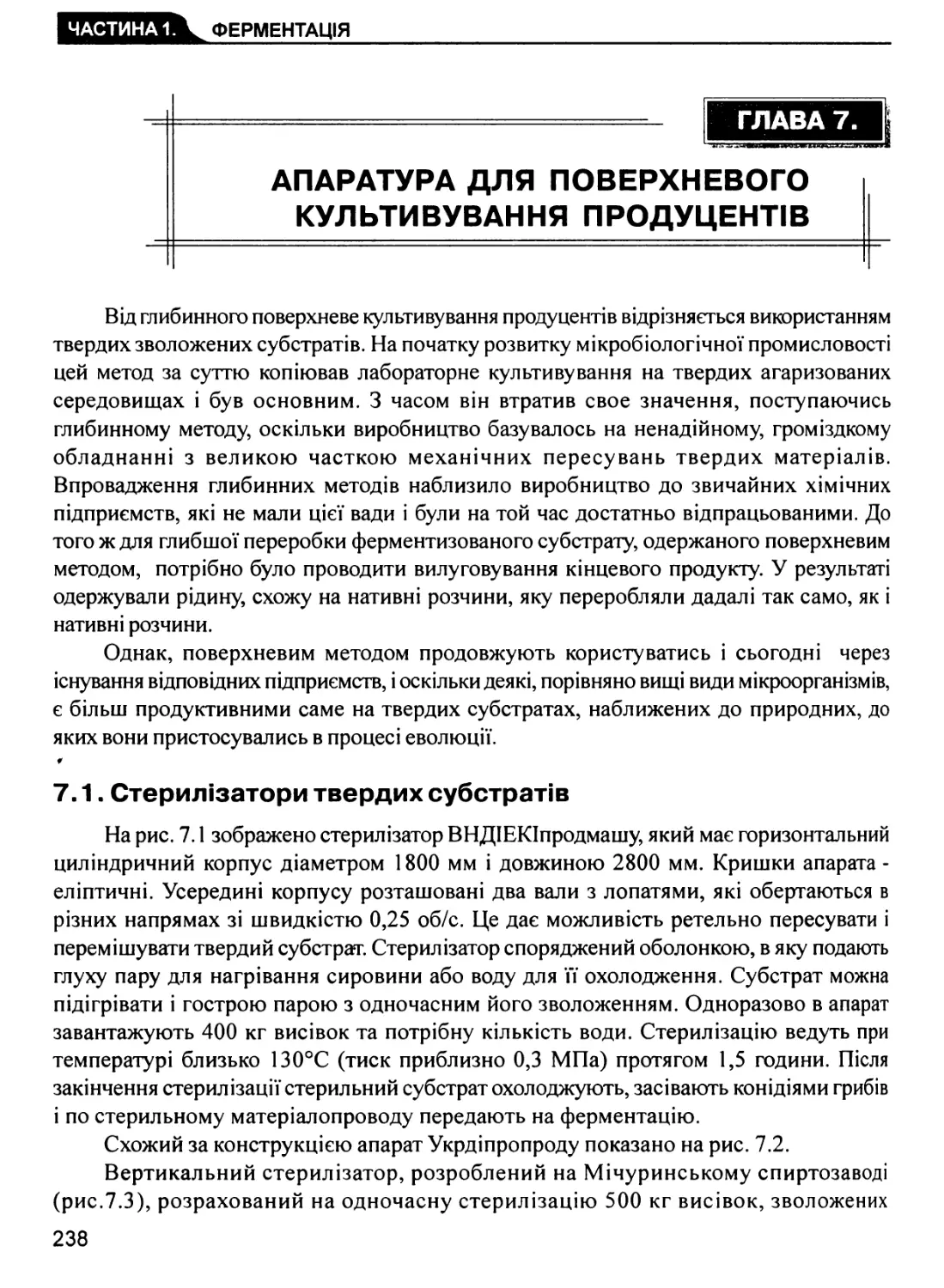
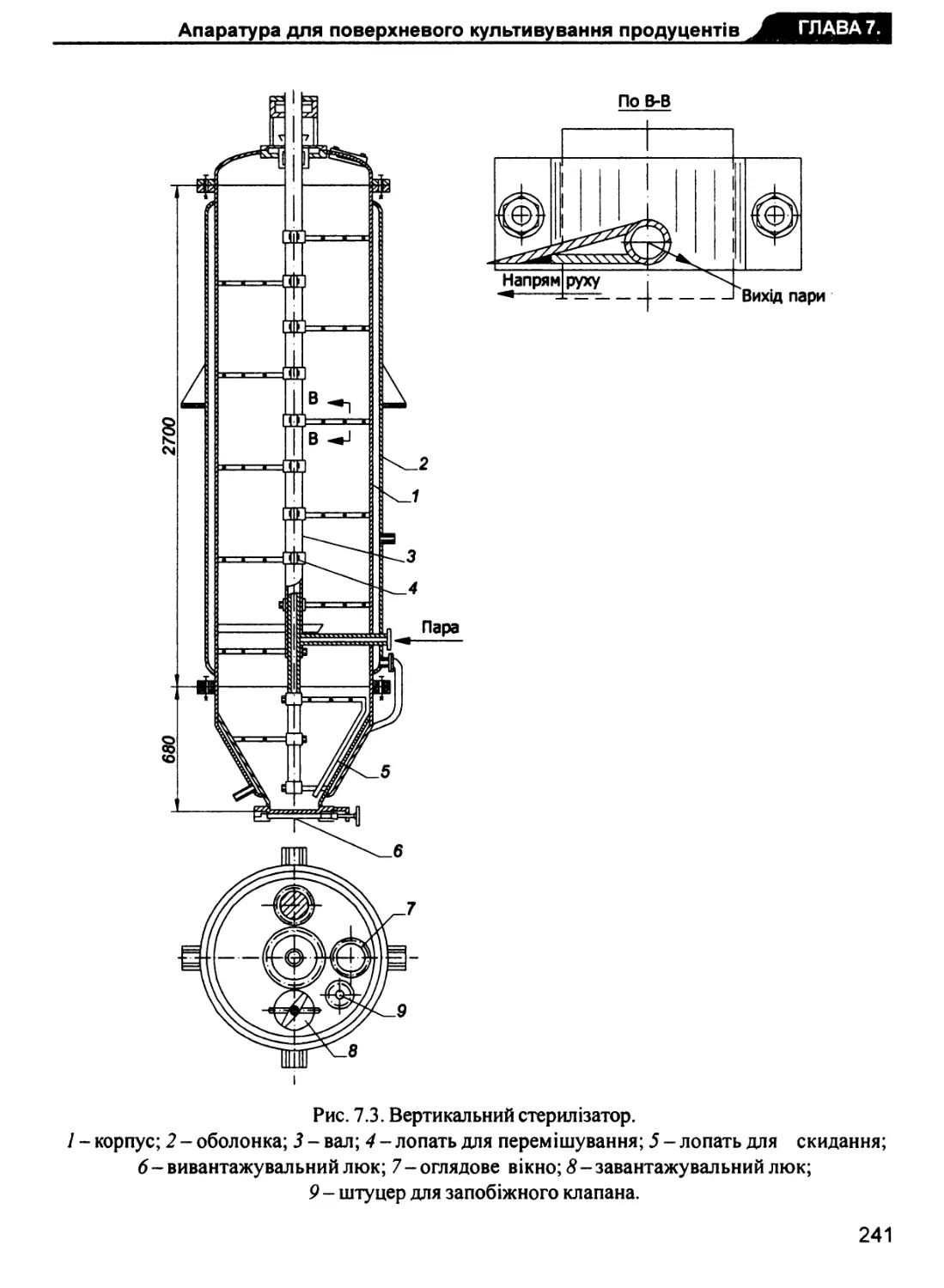
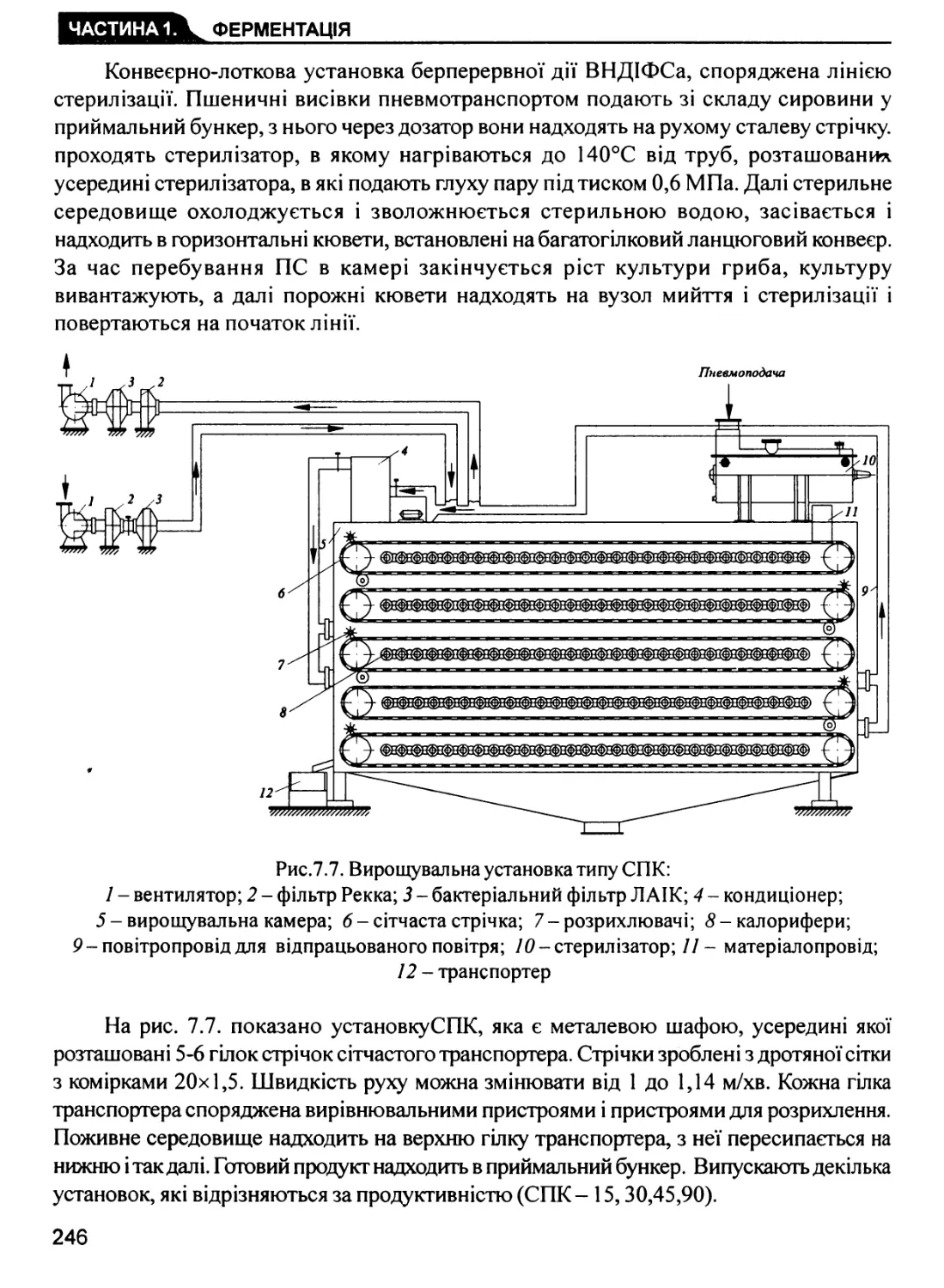
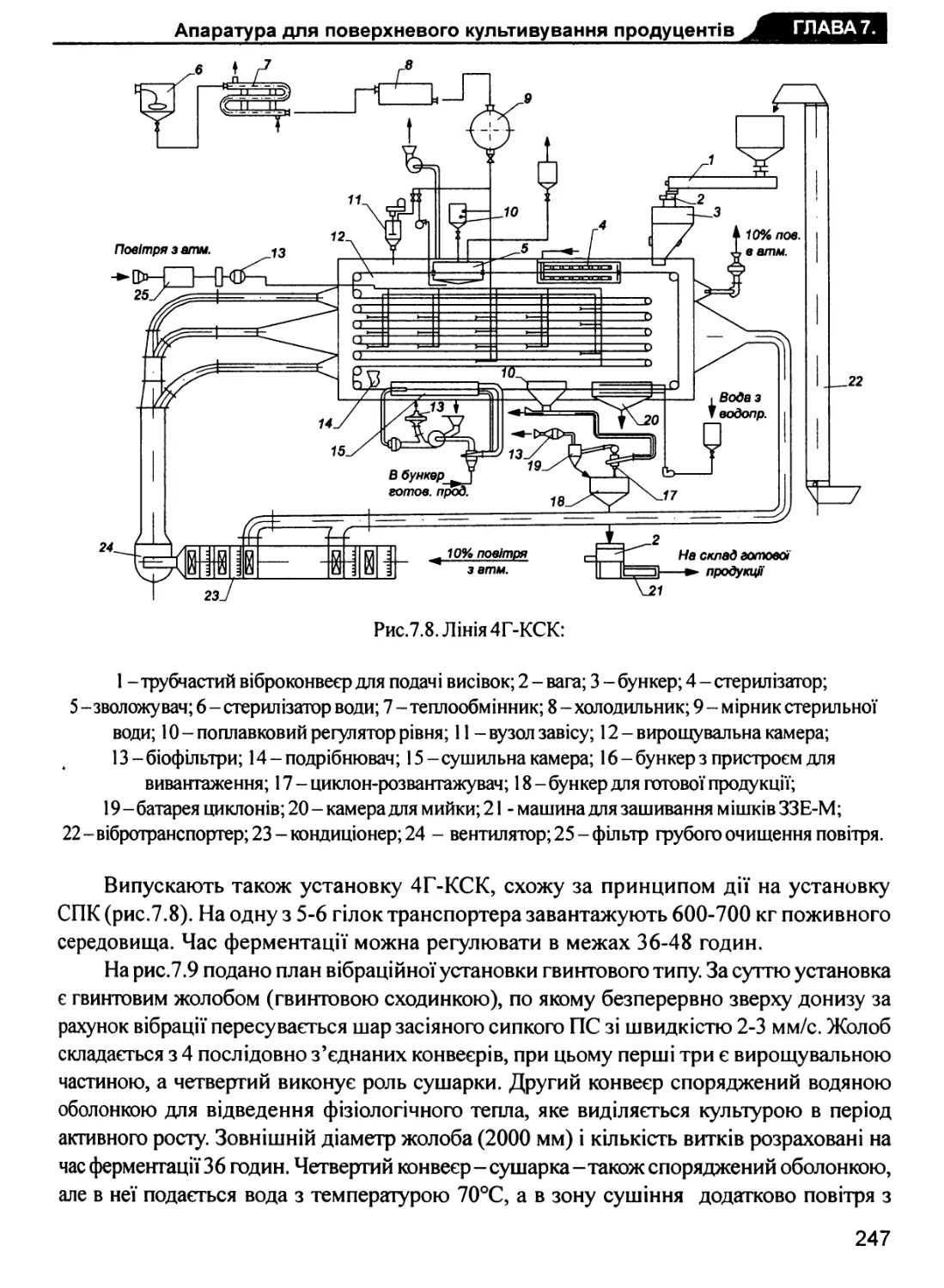
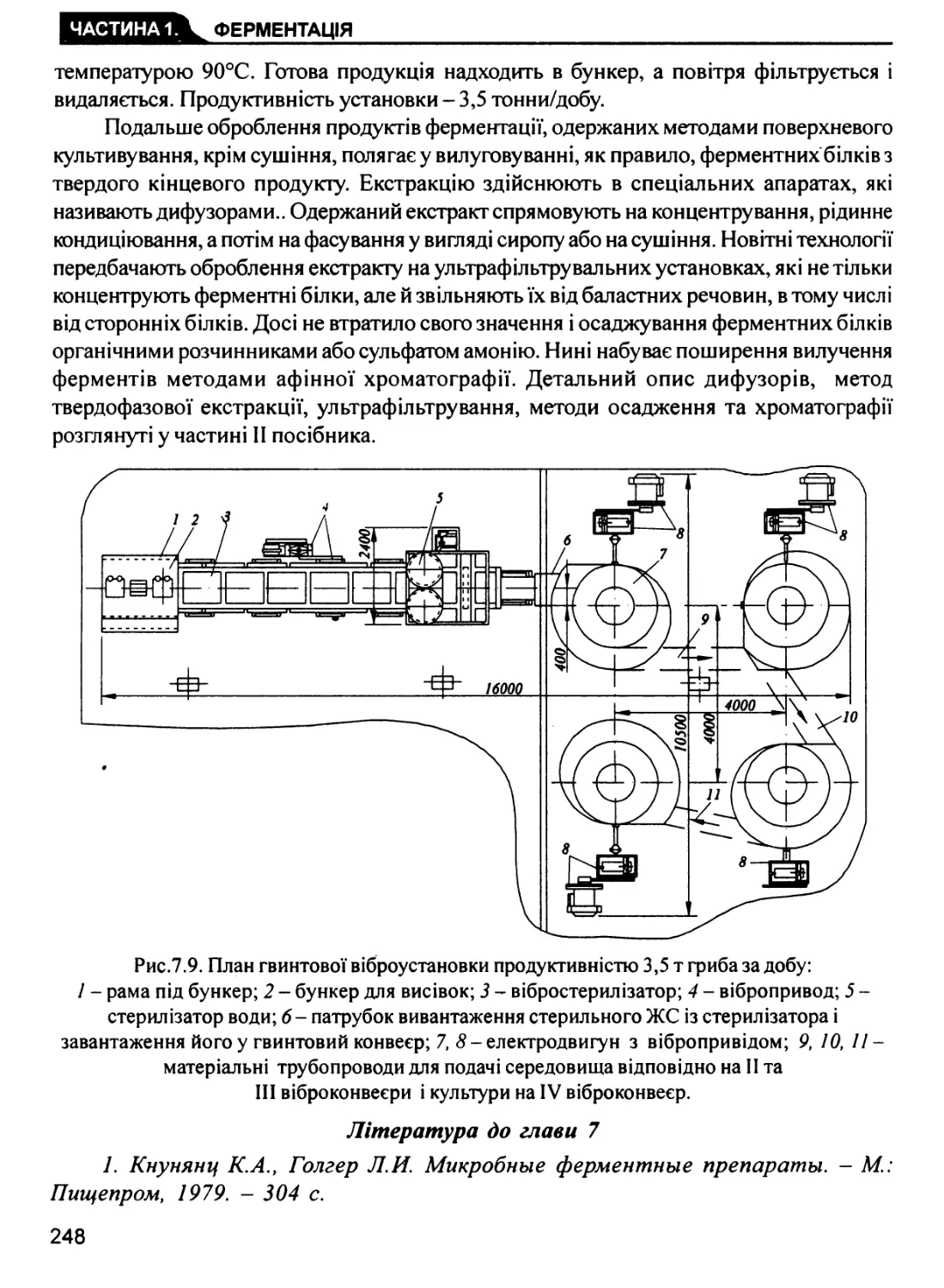
ГЛАВА 7. АПАРАТУРА ДЛЯ ПОВЕРХНЕВОГО КУЛЬТИВУВАННЯ
ПРОДУЦЕНТІВ 238
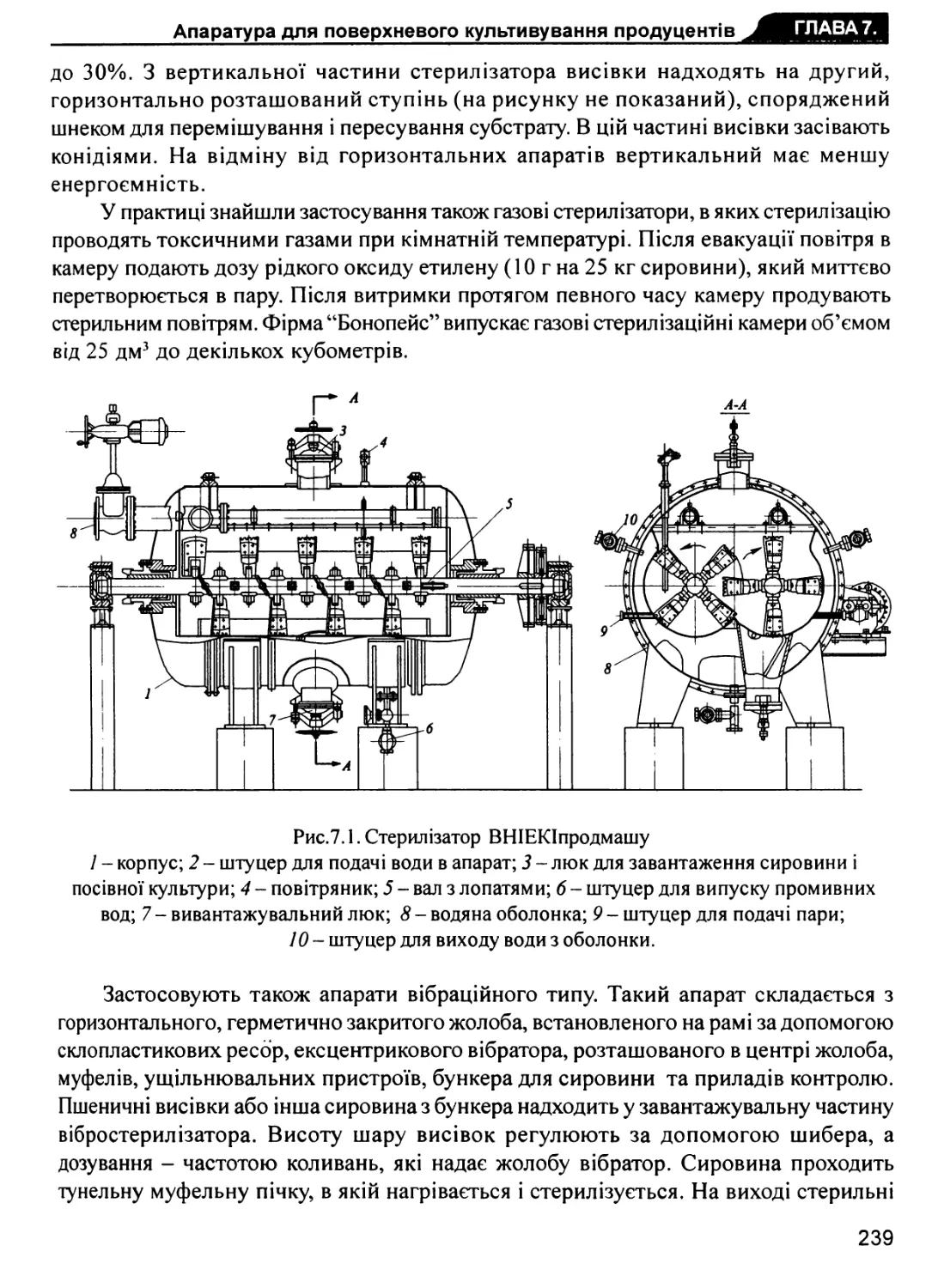
7.1. Стерилізатори твердих субстратів 238
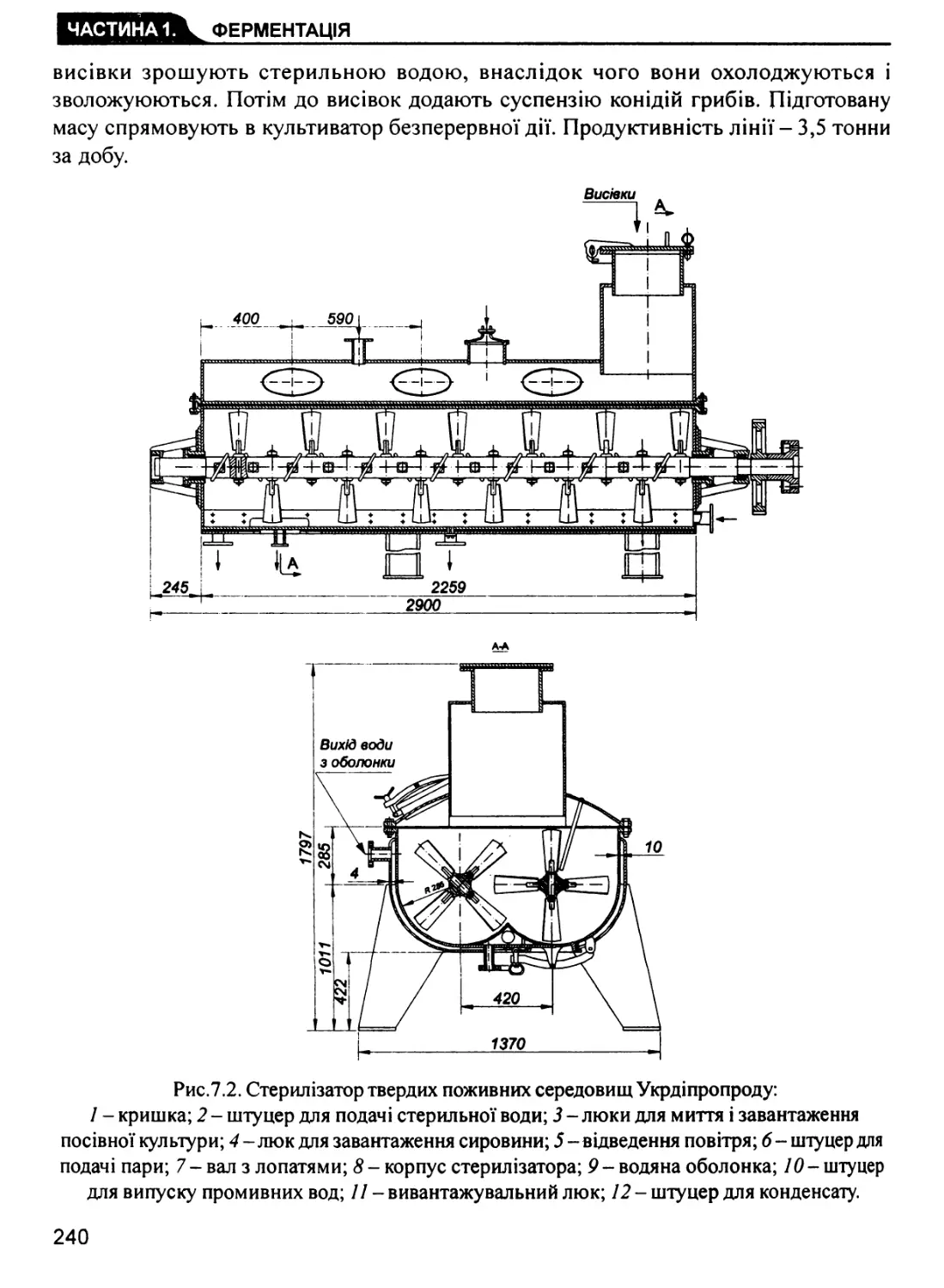
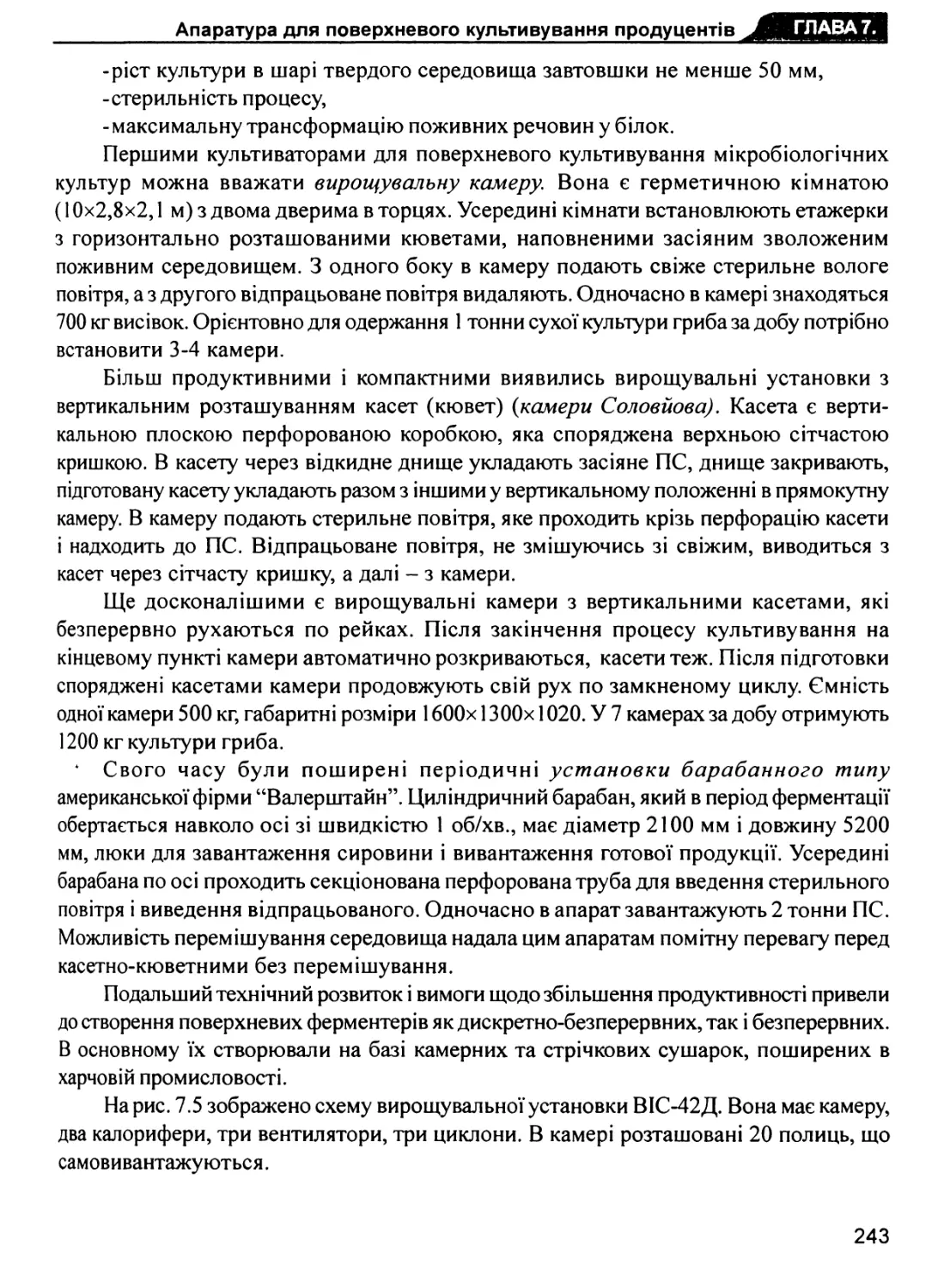
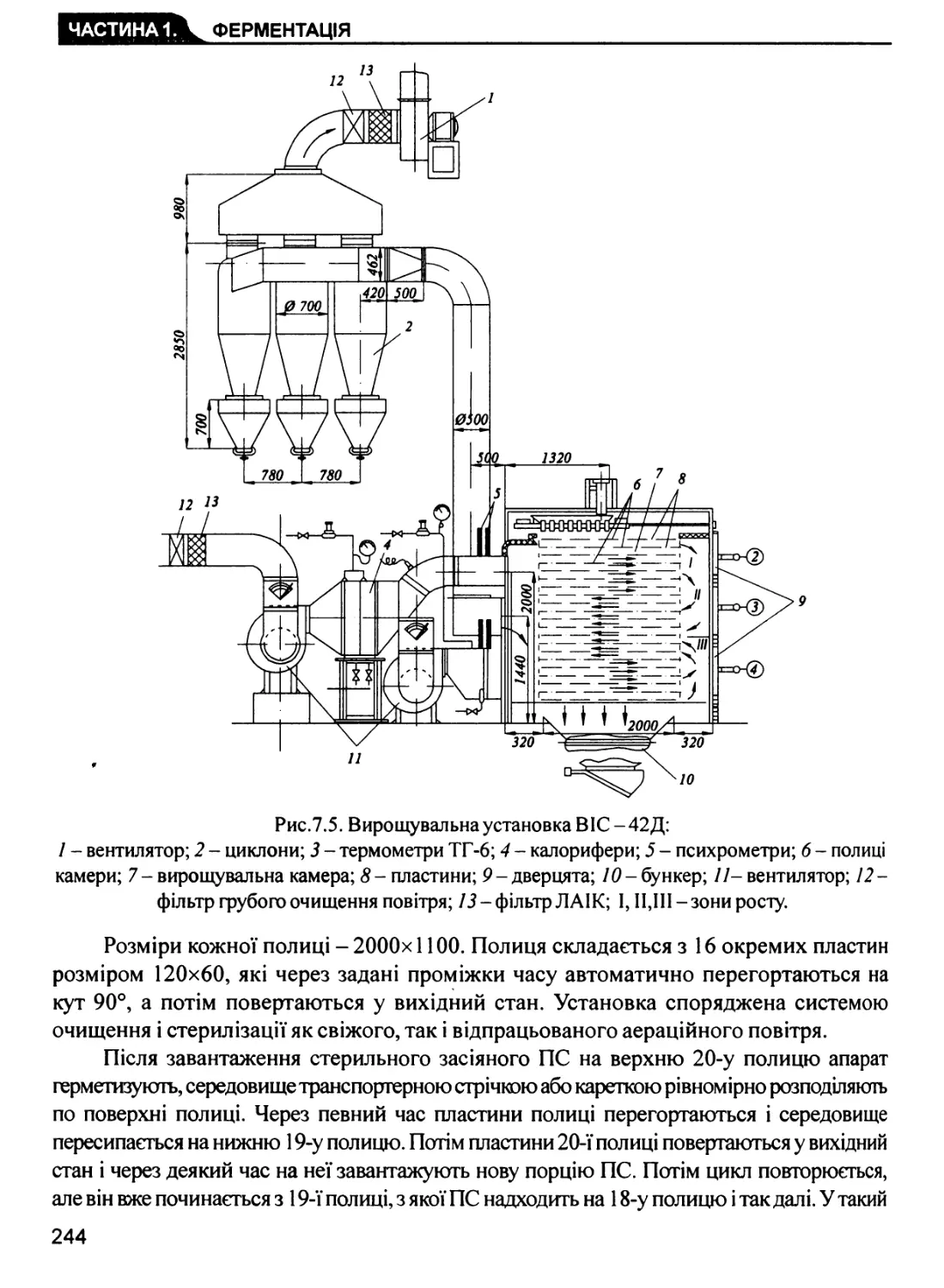
7.2. Ферментери для поверхневого культивування 242
4
ЧАСТИНА II. ОБРОБКА КУЛЬТУРНИХ РІДИН 249
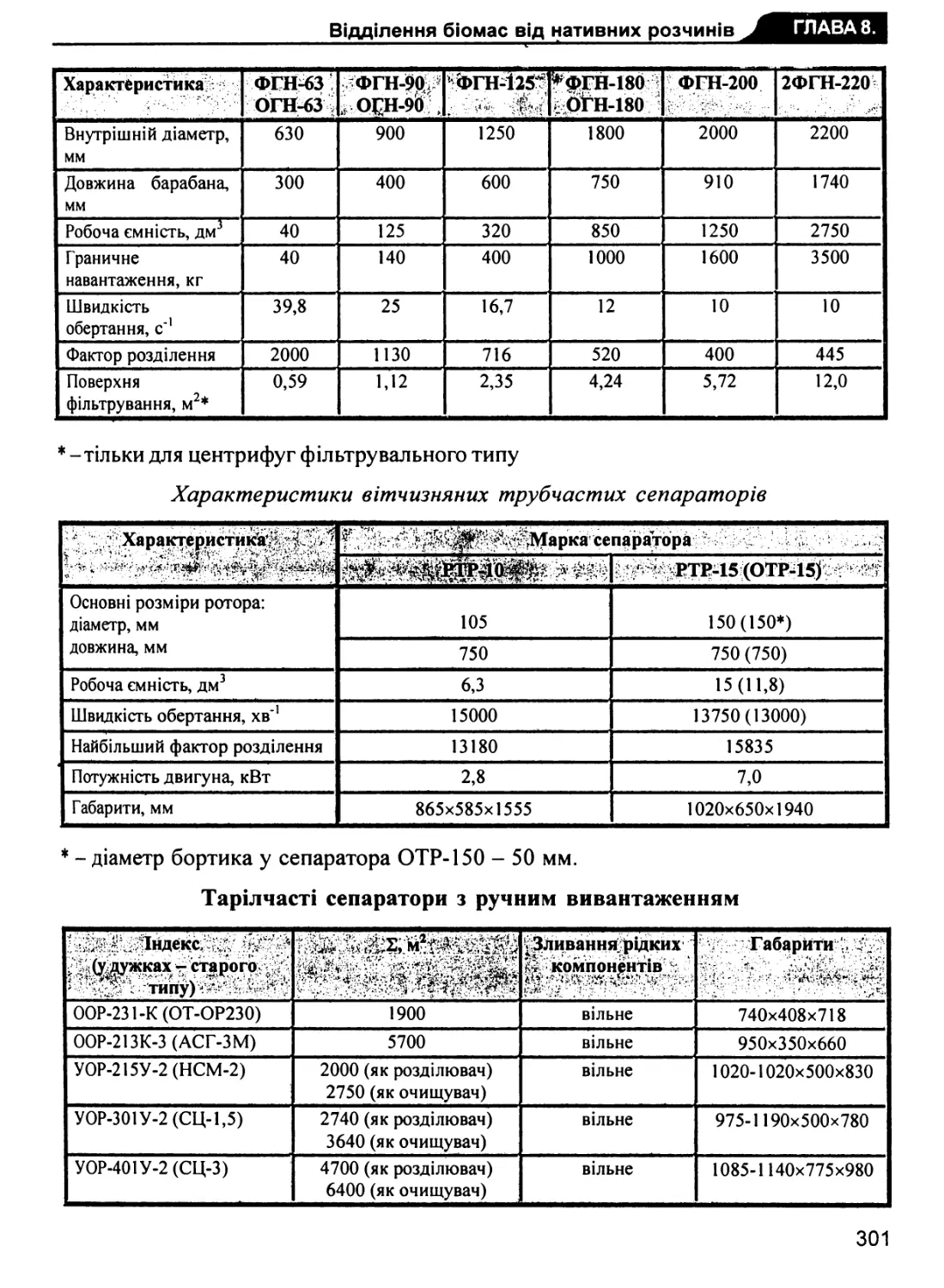
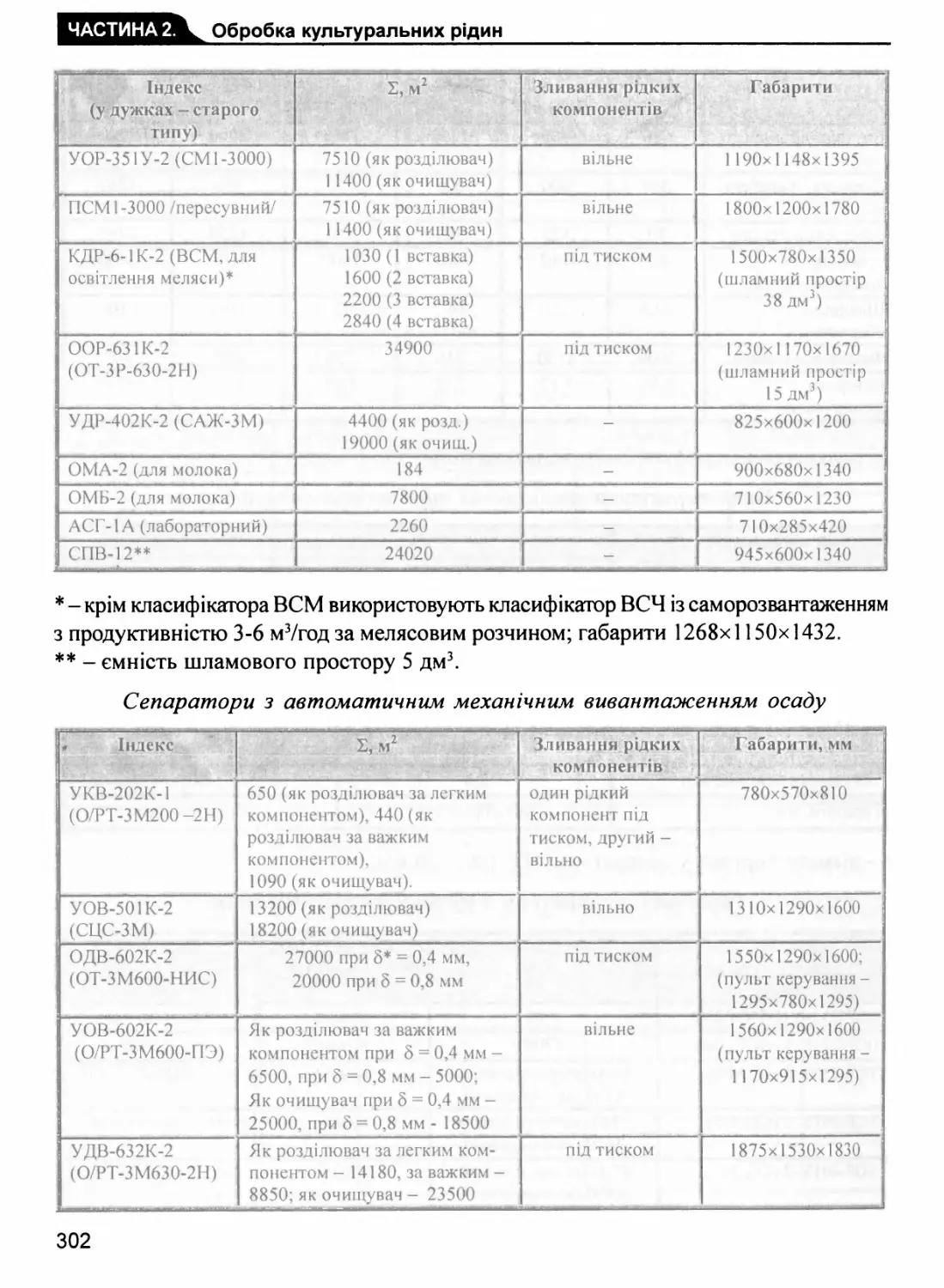
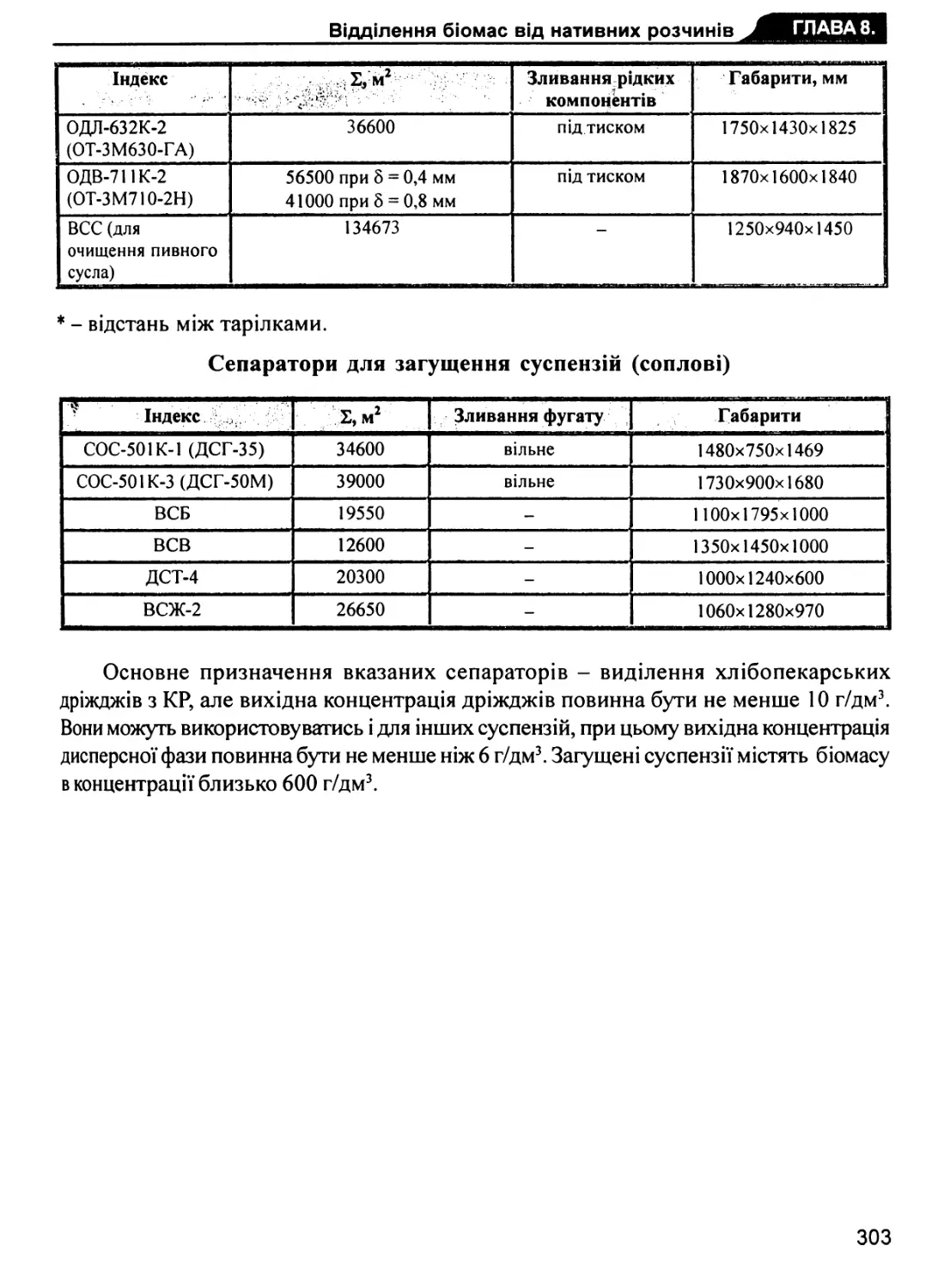
ГЛАВА 8. ВІДДІЛЕННЯ БІОМАС ВІД НАТИВНИХ РОЗЧИНІВ 249
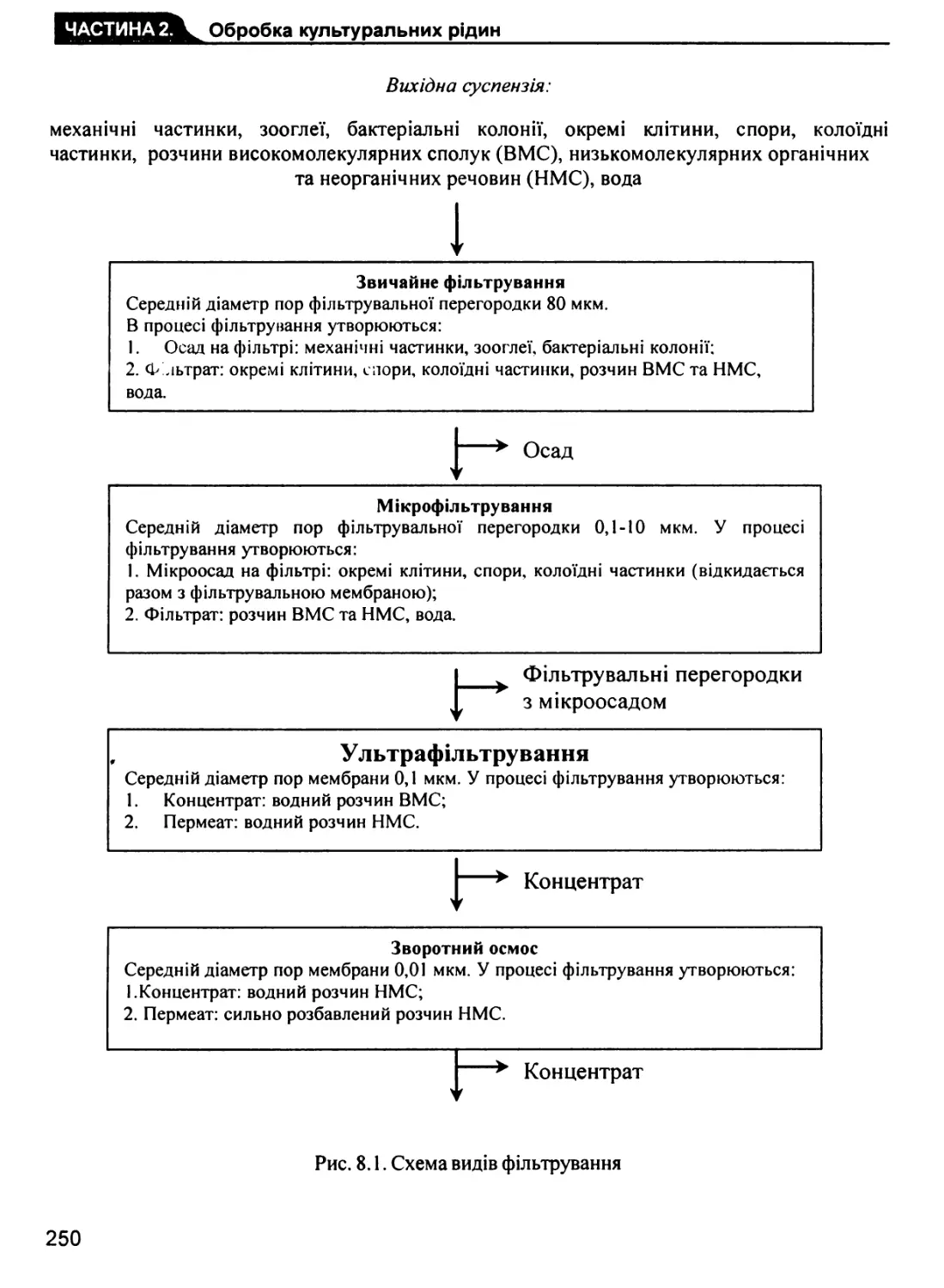
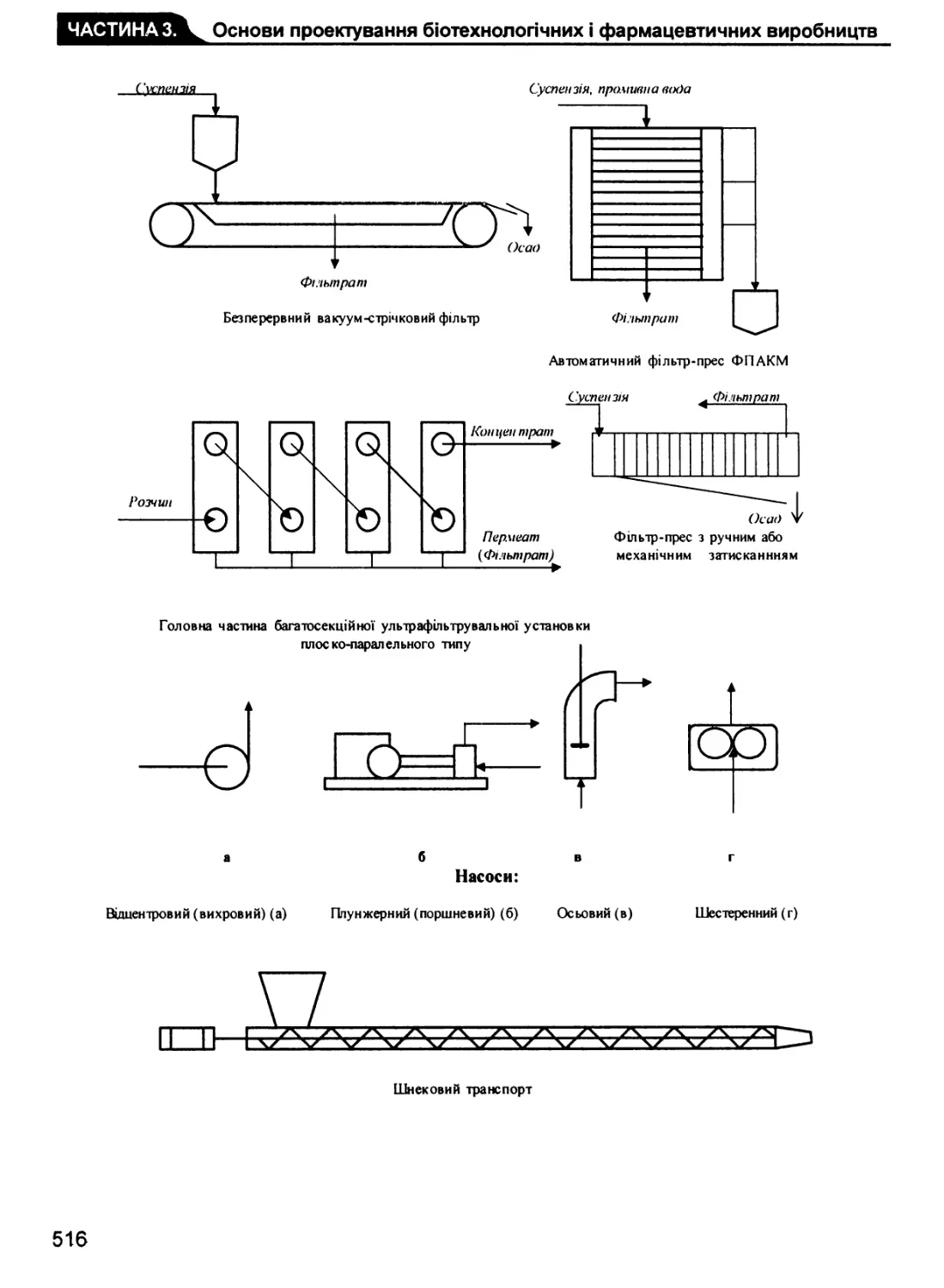
8.1. Фільтрування 249
8.1.1. Звичайне фільтрування 249
8.1.2. Оптимізація процесу фільтрування 255
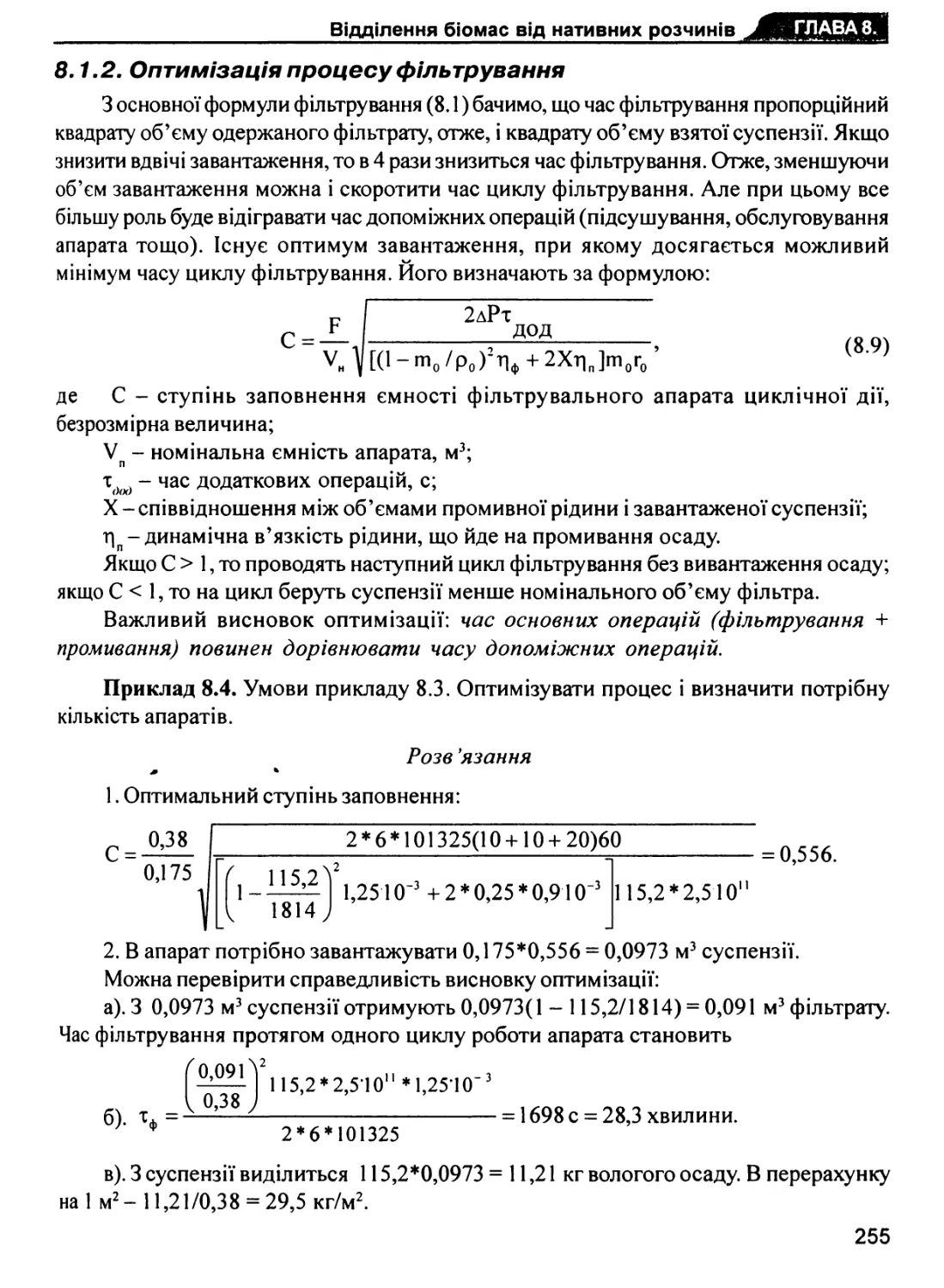
8.1.3. Конструкції ємнісних фільтрувальних апаратів циклічної дії 256
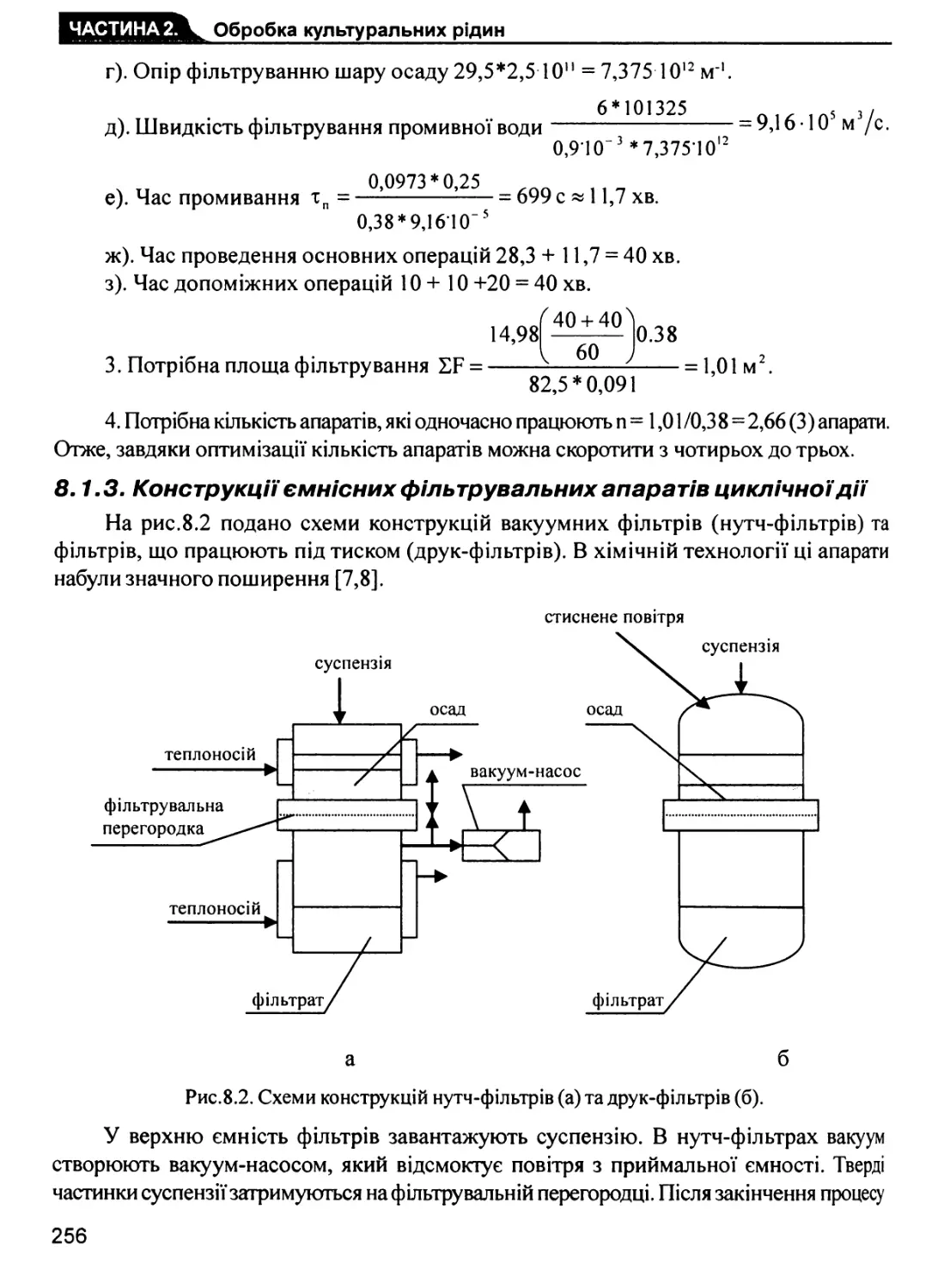
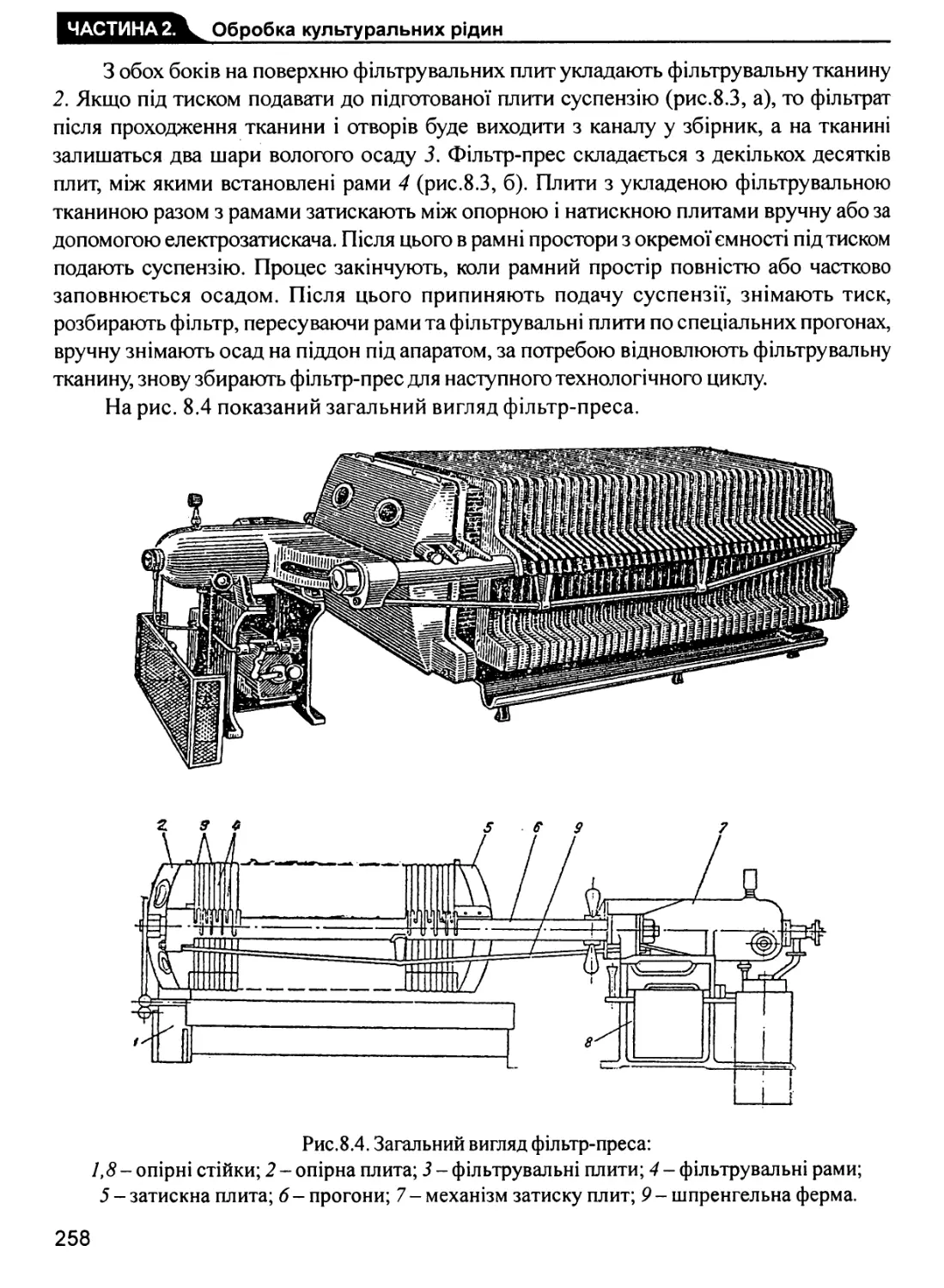
8.1.4. Фільтр-преси з ручним вивантаженням осаду 257
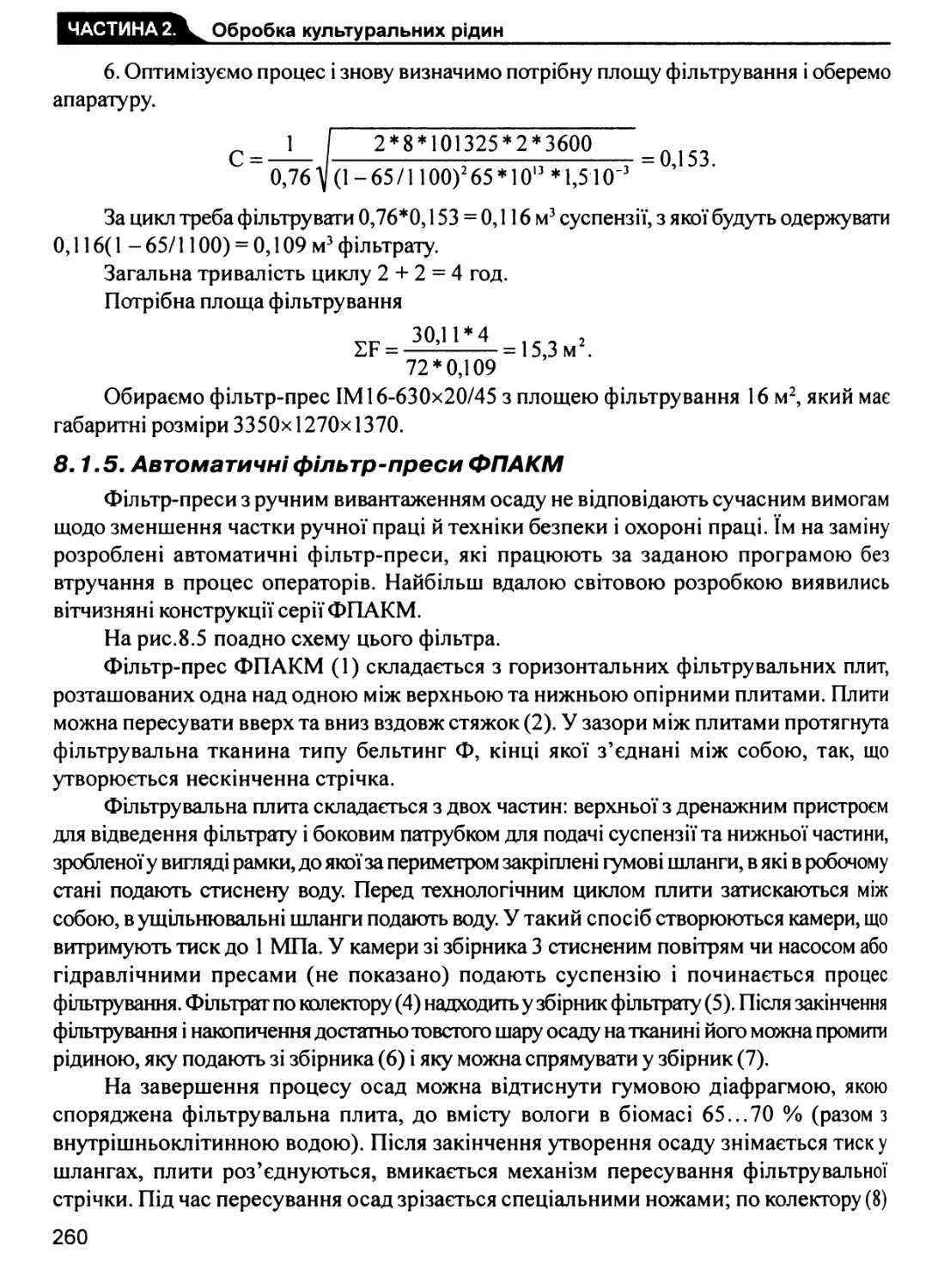
8.1.5. Автоматичні фільтр-преси ФПАКМ 260
8.1.6. Безперервне фільтрування 262
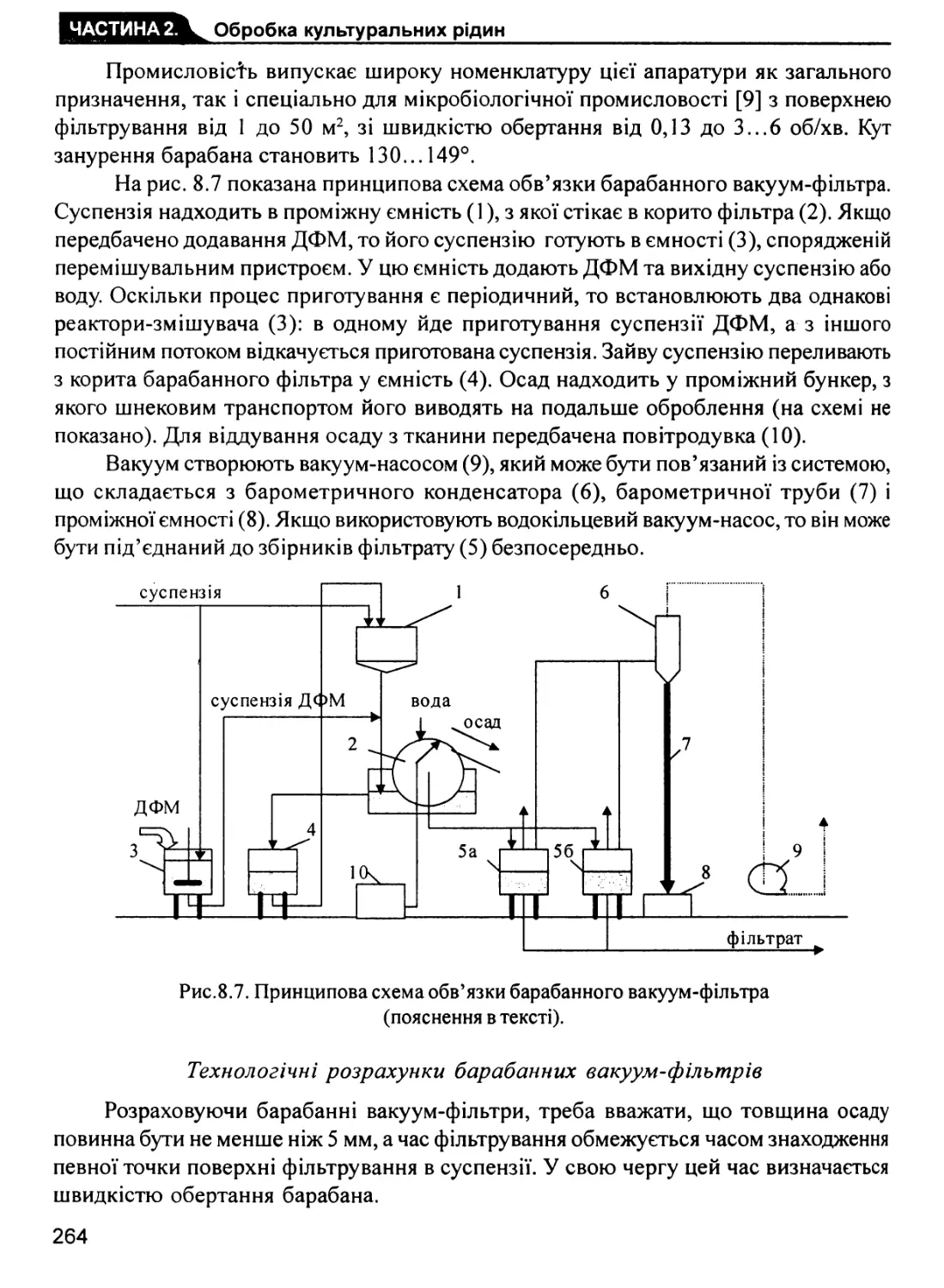
8.1.6.1. Барабанні вакуум-фільтри 263
8.1.6.2. Стрічкові вакуум-фільтри 265
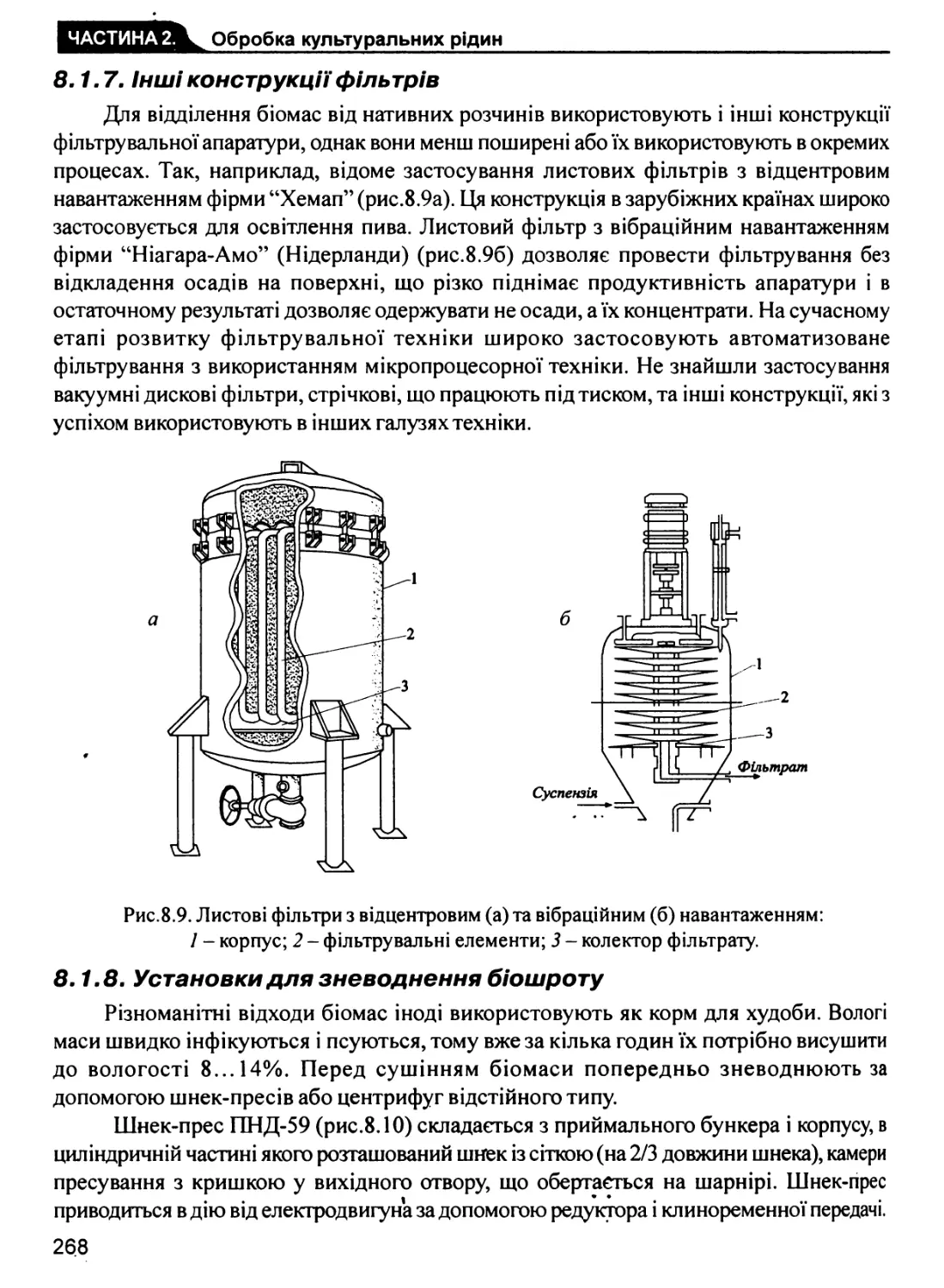
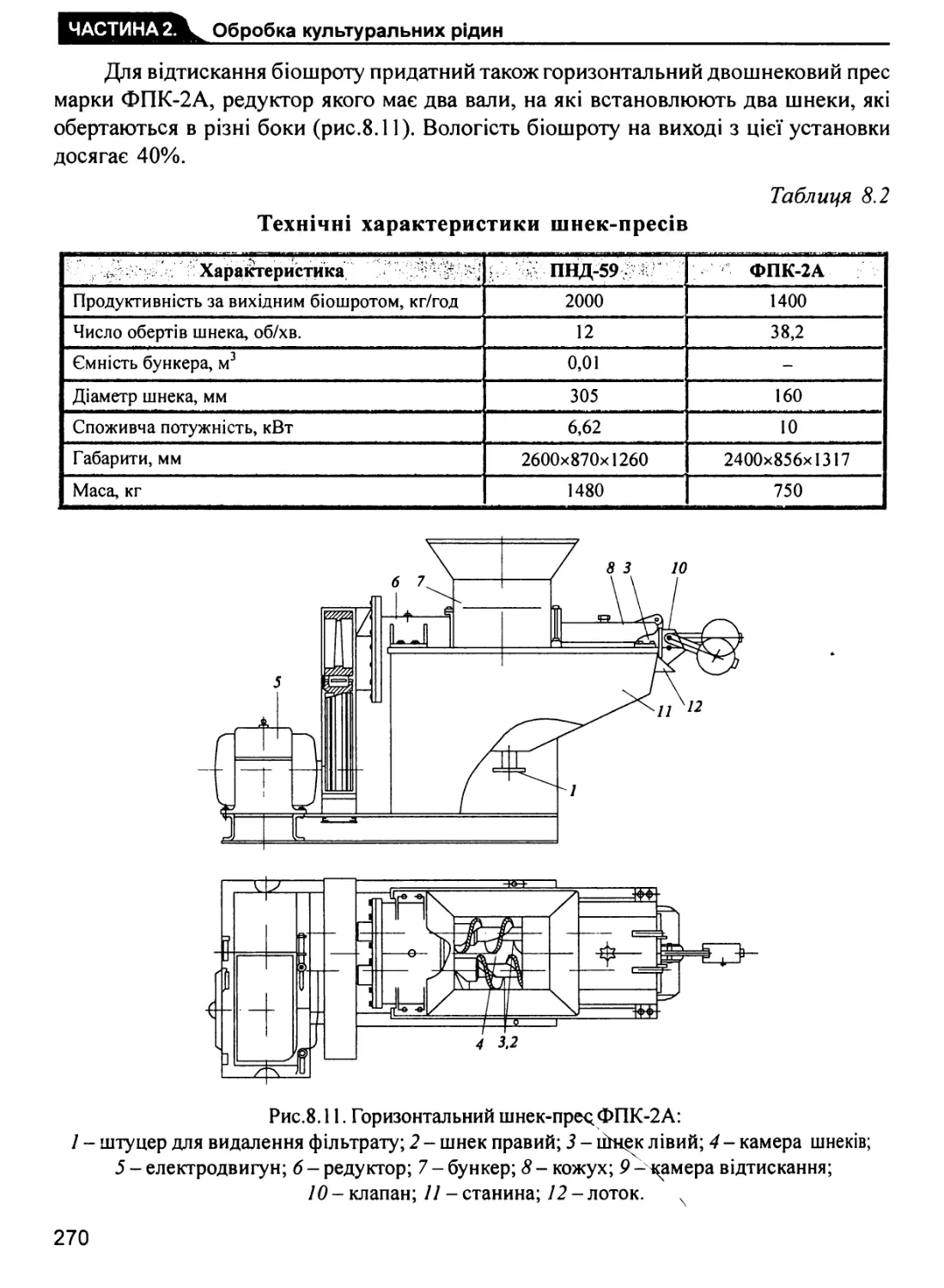
8.1.7. Інші конструкції фільтрів 268
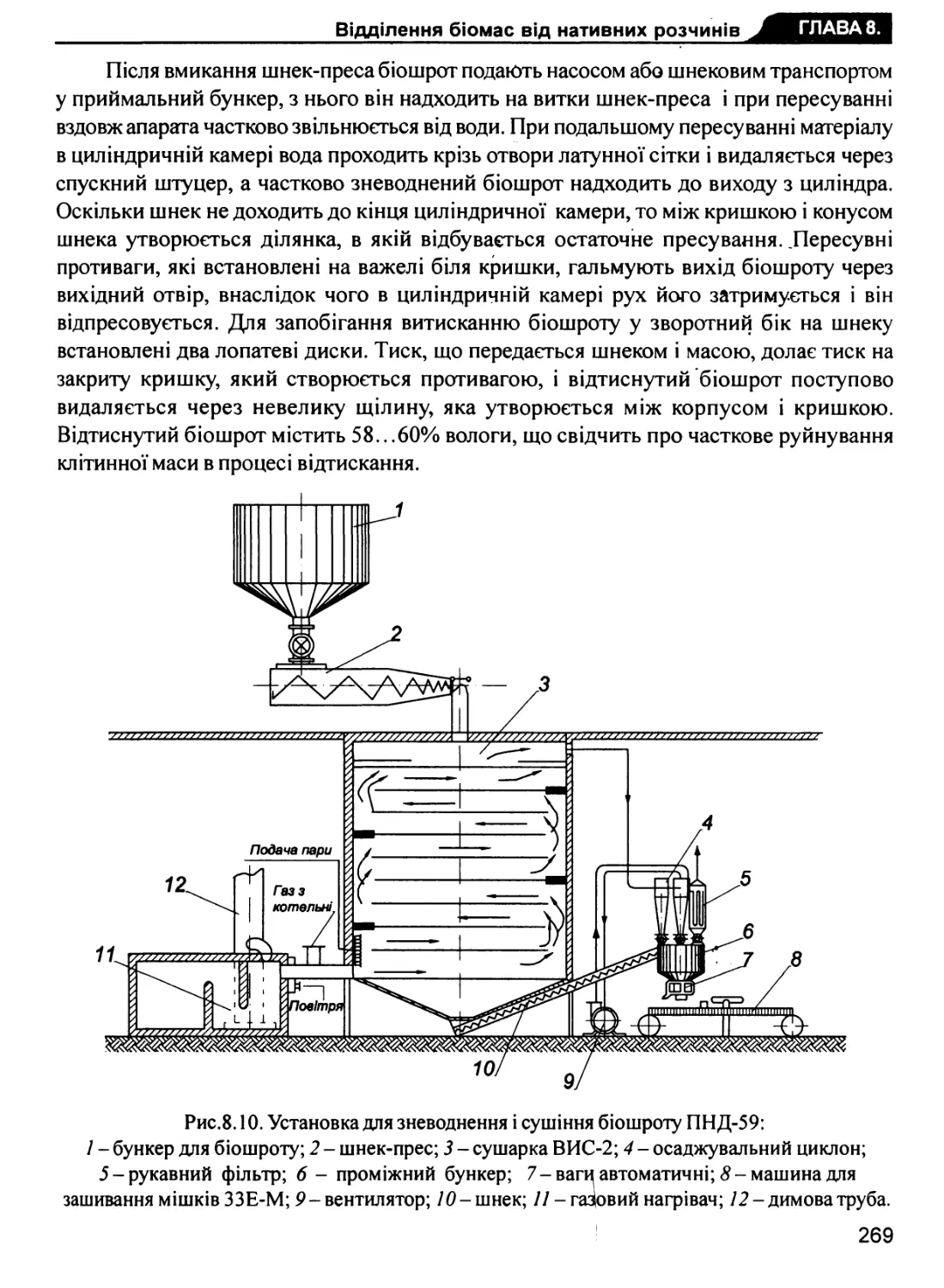
8.1.8. Установки для зневоднення біошроту 268
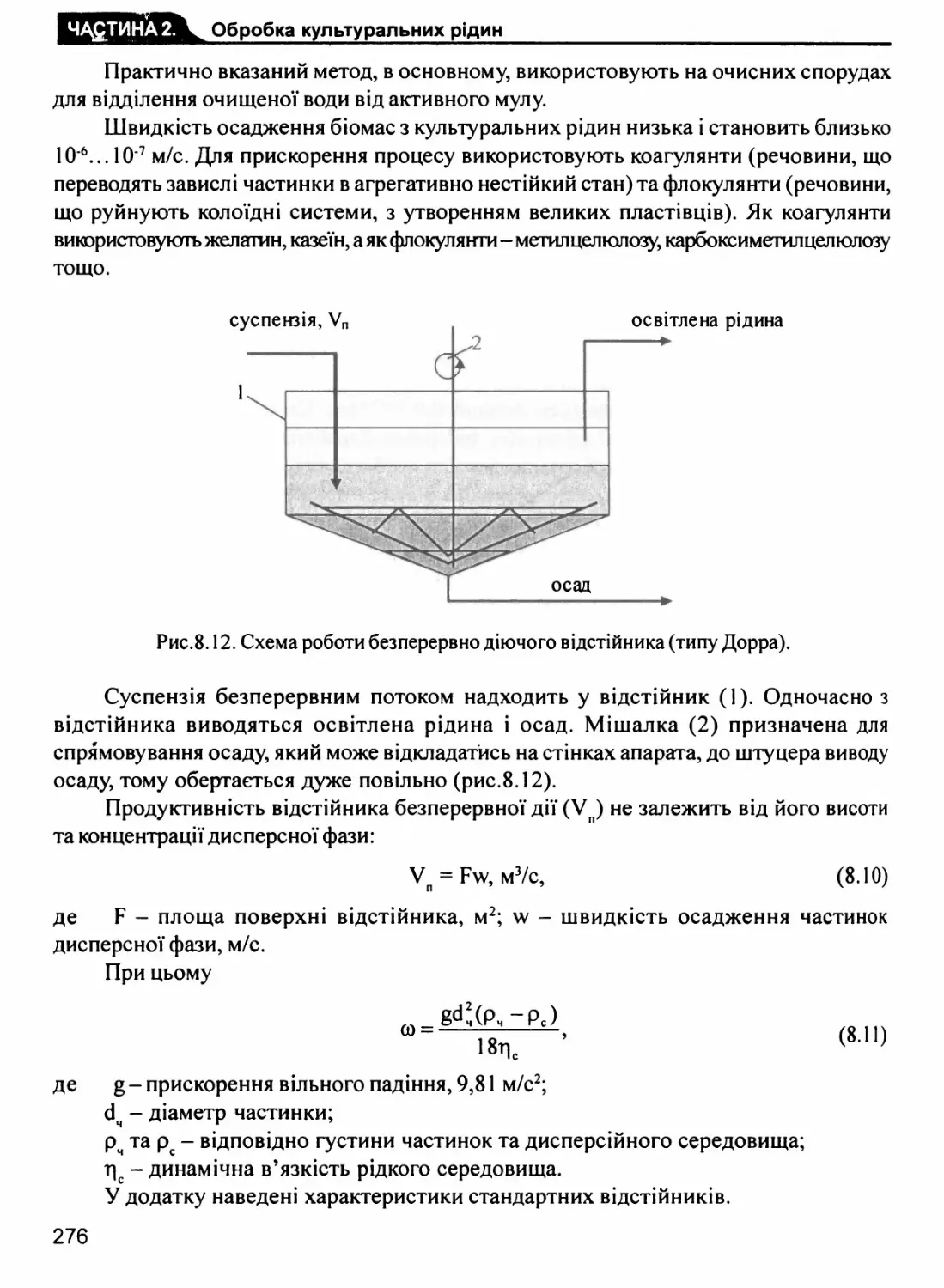
8.2. Осадження, центрифугування, сепарування культуральних рідин 275
8.2.1. Осадження 275
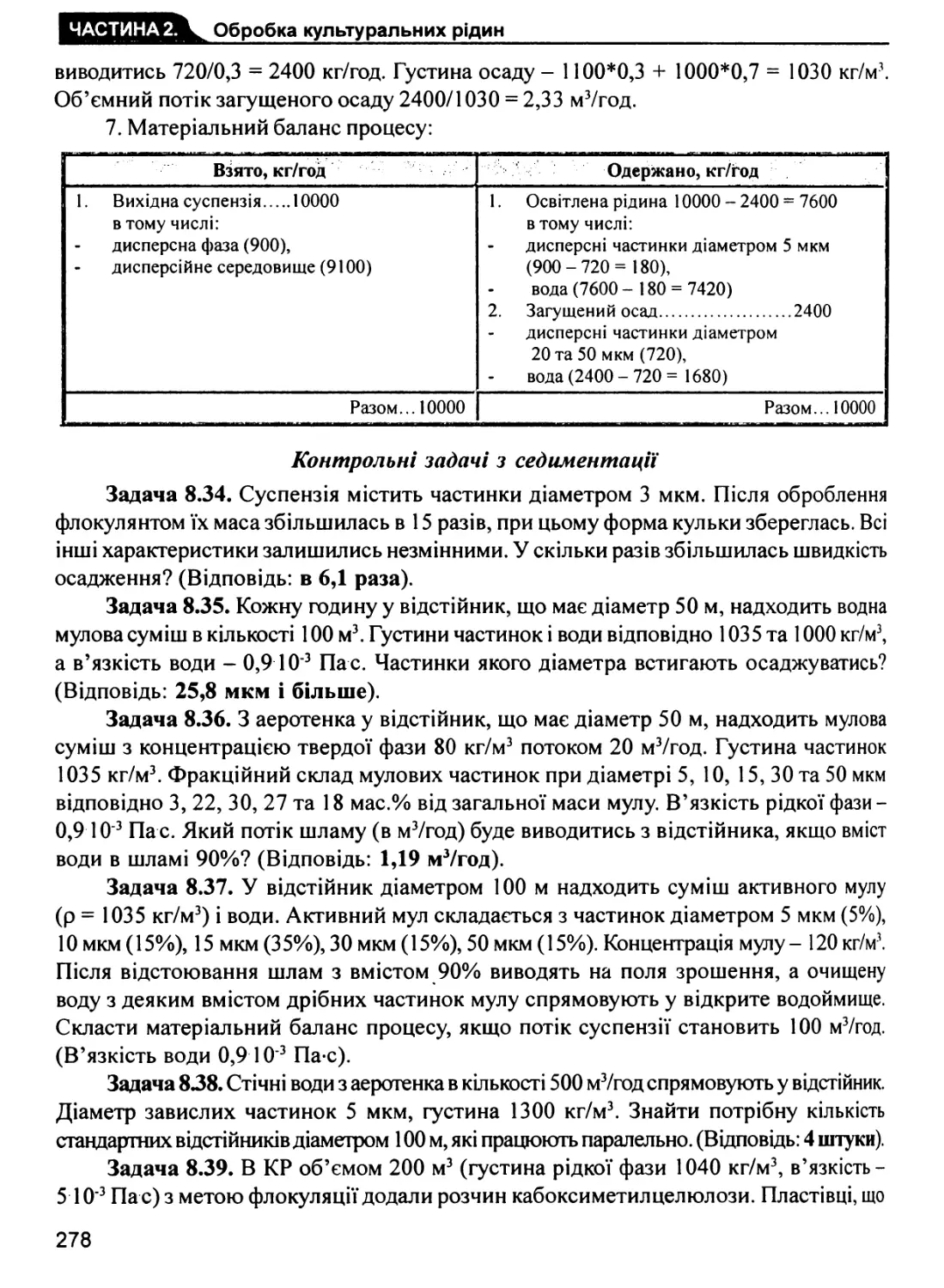
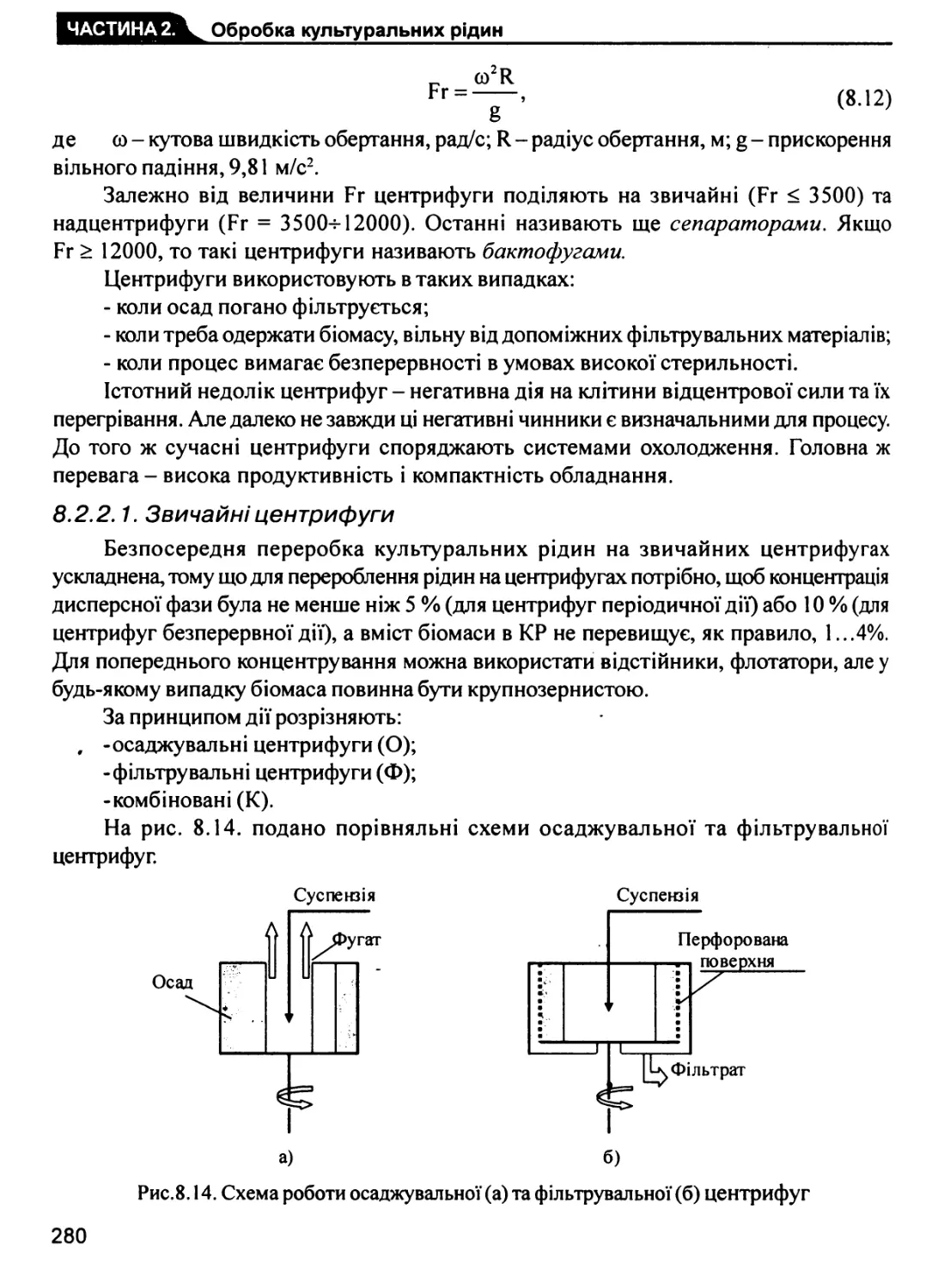
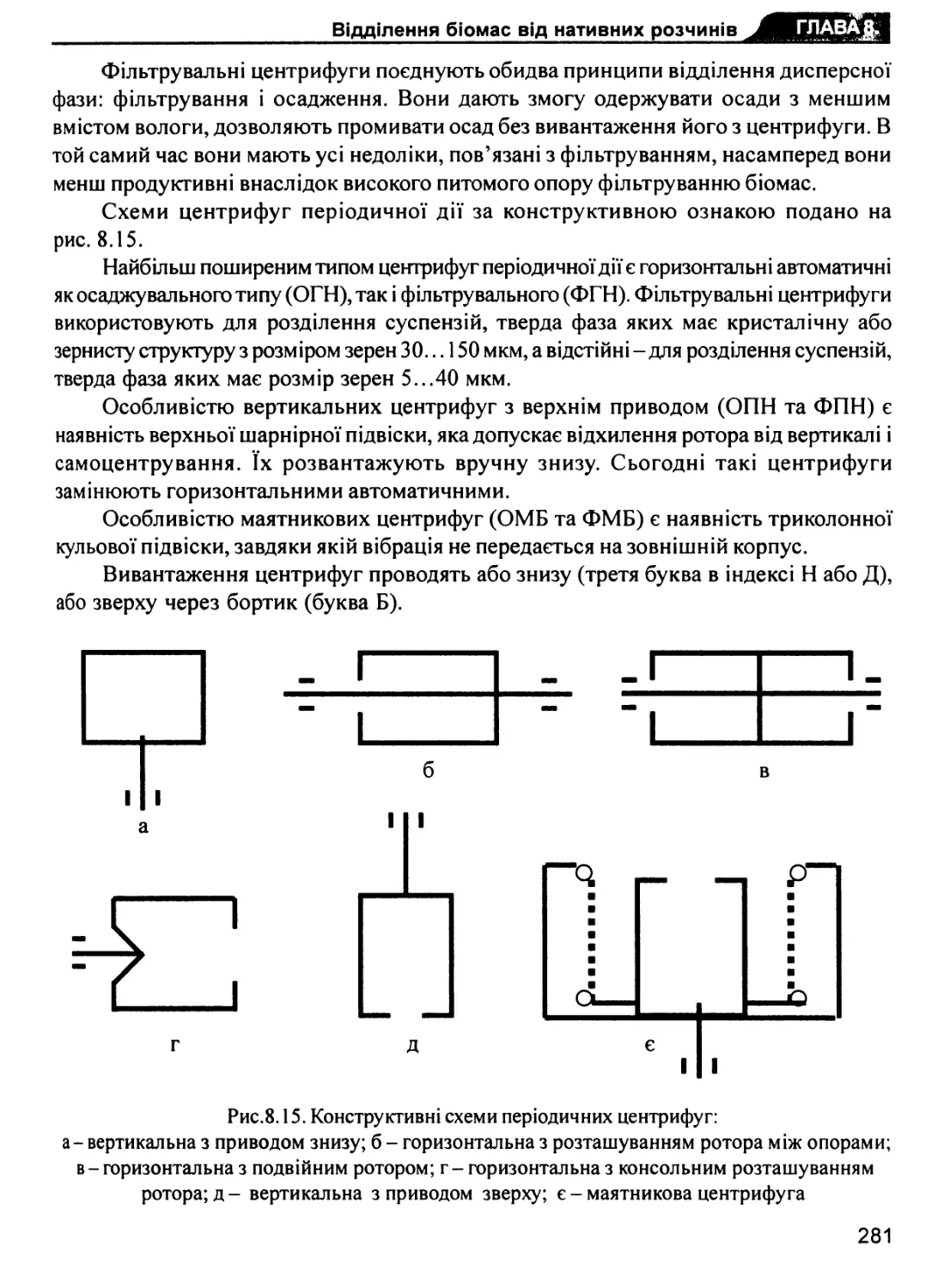
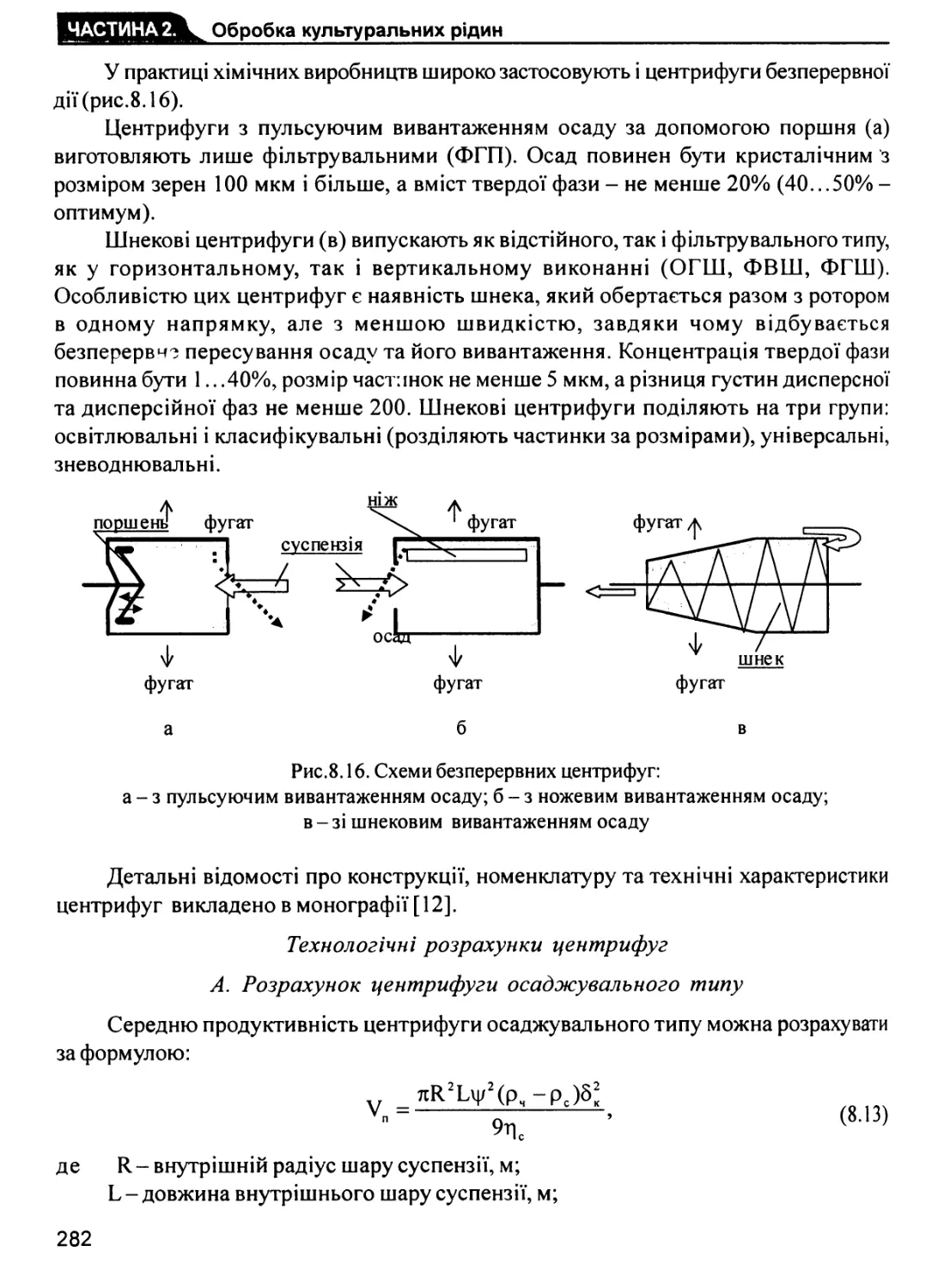
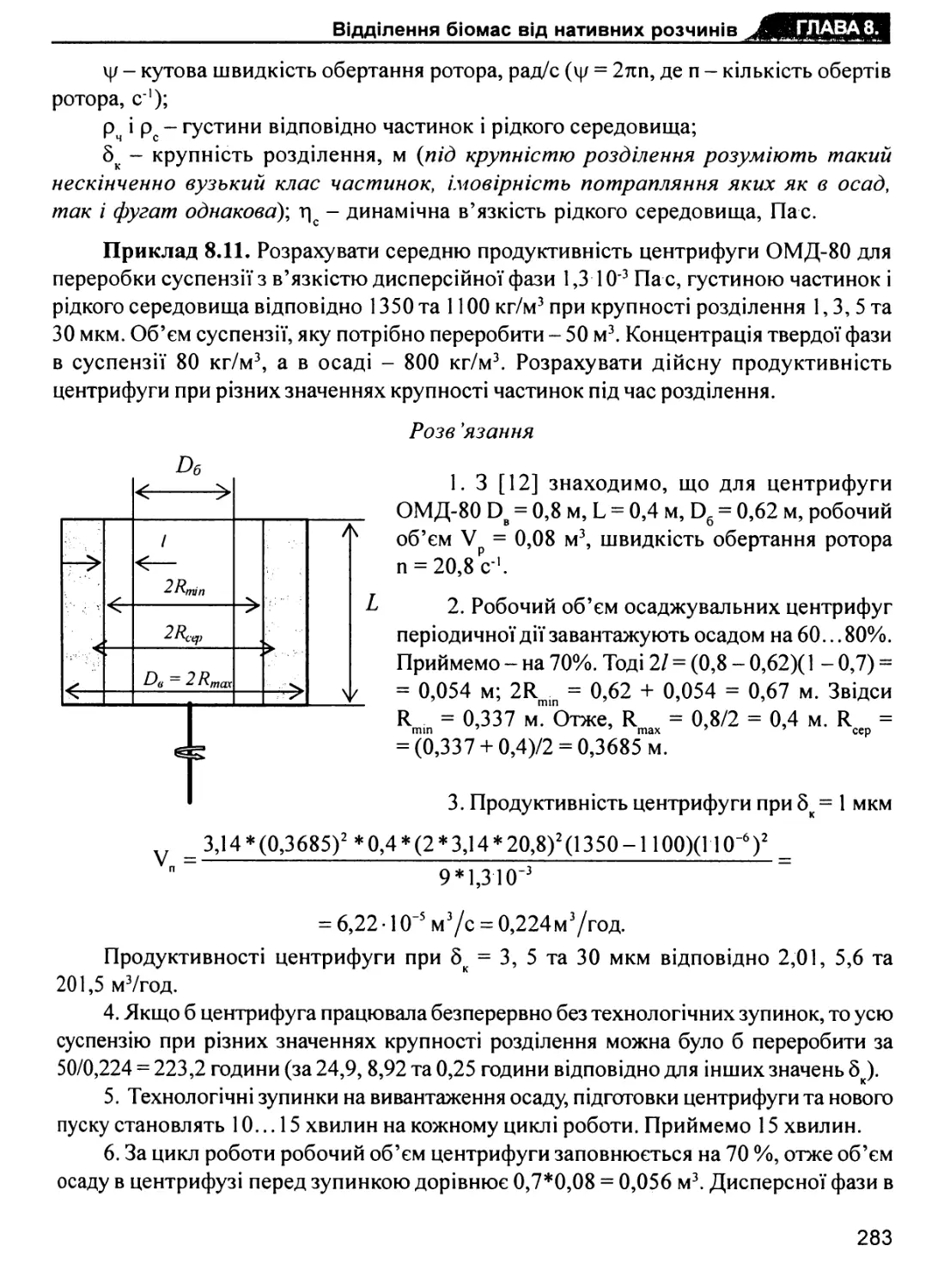
8.2.2. Центрифугування, сепарування 279
8.2.2.1. Звичайні центрифуги 280
8.2.2.2. Сепарування 286
8.2.2.2.1. Трубчасті сепаратори 287
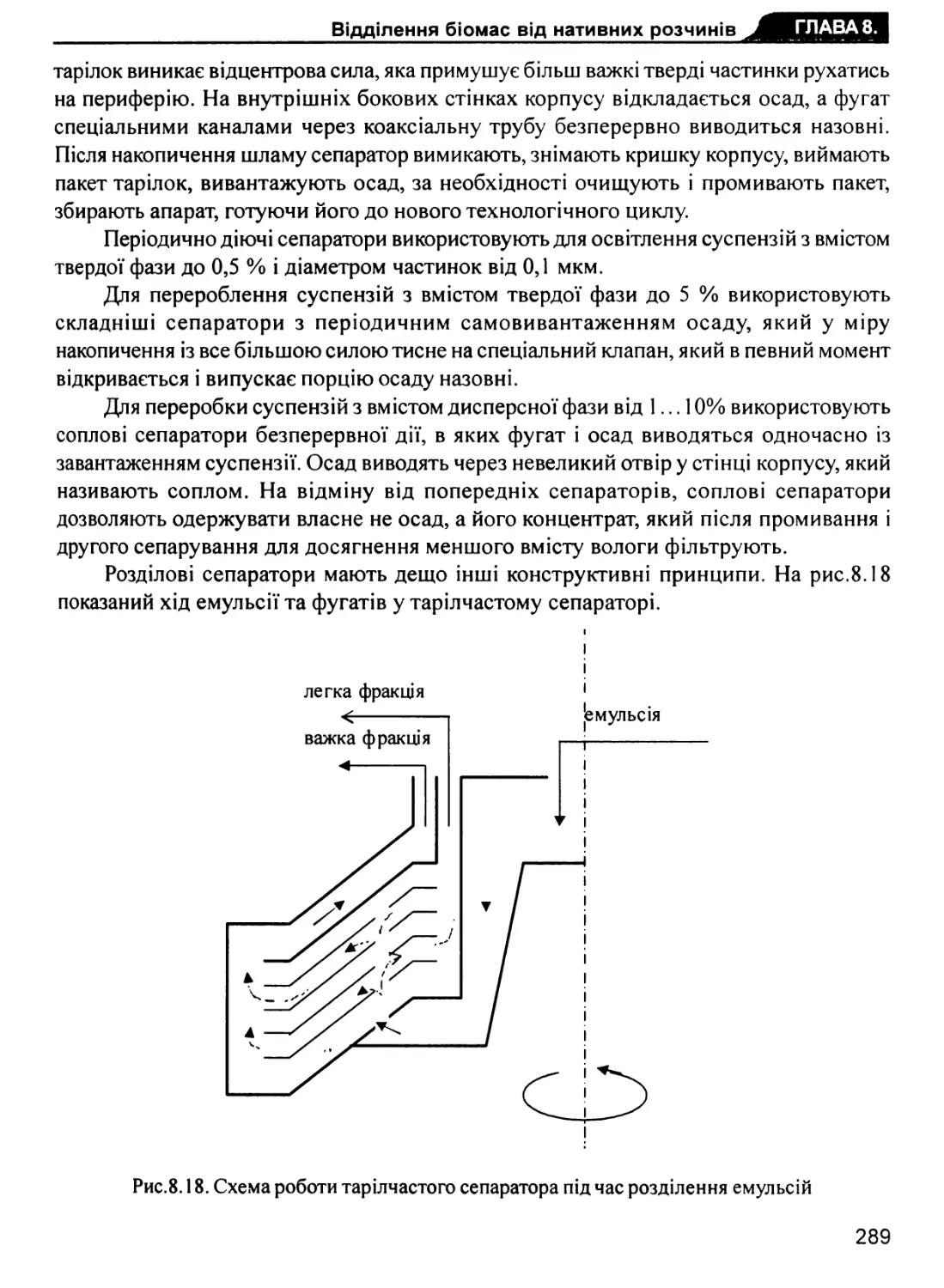
8.2.2.2.2. Тарілчасті сепаратори 287
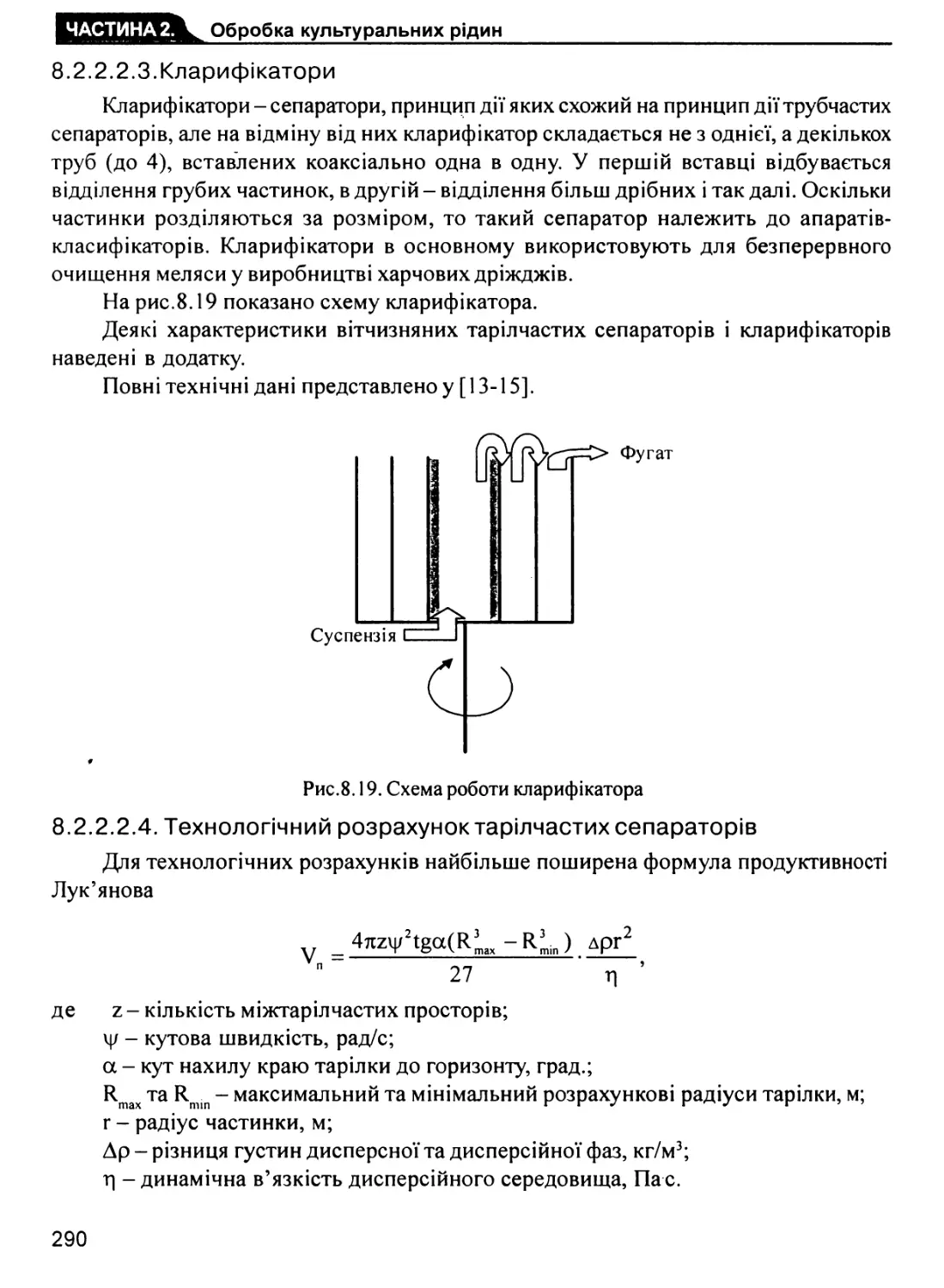
8.2.2.2.3. Кларифікатори 290
8.2.2.2.4. Технологічний розрахунок тарілчастих сепараторів 290
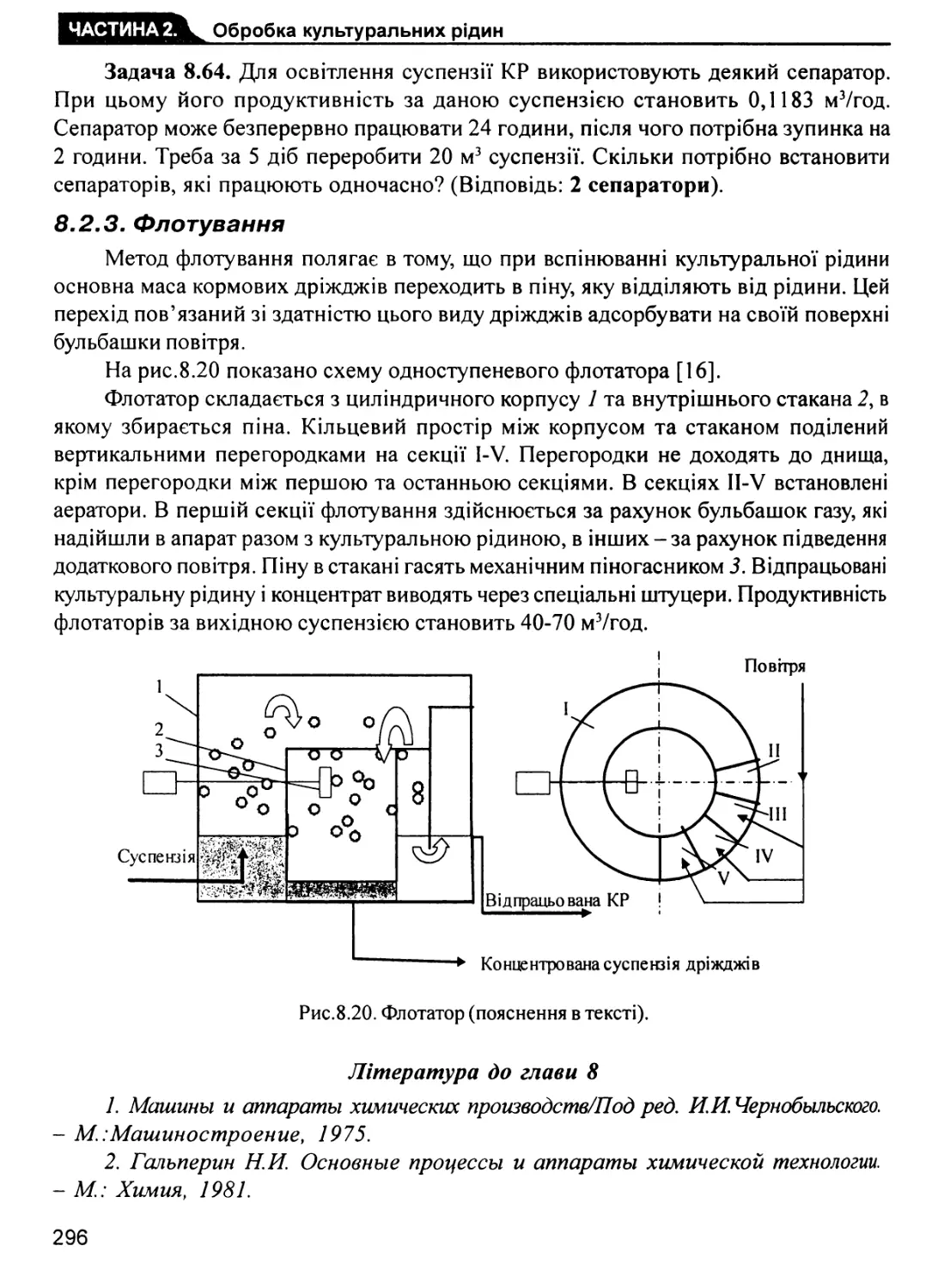
8.2.3. Флотування 296
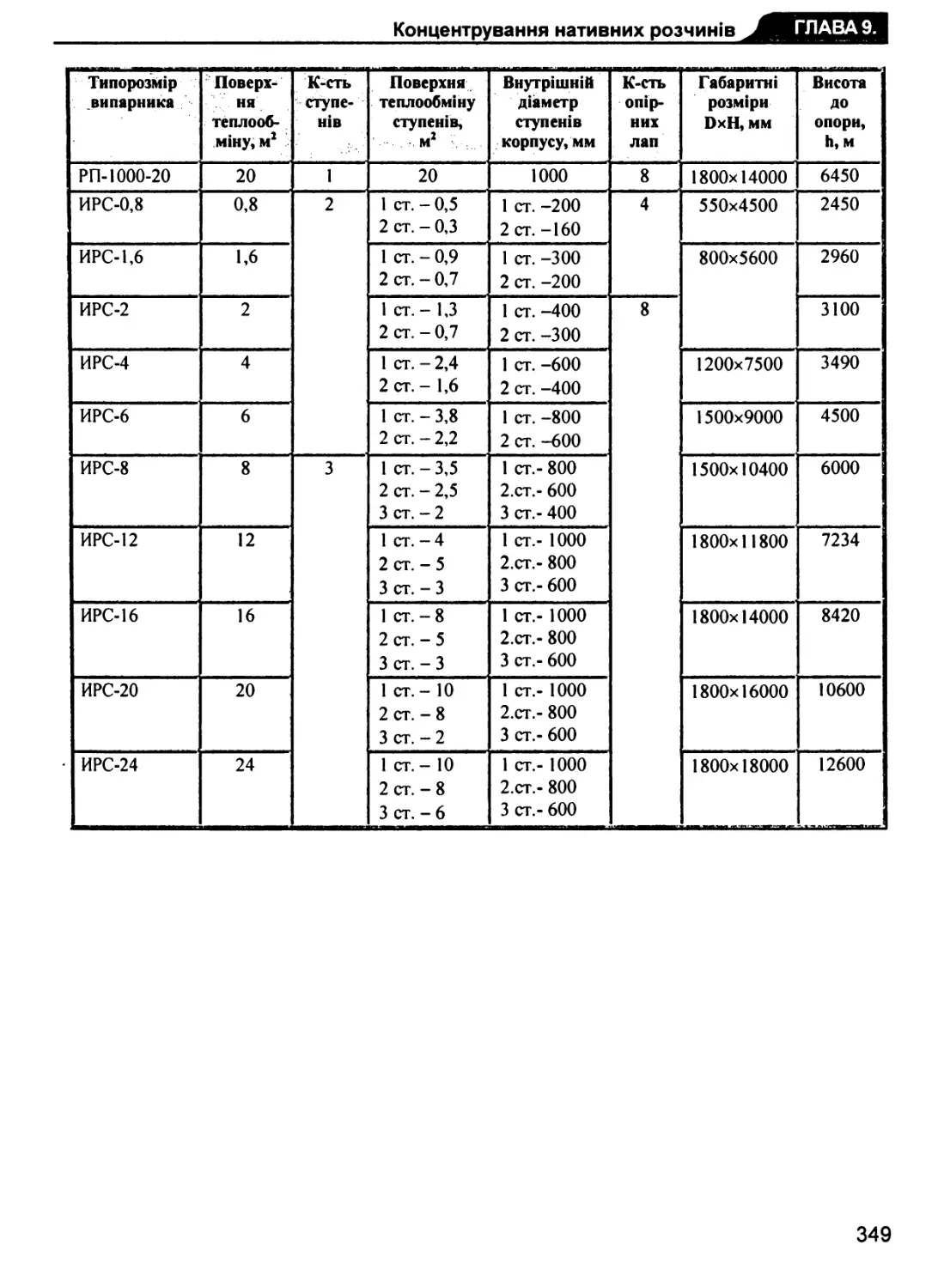
ГЛАВА 9. КОНЦЕНТРУВАННЯ НАТИВНИХ РОЗЧИНІВ 304
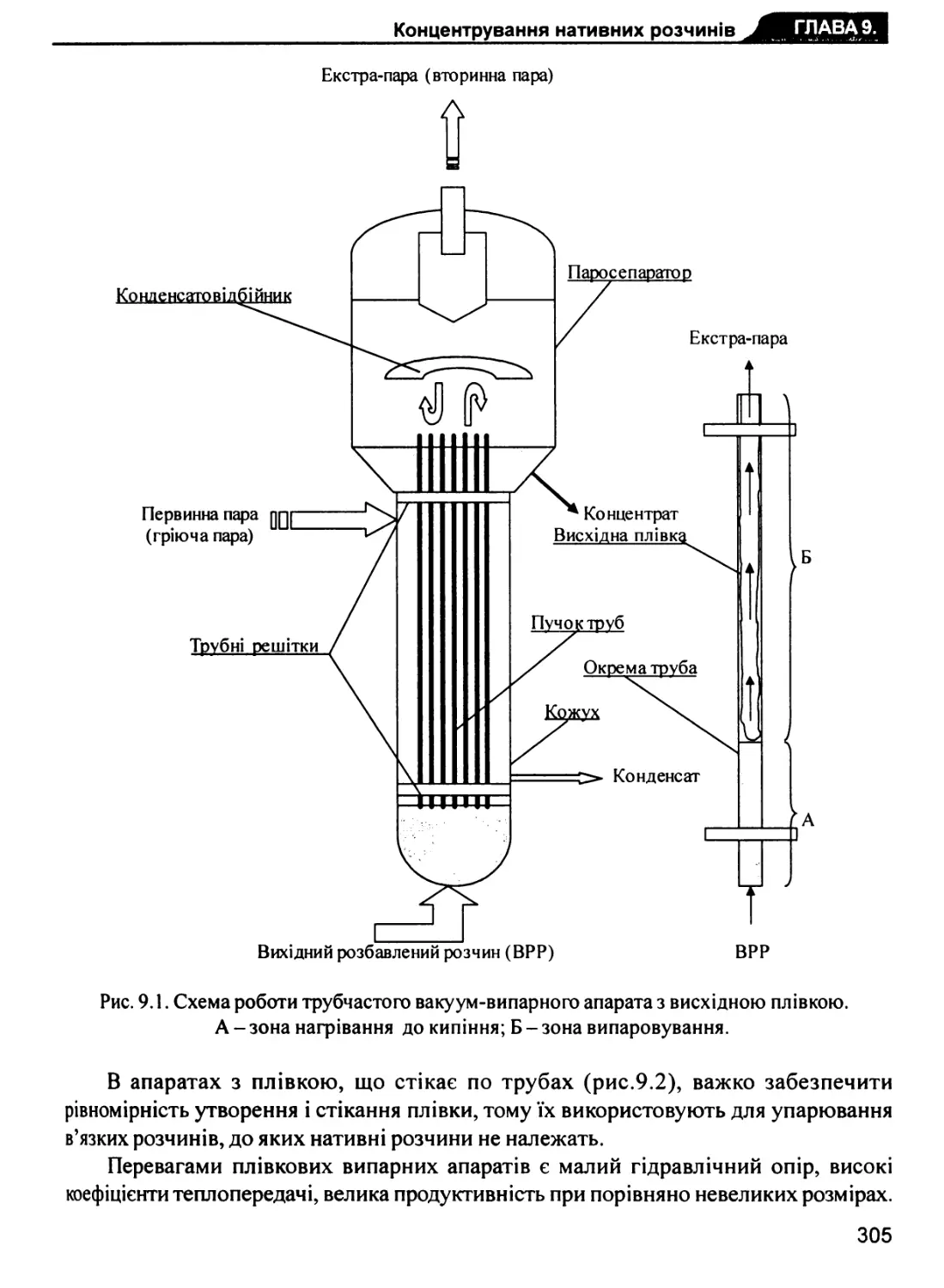
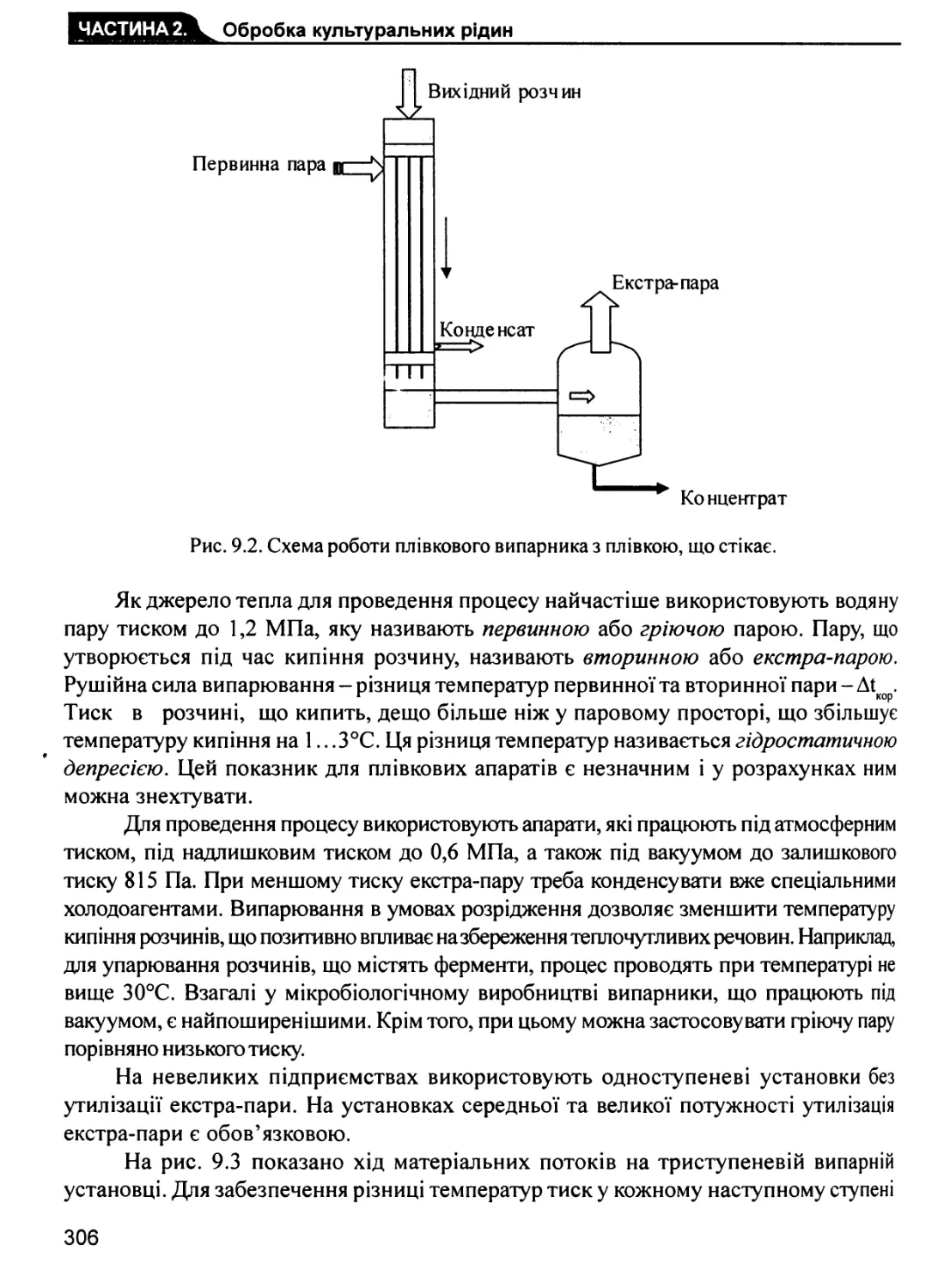
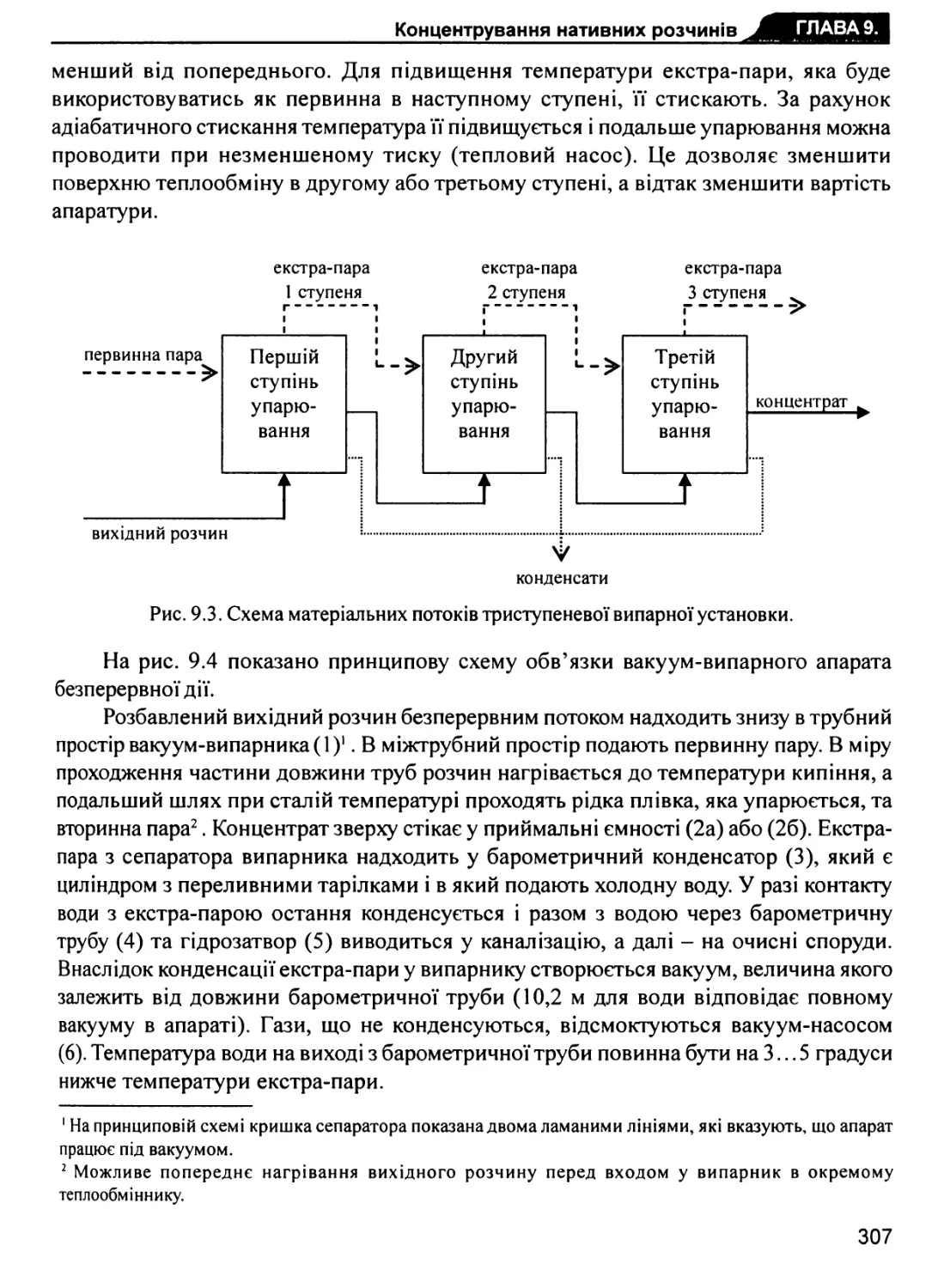
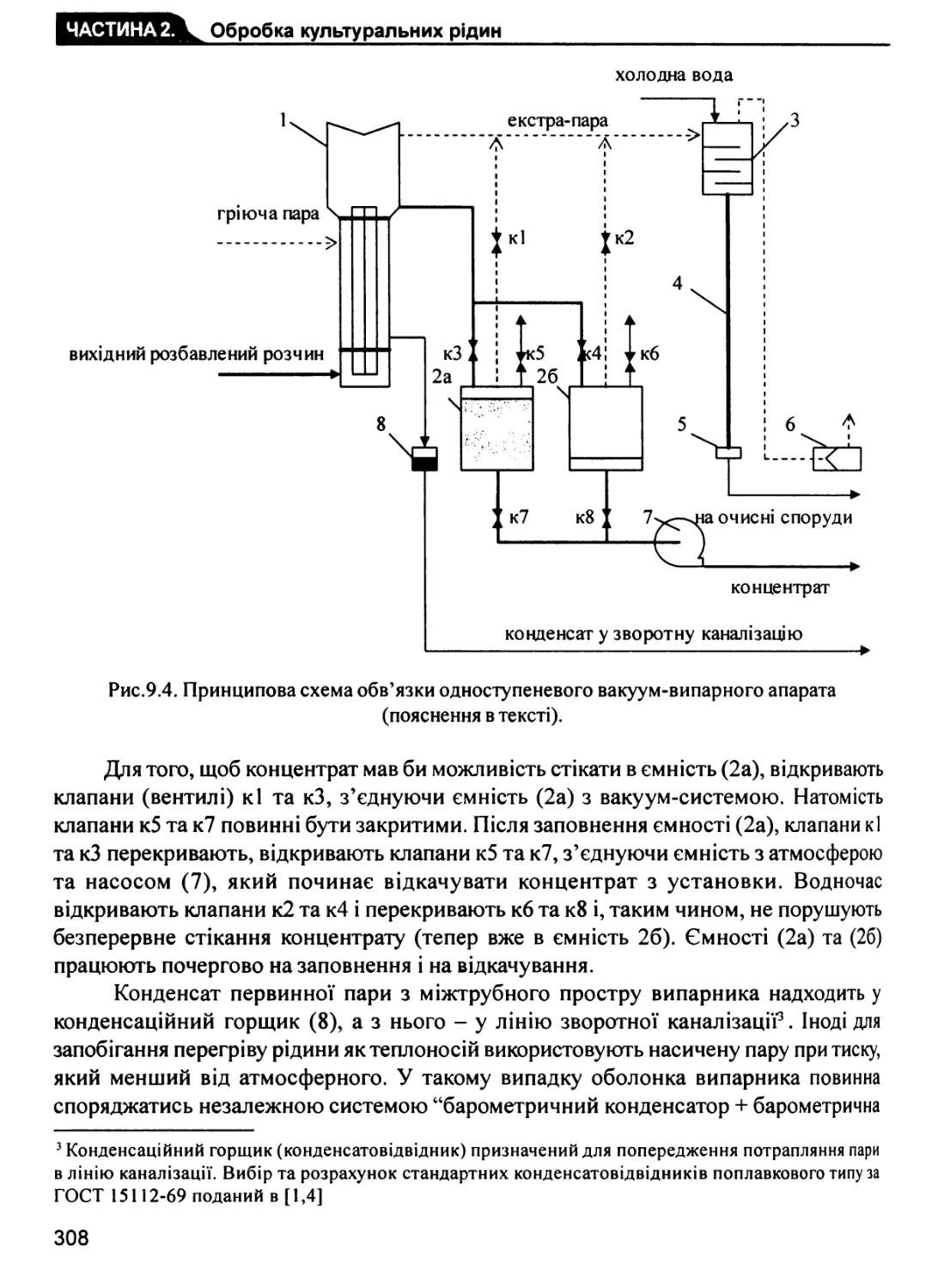
9.1. Випарювання 304
9.1.1. Технологічний розрахунок трубчастого вакуум-випарного
апарата з висхідною плівкою 309
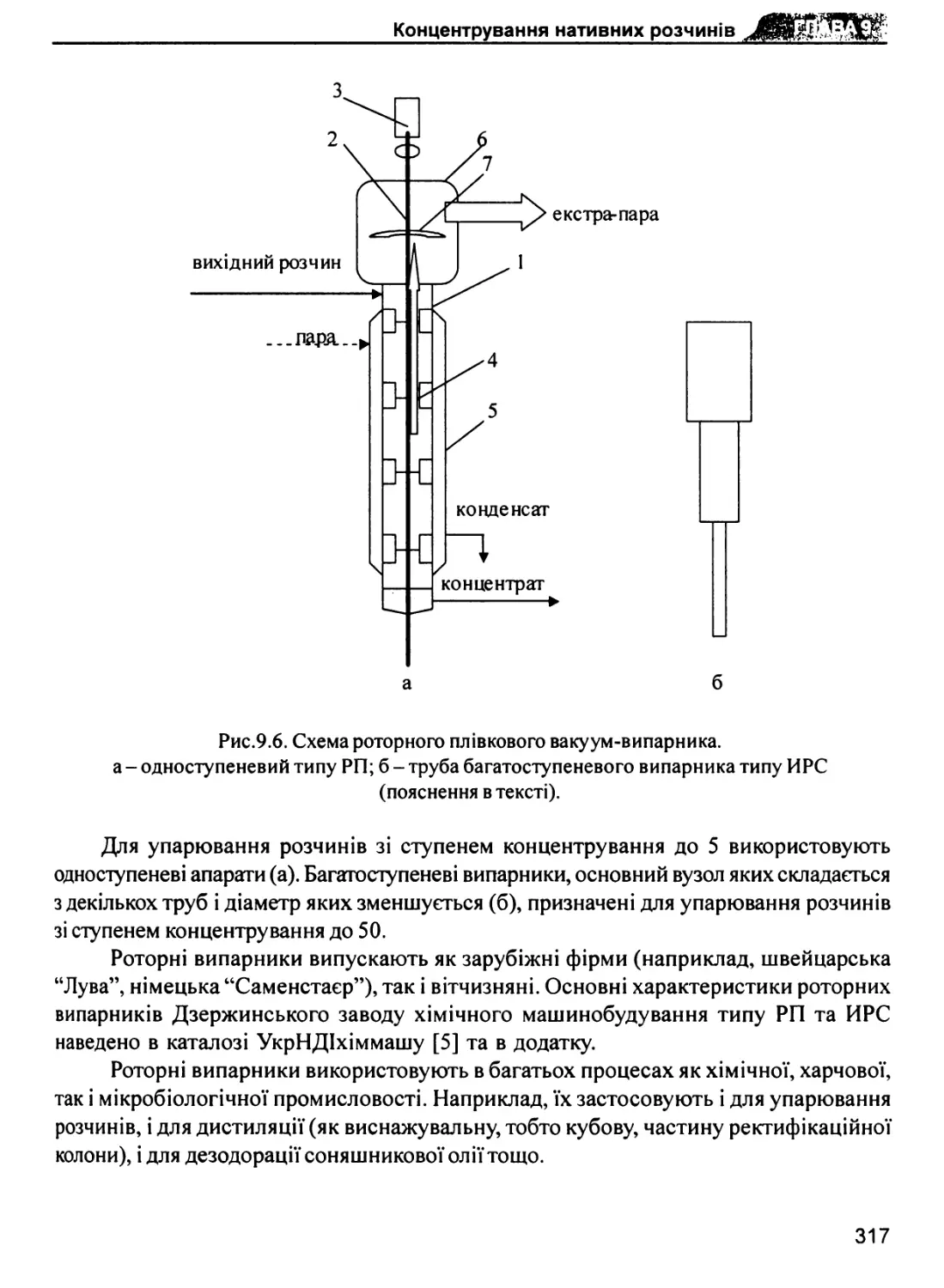
9.1.2. Роторні вакуум-випарні апарати 316
9.1.2.1. Орієнтовний технологічний розрахунок роторного парника 318
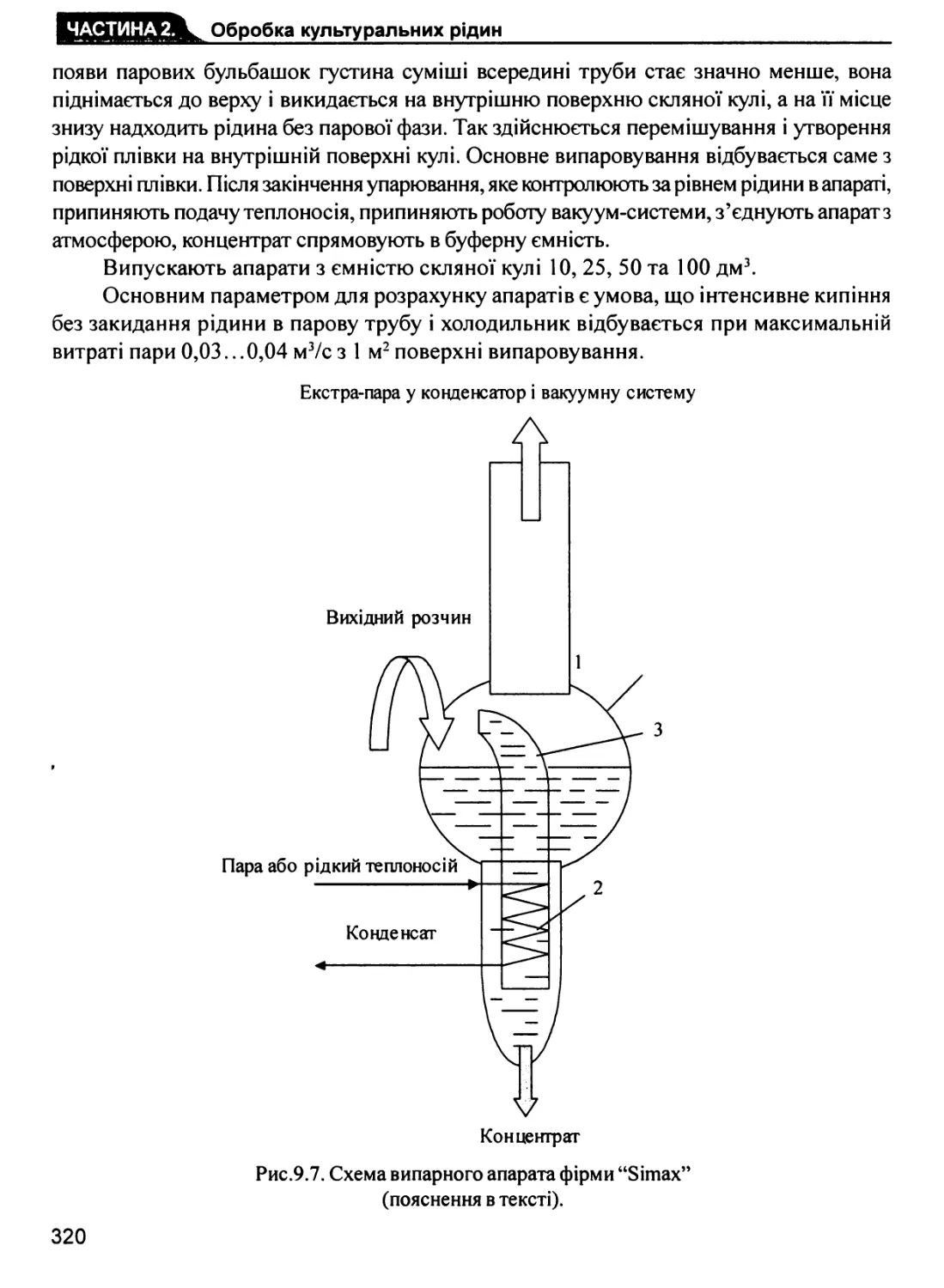
9.1.3. Інша випарювальна апаратура 319
9.2. Мембранні процеси концентрування і розділення 326
9.2.1. Мікрофільтрування 327
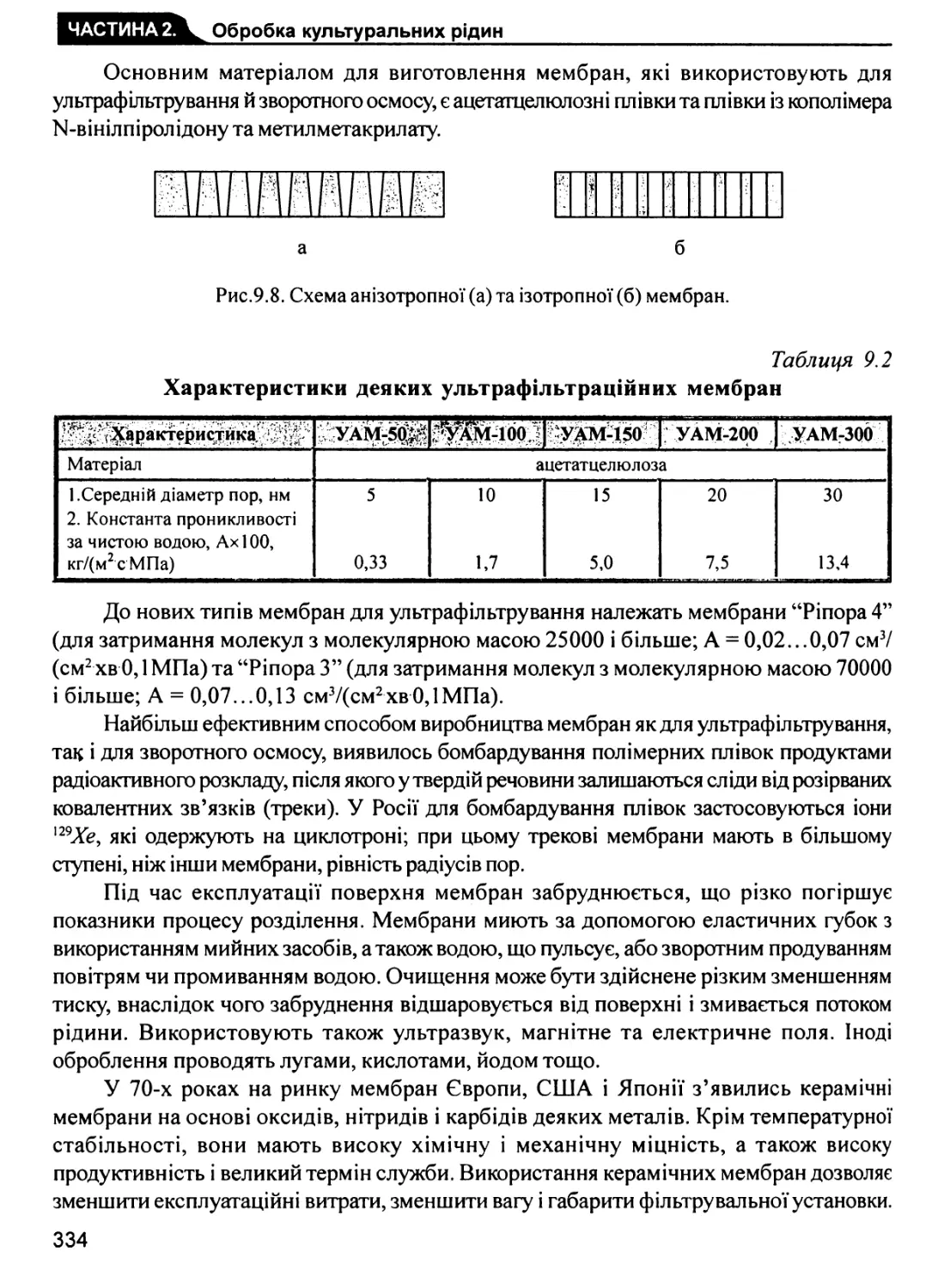
9.2.2. Ультрафільтрування 333
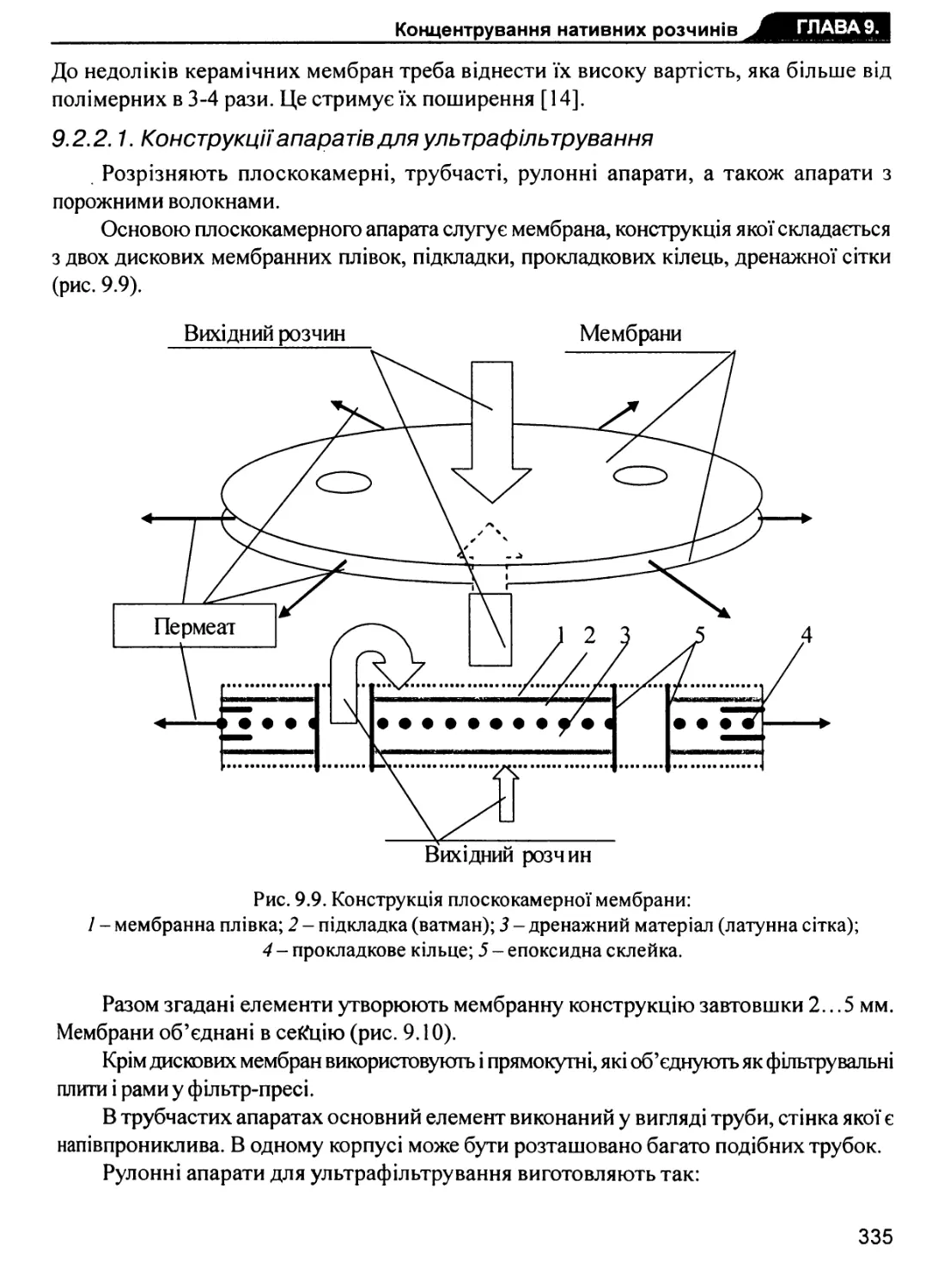
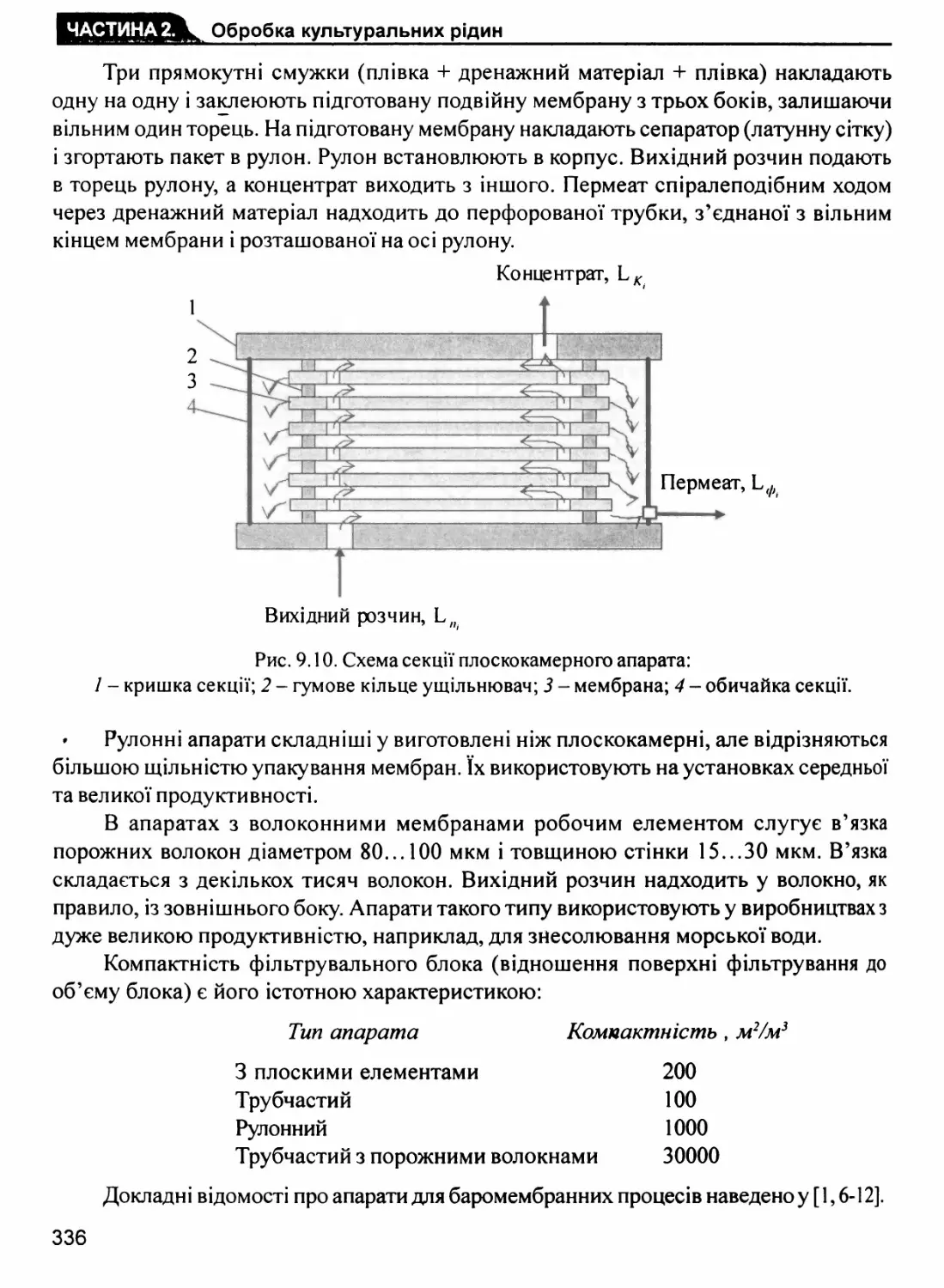
9.2.2.1. Конструкції апаратів для ультрафільтрування 335
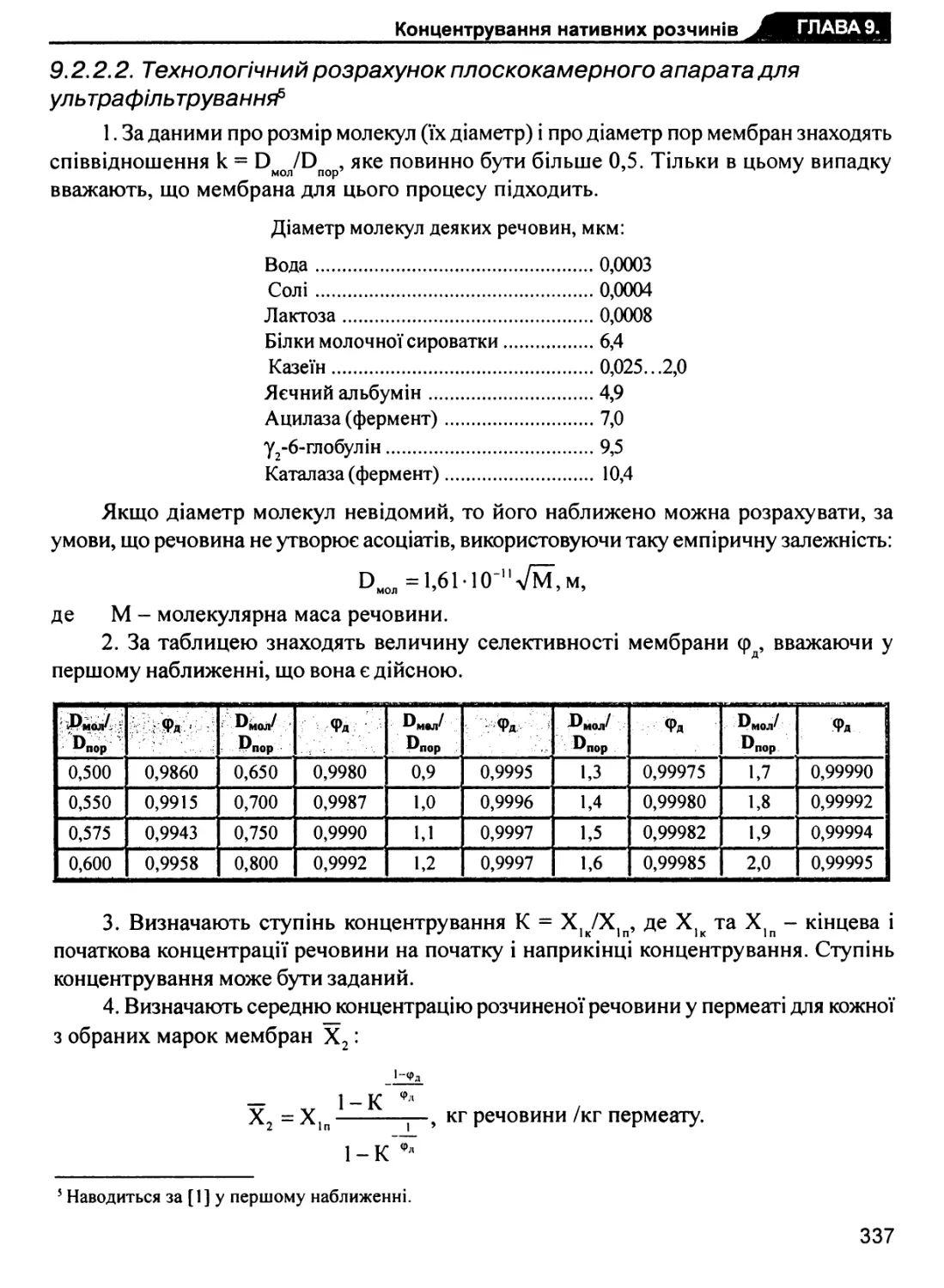
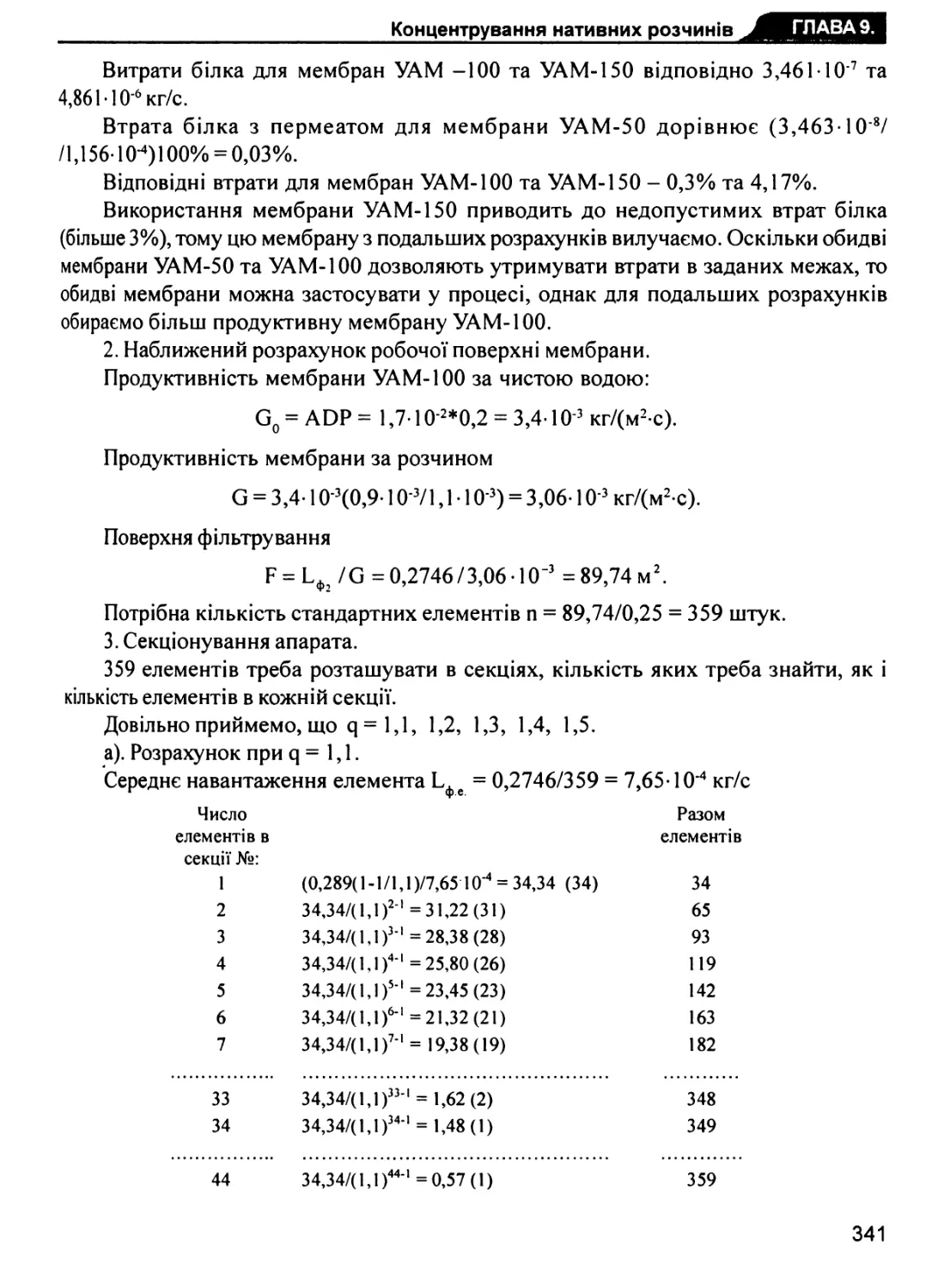
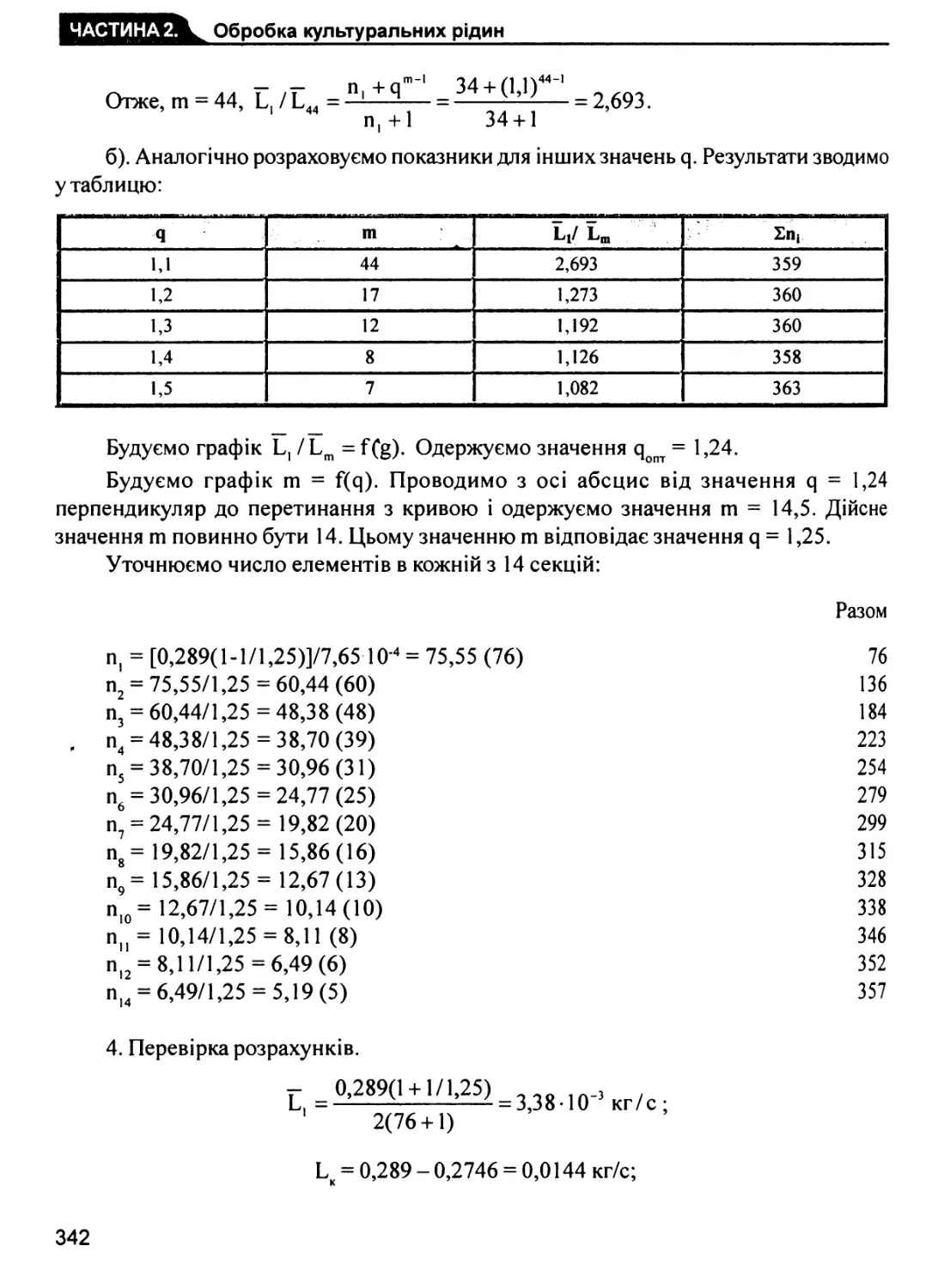
9.2.2.2. Технологічний розрахунок плоскокамерного апарата для
ультрафільтрування ; 337
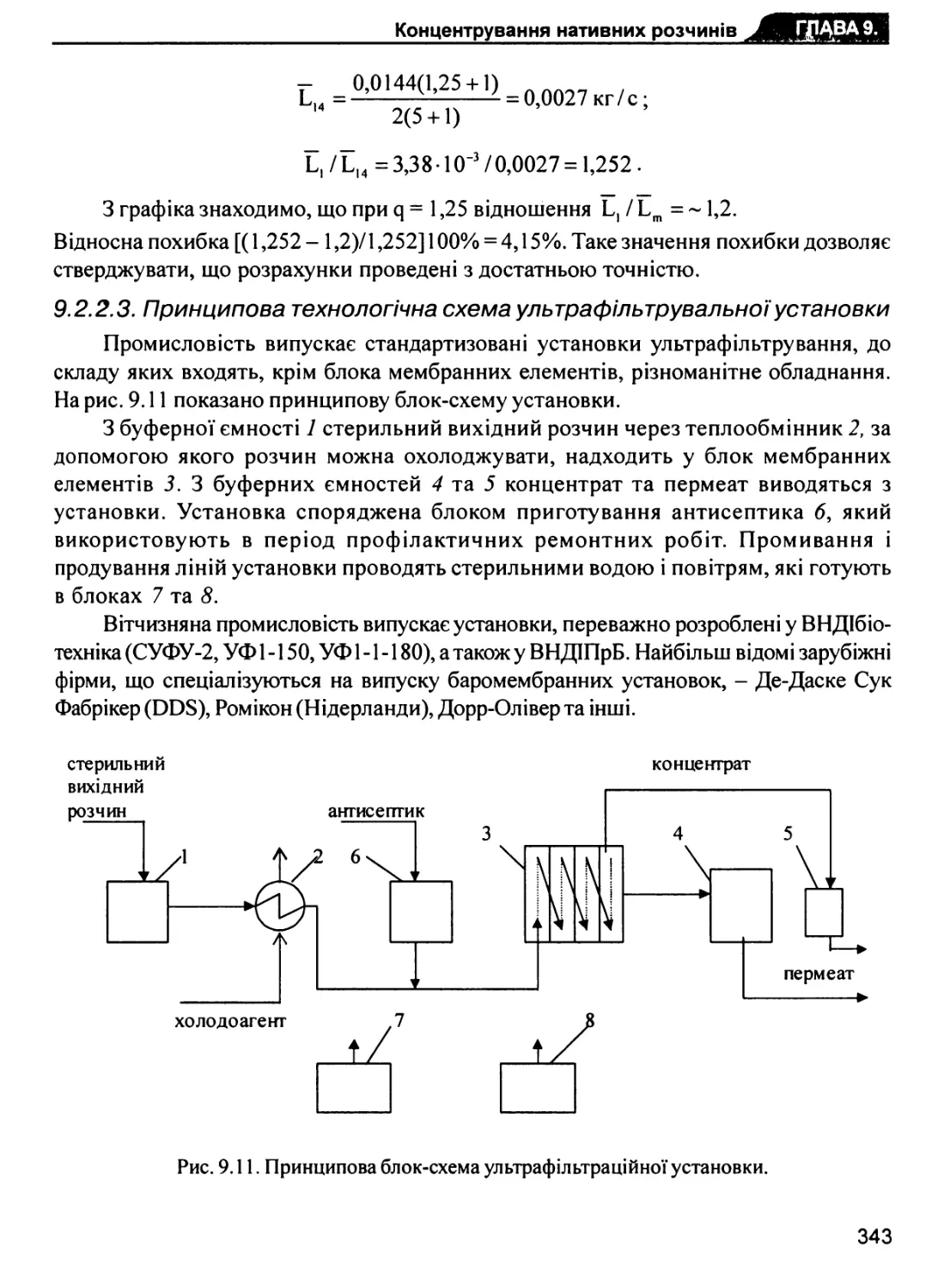
9.2.2.3. Принципова технологічна схема ультрафільтрувальної
установки 343
9.2.3. Поняття про зворотний осмос 344
5
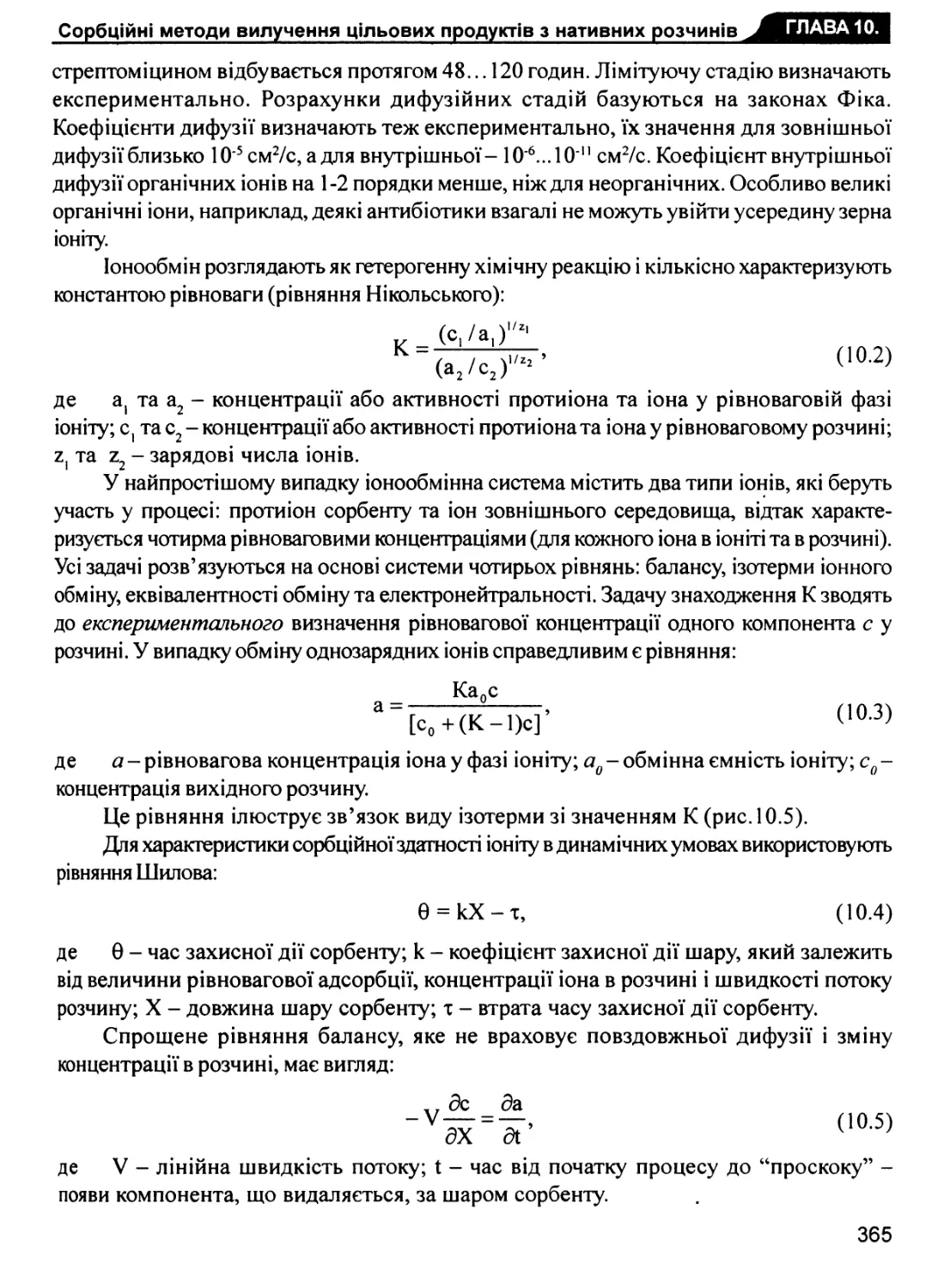
ГЛАВА 10. СОРБЦІЙНІ МЕТОДИ ВИЛУЧЕННЯ ЦІЛЬОВИХ
ПРОДУКТІВ З НАТИВНИХ РОЗЧИНІВ 350
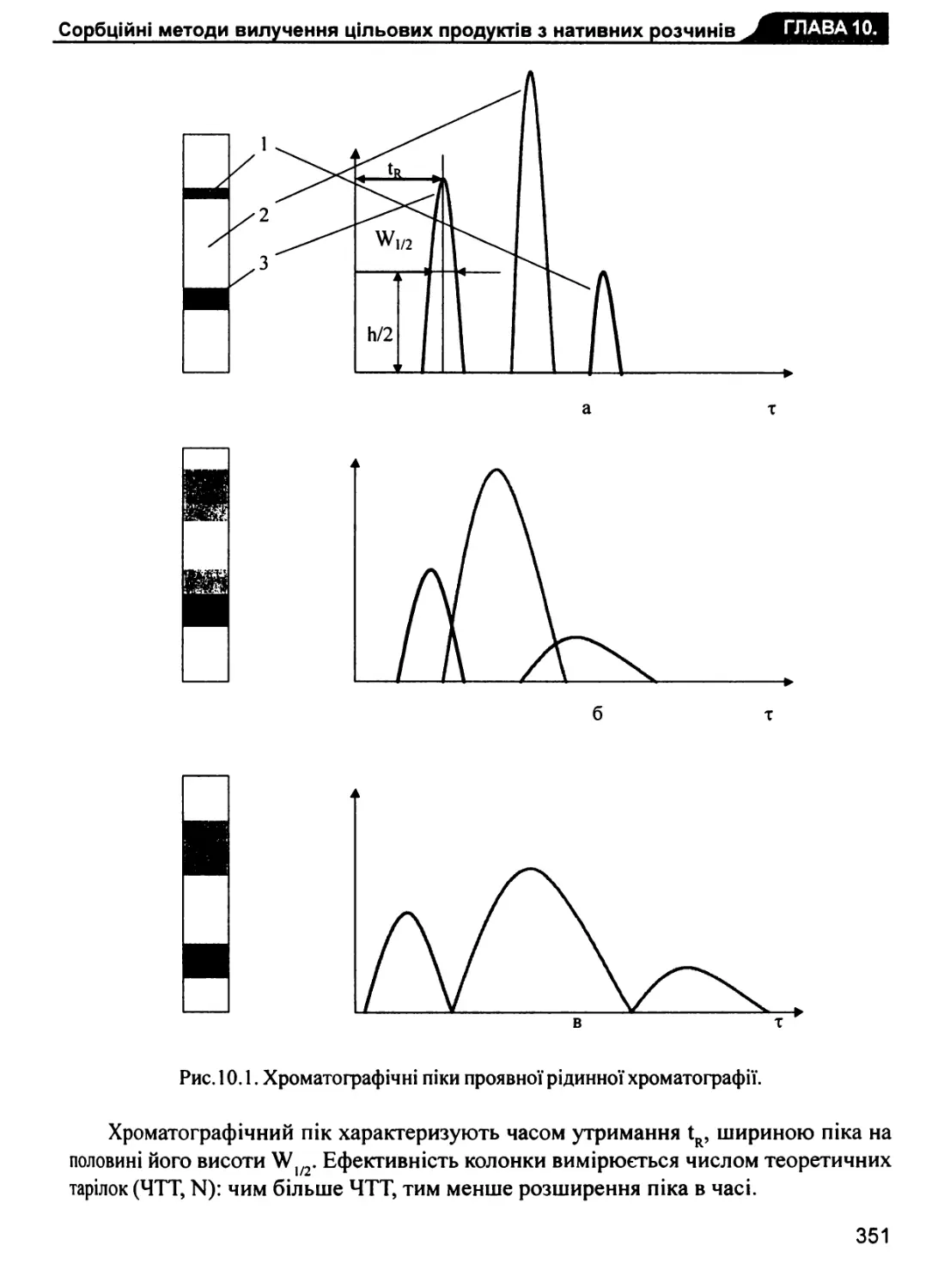
10.1. Поняття про рідинну хроматографію 350
10.1.1. Основні види рідинної хроматографії 353
10.2. Іонообмінні смоли 354
10.2.1. Основні типи іонообмінних смол 355
10.2.2. Апаратура іонообмінного методу 357
10.2.3. Орієнтовний технологічний розрахунок 361
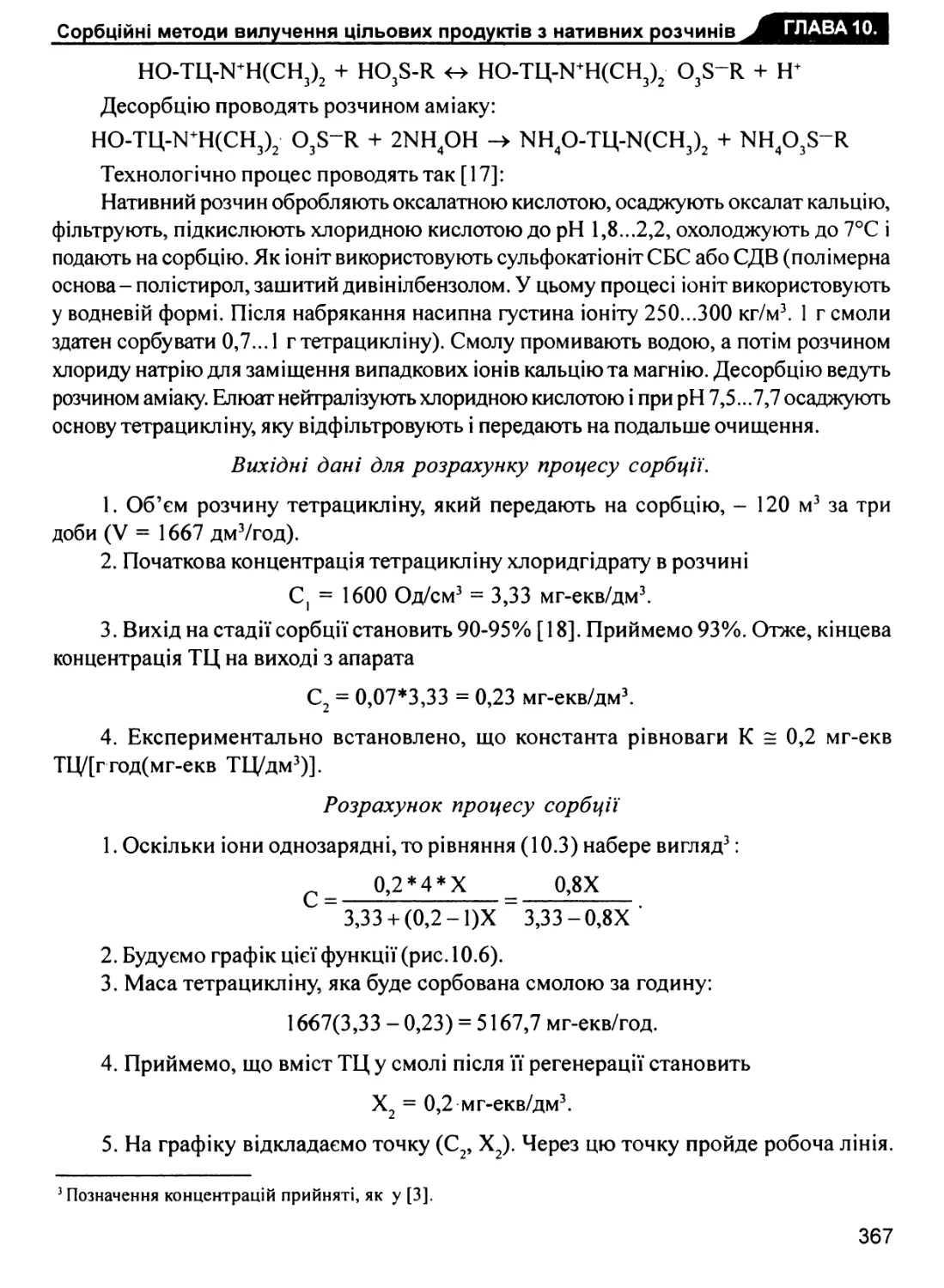
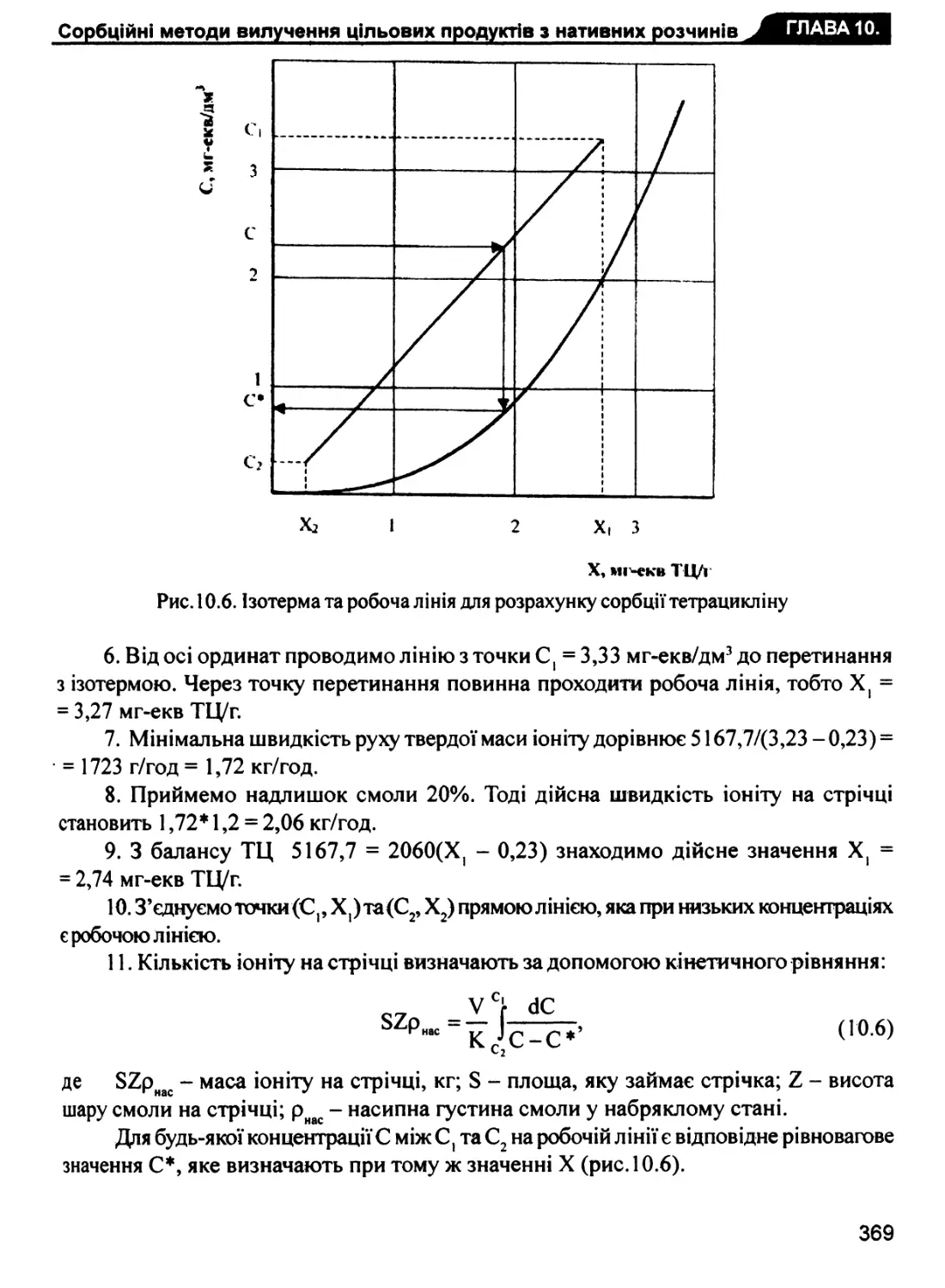
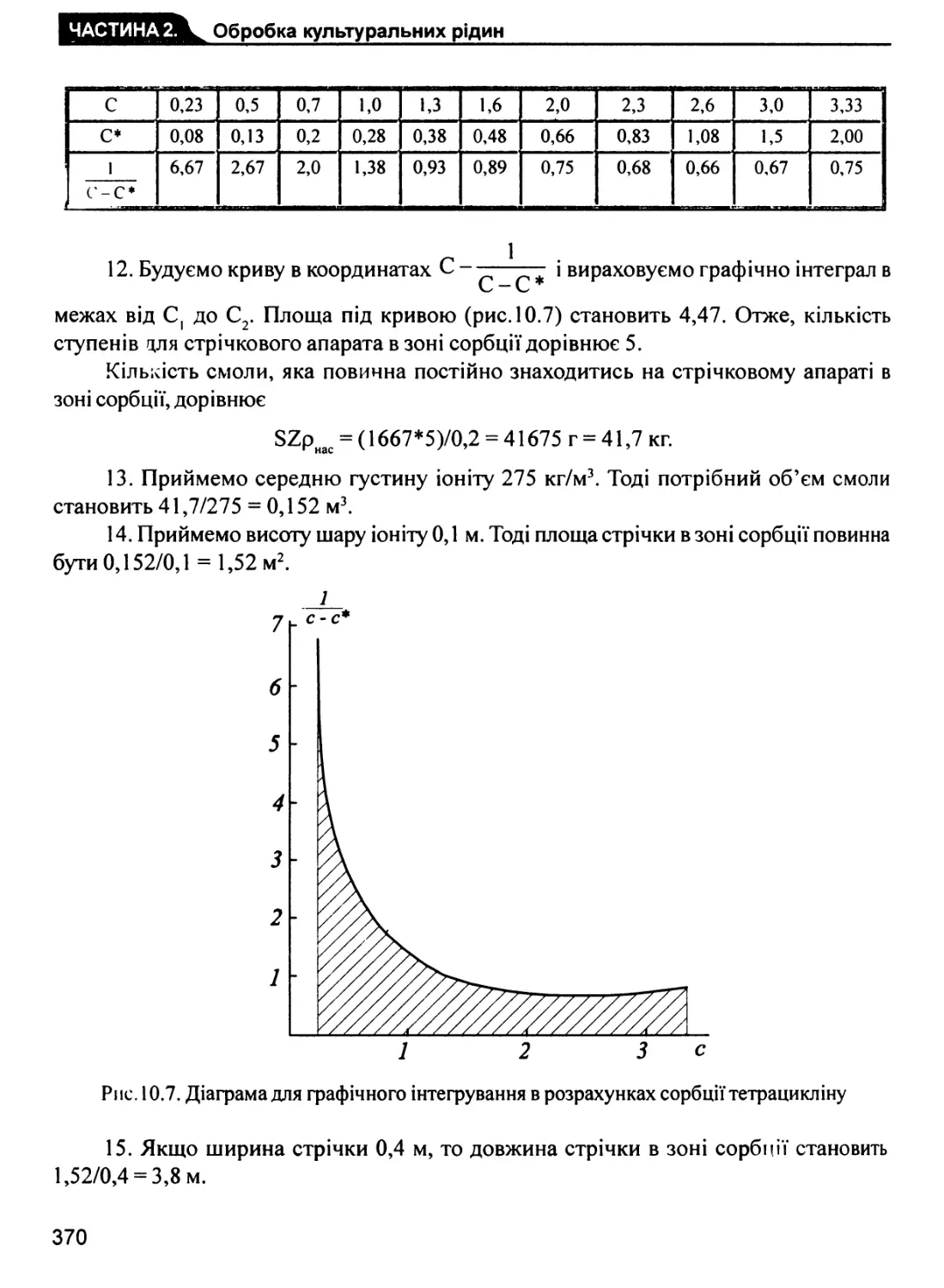
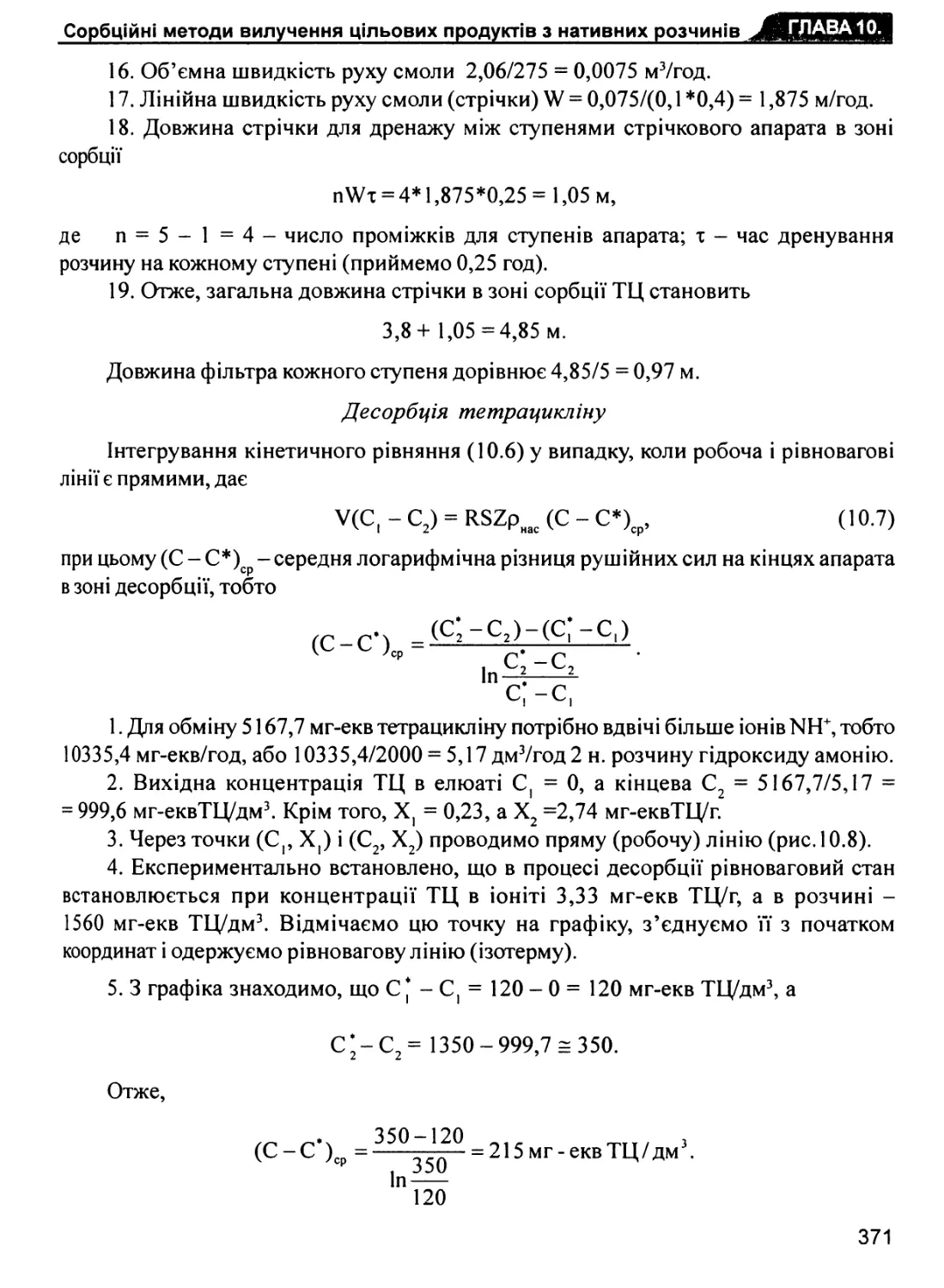
10.2.4. Технологічний розрахунок сорбції та десорбції тетрацикліну із
застосуванням іонообмінних смол у безперервному процесі 366
10.2.5. Орієнтовний розрахунок розмірів іонообмінної колони для
періодичної сорбції 372
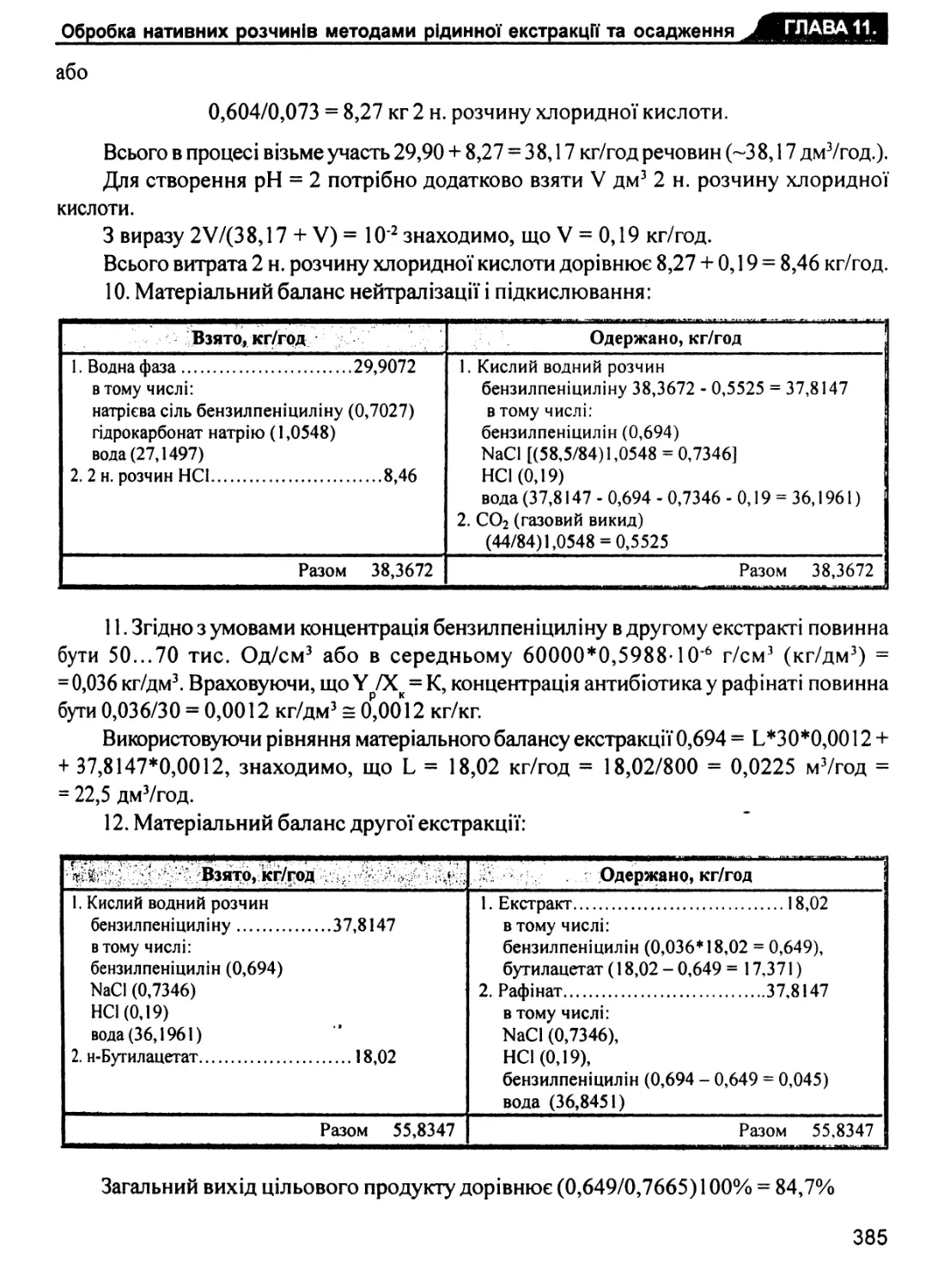
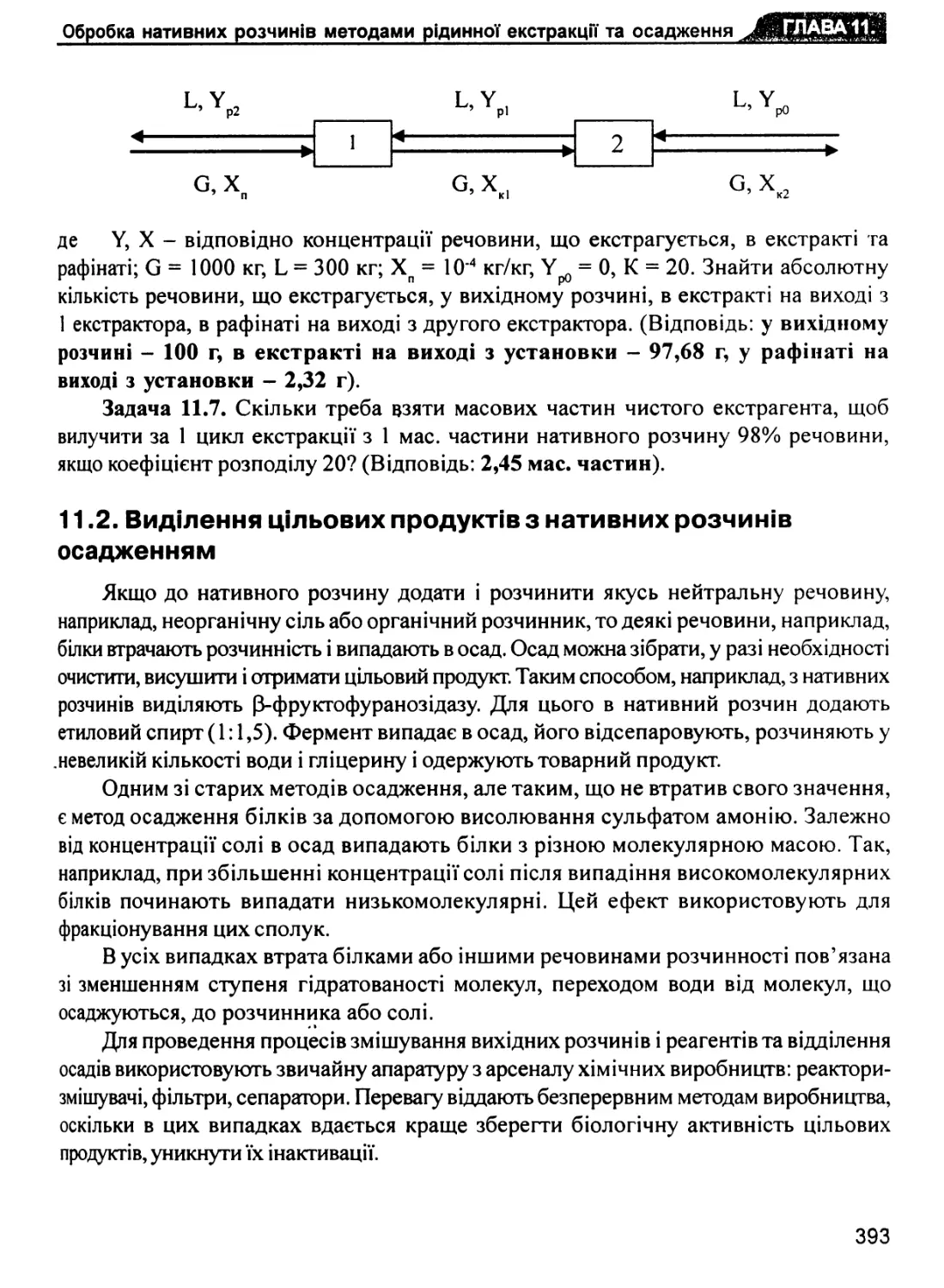
ГЛАВА 11. ОБРОБКА НАТИВНИХ РОЗЧИНІВ МЕТОДАМИ РІДИННОЇ
ЕКСТРАКЦІЇ TA ОСАДЖЕННЯ 377
11.1. Рідинна екстракція 377
11.1.1. Приклад розрахунку матеріального балансу виділення і
очищення бензилпеніциліну 381
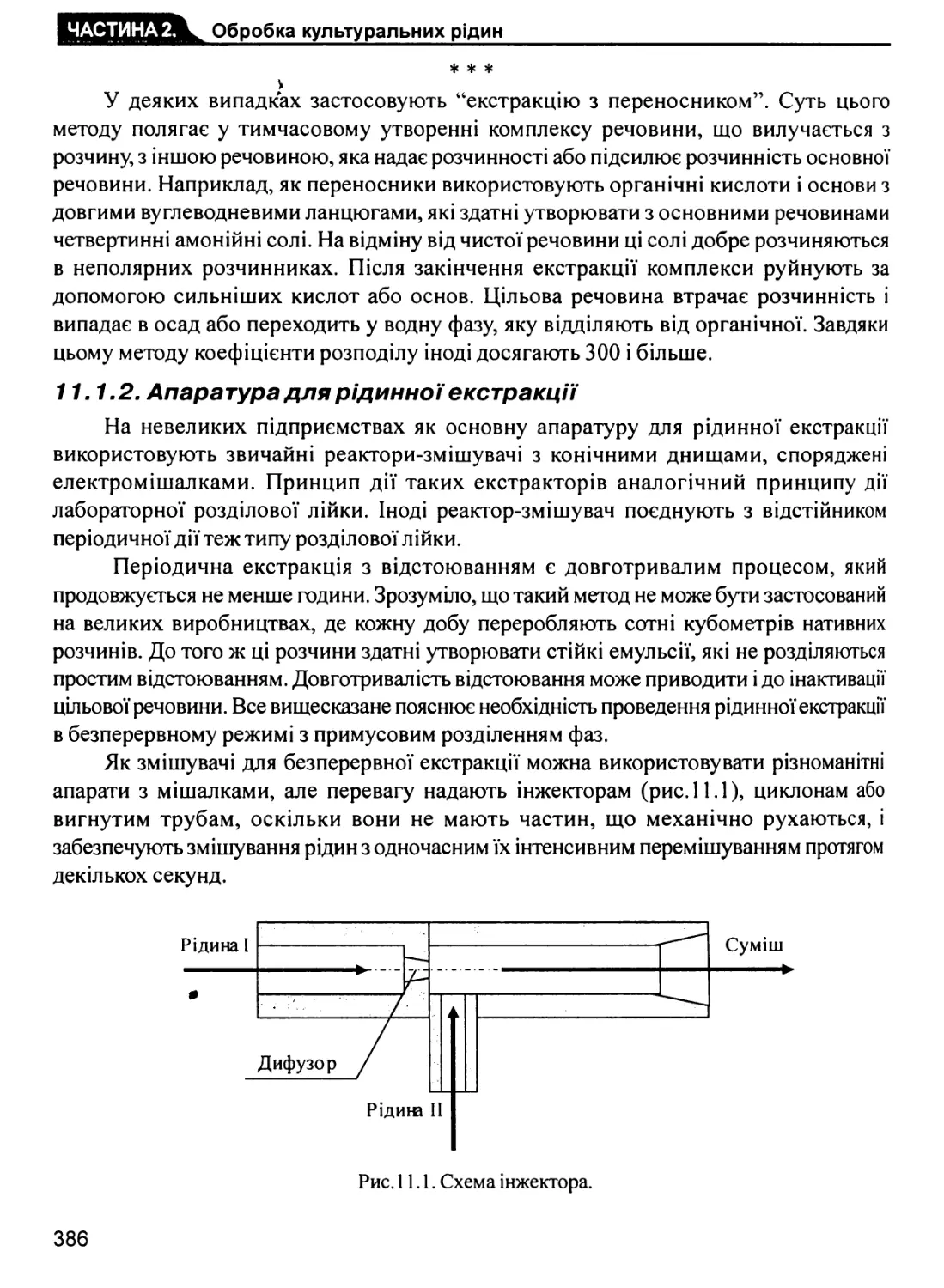
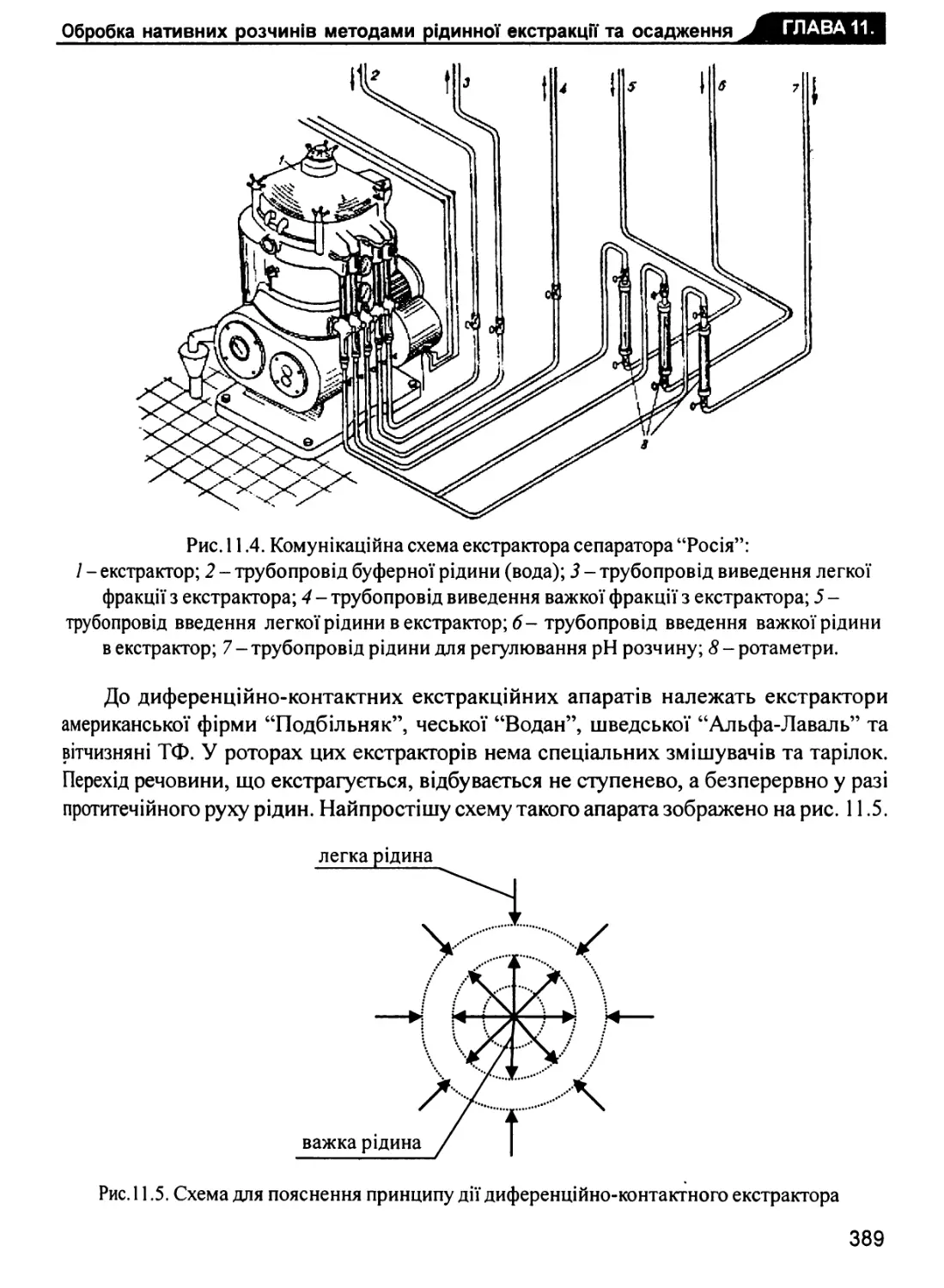
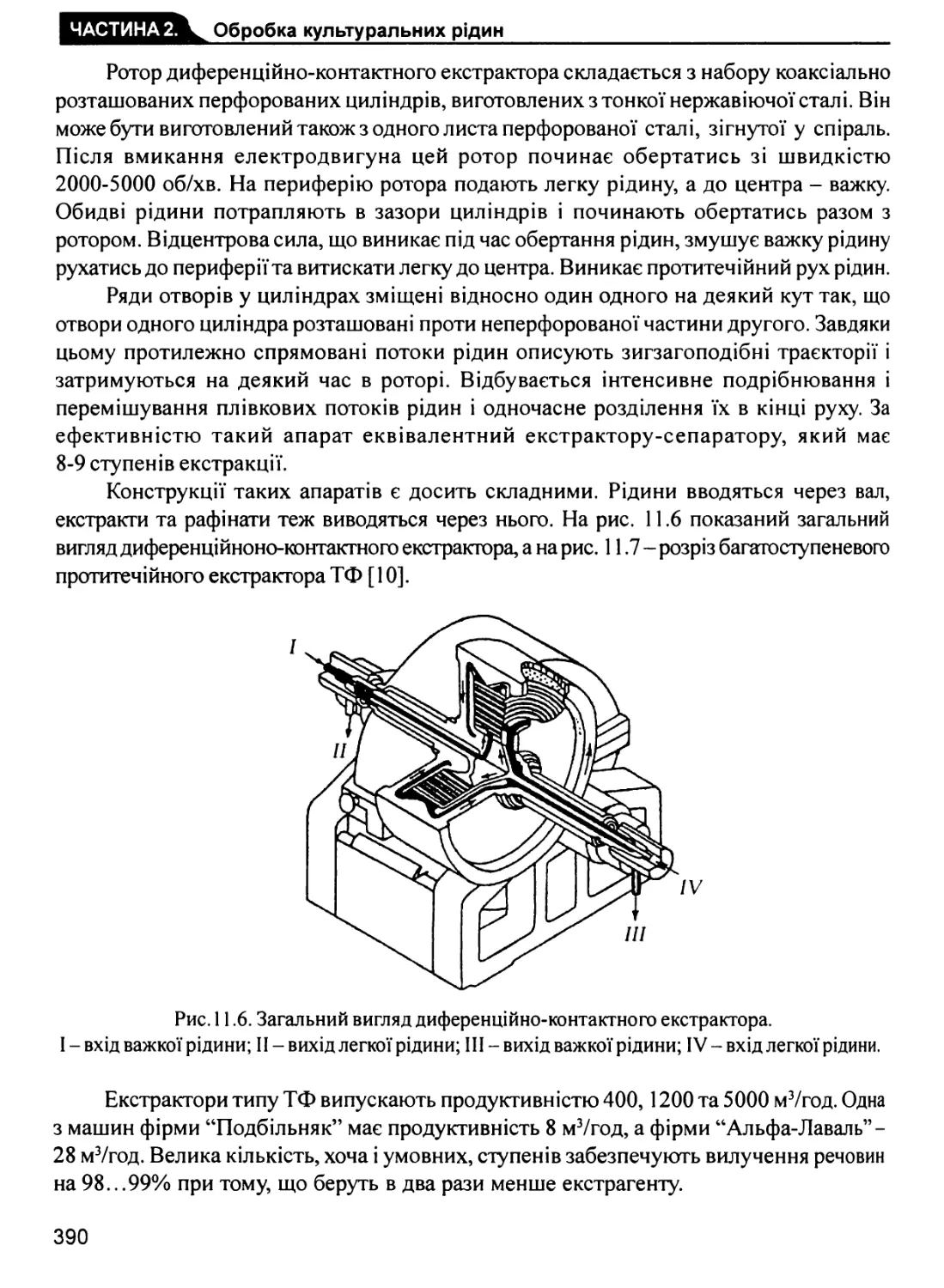
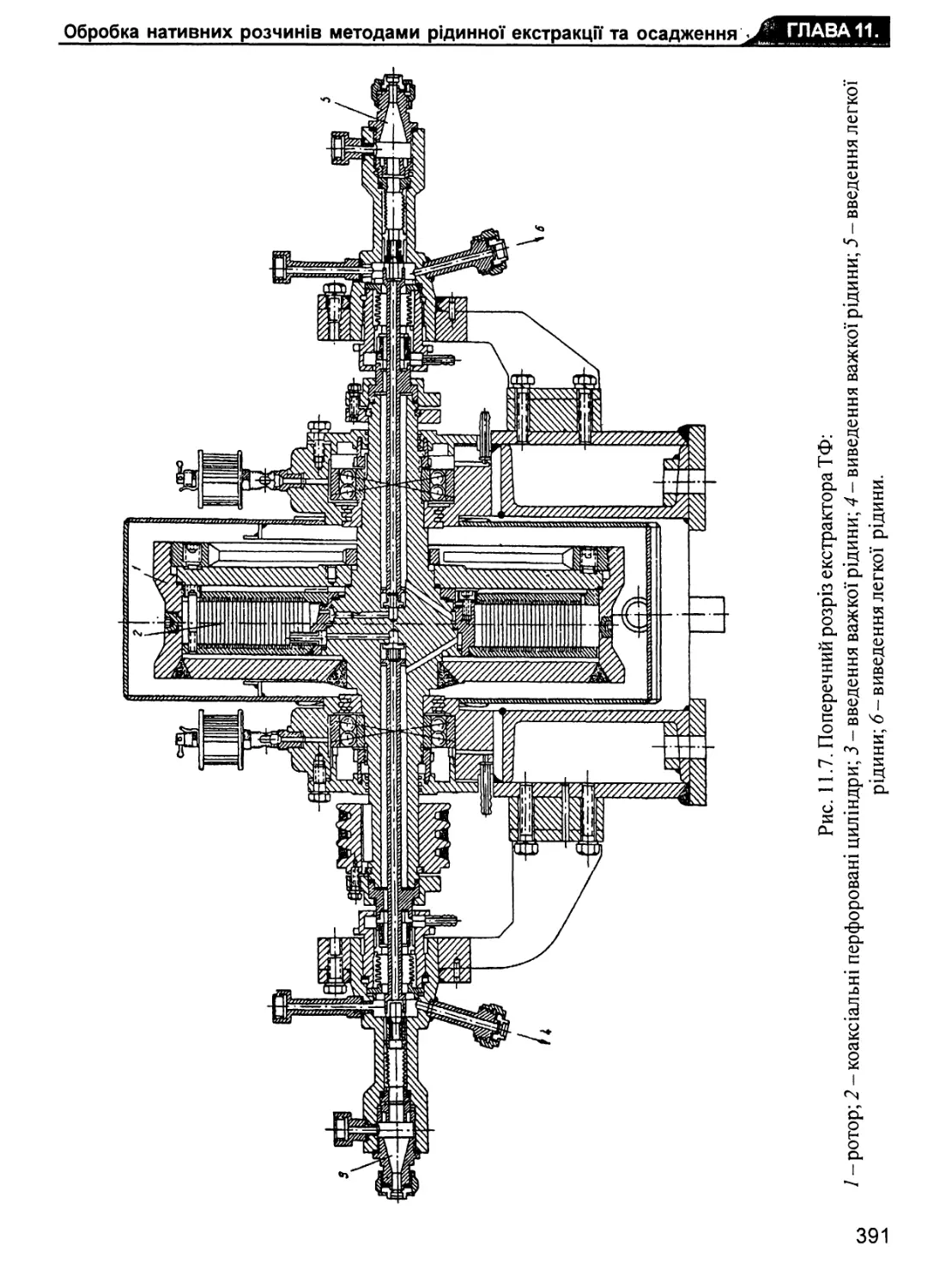
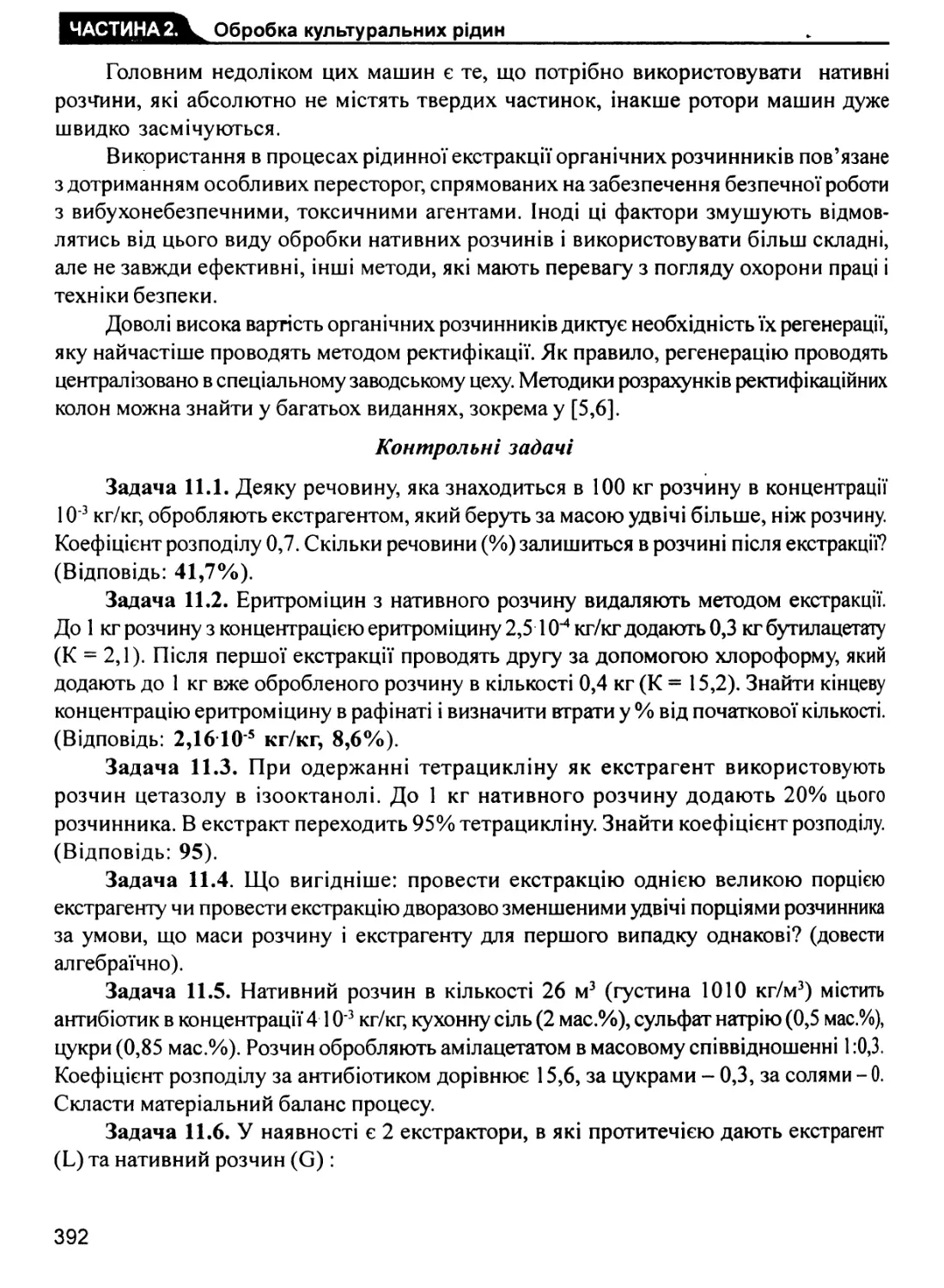
11.1.2. Апаратура для рідинної екстракції 386
11.2. Виділення цільових продуктів з нативних розчинів осадженням 393
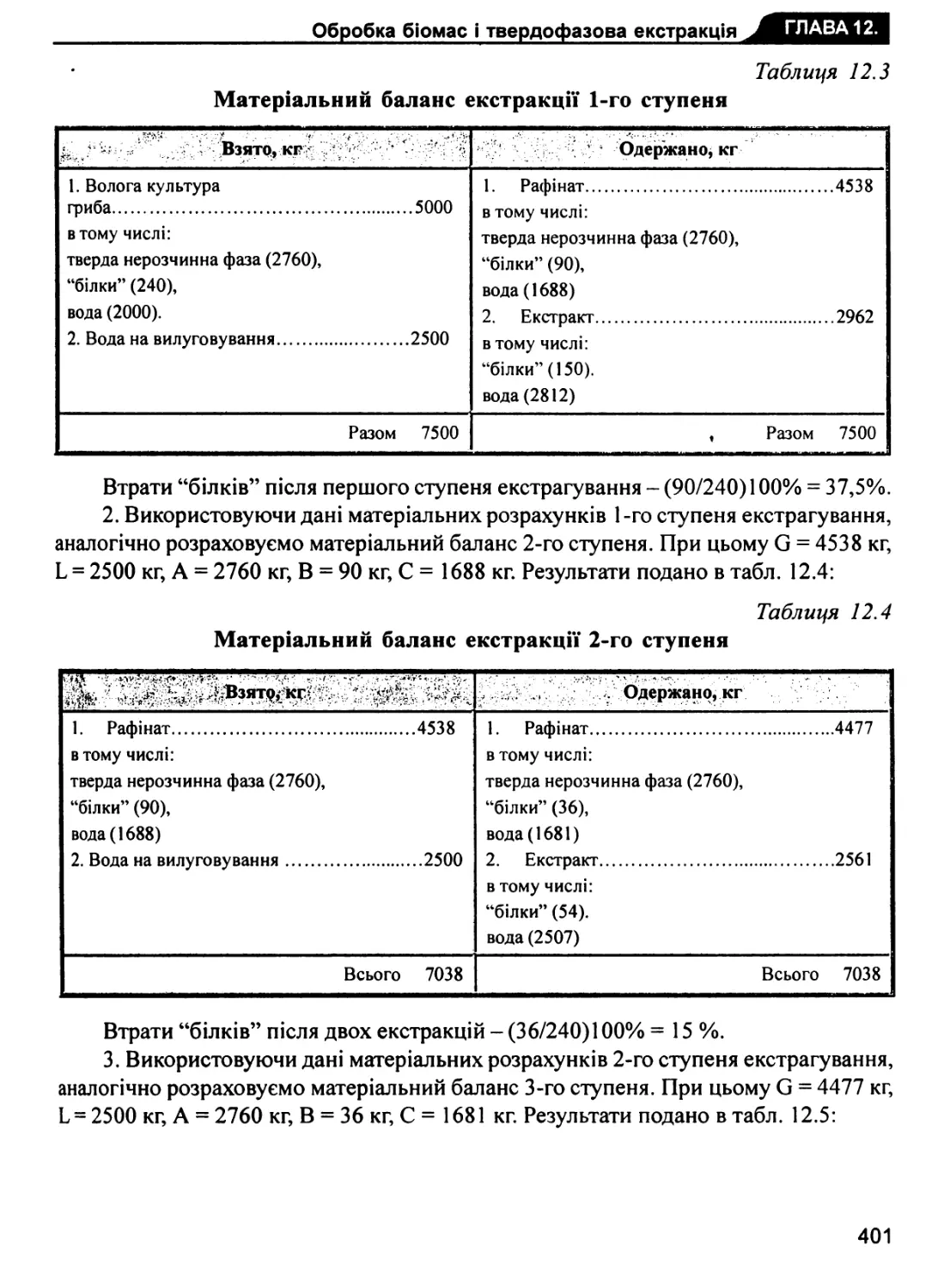
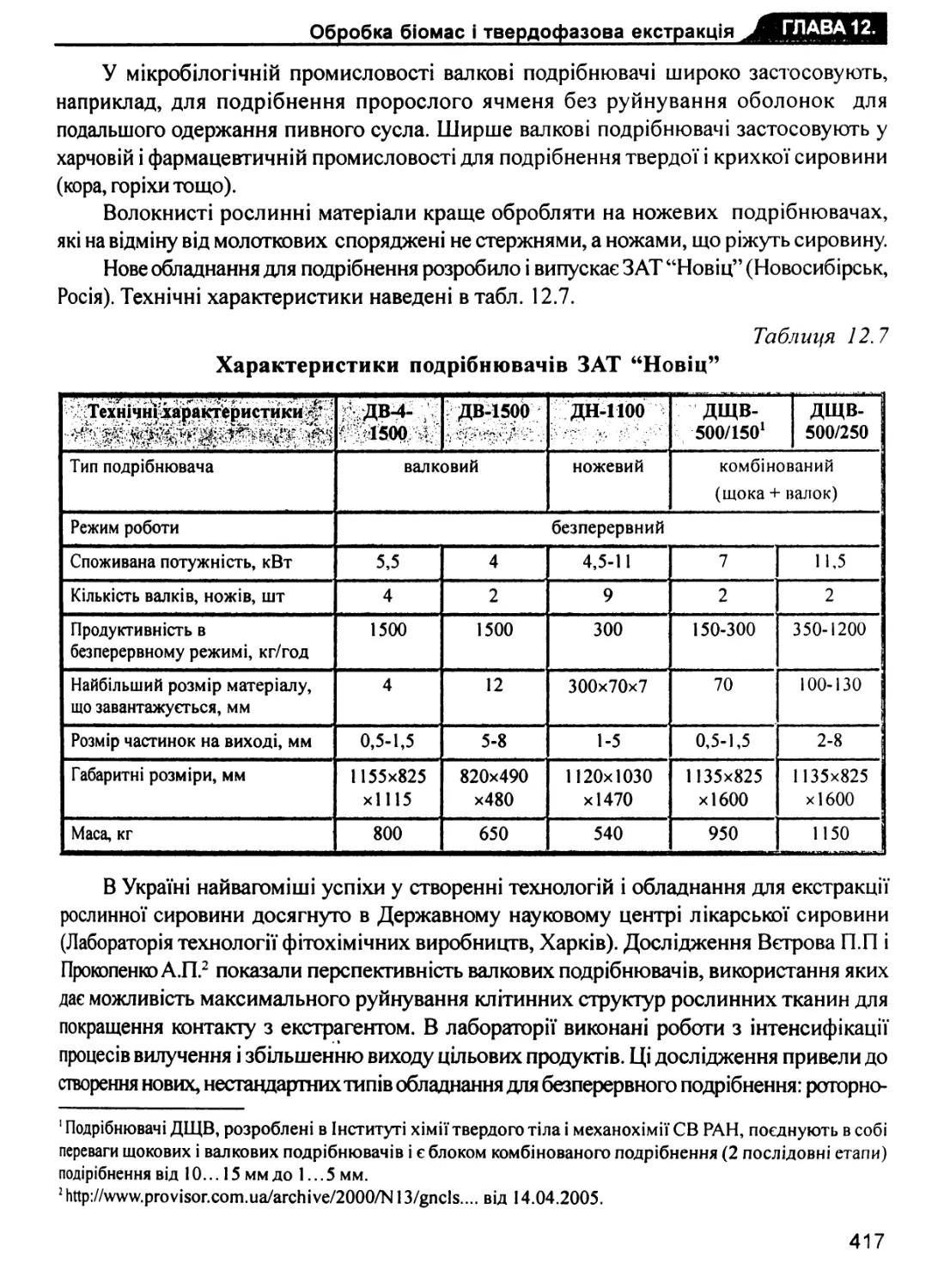
ГЛАВА 12. ОБРОБКА БІОМАС І ТВЕРДОФАЗОВА ЕКСТРАКЦІЯ 395
12.1. Дезінтеграція біомас 395
12.2. Твердофазова екстракція 396
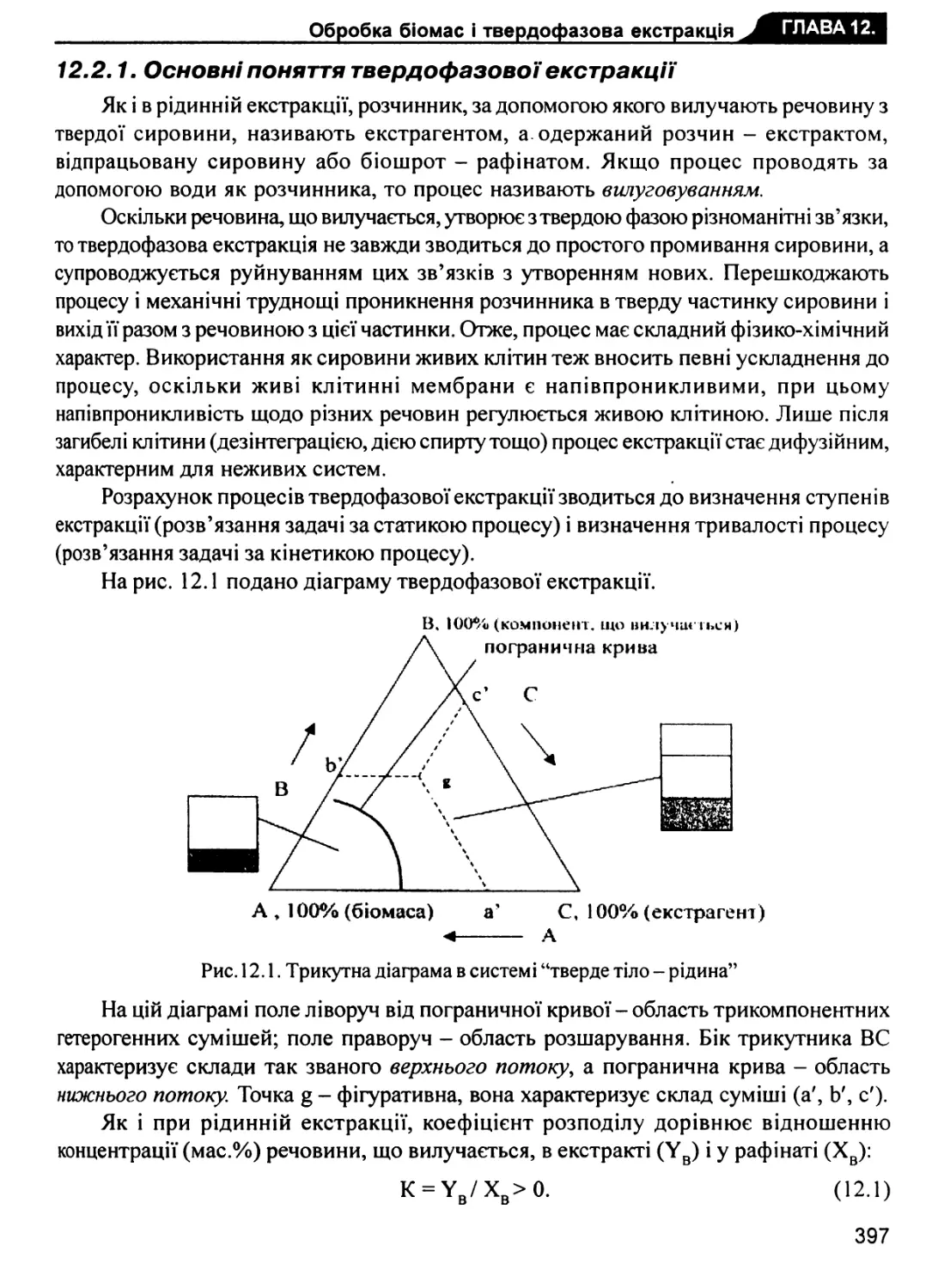
12.2.1. Основні поняття твердофазової екстракції 397
12.2.2. Матеріальні та технологічні розрахунки 398
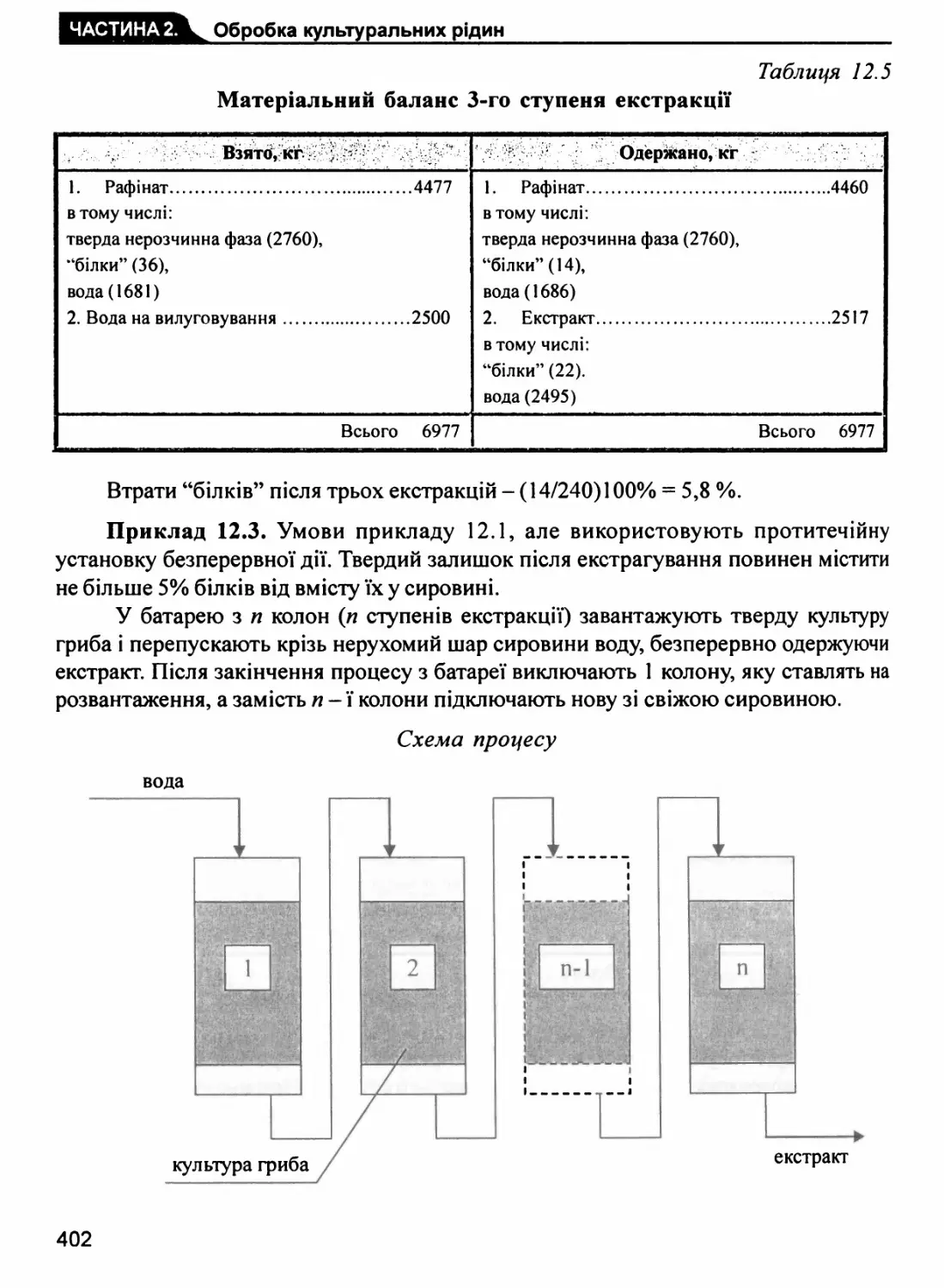
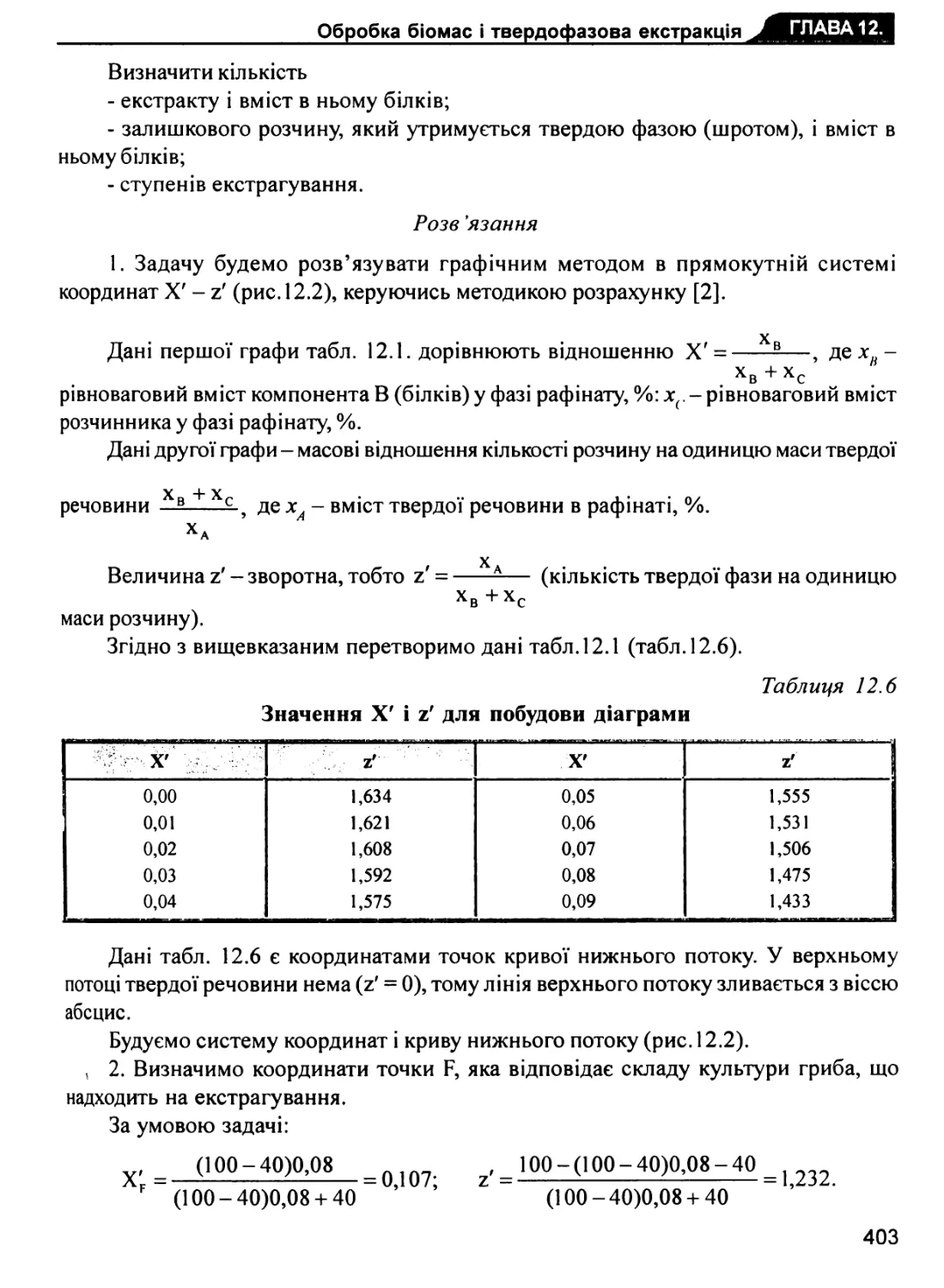
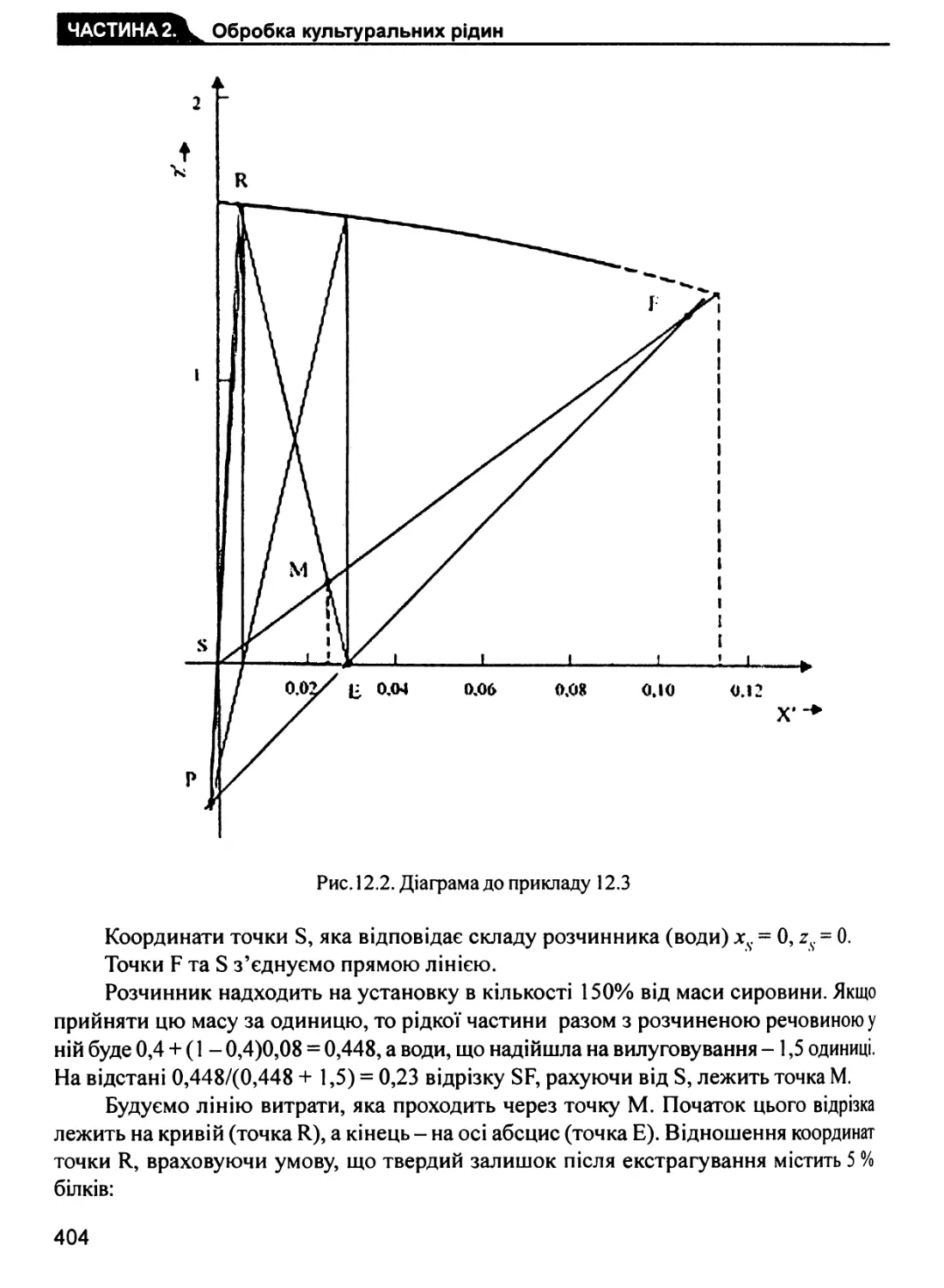
12.2.3. Кінетика і динаміка процесів твердофазової екстракції 406
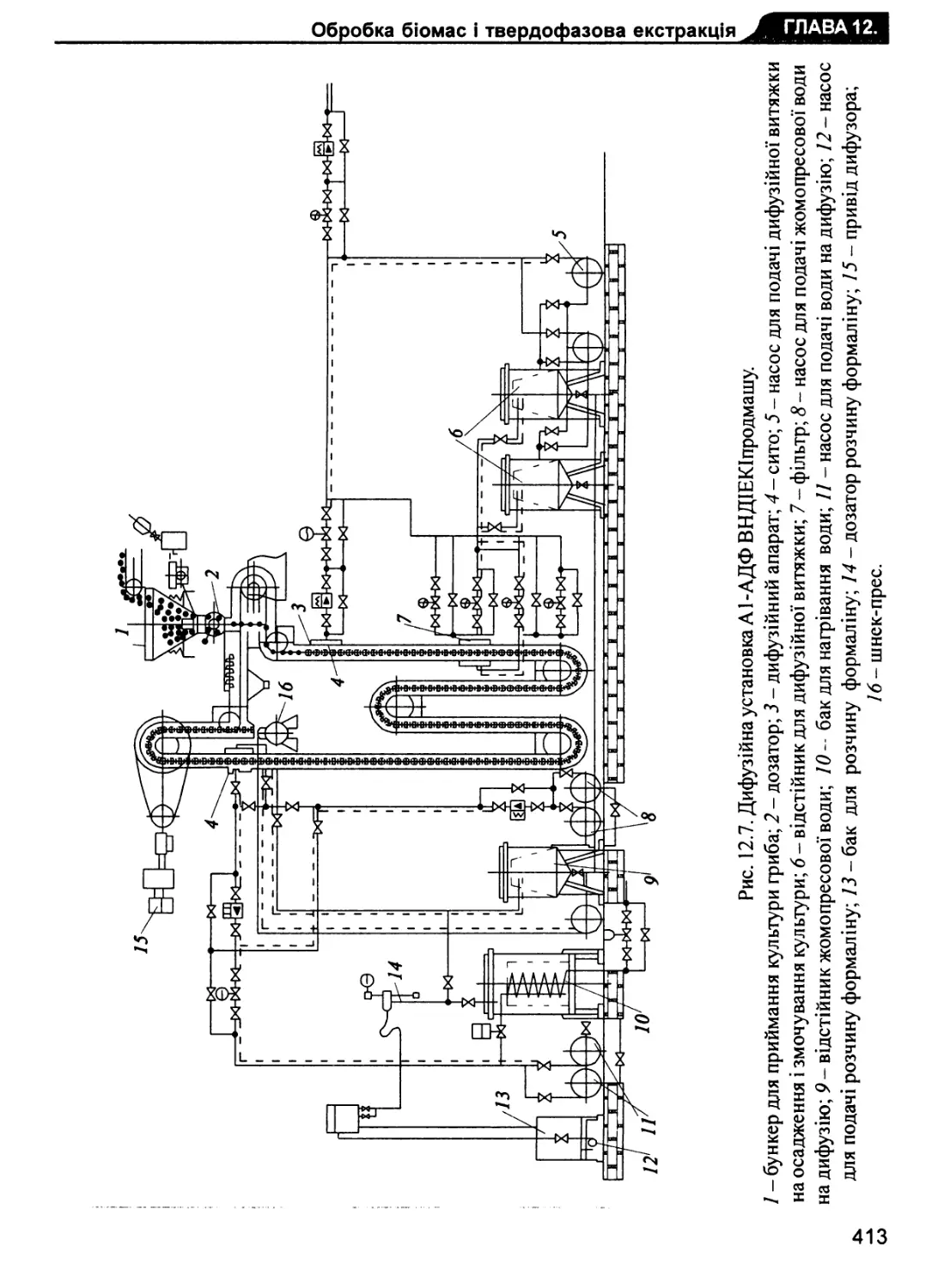
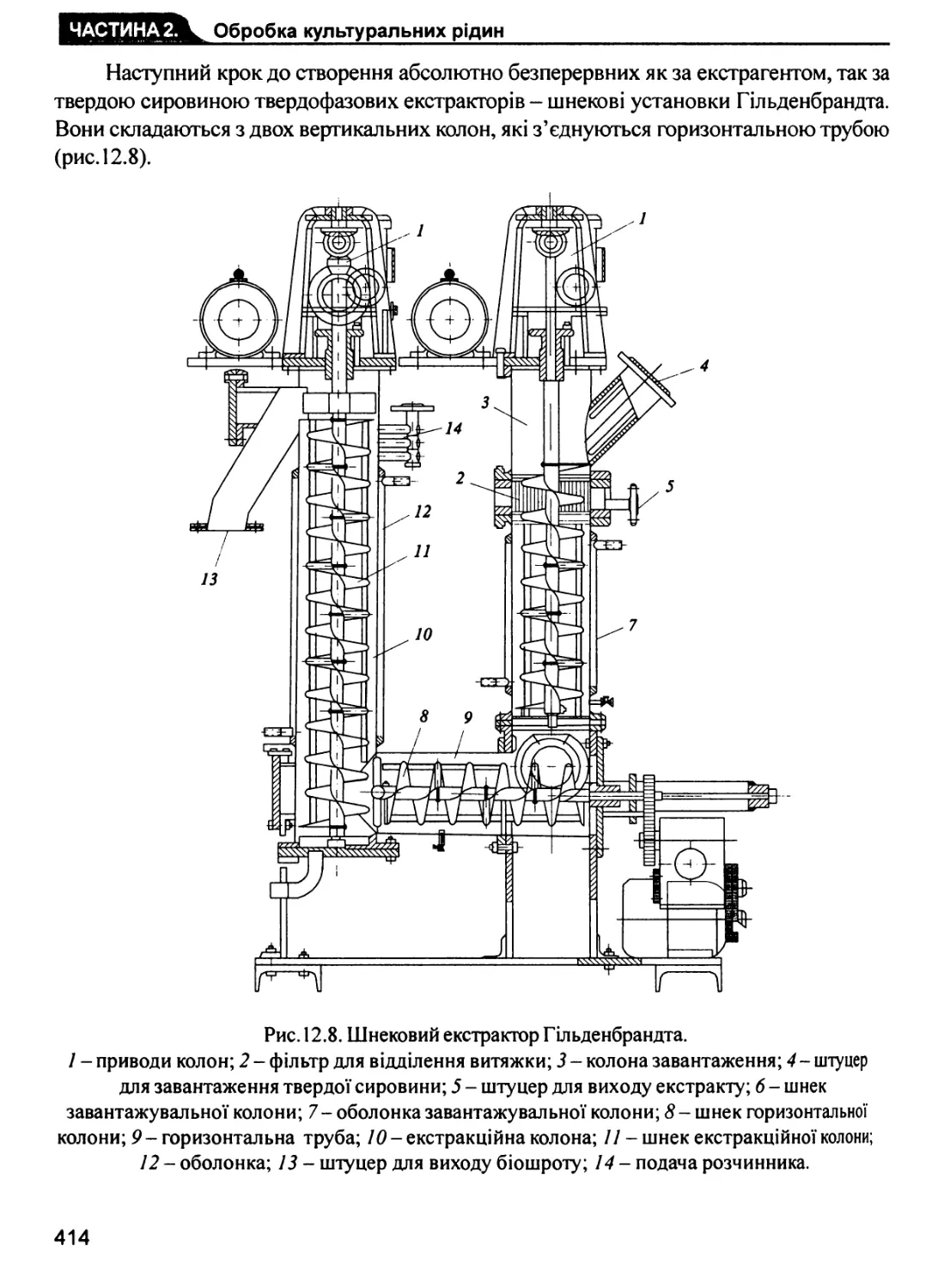
12.2.4. Обладнання для твердофазової екстракції 407
12.2.5. Підготовка рослинної сировини 415
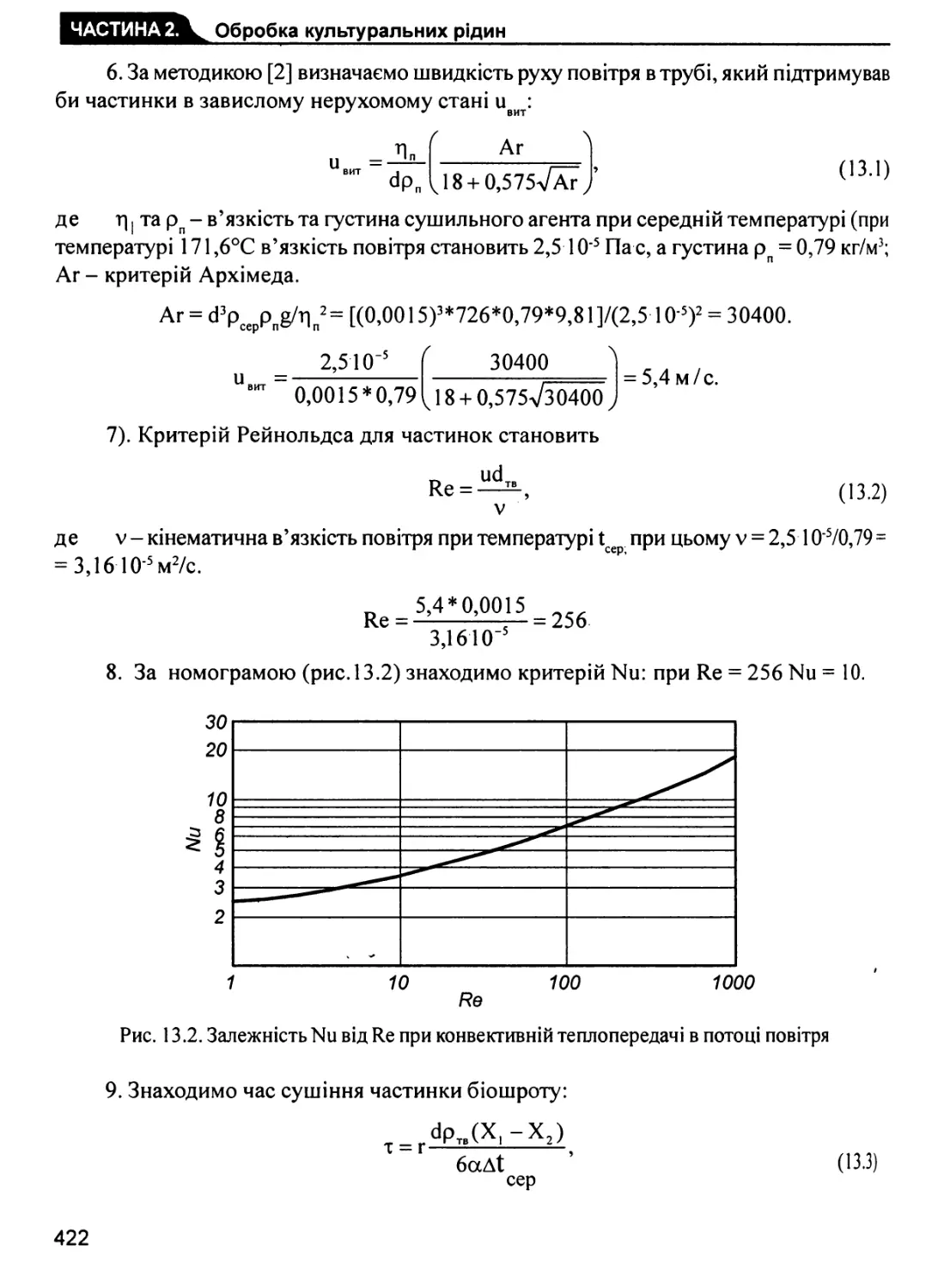
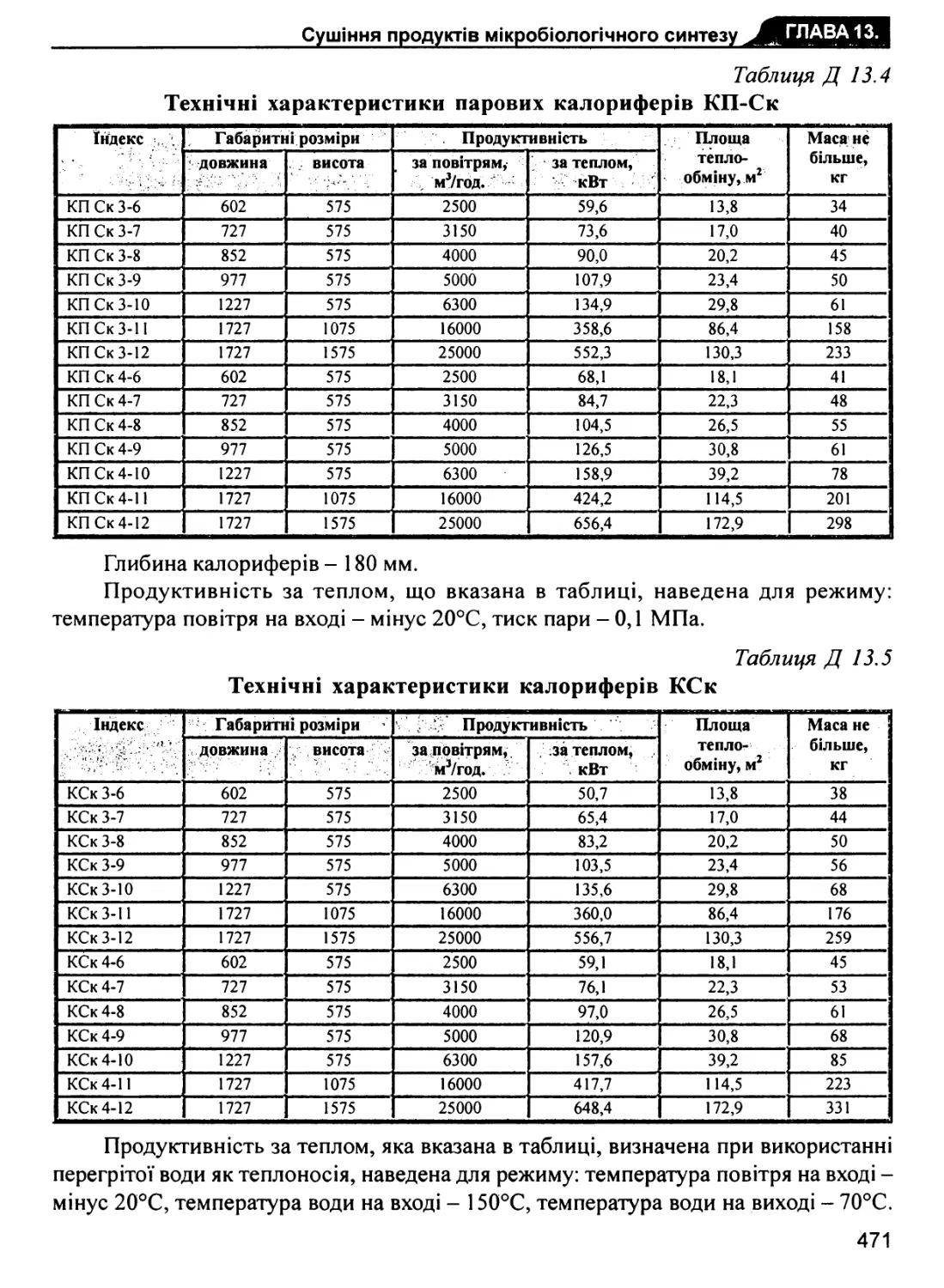
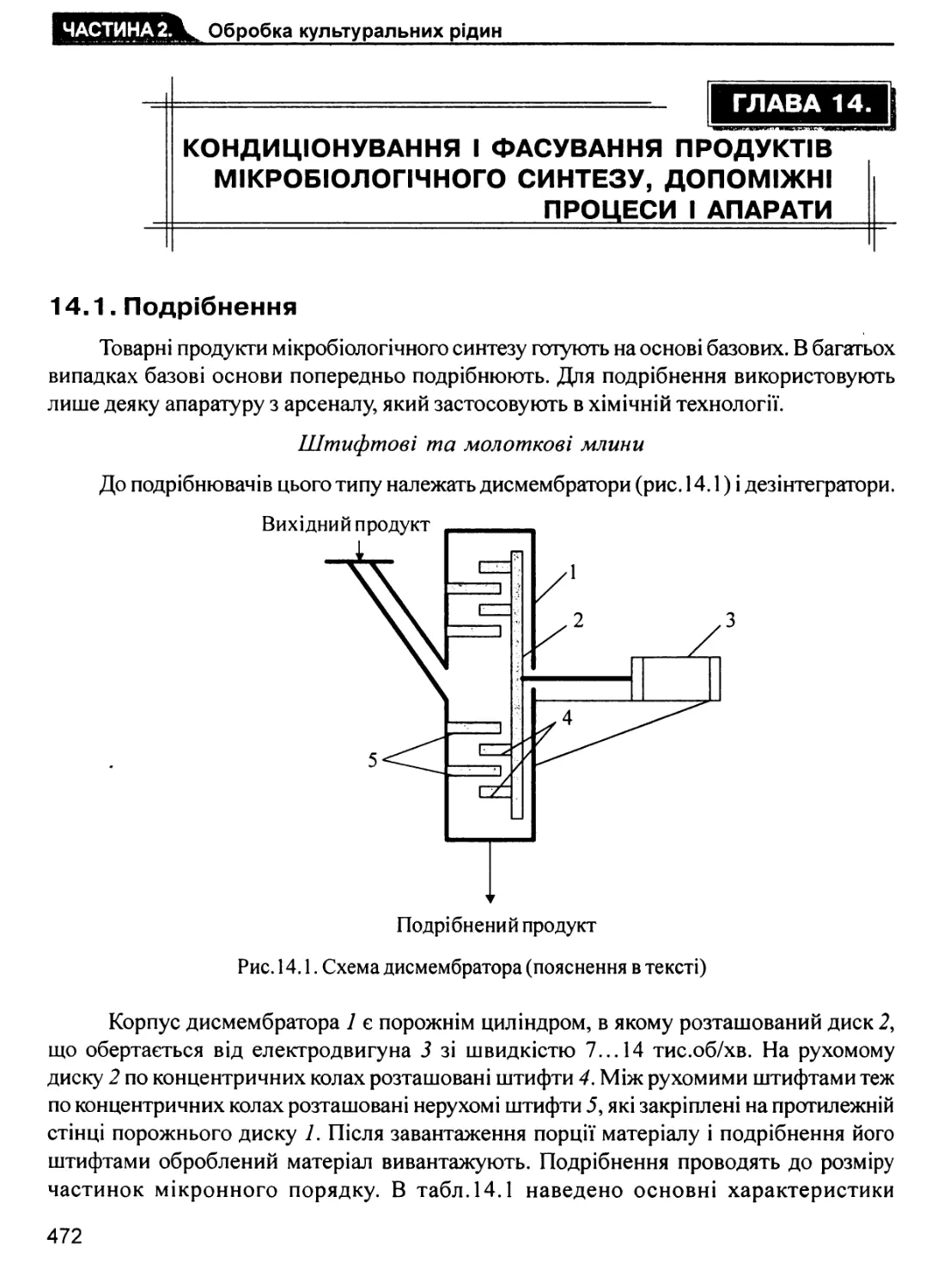
ГЛАВА 13. СУШІННЯ ПРОДУКТІВ МІКРОБІОЛОГІЧНОГО
СИНТЕЗУ 419
13.1. Пневматичні, аерофонтанні сушарки і сушарки з псевдозрідженим
шаром 420
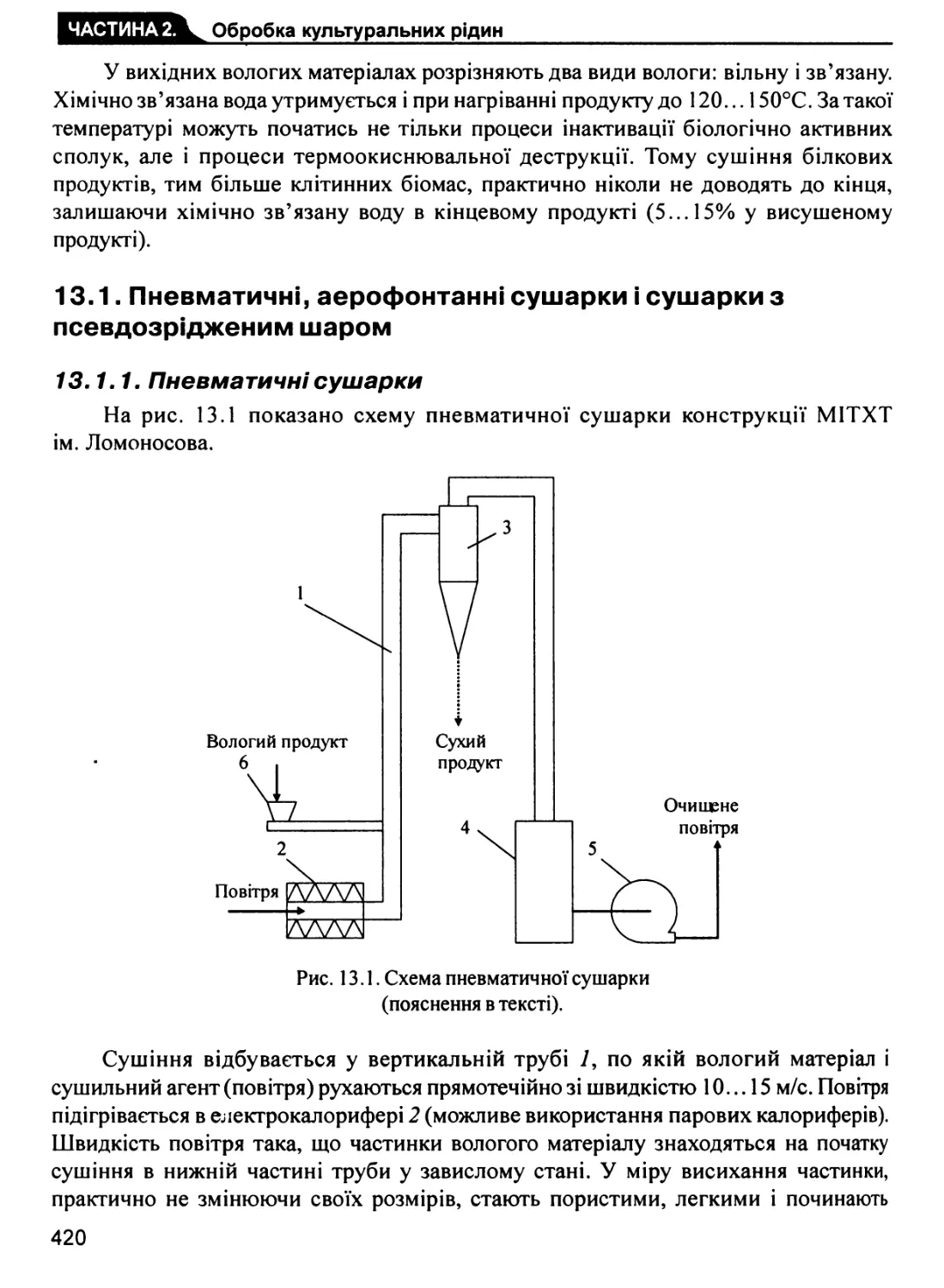
13.1.1. Пневматичні сушарки 420
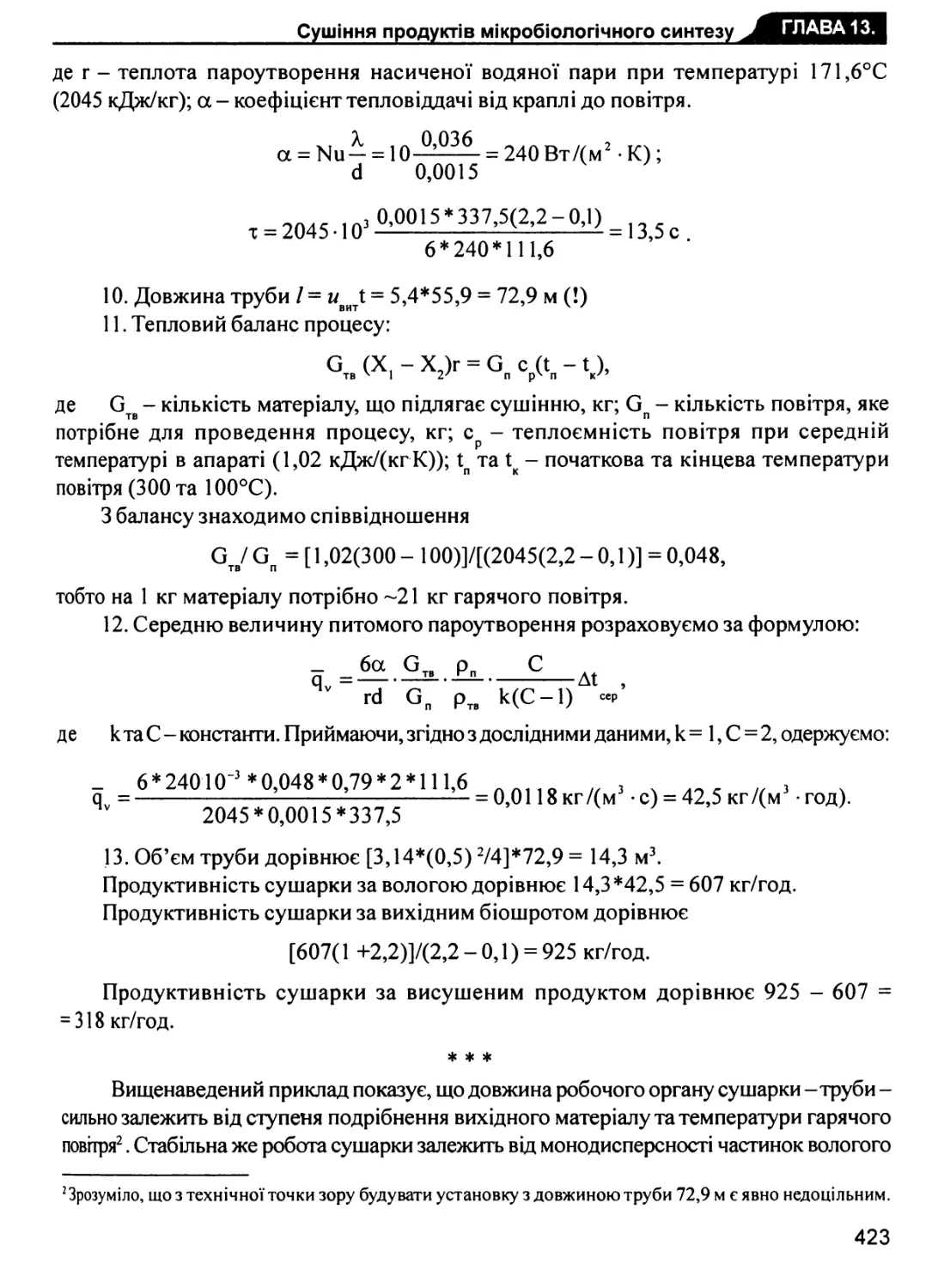
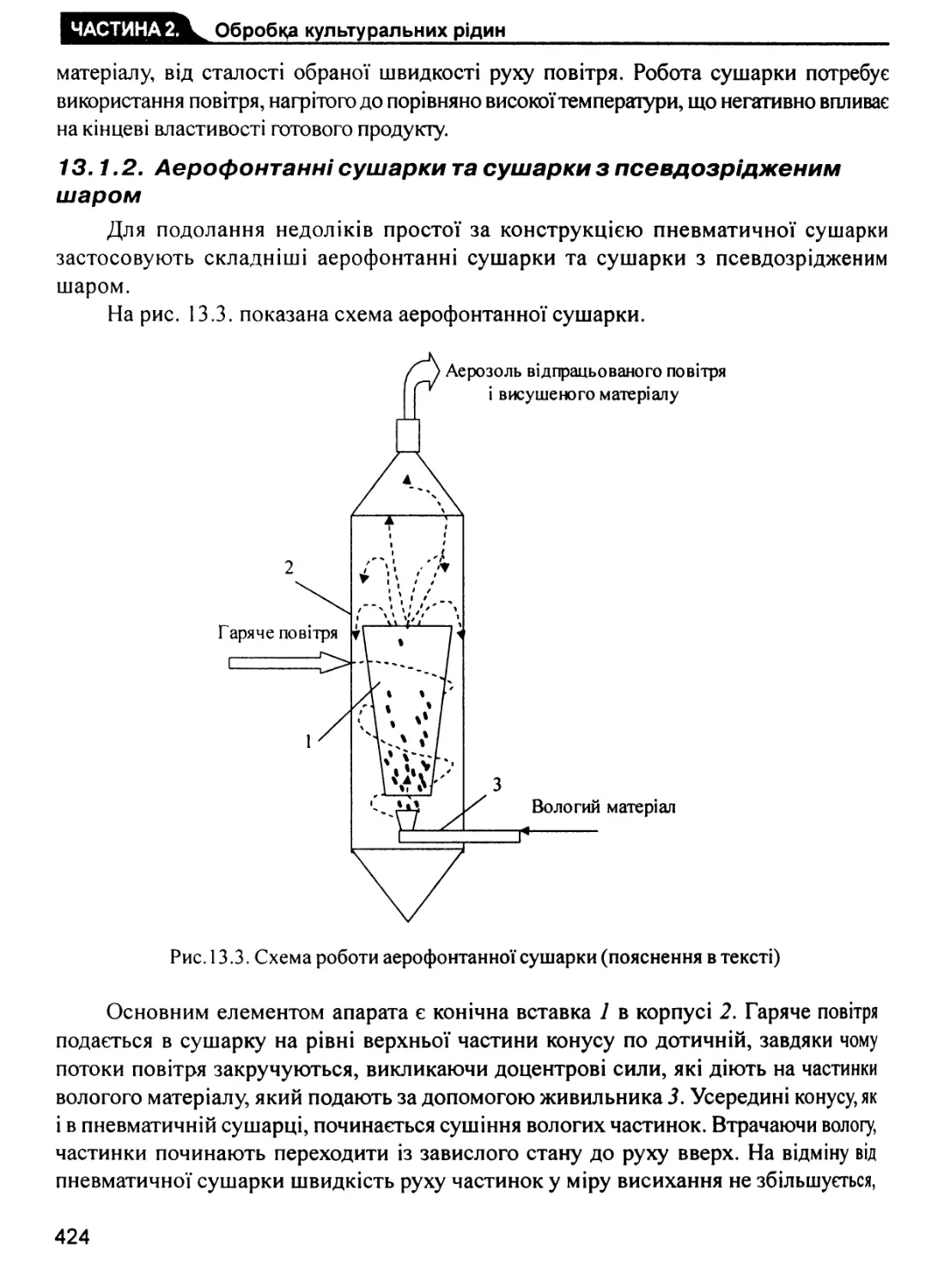
13.1.2. Аерофонтанні сушарки та сушарки з псевдозрідженим
шаром 424
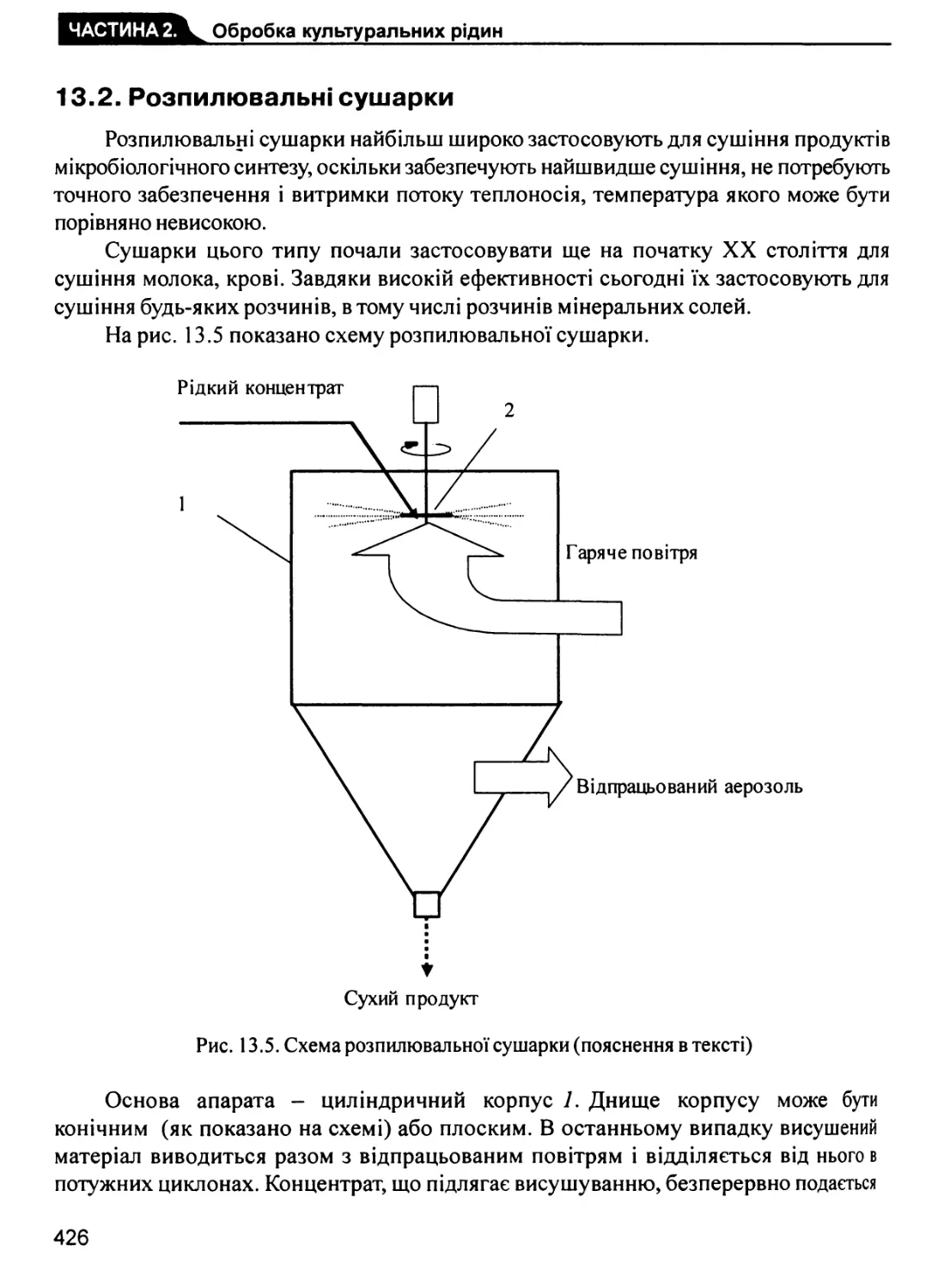
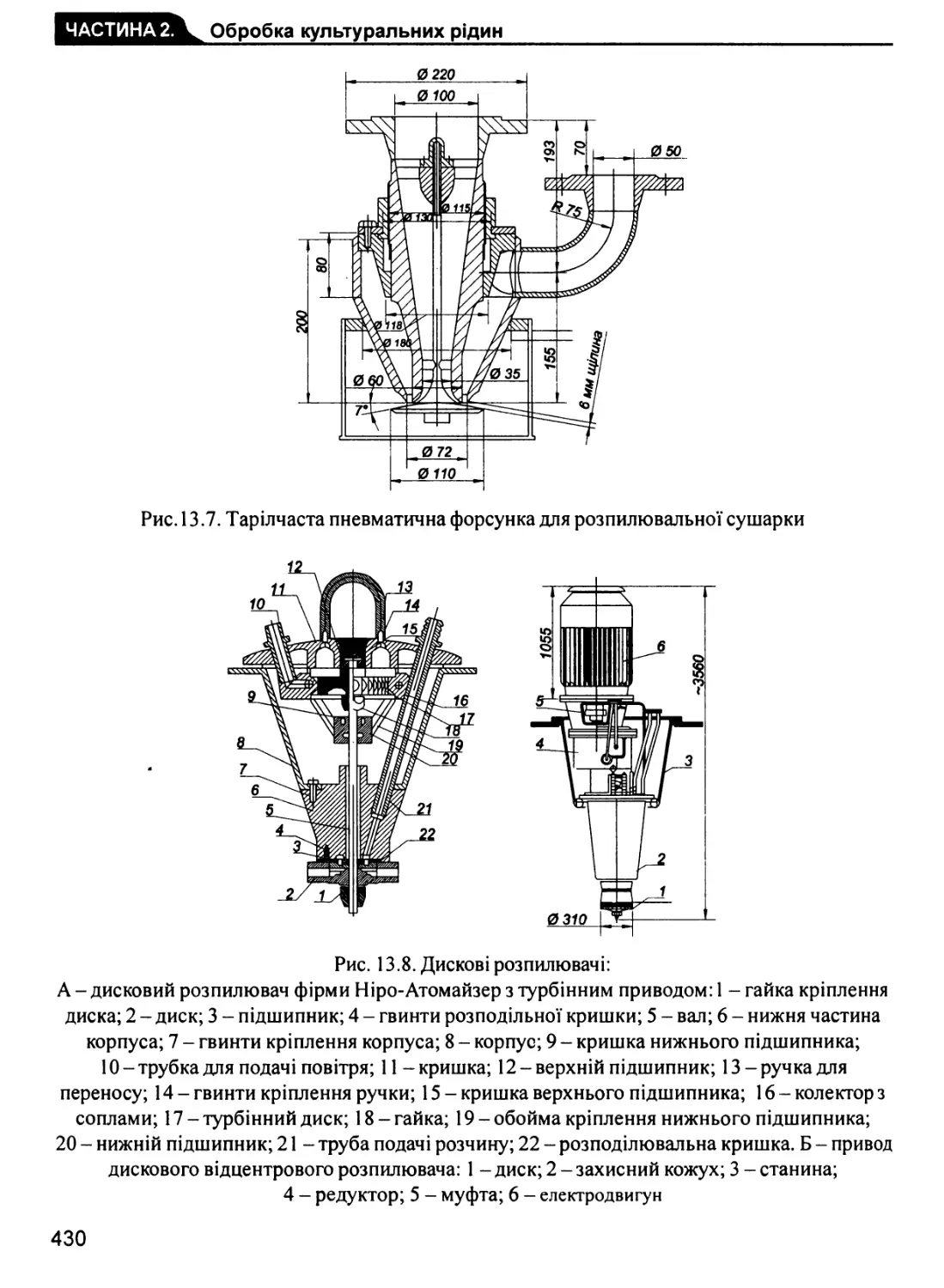
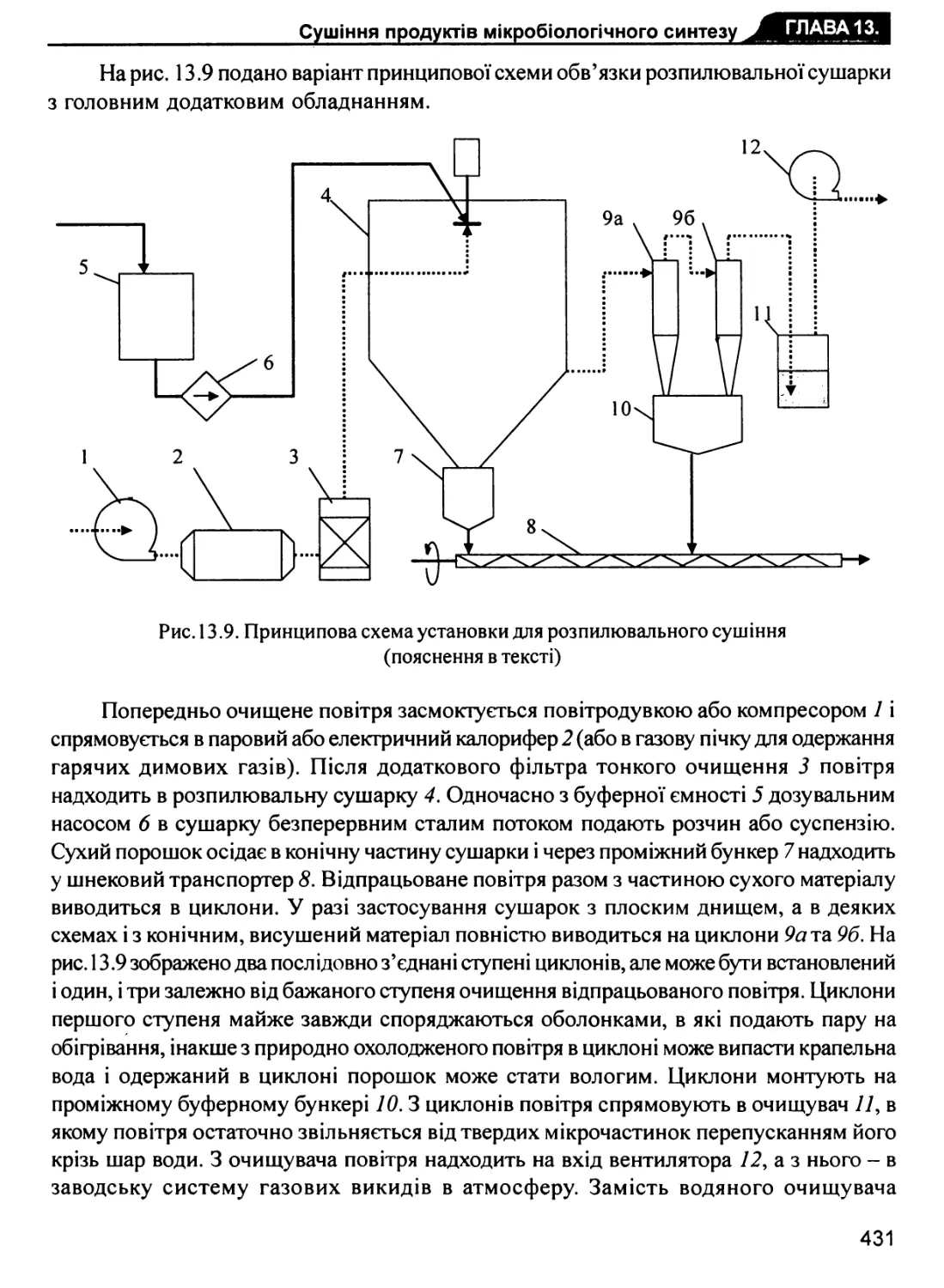
13.2. Розпилювальні сушарки 426
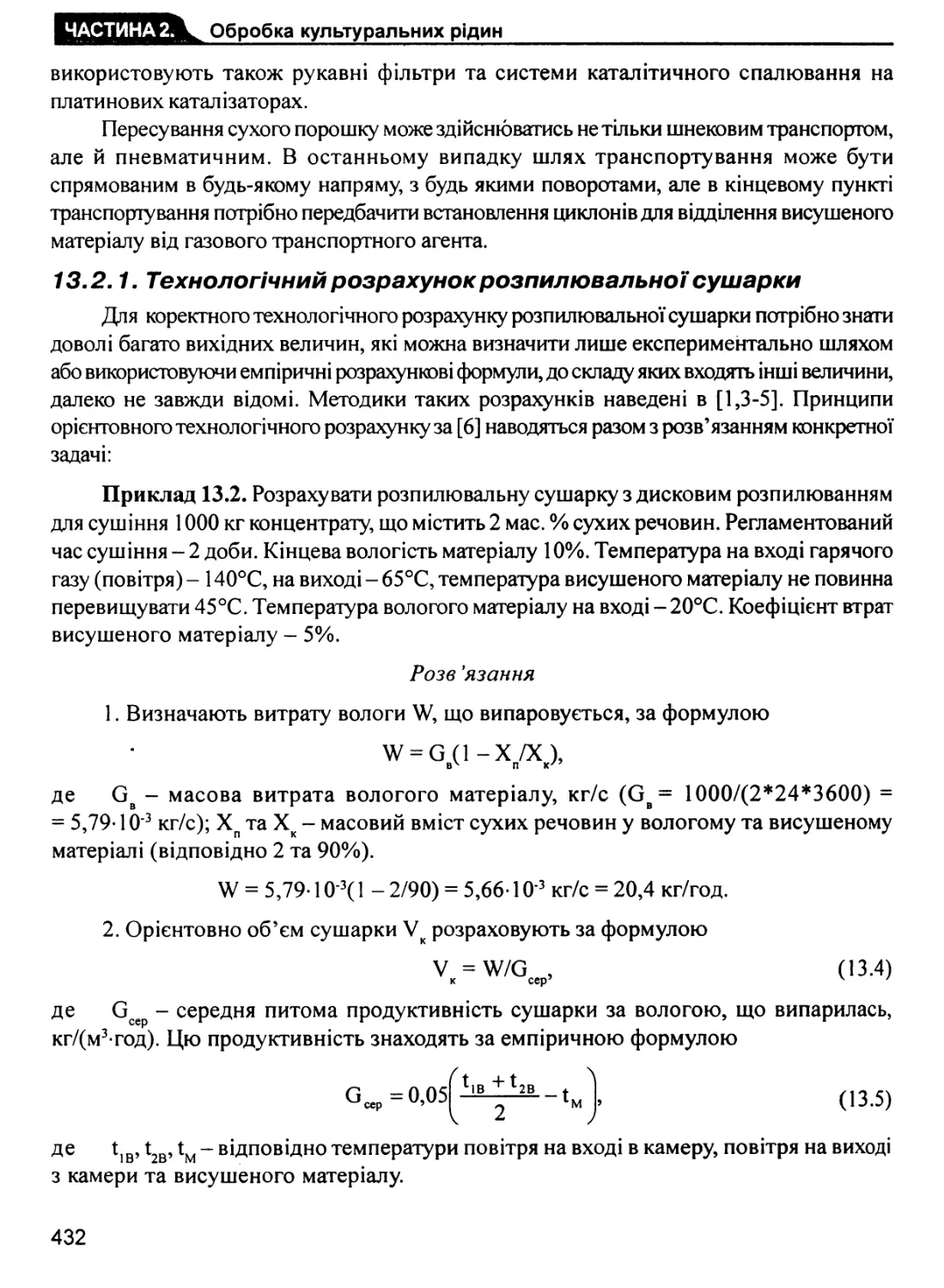
13.2.1. Технологічний розрахунок розпилювальної сушарки 432
13.2.2. Технологічний розрахунок циклонів 434
13.2.3. Розрахунок калорифера 436
13.3. Сублімаційне сушіння 443
6
13.3.1. Технологічний розрахунок сублімаційної сушарки
періодичної дії 445
13.4. Вакуум-сушильні шафи 455
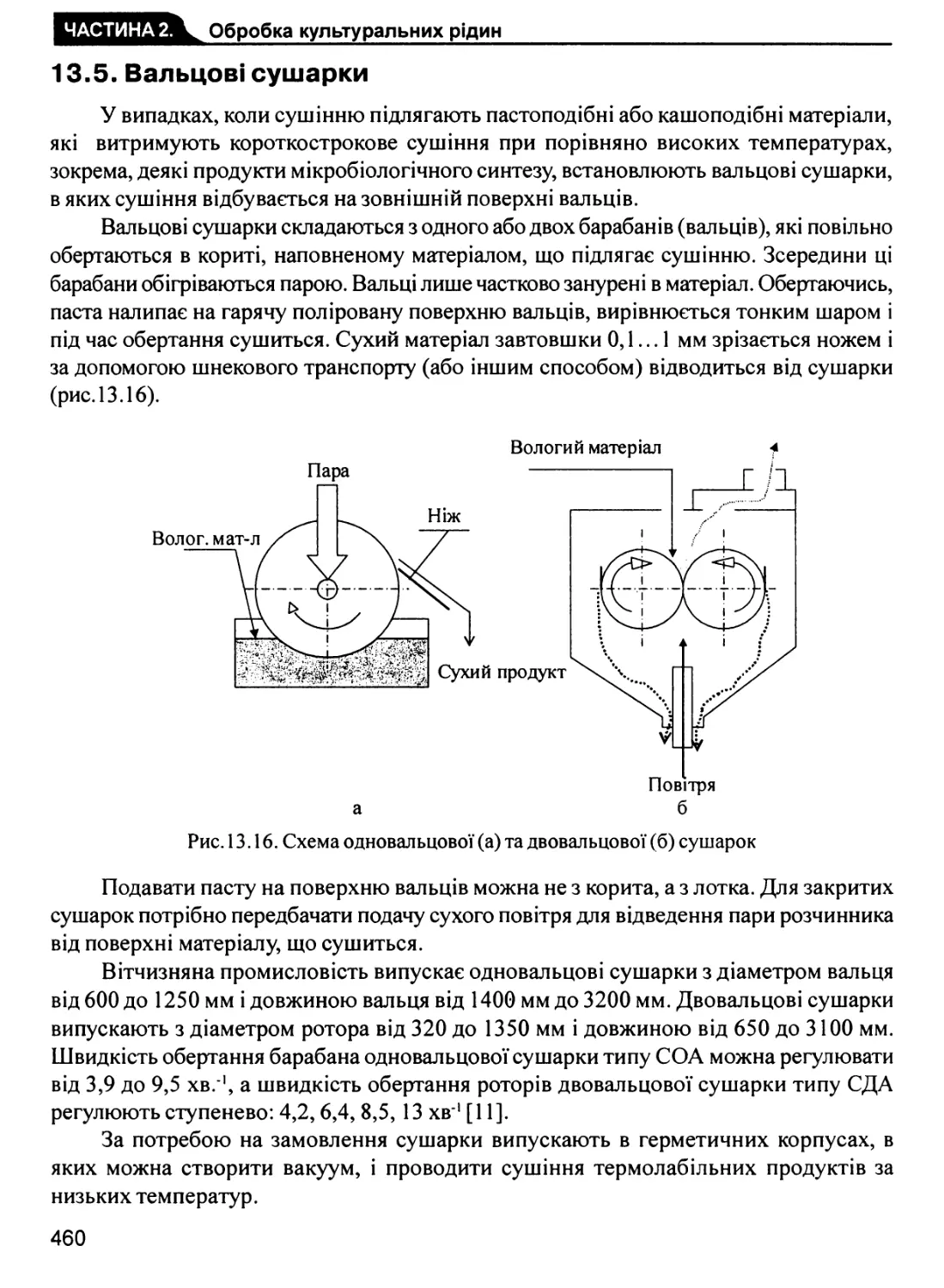
13.5. Вальцові сушарки 460
13.6. Інші типи сушарок, які застосовують в мікробіологічній
промисловості 464
ГЛАВА 14. КОНДИЦЮНУВАННЯІ ФАСУВАННЯ ПРОДУКТІВ
МІКРОБІОЛОГІЧНОГО СИНТЕЗУ ДОПОМІЖНІ
ПРОЦЕСИ І АПАРАТИ 472
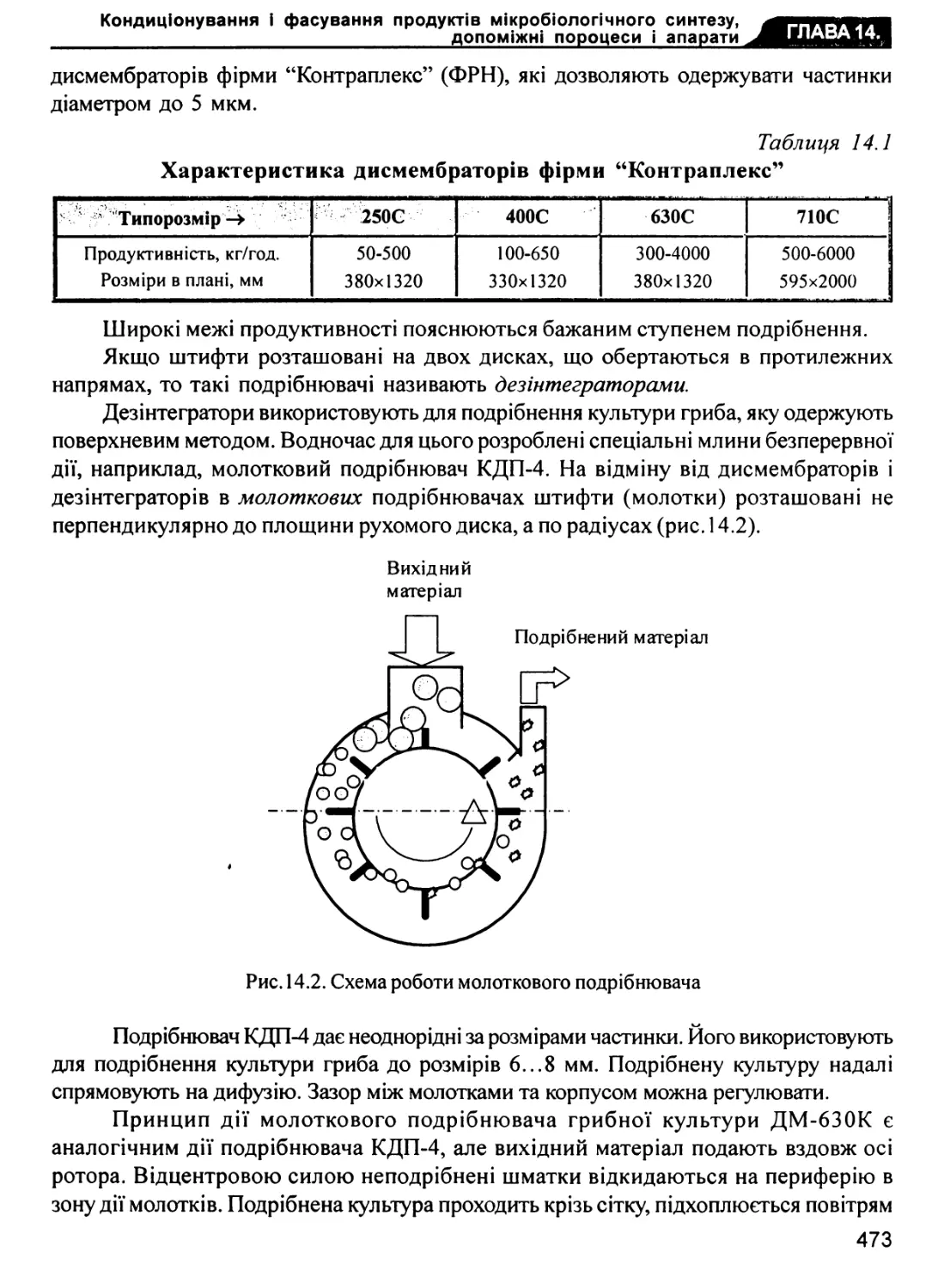
14.1. Подрібнення 472
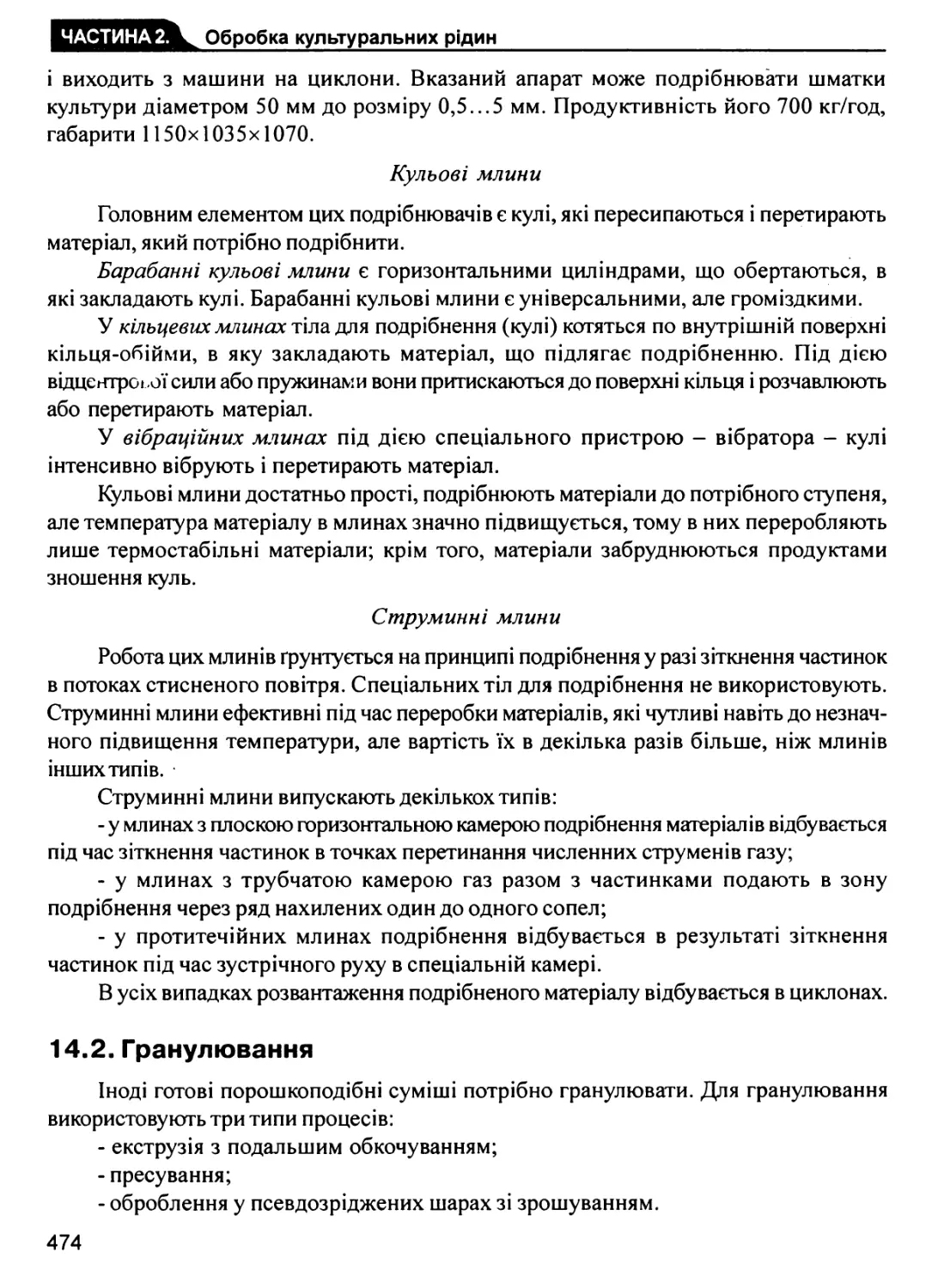
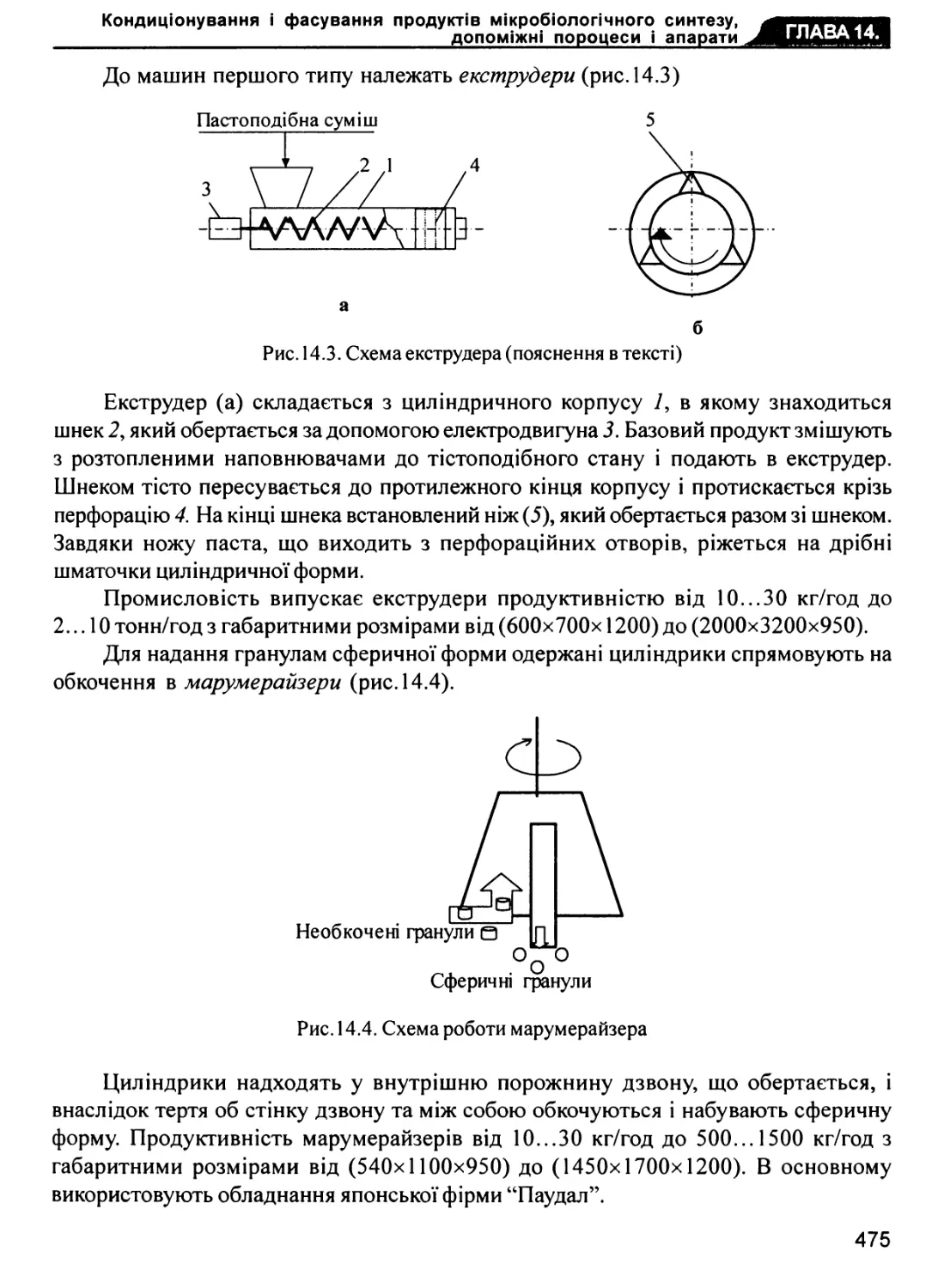
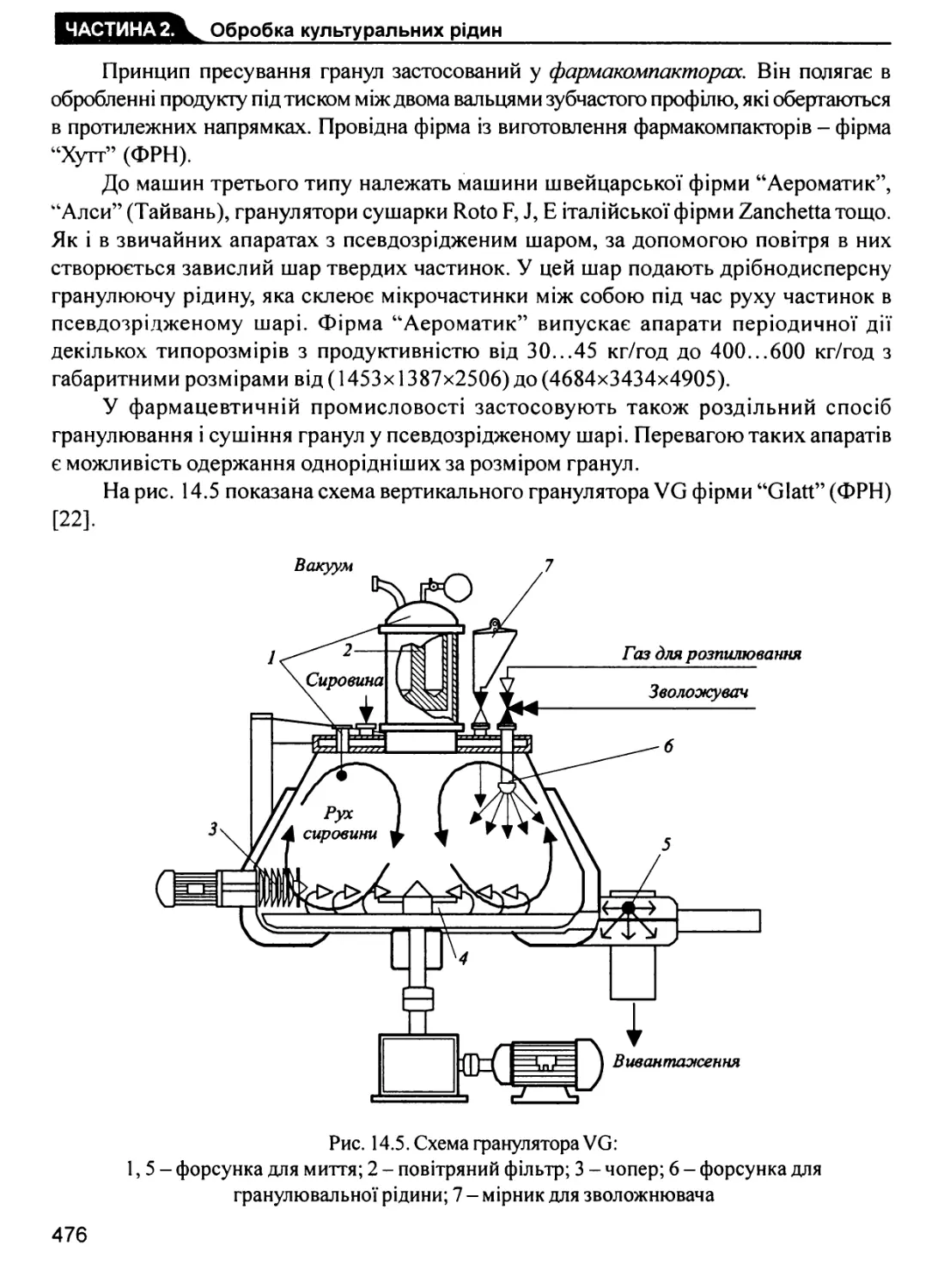
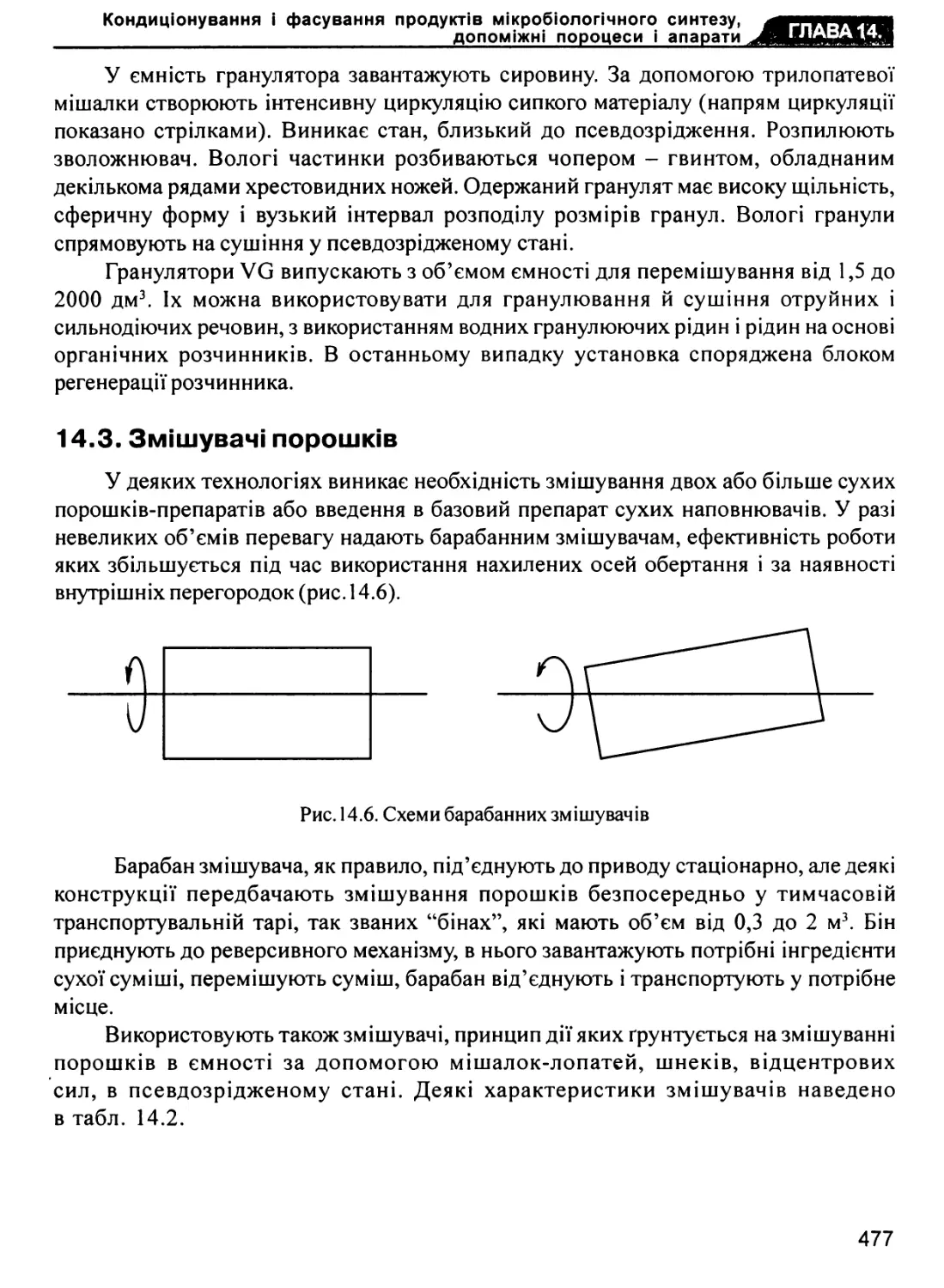
14.2. Гранулювання 474
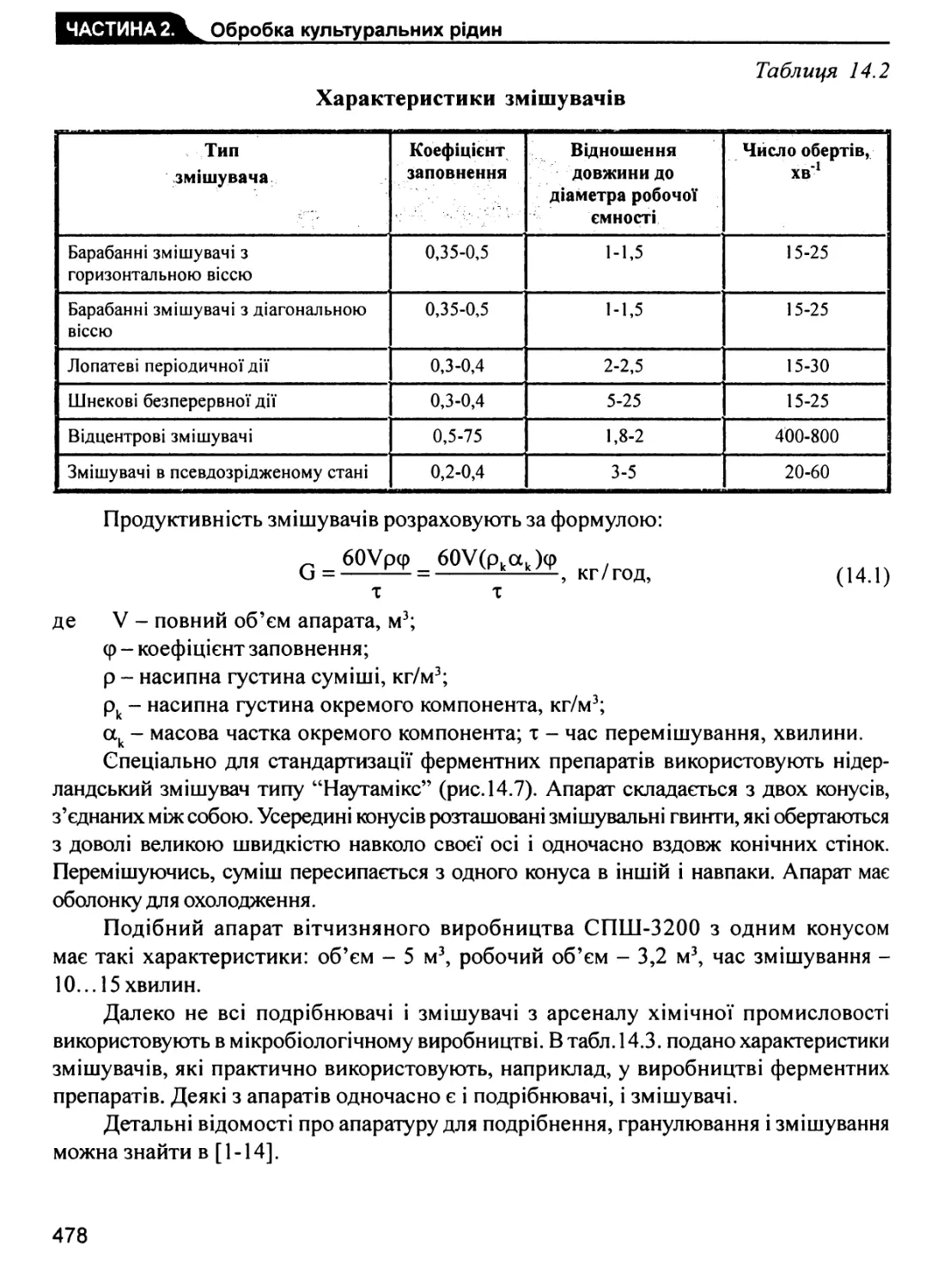
14.3. Змішувачі порошків 477
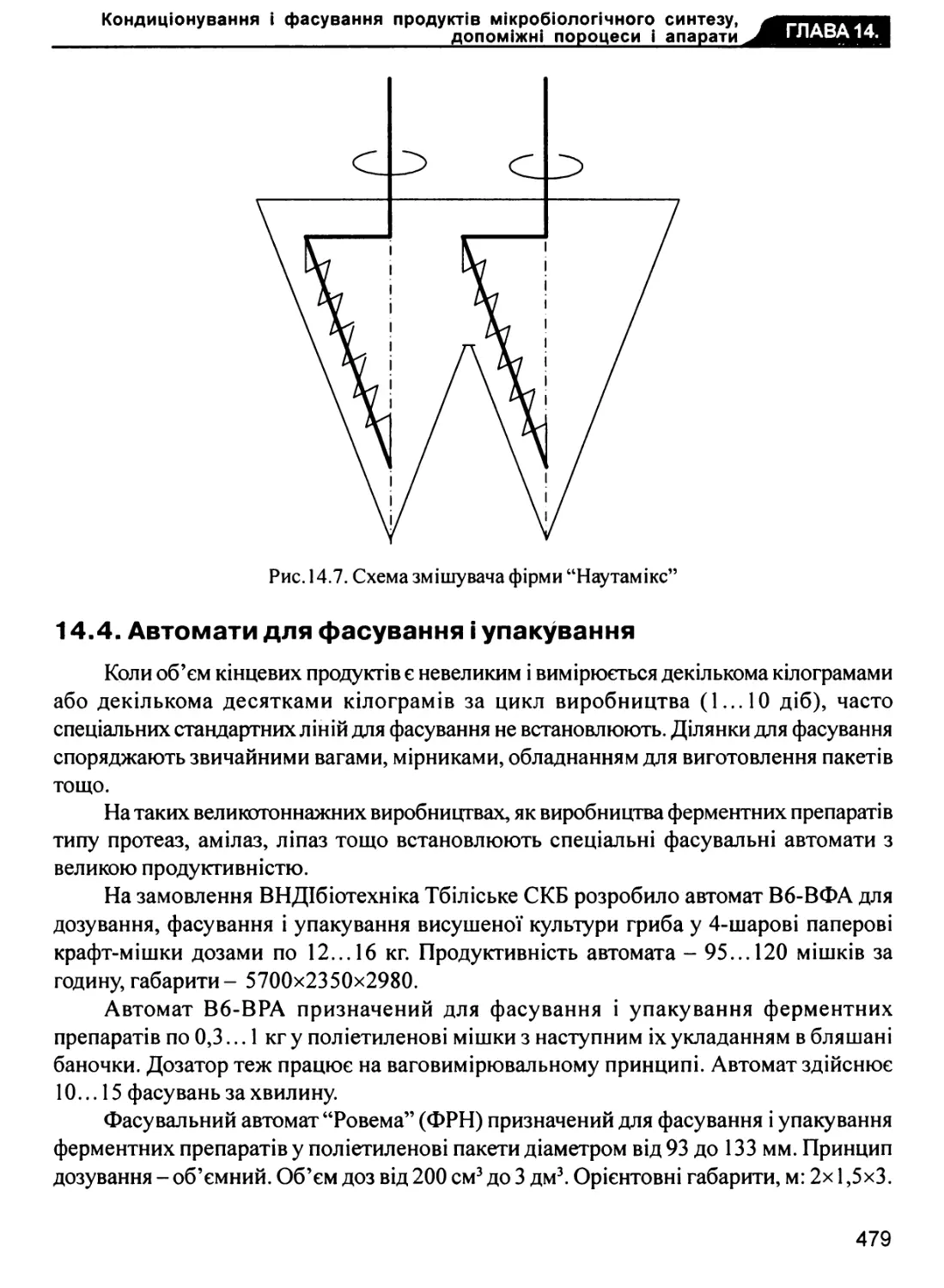
14.4. Автомати для фасування і упакування 479
14.5. Короткі відомості про машини для стискання повітря 481
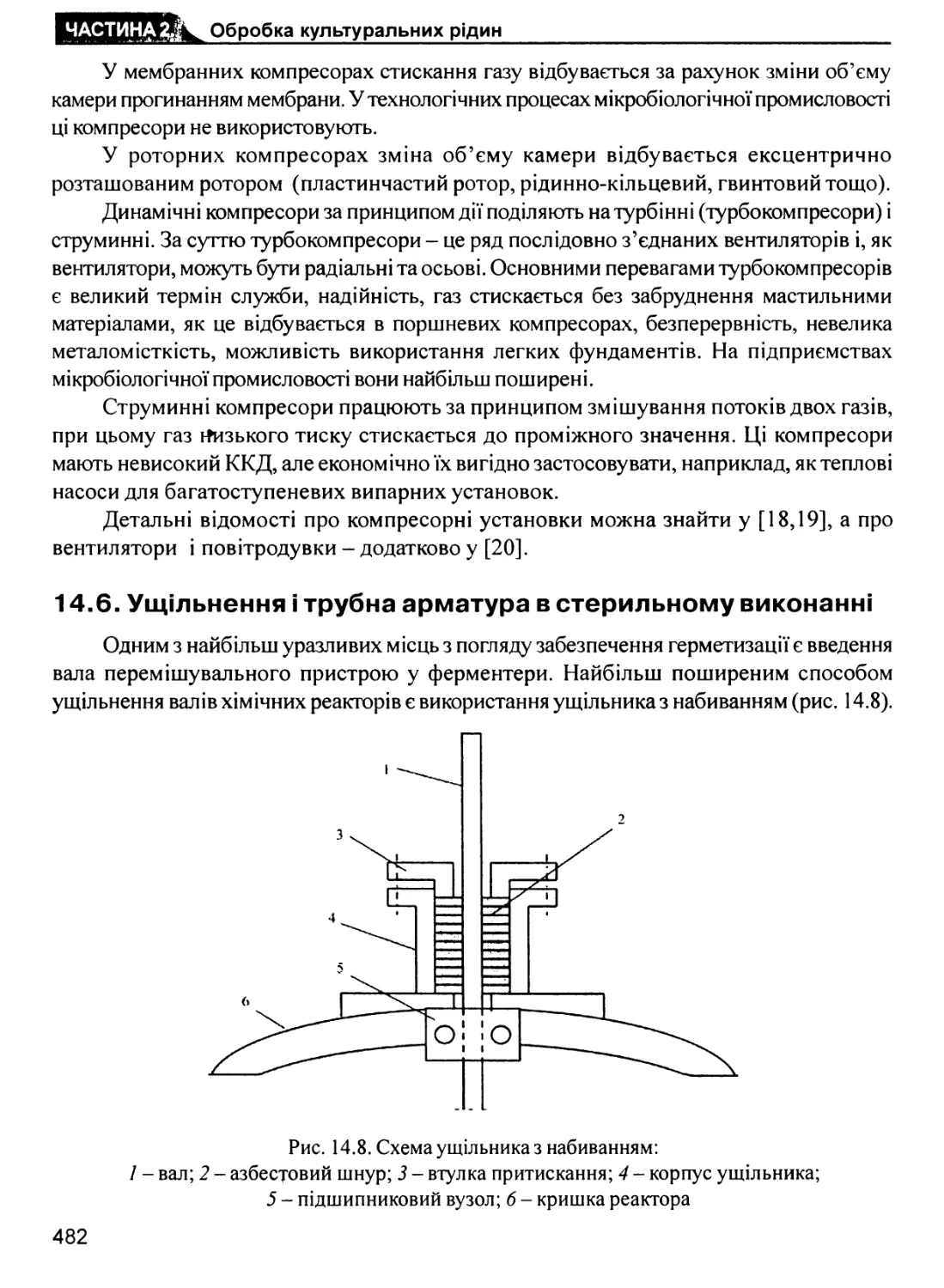
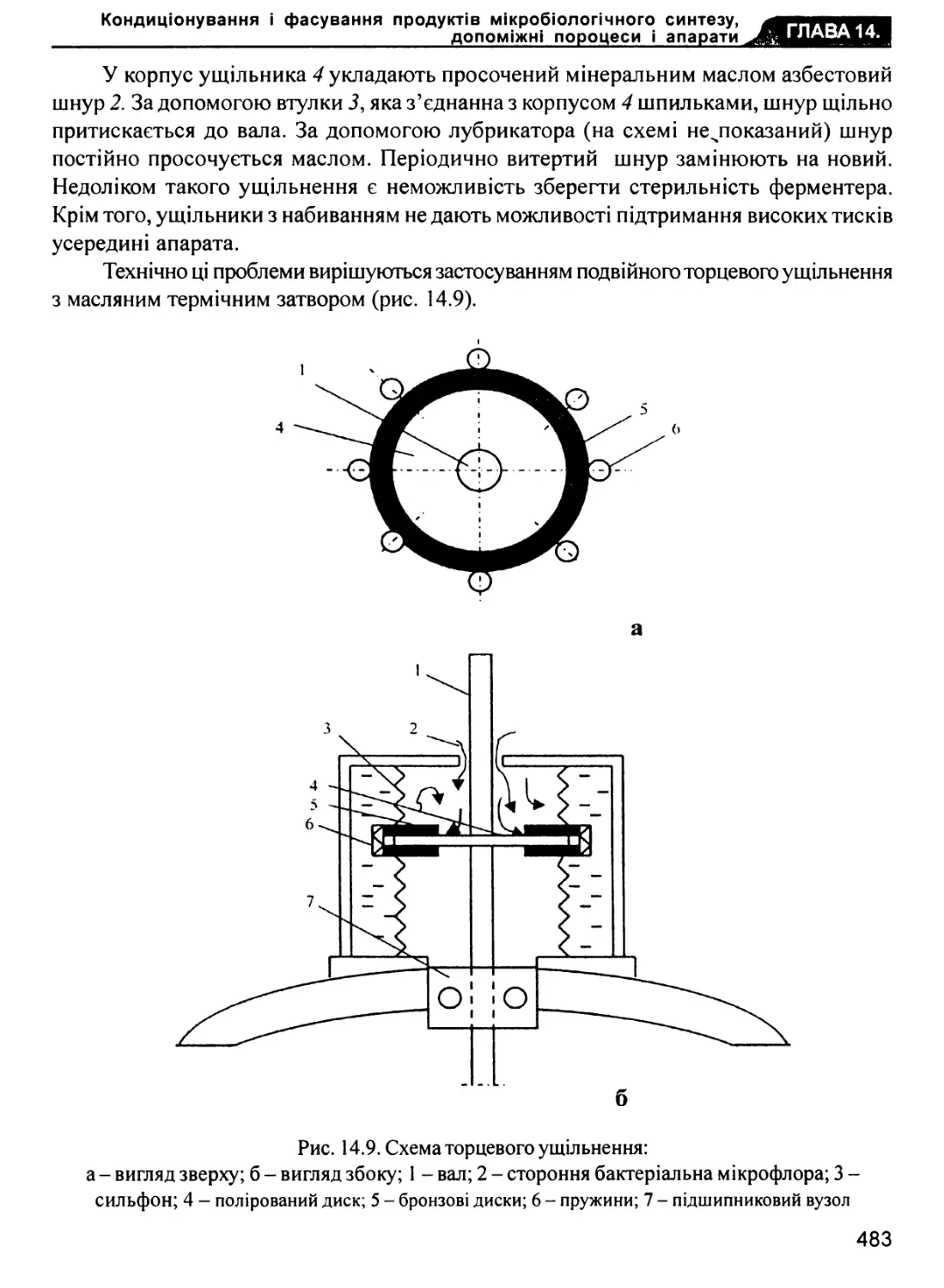
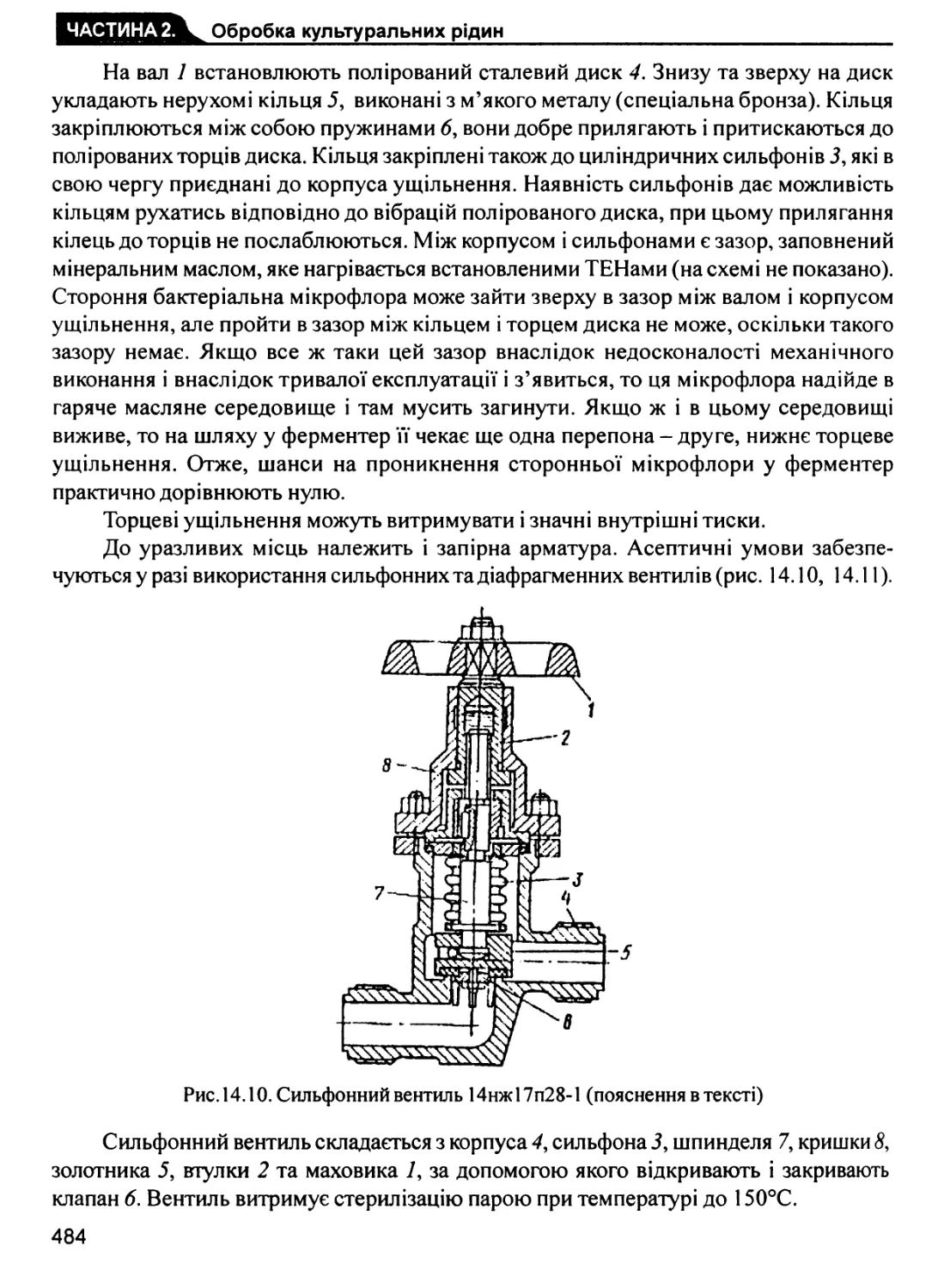
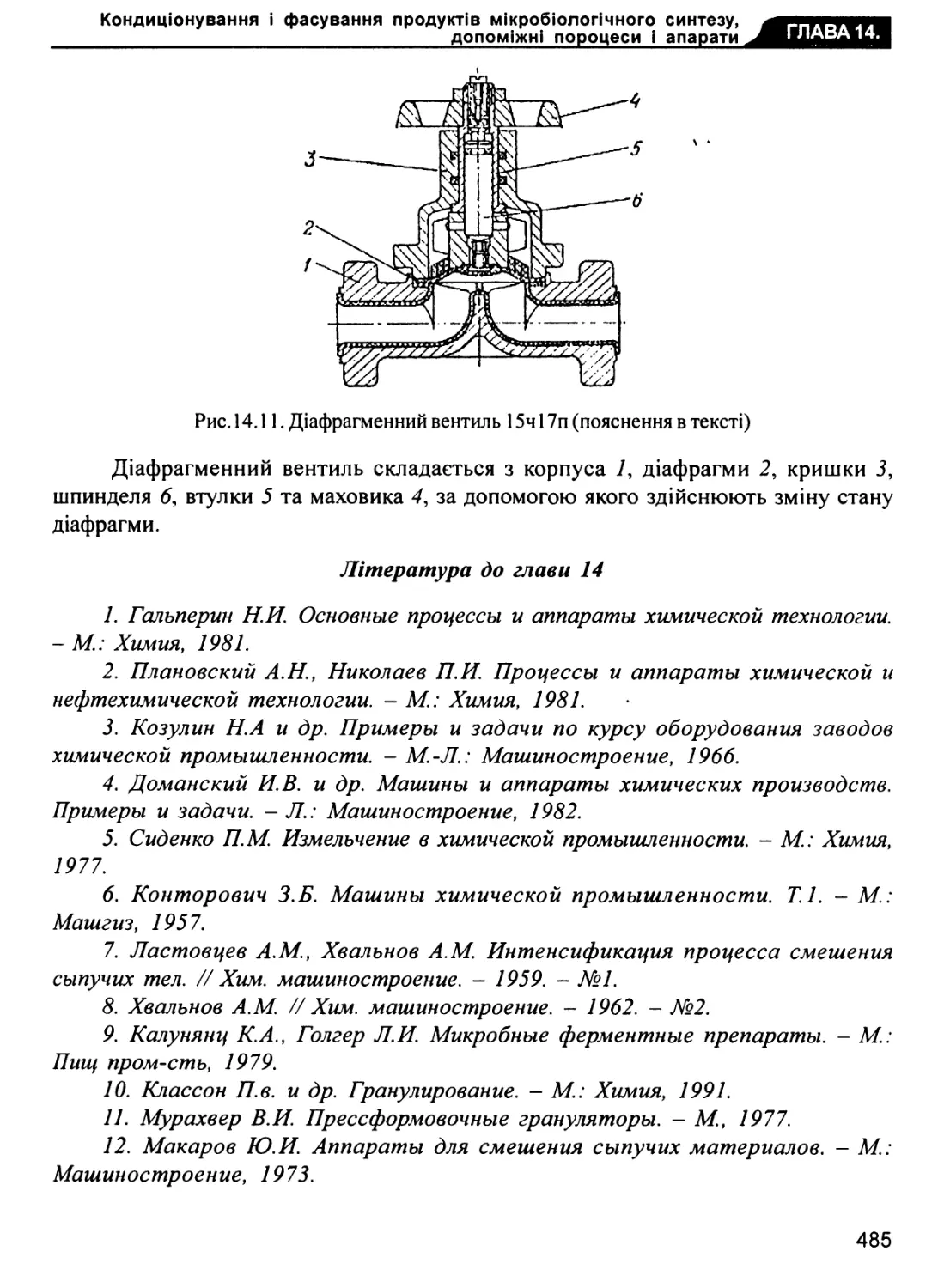
14.6. Ущільнення і трубна арматура в стерильному виконанні 482
ЧАСТИНА III. ОСНОВИ ПРОЕКТУВАННЯ БІОТЕХНОЛОГІЧНИХ
І ФАРМАЦЕВТИЧНИХ ВИРОБНИЦТВ 487
ГЛАВА 15. ЗАГАЛЬНІ ВІДОМОСТІ ПРО МЕТУ, МЕТОДИ І ПРОЦЕС
ПРОЕКТУВАННЯ 487
15.1. Суть і мета проекту 487
15.2. Методи проектування 488
15.3. Ефективність проекту 489
15.4. Життєвий цикл проектів 490
ГЛАВА 16. НАВЧАЛЬНЕ ПРОЕКТУВАННЯ. ВИБІР КОНЦЕПЦІЇ
ПРОЕКТУ. МАТЕРІАЛЬНІ TA ТЕХНОЛОГІЧНІ РОЗРАХУНКИ.
ОРГАНІЗАЦІЯ ВИРОБНИЦТВА. ТЕХНОЛОГІЧНІ СХЕМИ 498
16.1. Концепція проекту 498
16.2. Матеріальні розрахунки 499
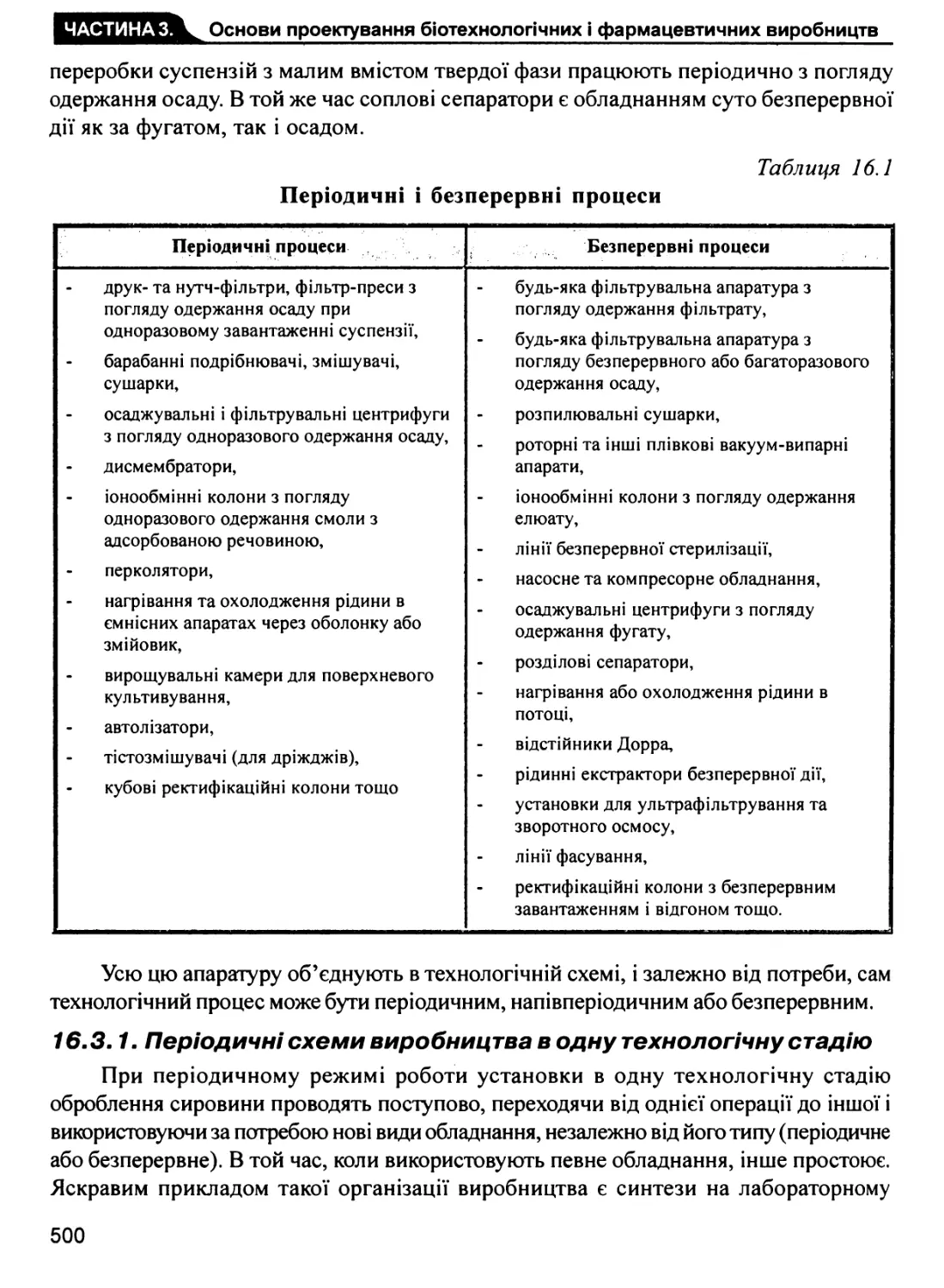
16.3. Організація виробництва 499
16.3.1. Періодичні схеми виробництва в одну технологічну стадію 500
16.3.2. Безперервні технологічні процеси 501
16.3.3. Напівперіодичні технологічні процеси 502
16.3.3.1. Узгодження матеріальних потоків технологічних стадій 502
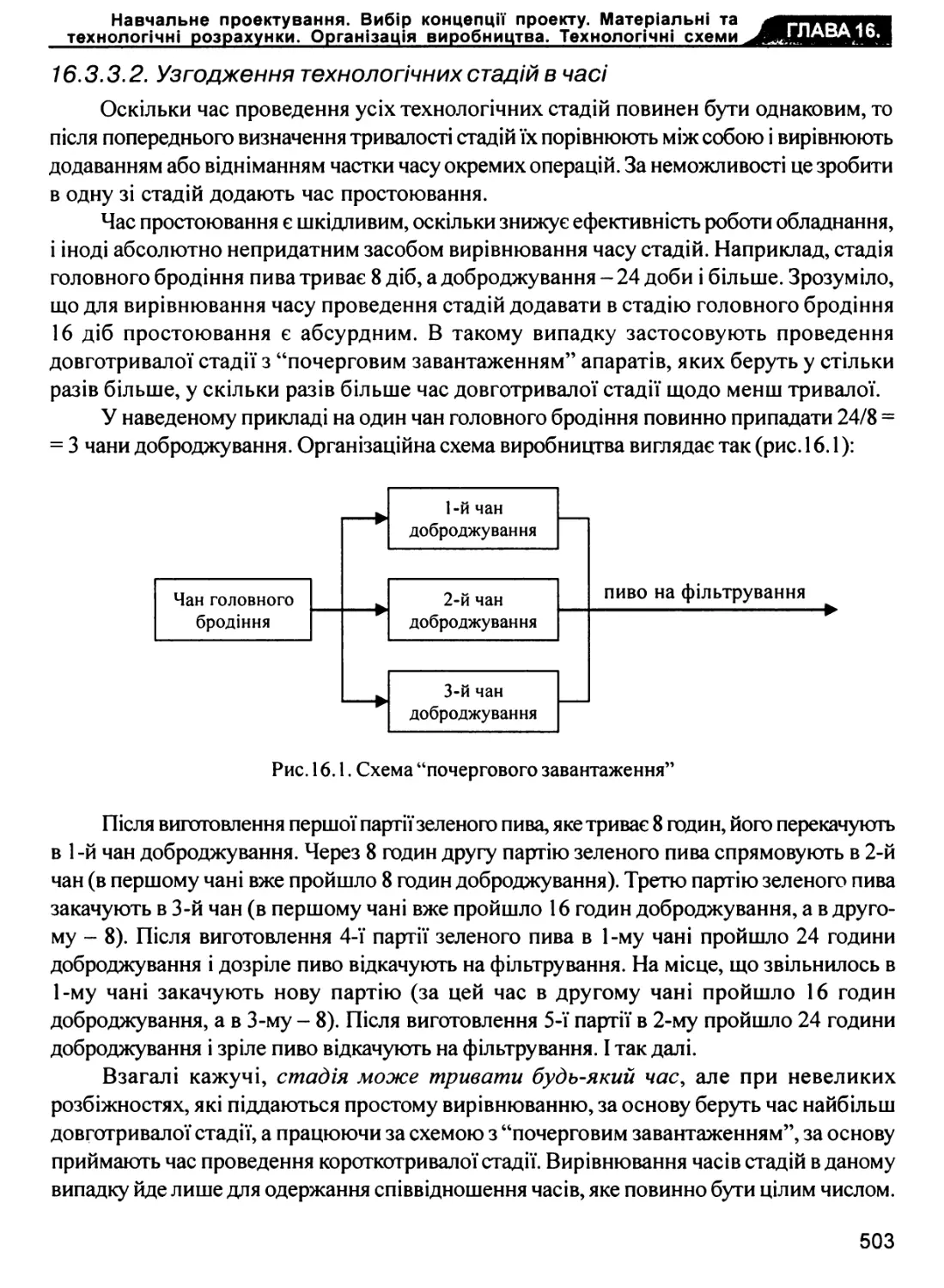
16.3.3.2. Узгодження технологічних стадій в часі 503
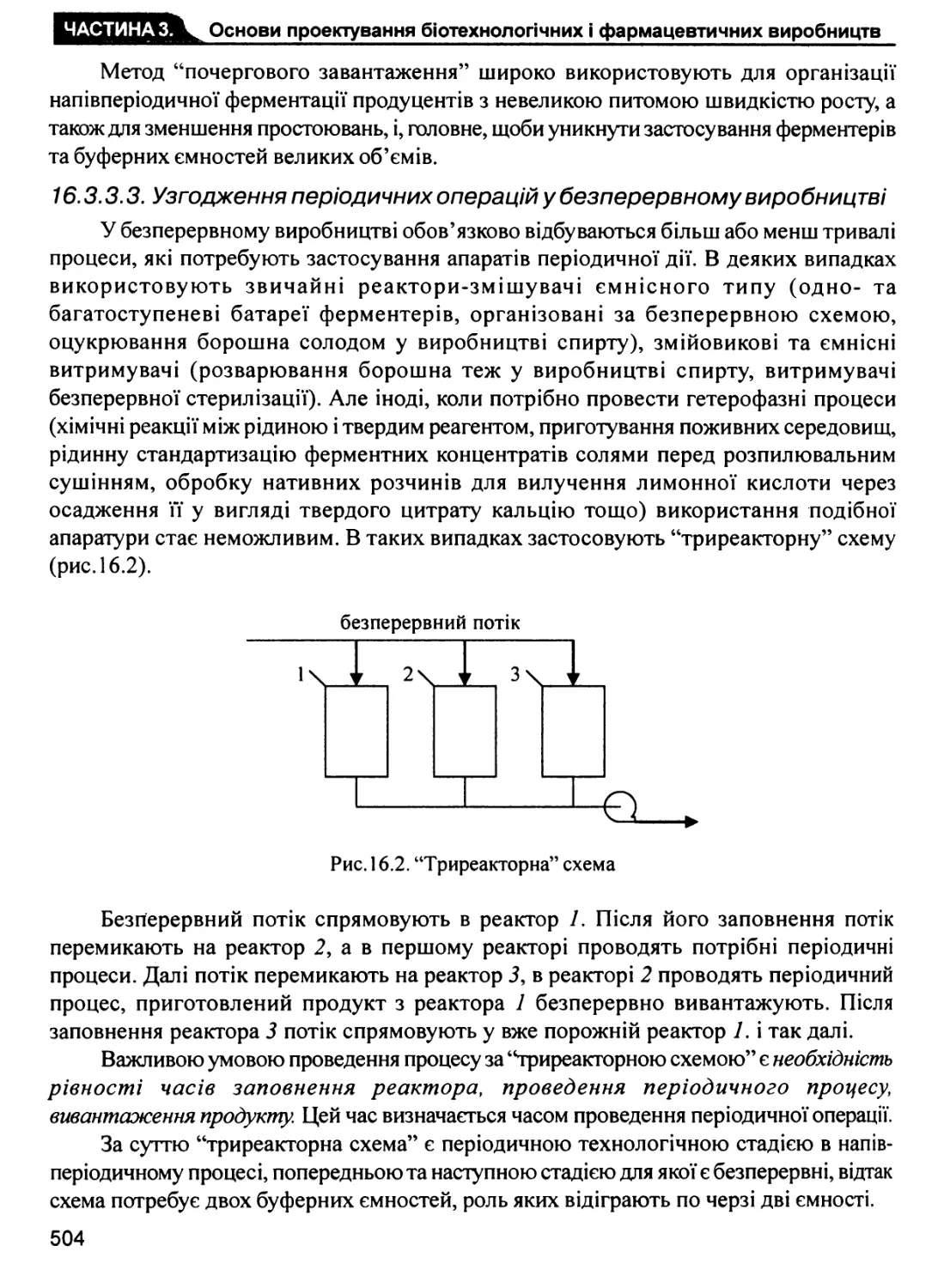
16.3.3.3. Узгодження періодичних операцій у безперервному
виробництві 504
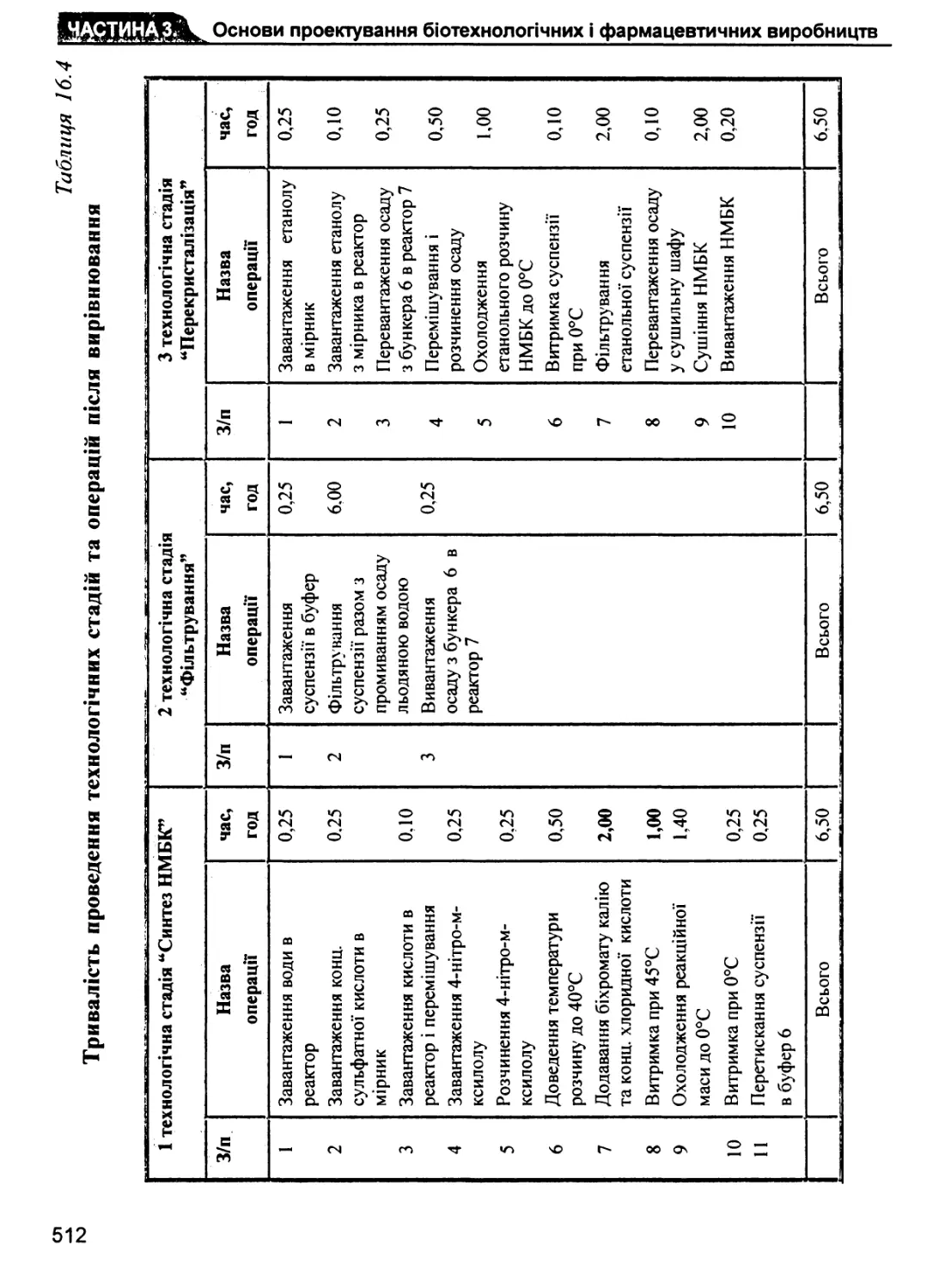
16.4. Технологічні розрахунки 510
16.5. Технологічні схеми 513
7
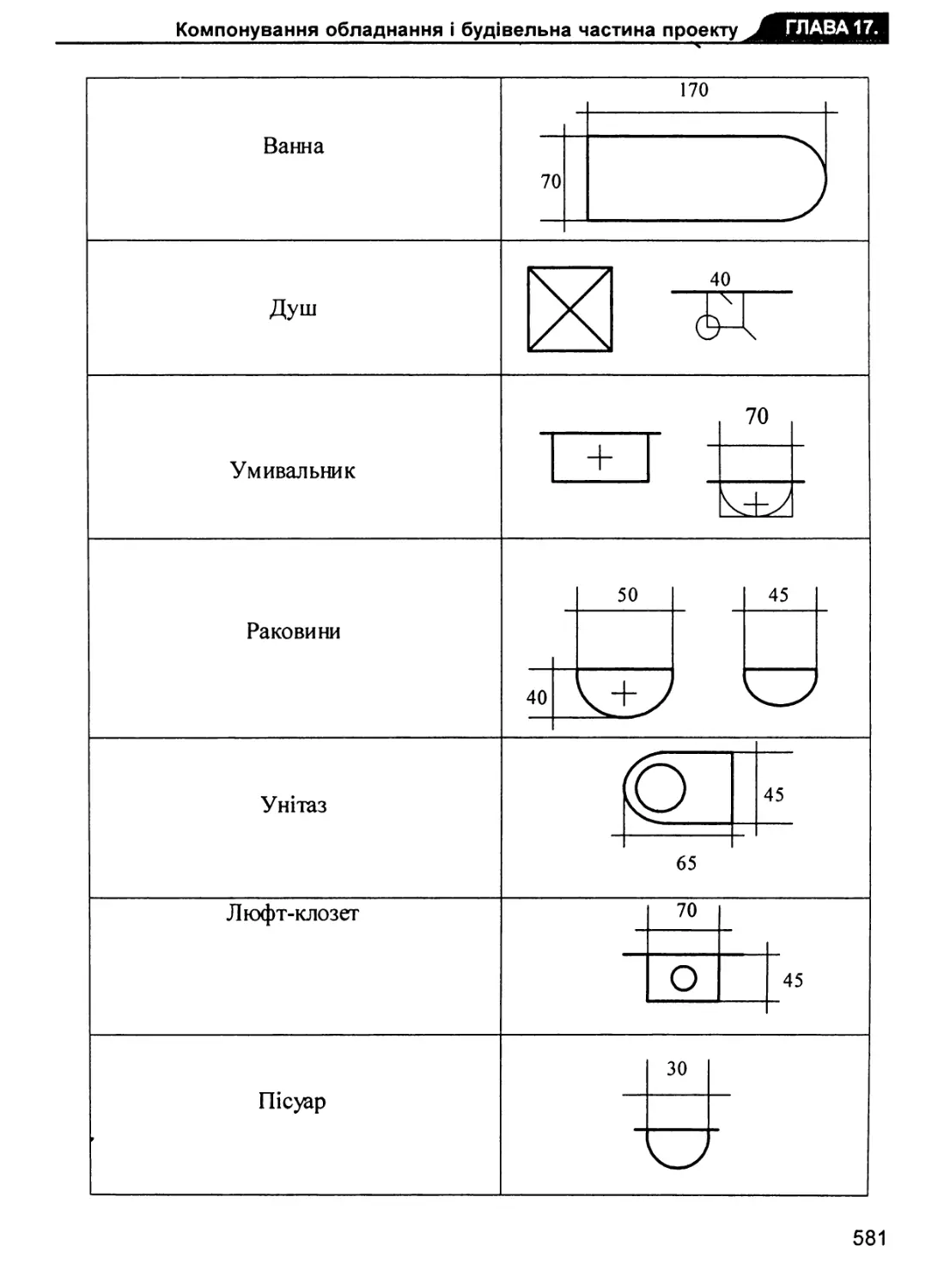
ГЛАВА 17. КОМПОНУВАННЯ ОБЛАДНАННЯ І БУДІВЕЛЬНА
ЧА СТИНА ПРОЕКТУ 517
17.1. Принципи компонування 518
17.1.1. Правила вибору типу будівлі 518
17.1.2. Деякі правила компонування обладнання 519
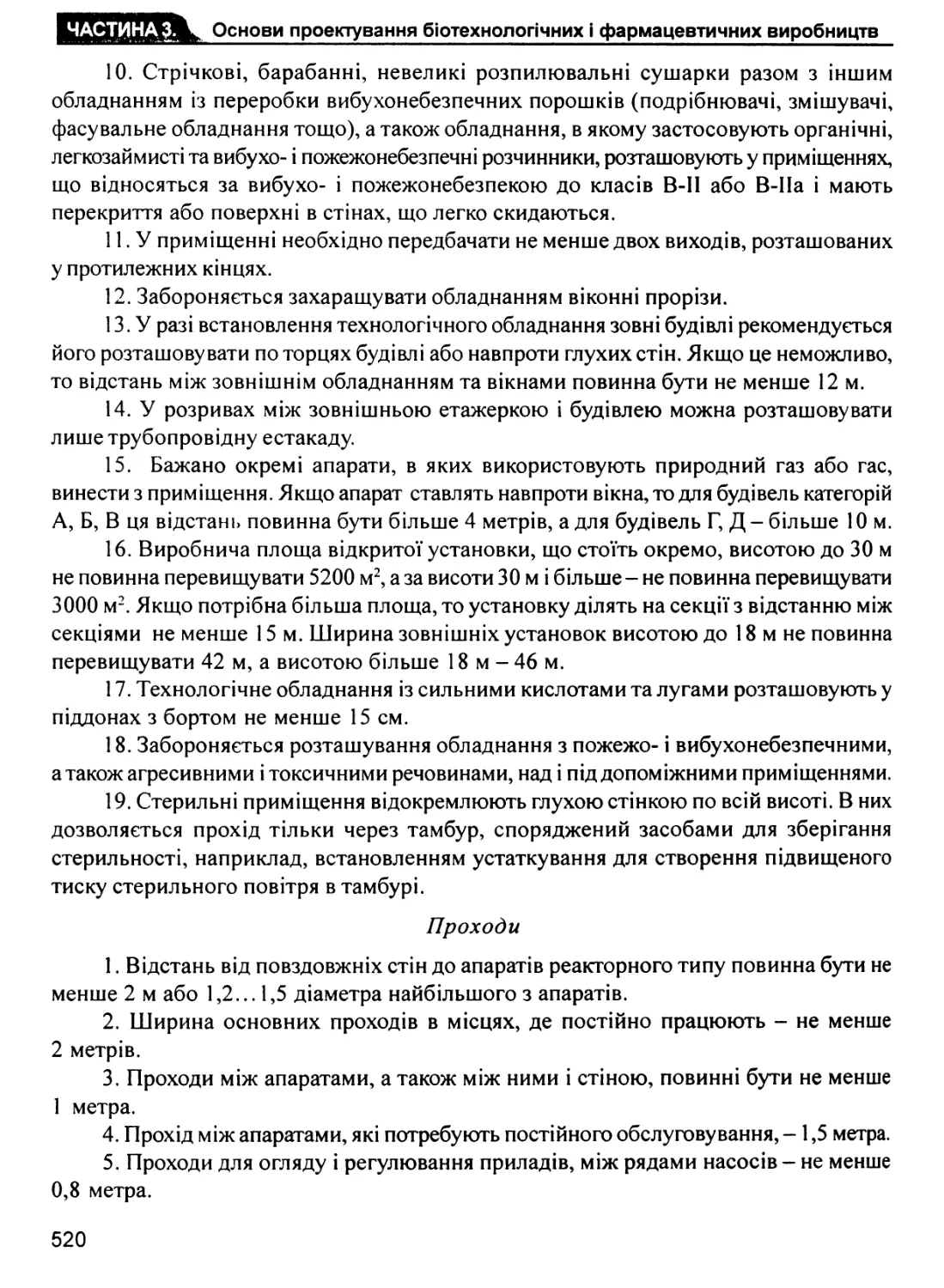
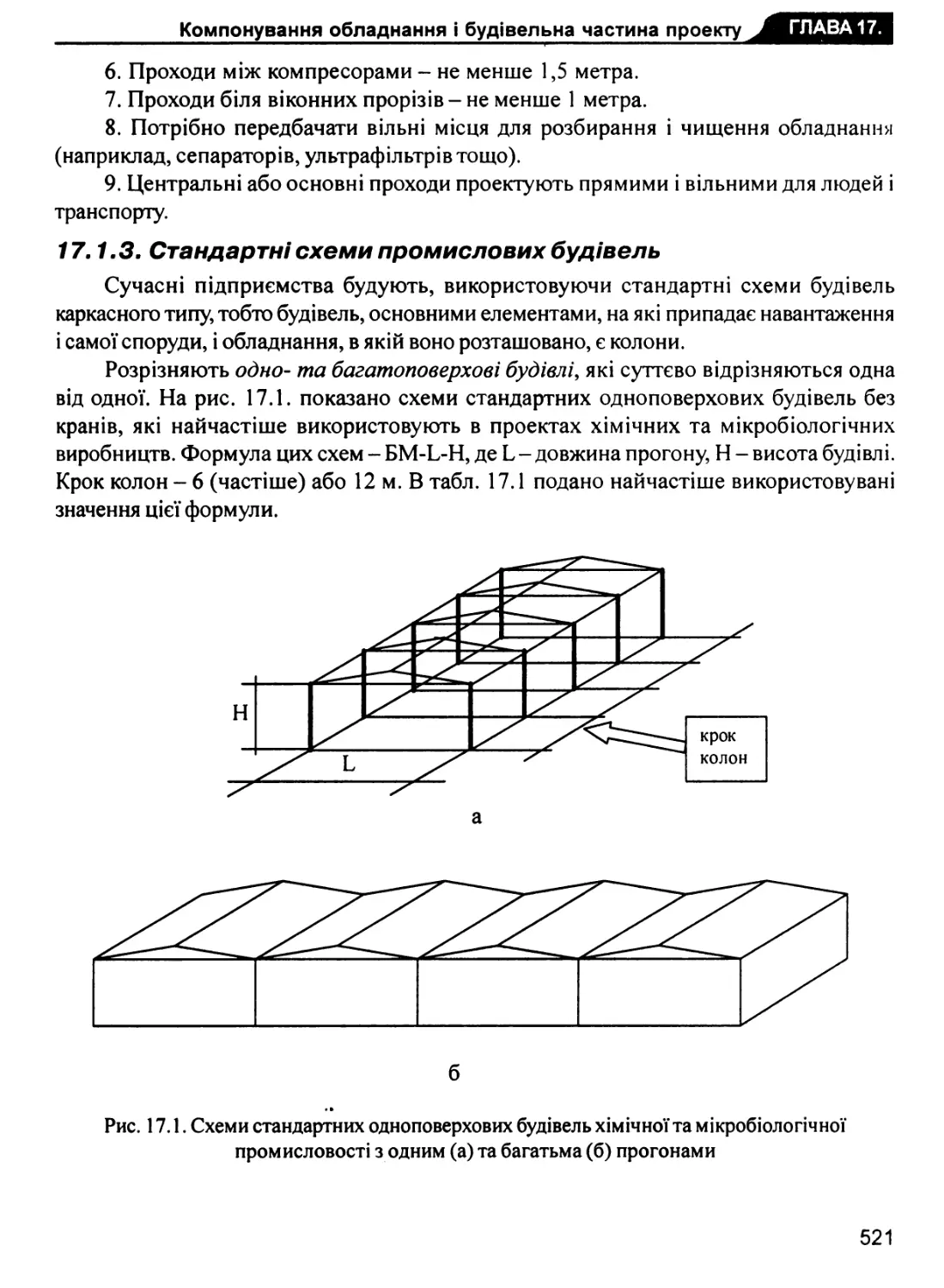
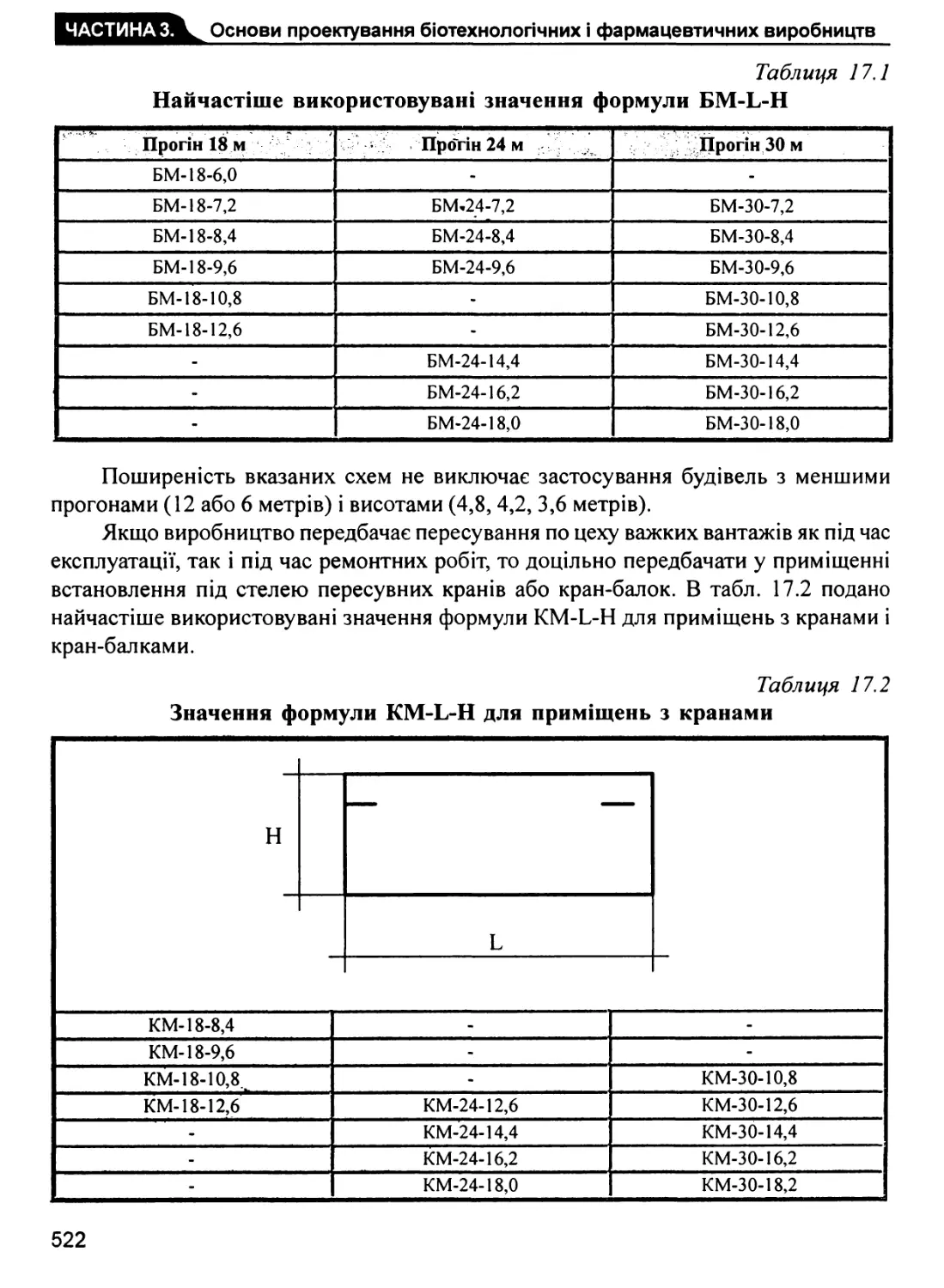
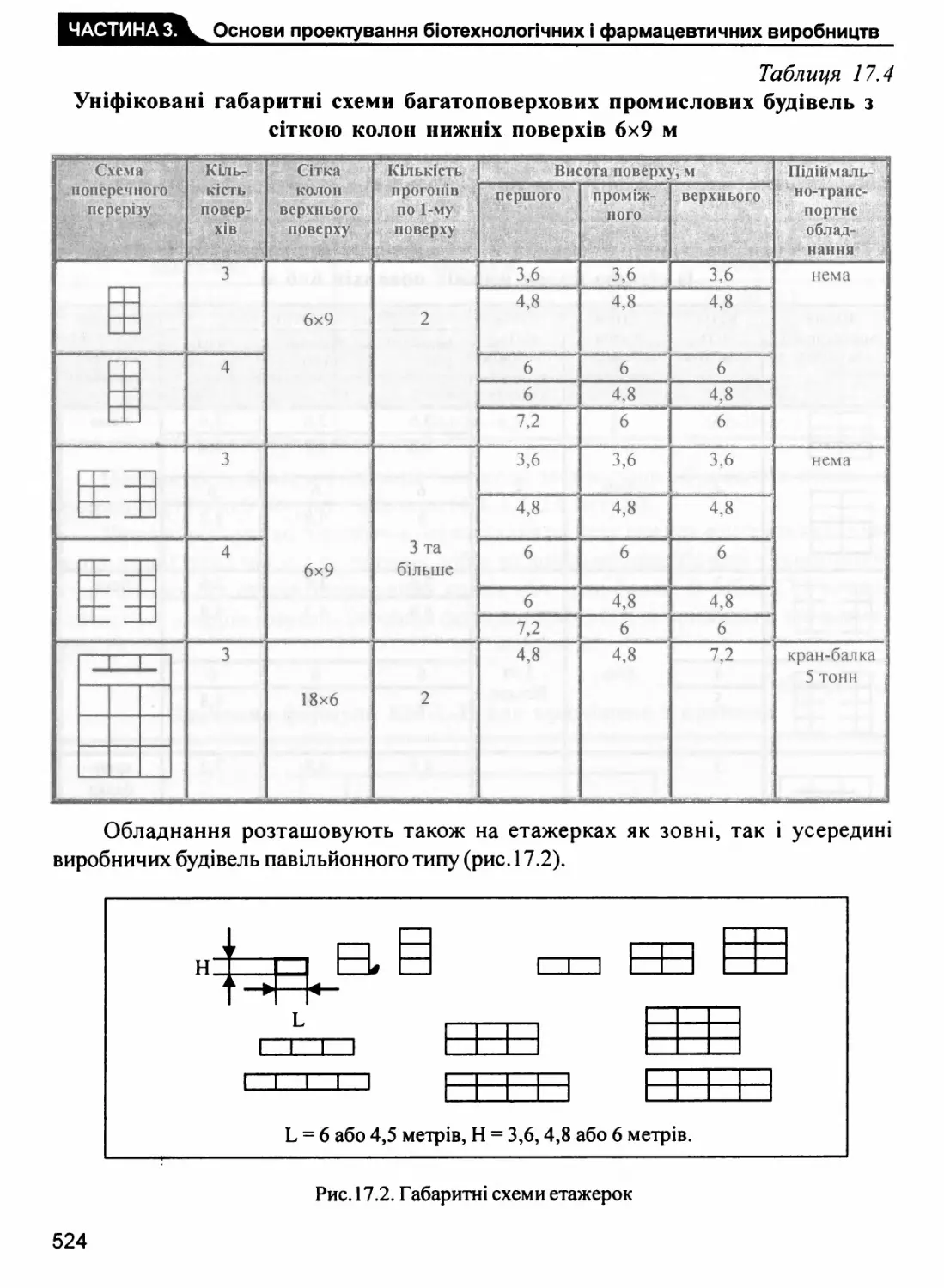
17.1.3. Стандартні схеми промислових будівель 521
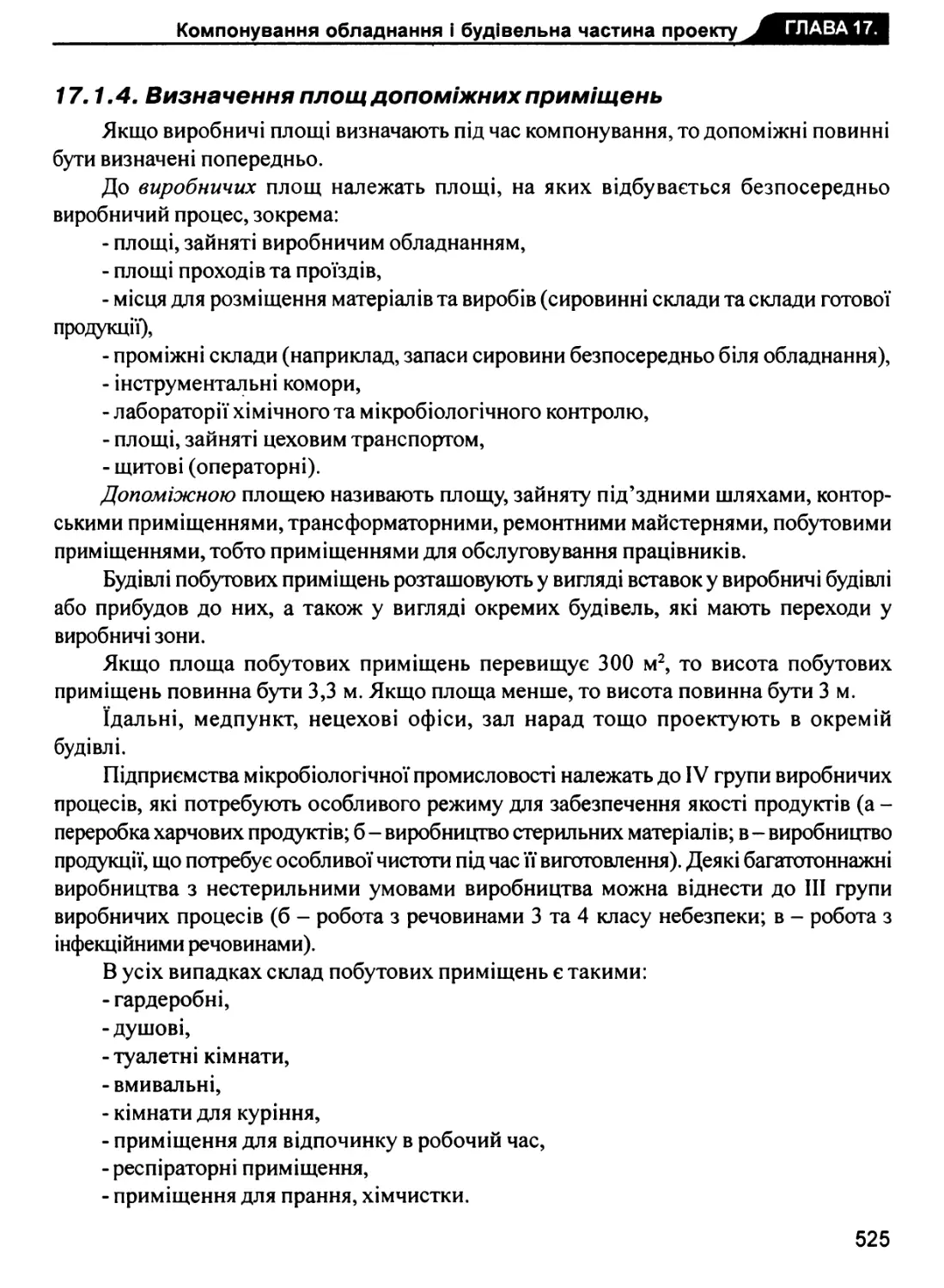
17.1.4. Визначення площ допоміжних приміщень 525
17.1.5. Техніка компонування 527
17.2. Конструктивні елементи промислових будівель і основні
будівельні рішення 528
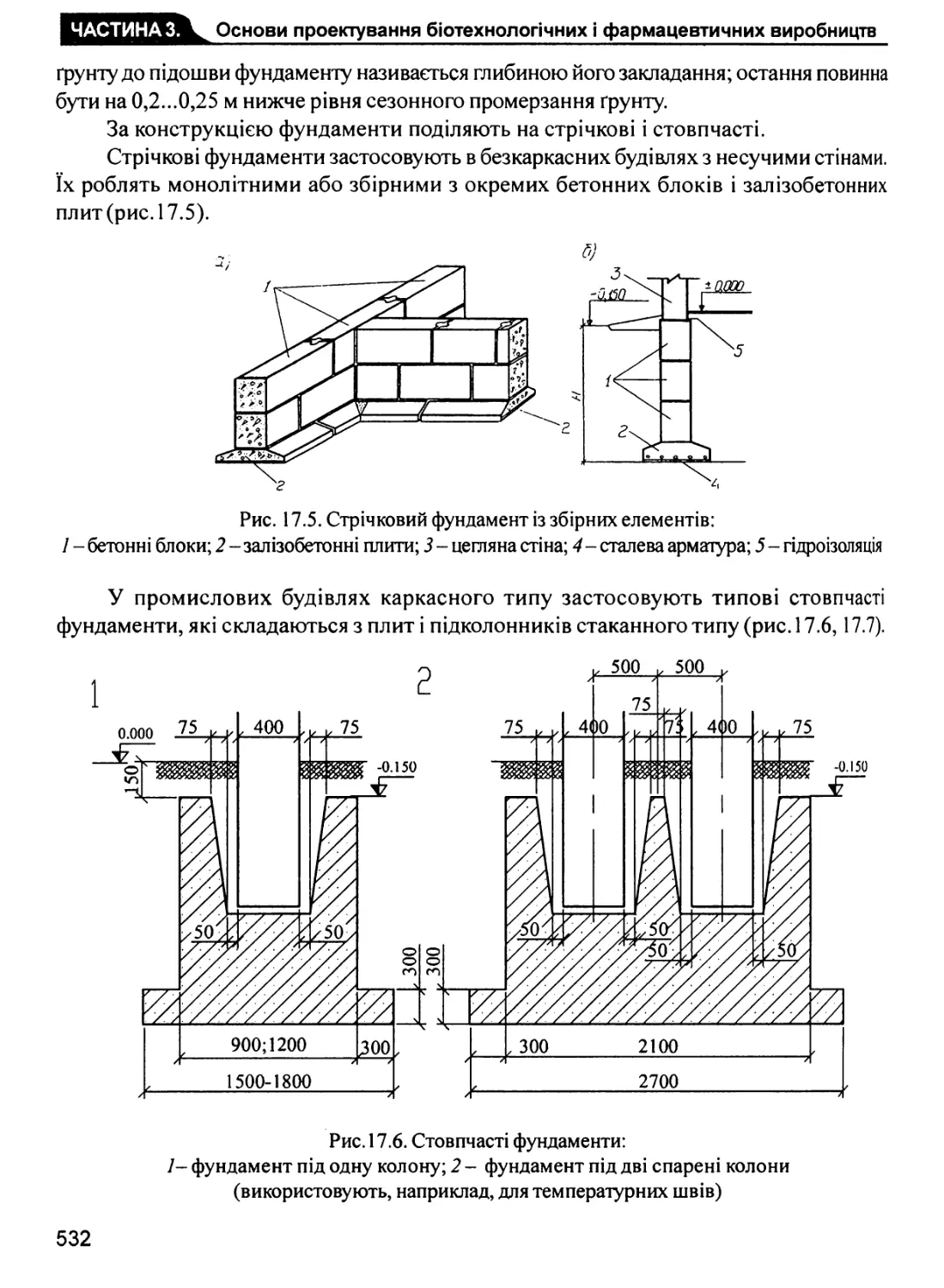
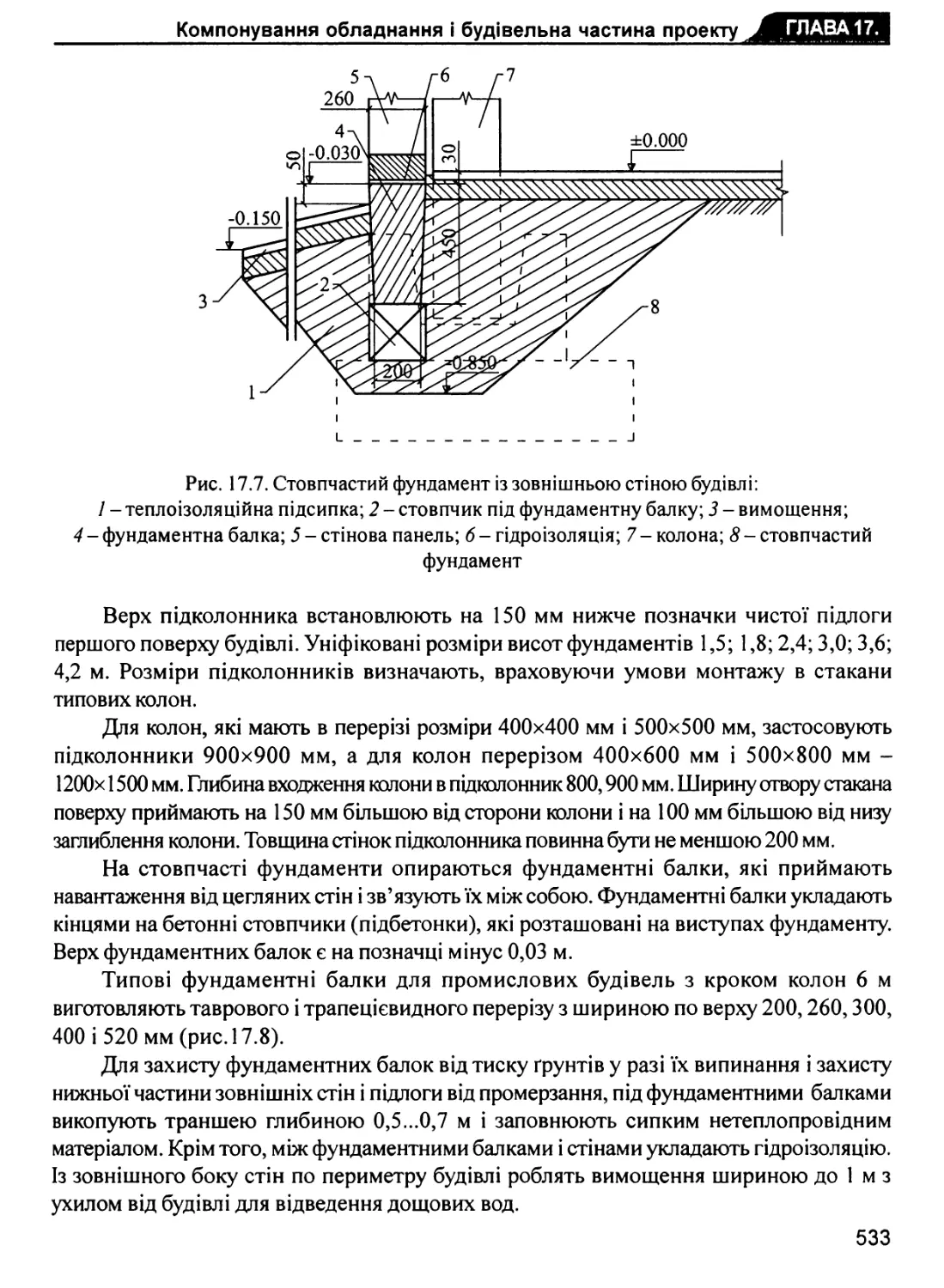
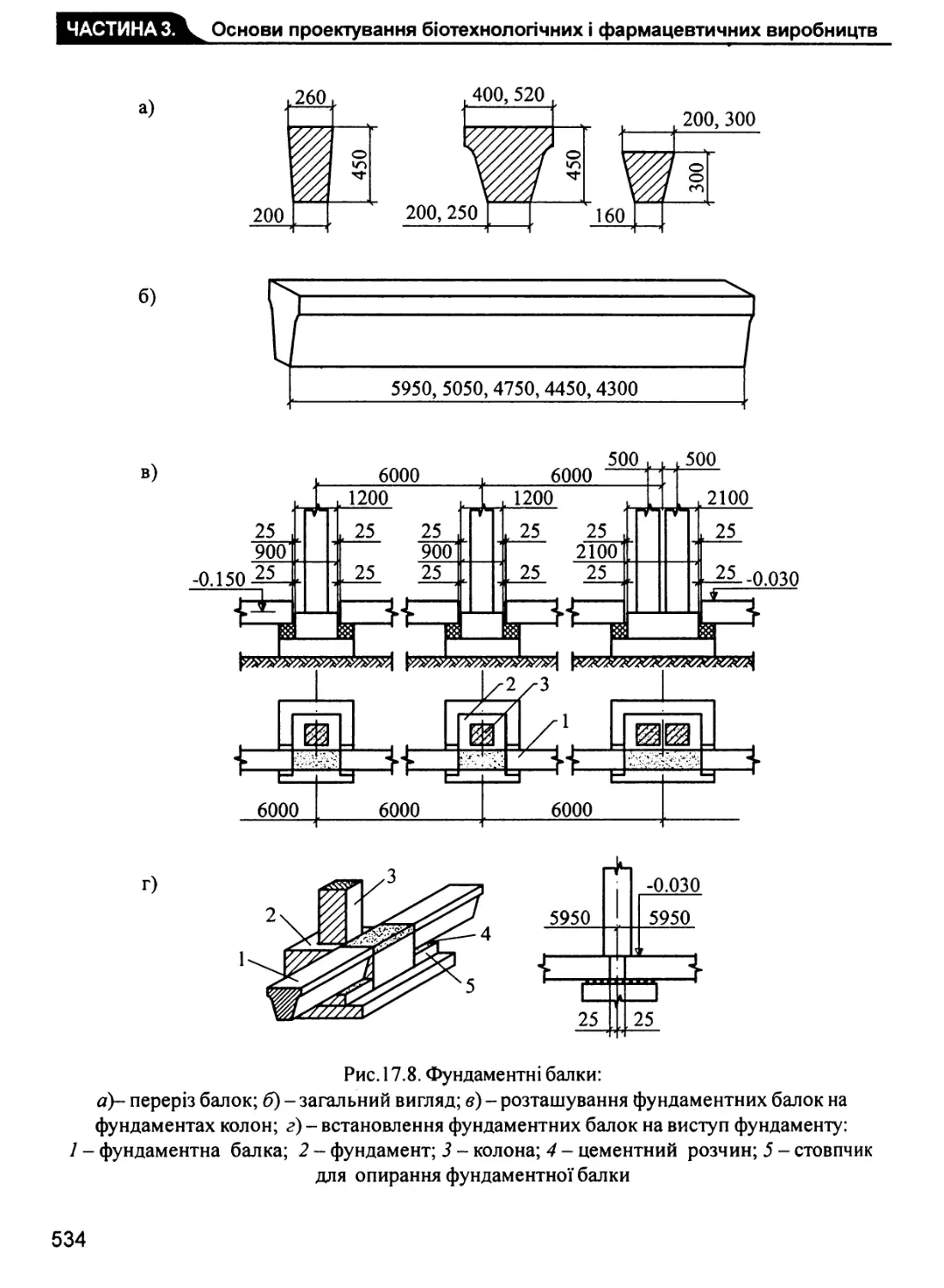
17.2.1. Фундаменти 531
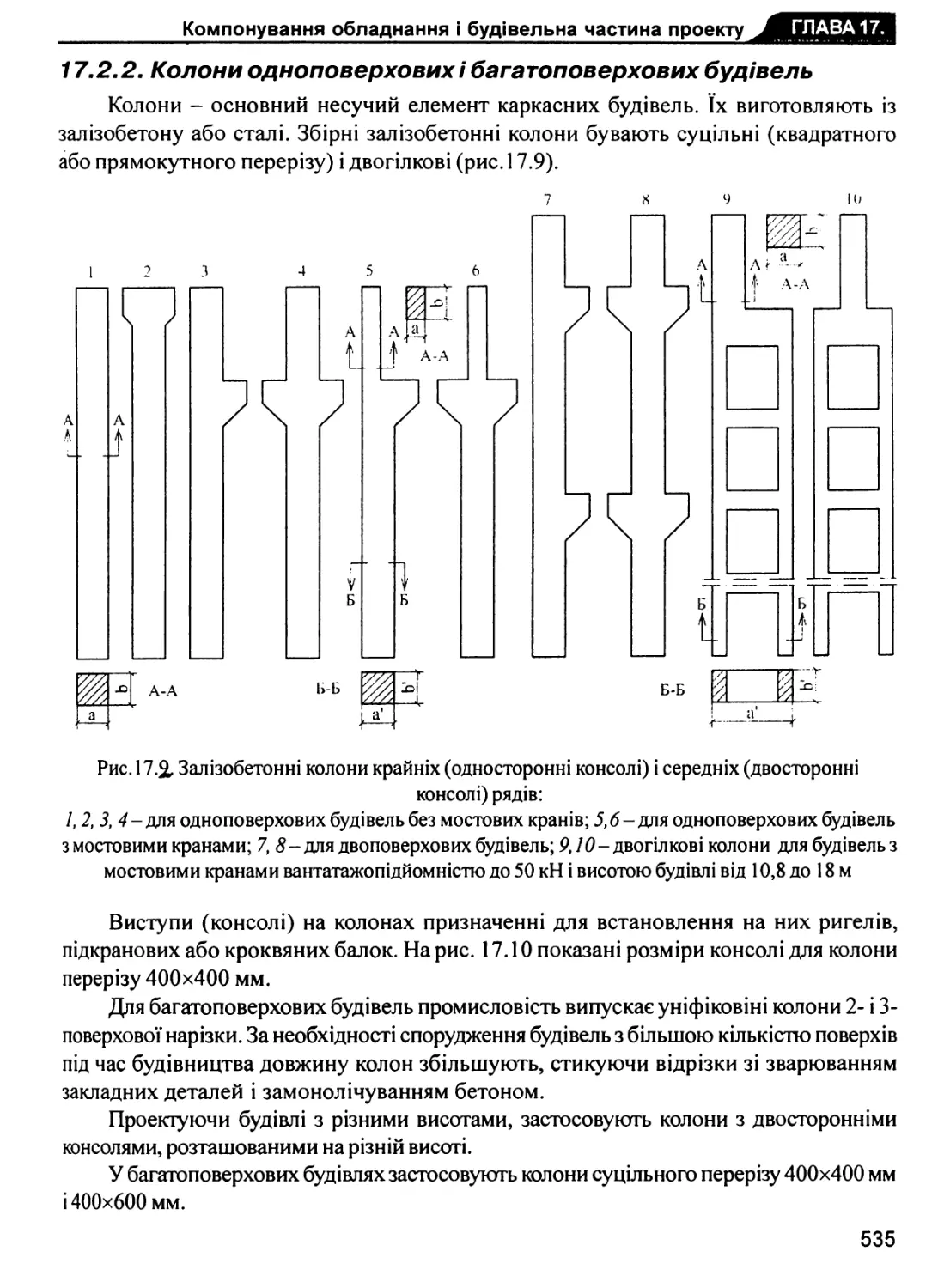
17.2.2. Колони одноповерхових і багатоповерхових будівель 535
17.2.3. Міжповерхові перекриття багатоповерхових промислових
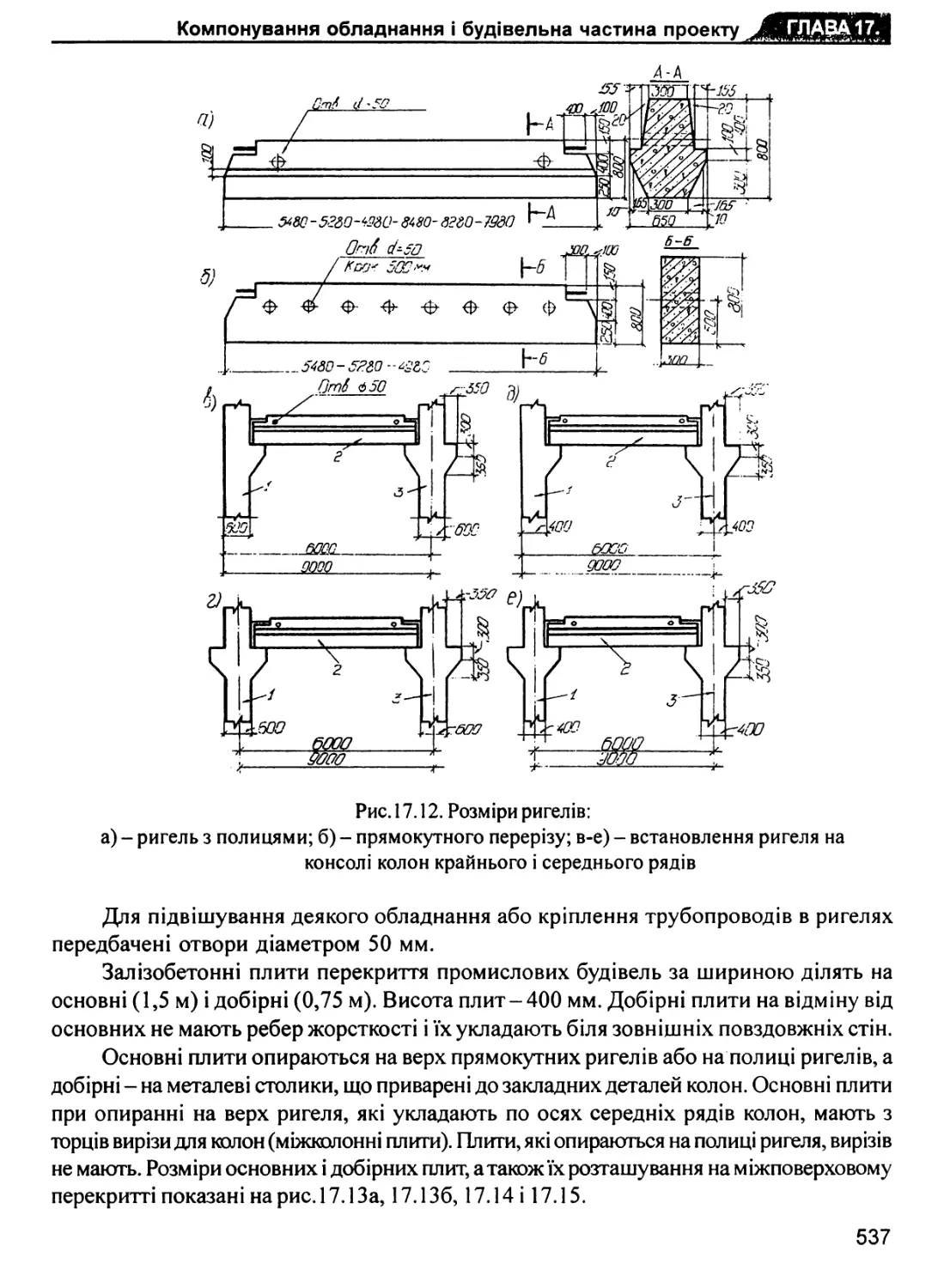
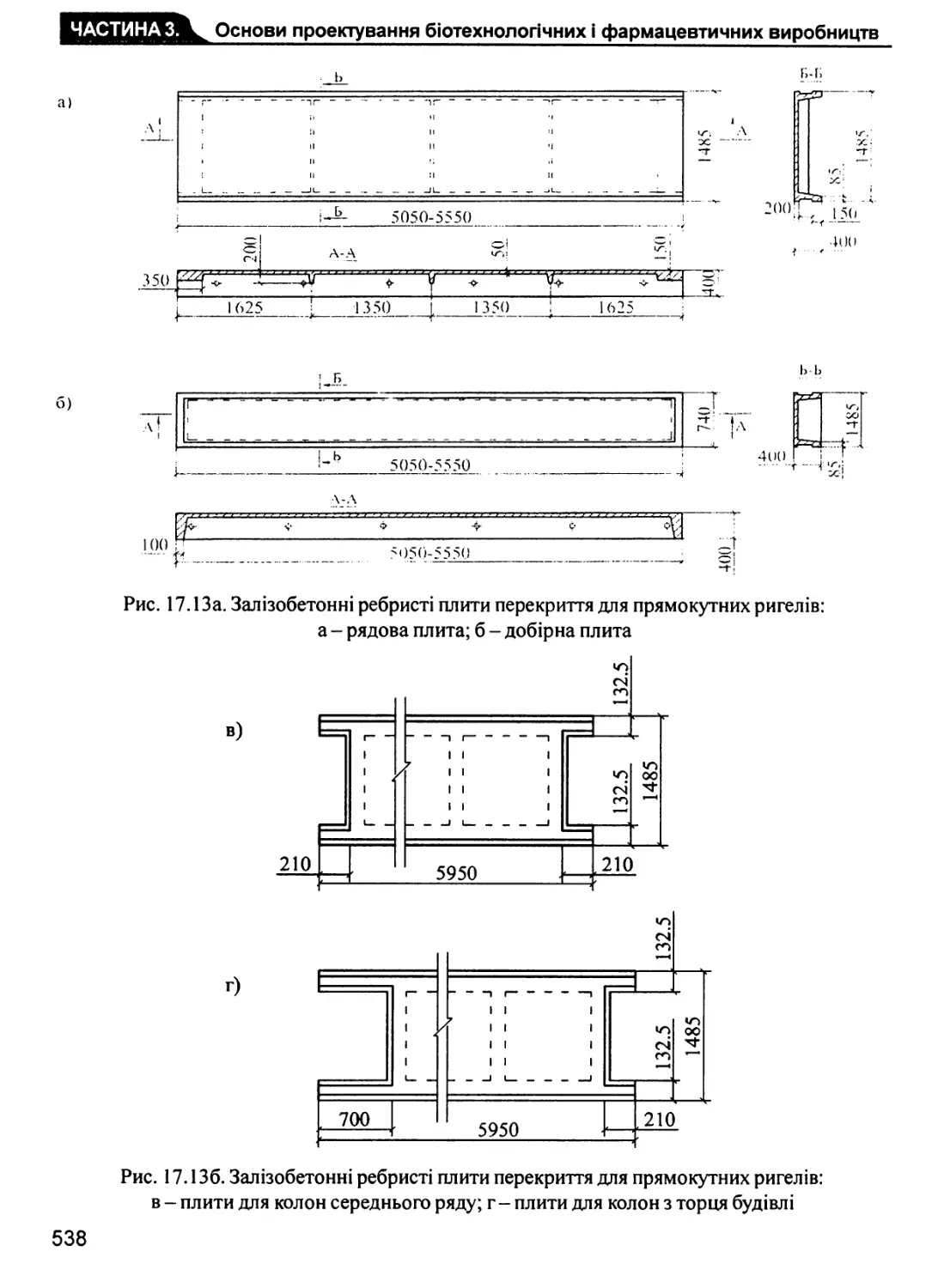
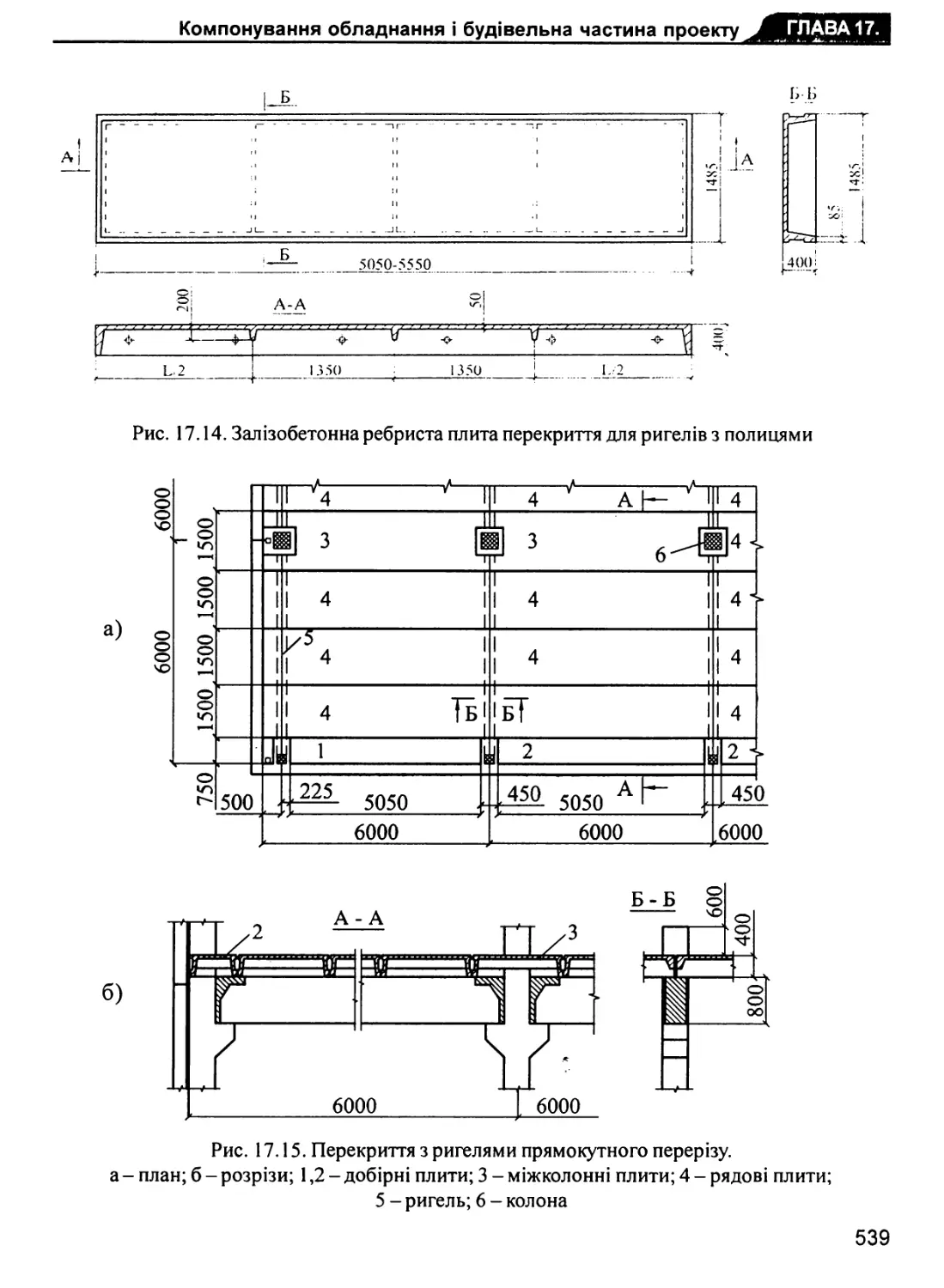
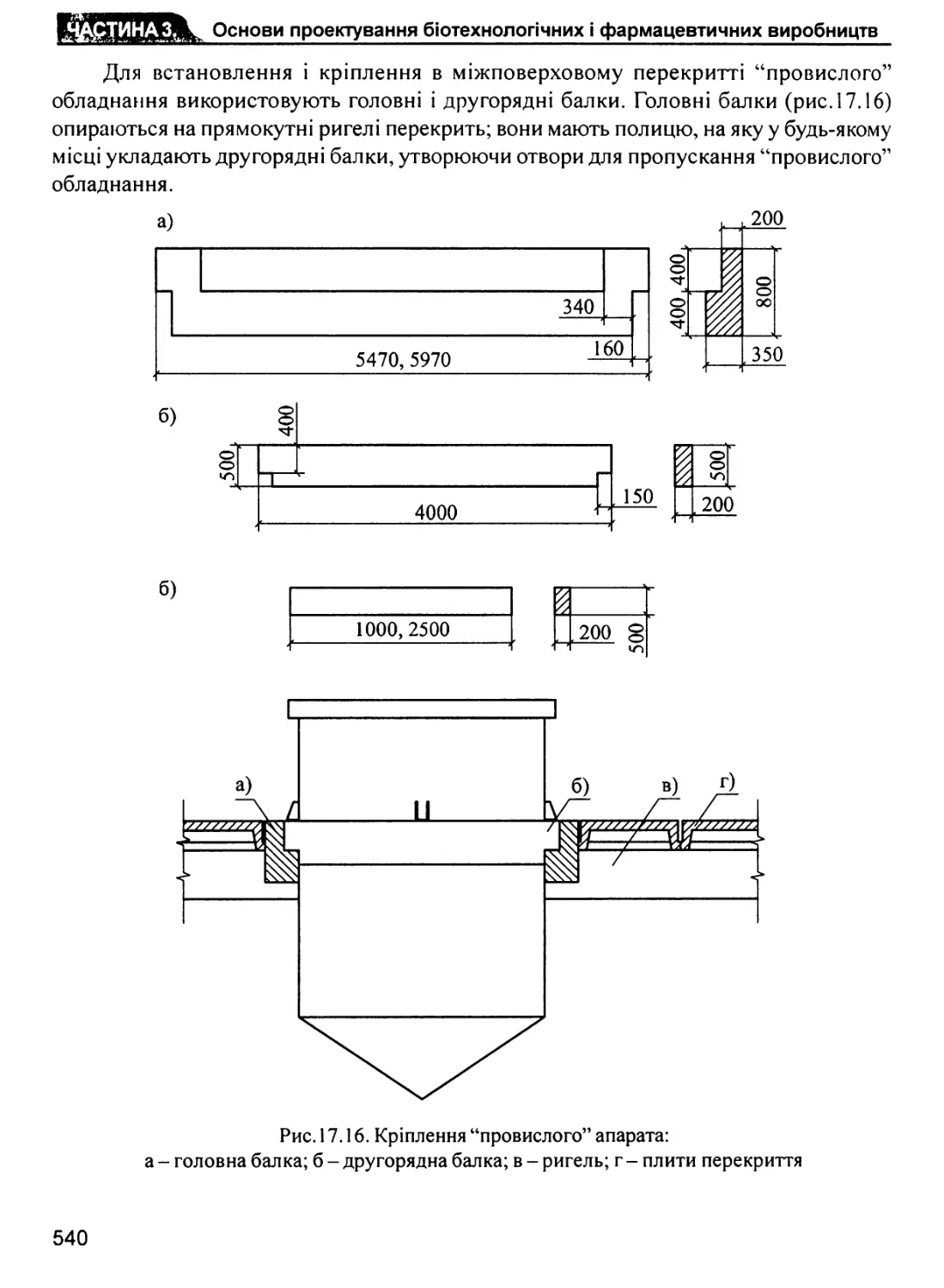
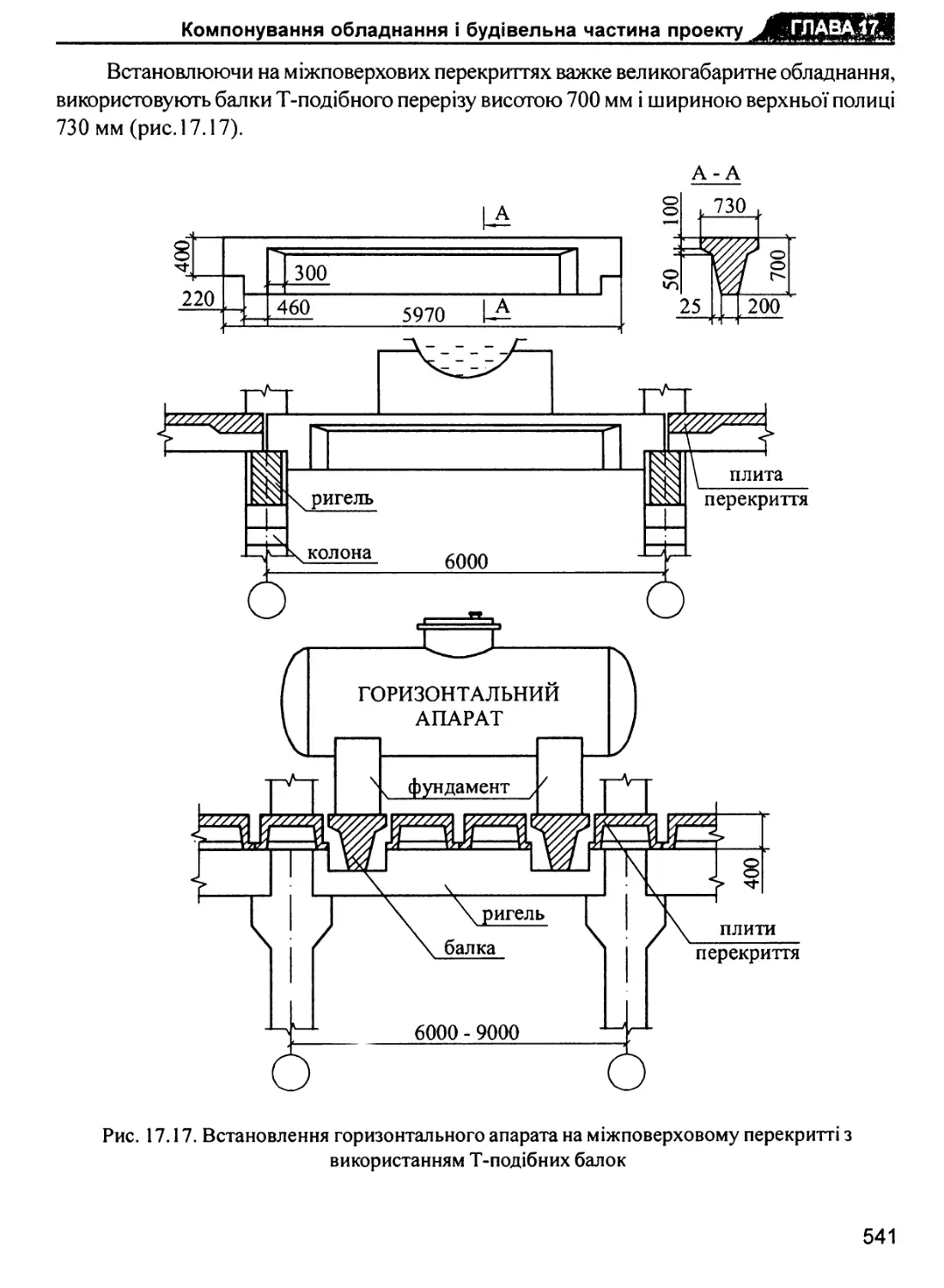
будівель 536
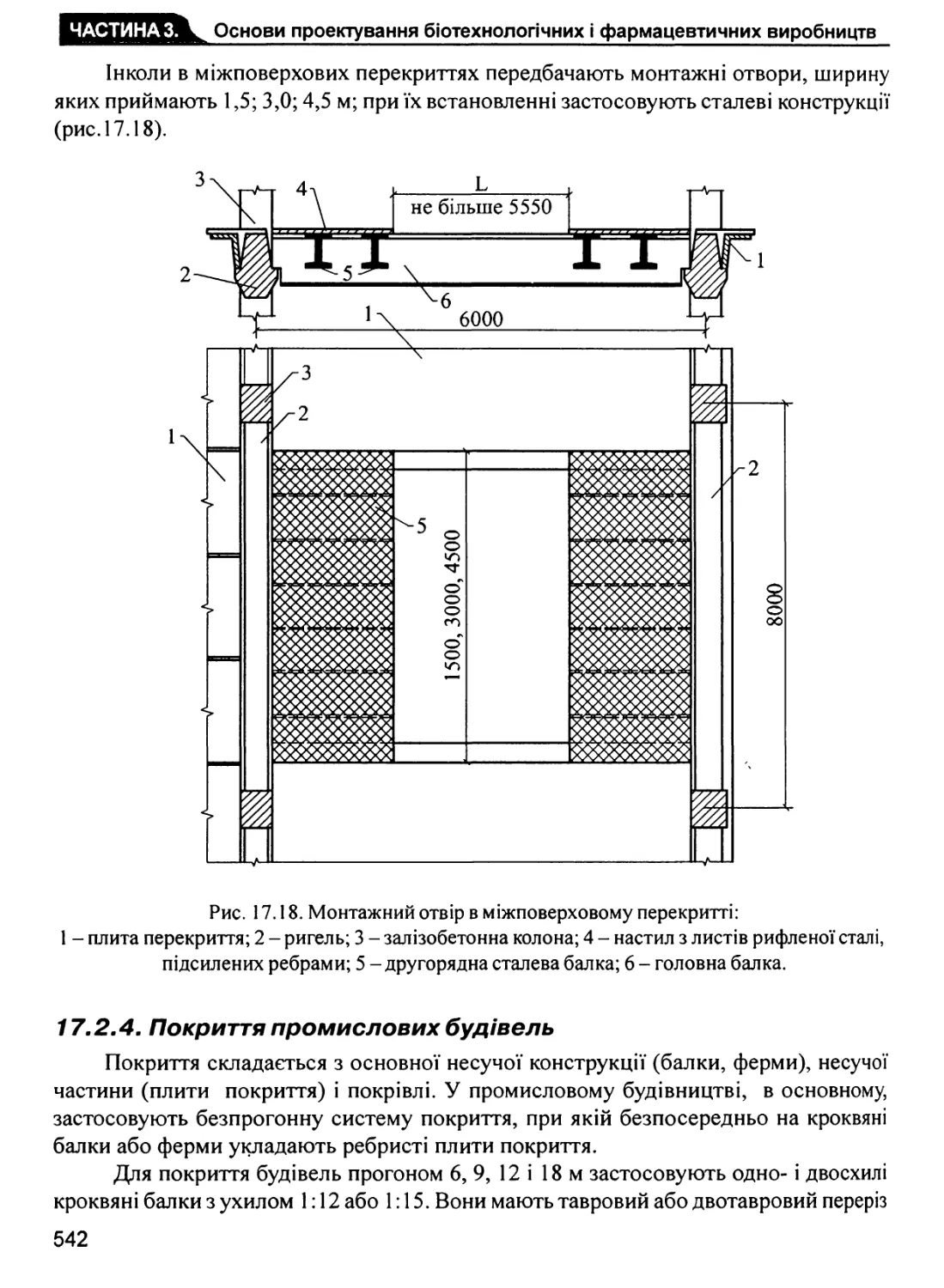
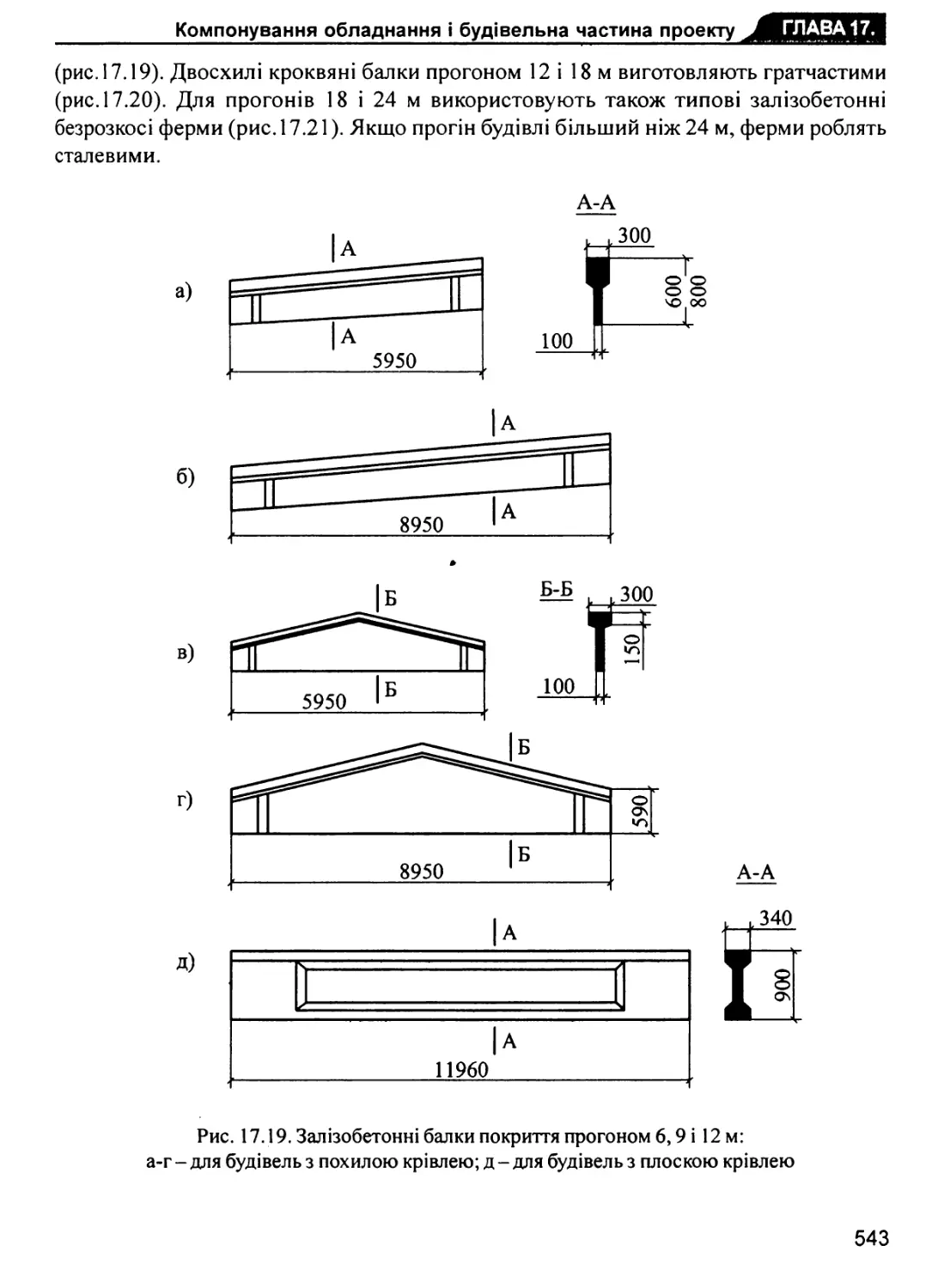
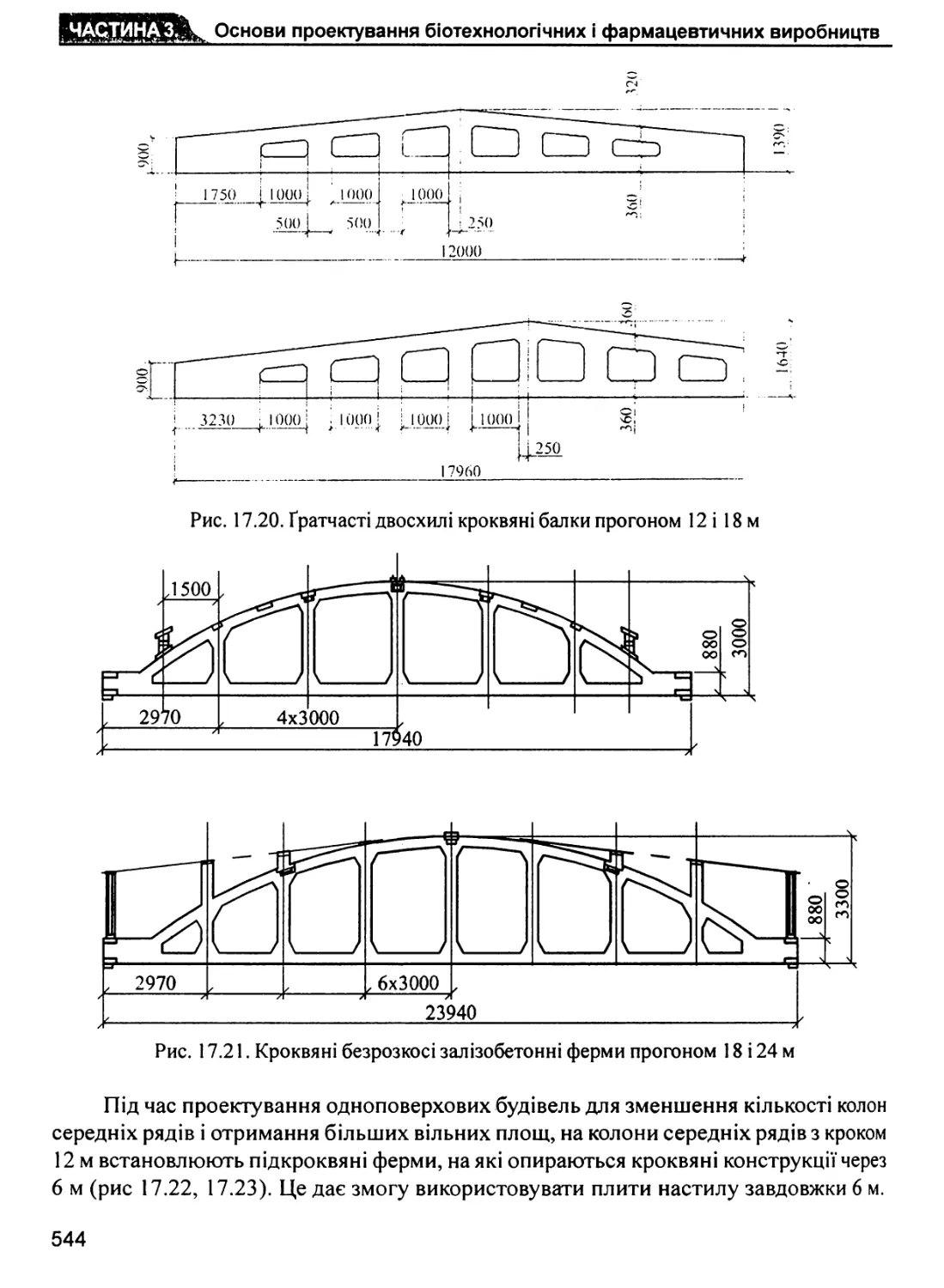
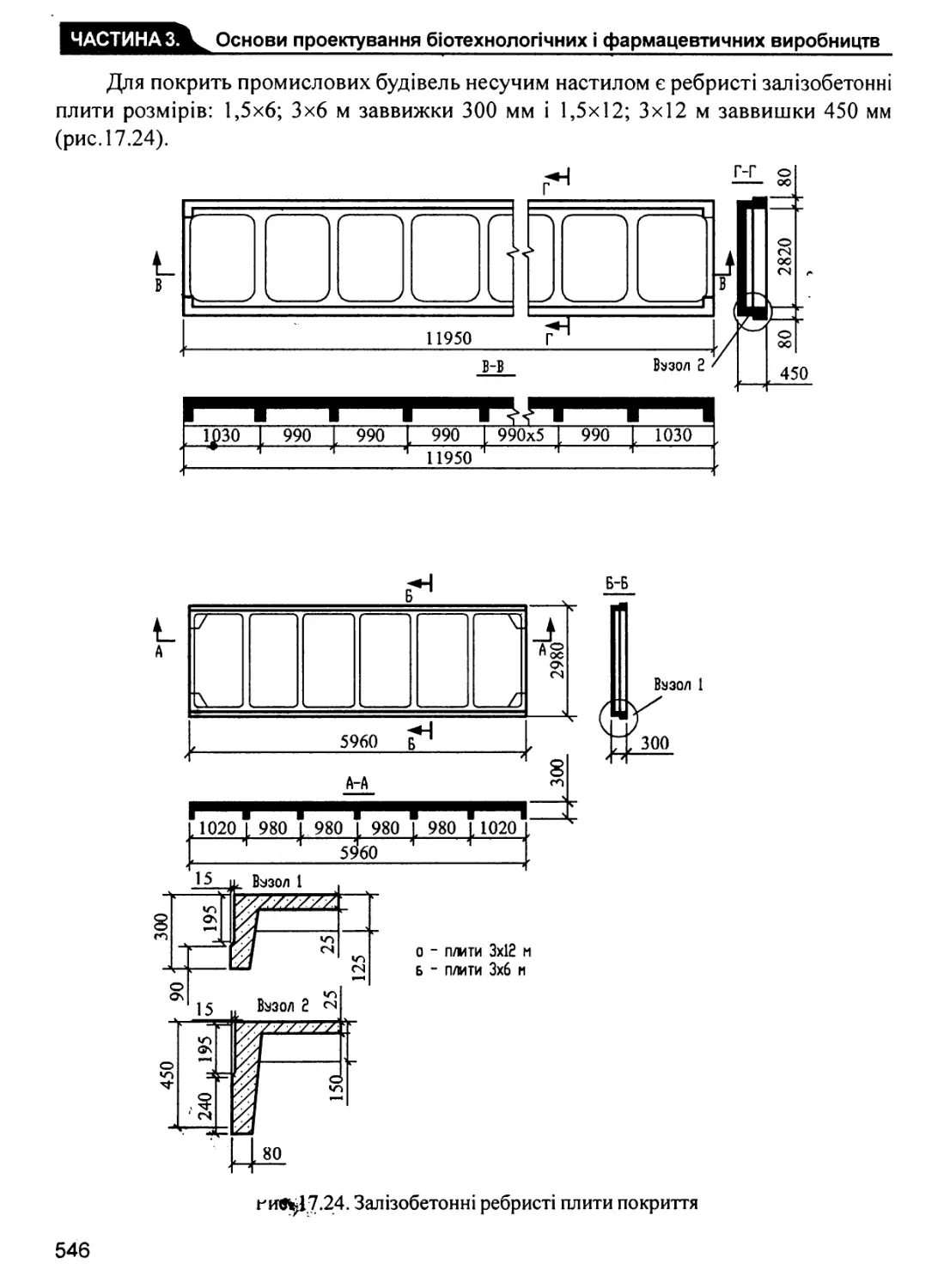
17.2.4..Покритгя промислових будівель 542
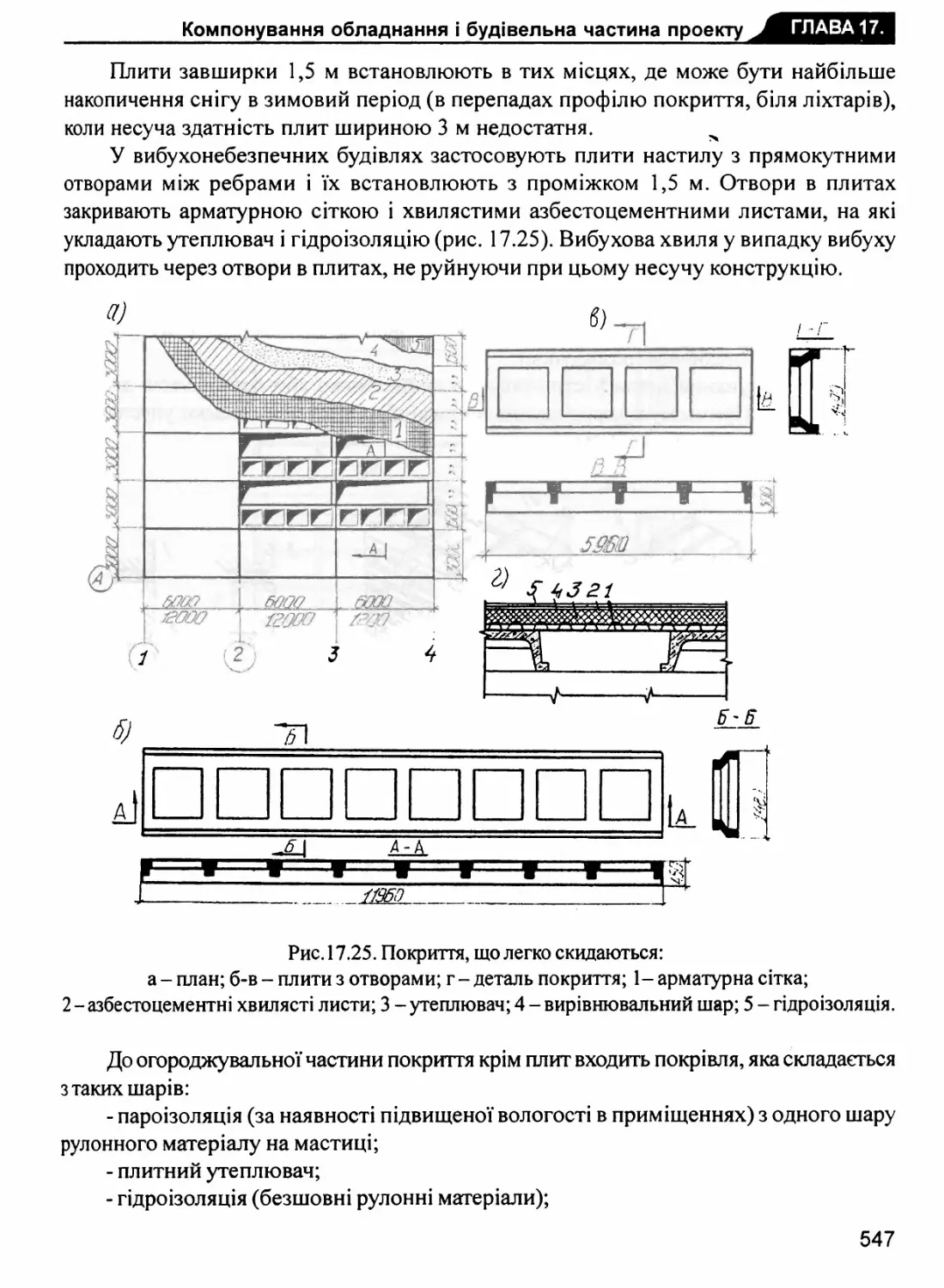
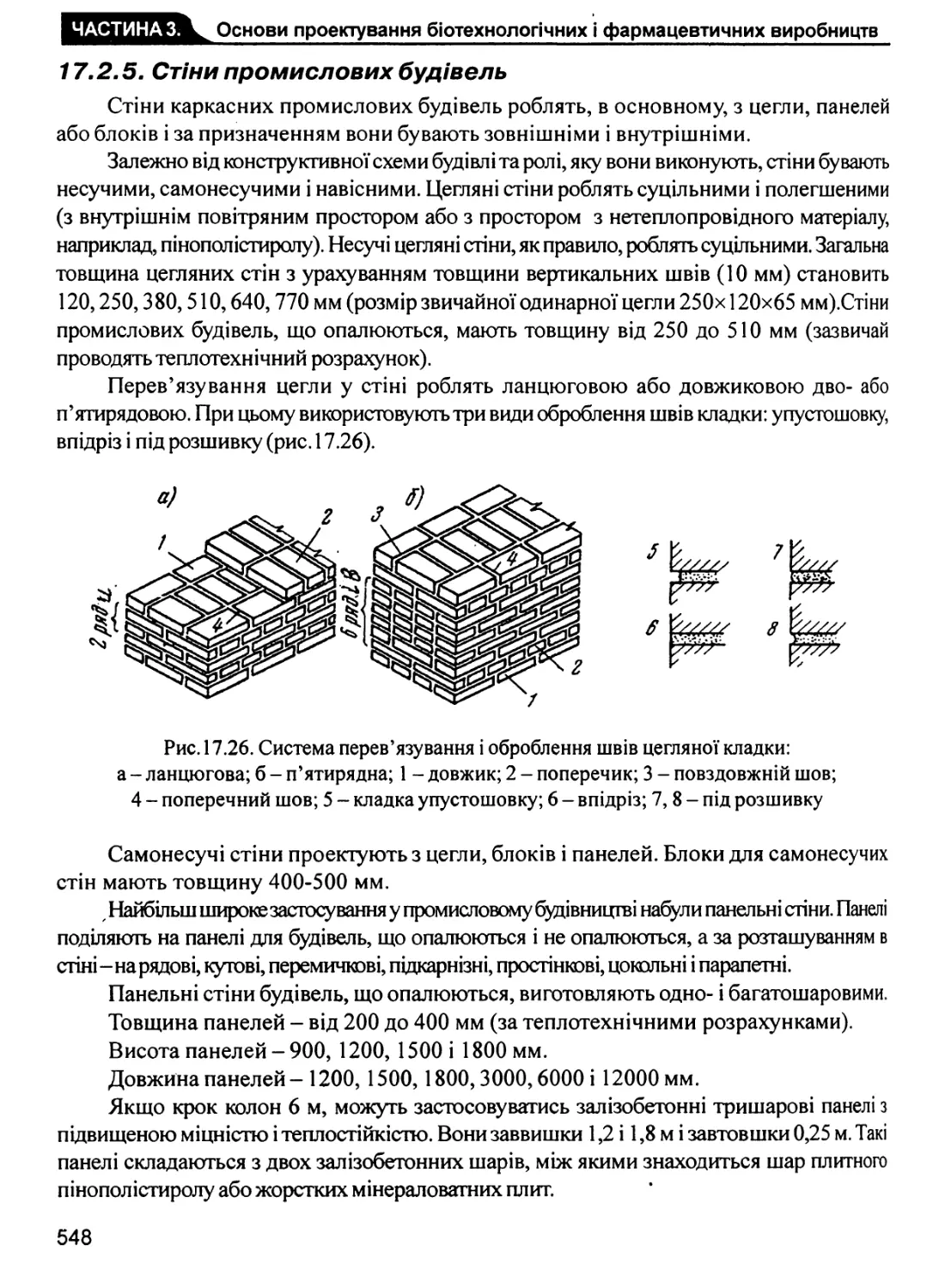
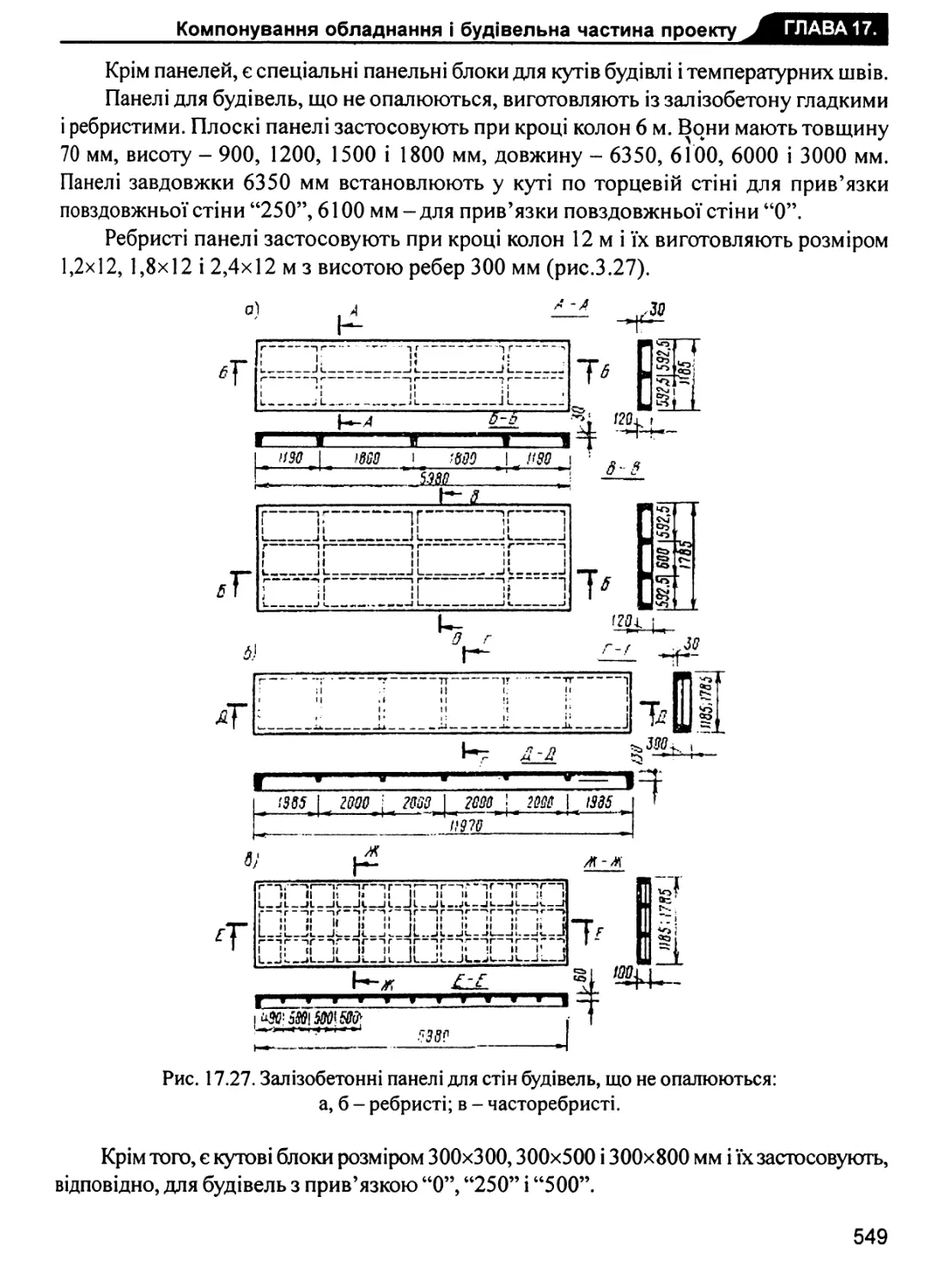
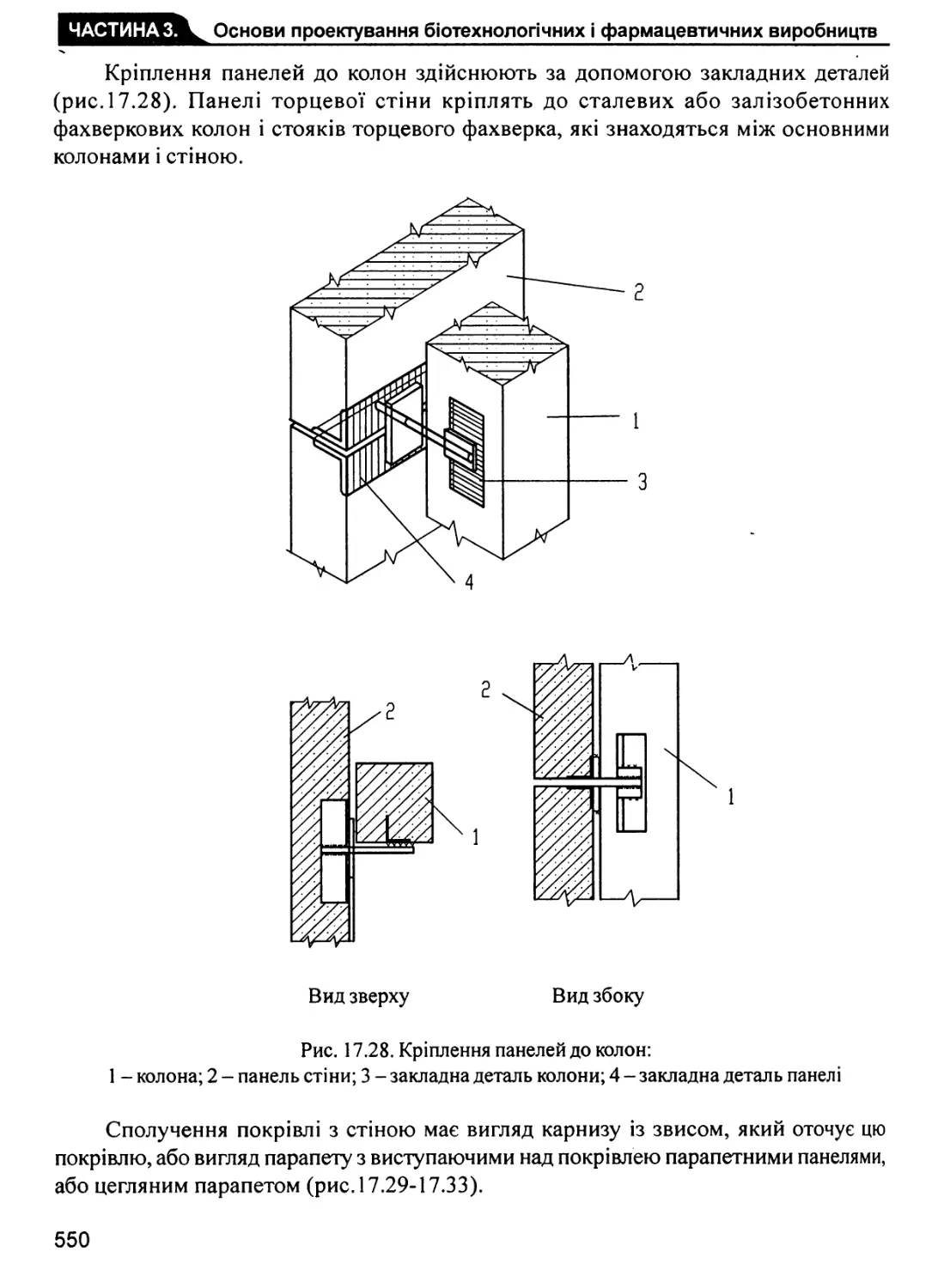
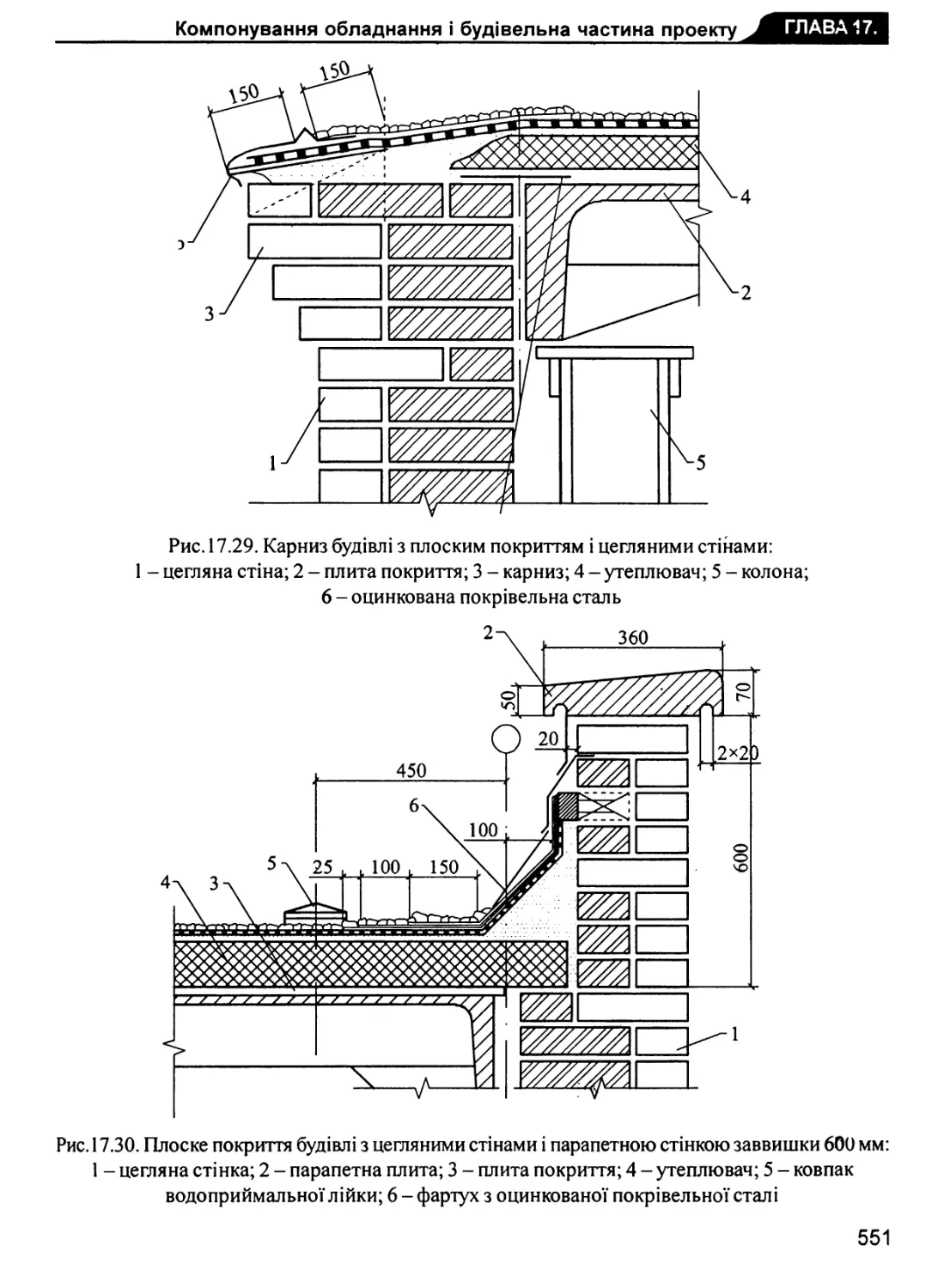
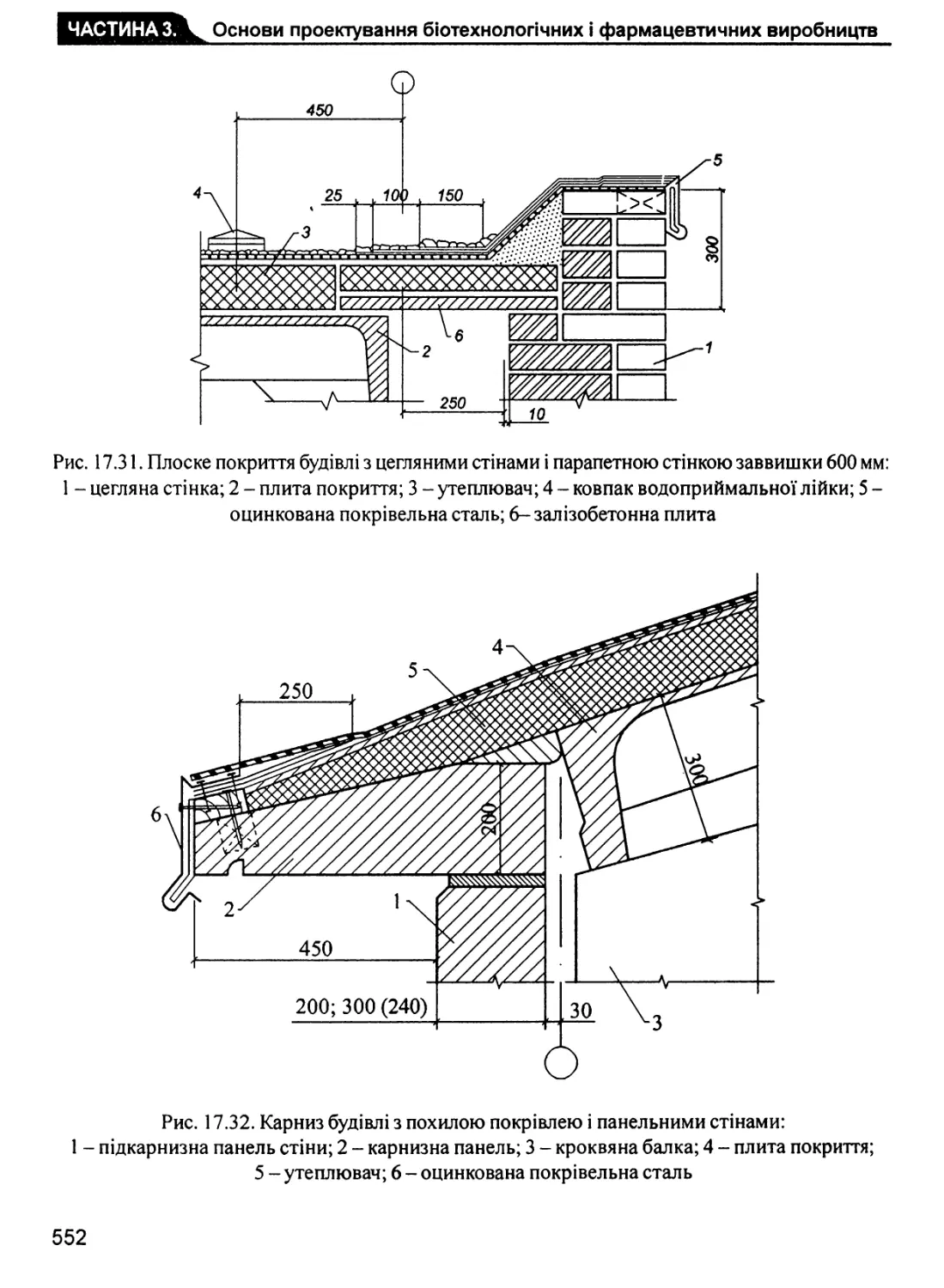
17.2.5. Стіни промислових будівель 548
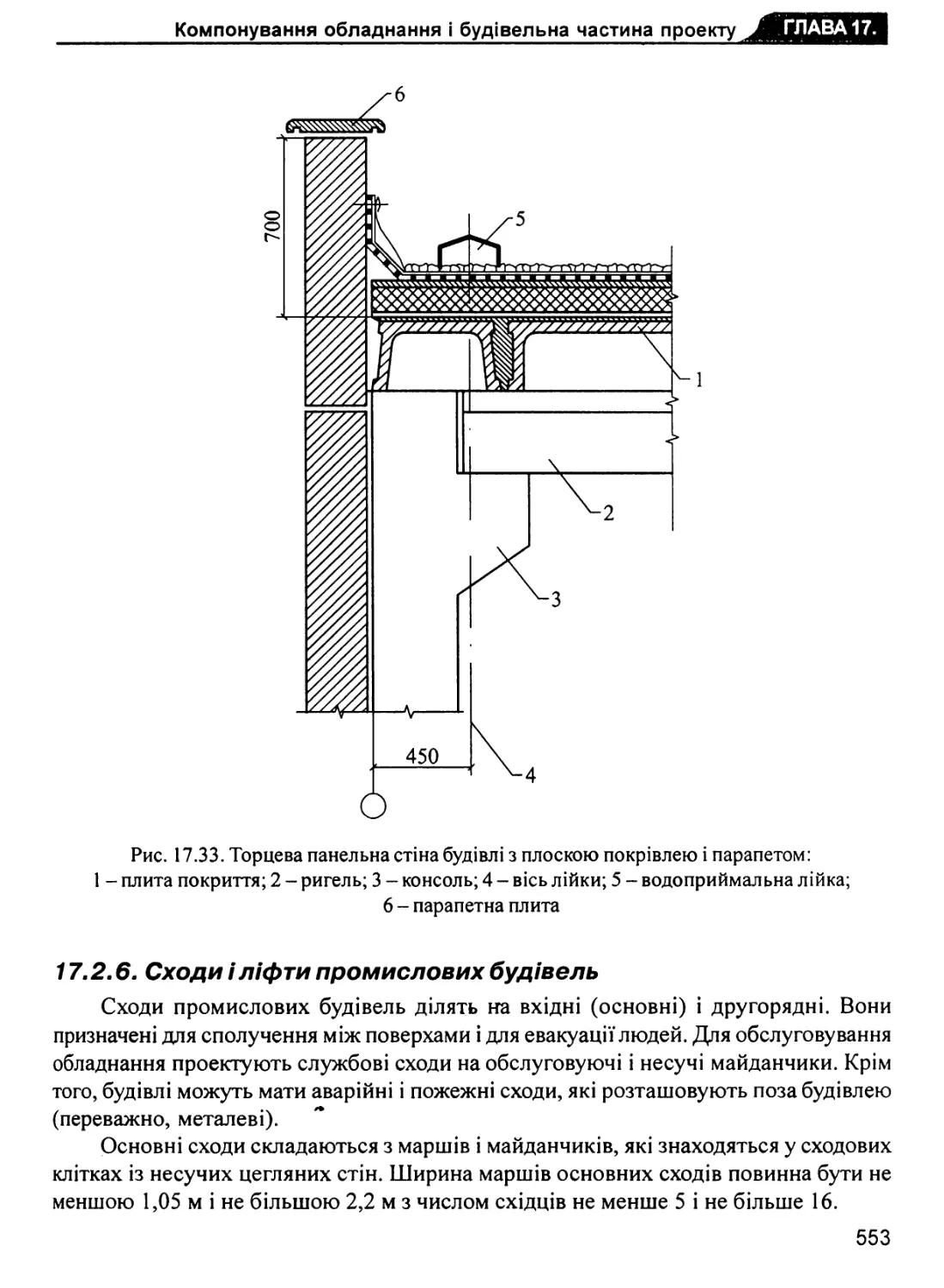
17.2.6. Сходи і ліфти промислових будівель 553
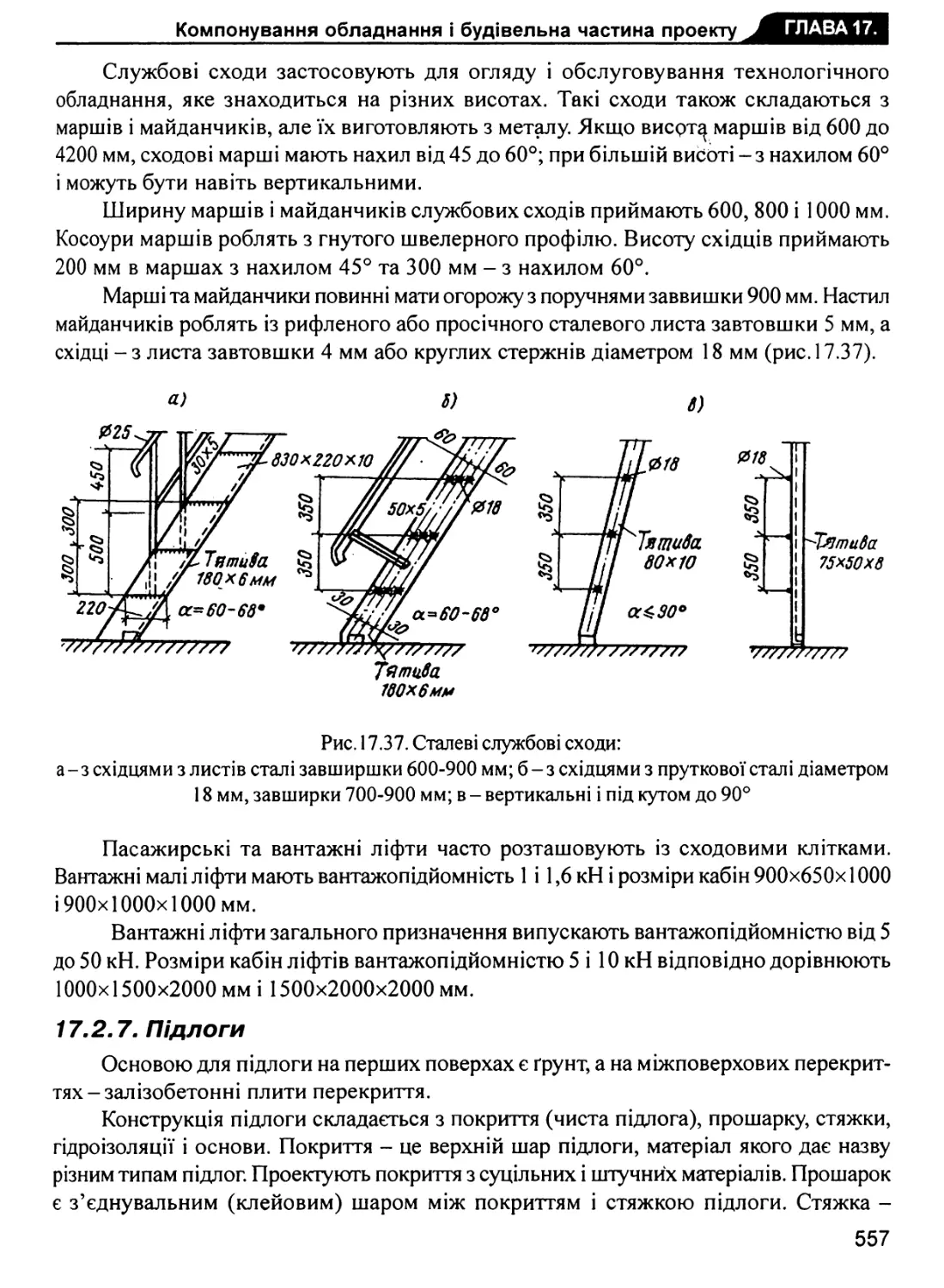
17.2.7. Підлоги 557
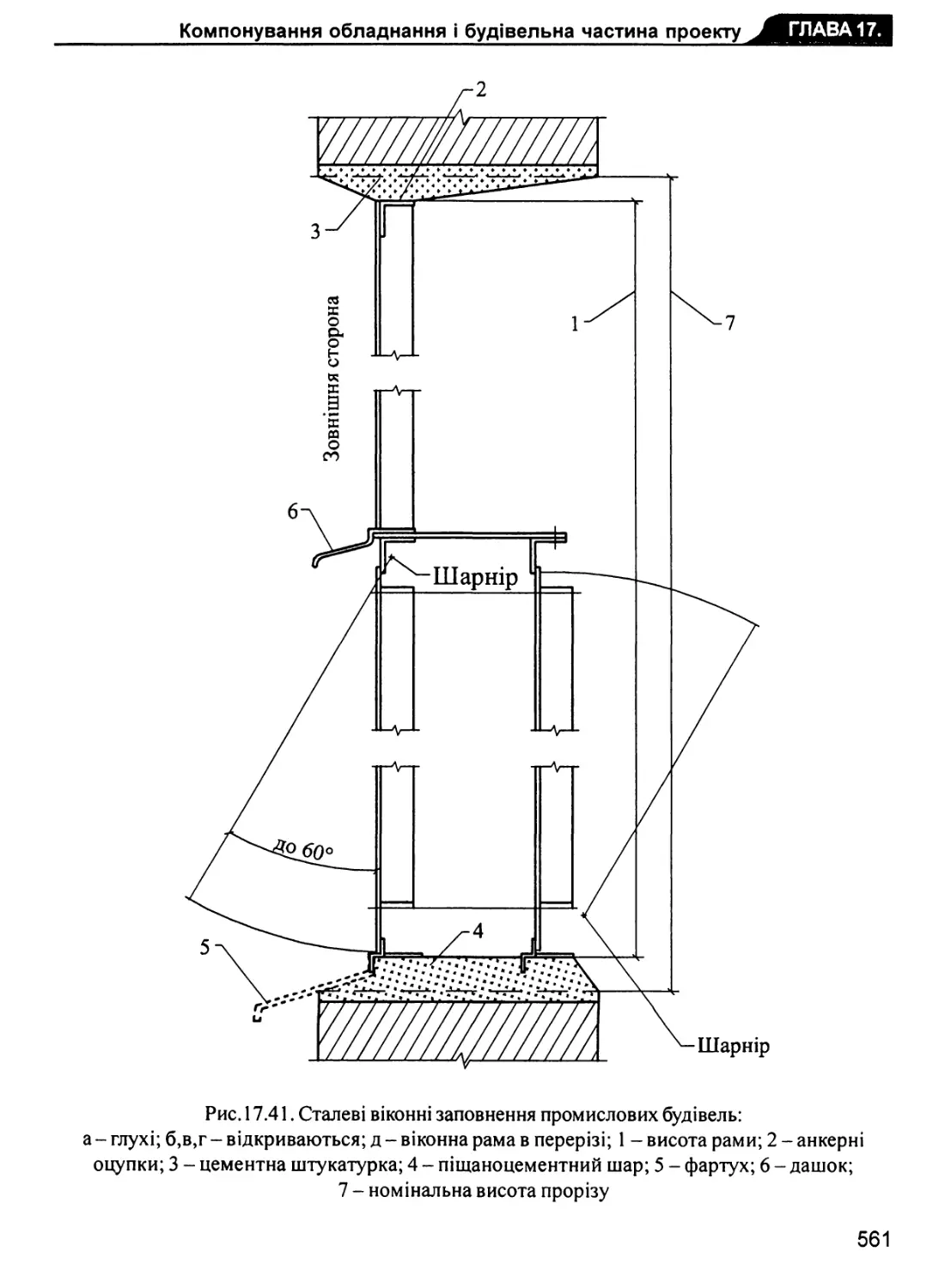
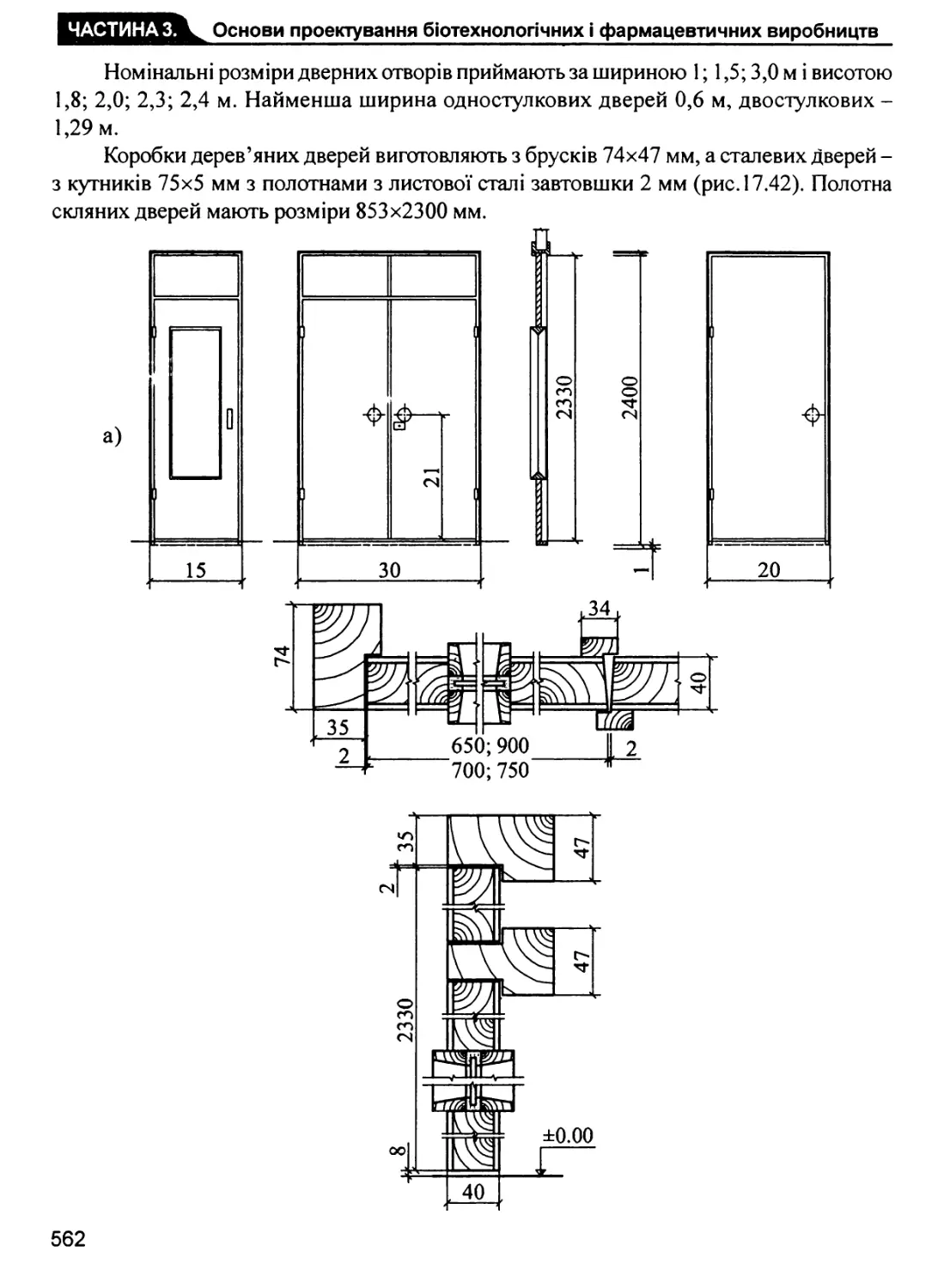
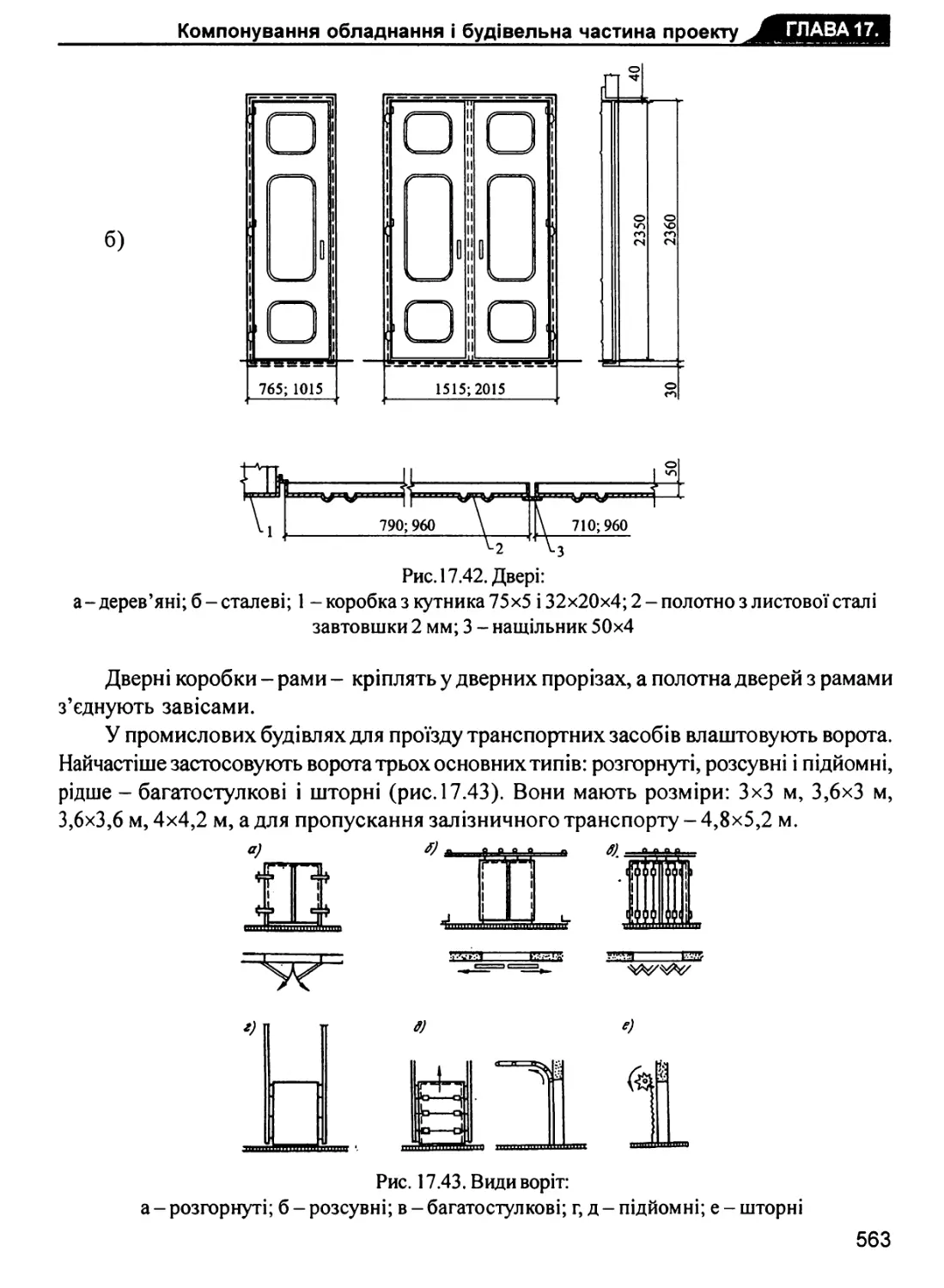
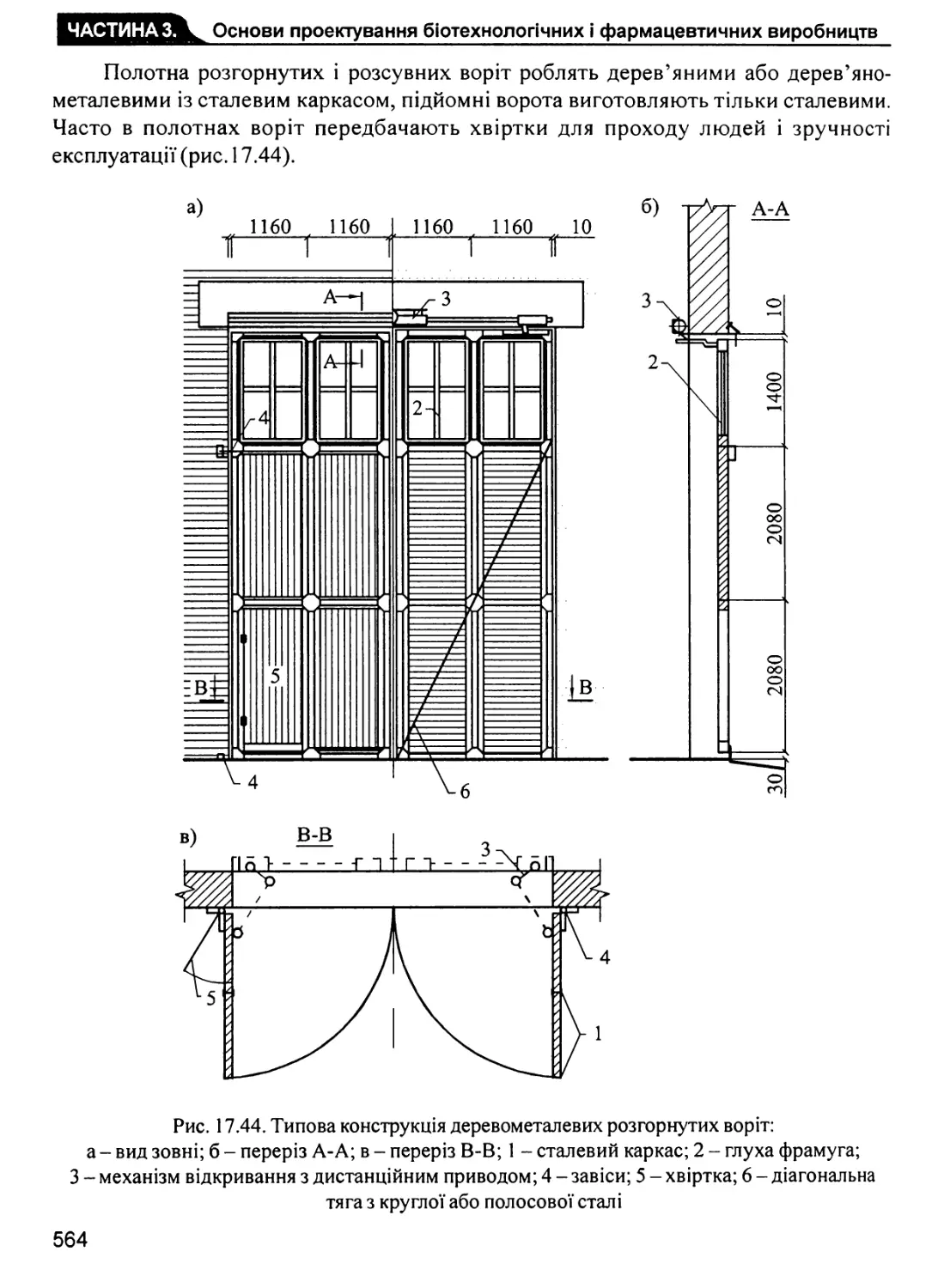
17.2.8. Вікна, двері, ворота 559
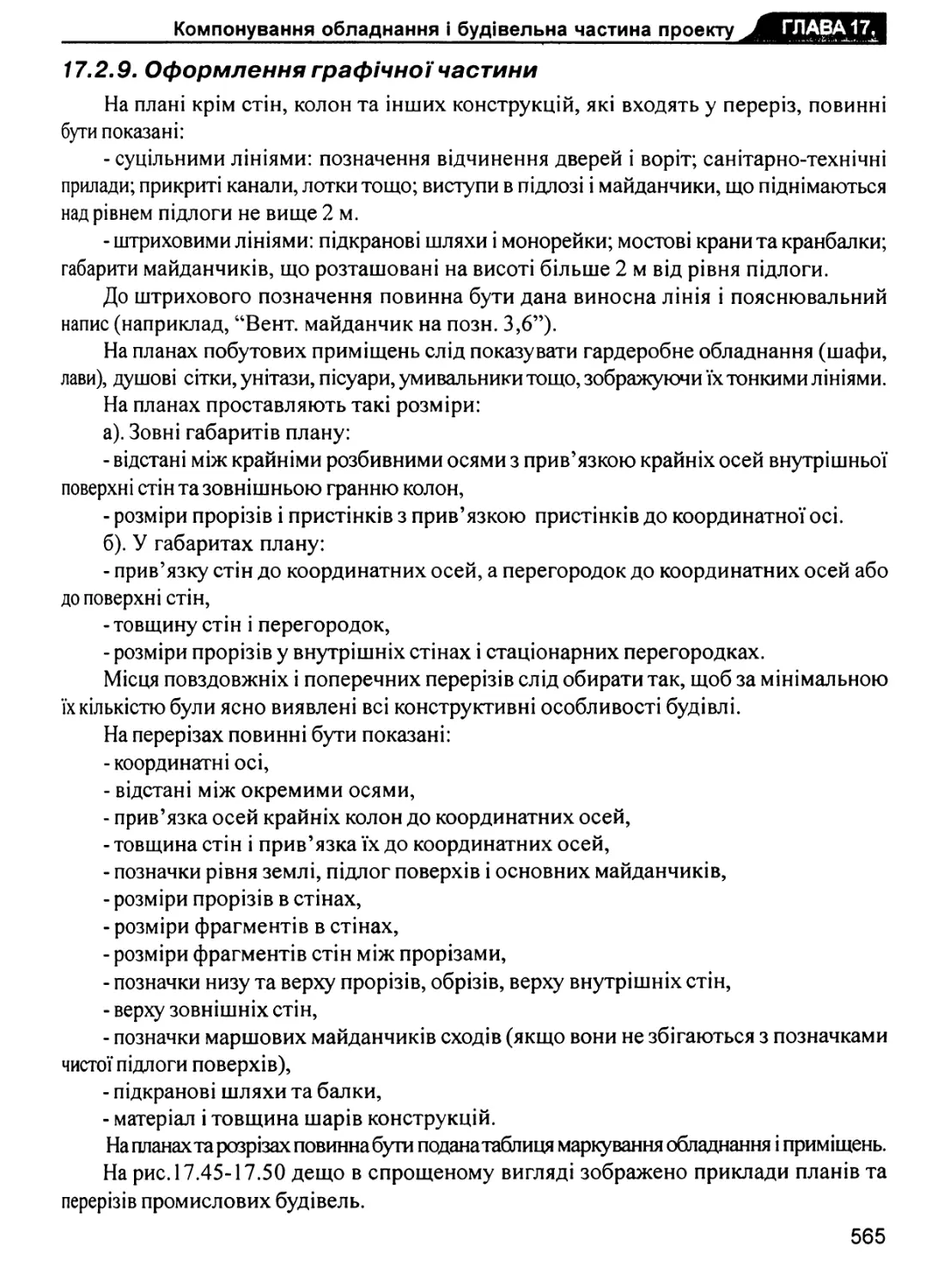
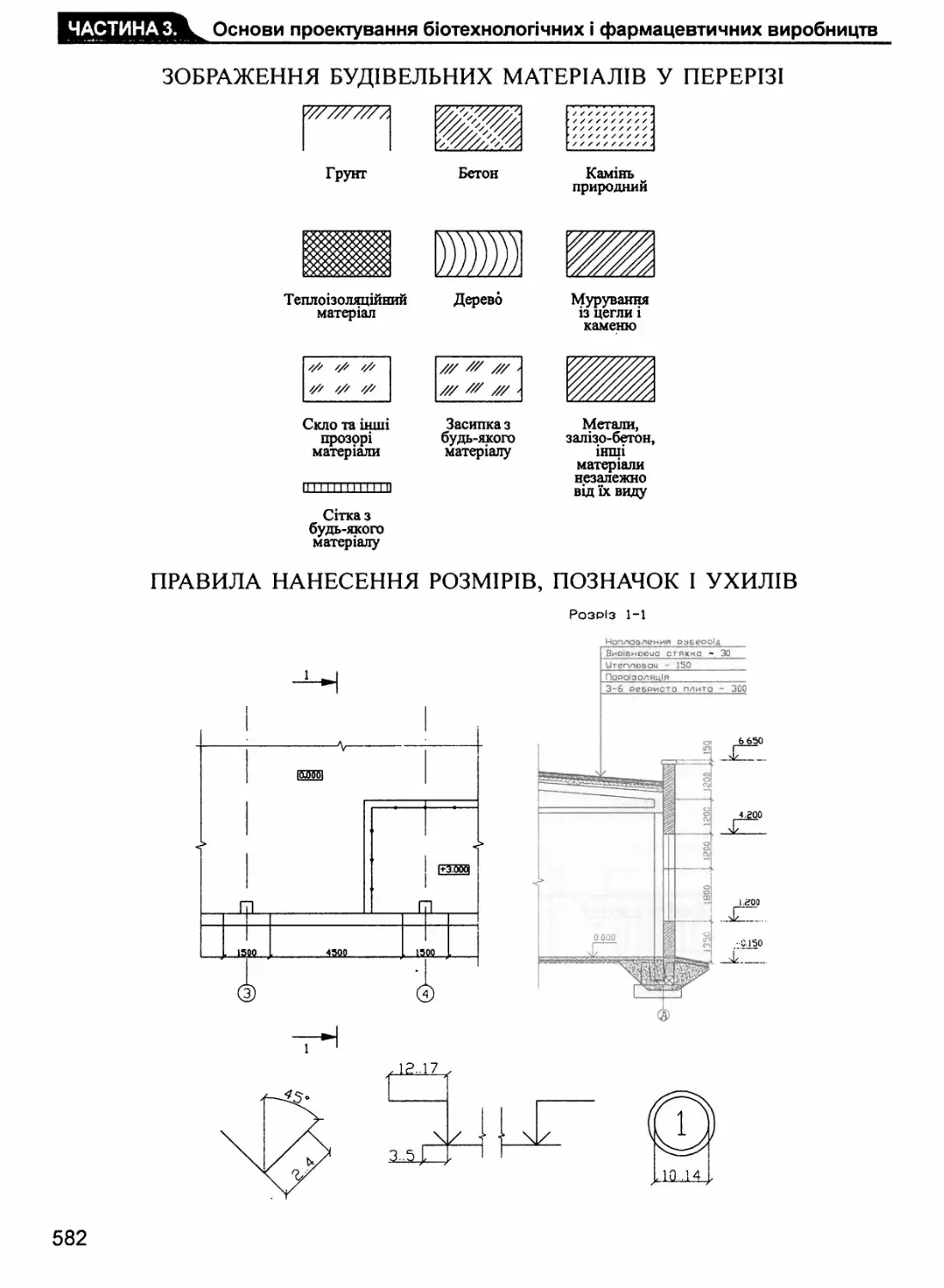
17.2.9. Оформлення графічної частини 565
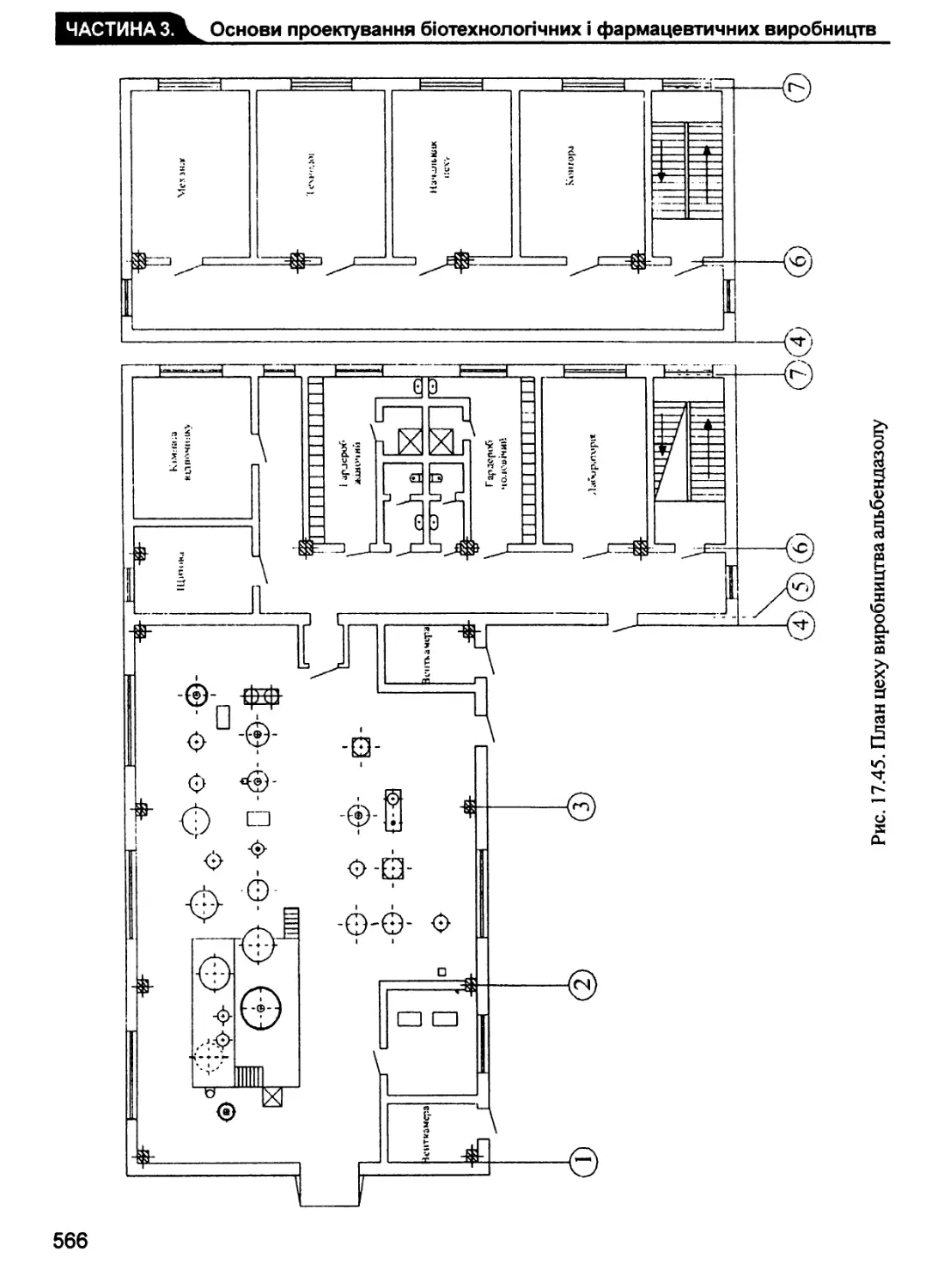
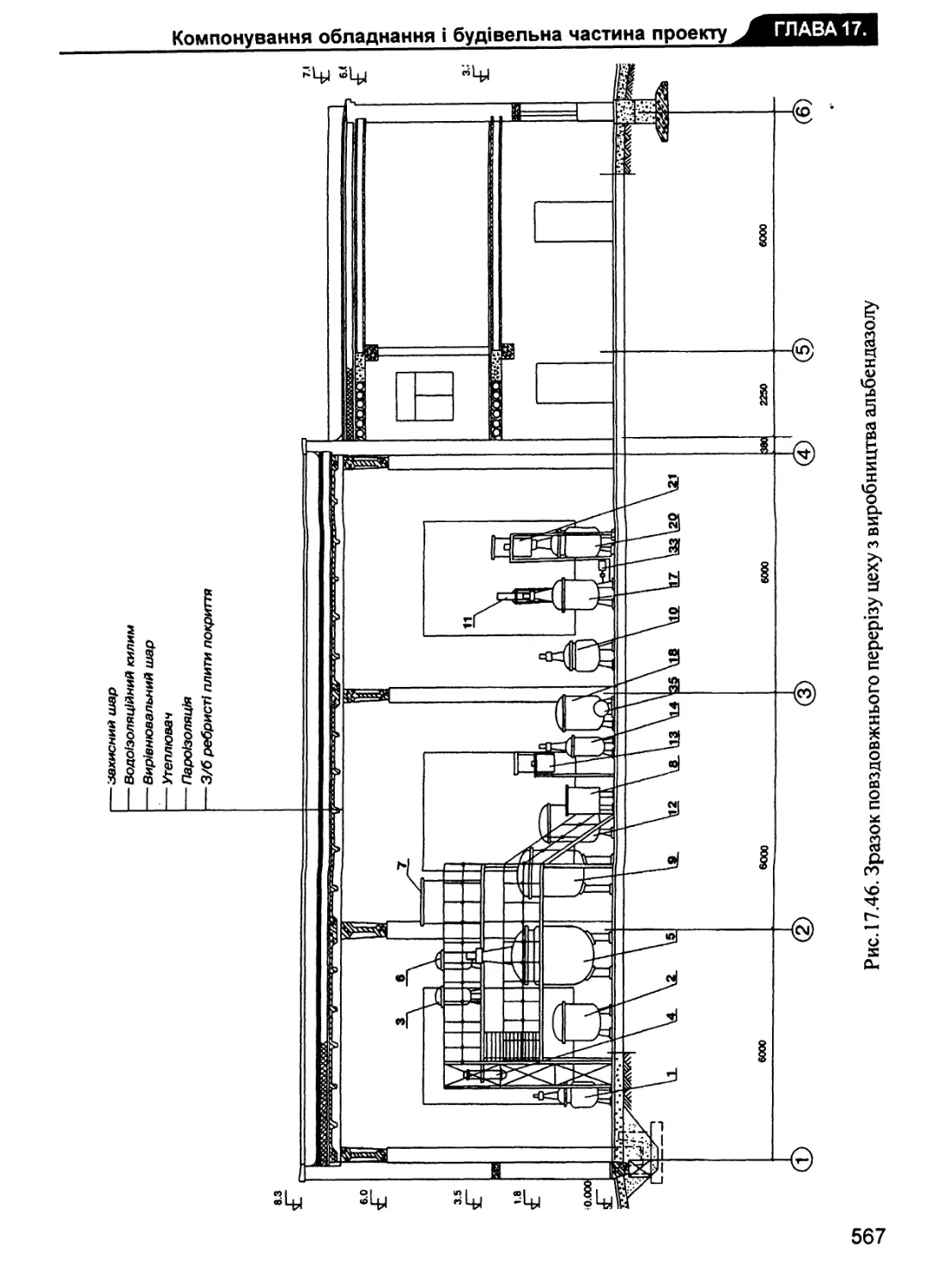
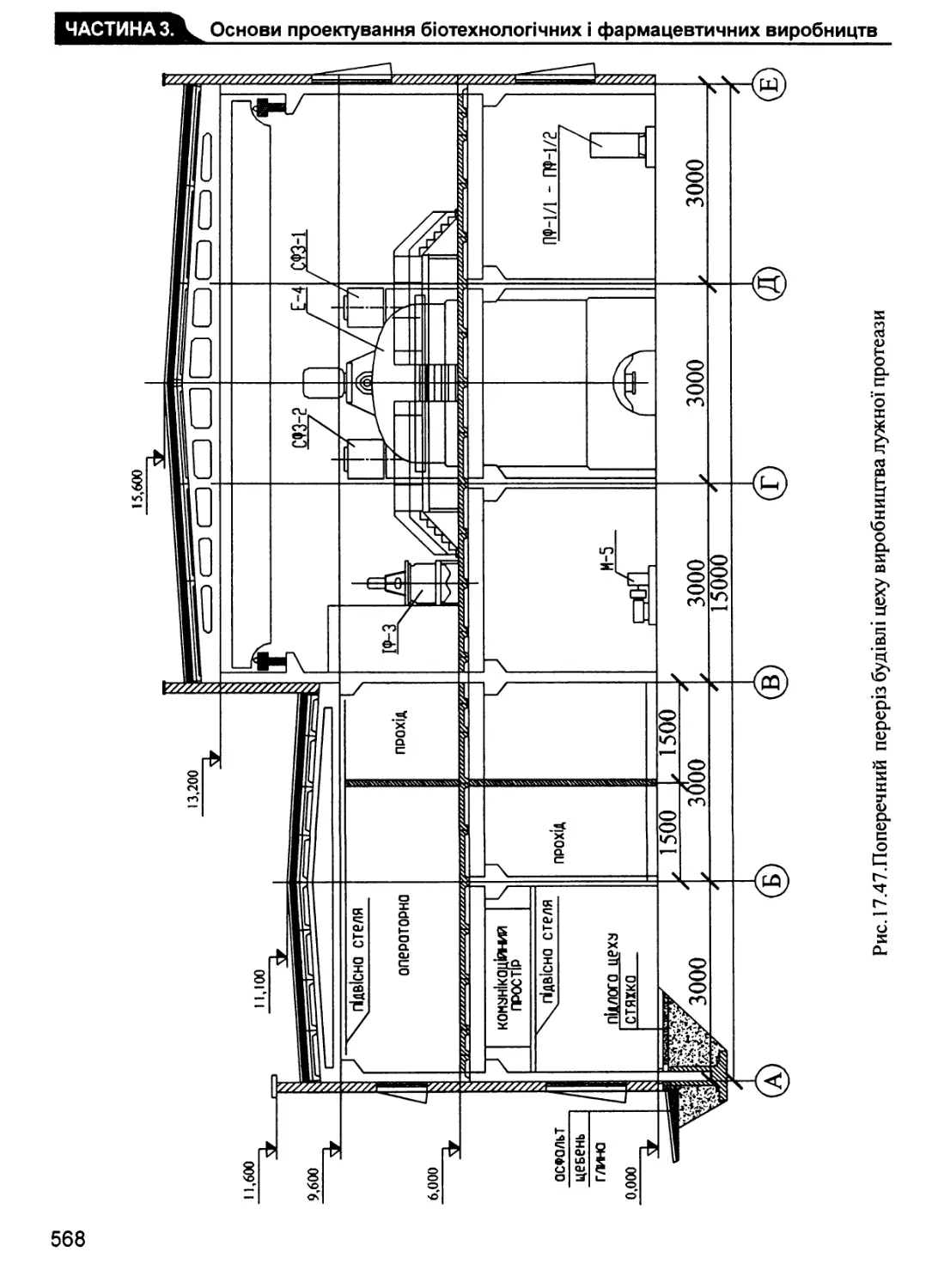
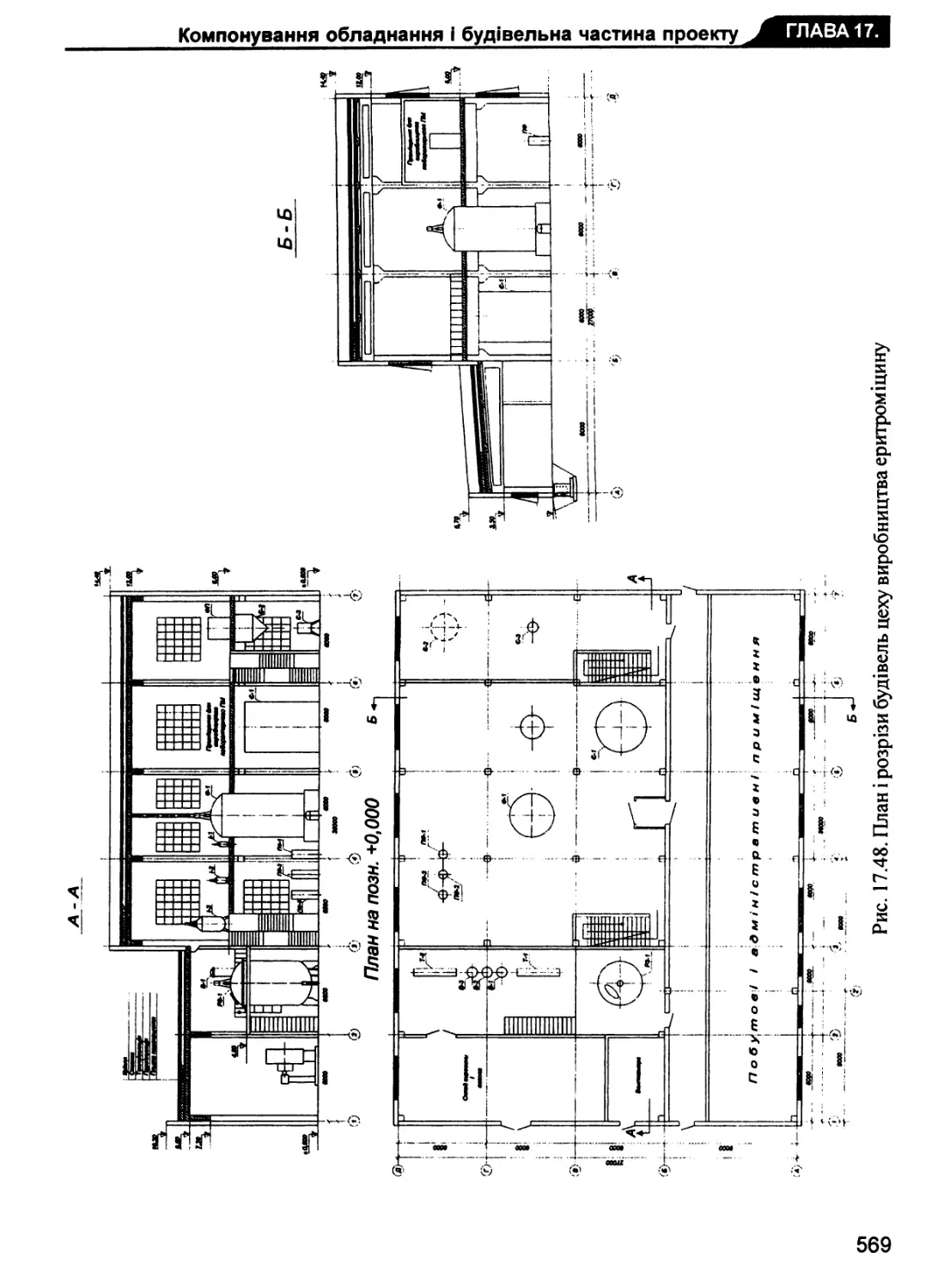
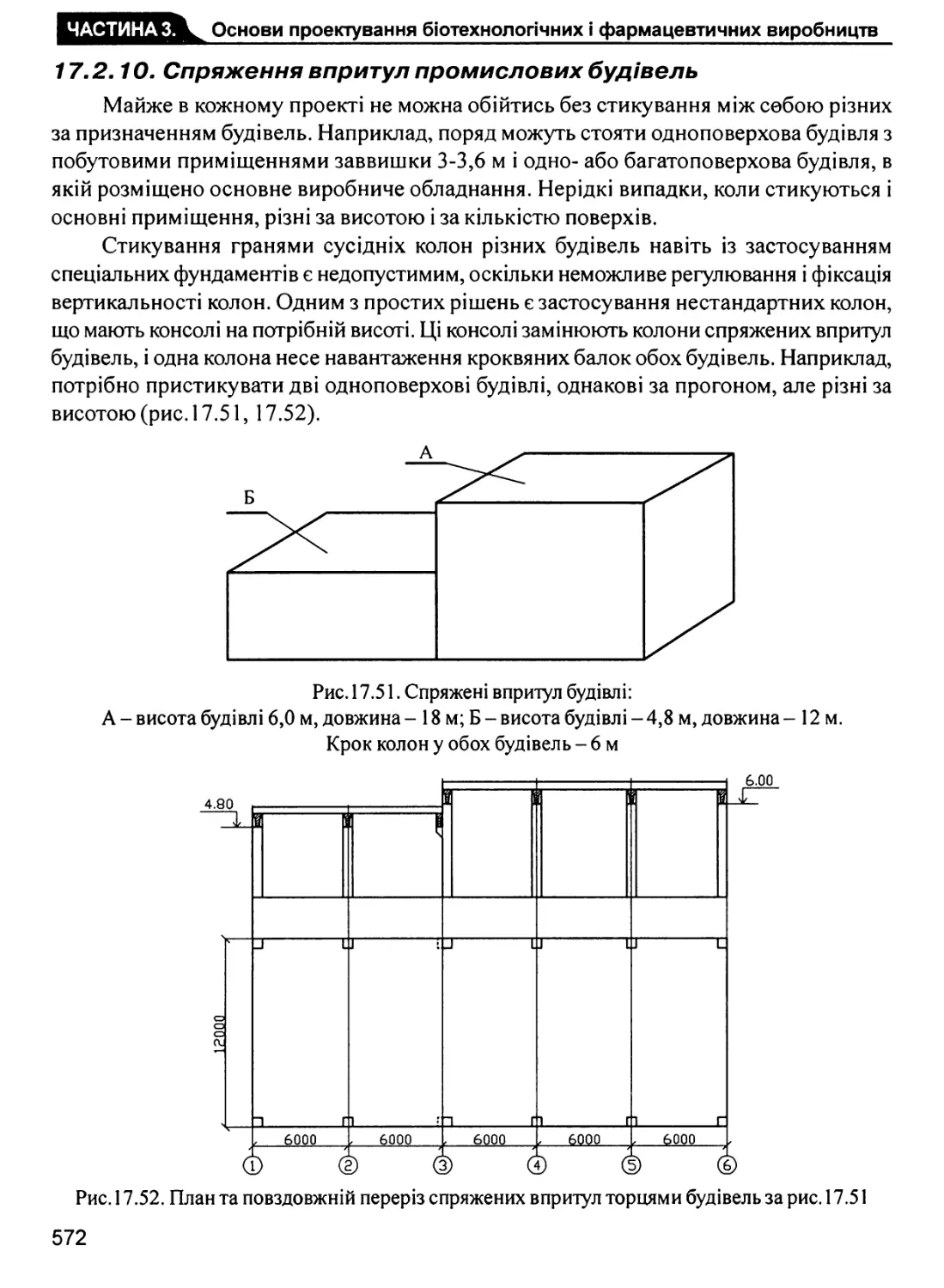
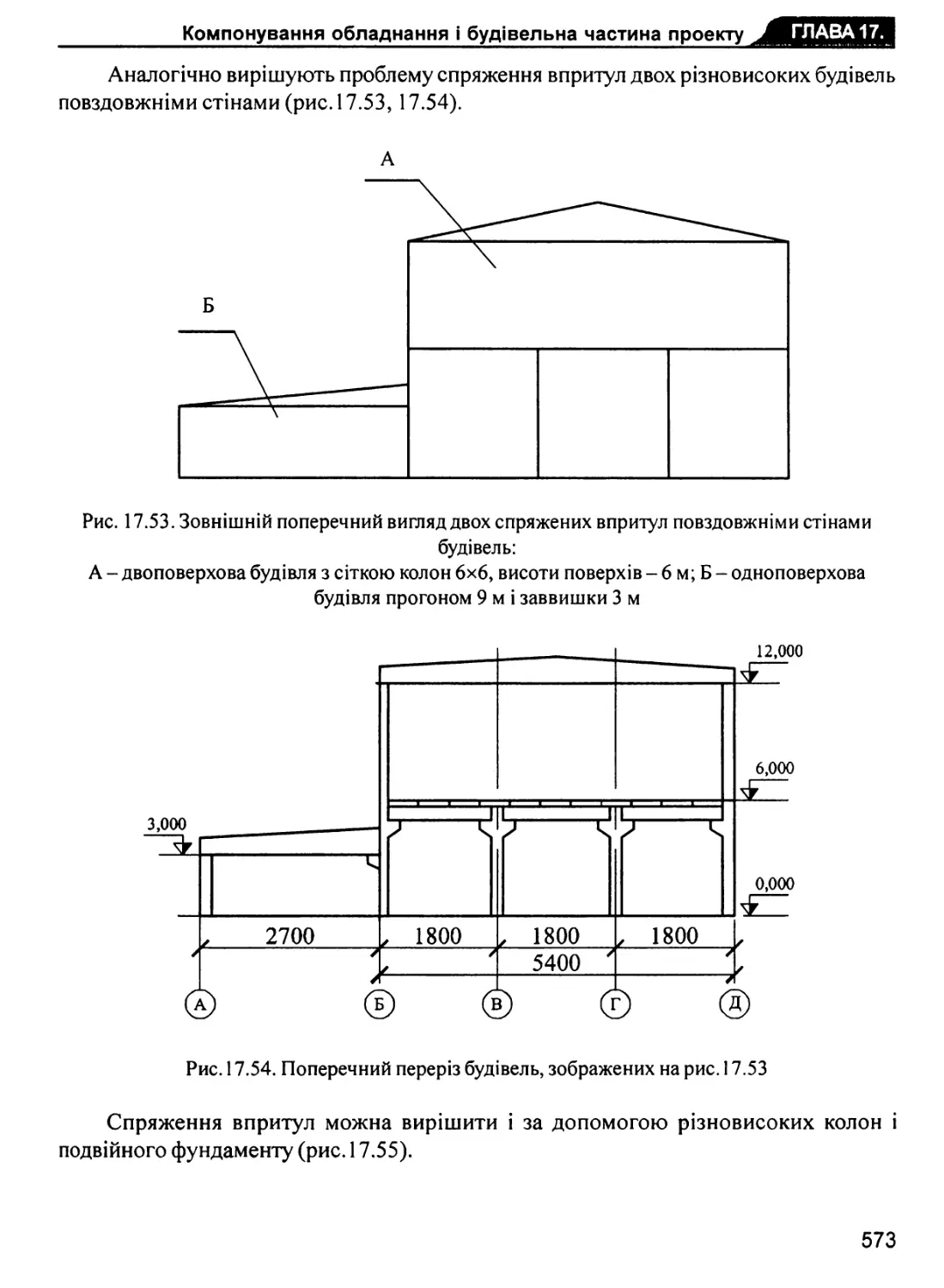
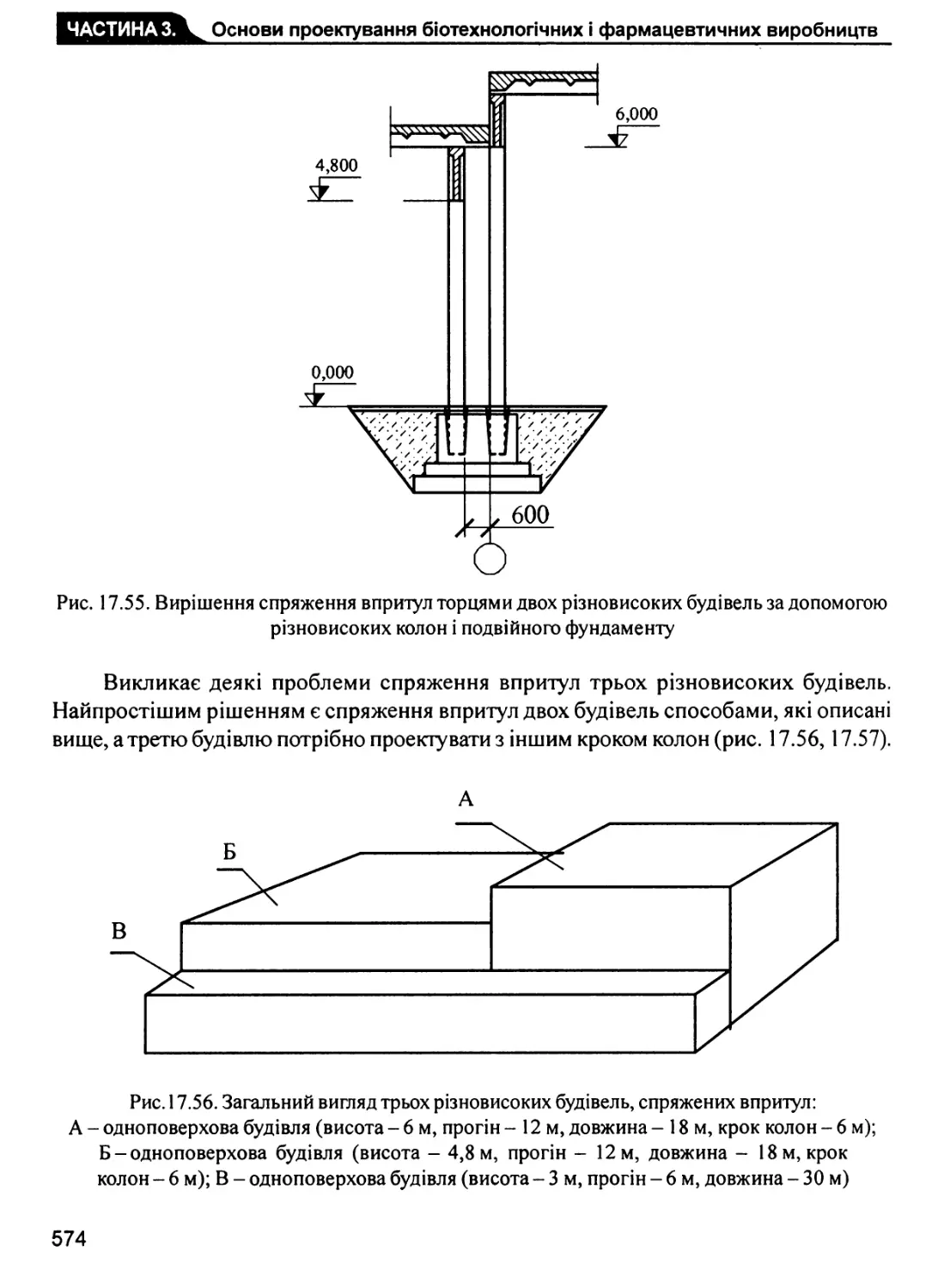
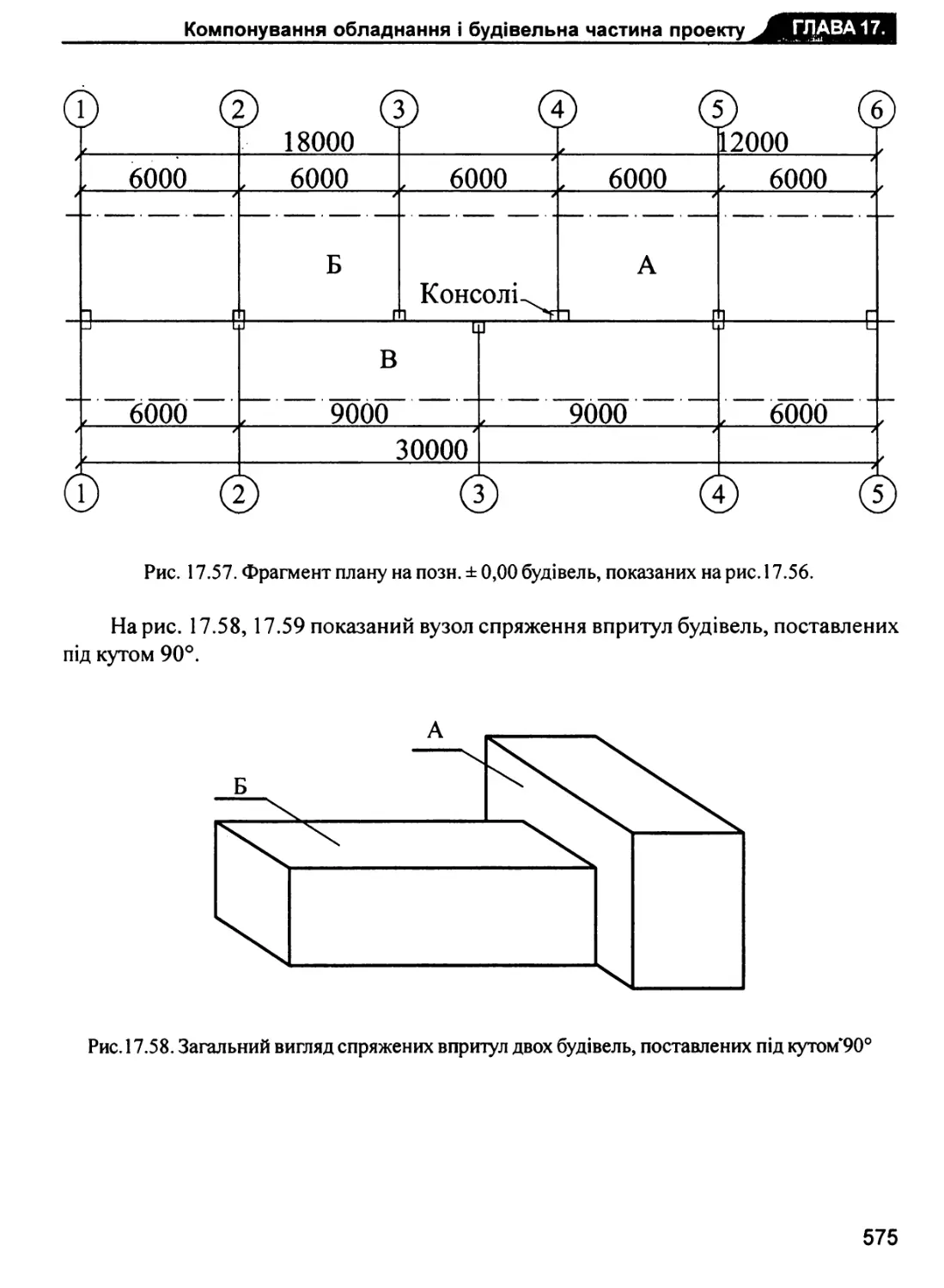
17.2.10. Спряження впритул промислових будівель 572
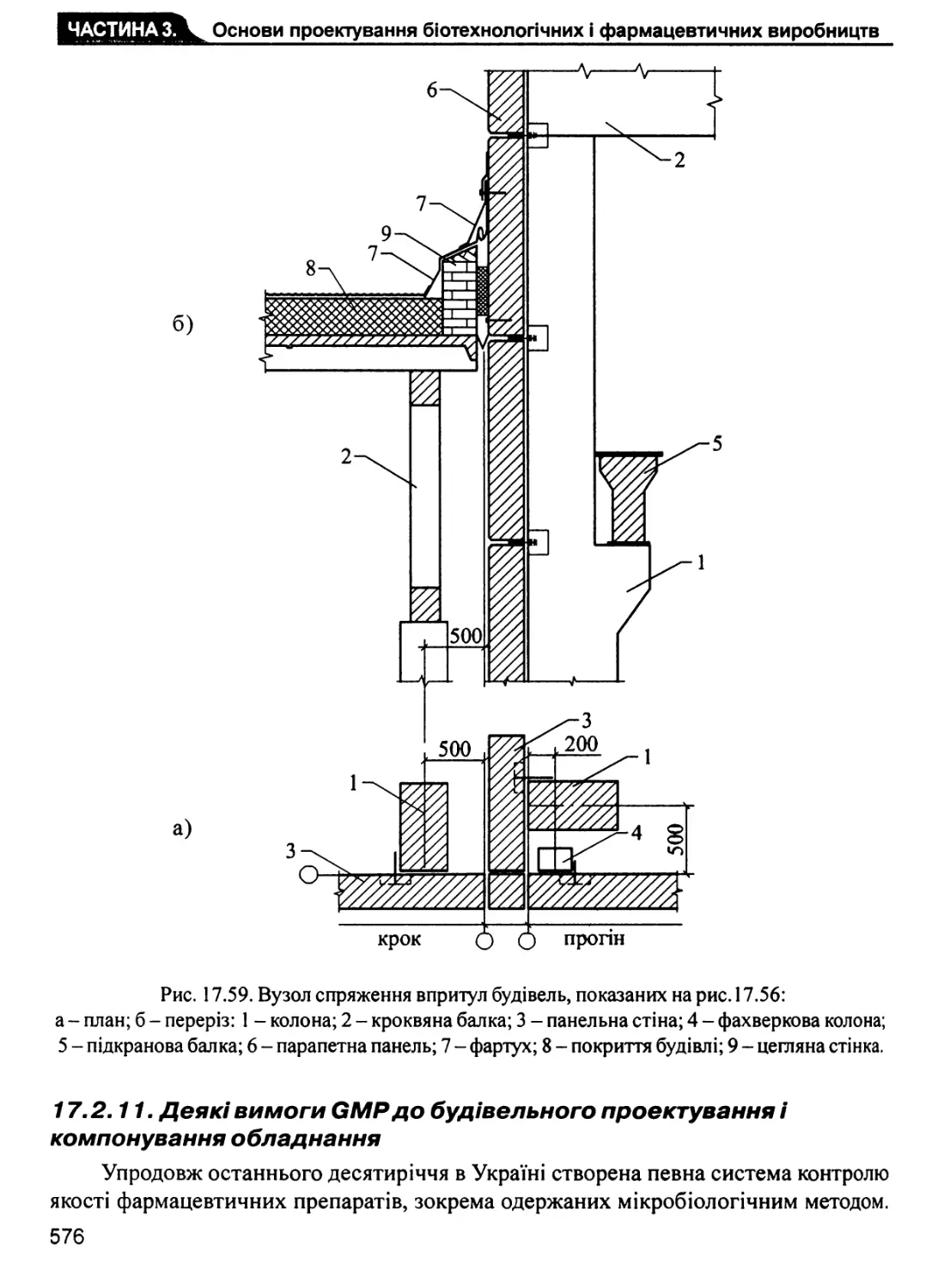
17.2.11. Деякі вимоги GMP до будівельного проектування і
компонування обладнання 576
ГЛАВА 18. ПОНЯТТЯ ПРО ПРОЕКТУВАННЯ ІНФРАСТРУКТУРИ
ВИРОБНИЦТВА 583
18.1. Генеральний план підприємства : 583
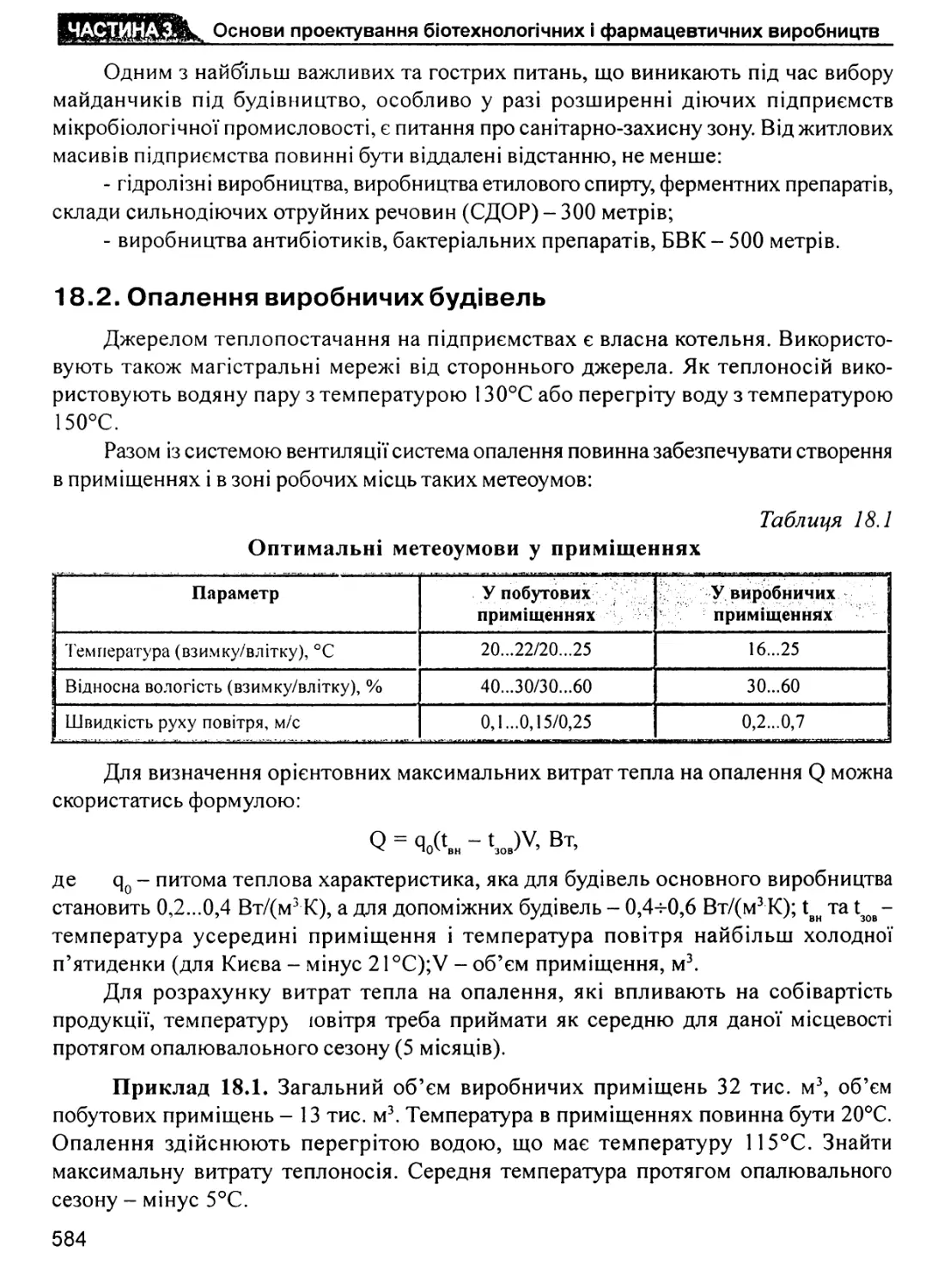
18.2. Опалення виробничих будівель 584
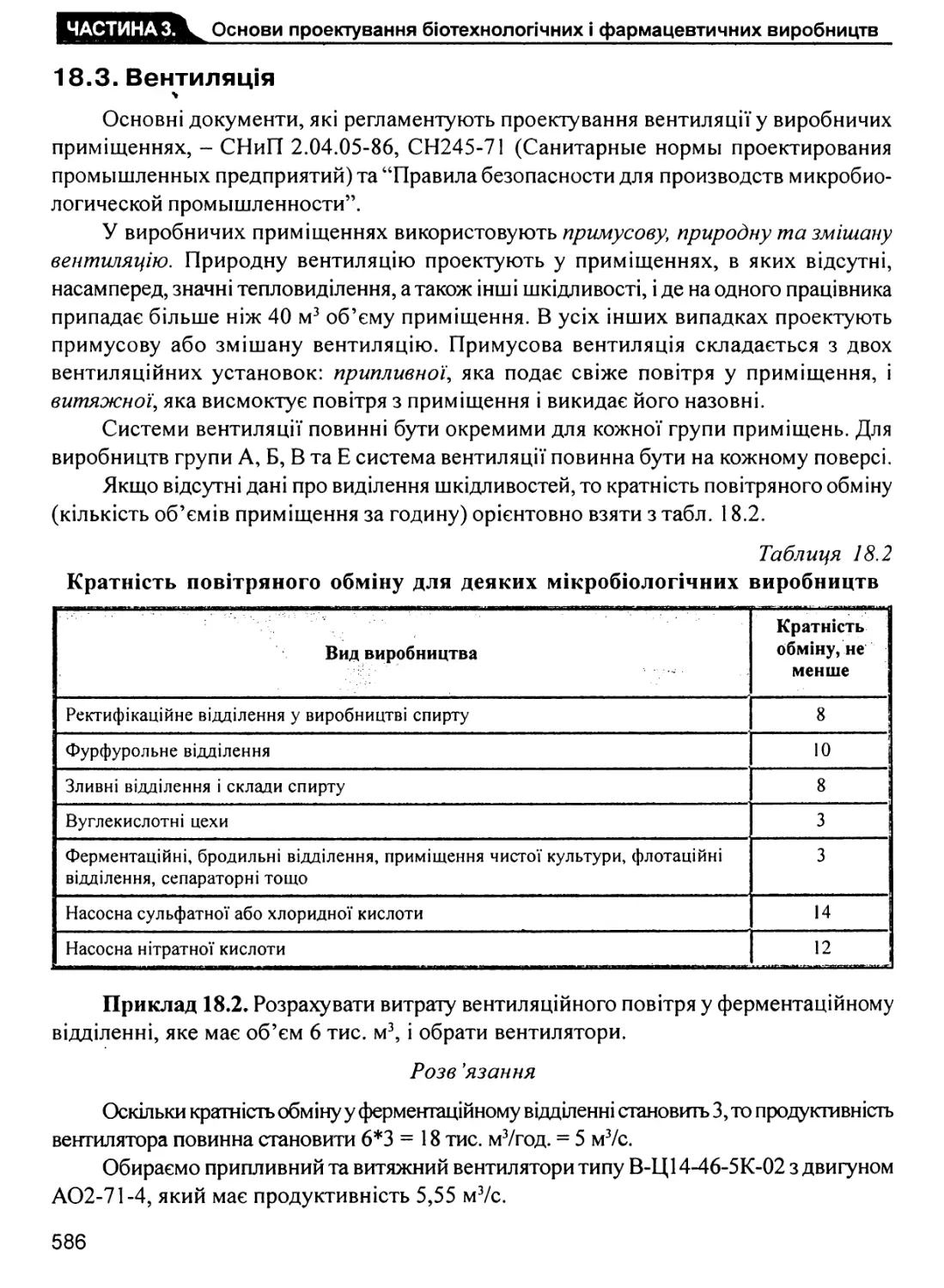
18.3. Вентиляція 586
18.4. Водопостачання 587
18.5. Каналізація 587
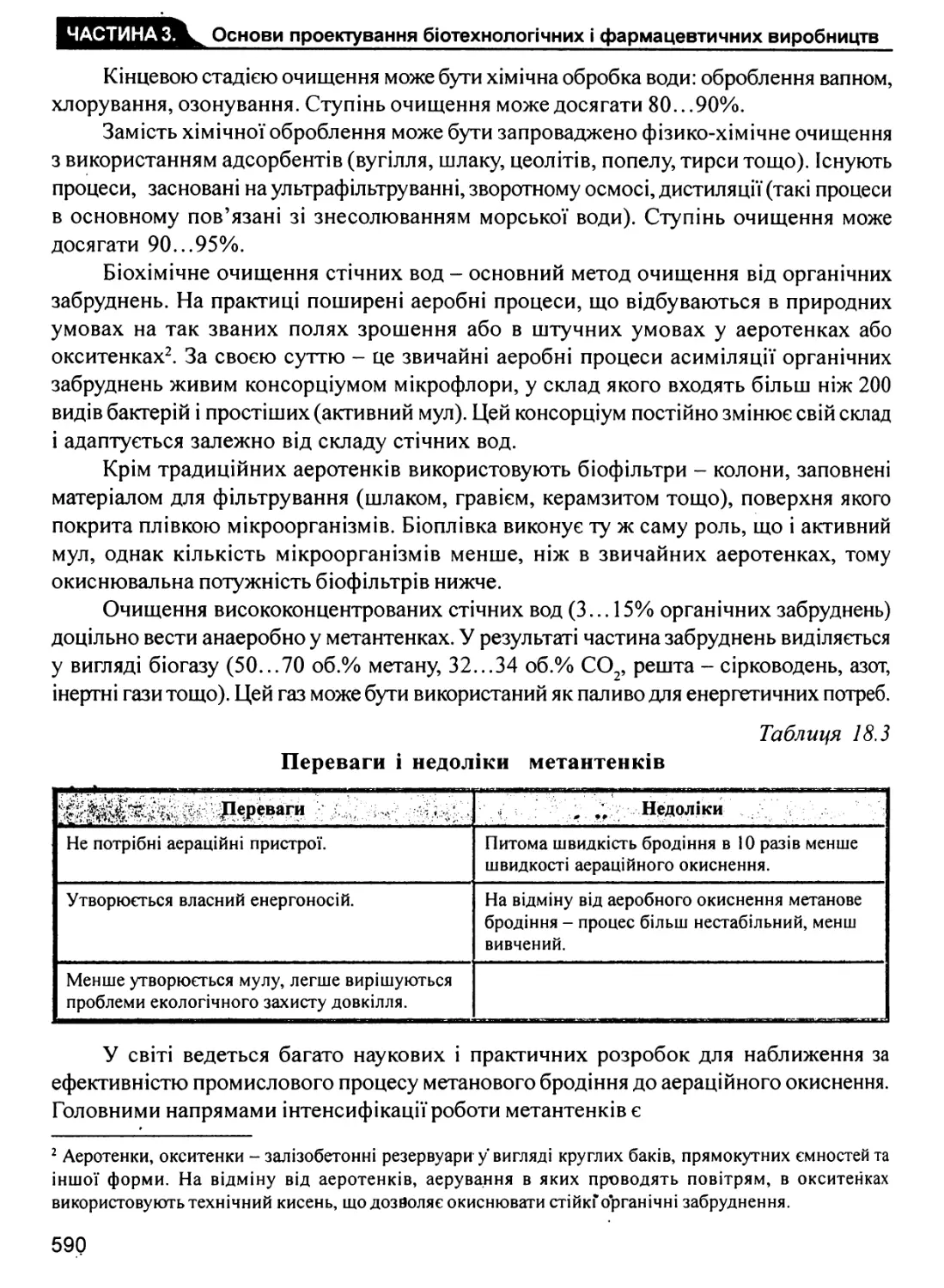
18.6. Природоохоронні заходи 589
ЧАСТИНА IV. ПРАКТИЧНЕ ЗАСТОСУВАННЯ ТЕОРЕТИЧНИХ
ЗНАНЬ У КУРСОВОМУ І ДИПЛОМНОМУ ПРОЕКТУВАННІ 592
ГЛАВА 19. ПРОЕКТ ВІДДІЛЕННЯ ВИРОБНИЦТВА АНТИБІОТИКА
“ФЛОРИМІЦИН” 592
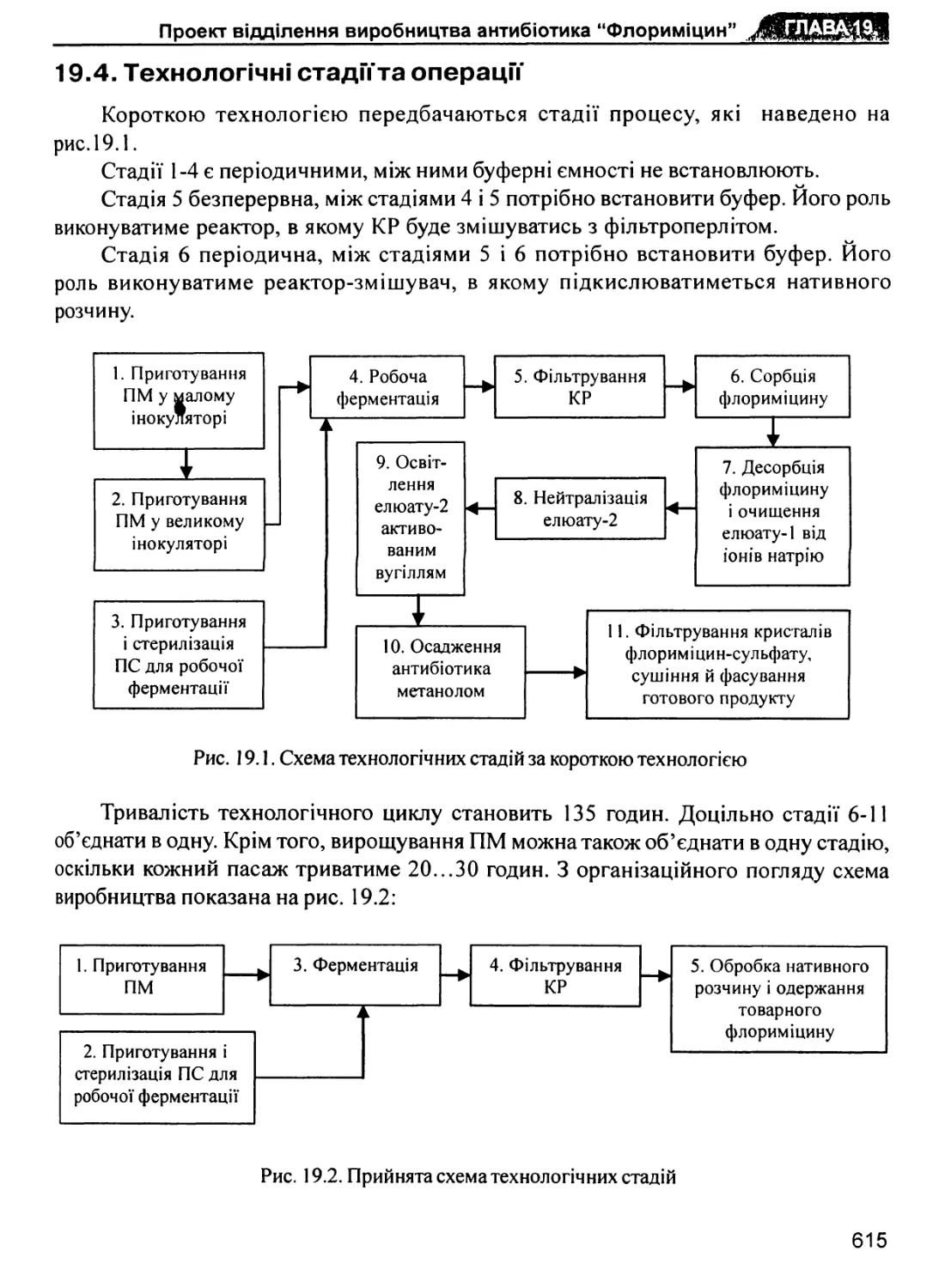
19.1. Вступ 592
19.2. Концептуальна коротка технологія 593
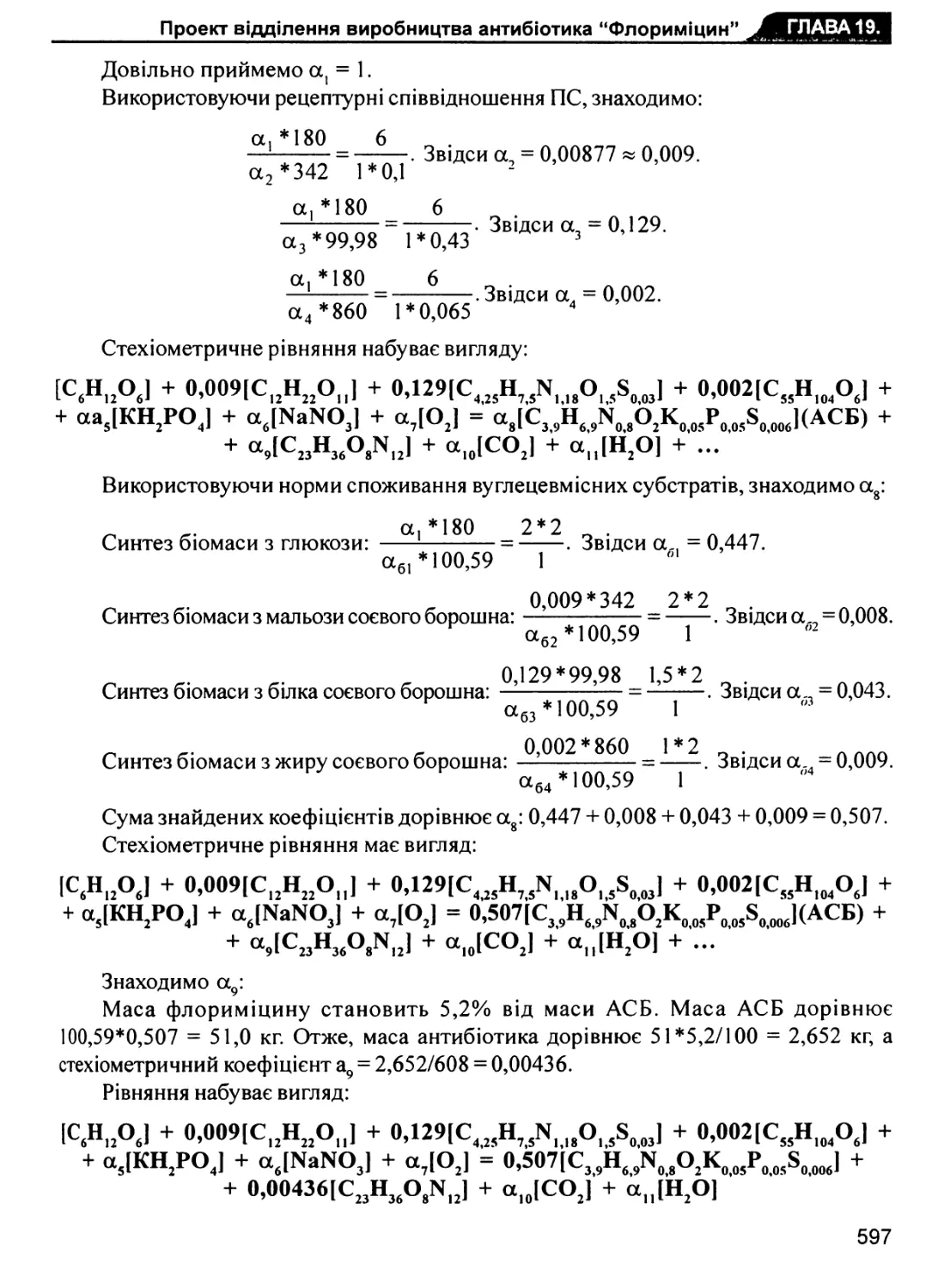
19.3. Матеріальні розрахунки 596
8
19.3.1 Складання і розв’язання інтегрального стехіометричного
рівняння 596
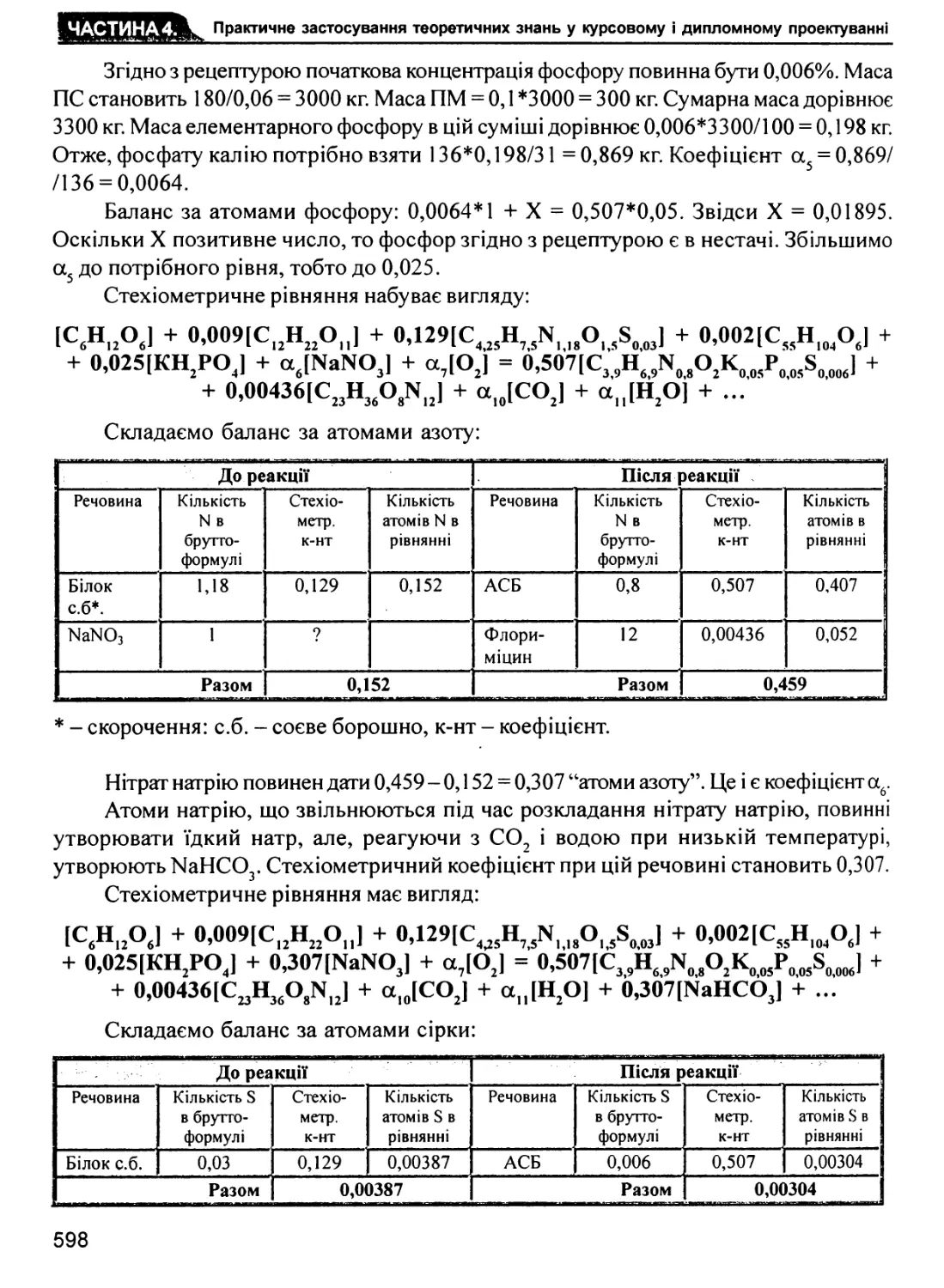
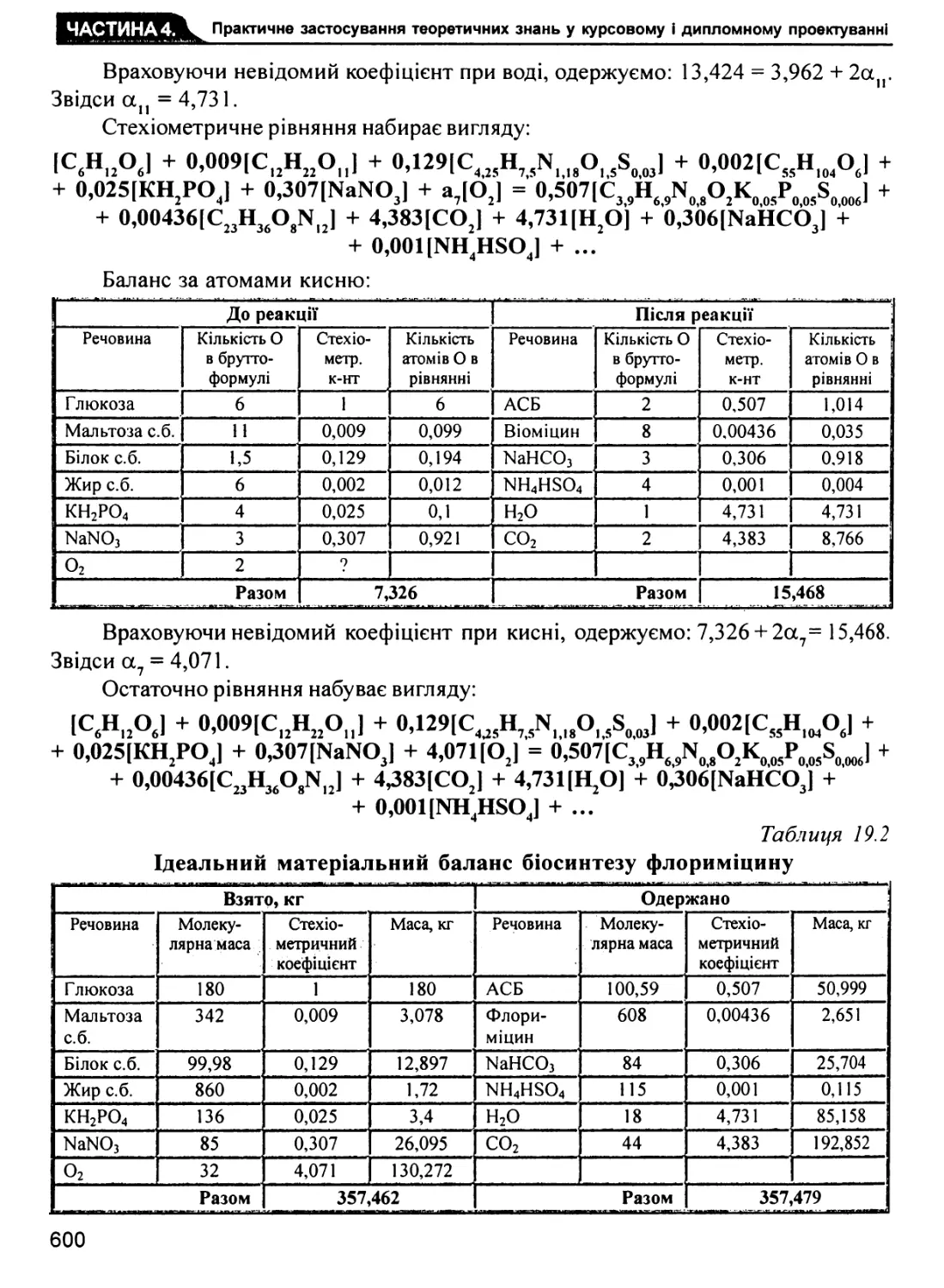
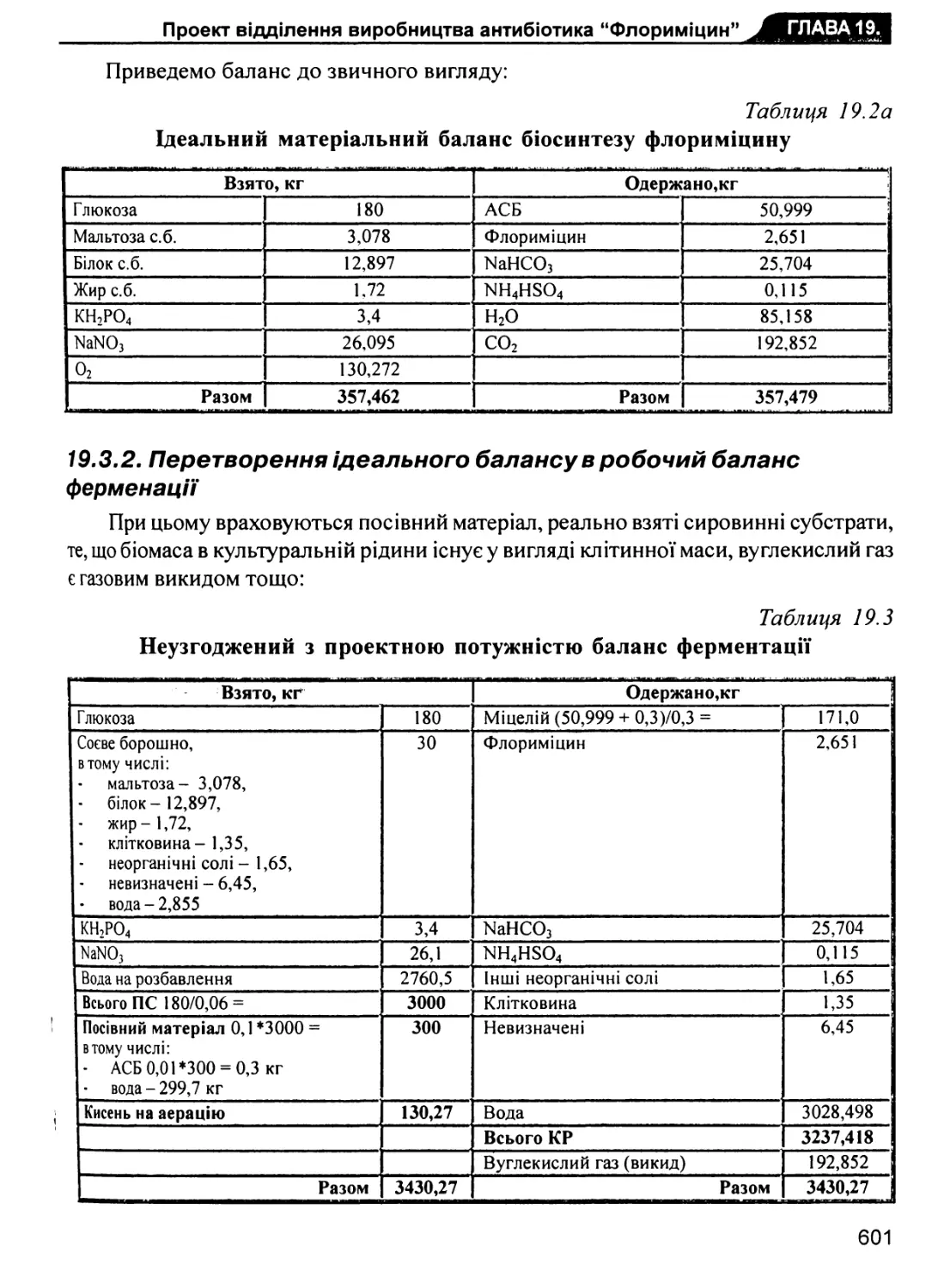
19.3.2. Перетворення ідеального балансу в робочий баланс
ферменації 601
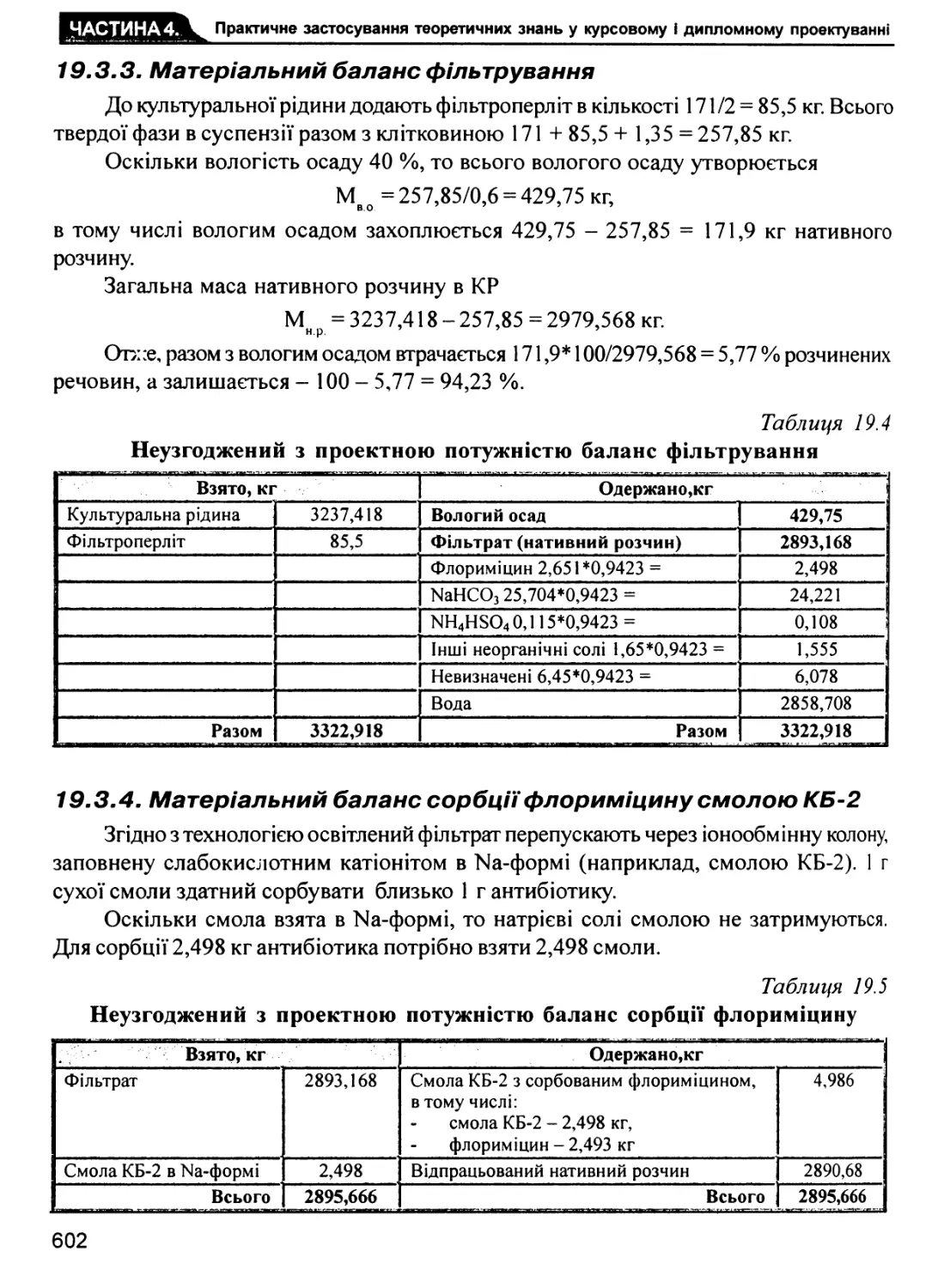
19.3.3. Матеріальний баланс фільтрування 602
19.3.4. Матеріальний баланс сорбціїфлориміцину смолою КБ-2 602
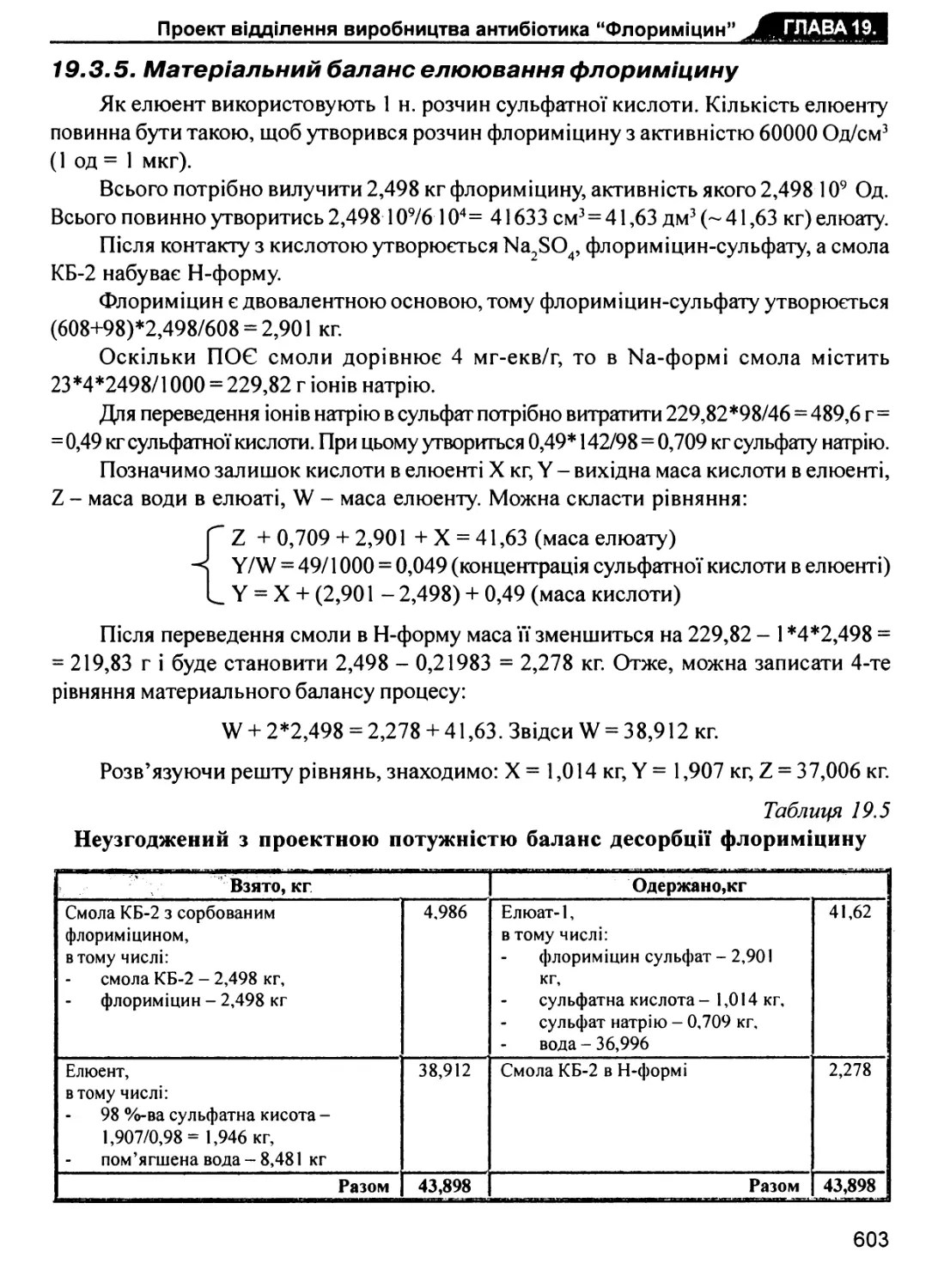
19.3.5. Матеріальний баланс елюювання флориміцину 603
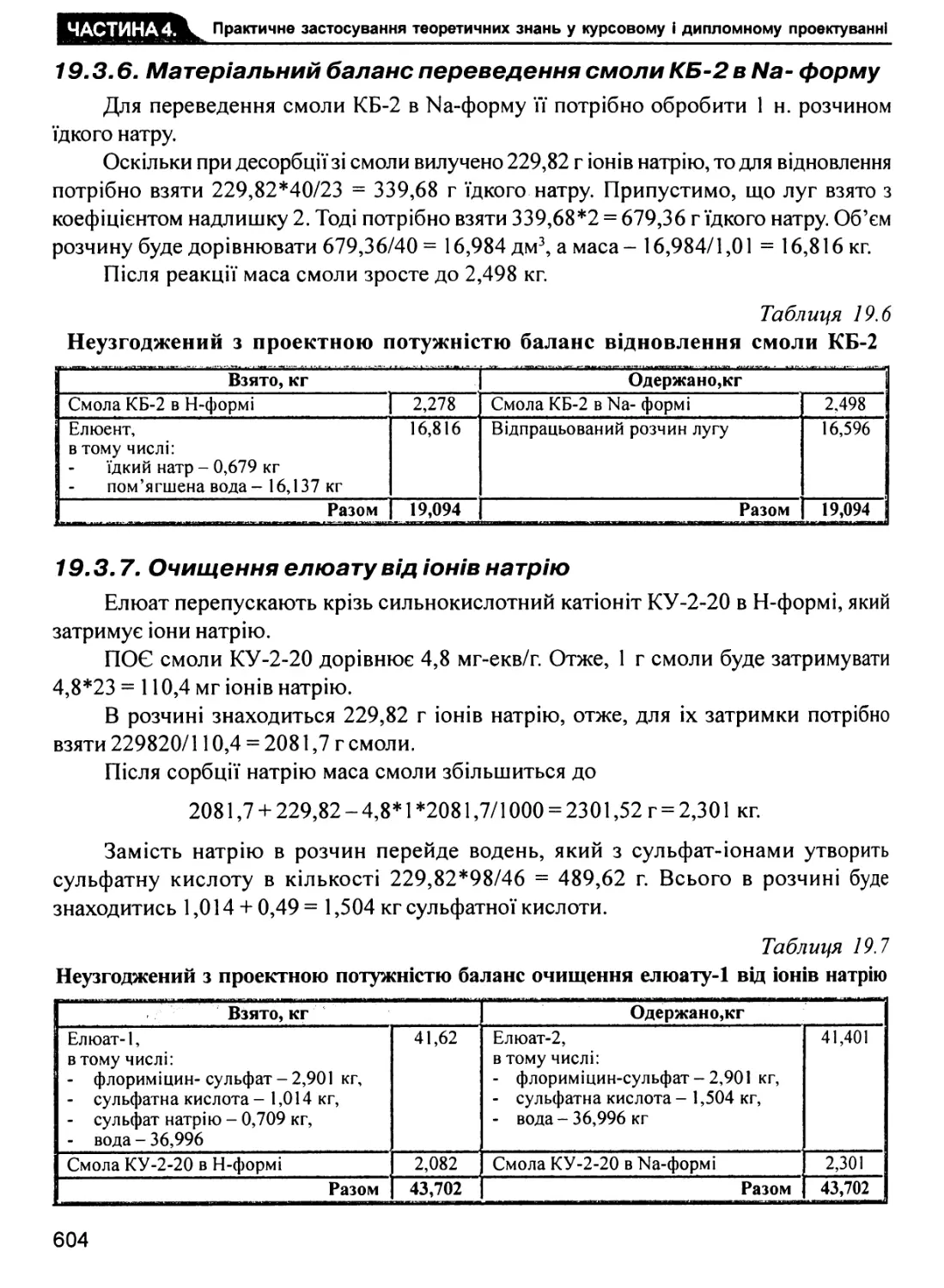
19.3.6. Матеріальний баланс переведення смоли КБ-2 в Na- форму 604
19.3.7. Очищення елюату від іонів натрію 604
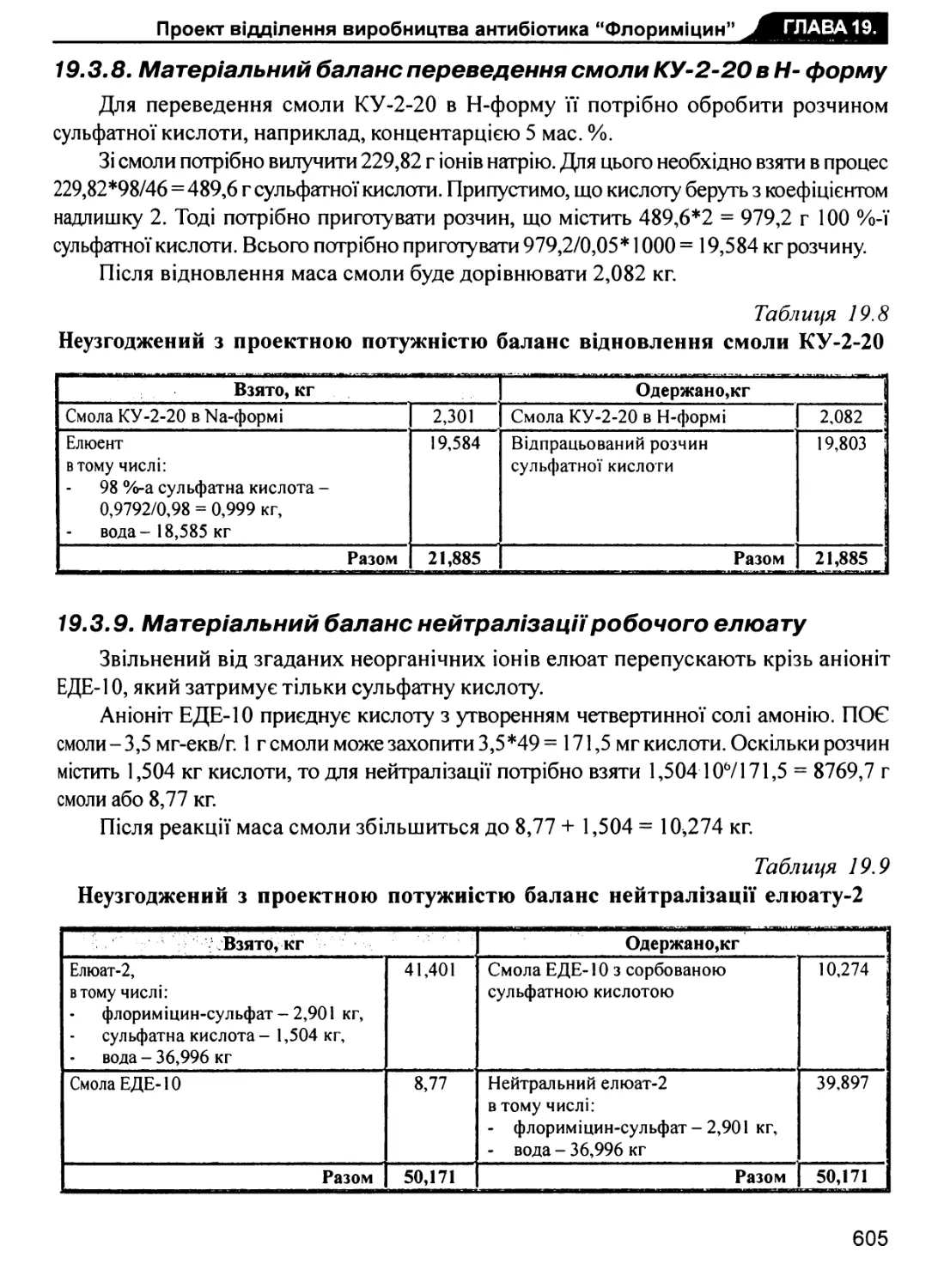
19.3.8. Матеріальний баланс переведення смоли КУ-2-20 в H- форму 605
19.3.9. Матеріальний баланс нейтралізації робочого елюату 605
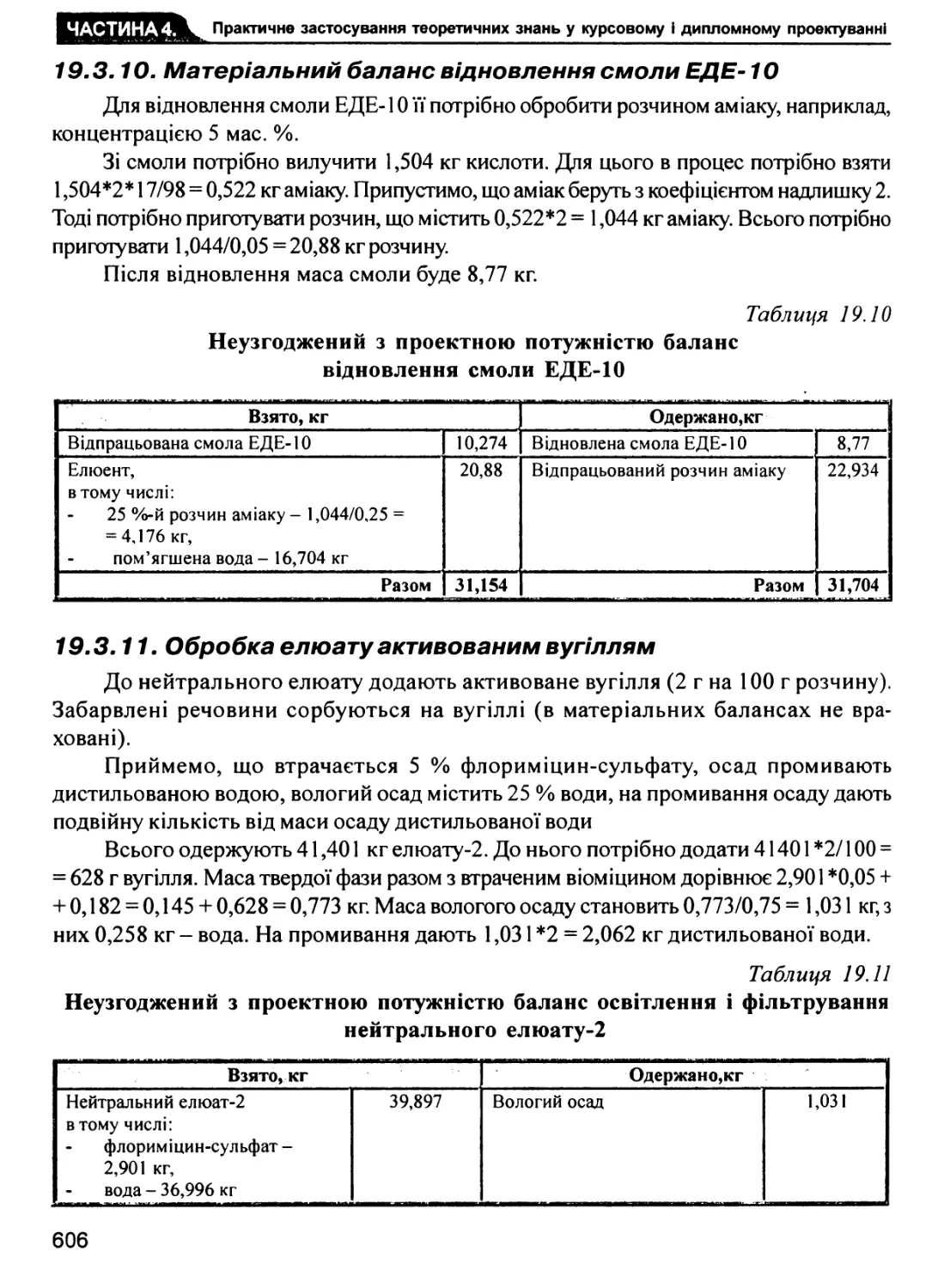
19.3.10. Матеріальний баланс відновлення смоли ЕДЕ-10 606
19.3.11. Обробка елюату активованим вугіллям 606
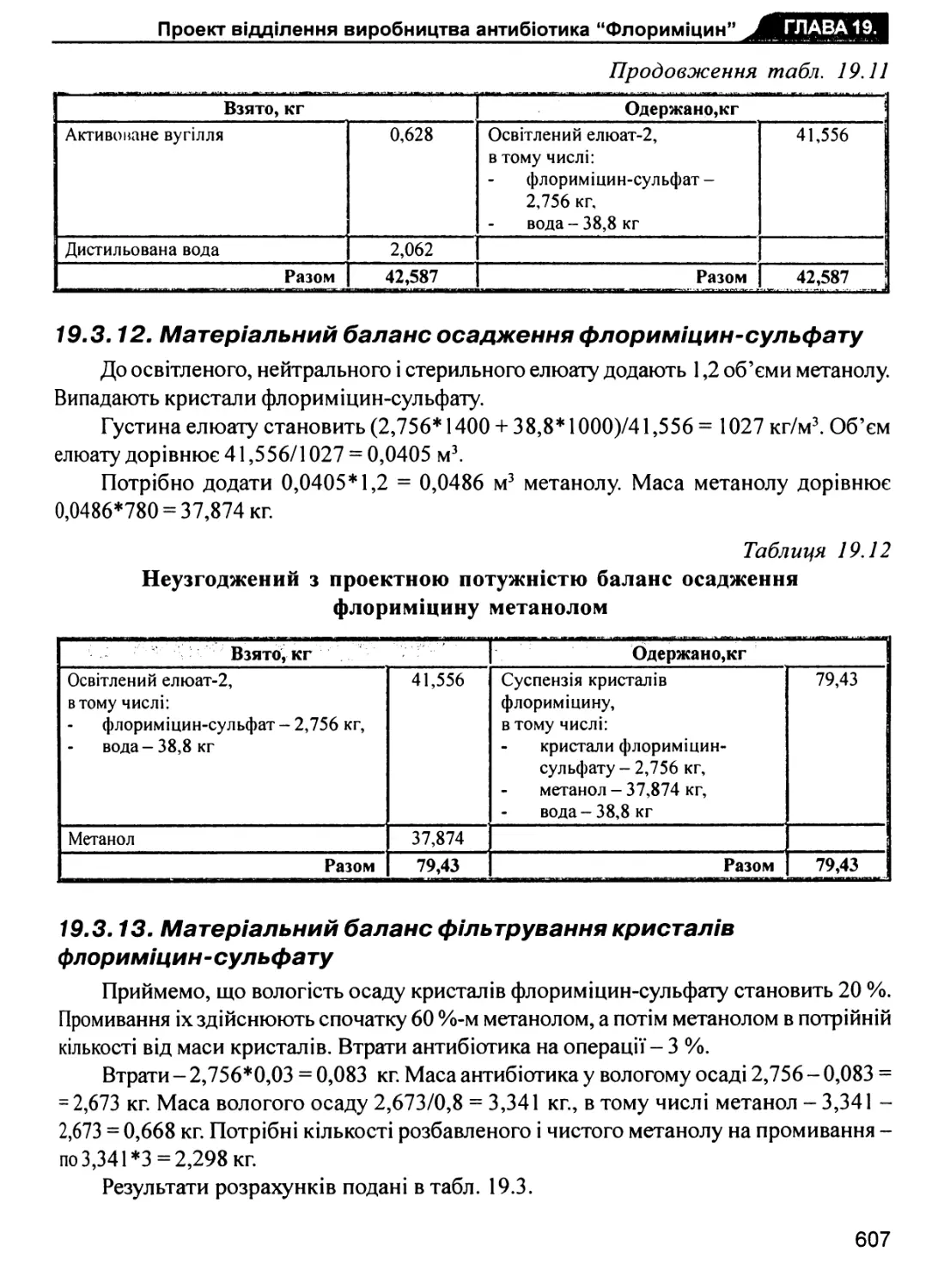
19.3.12. Матеріальний баланс осадження флориміцин-сульфату 607
19.3.13. Матеріальний баланс фільтрування кристалів
флориміцин-сульфату 607
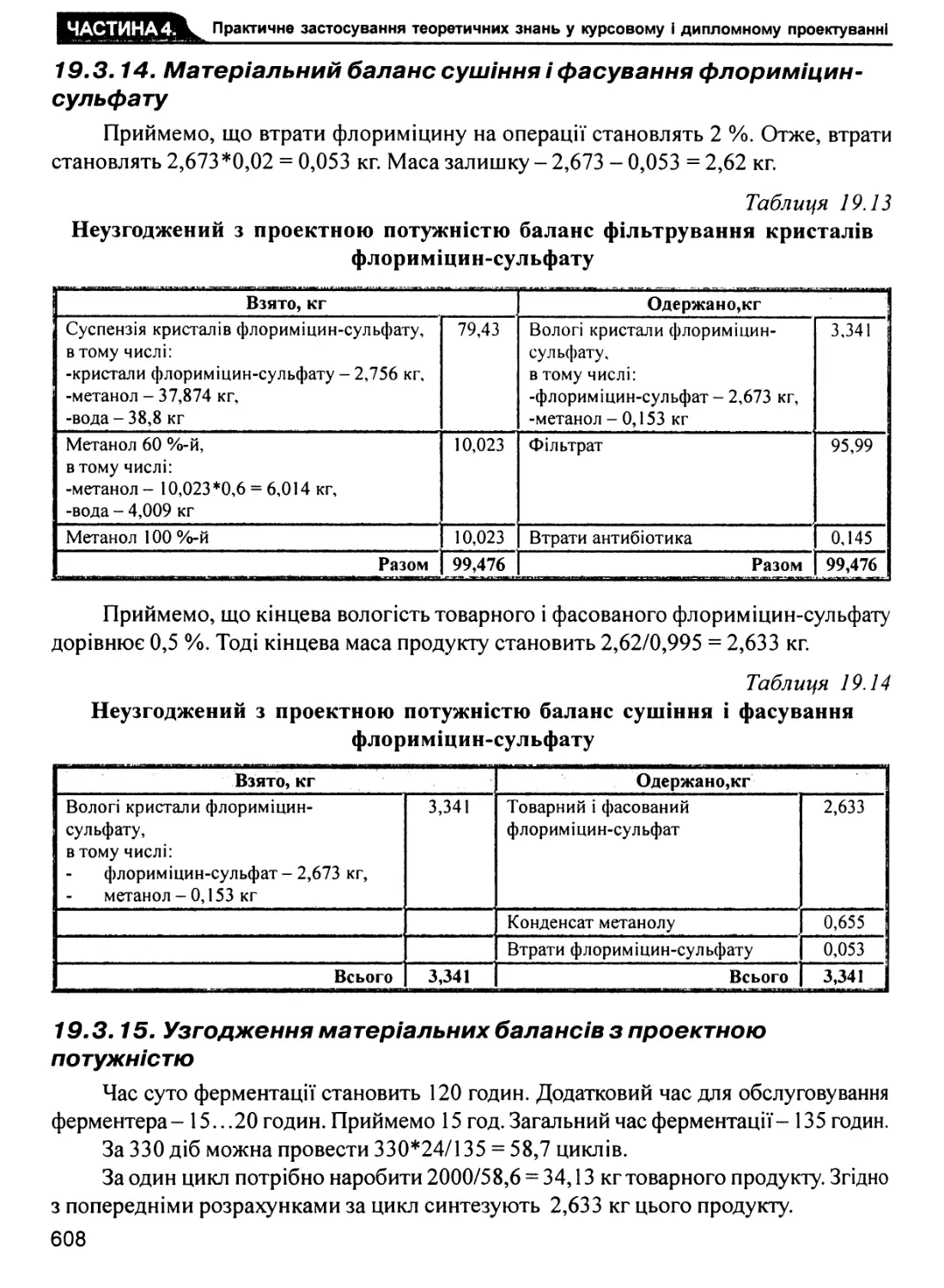
19.3.14. Матеріальний баланс сушіння і фасування
флориміцин-сульфату 608
19.3.15. Узгодження матеріальних балансів з проектною потужністю 608
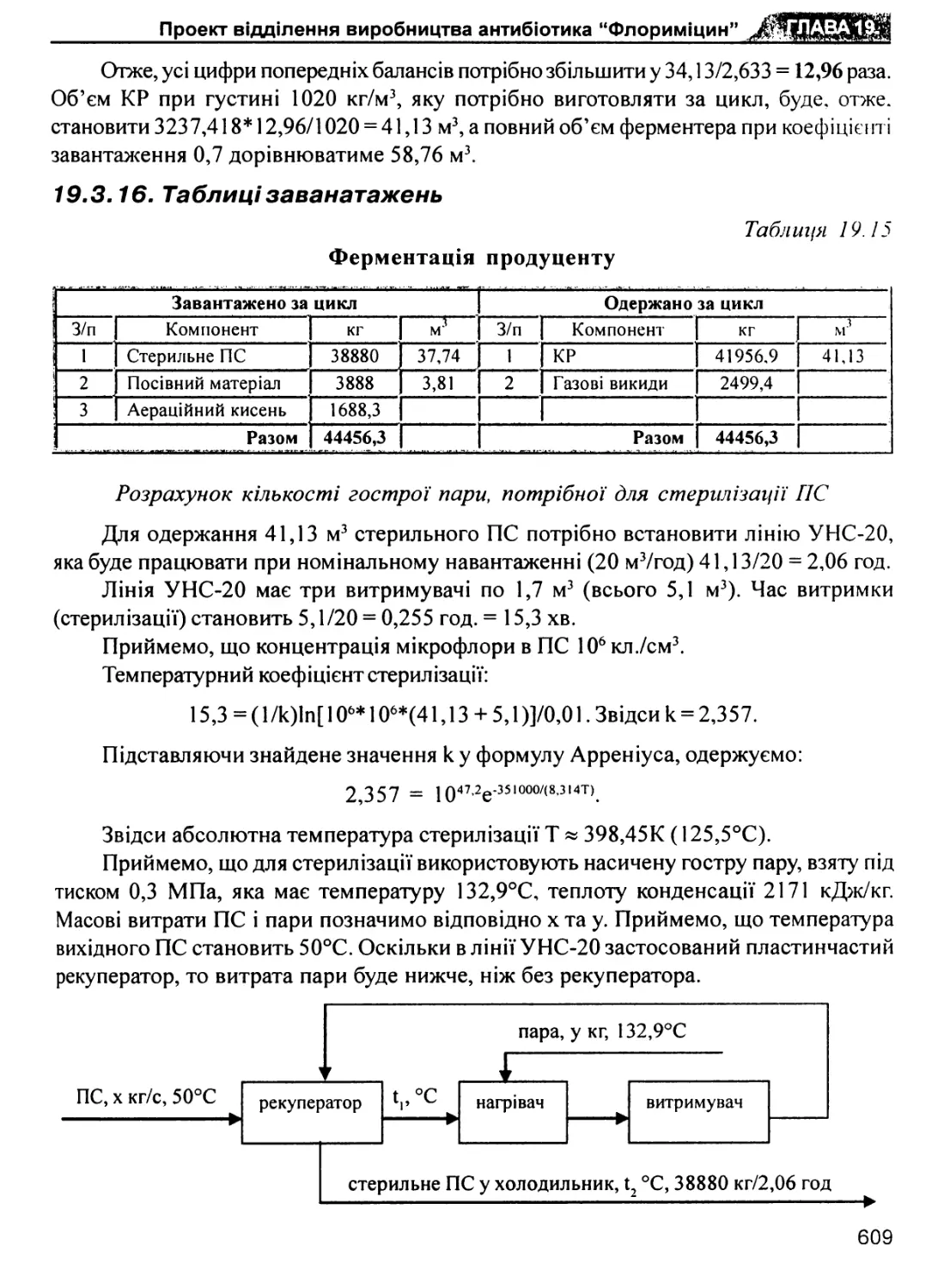
19.3.16. Таблиці заванатажень 609
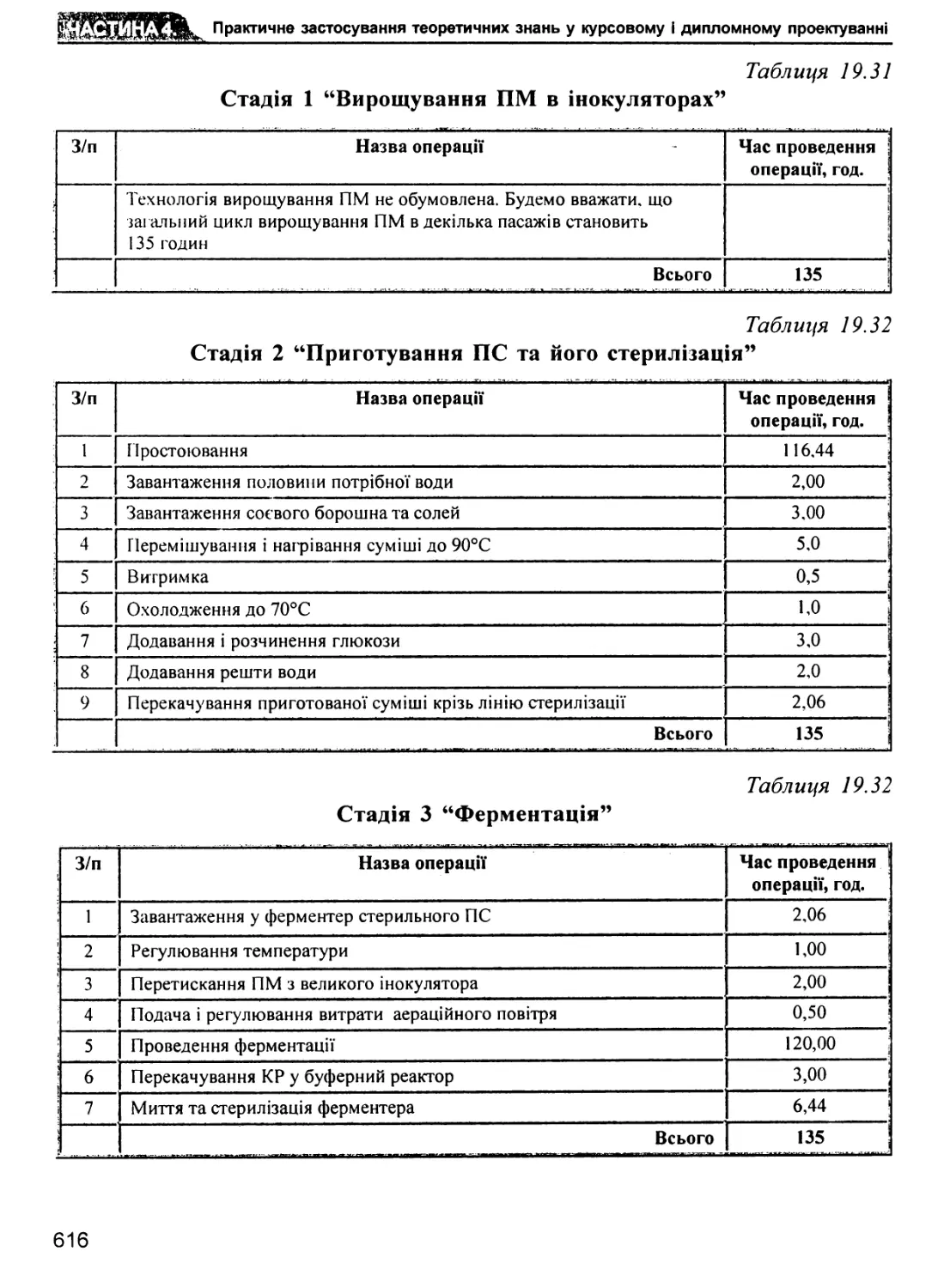
19.4. Технологічні стадії та операції 615
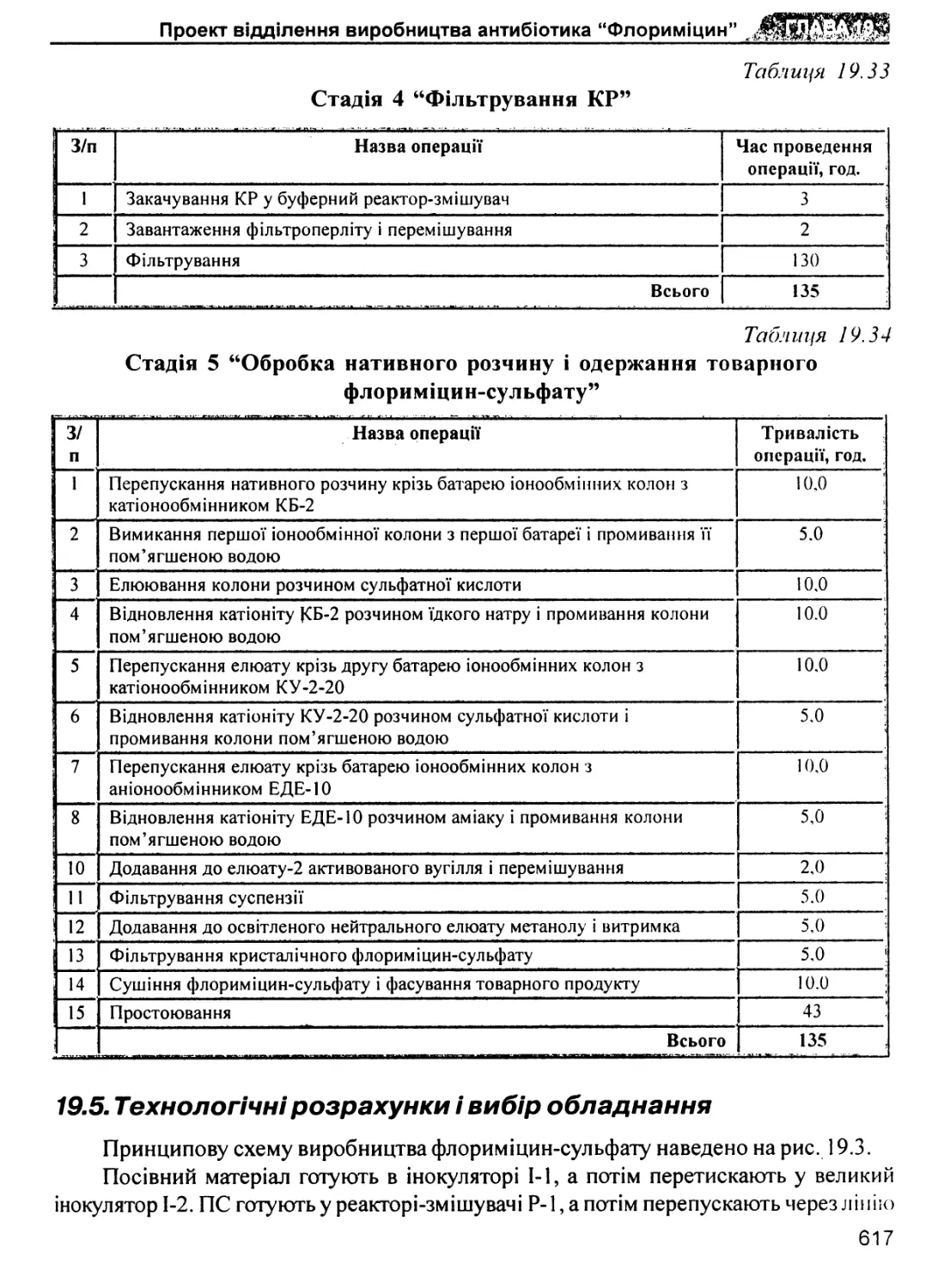
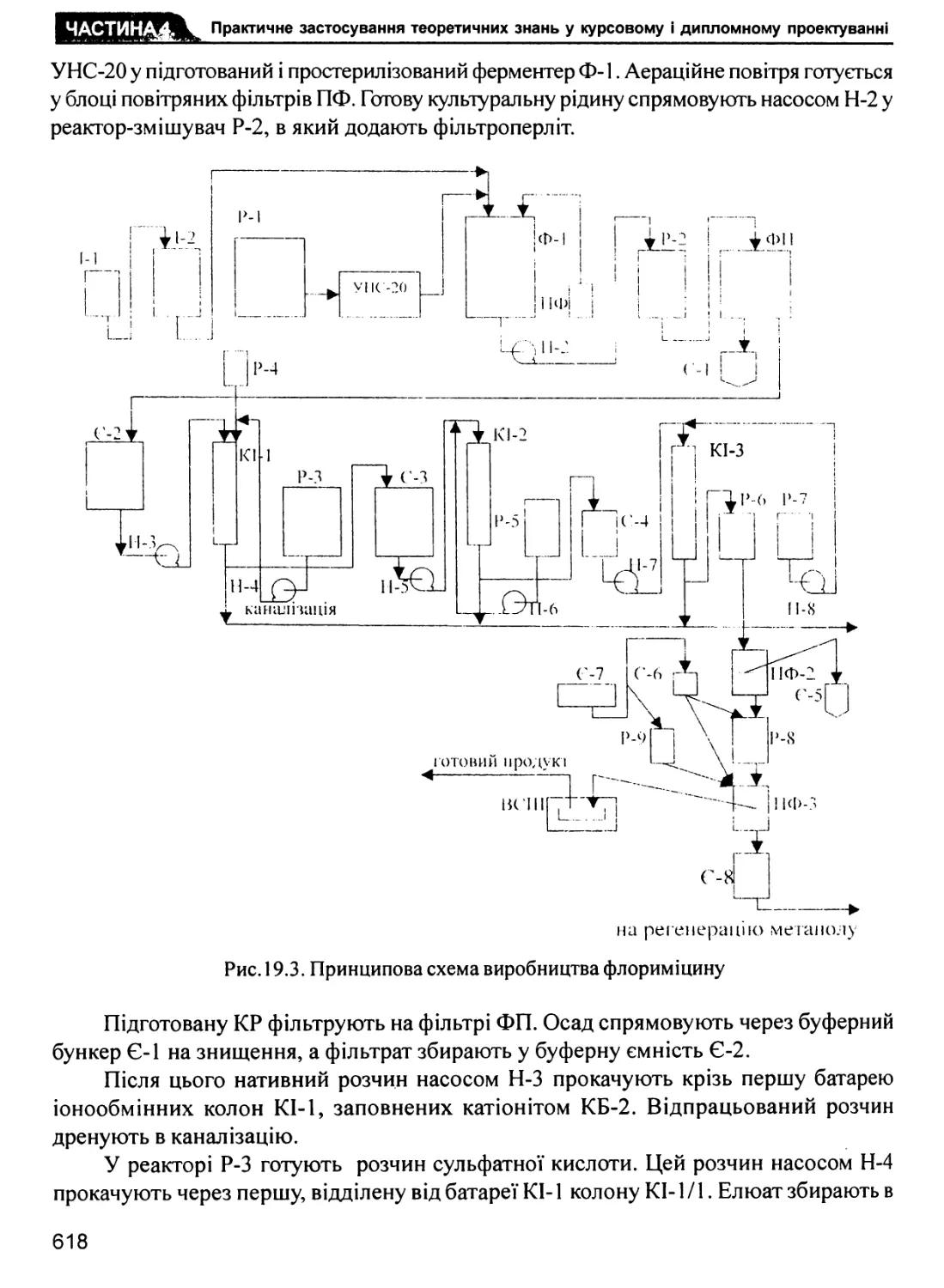
19.5. Технологічні розрахунки і вибір обладнання 617
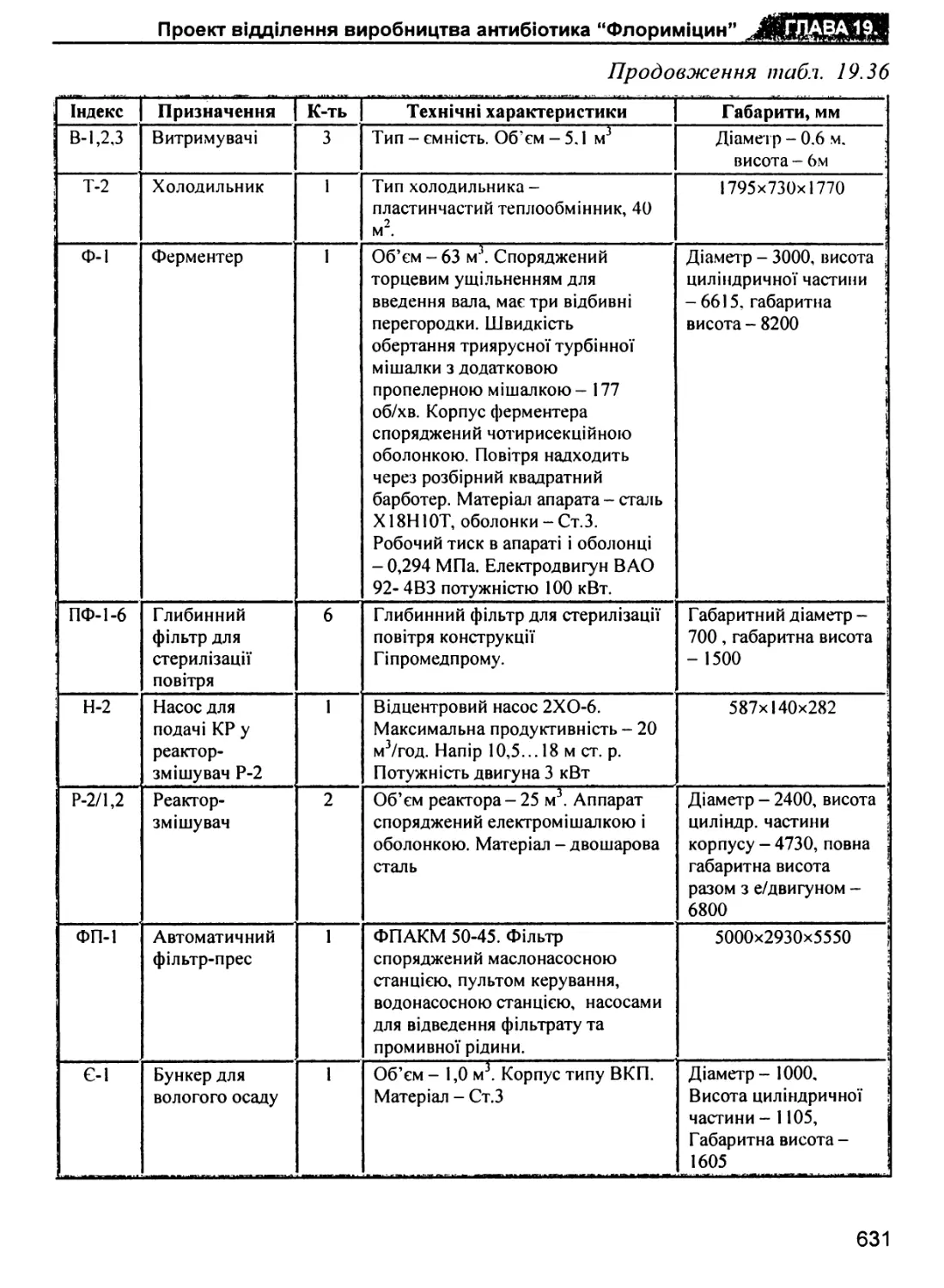
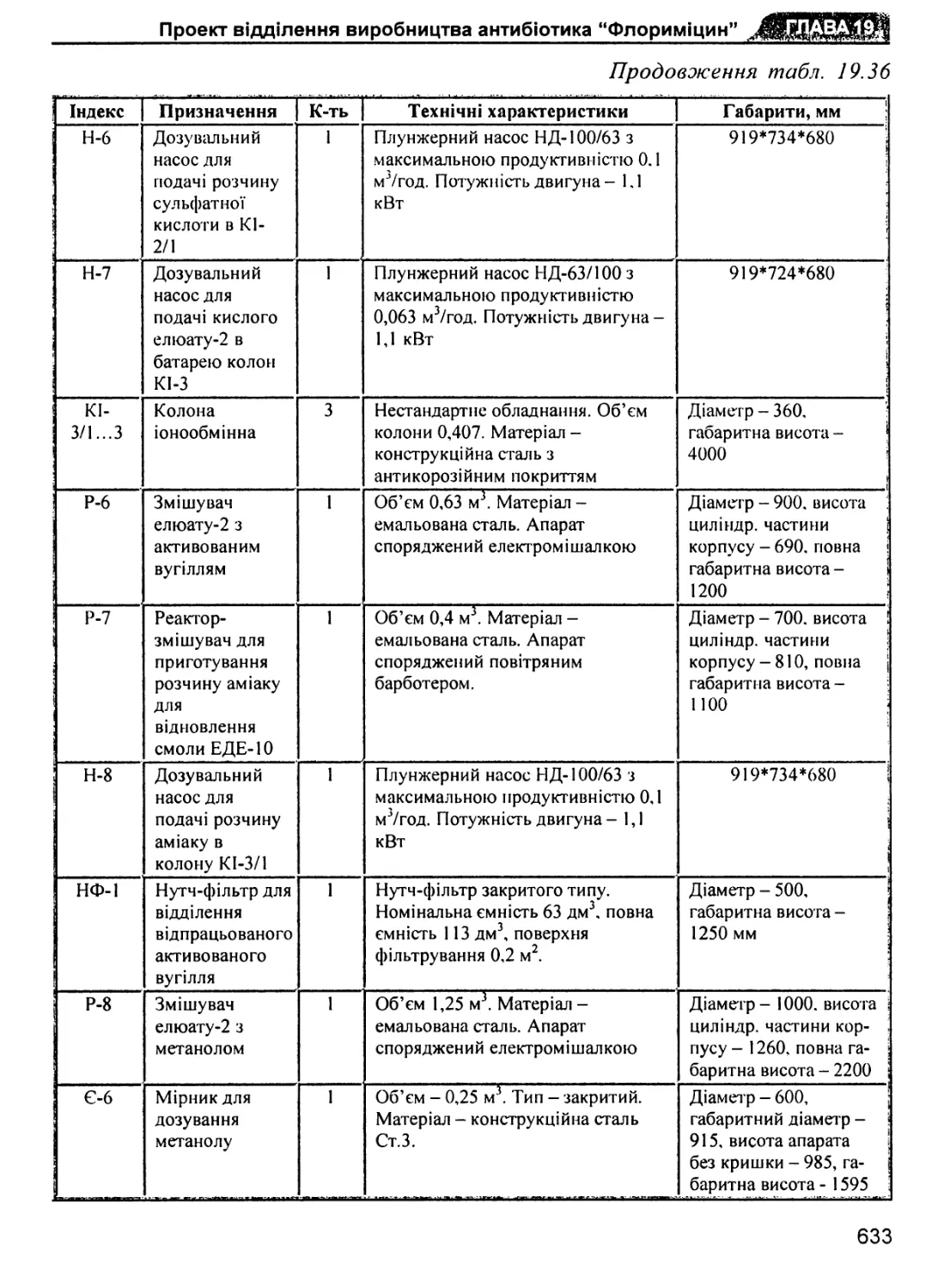
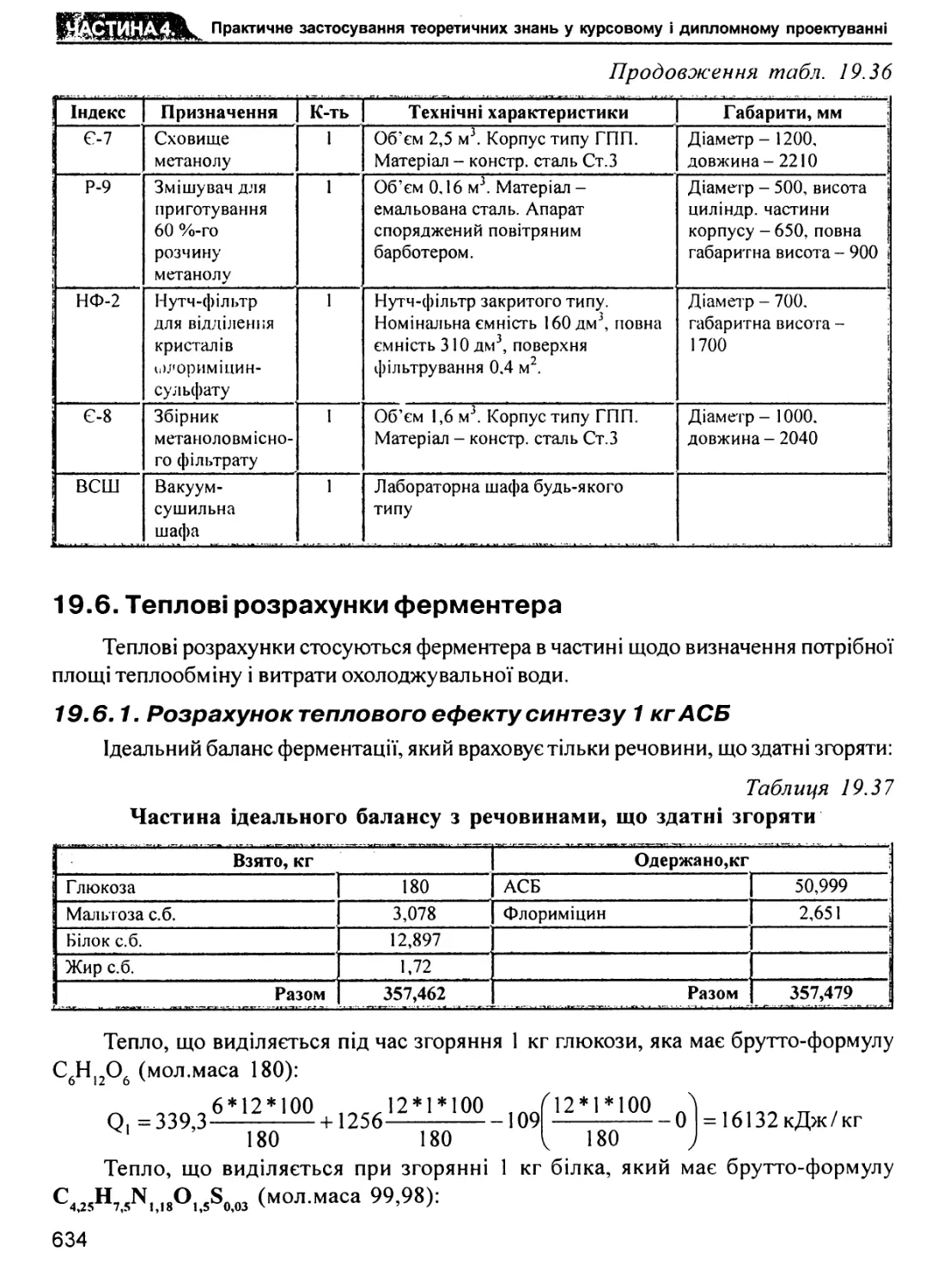
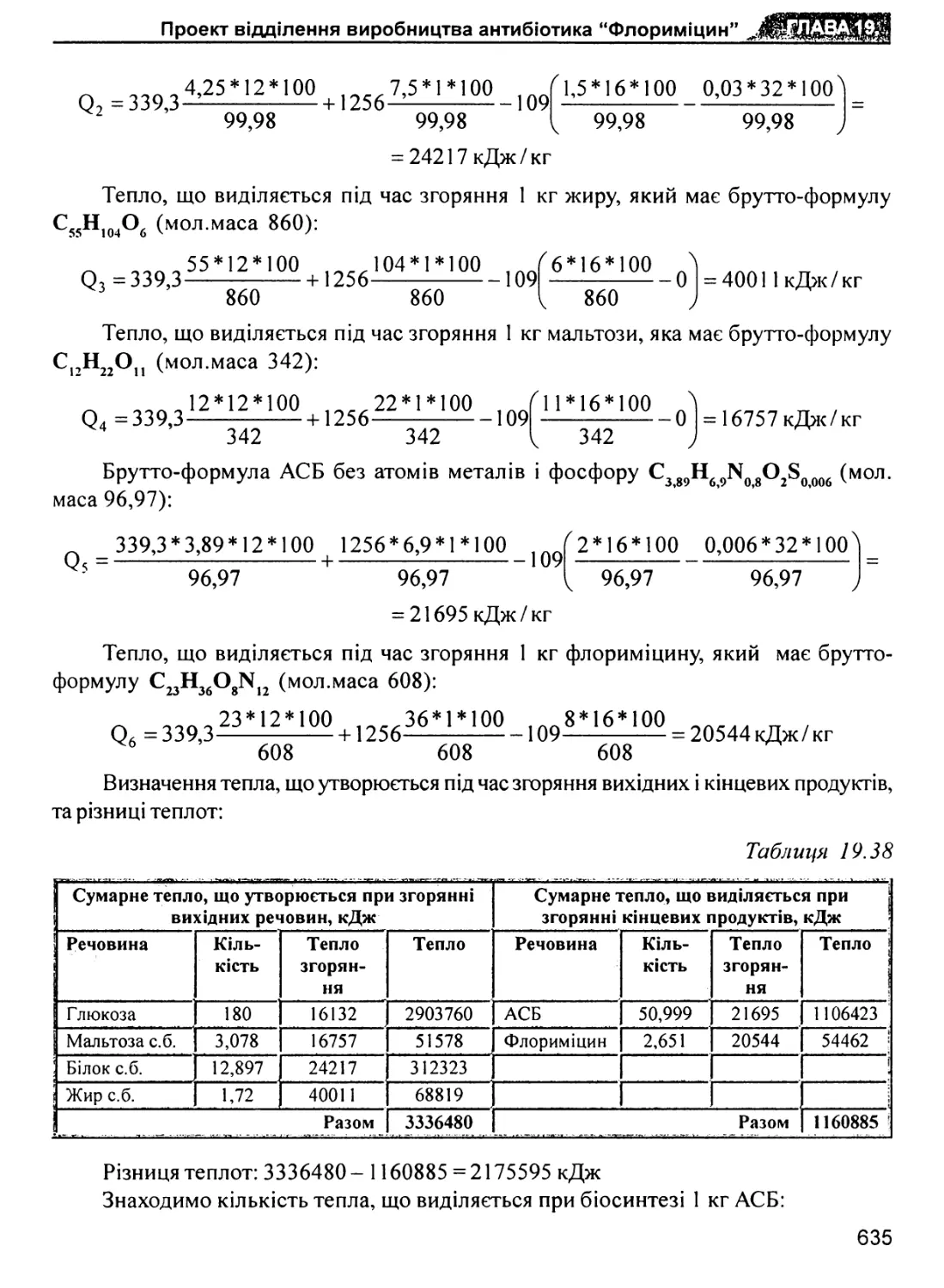
19.6. Теплові розрахунки ферментера 634
19.6.1. Розрахунок теплового ефекту синтезу 1 кг АСБ 634
19;6.2. Розрахунок теплової потужності, що передається від
перемішувального пристрою 636
19.6.3. Розрахунок кількості обертів перемішувального пристрою 638
19.6.4. Розрахунок коефіцієнта теплопередачі і потрібної поверхні
охолодження, а також витрати охолоджувальної води 639
19.7. Енергетичні витрати 642
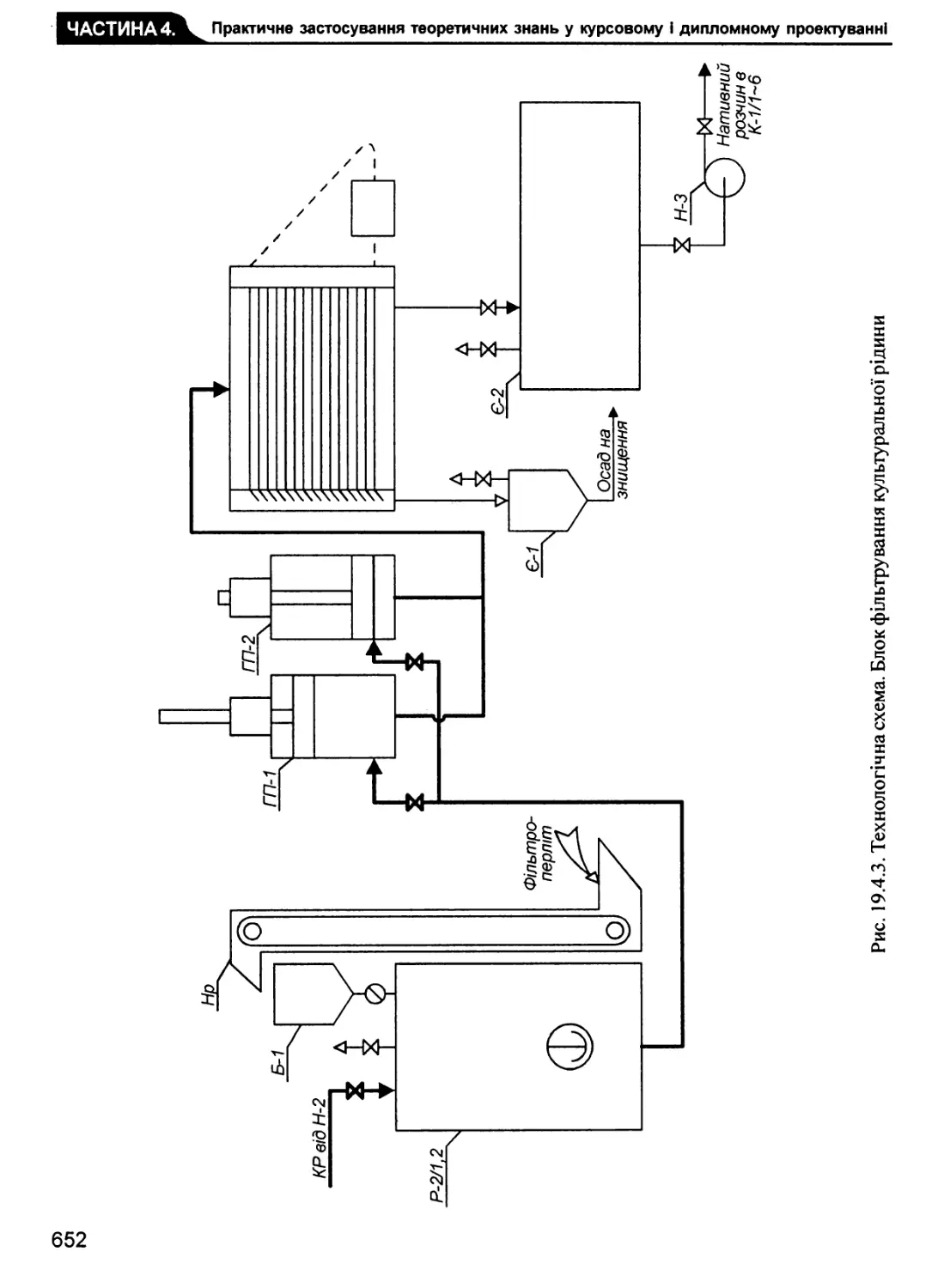
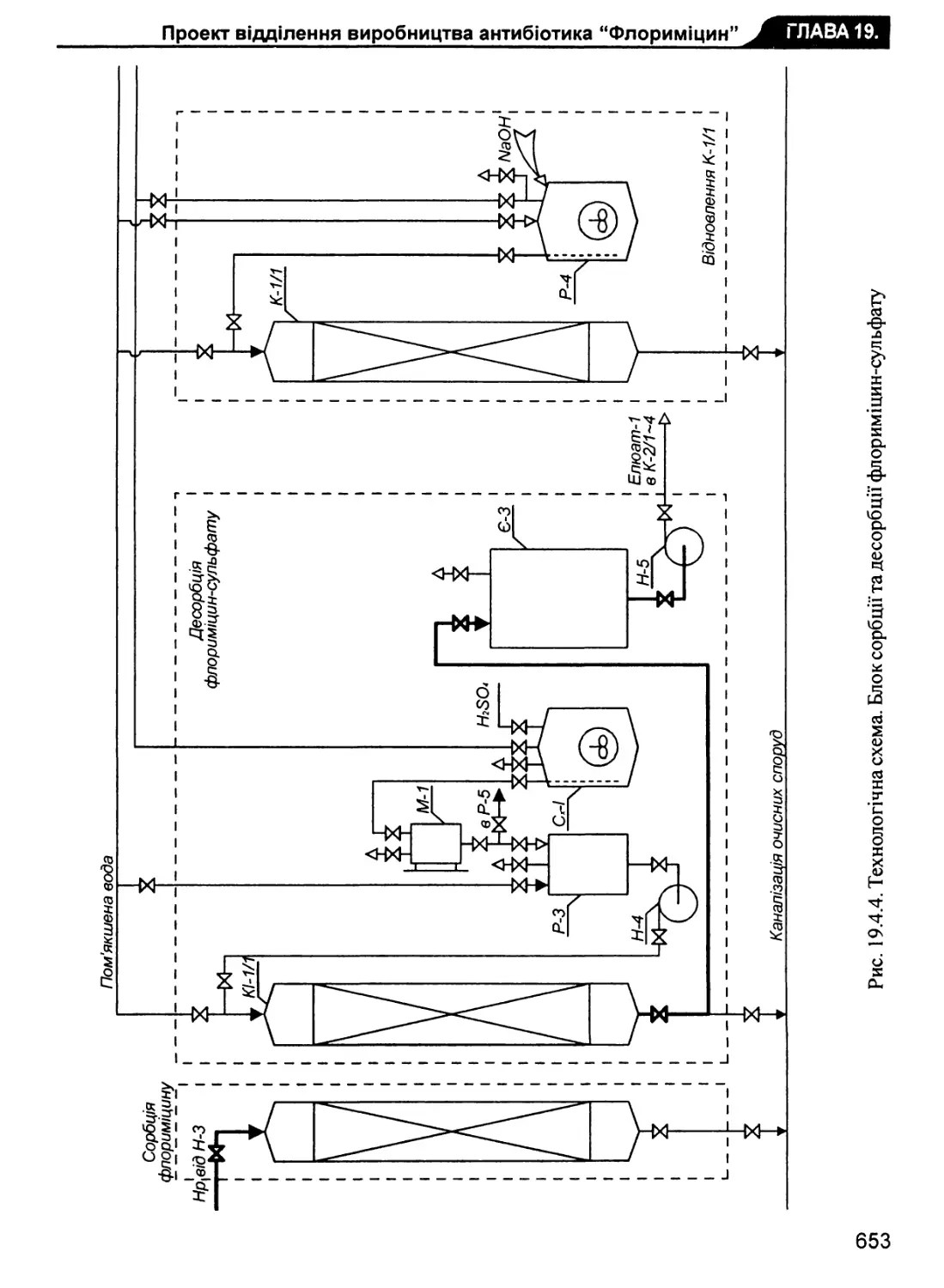
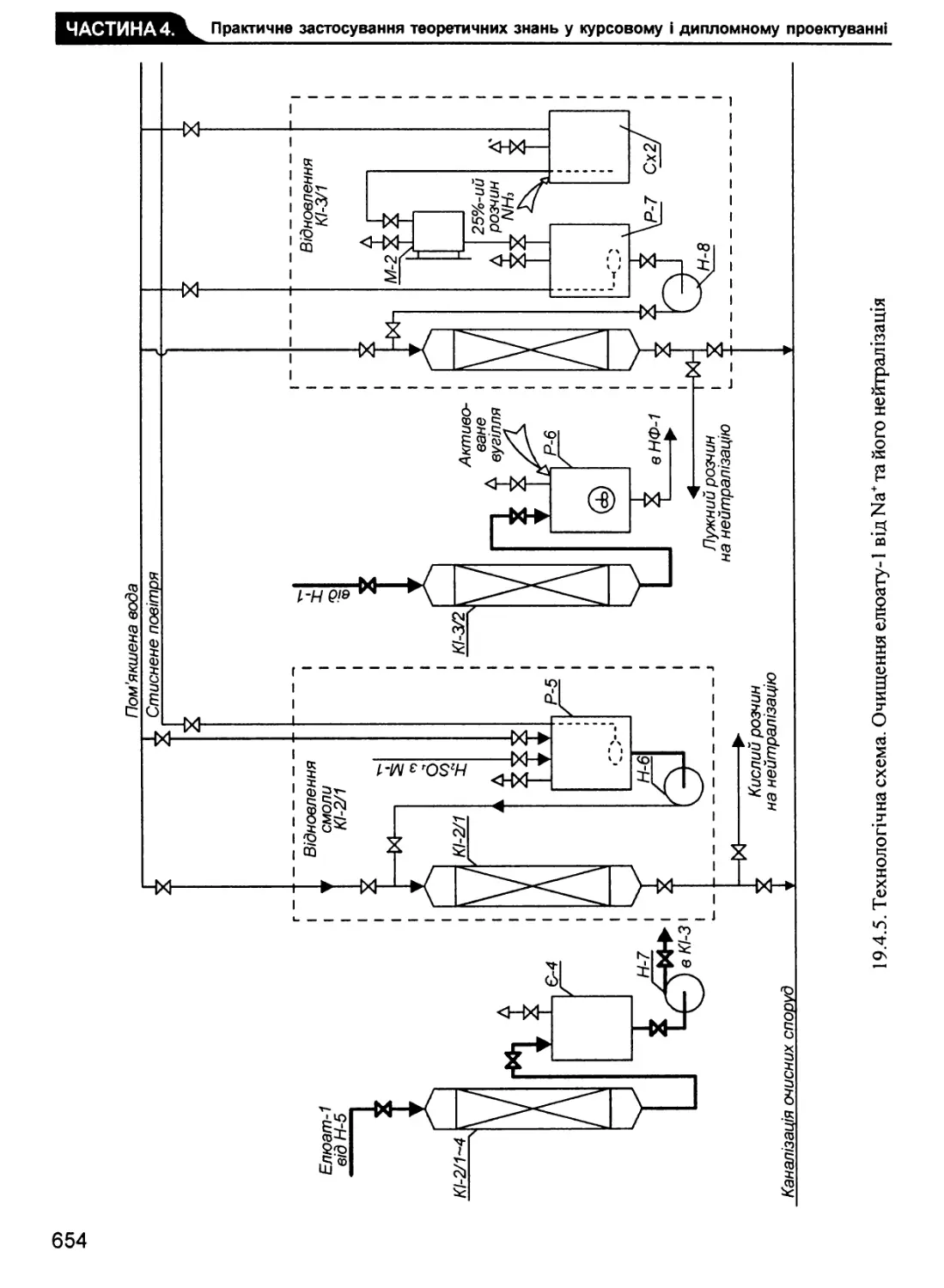
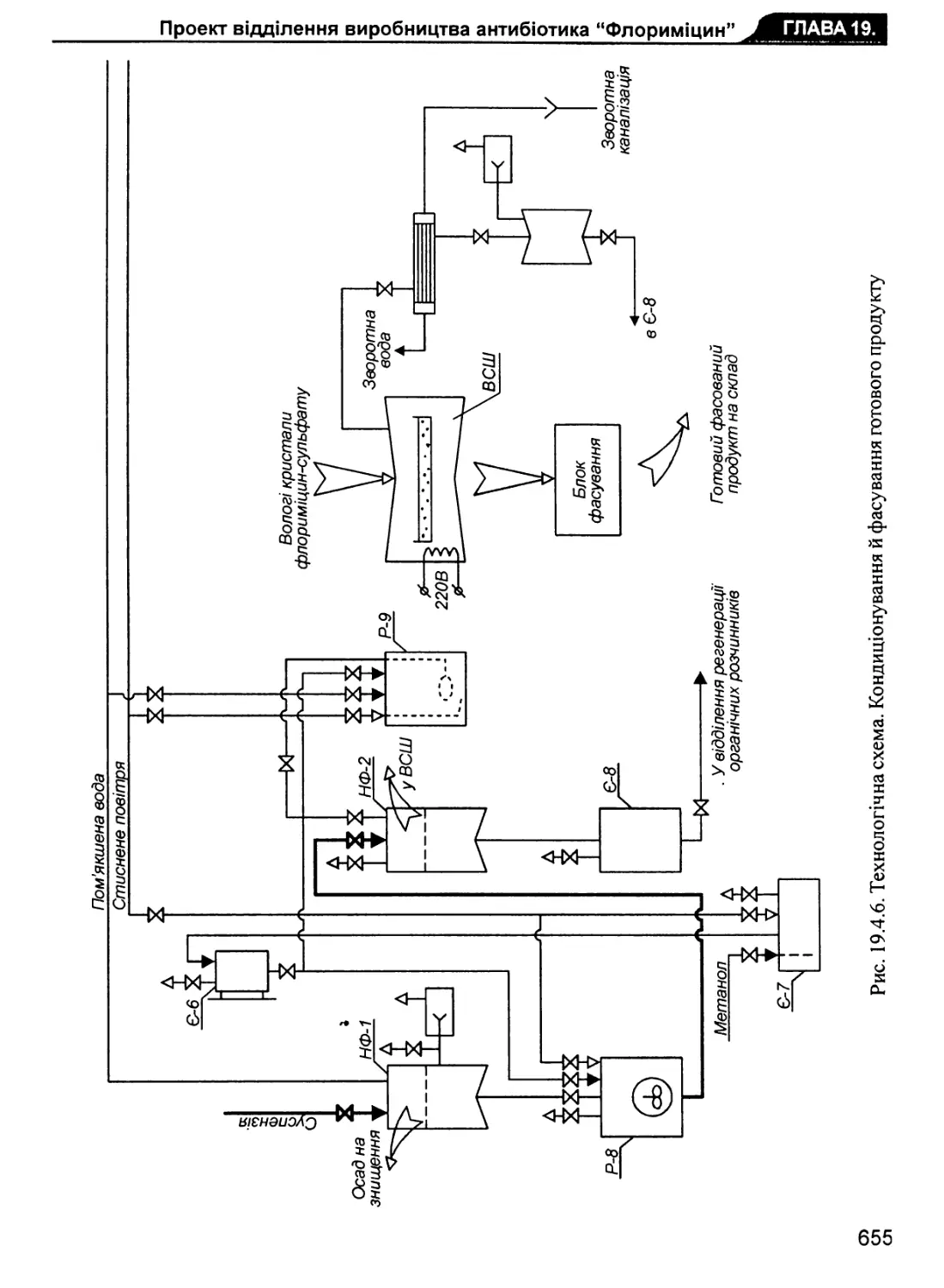
19.8. Опис технологічної схеми 645
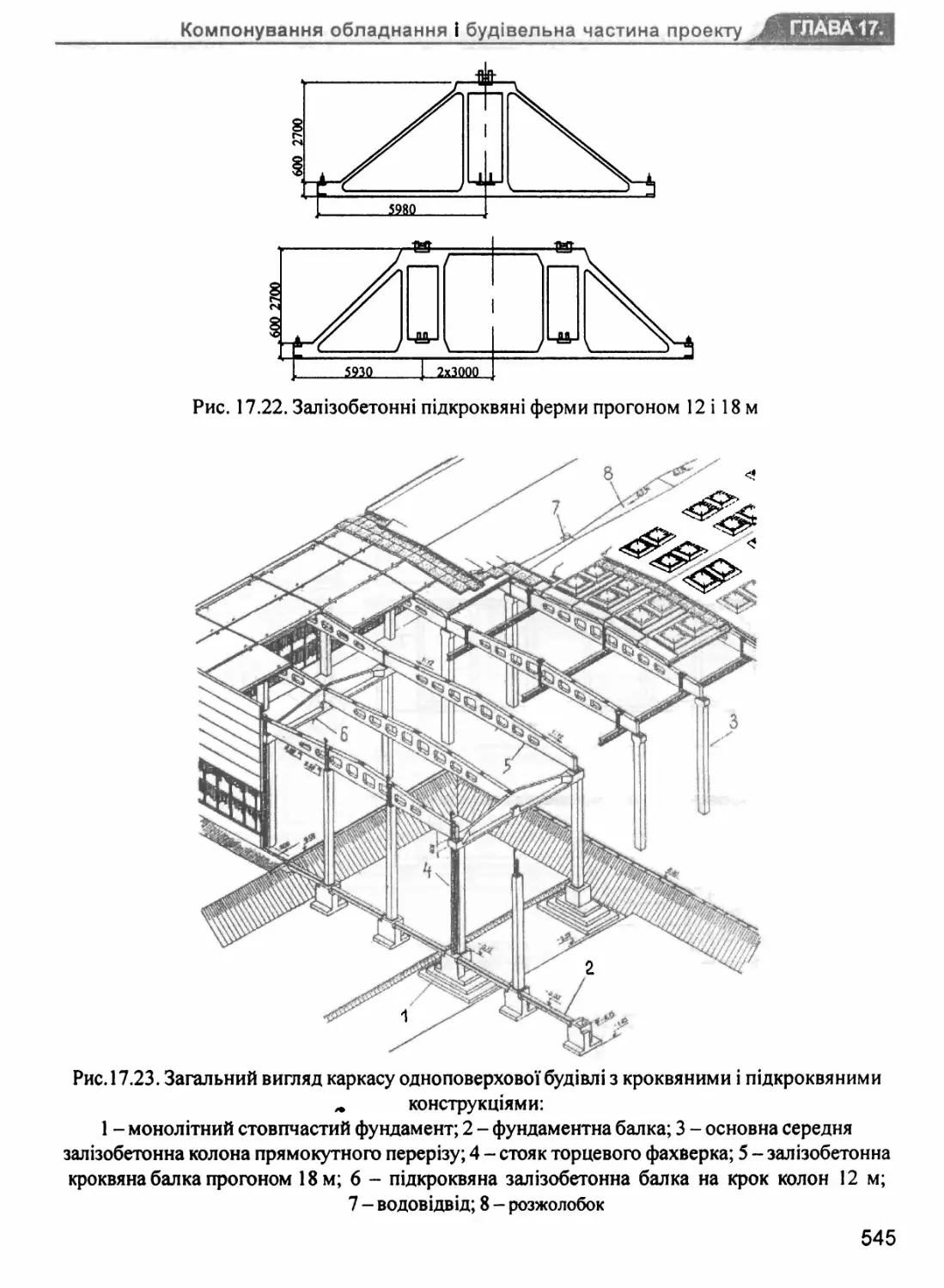
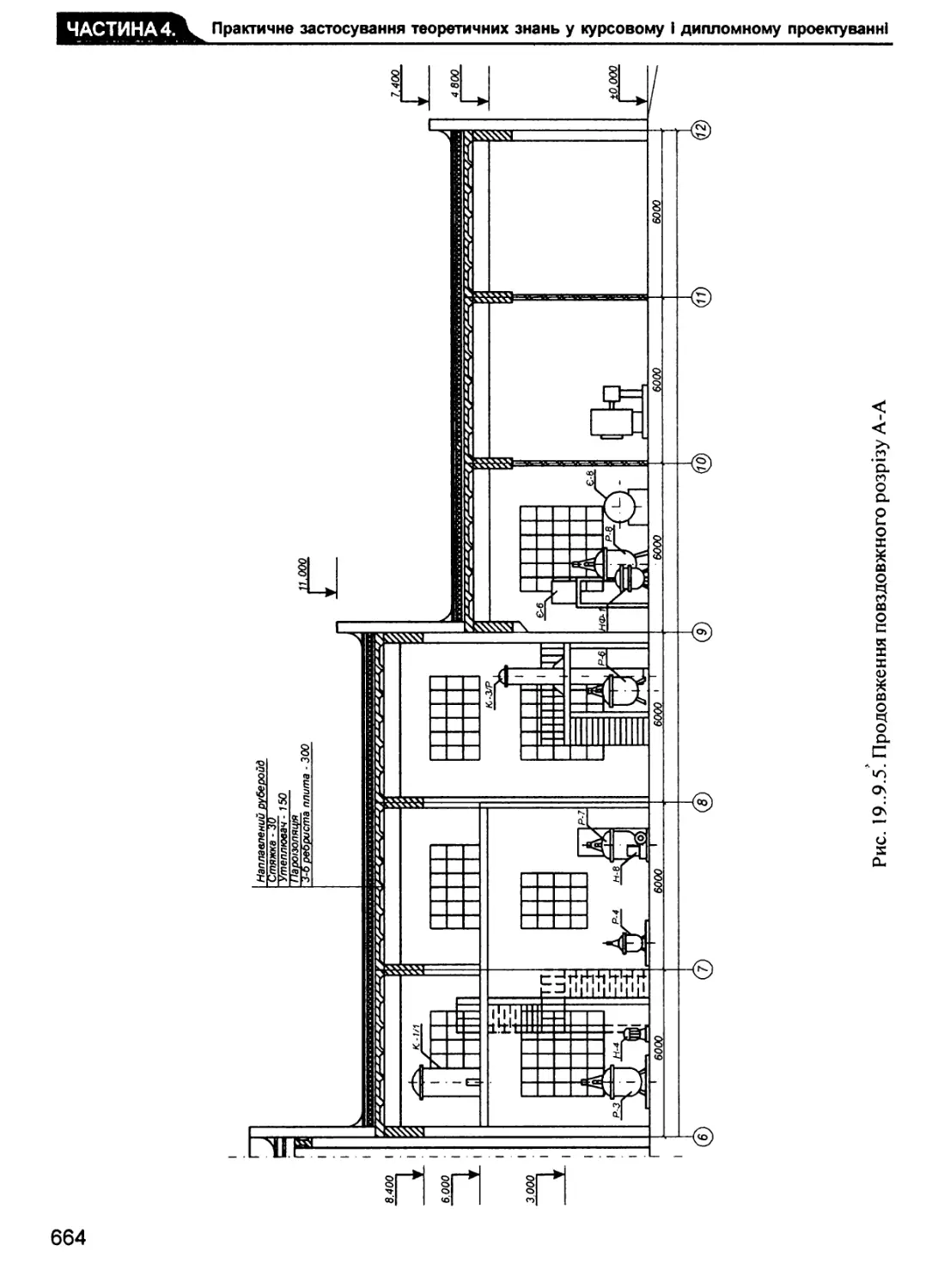
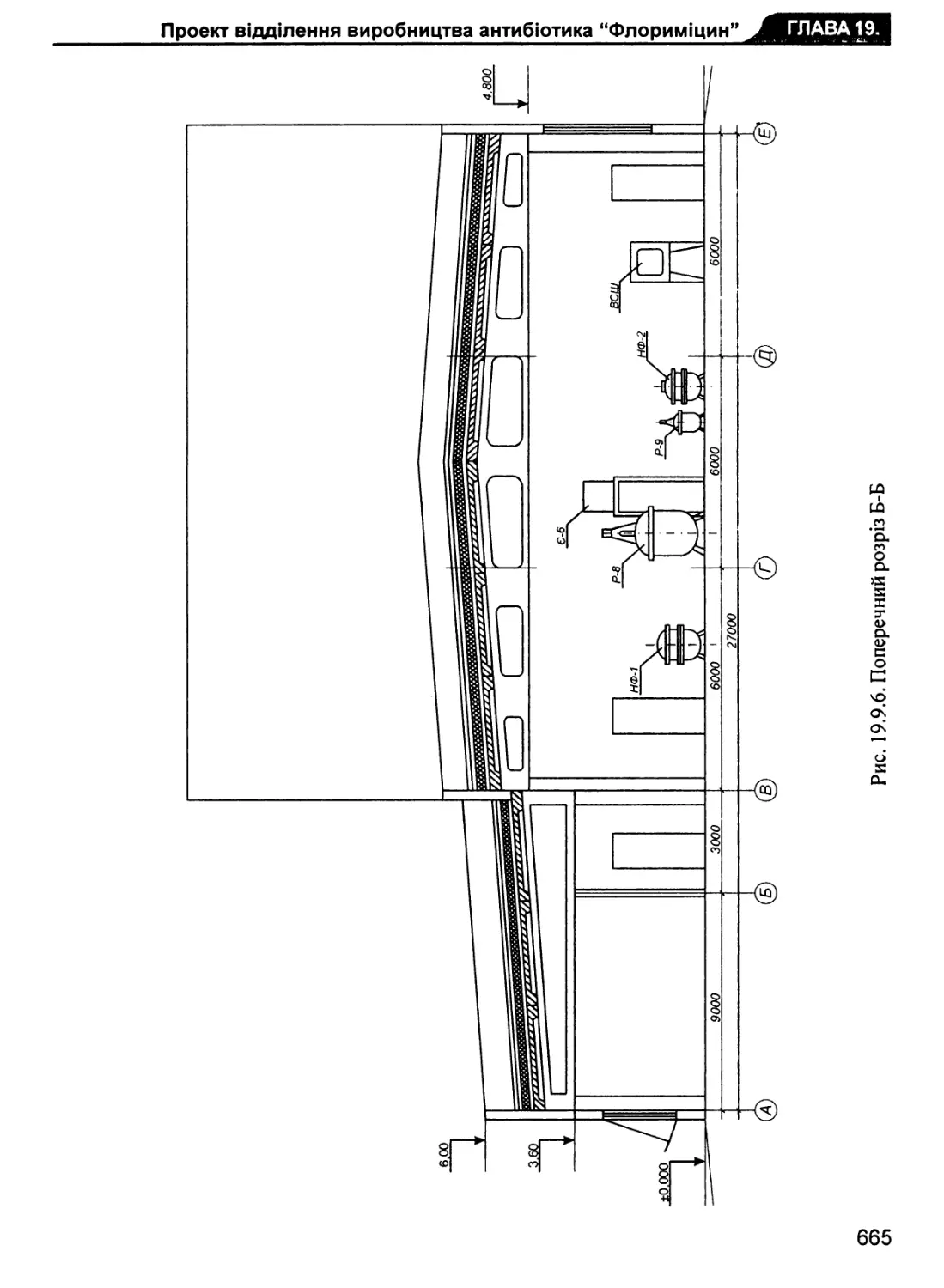
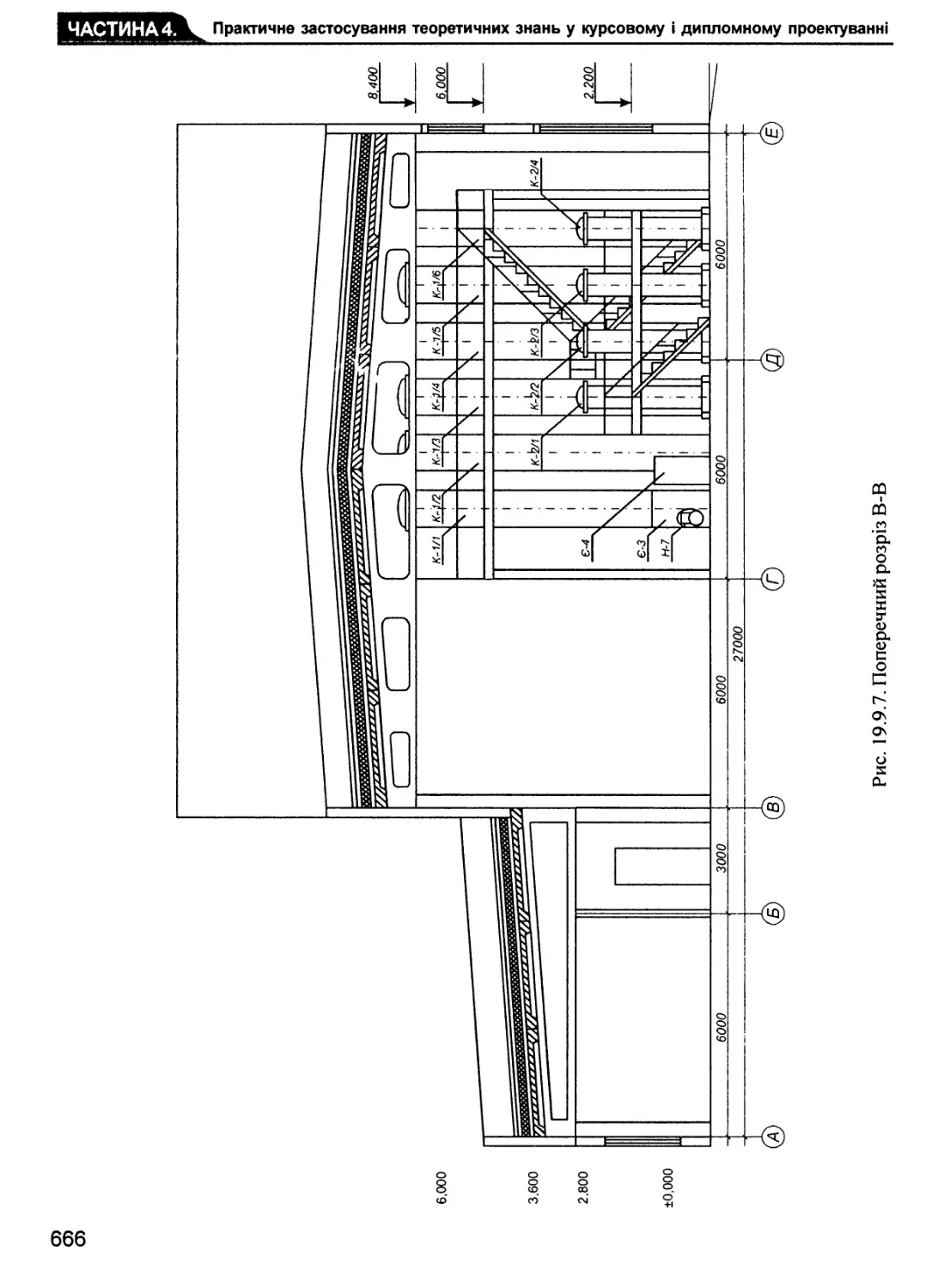
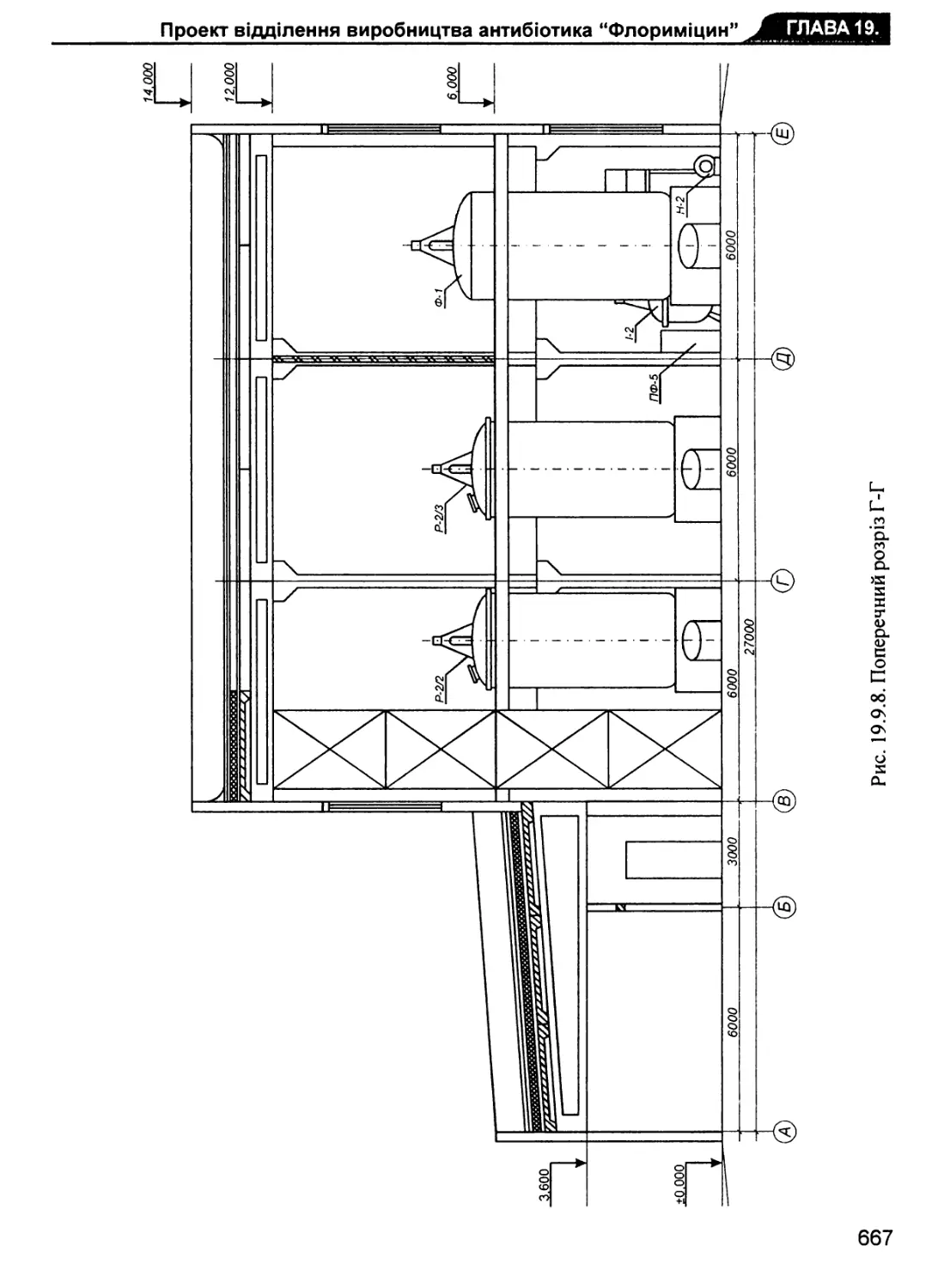
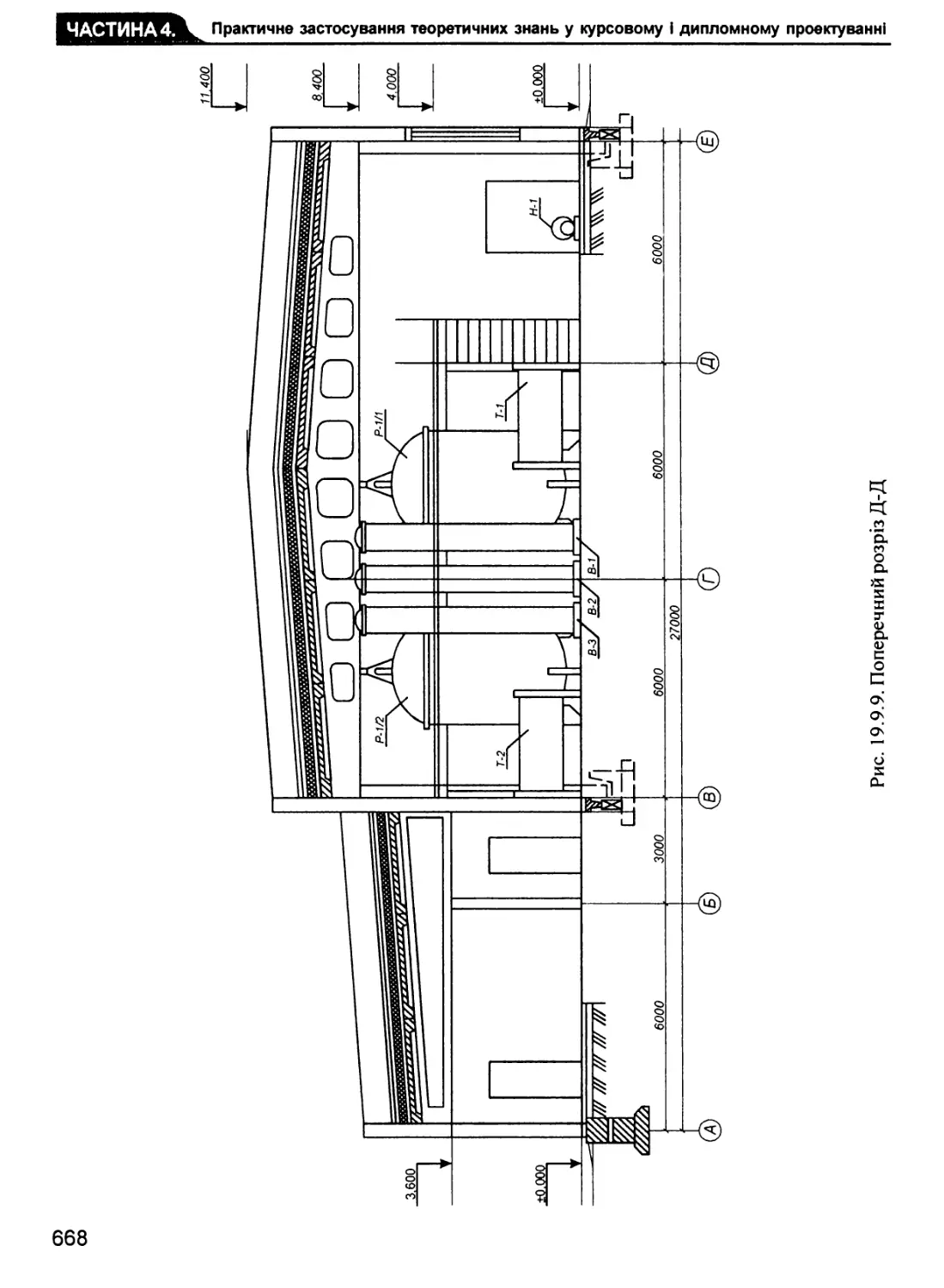
19.9. Будівельна частина 656
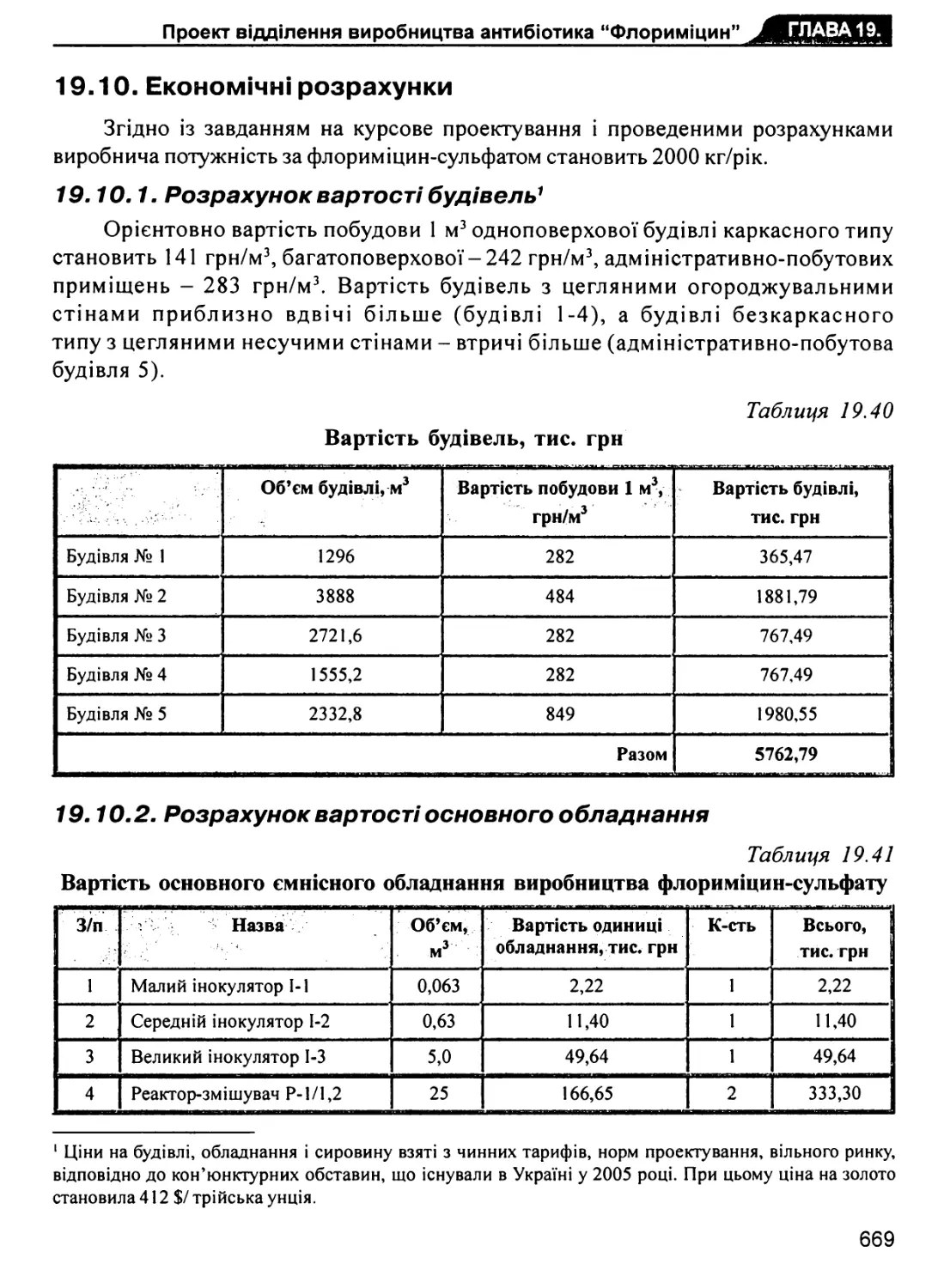
19.10. Економічні розрахунки 669
19.10.1. Розрахунок вартості будівель 669
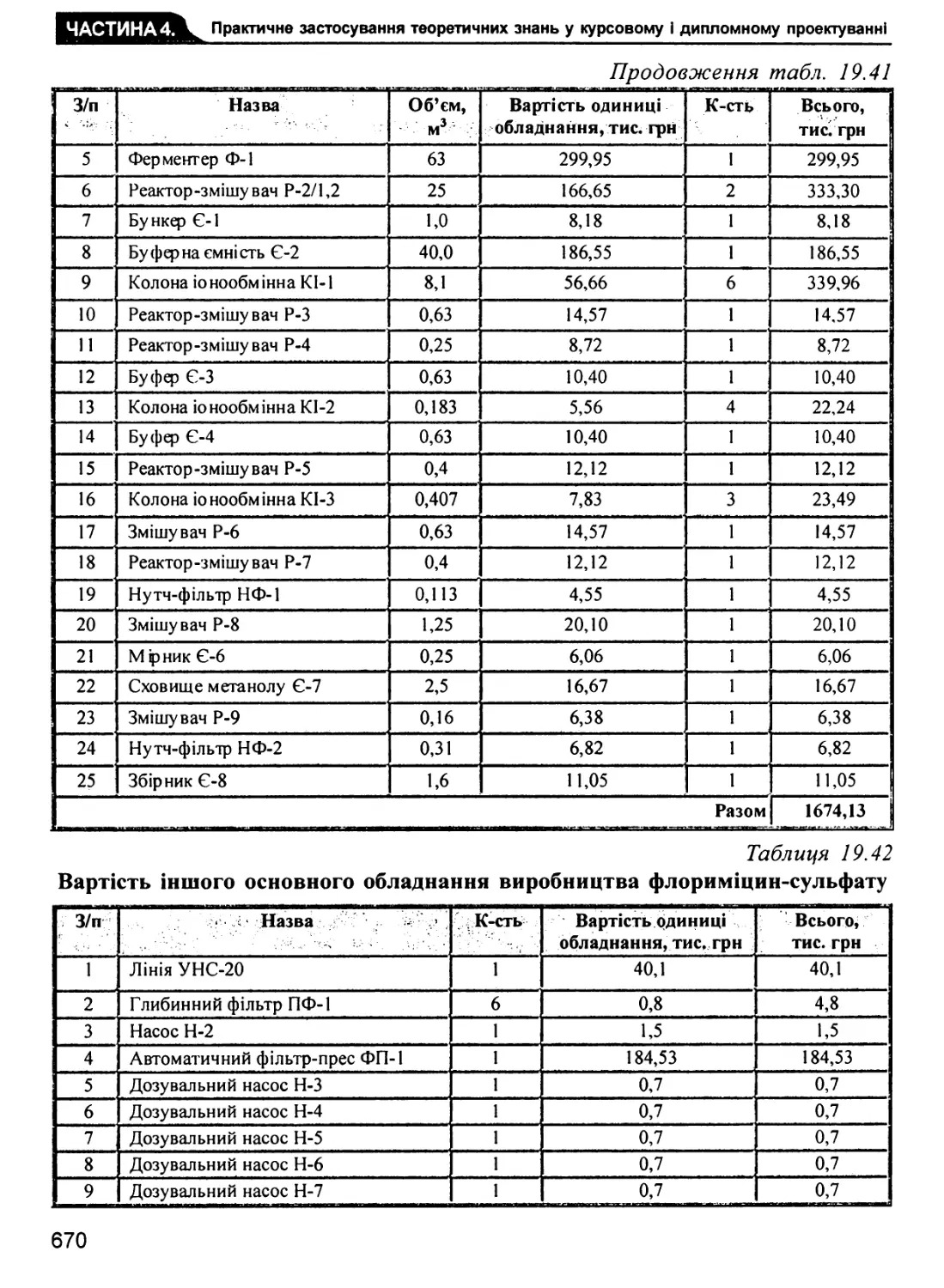
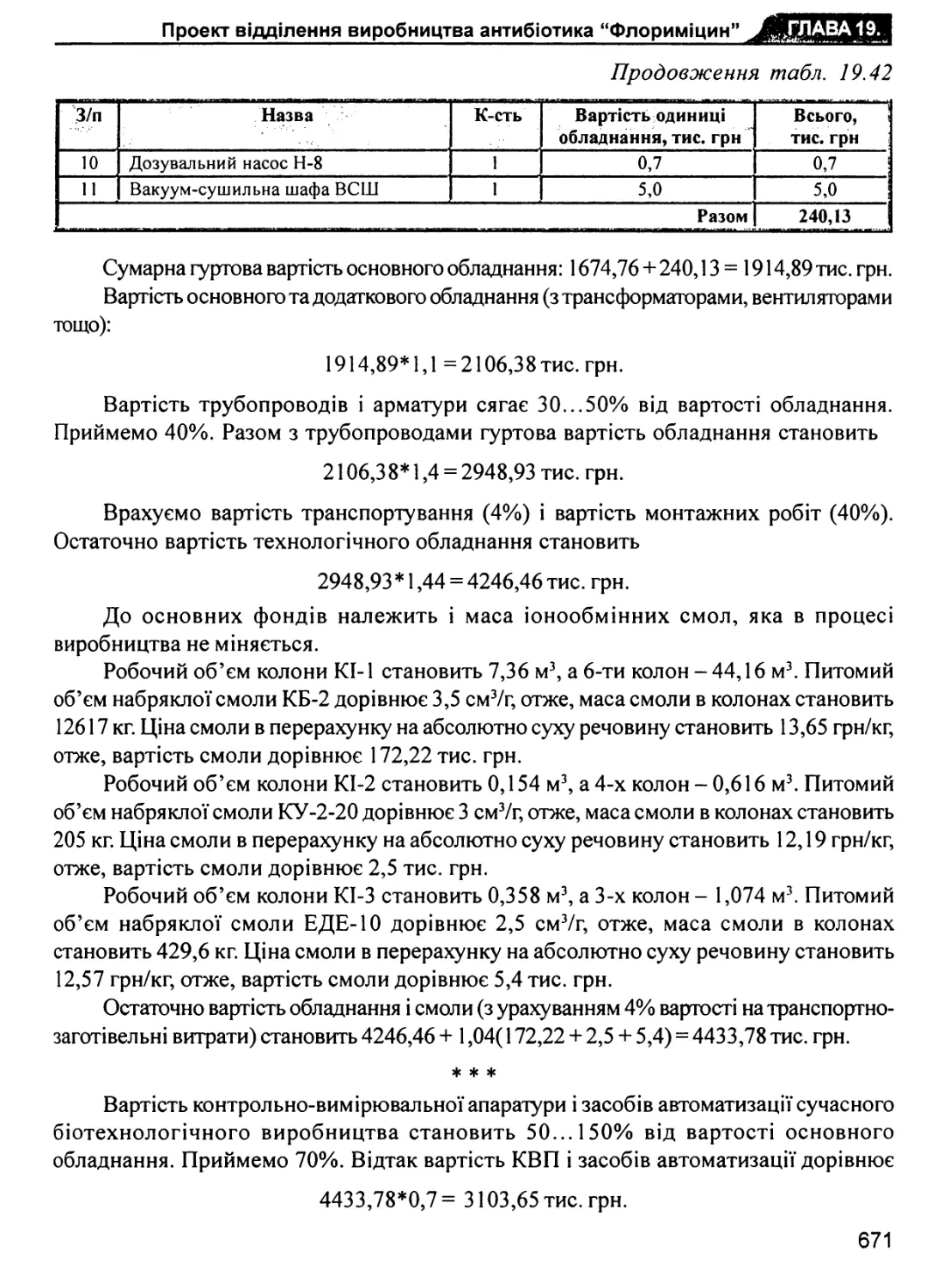
19.10.2. Розрахунок вартості основного обладнання 669
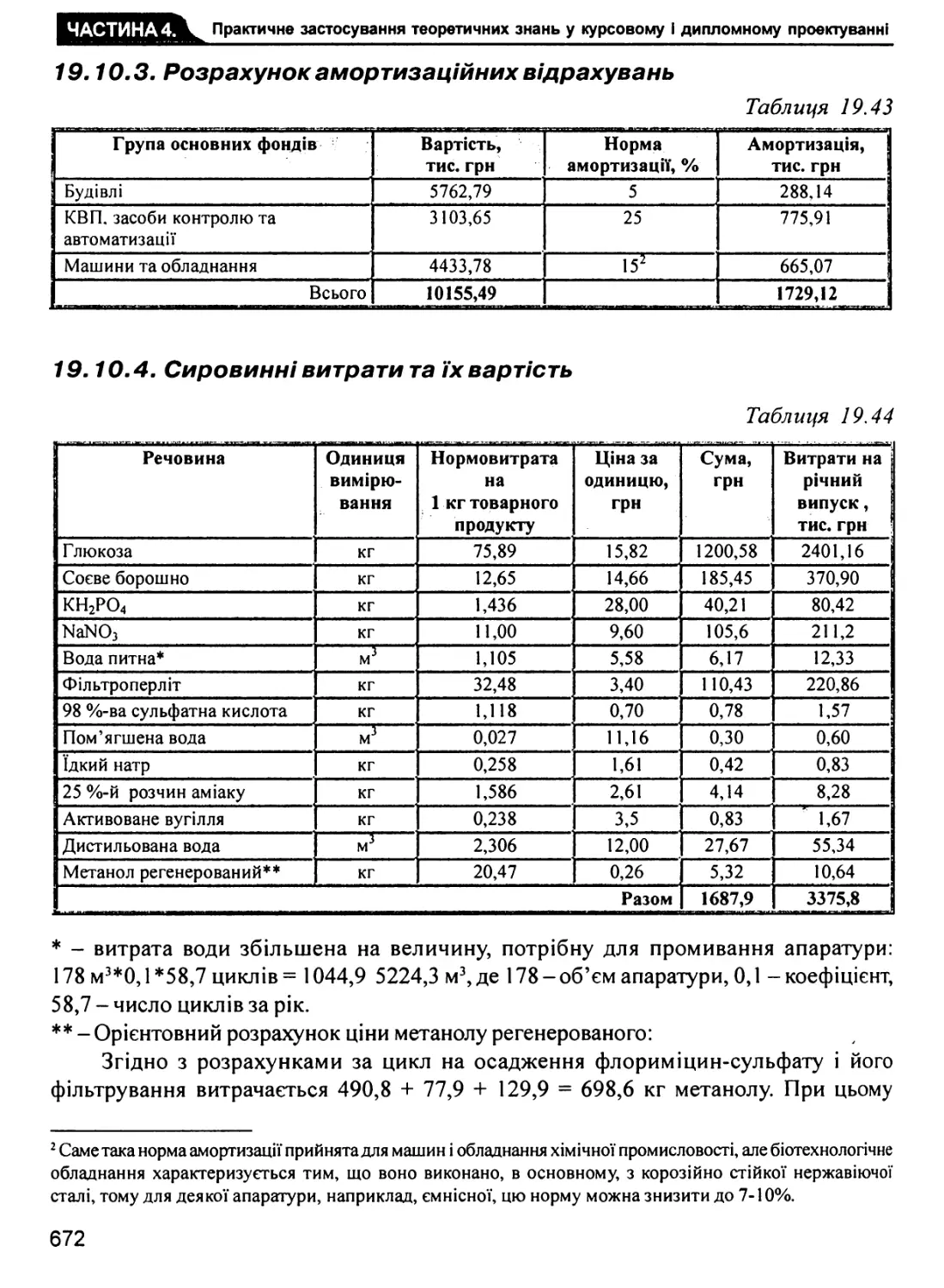
19.10.3. Розрахунок амортизаційних відрахувань 672
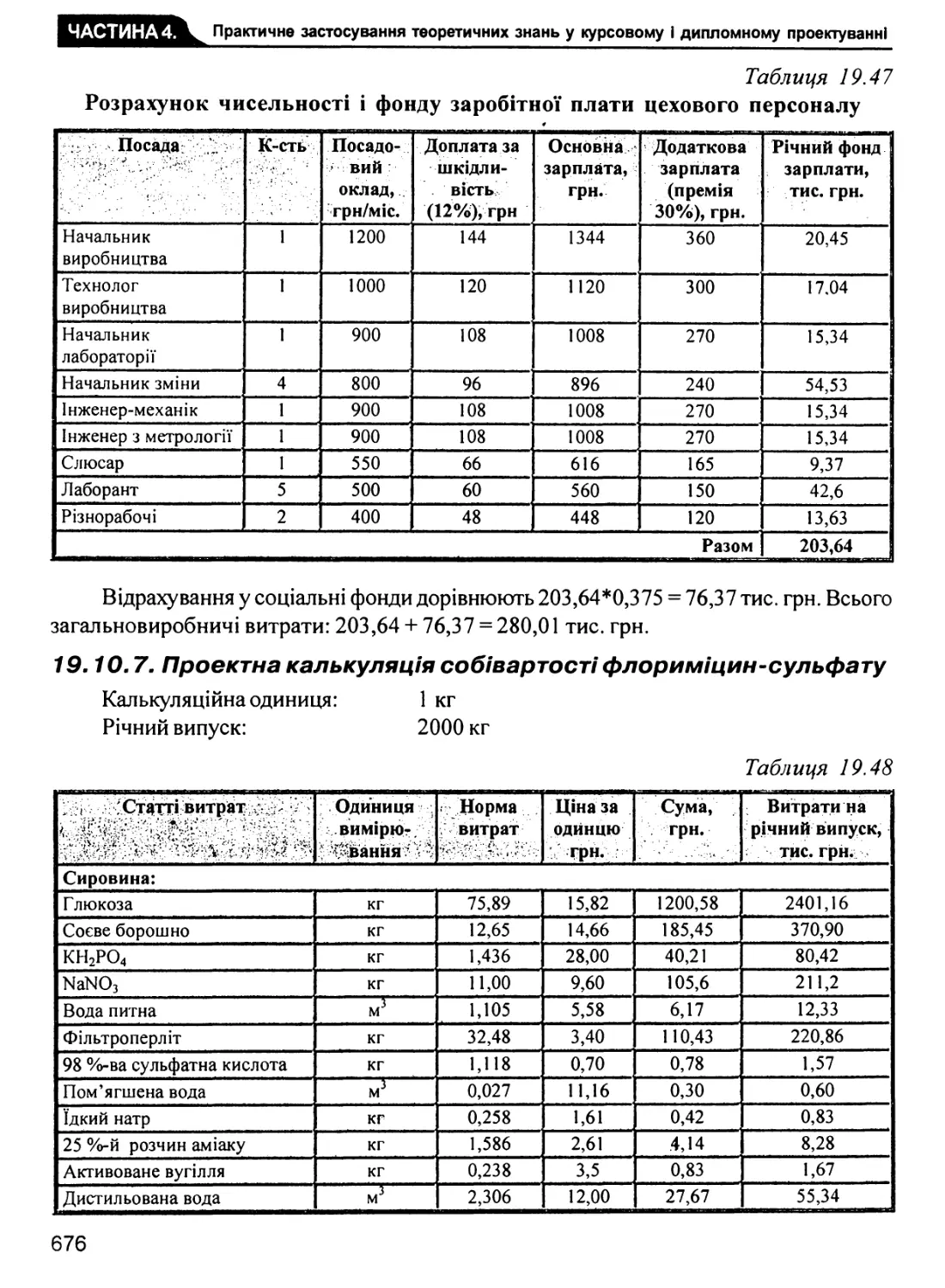
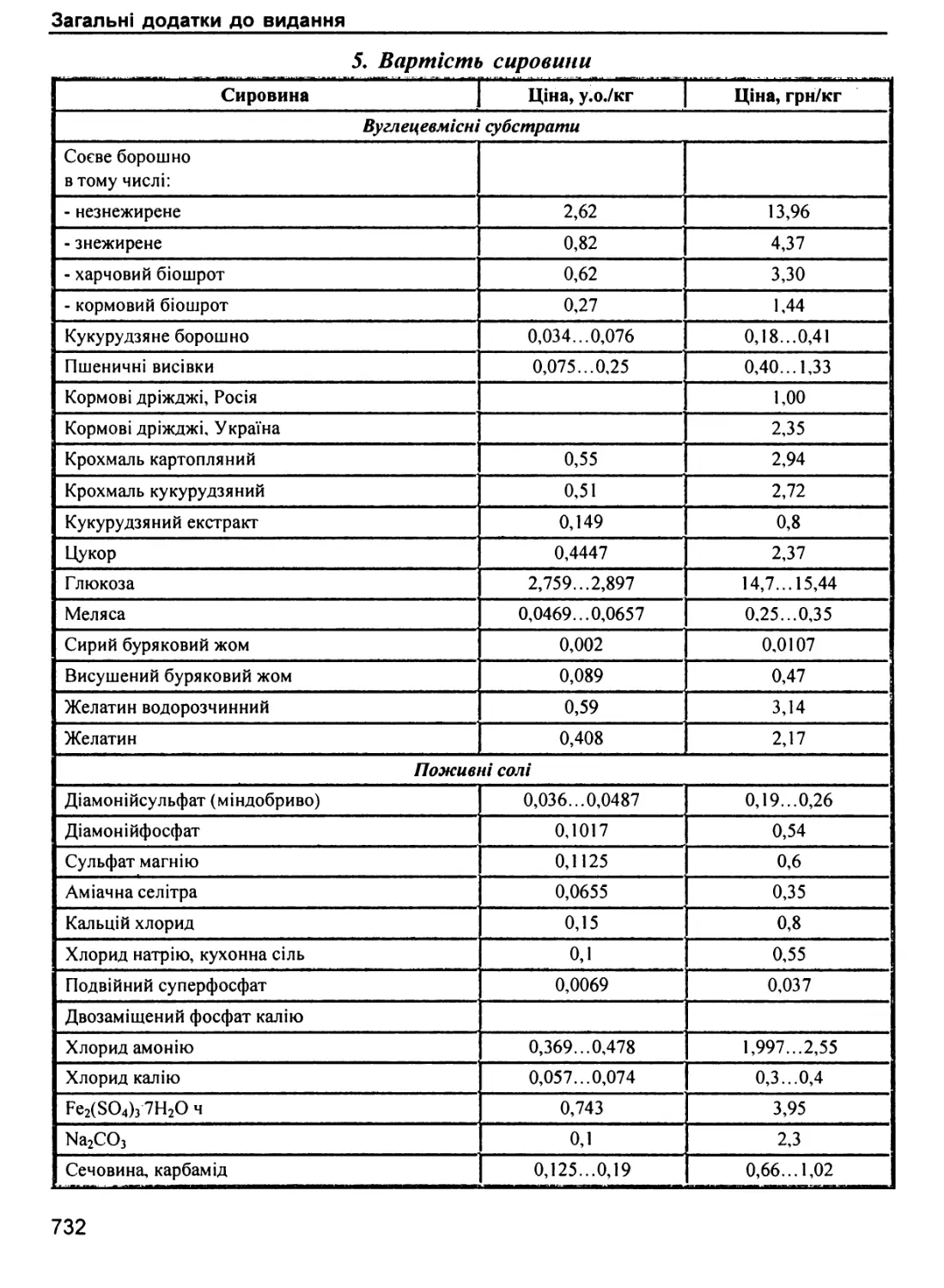
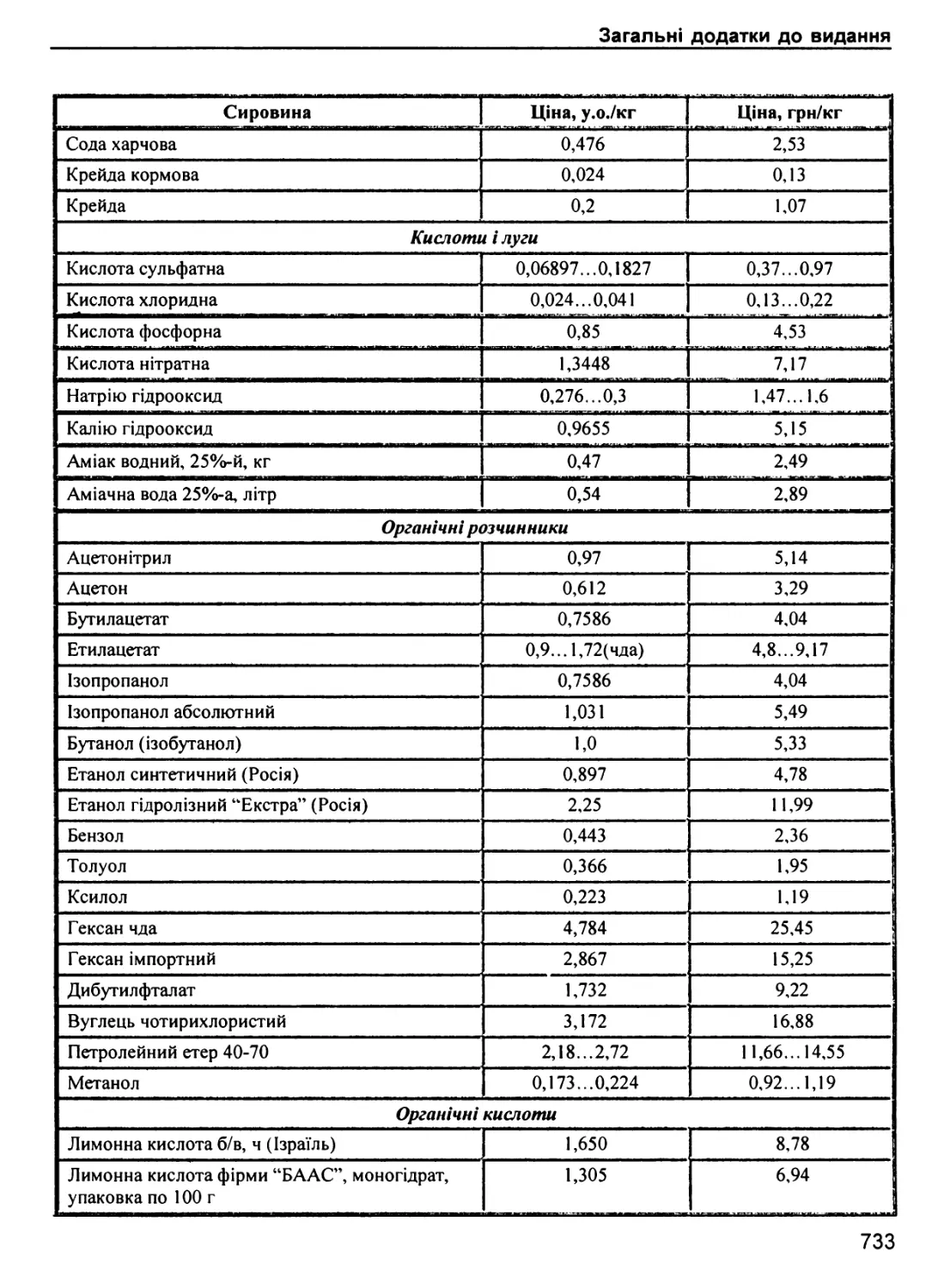
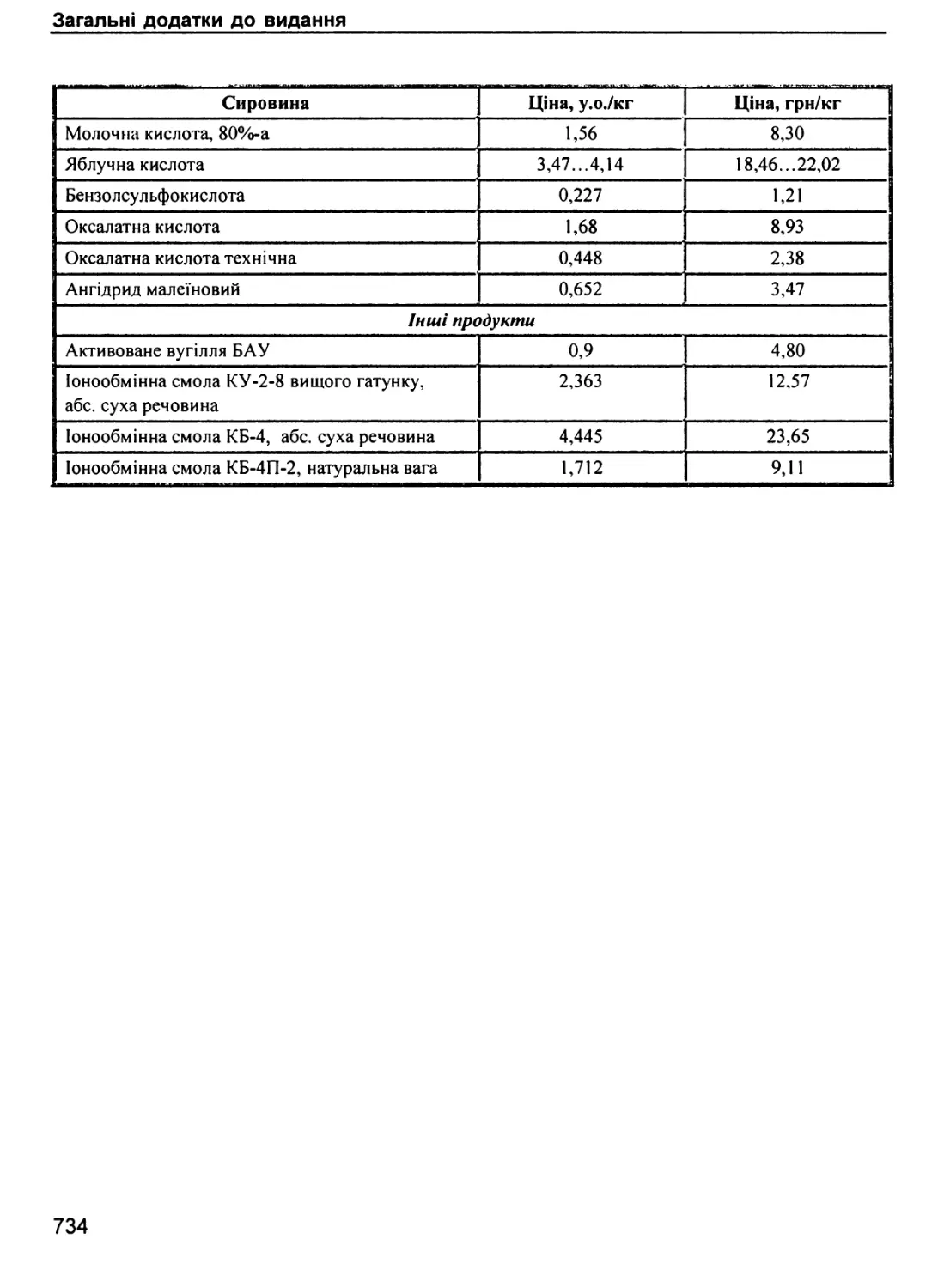
19.10.4. Сировинні витрати та їх вартість 672
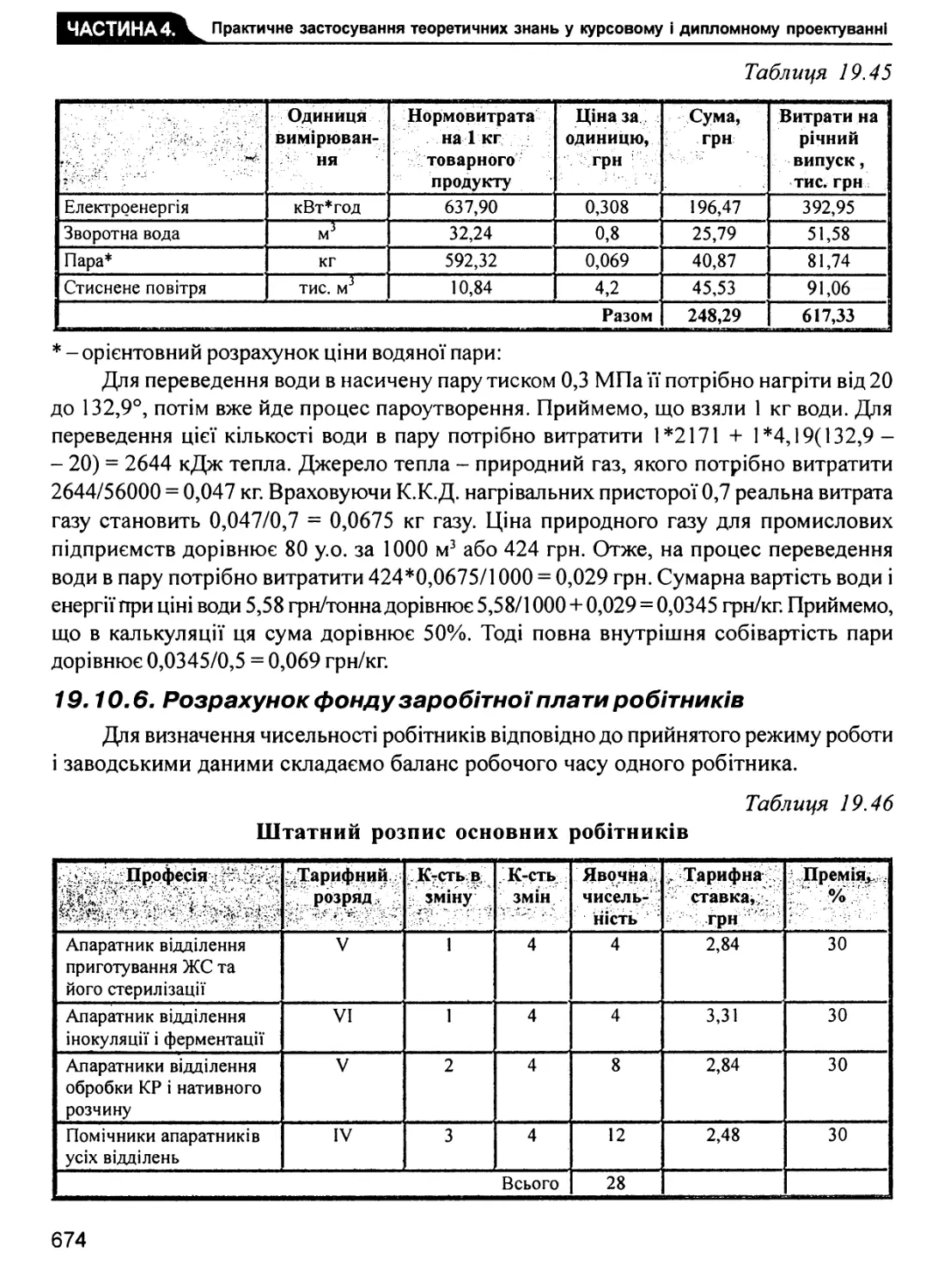
19.10.5. Вартість енергетичних ресурсів 673
19.10.6. Розрахунок фонду заробітної плати робітників 674
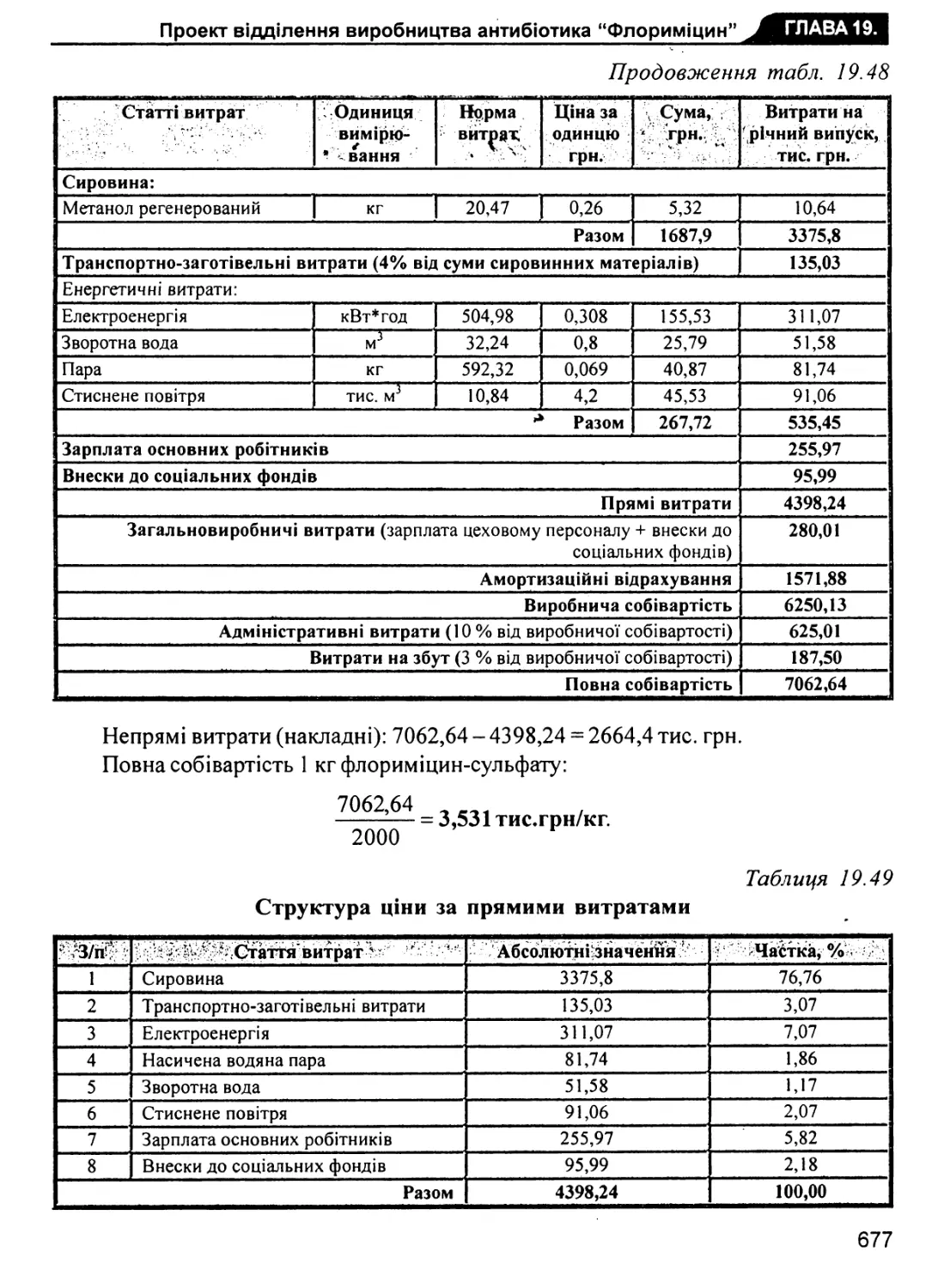
19.10.7. Проектна калькуляція собівартості флориміцин-сульфату 676
19.10.8. Розрахунок основних техніко-економічних показників 678
9
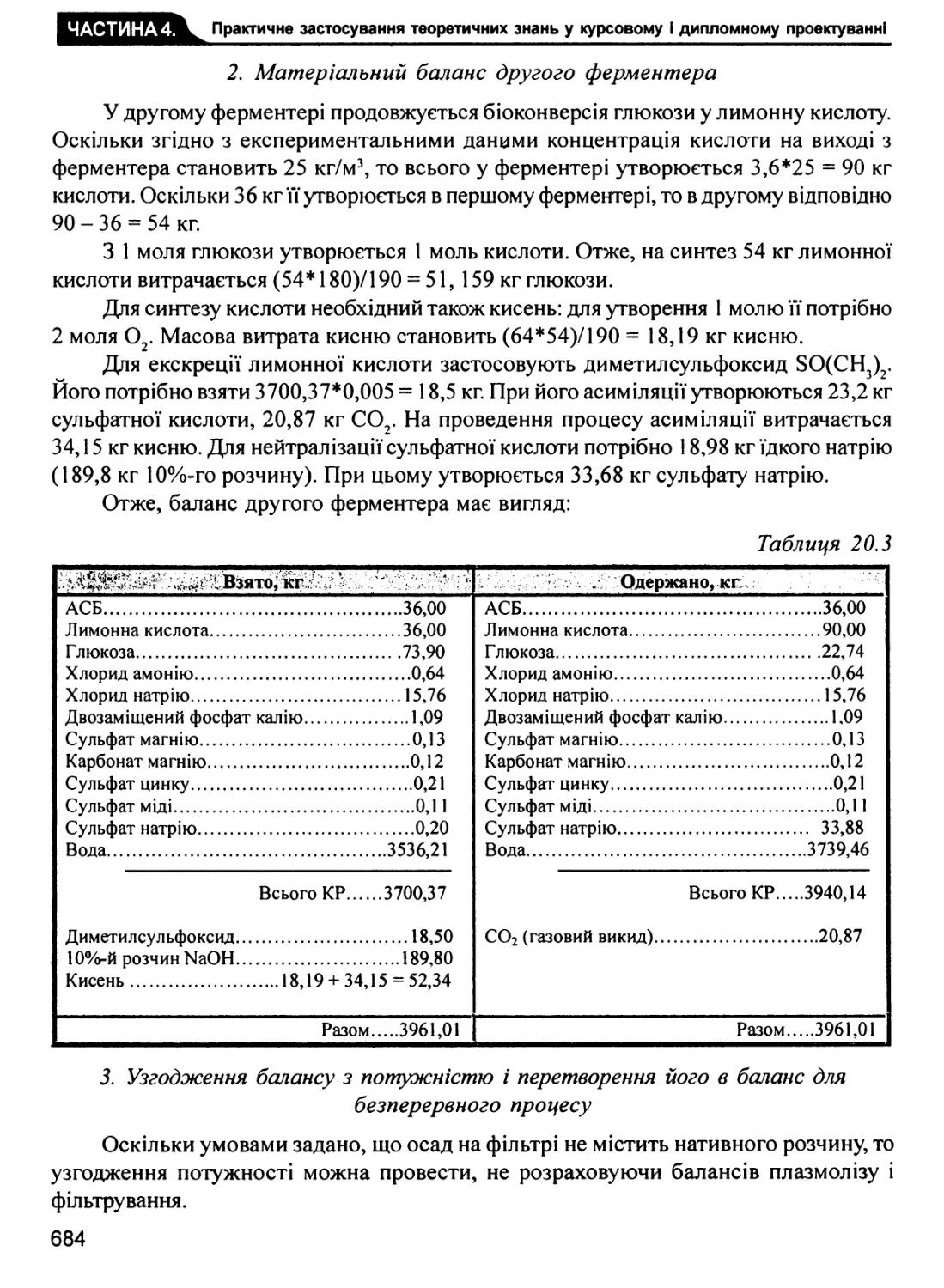
ГЛАВА 20. ПРОЕКТ ВІДДІЛЕННЯ ВИРОБНИЦТВА ЛИМОННОЇ
V КИСЛОТИ З ГЛЮКОЗИ БЕЗПЕРЕРВНИМ МЕТОДОМ 680
20.1. Концептуальна коротка технологія 680
20.2. Матеріальні розрахунки 682
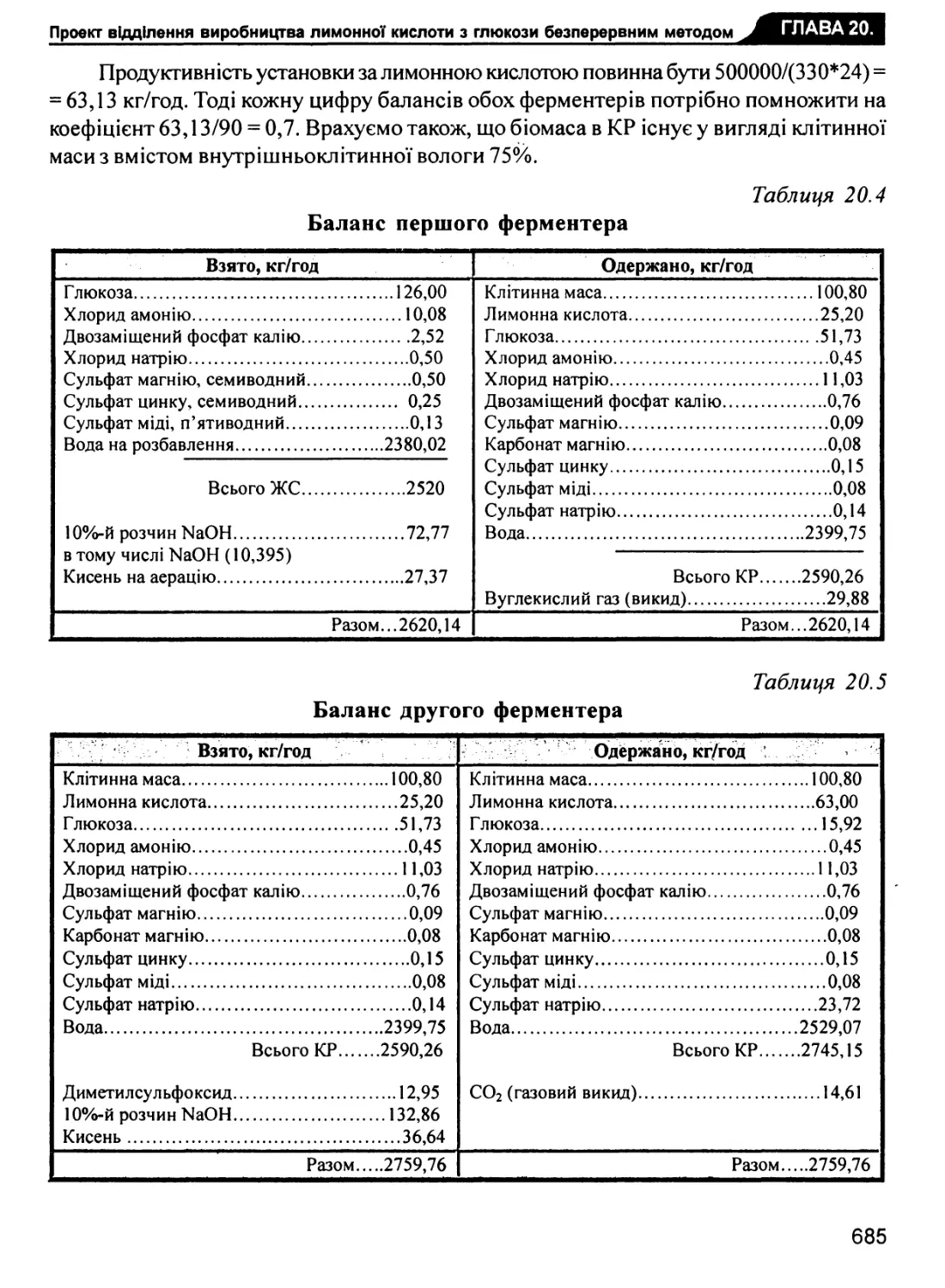
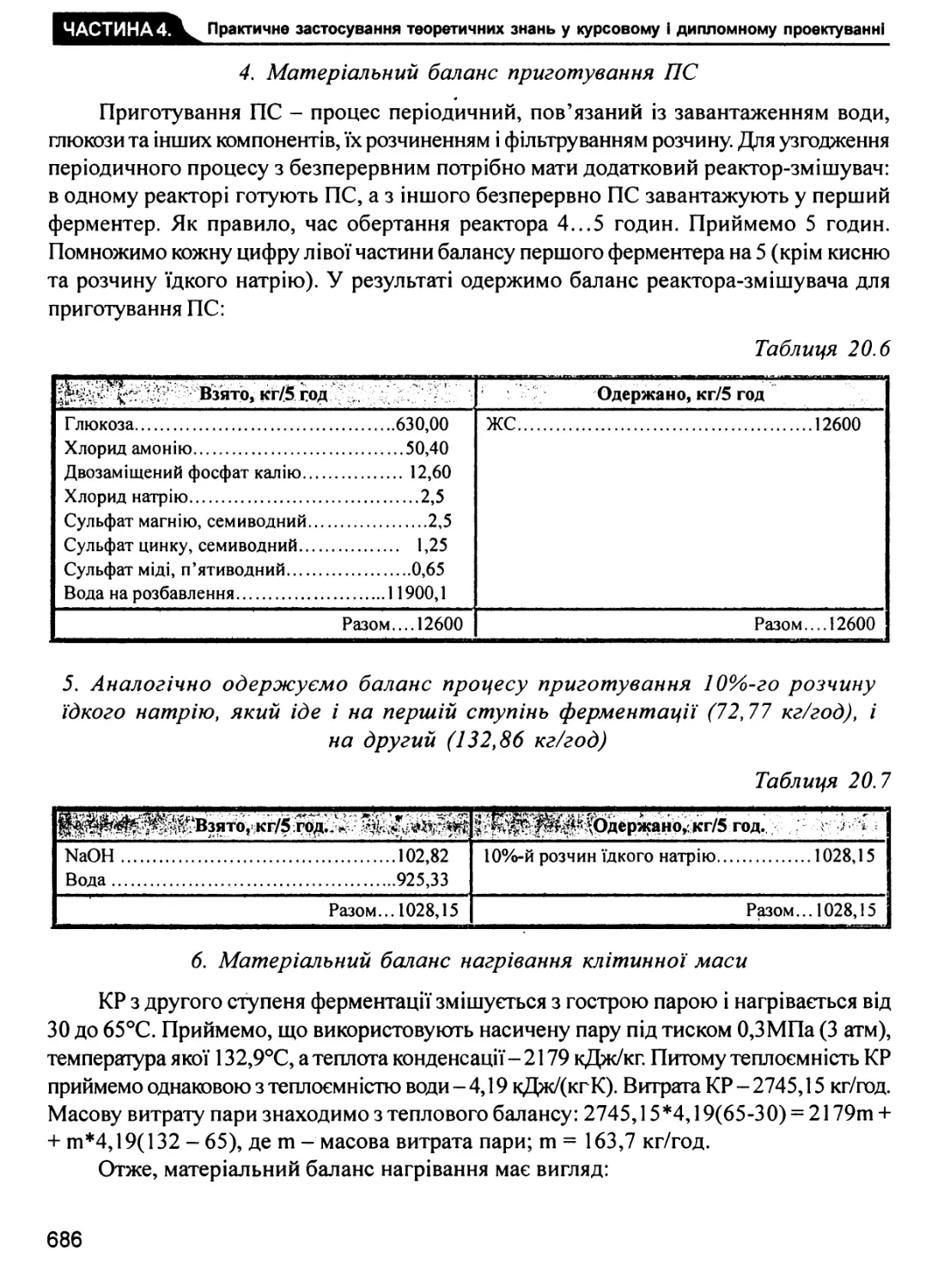
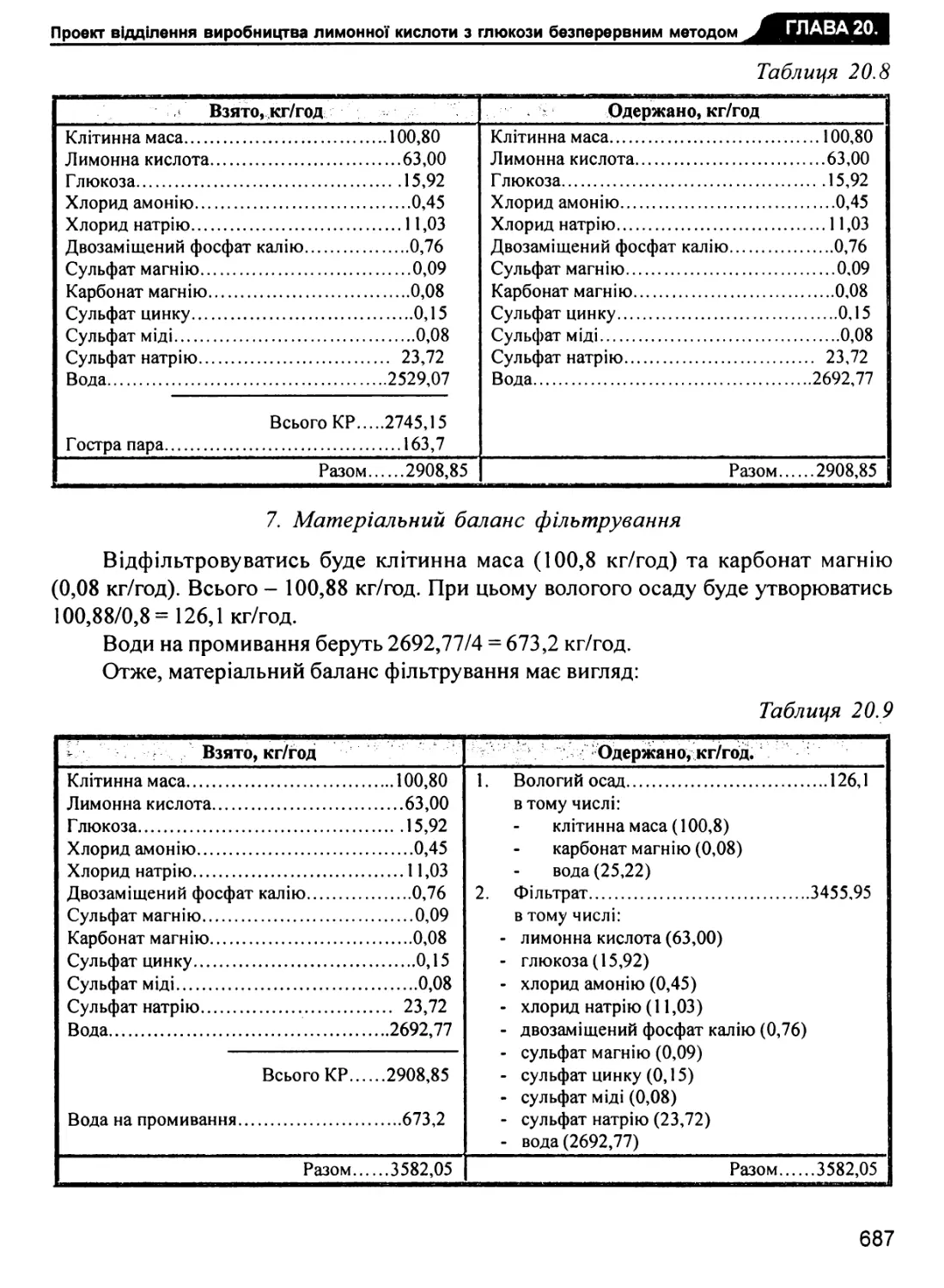
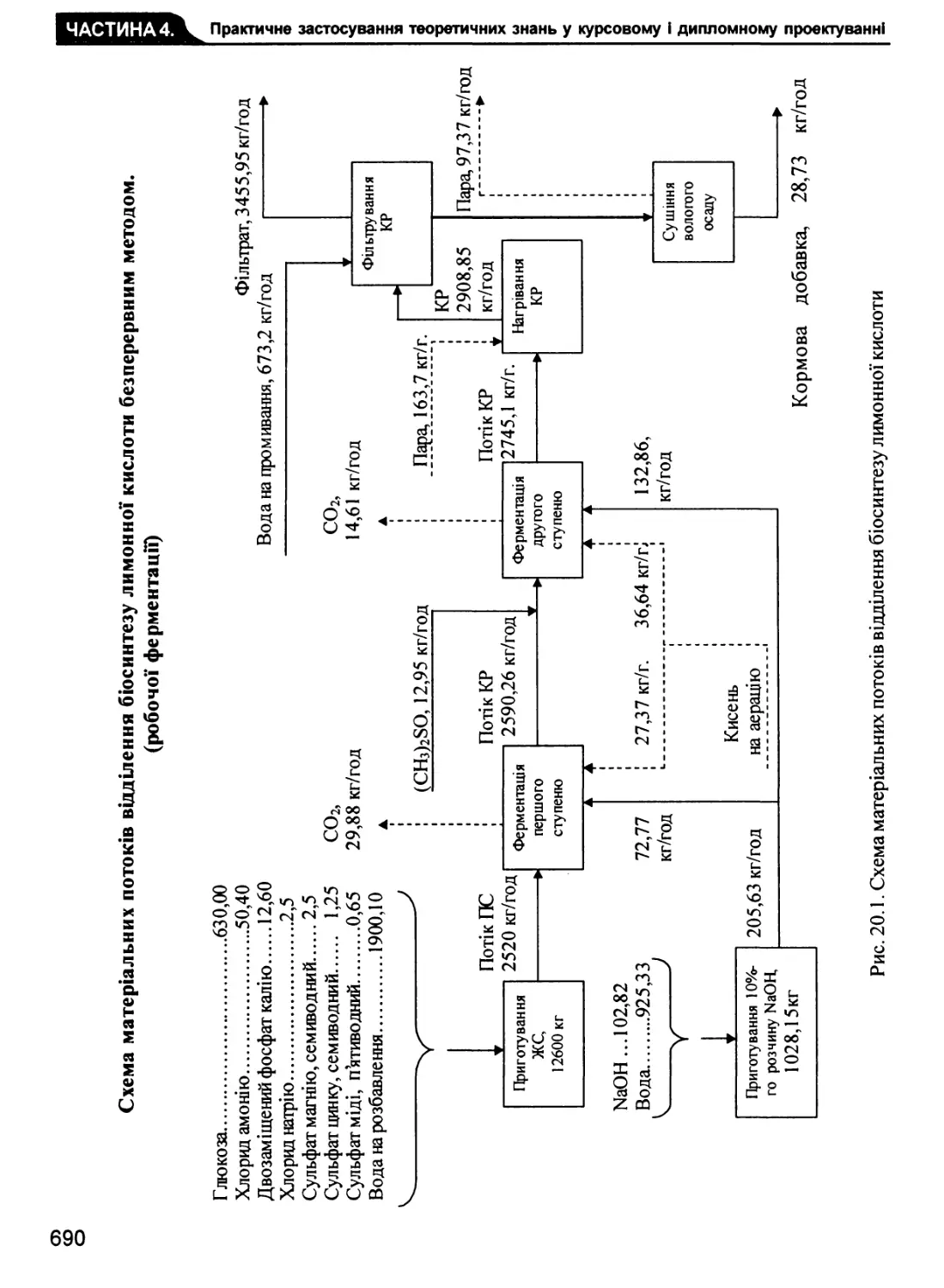
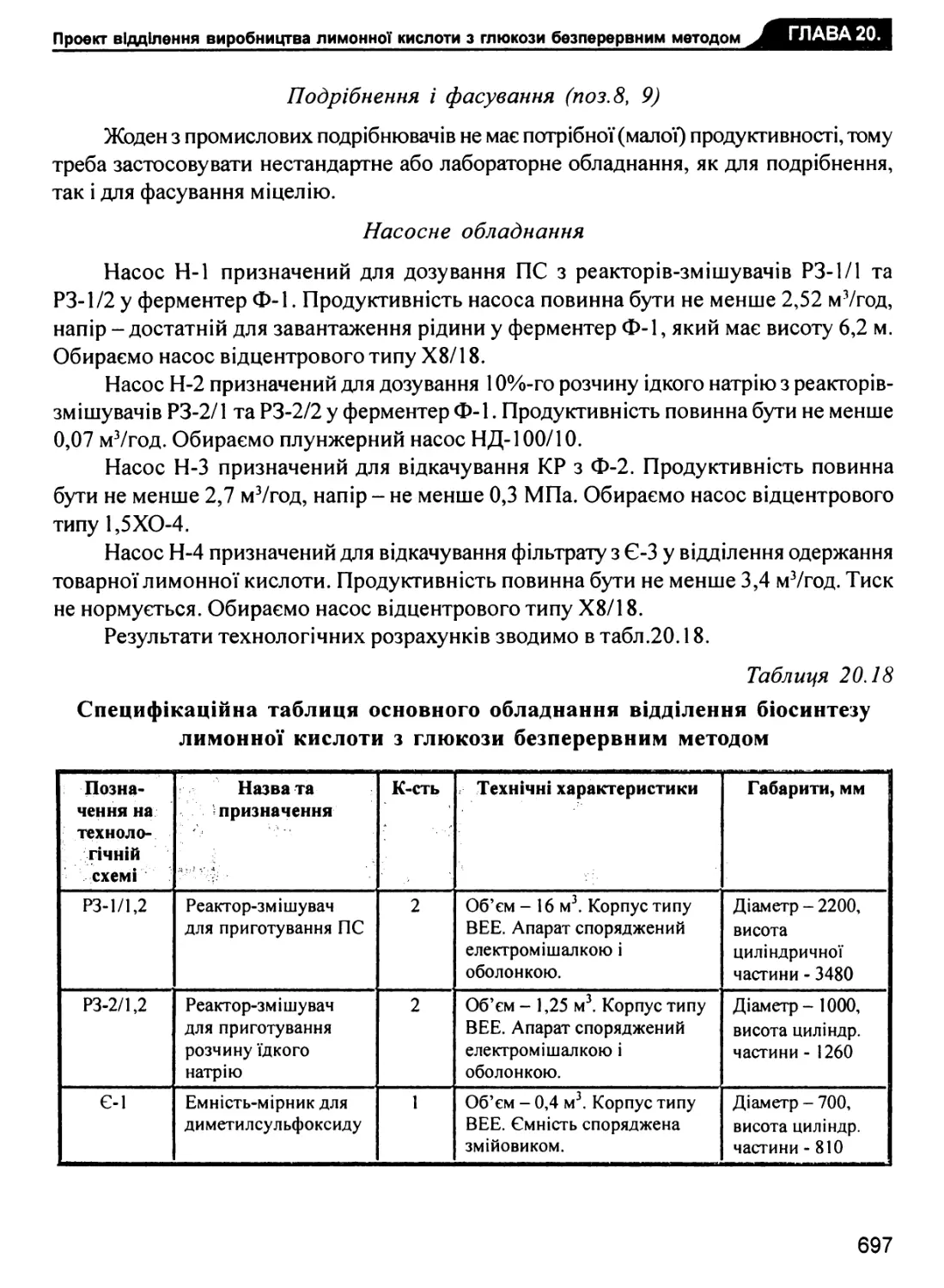
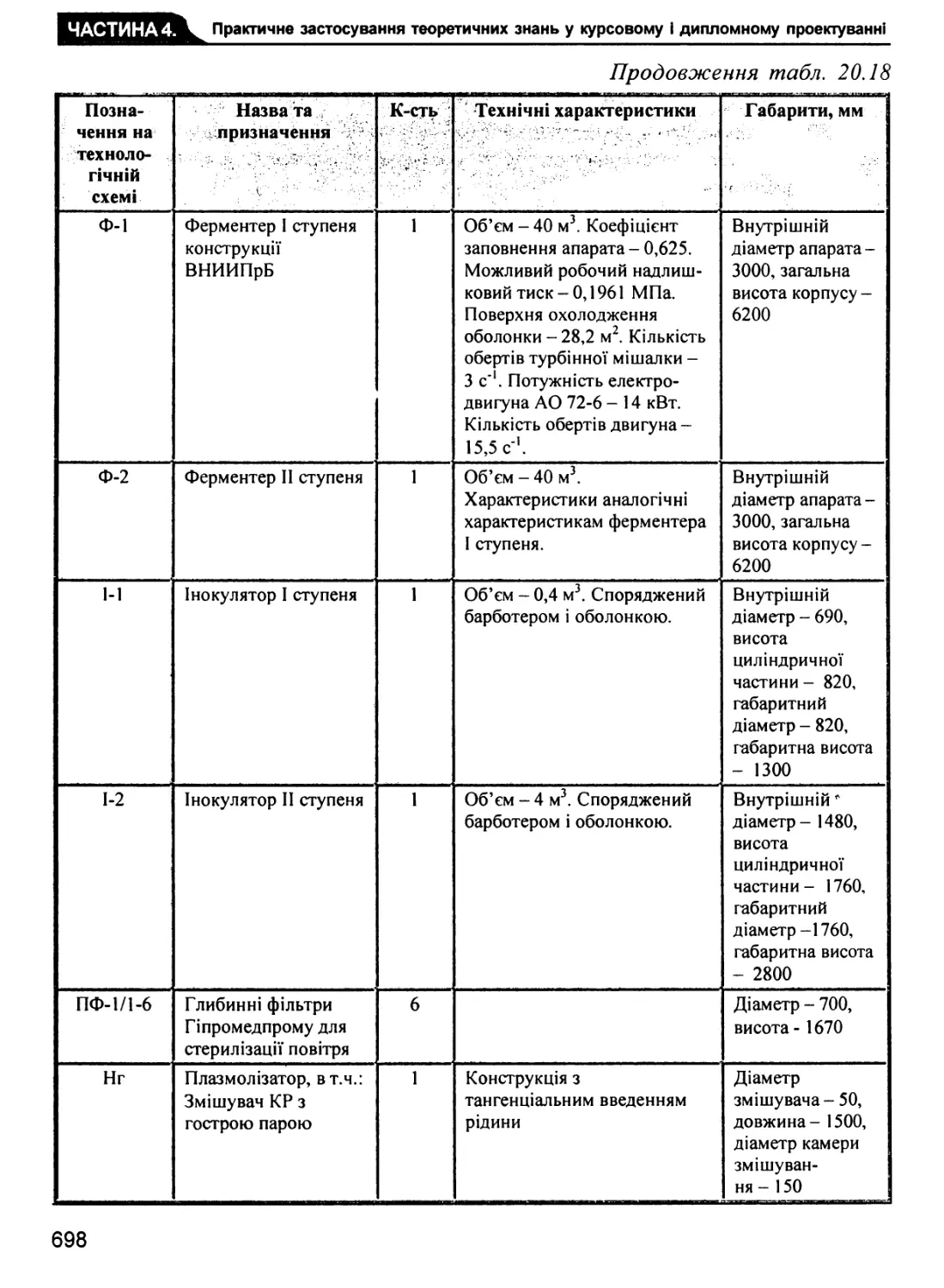
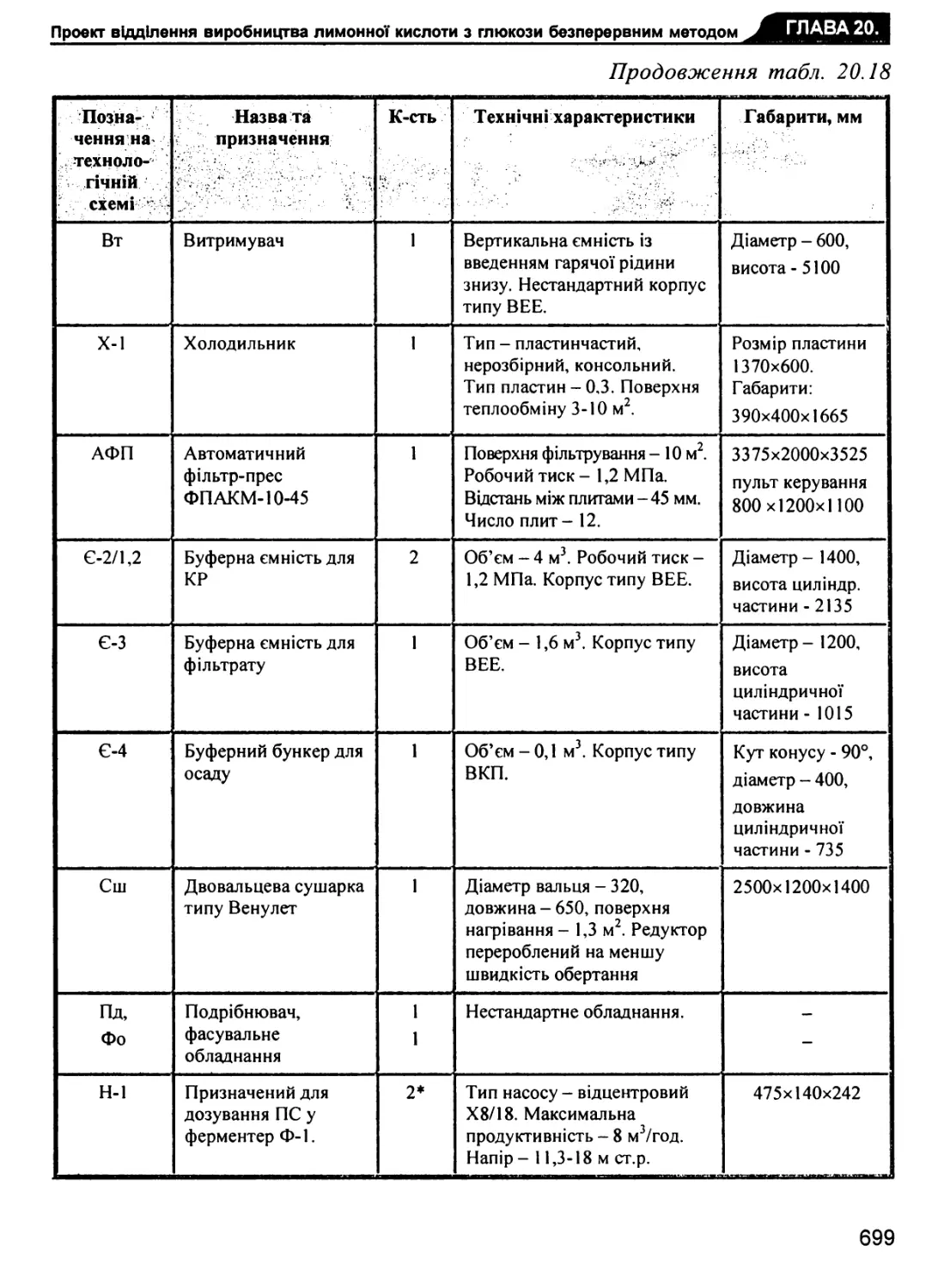
20.3. Технологічний розрахунок обладнання відділення біосинтезу
лимонної кислоти безперервним методом 691
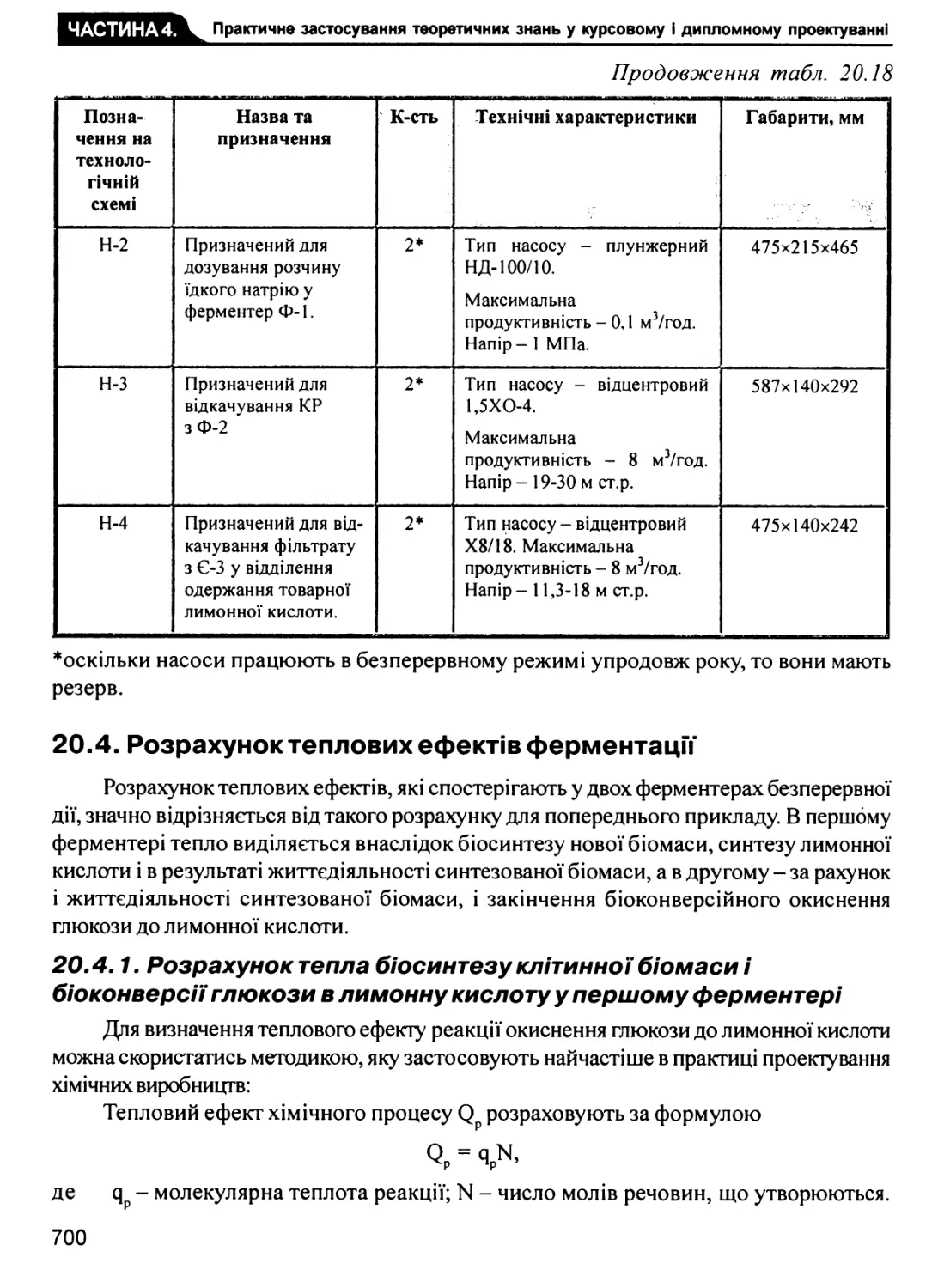
20.4. Розрахунок теплових ефектів ферментації 700
20.4.1. Розрахунок тепла біосинтезу клітинної біомаси і біоконверсії
глюкози в лимонну кислоту у першому ферментері 700
20.4.2. Розрахунок теплового ефекту біосинтезу у другому ферментері... 707
20.4.3. Орієнтовний розрахунок достатності поверхні теплообміну
другого ферментера 707
20.5. Опис технологічної схеми 710
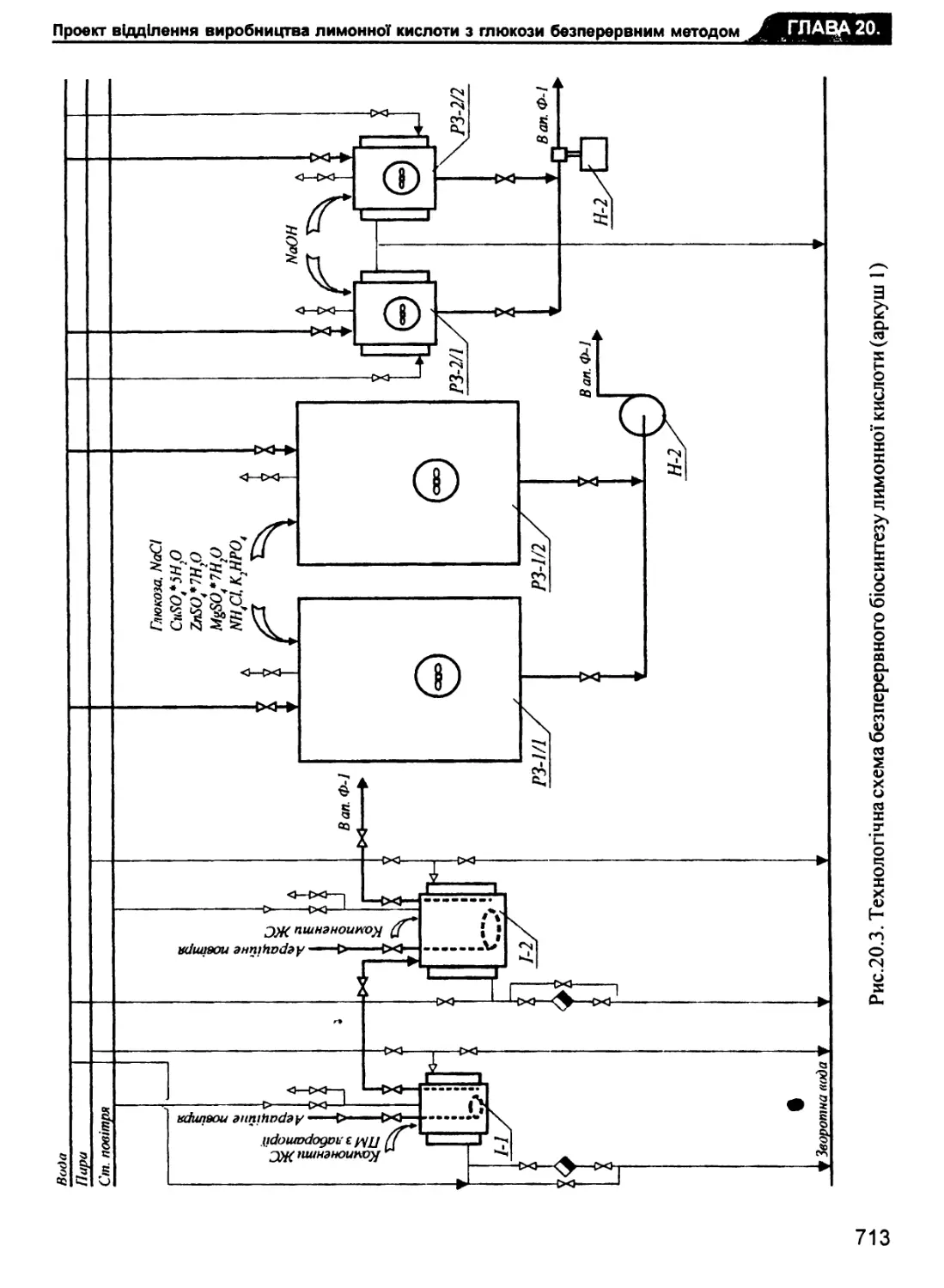
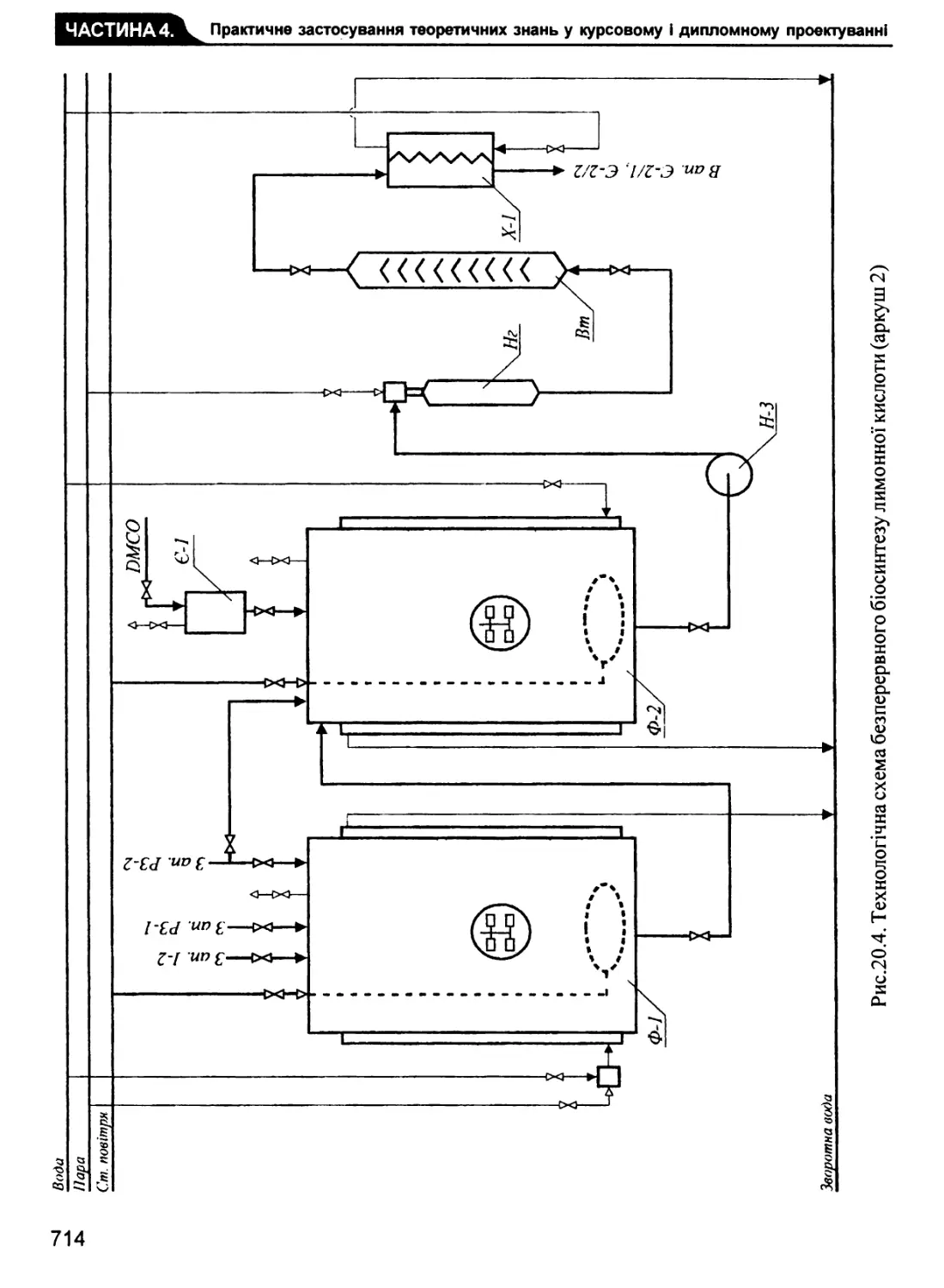
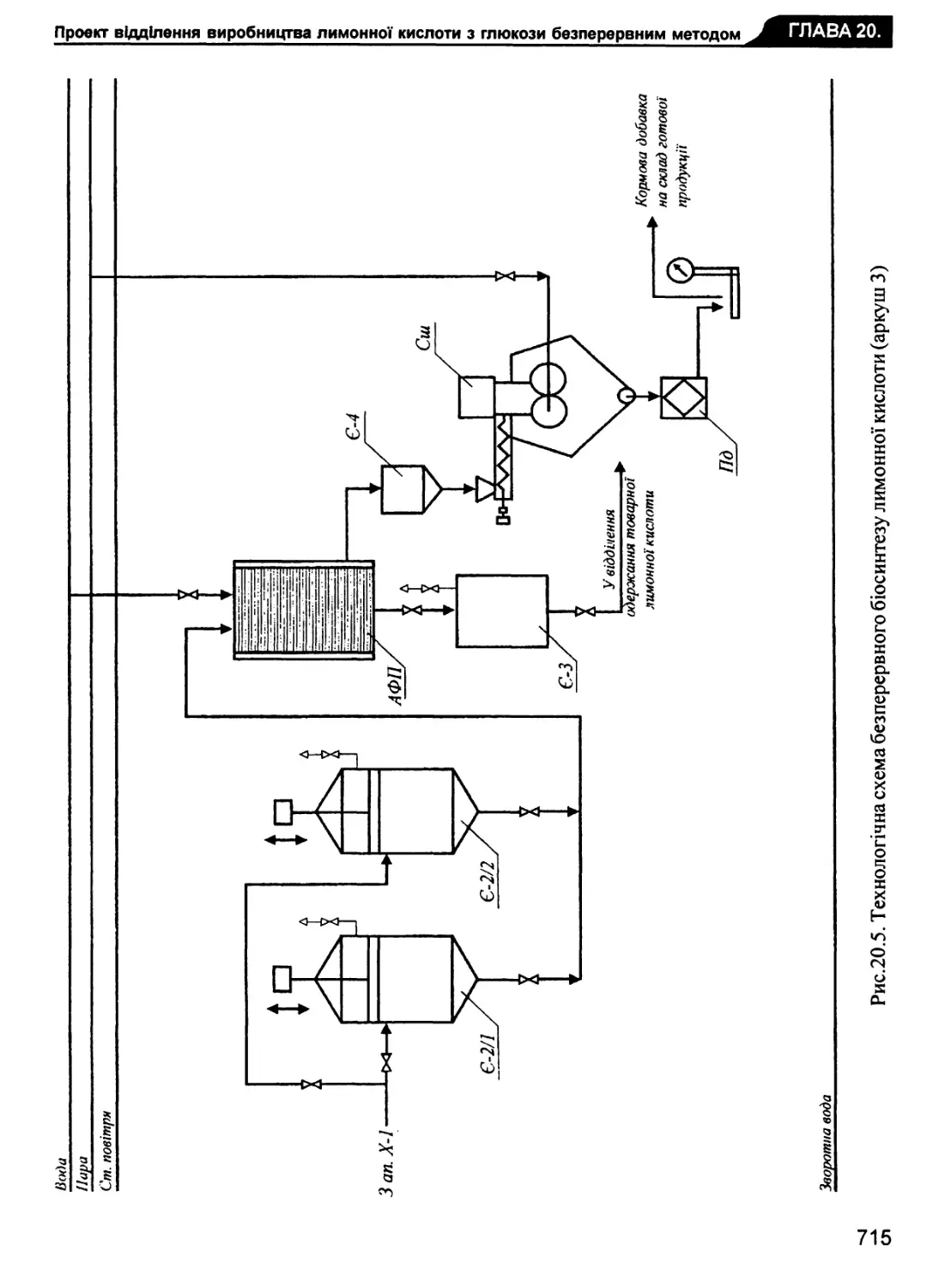
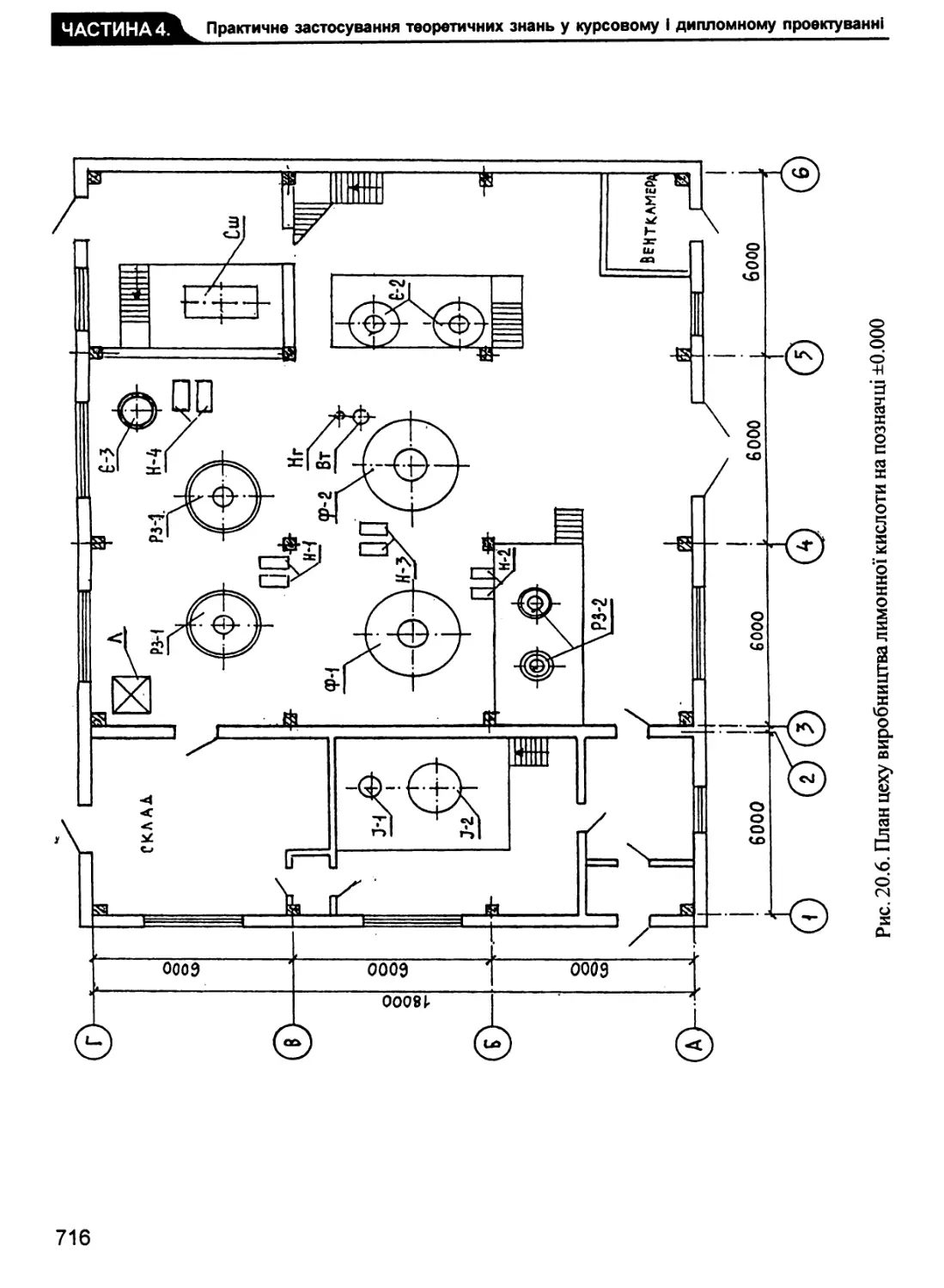
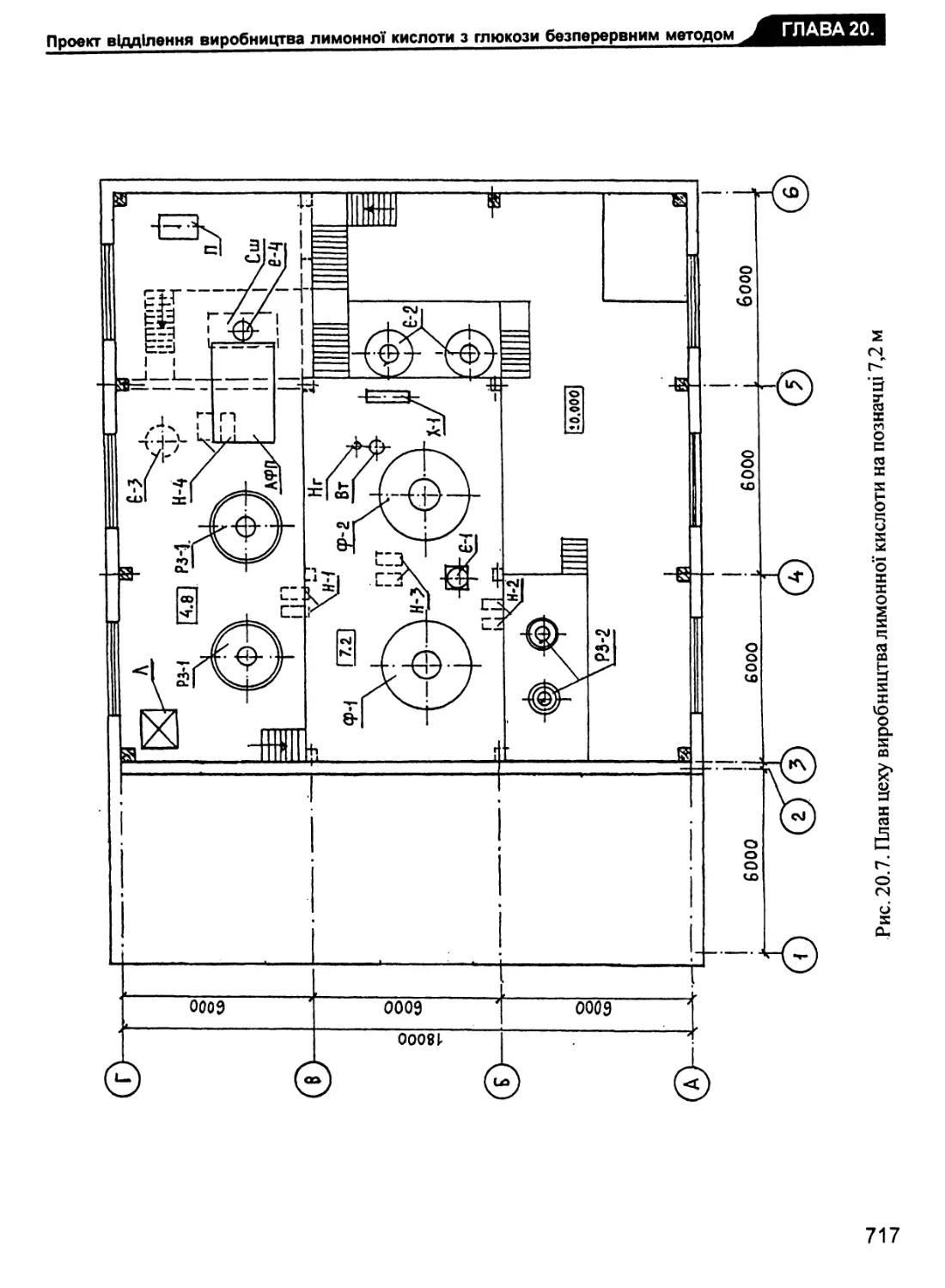
20.6. Опис будівлі і компонування обладнання цеху виробництва
лимонної кислоти 712
10
ПЕРЕДМОВА
Після видання тритомного навчального посібника “Процеси і апарати мікробіо-логічної
промисловості” минув лише рік, але видання вже стало популярним в Україні підручником.
Малий наклад не зміг задовольнити потребу в ньому викладачів і студентів. За відгуками
читачів можна зробити висновок, що посібником користуються не тільки студенти, які
навчаються за напрямом “Біотехнологія”, але й ті, що навчаються за фармацевтичними,
хімічними і харчовими спеціальностями.
Необхідність другого видання навчального посібника “Процеси і апарати
мікробіологічної промисловості” зумовлена також цілою низкою інших причин. -
Можн^повторити, що, по-перше, не існує підручника або монографії з біотехнології,
в яких цілісно і відповідно до вимог навчального процесу була б представлена апаратура,
яку використовують для проведення мікробіологічних синтезів, відсутні деякі методики
технологічних розрахунків, що унеможливлює практичне застосування таких відомих
посібників як, зокрема, Гапонова, Кантере, Чуєшова та інших1.
По-друге, популярні посібники для практичного проектування з хімічної технології,
до яких насамперед потрібно віднести посібник Дитнєрського2, так само як вищеназвані
джерела, не містять відомостей про “технологію” проектування і не можуть бути використані
повною мірою в навчальному процесі як джерела, хоча цілком справедливо можна
стверджувати, що ці посібники достатньо насичені інформацією і прикладами технологічних
розрахунків хімічної апаратури.
По-третє, автори посібника побачили і недоліки першого видання (відсутність деяких
практично необхідних методик розрахунків апаратури, побажання студентів щодо
детальнішого розгляду розрахунків інтегральних стехіометричних рівнянь процесів
біосинтезу, недостатньо повне висвітлення математичного моделювання кінетики
вирощування біомас тощо). Крім того, значно змінено розділ “Будівельна частина” посібника,
оскільки сьогодні в Україні прийняті нові стандарти проектування підприємств і реалізації
проектів. За численними побажаннями докладніше опрацьовано приклади виконання
курсового і дипломного проектування, уведені розділи енергетичних розрахунків, наведені
сучасні ціни на сировину, обладнання, енергетичні ресурси, подано економічні розрахунки.
І, нарешті, хоча методи мікробіологічного синтезу широко застосовуються у
фармацевтичній промисловості для виробництва різноманітних антибіотичних субстанцій і
вітамінів, але нагальною потребою у цій галузі є виробництво оптично активних L - ізомерів
(гормонів, біологічно активних речовин, амінокислот, алкалоїдів тощо). Це зумовлено тим,
1 Гапонов К.П. Процессьі и аппаратьі микробиологических производств. - M.: Легк. пром- сть, 1981. -
240 с.: Кантере В.M., Мосичев М.С., Дорошенко М.И. и др. Основьі проектирования предприятий
микробиологической промьішленности. - M.: BO “Агропромиздат”, 1990 - 304 с; Чуешов В.И.,
Мандрьїка Л.А., Сичкарь А.А. и др. Основьі проектирования производств в химико-фармацевтической
и биотехнологической промьішленности. - X.: Изд-во НФаУ: Золотьіе страницьі, 2004.-460 с.
2 Основньїе процессьі и аппаратьі химической технологии: Пособие по проектированию/под ред.
Ю.И.Дьітнерского. - M.: Химия, 1983. - 272 с.
11
що синтетичні хіральні сполуки, які сягають до 50% лікарських засобів різних
фармакологічних груп, використовують у вигляді рацемічних сумішей, що в деяких випадках
можуть завдати шкоду здоров’ю людини (згадаймо трагічні наслідки використання
синтетичного талідоміду)3. Сьогодні чисті L - ізомери, в основному, одержують
екстрагуванням природної рослинної сировини, яка досить часто є малодоступною, а ідея
створення штучних плантацій з метою охорони природного генофонду вказаних рослин,
розширення бази одержання екологічно чистої лікарської сировини з подальшою
реінтродукцією виду в природу, як спосіб збільшення запасів цієї сировини, кардинально
вирішити проблему не може, оскільки рослини зростають повільно, врожайність залежить
від погодних умов, плантації поновлюються, так само, як і в природі, десятками років.
Реальною альтернативою масового “викошування” лікарських рослин є біотехнологія
рослинних клітин, яка має деякі переваги.
Оскільки мікробіологічна і фармацевтична промисловості все більше зближуються,
то автори у новому посібнику вважали за потрібне розширити розрахункову базу хімічної
апаратури, яка більше характерна для одержання фармацевтичних субстанцій, і приділити
більше уваги цьому обладнанню.
Посібник створений на базі лекційного і практичного матеріалу з дисциплін “Устаткування
біотехнологічних виробництв”, “Основи проектування біотехнологічних виробництв”,
“Проектування хіміко-фармацевтичних виробництв”, які читають в Національному університеті
“Львівська політехніка” на кафедрі “Технологія біологічно активних сполук, фармації і
біотехнології” авторами цієї роботи. Посібник розрахований на студентів очної і заочної форм
навчання за спеціальностями “Біотехнологія” і “Технологія фармацевтичних препаратів”.
Знову зауважимо, шо новий посібник не претендує на використання професійними
проектувальниками, але може зацікавити і цю категорію працівників.
Структурно посібник складається з чотирьох пов’язаних між собою частин:
“Ферментація”, “Обробка культуральних рідин”, “Основи проектування біотехнологічних і
фармацевтичних виробництв” і “Практичне застосування теоретичних знань при курсовому
і дипломному проектуванні”. У новому виданні усі частини об’єднані в один том, що, як
вважають читачі, є зручнішим для користувача. Для практичного засвоєння лекційного
матеріалу глави підручника максимально насичені методиками технологічних розрахунків
апаратури, прикладами і задачами, а в додатках наведені більш повні приклади проектних,
матеріальних, технологічних, теплових, енергетичних і економічних розрахунків, а також
будівельних рішень.
Автори заздалегіть висловлюють подяку читачам за майбутні зауваження.
3 Ветюніна Н.О. Актуальні питання фармації. // Український медичний часопис. - №5(37).
-ІХ/Х 2003.-С.51-54.
12
ВСТУП
Загальна характеристика виробництв мікробіологічної промисловості
Європейська Асоціація біотехнологів визначає біотехнологію як “технологію,
що заснована на біохімії, мікробіології, хімічній технології з метою використання
корисних властивостей мікроорганізмів та культур тканин”. Під це визначення
підпадають усі технології, пов’язані як з виробництвом кефіру, пива, антибіотиків,
біохімічним очищенням стічних вод, аграрним виробництвом, так і з такими
найновітнішими високими технологіями, як генна та клітинна інженерії. У вужчому
розумінні біотехнологію ділять на традиційну та нову біотехнологію.
До традиційної біотехнології належать деякі технології харчових продуктів
(виробництво хліба, пива, вина, сиру тощо). Ці технології виникли тисячоліття тому і
базувались на інтуїтивних знаннях. Процеси, пов’язані з використанням мікроорганізмів,
становили невелику частку в загальному процесі виробництва продукції. Сучасна
технологія харчових продуктів має грунтовну наукову базу, інженерні досягнення, свої
традиції, специфічне апаратурне оформлення, вона продовжує розвиватися, і хоча її
відносять до першого етапу розвитку біотехнології, фактично вона виділилась в
окремий технологічний напрям. Тому в цьому посібнику інженерні розрахунки і
апаратура харчових технологій не розглядаються.
Другим етапом розвитку традиційної біотехнології вважають виникнення
виробництв, в яких застосування корисних властивостей мікроорганізмів вже домінує.
Це виробництва біомас та продуктів метаболізму в нестерильних умовах. До них
можна віднести і біохімічне очищення стічних вод, кормових і харчових дріжджів,
багатотоннажні виробництва органічних розчинників (бутанолу та ацетону), органічних
кислот, зокрема деяких амінокислот. У виробництвах використовують довільну або
підготовану суміш видів і штамів мікроорганізмів. Можливе застосування окремих
штамів, для культивування яких не потрібно створювати стерильні умови, оскільки ці
умови такі, що розвиток сторонньої мікрофлори стає неможливим. Наприклад,
проведення процесів у термофільних умовах (виробництво амілолітичного
ферментного препарату “Супербіолаза” за температури 60°С), при низьких значеннях
pH (виробництво лимонної кислоти) тощо.
Третій етап розвитку традиційної біотехнології називають ще “ерою антибіотиків”.
Біомаси, продуценти, продукти метаболізму одержують в умовах стерильності з
використанням одного штаму мікроорганізмів. Переважно мікроорганізми, які
використовують в таких виробництвах, як і більшисть представників сторонньої
мікрофлори, є мезофілами і розвиваються в нейтральних середовищах. Тому надзвичайно
велику увагу приділяють забезпеченню на початку процесу ферментації стерильності
апаратури і збереженню протягом виробничого циклу, іноді на всіх етапах обробки
культуральної рідини. Ера стерильної біотехнології почалась в 30-х роках XX століття з
промислового впровадження досягнень в галузі біосинтезу антибіотиків, піонером якого
13
заслужено вважається Флемінг, відкривач пеніциліну. Далі вже почалось виробництво
стрептоміцину (1944 рік) та інших антибіотичних препаратів. Для промислового
виробництва цієї продукції були знайдені неординарні інженерні вирішення, які надали
поштовх і для виробництв іншої продукції мікробіологічного синтезу, наприклад,
ферментів, засобів захисту рослин тощо.
З відкриттям методів імобілізації живих клітин, ферментів на твердих носіях
з’явились біоконверсійні технології для переробки вихідних сировинних продуктів у
точно запрогнозовані кінцеві продукти зі 100% виходом. За допомогою таких
технологій трансформують вуглеводні в спирти, кислоти, кетони, здійснюють
трансформаційні перетворення стероїдів, терпенів, гетероциклічних сполук, вуглеводів
тощо. Біоконверсійні процеси належать до четвертого етапу розвитку традиційної
біотехнології.
Принципово інакшими виглядають процеси, що відносяться до “новоїбіотехнологі’Г,
зокрема:
- генна інженерія (цілеспрямоване конструювання молекулярних генетичних
систем - рекомбінантиих ДНК з наступним їх уведенням в живі клітини);
- гибридомні технології з метою одержання нових генетичних структур злиттям
клітин, що належать не тільки до різних видів живих істот, але й навіть до різних
царств;
- біотехнологія клітин тварин і людини для одержання вакцин та імунодіаг¬
ностичних препаратів, гормонів тощо;
- біотехнологія клітин рослин з метою одержання різноманітних корисних речовин
in vitro (алкалоїди, ліки, барвники, ферменти, різноманітні фізіологічно активні
речовини);
- біоенергетика (перетворення сонячної енергії в енергію екологічно чистого,
транспортабельного палива - водню; новітні технології в галузі виробництва біогазу,
паливні елементи, принцип дії яких грунтується на ферментативному окисненні
органічних субстратів з безпосереднім одержанням електроенергії; штучні фотосистеми
тощо);
- біоелектрокаталіз (ферментні електроаналітичні пристрої(біосенсори), паливні
елементи);
- біоелектроніка (використання елементів живих клітин в електронних та
оптоелектронних пристроях, наприклад, для створення систем запису інформації).
Чітко розмежувати традиційну та нову технологію не можна, оскільки новими
іноді називають технології, які мають всі риси традиційної біотехнології (автотрофне
вирощування спіруліни, водоростей з метою одержання вуглеводневого палива,
технології, пов’язані з культивуванням клітин вищих організмів, які принципово не
відрізняються від культивування мікроорганізмів), але їх так називають за датою
винаходу або за часом, коли ці технології привернули увагу суспільства з економічного
погляду (наприклад, біогазові технології, які виникли ще в XIX столітті). Межа тим
більше не має сенсу, що напрацювання нової біотехнології використовують в традиційних
14
технологіях (наприклад, надпродуктивні рекомбінантні штами цвільового гриба Peni-
сіїїіит для біосинтезу антибіотиків з ряду пеніцилінів, дріжджів, що мають амілолітичну
активність, з метою використання в процесі бродіння нецукрових субстратів). І все ж
таки, в основному, принципи і методи нової біотехнології, які можна сміливо віднести до
нанотехнологій, докорінно відрізняються від методів традиційної. Для їх реалізації потрібна
зовсім інша апаратура, інша аналітична база, у нової біотехнології зовсім інша мета.
Тому тут інженерні розрахунки, пов’язані з процесами і апаратами нової біотехнології
також не розглядаються.
Що ми вважаємо промисловою мікробіологією? Промислова мікробіологія -
галузь промисловості, пов'язана з виробництвом біомас мікроорганізмів,
продуктів їх метаболізму як готової продукції. Якщо цю продукцію використовують
у виробництві нової продукції, то чи можна віднести нові виробництва до виробництв
промислової мікробіології? Однозначної відповіді нема. Наприклад, якщо культуру Erwina
aroidea використовують для біотрансформації фумарату амонію в L-аспарагінову
кислоту або хлібопекарські дріжджі використовують для одержання харчових білкових
ізолятів чи як біокаталізатор для біотрансформації кетонів у вторинні спирти, то
віднесення цих виробництв до промислової мікробіології можна вважати незаперечним.
Але якщо ті самі дріжджі використовують для виробництва хліба, то віднесення
виробництва хліба до мікробіологічного звучить як нонсенс. В таких випадках треба
враховувати традиції.
Відмінність мікробіологічних виробництв від хімічних
Зовнішньо мікробіологічні виробництва виглядають як хімічні: схожа апаратура,
способи ведення процесу, контролю, автоматизаційні пристрої; велику частку в технології
займають власне хімічні методи (фільтрування, обробка розчинів іонообмінними
смолами, твердофазова та рідинна екстракція тощо). Іноді і мета хімічних і мікро¬
біологічних виробництв однакова, наприклад, одержання етанолу або молочної кислоти.
Різницю можна знайти у зовнішніх ознаках, наприклад, мікробіологічні виробництва на
стадії ферментаціі характеризуються:
-складністю реакційної суміші (вона гетерогенна, багатофазова, багатокомпо¬
нентна);
-нестабільністю продуктів реакції;
-повільністю процесів і мають незрівняно складніші механізми, ніж хімічні;
-надзвичайною чутливістю до зміни температур і показника pH;
-майже обов’язковим піноутворенням;
-тим,що біохімічні процеси майже не піддаються інтенсифікації і практично не
залежать від конструктивних особливостей апарата та його геометричних розмірів.
Але головною відмінністю мікробіологічних виробництв від хімічних є те, що
синтез цільового продукту здійснюють за посередництвом мікродрганізмів
без втручання людини, яка підтримує лише умови існування живого
посередника.
15
Основні стадії мікробіологічних виробництв
Основні стадії класичного мікробіологічного виробництва такі:
1. Вирощування посівного матеріалу (ПМ).
2. Приготування поживного середовища (ПС).
3. Культивування (ферментація) мікроорганізмів.
4. Виділення цільових продуктів з культуральної рідини.
Культивування мікроорганізмів здійснюють, використовучи рідкі ПС у вигляді розчинів
та суспензій (глибинне культивування) або тверді зволожнені ПС (поверхневе
культивування). Кожний з цих методів має свої переваги і недоліки, але оскільки сучасні
мікробіологічні виробництва в основному грунтуються на глибинному методі культиву¬
вання, то переважно ми розглядаємо і наводимо методики розрахунків апаратури для
глибинного культивування.
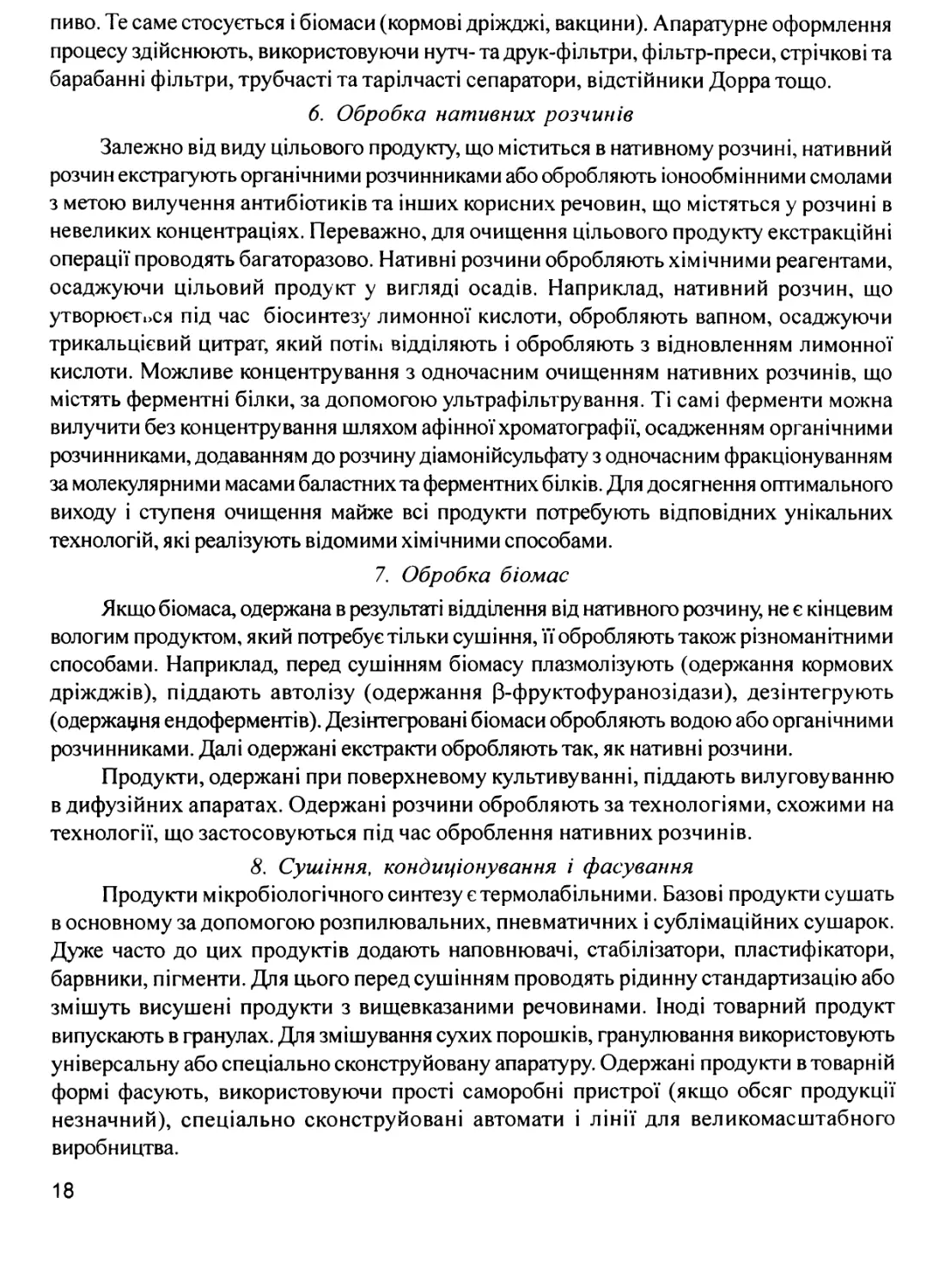
На рис. 1 наведено універсальну принципову схему мікробіологічного виробництва,
яка осягає глибинне і поверхневе культивування, стерильне і умовно стерильне, аеробне
і анаеробне.
1. Вирощування посівного матеріалу
Процеси вирощування ПМ починають в лабораторних умовах, використовуючи
музейні бактеріальні або грибкові штами, багаторазовим пересівом за методиками,
спеціально розробленими для цієї культури, кожний раз збільшуючи масштаб
культивування. Проводячи пасажі, здійснюють ретельний мікробіологічний контроль,
відбираючи для наступних стадій здорові, життєздатні клітини, які мають необхідні
властивості і високу репродуктивну здатність. Процес вважають закінченим після
одержання культуральної рідини в об’ємі 3-10 літрів (1-3 карлсберзькі колби), яка не
м іститьгсторон H ьої м і крофл ори.
Далі процес масштабування здійснюють у напівпромислових умовах, викорис¬
товуючи скляну або, що частіше, металеву апаратуру. Це реакційне обладнання називають
інокуляторами або посівними апаратами. На етапах інокуляції починають використовувати
живильні середовища, склад яких наближається до складу живильних середовищ для
робочої ферментації. Культура починає пристосовуватись до нових умов існування,
відбувається “тренування” метаболітичних процесів у клітинах для споживання робочих
субстратів. Ступінь конверсії субстратів є невеликою, оскільки метою інокуляції є не
максимальне, економічне споживання субстратів і одержання біомаси як такої, а
одержання молодої, високорепродуктивної біомаси.
Для засіву твердих ПС для поверхневого культивування найчастіше використовують
сухі конідіїмікрогрибів.
2. Приготування ПС для робочої ферментації
Процеси приготування ПС для робочої ферментації можуть бути нескладними і
полягають у розчиненні субстратних речовин. Розчинення і суспендування здійснюють
у порівняно простих хімічних реакторах-змішувачах, споряджених перемішувальними і
16
теплообмінними пристроями. Іноді процеси приготування складніші, оскільки
передбачають попередню підготовку і очищення сировини, наприклад, розварювання
борошна з метою руйнування а- та Р-глюканів для полегшеного споживання крохмалю
мікроорганізмами, попереднє освітлення меляси для виробництва харчових дріжджів,
гідроліз деревини і вилучення з гідролізату фурфуролу та оксиметилфурфуролу, які
інгибують процес бродіння гексоз чи пентоз у виробництві гідролізного спирту. У таких
випадках процеси приготування ЖС набувають великого і самостійного значення. Так,
наприклад, приготування пивного сусла з оцукрюванням ячменю і подальшим його
охмеленням може вважатись самодостатнім процесом, від якого залежить якість
кінцевого продукту виробництва - пива.
Підготоване ПС спрямовують у ферментер без стерилізації або з частковою чи
повною стерилізацією. Стерилізацію проводять, як правило, нагріванням в періодичному
або безперервному режимі. В останньому випадку використовують лінії безперевної
стерилізації У HC або інші.
3. Культивування (ферментація) мікроорганізмів
Ферментацію проводять у спеціальних біохімічних реакторах (культиваторах,
ферментерах, ферментаторах), які споряджені електроперемішувальними пристроями,
оболонками або змійовиками для зняття тепла, що виділяється під час біосинтезу та
перемішування, аераційними пристроями (для аеробних процесів). Ферментацію
здійснюють під суворим контролем температури, pH, концентрації кисню, CO.,,
субстратних речовин, біомаси, метаболітів, окисно-відновного потенціалу середовища,
тиску. Періодично здійснюють мікробіологічний та фапзвий контроль. Кінцевий продукт
ферментації - культуральна рідина, яку спрямовують на подальшу обробку.
4. Виділення цільових продуктів з культуральної рідини
Іноді цільовими продуктами під час ферментації є побічні продукти, наприклад,
біогаз (суміш метану, CO2 та домішок інших газів), який утворюється під час
метанового бродіння органічних субстратів і який без подальшого оброблення або
після очищення спрямовують на споживання. У такому випадку культуральна рідина
може вважатись відходом виробництва або сировиною для побічних виробництв:
високоякісних органічних добрив, кормових добавок до раціону свійських тварин,
птахів, риби, сировинним матеріалом для подальших мікробіологічних виробництв,
наприклад, для виробництва лізину.
Без наступного оброблення культуральну рідину спрямовують на сушіння і
одержують як готовий продукт сухий залишок (премікс), багатий на продукти
метаболізму, наприклад, антибіотики кормового призначення та вітаміни (препарат БКВ),
ферменти (сухі продукти поверхневого культивування різноманітних мікрогрибів).
5. Відділення біомаси від нативного розчину
Надалі культуральну рідину обробляють відділенням біомаси від нативного
розчину, використовуючи методи фільтрування, сепарування, осадження або флотації.
Нагивний розчин (фільтрат, фугат) сам по собі може бути готовою продукцією, наприклад,
пиво. Te саме стосується і біомаси (кормові дріжджі, вакцини). Апаратурне оформлення
процесу здійснюють, використовуючи нутч- та друк-фільтри, фільтр-преси, стрічкові та
барабанні фільтри, трубчасті та тарілчасті сепаратори, відстійники Дорра тощо.
6. Обробка нашивних розчинів
Залежно від виду цільового продукту, що міститься в нативному розчині, нативний
розчин екстрагують органічними розчинниками або обробляють іонообмінними смолами
з метою вилучення антибіотиків та інших корисних речовин, що містяться у розчині в
невеликих концентраціях. Переважно, для очищення цільового продукту екстракційні
операції проводять багаторазово. Нативні розчини обробляють хімічними реагентами,
осаджуючи цільовий продукт у вигляді осадів. Наприклад, нативний розчин, що
утворюєтеся під час біосинтезу лимонної кислоти, обробляють вапном, осаджуючи
трикальцієвий цитрат, який потім відділяють і обробляють з відновленням лимонної
кислоти. Можливе концентрування з одночасним очищенням нативних розчинів, що
містять ферментні білки, за допомогою ультрафільтрування. Ti самі ферменти можна
вилучити без концентрування шляхом афінної хроматографії, осадженням органічними
розчинниками, додаванням до розчину діамонійсульфату з одночасним фракціонуванням
за молекулярними масами баластних та ферментних білків. Для досягнення оптимального
виходу і ступеня очищення майже всі продукти потребують відповідних унікальних
технологій, які реалізують відомими хімічними способами.
7. Обробка біомас
Якщо біомаса, одержана в результаті відділення від нативного розчину, не є кінцевим
вологим продуктом, який потребує тільки сушіння, її обробляють також різноманітними
способами. Наприклад, перед сушінням біомасу плазмолізують (одержання кормових
дріжджів), піддають автолізу (одержання Р-фруктофуранозідази), дезінтегрують
(одержання ендоферментів). Дезінтегровані біомаси обробляють водою або органічними
розчинниками. Далі одержані екстракти обробляють так, як нативні розчини.
Продукти, одержані при поверхневому культивуванні, піддають вилуговуванню
в дифузійних апаратах. Одержані розчини обробляють за технологіями, схожими на
технології, що застосовуються під час оброблення нативних розчинів.
8. Сушіння, кондиціонування і фасування
Продукти мікробіологічного синтезу є термолабільними. Базові продукти сушать
в основному за допомогою розпилювальних, пневматичних і сублімаційних сушарок.
Дуже часто до цих продуктів додають наповнювачі, стабілізатори, пластифікатори,
барвники, пігменти. Для цього перед сушінням проводять рідинну стандартизацію або
змішуть висушені продукти з вищевказаними речовинами. Іноді товарний продукт
випускають в гранулах. Для змішування сухих порошків, гранулювання використовують
універсальну або спеціально сконструйовану апаратуру. Одержані продукти в товарній
формі фасують, використовуючи прості саморобні пристрої (якщо обсяг продукції
незначний), спеціально сконструйовані автомати і лінії для великомасштабного
виробництва.
18
19
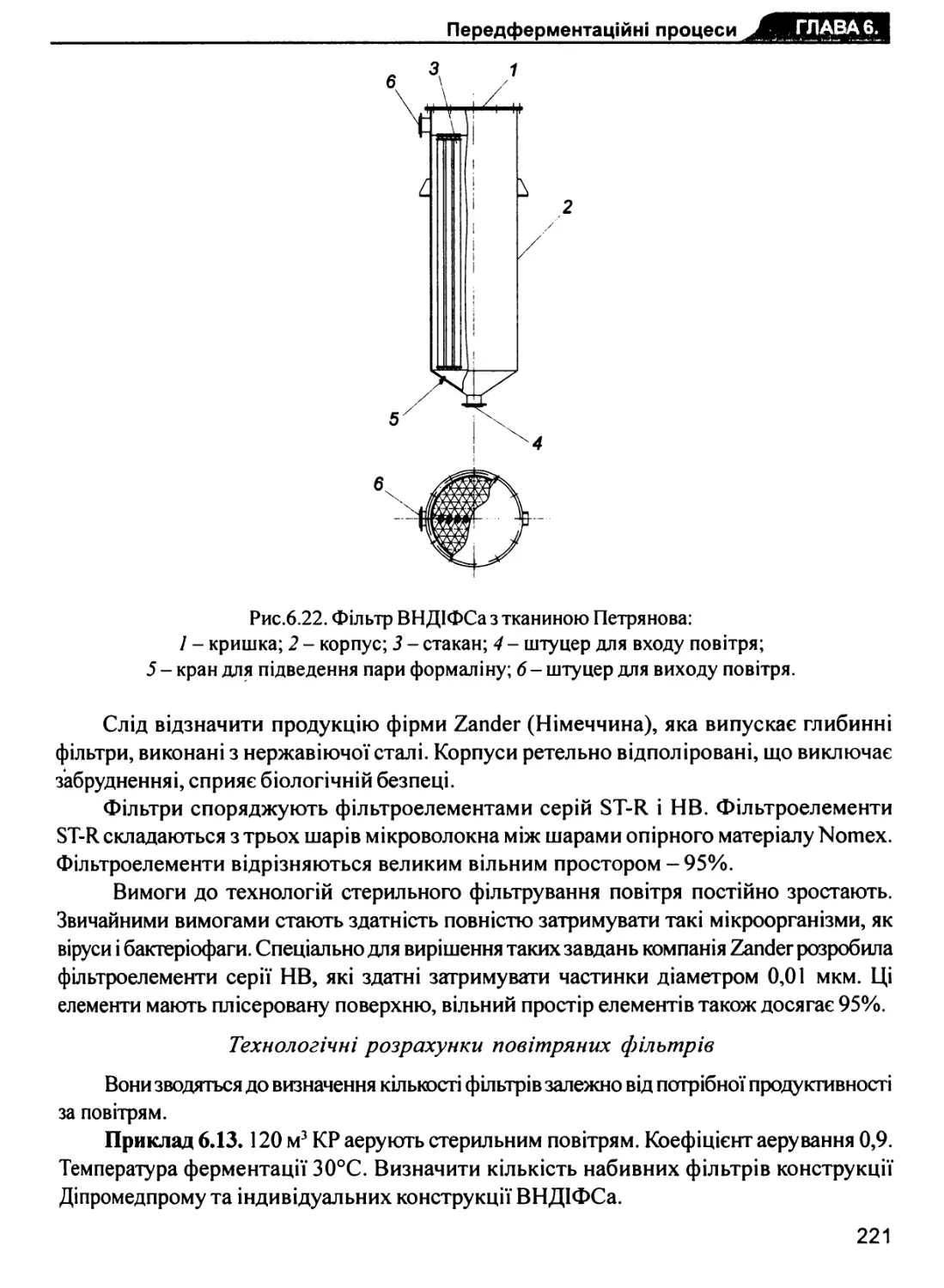
Рис. 1. Універсальна технологічна блок-схема мікробіологічних виробництв
1 - попередня підготовка сировинних матеріалів; 2 - приготування ЖС: З - ферментація в нестерильних умовах; 4 - інокуляція (підготовка посівного
матеріалу): 5 - стерилізація ПС; 6 - ферментація в стерильних умовах; 7 - відділення біомаси від нативного розчину; 8 - дезінтеїрація біомас; 9 -
вилуговування дезінтерованих біомас: 10 - кондиціонування біомас (плазмолізація, сушіння, змішування тощо); 11 - обробка нативних розчинів
(концентрування методами випарювання та ультрафільтрування. обробка органічними екстрагентами, іонообмінними смолами, висолювання, афінна
хроматографія, хімічне осадження кислот та їх відновлення тощо: 12 - сушіння 13- кондиціонування і фасування; 14 - приготування ЖС для
поверхневого культивування: 15 - стерилізація твердого ПС: 16 - поверхневе культивування: 17 - вилуговування: 18 - сушіння, кондиціонування.
фасування.
КИтаЛк ферментація
ЧАСТИНА І. ФЕРМЕНТАЦІЯ
= ивтазіпі
І
ІНТЕГРАЛЬНІ СТЕХІОМЕТРИЧНІ
РІВНЯННЯ ПРОЦЕСІВ ФЕРМЕНТАЦІЇ
і'
Процеси ферментації-найважливіші процеси промислової мікробіології розрахунків
загального виробництва.
Послідовності анаболітичних та катаболітичних процесів енергетичного та
конструктивного метаболізму, в одній ланці яких може бути до 20 реакцій, тісно
пов’язаних між собою в живому організмі. Врахувати їх в матеріальному балансі не
має можливості навіть із застосуванням сучасної обчислювальноїтехніки. Але приблизні,
орієнтовні, достатньо точні з інженерної точки зору дані, можна отримати, складаючи і
розв’язуючи інтегральні стехіометричні рівняння процесів ферментації. їхнє
використання у спрощеному вигляді пропонувалась раніше у [1,2], але у практичній
діяльності нема жодного прикладу їх застосування.
Інтегральне стехіометричне рівняння будь-якого процесу ферментації запишемо
у вигляді:
ас[С] + aN[N] + ар[Р] + ак[К] + aM*[Mg] + as[S] + ... + а'[і] + а°[02] +а,ш[ПМ] =
= апм[ПМ] + аь[АСБ] + асо2[С02] + ан2°[Н20] + amet[Met]
У цьому рівнянні а - стехіометричні коефіцієнти, у квадратних дужках - брутто-
формули речовин, що беруть участь в метаболітичних процесах (С - вуглецевмісний
субстрат; N, Р, К, Mg, S, і - неорганічні джерела азоту, фосфору, калію, магнію,
сірки, /-го елементу; O - кисень для аерації; ПМ - абсолютно суха біомаса посівного
матеріалу; АСБ - емпірична формула новосинтезованої абсолютно сухої біомаси;
Met - емпірична формула продукту метаболізму (ферменту, антибіотика тощо).
Емпіричні брутто-формули бактеріальної або грибкової біомас приблизно однакові
для усіх видів мікроорганізмів. Якщо нема спеціальних вказівок, то цю формулу можна
прийняти як
^■3,89^6,9^0,8^1,9^0,05^0,05^80,01^0,006
Під час культивування ізольованих клітин вищих рослин утворюється калус, що
розвивається в біореакторі. У кожному окремому випадку потрібно враховувати
хімічний склад біомаси і розраховувати брутто-формулу абсолютно сухої речовини.
20
^ВЯЛЯШКШиBQRgn
Інтегральні стехіометричні рівняння процесів ферментації
Наприклад, на підставі хімічного складу для кореня Родіоли рожевої брутто-формула
АСБ має такий вигляд:
^3,845^6,451^0,164®2,603^0,044^0,044^а0,005^8(),008^а0,003^0,004
Оскільки посівний матеріал в процесі біосинтезу не змінюється, то умовно,
тимчасово, тільки для проведення розрахунків посівний матеріал з обох частин
інтегрального стехіометричного рівняння можна вилучити.
Для знаходження стехіометричного коефіцієнта аь в аеробних процесах
використовують таке правило:
Один кг АСБ синтезується з 2+2,5 кг низькомолекулярних сильноокиснених
речовин (спиртіву кислот, кетонів тощо), або з 2 кг вуглеводів, або з /,3+1,5
білків, або з 1 кг жирів, жирних кислот, парафінових вуглеводнів.
Для синтезу біомас, який супроводжується виділенням значної кількості
продуктів метаболізму, наприклад, при культивуванні актиноміцетів з метою
одержання антибіотичних продуктів, матеріальні нормовитрати збільшені порівняно
з “нормальними” в 1,5...2 рази. Вказане правило не поширюється на анаеробні
процеси бродіння, в яких конструктивний метаболізм, порівняно з енергетичним, є
незначним. Ріст біомаси підкоряється іншим закономірностям, які визначають, в
основному, експериментально, хоча загалом можна сказати, що в енергетичному
метаболізмі процесу бродіння асимілюється 95...98% субстрату, решта - в
конструктивному.
Джерелами азоту для синтезу білків, нуклеїнових кислот та інших азотовмісних
продуктів метаболізму служать як органічні, так і неорганічні сполуки. До органічних
джерел належать передусім продукти, багаті на білки, та амінокислоти (соєве
борошно, м’ясний та кукурудзяний екстракти, індивідуальні амінокислоти, пуринові
та піримідиЬові основи тощо), а також сечовина. Одночасно ці продукти треба
розглядати і як джерела вуглецю.
Елементарний склад білка приблизно завжди однаковий: вміст вуглецю 50... 52%,
водню - 6,8...7,7%, азоту - 15...18%, кисню - близько 24%, сірки 0,5...2%, тому
брутто-формулу білка можна записати як CwH75N118O15S003.
У рецептурах поживних середовищ використовують також неорганічні
азотовмісні сполуки: нітрати, амонійні солі, аміачну воду, сечовину тощо. Якщо
живильне середовище містить багато органічного азоту, то додавання неорганічного
азоту, якщо це не зумовлюється властивостями культури, здебільше є зайвим. Якщо
після асиміляції вуглецю азот органічних сполук буде зайвим, то він виділяється у
навколишнє середовище, переважно, у вигляді аміаку.
Джерелами Р, К, S, Mg, /-го елементу служать різноманітні органічні сполуки та
мінеральні підживлення, наприклад, фосфати, сульфати, хлориди, карбонати магнію,
натрію, калію, амонію, тіосечовина тощо. Ці солі можуть служити джерелами як
одного, так і декількох елементів. Після вилучення елементів в культуральній рідині
із залишків цих сполук можуть утворитись неорганічні кислоти або луги, які потрібно
21
ІШЖШЗк ФЕРМЕНТАЦІЯ
нейтралізувати, щоб процес біосинтезу продовжувався у заданому інтервалі pH.
Можна відразу записувати у рівняння речовини для нейтралізації цих сполук: хлоридну
кислоту, карбонати калію або кальцію, гідроксид амонію тощо. Як правило, в рецептуру
мінеральних підживлень мікроелементи (марганець, ванадій, мідь, кобальт, нікель
тощо) не вводять. Біомаса, що синтезується, вилучає ці елементи з води, яка йде на
розбавлення живильного середовища. Зайва сірка органічних сполук виділяється,
переважно, у вигляді сірководню.
Для деяких солей, важливих як мінеральне підживлення, знайдені оптимальні
концентрації, кг/м3: KH2PO4-0,05.. .0,1; NH4CI - 0,59...0,7; MgSO4-0,001.. .0,003. Такі
концентрації, якщо це можливо, бажано підтримувати протягом усього процесу
ферментації.
У процесі дихання частина органічного субстрату окиснюється з утворенням
вуглекислого газу та ендогенної води. Ці речовини разом з АСБ утворюють трійку
головних продуктів аеробного біосинтезу. В анаеробних процесах ці речовини можуть
і не утворюватись. Наприклад, в процесі метанового бродіння в енергетичному
метаболізмі утворюється метан та вуглекислий газ, в процесі гліколізу - молочна
кислота, в процесі спиртового бродіння - етанол та вуглекислий газ. Ці особливості
повинні бути відображені в стехіометричному рівнянні.
У невеликих кількостях в процесі біосинтезу утворюються різноманітні
продукти метаболізму: ферменти, антибіотики, вітаміни тощо. Якщо ці продукти
не є цільовими, то ними в стехіометричному рівнянні можна знехтувати, що не
приведе до великих помилок в інженерних розрахунках (наприклад, при розрахунках
процесу одержання кормової біомаси з парафінових вуглеводнів). Але ці продукти
треба обов’язково враховувати для процесів одержання ферментних препаратів,
бензилпеніциліну, олеандоміцину, стрептоміцину та інших антибіотиків, а також
вітамінів, гормонів тощо.
До складу поживних середовищ іноді входять піногасники: різноманітні рослинні
олії і тваринні жири, жирні кислоти (наприклад, олеїнова кислота), парафінові вуглеводи,
талове масло, соапстоки, несульфовані спирти, олефіни, кетони тощо, які додають в
кількості 0,5...2,5 об. % від об’єму середовища. Все частіше рослинні і тваринні
жири, в тому числі кашалотовий жир, замінюють кремнійорганічними рідинами,
синтетичними поліестерними сполуками, наприклад, ПМС-200, ПЕС-3, ПГЖ-891,
пропінолом Б-400. Ці речовини не змішуються з водою і нейтралізують дію ПАР,
відтак відбувається руйнування шкідливої в технологічному аспекті піни. Більша
частина мікроорганізмів жири не споживають, але деякі види, наприклад, штами
мікрогрибів Geotrichum candidum Zink BKMF 2017, Penicillum solitum, які
продукують ліполітичні ферменти, продуцент ністатину культура Actinomices noursei
активно асимілюють жири, тому розв’язуючи стехіометричні рівняння, це явище
потрібно враховувати і збільшувати частку жирів, які використовуються як піногасники.
Після складання і розв’язання стехіометричного рівняння звичайними
розрахунковими методами складають так званий ідеальний баланс. Ідеальний
22
Інтегральні стехіометричні рівняння процесів ферментації
баланс не враховує кінетики процесу, а тільки його статику. Вважається, що
процес йде зі 100%-ю конверсією, усі субстратні речовини перетворюються
одночасно і рівномірно згідно з кінетикою процесу. Ідеальний баланс є основою
для подальших перетворень балансу, які враховують і ступінь конверсіі, і реальні
речовини, які беруть участь в процесі, і посівний матеріал, і потрібну потужність
виробництва.
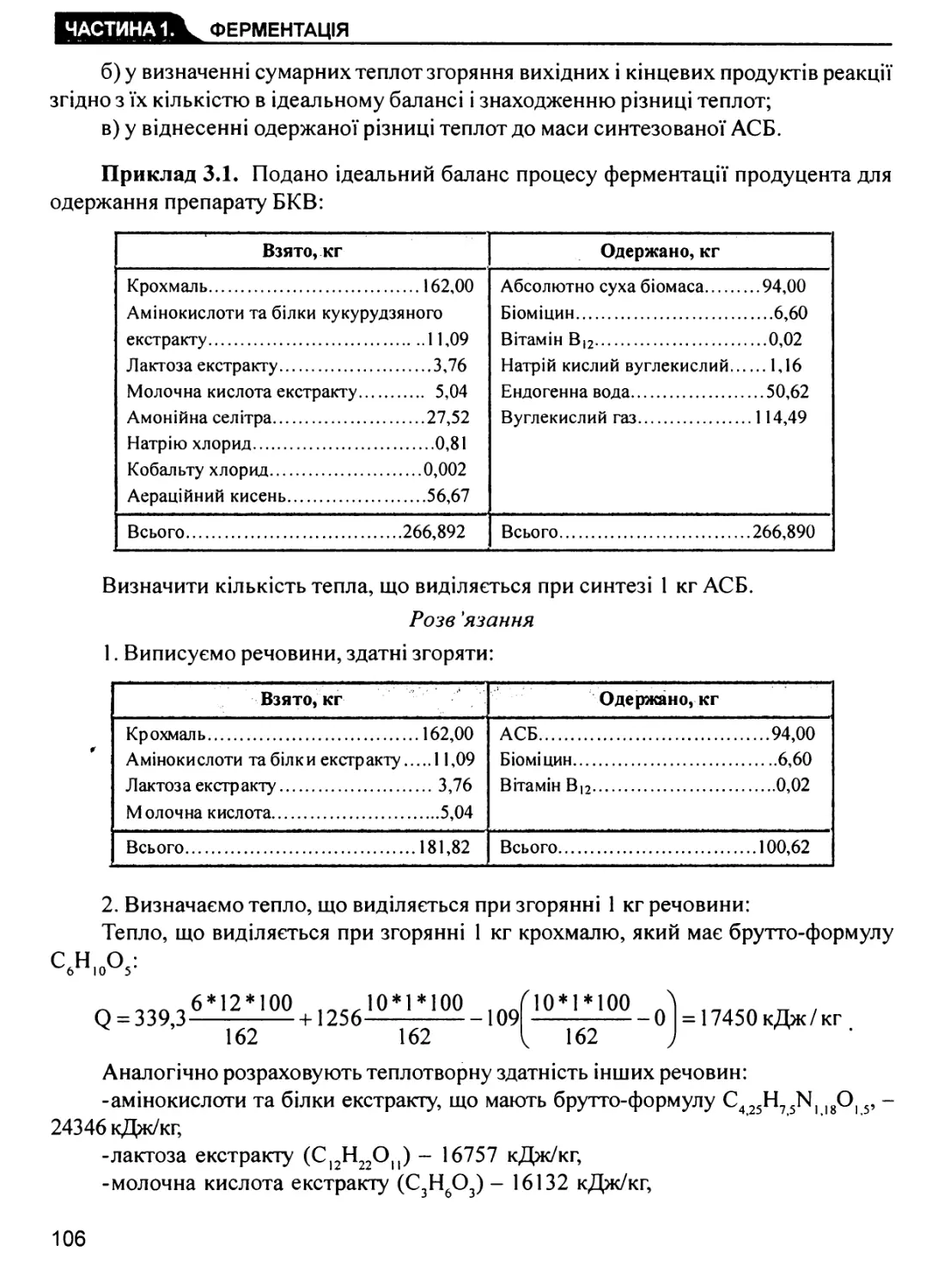
Приклад LI
Для виробництва препарату БКВ (біоміцинового концентрату
вітамінізованого) використовують поживне середовище такого складу, мас.%:
крохмаль - 2,0, кукурудзяний екстракт - 0,5, амонійна селітра - 0,7, хлорид
натрію - 0,2, крейда - 0,4, хлорид кобальту - 0,00005, бензил роданистий - І г/м3;
рослинна олія (піногасник) - 0,25. Ступінь конверсії субстрату - 90%. Маса
посівного матеріалу - 10% від маси ЖС. Вміст AC Б в ПМ - 1%, решта (умовно) -
вода. Час ферментації - 72 години. Додатковий час обслуговування ферментера -
15 годин. Річна потуоюність - 5000 м3 культуральної рідини. Річний ресурс робочого
часу - 330 діб/рік.
Скласти ідеальний і робочий матеріальний баланс процесу аеробної
ферментації.
Розрахунок
За ГОСТом 7699-95 відомо, що технічний крохмаль містить 80% вуглеводів
брутто-формули C6H10O5, решта - вода. Склад кукурудзяного екстракту за МРТУ
18-241-68, мас.%: амінокислоти та білки брутто-формули C4 25H75N1 )80, , - 22,
лактоза C12H22O11 - 7,5, молочна кислота C3H6O3 - 10, умовно неспоживні - 8,5,
вода - 52. г
Складом живильного середовища підживлювальні компоненти, що містять
фосфор, калій, магній, сірку та інші елементи, крім азоту, не передбачені (вважається,
що ці елементи містяться в достатній кількості у сировинних продуктах), тому в
брутто-формулах білка та АСБ ці елементи потрібно виключити. Отже, брутіо-
формула АСБ набуває вигляду C3 89H69N^8O188(мол.маса 94,86).
Цей процес призначений для одержання кормового преміксу, що містить біоміцин
(хлортетрациклін), який має брутто-формулу C22H23ClN2O8 (мол.маса 478,5), та вітаміну
B12 (брутто-формула C61H92N13O12Co, мол.маса 1321). Отже, в стехіометричному
рівнянні ці продукти метаболізму треба врахувати. Додаткові умови, що знайдені в
науковій літературі: на IOO кг синтезованої біомаси утворюється 7 кг біоміцину та 0,02 кг
вітаміну B12. Оскільки в емпіричну формулу антибіотика входит хлор, а у формулу
вітаміну - кобальт, то в рівняння потрібно записати хлоровмісні та кобальтовмісні
сировинні інгредієнти.
Крейда, роданистий бензил, солі кукурудзяного екстракту, рослинна олія, умовно,
участі в процесі не берують, тому ці інгредієнти в рівняння не записуємо.
Отже, узагальнене інтегральне стехіометричне рівняння матиме вигляд:
23
ЕЩЖШШк ФЕРМЕНТАЦІЯ
аД^Н^О^чистий крохмаль) + a2[C4JSH7SN, |80, 5](амінокислоти та
білки екстракту) + а3[С12Н22Ом](лактоза екстракту) + а4[С3Н603](молочна
кислота екстракту) + a5[NH4N03] + a6[NaCI] + а7[СоС12] + а°[02] =
= abIC389H69N08O1 gg]( АСБ) + ан2°[Н,0] + аС02[СО2] + a8[NaOH]> +
+ a9[C22H23CIN2O2Og](6i0MiuHH) + а10[С61Н9Д3О12Со](вітамін B12)
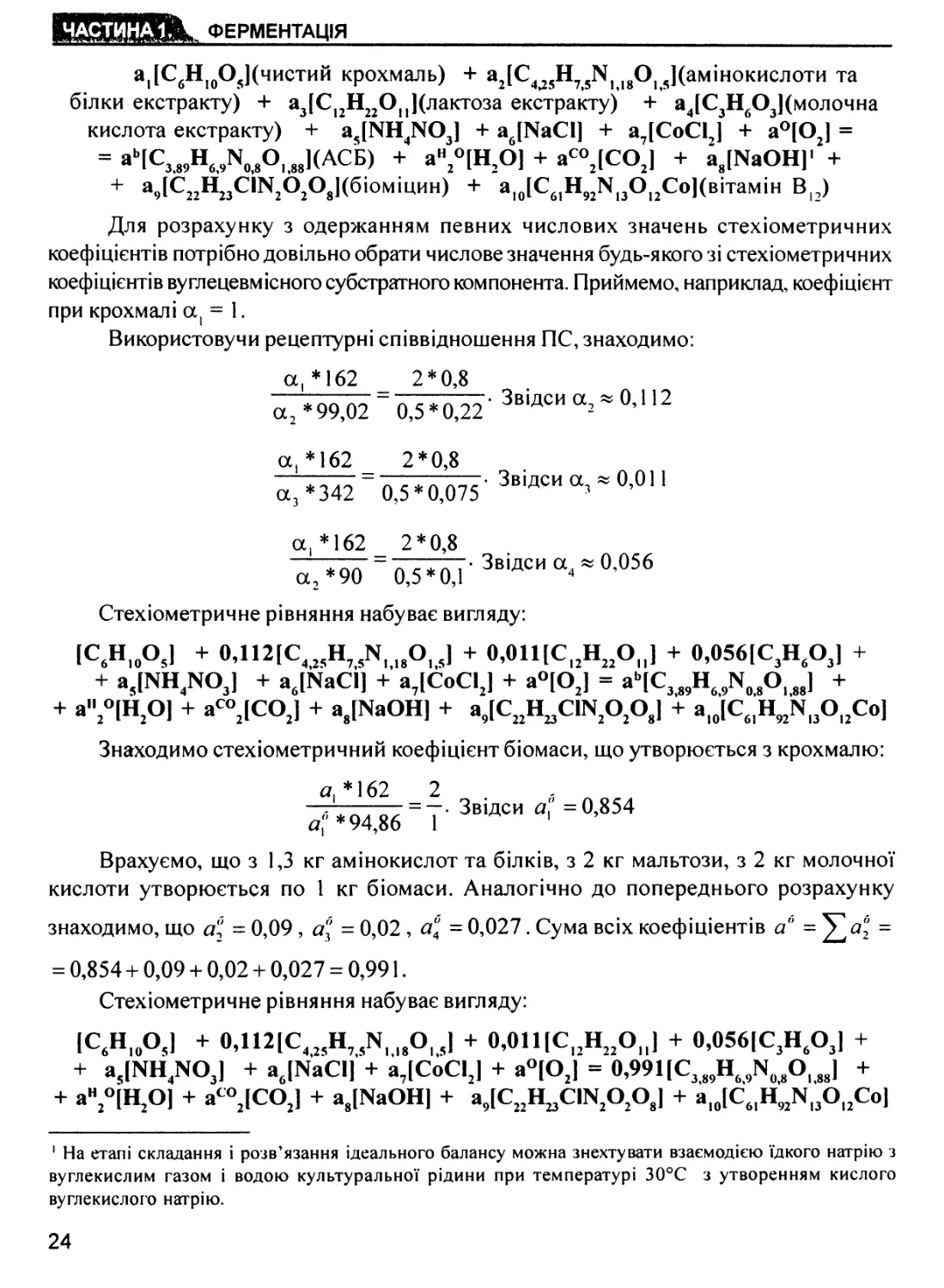
Для розрахунку з одержанням певних числових значень стехіометричних
коефіцієнтів потрібно довільно обрати числове значення будь-якого зі стехіометричних
коефіцієнтів вуглецевмісного субстратного компонента. Приймемо, наприклад, коефіцієнт
при крохмалі а, = 1.
Використовучи рецептурні співвідношення ПС, знаходимо:
а, *162 _ 2*0,8
=Звідси а> *0>"2
а, *162 2 * 0,8
0,5*0,075
а, *162 _ 2*0,8
■^90=«Ч? З*™ -О-™
Стехіометричне рівняння набуває вигляду:
[C6H10O5I + о,IniC4^5H75N1 ,,Oli5] + O1OlllC12H22O11] + 0,056[С3Н603] +
+ а5 [NH4NO3] + a6[NaCl] + а7[СоС12] + а°[02] = аь [C389H6 ,N08O188] +
+ а"2°[Н20] + асо2[С02] + a8[NaOH] + ^[C22H23ClN2O2O8] + aI0[C61H„Nl3Ol2Co]
Знаходимо стехіометричний коефіцієнт біомаси, що утворюється з крохмалю:
а *162 2
1 ■ = — • Звідси а" =0,854
а" * 94,86 1
Врахуємо, що з 1,3 кг амінокислот та білків, з 2 кг мальтози, з 2 кг молочної
кислоти утворюється по 1 кг біомаси. Аналогічно до попереднього розрахунку
знаходимо, що а? = 0,09, а'І = 0,02, а'‘ = 0,027. Сума всіх коефіцієнтів а" = ^a2 =
= 0,854 + 0,09 + 0,02 + 0,027 = 0,991.
Стехіометричне рівняння набуває вигляду:
[C6H10OJ + OiIniC425H75N118O1 J + 0, OlHC12H22OJ + 0,056[С3Н603] +
+ as[NH4N03] +a6[NaCl] + a7[CoCI2[ + a°[02] = 0,991 [C389H6 ,N08O188] +
+ ан2°[Н20] + асо2[С02] + aJNaOH] + ^[Cj2HaClN2O2OeI + a10[C61H92N13O12Co]
1 На етапі складання і розв’язання ідеального балансу можна знехтувати взаємодією їдкого натрію з
вуглекислим газом і водою культуральної рідини при температурі 30°С з утворенням кислого
вуглекислого натрію.
24
Інтегральні стехіометричні рівняння процесів ферментації ^ДщЦЦаЕИІ
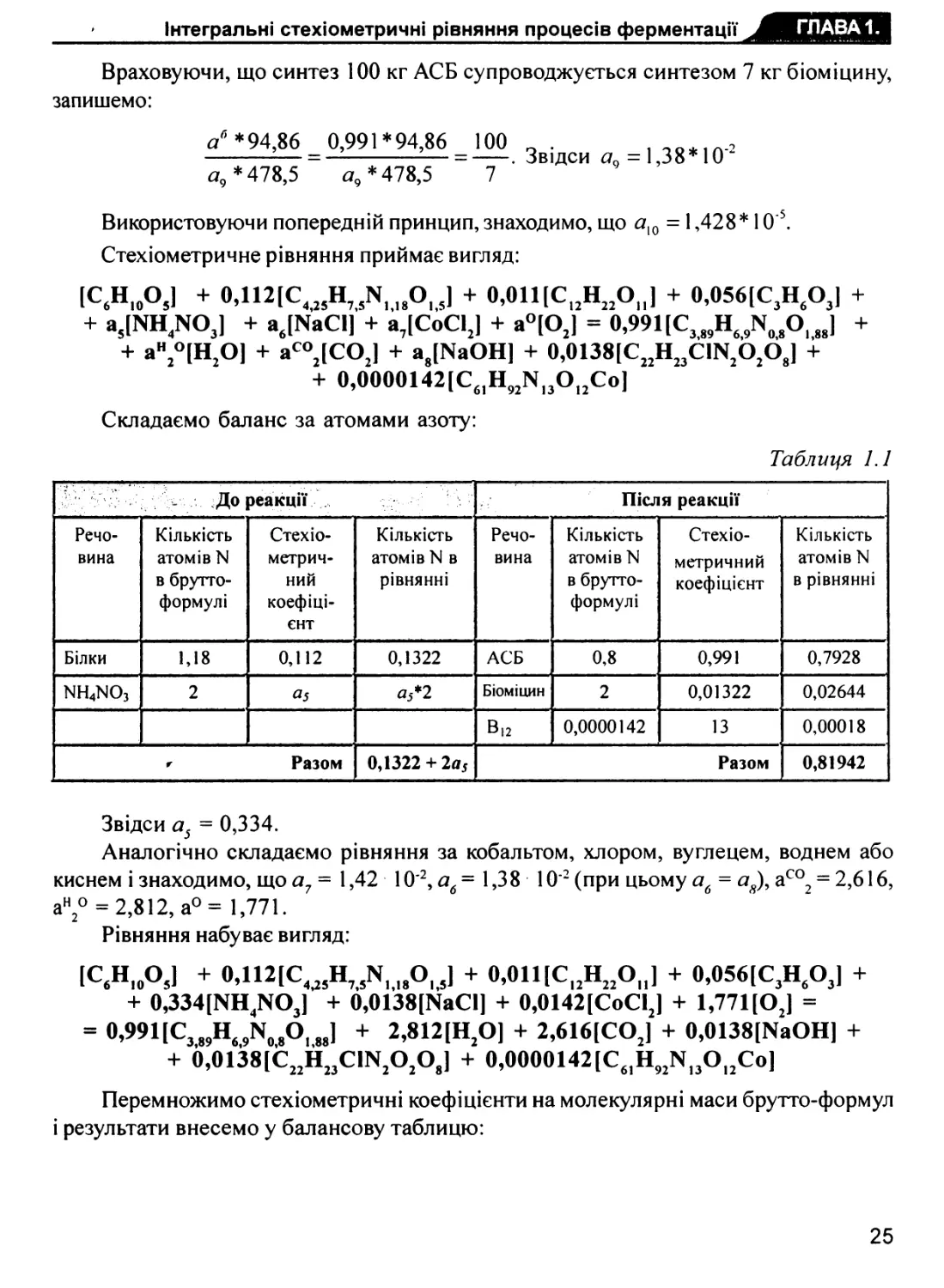
Враховуючи, що синтез 100 кг АСБ супроводжується синтезом 7 кг біоміцину,
запишемо:
а6*94,86 0,991 *94,86 100 о. , ,ОЛ1Л.2
— = . Звідси aq = 1,38*10
а9 * 478,5 а9 *478,5 7
Використовуючи попередній принцип, знаходимо, що Of10 = 1,428* IO 5.
Стехіометричне рівняння приймає вигляд:
[C6H10O5] + 0,112[C4^H75N118015] + 0,011 [C12H22O11I + 0,056[С3Н603] +
+ a5[NH4N03] + a6[NaCl] + а7[СоС12] + а°[02] = 0,991[С389Н6Д,80|88] +
+ ан2°[Н20] + асо2[С02] + a„[NaOH] + 0,0138[C22H23C1N20208] +
+ 0,0000142 [C61H92Nl3O12Co]
Складаємо баланс за атомами азоту:
Таблиця 1.1
- До реакції
Після реакції
Речо¬
вина
Кількість
атомів N
в брутто-
формулі
Стехіо¬
метрич¬
ний
коефіці¬
єнт
Кількість
атомів N в
рівнянні
Речо¬
вина
Кількість
атомів N
в брутто-
формулі
Стехіо¬
метричний
коефіцієнт
Кількість
атомів N
в рівнянні
Білки
1,18
0,112
0,1322
АСБ
0,8
0,991
0,7928
NH4NO3
2
Q5
а5*2
Біоміцин
2
0,01322
0,02644
В12
0,0000142
13
0,00018
г Разом
0,1322 + 2а5
Разом
0,81942
Звідси а5 = 0,334.
Аналогічно складаємо рівняння за кобальтом, хлором, вуглецем, воднем або
киснем і знаходимо, що а7 = 1,42 I О"2, а6 = 1,38 IO'2 (при цьому ай = ан), асо2 = 2,616,
ан2° = 2,812, а0 = 1,771.
Рівняння набуває вигляд:
[C6H10O5] + 0,112[C4<25H75N1I8015] + 0,OlllC12H22O11] + 0,056[С3Н603] +
+ 0,334[NH4N03] + 0,0138[NaCl] + 0,0142[СоС12] + 1,771[02] =
= 0,991 [C389H6 ,N0 „О, J + 2,812[Н20] + 2,616[COJ + 0,0138[NaOH] +
+ 0,0138[C22H23C1N20208] + 0,0000142 [C61H92N13O12Co]
Перемножимо стехіометричні коефіцієнти на молекулярні маси брутто-формул
і результати внесемо у балансову таблицю:
25
ЕЩЩЗЙк. ФЕРМЕНТАЦІЯ
ЬТКІГ.'дТГІЇ!. .TKbltT^niawiT Wfc ■ - ■
Таблиця 1.2
Взято, мас. одиниць
Одержано, мас. одиниць
Крохмаль чистий
162,00
Абсолютно суха біомаса
94,00
Амінокислоти та білки екстракту
11,09
Біоміцин
6,60
Лактоза екстракту
3,76
Вітамін ВI2
0.02
Молочна кислота екстракту
5,04
Натр їдкий
0,55
Селітра амонійна
27,52
Ендогенна вода
50,62
Натрію хлорид
0,81
Вуглекислий газ
115,10
Кобальту хлорид
0,002
Аераційний кисень
56,67
Разом
266,892
Разом
266,89
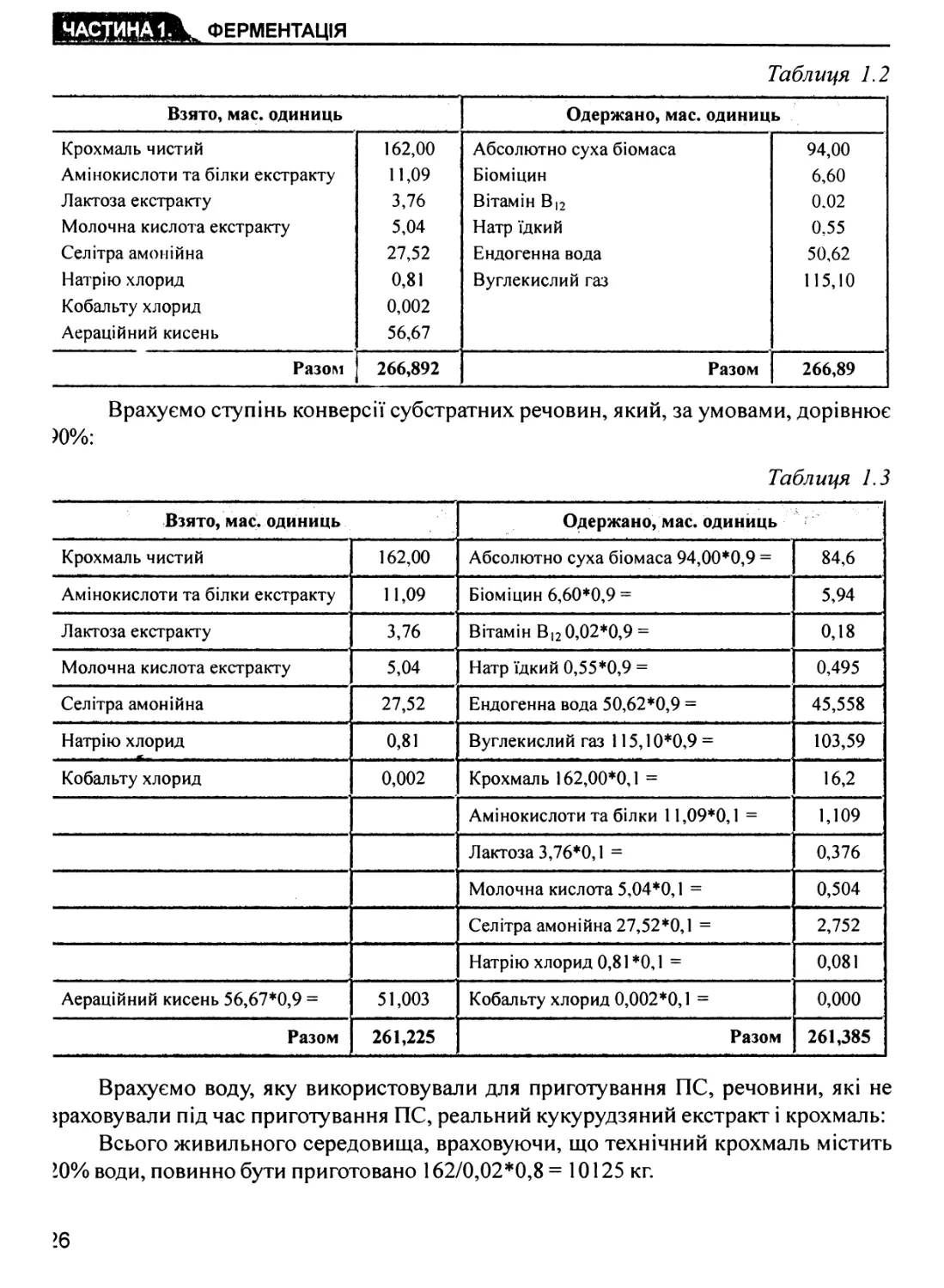
Врахуємо ступінь конверсії субстратних речовин, який, за умовами, дорівнює
Ю%:
Таблиця 1.3
Взято, мас. одиниць
Одержано, мас. одиниць
Крохмаль чистий
162,00
Абсолютно суха біомаса 94,00*0,9 =
84,6
Амінокислоти та білки екстракту
11,09
Біоміцин 6,60*0,9 =
5,94
Лактоза екстракту
3,76
Вітамін Ві2 0,02*0,9 =
0,18
Молочна кислота екстракту
5,04
Натр їдкий 0,55*0,9 =
0,495
Селітра амонійна
27,52
Ендогенна вода 50,62*0,9 =
45,558
Натрію хлорид
0,81
Вуглекислий газ 115,10*0,9 =
103,59
Кобальту хлорид
0,002
Крохмаль 162,00*0,1 =
16,2
Амінокислоти та білки 11,09*0,1 =
1,109
Лактоза 3,76*0,1 =
0,376
Молочна кислота 5,04*0,1 =
0,504
Селітра амонійна 27,52*0,1 =
2,752
Натрію хлорид 0,81*0,1 =
0,081
Аераційний кисень 56,67*0,9 =
51,003
Кобальту хлорид 0,002*0,1 =
0,000
Разом
261,225
Разом
261,385
Врахуємо воду, яку використовували для приготування ПС, речовини, які не
враховували під час приготування ПС, реальний кукурудзяний екстракт і крохмаль:
Всього живильного середовища, враховуючи, що технічний крохмаль містить
10% води, повинно бути приготовано 162/0,02*0,8 = 10125 кг.
>6
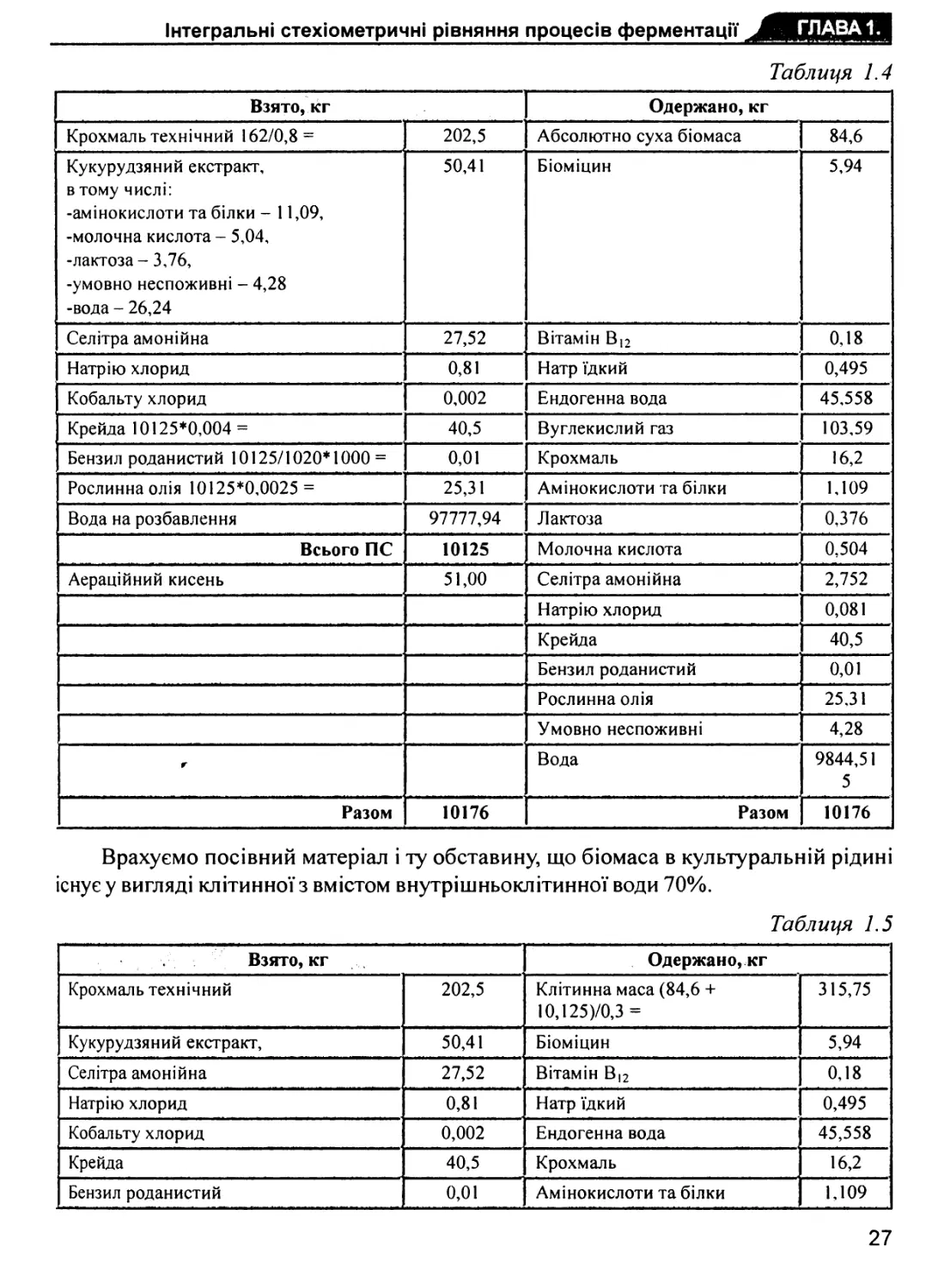
Інтегральні стехіометричні рівняння процесів ферментації
Таблиця 1.4
Взято, кг
Одержано, кг
Крохмаль технічний 162/0,8 =
202,5
Абсолютно суха біомаса
84,6
Кукурудзяний екстракт,
в тому числі:
-амінокислоти та білки - 11,09,
-молочна кислота - 5,04,
-лактоза - 3,76,
-умовно неспоживні - 4,28
-вода - 26,24
50,41
Біоміцин
5,94
Селітра амонійна
27,52
Вітамін B12
0,18
Натрію хлорид
0,81
Натр їдкий
0,495
Кобальту хлорид
0,002
Ендогенна вода
45,558
Крейда 10125*0,004 =
40,5
Вуглекислий газ
103,59
Бензил роданистий 10125/1020*1000 =
0,01
Крохмаль
16,2
Рослинна олія 10125*0,0025 =
25,31
Амінокислоти та білки
1,109
Вода на розбавлення
97777,94
Лактоза
0,376
Всього ПС
10125
Молочна кислота
0,504
Аераційний кисень
51,00
Селітра амонійна
2,752
Натрію хлорид
0,081
Крейда
40,5
Бензил роданистий
0,01
Рослинна олія
25,31
Умовно неспоживні
4,28
г
Вода
9844,51
5
Разом
10176
Разом
10176
Врахуємо посівний матеріал і ту обставину, що біомаса в культуральній рідині
існує у вигляді клітинної з вмістом внутрішньоклітинної води 70%.
Таблиця 1.5
. Взято, кг
Одержано, кг
Крохмаль технічний
202,5
Клітинна маса (84,6 +
10,125)/0,3 =
315,75
Кукурудзяний екстракт,
50,41
Біоміцин
5,94
Селітра амонійна
27,52
Вітамін ВI2
0,18
Натрію хлорид
0,81
Натр їдкий
0,495
Кобальту хлорид
0,002
Ендогенна вода
45,558
Крейда
40,5
Крохмаль
16,2
Бензил роданистий
0,01
Амінокислоти та білки
1,109
27
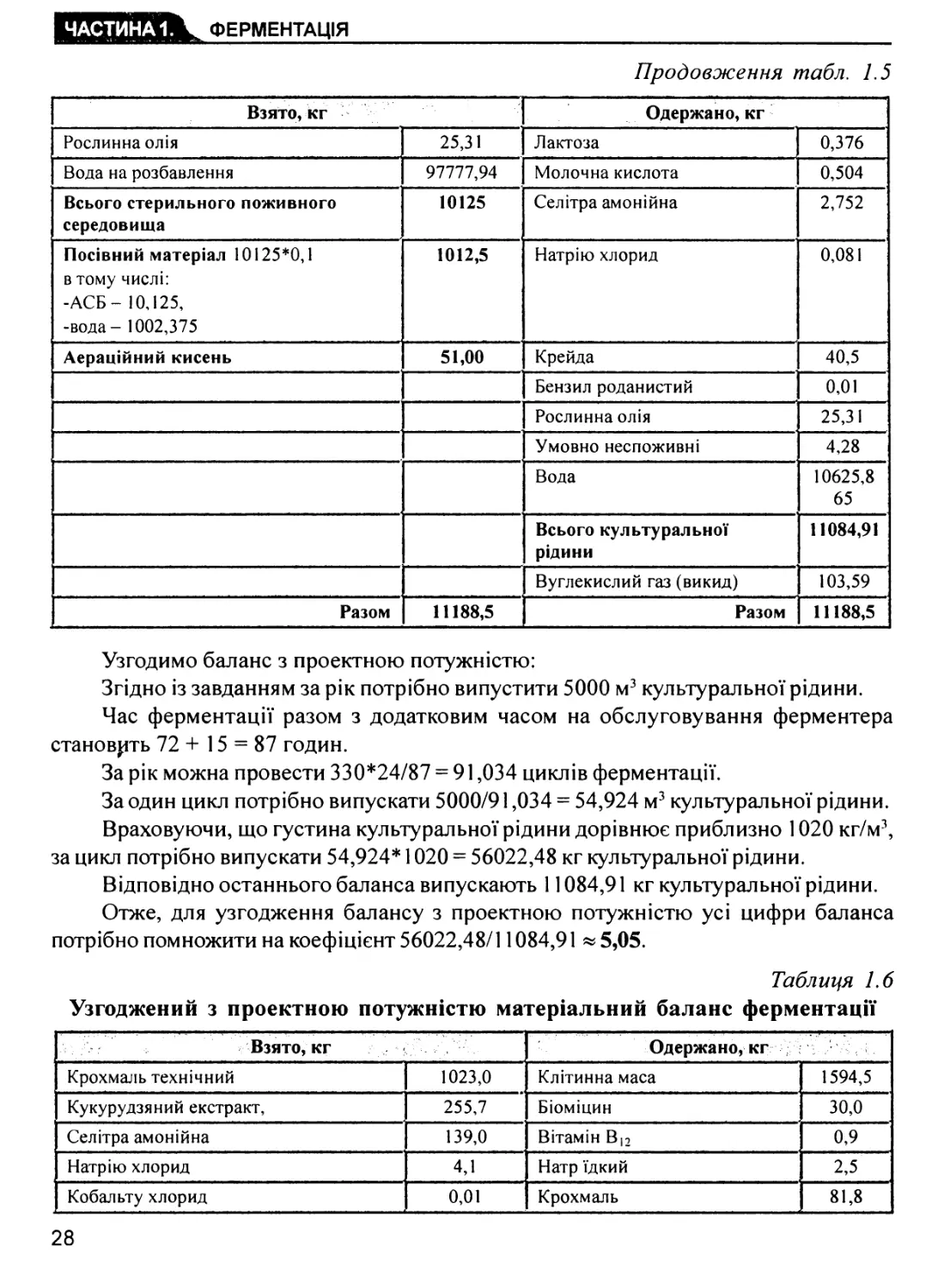
ШДВВИЯЬі ФЕРМЕНТАЦІЯ
Продовження табл. 1.5
Взято, Kr
Одержано, кг
Рослинна олія
25,31
Лактоза
0,376
Вода на розбавлення
97777,94
Молочна кислота
0,504
Всього стерильного поживного
середовища
10125
Селітра амонійна
2,752
Посівний матеріал 10125*0,1
в тому числі:
-АСБ - 10,125,
-вода - 1002,375
1012,5
Натрію хлорид
0,081
Аераційний кисень
51,00
Крейда
40,5
Бензил роданистий
0,01
Рослинна олія
25,31
Умовно неспоживні
4,28
Вода
10625,8
65
Всього культуральної
рідини
11084,91
Вуглекислий газ (викид)
103,59
Разом
11188,5
Разом
11188,5
Узгодимо баланс з проектною потужністю:
Згідно із завданням за рік потрібно випустити 5000 м3 культуральної рідини.
Час ферментації разом з додатковим часом на обслуговування ферментера
становить 72 + 15 = 87 годин.
За рік можна провести 330*24/87 = 91,034 циклів ферментації.
За один цикл потрібно випускати 5000/91,034 = 54,924 м3 культуральної рідини.
Враховуючи, що густина культуральної рідини дорівнює приблизно 1020 кг/м3,
за цикл потрібно випускати 54,924* 1020 = 56022,48 кг культуральної рідини.
Відповідно останнього баланса випускають 11084,91 кг культуральної рідини.
Отже, для узгодження балансу з проектною потужністю усі цифри баланса
потрібно помножити на коефіцієнт 56022,48/11084,91 « 5,05.
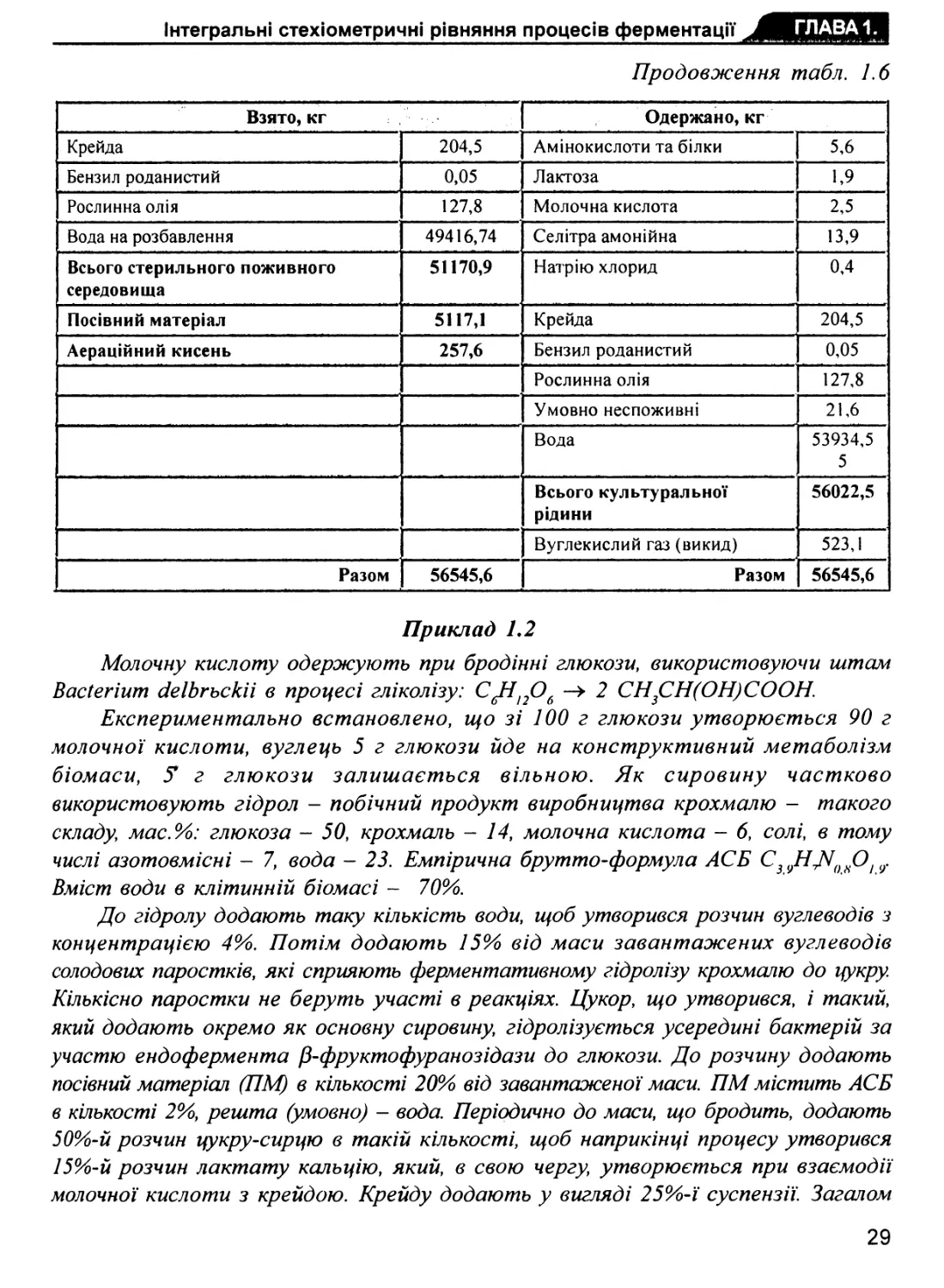
Таблиця 1.6
Узгоджений з проектною потужністю матеріальний баланс ферментації
Взято, кг /
Одержано, кг
Крохмаль технічний
1023,0
Клітинна маса
1594,5
Кукурудзяний екстракт,
255,7
Біоміцин
30,0
Селітра амонійна
139,0
Вітамін ВI2
0,9
Натрію хлорид
4,1
Натр їдкий
2,5
Кобальту хлорид
0,01
Крохмаль
81,8
28
Інтегральні стехіометричні рівняння процесів ферментації ^НЕІОПіШІ
Продовження табл. 1.6
Взято, кг
Одержано, кг
Крейда
204,5
Амінокислоти та білки
5,6
Бензил роданистий
0,05
Лактоза
1,9
Рослинна олія
127,8
Молочна кислота
2,5
Вода на розбавлення
49416,74
Селітра амонійна
13,9
Всього стерильного поживного
середовища
51170,9
Натрію хлорид
0,4
Посівний матеріал
5117,1
Крейда
204,5
Аераційний кисень
257,6
Бензил роданистий
0,05
Рослинна олія
127,8
Умовно неспоживні
21,6
Вода
53934,5
5
Всього культу рал ьної
рідини
56022,5
Вуглекислий газ (викид)
523,1
Разом
56545,6
Разом
56545,6
Приклад 1.2
Молочну кислоту одержують при бродінні глюкози, використовуючи штам
Bacterium delbrbckii в процесі гліколізу: CfHl2O6 -> 2 CH3СН(ОН)СООН.
Експериментально встановлено, и/о з/ 100 г глюкози утворюється 90 г
молочної кислоти, вуглець 5 г глюкози йде на конструктивний метаболізм
біомаси, 5> г глюкози залишається вільною. Як сировину частково
використовують гідрол - побічний продукт виробництва крохмалю - такого
складу, мас.%о: глюкоза - 50, крохмаль - 14, молочна кислота - 6, солі, в тому
числі азотовмісні - 7, вода - 23. Емпірична брутто-формула АСБ C39H7N0^O1 (/
Вміст води в клітинній біомасі - 70%.
До гідролу додають таку кількість води, щоб утворився розчин вуглеводів з
концентрацією 4%. Потім додають 15% від маси завантажених вуглеводів
солодових паростків, які сприяють ферментативному гідролізу крохмалю до цукру
Кількісно паростки не беруть участі в реакціях. Цукор, що утворився, і такий,
який додають окремо як основну сировину, гідролізується усередині бактерій за
участю ендофермента fi-фруктофуранозідази до глюкози. До розчину додають
посівний матеріал (ПМ) в кількості 20% від завантаженої маси. ПМ містить АСБ
в кількості 2%, решта (умовно) - вода. Періодично до маси, що бродить, додають
50%о-й розчин цукру-сирцю в такій кількості, щоб наприкінці процесу утворився
15%>-й розчин лактату кальцію, який, в свою чергу; утворюється при взаємодії
молочної кислоти з крейдою. Крейду додають у вигляді 25%-ї суспензії. Загалом
29
ИЯЖИ ФЕРМЕНТАЦІЯ
ТиТїїП^Т^”г МРІІНІТл. і
крейди додають стільки, щоб лише 90% молочної кислоти перетворилось на
лактат, а решта залишилась би вільною для підтримки певного значення pH.
Скласти матеріальний баланс одержання культуральної рідини за
технологічний цикл за умови, що цикл триває 9 діб, річний ресурс робочого
часу становить 330 діб/рік, маса молочної кислоти (у вигляді молочної кислоти
і лактату кальцію) в річному об’ємі культуральній рідині повинна становити
1000 тонн.
Розрахунок
У цьому прикладі для розв’язання поставленої задачі потрібно врахувати всі
речовини, навіть воду, оскільки умови містять багато концентраційних співвідношень.
На початку можна не враховувати маси солодових паростків. Te саме стосується і
солей гідролу, оскільки якісний і кількісний склад солей є невідомим. Водночас
необхідно врахувати вилучення з цих солей азоту, оскільки передбачається зростання
нової біомаси, а підживлювальні азотовмісні солі у рецептурі відсутні.
Після розв’язання інтегрального стехіометричного рівняння відразу одержують
матеріальний баланс, який враховує ступінь конверсіїта всі інші технологічні аспекти.
Інтегральне стехіометричне рівняння:
a,[C6H12O6] (глюкоза гідролу) + а2[С6Н10О5] (крохмаль гідролу) + а3[С3Н603]
(молочна кислота гідролу) + а4[Н20] (вода гідролу) + aJN] (азот солей гідролу) +
+ а6[Н20] (вода на розбавлення) + а7[СІ2Н22Оп] (цукор) + а8[Н20] (вода з розчином
цукру) + а9[АСБ] (АСБ ПМ) + а10[Н2О] (вода з ПМ) + ап[СаС03](крейда) +
+ аІ2[Н20] (вода з суспезією крейди) = aJ3[C3,,H7N08O19] (новосинтезована біомаса)
+ а9[АСБ] (АСБ ПМ) + аІ4[(С3Н5Од)2Са] (лактат кальцію) + а15[С3Н603] (вільна
молочка кислота) + a16[COJ (CO2, що виділяється при взаємодії крейди з молочною
кислотою) + аІ7[Н20] (вільна вода) + а18[С6Н1206] (вільна глюкоза) + а19[Н20]
(ендогенна вода від синтезу лактату кальцію) + а20[Н2О] (ендогенна вода від синтезу
біомаси) + а21[0] (залишковий кисень)1.
1. Приймемо а, = 1. Тоді а, * 180/а2* 162 = 50/14. Звідси а2 = 0,311. Аналогічно
знаходимо а3 = 0,24, а4 = 4,6.
2. Вміст вуглеводів у вихідному розчині повинен бути 4%, отже, (180 +
+ 0,311*162)/( 180:0,5 + х) = 0,04, де 0,5 - частка глюкози в гідролі, х - маса води,
потрібна для розбавлення. Звідси х = 5399,5 кг, а а6= 5399,5/18 = 299,97 кг.
3. Знаходимо кількість посівного матеріалу. Маса глюкози в гідролі 180 кг, отже маса
гідролу дорівнює 180/0,5 = 360 кг. Маса розбавленого розчину 360 + 5399,5 = 5759,5 кг.
Маса посівного матеріалу 5759,5*0,2 = 1151,9 кг.ПМ містить 1151,9*0,02 = 23,038 кг АСБ, а
води - 1151,9 - 23,03 8 = 1128,86 кг. Отже, а9 = 23,038:95,4 = 0,24 Ua10 = 62,71.
4. Позначимо а7 як невідому величину (а7 = X).
1 Залишковий кисень в процесі біосинтезу окиснює органічні речовини з утворенням різноманітних
сполук, які не можна врахувати в рівнянні
ЗО
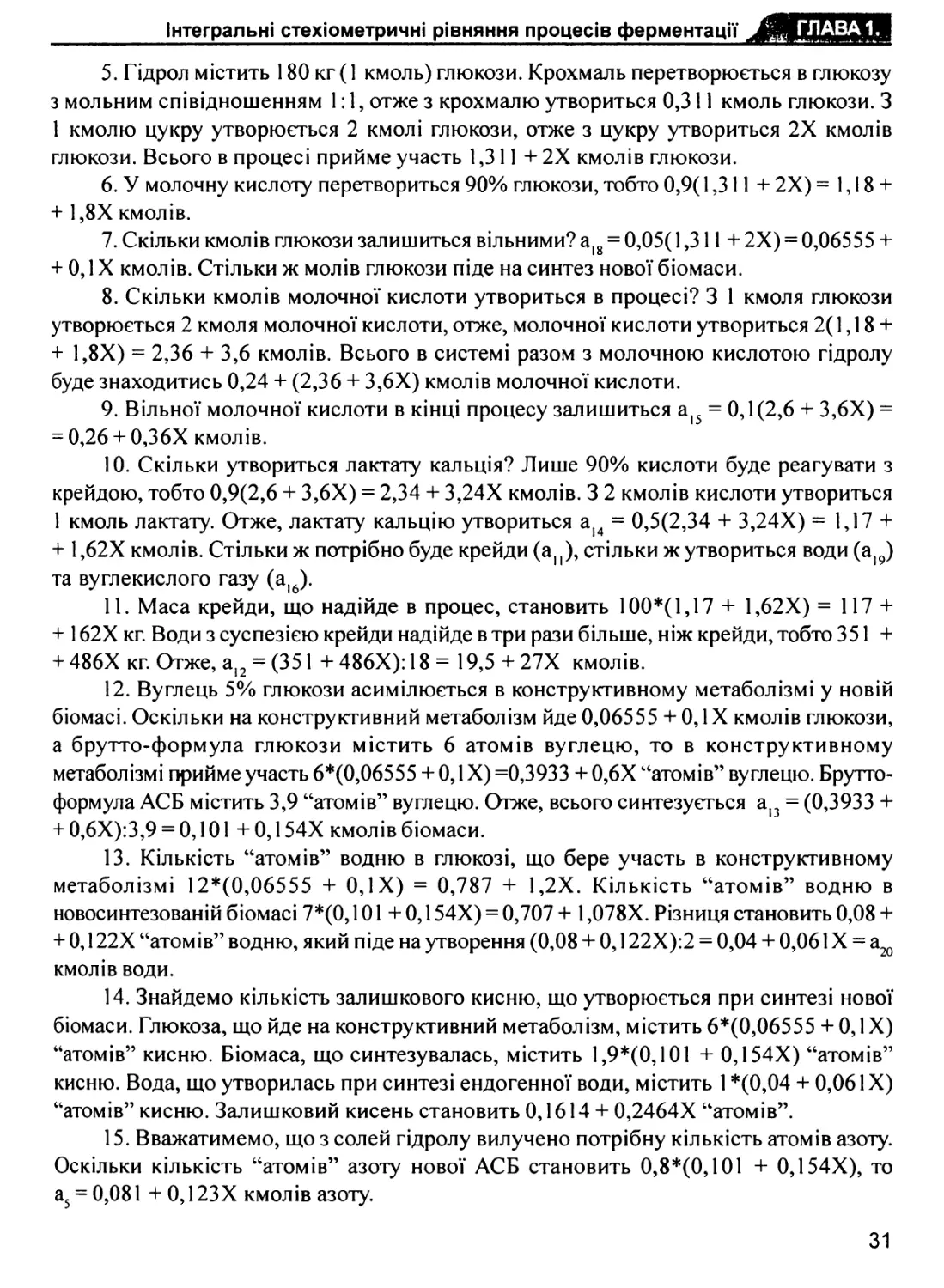
Інтегральні стехіометричні рівняння процесів ферментації
5. Гідрол містить 180 кг (1 кмоль) глюкози. Крохмаль перетворюється в глюкозу
з мольним співідношенням 1:1, отже з крохмалю утвориться 0,311 кмоль глюкози. З
1 кмолю цукру утворюється 2 кмолі глюкози, отже з цукру утвориться 2Х кмолів
глюкози. Всього в процесі прийме участь 1,311 + 2Х кмолів глюкози.
6. У молочну кислоту перетвориться 90% глюкози, тобто 0,9( 1,311 + 2Х) = 1,18 +
+ 1,8Х кмолів.
7. Скільки кмолів глюкози залишиться вільними? а|8 = 0,05( 1,311 + 2Х) = 0,06555 +
+ 0,1X кмолів. Стільки ж молів глюкози піде на синтез нової біомаси.
8. Скільки кмолів молочної кислоти утвориться в процесі? З 1 кмоля глюкози
утворюється 2 кмоля молочної кислоти, отже, молочної кислоти утвориться 2( 1,18 +
+ 1,8Х) = 2,36 + 3,6 кмолів. Всього в системі разом з молочною кислотою гідролу
буде знаходитись 0,24 + (2,36 + 3,6Х) кмолів молочної кислоти.
9. Вільної молочної кислоти в кінці процесу залишиться а|5 = 0,1 (2,6 + 3,6Х) =
= 0,26 + 0,36Х кмолів.
10. Скільки утвориться лактату кальція? Лише 90% кислоти буде реагувати з
крейдою, тобто 0,9(2,6 + 3,6Х) = 2,34 + 3,24Х кмолів. З 2 кмолів кислоти утвориться
1 кмоль лактату. Отже, лактату кальцію утвориться а14 = 0,5(2,34 + 3,24Х) = 1,17 +
+ 1,62Х кмолів. Стільки ж потрібно буде крейди (ам), стільки ж утвориться води (а)9)
та вуглекислого газу (а|6).
11. Маса крейди, що надійде в процес, становить 100*(1,17 + 1,62Х) = 117 +
+ 162Х кг. Води з суспезією крейди надійде в три рази більше, ніж крейди, тобто 351 +
+ 486Хкг. Отже, а12 = (351 + 486Х): 18 = 19,5 + 27Х кмолів.
12. Вуглець 5% глюкози асимілюється в конструктивному метаболізмі у новій
біомасі. Оскільки на конструктивний метаболізм йде 0,06555 + 0,1X кмолів глюкози,
а брутто-формула глюкози містить 6 атомів вуглецю, то в конструктивному
метаболізмі прийме участь 6*(0,06555 + 0,1X) =0,3933 + 0,6Х “атомів” вуглецю. Брутто-
формула АСБ містить 3,9 “атомів” вуглецю. Отже, всього синтезується а13 = (0,3933 +
+ 0,6Х):3,9 = 0,101 + 0,154Х кмолів біомаси.
13. Кількість “атомів” водню в глюкозі, що бере участь в конструктивному
метаболізмі 12*(0,06555 + 0,1Х) = 0,787 + 1,2Х. Кількість “атомів” водню в
новосинтезованій біомасі 7*(0,101 + 0,154Х) = 0,707 + 1,078Х. Різниця становить 0,08 +
+ 0,122Х “атомів” водню, який піде на утворення (0,08 + 0,122Х):2 = 0,04 + 0,061X = а20
кмолів води.
14. Знайдемо кількість залишкового кисню, що утворюється при синтезі нової
біомаси. Глюкоза, що йде на конструктивний метаболізм, містить 6*(0,06555 + 0,1X)
“атомів” кисню. Біомаса, що синтезувалась, містить 1,9*(0,101 + 0,154Х) “атомів”
кисню. Вода, що утворилась при синтезі ендогенної води, містить 1 *(0,04 + 0,06 IX)
“атомів” кисню. Залишковий кисень становить 0,1614 + 0,2464Х “атомів”.
15. Вважатимемо, що з солей гідролу вилучено потрібну кількість атомів азоту.
Оскільки кількість “атомів” азоту нової АСБ становить 0,8*(0,101 + 0,154Х), то
а5 = 0,081 + 0,123Х кмолів азоту.
31
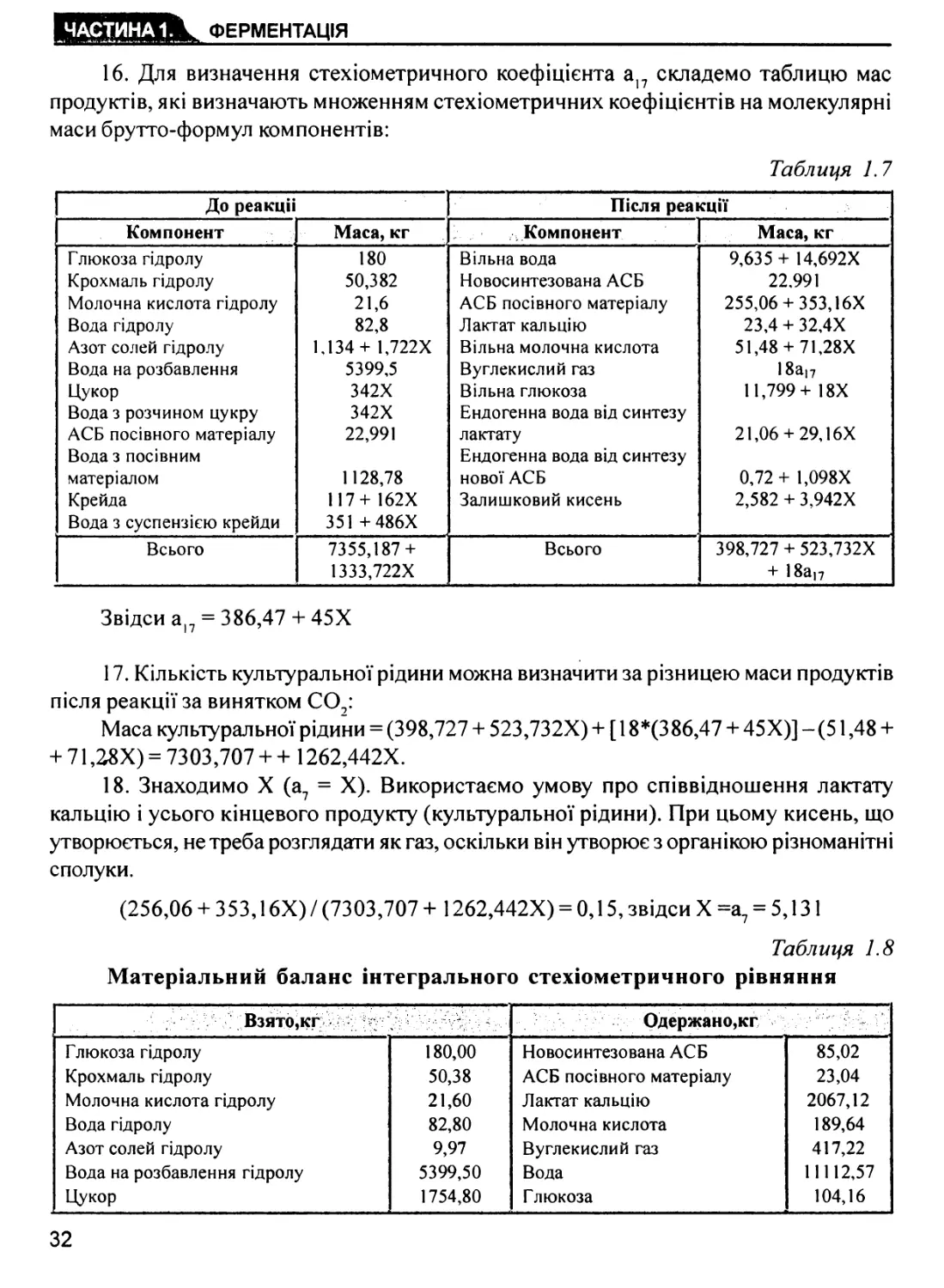
ФЕРМЕНТАЦІЯ
16. Для визначення стехіометричного коефіцієнта а|7 складемо таблицю мас
продуктів, які визначають множенням стехіометричних коефіцієнтів на молекулярні
маси брутто-формул компонентів:
Таблиця 1.7
До реакції
Після реакції
Компонент
Маса, кг
Компонент
Маса, кг
Глюкоза гідролу
Крохмаль гідролу
Молочна кислота гідролу
Вода гідролу
Азот солей гідролу
Вода на розбавлення
Цукор
Вода з розчином цукру
АСБ посівного матеріалу
Вода з посівним
матеріалом
Крейда
Вода з суспензією крейди
180
50,382
21,6
82,8
1,134+ 1/722Х
5399,5
342Х
342Х
22,991
1128,78
117+ 162Х
351 +486Х
Вільна вода
Новосинтезована АСБ
АСБ посівного матеріалу
Лактат кальцію
Вільна молочна кислота
Вуглекислий газ
Вільна глюкоза
Ендогенна вода від синтезу
лактату
Ендогенна вода від синтезу
нової АСБ
Залишковий кисень
9,635 + 14,692Х
22,991
255,06 + 353,16Х
23,4 + 32,4Х
51,48 +71,28Х
18а|7
11,799+ 18Х
21,06 +29,16Х
0,72+ 1,098Х
2,582 + 3,942Х
Всього
7355,187 +
1333,722Х
Всього
398,727 + 523,732Х
+ 18а|7
Звідси а|7 = 386,47 + 45Х
17. Кількість культуральної рідини можна визначити за різницею маси продуктів
після реакції за винятком CO,:
Маса культуральної рідини = (398,727 + 523,732Х) + [18*(386,47 + 45Х)] -(51,48 +
+ 71,28Х) = 7303,707 + + 1262,442Х.
18. Знаходимо X (а7 = X). Використаємо умову про співвідношення лактату
кальцію і усього кінцевого продукту (культуральної рідини). При цьому кисень, що
утворюється, не треба розглядати як газ, оскільки він утворює з органікою різноманітні
сполуки.
(256,06 + 353,16X) / (7303,707 + 1262,442Х) = 0,15, звідси X =а7 = 5,131
Таблиця 1.8
Матеріальний баланс інтегрального стехіометричного рівняння
Взято,кг ; V ^
Одержано,кг
Глюкоза гідролу
Крохмаль гідролу
Молочна кислота гідролу
Вода гідролу
Азот солей гідролу
Вода на розбавлення гідролу
Цукор
180,00
50,38
21,60
82,80
9,97
5399,50
1754,80
Новосинтезована АСБ
АСБ посівного матеріалу
Лактат кальцію
Молочна кислота
Вуглекислий газ
Вода
Глюкоза
85,02
23,04
2067,12
189,64
417,22
11112,57
104,16
32
Інтегральні стехіометричні рівняння процесів ферментації
Продовження таб.ч. 1.8
Взято,КГ
Одержано,кг
Вода з розчином цукру
АСБ посівного матеріалу
Вода посівного матеріалу
Крейда
Вода з розчином крейди
1754,80
23,04
1128,86
948,22
2844,67
Вода від синтезу лактату
кальцію
Вода від синтезу АСБ
Кисень
170,68
6,35
22,81
Разом
14198,64
Разом
14198,61
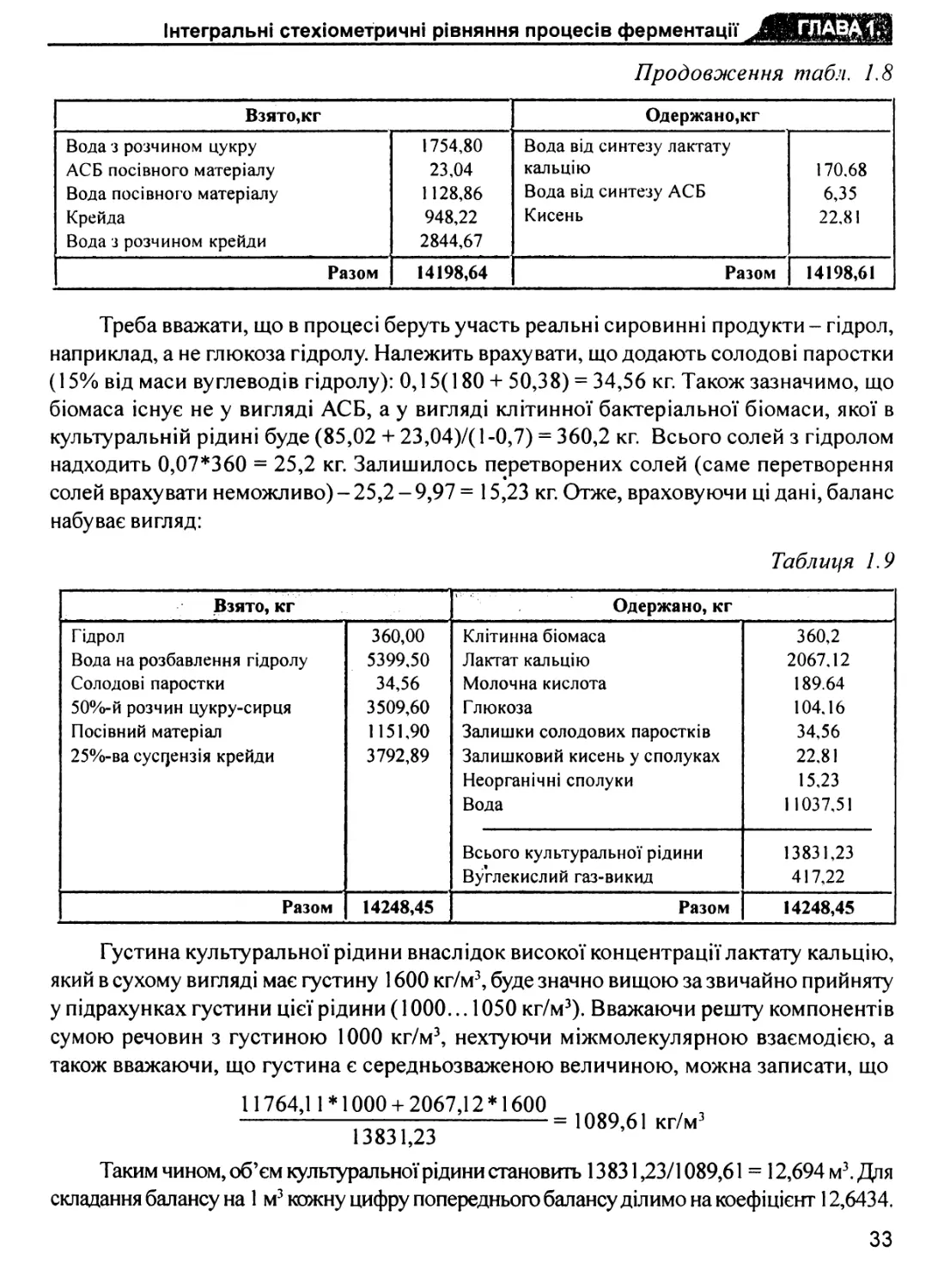
Треба вважати, що в процесі беруть участь реальні сировинні продукти - гідрол,
наприклад, а не глюкоза гідролу. Належить врахувати, що додають солодові паростки
(15% від маси вуглеводів гідролу): 0,15(180 + 50,38) = 34,56 кг. Також зазначимо, що
біомаса існує не у вигляді АСБ, а у вигляді клітинної бактеріальної біомаси, якої в
культуральній рідині буде (85,02 + 23,04)/( 1-0,7) = 360,2 кг. Всього солей з гідролом
надходить 0,07*360 = 25,2 кг. Залишилось перетворених солей (саме перетворення
солей врахувати неможливо) - 25,2 -9,97 = 15,23 кг. Отже, враховуючи ці дані, баланс
набуває вигляд:
Таблиця 1.9
Взято, кг
Одержано, кг
Гідрол
Вода на розбавлення гідролу
Солодові паростки
50%-й розчин цукру-сирця
Посівний матеріал
25%-ва суспензія крейди
360,00
5399,50
34,56
3509,60
1151,90
3792,89
Клітинна біомаса
Лактат кальцію
Молочна кислота
Глюкоза
Залишки солодових паростків
Залишковий кисень у сполуках
Неорганічні сполуки
Вода
360,2
2067,12
189.64
104,16
34,56
22,81
15,23
11037,51
Всього культуральної рідини
Вуглекислий газ-викид
13831,23
417,22
Разом
14248,45
Разом
14248,45
Густина культуральної рідини внаслідок високої концентрації лактату кальцію,
який в сухому вигляді має густину 1600 кг/м3, буде значно вищою за звичайно прийняту
у підрахунках густини цієї рідини (1000... 1050 кг/м3). Вважаючи решту компонентів
сумою речовин з густиною 1000 кг/м3, нехтуючи міжмолекулярною взаємодією, а
також вважаючи, що густина є середньозваженою величиною, можна записати, що
11764,11*1000 + 2067,12*1600
- = 1089,61 кг/м3
13831,23
Таким чином, об’єм культуральної рідини становить 13831,23/1089,61 = 12,694 м3. Для
складання балансу на 1 м3 кожну цифру попереднього балансу ділимо на коефіцієнт 12,6434.
33
ФЕРМЕНТАЦІЯ
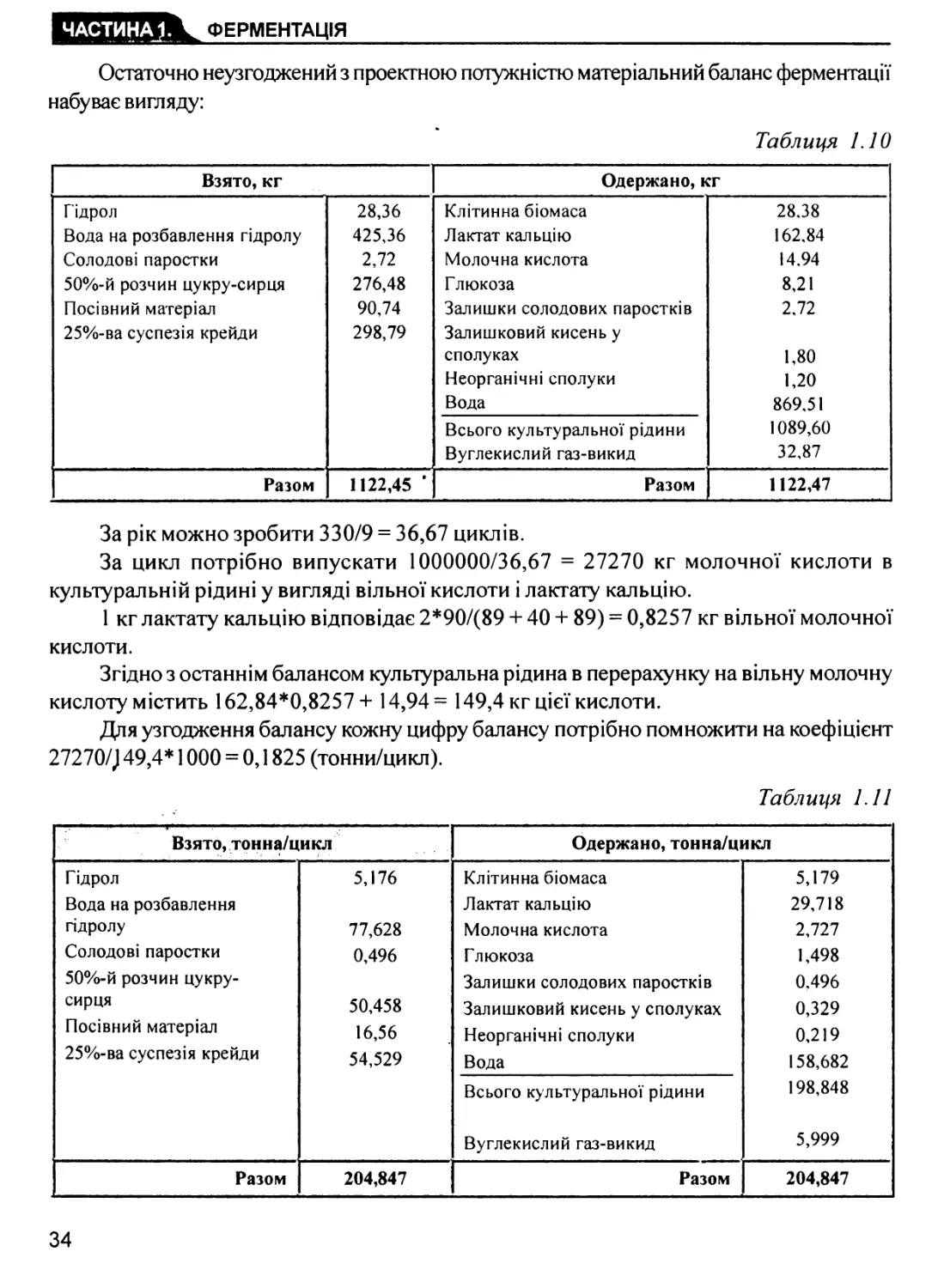
Остаточно неузгоджений з проектною потужністю матеріальний баланс ферментації
набуває вигляду:
Таблиця 1.10
Взято, кг
Одержано, кг
Гідро л
28,36
Клітинна біомаса
28,38
Вода на розбавлення гідролу
425,36
Лактат кальцію
162,84
Солодові паростки
2,72
Молочна кислота
14.94
50%-й розчин цукру-сирця
276,48
Глюкоза
8,21
Посівний матеріал
90,74
Залишки солодових паростків
2,72
25%-ва суспезія крейди
298,79
Залишковий кисень у
сполуках
1,80
Неорганічні сполуки
1,20
Вода
869,51
Всього культуральної рідини
1089,60
Вуглекислий газ-викид
32,87
Разом
1122,45 ’
Разом
1122,47
За рік можно зробити 330/9 = 36,67 циклів.
За цикл потрібно випускати 1000000/36,67 = 27270 кг молочної кислоти в
культуральній рідині у вигляді вільної кислоти і лактату кальцію.
1 кг лактату кальцію відповідає 2*90/(89 + 40 + 89) = 0,8257 кг вільної молочної
кислоти.
Згідно з останнім балансом культуральна рідина в перерахунку на вільну молочну
кислоту містить 162,84*0,8257 + 14,94 = 149,4 кг цієї кислоти.
Для узгодження балансу кожну цифру балансу потрібно помножити на коефіцієнт
27270/J 49,4* 1000 = 0,1825 (тонни/цикл).
Таблиця 1.11
Взято, тонна/цикл
Одержано, тонна/цикл
Гідрол
5,176
Клітинна біомаса
5,179
Вода на розбавлення
Лактат кальцію
29,718
гідролу
77,628
Молочна кислота
2,727
Солодові паростки
0,496
Глюкоза
1,498
50%-й розчин цукру-
Залишки солодових паростків
0,496
сирця
50,458
Залишковий кисень у сполуках
0,329
Посівний матеріал
16,56
Неорганічні сполуки
0,219
25%-ва суспезія крейди
54,529
Вода
158,682
Всього культуральної рідини
198,848
Вуглекислий газ-викид
5,999
Разом
204,847
Разом
204,847
34
Інтегральні стехіометричні рівняння процесів ферментації
Приклад 1.3
У цьому прикладі наведений розрахунок матеріального балансу комплексного
процесу, який складається з культивування біомаси і біоконверсії субстрату в продукт
метаболізму без подальшого росту біомаси (глибинний метод одержання харчової
оцтової кислоти).
Уреактор-змішувач завантажують 40 о6.% етанолу та 9 мас.% оцтової
кислоти, додають воду, нітрат амонію без надлишку на 100% конверсію,
водопровідну воду в такій кількості, щоб сумарна концентрація етанолу та
оцтової кислоти становила б в розчині 6,5 мас.%. Маса оцтової кислоти при
цьому така, щоб створити в поживному середовищі (ПС) pH 3. У ферментер
завантажують посівний матеріал (ПМ) з ацетатора, кількість якого становить
5 мас.% від маси ПС. (В процесі використовують штам Bacterium
Schutzenbachium роду Acetobacter, АСБ якого в ПМ міститься в концентрації
близько 2 масУо). Додають аераційне повітря (кратність аерації 0,35...0,4), а
потім протягом 14... 16 годин при температурі 28°С постійно подають
приготовлене ЖС до ступеня конверсії етанолу 90%. Прийняти емпіричну
формулу АСБ C39H7N08O2. Із 2,5 кг етанолу одержують 1 кг АСБ. Клітинна
біомаса на 70% складається з води. В енергетичному метаболітичному процесі
етанол окиснюється до оцтової кислоти.
Отриману культуральну рідину перевантажуть у другий ферментер, в
якому продовжують процес постійним додаванням 40 об.% розчину етанолу.
При цьому ріст біомаси вже не спостерігається внаслідок репресуючої дії на
культуру оцтової кислоти. Фактично відбувається тільки біоконверсія етанолу
в оцтову кислоту. Концентрація кислоти може досягнути 9...9,3 мас.%. За
такої концентрації припиняються не тільки механізми репродукування
культури,*але й енергетичний метаболізм. Близько 1 мас.% етанолу залишається
неконвертованим.
Скласти матеріальний баланс одержання культуральної рідини на стадії
ферментації в об’ємі 1 м3 і матеріальний баланс процесу біоконверсії етанолу
за участю культуральної рідини з попередньої стадії\
Розрахунок
1. Розрахунок матеріального балансу вирощування культури
Інтегральне стехіометричне рівняння вирощування культури має вигляд:
аі [C2H5OH] + B2INH4NO3] + а3[02] = ^[C39H7N08O2] + а5[СН3СООН] + а6[Н20]
Співвідношення а4*(Мол. маса АСБУа^Мол. маса етанолу) = 1:2,5. Звідси
а4 = 0,1897.
Складаємо рівняння за “атомами” азоту, вуглецю, водню та кисню і знаходимо,
що а2 = 0,07588, а5 = 0,630085, а6 = 1,22764, а3 = 0,819785.
Ідеальний матеріальний баланс процесу вирощування культури:
35
ЕІНУ/ігШ^ ФЕРМЕНТАЦІЯ
Таблиця 1.12
Взято, кг
Одержано, кг
Етанол
Нітрат амонію
Аераційний кисень
46,0000
6,0704
26,2331
АСБ
Оцтова кислота
Вода
18,4009
37,8051
22,0975
Разом
78,3035
' Разом
78,3035
Баланс з урахуванням ступеня конверсії етанолу 90%:
Таблиця 1.13
Взято, кг
Одержано, кг
Етанол
Нітрат амонію
Аераційний кисень
46,0000
6,0704
23,6098
АСБ
Оцтова кислота
Вода
Етанол
Нітрат амонію
16,5608
34,0246
19,8878
4,6000
0,6070
Разом
75,6802
Разом
75,6802
Перерахування балансу на дійсні сировинні матеріали:
1. Знаходимо масовий вміст оцтової кислоти в живильному середовищі.
Оскільки pH ПС повинен становити 3, a pH = - lg[H+], то концентрація [Н+] =
= IO'3 моль/л. Константу іонізації розраховуємо за формулою
^rKCH2COOJ = к
' [CH3COOH] а‘
Оскільки Ka для оцтової кислоти відома (1,74 IO 5 моль/л), [Н+] = [CH3COO ] =
= IO'3 моль/л, то концентрація оцтової кислоти в розчині повинна бути I О’6/1,74 IO'5 =
= 0,05747 моль/л = 3,4482 г/л. Якщо прийняти густину ЖС 1000 кг/м3, то концентрація
кислоти повинна бути 0,345 мас.%.
2. Масовий вміст етанолу в ПС повинен бути 6,5 - 0,345 = 6,155 мас.%. Якщо,
згідно з ідеальним балансом, беруть 46 кг етанолу, то всього ЖС повинно бути 46/0,06155 =
= 747,36 кг. Оцтової кислоти в ЖС повинно бути 747,36*0,065 - 46 = 2,578 кг.
Враховуючи, що кислоту подають у вигляді 9% розчину, то розчину оцтової кислоти
для приготування ПС потрібно 2,578/0,09 = 28,65 кг.
„ 3. Масова концентрація етанолу, що подається для приготування ПС (40 об.%),
становить 32 мас.%. Отже, цього розчину потрібно 46/0,32 = 143,75 кг.
4. Посівний матеріал з ацетатора подають в кількості 5% від маси ПС. Отже,
посівного матеріалу потрібно 747,36*0,05 = 37,37 кг. Для спрощення розрахунків, без
великої похибки, можна вважати, що ПМ складається тільки з АСБ та води. Тоді ПМ
містить 37,37*0,02 = 0,747 кг АСБ та 37,37 - 0,747 = 36,623 кг води.
36
Інтегральні стехіометричні рівняння процесів ферментації
5. Враховуючи, що клітинна біомаса на 70%ркладається з води, кількість клітинної
біомаси в культуральній рідині становитиме (16,5608 + 0,747)/0,3 = 17,31/0,3 =
= 57,694 кг. ’
6. Матеріальний баланс процесу вирощування культури в перерахунку на
одержання 1 м3 KP (густина KP « 1000 кг/м3):
Таблиця 1.14
Взято, кг/м3 KP
Одержано, кг/м3 KP
40 об.% розчин етанолу,
9 мас.% розчин оцтової кислоти,
Нітрат амонію
Вода
Посівний матеріал
Аераційне повітря
177,83
35,44
7,51
703,78
46,23
29,21
Клітинна біомаса
Оцтова кислота
Етанол
Нітрат амонію
Вода
71,37
45,28
5,69
0,75
876,91
Разом
1000,00
Разом
1000,00
2.Розрахунок балансу біоконверсії
Процес біоконверсії етанолу: C2H5OH + O2 = CH3COOH + H2O.
1. Позначимо кількість чистого спирту, що йде на процес - X, кількість спирту
що йде на біоконверсію - А, кількість спирту, що залишається в розчині, - В. Тоді X
= A +В.
2. Згідно з рівнянням в процесі біоконверсії утвориться (60/46)*А кг оцтової
кислоти та (18/46)* А кг води.
3. Разом з розчином спирту в реакційну масу надійде вода. Оскільки концентрація
спирту в розчині 32 мас.%, то цю кількість води можна позначити як (68/32)(А + В).
4. Приймемо, що кінцева концентрація оцтової кислоти 9,2 мас.%, а спирту - 1
мас.%. Тоді можна скласти 2 рівняння:
(60/46)А +45,28 = 0()92
1000 + (68/32)(А + В) + (60/46)А + (18/46)А ’
^ = 0,0,
1000 + (68/3 2)( А + В) + (60/46) А + (18/46)А
Розв’язуючи цю систему, знаходимо, що At 50,96 кг, В = 6,44 кг. Отже, X =
= 50,96 + 6,44 = 57,4 кг. '
5. Маса 32 мас.%-го (40 об.%-го) розчину спирту, що витрачається на процес,.
57,4/0,32=179,375 кг.
6. Кількість оцтової кислоти, що утвориться в процесі біоконверсії, (60/46)* 50,96 =
= 66,47 кг. Разом з кислотою, що утворилась в процесі вирощування культури, загальна
маса кислоти становить 66,47 + 45,28 = 111,75 кг.
7. Сумарна кількість спирту в остаточному розчині 6,44 + 5,69 = 12,13 кг.
37
ФЕРМЕНТАЦІЯ
Таблиця 1.15
Матеріальний баланс біоконверсії
Взято, кг
Одержано, кг
Культуральна рідина зі стадії
ферментації
40 об.%-й розчин етанолу
1000
179,375
Клітинна біомаса
Оцтова кислота
Етанол
Нітрат натрію
Вода
71,37
111.75
12,13
0.75
983,375
Разом
1179,375
Разом
1179,375
Приклад 1.4
Розрахувати матеріальний баланс безперервного одержання біогазу з
коров'ячих екскрементів (в кг/год), які утворюються на фермі з 2000 корів.
1. Складання і розв \язання ідеального матеріального балансу
Складаючи ідеальний баланс, візьмемо до уваги, що в процесах бродіння тільки
3...8% субстрату йде на конструктивний метаболізм (приймемо 4%), решта - не
енергетичний. На підставі цього приймемо, шо з 1 кг субстрату утворюється 40 г
нової біомаси).
Склад коров’ячих екскрементів, мас.%:
1. Органічні речовини 11,2
2. Механічні домішки 2,3
3. Вода до 100,0
г
Своєю чергою органічні речовини мають такий склад, мас.%:
1. Білки C445H75N14O15Soow 6,3
2. Низькомолекулярні целюлози C6H10O5 63,2
3. Жир C55H104O6 3,4
4. Неспоживні до 100,0
4% споживної сухої органіки перетворюється у бактеріальну біомасу, емпірична
формула АСБ якої C39H7N08O2S0 003. Бактеріальна маса на 72% складається з води.
Крім того, з решти споживної органіки утворюється метан та вуглекислий газ. Зайвий
азот виділяється у вигляді аміаку, який з водою та CO, утворює бікарбонат амонію
NH.HCO,.
4 З
Інтегральне стехіометричне рівняння має вигляд:
",[C445H7i5N12O15S0 006] + а2[С6Н10О5] + а3[С55Н104О6] + а4[Н20] =
= а5 [C3i9H7N0 8O2S0 003] + а6[СН4] + а7[С02] + a8[NH4HC03] + a,[H2S].
38
Інтегральні стехіометричні рівняння процесів ферментації JMUmSS&M
Таблиця 1.16
Молекулярні маси речовин, що беруть участь в процесі ферментації
Речовина
І Мол. маса
Білок C4i2SH7^Nі.2Оі,5$0'00б
І 99,49
Целюлози C6H10O5
І 162
Жир С55Н104О6
І 860
Вода H2O
I ls
АСБ C3^H7NogO2SoiOos
j 97.1
Метан CH4
І 16
Вуглекислий газ CO2
І 44
NH4HCO3
І 79
Сірководень H2S
І 34
За добу 1 корова виділяє 42 кг екскрементів (разом з сечею), 2000 корів - 42*2000 =
= 84000 кг. За годину на установку надходить 84000/24 = 3500 кг екскрементів.
У 3500 кг екскрементів міститься 3500*0,112 = 392 кг органічних речовин.
У 392 кг органічних речовин міститься 392*0,063 = 24,696 кг білків.
Отже, а, = 24,696/99,49 = 0,248.
У 392 кг органічних речовин міститься 392*0,632 = 247,744 кг целюлози.
Отже, Ct2 = 247,744/162= 1,529.
У 392 кг органічних речовин міститься 392*0,034 = 13,328 кг жирів.
Отже, Ot3 = 13,328/860 = 0,0155.
З 392 кг органіки 4% йде на утворення АСБ. Отже, утворюється 392*0,04 = 15,68 кг АСБ.
Отже, Ot5= 15,68/97,1 =0,167.
Перепишемо рівняння зі знайденими коефіцієнтами:
0,248[СціЙ„Ми°,Д„] + 1,529[С,Н„Су + 0,OI55[CssHmOJ + OcJH1O] =
- 0,167[С„H,N„O1Sto] + aJCHJ + O1(CO1) + a,[NH,HCOJ + O1(H1S)
Складемо баланс за атомами азоту:
Таблиця 1.17
До реакції ь
Речовина
Стехіометричний
коефіцієнт
Кількість атомів N в
брутто- формулі
Всього атомів азоту
C4.25Н 7.5N j >201 S0,006
°’248
1,2
0,298
Разом
0,298
Після реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів N в
брутто- формулі
Всього атомів азоту
C3^H7N0i8O2 S0,ооз
0,167
0,8
0,134
NH4HCO3
(X8
1
Ot8
Разом
0,134 + а8
39
ДЗЗДВШ^І ФЕРМЕНТАЦІЯ
Звідси CX8 = 0,298 - 0,134 = 0,164.
Перепишемо рівняння:
0,248[Cu!H„NuO,,,S„J + l,529[C,H„OJ +'o,0155[cja„0j + CxJH1O] -
= OjeTlCuH7NuOjSJ + a,JCHJ + а, [COi] + 0,164[NH,HCOJ + o,[H,S]
Складемо баланс за атомами сірки:
Таблиця 1.18
До реакції V
Речовина
Стехіометричний
коефіцієнт
Кількість атомів сірки
в брутто- формулі
Всього атомів сірки
C4.25H7.5N I1.5 Sq.006
0,248
0,006
0,001488
Разом
0,001488
Після реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів сірки
в брутто- формулі
Всього атомів сірки
C39H7N08O2 S0.003
0,167
0,003
0,0005
H2S
Ct9
1
Ot9
Разом
0,0005 + Ct9
Звідси а8 = 0,001488 - 0,0005 « 0,001
Перепишемо рівняння:
0,248[C4>25H7SNli20ltSS0i(M)6] + l,529[C6H10Os] + 0,0155[CSSH10406] + а4[Н20] =
= 0,167[С3 ,H7N08O2S0 003] + а6[СН4] + a7[C02] + 0,164[NH4HC03] + 0,00 ![H2S]
Складемо баланс за атомами вуглецю:
Таблиця 1.19
До реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів C в
брутто- формулі
Всього атомів C
C4.25H7.5N1.2 Oi.5So,006
0,248
4,25
1,054
C6H10O5
1,529
6
9,174
QssHio4O6
0,0155
55
0,8525
Разом
11,0805
Після реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів C в
брутто- формулі
Всього атомів C
Q^9H7Nk8O2 ^о.ооз
0,167
0,003
0,0005
CH4
Ct6
1
а6
CO2
Ct7
1
Ot7
NH4HCO3
0,164
1
0,164
Разом
0,1645 + а6 + ОС7
40
Інтегральні стехіометричні рівняння процесів ферментації
Звідси 11,0805 = 0,1645 + а6 + а7; 10,916 = а6 + а7
Складемо баланс за атомами водню:
Таблиця 1.20
До реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів H в
брутто- формулі
Всього атомів M
QjsH 7,5^і,2 O і ,580,006
0,248
7,5
1,86
QH10O5
1,529
10
15,29
Q5H104O6
0,0155
104
1,612
H2O
Ot4 ’
2
2 а4
Разом
18,762 + 2а4
Після реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів H в
брутто- формулі
Всього атомів H
Q^H7NmO2 S о,ооз
0,167
7
1,169
CH4
OC 6
4
4а6
NH4HCO3
0,164
5
0,82
Разом
1,989 + 4а6
Звідси 18,762 + 2а4 = 1,989 + 4а6; 16,773 = 4а6 - 2а4; 8,387 = 2а6 - а4
Складемо баланс за атомами кисню:
Таблиця 1.21
До реакції '
Речовина
г
Стехіометричний
коефіцієнт
Кількість атомів O в
брутто- формулі
Всього атомів O
C4.25H7.5N1,2 O|,5S0<006
0,248
1,5
0,372
C6Hi0O5
1,529
5
7,645
С55Н104О6
0,0155
6
0,093
H2O
а 4
1
Ct4
Разом
8,11 + а4
Після реакції
Речовина
Стехіометричний
коефіцієнт
Кількість атомів O в
брутто- формулі
Всього атомів O
C39H7N08O2 S0,ооз
0,167
2
0,334
O
O
NI
а 7
2
2а7
NH4HCO3
0,164
3
0,492
Разом
0,826 + 2а7
Звідси 8,11 + а4 = 0,826 + 2а7; 7,284 = 2а7 - а4
Розв’язуємо систему трьох рівнянь:
41
ЮШШк. ФЕРМЕНТАЦІЯ
10,916 = а6 +а7
< 8,387 = 2а6 -а4
7,284 = 2а7 -а4
Звідси а6 = 5,734, а7 = 5,005, а4 = 3,081.
Перепишемо рівняння:
0,248[C4i25H7i5NIi201i5S0006] + l,529[C6H|0Os] + 0,0155 [C55H104O6] + 3,081[Н20] =
= 0,^[C39H7N08O2S00J + 5,734[CHJ + 5,182[С02] + 0,164[NH4HC03] + O1OOItH2S]
Таблиця 1.22
Ідеальний матеріальний баланс метанового бродіння коров’ячих
екскрементів
Взято, кг/год
Одержано, кг/год
Білок
24,674
АСБ
16,216
Низькомолекулярна целюлоза
247,698
Метан
91,744
Жир
13,33
Вуглекислий газ
220,21
Вода
55,458
NH4HCO3
12,956
Сірководень
0,034
Разом
341,16
Разом
341,16
2. Перехід до робочого матеріального балансу метанового бродіння
Початковий вміст органіки становить 10%, а кінцевий - 3,3%. Отже, ступінь
конверсії становить (10-3,3)* 100/10 = 67%.
З урахуванням ступеня конверсії матеріальний баланс метанового бродіння
набуває вигляду:
Таблиця 1.23
Взято, кг/год
Одержано, кг/год
Білок
24,674
АСБ
10,864
Низькомолекулярна целюлоза
247,698
Метан
61,468
Жир
13,33
Вуглекислий газ
147,54
Вода
37,157
NH4HCO3
8,68
Сірководень
0,023
Білок
8,142
Целюлоза
81,74
Жир
4,398
Разом
322,859
Разом
322,855
42
Інтегральні стехіометричні рівняння процесів ферментації
Врахуємо реальні речовини, що беруть участь в процесі.
Оскільки в процесі бере участь 392 кг органіки, а вміст її повинен бути 10%, то
всього витрата підготованого поживного середовища повинна становити 392/0,10 = =
3920 кг/год.
Таблиця 1.24
Робочий баланс метанового бродіння
Взято, кг/год
Одержано, кг/год
Підготоване ПС,
в тому чіслі:
коров’ячі екскременти - 3500 кг/год,
що містять
24,674 кг білка, 247,698 кг
низькомолекулярної целюлози, 13,33
кгжиру, 100,6 кг неспоживної
органіки, 80,5 кг механічних домішок,
3033,198 кг води.
Вода на розбавлення - 420/кг/год
3920
Клітинна маса
36,2
Білок
8,1
Целюлоза
81,7
г
Жир
4,4
NH4HCO3
8,7
Неспоживна органіка
100,6
Механічні домішки
80,5
Вода
3390,769
Шлам
3710,969
Біогаз,
в тому числі:
209,031
- метан 61,468 кг/год
- вуглекислий газ
147,54 кг/год
- сірководень 0,023
кг/год
Разом
3920
Разом
3920
Контрольні задачі
Задача № 1.1. З метанолу аераційним методом одержують дріжджі C397H65O194.
Скласти інтегральне стехіометричне рівняння.
Задача № 1.2. Розрахований ідеальний матеріальний баланс одержання спирту
з цукру:
Взято, кг: цукор 1429,6; однозаміщений фосфат амонію 19,4; дріжджі
сухі 100; вода 7577; всього-9126.
Одержано,кг: спирт етиловий 757,7; вуглекислий газ 726,4; дріжджі
сухі 123,5; ортофосфорна кислота 16,6; вода 7501,8; всього-9126.
43
ФЕРМЕНТАЦІЯ
Переробити цей баланс з урахуванням 10% втрат культуральної рідини і в
перерахунку на одержання 1 тонни спирту. *
Задача 1.3. Суміш містить 55 мас.% вуглеводів, 10 мас.% білків, 6 мас.% жирів,
решта - речовини, що не споживаються мікроорганізмами. 1 кг АСБ утворюється з 2 кг
вуглеводів, 1,5 кг білків або 1 кг жиру. Скільки АСБ утвориться з 1 кг вихідної суміші?
(Відповідь: 0,402 кг АСБ)
Задача 1.4. Процес спиртового бродіння відбувається за схемою: а( [C12H02O1J +
+ а2[Н20] = а3[С02] + а4[С2Н%ОН] +аб[С4 |7Н70,](дріжджі). При цьому з 1 кг цукру
одержують 10 г нових дріжджів. Знайти стехіометричні коефіцієнти, якщо а, = а4.
(Прийняти а| = 1).
Задача 1.5.3 рівняння, що описує процес спиртового бродіння цукру [C12H^On] +
+ 0,987[Н20] = 3,95[С2Н5ОН] + 3,95[С02] + 0,038[С4>І7Н702] (дріжджі),"скласти
ідеальний матеріальний баланс, враховуючи, що в процес взято 5 г посівних дріжджів
на 1000 г ЖС, концентрація цукру у вихідній суміші 18 мас.%. Знайти також початкову
і кінцеву концентрації біомаси (густини цукру, дріжджів, спирту прийняти відповідно
1600, 1250 та 780 кг/м3).
Задача 1.6. Утворення метану з деякого субстрату відбувається за такою схемою:
[C4i08HwOw] + анДН20] = amet[CH4] + асо2[С02] + ^[C4 25H65O17].
Експериментально встановлено, що з 1 г субстрату утворюється 0,06 г АСБ, а
масове співвідношення між метаном та CO7 становить 1:1,78. Знайти стехіометричні
коефіцієнти.
Задача 1.7. Для аеробного біосинтезу новобіоцину використовують таке ПС, %:
гідрол ...3; глюкоза...3. Склад гідролу, %: глюкоза 50; крохмаль 14; молочна
кислота 6;решта - вода та неспоживні компоненти. 1 кг АСБ синтезується з 2 кг
кожної з речовин, а з молочної кислоти - з 2,3 кг. Формула АСБ C3 S9H69N08O1 gg. Знайти
стехіометричні коефіцієнти при вуглецьвмісних компонентах та АСБ.
Задача 1.8.3 100 г цукру C12H22O11 аербним методом одержують 210 гтоварних
дріжджів, що містять 27% АСБ C3 83H69O188. Скласти інтегральне стехіометричне
рівняння і ідеальний матеріальний баланс.
Задача 1.9. Дано стехіометричне рівняння:
[C6H12O6] + 0,311 [C6H10O5] + 0,24[С3Н60,] (речовини гідролу) + 2[С6Нр06] +
+ a, [NaNOJ + а2[02] = 3,215 [C3 89H6 ,N08O188] + а2[С02] + а3[Н,0] + a4[NaC03].
Визначити невідомі коефіцієнти і скласти ідеальний матеріальний баланс.
Задача 1.10. Кукурудзяне борошно має такий склад, мас.%: крохмаль та
клітковина C6H|0О5 75; цукор C12H^O1, 10; білок C4 25Н7 5N,,80,5S003 10; жир
C57H104O6 5. “
Знайти загальну емпіричну формулу кукурудзяного борошна. (Відповідь:
Сз,88^6,63^0,12®2,82^0,00з)
Задача 1.11. В живильному середовищі є два джерела азоту:
0,1 [C4 25 H9N1,015] (білок) + X [(NH4)2SO4] , з яких утворюється 1 моль АСБ
[C4H7N08O,]. Знайти стехіометричний коефіцієнт X. (Відповідь: X = 0,34)
44
Інтегральні стехіометричні рівняння процесів ферментації
Задача 1.12. Для виробництва бензилпеніциліну використовують попередник-
фенілоцтову кислоту (C6H5)-CH2-COOH. З 1 моля цієї кислоти утворюється 1 моль
антибіотику C16HlgN2O4S. В той же час кількість бензилпеніциліну не перевищує і
дорівнює 30% від кількості АСБ. Нехай в системі знаходилось 1 кг АСБ та 200 г
попередника. Чи був попередник в надлишку? (Відповідь: надлишок попередника
77,8 г)
Задача 1.13. Дано рівняння: [С6Н1206](глюкоза) + aJOJ = а^[С4Н702](АСБ) +
+ аДС02] + а 4[Н20]. Знайти невідомі стехіометричні коефіцієнти і скласти ідеальний
матеріальний баланс.
Задача 1.14. Дано частину стехіометричного рівняння: [С6Н)206](глюкоза) +
+ 0,225[C4 25H75N| |8O| 5S0006](6^ok) + 0,00975 [С55Н|04О6](жир). З вказаних речовин
синтезується АСБ:' а6[С38,H69N08O,,88K0 05P0 05S00J. Яка кількість АСБ
біосинтезується? (Відповідь: 113,2 кг)
Задача 1.15. Для синтезу 1,067 молів АСБ формули C383H69N08O188K005P005S0003
використовують 0,225 молів білка C425H75N1 lgO 5S0006 як джерела азоту. Як додаткове
джерело азоту використовують натрієву селітру. Скільки кмолів (або кг) треба додати,
щоб її було в надлишку з коефіцієнтом 1,1 при 100% конверсії процесу? (Відповідь:
54,987 кг)
Задача 1.16. Задана частина ідеального матеріального баланса деякого процесу
культивування мікроорганізму. Баланс розрахований на 100%) конверсію при
одноразовому завантаженні компонентів:
Взято, кг: вуглеводи 162; білки 22,32; нітрат натрію 72,68; аераційний
кисень 68,9.
Одержано, кг: АСБ 94,82; надлишок нітрату натрію 22,02; решта...?....
Насправді процес проходить з 90% конверсією. Як виглядатиме баланс після
перетворень?
Задача 1.17. Задано ідеальний баланс:
Взято, Kr
Одержано, кг
Глюкоза 180,00
Діамонійсульфат 29,28
Кисень 46,9
АСБ 89,95
Вуглекислий газ 102,77
Ендогенна вода 63,47
Всього 256,19
Всього 256,19
Перетворити баланс з урахуванням того, що процес йде з конверсією 85%.
Задача 1.18. В 1 тонні KP утворилось 50 кг АСБ формули C4H7N08O2. У ПС,
маса якого дорівнює масі KP, було 3% діамонійсульфату. Скільки цієї солі (кг) залишиться
в KP наприкінці процесу, якщо конверсія відбувалась на 100%? (Відповідь: 3,138 кг)
Задача 1.19. Взято 9500 кг ПС. Згідно з технологією додають 5 мас.% ПМ від
маси ПС. ПМ містить 0,5% АСБ. Знайти вихідну концентрацію АСБ Xn (кг/м3), приймаючи,
що всі густини рідин мають величину 1000 кг/м3. (Відповідь: 0,238 кг/м3)
45
ФЕРМЕНТАЦІЯ
Задача 1.20. Було взято 9500 кг ПС з вихідною концентрацію АСБ 0,1%. В
результаті біосинтезу утворилась KP в кількості 9300 кг, що містила 1,2%
новосинтезованої АСБ. Знайти кінцеву концентрацію АСБ X (кг/м3) в KP (прийняти,
що густина KP 1020 кг/м3). (Відповідь: 13,28 кг/м3)
Задача 1.21. Дано стехіометричне рівняння:
а,[С6Н1206](глюкоза) + a2[NH4N03] + а3[02] = a4[C4H7N08O,](ACB) + а5[С02] +
+ а6[Н20]. Знайти стехіометричні коефіцієнти (прийняти а1 = 1).
Задача 1.22. Дано частину стехіометричного рівняння:
... + 0,3176 [C4 ^5H75O15N1 |8] (білок) + + ax[(NH4),S04] + =
= l,5773[C3 89H69N08O, J(ACB) + ...
Відомо, що діамонійсульфату дають в 1,2 раза більше, ніж потрібно за
розрахунком. Закінчити рівняння і знайти ах. (Відповідь: ах = 0,5322)
Задача 1.23. Дано частину стехіометричного рівняння:
... + [C4 25H75N118O1 5S0006](6uiok кукурудзяного борошна) + aJNH4N03] + ... =
= 4,8753 [C3 J9H69N0 8O,g8S001](ACB) + ....
Згідно з рецептурою масове співвідношення між борошном та селітрою 6:0,9.
Вміст білка в кукурудзяному борошні - 9,3 мас.%. Визначити, чи буде селітра в
надлишку; якщо так, то скільки кг? (Відповідь: селітра буде в надлишку в
кількості 44,8 кг)
Задача 1.24. Для виробництва дріжджів, емпірична формула АСБ яких містить
вуглець, водень, азот, кисень, фосфор, калій, магній та сірку, основним джерелом
вуглецю є цукор меляси. Процес аеробний. Скласти стехіометричне рівняння без
його розв’язання.
Задача 1.25. Як джерело азоту в деякому процесі ферментації взятий
діамонійсульфат в кількості 60 кг з коефіцієнтом надлишку 1,5. Скільки потрібно крейди
для нейтралізації сульфатної кислоти, що утворюється в процесі? (Відповідь: 30,3 кг)
Задача 1.26. Як джерело азоту в деякому процесі ферментації взятий
діамонійсульфат в кількості 100 кг з коефіцієнтом надлишку 1,5. Для нейтралізації
сульфатної кислоти додана крейда в кількості 30 кг. Чи буде повністю нейтралізована
сульфатна кислота? Якщо ні, то скільки її залишиться вільною? (Відповідь: вільною
залишиться 20,1 кг сульфатної кислоти)
Задача 1.27. В процесі аеробної ферментації з 1,5 кг білка a,[C4 25H7N О ]
утворюється 1 кг АСБ a6[C4H7N0gO2]. Скласти стехіометричне рівняння і знайти
коефіцієнти, приймаючи = 1 і враховуючи, що зайвий азот білка виділяється в KP у
вигляді NH4HCO3.
Задача 1.28. Кормові дріжджі марки “гаприн” одержують з метану як єдиного
джерела вуглецю. Інтегральне стехіометричне рівняння процесу:
a, [CH4] + a2[NH3] + а3[02] = a4[C4H7N0(8O2](ACB) + а5[С02] + а6[Н20]
Знайти стехіометричні коефіцієнти, приймаючи а( = 1.
Задача 1.29. В процесі одержання харчового оцету етиловий спирт в присутності
кисню і культури бактеріїї Ацетобактер в енергетичному метаболізмі окиснюється
46
Інтегральні стехіометричні рівняння процесів ферментації
не до CO2, як звичайно в процесі дихання, а до оцтової кислоти. Внаслідок репресії
етанолу та продукту метаболізму - оцтової кислоти - нова біомаса не синтезується,
тобто йде чиста біоконверсія етанолу в оцтову кислоту. Скласти стехіометричне
рівняння біоконверсії, знайти стехіометричні коефіцієнти, приймаючи, що коефіцієнт
при етанолі дорівнює 1, та скласти ідеальний матеріальний баланс.
Список літератури до глави 1
1. Гапонов К.П. Процессьі и аппаратьі микробиологических производств.
- M.: Легк. и пищ. пром-сть, 1981, - 240 с.
2. Кантере В.M., Мосичев М.С., Дорошенко М.И. u др. Основи
проектирования предприятий микробиологической промьішленности. - M.: BO
“Агропромиздат”, 1990. - 304 с.
47
Усереднені склади деяких субстратів для розрахунку стехіометричних рівнянь
IiaMitihL. ФЕРМЕНТАЦІЯ
Вода, %
VO
OO
ON
[ 0fr‘S6 І
ю
CO
On
rN
VO^
гі
On
[ 0ГЄ6 І
14.4
Ол
•О
9,0
9.0
о
d
Tf
On'
13,2
O
O
г-
14.0 J
O^
І е-и І
гп
«о
23,0
о
ON
Інші, %
•
•
•
•
•
•
І Пектини - 1,32 ]
Невизначені-
16
Невизначені-
21,5
Невизначені-
19,5
•
Пектини - 20
•
•
•
•
■
Молочна
кислота - 7.
невизначені- 6
•
Попіл, %
O
гп
О
І IsiO І
ON
CN
О
O
(N
o'
fN
гл
о"
о
ON
о
І o‘s І
VO
•гГ
«о
»о
«о
«о
ON
OO
fN
On
ГЛ
(N
гл
9,7
<=>
І 17,0 І
OO
no"
і
■
Жири, %
Tf
ON
O
•
Г~-
чО
O
■
VO
Tf
<Z>
V)
гп
•
17,0
•о
VO
2,0
On
0,5
*о
ГЧ
fN
fN
fN
І 8‘0 І
ON
і
■
Білки, %
•
•
•
І
■
ҐОІ
ON
о
о"
о
OO
ГП
43.0
48,0
Tf
ON
«О
0,5
«о
ГЛ
VO4
fN
vo"
І. з-4. ]
І 10,4
і
І
•
•
•
•
Глюкоза - 50
І Глюкоза-91
Os
Я
І
5
>>
Cd
Сахароза,
мальтоза
NO
fN
О
d'
I £S‘0 І
I ZVO І
I WO І
І
Ю
O4
O
O
о
о
10,0
■
3,4
Суміш цукру та глюкози -
16,1
31,7
I І
I І
Vlv і
14,0
■
Крохмаль,
геміцелюлоза
ON
Г"
I Lft І
чО
ч-Г
OO
(N
vo"
і Є0‘5 І
67,6
I 17^iLL І
•
•
■
Tt
o'
39,5
Клітко¬
вина
ю
OO
o'
o'
І 0Ґ0 І
OO
Tf
О
СП
NO
o'
2,90
*о
Tf
•о
Tf
5,0
•
ON
4,7
8‘9Є
»гГ
O
o'
Tf
І 18,5
і
■
І Барда вівсяна ]
І Барда картопляна |
І Барда кукурудзяна |
І Барда житня. |
І Барда ячмінна |
Борошно
кукурудзяне кормове
І Борошно льняне І
Борошно соєве
необезжирене
Борошно соєве
напівобезжирене
Борошно соєве
знежирене
І Борошно рибне І
Буряковий жом
сухий
Виноградні вижимки
свіжі
I Висівки просяні
I Висівки пшеничні І
I Висівки рисові I
I Висівки ячмінні
Гідрол
І Глюкоза
48
Продовження додатка
Інтегральні стехіометричні рівняння процесів ферментації
49
ІШШк. ферментація
КІНЕТИЧНІ ОСНОВИ
МІКРОБІОЛОГІЧНИХ ПРОЦЕСІВ
2.1. Моделі Мальтуса і Моно
Кінетичні криві росту мікроорганізмів в закритих системах (періодичне
культивування) мають складний хзрактер (рис.2.1) [1,2].
Рис.2.1. Типова кінетична крива росту популяції мікроорганізмів в періодичному процесі:
X - концентрація біомаси; Xn - початкова концентрація біомаси; т - час проведення процесу
Досить довільно розрізняють декілька фаз в розвитку культури.
Після уведення інокуляту в ПС спостерігають індукційний період (лаг-фазу)
(1), протягом якого помітного росту біомаси не відбувається. В цей період клітини
пристосовуються до середовища: перебудовується метаболізм клітин, синтезуються
ферменти, специфічні для даного субстрату, активується біосинтез білка, збільшується
концентрація PHK за постійної концентрації ДНК. Хоча поділу клітин не спостерігають,
але в цей період збільшується об’єм клітин, який в загальному вигляді може бути
виражений як
50
Кінетичні основи мікробіологічних процесів
. V = V0ec\ (2.1)
де V0 - вихідний об’єм окремої клітини;
C - постійна швидкості росту клітини [3].
Згідно з Берталанфі, після досягнення мікроорганізмом певного співвідношення у
величині клітинної поверхні і об’єму клітини розпочинається її поділ з утворенням двох
дочірних клітин, внаслідок чого чисельність популяції починає зростати зі швидкістю,
яка постійно збільшується. Цей період збільшення швидкості називають перехідним.
Індукційний період замінюється фазою експоненційного росту (II), протягом
якої швидко накопичується біомаса.
Експоненційна фаза росту не може тривати необмежено, тому вона переходить
у фазу лінійного росту (III), яка характеризується більшим або меншим лінійним
ростом культури. Процес вже не підкоряється логарифмічній залежності росту біомаси
від часу.
Після лінійної фази росту настає досить нетривалий період уповільнення росту
(IV), після чого ріст культури переходить в стійку і тривалу стаціонарну фазу (V).
Швидкість приросту біомаси компенсується швидкістю загибелі й лізису клітин.
Для ділянки (IV), яку ще називають ‘‘фазою росту, що згасає”, Коно [4] пропонує
систему диференціальних рівнянь, але для кожного виду мікроорганізмів ця система
будується на основі експериментальної кривої росту біомаси, тобто система має
феноменологічний характер і не може бути основою для прогнозування процесу. Іншими
словами, характер процесу зумовлюється не початковими, а кінцевими умовами стану
системи.
З іншого боку, результати досліджень Коно свідчать про труднощі, з якими
стикаються дослідники, спробуючи створити загальну математичну модель накопичення
біомаси популяції, що зростає. Тому в більшості робіт з математичного моделювання
дослідники обмежувались розглядом лише усієї кінетичної кривої. “Вихідною точкою”
служила фаза експоненційного росту, закономірності якої використовувались для ширшого
опису поведінки популяції.
Після того, як система повністю буде виснажена субстратними речовинами,
відбуваються істотні фізіологічні зміни клітин і, переважно, спостерігається фаза
відмирання культури (VI), яка часто супроводжується повним лізисом клітин.
Принциповою особливістю кінетики мікробних популяцій є залежність швидкості
росту культури від концентрації одного або декількох важливих компонентів
середовища, які забезпечують біосинтетичну основу метаболізму. Ці компоненти,
які одержали назву лімітуючих субстратів, у певному ступені регулюють швидкість
росту популяції.
В результаті експериментальних досліджень залежності росту культур мікроорганізмів
були помічені дві особливості:
1. Швидкість зміни числа мікроорганізмів в режимі їх росту в експоненційній
фазі лінійно пов’язана з концентрацією клітин в системі.
51
ІЩЯ|_ ФЕРМЕНТАЦІЯ
T1TlTiTaafffrffffnffP■ ... .— ..
Вперше це помітив Р. Мальтус. Він прийняв простий і очевидний постулат,
що приріст біомаси в часі прямо пропорційний початковій концентрації
біомаси:
AX = \aXAt,
де AX- приріст біомаси за час Дт, X- біомаса (концентрація, маса), ц - коефіцієнт
пропорційності.
У диференціальній формі вираз набуває вигляду:
dX= IiXdx
де Xn, X -початкова маса популяції мікроорганізмів та її маса через час т.
За суттю останній вираз є геометричною прогресією1. Якщо знехтувати лаг-
фазою, то він точно описує фазу експоненційного росту. Ріст біомаси за таким законом
можливий, якщо постійно додавати все більшу кількість субстрату, зберігаючи
початкову концентрацію біомаси. Такому закону, наприклад, відповідає притоковий
процес одержання харчових дріжджів. При цьому швидкість росту біомаси
розраховують, використовуючи коефіцієнт приросту ем.
Коефіцієнт пропорційності |і інакше називають питомою швидкістю росту,
год*1 (с1, доба*1). За Мальтусом ц залежить тільки від виду живої істоти і є сталою
величиною.
2. Встановлено, що переважно значення питомої швидкості росту залежить від
концентрації лімітуючого субстрату S і ця залежність може бути подана у формі
де S - концентрація лімітуючого субстрату, }л/пах - максимально можлива питома
швидкість росту за найсприятливих умов, Ks - така концентрація лімітуючого
субстрату, за якої питома швидкість росту дорівнює половині від максимальної. Чим
менше Ks, тим менше лімітуючий фактор росту за субстратом. Коефіцієнт Ks ще
називають константою спорідненості субстрату до мікроорганізму
Вперше на залежність швидкості росту культури від концентрації субстрату
звернув увагу Моно, тому рівняння одержало назву рівняння Моно. За своєю
1 Р.Мальтус є автором філософсько-політичної концепції, що одержала назву “мальтузіанство”, згідно з
якою приріст людства відбувається в геометричній прогресії, а приріст продуктів харчування - в
арифметичній. Наявність диспропорції Мальтус пропонував ліквідовувати штучним обмеженням
народонаселення через знищення або стерилізацію народів малорозвинених (на його думку) країн, хворих
та недієздатних. Сучасні послідовники Мальтуса гуртуються в організації “Римський клуб”.
о
X = X е»\
п ’
(2.2)
S
Ц Цтах Ks + S ’
(2.3)
52
Кінетичні основи мікробіологічних процесів
формою це рівняння відповідає залежності швидкості росту ферментативної реакції
від концентрації субстрата (рівняння Міхаеліса-Ментен). Основний постулат,
закладений в основу моделі, теж доволі простий: оскільки швидкості фермен¬
тативних реакцій, в тому числі відповідальних за репродуктивні механізми,
як і будь-яких хімічних реакцій, залежать від концентрації субстрата-
реагента, то швидкість збільшення біомаси в часі залежить від концентрації
субстрата. Попри залучення до моделі теоретичних міркувань, модель Моно має
експериментальний характер і досить спрощено розглядає механізми взаємодії
субстратів з клітиною, в той час як кінетика ферментативних реакцій має глибоке
наукове підґрунтя.
Розглянемо ці основи [5].
2.2. Кінетика ферментативних реакцій Міхаеліса-Ментен
У ферментативних реакцій є особливість, яка відрізняє їх від звичайних хімічних.
Ця особливість полягає у явищі насиченості субстратом. Було знайдено, що при
низький концентрації субстрата швидкість реакції “v” зростає пропорційно концентрації
субстрата, тобто стосовно субстрата реакція має перший порядок. Однак у міру
збільшення концентрації субстрата швидкість реакції зростає все повільніше і
пропорційність порушується. При подальшому збільшенні концентрації субстрата
швидкість реакції стає постійною і вже не залежить від його концентрації. Реакція
набуває нульовий порядок за субстратом. Хоча ефект насичення характерний для
усіх ферментів, конкретні значення концентрації субстрата, при якому досягається
насичення, для різних ферментів є різними.
Дослідження ефекту насичення привело JI. Міхаеліса і М. Ментен в 1913 році
до створення загальноїтеорії дії ферментів і ферментативної кінетики. Згідно з цією
теорією фермент E спочатку реагує з субстратом S, в результаті чого утворюється
фермент-субстратний комплекс ES
Вважається, що обидві реакції є зворотними; к,, к2, к3, к4 - константи швидкості
двох прямих і двох зворотних реакцій.
Подальші позначення: [Е] - загальна концентрація фермента (як у вільній, так і
у зв’язаній формі, [ES] - концентрація фермент-субстратного комплексу, а різниця
[Е] - [ES] - концентрація вільного, не пов’язаного з субстратом фермента.
k
к.
'2
який потім розкладається на вільний фермент і продукт Р:
± Е + Р.
k
‘4
53
ДЯЯЯі ФЕРМЕНТАЦІЯ
шпицддддьддшядщдмм^— ■ ■ ■ ■ .
Оскільки концентрація субстрата [S] звичайно перевищує концентрацію
фермента [Е], числом молекул S, пов’язаних з ферментом в будь-який момент часу,
можна знехтувати.
Швидкість утворення ES з E і S описує рівняння
= k, ([Е] - [ES])[S].
at
Швидкість утворення ES з E і P дуже мала, і нею можна знехтувати.
Аналогічно швидкість розкладу ES описує рівняння
-®^ = k,[ES] + k3[ES].
Якщо швидкість утворення ES дорівнює швидкості його розкладу, то це значить,
що реакційна система знаходиться в стаціонарному стані і концентрація ES
підтримується на постійному рівні:
k,([E] - [ES])[S] = k2[ES] + k3[S],
Перетворюючи цей вираз, одержуємо:
[S]([E] — [ES]) k2+k3 к
[ES] k, •
“Об’єднана” константа K називається константою Міхаеліса. Для
m г ^
стаціонарного стану процесу вираз набуває вигляду:
Km + [S]
Оскільки початкова швидкість v ферментативної реакції пропорційна концентрації
комплекса ES, то можна записати:
у = k3[ES].
Якщо концентрація субстрата є настільки великою, що практично увесь фермент
в системі знаходиться у вигляді фермент-субстратного комплекса ES, то швидкість
реакції досягає максимального значення, яке дорівнює
V = k [Е].
max 3L J
Перетворюючи вирази, одержуємо:
[E][S]
v = k
3Km+[S]’
k [E][S]
3Km+[S]
K ax k3[E]
54
Кінетичні основи мікробіологічних процесів J
Розв’язуючи це рівняння відносно V, маємо:
V= -J5U
ma‘ Km +[S]
Це і є рівняння Міхаеліса-Ментен, яке виражає кількісне співвідношення між
швидкістю ферментативної реакції і концентрацією субстрата, за умови, що обидві
константи K і V відомі.
m max
В окремому випадку, коли v = VxmJl, можна записати:
_ Уж [S]
2 Km +[S]
Звідси Km = [S].
Отже, можна бачити, що константа Km дорівнює концентрації субстрата, за
якої швидкість реакції становить половину від максимальної.
Величина Km не має суворо фіксованого значення. Вона може мінятись в
залежності від структури субстрата, від pH і температури.
2.3. Фізико-хімічне обгрунтування рівняння Моно
Проводили кількісний аналіз закономірностей росту мікробної популяції для фізико-
хімічного обґрунтування рівняння Моно.
Спочатку уявили простішу кінетичну схему автокатал ітичної реакції з розкладанням
каталітичних центрів:
N
S
+
число центрів, які подвоюються
,субстрат
при взаємодії з субстратом
(у живих клітинах)
2N + P (продукт)
Після математичного аналізу було встановлено, що згідно з такою схемою
питома швидкість росту лінійно залежить від початкової концентрації субстрату і
може бути необмежено великою. Це суперечить експериментальним даним і рівнянню
Моно. Отже, подана схема потребує додаткового ускладнення.
Схема з рівноваговим “насиченням ” клітин мікроорганізму субстратом
k
S
Субстрат
+
N
K
X
число центрів, які
>
“насичена”
подвоюються при взаємодії
<
форма
з субстратом
клітин
-> 2N
Згідно з цією схемою субстрат зворотно і рівновагово взаємодіє з мікроорганізмами,
утворюючи “насичену” форму клітин X, яка здатна до поділу з виникненням двох
55
ІМШк. ФЕРМЕНТАЦІЯ
“насичених” станів N. На схемі процес рівновагового “насичення” клітин
охарактеризований константою рівноваги К, процес поділу - константою рівноваги к.
Математичний аналіз приводить до рівняння виду
H(S)=- kS°
K+sn
(2.4)
Це рівняння схоже на рівняння Моно. Отже, емпіричне рівняння Моно можна
одержати з теоретичного аналізу кінетики росту мікробної популяції в рамках доволі
простої кінетичної схеми.
Щодо цієї схеми є заперечення якісного характера: переважно, субстрат після
надходження в клітину істотно трансформується і вихід його в незмінному вигляді
малоімовірний.
Схема з иезворотною трансформацією субстрату в клітині
Субстрат взаємодіє з каталітичними центрами усередині клітини, що приводить
до утворення метаболітів, які уможливлюють поділ клітини і подвоєння центрів, з
якими взаємодіє субстрат.
Математичний аналіз приводить до рівняння виду
H(S) =
k2 /к, +S0
(2.5)
Для одержання цього рівняння процес був поділений на дві стадії: одна з них залежить
від концентрації субстрата, і швидкість цієї стадії може бути відрегульована концентрацією
субстрата, а друга є лімітуючою стадією в процесі клітинного поділу.
Принципово важливим висновком є твердження, що рівняння Моно відбиває
багатостадійний характер росту культур.
Насправді процес є ще складніший, але навіть застосовуючи тристадійну схему,
необхідно розв’язати кубічне рівняння. Складнощі майже неможливо подолати, якщо
аналіз кінетики пов’язаний з дослідженням чотиристадійних або п’ятистадійних процесів.
2.4. Математична модель Кобозєва
Н.І. Кобозєв [6,7] зробив спробу розглянути в загальному вигляді кінетику
зворотного розмноження прототипів X, використовуючи класичний доробок уявлень
про автокаталіз:
56
Кінетичні основи мікробіологічних процесів
Випадок 1.
Рівноваговий процес, в якому утворюються нові частинки, і зворотний процес
перетворення частинки в субстрат:
S + X 2Х,
де S- субстрат.
В загальному вигляді цей процес є рівноваговим, а його незворотна форма є
лише окремий випадок процесу.
Швидкість утворення будь-якого прототипу дорівнює
dcv
— = ki(cs°-CxK-Mx0
dT
де Cs0, сх - початкові і наявні концентрації відповідних частинок, а к, і к2 - константи
швидкостей прямого і зворотного процесів. Після множення правої і лівої частин цього
рівняння на квадрат об’єму системи V2 Кобозєв одержав:
V2^ = k,(c°-cx)VcxV-k2(cxV)\
dx
або
^ = P1(S0-X)X-P2Xj, (2.6)
ат
де X, S, S0 - повні кількості відповідних компонентів, am, = k,/V і m2 = k/V -
константи швидкостей прямого і зворотного процесів у новій метриці. Зрозуміло, що
ці константи є сталі величини і не залежать від концентрації субстрату.
dX Л .
З умови рівноваги ”7“співвідношення між константами швидкості і
ат
рівноваговою кількістю частинок X0 записується як
— xQ
Ш S0-X/
або
x^s-TTi?' (2-7>
де K1 - константа рівноваги для розмноження частинок Ф (за Кобозєвим Ф -
будь-який прототип, що розмножується). Після виключення т2 з рівняння (2.6)
одержано:
ЙІШ'Дк.. ФЕРМЕНТАЦІЯ
В інтегральному вигляді рівняння має вигляд:
X =
S
(2.9)
X
де Xn - початкова кількість частинок, що розмножуються.
При t = 0 X = Xn; при t = оо X = Хк.
В даному випадку вид кривої і межа розмноження визначаються вичерпанням
субстрату і термодинамікою розмноження, тобто константою рівноваги K1
(константа швидкості розмноженню т, завпеди входить у вигляді добутку rr^t і визначає
тільки часовий масштаб процесу, але не його функціональний вигляд і не межу
розмноження).
Ні при яких значеннях константи рівноваги K це рівняння не переходить в криву
необмеженого росту. Гранична величина розмноження дорівнює:
Коли K = оо, досягається найвища межа розмноження; вона обмежується
вичерпанням субстрату.
Випадок 2 - незворотне розмноження.
В цьому випадку K = оо. Диференціальна форма рівняння має вигляд:
Випадок 3. Рівновагове розмноження прототипів відбувається при постійній
концентрації субстрату S0.
У диференціальній формі рівняння має вигляд:
- = ^1(S0-X)X
ах
(2.10)
а інтегральна -
(2.11)
^p = (H1S0-H2X)X,
ат
(2.12)
а в інтегральній формі -
Кінетичні основи мікробіологічних процесів
У третьому випадку гранична величина розмноження Xk визначається тільки
рівновагою, оскільки вміст субстрату весь час підтримується на певному рівні
постійним підведенням, як це відбувається при живленні біологічних систем.
Важливою особливістю третього випадку є здатність у разі збільшення
термодинамічної константи K переходити від обмеженного розмноження до
процесу необмеженного росту.
Справді, при K = со X = оо.
Випадок 4. Консекутивне автокаталітичне розмноження прототипів.
В цьому випадку обмежувальним фактором розмноження є загибель частинок
та їх виведення з системи (випадок відкритої термодинамічної системи). Процес
такого розмноження частинок записуємо у вигляді:
де m і р - кінетичні порядки генерації і загибелі частинок (клітин).
При m > р межа розмноження спостерігатись не буде і одержимо криву
необмеженного росту. Лише за умови m < р одержують кінетику з обмеженим ростом.
За умови m = 1 і р = 2
Це рівняння повністю збізається з інтегральним рівнянням Ферхюльста (див.
далі).
Кобозєв зробив такі висновки:
1. Кінетика розмноження обмежується трьома основними факторами:
-вичерпанням субстрату,
-рівновагою,
-загибеллю частинок.
2. Можливий такий випадок розмноження, коли у разі збільшення константи
рівноваги нормальний обмежений ріст переходить в необмежений патологічний ріст,
який відбувається за експоненціальним законом.
' 3. На відміну від росту фізико-хімічних систем, не пов’язаних граничними
розмірами і формою, гранична величина і морфлогія біологічних об’єктів може бути
забезпечена тільки рівноваговим ростом. Того самого потребує регулювання
біологічного росту за допомогою інформації і зворотного зв’язку, можливих тільки
при зворотності процесу.
S0 + X -> 2Х X + S',
де S' - субстрат, який не є тотожним вихідному субстрату S.
В загальному вигляді для швидкості такого процесу можна записати
(2.14)
(2.15)
(2.16)
59
BEBfflIlL ФЕРМЕНТАЦІЯ
ІІ1НШ У'ПГЛГЦттьуВТіНЧИ і . . ■
4. Збільшення ентропії (неупорядкованості) складних прототипів, що розмно¬
жуються, повинно викликати пришвидшення росту і межі їх розмноження. При достатньо
великій ентропії розмноження і ріст клітин набуває характер необмеженого
експоненційнозростаючого процесу. Ця картина може розглядатись як фізико-хімічне
зображення виникнення і росту злоякісних новоутворень.
2.5. Інші математичні моделі росту біомас
Математичний аналіз показуює, що кінетичне обгрунтування залежності
швидкості росту популяції мікроорганізмів від концентрації субстрату може бути
одержано і з використанням уявлення про механізм біосинтезу нуклеїнових кислот і
білка.
Численні дослідження, результати яких автори намагались інтерпретувати на
основі уявлень Моно, показали, що відповідність експериментальних даних
розрахунковим, є радше винятком, ніж правилом.
Крім рівняння Моно, в різний час були запропоновані й інши рівняння, які так чи
інакше описували кінетику росту культур мікроорганізмів, наприклад, питома
швидкість їх росту може бути представлена функцією концентрації субстрату (рівняння
Тесьє) [1]:
ц = тт(1-е-к5), (2.17)
де k - експериментальна константа.
Це рівняння не має достатньо ясного молекулярного обгрунтування і його
обмежено застосовують на практиці.
Герберт і співавтори [8], досліджуючи ріст Aerobacter cloacae, показали, що
кращий збіг з експериментальними даними спостерігається у разі використання
виразу *■
S
H = Hmax к +s -Hx (2.18)
За думкою авторів, член цх враховує “ендогенний метаболізм”, що не брав
до уваги Моно, який розглядав тільки перетворення субстрату в біомасу популяції
[4].
Поуел [9] розглядав процес росту на тій підставі, що біосинтетичні процеси в
клітині відбуваються не в кінетичній, а дифузійній зоні і обмежуються доступом
субстрату крізь клітинну оболонку. При цьому, якщо за рівнянням Моно величину
субстрату можна виразити як
с KsH
(2|9)
г* max г*
то, як вважає Поуел; субстрат, що продифундував і бере участь в біосинтетичних
процесах, визначається залежністю
60
Кінетичні основи мікробіологічних процесів
— (2.21)
S= +Ф-
М'тах
-ц ц
max
де Ф - константа, яка залежить від коефіцієнтів дифузії субстрату зовні і усередині
мікроорганізму. Звідси переходять до звичнішого написання:
S(Himx-H)
Hmax — -• (2.22)
Поширення набув вираз, запропонований Мозером [10]:
Sx
Ц = Цпіах Ks + Sx (2’23)
Уведення в рівняння Моно емпіричного фактора %(%> 1) дає, на думку Мозера,
різкішу залежність величини 11 від концентрації субстрату, що більш відповідає
експериментальним фактам.
2.6. “Мікроскопічний” підхід до опису залежності росту
культур мікроорганізмів від концентрації лімітуючого
субстрату
Вищеописаний підхід до опису кінетики росту мікробної популяції має
“макроскопічний” характер. Ріст культури мікроорганізмів представлений як
авто каталітичний процес, що йде з накопиченням активних каталітичних систем, які
самокопіюються.
Методологія побудови кінетичних рівнянь мікробного росту може бути заснована
на іншому підході - на розрахунку хіміко-кінетичних уявлень часу подвоєння t
клітинного матеріалу, з урахуванням того, що цей час визначається якимось лімітуючим
біохімічним процесом. За умови, що цей час можна розрахувати, ріст популяції в
експоненційній фазі описує рівняння
M = M *2* (2.24)
де M- концентрація біомаси в будь-який момент часу t; M0 - початкова концентрація
біомаси; т - характеристичний час біохімічного циклу, який лімітує поділ (подвоєння).
Найпростіша кінетична схема:
E >-*°NA
S * S'
На першій стадії процесу відбувається трансформація вихідного лімітуючого
субстрату під дією фермента (або ферментної системи) E з утворенням ключового
метаболіту S'. Цей процес є звичайною ферментативною реакцією, і кінетика його
описується класичним рівнянням Міхаеліса-Ментен. Метаболіт S' бере участь в
61
ФЕРМЕНТАЦІЯ
процесі реплікації ДНК і в інших процесах, які приводять до накопичення клітинного
матеріалу Р. При цьому мають на увазі, що швидкість синтезу ДНК пропорційна
концентрації проміжного метаболіту S' і може бути охарактеризована константою
швидкості aR. За фізичним сенсом це може бути константа швидкості подовження
полімерного ланцюга на одну основу. Важливим є і те, що швидкість біосинтезу
фермента E і білків реплікаційного комплексу - відносно швидкі процеси, концентрації
цих компонентів постійні і не входять в рівняння шидкості процесу.
На підставі цих уявлень і аксіом математично одержано, що
_ aR +a B(KS + S0)
R «я ‘ kMTES0 ’ <2-25>
де ккат - каталітична константа швидкості лімітуючого фермента; В - кількість
синтезованої ДНК , тобто ДДНК = В.
З іншого боку, на початку процесу, коли S = S0,
ДДНК = B = а* — -hi-ES° t.
CtR Ks +S0
З рівняння видно, що час подвоєння ДНК Tr залежить від концентрації субстрату
S0 і зворотно пропорційний активності лімітуючого фермента ккат.
Динаміка зміни числа клітин в популяції з урахуванням останнього рівняння
визначається співвідношенням
M = М02
QCr 4- OC Kg + S0
<*R kK.TES0
тобто питома швидкість росту культури матиме вигляд
Г In 2 0,693
ї = — = —— (2.26)
1R 1R
При “насиченій” концентрації субстрату максимальну питому швидкість можна
розрахувати з рівняння
OCr+OC1 k E
^ах=-^-'п2—> (2.27)
з якого видно, що основними факторами істотного зменшення IImax порівняно з ккаг є
aR + а
розподіл потоків ключового метаболіту 7 і мала кількість в клітині лімітуючого
aR
фермента порівняно з кількістю ДНК.
* * *
Розглянутий підхід і одержане рівняння питомої швидкості росту відповідають
найпростішому випадку - лінійному розвитку в часі реплікаційного процесу. У
62
Кінетичні основи мікробіологічних процесів
практиці можуть бути відхилення від цього закону, які зумовлені складнішим
характером процесу. Але при цьому багатостадійність трансформації субстрата в
умовах, коли лімітує лише одна зі стадій, не відбивається на рівнянні швидкості
реплікації. Так само на максимальній швидкості росту популяції не відбивається і
наявність швидкого рівновагового транспортного процесу субстратних речовин в
клітину.
Важливі явища у процесі росту індивідуальної клітини пов’язані з процесами
старіння або інактивації ключових ферментних систем. Математичний аналіз показав,
що під час старіння клітин повинна існувати порогова мінімальна концентрація
субстрату, нижче якої мікробний ріст неможливий. Цю концентрацію субстрату (SKp)
знаходять з рівняння
K
S
’ і*1_1 (2.28)
XB
де І - кінетичний параметр, який характеризує інактиваційні процеси.
Фізичний сенс цього ефекту пов’язаний з тим, що при малих концентраціях
субстрату реплікаційний процес йде настільки повільно, що інактиваційні процеси
встигають блокувати ріст клітини.
* * *
Виникає запитання: які числові дані характеризують величини цтах і Ks? Аналіз
літературних даних показав, що значення цтах знаходяться в межах 0,036...36 год\
Середня максимальна питома швидкість росту дорівнює 0,36 год-1. Нижня межа цтах
визначається малою життєздатністю популяції клітин, які мають низькі швидкості
росту, а верхня межа визначена швидкістю синтезу полімернх молекул. Наприклад,
синтез молекули ДНК триває приблизно 15 хвилин, відтак максимальна питома
швидкість росту популяції дорівнює 2... 2,5 год1. %
Значення Ks знаходиться в діапазоні IO2... IO'8 моль/л1. З імовірністю 0,5 будь-
який взятий мікроорганізм матиме константу спорідненості з лімітуючим субстратом
IO*5 моль/л (для глюкози 0,0018 кг/м3).
2.7. Інгибування росту мікроорганізмів
Інгибування або інактивація росту популяції мікроорганімів- дуже поширене
явище. Існують дві основні класифікації інгибіторів росту мікроорганізмів:
-за “мішенню”, на яку діє та чи інша речовина,
-за кінетичним механізмом дії.
У першій класифікації виділяють такі типи дії:
2 Якщо, припустимо, субстратом є глюкоза, яка має молекулярну масу 180, то Ks знаходиться
в межах 1,8.10-6... 1,8 кг/м3.
63
ферментація
1. Інгибітори, які діють на ДНК (наприклад, налідиксова кислота, яка гальмує
синтез ДНК).
2. Інгибітори, які діють на PHK (наприклад, антибіотик актиноміцин Д, який
руйнує механізм синтезу РНК).
3. Інгибітори синтезу білка (цілий ряд антибіотиків, які не дають можливості
утворення пептидних зв’язків).
4. Інгибітори синтезу полімерів бактеріальної клітинної стінки (муреїн,
тейхоєві кислоти, пеніцилін).
5. Мембраноактивні речовини (толуол, хлороформ, спирти, феноли, деякі
антибіотики).
6. Інгибітори енергетичних процесів (наприклад, 2,4-динітрофенол, який
заважає окиснювальному фосфорилюванню).
7. Інгибітори лімітуючого фермента (найрізноманітніши сполуки).
За кінетикою дії виділяють такі класи інгибіторів:
1. Речовини, які незворотно діють з компонентами мікробної клітини, що росте.
Незворотне інгибування - відносно повільний процес, що розвивається в часі.
2. Речовини, які швидко і зворотно взаємодіють з молкулами “мішені”,
об’єднують в клас зворотних інгибіторів.
3. Інгибування продуктами ферментації. Ці процеси можуть бути як незворотними,
так і зворотними.
4. Інгибування надлишком субстрату.
Н.Д^. Єрусалимський припустив, що коефіцієнт m залежить не тільки від кон¬
центрації лімітуючого субстрату, але і від концентрації метаболітів, які інгибують
ферментну систему. З врахуванням цього рівняння Моно-Ієрусалимського набуває вигляд
S Kp
Ц-Цтах Ks+S Kp+ р’ (229)
де P- концентрація інгибуючого агента, Kp - концентрація інгибуючого агента,
при якій питома швидкість росту дорівнює половині максимальної.
В реальній ситуації визначити, який саме продукт метаболізму гальмує розвиток
популяції та ще й встановити його концентрацію надзвичайно важко, тому прийняли,
що концентрація цього метаболіту прямо пропорційна кількості переробленого
субстрату:
P = A(S0-S),
де S0 - початкова концентрація субстрату, А - коефіцієнт пропорційності.
Якщо поділити праву частину рівняння на цей вираз і ввести нову константу
Kps = Кр/А, то одержимо вираз
64
Кінетичні ОСНОВИ мікробіологічних процесів
... ■■ — .. . ... ..... . ... —Г. ■■
_ S Kps
ц Цтах Ks+S Kps+ S0-S' (2-30)
Чим більше константа Kps, тим менше вплив на процес інгибуючих продуктів
метаболізму.
Відомо, що існує співвідношення між масою субстрату, що спожита, і кількістю
біомаси X, що утворюється з цього субстрату, а:
S0-S
CX = -^- (2.31)
Якщо підставити цей вираз в попередній, рівняння Моно набуває вигляд
_ S0 -OtX Kps
Ц_Цга“ Ks +S0 -аХ Kps + аХ (2’32)
Особливість цього виразу полягає в тому, що замість вимірів поточної
концентрації субстрату S, вимірюють поточну концентрацію біомаси X, що іноді
зручніше.
У разі надлишку субстрату проміжний комплекс “фермент-субстрат” здатний
реагувати ще з одною молекулою субстрату. При цьому утворюється новий комплекс
“субстрат-фермент-субсртат”. Цей комплекс не має реакційної здатності для
подальшої трансформації.
Рівняння питомої швидкості росту мікроорганізмів при інгибуванні процесу
субстратом можна представити так:
HmS
M — £-21—
г ґ . \
S
: +-
кімЬ,
іеф у
(2.33)
де Кіеф - концентрація субстарту, при якій питома швидкість росту порівняно з
максимальною зменшується в 2 рази.
При відносно низьких концентраціях субстрату, коли S « Кіеф, рівняння
перетворюється у звичайне рівняння Моно:
.. _ HmS0
K +S (2-34)
is^ Беф
При високих концентраціях субстрату, коли S0 » Кіеф, швидкість росту
мікроорганізмів описує рівняння
uS
\1 = ~
I + — (2.35)
K
ісф
65
EBSfflfflfflL ФЕРМЕНТАЦІЯ
2.8. Інтегральна форма рівняння росту мікробної популяції
При періодичному культивуванні ріст популяції зупиняється на деякому
граничному рівні, який може характеризуватись граничною максимальною кон¬
центрацією клітин X .
Підстановка рівняння Моно або Моно-Ієрусалимського, які описують
залежність питомої швидкості росту від концентрації субстрату й інгибітора, у
рівняння Мальтуса, є некоректною, оскільки рівняння Мальтуса є справедливим
лише за постійної концентрації біомаси і за постійної питомої швидкості росту. З
деякою похибкою рівняння Мальтуса можна використовувати, якщо весь час
поділити на деяку, достатньо велику кількість часових проміжків Дт. У кожному
окремому проміжку діє своя початкова концентрація біомаси і своя питома
швидкість росту.
Недоліками такого способу одержання залежності X =/(т) є те, що рівняння
2.34 і 2.35 не можна записати у явному вигляді. Крім того, потрібно знати багато
експериментальних констант (Ks, Kps, цтах, а).
У 1838 році Ферхюльст висловив ідею, що всім живим істотам притаманна
внутрішньовидова конкуренція (ворожнеча), яка збільшується зі зростанням
концентрації біомаси. Вираз Мальтуса був доповнений ще одним членом:
де P- коефіцієнт внутрішньовидової конкуренції. В диференціальному вигляді
рівняння має вигляд:
Це рівняння одержало назву “рівняння логістичної кривої” (РЛК). Воно не має
біохімічного підґрунтя, а квадрат при концентрації біомаси - довільний індекс, який
відповідає деяким експериментальним даним. Сучасний математичний аналіз
показав, що в умовах виснаження субстрату в диференціальному рівнянні росту виникає
від’ємний, справді квадратичний за біомасою член. В рівнянні Ферхюльста питома
швидкість росту ц є сталою величиною, що, зрозуміло, не відповідає експери¬
ментальним даним. Для аеробних процесів числове значення ц = 0,05...0,5 год'1
(середнє значення 0,1.. .0,2 год1). Для анаеробних процесів ці величини в 10.. .20 разів
менше.
ґ
X = Xn ехр цтах
(2.36)
\
або
/
(S0-(XX)Kps
х = Xn ехр ц,
2 Дх
(Ks+S0-ocX)(Kps+ccX)
ДХ = цХД - PX2At
(2.38)
dX/dx = цХ - рХ2
(2.39)
66
Кінетичні основи мікробіологічних процесів
. — і ■ ■ ■■■■■ ■■!■■■ ■■■■■■■■■■■ , ітЗЯя^^^^^^^^НІ^дяИНИИ
Яровенко і співавтори [11] визначили питомі швидкості росту мікроорганізмів
(|і) і константи швидкості синтезу біомаси (K)3. Результати дослідів подано в
табл.2.1:
Таблиця 2.1
Організми
Конц.
сусла,
% АСБ
Об’єм
ПМ, %
г°д_1
Конц.
АСБ,
г/л
V
г°д-
Спосіб
фермен¬
тації
к,
год1
Мікрогриби:
Asp.avamori (Гл)
18
1...2
0,006...
0,01
11,0
158...192
Період.
0,006
Asp.avamori
(Ліпокс)
11
2 і 80
0,01...
0,02
6,7
72...80
Безпер.
0,011
Asp. orizae
10
1...2
0,008...
0,01
9,5
72...80
Період.
Бактерії:
Cl. acetobutilycum
5...6
3 і 80
0,12...
0,22
5...6
30...67
Безпер.
0,213
Cl. acetobutilycum
Період.
0,096
Brembacterium
20
6...8
0,08...
0,12
21...22
58...65
Період.
0,079
Acetobacter acedi
10
5...6
0,07...
0,18
0,7...3,
9
30...52
Безпер.
0,017
Вас. diastatycus
(60°)
4
1,0
0,1...
0,25
3...4
10...12
Період.
0,138
Bac.subtylus
10
1,0
0,09...
0,18
8...9
32...36
Період.
0,097
Вас. mesentericus
г
5
1,0
0,06...0
,14
3...4,8
42...48
Період.
0,067
Дріжджі:
Sacch. cerevisiae
(спирт, в-во)
16...18
8...80
0,12...0
,35
8...13
48...56
Безпер.
0,12
Sacch. cerevisiae
(хлібопек. дріжджі)
5
6...12
0,1...
0,24
4...5
46...52
Період.
0,111
Candida maltoza
(кормові дріжджі)
6...8
6...8
0,11 ...0
,16
5...6
8...12
Безпер.
0,104
Як видно з таблиці, швидкості росту бактерій дещо менше від швидкостей росту
дріжджів, але швидкості росту мікрогрибів ще менше, хоча при переході на безперервне
культивування вони збільшуються в 2 рази.
3 Константа швидкості синтезу біомаси визначалась з виразу K = — Ig —: , де а - концентрація
т (а-Ь)
субстрату, в % сухих речовин; b - еквівалентна концентрація біомаси, в % сухих речовин; т - час
культивування, год.
67
ИЯДЦ^ ФЕРМЕНТАЦІЯ
Коли процес у завершальній фазі стає сталим, то dX/dx = 0, а концентрація біомаси
стає кінцевою, тобто X = Xk (Xk - теоретична величина, до якої наближається поточна
концентрація біомаси X при нескінченному часі культивування). Тоді цХк - |ЗХ2 = 0.
Звідси р = \х /Хк.
Диференціальне рівняння можна переписати у вигляді
Якщо час ферментації t, який близький до нуля (початковий етап розвитку),
рівняння набуває вигляду X = Xn. При нескінченному часі ферментації (t = Ґ)
біомаси, яке дорівнює половині Xk (X = Хк/2).
Теоретичну величину Xk легко знайти з ідеального балансу, одержаного
розв’язанням інтегрального стехіометричного рівняння. Звичайно ця величина
становить 10...50 кг/м3. Початкова (посівна) концентрація біомаси для аеробних
процесів в 10... 100 разів менше.
Миттєва продуктивність g за моделлю PJlK має вигляд рівняння в диферен¬
ціальній формі:
Максимальну (екстремальну) продуктивність можна визначити, як звичайно,
беручи похідну, прирівнюючи її до нуля і визначаючи концентрацію X, за якої
продуктивність буде максимальною:
Отже, найбільша миттєва продуктивність за моделлю PJIK спостерігається
завжди при поточній концентрації біомаси, що дорівнює половині кінцевої.
Максимальна продуктивність при цьому значенні X становить
Середньою продуктивністю називають відношення біомаси або іншого
цільового продукту, що накопичився за час культивування х, до величини цього часу.
В рамках моделі PJIK середня продуктивність Gcep становить:
(2.40)
Інтегральний вигляд рівняння такий:
(2.41)
г
(2.42)
g = |д.--^-2Х - 0; звідси X = Xk /2
Х„
(2.43)
68
Кінетичні основи мікробіологічних процесів ^ИцЦііДД
Прирівнювання похідної від цієї функції до нуля дає вираз
(X -X ) + (цХ х + 2Х - Х)е^- X е2м' = 0
V K п' K П K' п
(2.44)
Розв’язання цього трансцедентального рівняння відносно х дає можливість
визначити оптимальний час культивування при максимальній середній продуктивності.
Крім знайденого значення, це рівняння має ще два корені при х = 0 та х = оо.
2.9. Визначення ємності ферментера періодичної дії
Ємність ферментера періодичної дії V, м3, розраховують за формулою
де х- чистий час культивування, год;
хд - додатковий час культивування, потрібний на підготовку ферментера (час
завантаження сировинних продуктів, час вивантаження культуральної рідини, час,
потрібний на миття та стерилізацію ферментера; залежно від об’єму ферментера він
становить і 5...20 годин);
N - річна потужність виробництва за біомасою або іншим цільовим продуктом,
кг/рік;
K1 - коефіцієнт подальшої переробки (відношення біомаси або іншого цільового
продукту, що знаходяться у ферментері, до маси цих продуктів на виході з установки),
частка одиниці;
К, - коефіцієнт браку (відношення числа партій продукту, що відповідають
стандарту на продукцію, до загального числа партій; для мікробіологічної
промисловості цей показник знаходиться в межах 0,8...0,9), частка одиниці;
K3 - коефіцієнт заповнення ферментера (0,6...0,8), частка одиниці;
X - поточна концентрація біомаси або іншого цільового продукту, кг/м3;
п - ресурс робочого часу установки, год/рік.
Якщо кінцевим продуктом є культуральна рідина, то K1 = I, X = 1. Якщо
визначають об’єм культуральної рідини, то K1 = I, X = I, K3 = 1.
Використання математичних моделей дає можливість розрахувати час
культивування х, а відтак об’єм ферментера.
Приклад 2.1. Розрахувати об’єм ферментерів періодичної дії за умови, що процес
культивування відповідає моделі PJIK, питома швидкість росту 0,12 год1, Xn = 0,01 кг/м3,
Xk = 40 кг/м3, ступінь конверсії 80%, додатковий час культивування 20 годин. Кінцевим
продуктом є оброблена далі біомаса. Коефіцієнт виходу, браку і заповнення відповідно
0,7,0,9,0,65. Потужність виробництва-10 тис. тонн / рік. За рік установку зупиняють на
профілактичний ремонт, який проводять протягом 56 діб.
у_ (t + t.)N
KlK2K3Xn ’
(2.45)
69
ФЕРМЕНТАЦІЯ
Розв ’язання
1. Знаходимо чистий час культивування:
помп- 0,01 *40
0 01 — (40 — 001)е~012*' ’звідси т = 80’66 гоДин
2. Ресурс робочого часу п = 365 - 56 = 309 діб/рік = 7416 год/рік.
3. Повний об’єм ферментерів
у= (80,66 + 20)10000* 1000 ^10358 ^
0,7 *0,9 *0,65 *(0,8 *40) *7416
Приклад 2.2. Умови ті самі, як в прикладі 2.1, але час культивування -
оптимальний.
Розв1язання
1. Підставляючи дані задачі у вираз (2.42), одержуємо:
(40 - 0,01) + (0,12*40*т + 2*0,01 - 40)eOJ2*x - O9Ole2*012^x = 0.
Розв’язуючи рівняння відносно т (наприклад, підставляючи різні значення т),
знаходимо, що оптимальний час культивування становить « 88 годин.
2. Підставляючи значення оптимального часу культивування в інтегральний вираз
моделі PJ1K, знаходимо, що поточна концентрація біомаси повинна становити
0,01*40
0,01 + (40-0,01)е“о,:
3. Знаходимо повний об’єм ферментерів
X = 0,|2.88 = 36,24 кг/м3
у. (88 + 20)10000 * 1000
0,9*0,7*0,65*36,24*7416
Порівнюючи результати прикладів, бачимо, що попри збільшення часу
культивування з 80,66 годин до 88 годин, загальний об’єм ферментерів завдяки оптимізації
часу культивування і внаслідок цього збільшення концентрації біомаси в KP скоротився
з 10358 м3 до 9813 м3, або на 5,26%.
Приклад 2.3. Процес описується рівнянням Моно. Отже, поточну концентарцію
X можна виразити як
S0 -аХ
H1
X _ X е KS+S0-aX
Приймемо, що концентрація посівного матеріалу Xn = 0,1 кг/м3, цтах = 0,3 год1,
Ks = 10 кг/м3, S0 = 50 кг/м3, a = 2. Ступінь конверсії - 90%. Річний ресурс робочого
часу - 330 діб, додатковий час ферментації - 10 годин, коефіцієнт браку - 0,85,
коефіцієнт заповнення ферментера - 0,7, проектна потужність - 10000 м3. Визначте
потрібний стандартний об’єм ферментера.
70
Кінетичні основи мікробіологічних процесів
Розв ’язання
У процесі ферментації питома швидкість росту постійно змінюється, але
приймемо, що в проміжку деякого часу (1 год) ця швидкість є постійною.
Для першого кроку (час ферментації від 0 до 1-ї години) можна записати
0,3-^-
X = 0,Ie ІО+5°-2Х
Розв’язуючи це рівняння методом підстановок, знаходимо, що X = 0,128 кг/м3.
Ступінь конверсії дорівнює Kk= 100— 100[50 — 2(0,128-0,1 )]/50 = 0,112%.
Для другого кроку (час ферментації від 1-ї до 2-ї години):
IS-0.6X
Х = 0.І28е60-2Х
Знаходимо, що X = 0,162 кг/м3, Kk = 0,248%.
Для третього кроку (час ферментації від 2-ї до 3-ї години):
IS-0.6X
X = 0,162е 60-2 х
Знаходимо, що X = 0,207 кг/м3, Kk = 0,428%.
Для двадцять другого кроку (час ферментації від 21-ї до 22-ї години):
15-0,6 X
X = 15,75е 60~2Х
Знаходимо, що X = 18,6 кг/м3, Kk = 74 %.
Для двадцять третього кроку (час ферментації від 22-ї до 23-ї години):
І5-0.6Х
X = 18,6е 60-2 х
Знаходимо, що X = 21,18 кг/м3, Kk = 84,32 %.
Для двадцять четвертого кроку (час ферментації від 23-ї до 24-ї години)
15-0.6Х
X = 21,8е 60~2Х
Знаходимо, що X = 23,37 кг/м3, Kk = 89,48 %.
Для двадцять п’ятого кроку (час ферментації від 24-ї до 25-ї години):
І5-0.6Х
X = 23,37е 60_2Х
Знаходимо, що X = 24,27 кг/м3, Kk = 96,68 %.
Для двадцять шостого кроку (час ферментації від 25-ї до 26-ї години):
15-0.6Х
X = 24,27е 60~2Х
Знаходимо, що X = 24,69 кг/м3, Kk = 98,36 %.
Час чистої ферментації до ступеня конверсії 90% триває 24 години.
Цикл ферментації триває 24 + 10 = 34 години.
За рік можна провести 330*24/34 = 232,94 циклів ферментації.
71
РЙДДДІЬ ФЕРМЕНТАЦІЯ
За цикл потрібно отримувати 10000/232,94 = 42,93 м3 культуральної рідини.
Враховуючи коефіцієнт браку 0,85, в дійсності потрібно випускати 42,935/0,85 = 50,51 м3
рідини.
Враховуючи коефіцієнт заповнення ферментера 0,7, повний об’єм ферментера
повинен становити 50,51/0,7 = 72,15 M3 (стандарт - 80 м3)
X
Рис. 2.2. Залежність концентрації біомаси X (кг/м3)
від часу проведення процесу t (год)
Приклад 2.4. Процес росту біомаси описує рівняння Мальтуса-Моно-
Ієрусалимського
г
ґ ^ „гх,, \
X = Xn ехр
(S0 -aX)KPS
(Ks +S0- aX)(KPS + aX)
При цьому Xn = 0,01 кг/м3, цтах = 0,4 год1, а = 2, S0 = 50 кг/м3, Ks = 1,8 кг/м3,
Kps = 5 кг/м3.
Побудувати графічну залежність X=/ (т). За умов, що ступінь конверсії є
оптимальний, річний ресурс робочого часу - 330 діб, додатковий час ферментації -
10 годин, коефіцієнт браку-0,85, коефіцієнт заповнення ферментера - 0,7, проектна
потужність - 2000 м3/рік, визначити потрібний стандартний об’єм ферментера.
Розв ’язання
У процесі ферментації питома швидкість росту постійно змінюється, але
приймемо, що в проміжку деякого часу (1 год) ця швидкість є постійною.
Для усіх кроків
о I S0-2X 5 Х-25
Х = х е ''8+S0~2X 5+2Х =X ex2~23,6x-64'75
72
Кінетичні основи мікробіологічних процесів
Перетворюючи, одержуємо:
X -25
X2-23,6Х-64,75 Xn
Для першого кроку (час ферментації від 0 до 1 -ї години) можна записати
—5 —— InlOOX = O
X2-23,6Х-64,75
Розв’язуючи це рівняння методом підстановок, знаходимо, що X = 0,015 кг/м3
Для другого кроку (час ферментації від 1 -ї до 2-ї години):
X-25
X2-23,6Х-64,75
- Іп66,67Х = 0; X = 0,0225 кг/м3.
Для третього кроку (час ферментації від 2-ї до 3-ї години):
X -25
X2-23,6Х-64,75
- In 44,44Х = 0; X = 0,032 кг/м3.
Аналогічно знаходимо поточні концентрації X для усіх інших кроків.
Графічна залежність X =/(т) представлена на рис. 2.3.
Рис.2.3. Залежність концентрації біомаси X (кг/м3)
від часу проведення процесу т (год) (приклад 2.4)
Після ділення значень X для кожного кроку на час ферментації т одержуємо
залежність продуктивності P від часу ферментації т (рис. 2.4).
73
Рис. 2.4. Залежність продуктивності ферментації P (кг/год)
від часу ферментації t (приклад 2.4)
Екстремум функції досягається при т « 49 годин. Це і є оптимальний час
культивування біомаси.
Повний цикл ферментації триває 49 + 10 = 59 годин.
За рік можна провести 330*24/59 = 134,24 цикли ферментації.
За цикл потрібно отримувати 2000/134,24 = 14,9 м3 культуральної рідини.
Враховуючи коефіцієнт браку 0,85, в дійсності потрібно випускати 14,9/0,85 = 17,53 м3
рідини, г
Враховуючи коефіцієнт заповнення ферментера 0,7, повний об’єм ферментера
повинен становити 17,53/0,7 = 25,04 м3 (стандарт - 25 м3).
2.10. Розрахунок ємності ферментерів безперервної дії
У мікробіологічній промисловості використання процесів безперервної ферментації
досить обмежено. Це пов’язано з різноманітністю продуктів біосинтезу, об’єм
виробництва яких іноді не перевищує десятків кілограмів за рік, тому організація
безперервного культивування економічно не виправдовується. Стримує у запровадження
безперервних процесів й недосконалість методів створення й підтримки стерильності
апаратури, особливо великих розмірів, відтак можливістю контамінації культуральної
рідини. Для мікробіологічної маси, що постійно знаходиться у виробничих умовах,
достатньо імовірні мутації культури, в результаті якої мікроорганізми можуть швидко
втратити потрібні властивості. У безперервних процесах в культуральній рідині частина
біомаси є небажано старою, такою, що втратила репродуктивний потенціал. Такі зміни
неприпустимі для біомас, які використовуються в харчовій промисловості, наприклад,
74
Кінетичні основи мікробіологічних процесів JKiImSM
І— ■■■ ■■■ ■■■■ . , . І
у виробництві хлібопекарських дріжджів. Перешкоджає запровадженню безперервних
процесів й низькі значення питомої швидкості росту біомас, що потребує великих об’ємів
ферментаційної апаратури.
Проте існують деякі виробництва, ферментаційна частина яких організована за
безперервним принципом. До них належать, наприклад, виробництво кормових
дріжджів на парафіновій і гідролізатній сировині, спирту, лимонної кислоти, біогазу та
харчових дріжджів (хоча і з невеликим періодом безперервного процесу (6... 12 діб).
He можна уявити періодичні процеси біохімічного очищення стічних вод активним
мулом. Практично усі біотрансформаційні процеси намагаються організувати теж у
безперервному режимі. Безперервні виробництва відрізняються від періодичних
(циклічних) більшою компактністю апаратури, вони легше піддаються автоматизації.
Будь-яке безперервне виробництво починається з періодичного для одержання
культуральної рідини. Після досягнення певної концентрації біомаси в біореактори
починають вводити ПС і одночасно виводити культуральну рідину. Потік ПС і
відповідний потік KP підтримують такими, щоб концентрація біомаси або субстрату
весь час були постійними. Період безперервної роботи триває від декількох діб або
тижнів, але може досягати року, після чого установку зупиняють для заміни культури
та проведення профілактичних ремонтів.
2.10.1. Одноступеневе гомогенне безперервне культивування
в рамках моделі Моно
У ферментер ідеального перемішування безперервно подається потік ПС (Vn), який
має вихідну концентрацію субстрату S0 (рис.2.5). В культуральній рідині, яка має об’єм Vp,
постійно підтримується концентрація біомаси X. Концентрація субстрату за час ферментації
зменшується до значення S. Одночасно з ферментера виводиться готова культуральна рідина4.
Складемо матеріальний баланс процесу.
Розрахунок
За нескінченно малий час dt при концентрації біомаси X та питомої швидкості росту
ц в усьому робочому об’ємі культиватора V утворюється деяка кількість біомаси.
Ml = цХ Vp dt
Рис. 2.5. Схема безперервного одноступеневого культивування
4 Насправді потоки ПС і KP трохи відрізняються, оскільки частина субстрату в більшості процесів
перетворюється на CO2.
75
ФЕРМЕНТАЦІЯ
За той же час з апарата витікає культуральна рідина з концентрацією біомаси X
об’ємом Vn, яка виносить деяку кількість біомаси M2:
M =XV dx.
2 п
Кількість надлишкової біомаси, що залишилась в апараті, становить
M = M1-M2.
З іншого боку, ту саму кількість біомаси можна виразити так:
M = VpdX, де dX - приріст біомаси.
Отже, рівняння матеріального балансу запишемо у вигляді
V dX = цХ V dx -XV dx.
P п P п
Поділимо кожний член рівняння на V dx:
«.мх-іх.
<h Vt
Позначимо відношення Vn/Vp як D, де D - коефіцієнт розбавлення, який дорівнює
відношенню об’єму потоку до робочого об’єму ферментера (об’єму культуральної
рідини). Отже,
«-MX-DX.
dx
dX Л
При сталому режимі ферментації = 0, отже,
r jj.= D. (2.46)
Це головна умова одноступеневого безперервного культивування з використанням
рівняння Моно.
Зворотна величина, 1/D, — фіктивний5 час проведення процесу ферментації.
Приклад 2.4. Річна потужність безперервної одноступеневої установки для
культивування біомаси повинна становити 2000 тонн цієї біомаси в культуральній рідині
за рік. Ресурс робочого часу - 300 діб безперервної роботи за рік. Процес ферментації
відповідає моделі Моно-Ієрусалимського. Теоретично можлива концентрація біомаси
в KP - 40 кг/м3, але насправді допускається конверсія субстрату на 90%. Константа
Ks = 10 кг/м3, Kps = 45 кг/м3, максимальна питома швидкість росту - 0,6 год1,
коефіцієнт а = 1,9. Коефіцієнт заповнення ферментерів - 0,7. Знайти об’єм ферментерів.
5 Фіктивним час називається тому, що насправді частина субстрату виводиться навіть без контакту з
біомасою, а частина біомаси за віком не відповідає середньому значенню, оскільки затримується у
ферментері і рівномірно не виводиться.
76
Кінетичні основи мікробіологічних процесів
Розв ’язання
1. За 1 годину з установки повинна виходити культуральна рідина, що містить
(2000* 1000)/(300*24) = 277,8 кг біомаси.
2. Якщо конверсія субстрату становить 90%, то і концентрація біомаси на виході з
установки повинна становити 90% від теоретично можливої, тобто X = 0,9*40 = 36 кг/м3.
3. Потік культуральної рідини з установки має становити Vn = 277,8/36 =
= 7,72 м3/год.
3. Вихідна концентрація субстрату повинна становити S0 = 1,9*40 = 76 кг/м3.
5. Використовуючи вираз (2.19), знаходимо питому швидкість росту:
(76-1,9*36)45
(10 + 76-1,9*36)(45 + 1,9*36)
6. Оскільки U = D = V / Vp, то Vp = 7,72/0,1028 = 75,1 м3.
‘ п P ’ P ’ ’ ’
7. Повний об’єм ферментера повинен становити 75,1/0,7 = 107,28 м3.
(Стандарт - 100 м3).
* * *
Якщо в установці довільно змінити потік ПС, то згідно з моделлю встановиться
нове значення питомої швидкості росту, а режим автоматично стане сталим.
Приклад 2.5. Нехай в установці, розрахованій за прикладом 2.4, довільно
збільшили потік ПС на 50%. Яка буде продуктивність установки?
Розв 'язання
1. Новий потік буде становити 1,5*7,72= 11,58 м3/год.
2. Коефіцієнт розбавлення дорівнюватиме 11,58/75,1 = 0,154 год'1.
3. Знаходимо нове значення X:
(76 _] 9*х)45
0,154 - 0,6 ^ . Звідси X = 32,4 кг/м3.
(10 + 76 - 1,9Х)(45 +1,9 * X)
4. Продуктивність установки буде становити 32,4*11,58 = 375,192 кг біомаси за
годину. Річна потужність становить 375,192*300*24 = 2701382 кг/рік = 2700 тонн/рік.
5. Ступінь конверсії становить 32,4/40 = 0,81 = 81 %.
Отже, якщо збільшено потік сировини на 50%, потужність установки зросла
з 2000 до 2700 тонн/рік, але при цьому за рахунок неповного використання
збільшились втрати субстрату.
Приклад 2.6. Умови культивування такі самі, як і в прикладі 2.4, але потік
сировини довільно зменшили в 1,5 рази. Знайти нову продуктивність установки.
Розв ’язання
1. Новий потік ПС буде становити 7,72/1,5 = 5,147 м3/кг.
77
BSEHfflBFIIlL ФЕРМЕНТАЦІЯ
2. Коефіцієнт розбавлення дорівнює 5,147/75,1 = 0,0685 год1.
3. Знаходимо нове значення X:
(76 +1 9*Х)45
0,0685 = 0,6 . Звідси X = 37,8 кг/м3.
(10 н- 76 —1,9 * Х)(45 +1,9 * X)
4. Нова продуктивність установки буде становити 37,8*5,147 = 194,56 кг біомаси/год.
Річна потужність установки 194,56*300*24=1400832 кг/рік= 1400 тонн/рік.
5. Ступінь конверсії субстрату 37,8/40 = 0,945 = 94,5%.
OmDice, якщо зменшено потік субстрату в 1,5 рази, продуктивність
установки зменшилась з 2000 до 1400 тонн/рік, але втрати субстрату при цьому
зменшились.
Існує екстремальне значення поточної концентрації субстрату S, а відтак і
екстремальне значення поточної концентрації біомаси X, при яких досягається
максимальне значення миттєвої продуктивності процесу і оптимальні значення цих
показників.
KsCS0 + Kps)± Vkskps(S0 -н KsXS0 + Kps)
Kc-K0
S.*.r = і? ^ > (2.47)
^PS
(2.48)
а
Приклад 2.7. Знайти об’єм ферментера одноступеневоїустановки безперервного
культивування за умовами прикладу 2.4, але процес відбувається в екстремальних
умовах.
r Pозв 'язання
1. Знаходимо вихідну концентрацію субстрату: S0 .= 1,9*40 = 76 кг/м3.
2. Знаходимо екстремальне значення поточної концентрації субстрату:
с 10(76 + 45) ± ^l 0 * 45(76 +10)(76 + 45) ^ ^ , 3
Sexlr = - = 27,26 кг/м .
ех,г 10-45
3. Знаходимо екстремальне значення поточної концентрації біомаси: Xextr = (76 -
-27,26)/1,9 = 25,65 кг/м3. “Г
4. Продуктивність установки за біомасою повинна становити M = (2000* 1000) /
(300*24) = 277,8 кг/год.
5. Цієї біомаси повинно міститись в KP стільки, щоб M/V = X . Отже,
“ 5^n extr ’
Vn = 277,8 / 25,65 = 10,83 м3/год.
6. Знаходимо питому швидкість росту біомаси:
27 26*45
ц = 0,6 ’ = 0,2107 год'1.
(10 + 27,26)(45 + 76-27,26)
78
Кінетичні основи мікробіологічних процесів
7. Оскільки D = m = V /V0, то Vp = 10,83 / 0,2107 = 51,4 м3.
П P ’ P ’ ’ ’
8. Повний об’єм ферментера буде становити 51,4 / 0,7 = 73,4 м3. Стандартний
об’єм - 80 м3.
* * *
Режим роботи ферментера в екстремальних умовах відповідає найбільш
бурхливому розвитку біомаси наприкінці експоненційного періоду росту. Дотримання
цього режиму дає змогу найбільш істотно зменшити об’єм ферментера, але при цьому
зростають втрати субстрату з культуральною рідиною. Якщо цей субстрат має певну
цінність, то його потрібно вилучати з KP і повертати в процес ферментації.
2.10.2. Одноступеневе гомогенне культивування з а моделлоРЛК
Матеріальний баланс ферментера:
VpdX =
цХ—^X2
X
Vpdx-XVnCk,
Ділимо кожний член рівняння на добуток Vpdx і одержуємо:
dX
dx
цХ - —X2
Х„
л V
^X .
/ vP
dX А
При сталому режимі = 0. Отже,
цХ - — X2 - DX = 0
X
Перетворюючи рівняння, одержуємо головну умову безперервного культивування
за моделлю PJ1K:
Х=Х‘"7Г°- (2-49)
З цього виразу видно, що у разі перевищення коефіцієнта розбавлення питомої
швидкості росту, яка в моделі PJIK є сталою величиною, поточна концентрація біомаси
X може стати від’ємною. Від’ємність означає, що при великих значеннях потоку ПС
концентрація біомаси в реакторі не залишається сталою величиною, а починає
зменшуватись і через деякий час у ферментері залишиться чисте ЖС. І за цією
моделлю розрахунок об’єму ферментера можна вести при будь-якій конверсії
субстрату, але завжди намагаються підтримувати екстремальний режим роботи при
найбільш бурхливому росту біомаси. Умова екстремальності завжди однакова:
поточна концентрація біомаси повинна становити половину від теоретично можливої
(X = Хк/2). Коефіцієнт розбавлення в екстремальних умовах становить половину від
питомої швидкості росту (D = ц/2).
79
ІДШИДОк. ФЕРМЕНТАЦІЯ
Модель PJIK дає спрощене уявлення про процес, тому її можна використовувати
лише для орієнтовних розрахунків.
Приклад 2.8. Розрахувати об’єм ферментерів для одноступеневого безперервного
процесу культивування біомаси, який відповідає моделі PJIK. При цьому Xk = ЗО кг/м3,
питома швидкість росту 0,12 год'1. Потужність установки за біомасою в KP 100 тонн/рік.
Ресурс робочого часу 330 діб/рік. Розрахунок провести при ступенях конверсії40,85%, а
також в екстремальному режимі.
Таблиця 2.2
Ступінь конверсії 40%
Екстремальний режим
(ступінь конверсії 50%)
Ступінь конверсії 85%
1). Поточна концентрація
X = 0,4*30= 12 кг/м3
2). Продуктивність за біомасою
IO5/330*24= 12,63 кг/год
3). 3 умови безперервного
культивування знаходимо D;
12 = 30- (30/0,12)D. Звідси
D = 0,072 год'.
4). Потік ПС Vn= І2<63/12 =
= 1,05 м7год.
5). Робочий об’єм ферментера
1.05/0,072= 14,58 м3.
1). Поточна концентрація
X = 30/2= 15 кг/м3.
2). Продуктивність за біомасою
така ж (12,63 кг/год).
3). Знаходимо D:
15 = 30 - (30/0,12)D. Звідси
D = 0,06 год'1.
4). Vn= 12,63/15 = 0,84 м3/год
5). Робочий об’єм ферментера
0,84/0,06= 14,0 м3.
1). Поточна концентрація
X = 0,85*30 = 25,5 кг/м3.
2). Продуктивність за
біомасою така ж
(12,63 кг/год).
3). Знаходимо D:
25,5 = 30- (30/0,12)D.
Звідси D = 0,018 год'1.
4). Vn= 12,63/25,5 =
= 0,495 м3/год
5). Робочий об’єм
ферментера
0,495/0,018 = 27,5 м3.
Найбільші втрати субстрату
Найменший об’єм ферментера
Найменші втрати
субстрату, найбільший
об’єм ферментера
2. 70.3. Багатоступеневе гомогенне безперервне культивування за
моделлю Моно
V , S1
п’ (
Vn, X3, S0
/
Рис. 2.6. Схема батареї з трьох послідовно з’єднаних ферментерів
ідеального перемішування. S0 >S,> S2 >S3 X1 < Х2< X3
80
Кінетичні основи мікробіологічних процесів
Потік незасіяного ПС спрямовують у ферментер І, в якому знаходиться KP з
певною концентрацією біомаси. Одночасно з ферментера виводять KP і спрямовують
їїу ферментер II. У ферментері II культивування продовжується, концентрація біомаси
збільшується. Потім KP з ферментера II спрямовують у ферментер III, з якого
виводять готову KP
Порівняно з одноступеневим культивуванням багатоступеневе відрізняється тим,
що зменшується імовірність виходу субстрату з першого ферментера без контакту з
біомасою. Кожний наступний ступінь виконує роль уловлювача субстрату. При
нескінченній кількості ступенів технологічна лінія перетворюється в реактор
ідеального витискання - трубу, яка найбільш придатна для проведення процесів у
безперервному режимі.
Вказана схема реалізується у колонних ферментерах з переливними тарілками,
в яких кожна тарілка виконує роль окремого ферментера, послідовно з’єднаного з
іншими тарілками-ферментерами, в горизонтальних циліндричних ферментерах,
секціонованих перегородками та іншими конструкціями, призначеними для
безперервної ферментації біомас.
Об’єм першого ферментера при будь-якому ступені конверсії розраховують за
формулами для одноступеневого культивування. Оскільки після першого ферментера
змінюється концентрація субстрату, то в другому спостерігається зміна питомої
швидкості росту біомаси. Об’єми апаратів можуть бути неоднаковими, тому і
коефіцієнт розбавлення в другому апараті може бути іншим.
Для першого ферментера запишемо:
X1-^; *=о,.
а
Складемо матеріальний баланс за біомасою для другого реактора:
Біомаса, що надходить в другий апарат з першого за нескінченно малий час,
дорівнює
M = X1V dx.
притоку 1 п
Біомаса, що виходить за цей час з другого апарата, дорівнює
M = X7V dx.
вихід 2 гі
За той самий час в другому реакторі спостерігається деякий приріст біомаси:
M = ,X7V ,dx.
прирісту 2 2 р2
Загальну зміну маси за нескінченно малий час можна записати як
M = dX V
2 р2
Матеріальний баланс процесу для другого реактора:
M = M +M - M ,
притоку прирісту ВИХІД
81
6EHEE50L ФЕРМЕНТАЦІЯ
ЗГіВМ ІГІ/ІГЦШИШІІІИІ'І.НіІГі ■
dX V , = X1V dx + n,X,V ,dx - X,V dx.
2 p2 In "2 2 p2 2 n
Поділимо кожний член рівняння на добуток Vp2dx:
= X1D2 + ц,Х2 -X,D,.
dx ' ‘ “
dX2 Л
Коли процес встановився, то вираз —— = Отже,
ах
X,D2+^2X2-X2D2=0.
Замінемо X1 і X2 на відповідні вирази через субстрати:
+,. VA_ VS1D _0
а " а а
З іншого боку
s, Kps
= ц, s -
Ki +S2 Kps+S0-S2
Підставляючи останній вираз в попередній, одержуємо
D S1 -S2 S2 Kps
S0 - S2 Цгаак Ks + S2 ' Kps + S0 - S2 ' (2-50)
Для третього ферментера у вищенаведену формулу замість S1 та S, треба
підставити S2 та S3 і так далі.
He завжди, але як правило в реальних умовах перший ферментер працює в
екстремальному режимі.
г
Приклад 2.9. У двох послідовно з’єднаних ферментерах в безперервному
режимі відбувається процес культивування біомаси, який відповідає моделі Моно-
Ієрусалимського. Другий ферментер за об’ємом втричі менший від першого. В
першому ферментері процес завершується на 70%. Максимальна питома швидкість
росту - 0,5 год1, Ks = 12 кг/м3, Kps = 36 кг/м3, а = 2. Теоретично можлива концентрація
біомаси при 100% конверсії - 45 кг/м3. Потік ПС в перший ферментер - 4 м3/год.
Коефіцієнт заповнення ферментерів 70%. Знайти продуктивність установки за
біомасою в KP, загальний ступінь конверсії та об’єми кожного з ферментерів.
Розв \язання
1. Початкова концентрація субстрату S0 = 2*45 = 90 кг/м3.
2. Концентрація субстралу на виході з першого ферментера S1 = (1 - 0,7)90 = 27 кг/м3.
3. Питома швидкість росту в першому ферментері
97 *
ц. =0,5 = 0,126 год1 .
' (12 + 27)(36 + 90-27)
82
Кінетичні основи мікробіологічних процесів
4. Робочий об’єм першого ферментера Vp = 4/0,126 = 31,7 м3.
5. Повний об’єм першого ферментера 31,7/0,7 = 45,35 м3. Стандартний об’єм -
50 м3.
6. Об’єм другого ферментера 45,35/3 = 15,1 м3. Стандартний об’єм 16 м3.
7. Коефіцієнт розбавлення в першому ферментері дорівнює питомій швидкості
росту - 0,126 год1. Оскільки другий ферментер втричі менший за об’ємом, то
D2 = 3*0,126 = 0,378 год1.
8. Підставляємо дані у вираз (2.26) і знаходимо S2:
27-S S *36
0,378 = 0,5 . Звідси S,* 19,6 кг/м3.
90-S2 (12 + S2 )(36 + 90 - S2) 2
9. Концентрація біомаси на виході з другого ферментера становить (90 - 19,6)/2 =
= 35,2 кг/м3.
10. Ступінь конверсії 35,2/45 = 0,782 = 78,2%.
11. Продуктивність установки за біомасою в KP 35,2*4 = 140,8 кг/год.
Приклад 2.10. До одноступеневої установки безперервної дії, що має потужність
1000 тонн/рік, ресурс робочого часу 330 діб/рік, коефіцієнт заповнення 0,7, яка працює
в екстремальному режимі, послідовно під’єднали ще 2 ферментери. Всі ферментери
в батареї однакові за об’ємом. Кінетика ферментації описується моделлю Моно-
Ієрусалимського. При цьому Ks = 10 кг/м3, Kps = 12 кг/м3, S0 = 50 кг/м3, цтах = 0,6 год1,
а = 2. Знайти об’єм кожного з апаратів і нову річну потужність установки взагалі.
Знайти також об’єм ферментера одноступеневої установки, яка б працювала з тією
самою потужністю, що і триступенева.
' Розв’язання
1. Знаходимо концентрацію субстрату в першому ферментері S=S :
10(50 +12) - Jl 2 * 10(50 +12X50 +10) , ,
S1 = 24 кг/м .
1 10-12
2. Знаходимо Xextr = X1 = (50-24)/2 = 13 кг/м3.
3. Годинна продуктивність установки за біомасою повинна бути 1000000/(330*24) =
= 126,3 кг/год.
4. Потік ПС на вході в перший ферментер повинен становити 126,3/13 = 9,7 м3/год.
5. Знаходимо питому швидкість росту в першому ферментері:
24* 12
|і - 0,6 = 0,134 год'1
(10 + 24)(12 + 50-24) '
6. Знаходимо робочий об’єм першого (відтак другого та третього) ферментера:
Vpi =9,7/0,134 = 72,4 м3.
83
ИДк ФЕРМЕНТАЦІЯ
7. Повний об’єм кожного з ферментерів становить 72,4/0,7 = 103,4 м\
Стандартний об’єм - 100 м3.
8. Вважаючи, що коефіцієнти розбавлення в усіх ферментерах однакові,
запишемо
0,134- 24~S; =о,6 ^-!12 _
50-S2 (10+ S2)(l 2+ 50-S2)
Звідси S2 = 7 кг/м3, X2 = (50 - 7)/2 = 21,5 кг/м3.
9. Для третього ферментера можна записати
7-S3 S,*12
0,134 2- = о,6-
5O-S3 (IO + S3XI2 + 5O-S3)
Звідси S3 =1,5 кг/м3, X3 = (50 - 1,5)/2 = 24,25 кг/м3.
10. Годинна загальна продуктивність установки становить 9,7*24,25 = 235,2 кг
біомаси/год.
11. Якщо би працювала одноступенева установка, то питома швидкість росту
повинна була б бути
15*12
ц = 0,6 - = 0,0155 год"1.
(10 + 1,5)(12 + 50-1,5)
12. З урахуванням рівності питомої швидкості росту і коефіцієнта розбавлення, а
також при збереженні значення потоку ПС, робочий об’єм ферментера повинен
становити 9,7/0,0155 = 625,8 м3, а повний - 625,8/0,7 = 894 м3. Порівнюючи загальний
об’єм ферментерів триступеневої установки (100 + 100 + 100 = 300 м3) з об’ємом
одноступеневої можна наочно бачити перевагу першої.
* * *
Згадана перевага не завжди може бути реалізована, оскільки сумарний об’єм
ферментерів багатоступеневої установки помітно менше лише при високих ступенях
конверсії.
Перевіримо цей висновок розрахунками для моделей Моно і Моно-Ієруса-
лимського.
Для всіх розрахунків довільно прийняли, що Vn = 5 м3/год; ступінь конверсії Kk
субстрату дорівнювнює 75, 85, 95 і 99 %; S0 = 50 кг/м3.
Модель Моно
Додаткові умови: цтах = 0,4 год1, а = 2; Ks = 1 і 10 кг/м3.
Для одноступеневого ферментера m розраховували за формулою (2.3), знаходили
D з умови (2.46) і знаходили робочий об’єм V . Величину S розраховували як S0
(І-К/100). Р
84
Кінетичні основи мікробіологічних процесів
Таблиця 2.3
Кк,
%
Ks,
кг/м3
S,
кг/м3
[і одноступеневого
ферментера, год'1
Vp одноступевого
ферментера, м3
60
1
20,0
0,381
13,13
75
12,5
0,370
13,51 ;
85
7,5
0,353
14,16 !
95
2,5
0,286
17,48
99
1,0
0,200
25,00 І
60
10
20,0
0,267
18,75 !
75
12,5
0,222
22,50 І
85
7,5
0,171
29,17 І
95
2,5
0,080
62,50
99
KO
0,036 І
137,5 *
Для розрахунку об’ємів двоступеневої установки з однаковими об’ємами
ферментерів спочатку використовували вираз (2.50), але без складової !єрусалимського.
Оскільки ступені однакові, а для першого ступеня виконується умова (2.46), то вираз
(2.50) можна переписати як
S1-S2 = S2
^1S0-S2 MmaxKs + S2’
де IH1 - питома швидкість у першому ступені.
S1
З іншого боку Iil = Hmax —.
K.s +ь.
Підставляючи дані умов, і беручи до уваги, що S2 = S0(l - К/100), розраховано:
Таблиця 2.4
Kic,
%
Ks,
кг/м3
S2,
кг/м3
Si,
кг/м3
йі,:
год’1
V0
кожного
ступеня, м3
Сумарний
об’єм,
M3
Різниця об’ємів
одно- і
двоступеневої
установок, м3
60
1
20,0
49,15
0,392
12,76
25,52
-12,39
75
12,5
47,94
0,392
12,76
25,52
-12,01 і
85
7,5
45,99
0,391
12,79
25,54
-11,38 і
95
2,5
37,34
0,390
12,82
25,64
-8,16 !
99
1,0
27,43
0,386
12,96
25,91
+0,91 І
60
10
20,0
38,86
0,318
15,73
31,46
-12,71 j
75
12,5
38,71
0,318
15,73
31,46
-8,96
85
7,5
31,41
0,304
16,46
32,94
-3,77
95
2,5
17,44
0,254
19,66
39,33
+23,17
99
1,0
9,94
0,199
25,08
50,16
+87,34
85
ВЙШШк. ФЕРМЕНТАЦІЯ
З табл. 2.4 видно, що застосування двоступеневої установки з рівними за об’ємом
ферментерами порівняно з одноступеневою доцільно лише при високих ступенях
конверсії і при високому коефіцієнті Ks. При низьких значеннях конверсії перший ступінь
ферментації виявляється практично зайвим.
Модель Моно-Ієрусалимського
Додаткова умова: Kps = 20 кг/м3.
Для одноступеневого ферментера m розраховували за формулою (2.3), знаходили
D з умови (2.46) і знаходили робочий об’єм V . Величину S розраховували як S0
(1-К/100). Р
Таблиця 2.5
Кк,
%
Ks,
кг/м3
S,
кг/м3
ц одноступеневого
ферментера, год'1
Vp одноступевого
ферментера, м3
60
1
20,0
0,152
32,8
75
12,5
0,129
38,8
85
7,5
0,113
44,3
95
2,5
0,085
59,1
99
1,0
0,058
86,3
60
10
20,0
0,107
46,9
75
12,5
0,077
64,7
85
7,5
0,055
91,2
95
2,5
0,024
211,0
99
1,0
0,011
464,1
Для розрахунку об’ємів двоступеневої установки з однаковими об’ємами
ферментерів використовували вираз (2.50). Оскільки ступені однакові, а для першого
ступеня виконується умова (2.46), то вираз (2.50) можна переписати як
S1-S2
K0
S0-S2
Ks +S2 Kps+S0-S2
де ц, - питома швидкість у першому ступеню.
З іншого боку, Ц, = |і„
K
PS
Ks+S1 Kps+S0-S1
Підставляючи дані умов, і беручи до уваги, що S2 = S0( 1 - Кк7100), розраховано:
86
^мрншавпрп
Кінетичні основи мікробіологічних процесів
Таблиця 2.6
Кк,
%
Ks,
кг/м3
S2,
кг/м3
S1,
кг/м3
Ці,
год"1
V0
кожного
ступеня, м3
Сумарний
об’єм,
м3
Різниця об’ємів
одно- і
двоступеневої
установок, м3
60
1
20,0
38,47
0,247
20,2
40,4 !
-7,6 ;
75
12,5
34,55
0,219
22,8
45,6
-6,8 І
85
7,5
31,40
0,201
24,9
49,8
-5,5 і
95
2,5
25,67
0,174
28,8
57,6 І
+ 1,5 і
99
1,0
19,74
0,151
33,0
66,0 !
+20,3 !
60
10
20,0
36,86
0,190
26,3
52,6
-5,7 І
75
12,5
31,10
0,156
32,1
64,2
+0,5 і
85
7,5
25,53
0,129
38,7
77,4
+ 13,8 і
95
2,5
10,42
0,069
72,97
145,9
+65,1 І
99
1,0
5,37
0,043
115,6
231,2
+232,9 j
З табл. 2.6 видно, що застосування двоступеневої установки з рівними за об’ємом
ферментерами порівняно з одноступеневою, як і в попередньому випадку, доцільно
лише при високих ступенях конверсії і при великих значеннях коефіцієнта Ks.
Приймемо, що перший ступінь двоступеневоїустановки працює в екстремальному
режимі, а другий ступінь виконує роль дозрівача. Для розрахунку об’єму залишкової
екстремальної концентрації субстрата використовували вираз (2.48).
Таблиця 2.7
Кк,
%
Ks,
кг/м3
; г
S2,
кг/м3
Sextn
кг/м3
Ні,
год-1
Vp
1-го
ступеня,
м3
Vd
2-го
ступеня,
M3
Сумарний
об’єм,
м3
Різниця
об’ємів
одно- і
двосту¬
пеневої
установок,
м3
60
1
20,0
10,34
випадок не має сенсу, оскільки ступінь конверсії менше під
екстремального
75
12,5
10,34
випадок не має сенсу, оскільки ступінь конверсії менше від
екстремального
85
7,5
10,34
0,122 1 40,9
2,0
42,9
+ 1,4
95
2,5
10,34
0,122 ) 40,9
7,4
48,3 І
+ 10,8
99
1,0
10,34
0,122 j 40,9
11,7
52,6
+33,7 І
60
10
20,0
21,65
випадок не має сенсу, оскільки ступінь конверсії менше від
екстремального
75
12,5
21,65
0,113
44,2
7,1 І 51,3
+ 13,4
85
7,5
21,65
0,113
44,2
20,6 j 64,8
+26,4
95
2,5
21,65
0,113
44,2
64,6 j 108,8
+ 102,2
99
1,0
21,65
0,133
44,2
142,0 ] 186,2
+277,9
87
BBCTL ФЕРМЕНТАЦІЯ
Якщо порівняти дані табл. 2.7 з даними табл. 2.6, видно, що застосування у
двоступеневій установці ферментерів з неоднаковими об’ємами за умови, що перший
працює в екстремальному режимі, дає найкращі результати. Але у будь-якому випадку
в першому ферментері потрібно культивувати біомасу до значних ступенів конверсії,
а саме:
- за відсутності фактора інгибування процесу продуктами метаболізму при
Ks = 1 кг/м3 ступінь конверсії повинен бути не менше 99%, а при Ks = 10 кг/м3 - не
менше 86... 87%. В реальних умовах ступінь конверсії не перевищує 85...90%. Отже,
проектування двоступеневої установки замість одноступеневої є недоцільним заходом.
- за наявності фактора інгибування процесу продуктами метаболізму при
Ks = 1 кг/м3 ступінь конверсії повинен бути не менше 85%, а при Ks = 10 кг/м3 - не
менше 75%, що теж ставить під сумнів доцільність проектування багатоступеневих
установкок при малих ступенях конверсії.
* * *
З наведених розрахунків зробимо висновок про недоцільність застосування
ферментерів, сконструйованих за принципом багатоступеневого ферментера, а саме:
колонних ферментерів з переливними тарілками, цистерн з внутрішніми перегородками.
Це дійсно так, але ці ферментери можуть стати незамінними, якщо поживне
середовище попередньо засівається чистою культурою або біомасою рециркуляційного
потоку. Ці ферментери можуть виконувати роль компактних дозрівачів після першого
ступеня ферментації, який працює в екстремальних умовах.
2.10.4. Багатоступеневе безперервне культивування за моделлю PJlK
Перший ферментер розраховують за вищенаведеними методиками, як для
одноступеневої установки.
Складемо матеріальний баланс для другого ферментера.
Рівняння матеріального балансу має вигляд:
Vp2aX2 =
Vx2-^х22^
Vp2dx +XlVnClT-X2 Vndx.
+ XlD,- X,D,
Ділимо кожний член рівняння на добуток Vp2dx. Одержуємо
^. = U2 - — X,2
dt I Xk * ,
dX, п .
При сталому режимі —— = 0. Отже, для другого ферментера концентрацію
QT
біомаси на виході знаходять за формулою:
(H-D2)XkIXk
X2=-
2 4(J.X,D
(Ii-D2)2+ ^ 1
(2.51)
2ц
88
Кінетичні основи мікробіологічних процесів
де X1, X2, Xk - відповідно концентрації біомаси на виході з першого, другого
ферментерів і теоретично можлива концентрація біомаси при нескінченному часі
культивування; D2 - коефіцієнт розбавлення для другого ферментера.
Якщо перший ферментер працює в екстремальному режимі, то розрахунок можна
вести і за формулою
Після визначення об’єму другого ферментера переходять до третього і так далі.
Якщо задана продуктивність установки, то можна провести розрахунок від кінця до
початку і визначити, наприклад, потребу у використанні попередньо засіяного
поживного середовища або інші параметри батареї.
Розрахунки показали, що сумарний об’єм багатоступеневого ферментера,
розрахований за моделлю PJIK, менше одноступеневого лише превисокому ступені
конверсії субстрату.
Приклад 2.11. Батарея ферментерів складається з двох однакових апаратів.
Концентрація субстрату на вході в перший ферментер - 50 кг/м3. Питома швидкість
росту 0,3 год'1. Потужність батареї за біомасою в KP - 1600 тонн/рік Ресурс робочого
часу - 330 діб/рік. Коефіцієнт перетворення субстрату в біомасу а = 2. Перший
ферментер працює в екстремальному режимі. Коефіцієнт заповнення ферментерів
0,65. Знайти повний об’єм кожного з апаратів.
1. Теоретична кінцева концентрація біомаси під час переробки усього субстрату
становить Xk = 50/2 = 25 кг/м3.
2. Оскільки перший ферментер працює в екстремальному режимі, то D1 = 0,3/2 =
= 0,15 год1.
3. Оскільки ферментери однакові, то D1 = D2.
4. Концентрація біомаси на виході з другого ферментера
v (0,3 - 0,15)25 ± 25-у/0,32 + 0,152 „Л „ , 3
X9 = = 20,2 кг/м
2 2*0,3
5. Знаходимо величину потоку ПС Vn = 1600000/(20,2*330*24) = 10 м3/год.
6. Робочий об’єм кожного з ферментерів 10/0,3 = 33,3 м3. Повний об’єм кожного
з апаратів 33,3/0,65 = 51,3 м3. Стандартний об’єм - 50 м3.
Приклад 2.12. В процесі безперервної ферментації кормових дріжджів
використовують два послідовно з’єднані ферментери. В першому процес йде зі
ступенем конверсії 70%, а в другому-дозрівачі-до ступеня конверсії 90%. Кінетика
процесу відповідає моделі PJ1K: ц = 0,12 год1, Xk = 40 кг/м3. Потужність установки -
1000 тонн біомаси в KP на рік. Ресурс робочого часу установки - 300 діб/рік. Знайти
об’єми ферментерів, якщо коефіцієнт їх заповнення дорівнює 0,75.
(2.52)
Розв ’язання
89
ФЕРМЕНТАЦІЯ
_ _ *
Розв 'язання
1. Концентрація біомаси на виході з першого ферментера 0,7*40 = 28 кг/м3 (X1).
2. Концентрація біомаси на виході з другого ферментера 0,9*40 = 36 кг/м3 (X,).
3. Коефіцієнт розбавлення D в другому ферментері шукаємо з виразу (2.28):
(0,12-D2)40±40
36 =
4*0 I? *?R* П
(0,12-D2)2 + — 2
2 40
2*0,12
Звідси D2 = 0,054 год '.
4. Потік KP з другого ферментера повинен бути 1000000/(36*300*24) = 3,858 м3/год.
5. Робочий об’єм другого ферментера повинен бути 3,858/0,054 = 71,44 м3. Повний
об’єм 71,44/0,75 = 95,25 м3. Стандартний об’єм - 100 м3.
6. З умови безперервного культивування 0,7*40 = 40 - (40/0,12)Dr Звідси D1 =
= 0,036 год1.
7. Робочий об’єм першого ферментера 3,858/0,036 = 107,17 м3. Повний об’єм -
107,17/0,75 = 142,9 м3. Стандартний об’єм - 160 м3.
2.10.5. Від’ємно-доливний метод культивування біомас
Від’ємно-доливний метод культивування біомас полягає у періодичному
вилученні частки готової культуральної рідини, додаванні свіжого поживного
середовища і продовженні ферментації без лаг-фази. До переваг цього методу
належить можливість розпочати процес з будь-якого кінетичного моменту при будь-
якій концентрації біомаси. Водночас методу притаманні і недоліки, характерні для
безперервних процесів: занадто довге перебування “закваски” в робочому ферментері
веде до зміни властивостей культури, збільшення ризику контамінації реакційного
середовища сторонньою мікрофлорою і появи мутантних організмів.
Розраховувати процес належить як періодичний.
Приклад 2.13. Процес ферментації відбувається з конверсією 80%. Кінетика
процесу відповідає моделі PJIK. Питома швидкість росту 0,15 год1, початкова
концентрація АСБ, потрібна для запуску процесу, Xn = 0,1 кг/м3, кінцева концентрація
Xk = 30 кг/м3. Кожну добу після запуску вилучають частину KP і до закваски, що
залишилась, додають нову порцію ПС. Скільки часу потрібно для запуску біореактора?
Яку частку KP (%) треба вилучати кожну добу?
Розв 'язання
1. Поточна концентрація АСБ наприкінці процесу повинна становити X = 0,8*30 =
= 24 кг/м3. ґ
2. Використовуючи інтегральне рівняння моделі PJ1K, знаходимо час, потрібний
для запуску процесу:
90
Кінетичні основи мікробіологічних процесів
• Звідси т = 47,2 години.
3. Знаходимо потрібну початкову концентрацію біомаси при проведенні процесу
від’ємно-доливним методом:
4. Якщо об’єм KP = Vp, то наприкінці циклу вся біомаса становить 24Vp кг. На
початку циклу після доливання ПС KP повинна містити 2,272 Vp кг. Після закінчення
циклу кожну добу треба зливати Vp(24 - 2,272)/24Vp = 0,9053 = 90,53% KP, а залишити
в реакторі - 9,47%.
Приклад 2.14. Від’ємно-доливним методом проводиться ферментація біомаси,
кінетика якої відповідає моделі PJIK. При цьому Xk = 40 кг/м3, m = 0,13 год1. Після
досягнення ступеня конверсії 90% 1/3 KP зливають і додають ПС. Річна потужність
установки - 2000 тонн біомаси. Ресурс робочого часу 252 доби/рік. Коефіцієнт
заповнення ферментера 0,7. Розрахувати об’єм ферментера.
1. Концентрація біомаси X наприкінці циклу культивування становить 40*0,9 =
= 36 кг/м3.
2. Після зливання KP і додавання ПС концентрація біомаси становить (2*36)/3 =
= 24 кг/м3.
3. Час проведення циклу культивування знаходимо з виразу
4. За рік можна провести (252*24)/13,78 = 438,9 цикли.
5. За 1 цикл потрібно одержувати 2000000/438,9 = 4556,8 кг біомаси.
6. Оскільки концентрація біомаси в KP 36 кг/м3, то за цикл треба одержувати
4556,8/36= 126,6 м3 KP.
7. Оскільки частка KP, яку зливають, становить 1 /3, то робочий об’єм ферментера
повинен становити 126,6*3 = 379,7 м3. Повний об’єм - 379,7/0,7 = 542,5 м3.
Приклад 2.15. У ферментері від’ємно-доливним способом культивують деякий
мікроорганізм, який має питому швидкість росту за моделлю PJlK 0,2 год'1. Концентрація
субстрату в поживному середовищі -40 кг/м3 (густина р = 1020 кг/м3). З 2 кг субстрату
одержують 1 кг АСБ. За один цикл ферментації ступінь конверсії становить 90%. Після
цього частину готової KP зливають і доливають нову порцію ЖС. Протягом року (330
діб) потрібно одержати 5000 м3 KP Знайти оптимальну частку KP, яку зливають, і
мінімальний об’єм ферментера.
24 = п
Xn +(30-Хп)е
Звідси Xn = 2,272 кг/м3.
Розв 'язання
24*40
Звідси T= 13,78 години.
91
ФЕРМЕНТАЦІЯ
Розв 'язання
1. Оскільки з 2 кг субстрату одержують 1 кг АСБ, то кінцева концентрація АСБ
X = 40/2 = 20 кг/м3.
K
2. Поточна концентрація X = 0,9*20 = 18 кг/м3.
3. Позначимо частку KP, яку зливають наприкінці кожного циклу ферментації, к.
Тоді частка KP, яка залишається у ферментері, дорівнює 1 - к.
4. Початкова концентрація АСБ після доливання свіжого ПС:
Х=Х(1-к)= 18(1-к).
5. Кількість циклів ферментації за рік:
330*24 5000 ~ .
п = = , де V - робочии об єм ферментера.
х kVp р
Отже, V =0,631-.
р k
XX I X — X
6. Згідно з моделлю PJlK X = 5— —, звідки х = — In " "
Xn+(Xk-XbK- Ц
X п
7. Підставляючи відомі величини, одержуємо:
о і ссі I + 9к
с| 1 + 9к w 3’155ІП і_к
x = 51n ,a Vn = ——.
1-к к
8. ^найдемо екстремум одержаної функції. Для цього візьмемо її похідну і
прирівняємо її до нуля:
1 + 9кЛ
3,155 In
Y - L=Jl
P ь
1 1+9к 10
"к 1-к (1 + 9кХі -к)_
Розв’язуючи рівняння методом підстановок, знаходимо, що k = 0,7.
] _|_ 9 * о 7
9. Час одного циклу ферментації: х = 5 In — = 15,96 години.
1-0,7
10. Мінімальний робочий об’єм ферментера: Vp = 0,63 = 14,4м3.
Повний об’єм ферментера при коефіцієнті завантаження 0,6.. .0,8 дорівнює
Vp = 14,4/(0,6...0,8) = 18...24 м3. Стандартний об’єм - 20 м3.
92
Кінетичні основи мікробіологічних процесів
2.10.6. Одноступеневе гомогенне культивування з рециркуляцією
біомаси
Схема гомогенного одноступеневого безперервного культивування показана на
рис. 2.7.
Поживне середовище безперервно подають у ферментер, в якому підтримують
деяку постійну концентрацію біомаси X. Одночасно культуральну рідину подають на
сопловий сепаратор безперервної дії (або відстійник). Із сепаратора частину
концентрату біомаси повертають у ферментер, а надлишок біомаси спрямовують на
подальшу обробку. У разі необхідності цей надлишок можна змішувати з фугатом.
На практиці така схема застосовується досить рідко, оскільки ускладнює
дотримання асептичних умов культивування, потребує обов’язкового використання
обладнання для відділення біомас від нативного розчину. Останнє зауваження не
зовсім справедливе, оскільки здебільшого технології потребують саме відділення
біомас.
Подібні схеми використовують в процесах біохімічного очищення стічних
вод. Всі новітні технології одержання біогазу також базуються на поверненні або
затримці активного мулу у ферментері. Це досягається не тільки використанням
зовнішніх ліній рециркуляції, але й внутрішніх, втому числі іммобілізації клітинної
маси на твердих носіях. Оскільки питомі швидкості росту біомаси у бродильних
процесах дуже малі, рециркуляція біомаси є чи не єдиним методом інтенсифікації
процесів культивування.
Застосування рециркуляції дозволяє зменшити об’єм ферментера або збільшити
його потужність. Розрахунок об’ємів біореакторів можна вести, використовуючи
формули для багатоступеневого культивування.
поживне середовище
1
ферментер
фугат
сепаратор
4
концентрат біомаси
надлишок біомаси
Рис.2.7. Схема безперервного культивування з рециркуляцією біомаси.
93
Приклад 2.16. Потік ПС у ферментер, який має робочий об’єм 70 м3,
становить 8 м3/год. Процес культивування описується моделлю PJIK (|и = 0,15 год1,
Xk = 40 кг АСБ/м3). Розрахувати продуктивність установки без рециркуляції біомаси.
За другим варіантом потік KP спрямовують в сопловий сепаратор, який відділяє
клітинну біомасу від нативного розчину. Концентрат біомаси на виході зі сепаратора
в 1 м3 містить 700 кг клітинної маси. Клітинна маса містить 70% води. Довільно
приймемо, що 2 м3/год концентрату повертають у ферментер, а решту концентрату,
а також фугат, спрямували на вихід з установки. Розрахувати нову продуктивність
установки за біомасою.
Розв \язання
1. Коефіцієнт розбавлення для першого варіанта роботи установки дорівнює
8/70 = 0,114 год '.
2. Поточна концентрація біомаси (АСБ) на виході з ферментера становить
X = 40 - (40/0,15)0,114 = 9,6 кг/м3.
3. Продуктивність установки за біомасою дорівнює 9,6*8 = 76,8 кг/год.
4. При поверненні частини біомаси вхідний потік у ферментер становитиме
8 + 2 = 10 м3/год.
5. Маса АСБ, що повертається у ферментер, становитиме 2*700*0,3 = 420 кг/год.
6. Якщо знехтувати залишками субстрату в концентраті біомаси, теоретично з нового
потоку може утворитись біомаса з концентрацією Xk = (40*8 + 420)/10 = 74 кг/м3.
7. На вході у ферментер концентрація біомаси буде становити 420/10 = 42 кг/м3.
8. Новий коефіцієнт розбавлення дорівнює 10/70 = 0,143 год'1.
9. Використовуючи формулу (2.51) для багатоступеневого культивування, знаходимо
нову поточну концентрацію на виході з ферментера:
г 4*0 1S*42*0141
(0,15-0,143)74 ± 74J(0,15 - 0,143)2 + ’ - ’
X, = 1 — = 56,187 кг/м3.
2 2*0,15
10. Всього продуктивність за АСБ на виході з ферментера буде становити
56,187*10 = 561,87 кг/год.
11. Оскільки у ферментер повертається 420 кг АСБ/год, то загальна продуктивність
установки зростає до 561,87 -420 = 141,87 кг/год.
Приклад 2.17. Умови ферментації такі, як в прикладі 2.16, але процес описується
моделлю Моно-Ієрусалимського. При цьому Ks = 10 кг/м3, Kps = 12 кг/м3, S0 = 80 кг/м3,
ц = 0,35 год ', а = 2.
• max ’ ’
Розв 'язання
1. Коефіцієнт розбавлення для першого варіанта роботи установки, як і за
прикл. 2.16, становить 8/70 = 0,114 год1.
94
Кінетичні ОСНОВИ мікробіологічних процесів
S*12
2. Оскільки ц = D, то 0,114 = 0,35 ~гг—■ ———— • Перетворюючи, одержуємо
(I U + оді1 + oU — Ь)
S2 - 45,2S - 920 = 0. Звідси S = 60,4 кг/м3.
3. Поточна концентрація X = (80 - 60,4)/2 = 9,8 кг/м3.
4. Продуктивність установки за біомасою без рециркуляції дорівнює 9,8*8 =
= 78,4 кг/год.
5. При поверненні частини біомаси вхідний потік у ферментер становитиме 8 +
+ 2=10 м3/год.
6. Маса АСБ, що повертається у ферментер, буде становити 2*700*0,3 = 420 кг/год.
7. Якщо знехтувати залишками субстрату в концентраті біомаси, теоретично з нового
потоку може утворитись біомаса (разом з рециркулятом) з концентрацією Xk = (80*8/2 +
+ 420)/10 = 74 кг/м3, що відповідає S0 = 74*2 = 148 кг субстрату/м3.
8. На вході у ферментер концентрація біомаси буде становити 420/10 = 42 кг/м3,
що відповідає S1 = 148 - 42*2 = 64 кг субстрату/м3.
9. Новий коефіцієнт розбавлення дорівнює 10/70 = 0,143 год1.
л . S1-S2 S2 Kps л і ^ — 64 S2
10. Оскільки D,- - = u — , то 0,143 — =
Ir'і гл г ШаХ w г t-л і г гл 7 •
2S0-S2 ^raax Ks+S2 Kps +S0-S2' ' 148-S2
= 0,35—— ”
10 + S, 12+ 148-S2
Після перетворень, одержуємо
S23 - 184,6S22 + 3653S + 102400 = 0. Звідси S2 = 42 кг/м3.
11. Концентрація біомаси на виході з ферментера, спорядженого рециркуляційною
лінією, становить (148 - 42)/2 = 53 кг/м3, а потік біомаси дорівнює 53*10 = 530 кг/год.
12. Оскільки у ферментер повертається 420 кг АСБ/год, то загальна продуктивність
установки зростає до
530 - 420 =110 кг/год.
* * *
Відмінність між результатами за двома моделями (за рівності інших умов)
пояснюється тим, що модель Моно-Ієрусалимського враховує зменшення питомої
швидкості росту при збільшенні концентрації біомаси у ферментері, що більше
відповідає реальним процесам.
2.11. Математичні моделі кінетики біосинтезу продуктів
метаболізму
Процеси біосинтезу продуктів метаболізму поділяють на два великі класи -
пов'язані з ростом і не пов'язані з ним. Як приклад першого класу можна назвати
95
ФЕРМЕНТАЦІЯ
біосинтез конститутивних ферментів клітини, накопичення амінокислот, наприклад,
ізолейцину, а другого - біосинтез багатьох антибіотиків, інтенсивний синтез яких
відбувається після припинення росту мікроорганізмів.
Питома швидкість біосинтезу продуктів метаболізму qp, пов’язаних з ростом
біомаси, може бути виражена простим співвідношенням
де k - емпірична константа, ц - питома швидкість росту біомаси.
Людекінг і Пайрі для опису біосинтезу молочної кислоти запропонували складніше
рівняння, яке пов’язує накопичення кислоти не тільки активною частиною клітин, що
діляться, але й тією частиною, що знаходиться в стані спокою [12]:
де - емпірична константа.
Накопичення продуктів метаболізму далеко не завжди має такий простий і
лінійний характер, скоріше це виняток з більш складних залежностей, деякі з яких
представлені такими формулами:
де а і b — емпіричні константи.
В процесі, який описується формулою (2.55), швидший біосинтез продуктів
метаболізму відбувається на ранніх стадіях росту біомаси, а згідно з формулою (2.56) -
метаболізм затримується і прискорюється лише наприкінці процесу росту біомаси
(наприклад, біосинтез антибіотиків).
Ці функції можуть мати додатковий вільний член qp i:
Зустрічаються також процеси, які описуються такими емпіричними рівнян
нями:
(2.53)
Яр = Чро +
(2.54)
(2.55)
(2.56)
(2.57)
(2.58)
Чр = Ьц-сц2,
qp = а + Ьц - сц2,
(2.59)
(2.60)
де а, Ь, с - емпіричні константи.
96
Кінетичні основи мікробіологічних процесів
Біосинтез продуктів метаболізму, який описується цими рівняннями, найбільш
інтенсивний у середині процесу росту біомаси.
В усіх вищенаведених моделях питома швидкість росту qp лінійно або нелінійно
пов’язана з питомою швидкістю росту біомас ц. У свою чергу величина m також
залежить від багатьох факторів: від температури, pH, ліміту за азотом, вуглецевмісним
субстратом тощо. Для непов’язаних з ростом біомаси процеси метаболізму не мають
суворо причинно-наслідкового зв’язку, і зміна факторів зовнішнього середовища
впливає як на qp, так і на |! одночасно. Для таких процесів потрібно використовувати
рівняння, що як аргументи містять первинні фактори, які незалежно впливають на ці
величини.
За структурою ці рівняння схожі на такі самі рівняння, що описують ріст біомаси.
Наприклад, якщо субстрат впливає на qp за Андрюсом, то маємо:
Чр ~ K1S+ S +S1Ki ’ (2,61)
де qm - максимальна питома швидкість продукту метаболізму; Ks - константа
насичення; Kj - константа інгибування.
Детальніші кінетичні залежності швидкості біосинтезу продуктів метаболізму
від первинних факторів викладені в монографії [13], в якій не лише наведені, а й
проаналізовані декілька десятків рівнянь.
На біосинтез продуктів метаболізму впливає вік культури. Занадто швидкий
ріст культури часто буває неефективним з точки зору накопичення цих продуктів. Це
яскраво демонструють біотехнології вищих рослин, коли калусна культура швидко
розвивається, але не накопичує потрібних продуктів метаболізму. Порівняно з
природними біомасами концентрація їх в декілька разів менше, а може і дорівнювати
нулю. Відомо лише декілька спростувань цього факту, наприклад, штучний біосинтез
ізольованих клітин “воробійника червоно-коричневого” дає більший вихід шиконіну
(суміш похідних нафтохінону).
Існують деякі феноменологічні підходи до оцінки фізіологічного стану мікробної
біомаси, засновані на оцінці вікового стану популяції клітин.
Один з підходів полягає у визначенні розподілу клітин за віком [14]. Значення питомої
швидкості росту біосинтезу продукту можна вважати немов би сумою швидкостей, що
мають різні вікові фракції біомаси:
Яр= Я|ДХ, + Я2ЛХ2 + •••+ ЯпАХ„> (2-62)
де AX1 - концентрація біомаси /-Ї вікової групи; q. - питома швидкість біосинтезу
продуктів метаболізму біомасою /-Ї вікової групи.
Можливо, значення q,,q2, q3,... qn не будуть однаковими: “молодь” не синтезує
потрібний продукт, занадто старі клітини - також.
Аіба (Японія) запропонував більш простий підхід: використовувати для оцінки
віку культури так званий середній вік популяції X як параметр, який визначає
97
ДДЗДІД^УЦ^ ФЕРМЕНТАЦІЯ
біосинтетичну активність культури [15]. При цьому середній вік популяції - це сума
віків усіх клітин, поділена на їх кількість:
, _ S^iAXi
IXi ’ (2-63)
де - ВІК 7-ї вікової групи.
Іншим способом спрощення вікової залежності є розподіл віку клітин на два
класи-продуктивний (вище деякого значення) і непродуктивний [13].
Залежності Яр =/(X) за структурою також близькі до структур рівнянь Моно
(залежність має характер збільшення), Єрусалимського (залежність має характер
зменшення) або мають вигляд поліноміального рівняння [16].
Доречно додати, що вік культури впливає і на питому швидкість росту самої
біомаси, і цим процесом можна керувати. Так, наприкінці процесу вирощування посівної
культури хлібопекарських дріжджів, який характеризується питомою швидкістю росту
біомаси 0,12...0,15 год1, цю культуру охолоджують до 5°С і продовжують
ферментацію. Зрілі клітини припиняють брунькування, а молоді продовжують
розвиватись і набирати масу. Наприкінці ферментації вік усіх клітин вирівнюється,
синхронізується. Після нагрівання культуральної рідини до нормальної температури
культивування (29...31°С) питома швидкість росту збільшується до 0,5...0,6 год*1, і
при цьому показнику дуже швидко проводять робочу ферментацію приточковим
методом [17].
На процес біосинтезу продуктів метаболізму впливає також деградація (інактивація)
цих продуктів, оскільки часто-густо вони настільки нестабільні, що руйнуються вже в
процесі самої ферментації. Існують моделі, які враховують це явище, при цьому вважають,
що процес деградації йде з постійною швидкістю і не пов’язаний з питомими швидкостями
росту біЬмаси і продуктів метаболізму. Складніші моделі враховують концентрації біомаси
і збільшення швидкості деградації до якихось меж зі збільшенням концентрації продуктів
метаболізму.
Контрольні задачі до глави 2
Задача 2.1. За один цикл періодичного культивування, що триває 72 години з
моменту внесення ПМ, одержують KP. Ферментер працює 230 діб на рік, його
потужність - 200 тонн біомаси за рік, Xn = 0,05 кг/м3, Xk = 80 кг/ м3, питома швидкість
росту в рамках моделі PJIK 0,12 год1. K1, K2, K3 відповідно 1, 0,9, 0,7. Додатковий час
культивування 20 годин. Знайти повний об’єм ферментера. (Відповідь: 84,8 м\
стандарт 80 або 100 м3).
Задача 2.2. Процес культивування відповідає моделі PJIK. Xn, Xk відповідно 0,01
та 75 кг/м3, питома швидкість росту 0,2 год'1. Скільки годин потрібно для завершення
процесу на 98%? (Відповідь: 64,07 годин).
Задача 2.3. У двоступеневій установці безперервної дії для культивування
мікроорганізмів об’єм другого ферментера вдвічі більше від першого. Процес
98
Кінетичні основи мікробіологічних процесів JMBEi
відповідає моделі PJIK. Питома швидкість росту 0,3 год1. Xk= 14 кг/м3. Об’єм потоку
1 м3/год.Час безперервної роботи установки 300 діб/рік. У першому ферментері умови
роботи екстремальні. Коефіцієнти K1, K2 K3 відповідно 0,6, 1, та 0,63. Знайти річну
потужність установки та об’єми ферментерів. (Відповідь: 53,87 тонн/рік, повний
об’єм 1-го ферментера 10,53 м3 , 2-го - 21,16 м3).
Задача 2.4. Розрахувати повний об’єм ферментера, призначеного для проведення
неперервного процесу культивування, який відповідає моделі Моно-Ієрусалимського
за такими даними: S0 = 50 кг/м3, продуктивність за біомасою 100 кг/год, кількість
субстрату, що йде на утворення 1 кг АСБ - 2, Ks = 2 кг/м3. Kps = 10 кг/м3, максимальна
питома швидкість росту 0,5 год1, коефіцієнт заповнення 0,7; процес відбувається в
екстремальних умовах. (Відповідь: 82,9 м3).
Задача 2.5. Процес відповідає моделі PJIK. При початковій концентрації біомаси
0,1 кг/м3 через 20 годин культивування знайшли, що поточна концентрація становить
0,716 кг/м3, а через 40 годин - 4,31 кг/м3. Знайти кінцеву концентрацію АСБ та питому
швидкість росту. (Відповідь: 20,19 кг/м3, 0,1 год1).
Задача 2.6. За моделлю Моно-Ієрусалимського розрахувати ємність апарата
для безперервного культивування за таких умов: максимальна питома швидкість
росту-0,7 год*1; Ks, Kps, S0 відповідно 12,5, 13 та 75 кг/м3; N = 1000 тонн/рік; п = 330
діб/рік; K1, K2, K3 відповідно 0,75, 1,0,6; as= 1,8. Умови культивування екстремальні.
(Відповідь: 99,68 м3).
Задача 2.7. Процес відповідає моделі Моно-Ієрусалимського. Розраховані та
експериментально знайдені константи двоступеневої установки для безперервного
культивування: максимальна питома швидкість росту 0,7 год1; S0, S1, Ks, Kps відповідно
75, 37,2, 12,5 та 13 кг/м3; а5 = 1,8. Знайти концентрацію біомаси на виході з другого
ферментера X2 та ступінь конверсії. (Відповідь: 39,3 кг/м3, 94,4%).
Задача 2.8. Річна потужність установки безперервного культивування, що
складається з двох послідовно з’єднаних однакових ферментерів, 1000 тонн/рік за
біомасою. Ресурс робочого часу 330 діб/рік. Коефіцієнти K1, K2 та K3 відповідно 0,75,
1 та 0,6. Питома швидкість росту в рамках моделі PJIK 0,2 год'1. Кінцева концентрація
АСБ - 30 кг/м3. Першій ферментер працює в екстремальних умовах. Знайти
об’єм кожного з ферментерів. (Відповідь: 115,6 м3).
Задача 2.9. Концентрація посівного матеріалу 0,01 кг/м3, теоретично розрахована
кінцева концентрація АСБ - 40 кг/м3. Питома швидкість росту в рамках моделі PJIK -
0,1 год-1, час проведення процесу -100 годин. Річна потужність установки за біомасою -
100 тонн. Річний ресурс робочого часу-256 діб. K1, K2 та K3 відповідно 0,625,0,85 та
0,7. Додатковий час культивування - 15 годин. Знайти ємність ферментера періодичної
дії. (Відповідь: 148,7 м3).
Задача 2.10. Установка для безперервного культивування складається з трьох
однакових, послідовно з’єднаних ферментерів. В першому процес відбувається в
екстремальному режимі, в двох останніх - перебігає процес дозрівання. Розраховано
і теоретично доведено, що Xr = 60 кг/м3, питома швидкість росту за моделлю PJIK -
99
РтШДДгШ^! ФЕРМЕНТАЦІЯ
0,112 год1. Vn = 1 м3/год. Знайти концентрацію біомаси на виході з 3-го ферментера
та повний об’єм кожного з ферментерів при коефіцієнті заповнення 0,7. (Відповідь:
56 кг/м3, 25,5 м3).
Задача 2.11. В трьох послідовно з’єднаних ферментерах, що мають повну ємність
по 25 м3 кожний при коефіцієнті заповнювання 0,7, відбувається безперервний процес
культивування. При цьому Xk = 60 кг/м3, концентрація біомаси на виході з 3-го
ферментера X3 = 56 кг/м3. Питома швидкість росту за моделлю PJlK - 0,112 год1,
об’ємний потік Vn = 1 м3/год. Яка повинна бути ємність одноступеневого ферментера
безперервної дії для досягнення того самого ступеня конверсії? (Відповідь: 191,3 м3).
Задача 2.12. Процес відповідає моделі PJIK. Існує двоступенева установка
безперервного культивування. У першому реакторі процес відбувається до 85% конверсії.
Розраховано, що Xk = 60 кг/м3. В другому ферментері йде процес дозрівання. Визначити
концентрацію біомаси на виході з другого ферментера при питомій швидкості росту
0,15 год1, а також ємності 1-го та 2-го ферментерів за умови, що співвідношення їх
ємностей становить 3:1, a Vn = 1 м3/год. (Відповідь: X2 = 57,1 кг/м3, V1 = 63,5 м3,
V2 = 21,17 м3).
Задача 2.13. Апарат для культивування виконаний у вигляді колони з переливними
тарілками. Кожну тарілку слід розглядати як ферментер в послідовно з’єднаній батареї
ферментерів. Діаметр тарілки 2,5 м, висота борту 20 см. Зверху в апарат безперервно
подається незасіяне ПС потоком Vn = 0,1 м3/год. Теоретично розраховано, що кінцева
концентрація біомаси Xk становить 30 кг/м3. Питома швидкість росту біомаси за
моделлю PJlK становить 0,14 год1. Яка концентрація біомаси буде на виході з першої
тарілки? (Відповідь: 8,14 кг/м3).
Задача 2.14. Ферментер є колонним апаратом з переливними тарілками, кожна з
яких є ферментером у послідовно з’єднаному ланцюгу безперервно діючих ферментерів.
Зверху на першу тарілку подається потік незасіяного ПС з Vn= 0,1 м3/год. Ємність
кожної тарілки - 1,05 м3. Питома швидкість росту в рамках моделі PJlK - 0,1 год'1. Яка
концентрація біомаси буде на виході з 4-ї тарілки, якщо Xk = 60 кг/м3? (Відповідь:
50,63 кг/м3). К
Задача 2.15. У трубу, що має внутрішній діаметр 0,2 м і довжину 100 м, безперервно
подають засіяне ПС з початковою концентрацією АСБ 0,01 кг/м3. Теоретично
розраховано, що Xk = 60 кг/м3. Питома швидкість росту в рамках моделі PJlK - 0,2 год'1. В
такому реакторі вхідна і вихідна суміш не перемішується, процес за суттю є періодичним
для кожного нескінченно тонкого шару суміші. Ступінь конверсії 10%. Яка повинна
бути величина вхідного потоку? (Відповідь: 0,097 м3/год).
Задача 2.16. У трубу-реактор, яка має внутрішній діаметр 0,2 м та довжину 100
м безперервно подають засіяне ПС з Xn = 0,05 кг/м3 об’ємним потоком Vn = 0,1 м3/год.
Процес відповідає моделі PJIK; питома швидкість росту - 0,25 год1; Xk = 60 кг/м3.
Знайти концентрацію біомаси на виході з труби (взяти до уваги, що перемішування в
трубі не відбувається і за суттю для кожного нескінченно тонкого шару ПС, що
пересувається по трубі, процес є періодичним). (Відповідь: 40,96 кг/м3).
100
Кінетичні основи мікробіологічних процесів
Задача 2.17. В одноступеневому реакторі безперервної дії відбувається процес
культивування, який відповідає моделі PJIK. Об’єм потоку - 1 м3/год, Xr = 80 кг/год,
питома швидкість росту - 0,116 год1. Знайти повний об’єм ферментера, якщо
концентрація біомаси на виход 85% від теоретично можливої. Який повинен бути
об’єм ферментера періодичної дії, щоб досягнути тієї самої продуктивності? (Для
розрахунку прийняти ресурс робочого часу 256 діб/рік; K1 = K = I, K = 0,7,
додатковий час культивування - 15 годин, Xn = 0,1 кг/м3). (Відповідь: 82 м3).
Задача 2.18. Кожні 12 годин з біореактора, що містить 10 м3 KP з концентрацією
АСБ 20 кг/м3, вилучають частину продукту і доливають нову порцію сировини. Скільки
треба злити KP і додати нової сировини, якщо питома швидкість росту за моделлю
PJIK становить 0,12 год1, Xk = 25 кг/м3? (Відповідь: 3,92 м3).
Задача 2.19. У горизонтальний ферментер-цистерну, розділений натри однакові
секції, кожну добу надходить потік засіяної сировини. Об’єм потоку дорівнює об’єму
секції. Питома швидкість росту за моделлю PJIK - 0,33 год1, Xk = 10 кг/м3. На виході
з 3-ї секції концентрація біомаси становить 70% від кінцевої. Яка повинна бути
початкова концентрація біомаси у засіяному ПС? (Відповідь: 4,71 кг/м3).
Задача 2.20. До реактора, що працює в екстремальних умовах, послідовно приєднали
ще один, ємність якого вдвічі більше першого. Процес відповідає моделі PJIK. Знайти
концентрацію біомаси на виході з другого ферментера у % від Хк. (Відповідь: 89%).
Задача 2.21. Розраховано, що в деякому процесі біосинтезу, який відповідає
моделі PJIK, Xn = 0,03 кг/м3, Xk = ЗО кг/м3, питома швидкість росту - 0,1 год1. Знайти
оптимальний час культивування та ступінь конверсії. (Відповідь: 88,5 год., 87,47%).
Задача 2.22. Розраховано, що під час спиртового бродіння цукру при початковій
концентрації дріжджів 2,82 кг/м3 їх кінцева концентрація буде становити 4,72 кг/м3.
Експериментально встановлено, що за 4 доби бродіння цукру його конверсія
становить 94%. Використовуючи модель PJIK, знайти питому швидкість росту
біомаси. (Відповідь: 0,0493 год'1).
Задача 2.23. За один цикл періодичного культивування, що триває 72 години з моменту
внесення посівного матеріалу, одержують KP з концентрацією біомаси 60 кг/м3.
Культиватор працює 230 діб на рік, його потужність за біомасою - 200 тонн на рік,
додатковий час культивування - 20 годин. Коефіцієнти втрат, браку, заповнення - середні.
Знайти об’єм культиватора. (Відповідь: 149,4 м3).
Задача 2.24. Установка для безперервного культивування складається з двох
однакових ферментерів. У першому процес відбувається в екстремальних умовах.
Процес відповідає моделі PJIK. Кінцева концентрація біомаси - 60 кг/м3, питома
швидкість росту - 0,112 год1. Об’ємний потік - 1 м3/год. Коефіцієнти K1, K2 та K3
відповідно 1, 1 та 0,7. Знайти концентрацію біомаси на виході з другого ферментера
та його об’єм. (Відповідь: 48,54 кг/м3, об’єм - 25 м3).
Задача 2.25. Процес культивування відповідає моделі PJIK. Питома швидкість
росту-0,1 год1, ступінь конверсії-90%. Початкова концентрація біомаси - 0,03 кг/м3,
кінцева - 30 кг/м3. Знайти час культивування. (Відповідь: 91 год.).
101
|ИЗШ1ЯіЬі ФЕРМЕНТАЦІЯ
Задача 2.26. Процес ферментації відповідає моделі РЛК. Питома швидкість
росту продуценту-0,12 год1. Ступінь конверсії-95%. Час культивування-72 години,
Xk = 3 кг/м3. На 10 масових частин ПС задають 1 мас. частину ПМ. ПМ містить
АСБ в концентрації 1 кг/м3. Скільки кг АСБ повинно міститись в ПМ, якщо ПС було
взято 1000 кг? (Відповідь: 0,011 кг).
Задача 2.27. Скільки часу потрібно для культивування біомаси, щоб залишати
10 мас.% KP у ферментері як закваску для процесу ферментації об’ємно-доливним
методом. Процес відповідає моделі PJIK. Xk = 7 кг/м3, ]і = 0,1 год1, ступінь конверсії -
90%. (Відповідь: 45,1 год.).
Задача 2.28. Активність антибіотика в KP - 700 Од/мл (1 Од = 1 мікрограму).
Час культивування в періодичному процесі - 120 годин, додатковий час - 20 годин.
Річний ресурс робочого часу-300 діб. Коефіцієнт браку і заповнення відповідно 0,85
та 0,7. Вибрати ємність стандартного ферментера. Скільки кг антибіотика буде
міститись в KP, одержаної за 1 цикл культивування? (Відповідь: 2,29 кг, об’єм
ферментера - 5 м3).
Задача 2.29. Безперервний процес одноступеневого культивування відповідає
моделі PJ1K. Коефіцієнт розбавлення - 0,05 год1, питома швидкість росту - 0,2 год1.
Знайти ступінь конверсії. (Відповідь: 75%).
Задача 2.30. Процес культивування біомаси, який відповідає моделі РЛК,
проводять за від’ємно-доливним методом. Питома швидкість росту біомаси -
0,08 год1. За 1 цикл зливають половину KP і доливають свіже ПС. Далі процес ведуть
до ступеня конверсії 90%, а потім знову зливають половину КР. Скільки годин триває
цикл? (Відповідь: 29,97 годин).
Задача 2.31. На основі моделі РЛК розрахувати ємність безперервно діючого
ферментера за умови, що (і = 0,3 год1, Xk = 40 кг/м3, річна потужність виробництва за
біомасою - 150 тонн/рік, ресурс робочого часу - 350 діб/рік, коефіцієнт втрат біомаси
при подальшій обробці - 0,7, коефіцієнт браку - 1, коефіцієнт заповнення - 0,6.
(Відповідь: 14,1 м3)
Література до глави 2
1. Гапонов К.П. Процессьі и аппаратьі микробиологических производств.
- M. : Легк. пром-сть, 1981. - 240 с.
2. Варфоломеев С.Д., Калюжний С.В. Биотехнология: Кинетические
основи микробиологических процессов: Учеб. пособие для биол. и хим. спец,
вузов. - M. : Висги. шк, 1990. - 296 с.
3. Марков К.И. Зкспериментальная микробиология. -София, 1965. - 284 с.
4. Складнеє А.А., Васильєв Н.Н. Амбросов В.А. Основние направления в
моделировании кинетики роста популяции микроорганизмов. // Ж. Всес. хим.
об-ea им. Д.И. Менделеева. - 1972. - 112, №5. - С.494-503.
102
Кінетичні основи мікробіологічних процесів
5. Ленинджер А. Биохимия./пер. с англ. под ред. AA.Баєва и Я.М.Варшавского.
- М: Мир, 1974. - 957 с.
6. Н.И.Кобозев. Термодинамические фактори в кинетике автоката-
литического размножения простих и сложньїх прототипов // Журнал
физической химии, 1962. - т.36, вип. 1. - С.21-31.
7. Н.И.Кобозев. Термодинамические фактори в кинетике автоката-
литического размножения простих и сложньїх прототипов. II.
Термодинамические условия нормального и аномального размножения и роста.
//Журнал физической химии, 1962. - т.36, вьіп. 1. - С.32-41.
8. Herbert D., Elsweth R., Telling R.C. // J. Gen. Microbiol - 1956. - 14. - P601.
9. Powell E.O. // Rec.Progr. in Microbiol., Stockholm. - 1959. - P442.
10. Moser H. Garnegi Just Wash. Publ. - 1958. - №614.
11. Яровенко В.JI. u др. Кинетика синтеза биомасси у различньїх
микроорганизмов //Прикладная биохимия и микробиология, 1996. - т.32, №6.
- С.635-638.
12. Luedeking R.., Piret EL. A kinetic study of the lactic acid fermentatin: Batch
process at controlled pH // J. Biochem. Microbiol. Technol. Eng. - 1959. - vol. I, № 4.
~P. 393-412.
13. Бирюков В.В., Кантере B.M. Оптимизация периодических процессов
микробиологического синтеза. M.: Наука. - 1985.
14. Shu P. Mathematical model for product accumulation in microbiological
processes // J. Biochem. Microbiol. Technol. Eng. - 1961. - vol.3, № I. - P. 95-109.
15. Aiba S., Hara M. Conception of averege cumulative age of microorganisms //
J. Gen. and Appl Microbiol. - 1965. - vol. 11. - P. 25-41.
16. Фигиман B.M. Математическое описание u оптимальное управление
процессом биосинтеза антибиотиков // Дис. конд. техн. наук. - M.: Московский
институт химического машиностроения. - 1970.
17. Помозгова И.Н. Синхронньїе культури. - Итоги науки и техники /
ВИНИТИ. Серия "Микробиология”. - 1981. вип. 11. - С. 118-151.
103
ИММЬ. ФЕРМЕНТАЦІЯ
■■■ ^ Ц£іЩЩЦ|
РОЗРАХУНКИ ТЕПЛОВИХ ЕФЕКТІВ
ФЕРМЕНТАЦІЇ
Життєдіяльність будь-якого гетеротрофного мікроорганізму супроводжується
продукуванням теплової енергії, з якої відповідно до термодинамікою відкритих
систем лише незначна частка використовується в конструктивному метаболізмі.
Решта тепла виділяється у навколишнє середовище. За лабораторних умов при
використанні невеликих об’ємів культуральних рідин тепловий ефект є непомітним,
оскільки відношення поверхні колб і об’ємів є досить великим і тепло втрачається
при контакті поверхні колби з повітрям. Більш того, для підтримки сталої
температури ферментацію проводять навіть з підведенням тепла до реакційної маси,
розташовуючи колби у термостатах. За виробничих умов при використанні апаратів
великих об’ємів нехтувати екзотермічністю процесів вже не можна.
Саморозігрівання культуральної рідини на декілька градусів вище від оптимуму
пригноблює процеси метаболізму і репродуктивну активність мікроорганізмів, а
перевищення максимуму температури спричиняє їх загибель.
При культивуванні продуцентів ферментів потужність теплової енергії коливається
в межах 4000.. .30000 кДж/(м3 год), а для продуцентів антибіотиків ця величина може
досягати 55000 кДж/(м3 год).
KfJiM тепла, що виділяється в процесі біосинтезу, треба враховувати і енергетичну
потужність, що передається рідині з перемішувальними пристроями. Цю енергію можна
було б не враховувати, якщо йшлося б тільки про анаеробні процеси, наприклад, у
виробництві біогазу, деякі технології якого передбачають увімкнення перемішувального
пристрою лише для руйнування кірки, що утворюється на поверхні реакційної маси.
Зовсім інакше справа виглядає в аеробних процесах, в яких перемішування пов’язане з
масопередачею кисню, особливо коли процеси йдуть у висококонцентрованих
середовищах.
Нехтуючи теплом, що вноситься з аеруючим повітрям, витрачається на
випаровування частини культуральної рідини, передається у довкілля природним
шляхом, тепловий баланс ферментера можна записати як
Q6 + Q„ = Qox- (3-D
де Q6 - екзотермічне тепло синтезу біомаси; Qn - тепло від перемішувального
пристрою; Qox-тепло, що передається охолоджувальній воді.
104
Розрахунки теплових ефектів ферментації
3.1. Розрахунок теплової потужності, що виникає під час
синтезу біомаси
Найкраще визначати екзотермічну теплову потужність біосинтезу експеримен¬
тально двома методами:
1) метод непрямої калориметрії, який полягає у визначенні різниці теплот згоряння ви¬
хідної суміші субстратів і кінцевої культуральної рідини за допомогою калориметричної бомби;
2) метод теплового балансу на експериментальному ферментері. За даними
про витрату охолоджувальної води, її початкову та кінцеву температури, потужність
мішалки визначають члени рівняння (3.1).
Для розрахунків теплового ефекту хімічних реакцій використовують, як правило,
закон Гесса, згідно з яким різниця теплот утворення продуктів, що взяті в реакцію, і
теплот утворення продуктів реакції дорівнює тепловому ефекту реакції. Для розрахунку
теплового ефекту процесів біосинтезу цим законом користуватись неможливо, оскільки
невідомі теплоти утворення субстратів, які у своїй більшості є сумішшю десятків
речовин, до того ж не завжди відомого складу Te саме стосується і кінцевих продуктів
реакції. Так само неможливо розрахувати тепловий ефект за різницею енергії зв’язків
в молекулах вихідних і кінцевих продуктів, оскільки невідомі дані про структурну
будову багатьох субстратів і, особливо, продуктів біосинтезу.
Але для приблизних, орієнтовних розрахунків можна скористатись емпіричною
формулою Менделєєва. Згідно з цією формулою у разі спалювання І кг речовини
виділяється Q кДж тепла:
Q - 339,3C + 1256Н- 109(0-S), кДж/кг, (3.2)
де С, Н, О, S - відсотковий вміст елементу в брутто-формулі речовини. При цьому
C + H + 0 + S+ N= 100.
“Зайві” атоми в брутто-формулі не враховують.
Використання цієї формули дає наближений результат, оскільки вона не враховує
багатьох чинників, зокрема, будову молекули. Наприклад, відомий процес гліколізу
відбувається з виділенням тепла:
C6H12O6 (глюкоза) -» 2 СН3СН(ОН)СООН (молочна кислота) + 75,36 кДж.
Якщо б, припустимо, процес відбувався в розчині з концентрацією глюкози
0,35 моль/літр за температури 48°С (що відповідає реальним умовам одержання
молочної кислоти) без втрати тепла у довкілля, то температура розчину піднялась
би до 54,3°С. Але розрахунок за формулою Менделєєва показує, що тепловий ефект
цього процесу дорівнює нулю, що не відповідає дійсності.
Метод полягає: 1
а) у визначенні теплот згоряння 1 кг речовин за формулою Менделєєва усіх
речовин, які здатні згоряти і входять в ідеальний матеріальний баланс, одержаний
розв’язанням інтегрального стехіометричного рівняння;
105
ФЕРМЕНТАЦІЯ
б) у визначенні сумарних теплот згоряння вихідних і кінцевих продуктів реакції
згідно з їх кількістю в ідеальному балансі і знаходженню різниці теплот;
в) у віднесенні одержаної різниці теплот до маси синтезованої АСБ.
Приклад 3.1. Подано ідеальний баланс процесу ферментації продуцента для
одержання препарату БКВ:
Взято, КГ
Одержано, кг
Крохмаль 162,00
Амінокислоти та білки кукурудзяного
екстракту 11,09
Лактоза екстракту 3,76
Молочна кислота екстракту 5,04
Амонійна селітра 27,52
Натрію хлорид 0,81
Кобальту хлорид 0,002
Аераційний кисень 56,67
Абсолютно суха біомаса 94,00
Біоміцин 6,60
Вітамін ВI2 0,02
Натрій кислий вуглекислий 1,16
Ендогенна вода 50,62
Вуглекислий газ 114,49
Всього 266,892
Всього 266,890
Визначити кількість тепла, що виділяється при синтезі 1 кг АСБ.
Розв ’язання
1. Виписуємо речовини, здатні згоряти:
Взято, кг
Одержано, кг
Крохмаль 162,00
Амінокислоти та білки екстракту, .11,09
Лактоза екстракту 3,76
M олочна кислота 5,04
АСБ 94,00
Біоміцин 6,60
Вітамін Bp 0,02
Всього 181,82
Всього 100,62
2. Визначаємо тепло, що виділяється при згорянні 1 кг речовини:
Тепло, що виділяється при згорянні 1 кг крохмалю, який має брутто-формулу
C6H10O5:
Q = 339,3
6*12*100
162
+ 1256
10*1*100
162
-109
10*1*100
162
-0
= 17450 кДж/кг
Аналогічно розраховують теплотворну здатність інших речовин:
-амінокислоти та білки екстракту, що мають брутто-формулу C425H75N1 ^O15, -
24346 кДж/кг,
-лактоза екстракту (C12H22O11) - 16757 кДж/кг,
-молочна кислота екстракту (C3H6O3) - 16132 кДж/кг,
106
Розрахунки теплових ефектів ферментації
-АСБ (C3 89H69N08O188) - 22377 кДж/кг;
-біоміцин (C22H23ClN,Og) - 23592 кДж/кг;
-вітамін B12 (C6lH92N13O12Co) - 27178 кДж/кг.
3. Розраховуємо тепло, що виділяється при згорянні вихідних і кінцевих продуктів,
та різницю теплот:
Сумарне тепло, що виділяється при
згорянні вихідних речовин, кДж
‘ Сумарне тепло, що виділяється при
згорянні кінцевих продуктів, кДж
Крохмаль 162*17450 = 2826900
Амінокислоти та білки 11,09*24346 = 269997
Лактоза 3,76*16757 = 63006
Молочна кислота 5,04*16132 = 81305
АСБ 94*22377 = 2103438
Біоміцин 6,6*23592= 155707
Вітамін B12 0,02*27178 = 544
Всього 3191208
Всього 2259689
Різниця теплот 3191208 - 2259689 = 931519 кДж.
4. Знаходимо кількість тепла, що виділяється при біосинтезі 1 кг АСБ:
Et = 931519:94 = 9910 кДж/кг АСБ.
Залежність питомих тепловиділень від часу проведення періодичної ферментації
описується рівнянням [1]:
q6 = аХ + b(dX/dx), кДж/(м3 год), (3.3)
де а- теплова потужність, що виділяється в довкілля синтезованою біомасою,
кДж/(одиниця біомаси*год.);
X - концентрація мікроорганізмів в даний момент часу ферментації, кг АСБ/м3;
b - приведена кількість тепла, що виділяється в довкілля; за суттю b = Ет.
т - час проведення ферментації, год.
У разі використання моделі PJIK рівняння (3.3) набирає вигляду:
хп*хк
Ч6 = а‘ п
/
+ ь
Xn+(Xk-Xn)е-
ХЛХК_ ^XkX2
Н'.
v Xn +(Хк-Хп)е-- [Xn+(Xk-хп)е-и2
(3.4)
Введемо нові коефіцієнти: а = а, Ет, b = Ет. Розрахунки коефіцієнтів а( на основі
експериментальних даних реальних процесів показали сталість цих коефіцієнтів, які не
залежать від теплового ефекту конкретного процесу. При цьому а( = 1,81 IO 2 год1.
Отже, рівняння (3.4) можна переписати як
q6 = 11,81 -IO-2
Хп+(ХК-Хп)е--
107
ИИИНйк. ФЕРМЕНТАЦІЯ
[Xn + (Хк - Xn )е“ЦІ]2
Для розрахунку поверхні теплообміну важливим є визначення теплової
потужності не в будь-який час ферментації, а в момент максимальних тепловиділень,
в піковий момент біосинтезу. Згідно з моделлю РЛК цей момент відповідає
екстремальній концентрації біомаси X = XJ2. Використовуючи цей вираз, перепишемо
рівняння (3.5)
Xk можна легко знайти після повного розрахунку матеріального балансу. Але це
можна зробити з деякими припущеннями і без великих обчислень, враховуючи
ідеальний баланс.
Так, наприклад, в прикладі 1.1 (глава 1) наведено рецептуру ПС і розрахований
ідеальний матеріальний баланс процесу ферментації. Оскільки крохмалю взято 162 кг,
а вміст технічного крохмалю в ПС 2%, то всього ПС буде 162/(0,8*0,02) = 10125 кг.
Якщо від цієї кількості ПС відняти усі речовини лівої частини балансу за винятком
кисню, то одержуємо воду та інші неспоживні речовини, які перейдуть в праву частину
балансу. Додаючи до цієї кількості речовини правої частини балансу за винятком
CO2, одержуємо кількість KP (10067 кг). Оскільки KP містить мало розчинених і
суспендованих речовин, то з невеликою похибкою можна прийняти, що густина KP
1000 кг/м3. Отже, об’єм KP становить 10,067 м3. Теоретично концентрація біомаси
наприкінці процесу може досягнути Xk = 94/10,067 = 9,34 кг/м3.
Підставляючи значення Хк, Ет, розраховане в прикл .3.1 цієї глави (9910 кДж/кг), у
формулу (3.6), приймаючи при цьому середнє значення ц (0,15 год1), орієнтовний
тепловий ефект процесу ферментації продуценту біоміцину в піковий момент біосинтезу
становить 4309 кДж/(м3 год) = 1,2 кВт/м3.
У безперервних процесах поточна концентрація біомаси X та миттєва продуктивність
процесу є сталими величинами, отже, теплова енергетична потужність, що виділяється у
довкілля, є також сталою величиною упродовж усього процесу.
Нехай в апарат безперервної дії надходить потік ПС з концентрацією біомаси
X0, а виходить потік з концентрацією біомаси X1. За годину в біореакторі загалом
синтезується
Теплова потужність, що виділяється у довкілля під час конструктивного
метаболізму, становить
Теплова потужність, що виділяється під час життєдіяльності утвореної біомаси
в усьому робочому об’ємі ферментера, становить
Vn (X1-X0), кг/год
Q1 = V(X, - X0) Е, кДж/год
108
Розрахунки теплових ефектів ферментації
Q2 = 1,81 IO-2 X1 Vp Ет, кДж/(м3 год).
Якщо поділити суму потужностей на робочий об’єм, то одержуємо вираз для
розрахунку приведеної теплової потужності у разі безперервного культивування
Приклад 3.2. Потік незасіяного субстрату становить 1 м3/год, концентрація
біомаси на виході з ферментера X1 = 45 кг/м3, тепловий ефект біосинтезу 1 кг АСБ
становить 15000 кДж/кг. Знайти питомі тепловиділення, якщо робочий об’єм становить
20 м3.
q6 = [1,81-10*2*45 + (1 /20)(45 - 0)]* 15000 = 45967 кДж/(м3 год) =12,8 кВт/м3.
Слід зазначити, що для деяких процесів, які, наприклад, пов’язані з прямою
біоконверсією субстрата або аномальним продукуванням вторинних продуктів
метаболізму мутантними штамами мікроорганізмів, розрахунок теплового ефекту
потрібно проводити комплексно: за відомими методиками визначають тепловий ефект
хімічної реакції, виключають із загальної кількості субстрата ту частину, яка
конвертувалась під час біоконверсії і лише після цього розраховують теплові ефекти
синтезу біомаси за вищенаведеною методикою (див. розділ 20.4.1).
Контрольні задачі
Задача 3.1. Знайти питомі тепловиділення (кВт/м3) в другому ступені установки
безперервної дії, яка складається з двох однакових ферментерів, якщо Vn = 2 м3/год,
ц = 0,3 год-1, Xk = 50 кг/м3, Et = 30 000 кДж/кг АСБ. Перший ступінь працює в
екстремальному режимі. Процес відповідає моделі PJIK. (Відповідь: 25,4 кВт/м3).
Задача 3.2. Процес описується моделлю PJ1K. Питома швидкість росту - 0,2 год1.
Xn = 0,01 кг/м3. На 30-й годині концентрація біомаси становила 3 кг/м3. Знайти питому
кількість тепла, що виділяється в піковий момент біосинтезу, якщо відомо, що під час
синтезу 1 кг біомаси виділяється 25000 кДж тепла. (Відповідь: 4,06 кВт/м3).
Задача 3.3. Дано стехіометричне рівняння: 6,67 (CH2O) + 2,1 (O9) —> (біомаса з
мол.масою 85) + 2,7(С02) + 3,42 (H2O). Скільки потрібно кисню в піковий момент
біосинтезу, якщо питома швидкість росту біомаси в межах моделі PJIK становить
0,2 г.1, Xk = 16 кг/м3. (Відповідь: 0,63 кг 02/(м3тод).
3.2. Розрахунок теплової потужності, що передається
культуральній рідині від перемішувального пристрою
Теплова потужність, що виникає при передачі енергії рідині від перемішувального
пристрою, пов’язана з масопередачею кисню аеробним культурам.
Споживання кисню більшістю аеробних мікроорганізмів при концентраціях
субстратів, які практично застосовуються в практиці промислового мікробіологічного
біомаси:
q6 = [1,81 IO'2 X1 + D(X, - X0)]Ет, кДж/(год*м3).
(3.7)
* * *
109
ЩЩЖк. ФЕРМЕНТАЦІЯ
синтезу, знаходиться в межах 0,6... 1,5 кг кисню/(м3год), але іноді, наприклад, у
виробництві дріжджів, ця величина може досягати 10... 12 кг кисню/(м3 год). Оскільки
розчинність кисню в культуральній рідині не перевищує 6... 8 г/м3, то для проведення
нормального процесу аеробної ферментації потрібне постійне підведення аераційного
повітря або технічного кисню.
Від способу підведення кисню, особливостей конструкції аераторів і
перемішувальних пристроїв залежить інтенсивність процесу. Так, використання
звичайних барботерів в комплекті з турбінною мішалкою може забезпечити подачу
кисню максимум до 2...З кг кисню/(м3год) при коефіцієнті аерації 30...60 м3
повітря на 1 м3 культуральної рідини за годину. Використання кисню з повітря не
перевищує 6%. Водночас інжекційна подача кисню може забезпечити передачу
кисню на рівні 10...20 кг кисню/(м3 год). Передача кисню і потужність
перемішувального пристрою не пов’язані жорсткою залежністю; коефіцієнт
використання кисню досягає 25%.
Оскільки використання звичайних барботерів і турбінних мішалок є найбільш
поширеним методом аерації, методика розрахунку теплової потужності, що
передається культуральній рідині від перемішувального пристрою, стосується саме
такого способу аерації і перемішування.
3.3.Основне рівняння масопередачі за киснем
Для слаборозчинних газів, зокрема для кисню, основний опір масопередачі за
киснем припадає на рідку фазу. Рівняння масопередачі має вигляд
• m = Kk(C-C), (3.8)
де m - кількість кисню, що передається через одиницю поверхні в одкницю часу,
кг/(м2год);
Кж - частковий коефіцієнт масопередачі кисню з боку рідини (коефіцієнт
масовіддачі), м/год;
Cp - рівновагова концентрація кисню в рідині, що знаходиться у рівновазі з
газовою фазою, в якій парціальний тиск дорівнює р, кг/м3;
C - дійсна концентрація розчиненого кисню в рідкій фазі, кг/м3.
Для розрахунку загальної кількості кисню М, що абсорбується, необхідно знати
площу міжфазової поверхні F, м2:
M = mF = FKjk(Cp-C). (3.9)
Площу міжфазової поверхні виражають через добуток питомої площі міжфазової
поверхні а (площі міжфазової поверхні в одиниці об’єму) на об’єм рідини, що аерується:
М = Кжа(Ср-С)Ур. (3.10)
Добуток Кжа називають об’ємним коефіцієнтом масопередачі за киснем Коб.
110
Розрахунки теплових ефектів ферментації
m = Кб(Ср - С), кг 02/(м3год), (3.11)
M = Кб(Ср - C)Vp, кг 02/год. (3.12)
Об’ємний коефіцієнт масопередачі за киснем в основному визначають експери¬
ментально такими методами:
1. Динамічний метод. Метод заснований на визначенні концентрації розчиненого
кисню в період короткочасного припинення аерації культури, що росте.
2. Інтегральний метод. Метод заснований на зміні швидкості перемішування і
визначенні концентрації кисню. За цими даними визначають необхідні константи і
розраховують Коб.
3. Балансовий метод. Метод заснований на визначенні концентрації кисню у
вхідному і вихідному потоках аеруючого повітря; за цими даними розраховують
необхідні константи, а потім Коб.
4. Непрямий сульфітний метод. Метод заснований на поглинанні кисню розчином
сульфіту натрію. В експериментальному ферментері цей розчин імітує бактеріальну
культуру. Оскільки реакція сульфіту натрію в розчині є практично миттєвою (що
близько до умов з використанням дійсної культури), то загальна швидкість цього
процесу залежить лише від швидкості абсорбції кисню з повітря розчином.
5. Непрямий метод дегазування. Згідно з цим методом концентрацію кисню в
рідині^ез мікроорганізмів знижують до нуля, перепускаючи крізь середовище азот, а
потім здійснюють аерацію і фіксують збільшення кисню у середовищі до сталої
величини.
Докладніше про ці методи визначення Ko6 та методи визначення концентрації
кисню викладено в [1].
3.4. Розрахунковий метод визначення Ko6 і потужності перемі¬
шувального пристрою, яка передається культуральній рідині
Послідовність розрахунку складається з таких етапів:
1. Визначення потреби в кисні в піковий момент біосинтезу. Для цього
використовують ідеальний матеріальний баланс, складений на основі стехіометричного
рівняння процесу біосинтезу і кінетичної моделі процесу.
2. Розрахункове визначення об’ємного коефіцієнта масопередачі за киснем Коб.
3. Визначення енергетичної потужності, яку необхідно передати для забезпечення
розрахованого Коб.
Пояснення методу і розрахункові формули наведено під час розв’язування
конкретної задачі. Умови задачі:
Розрахувати питому енергетичну потужність, яку потрібно передати
KP від перемішувального пристрою з метою забезпечення потрібного
коефіцієнта масопередачі за киснем для ферментації продуцента за
прикладом 1 цієї глави.
111
ВШДДДЯї^ ФЕРМЕНТАЦІЯ
З ідеального балансу процесу відомо, що для синтезу 94 кг АСБ продуцента
потрібно 56,67 кг кисню. Отже, для синтезу 1 кг АСБ потрібно 56,67/94 = 0,6 кг 0,/кг
АСБ. "
Згідно з моделлю РЛК продуктивність процесу за АСБ в піковий момент
біосинтезу становить
\іХк 0,15*9,34 ___ з ч
g = = 0,35 кг АБС/(м год).
4 4
Оскільки для синтезу 1 кг АСБ треба 0,6 кг кисню, то в піковий момент
біосинтезу потреба в кисні буде становити 0,35*0,6 = 0,21 кг 02/(м3 год).
Кисень витрачається не тільки на синтез нової біомаси, але й на підтримку
життєдіяльності вже синтезованої біомаси. Практично потребу в кисні потрібно
збільшити на 10%. Отже, дійсна потреба в кисні буде становити m = 1,1 *0,21 = 0,23 кг
02/(м3 год) = 6,42 IO 5 кг 02/(м3 с).
Оскільки кисень з культуральної рідини біомасою поглинається майже миттєво,
то для практичних розрахунків концентрацією кисню в рідині C нехтують і вважают,
що вона дорівнює нулю. Рівняння масообміну (3.8) набирає вигляд:
m = Ko6 Cp. (3.13)
Рівновагову концентрацію кисню розраховують за формулою [2]
г Ру
Ср=—. (3.14)
mPC
де P- тиск повітря в культуральній рідині, який складається з тиску в апараті та
тиску стовпа культуральної рідини, Па;
' у - об’ємний вміст кисню в газі, що подається на аерацію, частка одиниці; для
повітря приймають у = 0,21, для технічного кисню у = 1;
Hipc - константа фазової рівноваги; для культуральних рідин ITipc = 35 IO5 (Па м3)/кг [2].
Збільшення тиску повинно приводити до збільшення рівновагової концентрації
кисню, відтак і до збільшення Ko6. На практиці ця залежність не є прямою і проведення
процесу при надлишкових тисках є проблематичним [3]. Як правило, тиск в апаратах
підтримують підвищеним тільки для забезпечення стерильності атмосфери усередині
апарата.
У прикладі, що розглядається, приймемо тиск у середині шару KP 0,13 МПа.
Тоді
^ 1,3-Ю6 *0,21 „ 1Л_3 _ , з
Cp = ; = 7,8 • 10 кг O0 /м .
Р 3510 •
Отже, об’ємний коефіцієнт масопередачі за киснем повинен становити
Ko6 = 6,42 10-77,8 IO 3 = 8,23 103 C'1 = 29,6 год1.
112
Розрахунки теплових ефектів ферментації
Розрахований коефіцієнт має достатньо низьке значення. Звичайно ця величина
становить 100 1000 год*1. В даному конкретному прикладі це пов’язано з невеликою
концентрацією субстрату і денітрифікуючою властивістю продуцента.
Питома потужність Nn, що передається рідині для забезпечення знайденого
Коб, залежить від багатьох факторів, наприклад, від способу аерації, конструкції апарату,
його об’єму, конструкції перемішувального пристрою та барботера, висоти шару
культуральної рідини, витрати повітря тощо. Для орієнтовного розрахунку Nn
пропонується така емпірична формула:
де } ^ газовмісність, частка одиниці. Цей коефіцієнт вказує частку об’єму, яку
займає аераційний газ в культуральній рідині.
У свою чергу коефіцієнт] можна розрахувати за формулою
де H- висота шару культуральної рідини, м;
V - секундна об’ємна витрата повітря, м3 повітря/(м3 КРхс);
u - швидкість виходу бульбашок повітря з культуральної рідини.
Об’ємну витрату повітря можна розрахувати, на підставі потреби в кисні, його
вмісті в газі, що використовується для аерації, коефіцієнта використання (4...6%).
Але практично коефіцієнт аерації Ka становить 0,5... 1 м3/(м3*хв.).
Приймемо Ka = 1. Тоді V = 1/60 « 0,017 м3/(м3-с).
Швидкість u залежить від конструкції барботера та мішалки, в’язкості культуральної
рідини, діаметра повітряних бульбашок. Для розрахунку цієї швидкості потрібно
експериментальне визначення деяких величин. Для орієнтовного розрахунку можна
прийняти, що u лежить в межах 0,1...0,4 м/с (для прикладу приймемо u = 0,25 м/с, а
висоту шару KP у ферментері 4 м).
При одержанні величини Nn > 10 кВт/м3 застосовувати перемішувальний
пристрій типу турбінної мішалки і барботажний спосіб аерації не можна, оскільки за
даної питомої потужності реально вони не можуть забезпечити потрібний коефіцієнт
масопередачі кисню.
K =0,33 N °>810’33,
об 5 п 5
(3-15)
HV
— + 1
U
(3.16)
Тоді
Ф =
(4*0,017/0,25) + !
4*0,017/0,25
= 0,167(16,7%)
Отже,
29,6 = 0,33(Nn)°-8l(0,167)°”. Звідси Nn = 0,53 кВт/м3.
113
ФЕРМЕНТАЦІЯ
Отже, сумарна теплова потужність, що повинна зніматись охолоджувальною водою
в процесі за наведеним прикладом 3.1 цієї глави, становить
q= 1,2 + 0,53 = 1,73 кВт/м3.
3.5. Розрахунок енергії, що передається на перемішування з
газовою фазою
Енергетичну потужність, що передається культуральній рідині з газовою фазою,
розраховують за формулою
N =3;5P„V
\ 0,28
— 1
‘ K J
, кВт/м3,
(3.17)
де Pn - початковий тиск повітря (тиск повітря в барботері), Па; Pk - тиск повітря
в апараті, Па; Vc - питома секундна об’ємна витрата повітря, м3/(м3-с).
Тиск в барботері Pn розраховують за формулою
2РКТ(РК + Р„)
P =
(3.18)
2PKT-co2p0g27310"
де Pk - тиск у верхній частині апарата, МПа; T - абсолютна температура повітря,
що надходить на аерацію, К; Ph-тиск стовпа культуральної рідини над барботером,
МПа; со - швидкість витікання повітря з отворів барботера, м/с; р0- густина повітря
за н.у. (1,293 кг/м3); g - прискорення вільного падіння (9,81 м/с2).
Припустимо, що апарат працює при атмосферному тиску (Рк = 0,1013 МПа),
со = 20 м/с. висота стовпа KP у середній частині шару 2 м, температура аераційного
повітря З O0C.
Тоді P. = pgh * 1000*9,81 *2 = 19620 Па * 0,02 МПа.
Р. =
2 * 0,1013 * (273 + 30)(0,1013 + 0,02)
= 0,124 МПа = 124000 Па
2*0,1013*(273 + ЗО)-202 * 1,293 * 9,81 *273 1 0“
Питома потужність, що передається на перемішування з газовою фазою,
Nr =3,5*124000*0.017
ґ\ 24000 Л°'28
= 430 Bt = 0,43 кВі.
.101300,
У прикладі, що розглядається, майже усю енергетичну потужність, потрібну на
перемішування (0,53 кВт), можна передати тільки з газовою фазою1.
Контрольні задачі
Задача 3.4. Висота стовпа KP - 10 м. Тиск в апараті - 0,12 МПа. Тиск повітря
в барботері - 0,35 МПа. Температура KP - 35°С. Густина рідини - 1050 кг/м3. З якою
швидкістю буде виходити повітря з барботера? (Відповідь: 88 м/с).
1 Це пов’язано з малою концентрацією субстрату і дснїі рифікуючою властивістю продуцента.
114
Розрахунки теплових ефектів ферментації
Задача 3.5. У скільки разів збільшиться об’ємний коефіцієнт масопередачі за
киснем Коб, якщо вихідну висоту стовпа KP, яка дорівнює 5 м, збільшити удвічі?
Секундна витрата повітря (0,02 м3/м3 с) та швидкість виходу бульбашок повітря з KP
(0,4 м/с) залишаються незмінними. (Відповідь: в 1,18 раза).
Задача 3.6. Шар KP в культиваторі -4 м. Витрата аераційного повітря - 0,015 м3/(м3 с).
Тиск в апараті - 0,12 МПа. Швидкість виходу повітряних бульбашок з KP - 0,4 м/с.
Мішалка розрахована на передачу 1 кг кисню/(м3 KP год). Знайти питому потужність,
що передається 1 м3 KP від перемішувального пристрою. (Відповідь: 3,3 кВт/м3).
Задача 3.7. Визначити потужність, що передається з газовою фазою під час
аеробного культивування, при повному об’ємі ферментера 63 м3, заповненого на 70%.
Густина рідини - 1060 кг/м3. Співвідношення висоти культиватора і його діаметра -
2,5:1. Тиск в апараті у верхній вільній частині - 0,12 МПа. Кратність аерації - 0,5.
(Відповідь: 0,53 кВт/м3).
Задача 3.8. Стовп культуральної рідини (густина 1050 кг/м3) над барботером -
5 м. Кількість кисню, що повинна бути передана рідині -1,2 кг 02/(м3 год.). Який об’ємний
коефіцієнт масопередачі кисню Ko6 повинен бути забезпечений перемішувальним
пристроєм біля барботера та у поверхні KP, якщо абсолютний тиск в апараті -
0,1 МПа, а як аеруючий газ використовують повітря. (Відповідь: 27,1 год1 біля
барботера та 41,2 год-1 біля поверхні).
Задача 3.9. Діаметр апарата - 2,5 м, висота стовпа KP - 5 м, Ko6 - 34 год1,
Газовмісність - 9%. Знайти потужність, що передається від мішалки усій KP.
(Відповідь: 20 кВт).
3.6. Методики розрахунків барботерів і турбінних мішалок
Барботери і турбінні мішалки - основні пристрої для аерації і перемішування
основного типу ферментерів, що використовуються в мікробіологічній промисловості,
їх функціонування нерозривно пов’язане з забезпеченням культуральної рідини киснем.
Основні типи барботерів показано на рис. 3.1.
Рис.3.1. Прямокутний (а) і кільцевий (б) барботери
115
ФЕРМЕНТАЦІЯ
Крім вказаних типів барботерів, для ферментерів великих діаметрів вико¬
ристовують барботери променевого типу, які своєю формою нагадують зірку.
Дріжджевирощувальні апарати типу ВДА споряджені ліжаками, які є центральною
трубою, до якої перепендикулярно приварені тонкі перфоровані трубки. Ліжаки
укладають на дно дріжджевирощувального апарата. Відомо застосування повітряних
форсунок, які монтують у днище ферментера. Оригінальний спосіб насичення
культуральної рідини киснем полягає у її розпилюванні у верхній частині ферментера
в атмосфері стерильного повітря. Повітря подають також за допомогою перфорованих
барабанів або лопатей з щілиною для виходу повітря, що обертаються. Але найбільш
перспективним способом аерації вважають застосування інжекційних пристроїв, дія
яких заснована на законі Бернуллі і які конструктивно нагадують водоструминні
вакуум-насоси. У разі застосування інжекторів одержують практично гомогенну
газово-рідинну суміш. Ступінь використання кисню повітря порівняно з барботажним
спосбом аерації зростає в декілька разів і досягає 30%. Тільки таким способом
можна переробляти висококонцентровані поживні середовища, що збільшує
продуктивність ферментаційних установок. Перепоною на шляху подальшого
концентрування середовищ є великі значення осмотичного тиску, який пригнічує
розвиток біомаси.
Якщо в барботері створити невеликий тиск газу, то в культуральну рідину він
виходитиме з невеликою лінійною швидкістю у вигляді бульбашок. Діаметр бульбашки
пропорційний кубічному кореню діаметра отвору, тобто мало залежить від нього.
При пухирцевому режимі барботажу швидкість виходу газу теж мало впливає на
діаметр бульбашки: збільшується лише частота утворення бульбашок і скорочується
відстань між ними.
При деякій граничній швидкості витікання аеруючого газу бульбашки зливаються
в струм. Тертя струму об рідину викликає турбулізацію струму, в результаті чого на
відстані 30... 100 мм від барботера струм подрібнюється на окремі бульбашки
різноманітноквеличини. Оскільки аерація потребує порівняно великої витрати повітря,
то режим барботажу, переважно, має струминний характер, тому визначити діаметр
бульбашок неможливо. До того ж завдяки перемішуванню пухирці подрібнюються, і
це ще більше ускладнює ситуацію.
Експериментально встановлено, що при швидкості витікання повітря 20 м/с при
отворах в барботері 3...5 мм відстань між центрами сусідніх отворів повинна бути
25.. .30 мм, інакше окремі струми зливаються. У разі збільшення швидкості витікання
повітря на кожні 10 м/с відстань між отворами повинна збільшуватись, приблизно, на
величину діаметра отвору.
Вказані експериментальні спостереження є основою для розрахунку геометричних
розмірів барботерів.
Приклад 3.3. Визначити геометричні розміри барботера кільцевидної(тороїдної)
форми для ферментера 10 м3, з коефіцієнтом заповнення 0,6.
116
Розрахунки теплових ефектів ферментації
Розв'язання
1. Робочий об’єм ферментера становить 0,6*10 = 6 м3.
2. Кратність аерації для більшості процесів становить 0,5...1. Приймемо
максимальний коефіцієнт (0,017 м3/(м3-с). Тоді для аерування 6 м3 потрібна витрата
повітря 0,017*6 « 0,1 м3/с.
3. Приймемо, що швидкість виходу повітря з барботера становить 20 м/с. Тоді
площа усіх отворів барботера повинна становити 0,1/20 = 0,005 м2. Приймемо, що
діаметр одного отвору становить 5 мм з відповідною площею 1,96 IO 5 м:. Тоді
кількість отворів повинна бути 255.
4. Діаметр кільця барботера дорівнює діаметру мішалки, а діаметр стандартної
мішалки дорівнює 1/3 діаметра ферментера. Якщо діаметр ферментера або мішалки
невідомі, то на підставі співвідношення “висота ферментера : діаметр ферментера” =
= 2.. .2,5, визначаємо, що діаметр ферментера об’ємом 10 м3 становить 1,8 м, а діаметр
мішалки (і відповідно середній діаметр кільця барботера) - 0,6 м. Довжина кола, на
якому повинні бути розташовані отвори, становить 0,6*3,14 = 1,884 м.
5. Відстань між сусідніми отворами повинна становити 1,884/255 = 7,4 мм. Це
менше від рекомендованої величини.
6. Для досягнення рекомендованої відстані можна розташувати отвори в декілька
рядів. В одному ряду повинно бути 1884/(25...30) = 63...75 отворів. Всього рядів
повинно бути 255/(63.. .75) = 3,4.. .4,04 рядів. Приймемо 4 ряди. Схема розташування
їх на поверхні труби показана на рис. 3.2.
7. Визначаємо діаметр труби барботера: d6 = 5Х(25...30) = 125... 150 мм.
Кількість рядів отворів можна скоротити, збільшуючи швидкість витікання
повітря. Так, при швидкості витікання повітря 30 м/с число отворів скорочується з
*255 до 170, а число рядів до 3.
Рис. 3.2. Схема розташування отворів на поверхні труби
3.7. Розрахунок геометричних розмірів і числа обертів
механічного перемішувального пристрою
Механічні мішалки, які найчастіше використовують у поєднанні з барботерами,
показані на рис.3.3.
117
ШШВИк. ФЕРМЕНТАЦІЯ
Турбінні мішалки забезпечують перемішування рідини в радіальних напрямках,
що сприяє затримці повітряних бульбашок в культуральній рідині. Для перемішування
в усьому об’ємі реакційної маси турбінки розташовують на осі в декілька ярусів і,
крім того, іноді їх розташовують під невеликим кутом до вала.
На рис.3.4 подані основні геометричні параметри мішалки ферментера.
Співвідношення між геометричними параметрами:
D/d =3 H/d =3
D/H = I UdJ= 1:4
h/d =1 b/d = 1:5
M M
bQ/D =1:10 число лопатей z = 6
число відбивних перегородок mQ = 4
Рис.3.3. Турбінні мішалки:
а-з прямими лопатями; б-з прямими нахиленими лопатями; в-відкрита з прямими
лопатями; г- відкрита з вигнутими лопатями; д- відкрита з нахиленими лопатями;
є - з лопатями типу “хвіст ластівки”; ж - закрита; з-з подвійним спрямувальним апаратом.
118
Розрахунки теплових ефектів ферментації
Потужність одноярусної мішалки, яка перемішує рідину, що не аерується,
розраховують за формулою:
NM=KNpn3d*, (3.19)
де Nm - потужність мішалки, що передається культуральній рідині, Вт;
Kn - критерій потужності для стандартної турбінної мішалки, який розраховують
або шукають з номограм [4]; для наближених розрахунків за наявності відбивних
перегородок і області турбулентного руху рідини Kn « 4... 8, без відбивних перегородок -
2...6.
р - густина рідини, кг/м3:
п - число обертів мішалки, C1;
dM - діаметр мішалки, м.
Рис 3.4. Основні геометричні параметри турбінної багатоярусної мішалки:
Ha - висота апарата; H - висота рівня рідини; D - діаметр апарата; dM - діаметр мішалки;
b - ширина лопаті мішалки; h - відстань між ярусами мішалки;
Ь0- ширина відбивної перегородки.
119
ЮДШк. ФЕРМЕНТАЦІЯ
Якщо використовують нестандартну мішалку, критерій потужності множать на
відповідні коефіцієнти поправлення:
а) Поправлення на висоту шару рідини: k = (H/D)0
35 + b/D
б) Поправлення на число лопатей: kN2 = (z/6)08.
в) Поправлення на кількість відбивних перегородок: Icni = (т0/4)043.
г) Поправлення на ширину відбивних перегородок: kN4 = (bQ/0,1D)0 3.
д) Поправлення на ширину лопатей: kN5 = b/0,2dM.
Поправлення на діаметр мішалки знаходять з виразу:
р PndM
Re2= (3.20)
Л
Після знаходження нового критерію Rez розраховують або визначають за
номограмами нове значення критерію потужності.
Для перерахунку потужності, яку визначено за формулою (3.19), для багатоярусної
мішалки використовують вираз
N,=NXS- (3-21)
де тя - число ярусів мішалки.
У свою чергу число ярусів мішалки т0 = H/l,5dM.
Якщо рідина аерується, то знайдену потужність перемішувальуого пристрою
треба зменшити на 20%.
Приклад 3.4. Розрахувати кількість обертів перемішувального пристрою, якщо
відомо:
об’єм KP-IO м3;
густина KP - 1020 кг/м3;
розміри ферментера і перемішувального пристрою - стандартні;
об’ємний коефіцієнт масопередачі за киснем Ko6 = 300 год1;
газовмісність ер = 16%;
з газовою фазою передається потужність 0,5 кВт/м3;
рух рідини - турбулентний.
Розв 'язання
1. Питома потужність, що повинна передаватись на перемішування
300 = 0,33(Nn)°’81(0,16)0’33. Звідси Nn = 9481 Вт/м3.
2. Потужність, що повинна передаватись рідині механічною мішалкою, Nm =
= 9481-500 = 8981 Вт/м3. М
3. Перехід до гіпотетичної одноярусної мішалки для рідини, що не аерується:
а) Якщо б рідина не аерувалась, то питому потужність потрібно було б збільшити
до 8981/0,8= 11226 Вт/м3.
б) Знаходимо кількість ярусів:
120
Розрахунки теплових ефектів ферментації
-оскільки висота стовпа KP для стандартного ферментера дорівнює діаметру
апарата, то 7tD3/4 = 10 м3. Звідси D = H = 2,33 м (2,4 м - стандарт);
-діаметр мішалки dM = 2,4/3 = 0,8 м;
-число ярусів тя = 2,4/(0,8* 1,5) = 2.
в) Питома потужність одноярусної мішалки для рідини, що не аерується, повинна
становити
N= 11226/20’5 = 7938 Вт/м3.
м.я.о/а
Загальна потужність пристрою для перемішування 10 м3 рідини повинна
дорівнювати 7938*10 = 79380 Вт.
4. Оскільки рух рідини турбулентний, ферментер стандартний і має відбивні
перегородки, то Kn = 4 (див. [4]).
5. Використовуючи формулу (3.16), запишемо:
79380 = 4* 1020*п3*(0,8)5
Звідси кількість обертів перемішувального пристрою п становить 3,9 с'1.
* * * *
Розрахунок кількості обертів перемішувального пристрою не завжди пов’язаний
з об’ємним коефіцієнтом масопередачі за киснем. В деяких процесах, наприклад, в
анаеробних, кількості обертів розраховують або приймають для забезпечення
турбулентності потоків, а, відтак, з коефіцієнтом тепловіддачі від культуральної рідини
до стінки охолоджувального пристрою або навпаки, від стінки нагрівального пристрою
до культуральної рідини.
3.8. Розрахунок теплообмінних пристроїв ферментерів
Відомі конструкції ферментерів з внутрішнім і зовнішнім розташуванням
теплообмінних пристроїв. Для невеликих апаратів перевагу надають зовнішньому
теплообмінному пристрою у вигляді гладкої оболонки (рис.3.5, а). Однак для
культиваторів об’ємом більше 2...З м3 поверхня теплообміну, особливо для
культивування продуцентів антибіотиків, як правило, є вже недостатньою. Були
розроблені конструкції з внутрішніми теплообмінними пристроями: горизонтальними
спіралями (рис.3.5, г, д) і більш сучасними - вертикальними спіралями у вигляді в’язки
труб (рис.3.5, є). Внутрішні теплообмінні пристрої використовують самостійно або в
поєднанні з гладкою оболонкою. Вони гарантують культуральну рідину від контамінації
сторонньою мікрофлорою. На жаль, внутрішні пристрої ускладнюють чищення і миття
апаратів. Тому в останні роки знову все частіше використовують зовнішні теплообмінні
пристрої у вигляді оболонок зі спіральними перегородками (рис.3.5, б) або секційними
оболонками (рис.3.5, в), які в свою чергу теж можуть мати спіральні перегородки.
Порівняно з гладкою оболонкою нові зовнішні теплообмінні пристрої дозволяють
збільшити коефіцієнт тепловіддачі в 2...4 рази і більше.
121
ВШуІДД^Їі ферментація
Виносні теплообмінні пристрої (теплообмінник + циркуляційний насос) вико¬
ристовують, в основному, лише в установках з нестерильними умовами виробництва
(наприклад, у виробництві біогазу, біохімічному очищенні стічних вод), оскільки існує
загроза контамінації культуральної рідини сторонньою мікрофлорою через ущільники
насосів і ущілки теплообмінників.
* * *
Технологічний розрахунок теплообмінного пристрою, якщо мова не йде про
конструювання нового апарату, зводиться до визначення потрібної площі теплообміну,
порівняння її з площею стандартного ферментера і прийняття рішення про можливість
використання цього ферментера в тому чи іншому конкретному процесі ферментації.
Крім того, визначають витрату охолоджувальної води. *
Зв’язок між сумарним теплом, яке виділяється під час біосинтезу і передається
культуральній рідині в результаті перетворення механічного руху перемішувальних
пристроїв у теплоту, можна записати у вигляді відомого виразу:
Q = KFAt , (3.22)
^ сер.лог’ v 7
де K- коефіцієнт теплопередачі, Вт/(м2 К); F - площа поверхні теплообміну, м2;
Atcepfl0r ” середня логарифмічна різниця температур теплого і холодного теплоносіїв.
вода
вода,
а)
у
б)
в)
г) д) е)
Рис.3.5. Схеми теплообмінних пристроїв ферментерів,
а - гладка оболонка; б - оболонка зі спіральною перегородкою; в - секційна оболонка;
г, д -горизонтальні змійовики; є - вертикальні змійовики (в’язкатруб).
122
Розрахунки теплових ефектів ферментації
Коефіцієнт теплопередачі визначають за формулою:
K =
(3.23)
де Oil - коефіцієнт тепловіддачі від культуральної рідини до стінки теплообмінного
пристрою, Вт/(м2К);
5 - товщина стінки теплообмінного пристрою, м;
X -теплопровідність матеріалу стінки теплообмінного пристрою, Вт/(м-К) (для
нержавіючої сталі X = 17,5 Вт/(м К);
гз - термічний опір забруднень, (м2-К)/Вт (гз « 1500^-6000 (м2-К)/Вт);
Ot2 - коефіцієнт тепловіддачі від стінки теплообмінного пристрою до
охолоджувальної води, Вт/(м2-К).
де Rez - критерій Рейнольдса відцентровий;
Pr - критерій Прандтля;
Г| та г|ст - відповідно динамічна в’язкість культуральної рідини в масі і біля
стінки теплообмінного пристрою, Па-с.
Оскільки в’язкості рідини в масі і біля стінки пристрою майже не змінюються,
можна прийняти, що TIZtIct = 1 •
Критерій Прандтля:
де ср - питома теплоємність KP (близька до теплоємності води, 4190 Дж/(кг-К);
Г( - динамічна в’язкість (близька до в’язкості води, 0,9- IO'3 Па с);
X -теплопровідність KP (близька до теплопровідності води, 0,62 Вт/(м2-К).
Коефіцієнт а, визначають за формулою:
де D- внутрішній діаметр апарата, м. Формула справедлива при D/dM = 2,5...4,
D<1,5 м. При більших діаметрах апарата вказану формулу треба вважати орієнтовною.
Якщо ферментер має відбивні перегородки, то коефіцієнт а, треба збільшити на
Розрахунок OL1 для оболонки
Критерій Нусельта для оболонки визначають за формулою2:
Nu = 0,36 Rez0-67 Рг°'33(г|/г|ст)0''4,
(3.24)
(3.25)
35...40%.
2 Формули для розрахунку коефіцієнтів тепловіддачі наведено з [1].
123
іШЗЯДії, ФЕРМЕНТАЦІЯ
Приклад 3.5. Ферментер має внутрішній діаметр 1 м, висоту циліндричної
частини 2,5 м. Він заповнений на 70% KP. Перемішувальний пристрій має стандартні
розміри, швидкість обертання мішалки - 2 с1, динамічна в’язкість KP- 1,5-IO"3 Пас.,
густина - 1020 кг/м3, коефіцієнт теплопровідності - 0,62 Вт/(м-К). Ферментер не має
відбиваних перегородок. Знайти коефіцієнт тепловіддачі аг
Розв 'язання
1. Оскільки перемішувальний пристрій має стандартні розміри, діаметр мішалки
дорівнює 1 /3 = 0,33 м.
1020*2*0 ЗЗ2
2. Критерій Рейнольдса: Re = = 148104.
2 1,510
4190*1 5 IO'3
3. Критерій Прандтля: Pr = = 10,14.
0,62
4. Критерій Нусельта: Nu = 0,36* 148104067 *( 10,14)0-33 = 2252.
5. Коефіцієнт тепловіддачі Ot1: а, = (2252*0,62)/1,0 = 1396 Вт/(м2-К).
Розрахунок а, для оболонки
Розрахункові формули:
Nu = 0,037 Re08 Pr043 при Re > IO5 (3.27)
Nu = 0,76 Re0-5 Pr0-43 при Re < IO5 (3.28)
Як визначальний лінійний розмір, який входить в критерії Рейнольдса і Нусельта,
беруть довжину стінки апарата за напрямом руху охолоджувальної рідини.
Приклад 3.6. До умов попереднього прикладу додаються умови: охолоджувальна
вода подається знизу оболонки і витікає зверху; товщина стінки ферментера, зробленого
з нержавіючої сталі, 4 мм; тепловий опір забруднень з боку KP - 2,5 IO'4 (м2-К)/Вт;
температура KP - 30°С; в піковий момент біосинтезу за рахунок власне біосинтезу і
енергії перемішувального пристрою виділяється теплова потужність 5 кВт/м3; температура
охолоджувальної води на вході в оболонку становить 18°С. Знайти коефіцієнт а2.
Використовуючи значення коефіцієнта а,, який знайдено в попередньому прикладі,
розрахувати коефіцієнт теплопередачі. Приймаючи, що площею теплообміну є бокова
поверхня апарата, яка дотикається з рідиною, визначити придатність апарата для
проведення процесу.
Розв 'язання
1. Висота апарата 2,5 м. Він заповнений на 70%. Отже, визначальний лінійний
розмір становить 0,7*2,5 = 1,75 м.
124
Розрахунки теплових ефектів ферментації
2. Визначення швидкості руху рідини в оболонці:
а) Для визначення руху охолоджувальної води можна прийняти критерій Re, а
можна відразу задатись швидкістю води, але практика показала, що кращим варіантом
є прийняття певної температури на виході охолоджувальної води з оболонки, оскільки
дає можливість економно використовувати зворотну воду. Приймемо, що температура
води на виході 22°С.
б) Об’єм KP у ферментері (3,14* I2 * 2,5*0,7)/4 = 1,37 м3.
в) Теплова потужність, яку потрібно зняти з усього об’єму KP, становить 5* 1,37 =
= 6,85 кВт.
г) Витрата охолоджувальної води становить 6,85/[4,19(22 - 18)] = 0,41
кг/с = 0,00041 м3/с.
д) Відстань між зовнішньою поверхнею апарата і внутрішньою поверхнею
оболонки (товщина оболонки) для апаратів з діаметром 1...4 м становить
30... 80 мм. Оскільки реактор має мінімальні розміри, приймемо товщину оболонки
30 мм. Тоді внутрішній діаметр оболонки становить 1,06 м, а зовнішній діаметр
обечайки апарата, нехтуючи товщиною стінки, становить 1 м. Тоді площа перерізу
оболонки, який перпендикулярний до напряму руху води, становить [3,14(1,Об2-
- 12)]/4 =0,097 м2.
є) Швидкість руху води в оболонці становить со = 0,00041/0,097 = 0,004 м/с.
3. Критерій Рейнольдса:
0 0,004*1,75*1000
Re = — — = 7778.
0,910
4. Критерій Прандтля:
Pr-^O-CMHO-
0,62
5. Оскільки Re < IO5, то для розрахунку Nu використовуємо формулу (3.28):
Nu = 0,76(7778)°’5(6,08)0’43 = 145,6.
6. Знаходимо коефіцієнт тепловіддачі а,:
145,6*0,62 clcOD „ 2
а, = 51,58 Вт/(м • К).
2 1,75
7. Знаходимо коефіцієнт теплопередачі К:
к =H—шг1 Г’ 48>58 Вт/(м’ ■К)'
_1_ + ЦДШ4 + 0_4 + _|_
1396 17,5 51,58
8. Температурна схема процесу і знаходження середньої різниці темпе¬
ратур:
125
ФЕРМЕНТАЦІЯ
температура KP
зо*
* зо
температура охолоджувальної води
18
>22
At,
в
12
At
сер ЛОГ
9. Необхідна поверхня теплообміну:
10. Фактична бокова поверхня ферментера, яка використовується як поверхня
теплообміну, дорівнює 3,14* 1*1,75 = 5,5 м2.
11. Оскільки 14,3 > 5,5, то можна зробити висновок, що поверхні теплообміну
для забезпечення знімання тепла в піковий момент біосинтезу не вистачить.
Для забезпечення відведення тепла можна використати
- оребровану оболонку,
- прийняти нижчу температуру води на виході з оболонки, збільшуючи тим самим
витрату води і критерій Рейнольдса,
- інші технологічні заходи, наприклад, холодний розсіл тощо.
12. Якщо використати оребровану оболонку, то коефіцієнт тепловіддачі а2,
розрахований для гладкої оболонки, збільшиться в 2.. .4 рази. Приймемо вдвічі. Тоді
нове значення оц буде дорівнювати
І в цьому випадку фактичної поверхні теплообміну не вистачає, оскільки
7,11 >5,5 м2.
14. Приймемо, що температура води на виході з гладкої оболонки становить не 22,
а 20°С. Тоді нова витрата охолоджувальної води буде становити 0,82 кг/с = 0,00082 м3/с.
15. Нове значення швидкості руху охолоджувальної води буде становити
а2 = 51,58*2 = 103,16 Вт/(м2К),
а нове значення коефіцієнта теплопередачі дорівнює 97,67 Вт/(м2*К).
13. Нове значення потрібної площі теплообміну становить
F = 6850/(97,67*9,86) = 7,11 м2.
со = 0,00082/0,097 = 0,00845 м/с.
16. Нове значення критерія Рейнольдса становить
Re = ( 0,00845* 1,75* 1000)/0,9 IO 3 = 16430.
126
Розрахунки теплових ефектів ферментації
17. Нове значення критерію Нусельта становить
Nu = 0,76(16430)05(6,08)0-43 = 21 1,69 Вт/(м2-К).
18. Нове значення ос, = (211,69*0,62)/1,75 = 75 Вт/(м2К).
Це значення менше від попереднього, тобто і в цьому випадку площі
теплообміну не вистачить.
19. При одночасному використанні ореброваноїоболонки і зниженні температури
води на виході з оболонки до 20°С коефіцієнт тепловіддачі ос, буде становити
ех, = 75*2= 150 Вт/(м2-К),
а коефіцієнт теплопередачі K = 138,67 Вт/(м2 К).
Потрібна площа охолодження буде становити
F = 6850/(138,67*9,86) = 5,01 м2.
Отже, лише в цьому випадку фактична площа теплообміну є більшою від
потреби і в такому варіанті проведення процесу технологічно можливе.
Розрахунок CL1 для спірального змійовика
з горизонтально розташованими витками
Для розрахунку критерію Нусельта можна використати спрощену формулу
Чілтона:
Nu = 0,87 Rez062 Pr0-33, (3.29)
’ CX1 = Nu *Х / Dv, (3.30)
де Dv - діаметр витка спіралі змійовика.
Формула дійсна при D/dM = 2,5+4 та D < 1,5 м. За інших умов формулу можна
використовувати лише при орієнтовних розрахунках.
Приклад 3.7. Умови прикладу 3.5. Діаметр витка змійовика 0,8 м. Знайти аг
Розв ’язання
1. З прикладу 3.5 відомо, що Rez = 148104, Pr = 10,14. Отже,
Nu = 0,87(148104)062( 10,14)0'33 = 3001.
2. Коефіцієнт тепловіддачі Oi1 = (3001 *0,62)/0,8 = 2326 Вт/(м2 К).
He * *
Порівнюючи коефіцієнти Gt1, одержані для оболонки і змійовика, можна бачити,
що як теплообмінний пристрій змійовик значно ефективніший від оболонки, якщо
ферментер не має відбивних перегородок (2326 проти 1396 Вт/(м2К). Чим менший
діаметр витка змійовика, тим ефективніший змійовик. Цим пояснюється намагання
конструкторів розташовувати у ферментері декілька змійовиків з малими діаметрами
витків, хоча це ускладнює очищення теплообмінного пристрою від забруднень.
127
МШіЕІШ. ФЕРМЕНТАЦІЯ
Розрахунок а, для змійовика з горизонтально розташованими витками
Для змійовиків з горизонтально розташованими витками
Розраховане надалі за формулою (3.28) значення а,, треба помножити на
коефіцієнт X, який враховує відносну кривизну змійовика.
де d - внутрішній діаметр труби змійовика, м.
Розраховуючи діаметр труби змійовика, треба мати на увазі, що рекомендована
швидкість руху рідини в трубах становить 2.. .4 м/с.
Приклад 3.8. Умови прикладу 3.5. Усередині ферментера розташований мідний
змійовик з внутрішнім діаметром труби 25 мм і з товщиною стінки 2 мм. Коефіцієнт
тепловіддачі а, = 2326 Вт/(м2К) (див. пр. 3.7). Швидкість руху охолоджувальної
води в змійовику 2 м/с. Знайти геометричні розміри змійовика.
6. Дійсний коефіцієнт а2д = 221 *1,11 =245 Вт/(м2-К).
7. Коефіцієнт теплопередачі через стінку труби змійовика 8А,ш . = 0,002/384 =
= 5,2-IO 6 (мЧС)/Вт. ШД'
8. Приймемо тепловий опір забруднень з боку культуральної рідини 2,5 • I O'4 (м2-К)/Вт.
9. Коефіцієнттеплопередачі:
Nu = 0,021 Re0-8Pr043.
(3.31)
X=I+ 3,54(d / Dv),
(3.32)
Розв 'язання
1. Знаходимо критерій Re для охолоджувальної води у змійовику:
2. Критерій Прандтля для води - 6,08 (див. пр. 3.6).
3. Критерій Нусельта:
Nu = 0,021(55556)08(6,08)043 = 285.
4. Коефіцієнт тепловіддачі а2:
а2 = (285*0,62)/0,8 = 221 Вт/(м2К).
5. Коефіцієнт поправлення X:
X=I + 3,54(0,025/0,8)= 1,11.
K =
= 21 ОВт/(м2 К).
2326
+ 5,2 IO'6+ 2,5 IO'4 +
245
128
Розрахунки теплових ефектів ферментації
10. Масова витрата води у змійовику Gb = [р (0,025)2/4]*2*1000 = 0,98 кг/с.
11. Знайдемо температуру води на виході зі змійовика tBHx:
Q = GB„x cP (Чнх - ,g); 6’87 кВт = 0,98*4,19(tBHx - 18). Звідси tMX = 19,67°С.
12. Температурна схема процесу:
культуральна рідина
зо < ► зо
охолоджувальна вода
18 19,67
12 10,33
Д tCcpnor = (12-10,33) / In (12/10,33) = 11,14°С
13. Площа поверхні змійовика повинна бути F = 6870/(210*11,14) = 2,93 м2.
14. Довжина труби змійовика повинна бути L=2,93 / [3,14(0,025 + 2*0,002)] = 32,1 м.
15. Довжина витка 3,14*0,8 = 2,51 м.
16. Кількість витків у спіралі 32,1/2,51 = 12,8 (13) витків.
17. Якщо прийняти, що відстань між витками дорівнює двом зовнішнім діаметрам
труби змійовика, то висота спіралі повинна становити 13*0,029+ 12*2*0,029= 1,073 м.
Розрахунок OL1 для трубчастого вертикального змійовика
Критерій Нусельта розраховують за формулою
Nu = 0,22 єф Re065 Pr036. (3.33)
Коефіцієнт єф враховує вплив кута атаки рідини на труби. Значення цих коефіцієнтів
можна взяти з різних літературних джерел, наприклад, з [4,5]. У критерій Рейнольдса
входить значення швидкості потоку у найвужчому перерізі в’язки труб, а як лінійний
розмір - зовнішній діаметр труби змійовика.
Формула має сенс для третього та подальшого рядів труб. Для труб першого
ряду значення коефіцієнта тепловіддачі треба помножити на коефіцієнт 0,6, а для
другого - на 0,9. Середню величину Cxl знаходять як середньозважену згідно з
площами теплообміну, які відповідають тому чи іншому ряду труб.
Коефіцієнт тепловіддачі а2 розраховують так, як для звичайної теплообмінної
апаратури.
Приклад 3.9. Розрахувати трубчастий вертикальний змійовик для ферментера
з внутрішнім діаметром 3000 мм, спорядженого триярусною турбінною мішалкою
діаметром 1000 мм, яка обертається зі швидкістю 2 C1. Ферментер завантажений
культуральною рідиною об’ємом 40 м\ густина якої дорівнює 1050 кг/м3. В’язкість
рідини - З IO'3 Пас, температура - 30°С. Питома теплова потужність процесу -
5 кВт/м3. Для охолодження використовують воду з початковою температурою 18°С.
129
ДЗЗВІШСТЯІ^І ФЕРМЕНТАЦІЯ
Розв ’язання
1. Висота шару KP дорівнює 40*4/(3,14*32) = 5,66 м. Отже, приймемо, що
довжина труб змійовика дорівнює 5 м.
2. Теплова потужність процесу дорівнює 40*5 = 200 кВт.
3. Витрата охолоджувальної води за умови, що кінцева температура її дорівнює
22°С, становить 200/4,19(22 - 18) = 11,93 кг/с = 0,0119 м3/с.
4. За умови, що швидкість руху води в трубах змійовика не перевищуватиме З
м/с, внутрішній діаметр труб повинен бути
d.. і110.0.і91-о,о9„.
” V 3*3,14
Цю величину можна вважати занадто великою, оскільки змійовик буде
громіздким і з малою поверхнею теплообміну.
Приймемо, що у ферментер встановлений не один, а 4 змійовики. Відтак, витрата
охолоджувальної води в 1 змійовик буде становити 0,0119/4 = 0,003 м3/с, а теплове
навантаження на 1 змійовик дорівнюватиме 200/4 = 50 кВт.
Діаметр труби змійовика
, 4*0,003 ПЛ_,
d = І = 0,036 м.
e V 3*3,14
Приймемо, що встановлені стандартні труби 38x3,5 (зовнішній діаметр труби
45 мм), які використовують для виготовлення теплообмінників типу “труба в трубі”.
Отже, дійсна швидкість руху води в змійовику дорівнює
CO = 0,003 *4/3,14(0,03 8)2 = 2,65 м/с.
¥
с ^ • (30-18)-(ЗО-22)
5. Середня різниця температур становить ——— = 9,9 С.
. ЗО-Io
In
30-22
6. Орієнтовно приймемо, що коефіцієнт теплопередачі дорівнює 1400 Вт/(м2 К).
Отже, потрібна площа теплообміну повинна бути
п 50000 2
F = = 3,61 м .
1400*9,9
Площа одної труби дорівнює/= 0,045*3,14*5 = 0,7065 м2. Всього потрібно
встановити F// = 3,61/0,7065 = 5,1 труб. Приймемо, що встановлено 6 труб.
8. Приймемо, що ширина ряду труб, розташованих фронтально до напряму руху
культуральної рідини, дорівнює 300 мм, а відстань між поверхнями труб дорівнює
зовнішньому діаметру труби (0,045 м). Відтак, в одному ряду можна встановити X
труб. Отже,
0,3 = Х*0,045 + (X-I)0,045. Звідси X = 2,8. Приймемо Х=3.
130
Розрахунки теплових ефектів ферм* їм іцм
Всього в змійовику потрібно розташувати 6/3 = 2 ряди труб.
Уточнення розрахунків
9. Критерій Рейнольдса відцентровий дорівнює
1050* 2**1
Re = L = 700000
2 0,003 ‘
10. Критерій потужності (модифікований критерій Eu) для турбінної мішалки і
для знайденої величини критерію Рейнольдса дорівнює 4. Відтак потужність мішалки
дорівнює
N = 4* 1050*23* 15 = 33600 Вт.
11. Оскільки мішалка триярусна, то дійсна енергія на перемішування становить
N = 33600*30’5 = 58197 Вт.
12. Розрахована потужність обертання перетворюється на кінетичну енергію
руху рідини Ек, яка потім, завдяки тертю шарів рідини, перетворюється на теплову.
Точний розрахунок швидкості руху рідини надзвичайно складний, оскільки
потрібно враховувати тангенціальну, вертикальну і радіальну складові швидкості руху
рідини в каналах. До того ж потрібно враховувати наявність змійовиків, які виконують
роль відбивних перегородок [6]. Орієнтовну усереднену швидкість обертання рідини
со знайдемо з умови рівності енергії, яка передається на перемішування, і кінетичної
енергії руху рідини, в яку перетворюється ця енергія перед тим, як остаточно стати
тепловою:
E =^ = 58197 в
, к 2
при цьому маса культуральної рідини m = 40* 1050 = 42000 кг.
Отже, со = 1,67 м/с.
13. Беручи до уваги, що відстань між трубами дорівнює зовнішньому діаметру
труби, швидкість руху рідини в найбільш вузькому місці збільшується вдвічі і
дорівнюватиме 1,67*2 = 3,34 м/с.
14. Критерій Рейнольдса становить
= 334^1050^045 =
0,003
15.3 деякою похибкою можна прийняти, що теплофізичні властивості культуральної
рідини близькі до властивості води, отже, критерій Прандтля дорівнює
рг = 4190*^009
0,62
131
ЕЕВДШЖі ФЕРМЕНТАЦІЯ
16. Враховуючи, що рух культуральної рідини відносно до труб є перпендикулярним
і коефіцієнт £ф = 1, можна записати -
Nu = 0,22 єф Re0-65 Pr0-36 = 0,22* 1 *52605°65(6,08)0-36 = 493.
17. Коефіцієнт тепловіддачі а, =493*0,62/0,045 = 6792 Вт/(м2к).
18. Для першого ряду труб цей коефіцієнт дорівнює 6792*0,6 = 4075, а для другого
ряду - 6792*0,9 = 6113 Вт/(м К). Середньозважений коефіцієнт CX1 дорівнює
а, = (4075 + 6113)/2 = 5094 Вт/(м2К).
19. Критерій Рейнольдса для охолоджувальної води в змійовику дорівнює
_ 2,65*0,038*1000 „л v _ „
Re = о"ооо9 -'11889. Характер руху води - турбулентний.
20. Критерій Нусельта для розвиненого турбулентного руху становить
Nu = 0,023 * 111889°'8*(6,08)04 = 482.
21. Коефіцієнт тепловіддач і від стінки до охолоджувальної води дорівнює
сх2 = 482*0,62/0,038 = 7864 Вт/(м2К).
22. Коефіцієнт теплопередачі дорівнює
К= І , 0,0035 , І = 1910 Вт/(м: - К).
5094 + 17,5 + 7864
З урахуванням забруднень знайдений коефіцієнт зменшуємо на 20%. Відтак,
дійсний коефіцієнт теплопередачі дорівнює
¥
K = 0,8* 1910= 1528 Вт/(м2К).
23. Дійсна потрібна поверхня теплообміну повинна становити
г 50000 ,, ,
F = = 3,3 м .
1528*9,9
Всього потрібно встановити FIf= 3,3/0,7065 = 4,67 труб. Приймемо, як і раніше, що
встановлено 6 труб в 2 ряди, поверхня теплообміну яких дорівнює 6*0,7065 = 4,24 м3.
Оскільки є деякий надлишок поверхні теплообміну, висоту труб можна зменшити
до 3,3*5/4,24 = 3,89 (4) метра.
* * *
Особливим випадком є розрахунок коефіцієнта тепловіддічі а, від культуральної
рідини до стінки теплообмінного пристрою ферментера за умови, що перемішування
здійснюється газовою фазою.
У цьому випадку для розрахунку критерію Нусельта можна використовувати
формулу для вільного руху (природної конвекції) у необмеженому просторі, а саме
132
Розрахунки теплових ефектів ферментації
Nu = C(Gr*Pr)n.
(3.34)
При вихровому режимі, під час аерування культуральної рідини вказана формула
має вигляд
1 - визначальний лінійний розмір, м (для оболонки ферментера І - висота
оболонки);
р - густина культуральної рідини, кг/м3;
(З - коефцієнт об’ємного розширення (для води при 20°С P = 0,207 IO'3 1/град);
At - різниця температур рідини і стінки, що дотикається з рідиною (або навпаки);
g- прискорення вільного падіння, м/с2;
ц. - динамічна в’язкість рідини, Па с.
Приклад 3.10. Розрахувати коефіцієнт тепловіддачі від культуральної рідини
до стінки дріжджевирощувального апарата ВДА-100 (див. главу 4), який має висоту
оболонки 4 м, за умови, що динамічна в’язкість культуральної рідини становить
310'3 Па с, густина рідини - 1020 кг/м3, температура рідини 30°С, а охолоджувальної
води - 20°С.
3). Критерій Нусельта^ = 0,135(1,5 10"*20,27)0-33 = 1777.
4). Коефіцієнт тепловіддачі (X1 = 1777*0,62/4 = 275 Вт/(м2К).
3.9. Порядок розрахунку теплообмінного пристрою ферментера
1. Розв’язують стехіометричне рівняння процесу ферментації і складають ідеальний
матеріальний баланс.
2. За формулою Менделєєва визначають теплоти згоряння сировинних і кінцевих
продуктів біосинтезу. За різницею теплот і кількості синтезованого АСБ знаходять
тепловий ефект синтезу 1 кг АСБ.
3. Визначають питому теплову потужність, що виділяється в піковий або в будь-
який момент біосинтезу в 1 м3 культуральної рідини.
Nu = 0,135(Gr*Pr)033,
(3.35)
де Gr - критерій Грасгофа; Gr = І_£_Р^§ ? де
H2
Розв ’язання
1). Критерій Грасгофа Gr =
43 * 10202 *0,207 IO'3 (3 0-20)9,81
(З IO'3)2
= 1,5-10".
2). Критерій Прандтля Pr =
133
|ДЕШ!ШД|>і ФЕРМЕНТАЦІЯ
4. Для аеробних процесів розраховують потрібну витрату кисню і визначають
потрібний об’ємний коефіцієнт масопередачі за киснем. Згідно з цим коефіцієнтом
встановлюють необхідну потужність, що повинна передаватись на перемішування.
5. Визначають потужність, що передається рідині на перемішування з газовою
фазою.
6. Обчислюють потужність, яка повинна передаватись рідині від механічного
перемішувального пристрою і визначають потрібну кількість обертів мішалки.
7. За знайденими значеннями сумарної теплової потужності, що передається
рідині, та кількості обертів перемішувального пристрою знаходять коефіцієнти
тепловіддачі та коефіцієнт теплопередачі.
8. Визначають необхідну площу теплообміну. Якщо обраний стандартний
ферментер, то порівнюють фактичну площу теплообміну з розрахованою. Якщо
фактична площа менше від розрахованої, то приймають нові технологічні або
конструктивні рішення щодо зменшення площі, що розраховується (збільшують витрату
охолоджувальної води, зменшують, якщо це можливо, температуру води на вході в
теплообмінний пристрій, використовують більш розбавлене живильне середовище,
зменшують об’єм ферментера при збереженні загального об’єму культуральної рідини,
використовують інші конструктивні варіанти теплообмінних пристроїв, встановлюють
додаткові пристрої тощо).
Контрольні задачі
Задача ЗЛО. Висота стовпа KP- 10 м. Тиск в апараті - 0,12 МПа. Тиск повітря
в барботері - 0,35 МПа. Температура KP - 35°С. Густина рідини - 1050 кг/м3. З
якою швидкістю буде виходити повітря з барботера? (Відповідь: 88 м/с)
Задача 3.11. Об’єм KP - 10 м3. Кратність аерації - 80 м3/м3 год. Діаметр мішалки -
1,5 м. Знайти кількість рядів отворів та діаметр труби для виготовлення кільцевидного
барботера, якщо діаметр отворів 3 мм, а швидкість виходу повітря повинна бути 20 м/с.
(Відповідь: 9 радів, 250 мм).
Задача 3.12. Ферментер є трубою діаметром 0,2 м. Швидкість руху реакційної
маси незначна, внаслідок чого реакційна маса не перемішується. За рахунок чого
передається тепло реакції до стінки труби і знайти коефіцієнт тепловіддачі від рідини
до стінки. Прийняти коефіцієнт теплопровідності рідини 0,62 Вт/(м К). (Відповідь:
6,2 Вт/(м2*К)).
Задача 3.13. У скільки разів збільшиться об’ємний коефіцієнт масопередачі за
киснем Коб, якщо вихідну висоту стовпа KP 5 м збільшити вдвічі? При цьому секундна
витрата повітря (0,02 м3/м3 с) та швидкість виходу бульбашок повітря з KP (0,4 м/с)
залишаються незмінними. (Відповідь: в 1,18 раза).
Задача 3.14. Коефіцієнти тепловіддачі а| та а2 відповідно дорівнюють 19 та
17 кВт/(м2К). Товщина стінки з нержавіючої сталі - 15 мм. Температура синтезу -
40°С. Початкова температура охолоджувальної води - 18°С, кінцева - 20°С. Витрата
води - 3 кг/с. Знайти необхідну площу теплообміну. (Відповідь: 3,56 м2).
134
Розрахунки теплових ефектів ферментації ,JBGBBEI
Задача 3.15. Розрахувати коефіцієнт тепловіддач і а, для ферментера з оболонкою,
якщо швидкість обертання мішалки 2 с*1, діаметр апарата 4,5 м, діаметр мішалки -
стандартний, густина рідини - 1050 кг/м3, динамічна в’язкість - 1,5 IO 3 Пас, питома
теплоємність - 3,02 кДж/(кг К), теплопровідність рідини - 0,32 Вт/(м К). (Відповідь:
1398 Вт/(м2К)).
Задача 3.16. Охолоджувальний пристрій має коефіцієнт теплопередачі 400 Вт/(м2 К),
площу теплообміну - 7 м2. Початкова і кінцева температури охолоджувальної води
відповідно 18 та 20°С. Теплова потужність, що знімається водою, - 58,8 кВт. Яка
була температура біосинтезу? (середню різницю температур шукати як середню
арифметичну). (Відповідь: 40°С).
Задача 3.17. Теплова потужність, що знімається в оболонці апарата охолоджувальною
водою, - 360000 кДж/пзд. Площа перерізу, крізь який проходить вода, - 0,15 м2, довжина
поверхні, вздовж якої проходить вода, -15 м. Початкова температура охолоджувальної
води - 18С. За деякої витрати води Re = 500000. Знайти об’ємну та масову витрату води,
кінцеву температуру води. Довідникові дані для води: густина - 1000 кг/м3, в’язкість -
0,9 IO 3 Пас, питома теплоємність - 4,18 кДж/(кгК). (Відповідь: 4,5 IO3 м3/с, 4,5 кг/с,
23,3°С).
Задача 3.18. Визначити потужність, що передається з газовою фазою при
аеробному культивуванні, якщо повний об’єм ферментера 63 м3, але він заповнений
на 70%. Густина рідини - 1060 кг/м3. Співвідношення висоти апарата і його діаметра -
2,5:1. Тиск в апараті у верхній вільній частині - 0,12 МПа. Кратність аерації - 0,5.
(Відповідь: 0,59 кВт/м3).
Задача 3.19. Знайти Ko6 для ферментера з робочим об’ємом 35 м3. Діаметр
мішалки - 1 м, кількість обертів-2 с'1, кількість ярусів-3. Висота шару рідини - 5 м.
Густина рідини - 1060 кг/м3, в’язкість - 2 IO 3 Па с. Кратність аерації - 1. Передавання
енергії з газовою фазою не враховувати. (Відповідь: 111 год'1).
Задача 3.20. Знайти основні розміри стандартної мішалки турбінного типу для
культиватора ємністю 50 м3, заповненого на 70% KP, якщо відомо, що висота
культиватора в 2,5 рази більше від його діаметра.
Задача 3.21. Розрахувати коефіцієнт тепловіддачі а2 для гладкої оболонки.
Швидкість руху води вздовж поверхні теплообміну, що має довжину 3 м - 0,5 м/с.
Довідникові дані для води: густина - 1000 кг/м3, в’язкість - 0,9 IO 3 Пас, теплоємність -
4,18 кДж/кг К, коефіцієнт теплопровідності-0,62 Вт/мК. (Відповідь: 1577 Вт/(м2 К)).
Задача 3.22. Циліндричний реактор із зовнішнім діаметром обечайки 3 м. Має
секційну оболонку з внутрішнім діаметром 3,08 м. Висота секції - 0,2 м. Потік води,
що надходить в секцію, перпендикулярний до осі апарата. Надійшовши в секцію,
потік води роздвоюється, а на виході потоки об’єднуються. Витрата води - 2,5 кг/с.
Розрахувати коефіцієнт тепловіддачі а2. (Відповідь: 568 Вт/(м2-К)).
Задача 3.23. Визначити коефіцієнт а2 для охолоджувального змійовика з
горизонтальними витками діаметром 0,5 м і внутрішнім діаметром труби 50 мм.
Швидкість руху води в змійовику - 0,5 м/с (довідникові дані для води: в’язкість
135
ііШДД^, ФЕРМЕНТАЦІЯ
0,9 IO 3 Па с, теплопровідність 0,62 Вт/(м K)). У скільки разів треба підвищити витрату
води, щоб а0 збільшити в 1,5 рази порівняно з розрахованим. (Відповідь: в 1,66 раза).
Задача 3.24, Змійовик має діаметр витка 0,5 м, внутрішній діаметр труби - 0,05 м.
Швидкість руху охолоджувальної води у змійовику - 0,5 м/с, витрата води - 9,82 I O'4 м3/с.
При цьому коефіцієнт тепловіддачі від стінки до охолоджувальної води без поправлення
на кривизну-202,9 Вт/(м2 К). Який повинен бути діаметр труби, щоб збільшити коефіцієнт
тепловіддачі вдвічі при тій самій витраті води? (Довідникові дані для води: теплопровід¬
ність - 0,62 Вт/(м К), теплоємність - 4,18 кДж/(кг К), динамічна в’язкість - 0,9.10 3 Пас).
(Відповідь: 0,02 м).
Задача 3.25. Стовп культуральної рідини (густина 1050 кг/м3) над барботером -
5 м. Кількість кисню, що повинна бути передана рідині, - 1,2 кг 02/(м3 год.). Який
об’ємний коефіцієнт масопередачі кисню Ko6 повинен бути забезпечений перемішува-
льним пристроєм біля барботера та у поверхні KP, якщо абсолютний тиск в апараті -
0,1 МПа. Задачу розв’язати за умови застосування чистого кисню. (Відповідь: 27,1
год-1 у барботера та 41,2 год*1 у поверхні).
Задача 3.26. Діаметр апарата 2,5 м, висота стовпа KP - 5 м. Ko6 = 34 год’1,
Газовмісність - 9%. Знайти потужність, що передається від мішалки усій KP.
(Відповідь: 20 кВт).
Задача 3.28. Температура біосинтезу - 29°С. Температура охолоджувальної води
на вході - 18°С, а на виході - 20°С. Витрата води - 15 кг/с. Коефіцієнти тепловіддачі а,
та а2 відповідно 1700 та 1350 Вт/(м2К). Товщина стінки з нержавіючої сталі
(теплопровідність - 17,5 Вт/(м K)) - 10 мм. Опір забруднень - 2,5 10'4 (м2 К)/Вт. Гладку
оболонку замінили на оболонку зі спіраллю, що підвищило тепловіддачу а2 утричі і
дало змогу знизити витрату води. Знайти нову витрату води (Atcep шукати як середнє
арифметичне). (Відповідь: 4,56 кг/с).
¥
Література до глави З
1. Гапонов КП. Процесси и аппаратьі микробиологических производств.
- M.: Легк. пигц. пром-сть, 1981. - 240 с.
2. Кантере В.М., Мосичев М.С., Дорошенко М.И. u др. Основи проектирования
предприятий микробиологической промьішленности. - M.: BO “Агропромиздат ”,
1990. - 304 с.
3. Федосеев К.Г. Процессьі и аппарати биотехнологии в химико-
фармацевтической промьішленности. - M.: Медицина, 1969. - 199 с.
4. Павлов К.Ф., Романков, П.Г., Носков А.А. Примери и задачи по курсу
процессов и аппаратов химической технологии. - Л.: Химия, 1969. - 624 с.
5. Михеев И.И. Основи теплопередачи. - M.: Знергия, 1973.
6. Стренк Ф. Перемешивание и аппарати с мешалками/пер. с польск.
под ред. И.А.Щупляка. - Л.: Химия, 1975. - 384 с.
7. Основние процесси и аппарати химической технологии: Пособие по
проектированию/под ред. Ю.И.Дитнерского. - M.: Химия, 1983. - 272 с.
136
КОНСТРУКЦІЇ ФЕРМЕНТЕРІВ
Ферментер (біореактор, культиватор) - серцевинна частина мікробіологічного
виробництва. Від природних біореакторів (море, озеро, калюжа), в яких теж
спостерігаються біохімічні процеси, ферментер відрізняється тим, що вказані процеси
в ньому відбуваються керовано.
Від якості та надійності ферментера значною мірою залежить успіх виробничого
процесу загалом.
Відомо декілька класифікацій ферментерів, що враховують різні конструктувні,
експлуатаційні та технологічні особливості апаратів. У нашому посібнику ми не
наводимо ці класифікації і не розглядаємо усі типи ферментерів, оскільки ці аспекти
мають радше схоластичний ніж практичний хараісгер. Вкажемо тільки, що найвідомішою
класифікацією біореакторів є класифікація за способом підведення енергії на
перемішування [1]:
- ферментери з підведенням енергії з газовою фазою (барботажні, аерліфтні,
тарільчасті, пульсаційні),
- ферментери з підведенням енергії з рідкою фазою (ферментери з
самовсмоктувальними мішалками, наприклад, з променевим аератором, ежекційні,
струменеві),
- ферментери з підведенням енергії з газовою та рідкою фазою (ферментери з
перемішувальними пристроями і барботерами).
Як і кожна класифікація, цей розподіл ферментерів за принципом підведення
енергії на перемішування культуральних рідин має свої недоліки, оскільки не враховує
рівень асептики, метод організації ферментації (періодичний або безперервний процес),
рівень сегрегації фаз (не враховується агрегативний стан біофази: інтактність клітин,
їх флокулярність, присутність у вигляді зооглеїв або біоплівок). Саме тому ми відмо¬
вились від розгляду усіх типів біореакторів і у цій главі наводимо лише найпоширеніші
типи.
4.1. Конструкції ферментерів ємнісного типу
з електроперемішувальними пристроями
Ці апарати належать до найпоширенішого класу ферментерів. Вони є верти¬
кальними ємностями, усередині яких знаходяться мішалки (вали, що обертаються, на
137
ДД-ДІ^ ФЕРМЕНТАЦІЯ
які насаджені лопаті або турбінки). Апарати споряджені барботерами або іншими
аеруючими пристроями. Для відведення тепла ферментер споряджають також
оболонкою або змійовиком. Крім того, ферментер має патрубки для введення рідких
або газових середовищ, пристроями для піногасіння. До конструкцій ферментерів
висуваються суворі вимоги щодо забезпечення герметичності.
Стандартні величини ємностей відповідають двом рядам преференційних чисел
R-IO (більше ніж 1 м3) та R-5 (менше ніж 1 м3).
Ряд R-IO визначений геометричною прогресією з коефіцієнтом Itfo (об’єми,
м3, 1, 1,25, 1,6, 2,0, 2,5, 3,2, 4,0, 5,0, 6,3, 8,0, 10, 12,5, 16, 20, 25, 32, 40, 50, 63,
80, 100, 125, 160 і т.д.).
Ряд R-5 визначений геометричною прогресією з коефіцієнтом ij\ 0 (об’єми, м\
1, 0,63, 0,4, 0,25, 0,16, 0,1, 0,063, 0,04, 0,025, 0,016, 0,01).
Ферментери цього типу порівняно зі звичайними реакторами-змішувачами
характеризуються збільшеним відношенням висоти до внутрішнього діаметра апарата
(2.. .2,5). Завдяки цьому зростає коефіцієнт газовмісності, і, отже, об’ємний коефіцієнт
масопередачі за киснем.
Серійні моделі ферментерів
Ферментери конструкції ВНДІПрБ (Росія)
На рис.4.1 показано ферментер конструкції ВНДІПрБ об’ємом 40 м3 [2].
Корпус апарата - циліндричний з еліптичними днищем і привареною кришкою.
Мішалка двоярусна. Швидкість обертання мішалки 3 с1. Кожний ярус мішалки
є нахиленим диском, до якого болтами закріплено 6 лопатей. Для більшої
турбулізації рідини та для запобігання руху рідини по колу з утвореннням воронки
по периферії внутрішньої стінки корпусу розташовані 4 відбійні пластини
розміром 300x2300.
Повітря в поживне середовище надходить за допомогою барботера (рис. 4.2).
Барботер є кільцевим трубопроводом діаметром 680 мм, до якого за допомогою різі
закріплено 12 прямих труб-променів (завдовжки 630 мм і діаметром 3x32 мм),
спрямованих до радіусів. У нижній частині кожного променя під кутом 30° до вертикалі,
розташовано 100 отворів діаметром 1,5 мм.
Технічна характеристика ферментера конструкції ВНДІПрБ
Загальний об’єм, м3 40
Робочий об’єм, м3 25
Коефіцієнт заповнення апарата 0,625
Внутрішній діаметр апарата, мм 3000
Загальна висота корпуса, мм 6200
Можливий робочий надлишковий тиск, МПа 0,1961
Поверхня охолодження оболонки, м2 28,2
138
Конструкції ферм< Illl І IN І ^ДДД
Кількість обертів турбінної мішалки, с'1 З
Потужність електродвигуна AO 72-6, кВт 14
Кількість обертів двигуна, C1 15,5
Рис.4.1. Ферментер конструкції ВНДІПрБ (Росія)
/ - корпус; 2 - ущільник; 3 - тяги; 4 - вал з мішалками; 5 - барботер; 6 - патрубок;
7 - стійка; 8 - лаз-павук діаметром 400 мм; 9, 10- муфта; 11 - стійка; 12 - електродвигун;
13 - оглядове скло; 14- гільза для термопари; 15 - водяна оболонка; 16 - редуктор;
17 - лопать; 18 - промінь барботера.
139
ІЕРДПЕї, ФЕРМЕНТАЦІЯ
Рис.4.2. Барботер ферментера конструкції ВНДІПрБ (Росія):
1,2, 3 - повітроводи; 4, 5 - напівкільця барботера; 6 - промінь; 7 - ковпачок.
Ферментери конструкції Сумського машинобудівного заводу
На рис. 4.3 зображено ферментер об’ємом 50 м3. Він має триступеневу лопатеву
мішалку. Матеріал - нержавіюча сталь.
Особливістю конструкції є використання чотирьох вертикальних змійовиків,
розташованих біля стінок апарата. Змійовики виконують подвійну функцію:
теплообмінників, які відводять фізіологічне тепло, і перегородок, які турбулізують
культуральну рідину.
140
Конструкції ферментеріR
Типорозміри ферментерів Сумського машинобудівного заводу:
Повний
об’єм, M3
Висота,
MM
Діаметр,
MM
Характеристика електродвигуна
Спосіб
теплообміну
Кількість
обертів,
XB1
тип
потужність,
кВт
кількість
обертів, XB*1
1,0
3030
1100
АО-62-8
2,5: 3:3,5
710; 950
Оболонка
184;245
(8/6/4Т)
1420
«
367
1,0
2845
1100
АО-42-4Т
2,8
1420
«
270
2,0
3870
1300
АО-62-8
4,5
735
«
190
3,2
3960
1500
АО-72-8
10
735
«
190
5,0
4140
1700
АО-63-6
10
980
«
180
5,0
4470
1700
АО-62-4
10
1500
«
180
10,0
7130
2000
АО-82-8
20
735
Змійовик
190
50,0
11470
3000
АО-94-6
75
1000
«
180
Рис.4.3. Ферментер конструкції Сумського машинобудівного заводу:
І - корпус; 2 - вал мішалки; 3 - лопать мішалки; 4 - охолоджувальний змійовик;
5 - опірна царга; 6 - привід мішалки; 7 - барботер.
141
ШДЗДДДД^, ФЕРМЕНТАЦІЯ
Ферментери з променевим аератором
На рис. 4.4 зображено ферментер з променевим аератором, що обертається.
Такі ферментери встановлені на Мічуринському спиртовому заводі. Випускають
ферментери загальним об’ємом 16 та 32 м\
На валу насаджений корпус 1 аератора (рис. 4.5), до якого закріплюють на болтах
два ряди променів 4, що аерують - по 4 в ряду. Промінь є порожньою лопаттю
завдовжки 400 мм. Лобова частина променя за ходом руху закруглена, а протилежна
має щілину, через яку повітря підтиском надходить в рідину, що перемішується. Повітря
в аератор подають під тиском.
На кришці аератора монтують пристрій для піногасіння, який складається з
конічних тарілок і має самостійний привід (на рисунках не показаний).
Технічна характеристика ферментерів з променевим аератором,
що обертається:
Загальний об’єм, м3 32
Внутрішній діаметр, мм 3200
Висота апарата, мм 4780
Висота циліндричної частини, мм 3400
Робочий тиск, МПа до 0,196
Матеріал сталь X18Н9Т
Ферментери Дзержинського заводу хімічного машинобудування
Дзержинський завод хімічного машинобудування (Росія) випускає серійні
ферментери об’ємом 5, 15, 20, 30, 50 та 63 м3.
' На рис. 4.6 зображений удосконалений ферментер об’ємом 63 м3. Ферментер
споряджений торцевим ущільненням для введення вала і має три відбивні
перегородки. "Швидкість обертання триярусної турбінної мішалки з додатковою
пропелерною мішалкою - 177 об/хв. Мішалка забезпечує інтенсивне перемішування
середовища. Корпус ферментера споряджений чотирисекційною оболонкою
загальним об’ємом 1,5 м3. Повітря надходить через розбірний квадратний барботер.
Матеріал апарата - сталь X18Н ЮТ, оболонки - Ст.З. Робочий тиск в апараті і
оболонці - 0,294 МПа. Електродвигун AO 92- 4ВЗ потужністю 100 кВт з частотою
обертання 1460 об/хв.
На 4.7 показане торцеве ущільнення ферментера зі з’єднанням кінців вала і
редуктора.
Ферментер ВНДІПрБ з форсунковою аерацією середовища
На рис.4.8.1 та 4.8.2 показано креслення ферментера конструкції ВНДІПрБ
об’ємом 15 м3, в якому повітря у поживне середовище надходить крізь три форсунки
діаметром 6 мм. Ферментер має двоярусну турбінну мішалку з торцевим ущільненням
і швидкістю обертання 135 об/хв. Корпус виконаний зі сталі X18Н1 ОТ. Робочий тиск
142
Конструкції ферментерів
в апараті 0,294 МПа. Електродвигун має потужність 28 кВт з частотою обертів 700
об/хв. Оболонка двосекційна, гладка, загальним об’ємом 2,5 м3.
Рис.4.4. Ферментер з променевим аератором, що обертається.
/ - корпус; 2 - торцеве ущільнення; 3 - вал; 4 - аератор променевий; 5 - тяга;
6 - патрубок; 7 - вал проміжний; 8 - підшипник; 9, 15 - стійки; 10- труба для введення
продукту; Il-сорочка; 12-труба для введення повітря; /5-гільза для термометра;
14 - муфта; 16 - електродвигун; 17 - редуктор.
143
SLZ
ФЕРМЕНТАЦІЯ
Рис.4.5. Аератор променевий.
1 - корпус; 2 - штифт; З - перехідний патрубок; 4 - аеруючий промінь
144
Конструкції ферментерів
Вид А
Рис.4.6. Ферментер Дзержинського заводу хімічного машинобудування (об’єм 63 м3):
1 - корпус; 2 - стійка; З - люк; 4 - тяга проміжної опори; 5 - кільцева опора;
б - перемішувальна турбінка; 7 - з’єднувальна муфта; 8 - барботер; 9 - оглядове вікно;
10- пропелерна мішалка; //-кронштейн; 12- відбійних; /5-торцеве ущільнення; 14-
нижнійвал; /5-верхній вал; 16-змійовик; 17-опірна царга; 18- повітропровід; 19-
охолоджувальна спіральна оболонка; 20- патрубок для виведення середовища; 21 - патрубок
для введення охолоджувальної води; 22 - патрубок для виведення охолоджувальної води;
23 - бобишка для термопари; 24 - бобишка для манометра; 25 - патрубок для введення
посівної культури; 26 - електродвигун; 27 -редуктор.
145
ФЕРМЕНТАЦІЯ
Рис. 4.7. Стійка приводу ферментера з торцевим ущільненням проходу вала:
1 - верхня стійка; 2 - нижня стійка; 3 - проміжна плита; 4 - зубчаста обійма; 5 - зубчаста
втулка; 6, 27, 28 - гайки; 7 - стакан; 8,9- кільця; 10,12,13 - кришки; 11 - шпонка;
14 - вал мішалки; /5-накладка; 16,21 - манжети; 17,18,19,20- прокладки; 22-корок;
23, 24, 25, 26 - болти; 29,30 - шайби; 31 - гвинт; 32 - шплінт; 33 - роликовий дворядковий
радіальний сферичний підшипник; 34-кульковий опірний одинарний підшипник;
35-корпус торцевого ущільнення; 36- п’ята; 37-ущільнювальне кільце;
38 - сильфон; 39 - пружина; 40 - втулка; 41 - водило.
Ферментер конструкції ЛеиНДІхіммаша
Особливістю цього ферментера з інтенсивним масообміном є наявність циркуляційного
контуру: рідина гвинтом 2 (рис.4.9) закидуєгься в порожнину внутрішнього циліндра, утвореного
трубами теплообмінного пристрою, піднімається вгору, повертає на 180°, проходить вниз і
знову надходить до гвинта. Повітря подається за допомогою перфорованого короба 16. Завдяки
високій швидкості виходу повітря диспергується на дуже дрібні бульбашки, які вкрай повільно
виходять з рідини. До того ж зберіганню псевдогомогенної струкіури аерованого середовища
146
Конструкції ферментерів JffliIESaHi
сприяє велике співвідношення висоти і діаметра - 3,5. Елементи апарата, які стикаються з
культуральною рідиною, виконані з нержавіючої сталі X18Н1 ОТ. Апарат розрахований натиск
0,589 МПа. Він споряджений усіма необхідними засобами контролю й автоматики. Крім
трубчастого теплообмінника, апарат споряджений ще водяною оболонкою.
Рис.4.8.1. Ферментер конструкції ВНДІПрБ з форсунковою аерацією середовища об’ємом 15 Mj.
147
BlBHhll ферментац|я
Вид А
Рис.4.8.2. Ферментер конструкції ВНДІПрБ з форсунковою аерацією середовища об'ємом 15 м3:
I - кришка; 2 - бічі з прутами; 3 - повітряна форсунка; 4 - гільза термопари; 5 - пристрій
для очищення оглядових вікон; б - опора; 7 - люк; 8 - драбина; 9 - куток; IO - мішалка;
II - штуцер для відбору проб; /2, 13 - корпус оболонки; 14 - днище; 15 - електродвигун;
16 -редуктор; /7-верхній вал; 18 -нижній вал; 19,20-відбійники; 2/-гільза;
22,24 - нижні стійки; 25,28 -муфти; 25-торцеве ущільнення; 26 - верхня стійка;
27-підшипник; 29, ЗО, 31, 32, 55, 35- штуцери; 34-оглядове вікно.
148
Конструкції ферментерів
І 10 з
Рис. 4.9. Ферментер конструкції ЛенНДІхіммаша об’ємом 40 м3.
/ - піногасниковий пристрій; 2 - перемішувальний пристрій (гвинт); З - кришка; 4 - вставка
з теплообмінною камерою; 5 - відбійник; 6 - корпус; 7 - розвантажувальний пристрій;
8 - станина; 9 - гільза; 10- герметичний привід; 11 - пристрій для відбору проб; 12 - труби
теплообмінника (труби Піто); 13 - шків; 14 - електродвигун; 15 - клиноременна передача;
16- повітряний короб; 17 - патрубок для піногасника; 18 - гільза для манометра;
19- патрубок для відведення повітря; 20- гільза для запобіжного клапана; 2 / - оглядове
вікно; 22-гільза для давача контролю рівня піни;23- гільза для давача температури;
24 - патрубок для введення охолоджувальної води; 25-патрубок для відведення води;
26-трубка для підведення повітря на продування.
149
ВЩІЦДк. ФЕРМЕНТАЦІЯ
Технічна характеристика ферментера конструкції ЛенНДІхіммаша.
Загальний об’єм, м3 40
Робочий об’єм, м3 28
Коефіцієнт заповнення 0,7
Потужність електродвигуна перемішувального пристрою, кВт 125
Швидкість обертання робочого гвинта, об/хв 350та200
Апарат споряджений також механічним пристроєм для піногасіння, який
складається з 8 конічних тарілок, що обертаються зі швидкістю 1500 об/хв від
незалежного електродвигуна потужністю 40 кВт (рис. 4.10).
Рис. 4.10. Піногасниковий пристрій з герметичним приводом;
І - конічна тарілка; 2 - циліндр (носій тарілок); 3 - відбійник; 4 - вал; 5 - вмонтований
електродвигун; б-охолоджувальна оболонка; 7,8-патрубки для охолоджувальної води;
P-кришка
Ферментер зі спіральною оболонкою та вертикальним змійовиком
На рис. 4.11 зображений ферментер з механічним перемішуванням барботажного
типу об’ємом 63 м3. Від інших ферментерів відрізняється застосуванням оболонки,
яка складається з 6...8 ярусів-секцій; кожна секція споряджена вісьмома навитими
каналами з кутникового профілю 100x60 мм. Крім того, ферментер має додатковий
внутрішній теплообмінний пристрій, який є вертикальною спіраллю (змійовиком) з
діаметром витків 600 мм, з числом витків 23 при загальній висоті змійовика 2,4 м, з
150
Конструкції ферментерів
площею теплообміну 45 м2. Особливістю ферментера є й те, що кількість обертів
мішалки регулюється безступенево за допомогою тиристорного перетворювача
або застосуванням постійного струму для живлення електродвигуна в межах
110...250 об/хв.
Рис. 4.11. Ферментер з механічним перемішуванням барботажного типу і змійовиковим
теплообмінним пристроєм об’ємом 63 м3:
1 - електродвигун; 2 - редуктор; 3 - муфта; 4 - підшипник; 5 - ущільник; б - вал; 7 - корпус;
8 - турбінна мішалка; 9 - змійовик; 10 - муфта; 11 - труба для підводу повітря; 12 - лопатева
мішалка; 13 - барботер; 14 - гвинтова мішалка; 15 - опірний підшипник; 16 - штуцер
для спуску; 17- оболонка; А - лаз-люк; Б - патрубок завантаження; В - вхід повітря.
151
ЕЕШШШііЬ ФЕРМЕНТАЦІЯ
Апарат споряджений двоярусною мішалкою із закритими турбінками діаметром
600... 1000 мм при ширині лопаті 150...200 мм. Крім того, є додаткова відкрита
турбінка для диспергування повітряних бульбашок. Барботер ромбовидний, розбірний,
виконаний з перфорованих труб, у верхній частині яких в шаховому порядку
розташовано 2000.. .3000 отворів. Апарат розрахований на надлишковий робочий тиск
0,25 МПа. Висота стовпа рідини 5...6 м при висоті апарата більше 8 м.
4.2. Ферментери з пневматичним перемішуванням та інших
типів
На рис.4.12 показано схему ферментерів з пневматичним перемішуванням (з
аерліфтом). Вони прості за конструкцією, тому що не мають механічних перемішувальних
пристроїв, але оскільки рідина рухається вертикально, повітря скоріше виходить з рідини,
що призводить до більшої витрати стерильного аераційного повітря. Ферментери цього
типу знаходять застосування у випадках, коли не потрібний високий коефіцієнт масообміну
за киснем (наприклад, для аерування суспензійних культур вищих рослин), а рідина має
малу в’язкість.
Апарат ВДА-100 широко застосовується для вирощування харчових дріжджів
(рис. 4.13). Апарат простий за конструкцію, аерування здійснюється тільки за рахунок
перемішування газовою фазою, він споряджений барботером у вигляді лежака -
центральноїтруби, до якої перпендикулярно приварені горизонтальні труби з отворами.
Недолік такого ферментера - малий коефіцієнт масообміну за киснем, що не
дозволяє інтенсифікувати процес.
Останнім часом значну увагу приділяють розробці ферментерів, які
забезпечують підвищений коефіцієнт масопередачі за киснем. До таких ферментерів
належать апарати з інжекційною подачею повітря. Культиватор подібного типу для
вирощування хлібопекарських дріжджів запропонований С.-Петербурзьським
інститутом холодильної промисловості. Коефіцієнт масопередачі за киснем в
кожухотрубних струминно-інжекційних апаратах (KClA) досягає 9,5... 12 кг 0,/(м3 год)
(1,5...З в апаратах ВДА). Ступінь утилізації кисню досягає 25...28% (5..,. 10% в
традиційних дріжджевирощувальних апаратах типу ВДА). На рис. 4.14 подана
принципова схема КС1А.
Культуральна рідина з приймальної ємності 2 надходить на вхід потужного
відцентрового насосу 3, який здійснює циркуляцію і перемішування KP. Потік KP
спрямовують в KCIA (1), в якому він розподіляється по численних соплових
виходах. Потоки спрямовують у відповідні приймальні трубки. Потоки зас¬
моктують повітря; повітрянорідинні потоки об’єднуються в нижній частині KCIA
в один, і вже цей потік надходить в ємність 2. Приймальні трубки одночасно
виконують роль поверхні теплообміну, як у звичайних кожухотрубних тепло¬
обмінниках.
152
Конструкції ферментерів ^яШЕшяШ
Рис.4.12. Схема ферментера з аерліфтом.
1 - штуцер для зливання рідини; 2 - аератор; 3 - внутрішній змійовик; 4 - люк; 5 - штуцер
для подавання повітря; 6- штуцер для відведення повітря; 7- штуцер для завантаження;
8 - драбина; 9 - дифузор; 10 - секційна оболонка; 11 - корпус; 12 - труба перетискання.
153
ИЩД!іШіїіі ФЕРМЕНТАЦІЯ
Рис. 4.13. Дріжджевирощувальний апарат ВДА-100:
І - циліндричний резервуар; 2 - оглядове вікно; 3 - освітлювач; 4 - муфта; 5 - чотириходовий
кран;6-шланг; 7-витяжнатруба;8-циліндрз поршнем;9-шток; /0-заслінка; //-гідро-
затвор; /2-колектор для відведення води; /5-повітрярозподільні короби; 14-балки; /5-стійки;
/6-сопла; 17-труба для підведення повітря; 18,21- люки; 19-колектор для підведення води;
20 - охолоджувальна оболонка; 22 - вентиль; 23 - колектор; 24 - спускна труба; 25 - мірне скло.
Рис.4.14. Схема кожухотрубного струминно-інжекційного ферментера
для вирощування хлібопекарських дріжджів:
1 - кожухотрубний інжектор, 2 - приймальна ємність об’ємом 125 м3, 3 - циркуляційний насос.
154
Конструкції ферментерів
Схожа за принципом дії, але менш надійна з погляду забезпечення стерильності,
конструкція струминно-інжекційного апарата, призначеного для культивування кормових
дріжджів (рис. 4.15).
Рис.4.15. Принципова схема струминного ферментера:
/ - корпус; 2 - секції; З - патрубок для викиду відпрацьованого газу; 4 - труби для
зливання; 5- газопідвідна труба; б- циркуляційний насос.
155
ШШІІІЗІк, ФЕРМЕНТАЦІЯ
Циркуляційним насосом 6 KP подають у верхню секцію апарата. Після її
заповнення до певного рівня рідина починає зливатись по трубках 4, споряджених
інжекційними лійками, на нижню секцію, одночасно засмоктуючи повітря, яке
надходить по патрубках 5. На нижчий секції відбувається процес ферментації,
відпрацьоване повітря виходить з апарата по трубі 5, а рідина зливається по
загальній трубі на ще нижчу секцію, на якій повторюється процес інжекції повітря.
Таких подвійних секцій може бути встановлено до 10 і більше і апарат є за суттю
колоною.
Апарати колонного типу все частіше використовують у багатотоннажних
виробництвах. Вважають (Вієстур, 1972), що для культур, які не утворюють міцелію,
і мають невелику в’язкість, апарати колонного типу з контактними пристроями мають
переваги перед апаратами з механічним перемішуванням.
На рис. 4.16 зображено колонний апарат з переливними тарілками. ПС можна
подавати як зверху, так і знизу колони. Колона складається з окремих царг, кожна з
яких має сітчасті тарілки, оболонку для охолоджувальної води і переливні пристрої.
Повітря подається центральною трубою і вводиться під кожну тарілку. В першому
випадку кожна тарілка виконує роль окремого ферментера з висотою шару KP на
тарілці 125 мм, а колона в цілому працює як багатоступеневий ферментер
безперервної дії. В другому випадку ферментер працює як одноступеневий з повним
заповненням ферментера, а контактні пристрої (тарілки) вирівнюють потоки
аераційного повітря. Розрахунок показує, що при однаковій ефективності об’єм
такого ферментера в 6...7 разів менше традиційного без контактних пристроїв і з
перемішуванням культуральної рідини газовою фазою.
На рис. 4.17 показана схема секціонованого ферментера Б-50. Апарат є
дванадцятигранником, розділеним на секції вертикальними перегородками. Всі секції
послідовно сполучені між собою. Для подавання повітря і перемішування KP в кожній
секції змонтований ежектор, який обертається від двигуна, встановленого на кришці
ферментера. Ежектор є двоярусною конструкцією з нижньою та верхньою
горловинами для входу і виходу рідини. Повітря засмокчується ежектором і рухається
по трубі, яка герметично з’єднана з турбіною. Для створення необхідної циркуляції
KP в кожній секції змонтовані дифузори, перегородки, конічні вставки. На дифузорах
змонтовані змійовики-теплообмінники для охолодження KP.
Надалі модернізований варіант ферментера Б-50 випускали під маркою
АДР-900-76 у вигляді тора діаметром 18 м з рівномірно розташованими по колу
аераційними самовсмоктувальними турбінами. Результати багаторічної експлуатації
показали, що йому притаманні певні недоліки, наприклад, висока металоємність і
нераціональне використання енергіїї, що підводиться з газовою фазою.
На початку 90-х років минулого століття внаслідок деяких чинників, зокрема
різького росту цін на нафтопродукти, виробництво БВК було припинено. В стислі
терміни була освоєна технологія виробництва білкових добавок на основі дешевих
відходів сільськогосподарських виробництв.
156
Конструкції ферментерів JKBSSMM
Рис.4.16. Принципова схема ферментера колонного типу з сітчастими тарілками.
1, 2-тарілкаверхня; З-царгаверхня; 4,5,6,7-царги; 8-чаша гідрозатвору; P- переливна
трубка; 10- лапа; 11 - опора; А - виведення KP або підведення ЖС; Б - підведення стерильного
повітря; В - підведення ЖС або виведення KP; Г - виведення відпрацьованого повітря.
157
ИЯЯИ ФЕРМЕНТАЦІЯ
Рис.4.17. Схема ферментера з турбоежекторними перемішувальними пристроями:
/ - ежекційний пристрій; 2 - повітровід; З - піногасник; 4 - сепаратор; 5 - привід
турбоежектора; 6 - теплообмінник; 7 - дифузор; А - підведення повітря; Б - виведення
відпрацьованого повітря.
На базі енергоємного ферментера АДР-900-76 був розроблений новий
економічний ферментер для одержання білково-вітамінних добавок з рослинної
сировини. Замість енергоємних самовсмоктувальних турбін запропонована проста
барботажно аерліфтна аерація, що дозволило знизити енергетичні витрати в 4,5 рази
[12].
На рис. 4.18 показано багатозонний ферментер об’ємом 1300 м3.
158
Конструкції ферментерів
2 3 4 5
Рис. 4.18. Ерліфтний багатозонний ферментер для вирощування кормових дріджів:
1 - корпус; 2 - вхід газу; 3,4, 5- штуцери для подачі поживного і аміачного середовища та
засівних дріжджів; 6- відбійний зонт; 7-циркуляційні дифузори; 8-подача води;
P- вихід культуральної рідини; /0-злив у каналізацію; 11 - кювета.
Ця серія ферментерів відрізняється великими робочими об’ємами (від 400 до
1300 м3). їх застосовують у виробництві кормових дріжджів на рідких н-парафінах
гасових фракцій нафти [ 10,11 ].
За суттю вони є модифікованими ферментерами Лефрансуа. В апараті
змонтовані три дифузори-теплообмінники. Повітря надходить через центральні труби,
які спираються на кювети і утворюють з ними кільцеві щілини для виходу повітря в
зони, які обіймають дифузори. На повітряних трубах і у верхній частині над
159
PPSfflffjL ФЕРМЕНТАЦІЯ
дифузорами розташовані відбійні зонти для повернення піни в культуральну рідину.
Для охолодження культуральної рідини воду подають не тільки в теплообмінні
змійовики, але й на зовнішню поверхню корпусу самопливом.
На рис. 4.19 зображено ферментер системи УкрНДІСПа (автор Мамуня О.У і
співавтори).
Рис. 4.19. Ферментер системи УкрНДІСПа об’ємом 600 м3:
1 - циркуляційна труба; 2 - відбивачі; 3 - підведення повітря; 4,5- колектори для води;
6 - корпус; 7 - розподілювач повітря; 8 - колектори повітря; колектор середовища.
На рис 4.20 зображена схема ферментера, який є нахиленою під невеликим
кутом цистерною, розділеною на секції внутрішніми перегородками. За суттю це
також багатоступеневий апарат для безперервного культивування. У кожній секції
може бути встановлений індивідуальний перемішувальний пристрій або пристрій їз
загальним приводом. Такі апарати широко застосовують в процесах бродіння, де не
потрібне інтенсивне перемішування з метою досягнення певного рівня масопередачі
за киснем, наприклад, в процесі метанового бродіння. Перед несекціонованим
реактором секціонована цистерна має ту ж саму перевагу, як багатоступеневий
ферментер перед одноступеневим.
160
Конструкції ферментерів
Рис.4.20. Схема ферментера у вигляді секціонованої цистерни.
На рис. 4.21 зображена схема ферментера горизонтального типу конструкції
ЛенНДІхіммашу.
Рис.4.21. Горизонтальний ферментер конструкції ЛенНДІхіммашу:
/ - привід; 2 - сепаратор; 3 - заспокоювач; 4 - секції труб; 5 - дросельна заслінка.
Ферментер є замкненою системою з двох горизонтально розташованих труб,
споряджених оболонками для відведення тепла. На одній з секцій розташований
електропривід з мішалкою гвинтового типу. Кожна секція споряджена також
заспокоювачем, який є пакетом тонких вертикальних пластин, розташованих вздовж
потоку середовища по усій висоті секції. Для виведення відпрацьованого повітря
передбачені сепаратори з механічним пристроєм дискового типу для руйнування піни.
Обертанням дросельних заслінок регулюють інтенсивність перемішування. Об’єм
апарату - 100 м3. Основні переваги горизонтального ферментера перед вертикальним;
менша металоемність, відсутність застійних зон, легка транспортабельність.
161
ВДЙДДІЇЖ, ФЕРМЕНТАЦІЯ
У тому ж ЛенНДІхіммаші розроблений високоефективний з погляду масопередачі
за киснем ферментер вертикального типу (ферментер Вишневського) (рис.4.22).
Рис.4.22. Ферментер Вишневського:
1 - герметичний привід сепаратора; 2 - штуцер для виходу повітря; 3 - крильчатка з
лопатями; 4 - сепаратор; 5 - зовнішній циркуляційний контур; 6 - штуцер для завантаження
середовища; 7 - випускний штуцер; 8- пробовідбірник; 9- штуцер для подавання
аеруючого повітря; 10 - теплообмінник; Il - корпус реактора; 12 - гвинтовий
перемішувальний пристрій; ІЗ - дифузор; 14 - герметичний привід реактора.
Особливістю цього апарата є наявність винесеного пінного сепаратора і
циркуляційного контуру. Перемішування здійснюється гвинтовим насосом,
встановленим у верхній частині реактора. Привід з’єднаний з герметичним
електродвигуном, безпосередньо з’єднаним з валом насосу; цей вузол не має будь-
162
Конструкції фермсіїтгріп І(^ВДДДЕЯД
якого ущільнювального пристрою, оскільки ротор двигуна відділений від статора
герметичною оболонкою.
Крім розглянутих конструкцій, існують численні апарати інщих різноманітних
конструкцій, але в більшості з них використані ті самі принципи, як і у вказаних, або
поєднано в одному апараті декілька відомих принципів. Наприклад, у ферментері
фірми “Хемап” поєднані електромеханічна багатоярусна турбінна мішалка з
дифузором, характерним для конструкцій з аерліфтним перемішувальним пристроєм
тощо. Ведуть розробки біореактроів з кульовою або яйцеподібною формою корпусу.
Експерименти показують, що ці конструкції ефективніші, ніж традиційні циліндричної
форми, але масове їх виготовлення є проблематичним.
4.3. Аеротенки і метантенки
Буде цілком справедливим і слушним, якщо до галузі мікробіологічної
промисловості ми віднесемо процеси очищення стічних вод за допомогою активного
мулу. Серед апаратури для конверсії рідких промислових та побутових викидів в
промислових умовах найбільш поширені аеротенки, біофільтри, окситенки та
метантенки.
Відмінність цих апаратів від звичайних ферментерів полягає в тому, що вони
орієнтовані на вилучення органічних забруднень без цільового отримання мікробної
біомаси або біологічно активних речовин.
Аеротенк є резервуаром, в якому повільно, порівняно з традиційним ферментером,
рухається суміш стічної води і активного мулу. Перемішування здійснюється
стисненим повітрям, тому за видом введення енергії аеротенк належить до
барботажних апаратів. Найпоширеними і відомими є аеротенки з пневматичною
аерацією, які є довгими залізобетонними резервуарамим з декількох секцій. Кількість
секцій залежить від кількості води, що надходить на очищення. Кожна секція поділена
на коридори повздовжними перегородками, які з одного боку не доходять до
поперечної стіни резервуара. По цих послідовно з’єднаних коридорах послідовно
протікає стічна вода. Поперечний переріз коридору аеротенка може бути прямокутним
або квадратним. Відношення ширини коридору до робочої глибини приймається від
1:1 або 1:2.
Система аерації може бути виконана у вигляді перфорованих металевих або
пористих керамічних труб. Перфоровані труби зазвичай розташовують з одного боку
аеротенка для забезпечення циркуляції потоку в поперечному перерізі. Отвори в
трубах діаметром 2,0...2,5 мм розташовують на відстані 10... 15 см один від одного.
Нарис. 4.23 [13] показаний чотирикоридорнийтиповий аеротенк.
Метантенки є найвідомішим видом обладнання для анаеробних процесів очищення
стічних вод. Сьогодні промислово реалізовано дво- і навіть триступеневі реактори, де
процеси гідролізу складних органічних сполук, кислотоутворення та метаногенез
відбуваються в окремих ємностях.
163
ЦЗДШЕДк ФЕРМЕНТАЦІЯ
A-A
Б-Б
Y*—Д План
Ymr^A
Рис. 4.23. Типовий чотирикоридорний (І—IV) аеротенк
, (діаметри трубопроводів зазначені в мм):
1 - повітровід; 2 - середній канал; З - щитовий затвір; 4 - верхній канал освітленої води;
5, б-відповідно повітряні і водоскидні стояки; 7- ковзна опора; 8-труба Вентурі;
9 - трубопровід циркулюючого активного мулу (від розподільчої камери);
10-розподільчий канал вторинних відстійників; 11- нижній канал освітленої води;
12, 13 - повітровід відповідно на каналі і секції.
Типові метантенки споруджуються зі збірного залізобетону і мають чотири базові
типорозміри об’ємом 1000, 1600, 2500 і 4000 м3, хоча не виключається апаратура і
більшого розміру.
На рис. 4.24 показано метантенк Кур’янівської станції аерації (Російська
Федерація). Його основні характеристики такі: діаметр 24 м, загальна глибина
19,6 м з корисним об’ємом 5200 м\ Метантенк заглиблений в ґрунт, має газо- і
тепло-ізоляцію.
164
Конструкції фермептг ріп
Рис. 4.24. Метантенк Кур’янівської станції аерації:
/ - м’яка покрівля; 2 - цегла; 3 - шлак; 4 - оглядовий люк; 5 - труба для випуску газу в
атмосферу; 6 - газопровід для газового ковпака; 7 - газові ковпаки; 8 - пропелерна мішалка;
9 - переливна труба; 10- трубопровід для завантаження сирого осаду і активного мулу,
/ / - трубопроводи для видалення мулової води і вивантаження збродненого осаду з різних
рівнів; /2-паровий інжектор для підігріву метантенків; 13 -трубопровід для вивантаження
збродненого осаду з конусної частини метантенка, /4-термометр опору;
/5-трубопровід для спорожнювання метантенка (у футлярі).
4.4. Типова обв’язка ферментера
На рис. 4.25 показана типова схема обв’язки ферментера. Крім самого
ферментера 1, спорядженого оболонкою 2, барботером 3, багатоярусною турбінною
електромішалкою 4, до складу вузлів ферментера входять:
- сателітарні ємності-мірники 5ата 56, в які з вузла приготування лугів та кислот
закачують відповідно розчини цих кислот та лугів; їх додають для регулювання pH
культуральної рідини;
- ємність-мірник піногасника 6, спорядженого змійовиком 7, в який подають
пару для нагрівання антипінного агенту та його стерилізації;
- індивідуальні фільтри для остаточної стерилізації повітря 8а та 86 (один в
резерві);
- водяний поглинач вологи з відпрацьованого повітря 9.
165
ФЕРМЕНТАЦІЯ
Рис.4.25. Типова схема обв’язки ферментера
(пояснення в тексті)
166
Конструкції ферментерів
Введення охолоджувальної води (В) в оболонку ферментера здійснюють знизу,
а виведення зверху. Відпрацьовану воду спрямовують у зворотну каналізацію (ЗК)
на загальнозаводські градирні. Пару, якщо потрібно нагріти ПС або KP в процесі
ферментації з метою досягнення певного значення температури, подають у верхній
штуцер оболонки, а пароконденсатну суміш виводять знизу через конденсаційний
горщик 11.
Виведення KP з ферментера на насос здійснюють знизу. Знизу виводять також
промивну воду і пароконденсат після стерилізації апарата; їх спрямовують у каналізацію
на очисні споруди (ОС).
Для промивання і стерилізації ферментера передбачають окремий штуцер для
введення води та пари.
Обов’язковими для контролю або автоматичного регулювання є такі показники:
- температура KP (давач, контрольно-вимірювальний прилад з автоматичним
регулюванням витрати охолоджувальної води - відповідно 12а, 126 та 12в)\
- pH KP (13а, 136, ІЗв);
- тиск у ферментері (14а, 146, 14в)\
- рівень піни (15а, 156, 15в);
- витрата стерильного повітря (16а, 166, 16в);
- концентрація кисню в KP (17а, 176).
Крім контролю вказаних показників, можуть бути передбачені контроль та
автоматичне регулювання частоти обертання мішалки, температури охолоджувальної
води, концентрації CO2 у середовищі та на виході, окиснювально-відновлювального
потенціалу, в’язкості середовища, вологості повітря на виході, витрати підживлювальних
розчинів, концентрації біомаси тощо.
Література до глави 4
1. Buecmyp У.Е., Кузнецов A.M., Савенков В.В. Системи ферментации.
- Рига: Зинатне, 1986. - 174 є.
2. Колоеков В.П., Яровенко В.Л., Стабников В.Н., Уетинников Б.А. Оборудоваяие
спиртових заводов. - M.: Пищ. про-сть, 1975. - 295 є.
3. Голгер Л.И., Калунянц К.А. Модернизированная и новая аппаратура
для производетва ферментних препаратов. - M., 1970. - 72 с.
4. Гапонов К.П. Процесси и аппарати микробиологических производств.
- M.: Легкая и пищ. пром-сть, 1981. - 240 с.
5. Аткинсон Б. Биохимические реактори. - M.: Пищ. пром-сть, 1979.
- 280 с.
6. Buecmyp У.З., Шмите И.А., Жилевич А.В. Биотехнология.
Биотехнологические агенти, технология, аппаратура. - Рига: Зинатне, 1987.
- 253 с.
167
ФЕРМЕНТАЦІЯ
7. Кестельман В.H., Веселов А.И. Оборудование для глубинного
культивирования микроорганизмов в бродильной и микробиологической
промьішленности. Обзор. -M., 1970.
8. Винаров А.Ю. и др. Ферментери колонного типа для микробиологических
процессов. Обзор. - M., 1976.
9. Смирнов Н.Н. Биохимические реактори. - Jl. : Химия, 1987. - 72 с.
10. Яковлев В.И. Технология микробиологического синтеза. - Jl. : Химия,
1987. - 272 с.
11. Андреев А.А., Бризгалов Л.Н. Производство кормових дрожжей. - M.:
Лесная пром-сть, 1973. - 296 с.
12. Луканин А.В. Модернизация промишленного ферментера АДР-900-76
для производства белковой кормовой добавки из растительного сирья //
Биотехнология, 2003. - №6. - С. 84-88.
13. Колосков С. П. Оборудование предприятий ферментной промьішленности.
- M.: Пшцевая пром-сть, 1969. - 383 с.
168
Механічні розрахунки ЛШШЕШ
HQ2iZ33
1
МЕХАНІЧНІ РОЗРАХУНКИ
1
5.1. Матеріали для виготовлення ферментерів
Для виготовлення ферментерів використовують найрізноманітніші матеріали.
Вибір матеріалу залежить від умов проведення процесів (стерильне або нестерильне
виробництво, під тиском або за нормального тиску тощо). Відомі, наприклад,
біореактори, для створення яких використовували природні каверни у скелях
(виробництво біогазу). Для масових виробництв того ж біогазу або пива застосовують
залізобетонні бродильні чани. Недоліком залізобетонних ферментерів є поява в них з
часом тріщин, які стають джерелом контамінації і тому не можуть бути використані
для виробництв, в яких проходять процеси за участю монокультур. Добре відоме
використання ємностей з деревини. Так, для традиційних бродильних виробництв (пиво,
вино, віскі, коньяк) незамінним матеріалом для дайджестерів є дуб. Скляну апаратуру
використовують для вирощування посівних культур (ацетатори у виробництві оцтової
кислоти глибинним методом, лабораторна ферментаційна апаратура) і для проведення
робочих ферментацій на пілотних установках.
Але найпоширенішим матеріалом є метали: алюміній, мідь і, переважно, сталь.
З алюмінію легко виготовляти найрізноманітніші ємності, але істотним його недоліком
є неможливість застосування під час миття лужних мийних засобів (соди,
тринатрійполіфосфату, які входять до складу сучасних мийних засобів). З міді
традиційно виготовляють апаратуру для варіння пивного сусла, куби для перегонки
спирту у виробництві коньяку тощо.
Традиційну конструкційну сталь Ст.З практично не використовують, оскільки це
зменшує вихід деяких цільових продуктів метаболізму внаслідок утворення токсичних
концентрацій іонів заліза. Так, наприклад, під час ферментації продуцентів у
ферментерах, виготовлених зі звичайної вуглецевої сталі, вихід пеніциліну зменшується
в 1,5 раза, стрептоміцину - вдвічі, а хлортетрациклін не утворюється взагалі. Крім
того, культуральні рідини є кородуючими середовищами, і за рік товщина стінки
ферментера може зменшитись на 0,2-0,4 мм. З часом швидкість корозії зменшується
внаслідок утворення захисної плівки, але оскільки плівка є пористою, то корозійні
процеси повністю не зникають. Тому на внутрішні поверхні стінок ферментерів,
виготовлених з цієї марки сталі, обов’язково наносять додатковий антикорозійний
захисний шар. Таким матеріалом може бути гума. Для цієї мети розроблені спеціальні
розчини високомолекулярних каучуків або використовують рідкі композиції
169
ДЕДИНь, ФЕРМЕНТАЦІЯ
низькомолекулярних каучуків без розчинників, здатні до полімеризації після нанесення
їх на поверхні стінок.
Найбільш придатним металевим матеріалом для виготовлення ферментерів та
іншого обладнання вважають нержавійні сталі, наприклад, X18Н1 ОТ, що містить 18 %
хрому та 10 % нікелю. Використовують і сталі з меншим вмістом дефіцитного нікелю
Х21Н5Т, Х14Г14НЗТ та інші. Відоме також застосування економічних двошарових
конструкцій з нержавійної сталі (внутрішній шар) і звичайної конструкційної (зовнішній
шар).
5.2. Мета і зміст механічних розрахунків
Під час виконання технологічних проектів проводять механічні розрахунки
основної апаратури. Переважно, у проектах використовують стандартне обладнання,
яке підлягає перевірці з метою визначення придатності його в цьому технологічному
процесі і в конкретних умовах. Якщо ж конструюють нову апаратуру, тоді проводять
орієнтовні розрахунки для визначення розмірів деталей апаратів і машин, які повинні
забезпечити їх міцність і довготривалість, а також для визначення енергетичних
потужностей приводів.
До основних елементів хімічних (біотехнологічних) апаратів, які підлягають
механічним розрахункам, належать корпуси (обичайки), днище, укріплення стінок в
зоні отвору, трубні решітки, фланцеві з’єднання, опори апаратів, перемішувальні
пристрої та приводи до них тощо.
Методики розрахунків подано у численній літературі, зокрема [1-3]. Але
основними джерелами інформації слід вважати стандартизовані методики розрахунків,
наприклад: ГОСТ 14249 - 73 “Сосудьі и аппаратьі. Нормьі и методьі расчета на
прочность”, ОСТ 26-771 - 73 (методи розрахунку укріплення отворів в обичайках,
переходах, у днищі), ОСТ 26-373 - 71 (методи розрахунку фланцевих з’єднань).
У розрахунках обирається максимальний тиск, який може виникати під час
експлуатації апарата. Наприклад, ферментацію ведуть за нормального тиску, але під
час стерилізації ферментера гострою парою може виникати тиск, що дорівнює тиску
насиченої або перегрітої пари. Отже, за розрахунковий тиск слід приймати тиск цієї
пари. Te саме стосується і температури. Наприклад, ферментацію ведуть при
температурі 30°С, але за розрахункову приймають температуру стерилізації
(температуру пари).
Приклади розрахунків
1. Розрахувати товщину стінки ферментера об'ємом 32 м3. Стерилізацію
проводять гострою парою 0,3 МПа.
Розрахунок ведуть за формулою:
5 = ьС + С,, /5 і\
2фадоп-р ' (5*1}
170
Механічні розрахунки
де 8 - товщина стінки, м;
р - розрахунковий тиск, МПа (в даному прикладір = 0,1013*3 = 0,3039 МПа);
D - діаметр апарата, м (припустимо, що вибрано ферментер з променевим
аератором, що обертається, який має внутрішній діаметр 3,2 м);
Ф - коефіцієнт міцності повздовжнього зварного шву, який становить 0,7-И
(приймемо 0,85);
адоп - напруга, що допускається, МПа (для нержавійної сталі при температурі
132,9°С, тобто при температурі насиченої пари і стерилізації, адоп = 140 МПа);
C - додавання до розрахункової товщини для компенсації корозії, м; C =Пта, де
П - корозійна проникливість, м/рік [2] (за відсутності даних можна прийняти, що
П = IO'4 м/рік), та - амортизаційний термін служби апарата, років (можна прийняти
10 років);
C1 - додаток на закруглення до цілого числа міліметрів.
Розрахунок товщини еліптичного днища ведуть за формулою:
де R- радіус кривизни у верхівки дна (для стандартного днища R = D)
Формула (5.2) справедлива, якщо 1 > (8 - C)D та H/D > 0,2, де H - висота
циліндричної частини апарата. Товщина стінки дна не може бути меншою за товщину
стінки апарата.
Підставляючи дані у формулу (5.1), одержуємо
01019*12
8 = ? + IO"4 10+ 9,087-IO"4 =0,006м = 6мм .
2*0,85*140-0,3039
Насправді ферментер має товщину стінки 8 мм, отже, він придатний для
використання у цьому технологічному процесі.
2. Розрахувати діаметр вала перемішувального пристрою ферментера, на
який передається потужність 20 кВт, а швидкість обертання мішалки 3 об/с.
Розраховують обертовий момент Моб:
де N- потужність на валу, Вт; со - кутова швидкість обертання вала, рад/с
(со = 2лп, де п - швидкість обертання, об/с).
У прикладі
де - напруга, що допускається на скручування, Па (для нержавіючої сталі ід=44106 Па).
M . = N/co,
об 5
(5.3)
Mo6 = 20000/(2*3,14*3)= 1062 Н м.
Мінімальний діаметр вала суцільного перерізу визначають за формулою:
(5.4)
171
ДВШШД^І ФЕРМЕНТАЦІЯ
Для прикладу, що розглядається,
d = 1,7lVl062/44 IO6 = 0,049 м = 49 мм. Стандарт 50 мм.
Для виготовлення вала може використовуватись труба замість суцільного вала,
що дає змогу економити дорогу нержавійну сталь. Обертовий момент для труби, що
допускається розраховують за формулою
Mo6= 1,6 (d-8)2cH, (5.5)
де 8 - товщина стінки труби, м.
Для прикладу, що розглядається, приймемо раніше розраховані обертовий момент
та зовнішній діаметр вала (труби). Тоді
1062 = 1,6 (0,05 - 8)2S*44 IO6. Звідси 8 * 0,0077 м = 7,7 мм.
Звичайно перевіряють вал на вібростійкість [3], але практика показала, що у
разі використання турбінних мішалок стандартних розмірів, при швидкостях обертання
2...4 об/с вали ферментерів є вібростійкими.
3. Розрахувати потужність електродвигуна для перемішувального пристрою
ферментера за прикладами 1 і 2 та обрати стандартний.
Розрахунок ведуть за формулою:
' N=NA^Nyiu, (5.6)
де Ne - потужність електродвигуна, кВт;
N - потужність, що передається на перемішування, кВт;
Nyui - потужність, що витрачається на здолання тертя в ущільненні вала
перемішувального пристрою.
■ Для ущільників з набиванням
Nyui= 1,48 pfcPnl (5.7)
де d- діаметр вала мішалки, м; р - робочий тиск, Па; f - коефіцієнт тертя вала
по м’якому набиванню ущільника; /- висота ущільникового набивання, м; п - кількість
обертів, C1;
Якщо застосовано торцеві ущільнення,
Nyiu = 6020 d1*3, Вт. (5.8)
Для прикладу, що розглядається, Nyui = 6020*(0,05)1,3 = 204 Вт « 0,2 кВт.
г\ - коефіцієнт корисної дії (приймається за паспортними даними, становить в
середньому 0,85.. .0,95; приймемо 0,9).
Отже, потрібна потужність електродвигуна
Ne = 20/0,9 + 0,2 = 22,4.
Для ферментерів в основному вибирають асинхронні двигуни єдиної серії BAO
(або КОМ) з використанням хімічно стійких покрить або фарб. Отже, для заданих
172
Механічні розрахунки шшшл
умов потрібно встановити електродвигун BAO 72-2 з номінальною потужністю
ЗО кВт [1]. •
4. Вибрати фланець для встановлення кришки люка-лазу діаметром
800 мм у ферментер і перевірити його механічну міцність.
Типи сталевих, чавунних фланців для штуцерів машин апаратів, ємностей залежно
від величини умовного проходу і умовного тиску встановлює ГОСТ 1233-67. Він
поширюється на умовний прохід від IO мм (Z) 10) до 3000 мм (D 3000) і на умовний тиск
від 0,1 МПа (ру 1,0) до 20 МПа (ру200). У У
Для даного прикладу потрібен фланець на £>у800 та ру6,0, оскільки під час
стерилізації тиск в апараті може піднятись до 3 ата (0,304 МПа), а найближче значення
стандартного умовного тиску - 0,6 МПа (5,92 ата).
Найпоширенішими типами фланців є плоскі приварні фланці, фланці з конічною
шийкою, вільні фланці на приварному кільці і на відбортовці (використовують для
апаратури з кольорових металів), а також фланці, відлиті або ковані разом з трубою.
Оскільки умови експлуатації апарата не є екстремальними, то не потрібно обирати
фланці, що призначаються для відповідальних апаратів (з конічною шийкою, відлиті
або ковані). Отже, обираємо фланець плоский приварний.
Конструкції і розміри фланцевих з’єднань стальних апаратів і судин приймаються
за галузевими стандартами ОСТ 26-425 - 12 + ОСТ 26-433 - 72. Ущільнювальна
поверхня може бути гладкою, “виступ - западина”, “шип - паз”, під лінзову ущілку і
під кільцеву ущілку овального перерізу. Оберемо найбільш простий фланець з гладкою
поверхнею і під плоску ущілку. Фланці можуть бути виконані з одного металу або
мати наплавлення захисного металу. Приймемо, що використовують монометалевий
фланець з нержавійної сталі. Вибраний фланець має вигляд і розміри, показані на
рис.5.1.
Для закріплення кришки до вибраного фланця стандартом передбачено використання
32 болтів з діаметром різі М20.
Перевірка надійності кріплення кришки:
За робочих умов розрахункове зусилля на розтяг у болтах визначають за
формулою:
KD2
P6= ^jlP+ Р„- (5.9)
де Dn - середній діаметр ущільнення (для прикладу, що розглядається,
Dn" = (841+811)/2 = 826 мм = 0,826 м);
р - робочий тиск (для прикладу р = 0,304 МПа);
Pn - розрахункова сила осьового стискання поверхней, що ущільнюються, в
робочих умовах, яка необхідна для забезпечення герметичності, МПа.
173
ФЕРМЕНТАЦІЯ
Рис.5.1. Розміри стандартного фланця, вибраного за прикладом 4:
1 - фланець; 2 - ущілка; 3 - кришка.
Силу стискання ущілки прямокутного перерізу визначають за формулою
P = я DJkp, (5.10)
де b - ефективна ширина ущілки, при цьому b = Ь0, якщо I см > b0, b = yjb^, якщо
b > 1 см (Ьд - дійсна ширина ущілки; в прикладі, що розглядається Ь0 = 0,3 м);
к-коефіцієнт, який залежить від матеріалу ущілки (для гуми - 1, для фторопласту,
пароніту, шкіри-2,5; приймемо, що використовується фторопласт).
Тоді
Pn = 3,14*0,826* Дз *2,5*0,304 = 1,08 МПа;
P6 =
3,14 * (0,826)2
0,304 + 1,08 = 1,24 МПа.
' Кількість болтів z визначають за формулою
Z = P6Wo (5-11)
де сд - напруга, що допускається (для сталі Ст.З за температури 132,9°С ця
величина становить 132 МПа); F6 - площа перерізу болта (для прикладу, що
розглядається, ця величина становить (3,14*0,022)/4 = 0,000314 м2).
Отже,
Z= 1,24/(132*0,000314) = 29,91 штук
Оскільки стандартний фланець має 32 болти, то можна вважати, що він придатний
до застосування в цих умовах.
Примітка: повний розрахунок нестандартного фланця містить посібник [3].
5. Розрахувати опори для ферментера об'ємом 32 м3.
Розрахунок можна вести за рекомендаціями літератури [1-3]. Оскільки
відношення висоти апарата до діаметра менше 5 і, крім того, апарат встановлюють
у приміщенні на фундамент, то доцільно використати опору у вигляді стійки (рис. 5.2 а),
174
Механічні розрахунки іИії^-7ЛД
' і*. . . <питвяяшшпи—д
хоча можуть бути застосовані і циліндричні опори для апаратів колонного типу (рис.5.2).
Лапи для апаратів, що підвішуються між поверхами та стійки, нормовані галузевим
стандартом ОСТ 26-665-72, а циліндричні опори - стандартом ОСТ 26-467-72.
Орієнтовну масу апарата можна визначити за формулою [5]:
Під час гідравлічних випробувань ферментер повністю заповнюють водою.
Отже, повна маса апарата становить 43130 кг, а вага - 0,423 MH.
Подальші розрахунки проводимо за методикою [3].
Приймемо, що встановлено 4 стійки, кількість ребер на одній стійці - 2, як
показано на рис. 5.2а (стійка може мати і одне ребро), виліт лапи / = 0,3 м.
G = 950V0’71, кг,
де V- повний об’єм ферментера, м3.
Отже,
G = 950*32°71 = 11130 кг.
\
/
Рис.5.2. Рекомендовані опори для ферментерів:
а - опори у вигляді стійки; б - циліндрична опора.
Товщину ребра розраховують за формулою:
(5.12)
175
рЗЩІЙіЩДЬ, ФЕРМЕНТАЦІЯ
де п- число опор (4); z - число ребер (2); / - виліт опори (приймемо 0,2 м); Gc -
напруга на стискання, що допускається (можна прийняти 100 МПа); к- коефіцієнт,
який орієнтовно на початку розрахунків приймають 0,6. Значення C та C1 такі ж, як у
формулі (5.1).
Таким чином,
2 24*0 423
8 = 2 ! + о,001 + 0,00013 = 0,01 їм = 11мм.
0,6*4*2*0,2*100
Відношення 1/5 = 0,2/0,11 « 18. За графіком (рис.5.3) знаходимо дійсне значення
k - 0,4. Отже, потрібен перерахунок товщини ребра. При k = 0,4 нове значення 8
становить
2 24*0 423
8 = 2 : н- о,001 + 0,000195 = 0,016 м = 16 м м.
0,4*4*2*0,2*100
Нове відношення І/8 = 12,5. При цьому значенні к = 0,65. Знову виникає велика
розбіжність. Приймаємо значення к = 0,5. Нове значення 8=13 мм. Перевірка
значення к за графіком теж дає значення близьке до 0,5.
Рис.5.3. Графік для визначення коефіцієнта к в рівнянні (5.12).
Література до глави 5
L Альперт Л.З. Основи проектирования химических установок. Учеб. пособие
для техникумов. Изд. 2-е, don. u перераб. - M.: Вьісш. школа, 1976. - 272 с.
2. Лащинский А.А., Толчинский А.Р. Основи конструирования и расчета
химической аппаратури. Справочник- Л.: Машиностроение, 1970. - 752 с.
3. Основние процесси и аппарати химической технологии: Пособие по
проектированию / под ред. Ю. K Дитнерского. - М: Химия, 1983. - 272 с.
4. Криворот А.С. Конструкция и основи проектирования машин и
аппаратов химической промьішленности. - M.: Машиностроение, 1976. - 376 с.
5. Федосеев К.Г. Процесси и аппарати биотехнологии в химико-
фармацевтической промьішленности. - M.: Медицина, 1969. - 199 с.
176
Передферментаційні процеси ^ИИЙЕЕйВІ
ПЕРЕДФЕРМЕНТАЦІЙНІ ПРОЦЕСИ
6.1. Підготовка поживного середовища
Для того, щоб розпочати процес ферментації, вихідну сировину зважують або
відміряють об’ємним пристроєм, роблять певну суміш, якщо необхідно, обробляють
цю суміш з метою хімічних перетворень субстратних речовин. В кінці процесу
приготування поживне середовище, як правило, стерилізують.
Кожний мікробіологічний процес має свої особливості на стадії приготування
поживного субстрату. Насамперед це пов’язано з вибором вуглецевмісної речовини,
яку застосовують у цьому процесі. В деяких випадках процеси підготовки поживного
середовища домінують в загальному процесі виробництва. Наприклад, у виробництві
спирту з крохмалевмісних продуктів останні треба оцукрювати за допомогою
природних амілолітичних ферментів солоду або штучно одержаних бактеріальних
або грибних амілолітичних препаратів. Отже, основне виробництво супроводжується
доволі складним допоміжним. Te саме стосується і виробництва кормових дріжджів
з рослинної сировини, яку потрібно гідролізувати і очистити від токсичного для дріжджів
фурфурола та інших органічних речовин, що негативно впливають на процес
вирощування дріжджів. Культивування кормових дріжджів на парафінах
супроводжується виробництвом цих парафінів з гасових фракцій методом утворення
комплексів нормальних парафінів з сечовиною. За складністю і апаратуронасиченістю
це виробництво значно випереджає основне виробництво культивування дріжджів.
Приготування пивного сусла не менш важливий і відповідальний процес, ніж бродіння
та доброджування пива. Значні труднощі викликає очищення меляси у виробництві
хлібопекарських дріжджів.
Але здебільше підготовка поживних середовищ для мікробіологічних синтезів не
пов’язана з хімічним перетворенням вихідних субстратів і не викликає значних
ускладнень. Водорозчинні джерела вуглецю (наприклад, цукор, глюкоза) розчиняють у
воді, використовуючи відкриті або закриті реактори-змішувачі, які споряджають
перемішувальними та теплообмінними пристроями. Нерозчинні субстрати (наприклад,
кукурудзяне борошно) ретельно суспендують. У деяких випадках розчинення або
суспендування проводять у гарячій воді. Для нагрівання, як правило, використовують
глуху пару (теплообмін відбувається через стінку) або гостру пару (нагрівання
відбувається за рахунок конденсації пари при безпосередньому контакті холодної рідини
і пари). Нагрівання має на меті руйнування а- та (3-глюканів - щільних зерноподібних
177
max*. ФЕРМЕНТАЦІЯ
внутрішньоклітинних утворень крохмалю. Без нагрівання (розварювання, клейстеризації)
глюкани малодоступні для мікроорганізмів і залишаються неспожитими.
Часто технологіями передбачено змішування вуглецевмісних або азотовмісних
органічних субстратів з мінеральними підживлювальними солями в одному реакторі-
змішувачі, але перевагу потрібно віддати процесам, які передбачають окреме
приготування 10...20% розчинів солей. Це дає можливість контрольованої зміни
концентрації солей в культуральній рідині в процесі ферментації. Розчини джерел
мікроелементів теж готують окремо.
6.1.1. Реактори-змішувачі
Для приготування живильних середовищ використовують стандартні реактори-
змішуьачі, / ivi за конструкціями мало відрізняються від розглянутих вище ферментерів
з перемішувальними пристроями, оболонками або змійовиками, хоча і не мають
аеруючих пристроїв. Використовують різноманітні за формою ємності реакторів-
змішувачів: вертикальні та горизонтальні циліндри з еліптичним днищем та кришкою
(ВЕЕ та ГЕЕ), вертикальні з конічним днищем та еліптичною (BKE) або плоскою
(ВКП) кришкою, з еліптичним днищем та плоскою кришкою (ВЕП), з плоскими
днищем та кришкою (ВВП) (рис 6.1). Кришки апаратів можуть закріплюватись на
корпусах за допомогою фланців і зніматись або приварюватись до корпусу. Об’єми
апаратів, як і ферментерів, стандартизовані згідно з преференційними рядами R-IO
та R-5. Розміри корпусів теж стандартизовані, їх значення можна знайти в [1,2]. Слід
відзначити, що, на відміну від ферментерів, відношення висоти ємності реактора-
змішувача до діаметра не перевищує 1,5... 2, тому апарати BEE з відношенням більше
вказаного встановлюють тільки горизонтально (ГЕЕ).
ґ
"\
ґ
ГЕЕ
BEE
ГПП
ВПП
BEK
ВПК
ВПЕ
Рис. 6.1. Основні конфігураціїреакторно-змішувальноїапаратури.
178
Передферментаційні процеси
Ємкості та реактори типу ГЕЕ випускають на об’єми від 0,04 до 200 м\ ВЕЕ,
ВЕП - від 0,01 до 32 м3, ГПП та ВПП - від 0,063 до 100 м3, BKE та ВКП - від 0,1 до
100 м3 (ці ємності можна використовувати як бункери для сипких матеріалів; кут
конусу - 60, 90 та 120°).
Стандартні габаритні розміри апаратури зі стандартною ємністю подано в додатку 1,
а типовий реактор-змішувач з мішалкою якірного типу - в додатку 2.
6.1.2. Розрахунок потужності і вибір електродвигуна для реактора -
змішувача
Для перемішування реакційних мас застосовують, в основному, лопатеві, якірні
і пропелерні мішалки.
Лопатеві мішалки належать до найдавніших перемішувальних пристроїв. Вони
мають малу окружну швидкість обертання (1,5...4 м/с). Ці мішалки застосовують
якщо немає необхідності в інтенсивній циркуляції рідини в апараті. Головний недолік
лопатевих мішалок-слабка інтенсивність перемішування.
Якірні мішалки відрізняються дуже низькою швидкістю обертання. їх окружна
швидкість не перевищує 0,5... 1,5 м/с, а число обертів дорівнює 0,33... 1 с1.
Пропелерні мішалки типу корабельного гвинта вважаються найбільш ефективними
в тих випадках, коли потрібно досягнути значної циркуляції рідини в апараті при
мінімальній витраті механічної енергії. Пропелерні мішалки створюють осьову
циркуляцію рідини за рахунок насосного ефекту, тому вони легко піднімають тверді
частинки з днища апарата і використовуються для отримання суспензій, емульсій, для
процесів розчинення, які супроводжуються хімічними реакціями. Для перемішування
важких масел і рідин, в’язкість яких більше 0,2 Пас, а об’єм перевищує 7,5 м3, число
обертів пропелерної мішалки не повинно бути більше 6.. .7 C1. Для перемішування легких
рідин, що мають в’язкість не більше 0,05 Па с, застосовують мішалки з числом обертів
до 20 с’1, а для рідин з дуже низькою в’язкістю (наприклад, спирт, вода), число обертів
може досягати 30 с_І.
Потужність, що передається на перемішування, розраховують за формулою (3.16)
N - K^pn’d.’.
Критерій потужності Kn залежить від типу мішалки і критерію Рейнольдса
відцентрового Rez. В більшості випадків Rez знаходиться в межах IO3... IO6 (107). В
цьому інтервалі Kn залежить, в основному, тільки від типу мішалки. Наведемо значення
Kn для найбільш поширенихтіпів мішалок:
-відкрита турбінна мішалка з шістьма вертикальними лопатями при D/db = 3 в
реакторі з чотирма відбивними перегородками - 6...7;
-дволопатева мішалка з прямими вертикальними лопатями при D/db = 4,35 в
реакторі з трьома відбивними перегородками - 1,8...2;
-дволопатева мішалка з прямими вертикальними лопатями при D/dM = 3 в
реакторі з чотирма відбивними перегородками - 1,7;
179
ІГОВЩТУк. ФЕРМЕНТАЦІЯ
-відкрита турбінна мішалка з шістьма вертикальними лопатями при D/db = 3 в
реакторі без відбивних перегородок - 1;
-трилопатева пропелерна мішалка у реакторі з відбивними перегородками -
0,8...0,85;
-трилопатева пропелерна мішалка у реакторі без відбивних перегородок -
0,3...0,4;
-якірна мішалка-0,2...0,4.
Позначення, прийняті для характеристики мішалок: D - діаметр реактора, dM -
діаметр мішалки.
Потужність електродвигуна розраховують за формулою
N = N/t| г| + N ,
Є >Д 1P у’
де т| - коефіцієнт корисної дії електродвигуна, який обирають з каталогів на
електродвигуни (орієнтовно для двигунів потужністю 0,4... 10 кВт ті = 0,7.. .0,87, для
двигунів потужністю 10... 100 кВт ті = 0,87...0,92, для двигунів потужністю 100 і
більше 200 кВт г|д = 0,92... 0,94).
т| - коефіцієнт корисної дії редуктора (як правило, т|р = 0,9.. .0,94).
Ny - потужність, яка втрачається в ущільненні вала перемішувального пристрою.
Для ущільників з набиванням
Ny = I ASpftfnl, кВт,
де р- робочий тиск в апараті, Па;/- коефіцієнт тертя вала по м’якій набивці; d-
діаметр вала, м; п - число обертів, C1; / - довжина набивки, м.
Для торцевих ущільнень
N = 6020d1'3, Вт.
У ’
г
У хімічній промисловості для слабоактивних середовищ застосовують асинхронні
двигуни серії А02, для активних і сильноактивних - асинхронні двигуни серій BAO або
KOM.
Ряд стандартних номінальних потужностей двигунів, кВт: 0,4, 0,6, 0,8, 1,1, 1,5,
2,2, 3,0, 4,0, 6,5, 7,5, 10, 13, 17, 22, 30, 40, 55, 75, 100.
Приклад 6.1. Обрати електродвигун для перемішувального пристрою
реактора-змішувача з робочим об’ємом 10 м3, в якому за нормальним тиском готують
клейстеризовану суміш крохмалю і живильних солей. В’язкість середовища дорівнює
0,05 Пас, густина - 1050 кг/м3. Діаметр вала мішалки - 80 мм. Встановлено
ущільнення з набиванням.
Розв \язання
1. Суміш не потребує інтенсивного перемішування. Водночас в’язкість середовища
є досить велика, отже, доцільно обрати для застосування якірну мішалку.
2. Оскільки робочий об’єм середовища дорівнює 10 м3, то при коефіцієнті завантаження
0,7...0,9 повний об’єм реаісгора-змішувача повинен становити 11,1... 14,3 м3. Обираємо
180
Передферментаційні процеси
стандартний вертикальний реактор з корпусом типу BEE об’ємом 12,5 м3. Діаметр апарата
дорівнює 2 м, а висота циліндричної частини 3,315 м. Діаметр стандартної мішалки повинен
бути 1,8 м.
3. Окружна швидкість мішалки повинна бути в межах 0,5... 1,5 м/с. При даному
діаметрі реактора швидкість обертання мішалки знайдемо з виразу
3,14*1,8*п = 0,5... 1,5. Звідси п = 0,09.. .0,27 с1.
Найменша швидкість обертання, яка наближається до розрахованої, є 0,33 с'1.
4. Критерій Рейнольдса відцентровий дорівнює
=22453 = 10->
0,05 '
Отже, Kn = 0,2.. .0,4 (приймемо 0,3)
Потужність, що передається на перемішування:
N = 0,3* 1050(0,33)3( 1,8)5 = 4128 Вт.
Для вала діаметром 80 мм довжина набивання ущільника дорівнює HO мм.
Коефіцієнт тертя - 0,05. Втрата потужності в ущільнику становить
Ny = 1,48PfcPnl= 1,48* 101325*0,05(0,08)20,33*0,11 = 1,92 кВт
Потужність двигуна повинна бути
Ne = 4,128/(0,85*0,92) + 1,92 = 7,2 кВт.
Обираємо двигун серії А02 потужністю 7,5 кВт.
Приклад 6.2. Обрати електродвигун для перемішувального пристрою хімічного
реактора з робочим об’ємом 1 м3, В’язкість середовища дорівнює 0,6 I Oj Пас, густина -
800 кг/м3. Діаметр вала мішалки - 30 мм. Встановлено торцеве ущільнення. Реактор має
відбивні перегородки.
Розв ’язання
1. Суміш потребує інтенсивного перемішування. В той же час в’язкість середовища
є досить мала, отже, доцільно обрати для застосування пропелерну мішалку.
2. Оскільки робочий об’єм середовища дорівнює 1 м3, то при коефіцієнті
завантаження 0,7...0,9 повний об’єм реактора повинен становити 1,1...1,44 м3.
Обираємо стандартний вертикальний реактор з корпусом типу BEE об’ємом 1,25 м\
Діаметр апарата дорівнює 1 м, а висота циліндричної частини 1,26 м. Діаметр
стандартної мішалки повинен бути 0,33 м.
Розрахуємо потрібну швидкість обертів мішалки.
На основі досвіду вважається достатнім три-шестиразове за хвилину пересування
рідини під час перемішування (приймемо шестиразове). Візьмемо до уваги, що тільки
80% площі омітається пропелером. Ця площа дорівнює
181
ІИІШДДУВКі ФЕРМЕНТАЦІЯ
F = 0,8*3,14(0,33)2/4 = 0,068 м2.
Швидкість підняття рідини повинна становити
6*1
V1 = = 1,47 м/с.
60*0,068
За один оберт пропелера рідина піднімається на висоту h. Кут нахилу розгорнутої
відстані, що робить пропелер за оберт, до величини h, є кут а.
З теорії гвинта маємо: V1 = hncos2a.
Кут а міняє своє значення в деяких межах. Для нормального гвинта мінімальне
значення a = 20°, a = 36°. При a = 36° можна записати:
mm ’ сер г
1,47 = hncos236. Звідси hn = 2,25.
Величина h може бути розрахована за мінімальним значенням a (20°).
h = Tidtga = 3,14*0,33*tg20 = 0,377 м.
Отже, число обертів п = 2,25/0,377 = 5,97 с"1 (приймемо 6 с'1).
Критерій Рейнольдса відцентровий дорівнює
800.6.(033)’=87|200 = |0„
2 0,6 IO3 •
Відтак Kn = 0,8...0,85 (приймемо 0,8).
Потужність, що передається на перемішування:
N = 0,8 * 800*63(0,33)5 = 541 Вт.
Втрата потужності в торцевому ущільненні дорівнює
Ny = 6020сГ’3 = 6020(0,03)'3 = 63 Вт.
Потужність двигуна повинна бути
Ne = 541/(0,7*0,92) + 63 = 903 Вт.
Обираємо двигун серії BAO потужністю 1,1 кВт.
6.1.3. Нагрівання й охолодження реакційних мас і сумішей
У практиці мікробіологічних виробництв широко застосовують процеси, пов’язані
з теплообміном. До них належить і теплообмін у ферментерах, який розглянуто вище.
Можна назвати і теплообмінні процеси, пов’язані з приготуванням поживних
середовищ, їх стерилізацією, охолодженням культуральних рідин, різноманітних
концентратів, нагріванням рідин у випарних апаратах тощо.
В хімічних технологіях застосовують численні способи нагрівання, до яких
належать нагрівання гострою або глухою парою, гарячою водою, зокрема перегрітою,
електронагрівання (дугове, індукційне, електродне і нагрівання опором), нагрівання
відкритим полум’ям і топковими газами, природне і примусове циркуляційне нагрівання
182
Передферментаційні процеси ^ІИЯШЗИІ
гарячими рідинами (ароматичні конденсовані вуглеводні, сіліконове масло) через
стінку тощо.
У мікробіологічній промисловості найбільше значення мають способи нагрівання
гострою і глухою водяною парою (до 120... 130С), нагрівання електроопором і масляне
циркуляційне (нагрівання до 180°С і вище).
Технологічні розрахунки теплообмінної апаратури зводять до визначення
потрібної площі теплообміну, вибору стандартної апаратури або теплообмінних
пристроїв для цієї апаратури і витрат теплоносіїв чи холодоагентів або, навпаки, до
вибору технологічних параметрів (температур, витрат теплоносіїв) із застосуванням
апаратури і пристроїв, які вже є в наявності.
6.1.3.1. Нагрівання гострою парою
Суть способу є простою: в ємність, в якій знаходиться рідина, котру потрібно
нагріти, по зануреній трубці або через барботер подають водяну пару; пара
конденсується і віддає своє тепло. Пару можна подавати і в потік холодної рідини, як,
наприклад, в лініях безперервної стерилізації. Недоліком такого способу нагрівання є
створення великого шуму внаслідок кавітаційних явищ і розбавлення рідини, яка
нагрівається, що не завжди є бажаним і навіть неприпустимим. Що стосується шуму,
то цей недолік можна виправити додаванням до пари повітря.
Розрахунок витрати пари є дуже простим і показаний на такому прикладі:
Приклад 6.3. У реактор-змішувач, що містить 12 тонн нестерильного поживного
середовища, яке має температуру 20°С, подають гостру пару під тиском 0,3 МПа з
метою нагрівання суміші до 70°С. Визначити витрату пари і кінцеву масу нагрітого
середовища. (Довідникові дані: теплота конденсації!* насиченої пари, взятої при тиску
0,3 МПа, г = 2171 кДж/кг, а температура конденсації tK = 132,9°С).
Розв ’язання
1. Позначимо масу пари як Gn. Отже, пара віддасть Q кДж тепла
Q = Gnr + Gncp(tK - 70) = Gn*2171 + Gn*4,19(132,9- 70) = 2434,6Gn кДж.
2. З іншого боку, таку ж кількість тепла приймає холодна рідина, а саме
Q = 12000*4,19(70 - 20) = 2514000 кДж.
3. Витрата пари Gn = 2514000/2434,6 = 1032,6 кг, а загальна маса середовища
буде становити 12000 + 1032,6 = 13032,6 кг.
6.1.3.2. Стаціонарний теплообмін
Розрізняють два види теплобміну: стаціонарний, коли процес відбувається
безперервно при сталих витратах матеріальних потоків і сталих температурах, і
нестаціонарний, коли, наприклад, в часі змінюються температури тепло(холодо)носія
і реакційної маси або іншої цільової матеріальної субстанції, яку нагрівають або
охолоджують.
183
ФЕРМЕНТАЦІЯ
Зокрема до таких процесів належать нагрівання або охолодження продуктів в
усталених потоках з використанням стандартноїтеплообмінної апаратури, наприклад,
охолодження стерильного поживного середовища в теплообмінниках типу “труба у
трубі” або інших типів, нагрівання нативних розчинів у вакуум-випарниках тощо.
Квазістаціонарним процесом теплообміну є і розглянутий вище приклад теплообміну
в процесі ферментації. Цей процес є стаціонарним тому, що розрахунок ведуть за
максимумом тепловиділень, умовно вважаючи, що таким процес є від початку і до
кінця при постійній температурі біосинтезу. Схема стаціонарного процесу на прикладі
використання одноходового однотечійного протитечійного холодильника-теплообмінника
типу “труба у трубі”:
охолоджувальна вода
>
і
гаряча рідина ^
охолоджена рідина
>
відпрацьована тепла вода
Для знаходження потрібної площі охолодження використовують формулу:
F = ———
^cep (6,)
де F- площа теплообміну, м2;
Q - теплова потужність теплообміну процесу, Вт;
K - коефіцієнт теплопередачі, Вт/(м2К); Atcep - середня різниця температур, °С.
Детальні методики розрахунку коефіцєнта K для різних типів апаратів, тепло¬
носіїв та матеріальних цільових субстанцій можна знайти у різноманітних посібниках
та довідниках, наприклад, в [13-15]. Орієнтовні значення цього коефіцієнта подано в
табл. 6.1.
Середню різницю температур знаходять з температурної схеми процесу як
середню логарифмічну. Залежно від відхилень напряму потоків одержане значення
множать на коефіцієнт поправлення, який розраховують, використовуючи емпіричні
формули та номограми.
Таблиця 6.1
Орієнтовні значення коефіцієнтів теплопередачі K*, Вт/(м2К) [6]
Вид теплообміну
Для примусового руху
Для вільного руху
Від газу до газу
10-40
4-12
Від газу до рідини
10-60
6-20
184
Передферментаційні процеси
тз.
Продовження табл. 6.1
Вид теплообміну
Для примусового руху
Для вільного руху
Від пари, що конденсується,
до газу
10-60
6-12
Від рідини до рідини:
для води
для вуглеводнів, масел
800-1700*
120-270
140-340
30-60
Від водяної пари, що
конденсується, до води
800-3500
300-1200
Від водяної пари, що
конденсується, до
органічних рідин
120-340
60-170
Від пари органічних рідин,
що конденсується, до води
300-800
230-2500
Від водяної пари, що
конденсується, до рідини,
що кипить
—
300-2500
* - для гладких оболонок ферментерів K = 300.. .600 Вт/(м2 К).
Приклад 6.4. Обрати стандартний теплообмінник типу “труба у трубі” для
охолодження стерильного поживного середовища від температури 125°С до 32°С.
Об’єм ПС - 40 м3, густина ПС - 1050 кг/м3, теплоємність - 3,9 кДж/(кгК). Час
проведення процесу - 2 години. Охолоджувальний теплоносій - вода з вихідною
температурою 18°С.
Розв ’язання
1. Маса ПС = 40* 1050 = 42000 кг; витрата ПС = 42000/(2*3600) = 5,83 кг/с.
2. Теплове навантаження на апарат
Q = 5,83*3900(125-32) = 2114541 Вт.
3. Приймемо коефіцієнт теплопередачі K = 1250 Вт/(м2К).
4. Кінцева температура охолоджувальної води повинна бути менше від T1 (менше
125°С). Реально приймемо 40°С. Тоді витрата охолоджувальної води буде становити
2114541/[(4190(40- 18)] = 22,94 кг/с.
5. Температурна схема процесу:
185
ВЩВДШ^і ФЕРМЕНТАЦІЯ
поживне середовище
125
* 32
охолоджувальна вода
40 *
18
At
сер.лог
Для теплообмінників типу “труба в трубі” протитечійний рух практично не
порушується, тому поправлень нч знайдену різницю температур не вводимо.
Зауваження: Масові потоки рідин намагаються брати рівними, але за
умови, що кінцева температура охолоджувальної води не буде перевищувати
вихідної температури рідини, що охолоджується. Водночас масове співвідно¬
шення потоків не повинно перевищувати значень від 1 до 6... 10. Чим менше це
співвідношення, тим менше різниця температур, тим більша поверхня
теплообміну буде потрібною.
7. Відповідно до нормалізованої номенклатури теплообмінників типу “труба в
трубі” [13] обираємо багатопотоковйй теплообмінник, який має 12 паралельних
потоків, 24 труби з довжиною 6 м і площу теплообміну 44 м2.
• 6.1.3.3. Технологічні розрахунки при нестаціонарному теплообміні
До нестаціонарних процесів теплообіну належать нагрівання та охолодження
рідини в ємності, яка споряджена теплообмінним пристроєм (оболонкою, змійовиком,
виносним теплообмінником на циркуляційному контурі). Приклади нестаціонарного
теплообміну: охолодження середовища, приготованого і простерилізованого в
періодичному режимі безпосередньо у ферментері, охолодження готової культуральної
рідини у ферментері, нагрівання рідин у котлах гарячою водою, паровим конденсатом
або маслом тощо.
Переважно, у виробничі відділення пара надходить по колектору з тиском
0,3 МПа, на деяких підприємствах вона має тиск і до 0,6МПа. Пара як побічний
продукт утворюється на самостійних заводських електропідстанціях, а якщо такої
нема, то в парогенераторах, які можуть бути встановлені біля виробничих будівель.
Якщо необхідно одержати пару під тиском 1 МПа і більше, обов’язково
встановлюють трубчасті печі, в яких потік води для перетворення її на пару
обігрівається відкритим полум’ям природного газу або мазуту, який подають в піч
через форсунки.
6. Потрібна площа теплообміну F =
2114541
= 42,9 м2.
1250*39,4
186
Передферментаційні процеси ^ЩЦЬУДДІ
Рис. 6.2. Схема подачі пари в оболонку реактора і випуску конденсату.
Пару в оболонку подають зверху. Для запобігання неповноті використання
поверхні теплообміну в реакторах з діаметром більше 1 м подачу пари в оболонку
здійснюють з двох боків. Вихід конденсату - знизу. Разом з конденсатом назовні
можуть вийти і залишки пари. Для запобігання цьому явищу на шляху виходу
конденсату встановлюють конденсаційний горщик (КГ) - ємність, в якій знаходиться
187
ФЕРМЕНТАЦІЯ
■ TI _,
поплавок, який у разі відсутності конденсату автоматично перекриває клапан і не
допускає вихід пари в лінію виходу зворотної води.
Прямий випуск гарячого конденсату в лінію зворотної води, який може бути під
тиском і є перегрітою водою, - неприпустимий. Попередньо його потрібно охолодити в
холодильнику-конденсаторі (T) до температури нижче IOO0C (до 30.. .70°С). Для економії
тепла на великих підприємствах цей гарячий конденсат використовують для систем
водяного опалення, нагрівання господарської води як високочисту, пом’ягшену воду
або повертають в парогенератори. Його можна і змішати зі зворотною водою з метою
поповнення її втрати під час охолодження у градирні.
Розрахункові формули для процесів нестаціонарного нагрівання
де Q- кількість тепла, що передається від гарячого теплоносія до рідини, що
нагрівається, Дж;
F - площа теплообміну;
Atcep н - середня різниця температур для періодичного процесу нагрівання, 0C;
т - час нагрівання, с.
де t - температура рідини, що нагрівається, в будь-який момент часу; за повний
час процесу т температура t = t2.
Графічна схема процесу:
Під час процесу T0 постійно змінюється. Середня температура теплоносія на
виході:
Якщо теплоносієм обрати пару і використовувати тільки тепло конденсації, то
температура пари і конденсату будуть однакові, тобто T1 = Tr У такому випадку A=Ii
Q = KFAt т,
^ сер н ’
(6.2)
At
сер.H
In
Т, — X2
(6.3)
охолоджений теплоносій, T
Рідина, що
нагрівається
від
температури t|
до t2
(6.4)
188
Передферментаційні процеси
середню температуру нагрівання шукають, як для стаціонарного теплообміну. Якщо
використовується і тепло конденсату, то розрахунок ведуть як для нестаціонарного.
Рівняння теплового балансу процесу:
Q = Gxo^a2-tJ = GrapCrap(Tl -T2uep), (6.5)
де Gxoji та Grap - загальні маси відповідно рідини, що нагрівається, і теплоносія, кг;
схш та с -теплоємності відповідно рідини, що нагрівається, і теплоносія, Дж/(кгК).
Приклад 6.5. У бродильному чані міститься 10 тонн поживного середовища,
приготованого на воді, яке має температуру 20°С (схол = 3900 Дж/(кг К). В оболонку
чана подають гарячу воду з температурою IOO0C для нагрівання ПС до 50°С, яке
перемішують під час процесу. Температура води на виході наприкінці процесу не
повинна перевищувати 60°С. Скільки часу потрібно для проведення процесу?
Визначити витрату гарячої води, якщо теплообмінний пристрій має площу теплообміну
5 м2.
Розв \язання
1. Загальна кількість тепла, яке повинно передаватись ПС:
Q= 100 00*39 00(50-20)= 1,17 1 09Дж.
2. Знаходимо величину А:
л Ю0-50 г
А = = 5 .
60-50
3. Знаходимо середню різницю температур:
At = ,50-20 ..LI с.
вч’-н . 100-20 5 In 5
In
100-50
4. Приймемо коефіцієнт теплопередачі 500 Вт/(м2 К). Знаходимо час нагрівання:
1,17109
т = ; = 14745 с = 4,1 години.
500*5*31,74
5. Знаходимо середню температури води на виході з оболонки:
T2 = 100 -31,74 In 5 = 48,9°С.
*сср
s о 1,17IO9 ....
6. Загальна витрата гарячої води G = 5465 кг.
гар 4190(100-48,9)
Секундна витрата води повинна становити
G /т = 5465/14745 = 0,37 кг/с = 1,33 м3/год.
гар ’ ’
189
ЯИДДДК ФЕРМЕНТАЦІЯ
6.1.3.4. Холодильні машини
Для охолодження реакційних мас та інших рідких субстанцій використовують
звичайну зворотну воду, але охолодження від 20°С і нижче вже вимагає використання
хододил ьної техн і ки.
Холодильна техніка широко застосовується в різноманітних процесах мікробіо¬
логічного виробництва (охолодження культуральних рідин, нативних розчинів, для
сублімаційного сушіння тощо).
Промисловість випускає як окремі частини холодильної техніки (компресори,
конденсатори, випарники), так і окремі агрегати, а також повнокомплектні, цілісні
машини.
Серед багатьох методів охолодження найширше застосовують три:
1. Парокомпресійний.
2. Абсорбційний.
3. Пароводяний ежекторний.
Принцип дії парокомпресійних холодильних машин (рис.6.3)
холодильна машина
Рис.6.3. Принципова схема парокомпресійної холодильної машини (пояснення в тексті)
Аміак (або фреон) в газовому стані надходить на вхід компресора 1 і стискається.
В результаті адіабатичного стискання газ нагрівається. В холодильнику 2 стиснений
газ охолоджується водою, яка подається в трубчастий простір холодильника, до
температури нижче критичної і перетворюється на рідину. Після дроселя 3 рідкий
холодоагент надходить у випарник 4, виконаний, наприклад, у вигляді змійовика, який
занурений у ємність з розсолом 5. Невеликий тиск у випарнику дозволяє перетворитись
аміаку на газ. Необхідне тепло для випаровування надходить з навколишнього
середовища (з ємності з розсолом). В результаті розсіл охолоджується. Аміак у
газовому стані повертається на вхід компресора. Розсіл за допомогою насосу 6
подається в оболонку реактора 7 (або будь-якого іншого апарата), віднімає тепло у
190
Передферментаційні процеси ,JBBifrirwtW
реакційної маси і повертається в ємність 5. Холодопродуктивність машини регулюють
витратою аміаку через дросель 3.
У разі використання агрегатів випарник можна розташувати, якщо це дозволяють
умови, безпосередньо в реакційній масі або взагалі відмовитись від випарника і
спрямувати аміак безпосередньо в оболонку реактора. Такий варіант роботи
застосовують не часто. За наведеним варіантом холодильну машину можна
розташувати на будь-якій відстані від реакційного апарата.
Як вторинні холодоносії використовують розчини солей, серед яких найбільшого
поширення набув хлорид кальцію, який дозволяє охолодити розсіл до мінус 50°С при
30%-й концентрації. Використовують також розчини хлоридів магнію і натрію, але
мінімальна температура, при якій ці розчини не замерзають, становить лише мінус
20°С. За потребою застосовують некородуючі холодоносії-антифризи, наприклад,
водний розчин етиленгліколю.
Принцип дії абсорбційних холодильних машин (рис.6.4).
аміак
Рис.6.4. Принципова схема абсорбційної холодильної машини (пояснення в тексті).
У кип’ятильнику 1 50%-й розчин аміаку нагрівається парою, яку перепускають
через змійовик 2. В результаті з розчину під тиском виділяється газоподібний аміак.
В холодильнику 3 стиснений теплий аміак охолоджується до температури нижче
критичної і перетворюється на рідину. Через дросель 4 рідкий аміак спрямовується у
випарник 5, в якому він, віднімаючи тепло у розеола, знову перетворюється на газ.
191
В^ШИПі^ ФЕРМЕНТАЦІЯ
Газоподібний аміак надходить в нижню частину абсорбера 6, у верхню частину якого
подають збіднілий розчин аміаку. В абсорбері газоподібний аміак поглинається цим
розчином, концентрований розчин надходить в ємність 7. За допомогою насосу 8
через теплообмінник 9 концентрований розчин аміаку повертається в кип’ятильник L
Збіднілий розчин з кип’ятильника охолоджується в теплообміннику 9 і надходить в
абсорбер 6.
Як і в попередній машині, охолоджений розсіл з ємності JO за допомогою насосу
11 циркулює через оболонку реактора 12, охолоджуючи реакційну суміш.
Принцип дії пароводяної ежекторної холодильної установки (рис.6.5).
пара
_ Рис. 6.5. Принципова схема пароводяної ежекторної холодильної установки
(пояснення в тексті).
Тепла вода (або спеціальний розчин), яку потрібно охолодити, надходить у
випарник 1. У ньому водяні струми подрібнюються та розпорошуються. У випарнику
створюють вакуум (залишковий тиск 250...500 Па) паровим ежектором 2. Парова
суміш надходить в конденсатор змішування З, в який подається також холодна вода.
Сконденсована суміш через барометричну трубу 4 дренується в каналізацію.
Внаслідок випаровування частини води розчин охолоджується до +5°С і через
барометричну трубу за допомогою насосу виводиться з установки на технологічні
потреби. Оскільки частина води втрачається, то її об’єм постійно поповнюється.
* * *
Охолодження до +5...+IO0C доцільно проводити за допомогою пароводяних
ежекторів. Охолодження до мінус 55°С здійснюють за допомогою як парокомпресійних,
так і абсорбційних холодильних машин. Перші компактніші, більш розповсюджені, а до
істотних переваг абсорбційних машин належить можливість утилізації теплових відходів
192
Передферментаційні процеси ^МШиЦ^ЯДІ
виробництва, але якщо як джерело тепла використовують електричну енергію, то
абсорбційні машини значно поступаються парокомпресійним.
В табл. 6.2 наведені деякі характеристики аміачних і фреонових компресійних
холодильних машин [16].
Таблиця 6.2
Характеристики парокомпресійних машин
Марка
Температурні межі
теплоносія, °С
Холодопро¬
дуктивність, кВт
Габарити, мм
Аміачні холодильні машини |
МКТ80-7-2
-10...-25
87
3200x895x1910 І
MKTl 10-7-2
-11...-26
128
3535x2000x1860
МКТ220-7-2
-11...-26
256
3610x2040x1870
Фреонові холодильні машини (фреон R22)
МКТ28-2-0
+ 10...-20
55,9
2348x640x1265
MKTl 4-2-0
+ 10...-20
24,5
2600x600x1265
МКТ20-2-0
+ 10...-20
42,4
2348x670x1265
МКТ40-2-0
+ 12...-10
69,5
2290x725x1490 |
МКТ40-2-2
о
І
о
І
36,6
2286x720x1580
МКТ60-2-0
+ 12...-10
104,5
2320x770x1555
МКТ60-2-2
-10...-30
55,6
2305x720x1655
МКТ80-2-0
+ 12...-10
139
(3,7+3,9)х(2,02+2,06) І
х( 1,6+1,'75), м
МКТ80-2-2
-10...-30
73
U
vMKTl 10-2-0
+ 10...-9
215
U
MKTl 10-2-2
-9...-34
97
МКТ220-2-0
+ 10...-9
430
МКТ220-2-2
-9...-34
194
І
МКТ350-2-1
+ 10...-12
674
4100x2300x2380 І
Розрахункові формули для процесів нестаціонарного охолодження
Q = KFAtcep охт, Дж, (6.6)
де Atcepox - середня різниця температур в процесі охолодження, °С.
*A-£t <6-7)
T2-t,
Наприкінці процесу охолодження T = T2.
Середня температура холодоносія на виході з оболонки:
193
ИЯЇЯЯі ФЕРМЕНТАЦІЯ
t, =t, +At„„„ InA
2 сер 1 сер. ох
Рівняння теплового балансу:
Q = GrapCrap (Т, -T2) = Gxoj1Cxo^t2cp -t,)
Графічна схема процесу:
холодоносій, t
|-
Рідина, що
-і
охолоджу¬
ється від
температури
Т, до T2
—
—
теплий холодоносій, L
(6.7)
(6.8)
Приклад 6.6. Готову культуральну рідину масою 16000 кг (сгар = 3900 Дж/(кг К)
охолоджують від температури 35°С до температури IO0C розсолом (схол = 3600 Дж/(кгК),
який має температуру мінус 10°С і який сталим потоком подають в оболонку
ферментера від холодильної машини. Площа теплообміну гладкої оболонки - 30 м2.
Час проведення процесу - 2 години. Коефіцієнт теплопередачі - 500 Вт/(м2К).
Підібрати холодильну машину.
Розв ’язання
1. Тепло, яке віддає KP:
Q = 16000*3900(35 - 10) = 1,56 IO9 Дж.
2. Знаходимо середню різницю температур процесу охолодження з виразу:
1,56 IO9 = 500*30*At (2*3600). Звідси At = 14,44°С.
’ cep.ox v 7 cep.ox 5
3. Знаходимо температуру t2 в кінці процесу:
.... 35-10 A-I д 10-(-10)
14,44 = ———г-ггт : , де А=-
In
35-(-10) AlnА’
Ю-(-Ю)
10-t,
Звідси 10+ t2 -9,368 In
20
10-t,
= 0.
Після розв’язання цього трансцендентального рівняння методом підстановок
одержуємо t2 = 6,6°С
4. Знаходимо t2 :
194
Передферментаційні процеси ^ДИШЗ^ИІ
t, =-10 + 14,44In і------- = 15,58°С.
“р 10-6,6
5. Загальна витрата розсолу:
0_. ^б'0» д16940кг
хол 3600(15,58 + 10) '
6. Масовий потік розсолу 16940/(2*3600) = 2,35 кг/с. Середня тецлова потужність
1,56107(2*3600) = 216667 Вт = 216,7 кВт.
* * *
Вибирати холодильну машину за середньою тепловою потужністю не можна,
оскільки на початку процесу охолодження, коли рідина є теплою, холодопродуктивність
машини повинна бути більшою, ніж наприкінці процесу, коли рідина є вже холодною.
Вибір потрібно робити за максимумом теплової потужності. Розрахуємо цю
продуктивність на початку процесу протягом першої секунди.
7. З рівняння теплового балансу знаходимо середню температуру холодоносія:
16000*3900(35 -T) = 2,35*3600(1. +10). Звідси L = 7376(35 -Т)- 10.
сер сер
8. Знайдемо середню різницю температур процесу охолодження:
7376(35-Т)-10 = -10 + Atcepox.In^tP 3ei*CH aVox = 7376|35~Т).
In
T-t2
9. З виразів для Q та Atcepox складемо два рівняння:
16000*3900(35 -T) = 500*30* І Tl, (1)
.Т + 10
In-
7376(35-Т) 35-T T-1
T-I2
T + 10
, Т + 10 , 35 + 10 Т + 10, Т + 10
In In In
T-t2 Т + 10 T-t2 T-t2
Після алгебраїчних перетворень одержуємо:
11,7 + 0,83Т
(2)
45
(Т + 10) In
-7376 = 0.
Т + 10
Звідси T = 34,9945°С, t, = 30,7454°С. Отже, At = 17,19°С.
2 ’ сер.ох. ’
195
ДЗЗДіШіь ФЕРМЕНТАЦІЯ
10. Максимальне теплове навантаження становить 500*30* 17,19)/1000 =
= 257,9 кВт. З довідника [8] визначаємо, що для проведення цього процесу охолодження
можна встановити аміачну холодильну машину МКТ220-7-2 холодопродуктивністю
256 кВт, або фреонову МКТ220-2-0 холодопродуктивністю 430 кВт або дві фреонові
МКТ80-2-0, встановлені паралельно, холодопродуктивністю 139 + 139 = 276 кВт.
6.1.4. Транспортування сипких матеріалів
На заводи сировина надходить в цистернах, мішках, коробах, бочках тощо. Всі
продукти зберігають на центральних заводських складах, в елеваторних банках,
бункерах, підземних сховищах тощо. Звідси заводськими транспортними засобами
сировину спрямовують в цехові склади і сховища.
Для зважування сировинних матеріалів використовують найрізноманітніші ваги,
що є в арсеналі харчової та хімічної промисловості: від лабораторних електронних
ваг до ваг, розрахованих на зважування 10. ..20 тонн сировини (елеваторні шкальні
ковшові автоматичні ваги Одеського BO “Точмаш” 120К10А та 341B20JI).
Сипкі продукти до бункерів реакторів змішувачів транспортують за допомогою
різноманітних конвеєрних ліній, норійта іншими пристроями.
Стрічкові конвеєри
Принцип роботи стрічкових конвеєрів зрозумілий з рис. 6.6.
Стрічкові конвеєри використовують для транспортування сипких, шматкових та
штучних вантажів в горизонтальному та нахиленому напрямах під кутом 5...25°.
Стрічка конвеєра може бути плоскою або лотковою. Ширина стрічки стандартних ліній
становить 400, 500,650, 800, 1000, 1200 мм. Швидкість руху стрічки (со) 0,75...З м/с.
Рис 6.6. Схема стрічкового конвеєра для транспортування сипких матеріалів
Продуктивність конвеєрів (П, кг/с) для сипких матеріалів визначають за
формулою
П = КВ2сор, (6.9)
де В-ширина стрічки, м; K-коефіцієнт (для плоских стрічок K= 155, для лоткових
K = 310); р - насипна густина, т/м3.
Для штучних вантажів продуктивність обчислюють з виразу
П = 3,6тсо//, (6.10)
де т - маса одного штучного вантажу, кг; /- відстань між вантажами на стрічці, м.
196
Передферментаційні процеси
Скребкові конвеєри типу КПС-200, КПС-125-ВГК (рис 6.7)
г— г-гХ
Г?ГПТ ШГ.
C
.-I--Vv {.'ZS-,.6:<I'Jаі^л- >>Va
Рис.6.7. Схема скребкового конвеєра
Швидкість пересування скребкового ланцюгу со = 0,16.. .4 м/с, продуктивність
ліній визначають за формулою
П = 3,6BhcopK K , (6.11)
де h - висота лотка, м;
Ky - коефіцієнт, який залежить від кута нахилу конвеєра (якщо кут нахилу 0,10,20,
30° Ky дорівнює відповідно 1,0,85,0,65,0,5); K3 - коефіцієнт заповнення лотка (0,5-И),6).
Стандартне обладнання випускають на продуктивність від 12,5 до 31,5 м3/год.
Норії
За допомогою норій (рис 6.8) сипкі матеріали транспортують
у вертикальному або нахиленому (45... 75°) напрямах на відстань
до 40 м. Продуктивність норій визначають за формулою
П = 3,6VcopK /L, (6.12)
де V - ємність ковша, м3;
K3- коефіцієнт заповнення (0,85.. .0,95 для дрібнозернистих
матеріалів, 0,5...0,8-для шматкових);
L- крок ковшів, м.
Інші транспортні засоби сипких матеріалів.
Сипкі матеріали транспортують також шнековими пристроями
(гвинтовими конвеєрами), вібраційними конвеєрами, пневмо-
транспортом. Перевага останнього в тому, що транспортна лінія
може мати будь-яку конфігурацію, але повинна споряджатись
джерелом стисненого повітря і блоком циклонів в кінцевому пункті
транспортування. Відомий також спосіб транспортування сипких
матеріалів за допомогою створення вакууму в кінцевому пункті
транспортування (система діє за принципом порохотяга).
6.1.5. Транспортування рідких матеріалів
Для транспортування рідких матеріалів як на стадії
Рис 6.8. Схема норії приготування ПС, так і на всіх інших стадіях виробництва,
197
ФЕРМЕНТАЦІЯ
використовують самоплив рідини трубопроводами під дією сил гравітації, перетискання
рідин з одного апарата в іншій стисненим повітрям. Важливе значення для транспорту
рідин має насосне обладнання. За принципом дії насоси поділяють на три основні
великі групи: лопатеві, роторні й поршневі насоси.
Лопатеві насоси
Своєю чергою лопатеві насоси поділяють на відцентрові консольні, відцентрові
занурювальні, відцентрові герметичні, відцентрово-вихрові і осьові насоси.
Відцентрові консольні насоси
Рідина, що перекачується, надходить до центра колеса, яке обертається,
підхоплюється лопатями, і відкидається на периферію через тангенціально розташований
на цій периферії патрубок. Загальний вигляд насосів показаний на рис.6.9.
Насоси призначені для перекачування чистих і забруднених хімічно активних
рідин з густиною до 1800 кг/м3 і з вмістом абразивних домішок (наприклад, піску) до
0,2%. Робоча температура від мінус 40°С до +200°С. Продуктивність насосів серії
X, XO - від 1,5 до 540 м3/год, насосів серії НД та Д - від 90 до 1700 м3/год. Для
нормальної роботи насосів потрібний підпір рідини, що перекачується.
Рис.6.9. Відцентрові консольні насоси типу X:
а- з торцевим ущілненням або ущільненням з набиванням; б- зі стоянковим ущільненням;
в - з обігріванням корпусу.
198
Передферментаційні процеси
Насоси розроблені згідно з ГОСТ 10168- 68 uHacocbi лопастньїе для химических
производств. Типьі и основньїе размерьі” та ГОСТ 15110-69 “Технические
требования”. Крім того, дані про відцентрові консольні насоси наведено в каталогах
[3,4].
Відцентрово-занурювапьні насоси
Призначені для перекачування рідин, зокрема хімічно активних і агресивних, які
містяться в резервуарах, зокрема підземних. Власне насосна частина пристроїв
постійно занурена в рідину, що перекачується. Загальний вигляд насосів показано на
рис 6.10.
Насоси відрізняються як за конструктивними ознаками, так і за ступенем
агресивності рідин, вмістом твердої фази. Діапазон продуктивності знаходиться в
межах від 10 до 700 м3/год. Напір - 15 104...50 104Па.
Відцентрові герметичні насоси
Такі насоси використовують для перекачування хімічноактивних радіо¬
активних, токсичних і лекозаймистих рідин (J13P). Особливістю насосів є відсутність
ущільників з набиванням або торцевих ущільнень. Випускають відцентрові
горизонтальні насоси типу ЦНГ та вертикальні типу ХГВ. Загальний вигляд насосів
подано на рис.6.11 [1].
Рис 6.10. Відцентрово-занурювальні насоси:
а - типу ХП; б - типу ХПС; в - типу ПХП
199
ФЕРМЕНТАЦІЯ
Рис 6.11. Відцентрові герметичні електронасоси: a-типу ЦНГ; б-типу ХГВ
Відцентрово-вихрові насоси
Вихрові насоси за конструкцією близькі до відцентрових, але відрізняються від
них робочим процесом. Напір, що створюється, лише частково забезпечується
* відцентровими силами, але більша його частина визначається енергією вихорів, які
виникають між лопатями робочого колеса, що обертається. Ці насоси дозволяють
досягати значно більших напірних тисків (до 3 МПа), але мають низький ККД.
Продуктивність насосів знаходиться в межах 5...36 м3/год. Насоси стандартизовані
за ГОСТ 10392-68. Технічні характеристики насосів серій ЦВ, BK, КВС, BKO подано
в каталозі [4].
Осьові насоси
На відміну від відцентрових в осьових насосах рідина рухається вздовж осі
робочого колеса. Основна перевага - більша, ніж у відцентрових насосів
продуктивність, нечутливість до забруднень, а основний недолік - малий напірний
тиск. Насоси використовують в основному для створення циркуляційних потоків,
наприклад, для перемішування рідких сумішей в реакторах-змішувачах. Насоси
випускають за ГОСТ 9366-71 з продуктивністю від 400 до 1850 м3/год і напором від
2,5 IO4 до 5 IO4 Па. Технічні характеристики насосів серій “О” та “ОП” наведено в
каталозі [5].
200
Передферментаційні процеси
Зовнішній вигляд насосів показано на рис 6.12.
Рис 6.12. Осьовий вертикальний насос
Поршневі та плунжерні насоси
У цих насосах різниця тисків під час витискання рідини з робочої камери, яка
періодично змінює свій об’єм і почергово з’єднується з входом та виходом. Рідина
витискається з робочої камери поршнем або плунжером. Зовнішній вигляд насосів
показано на рис 6.13.
Рис 6.13. Поршневі та плунжерні насоси:
а - приводний поршневий насос XTp з подачею, що регулюється; б - приводний
поршневий насос типу XT з подачею, що не регулюється; в - паровий поршневий
насос типу ХПНП; г - дозувальний насос серії НД
201
ФЕРМЕНТАЦІЯ
Поршневі та плунжерні насоси призначені для перекачування невеликих
кількостей рідини при високих напірних тисках, а також для перекачування в’язких
гарячих і холодних рідин. Порівняно з відцентровими ці насоси складніші за
конструкцією, при рівних продуктивностях мають більшу масу, габарити і вартість.
Але вони відрізняються і тим, що мають більший ККД. і, головне, їх продуктивність
не залежить від напірного тиску, що дозволяє використовувати їх як дозувальні. В
мікробіологічній промисловості як дозувальні насоси особливого поширення набули
одноплунжерні насоси і агрегати серій НД, НД1, НД0,5. Ці насоси здатні перекачувати
рідини, емульсії та суспензії з концентрацією твердої неабразивної фази до 10%.
Робоча температура - до 200°С. Клас точності дозування насосів серії НД - 2,5%,
НД1 та НД0,5 відповідно 1 та 0,5%. Продуктивність насосів серії НД коливається в
межах від 10 до 2500 дм3/год, серії НД 1 - від 63 до 2500 дм3/год, серії НД0,5 - від 2,5
до 100 дм3/год.
На базі насосів НД0,5 випускають насосні агрегати серії ДАО,5, які є групою
насосів (від 3 до 6), що працюють незалежно один від одного, але мають загальний
електропривід. Насоси мають ручне або дистанційне регулювання продуктивності.
Для одночасного дозування двох, чотирьох або шести компонентів з
синхронізацією продуктивностей на базі насосів плунжерного типу створені дозувальні
агрегати серії ДА з продуктивністю кожного насосу від 169,5 до 4239 дм3/год.
Технічні характеристики плунжерних насосів та агрегатів подано в каталозі [6].
Інші типи насосів
До менш поширених насосів, які використовують у мікробіологічних
виробництвах, належать роторні насоси (гвинтові, шестерінчасті за ГОСТ 19027-73,
а також коловоротні за ГОСТ 13528-68). Основна їх перевага полягає в можливості
застосування для перекачування рідин, в тому числі хімічно активних, з високим
вмістом твердої фази і високою в’язкістю до 0,15 Пас. Технічні характеристики
шестерінчастих насосів марок 31ІІФ, ЗШМ, ЗШТ, гвинтових насосів марок ЗНВ,
ЗН2В, 1 В, коловоротних серії ЗК подано також в каталозі [4].
Для перекачування рідин з дуже високою хімічною активністю (розчинів
мінеральних кислот та лугів) використовують насоси відцентрового типу з гумованими
або пластмасовими покриттями робочих органів [7].
Вибір насосів та їхній технологічний розрахунок
За метою транспортування рідини, властивостями рідини обирають тип насоса.
Наприклад, для перекачування живильного середовища у ферментер доцільно обрати
дешевий і простий за конструкцією насос лопатевого типу. Потім, керуючись
продуктивністю і потрібним напірним тиском, обирають потрібний різновид насосу.
При порівняно невеликих витратах і невеликій висоті апарата доцільно обрати насос
відцентрового типу. Якщо потрібно закачати рідину в апарат, який розташовано на
великій висоті, треба розглянути пропозиції щодо застосування насоса вихревого типу.
202
Передферментаційні процеси
Коли йдеться про насос для перемішування культуральної рідини в процесі ферментації
(наприклад, під час метанового бродіння для руйнування кірки на поверхні реакційної
маси або для перемішування маси під час гліколізу, одержуючи молочну кислоту),
якщо встановлений чан без механічного перемішування, доцільно використати
високопродуктивний осьовий насос. Для точного дозування компонента під час
ферментації доцільно використання плунжерного насоса. Якщо ж при цьому подачу
рідини треба регулювати в залежності від деякого показника, наприклад, pH
середовища, то доцільне використання плунжерного насоса з дистанційним
регулюванням, яке може бути автоматизованим.
Потрібна продуктивність може бути розрахована з матеріального балансу процесу
і часу проведення операції. У свою чергу цей час може бути визначений на етапі
розбиття процесу на технологічні стадіїта операції. Напірний тиск визначається після
завершення технологічних розрахунків і виконання будівельної частини проекту.
Для перевірки результатів розраховують потужність електродвигуна насоса за
формулою
N = QpgH/(1000r|), (6.13)
де N- потужність на валу насоса, кВт; Q - продуктивність, м3/с; р - густина
рідини, що перекачується, кг/м3; g - прискорення вільного падіння, м/с2; H - повний
напір насоса, м; ц - повний коефіцієнт корисної дії (в частках одиниці).
Далі порівнюють потрібну потужність з потужністю електродвигуна за паспортними
даними. За умови, що потужність електродвигуна така сама або більше за потрібну,
можна вважати, що насос підходить для цього процесу.
6.2. Стерилізаційні процедури
Стерилізацію ПС та аераційного повітря проводять не завжди, а тільки для
процесів ферментації з використанням, як правило, одного штаму мікроорганізмів,
наприклад, у виробництві антибіотиків, ферментних препаратів, деяких білкових
продуктів тощо.
6.2.1. Стерилізація поживних середовищ
Для стерилізації рідких ПС використовують два методи:
1. Створення умов для відмирання мікрофлори. Для цього використовують
високу температуру, бактерицидне опромінювання, хімічні дезінфікуючі агенти.
2. Механічне фільтрування крізь пористі перегородки, які затримують мікробні
тіла (мікрофільтрування).
Перший метод більш поширений, при цьому в основному використовують
нагрівання ПС. Хімічні дезинфікуючі агенти практично не використовують, оскільки
вони непередбачено і, як правило, негативно впливають на розвиток робочого
продуценту. Винятком можна вважати використання хлорного вапна в невеликих
кількостях для дезинфекції розсиропленої меляси для ферментації хлібопекарських
203
ФЕРМЕНТАЦІЯ
дріжджів, ячменю під час замочування для виготовлення пивного солоду та деяких
інших сировинних матеріалів. Бактерицидне опромінювання можна використовувати
лише для прозорих ПС (наприклад, водних розчинів або чистої води); до того ж цей
метод стерилізації мало доступний і досить дорогий.
Механічне фільтрування можна застосовувати лише для ПС, що не містять
грубих нерозчинних частинок. На практиці такі ПС готують лише в напівлабораторних
умовах. Фільтрувальну стерилізацію можна також застосовувати для розчинів
підживлювальних компонентів, які готують в невеликих кількостях і які не можна
піддавати дії високої температури (наприклад, розчини вітамінів). Обладнання для
мікрофільтрування буде розглянуто в наступних главах.
Вбити миттєво популяцію мікроорганізмів практично неможливо. Відмирання
відбувається упродовж деякого часу, тим скоріше, чим інтенсивніший інгибуючий
(“знищувальний”) чинник. Швидкість відмирання, віднесена до кількості живих
організмів, є постійною величиною:
де N- кількість живих клітин після стерилізації;
т - час стерилізації;
N0- початкова кількість клітин;
k - константа швидкості відмирання.
Інтегральний вигляд рівняння такий:
Величину нестерильності N в мікробіологічній промисловості приймають 0,01.
Це означає, що в середньому в одній зі 100 операцій стерилізації в усьому об’ємі
виживе лише одна клітина. Оскільки N обрана незалежно від об’єму середовища, то
тривалість стерилізації залежить від масштабу виробництва.
де C0 - концентрація клітин у вихідному середовищі, клітин/м3;
Vp - об’єм середовища, м3.
Приклад 6.7. Розрахувати час стерилізації ПС при концентрації клітин 2000 кл./см3.
Об’єми середовища 1 м3 та 1 дм3. Константа швидкості відмирання k = 0,6 хв.'1.
Розв 'язання
Для першого випадку
Розрахункові формули
dN
(6.14)
InN = InN0 - кт.
(6.15)
* 204
Передферментаційні процеси ^^ИЕЕВВНІ
1 , 2000* IO6 *1
т. = — In = 43,3 хвилини.
' 0,6 0,01
Для другого випадку
1 , 2000* IO6 *0,001 „10
т~ = In = 31,8 хвилини.
2 066 0,01
Загалом мікроорганізми здатні протистояти вищим температурам протягом
тривалішого часу, ніж вищі організми, але найбільш стійкими серед них вважають
спори термофільних бацил, які, наприклад, в мільйони разів є витривалішими, ніж
кишкові палички, спори цвільових грибів або віруси. За еталон для розрахунків прийняті
спори термофільної бактерії Bacillus stearothermofillus.
Для опису залежності константи швидкості відмирання від температури стерилізації
використовують рівняння Арреніуса
к = Ае^, (6-17)
де А - передекспоненційний множник (для згаданих спор А = IO47 2); E - енергія
активації1 (351000 Дж/моль); R - газова стала (8,314 Дж/(моль К)); T - абсолютна
температура, К.
Приклад 6.8. Вихідна концентрація мікрофлори у ПС IO7 кл./см3, час стерилізації
при постійній температурі - 15 хвилин, об’єм ПС 44,1 м3. Розрахувати температуру
стерилізації.
Розв’язання
I IO7 *106 *44,1 , t ,
k = — In = 1,1 хв
15 0,01 ’
351000
1,1 = IO47V8'3147. Звідси T = 389 K (116 0C).
Добуток часу стерилізації на константу швидкості відмирання називають
критерієм стерилізації.
V = кт . (6.18)
Критерій стерилізації є сталою величиною для певної величини нестерильності і
для певного еталону. При довільній зміні температури стерилізації зворотнопропорційно
повинен змінитись час стерилізації і навпаки.
Приклад 6.9. Встановлено, що достатні асептичні умови створюються за
10 хвилин при 130 0C. Скільки часу потрібно, щоб створити ці умови при 140 0C?
1 Поняття енергії активації стосовно відмирання мікрофлори є умовним. Можна лише вважати, що це
явище грунтується на денатурації білків, які є основою “будівельного” матеріалу клітин і ферментів.
205
ВВЗЗДДД^І ФЕРМЕНТАЦІЯ
Розв'язання
Константа швидкості відмирання при 130°С становить
35ІООО
k = 1 о47 2 е'8-3|4<|30+273) = 50,54 хв-'.
Критерій стерилізації для умов задачі V = 50,54 *10 = 505,4.
Константа швидкості відмирання при 140°С:
351000
k = 1047,2е 8,3|4<|40+273) =639 хв'1.
Оскільки критерій стерилізації для всіх температур однаковий, то час стерилізації
при 140°С повинен становити
505,4:639 = 0,79 хв. = 47с.
Вказані значення коефіцієнтів А та E використовують у консервній промисловості.
Вони є досить жорсткі. Насправді для реальних контамінантів E = 25,5... 140 кДж/моль
(середнє значення 80 кДж/моль). Для середнього умовного контамінанта при критерії
стерилізації V = 40 передекспоненційний множник А дорівнює 9,511 Oi0 хв.'1. Автори
[8] вважають, що використання значень А та E для умовного контамінанта дає більш
надійні результати розрахунків режимів еквівалентної термічної стерилізації
ферментаційних середовищ.
6.2.1.1. Періодична стерилізація
Періодична стерилізація полягає в тому, що підготоване ПС нагрівають в тому
самому реакторі, в якому буде проводитись ферментація, глухою або гострою парою
догтемператури стерилізації, витримують деякий час (звичайно ЗО.. .40 хвилин), а потім
охолоджують водою до температури ферментації, перепускаючи воду крізь оболонку
або змійовик реактора. Метод відрізняється простотою та надійністю, але має і недоліки:
а) внаслідоктривалішого часу витримки, ніжу безперервному процесі, погіршується
якість живильного середовища,
б) потрібна більша кількість пари,
в) періодичний процес важко піддається автоматизації,
г) температура стерилізації не повинна перевищувати 130°С, оскільки реакційна
апаратура, як правило, не розрахована на тиски більше 0,3 МПа, а в разі використання
більш високих температур тиск в апаратах може перевищити цю величину.
В цілому треба пам’ятати, що деякі субстрати не витримують нагрівання більш
ніж 120°С (цукри), а суміші цукрів та білків взагалі не можна нагрівати, оскільки
утворюються олігомерні меланоїдні сполуки чорного кольору, які не будуть споживатись,
але заважатимемуть нормальному росту клітин. В останньому випадку рекомендують
стерилізувати компоненти окремо, поєднуючи їх після охолодження. Розраховуючи час
витримки, треба пам’ятати, що в процесі нагрівання до температури стерилізації вже
відбувається відмирання мікрофлори і цей процес треба враховувати.
Періодичну стерилізацію використовують для порівняно невеликих об’ємів ПС.
206
Передферментаційні процеси ^ИЦЦЦііДД
Приклад 6.10. У ферментер завантажили 10 м3 ПС, попередньо нагрітого до
100°С, з вихідною концентрацією мікрофлори IO7 кл./см3. Протягом 20 хв рідину
рівномірно нагрівали до 120°С, а потім витримували деякий час. Знайти час витримки.
Розв \язання
Оскільки нагрівання згідно з умовами є рівномірним, то його можна описати
лінійним рівнянням
t = 100 + ат,
де t - температура ПС через час нагрівання т;
а - коефіцієнт пропорційності (в даному випадку а = 1).
Абсолютну температуру стерилізації в даний момент часу нагрівання можна
виразити так:
T = 273 +1 = 273 + 100+ т =373 +т.
E
Підставляючи цей вираз у формулу (6.9), одержимо k = Ae R(373+T). Протягом
нескінченно малого часу нагрівання dT будемо мати нескінченно малий приріст
критерію стерилізації dV:
E
kdT = dV = Ae R(373+T)dT = dV.
Після інтегрування цього виразу одержимо
т -F v
А Ге dT = fdV = V.
J R(373 + т) J
Як цей, так і інші інтеграли з більш складними залежностями температури ПС
від часу нагрівання, можна розв’язати графічним методом:
а). Знайдемо T кожні 4 хвилини:
т\к
0
100
373
4
104
377
8
108
381
12
112
385
16
116
389
20
120
393
б). Для кожної температури T знайдемо коефіцієнт k і таким чином знайдемо
залежність k від т:
Т, XB
0
4
8
12
16
20
0,011
0,038
0,11
0,39
1,2
3,6
207
ВДЗДИД^ ФЕРМЕНТАЦІЯ
в). Заданими попередньоїтаблиці будуємо фафік і знаходимо площу S (заштрихована
частина, рис.6.14). Ця площа дорівнює шуканому інтегралу.
Площу S можна знайти, використовуючи метод трапецій (ділимо заштриховану
фігуру на ряд інтервалів, які пронумеровано римськими цифрами, з’єднуємо кінці дуг
в кожному інтервалі прямою лінією, у кожній трапеції проводимо середні лінії,
розраховуємо площу кожноїтрапеції і знаходимо суму площин). Дані розрахунків подано
в таблиці:
№ трапеції
І
II
III
IV
V
VI
VIII
IX
X
Разом
Площа (V)
«0
«0
0,06
0,08
0,3
0,6
1,2
1,9
3,1
5,2
12,44
Оскільки V = In ——-
IO7 *106 *10
» то 12,44 = In — . Звідси N = IO9-6. Тобто вже
N ' N
під час нагрівання ПС до температури стерилізаціі загальна кількість клітин зменшилось
на3...4 порядки.
. 4
'8
20 г,хв
Рис 6.14. Графічна залежність k = f(-t) для прикладу 6.10.
Далі визначають час стерилізації у стаціонарному режимі нагрівання при
кінцевому коефіцієнті швидкості відмирання 3,6 хв1:
1 ■ 1096 пл
х. =—-In = 7,4 хв.
3,6 0,01
208
Передферментаційні процеси ^ЯЩЦЗДД
6.2.1.2. Безперервна стерилізація
Під час безперервної стерилізації приготоване ПС сталим потоком прокачують
через систему апаратів у попередньо простерилізований ферментер. Система
складається з нагрівача, в якому ПС змішується з гострою парою, витримувача, в
якому відбувається власне стерилізація, та холодильника, в якому відбувається
охолодження стерильного ПС до температури ферментації.
На рис. 6.15 подано принципову технологічну схему лінії безперервної стери¬
лізації.
У реакгорі-змішувачі 1 готують ПС. Приготоване ПС насосом 2 безперервним
потоком спрямовують у нагрівач 3, в який подають також гостру пару. За рахунок
конденсації пари майже миттєво утворюється гаряча суміш. Суміш подають знизу в
колонку-витримувач 4, з якої вже стерильну суміш через редукційний клапан 5 спрямовують
в ємність 6. За рахунок зниження тиску частина води в суміші перетворюється на вторинну
пару. В ємності 6 відбувається відділення пари від рідкої фази. З метою утилізації вторинну
пару спрямовують в реактор-змішувач 1 для попереднього нагрівання ЖС. Рідку фазу з
ємності 6 перетискають крізь теплообмінник типу “труба у трубі” 7 і спрямовують в
підготований ферментер. Після закінчення перекачування ЖС залишки ПС з витримувача
насосом 8 повертають в реактор-змішувач 1.
Рис. 6.15. Принципова схема лінії безперервної стерилізації з утилізацією вторинної пари
(пояснення в тексті)
Використовуючи лінії безперервної стерилізації, можна переробити за порівняно
короткий час будь-яку кількість матеріалу без перегрівання і перетримування.
Стандартні лінії мають деякі відмінності, але працюють за єдиним принципом.
Наприклад, в лінію може бути включена буферна ємність між реактором-змішувачем
і нагрівачем. Нагрівач можна виконати у вигляді колонки, в яку знизу подається рідина,
209
ИЯЯИ ФЕРМЕНТАЦІЯ
а зверху через перфоровану трубку - гостра пара. Після завершення стерилізації вміст
витримувачів може бути повернений у ректор-змішувач (лініїУНС-20, УНС-50).
Вважається, що найдосконалішим нагрівачем є колонка, в яку зверху тангенціально
подається рідина, а в центр закрученого потоку подається пара. Витримувач може
бути виконаний у вигляді змійовика або, як показано на рисунку, у вигляді колонки, яку
споряджають внутрішніми пристроями для вирівнювання внутрішніх потоків. Як правило,
лінію споряджають декількома колонками-витримувачами, що дає можливість
змінювати час витримки. Залишки поживного середовища з колонок-витримувачів
відкачують як окремим насосом (рис. 6.15), так і насосом, який встановлений на
відкачування нестерильного ПС з реактора-змішувача 1. У деяких лініях відсутня
ємність ґу для часткового охолодження стерильного ПС, оскільки це ускладнює
підтримку сталої температури і ритрати гострої пари під час нагрівання, а втрата тиску
іноді унеможливлює без додаткового насоса перетискання ПС у ферментер. Кінцевими
холодильниками служагь нерозбірні теплообмінники типу “труба у трубі”, оскільки лише
вони забезпечують зберігання стерильності ПС, але відоме застосування і спіральних
теплообмінників у лініях стерилізації фірми “Альфа-Лаваль”, а також нерозбірних
пластинчастих. Оскільки усі лінії працюють у безперервному стаціонарному режимі,
то це полегшує їх автоматизацію.
Вітчизняна мікробіологічна промисловість застосовує вітчизняні ж лінії
безперервної стерилізації типу УНС. Характеристики цих ліній наведено в табл. 6.1.
На рис. 6.16 і 6.17 показано принципові схеми ліній УНС-5 і УНС-20 (УНС-50).
Таблиця 6.3
Технічні характеристики стандартних ліній УНС
Характеристика
УНС-5
УНС-20
УНС-50
Максимальна
продуктивність, м3/год
5
20
50
Тип насоса
вихровий
2,5В-1,8
відцентровий
ЗК-6
відцентровий
4К-6а
Ємність нагрівана, дм*
25
100
250
Тип витримувана
змійовик
(11 витків труби 89x4,5
довжиною 3,4 м
ємність
ємність
Кількість
витримувачівхємність, м3
1 х 0,17
3 X 1,7
3 X 5,1
Габарити витримувана
(діаметр, мхвисота, м)
Ix 1
0,6x6
0,8 х 10
Тип рекуператора
відсутній
пластинчастий
100 M2
пластинчастий
125 м2
Габарити рекуператора
-
2935x730x1770 '
2935x730x1770
Тип холодильника
“труба у трубі”,
20 Mf
пластинчастий
40 м2
пластинчастий,
80 м2
Габарити холодильника
0,7 (діаметр) х 9
1795x730x1770
1795x730x1770
210
Передферментаційні процеси
Рис 6.16. Принципова схема лініі безперервної стерилізації У НС-5:
/ - реактор-змішувач для приготування ПС; 2 - насос; З - нагрівач; 4 - змійовик-
витримувач; 5 - холодильник типу “труба у трубі”.
Рис 6.17. Принципова схема лініі безперервної стерилізації У НС-20,50:
1 - реактор-змішувач для приготування ЖС; 2 - насос; 3 - рекуператор пластинчастого
типу; 4 - нагрівач; 5 - витримувачі ємнісного типу; 6 - холодильник.
211
ЦЩЗШЙДк ФЕРМЕНТАЦІЯ
6.2.1.3. Вибір лінії УHC і технологічні розрахунки лінії
Вибір лінії УНС зумовлений об’ємом ПС, що підлягає стерилізації, і часом
додаткових операцій на стадії ферментації. Наприклад, якщо потрібно переробити
150 м3 ПС при часі додаткових операцій 15.. .20 годин, з яких лише третина може бути
витрачена на завантаження стерильного ПС, тобто 5.. .6 годин, то продуктивність лінії
повинна бути близько 150/5 = 50 м3/год. Отже, належить обрати лінію УНС-50. Якщо
ж, наприклад, об’єм ПС становить 10 м3, то використання цієї лінії приведе до того, що
загальний час роботи лінії повинен бути 10/50 = 0,2 год (12 хв.). За цей час не встигне
навіть встановитись стаціонарний режим роботи лінії. Зниження продуктивності лінії
зменшенням витрати поживного середовища від насоса 2 економічно недоцільне, оскільки
продуктивність лінії потрібно зменшувати в 5... 10 разів. Тут доречно встановити лінію
УНС-5, час роботи якої буде становити 10/5 = 2 години, що цілком прийнятно. У разі
дуже великих об’ємів ПС можна встановлювати декілька паралельних ліній з
максимально можливою продуктивністю.
Технологічні розрахунки ліній УНС
Після вибору лінії УНС виконують технологічні розрахунки, які зводяться до
визначення температури або часу стерилізації, витрати пари.
Приклад 6.11. Обрати лінію УНС для стерилізації 45 м3 ПС, яке має засіяність
сторонньою мікрофлорою IO5 кл./см3 і провести технологічні розрахунки. ПС не
допускає нагріву вище 112°С, у процесі використовують насичену водяну пару під
тиском 0,3 МПа, вихідна температура ПС 20°С, теплофізичні характеристики ЖС
близькі до характеристик води. Рекуперацію тепла не враховувати.
Розв ’язання
0
1. Якщо встановлено лінію УНС-5, загальний час роботи лінії за максимальної
продуктивності сягатиме 9 годин, при встановленні лінії У НС-20 - 2,25 години, лінії
УНС-50 - 0,9 год. (54 хв.). Найбільш прийнятним є використання лінії УНС-20.
2. У разі під’єднання 1,2 або 3 витримувачів час стерилізації буде становити відповідно
1,7/20 = 0,085 год.(5,1 хв.), 1,7*2/20 = 0,17 год.(10,2 хв.), 1,7*3/20 = 0,255 год.(15,3 хв).
3. Визначаємо константу швидкості відмирання:
I CnV„ I 10s*IO6 *45
k = —In -. Таким чином, к. = — In = 6,616.
т N 1 5,1 0,01
Відповідно к2 = 3,308, к3 = 2,205.
4. Знаходимо температуру стерилізації при різних варіантах підімкнення
витримувачів:
k = Ae~RT;6,616 = IO472e 83|4‘т'. Звідси T1 = 395,3 K(122,3°С).
Відповідно T2 = 392,8 K ( 119,8°С); T3 = 391,3 K (118,3°С).
E
212
Передферментаційні процеси
5. Жоден з варіантів не дає можливості провести процес при 112°С. Для
розв’язання проблеми потрібно встановити або додаткові витримувані, або знизити
продуктивність лінії, зменшуючи потік ПС. Оберемо другий варіант.
Знайдемо константу швидкості відмирання при 112°С.
k = 1047 2е 8’3,4(273+1,2)= 0,377 хвч.
Знаходимо час стерилізації (витримки):
I , IO5 *106 *(45 + 5,1) ОЛО
T = In = 89,8 хв,
0,377 0,01
де 5,1- об’єм ПС, що повертається з витримувачів. (збільшення об’єму за рахунок
додавання конденсату не враховано).
Знаходимо потік ПС при використанні усіх витримувачів:
Vn = 5,1/(89,8:60) = 3,42 м3/год.
Загальний час переробки партії ПС за даної продуктивності лінії становить
(45 +5,1)/3,42 = 14,6 год. Якщо врахувати, що нормативний додатковий час
ферментації, який складається не тільки з часу завантаження стерильного жи¬
вильного середовища, але й часу, потрібного на підготовку ферментера до циклу
роботи, час, потрібний на передферментаційне регулювання параметрів тощо,
становить 15...20 год., то можна зробити висновок, що такий варіант організації
процесу стерилізації є неприпустимим.
6. Використаємо для проведення процесу лінію УНС-50 з усіма витримувачами.
Визначимо масу пари на проведення процесу:
а). Температура ПС середовища після змішування з ПС, що повертається з
витримувачів, буде становити
• t =і!!^±1^1і1=4з,з°с
* 45 + 15,3 '
б) Тепловий баланс змішування ПС і гострої пари:
(45 + 15,3)* 1000*4,19*43,3 + XX + Х*4,19(tK -112) = [(45 + 15,3)* 1000 + Х]*4,19*112,
де X- маса пари потрібна для нагрівання ПС до температури стерилізації, кг;
X - теплота конденсації пари (для пари 0,3 МПа 1 = 2171 кДж/кг);
tK - температура конденсації (132,9°С).
Звідси X= 11252 кг (11,2 м3).
Враховуючи новий об’єм ПС, що повертається з витримувачів, час витримки буде
становити
I , IO5 *106 *(45 + 15,3) ПЛ,
т = In = 90,3 хв.
0,377 0,01
(об’єм пари, яку не потрібно стерилізувати, тут не врахований).
Тоді
V =(5,1*3)7(90,3:60)= 10,17 м3/год,
213
ФЕРМЕНТАЦІЯ
а загальний час проведення процесу буде становити
(45 + 15,3 + 11,2)/10,17 = 7,03 год,
що можна прийняти, хоча лінія буде працювати на 20% від своєї максимальної
потужності.
7. Витрата пари протягом усього процесу стерилізації становитиме
11252/(7,03 *3600) = 0,44 кг/с.
Приклад 6.12. Для переробки 41,13 м3 нестерильного ПС (густина ПС 1080 кг/м3)
встановлена лінія УНС-20. Вихідна температура середовища дорівнює 50°С. Розрахувати
технологічні параметри процесу.
Розв \язання
1. При номінальному навантаженні 20 м3/год лінія УНС-20 буде працювати
41,13/20 = 2,06 години.
2. Лінія УНС-20 має три витримувачі по 1,7 м3 (разом 5,1 м3). Час витримки
(стерилізації) становить 5,1/20 = 0,255 год = 15,3 хвилини.
3. Приймемо, що концентрація мікрофлори в ПС IO6 кл./см3, тоді температурний
коефіцієнт стерилізації дорівнюватиме
15,3 = (I /k)ln[ IO6* 106*(41,13 + 5,1 )]/0,01. Звідси к = 2,357.
4. Підставляючи знайдене значення к у формулу Арреніуса, одержуємо:
2 357 = іо47-2е‘351000/(8,314Т)
Звідси абсолютна температура стерилізації T » 398,45К (125,5°С).
5. Приймемо, що для стерилізації використовують гостру насичену пару, взяту
під тиском 0,3 МПа, яка має температуру 132,9°С, теплоту конденсації 2171 кДж/кг.
Масові витрати ПС і пари позначимо відповідно х та у. Оскільки в лінії УНС-20
застосований пластинчастий рекуператор, то витрата пари буде нижче, ніж без
рекуператора.
Схема процесу:
стерильне поживне середовище
нестерильне поживне середовище^
гостра пара, у, кг/с, 132,9°С
tI >
1
2
3
стерильне живильне середовище у холодильник,^
t2„ 38880кг/2,06год
1 - рекуператор (100 м2); 2 - нагрівач; 3 - витримувач
214
Передферментаційні процеси .J^BBSESSi
6. Об’єм стерильного ПС на виході з лінії, враховуючи, що 5,1 м3 затримується
у витримувачах, дорівнює 41,13-5,1 = 36,03, а маса 38880 кг.
Рівняння матеріального балансу:
X + у = 38880/2,06*3600 = 5,243 кг/с.
7. Рівняння теплового балансу рекуператора:
х*4,19(t, - 50) = 5,243*4,19(125,5 -12).
8. Рівняння теплового балансу нагрівача:
х*4,19(125,5 -t1) = 2171y + y*4,19(132,9- 125,5).
9. Рівняння для визначення поверхні теплообміну рекуператора:
F = —-—,
KAt
сер
де Q = 5,243*4,19(125,5 -12), кВт.
K = 900 Вт/(м2 К) (орієнтовне значення для пластинчастих холодильників для
теплообміну “рідина-рідина”).
10. Температурна схема теплообміну:
нестерильне ПС
50 ► t,
стерильне ПС
I2 < 125,5
t2 - 50 125,5 -I1
Оскільки потоки приблизно рівні, то приблизно є рівними і різниці температур,
оте, Atcep = Kt2 - 50) + (125,5 -1,)]/2.
11. Площа пластинчастого рекуператора лінії УНС-20 становить 100 м2. Отже,
5,243 *4,19(125,5-t,)l 000 . ,
100 = —- ■■■■■— . Звідси t. = l,49t + 14,23.
900
X2 -50 + 125,5-t,
2
12. Таким чином, одержуємо систему рівнянь:
х + у = 5,243
Xtl - 50х = 658 - 5,243t2
525,845x-4,19xt, =2202,006у
t| = l,49t2 +14,23
Розв’язуючи цю систему, одержуємо: t, = 100,7 0C, х = 5,0 кг/с, у = 0,243 кг/с,
t2 = 58°С.
215
ФЕРМЕНТАЦІЯ
Загальна витрата пари
Y = 0,243*2,06*3600= 1802 кг,
а ПС
X= 38880-1802 = 37078 кг.
6.2.2. Стерилізація аераційного повітря
Атмосферне повітря завжди містить дрібні тверді або рідкі частинки, які несуть на
собі різноманітні мікроорганізми. У містах середня концентрація мікрофлори досягає
IO3... IO4 клітин/м3. В озеленених районах ця концентрація становить IO2... IO3 клітин/м3.
Саме там намагаються розташовувати підприємства тонкого мікробіологічного синтезу.
Основною вимогою до аеруючого повітря є його стерильність. Ефективність роботи
системи очищення повітря оцінюють коефіцієнтом проскоку Kn, %:
К.—100. (6.19,
ло
де X, X0- концентрація мікроорганізмів у повітрі відповідно після і до системи
очищення повітря, кл./м3.
Для тонкого мікробіологічного синтезу Kn повинен становити IO*8... I O'11 %, для
промислових систем - IO'4... IO'6 %. Звичайні методи очищення, що ґрунтуються на
дії відцентрових сил (циклони), інерції (відділювачі), промиванні (скрубери, пінні
апарати), а також електрофільтри, не набули поширення, оскільки дозволяють
одержувати повітря з Kn = 3...5 %. Ці методи застосовують лише для попереднього
перед стерилізацією очищення атмосферного повітря. На схемі (рис 6.18) показані
основні апарати попереднього очищення повітря.
216
Передферментаційні процеси
Повітря з атмосфери забирають через спеціальні шахти (1) заввишки не менше
8... 10 м, які розташовують в найменш забруднених ділянках території заводу. Внизу
шахтної споруди встановлюють попередні фільтри Рекка або фільтри з насадкою з
кілець Рашига, або стружки, просочені мінеральною оливою (2). Коефіцієнт Kn
становить близько 10 %. Потім повітря надходить на турбокомпресор (3), за
допомогою якого його стискають до тиску не менше 0,2МПа. Найбільш поширеними
машинами є турбокомпресори Невського заводу (тип 900-31-4, продуктивність
930 м3/хв., тиск на виході 0,32 МПа). Стиснене повітря надходить в теплообмінник-
холодильник (4), в якому його охолоджують; при цьому волога випадає з повітря у
вигляді мікроскопічних крапель. Охолоджене повітря спрямовують у вол о го відділ ю-
вач (5), в якому завдяки багаторазовій зміні напряму руху повітря та його швидкості
мікрокрапельки зливаються між собою. Утворений конденсат виводять з апарата.
Вилучення вологи з повітря має на меті забезпечення нормальної роботи набивних
фільтрів. При великих відстанях до цеху-споживача повітря (сотні метрів) можливе
встановлення ще одного вологовідділювача. Далі повітря проходить теплообмінник
нагрівач (6), в якому повітря нагрівають до температури близької до температури
ферментації, і остаточно забезпечують відсутність крапельної вологи. З теплообмінника
повітря спрямовують у стерилізаційні фільтри.
Для стерилізації повітря, яке після оброблення матиме належні характеристики,
використовують два методи: знищення мікрофлори за допомогою нагрівання або
іонізуючого випромінювання, наприклад, за допомогою УФ-випромінювання, та
вилучення її методом фільтрування. Перший метод є більш надійним та ефективним,
але для промислових масштабів він неприйнятний, оскільки у виробничих умовах
витрачають занадто великі об’єми повітря, щоб можна було б говорити про економічну
доцільність таких рішень. У промислових умовах використовують, в основному, метод
фільтрування крізь шари насипного, пористого або волокнистого матеріалу. Для
попередньої стерилізації використовують глибинні (набивні) фільтри на основі
волокнистих матеріалів. Для остаточної стерилізації перед входом у ферментер
встановлюють індивідуальні фільтри з розгорнутою поверхнею або абсолютні, які
діють як сита, патронного типу (рис 6.19). Абсолютні сита спричиняють велику
втрату тиску повітря і швидко забиваються, тому застосовують їх рідко.
Попри те, що волокна набивного фільтра розташовані між собою на відстанях
на порядок більше діаметрів мікрочастинок, вони діють досить ефективно. При
великих швидкостях частинки, проходячи шар волоконного фільтра, скоріше або пізніше
зустрічають на своєму шляху волокно і затримуються ним (інерційний механізм
осадження). Цим способом можна відфільтровувати частинки розміром від 0,3 до
1 мкм.
При малих швидкостях затримка відбувається, в основному, за механізмами
осадження, дії електростатичних сил, сил Ван-дер-Ваальса, броунівського руху
(дифузійні процеси). При дифузії частинки за рахунок власної енергії вільно
пересуваються в газовому потоці. Отже, вони обов’язково вступають в контакт з
217
ФЕРМЕНТАЦІЯ
матеріалом фільтроелемента. Дифузійний спосіб фільтрування придатний для
вилучення частинок розміром менше 0,3 мкм.
t
„JL
5Х?
Рис.6.19. Основні типи фільтрів тонкого очищення і стерилізації:
- набивний (глибинний); б - з розгорнутою поверхнею (рамковий);
в - сітчастий (абсолютний) патронного типу.
Для кожного типу аерозолю та волокна існує деяка критична швидкість, при
якій фільтр є неефективним. При таких швидкостях інерційний механізм вже не діє, а
для інших швидкість є завеликою. Товщину шару волокна знаходять за формулою
ln— = v.H,
X ф
(6.20)
де уф - константа фільтрування, яку знаходять експериментально;
H - товщина шару волокна.
Існуючі методики [9,10] розрахунків товщини шару волокна без використання
експериментальної константи фільтрування для процесів стерилізації повітря дають
малодостовірні результати, тому в цьому посібнику не наводяться.
Як фільтрувальні матеріали використовують перхлорвінілове волокно з
термостійкістю 60-70°С (марки ФП, ФП-15-1,5), поліакрилонітрильне волокно з
термостійкістю до 180°С (ФПАН-10-3,0) або до 250°С (ФПAP-15-1,5), скловолокна
(CTB) або базальтові волокна. Товщини волокон коливаються від 1,5 до 21 мкм.
Базальтові волокна випускають завтовшки від 0,5 до 1 мкм. Всі волокна, крім
перхлорвінілових, допускають стерилізацію гострою парою. Перхлорвінілові
стерилізують токсичними газами (наприклад, оксидом етилену або газоподібним
формаліном). Волокна укладають у вигляді готових пресованих шарів з щільністю
упакування 0,043 ...0,19 від об’єму (переважно 0,1 ч-0,15).
218
Передферментаційні процеси ^ЯВДЕЗЯ
Набивні фільтри мають деякі недоліки:
а). Внаслідок порівняно невеликої площі перерізу для проходження великих об’ємів
повітря доводиться збільшувати швидкість фільтрування (1-3 м/с), що веде до
утворення каналів і до так званих крайових ефектів, завдяки яким повітря без
фільтрування проходить вздовж стінки апарата.
б). Потрапляння крапельної вологи веде теж до утворення каналів і проходженню
повітря через них без фільтрування.
в). Набивні фільтри мають значний гідравлічний опір і складні в експлуатації.
Сьогодні їх застосовують лише як перший ступінь стерилізаційного очищення.
На рис. 6.20 та 6.21 наведені конструкції набивних фільтрів Гіпромедпрому та КБ
ВНДІФСа.
Як індивідуальні фільтри широко застосовують рамні або патронні фільтри з
тканиною Петрянова на основі перхлорвінілового волокна. На рис. 6.22 зображена
конструкція фільтра патронного типу ВНДІФСа з тканиною ФПП-15. Фільтр є сталевим
циліндром з плоскою кришкою і конічним днищем. Усередині апарата встановлюють
73 циліндричні перфоровані трубки, обгорнуті тканиною Петрянова. Загальна площа
фільтрування - 17,5 м2. Після проходження крізь тканину повітря повністю
бактеріально очищується. Продуктивність цього фільтра 1000 м3/год.
Рис 6.20. Набивний фільтр конструкції Гіпромедпрому.
1 - штуцер для входу повітря; 2 - штуцер для виходу повітря; 3 - штуцер для продування;
4, 5- штуцери для пари та конденсату; б- патрон; 7- пристрій для притискання.
219
ДШшДИ» ФЕРМЕНТАЦІЯ
Рис 6.21. Фільтр конструкції КБ ВНДІФСа.
/ - кришка оболонки; 2 - кришка апарата; З - штуцер для виходу повітря; 4 - штуцер для
входу гострої пари; 5 — оболонка; 6 — корпус; 7 — решітка; 8 — вата або скловолокно;
9—штуцер для входу повітря; 10- штуцер для виходу конденсату.
220
Передферментаційні процеси ^ДЮД5Е5ЕИ
Рис.6.22. Фільтр ВНДІФСа з тканиною Петрянова:
1 - кришка; 2 - корпус; З - стакан; 4 - штуцер для входу повітря;
5 - кран для підведення пари формаліну; 6 - штуцер для виходу повітря.
Слід відзначити продукцію фірми Zander (Німеччина), яка випускає глибинні
фільтри, виконані з нержавіючої сталі. Корпуси ретельно відполіровані, що виключає
забрудненняі, сприяє біологічній безпеці.
Фільтри опоряджують фільтроелементами серій ST-R і HB. Фільтроелементи
ST-R складаються з трьох шарів мікроволокна між шарами опірного матеріалу Nomex.
Фільтроелементи відрізняються великим вільним простором - 95%.
Вимоги до технологій стерильного фільтрування повітря постійно зростають.
Звичайними вимогами стають здатність повністю затримувати такі мікроорганізми, як
віруси і бактеріофаги. Спеціально для вирішення таких завдань компанія Zander розробила
фільтроелементи серії HB, які здатні загримувати частинки діаметром 0,01 мкм. Ці
елементи мають плісеровану поверхню, вільний простір елементів також досягає 95%.
Технологічні розрахунки повітряних фільтрів
Вони зводяться до визначення кількості фільтрів залежно від потрібної продуктивності
за повітрям.
Приклад 6.13.120 м3 KP аерують стерильним повітрям. Коефіцієнт аерування 0,9.
Температура ферментації 30°С. Визначити кількість набивних фільтрів конструкції
Діпромедпрому та індивідуальних конструкції ВНДІФСа.
221
ФЕРМЕНТАЦІЯ
Розв ’язання
1. Об’єм повітря на аерацію, взятого за н.у., 120*0,9 = 108 м3/хв. = 1,8 м3/с.
2. Враховуючи, що повітря крізь набивний фільтр проходить підтиском 0,2.. .0,3 МПа
(приймемо 0,25 МПа) і за температури близької до температури ферментації, дійсна
витрата повітря становитиме
3. Внутрішній діаметр апарата 600 мм, площа перерізу відповідно 0,28 м2.
Приймемо середнє значення щільності упакування волокна (0,12). Тоді вільна площа
перерізу буде становити 0,88*0,28 = 0,246 м2.
4. Приймемо середню швидкість руху повітря 2 м/с. Тоді потрібна площа перерізу
фільтра повинна бути 0,8/2 = 0,4 м2.
5. Потрібна кількість стандартних набивних фільтрів 0,4/0,246 = 1,63(2 штуки).
Враховуючи, що потрібний і резерв, оскільки фільтри повинні працювати безперервно, а
періодично в них замінюють фільтрувальний матеріал, дійсна кількість апаратів-4.
6. Максимальна продуктивність індивідуального фільтра 1000 м3/год = 0,28 м3/с.
Отже, потрібно встановити 0,8/0,28 = 2,85 (3) апарата + 3 резервні. Якщо, припустимо.
KP розподілена у 3 ферментерах, то на кожний треба встановити по одному фільтру + 1
резервний.
Задача 6.1. Витрата ПС крізь лінію безперервної стерилізації Vn = 0,002 м3/с.
Засіянність середовища - IO8 клітин/см3, об’єм середовища -10 м3, температура
стерилізації - 125°С. Знайти потрібну ємність витримувача. (Відповідь: 0,346 м3).
Задача 6.2. Знайти час витримки при стерилізації 5000 м3 ПС при 130°С, якщо
засіянність мікрофлорою становить IO13 кл./м3. (Відповідь: 51 с).
Задача 6.3. Визначити температуру стерилізації і час перекачування ПС об’ємом
200 м3, що має засіянність IO8 кл./см3, крізь стерилізатор у ферментери періодичної
дії. (Відповідь: 118,4°С).
Задача 6.4. Знайти масову витрату пари тиском 0,3 МПа, що подається в нагрівам
стерилізатора, щоб нагріти ПС від 50°С до 118°С. Витрата ПС - 50 м3/год, густина
ПС - 1050 кг/м3. Температура і теплота конденсації насиченої пари тиском 0,3 МПа
дорівнюють відповідно 132,9°С та 2171 кДж/кг, а теплоємність ПС - 3,5 кДж/(кгК).
(Відповідь: 1,55 кг/с).
Задача 6.5. Знайти час роботи лінії УНС-5 і температуру стерилізації для оброблення
34 м3 ПС із засіянністю мікрофлорою IO7 кл./см3. (Відповідь: 6,8 год., 126,2°С).
Задача 6.6. Кратність аерації - 0,75 (витрата повітря визначена за н.у.). Об’єм
KP - 50 м3. Повітря подається компресором при тиску повітря 2 атм і має температуру
40°С. Як головний взятий набивний фільтр з внутрішнім діаметром 0,6 м. Скільки
потрібно встановити паралельно працюючих фільтрувальних апаратів, якщо швидкість
руху повітря у фільтрах повинна становити 0,5 м/с? (Відповідь: 3 штуки).
Контрольні задачі
222
Передферментаційні процеси ЛЯШк
Задача 6.7. Витрата ПС крізь нагрівач лінії стерилізації 5 м3/год. Густина ПС
1020 кг/м3, вихідна температура 40°С, температура стерилізації 126°С. Визначити
витрату пари, яку взято при тиску 3 атм (температура конденсації 132,9°С, теплота
конденсації 2171 кДж/кг). Прийняти теплоємність ЖС 3,9 кДж/кг К. Скласти
матеріальний баланс процесу. (Відповідь: 0,216 кг/с).
Задача 6.8. Засіянність ПС - 2000 кл./см3, стерилізують 10 м3 середовища. У
скільки разів збільшиться час стерилізації, якщо об’єм ЖС збільшити в 10 разів?
(Відповідь: в 1,075 раза).
Задача 6.9. Час стерилізації деякого об’єму ПС при 125°С - 2,89 хвилин. При
деякому збільшенні об’єму час стерилізації збільшився в 1,08 раза і став перевищувати
можливості лінії щодо об’єму витримувачів. Яка повинна бути температура, щоб час
стерилізації в нових умовах не змінився ? (Відповідь: 125,3°С).
6.3. Вирощування посівного матеріалу
Для безперервних процесів посівний матеріал вирощують лише для запуску
безперервно діючої технологічної лінії. Період безперервної роботи може тривати від
декількох діб до року, як, наприклад, у виробництві кормових дріжджів. He потрібно
вирощувати посівний матеріал і для кожного циклу процесу, який проводять від’ємно-
доливним методом. Існують виробництва, які взагалі не потребують засіву спеціально
підготованою культурою, наприклад, активним мулом для очищення стічних вод або
бактеріальним консорціумом у виробництві біогазу; у цих прикладах полікультури
пристосовуються до живильного середовища, саморозвиваються і самопідтримуються
з бактеріальної мікрофлори довкілля. Але для більшості процесів, а саме для періодичних
або напівперіодичих, для кожного циклу виробництва потрібно використовувати оновлений
посівний матеріал. Особливо це стосується виробництв, заснованих на ферментації
монокультур. Навіть в деяких безперервних виробництвах потрібно безперервне
вирощування і додавання посівного матеріалу до приготованого живильного середовища.
До них належать виробництва, пов’язані з використанням культур з низькою питомою
швидкістю росту, наприклад, в процесі безперервного бродіння цукрів за допомогою
дріжджів при одержанні етилового спирту.
Для періодичних та напівперіодичних процесів вирощування посівного матеріалу
(ПМ) проводять одночасно і паралельно з підготовкою живильного середовища та
його стерилізацією. Вирощуючи ПМ, увагу звертають не на ступінь конверсії споживних
речовин, не на економічні показники процесу, а на одержання чистої, здорової,
високогенеративної культури, на її властивості порівняно з музейними еталонами.
Приготування посівного матеріалу починають у лабораторії. Використовуючи
лабораторний матеріал як посівний і збільшуючи об’єми культури, переходять до
вирощування ПМ у напівпромислових умовах в апаратах, які називають іпокуляторами
(або сателітами), а одержаний продукт - інокулятом. Остаточно посівний матеріал
перед робочою ферментацією вирощують в апаратах, які іноді називають посівними.
Під час проведення цього ряду стадій, які називають пасажами, вихідну музейну
223
ИЯЯЯі ФЕРМЕНТАЦІЯ
^— ■■■■■■
культуру вирощують на спеціальних твердих або рідких середовищах, поступово
переходячи до робочого середовища або наближеного до нього. В цей період культура
перебудовує свої метаболітичні процеси і пристосовується до реальних субстратів.
Вирощування посівної культури потребує ретельного мікробіологічного контролю,
забезпечення і підтримки стерильності апаратури і поживного середовища.
Наприклад, вирощуючи посівний матеріал для виробництва хлібопекарських
дріжджів Sac. cerevisiae, послідовно проводять такі пасажі [12]:
1. Лабораторна стадія:
Вирощування музейної культури в пробірках об’ємом 5 см3 —» в колбах
об’ємом 50 см3 —> в пастерівських колбах об’ємом 0,5 дм3 -» в калсберзьких
колбах об’ємом 5 дм3.
В усіх пасажах використовують солодове сусло, процеси проводять без
аерації.
і
2. Вирощування ПМ у відділенні чистої культури:
Стадія чистої культури:
Вирощування ПМ в малому мідному інокуляторі об’ємом 50+100 дм3 на
мелясовому суслі з концентрацією цукру 10+12% без аерації протягом 18+24
годин у великому мідному інокуляторі об’ємом 800+1000 дм3 на мелясовому
суслі з концентрацією сусла 7+8% з частковою аерацією протягом 18 годин ->
у сталевому маточному інокуляторі об’ємом 3,2+5 м3 на мелясовому суслі з
концентрацією цукру 5-6 %.
• і
Стадія виробництва маточних дріждоюів
Вирощування ПМ у проміжному дріжджегенераторі протягом 12+14 годин
з кратністю аерації 0,5 -» в основному дріжджевирощувальному апараті ДВА
А з повною аерацією.
ПС - меляса, відношення об’ємів апаратів - 1:6. Кінцевий продукт -
маточні пресовані дріжджі.
Одержані пресовані маточні дріжджі надходять у виробниче відділення, де
проводять робочі ферментації.
Аналогічно, можливо, простіше проводять вирощування ПМ і для інших процесів
мікробіологічних виробництв. Для наближеного визначення кількості пасажів можна
скористатись даними про відношення об’ємів ПМ та ПС.
Приклад 6.14. Об’єм ПС для робочої ферментації 100 м3. Додають 12 об.%
ПМ. Визначити кількість ступенів вирощування ПМ та об’єми інокуляторів. Ступінь
заповнення апаратів 60-70%.
224
Передферментаційні процеси ^іЯВВДЗВЗЗІ
Розв ’язання
1. Об’єм ПМ для робочої ферментації 0,12* 100 = 12 м\ Останній посівний апарат
повинен мати об’єм 12/(0,6.. .0,7) = 17,1.. .20 м3. Стандартна ємність - 20 м3. Оскільки
об’єм апарата перевищує 3... 5 м3, для яких можливий процес періодичної стерилізації,
ферментер повинен споряджатись окремим реактором-змішувачем для приготування
ПС і лінією безперервної стерилізації.
2. Об’єм ПС для останнього великого посівного апарата повинен становити
12(1-0,12)= 10,56м3, а ПМ відповідно 12-10,56= 1,44 м3. Великий інокулятор повинен
мати об’єм 2,06...2,4 м3. Із запасом обираємо апарат зі стандартним об’ємом 2,5 м3.
Приготування ПС, його стерилізацію та подальшу інокуляцію можна проводити в
одному апараті.
3. Об’єм ПМ для великого інокулятора повинен становити 0,12* 1,44 = 0,173 м3.
Цю кількість можна приготувати в середньому інокуляторі об’ємом 0,248.. .0,288 м\
Обираємо апарат зі стандартною ємністю 0,25 м3.
4. Об’єм ПМ для середнього інокулятора повинен становити 0,12*0,173 = 0,021 м\
Об’єм малого інокулятора має бути 0,029...0,035 м3. Стандартний об’єм - 0,04 м3.
5. Об’єм ПМ для малого інокулятора повинен становити 0,12*0,021 = 0,0025 м3.
ПМ такого об’єму одержують в лабораторії в карлсберзькій колбі.
Отже, для вирощування ПМ без урахування лабораторних пасажів потрібно
послідовно встановити 4-стадійну лінію, яка складається з малого, середнього,
великого інокуляторів та великого посівного апарата.
* * *
Матеріальні розрахунки для інокуляторів проводять так, як і для робочої
ферментації. По суті, потрібно розраховувати кожний пасаж, вважаючи, що в
попередньому ПМ містяться поживні субстрати, які будуть конвертовані в
наступному. Але для орієнтовних розрахунків з невеликою похибкою можна вважати,
що при об’ємах ПМ 5... 10% від об’єму ПС для робочої ферментації ПМ містить
1 ...3% АСБ, решта (умовно) - вода. Лише для деяких процесів, в яких об’єм ПМ
становить 20% і більше від об’єму ПС (наприклад, біосинтез бензилпеніциліну або
стрептоміцину), потрібний матеріальний розрахунок хоча б останнього ступеня
інокуляції.
За конструкцією інокулятори практично не відрізняються від робочих ферментерів.
Винятком можна вважати, що вивантажують з них інокулят не насосами, а
перетисканням за допомогою стисненого стерильного повітря. Це пов’язано з
невеликими об’ємами ПМ та надійнішим зберіганням стерильності. До інокулятора
ставлять і підвищену вимогу щодо герметичності як самого апарата, так і його зварних
швів, фланців, арматури.
BO “Зерномаш” (Росія) випускає серію біореакторів, які можуть бути викорис¬
тані як інокулятори (рис. 6.23, 6.24, 6.25). Характеристики ферментерів подано в
табл. 6.4.
225
ESBSHEMli ФЕРМЕНТАЦІЯ
Таблиця 6.4
Характеристики ферментерів BO “Зерномаш”
Характеристика
ВЛС-10 І
ВЛС-30 j
ВЛС-100
ВЛС-160М
Повний об’єм, дм
10 1
І зо
100
160
Матеріал
Сталь нержавіюча 12Х18Н10Т
Тип мішалки
турбін¬
на
лопатева і
якірна
якірна
лопатева
Швидкість обертання, с*1
O...22,5
0,25...2,5
0...2,5
Потужність електродвигуна, кВт
0,18
0,25
Габаритні розміри (висотахдіаметр, мм)
1300x500
755x700x1350
Маса, кг
HO
120
Ферментери споряджені системами контролю і автоматизації температури і pH.
Нагрівання середовищ для стерилізації - електричне.
На рис.6.26 та 6.27 зображено креслення інокулятора конструкції Діпромедпрому
об’ємом 2 м3 і маточника об’ємом 5 м3 конструкції ВНДІПрБ. В перший інокулятор
аераційне повітря подають через барботер, а в другий - через центральну трубу і
розподільчу розетку. Перемішування в першому інокуляторі здійснюють багатоярусною
турбінною мішалкою, як у звичайних ферментерах, а в другому - газовою фазою (для
цього встановлений дифузор, який працює за принципом аерліфта).
Рис. 6.23. Реактор-ферментер BJIC-10:
1 - підшипниковий вузол; 2 - штуцер для вивантаження; 3 - штуцер для подачі CO2 і O2; 4-
бобишки для датчика pH; 5 - кожух; 6 - стійка; 7 - електродвигун; 8 - манометр; 9 - штуцер
для завантаження; 10 - штуцер для відведення газів з реактора; 11 - робоча ємність; 12 -
датчик температури; 13 - піногасник; /4-трубчастий електронагрівач (TEH) для підтримки
температури біосинтезу; 15 - турбінна мішалка; 16- TEH для стерилізації поживного
середовища; 77 - штуцер для вивантаження готового продукту; 18-теплообмінник.
226
Передферментаційні процеси
6.24. Реактор-ферментер BJIC-100:
1- підшипниковий вузол; 2 - штуцер для вивантаження рідких компонентів; 3 - штуцер для подачі води; 4 -
завантажувальний люк; 5 - робоча ємність; 6 - TEH для стерилізації; 7 - електродвигун; 8 - муфта; 9 - датчик
температури; 10-манометр; II-TEH для біосинтезу; 12-мішалка якірна; 13 - кран зливний; 14-стійка
Рис. 6.25. Реактор-ферментер BJIC-160М:
1-електродвигун ПЛ-72; 2 - датчик температури (термопара); 3 - TEH для біосинтезу; 4 - пневмо-
гтупьт; 5 - ємність реактора; 6 - pH ‘"вимірювальний”; 7 - pH “допоміжний; 8 - TEH для стерилізації.
227
ФЕРМЕНТАЦІЯ
Рис.6.26. Інокулятор Діпромедпрому об’ємом 2 м3:
, / - електродвигун; 2 - редуктор; 3 - барботер; 4 - гільза для термометра; 5 - вал з
мішалкою; 6-штуцер для виходу конденсата або входу охолоджувальної води; 7 - труба
для взяття проби; 8- штуцер для входу пари або виходу охолоджувальної води; 9-труба для
перетискання.
Технічна характеристика інокулятора Діпромедпрому об ’ємом 2 м3:
Матеріал Сталь X18Н9Т
Внутрішній діаметр, мм 1200
Висота, мм 3870
Тиск, що допускається, кПа 294,3
Розрідження, що допускається, Па 133
Поверхня теплообміну оболонки, м2 7,0
Максимальний коефіцієнт аерації 2
Маса, кг 1800
Електродвигун типу АО-51 -4 потужністю, кВт 4,5
228
Передферментаційні процеси ^ДДцЦдДд
Ve
Рис. 6.27. Маточник ВНДІПрБ об’ємом 5 м3:
/ - корпус; 2 - аератор; З - лаз; 4 - гільза для термометра; 5 - водяна оболонка; б - дифузор;
7 - водяна оболонка дифузора; 8 - випускний штуцер; 9 - труба для перетискання;
10- штуцер для завантаження; 11 - штуцер для виходу повітря; 12 - пробовідбірник;
13 - оглядове вікно; 14 - штуцер для манометра
229
ФЕРМЕНТАЦІЯ
Технічна характеристика маточника ВНДІПрБ
Габаритний діаметр, мм 1900
Габаритна висота, мм 3020
Матеріал апарата Сталь X18Н9Т
Робочий тиск, кПа
в апараті 186,2
в оболонці 98,1
Швидкість повітря біля розетки аератора, м/с 14
Маса, кг 1900
Література до глави 6
1. Альперт Л.З. Основи проектирования химических установок. Учеб. пособие
для техникумов. Изд. 2-е, don. u перераб. - M.: Вьісш. школа, 1976. - 272 с.
2. Лащинский А.А., Толчинский А.Р. Основи конструирования и расчета
химической аппаратури. Справочник.- Л.: Машиностроение, 1970. - 752 с.
3. Центробежньїе насоси типа ХО-/А,К,Е,И. Каталог. - M.:
ЦИНТИХИМНЕФТЕМАШ, 1973.
4. Лопастньїе u роторньїе насоси. Каталог. - M.: ЦИНТИХИМНЕФТЕМАШ\
1973.
5. Насоси осевие типа iiOii, iiOnii и центробежньїе вертикального типа
iiBii. Каталог-справочник. -M.: ЦИНТИХИМНЕФТЕМАШ, 1970.
6. Дозировочние насоси и агрегати. Каталог-справочник. - M.:
ЦИНТИХИМНЕФТЕМАШ, 1975.
7. Химические насоси из неметалических материалов. Каталог-справочник.
' -M.: ЦИНТИХИМНЕФТЕМАШ, 1969.
8. Бирюков В.В., Минаева Л.П., Нгуен Вьет-Ань. Условия жвивалентности
термической обработки ферментационних сред // Биотехнология, 2004. - №4.
- С.90-95.
9. Гапонов К.П. Процесси и аппарати микробиологических производств.
M-M.: Легк. пром-сть, 1981. - 240 с.
10. Федосеев К.Г. Процесси и аппарати биотехнологии в химико-
фармацевтической промьішленности. - M.: Медицина, 1969. - 199 с.
11. Матвеев В.Е. Научньїе основи микробиологической технологии. - M.:
Агропромиздат, 1985. - 224 с.
12. Плевако Е.А. Технология дрожжей. - M.: Пищ. пром-сть, 1970.
13. Павлов К.Ф.і Романков, П.Г., Носков А.А. Примери и задачи по курсу
процессов и аппаратов химической технологии. - Л.: Химия, 1969. - 624 с.
14. Основние процесси и аппарати химической технологии. Пособие по
проектированию / под ред. Ю.ИДитнерского. - M.: Химия, 1983. - 272 с.
15. Михеев И.И. Основи теплопередачи. - M.: Знергия, 1973.
16. Холодильние машини. Справочник. - M., 1982. - 223 с.
230
Передферментаційні процеси
ДОДАТОК 1 до глави 6
Стандартні габаритні розміри апаратури зі стандартною ємністю
1. Вертикальні та горизонтальні ємності з еліптичними днищами
та кришками типу ГЕЕ та ВПП
V - стандартний об’єм, м3; D - внутрішній діаметр, мм; L - довжина циліндричної
частини, мм.
V
D
L
V
D
L
V
D
L
0,040
400
185
1,60
1400
575
20,0
2000
5705
0,063
370
2,00
1000
2215
2200
4535
0,100
665
1200
1370
2400
3625
0,125
400
860
1400
835
2600
2905
500
470
2,50
1200
1815
2800
2320
0,16
500
650
1400
1160
25,0
2200
5850
600
315
1600
715
2400
4730
0,20
500
855
3,20
1200
2430
2600
3850
600
510
1400
1615
2800
3135
0,25
500
1105
1600
1060
32,0
2400
6280
600
685
4,00
1200
3140
2600
5165
700
420
1400
2135
2800
4270
800
230
1600
1460
3000
3235
0,32
500
1465
1800
975
3200
2920
600
935
5,00
1200
4025
40,0
2400
8050
700
600
1400
2785
2600
6675
800
370
1600
1955
2800
5670
0,40
500
1870
1800
1370
3000
4665
600
1215
6,30
1400
3630
3200
3915
700
810
1600
2605
50,0
2400
10260
800
530
1800
1880
2600
8560
0,50
600
1570
2000
1340
2800
7195
700
1070
8,00
1600
3450
3000
6080
800
730
1800
2550
3200
5160
0,63
900
690
2000
1885
63,0
2800
9305
1000
470
10,0
1600
4675
3000
7920
0,80
800
1325
1800
3580
63,0
3200
6775
900
960
2000
2800
80,0
2800
12070
V 1000
685
2200
2200
3000
10330
1,00 *
800
1725
12,5
1600
5960
3200
8890
900
1275
1800
4315
100,0
3000
13160
1000
940
2000
3315
3200
11380
1200
485
2200
2560
125,0
3000
16700
1,25
1000
1260
2400
1970
3200
14430
1200
705
16,0
2000
4430
160,0
3000
21650
1,60
1000
1705
2200
3480
3200
18840
1200
1015
2400
2740
200,0
3400
20910
231
КЕЯДДДь ФЕРМЕНТАЦІЯ
Примітки: 1).Сірим кольором виділені корпуси ємностей тільки в
горизонтальному виконанні (цистерни); 2). Відношення L/D для реакторів-
змішувачів у вертикальному виконанні не перевищує, як правило, 1,5; через
особливості аераційних процесів ферментери цими стандартами не
регламентуються.
2. Корпуси з плоскими днищем і кришкою типу ГПП та ВПП
V - стандартний об’єм, м3; D - внутрішній діаметр, мм; L - довжина циліндричної
частини, мм.
V
D
L
V
D
L
V
D
L
0,063
400
500
5,00
1600
2490
40,0
3000
5660
0,100
795
1800
1965
3200
4975
0,125
500
635
6,30
1600
3135
3400
4410
0,160
815
1800
2475
3600
3930
0,200
600
710
2000
2005
50,0
2800
8125
0,250
885
8,00
2550
3000
7075
0,320
1130
2200
2105
3200
6220
0,400
1415
10,0
2630
3400
5510
800
795
2400
2210
3600
4915
0,500
995
12,5
2200
3290
4000
3980
0,630
900
990
2400
2765
63,0
2800
10240
1000
805
16,0
2200
4210
3000
8915
0,800
1020
2400
3540
3200
7835
1,00
1275
2600
3015
3400
6945
1200
885
2800
2600
3600
6190
1,25
1000
1590
20,0
2400
4425
63,0
4000
5015
1200
1105
2600
3770
80,0
2800
13000
1,60
1000
2040
2800
3250
3000
11325
1200
1415
3000
2830
3200
9950
2,00
1770
25,0
2600
4710
3400
8815
1400
1300
2800
4060
3600
7865
2,50
1200
2210
3000
3540
4000
6370
1400
1625
3200
3110
100,0
2800
16250
3,20
2080
32,0
2800
5200
3000
14155 !
1600
1590
3000
4530
3200
12440
4,00
1400
2600
3200
3980
3400
11020
1600
1990
3400
3525
3600
9830
1800
1575
40,0
2800
6500
4000
7960
232
Передферментаційні процеси
3. Корпуси з еліптичним відбортованим днищем і плоскою кришкою типу ЕП
D - зовнішній діаметр, мм; D1 - внутрішній діаметр, мм; H - загальна висота, мм;
h - висота циліндричної частини, мм.
V
D
D1
h
H
V
D
Di
h
H
V
D
h
H
0,01
-
219
250
325
0,32
-
530
1500
1650
2,50
1400
1400
1775
-
273
125
210
600
-
1000
1175
3,20
1400
1800
2175
0,016
-
273
250
335
-
630
1000
1175
1600
1250
1675
0,025
-
325
205
350
700
-
700
900
4,00
1600
1800
2225
0,040
-
377
300
415
-
720
700
900
1800
1250
1740
400
-
220
345
0,40
700
-
900
1100
5,00
1600
2200
2625
0,063
400
-
400
525
-
720
900
1100
1800
1600
2090
-
426
400
525
800
-
650
875
6,30
1600
2800
3225
0,100
400
-
700
825
0,50
800
-
800
1025
1800
2100
2590
-
426
700
825
0,63
800
-
1100
1325
2000
1600
2140
500
-
400
550
900
-
800
1050
8,00
1800
2800
3290
0,100
-
530
400
550
0,63
1000
-
600
875
8,00
2000
2200
2740
0,125
400
-
900
1025
0,80
800
-
1400
1625
2200
1800
2390 !
-
426
900
1025
1,00
800
- .
1800
2025
10,0
2000
2800
3340
0,16
-
480
900
1040
900
-
1400
1650
2200
2200
2790
500
-
700
850
1000
-
1100
1375
12,5
2200
2800
3390
-
530
700
850
1200
-
650
975
2400
2400
3040
600
-
450
625
1,25
800
-
2400
2625
16,0
2400
3200
3840
-
630
450
625
1000*
-
1400
1675
2600
2500
3190
700
- .
280
480
1200
-
1100
1225
2800
2100
2840
-
720
280
480
1,60
1000
-
1800
2075
20,0
2600
3400
4090
0,20
600
-
600
775
1200
-
1250
1575
2800
2800
3540
-
630
600
775
1400
-
800
1175
25,0
2600
4200
4890
0,25
600
-
800
975
2,00
1000
-
2400
2675
2800
3600
4340
-
630
800
975
1200
-
1500
1825
3000
3000
3790
700
-
500
700
1400
-
1100
1475
32,0
2800
4800
5540
- '
720
500
700
2,50
1000
-
3000
3275
3000
4000
4790
0,32
500
- '
1500
1650
1200
-
2000
2325
233
ФЕРМЕНТАЦІЯ
4. Ємності типу ВКП
V - стандартний об’єм, м3; D - внутрішній діаметр, мм; L - довжина циліндричної
частини, мм; а - кут конічної частини корпусу.
V
D
L
V
D
L
а = 60°
а = 90°
а = 120°
а = 60°
а = 90°
P
її
ю
O
о
0,100
400
675
735
755
10,0
2000
2605
2850
2995
0,125
500
495
555
590
2200
1995
2265
2420
0,160
675
735
770
12,5
2400
-
2365
2535
0,200
600
535
610
650
16,0
2600
' -
2580
2765
0,250
710
785
830
20,0
-
3335
3520
0,320
700
630
715
765
2800
-
2780
2980
0,400
600
1240
1315
1360
25,0
-
3595
3795
700
835
925
970
3000
-
3035
3250
0,500
800
765
800
920
32,0
-
-
4240
0,630
1025
1120
1175
3200
-
-
3670
900
730
840
905
40,0
3000
-
-
5375
0,800
1000
730
850
925
3200
-
-
4670
1,00
985
1105
1180
3600
-
-
3585
1,25
1200
760
905
990
50,0
3200
-
-
5910
1,60
1070
1215
1300
3600
-
-
4570
2,00
1400
895
1065
1165
50,0
4000
-
-
3595
<2,50
1220
1390
1490
63,0
3600
-
-
5845
3,20
1400
1675
1845
1945
4000
-
-
4630
1600
1310
1325
1440
80,0
3600
-
-
7515
4,00
1530
1725
1835
4000
-
- і
5985
5,00
1800
1445
1665
1795
100,0
3600
-
-
9485
6,30
1995
2175
2305
4000
-
-
7575
8,00
2000
1970
2215
2355
234
Передферментаційні процеси
ДОДАТОК 2 до глави 6
Реактор-змішувач з якірною мішалкою
Рис. 6.28. Загальний вигляд реактора з перемішувальним пристроєм якірного типу
235
ЦфДДЗДЕь ФЕРМЕНТАЦІЯ
Стандартні розміри реактора-змішувача з якірною мішалкою
г РЙс. 6.29. Креслення загального вигляду реактора-змішувача з якірною мішалкою,
виконаного з емальованої сталі:
1 - привод мішалки; 2 - кришка люку; 3 - кришка; 4 - опора; 5 - мішалка якірна; 6 - корпус; 7 -
«болонка; 8 - гільза з термометром; 9 - ущільнення торцеве; 10 - пристрій затискний; штуцери:
Aio-вхід продукту; Г-для гільзи термометра; Д-вихід продукту; E12-вихід теплоносія
(холодоносія); Ж - вхід теплоносія (холодоносія); C12 - для оглядового скла; JI - люк.
236
Передферментаційні процеси
Основні технічні дані сталевих емальованих апаратів з перемішувальним
пристроєм якірного типу
Показник
Об’єм, M^ . *
0,63
1,0
1,6
2,5
4,0
6,3
10
16
Умовний тиск
(надлишковий), МПа,
не більше:
в корпусі,
в оболонці
0,6
1,0
0,6
1,0
0,6
1,0
0,3
0,6
0,3
0,6
о о
0,3
0,6
0,3
0,6
Площа поверхні
теплообміну, м2
2,28
3,45
4,73
6,3
9,1
12,3
18,5
27,4
Діаметр вала мішалки
в зоні ущільника з
набиванням, мм
57
57
65
65
80
130
130
130
Основні розміри, MM
D
900
1000
1200
1400
1600
1800
2200
2400
D,
1000
1100
1300
1500
1700
2000
2404
2604
D2
620
700
850
950
1000
1220
3052
3288
D3
1290
1525
1730
2020
2240
2580
2935
3910
D4
760
800
950
1050
1250
1550
- •
-
H
870
1140
1280
1440
1790
2250
2935
3910
H1
960
1245
1385
1545
1895
2355
3060
4035
H2
2760
3040
3340
3630
4700
5600
5405
6380
H3
530
600
700
800
830
1100
1775
185.
H4
290
290
320
340
400
460
1020
1095
H5
315
345
375
445
505
515
-
-
H6
500
700
700
1000
1300
1300
-
-
H7
365
405
465
555
610
670
-
-
Hh
90
90
90
90
90
90
-
-
L
1350
1615
1820
2130
2350
2710
3192
3448
Lj
608
658
758
858
958
1108
1352
1452
L2
200
330
330
330
330
400
-
-
L3
200
300
365
380
460
530
-
-
S
12
12
14
14
16
14
-
-
S1
8
8
8
8
8
8
-
-
R
260
300
350
400
500
610
-
-
d
24
24
24
35
35
35
-
-
Маса, кг, не більше
1060
1400
1890
2440
3740
5200
7700
10000
237
ДДДДД^ ФЕРМЕНТАЦІЯ
ГЛАВА 7.
АПАРАТУРА ДЛЯ ПОВЕРХНЕВОГО
КУЛЬТИВУВАННЯ ПРОДУЦЕНТІВ
Від глибинного поверхневе культивування продуцентів відрізняється використанням
твердих зволожених субстратів. На початку розвитку мікробіологічної промисловості
цей метод за суттю копіював лабораторне культивування на твердих агаризованих
середовищах і був основним. З часом він втратив своє значення, поступаючись
глибинному методу, оскільки виробництво базувалось на ненадійному, громіздкому
обладнанні з великою часткою механічних пересувань твердих матеріалів.
Впровадження глибинних методів наблизило виробництво до звичайних хімічних
підприємств, які не мали цієї вади і були на той час достатньо відпрацьованими. До
того ж для глибшої переробки ферментизованого субстрату, одержаного поверхневим
методом, потрібно було проводити вилуговування кінцевого продукту. У результаті
одержували рідину, схожу на нативні розчини, яку переробляли дадалі так само, як і
нативні розчини.
Однак, поверхневим методом продовжують користуватись і сьогодні через
існування відповідних підприємств, і оскільки деякі, порівняно вищі види мікроорганізмів,
є більш продуктивними саме на твердих субстратах, наближених до природних, до
яких вони пристосувались в процесі еволюції.
0
7.1. Стерилізатори твердих субстратів
На рис. 7.1 зображено стерилізатор ВНДІЕКІпродмашу, який має горизонтальний
циліндричний корпус діаметром 1800 мм і довжиною 2800 мм. Кришки апарата -
еліптичні. Усередині корпусу розташовані два вали з лопатями, які обертаються в
різних напрямах зі швидкістю 0,25 об/с. Це дає можливість ретельно пересувати і
перемішувати твердий субстрат. Стерилізатор споряджений оболонкою, в яку подають
глуху пару для нагрівання сировини або воду для її охолодження. Субстрат можна
підігрівати і гострою парою з одночасним його зволоженням. Одноразово в апарат
завантажують 400 кг висівок та потрібну кількість води. Стерилізацію ведуть при
температурі близько 130°С (тиск приблизно 0,3 МПа) протягом 1,5 години. Після
закінчення стерилізації стерильний субстрат охолоджують, засівають конідіями грибів
і по стерильному матеріалопроводу передають на ферментацію.
Схожий за конструкцією апарат Укрдіпропроду показано на рис. 7.2.
Вертикальний стерилізатор, розроблений на Мічуринському спиртозаводі
(рис.7.3), розрахований на одночасну стерилізацію 500 кг висівок, зволожених
238
Апаратура для поверхневого культивування продуцентів ^МКЕШЕЕЖ
до 30%. З вертикальної частини стерилізатора висівки надходять на другий,
горизонтально розташований ступінь (на рисунку не показаний), споряджений
шнеком для перемішування і пересування субстрату. В цій частині висівки засівають
конідіями. На відміну від горизонтальних апаратів вертикальний має меншу
енергоємність.
У практиці знайшли застосування також газові стерилізатори, в яких стерилізацію
проводять токсичними газами при кімнатній температурі. Після евакуації повітря в
камеру подають дозу рідкого оксиду етилену (10 г на 25 кг сировини), який миттєво
перетворюється в пару. Після витримки протягом певного часу камеру продувають
стерильним повітрям. Фірма “Бонопейс” випускає газові стерилізаційні камери об’ємом
від 25 дм3 до декількох кубометрів.
Рис.7.1. Стерилізатор ВНІЕКІпродмашу
1 - корпус; 2 - штуцер для подачі води в апарат; 3 - люк для завантаження сировини і
посівної культури; 4 - повітряник; 5 - вал з лопатями; 6- штуцер для випуску промивних
вод; 7 - вивантажувальний люк; 8 - водяна оболонка; 9 - штуцер для подачі пари;
10- штуцер для виходу води з оболонки.
Застосовують також апарати вібраційного типу. Такий апарат складається з
горизонтального, герметично закритого жолоба, встановленого на рамі за допомогою
склопластикових ресор, ексцентрикового вібратора, розташованого в центрі жолоба,
муфелів, ущільнювальних пристроїв, бункера для сировини та приладів контролю.
Пшеничні висівки або інша сировина з бункера надходить у завантажувальну частину
вібростерилізатора. Висоту шару висівок регулюють за допомогою шибера, а
дозування - частотою коливань, які надає жолобу вібратор. Сировина проходить
тунельну муфельну пічку, в якій нагрівається і стерилізується. На виході стерильні
239
ФЕРМЕНТАЦІЯ
висівки зрошують стерильною водою, внаслідок чого вони охолоджуються і
зволожуюються. Потім до висівок додають суспензію конідій грибів. Підготовану
масу спрямовують в культиватор безперервної дії. Продуктивність лінії - 3,5 тонни
за добу.
Рис.7.2. Стерилізатор твердих поживних середовищ Укрдіпропроду:
/ - кришка; 2 - штуцер для подачі стерильної води; 3 - люки для миття і завантаження
посівної культури; 4 - люк для завантаження сировини; 5 - відведення повітря; 6- штуцер для
подачі пари; 7 - вал з лопатями; 8 - корпус стерилізатора; 9 - водяна оболонка; 10 - штуцер
для випуску промивних вод; 11 - вивантажувальний люк; 12 - штуцер для конденсату.
240
Апаратура для поверхневого культивування продуцентів
Рис. 7.3. Вертикальний стерилізатор.
І - корпус; 2 - оболонка; З - вал; 4 - лопать для перемішування; 5 - лопать для скидання;
б-вивантажувальний люк; 7-оглядове вікно; 8 -завантажу вальний люк;
9 - штуцер для запобіжного клапана.
241
ФЕРМЕНТАЦІЯ
На рис. 7.4 показано конвеєрну лінію, до складу якої входить високочастотний
нагрівач. Цей нагрівач дає змогу майже миттєво рівномірно нагріти сировину за
рахунок примусових коливань полярних груп молекул субстрату і води, що усуває
можливість перегріву сировини, опалення її поверхневого шару. Температуру
стерилізації підтримують на рівні 135... 140°С, а сам процес ведуть упродовж 3...5
хвилин. Надалі проводять операції, які описані вище.
Лінії з високочастотним нагрівом ще не набули поширення. Вони мають порівняно
невеликі габаритні розміри, їх застосовують в напівпромислових умовах в пілотних
установках.
1 - каркас; 2 - бункер для завантаження сировини, споряджений роторним дозатором;
З - струмопровідна шина; 4 - механізм пересування пластини конденсатора; 5 - пластини
конденсатора; 6 - стрічковий транспортер; 7 - дозатор стерильної води; 8 - дозатор посівної
суспензії; 9-двосекційний шнек; 10-привід шнека; //-привідстрічкового шнека.
Воду для зволожувачів стерилізують у звичайних парових стерилізаторах.
Останнім часом почали використовувати бактерицидні установки. Так, наприклад,
на Расказівському заводі біохімічних препаратів встановлена бактерицидна установка
безперервної дії OB-AKX-I Смоленського заводу Мінкомунхозу (РФ), принцип дії
якої ґрунтується на обробці води УФ-променями, продуктивністю 90 м3/год.
Крім згаданих ліній безперервної стерилізації, свого часу розроблені допоміжні
типи ліній, наприклад, лінії для миття, стерилізації і заповнення кювет середовищем.
Але з втратою промислового значення процесів поверхневого культивування у кюветах
взагалі втратили значення і ці лінії.
7.2. Ферментери для поверхневого культивування
Для вирощування мікробіологічних культур на твердих поживних середовищах
використовують так звані вирощувальні установки. Ці апарати повинні забезпечувати:
242
Апаратура для поверхневого культивування продуцентів ^ДДЦИІЗД
-ріст культури в шарі твердого середовища завтовшки не менше 50 мм,
-стерильність процесу,
- максимальну трансформацію поживних речовин у білок.
Першими культиваторами для поверхневого культивування мікробіологічних
культур можна вважати вирощувальну камеру: Вона є герметичною кімнатою
(10x2,8x2,1 м) з двома дверима в торцях. Усередині кімнати встановлюють етажерки
з горизонтально розташованими кюветами, наповненими засіяним зволоженим
поживним середовищем. З одного боку в камеру подають свіже стерильне вологе
повітря, а з другого відпрацьоване повітря видаляють. Одночасно в камері знаходяться
700 кг висівок. Орієнтовно для одержання 1 тонни сухої культури гриба за добу потрібно
встановити 3-4 камери.
Більш продуктивними і компактними виявились вирощувальні установки з
вертикальним розташуванням касет (кювет) {камери Соловйова). Касета є верти¬
кальною плоскою перфорованою коробкою, яка споряджена верхньою сітчастою
кришкою. В касету через відкидне днище укладають засіяне ПС, днище закривають,
підготовану касету укладають разом з іншими у вертикальному положенні в прямокутну
камеру. В камеру подають стерильне повітря, яке проходить крізь перфорацію касети
і надходить до ПС. Відпрацьоване повітря, не змішуючись зі свіжим, виводиться з
касет через сітчасту кришку, а далі - з камери.
Ще досконалішими є вирощувальні камери з вертикальними касетами, які
безперервно рухаються по рейках. Після закінчення процесу культивування на
кінцевому пункті камери автоматично розкриваються, касети теж. Після підготовки
споряджені касетами камери продовжують свій рух по замкненому циклу. Ємність
одної камери 500 кг, габаритні розміри 1 бООх 1 ЗООх 1020. У 7 камерах за добу отримують
1200 кг культури гриба.
* Свого часу були поширені періодичні установки барабанного типу
американської фірми “Валерштайн”. Циліндричний барабан, який в період ферментації
обертається навколо осі зі швидкістю 1 об/хв., має діаметр 2100 мм і довжину 5200
мм, люки для завантаження сировини і вивантаження готової продукції. Усередині
барабана по осі проходить секціонована перфорована труба для введення стерильного
повітря і виведення відпрацьованого. Одночасно в апарат завантажують 2 тонни ПС.
Можливість перемішування середовища надала цим апаратам помітну перевагу перед
касетно-кюветними без перемішування.
Подальший технічний розвиток і вимоги щодо збільшення продуктивності привели
до створення поверхневих ферментерів як дискретно-безперервних, так і безперервних.
В основному їх створювали на базі камерних та стрічкових сушарок, поширених в
харчовій промисловості.
На рис. 7.5 зображено схему вирощувальної установки ВІС-42Д. Вона має камеру,
два калорифери, три вентилятори, три циклони. В камері розташовані 20 полиць, що
самовивантажу ються.
243
E5SB3HL ФЕРМЕНТАЦІЯ
Рис.7.5. Вирощувальна установка ВІС-42Д:
1 - вентилятор; 2 - циклони; З - термометри ТГ-6; 4 - калорифери; 5 - психрометри; 6 - полиці
камери; 7 - вирощувальна камера; 8 - пластини; 9 - дверцята; 10- бункер; II- вентилятор; 12 -
фільтр грубого очищення повітря; ІЗ-фільтр ЛАІК; I, II,III-зони росту.
Розміри кожної полиці - 2000х 1100. Полиця складається з 16 окремих пластин
розміром 120x60, які через задані проміжки часу автоматично перегортаються на
кут 90°, а потім повертаються у вихідний стан. Установка споряджена системою
очищення і стерилізації як свіжого, так і відпрацьованого аераційного повітря.
Після завантаження стерильного засіяного ПС на верхню 20-у полицю апарат
герметизують, середовище транспортерною стрічкою або кареткою рівномірно розподіляють
по поверхні полиці. Через певний час пластини полиці перегортаються і середовище
пересипається на нижню 19-у полицю. Потім пластини 20-ї полиці повертаються у вихідний
стан і через деякий час на неї завантажують нову порцію ПС. Потім цикл повторюється,
але він вже починається з 19-ї полиці, з якої ПС надходить на 18-у полицю і так далі. У такий
244
Апаратура для поверхневого культивування продуцентів JtESESSSBk
спосіб, за час, необхідний для пересування середовища по всіх полицях, закінчується ріст
культури гриба і з 1 -ї (нижньої) полиці вивантажують готову культуру, яку спрямовують у
приймальний бункер, а далі - на подрібнення або сушіння. За добу можна виростити 300 кг
культури. Порівняно з вирощувальними камерами продуктивність цієї установки з одиниці
площі більше в 5 разів. Установка може працювати як у безперервному, так і в періодичному
режимі. Схожа за принципом дії є установка колонного типу (рис.7.6). На відміну від
попередньої вона має перемішувальні лопаті, встановлені на центральному валу, що сприяє
кращим умовам ферментації, вона легше піддається автоматизації.
Рис.7.6. Схема вертикального апарата для поверхневого культивування колонного типу:
/ - люк для вивантаження; 2 - валик секції; 3 - опора; 4 - колектор підведення аераційного
повітря; 5 - охолоджувальні змійовики; б- лопать вала; 7- колектор відведення відпрацьо¬
ваного повітря; 8 - кришка; 9 - бобишка манометра; IO - штуцер; 11 - повітряник;
12 - шестерня приводу вала; 13 - вал; 14 - люк вивантаження; 15 - корпус.
245
ФЕРМЕНТАЦІЯ
Конвеєрно-лоткова установка берперервної дії ВНДІФСа, споряджена лінією
стерилізації. Пшеничні висівки пневмотранспортом подають зі складу сировини у
приймальний бункер, з нього через дозатор вони надходять на рухому сталеву стрічку,
проходять стерилізатор, в якому нагріваються до 140°С від труб, розташований
усередині стерилізатора, в які подають глуху пару підтиском 0,6 МПа. Далі стерильне
середовище охолоджується і зволожнюється стерильною водою, засівається і
надходить в горизонтальні кювети, встановлені набагатогілковий ланцюговий конвеєр.
За час перебування ПС в камері закінчується ріст культури гриба, культуру
вивантажують, а далі порожні кювети надходять на вузол мийття і стерилізації і
повертаються на початок лінії.
Рис.7.7. Вирощувальна установка типу СПК:
1 - вентилятор; 2 - фільтр Рекка; 3 - бактеріальний фільтр ЛАІК; 4 - кондиціонер;
5 - вирощувальна камера; б-сітчаста стрічка; 7-розрихлювачі; 8- калорифери;
P-повітропровід для відпрацьованого повітря; 10 - стерилізатор; 11 - матеріалопровід;
12 - транспортер
На рис. 7.7. показано установкуСПК, яка є металевою шафою, усередині якої
розташовані 5-6 гілок стрічок сітчастого транспортера. Стрічки зроблені з дротяної сітки
з комірками 20x1,5. Швидкість руху можна змінювати від 1 до 1,14 м/хв. Кожна гілка
транспортера споряджена вирівнювальними пристроями і пристроями для розрихлення.
Поживне середовище надходить на верхню гілку транспортера, з неї пересипається на
нижню і так далі. Готовий продукт надходить в приймальний бункер. Випускають декілька
установок, які відрізняються за продуктивністю (СПК - 15,30,45,90).
246
Апаратура для поверхневого культивування продуцентів ^ИИДІЗД
1 -трубчастий віброконвеєр для подачі висівок; 2 - вага; 3 - бункер; 4 - стерилізатор;
5 -зволожувач; 6 - стерилізатор води; 7 -теплообмінник; 8 - холодильник; 9 - мірник стерильної
води; 10 - поплавковий регулятор рівня; 11 - вузол завісу; 12 - вирощувальна камера;
t 13 - біофільтри; 14 - подрібнювач; 15 - сушильна камера; 16 - бункер з пристроєм для
вивантаження; 17 - циклон-розвантажувач; 18 - бункер для готової продукції;
19-батарея циклонів; 20- камера для мийки; 21 - машина для зашивання мішків ЗЗЕ-М;
22-вібротранспортер; 23-кондиціонер; 24 - вентилятор; 25-фільтр грубого очищення повітря.
Випускають також установку 4Г-КСК, схожу за принципом дії на установку
СПК (рис.7.8). На одну з 5-6 гілок транспортера завантажують 600-700 кг поживного
середовища. Час ферментації можна регулювати в межах 36-48 годин.
На рис.7.9 подано план вібраційної установки гвинтового типу. За суттю установка
є гвинтовим жолобом (гвинтовою сходинкою), по якому безперервно зверху донизу за
рахунок вібрації пересувається шар засіяного сипкого ПС зі швидкістю 2-3 мм/с. Жолоб
складається з 4 послідовно з’єднаних конвеєрів, при цьому перші три є вирощувальною
частиною, а четвертий виконує роль сушарки. Другий конвеєр споряджений водяною
оболонкою для відведення фізіологічного тепла, яке виділяється культурою в період
активного росту. Зовнішній діаметр жолоба (2000 мм) і кількість витків розраховані на
час ферментації 36 годин. Четвертий конвеєр - сушарка -також споряджений оболонкою,
але в неї подається вода з температурою 70°С, а в зону сушіння додатково повітря з
247
ФЕРМЕНТАЦІЯ
температурою 90°С. Готова продукція надходить в бункер, а повітря фільтрується і
видаляється. Продуктивність установки - 3,5 тонни/добу.
Подальше оброблення продуктів ферментації, одержаних методами поверхневого
культивування, крім сушіння, полягає у вилуговуванні, як правило, ферментних білків з
твердого кінцевого продукту. Екстракцію здійснюють в спеціальних апаратах, які
називають дифузорами.. Одержаний екстракт спрямовують на концентрування, рідинне
кондиціювання, а потім на фасування у вигляді сиропу або на сушіння. Новітні технології
передбачають оброблення екстракту на ультрафільтрувальних установках, які не тільки
концентрують ферментні білки, але й звільняють їх від баластних речовин, в тому числі
від сторонніх білків. Досі не втратило свого значення і осаджування ферментних білків
органічними розчинниками або сульфатом амонію. Нині набуває поширення вилучення
ферментів методами афінної хроматографії. Детальний опис дифузорів, метод
твердофазової екстракції, ультрафільтрування, методи осадження та хроматографії
розглянуті у частині II посібника.
Рис.7.9. План гвинтової віброустановки продуктивністю 3,5 т гриба за добу:
/ - рама під бункер; 2 - бункер для висівок; 3 - вібростерилізатор; 4 - вібропривод; 5 -
стерилізатор води; б - патрубок вивантаження стерильного ЖС із стерилізатора і
завантаження його у гвинтовий конвеєр; 7, 8-електродвигун з вібропривідом; 9, 10, 11-
матеріальні трубопроводи для подачі середовища відповідно на II та
III віброконвеєри і культури на IV віброконвеєр.
Література до глави 7
1. Кнунянц К.А., Голгер Л.И. Микробньїе ферментньїе препарати. - M.:
Пищепром, 1979. - 304 с.
248
Відділення біомас від нативних розчинів
ЧАСТИНА IL ОБРОБКА КУЛЬТУРАЛЬНИХ РІДИН
ВІДДІЛЕННЯ БІОМАС ВІД
НАТИВНИХ РОЗЧИНІВ
Один з можливих варіантів переробки культуральних рідин полягає в зневоднюванні
(сушінні) з метою одержання товарного, сухого залишку, який містить цінні біологічно
активні речовини. Але більшість сучасних технологій передбачають виділення цих
речовин у чистому вигляді. Сировиною для подальшої переробки можуть бути як
нативні розчини, так і біомаси. Незалежно від наступних операцій першою стадією
переробки є виділення з культуральної рідини завислої фази - клітинної маси.
Основними методами відділення біомас від нативних розчинів є
- фільтрування,
- осадження,
-флотація.
Останній метод використовується лише для виділення кормових дріжджів, тому
розглянемо його стисло.
8.1. Фільтрування
Під фільтруванням розуміють розділення твердої та рідкої фаз під час перепускання
суспензії крізь пористу перегородку. Сьогодні до методів фільтрування можна віднести
й мембранні процеси відділення від дисперсійної фази не тільки твердих частинок, але
й розчинених речовин з утворенням концентратів цих речовин і пермеатів. Види
фільтрування, які практично використовують в мікробіологічній промисловості, подано
на схемі (рис. 8.1).
8.1.1. Звичайне фільтрування
Метод звичайного фільтрування (надалі просто фільтрування) поширений у
практиці мікробіологічного виробництва і в деяких випадках є незамінним.
Фільтрування частіше проводять за постійного тиску, лише в деяких процесах -
за постійної швидкості фільтрування, наприклад, при освітленні пива на діатомових
фільтрах.
Основне рівняння фільтрування за постійного тиску за умови, що опір фільтрувальної
перегородки є набагато меншим за питомий опір фільтрування осаду:
249
ИЗЯВк. Пробка культуральних рідин
Вихідна суспензія:
механічні частинки, зооглеї, бактеріальні колонії, окремі клітини, спори, колоїдні
частинки, розчини високомолекулярних сполук (BMC), низькомолекулярних органічних
та неорганічних речовин (НМС), вода
І
Звичайне фільтрування
Середній діаметр пор фільтрувальної перегородки 80 мкм.
В процесі фільтрування утворюються:
1. Осад на фільтрі: механічні частинки, зооглеї, бактеріальні колонії;
2. Фільтрат: окремі клітини, спори, колоїдні частинки, розчин BMC та НМС,
вода.
Осад
Мікрофільтрування
Середній діаметр пор фільтрувальної перегородки 0,1-10 мкм. У процесі
фільтрування утворюються:
1. Мікроосад на фільтрі: окремі клітини, спори, колоїдні частинки (відкидається
разом з фільтрувальною мембраною);
2. Фільтрат: розчин BMC та НМС, вода.
Фільтрувальні перегородки
з мікроосадом
Ультрафільтрування
Середній діаметр пор мембрани 0,1 мкм. У процесі фільтрування утворюються:
1. Концентрат: водний розчин BMC;
2. Пермеат: водний розчин НМС.
Концентрат
Зворотний осмос
Середній діаметр пор мембрани 0,01 мкм. У процесі фільтрування утворюються:
1.Концентрат: водний розчин НМС;
2. Пермеат: сильно розбавлений розчин НМС.
Концентрат
Рис. 8.1. Схема видів фільтрування
250
Відділення біомас від нативних рсттпнітт
(8.1)
2АР
де тф - час фільтрування, с;
Уф - об’єм фільтрату, одержаний за час фільтрування, м3;
F - площа фільтрування, м2; т0 - маса вологого осаду, який одержують під час
фільтрування 1 м3 суспензії;
г0 - питомий опір фільтрування (опір фільтруванню 1 кг осаду, рівномірно
розподіленого на площі 1 м2), м/кг;
г|ф - динамічна в’язкість дисперсійного середовища (фільтрату), Па с;
AP-різниця абсолютних тисків до і після фільтрувальної перегородки, Па.
Величини т0 та г0 встановлюють експериментально, але можна говорити, що
питомий опір біомас є дуже великим і становить від IO10 до IO14 м/кг (переважно
IO12... IO13 м/кг). Величину т0 можна легко розрахувати з матеріального балансу,
враховуючи, що вміст води в клітинній масі становить 70...85%, а осади містять
10-И 5% міжклітинної вологи в перерахунку на весь осад.
Середню швидкість фільтрування знаходять з виразу:
З основного рівняння визначають час фільтрування за заданою площею або
навпаки.
Приклад 8.1. Визначити час фільтрування культуральної рідини, одержаної при
культивуванні продуценту пеніциліну, і середню швидкість фільтрування.
Використовують нутч-фільтр з площею фільтрування 0,19 м2, вакуум - 600 мм рт. ст.
Суспензія має такі характеристики: г0 — 4 IO11 м/кг; ш0 - 30 кг/м3; г|ф - 1,7 10° Пас.
Об’єм одержаного фільтрату - 63 дм3.
3. Середня швидкість фільтрування \Уф = 0,063/(0,19*3,89) = 0,085 м3/(м2 год.).
Середня швидкість фільтрування культуральних рідин лежить в межах 0,01.. .2 (в
середньому 0,05) м3/(м2 год.). У більшості випадків в процесі утворюються студенисті
пластівці або дрібнозернисті осади з великим питомим опором фільтруванню. Для
збільшення цієї швидкості попередньо обробляють культуральну рідину, якщо це не
Розв \язання
I. AP = 600/760 = 0,79 атм = 101325*0,79 «8-Ю4 Па.
= 14018с = 3,89 години.
2*810
2. Час фільтрування тф
251
Обробка культуральних рідин
викликає небажаних хімічних змін цільових речовин, і використовують допоміжні
фільтрувальні матеріали.
Способи попереднього оброблення:
- KP підкислюють, внаслідок чого відбувається коагуляція білків з утворенням
більших за розміром пластівців;
- KP обробляють солями (електролітами), наприклад, сульфатами цинка або
алюмінію, що приводить теж до утворення великих пластівців;
- KP нагрівають до 70.. .80°С, що викликає теплову коагуляцію;
- до KP додають реагенти, які утворюють з речовинами KP нерозчинні осади,
наприклад, під час оброблення деяких KP хлоридом кальцію останній утворює з
ортофосфорною кислотою або її солями нерозчинний осад фосфату кальцію, який сприяє
утворенню крупнозернистого осаду.
Біомаси належать до осадів, що стискаються, тобто під тиском вони, змінюючи
свою форму, утворюють компактніші шари осаду. Це приводить до того, що канали,
необхідні для проходження фільтрату, блокуються, і швидкість фільтрування різко
зменшується. Формула (8.1) не враховує цього явища, тому її використовувують лише
для орієнтовних розрахунків. Для запобігання стисканню осаду або зменшення цього
ефекту використовують додаткові фільтрувальні матеріали (ДФМ), що не стискаються,
які вводять в KP (діатоміт, фільтроперліт, кізельгур тощо). Вони індиферентні до речовин
KP, не інактивують ферменти тощо. Максимальна швидкість фільтрування досягається
за співвідношення ДФМ: тверда фаза =1 : 0,5... 1.
Після фільтрування осад, як правило, промивають. Для розрахунку часу промивання
знаходять швидкість фільтрування промивної рідини Wn:
де г|п - в’язкість рідини, що йде на промивання, Пас; Ro -опір фільтруванню шару
осаду, м*1 (добуток питомого опору на дійсну масу осаду в перерахунку на 1 м2).
Співвідношення між об’ємом фільтрату і суспензії:
де Vn - об’єм промивної рідини, M3.
Приклад 8.2. Умови попереднього прикладу. Об’єм води на промивання
дорівнює об’єму суспензії, що фільтрувалась. Густина вологого осаду 1050 кг/м3.
Знайти час промивання осаду.
(8.4)
Час промивання тп розраховують за формулою:
(8.5)
252
Відділення біомас від нативних розчинів
Розв ’язання
1. Об’єм суспензії, що фільтрувалась, 0,063/(1 - 30/1050) = 0,065 м3.
2. Маса вологого осаду, що залишився на фільтрі, дорівнює 30*0,065 = 1,95 кг.
3. Приведена до 1 м2 маса осаду на фільтрі 1,95/0,19 = 10,26 кг/м2.
4. Опір фільтруванню шару осаду Ro = 10,26*4 10" = 4,104 IO12 м1.
5. Швидкість фільтрування промивної води W = — =
v 0,910=3 *4,104IO12
= 2,16 • I О-5 м3/с.
6. Час промивання х„ = 0^065 _ ^с = 4 4 години.
F " 0,19 *2,16IO'5
Для циклічного процесу фільтрування площу фільтрування знаходять з виразу:
^ФТ
= (8-6)
_±
Fi
де ЕУф - загальна кількість фільтрату, яку одержують під час фільтрування;
Ex - загальний час переробки усієї партії суспензії;
T-тривалість циклу фільтрування;
Уф - об’єм фільтрату, який одержують за 1 цикл фільтрування, м3;
Fi - площа фільтрування апарата, який використовують в процесі, м2.
Тривалістю циклу фільтрування є час, витрачений на основні й додаткові операції:
T = т. + х + х + х , (8.7)
ф n C дод’ 4 7
де Xc - час, витрачений на підсушування осаду; тдод - додатковий час, витрачений
на обслуговування апарата.
Потрібну кількість апаратів циклічної дії, які повинні працювати одночасно й
паралельно для переробки заданого об’єму фільтрату, знаходять з виразу:
n = EF/F. . (8.8)
Приклад 8.3. Кожні 84 години одержують 16 м3 культуральної рідини (КР), що
містить 1,2 мас.% АСБ. Протягом 1 години рідину перекачують у збірник, додають
діатоміт, витримуючи співвідношення клітинна маса : діатоміт =1:1, перемішують
0,5 год і починають фільтрувати, використовуючи друк-фільтри з номінальною ємністю
кожного 0,175 м3 та поверхнею фільтрування 0,38 м2. Робочий тиск - 6 атм. Цикл
роботи фільтра складається із завантаження суспензії на номінальну ємність апарата
(10 хв.), фільтрування суспензії, промивання осаду водою, яку беруть в об’ємі V4 від
об’єму взятої суспензії, підсушуванні осаду повітрям (10 хв), розвантаження фільтра та
253
ЦДіДДД^ Обробка
культуральних рідин
заміни фільтрувальної тканини (20 хв). Питомий опір фільтруванню осаду без додавання
ДФМ r0 = IO12 м/кг. Скільки потрібно встановити апарате, які працюють?
Розв ’язання
1. Клітинна маса містить 65...85 мас.% води. Приймемо середнє значення 75%.
Тоді вміст клітинної маси в KP становить 1,2/0,25 = 4,8 мас.%.
2. Густина KP знаходиться в межах 1010... 1100 кг/м3. Приймемо середнє
значення 1050 кг/м3. Тоді в 1 м3 KP клітинної маси буде 1050*0,048 = 50,4 кг.
3. Після додавання діатоміту маса твердого осаду становить 50,4 + 50,4= 100,8 кг.
4. Враховуючи, що осад містить 10... 15% міжклітинної вологи (приймемо 12,5 %), за¬
гальна кількість вологого осаду, що виділяється з I M3 СуСПЄНЗІЇ(кОЄфІЦІЄНТ ITl0), буде становити
100,8/0,875 = 115,2 кг/м3. (Збільшенням об’єму суспензії від додавання діатоміту знехтували).
5. Від додавання діатоміту питомий опір фільтруванню зменшується в 3... 5 разів.
Приймемо середнє значення, тоді г0 = 1012/4 = 2,5 10" м/кг.
6. В’язкість фільтрату залежить від багатьох факторів: виду продуцента, його
концентрації, температури, тиску тощо. Як правило, вона знаходиться в межах
(1... 1,5) IO'3 Пас. Приймемо середнє значення 1,25 IO'3 Пас.
7. Густина АСБ становить 1200... 1300 кг/м3, а клітинної маси 1040... 1080 кг/м3.
Приймемо 1080 кг/м3. Густина діатоміту-2780 кг/м3. Враховуючи, що вологий осад
містить нативний розчин, який має густину близьку до густини води, густина вологого
осаду буде становити го = (1080*50,4 + 2780*50,4 + 1000* 14,4)/115,2 = 1814 кг/м3.
8. З 1 м3 суспензії одержують 1 - 115,2/1814 = 0,936 м3 фільтрату, а з 0,175 м3
суспензії, яку завантажують на 1 цикл фільтрування, відповідно 0,164 м3.
115,2*2,510" * 1,25 IO 3
0 38
9. Час фільтрування т* = -—-—- = 5515 с = 1,53 год.
v F ф 2*6*101325
10. Маса осаду, що виділяється з 0,175 м3 суспензії, дорівнює 115,2*0,175 = 20,16 кг.
11. Маса осаду в перерахунку на 1 м2 площі фільтрування 20,16/0,38 = 53,1 кг/м3.
12. Опір шару осаду фільтруванню промивної води 2,5 10" *53,1 = 1,33 IO13 м1.
її ти • 6 * I Ol 325 СЛО 1Л_5 3/
13. Швидкість промивання т = — = 5,08-10 м /с.
0,910 3 * 1,33 IO13 '
0,175
14. Час промивання Tn - ^nn, ft_5 = 2266 с = 0,63 год.
А.
0,38*5,0810'
15. Цикл фільтрування триває T= 10/60 + 1,53 + 0,63 + 10/60 + 20/60 = 2,83 год.
16. Загальний об’єм фільтрату ЕУф = 16(1 - 115,2/1814) = 14,98 м3.
17. Загальний час проведення процесу фільтрування Ет = 84 - 1 - 0,5 = 82,5 год.
гт •« і • vc 14,98*2,83*0,38 , 1П 2
18. Потрібна площа фільтрування EF = — = 1,19 м .
82,5*0,164
19. Потрібна кількість апаратів J,} 9/0,38 = 3,13 (4) апарати.
254
Відділення біомас від нативних розчинів ^ДЕШЕЕВІ
8.7.2. Оптимізація процесу фільтрування
З основної формули фільтрування (8.1) бачимо, що час фільтрування пропорційний
квадрату об’єму одержаного фільтрату, отже, і квадрату об’єму взятої суспензії. Якщо
знизити вдвічі завантаження, то в 4 рази знизиться час фільтрування. Отже, зменшуючи
об’єм завантаження можна і скоротити час циклу фільтрування. Але при цьому все
більшу роль буде відігравати час допоміжних операцій (підсушування, обслуговування
апарата тощо). Існує оптимум завантаження, при якому досягається можливий
мінімум часу циклу фільтрування. Його визначають за формулою:
C--,
V-K
2дРт
ДОД
(8.9)
[(1-то / Po )'т1ф + 2Хт|п]т0г0
де C- ступінь заповнення ємності фільтрувального апарата циклічної дії,
безрозмірна величина;
Vn - номінальна ємність апарата, м3;
хіМ - час додаткових операцій, с;
X - співвідношення між об’ємами промивної рідини і завантаженої суспензії;
г)п-динамічна в’язкість рідини, що йде на промивання осаду.
Якщо C > 1, то проводять наступний цикл фільтрування без вивантаження осаду;
якщо C < 1, то на цикл беруть суспензії менше номінального об’єму фільтра.
Важливий висновок оптимізації: час основних операцій (фільтрування +
промивання) повинен дорівнювати часу допоміжних операцій.
Приклад 8.4. Умови прикладу 8.3. Оптимізувати процес і визначити потрібну
кількість апаратів.
Розв ’язання
1. Оптимальний ступінь заповнення:
C = -
0,38
2*6*101325(10+10 + 20)60
0,175
І
7, 115,2 "І
І 1814J
2 ”
1,2510"3 + 2 * 0,25 * 0,910'3
115,2*2,510"
= 0,556.
2. В апарат потрібно завантажувати 0,175*0,556 = 0,0973 м3 суспензії.
Можна перевірити справедливість висновку оптимізації:
а). З 0,0973 м3 суспензії отримують 0,0973(1 - 115,2/1814) = 0,091 м3 фільтрату.
Час фільтрування протягом одного циклу роботи апарата становить
б). тф =
_ V
0,091
0,38
115,2*2,510" *1,2510'
= 1698 с = 28,3 хвилини.
2*6*101325
в). З суспензії виділиться 115,2*0,0973 = 11,21 кг вологого осаду. В перерахунку
на 1 м2- 11,21/0,38 = 29,5 кг/м2.
255
Обробка культуральних рідин
г). Опір фільтруванню шару осаду 29,5*2,5 10" = 7,375 IO12 м'1.
6*101325
д). Швидкість фільтрування промивної води
0,910“3 * 7,37510і2
= 9,16 -1 Os м3/с.
0,0973 * 0,25
е). Час промивання тп = — 1 = 699 с «11,7 хв.
0,38*9,16 10“5
ж). Час проведення основних операцій 28,3 + 11,7 = 40 хв.
з). Час допоміжних операцій 10+10 +20 = 40 хв.
14,98
3. Потрібна площа фільтрування SF = -
40 + 40
60
0.38
= 1,01 м2.
82,5*0,091
4. Потрібна кількість апаратів, які одночасно працюють п = 1,01/0,38=2,66 (3) апарати.
Отже, завдяки оптимізації кількість апаратів можна скоротити з чотирьох до трьох.
8.1.3. Конструкції ємнісних фільтрувальних апаратів циклічної дії
На рис.8.2 подано схеми конструкцій вакуумних фільтрів (нутч-фільтрів) та
фільтрів, що працюють під тиском (друк-фільтрів). В хімічній технології ці апарати
набули значного поширення [7,8].
стиснене повітря
а б
Рис.8.2. Схеми конструкцій нутч-фільтрів (а) та друк-фільтрів (б).
У верхню ємність фільтрів завантажують суспензію. В нутч-фільтрах вакуум
створюють вакуум-насосом, який відсмоктує повітря з приймальної ємності. Тверді
частинки суспензії затримуються на фільтрувальній перегородці. Після закінчення процесу
256
Відділення біомас від нативних ро і миші
без вивантаження осаду або після його вивантаження, але обов’язково після зливання з
приймальної ємності фільтраіу додають нову порцію суспензії і продовжують фільтрування.
Нутч-фільтри можуть бути закритими або відкритими. Обидва типи фільтрів
випускають як з оболонками для теплоносія з метою нагрівання або охолодження
продуктів, так і без оболонок. На нутч-фільтрах переробляють суспензії з малим питомим
опором фільтруванню осаду (до 10" м/кг), друк-фільтри призначені для суспензій, які
важко фільтруються. Основні технічні характеристики апаратів наведено в табл. 8.1.
Таблиця 8.1
Основні технічні характеристики нутч- та друк-фільтрів НДІхіммашу
Тип фільтру t
Номінальна ємність, м^/ поверхня фільтрування, м^~
Нутч-фільтр закритий без оболонки
0,01/0,06; 0,025/0,1
Нутч фільтр закритий з оболонкою
0,063/0,2; 0,16/0,4; 0,4/0,6; 0,63/0,8
Нутч-фільтр відкритий без оболонки
0,01/0,06; 0,025/0,1
Нутч фільтр відкритий з оболонкою
0,063/0,2; 0,16/0,4; 0,4/0,6; 0,63/0,8
Друк-фільтри без оболонки
0,01/0,06; 0,025/0,1
Друк-фільтри з оболонкою
0,063/0,2; 0,16/0,4; 0,4/0,6; 0,63/0,8
Робочий тиск в нутч-фільтрах до 0,0608 МПа, у друк-фільтрах-до 0,608 МПа.
8.1.4. Фільтр-преси з ручним вивантаженням осаду
Фільтр-преси з ручним вивантаженням осаду є найбільш поширеним серед
апаратів, що працюють під тиском. Основним фільтрувальним елементом цього
фільтра є суцільна сталева плита 1 (рис.8.3), яка має на обох поверхнях ненаскрізні
отвори, які усередині з’єднуються в одному колекторі виведення фільтрату.
а)
Рис.8.3. Схема роботи фільтр-преса (пояснення в тексті).
257
культуральних рідин
З обох боків на поверхню фільтрувальних плит укладають фільтрувальну тканину
2. Якщо під тиском подавати до підготованої плити суспензію (рис.8.3, а), то фільтрат
після проходження тканини і отворів буде виходити з каналу у збірник, а на тканині
залишаться два шари вологого осаду 3. Фільтр-прес складається з декількох десятків
плит, між якими встановлені рами 4 (рис.8.3, б). Плити з укладеною фільтрувальною
тканиною разом з рамами затискають між опорною і натискною плитами вручну або за
допомогою електрозатискача. Після цього в рамні простори з окремої ємності підтиском
подають суспензію. Процес закінчують, коли рамний простір повністю або частково
заповнюється осадом. Після цього припиняють подачу суспензії, знімають тиск,
розбирають фільтр, пересуваючи рами та фільтрувальні плити по спеціальних прогонах,
вручну знімають осад на піддон під апаратом, за потребою відновлюють фільтрувальну
тканину, знову збирають фільтр-прес для наступного технологічного циклу.
На рис. 8.4 показаний загальний вигляд фільтр-преса.
Рис.8.4. Загальний вигляд фільтр-преса:
1,8 - опірні стійки; 2 - опірна плита; 3 - фільтрувальні плити; 4 - фільтрувальні рами;
5 - затискна плита; 6- прогони; 7 - механізм затиску плит; 9 - шпренгельна ферма.
258
Відділення біомас від нативних рогіиніп
Промисловість випускає фільтр-преси широкої цоменклатури з площею
фільтрування від 2 до 140 м2, робочим тиском від 0,4 до 1 МПа, з кількістю рам в
одному апараті від 10 до 68 [8-10},
Технологічний розрахунок фільтр-пресів
Розрахунок зводиться до визначення потрібної поверхні фільтрування і вибору
відповідного апарата або за наявною апаратурою і властивостями суспензії визначення
продуктивності обладнання і часу, необхідного для переробки заданого об’єму
суспензії.
Приклад 8.5. За 72 години потрібно відфільтрувати 32 м3 суспензії (ш0 = 65 кг/м3,
г0 = IO13 м/кг, р0 = 1100 кг/м3, г|ф = 1,5 IO'3 Пас). Використовують фільтр-прес з
товщиною рами 45 мм. Робочий тиск 8 атм.Промивання осаду не ведуть. Час
додаткових операцій - 2 години. Обрати потрібну марку фільтр-преса.
Спочатку розрахунок можна вести на 1 м2 площі фільтрування, а потім
визначити потрібну площу і остаточно - обрати апарат.
1. Для того, щоб заповнити повністю раму на площі 1 м2, треба переробити за
цикл стільки суспензії, щоб утворився шар осаду завтовшки 45 мм (0,045 м), при
цьому об’єм одержаного осаду повинен становити 0,045 м3. Маса осаду буде
становити 0,045*1100 = 49,5 кг. Для одержання цієї маси за цикл треба переробити
49,5/65 = 0,76 м3 суспензії. Це і буде номінальна ємність апарата з площею
фільтрування 1 м2 і товщиною рами 45 мм для цієї суспензії.
2. За цикл можна одержати 0,76(1 - 65/1100) = 0,715 м3 фільтрату.
ф 2*8*101325
4. Цикл фільтрування T = 85,4 + 2 = 87,4 год.
Цей час більше, ніж час, відведений на фільтрування усієї партії суспензії.
5. Розв’яжемо задачу від зворотного.
Час, потрібний на фільтрування, 72 - 2 = 70 год.
Об’єм фільтрату, який можна одержати за цей час,
З усієї партії можна отримати 32(1 - 65/1100) = 30,11 м3 фільтрату. Потрібна
площа фільтрування SF = 30,11/0,647 = 46,54 м2.
Потрібно встановити 2 паралельно діючі апарати ІМ24-630ґ30/45 Фастівського
заводу “Червоний Жовтень”, кожний з яких має площу фільтрування 24 м2, 30 рам
завтовшки 45 мм, габаритні розміри 4IOOx 1270x1370.
Розв1язання
3. Час фільтрування хф = —
ґ
= 30745 с = 85,4 год.
259
ДШ. Обробка культуральних рідин
6. Оптимізуємо процес і знову визначимо потрібну площу фільтрування і оберемо
апаратуру.
^ 1 2*8*101325*2*3600
C = J : = 0,153.
0,76 Д/ (1 -65/11OO)265 * IO13 * 1,510'3
За цикл треба фільтрувати 0,76*0,153 = 0,116 м3 суспензії, з якої будуть одержувати
0,116( 1 - 65/1100) = 0,109 м3 фільтрату.
Загальна тривалість циклу 2 + 2 = 4 год.
Потрібна площа фільтрування
^ 30,11*4 1С, 2
ZF = = 15,3 м .
72*0,109
Обираємо фільтр-прес IM16-630x20/45 з площею фільтрування 16 м2, який має
габаритні розміри 3350х 1270х 1370.
8.1.5. Автоматичні фільтр-преси ФПАКМ
Фільтр-преси з ручним вивантаженням осаду не відповідають сучасним вимогам
щодо зменшення частки ручної праці й техніки безпеки і охороні праці. їм на заміну
розроблені автоматичні фільтр-преси, які працюють за заданою програмою без
втручання в процес операторів. Найбільш вдалою світовою розробкою виявились
вітчизняні конструкції серії ФПАКМ.
На рис.8.5 поадно схему цього фільтра.
Фільтр-прес ФПАКМ (І) складається з горизонтальних фільтрувальних плит,
розташованих одна над одною між верхньою та нижньою опірними плитами. Плити
можна пересувати вверх та вниз вздовж стяжок (2). У зазори між плитами протягнута
фільтрувальна тканина типу бельтинг Ф, кінці якої з’єднані між собою, так, що
утворюється нескінченна стрічка.
Фільтрувальна плита складається з двох частин: верхньої з дренажним пристроєм
для відведення фільтрату і боковим патрубком для подачі суспензії та нижньої частини,
зробленої у вигляді рамки, до якої за периметром закріплені гумові шланги, в які в робочому
стані подають стиснену воду. Перед технологічним циклом плити затискаються між
собою, в ущільнювальні шланги подають воду. У такий спосіб створюються камери, що
витримують тиск до 1 МПа. У камери зі збірника 3 стисненим повітрям чи насосом або
гідравлічними пресами (не показано) подають суспензію і починається процес
фільтрування. Фільтрат по колектору (4) надходить у збірник фільтрату (5). Після закінчення
фільтрування і накопичення достатньо товстого шару осаду на тканині його можна промити
рідиною, яку подають зі збірника (6) і яку можна спрямувати у збірник (7).
На завершення процесу осад можна відтиснути гумовою діафрагмою, якою
споряджена фільтрувальна плита, до вмісту вологи в біомасі 65...70 % (разом з
внутрішньоклітинною водою). Після закінчення утворення осаду знімається тиску
шлангах, плити роз’єднуються, вмикається механізм пересування фільтрувальної
стрічки. Під час пересування осад зрізається спеціальними ножами; по колектору (8)
260
Відділення біомас від нативних розчинів
він виводиться у бункер (9), а далі з установки. Під час пересування стрічка проходить
вузол регенерації (10).
стиснене повітря
,2 \\
іо Ч
суспензія
І
стиснене повітря
осад
і
W-
Рис.8.5. Принципова схема фільтр-пресу ФПАКМ (пояснення в тексті)
Фільтр споряджений маслонасосною станцією, пультом керування, водонасосною
станцією, насосами для відведення фільтрату та промивної рідини, які на схемі не показано.
Бердичівський завод “Прогрес” випускає фільтри із зазором між плитами
ЗО мм, розраховані на тиск до 0,6 МПА, сумарною площею фільтрування 2,5,5,10,15,
25 та 50 м2, а також фільтри із зазором 45 мм, розраховані на тиск до 1,2 МПа,
сумарною площею фільтрування 2,5, 5,10,25 та 50 м2.
Технологічний розрахунок фільтрів ФПАКМ
За суттю розрахунок не відрізняється від розрахунку ручних фільтр-пресів, однак
треба взяти до уваги, що час допоміжних операцій є дуже коротким (5... 10 хв.), а товщина
осаду не може бути меншою ніж 5 мм і не перевищувати залежно від типу апарата і
зазору між плитами 20.. .35 мм. Тому оптимізація процесу не завжди є можливою.
261
Ойпойка
культуральних рідин
Приклад 8.6. Об’єм суспензії, яку треба відфільтрувати за 120 год, використовуючи
фільтр-прес ФПАКМ, становить 100 м3. Характеристика суспензії: mQ = 80 кг/м3; г0 =
= IO13 м/кг; р0 = 1100 кг/м3; т| = 1,5 IO'3. Зазор між плитами апарата-30 мм. Робочий тиск
в камерах - 0,6 МПа (6 атм). Час відтискання осаду і пересування стрічки - 12 хв. Обрати
стандартне обладнання за умови, що товщина осаду буде становити 10 та 20 мм.
Розв ’язання
1. Об’єм осаду на площі 1 м2 буде становити 1 *0,01 = 0,01 м3 (0,02 м3)1. Маса
осаду - 0,01 * 1100 = 11 кг/м2 (22 кг/м2). •
2. За один технологічний цикл треба переробити 11/80 = 0,1375 м3 суспензії (0,275 м3).
З цієї суспензії одержують 0,1375( 1 - 80/1100) = 0,1275 м3 фільтрапу (0,255 м3).
.,.і -L- (°,1275)2 80* IO13 *1,5 IO'3 . .. .
3. Час фільтрування Ti — = 16043 с = 4,46 год. (20,73 год.).
т " ф 2*6*101325
4. Тривалість періоду фільтрування T = 4,46 + 12/60 = 4,66 год. (20,93 год.).
5. Потрібна площа фільтрування
^p= !OO(I-SOZ11OO)4,66
120*0,1275
6. Для першого варіанта обираємо 2 паралельно діючі апарати ФПАКМ 15-30
(габарити кожного 4040x2980x3080), а для другого варіанта - ФПАКМ 50-30 (габарити
4240x3250x3920) та ФПАКМ 15-30.
З цього прикладу наочно видно, що процес фільтрування на циклічно діючий
апаратурі потрібно вести до якомога найменшого шару осаду, що веде до
зменшення апаратури і здешевлює капітальні витрати на виробництво.
8.1.6. Безперервне фільтрування
Процес фільтрування на будь-якій апарапурі відповідає правилу безперервності: продукт,
що обробляється, постійно надходить до головного елемента переробки (фільтрувальної
перегородки) і одночасно утворюється і постійно виводиться продукт переробки (фільтрат).
.'В апаратах циклічної дії осад на фільтрі накопичуються і через певний проміжок часу його
вивантажують. Цей процес, якщо його проводять один раз за технологічну стадію, відповідає
правилу періодичності. Залежно від того, що є цільовим продуктом, який потребує подальшої
обробки, треба розглядати фільтрування як безперервний або як періодичний процес. Недоліки,
пов’язані з періодичністю процесу, що потребує технологічних зупинок, підготовки апарапгів
до нового технологічного циклу, усуваються у разі застосування фільтрів безперервної дії
як за фільтратом, так і за осадом. До таких апаратів належать барабанні і стрічкові вакуум-
фільтри, які теж широко застосовують у практиці мікробіологічних та хімічних виробництв.
До недоліків цих апаратів можна віднести невеликі робочі тиски, що не дозволяє переробляти
на них суспензії, які утворюють осади з високим питомим опором фільтруванню або малим
вмістом дисперсної фази.
' В дужках - для шару осаду 20 мм.
262
Відділення біомас від нативних рої імпіп ВИ
8.1.6.1. Барабанні вакуум-фільтри
Міцеліальна маса добре відділяється на барабанних вакуум-фільтрах, але
бактеріальну кл ітиннну масу з низькою концентрацію дисперсної фази без додаткових
фільтрувальних матеріалів не відділити дуже важко.
Робота барабанного вакуум-фільтра характеризується безперервністю дії і
послідовністю операцій фільтрування, промивання, сушіння і зняття осаду з фільтрувальної
тканини (рис. 8.6). Ці операції здійснюються при повільному обертанні на горизон¬
тальному валу барабана (1), якийс кладається з окремих секцій з перфорованою боковою
поверхнею і на яку натягнута тканина. Барабан частково занурений у корито (2), у яке
безперервно подають суспензію. Створення зон фільтрування, промивання і сушіння
відбувається автоматично за допомогою спеціального розподільчого пристрою. У міру
обертання барабана його секції поєднуються до різних зон. Знімання осаду в різних
конструкціях здійснюється ножем, шнуром або валиком.
А
регенерація тканини (V)
віддування осаду (IV)
Рис.8.6. Загальний вигляд і схема роботи барабанного вакуум-фільтра:
1 - барабан фільтра; 2 - корито для суспензії; А - суспензія; Б - промивні води;
В - стиснене повітря; Г - фільтрат; Д- перелив
263
Обробка культуральних рідин
Промисловість випускає широку номенклатуру цієї апаратури як загального
призначення, так і спеціально для мікробіологічної промисловості [9] з поверхнею
фільтрування від 1 до 50 м2, зі швидкістю обертання від 0,13 до 3...6 об/хв. Кут
занурення барабана становить 130... 149°.
На рис. 8.7 показана принципова схема обв’язки барабанного вакуум-фільтра.
Суспензія надходить в проміжну ємність (1), з якої стікає в корито фільтра (2). Якщо
передбачено додавання ДФМ, то його суспензію готують в ємності (3), спорядженій
перемішувальним пристроєм. У цю ємність додають ДФМ та вихідну суспензію або
воду. Оскільки процес приготування є періодичний, то встановлюють два однакові
реактори-змішувача (3): в одному йде приготування суспензії ДФМ, а з іншого
постійним потоком відкачується приготована суспензія. Зайву суспензію переливають
з корита барабанного фільтра у ємність (4). Осад надходить у проміжний бункер, з
якого шнековим транспортом його виводять на подальше оброблення (на схемі не
показано). Для віддування осаду з тканини передбачена повітродувка (10).
Вакуум створюють вакуум-насосом (9), який може бути пов’язаний із системою,
що складається з барометричного конденсатора (6), барометричної труби (7) і
проміжної ємності (8). Якщо використовують водокільцевий вакуум-насос, то він може
бути під’єднаний до збірників фільтрату (5) безпосередньо.
Рис.8.7. Принципова схема обв’язки барабанного вакуум-фільтра
(пояснення в тексті).
Технологічні розрахунки барабанних вакуум-фільтрів
Розраховуючи барабанні вакуум-фільтри, треба вважати, що товщина осаду
повинна бути не менше ніж 5 мм, а час фільтрування обмежується часом знаходження
певної точки поверхні фільтрування в суспензії. У свою чергу цей час визначається
швидкістю обертання барабана.
264
Відділення біомас від нативних розчинів
Приклад 8.7. За 16 годин треба відфільтрувати 120 м3 суспензії, яка має такі
характеристики: ш0 = 95 кг/м3; г0 = 5 IO10 м/кг; р0 = 1100 кг/м3; т| = 1,2 IO'3 Пас.
Використовують барабанний вакуум-фільтр, частоту обертів якого можна регулювати
в межах 0,13...2 об/хв. Кут занурення барабана в суспензію - 135°. Розрідження -
80%. Обрати потрібну марку фільтра.
Розв ’язання
1. Один оберт барабан може зробити за 1/0,13... 1/2 = 7,7...0,5 хв.
2. Враховуючи кут занурення, час знаходження певної точки поверхні в суспензії
становить (7,7... 0,5(135/360) = 2,9... 0,19 хв. = 173... 11 с.
3. Робочий тиск становить 0,8* 101325 = 81060 Па.
4. Площа точки, яка проходить крізь суспензію, може бути прийнятою довільно.
Приймемо 1 м2.
5. Знаходимо об’єм фільтрату, який одержують під час фільтрування:
V*95*510'° *1,2 IO"3
11...173 = -* . Звідси Va = 0,0176...0,0701 м3.
2*81060 ф
6. Оскільки з 1 м3 суспензії виділяється 95/1100 = 0,086 м3 осаду, а фільтрату
утворюється 1 - 0,086 = 0,914 м3, то в разі утворення 0,0176...0,0701 м3 фільтрату на
1 м2 поверхні відкладеться 0,00166...0,0066 м3 осаду. Отже, на поверхні утворюється
осад завтовшки 1,66.. .6,6 мм.
Це дозволяє зробити висновок: фільтрування за найповільнішої швидкості
обертання барабана дозволяє з даної суспензії одержувати осад, товщина
якого більше ніж 5 мм, що свідчить про придатність використання апаратів
цієї серії.
7. За 173 с на площі 1 м2 відкладається осад масою 0,0066*1100 = 7,26 кг. Для
одержання такої кількості суспензії потрібно переробити 7,26/95 = 0,076 м3
суспензії.
Отже, продуктивність фільтра становить 0,076/173 = 4,39 I О'4 м3 суспензії/(м2 с) =
= 1,58 м3/(м2год.).
Потрібна продуктивність 120/16 = 7,5 м3/год.
Відтак потрібна площа фільтрування - 7,5/1,58 = 4,75 м2.
Загальна площа фільтрування (4,75*360)/135 = 12,67 м2.
8. Сумарну поверхню фільтрування, яка близька до розрахованої, мають фільтри
Б10-2,6-/1,3 (10 м2) та БЗ-1,6/0,6Н (3 м2). Можна використати і фільтр
Б20-2,6/2,6, який має поверхню 20 м2.
8.1.6.2. Стрічкові вакуум-фільтри
За принципом дії стрічковий фільтр одночасно нагадує і стрічковий конвеєр, і
барабанний вакуум-фільтр, але на відміну від останнього рухається не система комірок
барабана крізь суспензію, а тканина з нанесеною суспензією ковзає по нерухомій,
плоскій системі комірок.
265
ДЕВШДЗ^^ Обробка
культуральних рідин
Суспензія з буферного реактора-змішувача (рис.8.8, поз.1) надходить у
розподілювач (2), споряджений щілиною для рівномірного нанесення суспензії по
ширині стрічки і витратоміром. З розподілювача суспензія надходить на стрічку
транспортера і утворює шар певної товщини (3), який у міру руху в зоні І стрічки
фільтрується. В зоні II відбувається промивання сформованого шару вологого осаду,
а в зоні III - фільтрування промивної рідини і підсушування цього шару. Наприкінці
стрічки промитий шар зрізається ножем або іншим пристроєм, надходить в бункер
(4), а з бункера виводиться за допомогою шнекового пристрою за межі установки.
Перед подачею суспензії з ємності (5) через розподілювач (2) на стрічку наносять
шар ДФМ. Цей ДФМ можна додавати і у вихідну суспензію для поліпшення
фільтрування. Фільтрат надходить у збірники (6а) або (66), які по черзі з’єднують з
вакуум-системою або з атмосферою (див. принципову схему барабанного вакуум-
фільтра, рис. 8.6). Промивні води надходять в збірник (7а) або (76), які працюють за
принципом почергового завантаження: один з них перебуває під вакуумом і в нього
надходить фільтрат, а другий, наповнений фільтратом, з’єднаний з атмосферою і з
нього фільтрат відкачують. Промивні води можна виводити окремо або змішувати з
фільтратом (на схемі не показано).
суспензія
"ГД
\—
ES
U
V
CE
ДФМ
III
3IO
г вода
iW 5 ба
фільтрат4
Ht
Zl
осад
ідо вакуум-системи
iLt
/бб
промивні
* води
І/
а, 76
Рис.8.8. Принципова схема обв’язки стрічкового вакуум-фільтра.
(пояснення в тексті)
Процес фільтрування легко регулюють зміною висоти шару осаду, швидкістю
руху стрічки, зміною розташування перегородинок, які розділяють зони фільтрування,
промивання і сушіння осаду. Ефективну регенерацію стрічки навіть за наявності
липких осадів проводять на нижній гілці конвеєра. Всі деталі, що контактують з
культуральною рідиною, гумовані або виконані зі сталі X18Н1 ОТ. Конструкційно апарат
266
Відділення біомас від нативних ро і ііімііі ^ДДДДДД
герметизують кожухом з вмонтованими вікнами для спостереження процесу. Істотним
недоліком стрічкових фільтрів є великі габарити за порівняно невеликих продук-
тивностей.
Вітчизняна промисловість випускає стрічкові фільтри з площею фільтрування
від 1,6 до 10 м2, з шириною стрічки від 0,5 до 1,25 м, зі швидкістю руху стрічки від 0,8
до 10 м/хв.[11]. Зарубіжні аналоги мають ширшу номенклатуру площі фільтрування:
від 0,25 до 40 м2.
Технологічний розрахунок стрічкових вакуум-фільтрів
За своєю суттю розрахунок стрічкових фільтрів не відрізняється від розрахунку
барабанних вакуум-фільтрів, лише треба враховувати конструктивні особливості
апаратури.
Приклад 8.8. За 16 годин треба відфільтрувати без промивання 120 м3 суспензії,
яка має такі характеристики: т0 = 95 кг/м3; г0 = 5 1010 м/кг; р0 = 1100 кг/м3;
Т]ф = 1,2 IO'3 Пас. Розрідження - 80%. Обрати потрібний тип і кількість паралельно
працюючих фільтрів.
1. Можливий час фільтрування для різних типів стрічкових фільтрів:
' Поверхня фільтрування, ді? 1. Чу; ’
^Час фільтрування, хв. ' * *
1,6
4... 0,67
2,5
6...1
3,2
6,4... 1,06
4
4,27...0,71
10
0,75... 0,3
Отже, мінімальний час фільтрування - 0,3, а максимальний - 6,4 хв.
2. Довільно приймемо розрахункову площу фільтрування 1 м2, а товщину осаду
5 мм. Тоді наприкінці процесу об’єм осаду на цій площі буде становити 0,005 м3, а
його маса - 0,005* 1100 = 5,5 кг.
3. Для одержання цієї маси потрібно переробити 5,5/95 = 0,058 м3 суспензії. При
цьому утвориться 0,058 - 0,005 = 0,053 м3 фільтрату.
, __ (0,053)295 * 51010 * 1,210“3 оп , _
4. Час фільтрування т. = = 99 с = 1,65 хв.
ф 2*0,8*101325
Порівнюючи знайдений потрібний час фільтрування з можливостями фільтрів,
робимо висновок, що можуть бути використані всі типи фільтрів, крім останнього.
5. Необхідна площа фільтрування EF = 132^1—95/1100)1,65 _ -j ^ j м2
16*60*0,053
*
Обираємо фільтр з площею фільтрування 4 м2.
267
ДЗИ^ИВ^^ Обробка культуральних рідин
8.1.7. Інші конструкції фільтрів
Для відділення біомас від нативних розчинів використовують і інші конструкції
фільтрувальної апаратури, однак вони менш поширені або їх використовують в окремих
процесах. Так, наприклад, відоме застосування листових фільтрів з відцентровим
навантаженням фірми “Хемап” (рис.8.9а). Ця конструкція в зарубіжних країнах широко
застосовується для освітлення пива. Листовий фільтр з вібраційним навантаженням
фірми “Ніагара-Амо” (Нідерланди) (рис.8.96) дозволяє провести фільтрування без
відкладення осадів на поверхні, що різко піднімає продуктивність апаратури і в
остаточному результаті дозволяє одержувати не осади, а їх концентрати. На сучасному
етапі розвитку фільтрувальної техніки широко застосовують автоматизоване
фільтрування з використанням мікропроцесорної техніки. He знайшли застосування
вакуумні дискові фільтри, стрічкові, що працюють підтиском, та інші конструкції, які з
успіхом використовують в інших галузях техніки.
Рис.8.9. Листові фільтри з відцентровим (а) та вібраційним (б) навантаженням:
1 - корпус; 2 - фільтрувальні елементи; 3 - колектор фільтрату.
8.1.8. Установки для зневоднення біошроту
Різноманітні відходи біомас іноді використовують як корм для худоби. Вологі
маси швидко інфікуються і псуються, тому вже за кілька годин їх потрібно висушити
до вологості 8... 14%. Перед сушінням біомаси попередньо зневоднюють за
допомогою шнек-пресів або центрифуг відстійного типу.
Шнек-прес ПНД-59 (рис.8.10) складається з приймального бункера і корпусу, в
циліндричній частині якого розташований шнек із сіткою (на 2/3 довжини шнека), камери
пресування з кришкою у вихідного отвору, що обертається на шарнірі. Шнек-прес
приводиться в дію від електродвигуна за допомогою редуктора і клиноременної передачі.
268
Відділення біомас від нативних рсгіииіп
Після вмикання шнек-преса біошрот подають насосом або шнековим транспортом
у приймальний бункер, з нього він надходить на витки шнек-преса і при пересуванні
вздовж апарата частково звільнюється від води. При подальшому пересуванні матеріалу
в циліндричній камері вода проходить крізь отвори латунної сітки і видаляється через
спускний штуцер, а частково зневоднений біошрот надходить до виходу з циліндра.
Оскільки шнек не доходить до кінця циліндричної камери, то між кришкою і конусом
шнека утворюється ділянка, в якій відбувається остаточне пресування. .Пересувні
противаги, які встановлені на важелі біля кришки, гальмують вихід біошроту через
вихідний отвір, внаслідок чого в циліндричній камері рух його затримується і він
відпресовується. Для запобігання витисканню біошроту у зворотний бік на шнеку
встановлені два лопатеві диски. Тиск, що передається шнеком і масою, долає тиск на
закриту кришку, який створюється противагою, і відтиснутий біошрот поступово
видаляється через невелику щілину, яка утворюється між корпусом і кришкою.
Відтиснутий біошрот містить 58.. .60% вологи, що свідчить про часткове руйнування
клітинної маси в процесі відтискання.
Рис.8.10. Установка для зневоднення і сушіння біошроту ПНД-59:
1 - бункер для біошроту; 2 - шнек-прес; 3 - сушарка ВИС-2; 4 - осаджувальний циклон;
5-рукавний фільтр; 6 - проміжний бункер; 7- ваги автоматичні; 8- машина для
зашивання мішків ЗЗЕ-М; P-вентилятор; /0-шнек; //-газовий нагрівач; /2-димоватруба.
269
ДЕШЕВІ. Обробка культуральних рідин
Для відтискання біошроту придатний також горизонтальний двошнековий прес
марки ФПК-2А, редуктор якого має два вали, на які встановлюють два шнеки, які
обертаються в різні боки (рис.8.11). Вологість біошроту на виході з цієї установки
досягає 40%.
Таблиця 8.2
Технічні характеристики шнек-пресів
V,. Характеристика ; ^ ’
ФПК-2А
Продуктивність за вихідним біошротом, кг/год
2000
1400
Число обертів шнека, об/хв.
12
38,2
Ємність бункера, м3
0,01
-
Діаметр шнека, мм
305
160
Споживча потужність, кВт
6,62
10
Габарити, мм
2600x870x1260
2400x856x1317
Маса, кг
1480
750
Рис.8.11. Горизонтальний шнек-преяФПК-2А:
І - штуцер для видалення фільтрату; 2 - шнек правий; 3 - ііт^к лівий; 4 - камера шнеків;
5 - електродвигун; б - редуктор; 7 - бункер; 8 - кожух; 9 -^цамера відтискання;
10 - клапан; 11 - станина; 12 - лоток.
270
Відділення біомас від нативних рої иііііп
Контрольні задачі h фільтрування
Задача 8.1. Розрахувати товщину шару осаду на друк-фільтрі, який має площу
фільтрування 0,38 м2, після фільтрування 0,1 м3 суспензії, яка містить 1 мас. % твердих
частинок. Густина твердих, абсолютно сухих частинок і суспензії відповідно 1300 та
1050 кг/м3. Вологість осаду на фільтрі - 80 мас.%. (Відповідь: 12,6 мм).
Задача 8.2. Розрахувати час фільтрування суспензії на стандартному друк-фільтрі,
якщо т0 = 10,5 кг/м3, в’язкість фільтрату -1,7-IO'3 Пас, питомий опір фільтруванню
г0 = 5 IO12 м/кг, об’єм отриманого фільтрату 0,095 м3, робочий тиск 6-Ю5 Па. Знайти
початкову і кінцеву швидкості фільтрування, за умови, що опір фільтру вальноїтканини
дорівнює нулеві, поверхня фільтрування становить 0,38 м2. (Відповідь: оо та 2,69-10'5 м/с
відповідно).
Задача 8.3. На друк-фільтрі з номінальним навантаженням 0,435 м3, який має
площу фільтрування 0,63 м2, фільтрується суспензія з такими характеристиками:
т0 = 30 кг/м3, г0 = IO12 м/кг, в’язкість фільтрату 1,3- IO'3 Пас. Робочий тиск AR = 6 атм.
З 1 м3 суспензії одержують 0,85 м3 фільтрату. Додатковий час на обслуговування
становить 1 годину. Як прискорити цикл фільтрування вдвічі? (Відповідь: завантажувати
фільтр на 58% від номіналу).
Задача 8.4. На рамному фільтр-пресі за 1 цикл відфільтрували 0,4 м3 суспензії з
густиною 1060 кг/м3, з якої отримали 0,350 м3 фільтрату з густиною 1040 кг/м3. Осад
промили 0,4 м3води. Характеристики суспензії: г0 = 8-Ю'3 м/кг, г|ф = 1,3-10'3 Пас.
Характеристики фільтр-преса: площа фільтрування - 33 м2, робочий тиск — 8 IO5 Па.
Для підсушування осаду потрібна 1 год, для розбирання і складання апарата - 2 год.
Знайти тривалість циклу фільтрування. (Відповідь: 3,865 години).
Задача 8.5. Встановлено, що за 1 цикл фільтрування на фільтр-пресі з поверхнею
фільтрування 33 M2 з 0,4 м3 суспензії, яка має густину 1060 кг/м3, вміст твердих
частинок 2 мас. %, можна отримати 0,38 м3 фільтрату з густиною 1040 кг/м3. Тривалість
повного циклу фільтрування - 6 годин. Треба переробити 50 м3 суспензії з промиванням
осаду на кожному циклі 0,4 м3 води за 10 діб. Знайти необхідну кількість апаратів,
скласти матеріальний баланс процесу, приймаючи, що промитий осад як вологу
містить чисту воду. (Відповідь: 4 апарати).
Задача 8.6. Розрахувати час фільтрування 0,16 м3 суспензії, що має густину
1100 кг/м3 і в’язкість дисперсійного середовищу 2 IO'3 Пас. Вона містить 2 мас. %
твердої біомаси за АСБ. Густина фільтрату 1040 кг/м3. Характеристика осаду:
вологість (нативний розчин + внутрішньоклітинна волога) - 70%, питомий опір
фільтруванню- 10|2м/кг. Характеристика друк-фільтра: площа фільтрування-0,38 м2,
робочий тиск - 6 атм. Для прискорення процесу фільтрування в 4 рази використаний
допоміжний фільтрувальний матеріал - фільтроперліт. (Відповідь: 1,47 год.).
Задача 8.7. Фільтрується суспензія з т0 = 60 кг/м3, г|ф = 1,4-IO'3 Па с крізь
фільтрувальну поверхню, яка має площу 0,5 м2 під тиском 6 атм. Питомий опір осаду -
IO13 м/кг. Знайти об’єм фільтрату через 1,2,3 години фільтрування. (Відповідь: 0,0359,
0,0507, 0,0621 м3 відповідно).
271
Обробка культуральних рідин
UJUДЦШЧДШЬШШЯІИ'ІМM^CTHv. ІJ J г- І- »-1
Задача 8.8. Знайти швидкість фільтрування наприкінці процесу перероблення 0,1
м3 суспензії,'яка має в’язкість дисперсійного середовища 2-Ю*3 Па-с, mQ = 30 кг/м3,
r0 = IO12 м/кг. Апарат має площу фільтрування 0,38 м2, робочий тиск 4 IO5 Па. Густина
осаду 1050 кг/м3. Опір фільтру вальноїтканини дорівнює нулеві. (Відповідь: 2,61*10* м/с).
Задача 8.9. На фільтр-пресі IM16-630*20/45 фільтрують 0,1 м3 суспензії, з якої
отримують 9 кг осаду з густиною 1200 кг/м3. Питомий опір осаду 2 1014 м/кг. Потім
осад промивають 0,1 м3 води. Час фільтрування 0,5 год, час додаткових операцій -
1 година. За 24 години фільтрування треба переробити стільки суспензії, щоб
утворилось 5 м3 фільтрату. Скільки потрібно одночасно працюючих апаратів, які мають
поверхню фільтрування 16 м2, робочий тиск 8 атм? (Відповідь: 4 апарати).
Задача 8.10. Фільтрат має в’язкість г| = 1,3 10° Па-с. Властивості осаду:
т0 = 100 кг/м3, г0 = 2,83 IO10 м/кг, густина осаду р0 = 1200 кг/м3. Для фільтрування суспензії
використаний барабанний вакуум-фільтр з робочим тиском 80 000 Па і загальною
поверхнею 40 м2 (поверхня, що занурена в суспензію, становить 35% від загальної
поверхні). Один оберт барабана триває 2,4 або 6 хвилин. Обрати швидкість обертання,
щоб товщина осаду становила не менше ніж 5 мм. (Відповідь: 1 оберт за 4 або 6 хвилин).
Задача 8.11. Суспензія, що фільтрується на барабанному вакуум-фільтрі, має
густину 1100 кг/м3, в’язкість фільтрату 1,3 IO*3 Па-с, т0 = 100 кг/м3. З 1 м3 суспензії
одержують осад в об’ємі 0,0833 м3. Питомий опір фільтруванню 2,83 IO10 м/кг. Повна
поверхня барабана, який занурений в суспензію на 35% - 4 м2. Один оберт барабан
здійснює за 4 хвилини. Робочий тиск - 8-Ю4 Па. Знайти продуктивність фільтра за
суспензією (кг/год). (Відповідь: 4371 кг/год.).
Задача 8.12. З 1 тонни KP, що містить 4 мас. % твердої фази густиною 1350 кг/м3,
методом фільтрування одержали на поверхні 10 м2 осад, який після промивання
* 0,5 тоннами води і підсушування містить 30 % чистої води. Знайти товщину шару
осаду. Скласти матеріальний баланс процесу. (Відповідь: 4,67 мм).
Задача 8.13. В I м3 суспензії KP, що має густину 1100 кг/м3 і містить 3,5 мас.%
клітинноїбіомаси густиною 1350 кг/м3, з метою прискорення процесу фільтрування додали
рівну кількість за об’ємом від біомаси фільтроперліту, який має густину 2780 кг/м3. Після
фільтрування одержали осад, який має вологість за фільтратом 40 мас. %. Поверхня
фільтрування - 5 м2. Знайти товщину шару осаду. (Відповідь: 25,8 мм).
Задача 8.14. На стрічковому фільтрі, що має загальну поверхню 10 м2, половина
якої зайнята власне зоною фільтрування, має ширину стрічки 1 м, робочий тиск 8-104 Па,
треба переробити I м3 суспензії з в’язкістю фільтрату 1,5-Ю*3 Пас, яка після фільтру¬
вання залишає вологий осад в об’ємі 0,08 м3. Характеристики осаду: mQ = 100 кг/м3,
г0 = 2-1010 м/кг. Яка повинна бути швидкість пересування стрічки? Знайти продуктивність
апарата за суспензією в м3/год. (Відповідь: 5,67 м3/год.).
Задача 8.15. На стрічковому безперервно діючому фільтрі з поверхнею 3,2 м2,
половина я-кої відведена для промивання і підсушування осаду, завширшки 0,8 м, з
робочим тиском 80000 Па, зі швидкістю пересування стрічки 10 мм/с, фільтрується
суспензія, яка має в’язкість фільтрату 0,0017 Па-с, і залишає після себе 5 об. % вологого
272
Відділення біомас від нативних рр——
осаду. При цьому т0 = 80 кг/м3, г0 = 5-Ю10 м/кг. Знайти продуктивність фільтра за
суспензією в м3/год. (Відповідь: 2,09 м3/год.).
Задача 8.16. Для фільтрування KP планується використати фільтр-прес ФПАКМ
з робочим тиском 6 IO5 Па. Суспензія залишає після себе 10 об.% осаду з густиною
1200 кг/м3, який після промивання повинен мати шар завтовшки 7 мм. Суспензія має
такі характеристики: ш0= 50 кг/м3, T^0 = 2 IO'3 Пас, г0 = 3-Ю'2 м/кг. Для промивання
використовують воду в об’ємі 50 % від об’єму суспензії. Час додаткових операції
0,2 години. Для переробки 20 м3 суспензії за 24 години обрати оптимальний типорозмір
фільтр-преса. (Розрахунок вести на 1 м2 площі фільтрування). (Відповідь: ФПАКМ
15-30 з площею фільтрування 15 м2).
Задача 8.17. На фільтр-пресі переробляють суспензію, яка має такі характе¬
ристики: т0 = 50 кг/м3, r0 = IO12 м/кг, густина осаду - 1050 кг/м3, в’язкість фільтрату
1,5-IO'3 Пас. Характеристики фільтр-преса: площа фільтрування 8 м2, робочий тиск
10 атм. Фільтр працює доти, поки не утвориться шар осаду завтовшки 5 мм. Після
цього осад промивають водою, яку беруть половину від взятої на цикл суспензії.
Скільки часу триває фільтрування і промивання в одному циклі? (Відповідь: 6,25 та
4,12 хвилин відповідно).
Задача 8.18. Використовують фільтр-прес ІІР2,8-315*14/25 (14 рам, кожна з який
має ширину на просвіт 315 мм, об’єм 35 дм3, товщину рами 25 мм). Апарат має
площу фільтрування 2,8 м2, робочий тиск 10 атм. Фільтрують суспензію, яка має такі
характеристики: r| = I О'3 Па с, т0 = 65 кг/м3, г0 = IO12 м/кг, густину осаду - 1180 кг/м3,
до повного заповнення рам осадом. Час додаткових операцій - 3 години. На скільки
треба заповнювати рами (% від номіналу) в оптимальному режимі роботи? (Відповідь:
на 19,2%).
Задача 8.19. Розрахувати продуктивність барабанного вакуум-фільтра БОК-
20-2,6 за суспензією. Діаметр барабана 2,6 м, загальна площа фільтрування 10 м2,
вакуум - 600 мм рт.ст., кут занурення 140°, кількість обертів - 0,5 хв1. Суспензія
має такі характеристики: т0 = 45 кг/м3, г0 = 10" м/кг, густина осаду - 1150 кг/м3,
в’язкість фільтрату - IO'3 Па-с. (Відповідь: 12,6 м3/год).
Задача 8.20. Знайти продуктивність стрічкового фільтра за суспензією в м3/год.
Ширина стрічки 0,5 м, довжина Е^акуум-камери 6,4 м, вакуум - 600 мм рт. ст.,
швидкість руху стрічки 2 м/хв. Суспензія має такі характеристики: ш0 = 50 кг/м3,
г0 = 5-Ю10 м/кг, густина осаду - 1150 кг/м3, в’язкість фільтрату - 0,9-10'3 Пас.
(Відповідь: 7,27 м3/год.).
Задача 8.21. За добу треба переробити 50 м3 KP, що містить 1 мас. % твердих
частинок з густиною 1350 кг/м3, використовуючи друк-фільтри з номінальною ємністю
0,435 м3, поверхнею фільтрування 0,63 м2 і робочим тиском 6 атм. Густина фільтрату -
1050 кг/м3, його в’язкість - 1,3-IO'3 Пас. Вологий осад містить 70 % фільтрату як
вологи. Питомий Ofiip фільтруванню -IO12 м/кг. Осад не промивають. Час додаткових
операцій 2 години. Скільки потрібно встановити одночасно працюючих фільтрів?
(Відповідь: 33 апарати).
273
ШПШк. Обробка культуральних рідин
Задача 8.22. На лабораторному вакуум-фільтрі за 0,5 год отримали 100 см3
фільтрату. Скільки потрібно часу, щоб отримати додатково 100 см3 фільтрату?
(Відповідь: 1,5 години).
Задача 8.23. Номінальна ємність друк-фільтра 0,435 м3, поверхня фільтрування -
0,63 м2, робочий тиск - 6 атм. За одну добу без промивання осаду фільтрують 50 м3
суспензії. Суспензія має такі характеристики: т0 = 35,1 кг/м3, р0 = 1140 кг/м3, rQ = IO12 м/кг,
г|ф = 1,3 -10'3 Пас. Час додаткових операцій - 2 години. При номінальному навантаженні
потрібно встановити 33 одночасно працюючі апарати. На скільки можна скоротити
кількість апаратів при оптимальному навантаженні друк-фільтрів? (Відповідь: на
З штуки).
Задача 8.24. За одну добу без промивання осаду фільтрують 250 м3 KP (т0 =
= 35,1 кг/м3, г|с = 1,3 IO'3 Пас, O0= 1140 кг/м3, rQ = IO12 м/кг). Для фільтрування
використовують фільтр-преси ІІМЗЗ-630*42/25, кожний з яких має загальну поверхню
фільтрування 33 м2, об’єм усіх рам 0,414 м3, кожний має по 42 рами. Рами на 70 %
заповнюють вологим осадом. Робочий тиск - 6 атм. Додатковий час обслуговування
апарата на кожному циклі - 2 години. Знайти кількість одночасно працюючих апаратів.
(Відповідь: 10 апаратів).
Задача 8.25. За 1 добу без промивання осаду фільтрують 250 м3 KP (т0 = 35,1 кг/м3,
г|ф = 1,3 IO'3 Па с, р0 = 1140 кг/м3, r0 = IO13 м/кг). Для фільтрування використовують
фільтр-преси ІІМЗЗ-630*42/25, які працюють підтиском 8 атм. Апарати працюють в
оптимальному режимі навантаження. Додатковий час - 2 години. Скільки потрібно
встановити одночасно працюючих апаратів? (Відповідь: 8 апаратів).
Задача 8.26. За добу на стрічкових фільтрах треба переробити 500 м3 суспензії.
Характеристика суспензії: т0 = 36,67 кг/м3, r0 = IO12 м/кг, г|с = 1,3 IO'3 Па с, р0 = 1350 кг/
м3. Характеристика апарата: довжина вакуум-камери - 3 м, ширина стрічки - 1,25 м,
швидкість руху стрічки - 4 м/хв., вакуум - 600 мм рт. ст. Скільки потрібно встановити
одночасно працюючих апаратів? (Відповідь: 6 апаратів).
Задача 8.27. Друк-фільтр з номінальною ємністю 63 дм3, поверхнею фільтрування
0,38 м2 працює при тиску 6 атм в оптимальному режимі завантаження. Після
фільтрування суспензії осад промивають 20 дм3 води. Характеристика суспензії:
т0 = 50 кг/м3, г0= IO13 м/кг, г|с = IO*3 Па с, р0 = 1200 кг/м3. Час допоміжних операцій
в циклі фільтрування - 1 година. Знайти товщину шару осаду. (Відповідь: 2,4 мм).
Задача 8.28. Фільтрують KP густиною 1020 кг/м3, яка містить 1 мас.% АСБ
густиною 1300 кг/м3, але фактично біомаса в KP присутня у вигляді клітинноїзооглейної
маси, яка містить 75 мас.% води. Після фільтрування одержали вологий осад, який
на 60 % складається з нативного розчину (фільтрату) і на 40 % - з клітинної маси.
Знайти коефіцієнт т0 та об’єм фільтрату, який одержують з 1 м3 KP. (Відповідь:
102 кг/м3 та 0,902 м3 відповідно).
Задача 8.29. У барабанний вакуум-фільтр безперервним потоком надходить
концентрат біомаси (дріжджове молочко). Молочко містить клітинну масу в
концентрації 600 кг/м3 суспензії. Густина клітинної маси і рідкого середовища (бражки)
274
Відділення біомас від нативних розчинів
відповідно 1035 та 1000 кг/м3. Після фільтрування одержують пресовані дріжджі і
бражку (фільтрат). З 1 м3 молочка одержують 660 кг пресованих дріжджів. Скласти
матеріальний баланс процесу на 20 м3 молочка за годину.
Задача 8.30. У барабанний вакуум-фільтр кожну годину надходить 20 м3
дріжджового молочка. Після фільтрування одержують пресовані дріжджі, що містять
12000 кг клітинної маси (власне дріжджів) та 1200 кг води. Густини клітинної маси і
води відповідно 1035 та 1000 кг/м3. В’язкість води 0,9* IO*3 Пас. Вакуум в апараті
дорівнює 600 мм рт.ст. Питомий опір фільтруванню - IO10 м/кг, товщина осаду на
фільтрі - 10 мм. Знайти час фільтрування з розрахунку на 1 м2 поверхні. (Відповідь:
1,2 с).
Задача 8.31. Кожну годину на барабанному вакуум-фільтрі переробляють
дріжджове молочко, яке має такі характеристики: т0 = 660 кг/м3, р0 = 1032 кг/м3,
r0 = IO10 м/кг, в’язкість рідкого середовища 0,9* IO'3 Пас. Кількість обертів барабана
знаходиться в межах 0,13-^3 об/хв. Кут занурення барабана 135°. Вакуум - 600 мм
рт.ст. Визначити швидкість обертання барабана (об/хв), при якій товщина осаду буде
становити 50 мм. Чи буде знаходитись знайдена швидкість в межах для даного
апарата? (Відповідь: 0,77 об/хв, так).
Задача 8.32. Потрібна продуктивність барабанного вакуум-фільтра - 20 м3
дріжджового молочка за годину. Кут занурення барабана в суспензію 135°, швидкість
обертання - 0,77 об/хв. За час знаходження фільтрувальної поверхні в суспензії з I м2
одержують 2,81 • IO'2 м3 фільтрату. З 1 м3 суспензії одержують 0,36 м3 фільтрату. Знайти
площу фільтрування, повну поверхню і підібрати необхідний апарат. (Відповідь:
2,08 м2, 5,55 м2, БОК-3-1,75).
Задача 8.33. Кожні 12 годин на фільтрування надходить 48 м3 дріжджового
молочка, яке містить 580 кг “чистої’” клітинної маси (густина 1035 кг/м3) в 1 м3
молочка. Решта - вода (бражка). Після фільтрування одержують пресовані дріжджі
з вмістом загальної води (внутрішньо- і зовнішньою!ітинної) 75%. Клітини на 2/3
складаються з води. Скласти матеріальний баланс процесу в кг/год.
8.2. Осадження, центрифугування, сепарування
культуральних рідин
8.2.1. Осадження
Осадження (седиментація) - процес розшарування дисперсних систем під дією
сили ваги з від діленням загущеної дисперсної фази у вигляді осаду.
Осадження використовують у таких випадках:
-при діаметрі частинок не менше 3 мкм;
-при відділенні стабільних продуктів, коли чинник часу не відіграє великої ролі;
-для досягнення нижчих, ніж при застосуванні інших методів, капітальних та
поточних витрат на виробництво.
275
ИВЯИйЗйк^ Обробка
культуральних рідин
Практично вказаний метод, в основному, використовують на очисних спорудах
для відділення очищеної води від активного мулу.
Швидкість осадження біомас з культуральних рідин низька і становить близько
IO'6... IO'7 м/с. Для прискорення процесу використовують коагулянти (речовини, що
переводять завислі частинки в агрегативно нестійкий стан) та флокулянти (речовини,
що руйнують колоїдні системи, з утворенням великих пластівців). Як коагулянти
використовують желатин, казеїн, а як флокулянти - метилцелюлозу, карбоксиметилцелюлозу
тощо.
Рис.8.12. Схема роботи безперервно діючого відстійника (типу Дорра).
Суспензія безперервним потоком надходить у відстійник (1). Одночасно з
відстійника виводяться освітлена рідина і осад. Мішалка (2) призначена для
спрямовування осаду, який може відкладатись на стінках апарата, до штуцера виводу
осаду, тому обертається дуже повільно (рис.8.12).
Продуктивність відстійника безперервної дії (Vn) не залежить від його висоти
та концентрації дисперсної фази:
Vn = Fw, м3/с, (8.10)
де F- площа поверхні відстійника, м2; w - швидкість осадження частинок
дисперсної фази, м/с.
При цьому
Q,= edS(P,-P.)
14
де g - прискорення вільного падіння, 9,81 м/с2;
d4 - діаметр частинки;
рч та рс - відповідно густини частинок та дисперсійного середовища;
г|с - динамічна в’язкість рідкого середовища.
У додатку наведені характеристики стандартних відстійників.
(8.11)
276
Відділення біомас від нативних рс—
Приклад 8.9. Водна суспензія, що містить частинки діаметром 10 мкм з
густиною 1100 кг/м3, безперервно надходить у відстійник з витратою 10 м3/год. Обрати
стандартний відстійник.
Розв ’язання
1. Швидкість осадження частинок
9,81 *(10106)2(1100-1000) ^ 1Л_6 ,
CO = — : - = 6,06-10 М/С.
18*0,910 '
2. Потрібна поверхня осадження F = — = 458,4 м2.
3600 *6,06 IO'6
3. Діаметр відстійника повинен бути
_ 458,4*4
D = J = 24,15 м.
Стандартний відстійник має діаметр 30 м.
Приклад 8.10. Водна суспензія, що містить частинки діаметром 5, 10 та
50 мкм відповідно 20, 50 та 30 мас.%, безперервним масовим потоком 10 тонн/год
надходить у відстійник діаметром 30 м. Густина частинок - 1100 кг/м3, концентрація
дисперсної фази - 9 мас.%. З відстійника виводять загущений осад вологістю
70 мас.%. Знайти об’ємний потік загущеного осаду. Скласти матеріальний баланс
процесу.
Розв ‘язання
1. Густина вихідної суспензії рс = 0,09* 1100 + 0,91 * 1000 = 1009 кг/м3.
2. Об’ємний потік суспензії
Vn = 10000/1009 = 9,91 м3/год. = 2,753 IO 3 м3/с.
3. Швидкість осадження повинна бути
2,753 IO3 *4 .... 1Л_6 .
со = ; = 3,894 -10 м/с.
30 *я 1
4. Найменший діаметр частинок, які встигають осаджуватись, становить
J 3,894IO 6 *18*0,9IO-3 0 1Л.6 0
d = J =8-10 м =8 мкм.
4 \ 9,81*(1100-1000)
5. Отже, встигнуть осісти частинки діаметром 10 та 50 мкм. Вони складають
30 + 50 = 80 мас.% усієї дисперсної фази.
6. Зі суспензією кожну годину надходить 0,09*10000 = 900 кг твердої фази.
Осаджуватись буде 0,8*900 = 720 кг твердих частинок. Всього загущеного осаду буде
277
Обробка культуральних рідин
виводитись 720/0,3 = 2400 кг/год. Густина осаду - 1100*0,3 + 1000*0,7 = 1030 кг/м1.
Об’ємний потік загущеного осаду 2400/1030 = 2,33 м3/год.
7. Матеріальний баланс процесу:
Взято, кг/год
Одержано, кг/год
1. Вихідна суспензія 10000
в тому числі:
- дисперсна фаза (900),
- дисперсійне середовище (9100)
1. Освітлена рідина 10000 - 2400 = 7600
в тому числі:
- дисперсні частинки діаметром 5 мкм
(900-720= 180),
- вода (7600- 180 = 7420)
2. Загущений осад 2400
- дисперсні частинки діаметром
20 та 50 мкм (720),
- вода(2400 - 720 = 1680)
Разом... 10000
Разом... 10000
Контрольні задачі з седиментації
Задача 8.34. Суспензія містить частинки діаметром 3 мкм. Після оброблення
флокулянтом їх маса збільшилась в 15 разів, при цьому форма кульки збереглась. Всі
інші характеристики залишились незмінними. У скільки разів збільшилась швидкість
осадження? (Відповідь: в 6,1 раза).
Задача 8.35. Кожну годину у відстійник, що має діаметр 50 м, надходить водна
мулова суміш в кількості 100 м3. Густини частинок і води відповідно 1035 та 1000 кг/м3,
а в’язкість води - 0,9 IO 3 Пас. Частинки якого діаметра встигають осаджуватись?
(Відповідь: 25,8 мкм і більше).
Задача 8.36. З аеротенка у відстійник, що має діаметр 50 м, надходить мулова
суміш з концентрацією твердої фази 80 кг/м3 потоком 20 м3/год. Густина частинок
1035 кг/м3. Фракційний склад мулових частинок при діаметрі 5, 10, 15, 30 та 50 мкм
відповідно 3, 22, 30, 27 та 18 мас.% від загальної маси мулу. В’язкість рідкої фази -
0,9 IO 3 Па с. Який потік шламу (в м3/год) буде виводитись з відстійника, якщо вміст
води в шламі 90%? (Відповідь: 1,19 м3/год).
Задача 8.37. У відстійник діаметром 100 м надходить суміш активного мулу
(р = 1035 кг/м3) і води. Активний мул складається з частинок діаметром 5 мкм (5%),
10 мкм (15%), 15 мкм (35%), 30 мкм (15%), 50 мкм (15%). Концентрація мулу- 120 кг/м1.
Після відстоювання шлам з вмістом 90% виводять на поля зрошення, а очищену
воду з деяким вмістом дрібних частинок мулу спрямовують у відкрите водоймище.
Скласти матеріальний баланс процесу, якщо потік суспензії становить 100 м3/год.
(В’язкість води 0,9 IO 3 Па-с).
Задача 838. Стічні води з аеротенка в кількості 500 м3/год спрямовують у відстійник.
Діаметр завислих частинок 5 мкм, густина 1300 кг/м3. Знайти потрібну кількість
стандартних відстійників діаметром 100 м, які працюють паралельно. (Відповідь: 4 штуки).
Задача 8.39. В KP об’ємом 200 м3 (густина рідкої фази 1040 кг/м3, в’язкість-
5 IO'3 Па с) з метою флокуляції додали розчин кабоксиметилцелюлози. Пластівці, що
278
Відділення біомас від нативних ропіиііп
утворились (густина 1200 кг/м3, діаметр 20 мкм), осаджують у відстійнику з площею
75 м2. Знайти час перероблення всього об’єму суспензії. Скласти матеріальний баланс
процесу, якщо відомо, що вологий осад на 85 % складається з рідкої фази, а вміст
твердої фази в суспензії- 6 об’ємних % (розчин флокулянта в балансі не враховувати).
Задача 8.40. У культуральну рідину об’ємом 200 м\ яку треба переробити
методом осадження за 5 діб, додають розчин карбоксиметилцелюлози, після чого
утворюються мікропластівці середнім діаметром 20 мкм і густиною 1200 кг/м3.
Густина рідкого середовища 1040 кг/м3, в’язкість - 4-Ю'3 Пас. Без додавання
флокулянта діаметр частинок був би 8 мкм. Якої площі потрібний відстійник в
останньому випадку? (Відповідь: 331,75 м2).
8.2.2. Центрифугування, сепарування
Розділення неоднорідних систем під дією поля відцентрових сил у спеціальних
машинах - центрифугах - називається центрифугуванням.
На рис. 8.13 показана схема роботи центрифуги.
Циліндричний корпус центрифуги (1) обертається електроприводом (2). Усередину
циліндра подають суспензію. Під дією відцентрових сил дисперсні частинки
відкидаються на периферію і осідають на внутрішній боковій стінці, а освітлена рідина
(іфугат) виводиться з центрифуги. В міру накопичення осаду центрифугу вимикають,
осад вивантажують, далі технологічний цикл повторюють.
Рис.8.13. Схема вертикальної центрифуги осаджувапьного типу:
1 - корпус центрифуги; 2 - електропривод.
Кількісно відносне нарощування сили осадження у відцентровому полі характеризують
факторам розділення (критерієм Фруда):
279
Обробка культуральних рідин
(8.12)
g
де со - кутова швидкість обертання, рад/с; R - радіус обертання, Mjg- прискорення
вільного падіння, 9,81 м/с2.
Залежно від величини Fr центрифуги поділяють на звичайні (Fr < 3500) та
надцентрифуги (Fr = 3500-ь 12000). Останні називають ще сепараторами. Якщо
Fr > 12000, то такі центрифуги називають бактофугами.
Центрифуги використовують в таких випадках:
- коли осад погано фільтрується;
- коли треба одержати біомасу, вільну від допоміжних фільтрувальних матеріалів;
- коли процес вимагає безперервності в умовах високої стерильності.
Істотний недолік центрифуг - негативна дія на клітини відцентрової сили та їх
перегрівання. Але далеко не завжди ці негативні чинники є визначальними для процесу.
До того ж сучасні центрифуги споряджають системами охолодження. Головна ж
перевага - висока продуктивність і компактність обладнання.
8.2.2.1. Звичайні центрифуги
Безпосередня переробка культуральних рідин на звичайних центрифугах
ускладнена, тому що для перероблення рідин на центрифугах потрібно, щоб концентрація
дисперсної фази була не менше ніж 5 % (для центрифуг періодичної дії-) або 10 % (для
центрифуг безперервної дії"), а вміст біомаси в KP не перевищує, як правило, 1 ...4%.
Для попереднього концентрування можна використати відстійники, флотатори, але у
будь-якому випадку біомаса повинна бути крупнозернистою.
За принципом дії розрізняють: •
, -осаджувальні центрифуги (О);
-фільтрувальні центрифуги (Ф);
-комбіновані (K).
На рис. 8.14. подано порівняльні схеми осаджувальної та фільтрувальної
центрифуг.
Суспензія
Суспензія
Перфорована
г-| поверхня
Осад
а)
б)
Рис.8.14. Схема роботи осаджувальної (а) та фільтрувальної (б) центрифуг
280
Відділення біомас від нативних розчинів
Фільтрувальні центрифуги поєднують обидва принципи відділення дисперсної
фази: фільтрування і осадження. Вони дають змогу одержувати осади з меншим
вмістом вологи, дозволяють промивати осад без вивантаження його з центрифуги. В
той самий час вони мають усі недоліки, пов’язані з фільтруванням, насамперед вони
менш продуктивні внаслідок високого питомого опору фільтруванню біомас.
Схеми центрифуг періодичної дії за конструктивною ознакою подано на
рис. 8.15.
Найбільш поширеним типом центрифуг періодичної дії є горизонтальні автоматичні
як осаджувального типу (ОГН), так і фільтрувального (ФГН). Фільтрувальні центрифуги
використовують для розділення суспензій, тверда фаза яких має кристалічну або
зернисту структуру з розміром зерен ЗО... 150 мкм, а відстійні - для розділення суспензій,
тверда фаза яких має розмір зерен 5...40 мкм.
Особливістю вертикальних центрифуг з верхнім приводом (ОПН та ФПН) є
наявність верхньої шарнірної підвіски, яка допускає відхилення ротора від вертикалі і
самоцентрування. їх розвантажують вручну знизу. Сьогодні такі центрифуги
замінюють горизонтальними автоматичними.
Особливістю маятникових центрифуг (ОМБ та ФМБ) є наявність триколонної
кульової підвіски, завдяки якій вібрація не передається на зовнішній корпус.
Вивантаження центрифуг проводять або знизу (третя буква в індексі H або Д),
або зверху через бортик (буква Б).
_ І
_ .І
І.
"І
" 'І
І"
*
д
Рис.8.15. Конструктивні схеми періодичних центрифуг:
а- вертикальна з приводом знизу; б - горизонтальна з розташуванням ротора між опорами;
в - горизонтальна з подвійним ротором; г- горизонтальна з консольним розташуванням
ротора; д - вертикальна з приводом зверху; є - маятникова центрифуга
281
Обробка
культуральних рідин
У практиці хімічних виробництв широко застосовують і центрифуги безперервної
дії(рис.8.16).
Центрифуги з пульсуючим вивантаженням осаду за допомогою поршня (а)
виготовляють лише фільтрувальними (ФГП). Осад повинен бути кристалічним з
розміром зерен 100 мкм і більше, а вміст твердої фази - не менше 20% (40...50% -
оптимум).
Шнекові центрифуги (в) випускають як відстійного, так і фільтрувального типу,
як у горизонтальному, так і вертикальному виконанні (ОГШ, ФВШ, ФГШ).
Особливістю цих центрифуг є наявність шнека, який обертається разом з ротором
в одному напрямку, але з меншою швидкістю, завдяки чому відбувається
безперервна пересування осаду та його вивантаження. Концентрація твердої фази
повинна бути 1.. .40%, розмір частинок не менше 5 мкм, а різниця густин дисперсної
та дисперсійної фаз не менше 200. Шнекові центрифуги поділяють на три групи:
освітлювальні і класифікувальні (розділяють частинки за розмірами), універсальні,
зневоднювальні.
поршень! фугат
і
суспензія
ніж^
фугат
Ч
Ф
фугат
* 1
осад-
а
фугат
б
Рис.8.16. Схеми безперервних центрифуг:
а - з пульсуючим вивантаженням осаду; б - з ножевим вивантаженням осаду;
в - зі шнековим вивантаженням осаду
Детальні відомості про конструкції, номенклатуру та технічні характеристики
центрифуг викладено в монографії [12].
Технологічні розрахунки центрифуг
А. Розрахунок центрифуги осаджувального типу
Середню продуктивність центрифуги осаджувального типу можна розрахувати
за формулою:
TtR2Ly2(рч -рс)52
" <4
де R- внутрішній радіус шару суспензії, м;
L-довжина внутрішнього шару суспензії, м;
(8.13)
282
Відділення біомас від нативних розчинів JflPrfУМіУтІпІД
ц/ - кутова швидкість обертання ротора, рад/с (і|/ = 2пп, де п - кількість обертів
ротора, C1);
рч і рс - густини відповідно частинок і рідкого середовища;
Sk - крупність розділення, м (під крупністю розділення розуміють такий
нескінченно вузький клас частинок, імовірність потрапляння яких як в осад,
так і фугат однакова); г|с - динамічна в’язкість рідкого середовища, Пас.
Приклад 8.11. Розрахувати середню продуктивність центрифуги ОМД-8О для
переробки суспензії з в’язкістю дисперсійної фази 1,3 IO'3 Пас, густиною частинок і
рідкого середовища відповідно 1350 та 1100 кг/м3 при крупності розділення 1,3, 5 та
30 мкм. Об’єм суспензії, яку потрібно переробити - 50 м3. Концентрація твердої фази
в суспензії 80 кг/м3, а в осаді - 800 кг/м3. Розрахувати дійсну продуктивність
центрифуги при різних значеннях крупності частинок під час розділення.
Розв ’язання
1. З [12] знаходимо, що для центрифуги
ОМД-80 Db = 0,8 м, L = 0,4 м, D6 = 0,62 м, робочий
об’єм V = 0,08 м3, швидкість обертання ротора
п = 20,8 с'1.
2. Робочий об’єм осаджу вальних центрифуг
періодичної дії завантажують осадом на 60... 80%.
Приймемо - на 70%. Тоді 21 = (0,8 - 0,62)( 1 - 0,7) =
= 0,054 м; 2Rmin = 0,62 + 0,054 = 0,67 м. Звідси
R = 0,337 м. Отже, R = 0,8/2 = 0,4 м. R =
min 7 7 шах 7 7 сер
= (0,337 + 0,4)/2 = 0,3685 м.
3. Продуктивність центрифуги при 8к= I MKM
_ 3,14*(0,3685)2 *0,4*(2*3,14*20,8)2(1350-1100)0 IQ-6)2
л_ 9*1,3 IO3 “
= 6,22 • 10'5 м3 /с = 0,224 м3 /год.
Продуктивності центрифуги при 8к = 3, 5 та 30 мкм відповідно 2,01, 5,6 та
201,5 м3/год.
4. Якщо б центрифуга працювала безперервно без технологічних зупинок, то усю
суспензію при різних значеннях крупності розділення можна було б переробити за
50/0,224 = 223,2 години (за 24,9,8,92 та 0,25 години відповідно для інших значень 8к).
5. Технологічні зупинки на вивантаження осаду, підготовки центрифуги та нового
пуску становлять 10... 15 хвилин на кожному циклі роботи. Приймемо 15 хвилин.
6. За цикл роботи робочий об’єм центрифуги заповнюється на 70 %, отже об’єм
осаду в центрифузі перед зупинкою дорівнює 0,7*0,08 = 0,056 м3. Дисперсної фази в
.<■
<-
/
2Rm
2 Rcq
D11 = 2 Rm
А
V
283
Обробка культуральних рідин
осаді - 0,056*800 = 44,8 кг. Таку кількість містить 44,8/80 = 0,56 м3 вихідної суспензії.
Для її переробки при 8к = 1 мкм потрібно 0,56/0,224 = 2,5 години. Повний час циклу
роботи 2,5 + 0,25 = 2,75 години. Усю суспензію можна переробити за 50/0,56 = 89,29
циклів або за 89,29*2,75 = 245,5 годин. Отже, дійсна продуктивність центрифуги буде
становити 50/245,5 = 0,2 м3/год.
Час безперервної роботи центрифуги при інших значеннях 5к становить відповідно
0,28, 0,1 та 0,0028 год. Тривалості циклів відповідно 0,53, 0,35 та 0,2528 години.
Відповідно дійсні продуктивності становлять 1,06,1,6 та 2,22 м3/год.
Як правило, безперервна робота періодичних центрифуг триває 10...30 хвилин,
тому центрифугу 01УІД-80 не можна використовувати для переробки вказаної суспензії
з крупністю розділення 1 мкм (тривалість безперервної роботи 2,5 години) і з крупністю
30 мкм (тривалість 10 с). В останньому випадку потрібно використовувати центрифуги
безперервної дії.
Б. Технологічний розрахунок фільтрувальної центрифуги.
Фільтрувальні центрифуги об’єднують обидва головні принципи відділення біомас
від нативних розчинів: осадження і фільтрування. Різниця тисків, необхідна для
фільтрування, створюється відцентровою силою, що діє на кожну частинку суспензії. Ця
сила прямо пропорційна висоті стовпчика суспензії, що тисне на поверхню фільтрування.
Оскільки фільтрування є досить повільний процес, то і суспензію подають повільно. Висота
стовпчика за суттю є товщиною шару осаду, який змінюється в часі, тобто чим більше
товщина шару осаду, тим більше стає відцентрова сила. Для орієнтовних розрахунків
можна прийняти середню товщину цього шару і відповідно сталу середню різницю тисків.
Як правило, фільтрування ведуть до заповнення робочого об’єму на 70...90 %. Після
розрахунку продуктивності одержане значення множать на коефіцієнт, який враховує
неповну регенерацію фільтрувальноїтканини (близько 0,8).
Приклад 8.12. Розрахувати час фільтрування й промивання суспензії на
центрифузі ФМБ-120. Характеристики суспензії: г|ф = 0,9- IO 3 Па с; РсуспензІ, = 1000 кг/м3;
Росаду= H40 кг/м3; шо = 40 кг/м3; г0 = 1,6* IO10 м/кг. Характеристики центрифуги: Db =
1,2 м; L = 0,5 м; Vp = 0,25 м3; п = 15,8с1; поверхня фільтрування F = 1,9 м2. Робочий
об’єм заповнюється на 80% вологим осадом. На промивання беруть воду в об’ємі,
який дорівнює об’єму осаду. Розрахувати продуктивність центрифуги для даної
суспензії. Розрахувати також кількість центрифуг для переробки 500 м3 протягом З
діб за умови, що час допоміжних операцій становить 0,5 години.
Розв ’язання
1. Об’єм, який заповнюється осадом, V0 = 0,8*0,25 = 0,2 м3.
-чо лп Ti(U2-D2)0,5 „ . ^
2. Знаходимо товщину шару осаду: 0,2 = . Звідси D = 0,965 м;
284
Відділення біомас від нативних розчинів ^ДШЙИІІЗД
5=1,2 °,%5= 0>И75м
3. Розрахунковий радіус R =
1,2-0,1175
= 0,541 м.
4. Середня товщина шару осаду 0,1175/2 =
= 0,0585 м.
5. Тиск стовпчика рідини на фільтру¬
вальну тканину при нерухомому роторі P =
= pgh = 1000*9,81 *0,0585 = 574 Па.
6. У полі відцентрової сили тиск збіль¬
шується і становить
P=PtFr =
574(2 * 3,14 * 15,8)2 0,541
9,81
= 3,12 IO5Па.
7. Маса осаду 0,2* 1140 = 228 кг. Для одержання такої кількості осаду потрібно
переробити 228/40 = 5,7 м3 суспензії. З цього об’єму одержують 5,7 - 0,2 = 5,5 м3
фільтрату.
8. Час фільтрування тф = ■
/5
1.9.
40 *1,61010 *0,910"
2*3,1210
■ = 7735 с = 2,15 години.
9. Оскільки на площі 1,9 м2 розподілено 228 кг осаду, то опір фільтруванню шару
осаду становить R041 = (228/1,9)* 1,6 IO10 = 1,92* IO12 м1.
10. Оскільки на стадії промивання товщина шару осаду є величиною фіксованою,
то фіксованою є і величина відцентрової сили. Робочий тиск становить P = 1000*
*0,1175(2*3,14*15,8)20,541 = 6,26-105 Па.
11. Швидкість промивання 6,26-105/(0,9-10'3* 1,92- IO12) = 3,62-1 O'4 м/с.
12. Час промивання тп = 0,2/(1,9*3,62-IO'4) = 290 с = 0,08 години (тут 0,2 - об’єм
води, який взято на промивання, м3).
13. Тривалість циклу фільтрування T = 2,15 + 0,08 + 0,5 = 2,73 години.
14. Продуктивність центрифуги за суспензією П. = 0,8(5,7/2,73) = 1,67 м3/год.
15. Потрібна продуктивність П = 500/(3*24) = 6,94 м3/с.
16. Для проведення процесу в заданий термін потрібно встановити 6,94/1,67 =
= 4,15 (5) паралельних центрифуг ФМБ-120.
Контрольні задачі з центрифугування
Задача 8.41. Розрахувати AP для фільтрувальної центрифуги, в якій фільтрується
суспензія з густиною 1100 кг/м3. Товщина шару суспензії 5 см, діаметр центрифуги
285
Обробка культуральних рідин
500 мм, швидкість обертання 15 с*1. У скільки разів збільшиться тиск стовпчика
суспензії за рахунок відцентрової сили? (Відповідь: У 226,6 раза).
Задача 8.42. У фільтрувальну центрифугу постійно завантажують суспензію,
яка утворює кільце завтовшки 10 см. Коли утворюється кільцевий шар осаду
завтовшки 5 см, центрифугу вимикають. Скільки часу працює центрифуга, якщо
т0 = 35 кг/м3, г0 = 5-1010 м/кг, густина осаду та фільтрату відповідно 1060 та 1020 кг/м3,
в’язкість фільтрату 1,2-10'3 Па с, діаметр центрифуги 60 см, довжина фільтрувальної
поверхні 0,3 м, швидкість обертання 15 с_|? (Відповідь: 1,93 години).
Задача 8.43. Для відділення біомаси від нативного розчину на центрифузі OM Д-120
(робочий об’єм 0,25 м3) треба переробити 600 м3 суспензії, що містить біомасу в
концентрації 40 кг/м3. Цикл роботи полягає у завантаженні суспензії і одночасному
осадженні біомаси доти, поки робочий об’єм не заповниться на 80 об.%, зупинці (5 хв),
ручному вивантаженні осаду, що містить біомасу в концентрації 600 кг/м3 (20 хв), новому
пуску (5 хв). Встановлено, що максимальна продуктивність центрифуги за даною
суспензією (без зупинок) становить 9,42 м3/год. Знайти час переробки усього об’єму
суспензії і фактичну продуктивність. (Відповідь: 163,4 год, 3,67 м3/год).
Задача 8.44. Для переробки суспензії (густина рідкого середовища 1100 кг/м3,
частинок - 1350 кг/м3, в’язкість фугату — 1,6 IO'3 Па с, крупність розділення - 5 мкм)
обрана центрифуга періодичної дії осаджувального типу ОМД-120. Розрахувати
максимальну продуктивність центрифуги (без урахування технологічних зупинок),
якщо заповнення робочого об’єму здійснюється на 80%. Характеристика центрифуги:
робочий об’єм 0,25 м3, довжина циліндра 0,5 м, кількість обертів 15,8 с*1. (Відповідь:
7,03 м3/год).
8.2.2.2. Сепарування
За своєю суттю сепаратори є відстійними центрифугами, але внаслідок високого
фактора розділення конструкції їх більш складні. Завдяки високій ефективності їх все
ширше застосовують у мікробіологічній промисловості для відділення біомас від
нативних розчинів, хоча в деяких випадках вони не можуть замінити фільтрування.
Використання їх для відділення інтактних клітин є паліативним рішенням, оскільки
для цієї мети придатніша мікрофільтрувальна апаратура.
Залежно від рідин, що переробляються, сепаратори поділяють на
-сепаратори для розділення стійких емульсій (розділові сепаратори);
-сепаратори для відділення твердої фази від рідкої (освітлювальні сепаратори).
Розділові сепаратори є апаратами безперервної дії, тобто в них одночасно
вводять вихідну емульсію і одночасно виводять дві рідини, які різняться густиною.
Вивантаження дисперсної фази з освітлювальних сепараторів може відбуватись, в
міру її накопичення, вручну або автоматично, або безперервно і одночасно з над¬
ходженням в апарат суспензії.
Крім того, за конструктивними особливостями сепаратори поділяють на трубчасті
та тарілчасті.
286
Відділення біомас від нативних рогиііііп
8.2.2.2.1. Трубчасті сепаратори
За принципом діїтрубчастий сепаратор нагадує звичайну вертикальну центрифугу
з нижнім приводом. Емульсію або суспензію подають знизу. За рахунок відцентрової
сили важка фракція емульсії відкидається на периферію, а легка - до центральної осі
ротора. Одночасно з надходженням емульсії через спеціальні штуцери вони виводяться
з апарата. Під час роботи з суспензіями осад періодично в міру накопичення після
зупинки вивантажують вручну.
Як і у звичайній центрифузі, основним елементом трубчастого сепаратора є
порожній циліндр (ротор або барабан), в який безперервним потоком надходить
емульсія або суспензія. На відміну від центрифуги ротор трубчастого сепаратора
відносно до довжини є малим, оскільки швидкість обертання є дуже великою, фактор
розділення досягає 15000 і діаметр ротора більше ніж 200 мм викликає великі
конструктивні ускладнення.
На заводах мікробіологічної промисловості застосовують вітчизняні сепаратори типу
PTP та OTP (відповідно розділові та осаджувал ьні), а також імпортну апаратуру, наприклад,
угорський сепаратор ФЦ-1 та американські фірми “Sharpless”. Характеристики вітчизняних
трубчастих сепараторів наведено в додатку.
Технологічний розрахунок трубчастого сепаратора
За формулою (8.11) знаходять швидкість вільного осадження частинок со0.
Критерій Фруда визначають за формулою (8.12). Далі встановлюють швидкість
осадження під дією відцентрових сил со = CO0Fr.
Глибину потоку обчислюють за формулою
h = (D -D6)/2,
.де Db та D6 - внутрішній діаметр ротора та бортика.
Продуктивність сепаратора за суспензією розраховують за формулою
COVd w
Vn <—^-3600,M /год. (8.14)
. h
8.2.2.2.2. Тарілчасті сепаратори
За принципом дії тарілчасті сепаратори не відрізняються від звичайних центрифуг
1 трубчастих сепараторів, але на відміну від центрифуг, примусовий обертовий рух
рідина приймає не від ротора, а від пакета конічних тарілок, розташованих усередині
корпусу, які натягають на трубу з конічним раструбом (тарілкотримачем), а вже ця
труба пов’язана з електроприводом сепаратора. Між тарілками є зазор, в який
надходить рідина, що переробляється. В цих численних зазорах і відбувається
розділення рідини на відповідні фази2. Емульсія або суспензія надходить в корпус
2 Першу конструкцію тарілчастого сепаратора на початку XX століття запропонував шведський інженер
Лаваль для відділення жирових включень від молока, тому й сепаратор називають “шведським”. Сьогодні
фірма із виготовлення тарілчастих сепараторів стала однією з провідних фірм із виробництва
біотехнологічного обладнання “Альфа-Лаваль”.
287
BamL Обробка культуральних рідин
апарата, входить в міжтарілчастий простір і разом з тарілками закручується. Під
дією відцентрових сил на периферію відкидається важка фракція емульсії або важка
дисперсна фаза суспензії.
Барабан у тарілчастих сепараторів в декілька разів більше, ніж у трубчастих,
що примусило знизити швидкість обертання, але більший радіус і упорядкованість
руху рідини частково компенсує, а в деяких випадках навіть збільшує розділову
здатність надцентрифуг.
Виготовлення тарілчастих сепараторів, які працюють в екстремальних умовах
навантажень, потребує високих технологій в галузі точної механіки. Крім вже згаданої
фірми “Альфа-JIаваль”, виробництво цього виду обладнання освоєно німецькою фірмою
“Вестфалія”, російським BO “Смичка” (Тула) та іншими.
На рис.8.17 показано схему роботи освітлювального тарілчастого сепаратора
періодичної дії.
суспензія
Рис. 8.17. Схема роботи освітлювального тарілчастого сепаратора періодичної дії
(пояснення в тексті)
Основу сепаратора становить пакет конічних тарілок 7, що обертається
усередині корпусу 2. Суспензія по центральній трубі 3 надходить в апарат і заповнює
міжтарілчасті простори пакета тарілок. Під час обертання рідини разом з пакетом
288
Відділення біомас від нативних ро і пінт
тарілок виникає відцентрова сила, яка примушує більш важкі тверді частинки рухатись
на периферію. На внутрішніх бокових стінках корпусу відкладається осад, а фугат
спеціальними каналами через коаксіальну трубу безперервно виводиться назовні.
Після накопичення шламу сепаратор вимикають, знімають кришку корпусу, виймають
пакет тарілок, вивантажують осад, за необхідності очищують і промивають пакет,
збирають апарат, готуючи його до нового технологічного циклу.
Періодично діючі сепаратори використовують для освітлення суспензій з вмістом
твердої фази до 0,5 % і діаметром частинок від 0,1 мкм.
Для перероблення суспензій з вмістом твердої фази до 5 % використовують
складніші сепаратори з періодичним самовивантаженням осаду, який у міру
накопичення із все більшою силою тисне на спеціальний клапан, який в певний момент
відкривається і випускає порцію осаду назовні.
Для переробки суспензій з вмістом дисперсної фази від 1... 10% використовують
соплові сепаратори безперервної дії, в яких фугат і осад виводяться одночасно із
завантаженням суспензії. Осад виводять через невеликий отвір у стінці корпусу, який
називають соплом. На відміну від попередніх сепараторів, соплові сепаратори
дозволяють одержувати власне не осад, а його концентрат, який після промивання і
другого сепарування для досягнення меншого вмісту вологи фільтрують.
Розділові сепаратори мають дещо інші конструктивні принципи. На рис.8.18
показаний хід емульсії та фугатів у тарілчастому сепараторі.
Рис.8.18. Схема роботи тарілчастого сепаратора під час розділення емульсій
289
ВДЗДДДД^ Обробка культуральних рідин
8.2.2.2.3.Кларифікатори
Кпарифікатори - сепаратори, принцип дії яких схожий на принцип дії трубчастих
сепараторів, але на відміну від них !тарифікатор складається не з однієї, а декількох
труб (до 4), вставлених коаксіально одна в одну. У першій вставці відбувається
відділення грубих частинок, в другій - відділення більш дрібних і так далі. Оскільки
частинки розділяються за розміром, то такий сепаратор належить до апаратів-
класифікаторів. Кларифікатори в основному використовують для безперервного
очищення меляси у виробництві харчових дріжджів.
На рис.8.19 показано схему !тарифікатора.
Деякі характеристики вітчизняних тарілчастих сепараторів і кларифікаторів
наведені в додатку.
Повні технічні дані представлено у [ 13-15].
Рис.8.19. Схема роботи кларифікатора
8.2.2.2.4. Технологічний розрахунок тарілчастих сепараторів
Для технологічних розрахунків найбільше поширена формула продуктивності
Лук’янова
v 47iz4>2tga(R3max - R3min) дрг2
" 27 ті ’
де Z- кількість міжтарілчастих просторів;
\\j - кутова швидкість, рад/с;
а - кут нахилу краю тарілки до горизонту, град.;
Rmax та Rmin - максимальний та мінімальний розрахункові радіуси тарілки, м;
г - радіус частинки, м;
Ap - різниця густин дисперсної та дисперсійної фаз, кг/м3;
г\ - динамічна в’язкість дисперсійного середовища, Пас.
290
Відділення біомас від нативних розчинів
Ця формула дає завищений результат, тому розраховане значення продуктивності
потрібно помножити на коефіцієнт P = 0,2... 0,7.
Величини, що входять у вказану формулу, групують у два комплексні показники:
1. Швидкість гравітаційного осадження частинок V ;
де g- прискорення вільного падіння, м/с2.
Цей показник характеризує здатність суспензії до розділення, тобто її фізико-
хімічні властивості, незалежні від характеристик сепаратора.
2. Еквівалентна поверхня (індекс продуктивності) Е:
Z = 2/3(Vg)4/2tga(R3max -R3mJz, м2.
Еквівалентна поверхня сепаратора показує, яку поверхню повинен мати
відстійник для вільного осадження частинок, щоб продуктивності апаратів були
однакові. Цей показник характеризує здатність машини до розділення.
Отже, продуктивність сепаратора можна записати як
V = pV Е.
П g
Приклад 8.13. За 2 години треба відсепарувати 100 м3 KP з вмістом твердої
фази (клітин) 4 %. Діаметр окремих частинок 5 мкм, густина клітин - 1100 кг/м3,
фугату - 1000 кг/м3. Підібрати сепаратор. Скільки часу потрібно на перероблення
суспензії, якщо застосувати сепаратор УКВ-202К-1?
Розвуязання
1. Продуктивність сепаратора повинна бути 100/2 = 50 м3/год = 0,0139 м3/с.
2. Приймаючи середній коефіцієнт поправлення P = 0,45, знаходимо комплексний
показник Vg та потрібну еквівалентну поверхню:
Vg P = (2/9) {[1100-1000] [(5/2) 10‘6]29,81} (1 /0,9 10°)0,45 = 6,8110 7 м/с;
1 = 0,0139/6,81 IO 7 = 20404 м2.
3. Оскільки концентрація твердої фази становить 4 %, то сепаратор повинен
бути з автоматичним механічним вивантаженням. За обраною еквівалентною
поверхнею обираємо сепаратор УДВ-632К-2, який має Z = 23500 м2 як очищувач.
4. У разі застосування сепаратора УКВ-202К-1, який має еквівалентну поверхню
1090 м2, продуктивність становить:
2(1100 -1000Х-IO'6)2 9,81
Vn = Ц — 1090 * ft 45 = 7,43-10'4 м/с.
" 9 * 0,910
5. Час, потрібний на перероблення усієї суспензії, становить 100/7,43 IO4 =
= 134590 с = 37,4 год.
291
Обробка культуральних рідин
Приклад 8.14. Індекс продуктивності сепаратора BCC - 16726 м2. Знайти
продуктивність сепаратора за суспензією, яка має такі характеристики: г| = 7-10'3 Па с;
Ap=200 кг/м3, діаметр частинок 0,5 мкм. Прийняти P=0,5. Скільки потрібно встановити
сепараторів для перероблення 30 м3 суспензії за добу? Скласти матеріальний баланс
процесу, якщо густина фугапу 1000 кг/м3, вміст частинок 0,5 об.%, вологість осаду 55 %.
Розв 'язання
1. Продуктивність сепаратора за цією суспензією:
0,5 * 16726 * 2 * 200(— 10 6 )2 9,81
Vn = -2 = 3,26-IO-5MVc = 0,117 м3/год.
" 9*7Ю ' 7
2. Потрібна продуктивність становить 30/24 = 1,25 м3/год.
3. Потрібно встановити 1,25/0,117=10,68 (11) сепараторів, які працюють паралельно.
4. Розрахунок матеріального балансу:
а). Об’єм твердої фази 0,005*30 = 0,15 м3.
б). Об’єм дисперсійного середовища 30 - 0,15 = 29,85 м3.
в). Густина твердої фази 1000 + Ap = 1000 + 200 = 1200 кг/м3.
г). Маса твердої фази 0,15* 1200 = 180 кг.
д). Маса вологого осаду 180/(1 - 0,55) = 400 кг.
є). Вологий осад містить 400 - 180 = 220 кг вологи.
ж). Взято суспензії 29,85* 1000 + 180 = 30030 кг.
з). Одержано фугату 30030 - 400 = 29630 кг.
Матеріальний баланс:
. S Взято, КГ . s. y.V. . - ' ; • .
Одержано, кг
Суспензія 30030
в тому числі:
- тверда фаза (180)
- рідка фаза (29850)
1. Фугат 29630
2. Вологий осад 400
в тому числі:
- тверда фаза (180)
- рідка фаза (220)
Разом... 30030
Разом... 30030
Приклад 8.15. Безперервним потоком 2 дм3/с сепарують емульсію бутилацетату
у воді. Найменший діаметр мікрокрапель бутилацетату - 1 мкм. Підібрати розділовий
сепаратор тарілчастого типу (прийняти P = 0,3, густина бутилацетату - 880 кг/м3).
Розв ’язання
1. Показник швидкості гравітаційного осадження
. 2(1000-880Х0.5Ю',)19.8І _
8 9 * 0,910
292
Відділення біомас від нативних ро і ilium
2. Еквівалентна поверхня S = 0,002/(0,3* 1,45 IO'7) = 45977 м2.
3. Найпродуктивніший універсальний сепаратор*УОВ -501К-2 має як розділювач
І = 13200 м2. За розрахованим значенням І треб^ встановити 45977/13200 = 3,48 (4)
сепаратори, які працюють паралельно.
Контрольні задачі з сепарування
Задача 8.45. KP, що містить дріжджі в кількості 2 мас.% у перерахунку на АСБ
(густина АСБ 1250 кг/м3), обробляють на сепараторі ДСГ-35 (число обертів 6050 хв1,
Дмах = 323 мм, z = 65, а = 55°, P = 0,4). Вміст води в клітинній масі - 67 %. Після
сепарації одержують суспензію з вмістом клітинної маси 600 кг/м3 (дріжджове
молочко). Густина фугату 1020 кг/м3, в’язкість 1,1x10 3 Пас, діаметр клітин - 5 мкм.
Знайти продуктивність сепаратора за молочком в м3/год. (Відповідь: 3,62 м3/год.).
Задача 8.46. KP, що містить дріжджі в кількості 3 мас.% у перерахунку на АСБ
(Расб = 1250 кг/м3), піддають сепарації на сепараторах ДСГ-35, які мають
продуктивність за суспензією 35 м3/год. Після сепарування одержують концентрат
дріжджів - молочко з вмістом клітинної маси 600 кг/м3. Клітинна маса містить 67%
води. Густина фугату - 1030 кг/м3. Скільки потрібно встановити сепараторів, якщо
кожну годину повинно утворюватись 25 м3 молочка? (Відповідь: 5 штук).
Задача 8.47. За 12 годин на сепараторі неперервної дії ПРН (z = 67, Rmax = 0,2 m,
Rmin= 0,1м , а = 55°, п = 4200 об/хв, р = 0,4) треба переробити 100 м3 суспензії, що
містить частинки діаметром 3 мкм і густиною 1060 кг/м3. Густина фугату 1020 кг/
м3, в’язкість - 1,4 10° Пас. Скільки потрібно встановити сепараторів, які працюють
одночасно? (Відповідь: 2 апарати).
Задача 8.48. Індекс продуктивності сепаратора ВСЖ-2 - 27630 м2, коефіцієнт
P = 0,4. На цьому сепараторі за 12 годин треба переробити 30 м3 водної суспензії, що
містить тверді частинки з густиною 1020 кг/м3. В’язкість фугату - 0,9 IO 3 Пас. У
фугат будуть переходити частинки з деяким мінімальним діаметром. Яким? Яка
буде продуктивність сепаратора, якщо маса частинок за рахунок штучної коагуляції
буде збільшена в 30 разів, а форма кульки частинок буде збережена? (Відповідь:
2,27 мкм, 24,1 м3/год.).
Задача 8.49. BIm3 знаходяться частинки діаметром 0,5,1,5,15,20 мкм (відповідно
10,20,40,20 та 10 мас.% від загальної маси частинок у суспензії, які мають концентрацію
100 кг/м3). Суспензія сепарується на сепараторі ДСГ-4 з продуктивністю 1 м3/год, при
цьому P = 0,4, Z = 20460 м2, г|с = 1,4 IO'3 Па с, Др = 30 кг/м3. Знайти масу частинок
(кг/год.), що переходять у фугат. (Відповідь: 90 кг/год.).
Задача 8.50. За 12 годин треба переробити 120 м3 суспензії зі вмістом частинок
діаметром 5 мкм - 60 кг/м3 на сепараторі безперервної дії ПСА-3 (індекс
продуктивності 15790 м2, P = 0,4). Суспензія має такі характеристики: Ap = 30 кг/м3,
г|с = 1,2* 10'3 Па с. Скільки потрібно встановити сепараторів, які працюють одночасно?
Скласти матеріальний баланс процесу, якщо густина рідкого середовища 1000 кг/м3,
а її вміст в осаді 57 %.
293
ДДЗДШЗВк^ Обробка культуральних рідин
Задача 8.51. Характеристика сепаратора періодичної дії САЖ-3: z = 75, а = 50°,
Rmax = 0,165м , Rmjn = 0,05 м, п = 4620 хв1, P = 0,5. Об’єм шламового простору -0,004 м3.
Переробляється суспензія зі вмістом твердих частинок 4 кг/м3, що мають діаметр
4 мкм. Густина частинок 1030 кг/м3, а рідкої фази - 1005 кг/м3. В’язкість фугату -
1,1 IO'3 Пас. Вміст рідкої фази в осаді - 40%. Скільки часу повинен працювати
сепаратор до зупинки? (Відповідь: 5,28 хв.).
Задача 8.52. Вміст клітинної дріжджової маси в KP - 100 кг/м3. Паралельно
працюють два сепаратори з продуктивністю по 18 м3/год. Дріжджовий концентрат
(“молочко”) має вміст клітинної маси 600 кг/м3 і густину 1050 кг/м3. Крім клітинної
маси, “молочко” містить нативний розчин. Для промивання концентрат розбавляють
чистою водою в такій кількості, щоб концентрація нативного розчину в новій суспензії
становила б 5 %. Після цього нову суспензію подають на другий ступінь сепарування.
Скільки сепараторів треба встановити на другому ступені? (Відповідь: 3 сепара¬
тори).
Задача 8.53. Водна суспензія масою 980,6 кг, що містить 7,28 кг клітинної біомаси
з густиною 1030 кг/м3, надходить в сепаратор періодичної дії СПВ-12 (z = 135,
п = 7450 хв.*1, Rmax= 0,2 м, Rmin = 0,11 м, tga= 1,11, P = 0,4). Об’єм шламового простору
сепаратора - 5 літрів. В’язкість рідкої фази (води) - 0,9* IO 3 Па с. Діаметр твердих
частинок 0,6 мкм і більше. Шлам складається на 40 % з клітинної маси і на 60 % з
води. Скільки часу повинен працювати сепаратор до заповнення шламової порожнини
на 70 %? (Відповідь: 11,6 хв.).
Задача 8.54. Водна суспензія масовим потоком 58,4 тонна/год., яка містить 7,2 %
біомаси (р = 1035 кг/м3), надходить в сепараторне відділення, в якому повністю
очищується від клітинної маси з діаметром частинок 5 мкм і більше. Визначити потрібну
кількість сепараторів ПРП (індекс продуктивності 28170 м2) для перероблення суспензії
(P'= 0,4* в’язкість фугату 0,9- IO'3 Па с). (Відповідь: 3 сепаратори). .
Задача 8.55. Сепаратор має умовну швидкість обертів у = I, Rmax= 1,
Rmin = 0,5Rmax. Як зміниться продуктивність у випадку збільшення а) у вдвічі; б) Rmax
вдвічі. Який параметр більше впливає на продуктивність?
Задача 8.56. Для видалення біомаси з суспензії, яка містить її в концентрації
20 кг/м3, використовують трубчасту суперцентрифугу СГО-150, внутрішній діаметр
якої 150 мм, робочий об’єм - 11,8 літрів. Продуктивність за деякою суспензією -
45,3 л/год. Під час перероблення суспензії за один цикл робочий об’єм на 80 %
заповнюється осадом, що містить біомасу в концентрації 600 кг/м3. Додатковий час на
обслуговування центрифуги - 1 година. Скільки суспензії можна переробити за 5 діб?
Яка фактична продуктивність центрифуги? (Відповідь: 4,68 м3, 0,099 м3/год.).
Задача 8.57. Визначити максимальну продуктивність (тобто без врахування
технологічних зупинок) сепаратора СГО-150, який має робочий об’єм 11,8 дм3, діаметр
ротора 150 мм, швидкість обертання 13000 хв.1. Характеристика суспензії: густини
твердих частинок і рідкого середовища відповідно 1300 та 1150 кг/м3, діаметр частинок
0,5 мкм, в’язкість середовища - 1,8-IO'3 Па с. (Відповідь: 1,34 м3/год.).
294
Відділення біомас від нативних розчинів
Задача 8.58. За 16 годин треба переробити 300 м3 суспензії (в’язкість рідкого
середовища 1,3 IO*3 Пас, Др = 50 кг/м3, діаметр частинок 4 мкм) на сепараторі ПРП,
який має індекс продуктивності 37000 м2. Скільки потрібно встановити сепараторів, якщо
P = 0,45. Скласти матеріальний баланс процесу, якщо густина суспензії 1100 кг/м3, вміст
твердої фази в суспензії 3 мас. %, вміст рідкої фази в осаді 63 мас. %. (Відповідь:
1 сепаратор).
. Задача 8.59. За даними таблиці визначити найбільш і найменш продуктивні
сепаратори.
Характеристика
1
2
3
4 і
Кількість обертів, XB*1
4650
6050
11000
17900 І
Rmax > M
0,161
0,1615
0,076
0,045 і
0,066
0,064
0,033
0,019 І
Задача 8.60. Знайти продуктивність сепаратора ПРН (z = 66, п = 4200 хв*1, tga = 1,
11, Rmax= 0,2 м, Rmm = 0,1 м, P = 0,3) за суспензією і осадом в м3/год, якщо відомо, що
концентрація біомаси в суспензії 40 кг/м3, густина суспензії 1100 кг/м3, густина твердої
фази 1300 кг/м3, в’язкість рідкого середовища 2,5-IO 3 Па с, діаметр частинок 1 мкм,
концентрація біомаси в загущеному осаді 650 кг/м3. (Відповідь: 1 м3/год.).
Задача 8.61. Знайти продуктивність безперервної дії сепаратора ДСГ-35 за
суспензією і осадом в м3/год. за умови, що суспензія містить 30 кг біомаси в 1 м3, а
осад містить її в концентрації 600 кг/м3. В’язкість середовища - 2-10 3 Па с. Діаметр
частинок - 1 мкм. Характеристики сепаратора: z = 64, V|/ = 633 рад/с, Rmax = 0,1615 м,
Rmin = 0,064 м, tga = 1,43, P = 0,4, Др = 250 кг/м3. (Відповідь: 3,58 та 0,179 м3/год.).
Задача 8.62. Одним з найшвидших сепараторів, який використовують при вмісті
твердої фази не більше 0,3 мас.%, є сепаратор АСГ-ЗМ (z = 61, п = 11000 хв*1, Rmax та
Rmin відповідно 0,0766 та 0,033 м, tga = 1,1). Він має продуктивність 0,05-н 1,2 м3 суспензії
за годину. Якщо гіпотетично уявити, що ферменти (білкові молекули), які мають діаметр
близько 8-Ю*9 м, знаходяться не в колоїдно-розчиненому вигляді, а у вигляді завислих
частинок, то чи можна, зважаючи на продуктивність сепаратора, говорити про
можливість їх виділення з розчину цим сепаратором. Характеристика суспензії:
Др = 100 кг/м3, r|c = IO*3 Па с, P = 0,7. (Відповідь: оскільки продуктивність сепаратора
за цією суспензією повинна становити 68,9 см3/год, то використання
сепаратора для цієї суспензії є неможливим.).
Задача 8.63. Визначити продуктивність сепаратора ДСГ-4 за суспензією в м3/год,
який використовують для освітлення KP від частинок діаметром 7 мкм, вміст яких
7 мас.%. В’язкість рідкого середовища - 1,8* IO*3 Па с, Др = 110 кг/м3. Характеристика
сепаратора: z = 67, п = 4770 хв*1, кут нахилу тарілок 55°, розрахункові діаметри - 323
та 127 мм, P = 0,4. Після освітлення одержують фугат і вологий осад з вмістом
твердої фази 40%. Скласти матеріальний баланс процесу на 1 тонну суспензії.
(Відповідь: 47,4 м3/год.).
295
ДЯВЕШВ^ Обробка культуральних рідин
Задача 8.64. Для освітлення суспензії KP використовують деякий сепаратор.
При цьому його продуктивність за даною суспензією становить 0,1183 м3/год.
Сепаратор може безперервно працювати 24 години, після чого потрібна зупинка на
2 години. Треба за 5 діб переробити 20 м3 суспензії. Скільки потрібно встановити
сепараторів, які працюють одночасно? (Відповідь: 2 сепаратори).
8.2.3. Флотування
Метод флотування полягає в тому, що при вспінюванні культуральної рідини
основна маса кормових дріжджів переходить в піну, яку відділяють від рідини. Цей
перехід пов’язаний зі здатністю цього виду дріжджів адсорбувати на своїй поверхні
бульбашки повітря.
На рис.8.20 показано схему одноступеневого флотатора [16].
Флотатор складається з циліндричного корпусу 1 та внутрішнього стакана 2, в
якому збирається піна. Кільцевий простір між корпусом та стаканом поділений
вертикальними перегородками на секції I-V. Перегородки не доходять до днища,
крім перегородки між першою та останньою секціями. В секціях II-V встановлені
аератори. В першій секції флотування здійснюється за рахунок бульбашок газу, які
надійшли в апарат разом з культуральною рідиною, в інших-за рахунок підведення
додаткового повітря. Піну в стакані гасять механічним піногасником 3. Відпрацьовані
культуральну рідину і концентрат виводять через спеціальні штуцери. Продуктивність
флотаторів за вихідною суспензією становить 40-70 м3/год.
Література до глави 8
1. Машини и аппарати химических производств/Под ред. ИИ Чернобьільского.
- М.:Машиностроение, 1975.
2. Гальперин Н.И. Основньїе процесси и аппарати химической технологии.
- M.: Химия, 1981.
296
Відділення біомас від нативних ро і імііііі
3. Плановский A.H., Николаев П.И. Процессьі u аппаратьі химической и
нефтехимической технологии. - M.: Химия, 1972. - 496 с.
4. Машини и аппарати химических производств. Учебник/Под ред.
И.И. Поникарова и др. - M.: Машиностроение, 1989.
5. Доманский И.В., Исаков В.П., Островский Г.М. и др. Машини и аппарати
химических производств. Примери и задачи.- Jl.: Машиностроение, 1982.
6. Основние процесси и аппарати химической технологии. Пособие по
проектированию/Под ред. Ю.И.Дитнерского. - M. : Химия, 1991.
7. Химическая типовая малогабаритная аппаратура. Каталог-справочник.
- M.: ЦИНТИХИМНЕФТЕМАШ, 1970.
8. Альбом химического оборудования, изготовляемого заводами УССР.
- Kueei 1965.
9. Производство антибиотиков/Под ред. С.М.Навашина и др. - M.:
Медицина, 1970. - 367 с.
10. ГОСТ 833-60. Фильтр-пресси рамние.
11. Номенклатура химического оборудования на 1985-1990 гг. Бердичевского
завода химического машиностроения “Прогресе ”
12. Лукьяненко В.M., Таранец А.В. Промишленние центрифуги. - M.: Химия,
1974.
13. Жидкостньїе центробежньїе сепаратори для химической промьішленности.
Каталог. - M.: ЦИНТИХИМНЕФТЕМАШ, 1973.
14. Сепаратори жидкостньїе для пищевой промьішленности. Каталог-
справочник. - M., 1962.
15. Деулин В.И. Сепарирование крахмального молока в производстве
кукурузного крахмала (обзор). - M., 1976.
16. Яковлев В.И. Технология микробиологического синтеза. - Л.: Химия,
1987.
17. Касаткин А.Г. Основньїе процесси и аппарати химической технологии.
- M.:Химия, 1971. - 784 с.
297
Обробка культуральних рідин
ДОДАТОК до глави 8
Характеристики фільтр-пресів, барабанних і стрічкових фільтрів,
відстійників, центрифуг і сепараторів
Номенклатура вітчизняних фільтр-пресів
Позначення в індексі:
-І або II: відкритий або закритий відвід фільтрату;
-букви Р, M або Г: ручне, механічне або гідравлічне затискання плит і рам:
-цифри після букви - площа фільтрування, м2 (F);
-цифри після дефісу - внутрішній розмір рами, мм х кількість рам;
-цифри у знаменнику - товщина рами, мм.
Тип фільтр-преса
«■* J ' і
Тиск
до*,
МПа
Габарити, мм
Тип фільтр-преса
Тиск
AOj
МПа
Габарити, мм
Фільтр-преси Фастівського заводу
“Червоний Жовтень”
Фільтр-преси, які використовують у
виробництві антибіотиків
ІІР2-315x10/25
1,0
1533x990x625
ІГ56-820х42/45
0,6
ІІР2.8-315x14/25
1760x940x600
ІГ84-1000x42/45
0,4
ІІР4-315x20/45
2360x940x600
ІГ100-1000x50/45
ІІР5.6—315x28/25
Фільтр-преси за ГОСТ833-60*
ІІР6-315x30/45
3010x940x600
Р2-315x10/45
1,0
1800x1000x700
ІІР8.4-315x42/25
Р4-315x20/45
2400x1000x700
IM 16-630x20/40
0,8
3350x1270x1370
Р2,8-315x14/45
1800x1000x700
IIM 16-630x20/45
Р5,6-315x28/25
2400x1000x700
ІМ22-630х28/25
M 16-630x20/45
0,8
4400x1700x2000
ІІМ22-630х28/45
М25-630х32/45
5000x1700x2000
ІМ24-630х30/45
4100x1270x1370
М22,4-630х 14/45
4200x1700x2000
ІІМ24-630х30/50
М35,5-630x28/25
5000x1700x2000
ІІМ30-630х42/25
**40-820x30/45
0,6
5300x1900x2200
IM33-630x42/25
**50-820x38/45
5900x1900x2200
ІМ56-820х42/45
0,6
4100x1470x1520
**63-820x46/45
6500x1900x2200
IM100-1000x50/25
0,4
4530x1700x1605
**56-820x42/25
5300x1900x2200
IIM100-1000x50/25
**80-820x60/45
6400x1900x2200
IIMl 16-1000x58/25
4940x1700x1605
**80-1000x40/45
0,4
6100x2200x2300
IIM140-1000x68/25
5460x1700x1605
**100-1000x50/45
6700x2200x2300
**112-1000x56/45
6100x2200x2300
**140-1000x68/25
6700x2200x2300
* - для усіх пресів перша цифра І або II;
** - M або Г.
298
Відділення біомас від нативних розчинів
Габаритні розміри автоматичних фільтр-пресів ФПАКМ
В індексі фільтра перша цифра - площа фільтрування, м2; друга - товщина
камери, мм. \
Індекс
. Габарити, мм
v Індекс
.. Габарити, J
Фільтри, що працюють під тиском до 0,6 МПа
Фільтри, що працюють під тиском до 1,2 МПа
ФПАКМ 2,5-30
2200x1500x1600
ФПАКМ 2,5-45
2660x1760x2750
ФПАКМ 5-30
3600x2460x2600
ФПАКМ 5-45
3375x2000x2780
ФПАКМ 10-30
3600x2460x2600
ФПАКМ 10-45
3375x2000x3525
ФПАКМ 15-30
4040x2980x3830
ФПАКМ 25-45
3780x1250x4240
ФПАКМ 25-30
4040x2980x3830
ФПАКМ 50-45
5000x2930x5550
ФПАКМ 50-30
4240x3250x3920
Характеристики барабанних вакуум-фільтрів
У типорозмірі фільтра перша цифра - поверхня барабана, м2; друга - діаметр
барабана, м.
? Типорозмір V
Довжина
а’ барабана*
' м • •
Число обертів,
ч : об/і В. ;
Потужність : ,
* електордвигуна і
ПрИВОДу; КВт я
Габаритні розміри» .
- '• ■ ' ‘‘мм- ‘' _,
Барабанні вакуум-фільтри загального призначення
БШ1-Т-1*
0,345
0,13-3
0,6
1415x1515x1625
БОК-3-1,75
0,63
1,1
2200x2420x2550
БОК-10-2,6
1,35
2,2
3000x3200x3370
,Б(Ж-20-2,6
2,6
3,0
4750x3230x3330
БТР-30-3,14
3,07
5,5
5300x4650x4150
БТР-45-3,14
4,57
5,5
7100x5770x4070
Герметизовані барабанні вакуум-фільтри
БГН-3-1,75
0,63
0,108-2,05
1,1
2460x2470x2630
БГР-10-2,6
1,315
0,4-2,4
4,0
3550x3700x3500
БГХ-50-3
5,404
0,38; 0,55; 0,75
7,5
9300x4500x4235
Барабанні вакуум-фільтри, що використовують в мікробіологічній промисловості
БЗ-1,6/0,6Н
0,6
0,13-2,6
0,8
Б5-1,75/0,9
0,9
0,13-2,0
1,0
Б10-2,6/1,3
1,3
1,2
Б20-2,6/2,6
2,6
1,8
Б20-3,0/2,2
2,2
1,8
Б40-3,0/4,4
4,4
2,5
*- діаметр барабана 1 м.
299
BBMBL Обробка культуральних рідин
Характеристики стрічкових вакуум-фільтрів
Площа поверхні
фільтрування, м2
1,6
2,5
3,2
4
10
15
зо
Ширина стрічки, м
0,5
0,5
0,5
0,5
1,25
1,5
1,5
Довжина вакуум-камери, м
3,2
4,8
6,4
6,4
8,0
-
-
Швидкість руху стрічки,
м/хв.
0,8+4,8
0,8+4,8
1+6
1,5+9
4+10
-
-
Потужність
електороприводу, кВт
3
3
5,5
5,5
10,0
-
-
Габаритні розміри, мм
5580х
1970х
1750
7200х
1970х
1750
8790х
1970х
1750
ПбЗОх
1970х
2100
ІЗЗбОх
4650х
3500
Основні характеристики відстійників Дорра
Діаметр,м
Висота,^
М.:
ЩПоверхня
^осадження, м2
^Привід;
■ - ■ У\
Потужність
/двигуна, кВт
Швидкість
обертання, хв'1
5,0
2,5
19,6
Центральний
1,0
2,8
6,0
28,3
1,7
3,9
7,5
3,0
44,2
9,0
63,0
2,8
4,7
12
3,5
113,1
6,2
15
176,1
8,0
Переферійний
18
3,6
254,5
10,0
24
452,4
4,5
12,0
30
707,0
16,0
50
4,5
1963
7,0
26,0
75
6,5
4418
10,0
39,0
100
7,0
7854
14,0
52,0
Характеристики базових моделей маятникових,
підвісних та горизонтальних автоматичних центрифуг періодичної дії
Характеристика
ФМБ-60
ОФБ-бО
ФМБ-63
ФМД-80
ОМД-80
ФМД-120
ОМД-120
ФПН-100
ФПД-120
Внутрішній діаметр, мм
600
630
800
1200
1000
1200
Довжина барабана, мм
350
350
400
500
750
600
Робоча ємність, дм*
45
45
80
250
300
300
Граничне
навантаження, кг
90
100
180
375
450
450
Швидкість
обертання, с'1
25
23,7
20,8
15,8
24
16,3
Фактор розділення
800
770
700
605
1180
620
Поверхня
фільтрування, м2*
0,66
0,7
1,0
1,9
2,36
2,26
300
Відділення біомас від нативних розчинів
Характеристика :
ФГ№63
ОГН-63Ї
ФГН -9<р
орШЬ
гфГН4255
' V1
^фГН-180
^6ґН-180
ФГН-200
2ФГН-220
Внутрішній діаметр,
MM
630
900
1250
1800
2000
2200
Довжина барабана,
MM
300
400
600
750
910
1740
Робоча ємність, дм**
40
125
320
850
1250
2750
Граничне
навантаження, кг
40
140
400
1000
1600
3500
Швидкість
обертання, с'1
39,8
25
16,7
12
10
10
Фактор розділення
2000
1130
716
520
400
445
Поверхня
фільтрування, м2*
0,59
1,12
2,35
4,24
5,72
12,0
* -тільки для центрифуг фільтрувального типу
Характеристики вітчизняних трубчастих сепараторів
• ' ‘ : XaрактеристикаД
¥ Г •' * ^^Марка сепаратора , -
; РТР-15 (ОТР^15]і Г
Основні розміри ротора:
діаметр, мм
довжина, мм
105
150(150*)
750
750 (750)
Робоча ємність, дм3
6,3
15(11,8)
Швидкість обертання, хв-1
15000
13750(13000)
Найбільший фактор розділення
13180
15835
Потужність двигуна, кВт
2,8
7,0
Габарити, мм
865x585x1555
1020x650x1940
* - діаметр бортика у сепаратора OTP-150 - 50 мм.
Тарілчасті сепаратори з ручним вивантаженням
! ^Лндекс/^/
*':і{ушжклх -г старого . /
' '4/у4 ^ типу) •к л
<3ливаннярідких
її компонентів *
і, А # *’*• л
1 *
- Габарити
*<■ л .‘-1L . '
* ' . '■th
>
OOP-231-K (ОТ-ОР230)
1900
вільне
740x408x718
ООР-213К-3 (АСГ-ЗМ)
5700
вільне
950x350x660
УОР-215У-2 (НСМ-2)
2000 (як розділювач)
2750 (як очищувач)
вільне
1020-1020x500x830
УОР-ЗОІУ-2 (СЦ-1,5)
2740 (як розділювач)
3640 (як очищувач)
вільне
975-1190x500x780
УОР-401У-2 (СЦ-3)
4700 (як розділювач)
6400 (як очищувач)
вільне
1085-1140x775x980
301
ЕгШГЗЖ. Обробка культуральних рідин
Індекс
(у дужках - старого
типу)
2, м2
Зливання рідких
компонентів
Габарити
УОР-351У-2 (CM 1-3000)
7510 (як розділювач)
11400 (як очищувач)
вільне
1190x1148x1395
ПСМ1 -3000 /пересувний/
7510 (як розділювач)
11400 (як очищувач)
вільне
1800x1200x1780
КДР-6-1К-2 (ВСМ, для
1030 (1 вставка)
під тиском
1500x780x1350
освітлення меляси)*
1600 (2 вставка)
2200 (3 вставка)
2840 (4 вставка)
(шламний простір
38 дм3)
OOP-631К-2
(OT-3P-630-2H)
34900
під тиском
1230x1170x1670
(шламний простір
15 дм3)
УДР-402К-2 (САЖ-ЗМ)
4400 (як розд.)
19000 (як очищ.)
-
825x600x1200
ОМА-2 (для молока)
184
-
900x680x1340
ОМБ-2 (для молока)
7800
-
710x560x1230
АСГ-1А (лабораторний)
2260
-
710x285x420
СПВ-12**
24020
-
945x600x1340
* - крім класифікатора BCM використовують класифікатор ВСЧ із саморозвантаженням
з продуктивністю 3-6 м3/год за мелясовим розчином; габарити 1268х 1150x1432.
** - ємність шламового простору 5 дм3.
Сепаратори з автоматичним механічним вивантаженням осаду
# Індекс
Е,м2
Зливання рідких
компонентів
Габарити, мм
УКВ-202К-1
(0/РТ-ЗМ200 -2Н)
650 (як розділювач за легким
компонентом), 440 (як
розділювач за важким
компонентом),
1090 (як очищувач).
один рідкий
компонент під
тиском, другий -
вільно
780x570x810
УОВ-501К-2
(СЦС-ЗМ)
13200 (як розділювач)
18200 (як очищувач)
вільно
1310x1290x1600
ОДВ-602К-2
(ОТ-ЗМбОО-НИС)
27000 при 8* = 0,4 мм,
20000 при 8 = 0,8 мм
під тиском
1550x1290x1600;
(пульт керування -
1295x780x1295)
УОВ-602К-2
(0/РТ-ЗМ600-ПЗ)
Як розділювач за важким
компонентом при 8 = 0,4 мм -
6500, при 8 = 0,8 мм - 5000;
Як очищувач при 8 = 0,4 мм -
25000, при 8 = 0,8 мм - 18500
вільне
1560x1290x1600
(пульт керування -
1170x915x1295)
УДВ-632К-2
(0/PT-3M630-2H)
Як розділювач за легким ком¬
понентом - 14180, за важким -
8850; як очищувач - 23500
під тиском
1875x1530x1830
302
Відділення біомас від нативних рогіииіп
Індекс
. ; ,SjM2 ■ :
Зливання рідких
компонентів
Габарити, мм
ОДЛ-632К-2
(ОТ-ЗМбЗО-ГА)
36600
під тиском
1750x1430x1825
ОДВ-711К-2
(ОТ-ЗМ7Ю-2Н)
56500 при 8 = 0,4 мм
41000 при 5 = 0,8 мм
під тиском
1870x1600x1840
BCC (для
очищення пивного
сусла)
134673
1250x940x1450
* - відстань між тарілками.
Сепаратори для загущення суспензій (соплові)
Індекс ,
Е, м2 .
Зливання фугату
Габарити
ШС-501К-1 (ДСГ-35)
34600
вільне
1480x750x1469
СОС-501К-3 (ДСГ-50М)
39000
вільне
1730x900x1680
ВСБ
19550
-
1100x1795x1000
BCB
12600
-
1350x1450x1000
ДСТ-4
20300
-
1000x1240x600
ВСЖ-2
26650
-
1060x1280x970
Основне призначення вказаних сепараторів - виділення хлібопекарських
дріжджів з KP5 але вихідна концентрація дріжджів повинна бути не менше 10 г/дм3.
Вони можуть використовуватись і для інших суспензій, при цьому вихідна концентрація
дисперсної фази повинна бути не менше ніж 6 г/дм3. Загущені суспензії містять біомасу
в концентрації близько 600 г/дм3.
303
ДдЗШДЕВ^ Обробка культуральних рідин
ГЛАВА 9.
КОНЦЕНТРУВАННЯ НАТИВНИХ
РОЗЧИНІВ
Нативні розчини містять цільові речовини у дуже малих концентраціях. У деяких
випадках перед подальшим обробленням з метою вилучення цих речовин нативні розчини
концентрують. Для цього застосовують методи упарювання та ультрафільтрування. Метод
ультрафільтрування застосовують виключно для концентрування нативних розчинів, тобто
розчинів, що не містять твердих частинок.
9.1. Випарювання
Випарювання здійснюють для концентрування розчинів, суспензій, виділення
розчинених речовин або одержання чистого розчинника.
Відомі періодичні методи випарювання (чашки, реторти, кожухотрубні випарники
тощо) для оброблення нативних розчинів непридатні, оскільки розчини містять
термолабільні речовини, які при підвищених температурах руйнуються або
інактивуються. Час знаходження нативних розчинів у зоні підвищених температур
вимірюється хвилинами або секундами. Це можуть забезпечити тільки апарати
безперервної дії. До таких апаратів належать перш за все трубчасті випарники Кестнера
з висхідною плівкою (рис.9.1) або з плівкою, що стікає по трубах (рис.9.2) [1]. При
цьому апарати не мають циркуляційних ліній, вони одноходові, оскільки багаторазове
нагрівання продуктів не допускається.
Вихідний розбавлений розчин безперервним потоком надходить знизу у випарник
з висхідною плівкою (рис.9.1), розподіляється по трубах, проходить частину довжини
труб і нагрівається до температури кипіння (зона А). Пара, що утворюється (екстра-
пара), з великою швидкістю проходить вздовж залишку довжини труби. При цьому
разом з нею піднімається вверх і частина розчину, яка утворює на внутрішній поверхні
труби висхідну плівку. В зоні Б при сталій температурі відбувається подальше
випаровування цієї плівки. У сепараторі - верхній розширеній частині апарата- швидкість
пари різко знижується, внаслідок чого крапельки концентрату від пари відділяються.
Цьому сприяє і конденсатовідбійник, встановлений в паросепараторі. Утворення плівки
відбувається при швидкості пари в трубах ЗО... 50 м/с. При меншій швидкості плівка не
утворюється, а при більшій - концентрат разом з парою утворює псевдогомогенну
суміш, теплопередача різко падає, процес випарювання припиняється. Це причина одного
з недоліків апарата - нестабільності роботи при відхиленнях швидкості потоків вихідного
розчину та гріючої пари.
304
Концентрування нативних розчинів
Екстра-пара (вторинна пара)
А
Рис. 9.1. Схема роботи трубчастого вакуум-випарного апарата з висхідною плівкою.
А - зона нагрівання до кипіння; Б - зона випаровування.
В апаратах з плівкою, що стікає по трубах (рис.9.2), важко забезпечити
рівномірність утворення і стікання плівки, тому їх використовують для упарювання
в’язких розчинів, до яких нативні розчини не належать.
Перевагами плівкових випарних апаратів є малий гідравлічний опір, високі
коефіцієнти теплопередачі, велика продуктивність при порівняно невеликих розмірах.
305
В^ВЗДДЗВ^ Обробка
культуральних рідин
І!
Вихідний розчин
Первинна пара n—^
TTT
Екстра-пара
Конденсат
Ko нцентрат
Рис. 9.2. Схема роботи плівкового випарника з плівкою, що стікає.
Як джерело тепла для проведення процесу найчастіше використовують водяну
пару тиском до 1,2 МПа, яку називають первинною або гріючою парою. Пару, що
утворюється під час кипіння розчину, називають вторинною або екстра-парою.
Рушійна сила випарювання - різниця температур первинної та вторинної пари - Atxop.
Тиск в розчині, що кипить, дещо більше ніж у паровому просторі, що збільшує
температуру кипіння на 1.. .3°С. Ця різниця температур називається гідростатичною
депресією. Цей показник для плівкових апаратів є незначним і у розрахунках ним
можна знехтувати.
Для проведення процесу використовують апарати, які працюють під атмосферним
тиском, під надлишковим тиском до 0,6 МПа, а також під вакуумом до залишкового
тиску 815 Па. При меншому тиску екстра-пару треба конденсувати вже спеціальними
холодоагентами. Випарювання в умовах розрідження дозволяє зменшити температуру
кипіння розчинів, що позитивно впливає на збереження теплочутливих речовин. Наприклад,
для упарювання розчинів, що містять ферменти, процес проводять при температурі не
вище 30°С. Взагалі у мікробіологічному виробництві випарники, що працюють під
вакуумом, є найпоширенішими. Крім того, при цьому можна застосовувати гріючу пару
порівняно низького тиску.
На невеликих підприємствах використовують одноступеневі установки без
утилізації екстра-пари. На установках середньої та великої потужності утилізація
екстра-пари є обов’язковою.
На рис. 9.3 показано хід матеріальних потоків на триступеневій випарній
установці. Для забезпечення різниці температур тиск у кожному наступному ступені
306
Концентрування нативних розчинів ^4ЯДЕІЗВ1
менший від попереднього. Для підвищення температури екстра-пари, яка буде
використовуватись як первинна в наступному ступені, її стискають. За рахунок
адіабатичного стискання температура її підвищується і подальше упарювання можна
проводити при незменшеному тиску (тепловий насос). Це дозволяє зменшити
поверхню теплообміну в другому або третьому ступені, а відтак зменшити вартість
апаратури.
екстра-пара екстра-пара екстра-пара
конденсати
Рис. 9.3. Схема матеріальних потоків триступеневої випарної установки.
На рис. 9.4 показано принципову схему обв’язки вакуум-випарного апарата
безперервної дії.
Розбавлений вихідний розчин безперервним потоком надходить знизу в трубний
простір вакуум-випарника(І)1. В міжтрубний простір подають первинну пару. В міру
проходження частини довжини труб розчин нагрівається до температури кипіння, а
подальший шлях при сталій температурі проходять рідка плівка, яка упарюється, та
вторинна пара2. Концентрат зверху стікає у приймальні ємності (2а) або (26). Екстра-
пара з сепаратора випарника надходить у барометричний конденсатор (3), який є
циліндром з переливними тарілками і в який подають холодну воду. У разі контакту
води з екстра-парою остання конденсується і разом з водою через барометричну
трубу (4) та гідрозатвор (5) виводиться у каналізацію, а далі - на очисні споруди.
Внаслідок конденсації екстра-пари у випарнику створюється вакуум, величина якого
залежить від довжини барометричної труби (10,2 м для води відповідає повному
вакууму в апараті). Гази, що не конденсуються, відсмоктуються вакуум-насосом
(6). Температура води на виході з барометричної труби повинна бути на 3... 5 градуси
нижче температури екстра-пари.
1 На принциповій схемі кришка сепаратора показана двома ламаними лініями, які вказують, що апарат
працює під вакуумом.
2 Можливе попереднє нагрівання вихідного розчину перед входом у випарник в окремому
теплообміннику.
307
ЕВЯИДЗЙк^ Обробка культуральних рідин
холодна вода
Рис.9.4. Принципова схема обв’язки одноступеневого вакуум-випарного апарата
(пояснення в тексті).
Для того, щоб концентрат мав би можливість стікати в ємність (2а), відкривають
клапани (вентилі) кі та кЗ, з’єднуючи ємність (2а) з вакуум-системою. Натомість
клапани к5 та к7 повинні бути закритими. Після заповнення ємності (2а), клапани кі
та кЗ перекривають, відкривають клапани к5 та к7, з’єднуючи ємність з атмосферою
та насосом (7), який починає відкачувати концентрат з установки. Водночас
відкривають клапани к2 та к4 і перекривають кб та к8 і, таким чином, не порушують
безперервне стікання концентрату (тепер вже в ємність 26). Ємності (2а) та (26)
працюють почергово на заповнення і на відкачування.
Конденсат первинної пари з міжтрубного простру випарника надходить у
конденсаційний горщик (8), а з нього - у лінію зворотної каналізації*3. Іноді для
запобігання перегріву рідини як теплоносій використовують насичену пару при тиску,
який менший від атмосферного. У такому випадку оболонка випарника повинна
споряджатись незалежною системою “барометричний конденсатор + барометрична
3 Конденсаційний горщик (конденсатовідвідник) призначений для попередження потрапляння пари
в лінію каналізації. Вибір та розрахунок стандартних конденсатовідвідників поплавкового типу за
ГОСТ 15112-69 поданий в [ 1,4]
308
Концентрування нативних розчинів ^НЕцш
труба + вакуум-насос”. Штуцер виходу пароконденсатноїсуміші з оболонки випарника
повинен знаходитись вище від барометричної труби.
9.1.1. Технологічний розрахунок трубчастого вакуум-випарного
апарата з висхідною плівкою
Повні розрахунки вакуум-випарних установок, в тому числі додаткового
обладнання (барометричного конденсатора, барометричної труби, вакуум-насоса)
подані зокрема у [2,4]. В цьому розділі поданий орієнтовний технологічний
розрахунок одноступеневої трубчастої вакуум-випарної установки з висхідною
плівкою з метою вибору стандартного випарника для цього технологічного
процесу.
Основні розрахункові формули
Для безперервного теплового процесу концентрування розчину без виділення
твердої фази можна записати:
G =G +W,
ВИХ K 7
де Gbhx - масова витрата вихідного розчину, кг/с;
Gk - масова витрата одержаного концентрату, кг/с;
W - масова витрата екстра-пари, кг/с.
Теплове навантаження Q на апарат:
Q = Wr + G с (t -1 ), кВт,
В П ВИХ ВИХ 4 КИП ВИХ' ’
де гв п - теплота утворення вторинної пари, кДж/кг;
свнх-теплоємність вихідного розчину, кДж/(кгК);
tBHXта Чип- відповідно температури вихідного розчину та його кипіння,°С.
Поверхня нагрівання, F, м2:
F = . AQ
KAt
кор
де А - коефіцієнт, що враховує втрати тепла (А = 1,02... 1,05);
K - коефіцієнт теплопередачі (орієнтовно для системи “водяна пара —> вода”
K = 800...2500 Вт/(м2-К) (Kcep = 1650 Вт/(м2К), а для системи “вода -> вода” Kcep *
* 1250 Вт/(м2-К); “Р
AtK0p - К0Рисна різниця температур (без врахування гідростатичної депресії цей
показник дорівнює різниці температур первинноїта вторинної пари).
Розраховуючи апарати з висхідною плівкою, треба зважати на те, що частина
поверхні (10...25%), якщо нема додаткового попереднього нагрівача, служить для
нагрівання потоку вихідного розчину до температури кипіння, а швидкість руху пари
в трубному просторі повинна бути в межах ЗО...50 м/с.
309
І^ЗЗЕВНЯкь. Обробка культуральних рідин
Приклад 9.1. За добу методом упарювання в 10 разів концентрують 50 тонн
нативного розчину. Абсолютний тиск в апараті - 14700 Па (110 мм рт.ст.). Температура
вихідної суміші - 20°С. Обрати стандартну випарну установку. Провести тепловий
розрахунок процесу.
Розв \язання
1. Маса концентрату дорівнює 50/10 = 5 тонн.
Маса екстра-пари становить 50 - 5 = 45 тонн.
Масова витрата вихідного розчину дорівнює 50/(24*3600) = 0,579 кг/с.
Масова витрата екстра-пари дорівнює 45/(24*360) = 0,521 кг/с.
Масова витрата концентрату дорівнює 0,579 - 0,521 = 0,058 кг/с.
2. Розрахунок теплового навантаження:
При тиску в апараті 14700 Па температура кипіння води дорівнює 53,5°С, теплота
пароутворення - 2370 кДж/кг, густина пари - 0,1 кг/м3 (дані довідника). Оскільки
теплофізичні властивості нативних розчинів близькі до властивостей води, приймемо,
що теплоємність розчину становить 4,19 кДж/(кгК). Отже, теплове навантаження
становить
Q = 0,521 *2370 + 0,579*4,19(53,5 - 20) = 1316 кДж/с.
3. Об’ємна витрата екстра-пари дорівнює 0,521/0,1 = 5,21 м3/с. Приймемо, що
середня швидкість пари 40 м/с, тоді площа поперечного перерізу трубного простору
повинна становити 5,21/40 = 0,13 м2.
4. Трубчасті випарники з висхідною плівкою випускають з трубами двох типів [ 1 ]:
Тип
Зовнішній діаметр труби,
MM s
Внутрішній діаметр труби,
. , ■ ' - .MM ' ”
Довжина труби, мм
1
42
38
5000
2
62
57
7000
Площу перерізу труб (м2) можна знайти з рівнянь:
S = 1,7210_3F (для труб першого типу) та S = 1,8710‘3F (для труб другого
типу), де F - номінальна поверхня теплообміну апарата, м2.
Випарники випускають з поверхнею теплообміну такого ряду: 10,16,25,40,63,
100, 125, 160,200,224,250, 280,315,400 та більше (до 3150 м2).
Потрібна поверхня теплообміну повинна становити для апаратів 1 типу 0,13/
0,00172 = 75,6 м2, а для 2-го - 0,13/0,00187 = 69,52 м2.
Враховуючи достатньо широкі межі швидкостей екстра-пари, можна обрати
близькі за поверхнею теплообміну апарати 1 -го або 2-го типу з номінальною поверхнею
63 м2. Перевагу треба віддати випарнику з більш короткими трубами, оскільки при
цьому забезпечується менш тривалий час перебування теплочутливих матеріалів в
зоні підвищених температур, тобто випарник з трубами 1 -го типу.
310
Концентрування нативних розчинів ^4ЯЕШіВ!іЕ1
5. Тепловий розрахунок процесу.
а). Припустимо, що розчин є достатньо термостабільним, і розглянемо спосіб
нагрівання під час використання пари “нормального” технологічного тиску, наприклад,
0,11 МПа. На рис. 9.5 показана схема труби, в якій нагрівається вихідний розчин, що
подають знизу з температурою 20°С і який в зоні C нагрівається до температури
кипіння 53,5°С.
В зоні В та А відбувається кипіння рідини і пароутворення екстра-пари; в цих
зонах плівка рідини піднімається догори. Нагрівання в зоні А здійснюється за рахунок
конденсації пари, яка надходить з температурою 102 °С. Передача тепла в зоні В
відбувається за рахунок охолодження конденсату первинної пари від 102°С до
температури t2.
Екстра - пара
Передача тепла в зоні C відбувається теж за рахунок охолодження конденсату
від температури t2 до, припустимо, 25°С. Приймемо, що коефіцієнт теплопередачі від
пари, що конденсується, становить 1650 Вт/(м2 К) і від гарячого конденсату первинної
пари - 1250 Вт/(м2К).
311
Обробка
культуральних рідин
Температурна схема зони А
первинна пара
102 < ► 102
розчин, що випаровується
53,5 < ► 53,5
48,5 48,5
At = 48,5°С
кор
F. — = 1,25 10 sO., (1-ше рівняння)
1650*48,5
де Fa - поверхня теплообміну в зоні А, м2;
Qa - тепло, що передається в зоні А, Вт.
Температурна схема в зоні В
конденсат первинної пари
102 ► t2
розчин, що випаровується
53,5 < ► 53,5
48,5 t2 - 53,5
48,5-t2 + 53,5
At“p 48,5
In-
t, -53,5
Fb =
Qb 48,5
1250(102 —12) t2 -53,5 (2're Рівняння)
Температурна схема в зоні C
конденсат первинної пари
I2 ► 25
вихідний розчин
53,5 + ► 20
t2 - 53,5
At„„ =
_ t2 — 58,5
«р " t - 53 5
In 2 ’
5
р Qc і- Ч ~53,5 ^
с' 1250(1, -58,5) 5 (3-те р.»п«»»«)
312
Концентрування нативних розчинів
Можна також записати, що
Fa + Fb +Fc = 63 (4-те рівняння),
а також
Qa + Qb + Qc = 1,03*1316000 = 1355000 Вт (5-те рівняння),
при цьому
Qc = 1,03*0,579*4,19(53,5 - 20)* 1000 = 83700 Вт.
Ще можна записати, що
1355000 = Wn *2681000 + Wn *4190( 102 - 25),
де Wn - витрата первинної пари, кг/с;
2681000 - теплота випаровування води при тиску 0,11 МПа, Дж/кг;
Перший член рівняння - це Qa, а другий член - Qb + Qc.
Звідси Wn = 0,451 кг/с;
Qa = 1209455 Вт;
Qb = 1355000 - 1209455 - 83700 = 61845 Вт.
Розв’язуючи систему п’яти рівнянь, враховуючи вже знайдені величини, знаходимо,
що Fa = 15,1 м2; Fb = 5,4 м2; Fc = 42,5 м2; t2 = 53,74°С.
б). Приймемо, що нагрівання відбувається лише за рахунок конденсації пари,
яка має деякий тиск і відповідно температуру t°C. З такою самою температурою
виводиться і конденсат первинної пари. Зона В - відсутня, а з боку пари відсутня і
зона С. На випаровування витрачається без урахування втрат 1235000 Вт, а на
нагрівання вихідної рідини від 20 до 53,5°С - 83700 Вт
Температурна схема в зоні А
пара, що конденсується
t < ► t
плівка, що випаровується
53,5 ► 53,5
t - 53,5 t - 53,5
At = t - 53,5
кор ’
с 1,03*1235000 2 „ . ч
ГА , м (1-ше рівняння).
А 1650 * (t — 53,5) F
Температурна схема в зоні C
пара, що конденсується
t + ► t
вихідний розчин
53,5 ► 20
t - 53,5
t — 20
313
ИВШН^^ Обробка культуральних рідин
(t — 20) — (t — 53,5)
“р , t-20
In
t — 53,5
г 1,03*81300, t — 20
с" 1650*33,5 (2-ге рівняння).
Крім того,
Fa + Fc = 63 (3-тс рівняння).
Розв’язуючи цю систему рівнянь, знаходимо, що t = 66°С; Fa = 61,7 м2;
Fc = 1,3 м2.
Порівнюючи одержані результати з попередніми, одержаними у пункті а), бачимо,
що практично уся площа труб використана для власне упарювання. Завдяки цьому, а
також низький температурі пари, перевагу потрібно віддати такому варіанту нагрівання
та упарювання, хоча це і приводить до варіанта встановлення незалежної системи
створення вакууму в міжтрубному просторі.
в). Як теплоносій можна використати і гарячу воду. Припустимо, що температура
цієї води на вході в міжтрубний простір 100, а на виході 25С. Зона А - відсутня.
Гаряча вода в зоні В охолоджується від температури IOO0C до температури t2, а в
зоні C - від температури t2 до 25°С.
Температурна схема для зони В
гаряча вода
100 ► t2
плівка, що випаровується
53,5 < ► 53,5
46,5 L - 53,5
At = • 10°7.Ь
46,5
In-
t2-53,5
1,03*1235000, 46,5
?в 1250(100 -12)ІП t2 - 53,5 <Ьше Рівняння)
Температурна схема в зоні C
тепла вода
t2 ► 25
вихідний розчин, що нагрівіається
53,5 * 20
314
I2-53,5
5
Концентрування нативних роачинія
t2 -58,5
Atcep ‘ t, - 53,5
In-
5
с _ 1,03*81300 , t,-53,5
с " 1250(t2 -58,5) ' 5 (2'ге Раяння).
F0 + Fc = 63 (3-тє рівняння).
Розв’язуючи цю систему рівнянь, одержуємо: t2 = 59,8°С; Fb = 50,6 м2;
Fc = 12,4 м2, тобто 80% площі використовується для випаровування плівки, а 20% -
на нагрівання вихідного розчину до температури кипіння.
Витрата гарячої води становить: 1,03* 1235300/(4190*75) = 4,04 кг/с * 14,6 м3/год.,
що значно перевищує витрату пари у варіанті, наприклад, а).
Для оптимального вибору теплоносія та його вихідної температури потрібно
виконати декілька варіантів розрахунків. Найкращий варіант той, який забезпечує
максимальне використання площі теплообміну для випаровування, мінімальну витрату
теплоносія та максимальне використання його енергетичного потенціалу.
Приклад 9.2. Стандартний випарний апарат Кестнера має площу перерізу 0,1719 м2
(площа теплообміну 100 м2). Знайти його продуктивність за нативним розчином, який
концентрують в 10 разів при залишковому тиску 150 мм рт.ст. Скласти матеріальний
баланс процесу.
Розв \язання
1. Витрата екстра-пари становить 0,1719*40 = 6,876 м3/с.
2. При тиску пари 150 мм рт.ст. (20 кПа) температура кипіння води - 60°С,
питомий об’єм пари - 7,79 м3/кг (дані довідника). Масова витрата екстра-пари дорівнює
6,876/7,79 = 0,88 кг/с.
3. Оскільки нативний розчин упарюється в 10 разів, то масова витрата екстра-пара
становить 9 масових частин, а концентрату - 1 масову частину. Отже, витрата вихідного
розчину становить 10/(9*0,88) = 0,98 кг/с, а концентрату - 0,98 - 0,88 = 0,1 кг/с.
4. Матеріальний баланс процесу:
Взято, кг/год
Одержано, кг/год
І. Нативний розчин 0,98*3600 = 3528
1 .Екстра-пара 0,88*3600 = 3168
2. Концентрат 0,1 *3600 = 360
Разом 3528
Разом 3528
Приклад 9.3. Нативний розчин безперервно надходить у вакуум-випарник
(в тому числі: розчинені речовини - 10 кг/год, вода - 990 кг/год). Закінчити
матеріальний баланс і обрати стандартний випарник за умови, що концентрація
315
СВЗДЗЕВк^ Обробка культуральних рідин
розчинених речовин у концентраті повинна збільшитись до 12 мас.%, а температура
упарювання не повинна бути більше 45°С.
Розв *язання
1. Витрата концентрату дорівнює 10/0,12 = 83,3 кг/год, в тому числі витрата
води в концентраті становить 83,3 - 10 = 73,3 кг/год.
2. Матеріальний баланс:
Взято, кг/год
Одержано, кг/год
Нативний розчин 1000
втому числі:
- розчинені речовини (10),
- вода(990)
1. Екстра-пара 916,7
2. Концентрат 83,3
в тому числі:
- розчинені речовини (10)
- вода (73,3)
Всього 1000
Всього 1000
3. Тиск насиченої пари при 45°С дорівнює 9899 Па, питомий об’єм пари -
15,28 м3/кг.
Секундна масова витрата екстра-пари становить 916,7/3600 = 0,255 кг/с, об’ємна
витрата-0,255*15,28 = 3,89 м3/с.
Площа перерізу трубного простору повинна бути 3,89/(30.. .50) = 0,0778.. .0,1297 м2.
При використанні апаратів з трубами першого типу поверхня теплообміну повинна
бути
(0,0778. ..0,1297)/1,719 10° = 45,2 ... 75,4 м2.
Обираємо стандартний випарник з поверхнею теплообміну 63 м2.
9,1.2. Роторні вакуум-випарні апарати
У виробництві антибіотиків широко використовують роторні вакуум-випарні
апарати безперервної дії, основною відмінністю яких від трубчастих є використання
не в’язки труб, а однієї, а також наявність спеціальної механічної мішалки (ротора),
яка регулює товщину плівки, що стікає внутрішньою поверхнею труби (рис.9.6).
Вихідний розчин надходить у верхню частину випарної труби I. На осі 2, яка
обертається за допомогою електродвигуна 5, розташовані мішалки 4, за допомогою
яких вихідна рідина “розмазується” на внутрішній поверхні труби, утворюючи
рівномірну плівку. Лопаті закріплені на шарнірах і під дією відцентрової сили
притискаються до внутрішньої поверхні труби. Труба споряджена паровою оболонкою
5, частіше за все секційною, що дає змогу регулювати інтенсивність випаровування
по довжині труби. Екстра-пара надходить в сепаратор б, в якому за рахунок зменшення
швидкості руху пари і за допомогою відбивача 7 відбувається відділення захоплених
краплин рідини від пари. Із сепаратора екстра-пару спрямовують в систему
вакуумування.
316
Концентрування нативних розчинів
Рис.9.6. Схема роторного плівкового вакуум-випарника.
а - одноступеневий типу РП; б - труба багатоступеневого випарника типу HPC
(пояснення в тексті).
Для упарювання розчинів зі ступенем концентрування до 5 використовують
одноступеневі апарати (а). Багатоступеневі випарники, основний вузол яких складається
з декількох труб і діаметр яких зменшується (б), призначені для упарювання розчинів
зі ступенем концентрування до 50.
Роторні випарники випускають як зарубіжні фірми (наприклад, швейцарська
“Лува”, німецька “Саменстаєр”), так і вітчизняні. Основні характеристики роторних
випарників Дзержинського заводу хімічного машинобудування типу РП та ИРС
наведено в каталозі УкрНДІхіммашу [5] та в додатку.
Роторні випарники використовують в багатьох процесах як хімічної, харчової,
так і мікробіологічної промисловості. Наприклад, їх застосовують і для упарювання
розчинів, і для дистиляції (як виснажу вальну, тобто кубову, частину ректифікаційної
колони), і для дезодорації соняшникової оліїтощо.
317
EBBBBBL. Обробка культуральних рідин
9.1.2.1. Орієнтовний технологічний розрахунок роторного парника4
Основою технологічних розрахунків є умова, що швидкість руху пари не
повинна перевищувати 10...20 м/с. За більшої швидкості плівка вільно не стікатиме
по стінці труби, буде надмірно захоплюватись парою і виноситись в сепаратор, робота
якого буде порушена.
Приклад 9.4. Витрата водного розчину, який надходить у роторний випарник
за температури кипіння, - 1 кг/с. Рідина концентрується при 35°С в 10 разів.
Температура теплоносія (пари) не повинна перевищувати 80°С. Тепло передається
тільки за рахунок конденсації пари. Підібрати стандартний випарник.
Розв ’язання
1. Витрата вторинної пари дорівнює 0,9* 1 = 0,9 кг/с.
2. При температурі 35°С тиск в апараті відповідає близько 0,06 ата, теплота
пароутворення - 2400 кДж/кг, а густина пари - 0,04 кг/м3 (довідник). Отже, об’ємна
витрата пари становить 0,9/0,04 = 22,5 м3/с.
3. При максимально допустимої швидкості руху вторинної пари 20 м/с площа
поперечного перерізу труби апарата повинна становити 22,5/20 =1,125 м2. Відповідно
діаметр труби дорівнює 1,2 м. Оскільки апаратів з таким діаметром не випускають,
то можна взяти 2 апарати типу ИРС з діаметром по 1 м (сумарна площа перерізу
1,57 м2) або 3 апарати з діаметром по 0,8 м (сумарна площа 1,51 м2). Оскільки суттєвої
різниці нема, то обираємо першій варіант.
4. Орієнтовний коефіцієнт теплопередачі для роторних випарників, як для систем
“водяна пара-вода”, становить 1200... 1600 Вт/(м2К). Приймемо середнє значення.
5. Без урахування концентраційної депресії корисна різниця температур процесу
80 - 35 = 45°С.
6.3 урахуванням 5% втрат теплова потужність процесу становить 1,05*0,9*2400 =
= 2268 кВт.
_ 2268000 2
7. Потрібна площа теплообміну г = ^qq » = 36 м .
Таку поверхню з невеликим надлишком забезпечують два триступеневі апарати
ИРС-20 (сумарна поверхня 20 + 20 = 40 м2).
Приклад 9.5. Умови і питання попередньої задачі, але рідина концентрується
при атмосферному тиску за температури 100°С, а в оболонку подається пара під
тиском 608 кПа (6 ата).
4 Докладніші розрахунки роторних випарників, які містять обчислювання потужності електродвигуна,
часу перебування рідини в зоні підвищеної температури, дійсних коефіцієнтів тепловіддачі і теплопередачі
наведено в [6].
318
Концентрування нативних розчинів
Розв ’язання
1. При IOOC густина пари 0,5797 кг/м3, теплота пароутворення - 2259 кДж/кг
(довідник).
Отже, об’ємна витрата вторинної пари дорівнює 0,9/0,5797 = 1,55 м3/с. Діаметр
труби апарата повинен бути не менше д/(4*1,55/20*3,14 = 0,31 м.
2. Теплова потужність процесу становить 1,05*0,9*2259 = 2135 кВт. Температура
первинної пари при 6 ата- 158°С.
Корисна різниця температур: 158 - 100 = 58°С.
Потрібна площа теплообміну:
с 2135000 ^ 2
F = = 26,3 м .
1400*58
Таку поверхню можуть забезпечити 14 апаратів ИРС-2 (внутрішній діаметр
першого ступеня 0,4 м, сумарна площа теплообміну 14*2 = 28 м2), або 7 апаратів
ИРС-4 (0,6 м, 28 м2), або 4 апарати ИРС-8 (0,8 м, 32 м2), або 2 апарати ИРС-16
(1,0 м, 32 м2), або 2 апарати ИРС-20 (1,0 м, 40 м2).
Можна вважати оптимальним передостанній варіант.
* * *
З наведених прикладів наочно видно, що для вибору апаратів потрібно визначати
не тільки мінімальний діаметр труби апарата, але й провести тепловий розрахунок.
9.1.3. Інша випарювальна апаратура
Крім вказаних випарників, в мікробіологічній промисловості використовують також
апаратуру інших типів, насамперед вакуум-випарники “Центритерм” фірми “Альфа-
Лавапь”. Як і в тарілчастих сепараторах, основою цих апаратів слугує пакет конічних
тарілок, що обертається, але ці тарілки є порожніми і обігріваються зсередини парою.
Рідина, що випаровується, надходить до центра тарілки з внутрішнього боку і під дією
відцентрової сили утворює плівку, яка стікає до периферії. На своєму шляху вона
упарюється до потрібного ступеня. Товщина плівки досягає 0,1 мм, завдяки чому різко
скорочується час перебування рідини в зоні підвищених температур до декількох секунд.
Вважають, що випарники з конічними тарілками є найперспективнішими для упарювання
рідин, що містять термолабільні компоненти.
У мікробіологічних виробництвах застосовують і малогабаритні скляні випарники
періодичної дії чеської фірми “Simax” (рис.9.7). їх можна використовувати на
завершальних стадіях для упарювання рідин, що містять термостабільні компоненти.
В ємність апарата 1 завантажують вихідний розчин. Випарник ізолюють від
атмосфери і з’єднують з конденсатором, приймачем конденсату і вакуумною системою
(на схемі не показані). У змійовик 2 подають пару або теплоносій (наприклад, воду, гаряче
мінеральне або силіконове масло). Змійовик разом з вгнутою трубою З утворюють устрій,
схожий на аерліфт (насос Ксггреля). Після нагрівання розчину до температури кипіння і
319
BESyBSIiEBfck. Обробка культуральних рідин
появи парових бульбашок густина суміші всередині труби стає значно менше, вона
піднімається до верху і викидається на внутрішню поверхню скляної кулі, а на її місце
знизу надходить рідина без парової фази. Так здійснюється перемішування і утворення
рідкої плівки на внутрішній поверхні кулі. Основне випаровування відбувається саме з
поверхні плівки. Після закінчення упарювання, яке контролюють за рівнем рідини в апараті,
припиняють подачу теплоносія, припиняють роботу вакуум-системи, з’єднують апарат з
атмосферою, концентрат спрямовують в буферну ємність.
Випускають апарати з ємністю скляної кулі 10, 25, 50 та 100 дм3.
Основним параметром для розрахунку апаратів є умова, що інтенсивне кипіння
без закидання рідини в парову трубу і холодильник відбувається при максимальній
витраті пари 0,03...0,04 м3/сз 1 м2 поверхні випаровування.
Екстра-пара у конденсатор і вакуумну систему
Рис.9.7. Схема випарного апарата фірми “Simax”
(пояснення в тексті).
320
Концентрування нативних розчинів ^ШИДВИОІ
Приклад 9.6. За 1 добу, використовуючи скляний вакуум-випарник з об’ємом
робочої кулі 0,05 м3, при температурі 35°С потрібно упарити 300 кг водного розчину
антибіотика, який має початкову температуру 20°С. Ступінь концентрування - 5. Як
теплоносій використовують гарячу воду з температурою 80°С. Втрати тепла становять
10%. На виході зі змійовика вода повинна мати температуру 40°С. Визначити потрібну
кількість апаратів.
Довідникові дані: діаметр кулі апарата - 0,45 м, діаметр збірника концентрату -
0,15 м, діаметр витків скляного змійовика - 0,1 м, зовнішній діаметр і товщина стінки
трубки змійовика - 10x1,5, кількість витків - 15.
3. Після завантаження порції розчину (0,025 м\ ~ 25 кг), яке триває 5 хвилин, у
змійовик подають гарячу воду і евакуюють повітря з апарата. Починається
нестаціонарний процес нагрівання розчину від температури 20 до 35°С з вільним
конвективним рухом розчину навколо змійовика. Орієнтовний коефіцієнт теплопередачі
для вільного руху рідини (води) становить 140...340 Вт/(м2К). Приймемо менше
значення.
4. Потрібна кількість тепла для процесу нагрівання з урахуванням втрат дорівнює
Q = 1,1 *25 *4,19(3 5 - 20) = 1728 кДж = 1728000 Дж.
5. Знайдемо середню температуру нагрівання.
де t - температура рідини, що нагрівається, в будь-який момент часу; за повний
час проведення процесу т температура t = t2.
Розв ’язання
1. Відстань між центрами трубки одного витка приблизно дорівнює
L = 0,1 -2*0,05 = 0,09 м.
2. Довжина витка дорівнює
/=3,14*0,09 = 0,2826 м,
а поверхня витка становить
F =0,01 *3,14*0,2826 = 0,00887 м2.
Повна поверхня теплообміну складає
F = 0,00887*15 = 0,133 м2.
At
T1-t
серн.
T,-t
321
Обробка культуральних рідин
Графічна схема процесу:
Гарячий теплоносій, T1
Рідина, що нагрі¬
вається від
температури t, до X2
Охолоджений теплоносій, T
At
А = =
40-35
35-20 9-1
“Р" , 80-20 9 In 9
In
= 21,1 °С .
80-35
6. Час, потрібний для нагрівання розчину до 35°С, становить
1728000
т = -
= 4398,3 с = 1,222 год.
140*0,133*21,1
7. Після досягнення температури 35°С розпочинається стаціонарний процес
випарювання.
. Поверхня випаровування приблизно дорівнює сумі половині поверхні кулі і
серединного перерізу, тобто
F = 4*3,14(0,45)2/(3*2) + 3,14(0,45)2/4 = 0,58 м2.
Згідно з основною умовою випарювання витрата пари повинна становити
Vn = 0,035*0,58 = 0,0203 м3/с.
Тиск в апараті повинен бути 0,05 ата (5066 Па). Отже, мольна витрата пари
повинна становити
5066*0,0203
п =-
= 0,04 моль/с або 0,72 г води/с.
8,3144*308
Ступінь упарювання дорівнює 5, отже, потрібно перевести в пару
25*4/5 = 20 кг води.
Отже, процес упарювання повинен тривати
20000/0,72 = 15503 с = 7,72 години.
322
Концентрування нативних розчинів
8. Перевіримо температурний режим упарювання і визначимо температури
теплоносія на вході і виході зі змійовика.
Теплове навантаження на змійовик під час упарювання при теплоті випаровування
води при 35°С 2410 кДж/кг і з урахуванням втрати тепла 5% становитиме
Q = 1,05*2410*20/27777= 1,822 кВт.
Орієнтовний коефіцієнт теплопередачі для примусового руху у системі “вода-
вода” дорівнює 800... 1700 Вт/(м2К). Приймемо менше значення. Отже, середня
різниця температур повинна бути
At =1822/800*0,133 = 17,2°С.
сер ’ 5
Позначимо температури гарячої води на вході і на виході зі змійовика як X і У.
Температурна схема процесу упарювання
гаряча вода
X ► У
розчин, що упарюється
35 * * 35
X-35 У-35
_Х-35-У + 35_
“р , X-35 ’
In
У-35
З іншого боку, гаряча вода віддає тепло, і ця теплова потужність дорівнює
1,822 кВт.
Швидкість руху рідини у скляних трубах не повинна перевищувати 1,5 м/с. Площа
перерізу труби змійовика дорівнює
F = 3,14(0,007)74 = 3,85 IO5 м2.
Отже, витрата гарячої води становить
G = 3,85 10'5* 1,5 = 5,77 IO 4 м3/с = 0,0577 кг/с.
Відтак можна записати
1,822 = 0,0577*4,19(Х-У).
Розв’язуючи систему рівнянь, знаходимо, що X = 56,2°С, У = 48,7°С.
Такий режим роботи є прийнятним.
9. Цикл упарювання з урахуванням 5 хвилин на вивантаження концентрату триває
5/60+1,222 + 7,22 + 5/60 = 9,11 години.
За добу можна провести 24/9,11 = 2,635 циклів випарювання, за які можна
переробити 2,635*25 = 65,88 кг розчину.
323
Обробка культуральних рідин
Для перероблення 300 кг розчину потрібно встановити
300
п = = 4,55 (5) апаратів.
65,88
Контрольні задачі
Задача 9.1. У колбу поміщено водний розчин за температури 25°С. В апараті
створили тиск 0,0238 атм, який відповідає температурі кипіння води 20°С. За рахунок
внутрішнього тепла відбувається випаровування частини води. Яка частка води
перетвориться на пару, якщо теплота випаровування становить 2448,2 кДж/кг?
(Відповідь: 0,886%).
Задача 9.2. У випарний апарат, який має поверхню теплообміну 200 м2, надходить
нативний розчин з витратою 0,436 кг/с, що концентрується при 30°С з утворенням екстра-
пари (0,381 кг/с). Вихідна температура нативного розчину 20°С. Для обігрівання
використовують гарячу воду, яка на виході має температуру 22°С. Знайти температуру
гарячої води на вході та її витрату, якщо теплота випаровування 2425,6 кДж/кг, коефіцієнт
теплопередачі 1250 Вт/(м2К). (Відповідь: 36,5°С, 15,98 кг/с).
Задача 9.3. За 65 годин треба сконцентрувати у 8 разів у випарному апараті
нативний розчин, який має такий склад: АСБ 2000 кг, неорганічні солі 500 кг,
органічні домішки 300 кг, вода 99200 кг (всього 102000 кг). Температура
концентрування 30°С. Закінчити матеріальний баланс, підібрати стандартний випарний
апарат Кестнера з довжиною труб 5 м і внутрішнім діаметром 38 мм. Довідникові дані:
тиск насиченої пари при температурі 30° - 0,0433 ата, питомий об’єм - 32,93 м3/кг.
(Відповідь: апарат з поверхнею теплообміну 160 м2).
Задача 9.4. У випарному апараті при 89,3°С кожну секунду безперервно
утворюється 3,125 кг вторинної пари. Теплота пароутворення 2286 кДж/кг. Коефіцієнт
теплопередачі 1650 Вт/(м2К). Площа теплопередачі 80 м2. Коефіцієнт втраттепла 1,05.
Знайти тиск гріючої пари. (Відповідь: ~ 450 кПа).
Задача 9.5. Обрати стандартний випарний апарат з висхідною плівкою, який
має труби з внутрішнім діаметром 3 8 мм і довжиною 5 м, для концентрування нативного
розчину при тиску 0,7 атм (при цьому тиску 1 кг пари займає об’єм 2,411 м3). Маса
нативного розчину 300 тонн, час безперервної переробки 1 доба, ступінь концентру¬
вання - 10. (Відповідь: апарат з площею теплообміну 100 м2).
Задача 9.6. Знайти продуктивність (кг/год) випарного апарата за нативним
розчином. Апарат має площу перерізу трубного простору 1,805- IO'2 м2. Швидкість руху
вторинної пари - 40 м/с. Ступінь концентрування - 10. За деяким тиском, при якому
відбувається випаровування, 1 кг пари займає об’єм 4,072 м3. (Відповідь: 708 кг/год).
Задача 9.7. У випарному апараті, що має поверхню 25 м2, кожну секунду у
вторинну пару перетворюється 0,195 кг води. Тиск в апараті - 0,12 атм (температура
кипіння води при цьому THCi^ - 49°С, теплота пароутворення - 23 82 кДж/кг). Коефіцієнт
втрат тепла - 1,03. На пароутворення розчин одержує тепло від охолодження гарячої
324
Концентрування нативних розчинів ^^ДцЦдДД
води від 102 до 55°С. Яка частка поверхні (%) використовується на пароутворення,
якщо коефіцієнт теплопередачі становить 1250 Вт/(м2 К)? (Відповідь: 71%).
Задача 9.8. Обрати стандартний випарний апарат Кестнера для концентрування
нативного розчину при тиску 0,12 атм (при цьому тиску вода кипить при 49°С).
Загальна кількість розчину - 86 тонн, час безперервної роботи апарата - 5 діб, ступінь
концентрування - 50. (Відповідь: апарат з трубами 5 м і площею теплообміну 40 м2
або з трубами 7 м і площею 25 або 40 м2).
Задача 9.9. У випарному апараті з висхідною плівкою, який має поверхню 25 м2,
кожну секунду у вторинну пару перетворюється 0,195 кг води. Тиск в апараті - 0,12 атм
(температура кипіння при цьому - 49°С, теплота пароутворення - 2382 кДж/кг).
Обігрівання відбувається тільки за рахунок конденсації гріючої пари, що має температуру
102°С. Яка частка поверхні (%) використовується для передачі тепла на пароутворення,
якщо коефіцієнт теплопередачі становить 1650 Вт/(м2 К)? (Відповідь: 21,2%).
Задача 9.10. Витрата розчину, що надходить у вакуум-випарний апарат,
0,1 м3/с. Густина розчину 1090 кг/м3. Вміст розчинених речовин 0,5 мас.%. Ступінь
концентрування - 18. Внаслідок технічної недосконалості апарата 5 мас. %
крапельного концентрату надходить у парову фазу. Скласти матеріальний баланс
процесу в кг/год.
Задача 9.11. Площа перерізу трубного простору випарного апарата з висхідною
плівкою дорівнює 0,1 м2. Кожну секунду в апарат надходить 10 кг водного розчину
Швидкість руху пари в трубному просторі 40 м/с. Ступінь концентрування - 10. Який
повинен бути тиск в апараті і температура упарювання? (Скористатись даними довідника).
(Відповідь: 420 кПа, 145°С).
Задача 9.12. В ємності знаходиться 1 кг води, нагрітої до 100°С. Над поверхнею
створили тиск 11,4 мм рт. ст. Яка частка води (%) перетвориться в пару? (Довідникові
.дані: 11,4 мм рт. ст. = 0,015 атм; при цьому тиску вода кипить при 12,7°С, теплота
пароутворення 2465 кДж/кг). (Відповідь: 15,2%).
Задача 9.13. У випарний апарат у міжтрубний простір надходить водяна пара з
витратою 2 м3/с при тиску 0,5 атм. Пара конденсується за температури 81°С.
Конденсат з тією самою температурою зливають в каналізацію. У трубний простір
апарата надходить нативний розчин з витратою 1 кг/с, нагрівається до 32,5°С, приймає
решту тепла і частково впарюється. Знайти ступінь концентрування. Втрати тепла
не враховувати. (Довідникові дані: теплота пароутворення (конденсації*) при 81°С -
2307, а при 32,5°С -2420 кДж/кг). (Відповідь: 2,34).
Задача 9.14. Кожну секунду у кожухотрубний теплообмінник з метою утилізації
тепла надходить 1 м3 водяної екстра-пари при абсолютному тиску 0,5 атм. У
теплообміннику пара конденсується при 81°С і витікає через барометричну трубу з
температурою 77°С. У трубний простір теплообмінника надходить потік охолоджувальної
води з початковою температурою 20°С і витратою 10 кг/с. З якою температурою вона
вийде з теплообмінника, якщо коефіцієнт теплопередачі 700 Вт/(м2 К), втрати тепла 5%,
теплота конденсації пари 2307 кДж/кг? (Відповідь: 37°С).
325
ШШЕВ^ Обробка культуральних рідин
Задача 9.15. У стандартному вакуум-випарному апараті з висхідною плівкою,
який має довжину труб 5 м і поверхню теплообміну 25 м2, за температури кипіння 35°С
треба у 8 разів сконцентрувати нативний розчин. Яка буде продуктивність апарата в
кг/год за нативним розчином? Скільки потрібно встановити одночасно працюючих
апаратів для переробки за годину 1 тонни нативного розчину? (Температурі кипіння
води 35°С відповідає питома густина пари 25,25 м3/кг). (Відповідь: 4 апарати).
Задача 9.16. У вакуум-випарний трубчастий апарат кожну годину надходить 1800 кг
нативного розчину при 20°С, який упарюється в 12 разів при температурі 40°С. Для
нагрівання як теплоносій використовують водяну пару, яка надходить в міжтрубний
простір при 3 ата. Пара конденсується, а конденсат потім охолоджується до 30°С.
Втрати тепла 5%. Знайти діаметр вхідного патрубку гріючої пари, за умови, що швидкість
руху пари в ньому 20 м/с. Довідникові дані: температура пари при тиску 3 ата - 132,9°С,
а густина - 0,618 кг/м3, теплота пароутворення насиченої водяної пари при 40°С становить
2403 кДж/кг, при 132,9°С — 2171 кДж/кг. (Відповідь: 210 мм).
Задача 9.17. У роторний випарний апарат надходить 0,5%-й метанольний розчин
деякої речовини з витратою розчину 0,8 кг/с. Упарювання відбувається при атмосферному
тиску (102325 Па) і за температури 65°С до вмісту речовини в концентраті 10 мас.%.
Виходячі з того, що швидкість руху метанольної пари не повинна перевищувати 10 м/с,
знайти діаметр апарата і обрати стандартний. (Відповідь: >300 мм).
Задача 9.18. У роторний випарний апарат надходить 2%-й розчин деякої речовини
масовим потоком 1 кг/с. Розчинник на 50% складається з води і на 50% з ізопропілового
спирту. В результаті упарювання одержують 10%-й концентрат речовини, якій практично
не містить спирту. Знайти відсотковий склад пари. (Відповідь: вміст води 38,75 мас%,
решта - метанол).
Задача 9.19. Нативний розчин надходить у роторний випарний апарат об’ємним
потоком 0,001 м3/с. Густина розчину становить 1050 кг/м3. Під час упарювання, яке
проводиться при тиску 0,03 ата і температурі 33°С, розчин концентрується у 8 разів.
Швидкість руху пари не повинна перевищувати 10 м/с. Скільки потрібно встановити
паралельно працюючих апаратів, що мають діаметр 1000 мм? (Відповідь: 6 штук).
9.2. Мембранні процеси концентрування і розділення
Хоча мембранні методи розділення вважаються найсучаснішими, але насправді
вони були відомі навіть у давній Греції. Так, Аристотель у своїй “Метереологіці” пише:
“Якщо зліпити з воску посудину і, закривши її горловину так, щоб вода не проникала
усередину, опустити в море, то волога, яка просочиться у посудину крізь воскові стінки,
виявиться прісною, бо землеподібна речовина, домішка якої створює соленість,
відділяється наче через цеділку”. Це практично прямий опис технології зворотного осмосу.
Мембранні методи концентрування і розділення засновані на переважній
проникливості одного або декількох компонентів рідкої або газової суміші, а також колоїдної
системи крізь розділову перегородку (мембрану). Фаза, що пройшла крізь неї, називається
326
Концентрування нативних розчинів
пермеатом (або фільтратом), а фаза, що затрималась - концентратом. Залежно від
виду сили, яка рухає процес, мембранні процеси поділяють на
- баромембранні (ультрафільтрування, нанофільтрування, зворотний осмос);
рушійна сила - різниця тисків до і після мембрани;
-дифузійно-мембранні (діаліз); рушійна сила-різниця концентрацій речовини
до і після мембрани;
- електромембранні (електродіаліз); рушійна сила - різниця електричного
потенціалу
- комбіновані.
Ефективність розділення оцінюють такими показниками: селективністю,
коефіцієнтом розділення, проникливістю.
Найважливішими в промисловому масштабі є баромембранні процеси, особливо
ультрафільтрування і проміжний вид фільтрування - мікрофільтрування. На відміну від
звичайного фільтрування осад на фільтрі не утворюється. Внаслідок різної швидкості
проходження компонентів суміші крізь мембрану відбувається так звана “концентраційна
поляризація”, під час якої у приповерхневому шарі накопичується речовина, яка має
найменшу проникливість. Цей шар і є аналогом осаду при звичайному фільтруванні.
При виникненні цього шару знижується рушійна сила процесу і, відповідно, селективність,
продуктивність і термін служби мембран. Крім того, можливе випадання з концентрату
солей і осадження їх на поверхні мембран. Для зменшення впливу концентраційної
поляризації систему, яку розділяють, перемішують, що приводить до вирівнювання
концентрацій компонентів біля поверхні і у ядрі потоку. Перемішування здійснюють
збільшенням швидкості потоку, який спрямовують вздовж поверхні фільтрування
(перехресні потоки), турбулізацією розчину за допомогою різноманітних вставок у вигляді
гофрів, спіралей, кульок або за допомогою ультразвуку.
Другий чинник, який впливає на мембранний процес розділення, - повздовжнє
(зворотне) перемішування системи. В міру розподілення компонентів між вихідним
потоком і пермеатом виникає відповідний концентраційний профіль, який приводить
до повздовжнього вирівнювання концентрацій внаслідок фільтрування та зворотного
осмосу.
Вихідні розчини, які підлягають ультрафільтруванню та іншим баромембранним
процесам, не повинні містити механічних домішок навіть у вигляді мікроорганізмів
та колоїдів. Тому попередньо розчини обов’язково обробляють на установках
м і кроф і л ьтру ван ня.
9.2.7. Мікрофільтрування
Від інших баромембранних процесів відрізняється можливістю утворення на
поверхні мембрани твердої фази (осаду), але на відміну від звичайного фільтрування
товщина шару осаду вимірюється мікронами. Після закінчення процесу осад не
знімають, а разом з мембраною спрямовують у відходи. Розміри мікрочастинок та
пор однакові - 0,1... 10 мкм. Робочий тиск - 10... 100 кПа.
327
BSSESEBL. Обробка культуральних рідин
Метод мікрофільтрування запропонували Р.Зігмонді і В.Бахман у 1918 році після
створення ультрамікроскопа, який дозволяв спостерігати частинки діаметром 0,01
мкм. В основному цей метод застосовується для стерилізації води, поживних розчинів,
що містять термолабільні компоненти, для освітлення і стабілізації вин, для заміни
процесу пастерізації пива.
Взагалі процес мікрофільтрування відбувається згідно із залежністю Пуазейля:
TtR4APl
к ~ 8r|L ’
де Vk - об’єм фільтрату, одержаний за час процесу (х, с) з одного капіляра, м3;
R - радіус капіляра (пори), м;
AP - перепад тисків, Па;
г| - динамічна в’язкість фільтрату, Пас;
L - довжина капіляра, м.
Для реальних фільтрувальних матеріалів дійсні значення порта довжини капілярів є
невідомі, тому для розрахунків продуктивності користуються емпіричними залежностями.
Практично для мікрофільтрування знайшли застосування мембрани типу МФА,
характеристики яких подані у табл.9.1.
Ці мембрани випускають у вигляді дисків діаметром 35, 90, 142 та 293 мм, а
також прямокутні 300x500. Товщина мембрани 4.. .5 мм. Фільтри можна стерилізувати
парою при 120°С протягом 30.. .40 хвилин або хімічними засобами: формальдегідом,
етиловим спиртом, пероксидом водню.
Таблиця 9.1
Характеристики мембран МФА
Марка
Продуктивність*,
м3/(м2,хв)х100
Середній діаметр пор,
■ MKM . ’ ,'
: Галузь застосування
МФА-0,12
0,6... 1,4
0,12±0,02
Фільтрування
високомолекулярних білків
МФА-0,2
1,5...3,8
0,2±0,05
Вірусологія
МФА-0,3
4,0...7,5
0,3±0,05
Стерильне фільтрування розчинів
МФА-0,4
8...12
0,4±0,05
Te саме
МФА-0,55
13...26
0,55±0,05
Для мікробіологічних аналізів
*визначено при тиску 45 кПа за чистою водою.
Продуктивність мембран МФА розраховують за формулою:
V = 2,22* 10'5 П AP S (г|в/г|р)т,
де V- об’єм фільтрату, одержаний за час т (хв.), м3;
П - продуктивність мембрани, м3/(м2 хв);
328
Концентрування нативних розчинів ^jJClEEBBi
ДР - різниця тисків до і після мембрани, Па;
S - поверхня мембрани, м2;
г|в та ті - в’язкості відповідно чистої води і дійсного фільтрату.
Крім вказаних мембран, набули поширення стерилізаційні мембрани Ф, СФ,
СФ-1, СФ-2. За допомогою мембрани Ф рідину звільняють від тонких зависей. Вона
затримує до 85% мікроорганізмів. Інші мембрани затримують до 100% мікро¬
організмів. Бактеріальне навантаження може доходити до IO12 на см2. Зовнішньо
мембрани є білими, плоскими, еластичними дисками, які мають з одного боку
характерну хвилястість, що дає змогу їх використовувати у подвійному вигляді у
фільтраційних пристроях типу фільтр-пресів без фільтрувальних плит. Матеріал
мембран - суміш азбесту і целюлози. Волокна целюлози завтовшки близько 30 мкм
утворюють грубу просторову сітку, комірки якої ущільнені азбестовим волокном.
Товщина мембрани-4...5 мм.. Фільтри уловлюють частинки і механічно, і додатково
адсорбційно на розвиненій поверхні волокон. Мембрани можна стерилізувати парою
при температурі до 150°С. Вони інертні до усіх розчинників, крім концентрованих
лугів та кислот. Кожна мембрана може бути використаною лише один раз. Максимально
допустимий робочий тиск 147 кПа. Випускають пластини у вигляді дисків діаметром
140,240, 300 та 500 мм, а також прямокутні 400x400.
Перепускна здатність пластин діаметром 300 мм за водою температури 20-25°С
та тиску 121 кПа становить для СФ-1 та СФ - 310, СФ-2 - 360, Ф - 220 дм3/год.
Враховуючи це, емпірична залежність одержаного об’єму фільтрату набуває
вигляд:
V = 8,26-IO6 ПАР 0l^p)S т,
де і - час проведення фільтрування, с.
Відповідно продуктивності П для різних типів мембран:
СФ та СФ-1 - 1,21810’3 м3/(м2 с)
СФ-2 - 1,415 103 м3/(м2с)
Ф - 0,865 103 м3/(м2 с)
Приклад 9.7. За 8 годин треба простерилізувати 60 м3 нативного розчину,
використовуючи пластини МФА-0,3 або СФ-2. Робочий тиск 29 кПа. В’язкість фільтрату
прийняти такого, що дорівнює в’язкості води. Знайти потрібну площу фільтрування.
Розв ’язання
1. Площа фільтрування для мембрани МФА-0,3:
60 = 2,22 10'5[(4 + 7,5)/2] 10'2*29000*8*60*S. Звідси S = 3,38 м2.
2. Площа фільтрування для мембрани СФ-2:
60 = 8,26 I О’6* 1,415 10-3*29000*8*3600*S. Звідси S = 6,15 м2.
* * *
329
Обробка культуральних рідин
Великого поширення набули фільтрувальні мембрани німецької фірми Зейтц.
Фірма випускає пластини 3 класів: освітлювальні, легкі та спеціальні.
Освітлювальні пластини K та K0 використовують для фільтрування розчинів
від тонкодисперсних до колоїдних частинок, затримують також слизові утворення.
До легких освітлювальних пластин належать мембрани 0/400, 1/400, 2/400,
3/400, які використовують для високопродуктивних фільтрів для виділення кристалічних
речовин. Вони можуть бути промиті водою і використані декілька разів.
До спеціальних пластин належать мембрани US, AW та AS 1/1250, 2/1250 та
3/1250, які містять крупнопористі речовини, що мають адсорбційну здатність. Ці
мембрани використовують для відділення значної кількості дрібнодисперсних речовин.
Крім фільтрувальних пластин фірма випускає стерилізаційні пластини EK, EKS-
I, EKS-I1, за допомогою яких розчини очищують від мікроорганізмів.
* * *
Як мікрофільтраційну апаратуру після невеликих переробок, пов’язаних зі
створенням і підтримкою стерильних умов роботи, можна використовувати звичайні
фільтр-преси або схоже нестандартне обладнання. Використовують також спеціальне
обладнання. Наприклад, BO “Червоногвардієць” випускає пересувні багаторамні фільтри
РФ-79 для бактеріального очищення розчинів, а Маріупольський завод технологічного
обладнання виготовляє невеликі фільтрувальні установки продуктивністю 0,5 м3/год
для фільтрування ін’єкційних розчинів, які придатні для тонкого освітлення і стерилізації
ферментних розчинів.
Піскові фільтри
Для освітлення розчинів використовують також піскові фільтри. У пісочному
фільтрі фільтрувальною перегородинкою є достатньо товстий шар кремнезема. Після
проходження розчину крізь пісок грубі зависі і колоїдні частинки залишаються в
проміжках між частинками і поступово заповнюють їх. Після повного або часткового
заповнення порожнин фільтр вимикають з технологічної схеми і проводять заміну
піску. Ступінь заповнення порожнин контролюють показником тиску розчину на вході
у фільтр, який постійно збільшується. Отже, фільтрування крізь пісок є процес з
постійною швидкістю зі змінним робочим тиском. Діаметр частинок, які затримуються
шаром піску, залежить від діаметра частинок піску. Цю характеристику потрібно
визначати експериментально.
Технологічний розрахунок піскового фільтра продемонстровано таким прикладом:
Приклад 9.8. Протягом 1 доби за допомогою піскового фільтра зі 20 тонн
нативного розчину потрібно відділити зависі твердих і колоїдних частинок, вміст яких
в розчині становить 0,05 мас.%, густина -1100 кг/м3, вологість осаду колоідних частинок
40 %. Густина дисперсійної фази - 1020 кг/м3. Діаметр частинок кремнезему - 1 мм.
Дозування рідини здійснюють плунжерним насосом. Рекомендований термін роботи
фільтра до перезавантаження - 7 діб. Розрахувати основні характеристики фільтра.
330
Концентрування нативних розчинів
Розв ’язання
1. Маса завислих частинок в розчині дорівнює 0,0005 *20 = 10 кг.
2. Маса вологого осаду становить 10/0,6 ==.16,67 кг, а маса нативного розчину,
захопленого осадом, - 33,3 кг.
3. Густина вологого осаду дорівнює
(50* 1100 + 33,3* 1020)/83,3 = 1068 кг/м3.
4. Об’єм вологого осаду, затриманого піском, становить
16,67/1068 = 0,0156 м3.
5. Густина суцільного кремнезему SiO2 залежно від модифікації становить
2230...2655 кг/м3. Приймемо 2400 кг/м3. Насипна густина піску 1800 кг/м3. Отже,
частка порожнин у піску становить (2400 - 1800)/2400 = 0,25.
6. Об’єм піску, потрібного для затримання завислих частинок в одній партії
нативного розчину, дорівнює 0,0156/0,25 = 0,0624 м3. Оскільки фільтр повинен працювати
протягом 7 діб, то цей об’єм потрібно збільшити до 0,0624*7 = 0,437 м3.
Довільно приймемо, що висота шару піску вдвічі більше внутрішнього діаметра
апарата, діаметр апарата знайдемо з виразу:
rtD2
——2D = 0,437. Звідси D = 0,65 м,
4
а площа перерізу становить 0,332 м2.
7. Густина вихідного розчину дорівнює -1020 кг/м3, отже, витрата нативного
розчину становить
20000/(1020*24*3600) = 0,00023 м3/с (0,817 м3/год.).
Для дозування розчину обираємо плунжерний дозувальний насос НД1P 1000/10
з максимальною продуктивністю 1 м3/год з максимальним тиском на виході 1 МПа.
8. Питомий опір фільтрування свіжого шару піску знайдемо з виразу [17]:
Ф*0-є)2
г = 150 ф 1 ,
є d
де фф - коефіцієнт форми (для кулі фф = 1);
є - частка вільного об’єму (є = 0,25);
d - діаметр кулі, яка має той же об’єм, що й частинка (d = 0,001 м).
Отже,
150(1 — 0,25)2
(0,25)3 (0,001)2
г = — = 7,2-10 м/кг.
9. Густина двооксиду кремнію, зволоженого нативним розчином, дорівнює
0,25* 1020+ (I -0,25)2400 = 2055 кг/м3.
331
Обробка
культуральних рідин
Маса зволоженого піску становить 2055*0,437 = 898 кг.
Опір фільтруванню Ro ф шару піску (8.3) дорівнює
7.2-109*898/0,442 = 1,46- 1013м'.
10. Знайдемо потрібний тиск на вході в апарат на початку перепускання натив¬
ного розчину крізь фільтр при продуктивності апарата 0,00023 м3/с, в’язкості розчину
0,9- IO'3 Па с (в’язкість води), використовуючи формулу (8.3):
ДР
0,00023 = : —. Звідси ДР = 3,02 МПа.
0,910 3 * 1,4610і3
Насос може розвинути тиск лише до 1 МПа, отже, він непридатний для використання
навіть на початку процесу.
11. Збільшимо ще поверхню фільтрування і приймемо, що висота шару піску в
апараті 10 мм.
TtD2
Тоді 0,01 = 0,437. Звідси D = 7,46 м (стандарт - 7500 мм), а площа перерізу
4
шару при діаметрі 7,5 м становить 44,2 м2.
12. Опір фільтруванню Ro ф шару піску дорівнює
7.2-109*898/44,2= 1,463-10" м1.
Потрібний тиск на вході в апарат на початку перепускання нативного розчину
крізь фільтр:
AP
0,00023 = . Звідси ДР = 0,03 МПа.
. 0,9 IO'3 *1,46310"
Насос може розвинути тиск до 1 МПа, отже, він придатний для використання на
початку процеса.
13. Приймемо, що після закінчення перепускання нативного розчину питомий
опір фільтруванню зросте до IO12 м/кг.
Опір фільтруванню R0 ф шару піску буде дорівнювати
ЮІ2*898/44,2 = 2,03-1013 м1.
14. Потрібний тиск на вході в апарат наприкінці перепускання нативного розчину:
ДР
0,00023 = ; —. Звідси ДР = 4,2 МПа.
0,910'3 *2,03 IO13
Насос може розвинути тиск до 1 МПа, отже, він не може бути використаний
наприкінці процесу.
15. Зменшимо висоту шару піску в апараті до 5 мм.
332
Концентрування нативних розчинів
7lD^
Тоді 0,005 = 0,437. Звідси D = 10,55 м (стандарт - 10600 мм), а площа
4
перерізу шару при діаметрі 10,6 м становить 8Ї5,2 м2.
16. Після закінчення перепускання нативного розчину опір фільтруванню Ro4i
шару піску буде дорівнювати IO12*898/88,2 = 1,02* IO'3 м1.
17. Потрібний тиск на вході в апарат наприкінці перепускання нативного розчину:
ДР
0,00023 = Звідси ДР = 2,11 МПа.
0,9 IO'3 *1,02 IO'3
Насос може розвинути тиск до 1 МПа, отже, він не може бути використаний
наприкінці процесу, але можна використати насос НД1Р 1000/25, який має ту саму
продуктивність, проте може розвивати тиск до 3*5 МПа.
15. Зрозуміло, що апарат не може бути виконаний у вигляді диска діаметром
10,6 м. Очевидно, він повинен бути багатосекційним, і в кожну секцію нативний розчин
має подаватись одночасно. Одночасно повинен виводитись і освітлений розчин, який
по загальному колектору буде надходити в буферну ємність.
Рівномірно розподілити пісок товщиною 5 мм можна в секції, яка повинна мати
діаметр не більше 0,5... 0,6 м. Приймемо 0,6 м. Площа такої секції дорівнює 0,2826 м2.
Кількість таких секцій становитиме 88,2/0,2826 = 312.
Якщо прийняти висоту секції 20 мм, то загальна висота апарата буде дорівнювати
312*0,02 = 6,24 (7) м.
9.2.2. Ультрафільтрування
Ультрафільтрування призначене для концентрування розчинених високомспекулярних
сполук. Умовно вважають, що молекулярна маса розчиненої речовини повинна бути
більше 500, в усякому разі молекулярна маса розчинника має бути значно меншою від
молекулярної маси розчиненої речовини.
Уперше метод запропонував Бехгольд в 1907 році, але лише у 50-х роках
XX століття після виготовлення Льобом і Суріраяном асиметричних мембран з
ацетилцелюлози спосіб набув поширення для відділення колоїдів, розчинених
високомолекулярних сполук, для яких мембрани є непроникливі.
Головним елементом ультрафільтраційної мембрани є полімерна плівка. Ця
плівка може бути суцільною, вона обмежено набрякає у воді. Через таку плівку
речовини проходять тільки завдяки дифузії. Швидкість фільтрування дуже низька.
Цей недолік може бути частково усунений при застосуванні анізотропної мембрани,
яка складається з тонкого непористого гелевого шару, який нанесено на мікропористу
підкладку товщиною 0,1... 1 мкм. Однак для виготовлення таких мембран важко забез¬
печити високу якість фільтрувального гелевого шару. Сьогодні для ультрафільтрування
і зворотного осмосу використовують поки тільки мікропористі анізотропні та ізотропні -
мембрани (рис.9.8).
333
Обробка культуральних рідин
Основним матеріалом для виготовлення мембран, які використовують для
ультрафільтрування й зворотного осмосу, є ацетагцелюлозні плівки та плівки із кополімера
N-вінілпіролідону та метилметакрилату.
а
Рис.9.8. Схема анізотропної (а) та ізотропної (б) мембран.
Таблиця 9.2
Характеристики деяких ультрафільтраційних мембран
^ /; (Xa р а кте р и ст й к а J ^
;‘,уам
Яши
|>УЖМ-150''
УАМ-200
УАМ-300
Матеріал
ацетатцелюлоза
1.Середній діаметр пор, нм
2. Константа проникливості
за чистою водою, Ax 100,
5
10
15
20
зо
кг/(м2с МПа)
0,33
1,7
5,0
7,5
13,4
До нових типів мембран для ультрафільтрування належать мембрани “Ріпора 4”
(для затримання молекул з молекулярною масою 25000 і більше; А = 0,02...0,07 см3/
(см2 хв 0,1 МПа) та “Ріпора 3” (для затримання молекул з молекулярною масою 70000
і більше; А = 0,07...0,13 см3/(см2хвО,1МПа).
Найбільш ефективним способом виробництва мембран як для ультрафільтрування,
так і для зворотного осмосу, виявилось бомбардування полімерних плівок продуктами
радіоактивного розкладу, після якого у твердій речовини залишаються сліди від розірваних
ковалентних зв’язків (треки). У Росії для бомбардування плівок застосовуються іони
129Ar^, які одержують на циклотроні; при цьому трекові мембрани мають в більшому
ступені, ніж інши мембрани, рівність радіусів пор.
Під час експлуатації поверхня мембран забруднюється, що різко погіршує
показники процесу розділення. Мембрани миють за допомогою еластичних губок з
використанням мийних засобів, а також водою, що пульсує, або зворотним продуванням
повітрям чи промиванням водою. Очищення може бути здійснене різким зменшенням
тиску, внаслідок чого забруднення відшаровується від поверхні і змивається потоком
рідини. Використовують також ультразвук, магнітне та електричне поля. Іноді
оброблення проводять лугами, кислотами, йодом тощо.
У 70-х роках на ринку мембран Європи, США і Японії з’явились керамічні
мембрани на основі оксидів, нітридів і карбідів деяких металів. Крім температурної
стабільності, вони мають високу хімічну і механічну міцність, а також високу
продуктивність і великий термін служби. Використання керамічних мембран дозволяє
зменшити експлуатаційні витрати, зменшити вагу і габарити фільтрувальної установки.
334
Концентрування нативних розчинів ^ИЕЕІЗД
До недоліків керамічних мембран треба віднести їх високу вартість, яка більше від
полімерних в 3-4 рази. Це стримує їх поширення [14].
9.2.2.1. Конструкції апаратів для ультрафільтрування
Розрізняють плоскокамерні, трубчасті, рулонні апарати, а також апарати з
порожними волокнами.
Основою плоскокамерного апарата слугує мембрана, конструкція якої складається
з двох дискових мембранних плівок, підкладки, прокладкових кілець, дренажної сітки
(рис. 9.9).
Вихідний розчин Мембрани
Рис. 9.9. Конструкція плоскокамерної мембрани:
1 - мембранна плівка; 2 - підкладка (ватман); 3 - дренажний матеріал (латунна сітка);
4 - прокладкове кільце; 5 - епоксидна склейка.
Разом згадані елементи утворюють мембранну конструкцію завтовшки 2.. .5 мм.
Мембрани об’єднані в секцію (рис. 9.10).
Крім дискових мембран використовують і прямокутні, які об’єднують як фільтрувальні
плити і рами у фільтр-пресі.
В трубчастих апаратах основний елемент виконаний у вигляді труби, стінка якої є
напівпрониклива. В одному корпусі може бути розташовано багато подібних трубок.
Рулонні апарати для ультрафільтрування виготовляють так:
335
ИЯЯИЙ^ Обробка
^ВЕЕЕЕ ДДНКЯВдіі, ■ ■ ■■■ ■ —■■
культуральних рідин
Три прямокутні смужки (плівка + дренажний матеріал + плівка) накладають
одну на одну і заклеюють підготовану подвійну мембрану з трьох боків, залишаючи
вільним один торець. На підготовану мембрану накладають сепаратор (латунну сітку)
і згортають пакет в рулон. Рулон встановлюють в корпус. Вихідний розчин подають
в торець рулону, а концентрат виходить з іншого. Пермеат спіралеподібним ходом
через дренажний матеріал надходить до перфорованої трубки, з’єднаної з вільним
кінцем мембрани і розташованої на осі рулону.
Концентрат, Lk
тпг
JlL
XE
&
U
Пермеат, L,у
Вихідний розчин, L
Рис. 9.10. Схема секції плоскокамерного апарата:
1 - кришка секції; 2 - гумове кільце ущільнювач; 3 - мембрана; 4 - обичайка секції.
* Рулонні апарати складніші у виготовлені ніж плоскокамерні, але відрізняються
більшою щільністю упакування мембран. їх використовують на установках середньої
та великої продуктивності.
В апаратах з волоконними мембранами робочим елементом слугує в’язка
порожних волокон діаметром 80... 100 мкм і товщиною стінки 15...30 мкм. В’язка
складається з декількох тисяч волокон. Вихідний розчин надходить у волокно, як
правило, із зовнішнього боку. Апарати такого типу використовують у виробництвах з
дуже великою продуктивністю, наприклад, для знесолювання морської води.
Компактність фільтрувального блока (відношення поверхні фільтрування до
об’єму блока) є його істотною характеристикою:
Тип апарата Компактність , м2/м3
З плоскими елементами 200
Трубчастий 100
Рулонний 1000
Трубчастий з порожними волокнами 30000
Докладні відомості про апарати для баромембранних процесів наведено у [1,6-12].
336
Концентрування нативних розчинів
9.2.2.2. Технологічний розрахунок плоскокамерного апарата для
уль трафіль тру ваннії
1. Заданими про розмір молекул (їх діаметр) і про діаметр пор мембран знаходять
співвідношення k = Dmcwi/D , яке повинно бути більше 0,5. Тільки в цьому випадку
вважають, що мембрана для цього процесу підходить.
Діаметр молекул деяких речовин, мкм:
Вода 0,0003
Солі 0,0004
Лактоза 0,0008
Білки молочної сироватки 6,4
Казеїн 0,025...2,0
Яєчний альбумін 4,9
Ацилаза (фермент) 7,0
у2-6-глобулін 9,5
Каталаза (фермент) 10,4
Якщо діаметр молекул невідомий, то його наближено можна розрахувати, за
умови, що речовина не утворює асоціатів, використовуючи таку емпіричну залежність:
Dmoji =і,6і- 10-" Vm, м,
де M- молекулярна маса речовини.
2. За таблицею знаходять величину селективності мембрани ф , вважаючи у
першому наближенні, що вона є дійсною.
' іРмОлА ;
Dn0p
лУяу./ ••
;Diklo/
Pnop
І Фд
Dmwi/
Pnop
^мод/
Dnop
Фд
Dmoji/
Dnop
Фд
0,500
0,9860
0,650
0,9980
0,9
0,9995
1,3
0,99975
1,7
0,99990
0,550
0,9915
0,700
0,9987
1,0
0,9996
1,4
0,99980
1,8
0,99992
0,575
0,9943
0,750
0,9990
1,1
0,9997
1,5
0,99982
1,9
0,99994
0,600
0,9958
0,800
0,9992
1,2
0,9997
1,6
0,99985
2,0
0,99995
3. Визначають ступінь концентрування K = Х|к/Х|п, де Х|к та Xln - кінцева і
початкова концентрації речовини на початку і наприкінці концентрування. Ступінь
концентрування може бути заданий.
4. Визначають середню концентрацію розчиненої речовини у пермеаті для кожної
з обраних марок мембран X2:
1-фд
1 — K Фл
X2 = Xln —, кг речовини /кг пермеату.
I-K
s Наводиться за [1] у першому наближенні.
337
B^SBSEQl. Обробка культуральних рідин
Якщо розмірність величини Xln задана у відсотках або інших одиницях концентрації,
то розмірність одержаної величини X2 буде у тих же одиницях.
5. Порівнюють втрати речовини з пермеатом із заданими втратами.
6. Проводять наближений розрахунок робочої поверхні мембран.
а). Визначають проникливість за чистою водою G0: G0 = ААР, кг/(м2 с).
б). Визначають проникливість за дійсном розчином G: G = G0(r|B/r|p), де т|в та г| -
динамічні в’язкості води і дійсного розчину.
в). Визначають витрату пермеату, кг/с
де Ln - витрата вихідного розчину, кг/с.
Якщо задано загальну масу вихідного розчину, то одержимо загальну кількість
пермеату.
г). Визначають поверхню фільтрування: F = Ц/G, м2.
д). Визначають число елементів в апараті:
Для виготовлення дискових мембран використовують рулонну мембранну плівку
завширшки 0,45 м, з якої вирізають коло діаметром 0,4 м. Оскільки мембрана є
двобічна, то площа стандартної мембрани становить 0,25 м2. Отже, загальне число
елементів буде дорівнювати n = F/0,25.
7. Проводять секціонування апарата.
Якщо зробити апарат у вигляді однієї секції, в якій передбачається паралельна
робота усіх елементів з однаковим навантаженням, то в дійсності нижні елементи
будуть приймати підвищене навантаження, а верхні не будуть діяти. Якщо ж кожну
окрему мембрану розташувати в окремій секції, то конструкція буде надзвичайно
складною і металовмісною. Але можна знайти оптимальне розв’язання.
Позначення:
- Lk. , Ьф., Ln. - відповідно витрати концентрату, пермеату та вихідного розчину
з /-Ї секції (рис. 9.10),
- m - кількість секцій в апараті,
-Iii- кількість елементів в /-Ї секції,
-Li- середня витрата розчину в кожному каналі і-ї секції,
- q = Ln. / Lk - коефіцієнт, який визначає зміну витрати розчину за висотою секції.
Розрахункові формули:
L, =LnO-K П
L1 = 9-;
2(п, +1)
LnO + -)
q
L
LnO + -)
Я
Для першої секції
Для останньої секції
338
Концентрування нативних розчинів ^(ЯЕДИдДОІ
Кількість елементів у першій секції п, = —, де витрата пермеату на
L<M
одному елементі Ьфе = Ьф/п, при цьому rij та rv - цілі числа. Для кожної наступної
секції Iij = IilZqi"1. Сума усіх елементів в секціях дорівнює раніше знайденій кількості
елементів, тобто Zn. = п. Кількість складових останнього виразу дорівнює числу
секцій т.
За довільних значень q знаходять число секцій m і будують графік в однаковому
масштабі:
Від початку координат проводять бісектрису до перетинання з кривою і обраховують
оптимальне значення q. Потім будують графік m = f(q):
Значенню qonj відповідає оптимальне значення топт, але майже завжди число
секцій є дробовим числом, тому на графіку роблять поправлення на найближче в
меншій бік ціле число секцій тд і шукають дійсне розрахункове значення q^
8. Перевіряють точність одержаних результатів:
За обраними значеннями qa та тд обчислюють витрати розчину в першій та
останній секціях і знаходять їх співвідношення.
339
Обробка культуральних рідин
Далі порівнюють знайдене співвідношення зі знайденим раніше. Розбіжність
повинна бути в межах 0...5%.
Приклад 9.9. Розрахувати плоскокамерний блок ультрафільтрувальної установки
для переробки 50 тонн нативного розчину за 2 доби. Вихідна концентрація речовини, що
концентрується, 0,4 г/кг вихідного розчину, кінцева - 8 г/кг. Допускаються втрати, що не
перевищують 3 мас.%. В’язкість нативного розчину IO 3 Па с. Робочий тиск 0,2 МПа.
Молекулярна маса речовини (ферменту) - 217000.
1. Вибір мембрани.
Діаметр молекул Dmoji = 1,61 • I O'" V217000 =7,5-10'9 м = 7,5 нм.
Попередньо оберемо для розрахунків мембрани УАМ-50, УАМ-100, УАМ-150
та УАМ-200. Для цих мембран співвідношення між діаметром молекули та середнім
діаметром пор відповідно становить 1,5, 0,75, 0,5 та 0,375. Оскільки для останньої
мембрани це співвідношення менше 0,5, то ця мембрана з подальших розрахунків
вилучається.
Для перших трьох мембран коефіцієнт селективності фд відповідно становить
0,9999,0,999 та 0,986. Я
Ступінь концентрування K = 8-10'3/0,4-10 3 = 20.
Середня концентрація речовини в пермеаті для першої мембрани
Аналогічно для 2-ї та 3-ї мембран ця концентрація становить 1,2605-10'6 кг/кгта
1,75-IO5 кг/кг.
Витрата вихідного розчину Ln = 50000/(2*24*3600) = 0,289 кг/с.
Витрата білка, що подається разом з вихідним розчином, Ln*X|n = 0,289*4- IO-4 =
= 1,156-IO4 кг/с. ■ " "
Витрата пермеату для мембрани УАМ-50
Ьф = 0,289(1 - 20 °-9W) = 0,2746 кг/с.
Для мембран УАМ-100 та УАМ-150 ці витрати відповідно становлять 0,2746 кг/с
та 0,2752 кг/с.
Витрата білка з пермеатом для мембрани УАМ-50: В = 0,2746* 1,261-IO7 =
= 3,463-IO8 кг/с.
Розв ’язання
1-0.9999
X2 = (4-Ю 4) і— = 1,261-IO'7 кг/кг.
1-20
j 2Q 0,9999
340
Концентрування нативних розчинів
Витрати білка для мембран УАМ -100 та УАМ-150 відповідно 3,461 IO'7 та
4,861-IO6 кг/с.
Втрата білка з пермеатом для мембрани УАМ-50 дорівнює (3,463 IO'8/
/1,15610^)100% = 0,03%.
Відповідні втрати для мембран УАМ-100 та УАМ-150 - 0,3% та 4,17%.
Використання мембрани УАМ-150 приводить до недопустимих втрат білка
(більше 3%), тому цю мембрану з подальших розрахунків вилучаємо. Оскільки обидві
мембрани УАМ-50 та УАМ-100 дозволяють утримувати втрати в заданих межах, то
обидві мембрани можна застосувати у процесі, однак для подальших розрахунків
обираємо більш продуктивну мембрану УАМ-100.
2. Наближений розрахунок робочої поверхні мембрани.
Продуктивність мембрани УАМ-100 за чистою водою:
G0 = ADP = 1,7-10'2*0,2 = 3,4-10 3 кг/(м2-с).
Продуктивність мембрани за розчином
G = 3,4-10'3(0,9-1 OVl, 1 • 10'3) = 3,06-10'3 кг/(м2с).
Поверхня фільтрування
F = Ьфз /G= 0,2746/3,06 • 10-3 = 89,74 м2.
Потрібна кількість стандартних елементів п = 89,74/0,25 = 359 штук.
3. Секціонування апарата.
359 елементів треба розташувати в секціях, кількість яких треба знайти, як і
кількість елементів в кожній секції.
Довільно приймемо, що q = 1,1, 1,2, 1,3, 1,4, 1,5.
а). Розрахунок при q = 1,1.
Середнє навантаження елемента Ьфе = 0,2746/359 = 7,65-IO'4 кг/с
Число
Разом
елементів в
елементів
секції №:
1
(0,289( I -1 /I, I )/7,65 I O'4 = 34,34 (34)
34
2
34,34/(1,1)2-'
= 31,22 (31)
65
3
34,34/(1,1)3'1
= 28,38 (28)
93
4
34,34/(1,1)4'1
= 25,80 (26)
119
5
34,34/(1, Os'1
= 23,45 (23)
142
6
34,34/(1,1 )6-'
= 21,32 (21)
163
7
34,34/(1,1)7'1
= 19,38(19)
182
33
34,34/(1,1)33'
' = 1,62(2)
348
34
34,34/(1,1)34'1 = 1,48(1)
349
44
34,34/(1,1)44'
1 =0,57(1)
359
341
Обробка культуральних рідин
^ л* т ,т n.+q""1 34+ (U)44'1
Отже, m = 44, L1 / L44 = ——-— = = 2,693.
1 44 п, +1 34 + 1
б). Аналогічно розраховуємо показники для інших значень q. Результати зводимо
у таблицю:
q
m
MLm
M
44
2,693
359
1,2
17
1,273
360
1,3
12
1,192
360
1,4
8
1,126
358
1,5
7
1,082
363
Будуємо графік L1 /Lm = fCg)- Одержуємо значення qonT = 1,24.
Будуємо графік m = f(q). Проводимо з осі абсцис від значення q = 1,24
перпендикуляр до перетинання з кривою і одержуємо значення m = 14,5. Дійсне
значення m повинно бути 14. Цьому значенню m відповідає значення q = 1,25.
Уточнюємо число елементів в кожній з 14 секцій:
Разом
п, = [0,289(1-1/1,25)]/7,65 IO-4 = 75,55 (76) 76
п2 = 75,55/1,25 = 60,44 (60) 136
п3 = 60,44/1,25 = 48,3 8 (48) 184
, п4 = 48,38/1,25 = 38,70 (39) 223
п5 = 38,70/1,25 = 30,96 (31) 254
п6 = 30,96/1,25 = 24,77 (25) 279
п7 = 24,77/1,25 = 19,82 (20) 299
ng= 19,82/1,25 = 15,86(16) 315
п9 = 15,86/1,25 = 12,67 (13) 328
п10= 12,67/1,25 = 10,14(10) 338
пи = 10,14/1,25 = 8,11 (8) 346
п|2 = 8,11/1,25 = 6,49 (6) 352
п14 = 6,49/1,25 = 5,19 (5) 357
4. Перевірка розрахунків.
Е 0.289(1,1/1,25). |0-кг/с
' 2(76 + 1)
L = 0,289 - 0,2746 = 0,0144 кг/с;
342
Концентрування нативних розчинів штшл
т 0,0144(1,25 + 1)
L14 =
2(5 + 1)
= 0,0027 кг/с;
L1 /L14 =3,38 10'3 / 0,0027 = 1,252.
З графіка знаходимо, що при q = 1,25 відношення L1 / Lm = ~ 1,2.
Відносна похибка [(1,252 - 1,2)/1,252] 100% = 4,15%. Таке значення похибки дозволяє
стверджувати, що розрахунки проведені з достатньою точністю.
9.2.2.3. Принципова технологічна схема ультрафільтрувальноїустановки
Промисловість випускає стандартизовані установки ультрафільтрування, до
складу яких входять, крім блока мембранних елементів, різноманітне обладнання.
На рис. 9.11 показано принципову блок-схему установки.
З буферної ємності 1 стерильний вихідний розчин через теплообмінник 2, за
допомогою якого розчин можна охолоджувати, надходить у блок мембранних
елементів 3. З буферних ємностей 4 та 5 концентрат та пермеат виводяться з
установки. Установка споряджена блоком приготування антисептика 6, який
використовують в період профілактичних ремонтних робіт. Промивання і
продування ліній установки проводять стерильними водою і повітрям, які готують
в блоках 7 та 8.
Вітчизняна промисловість випускає установки, переважно розроблені у ВНДІбіо-
техніка (СУФУ-2, УФ1-150, УФ1-1-180), а також у ВНДІПрБ. Найбільш відомі зарубіжні
фірми, що спеціалізуються на випуску баромембранних установок, - Де-Даске Сук
Фабрікер (DDS), Ромікон (Нідерланди), Дорр-Олівер та інші.
стерильнии
концентрат
Рис. 9.11. Принципова блок-схема ультрафільтраційної установки.
343
IESBgEBL Обробка культуральних рідин
Контрольні задачі
Задача 9.20. Для деякого процесу ультрафільтрування використовують мембрани
УАМ-300. Тиск в апараті 0,3 МПа. В’язкість розчину 2,5* IO 3 Па с. Ступінь концентру¬
вання - 10. Селективність мембран - 0,9947. Витрата вихідного розчину 1 кг/с. Знайти
загальне число плоскопаралельних елементів і провести секціонування при q = 1,25.
(Відповідь: 249 елементів, 11 секцій).
Задача 9.21. Молекулярна маса білка 120000. Підібрати оптимальну марку
мембрани для ультрафільтрування. Ступінь концентрування - 10. Початкова
концентрація білка 5 -10 4 кг/кг розчину. Витрата вихідного розчину 1 кг/с. Втрати не
повинні перевищувати 2%. (Відповідь: УАМ-100).
Задача 9.22. Характеристики процесу ультрафільтрування: Ln = 0,1 кг/с, п = 50,
Ьфе = IO'3. Провести секціонування npnq= 1,05,1,1,1,2 та знайти оптимальне значення q.
(Відповідь: 1,09).
Задача 9.23. Провести секціонування апарата для ультрафільтрування при п = 100,
q = 1,5, Ln = 0,463 кг/с, L^ = 0,456 кг/с. (Відповідь: 10 секцій).
Задача 9.24. На установці ультрафільтрування за 5 діб повинні переробити
200 тонн нативного розчину. Ступінь концентрування - 60. Коефіцієнт селективності
за деяким білком - 0,985. Знайти кількість стандартних елементів, виготовлених з
мембранного матеріалу УАМ-300, якщо робочий тиск становить 0,1 МПа, в’язкість
розчину З IO*3 Пас. (Відповідь: 454 елемента).
Задача 9.25. Вихідна концентрація ферменту 4,5* IO'4 кг/кг розчину. Дійсна
селективність ультрафільтрувальної мембрани 0,996. Ступінь концентрування 10.
Скласти матеріальний баланс процесу, якщо вихідного розчину взято 100 тонн, знайти
втрати ферменту.
Задача 9.26. Співвідношення між концентраціями двох білків в нативному розчині
1:2. Молекулярні маси білків відповідно 30 та 90 тис. Використовується мембрана
УАМ-50. Яке буде співвідношення між концентраціями білків в пермеаті, якщо ступінь
концентрування 200. (Відповідь: 1:0,135).
Задача 9.27. Методом ультрафільтрування крізь мембрану УАМ-50 концентрують
нативний розчин з вмістом ферменту, молекулярна маса якого 27 тис., концентрація
IO4 кг/кг. Ступінь концентрування - 150. Потік нативного розчину - 1 кг/с. Знайти
відсоткову концентрацію ферменту в концентраті. (Відповідь: 1,5%).
Задача 9.28. Потік нативного розчину на установку ультрафільтрування 3 кг/с.
Розчин містить два білки, діаметр глобул яких 2,7 та 8 нм і концентрації відповідно
З IO 4 та I 10-4 кг/кг. Ступінь концентрування 10. Скласти матеріальний баланс процесу,
якщо для процесу взято мембрану УАМ-50. (Витрату пермеату визначити як середнє
арифметичне від двох знайдених значень).
9.2.3. Поняття про зворотний осмос
Осмос - довільне перенесення речовини крізь напівпроникливу перегородку
(мембрану), яка розділяє два розчини з різними концентраціями або розчин та чистий
344
Концентрування нативних розчинів
розчинник. Самодовільне перенесення виникає в результаті того, що хімічний потенціал
розчинника зменшується при збільшенні концентрації розчиненої речовини. Щоб
припинити перенесення розчинника в розчин, над розчином треба створити деякий
надлишковий тиск, який називають осмотичним тиском (я).
Якщо тиск буде більшим від я, то розчинник з розчину буде переходити у
зворотному напрямку, але для безперервного переходу розчинника надлишковий тиск
протягом усього процесу потрібно збільшувати, оскільки весь час концентрація розчину
збільшується, а відтак збільшується осмотичний тиск концентрату.
Перехід розчинника з концентрату до розбавленого розчину називають зворотним
осмосом.
Перші дослідження осмосу у 1877 році провів ботанік Пфеффер, а теоретичну
базу під результати цих та багатьох інших експериментів підвів Вант Гофф.
Вважається, что остаточно крапку в дослідженнях поставили Манегольд, Лонсдейл
і, головним чином, Рейд (1959).
Для ідеальних розчинів залежність осмотичного тиску від складу розчину
виражається рівнянням Ван-Лаара:
яУ0| = - RT In X1,
де V01 - молярний об’єм чистого розчинника (наприклад, для води, яка має
молекулярну масу 18 і густину 1000 кг/м3, він становить 18-1 O'6 м3/моль, для ацетону,
який має молекулярну масу 58 і густину 810 кг/м3 - 7,16-IO'5 м3/моль; R - газова
стала (8,3144 Дж/(моль К); T - абсолютна температура розчину, К; X1 - молярна
частка розчинника у розчині.
Приклад 9.10. Знайти осмотичний тиск 5%-го розчину глюкози у воді при 25°С.
Розв ’язання
100 г розчину глюкози містить 5 г глюкози і 95 г води або 5/180 = 0,0278 молів
глюкози і 95/18 = 5,278 молів води.
Усього розчин містить 5,306 молів глюкози і розчинника.
Отже, X1 = 5,278/5,306 = 0,9947.
Осмотичний тиск я = In0,9947 = 0,731 МПа.
1810
Під час розрахунку осмотичних тисків речовин, що дисоціюють, треба враховувати,
що після розчинення цих речовин розчин містить не речовину, а суміш іонів і залишок
речовини, що не дисоціювала. Так, наприклад, після розчинення 1 моля MgCl2 при повній
дисоціації цієї солі розчин містить 1 моль Mg+2 та 2 молі Cl".
Якщо концентрація розчиненої речовини мала, залежність осмотичного тиску розчину
від його молярної концентрації C2 виражається рівнянням Вант-Гоффа:
я = C2RT.
345
Обробка культуральних рідин
Це рівняння звичайно використовують для розрахунку осмотичного тиску
речовин, що не дисоціюють.
Приклад 9.10. За формулою Вант Гоффа розрахувати осмотичний тиск 5%-го
розчину глюкози при 25°С.
Розв'язання
Густина 5%-го розчину глюкози 1020 кг/м3. Отже, 100 г розчину має об’єм
0,1/1020 = 9,8-Ю-5 м3.
З попереднього прикладу відомо, що 5 г глюкози - це 0,0278 моля.
Таким чином, C2 = 0,0278/9,8-IO'5 = 284 моль/м3.
Опке, я = 284*8,3144(273 + 25) = 0,704 МПа.
* * *
Рушійною силою зворотного осмосу є перепад тисків
ДР = P - (л, - Jt2),
де Tc1 та 7і2 - осмотичні тиски розчину та пермеату.
Робочий тиск процесу становить 1... 10 МПа. Розміри молекул або іонів розчиненої
речовини, а також розчинника, і розміри пор мембрани мають однаковий порядок
(0,1.. .0,5 нм). Селективність і проникливість мембран залежить від багатьох чинників:
від температури, тиску, концентрації та природи речовин у вихідній суміші. Так,
наприклад, кращі умови для полімерних мембран - нейтральне середовище і кімнатна
температура. Неорганічні сполуки будуть затримуватись доти, поки їх концентрація не
буде перевищувати 0,2.. .0,4 моль/дм3; електроліти затримуються краще, ніж органічні
сполуки такої ж молекулярної маси тощо.
Фільтрування за методом зворотного осмосу в основному використовують для
знесолювання морської води. В біотехнологічних процесах для концентрування
низькомолекулярних органічних речовин цей метод поки ще не знайшов поширення.
Можна лише назвати як приклад вилучення спирту з пива для одержання безалкоголь¬
ного пива.
Розрахунки апаратури для зворотного осмосу майже не відрізняються від розрахунків
ультрафільтру вальної апаратури. До уваги беруть лише те, що на продуктивність впливає
зростання осмотичного тиску при концентруванні вихідних розчинів. Існують проблеми з
розрахунком селективності мембран. Достатньо точні методики розроблені лише для
визначення селективності для неорганічних солей [ 1 ].
Контрольні задачі
Задача 9.29. Визначити осмотичний тиск 2%-го розчину білка, що має
молекулярну масу 40 тис., при 20°С на початку і напркінці концентрування розчину в 10
разів. Густина розчину не змінюється і становить 1000 кг/м3. Розрахунок тиску провести
за формулами Ван-Лаара та Вант-Гоффа. Як сильно цей тиск вплине на продуктивність
346
Концентрування нативних розчинів
процесу ультрафільтрування, який звичайно проводять при 0,1.. .0,3 МПа? (Відповідь:
до концентрування - відповідно 1258 та 1218 IIa9 після концентрування -
відповідно 15239 та 12180 Па).
Задача 9.30. Установки зворотного осмосу працюють до максимального тиску
10 МПа. До якої максимальної концентрації (мас.%) можна довести розчин глюкози
при 20°С? Прийняти кількість молів води в розчині за 1. (Відповідь: 43,3%).
Задача 9.31. За формулою Ван-Лаара знайти осмотичний тиск 10%-го розчину
CaCl2 при 25°С. Прийняти, що сіль повністю дисоційована. (Відповідь: 7,24 МПа).
Література до глави 9
1. Основньїе процессьі и аппаратьі химической технологии: Пособие по
проектированию/под ред. Ю.И.Дитнерского. - M.: Химия, 1983. - 272 с.
2. ГОСТ 11987-81. Аппаратьі вьтарньїе трубчатьіе.
3. Каталог УКРНИИХИММАШа. Вьтарньїе аппаратьі вертикальньїе
трубчатьіе общего назначения. - M.: ЦИНТИХИМНЕФТЕМАШ, 1979. - 38 с.
4. Касаткин А.Г. Основньїе процесси и аппаратьі химической технологии.
- M.: Химия, 1973. - 752 с.
5. Роторньїе пленочньїе испарители. Каталог. - M.: ЦИНТИХИМНЕФТЕМАШ\
1976.
6. Чуешов В.И, Мандрьїка Л.А., Сичкарь А.А. и др. Основи проектирования
производств в химико-фармацевтической и биотехнологической промьіииіенности:
Учеб. для студентов вузов. - Харьков: Изд-во НфаУ: Золотьіе страницьі, 2004.
- 460 с.
7. Дьітнерский Ю.И. Мембранньїе процессьі разделения жидких смесей.
-M., 1975.
8. Дьітнерский Ю.И. Обратньїй осмос и ультрафильтрация. - M., 1978.
9. Дьітнерский Ю.И. Баромембранньїе процесси. - M., 1986.
10. Технологические процессьі с применением мембран/nod ред. Р.Лейси,
C Леба/пер. с англ. -M., 1976.
11. Николаев Н.И. Диффузия в мембранах. - M., 1980.
12. Хванг С.-Т, Каммермаер К. Мембранньїе процессьі разделения/пер. с
англ. - M., 1981.
13. Дубяга В. П., Перепечкин Л. 77., Каталевский Е. Е. Полимерньїе мембраньї.
-M., 1981.
14. Зябрев А..Ф. Применение мембранних процессов при переработке
молочних продуктов. Мембранньїе системи БИОКОН. - http://biocon-
msia.narod.ru/russian/application/milk.html. Дата создания документа:
05.06.2003. Дата индексирования: 18.02.2006.
347
Обробка
культуральних рідин
ДОДАТОК до глави 9
характеристики роторних випарників
1
+T т4
Тип РП
Основні параметри роторних випарників
Типорозмір
випарника
Поверх¬
ня
теплооб-
MiHyvM2
К-сть
ступе- .
нів
Поверхні
теплообміну
ступенів,
M2
Внутрішній
діаметр
ступенів
корпусу, MM
К-сть
опір¬
них
лап
Габаритні
розміри
DxH,mm
Висота
до
опори,
h, м
РП-160-08
0,8
1
0,8
160
4
550x3800
2080
РП-300-1,6
1,6
1,6
300
970x4820
2150
РП-300-2
2
2
970x5430
2750
РП-600-4
4
4
600
8
1200x8320
3500
РП-600-6,3
6,3
6,3
1200x9430
4630
РП-600-8
8
8
1200x1080
6050
РП-800-12,5
12,5
12,5
800
1500x1060
5470
РП-1000-16
16
16
1000
1800x12550
5050
348
Концентрування нативних розчинів ^ДцЦ-ДД
Типорозмір
випарника
Поверх¬
ня
теплооб¬
міну, M2
К-сть
ступе¬
нів
Поверхня
теплообміну
ступенів,
M2 V,..
Внутрішній
діаметр
ступенів
корпусу, MM
К-сть
опір¬
них
лап
Габаритні
розміри
DxH, мм
Висота
ДО
опори,
h, м
РП-1000-20
20
1
20
1000
8
1800x14000
6450
ИРС-0,8
0,8
2
1 ст. - 0,5
2 ст. - 0,3
1 ст. -200
2 ст.-160
4
550x4500
2450
ИРС-1,6
1,6
1 ст. - 0,9
2 ст.-0,7
1 ст. -300
2 ст. -200
800x5600
2960
ИРС-2
2
1 ст. - 1,3
2 ст. - 0,7
1 ст. -400
2 ст. -300
8
3100
ИРС-4
4
1 ст. - 2,4
2 ст. - 1,6
1 ст. -600
2 ст. -400
1200x7500
3490
ИРС-6
6
1 ст. - 3,8
2 ст. - 2,2
1 ст. -800
2 ст. -600
1500x9000
4500
ИРС-8
8
3
1 ст. - 3,5
2 ст. - 2,5
3 ст. - 2
1 ст.- 800
2.ст.- 600
3 ст.- 400
1500x10400
6000
ИРС-12
12
1 ст. -4
2 ст. - 5
3 ст. - 3
1 ст.- 1000
2.ст.- 800
3 ст.- 600
1800x11800
7234
ИРС-16
16
1 ст.- 8
2 ст. - 5
3 ст. - 3
1 ст.- 1000
2.ст.- 800
3 ст.- 600
1800x14000
8420
ИРС-20
20
1 ст. - 10
2 ст. - 8
Зет.-2
1 ст.- 1000
2.ст.- 800
3 ст.- 600
1800x16000
10600
ИРС-24
24
1 ст. - 10
2 ст. - 8
3 ст. - 6
1 ст.- 1000
2.ст.- 800
3 ст.- 600
1800x18000
12600
349
ВЕВЯДЯЗВ^ Обробка культуральних рідин
СОРБЦІЙНІ МЕТОДИ ВИЛУЧЕННЯ ЦІЛЬО¬
ВИХ ПРОДУКТІВ З НАТИВНИХ РОЗЧИНІВ
10.1. Поняття про рідинну хроматографію
Приймемо умову, що деякі два, три або більше компонентів розчинені у рухомій
фазі (у рідині) і взаємодіють з нерухомою фазою (з твердим адсорбентом, який
міститься у колонці). Після проходження рідини крізь колонку розчинені речовини
затримуються нерухомою фазою (адсорбуються). При цьому одна речовина
затримується краще і знаходиться у верхньому шарі адсорбенту, а інша - гірше і
знаходиться в шарах адсорбенту, розташованому під першим. Отже, внаслідок різної
адсорбційної здатності речовини розділились у просторі. Якщо після цього колонку
промити спеціальним чистим розчинником (елюентом, провести елюювання), то
розчинник вимиє з адсорбенту затримані речовини. Спочатку буде виходити розчин
з речовиною, яка затримується гірше за всіх, а останні порції елюенту будуть містити
речовину, яка затримується найкраще. Якщо порції елюенту зібрати у різні судини, то
одержимо концентровані розчини окремих чистих речовин.
Хроматографію як метод розділення речовин запропонував у 1903 році М.С.Цвєт
для розділення хлоропластів, які відрізнялись між собою кольором, тому і назва методу-
хроматографія - походить саме від цього ефекту.
Сьогодні рідинна хроматографія - найважливіший фізико-хімічний метод
Дослідження в біології, біохімії, медицині, біотехнології. Її використовують для аналізу,
розділення, очищення і виділення амінокислот, пептидів, білків, ферментів, вірусів,
нуклеотидів, нуклеїнових кислот, вуглеводів, ліпідів, гормонів тощо. Метод
використовують не тільки з аналітичною метою, але й як препаративний, тобто для
одержання чистих препаратів, товарних продуктів.
Нарис. 10.1 показані хроматографічні піки проявної рідинної хроматографії1. Вони
утворюються в результаті аналізу елюату; який надходить у детектор. У рідинній
хроматографії детектування речовин здійснюють УФ-фотометричним, флуоресцентним,
рефрактометричним, електрохімічним та іншими методами. Залежно від природи
адсорбенту і речовин, що затримуються, та багатьох інших чинників одержують різні
за зовнішнім виглядом піки (а, б, в). Хроматограми б та в мають однакову
селективність, але різну ефективність (на хроматограмі б піки накладаються один на
одний). Хроматограми а та в мають різну селективність і різну ефективність (на
хроматограмі а за можливої наявності деяких інших речовин могло б бути проявлення
цих речовин).
1 Крім проявної хроматографії існують фронтальна хроматографія та хроматографія витискання.
350
Сорбційні методи вилучення цільових продуктів з нативних розчинів
H
Рис. 10.1. Хроматографічні піки проявної рідинної хроматографії.
Хроматографічний пік характеризують часом утримання tR, шириною піка на
половині його висоти W(/2. Ефективність колонки вимірюється числом теоретичних
тарілок (ЧТТ, N): чим більше ЧТТ, тим менше розширення піка в часі.
351
ИВЯШ^ Обробка культуральних рідин
N = 5,54(tR/W,/2)2. (10.1)
Якщо відомо ЧТТ і довжина колонки L (мкм), то можна визначити висоту
колонки, яка еквівалентна теоретичній тарілці (ВЕТТ): BETT = L/N.
Відношення BETT/dc, де dc - діаметр зерна сорбента, називають приведеною
висотою, яка еквівалентна теоретичній тарілці (ПВЕТТ).
Ці співвідношення дають можливість масштабного переходу від однієї колонки
до іншої, що містять сорбенти з різними діаметрами зерен. ПВЕТТ у цих колонок
повинен бути однаковий.
Приклад 10.1. На аналітичній колонці заввишки 30 мм, яка була наповнена
сорбентом з діаметром зерна 15 мкм, одержали хроматографічний пік з tR = 4,5
хвилини та Ww2 = 0,5 хвилини. Яка повинна бути висота препаративної колонки, якщо
використовують сорбент з діаметром зерна 66 мкм?
Розв'язання
Висота препаративної колонки повинна бути у стільки разів більше, в скільки
разів більше діаметр зерна: (66/15)30 = 132 мм.
Якщо ж, припустимо, на другому сорбенті одержали пік з іншими показниками
(припустимо, що tR = 3 хвилини, a W|/2 = 3,5 хвилини), то для аналітичної колонки:
N = 5,54(4,5/0,5)2 = 448,74 тарілки; BETT = 30000/448,74 = 66,85 мкм/тарілка; ПВЕТТ=
= 66,85/15 = 4,457 мкм/(тарілкамкм).
Для препаративної колонки: BETT = ПВЕТТ*сіс = 4,457*66 = 294,16 мкм/тарілка;
N = 5,54(3/3,5)2 = 4,07 тарілок, що в 448,74/4,07 = 110,26 разів менше, ніж в аналітичній.
Отже, висота препаративної колонки повинна бути 294,16*448,74* 110,26 = 14,55 м.
* * *
Крім згаданих, хроматографічну колонку характеризують багатьма іншими
показниками, наприклад, селективністю, розділовою здатністю, коефіцієнтом
ємності та іншими. Детальні відомості про рідинну хроматографію містять монографії
[1,2].
Головний адсорбент у високоефективній рідинній хроматографії (ВЕРХ) - кремнезем
(силікагель), гідроксильований або хімічно модифікований. Використовують також оксид
алюмінію, вуглецеві та інші. Розмір частинок адсорбенту в аналітичних колонках
3...10 мкм, у препаративних - 20...70 мкм. Сучасні аналітичні колонки довжиною
10...25 см, заповнені силікагелем з розміром частинок 5 мкм, дозволяють розділювати
складні суміші з 20...30 компонентів. Тиск для прокачування елюенту - до 30 МПа.
Діаметр колонок для аналітичної мети -1... 10 мм, для препаративної- 20... 100 і більше
мм. Висота аналітичних колонок - 2...250 мм. Колонки виготовляють з нержавіючої
сталі. Для рівномірного і щільного заповнення колонок сорбентом використовують сухий
і більш ефективний суспензійний методи. В останньому випадку готують суспензію із
сорбенту і органічного розчинника, який прокачують через колонку, на дні якої укладений
фільтрувальний матеріал. Прокачування здійснюють поршневими насосами з
352
Сорбційні методи вилучення цільових продуктів з нативних розчинів
продуктивністю до 25 см3/хв (для аналітичних колонок) і до 100 см3/хв (для препаративної
хроматографії).
10.1.1. Основні види рідинної хроматографії
За способом утримання розрізняють не менше ніж 10 видів рідинної хроматографії,
у виробничій практиці використовують значно менше.
Адсорбційна хроматографія
Сорбція відбувається завдяки утворенню водневих зв’язків між сорбентом і
речовиною, донорно-акцепторним зв’язкам, дисперсійним явищам. У нормально-
фазовій адсорбційній хроматографії сорбція відбувається на полярному сорбенті;
речовина міститься у неполярному розчиннику. У зворотно-фазовій хроматографії
адсорбція відбувається на поверхні гідрофобізованого сорбенту завдяки дисперсійній
взаємодії речовини з полярного розчинника. Якщо при цьому речовина теж полярна,
то взаємодія речовини з сорбентом відбувається у тому випадку, якщо зв’язки між
речовиною та розчинником слабкіші від зв’язків речовини з сорбентом.
Афінна хроматографія
Афінна хроматографія - метод розділення і очищення білків, заснований на їх
біоспецифічній, вибірковій взаємодії з лігандом, ковалентно зв’язаним з інертним носієм.
Так, для виділення ферментів використовують ліганди, з якими фермент утворює
комплементарний зв’язок, наприклад, для амілаз можна використати як ліганд крохмаль.
Ліганди, які за походженням є справді речовинами, з якими фермент утворює попередньо
комплементарний зв’язок, не використовують, оскільки в подальшому ліганд руйнується
під дією ферменту. Тому використовують не реальні субстрати, а їх хімічні аналоги,
стійкі до подальших перетворень, тобто інгібітори ферментів.
Нерухома фаза у афінній хроматографії є спеціальним сорбентом, який
побудований за схемою: носій-ніжка - ліганд. Вміст ліганду коливається в межах
0,1... 10 ммоль/г вологого сорбенту.
Розділення звичайно проводять на хроматографічних колонках, але завдяки
100%-й селективності і вибірковості зі зсувом процесу в бік утворення комплементарних
комплексів сорбцію можна провести у звичайних реакторах з перемішуванням без
тиску. Після витримки суспензію фільтрують і промивають буферним розчином для
видалення сторонніх речовин, після чого проводять десорбцію іншим буфером або
органічним розчинником, розчином ліганду.
Інші різновиди афінної хроматографії:
а) ліганд - антитіло (імуносорбція);
б) ковалентна хроматографія (утворення хімічних зв’язків між, наприклад, білком
та SH-групою або ртутєпохідним агарози);
в) лігандообмінна хроматографія (утворення зв’язку між іоном металу ферменту
і комплексоном, імобілізованим на носії);
353
Обробка культуральних рідин
г) гідрофобна хроматографія (до гідрофобних ділянок гідрофільної матриці
“прилипає” речовина, яка теж має гідрофобні фрагменти).
Ексклюзійна (ситова, гель-прониклива, гель-фільтрувальна)
рідинна хроматографія
Розділення базується на різниці в розмірах молекули. Молекули малих розмірів
проникають в порівняно малі пори (каверни) сорбенту і затримуються в них, а великі
молекули в ці пори зайти не можуть і тому не затримуються. Цей вид хроматографії
використовують для розділення олігомерів та полімерів, зокрема біологічних.
Іонообмінна хроматографія
Іонообмінна хроматографія - різновид рідинної хроматографії, яка заснована на
різній здатності іонів, що розділяються, до іонного обміну з фіксованими іонами
сорбенту, які утворюються у результаті дисоціації іоногенних груп останнього. Це
найскладніший вид рідинної хроматографії. Більш поширений процес загального
вилучення з розчину усіх іонів без розділення у просторі з використанням того ж
принципу за допомогою іонообмінних смол.
* * *
Якщо аналітична рідинна хроматографія широко використовується, то впровадження
препаративної ВЕРХ стикається з такими досі невирішеними проблемами:
1. Велика вартість сорбентів.
2. Труднощі виготовлення насосів з достатньо великою продуктивністю, здатних
розвивати тиск 5...20 МПа.
3. Велика витрата особливо чистих розчинників (до 10 дм3/г).
, 4. Велике співвідношення між масою сорбенту і масою зразка: 1000:(0,1... 1).
10.2. Іонообмінні смоли
Метод іонообмінної сорбції-один з найважливіших методів вилучення цільових
продуктів з нативних розчинів. Необхідна умова проведення процесу - наявність у
речовині іоногенних груп. Цей метод, наприклад, є головним у виробництві стрептоміцину,
він використовується при виділенні з нативних розчинів деяких інших антибіотиків:
тетрациклінів, поліміксину М, неоміцину та інших.
Метод заснований на використанні іонообмінних смол - штучних полімерів. Ці
об’ємні тримірні зшиті полімери мають у своїй структурі вкраплення функціональних
груп, здатних до дисоціації з утворенням іонів, наприклад, карбоксильні групи,
сульфогрупи, заміщені амонійні основи тощо. Іонообмінні смоли у воді не розчиняються,
але набрякають. В результаті є можливість проникнення зовнішнього іона всередину
частинки смоли і перебігу іонообміну.
Ірнообмінні смоли використовують у вигляді зерен діаметром 0,25... 1,5 мм. Після
занурфйня у водний розчин зерна іонітів набрякають і збільшуються у розмірах внаслідок
354
Сорбційні методи вилучення цільових продуктів з нативних розчинів
того, що молекули води дифундують усередину макромолекулярної об’ємної структури
крізь комірки її сітчастої структури, гідратують іоногенні групи і немов би розтягують
ділянки ланцюгів, які становлять каркас молекули полімеру При цьому H+ або OH' або
інші іони, що входять до складу іоногенних груп іоніту, відділяються від цієї групи,
мігрують між ланцюгами молекули і навіть зовсім виходять у навколишнє водне
середовище, поступаючись місцем іншим іонам. Відбувається обмін іонами,
встановлюється рівновага. Діючи на цю рівновагу зміною pH, температури тощо, можна
немов би “вштовхувати” у смолу певні іони, концентрувати їх у смолі, а потім, змінивши
умови, виділяти. Суттєво, що іони мають властивість вибірковості, тобто іони одного
знака, але різні за розмірами та іншими властивостями сорбуються з різним ступенем.
Отже, попри те, що нативні розчини, маючи, наприклад, неорганічні іони одного знаку з
іоногенними групами антибіотика, іонообмінний процес відбувається саме з іонами
антибіотика, хоча неорганічних іонів може бути в 1000 разів більше. Вибірковість може
проявитись і в елююванні: з усіх захоплених іонів “відмиється”, наприклад, тільки
органічний іон. Далі елюат можна обробити такою смолою, яка не буде сорбувати
органічні іони, атільки неорганічні, і так далі. Тим самим можна виділити, сконцентрувати
і ретельно очистити виключно певні речовини.
Іонообмінні смоли достатньо механічно міцні, хімічно стійки і можуть бути
використані багато разів. Для другого використання смолу після кожної операції сорбції-
десорбції регенерують. Регенерація полягає у промиванні смоли водою, а потім
регенеруючими розчинами, наприклад, розчинами соляної кислоти, їдкого натру тощо.
10.2.1. Основні типи іонообмінних смол
У 1935 році хіміки Адамс і Холмс, які займались природними іонообмінниками,
випадково розбили грамофонну платівку і вирішили виміряти її обмінну ємність. Вони
знайшли цю ємність високою і взяли патент на першій синтетичний полімерний
поліконденсаційний іонообмінник. З 1938 року німецька фірма IG Farben Irtdustrie
організувала серійний випуск поліконденсаційних полімерних іонообмінників. Після
досліджень Г. Штаудінгера в галузі синтезу зшитого полістиролу розпочався дійсний
прогрес у створенні іонообмінних смол..
Іонообмінні смоли (іоніти) поділяють на смоли, які обмінюються катіонами
(катіонообмінники), аніонами (аніонообмінники) або обома іонами (<амфолітні іоніти).
У 50-х роках XX століття високоякісний катіонообмінник (сульфокатіонообмінник),
придатний для промислового використання, одержав д’Алеліо сульфуванням тримірного
полістиролу, а Мак-Барні амінуванням полістирола- високоякісний аніонообмінник
Катіоніт універсальний КУ (сильнокислотний).
Іоногенна група - сульфогрупа -SO~ H+. Полімерна основа - полістирол або
фенолформальдегідна смола. Ефективний інтервал pH -1... 14. Реакції іонного обміну:
1. Сульфогрупа в Н+-формі: ^ г
355
Обробка культуральних рідин
«Sr. тверда, нерозчинна полімерна основа.
2. Сульфогрупа в№+-формі:
^^-S03Na +MgCl2^ [^^-S03]2Mg + 2NaCl
3. Утворення четвертинних солей амонію:
і#?-SO3H + NH2-R SO- N+H3-R
Галузі застосування у мікробіологічній промисловості - виділення та розділення
вітамінів В, пептидів, амінокислот.
Катіоніт фосфорнокислий КФ (сильнокислотний).
Аналогічний катіоніту КУ. Іоногенна група -PO J2H2.
Слабокислотний катіоніт КБ.
Природа іоногенної групи - карбоксильна група-СООН. Полімерна основа естери
(мет)акрилової кислоти. Ефективний інтервал pH - 5... 14. Реакції іонного обміну:
1. Обмін катіонів:
' -COOH + K+A' <-> ^k-COO K++ H+A
Наприклад: ^pf-COOH + NH4OH -COONH4 + H2O
2. Утворення четвертинних солей амонію:
-COOH + NH2-R ^f-COO-N+H3-R
Використовують для розділення амінокислот, органічних основ, антибіотиків, для
біохімічних лабораторних розділень.
Сильноосновні аніонообмінники AB.
Природа іоногенної групи - четвертинні солі амонію -NR+ А-. Полімерна основа-
полістирол. Інтервал pH - 0... 11. Реакція іонного обміну:
I-NR+ А" + R,+A2- <-» -NR; A2 + R'+A'
Наприклад: -N+(CH3)2H OH- + H+Cl' ^^-N(CH3)2C1 + H2O
Використовують для розділення комплексів вітамінів В, жирних кислот.
356
Сорбційні методи вилучення ЦІЛЬОВИХ продуктів 3 нативних РОЗЧИНІВ .ДІІШііИ
Слабоосновні аніонообмінники AH.
Природа іоногенної групи - вторинні і третинні аміни. Полімерна основа -
поліамінополістирол, полімеламіноформальдегідна смола. Інтервал рН-0...9. Реакція
іонного обміну:
0-NR + ra ~ 0'NRR'A
Використовують для розділення амінокислот, вітамінів.
* * *
Крім вказаних смол, використовують також смоли, що містять одночасно кислотні
і основні фупи (амфоліти), окиснювально-відновлювальні групи (електронообмінні іоніти),
а також неорганічні іоніти (наприклад, цеоліти-алюмосилікати природного та штучного
походження). Відоме застосування рідких іонітів.
10.2.2. Апаратура іонообмінного методу
Іонообмінне вилучення речовин здійснюють трьома способами:
- статичним,
-динамічним,
- хроматографічним.
Статичний метод полягає у змішуванні і подальшому розділенні іоніту та розчину,
що обробляється. В цьому випадку як основну апаратуру використовують реактори-
змішувачі з електромішалками. Після закінчення сорбції суспензію вивантажують
на фільтр. Смолу, промиту водою, спрямовують на десорбцію. Метод використовують
головним чином у дослідницьких цілях. У виробництві цей метод майже не
використовують, оскільки в статичних умовах встановлюється рівновага в іонообміні
між сорбентом і речовиною, що вилучається, тому повне або практично повне
вилучення речовини є неможливим за винятком випадків, коли рівновага сильно зсунута
вправо або смоли взято у великому надлишку. Крім того, застосуванню методу
заважає проблема механічного витирання і руйнування з часом частинок іонообмінної
смоли.
Динамічні умови іонного обміну досягають при безперервному перепусканні
розчину в одному напрямку крізь нерухомий шар сорбенту. У міру проходження цього
шару розчин втрачає цільову речовину і виносить іони сорбенту. Останні, збідніли
порції розчину зустрічають свіжий, ненасичений речовиною сорбент і віддають
залишки речовини. Відтак відбувається зсув рівноваги в потрібний бік і практично
повне вилучення речовини з розчину. Цей спосіб проведення процесу є основним в
промисловості.
Основним типом апарата для динамічного іонного обміну є іонітовий фільтр,
який є вертикальною циліндричною колоною, яка заповнена іонітом, крізь шар якого
протікає рідина, що обробляється, або промивна вода чи елюент. Оскільки висота
шару іоніту значно більше від діаметра циліндра (відношення висоти до діаметра
357
Обробка культуральних рідин
1 :(3... 10), то такі фільтри називають іонообмінними колонами. Використовують два
типи іонообмінних колон: закриті (напірні) і відкриті (безнапірні).
На рис. 10.2 зображена колона закритого типу
Рис. 10.2. Іонітовий фільтр закритого типу.
1- нижній патрубок для виходу рідини; 2 - днище; З - диск нижнього розподільчого
пристрою; 4 - шар іоніту; 5 - корпус; б - опірна лапа; 7 - верхній розподільчий пристрій;
8- кришка; P- штуцер для повітряника; 10- верхній патрубок для введення рідини;
11 - вініпластові ковпачки.
358
Сорбційні методи вилучення цільових продуктів з нативних розчинів ^ДДЦЩЦЯ
Між корпусом (5) та сферичним днищем (2) фільтра розташований вініпластовий
диск (3) з отворами, у які загвинчують вініпластові ковпачки (11). Ковпачками є конічні
насадки з вертикальними щілиноподібними отворами завширшки 0,2...0,3 мм. За їх
допомогою дренується рідина, яка проходить крізь шар іоніту. Верхній розподільчий
пристрій (7) є хрестовиною, що складається з вініпластових трубок-променів з
отворами. Ця хрестовина забезпечує рівномірність надходження рідини у колону.
Колона розрахована на тиск до 0,3 МПа.
Колона працює так. Крізь шар іоніту безперервно з певною швидкістю перепускається
нативний розчин. Відбувається поступове насичення смоли, яке триває години і навіть
десятки годин. Відпрацьований нативний розчин зливають у каналізацію. У міру насичення
іоніту ступінь вилучення речовин з нативного розчину зменшується. Починаючи з певного
моменту концентрація речовини на виході стає вище допустимої норми і тоді розчин
спрямовують для додаткової сорбції в другу колону. Коли і ця колона припиняє
забезпечувати потрібну повноту вилучення, під’єднують третю колону і т.д.
У такий спосіб сорбцію здійснюють групою (батареєю) послідовно з’єднаних колон.
Після достатньо повного насичення іоніту в першому фільтрі його виключають зі схеми.
Другий фільтр стає головним, а в кінець батареї під’єднують свіжий, регенерований фільтр.
Отже, кількість колон в схемі є завжди сталою. На вилучениму зі схеми першому фільтрі
проводять необхідні технологічні операції: витискання нативного розчину, знезараження
смоли формаліном, елюювання, а потім регенераціяю іоніту.
Батарейний принцип роботи зумовив поширення фільтрів закритого типу. В цих
апаратах завдяки їх герметичності зберігається напір, який створює насос, що подає
нативний розчин. Отже, не потрібно встановлювати додаткові насоси або розташовувати
колони на різній висоті (каскадом). Рух розчинів відбувається зверху донизу, подачу
рідини в протилежному напряму здійснюють лише під час відмивання смоли від
забруднень. Але закриті фільтри мають і недоліки:
- шар іоніту фактично є нерухомий, стиснутий, що приводить до злипання смоли,
утворення ділянок, які погано омиваються розчином і, навпаки, ділянок, крізь які розчин
проходить, не затримуючись;
- у застійних ділянках шару іоніту виникає небезпека ураження фільтрів
мікрофлорою, яка забруднює смолу та елюати.
Цих недоліків не мають фільтри відкритого типу (рис. 10.3), в які нативні розчини
надходять знизу зі швидкістю, при якій зерна іоніту підтримуються у завислому
стані. При цьому кожне зерно омивається розчином з усіх боків й іоніт використовується
ефективніше. Попри втрати тиску і необхідність встановлювати додаткові насоси, ці
фільтри набувають все більшого поширення.
Конструкція нижнього розподільчого пристрою (2) відрізняється лише тим, що
ковпачки зверху прикриває шар подрібненого скла (3), який запобігає засміченню ковпачків
частинками смоли і механічним пошкодженням. Верхній розподільчий пристрій (7)
використовують під час промивання смоли, це звичайний перфорований диспергатор типу
душового ріжка. Верхня, розширена частина колони (5) призначена для осадження під
359
nSCfflEBL °бробка культуральних рідин
дією сили ваги завислих у рідині, що виходить, дрібних частинок смоли, тобто виконує
функцію відстійника. Осадженню частинок сприяє зменшення швидкості потоку при його
розширенні під час руху через конічну частину осаджувача і зміна його напряму у разі
переливання рідини через борт осаджувача у кільцевий карман (6). Частинки, що осіли в
кармані, повертаються в колону через переливний патрубок.
Рис. 10.3. Відкритий іонітовий фільтр:
1- днище; 2 - нижній розподільчий пристрій; 3 - дренажний матеріал; 4 - шар іоніту;
5 - розширювач-відстійник; 6 - кільцевий карман; 7 - верхній розподільчий пристрій.
360
Сорбційні методи вилучення цільових продуктів з нативних розчинів
шттш
Оброблення розчинів іонітами є безперервним за розчином і періодичним за
іонітом. Сьогодні розробляються установки, які безперервні і за іонітом, рух якого
організовують за принципом протитоку або перехресних потоків. На рис. 10.6 зображена
схема безперервно діючого стрічкового апарата з перехресними потоками [3].
Іоніт міститься в ковшах 11 стрічкового апарата, який є фільтр з безперервним
ланцюгом 8, який повільно рухається. Фільтр складається з окремих секцій-ступенів.
Ковші споряджені знизу і зверху перфорованими пластинами, які слугують днищем і
кришкою і, таким чином, смола перебуває в безперервному русі без вивантаження
протягом 1,5...2 років.
Кожний фільтрувальний ступінь складається з розбризгувача 6, фільтра-ковша
11, приймальної лійки 10 та насоса 20.
Під час пересування смола змочується розчином, і при цьому відбувається
сорбція. Кожна лійка живить відповідний насос, який, у свою чергу, живить відповідний
розпилювач. Кожний ступінь апарата має дренажну зону для деякого стікання рідини.
Вихідний розчин спрямовують на останній ступінь сорбції і він проходить в
протитоковому щодо смоли напряму при перехресному зрошуванні її потоком рідини у
фільтрувальних ступенях. Звільнена від речовини, що сорбується, рідина виходить з
апарата через його перший ступінь. Подальші ступені слугують для десорбції. На цьому
ж апараті відбувається регенерація іоніту та промивання його водою.
10.2.3. Орієнтовний технологічний розрахунок
Кожна іонообмінна смола характеризується іонообмінною ємністю: кількістю
протиіонів в 1 г або в 1 см3 смоли. Повну обмінну ємність (ПОЄ) визначають у
статичних умовах, використовуючи стандартні реактиви, і виражають в мг-екв/г або
мг-екв/см3. Ця ємність, за ідеєю характеристики, не повинна залежати від природи
іонів, величини зерна, хоча на практиці від цих показників ПОЕ залежить доволі сильно.
Динамічну обмінну ємність визначають в динамічних умовах. Вона теж сильно
відрізняється від ПОЄ. ‘
Для усіх смол ПОЄ знаходиться в межах 3...5 мг-екв/г. Питомий об’єм смол -
2,2...4,5 см3/г. Наприклад, ПОЄ смоли КУ-2 становить в середньому 4,9 мг-екв/г.
Розрахуємо масу іонів, які захопить смола при використанні ПОЄ на 100%.
1. Нехай під час адсорбції відбувається реакція:
-SO3H + NaOH -► -SO3Na + H2O
Скільки іонів Na+ поглине 1 г смоли, скільки г NaOH прореагує з 1 г смоли?
Розв ’язання
Молекулярна маса їдкого натру - 40, іону натрію - 23. Оскільки іон натрію
одновалентний, то мг-екв Na+ = 23 мг. Отже, 1 г смоли поглине 4,9*23 = 112,7 мг іонів
Na+, в реакції візьме участь 4,9*40 = 196 мг NaOH.
361
ЕВШДЖ. Обробка культуральних рідин
2. Припустимо, що 1 г смоли КУ-2 реагує з Mg(OH)2. Скільки мг гідроксиду
магнію візьме участь в реакції?
Розв ’язання
Один мг-моль Mg+2 - 24 мг, а 1 мг-екв - 24/2 = 12 мг. Мол. маса Mg(OH)2 - 58.
Отже, 1 г смоли поглине 4,9* 12 = 58,8 мг іонів магнію, а в процесі іонобміну прореагує
4,9*(58/2) = 142 мг гідроксиду магнію.
3. Припустимо, що 1 г смоли КУ-2 реагує з триетаноламіном за схемою:
-SO3H+N(OC2H5)3 —> -SO3'N+H(OC2H5)3. Скільки мгтриетаноламіну поглине 1 г смоли?
Розв ’язання
Молекулярна масатриетанолу-149. В даній реакціїтриетаноламін одновалентний.
Отже, 1 г смоли КУ-2 поглине 4,9* 149 = 730 мг триетаноламіну.
4. Припустимо, що 1 г смоли КУ-2 взаємодіє з деяким антибіотиком, який має
мол. масу 357 і містить три аміногрупи, здатні утворювати з сульфогрупою четвертинну
амонійну сіль. Скільки антибіотику поглине смола?
Розв 'язання
На 1 аміногрупу припадає 357/3 = 119 в.о. Отже, 1 г смоли поглине 4,9* 119 = 583 мг
антибіотика2
* * *
Якщо задана ПОЄ, вміст речовини в розчині, його об’єм (або маса), то можна
розрахувати потрібний об’єм смоли і визначити висоту шару іоніту та діаметр колонки.
- Приклад 10.2. 1000 кг 0,5%-го розчину оцтової кислоти обробляють смолою
AH-1, яка має ПОЕ 4,3 мг-екв/г, питомий об’єм 2,25 см3/г. Знайти потрібний об’єм
смоли і визначити діаметр колонки й висоту шару іоніту.
Розв *язання
1. Молекулярна маса кислоти - 60. Оскільки вона одноосновна, то 1 г смоли
поглине 4,3*60 = 258 мг кислоти. 100 г розчину містить 500 мг кислоти, отже, для
оброблення 100 г розчину потрібно 500/258 = 1,94 г смоли, а для обробки усієї кількості
розчину-1,94*10000= 19400 г= 19,4 кгабо 19400*2,25 = 43650 см3 = 0,04365 м3смоли.
2. Приймемо, що висота шару іоніту у колонці в 5 разів більше діаметра колонки.
Тоді (rcD2*5D)/4 = 0,04365. Звідси D = 0,38 м, висота шару - 0,38*5 = 1,9 м.
2 У разі збільшення молекулярної маси речовини порівняно зі стандартною, яку використовували для
визначення ПОЄ, адсорбція першої відбувається важче, тому вона може збиратись лише в
приповерхневому шарі іонітового зерна. Внаслідок цього дійсна ПОЄ теж зменшується. Цей показник
можна збільшити, якщо зменшити діаметр зерна, тобто збільшити поверхню, що припадає на одиницю
об’єму зерна. Іноді використовують так звані поверхнево-шарові сорбенти, в яких іоногенні групи
розташовані тонким шаром поблизу поверхні зерна.
362
Сорбційні методи вилучення цільових продуктів з нативних розчинів
Приклад 10.3. Нативний розчин, що містить антибіотик поліміксин М,
обробляють катіонітом КБ-2. Експериментально встановлено, що 1 г смоли поглинає
2 г антибіотика. Об’єм нативного розчину - 50 м3. Вміст антибіотика - 0,5 г/дм3.
Питомий об’єм смоли - 2,6 см3/г. Знайти висоту шару іоніту та діаметр колонки.
Розв ’язання
У 50 м3 нативного розчину міститься 50000*0,5 = 25000 г = 25 кг антибіотика.
Для його поглинання потрібно 25/2 = 12,5 кг смоли. Потрібний об’єм смоли - 2,6* 12,5 =
= 32,5 дм3. Якщо відношення висоти шару іоніту до діаметра колонки 5:1, діаметр
колонки становить 0,2 м, висота - 1 м.
Приклад 10.4. Умови прикладу 10.3. Після закінчення хемосорбції колонку
елюювали 0,5 н розчином сульфатної кислоти. При цьому на десорбцію одного моля
антибіотика, молекулярна маса якого 1156, йде 3 молі сульфатної кислоти. Загальна
маса 0,5 н. розчину кислоти взята така, що кінцевий елюат містить поліміксин M з
активністю 320000 Од/см3 (10000 Од = 1 мг). Скласти матеріальний баланс процесу.
Розв 'язання
1. Кількість молів поліміксину М, що десорбується, 25000/1156 = 21,63 моль.
2. Маса сульфатної кислоти, яка потрібна для десорбції, 21,63*3*98 = 6358,13 г =
= 6,36 кг.
3. Концентрація антибіотика в кінцевому елюаті становить 320000/10000 =
= 32 мг/см3 (г/дм3).
4. Оскільки десорбується 25 кг антибіотика, то кінцевого розчину повинно бути
25000/32 = 781,25 дм3.
5. Оскільки 0,5 н. розчин сульфатної кислоти відповідає концентрації 24,5 г/дм3,
то для приготування вихідного елюату потрібно 781, 25*24,5 = 19140,6 г (19,14 кг)
100%-ї сульфатної кислоти або 19,4/0,96 = 19,94 кг 96%-ї кислоти.
Матеріальний баланс
1.Смола КБ-2 із сорбованим
поліміксином M 37,5
втому числі:
- смола КБ-2 (12,5),
-поліміксин M (25)
2.0,5 н розчин сульфатної кислоти 781,25
втому числі:
-96%-на сульфатна кислота (19,94),
-вода на розбавлення (781,25 - 19,94 = 761,31)
1. Смола КБ-2 12,50
2. Елюат 818,75 - 12,5 = 806,25
в тому числі:
-сульфат поліміксину M (25 + 6,36 = 31,36)
-чиста сульфатна кислота (19,14 - 6,36 =
12,78)
-вода (806,25 -31,36- 12,78 = 762,11)
Всього 818,75
Всього 818,75
363
Обробка культуральних рідин
Приклад 10.5. Елюат з прикладу 10.4 нейтралізують за допомогою аніонообмін-
ника АН-2 в ОН-формі. ПОЕ смоли 3,5 мг-екв/г, питомий об’єм -2,25 см3/г. Розрахувати
діаметр колонки нейтралізації і висоту шару іоніту при їх співвідношенні 1:5. Скласти
матеріальний баланс.
Розв ’язання
1. Схема іонообміну: 2 -N+R3 OH- + H2SO4 <-> (-N+R3), SO4 2.
Оскільки зв’язок між антибіотиком і сульфатною кислотою сильніший, ніж зв’язок
між іонітом і цією кислотою, то в процесі іонообміну сульфатнокисла сіль поліміксину
M не руйнується.
2. Молекулярна маса сульфат-іона-96. Отже, 1 г смоли захоплює (3,5*96)/2 = 168 мг
сульфат-іонів. При цьому віддає 3,5*17 = 59,5 мг ОН-іонів. Після насичення маса
смоли стає IOOO + 168 - 59,5 = 1108,5 мг (1,1085 г).
3.31г іоніту реагує 3,5*49 = 171,5 мг чистої сульфатної кислоти. Оскільки в
процес взято 12,78 кг кислоти, то потрібно взяти 12,78 IO6Zl 71,5 = 74519 г (74,52 кг)
смоли. Об’єм смоли 74,52 103*2,25 = 1,68 IO5 см3 = 0,168 м3.
4. Згідно з умовами (pD2*5D)/4 = 0,168. Звідси діаметр колонки D = 0,35 м,
висота шару іоніту - 1,75 м.
Взято, кг \'k "V
, л'' - ••• V Одержано; кг 7 > і
1. Елюат 806,25
2. Смола АН-2 74,52
1. Іоніт з адсорбованим сульфат-іонами
74,52*1,1085 = 82,60
2. Нейтральний елюат 880,77 - 82,6 = 798,17
в тому числі:
-поліміксин сульфатний (31,36)
-вода (766,81)
Разом 880,77
Разом 880,77
* * а|е
Усі попередні приклади були наведені без урахування тривалості процесу
іонообміну; передбачалось, що процес відбувається миттєво, фронт насичення смоли
пересувається різко окреслено зверху донизу, рівновага процесу повністю зсунута
праворуч. У такому випадку не має значення, з якою витратою подається в колонку
нативний розчин і скільки часу він контаюує зі смолою. Вищенаведені приклади можна
розглядати як розрахунок першої колони в батареї колон у статиці: на почату і наприкінці
процесу з невідомою кількістю колон в батареї.
Насправді кінетика процесу є дуже складною і абсолютно не відповідає прийнятій
умовності. Іонообмін складається з п’яти послідовних стадій: пересування іона, що
сорбується, до поверхні зерна сорбенту (І) і усередині його (II), власне іонообмін
(III), пересування протиіона сорбенту усередині зерна сорбенту (IV) і від його поверхні
у розчині (V). Усі стадії, крім хімічної (III), мають дифузійний характер і ніяк не
відбуваються миттєво. Вистачить сказати, що насичення іоніту, наприклад,
364
Сорбційні методи вилучення цільових продуктів з нативних розчинів
стрептоміцином відбувається протягом 48... 120 годин. Лімітуючу стадію визначають
експериментально. Розрахунки дифузійних стадій базуються на законах Фіка.
Коефіцієнти дифузії визначають теж експериментально, їх значення для зовнішньої
дифузії близько IO 5 см2/с, а для внутрішньої- IO'6... IO11 см2/с. Коефіцієнт внутрішньої
дифузії органічних іонів на 1-2 порядки менше, ніж для неорганічних. Особливо великі
органічні іони, наприклад, деякі антибіотики взагалі не можуть увійти усередину зерна
іоніту.
Іонообмін розглядають як гетерогенну хімічну реакцію і кількісно характеризують
константою рівноваги (рівняння Нікольського):
K =
l/z,
4l/z2
(10.2)
(а2 / с2)
де а, та а2 - концентрації або активності протиіона та іона у рівноваговій фазі
іоніту; с, та C2 - концентрації або активності протиіона та іона у рівноваговому розчині;
Z1 та Z2 - зарядові числа іонів.
У найпростішому випадку іонообмінна система містить два типи іонів, які беруть
участь у процесі: протиіон сорбенту та іон зовнішнього середовища, відтак характе¬
ризується чотирма рівноваговими концентраціями (для кожного іона в іоніті та в розчині).
Усі задачі розв’язуються на основі системи чотирьох рівнянь: балансу, ізотерми іонного
обміну, еквівалентності обміну та електронейтральності. Задачу знаходження K зводять
до експериментального визначення рівновагової концентрації одного компонента с у
розчині. У випадку обміну однозарядних іонів справедливим є рівняння:
. Ка0С
[с0+(К-1)с]’ (10-3)
де а - рівновагова концентрація іона у фазі іоніту; а0 - обмінна ємність іоніту; C0 -
концентрація вихідного розчину
Це рівняння ілюструє зв’язок виду ізотерми зі значенням K (рис. 10.5).
Для характеристики сорбційноїздатності іоніту в динамічних умовах використовують
рівняння Шилова:
0 = кХ - т, (10.4)
де 0 - час захисної дії сорбенту; к - коефіцієнт захисної дії шару, який залежить
від величини рівновагової адсорбції, концентрації іона в розчині і швидкості потоку
розчину; X - довжина шару сорбенту; т - втрата часу захисної дії сорбенту.
Спрощене рівняння балансу, яке не враховує повздовжньої дифузії і зміну
концентрації в розчині, має вигляд:
_. 9с 9а
-узГа' "°-5>
де V- лінійна швидкість потоку; t - час від початку процесу до “проскоку” -
появи компонента, що видаляється, за шаром сорбенту. .
365
Обробка культуральних рідин
Детальні відомості про іонообмін і методи розрахунків процесів містяться у
літературі [4-17].
Сорбція та десорбція масивних органічних іонів в апаратах періодичної дії пов’язана
зі швидким накопиченням відпрацьованої смоли, якає стає баластом. Крім того, для
періодичних процесів сорбції та десорбції потрібні відносно великі кількості смоли в
обороті, що унеможливлює одержання висококонцентрованих розчинів елюатів, а
довготривалість процесів сприяє розкладанню нестійких продуктів біосинтезу.
Саме тому в мікробіологічній промисловості з’явилась тенденція до переходу від
апаратів періодичної дії до апаратів безперервного типу. Далі у прикладі подано
результати розрахунку стадій сорбції та десорбції тетрацикліну з використанням
іонообмінного апарата безперервної дії. Розрахунок проведений за методикою [3].
10.2.4. Технологічний розрахунок сорбції та десорбції тетрациклі¬
ну із застосуванням іонообмінних смол у безперервному процесі
Хімізм процесу.
Тетрациклін є амфотерною речовиною: в його молекулі є диметиламіногрупа, яка
здатна утворювати солі з кислотами, і також єнольна група, гідроксил якої подібний до
гідроксильної групи в кислотах. Реакціїтетрацикліну з кислотами та лугами пояснюються
схемою:
NaOH HCl
H2O + NaO-TU-N(CH3)2 <- HO-TU-N(CH3)2 -> HO-TU-N+H(CH3)2Cl
де ТЦ- залишок молекули тетрацикліну.
У кислих розчинах катіони HO-TIJ1-N+H(CH3)2 здатні заміщувати катіони водню
молекул іоніту:
366
Сорбційні методи вилучення цільових продуктів з нативних розчинів
HO-TU-N+H(CH3)2 + HO3S-R <-> HO-TU-N+H(CH3)2 O3S-R + H+
Десорбцію проводять розчином аміаку:
HO-TU-N+H(CH3)2 O3S-R + 2NH4OH -> NH4O-TU-N(CH3)2 + NH4O3S-R
Технологічно процес проводять так [17]:
Нативний розчин обробляють оксалатною кислотою, осаджують оксалат кальцію,
фільтрують, підкислюють хлоридною кислотою до pH 1,8...2,2, охолоджують до 7°С і
подають на сорбцію. Як іоніт використовують сульфокатіоніт СБС або СДВ (полімерна
основа - полістирол, зашитий дивінілбензолом. У цьому процесі іоніт використовують
у водневій формі. Після набрякання насипна густина іоніту 250...300 кг/м3. 1 г смоли
здатен сорбувати 0,7... 1 г тетрацикліну). Смолу промивають водою, а потім розчином
хлориду натрію для заміщення випадкових іонів кальцію та магнію. Десорбцію ведуть
розчином аміаку. Елюат нейтралізують хлоридною кислотою і при pH 7,5...7,7 осаджують
основу тетрацикліну, яку відфільтровують і передають на подальше очищення.
Вихідні дані для розрахунку процесу сорбції.
1. Об’єм розчину тетрацикліну, який передають на сорбцію, - 120 м3 за три
доби (V = 1667 дм3/год).
2. Початкова концентрація тетрацикліну хлоридгідрату в розчині
C1 = 1600 Од/см3 = 3,33 мг-екв/дм3.
3. Вихід на стадії сорбції становить 90-95% [18]. Приймемо 93%. Отже, кінцева
концентрація ТЦ на виході з апарата
C2 = 0,07*3,33 = 0,23 мг-екв/дм3.
4. Експериментально встановлено, що константа рівноваги K = 0,2 мг-екв
ТЦ/[гтод(мг-екв ТЦ/дм3)].
Розрахунок процесу сорбції
1. Оскільки іони однозарядні, то рівняння (10.3) набере вигляд3:
0,2 *4* X _ 0,8Х
3,33 +(0,2-1)Х 3,33-0,8Х
2. Будуємо графік цієї функції (рис. 10.6).
3. Маса тетрацикліну, яка буде сорбована смолою за годину:
1667(3,33 - 0,23) = 5167,7 мг-екв/год.
4. Приймемо, що вміст ТЦ у смолі після її регенерації становить
X2 = 0,2 мг-екв/дм3.
5. На графіку відкладаємо точку (C2, X2). Через цю точку пройде робоча лінія.
1 Позначення концентрацій прийняті, як у [3].
367
UOOO
Обробка культуральних рідин
« S
■х 2
ю S=
368
Рис. 10.6. Стрічковий апарат для безперервного іонного обміну:
У - вал; 2 - зірочка; 3 - кріплення; 4 - кожух; 5 - кришка; б - розбризкувач; 7 - камера; 8 - ланцюг; 9 - з’єднувальна
10 - приймальна лійка; 11 - ковш-фільтр; 12 - бункер; 13 - заслінка; 4 - живильник; 15 - шків; 16 - зачеплення; 17 -
18 — спуск; 19 — стійка; 20 — насос; 21 — вентиль.
Сорбційні методи вилучення цільових продуктів з нативиих розчинів
X, »н -€кв ТЦ/г
Рис. 10.6. Ізотерма та робоча лінія для розрахунку сорбції тетрацикліну
6. Від осі ординат проводимо лінію з точки C1 = 3,33 мг-екв/дм3 до перетинання
з ізотермою. Через точку перетинання повинна проходиш робоча лінія, тобто X1 =
= 3,27 мг-екв ТЦ/г.
7. Мінімальна швидкість руху твердої маси іоніту дорівнює 5167,7/(3,23 - 0,23) =
■ = 1723 г/год= 1,72 кг/год.
8. Приймемо надлишок смоли 20%. Тоді дійсна швидкість іоніту на стрічці
становить 1,72* 1,2 = 2,06 кг/год.
9. З балансу ТЦ 5167,7 = 2060(Х, - 0,23) знаходимо дійсне значення X1 =
= 2,74 мг-екв ТЦ/г.
10. З’єднуємо точки(С,, X1) та(C2, X2) прямою лінією, яка при низьких концентраціях
€ робочою лінією.
11. Кількість іоніту на стрічці визначають за допомогою кінетичного рівняння:
C7n VCf dC
szpHec = — j———j-, (І06)
С2
де SZpiiac - маса іоніту на стрічці, кг; S - площа, яку займає стрічка; Z - висота
шару смоли на стрічці; рнас - насипна густина смоли у набряклому стані.
Для будь-якої концентрації C між C, та C2 на робочій л інії є відповідне рівновагове
значення C*, яке визначають при тому ж значенні X (рис. 10.6).
369
КЦДЦЦДД^ Обробка культуральних рідин
C
0,23
0,5
0,7
1,0
1,3
1,6
2,0
2,3
2,6
3,0
3,33
с*
0,08
0,13
0,2
0,28
0,38
0,48
0,66
0,83
1,08
1,5
2,00
1
C-C*
6,67
2,67
2,0
1,38
0,93
0,89
0,75
0,68
0,66
0,67
0,75
12. Будуємо криву в координатах C —— і вираховуємо графічно інтеграл в
межах від C1 до C2. Площа під кривою (рис. 10.7) становить 4,47. Отже, кількість
ступенів цля стрічкового апарата в зоні сорбції дорівнює 5.
Кількість смоли, яка повинна постійно знаходитись на стрічковому апараті в
зоні сорбції, дорівнює
SZpiiac = (1667*5)/0,2 = 41675 г = 41,7 кг.
13. Приймемо середню густину іоніту 275 кг/м3. Тоді потрібний об’єм смоли
становить 41,7/275 = 0,152 м3.
14. Приймемо висоту шару іоніту 0,1 м. Тоді площа стрічки в зоні сорбції повинна
бути 0,152/0,1 = 1,52 м2.
1
Рис. 10.7. Діаграма для графічного інтегрування в розрахунках сорбції тетрацикліну
15. Якщо ширина стрічки 0,4 м, то довжина стрічки в зоні сорбції становить
1,52/0,4 = 3,8 м.
370
Сорбційні методи вилучення цільових продуктів з нативних розчинів шшхт
16. Об’ємна швидкість руху смоли 2,06/275 = 0,0075 м3/год.
17. Лінійна швидкість руху смоли (стрічки) W = 0,075/(0,1 *0,4) = 1,875 м/год.
18. Довжина стрічки для дренажу між ступенями стрічкового апарата в зоні
сорбції
nWx = 4* 1,875*0,25 = 1,05 м,
де п = 5-1=4 - число проміжків для ступенів апарата; х - час дренування
розчину на кожному ступені (приймемо 0,25 год).
19. Отже, загальна довжина стрічки в зоні сорбції ТЦ становить
3,8+1,05 =4,85 м.
Довжина фільтра кожного ступеня дорівнює 4,85/5 = 0,97 м.
Десорбція тетрацикліну
Інтегрування кінетичного рівняння (10.6) у випадку, коли робоча і рівновагові
лінії є прямими, дає
V(C, -C2) = RSZpttac (С-С*)ср, (10.7)
при цьому (С - С*)ср - середня логарифмічна різниця рушійних сил на кінцях апарата
в зоні десорбції, тобто
(С
. _ (CT2-C2)-(Ci-C1)
^ )ев ~ ^ ■
C -C
In 2 4
с;-с,
1. Для обміну 5167,7 мг-екв тетрацикліну потрібно вдвічі більше іонів NH+, тобто
10335,4 мг-екв/год, або 10335,4/2000 = 5,17 дм3/год 2 н. розчину гідроксиду амонію.
2. Вихідна концентрація ТЦ в елюаті C1 = 0, а кінцева C2 = 5167,7/5,17 =
= 999,6 мг-еквТЦ/дм3. Крім того, X1 = 0,23, a X2 =2,74 мг-еквТЦ/г.
3. Через точки (C1, X1) і (C2, X2) проводимо пряму (робочу) лінію (рис. 10.8).
4. Експериментально встановлено, що в процесі десорбції рівноваговий стан
встановлюється при концентрації ТЦ в іоніті 3,33 мг-екв ТЦ/г, а в розчині -
1560 мг-екв ТЦ/дм3. Відмічаємо цю точку на графіку, з’єднуємо її з початком
координат і одержуємо рівновагову лінію (ізотерму).
5. З графіка знаходимо, що C \ - C1 = 120 - 0 = 120 мг-екв ТЦ/дм3, а
С;-С2= 1350 - 999,7 = 350.
Отже,
. 350-120
(C-C Xp= jjjQ— = 215 мг-екв ТЦ/дм3.
In
120
371
Обробка культуральних рідин
6. Експериментально встановлено, що константа масопередачі процесу становить
0,003 мг-екв ТЦ/[ггод(мг-екв ТЦ/дм3)]. Після підставляння знайдених значеннь у
рівняння (3.7), одержуємо: г
1667(3,33 - 0,23) = 0,003 (SZpHac)215
х,
і
2
Х?3
X, мг-екв ТЦ/і
Рис. 10.8. Ізотерма і робоча лінія процесу десорбції тетрацикліну
7. Маса смоли на стрічці на стадії десорбції повинна бути
S ' 667(3.33-0^80l2 rs„ кг
ас 0,003*215
8. Кількість ступенів в зоні десорбції має бути (350-120)1215=1,069. Приймаємо
з запасом два ступені, які за розмірами, швидкістю пересування ідентичні ступеням
на стадії сорбції.
10.2.5. Орієнтовний розрахунок розмірів іонообмінної колони для
періодично ї сорбції
Розрахунок процесу і визначення розмірів колони полегшується, якщо відомий
час контакту смоли з нативним розчином.
Пояснимо це на прикладі сорбції стрептоміцину.
372
Сорбційні методи вилучення цільових продуктів з нативних розчинів ^ИЕЕВД
Умови сорбції
За технологічний цикл обробляється фугат, що містить стрептоміцин. Фугат
має такий склад:
Компонент
кг
Mj j
Фугат,
в тому числі:
-стрептоміцин - 52,48 кг,
-сульфат магнію - 6,64 кг,
-солі - 14,58 кг,
-невизначені - 57,17 кг,
-вода - 14771,28 кг
14717,76
14,5
З буферної ємності фугат безперервно надходить в систему послідовно з’єднаних
іонообмінних колон, заповнених катіонітом КБ-2. Смола КБ-2 - слабкозшита
катіонообмінна смола, що має карбоксильні групи. Смолу використовують в Na-формі.
Обмінна ємність смоли за стрептоміцином 2,3 мг-екв/г. Питомий об’єм смоли, що
набрякла в розчині, 8,5 см3/г. Процес сорбції відбувається за схемою:
З R-COONa + C21H39N7O12 = (R-COO )3(Str)+3+ 3Na+
Молекулярна маса стрептоміцину 587. Розчин зі смолою контактує протягом
48 годин (це умовно означає, що об’єм катіонну в першій робочій колоні відповідає
об’єму, потрібному для вилучення стрептоміцину з усього розчину, а всі інші
забезпечують час контакту розчину зі смолою).
Розрахунок матеріального балансу
1. Під час взаємодії зі смолою КБ-2 стрептоміцин веде себе як тривалентна основа.
Оскільки молекулярна маса антибіотика 587, то 1 мг-екв. стрептоміцину дорівнює
587/3 = 196.
2. ПОЄ смоли КБ-2 дорівнює 2,3 мг-екв/г. Отже, 1 грам смоли поглине 2,3*196 =
= 451 мг стрептоміцину.
3. У розчині міститься 52,48* 1000* 1000 = 5,248107 мг стрептоміцину. Отже, для
його поглинання потрібно 5,248-107/451 = 116363,6 г = 116,36 кг смоли КБ-2 в Na-формі.
4. Після сорбції 1 г смоли втрачає 3 іони натрію, тобто 23*3 = 69 мг, а уся маса
іонообмінної смоли 116363,6*69/106 = 8,03 кг. Натомість вона приєднує 52,48 кг
стрептоміцину. Маса смоли з сорбованим стрептоміцином дорівнює 116,36 - 8,03 +
+ 52,48=160,81 кг.
5. Крім стрептоміцину смола обмінює іони натрію на іони магнію. Еквівалент магнію
дорівнює 24/2 - 12 мг, а натрію - 23. Один грамм смоли приєднає 2,3* 12 = 27,6 мг іонів
магнію.
Нативний розчин містить 6,64 кг сульфату магнію, отже, розчин містить
6,64*24/120 = 1,328 кг іонів магнію. Для іх поглинання потрібно 1328000/27,6 = 48116 г=
373
BEBBBl Обробка культуральних рідин
= 48,11 кг смоли КБ-2. Після поглинання смола втратить 48116*2,3*23/106 = 2,54 кг
іонів натрію, натомість після поглинання магнію маса її збільшиться до 48,11- 2,54 +
+ 1,328 = 46,89 кг.
Всього на процес потрібно взяти 116,36 + 48,11 = 164,47 кг смоли КБ-2 в
Na-формі.
Матеріальний баланс сорбції стрептоміцину
Завантажено, кг/цикл
Одержано, кг/цикл
№
Компонент
Kr
M3
№
Компонент
Kr
M3
1
Фугат,
в тому числі:
-стрептоміцин -
52,48 кг,
-сульфат магнію -
6,64 кг,
-солі - 14,58 кг,
-невизначені - 57,17
кг,
-вода - 14771,28 кг
14717,76
14,5
1
Смола КБ-2
із сорбованими іонами,
в тому числі:
-із сорбованим
стрептоміцином -
160,81 кг,
-із сорбованим магнієм
-46,89 кг
207,7
2
Смола КБ-2 в Na-
формі
164,47
Відпрацьований
нативний розчин
14674,53
14,7
Всього
14882,23
Всього
14882,23
Розрахунок робочого об 'єму іонообмінної колони
’ 1. Згідно із вищенаведеною таблицею в колонку завантажують 164,47 кг смоли
КБ-2 в Na-формі. Смола має питомий об’єм після набрякання 8,5 см3/г. Отже,
первинний об’єм адсорбенту повинен становити 164,47*8,5 = 1,4 м3. Оскільки густина
сухої смоли становить приблизно 1500 кг/м3, то вільний об’єм, крізь який буде
проходити нативний розчин, становить 1,4 - 164,47/1500 = 1,29 м3. Він дорівнює
1,29*100/1,4 = 92%.
2. Приймемо, що відношення висоти шару набряклого сорбенту до діаметра
дорівнює 8. Тоді 3,14(D)2*8D/4 = 1,4. Звідси D = 0,6 м, а висота-4,8 м. Вільна площа
для проходу рідини становить 3,14(0,6)2*0,92/4 = 0,26 м2.
3. Всього нативного розчину, який перепускають крізь іоніт, 14,5 м3. Витрата
його становить 14,5/48 = 0,302м3/год. Швидкість руху потоку крізь шар іоніту
становить 0,302/0,26 = 1,162 м/год. Оскільки висота шару іоніту становить 4,8 м, то
контакт смоли з рідиною триває 4,8/1,162 = 4,13 год. Оскільки час контакту повинен
тривати 48 годин, то потрібно встановити 48/4,13 = 11,62 колонок.
4. Можна не чекати, коли перша колонка повністю буде заповнена стрептоміцином.
Приймемо, що всього в батарею встановлено 6 колон. Об’єм кожної повинен бути
374
Сорбційні методи вилучення цільових продуктів з нативних розчинів ,^ДШіЕІИЯ
11,62* 1,4/6 = 2,71 м3. Через 48 годин першу з колон вимикають зі схеми і в ній проводять
десоробцію, а потім - відновлення іоніту.
5. Якщо відношення висоти (H) шару іоніту до діаметра (D) 8:1, можна записати:
3,14(D)2*8D/4 = 2,71. Звідси D = 0,756 м.
6. Приймемо, що дійсний діаметр колони становить 0,75 м. Тоді
3,14(0,75)2*Н/4 = 2,71. Звідси H = 6,13 м.
Контрольні задачі
Задача 10.1. Встановлено, що деякий антибіотик (мол. маса 564) з катіонообмінною
смолою типу КБ здатний утворювати три зв’язки типу четвертинних амонійних солей.
Скільки потрібно смоли, щоб зв’язати антибіотик з 10 тоннами нагивного розчину, в якому
він знаходиться в концентрації 0,0001 кг/кг, якщо ПОЄ даної смоли 2,7 мг-екв/г, яка
практично використовується на 37,3%? (Відповідь: = 5,3 кг).
Задача 10.2. На аналітичній хроматографічній колонці у деякому розчині знайдена
речовина, яка дала пік з tR = 5,5 хв., W1/2 = 0,2 хв. Висота аналітичної колонки 100 мм,
діаметр зерна сорбенту 10 мкм. Яка повинна бути висота колонки, якщо речовину
будуть виділяти на препаративній колонці, що заповнена сорбентом з діаметром зерна
100 мкм? (Відповідь: ~ 1 м).
Задача 10.3. Шар іонообмінної смоли в колоні має товщину 4 м, а колона має
діаметр 1 м. Питома густина смоли 1,786-10'3 м3/кг, ПОЄ - 4,5 мг-екв/г. Скільки можна
пропустити через колону до її регенерації розчину деякої речовини, яка має концентрацію
10 кг/т розчину, молекулярну масу 650 і дві функціональні групи, здатні утворювати з
іонообмінною смолою два зв’язки. При цьому ємність смоли використовується на 25%.
(Відповідь: 64,3 тонни).
Задача 10.4. На аналітичній хроматографічній колонці діаметром 2 мм і висотою
100 мм із сорбентом, який має діаметр зерна 2 мкм, за допомогою насосу продуктивністю
5 см3/хв. одержаний хроматографічний пік з ^ = 5 хв., W1/2 = 0,5 хв. Треба перейти до
препаративної колонки, в якій діаметр зерна 70 мкм. Препаративна колонка має 4 насоси
продуктивністю по 100 см3/хв. При переході треба врахувати, що ЧТТ і ПВЕТТ колонок
однакові. Знайти діаметр і висоту препаративної колонки. (Відповідь: діаметр 17,9 мм,
висота - 3,5 м).
Література до глави 10
1. Жидкостная колоночная хроматография / под ред. З.Дейла, К.Мацека,
Я.Янака/пер. с англ. - M., 1978.
2. SnyderL.R., Kirkland J.J. Introduction to modern liquid chromatography. -
N.Y., 1979.
3. Батунер Л.M. Процесси u аппаратьі органического синтеза и
биохимической технологии (Методи расчета). - Л.:Химия, 1966. - 520 с.
375
Обробка культуральнмх рідин
4. Гельфрих Ф. Ионитьі/пер с нем. - M., 1962.
5. Знциклопедия полимеров, Т. 1-3. - M., 1972-1977.
6. Ионитьі в цветной металлургии. -M., 1975.
7. Ионитьг в химической технологии. - JI., 1982.
8. Аширов А.А. Ионообменная очистка сточньїх вод, растворов и газов.
-Л., 1983.
9. ВулихА.И. Ионообменннй синтез. - M., 1973.
10. Полянский Н.Г. и др. Методи исследования ионитов. - M., 1976.
11. Зубакова JI.Б. и др. Синтетические ионообменньїе материали. - M.,
1978.
12. Кокотов Ю.А. Ионитьі и ионньїй обмен. - JI., 1980.
13. Сенявин М.М., Рубинштейн PH., Венецианов Е.В. и др. Основи расчета
и оптимизации ионообменньїх процессов. - M., 1972. - 175 с.
14. Солдатов B.C. Простие ионообменньїе равновесия. - Минск, 1972.
15. Либинсон Г.С. Сорбция органических соединений ионитами. - M., 1979.
16. Горшков В.И. u др. Ионньїй обмен в противоточних колоннах. - M.,
1981.
17. Производство антибиотиков/ под ред. С.М.Навашина. - M.: Медицина,
1970. - 367 с.
376
Обробка нативних розчинів методами рідинної екстракції та осадження
ИґіМ -IiWKH
І
ОБРОБКА НАТИВНИХ РОЗЧИНІВ МЕТОДА¬
МИ РІДИННОЇ ЕКСТРАКЦІЇ TA ОСАДЖЕННЯ
11.1. Рідинна екстракція
Метод рідинної екстракції широко застосовують в мікробіологічній про¬
мисловості для виділення цільових продуктів без попереднього концентрування
нативних розчинів, наприклад, у виробництві антибіотиків. Одночасно з проведенням
екстракції відбувається очищення цільового продукту від супутних речовин і
домішок.
Метод заснований на різній розчинності різних хімічних форм у воді та в органічних
розчинниках, які не змішуються з водою. Приведення розчинника, в якому міститься
речовина, що вилучається, в контакт з іншим, інтенсивне перемішування суміші, під
час якого відбувається вилучення речовини, і наступне розділення обох рідких фаз
емульсії, що утворилась, є змістом процесу рідинної екстракції.
Кількісно розподіл речовини між двома розчинниками, що не змішуються, при
досягненні рівновагового стану в системі підкоряється закону розподілу:
Yd
Y =KX або K=V’ <ПЛ)
де X- концентрація речовини в розчині, що обробляється, після його контактування
з іншим розчинником, який називають екстрагентом;
Yp- рівновагова концентрація речовини, що вилучається, в одержаному розчині
(в екстракті);
K - величина, яку визначають експериментально і називають коефіцієнтом
розподілу,; вона показує, в скільки разів рівновагова концентрація речовини в екстракті
більше, ніж в обробленому розчині (у рафінаті).
При K = O концентрація Yp = 0, тобто процес екстракції не відбувається. Якщо
K < І, то при рівних масах екстрагенту та вихідного розчину речовина, що вилучається,
частково перейде в екстракт, але переважно буде зосереджена у рафінаті. Якщо
K > І, то речовина переважно буде зосереджуватись в екстракті і при K = оо вона
повністю перейде в екстракт.
Отже, для процесу намагаються підібрати такий екстрагент, який мав би
найбільший коефіцієнт розподілу. Як екстрагенти використовують органічні
377
Обробка культуральних рідин
розчинники, які повинні мати не тільки високе значення K у цьому процесі, але
були би порівняно недорогими і легко би випаровувались. До таких розчинників
належать бутилацетат, вуглеводні, наприклад, гептан та інші. Але відоме засто¬
сування і “екзотичних” екстрагентів, в тому числі рідин неорганічного походження.
Перевага іх полягає у надзвичайно високих значеннях К, що дає можливість
практично повністю вилучати речовину з вихідного розчину при малих витратах
екстрагенту.
Якщо знехтувати взаємною розчинністю екстрагенту та вихідного розчину,
збільшенням або зменшенням маси екстракту та рафінату за рахунок переходу цільової
речовини, яка міститься у нативних розчинах в дуже малих кількостях та концентраціях,
то рівня іня матеріального бапансу одноразової екстракції зі свіжим екстрагентом,
що не містить цільової речовинч, можна записати так1:
GX =LY +GX, (11.2)
П K K7 4 7
де індекси її та к позначають початкову та кінцеву концентрації; G та L- відповідно
маси вихідного розчину (рафінату) та екстрагенту.
Якщо екстрагент вже містить речовину, то рівняння матеріального балансу має
вигляд:
LY' +GX =LY +GX, (11.3)
P П K K7 4 '
де Y' - концентрація речовини в екстрагенті на початку процесу.
Ефективність екстракції залежить не тільки від виду екстрагенту, але й від його
співвідношення з вихідним розчином.
Нехай, наприклад, G = 1000 кг, Xn = 0,5-10 3 кг/кг (всього речовини - 0,5 кг), K = 15,
a L = 500 кг та 1000 кг.
Тоді Yk = KXk= 15Хк.
Отже, при L = 500 кг: 1000*0,5-103 = 500* 15Хк + 1000Хк. Звідси Xk =
= 0,0000588 кг/кг.
При L = 1000 кг: 1000*0,5- IO3=I 000* 15Хк + 1000Хк. Звідси Xk =
= 0,00003125 кг/кг.
Відповідно у першому рафінаті залишається 0,058 кг невилученої речовини, а в
другому - 0,3125 кг.
Отже, збільшення маси екстрагенту приводить до повнішого вилучення речовини
з вихідного розчину.
Ефективність екстракції залежить і від кількості циклів екстракції та організації
процесу.
1. Припустімо, наприклад, що одноразово екстрагують 1200 кг нативного розчину,
який містить речовину, що вилучається, в концентрації 0,1% (IO3 кг/кг). Кількість
свіжого екстрагенту - 800 кг, K = 8. Скласти матеріальний баланс.
1 Більш тонні і коректніші методи розрахунків рідинної екстракції наведено в [1-8].
378
Обробка нативних розчинів методами рідинної екстракції та осад ні і нми іі(|Я||ііі)іийі)|Н
Схема процесу:
G = 1200 кг, Xn = 0,001 кг/кг L = 800 кг, X = 0,0 кг/кг
і £
Одноразова
екстракція
L= 800 кг, Y = ?
< —Е
G= 1200 кг, X =?
— - ►
1200*0,001 =800*8Х +1200Х.
’ кк
Звідси Xk = 1,579-10'4 кг/кг, Yp = 8* 1,579 IO4=I ,263-10'3 кг/кг.
/ •' Взято,‘КГ •• • •
Одержано, кг/кг
1. Нативний розчин 1200
втому числі
речовина, що вилучається
(1200*0,001 = 1,2)
2. Екстрагент 800
1. Екстракт 800
в тому числі
вилучена речовина
(800*1,263 IO3= 1,01 кг)
2. Рафінат 1200
в тому числі
невилучена речовина
(1200* 1,579 IO'4 = 0,19 кг)
Разом 2000
Разом 2000
2. Умови попереднього прикладу, але екстракцію проводять двічі половинними
порціями екстрагенту (перехресна екстракція). Екстракти змішують.
Схема процесу:
G = 1200 кг,
X =IO 3 кг/кг L/2 = 400 кг L/2 = 400 кг
п
379
Обробка культуральних рідин
Матеріальний баланс 1 -ї екстракції:
Jl 200 *0,001=400* Ypi + 1200Х,
[ Ypi=KXl=SX1
Звідси X1 = 2,727-10 4 кг/кг, Y Рі = 2,1818-10 3 кг/кг.
Матеріальний баланс 2-ї екстракції:
Jl 200 *2,727-10^ =400* Yp2 +1200ХК
[ Yp2=KXk=SXk2
Звідси Xk = 7,437-10'5 кг/кг, Ypj = 5,95-10'4 кг/кг.
д ’ Взято, кг
; Одержано, кг/кг
1. Нативний розчин 1200
в тому числі
речовина, що вилучається (1200*0,001 = 1,2)
2. Екстрагент (2x400) 800
1. Екстракт 800
в тому числі
вилучена речовина після 1-ї екстракції
(400*2.1818 10'3 = 0,873 кг)
вилучена речовина після 2-ї екстракції
(400*5,95 IO-4 = 0,238)
Всього: 0,873 + 0,238 = 1,111 кг
2. Рафінат 1200
в тому числі
невилучена речовина
(1,2- 1,111 = 0,089кг)
Разом 2000
Разом 2000
Порівнюючи перший матеріальний баланс з другим, можна бачити, що проведення
процесу за другим варіантом є більш ефективним.
3. Умови попередніх прикладів, але екстракцію ведуть дворазово протитечією.
Схема процесу
G = 1200 кг, Xn = IO'3 кг/кг YP| X1 L = 800 кг
Матеріальний баланс 2-ї екстракції: 1200Х, = 800* Ypi+ 1200Хк.
380
Обробка нативних розчинів методами рідинної екстракції та осадження
Оскільки Yp = 8 хк, ToX1= 6,ЗЗЗХк; Yp = 1.263Х,.
Матеріальний баланс 1 -ї екстракції:
1200*0,001 + 800* Y =800* Yp + 1200*6,ЗЗЗХ
’ Pl Pk ’к
Оскільки K = Yp /X1, то Yp = KX= 8*6,ЗЗЗХ .
Pk I’ Pk I 5K
Отже, 1,2 +800*8*Х =800*8*6,ЗЗЗХ + 1200*6,ЗЗЗХ .
’ ’ K 7K 7K
Звідси Xk = 2,8754-10 5 кг/кг; Yp,= 8*6,333*2,8754- IO5=I ,457 IO 3 кг/кг;
X1 = 6,333*2,8754- IO5 = 1,821*1 O'4 кг/кг;
Ypi= 1,263 *1,821 IO4 = 2,3104 кг/кг.
' ;у' г ВЗЯТО,* - * V- *
г - V Одержано, кг/кг
1. Нативний розчин 1200
втому числі
речовина, що вилучається (1200*0,001 = 1,2)
2. Екстрагент 800
1. Екстракт 800
в тому числі
вилучена речовина
(800*1,457 10° = 1,1656 кг)
2. Рафінат 1200
в тому числі
невилучена речовина (1,2 - 1,1656 = 0,0344кг)
Разом 2000
Разом 2000
Порівняно з першим та другим варіантами екстракції третій варіант є ефектив¬
нішим. Еквівалентом останньому варіанту може бути одноразова екстракція з
використанням розчинника з K = 1,457-10‘3/2,8754-10'5 = 50,7 (!). Сучасна техніка для
екстрагування, яку використовують в мікробіологічній промисловості, заснована на
принципах багаторазовості екстракції і протитечії, тому є надзвичайно ефективною.
У деяких випадках ефективність екстракції можна підвищити зміною pH
нативого розчину. Речовина при цьому може набути основної, кислої або солевої
форми, від якої залежить її розчинність в органічній або водній фазі. Проведенням
декількох циклів екстракції-реекстракції можна одержати достатньо чистий цільовий
продукт.
11.1.1. Приклад розрахунку матеріального балансу виділення і
очищення бензилпеніциліну
Приклад 11.1. Зі стадії фільтрування на стадію екстракції безперервно надходить
нативний розчин такого складу, кг/год:
бензилпеніцилін - 0,7668,
білки-0,1665,
інші органічні речовини - 1,437,
неорганічні речовини - 0,84,
вода - 169, 975.
Всього витрата нативного розчину - 173, 1855 кг/год.
381
ESSEQL Обробка культуральних рідин
Екстракцію та реекстракцію проводять за такою технологією:
L Екстракція бутилацетатом.
З буферної ємності освітлений нативний розчин насосом подають в інжектор, в
який всмоктується 2 н. розчин хлоридної кислоти для створення pH 2. З інжектора
суміш надходить в безперервно діючий багатоступеневий екстрактор-сепаратор, в
якому підготований розчин змішується з охолодженим до 3°С н-бутилацетатом при
об’ємному співвідношенні бутилацетат:нативний розчин 1:0,4. Коефіцієнт розподілу
бензилпеніциліну ЗО. В органічну фазу, крім бензилпеніциліну, переходять приблизно
10% всіх органічних речовин нативного розчину. Все інше залишається у водній фазі,
яку скидають в каналізацію. Екстракт спрямовують у буферну ємність.
2. Вилучення бензилпеніциліну з екстракту.
З буферної ємності бутилацетатний екстракт спрямовують в другий багатоступеневий
екстрактор-сепаратор, в який також подають розчин питної соди. В процесі змішування
карбоксильна група бензилпеніциліну реагує з содою, в результаті чого утворюється
натрієва сіль цієї сполуки:
R-COOH + NaHCO3 = R-COONa + H2O + CO2
Молекулярна маса R-COOH 334.
Ця сіль добре розчиняється у воді і погано в бутилацетаті, внаслідок чого вона
практично повністю переходить у водну фазу. Органічні домішки залишаються в
органічній фазі. Насичену водою бутилацетатну фазу спрямовують на регенерацію
розчинника, а водну - у буферну ємність.
Дані для розрахунку матеріального балансу: одержаний водний розчин має
активність ЗО...50 тис. Од/мл (1 Од = 0,5988*IO'6 г, має сухий залишок 5...7%: втрати
антибіотика на цій стадії 5%.
3. Друга екстракція бензилпеніциліну бутилацетатом.
На цій стадії водний розчин соди і цільового продукту нейтралізують хлоридною
кислотою до pH 2 і втретє проводять безперервну екстракцію бутилацетатом при
4...8°С. При нейтралізації антибіотик знову перетворюють на R-COOH, надлишок
соди перетворюють на кухонну сіль, воду та CO2. В органічну фазу переходить тільки
основа антибіотика. Співвідношення фаз таке, що активність екстракту становить
50...70 тис. од/мл. Водний розчин скидають в каналізацію, а екстракт спрямовують
в буферну ємність на наступну стадію виділення чистого антибіотика.
Скласти матеріальний баланс процесу.
Розрахунок
1. Приймемо, що густини нативного розчину і 2 н. розчину хлоридної кислоти-
1000 кг/м3. Будемо вважати, що дисоціація хлоридної кислоти є повною. Оскільки
382
Обробка нативних розчинів методами рідинної екстракції та осадження
потрібне значення pH = 2 і концентрація водневих іонів дорівнює концентрації хлоридної
кислоти, можна записати:
де Xhci - маса хлоридної кислоти, г-моль; Mh р - об’єм нативного розчину, що
подається в екстрактор (173,1825 дм3/год); Yhci - об’єм 2 н. розчину хлоридної кислоти,
що подається в екстрактор, дм3/год.
В Yhci дм3 міститься 2 молі HCl, отже Xhci = 2YHC1. Таким чином, Yhci =
= 0,87 дм3/год.
У перерахунку на масові одиниці витрата 2 н. розчину хлоридної кислоти дорівнює
0,87 кг/год, в тому числі 100%-ї кислоти - 0,0635 кг/год.
2. На 1 м3 нативного розчину додають 0,4 м3 бутилацетату, або 0,4*800 = 320 кг.
Отже, витрата бутилацетату повинна становити 0,173*320 = 55,36 кг/год.
3. Використовуючи вираз (11.2), можна записати:
(173,1825 +0,87)* [0,7668/( 173,1825 + 0,87)] = 55,36*30*Хк + (173,1825 + 0,87)Хк.
Звідси Xk = 4,18-10'4 кг/кг, Yp = 30*4,18-IO'4 = 1,254-IO 2 кг/кг, витрата
бензилпеніциліну з екстрактом 55,36*1,254 IO'2 = 0,694 кг/год.
4. Витрата органічних речовин з нативним розчином становить 0,1665 + 1,437 =
= 1,6035 кг/год.
Разом з екстрактом витрата органічних речовин дорівнює 0,1*1,6035 =
= 0,16 кг/год.
5. Матеріальний баланс екстракції:
“ , Взято, кг/год,/" , (
V Одержано, кг/год
1. Фільтрат 173,1855
в тому числі:
бензилпеніцилін (0,7665),
білки (0,1665),
інші органічні речовини (1,437),
неорганічні речовини (0,84),
вода (169,975),
2. 2 н. розчин хлоридної кислоти 0,87
в тому числі:
100%-ва HCl (0,0635),
вода (0,8065)
3. н-Бутилацетат 55,42
1. Екстракт (55,42 + 0,694 + 0,16) 56,274
в тому числі:
бутилацетат (55,42),
бензилпеніцилін (0,694),
органічні речовини (0,16)
2. Рафінат 173,2015
в тому числі:
бензилпеніцилін (0,7665 - 0,694 = 0,0725)
органічні речовини (1,6035 - 0,16 = 1,4435)
неорганічні речовини (0,84),
HCl (0,0635),
вода ( 170,782)
Всього 229,4755
Всього 229,4755
6. При вилученні бензилпеніциліну на 2-й стадії втрати його дорівнюють 5%,
отже, у водну фазу бензилпеніцилін буде переходити з витратою 0,95*0,694 =
= 0,6593 кг/год.
383
Eggfflg^ Обробка культуральних рідин
Схема реакції нейтралізації:
м.м.334 м.м.356
Bpc-H+ NaHCO3 = Bpc-Na + CO2 + H2O
(Врс - залишок бензилпеніциліну).
Натрієвої солі бензилпеніциліну утвориться 0,6593(356/334) = 0,7027 кг/год.
Відповідно гідрокарбонату натрію повинно витрачатись 0,6593(84/334) = 0,1658 кг/год.
При цьому утворюється CO2 з витратою 0,6593(44/334) = 0,08685 кг/год (вода - решта).
7. Згідно з умовами активність водної фази повинна бути ЗО...50 тис. Од/см3
(приймемо 40 тис.)
Оскільки 1 Од бензилпеніциліну = 0,5988 IO-6T5To 1 см3 повинен містити (40000/10)*
*0,5988 IO'6 = 0,024 г антибіотика у вигляді натрієвої солі.
Оскільки цієї солі утворюється 0,7027 кг/год, то водної фази під час реекстракції
повинно утворюватись 702,7/0,024 = 29279 см3/год = 29,3 дм3/год.
Приймаючи густину водної фази приблизно як густину води, концентрація солі
антибіотика буде становити (0,7027/29,3)100% = 2,4%.
Згідно з умовами концентрація сухого залишку у водній фазі наприкінці процесу
повинна становити 5...7%. Приймемо 6%. Тоді частка надлишкової соди повинна
становити 6 - 2,4 = 3,6%, а в масових одиницях - 29,3*0,036 = 1,0548 кг.
Отже, у вихідному розчині, що йде на реекстракцію, повинно бути 1,0548 + 0,1658=
= 1,2206 кг гідрокарбонату натрію.
8. Матеріальний баланс реекстракції (вилучення бензилпеніциліну з екстракту):
, Взято, кг/год
Одержано* кг/год
1. Екстракт 56,274
в тому числі:
бутилацетат (55,42),
бензилпеніцилін (0,694),
органічні речовини (0,16)
2. Розчин гідрокарбонату натрію...29,3
в тому числі:
гідрокарбонат натрію (1,2206)
вода (29,3 - 1,2206 = 28,0794)
1. Органічна фаза 55,58
в тому числі:
бутилацетат (55,42),
органічні речовини (0,16)
2. Водна фаза
85,574 - 55,58 - 0,08685 = 29,9072 кг
в тому числі:
натрієва сіль бензилпеніциліну (0,7027)
гідрокарбонат натрію (1,0548)
вода (29,9072 - 0,7027 - 1,0548 = 27,1497)
3. CO2 (газовий викид) 0,08685
Разом 85,574
Разом 85,574
9. На нейтралізацію водного розчину, яка йде за схемою:
а). NaHCO3 + HCl = NaCl + H2O + CO2
б). Bpc-Na + HCl = Bpc-H + NaCl,
потрібно взяти
(36,5/84)1,0548 + (36,5/356)0,7027 = 0,458 + 0,146 = 0,604 кг HCl /год.
384
Обробка нативних розчинів методами рідинної екстракції та осадження
або
0,604/0,073 = 8,27 кг 2 н. розчину хлоридної кислоти.
Всього в процесі візьме участь 29,90 + 8,27 = 3 8,17 кг/год речовин (~3 8,17 дм3/год.).
Для створення pH = 2 потрібно додатково взяти V дм3 2 н. розчину хлоридної
кислоти.
З виразу 2V/(38,17 + V) = IO'2 знаходимо, що V = 0,19 кг/год.
Всього витрата 2 н. розчину хлоридної кислоти дорівнює 8,27 + 0,19 = 8,46 кг/год.
10. Матеріальний баланс нейтралізації і підкислювання:
Взято, кг/год
Одержано, кг/год ■
1. Водна фаза 29,9072
втому числі:
натрієва сіль бензилпеніциліну (0,7027)
гідрокарбонат натрію (1,0548)
вода (27,1497)
2. 2 н. розчин HCl 8,46
1. Кислий водний розчин
бензилпеніциліну 38,3672 - 0,5525 = 37,8147
в тому числі:
бензилпеніцилін (0,694)
NaCI [(58,5/84)1,0548 = 0,7346]
HCI (0,19)
вода (37,8147 - 0,694 - 0,7346 - 0,19 = 36,1961)
2. CO2 (газовий викид)
(44/84)1,0548 = 0,5525
Разом 38,3672
Разом 38,3672
11. Згідно з умовами концентрація бензилпеніциліну в другому екстракті повинна
бути 50...70 тис. Од/см3 або в середньому 60000*0,5988-IO'6 г/см3 (кг/дм3) =
= 0,036 кг/дм3. Враховуючи, що Y /Хк = К, концентрація антибіотика у рафінаті повинна
бути 0,036/30 = 0,0012 кг/дм3 = 0,0012 кг/кг.
Використовуючи рівняння матеріального балансу екстракції 0,694 = L*30*0,0012 +
+ 37,8147*0,0012, знаходимо, що L = 18,02 кг/год = 18,02/800 = 0,0225 м3/год =
= 22,5 дм3/год.
12. Матеріальний баланс другої екстракції: "
JY\% * Взято, кг/год , ’ „ ,
> Одержано, кг/год
1. Кислий водний розчин
бензилпеніциліну 37,8147
втому числі:
бензилпеніцилін (0,694)
NaCI (0,7346)
HCI (0,19)
вода (36,1961) ”
2. н-Бутилацетат 18,02
1. Екстракт 18,02
в тому числі:
бензилпеніцилін (0,036*18,02 = 0,649),
бутилацетат (18,02 - 0,649 = 17,371)
2. Рафінат 37,8147
втому числі:
NaCl (0,7346),
HCI (0,19),
бензилпеніцилін (0,694 - 0,649 = 0,045)
вода (36,8451)
Разом 55,8347
Разом 55,8347
Загальний вихід цільового продукту дорівнює (0,649/0,7665) 100% = 84,7%
385
К^НІЖНЗ^ Обробка культуральних рідин
* * *
V
У деяких випадках застосовують “екстракцію з переносником”. Суть цього
методу полягає у тимчасовому утворенні комплексу речовини, що вилучається з
розчину, з іншою речовиною, яка надає розчинності або підсилює розчинність основної
речовини. Наприклад, як переносники використовують органічні кислоти і основи з
довгими вуглеводневими ланцюгами, які здатні утворювати з основними речовинами
четвертинні амонійні солі. На відміну від чистої речовини ці солі добре розчиняються
в неполярних розчинниках. Після закінчення екстракції комплекси руйнують за
допомогою сильніших кислот або основ. Цільова речовина втрачає розчинність і
випадає в осад або переходить у водну фазу, яку відділяють від органічної. Завдяки
цьому методу коефіцієнти розподілу іноді досягають 300 і більше.
11.1.2. Апаратура для рідинної екстракції
На невеликих підприємствах як основну апаратуру для рідинної екстракції
використовують звичайні реактори-змішувачі з конічними днищами, споряджені
електромішалками. Принцип дії таких екстракторів аналогічний принципу дії
лабораторної розділової лійки. Іноді реактор-змішувач поєднують з відстійником
періодичної дії теж типу розділової лійки.
Періодична екстракція з відстоюванням є довготривалим процесом, який
продовжується не менше години. Зрозуміло, що такий метод не може бути застосований
на великих виробництвах, де кожну добу переробляють сотні кубометрів нативних
розчинів. До того ж ці розчини здатні утворювати стійкі емульсії, які не розділяються
простим відстоюванням. Довготривалість відстоювання може приводити і до інактивації
цільової речовини. Все вищесказане пояснює необхідність проведення рідинної екстракції
в безперервному режимі з примусовим розділенням фаз.
Як змішувачі для безперервної екстракції можна використовувати різноманітні
апарати з мішалками, але перевагу надають інжекторам (рис.11.1), циклонам або
вигнутим трубам, оскільки вони не мають частин, що механічно рухаються, і
забезпечують змішування рідин з одночасним їх інтенсивним перемішуванням протягом
декількох секунд.
386
Рис. 11.1. Схема інжектора.
Обробка нативних розчинів методами рідинної екстракції та осадження
Інжектор працює так. Рідину І насосом подають на вхід інжектора. Вона проходить
звуження (дифузор) з великою швидкістю. При цьому згідно із законом Бернулі тиск на
стінки стає набагато меншим від атмосферного. Рідина II всмоктується в інжектор і
змішується з рідиною І.
Для розділення емульсії використовують тарілчасті або трубчасті сепаратори
розділового типу (див. гл. 8).
Процес може бути організований як з одноразовою екстракцією, так і з багатора¬
зовою, з перехресними потоками або протитечією.
На рис. 11.2 показано схему дворазової протитечійної рідинної екстракції з
використанням тарілчастих сепараторів.
Нативний розчин 8 5 Розчинник 12 13
Рафінат І
Рис. 11.2. Принципова схема дворазової протитечійної рідинної екстракції
(пояснення в тексті).
Нативний розчин з буферної ємності 7 надходить на вхід насоса 2, з якого підтиском
рідина подається в інжектор 3. В інжекторі нативний розчин змішується з екстрактом І.
Емульсію спрямовують в розділовий сепаратор 4. Рафінат І через буферну ємність 5 за
допомогою насоса 6 подають на другий ступінь екстракції в інжектор 7. Із сепаратора 4
екстракт II через буферну ємність 8 за допомогою насоса 9 виводять за межі установки.
В інжекторі 7 рафінат І змішують зі свіжим розчинником, який надходить в інжектор з
буферної ємності 10. З інжектора 7 емульсію спрямовують в сепаратор 77, з якого екст¬
ракт І надходить в буферну ємність 72, а звідти - в інжектор 3. Рафінат II через буферну
ємність 13 за допомогою насоса 14 виводиться за межі установки.
Подібні схеми застосовують теж на порівняно невеликих виробництвах. Основним
недоліком такої організації екстракційних процесів є велика кількість одиниць обладнання
387
Обробка культуральних рідин
і труднощі, які виникають при запуску апаратури та її синхронізації. Більш поширеною є
апаратура у вигляді спеціальних агрегатів, в яких в одному корпусі поєднуються декілька
ступенів протитечійної екстракції.
До спеціальних екстракційних машин сепараторного типу належать екстрактори
“Росія” та німецькі фірми “Лувеста”. У цих машинах є елементи, призначені для
роздільного проведення змішування і сепарування. Тарілчастий екстрактор “Росія” є
двоступеневою машиною, а “Лувеста” - триступеневою. Продуктивність першого
екстрактора 10 м3/год сумарного потоку, другого (тип EG10006) - 4,5 м3/год.
На рис. 11.3 показаний зовнішній вигляд екстрактора “Росія”, а на рис. 11.4 -
його комунікаційна схема [9].
Рис. 11.3. Зовнішній вигляд екстрактора-сепаратора “Росія”
388
Обробка нативних розчинів методами рідинної екстракції та осадження
Рис. 11.4. Комунікаційна схема екстрактора сепаратора “Росія”:
1 - екстрактор; 2 - трубопровід буферної рідини (вода); 3 - трубопровід виведення легкої
фракції з екстрактора; 4 - трубопровід виведення важкої фракції з екстрактора; 5 -
трубопровід введення легкої рідини в екстрактор; 6- трубопровід введення важкої рідини
в екстрактор; 7-трубопровід рідини для регулювання pH розчину; 8 - ротаметри.
До диференційно-контактних екстракційних апаратів належать екстрактори
американської фірми “Подбільняк”, чеської “Водан”, шведської “Альфа-Лаваль” та
вітчизняні ТФ. У роторах цих екстракторів нема спеціальних змішувачів та тарілок.
Перехід речовини, що екстрагується, відбувається не слупенево, а безперервно у разі
протитечійного руху рідин. Найпростішу схему такого апарата зображено на рис. 11.5.
Рис. 11.5. Схема для пояснення принципу дії диференційно-контактного екстрактора
389
Обробка культуральних рідин
Ротор диференційно-контактного екстрактора складається з набору коаксіально
розташованих перфорованих циліндрів, виготовлених з тонкої нержавіючої сталі. Він
може бути виготовлений також з одного листа перфорованої сталі, зігнутої у спіраль.
Після вмикання електродвигуна цей ротор починає обертатись зі швидкістю
2000-5000 об/хв. На периферію ротора подають легку рідину, а до центра - важку.
Обидві рідини потрапляють в зазори циліндрів і починають обертатись разом з
ротором. Відцентрова сила, що виникає під час обертання рідин, змушує важку рідину
рухатись до периферії та витискати легку до центра. Виникає протитечійний рух рідин.
Ряди отворів у циліндрах зміщені відносно один одного на деякий кут так, що
отвори одного циліндра розташовані проти неперфорованої частини другого. Завдяки
цьому протилежно спрямовані потоки рідин описують зигзагоподібні траєкторії і
затримуються на деякий час в роторі. Відбувається інтенсивне подрібнювання і
перемішування плівкових потоків рідин і одночасне розділення їх в кінці руху. За
ефективністю такий апарат еквівалентний екстрактору-сепаратору, який має
8-9 ступенів екстракції.
Конструкції таких апаратів є досить складними. Рідини вводяться через вал,
екстракти та рафінати теж виводяться через нього. На рис. 11.6 показаний загальний
вигляд диференційноно-контактного екстрактора, а на рис. 11.7- розріз багатоступеневого
протитечійного екстрактора ТФ [10].
Рис. 11.6. Загальний вигляд диференційно-контактного екстрактора.
1 - вхід важкої рідини; II - вихід легкої рідини; III - вихід важкої рідини; IV - вхід легкої рідини.
Екстрактори типу ТФ випускають продуктивністю 400,1200 та 5000 м3/год. Одна
з машин фірми “Подбільняк” має продуктивність 8 м3/год, а фірми “Альфа-Лавапь”-
28 м3/год. Велика кількість, хоча і умовних, ступенів забезпечують вилучення речовин
на 98.. .99% при тому, що беруть в два рази менше екстрагенту.
390
Обробка нативних розчинів методами рідинної екстракції та осади-миті
Рис. 11.7. Поперечний розріз екстрактора ТФ:
- ротор; 2 - коаксіальні перфоровані циліндри; З - введення важкої рідини; 4 - виведення важкої рідини; 5 - введення легкої
рідини; б-виведення легкої рідини.
391
ЦОЗЩЩ^Обробка культуральних рідин
Головним недоліком цих машин є те, що потрібно використовувати нативні
розчини, які абсолютно не містять твердих частинок, інакше ротори машин дуже
швидко засмічуються.
Використання в процесах рідинної екстракції органічних розчинників пов’язане
з дотриманням особливих пересторог, спрямованих на забезпечення безпечної роботи
з вибухонебезпечними, токсичними агентами. Іноді ці фактори змушують відмов¬
лятись від цього виду обробки нативних розчинів і використовувати більш складні,
але не завжди ефективні, інші методи, які мають перевагу з погляду охорони праці і
техніки безпеки.
Доволі висока вартість органічних розчинників диктує необхідність їх регенерації,
яку найчастіше проводять методом ректифікації. Як правило, регенерацію проводять
централізовано в спеціальному заводському цеху. Методики розрахунків реісгифікаційних
колон можна знайти у багатьох виданнях, зокрема у [5,6].
Контрольні задачі
Задача 11.1. Деяку речовину, яка знаходиться в 100 кг розчину в концентрації
I О'3 кг/кг, обробляють екстрагентом, який беруть за масою удвічі більше, ніж розчину.
Коефіцієнт розподілу 0,7. Скільки речовини (%) залишиться в розчині після екстракції?
(Відповідь: 41,7%).
Задача 11.2. Еритроміцин з нативного розчину видаляють методом екстракції.
До 1 кг розчину з концентрацією еритроміцину 2,5 I O'4 кг/кг додають 0,3 кг бутилацетату
(К = 2,1). Після першої екстракції проводять другу за допомогою хлороформу, який
додають до 1 кг вже обробленого розчину в кількості 0,4 кг (К = 15,2). Знайти кінцеву
концентрацію еритроміцину в рафінаті і визначити втрати у % від початкової кількості.
(Відповідь: 2,16 IO'5 кг/кг, 8,6%).
Задача 11.3. При одержанні тетрацикліну як екстрагент використовують
розчин цетазолу в ізооктанолі. До 1 кг нативного розчину додають 20% цього
розчинника. В екстракт переходить 95% тетрацикліну. Знайти коефіцієнт розподілу.
(Відповідь: 95).
Задача 11.4. Що вигідніше: провести екстракцію однією великою порцією
екстрагенту чи провести екстракцію дворазово зменшеними удвічі порціями розчинника
за умови, що маси розчину і екстрагенту для першого випадку однакові? (довести
алгебраїчно).
Задача 11.5. Нативний розчин в кількості 26 м3 (густина 1010 кг/м3) містить
антибіотик в концентрації 4 10'3 кг/кг, кухонну сіль (2 мас.%), сульфат натрію (0,5 мас.%),
цукри (0,85 мас.%). Розчин обробляють амілацетатом в масовому співвідношенні 1:0,3.
Коефіцієнт розподілу за антибіотиком дорівнює 15,6, за цукрами - 0,3, за солями - 0.
Скласти матеріальний баланс процесу.
Задача 11.6. У наявності є 2 екстрактори, в які протитечією дають екстрагент
(L) та нативний розчин (G):
392
Обробка нативних розчинів методами рідинної екстракції та осадження
L>Yp2
1
2
^ ■ ''
G, X G, X G, X
’ п ’ кі 5 к2
де Y, X - відповідно концентрації речовини, що екстрагується, в екстракті та
рафінаті; G = 1000 кг, L = 300 кг; Xn = IO'4 кг/кг, Yp0 = 0, K = 20. Знайти абсолютну
кількість речовини, що екстрагується, у вихідному розчині, в екстракті на виході з
1 екстрактора, в рафінаті на виході з другого екстрактора. (Відповідь: у вихідному
розчині - 100 г, в екстракті на виході з установки - 97,68 г, у рафінаті на
виході з установки - 2,32 г).
Задача 11.7. Скільки треба взяти масових частин чистого екстрагента, щоб
вилучити за 1 цикл екстракції з 1 мас. частини нативного розчину 98% речовини,
якщо коефіцієнт розподілу 20? (Відповідь: 2,45 мас. частин).
11.2. Виділення цільових продуктів з нативних розчинів
осадженням
Якщо до нативного розчину додати і розчинити якусь нейтральну речовину,
наприклад, неорганічну сіль або органічний розчинник, то деякі речовини, наприклад,
білки втрачають розчинність і випадають в осад. Осад можна зібрати, у разі необхідності
очистити, висушити і отримати цільовий продукт. Таким способом, наприклад, з нативних
розчинів виділяють p-фруктофуранозідазу. Для цього в нативний розчин додають
етиловий спирт (1:1,5). Фермент випадає в осад, його відсепаровують, розчиняють у
.невеликій кількості води і гліцерину і одержують товарний продукт.
Одним зі старих методів осадження, але таким, що не втратив свого значення,
є метод осадження білків за допомогою висолювання сульфатом амонію. Залежно
від концентрації солі в осад випадають білки з різною молекулярною масою. Так,
наприклад, при збільшенні концентрації солі після випадіння високомолекулярних
білків починають випадати низькомолекулярні. Цей ефект використовують для
фракціонування цих сполук.
В усіх випадках втрата білками або іншими речовинами розчинності пов’язана
зі зменшенням ступеня гідратованості молекул, переходом води від молекул, що
осаджуються, до розчинника або солі.
Для проведення процесів змішування вихідних розчинів і реагентів та відділення
осадів використовують звичайну апаратуру з арсеналу хімічних виробництв: реактори-
змішувачі, фільтри, сепаратори. Перевагу від дають безперервним методам виробництва,
оскільки в цих випадках вдається краще зберегти біологічну активність цільових
продуктів, уникнути їх інактивації.
393
Обробка культуральних рідин
Література до глави 11
1. Машини и аппаратьі химических производств/под ред. КИЧернобьільского.
- M.: Машиностроение, 1975. *
2. Гальперин Н.И. Основньїе процессьі u аппаратьі химической технологии.
- M.: Химия, 1981.
3. Батунер J1.M. Процессьі и аппаратьі органического синтеза и биохимической
технологии (Методьі расчета). - JI. :Химия, 1966. - 520 с.
4. Плановский A.H., Николаев П.И. Процессьі u аппаратьі химической и
нефтехимической технологии. - M.: Химия, 1972. - 496 с.
5. Основньїе процесси и аппаратьі химической технологии. Пособие по
проектированию./под ред Ю.И.Дьітнерского. - M. : Химия, 1991.
6. Павлов К.Ф., Романков, П.Г., Носков А.А. Примерьі и задачи по курсу
процессов и аппаратов химической технологии. - JI.: Химия, 1969. - 624 с.
7. Зюлковский 3. Жидкостная жстракция в химической промьігиленности.
Пер. с польск./Под ред П.Г.Романкова. - JI.: Госхимиздат, 1963. - 478 с.
8. Броунштейн Б. Kt Железняк A. C. Физико-химические основи жидкостной
жстракции. М. - JI.: Химия, 1966. - 318 с.
9. Шкоропад Д. E., Лисковцев И.В. Центробежньїе жидкостньїе жстракторьі.
M.: Маиігиз, 1962.
10. Производство антибиотиков / под ред. С.М.Навашина. - M. : Медицина,
1970. - 367 с.
394
Обробка біомас і твердофазова екстріігціп |
ГЛАВА 12.
ОБРОБКА БІОМАС І ТВЕРДОФАЗОВА
ЕКСТРАКЦІЯ
Біомаси самі собою можуть бути товарним продуктом. Для його отримання іноді
достатньо біомасу, одержану на стадії виділення з культуральних рідин, висушити або
піддати певній обробці. Наприклад, одержуючи пресовані харчові дріжджі, відсепаровану
масу промивають водою, додають відбілювальні речовини, пластифікатори,
відтискають до певного рівня вологості і формують у брикети. Для одержання кормових
дріжджів біомасу перед сушінням попередньо плазмолізують і стерилізують. Відомі і
складніші подальші методи обробки. Так, наприклад, для одержання білкових ізолятів
з харчових дріжджів останні частково гідролізують, вилуговують нуклеїнові кислоти,
екстрагують жири, промивають одержану масу і лише після цього сушать. Для
проведення вказаних операцій використовують звичайні методи хімічної технології.
Цінні біологічно активні речовини містяться не тільки в нативних розчинах, але
й усередині біомас, і в деяких випадках власне вони, а не біомаси, цікавлять виробника.
Для їх вилучення застосовують як звичайні, так і специфічні методи обробки, до яких
насамперед потрібно віднести дезінтеграцію та твердофазову екстракцію.
12.1. Дезінтеграція біомас
Термін “дезінтеграція” стосовно клітин - це їх подрібнення з руйнуванням до
органел, а в деяких випадках - навіть з руйнуванням мітохондрій, ядра, лізосом тощо.
Відомо декілька методів дезінтеграції мікроорганізмів:
1. Фізичний метод. Він полягає в механічному руйнуванні клітин.
2. Хімічний метод дезінтеграції. Полягає в руйнуванні оболонок клітин кислотами
або лугами або в розчиненні оболонок за допомогою органічних розчинників, наприклад,
хлороформом.
3. Ферментний метод дезінтеграції. Метод полягає в руйнуванні клітин за допомогою
ферментних препаратів.
Із сотень відомих методів дезінтеграції більшість належить до механічних.
Серед них переважають балістичні, в основі^яких лежить принцип руйнування клітин
подрібнювальними тілами, як у кульових млинах. г
Дезінтеграцію можна здійснити, протискаючи клітини кріз> вузькі отвори або
щілини (екструзійний метод). До фізичних методів дезінтеграції належать осмотичний
шок (набрякання клітин у чистій воді до розриву оболонок), а також заморожування
клітин і руйнування їх в такому стані різноманітними способами подрібнення,
395
ДЗДДД^^ Обробка культуральних рідин
наприклад, пострілами заморожених “куль” у тверду стінку. На великих виробництвах
використовують також ультразвукову обробку біомас.
Хоча дезінтеграційні методи обробки клітинних мас ще не набули поширення, але
вже відоме застосування промислових гомогенізаторів [1]. Балістичні дезінтегратори
продуктивністю до 2 м3 біомаси/год випускає фірма “Netz”. Фірма “Manton- Gaulin”
спеціалізується на гомогенізаторах, які працюють за принципом протискання біомаси
крізь отвори; продуктивність цього обладнання від ЗО кг до 2 тонн/год. Ультразвукові
дезінтегратори випускає англійська фірма “MSE”. У Росії в СКБ біологічного
приладобудування РАН налагоджено виробництво балістичних дезінтеграторів типу
ФУГ, в яких використовують антифрикційні полімерні кульки, що рухаються в потужному
полі відцентрової сили. В Інституті хімічної фізики РАН розроблені і випускаються
дослідні зразки дезінтеграторів ДКМ-3 та ДКМ-4 для рідинної екструзійної дезінтеграції
суспензії мікроорганізмів підтиском 300 МПа.
Найм’якшим методом дезінтеграції є розщеплення клітин за допомогою літичних
ферментів. У ВНДІ прикладної ензимології випускають очищений препарат
лізосубтилін ГІОХ, який має широкий спектр дії на мікроорганізми. Він здатний
лізувати клітини дріжджів, цвільових грибів, бактерій. Препарат особливо корисний
при відділенні субклітинних структур, які руйнуються під час дезінтеграції клітин
механічними або хімічними методами. Розвиток методів ферментативної дезінтеграції
стримується високою вартістю ферментних препаратів і відсутністю масштабного
виробництва високочистої продукції. Це не стосується методу руйнування клітин за
допомогою ферментів, які продукує сама клітина. Так, наприклад, в присутності
невеликої кількості бензолу або інших речовин дріжджові клітини, відчуваючи
небезпеку в довкіллі, починають синтезувати в лізосомах ферменти, які розчиняють
оболонки клітин зсередини з метою звільнення і виходу назовні спорових утворень
(автоліз). Подібний механізм саморуйнування з метою врятування спор є характерним
і для деяких бактерій (бацил).
12.2. Твердофазова екстракція
Вилучення цільових продуктів з твердої сировини за допомогою екстрагентів
називається твердофазовою екстракцією. На відміну від одержання галенових
препаратів у фармацевтичній промисловості, основною сировиною яких є природні
субстанції (трави, квіти, корені, кора дерев тощо), в мікробіологічній промисловості перелік
цих процесів обмежений за списком, хоча в деяких виробництвах вони відіграють
вирішальне значення. До таких процесів, наприклад, належать вилучення біологічно
активних речовин з дезінтегрованої біомаси, ферментів з культур грибів, одержаних
поверхневим методом, хлортетрацикліну зі сухого кальцієвого комплексу метанольним
розчином хлориду кальцію, екстракція ністатину з біомаси тощо. Розвиток біотсхнологічних
методів культивування рослинних та тваринних клітин в біореакторах з метою одержання
барвників, гормонів та інших продуктів обов’язково приведе до поширення методу
твердофазової екстракції і в мікробіологічних виробництвах.
396
Обробка біомас і твердофазова ексі|і міцні ^ДДДДЩ
12.2.1. Основні поняття твердофазової екстракції
Як і в рідинній екстракції, розчинник, за допомогою якого вилучають речовину з
твердої сировини, називають екстрагентом, а одержаний розчин - екстрактом,
відпрацьовану сировину або біошрот - рафінатом. Якщо процес проводять за
допомогою води як розчинника, то процес називають вилуговуванням.
Оскільки речовина, що вилучається, утворює з твердою фазою різноманітні зв’язки,
то твердофазова екстракція не завжди зводиться до простого промивання сировини, а
супроводжується руйнуванням цих зв’язків з утворенням нових. Перешкоджають
процесу і механічні труднощі проникнення розчинника в тверду частинку сировини і
вихід її разом з речовиною з цієї частинки. Отже, процес має складний фізико-хімічний
характер. Використання як сировини живих клітин теж вносить певні ускладнення до
процесу, оскільки живі клітинні мембрани є напівпроникливими, при цьому
напівпроникливість щодо різних речовин регулюється живою клітиною. Лише після
загибелі клітини (дезінтеграцією, дією спирту тощо) процес екстракції стає дифузійним,
характерним для неживих систем.
Розрахунок процесів твердофазової екстракції зводиться до визначення ступенів
екстракції (розв’язання задачі за статикою процесу) і визначення тривалості процесу
(розв’язання задачі за кінетикою процесу).
На рис. 12.1 подано діаграму твердофазової екстракції.
В, 100% (компонент, що нилучіитьсн)
< А
Рис. 12.1. Трикутна діаграма в системі “тверде тіло - рідина”
На цій діаграмі поле ліворуч від пограничної кривої - область трикомпонентних
гетерогенних сумішей; поле праворуч - область розшарування. Бік трикутника BC
характеризує склади так званого верхнього потоку, а погранична крива - область
нижнього потоку. Точка g - фігуративна, вона характеризує склад суміші (а', Ь', с').
Як і при рідинній екстракції, коефіцієнт розподілу дорівнює відношенню
концентрації (мас.%) речовини, що вилучається, в екстракті (Y8) і у рафінаті (Хв):
K = YB/XB>0. (12.1)
397
Обробка культуральних рідин
Цей коефіцієнт не завжди є сталою величиною, оскільки вміст розчину у рафінагній
твердій фазі часто залежить від вмісту розчиненої речовини в розчині.
Розв’язання задач за статикою процесу виконують, як правило, графічним
методом за допомогою трикутної діаграми або прямокутної, більш зручної.
Будуючи прямокутну діаграму нехтують розчинністю твердої фази в екстрагенті.
Координати прямокутної діаграми Xb-Yb, при цьому абсциса: X b = Хв/( 1 - Хв) =
= (кг компонента В)/(кг твердої фази без компонента В); ордината: Yb= Yb/( I - YB) =
= (кг компонента В)/(кг розчинника).
Використовують також інші системи координат прямокутних діаграм.
72-2.2. Матеріальні та технологічні розрахунки
Матеріальні та технологічні розрахунки процесів та апаратів твердофазової екстракції
детально описані в [2-10]. Розрахунки проводять як аналітичним, так і графічним методом.
Розв’язання задач із статики твердофазової екстракції стосовно мікробіологічних продуктів
розглянемо на конкретних прикладах.
Приклад 12.1. На установці екстракції для вилуговування культури гриба треба
переробити 5 тонн сировини (мікрогрибна культура в суміші з неконвертованими
залишками пшеничних висівок). Вона містить 40 мас.% води (без врахування
внутрішньоклітинної вологи гриба) і 8 мас.% (від маси абсолютно сухої сировини) речовин,
що вилуговуються (ферментні та баластні білки, розчинні у воді вуглеводи тощо, які
умовно назвемо “білки”). Кількість води, яка надходить в установку, - 150 % від маси
культури. Експериментально встановлено, що кількість розчину, який утримується
твердою фазою після відтискання, залежить від вмісту в ньому водорозчинних речовин
(табл.12.1).
Розв’язати задачу для установки періодичної дії з одноразовою екстракцією.
Таблиця 12.1
Залежність маси розчину, що утримується твердою фазою, від вмісту білків
rv 4'^Vy J
ІійМа^сафозчину^що^
7 утрйму єть ся>.кг(кг., V
^:^;вердої<:речовинн^^.
Вмістібілків^кг/кц
розчину с
< JVlaca розчину, що
утримується, кг/кг
■ твердої речовини
0,00
0,612
0,05
0,643
0,01
0,617
0,06
0,653
0,02
0,622
0,07
0,664
0,03
0,628
0,08
0,678
0,04
0,635
0,09
0,698
Розв’язати задачу для установки періодичної дії з одноразовою екстракцією.
398
Обробка біомас і твердофазова екстрпігиіп
Схема установки:
Вода Культура гриба
[=Z=:
Суспензія на фільтрування
У реактор-змішувач завантажують тверду культуру гриба безпосередньо після
культивування, додають воду. Суміш перемішують, суспензію, що утворилась, фільтрують,
одержуючи твердий рафінат (вологий осад) і екстракт.
Визначити:
1. Кількість екстракту і вміст в ньому білків;
2. Кількість залишкового розчину, яке утримується твердою фазою (шротом), і
вміст в ньому білків;
3. Кількість вологого рафінату та його склад.
Розв ’язання
1. Матеріальний баланс процесу: G + L = R + E, де G - маса вихідної сировини
(5000 кг); L - маса розчинника (води) (5000* 1,5 = 7500 кг); R - маса вологого рафінату;
E - маса екстракту.
2. Вихідна сировина складається з твердої нерозчинної у воді маси (А), розчинних
білків (В) та води (C): .
G = А + В + С, при цьому C = 5000*0,4 = 2000 кг;
А + В = 5000 - 2000 = 3000 кг;
В = 3000*0,08 = 240 кг;
А = 3000-240 = 2760 кг.
3. Рафінат складається з твердої нерозчинної фази (А = 2760 кг) та розчину, що
утримується нерозчинною фазою E,: R = 2760 + E1, при цьому E1 = Б, + W1, де Б, -
маса білків, яка утримується в рафінаті разом з розчином; W1 - маса води у розчині,
який утримується в рафінаті.
Оскільки Б,/ E1 = а (концентрація білків в розчині), то I = а + WyEl.
З іншого боку Е(/А = Ej/2760 =До) (залежність з таблиці 12.1).
Отже,
I =а +W,/2760*/a),
399
523E20L.
Обробка культуральних рідин
або
W1 = 2760*Да)(1 - а).
Приймаючи рівність концентрацій білка в екстракті і в розчині, захопленому
рафінатом, величина
а = 240/(5000 + 7500 - 2760) = 0,0246.
Інтерполюючи дані табл. 12.1, знаходимо, що при а = 0,0246 Да) = 0,625 кг/кг.
Отже, W1 = 2760*0,625(1 - 0,0246) = 1683 кг.
Маса розчину в рафінаті E1 = 1683 + E1 *0,0246.
Звідси E1 = 1725 кг. Маса білків в рафінаті 1725 - 1683 =42 кг. Всього рафінату
R = 2760+ 1725=4485 кг
Всього в процесі бере участь 2000 + 7500 = 9500 кг води. Отже, екстракт буде
містити 9500 - 1683 = 7817 кг води.
Всього екстракту E2 = 7038-4485 = 2553 кг, втому числі білків 240-42= 198 кг.
4. Матеріальний баланс процесу поданий в табл. 12.2:
Таблиця 12.2
Матеріальний баланс екстракції
Взято, кг
r ^ Одержано, кг v
1. Волога культура
гриба 5000
в тому числі:
тверда нерозчинна фаза (2760),
“білки” (240),
вода (2000).
2. Вода на вилуговування 7500
1. Рафінат 4485
втому числі:
тверда нерозчинна фаза (2760),
“білки” (42),
вода (1683)
2. Екстракт 8015
в тому числі:
“білки” (198).
вода(7817)
Разом 12500
Разом 12500
Втрати “білків” - (42/240)100% = 17,5%.
Приклад 12.2. Умови і питання прикладу 12.1, але воду на вилуговування
подають послідовно трьома однаковими порціями.
Розв ’язання
1. За аналогією прикладу 12.1 розраховуємо матеріальний баланс 1-го ступеня
екстрагування, використовуючи при цьому значення L=2500 кг. Результати наведено
в табл. 12.3:
400
Обробка біомас і твердофазова ексці иіціп
Таблиця 12.3
Матеріальний баланс екстракції 1-го ступеня
*, / . • ' Взято, KF , * ' '* ;-
- Одержано, кг
1. Волога культура
гриба 5000
втому числі:
тверда нерозчинна фаза (2760),
“білки” (240),
вода (2000).
2. Вода на вилуговування 2500
1. Рафінат 4538
в тому числі:
тверда нерозчинна фаза (2760),
“білки” (90),
вода(1688)
2. Екстракт 2962
втому числі:
“білки” (150).
вода(2812)
Разом 7500
, Разом 7500
Втрати “білків” після першого ступеня екстрагування - (90/240) 100% = 37,5%.
2. Використовуючи дані матеріальних розрахунків 1-го ступеня екстрагування,
аналогічно розраховуємо матеріальний баланс 2-го ступеня. При цьому G = 4538 кг,
L = 2500 кг, А = 2760 кг, В = 90 кг, C = 1688 кг. Результати подано в табл. 12.4:
Таблиця 12.4
Матеріальний баланс екстракції 2-го ступеня
І:.ш, "■■і-: ■■' ' « - ( -* '-A'*
ЇА V-»
, , Одержано, кг
1. Рафінат 4538
втому числі:
тверда нерозчинна фаза (2760),
“білки” (90),
вода(1688)
2. Вода на вилуговування 2500
1. Рафінат 4477
в тому числі:
тверда нерозчинна фаза (2760),
“білки” (36),
вода(1681)
2. Екстракт 2561
в тому числі:
“білки” (54).
вода(2507)
Всього 7038
Всього 7038
Втрати “білків” після двох екстракцій - (36/240)100% =15%.
3. Використовуючи дані матеріальних розрахунків 2-го ступеня екстрагування,
аналогічно розраховуємо матеріальний баланс 3-го ступеня. При цьому G = 4477 кг,
L = 2500 кг, А = 2760 кг, В = 36 кг, C = 1681 кг. Результати подано в табл. 12.5:
401
Обробка культуральних рідин
Таблиця 12.5
Матеріальний баланс 3-го ступеня екстракції
. V Взято,кг. ;
T Одержано, ї«\
1. Рафінат
втому числі:
тверда нерозчинна фаза (2760),
“білки” (36),
вода (1681)
4477
1. Рафінат
втому числі:
тверда нерозчинна фаза (2760),
“білки” (14),
вода (1686)
4460
2. Вода на вилуговування
2500
2. Екстракт
втому числі:
“білки” (22).
вода(2495)
2517
Всього
6977
Всього 6977
Втрати “білків” після трьох екстракцій - (14/240)100% = 5,8 %.
Приклад 12.3. Умови прикладу 12.1, але використовують протитечійну
установку безперервної дії. Твердий залишок після екстрагування повинен містити
не більше 5% білків від вмісту їх у сировині.
У батарею з п колон (п ступенів екстракції) завантажують тверду культуру
гриба і перепускають крізь нерухомий шар сировини воду, безперервно одержуючи
екстракт. Після закінчення процесу з батареї виключають 1 колону, яку ставлять на
розвантаження, а замість п - ї колони підключають нову зі свіжою сировиною.
Схема процесу
вода
402
Обробка біомас і твердофазова екстрякиія
Визначити кількість
- екстракту і вміст в ньому білків;
- залишкового розчину, який утримується твердою фазою (шротом), і вміст в
ньому білків;
- ступенів екстрагування.
Розвязання
1. Задачу будемо розв’язувати графічним методом в прямокутній системі
координат X' - ті (рис. 12.2), керуючись методикою розрахунку [2].
Дані першої графи табл. 12.1. дорівнюють відношенню Xf = -
—> ** -
Xb I-Xc
рівноваговий вміст компонента В (білків) у фазі рафінату, %: х(.- рівноваговий вміст
розчинника у фазі рафінату, %.
Дані другої графи - масові відношення кількості розчину на одиницю маси твердої
речовини
х *+■ X
-S де хА - вміст твердої речовини в рафінаті, %.
Величина Z1 - зворотна, тобто z' = ■
Xb+Xc
(кількість твердої фази на одиницю
маси розчину).
Згідно з вищевказаним перетворимо дані табл. 12.1 (табл. 12.6).
Значення X' і Z1 для побудови діаграми
Таблиця 12.6
Xr '
: .... Zr
X'
т!
0,00
1,634
0,05
1,555
0,01
1,621
0,06
1,531
0,02
1,608
0,07
1,506
0,03
1,592
0,08
1,475
0,04
1,575
0,09
1,433
х
А
Дані табл. 12.6 є координатами точок кривої нижнього потоку. У верхньому
потоці твердої речовини нема (z' = 0), тому лінія верхнього потоку зливається з віссю
абсцис.
Будуємо систему координат і криву нижнього потоку (рис. 12.2).
, 2. Визначимо координати точки F, яка відповідає складу культури гриба, що
надходить на екстрагування.
За умовою задачі:
х, (100-40)0,08 0107. 100-(100-40)0,08-40 [232
F (100-40)0,08 + 40 ’ ’ (100-40)0,08 + 40 ’ '
403
ДЕВДВВ^к. Обробка культуральних рідин
Рис. 12.2. Діаграма до прикладу 12.3
Координати точки S, яка відповідає складу розчинника (води) Xs = 0, Zv = 0.
Точки F та S з’єднуємо прямою лінією.
Розчинник надходить на установку в кількості 150% від маси сировини. Якщо
прийняти цю масу за одиницю, то рідкої частини разом з розчиненою речовиною у
ній буде 0,4 + (1 - 0,4)0,08 = 0,448, а води, що надійшла на вилуговування -1,5 одиниці.
На відстані 0,448/(0,448 + 1,5) = 0,23 відрізку SF, рахуючи від S, лежить точка М.
Будуємо лінію витрати, яка проходить через точку М. Початок цього відрізка
лежить на кривій (точка R), а кінець - на осі абсцис (точка Е). Відношення координат
точки R, враховуючи умову, що твердий залишок після екстрагування містить 5 %
білків:
404
Обробка біомас і твердофазова екстракція ^^ДЙЗЗІЙВЗІ
ii- = bi!L = 95/5 = i9.
Xr Xbr
Пряма, яка проходить через початок координат і має тангенс кута нахилу 19,
перетинає криву в точці R. Після з’єднання точки R з точкою M і продовжуючи пряму
до перетинання з віссю абсцис, одержимо точку Е.
З діаграми знаходимо абсциси точок R, M та Е. Відповідно це 0,005,0,025 та 0,029.
На установку разом з сировиною надходить рідкої фази: 5000*0,448 + 5000* 1,5 =
=9740 кг. Ця кількість розподіляється між залишком та екстрактом пропорційно відрізкам
EM та ER. Для розрахунку користуються абсцисами кінців відрізків. У залишку буде
знаходитись
_ 0,029-0,025
Gr =— 2 9740 = 1623 кг.
R 0,029-0,005
Склад цього розчину визначається з того, що залишкові білки містяться в цьому
розчині. Екстраполюючи криву і пряму SF, знаходимо точку перетинання і знаходимо
абсцису цієїточки, яка відповідає початковій концентрації рідини у вихідній сировині
(0,114). Тоді вміст білків в залишковому розчині буде становити
5000*0 114*5
Br = 100 = 1,85%.
R 95*1623
Кількість екстракту Ge = 9740 - 1623 = 8117 кг.
Всього білків у сировині (5000-0,4*5000)0,08 = 240 кг. Вміст білків в екстракті:
в (240-0,05*240)100 ^
Е 8117 ’ °'
Для визначення кількості ступенів екстрагування через точки F, Е, та R, S
проводимо два промені до перетинання їх в полюсі Р. Оскільки при екстрагуванні
твердих тіл в кожному ступені установки є тільки один розчин з однією концентрацією,
то усі хорди рівноваги будуть вертикальними лініями. Відновлюємо перпендикуляр з
точки E-хорду першого ступеня - до перетинання з пограничною кривою. Одержану
точку з’єднуємо променем з полюсом Р. З точки перетинання цього променю з віссю
абсцис знову відновлюємо перпендикуляр до перетинання з пограничною кривою та
ін., поки не потрапимо в точку R або не будемо поблизу неї. Кількість хорд рівноваги
вказує на кількість ступенів. В цьому випадку необхідні два ступені екстрагування.
Після закінчення процесу другий ступінь виключають з процесу і ставлять на
розвантаження, на місце першої ставлять колону зі свіжою сировиною, а перший
ступінь стає другим.
ф * *
Аналізуючи результати прикладів, можна зробити висновок, що проста зміна
організації виробництва може різко покращити показники виробництва щодо втрат
цільового продукту.
405
Обробка
культуральних рідин
72.2.3. Кінетика і динаміка процесів твердофазової екстракції
Розв’язування задач з кінетики і динаміки процесів твердофазової екстракції на
відміну від рідинної аналітично є достатньо складною проблемою, оскільки тривалість
процесів вимивання залежить від фізико-хімічних властивостей як твердої фази, так і
цільових продуктів та екстрагентів, від молекулярних мас, пористості, хімічних
потенціалів цих речовин, геометрії частинок твердої фази, температури процесу,
коефіцієнтів дифузії тощо. Як правило, ці задачі розв’язують експериментально і вже
потім, під час масштабування процесів, користуються критеріальними рівняннями. До
таких рівнянь належать, наприклад, нижченаведене рівняння для визначення часу
екстракції в апараті періодичної дії [7]:
т =
F
^-Reu-cPr/, (12.2)
де А, т, с, d - константи, які визначають експериментально;
F - площа поперечного перерізу апарата;
Reu - відцентровий критерій Рейнольдса;
R4 - радіус частинки;
D- коефіцієнт дифузії;
Ргд-дифузійний критерій Прандтля (v/D).
Ще складнішим виявляється моделювання протокової твердофазової екстракції,
оскільки рівняння дифузії є недостатнім для опису процесу. Критеріальна модель має
такий вигляд [10]:
Nu'= уRea PrabOlcCD2dO3', (12.3)
де . Nu' -аналог критерію Нусельта для екстракції, до складу якого входить коефіцієнт
екстракції, довжина шару твердої маси, діаметр колони; Re - критерій Рейнольдса, який
враховує густину, динамічну в’язкість рідини, швидкість потоку рідини, діаметр колони;
Pri-дифузійний критерій Прандтля, який враховує тільки фізико-хімічні сталі (в’язкість і
коефіцієнт дифузії); Ф, - критерій, який характеризує кратність обміну розчинника; Ф2-
критерій, який характеризує ступінь екстрагування; Ф3 - критерій, який характеризує
коефіцієнт розподілу; у, a, b, c,dte- сталі величини, які визначають експериментально.
Для розрахунку кінетики процесу в дифузійних колонах за умови, що концентрація
цільового продукту в розчині прямо пропорційна його концентрації в твердій масі в
будь-який момент процесу, пропонується така формула [10]:
kWx
с = с'е~, ™
де с- концентрація розчину в момент проведення процесу т;
с' - концентрація розчину в початковий момент процесу;
k - експериментальна константа;
W - об’ємна швидкість руху розчину, м3/(хв. м2);
406
Обробка біомас і твердофазова екстригціп
т - час від початку процесу екстракції, хв.;
L - висота шару твердої маси в апараті, м.
За допомогою цієї формули можна встановити концентрацію розчину в будь-
який момент від початку процесу, а також вплив зміни швидкості екстракції і товщини
шару маси на хід процесу.
Приклад 12.4. Умови прикладу 12.3. Після завантаження в колони діаметром
1 м культури гриба, яка має насипну густину 650 кг/м3, крізь колони почали перепускати
воду з постійною об’ємною витратою і встановили, що кінцева концентрація розчину
0,005 кг/кг (рис. 12.2) досягається через 36 годин. На скільки відсотків процес
закінчується через 10 годин екстракції?
Розв \язання
1. Об’єм сировинної маси 5000/650 = 7,69 м3. Площа перерізу колони (3,14*12)/4 =
= 0,785 м2. Висота шару сировини в колонах L = 7,69/0,785 = 9,8 м.
2. Об’ємна швидкість розчину W = 7,5 /(36*0,785) = 0,265 м3/(год. м2).
3. Згідно з графіком на рис. 12.2. початкова концентрація розчину становить
0,114 кг/кг. Підставляючи знайдені дані у формулу (12.4), знаходимо:
In 0,005/0,114=- kWx/L = - k 0,265*36/9,8 = - 3,127. Звідси k = 3,212.
4. Через 10 годин концентрація білків у розчині с буде дорівнювати:
In с/0,114 = - 3,212*0,265* 10/9,8 = - 0,869. Звідси с = 0,0478 кг/кг.
5. При концентрації розчину 0,0478 кг/кг 1 кг твердої речовини утримує 0,641 кг
розчину (табл. 12.1). Оскільки твердої речовини 2760 кг, то вона буде утримувати
2760*0,641 = 1769 кг розчину, що містить 1769*0,0478 = 84,56 кг білків. Отже, після
10 годин екстракції процес буде завершений на [(240 - 84,56)/240] 100% = 64,8%.
12.2.4. Обладнання для твердофазової екстракції ,
На невеликих виробництвах для проведення твердофазової екстракції можна
використовувати звичайні реактори-змішувачі в комплекті з друк-фільтром або фільтр¬
пресом. Використовують також спеціальне герметичне обладнання, в якому обидва
апарати конструктивно об’єднані (рис. 12.3). В такому обладнанні можлива екстракція
з використанням токсичних і вибухонебезпечних екстрагентів. У днищі 23 екстрактора
вмонтована решітка з нержавіючої сталі 27, на яку натягують фільтрувальну тканину.
Після завантаження компонентів проводять екстракцію, перемішуючи суміш. Під
час екстрагування суміш можна охолоджувати або нагрівати через оболонку апарата.
Після закінчення процесу проводять фільтрування під тиском повітря або азоту.
Екстракцію можна повторити. Після остаточного фільтрування днище апарата за
допомогою спеціального пристрою опускають разом з решіткою, фільтрувальною
тканиною і осадом, який відклався на цій тканині. Осад вручну вивантажують,
відновлюють фільтрувальний матеріал промиванням. Днище піднімають і герметично
407
BBSBgBBL Обробка культуральних рідин
приєднують до апарата, який після цього є знову готовим до наступного циклу роботи.
Апарати випускають на об’єми від десятків літрів до декількох кубічних метрів.
Рис. 12.3. Екстрактор з мішалкою і фальш-днищем.
1 - маховик для опускання днища; 2 - ланцюг; 3 - штуцер для подачі промивної води;
4 - турбінна мішалка; 5 - оболонка; 6 - гвинт; 7 - вал мішалки; 8 - відбійник; 9 - люк для
завантаження сировини; 10-електродвигун; //-редуктор; /2-з’єднувальнамуфта;
ІЗ - штуцер для повітряника і подачі азоту; 14 - штуцер для завантаження екстрагенту;
/5-кришка; 16-гільза термометра; /7-штуцердля виходу охолоджувальної води; /£-опірна
лапа; 19- обичайка апарата; 20 -штуцер для введення охолоджувальної води; 2/-решітка;
22 - штуцер для зливання; 23 - днище; 24 - опірний циліндр; 25 - штуцер для фільтрату.
408
Обробка біомас і твердофазова ексці пі ці и
На рис. 12.4 показано схему установки для екстракції ферментів з культури
гриба Мічуринського експериментального ферментно-спиртового заводу.
Рис. 12.4. Принципова схема установки для вилуговування культури гриба Мічуринського
експериментального ферментно-спиртового заводу
Культура гриба надходить у подрібнювач 1, з якого по жолобу її спрямовують в
змішувач 2. У цей же змішувач подають воду. Утворену пульпу насосом З закачують
в екстрактор 4. Екстрактор є циліндро-конічним апаратом ємністю 4,5 м3, спорядженим
мішалкою. Протягом часу, необхідного для максимально можливого вилучення з
культури ферменту, суспензію перемішують. Лопаті мішалки - горизонтальні, але
повздовжня половина їх нахилена до горизонту під кутом 15°. Мішалка не створює
409
Обробка культуральних рідин
вертикальних потоків, а її швидкість обертання достатня лише д ля того, щоб підтримувати
частинки у завислому стані.
Після закінчення екстракції мішалку зупиняють, суспензію фільтрують через сітку
9 з натягнутою фільтрувальною тканиною, спрямовуючи витяжку в ємність 7. Осад з
фільтра переносять в шнек-прес 5, в якому шрот відтискають до вологості не більше
ніж 60%. Екстракт-витяжку спрямовують в збірник 7, а шрот - в другий шнек-прес 6.
Зі збірника 7 охолоджену витяжку насосом 8 виводять з установки. В шнек-прес 6
подають воду для промивання первинного шроту. (Спеціальної ємності-змішувача не
встановлюють, оскільки дифузійне вилучення ферменту відбувається в екстракторі).
Із шнек-преса 8 промивні води надходять в ємність 7, а відтиснутий до вологості 50%
шрот спрямовують на сушарку, з якої сухий продукт реалізують як корм для худоби.
Збірник / споряджений змійовиком, в який подають холодний розсіл для охолодження
розчину ферменту. Передбачена можливість повертати малонасичений екстракт на
стадію приготування первинної пульпи. Установка може працювати і в безперервному
режимі. У цьому випадку одержану в екстракторі суспензію потрібно фільтрувати або
осаджувати на відповідному апараті безперервної дії, наприклад, вакуум-фільтрі або
центрифузі.
Для проведення екстракції можливе застосування фільтр-пресів: після того,
як на фільтрувальній поверхні відклався осад, його вилуговують і промивають
водою. Використання при цьому органічних розчинників з погляду безпеки
виробництва і охорони праці не допускається, оскільки фільтр-преси для таких
робіт не призначені.
Спеціальними апаратами для твердофазової екстракції крізь нерухомий шар
твердої сировини є перколятори (або дифузори). Перколятори малих розмірів
використовують, наприклад, у виробництві хлортетрацикліну (рис. 12.5) [ 11 ].
Цей апарат є порожнім циліндром, в якому розташовані три циліндричні вставки
(патрони) без кришок, з перфорованими днищами. Патрони заповнюють подрібненим
кальцієвим комплексом. Після герметизації крізь патрони перепускають екстрагент
(метанольний розчин хлориду кальцію), який подають під тиском знизу. Процес
відбувається повільно, тому і з цієї причини (крім того, що організована багатоступенева
протитечія) використовують багатокорпусну батарею перколяторів (20 і більше
апаратів). Коли активність розчину на виході з першого перколятора стає недопустимо
малою, його виключають зі схеми, а у “хвіст” батареї під’єднують свіжезаповнену
колону.
Аналогічно проводять вилуговування ферментних білків з культури грибів, яку
одержують поверхневим способом, використовуючи також дифузори. Для цієї мети
використовують також повністю безперервні методи твердофазової екстракції (за
екстрагентом і за вихідною сировиною).
410
Обробка біомас і твердофазова екстракція ^ДДЕЕЗИІ
Рис. 12.5. Перколятор для екстракціїхлортетрацикліну.
/ - днище; 2 - опірне кільце; 3 - корпус; 4 - патрон; 5 - ущільнення; 6 - сітка; 7 - натискне
кільце; 8 -опірна лапа; P-відсувна кришка з натискним пристроєм; 10- штуцер для
повітряника; 11 - штуцер для виходу рідини; 12 - матеріал, що обробляється; 13 - штуцер
для зливання; 14 - штуцер для введення рідини і дренажу апарата.
411
ЕЯШДіН^ Обробка культуральних рідин
На рис. 12.6 показана схема карусельного твердофазового екстрактора безпе¬
рервної дії.
Рис. 12.6. Схема карусельного конвеєра
Карусель поділена на сектори, які мають перфоровані днища. Вона повільно
обертається, і сировина в кожному секторі проходить декілька операцій: завантаження,
екстракцію, вивантаження з каруселі рафіната, який надалі відтискають і спрямовують
на сушіння. Екстракція може бути організована протитечією (як показано на схемі)
або прямотечією. Для прискорення фільтрування витяжок на кожному ступені
екстракції використовують вакуум.
Аналогічно працюють безперервні конвеєрні екстрактори Де-Смета, які є
стрічковим конвеєром з встановленими на нього кошиками. Так само працюють і
колонні екстрактори, в яких рух кошиків організований у вертикальному напрямку.
На рис. 12.7 показано схему дифузійної установки ВНДІЕКІпродмашу А1-АДФ.
Основним елементом установки є система прямокутних вертикальних колон,
з’єднаних послідовно перехідними трубами. Усередині колон розташований
транспортний орган - нескінченний ланцюг, на якому закріплені прямокутні рамки
250x350 мм з капроновими сітками. Подрібнена культура гриба з бункера рівномірно
надходить через дозатор в першу колону і послідовно заповнює всі відділення між
двома суміжними сітками. Вода, нагріта до 25-27°, надходить в останню колону і,
фільтруючись крізь культуру і сітки, рухається назустріч грибній культурі збагачується
ферментами і виводиться з установки. На виході з останньої колони збіднену
ферментом культуру відтискають у шнек-пресі і спрямовують на сушіння.
412
Обробка біомас і твердофазова екстригціп ,^ЦДДДДДІ
S
US
X
S
s
а
о
х
?5
*©*
s
І
O
о £
о ^
<и • -
Cl Q
с ~
о £
it
'т 5
Cd з:
її
DC QQ
Cd
Ql
0
п
•Є
S
.S
'3
S
Q¬
C
1
Ч">
Hs ’і
і
З
Cd
І Ti
§•£
В s
* V
w і
аг.
S й
QQ Q-
Є S
ІЇ[ Л
< iI
< «
о
0
U
Cd
х
1 5
°° 2
& 2
5 5
е; =C
Ti
Г\ . *
і *
§ з
Б .а
S
CL
O
-Є-
0
Q-
Q-
1
CO
0
t=l
1
>
O
CD
Q-
§ f
і *
Cd
>5
•Є-
s
Е£
£ £ І ?
-G- 5 2 1
S § -в- SO
* * -
S л
§ ю
* і
S O
X ^
>ч
X
O
Cl
(N VO
S
U P¬
S u
Q- S
1 S
O
я °
I 2L
W
х
X
Cd
2
«
S
CL
C
CL
(L)
Ьй
X
>»
X
S
CL
O
•Є-
£ 2
і -
T
g CN
В P
<1> .*
% PO
Cd •©¬
У S
O г=(
2 Cd
= х
P £
п гг
O
о.
S
§
413
BEBfflEBL Обробка культуральних рідин
Наступний крок до створення абсолютно безперервних як за екстрагентом, так за
твердою сировиною твердофазових екстракторів - шнекові установки Гільденбрандта.
Вони складаються з двох вертикальних колон, які з’єднуються горизонтальною трубою
(рис. 12.8).
Рис. 12.8. Шнековий екстрактор Гільденбрандта.
1 - приводи колон; 2 - фільтр для відділення витяжки; 3 - колона завантаження; 4 - штуцер
для завантаження твердої сировини; 5 - штуцер для виходу екстракту; 6 - шнек
завантажувальної колони; 7 - оболонка завантажувальної колони; 8 - шнек горизонтальної
колони; P-горизонтальна труба; 10- екстракційна колона; 11 -шнек екстракційної колони;
12 - оболонка; 13 - штуцер для виходу біошроту; 14 - подача розчинника.
414
Обробка біомас і твердофазова ексі|і ііщіи
Усередині колон і з’єднувальноїтруби розташовані шнеки, які мають загальний
або індивідуальний електропривод. Швидкості пересування культури гриба по
завантаженій вертикальній колоні, горизонтальному шнеку і у другій вертикальній
колоні можуть бути рівними, але практично встановлено, що вони повинні бути у
співвідношенні 1:2:3. Культура гриба подається через дозатор у верхню частину
першої колони і транспортується послідовно через усю установку. Протитечійно
культурі у верхню частину другої колони через форсунки подають теплу воду.
Екстракт виводиться з верхньої частини першої колони, а рафінат - з верхньої частини
іншої.
Апарати Гільденбрандта широко застосовують в хіміко-фармацевтичній промис¬
ловості, але в мікробіологічній промисловості застосування їх обмежене процесами
вилуговування культур гриба, одержаних поверхневим методом. Обробка бакте¬
ріальних біомас, одержаних глибинним методом, за допомогою цих апаратів приводить
до злипання, особливо в місцях переходів руху твердої маси від вертикалі до горизонталі
і навпаки.
12.2.5. Підготовка рослинної сировини
У процесах твердофазової екстрації важливу роль відіграє ступінь подрібнення
вихідної сировини. Від нього залежить не тільки динаміка проведення процесу, але й
ступінь вилучення екстрактивних речовин.
В мікробіологічної промисловості подрібнення твердих матеріалів здійснюють
для подальшого проведення процесів вилуговування грибних культур, одержаних
поверхневим способом, а також як самодостатній процес для кондиціонування цих
культур як товарних продуктів. Крім того, в деяких випадках подрібнення необхідне
для одержання порохоподібних вуглецевмісних субстратів рослинного походження
(наприклад, для подрібнення кукурудзяного качана, бурякового жому, лляної тріски,
соломи, деревини тощо).
Для дозування і подрібнення рослинної сировини можна запропонувати обладнання,
яке з успіхом застосовують у тваринництві.
Стаціонарний дозатор ПДК-Ф-3
Призначений для приймання неподрібнених грубих кормів (сіно, солома тощо) з
вологістю до 40%. У дозаторі сировина, яка надходить у тюках, рулонах та розсипом,
розпушується і безперервно дозується на технологічну лінію для подальшої переробки.
Солома завантажується на лоток живильника. Вільний кінець піднімається уверх
двома гідроциліндрами. Під дією власної ваги стеблова сировина спрямовується на
конвеєр, стрічка якого рухається із заданою швидкістю, підтягуючи сировину
до ріжучих барабанів, які її розпушують. Далі попередньо подрібнена сировина
надходить на гвинтовий транспортер і через спеціальне вікно - на наступну технологічну
лінію.
415
ДВЗВВЕЙ^ Обробка культуральних рідин
Характеристика
Об’єм бункера, м3 38
Габарити, мм 10400x3700x3650
Питома витрата електроенергії, кВт*год/тонна 1,84
Продуктивність, т/год 8-5
Змішувачі-кормороздавльники SOLOMIX IOZKt
M-I505 “ Балатон-10'\ ИСРК-12
Агрегат SOLOMIX 10ZK призначений для приготування (розпушування,
часткового подрібнення і змішування) зеленої маси, силосу, розсипної і пресованої
соломи тощо). Кормороздавальник складається зі змішувальної камери, яка закріплена
на рамі, приводу і робочого органу, на якому закріплені два контрножі для подрібнення
сировини. Зважування маси здійснюється дозувально-ваговим пристроєм (фірма
“Колнаг”, Росія).
Характеристика агрегата SOLOMIX 10ZK
Потрібна потужність трактора 55 кВт (70 к.с.)
Об’єм змішувальної камери 10 м3
Максимальне завантаження 4000 кг
Напрям вивантаження праворуч і/або ліворуч
Габарити 4650x2450x2740
Змішувач M-1505 “Балатон-10” працює також від валу відбору потужності
тракторного двигуна. Призначений для перемішування подрібненого силосу,
неподрібненою і подрібненою стебловою сировиною з концентрованими домішками.
У центрі кузова знаходиться вал, на якому по гвинтовій лінії з подвійним ходом
приварені перемішувальні лопаті, які споряджені ножами, а в кінці розташована лопать
для викидання подрібненої сировини. Наверху, з обох боків кузова, розташовані
перемішувальні шнеки з безперервними гвинтами і круглими ножами. Для дозування
компонентів є ваговий пристрій, який складається з електронного блока і тензодавачів
(Росія).
Схожий принцип роботи і технічні характеристики у змішувача-подрібнювача
ИСРК-12 (Білорусь).
Спеціальне подрібнення рослинної сировини
Для спеціального подрібнення рослинної сировини в основному використовують
подрібнювачі молоткового, валкового і ножевого типу.
Дія молоткових подрібнювачів заснована на ударному ефекті стержнів, закріплених
на роторі, що обертається, по твердій сировині. Такі подрібнювачі застосовують для
обробки грибних культур з метою подальшого вилуговування цільових продуктів.
Докладніші відомості про молоткові подрібнювачі наведено в гл. 14.
416
Обробка біомас і твердофазова екстригціп
У мікробілогічній промисловості валкові подрібнювачі широко застосовують,
наприклад, для подрібнення пророслого ячменя без руйнування оболонок для
подальшого одержання пивного сусла. Ширше валкові подрібнювачі застосовують у
харчовій і фармацевтичній промисловості для подрібнення твердої і крихкої сировини
(кора, горіхи тощо).
Волокнисті рослинні матеріали краще обробляти на ножевих подрібнювачах,
які на відміну від молоткових споряджені не стержнями, а ножами, що ріжуть сировину.
Нове обладнання для подрібнення розробило і випускає ЗАТ “Новіц” (Новосибірськ,
Росія). Технічні характеристики наведені в табл. 12.7.
Таблиця 12.7
Характеристики подрібнювачів ЗАТ “Новіц”
Технічнііарактеристйки ф '
г дв-4-;
' ? 1500 ч'
: дв-1500
ДН-1100
ДЩВ- ДЩВ-
500/150' 500/250
Тип подрібнювана
валковий
ножевий
комбінований
(щока + валок)
Режим роботи
безперервний
Споживана потужність, кВт
5,5
4
4,5-11
7
11,5
Кількість валків, ножів, шт
4
2
9
2
2
Продуктивність в
безперервному режимі, кг/год
1500
1500
300
150-300
350-1200
Найбільший розмір матеріалу,
що завантажується, мм
4
12
300x70x7
70
100-130
Розмір частинок на виході, мм
0,5-1,5
5-8
1-5
0,5-1,5
2-8
Габаритні розміри, мм
1155x825
хі 115
820x490
х480
1120x1030
х 1470
1135x825
х 1600
1135x825
х 1600
Маса, кг
800
650
540
950
1150
В Україні найвагоміші успіхи у створенні технологій і обладнання для екстракції
рослинної сировини досягнуто в Державному науковому центрі лікарської сировини
(Лабораторія технології фітохімічних виробництв, Харків). Дослідження Вєтрова П.П і
Прокопенко А.П.2 показали перспективність валкових подрібнювачів, використання яких
дає можливість максимального руйнування клітинних структур рослинних тканин для
покращення контакту з екстрагентом. В лабораторії виконані роботи з інтенсифікації
процесів вилучення і збільшенню виходу цільових продуктів. Ці дослідження привели до
створення нових, нестандартних типів обладнання для безперервного подрібнення: роторно-
1 Подрібнювані ДЩВ, розроблені в Інституті хіміїтвердого тіла і механохімії CB РАН, поєднують в собі
переваги щокових і валкових подрібнювачів і є блоком комбінованого подрібнення (2 послідовні етапи)
подірібнення від 10... 15 мм до 1... 5 мм.
2http://www.provisor.com.ua/archive/2000/N13/gncls.... від 14.04.2005.
417
Iffi^BlSEHL Обробка культуральних рідин
пульсаційного апарата в комплексі з центрифугуванням. Цей новий фундаментальний
напрям передбачає подрібнення рослинної сировини у середовищі органічного розчинника
або води з одночасним екстрагуванням діючих речовин з поверхні, що постійно
поновлюється.
Література до глави 12
1. Замах В.П., Ермолаев Е.Д., Стенгревице О.А./Технология производства
и аппаратурное оформление получения биохимических реактивов и препаратові
/Журн. Всес. хим. об-ва. - 1984. - 29,№6. - С. 661-666.
2. Павлов К.Ф., Романков П.Г., Носков А.А. Примерьі и задачи по курсу
процессов и аппаратов химической технологии. - Л.: Химия, 1981. -560 с.
3. Маїииньї и аппаратьі химических производств/под ред. ИИ.Чернобьільского.
-M.: Машиностроение, 1975.
4. Гальперин Н.И. Основньїе процессьі u аппаратьі химической технологии.
- M.: Химия, 1981.
5. Плановский A.H., Николаев П.И. Процессьі u аппаратьі химической и
нефтехимической технологии. - M.: Химия, 1981.
6. Аксельруд Г.А., Льісянский В.М. Зкстрагирование. Система твердое
тело-жидкость. - Л.: Химия, 1985.
7. Белоглазов И.Н. Твердофазньїе жстракторьі (инженерньїе методьі
расчета). - Л.: Химия, 1985.
8. Грингипун В.Я. Современньїе аппаратьі и установки для жстракции в
системе “твердое тело-жидкость” -M., 1974.
9. Романков П.Г. Зкстракция из твердих материалов. - Л.: Химия, 1974.
10. Батунер Л.М. Процесси и аппарати органического синтеза и биохи-
мической технологии (Методи расчета). - М.-Л.: Химия, 1966. - 520 с.
11. Производство антибиотиков/ под ред. С.М. Навашина. - M.: Медицина,
1970. - 367 с.
418
Сушіння продуктів мікробіологічного синтезу
ГЛАВА 13.
СУШІННЯ ПРОДУКТІВ
МІКРОБІОЛОГІЧНОГО СИНТЕЗУ
Після різноманітних оброблень культуральних рідин, нативних розчинів та біомас
одержують рідкі концентрати ферментів, антибіотиків, органічних кислот, інших
біологічно активних сполук, а також концентрати живих вакцин та вологі біошроти.
Матеріали такого типу є термолабільними; при підвищених температурах вони легко
втрачають фрагменти атомарної структури або змінюють просторову конфігурацію,
а відтак свою біологічно активну цінність. Залишати ж одержані матеріали без сушіння
неможливо, оскільки іноді вже через декілька годин починаються незворотні процеси
хімічного та біологічного розкладу одержаних продуктів.
Основним методом сушіння продуктів мікробіологічного синтезу є теплове при
атмосферному тиску, під вакуумом або під глибоким вакуумом при температурах в
інтервалі від-ЗО до +60°С. Можливе сушіння в електромагнітному полі, але внаслідок
високої вартості установок для діелектричного нагрівання для зневоднювання
продуктів мікробіологічного синтезу майже не використовують.
Сьогодні для сушіння вказаних продуктів найбільш широко використовують
сушарки, принцип дії яких ґрунтується на конвективному методі підведення тепла
(пневматичні, аерофонтанні, з киплячим шаром, розпилювальні). Передача тепла
здійснюється за допомогою гарячого повітря, інертних, топкових газів. Рушійною силою
процесу є різниця температур сушильного агента і поверхні матеріалу. Найкращими
серед конвективних апаратів треба вважати такі, які дозволяють проводити сушіння
протягом декількох секунд.
Для зневоднювання живих мікроорганізмів, деяких видів ферментів, антибіотиків
та інших термолабільних продуктів використовують сублімаційні сушарки, принцип
дії яких ґрунтується на випаровуванні води із замороженого стану, оминаючи рідкий
агрегатний стан. Підведення тепла до матеріалу, що сушиться, здійснюють контактом
з порівняно теплою поверхнею або радіаційним шляхом.
Пастоподібні біошроти сушать на вальцевих сушарках, а поверхневі культури і
пресовані харчові дріжджі з метою одержання сухого життєздатного продукту - у
тунельних сушарках з м’яким режимом нагрівання.
В окремих випадках у невеликих виробництвах застосовують також камерні
вакуум-сушарки за умови, що досить велика тривалість технологічного циклу цих
апаратів, а відтак порівняно довге перебування матеріалу в зоні підвищених температур,
не впливає на якість висушеного продукту.
419
ИЗЯЗДЕ^ Обробка культуральних рідин
У вихідних вологих матеріалах розрізняють два види вологи: вільну і зв’язану.
Хімічно зв’язана вода утримується і при нагріванні продукту до 120... 150°С. За такої
температурі можуть початись не тільки процеси інактивації біологічно активних
сполук, але і процеси термоокиснювальної деструкції. Тому сушіння білкових
продуктів, тим більше клітинних біомас, практично ніколи не доводять до кінця,
залишаючи хімічно зв’язану воду в кінцевому продукті (5... 15% у висушеному
продукті).
13.1. Пневматичні, аерофонтанні сушарки і сушарки з
псевдозрідженим шаром
13.1.1. Пневматичні сушарки
На рис. 13.1 показано схему пневматичної сушарки конструкції MITXT
ім. Ломоносова.
Рис. 13.1. Схема пневматичної сушарки
(пояснення в тексті).
Сушіння відбувається у вертикальній трубі 1, по якій вологий матеріал і
сушильний агент (повітря) рухаються прямотечійно зі швидкістю 10... 15 м/с. Повітря
підігрівається в електрокалорифері 2 (можливе використання парових калориферів).
Швидкість повітря така, що частинки вологого матеріалу знаходяться на початку
сушіння в нижній частині труби у завислому стані. У міру висихання частинки,
практично не змінюючи своїх розмірів, стають пористими, легкими і починають
420
Сушіння продуктів мікробіологічного синтезу ЖШШ
пересуватись вверх з усе більшим прискоренням. Після закінчення процесу сушіння
легкий сухий матеріал разом з повітрям надходить в циклон З, в якому повітря
звільнюється від сухих частинок, і після кінцевого очищення на фільтрі 4 вентилятором
5 виводиться за межі установки. Вологий матеріал подають за допомогою живильника
б, який подрібнює і розпилює вологий матеріал.
На пневматичній сушарці переробляють вологі матеріали, які можна диспергувати
з достатнім ступенем подрібнення. В той самий час для нормальної роботи апарата
розмір частинок не повинен бути мікронного порядку.
Технологічний розрахунок пневматичної сушарки демонструється на прикладі
за методикою [1,2].
Приклад 13.1. Визначити час сушіння пастоподібного біошроіу, паропродуктивність
і довжину вертикальної труби пневмосушарки. Знайти продуктивність сушарки, якщо
діаметр труби 0,5 м. Вихідні дані:
- середній діаметр полідисперсних частинок дорівнює 1,5 мм;
- температура повітря на вході в апарат дорівнює 300°С;
- температура повітря на виході з апарату дорівнює IOO0C;
- початкова вологість матеріалу X, = 2,2 кг вологи/кг сухого залишку;
- кінцева вологість матеріалу X2 = 0,1 кг вологи/кг сухого залишку ;
- густина вихідного матеріалу р, = 1080 кг/м3;
- температура на поверхні висушеного матеріалу становить 60°С.
Розв 'язання
1. Густина абсолютно сухого твердого залишку у вихідному матеріалі після
завершення процесу сушіння на 100%':
ртв = 1080/(1 + 2,2) = 337,5 кг/м3.
2. Густина кінцевого продукту
рк= 337,5(1 +0,1) = 371,25 кг/м3.
3. Середня густина вихідного та кінцевого продукту
Pcep = (1080 + 371,25)/2 « 726 кг/м3.
4. Середня різниця температур
4 300-100
- 300-60 _111,6 С-
In
100-60
5. Середня температура повітря в апараті становить
t = 111,6+60= 171,6°С.
сер ’ ’
1 Мається на увазі, що під час сушіння розміри частинки не міняються, вона стає пористою.
421
EGBfflS^ Обробка
культуральних рідин
6. За методикою [2] визначаємо швидкість руху повітря в трубі, який підтримував
би частинки в завислому нерухомому стані u :
U =Jb-
вит ф„
Ar
18 + 0,575-n/At
(13.1)
де г) і та рп - в’язкість та густина сушильного агента при середній температурі (при
температурі 171,6°С в’язкість повітря становить 2,5 IO 5 Па с, а густина рп = 0,79 кг/м3;
Ar - критерій Архімеда.
Ar = d3pce png/t|n2 = [(0,0015)3*726*0,79*9,81 ]/(2,5 IO'5)2 = 30400.
2,510
-S
30400
18 + 0,575л/30400
вкг 0,0015*0,79
7). Критерій Рейнольдса для частинок становить
Re=^.
- 5,4 м/с.
(13.2)
де V- кінематична в’язкість повітря при температурі t при цьому v = 2,5 10'5/0,79 =
= 3,16 105 м2/с. ИР'
Re = 5’4,°’°°,l5=256
3,16IO"5
8. За номограмою (рис. 13.2) знаходимо критерій Nu: при Re = 256 Nu = 10.
Re
Рис. 13.2. Залежність Nu від Re при конвективній теплопередачі в потоці повітря
9. Знаходимо час сушіння частинки біошроту:
^Pw(X1-X2)
х = г-
6aAt
сер
(13.3)
422
Сушіння продуктів мікробіологічного синтезу
де г - теплота пароутворення насиченої водяної пари при температурі 171,6°С
(2045 кДж/кг); а - коефіцієнт тепловіддачі від краплі до повітря.
a = Nu-= 10-^^-= 240Вт/(м2 -К);
d 0,0015
т = 2045-IO3 °’001^*337’5(2’2-0’1) =I3 5с
6*240*111,6
10. Довжина труби І - мвитt = 5,4*55,9 = 72,9 м (!)
11. Тепловий баланс процесу:
G (X, - Х,)г = G с (t -1),
TB v I 2' п Pv п к/5
де Gtb - кількість матеріалу, що підлягає сушінню, кг; Gn - кількість повітря, яке
потрібне для проведення процесу, кг; ср - теплоємність повітря при середній
температурі в апараті (1,02 кДж/(кгК)); tn та tK - початкова та кінцева температури
повітря (300 та 100°С).
З балансу знаходимо співвідношення
GJ Gn = [ 1,02(300 - 100)]/[(2045(2,2 - 0,1)] = 0,048,
тобто на 1 кг матеріалу потрібно ~21 кг гарячого повітря.
12. Середню величину питомого пароутворення розраховуємо за формулою:
_ 6а Gt, р„ C
q = — • ■—^ At ,
4v rd Gn ртв k(C-l) сер
де k та C - константи. Приймаючи, згідно з дослідними даними, k = I, C = 2, одержуємо:
_ 6 *24010“3 *0,048*0,79*2*111,6 ЛА11€> „ 3 . „ _ „ 3 .
q = = 0,0118кг/(м с) = 42,5 кг/(м год).
v 2045*0,0015*337,5
13. Об’єм труби дорівнює [3,14*(0,5) 2/4]*72,9 = 14,3 м3.
Продуктивність сушарки за вологою дорівнює 14,3*42,5 = 607 кг/год.
Продуктивність сушарки за вихідним біошротом дорівнює
[607( 1 +2,2)]/(2,2 - 0,1 ) = 925 кг/год.
Продуктивність сушарки за висушеним продуктом дорівнює 925 - 607 =
= 318 кг/год.
* * *
Вищенаведений приклад показує, що довжина робочого органу сушарки - труби -
сильно залежить від ступеня подрібнення вихідного матеріалу та температури гарячого
повітря2. Стабільна же робота сушарки залежить від монодисперсності частинок вологого
Зрозуміло, що з технічної точки зору будувати установку з довжиною труби 72,9 м є явно недоцільним.
423
Обробка культуральних рідин
матеріалу, від сталості обраної швидкості руху повітря. Робота сушарки потребує
використання повітря, нагрітого до порівняно високоїтемператури, що негативно впливає
на кінцеві властивості готового продукту.
13.1.2. Аерофонтанні сушарки та сушарки з псевдозрідженим
шаром
Для подолання недоліків простої за конструкцією пневматичної сушарки
застосовують складніші аерофонтанні сушарки та сушарки з псевдозрідженим
шаром.
На рис. 13.3. показана схема аерофонтанної сушарки.
Основним елементом апарата є конічна вставка 1 в корпусі 2. Гаряче повітря
подається в сушарку на рівні верхньої частини конусу по дотичній, завдяки чому
потоки повітря закручуються, викликаючи доцентрові сили, які діють на частинки
вологого матеріалу, який подають за допомогою живильника 5. Усередині конусу, як
і в пневматичній сушарці, починається сушіння вологих частинок. Втрачаючи вологу,
частинки починають переходити із завислого стану до руху вверх. На відміну від
пневматичної сушарки швидкість руху частинок у міру висихання не збільшується,
424
Сушіння продуктів мікробіологічного синтезу
оскільки у верхній частині конуса швидкість самого повітря зменшується. Це дає
можливість зменшити шлях частинки в процесі сушіння. На виході з конуса частинки,
які повністю підсушились, виводяться з апарата, а недовисушені підхоплюються
потоком свіжого повітря і повертаються в процес.
Недоліком аерофонтанної сушарки можна вважати надмірну затримку матеріалу
в зоні високої температури, що може негативно вплинути на якість кінцевого
продукту.
Сушарка з псевдозрідженим шаром, схожа за принципом дії на вище-
розглянуті, але в ній відсутня рециркуляція недосушеного матеріалу, показана на
рис.13.4.
Аерозоль повітря
і висушеного матеріалу
Рис. 13.4. Схема сушарки з псевдозрідженим шаром
Якщо вміст вологи в матеріалі невеликий, а сам матеріал гранульований, то
сушарка працює в періодичному режимі з періодичним вивантаженням після
закінчення процесу сушіння через днище (на схемі не показано).
Технологічний розрахунок цього апарата в подробицях розглянутий в [2].
425
Обробка культуральних рідин
13.2. Розпилювальні сушарки
Розпилювальні сушарки найбільш широко застосовують для сушіння продуктів
мікробіологічного синтезу, оскільки забезпечують найшвидше сушіння, не потребують
точного забезпечення і витримки потоку теплоносія, температура якого може бути
порівняно невисокою.
Сушарки цього типу почали застосовувати ще на початку XX століття для
сушіння молока, крові. Завдяки високій ефективності сьогодні їх застосовують для
сушіння будь-яких розчинів, в тому числі розчинів мінеральних солей.
На рис. 13.5 показано схему розпилювальної сушарки.
t
Сухий продукт
Рис. 13.5. Схема розпилювальної сушарки (пояснення в тексті)
Основа апарата - циліндричний корпус 1. Днище корпусу може бути
конічним (як показано на схемі) або плоским. В останньому випадку висушений
матеріал виводиться разом з відпрацьованим повітрям і відділяється від нього в
потужних циклонах. Концентрат, що підлягає висушуванню, безперервно подається
426
Сушіння продуктів мікробіологічного синтезу
в апарат через отвір кришки. Через центр кришки проходить вал електродвигуна.
Наприкінці валу закріплений диск 2 діаметром 100...400 мм зі спеціальним
рельєфом. Диск обертається зі швидкістю 5...40 тис.обертів/хв. Для досягнення
такої швидкості між диском та валом встановлюють редуктор, що підвищує швидкість
обертання вала електродвигуна. Іноді для обертання вала використовують парову
турбінку.
Після надходження потоку концентрату до центра диска під дією відцентрової
сили рідина заповнює канали рельєфу диска, мікропотоки рухаються до його периферії,
зриваються з краю диска і надходять у верхню частину камери у вигляді мікрокрапель.
За допомогою дисків можна розпилювати не тільки чисті рідини, але й пасти. Для
диспергування рідини використовують також форсунки, роботу яких забезпечують
стиснене повітря або пара. Використання форсунок спрощує розпилювання матеріалу,
але вимагає відсутності в рідині будь-яких механічних домішок. Розпилювальні сушарки
з відцентровими дисками називають сушарками Краузе, а з форсунками - сушарками
системи “Siccaton”.
Одночасно під диск подають потік гарячого газового сушильного агента
(повітря, азоту, топкових газів, наприклад, продуктів згоряння природного газу).
Подача газу може бути здійснена і зверху над диском. Вибір способу подачі
сушильного агенту зумовлений схемою процесу: прямотечією або протитечією.
Якщо подачу здійснювати зверху, то сушіння буде організовано прямотечією. Такий
метод менш інтенсивний, ніж протитечією, але це сприяє м’якшому режиму сушіння.
Попереднє нагрівання агента здійснюють в калориферах, які в свою чергу,
обігріваються електроенергією, природним газом або парою. Топкові гази самі по
собі мають достатньо високу температуру і не потребують штучного нагрівання,
вони хімічно інертні до матеріалу, що висушується, але можуть забруднити кінцевий
продукт.
Після контакту сушильного агента з мікрокрапельками вологого матеріалу
відбувається майже миттєве випаровування води, але температура на поверхні
матеріалу дорівнює температурі мокрого термометра і ніколи не досягає температури
теплоносія. Оскільки перегрівання матеріалу не спостерігають, то ця властивість є
особливо привабливою для сушіння термолабільних матеріалів.
Аерозоль, що утворився, рухається до виходу з апарата. Оскільки швидкість
аерозолю є малою, регламентується і регулюється, частина висушеного матеріалу
седиментує і накопичується в конічній частині апарата, а решта (близько 20%)
виноситься з відпрацьованим газом у циклони. Звичайно концентрація твердих
частинок в аерозолі становить 2...4 г/м3. Відділений від відпрацьованого повітря у
циклонах матеріал повертають в сушарку або змішують з основною масою поза
сушаркою.
Іноді потрібно висушити матеріал, що містить незначну кількість сухих речовин.
Під час сушіння таких матеріалів утворюється і незначна кількість
порошкоподібного матеріалу, який може “зависнути” на стінках апарата. Для
427
ВВВД^ЗЗ^ Обробка культуральних рідин
попередження цього явища деякі сушарки споряджають пристроями, які утворюють
біля стінок апаратів повітряні подушки, які не дають можливості осісти порошку на
цих стінках. Для попередження зсідання порошків на стінках сушарки в концентраті
попередньо розчиняють інертні наповнювачі, доводячи вміст сухих речовин до
13... 18%. Практика попереднього розчинення наповнювачів поширена при сушінні
ферментних препаратів, оскільки ці наповнювачі не тільки полегшують технологію
сушіння, але й виконують функції стабілізаторів кінцевої продукції. Так, наприклад,
перед сушінням у концентрованому і охолодженому розчині лужної протеази
розчиняють хлорид кальцію. Таке попереднє оброблення концентратів називають
рідинною стандартизацією.
Згідно з ГОСТ 18906-80 умовне позначення стандартної розпилювальної
сушарки складається з декількох букв та цифр. Перша буква - джерело теплової енергії
(П - пара, Ж - рідке паливо, 3 - електроенергія, Г - газ); друга буква - позначення
сушильного агента (В - повітря, T - топкові гази); перша цифра - максимальна
температура теплоносія (3 - до 300°С, 5 - до 500°С, 6 - до 600°С); друга цифра
після дефісу - номер моделі; подальші дві букви - тип сушарки (РЦ - сушарка з
відцентровим диском, РФ - з форсунковим розпилюванням); цифра після букв -
діаметр камери, м; наступна цифра після дефісу - об’єм камери, м3; наступна
буква - виконання за вибухозахищеністю (В - вибухозахищена, H -
невибухозахищена); наступна буква - матеріал сушарки, наприклад, K - корозійно
стійка сталь; наступна цифра - місце газопідведення (11- нижнє газопідведення,
21 - верхнє).
В літературі зустрічаються умовні позначення сушарок за старою класифікацією
згідно із РТМ-26-01-78-76, наприклад, тип СРЦ-ВК-1,2/0,9 означає сушарку з
відцентровим дисковим розпилюванням, з верхнім газопідведенням, з конічним
днищем, діаметром 1,2 м і об’ємом 0,9 м3.
Розпилювальні сушарки є досить складними і небезпечними апаратами,
оскільки усередині може утворитись вибухонебезпечна суміш органічного пороху і
повітря. Тому їх роботу намагаються автоматизувати, використовувати інертні гази,
розташовувати їх поза цехом на відкритому повітрі. Автоматизація до того ж
дозволяє інтенсифікувати процес, підвищувати якість продукції, скоротити питомі
витрати палива.
Загальний вигляд сушарки СРЦ-6,5/215, розробленої спеціально для сушіння
концентрату ферментного препарату, зображений на рис. 13.6, а на рис. 13.7 та 13.8-
форсунки та дискові розпилювачі.
Характеристики розпилювальних сушарок подано в додатку до глави 13.
428
Сушіння продуктів мікробіологічного синтезу
Рис. 13.6. Розпилювальна сушарка СРЦ-6,5/215К:
1 - опора; 2 - світильник; 3 - дверцята; 4 - майданчик для обслуговування; 5 - люк;
б - корпус; 7 - відцентровий розпилювач; 8 - газопровідний пристрій; 9 - кришка;
10- система пожежогасіння; 11 - вібратор; 12 - фланець; А - вихід теплоносія; Б - вихід
теплоносія і продукту; В - подача суспензії або розчину; Г - подача стисненого повітря
до механізму; Д- підведення охолоджувальної води до механізму;
E-відведення води від механізму.
429
Обробка культуральних рідин
0 220
0100
,0 72 t
І 0110
Рис. 13.7. Тарілчаста пневматична форсунка для розпилювальної сушарки
Рис. 13.8. Дискові розпилювачі:
А - дисковий розпилювач фірми Ніро-Атомайзер з турбінним приводом: 1 - гайка кріплення
диска; 2 - диск; 3 - підшипник; 4 - гвинти розподільної кришки; 5 - вал; 6 - нижня частина
корпуса; 7 - гвинти кріплення корпуса; 8 - корпус; 9 - кришка нижнього підшипника;
10 - трубка для подачі повітря; 11 - кришка; 12 - верхній підшипник; 13 - ручка для
переносу; 14 - гвинти кріплення ручки; 15 - кришка верхнього підшипника; 16 - колектор з
соплами; 17-турбінний диск; 18-гайка; 19-обойма кріплення нижнього підшипника;
20 - нижній підшипник; 21 - труба подачі розчину; 22 - розподілювальна кришка. Б - привод
дискового відцентрового розпилювача: 1 - диск; 2 - захисний кожух; 3 - станина;
4 - редуктор; 5 - муфта; 6 - електродвигун
Сушіння продуктів мікробіологічного синтезу
На рис. 13.9 подано варіант принципової схеми обв’язки розпилювальної сушарки
з головним додатковим обладнанням.
Рис. 13.9. Принципова схема установки для розпилювального сушіння
(пояснення в тексті)
Попередньо очищене повітря засмоктується повітродувкою або компресором 7 і
спрямовується в паровий або електричний калорифер 2 (або в газову пічку для одержання
гарячих димових газів). Після додаткового фільтра тонкого очищення 3 повітря
надходить в розпилювальну сушарку 4. Одночасно з буферної ємності 5 дозувальним
насосом 6 в сушарку безперервним сталим потоком подають розчин або суспензію.
Сухий порошок осідає в конічну частину сушарки і через проміжний бункер 7 надходить
у шнековий транспортер 8. Відпрацьоване повітря разом з частиною сухого матеріалу
виводиться в циклони. У разі застосування сушарок з плоским днищем, а в деяких
схемах і з конічним, висушений матеріал повністю виводиться на циклони 9а та 96. На
рис. 13.9 зображено два послідовно з’єднані ступені циклонів, але може бути встановлений
і один, і три залежно від бажаного ступеня очищення відпрацьованого повітря. Циклони
першого ступеня майже завжди споряджаються оболонками, в які подають пару на
обігрівання, інакше з природно охолодженого повітря в циклоні може випасти крапельна
вода і одержаний в циклоні порошок може стати вологим. Циклони монтують на
проміжному буферному бункері 10. З циклонів повітря спрямовують в очищувач 77, в
якому повітря остаточно звільняється від твердих мікрочастинок перепусканням його
крізь шар води. З очищувача повітря надходить на вхід вентилятора 72, а з нього - в
заводську систему газових викидів в атмосферу. Замість водяного очищувача
431
ИЗВДИЗЗ^ Обробка культуральних рідин
використовують також рукавні фільтри та системи каталітичного спалювання на
платинових каталізаторах.
Пересування сухого порошку може здійснюватись не тільки шнековим транспортом,
але й пневматичним. В останньому випадку шлях транспортування може бути
спрямованим в будь-якому напряму, з будь якими поворотами, але в кінцевому пункті
транспортування потрібно передбачити встановлення циклонів для відділення висушеного
матеріалу від газового транспортного агента.
13.2.1. Технологічний розрахунок розпилювальної сушарки
Для коректного технологічного розрахунку розпилювальної сушарки потрібно знати
доволі багато вихідних величин, які можна визначити лише експериментально шляхом
або використовуючи емпіричні розрахункові формули, до складу яких входять інші величини,
далеко не завжди відомі. Методики таких розрахунків наведені в [1,3-5]. Принципи
орієнтовного технологічного розрахунку за [6] наводяться разом з розв’язанням конкретної
задачі:
Приклад 13.2. Розрахувати розпилювальну сушарку з дисковим розпилюванням
для сушіння 1000 кг концентрату, що містить 2 мас. % сухих речовин. Регламентований
час сушіння - 2 доби. Кінцева вологість матеріалу 10%. Температура на вході гарячого
газу (повітря) - 140°С, на виході - 65°С, температура висушеного матеріалу не повинна
перевищувати 45°С. Температура вологого матеріалу на вході - 20°С. Коефіцієнт втрат
висушеного матеріалу - 5%.
де Gb - масова витрата вологого матеріалу, кг/с (Gb= 1000/(2*24*3600) =
= 5,79-10'3 кг/с); Xn та Xk - масовий вміст сухих речовин у вологому та висушеному
матеріалі (відповідно 2 та 90%).
де Gcep - середня питома продуктивність сушарки за вологою, що випарилась,
кг/(м3 год). Цю продуктивність знаходять за емпіричною формулою
де t1B, t2B, tM - відповідно температури повітря на вході в камеру, повітря на виході
з камери та висушеного матеріалу.
W = 5,79-10 3( 1 - 2/90) = 5,66-10 3 кг/с = 20,4 кг/год.
2. Орієнтовно об’єм сушарки Vk розраховують за формулою
(13.4)
\
(13.5)
/
432
Сушіння продуктів мікробіологічного синтезу ^ІРІІЙНмІМ
Gceo = 0,05І 140 + 65-45 I = 2,875кг/(M3-год).
с«р - , 2
V =20,4/2,875 = 7,1 м3.
Обираємо найближчу за об’ємом стандартну сушарку СРЦ-2,5/9 об’ємом 9 м3,
яка має діаметр 2,5 м і висоту циліндричної частини 2 м.
3. Перевіряємо правильність вибору температурного режиму сушарки.
Тепловий баланс сушарки:
Q = Q Q Q >
^повн ^-вип ^-BT7
ДЄ Qn0BH > Qbho ’ Qm ’ Qbt~ ВІДПОВІДНО ТЄПЛОВІ ПОТуЖНОСТІ, ЩО ВНОСЯТЬСЯ 3 СуШИЛЬНИМ
агентом, на випаровування, нагрівання матеріалу і компенсацію втрат тепла.
Qma = Щт + сп t2B) - Wc,tM> = 5,6610°(2493,1 + 1,95 *65) - 5,6610 3 *4,19*20 = 14,3 5 кВт.
де г - теплота пароутворення при O0C (2493,1 кДж/кг);
сп - питома теплоємність пари (1,95 кДж/(кгК);
св - теплоємність води (4,19 кДж/(кгК);
tM> - вихідна температура розчину (20°С).
Q=Gct-Gct = 1,110 4* 1,6*45 - 1,16 IO-4* 1,16*20 = 0,004 кВт,
^■м K K M П П MB ’ ’ ’ ’ ’ ’
де Gk та Gn - кінцева та початкова витрата сухого матеріалу. Різниця між ними
утворюється внаслідок втрат матеріалу за рахунок виносу його з сушарки.
У цьому прикладі Gn=(0,02* 1000)/(2*24*3600) =1,1610^ кг/с; Gk=(1 - 0,05) 1,161 O^ =
= I, I IO 4 кг/с; ск та Cn - кінцева та початкова теплоємності матеріалу (для органічних
речовин ці теплоємності становлять 1,5-1,7 кДж/(кгК); приймемо 1,6 кДж/(кгК).
Qm = 1,1 104* 1,6*45 -1,16104* 1,6*20 = 4,21 IO3 кДж/с.
Втрати тепла звичайно становлять 5... 10% від тепла, що надходить в сушарку
(приймемо середне значення 7,5%). Тоді
Qn0.„= 1 ’075( 14,35 + 4,21 10 3) = 15,43 кДж/с.
Витрату сушильного агента L визначають за формулою:
I Q поан
lTTP (13-6)
1I *2
де I1 та I2 - ентальпії гарячого повітря на вході в сушарку та відпрацьованого
повітря на виході з неї.
I1=C t.n + d.(r + с t.A
1 пов IB Iv п I В7’
І,= с t„ + d,(r + с t,n),
2 пов 2B 2Ч п 2ВУ9
де с - питома теплоємність повітря (1,01 кДж/(кг К);
433
BMgaL Обробка
культуральних рідин
(J1 та d2 - початкова та кінцева вологоємність повітря, кг/кг. (Якщо початкова
температура повітря, при якій відбувається забір повітря з навколишнього простору,
знаходиться в межах 20.. .30°С, а відносна вологість 50.. .70%, то d, = 0,01.. .0,02 кг/кг;
такою вона залишиться і при будь-якому нагріванні або охолодженні повітря).
Значення A2 потрібно розрахувати, оскільки від цієї величини залежить витрата
повітря L. З іншого боку величина L не може бути довільною, оскільки швидкість
газу в сушильній камері повинна знаходитись в межах 0,2...0,5 м/с. Під час
розроблення нової конструкції сушарки треба враховувати, що відношення висоти
циліндричної частини камери до діаметра при розпилюванні відцентровими дисками
становить 0,8... 1, а при розпилюванні форсунками - 1,5...2,5.
В цьому прикладі використовується стандартна сушарка, яка має діаметр 2,5 м.
З 14(2 5)2
Площа її перерізу становить S = -1—■ ’ ■ =4,9м2. Отже, об’ємна витрата повітря
4
повинна становити Vnoe = 4,9(0,2...0,5) = 0,98...2,45 м3/с. Використовуючи формулу
Клайперона-Менделєєва і враховуючи, що тиск в розпилювальних сушарках становить
приблизно 97% атмосферного, знаходимо масову витрату повітря L:
L = 0,97 *101325 *(0,98...2,45) = 27 2.„70,1 моль/с = 29(27,2...70,1)/1000 =
8,3144(273 + 140)
= 0,79...2,03 кг/с.
Підставляючи знайдене значення L знаходимо d2:
15,43
0,79...2,03 =
[1,01 * 140 + 0,015(2493,1 +1,95 * 140)] - [1,01 * 65 + d2 (2493,1 + 1,95 * 65]
Звідси d2 = 0,037...0,042 кг/кг при 65°С. Згідно із діаграмою Рамзіна така
вологоємність відповідає ~25% відносної вологості. Повітря з апарата вийде без
крапельної вологи, але після проходження циклонів повітря може охолодитись і згідно
з цією ж діаграмою при температурі 35°С водяна пара може набути крапельного
стану. Отже, охолодження повітря нижче ніж 35...40°С допускати не можна або
потрібно давати на процес повітря з більшою температурою. Але краще підтримувати
температуру в циклонах вище ніж40°С надійною теплоізоляцією або використовувати
циклони з паровою оболонкою.
13.2.2. Технологічний розрахунок циклонів
У практиці хімічної технології для циклонного очищення газів найбільшого
поширення набули циклони конструкції НДІОГаз, які відрізняються тим, що мають
нахилений патрубок для входу газу. Загальний вигляд циклонів та основні параметри
наведені в додатку до глави ІЗ.
В основному використовують три типи циклонів:
434
Сушіння продуктів мікробіологічного синтезу
1. З кутом нахилу вхідного патрубка 24° (ЦН-24). Циклони цього типу мають
найбільшу продуктивність і найменший гідравлічний опір. Призначені для уловлювання
великих частинок пороху.
2. З кутом нахилу вхідного патрубка 15° (ЦН-15). Мають достатньо високу
продуктивність і ефективність.
3. З кутом нахилу вхідного патрубка 11° (ЦН-11). Вони мають найбільшу ефек¬
тивність, але найменшу продуктивність. Рекомендовані як уніфіковані порохоуловлювачі.
Методика орієнтовного технологічного розрахунку циклонів на конкретному
прикладі наводиться за [7].
Приклад 13.3. Розрахувати кількість циклонів ЦН-11 для очищення повітря,
який надходить в циклони з масовою витратою 1,1 кг/с за абсолютного тиску
0,97атм (98285 Па) і температурі 65°С.
Розвязання
1. За нормальних умов визначають витрату повітря (без врахування вологи):
Q0= 1,1/р0= 1,1/1,293 = 0,85 м3/с,
де р0- густина повітря за н.у. (0°С, 101325 Па).
2. Визначають витрату повітря за робочих умов:
- \
Qf=0,85p^
р V 273 .
101325 3/
= 1,085 м /с.
98285
S. = K1K^jqb. (13.4)
де - коефіцієнт опору циклона при його діаметрі 500 мм.
Для циклонів без додаткових пристроїв коефіцієнт w становить:
Таблиця 13.1
V ЦН-11
ЦН-15
ЦН-15У ЦН-24
250
163
170 80
K1 - коефіцієнт поправлення на діаметр:
Таблиця 13.2
Діаметр, мм !
ЦН-11
ЦН-15, ЦН-15У, ЦН-24
150
0,94
0,85 !
200
0,95
0,90
300
0,96
0,93
400
0,99
1,00
500
1,00
1,00
K2- коефіцієнт поправлення на вплив ступеня запиленості (0,85-0,96)
435
Обробка культуральних рідин
Довільно приймемо, що діаметр циклонів, які використовуються, становить 0,15 м.
Тоді ^ = 0,85*0,94*250 = 200.
4. Секундну витрату газу, що проходить крізь один циклон, визначають за
формулою:
’ V Р.5.В, (|3'5)
де AP - втрата тиску при проходженні газу крізь циклон, Па; Bp - тиск газу на
вході в циклон (98285 Па).
= (13,6)
де р( - густина повітря за робочих умов:
Во , 98285
Pt=PoT 7-І = 1’293
273
101325
1 +
65
273
= 1,01 кг/м3
101325
Wu-CepeflHfl фіктивна швидкість руху повітря в циклоні, яка становить 2,5.. .4 м/с.
Приймемо 3 м/с. Тоді
1 01 * З2
ДР = 200 ’ = 909 Па,
д,-21,6<0,15)\ + .0, Q53mVc
р V 1,293*200*98285
Кількість циклонних елементів, які працюють паралельно:
Q
Z = -^- = 1,085/0,053 = 20,47 (21) елемент.
cIp
Ця кількість є завеликою, тому робимо перерахунок на циклон з більшим
діаметром - 500 мм. У результаті перерахунку одержуємо z = 2.
Для розрахунку ступеня очищення потрібно знати ступінь запиленості, природу
пороху, схильність його до злипання, діаметр частинок, фракційний склад тощо. Для
орієнтовних розрахунків можна прийняти, що один ступінь циклонів очищує повітря
на 86...90%. Для досягнення більшого ступеня очищення потрібно встановлювати
другий та третій ступені. Встановлення більшої кількості ступенів неефективно.
13.2.3. Розрахунок калорифера
Калорифер являє собою в’язку пореброванихтруб, в яку подають пару. Перпендикулярно
в’язці труб від вентилятора або повітродувки подають повітря. За допомогою пари можна
нагрівати повітря до температури не вище 110... 140°С. Для нагрівання до вищих темпераіур
436
Сушіння продуктів мікробіологічного синтезу
застосовують пару високого тиску (1,2 МПа). На підприємствах така пара не завжди є в
наявності, тому більш зручним способом нагрівання є використанння електрокалориферів,
основним елементом яких є трубчасті електронагрівачі (ТЕНи).
Як правило, розпилювальні сушарки споряджені циклонами, вентиляторами і
калориферами, і вартість цього обладнання входить у вартість сушарки, але наводимо
приклад орієнтовного розрахунку калорифера, який може бути використаний студентами
у курсовому і дипломному проектуванні.
Приклад 13.4. Розрахувати і обрати калорифер для нагрівання повітря від 20
до 130°С, яке надходить в калорифер перпендикулярно трубам з витратою 10 кг/с.
Для нагрівання використовують насичену водяну пару під тиском 1 МПа.
1. Теплова потужність, потрібна для нагрівання повітря, становить
Q = Gcp( 130 - 20) = 10* 1,01 (130 - 20) =1111 кВт.
2. Довідникові дані для водяної пари, яка має тиск 1 МПа: температура
конденсації 179°С, теплота конденсації 2018,5 кДж/кг.
Приймемо, що конденсат в процесі охолоджується до 150°С.
Розв ’язання
Температурна схема процесу протитечією:
пароконденсат
179
повітря
20
49
130
At
сер
Температурна схема процесу прямотечією:
пароконденсат
179
* 150
повітря
20
130
159
20
At
мр
437
IBBffiBL Обробка
культуральних рідин
Середня різниця температур дорівнює (83 + 61)12 = 75°С.
3. Коефіцієнт теплопередачі залежить від моделі калорифера, виду теплоносія,
його швидкості і масової швидкості повітря. Орієнтовно коефіцієнт теплопередачі
для системи “пара-повітря” для примусового руху повітря становить 10.. .40 Вт/(м2 К),
але цей коефіцієнт можна й розрахувати за емпіричними формулами. Так, для
пластинчастих калориферів коефіцієнт теплопередачі можна розрахувати за фор¬
мулою:
К = 1,162(2 + 7>/©Г),
де сок - швидкість руху повітря в калорифері, м/с.
Для трубчастих калориферів при масовій швидкості руху повітря рсок =
= 5... 15 кг/(м2 с) K = 10(рсок)0’42, а для калориферів з ореброваними трубами
K= 10(рсок)068 [15]. К
Припустімо, що ми використовуємо калорифер з ореброваними трубами. У
прикладі витрата повітря становить 10 кг/с. Густина повітря при 20°С і надлишковому
тиску 2200 Па (напірний тиск вентилятора) дорівнює 1,293 кг/м3, а при 130°С -
0,896 кг/м3 (довідникові дані). Середня густина - 1,064 кг/м3.
Отже, K = 10(1,064* IO)0-68 = 49,9 Вт/(м2 К).
Необхідна поверхня дорівнює:
F_ НИМ-296,9 м!.
49,9*75
Найбільший з промислових сучасних калориферів моделі КПСк 4-12 має
поверхню 172,9 м2. Таких калориферів потрібно встановити 296,9/172,9 = 1,72 (2)
штуки. '
4. Розрахуємо витрату пари:
Q = Gr + G*cp(179- 150).
1111= G*2018,5 + G*4,19( 179 - I50). Звідси G = 0,52 кг/с.
5. Розрахунхок конденсатора.
Безпосередньо дренувати перегрітий конденсат у лінію зворотної каналізації або
в лінію водяного конденсату не можна.
Приймемо, що конденсат просто охолоджують в кожухогрубному теплообміннику.
Знайдемо потрібну площу теплообмінника..
Приймемо, що температура конденсату на виході становить 40°С, а температура
охолоджувальної води на вході становить 18, а на виході - 30°С.
Теплове навантаження на холодильник дорівнює 0,52*4,19(150 - 40) =
= 239,7 кВт.
438
Сушіння продуктів мікробіологічного синтезу
Температурна схема процесу протитечією:
пароконденсат
150 ► 40
вода
30 < 18
120 22
120 - 22
_ izv—zz _ J7 O0Q
сер 120 >
In
22
Орієнтовний коефіцієнт теплопередачі для системи “вода-вода” дорівнює
1250 Вт/(м2К). Потрібна площа теплообміну дорівнює
„ 239700 ,, 2
F = = 3,3 м .
1250*57,8
Обираємо стандартний кожухотрубний теплообмінник з площею теплообміну 4 м2.
Розрахуємо коефіцієнт корисної дії калориферної системи.
Для води, яку потрібно перевести в пару і яку взято при температурі 20°С,
потрібно витратити
Q = 0,52*4,19(179—20) + 0,52*2018,5 = 1396,05 кВт.
Отже, ККД =1111*100/1396,05 = 79,6%.
* * *
Аналогічно можна розраховувати і електрокалорифери, але треба враховувати,
що температура поверхні ТЕНів не повинна перевищувати 450°С.
У додатку до глави 13 наведено технічні характеистики парових калориферів.
* * *
З погляду простоти і економічної ефективності є спосіб нагрівання повітря
спалюванням в його потоці природного газу, пропан-бутанової суміші або рідкого
палива. Використання тепла згоряння палива при цьому є майже 100%-м. Такий спосіб
є доцільним за умови, що під час згоряння палива не будуть утворюватись побічні
продукти (наприклад, сажа), які можуть забруднювати кінцевий продукт.
Приклад 13.5. Витрата повітря для розпилювальної сушарки, як і в попередньому
прикладі, дорівнює 10 кг/с. З температурою 20°С воно подасться в камеру і нагрівається
за рахунок спалювання метану. Повітря містить 20 мас.% кисню, решта - азот. Яка
повинна бути витрата метану, щоб нагріти повітря і гази, що утворились, до 250°С?
Визначити основні параметри установки для нагрівання повітря топковими газами.
439
Обробка
культуральних рідин
На рис. 13.10 показана схема установки:
Холодне повітря через патрубок 7 надходить у розподільче кільце 4, з якого
рівномірно по колу через бокові відводи надходить у змішувальну камеру 5, в якій
змішується з топковими газами, що утворюються при згорянні метану (природного
газу). Метан подають у пальники 7, які споряджені електрозапалювальними пристроями.
Повітря, яке необхідне для горіння метану, засмоктується у пальники з довкілля. Горіння
метану відбувається в керамічних тунелях 2. Топкові гази з тунелей безпосередньо
надходять у змішувальну камеру 5. Гаряче повітря виходить через патрубок 6 і по
трубопроводу надходить до сушарки.
метан
мщ
■КЕ
холодне
повітря
від вентилятора
гаряче
повітря
Рис. 13.10. Схема установки для нагрівання повітря топковим газом:
1 - пальник; 2 - вогнетривкий тунель; 3 - корпус пристрою для спалювання метану;
4-розподільче кільце; 5 - змішувальна камера; 6 - вихідний патрубок гарячого повітря;
7 - вхідний патрубок холодного повітря.
Розрахунок
Довідникові дані: теплотвірна здатність метану 55125 кДж/кг, теплоємності азоту,
кисню, вуглекислого газу, водяної пари відповідно 1,05,0,838,0,633,1,97 кДж/(кгК).
1. Розрахунок витрати метану і складу топкового газу на виході установки.
Витрата азоту дорівнює 80* 10/100 = 8 кг/с, а свіжого кисню у повітрі відповідно
2 кг/с.
Витрата кисню в потоці топкових газів дорівнює 2 - X, де X - витрата кисню
для спалювання метану.
Тепло виділяється в результаті реакції CH4 + IO2 = CO2 + 2Н20.
Позначимо кількість спожитого кисню як X, тобто 202 = X.
Кількість утвореного CO2 позначимо як У, а кількість утвореної води як Z. Тоді
У = 44*Х/64 = 0,6875Х,
Z = 2* 18*Х/64 = 0,5625Х,
де 64,44 і 18 - молекулярні маси відповідно двох молекул кисню, молекули CO2 і
води.
440
Сушіння продуктів мікробіологічного синтезу
Тепловий баланс реакції: Qm = Qr, де Qm - тепло, що виділяється від спалювання
метану, Qr - тепло, потрібне для нагрівання газів до 250°.
Складаємо пропорцію:
64 X
16 W,
де 16 - молекулярна маса метану, W - масова витрата метану.
W = 0,25X.
Розпишемо тепловий баланс:
0,25Х*55125 = 8* 1,05(250 - 20) + (2 - Х)0,838(250 - 20) +
метан азот залишок кисню
+ 0,6875Х*0,633(250 - 20) + 0,5625Х* 1,97(250 - 20)
вуглекислий газ водяна пара
X = 0,17 кг/с.
Звідси витрата залишку кисню в топковому газі становить 2 - X = 1,83 кг/с =
= 57,188 моль/с.
Витрата метану дорівнює 0,25*0,17 = 0,0425 кг/с = 2,657 моль/с.
Витрата вуглекислого газу в топковому газі дорівнює 0,6875*0,17 = 0,116 кг/с =
= 2,657 моль/с.
Витрата водяної пари в топковому газі дорівнює 0,5625*0,17 = 0,0956 кг/с =
= 5,313 моль/с.
Мольна витрата азоту в топковому газі дорівнює 8000/28 = 285,71 моль/с.
Сумарна мольна витрата топкових газів 57,188 + 2,657 + 5,313 + 285,71 =
= 350,868 моль/с.
Усереднена молекулярна маса топкового газу дорівнює
(57,188*32 + 2,657*44 + 5,313* 18 + 285,71 *28)/350,868 = 28,6.
2. Розрахунок діаметра вхідного повітряного патрубка, розподільчого кільця
і бокових відводів.
Витрата метану становить 2,657 моль/с, для спалювання якого потрібно 5,313 молів
кисню. Враховуючи надлишок кисню 1,2, дійсна кількість кисню для створення
газоповітряної суміші становить 1,2*5,313 = 6,38 молів кисню за секунду (0,204 кг/с).
Масова витрата повітря для приготування суміші становить 0,204/0,2 = 1,02 кг/с. Отже,
на вхід пристрою потрібно подавати 10 - 1,02 = 8,98 кг/с холодного повітря.
За умови, що усереднена молекулярна маса повітря дорівнює 29, мольна витрата
повітря становить 8980/29 = 309,66 моль/с.
Напірний тиск високопродуктивних вентиляторів становить 1700...2700 Па.
Приймемо середнє значення - 2200 Па.
За температури повітря 20°С його об’ємна витрата становить
441
BBfflBEBL Обробка культуральних рідин
у _ 309^6*8,3144(273 + 20) ,
2200+101325 ’ '
Рекомендована швидкість руху газів в трубопроводах від вентиляторів знаходиться в
межах 4. ..15 м/с. Отже, площа перерізу труби повинна бути 7,29/(4. ..15) = 0,486... 1,823 м3.
Відтак діаметр вхідного патрубка повинен бути 0,787... 1,524 м. Приймаємо 1 м. Площа
перерізу труби такого діаметра дорівнює 0,785 м2. Швидкість руху повітря при цьому
буде становити 9,29 м/с.
Той самий діаметр труби буде мати і розподільче кільце.
Приймемо, що кількість бокових відводів холодного повітря у змішувальну
камеру дорівнює 8 штук.
Тоді г:лоща кожного з них буде становити 0,785/8 = 0,098 м2, а діаметр відвода
0,354 м (приймаємо 350 мм).
3. Розрахунок діаметра вихідного патрубка гарячого топкового газу
Загальна мольна витрата топкових газів дорівнює 350,868 моль/с. При температурі
250°С об’ємна витрата цих газів становить
w 350,868*8,3144(273 + 250) 3/
V = - = 14,74 м3/с.
2200+101325
При швидкості руху топкових газів 4... 15 м/с, площа перерізу вихідного патрубка
повинна становити 14,74/(4... 15) = 0,98... 3,865 м2, а діаметр - 1,11 ...2,22 м. Обираємо
стандартну трубу з діаметром близьким до мінімального (1200 мм).
4. Розрахунок пальників.
Масова витрата газоповітряної суміші на вході дорівнює 1,02 + 0,0425 = 1,0625 кг/с.
Мольна витрата:
1,02*0,8* 1000/28 + 1,02*0,2* 1000/32 + 0,0425 * 1000/16 = 3 8,18 моль/с.
Об’ємна витрата дорівнює
У = 38;18*83144(273 + 20) =
2200 + 101325
Швидкість руху газової суміші повинна дорівнювати швидкості поширення
фронту горіння, інакше полум’я буде відриватись від пальника або горіння може
розпочатись вже у пальнику. Згідно з [ 13] стабільність горіння залежить від коефіцієнта
надлишку кисню, і оскільки нами обраний коефіцієнт 1,2, то швидкість руху суміші
повинна знаходитись в межах 0,8... 1,75 м/с.
Для ще більшої стабілізації полум’я пропонуються декілька способів, в тому
числі згоряння газу у вогнетривких керамічних тунелях (рис. 13.10) [14].
Газова суміш надходить з кратера пальника у циліндричний тунель, діаметр якого в
2...З рази більше діаметра кратера пальника. При різкому розширенні тунеля навколо
корневої частини факела створюється розрідження, що викликає зворотний рух частини
розпечених продуктів згоряння. За рахунок цього температура газоповітряної суміші у
442
Сушіння продуктів мікробіологічного синтезу ,ВІДВІД
корневій частині факела підвищується і забезпечується стійка зона запалювання.
Застосовуючи вогнетривкі тунелі, швидкість руху з кратера пальника можна збільшувати.
Приймемо, що при використанні вогнетривкого тунеля швидкість руху газової
суміші у кратері пальника становить 3 м/с.
Сумарна площа кратерів пальників повинна бути 0,9/3 = 0,3 м2.
Найкраще розташування пальників, з погляду компактності, є по осях шестикутника:
У наступному ряді по колу можна розташувати ще 18 пальників. Отже, разом
буде розташовано 37 пальників. Площа кожного кратера дорівнює 0,3/37 = 0,0081 м2,
а діаметр.-0,1 м.
Приймемо, що діаметр тунеля в 2 рази більше діаметра кратера пальника
(200 мм), а товщина стінки керамічної труби - 20 мм. Отже, загальний зовнішній
діаметр керамічного тунеля дорівнює 240 мм. Усі пальники можна розташувати у
корпусі діаметром 7*0,24 = 1,68 м (1800 мм).
Довжина тунеля приблизно в 10 разів більше його внутрішнього діаметра, отже,
довжина тунеля повинна бути не менше ніж 10*200 = 2000 мм. Разом з пальником
довжина корпусу пристрою для спалювання газу дорівнює приблизно 2400 мм.
13.3. Сублімаційне сушіння
Сублімаційний (ліофільний) метод сушіння ґрунтується на вилученні вологи з
матеріалу, який знаходиться у замороженому стані. При цьому лід переходить в
газовий стан, обминаючи рідкий.
Більшу частину часу сушіння матеріал знаходиться при температурі -15...-30°.
Оскільки процес ведуть при дуже низьких тисках (50-И 50 Па), то на матеріал не діє
не тільки тепло, але й кисень повітря.
443
Обробка культуральних рідин
Заморожування вологого неживого матеріалу труднощів не викликає, але вони
виникають при заморожуванні живої біомаси, властивості якої повинні відновитись
після надходження висушеної біомаси в нормальне середовище. Якщо занадто швидко
заморожувати живу біомасу без вжиття запобіжних заходів кристалики льоду
пошкоджують біологічні мембрани і клітини гинуть. Для попередження цього явища перед
сушінням біомасу обробляють розчинами гліцерину, глюкози, лактози тощо, які не дають
утворюватись кристалам з гострими краями. Занадто повільне охолодження теж може
привести до загибелі живих клітин. Оптимальна швидкість заморожування -10°С/хв. До
загибелі клітин може привести і занадто повне висушування.
На рис. 13.12. подано принципову схему вакуум-сублімаційноїустановки періодичної
дії.
У сублімаційній камері 1 розташовані плити 2, на які встановлені кювети 3. В
кювети наливають розчин або суспензію, які підлягають сушінню. Деякі технології
передбачають попереднє заморожування матеріалу, який у вже подрібненому стані
завантажують в кювети.
Рис. 13.12. Принципова схема вакуум-сублімаційної установки періодичної дії
(пояснення в тексті)
Камеру герметизують, вмикають холодильну машину XM-I, яка прокачує
холодоносій крізь плити 2. Розчин перетворюється в льодяний шар. Розсіл від холодильної
машини спрямовують у змійовик, занурений в рідину в ємності 7 (на схемі лінії
сполучення і змійовик не показано) з метою охолодження цього розсолу до потрібної
температури, яка вище температури сублімації. Сублімаційну камеру з’єднують з
444
Сушіння продуктів мікробіологічного синтезу
конденсатором 4, в якому розташований змійовик або інший теплообмінний пристрій з
розвиненою поверхнею 5. Від холодильної машини ХМ-2 у змійовик починають подавати
розсіл з температурою нижче, ніж температура замороженого матеріалу (температури
сублімації)- Вмикають вакуум-насос 6 і створюють глибокий вакуум у конденсаторі і
в сублімаційній камері (15... 150 Па).
Розсіл з ємності 7 насосом 8 починають прокачувати крізь плити. Оскільки
температура розсолу вище за температуру замороженого матеріалу, до матеріалу
надходить тепло, яке необхідне для сублімації льоду; температура льоду при цьому не
змінюється. Охолоджений розсіл повертається в ємність 7, де його підігрівають труб¬
частими електронагрівачами 9. Водяна пара з субліматора надходить в конденсатор 4.
Оскільки температура в конденсаторі нижче температури в субліматорі, то водяна
пара утворює на поверхні теплообмінного пристрою 5 шар льоду. Після закінчення
процесу сушіння температуру розсолу, що циркулює через ємність 7, піднімають і
доводять температуру висушеного матеріалу до нормальної або дещо вище. Вимикають
вакуум-насос, холодильну машину ХМ-2. Апаратуру повністю з’єднують з атмосферою,
через змійовик 5 за допомогою насосу 8 прокачують теплий розсіл і розморожують
шар льоду на поверхні змійовика 5. Воду з конденсатора зливають в каналізацію. Із
сублімаційної камери вивантажують висушений матеріал, установку готують до
наступного технологічного циклу.
У деяких, доволі поширених конструкціях як джерела тепла для сублімації
використовують плити з електрообігріванням. Тепло передається радіаційно в діапазоні
інфрачервоних електромагнітних хвиль.
Все більше поширення набувають сублімаційні сушарки безперервної дії, основним
робочим органом в яких служать стрічкові конвеєри. Детальну інформацію про
конструкції ліофільних сушарок, технологічні розрахунки можна знайтиу [8].
13.3.1. Технологічний розрахунок сублімаційної сушарки
періодичної дії
Розрахункові формули
Маса вологого матеріалу, що надходить на сушіння, Mm складається з маси
сухого залишку Mc та маси вологи AM.
M =M + AM.
M C
З іншого боку,
AM = P(Pm-Pji)Ft, (13.7)
де P- коефіцієнт масообміну, с/м (цей коефіцієнт визначають експериментально,
фактично він становить IO'5... IO'6 с/м);
Pm - тиск насиченої водяної пари, який відповідає температурі сублімації (при
-20...-30°С Pm * 100 Па).
445
Обробка культуральних рідин
Рл-тиск насиченої водяної пари, який відповідає температурі на поверхні льоду
в конденсаторі ( при -35...40°С Рл « 15...40 Па);
F - площа поверхні випаровування, м2 (площа поверхні випаровування різко
зростає, якщо вологий матеріал вноситься в подрібненому, замороженому стані);
т - час проведення процесу, с.
За одиницю часу в сушильну камеру надходить тепло Qk від нагрівачів (Qe) та
з довкілля через стінки сублімаційної камери (Qc ):
Qk = Qe+ Qck (13-8)
Нагрівання може здійснюватись радіаційним випромінюванням від елекгронагрівачів.
Тоді
Qe = Vl, (13.9)
де V- напруга, В; І - сила струму, А.
Якщо підведення тепла здійснюють рідким теплоносієм, який прокачують крізь
плити, то
Qe = Gcp (tI - U
де G- витрата теплоносія, кг/с; ср - питома теплоємність теплоносія, кДж/(кг К);
tj, t2 - початкова та кінцева температури теплоносія, °С.
Надходження тепла через стінки камери визначають за формулою:
Q„. = KFAоз-ю)
де K- коефіцієнт теплопередачі від довкілля до матеріалу, що сублімується,
Вт/(м2К); F - площа теплообміну, м2; tn, tK - температури приміщення та камери, 0C.
Для орієнтовних розрахунків величиною Qc к можна знехтувати.
У період сублімації тепло витрачається на випаровування вологи з одиниці
поверхні:
Qc = р( Pm - P ) гс = Vrc, Вт/м2, (13.11)
де г. - теплота сублімації (для орієнтовних розрахунків можна прийняти, що
гс = 2833 кДж/кг);
Vc - швидкість сублімації, кг/(м2с).
Використовуючи рівняння Клайперона-Менделєєва, можна знайти швидкість
сублімації в об’ємних одиницях. Дійсну масову витрату пари з субліматора в одиницю
часу визначають за формулою
M =н/Vc Fc,
п Y Cmax с ’
де Vj/ — коефіцієнт нерівномірності (0,85); Vc^ - максимальна швидкість сублімації
(для орієнтовних розрахунків можна прийняти як середню); Fc - площа поверхні
сублімації, м2.
446
Сушіння продуктів мікробіологічного синтезу ,ЖЙШяІШ
Основи орієнтовного розрахунку сублімаційної сушарки періодичної дії покажемо
на прикладі:
Приклад 13.6. Маса матеріалу, що підлягає сушінню за технологічний цикл,
який триває 35 годин, - 1635 кг. За цей період одержують 390,4 кг висушеного продукту
і 1244,6 водяного конденсату. Температури сублімації та конденсації відповідно -25
та -40°С, коефіцієнт масопередачі - 5 IO'5 с/м. Початкова температура суспензії
дорівнює 20°С, питома теплоємність становить 3,1 кДж/(кгК). Розрахувати основні
розміри сублімаційної камери, час заморожування і сублімації, діаметр вакуумного
трубопроводу. (Додаткові дані приймаються під час розв’язання задачі).
Розв ’язання
Визначення основних розмірів сублімаційної камери.
1. Довільно приймемо, що кількість циклів сублімації за повний технологічний
цикл виробництва дорівнює 7.
2. Цикл сублімації триває 35/7 = 5 годин.
3. За один цикл потрібно переробити 1635/7 = 233,6 кг біомаси, яка при густині
вихідного матеріалу 1100 кг/м3 буде займати об’єм 223,6/1100 = 0,212 м3.
4. Біомасу розливають на горизонтальні піддони шаром близько 5 мм. Отже,
поверхня піддонів повинна бути 0,212/0,005 = 42,5 м2.
5. Визначимо основні розміри піддонів, їх кількість і габарити сублімаційної
комери.
На рис. 13.13 схематично показано поперечний переріз камери та повздовжний
переріз піддона з плитою.
* Піддони з плитами
Рис. 13.13. Схематичний поперечний переріз сублімаційної камери і повздовжний
переріз піддону і плити:
1 - простір для механічно-технологічних пристроїв для виймання піддонів з камери;
2 - піддон; 3 - шар суспензії, що сублімується; 4 - плита з каналом для теплоносія.
Згідно з рисунком загальна висота піддону і плити разом з повітряним зазором
між ними (0,5 мм) дорівнює 30,5 мм. Враховуючи паровий простір між сусідніми плитою
і піддоном, який дорівнює 9,5 мм, висота системи “плита-піддон” дорівнює 40 мм.
447
Обробка культуральних рідин
Позначимо кількість піддонів п. Тоді висота пакета піддонів буде становити
0,04п м.
Найбільш компактне розташування під донів - куб, тобто висота пакета повинна
дорівнювати ширині (Ш) і довжині (Д) піддонів.
З іншого боку, ШхДхп = 42,5 м2, тобто 0,04пх0,04пхп = 42,5 м2.
Звідси п = 29,8 (ЗО).
Отже, ширина (і довжина) піддона становить 0,04x30 = 1,2 м. Таким чином, поверхня
одного піддона становить 1,2* 1,2 = 1,44 м2, а загальна площа - 1,44*30 = 43,2 м2.
Діаметр кола, яке описане навколо квадрата зі стороною 1,2 м, становить
D = V(U)2 +0,2)2 = 1,697 м.
З урахуванням запасу на конструктивні деталі внутрішній діаметр сублімаційної
камери можна прийняти 1,7 м,а довжину -1,3м (рис. 13.14).
2,5 м
Рис. 13.14. Габарити сублімаційної камери
6. Визначимо масу сублімаційної камери3.
Товщину стінок камери розраховуємо за формулою
6 = 0,47—
100
\ 0,4
+ C + С|,
IO'6 E D,
де 8 - товщина стінки, м;
р - розрахунковий тиск, МПа (в цих розрахунках зовнішній тиск дорівнює
0,101325 МПА, а з коефіцієнтом запасу міцності 1,5 р = 0,101325* 1,5 = 0,152 МПа);
D - діаметр апарата, м (1,7 м);
1 - розрахункова довжина обичайки (1,3 м);
E - модуль повздовжньої пружності (1,99 IO5, МПа)
C - додаток до розрахункової товщини для компенсації корозії, м; C =Пта, де П -
корозійна проникливість, м/рік [2] (за відсутності даних можна прийняти, що П =
= I O'4 м/рік), Ta - амортизаційний термін служби апарата, років (можна прийняти 10 років);
C1 - додаток на закруглення до цілого числа міліметрів.
3 Використані методики розрахунків за посібником: Альперт Л.З. Основи проектирования химических
установок. - M.: Вьісшая школа, 1976 - 272 с.
*
448
Сушіння продуктів мікробіологічного синтезу
Отже,
і N0-4
+10'4 • 10 + 0,0005562 = 0,008 м = 8 мм.
6 = 0,47^- °’152 *U
100 О'6 *1,99 IO5 1,7,
Поверхня обичайки камери дорівнює
3,14
^1,7 + 1,86Л
1,3 = 7,26 м2,
. 2 .
а об’єм металу, який пішов на виготовлення обичайки, дорівнює 7,26*0,008 = 0,058 м\
Товщину еліпичних кришок розраховуємо за формулами:
5=m.|ZeZ+с+с,,
300 VlO-6E "
S = -^-Pl +С + С.,
2а
доп
де R- радіус кривизни у вершині еліптичного днища (3 м),
ке - коефіцієнт, який залежить від відношення висоти кришки до діаметра кришки
(приблизно 0,3) і відношення радіуса кривизни до товщини кришки (орієнтовно
3000/8 = 375); при цих значеннях ке = 0,99;
Стдоп - нормативна напруга, що допускається (160 МПа);
P1 - безрозмірний коефіцієнт.
р, = 0,5 + J0,25 + 12к 2 = о,5 + J0,25 +12(0,99)2 —— *16°— = 4,4.
1 V Ep V 1,99IO5 *0,152
де сте - мінімальне значення межі пливності (240 МПа).
Відтак
. 0,99*3 0,152 плл, лллл„^ лллл
8 = — J—т—^ г + 0,001 + 0,00035 = 0,009 м,
300 V10 6 *1,99*10*
0 152*3
8 = - - - 4,4 + 0,001 + 0,00073 = 0,008 м
2*160
Обираємо менше значення товщини кришки, а саме - 8 мм.
Поверхня кришки дорівнює
Fk= 1,1 *3,14*(1,7)2/4 = 2,5 м2,
де 1,1- коефіцієнт, який враховує еліптичність і відбортовку кришки.
Поверхня обох кришоК-2,5*2 = 5 м2. Об’єм металу, потрібний на виготовлення
кришок, дорівнює 5*0,008 = 0,04 м3.
Об’єм металу при товщині сталевих листів 0,001 м, потрібний на виготовлення
піддонів, дорівнює
449
ДДШ^ Обробка
культуральних рідин
30*0,001 (1,2)2 + 30*0,001*4*1,2*0,0305 = 0,048 м3.
Об’єм металу при товщині сталевих листів 0,001 м, потрібний на виготовлення
плит, дорівнює
30*2*0,001 (1,2)2 + 30*0,001 *4* 1,2*0,01 = 0,088 м3.
Загальний об’єм металу дорівнює 0,058 + 0,04 + 0,048 + 0,088 = 0,234 м3.
Маса апарата дорівнює 0,234*7800 = 1825 кг.
Визначення часу заморожування і охолодження замороженої суспензії
1. Тепло, яке віднімається від суспензії, в разі охолодження від 20°С до 0°С (від
T1 до T2) :
Q1 = GcpOTl - T2) = 233,6*3,1(20 - 0) = 14483 кДж.
Крім охолодження суспензії, потрібно охолодити камеру, виготовлену зі сталі,
яка має масу 1825 кг. Для ії охолодження потрібно витратити
1825*0,45(20-0)= 16425 кДж.
Отже, загальна витрата тепла становить
14483 + 16425 = 30908 кДж.
Приймемо, що для охолодження суспензії використовують холодильну машину,
яка охолоджує розсіл до температури t, = -30°С (типу МКТ60-2-2), а під час
охолодження згідно з технічними даними температура розсолу на вході в машину не
може бути вище -IO0C (нехай X2 = -15°С).
Орієнтовно розрахуємо коефіцієнт теплопередачі K від холодоносія до суспензії. Без
розрахунків приймемо, що коефіцієнт тепловіддачі від холодоносія до стінки плити
становить а = 700 Вт/(м2 К), а теплопередачами крізь стінки плити і піддона знехтуємо.
Забруднення на внутрішніх стінках плити від розсолу не відкладаються, а вплив забруднень
з боку суспензії незначний, оскільки кювети регулярно очищують під час розвантаження.
У той самий час на теплопередачу буде суттєво впливати повітряний зазор між плитою
та кюветою, який обов’язково утворюється, оскільки конструкцією субліматора в період
завантаження та розвантаження апарата передбачено ковзання кювети по плиті подібно
шухляді письмового стола. Прийнято, що цей зазор становить 0,5 мм. Коефіцієнт
теплопровідності повітря 0,036 Вт/(м К). Тоді коефіцієнт теплопередачі буде становити
К= 1 0.0005 0.005 -42-8Вт/(М’ К)-
+ — + —
700 0,036 0,62
Процес охолодження до 0°С - нестаціонарний. Отже, середню різницю температур
належить розраховувати за формулою:
450
Сушіння продуктів мікробіологічного синтезу
T1-T2 A-I д T-t, 0 + 30 „
At =—1 - ,де A = '- = = 2
In7--tI AlnA T-t2 0 + 15 •
T2-t, ‘
Наприкінці охолодження T = T2 = O0C
At = . 20.-0...IzU28,2°с
в*м , 20 + 30 2 In 2 ‘
In
0 + 30
Отже, час охолодження суспензії до 0°С буде становити:
х = 30908 107(42,8*43,3*28,2) = 591 с = 0,164 години.
2. Визначимо час заморожування рідини.
Тепло, яке потрібно зняти в процесі заморожування:
Q2 = Grt = 233,6*332,8 = 77742 кДж,
де гт - теплота топлення льоду, 332,8 кДж/кг.
Оскільки теплопровідність шару суспензії при переході від рідкої до твердої фази
різко міняється, то нове значення теплопередачі буде становити
к = —: 1 = 53,45Вт/(м2 • К).
1 0,0005 0,005 v '
700 + 0,036 + (0,62+ 2,33)/2
де 2,33 - теплопровідність льоду, Вт/(м К).
За.умови, що температури холодоносія на вході і виході з холодильної машини
не міняються, не міняється також температура суспензії в процесі заморожування
(O0C) і процес є стаціонарним, середня різниця температур становить:
In
15
Час заморожування становить
77742000 1Г„
х = = 1555 с = 0,432 години.
53,45*43,3*21,6
3. Визначення часу охолодження шару льоду від температури O0C до -25°С.
Процес теплопередачі нестаціонарний.
Загальна кількість тепла, яку потрібно зняти при охолодженні шару льоду,
Q3 = Gcpji (0 + 25) = 233,6 * 2,14 * 25 = 12498 кДж.
451
Обробка
культуральних рідин
Тепло, яке потрібно відвести при охолодженні металевих конструкцій камери,
становить:
Q3i = 1825 * 0,45 * 25 = 20531 кДж.
Всього потрібно відвести 12498 + 20531 = 33029 кДж тепла.
Приймемо, що температура на виході нагрітого холодоносія наприкінці охолодження
льоду становить -28°С. Тоді
д = -25-(-30)
-25-(-28) '
At - 0 + 25 ^67-1 -10 9 °С
1п 0 + 30 1,67 In 1,67 ’ •
-25 + 30
Коефіцієнт теплопередачі
K = А * л = 57,3 Вт/(м2 • К)
1 0,0005 0,005 v ’■
700 + 0,036 + 2,33
Час охолодження
33029000 ,^1 A,,ft
т = = 1221 с = 0,339 години.
57,3*43,3*10,9
4. Загальний час охолодження суспензії, її заморожування та охолодження льоду
становить 0,164 + 0,432 + 0,339 = 0,935 години.
Визначення часу сублімації
1. Маса вологи, що підлягає сублімації за цикл сублімації дорівнює
AM =1244,6/7 =177,8 кг.
2. Час проведення сублімації
хс = 177,8/[5 10'6( 100-15)43,3] = 9662 с = 2,684 години.
3. Загальний час проведення технологічного циклу без урахування додаткового
часу на обслуговування апарата
0,935 + 2,684 = 3,62 години.
На обслуговування апарата (разморожування готового продукту, завантаження
біомаси і вивантаження готового сухого продукту, підготовку апарата до наступного
циклу) відводиться 5 - 3,62 = 1,38 години. Цей час прийнятний, отже, довільне розбиття
процесу на 5 циклів сублімації є теж прийнятним.
452
Сушіння продуктів мікробіологічного синтезу
Визначення температури теплоносія на вході і виході з плити
(на виході з ємності 7 і на вході в неї; рис. 13.10).
ч
1. Розрахунок тепла для сублімації.
Секундна витрата тепла на усю поверхню сублімації:
q = Р(Рм - Рл)гс F = 5 10-6(100 - 15)2833*43,3 = 52,1 кВт.
2. Розрахунок коефіцієнта теплопередачі.
- + -S- + - + -
сс А* А* А,
C п л
де а - коефіцієнт тепловід дачі від холодоносія до стінки плити;
8с, - товщина стінки плити та кювети (1 + 1=2 мм);
8п, - товщина повітряного зазору між плитою та кюветою (0,5 мм);
Sji - товщина шару льоду, яка міняється в процесі від 5 до 1,5 мм (в середньому
3,25 мм);
Xc, Xn, Xn - теплопровідності відповідно нержавіючої сталі (17,5 Вт/(м К), повітря
(0,034 Вт/(м К) та льоду (2,33 Вт/(м К).
Для розрахунку коефіцієнта а приймемо, що як холодоносій використовують
30%-й розчин CaCl2, густина якого 1286 кг/м3, а динамічна в’язкість, згідно з
довідниками, за температури -20...-30°С знаходиться в межах 14,4...22,6 МПас
(приймемо 18,5 МПа с); теплопровідність дорівнює 0,43 7 Вт/(м К), питома теплоємність
становить 2670 Дж/(кг К).
Поперечний переріз плити:
і
'і;
■)
/
\
'2
f
1600
< >
Прийнято товщину стінки плити 1 мм. Тоді змочений периметр 13-ти плит буде
становити
П = 30[2(1,2 - 2*0,001) + 2(0,01 - 2*0,001)] = 72,84 м.
Площа перерізу отворів 30-ти плит:
f= 30(1,2-0,002)(0,01 -0,002) = 0,2875 м2.
Еквівалентний діаметр для розрахунку критерію Re:
de = 4f/n = 4*0,2875/72,84 = 0,0158 м.
Швидкість примусового руху рідини в трубах і каналах повинна становити
1... З м/с. Оскільки нема потреби досягати високого значення коефіцієнта тепловід дачі а,
453
культуральних рідин
Критерій Re: Re = — ^ 3’ = 10,98.
тому що коефіцієнт теплопередачі лімітується теплопередачею через повітряний зазор
і нерухомий шар льоду в кюветах, приймемо, що швидкість холодоносія в 100 разів
менше мінімального значення - 0,01 м/с. Тоді об’ємна його витрата дорівнює
0,01*0,2875 = 2,875 IO 3 м3/с, а масова витрата-2,875 IO'3* 1286 = 3,7 кг/с.
0,01*1286*0,0158
18,510'
Режим течії - ламінарний.
Критерій Прандтля : Pr = (ср*г|)/А. = (2670*0,0185)/0,437 = 113,03.
Без врахування різниці властивостей рідини в потоці і біля стінки критерій
Нусельта при Re = 10-И000 становить [9]:
Nu = 0,59Re°’47Pr0’38 = 0,59(10,98)° 47( 1 13,03)038 = 10,97.
Коефіцієнт тепловіддачі
а = (Nu*A,)/de = (10,97*0,437)/0,0158 = 303,4 Вт/(м2 К).
Коефіцієнт теплопередачі К:
К 1 0,002 0,0005 0,00325 48’8Вт/(м К)'
+ — + — + —
303,4 17,5 0,034 2,33
3. Розрахунок температури на вході теплоносія в плити:
Atcep = 52,1 103/(48,8*43,3) = 24,7°С.
Температурна схема процесу:
теплоносій
чм
матеріал, що сублімується
-25 ► -25
t2 + 25 t, + 25
At £ ULL.+ 25 = 24,7.
“р 2
З іншого боку Atcep = 24,7 = 3,7*2,67(t, —12). Звідси t2 = -1,55°С, t, = 0,95°С.
Розрахунок діаметра трубопроводу для відведення пари
1. Питома масова витрата пари:
V = q/r = [5 10-6(100 - 15)2833] /2833 = 4,25 IO 4 кг/(м2с).
454
Сушіння продуктів мікробіологічного синтезу
2. Масова витрата пари з урахуванням коефіцієнта нерівномірності (0,85):
AM = 0,85*4,25 10'4*43,3 = 1,564 IO'2 кг/с.
3. Об’ємна витрата пари:
wig* •цжотз-ед ,
п 1810 *100
4. Швидкість руху пари у вакуумних трубопроводах становить приблизно 75 м/
с, отже, площа перерізу трубопроводу повинна дорівнювати 17,9/75 = 0,239 м2.
Відповідно діаметр трубопроводу повинен бути 0,552 м (560 мм).
13.4. Вакуум-сушильні шафи
Як і сублімаційні сушарки, вони призначені для сушіння нетермостійких
матеріалів, але процес відбувається за кімнатної або підвищеної температури, яку
витримує матеріал, наприклад, деякі види антибіотиків.
Сушіння відбувається періодично, тобто у шафу на полиці закладають вологий
матеріал, створюють вдкуум, починають обігрівання шафи парою через порожнини
в плитах або електричним струмом. Процес закінчують, коли матеріал матиме певну
залишкову вологість, після чого готовий сухий матеріал вивантажують. На рис. 13.15.
зображений схематичний вид вакуум-сушильної камери. Ці апарати призначені для
сушіння порівняно невеликих кількостей вологого матеріалу.
Рис. 13.15. Схема вакуум-сушильної шафи
(пояснення в тексті).
У горизонтальному циліндричному корпусі 1 розташовані полиці 2, на які укладають
вологий матеріал. Апарат герметично закривають опуклою кришкою і, яку
закріплюють за допомогою підвішування на рейці 4, як показано на рис. 13.13, або на
бокових кронштейнах. Сушильні шафи, як і звичайну вакуум-апаратуру, споряджають
конденсаторами змішування і барометричною трубою (на схемі не показано).
Характеристики стандартних вакуум-сушильних шаф, нагрівання яких здійснюють
парою підтиском 0,4 МПа, подано в табл. 13.3.
455
щзШИкь.
Обробка культуральних рідин
Крім згаданих великогабаритних шаф у малотоннажних виробництвах поширення
набуло використання лабораторних вакуум-сушильних шаф.
Таблиця 13.3
Характеристика вакуум-сушильних шаф
Індекс апарата
ШВС-4,5 ;"
ШВС-4,5К*
> IIlBC-Iff
LU BC-16К'
швс-зз
ШВСгЗЗК
Поверхня завантаження, м
4,5
16
33
Залишковий тиск до, Па
2700
10270
5330
Г абарити
1185x1410x2050
1800x1710x2270
2600x2820x2740
* - буква K означає, що апарат виготовлений з нержавіючої сталі.
Технологічний розрахунок цієї апаратури проводять за методиками для періодичного
сушіння, наведеними, наприклад, в [10]. Якщо відомі експериментальні дані, отримані
під час сушіння матеріалу, то розрахунки істотно спрощуються.
Приклад 13.5. На установці кожні 36 годин одержують 2,5 тонни відтиснутого
від міжклітинної вологи біошроту, який має вологість 68%, насипну густину 880 кг/м3,
теплопровідність 0,46 Вт/(м К). Для його сушіння застосовують вакуум-сушильні шафи
ШВС-16К. За експериментальними даними час сушіння біошроту шаром 25 мм до
потрібної вологості становить 6,5 годин. Температура сушіння X2 = 70°С, вихідний матеріал
надходить з температурою 20°С. Для нагрівання застосовують пару з температурою
133°С. Знайти потрібну кількість шаф.
. Розв'язання
1. Об’єм шроту, який завантажують у шафу, 16*0,025 = 0,4 м3. Маса шроту при
цьому 0,4*880 = 352 кг.
При заданій потужності за добу можна провести а циклів:
2500 „ ^ *
а = — = 4,73 цикл/доба.
36
24'
352
2. Визначимо час нагрівання матеріалу до 70°С.
Q
T=-
KFAtcep
Тепло, потрібне для нагрівання матеріалу:
Q=(0CyxScy, +g-cp. Xt2 -
456
Сушіння продуктів мікробіологічного синтезу
Де с Pcyx та ср. “ питомі теплоємності абсолютно сухого біошроту та води (відповідно
~2 та 4,19 кДж/(кг К);
G - маса абсолютно сухого матеріалу в одному завантаженні (352*0,32 =
= 112,бТкг);
Gb - маса води в одному завантаженні (352 - 112,64 = 239,36 кг).
Q = (112,64*2 + 239,36)(70 - 20) = 61410 кДж.
Середня різниця температур:
= 85>6Ч,
,133-20
In
133-70
Теплопередача від нагрівальної плити до матеріалу визначатиметься в основному
теплопровідністю біошроту. Отже,
K = Ж = 0,46/0,025 = 18,4 Вт/(м2 К).
Час, потрібний на нагрівання матеріалу, становить
61410000 Л
х = 2436,8 с = 0,68 години.
18,4*16*85,6
3. Визначаємо потрібну кількість шаф.
Режим роботи шафи:
Завантаження матеріалу - 1 год.
Нагрівання матеріалу - 0,68 год.
Сушіння - 6,5 год.
Вивантаження сухого матеріалу - 1 год.
Всього - 9,18 год.
За добу в одній шафі можна провести P = 24/9,18 = 2,61 операції.
Потрібна кількість шаф п = а/р = 4,73/2,61 = 1,81 (2) шафи.
* * *
Значно частіше потрібно провести технологічні розрахунки і обрати потрібну
кількість шаф або визначити час їх роботи, не маючи експериментальних даних. Відомо,
що сушіння проходить у дві стадії: перша стадія, коли розчинник в матеріалі міститься
у значній кількості, за суттю є процесом кипіння або випаровування цього розчинника, а
друга, коли розчинника залишається мало, процес вже лімітується не тільки різницею
температур і тиском випаровування, але й дифузійними характеристиками процесу,
457
Обробка культуральних рідин
концентраційною депресією тощо. Динаміка сушіння на другій стадії важко піддається
розрахункам, але на першій стадії, коли у вакуум-сушильних шафах сушаться розчини,
нехтуючи концентраційною депресією температури кипіння концентрованих розчинів,
цю динаміку сушіння можна орієнтовно розрахувати і визначити основний час процесу.
Приклад 13.7. У шафі сушиться 40%-й водний розчин деякої речовини. Сушіння
відбувається при слабкому кипінні за атмосферним тиском (IOO0C) і у вакуумі при
40°С. Початкова товщина шару розчину - 20 мм. Поверхня випаровування - 5 м2.
Густина вихідного розчину - 1150 кг/м3. Кінцева вологість висушеного матеріалу -
1%. Знайти час сушіння в обох випадках, концентраційною депресією знехтувати.
1. Слабке кипіння характеризується витратою пари на рівні 0,005... 0,01 м3/(м2 с).
Приймемо 0,01 м3/(м2 с).
Враховуючи усю поверхню,, витрата пари буде 0,01 *5 = 0,05 м3/с.
2. Використовуючи формулу Клайперона-Менделєєва, можна знайти мольну витрату
пари. Для атмосферного тиску мольна і масова витрати пари будуть дорівнювати
PV 101325*005
п = = ^ = 1,6336 моль/с = 1,6336 *18/1000 = 0,029 кг/с.
RT 8,3144(273 + 100)
За температури 40°С тиск насиченої пари 7848 Па, відтак мольна і масова
витрати пари будуть дорівнювати
ПОЛО Jje Л ЛГ
п = *- = 0,151 моль/с = 0,151 * 18/1000 = 0,0027 кг/с.
8,3144(273 + 40)
3. Маса розчину, що підлягає сушінню, дорівнює 5*0,02*1150 = 115 кг. Вміст
абсолютно сухої речовини в розчині становить 115*0,4 = 46 кг. Маса висушеної
речовини 46/0,99 = 46,46 кг. Маса води, що перетворюється на пару, дорівнює
115 -46,46 = 68,54 кг.
4. Час сушіння за атмосферним тиском дорівнює 68,54/0,029 = 2363 с = 39 хвилин,
а у вакуумі - 68,54/0,0027 = 25385 с = 7,05 години.
* * *
Сушіння може відбуватись без кипіння за рахунок повільного випаровування при
температурі, яка не відповідає тиску насиченої пари, тобто при меншій. В такому
випадку для визначення витрати пари можна використати емпіричну формулу
W = IO^pVm, кг/(м2-с),
де г(- коефіцієнт в межах 1...8 (1 - для нерухомої атмосфери); P - пружність
пари, мм рт. ст; M - молекулярна маса.
Приклад 13.8. Умови прикладу попередні, але сушіння за атмосферним тиском
відбувається при 60°С, а у вакуумі (7848 Па) - при 30°С. Знайти час сушіння в обох
випадках.
458
Сушіння продуктів мікробіологічного синтезу ^ДДШЯ
Розв'язання
1. За атмосферним тиском у шафі і за температури розчину 60°С, що випаровується,
пружність водяної пари дорівнює 19900 Па (149 мм рт. ст). Розчин є нерухомим,
молекулярна маса води - 18. Відтак питома витрата пари дорівнює
W = IO-6 *1* 149л/Ї8 = 0,00063 кг/(мг • с).
Оскільки поверхня випаровування 5 м2, то загальна витрата пари дорівнює
0,00063*5 = 0,0032 кг/с. Час сушіння становить 68,54/0,0032 = 21419 с = 5,9 години.
2. Тиск у шафі 7848 Па. Пружність водяної пари при 30°С і атмосферному
зовнішньому тиску дорівнює 4560 Па, що становить 4560*100/7848 = 58,1% від
реального зовнішнього тиску. Розрахунковий тиск 0,581 *760 = 442 мм рт. ст. Отже,
питома витрата пари буде дорівнювати
W = 10^ * 1 * 442л/Ї8 = 0,00188 кг(м2 • с).
Загальна витрата пари 0,00188*5 = 0,0094 кг/с. Час сушіння 68,54/0,0094 =
= 7291 с = 2,03 години.
* * *
Аналогічні розрахунки можна провести і для органічних розчинників.
Приклад 13.9. Сушиться той же розчин, але розчинник - толуол. Вакуум -
80%. Температура сушіння - 40°С. Знайти час сушіння.
Розв ’язання
1. Якщо відсутні дані, то пружність пари органічних розчиннків можна знайти за
емпіричною формулою
IgP = A —,
t + C
де А, В, C - константи, t - температура в °С. Для толуолу А = 6,95334, В = 1343,94,
C = 219,38.
1343 94
LgP = 6,95334 і = 1,77198. P = 59,15 мм рт. ст.
6 40 + 219,38 F
Тиск у шафі 0,2*760 = 152 мм рт. ст. Розрахунковий тиск 59,15*760/152 =
= 295,7 мм рт. ст. Отже, питома витрата пари буде дорівнювати
W = IO'6 * 1 * 295,7л/92 = 0,002836 кг/(м2 • с).
Загальна витрата пари становить 0,002836*5 = 0,01418 кг/с. Час сушіння дорівнює
68,54/0,01418 = 4833 с= 1,34 години (80 хвилин).
459
Обробка культуральних рідин
13.5. Вальцові сушарки
У випадках, коли сушінню підлягають пастоподібні або кашоподібні матеріали,
які витримують короткострокове сушіння при порівняно високих температурах,
зокрема, деякі продукти мікробіологічного синтезу, встановлюють вальцові сушарки,
в яких сушіння відбувається на зовнішній поверхні вальців.
Вальцові сушарки складаються з одного або двох барабанів (вальців), які повільно
обертаються в кориті, наповненому матеріалом, що підлягає сушінню. Зсередини ці
барабани обігріваються парою. Вальці лише частково занурені в матеріал. Обертаючись,
паста налипає на гарячу поліровану поверхню вальців, вирівнюється тонким шаром і
під час обертання сушиться. Сухий матеріал завтовшки 0,1... 1 мм зрізається ножем і
за допомогою шнекового транспорту (або іншим способом) відводиться від сушарки
(рис. 13.16).
Вологий матеріал f
Рис. 13.16. Схема одновальцової (а) та двовальцової (б) сушарок
Подавати пасту на поверхню вальців можна не з корита, а з лотка. Для закритих
сушарок потрібно передбачати подачу сухого повітря для відведення пари розчинника
від поверхні матеріалу, що сушиться.
Вітчизняна промисловість випускає одновальцові сушарки з діаметром вальця
від 600 до 1250 мм і довжиною вальця від 1400 мм до 3200 мм. Двовальцові сушарки
випускають з діаметром ротора від 320 до 1350 мм і довжиною від 650 до 3100 мм.
Швидкість обертання барабана одновальцової сушарки типу COA можна регулювати
від 3,9 до 9,5 хв.1, а швидкість обертання роторів двовальцової сушарки типу СДА
регулюють ступенево: 4,2,6,4,8,5,13 хв'1 [11].
За потребою на замовлення сушарки випускають в герметичних корпусах, в
яких можна створити вакуум, і проводити сушіння термолабільних продуктів за
низьких температур.
460
Сушіння продуктів мікробіологічного синтезу
Оскільки сушіння проводять в надзвичайно тонких шарах, дифузійними процесами,
які лімітують динаміку сушіння, для орієнтовних розрахунків можна знехтувати.
Приклад 13.10. Упродовж 2 годин на одновальцову сушарку COA 600/1400П
надходить 10 тонн пастоподібного біошроту вологістю 65%. На виході з сушарки
одержують сухий біошрот вологістю 9%. Знайти потрібну кількість сушарок, які
необхідно встановити для паралельної роботи.
Розв ’язання
1. Густина суцільних сухих біомас знаходиться в межах 1100... 1200 кг/м3.
Приймемо 1150 кг/м3. Отже, густина вологого біошроту становить 0,35*1150 +
+ 0,65*1000= 1052,5 кг/м3.
2. Приймемо початкову товщину вологого шару 5 мм. У перерахунку на 1 м2
поверхні на початку налипає 0,005 м3 вологого біошроту або 0,005* 1052,5 = 5,26 кг/м2.
Цей шар містить 5,26*0,35 = 1,84 кг АСБ, а в перерахунку на продукт, який має
деяку залишкову вологість - 1,84/0,91 = 2,02 кг/м2 продукту.
3. Густина сухого продукту 0,91*1150 + 0,09*1000 = 1136,5 кг/м3. Тоді об’єм
кінцевого продукту становить 2,02/1136,5 = 0,0018 м3/м2. Отже, товщина шару
кінцевого продукту буде становити 1,8 мм, що не допускається технічними умовами
на сушарку, оскільки наприкінці процесу товщина шару сухого матеріалу
повинна бути 0,1... 1 мм. -
4. Приймемо, що кінцева товщина шару буде становити 0,5 мм. Тоді в перерахунку
на 1 м2 наприкінці процесу на поверхні буде знаходитись 0,0005 м3 сухого продукту або
0,0005*1136,5 = 0,57 кг/м2, а в перерахунку на АСБ-0,57*0,91 =0,52 кг/м2.
5. На початку процесу на поверхні повинно знаходитись 0,52/0,35 = 1,49 кг вологого
продукту/м2 або 1,49/1052,5 = 0,0014 м3/м2, тобто початкову товщину шару вологого
матеріалу потрібно відрегулювати на товщину 1,4 мм.
6. Лінійна швидкість обертання ротора становить 3,14*0,6(3,9...9,5/60) =
= 0,12. ..0,3 м/с. Отже, ніж кожну секунду обробляє (0,12...0,3)1,4 = 0,168. ..0,42 м2
поверхні.
7. Продуктивність сушарки за сухим продуктом становить (0,168...0,42)0,57 =
= 0,096...0,24 кг/с, а продуктивність сушарки за вихідною пастою дорівнює
(0,168... 0,42) 1,49 = 0,25... 0,63 кг/с.
8. Потрібна продуктивність сушарки за вихідним біошротом повинна бути 10000/
(2*3600) = 1,39 кг/с.
9. Отже, потрібно встановити 1,39/(0,25...0,63) = 5,56...2,2 (від 3 до 6 сушарок
залежно від швидкості обертання ротора5. Приймемо середнє значення - 4 сушарки.
Продуктивність кожної за вихідним біошротом буде становити 1,39/4 = 0,3475 кг/с.
Ця продуктивність прямо пропорційна швидкості обертання ротора. Швидкість
5 За високих значеннь швидкості обертання ротора потрібний жорсткіший режим нагрівання, який
регулюють температурою пари та її витратою.
461
ИЖ Обробка культуральних рідин
обертання повинна бути 0,3475*3,9/0,25 = 5,421 об/хв. = 0,09 об/с. Один оберт сушарка
робить за 11,1 с. Лінійна швидкість обертання становить 3,14*0,6/11,1 = 0,1697 м/с. За
секунду буде оброблятись 0,1697*1,4 = 0,238 м2 поверхні.
Поверхня, на якій обробляється паста - 0,75 від загальної поверхні вальця. Це
дорівнює 0,75*3,14*0,6*1,4 = 1,978 м2. Час сушіння-0,75*11,1 = 8,3 с.
Приклад 13.11. На барабан одновальцової сушарки, який має діаметр 600 мм і
довжину 2 м і обертається зі швидкістю 1 оберт за хвилину, автоматично наноситься
паста вологого матеріалу з початковою товщиною 0,5 мм. Кінцева товщина висушеного
матеріалу - 0,29 мм. Густина пасти дорівнює 1100 кг/м3, а висушеного матеріалу -
1230 кг/м3, вона містить 60 мас.% води, а кінцевий сухий матеріал - 8 мас.%. За
півоберта барабана паста висушується до потрібної кондиції. Знайти продуктивність
сушарки за вологою (кг/год).
Розв ’язання
1. На одиницю поверхні барабана (1 м2) наноситься 0,0005* 1 * 1100 = 0,55 кг пасти.
2. Маса абсолютно сухого матеріалу в пасті дорівнює 0,55*0,6 = 0,33 кг.
3.3 одиниці поверхні одержують 0,00029* 1230 = 0,3567 кг висушеного продукту.
4.3 одиниці поверхні випаровується 0,55 - 0,3567 = 0,1933 кг води.
5. Повна поверхня барабана дорівнює 3,14*0,6*2 = 3,768 м2, а поверхня, з якої
випаровується волога, - 3,768/2 = 1,884 м2.
6. За один оберт (за цикл, за хвилину) видаляється 1,884*0,1933 = 0,364 кг води,
отже, годинна продуктивність сушарки становить 0,364*60 = 21,8 кг/год.
Приклад 13.12. На барабан одновальцової сушарки автоматично наноситься
паста вологого матеріалу, густиною 1100 кг/м3, з початковою товщиною 0,5 мм. Паста
має теплоємність 3,3 кДж/(кгК). Після нанесення паста нагрівається від температури
20 до 100°С і за останньою температурою сушиться. Час нагрівання і сушіння
становить 30 с. За цей цикл з одиниці поверхні (1 м2) видаляється 0,1933 кг води.
Знайти теплову потужність процесу в перерахунку на одиницю поверхні.
Розв \язання
1. На одиницю поверхні наноситься шар пасти масою 0,005* 1 * 1100 = 0,55 кг.
2. Для нагрівання цієї маси від 20 до 100°С потрібно витратити 0,55*3,3(100 - 20) =
= 145,2 кДж тепла.
3. Для випаровування води при теплоті випаровування 2200 кДж/кг потрібно
витратити 0,1933 *2200 = 425,3 кДж тепла
4. Сумарна витрата тепла становить 145,2 + 425,3 = 570,5 кДж.
5. Оскільки процес триває 30 с, то теплова потужність процесу дорівнює 570,5/30 =
= 19,02 кВт.
Приклад 13.13. На барабан одновальцової сушарки, яка обертається зі швидкістю
1 об/хв., автоматично наноситься паста вологого матеріалу. Час нагрівання і сушіння
462
Сушіння продуктів мікробіологічного синтезу
становить ЗО с. Умовна площа поверхні, на якій відбувається процес нагрівання і сушіння,
дорівнює 1 м2. Для нагрівання пасти від температури 20 до IOO0C витрачається
145,2 кДж тепла, а на сушіння - 425,3 кДж. Початкова товщина пасти становить 0,5 мм,
кінцева-0,29 мм. Коефіцієнттеплопередачі визначається тільки товщиною шару матеріалу,
при цьому початкова теплопровідність шару дорівнює 0,48 Вт/(м К), середня в процесі
сушіння - 0,36 Вт/(мК). Час нагрівання пасти до IOO0C (X1), час сушіння пасти (х2),
площа нагрівання пасти до IOO0C (F1), площа сушіння пасти (F2), температура поверхні
барабана T - невідомі. Знайти ці параметри.
Розв ’язання
Складемо систему 5-ти рівнянь і знайдемо вказані параметри.
1. X1 + X2 = 30 с.
2. F1 + F2 = 1 м2.
3. Теплова потужність рівномірного процесу нагрівання дорівнює 145200/х( Вт.
Середня різниця температур процесу становить
_ (Т - 20) - (Т -100) 80
сер , Т-100 , Т-100'
In In
T-20 T-20
4. Коефіцієнттеплопередачі рівномірного процесу нагрівання лімітується тільки тов¬
щиною шару матеріалу та йоготеплопровідністью і мінімально дорівнює K=0,48/0,0005 =
= 960 Вт/(м2 К). Отже, площу нагрівання можна визначити з виразу
145200 T-20
1,89 In-——
F1 iJr- або F1 = L=M-,
9eoTrh* Т'
In
T-80
5. Теплова потужність процесу сушіння дорівнює 425300/х2, Вт. Різниця температур
процесу становить At = T - 100С. Середня товщина шару матеріалу, що сушиться,
дорівнює (0,5 + 0,29)/2 = 0,395 мм. Коефіцієнттеплопередачі дорівнює 0,36/0,000395 =
= 911 Вт/(м2 К). Отже, площу сушіння F2 можна знайти з виразу
425300
F2= Ь або F2=——.
2 911(T-IOO) 2 (T-IOO)X2
х F
6. Оскільки обертання вала є рівномірним, то можна записати — = —.
X2 F2
7. Одержуємо систему рівнянь:
463
ДЦДЙЦЩДД^ Обробка культуральних рідин
т, +т, =30
F1+F2=I
Т-20
F1 =1,89 In
T-80
с 466,8
F, =■
(Т-ЮО)т,
b_ = lL
Ь F2
Розв’язуючи цю систему рівнянь, знаходимо, що T w 118°С, T2 = 27,9 с, T1 = 2,1 с,
F1 = 0,07 м2, F2 = 0,93 м2.
13.6. Інші типи сушарок, які застосовують в мікробіологічній
промисловості
Крім згаданих вальцових сушарок, для сушіння біошротів застосовують
вальцострічкові сушарки типу CBJ1, які дають змогу досушувати біошроти після вальців
на стрічках теплим повітрям. Використовують також суто стрічкові сушарки типу
СЛ [12].
Для сушіння культур грибів, одержаних поверхневим методом, застосовують
лінії 4Г-КСК, СПК, в які замість аеруючого повітря подають тепле повітря для сушіння.
Для сушіння осадів ферментних препаратів, оброблених вибухонебезпечними
органічними розчинниками, у вакуумі за температури не вище 30°С застосовують
установку УВПБ-1,5. Конструктивно вона є барабанною сушаркою з віссю, що
проходить по діагоналі (типу “п’яна бочка”). Усередину сушарки вкладають кулі,
тобто процес сушіння перебігає з одночасним подрібненням матеріалу. Періодичне
сушіння проводять протягом 6-20 годин до кінцевої вологості не більше ніж 12%.
Спиртововодяна пара очищується від пороху за допомогою внутрішнього фільтра і
зріджується в конденсаторі, який знаходиться поза сушаркою. Сушарка має такі
характеристики:
Продуктивність до 270 кг вологого продукту за цикл
Геометричний об’єм 1,5 M3
Площа теплообміну 7 м2
Тиск до 20 кПа
Швидкість обертання 7 хв'1
Для сушіння культуральної рідини застосовують сушарку ИСА-200, яка поєднує
випарювальну частину і сушильну, що працює за методом розпилювання. Основні
технічні характеристики сушарки:
464
Сушіння продуктів мікробіологічного синтезу МВШШ
Продуктивність за вологою 120...200 кг/год,
в тому числі у випарній частині 90... 150 кг/год
Розміри камер, мм:
Діаметр Висота Об’єм, м3
Випарювальна камера 2500 1200 8
Сушильна камера 3200 1450
Контрольні задачі
Задача 13.1 • Розпилювальна сушарка має діаметр 3 м і висоту сушильної камери
2,5 м. Гаряче повітря надходить в камеру з температурою 120°С, а виходить з
температурою 50С. З такою самою температурою виходить і висушений матеріал.
Знайти продуктивність сушарки за вихідним розчином, якщо вміст абсолютно сухих
речовин в розчині 10 мас.%, а вологість кінцевого матеріалу 15 мас.%? (Відповідь:
35 кг/год.).
Задача 13.2. Знайти витрату повітря для розпилювального сушіння деякого
розчину (в кг/год та м3/год), якщо діаметр камери 3 м, температура повітря на вході
120°С, швидкість руху повітря 0,2 м/с, тиск в камері 97 кПа. (Відповідь: 5076 м3/год
та 4356 кг/год.).
Задача 13.3. Витрата теплоносія (повітря) для розпилювальної сушарки -
1,21 кг/с. Теплова потужність, що вноситься з повітрям -21,3 кДж/c. Забір повітря з
відносною вологістю 60% відбувається при 20°С. Температура повітря на вході в
сушарку 120°С, а на виході - 70°С. Знайти відносну вологість повітря на виході з
сушарки. (Відповідь: 15%).
• Задача 13.4. Витрата теплоносія (повітря) для розпилювальної сушарки -
2 кг/с. Ентальпія гарячого повітря дорівнює 190 кДж/кг. Тепловий потік, що вноситься
3 повітрям - 21,3 кДж/c. Температура повітря на виході 40°С. Знайти відносну
вологість повітря на виході з сушарки і зробити висновки.
Задача 13.5. Знайти продуктивність сублімаційної сушарки за суспензією, якщо
коефіцієнт масообміну 10-6 с/м, тиск у субліматорі 90 Па, в конденсаторі - 10 Па, площа
сублімації 100 м2. Одноразове завантаження суспензії в субл іматор 500 кг, концентрація
абсолютно сухих речовин в суспензії 10 мас.%, кінцева вологість висушеного матеріалу
5 мас.%. Час додаткових операцій 2 години. (Відповідь: 28,6 кг/год.).
Задача 13.6. Розрахувати кінцеву температуру теплоносія для субліматора.
Субліматор має поверхню випаровування 100 м2, тиск в субліматорі 100 Па (відповідає
температурі мінус 30°С), в конденсаторі - 10 Па, b = IO'6 с/м. Початкова температура
теплоносія мінус 20°С, коефіцієнт теплопередачі 400 Вт/(м2 К). (Відповідь: ~-30°С).
Задача 13.7. Розрахувати витрату теплоносія (30%-й розчин CaCl2) для
сублімації суспензії, якщо коефіцієнт масообміну дорівнює 10'6 с/м, тиск в субліматорі
100 Па, в конденсаторі - 10 Па, поверхня сублімації 100 м2, початкова температура
465
IlMEBL Обробка культуральних рідин
теплоносія мінус 20°С, кінцева - мінус 30°С, теплоємність теплоносія 2,67 кДж/(кг-К).
(Відповідь: 0,955 кг/с).
Задача 13.8. Коефіцієнт масообміну сублімаггора IO^ с/м, тиск в субліматорі 90 Па
(мінус 28°С), в конденсаторі -10 Па, площа сублімації 100 м2. Знайти діаметр трубопроводу
для відведення пари, якщо швидкість пари 75 м/с, ц/ = 0,85. (Відповідь: 0,4 м).
Задача 13.9. У розпилювальну сушарку при 20°С надходить суспензія кормових
дріжджів з концентрацією твердої фази 12 мас.%. Інтенсивність потоку становить
15 тонн суспензії за годину. Для сушіння використовують повітря з температурою
300°С. На виході повітря має температуру 90°С. Дріжджі мають кінцеву вологість
11%, температуру 65°С. Підібрати стандартну сушарку, їх кількість. (Відповідь:
2 сушарки ЖВЗ-01РЦ12,5-1100ВК-11).
Задача 13.10. Відбувається періодичний процес сублімаційного сушіння казеїну.
На 1 м2 піддонів завантажують 5,6 кг продукту. Початкова вологоємність: на 1 кг
абсолютно сухого казеїну припадає 2,3 кг води; кінцева вологоємність: на 1 кг абсолютно
сухого казеїну припадає 0,25 кг води. Знайти кількість вологи, що сублімувалась, кількість
продукту, що залишилась на піддоні. (Відповідь: сублімувалось вологи 3,48 кг,
залишилось на піддоні 2,12 кг висушеного продукпгу).
Задача 13.11. Вміст пилу в повітрі, що виходить з розпилювальної сушарки,
становить 3,5 г/м3. Скільки потрібно ступенів циклонного очищення, щоб досягти
вмісту пилу 0,01 г/м3? (Відповідь: 3 ступені).
Задача 13.12. Для сушіння суспензії кормових дріжджів використовують повітря
3 температурою на вході 300°С. Для проведення процесу використовують дві сушарки
розпилювального типу, що працюють паралельно, ЖВЗ-01РЦ12,5-1100ВК-11. Знайти
масову витрату повітря. Фіктивну швидкість повітря в сушарці прийняти 0,35м/с.
(Відповідь: 51,4 кг/с).
Задача 13.13. Суспензія кормових дріжджів, яка має температуру 20°С, надходить
у дві розпилювальні сушарки, що працюють паралельно. Витрата вологи дорівнює 3,46
кг/(м3 с). На виході з сушильної камери повітряно-водяна суміш має температуру 90°С.
He враховуючи тепла на нагрівання розчиненого матеріалу, але враховуючи, що втрати
тепла становлять 10%, а також те, що початкова вологоємність повітря становить 0,015
кг/кг, витрата повітря 51,4 кг/с, його температура на вході 300°С знайти кінцеву
вологоємність повітря та його відносну вологість. (Відповідь: 0,025 кг/кг, 7%).
Задача 13.14. За 1 цикл сублімації, який триває 4,01 год., видаляється 152,37 кг
води. Тиск в субліматорі 186 Па (-14°С), в конденсаторі - 10 Па (відповідає температурі
мінус 40°С). Знайти діаметр паропроводу. (Відповідь: 0,41 м).
Задача 13.15. Відбувається періодичний процес сублімаційного сушіння казеїну.
На 1 м2 під донів завантажують 5,6 кг вологого продукту і отримують 3,48 кг водяної пари
та 2,12 кг продукту. Продуктивність за вологим продуктом повинна бути 1100 кг/доба.
Коефіцієнт масопередачі дорівнює 1,4 M 0'6 м/с. Тиск в субліматорі і конденсаторі
відповідно 186 та 15 Па. Час додаткових операцій 1,5 години. Знайти потрібну площу
піддонів. (Відповідь: 45 м2).
466
Сушіння продуктів мікробіологічного синтезу
Задача 13.16. Перед розпилювальною сушаркою до 1000 кг нативного розчину,
що містить 2,3 мас.% сухої речовини, додають кухонну сіль в такій кількості, щоб
вміст сухих речовин становив 12 мас.%. Після сушіння одержують продукт з вмістом
вологи 8 мас.%. Скласти матеріальний баланс процесу.
Література до глави 13
1. Батунер Л.М. Процессьі и аппаратьі органического синтеза и биохимической
технологии (Методьі расчета). - Л. .Химия, 1966. - 520 с.
2. Основньїе процесси и аппарати химической технологии: Пособие по
проектированию/под ред. Ю.И.Дитнерского. - M.: Химия, 1983. - 272 с.
3. Ликов М.В., Леончик Б.И. Распьілительньїе сушилки. - M. : Машиностроение,
1966.
4. Ликов М.В. Сушка в химической промишленности. - M.: Химия, 1970.
5. Питерских ГП./Метод расчета сушилки с центробежно-дисковим
распилением//Теор. основи, хим. технологии. - 1979.-13,№4. - С.546-553.
6. Гапонов К.П. Процесси и аппарати микробиологических производств.
- M.: Легк. пром-сть, 1981. - 240 с.
7. Циклони НИИОГаз. Руководящие указания по проектированию,
изготовлению, монтажу и жсплуатации. - Ярославль, 1971.
8. Шумский К.П. Основи расчета вакуумной сублимационной аппаратури.
- M.: Машиностроение, 1967.
9. Плановский А.Н, Николаев П.И. Процесси и аппарати химической и
нефтехимической технологии. - M.: Химия, 1972. - 496 с.
10. Павлов К.Ф., Романков П.Г., Носков А.А. Примери и задачи по курсу
процессов и аппаратов химической технологии. - Л.: Химия, 1981. - 560 с.
11. Сушильние аппарати и установки Каталог. - M.: ЦИНТИХИМНЕФТЕМАШ,
1975.
12. Фильтрьі. Сушильние аппарати. Кристаллизатори. Каталог. - M.:
ЦИНТИи ТЗИХИМНЕ Ф ТЕМА Ш, 1967.
13. Хаванов П.А.Атмосферньїе газовьіе горелки автономних теплогенераторов.
- http://www.rosteplo.ru/Tech_stat/stat_shablon.php?... - дата создания документа
29.03.06; дата индексирования 29.03.06.
14. Кязимов К.Г., Гусев В.Е. Устройство и жсплуатация газового хозяйства.
Учебник. - M.: Академия, 2004, - 384 с.
15. Иоффе И.Л. Проектирование процессов и аппаратов химической
технологии. - Л.: Химия, 1991. - 352 с.
467
вшивсь. Обробка культуральних рідин
ДОДАТОК до глави 13
Технічні характеристики розпилювальних сушарок і циклонів
Таблиця Д. 13.1
Характеристики розпилювальних сушарок типу СРЦ
Тип
Висота
ЦИЛ1НД-
ричної
частини,
MM
Маса, кг
HK
нижнє підведення
повітря, конічне
днище
BK
верхнє
підведення
повітря,
конічне днище
вп
верхнє
підведення
повітря,
плоске днище
СРЦ-1,2/0,9
800
-
700
-
СРЦ-2,5/9
2000
-
6000
-
СРЦ-2,5/15
3000
-
7500
-
СРЦ-3,2/16
2000
-
9000
8500
СРЦ-3,2/24
3000
-
10000
9500
СРЦ-3,2/30
4000
-
11000
10500
СРЦ-4/40
3000
12500
-
12000
СРЦ-4/50
4000
13700
-
13000
СРЦ-4/60
5000
14900
-
14000
СРЦ-5/80
4000
21500
-
20000
СРЦ-5/100
5000
23500
-
21000
СРЦ-5/120
6000
24500
-
22500
СРЦ-6,5/135
4000
26000
-
24000
СРЦ-6,5/170
5000
27500
-
25000
СРЦ-6,5/200
6000
29000
-
27500
СРЦ-8/300
6000
38000
-
36000
СРЦ-8/350
7000
40000
-
37500
СРЦ-8/400
8000
40000
-
39000
СРЦ-10/550
7000
62000
-
61000
СРЦ-10/785
10000
65000
-
63000
СРЦ-12,5/1100
9000
70000
-
67000
СРЦ-12,5/1500
12000
80000
-
77000
Таблиця Д. 13.2
Деякі характеристики розпилювальних сушарок загального призначення
Тип
Номінальна
продуктивність за
вологою, кг/год
Температура теплоносія, °С,
вхід/вихід
ЗВЗ-01РЦ1,2-0,9НК-21
до 10
120-250/80-100
ЗВЗ-02РЦ1,2-0,9НК-21
до 10
100-250/50-100
ЖТ5-01РЦ8-300ВК-11
3500-6000
300-450/90-120
468
Сушіння продуктів мікробіологічного синтезу
Продовження табл. Д.13.2
ЖТ6-02РЦ8-300ВК-21
до 6500
до 550/90-120
ЖТ5-01РЦ10-550ВК-11
7000-12000
300-450/90-120
ЖТ6-02РЦ10-550-ВК-21
до 12000
до 550/90-120
ЖТ5-01РЦ12,5-11OOBK-11
10000-17000
300-450/90-120
ЖТ5-01РЦ12,5-1500ВК-11
15000-25000
300-450/90-120
ЖТ6-02РЦ12,2—1500ВК-21
30000
550/90-120
ПВ2-01РЦ8-300В К-21
1200
140/70
ЖВЗ-01РЦ8-300ВК-21
3500
300/90
ЖВЗ-01РЦ8-400ВК-11
3760
250/90
ЖВЗ-01РЦ10-550ВК-11
7000
300/90 І
ЖВЗ-01РЦ12,5-1100ВК-11
10000
300/90 І
ЖВЗ-01РЦ12,5-1500В K-11
15000
300/90
ГТ 5-01РФ2,5-25Н К-21
400
500/120
Характеристики циклонів НИИОГаз типу ЦН
А
і
BudA
469
СЕДт. Обробка
культуральних рідин
%
а
Vg
е5
9В
S
я
.S
’З
O
S
M
O
Q.
• РЧ
S
CQ
O
S
(J
O
470
Сушіння продуктів мікробіологічного синтезу
Таблиця Д 13.4
Технічні характеристики парових калориферів КП-Ск
Індекс ,Д
Габаритні розміри
. Продуктивність
Площа
тепло¬
обміну, м2
Маса не
більше,
кг
< довжина
. висота
, за повітрям,
м3/год.
за теплом,
KBT ■ : -
КП Ck 3-6
602
575
2500
59,6
13,8
34
КП Ck 3-7
727
575
3150
73,6
17,0
40
КП Ck 3-8
852
575
4000
90,0
20,2
45
КП Ck 3-9
977
575
5000
107,9
23,4
50
КП Ск 3-10
1227
575
6300
134,9
29,8
61
КП Ск 3-11
1727
1075
16000
358,6
86,4
158
КП Ск 3-12
1727
1575
25000
552,3
130,3
233
КП Ск 4-6
602
575
2500
68,1
18,1
41
КП Ск 4-7
727
575
3150
84,7
22,3
48
КП Ск 4-8
852
575
4000
104,5
26,5
55
КП Ск 4-9
977
575
5000
126,5
30,8
61
КП Ск 4-Ю
1227
575
6300
158,9
39,2
78
КП Ск 4-11
1727
1075
16000
424,2
114,5
201
КП Ск 4-12
1727
1575
25000
656,4
172,9
298
Глибина калориферів - 180 мм.
Продуктивність за теплом, що вказана в таблиці, наведена для режиму:
температура повітря на вході - мінус 20°С, тиск пари - 0,1 МПа.
Таблиця Д 13.5
Технічні характеристики калориферів КСк
Індекс
Габаритні розміри v
V $ Продуктивність
Площа
тепло¬
обміну, M2
Маса не
більше,
кг
довжина
у- . висота
за повітрям,.
м3/год.
за теплом,
кВт
KCk 3-6
602
575
2500
50,7
13,8
38
КСк 3-7
727
575
3150
65,4
17,0
44
КСк 3-8
852
575
4000
83,2
20,2
50
КСк 3-9
977
575
5000
103,5
23,4
56
КСк 3-10
1227
575
6300
135,6
29,8
68
KCk 3-11
1727
1075
16000
360,0
86,4
176
КСк 3-12
1727
1575
25000
556,7
130,3
259
КСк 4-6
602
575
2500
59,1
18,1
45
КСк 4-7
727
575
3150
76,1
22,3
53
КСк 4-8
852
575
4000
97,0
26,5
61
КСк 4-9
977
575
5000
120,9
30,8
68
КСк 4-Ю
1227
575
6300
157,6
39,2
85
КСк 4-11
1727
1075
16000
417,7
114,5
223
КСк 4-12
1727
1575
25000
648,4
172,9
331
Продуктивність за теплом, яка вказана в таблиці, визначена при використанні
перегрітої води як теплоносія, наведена для режиму: температура повітря на вході -
мінус 20°С, температура води на вході - 150°С, температура води на виході - 70°С.
471
Обробка культуральних рідин
1
ГЛАВА 14.
КОНДИЦІОНУВАННЯ І ФАСУВАННЯ ПРОДУКТІВ
МІКРОБІОЛОГІЧНОГО СИНТЕЗУ, ДОПОМІЖНІ
ПРОЦЕСИ І АПАРАТИ
14.1. Подрібнення
Товарні продукти мікробіологічного синтезу готують на основі базових. В багатьох
випадках базові основи попередньо подрібнюють. Для подрібнення використовують
лише деяку апаратуру з арсеналу, який застосовують в хімічній технології.
Штифтові та молоткові млини
До подрібнювачів цього типу належать дисмембратори (рис. 14.1) і дезінтегратори.
Рис. 14.1. Схема дисмембратора (пояснення в тексті)
Корпус дисмембратора 1 є порожнім циліндром, в якому розташований диск 2,
що обертається від електродвигуна 3 зі швидкістю 7... 14 тис.об/хв. На рухомому
диску 2 по концентричних колах розташовані штифти 4. Між рухомими штифтами теж
по концентричних колах розташовані нерухомі штифти 5, які закріплені на протилежній
стінці порожнього диску 7. Після завантаження порції матеріалу і подрібнення його
штифтами оброблений матеріал вивантажують. Подрібнення проводять до розміру
частинок мікронного порядку. В табл. 14.1 наведено основні характеристики
472
Кондиціонування і фасування продуктів мікробіологічного синтезу,
допоміжні пороцеси і апарати ^ИЦЩДЦІ
дисмембраторів фірми “Контраплекс” (ФРН), які дозволяють одержувати частинки
діаметром до 5 мкм.
Таблиця 14.1
Характеристика дисмембраторів фірми “Контраплекс”
Типорозмір ->
^ ;25 OC -
400С
630С
710С
Продуктивність, кг/год.
Розміри в плані, мм
50-500
380x1320
100-650
330x1320
300-4000
380x1320
500-6000
595x2000
Широкі межі продуктивності пояснюються бажаним ступенем подрібнення.
Якщо штифти розташовані на двох дисках, що обертаються в протилежних
напрямах, то такі подрібнювачі називають дезінтеграторами.
Дезінтегратори використовують для подрібнення культури гриба, яку одержують
поверхневим методом. Водночас для цього розроблені спеціальні млини безперервної
дії, наприклад, молотковий подрібнювач КДП-4. На відміну від дисмембраторів і
дезінтеграторів в молоткових подрібнювачах штифти (молотки) розташовані не
перпендикулярно до площини рухомого диска, а по радіусах (рис. 14.2).
Вихідний
матеріал
Подрібнювач КДП-4 дає неоднорідні за розмірами частинки. Його використовують
для подрібнення культури гриба до розмірів 6...8 мм. Подрібнену культуру надалі
спрямовують на дифузію. Зазор між молотками та корпусом можна регулювати.
Принцип дії молоткового подрібнювача грибної культури ДМ-630К є
аналогічним дії подрібнювача КДП-4, але вихідний матеріал подають вздовж осі
ротора. Відцентровою силою неподрібнені шматки відкидаються на периферію в
зону дії молотків. Подрібнена культура проходить крізь сітку, підхоплюється повітрям
473
Обробка культуральних рідин
і виходить з машини на циклони. Вказаний апарат може подрібнювати шматки
культури діаметром 50 мм до розміру 0,5...5 мм. Продуктивність його 700 кг/год,
габарити 1150x1035x1070.
Кульові млини
Головним елементом цих подрібнювачів є кулі, які пересипаються і перетирають
матеріал, який потрібно подрібнити.
Барабанні кульові млини є горизонтальними циліндрами, що обертаються, в
які закладають кулі. Барабанні кульові млини є універсальними, але громіздкими.
У кільцевих млинах тіла для подрібнення (кулі) котяться по внутрішній поверхні
кільця-обійми, в яку закладають матеріал, що підлягає подрібненню. Під дією
відцсгітроі ої сили або пружинами вони притискаються до поверхні кільця і розчавлюють
або перетирають матеріал.
У вібраційних млинах під дією спеціального пристрою - вібратора - кулі
інтенсивно вібрують і перетирають матеріал.
Кульові млини достатньо прості, подрібнюють матеріали до потрібного ступеня,
але температура матеріалу в млинах значно підвищується, тому в них переробляють
лише термостабільні матеріали; крім того, матеріали забруднюються продуктами
зношення куль.
Струминні млини
Робота цих млинів грунтується на принципі подрібнення у разі зіткнення частинок
в потоках стисненого повітря. Спеціальних тіл для подрібнення не використовують.
Струминні млини ефективні під час переробки матеріалів, які чутливі навіть до незнач¬
ного підвищення температури, але вартість їх в декілька разів більше, ніж млинів
інших типів.
Струминні млини випускають декількох типів:
- у млинах з плоскою горизонтальною камерою подрібнення матеріалів відбувається
під час зіткнення частинок в точках перетинання численних струменів газу;
- у млинах з трубчатою камерою газ разом з частинками подають в зону
подрібнення через ряд нахилених один до одного сопел;
- у протитечійних млинах подрібнення відбувається в результаті зіткнення
частинок під час зустрічного руху в спеціальній камері.
В усіх випадках розвантаження подрібненого матеріалу відбувається в циклонах.
14.2. Гранулювання
Іноді готові порошкоподібні суміші потрібно гранулювати. Для гранулювання
використовують три типи процесів:
- екструзія з подальшим обкочуванням;
- пресування;
- оброблення у псевдозріджених шарах зі зрошуванням.
474
Кондиціонування і фасування продуктів мікробіологічного синтезу,
допоміжні пороцеси і ап ці ми „ДЩДщ
До машин першого типу належать екструдери (рис. 14.3)
Пастоподібна суміш 5
Рис. 14.3. Схема екструдера (пояснення в тексті)
Екструдер (а) складається з циліндричного корпусу 7, в якому знаходиться
шнек 2, який обертається за допомогою електродвигуна 3. Базовий продукт змішують
з розтопленими наповнювачами до тістоподібного стану і подають в екструдер.
Шнеком тісто пересувається до протилежного кінця корпусу і протискається крізь
перфорацію 4. На кінці шнека встановлений ніж (5), який обертається разом зі шнеком.
Завдяки ножу паста, що виходить з перфораційних отворів, ріжеться на дрібні
шматочки циліндричної форми.
Промисловість випускає екструдери продуктивністю від 10...ЗО кг/год до
2... 10 тонн/год з габаритними розмірами від (600х700х 1200) до (2000x3200x950).
Для надання гранулам сферичної форми одержані циліндрики спрямовують на
обкочення в марумерайзери (рис. 14.4).
Циліндрики надходять у внутрішню порожнину дзвону, що обертається, і
внаслідок тертя об стінку дзвону та між собою обкочуються і набувають сферичну
форму. Продуктивність марумерайзерів від 10...30 кг/год до 500... 1500 кг/год з
габаритними розмірами від (540x1100x950) до (1450x1700x1200). В основному
використовують обладнання японської фірми “Паудал”.
475
Обробка культуральних рідин
Принцип пресування гранул застосований у фармакомпакторах. Він полягає в
обробленні продукту підтиском між двома вальцями зубчастого профілю, які обертаються
в протилежних напрямках. Провідна фірма із виготовлення фармакомпакторів - фірма
“Хутг” (ФРН).
До машин третього типу належать машини швейцарської фірми “Аероматик”,
“Алей” (Тайвань), гранулятори сушарки Roto F, J, E італійської фірми Zanchetta тощо.
Як і в звичайних апаратах з псевдозрідженим шаром, за допомогою повітря в них
створюється завислий шар твердих частинок. У цей шар подають дрібнодисперсну
гранулюючу рідину, яка склеює мікрочастинки між собою під час руху частинок в
псевдозрідженому шарі. Фірма “Аероматик” випускає апарати періодичної дії
декількох типорозмірів з продуктивністю від ЗО...45 кг/год до 400...600 кг/год з
габаритними розмірами від (1453х 1387x2506) до (4684x3434x4905).
У фармацевтичній промисловості застосовують також роздільний спосіб
гранулювання і сушіння гранул у псевдозрідженому шарі. Перевагою таких апаратів
є можливість одержання однорідніших за розміром гранул.
На рис. 14.5 показана схема вертикального гранулятора VG фірми “Glatt” (ФРН)
[22].
Рис. 14.5. Схема гранулятора VG:
1,5- форсунка для миття; 2 - повітряний фільтр; 3 - чопер; 6 - форсунка для
гранулювальної рідини; 7 - мірник для зволожнювача
476
Кондиціонування і фасування продуктів мікробіологічного синтезу,
допоміжні пороцеси і апарати
У ємність гранулятора завантажують сировину. За допомогою трилопатевої
мішалки створюють інтенсивну циркуляцію сипкого матеріалу (напрям циркуляції
показано стрілками). Виникає стан, близький до псевдозрідження. Розпилюють
зволожнювач. Вологі частинки розбиваються чопером - гвинтом, обладнаним
декількома рядами хрестовидних ножей. Одержаний гранулят має високу щільність,
сферичну форму і вузький інтервал розподілу розмірів гранул. Вологі гранули
спрямовують на сушіння у псевдозрідженому стані.
Гранулятори VG випускають з об’ємом ємності для перемішування від 1,5 до
2000 дм3. Ix можна використовувати для гранулювання й сушіння отруйних і
сильнодіючих речовин, з використанням водних гранулюючих рідин і рідин на основі
органічних розчинників. В останньому випадку установка споряджена блоком
регенерації розчинника.
14.3. Змішувачі порошків
У деяких технологіях виникає необхідність змішування двох або більше сухих
порошків-препаратів або введення в базовий препарат сухих наповнювачів. У разі
невеликих об’ємів перевагу надають барабанним змішувачам, ефективність роботи
яких збільшується під час використання нахилених осей обертання і за наявності
внутрішніх перегородок (рис. 14.6).
Рис. 14.6. Схеми барабанних змішувачів
Барабан змішувача, як правило, під’єднують до приводу стаціонарно, але деякі
конструкції передбачають змішування порошків безпосередньо у тимчасовій
транспортувальній тарі, так званих “бінах”, які мають об’єм від 0,3 до 2 м3. Бін
приєднують до реверсивного механізму, в нього завантажують потрібні інгредієнти
сухої суміші, перемішують суміш, барабан від’єднують і транспортують у потрібне
місце.
Використовують також змішувачі, принцип дії яких ґрунтується на змішуванні
порошків в ємності за допомогою мішалок-лопатей, шнеків, відцентрових
сил, в псевдозрідженому стані. Деякі характеристики змішувачів наведено
в табл. 14.2.
477
Обробка культуральних рідин
Таблиця 14.2
Характеристики змішувачів
Тип
змішувача
Коефіцієнт
заповнення
Відношення
довжини до
діаметра робочої
ємності
Число обертів,
XB1
Барабанні змішувачі з
горизонтальною віссю
0,35-0,5
1-1,5
15-25
Барабанні змішувачі з діагональною
віссю
0,35-0,5
1-1,5
15-25
Лопатеві періодичної дії
0,3-0,4
2-2,5
15-30
Шнекові безперервної дії
0,3-0,4
5-25
15-25
Відцентрові змішувачі
0,5-75
1,8-2
400-800
Змішувачі в псевдозрідженому стані
0,2-0,4
3-5
20-60
Продуктивність змішувачів розраховують за формулою:
^ 60Vp<p 60V(pkak)(p .
G= ^ = VKt кг/год, (14.1)
T T
де V- повний об’єм апарата, м3;
Ф - коефіцієнт заповнення;
р - насипна густина суміші, кг/м3;
Pk - насипна густина окремого компонента, кг/м3;
ak - масова частка окремого компонента; х - час перемішування, хвилини.
Спеціально для стандартизації ферментних препаратів використовують нідер¬
ландський змішувач типу “Наутамікс” (рис. 14.7). Апарат складається з двох конусів,
з’єднаних між собою. Усередині конусів розташовані змішувальні гвинти, які обертаються
з доволі великою швидкістю навколо своєї осі і одночасно вздовж конічних стінок.
Перемішуючись, суміш пересипається з одного конуса в іншій і навпаки. Апарат має
оболонку для охолодження.
Подібний апарат вітчизняного виробництва СП1ІІ-3200 з одним конусом
має такі характеристики: об’єм - 5 м3, робочий об’єм - 3,2 м3, час змішування -
10... 15 хвилин.
Далеко не всі подрібнювачі і змішувачі з арсеналу хімічної промисловості
використовують в мікробіологічному виробництві. В табл. 14.3. подано характеристики
змішувачів, які практично використовують, наприклад, у виробництві ферментних
препаратів. Деякі з апаратів одночасно є і подрібнювачі, і змішувачі.
Детальні відомості про апаратуру для подрібнення, гранулювання і змішування
можна знайти в [1-14].
478
Кондиціонування і фасування продуктів мікробіологічного синтезу, ^RfTTWFB
допоміжні пороцеси і ап ці ми
Рис. 14.7. Схема змішувача фірми “Наутамікс”
14.4. Автомати для фасування і упакування
Коли об’єм кінцевих продуктів є невеликим і вимірюється декількома кілограмами
або декількома десятками кілограмів за цикл виробництва (I... IO діб), часто
спеціальних стандартних ліній для фасування не встановлюють. Ділянки для фасування
споряджають звичайними вагами, мірниками, обладнанням для виготовлення пакетів
тощо.
На таких великотоннажних виробництвах, як виробництва ферментних препаратів
типу протеаз, амілаз, ліпаз тощо встановлюють спеціальні фасувальні автомати з
великою продуктивністю.
На замовлення ВНДІбіотехніка Тбіліське СКБ розробило автомат В6-ВФА для
дозування, фасування і упакування висушеної культури гриба у 4-шарові паперові
крафт-мішки дозами по 12... 16 кг. Продуктивність автомата - 95... 120 мішків за
годину, габарити - 5700x2350x2980.
Автомат В6-ВРА призначений для фасування і упакування ферментних
препаратів по 0,3... 1 кг у поліетиленові мішки з наступним іх укладанням в бляшані
баночки. Дозатор теж працює на ваговимірювальному принципі. Автомат здійснює
10... 15 фасувань за хвилину.
Фасувальний автомат “Ровема” (ФРН) призначений для фасування і упакування
ферментних препаратів у поліетиленові пакети діаметром від 93 до 133 мм. Принцип
дозування - об’ємний. Об’єм доз від 200 см3 до 3 дм3. Орієнтовні габарити, м: 2х 1,5x3.
479
В5^5ДйЯ^^ Обробка культуральних рідин
Таблиця 14.3
Характеристика імпортних змішувачів
для виготовлення ферментних препаратів
nNv Тип
Характерне™ кїїч
Швидкісні
відцентрові
змішувачі
СИ-4
“Турбула”
(Швейцарія)
Відцентрові
змішувачі
фірми
“Ледіге”
(ФРН)
Принцип дії
Швидке
лопатеве
перемішування
Роторний
дисмембратор
безперервної дії
з одночасним
подрібненням і
змішуванням
Пульсація в трьох
напрямах
Об’єм, дм3
160, 630
Габарити:
1800x1300x2400
Габарити:
від 660x440x360
до
2950x2465x1760
300-8000
Робочий об’єм,
дм3
100, 400
від 100+200 до
3000-5500
Час
перемішування
3-5 хвилин
Продуктивність,
кг/год
100-500
Одноразове
завантаження
від 47 до 2800 кг
Значно складнішим є дозування і фасування препаратів медичного призначення,
які випускають в стерильному вигляді. Фасування здійснюють на автоматах або
напівавтоматах дозами від 6 мг до 6 г у флакони ємністю 10...15 см3. Для особливо
стерильних препаратів використовують установки, наприклад, німецької фірми “Штрунк”.
У лініях передбачається підготовка флаконів (миття водою під тиском, сушіння зі
стерилізацією при 200°С інфрачервоними випромінювачами в тунельних сушильних
агрегатах або шафах), підготовка корків (миття, стерилізація) та алюмінієвих ковпачків.
Для дозування порошків антибіотиків використовують автомати карусельного типу.
Остаточну стерилізацію продукції проводять за допомогою гамма-випромінювання,
використовуючи ізотопи кобальту та цезію.
Для фасування кормових і харчових дріжджів розроблені спеціальні лінії,
характеристики деяких з них наведені в табл. 14.4. Ці лінії, як і автомати для фасування
ферментних препаратів, можна використовувати і для іншої продукції.
480
Кондиціонування і фасування продуктів мікробіологічного синтезу, іШТЕТУРУИ
допоміжні пороцеси і апарати
Таблиця 14.4
Характеристика деяких ліній фасування кормових і харчових дріжджів
Марка
.....Продукт
Габарити
Продуктивність
А5-ВРА
Сухі кормові дріжджі
10500x1526x5730
до 2 тонн/год в паперові |
мішки по 20 кг •
АІ-ВДН
Сухі харчові дріжджі
3500x1505x3000
120 мішків/год.; в кож- і
ному мішку по 15-20 кг І
Автомат для
формування і
загортання
Пресовані дріжджі в
брикетах 80x80x148
по 1 кг
2084x2690x1677
40 брусків/хв.
Лінія Д5-ВЛЕ для
формування і
загортання
Пресовані дріжджі в
брикетах по 50 та
100 г
Машина для
формування
1232x852x535,
машина для
загортання
1055x1225x2120
80-90 брикетів/хв. j
Агрегат для
фасування
пресованих
дріжджів
Бруски дріжджів
масою від 25 г до 1 кг
4900x1700x1600
Брикети ПО I K г- :
35/хв., по 250 та |
500 г- 50/хв., по 25, 50
та 100 г - 70/хв. !
Детальні відомості про фасувальне обладнання можна знайти в [15-17].
14.5. Короткі відомості про машини для стискання повітря
Стиснене повітря в основному використовують для аерування культуральних
рідин, для розпилювальних сушарок, а також для перетискання невеликих об’ємів
рідин з одного апарата в інший, в пневмотранспорті та інших допоміжних процесах.
Залежно від величини p2/pj (де р2 та р, - тиск газу на виході та на вході) машини
поділяють на вентилятори, повітродувки та компресори.
Вентилятори. Величина р2/р, < 1,1. За напрямом потоку газу розрізняють
радіальні, осьові, діаметральні та діагональні вентилятори. Використовують в системах
промислової вентиляції, пневмотранспортнихта інших установках.
Повітродувки. Величина 1,1 < р2 /р,< 3,5. Вони створюють тиск від 0,015 до
0,115 МПа. Використовують в системах пневмотранспорту, для розпилювальних
сушарок. До повітродувок належать також вакуум-насоси.
Компресори. Величина р2/р,> 3,5. Поділяють на вакуумні (P1 < 0,0115 МПа), низького
(р2 =0,115...1 МПа), середнього (р2= 1... 10 МПа), високого(р2= 10... 100 МПа)та надвисокого
(р2= більше 100 МПа) тиску. За принципом роботи розрізняють об’ємні та динамічні. У
свою чергу об’ємні компресори поділяють на поршневі, мембранні та роторні (ротаційні).
У поршневих компресорах газ стискають у замкненому просторі за допомогою
поршня, який здійснює зворотно-поступальний рух. Випускають одно- та багатоциліндрові
поршневі компресори.
481
Обробка культуральних рідин
У мембранних компресорах стискання газу відбувається за рахунок зміни об’єму
камери прогинанням мембрани. У технологічних процесах мікробіологічної промисловості
ці компресори не використовують.
У роторних компресорах зміна об’єму камери відбувається ексцентрично
розташованим ротором (пластинчастий ротор, рідинно-кільцевий, гвинтовий тощо).
Динамічні компресори за принципом дії поділяють на турбінні (турбокомпресори) і
струминні. За суттю турбокомпресори - це ряд послідовно з’єднаних вентиляторів і, як
вентилятори, можуть бути радіальні та осьові. Основними перевагами турбокомпресорів
є великий термін служби, надійність, газ стискається без забруднення мастильними
матеріалами, як це відбувається в поршневих компресорах, безперервність, невелика
металомісткість, можливість використання легких фундаментів. На підприємствах
мікробіологічної промисловості вони найбільш поширені.
Струминні компресори працюють за принципом змішування потоків двох газів,
при цьому газ Низького тиску стискається до проміжного значення. Ці компресори
мають невисокий ККД, але економічно їх вигідно застосовувати, наприклад, як теплові
насоси для багатоступеневих випарних установок.
Детальні відомості про компресорні установки можна знайти у [18,19], а про
вентилятори і повітродувки - додатково у [20].
14.6. Ущільнення і трубна арматура в стерильному виконанні
Одним з найбільш уразливих місць з погляду забезпечення герметизації є введення
вала перемішу вального пристрою у ферментери. Найбільш поширеним способом
ущільнення валів хімічних реакторів є використання ущільника з набиванням (рис. 14.8).
Рис. 14.8. Схема ущільника з набиванням:
/ - вал; 2 - азбестовий шнур; 3 - втулка притискання; 4 - корпус ущільника;
5 - підшипниковий вузол; 6 - кришка реактора
482
Кондиціонування і фасування продуктів мікробіологічного синтезу, JflTTT^TCTfl
допоміжні пороцеси і апарати JMllblSltJj
У корпус ущільника 4 укладають просочений мінеральним маслом азбестовий
шнур 2. За допомогою втулки 3, яка з’єднанна з корпусом 4 шпильками, шнур щільно
притискається до вала. За допомогою лубрикатора (на схемі недоказаний) шнур
постійно просочується маслом. Періодично витертий шнур замінюють на новий.
Недоліком такого ущільнення є неможливість зберегти стерильність ферментера.
Крім того, ущільники з набиванням не дають можливості підтримання високих тисків
усередині апарата.
Технічно ці проблеми вирішуються застосуванням подвійного торцевого ущільнення
з масляним термічним затвором (рис. 14.9).
а
Рис. 14.9. Схема торцевого ущільнення:
а - вигляд зверху; б - вигляд збоку; 1 - вал; 2 - стороння бактеріальна мікрофлора; 3 -
сильфон; 4 - полірований диск; 5 - бронзові диски; 6 - пружини; 7 - підшипниковий вузол
483
Обробка культуральних рідин
На вал 1 встановлюють полірований сталевий диск 4. Знизу та зверху на диск
укладають нерухомі кільця J, виконані з м’якого металу (спеціальна бронза). Кільця
закріплюються між собою пружинами 6, вони добре прилягають і притискаються до
полірованих торців диска. Кільця закріплені також до циліндричних сильфонів З, які в
свою чергу приєднані до корпуса ущільнення. Наявність сильфонів дає можливість
кільцям рухатись відповідно до вібрацій полірованого диска, при цьому прилягання
кілець до торців не послаблюються. Між корпусом і сильфонами є зазор, заповнений
мінеральним маслом, яке нагрівається встановленими ТЕНами (на схемі не показано).
Стороння бактеріальна мікрофлора може зайти зверху в зазор між валом і корпусом
ущільнення, але пройти в зазор між кільцем і торцем диска не може, оскільки такого
зазору немає. Якщо все ж таки цей зазор внаслідок недосконалості механічного
виконання і внаслідок тривалої експлуатації і з’явиться, то ця мікрофлора надійде в
гаряче масляне середовище і там мусить загинути. Якщо ж і в цьому середовищі
виживе, то на шляху у ферментер її чекає ще одна перепона - друге, нижнє торцеве
ущільнення. Отже, шанси на проникнення сторонньої мікрофлори у ферментер
практично дорівнюють нулю.
Торцеві ущільнення можуть витримувати і значні внутрішні тиски.
До уразливих місць належить і запірна арматура. Асептичні умови забезпе¬
чуються у разі використання сильфоннихтадіафрагменних вентилів (рис. 14.10, 14.11).
Сильфонний вентиль складається з корпуса 4, сильфона і, шпинделя 7, кришки 8,
золотника 5, втулки 2 та маховика 7, за допомогою якого відкривають і закривають
клапан 6. Вентиль витримує стерилізацію парою при температурі до 150°С.
Рис. 14.10. Сильфонний вентиль 14нж17п28-1 (пояснення в тексті)
484
Кондиціонування і фасування продуктів мікробіологічного синтезу,
допоміжні пороцеси і апарати
2
/
З
Рис. 14.11. Діафрагменний вентиль 15ч17п (пояснення в тексті)
Діафрагменний вентиль складається з корпуса 7, діафрагми 2, кришки і,
шпинделя 6, втулки 5 та маховика 4, за допомогою якого здійснюють зміну стану
діафрагми.
1. Гальперин Н.И. Основньїе процессьі u аппаратьі химической технологии.
- M.: Химия, 1981.
2. Плановский A.H., Николаев П.И. Процессьі u аппаратьі химической и
нефтехимической технологии. - M.: Химия, 1981. •
3. Козулин Н.А и др. Примерьі и задачи по курсу оборудования заводов
химической промьіииіенности. - M.-J1.: Машиностроение, 1966.
4. Доманский И.В. u др. Машиньї и аппаратьі химических производств.
Примерьі и задачи. - JI.: Машиностроение, 1982.
5. Сиденко П.М. Измельчение в химической промьіииіенности. - M. : Химия,
6. Конторович З.Б. Машиньї химической промьішленности. Tl. - M.:
Машгиз, 1957.
7. Ластовцев A.M., Хвальнов А.М. Интенсификация процесса смешения
сипучих тел. // Хим. машиностроение. - 1959. - №1.
8. Хвальнов А.М. //Хим. машиностроение. - 1962. - №2.
9. Калунянц К.А., Голгер Л.И. Микробньїе ферментние препарати. - M.:
Пищ пром-сть, 1979.
10. Классон TI.в. и др. Гранулирование. - M. : Химия, 1991.
11. Мурахвер В.И. Прессформовочньїе гранулятори. - M., 1977.
12. Макаров Ю.И. Annapamu для смешения сипучих материалов. - M.:
Машиностроение, 1973.
Література до глави 14
1977.
485
EBSCTEEBLw Обробка культуральних рідин
13. Оборудование для смешения сипучих и пастообразньїх материалов.
Каталог. - M.: ЦИНТИХИМНЕФТЕМАШ, 1965 (1973).
14. Химическое оборудование типовое малагабаритное. Каталог-
справочник. M.:ЦИНТИХИМНЕФТЕМАШ, 1965.
15. Отраслевой каталог. Оборудование фасовочно-упаковочное и заверточное.
- М., 1973.
16. Китаин Ю.В. Расфасовочно-упаковочное оборудование для сьіпучих и
пастообразньїх продуктов. - M.: ЦИНТИХИМНЕФТЕМАШ, 1975.
17. Справочник по производству хлебопекарньїх дрожжей. - M.: Пищ.
пром-сть, 1980.
18. Рахмилевич 3.3., Мьіслицкий Е.Н., Хачатурян С.А. Компрессорньїе
установки в химической промьішленности. -M., 1977.
19. Холодильньїе компрессорьі. Справочник. - M.f 1981.
20. Основньїе процессьі и аппаратьі химической технологии. Пособие по
проектированию/под ред. Ю.ИДьітнерского. - M.: Химия, 1983. - 272 с.
21. Холодильньїе машиньї. Справочник. - M.: Легк. и пищ. пром-сть, 1982.
- 223 с.
22. Чуешов В.И, Сичкарь А.А., Стрельников Л.С. и др. Каталог технологического
оборудования химико-фармацевтической промьииленности. - Харьков: Изд-во НФаУ,
2005. - 307 с.
486
Загальні відомості про мету, методи і процес проектування
ЧАСТИНА IIL ОСНОВИ ПРОЕКТУВАННЯ
БІОТЕХНОЛОГІЧНИХ І ФАРМАЦЕВТИЧНИХ
ВИРОБНИЦТВ
: IJlMJjQ
І
ЗАГАЛЬНІ ВІДОМОСТІ ПРО МЕТУ,
МЕТОДИ І ПРОЦЕС ПРОЕКТУВАННЯ
В-
15.1. Суть і мета проекту
Термін “проектування” походить від лат. projectus (те, що виступає наперед;
те, що видається).
Проект - це сукупність інформації, яка адекватно відбиває об’єкт,
процес тощо.
За допомогою проекту-інформації, яку подано в ідеальній (уявній) формі, можна
відтворити об’єкт в матеріальній. Якщо проект насправді відбиває об’єкт (кажуть,
що проект є добрим), то і реалізований матеріально об’єкт буде працездатним і
навпаки. Добрий проектант - це професіонал, який знайшов усі зв’язки між окремими
елементами об’єкта і адекватно відбив їх в проекті.
Створення об’єктів техніки (устаткування, апарати, машини) називається
конструкційним проектуванням (або просто конструюванням). Конструюванням
займається інженер-конструктор.
Створення проектів об’єктів технології (окремі процеси, технологічні стадії, лінії*) -
це другий напрям інженерного проектування - технологічне проектування.
Технологічний проект розробляє інженер-технолог.
Будь-який технологічний проект, навіть із самостійним призначенням, є завжди
тільки частиною об’єкта вищого ієрархічного рівня. Наприклад, розроблена установка
із виробництва деякого ферменту. Вона входить в комплекс виробництв ферментів -
цех із виробництва фермещїв. У свою чергу цех входить в комплекс із виробництву
продуктів мікробіологічного синтезу - завод і т. д. Створення проектів технологічних
комплексів є самостійним напрямом проектування - функціональне технологічне
проектування.
487
ИйїЦіїі°снови проектування біотехнологічних і фармацевтичних виробництв
Провести чітку межу між конструюванням, технологічним проектуванням і
функціональним технологічним проектуванням неможливо. І все ж таки в цьому
посібнику головну увагу приділено технологічному проектуванню.
Проектування - це розв’язання комплексу технічних, інженерних, проектно-
технологічних, винахідницьких задач.
Суть кожної з цих задач:
1. За методикою лаборант (технік) експериментально визначив залежність
поведінки популяції мікроорганізмів від pH та температури середовища. Отже,
розв’язано технічну задачу.
2. Розраховані витрати агента титрування та охолоджувальної води. Розв’язані
прості інженерні задачі.
3. Розроблена модель процесу і оптимізовані технологічні режими. Розв’язано
проектно-технологічну задачу.
4. Вирішена проблема селективного відведення токсичних метаболітів, внаслідок
чого знімається протиріччя між виграшем за рахунок інтенсифікації процесу і
програшем за рахунок уповільнення швидкості біосинтезу під впливом інгібіторів,
концентрація яких зростає при інтенсифікації процесу. Отже, розв’язано винахідницьку
задачу.
* * *
Розв’язання перших двох задач не потребують зняття протиріч. Третя знімає
кількісні протиріччя без зміни суті об’єкта. Четверта знімає якісні протиріччя і потребує
розробки принципово нової технології.
Отже, суть і мету проектування можна сформулювати так:
Проектування - розв’язання технічних, інженерних, проектно-технологічних
і винахідницьких задач, встановлення зв \язків між окремими елементами об ’єкта
проектування, адекватне відображення цих зв \язків в уявній формі з метою
подальшого відтворення в матеріальній формі.
15.2. Методи проектування
Розрізняють
- креслярський метод проектування,
- проектування методом проектного дослідження.
Під креслярським методом розуміють індивідуальну роботу проектанта (або
невеликої групи проектантів), який розв’язує всі типи проектних задач. Остаточно
результатом проекту є комплект технологічної документації та креслень.
Недоліком креслярського методу є те, що на етапі розроблення принципових
ідей в різних галузях знань працює один фахівець (або декілька, не враховуючи техників
і лаборантів), який, хоча і має професійний і життєвий досвід, не здатний виключити з
проекту суб’єктивні помилки. Визнання деяких з цих помилок приводить до
невпорядкованості перебору варіантів.
488
Загальні відомості про мету, методи і процес проектування
За методом проектного дослідження проект розбивають на окремі проектні
задачі і кожний фрагмент доручається виконувати проектанту, найдосвідченішому в
цій галузі. Цей проектант може працювати у сторонній організації. Наприклад, один
колектив синтезує ряд речовин для застосування в деякому технологічному процесі,
а інший колектив, маючи спеціальне обладнання, застосовує ці речовини у цьому
процесі. Третій колектив проводить спеціальні випробування, четвертий - готує
технологічну документацію і т. д.
Виконання попередніх етапів сторонніми організаціями з метою одержання
об’єктивних оцінок і знань, які виходять за межі власного досвіду основних проектантів,
є перевагою цього методу проектування.
У разі проектування за методом проектного дослідження можливе глибше
теоретичне обгрунтування проекту, можливе планування і керування програмами
розробки технологічних мегакомплексів. Водночас головний проектувальник не
може завжди бути впевненим у результатах роботи сторонніх організацій, хоча
повинен прийняти їх і відповідати за них, оскільки іноді сторонні організації ставлять
перед собою прагматичні цілі, які не збігаються повністю з цілями проекту загалом.
І все ж таки сучасний розвиток науки і техніки не дає альтернативи цьому методу
проектування.
15.3. Ефективність проекту
Ключовим питанням у проектуванні є оцінка результатів за ефективністю.
Погляд на ефективність проекту був не завжди однаковим. На початку
промислового розвитку найкращою вважалась технологія, яка забезпечувала найбільшу
економічну ефективність. Так, наприклад, в хімічній технології найбільш ефективними
процесами вважались такі, які відбуваються з мінімальною кількістю хімічних стадій,
при мінімальних температурах і тисках, з найповнішим використанням сировини, з
мінімальними енергетичними витратами тощо.
Водночас використання дорогої сировини і великих енергетичних витрат веде
до випуску дорогого кінцевого продукту. Парадоксально, але це підвищує індекс
прибутковості і прискорює термін окупності капітальних витрат. З погляду виробника
та інвестора це добре, але з погляду споживача це є негативним явищем. Тільки
ринок і конкуренція можуть стримати намагання виробника довільно підвищувати
рівень рентабельності і відпускні ціни.
Останнім часом підсилюється тенденція підвищення прогностичної сили
проектів. Тобто до уваги береться не тільки безпосередній ефект, але й віддалений,
напряму не пов’язаний з виробництвом. Враховується, наприклад, вплив виробництва
на екологію, моральні збитки, збитки, що завдаються іншим галузям промисловості
тощо.
Наведемо яскравий приклад вищезгаданого, хоча він і не пов’язаний з
мікробіологічною промисловістю.
489
Основи проектування біотехнологічних і фармацевтичних виробництв
Свого часу у Міністерстві зв’язку прийшли до ідеї встановлення в під’їздах
багатоквартирних і багатоповерхових будинків колективних поштових скриньок.
Завдяки цьому різко збільшувалась ефективність роботи поштарів, які до того
обслуговували індивідуальні скриньки мешканців. В результаті цієї акції міністерство
одержало вагомий прибуток за рахунок економії праці поштарів, бензину для
службових машин тощо. Але після цього почали витрачати час не завжди здорові
мешканці будинків на “подорож” на перший поверх за поштою, і в дійсності
збільшилась витрата електроенергії на роботу ліфтів. З’явився новий вид злочинів:
крадіжки пошти, хуліганські підпалення тощо. Ефект від нововведень виявився не
такий вже очевидний.
Підприємства мікробіологічної промисловості не можуть вважатись ефективними,
якщо в процесах застосовуються явні чи не явні патогенні штами мікроорганізмів, хоча
б вони і мали надзвичайну продуктивність і високу продукуючу здатність. Вони не
можуть вважатись ефективними, якщо проект не передбачає надійного знераження
відпрацьованої біомаси, заходів і витрат з охорони водоймищ та повітря.
15.4. Життєвий цикл проектів
Проектування починається задовго до офіційної дати початку виконання і не
завершується датою закінчення науково-дослідних, досліднотехнологічних робіт і
навіть з пуском реального виробництва. Протягом роботи підприємство знаходиться
під контролем проектантів. Проект “вмирає”, коли продукція знімається з виробництва,
а саме виробництво утилізується або перепрофілюється. Розглянемо етапи
проектування у життєвому циклі проекту детальніше.
1. Вияв потреби змінити ситуацію, що склалась
Цей етап виконують у відомчих закладах (міністерствах, відомствах). На
урядових засіданнях, економічних нарадах, на неформальних зустрічах бізнесменів
та підприємців обґрунтовуються стратегічні напрями розвитку галузі і приймаються
офіційні рішення. У розробленні стратегії беруть участь і вносять пропозиції і самі
проектанти, але остаточне рішення приймається на урядовому рівні. Сьогодні самі
підприємці можуть вирішити питання про доцільність або недоцільність проектування
і реалізації того чи іншого проекту, але для одержання кредитів банків їм все одно
потрібна підтримка уряду. До того ж експертиза може виявити в проекті приховану
шкоду для економіки країни загалом. Отже, і з цього боку ринковим економічним
проектам потрібна підтримка уряду.
2. Формулювання мети проектування
З поставленої мети повинно бути зрозуміло, що реалізація проекту дасть змогу
змінити ситуацію що склалася, і задовольнити виявлену потребу. Мета визначається
замовником проекту - міністром, керівником підприємства, провідного науково-
дослідного інституту, фірми, корпорації тощо.
490
Загальні відомості про мету, методи і процес проекту її ііміи
Мета не повинна бути занадто вузькою. Проектанти повинні розглядати задачу
ширше, ніж її дає замовник, на рівні життєвих знань і досвіду. Наприклад, замовник
може дати замовлення на синтез конкретного антибіотика для конкретної мети, а
виконавець під час проектування повинен передбачити можливість синтезу на
виробництві, що проектується, інших антибіотиків цього типу або іншого типу.
Формулювання мети повинно містити вказівку на основне призначення проекту,
але не бути переліком вказівок на засоби його здійснення.
Пропозицію на проектування оформляють листом-замовленням або наказом
по міністерству.
3. Науково-інформаційне дослідження проектної ситуації
Ще до офіційної відповіді на лист-замовлення збирають, обробляють і аналізують
інформацію про можливість реалізації сформульованої мети. Для цього використовують
різноманітні джерела. Найдостовірнішою є інформація з підприємств, які випускають
подібну продукцію, інформація рекламного характеру, інформація, одержана з виставок,
каталогів. Доволі достовірними є відомості, опубліковані в монографіях, наукових статтях.
Найменшу довіру викликають патентні описи, оскільки сьогодні головною метою їх є
не публікація технологічних досягнень, а юридичне закріплення прав на ідею. Патентне
законодавство більшості країн світу нині не потребує не тільки протокольного оформлення
результатів випробувань винаходу, а навіть мети винаходу. Більш того, у разі публікації
винаходу користуються не юридично підтвердженим патентом, а заявкою авторів, яка
ще навіть не пройшла патентну експертизу1.
Достовірна і оперативна інформація має для підприємства таке саме значення,
як матеріальні і трудові ресурси. Витрати на виявлення помилок, які були помічені на
перших етапах, в 10 разів менше ніж на виправлення помилок вже під час виконання
науково-дослідної частини проекту, в 100 разів менше ніж при реалізації проекту і в
1000 разів менше ніж при експлуатації виробництва. Відомі випадки, коли стратегічні
помилки внаслідок нехтування інформацією на початку проектування, крім
матеріальних збитків, приводили до трагічних наслідків.
Виконання етапу значно полегшується, якщо проектувальники мають досвід у
ций галузі проектування і постійно слідкують за науково-технічними новинами.
4. Формулювання технічного завдання
Після аналізу інформації прийняте рішення про доцільність проектування
замовленої технології і виробництва розробляють технічне завдання (ТЗ).
1 До 70-х років XX століття в CPCP для оформлення авторського свідоцтва про винахід треба було не
лише навести позитивні відмінності винаходу, але й підтвердити результати протоколами випробувань;
до того ж Комітетом з винаходів проводились додаткові випробування в незалежних і анонімних
організаціях. Авторські свідоцтва CPCP до 70-х років можна вважати достовірною інформацією, що є
важливо для дослідника, але сама країна втратила не тільки істотну частину конкурентоспроможності,
але й пріоритет на ряд цінних ідей.
491
Основи проектування біотехнологічних і фармацевтичних виробництв
ТЗ - найважливіший юридичний документ на розробку науково-дослідної теми або
проекту. Невиконання його приводить до фінансовоїта адміністративної відповідальності.
Загалом ТЗ складається з таких розділів:
- назва та галузь застосування об’єкта, що проектується;
- підстава для розроблення;
- джерело фінансування;
- мета і призначення розробки;
- технічні вимоги до об’єкта, що проектується;
- економічні показники;
- стадії та етапи розробки із зазначенням терміна виконання і результати етапів
і проекту в цілому;
- порядок контролю виконання та приймання робіт;
- додатки.
ТЗ складає сам проектант {Виконавець), оскільки він краще ніж замовник знає
проблеми і свої можливості, в той же час до затвердження ТЗ він погоджує цей
документ із замовником, майбутнім підприємством-виробником та іншими
організаціями. Замовник не може вимагати від виконавця більшого обсягу робіт і
результатів, ніж про це заявлено в ТЗ. До закінчення робіт в ТЗ можуть бути внесені
зміни, якщо для цього є підстави. Зміни затверджують після узгодження зі всіма
зацікавленими сторонами.
Якщо розробляється абсолютно нова технологія і продукт, то ТЗ спочатку складають
на науково-дослідну роботу (НДР).
5. Генерування ідей і формулювання конкретних задач
На цьому етапі продукується деяка мінімальна кількість ідей, щоб імовірність
знаходження справді ефективної ідеї збільшилась. Є дані, що для створення одного
виробу культурно-побутового призначення необхідно генерувати близько 60 ідей, а
для освоєння найбільш вдалого способу виробництва хімічного продукту потрібно
540 пропозицій.
Обов’язковою умовою підвищення якості проектування є організування безперервного
пошуку пропозицій для створення “науково-технічного банку ідей”.
6. Виконання НДР
Етап виконання НДР (інженерного аналізу) є ключовим в проектуванні, оскільки
на цьому етапі приймаються проектні рішення, пропонуються і розглядаються конкретні
методи втілення ідей.
Виконання НДР починається із розроблення концепції, яку обґрунтовують на
базі “банку ідей”. Концепцію оцінюють диференційним, комплексним і змішаним
методами.
Диференційний метод полягає у порівнянні окремих показників якості варіантів.
До певного рішення можна прийти лише тоді, коли усі значення показників одного з
492
Загальні відомості про мету, методи і процес проектування |
варіантів вище або нижче відповідних значень інших варіантів. Комплексний метод
полягає у порівнянні узагальненого показника якості. У будь-якому випадку потрібно
знайти зв’язок між окремими показниками. Змішаний метод полягає у порівнянні і за
окремими, і за комплексними показниками.
Після того, як вироблена концепція, проводять аналіз науковоїобгрунтованності
і технічної реалізації. Дуже часто в результаті аналізу потрібно змінити концепцію.
Наступний етап - проведення експериментів, результати яких є безперечним
доказом правильності прийнятих рішень.
З творчого погляду процес розкладається на три основні, логічно об’єднані стадії.
Перша стадія - дивергенція - аналіз або розбиття задачі нз елементи. Це
стадія розширення проектної ситуації, яка необхідна для пошуку проектного рішення.
Вона містить етапи 3-5 і розробку концепції.
Друга стадія - трансформація - ефективний творчий синтез ідей в єдине ціле.
Щоб композиція елементів, що об’єднується, була оригінальною, синтез обов’язково
повинен бути творчим. Авіаконструктор Бартіні висловився, що якщо б в системі
координат відкласти усі точки, які відповідають вже досягнутим результатам, то
незаповнений простір є перспективою подальших розробок, але річ в тому, що потреби
можуть вийти за межі координат, тому творчий процес не піддається формальній
логіці. Логіка творчості є діалектичною, яка народжується в процесі боротьби
протилежностей. Суть трансформації є те, що називають творчим актом. Момент
трансформації відбувається на стадії виконання НДР.
Третя стадія - конвергенція - настає, коли головна задача розв’язана, змінні
знайдені, зняті протиріччя, і з багатьох альтернативних варіантів залишається
один.
Проектування відбувається за двома принципами:
- еволюційна зміна наявного;
- революційне створення нового.
Еволюційні зміни були характерні для початкових етапів розвитку промислового
виробництва. Сьогодні проектування спрямоване на безперервне створення
принципово нової продукції. Така практика пов’язана з великим фінансовим ризиком
проектів, тому потрібно ще прискіпливіше ставитися до їх ідейної оболонки і приймати
правильні рішення.
7. Інженерні рішення і розроблення комплекту конструкторсько-
технологічної документації
Якщо НДР виконана успішно, то переходять до виконання дослідно-технологічної
роботи (ДТР). На цьому етапі перевіряють досягнуті на етапі НДР результати,
монтують пілотну установку, на якій проводять декілька дослідів із уточнення технології,
і на основі одержаних результатів розробляють ряд технологічних документів, з яких
два є головними: проект технічних умов та проект технологічного регламенту
(процесу).
493
Основи проектування біотехнологічних і фармацевтичних виробництв
Технічні умови (ТУ) регламентують властивості розробленого продукту, тобто того,
‘"що буде вироблятись ” У технологічному регламенті вказують правила “як це зробитьГ2.
Технічні умови на продукцію є одним з щаблів в ієрархії стандартів. Найнижчим є
стандарт підприємства (СТП). Він регламентує властивості продукту тільки в межах
підприємства. Технічні умови діють в межах певної галузі народного господарства.
Оскільки на території України ще досі діють деякі технічні умови, розроблені за часів
СРСР, то нові технічні умови, розроблені вже сьогодні, називають “технічними умовами
України” (ТУУ). Наступним стандартом в ієрархії є “Державний Стандарт України”
(ДСТУ). Він діє не тільки в цій галузі господарства, а в усіх галузях економіки держави.
Розроблення стандартів є кропіткою роботою як з технічного, так і з юридичного погляду,
тому якщо не вийшов термін дії і якість продукції відповідає старому законодавству, то
користуються стандартом CPCP (ГОСТом). У зв’язку з інтеграцією економік деяких
держав, розробляються і набувають чинності міжнародні стандарти - ISO (Inernational
Standart Organisation).
Як і будь-який стандарт, технічні умови на продукцію регламентують такі основні
моменти:
- назву продукції,
- призначення продукції,
- якісні і кількісні технічні показники (такі, які залежать від умов виробництва),
- правила відбирання проб,
- методики визначення технічних показників продукту,
- правила арбітражу.
Регламент виробництва містить такі розділи:
- об’єкт виробництва,
- перелік сировини та показники її якості,
- перелік обладнання, необхідного для виробництва,
- технологічну схему виробництва,
- детальний опис виробництва без коментарів щодо наукового і технічного
підґрунтя технології,
- матеріальні і часові баланси кожної стадії виробництва,
- контроль технології і якості проміжних продуктів.
8. Проектування, монтаж обладнання і запуск виробництва
.. ✓
У разі успішного виконання стадії ДТР починають проектування реального
виробництва. Проектанти знову розробляють, узгоджують і затверджують ТЗ на
проектування.
Перед складанням ТЗ обирають майданчик (трасу) під будівництво заводу або
цеху, установки. При цьому вирішують, наскільки майданчик відповідає необхідним
умовам, до яких насамперед належать
2 Під час виконанні курсових і дипломних проектів студенту не можна плутати поняття “регламент” і
“проект”, оскільки регламент - це відповідь на поставлені задачі, які розв’язуються в проекті.
494
Загальні відомості про мету, методи і процес проектутиип ^|^Д|Д|ДД|
- наявність зручного місця для споруд і будівель,
- природні умови, топографічні, геологічні, гідрологічні, метеорологічні умови,
- наявність сировини,
- наявність залізничних та автомобільних шляхів, а також водних шляхів
сполучення,
- розміри витрат на будівництво шляхів для здійснення транспортних зв’язків в
період будівництва і експлуатації підприємства,
- наявність в районі будівництва робочої сили та осель,
- наявність в районі ринків збуту виробів підприємства,
- енергетичні ресурси району,
- можливість постачання на підприємство води,
- наявність ділянок для викиду та очищення стічних вод,
- можливість кооперування з іншими підприємствами району
Вибір майданчика оформлюють юридичним документом - актом вибору
майданчика.
Цей акт входить у склад ТЗ на проектування.
На підставі результатів ДТР, керуючись різноманітними нормативними документами,
до яких передусім належать ДБН (Державні будівельні норми) і ДСТУ3, які діють на
території України, а також галузеві норми, вимоги, правила та інші документи, розробляють
робочі проекти. При цьому проводять матеріальні, технологічні розрахунки, обирають
обладнання, розробляють технологічну схему реального виробництва, проводять
енергетичні розрахунки, компонують обладнання, розробляють будівельний проект
виробництва, закладають в проект заходи з охорони праці і довкілля, складають витратні
кошториси тощо.
Залежно від складності об’єкта проектування ведуть або у дві стадії (розроблення
проекту і робочої документації), або в одну (власне робочий проект).
Робочий проект - це комплект робочої документації та кошторисів з виділенням
основних елементів (планів, розрізів, фасадів, компонування обладнання, паспорти
типових або повторних проектів, кошторисного розрахунку) в окремий комплект з
пояснювальною запискою. У пояснювальній записці вказують принципові технічні
рішення і основні техніко-економічні показники. Розробляється також проект організації
будівництва.
Згідно з вимогами проект підприємства повинен складатись з таких семи розділів:
1. Загальна пояснювальна записка.
2. Технологічні рішення.
3. Будівельні рішення.
4. Організація будівництва.
3 Сьогодні триває робота з подальшого розроблення нормативних документів для будівельної галузі.
Все ж і досі в Україні діє значна кількість документів колишнього CPCP (СНиПьі, CH), які постійно
переглядаються і доопрацьовуються. Інформацію про нормативні докумкенти в будівельній галузі
України містить “Перелік чинних нормативних документів у галузі будівництва”.
495
Основи проектування біотехнологічних і фармацевтичних виробництв
5. Житлово-громадське будівництво.
6. Кошторисна документація.
7. Паспорт проекту.
Для зручності розроблення та оформлення усі матеріали проекту комплектують
в частини (розділи) за фахом. Скорочений склад частин такий:
1. Загальна частина.
2. Генеральний план і транспорт.
3. Технологічна частина.
4. Архітектурно-будівельна частина.
5. Опалення і вентиляція.
6. Водопостачання і каналізація.
7. Електротехнічна частина.
8. Автоматизація.
9. Теплопостачання.
10. Енергетична частина.
11. Зв’язок і сигналізація.
12. Охорона довкілля.
13. Наукова організація праці.
14. Техніка безпеки і промислова санітарія.
15. Техніко-економічна частина.
16. Кошторисна частина.
17. Організація будівництва.
18. Робоча документація.
* * *
Навчальне дипломне проектування, як правило, повинно містити такі основні
розділи:
1. Завдання на проектування.
2. Вибір концепції проекту (розділ замінює результати НДР та ДТР).
3. Технологічна частина (матеріальні розрахунки, організація виробництва,
технологічні і механічні розрахунки обладнання, теплові, енергетичні розрахунки,
технологічна схема та її опис).
4. Будівельна частина (компонування обладнання, будівельні креслення).
5. Автоматизація.
6. Економічна частина.
7. Охорона довкілля та охорона праці.
У цьому посібнику детально розглядаються лише питання, пов’язані з
технологічною та будівельною частинами, а у прикладах виконання проектів наведені
і розрахунки економічних показників.'
496
Загальні відомості про мету, методи і процес проектування
9. Початок експлуатації виробництва
Після закінчення будівництва, пуску підприємства і одержання першої офіційної
партії продукту проводять кваліфікаційні випробування на відповідність його технічній
документації (ТУ). Якщо результати кваліфікаційних випробувань будуть незадовільними,
У разі позитивних результатів комплект технічної документації затверджують і
передають екземпляр підприємству-виробнику. Оригінали документації (“кальки”)
залишаються в проектній організації.
10. Експлуатація об'єкта
Упродовж початкового періоду експлуатації виробництва (1.. .3 роки) проектанти
здійснюють авторський нагляд. При цьому контролюють:
- виконання вимог до сировини,
- аналіз дефектів, якщо вони були виявлені,
Проектанти вирішують технічні питання, пов’язані як з нормальним ходом
виробництва, так і його удосконаленням; організовують контакти між сферами
виробництва й споживання і виявляють дійсний попит на продукцію (проводять
маркетингові дослідження), сприяють встановленню рівноваги між виробництвом і
споживачем.
Після тривалої перевірки об’єкта практикою проектанти беруть участь у вирішенні
питань про удосконалення виробництва або його зупинку. Доцільність останнього
обґрунтовується згідно зі стандартними процедурами, після чого цикл проектування
закінчується, життя об’єкта завершується.
497
Основи проектування біотехнологічних і фармацевтичних виробництв
. - j
НАВЧАЛЬНЕ ПРОЕКТУВАННЯ. ВИБІР КОНЦЕПЦІЇ ПРОЕКТУ.
МАТЕРІАЛЬНІ TA ТЕХНОЛОГІЧНІ РОЗРАХУНКИ. ОРГАНІЗАЦІЯ
ВИРОБНИЦТВА. ТЕХНОЛОГІЧНІ СХЕМИ
16.1. Концепція проекту
Після затвердження теми студент-проектант розробляє концепцію дипломного
проекту. Робота з літературою моделює виконання науково-дослідної та дослідно-
технологічної частини реального проектування.
Після збирання та аналізу опублікованих даних за цією тематикою приймаються
рішення про запровадження тих чи інших перспективних новацій в проект, який грунтується
на базі наявного виробництва, або вирішується питання про проектування цілком нового
об’єкта.
Для збирання літературних даних доцільно користуватись реферативним
журналом “Химия” (РЖХим) та “Биохимия” (РЖБиохим) видання ВИНИТИ
(Москва). Журнал РЖХим існує з 1953 року, виходить двічі на місяць (24 випуски за
рік) і охоплює всі галузі хімічної науки та виробництва. Журнал публікує реферати
наукових статей, патентів, доповідей на конференціях, книг, що вийшли в світі за
останній період перед випуском чергового номера. За кількістю джерел інформації
РЖХим поступається американському реферативному журналу “Chemical Abstracts”
(близько 80% від американського), але публікації у провідних країнах представлені
повністю. На відміну від “Chemical Abstracts” РЖХим та РЖБиохим дають повніші
реферати і, отже, ознайомитись зі статтею і основними результатами досліджень
здебільше можна без читання оригіналу. Журнали супроводжуються покажчиками
(предметним, формульним, патентним, авторським, вказівником циклів), за допомогою
яких знаходження потрібних рефератів за будь-який період не викликає особливих
труднощів.
З 70-х років журнали виходять як на паперових носіях, так і на магнітних в
електронному вигляді. Для користування електронною бібліотекою ВИНИТИ потрібна
угода; інформаційний вихід в Internet з комерційних причин заборонений. На замовлення
ВИНИТИ надсилає ксерокопії оригінальних публікацій за винятком патентних описів.
Повні патентні описи можна одержати в обласних Центрах науково-технічної інформації.
Як правило, інтернетівські портали не містять технологічної інформації у
подробицях, оскільки вона є предметом комерційноїтаємниці і авторських прав. Попри
вказаного, можна навести кілька пошукових, найбільш популярних порталів, наприклад,
www.alltheweb.com,www.rambler.ru,www.aport.ru,www.google.com.ua,www.yandex.ru
тощо.
498
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні і ні ми
16.2. Матеріальні розрахунки
Проект розгортає інформацію про матеріальні потоки в часі і просторі. Після
визначення цих потоків і часу проведення процесів стає можливим технологічний
розрахунок апаратів, а після вибору обладнання його компонують і виконують
будівельну частину проекту.
У реальній ситуації матеріальні потоки визначають майже завжди на основі
експериментальних даних. У дипломних проектах можливе розрахункове визначення
матеріальних балансів. Основою для матеріальних розрахунків мікробіологічних
процесів є інтегральне стехіометричне рівняння (див. част. І, гл. І).
Результати матеріальних розрахунків оформляють у вигляді балансових таблиць
з графами “Взято (Завантажено) - Одержано” або у вигляді графічних схем, на яких
вказують напрями матеріальних потоків. Останній варіант більш наочний.
16.3. Організація виробництва
Для визначення продуктивності обладнання та його вибору потрібно визначити
не тільки матеріальні потоки, але й час проведення процесу.
Для визначення часу проведення тієї чи іншої операції треба спочатку встановити її
організаційний характер - чи буде вона проводись періодично (циклічно) або безперервно.
У періодичних апаратах в кожній точці реакційного простору будь-які
зміни відбуваються однаково і послідовно в часі до завершення процесу в цілому
у визначений момент.
Як приклади процесів та апаратів періодичної дії можна назвати проведення в
колбі-реакторі хімічної реакції від її початку до закінчення, ферментер ємнісного типу,
в якому відбувається процес культивування продуцента з початковим завантаженням
поживного середовища тощо.
У безперервних апаратах в кожній точці реакційного простору будь-які зміни
відбуваються неоднаково і паралельно в часі з одночасним завантаженням сировини
і вивантаженням готового продукту.
До безперервних процесів належать хімічна реакція в реакторі-трубі, в один
кінець якої безперервним потоком подають сировину, а з іншого кінця безперервно
вивантажують готовий продукт. У кожній точці такого реактора існує інша реакційна
ситуація. До безперервних процесів належать і ферментація в апаратах ємнісного
типу, якщо на вхід ферментера (або батареї ферментерів) безперервним сталим
потоком подають поживне середовище, а з виходу ферментера теж безперервним
потоком вивантажують культуральну рідину (виробництво харчового спирту, кормових
дріжджів тощо).
У табл. 16.1 наведено інші приклади періодичних і безперервних апаратів-
процесів, які використовують в мікробіологічній промисловості.
Деякі види обладнання виготовляють для роботи як в періодичному, так і в
безперервному режимах. Наприклад, освітлювальні тарілчасті сепаратори для
499
ІДБПДН^^ Основи проектування біотехнологічних і фармацевтичних виробництв
переробки суспензій з малим вмістом твердої фази працюють періодично з погляду
одержання осаду. В той же час соплові сепаратори є обладнанням суто безперервної
дії як за фугатом, так і осадом.
Таблиця 16.1
Періодичні і безперервні процеси
Періодичні процеси ;
. Безперервні процеси
- друк- та нутч-фільтри, фільтр-преси з
погляду одержання осаду при
одноразовому завантаженні суспензії,
- барабанні подрібнювачі, змішувачі,
сушарки,
- осаджувальні і фільтрувальні центрифуги
з погляду одноразового одержання осаду,
- дисмембратори,
- іонообмінні колони з погляду
одноразового одержання смоли з
адсорбованою речовиною,
- перколятори,
- нагрівання та охолодження рідини в
ємнісних апаратах через оболонку або
змійовик,
- вирощувальні камери для поверхневого
культивування,
- автол ізатори,
- тістозмішувачі (для дріжджів),
- кубові ректифікаційні колони тощо
- будь-яка фільтрувальна апаратура з
погляду одержання фільтрату,
- будь-яка фільтрувальна апаратура з
погляду безперервного або багаторазового
одержання осаду,
- розпилювальні сушарки,
- роторні та інші плівкові вакуум-випарні
апарати,
- іонообмінні колони з погляду одержання
елюату,
- лінії безперервної стерилізації,
- насосне та компресорне обладнання,
- осаджувальні центрифуги з погляду
одержання фугату,
- розділові сепаратори,
- нагрівання або охолодження рідини в
потоці,
- відстійники Дорра,
- рідинні екстрактори безперервної дії,
- установки для ультрафільтрування та
зворотного осмосу,
- лінії фасування,
- ректифікаційні колони з безперервним
завантаженням і відгоном тощо.
Усю цю апаратуру об’єднують в технологічній схемі, і залежно від потреби, сам
технологічний процес може бути періодичним, напівперіодичним або безперервним.
16.3.1. Періодичні схеми виробництва в одну технологічну стадію
При періодичному режимі роботи установки в одну технологічну стадію
оброблення сировини проводять поступово, переходячи від однієї операції до іншої і
використовуючи за потребою нові види обладнання, незалежно від його типу (періодичне
або безперервне). В той час, коли використовують певне обладнання, інше простоює.
Яскравим прикладом такої організації виробництва є синтези на лабораторному
500
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні і ними ,і^ИІМііііиЦіЛ
обладнанні, установки дослідного виробництва або промислові малої потужності
(наприклад, хіміко-фармацевтичні виробництва).
Така організація роботи дає можливість зосередитись на певній операції і якісно
її виконати. З іншого боку, обладнання використовується нераціонально і більшу
частину часу, відведеного на процес, простоює, хоча те чи інше обладнання можна
використовувати багаторазово для різних операцій4.
Загальний час процесу дорівнює сумі часів проведення окремих операцій, з яких
складається процес. Для виробництв з коротким часом циклу бажано, щоб загальний
час процесу при тризмінній роботі протягом тижня (5 робочих днів) був би кратним
числу 120 (наприклад, 120,60,40,30,24,20, 10,15, 12, 10,7,5), при двозмінній роботі
був би кратним числу 16 (16, 8,4,2), а при однозмінній роботі - кратним числу 8 (8,4,
2). Лише тоді у разі зупинки виробництва не залишається незавершеного виробництва,
що переважно є недопустимим.
Час проведення деяких операцій визначається технологією, наприклад, час проведення
хімічної реакції, культивування продуцента, витримки (білкові та крохмальні паузи у
виробництві пива); час інших операцій розраховують або визначають хронометражем.
16.3.2. Безперервні технологічні процеси
Процес організовують так, що одночасно працює все обладнання, узгоджене між
собою за продуктивністю. У кожний момент нескінченно малого часу на наступну операцію
передається нескінченно мала кількість обробленого на попередній операції матеріалу.
Бажано, щоб в процесі використовувались апарати безперервної дії, хоча не
виключається використання на деяких операціях і обладнання періодичної дії.
Перевага цього методу організації виробництва полягає у 100%-й завантаженості
і меншій металомісткості обладнання, його компактності. Через неможливість
одночасного спостереження за роботою обладнання треба залучати або велику кількість
працівників, або використовувати автоматичні засоби керування виробництвом. Під
час пуску таких виробництв виникають проблеми з узгодженням роботи обладнання.
Організація безперервного виробництва вимагає проведення будь-якої операції на своєму
обладнанні.
Розбивання безперервного процесу на окремі стадії і операції є умовним.
На малих підприємствах впровадження безперервної організації виробництва
може виявитись недоцільним, оскільки вартість засобів автоматизації може бути
більшою від вартості основного обладнання. Крім того, особливістю безперервних
мікробіологічних процесів є небезпека контамінації культуральної рідини сторонньою
мікрофлорою, проблеми створення і підтримки стерильності апаратури і середовища.
Попри вказані недоліки, метод безперервного виробництва є економічно доцільним
і незамінним у виробництві багатотоннажних продуктів як хімічної, так і мікробіологічної
промисловості.
4 Ця перевага зникає, коли йдеться про виготовлення препаратів медичного призначення, оскільки
правилами GMP використання одного й того ж обладнання для виконання різних операцій забороняється.
501
Основи проектування біотехнологічних і фармацевтичних виробництв
76.3.3. Напівперіодичні технологічні процеси
Напівперіодичні (або періодичні в декілька технологічних стадій) процеси
найбільш поширені у мікробіологічній промисловості.
Суть цієї організації виробництва полягає в тому, що весь процес поділяють на
з’єднані між собою незалежні, одночасно працюючі частини. Кожна частина діє немов
би як міні-підприємство. Після приймання партії напівфабрикату з попередньої частини
це міні-підприємство обробляє його і передає наступному міні-підприємству. У результаті
всі частини діють одночасно, як у безперервному виробництві. Чим більше поділок
зроблено при організації, тим більше виробництво наближається до безперервного.
Ці окремі частини називають технологічними стадіями.
Технологічна стадія - частина технологічного процесу, яка виділена з
процесу як самостійне виробництво. Технологічна стадія складається з
послідовних та паралельних технологічних операцій, які не виділяють або їх не можна
виділити з технологічної стадії.
Для узгодженої роботи технологічних стадій повинні виконуватись дві умови:
1. Тривалість усіх стадій повинна бути однаковою.
2. На жодній зі стадій не можна використовувати обладнання, яке
належить іншій стадії5.
Окрема стадія може бути організована як суто періодична, так і суто безперервна.
Іноді технологічну стадію неправильно ототожнюють з хімічною. Хімічна стадія
може бути справді виділена в окрему технологічну, але може бути лише технологічною
операцією у складі технологічної стадії.
16.3.3.1. Узгодження матеріальних потоків технологічних стадій
Як і кожне виробництво, технологічна стадія має склади сировини і готової
продукції. Ці склади називають буферними ємностями (збірниками). Щоб з’язувати,
чи необхідно встановлювати буфер, потрібно керуватись такими правилами:
1. Щодо наступної стадії попередня вважається періодичною або безперервною,
якщо її остання операція є періодичною або безперервною. Te саме стосується і
першої операції наступної стадії щодо попередньої.
2. Буферну ємність на повний об’єм продукту, що випускають на попередній стадії,
встановлюють між періодичною і безперервною технологічними стадіями і навпаки.
3. Буферну ємність між періодичними стадіями не встановлюють. Роль буфера
виконує ємність апарата наступної стадії.
4. Між безперервними стадіями для вирівнювання потоків або для забезпечення
їх транспортування встановлюють буферні ємності, розраховані на наповнення
протягом 0,25... 0,5 годин або з інших практичних міркувань.
5. Як буфер використовують спеціальну ємність або її роль може виконувати
інший, дублювальний ємнісний апарат попередньої або наступної стадії.
5 В деяких випадках однакові операції на різних стадіях можна виконувати на одному і тому ж обладнанні
за умови, що часові “вікна” не перекриваються.
502
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми ^ЩЦЦЦДЦД
16.3.3.2. Узгодження технологічних стадій в часі
Оскільки час проведення усіх технологічних стадій повинен бути однаковим, то
після попереднього визначення тривалості стадій їх порівнюють між собою і вирівнюють
додаванням або відніманням частки часу окремих операцій. За неможливості це зробити
в одну зі стадій додають час простоювання.
Час простоювання є шкідливим, оскільки знижує ефективність роботи обладнання,
і іноді абсолютно непридатним засобом вирівнювання часу стадій. Наприклад, стадія
головного бродіння пива триває 8 діб, а доброджування - 24 доби і більше. Зрозуміло,
що для вирівнювання часу проведення стадій додавати в стадію головного бродіння
16 діб простоювання є абсурдним. В такому випадку застосовують проведення
довготривалої стадії з “почерговим завантаженням” апаратів, яких беруть у стільки
разів більше, у скільки разів більше час довготривалої стадії щодо менш тривалої.
У наведеному прикладі на один чан головного бродіння повинно припадати 24/8 =
= 3 чани доброджування. Організаційна схема виробництва виглядає так (рис. 16.1):
Рис. 16.1. Схема “почергового завантаження”
Після виготовлення першої партії зеленого пива, яке триває 8 годин, його перекачують
в 1-й чан доброджування. Через 8 годин другу партію зеленого пива спрямовують в 2-й
чан (в першому чані вже пройшло 8 годин доброджування). Третю партію зеленого пива
закачують в 3-й чан (в першому чані вже пройшло 16 годин доброджування, а в друго¬
му - 8). Після виготовлення 4-ї партії зеленого пива в 1-му чані пройшло 24 години
доброджування і дозріле пиво відкачують на фільтрування. На місце, що звільнилось в
1-му чані закачують нову партію (за цей час в другому чані пройшло 16 годин
доброджування, а в 3-му - 8). Після виготовлення 5-ї партії в 2-му пройшло 24 години
доброджування і зріле пиво відкачують на фільтрування. І так далі.
Взагалі кажучі, стадія може тривати будь-який час, але при невеликих
розбіжностях, які піддаються простому вирівнюванню, за основу беруть час найбільш
довготривалої стадії, а працюючи за схемою з “почерговим завантаженням”, за основу
приймають час проведення короткотривалої стадії. Вирівнювання часів стадій в даному
випадку йде лише для одержання співвідношення часів, яке повинно бути цілим числом.
503
Основи провідування біотехнологічних і фармацевтичних виробництв
Метод “почергового завантаження” широко використовують для організації
напівперіодичної ферментації продуцентів з невеликою питомою швидкістю росту, а
також для зменшення простоювань, і, головне, щоби уникнути застосування ферментерів
та буферних ємностей великих об’ємів.
16.3.3.3. Узгодження періодичних операцій у безперервному виробництві
У безперервному виробництві обов’язково відбуваються більш або менш тривалі
процеси, які потребують застосування апаратів періодичної дії. В деяких випадках
використовують звичайні реактори-змішувачі ємнісного типу (одно- та
багатоступеневі батареї ферментерів, організовані за безперервною схемою,
оцукрювання борошна солодом у виробництві спирту), змійовикові та ємнісні
витримувачі (розварювання борошна теж у виробництві спирту, витримувачі
безперервної стерилізації). Але іноді, коли потрібно провести гетерофазні процеси
(хімічні реакції між рідиною і твердим реагентом, приготування поживних середовищ,
рідинну стандартизацію ферментних концентратів солями перед розпилювальним
сушінням, обробку нативних розчинів для вилучення лимонної кислоти через
осадження її у вигляді твердого цитрату кальцію тощо) використання подібної
апаратури стає неможливим. В таких випадках застосовують “триреакторну” схему
(рис. 16.2).
безперервний потік
Рис. 16.2. “Триреакторна” схема
Безперервний потік спрямовують в реактор 1. Після його заповнення потік
перемикають на реактор 2, а в першому реакторі проводять потрібні періодичні
процеси. Далі потік перемикають на реактор 3, в реакторі 2 проводять періодичний
процес, приготовлений продукт з реактора 1 безперервно вивантажують. Після
заповнення реактора 3 потік спрямовують у вже порожній реактор 1. і так далі.
Важливою умовою проведення процесу за “триреакторною схемою” є необхідність
рівності часів заповнення реактора, проведення періодичного процесу,
вивантаження продукту. Цей час визначається часом проведення періодичної операції.
За суттю “триреакторна схема” є періодичною технологічною стадією в напів-
періодичному процесі, попередньою та наступною стадією для якої є безперервні, відтак
схема потребує двох буферних ємностей, роль яких відіграють по черзі дві ємності.
504
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми
Якщо періодичний процес включений у безперервну схему на початку, то
застосовують “двореакторну схему”. Наприклад, в першому реакторі періодично
готують поживне середовище, а з другого приготоване середовище безперервно
сталим потоком подають на ферментацію. Час приготування і відкачування
середовища повинен бути однаковим.
* * *
Перед розгляданням організаційних моментів за прикладами проектування у
четвертій частині посібника для демонстрації вищерозглянутих положень наведемо
приклад організації достатньо простого за технологією хімічного виробництва за
періодичною, безперервною та напівперіодичною схемою.
Лабораторна методика синтезу6:
До 200 г 4-нітро-м-ксилолу додають 0,8 дм3 80%-ї сульфатної кислоти. Суміш
нагрівають до 40°С. Протягом 2 годин порціями додають біхромат калію, підтримуючи
температуру в інтервалі 40-45°С. Одночасно додають 0,2 см3 концентрованої
хлоридної кислоти. Після закінчення окиснення реакційну масу витримують 1 годину
при 45°С, а потім виливають на лід. Утворений осад відфільтровують, промивають
на фільтрі і перекристалізовують з мінімальної кількості етанолу. Одержані кристали
4-нітро-З-метилбензойної кислоти (НМБК) сушать.
Періодичний процес синтезу НМБК в одну технологічну стадію
Згідно з такою організацією виробництва задіяно мінімальну кількість одиниць
обладнання, яке використовують, якщо можливо неодноразово (рис. 16.3). Час
проведення процесу дорівнює сумі часів окремих операцій.
6 Кудряшова Н.И., Пиотровский А.Б. Хромов-Борисов Н.В. Окисление нитромезилена и 4-нитро-
м- ксилола соединениями шестивалентного хрома//Журн. орг. химии. - 1974. - 10. № 2. -С.290-293.
505
Основи проеістування біотехнологічних і фармацевтичних виробництв
Опис схеми
У реактор 1, споряджений мішалкою, оболонкою для води і пари, змійовиком
для подачі розсолу від холодильної машини, завантажують воду, а потім зі збірника 2
через мірник 3 перетисканням - сульфатну кислоту з таким розрахунком, щоб
утворився 80%-й розчин. Додають 4-нітро-м-ксилол, і розчиняють його. В оболонку
апарата подають пару або воду, і перемішуючи, доводять температуру кислоти до
40°С. Протягом 2 годин порціями додають біхромат калію і одночасно концентровану
хлоридну кислоту. Температуру реакційної маси на рівні 40...45°С підтримують
подачею води в оболонку апарата. Після закінчення процесу реакційну масу,
перемішуючи, витримують при 45°С. Потім в змійовик реактора подають розсіл від
холодильної машини і охолоджують реакційну масу до 0°С. Після витримки
охолоджену суспензію перетискають порціями або одноразово (якщо дозволяє ємність
фільтра) на друк-фільтр 4. Фільтрат спрямовують на нейтралізацію. Осад на фільтрі
промивають льодяною водою. Реактор і мірник промивають водою. Зі збірника 5
через мірник 3 в реактор завантажують етанол. Осад з фільтра переносять в реактор
і, перемішуючи, розчиняють. Етанольний розчин охолоджують до 0°С, витримують,
одержану суспензію відфільтровують на фільтрі 4. Одержаний фільтрат спрямовують
на установку регенерації етанолу, а вологий осад переносять у сушильну шафу 6.
Сухий НМБК відправляють на фасування.
Таблиця 16.2
Таблиця часу проведення операцій
3/п *
Назва операції
Час проведення
операції, год
1
Завантаження води в реактор
0,25
2
Завантаження конц. сульфатної кислоти в мірник
0,25
3
Завантаження кислоти в реактор і перемішування
0,10
4
Завантаження 4-нітро-м-ксилолу
0,25
5
Розчинення 4-нітро-м-ксилолу
0,25
6
Доведення температури розчину до 40°С
0,50
7
Додавання біхромату калію та конц. хлоридної кислоти
2,00
8
Витримка при 45°С
1,00 і
9
Охолодження реакційної маси до 0°С
1,00 і
10
Витримка при 0°С
0,25
Il
Фільтрування суспензії
2,00
12
Промивання осаду льодяною водою
0,50
13
Промивання реактора, мірника
1,00
14
Завантаження етанолу в мірник
0,25
15
Завантаження етанолу з мірника в реактор
0,10
16
Перевантаження осаду з фільтра
0,25
17
Перемішування і розчинення осаду
0,50
18
Охолодження етанольного розчину НМБК до 0°С
1,00
19
Витримка суспензії при 0°С
0,10
20
Промивання фільтра
0,50
21
Фільтрування етанольної суспензії
2,00 !
506
Навчальне проектування. Вибір концепції проекту. Матеріальні та ^flQTPTVTB
технологічні розрахунки. Організація виробництва. Технологічні схеми
Продовження табл. 16.2
3/п
Назва операції
Час проведення j
операції, год 1
22
Перевантаження осаду у сушильну шафу
0,10 ї
23
Сушіння НМБК
2.00 і
24
Вивантаження НМБК
0,25 і
Разом: 16,40 години :
Жирним шрифтом виділені тривалості операцій, заданих технологією. Інші обрані
довільно, з практичних міркувань.
Безперервна схема виробництва НМБК
Приймемо, що 4-нітро-м-ксилол легко розчиняється у розчині сульфатної
кислоти Ґпроцес розчинення може бути реалізованим, якщо застосувати ємнісний
змішувач, споряджений електромішалкою. Для здійснення основного хімічного
процесу окиснення 4-нітро-м-ксилолу застосуємо “триреакторну схему”. Оскільки
процес є безперервним, то розбиття на технологічні стадії та операції не проводимо
(рис. 16.4).
Сульфатну кислоту безперервним потоком подають в інжектор 7. Через мірник-
дозатор 2 в інжектор подається також вода з таким розрахунком, щоб на виході
утворився 80%-й розчин кислоти. Цей розчин спрямовують у реактор-змішувач 3. У
цей же реактор з бункера 4 через дозатор 5 надходить 4-нітро-м-ксилол. Об’єм
реактора-змішувача розрахований на час розчинення 4-нітро-м-ксилолу в розчині
сульфатної кислоти. Одержаний розчин насосом 6 спрямовують в теплообмінник 7,
на виході з якого температура розчину становить 40°С, а з теплообмінника - в один
з реакторів 8а, 86 або Se, з’єднаних в “триреакторну схему”. Після заповнення
реактора теплим кислим розчином 4-нітро-м-ксилолу і вмикання перемішува. іьного
пристрою з бункера 9 через дозатор 10 протягом 2 годин подають біхромат калію.
Одночасно з мірника 11 до реакційної маси подають концентровану хлоридну кислоту.
Температуру реакційної маси підтримують в межах 40-45°С, подаючи в оболонки
реакторів охолоджувальну воду. Після закінчення додавання біхромату калію суміш
витримують за температури 45°С ще 1 годину. Готову реакційну суміш насосом 12
прокачують через холодильник 13, в якому її охолоджують до 0°С. Охолодження
ведуть розсолом від холодильної машини. Після витримки охолодженої маси у
витримувачі 14 її спрямовують у барабанний вакуум-фільтр 15. Одержаний фільтрат
спрямовують на нейтралізацію, а вологий осад - у шнековий змішувач 76, в який
одночасно подають етанол. У шнековому змішувачі осад частково розчиняється , а
в реакторі-змішувачі 77 цей процес завершується. Етанольний розчин охолоджується
в холодильнику 7S, проходить витримувач 79, в якому завершується випадіння
кристалів НМБК і сталим потоком суспензія надходить у барабанний вакуум-фільтр
20. Фільтрат з вакуум-фільтра спрямовують на утилізацію етанолу, а вологий осад -
на сушіння на вальцову сушарку 21. Далі сухий НМБК спрямовують на фасування.
507
4-нітро-м-ксилол
ЯЯЕВИЗВИкь. Основи проектування біотехнологічних і фармацевтичних виробництв
508
Рис. 16.4. Принципова технологічна схема безперервного синтезу НМБК
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми
Періодичний процес в декілька технологічних стадій
Поділити процес на технологічні стадії можна за декількома варіантами,
наприклад:
1. Синтез продукту + фільтрування + перекристалізація (3 стадії).
2. (Синтез продукту + фільтрування) + перекристалізація (2 стадії).
3. Синтез продукту + (фільтрування + перекристалізація) (2 стадії).
4. Приготування розчину кислоти + синтез НМБК + фільтрування + перекристалізація
(4 стадії) і так далі.
Для прикладу оберемо перший варіант.
Припустімо, що ємність друк-фільтра, на якому фільтрують кислу суспензію
НМБК, не дозволяє переробити усе завантаження відразу. Тоді стадія фільтрування
є безперервною. Блок-схема стадій має вигляд:
На рис. 16.5 наведено принципову технологічну схему процесу за таким
варіантом.
Рис. 16.5. Принципова схема синтезу НМБК у 3 технологічні стадії
509
Основи провідування біотехнологічних і фармацевтичних виробництв
У реактор З завантажують потрібну кількість води. Концентровану сульфатну
кислоту зі збірника 7 набирають в мірник 2, а з нього - обережно, перемішуючи,
додають до води в реакторі 3. У розбавленій сульфатній кислоті розчиняють 4 -
нітро-м-ксилол, а потім проводять окиснення за раніше описаною технологією.
Охолоджену суспензію перетискають в буферну ємність 4.
Суспензію з буфера 4 фільтрують на друк-фільтрі 5, збираючи осад в буферному
бункері б, а фільтрат спрямовують на нейтралізацію.
Після закінчення фільтрування осад завантажують в реактор-змішувач 7, в який
вже доданий етанол зі збірника 8 через мірник 9. Після розчинення осаду і охолодження
розчину одержану суспензію фільтрують на друк-фільтрі 10. Одержаний осад сушать
в шафі 77, а фільтрат спрямовують на утилізацію етанолу.
* * *
Розрахуємо час проведення технологічних операцій та стадій. Спочатку
запишемо тривалість операцій без змін, (так, як в табл. 16.2), але додамо операції на
перетискання продуктів в буфери і виключимо операції, пов’язані з промиванням
апаратури, оскільки в цій апаратурі будуть проводитись одні і ті же процеси, і занесемо
дані в табл. 16.3.
Вирівняємо час проведення стадій. У результаті одержимо нову таблицю 16.4 з
визначеним часом проведення операцій охолодження, фільтрування і сушіння, який
необхідний для розрахунку апаратури.
Висновок з прикладу
Процес в одну технологічну стадію вимагає мінімальної кількості обладнання, а
безперервний - максимальної. Періодичний процес в декілька технологічних стадій
потребує певної кількості проміжного обладнання. За першим варіантом більшу частину
часу обладнання простоює, за другим - постійно працює. Перевагу тому чи іншому
способу організації виробництва віддають тільки після проведення економічних
розрахунків.
16.4. Технологічні розрахунки
Технологічний розрахунок апаратури полягає у визначенні потрібної продуктивності
і порівнянні її з розрахованою продуктивністю того чи іншого апарата. За результатом
порівняння обирають апаратуру та визначають потрібну кількість обладнання.
Методики технологічних розрахунків апаратів розглядаються у частинах І та H
посібника.
510
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми
vO
§-
а
й
:=
’5
Cl
а
«
Б
O
Cl
H
)Я
*3
Л
H
U
X
S
S
T
• тт
u
о
4
O
5
и
а>
H
R
S
S
ч
CS
O
а
Б
Cl
F
1-і
w *=
і
° S
е- Q-
O X
■ о.
^ а>
н G
го -
S
*5 ^
н g
(J X
. X
У
03
.£ £
u а.
о н
4 -о
X-S
5 Є
N V
■*
UQ
S
д
S
U
■ з -
K
І
А
X
T
U
O
§
X
и
о $
ев о
T ь-
S =*
Я 2
т
S E
03 O
У I-
« Б
S *■
SC Б
O
,E
Jv З
ев о
T ^
5 Sf-
і &
S E
O
J=
O
‘Г>
O
O
O
o'
8 ®
(N O
CO
CO
п,
>Л
е;
g
г-
X
O
O
CL
Cd
S
X
Cd
fe
CL
O
£
Cd
о
O
OC
X
І
Cd
OC
X
OC
X
X
U
<о
CL
X
X
CL
CQ
QJ
O
OQ
Cd
X
чо
Cd
Cd
н
Ь£
н
Cd
O-
X
S
X
S
CQ
а>
Cd
X
Cd
X
OQ
Cd
о.
CS
Cd
а.
Cl
ч>
X
CO
і
PO
‘І
C
ю
з І
Iow
х о S
л - і
ш 2 і
= І §
S І о
W=:1=:
а. £ °
<d g х
C S. O
з:
s
т
ГО
O
c^U
0 2^
u O
І§
P
1 s
s
CL
C
’«
X
<и
C
O
>ч
O
ев
*
2
S
о.
S <->
0 &
O
X
>4
=;
о
ас
S
ж
ас
ас
Cd
CO :—
>» *го
P- х
H <D
І
O
O
05 ■>-
х JeZ
а: ■©■
«і та
В*
£ X
UQ
* =C
UQ OC
S і
1 І
I P
1 ас
'з Л
З CQ
S
U OQ
O
«Ti
о.
(L)
•в-
5 і
i§;s
1 ’ о
S о
Є S
_ w
а. х
- х
— Cd
M CO
S 1
5 І
^g-
>> R-
0 g
1
■*• ґґ\
2 Cd
t CL
5? *
£ х
/5 ^
Ш ю г-
<N (N
O4 O4
«г>
(N
o'
IO
(N
o'
O
O O
O O
Ю ІЛ>
(N (Ч
o' Or
CL
2£
O
S
І
X
Cd
г>
CL
І
CQ
ос
X
і
S
а.
S
X
І
CL
CQ
CQ
S
S
к
І
fc*
S
=J
S
с;
.E
O
Cd
§
OQ
X
O
*
H
O
в?
O
O
X
*
В
’І
’х
P-
X
CL
U
C
U
0
OC
ос
S
OC
<и
OC
І
O
X
X
*
X
CL
X
ь
ЧІ-
X
<и
X
0)
O
X
X
C
X
<и
OC
X
X
OC
X
§
Я
Cd
H
CL
й
>Л
O
X
H
Cd
(-
о
H
є:
X
ч
S
X
X
X
•©*
X
£
X
о
X
O
O
S
Cd
Cd
JQ
Cd
Cd
ч
T
аг
CQ
CQ
е;
OQ
Cd
OQ
S
CO
S
CO
Cd
Cd
Cd
D
Cd
O
O
O
O
CO
PO
о
PO
CL
PO
CU
CL
І я
S' 5
о. 'о
X Z
S §
S §■
і5
S з
Is
R *
O
X
>х
'3
Cd
«
CL
S K
а. х
C X
Cd
*
S
чО
Cd
х
s Q-
^ F <и
CL C *©*
н а.
S о ю
CO C ш
OO Os ~ Z-
2
о
А
U
OQ
O
<>
S
O
-Q
CJ
CO
511
Тривалість проведення технологічних стадій та операцій після вирівнювання
Основи проектування біотехнологічних і фармацевтичних виробництв
512
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми
16.5. Технологічні схеми
Технологічні схеми наочно показують усі зв’язки між обладнанням. Якщо
показані лише основні зв’язки, то схему називають принциповою технологічною
схемою. Якщо показано усе обладнання, основне і допоміжне, усі трубопроводи, то
схему називають просто технологічною схемою.
На схемах апарати викреслюють або відповідно до ГОСТ 2.793-79 за
функціональною ознакою, або з ряду позначень, які відбивають принцип дії машин та
апаратів. Ці графічні позначення теж нормуються декількома ГОСТами і наведені в
додатку до глави 16.
Рекомендується креслити схеми згідно з технологічною послідовністю зліва
направо. Розташування апаратів за висотою аркуша повинно відповідати
реальному розташуванню апаратури за висотою будівлі. Навіть в умовному
вигляді апарати викреслюють такими, що відповідають, хоча б приблизно,
реальному масштабу.
На технологічних схемах зверху тонкими, суцільними, горизонтальними лініями
показують загальноцехові комунікації надходження на виробництво
- стисненого повітря,
- пари,
- питної (мережевої) води,
- зворотної води (умовно чистої води, яку використовують тільки для охолодження
апаратури і яка містить асептичні добавки і добавки проти накипу),
- пом’ягшеної води тощо.
Знизу показують загальноцехові лінії виходу з виробництва рідких відходів:
- каналізацію стічних вод, які спрямовують на очисні споруди,
- виходу відпрацьованої теплої зворотної води (каналізація зворотної води), яку в
надалі спрямовують на охолодження у градирнях,
- конденсату водяної пари, який надалі використовують як технічну дистильовану
(пом’ягшену) воду, або повертають в загальнозаводські парогенератори, або змішують
зі зворотною водою для поповнення її втрат,
- кислих або лужних стоків, які надходять на станцію нейтралізації і відтак
спрямовують на очисні споруди тощо.
Опис кожної технологічної стадії у поснювальній записці повинен мати свій
підзаголовок; він повинен містити матеріальні, часові і технологічні параметри процесу.
Опис пишуть від третьої особи множини: “сировину завантажують”, “реакційну масу
охолоджують”, уникаючи зворотних дієслів. Лише якщо процес не залежить від дій
апартника, зворотні дієслова допускаються, наприклад, “вмикають насос і рідину
прокачують крізь теплообмінник, в якому вона нагрівається”.
513
Основи гуоектування біотехнологічних і фармацевтичних виробництв
ДОДАТОК до глави 16
Умовні позначення апаратури на технологічних схемах
> > > X >l<
Трубопровід і Трубопровід і Матеріалопровід Клапан (вентиль, Клапан(вентиль, Запобіжний
напрям руху напрям руху твердої засувка), що не засувка), що клапан
рідини газу або пари речовини регулюється регулюється
Апарат ємнісного
типу, що працює
під атмосферним
Апарат ємнісного
типу, що працює
під підвищеним
тиском
Апарат ємнісного
типу, що працює
підвакуумом
Реактор, споряджений
гладкою оболонкою і
електромішалкою
лопатевого типу
Реактор, споряджений
електромішалкою
лопатевого типу і
вертикальним
змійовиком
□
-t>
Л
-і>
Ферментер з гладкою
оболонкою,, багатофу сною
електромішалкою ту рбінного
типу і аераційним барботером
Випарники безперервної дії: роторний
(а), що працює під атмосферним
тиском і з висхідною плівкою, що
працює під вакуумом (б)
Розпилювальна сушарка з
конічним днищем дискового
типу, встановлена на
додатковий бункер; подача
газового теплоносія - під диск
н>-
Барометричний конденсатор
Кожухотрубні теплообмінники:
одноходовий (а) двоходовий (б)
514
Навчальне проектування. Вибір концепції проекту. Матеріальні та
технологічні розрахунки. Організація виробництва. Технологічні схеми
і
Вода
Холодильник типу “труба в трубі”
X
Змійовиковий витримувач
(наприклад, для лінії УНС-5)
Фільтри для стерилізації
повітря: глибинний (а),
індивідуальний
патронного типу (б)
Важкий рафінат
Водиии
розч ин
Легкий екстрагент
Легкий екстракт
Безперервний диференційний рідинний екстрактор
типу “Podbilnyak”
Осад
Апарат колоного типу
(адсорбер, іонообмінна
колона, ректифікаційна
колона з насадкою, пер-
колятор тощо)
Твердофазовий екстрактор
з фальш-дн ищем
Суспензія
Фугат
Суспензія
Фугат
O
Фільтрат
Суспензія
Центрифуги періодичної дії:
осаджувальна (а), фільтрувальна (б)
[ 0
Сепаратори (надцентрифуги)
трубчаста (а) тарілчаста (б)
[„]
З
Періодичні по осаду фільтрувальні апарати:
закритий вакуум-фільтр з оболонками (а),
відкритий вакуум-фільтр (б) (нутч-фьільтри),
апарат, що працює під тиском (в) (друк-фільтр)
Фільтрат
Барабанний вакуум-фільтр безперервної дії
515
Основи проектування біотехнологічних і фармацевтичних виробництв
Головна частина багатосекційної ультрафільтрувальної установки
плоско-паралельного типу
■0
ш
Насоси:
Відцентровий (вихровий) (а) Плунжерний (поршневий) (б) Осьовий (в) Шестеренний (г)
IZ
Шнековий транспорт
516
Компонування обладнання і будівельна частина проекту
д^ддр
КОМПОНУВАННЯ ОБЛАДНАННЯ І
БУДІВЕЛЬНА ЧАСТИНА ПРОЕКТУ
Ця частина проекту характеризується переходом від абстрактних розрахунків
та схем до наочного бачення майбутнього підприємства. Проектування
промислових будівель мікробіологічних виробництв повинно задовольняти, в першу
чергу, вимоги досконалої технології, забезпечувати необхідні санітарно-гігієнічні
умови для працівників, бути простими у компонуванні, уможливлювати зміни
технологічного процесу, відповідати вимогам економіки, індустріалізаціїбудівництва,
а також естетики.
Винятково важливим завданням як на стадії проектування, так і під час
напрацювання продуктів мікробіологічного синтезу є забезпечення відповідності якості
препаратів сучасним вимогам і дотримання принципів і правил Належної Виробничої
Практики (GMP - Good manufacturing practice).
Питання проектування у будівництві відповідно до ДБН регламентує Держбуд
України. Згідно з класифікатором усі ДБН поділені на 3 частини, кожна з яких
поділяється на групи:
1. Організація, керування, економіка будівництва.
2. Норми проектування:
- загальні норми проектування,
- основи та фундаменти,
- інженерне обладнання будівель і споруд (бетонні та залізобетонні конструкції,
сталеві конструкції, крівлі, підлоги),
- зовнішні мережі (опалення, вентиляція і кондиціонування, теплова ізоляція
обладнання і трубопроводів),
- споруди транспорту,
- гідротехнічні і енергетичні споруди, меліоративні системи і споруди,
- планування й забудівля населених пунктів,
- громадські будівлі,
- промислові підприємства, виробничі будівлі і споруди, допоміжні будівлі
(генеральні плани промислових підприємств, виробничі будівлі, споруди промислових
будівель).
3. Організація, виробництво та приймання робіт.
Крім загальних норм і правил будівництва, існують галузеві норми, вимоги,
правила, інструкції та інші документи стосовно конкретики та специфіки цієї галузі.
Наприклад, в мікробіологічній промисловості затверджені норми технологічного
517
Основи проектування біотехнологічних і фармацевтичних виробництв
проектування гідролізних виробництв, БВК, лізину, бактеріальних засобів захисту
рослин тощо.
Ураховуючи, що посібник є навчальним, в цій главі наведені спрощені норми
проектування будівель і спрощені приклади в об’ємі, достатньому для знайомства
майбутних інженерів-технологів з будівельною частиною проекту.
17.1. Принципи компонування
Основою для компонування обладнання є
- технологічна схема,
- специфікаційна таблиця обладнання,
- правила компонування,
- стандартні схеми промислових будівель,
- визначені площі допоміжних приміщень.
17.1.1. Правила вибору типу будівлі
Компонування починають з вибору типу будівлі, в якій буде розташовано
обладнання. При цьому дотримуються таких основних правил:
1. Якщо матеріальні потоки рухаються переважно в горизонтальних напрямах,
то обирають одноповерхову будівлю, якщо у вертикальних (наприклад, потоки рідини,
або твердої сировини, або напівфабрикатів рухаються самоплином) - багатопо¬
верхову.
2. Якщо технологічний процес супроводжується виділенням великої кількості
тепла, газів, шкідливих речовин, які в результаті аварії можуть потрапити в атмосферу
приміщення, якщо не вимагають стерильності атмосфери, то обирають будівлю
павільйонного типу з встановленням етажерок для закріплення обладнання.
3. Якщо процес повинен перебігати в стерильних умовах, то всю будівлю або її
частину огороджують і герметизують відомими методами, наприклад, облаштуванням
у приміщеннях стерильних кімнат, тамбурів тощо.
Наприклад, виробництво флориміцину (частина 4, приклад І) потрібно
розташовувати у трьох з’єднаних між собою будівлях:
а). Підготовка ПС (стерильні умови не потрібні).
б). Підготовка ПМ і ферментація продуцента (стерильні умови потрібні, головки
ферментерів повинні знаходитись в окремому приміщенні і відділені суцільним
міжповерховим перекриттям).4
в). Оброблення KP, в основному, відбувається в горизонтальних напрямах, але
враховуючи наявність самопливних потоків (потоки фільтратів) потрібно, щоб будівля
була двоповерховою. Можливе застосування і одноповерхової з майданчиками для
обслуговування апаратів.
Виробництво лимонної кислоти (приклад 2) відбувається в нестерильних умовах,
в основному, в горизонтальних напрямах, тому бажано обрати одноповерхову будівлю,
але передбачити в ній стерильне приміщення для блока інокуляції.
518
Компонування обладнання і будівельна частина проекту ^ДДДД^ЗЗД
Компонування обладнання може бути виконано графічно (розроблення поверхових
планів, повздовжніх і поперечних розрізів) або об’ємним методом - створенням
реальної або комп’ютерної просторової моделі цеху, що проектується.
Під час розроблення проекту компонування обладнання графічним методом
плани його розташування викреслюють в масштабі 1: 100 або 1:50. На плани наносять
все без винятку обладнання, що встановлюється у цьому виробничому приміщенні, в
тому числі резервні насоси. Кількість планів повинна відповідати кількості поверхів.
Апарати зображують у вигляді зовнішніх контурів. Наприклад, вертикальні
циліндричні апарати зображають у вигляді кіл з осями та позначеннями люків і
приводів. Розрізи потрібно виконувати так, щоб показати по можливості усі апарати,
які встановлюють в цьому приміщенні.
17.1.2. Деякі правила компонування обладнання
1. Обладнання розташовують за принципом технологічного потоку зверху донизу
і по горизонталі, уникаючи повернення і перехрещення потоків.
2. Велике і важке обладнання встановлюють на власних фундаментах, які
опираються на грунт або закріплюються на етажерках, не з’єднаних жорстко з каркасом
будівлі; це дає можливість реконструкції виробництва без руйнування будівлі в цілому.
3. Обладнання повинно бути розташовано так, щоб була можливість проведення
ремонтів без великих робіт із демонтажу обладнання (наприклад, для ремонту
ферментерів повинне бути залишене місце для розміщення поруч двигуна, розібраної
мішалки тощо).
4. Якщо обладнання складається з групи однакових одиниць апаратів, то ці групи
об’єднують і розташовують в окремому ізольованому приміщенні (наприклад, групи
ферментерів об’єднують у ферментаційне відділення, насоси - у насосне відділення,
сепаратори - у сепараторне відділення тощо).
5. Сепаратори або центрифуги бажано розташовувати на І -му поверсі на окремих
фундаментах і відокремлювати від інших приміщень капітальними звуконепроникливими
мурами на усю висоту приміщення.
6. Приміщення для ферментерів за їх кількості 20 і більше доцільно розділити
на 2 ряди і між ними розташувати інокулятори; за меншої кількості ферментерів
доцільно відокремити інокулятори в спеціальному приміщенні, бажано з торця ряду
ферментерів.
7. У ферментаційному відділенні доцільно встановлювати суцільне перекриття
на рівні 0.8 м нижче верхньої головки ферментера. Цей рівень регулюють або висотою
фундаменту, або встановлюють суцільний робочий майданчик для обслуговування
ферментерів.
8. Вентиляційне обладнання розташовують у торцях виробничих приміщень.
9. Великі сушарки розпилювального або пневматичного типу бажано розташо¬
вувати на відкритих майданчиках, оскільки вони є особливо вибухонебезпечним
обладнанням.
519
ЕВИІЙЙк* Qchqbm проектування біотехнологічних і фармацевтичних виробництв
10. Стрічкові, барабанні, невеликі розпилювальні сушарки разом з іншим
обладнанням із переробки вибухонебезпечних порошків (подрібнювачі, змішувачі,
фасувальне обладнання тощо), а також обладнання, в якому застосовують органічні,
легкозаймисті та вибухо- і пожежонебезпечні розчинники, розташовують у приміщеннях,
що відносяться за вибухо- і пожежонебезпекою до класів B-II або B-IIa і мають
перекриття або поверхні в стінах, що легко скидаються.
11. У приміщенні необхідно передбачати не менше двох виходів, розташованих
у протилежних кінцях.
12. Забороняється захаращувати обладнанням віконні прорізи.
13. У разі встановлення технологічного обладнання зовні будівлі рекомендується
його розташовувати по торцях будівлі або навпроти глухих стін. Якщо це неможливо,
то відстань між зовнішнім обладнанням та вікнами повинна бути не менше 12 м.
14. У розривах між зовнішньою етажеркою і будівлею можна розташовувати
лише трубопровідну естакаду.
15. Бажано окремі апарати, в яких використовують природний газ або гас,
винести з приміщення. Якщо апарат ставлять навпроти вікна, то для будівель категорій
А, Б, В ця відстань повинна бути більше 4 метрів, а для будівель Г, Д- більше 10 м.
16. Виробнича площа відкритої установки, що стоїть окремо, висотою до 30 м
не повинна перевищувати 5200 м2, а за висоти 30 м і більше - не повинна перевищувати
3000 м2. Якщо потрібна більша площа, то установку ділять на секції з відстанню між
секціями не менше 15 м. Ширина зовнішніх установок висотою до 18 м не повинна
перевищувати 42 м, а висотою більше 18 м - 46 м.
17. Технологічне обладнання із сильними кислотами та лугами розташовують у
піддонах з бортом не менше 15 см.
18. Забороняється розташування обладнання з пожежо- і вибухонебезпечними,
а також агресивними і токсичними речовинами, над і під допоміжними приміщеннями.
19. Стерильні приміщення відокремлюють глухою стінкою по всій висоті. В них
дозволяється прохід тільки через тамбур, споряджений засобами для зберігання
стерильності, наприклад, встановленням устаткування для створення підвищеного
тиску стерильного повітря в тамбурі.
Проходи
1. Відстань від повздовжніх стін до апаратів реакторного типу повинна бути не
менше 2 м або 1,2... 1,5 діаметра найбільшого з апаратів.
2. Ширина основних проходів в місцях, де постійно працюють - не менше
2 метрів.
3. Проходи між апаратами, а також між ними і стіною, повинні бути не менше
1 метра.
4. Прохід між апаратами, які потребують постійного обслуговування, - 1,5 метра.
5. Проходи для огляду і регулювання приладів, між рядами насосів - не менше
0,8 метра.
520
Компонування обладнання і будівельна частина проекту
6. Проходи між компресорами - не менше 1,5 метра.
7. Проходи біля віконних прорізів - не менше 1 метра.
8. Потрібно передбачати вільні місця для розбирання і чищення обладнання
(наприклад, сепараторів, ультрафільтрів тощо).
9. Центральні або основні проходи проектують прямими і вільними для людей і
транспорту.
17.1.3. Стандартні схеми промислових будівель
Сучасні підприємства будують, використовуючи стандартні схеми будівель
каркасного типу, тобто будівель, основними елементами, на які припадає навантаження
і самої споруди, і обладнання, в якій воно розташовано, є колони.
Розрізняють одно- та багатоповерхові будівлі, які суттєво відрізняються одна
від одної. На рис. 17.1. показано схеми стандартних одноповерхових будівель без
кранів, які найчастіше використовують в проектах хімічних та мікробіологічних
виробництв. Формула цих схем - БМ-L-H, де L - довжина прогону, H - висота будівлі.
Крок колон - 6 (частіше) або 12 м. В табл. 17.1 подано найчастіше використовувані
значення цієї формули.
а
Рис. 17.1. Схеми стандартних одноповерхових будівель хімічної та мікробіологічної
промисловості з одним (а) та багатьма (б) прогонами
521
Основи проектування біотехнологічних і фармацевтичних виробництв
Таблиця 17.1
Найчастіше використовувані значення формули БМ-L-H
Прогін 18 м
' • : Прогін 24 м -
'Прогін ЗО м
БМ-18-6,0
-
-
БМ-18-7,2
БМ.24-7,2
БМ-30-7,2
БМ-18-8,4
БМ-24-8,4
БМ-30-8,4
БМ-18-9,6
БМ-24-9,6
БМ-30-9,6
БМ-18-10,8
-
БМ-30-10,8
БМ-18-12,6
-
БМ-30-12,6
-
БМ-24-14,4
БМ-30-14,4
-
БМ-24-16,2
БМ-30-16,2
-
БМ-24-18,0
БМ-30-18,0
Поширеність вказаних схем не виключає застосування будівель з меншими
прогонами (12 або 6 метрів) і висотами (4,8, 4,2, 3,6 метрів).
Якщо виробництво передбачає пересування по цеху важких вантажів як під час
експлуатації, так і під час ремонтних робіт, то доцільно передбачати у приміщенні
встановлення під стелею пересувних кранів або кран-балок. В табл. 17.2 подано
найчастіше використовувані значення формули KM-L-H для приміщень з кранами і
кран-балками.
Таблиця 17.2
Значення формули KM-L-H для приміщень з кранами
KM-18-8,4
KM-18-9,6
KM-18-10,8.
КМ-30-10,8
KM-18-12,6
КМ-24-12,6
КМ-30-12,6
КМ-24-14,4
КМ-30-14,4
КМ-24-16,2
КМ-30-16,2
КМ-24-18,0
КМ-30-18,2
522
Компонування обладнання і будівельна частина проекту
у табл. 17.3 та 17.4 подано схеми багатоповерхових будівель з сіткою колон
нижніх поверхів 6x6 м та 6x9 м (не подано схеми експериментальних будівель з
сітками 6x12 м та 12x12 м.). В таблицях не подано також існуючих схем
двоповерхових будівель, але треба взяти до уваги, що вони не відрізняються від схем
триповерхових будівель, за винятком того, що в них відсутній проміжний поверх.
Таблиця 17.3
Уніфіковані габаритні схеми багатоповерхових промислових будівель
із сіткою колон нижніх поверхів 6x6 M
Схема
поперечного-
,перерізу;
Кіль¬
кість
поверхів^
Сітка
колон ;
верхнього
^ поверху^..
Кіль¬
кість :
прогонів
по 1-му
поверху
Висота поверху, м
першого *
проміж-
■* HdrW
верх-'
нього
Лідійма-
льйо-транс-
г порти je^
обладнаная
3,6
4,8
6x6
3,6
4,8
4,8
3,6
4,8
4,8
3,6
4,8
6x6
З та
більше
3,6
4,8
4,8
3,6
4,8
4,8
нема
4,8
18x6
4,8
4,8
4,8
7,2
7,2
7,2
7,2
кран-
балка
5 тонн
4,8
18x6
4,8
4,8
4,8
10,8
10,8
10,8
10,8
кран
10 тонн
З
523
Основи проектування біотехнологічних і фармацевтичних виробництв
Таблиця 17.4
Уніфіковані габаритні схеми багатоповерхових промислових будівель з
сіткою колон нижніх поверхів 6x9 м
Схема
поперечного
перерізу
Кіль¬
кість
повер¬
хів
Сітка
колон
верхнього
поверху
Кількість
прогонів
по 1-му
поверху
Висота поверху, м
першого
проміж¬
ного
верхнього
Підіймаль¬
но-транс¬
портне
облад¬
нання
3,6
3,6
6x9
4,8
4,8
4,8
7,2
3,6
4,8
4,8
нема
3,6
3,6
4,8
4,8
6x9
З та
більше
4,8
7,2
3,6
4,8
4,8
ш
4,8
4,8
18x6
7,2
кран-балка
5 тонн
Обладнання розташовують також на етажерках як зовні, так і усередині
виробничих будівель павільйонного типу (рис. 17.2).
524
Рис. 17.2. Габаритні схеми етажерок
Компонування обладнання і будівельна частина проекту
17.1.4. Визначення площ допоміжних приміщень
Якщо виробничі площі визначають під час компонування, то допоміжні повинні
бути визначені попередньо.
До виробничих площ належать площі, на яких відбувається безпосередньо
виробничий процес, зокрема:
- площі, зайняті виробничим обладнанням,
- площі проходів та проїздів,
- місця для розміщення матеріалів та виробів (сировинні склади та склади готової
продукції),
- проміжні склади (наприклад, запаси сировини безпосередньо біля обладнання),
- інструментальні комори,
- лабораторії хімічного та мікробіологічного контролю,
- площі, зайняті цеховим транспортом,
- щитові (операторні).
Допоміжною площею називають площу, зайняту під’здними шляхами, контор¬
ськими приміщеннями, трансформаторними, ремонтними майстернями, побутовими
приміщеннями, тобто приміщеннями для обслуговування працівників.
Будівлі побутових приміщень розташовують у вигляді вставок у виробничі будівлі
або прибудов до них, а також у вигляді окремих будівель, які мають переходи у
виробничі зони.
Якщо площа побутових приміщень перевищує 300 м2, то висота побутових
приміщень повинна бути 3,3 м. Якщо площа менше, то висота повинна бути 3 м.
їдальні, медпункт, нецехові офіси, зал нарад тощо проектують в окремій
будівлі.
Підприємства мікробіологічної промисловості належать до IV групи виробничих
процесів, які потребують особливого режиму для забезпечення якості продуктів (а -
переробка харчових продуктів; б - виробництво стерильних матеріалів; в - виробництво
продукції, що потребує особливої чистоти під час її виготовлення). Деякі багатотоннажні
виробництва з нестерильними умовами виробництва можна віднести до III групи
виробничих процесів (б - робота з речовинами 3 та 4 класу небезпеки; в - робота з
інфекційними речовинами).
В усіх випадках склад побутових приміщень є такими:
- гардеробні,
- душові,
- туалетні кімнати,
- вмивальні,
- кімнати для куріння,
- приміщення для відпочинку в робочий час,
- респіраторні приміщення,
- приміщення для прання, хімчистки.
525
Основи проектування біотехнологічних і фармацевтичних виробництв
Крім того, для виробництв зі стерильними умовами роботи передбачаються
манікюрні кімнати. У побутових приміщеннях потрібно передбачати також пристрої
для питного водопостачання.
Для визначення вказаних площ потрібно знати максимальну кількість працівників
в одній зміні.
Приблизний список посад для роботи по змінах:
1. Начальник зміни.
2. Оператори блоків (кількість їх визначається складністю блоків та їх кількістю).
3. Вантажники.
4. Комірник.
5. Лаборант-мікробіолог.
6. Лаборант-хімік.
7. Черговий механік.
8. Черговий з обслуговування контрольно-вимірювальної апаратури.
Залежно від типу організації роботи змін може бути 3 (підприємство працює лише
в робочі дні і закривається на вихідні), 4 (підприємство працює без зупинки на вихідні,
при цьому три зміни працюють по 8 годин зранку, після обіду та вночі, четверта -
вихідна), 5 (підприємство працює без зупинки на вихідні, при цьому 4 зміни працюють
по 6 годин, п’ята - вихідна). Останній варіант застосовують для виробництв з особливо
шкідливими умовами виробництва.
Адміністративний та додатковий склад працівників, які виходять тільки вдень:
1. Начальник цеху.
2. Технолог цеху.
3. Начальник служби КВП.
4. Начальник лабораторії.
5. Начальник ремонтно-механічної служби цеху.
6. Лаборанти.
7. Слюсарі.
8. Регулювальники-ремонтники КВП.
9. Прибиральниці.
10. Підсобники.
Норми проектування гардеробних
У кожного працівників на виробництвах груп III та IV повинні бути окремі
гардеробні комірки, тому для розрахунку беруть спискову кількість працівників, в
тому числі тих, хто знаходиться у відпустці. На кожного працівника виділяють дві
шафи: для повсякденного та спеціального одягу (ширина шафи 25,33 або 40 см).
Норми проектування душових сіток
До уваги беруть найбільшу наявну кількість працівників, що працюють в зміні
(денна). Для III та IV груп виробництв одна сітка припадає на:
526
Компонування обладнання і будівельна частина проекту
Група виробництва
Чоловіки
Жінки
III в
3
3
III б, IV б, в
5
4
IV а
7
6
Норми проектування туалетних кімнат
Туалети, що розташовані в багатоповерхових будівлях, повинні бути на кожному
поверсі, але при кількості працівників на двох суміжних поверхах не більше ЗО
можливий устрій туалетної кімнати на одному з поверхів; при 10 працівників - можливий
устрій одного туалету на 3 поверхи.
Кількість санприладів: 1 на 15 працівників. У чоловічих туалетах розташовують
додатково по 1 пісуару на 1 унітаз. В одній туалетній кімнаті не повинно бути більше
16 унітазів.
Норми проектування умивалень
Розрахункова кількість працівників на 1 кран: IVb - 7; ІІІб, IV a, IV6 - 10;
IIIb - 20.
Умивальні розташовують суміжно з гардеробними спецодягу, загальними
гардеробними або безпосередньо в гардеробних. До 40% розрахованої кількості
умивальників треба розташовувати поблизу робочих місць, в туалетах або тамбурах.
Норми проектування ванн для миття ніг
Ніжні ванни розташовують у переддушових, у вмивальнях або гардеробних з
розрахунку 1 ванна на 50 чоловіків або 40 жінок.
Норми проектування кімнат для куріння
Кімнати для куріння передбачаються в усіх випадках, коли у виробничих
приміщеннях куріння на робочих місцях заборонено або об’єм виробничого приміщення
на одного працівника менше ніж 50 м3. їх площу розраховують з норми 0,03 м2 на
чоловіка і 0,01 м2 на одну жінку, але не менше 9 м2.
Норми проектування кімнат для відпочинку
Площу приміщення для відпочинку в робочий час слід визначати з розрахунку
0,2 м2 на одного працівника в найбільш численній зміні, а при важких роботах - 0,3 м2,
але не менше 18 м2.
17.1.5. Техніка компонування
На міліметровий аркуш паперу довільно наносять сітку колон в плані в масштабі
1:20,1:50, 1:100, 1:200 або 1:400 (іноді для фрагментів плану обирають масштаб 1:5
527
BSSBHl Основи проектування біотехнологічних і фармацевтичних виробництв
та 1:10). Одночасно викреслюють довільну сітку колон повздовжнього та поперечного
розрізів в тому ж масштабі (рис. 17.3 а)
План - переріз будівлі горизонтальною площиною, яка обов’язково прохо¬
дить в межах віконних та дверних прорізів. Розріз - переріз будівлі вертикаль¬
ною площиною. Відповідно розрізняють повздовжній і поперечний розрізи.
Де б не проходив повздовжній розріз, дах завжди перерізається посередині (по
“верхівці”).
У відповідному масштабі і згідно з правилами компонування та техніки безпеки
на плані та розрізах наносять контури обладнання (рис. 17.3 б)1. Завдяки “примірюванню”
визначають основні параметри будівлі, в якій буде розташоване основне технологічне
обладнання: довжину, крок колон, величину прогонів, кількість поверхів, висоїу поверхів
тощо. До знайденого виду будівлі (або будівель) додають необхідні складські
приміщення, щитову, лабораторії та інші основні приміщення, а потім - допоміжні
(рис. 17.3 в).
У показаному на рис. 17.3 спрощеному прикладі попереднього компонування
виявлено, що виробнича будівля складається з
- одноповерхової будівлі для основного обладнання,
- двоповерхової будівлі для основного обладнання,
- одноповерхової будівлі для допоміжних приміщень.
17.2. Конструктивні елементи промислових будівель і основні
будівельні рішення
Сьогодні індустріальне будівництво ведуть з використанням типових уніфікованих
будівельних конструкцій і деталей. Уніфікацію здійснюють на основі модульної координації
розмірів у будівництві (МКРБ)2. За основний модуль M прийнятий розмір 100 мм.
Укрупнені модулі: 6000,3000,1500,1200,600,300 мм; дробові модулі: 50,20,10,5,2 і
1 мм (нприклад, ЗМ, 60М, або 1/2М, 1/1 ОМ).
Основними параметрами, що забезпечують уніфікацію проектних рішень і
типізацію конструктивних елементів будівлі, є прогін, крок колон і висота будівлі
(поверху).
Прогін - відстань між осями колон у напрямку, що відповідає прогону основної
несучої конструкції покриття (балки, ферми). У більшості випадків прогони однопо¬
верхових будівель мають 12, 18, 24 м і т. д. (через 6 м).
Крок колон - відстань між осями у напрямку, що відповідає осі основної несучої
конструкції покриття, і здебільшого дорівнює 6 і 12 м.
1 Доцільно спочатку використовувати пересувні проекції обладнання, вирізані з цупкого паперу. Проблеми
розташування обладнання легко вирішуються сучасними засобами креслення в комп’ютерній системі
AutoCAD або Corel Draw.
1 Основні положення МКРБ встановлені у CT СЗВ 1001-78 “Модульная координация размеров в
строительстве. Основньїе положення”.
528
Компонування обладнання і будівельна частина проекту
Повздовжній розріз
План
A-A
Поперечний розріз
а)
Б-Б
Повзд
овжній
розріз
Б
л
Поперечний розріз
А
O
□
O
о
о
А
t_
І
-J б)
□
O
O
O
П
лан
А-
Б
А
J
529
ЦДЦЩЦДД^ Основи проектування біотехнологічних і фармацевтичних виробництв
-
Повзд<
ЗВЖНІЙ
розріз
Б
А
о
□
о
о
O
А
L
□
O
O
O
Допоміжні приміщення
—І 1 1 1
План
J
в)
Поперечний розріз
Рис. 17.3. Послідовність попереднього розташування обладнання:
а) - довільна сітка колон; б) - розташування основного обладнання; в) - додавання
допоміжних приміщень
Добуток величини прогону на крок колон складає сітку колон, наприклад, 12x6 м,
18x6 м і т. д. Усі осі сітки колон поділяють на повздовжні і поперечні. На кресленнях
поперечні осі позначають арабськими цифрами, а повздовжні - великими буквами
українського алфавіту. Букви З, О, X, Ц, Ч, Ш, Щ, И, І для позначення осей не
застосовують.
Прийняте маркування осей зберігається для всіх випадків зображення даної
будівлі на всіх аркушах проекту.
Маркування осей на плані починають з лівого нижнього кута сітки. На розрізах
будівлі вказують основні висоти, тобто відстань від підлоги до даного рівня. Позначку
підлоги першого поверху приймають за ±0.000 (нульова позначка). Позначки нижче
підлоги вказують із знаком мінус, вище підлоги - без всякого знака.
Висотою одноповерхових будівель вважають відстань від підлоги до низу
основної несучої конструкції покриття (кроквяної балки, ферми), висотою поверху
багатоповерхових будівель - відстань між рівнями підлог суміжних поверхів (від чистої
підлоги до чистої підлоги). Поверхи мають висоту кратну 0,6 м (ряд 3,6; 4,2; 4,8) або
кратну 1,2 м (ряд 4,8; 6; 7,2; 8,4 і т.д.).
530
Компонування обладнання і будівельна частина проекту ^ДЕШЕВШІ
Поряд з уніфікованими сітками колон, прогонів і висотами поверхів важливо
дотримуватись певних правил прив’язки конструктивних елементів до координатних
осей. Під прив’язкою розуміють віддаль від повздовжньої або поперечної координатної
осі до грані або геометричної осі конструктивного елемента. Величина прив’язки
залежить від конструктивної схеми будівлі, наявності кранового обладнання, кількості
поверхів, висоти будівлі, наявності фахверкових колон. Вона може бути “нульовою”
чи “500”, як показано на рис. 17.4, або мати інше значення, і бути зміщеною як
усередину, так і назовні координатної осі [1].
Рис. 17.4. Фрагмент плану одноповерхової промислової будівлі:
/-залізобетонні колони каркасу; 2- колони фахверку; З - панельна стіна; 4- повздовжня
вісь; 5-поперечна вісь; б-“нульова прив’язка по осі “А“; 7-прив’язка “500”поосі “1”
17.2.1. Фундаменти
Фундамент - це елемент будівлі нижче поверхні землі, який сприймає і передає
навантаження від будівлі й обладнання на основу, тобто на шар ґрунту. Площина, якою
фундамент опирається на грунт, називається підошвою фундаменту. Віддаль від поверхні
531
ESSESEf^L. Основи проектування біотехнологічних і фармацевтичних виробництв
фунту до підошви фундаменту називається глибиною його закладання; остання повинна
бути на 0,2...0,25 м нижче рівня сезонного промерзання ґрунту.
За конструкцією фундаменти поділяють на стрічкові і стовпчасті.
Стрічкові фундаменти застосовують в безкаркасних будівлях з несучими стінами,
їх роблять монолітними або збірними з окремих бетонних блоків і залізобетонних
плит (рис. 17.5).
Рис. 17.5. Стрічковий фундамент із збірних елементів:
1 - бетонні блоки; 2 - залізобетонні плити; 3 - цегляна стіна; 4 - сталева арматура; 5 - гідроізоляція
У промислових будівлях каркасного типу застосовують типові стовпчасті
фундаменти, які складаються з плит і підколонників стаканного типу (рис. 17.6,17.7).
Рис. 17.6. Стовпчасті фундаменти:
7- фундамент під одну колону; 2 - фундамент під дві спарені колони
(використовують, наприклад, для температурних швів)
532
Компонування обладнання і будівельна частина проекту
Рис. 17.7. Стовпчастий фундамент із зовнішньою стіною будівлі:
І - теплоізоляційна підсипка; 2 - стовпчик під фундаментну балку; 3 - вимощення;
4 - фундаментна балка; 5 - стінова панель; б - гідроізоляція; 7 - колона; 8 - стовпчастий
фундамент
Верх підколонника встановлюють на 150 мм нижче позначки чистої підлоги
першого поверху будівлі. Уніфіковані розміри висот фундаментів 1,5; 1,8; 2,4; 3,0; 3,6;
4,2 м. Розміри підколонників визначають, враховуючи умови монтажу в стакани
типових колон.
Для колон, які мають в перерізі розміри 400x400 мм і 500x500 мм, застосовують
підколонники 900x900 мм, а для колон перерізом 400x600 мм і 500x800 мм -
1200х 1500 мм. Глибина входження колони в підколонник 800,900 мм. Ширину отвору стакана
поверху приймають на 150 мм більшою від сторони колони і на 100 мм більшою від низу
заглиблення колони. Товщина стінок підколонника повинна бути не меншою 200 мм.
На стовпчасті фундаменти опираються фундаментні балки, які приймають
навантаження від цегляних стін і зв’язують їх між собою. Фундаментні балки укладають
кінцями на бетонні стовпчики (підбетонки), які розташовані на виступах фундаменту.
Верх фундаментних балок є на позначці мінус 0,03 м.
Типові фундаментні балки для промислових будівель з кроком колон 6 м
виготовляють таврового і трапецієвидного перерізу з шириною по верху 200,260,300,
400 і 520 мм (рис. 17.8).
Для захисту фундаментних балок від тиску ґрунтів у разі їх випинання і захисту
нижньої частини зовнішніх стін і підлоги від промерзання, під фундаментними балками
викопують траншею глибиною 0,5...0,7 м і заповнюють сипким нетеплопровідним
матеріалом. Крім того, між фундаментними балками і стінами укладають гідроізоляцію.
Із зовнішного боку стін по периметру будівлі роблять вимощення шириною до I M з
ухилом від будівлі для відведення дощових вод.
533
EBMS^ Основи проектування біотехнологічних і фармацевтичних виробництв
% \
\ 1 1
Ij
5950, 5050, 4750, 4450,4300
Рис. 17.8. Фундаментні балки:
а)- переріз балок; б) - загальний вигляд; в) - розташування фундаментних балок на
фундаментах колон; г) - встановлення фундаментних балок на виступ фундаменту:
1 - фундаментна балка; 2 - фундамент; 3 - колона; 4 - цементний розчин; 5 - стовпчик
для опирання фундаментної балки
534
Компонування обладнання і будівельна частина проекту ^ИШЕЯВІ
17.2.2. Колони одноповерхових і багатоповерхових будівель
Колони - основний несучий елемент каркасних будівель. їх виготовляють із
залізобетону або сталі. Збірні залізобетонні колони бувають суцільні (квадратного
або прямокутного перерізу) і двогілкові (рис. 17.9).
І 2 З
Cl
IO
A-A
X 7
і. j
І
І
iL1
A-A
C
1
7
ь-б
X 7
L
X 7
і
А •
а. .
'f'
. _ j
A-.
А
Б-Б
Рис. 17.2, Залізобетонні колони крайніх (односторонні консолі) і середніх (двосторонні
консолі) рядів:
1,2, 3, 4- для одноповерхових будівель без мостових кранів; 5,6- для одноповерхових будівель
з мостовими кранами; 7, S-для двоповерхових будівель; 9,10-двогілкові колони для будівель з
мостовими кранами вантатажопідйомністю до 50 кН і висотою будівлі від 10,8 до 18 м
Виступи (консолі) на колонах призначенні для встановлення на них ригелів,
підкранових або кроквяних балок. На рис. 17.10 показані розміри консолі для колони
перерізу 400x400 мм.
Для багатоповерхових будівель промисловість випускає уніфіковіні колони 2- і 3-
поверхової нарізки. За необхідності спорудження будівель з більшою кількістю поверхів
під час будівництва довжину колон збільшують, стикуючи відрізки зі зварюванням
закладних деталей і замонолічуванням бетоном.
Проектуючи будівлі з різними висотами, застосовують колони з двосторонніми
консолями, розташованими на різній висоті.
У багатоповерхових будівлях застосовують колони суцільного перерізу 400x400 мм
і 400x600 мм.
535
Основи проектування біотехнологічних і фармацевтичних виробництв
Рис. 17.10. Розміри консолі залізобетонної колони 400x400 мм
Залізобетонні колони квадратного і прямокутного перерізу заглиблюють в стакани
стовпчастих фундаментів на глибину 750 мм (будівлі без мостових кранів), 850 мм
(для будівель з мостовими кранами), а двогілкові колони - на глибину 900 і 1200 мм
від верхнього зрізу стакана [2].
17.2.3. Міжповерхові перекриття багатоповерхових промислових
будівель
Основними несучими елемсі 11 ами міжповерхового перекриття є залізобетонні ригелі,
на які опираються залізобетонні ребристі плити перекриття з номінальною довжиною 6 м.
Використовують ригелі двох типів:
1. Для прогонів 6 м - прямокутного перерізу.
2. Для прогонів 6 і 9 M - з боковими полицями.
Ригелі прямокутного перерізу застосовують у перекриттях, в яких монтують
“провисле” обладнання. Висота ригелів - 800 мм (рис. 17.11, 17.12).
Рис. 17.11. Ригелі та їх місце в конструкціях:
а - прямокутний ригель; б - ригель з полицями; 1 - ригель; 2 — плити перекриття; 3 - колона;
4 - консоль колони
536
Компонування обладнання і будівельна частина проекту
Рис. 17.12. Розміри ригелів:
а) - ригель з полицями; б) - прямокутного перерізу; в-е) - встановлення ригеля на
консолі колон крайнього і середнього рядів
Для підвішування деякого обладнання або кріплення трубопроводів в ригелях
передбачені отвори діаметром 50 мм.
Залізобетонні плити перекриття промислових будівель за шириною ділять на
основні (1,5 м) і добірні (0,75 м). Висота плит-400 мм. Добірні плити на відміну від
основних не мають ребер жорсткості і їх укладають біля зовнішніх повздовжніх стін.
Основні плити опираються на верх прямокутних ригелів або на полиці ригелів, а
добірні - на металеві столики, що приварені до закладних деталей колон. Основні плити
при опиранні на верх ригеля, які укладають по осях середніх рядів колон, мають з
торців вирізи для колон (міжкопонні плити). Плити, які опираються на полиці ригеля, вирізів
не мають. Розміри основних і добірних плит, а також їх розташування на міжповерховому
перекритті показані нарис.17.13а, 17.136,17.14 і 17.15.
537
BSEEGSiBL. Основи проектування біотехнологічних і фармацевтичних виробництв
■ ь
Fi-[і
а)
200
• t - -
І Kf.-IiU-
400
ь ь
- J - ■ - - - — - - - - - -
L. _ .. .. . -J
J'
ІЛ
Iz32
1
' 1485
- і
І 5050-5550
VA
; 400
. — ..t
t
'■> V C- ofr
Рис. 17.13а. Залізобетонні ребристі плити перекриття для прямокутних ригелів:
а - рядова плита; б - добірна плита
*mt4
і
=1 .
г- —
І
I ^
І
І
L_ _
і і I
I I I
I I I
I I I
_ _ -і
, 132.5
«о
OO
ТҐ
. 700
5950
210
I
Рис. 17.136. Залізобетонні ребристі плити перекриття для прямокутних ригелів:
в - плити для колон середнього ряду; г- плити для колон з торця будівлі
538
Компонування обладнання і будівельна частина проекту
Ii-ь
Aj
5050-5550
IA
ПІД
400:
A-A
H
J
-Ф-
—v“
■о-
*
і
- \
: L-2
1350
1350
і
-4
L-2 :
Рис. 17.14. Залізобетонна ребриста плита перекриття для ригелів з полицями
а)
O
O
O
40
O
O
O
40
O
O
O
O
«О
O
O
O
O
O
«о
г-
500
225
Tl
5050
6000
бТ
5050 А
6000
450
6000
б)
Б-Б
O
O
40
O
O
OO
Рис. 17.15. Перекриття з ригелями прямокутного перерізу,
а - план; б - розрізи; 1,2 - добірні плити; 3 - міжколонні плити; 4 - рядові плити;
5 - ригель; 6 - колона
539
14X5
Основи проектування біотехнологічних і фармацевтичних виробництв
Для встановлення і кріплення в міжповерховому перекритті “провислого”
обладнання використовують головні і другорядні балки. Головні балки (рис. 17.16)
опираються на прямокутні ригелі перекрить; вони мають полицю, на яку у будь-якому
місці укладають другорядні балки, утворюючи отвори для пропускання “провислого”
обладнання.
а)
340
5470, 5970
160
>
>
п
»
. 800
,350
І
O
O
,200
б)
1000,2500
200
о
о
т
Рис. 17.16. Кріплення “провислого” апарата:
а-головна балка; б-другорядна балка; в - ригель; г-плити перекриття
540
Компонування обладнання і будівельна частина проекту
Встановлюючи на міжповерхових перекриттях важке великогабаритне обладнання,
використовують балки Т-подібного перерізу висотою 700 мм і шириною верхньої полиці
730 мм (рис. 17.17).
A-A
І
ригель
6000
о
ГОРИЗОНТАЛЬНИЙ
АПАРАТ
дд
15I
плита
перекриття
\
ч фундамент ,
/
\ ригель
балка
6000 - 9000
Рис. 17.17. Встановлення горизонтального апарата на міжповерховому перекритті з
використанням Т-подібних балок
541
Основи проектування біотехнологічних і фармацевтичних виробництв
Інколи в міжповерхових перекриттях передбачають монтажні отвори, ширину
яких приймають 1,5; 3,0; 4,5 м; при їх встановленні застосовують сталеві конструкції
(рис. 17.18).
Рис. 17.18. Монтажний отвір в міжповерховому перекритті:
1 - плита перекриття; 2 - ригель; 3 - залізобетонна колона; 4 - настил з листів рифленої сталі,
підсилених ребрами; 5 - другорядна сталева балка; 6 - головна балка.
17.2.4. Покриття промислових будівель
Покриття складається з основної несучої конструкції (балки, ферми), несучої
частини (плити покриття) і покрівлі. У промисловому будівництві, в основному,
застосовують безпрогонну систему покриття, при якій безпосередньо на кроквяні
балки або ферми укладають ребристі плити покриття.
Для покриття будівель прогоном 6, 9, 12 і 18 м застосовують одно- і двосхилі
кроквяні балки з ухилом 1:12 або 1:15. Вони мають тавровий або двотавровий переріз
542
Компонування обладнання і будівельна частина проекту
(рис. 17.19). Двосхилі кроквяні балки прогоном 12 і 18 м виготовляють гратчастими
(рис. 17.20). Для прогонів 18 і 24 м використовують також типові залізобетонні
безрозкосі ферми (рис. 17.21). Якщо прогін будівлі більший ніж 24 м, ферми роблять
сталевими.
A-A
д)
Ї300
—?в
O O
T
100 ]. ,
A-A
11960
Рис. 17.19. Залізобетонні балки покриття прогоном 6,9 і 12 м:
а-г - для будівель з похилою крівлею; д - для будівель з плоскою крівлею
543
яйшцщза^. Основи проектування біотехнологічних і фармацевтичних виробництв
Г Aa
І
□ C=TS-
' 1750 і 10001 .1000
Г j>ooj „ 5(НА.,
дш,
f ■
Jj 50
і
12000
a Q
□ісюоі і;
і 3230 j, 1000 І ; 1000 j M 0001
1000 І
17960
L250
Рис. 17.20. Ґратчасті двосхилі кроквяні балки прогоном 12 і 18м
Під час проектування одноповерхових будівель для зменшення кількості колон
середніх рядів і отримання більших вільних площ, на колони середніх рядів з кроком
12 м встановлюють підкроквяні ферми, на які опираються кроквяні конструкції через
6 м (рис 17.22, 17.23). Це дає змогу використовувати плити настилу завдовжки 6 м.
544
Компонування обладнання і будівельна частина проекту
Рис. 17.23. Загальний вигляд каркасу одноповерхової будівлі з кроквяними і підкроквяними
Л конструкціями:
1 - монолітний стовпчастий фундамент; 2 - фундаментна балка; 3 - основна середня
залізобетонна колона прямокутного перерізу; 4 - стояк торцевого фахверка; 5 - залізобетонна
кроквяна балка прогоном 18 м; 6 - підкроквяна залізобетонна балка на крок колон 12 м;
7 - водовідвід; 8 - розжолобок
545
Основи проектування біотехнологічних і фармацевтичних виробництв
Для покрить промислових будівель несучим настилом є ребристі залізобетонні
плити розмірів: 1,5x6; 3x6 м заввижки 300 мм і 1,5x12; 3x12 м заввишки 450 мм
(рис. 17.24).
. 1£30 . 990 . 990 . 990
, 990x5
, 990 , 1030
11950
гив^17.24. Залізобетонні ребристі плити покриття
546
Компонування обладнання і будівельна частина проекту : Jf 1
Плити завширки 1,5 м встановлюють в тих місцях, де може бути найбільше
накопичення снігу в зимовий період (в перепадах профілю покриття, біля ліхтарів),
коли несуча здатність плит шириною 3 м недостатня. ^
У вибухонебезпечних будівлях застосовують плити настилу з прямокутними
отворами між ребрами і їх встановлюють з проміжком 1,5 м. Отвори в плитах
закривають арматурною сіткою і хвилястими азбестоцементними листами, на які
укладають утеплювач і гідроізоляцію (рис. 17.25). Вибухова хвиля у випадку вибуху
проходить через отвори в плитах, не руйнуючи при цьому несучу конструкцію.
й
(Л-
—-ЦЬ*
У ~~
WMm
[Т% lJf '-TgfjS
BBEEi
іь&У /VyV///
ИСЕЕ
Sr
EEEC
-AJ
8'
L
_ 6000 .
. 6QOQ
L
ЯООО '
ґгоо
б)
Tl
[ЗІ
{й
ШГ”
п£
ти Ц
і -
-т—T—
if—
ш
, sm і
г) j
А
а р
f л ■
Б'Є
! -Г
Рис. 17.25. Покриття, що легко скидаються:
а - план; б-в - плити з отворами; г - деталь покриття; 1- арматурна сітка;
2 - азбестоцементні хвилясті листи; 3 - утеплювач; 4 - вирівнювальний шар; 5 - гідроізоляція.
До огороджувальної частини покриття крім плит входить покрівля, яка складається
3 таких шарів:
- пароізоляція (за наявності підвищеної вологості в приміщеннях) з одного шару
рулонного матеріалу на мастиці;
- плитний утеплювач;
- гідроізоляція (безшовні рулонні матеріали);
547
Основи проектування біотехнологічних і фармацевтичних виробництв
17.2.5. Стіни промислових будівель
Стіни каркасних промислових будівель роблять, в основному, з цегли, панелей
або блоків і за призначенням вони бувають зовнішніми і внутрішніми.
Залежно від конструктивної схеми будівлі та ролі, яку вони виконують, стіни бувають
несучими, самонесучими і навісними. Цегляні стіни роблять суцільними і полегшеними
(з внутрішнім повітряним простором або з простором з нетеплопровідного матеріалу,
наприклад, пінополістиролу). Несучі цегляні стіни, як правило, роблять суцільними. Загальна
товщина цегляних стін з урахуванням товщини вертикальних швів (10 мм) становить
120,250,3 80,510,640,770 мм (розмір звичайної одинарної цегли 250х 120x65 мм).Стіни
промислових будівель, що опалюються, мають товщину від 250 до 510 мм (зазвичай
проводять теплотехнічний розрахунок).
Перев’язування цегли у стіні роблять ланцюговою або довжиковою дво- або
п’ятирядовою. При цьому використовують три види оброблення швів кладки: упустошовку,
впідріз і під розшивку (рис. 17.26).
Рис. 17.26. Система перев’язування і оброблення швів цегляної кладки:
а - ланцюгова; б - п’ятирядна; 1 - довжик; 2 - поперечик; 3 - повздовжній шов;
4 - поперечний шов; 5 - кладка упустошовку; 6 - впідріз; 7, 8 - під розшивку
Самонесучі стіни проектують з цегли, блоків і панелей. Блоки для самонесучих
стін мають товщину 400-500 мм.
, Найбільш широке застосування у промисловому будівництві набули панельні стіни. Панелі
поділяють на панелі для будівель, що опалюються і не опалюються, а за розташуванням в
стіні-на рядові, кутові, перемичкові, підкарнізні, простінкові, цокольні і парапетні.
Панельні стіни будівель, що опалюються, виготовляють одно- і багатошаровими.
Товщина панелей - від 200 до 400 мм (за теплотехнічними розрахунками).
Висота панелей - 900, 1200, 1500 і 1800 мм.
Довжина панелей - 1200,1500,1800,3000,6000 і 12000 мм.
Якщо крок колон 6 м, можуть застосовуватись залізобетонні тришарові панелі з
підвищеною міцністю і теплостійкістю. Вони заввишки 1,2 і 1,8 м і завтовшки 0,25 м. Такі
панелі складаються з двох залізобетонних шарів, між якими знаходиться шар плитного
пінополістиролу або жорстких мінераловатних плит. *
548
Компонування обладнання і будівельна частина проекту
Крім панелей, є спеціальні панельні блоки для кутів будівлі і температурних швів.
Панелі для будівель, що не опалюються, виготовляють із залізобетону гладкими
і ребристими. Плоскі панелі застосовують при кроці колон 6 м. Вони мають товщину
70 мм, висоту - 900, 1200, 1500 і 1800 мм, довжину - 6350, 6100, 6000 і 3000 мм.
Панелі завдовжки 6350 мм встановлюють у куті по торцевій стіні для прив’язки
повздовжньої стіни “250”, 6100 мм - для прив’язки повздовжньої стіни “0”.
Ребристі панелі застосовують при кроці колон 12 м і їх виготовляють розміром
1,2x12, 1,8x12 і 2,4x12 м з висотою ребер 300 мм (рис.3.27).
а)
‘Т
—JL_
TrF
m.
ZQ
H 90
ms
JML
И
-І 8-5
Я4-
IXZ
—Ч,
1'
І»
іГ Г-^
_J І .-І'- J
6}
ЗО
лТ
J
їй
«
>365 I 10Q0
?овзт\
2М
П9?0
ж-ж
“Пі *1 ь IJ Ir ІГ—1. if
I M Il It Ii Il і Il Ii It Il
I IL М. IL IL IL Il _ .Jl ..Ji-J■ IL.
T )Г і<-“іг j Г іг M
‘Th
1 г
Jl
-it if 1,- U Ir —Il |Г 1) II 1 >
- I; н u Ij її (і !• !і •
L - J! H II Ii I u 11 —It Ii >
h-*
> I1T
r _ C
f I 1I I I ■
Md?
I'
s4
!і
Рис. 17.27. Залізобетонні панелі для стін будівель, що не опалюються:
а, б - ребристі; в - часторебристі.
Крім того, є кутові блоки розміром 300x300,300x500 і 300x800 мм і їх застосовують,
відповідно, для будівель з прив’язкою “0”, “250” і “500”.
549
ЦЗВДЗВЕ^. Основи проектування біотехнологічних і фармацевтичних виробництв
Кріплення панелей до колон здійснюють за допомогою закладних деталей
(рис. 17.28). Панелі торцевої стіни кріплять до сталевих або залізобетонних
фахверкових колон і стояків торцевого фахверка, які знаходяться між основними
колонами і стіною.
Вид зверху
Вид збоку
Рис. 17.28. Кріплення панелей до колон:
1 - колона; 2 - панель стіни; 3 - закладна деталь колони; 4 - закладна деталь панелі
Сполучення покрівлі з стіною має вигляд карнизу із звисом, який оточує цю
покрівлю, або вигляд парапету з виступаючими над покрівлею парапетними панелями,
або цегляним парапетом (рис. 17.29-17.33).
550
Компонування обладнання і будівельна частина проекту
Рис. 17.29. Карниз будівлі з плоским покриттям і цегляними стінами:
1 - цегляна стіна; 2 - плита покриття; 3 - карниз; 4 - утеплювач; 5 - колона;
6 - оцинкована покрівельна сталь
Рис. 17.30. Плоске покриття будівлі з цегляними стінами і парапетною стінкою заввишки 600 мм:
1 - цегляна стінка; 2 - парапетна плита; 3 - плита покриття; 4 - утеплювач; 5 - ковпак
водоприймальної лійки; 6 - фартух з оцинкованої покрівельної сталі
551
Основи проектування біотехнологічних і фармацевтичних виробництв
Рис. 17.31. Плоске покриття будівлі з цегляними стінами і парапетною стінкою заввишки 600 мм:
1 - цегляна стінка; 2 - плита покриття; 3 - утеплювач; 4 - ковпак водоприймальної лійки; 5 -
оцинкована покрівельна сталь; 6-залізобетонна плита
Рис. 17.32. Карниз будівлі з похилою покрівлею і панельними стінами:
1 - підкарнизна панель стіни; 2 - карнизна панель; 3 - кроквяна балка; 4 - плита покриття;
5 - утеплювач; 6 - оцинкована покрівельна сталь
552
Компонування обладнання і будівельна частина проекту
Рис. 17.33. Торцева панельна стіна будівлі з плоскою покрівлею і парапетом:
1 - плита покриття; 2 - ригель; 3 - консоль; 4 - вісь лійки; 5 - водоприймальна лійка;
6 - парапетна плита
17.2.6. Сходи і ліфти промислових будівель
Сходи промислових будівель ділять на вхідні (основні) і другорядні. Вони
призначені для сполучення між поверхами і для евакуації людей. Для обслуговування
обладнання проектують службові сходи на обслуговуючі і несучі майданчики. Крім
того, будівлі можуть мати аварійні і пожежні сходи, які розташовують поза будівлею
(переважно, металеві). ~
Основні сходи складаються з маршів і майданчиків, які знаходяться у сходових
клітках із несучих цегляних стін. Ширина маршів основних сходів повинна бути не
меншою 1,05 м і не більшою 2,2 м з числом східців не менше 5 і не більше 16.
553
Основи проектування біотехнологічних і фармацевтичних виробництв
Розмір східців маршів приймають 150x300 мм, де 150 - висота присхідця, а 300 -
ширина проступу. Нахил основних сходів від 1:1,5 до 1:2. За конструкцією сходи можуть
бути збірними залізобетонними з окремими маршами і майданчиками або виконані
монолітно, збірні залізобетонні зі штучних східців по сталевих або залізобетонних
косоурах (похилі балки, на які опираються східці).
На рис.3.34-!$.36 показано елементи основних сходів із залізобетонних і сталевих
конструкцій, а також їх плани і перерізи.
Для визначення розмірів маршів і сходових кліток необхідно знати висоту поверху
і прийняти схему сходів. Нехай необхідно запроектувати двомаршеві сходи на другий
поверх будівлі з висотою першого поверху 3,6 м. Розмір східця - 150x300 мм, а ширина
маршу - 1350 мм.
Висота одного маршу буде 3,6/2 = 1,8 м. Число східців в марші 1,8/0,15 =
= 12. Кількість проступів в марші буде на один менше числа присхідців, тобто 11.
Довжина горизонтальної проекції маршу 11*0,3 = 3,3 м, а довжина сходової клітки
3,3 + 2* 1,35 = 6 м. Ширина сходової клітки складається з ширини двох маршів і зазору
міжними0,1 м,тобто 1,35*2 + 0,1 =2,8 м.Отже, внутрішній розмір сходової клітки буде
6x2,8 м.
Рис. 17.34. Збірні залізобетонні марші і майданчики:
а-марш заввишки 1200 мм; б-майданчик
554
Компонування обладнання і будівельна частина проекту
1-1
Рис. 17.35. Сходи із сталевими несучими елементами:
1 - косоури (швелери №14-18); 2,3- балки (швелери №20-27);
4,5 - нижній і верхній фризові східці; 6 - штукатурка по металевій сітці
555
Основи проектування біотехнологічних і фармацевтичних виробництв
Рис. 17.36. Плани і перерізи сходів:
а - переріз у разі непарної кількості маршів заввишки 1200 мм в межах поверху; б - те саме у
разі парної кількості маршів; в - план у разі розташування сходів у середній частині
будівлі; г-те саме біля зовнішньої повздовжньої стіни
556
Компонування обладнання і будівельна частина проекту
Службові сходи застосовують для огляду і обслуговування технологічного
обладнання, яке знаходиться на різних висотах. Такі сходи також складаються з
маршів і майданчиків, але їх виготовляють з металу. Якщо висрта маршів від 600 до
4200 мм, сходові марші мають нахил від 45 до 60°; при більшій висоті - з нахилом 60°
і можуть бути навіть вертикальними.
Ширину маршів і майданчиків службових сходів приймають 600, 800 і 1000 мм.
Косоури маршів роблять з гнутого швелерного профілю. Висоту східців приймають
200 мм в маршах з нахилом 45° та 300 мм - з нахилом 60°.
Марші та майданчики повинні мати огорожу з поручнями заввишки 900 мм. Настил
майданчиків роблять із рифленого або просічного сталевого листа завтовшки 5 мм, а
східці - з листа завтовшки 4 мм або круглих стержнів діаметром 18 мм (рис. 17.37).
5) s)
Тятива
7в0хбмм
Рис. 17.37. Сталеві службові сходи:
a-з східцями з листів сталі завширшки 600-900 мм; б-з східцями з пруткової сталі діаметром
18 мм, завширки 700-900 мм; в - вертикальні і під кутом до 90°
Пасажирські та вантажні ліфти часто розташовують із сходовими клітками.
Вантажні малі ліфти мають вантажопідйомність 1 і 1,6 кН і розміри кабін 900х650х 1000
і 900x1000х1000 мм.
Вантажні ліфти загального призначення випускають вантажопідйомністю від 5
до 50 кН. Розміри кабін ліфтів вантажопідйомністю 5 і 10 кН відповідно дорівнюють
1000х1500x2000 мм і 1500x2000x2000 мм.
17.2.7. Підлоги
Основою для підлоги на перших поверхах є ґрунт, а на міжповерхових перекрит¬
тях-залізобетонні плити перекриття.
Конструкція підлоги складається з покриття (чиста підлога), прошарку, стяжки,
гідроізоляції і основи. Покриття - це верхній шар підлоги, матеріал якого дає назву
різним типам підлог. Проектують покриття з суцільних і штучних матеріалів. Прошарок
є з’єднувальним (клейовим) шаром між покриттям і стяжкою підлоги. Стяжка -
557
Основи проектування біотехнологічних і фармацевтичних виробництв
вирівнювальний шар під покриттям підлоги. У разі потреби до підлоги може входити
тепло- і звукоізоляція.
Вибір типу підлоги залежить від особливостей технологічного процесу з урахуванням
умов її експлуатації (рис. 17.38,17.39).
V7777/777777/777777\
Рис. 17.38. Конструкції підлоги на першому поверсі:
1 - трамбований ґрунт; 2 - бетонна підготовка; 3 - гідроізоляція; 4 - цементна або бетонна
підлога; 5 - асфальтобетонні плитки
Illl TT І І
6
З
-2
■1
Рис. 17.39. Конструкції підлоги на міжповерховому перекритті:
1 - залізобетонна плита перекриття; 2 - тепло- або звукоізоляція; 3 - піщаноцементна стяжка;
4 - гідроізоляція; 5 - асфальтобетонні плитки; 6 - бетонна підлога
Підлоги повинні мати відповідну механічну міцність, бути водостійкими, водо-
непроникливими, мати стійкість до стирання, бути хімічно стійкими тощо.
Найпоширенішими типами підлог промислових будівель є керамічні, цементні,
бетонні асфальтоЬі, асфальтобетонні, кам’яні, полімербетонні із синтетичних
матеріалів, шлакоситалу.
Для попередження утворення тріщин при перепадах температури в монолітних
підлогах передбачають деформаційні шви.
558
Компонування обладнання і будівельна частина проекту
17.2.8. Вікна, двері, ворота
Вікна-один з елементів огороджу вальних конструкцій будівель, які призначені
для бокового освітлення приміщень, а також їх провітрювання. Площа віконних прорізів
становить 35-50% площі зовнішніх стін. Віконні прорізи в стінах можуть бути заповнені
окремими віконними блоками, бути стрічковими або суцільними (рис. 17.40).
а)
ЕПД
'ЩО
ш
І
ш
І
ш
Ш
2
Ш
. .1
OD
ш
ш
J
Ш
ш
І
Ш
♦ 1
Іш
DD
і
І
Ш
* [
Ш
І
tsoa
НІ
DDD
Ш
[О
нпп
апр
ппп
И
т її "її її
пгтт
1II "II Il
4500
б)
ШШЕОаШОПШОПЕШ
Рис. 17.40. Схеми заповнення віконних прорізів:
а - окремі прорізи у стінах з простінками; б - стрічкові прорізи (розміри номінальні);
1,4,5- одинарні рами; 2,3- подвійні рами •
Дерев’яні віконні блоки складаються з коробок і рам з фрамугами і стулками,
які є глухими або відкриваються усередину чи зовні. В одноповерхових будівлях
застосовують обидва напрямки відкривання, в багатоповерхових-тільки усередину.
За кількістю стулок розрізняють рами одностулкові, двостулкові, тристулкові і т. д.
Стосовно положення осі обертання стулки бувають верхньо-, середньо- і нижньопідвісними.
559
Основи проектування біотехнологічних і фармацевтичних виробництв
У будівлях з цегляними стінами віконні блоки вставляють в окремі прорізи
завширшки 1,5; 3,0 і 4,5 м і висотою від 1,2 до 7,2 м (кратність 0,5x0,6 м). Якщо
висота будівель понад 7,2 м, вікна розташовують у 2-3 яруси.
Конструкції для заповнення віконних прорізів промислових будівель виготовляють із
сталі (рис. 17.41), алюмінію або пластмас. Останнім часом застосовують металопластикові
віконні заповнення з одинарним чи подвійним склопакетом.
Залежно від технологічного режиму коробки вікон роблять одинарними або
подвійними.
Інколи для заповнення віконних прорізів використовують залізобетонні панелі зі
склоблоками або застосовують склопрофіліт (профільне скло коробчастого і швелерного
перерізу).
В окремих випадках для освітлення приміщень проектують віконні вітражі;
роблять їх з легкого і корозійностійкого алюмінієвого профілю.
Двері промислових будівель за призначенням поділяють на основні (евакуаційні),
транспортні і запасні; за місцем розташування-на зовнішні і внутрішні; за способом
відкривання - на розгорнуті (одно- і двостулкові) і розсувні (в один чи в обидва боки);
за матеріалом - на дерев’яні, металеві, металопластикові, дерев’янометалеві, скляні,
а)
б)
в)
S
.1
/
D
\
S
/
/
чО
H
1395
|<
т>
. 1860
560
Компонування обладнання і будівельна частина проекту
Г1
Рис. 17.41. Сталеві віконні заповнення промислових будівель:
а - глухі; б,в,г - відкриваються; д - віконна рама в перерізі; 1 - висота рами; 2 - анкерні
оцупки; 3 - цементна штукатурка; 4 - піщаноцементний шар; 5 - фартух; 6 - дашок;
7 - номінальна висота прорізу
561
ИДЗДДДД^^ Основи проектування біотехнологічних і фармацевтичних виробництв
Номінальні розміри дверних отворів приймають за шириною 1; 1,5; 3,0 м і висотою
1,8; 2,0; 2,3; 2,4 м. Найменша ширина одностулкових дверей 0,6 м, двостулкових -
1,29 м.
Коробки дерев’яних дверей виготовляють з брусків 74x47 мм, а сталевих дверей -
з кутників 75x5 мм з полотнами з листової сталі завтовшки 2 мм (рис. 17.42). Полотна
скляних дверей мають розміри 853x2300 мм.
і JP L
•Ф-
CS
30
о
O
(N
562
Компонування обладнання і будівельна частина проекту
б)
Д
-І—V-r-r . . O
Ч
790; 960 \
\ 710;960
2
tV3
Рис. 17.42. Двері:
а-дерев’яні; б-сталеві; 1 -коробка з кутника 75x5 і 32x20x4; 2-полотно з листової сталі
завтовшки 2 мм; 3 - нащільник 50x4
Дверні коробки - рами - кріплять у дверних прорізах, а полотна дверей з рамами
з’єднують завісами.
У промислових будівлях для проїзду транспортних засобів влаштовують ворота.
Найчастіше застосовують ворота трьох основних типів: розгорнуті, розсувні і підйомні,
рідше - багатостулкові і шторні (рис. 17.43). Вони мають розміри: 3x3 м, 3,6x3 м,
3,6x3,6 м, 4x4,2 м, а для пропускання залізничного транспорту - 4,8x5,2 м.
*)
т
8 M1 а
4шшп
Li
, ц
д)т Qaa
В
м
д)
FrH
*)
Рис. 17.43. Види воріт:
а-розгорнуті; б-розсувні; в-багатостулкові; г,д-підйомні; е-шторні
563
BEBfflBL Основи проектування біотехнологічних і фармацевтичних виробництв
Полотна розгорнутих і розсувних воріт роблять дерев’яними або дерев’яно-
металевими із сталевим каркасом, підйомні ворота виготовляють тільки сталевими.
Часто в полотнах воріт передбачають хвіртки для проходу людей і зручності
експлуатації (рис. 17.44).
б)
&
A-A
Рис. 17.44. Типова конструкція деревометалевих розгорнутих воріт:
а - вид зовні; б - переріз A-A; в - переріз B-B; 1 - сталевий каркас; 2 - глуха фрамуга;
З - механізм відкривання з дистанційним приводом; 4 - завіси; 5 - хвіртка; 6 - діагональна
тяга з круглої або полосової сталі
564
Компонування обладнання і будівельна частина проекту ^^ДцЦ=ІДЦ||
17.2.9. Оформлення графічної частини
На плані крім стін, колон та інших конструкцій, які входять у переріз, повинні
бути показані:
- суцільними лініями: позначення відчинення дверей і воріт; санітарно-технічні
прилади; прикриті канали, лотки тощо; виступи в підлозі і майданчики, що піднімаються
над рівнем підлоги не вище 2 м.
-штриховими лініями: підкранові шляхи і монорейки; мостові крани та кранбалки;
габарити майданчиків, що розташовані на висоті більше 2 м від рівня підлоги.
До штрихового позначення повинна бути дана виносна лінія і пояснювальний
напис (наприклад, “Вент. майданчик на позн. 3,6”).
На планах побутових приміщень слід показувати гардеробне обладнання (шафи,
лави), душові сітки, унітази, пісуари, умивальники тощо, зображуючи їх тонкими лініями.
На планах проставляють такі розміри:
а). Зовні габаритів плану:
- відстані між крайніми розбивними осями з прив’язкою крайніх осей внутрішньої
поверхні стін та зовнішньою гранню колон,
- розміри прорізів і пристінків з прив’язкою пристінків до координатної осі.
б). У габаритах плану:
- прив’язку стін до координатних осей, а перегородок до координатних осей або
до поверхні стін,
-товщину стін і перегородок,
- розміри прорізів у внутрішніх стінах і стаціонарних перегородках.
Місця повздовжніх і поперечних перерізів слід обирати так, щоб за мінімальною
їх кількістю були ясно виявлені всі конструктивні особливості будівлі.
На перерізах повинні бути показані:
-координатні осі,
- відстані між окремими осями,
- прив’язка осей крайніх колон до координатних осей,
- товщина стін і прив’язка їх до координатних осей,
- позначки рівня землі, підлог поверхів і основних майданчиків,
- розміри прорізів в стінах,
- розміри фрагментів в стінах,
- розміри фрагментів стін між прорізами,
- позначки низу та верху прорізів, обрізів, верху внутрішніх стін,
- верху зовнішніх стін,
- позначки маршових майданчиків сходів (якщо вони не збігаються з позначками
чистої підлоги поверхів),
- підкранові шляхи та балки,
- матеріал і товщина шарів конструкцій.
На планах та розрізах повинна бути поданатаблиця маркування обладнання і приміщень.
На рис. 17.45-17.50 дещо в спрощеному вигляді зображено приклади планів та
перерізів промислових будівель.
565
Основи проектування біотехнологічних і фармацевтичних виробництв
Vr
ф
ПІШІ""
■ф«
©
■ I''
mill
fc/
U
I
І
<и
VO
а
се
І
S
X
VO
O
Cl
S
й*
S
X
CO
O
S
Ou
566
Компонування обладнання і будівельна частина проекту
НІ
fill
H11 &»
8 8 <в £ с? й
Ч
і
і ні
2 L(j Sli, SLtl "Ly її+)
567
Рис. 17.46. Зразок повздовжнього перерізу цеху з виробництва альбендазолу
Основи проектування біотехнологічних і фармацевтичних виробництв
568
Рис. 17.47.Поперечний переріз будівлі цеху виробництва лужної протеази
Компонування обладнання і будівельна частина проекту
569
Рис. 17.48. План і розрізи будівель цеху виробництва еритроміцину
План на позн. +0,000
ДЦДДЦЩДс^^ Основи проектування біотехнологічних 8 фармацевтичних виробництв
570
Рис. 17.49. План будівель відділення виробництва культуральної рідини з лляної тріски
Компонування обладнання і будівельна частина проекту
її г
Я
і
-0
■ц
fl НІ г
-о
571
Рис. 17.50. Розрізи будівель відділення виробництва культуральної рідини з лляної тріски
Основи проектування біотехнологічних і фармацевтичних виробництв
17.2.10. Спряження впритул промислових будівель
Майже в кожному проекті не можна обійтись без стикування між себою різних
за призначенням будівель. Наприклад, поряд можуть стояти одноповерхова будівля з
побутовими приміщеннями заввишки 3-3,6 м і одно- або багатоповерхова будівля, в
якій розміщено основне виробниче обладнання. Нерідкі випадки, коли стикуються і
основні приміщення, різні за висотою і за кількістю поверхів.
Стикування гранями сусідніх колон різних будівель навіть із застосуванням
спеціальних фундаментів є недопустимим, оскільки неможливе регулювання і фіксація
вертикальності колон. Одним з простих рішень є застосування нестандартних колон,
що мають консолі на потрібній висоті. Ці консолі замінюють колони спряжених впритул
будівель, і одна колона несе навантаження кроквяних балок обох будівель. Наприклад,
потрібно пристикувати дві одноповерхові будівлі, однакові за прогоном, але різні за
висотою (рис. 17.51, 17.52).
Рис. 17.51. Спряжені впритул будівлі:
А-висота будівлі 6,0 м, довжина - 18 м; Б-висота будівлі-4,8 м, довжина - 12 м.
Крок колон у обох будівель - 6 м
Рис. 17.52. План та повздовжній переріз спряжених впритул торцями будівель за рис. 17.51
572
Компонування обладнання і будівельна частина проекту ^ДСВЕВДЕД
Аналогічно вирішують проблему спряження впритул двох різновисоких будівель
повздовжніми стінами (рис. 17.53, 17.54).
А
Рис. 17.53. Зовнішній поперечний вигляд двох спряжених впритул повздовжніми стінами
будівель:
А - двоповерхова будівля з сіткою колон 6x6, висоти поверхів - 6 м; Б - одноповерхова
будівля прогоном 9 м і заввишки 3 м
12,000
3,000
2700
©
С'7
Ф
1800
©
5400 7
©
1800
6,000
0,000
©
©
Рис. 17.54. Поперечний переріз будівель, зображених на рис. 17.53
Спряження впритул можна вирішити і за допомогою різновисоких колон і
подвійного фундаменту (рис. 17.55).
573
Основи проектування біотехнологічних і фармацевтичних виробництв
Рис. 17.55. Вирішення спряження впритул торцями двох різновисоких будівель за допомогою
різновисоких колон і подвійного фундаменту
Викликає деякі проблеми спряження впритул трьох різновисоких будівель.
Найпростішим рішенням є спряження впритул двох будівель способами, які описані
вище, а третю будівлю потрібно проектувати з іншим кроком колон (рис. 17.56,17.57).
А
Рис. 17.56. Загальний вигляд трьох різновисоких будівель, спряжених впритул:
А - одноповерхова будівля (висота -6 м, прогін -12м, довжина -18м, крок колон - 6 м);
Б - одноповерхова будівля (висота - 4,8 м, прогін - 12 м, довжина - 18 м, крок
колон - 6 м); В - одноповерхова будівля (висота - 3 м, прогін -6 м, довжина -30 м)
574
Компонування обладнання і будівельна частина проекту ^ЦІИі&ЦД
Рис. 17.57. Фрагмент плану на позн. ± 0,00 будівель, показаних на рис. 17.56.
Нарис. 17.58,17.59 показаний вузол спряження впритул будівель, поставлених
під кутом 90°.
Рис. 17.58. Загальний вигляд спряжених впритул двох будівель, поставлених під кутом'90°
575
Основи проектування біотехнологічних і фармацевтичних виробництв
yV V
б)
а)
крок
O O прогін
Рис. 17.59. Вузол спряження впритул будівель, показаних на рис. 17.56:
а - план; б - переріз: 1 - колона; 2 - кроквяна балка; 3 - панельна стіна; 4 - фахверкова колона;
5 - підкранова балка; 6 - парапетна панель; 7 - фартух; 8 - покриття будівлі; 9 - цегляна стінка.
17.2.11. Деякі вимоги GMP до будівельного проектування і
компонування обладнання
Упродовж останнього десятиріччя в Україні створена певна система контролю
якості фармацевтичних препаратів, зокрема одержаних мікробіологічним методом.
576
Компонування обладнання і будівельна частина проекту
Поштовхом для її створення стало прийняття в 1996 році Закону України „Про лікарські
засоби”, який регулює правові відносини, пов’язані з розробленням, державною
реєстрацією, виробництвом, контролем якості і реалізацією лікарських засобів.
У межах своїх повноважень керівництво цією роботою здійснюють Міністерство
охорони здоров’я України і Державний комітет з медичної і мікробіологічної
промисловості (Держкоммедбіопром), які безпосередньо підпорядковані Кабінету
міністрів України.
Держкоммедбіопром скеровує роботу Державного наукового центру лікарських
засобів, Державної інспекції за контролем якістю лікарських засобів, Фармакологічного
і Фармакопейного комітетів; у склад останнього входить Лабораторія фармакопейного
аналізу. При Міністерстві охорони здоров’я існує також Бюро реєстрації лікарських
препаратів.
На всі ці органи згідно зі стратегією ВОЗ покладене важливе завдання забезпечувати
гарантії якості продуктів медичного призначення.
Все ж для ліцензування ліків і міжнародного визнання високої якості
фармацевтичних препаратів, які виробляють в Україні, і можливості постачання їх на
міжнародні ринки, необхідно здійснювати проектування і виробництво лікарських
засобів відповідно до вимог і стандартів Належної виробничої практики лікарських
засобів (Good manufacturing practice for medicinal products - GMP), яка прийнята
Європейським Союзом у 1991 році. Вона вимагає створення і впровадження на
кожному підприємстві, яке виробляє лікарські засоби, ефективної комплексної системи
контролю якості ліків. До цієї роботи має залучатись не тільки дирекція, але і всі
працівники підприємства.
Отже, відтепер необхідне поєднання національних заходів контролю якості ліків
з вимогами GMP.
З 01.01.2002 року правила GMP стали в Україні обов’язковими.
Система якості базується на основних принципах та стандартах GMP і стосуються
таких сторін виробництва лікарських засобів:
1. Управління якістю.
2. Персоналу.
3. Приміщень і обладнання.
4. Документації.
5. Виробництва.
6. Контролю якості.
7. Робіт за контрактом.
8. Рекламацій і відкликання продукції.
9. Самоінспекція.
Забезпечення якості - всеосяжне поняття, що охоплює всі питання, які окремо і
загалом впливають на якість продукції.
Основний принцип вимог GMP, який стосується приміщень і обладнання (тобто
питань будівельного проектування, вибору і компонування обладнання) полягає в тому,
577
ВтДІ^Основи проектування біотехнологічних і фармацевтичних виробництв
що “приміщення і обладнання належить розташовувати, проектувати, присто¬
совувати і експлуатувати таким чином, щоб вони відповідали операціям, які
проводяться; їх розташування і конструкція повинні зводити до мінімуму ризик
помилок і забезпечувати можливість ефективного очищення і обслуговування з
метою запобігання перехресної контамінації\ накопичення пилу чи бруду і взагалі
будь-яких несприятливих факторів для якості продукції
Під час проектування і будівництва необхідно дати обґрунтування розмірів будівлі,
площі окремих виробничих і допоміжних приміщень.
Планування приміщень здійснюють згідно з логічною послідовністю операцій
технологічного процесу і належними рівнями чистоти.
Для зберігання і зважування вихідних і кінцевих продуктів виробництво
антибіотиків, гормонів і сильнодіючих препаратів, а також продукції немедичного
призначення повинно здійснюватись в окремих приміщеннях і на окремому обладнанні.
Приміщення різних класів чистоти повинні бути відокремлені, атакож передбачені
заходи щодо підтримання стерильності окремих приміщень.
Технологічне обладнання належить проектувати, розміщати і експлуатувати
так, щоб воно служило тільки своєму призначенню і не було небезпечним для
продукції [7].
Література до глави 17
1. Софинский И.Д. Основи промишленного строительства и санитарной
техники. - M.: Стройиздат, 1975 - 237 с.
2. Бобков А.С. Основи строительства промишленних зданий и
сооружений химической промишленности. - M.: Висшая школа, 1965. - 264 с.
3. Шерешевский И.А. Конструирование промишленних зданий и
сооружений. - ЛСтройиздат, 1979. - 168 с.
4. Трепененков Р.И. Альбом чертежей конструкций и деталей
промишленних зданий. - M.: Стройиздат, 1980. - 284 с.
5. Будасов Б.В., Каминский В.П. Строительное черчение. - M.:
Стройиздат, 1990. - 464 с.
6. Макаревич В.А. Строительное проектирование химических предприятий.
- M.: Висшая школа, 1977. - 208 с.
7. Надлежащая производственная практика лекарственньїх средств. Good
manufacturing practice for medicinal products / nod ред. H.A. Ляпунова, В.A.
Загория, В.П. Георгиевского, Е.П. Безуглой. - Kuee: МОРИОН\ 1999. - 896 с.
578
Компонування обладнання і будівельна частина проекту
ДОДАТОК до глави 17
Умовні позначення прорізів і обладнання на будівельних кресленнях
Двері (ворота) одностулкові
Двері (ворота)двостулкові
Двері (ворота)складчасті
Двері (ворота) шторні
Двері (ворота) розсувні одностулкові
Двері (ворота) розсувні двостулкові
Рама віконна одинарна глуха
C і
Рамавіконнаодинарна,
верхньопідвісна, відкривається
зовні
/
А
\
/
\
579
Основи проектування біотехнологічних і фармацевтичних виробництв
580
Компонування обладнання і будівельна частина проекту шшшл
Ванна
Душ
170
70
J
40
"tT
0-
Умивальник
70
+
Раковини
Унітаз
Люфт-клозет
Піс>ар
40
50
0
65
70
O
зо
45
45
45
581
C5gUL5S18L. Основи проектування біотехнологічних і фармацевтичних виробництв
ЗОБРАЖЕННЯ БУДІВЕЛЬНИХ МАТЕРІАЛІВ У ПЕРЕРІЗІ
У77777777Л
Грунт
Бетон
Камінь
природний
T еплоізоляційний
матеріал
Дерево
Мурування
із цегли і
каменю
///
/////////
Скло та інші Засипка з
прозорі будь-якого
матеріали матеріалу
[Піші] 11.1 LU
Сітка з
будь-якого
матеріалу
ПРАВИЛА НАНЕСЕННЯ РОЗМІРІВ, ПОЗНАЧОК І УХИЛІВ
Розріз 1-і
-CL
А
!•»3.0001
-CL
А
\
3.,.5 L J
, І
М/
10..14
582
Поняття про проектування інфраструктури виробництва
——=^=^=^=- ІУУіУЩщ
ПОНЯТТЯ ПРО ПРОЕКТУВАННЯ
ІНФРАСТРУКТУРИ ВИРОБНИЦТВА
18.1. Генеральний план підприємства
Генеральний план визначає розміщення підприємства на місцевості і розташування
на промисловому майданчику основних і допоміжних цехів, складів, енергетичних і
транспортних споруд, усіх підземних та надземних комунікацій.
Під час розроблення генерального плану вирішують такі завдання:
- економного використання території;
- мінімального впливу підприємства на екологічний стан довкілля;
- оптимального розташування цехів згідно із загальною технологією;
- виявлення доцільності блокування будівель і споруд у разі можливих аварій і
вжиття заходів для недопущення цих блокувань;
- забезпечення можливості подальшого розширення виробництва;
- забезпечення можливості введення об’єктів по черзі будівництва.
В основі компонування генерального плану лежить принцип поділу території на
4 зони:
- передзаводська,
- виробнича,
- підсобна,
- складська.
До передзаводської зони належить майданчик біля основного входу на територію
зі стоянкою автотранспорту. На неї виходять фасади адміністративних будівель,
відділу кадрів, служби постачання тощо. Розташування виробничої, підсобної та
складської зон проектують з урахуванням багатьох чинників, наприклад, метеоумов,
технологічного потоку тощо.
Проектування під’їздних шляхів, пожежних депо, транспортних цехів, внутрішньо¬
заводських шляхів здійснюють згідно з чинними правилами і настановами.
У розробленні генерального плану беруть участь фахівці усіх загальнобудівельних
спеціальностей, а також технологи, транспортники, енергетики, фахівці з автоматизації
і контролю технологічних процесів.
Проект генерального плану містить загальну пояснювальну записку, креслення
генерального плану, плани комунікацій, вертикальне планування, креслення шляхів,
розрахунки тощо [ І ].
583
кьтіішк Основи проектування біотехнологічних і фармацевтичних виробництв
Одним з найбільш важливих та гострих питань, що виникають під час вибору
майданчиків під будівництво, особливо у разі розширенні діючих підприємств
мікробіологічної промисловості, є питання про санітарно-захисну зону. Від житлових
масивів підприємства повинні бути віддалені відстанню, не менше:
- гідролізні виробництва, виробництва етилового спирту, ферментних препаратів,
склади сильнодіючих отруйних речовин (СДОР) - 300 метрів;
- виробництва антибіотиків, бактеріальних препаратів, БВК- 500 метрів.
18.2. Опалення виробничих будівель
Джерелом теплопостачання на підприємствах є власна котельня. Використо¬
вують також магістральні мережі від стороннього джерела. Як теплоносій вико¬
ристовують водяну пару з температурою 130°С або перегріту воду з температурою
150°С.
Разом із системою вентиляції система опалення повинна забезпечувати створення
в приміщеннях і в зоні робочих місць таких метеоумов:
Таблиця 18.1
Оптимальні метеоумови у приміщеннях
Параметр
У побутових
приміщеннях
K У виробничих
приміщеннях
Температура (взимку/влітку), °С
20...22/20...25
16...25
Відносна вологість (взимку/влітку), %
40...30/30...60
30...60
Швидкість руху повітря, м/с
0,1. ..0,15/0,25
0,2...0,7
Для визначення орієнтовних максимальних витрат тепла на опалення Q можна
скористатись формулою:
Q = ч<Л„ - t Вт>
де q0 - питома теплова характеристика, яка для будівель основного виробництва
становить 0,2...0,4 Вт/(м3 К), а для допоміжних будівель - 0,4+0,6 Вт/(м3 К); tBH та t30B-
температура усередині приміщення і температура повітря найбільш холодної
п’ятиденки (для Києва - мінус 21°C);V - об’єм приміщення, м3.
Для розрахунку витрат тепла на опалення, які впливають на собівартість
продукції, температур} ювітря треба приймати як середню для даної місцевості
протягом опалювалоьного сезону (5 місяців).
Приклад 18.1. Загальний об’єм виробничих приміщень 32 тис. м3, об’єм
побутових приміщень - 13 тис. м3. Температура в приміщеннях повинна бути 20°С.
Опалення здійснюють перегрітою водою, що має температуру 115°С. Знайти
максимальну витрату теплоносія. Середня температура протягом опалювального
сезону - мінус 5°С.
584
Поняття про проектування інфраструктури виробництва
Розв 'язання
Максимальна кількість тепла, що витрачається на опалення:
Q = 0,3(20 + 21 )32000 + 0,5(20 + 21) 13000 = 660100 Вт = 660,1 кВт.
Кінцевою температурою теплоносія прийнято вважати 70°С. Відтак максимальна
витрата перегрітої води G повинна становити
660,1 =G*4,19(ll5-70).ЗвідсиG = 3,5 кг/с» 12,6тонни/год.
Середня витрата перегрітої води протягом опалювального сезону становить
^ 0,3(20 + 5)32000 + 0,5(20 + 5)13000 Л1, , ,
G = — - - = 2,13 кг/си7,68тонни/год.
4,19(115-70)1000
Протягом опалювального сезону (за рік) буде витрачено 7,68*5*30*24 =
= 27648 тонн/рік
* * *
Систему опалення, вид теплоносія і типи нагрівальних приладів обирають з
урахуванням категорії підприємства за вибуховою, вибухопожежною і пожежною
небезпекою1. Найбільше розповсюдження мають водяні системи опалення. Темпе¬
ратура на поверхні опалювальних приладів у приміщеннях категорії А, Б не повинна
перевищувати 110°С, категорії B-Il 5°С, інших - 150°С, у побутових і допоміжних
приміщеннях - 105°С.
Основними типами нагрівальних приладів є радіатори, регістри з гладких труб.
Теплоносій вводять від зовнішніх теплових мереж через тепловий пункт, що знаходиться
у підвалі або на першому поверсі. Нагрівальні прилади розташовують переважно під
вікнами. У приміщеннях, в яких розташовані виробництва категорій А, Б, В, E потрібно
встановлювати прилади з гладкою поверхнею, які легко чистити.
Крім центрального опалення широко застосовують також повітряне опалення,
яке поєднують з вентиляцією. Рециркуляція повітря при цьому не допускається (крім
допоміжних приміщень).
1 Категорія А - виробництва, в яких технологічні процеси є найбільш пожежо- і вибухонебезпечні,
можливе утворення вибухонебезпечних сумішей, при цьому вибух може бути викликаний іскрою,
детонацією або дією кисню з частковим або повним руйнуванням будівлі; категорія Б-у повітрі можливе
накопичення вибухонебезпечного пороху, горючих рідин з температурою спалаху парів до 120°С, вибух
яких не руйнує основних конструкцій будівлі; категорія В - виробництва, в яких застосовують тверді
матеріали і речовини, що горять, рідини з температурою спалаху більше ніж 61°С, сполуки, здатні
горіти при взаємодії з водою, киснем повітря або одна з одною; категорія Г - виробництва, пов’язані з
обробкою негорючих матеріалів в гарячому, розжареному або розтопленому стані з застосуванням
твердого, рідкого або газоподібного палива; Д- виробництва, в яких застосовують негорючі матеріали
і речовини у холодному стані; E - виробництва, в яких застосовують вибухонебезпечні речовини, які
здатні вибухати без наступного горіння при взаємодії з водою, киснем повітря або одна з одною, а також
горючі гази без рідкої фази в кількості, достатній для утворення вибухнебезпечних сумішей в об’ємі, що
перевищує 5% об’єму приміщення.
585
Основи проектування біотехнологічних і фармацевтичних виробництв
18.3. Вентиляція
>
Основні документи, які регламентують проектування вентиляції у виробничих
приміщеннях, - СНиП 2.04.05-86, СН245-71 (Санитарньїе нормьі проектирования
промьішленньїх предприятий) та “Правила безопасности для производств микробио-
логической промьішленности”.
У виробничих приміщеннях використовують примусову, природну та змішану
вентиляцію. Природну вентиляцію проектують у приміщеннях, в яких відсутні,
насамперед, значні тепловиділення, а також інші шкідливості, і де на одного працівника
припадає більше ніж 40 м3 об’єму приміщення. В усіх інших випадках проектують
примусову або змішану вентиляцію. Примусова вентиляція складається з двох
вентиляційних установок: припливної, яка подає свіже повітря у приміщення, і
витяжної, яка висмоктує повітря з приміщення і викидає його назовні.
Системи вентиляції повинні бути окремими для кожної групи приміщень. Для
виробництв групи А, Б, В та E система вентиляції повинна бути на кожному поверсі.
Якщо відсутні дані про виділення шкідливостей, то кратність повітряного обміну
(кількість об’ємів приміщення за годину) орієнтовно взяти з табл. 18.2.
Таблиця 18.2
Кратність повітряного обміну для деяких мікробіологічних 1
виробництв
Вид виробництва
Кратність
обміну, не
менше
Ректифікаційне відділення у виробництві спирту
8
Фурфурольне відділення
10
Зливні відділення і склади спирту
8
Вуглекислотні цехи
3
Ферментаційні, бродильні відділення, приміщення чистої культури, флотаційні
відділення, сепараторні тощо
3
Насосна сульфатної або хлоридної кислоти
14
Насосна нітратної кислоти
12
Приклад 18.2. Розрахувати витрату вентиляційного повітря у ферментаційному
відділенні, яке має об’єм 6 тис. м3, і обрати вентилятори.
Розв'язання
Оскільки кратність обміну у ферментаційному відділенні становить 3, то продуктивність
вентилятора повинна становити 6*3 = 18 тис. м3/год. = 5 м3/с.
Обираємо припливний та витяжний вентилятори типу В-Ц14-46-5К-02 з двигуном
А02-71-4, який має продуктивність 5,55 м3/с.
586
Поняття про проектування інфраструктури виробництва
18.4. Водопостачання
Підприємства мікробіологічної промисловості є значним споживачем води, при
цьому 80.. .90% води йде на охолодження технологічного обладнання. Це пояснюється
невеликою середньою температурою між охолоджувальною водою і температурою
біосинтезу, який відбувається, в основному, в мезофільних умовах, тобто при
температурах 20...40°С. •
Проектують дві системи водопостачання: господарсько-питну і виробничу.
Протипожежний водопровід об’єднують з одною з цих систем. Для приготування
живильного середовища використовують тільки артезіанську воду або воду з госпо¬
дарсько-питної системи. ’
Для охолодження апаратури проектують систему зворотного водопостачання.
Суть цієї системи полягає в охолодженні відпрацьованої, теплої, умовно чистої води у
градирнях, в яких вона охолоджується за рахунок часткового випаровування під час
контакту зі струмом повітря, який в градирні подають вентиляторами. Втрати води
поповнюються з джерел чистої води або господарсько-питної системи. Зворотну воду
обробляють реагентами (різноманітними комплексонами, антисептиками), щоб у
трубопроводах не відкладався накип, не утворювались колонії мікроорганізмів.
Для запобігання раптовому припиненню подачі води внутрішні водопроводи роблять
кільцевими, а введення води в цех виконують подвійним у протилежні сторони кільця.
Протипожежний водопровід проектують з урахуванням категорії виробництва,
ступеня вогнестійкості, висоти та об’єму будівлі. Пожежні крани встановлюють
переважно у виходів, на майданчиках, в коридорах та інших найбільш доступних місцях
у шафах на висоті 1,35 м. Детальні відомості наведені в численній літературі,
наприклад в [1].
Глибину закладання труб обирають на 0,5 м нижче розрахункової глибини
промерзання ґрунтів. Водоводи не прокладають нижче нижньої позначки фундаментів.
Прокладання водоводів усередині будівель роблять відкритим (у накритих лотках).
Лише підведення води до обладнання проходить безпосередньо під підлогою.
Відстані між введенням господарсько-питного водопроводу та випуском
каналізаційних вод не менше 1,5 м (труби діаметром не більше 200 мм) і не менше
З м (труби діаметром не менше 200 мм).
18.5. Каналізація
Як і на підприємствах хімічної промисловості, на виробництвах мікробіологічної
галузі проектують три види мереж каналізаційних стічних вод: побутові, виробничі і
зливові.
Побутові стічні води
Вони становлять незначну частку і не визначають метод очищення стічних вод.
Як правило, побутові стічні води об’єднують з виробничими і спрямовують на очисні
587
Основи проектування біотехнологічних і фармацевтичних виробництв
споруди (не плутати з умовно чистими стічними водами, які спрямовують на градирні).
Але існує тенденція повернення очищених виробничих вод у виробництво, тому більш
оптимальним варіантом є проектування окремої мережі каналізації і очищення
побутових стічних вод.
В усіх випадках у систему каналізації не повинні надходити виробничі води, що
містять живу мікрофлору, яка може непередбачено змінити склад активного мулу на
очисних біохімічних спорудах. Найдешевшим методом стерилізації вод, забруднених
живою мікрофлорою, є обробка їх хімічними реагентами (наприклад, хлорним вапном).
Виробничі стічні води
Ix поділяють на декілька категорій:
- умовно чиста (зворотна вода),
- водяний конденсат, який є практично дистильованою водою і який спрямовують
на технологічні потреби або повертають в парогенератори,
- кислі або лужні стічні води, які спрямовують на очисні споруди після нейтра¬
лізації,
- забруднена органічними або мінеральними речовинами вода, яку спрямовують
на очисні споруди.
Далі йтиметься тільки про води останньої категорії.
Передусім цю воду стерилізують і нейтралізують відповідними реагентами.
Водневий показник pH повинен знаходитись в межах 4.. .9.
Визначають здатність води до хімічного окиснення ХПК (хімічне поглинання
кисню) за допомогою двохромовокислого калію. Цей показник може коливатись в
широких межах: від 1500 до 15000 мг/дм3.
Визначають здатність до біологічного окиснення БПК (біологічне поглинання
кисню). Залежно від методу випробувань визначають БПК протягом 5 діб (БПК5)
або 20 діб (БПК20). Звичайні біохімічні очищувачі асимілюють органічні забруднення
стічних вод з БПК до 500 мг/дм3. Отже, стічні води, якщо їх спрямовують на біохімічне
очищення, повинні бути розбавлені чистою або умовно чистою водою до такої
величини. Це тим більше необхідно, що стічні води можуть містити антибіотики, які
негативно вплинуть на активний мул.
Зливові води
Ці води спрямовують в окрему каналізаційну мережу і без очищення - у
загальноміську каналізацію або безпосередньо у водоймища. Дощові води надходять
у мережу через стояки, які проходять крізь будівлі. На покрівлях відстань між лійками,
якими споряджені стояки діаметром 100 мм, повинна бути не більше 48 м. Взимку
зливну каналізацію можна під’єднувати до господарсько-побутової.
В усіх випадках на внутрішньому розгалуженні каналізацій передбачають устрої
для ревізії, очищення, встановлюють оглядові колодязі. Крім того, через певні відстані
підземні каналізаційні труби з’єднують з трубопроводами, які виводять на дах, для
588
Поняття про проектування інфраструктури виробництва шшшш
запобігання накопиченню у каналізаційних мережах метану, який може утворитись в
результаті анаеробного бродіння.
18.6. Природоохоронні заходи
Очищення газових викидів
Одним з найбільш актуальних і важких завдань є очищення технологічних
повітряних викидів. У мікробіологічних виробництвах технологічні викиди відбуваються
на таких ділянках виробництва:
- викиди з ферментерів та гідролізних апаратів;
- викиди з розпилювальних сушарок;
- вентиляційні викиди;
- газові викиди під час пропарювання і продування обладнання і матеріалопроводі в.
Газові викиди з ферментерів містять живу мікрофлору та багато інших біологічно
активних сполук, тому їх очищення вважається необхідним і важливим. Наводимо
деякі ГДК (мг/м3) продуктів мікробіологічного синтезу в зоні робочої зони:
- БВК(паприн)-0,1 (0,001 у населених пунктах);
- ферментні препарати - 1...4 (0,1...0,5 для протеаз);
- антибіотичні препарати у середньому - 0,3;
- стрептоміцин - 0,1;
- бацитрацин - 0,01;
- поліміцин- 0,001
Очищення газових викидів проводять у декілька ступенів:
- у циклонах,
- у рукавних фільтрах,
- у пристроях мокрого очищення.
Очищення викидів з ферментерів здійснюють у фільтрах з попереднім охолодженням
газів, зниженням вологості у вологовідбійниках з подальшим нагріванням, щоб уникнути
попадання крапельної вологи і змочування фільтрів. Сьогодні розроблені системи, в яких
відбувається каталітичне спалювання навіть слідів органічних речовин.
Під час очищенні повітря, що виходить з вентиляційних систем, використовують
різноманітні фільтри з волокнистих матеріалів.
Очищене повітря викидається через трубу розсіювання.
Очищення стічних вод
Стічні води біотехнологічних підприємств можуть містити живу мікрофлору та
інші шкідливі речовини. Як вказувалось, вже на виході з цеху стічні води стерилізують
і нейтралізують. Надалі їх спрямовують на очисні споруди.
Спочатку проводять механічне очищення: проціджування крізь сітки, фільтрування,
відстоювання, оброблення в гідроциклонах, флотацію. Ступінь очищення досягає
50...70%.
589
Основи проектування біотехнологічних і фармацевтичних виробництв
Кінцевою стадією очищення може бути хімічна обробка води: оброблення вапном,
хлорування, озонування. Ступінь очищення може досягати 80...90%.
Замість хімічної оброблення може бути запроваджено фізико-хімічне очищення
з використанням адсорбентів (вугілля, шлаку, цеолітів, попелу, тирси тощо). Існують
процеси, засновані на ультрафільтруванні, зворотному осмосі, дистиляції (такі процеси
в основному пов’язані зі знесолюванням морської води). Ступінь очищення може
досягати 90...95%.
Біохімічне очищення стічних вод - основний метод очищення від органічних
забруднень. На практиці поширені аеробні процеси, що відбуваються в природних
умовах на так званих полях зрошення або в штучних умовах у аеротенках або
окситенках2. За своєю суттю - це звичайні аеробні процеси асиміляції органічних
забруднень живим консорціумом мікрофлори, у склад якого входять більш ніж 200
видів бактерій і простіших (активний мул). Цей консорціум постійно змінює свій склад
і адаптується залежно від складу стічних вод.
Крім традиційних аеротенків використовують біофільтри - колони, заповнені
матеріалом для фільтрування (шлаком, гравієм, керамзитом тощо), поверхня якого
покрита плівкою мікроорганізмів. Біоплівка виконує ту ж саму роль, що і активний
мул, однак кількість мікроорганізмів менше, ніж в звичайних аеротенках, тому
окиснювальна потужність біофільтрів нижче.
Очищення висококонцентрованих стічних вод (3... 15% органічних забруднень)
доцільно вести анаеробно у метантенках. У результаті частина забруднень виділяється
у вигляді біогазу (50...70 об.% метану, 32...34 об.% CO2, решта - сірководень, азот,
інертні гази тощо). Цей газ може бути використаний як паливо для енергетичних потреб.
Таблиця 18.3
Переваги і недоліки метантенків
і „ „„ Недоліки . ■>-•
He потрібні аераційні пристрої.
Питома швидкість бродіння в 10 разів менше
швидкості аераційного окиснення.
Утворюється власний енергоносій.
На відміну від аеробного окиснення метанове
бродіння - процес більш нестабільний, менш
вивчений.
Менше утворюється мулу, легше вирішуються
проблеми екологічного захисту довкілля.
У світі ведеться багато наукових і практичних розробок для наближення за
ефективністю промислового процесу метанового бродіння до аераційного окиснення.
Головними напрямами інтенсифікації роботи метантенків є
2 Аеротенки, окситенки - залізобетонні резервуари у* вигляді круглих баків, прямокутних ємностей та
іншої форми. На відміну від аеротенків, аерування в яких проводять повітрям, в окситенках
використовують технічний кисень, що дозволяє окиснювати стійкГорганічні забруднення.
59Q
Поняття про проектування інфраструктури виробництва ^ДДВЕіДЯ!
- затримка активної біомаси в реакційній зоні,
- поділ процесу на дві стадії: “кислу” (попередній гідроліз), а потім проведення
власне метаногенезу.
Література до глави 18
1. Кантере В. M., Мосичев М.С., Дорошенко М.И и др. Основи проектирования
предприятий микробиологической промишленности. - M.: BO “Агропромиздат ”,
1990. - 304 с.
2. Абрамов В.Н. Водоснабжение. - 3 изд. - M.: Химия, 1982 - 324 с.
3. Kapnoe A. M., Саруханов А. В. Теплофизические и физико-химические
характеристики продуктов микробиологического синтеза. - M.: “Агропромиздат ”,
1987, - 224 с. .
4. Карпов В. C., Беликов Е. А., Новиков Ю.А. Структура и принципи
проектирования обьектов химической техники. - M.: МИХМ, 1984. - 135 с.
5. Яковлев С.В., Карюхина TA., Рибаков С.А. и др. Очистка сточних вод
предприятий химико-фармацевтической промишленности. - М.: Стройиздат,
1985. - 252 с.
6. Софинский И.Д. Основи промишленного строительства и санитарной
техники. - M.: Стройиздат, 1975. - 237 с.
7. Бобков А.С. Основи строительства промишленних зданий и
сооружений химической промишленности. - M.: Висшая школа, 1965. - 264 с.
591
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
ЧАСТИНА IV. ПРАКТИЧНЕ ЗАСТОСУВАННЯ
ТЕОРЕТИЧНИХ ЗНАНЬ У КУРСОВОМУ І
ДИПЛОМНОМУ ПРОЕКТУВАННІ
In scientiis addisentis prosunt
exempla magis, quam praecepta.
Newton.
У засвоєнні наук приклади
є кориснішими, ніж правша.
Ньютон.
У цьому розділі наводяться приклади виконання курсових проектів на основі
напівбезперервної технологічної схеми (виробництво флориміцину) і безперервної
(глибинний біосинтез лимонної кислоти). У проекті відділення виробництва флориміцину
наведений приклад економічних розрахунків і оцінка економічної ефективності
майбутнього виробництва.
ГЛАВА 19.
ПРОЕКТ ВІДДІЛЕННЯ ВИРОБНИЦТВА
АНТИБІОТИКА “ФЛОРИМІЦИН”
Проектна потужність - 2000 кг субстанції/рік.
Ресурс робочого часу - 330 діб/рік.
Спосіб ферментації-напівперіодичний (напівбезперервний).
19.1. Вступ
Антибіотики, хіміотерапевтичні речовини, одержані з мікроорганізмів або інших
природних джерел, а також їх синтетичні аналоги і похідні, відіграли і відіграють велику
роль у розвитку сучасної медицини. Особливе значення ці препарати мають під час
лікування багатьох інфекційних захворювань, які в “доантибіотичну епоху” не
піддавались лікуванню або супроводжувались високим рівнем летальності. До таких
захворювань належать деякі форми туберкульозу, чуми, азіатська холера, бруцельоз,
592
Проект відділення виробництва антибіотика “Флориміцин”
тиф, рикетсіози, пневмонії, септичні процеси. Антибіотики розширили лікувальні
можливості у найскладніших галузях хірургії. Без застосування сучасних
антибіотичних засобів неможливі пересадження органів (сердця, нирок тощо).
Антибіотик флориміцин належить до другого ряду протитуберкульозних антибіотиків.
Впроваджений в медичну практику у 1950 році.
Продуцент флориміцину - Actinomyces floridae. Так само, як продуценти
стрептоміцину і леворину, він належить до глобиспоринової групи актиноміцетів. Під
час розсівання на кукурудзяному середовищі № 6 ВНИИА виявляються 2 типи
колоній. Колонії першого типу плоскі, гладкі або трохи складчасті з опуклим центром.
Повітряний міцелій світло-сірий з рожевим відтінком. Субстратний міцелій червоно-
буро-коричневий. Колонії другого типу великі, плоскі, гладкі. Повітряний міцелій сірий,
добре розвинений. Субстратний міцелій темно-коричневий.
Найбільш активними є колонії першого типу. Продуцент порівняно стійкий під
час зберігання за різних умов; в ліофільному стані стійкий до 3 років. Продуцент
флориміцину витримує 5-6 пасажів спорами, не знижуючи продуктивності.
Антибіотик флориміцин є поліпептидом і його молекулярна структура поки що
повністю не встановлена. Емпірична формула флориміцину C23H36O8N12.
Потенціометричне титрування розчину флориміцину показало, що ця сполука є
двовалентною основою. В молекулі цього антибіотика є одна сильноосновна група, а
друга слабоосновна. Він утворює солі з кислотами, багато з яких одержані у
кристалічному стані - сульфат, оксалат, хлоргідрат, пікрат, рейнекат. В медичній практиці
застосовують сульфатну сіль флориміцину, яка є порошком білого кольору, без запаху,
добре розчинна у воді і погано - в органічних розчинниках. Температура розкладання
252.. .280°С. Антибіотику водному розчині при кімнатній температурі стабільний при
pH 3... 7. В лужних розчинах флориміцин нестійкий.
19.2. Концептуальна коротка технологія1
Приготування посівного матеріалу:
Споровий матеріал вирощують і зберігають на кукурудзяно-крохмальному агарі.
Посівний міцелій вирощують у три стадії. Культура Actinomyces floridae
характеризується енергійним ростом, тому тривалість вирощування маточної культури
триває 24.. .48 годин, посівної культури - 24 години і посівного міцелію в посівному
апараті (інокуляторі останнього ступеня)-24.. .40 годин. Для вирощування посівного
міцелію користуються середовищем, що містить соєве борошно, глюкозу або гідрол,
сульфат амонію або нітрат натрію, крейду, фосфат калію. У посівні колби засівають
5 % маточної культури, у посівні апарати (інокулятори) - І % посівного міцелію, а у
ферментери з останньої стадії інокуляції - 10 % посівного міцелію за об’ємом.
Прийняти, що з останнього ступеня інокуляції надходить посівний матеріал, що
містить І % АСБ.
1 Производство антибиотиков: Под ред. С.М.Навашина.-М.: Медицина, 1970. - 367 с.
593
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Приготування поживного середовища для робочої ферментації:
Склад поживного середовища, мас.%:
Глюкоза 6
Соєве борошно 1
NaNO3 за розрахунком ICP
KH2PO4 0,006 за фосфором
Вода до 100
В апарат для приготування ПС завантажують половину потрібної води, вмикають
мішапку, ,юступово додають соєве борошно так, щоб не утворювались грудки, суміш
нагрівають до 90°С, витримують при цій температурі ЗО хвилин, додають інші
компоненти, перемішують суміш до однорідної маси, додають решту води, вимикають
мішалку. Приготовану суміш перепускають через лінію УНС у підготовлений
ферментер.
Робоча ферментація
Після завантаження ПС і солей подають аераційне повітря (коефіцієнт аерації
1,0), подають посівний матеріал з останнього ступеня інокуляції у кількості 10 % від
маси ПС. Ферментацію проводять протягом 120 годин, слідкуючи, щоб pH KP був в
межах 7,1... 7,6. За необхідності його регулюють 10%-ми розчинами хлоридної кислоти
або NaOH. Температура ферментації 27...29°С.
Норми споживання вуглецевмісних субстратів на ріст АСБ у 2 рази більше, ніж
для звичайних аеробних процесів ферментації. Розрахункова формула АСБ
C3,»H6,9ND,8O2K0,05P0.0JS0.006- ВмІСТ ВОДИ В МІЦЄЛІі - 70 %.
Ступінь конверсії близький до 100 %. Маса антибіотика наприкінці ферментації
досягає 5,2 % від маси синтезованої АСБ (для розрахунків прийняти емпіричну
формулу антибіотика C23H36O8N12).
Після закінченння ферментації темно-коричневу в’язку KP перекачують у
буферну ємність (реактор-змішувач).
Фільтрування KP
Одержану KP важко відсепарувати. Кращим способом відділення міцелію є
фільтрування з додаванням допоміжного фільтрувального матеріалу (фільтроперліту).
Масове співвідношення між міцеліем і фільтроперлітом 1 : 0,5. Питомий опір
фільтруванню одержаної суспензії близький до 5 IO13 м/кг, тому для фільтрування
краще використовувати фільтр-прес або автоматичний фільтр-прес з робочим тиском
1,2 МПа. В’язкість фільтрату - 1,5 IO'3 Пас. Вологість осаду - 40 %.
Відфільтрований міцелій спрямовують на знищення, а фільтрат для остаточного
освітлення перепускають через пісковий фільтр у буферну ємність.
594
Проект відділення виробництва антибіотика “Флориміцин” ШШІШШ
Сорбція флориміцину
Освітлений фільтрат перепускають через іонообмінну колону, заповнену
слабокислотним катіонітом в Na-формі (наприклад, смолою КБ-2). 1 г сухої смоли
здатний сорбувати близько 1 г антибіотика. Оскільки смола взята в Na-формі, то
натрієві солі смолою не затримуються.. У набряклому стані питомий об’єм смоли
становить 3 см3/г.
Контакт розчину зі смолою повинен тривати 8... 10 годин. Після цього колону
вимикають зі схеми і промивають її дистильованою або пом’ягшеною водою.
Відпрацьований нативний розчин спрямовують в каналізацію.
Десорбція флориміцину
У колону зі сорбованим флориміцином подають як елюент 1 н. розчин сульфатної
кислоти. Кількість елюенту повинна бути такою, щоб утворився розчин флориміцину
з активністю 60000 Од/см3 (1 Од = 1 мкг). Потрібно врахувати, що флориміцин виходить
у вигляді сульфатної солі. Одночасно зі смоли вилучаються іони натрію, які
знаходяться в елюаті у вигляді сульфату натрію.
Для переведення смоли КБ-2 в Na-форму смолу потрібно обробити розчином
їдкого натру.
Обробка елюату, що містить флориміцин-сульфат
Елюат перепускають крізь сильнокислотний катіоніт КУ-2-20 в Н-формі, який
затримує іони натрію. Флориміцин-сульфат смолою не затримується.
Для переведення смоли КУ-2-20 в Н-форму смолу потрібно обробити розчином
сульфатної кислоти.
Нейтралізація елюату
Звільнений від натрію елюат перепускають крізь аніоніт ЕДЕ-10, який затримує
тільки сульфатну кислоту.
Для відновлення смоли ЕДЕ-10 її потрібно обробити 5%-м розчином аміаку.
Обробка елюату активованим вугіллям
До нейтрального елюату додають активоване вугілля (1 г на 100 г розчину).
Суспензію перемішують протягом 1 години. Забарвлені речовини сорбуються на
вугіллі (в матеріальних балансах не враховувати). Суспензію фільтрують. Вологість
осаду 25%. Питомий опір фільтруванню IO10 м/кг. При освітленні втрачається 5 %
флориміцину. Освітлений розчин перепускають через мікрофільтр.
Виділення флориміцин-сульфату з фільтрату і сушіння готового продукту
До освітленого, нейтрального і стерильного елюату додають 2 об’єми метанолу.
Через 3...4 години відфільтровують кристали сульфатної солі флориміцину. їх
промивають спочатку 60 %-м метанолом, а потім чистим метанолом. Промиті
595
Шп 1Я і та Mh Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
кристали сушать у вакуум-сушильній шафі при 50...55°С, тиску 10... 15 мм рт. ст
протягом 6 годин.
Готовий продукт фасують по 1 кг в герметичну тару для подальшої реалізації
на завод лікарських препаратів.
19.3. Матеріальні розрахунки
19.3.1 Складання і розв’язання інтегрального стехіометричного
рівняння
Відповідно до складу поживного середовища із враховуванням того, що процес є
аеробний, первинний запис інтегрального стехіометричного рівняння має такий вигляд:
а.іС6Н120бКГЛІОКОЗа) + ос2[С12Н22Оп] (мальтоза соєвого борошна) +
+ cMcWh75nI180ISsOO3I (білок соєвого борошна) + <x4[C5SH104O6j (жир соєвого
борошна) + а5[КН>64] + <x6[NaN03] + <x7[OJ = а8[С39Н6 ,N08O2K005P0 05 S0 006]
(АСБ) + a9[C23H3608N12j (флориміцин) + а)0[СО2] +a,,[H2O] + ...
Таблиця 19.1
Молекулярні маси продуктів
Глюкоза C6H12O6
180
Мальтоза Ci2H22O11
342
Білок C^HvsNj JgO1580,03
99,98
Жир С55НI04O6
860
KH2PO4
136
NaNO3
85
Кисень
32
АСБ Сз^Н6 9Not802Ko(05Po,05^0,006
100,59
Флориміцин C23H36O8N12
608
CO2
44
H2O
18
Склад соєвого борошна, мас.%
Клітковина (не споживається) 4,5
Мальтоза C12H22O11 10,0
Білок 43,0
Жир 6,5
Попіл (умовно не споживається) 5,5
Невизначені (не споживаються) 21,5
Вода 9,0
596
Проект відділення виробництва антибіотика “Флориміцин” JHcjZSISBfl
1 - 1 _ 1
Довільно приймемо а, = 1.
Використовуючи рецептурні співвідношення ПС, знаходимо:
а, *180 6
. Звідси а, = 0,00877 « 0,009.
Ot2 *342 1*0,1
а *180 6
. Звідси а = 0,129.
сх3* 99,98 1*0,43
а, *180 6 „ .
— = . Звідси а. = 0,002.
а4 *860 1*0,065 4
Стехіометричне рівняння набуває вигляду:
[C6H12O6I + 0,009[С,2Н220„] + 0,129[C425H7 5N, ,,O1 ,S00J + 0,002 [C55H104O6] +
+ CtaJKH2POJ + CtJNaNO3] + Ct7(O2) = CtJC39H69N08O2K005P005S000J(ACB) +
+ aJC23H36O8N12] + a10[CO2] + Ct1JH2O] + ...
Використовуючи норми споживання вуглецевмісних субстратів, знаходимо а8:
а * 180 2*2
Синтез біомаси з глюкози: = . Звідси а.. = 0,447.
CX61* 100,59 1 01
0,009*342 2*2
Синтез біомаси з мапьози соєвого борошна: = . Звідси a =0,008.
У Ct62 *100,59 1 "2
0,129*99,98 1,5*2
Синтез біомаси з білка соєвого борошна: — — = — . Звідси а., = 0,043.
Р абз* 100,59 1 *
0 002 * 860 1 * 2
Синтез біомаси з жиру соєвого борошна: — = . Звідси a = 0,009.
Ot64 * 100,59 1
Сума знайдених коефіцієнтів дорівнює Otg: 0,447 + 0,008 + 0,043 + 0,009 = 0,507.
Стехіометричне рівняння має вигляд:
[C6H12OJ + 0,009[С12Н220„] + 0,129[C4,5H75N, ,,O15S003] + 0,002[C55H104O6] +
+ CtJKH2POJ + a6[NaN03] + ctJOJ = 0,507[C3 ,H6 ,N0,02K0 05P005S0006] (АСБ) +
+ CiJC23H36O8N12] + a|0[COJ + «, JH2O] + ...
Знаходимо а9:
Маса флориміцину становить 5,2% від маси АСБ. Маса АСБ дорівнює
100,59*0,507 = 51,0 кг. Отже, маса антибіотика дорівнює 51*5,2/100 = 2,652 кг, а
стехіометричний коефіцієнт а9 = 2,652/608 = 0,00436.
Рівняння набуває вигляд:
[C6H12O6] + 0,009[СІ2Н220П] + 0,129[C4i25H75N, ,,Oli5S0 03] + 0,002[C55H104O6] +
+ CtJKH2POJ + CtJNaNOJ + ctJOJ = 0,507[C39H69N0>802Ko.oSPo.«5So.oo«] +
+ 0,00436[C23H360,N,J + a,JCOJ + CtlJH2O]
597
K ГііИ I rj IjjfiTflWkl Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Згідно з рецептурою початкова концентрація фосфору повинна бути 0,006%. Маса
ПС становить 180/0,06 = 3000 кг. Маса ПМ = 0,1 *3000 = 300 кг. Сумарна маса дорівнює
3300 кг. Маса елементарного фосфору в цій суміші дорівнює 0,006*3300/100 = 0,198 кг.
Отже, фосфату калію потрібно взяти 136*0,198/31 =0,869 кг. Коефіцієнт а5 = 0,869/
/136 = 0,0064.
Баланс за атомами фосфору: 0,0064*1 +X = 0,507*0,05. Звідси X = 0,01895.
Оскільки X позитивне число, то фосфор згідно з рецептурою є в нестачі. Збільшимо
Ot5 до потрібного рівня, тобто до 0,025.
Стехіометричне рівняння набуває вигляду:
IC6H12O6] + 0,009[Сі2Н220(1] + 0,129[C42SH75N1I8O15S003] + 0,002[C,5H10406] +
+ 0,025[КН2Р04] + CtJNaNO3] + aJOJ = 0,507[С3 ,H6 ,N08O2K0 ,,P0 05S000J +
+ 0,00436[с2знзб0д2] + a10[COJ + Ct1JH2O] + ...
Складаємо баланс за атомами азоту:
До реакції
. Після
реакції
Речовина
Кількість
N в
брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів N в
рівнянні
Речовина
Кількість
N в
брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів в
рівнянні
Білок
с.б*.
1,18
0,129
0,152
АСБ
0,8
0,507
0,407
NaNO3
1
?
Флори¬
міцин
12
0,00436
0,052
Разом
0,152
Разом
0,459
* - скорочення: с.б. - соєве борошно, к-нт - коефіцієнт.
Нітрат нагрію повинен дати 0,459 - 0,152 = 0,307 “атоми азоту”. Це і є коефіцієнт а6.
Атоми натрію, що звільнюються під час розкладання нітрату натрію, повинні
утворювати їдкий натр, але, реагуючи з CO2 і водою при низькій температурі,
утворюють NaHCO3. Стехіометричний коефіцієнт при цій речовині становить 0,307.
Стехіометричне рівняння має вигляд:
[C6H12OJ + 0,009[С12Н220„] + 0,129[C4>25H75N1 ,,O15S0 03] + 0,002 [C55H104O6] +
+ 0,025[KH2PO4] + 0,307[NaNO3] + aJOJ = 0,507[C3 ,H69N0gO2K005P005S0006] +
+ 0,00436[C23H3608N12] + CtlJCOJ + Ct1JH2O] + 0,307[NaHC03] + ...
Складаємо баланс за атомами сірки:
До реакції
Після реакції
Речовина
Кількість S
в брутго-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів S в
рівнянні
Речовина
Кількість S
в брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів S в
рівнянні
Білок с.б.
0,03
0,129
0,00387
АСБ
0,006
0,507
0,00304
Разом
0,00387
Разом
0,00304
598
Проект відділення виробництва антибіотика “Флориміцин”
Отже, видно, що в процес сірковмісний компонент взятий з надлишком.
Надлишок становить 0,00387 - 0,00304 = 0,001 атома. Ці атоми утворять сульфатну
кислоту. Сульфатна кислота реагує з NH4HCO3 за схемою:
H SO4 + NH.HCO, = NH HSO4 + CO. + HO
2 4 43 4 4 2 2
Отже, стехіометричний коефіцієнт при NH4HCO3 зменшується на 0,001 і з таким
же коефіцієнтом утворюється NH4HSO4.
Стехіометричне рівняння набуває вигляду:
[C6H12OJ + 0,009[С12Н220П] + 0,129[C4JSH7SNllgO, sS00J + 0,002 [C55H104O6] +
+ 0,025[КН2Р04] + 0,307[NaNO J + aJOJ = 0,507 [C39H6 ,N0,02K005P005S0006] +
+ 0,00436[C23H3608NI2] + a.JCOJ + Ct1JH2O] + 0,306[NaHC03] +
+ 0,001 [NH4HSOJ + ...
Баланс за атомами вуглецю:
До реакції
Після реакції
Речовина
Кількість C
в брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів C в
рівнянні
Речовина
Кількість C
в брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів C в
рівнянні
Глюкоза
6
1
6
АСБ
3,9
0,507
1,977
Мальтоза
с.б
12
0,009
0,108
Флори¬
міцин
23
0,00436
0,100
Білок с.б.
4,25
0,129
0,548
NaHCO3
1
0,306
0,306
Жир с.б.
55
0,002
0,11
CO2
1
?
Разом
6,766
Разом
2,383
Враховуючи невідомий коефіцієнт при вуглекислому газі, одержуємо: 6,766 = 2,383+а|0.
Звідси а|0 = 4,383.
Стехіометричне рівняння має вигляд:
[C6H12O6] + 0,009[С12НН0„] + O5^IC4i25H75N1 ,,.O15S0i03] + 0,002 [C55H104O6] +
+ 0,025 [KH2PO4] + 0,307 [NaNO3] + aJOJ = 0,507[C3 ,H69N08O2K005P0 05 S0006] +
+ 0,00436 [C23H36O8N12] + 4,383 [CO2] + a, JH2O] + 0,306[NaHC03] +
+ 0,001 [NH4HSO4] + ...
Баланс за атомами водню:
До реакції
Після реакції
Речовина
K-сть Н в
брутго-
формулі
Стехіо-
метр.
K-HT
К-сть
атомів H в
рівнянні
Речовина
K-сть Hb
брутто-
формулі
Стехіо-
метр.
K-HT
К-сть
атомів H в
рівнянні
Глюкоза
12
1
12
АСБ
6,9
0,507
3,498
Мальтоза
с.б
22
0,009
0,198
Флори¬
міцин
36
0,00436
0,157
Білок с.б.
7,5
0,129
0,968
NaHCO3
1
0,306
0,306
Жир с.б.
104 ,
0,002
0,208
NH4HSO4
5
0,001
0,001
KH2PO4
2
0,025
0,05
H2O
2
9
Разом
13,424
Разом
3,962
599
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Враховуючи невідомий коефіцієнт при воді, одержуємо: 13,424 = 3,962 + 2ап.
Звідси ап = 4,731.
Стехіометричне рівняння набирає вигляду:
[C6H12O6I + W9IC12H22OJ + 0,129[C4 25H75N, ,,O15S0 03] + 0,002[C55H104O6] +
+ 0,025[КН2Р04] + 0,307[NaN03] + а7[02] = 0,507[С3 ,H6 ,N0,02K0 05P005S0 006] +
+ 0,00436[С23Н3608ІЧ,2] + 4,383[С02] + 4,731 [H2O] + 0,306[NaHC03] +
+ 0,001 [NH4HSO4] + ...
Баланс за атомами кисню:
До реакції
Після реакції і
Речовина
Кількість O
в брутто-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів O в
рівнянні
Речовина
Кількість O
в брутго-
формулі
Стехіо-
метр.
K-HT
Кількість
атомів O в
рівнянні
Глюкоза
6
1
6
АСБ
2
0,507
1,014
Мальтоза с.б.
11
0,009
0,099
Біоміцин
8
0,00436
0,035
Білок с.б.
1,5
0,129
0,194
NaHCO3
3
0,306
0,918
Жир с.б.
6
0,002
0,012
NH4HSO4
4
0,001
0,004
KH2PO4
4
0,025
0,1
H2O
1
4,731
4,731
NaNO3
3
0,307
0,921
CO2
2
4,383
8,766
O2
2
7
Разом
7,326
Разом
15,468
Враховуючи невідомий коефіцієнт при кисні, одержуємо: 7,326 + 2ос7= 15,468.
Звідси OC7 = 4,071.
Остаточно рівняння набуває вигляду:
IC6H12O6] + 0,009[C,2H22OJ + 0,129[C4i25H75N1180, ,S003] + 0,002 [C55H104O6] +
+ 0,025[КН2Р04] + 0,307[NaN03] + 4,071 [O2] = 0,507[C3 ,H69N08O2K0 05P005Som6] +
+ 0,00436[C23HJ608N12] + 4,383[CO2] + 4,731 [H2O] + 0,306[NaHC03] +
+ 0,001 [NH4HSO4] + ...
Таблиця 19.2
Ідеальний матеріальний баланс біосинтезу флориміцину
Взято, кг
Одержано !
Речовина
Молеку¬
лярна маса
Стехіо¬
метричний
коефіцієнт
Маса, кг
Речовина
Молеку¬
лярна маса
Стехіо¬
метричний
коефіцієнт
Маса, кг
Г люкоза
180
1
180
АСБ
100,59
0,507
50,999
Мальтоза
с.б.
342
0,009
3,078
Флори¬
міцин
608
0,00436
2,651
Білок с.б.
99,98
0,129
12,897
NaHCO3
84
0,306
25,704
Жир с.б.
860
0,002
1,72
NH4HSO4
115
0,001
0,115
KH2PO4
136
0,025
3,4
H2O
18
4,731
85,158
NaNO3
85
0,307
26,095
CO2
44
4,383
192,852
O2
32
4,071
130,272
Разом
357,462
Разом
357,479
600
Проект відділення виробництва антибіотика “Флориміцин”
Приведемо баланс до звичного вигляду:
Таблиця 19.2а
Ідеальний матеріальний баланс біосинтезу флориміцину
Взято, кг
Одержано,кг >
Глюкоза
180
АСБ
50,999 j
Мальтоза с.б.
3,078
Флориміцин
2,651
Білок с.б.
12,897
NaHCO3
25,704
Жир с.б.
1,72
NH4HSO4
0,115
KH2PO4
3,4
H2O
85,158
NaNO3
26,095
гч
O
CJ
192,852
O2
130,272
Разом
357,462
Разом
357,479
19.3.2. Перетворення ідеального балансу в робочий баланс
ферменації
При цьому враховуються посівний матеріал, реально взяті сировинні субстрати,
те, що біомаса в культуральній рідини існує у вигляді клітинної маси, вуглекислий газ
є газовим викидом тощо:
Таблиця 19.3
Неузгоджений з проектною потужністю баланс ферментації
Взято, кг
Одержано,кг
Глюкоза
180
Міцелій (50,999 + 0,3)/0,3 =
171,0
Соєве борошно,
втому числі:
- мальтоза- 3,078,
• білок-12,897,
• жир-1,72,
- клітковина - 1,35,
• неорганічні солі - 1,65,
• невизначені - 6,45,
• вода-2,855
ЗО
Флориміцин
2,651
KH2PO4
3,4
NaHCO3 І
25,704
NaNO3
26,1
NH4HSO4
0,115
Вода на розбавлення
2760,5
Інші неорганічні солі
1,65
Всього ПС 180/0,06 =
3000
Клітковина
1,35 І
Посівний матеріал 0,1*3000 =
втому числі:
- АСБ 0,01 *300 = 0,3 кг
■ вода - 299,7 кг
300
Невизначені
6,45
Кисень на аерацію
130,27
Вода
3028,498
Всього KP
3237,418
Вуглекислий газ (викид)
192,852
Разом
3430,27
Разом
3430,27
601
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
19.3.3. Матеріальний баланс фільтрування
До культуральної рідини додають фільтроперліт в кількості 171 /2 = 85,5 кг. Всього
твердої фази в суспензії разом з клітковиною 171 + 85,5 + 1,35 = 257,85 кг.
Оскільки вологість осаду 40 %, то всього вологого осаду утворюється
M =257,85/0,6 = 429,75 кг,
BO ’ ’ ’ ’
в тому числі вологим осадом захоплюється 429,75 - 257,85 = 171,9 кг нативного
розчину.
Загальна маса нативного розчину в KP
M =3237,418-257,85 = 2979,568 кг.
н.р. ’ ’ ’
On:;е, разом з вологим осадом втрачається 171,9* 100/2979,568 = 5,77 % розчинених
речовин, а залишається - 100 - 5,77 = 94,23 %.
Таблиця 19.4
Неузгоджений з проектною потужністю баланс фільтрування
Взято, кг
Одержано,кг і
Культуральна рідина
3237,418
Вологий осад
429,75
Фільтроперліт
85,5
Фільтрат (нативний розчин)
2893,168
Флориміцин 2,651*0,9423 =
2,498
NaHCO3 25,704*0,9423 =
24,221
NH4HSO4 0,115*0,9423 =
0,108 і
Інші неорганічні солі 1,65*0,9423 =
1,555
Невизначені 6,45*0,9423 =
6,078
Вода
2858,708
Разом
3322,918
Разом
3322,918
19.3.4. Матеріальний баланс сорбції флориміцину смолою КБ-2
Згідно з технологією освітлений фільтрат перепускають через іонообм інну колону,
заповнену слабокислотним катіонітом в Na-формі (наприклад, смолою КБ-2). І г
сухої смоли здатний сорбувати близько І г антибіотику.
Оскільки смола взята в Na-формі, то натрієві солі смолою не затримуються.
Для сорбції 2,498 кг антибіотика потрібно взяти 2,498 смоли.
Таблиця 19.5
Неузгоджений з проектною потужністю баланс сорбції флориміцину
. Взято, кг
Одержано,кг
Фільтрат
2893,168
Смола КБ-2 з сорбованим флориміцином,
в тому числі:
- смола КБ-2 - 2,498 кг,
- флориміцин - 2,493 кг
4,986
Смола КБ-2 в Na-формі
2,498
Відпрацьований нативний розчин
2890,68
Всього
2895,666
Всього
2895,666
602
Проект відділення виробництва антибіотика “Флориміцин” .^ДИНЗіДЯ
19.3.5. Матеріальний баланс елюювання флориміцину
Як елюент використовують І н. розчин сульфатної кислоти. Кількість елюенту
повинна бути такою, щоб утворився розчин флориміцину з активністю 60000 Од/см3
(1 од = 1 мкг).
Всього потрібно вилучити 2,498 кг флориміцину, активність якого 2,498 IO9 Од.
Всього повинно утворитись 2,498 109/6 IO4= 41633 см3 = 41,63 дм3 (~ 41,63 кг) елюату.
Після контакту з кислотою утворюється Na2SO4, флориміцин-сульфату, а смола
КБ-2 набуває Н-форму.
Флориміцин є двовалентною основою, тому флориміцин-сульфату утворюється
(608+98)*2,498/608 = 2,901 кг.
Оскільки ПОЄ смоли дорівнює 4 мг-екв/r, то в Na-формі смола містить
23*4*2498/1000 = 229,82 г іонів натрію.
Для переведення іонів натрію в сульфат потрібно витратити 229,82*98/46 = 489,6 г=
=0,49 кг сульфатної кислоти. При цьому утвориться 0,49* 142/98 = 0,709 кг сульфату нагрію.
Позначимо залишок кислоти в елюенті X кг, Y - вихідна маса кислоти в елюенті,
Z - маса води в елюаті, W - маса елюенту. Можна скласти рівняння:
{Z + 0,709 + 2,901 + X = 41,63 (маса елюату)
Y/W = 49/1000 = 0,049 (концентрація сульфатної кислоти в елюенті)
Y = X + (2,901 - 2,498) + 0,49 (маса кислоти)
Після переведення смоли в Н-форму маса її зменшиться на 229,82 - 1 *4*2,498 =
= 219,83 г і буде становити 2,498 - 0,21983 = 2,278 кг. Отже, можна записати 4-те
рівняння материального балансу процесу:
W + 2*2,498 = 2,278 + 41,63. Звідси W = 38,912 кг.
Розв’язуючи решту рівнянь, знаходимо: X = 1,014 кг, Y= 1,907 кг, Z = 37,006 кг.
Таблиця 19.5
Неузгоджений з проектною потужністю баланс десорбції флориміцину
Взято, Kr
Одержано,кг
Смола КБ-2 з сорбованим
флориміцином,
втому числі:
- смола КБ-2 - 2,498 кг,
- флориміцин - 2,498 кг
4,986
Елюат-1,
в тому числі:
- флориміцин сульфат - 2,901
кг,
- сульфатна кислота - 1,014 кг,
- сульфат натрію - 0,709 кг,
- вода - 36,996
41,62
Елюент,
втому числі:
- 98 %-ва сульфатна кисота -
1,907/0,98= 1,946 кг,
- пом’ягшена вода - 8,481 кг
38,912
Смола КБ-2 в Н-формі
2,278
Разом
43,898
Разом
43,898
603
ШШЯШШк. Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
19.3.6. Матеріальний баланс переведення смоли КБ-2 в Na- форму
Для переведення смоли КБ-2 в Na-форму її потрібно обробити І н. розчином
їдкого натру.
Оскільки при десорбції зі смоли вилучено 229,82 г іонів натрію, то для відновлення
потрібно взяти 229,82*40/23 = 339,68 г їдкого натру. Припустимо, що луг взято з
коефіцієнтом надлишку 2. Тоді потрібно взяти 339,68*2 = 679,36 г їдкого натру. Об’єм
розчину буде дорівнювати 679,36/40= 16,984 дм3, а маса - 16,984/1,01 = 16,816 кг.
Після реакції маса смоли зросте до 2,498 кг.
Таблиця 19.6
Неузгоджений з проектною потужністю баланс відновлення смоли КБ-2
Взято, кг
Одержано,кг
Смола КБ-2 в Н-формі
2,278
Смола КБ-2 в Na- формі
2,498
Елюент,
в тому числі:
- їдкий натр - 0,679 кг
- пом’ягшена вода - 16,137 кг
16,816
Відпрацьований розчин лугу
16,596
Разом
19,094
Разом
19,094
19.3.7. Очищення елюату від іонів натрію
Елюат перепускають крізь сильнокислотний катіоніт КУ-2-20 в Н-формі, який
затримує іони натрію.
ПОЄ смоли КУ-2-20 дорівнює 4,8 мг-екв/г. Отже, І г смоли буде затримувати
4,8*23 = 110,4 мг іонів натрію.
В розчині знаходиться 229,82 г іонів натрію, отже, для іх затримки потрібно
взяти 229820/110,4 = 2081,7 г смоли.
Після сорбції натрію маса смоли збільшиться до
2081,7 + 229,82 -4,8* І *2081,7/1000 = 2301,52 г = 2,301 кг.
Замість натрію в розчин перейде водень, який з сульфат-іонами утворить
сульфатну кислоту в кількості 229,82*98/46 = 489,62 г. Всього в розчині буде
знаходитись 1,014 + 0,49 = 1,504 кг сульфатної кислоти.
Таблиця 19.7
Неузгоджений з проектною потужністю баланс очищення елюату-1 від іонів натрію
Взято, кг
Одержано,кг
Елюат-1,
в тому числі:
- флориміцин- сульфат - 2,901 кг,
- сульфатна кислота - 1,014 кг,
- сульфат натрію - 0,709 кг,
- вода - 36,996
41,62
Елюат-2,
в тому числі:
- флориміцин-сульфат - 2,901 кг,
- сульфатна кислота - 1,504 кг,
- вода-36,996 кг
41,401
Смола КУ-2-20 в Н-формі
2,082
Смола КУ-2-20 в Na-формі
2,301
Разом
43,702
Разом
43,702
604
Проект відділення виробництва антибіотика “Флориміцин”
19.3.8. Матеріальний баланс переведення смоли КУ-2-20 в H- форму
Для переведення смоли КУ-2-20 в Н-форму її потрібно обробити розчином
сульфатної кислоти, наприклад, концентарцією 5 мас. %.
Зі смоли потрібно вилучити 229,82 г іонів натрію. Для цього необхідно взяти в процес
229,82*98/46=489,6 г сульфатної кислоти. Припустимо, що кислоту беруть з коефіцієнтом
надлишку 2. Тоді потрібно приготувати розчин, що містить 489,6*2 = 979,2 г IOO %-ї
сульфатної кислоти. Всього потрібно приготувати 979,2/0,05* 1000 = 19,584 кг розчину.
Після відновлення маса смоли буде дорівнювати 2,082 кг.
Таблиця 19.8
Неузгоджений з проектною потужністю баланс відновлення смоли КУ-2-20
Взято, кг
Одержано,кг
Смола КУ-2-20 в Na-формі
2,301
Смола КУ-2-20 в Н-формі
2,082
Елюент
втому числі:
- 98 %-а сульфатна кислота -
0,9792/0,98 = 0,999 кг,
- вода- 18,585 кг
19,584
Відпрацьований розчин
сульфатної кислоти
19,803 •
Разом
21,885
Разом
21,885
19.3.9. Матеріальний баланс нейтралізації робочого елюату
Звільнений від згаданих неорганічних іонів елюат перепускають крізь аніоніт
ЕДЕ-10, який затримує тільки сульфатну кислоту.
Аніоніт ЕДЕ-10 приєднує кислоту з утворенням четвертинної солі амонію. ПОЄ
смоли-3,5 мг-екв/г. 1 гсмоли може захопити 3,5*49= 171,5 мг кислоти. Оскільки розчин
містить 1,504 кг кислоти, то для нейтралізації потрібно взяти 1,504 IO6/171,5 = 8769,7 г
смоли або 8,77 кг.
Після реакції маса смоли збільшиться до 8,77 + 1,504 = 10,274 кг.
Таблиця 19.9
Неузгодженні! з проектною потужністю баланс нейтралізації елюату-2
' ;; Взято, кг • " ■ : " "
Одержано,кг
Елюат-2,
втому числі:
- флориміцин-сульфат - 2,901 кг,
- сульфатна кислота - 1,504 кг,
• вода - 36,996 кг
41,401
Смола ЕДЕ-10 з сорбованою
сульфатною кислотою
10,274
Смола ЕДЕ-10
8,77
Нейтральний елюат-2
в тому числі:
- флориміцин-сульфат-2,901 кг,
- вода - 36,996 кг
39,897
Разом
50,171
Разом
50,171
605
КЦЙІШДДк. Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
79.3.10. Матеріальний баланс відновлення смоли ЕДЕ-10
Для відновлення смоли ЕДЕ-10 її потрібно обробити розчином аміаку, наприклад,
концентрацією 5 мас. %.
Зі смоли потрібно вилучити 1,504 кг кислоти. Для цього в процес потрібно взяти
1,504*2* 17/98 = 0,522 кг аміаку. Припустимо, що аміак беруть з коефіцієнтом надлишку 2.
Тоді потрібно приготувати розчин, що містить 0,522*2 = 1,044 кг аміаку. Всього потрібно
приготувати 1,044/0,05 = 20,88 кг розчину.
Після відновлення маса смоли буде 8,77 кг.
Таблиця 19.10
Неузгоджений з проектною потужністю баланс
відновлення смоли ЕДЕ-10
Взято, кг
Одержано,кг
Відпрацьована смола ЕДЕ-10
10,274
Відновлена смола ЕДЕ-10
8,77
Елюент,
в тому числі:
- 25 %-й розчин аміаку - 1,044/0,25 =
= 4,176 кг,
- пом’ягшена вода - 16,704 кг
20,88
Відпрацьований розчин аміаку
22,934
Разом
31,154
Разом
31,704
19.3.11. Обробка елюату активованим вугіллям
До нейтрального елюату додають активоване вугілля (2 г на 100 г розчину).
Забарвлені речовини сорбуються на вугіллі (в матеріальних балансах не вра¬
ховані).
Приймемо, що втрачається 5 % флориміцин-сульфату, осад промивають
дистильованою водою, вологий осад містить 25 % води, на промивання осаду дають
подвійну кількість від маси осаду дистильованої води
Всього одержують 41,401 кг елюату-2. До нього потрібно додати 41401 *2/100 =
= 628 г вугілля. Маса твердої фази разом з втраченим біоміцином дорівнює 2,901 *0,05 +
+ 0,182 = 0,145 + 0,628 = 0,773 кг. Маса вологого осаду становить 0,773/0,75= 1,031 кг,з
них 0,258 кг - вода. На промивання дають 1,031 *2 = 2,062 кг дистильованої води.
Таблиця 19.11
Неузгоджений з проектною потужністю баланс освітлення і фільтрування
нейтрального елюату-2
Взято, кг
Одержано,кг
Нейтральний елюат-2
в тому числі:
- флориміцин-сульфат-
2,901 кг,
- вода - 36,996 кг
39,897
Вологий осад
1,031
606
Проект відділення виробництва антибіотика “Флориміцин”
Продовження табл. 19.11
Взято, кг
Одержано,кг •
Активоване вугілля
0,628
Освітлений елюат-2,
в тому числі:
- флориміцин-сульфат-
2,756 кг,
- вода - 38,8 кг
41,556
Дистильована вода
2,062
Разом
42,587
Разом
42,587
19.3.12. Матеріальний баланс осадження флориміцин-сульфату
До освітленого, нейтрального і стерильного елюату додають 1,2 об’єми метанолу.
Випадають кристали флориміцин-сульфату.
Густина елюату становить (2,756*1400 + 38,8*1000)/41,556= 1027 кг/м3. Об’єм
елюату дорівнює 41,556/1027 = 0,0405 м3.
Потрібно додати 0,0405*1,2 = 0,0486 м3 метанолу. Маса метанолу дорівнює
0,0486*780 = 37,874 кг.
Таблиця 19.12
Неузгоджений з проектною потужністю баланс осадження
флориміцину метанолом
Взято, кг
Одержано,кг
Освітлений елюат-2,
втому числі:
- флориміцин-сульфат - 2,756 кг,
- вода-38,8 кг
41,556
Суспензія кристалів
флориміцину,
в тому числі:
- кристали флориміцин-
сульфату - 2,756 кг,
- метанол - 37,874 кг,
- вода-38,8 кг
79,43
Метанол
37,874
Разом
79,43
Разом
79,43
19.3.13. Матеріальний баланс фільтрування кристалів
флориміцин-сульфату
Приймемо, що вологість осаду кристалів флориміцин-сульфату становить 20 %.
Промивання іх здійснюють спочатку 60 %-м метанолом, а потім метанолом в потрійній
кількості від маси кристалів. Втрати антибіотика на операції - 3 %.
Втрати - 2,756*0,03 = 0,083 кг. Маса антибіотика у вологому осаді 2,756 - 0,083 =
= 2,673 кг. Маса вологого осаду 2,673/0,8 = 3,341 кг., в тому числі метанол - 3,341 -
2,673 = 0,668 кг. Потрібні кількості розбавленого і чистого метанолу на промивання -
по 3,341*3 = 2,298 кг.
Результати розрахунків подані в табл. 19.3.
607
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
19.3.14. Матеріальний баланс сушіння і фасування флориміцин-
сульфату
Приймемо, що втрати флориміцину на операції становлять 2 %. Отже, втрати
становлять 2,673*0,02 = 0,053 кг. Маса залишку - 2,673 - 0,053 = 2,62 кг.
Таблиця 19.13
Неузгоджений з проектною потужністю баланс фільтрування кристалів
флориміцин-сульфату
Взято, Kr
Одержано,кг
Суспензія кристалів флориміцин-сульфату,
в тому числі:
-кристали флориміцин-сульфату - 2,756 кг,
-метанол - 37,874 кг,
-вода - 38,8 кг
79,43
Вологі кристали флориміцин-
сульфату,
в тому числі:
-флориміцин-сульфат - 2,673 кг,
-метанол - 0,153 кг
3,341
Метанол 60 %-й,
в тому числі:
-метанол - 10,023*0,6 = 6,014 кг,
-вода - 4,009 кг
10,023
Фільтрат
95,99
Метанол 100 %-й
10,023
Втрати антибіотика
0,145
Разом
99,476
Разом
99,476
Приймемо, що кінцева вологість товарного і фасованого флориміцин-сульфату
дорівнює 0,5 %. Тоді кінцева маса продукту становить 2,62/0,995 = 2,633 кг.
Таблиця 19.14
Неузгоджений з проектною потужністю баланс сушіння і фасування
флориміцин-сульфату
Взято, кг
Одержано,кг
Вологі кристали флориміцин-
сульфату,
в тому числі:
- флориміцин-сульфат-2,673 кг,
- метанол - 0,153 кг
3,341
Товарний і фасований
флориміцин-сульфат
2,633
Конденсат метанолу
0,655
Втрати флориміцин-сульфату
0,053
Всього
3,341
Всього
3,341
19.3.15. Узгодження матеріальних балансів з проектною
потужністю
Час суто ферментації становить 120 годин. Додатковий час для обслуговування
ферментера- 15...20 годин. Приймемо 15 год. Загальний час ферментації- 135 годин.
За 330 діб можна провести 330*24/135 = 58,7 циклів.
За один цикл потрібно наробити 2000/58,6 = 34,13 кг товарного продукту. Згідно
з попередніми розрахунками за цикл синтезують 2,633 кг цього продукту.
608
Проект відділення виробництва антибіотика “Флориміцин”
Отже, усі цифри попередніх балансів потрібно збільшити у 34,13/2,633 = 12,96 раза.
Об’єм KP при густині 1020 кг/м3, яку потрібно виготовляти за цикл, буде, отже,
становити 3237,418*12,96/1020 = 41,13 м3, а повний об’єм ферментера при коефіцієнті
завантаження 0,7 дорівнюватиме 58,76 м3.
19.3.16. Таблиці заванатажень
Таблиця 19.15
Ферментація продуценту
Завантажено за цикл
І
Одержано за цикл
3/п
І Компонент
кг j
м*
І 3/п
І Компонент
І кг )
M3
1 І Стерильне ПС
38880 )
І 37,74
І І
j KP
І 41956.9 І
41,13
2
] Посівний матеріал
3888 ]
І 3,81
І 2
І Газові викиди
j 2499,4 j
3
І Аераційний кисень
1688,3 111 Il
Разом
44456,3 І
І
І
Разом
І 44456,3 І
Розрахунок кількості гострої пари, потрібної для стерилізації ГІС
Для одержання 41,13 м3 стерильного ПС потрібно встановити лінію УНС-20,
яка буде працювати при номінальному навантаженні (20 м3/год) 41,13/20 = 2,06 год.
Лінія УНС-20 має три витримувачі по 1,7 м3 (всього 5,1 м3). Час витримки
(стерилізації) становить 5,1/20 = 0,255 год. = 15,3 хв.
Приймемо, що концентрація мікрофлори в ПС IO6 кл./см3.
Температурний коефіцієнт стерилізації:
15,3 = (I /k)ln[ IO6* 106*(41,13 + 5,1 )]/0,01. Звідси к = 2,3 57.
Підставляючи знайдене значення к у формулу Арреніуса, одержуємо:
2 357 = J Q47,2g-351000/(8,3MT)
Звідси абсолютна температура стерилізації T » 398,45К (125,5°С).
Приймемо, що для стерилізації використовують насичену гостру пару, взяту під
тиском 0,3 МПа, яка має температуру 132,9°С, теплоту конденсації 2171 кДж/кг.
Масові витрати ПС і пари позначимо відповідно х та у. Приймемо, що температура
вихідного ПС становить 50°С. Оскільки в лінії УНС-20 застосований пластинчастий
рекуператор, то витрата пари буде нижче, ніж без рекуператора.
609
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
1. Рівняння матеріального балансу:
х + у = 38880/2,06*3600 = 5,243 кг/с
2. Рівняння тегГлового балансу рекуператора:
х*4,19(t, - 50) = 5,243*4,19(125,5 —12)
3. Рівняння теплового балансу нагрівана:
х*4,19(125,5 -t,) = 2171y + y*4,19(132,9- 125,5)
4. Рівняння для визначення поверхні теплообміну рекуператора:
F = —^—, де Q = 5,243*4,19(125,5 -1,), кВт
KAt "
сер
K = 900 Вт/(м2 К) (орієнтовне значення для пластинчастих холодильників для
теплообміну “рідина-рідина”).
Температурна схема теплообміну:
нестерильне ПС
50 ► t,
стерильне ПС
125,5
L — 50 125,5 -1,
Оскільки потоки приблизно однакові, то приблизно такі самі і різниці температур,
отже, Atcep = Kt2 - 50) + (125,5 -1,)]/2.
Площа пластинчатого рекуператора лінії УНС-20 становить 100 м2. Отже,
2
Одержуємо систему рівнянь:
х + у = 5,243
Xt1- 50х = 658 - 5,243t2
525,845х-4,19 xt, = 2202,ООбу
t, = l,49t,+ 14,23
-— * ^
Розв’язуючи цю систему, знаходимо, що t = 100,7°С, х = 5,0 кг/с, у = 0,243 кг/с,
-<
t2 = 58°С
Загальна витрата пари Y = 0,243*2,06*3600 = 1802 кг, а поживного нестерильного
середовища X = 38880 - 1802 = 37078 кг.
610
Проект відділення виробництва антибіотика “Флориміцин”
Таблиця 19.16
Приготування нестерильного поживного середовища
Завантажено за цикл
Одержано за'цикл j
3/
п
Компонент
кг
м3
3/
п
Компонент
кг
м3
І
Глюкоза
2332,8
1
Нестерильне ЖС
37078
36,0 !
2
Соєве борошно,
388,8
3
KH2PO4
44,1
4
NaNO3
338,2
5
Вода на розбавлення
33974,1
Разом
37078
36,0
Разом
37078
36,0
Таблиця! 9.17
Приготування стерильного поживного середовища
Завантажено за цикл
Одержано за цикл
3/
Компонент
кг
M3
3/
Компонент
кг
M3
п
п
1
Нестерильне ПС
37078
36,0
1
Стерильне ПС
38880
37,74
2
Пара
1802
Разом
38880
37,74
Разом
38880
37,74
Таблиця 19.18
Матеріальний баланс фільтрування
Завантажено за цикл
Одержано за цикл
3/
Компонент
кг
м3
3/
Компонент
кг
м3
п
п
1
KP
41956,9
41,13
1
Вологий осад
5569,5
4,81
2
Фільтроперліт
1108,1
0,48
2
Фільтрат
37495,5
36,8
Разом
43065
41,61
Разом
43065
41,61
Таблиця 19.19
Матеріальний баланс сорбції флориміцину
Завантажено за цикл
Одержано за цикл
3/
п
Компонент
кг
м3
3/
п
Компонент
кг
м3
1
Фільтрат
37495,5
36,8
1
Смола КБ-2 з сорбованим
флориміцином
64,62
2
Смола КБ-2 в Na-
формі
38,4
2
Відпрацьований нативний
розчин
37469,28
Разом
37533,9
Разом
37533,9
611
Ilf Il^пРактичне застосування теоретичних знань у курсовому і дипломному проектуванні
Таблиця 19.20
Матеріальний баланс десорбції флориміцину
! Завантажено за цикл
Одержано за цикл
! з/
і п
Компонент
кг
M3
3/п
Компонент
кг
Mj і
І 1
Смола КБ-2 з сорбованим
флориміцином
64,62
1
Елюат-1
539,4
0,54 і
2
Елюент,
в тому числі:
- 98 %-ва сульфатна кисота - 25,2 кг
-пом’якшена вода-479,1 кг
504,3
0,5
2
Смола КБ-2 в
Н-формі
29,52
Разом
568,92
Разом
568,92
Таблиця 19.21
Матеріальний баланс відновлення смоли КБ-2
Завантажено за цикл
Одержано за цикл j
3/
Компонент
кг
Mj
3/
Компонент
кг
м І
п
п
1
Смола КБ-2 в Н-формі
29,52
1
Смола КБ-2 в
Na- формі
38,4
2
Елюент,
в тому числі:
- їдкий натр - 8,8 кг
- пом’якшена вода-209,1 кг
217,9
0,21
2
Відпрацьова¬
ний розчин
лугу
209,02
Разом
247,42
Разом
247,42
Таблиця 19.22
Матеріальний баланс очищення елюату-1 від іонів натрію
Завантажено за цикл
Одержано за цикл
ЗІ.
Компонент
кг
M3
3/
Компонент
кг
м і
п
п
1
Елюат-1
539,4
5,4
1
Елюат-2
536,6
0,52
2
Смола КУ-2-20 в Н-формі
27,0
2
Смола КУ-2-20 в Na-формі
29,8
Разом
566,4
Разом
566,4
Таблиця 19.23
Матеріальний баланс відновлення смоли КУ-2-20
Завантажено за цикл
Одержано за цикл !
3/
Компонент,
кг
м3
3/
Компонент
кг
м3
п
п
1
Смола КУ-2-20 в Na-формі
29,8
1
Смола КУ-2-20 в
Н-формі
27,0
2
Елюент
в тому числі:
- 98 %-на сульфатна кислота -12,95 кг,
- вода - 240,85 кг
253,8
2
Відпрацьований
розчин сульфатної
кислоти
256,6
Разом
283,6
Разом
283,6
612
Проект відділення виробництва антибіотика “Флориміцин”
Таблиця 19.24
Матеріальний баланс нейтралізації елюату-2
Завантажено за цикл
Одержано за цикл
3/
п
Компонент
кг
м3
3/
п
Компонент
кг
м3
І
Елюат-2
536,6
0,52
1
Смола ЕДЕ-10 з сорбованою
сульфатною кислотою
133,15
2
Смола ЕДЕ-10
113,7
2
Нейтральний елюат-2
517,15
0,51
Разом
Разом
Таблиця 19.25
Матеріальний баланс відновлення смоли ЕДЕ-10
Завантажено за цикл
Одержано за цикл
3/
п
Компонент
кг
м3
3/п
Компонент
кг
Mi І
1
Смола ЕДЕ-10 з сорбованою
сульфатною кислотою
133,15
1
Відновлена смола
ЕДЕ-10
113,7
2
Елюент,
в тому числі:
-25 %-й розчин аміаку - 54,1 кг,
-пом’якшена вода-216,5 кг
270,6
0,27
2
Відпрацьований
розчин аміаку
290,05
0,28
Разом
403,75
Разом
403,75
Таблиця 19.26
Матеріальний баланс освітлення і фільтрування нейтрального елюату-2
Завантажено за цикл
Одержано за цикл |
3/
п
Компонент
кг
м3
3/п
Компонент
кг
M3 ;
1
Нейтральний елюат-2
517,15
0,51
1
Вологий осад
13,4
2
Активоване вугілля
8,14
2
Освітлений елюат-2
538,59
0,53
3
Дистильована вода
26,7
0,027
Разом
551,99
Разом
551,99
Таблиця 19.27
Матеріальний баланс осадження флориміцин-сульфату
Завантажено за цикл
Одержано за цикл
3/
п
Компонент
кг
м3
3/п
Компонент
кг
M3
1
Освітлений елюат-2
538,59
0,53
1
Суспензія кристалів
флориміцин-сульфату
1029,39
1,16
2
Метанол
490,8
0,63
Разом
551,99
Разом
1029,39
613
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Таблиця 19.28
Матеріальний баланс фільтрування кристалічного флориміцин-сульфату
Завантажено за цикл
Одержано за цикл
3/
п
Компонент
кг
м5
3/
п
Компонент
кг
м3
1
Суспензія кристалів
флориміцин-сульфату
1029,39
1,16
1
Вологі кристали
флориміцин-сульфату
43,3
0,33
2
Метанол 60 %-й
в тому числі:
- метанол - 77,9 кг,
- вода - 52,0 кг
129,9
0,15
2
Фільтрат
1244,01
1,15 j
3
Метанол 100 %-й
129,9
0,17
3
Втрати антибіотика
1,88
Разом
1289,19
1,48
Разом
1289,19
1,48 І
Таблиця 19.29
Матеріальний баланс сушіння і фасування флориміцин-сульфату
Завантажено за цикл
Одержано за цикл !
3/
Компонент
кг
M3
3/
Компонент
кг
м3 І
п
п
1
Вологі кристали
флориміцин-сульфату
43,3
0,33
1
Товарний і фасований
флориміцин сульфат
34,12
2
Конденсат етанолу
8,49
3
Втрати флориміцин-
сульфату
0,69
Разом
Разом
Таблиця 19.30
Нормовитрати сировинних матеріалів
Назва
Нормовитрати, кг
для виробництва
34,12 кг товарного
продукту
для виробництва
1 кг товарного
продукту
на річний випуск
товарного продукту
(2000 кг)
Глюкоза*
2589,4
75,89
151781,9
Соєве борошно*
431,6
12,65
25298,9 І
KH2PO4*
49,0
1,436
2872,2 j
NaNO3*
375,4
11,00
22004,7 і
Вода питна*
37,7 м5
1,105
2209,8 і
Фільтроперліт
1108,1
32,48
64953,1 і
98 %-ва сульфатна кислота
38,15
1,118
2236,2
Пом’ягшена вода
0,905 Mj
0,027
53,0
їдкий натр
8,8
0,258
515,8
25 %-й розчин аміаку
54,1
1,586
3171,2
Активоване вугілля
8,14
0,238
477,1
Дистильована вода
78,7
2,306
4613,1 !
Метанол
698,6
20,47
40949,6 і
* - нормовитрати збільшені в 1,11 раза для врахування сировини, що йде на виробництво
посівного матеріалу.
614
Проект відділення виробництва антибіотика “Флориміцин”
19-4. Технологічні стадії та операції
Короткою технологією передбачаються стадії процесу, які наведено на
рис.19.1.
Стадії 1-4 є періодичними, між ними буферні ємності не встановлюють.
Стадія 5 безперервна, між стадіями 4 і 5 потрібно встановити буфер. Його роль
виконуватиме реактор, в якому KP буде змішуватись з фільтроперлітом.
Стадія 6 періодична, між стадіями 5 і 6 потрібно встановити буфер. Його
роль виконуватиме реактор-змішувач, в якому підкислюватиметься нативного
розчину.
Рис. 19.1. Схема технологічних стадій за короткою технологією
Тривалість технологічного циклу становить 135 годин. Доцільно стадії 6-11
об’єднати в одну. Крім того, вирощування ПМ можна також об’єднати в одну стадію,
оскільки кожний пасаж триватиме 20...ЗО годин. З організаційного погляду схема
виробництва показана на рис. 19.2:
Рис. 19.2. Прийнята схема технологічних стадій
615
Практичне застосування теоретичних знань у курсовому І дипломному проектуванні
Стадія 1 “Вирощування ПМ в інокуляторах’
Таблиця 19.31
3/п
Назва операції -
Час проведення j
операції, год. j
Технологія вирощування ПМ не обумовлена. Будемо вважати, що
загальний цикл вирощування ПМ в декілька пасажів становить
135 годин
Всього
135
Таблиця 19.32
Стадія 2 “Приготування ПС та його стерилізація”
3/п
Назва операції
Час проведення
операції, год. j
1
Простоювання
116,44 і
2
Завантаження половини потрібної води
2,00 і
3
Завантаження соєвого борошна та солей
3,00 і
4
Перемішування і нагрівання суміші до 90°С
5,0
5
Витримка
0,5 j
6
Охолодження до 70°С
1,0 j
7
Додавання і розчинення глюкози
3,0
8
Додавання решти води
2,0 І
9
Перекачування приготованої суміші крізь лінію стерилізації
2,06
Всього
135 j
Таблиця 19.32
Стадія 3 “Ферментація’
3/п
Назва операції
Час проведення І
операції, год.
; і
Завантаження у ферментер стерильного ПС
2,06 j
; 2
Регулювання температури
1,00
і 3
Перетискання ПМ з великого інокулятора
2,00
; 4
Подача і регулювання витрати аераційного повітря
0,50 і
; 5
Проведення ферментації
120,00 j
і 6
Перекачування KP у буферний реактор
3,00 j
І 7
Миття та стерилізація ферментера
6,44 і
Всього
135
616
Проект відділення виробництва антибіотика “Флориміцин” ,
Таблиця 19.33
Стадія 4 “Фільтрування КР”
3/п
Назва операції
Час проведення
операції, год.
І
Закачування KP у буферний реактор-змішувач
3 і
2
Завантаження фільтроперліту і перемішування
2 і
3
Фільтрування
j І ЗО !
Всього
135
Таблиця 19.34
Стадія 5 “Обробка нативного розчину і одержання товарного
флориміцин-сульфату”
3/
п
Назва операції
Тривалість
операції, год.
1
Перепускання нативного розчину крізь батарею іонообмінних колон з
катіонообмінником КБ-2
10,0 ■
2
Вимикання першої іонообмінної колони з першої батареї і промивання її
пом’ягшеною водою
5.0
3
Елюювання колони розчином сульфатної кислоти
10,0 ;
4
Відновлення катіоніту КБ-2 розчином їдкого натру і промивання колони
пом’ягшеною водою
10.0 ;
5
Перепускання елюату крізь другу батарею іонообмінних колон з
катіонообмінником КУ-2-20
10,0 ;
6
Відновлення катіоніту КУ-2-20 розчином сульфатної кислоти і
промивання колони пом’ягшеною водою
5,0 ;
7
Перепускання елюату крізь батарею іонообмінних колон з
аніонообмінником ЕДЕ-10
10,0 :
8
Відновлення катіоніту ЕДЕ-10 розчином аміаку і промивання колони
пом’ягшеною водою
5,0 ^
10
Додавання до елюату-2 активованого вугілля і перемішування
2,0 ;
11
Фільтрування суспензії
5.0 •
12
Додавання до освітленого нейтрального елюату метанолу і витримка
5,0 і
13
Фільтрування кристалічного флориміцин-сульфату
5,0 І
14
Сушіння флориміцин-сульфату і фасування товарного продукту
ю.о ;
15
Простоювання
43 :
Всього
135 :
19.5. Технологічні розрахунки і вибір обладнання
Принципову схему виробництва флориміцин-сульфату наведено на рис. 19.3.
Посівний матеріал готують в інокуляторі 1-1, а потім перетискають у великий
інокулятор 1-2. ПС готують у реакторі-змішувачі Р-1,апотім перепускають через лінію
617
ЕВЗВШІк Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
УНС-20 у підготований і простерилізований ферментер Ф-1. Аераційне повітря готується
у блоці повітряних фільтрів ПФ. Готову кульїуральну рідину спрямовують насосом Н-2 у
реактор-змішувач Р-2, в який додають фільтроперліт.
1-і
г~
І
Tl'
P-I
YI K -20
і
ІФ-І
I ^
і ІІФІ і
ФІ І
! ! ! і
IM
lOIIiL
C-I І
f-ЗІ
Kl
ТЗК|-2
PO
H-4
каналічація
C-З
MJ
.. On-
і
І ('-4
кїі
КІ-3
"I І>-6 І»-7
LJl
('-7
(1-8
Г-6 Ж Г-^МФО 1
Р-‘> і \ I P-S
готовим продую
BC
1 г-
1llHLTn
і іф-;>
с-я
1
на регенерацію метанолу
Рис. 19.3. Принципова схема виробництва флориміцину
Підготовану KP фільтрують на фільтрі ФП. Осад спрямовують через буферний
бункер Є-1 на знищення, а фільтрат збирають у буферну ємність Є-2.
Після цього нативний розчин насосом Н-3 прокачують крізь першу батарею
іонообмінних колон KI-1, заповнених катіонітом КБ-2. Відпрацьований розчин
дренують в каналізацію.
У реакторі P-З готують розчин сульфатної кислоти. Цей розчин насосом Н-4
прокачують через першу, відділену від батареї KI-I колону KI-1 /1. Елюат збирають в
618
Проект відділення виробництва антибіотика “Флориміцин”
буфер Є-3. Після закінчення елюювання колону промивають водою, обробляють
розчином їдкого натру, який готують у змішувачі Р-4, знову промивають водою і
під’єднують у “хвіст” батареї колон KI-I.
З ємності Є-3 насосом Н-5 елюат-1 прокачують через батарею іонообмінних
колон К1-2, заповнених смолою КУ-2-20. Елюат, очищений від іонів натрію, збирають
в буфер Є-4. В реакторі Р-5 готують розчин сульфатної кислоти. Цей розчин насосом
Н-6 прокачують через першу, відділену від батареї колону КІ-2/1. Після відновлення
смоли КУ-2-20 колону під’єднують у “хвіст” батареї колон К1-2.
З буфера Є-4 елюат 1, очищений від іонів натрію, насосом Р-7 прокачують крізь
батарею колон КІ-3, заповнених смолою ЕДЕ-10, яка сорбує сульфатну кислоту.
Нейтральний елюат-2 збирають у реактор Р-6. В змішувачі Р-7 готують розчин аміаку,
який прокачують насосом Н-8 через першу колону КІ-3 для відновлення смоли.
Відновлену колону промивають водою і під’єднують у “хвіст” батареї колон КІ-3.
У реактор Р-6 додають активоване вугілля. Суспезію перемішують і фільтрують
на фільтрі ПФ-2. Осад збирають в ємність Є-5 і періодично вивозять на знищення.
Освітлений елюат-2 збирають у змішувач Р-8.
З мірника Є-6 до елюату-2 додають метанол (в мірник Є-6 метанол перетискають
зі сховища Є-7). Випадає осад кристалічного сульфату флориміцину. Одержану
суспензію кристалів фільтрують на фільтрі ПФ-3. Осад на фільтрі промивають 60 %-м
метанолом, який готують у змішувачі Р-9, а потім - чистим метанолом. Фільтрат
збирають у Є-8, з якого його передають в цех регенерації органічних розчинників, а
вологі кристали сульфату флориміцину сушать у вакуум-сушильній шафі ВСШ,
фасують і передають на склад готової продукції.
Інокулятори 1-1,2,3
Згідно з табл. 19.15 у великому інокуляторі (I-З) готують 3,81 м3 посівного
матеріалу. Враховуючи коефіцієнт заповнення 0,7.. .0,8, повна ємність апарата повинна
становити 4,76...5,44 м3. Обираємо стандартний апарат ємністю 5,0 м3 конструкції
КБ ВНДІФСа.
Для вирощування ПМ у великому інокуляторі потрібен посівний матеріал
середнього інокулятора в кількості 0,1*3,81/1,1 = 0,35 м3. Враховуючи коефіцієнт
заповнення 0,7, повна ємність середнього інокулятора повинна становити 0,5 м3.
Обираємо апарат зі стандартною ємністю 0,63 м3.
Для засіву середнього інокулятора (1-2) потрібний ПМ в кількості 0,1 *0,35/1,1 =
= 0,032 м3. Враховуючи коефіцієнт заповнення 0,7, повна ємність малого інокулятора
повинна становити 0,046 м3. Обираємо апарат зі стандартною ємністю 0,063 м3.
Для засіву малого інокулятора (I-I) потрібний ПМ в кількості 0,1*0,032/1,1 =
= 0,003 м3. Цю кількість ПМ одержують в лабораторних умовах.
Стандартні інокулятори фірми “Зерномаш” мають ємність 10, 30, 100 і 160 дм3.
Жоден з них не підходить для використання в цьому процесі, тому інокулятори потрібно
виготовляти на замовлення.
619
^ЩщТг|мгЩ. Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Орієнтовні розміри середнього і малого інокуляторів розраховуємо за умови, що
висота корпусу апарата в 2 рази більше діаметра.
Діаметр малого інокулятора становить \](2 *0,063)/3,14 = 0,34 м, висота - 0,76 м.
Діаметр середнього інокулятора становить ^/(2 * 0,63)/3,14 = 0,74 м, висота -
1,48 м.
Реактор-змішувач P-I
Згідно з табл. 19.16 в реакторі-змішувачі P-I готують ПС об’ємом 36 м3.
Крім того, в реактор повертають ПС з витримувачів лінії УНС-20. Всього об’єм -41,1 м\
Враховуючи коефіцієнт заповнення 0,9, повний об’єм реактора повинен становити
45,7 м3. Реакторів з мішалками і корпусом типу BEE на таку ємність не випускають.
Встановлюємо два апарати, що діють паралельно, ємністю по 25 M3 кожний. Матеріал -
двошарова сталь (внутрішній - нержавіюча сталь, а зовнішній - конструкційна
сталь Ст.З).
Лінія УНС-20
Обрана під час матеріальних розрахунків балансу стерилізації.
Ферментер Ф-1
Згідно з матеріальними розрахунками об’єм KP, яку одержують за цикл, становить
41,13 м3 (табл. 19.15). При коефіцієнті завантаження 0,5-0,7 повний об’єм ферментера
повинен становити 58,76...82,26 м3. Обираємо стандартний апарат об’ємом 63 м3
Дзержинського заводу хімічного машинобудування.
Ферментер споряджений торцевим ущільненням для введення вала. Ферментер
має три відбивні перегородки. Швидкість обертання триярусноїтурбінної мішалки з
додатковою пропелерною мішалкою - 177 об/хв. Мішалка забезпечує інтенсивне
перемішування середовища. Корпус ферментера споряджений чотирисекційною
оболонкою загальним об’ємом 1,5 м3. Повітря надходить через розбірний квадратний
барботер. Матеріал апарата - сталь X18Н1 ОТ, оболонки - Ст.З. Робочий тиск в апараті
і оболонці - 0,294 МПа. Електродвигун BAO 92- 4ВЗ потужністю 100 кВт.
Фільтр ПФ-1...6
Об’ємна витрата повітря, взятого за н.у. при коефіцієнті аерації 2, становить
41,61 *2 = 83,22 м3/хв. З урахуванням витрати повітря на приготування інокуляту дійсна
витрата становить 83,22* 1,111 = 92,46 м3/хв.
Реально на фільтри глибинної стерилізації повітря буде надходити під тис¬
ком 0,3 МПа і температурі 20°С, отже об’ємна витрата повітря становитиме
( 273 -ь 20^ 0 1
92,46 — = 33,1 м3 /хв. = 0,55 м3 /с. При швидкості повітря 0,5 м/с площа
273 J 0,3
620
Проект відділення виробництва антибіотика “Флориміцин”
■ 1T Г...., r^ гіДНц*ИНИ1ІМ1ІИІ№И
перерізу фільтрів повинна становити 0,55/0,5= 1,1 м2. Площа перерізу стандартного
фільтра Гіпромедпрому становить 0,28 м2. Отже, потрібно встановити 1,1/0,28 = 3,92 (4)
фільтри. В резерві тримають не менше 1 фільтра. Разом потрібно 6 фільтрів вказаної
конструкції.
Насос Н-2
KP об’ємом 41,13 м3 за 3 години потрібно перекачати в реактор-змішувач Р-2.
Продуктивність насоса повинна бути не менше 41,13/3 = 13,71 м3/год. Обираємо
відцентровий насос 2X0-6 продуктивністю 20 м3/год.
Реактор-змішувач Р-2
Реактор виконує функцію буфера між стадіями ферментації і фільтрування
культуральної рідини. Він також призначений для змішування KP з фільтроперлітом.
Всього об’єм реакційної суміші-41,61 м3 (табл. 19.18). Повний об’єм реактора
при коефіцієнті завантаження 0,8...0,9 повинен становити 46...52,0 м3. Реакторів з
мішалками на таку ємність не випускають. Встановлюємо два апарати паралельної
дії ємністю по 25 м3 кожний з корпусом типу ВЕЕ. Матеріал - двошарова сталь
(внутрішній - нержавіюча сталь, а зовнішній - конструкційна сталь Ст.З).
Фільтр ФП-1
Питомий опір фільтруванню біомаси є доволі високим, а вміст клітинної маси -
низьким, тому застосовування фільтрів безперервної дії як за фільтратом, так і за
осадом, а саме стрічкових та барабанних вакуум-фільтрів, є неможливим.
Використаємо в процесі автоматичний фільтр-прес типу ФПАКМ.
Умови розрахунку
Об’єм суспензії, яку треба відфільтрувати за 130 годин, використовуючи фільтр¬
прес ФПАКМ, становить 41,61 м3. Сумарний об’єм фільтрату, який одержують з
усієї партії KP, дорівнює 36,8 м3 (табл. 19.18).
Згідно з табл. 19.18 з 41,61 м3 KP одержують вологий осад масою 5569,5 кг
(густина осаду 1158 кг/м3). Отже, коефіцієнт т0 = 5569,5/43,61 = 127,7 кг/м3.
Згідно з експериментальними даними питомий опір фільтруванню становить
г0 = 5 IO13 м/кг. В’язкість фільтрату становить г|ф = 1,5 IO'3 Пас.
Зазор між плитами апарата - 45 мм. Робочий тиск в камерах - 1,2 МПа. Час
відтискання осаду і пересування стрічки - 12 хвилин. Обрати стандартне обладнання
за умови, що товщина осаду буде становити 15 мм.
Розрахунок
1. Об’єм осаду на площі 1 м2 буде становити 1*0,015 = 0,015 м3. Маса осаду-
0,015*1158= 17,37 кг/м2.
2. За один технологічний цикл фільтрування треба переробити 17,37/127,7 = 0,136 м3
суспензії. З цієї суспензії одержують 0,136(1 - 127,7/1158) = 0,121 м3 фільтрату.
621
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
, - (0,121)2127,7 * 51013 * 1,510”3 _
3. Час фільтрування хА = = 57662,7 с = 16,02 години
ч* Vi ф 2*12*101325
4. Тривалість періоду фільтрування T = 16,02 + 12/60 = 16,22 години.
36 8*16 22
5. Потрібна площа фільтрування SF = — — = 37 9 м2
130*0,121 ’ ’
6. Обираємо апарат ФПАКМ 50-45 загальною площею фільтрування 50 м2.
Деякий запас поверхні може дозволити знизити робочий тиск до 0,8.. .0,9 МПа.
Ємність Є-1
За 135-годинний цикл накопичується 4,81 м3 осаду (табл. 19.18). Припустимо,
що осад вивантажують кожну добу. За добу накопичується 24*4,81/135 = 0,86 м3.
Обираємо стандартну ємність об’ємом 1,0 м3 з корпусом типу ВКП.
Ємність Є-2
Призначена для накопичення нативного розчину (фільтрату). Фільтрат надходить
майже безперервно протягом 130 годин об’ємом 36,8 м3, а за годину - 36,8/130 = 0,283 м3.
Цей розчин через деякий час після надходженням починають витрачати на сорбцію
протягом 10 годин. Витрата розчину-36,8/10 = 3,68 м3. Різниця витрат-3,68-0,283 =
= 3,397 м3. Таким чином, запас рідини в ємності повинен бути 33,97 м3.3 урахуванням
коефіцієнта заповнення 0,9 повний об’єм буфера повинен становити 37,7 м3. Обираємо
стандартну ємність об’ємом 40 м3 з корпусом типу ГПП, виконаним з двошарової
сталі.
Дозувальний насос Н-3
Згідно з матеріальними розрахунками протягом 10 годин насос повинен
рівномірно дозувати 36,8 м3 нативного розчину в батарею іонообмінних колон KI-I.
Продуктивність насосу повинна бути 36,8/10 = 3,68 м3/год.
Обираємо дозувальний насос відцентрового типу 1,5X0-4 з максимальною
продуктивністю 8 м3/год.
Батарея іонообмінних колон KI-I
Згідно з табл. 19.19 в колонку завантажують 38,4 кг смоли КБ-2 в Н-формі.
Смола має питомий об’єм після набрякання 3,5 см3/г. Таким чином, первинний об’єм
адсорбенту повинен становити 38,4*3,5 = 134,4 дм3. Оскільки густина сухої смоли
становить приблизно 1500 кг/м3, то вільний об’єм, крізь який буде проходити нативний
розчин, становить 134,4-38,4*1000/1500= 108,8 дм3. Він дорівнює 108,8*100/134,4 =
= 81 %.
Приймемо, що відношення висоти шару набряклого сорбенту до діаметра
дорівнює 8. Тоді 3,14(D)2*8D/4 = 0,1344. Звідси D = 0,28 м, а висота - 2,24 м. Вільна
площа для проходження рідини становить 3,14(0,28)2*0,81/4 = 0,05 м2.
622
Проект відділення виробництва антибіотика “Флориміцин
Швидкість руху потоку крізь шар іоніту становить 3,68/0,05 = 73,6 м/год. За висоти
шару іоніту 2,24 м контакт смоли з рідиною триває 2,24/73,6 = 0,03043 год. Оскільки час
контакту повинен тривати 10 годин, то потрібно встановити 10/0,03043 = 328,6 колонки.
Можна не чекати, коли перша колонка повністю буде заповнена флориміцином.
Приймемо, що всього в батарею встановлено 6 колон. Об’єм кожної повинен бути
328,6*0,1344/6 = 7,36 м3. Через 10 годин першу з колон вимикають зі схеми і в ній
проводять десорбцію, а потім - відновлення іоніту.
Розміри колони:
nD2
Діаметр колони D знайдемо з виразу 8D = 7,36. D= 1,06 (1,1) м, а висота
4
колони - 7,75 м. З урахуванням технічних додатків на висоту можна прийняти, що
висота колони повинна бути 8,5 м.
Реактор-змішувач Р-3
Реактор призначений для приготування розчину сульфатної кислоти для першого
елюювання флориміцину.
Згідно з табл. 19.20 в реактор завантажують 479,1 кг пом’ягшеної води і через
люк 25,2 кг 98 %-ї сульфатної кислоти. Всього об’єм розчину - 0,5 м3. При коефіцієнті
завантаження 0,9 повний об’єм реактора повинен бути 0,56 м3. Обираємо стандартний
емальований реактор об’ємом 0,63 м3.
Перемішування здійснюють повітряним барботером.
Дозувальний насос Н-4
Згідно з матеріальними розрахунками впродовж 5 годин насос повинен рівномірно
дозувати 0,5 м3 розчину сульфатної кислоти у відокремлену від батареї першу колону
КІ-1/1. Продуктивність насоса повинна бути 0,5/5 = 0,1 м3/год.
Обираємо дозувальний насос плунжерного типу НД1Р 100/63 з максимальною
продуктивністю 0,1 м3/год.
Змішувач Р-4
Змішувач призначений для приготування 5 %-го розчину їдкого натру для
відновлення смоли КБ-2 в колоні KI-1/1 (для переведення смоли в Na-форму)
Згідно з табл. 19.21 у змішувачі готують 0,21 м3 розчину. Повний об’єм змішувача
повинен бути 0,25 м3. Матеріал - емальована сталь. Корпус типу ВЕЕ. Змішувач
споряджений повітряним барботером. Розчин в колону подають під тиском повітря,
який створюють в Р-4.
Буферна ємність Є-3
Призначена для приймання елюату з колони KI-1/1.
Згідно з табл. 19.20 в ємність надходить 0,54 м3 елюату. Повна ємність буферу
повинна бути 0,63 м3.
623
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Дозувальний насос HS
Згідно з матеріальними розрахунками протягом 10 годин насос повинен рівномірно
дозувати 0,54 м3 елюату-1 від першої десорбції флориміцину у другу батарею
іонообмінних колон КІ-2. Продуктивність насоса повинна бути 0,54/10 = 0,0504 м3/год.
Обираємо дозувальний насос плунжерного типу НДIP 63/100 з максимальною
продуктивністю 0,063 м3/год.
Батарея іонообмінних колон КІ-2
Відповідно до табл. 19.22 в колонку завантажують 27 кг смоли КУ-2-20 в
Н-формі. Смола після набрякання має питомий об’єм 3 см3/г. Отже, первинний об’єм
адсорбента повинен становити 27*3 = 81 дм3. Оскільки густина сухої смоли становить
приблизно 1500 кг/м3, то вільний об’єм, крізь який буде проходити нативний розчин,
становить 81 -27* 1000/1500 = 63 дм3. Він дорівнює 63*100/81 = 78 %.
Приймемо, що відношення висоти шару набряклого сорбенту до діаметра
дорівнює 10. Тоді 3,14(D)2* 10D/4 = 0,081. Звідси D = 0,22 м, а висота - 2,2 м. Вільна
площа для проходження рідини становить 3,14(0,22)2*0,78/4 = 0,03 м2.
Швидкість руху потоку крізь шар іоніту становить 0,0504/0,03 = 1,68 м/год.
Оскільки висота шару іоніту становить 2,2 м, то контакт смоли з рідиною триває
2,2/1,68 =1,31 год. Оскільки час контакту повинен тривати 10 годин, то потрібно
встановити 10/1,31 = 7,6 колонок.
Приймемо, що всього в батарею встановлено 4 колони. Об’єм кожної повинен
бути 7,6*0,081/4 = 0,154 м3.
Розміри колони:
Діаметр колони D знайдемо з виразу 10D = 0,154. D = 0,27 м, а висота
4
колони - 2,7 м. З урахуванням технічних додатків на висоту можна прийняти, що
висота колони повинна бути 3,2 м. Повний об’єм колони тоді буде становити 0,183 м3.
Ємність Є-4
Призначена для приймання кислого елюату-2 після вилучення іонів нвтрію в
колонах КІ-2.
Згідно з табл. 19.22 утворюється 0,52 м3 елюату. Обираємо емальований змішувач
зі стандартним об’ємом 0,63 м3 і корпусом типу ВЕЕ.
Змішувач P-S
Призначений для приготування розчину сульфатної кислоти, яку використовують
для переведення смоли КУ-2-20 в Н-форму.
Згідно з табл. 19.23 у змішувачі готують 253,8 кг розчину. Об’єм розчину дорівнкх.
0,25 м3. Обираємо стандартну ємність об’ємом 0,4 м3, споряджену повітряним
барботером для перемішування розчину.
624
Проект відділення виробництва антибіотика “Флориміцин”
Дозувальний насос Н-6
Згідно з матеріальними розрахунками протягом 2...З годин насос повинен
рівномірно дозувати 0,25 м3 розчину сульфатної кислоти у першу відокремлену від
батареї колон колону КІ-2/1 .Продуктивність насоса повинна бути 0,25/2...З =
= 0,083...0,125 м3/год.
Обираємо дозувальний насос плунжерного типу НД1Р 100/63 з максимальною
продуктивністю 0,1 м3/год.
Дозувальний насос Н-7
Згідно з матеріальними розрахунками протягом 10 годин насос повинен рівномірно
дозувати 0,52 м3 кислий елюат-2 в батарею колон КІ-3.
Продуктивність насоса повинна бути 0,52/10 = 0,052 м3/год.
Обираємо дозувальний насос плунжерного типу НДIP 63/100 з максимальною
продуктивністю 0,063 м3/год.
Батарея іонообмінних колон КІ-3
Відповідно до табл. 19.24 в колону завантажують 113,7 кг смоли ЕДЕ-10. Смола
після набрякання має питомий об’єм 2,5 см3/г. Отже, первинний об’єм адсорбента
повинен становити 113,7*2,5 = 284,2 дм3. Оскільки густина сухої смоли становить
приблизно 1500 кг/м3, то вільний об’єм, крізь який буде проходити нативний розчин,
становить 284 - 113,7* 1000/1500 = 208,4 дм3. Він дорівнює 208,4* 100/284,2 = 73,3 %.
Приймемо, що відношення висоти шару набряклого сорбенту до діаметра
дорівнює 10. Тоді 3,14(D)2* 10D/4 = 0,2842. Звідси D = 0,33 м, а висота - 3,3 м. Вільна
площа для проходу рідини становить 3,14(0,33)2*0,733/4 = 0,063 м2.
Швидкість руху потоку крізь шар іоніту становить 0,052/0,063 = 0,83 м/год.
При висоті шару іоніту 3,3 м контакт смоли з рідиною триває 3,3/0,83 = 3,98 год.
Оскільки час контакту повинен тривати 10 годин, то потрібно встановити 10/3,98 =
= 2,52 колони.
Приймемо, що всього в батарею встановлено 2 колони. Об’єм кожної повинен
бути 2,52*0,2842/2 = 0,358 м3.
Розміри колони:
TtD2
Діаметр колони D знайдемо з виразу —^-IOD = 0,358. D = 0,36 м, а висота
колони - 3,6 м. З урахуванням технічних додатків на висоту можна прийняти, що
висота колони повинна бути 4,0 м. Повний об’єм колони тоді буде становити 0,407 м3.
Змішувач Р-6
Призначений для змішування нейтрального елюату-2 з активованим вугіллям.
Об’єм суміші - 0,51 м3 (табл. 19.26). Обираємо стандартний реактор об’ємом
0,63 м3, споряджений електромішалкою для перемішування розчину.
625
IMMlIi 1 ЇТгЯи Ш . пРактичне застосування теоретичних знань у курсовому і дипломному проектуванні
Змішувач P-7
Призначений для приготування розчину аміаку, який використовують для
відновлення смоли ЕДЕ-10.
Об’єм суміші - 0,27 м3 (табл. 19.25). Обираємо стандартний реактор об’ємом
0,4 м\ споряджений повітряним барботером для перемішування розчину.
Дозувальний насос Н-8
Згідно з матеріальними розрахунками протягом 2...З годин насос повинен
рівномірно дозувати 0,27 м3 розчину аміаку у першу відокремлену від батареї колон
колону КІ-3/1. Продуктивність насоса повинна бути 0,27/2...З = 0,09...0,135 м3/год.
Обдаємо дозувальний касос плунжерного типу НДIP 100/63 з максимальною
продуктивністю 0,1 м3/год.
Фільтр ФП-2
Фільтр призначений для відділення відпрацьованого активованого вугілля від
рідкої фази.
Вихідні дані для розрахунку:
довільно приймаємо, що
- використовують нутч-фільтр з номінальним завантаженням за суспензією 160 дм3
без проміжного вивантаження осаду,
- поверхня фільтрування 0,4 м2;
- в’язкість фільтрату 1,2 IO'3 Пас;
- питомий опір фільтруванню не більше 1010 м/кг,
- фільтрують 0,51 м3 суспензії,
- за весь період фільтрування одержують 13,4 кг вологого осаду і разом з
промивною водою (0,027 м3) одержують 0,53 м3 фільтрату;
- густина осаду приблизно дорівнює 13,4/0,07 = 1914 кг/м3,
- робочий тиск 8 IO4 Па,
- на весь період фільтрування виділено 5 годин.
Мета розрахунку: знаходження кількості апаратів, необхідних для проведення
процесу.
Розрахунок
1. Коефіцієнт т0 = 13,4/0,51 = 26,3 кг/м3.
2. На всю партію промивної води беруть 0,027 м3. Фільтрату без промивання
утворюється 0,52 - 0,027 = 0,493 м3.
3. Час фільтрування усієї суспензії:
0,493
26,3* IO10 *1,2 IO-3
тА = 4 = 2996 с = 0,83 години.
ф 2*80000
626
Проект відділення виробництва антибіотика “Флориміцин"
4. Маса осаду у перерахунку на 1 м2 площі фільтрування 13,4/0,4 = 33,5 кг/м2.
5. Опір шару осаду фільтруванню промивної води IO10 *33,5 = 3,35 10" м1.
т.. • 80000 . 1Л_4 , .
6. Швидкість промивання т = ; — = 2,65 10 м /с.
0,910 *3,3510
7. Час промивання тп = - ^ = ^55 с = 0,7 години.
0,027
0,4*2,6510“
8. Приймемо, що час додаткових операцій становить 0,5 години.
9. Цикл фільтрування триває T = 0,83 + 0,07 + 0,5 = 1,4 години.
0 493 * 1 4 * 0 4 о
10. Потрібна площа фільтрування ZF = — ! — = 0,112 м".
5*0,493
11. Потрібна кількість одночасно працюючих апаратів п = 0,112/0,4 = 0,28 апаратів.
Це занадто мала площа і апарат обраний занадто великим. Приймемо,
що використовують нутч-фільтр з номінальним об'ємом 63 дм3 і площею
фільтрування 0,2 м2.
12. Час фільтрування усієї суспензії:
2^1 26,3* IO10 *1,2 IO"3
0 2
Tlb = -—:—- = 11985 с = 3,33 години.
ф 2*80000
13. Маса осаду в перерахунку на 1 м2 площі фільтрування 13,4/0,2 = 67 кг/м2.
14. Опір шару осаду фільтруванню промивної води 10'° *67 = 6,7 10" м1.
15. Швидкість промивання тп = 80000 _ = 1,33 • 10“4м3 /с.
F 0,910’3 *6,710"
0 027
16. Час промивання Хп = г = 1015 C = 0,28 години.
" 0,2 *1,33 IO'4
17. Приймемо, що час додаткових операцій становить 0,5 години.
18. Цикл фільтрування триває T = 3,33 + 0,28 + 0,5 = 4,11 години.
0 493 * 4 11 * 0 2 л
19. Потрібна площа фільтрування ZF = —^ ! ^— = 0,164 м .
5*0,493
20. Потрібна кількість одночасно працюючих апаратів п = 0,164/0,2 = 0,82 (1) апаратів.
Можна прийняти, що обраний апарат є оптимальним за розміром
Емність Є-5
Після фільтрування активованого вугілля одержують 13,4 кг вологого осаду
(0,007 м3). Для вивантаження осаду підійде звичайне відро. До уваги ця ємність не
береться.
627
KFiTH I гіIZ №WL Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Реактор Р-8
Призначений для змішування освітленого і нейтрального елюату-2 з метанолом
і одержання суспензії осаджених кристалів флориміцин-сульфату.
Згідно з табл. 19.27 об’єм суспензії дорівнює 1,16 м3. Обираємо стандартний
емальований реактор об’ємом 1,25 м\ споряджений електромішалкою для перемішування
суспензії.
Мірник Є-6
Призначений для дозування метанолу в Р-8. Згідно з табл. 19.27 дозувати потрібно
0,63 м3. Зовсім непотрібно дозувати рідину одноразово, тому обираємо стандартний
мірник об’ємом 0,25 м3.
Сховище метанолу Є-7
Припустимо, що метанол завозять один раз на півмісяця (на 15 діб). За цей
період потрібно провести 15*24/135 = 2,67 циклів. На один цикл беруть 698,6 кгабо
0,89 м3 метанолу (табл. 19.30). Отже, на півмісяця роботи виробництва потрібно
ємність об’ємом 2,67*0,89 = 2,38 м3. Обираємо стандартну ємність об’ємом 2,5 м3 з
корпусом типу ГПП, виконану зі сталі Ст.З.
Змішувач Р-8
Призначений для одержання 60 %-го розчину метанолу, який надалі використовують
для промивання кристалів флориміцин-сульфату.
Згідно з табл. 19.28 об’єм розчину дорівнює 0,15 м3. Обираємо стандартний
емальований реактор об’ємом 0,16 м3, споряджений повітряним барботером для
перемішування розчину.
Фільтр НФ-2
Фільтр призначений для відділення кристалічного флориміцин-сульфату від рідкої
фази.
Вихідні дані для розрахунку:
довільно приймаємо, що
- використовують нутч-фільтр з номінальним завантаженням за суспензією 63 дм3
без проміжного вивантаження осаду,
- поверхня фільтрування 0,2 м2;
- в’язкість фільтрату 0,7 IO 3 Пас;
- питомий опір фільтруванню не більше IO10 м/кг,
- фільтрують 1,19 м3 суспензії,
- за весь період фільтрування одержують 43,3 кг вологого осаду, який промивають
спочатку 0,15 м3 60 %-м метанолом, а потім 0,17 м3 100 %-м метанолом; разом з
промивною рідиною одержують 1,44 м3 фільтрату ,
- густина осаду приблизно дорівнює 43,4/0,04 = 1085 кг/м3,
628
Проект відділення виробництва антибіотика “Флориміцин” ,JKltfiiUKIHl
- робочий тиск 8 IO4 Па,
- на весь період фільтрування виділено 5 годин.
Мета розрахунку: знаходження кількості апаратів, необхідних для проведення
процесу.
Розрахунок
1. Після первинного фільтрування одержують 1,44 - 0,15 - 0,17 = 1,12 M3 фільтрату.
2. Коефіцієнт т0 = 43,3/1,16 = 37,3 кг/м3.
3. Час фільтрування усієї суспензії:
/1,12 4
0,2 ,
37,3*IO10 *0,8 IO"3
Xdl = = 58486,4 с = 16,2 години.
ф 2*80000
З цього результату видно, що час фільтрування перевищує заданий час
процесу; тому фільтр на 63 дм3 є замалим і потрібно використовувати більший
фільтр, наприклад, на 160 дм3 з поверхнею фільтрування 0,4 м2.
4. Час фільтрування усієї суспензії:
\ Z
— 37,3* IO10 *0,810_3
0 4
X4 = 4 ’ 7 = 12793,9 с = 3,55 години.
ф 2*80000
5. Маса осаду у перерахунку на 1 м: площі фільтрування 37,3/0,4 = 93,25 кг/м:.
6. Опір шару осаду фільтруванню промивного метанолу 10ІО*93,3 = 9,33 10" м1.
80000
7. Швидкість промивання 60 %-м метанолом LU =
" 0,8 IO"3 *9,3310"
= 1,07-IQ-4M3Zc.
8. Час промивання 60 %-м метанолом тп = г = 3504 с = 0,97 години.
0,4 *1,07 IO"4
9. Швидкість промивання 100 %-м метанолом LLJn=- 80000
0,7 IO"3 *9,3310
= 1,22-10"4м3/с.
017
10. Час промивання 100 %-м метанолом т„ = т = 3484 с = 0,97 годі
0,4 *1,22 IO-4
11. Приймемо, що час додаткових операцій становить 0,5 години.
12. Цикл фільтрування триває T = 3,55 + 0,97 + 0,97 + 0,5 = 5,99 години.
629
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Час, потрібний для фільтрування суспензії, перевищує виділений час на
0,99 години. Цю годину молена знайти, скорочуючи часу простоювання, тому
молена ввалсати, що обраний фільтр придатний для процесу.
Збірник Є-8
Збірник призначений для метаноловмісного фільтрата, який надалі спрямовують
у відділення регенерації органічних розчинників.
Об’єм фільтрата - 1,44 м3. Обираємо стандартну ємність об’ємом 1,6 м3.
Вакуум-сушильна шафа ВСШ та фасувальне обладнання
Маса матеріалу, що підлягає сушінню та фасуванню, досить мала. Потрібно
застосувати звичайне лабораторне обладнання (шафа, вага тощо) будь-якого типу.
* * *
Результати технологічних розрахунків зводимо в табл. 19.36.
- Таблиця 19.36
Специфікація основного обладнання виробництва флориміцин-сульфату
Індекс
Призначення
К-ть
Технічні характеристики
Габарити, мм j
1-І
Малий
інокулятор
1
Об’єм - 0,063 м3. Апарат
виконаний з н/ж сталі, спорядже¬
ний барботером і оболонкою.
Діаметр - 340, висота і
корпусу - 760
1-2
Середній
інокулятор
1
Об’єм -0,63 м\ Апарат виконаний
з н/ж сталі, споряджений
барботером і оболонкою.
Діаметр - 740, висота j
корпусу-1480 j
1-3
Великий
інокулятор
1
Об’єм - 5,0 м3. Апарат виконаний
з н/ж сталі, споряджений
аерліфтом, барботером і
оболонкою.
Діаметр - 1600, висота
корпусу - 2780,
габаритна висота -
3020, габаритний
діаметр - 1900
Р-1/1,2
Реактор-
змішувач
2
Об’єм реактора - 25 м\ Аппарат
споряджений електромішалкою і
оболонкою. Матеріал - двошарова
сталь
Діаметр - 2800, висота
циліндр, частини !
корпусу - 3135, повна
габаритна висота
корпусу -4535,
габаритна висота
апарата - 6000 ;
УНС-20
Лінія
призначена для
стерилізації ПС
для робочої
ферментації.
H-I
Насос
1
Тип насосу - відцентровий ЗК-6
T-I
Рекуператор
1
Тип рекуператора - пластинчастий
теплообмінник, 100 м2
2935x730x1770
Hr
Нагрівач
1
Ємність нагрівача - 100 дм3
630
Проект відділення виробництва антибіотика “Флориміцин”
Продовження табл. 19.36
Індекс
Призначення
К-ть
Технічні характеристики
Габарити, мм
В-1,2,3
Витримувані
3
Тип - ємність. Об'єм -5.1 м"*
Діаметр - 0.6 м. ;
висота - 6м і
Т-2
Холодильник
1
Тип холодильника -
пластинчастий теплообмінник, 40
м“.
1795x730x1770 ;
Ф-І
Ферментер
1
Об’єм - 63 м3. Споряджений
торцевим ущільненням для
введення вала, має три відбивні
перегородки. Швидкість
обертання триярусної турбінної
мішалки з додатковою
пропелерною мішалкою - 177
об/хв. Корпус ферментера
споряджений чотирисекційною
оболонкою. Повітря надходить
через розбірний квадратний
барботер. Матеріал апарата - сталь
X18Н ЮТ, оболонки - Ст.З.
Робочий тиск в апараті і оболонці
- 0,294 МПа. Електродвигун BAO
92- 4ВЗ потужністю 100 кВт.
Діаметр - 3000, висота •
циліндричної частини !
- 6615, габаритна •
висота - 8200 ;
ПФ-1-6
Глибинний
фільтр для
стерилізації
повітря
6
Глибинний фільтр для стерилізації
повітря конструкції
Гіпромедпрому.
Габаритний діаметр - j
700, габаритна висота
- 1500
Н-2
Насос для
подачі KP у
реактор-
змішувач Р-2
1
Відцентровий насос 2X0-6.
Максимальна продуктивність - 20
м3/год. Напір 10,5... 18 м ст. р.
Потужність двигуна 3 кВт
587x140x282 j
Р-2/1,2
Реактор-
змішувач
2
Об’єм реактора-25 м3. Аппарат
споряджений електромішалкою і
оболонкою. Матеріал - двошарова
сталь
Діаметр - 2400, висота ;
циліндр, частини j
корпусу - 4730, повна ;
габаритна висота !
разом з е/двигуном - j
6800
ФП-1
Автоматичний
фільтр-прес
1
ФПАКМ 50-45. Фільтр
споряджений маслонасосною
станцією, пультом керування,
водонасосною станцією, насосами
для відведення фільтрату та
промивної рідини.
5000x2930x5550
Є-1
Бункер для
вологого осаду
1
Об’єм - 1,0 Mi. Корпус типу ВКП.
Матеріал - Ст.З
Діаметр - 1000, -
Висота циліндричної !
частини - 1105,
Габаритна висота -
1605
631
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 19.36
Індекс
Призначення
К-ть
Технічні характеристики
Габарити, мм '
Є-2
Буферна
ємність для
нативного
розчину
1
Об’єм - 40 м3. Матеріал -
двошарова сталь. Корпус типу
ГПП
Діаметр - 3000, j
довжина-5660 !
Н-3
Дозувальний
насос для пода¬
чі нативного
розчину у бата¬
рею колон KM
1
Відцентровий насос 1,5X0-4 з
максимальною продуктивністю 8
м3/год. Потужність двигуна - 4,0
кВт
587*140*292 .*
KI-
1/1...6
Колона
іонообмінна
6
Нестандартне обладнання. Об’єм -
8,1 м3. Матеріал - конструкційна
сталь з антикорозійним покриттям.
Діаметр - 1100. І
габари тна висота - !
8500 І
Р-3
Реактор-
змішувач для
приготування
елюенту (роз¬
чин сульфатної
кислоти)
1
Об’єм реактора - 0,63 м3. Апарат
споряджений повітряним
барботером. Матеріал -
емальована сталь.
Діаметр - 900, висота
циліндр, частини
корпусу - 690. повна
габаритна висота - 990 j
Н-4
Дозувальний
насос для
подачі елюенту
в колону Kl-1/1
1
Плунжерний насос НД-100/63 з
максимальною продуктивністю 0,1
м3/год. Потужність двигуна - 1,1
кВт
919*734*680 :
Р-4
Реактор-
змішувач для
приготування
5 %-го розчину
їдкого натру
1
Об’єм 0,25 м3. Матеріал -
емальована сталь. Апарат
споряджений повітряним
барботером.
Діаметр - 600, висота
циліндр, частини
корпусу - 685, повна і
габаритна висота - 980 !
Є-3
Буфер для
приймання
елюату з
колони KI-1/1
1
Об’єм буфера - 0,63 mj. Матеріал -
емальована сталь.
Діаметр - 800, висота і
циліндр, частини кор¬
пусу - 730, повна габ-
ритна висота-1030 :
KI-
2/1...4
Колона
іонообмінна
4
Нестандартне обладнання. Об’єм
колони 0,183. Матеріал -
конструкційна сталь з
антикорозійним покриттям
Діаметр - 270, і
габаритна висота - !
3200 j
Є-4
Буфер для
приймання
елюату з
колони КІ-2/1
1
Об’єм реактора - 0,63 Mi. Матеріал
- емальована сталь.
Діаметр - 900, висота і
циліндр, частини
корпусу - 690, повна
габаритна висота - 990 \
Р-5
Реактор-
змішувач для
приготування
розчину суль¬
фатної кислоти
для переведен¬
ня смоли КУ-2-
20 в Н-форму
1
Об’єм 0,4 м3. Матеріал -
емальована сталь. Апарат
споряджений повітряним
барботером.
Діаметр - 700, висота і
циліндр, частини
корпусу - 810, повна
габаритна висота -
1100
632
Проект відділення виробництва антибіотика “Флориміцин” j
Продовження табл. 19.36
Індекс
Призначення
К-ть
Технічні характеристики
Габарити, мм ;
Н-6
Дозу BiUl ьний
насос для
подачі розчину
сульфатної
кислоти в KI-
2/1
1
Плунжерний насос НД-100/63 з
максимальною продуктивністю 0.1
м7год. Потужність двигуна - 1,1
к Bt
919*734*680 1
Н-7
Дозувальний
насос для
подачі кислого
елюату-2 в
батарею колон
КІ-3
1
Плунжерний насос НД-63/100 з
максимальною продуктивністю
0,063 м3/год. Потужність двигуна-
1,1 кВт
919*724*680 ;
KI-
3/1...3
Колона
іонообмінна
3
Нестандартне обладнання. Об’єм
колони 0,407. Матеріал -
конструкційна сталь з
антикорозійним покриттям
Діаметр - 360, ■
габаритна висота - •
4000 і
Р-6
Змішувач
елюату-2 з
активованим
вугіллям
1
Об’єм 0,63 м3. Матеріал-
емальована сталь. Апарат
споряджений електромішалкою
Діаметр - 900, висота
циліндр, частини і
корпусу - 690, повна І
габаритна висота - !
1200 І
Р-7
Реактор-
змішувач для
приготування
розчину аміаку
для
відновлення
смоли ЕДЕ-10
1
Об’єм 0,4 м^. Матеріал -
емальована сталь. Апарат
споряджений повітряним
барботером.
Діаметр - 700. висота І
циліндр, частини !
корпусу - 810, повна |
габаритна висота - j
1100 ;
Н-8
Дозувальний
насос для
подачі розчину
аміаку в
колону КІ-3/1
1
Плунжерний насос НД-100/63 з
максимальною продуктивністю 0,1
м7год. Потужність двигуна -1,1
кВт
919*734*680 І
НФ-1
Нутч-фільтр для
відділення
відпрацьованого
активованого
вугілля
1
Нутч-фільтр закритого типу.
Номінальна ємність 63 дм3, повна
ємність 113 дм3, поверхня
фільтрування 0,2 м2.
Діаметр - 500,
габаритна висота - |
1250 мм ;
Р-8
Змішувач
елюату-2 з
метанолом
1
Об’єм 1,25 м^. Матеріал-
емальована сталь. Апарат
споряджений електромішалкою
Діаметр - 1000. висота І
циліндр, частини кор- і
гіусу - 1260, повна га- j
баритна висота - 2200 і
Є-6
Мірник для
дозування
метанолу
1
Об’єм - 0,25 Mi. Тип - закритий.
Матеріал - конструкційна сталь
Ст.З.
Діаметр - 600,
габаритний діаметр - |
915, висота апарата
без кришки - 985, га¬
баритна висота - 1595 І
633
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 19.36
Індекс
Призначення
К-ть
Технічні характеристики
Габарити, мм j
Є-7
Сховище
метанолу
1
Об'єм 2,5 м3. Корпус типу ГПП.
Матеріал - констр. сталь Ст.З
Діаметр - 1200,
довжина - 2210
Р-9
Змішувач для
приготування
60 %-го
розчину
метанолу
1
Об’єм 0,16 м3. Матеріал -
емальована сталь. Апарат
споряджений повітряним
барботером.
Діаметр - 500, висота і
циліндр, частини
корпусу - 650, повна
габаритна висота - 900 і
НФ-2
Нутч-фільтр
для відділення
кристалів
илориміцин-
сульфату
1
Нутч-фільтр закритого типу.
Номінальна ємність 160дм3, повна
ємність 310 дм3, поверхня
фільтрування 0,4 м2.
Діаметр - 700, ■
габаритна висота - :
1700 І
Є-8
Збірник
метаноловмісно-
го фільтрату
І
Об’єм 1,6 м3. Корпус типу ГПП.
Матеріал - констр. сталь Ст.З
Діаметр - 1000, і
довжина - 2040
ВСШ
Вакуум-
сушильна
шафа
1
Лабораторна шафа будь-якого
типу
19.6. Теплові розрахунки ферментера
Теплові розрахунки стосуються ферментера в частині щодо визначення потрібної
площі теплообміну і витрати охолоджувальної води.
19.6.1. Розрахунок теплового ефекту синтезу 1 кгАСБ
Ідеальний баланс ферментації, який враховує тільки речовини, що здатні згоряти:
Таблиця 19.37
Частина ідеального балансу з речовинами, що здатні згоряти
Взято, кг
Одержано,кг і
Глюкоза 180
АСБ
50,999
Мальтоза с.б. | 3,078
Флориміцин
2,651 j
Вілок с.б. j 12,897
Жир с.б. ] 1,72
Разом j 357,462
Разом
357,479
Тепло, що виділяється під час згоряння 1 кг глюкози, яка має брутто-формулу
C6H12O6 (мол.маса 180):
Q1 -339,3
6*12*100
180
+ 1256
12*1*100
Ї80
-109
12*1*100
180
-0
= 16132 кДж/ кг
Тепло, що виділяється при згорянні 1 кг білка, який має брутто-формулу
C4,25H7,5N.,.80l АоЗ (МОЛ МЗСа 99W
634
Проект відділення виробництва антибіотика “Флориміцин”
4 25*12*100 7 5*1*100
Q2 = 339,3 ’ +1256 ’ -109
99,98
ґ\,5*16*100 0,03 *32* IOOn
99,98
99,98
99,98
- 24217 кДж / кг
Тепло, що виділяється під час згоряння 1 кг жиру, який має брутто-формулу
C55H104O6 (мол.маса 860):
^ Iio 155*12*100 104*1*100 ,./6*16*100 Л _ ,
Q, -339,3 1-1256 109 0 = 40011 кДж/кг
3 860 860 V 860 )
Тепло, що виділяється під час згоряння 1 кг мальтози, яка має брутто-формулу
C12H22O11 (мол.маса 342):
Q4 =339,3
12*12*100
342
+ 1256
22*1*100
342
-109
11*16*100
342
-0
= 16757 кДж/кг
Брутто-формула АСБ без атомів металів і фосфору C3g9H69N08O2S0006 (мол.
маса 96,97):
л _ 339,3*3,89* 12* 100 _ 1256*6,9*1*100 1ЛЛ
U с — ~І“ I UV
96,97
^2*16*100 0,006*32* 1004
96,97
96,97
96,97
- 21695 кДж / кг
Тепло, що виділяється під час згоряння 1 кг флориміцину, який має брутто-
формулу C23H36OgN12 (мол.маса 608):
_ ... 23*12* 100 ,..,36*1*100 ,..8*16*100 п .
Q, =339,3 + 1256 109 = 20544 кДж/кг
6 608 608 608
Визначення тепла, що утворюється під час згоряння вихідних і кінцевих продуктів,
та різниці теплот:
Таблиця 19.38
Сумарне тепло, що утворюється при згорянні
вихідних речовин, кДж
Сумарне тепло, що виділяється при
згорянні кінцевих продуктів, кДж '
Речовина
Кіль¬
кість
Тепло
згорян¬
ня
Тепло
Речовина
Кіль¬
кість
Тепло
згорян¬
ня
Тепло j
Глюкоза
180
16132
2903760
АСБ
50,999
21695
1106423
Мальтоза с.б.
3,078
16757
51578
Флориміцин
2,651
20544
54462 і
Білок с.б.
12,897
24217
312323
Жир с.б.
1,72
40011
68819
Разом
3336480
Разом
1160885 і
Різниця теплот: 3336480- 1160885 = 2175595 кДж
Знаходимо кількість тепла, що виділяється при біосинтезі 1 кг АСБ:
635
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Et = 2175595/50,999 = 42660 кДж/кг АСБ.
Залежність питомих тепловиділень від 4асу проведення періодичної ферментації
описується рівнянням:
q6 = аХ + b(dX/dt), кДж/(м3 год.)
де а-теплова поту жність, що виділяється у навколишнє середовище синтезованою
біомасою, кДж/(одиниця біомаси*год.);
X - концентрація мікроорганізмів в даний момент часу ферментації, кг АСБ/м3;
b - приведена кількість тепла, що виділяється у навколишнє середовище (за
суттю b = Ет);
t - час проведення ферментації, год.
Найбільші тепловиділення у періодичному процесі спостерігаються у піковий
момент біосинтезу:
' 1,8 MO-2* Xk цХкЛ
Et.
2 4
\ /
Оскільки ми прийняли, що процес проводився практично до 100%-го ступеня
конверсії, то розрахована кінцева концентрація АСБ і є Хк. За даними матеріальних
розрахунків (див. баланс ферментації, табл. 19.3) при густині KP « 1020 кг/м3 Xk
дорівнює
Xk = (50,999 + 0,3)* 1020/3237,418 = 16,16 кг/м3.
Питома швидкість росту біомаси невідома і розрахувати її неможливо, оскільки
ми прийняли, що поточна концентрація АСБ X = Хк. Можна лише орієнтовно сказати,
що (д.«0,1 год1, як і для інших видів актиноміцетів.
/.
Отже, q6 =
1,8 MO 16,16 0,1*16,16
42660= 23463кДж/(м3 • год) = 6,52кВт/м3.
19.6.2. Розрахунок теплової потужності, що передається від
перемішувального пристрою
З ідеального балансу ферментації відомо, що для синтезу 50,999 кг АСБ потрібно
130,272 кг кисню (табл. 19.2 а). Отже, для синтезу І кгАСБ потрібно 130.272/50,999 =
= 2,554 кг 02/кг АСБ.
Оскільки швидкість росту біомаси в піковий момент біосинтезу становить
01*16 16
——— = 0,404кг/(м • год), то витрата кисню буде становити
m = 0,404*2,554 = 1,03 кг 0,/(м3 год).
Кисень витрачається не тільки на синтез нової біомаси, але й на підтримку
життєдіяльності вже синтезованої біомаси. Практично потребу в кисні належить
636
Проект відділення виробництва антибіотика “Флориміцин”
збільшити на 10%. Отже, дійсна потреба в кисні буде становити m = 1,1*1,03 = 1,13 кг
СУ(м3 год) = 3,1510'4 кг 0о/(м3с).
Оскільки поглинання кисню з культуральної рідини біомасою відбувається майже
миттєво, то для практичних розрахунків концентрацією кисню в рідині C нехтують і
вважають, що вона дорівнює нулеві. Таким чином, рівняння масообміну набуває вигляд:
m = K Cp
Об P
Рівновагову концентрацію кисню розраховують за формулою
с =
Р mPC
де P- тиск повітря в культуральній рідині, який складається з тиску в апараті та
тиску стовпа культуральної рідини, Па;
у - об’ємний вміст кисню в газі, що подається на аерацію, частка одиниці; для
повітря приймають у = 0,21, для технічного кисню у = 1;
Pnpc- константа фазової рівноваги; для культуральних рідин Inpc = 35 IO5 (Па м3)/кг.
Розрахуємо тиск усередині шару KP
Діаметр ферментера 3,0 м. Він містить 41,61 м3 KR Висоту шару KP H знайдемо
З 14(3 0)2
з виразу 41,61 = ———■— — Н. Звідси H = 5,9 м. Половина висоти дорівнює 2,95 м.
4
Приймемо робочий тиск у верхній частині ферментера 0,11 МПа. Тоді тиск усередині
шару KP становить 101325*1,1 + 1020*9,81 *2,95 = 140976 Па.
Wllfyim ,
’ 3510і -
Отже, об’ємний коефіцієнт масопередачі за киснем повинен становити
Ko6 = 3,15 IO 4 /8,46 IO*3 = 3,723 IO'2 с’1 = 134 год*1.
Питома потужність Nn, що передається рідині для забезпечення знайденого
Ko6, залежить від багатьох факторів, наприклад, від способу аерації, конструкції апарата,
його об’єму, конструкції перемішувального пристрою та барботера, висоти шару
культуральної рідини, витрати повітря тощо. Для орієнтовного розрахунку Nn
пропонується така емпірична формула:!
K06 = 0,33 Nn0,81 ер0’33,
де ф - газовмісність, частка одиниці.
■ртрариавкі
K №>151 SET'WL Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
де H- висота шару культуральної рідини, м;
V - секундна об’ємна витрата повітря, м3 повітря/(м3 КРхс);
U - швидкість виходу бульбашок повітря з культуральної рідини, м/с.
Об’ємну витрату повітря можна розрахувати на підставі потреби в кисні, його
вмісту в газі, що використовується для аерації, коефіцієнта використання (4-^6%).
Розрахуємо цю витрату.
У піковий момент біосинтезу витрата кисню становить 3,15 IO 4 кг 02/(м3с).
Витрата кисню з урахуванням коефіцієнта корисної дії повинна становити 3,1510-4ZO9OS =
= 6,3 IO 3 кг 02/(м3 с). Витрата повітря становить 6,3 10 3/0,21 = 0,03 кг повітря/(м3 с) =
= 1,03 моль повітря/(м3с).
Використовуючи формулу Клайперона-Менделєєва знайдемо об’ємну витрату
повітря при тиску в апараті 0,11 МПа і за температури 28°С:
1,1 * 101325* V = 1,03*8,314(273 + 28).
Звідси V = 0,023 м3/(м3 с) =1,31 м3/(м3хв).
Отже, насправді коефіцієнт аерації в піковий момент біосинтезу повинен бути
1,31, а не 0,5... 1.
Швидкість u залежить від конструкції барботера та мішалки, в’язкості культуральної
рідини, діаметра повітряних бульбашок. Щоб розрахувати цю швидкість, потрібно
експериментально визначити деякі величини. Для орієнтовного розрахунку можна
прийняти, що u лежить в межах 0,1...0,4 м/с (для прикладу приймемо u = 0,25 м/с, а
висоту шару KP у ферментері 4 м).
Тоді
5 9*0 023/0 25
= —в,V _u,uzj/u,zj— = 4
(5,9 * 0,0023 / 0,25) + 1
Отже,
134 = 0,33(Nn)0>81 (0,404)°33. Звідси Nn = 2404 Вт/ м3 = 2,4 кВт/м3.
Сумарна максимальна теплова потужність, що повинна відводитись охолоджу¬
вальною водою в процесі, становить
q = 6,52 + 2,4 = 8,92 кВт/м3.
19.6.3. Розрахунок кількості обертів перемішувального пристрою
Перехід до гіпотетичної одноярусної мішалки для рідини, що не аерується.
а). Якщо б рідина не аерувалась, то питому потужність мішалки потрібно було б
збільшити до 2400/0,8 = 3000 Вт/м3.
б). Обраний апарат споряджений триярусною мішалкою (тя = 3).
в). Питома потужність одноярусної мішалки для рідини, що не аерується, повинна
становити
N R/ = 3000/305 = 1732 Вт/м3.
м.я.б/а
638
Проект відділення виробництва антибіотика “Флориміцин”
Загальна потужність пристрою для перемішування 41,61 м3 культуральної рідини
(див. таблицю завантаження стадії ферментації) повинна становити 1732*41,61 =
= 72068 Вт (ферментер має двигун потужністю 100 кВт).
Потужність одноярусної мішалки, яка передається рідині, що не аерується,
розраховують за формулою:
NM=KNpn3d’,
де N- потужність мішалки, що передається культуральній рідині, Вт;
Kn - критерій потужності для стандартної турбінної мішалки; розраховують або
шукають з номограм; для наближених розрахунків за наявності відбивних перегородинок
і області турбулентного руху рідини Kn^ 6.. .7 (приймемо 7);
р - густина рідини, кг/м3 (приймемо 1020 кг/м3);
п - число обертів мішалки, с1;
dw - діаметр мішалки, м (1 м).
Отже, запишемо:
72068 = 7*1020*n3*( 1,0)5.
Звідси кількість обертів перемішувального пристрою п повинна становити 2,16 C1.
Насправді максимальна швидкість обертання мішалки становить ) 77/60 - 2,95 об/с, тобто
вона забезпечить потрібний коефіцієнт масопередачі за киснем.
79.6.4. Розрахунок коефіцієнта теплопередачі і потрібної поверхні
охолодження, а також витрати охолоджувальної води
Ферментер має внутрішній діаметр 3 м. Довжина поверхні, вздовж якої
відбувається теплообмін в секції, дорівнює 3,14*3 = 9,42 м. Секції мають усередині
спіралеподібні вкладиші, що збільшує коефіцієнт тепловіддачі втричі. Діаметр мішалки -
1 м, в’язкість KP — 1,110 3 Па с, кількість обертів мішалки - 2,95 об/с, сумарна висота
секцій- 1,125*4 = 4,5 м.
Визначення коефіцієнта тепловіддачі OLj від KP до стінки.
1020*2 95* I2
Критерій Рейнольдса: Re = = 2735455.
z 1,1-10"3
4190*1 110_3
Критерій Прандтля: Pr = = 7,43.
0,62
Критерій Нуссельта: Nu = 0,36*27354550-67(7,43)033 = 14337
Коефіцієнт тепловід дачі а, = (14337*0,62)/3 = 2963 Вт/(м2 К). Оскільки ферментер
має відбивні перегородки, то знайдений коефіцієнт потрібно збільшити на 40 %. Отже,
а, .. = 2963*1,4 = 4148 Вт/(м2К).
Ідіисне ’ v 7
Розрахунок а, для оболонки.
Розрахункові формули:
639
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Nu = 0,037 Re0’8 Pr043 при Re > IO5
Nu = 0,76 Re05 Pr043 при Re < IO5
Як визначальний лінійний розмір, який входить в критерії Рейнольдса і Нуссельта,
беруть довжину стінки апарата за напрямом руху охолоджувальної рідини - 9,42 м.
Додаткові умови: товщина стінки ферментера, зробленого з нержавіючої сталі,
10 мм, тепловий опір забруднень з боку KP 2,5 IO 4 (м2К)/Вт. Температура KP 28°С.
Температура охолоджувальної води на вході в оболонку становить 18°С.
Визначення швидкості руху рідини в оболонці.
а). Для визначення руху охолоджувальної води можна задатись критерієм Re
або відразу задатись цією швидкістю. Одначе практика показала, що кращим
варіантом є прийняття певної температури на виході охолоджувальної води з оболонки,
оскільки дає можливість економно використовувати зворотну воду. Приймемо, що
температура води на виході 20°С.
б). Об’єм KP у ферментері 41,61 м3.
в). Теплова потужність, яку потрібно відвести від усього об’єму KP, становить
8,92*41,61 =371,2 кВт
г). Витрата охолоджувальної води становить 371,2/[4,19(20 -18)] = 44,3 кг/с =
= 0,0443 м3/с.
д). Товщина оболонки - 50 мм. Площа перерізу потоку становить
0,05*4,5 = 0,225 м2.
є). Швидкість руху води в оболонці становить
CO = 0,0443/0,225 = 0,197 м/с.
і/- о 0,197*9,42*1000
Критерій Рейнольдса: Re = г = 2061933.
0,910
4190*0 9IO"3
КритерійПрандтля: Pr= ’ =6,08.
0,62
Оскільки Re > IO5, то для розрахунку Nu використовуємо першу розрахункову
формулу:
Nu = 0,037*206193З08*6,08043 = 9051.
Знаходимо коефіцієнт тепловід дачі а2:
9051*0,62 и 2 ^
а, = = 596 Вт/(м • К).
2 9,42
Ураховуючи збільшення коефіцієнта втричі за рахунок спіралеподібних вкладишів
дійсний коефіцієнт тепловід дачі буде становити 3*596 = 1787 Вт/(м2 К).
Коефіцієнт теплопередачі визначають за формулою:
640
Проект відділення виробництва антибіотика “Флориміцин”
K =
1 §/ 1
— + %+г3+ —
а, /к а2
де а, -коефіцієнттепловіддачі від культуральної рідини до стінки теплообмінного
пристрою, Вт/(м2 К);
8-товщина стінки теплообмінного пристрою, м;
X -теплопровідність матеріалу стінки теплообмінного пристрою, Вт/(м К); (для
нержавіючої сталі X = 17,5 Вт/(м К);
гз - термічний опір забруднень, (м2 К)/Вт; (гз « 2 IO'4 (м2 К)/Вт);
Ot2 - коефіцієнт тепловіддачі від стінки теплообмінного пристрою до
охолоджувальної води, Вт/(м2 К).
к=-і OOOSj Г = 68« Вт/<"2' к>-
_|_+ O1OOS + 2ю-<+_!_
4148 17,5 1787
Температурна схема:
температура
28 < ► 28
. „ т-ра охолоджувальної води „ л
18 — ► 20
Д tB = 10 Д tM = 8
Atcep= (10 + 8)/2 = 9
Потрібна поверхня теплообміну:
„ 371200 2
F = = 60,1 м.
686*9
Фактична бокова поверхня ферментера, що її використовують як поверхню
теплообміну, дорівнює 3,14*3*4,5 = 42,4 м2.
Оскільки оболонка оребрована, то дійсна поверхня теплообміну на -35 % більше
і становить 42,4* 1,35 = 57,2 м2.
Оскільки 57,2 < 67, то можна зробити висновок, що поверхні теплообміну для
забезпечення тепловідведення в піковий момент біосинтезу не вистачає.
Збільшимо витрату води крізь оболонку.
Нехай потрібна поверхня теплообміну становить 57 м2. Тоді коефіцієнттеплопередачі
повинен становити
K = 31120P = 723 Вт/(м2 • К).
57*9
641
ДЗЗВДЗ^^ Практичне застосування теоретичних знань у курсовому І дипломному проектуванні
З іншого боку, 723 =
1
-J-WO^210-+±'
4148 17,5 X
де
X - потрібний коефіцієнт тепловіддачі а2.
Розв’язуючи рівняння, знаходимо, що а2 = 2061 Вт/(м2К).
Для гладкої оболонки коефіцієнт а2 = 2061/3 = 687 Вт/(м2К).
Критерій Нуссельта повинен бути 9,42*687/0,62 = 10438.
Логарифм критерію Рейнольдса повинен бути
[Ig 10438/(6,08°-43*0,037)]/0,8 = 6,392.
Звідси критерій Рейнольдса дорівнює 2464174.
Швидкість охолоджувальної води знаходимо з виразу
со*9,42*1000
2464174- Q 9 іО"3 ‘ Звідси со = 0,235 м/с.
Об’ємна і масова витрата води становить 0,235*0,225 = 0,053 м3/с = 53 кг/с.
Вода буде нагріватись до температури t, яку знайдемо з виразу:
371,2 = 53*4,19(t- 18). Звідси!= 19,7°С.
19.7. Енергетичні витрати
Визначення потужності електродвигунів реакторів-змішувачів
Послідовність розрахунків наведено в главі 6, п. 6.1.2.
Реаюори-змішувачі Р-1/1,2, Р-2/1,2, Р-6, Р-8 споряджені пропелерними мішалками.
Значення Kn для трилопатевої пропелерної мішалки у реакторі з відбивними
перегородками - 0,8.. .0,85. Приймемо 0,825.
Діаметр мішалки дорівнює I/З від діаметра апарата.
Потужність, що передається на перемішування, розраховували за формулою
(3.16).
Таблиця 19.39
Розрахунок потужності перемішування
Індекс
апарата
' Kn .
Густина,
КГ/М3 ;
* Кількі-
"; CTb
обертів,
- C1 ^ .
(Кількість
обіф-
TiBvC*1)3
Діаметр
апарата, м
Діаметр
мішал¬
ки, M
(Діа¬
метр
мішал-
KU, M)5
N,
Bt
Р-1/1,2
0,825
1010
5
125
2,8
0,93
0,6957
72462
Р-2/1,2
0,825
1010
5
125
2,4
0,8
0,3277
34132
Р-6
0,825
1010
5
125
0,9
0,3
0,0024
250
Р-8
0,825
1010
5
‘ 125
1,0
0,33
0,0039
406
642
Проект відділення виробництва антибіотика “Флоримщин”
Потужність електродвигуна розраховували за методикою, наведеною в розділі
6.1.2.
Таблиця і9.40
Розрахунок дійсної потужності електродвигунів
Індкес
N, '
Вт
■■ ' " Ne ;
і Вт
Стандартна потужність,
■ кВт . ,
P-1/1,2
72462
97789
100
Р-2/1,2
34132
46062
55
Р-6
250
384
0,4
Р-8
406
625
0,8
Таблиця 19.41
Витрати електроенергії
: Споживач елеіо'роенергії . V ...
Потужність
споживача,
Час роботи за
технологічний
V-"'’: Цикл, год ' v.
Енергія, ЩО :
: споживається за
цикл, кВт-годї
Реактор-змішувач P-1/1,2
2*100
16,5
3300
Реактор-змішувач Р-2/1,2
2*55
4
440
Реактор-змішувач Р-6
0,4
1
0,4
Реактор-змішувач Р-8
0,8
0,5
0,4
Ферментер Ф-1
100
125
12500
Автоматичний фільтр-прес ФП-1
10,0
130
1300
Вакуум-сушильна шафа BCUI
4
10
40
Насос H-I
6
2,06
12,5
Насос Н-2
3
2
6
Дозувальний насос Н-3
4,0
10
40
Дозувальний насос Н-4
1,1
5
5,5
Дозувальний насос Н-5
1,1
10
11
Дозувальний насос Н-6
1,1
3
3,3
Дозувальний насос Н-7
1,1
10
11
Дозувальний насос Н-8
1,1
3
3,3
Разом за технологічний цикл
17673,8
Ураховуючи додаткові витрати електроенергії на роботу вентиляції, дійсне
споживання електроенергії на роботу обладнання збільшуємо на 5%, тобто до
17673,8*1,05 = 18557 кВт*год./цикл.
643
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Витрата електроенергії на освітлення
Орієнтовна площа відділень для проведення кожної зі стадій (див. розділ 19.9):
- від ділення приготування поживного середовища - 216 м2;
- відділення ферментації і фільтрування культуральної рідини (двоповерхова
будівля) - 864 м2;
- відділення іонообміну-324 м2;
- відділення обробки елюату і одержання готового продукту - 324 м2;
- адміністративно-побутові приміщення, майстерні - 648 м2.
Загальна площа приміщень - 2376 м2.
Приймемо, що для освітлення використовують лампи-жарівки. Для освітлення
потрібна електрична потужність 15...25 Вт/м2 (в середньому - 20 Вт/м2).
Загальна потужність освітлення становить 20*2376/1000 = 47,52 кВт.
Приймемо, що протягом доби штучне освітлення функціонує 12 годин. Отже,
протягом технологічного циклу, який триває 135 годин (5,625 діб), освітлення функціонує
5,625* 12/24 = 2,8125 доби = 67,5 годин.
Отже, для освітлення за технологічний цикл витрачається 47,52*67,5 =
= 3207,6 кВт* годин електроенергії.
Всього за технологічний цикл витрачається 18557 + 3207,6 » 21765 кВт*годин
електроенергії.
Витрата пари
Основні споживачі пари:
1. Нагрівання поживного середовища (37078 кг, табл. 19.16) до 90°С.
Q = 37078*4,19(90 - 20) = 10874977 кДж. Для одержання такої кількості тепла
потрібно сконденсувати водяну пару (Р = 0,3 МПа) і охолодити конденсат від 132,9
до 100°С. Кількість пари знайдемо з виразу 10874977 = 2171Х + Х*4,19(132,9- 100).
Звідси X = 4710 кг.
2. Лінія УНС-20 - витрата пари 1802 кг.
3. Витрата пари на інокуляцію.
Маса інокуляту на усіх ступенях дорівнює 0,111*38880 = 4316 кг. Для його
вирощування потрібно приготувати 0,9*4316 = 3884 кг поживного середовища. Для
нагрівання середовища з метою стерилізації від температури 20°С до 120°С потрібно
витратити 3884*4,19(120 - 20) = 1627396 кДж тепла. Це тепло одержуємо від
конденсації пари і охолодження конденсату. Орієнтовно середня температура
конденсату (процес нагрівання нестаціонарний) дорівнює 60°С. Витрата пари становить
1627396/[2171 +4,19(132,9-60)] = 657 кг.
4. Витрата пари на пропарювання ферментера та інокуляторів.
Приймемо, що об’єм парового конденсату дорівнює 5% від об’єму апаратури. Таким
чином, об’єм конденсату становить 0,05(63 + 5 + 0,63 + 0,063) = 3,43 м3 (3430 кг).
5. Всього за цикл витрачається 4710+ 1802 + 657 + 3430« 10600 кг водяної пари
при тиску 0,3 МПа.
644
Проект відділення виробництва антибіотика “Флориміцин”
Витрата охолоджувальної (зворотної) води
Головні джерела тепла, яке відводиться охолоджувальною водою:
1. Біосинтез АСБ.
В неузгодженому балансі ферментації (табл. 19.3) в 3237,418/1020 = 3,17 м3 KP
синтезується 50,999 кг АСБ.
За 135-годинний цикл узгодженого балансу утворюється 41,13 м3 KP
(табл. 19.15), яка містить 41,13*50,999/3,17 = 661,7 кг синтезованої АСБ. При цьому
виділяється 661,7*42660 «28228000 кДж тепла.
2. На виробництво надходить 10600 кг пари/цикл. Вона несе з собою тепло, яке
потрібно відвести охолоджувальною водою. Приймемо, що остаточно паровий конденсат
охолоджується до 40°С.
Тоді тепло пари становить 10600*2171 + 10600*4,19( 132,9 - 40)« 27139000 кДж.
3. Сумарна кількість тепла становить 28228000 + 27139000 = 55367000 кДж.
4. Витрата зворотної води за умови її нагрівання від 18°С до 30°С буде становити
55367000/4,19(30- 18) = 1101173 кг = 1100 м3/цикл.
Витрата стисненого повітря
Основний споживач стисненого повітря - ферментери. У ферментері аерується
41,13 м3 KP. При середньому коефіцієнті аерації, прийнятому за одиницю, за хвилину
витрачається 41,13м3 повітря, а за цикл ферментації впродовж 13 5 годин витрачається
41,13*125*60 = 308475 м3 повітря. Врахуємо витрату повітря в інокуляторах та на
інші технологічні потреби і збільшимо витрату повітря на 20 %:
V = 308475* 1,2/1000 = 370 тис. м3 повітря.
19.8. Опис технологічноїсхеми
Вирощування посівного матеріалу
Споровий матеріал вирощують і зберігають на кукурудзяно-крохмалевому агарі.
Посівний міцелій вирощують у три стадії. Культура Actinomyces floridae
характерізується енергійним ростом, тому тривалість вирощування маточної культури
триває 24.. .48 годин, посівної культури - 24 години, а посівного міцелію в посівному
апараті (інокуляторі останнього ступеня) - 24.. .40 годин.
Для вирощування посівного міцелію користуються середовищем, що містить соєве
борошно, глюкозу або гідрол, сульфат амонію або нітрат натрію, крейду, фосфат калію.
У посівні колби засівають 5 % маточної культури, у посівні апарати (інокулятори) - І %
посівного міцелію, а у ферментери з останньої стадії інокуляції-10 % посівного міцелію
за об’ємом.
В інокулятор 1-І (об’єм 0,063 м3) завантажують поживне середовище. Апарат
герметизують. В оболонку апарата подають глуху пару. Суміш, перемішуючи,
645
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
нагрівають до 120°С і при цій температурі витримують 40 хвилин. Конденсат водяної
пари, який є перегрітою водою, що знаходиться в оболонках інокуляторів під значним
тиском, дренують у зворотну каналізацію через холодильник Т-3 задля зниження
тиску конденсату до атмосфрного і зниження його температури до 30...50°С. Після
цього в оболонку подають охолоджувальну воду, стерильне середовище охолоджують
до 29°С. Через спиртовий пальник з карлсберзьких колб в апарат заливають
лабораторний посівний міцелій (5 % від маси ПС). Подають аераційне повітря.
Культивування продуцента проводять протягом 20...40 годин.
Готовий інокулят стерильним повітрям перетискають з інокулятора 1-І в
інокулятор 1-2 (об’єм 0,63 м3) із завантаженим і простерилізованим поживним
середовищем. В інокуляторі 1-2 проводять аналогічний ферментаційний процес.
Інокулят стерильним повітрям перетискають з інокулятора 1-2 в інокулятор 1-3
(об’єм 5 м3) із завантаженим і простерилізованим поживним середовищем. В
інокуляторі I-З проводять аналогічний ферментаційний процес. З інокулятора 1-3
посівний матеріал перетискають стерильним повітрям у ферментер Ф-1. Цикл
приготування посівного матеріалу становить 135 годин.
Приготування ПС для робочої ферментації
У реактори-змішувачі Р-1/1,2 (об’єм по 25 м3) протягом 2 години набирають
половину потрібної питної води (по 8,5 м3), вмикають мішалку і поступово протягом
З годин завантажують соєве борошно (по 194,4 кг). Суміш, перемішуючи, нагрівають
до 90°С, витримують протягом 0,5 години, охолоджують до 70°С, завантажують
KH2PO4 (по 22,05 кг), NaNO3 (по 169,1 кг), глюкозу (по 1166,4 кг). Завантаження решти
сировини проводять протягом 3 годин. Потім додають решту води (8,5 м3,2 години).
Підготоване середовище протягом 2,06 години перепускають через лінію УНС-
20 у простерилізований ферментер за схемою: P-I -> насос H-I —> рекуператор T-I ->
-> нагрівач Hr -> витримувачі В-1,2,3 рекуператор T-I —>■ холодильник Т-2 ->
-» ферментер Ф-1 (об’єм 63 M3).
Одночасно в нагрівач Hr подають гостру пару підтиском 3 атм з температурою
132,9°С, а в холодильник Т-2 - охолоджувальну воду.
У рекуператорі T-I ПС нагрівається від 50 до 100,7°С, на виході з нагрівана Hr
температура ПС становить 125,5°С, а на виході з холодильника Т-2 вона повинна
становити 28...29°^. Після закінчення процесу витримувачі В-1,2,3 з’єднують з
атмосферою і вміст їх насосом H-I повертають в реактори-змішувачі Р-1/1,2.
Цикл приготування поживного середовища разом з простоюванням триває
135 годин.
Робоча ферментація
Після завантаження протягом 2,06 години стерильного поживного середовища
(загальна маса 38880 кг (об’єм 37,74 м3) у ферментер подають аераційне повітря
(коефіцієнт аерації 0,5), потім перетискають посівний матеріал з останнього ступеня
646
Проект відділення виробництва антибіотика “Флориміцин”
інокуляції в кількості 3888 кг, об’єм 3,81 м3). Ферментацію проводять протягом 120 годин,
підтримуючи pH KP в межах 7,1... 7,6. За необхідності його регулюють 10%-ми розчинами
хлоридної кислоти або NaOH, які готують в сателітах C-1,2. Температуру ферментації
27.. .29°С підтримують подачею води в оболонку ферментера. Найбільш бурхливий ріст
біомаси спостерігається на 40-60-й годині ферментації В цей період подачу аераційного
повітря збільшують до максимального коефіцієнта 1,31.
Після закінчення ферментації темно-коричневу в’язку KP насосом Н-2 протягом
трьох годин перекачують у реактори-змішувачі Р-2/1,2 (по 25 м3). Звільнений
ферментер миють і стерилізують гострою парою.
Для стерилізації аераційного повітря використовують глибинні фільтри ПФ- 1.. .6,
на ферментері та інокуляторах встановлені додаткові індивідуальні фільтри з тканиною
Петрянова.
Відпрацьоване повітря з ферментерів видаляється з цеху у загальнозаводську
систему очищення газових викидів через водяний фільтр ВФ, який періодично
наповнюють водою і з якого періодично забруднену воду дренують в каналізацію.
Фільтрування KP
Після перекачування KP в реактори Р-2 вмикають мішалку і протягом двох годин
в реактор завантажують 1108,1 кг фільтроперліту, який в реактори завантажують за
допомогою норії Hp через дозувальний бункер Б-1. Приготовану суспензію фільтрують
на автоматичному фільтр-пресі ФПАКМ 50-45, спорядженому гідравлічними пресами
ГП-1,2: в один з них засмоктується суспензія з P-1,2, а інший дозує суспензію у фільтр¬
прес.
За один технологічний цикл фільтрування, який триває 16,22 години (час
фільтрування триває 16,02 години) при робочому тиску 1,2 МПа переробляють
5,15 м3 суспензії. З цієї суспензії одержують 4,59 м3 фільтрату і 0,56 м3 осаду. Разом
протягом 130 годин одержують 36,8 м3 фільтрату і 4,81 м3 вологого осаду1.
Осад порційно скидається в буферний бункер Є-1 (об’єм 1 м3), який наприкінці
технологічного циклу вивозять з цеху на знищення, а фільтрат практично безперервно
зливається в буферну ємність Є-2 (об’єм 40 м3).
Обробка нативного розчину і одержання товарного флориміцин-сульфату
Сорбція і десорбція флориміцин-сульфату
Нативний розчин з буферної ємності Є-2 дозувальним насосом Н-3 безперервним
потоком 3,68 м3/год протягом 10 годин перепускають крізь батарею іонообмінних
колон K-1/1 6, заповнених слабокислотним катіонітом КБ-2 в Na-формі.
Відпрацьований нативний розчин спрямовують з останньої колони в каналізацію. Після
цього першу колону з батареї вимикають зі схеми і промивають її дистильованою
або пом’ягшеною водою (5 годин).
1 Обслуговування фільтрів проводять згідно з інструкціями до обладнання.
647
BgQHyiQQL Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
В змішувачі Р-3 (0,63 м3) готують розчин сульфатної кислоти. Для цього в
змішувач завантажують пом’ягшену воду (479,1 кг). Дозування води здійснюють за
допомогою тензометричного давача і відповідної системи перетворення електричного
сигнала у міру ваги або за рівнем в P-З. З мірника M-1, в який кислоту набирають зі
сховища Cx-I перетисканням за допомогою стисненого повітря, в P-З додають
25,2 кг 98%-ї сульфатної кислоти (13,7 дм3). Вмикають дозувальний насос Н-4 і постійним
потоком 0,1 м3/год протягом 5 годин елюент перепускають крізь відокремлену колону
Kl-1 /1. Елюат-1 з десорбованим сульфатом флориміцину збирають в збірнику Є-3 (об’єм
0,63 м3).
У змішувачі Р-4 (0,25 м3) готують 5 %-й розчин їдкого натру. Для цього в
змішувач завантажують 210 дм3 пом’ягшеної води і, перемішуючи рідину повітрям,
через барботер додають 8,8 кг їдкого натру. Приготований розчин протягом 10 годин
під тиском стисненого повітря, який створюють в Р-4, перепускають крізь колону
КІ-1/1. Потім колону промивають пом’ягшеною водою. Відновлену колону з катіонітом
КБ-2 в Na-формі під’еднують у “хвіст” батареї колон KI-I.
Очищення елюату-1 від іонів натрію
Елюат-1 з Є-3 дозувальним насосом Н-5 постійним потоком 0,0504 м3/год
протягом 10 годин перепускають крізь батарею колон КІ-2/1...4, заповнених
сильнокислотним катіонітом КУ-2-20 в Н-формі, який затримує іони натрію. Звільнений
від іонів натрію кислий елюат-1 збирають в буфері Є-4 (об’єм 0,63 м3). Від батареї
від’єднують першу колону КІ-2/1 і промивають її пом’ягшеною водою.
У змішувачі Р-5 (об’єм 0,4 м3) готують 5 %-й розчин сульфатної кислоти. Для
цього в змішувач завантажують 0,241 м3 пом’ягшеної води і при перемішуванні (за
допомогою повітряного барботера) з мірника M-I додають 12,95 кг (7 дм3) 98 %-ї
сульфатної кислоти. Готовий розчин насосом Н-6 потоком 0,083...0,125 м3/год
протягом 2...З годин подають в колону К1-2/1. При цьому відбувається відновлення
катіоніту (переведення його в Н-форму). Відпрацьований розчин зливають в
каналізацію. Потім колону промивають пом’ягшеною водою і під’єднують у “хвіст”
батареї колон КІ-2.
Нейтралізація кислого елюату-1
Кислий елюат-1 з Є-4 насосом Н-7 постійним потоком 0,052 м3/год протягом 10
годин перепускають крізь батарею колон КІ-3 заповнених аніонітом ЕДЕ-10, який
затримує тільки сульфатну кислоту. Нейтральний елюат-2 збирають в змішувачі Р-6
(об’єм 0,63 м3).
У змішувачі Р-7 (об’єм 0,4 м3) готують розчин аміаку. Для цього в змішувач
набирають 217 дм3 пом’ягшеної води (контроль за допомогою тензометричного
зважування або за рівнем) і, перемішуючи (за допомогою повітряного барботера), з
мірника М-2 додають 54,1 кг 25%-го розчину аміаку. В мірник М-2 25%-й розчин
аміаку за допомогою стисненого повітря перетискають зі сховища Сх-2. Готовий
648
Проект відділення виробництва антибіотика “Флориміцин”
розчин насосом Н-8 потоком 0,09...0,135 м3/год протягом 2...З годин перепускають
крізь першу, відділену від батареї колону КІ-3/1. Відпрацьований розчин аміаку
зливають в каналізацію. Колону промивають пом’ягшеною водою і під’єднують у
“хвіст” батареї колон КІ-3.
Освітлення нейтрального елюату-2 та його фільтрування
До нейтрального елюату-2, який знаходиться в Р-6, додають 8,14 кг активованого
вугілля. Суміш перемішують протягом однієї годин.
Суспензію фільтрують, використовуючи нутч-фільтр НФ-1 (номінальний об’єм
63 дм3, поверхня фільтрування 0,2 м2).
Фільтрування здійснюють так.
Самопливом у верхню частину фільтра з Р-6 набирають 63 дм3 суспензії. Вмикають
вакуум-насос фільтра і створюють різницю тисків 80 кПа. Після закінчення фільтрування
порції суспензії вимикають вакуум-насос, нижню частину фільтра з’єднують з
атмосферою. Фільтрат (освітлений елюат-2) зливають в змішувач Р-8. Знову проводять
вищенаведені операції до повного фільтрування усієї суспензії. У верхню частину
наливають 27 дм3 дистильованої або пом’ягшеної води і проводять її фільтрування,
збираючи фільтрат також у Р-8. Промитий осад вивантажують і спрямовують на знищення,
а фільтр готують для роботи з наступною партією елюату-2.
Виділення флориміцин-сульфату з елюату і сушіння готового продукту
До освітленого, нейтрального елюату-2, який знаходиться в змішувачі Р-8, з
мірника Є-6 (0,25 м3) порційно додають 0,63 м3 метанолу. В мірник Є-6 метанол
стисненим повітрям набирають зі сховища метанолу Є-7 (2,5 м3). Суміш перемішують
протягом 3...4 годин. Випадають кристали чистого флориміцин-сульфату.
Осад відділяють, використовуючи нутч-фільтр НФ-2 закритого типу (номінальний
об’єм 160 дм3, поверхня фільтрування 0,4 м2). Робота фільтра аналогічна роботі фільтра
НФ-1. Після закінчення фільтрування осад промивають спочатку 0,15 м3 60 %-м
розчином метанолу, який готують в змішувачі Р-9 (об’єм 0,16 м3) змішуванням 77,9 кг
метанолу і 52 кг води, використовуючи при цьому як перемішувальний пристрій
повітряний барботер, а потім 0,17 м3 чистого метанолу. Фільтрат збирають в буфері
Є-8 (1,6 м3), з якого періодично його спрямовують у відділення регенерації органічних
розчинників, а осад переносять у вакуум-суціильну шафу ВСШ. Увесь процес
фільтрування розрахований на 5 ґодин.
Промиті кристали флориміцин-сульфату сушать у вакуум-сушильній шафі при
50...55°С, тиску 10... 15 мм рт. ст протягом 10 годин,
Готовий продукт фасують по 1 кг в герметичну тару для подальшої реалізації
на завод лікарських препаратів
649
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
650
Рис. 19.4.1. Технологічна схема. Блок інокуляції
Стиснене повітря
Проект відділення виробництва антибіотика “Флори»»'»»”
651
Рис. 19.4.2. Технологічна схема. Блок робочої ферментації
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
652
Рис. 19.4.3. Технологічна схема. Блок фільтрування культуральної рідини
Пом'якшена вода
Проект відділення виробництва антибіотика “Флориміцин”
653
Рис. 19.4.4. Технологічна схема. Блок сорбції та десорбції флориміцин-сульфату
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
654
19.4.5. Технологічна схема. Очищення елюату-1 від Na+та його нейтралізація
Пом’якшена вода
Стиснене повітря
Проект відділення виробництва антибіотика “Флориміцин”
655
Рис. 19.4.6. Технологічна схема. Кондиціонування й фасування готового продукту
віШІїІШіїтії Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
19. 9. Будівельна частина
Проектування будівель для виробництва флориміцину показало, що виробничий
комплекс повинен складатись з п’яти спряжених впритул будівель (рис. 19.9.1):
Рис. 19.9.1. Комплекс виробничих будівель спроектованого виробництва флориміцину
(пояснення в тексті)
1 - однопрогінна одноповерхова будівля, в якій готують поживне середовище та
проводять його стерилізацію; в тій же будівлі розташовані венткамери і склад твердої
сировини (висота будівлі 6 м, ширина прогону 18 м, довжина будівлі -12 м, об’єм -
1296 м3);
2 - двоповерхова будівля, в якій розташовані інокулятори та ферментер, а у
відокремленій частині - реактор для змішування KP з фільтроперлітом, автоматичні
фільтр-преси (висота поверху 6 м, сітка колон 6x6, довжина будівлі -18м, об’єм -
3888 м3);
3 - однопрогінна одноповерхова будівля, в якій розташовані іонообмінні колони
(висота 8,4 м, ширина прогону 18 м, довжина будівлі -18м, об’єм - 2721,6 м3);
4 - однопрогінна одноповерхова будівля, в якій розташовано обладнання для
обробки елюату і одержання готового продукту, венткамера і склад готової продукції
(висота 4,8 м, ширина прогону 18 м, довжина будівлі -18м, об’єм - 1555,2 м3);
5 - однопрогінна одноповерхова будівля, в якій розташовані побутові приміщення,
щитова, лабораторії, майстерні, адміністративні приміщення (висота будівлі 3,6 м,
ширина прогону 9 м, довжина будівлі - 72 м, об’єм - 2332,8 м3).
* * *
Крім будівлі 5 при проектуванні обрані уніфіковані будівлі каркасного типу. Для
огородження будівель застосовані цегляні стіни завтовшки 380 мм. Види, типи і розміри
деталей будівель показані на кресленнях (рис. 19.42-19.50).
Згідно з технологією виробництва в інокуляційному і ферменаційному відділенні
підтримують асептичні умови,тому вони повністю відокремлені від інших приміщень,
а вхід у склад і вентиляційну камеру можливий лише зовні будівлі. На першому поверсі
656
Проеіа відділення виробництва антибіотика “Флориміцин|^^ДЩ|5^
будівлі 2 передбачений склад кізельгуру. Для сполучення між поверхами у протилежних
кінцях будівлі встановлено двоє сходів.
Основною несучою конструкцією будівель виробничого корпусу є залізобетонні
колони перерізом 400x400 мм, які встановлені в стовпчасті фундаменти стаканного
типу. Фундаменти зв’язані між собою фундаментними балками таврового перетину
шириною 400 мм, верх яких знаходиться на позначці мінус 0,03 м. Вони опираються
на бетонні стовпчики на виступах фундаментів. Під балками зроблено траншею
глибиною 0,6 м, яка заповнена крупнозернистим піском.
У конструкції міжповерхового перекриття використані залізобетонні ригелі
прямокутного перерізу 300x800 мм і ребристі плити перекриття розміром 1,5x6 м і
висотою 0,4 м. Ригелі опираються на консолі колон.
В конструкції покриття одноповерхових будівель 1, 3 і 4 використані двосхилі
кроквяні балки завдовжки 18 м, а у двоповерховій будівлі - плоскі балки завдовжки 6
м і заввишки 0,6 м. На кроквяні балки опираються залізобетонні ребристі плити
покриття розміром 3x6 м і заввишки 0,3 м.
Одноповерхова будівля 5, у якій розміщені допоміжні приміщення, - безкаркаснот
типу. Для покриття використані плоскі пустотілі плити розміром 1,5x6 м, або 1,2x6 м
заввишки 220 мм. Вони опираються на цегляні стіни завтовшки 380 мм. Фундамент
будівлі є стрічковим збірним, який складається із залізобетонних плит і бетонних блоків.
В будівлі відділення і очищення флориміцину, де у значних кількостях використовують
метанол, плити покриття між ребрами мають отвори, які закриті хвилястими азбестовими
листами (покриття, що легко скидається у випадку вибуху).
Крім плит покриття у склад огороджувальної частини покриття входить
пароізоляція (один шар руберойду на мастиці), утеплювач, стяжка (шар асфальту
товщиною 20 мм), гідроізоляція (рулонний матеріал на мастиці). Цегляні стіни будівлі
опираються на фундаментні балки. Між стінами і балками укладено гідроізоляцію з
шару руберойду на мастиці.
Навколо дахового покриття зроблено парапетну стінку висотою 0,6 м, на яку
укладено парапетні плитки.
По периметру будівлі для відведення дощових і талих вод із зовнішньої сторони
стін з ухилом 5% від них зроблено вимощення з асфальту завширшки 0,9 м.
Відведення атмосферних вод з покриття будівель - внутрішнє, через встановлені
на покритті водоприймальні лійки і вертикальні стояки, що знаходяться усередині
приміщень.
Підлоги приміщень на першому поверсі зроблені безпосередньо на ґрунті по
бетонній підготовці, а на міжповерховому перекриті - по залізобетонних плитах
перекриття. В тих місцях перекриття, де встановлення плит неможливе, підлоги
зроблені з монолітного залізобетону. Для покриття підлоги використано різні матеріали -
керамічну плитку, лінолеум, асфальтобетон, бетон з мармуровим дрібняком.
Вікна, двері і ворота у запроектованих будівлях-стандартні. Вікна з алюмінієвими
або металопластиковими рамами з одинарним або подвійним заскленням, двері - одно-
657
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
або двостулкові дерев’яні, або металопластикові, а розгорнуті ворота-деревометалеві
із сталевими рамами і хвіртками для проходу людей.
Для зручності обслуговування обладнання і його встановлення в будівлях
запроектовані обслуговуючі і несучі майданчики, які виготовлені із сталевого профілю
і листової сталі. Майданчики мають огородження висотою 1 м із забиванням на 15
см знизу суцільною бортовою обшивкою, а також одно- або двомаршеві сходи з
шириною маршу 0,8-1 м.
Для розміщення допоміжних приміщень впритул до виробничого корпусу
загальною довжиною 72 м запроектовано одноповерхову будівлю безкаркасного типу
розміром 9x72 м і заввишки 3,6 м. У цій прибудові знаходяться гардеробні, манікюрна,
інструментальна, хімічна лабораторія, майстерня з ремонту КВП, адміністративні
приміщення, кімната відпочинку. Прибудова має коридор шириною 2,4 м, два входи
(виходи) і з’єднана з виробничим корпусом через тамбур-шлюз, або безпосередньо.
Підлоги туалетів і душових зроблені з керамічної плитки. Керамічною плиткою
на висоту 1,8 м від підлоги облицьовані також всі стіни гардеробів, туалетів і
душових. Підлоги інших приміщень мають покриття з полівінілхлоридних плиток
або лінолеуму.
* * *
Розрахунок побутових приміщень
Список і професії працівників, що виходять в одну зміну:
- Начальник зміни - 1
- Апаратник відділення приготування ЖС та його стерилізації- 1
- Апаратник відділення інокуляції і ферментації- 1
- Апаратник відділення фільтрування KP і обробки нативного розчину - 1
- Помічники апаратників усіх відділень-2
- Лаборант - 1
- Слюсар - 1
Всього - 8 працівників.
Всього змін - 5 (3 зміни виходять зранку, вдень, увечері і вночі і працюють по
6 годин, 1 зміна вихідна). Всього працівників, що виходять в зміни 5*8 = 40.
Вдень додатково виходять:
1. Начальник виробництва - 1
2. Технолог виробництва - 1
3. Начальник лабораторії - 1
4. Механік виробництва - 1
658
Проект відділення виробництва антибіотика “Флориміцин”
■■і —— . — ■ — ■ і^—————■■■ ■ мм■——^ ——. гдгад^д^иЕддзздЕд
5. Інженер КВП - 1
6. Лаборант - 1
7. Слюсар - 1
8. Різноробочі -2
Всього - 9 працівників.
Разом з робітниками, що виходять по змінах - 40 + 9 = 49.
Найбільша зміна денна -8 + 9=17 працівників (4 жінки і 13 чоловіків).
Разом з працівниками, що перебувають у відпустках, спискова кількість працівників
49* 1,15 = 56 працівників.
Приймемо, що 30 % працівників - жінки (17), а 70 % - чоловіки (39).
Оскільки виробництво має мікробіологічну лабораторію та інокуляційне від¬
ділення, то виробництво загалом належить до категорії IV6 Виробництво стерильних
матеріалів).
Гардероби
На кожного спискового працівника припадає по 2 шафи для вуличного та спеціального
одягу. Отже, в жіночому гардеробі повинно бути 17 подвійних шаф, а у чоловічому - 39.
Ширина шафи - 0,33 м.
Розрахунок кількості душових сіток
У жіночій душовій повинно бути 4/4 = 1 душова сітка.
У чоловічій душовій повинно бути 13/5 = 2,6 (3) душові сітки.
Вмивальні
Всього у жіночій вмивальні повинно бути 4/10 = 0,4 крана. Встановлюємо два: у
переддушовій і в туалеті.
Всього у чоловічій вмивальні повинно бути 13/10 = 1,3 крана. Встановлюємо
два: у переддушовій і в туалеті.
Туалетні кімнати
Всього в жіночій талетній кімнаті повинно бути 4/15 = 0,27 (1) унітаз.
Всього в чоловічому тулеті повинно бути 13/15 = 0,87 (1) унітаз + 1 пісуар.
Кімната для куріння
Оскільки на одного чоловіка повинно припадати 0,03 м2, а на 1 жінку - 0,01 м2,
то розрахункова площа кімнати для куріння повинна становити
0,03*13 + 0,01*4 = 0,43 м2.
В дійсності ця площа не може бути меншою від 9 м2.
659
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Кімната для відпочинку
Розрахункова площа кімнати для відпочинку - 0,2* 17 = 3,4 м2. В дійсності вона
не може бути меншою 18 м2.
Розрахунок витрати пари для опалення будівель
Джерелом теплопостачання на підприємстві є власна котельня. Як теплоносій
для опалення приміщень використовують перегріту воду з температурою 115°С.
Загальний об’єм виробничих приміщень 1296 + 5184 + 2527,2 + 1555,2= 10562,4 м3,
об’єм побутових приміщень - 2138,4 м3. Температура в приміщеннях повинна бути
20°С.
Максимальна потужність тепла, що витрачається на опалення (формула 18.1):
Q = 0,3(20 + 21)10562,4 + 0,5(20 + 21)2138,4 = 173755 Bt= 174 кВт.
В дійсності для розрахунку потужності потрібно прийняти середню температуру
навколишнього середовища (близько 0°С). Отже,
Q = 0,3*20* 10562,4 + 0,5*20*2138,4 = 84758 Вт = 84,8 кВт.
Кінцевою температурою теплоносія прийнято вважати 70°С. Отже, витрата
перегрітої води G повинна становити
84,8 = G*4,19( 115 -70). G = 0,45 кг/с* 1,6 м3/год.
Для нагрівання води використовують водяну пару тиском 0,3 МПа. Позначимо
витрату пари - X кг/год. Цю величину знайдемо з виразу
84,8 = 2171X + Х*4,19(132,9-90). Звідси X = 0,036 кг/с = 129,9 кг/год.
Приймемо, що система опалення діє півроку. Отже, на опалення за рік буде
витрачено 129,9*24*365/2 = 568808 кг пари. За технологічний цикл буде витрачатись
568808/58,7 = 9690 кг пари.
660
Проект відділення виробництва антибіотика “Флориміцин”
661
Рис. 19.9.2. План на позн. ± 0,000
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
662
Рис. 19..9.3. Продовження плану на позн. ± 0,000
Проект відділення виробництва антибіотика “Флори»»'»»”
663
Рис. 19.9.4. Повздовжний розріз A-A
ДЕВШДИЕк. Практичне застосування теоретичних знань у курсовому І дипломному проектуванні
Ij Cl
<
O
CL
2
0
X
1
§
CO
CQ
0
C
«
X
X
(L)
1
§
O
CL
C
Л«л
<>
о
X
Ou
664
Проект відділення виробництва антибіотика “Флориміцин”
1U
Щ І
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
666
Рис. 19.9.7. Поперечний розріз B-B
Проект відділення виробництва антибіотика “Флориміцин” ^ЩДДЗЯВВІ
Cl
PO
O
CL
>К
S
<и
Q-
<D
C
O
а
OO
Os
Os
cj
S
Q.
667
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
SJ U U
Ct
.2
а
CO
O
CL
>5
S
SC
У
<и
а
C
O
C
ON
ON
U
S
CL
668
Проект відділення виробництва антибіотика “Флориміцин”
19.10. Економічні розрахунки
Згідно із завданням на курсове проектування і проведеними розрахунками
виробнича потужність за флориміцин-сульфатом становить 2000 кг/рік.
19.10.1. Розрахунок вартості будівель1
Орієнтовно вартість побудови 1 м3 одноповерхової будівлі каркасного типу
становить 141 грн/м3, багатоповерхової-242 грн/м3, адміністративно-побутових
приміщень - 283 грн/м3. Вартість будівель з цегляними огороджувальними
стінами приблизно вдвічі більше (будівлі 1-4), а будівлі безкаркасного
типу з цегляними несучими стінами - втричі більше (адміністративно-побутова
будівля 5).
Таблиця 19.40
Вартість будівель, тис. грн
Об’єм будівлі, м3
Вартість побудови 1 м3,
грн/м3
Вартість будівлі,
тис. грн
Будівля № 1
1296
282
365,47
Будівля № 2
3888
484
1881,79
Будівля № 3
2721,6
282
767,49
Будівля № 4
1555,2
282
767,49
Будівля № 5
2332,8
849
1980,55
Разом
5762,79
19.10.2. Розрахунок вартості основного обладнання
Таблиця 19.41
Вартість основного ємнісного обладнання виробництва флориміцин-сульфату
3/п
■V'-.-' • Назва
Об’єм,
м3
Вартість одиниці
обладнання, тис. грн
К-сть
Всього,
тис. грн
1
Малий інокулятор 1-І
0,063
2,22
1
2,22
2
Середній інокулятор 1-2
0,63
11,40
1
11,40
3
Великий інокулятор 1-3
5,0
49,64
1
49,64
4
Реактор-змішувач Р-1/1,2
25
166,65
2
333,30
1 Ціни на будівлі, обладнання і сировину взяті з чинних тарифів, норм проектування, вільного ринку,
відповідно до кон’юнктурних обставин, що існували в Україні у 2005 році. При цьому ціна на золото
становила 412 S/трійська унція.
669
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 19.41
3/п
Назва
Об’єм,
- -M3-:;-.
Вартість одиниці
обладнання, тис. грн
К-сть
Всього,
тис. грн
5
Ферментер Ф-1
63
299,95
І
299,95
6
Реактор-змішувач Р-2/1,2
25
166,65
2
333,30
7
Бункер Є-1
1,0
8,18
1
8,18
8
Буферна ємність Є-2
40,0
186,55
1
186,55
9
Колона іонообмінна KI-I
8,1
56,66
6
339,96
10
Реактор-змішувач Р-3
0,63
14,57
1
14,57
11
Реактор-змішувач Р-4
0,25
8,72
1
8,72
12
Буфер Є-3
0,63
10,40
1
10,40
13
Колона іонообмінна КІ-2
0,183
5,56
4
22,24
14
Буфер Є-4
0,63
10,40
1
10,40
15
Реактор-змішувач Р-5
0,4
12,12
1
12,12
16
Колона іонообмінна КІ-3
0,407
7,83
3
23,49
17
Змішувач Р-6
0,63
14,57
1
14,57
18
Реактор-змішувач Р-7
0,4
12,12
1
12,12
19
Нутч-фільтр НФ-1
0,113
4,55
1
4,55
20
Змішувач Р-8
1,25
20,10
1
20,10
21
Мірник Є-6
0,25
6,06
1
6,06
22
Сховище метанолу Є-7
2,5
16,67
1
16,67
23
Змішувач Р-9
0,16
6,38
1
6,38
24
Нутч-фільтр НФ-2
0,31
6,82
1
6,82
25
Збірник Є-8
1,6
11,05
1
11,05
Разом
1674,13 j
Таблиця 19.42
Вартість іншого основного обладнання виробництва флориміцин-сульфату
3/п
.. .. , « і Назва -у'-' ... ..
'К-сть
Вартість одиниці
обладнання, тис» грн
Всього,
тис. грн
1
Лінія УНС-20
1
40,1
40,1
2
Глибинний фільтр ПФ-1
6
0,8
4,8
3
Насос Н-2
1
1,5
1,5
4
Автоматичний фільтр-прес ФП-1
1
184,53
184,53
5
Дозувальний насос Н-3
1
0,7
0,7
6
Дозувальний насос Н-4
1
0,7
0,7
7
Дозувальний насос Н-5
1
0,7
0,7
8
Дозувальний насос Н-6
1
0,7
0,7
9
Дозувальний насос Н-7
1
0,7
0,7
670
Проект відділення виробництва антибіотика “Флориміцин”
Продовження табл. 19.42
3/п
Назва
К-сть
Вартість одиниці
обладнання, тис. грн
Всього, І
тис. грн і
10
Дозувальний насос Н-8
1
0,7
0,7 !
11
Вакуум-сушильна шафа BCliI
1
5,0
5,0
Разом
240,13
Сумарна гуртова вартість основного обладнання: 1674,76 + 240,13 = 1914,89 тис. грн.
Вартість основного та додаткового обладнання (з трансформаторами, вентиляторами
тощо):
1914,89*1,1 =2106,38 тис. грн.
Вартість трубопроводів і арматури сягає 30...50% від вартості обладнання.
Приймемо 40%. Разом з трубопроводами гуртова вартість обладнання становить
2106,38* 1,4 = 2948,93 тис. грн.
Врахуємо вартість транспортування (4%) і вартість монтажних робіт (40%).
Остаточно вартість технологічного обладнання становить
2948,93* 1,44 = 4246,46 тис. грн.
До основних фондів належить і маса іонообмінних смол, яка в процесі
виробництва не міняється.
Робочий об’єм колони KI-I становить 7,36 м3, а 6-ти колон -44,16 м3. Питомий
об’єм набряклої смоли КБ-2 дорівнює 3,5 см3/г, отже, маса смоли в колонах становить
12617 кг. Ціна смоли в перерахунку на абсолютно суху речовину становить 13,65 грн/кг,
отже, вартість смоли дорівнює 172,22 тис. грн.
Робочий об’єм колони КІ-2 становить 0,154 м3, а 4-х колон - 0,616 м3. Питомий
об’єм набряклої смоли КУ-2-20 дорівнює 3 см3/г, отже, маса смоли в колонах становить
205 кг. Ціна смоли в перерахунку на абсолютно суху речовину становить 12,19 грн/кг,
отже, вартість смоли дорівнює 2,5 тис. грн.
Робочий об’єм колони КІ-3 становить 0,358 м3, а 3-х колон - 1,074 м3. Питомий
об’єм набряклої смоли ЕДЕ-10 дорівнює 2,5 см3/г, отже, маса смоли в колонах
становить 429,6 кг. Ціна смоли в перерахунку на абсолютно суху речовину становить
12,57 грн/кг, отже, вартість смоли дорівнює 5,4 тис. грн.
Остаточно вартість обладнання і смоли (з урахуванням 4% вартості на транспортно-
заготівельні витрати) становить 4246,46 + 1,04(172,22 + 2,5 + 5,4) = 4433,78 тис. грн.
* * *
Вартість контрольно-вимірювальної апаратури і засобів автоматизації сучасного
біотехнологічного виробництва становить 50... 150% від вартості основного
обладнання. Приймемо 70%. Відтак вартість КВП і засобів автоматизації дорівнює
4433,78*0,7= 3103,65 тис.грн.
671
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
19.10.3. Розрахунок амортизаційних відрахувань
Таблиця 19.43
Група основних фондів
Вартість,
тис. грн
Норма
амортизації, %
Амортизація,
тис. грн
Будівлі
5762,79
5
288,14
КВП, засоби контролю та
автоматизації
3103,65
25
775,91
Машини та обладнання
4433,78
152
665,07
Всього
10155,49
1729,12
19.10.4. Сировинні витрати та їх вартість
Таблиця 19.44
Речовина
Одиниця
вимірю¬
вання
Нормовитрата
на
1 кг товарного
продукту
Ціна за
одиницю,
грн
Сума,
грн
Витрати на
річний
випуск,
тис. грн !
Глюкоза
кг
75,89
15,82
1200,58
2401,16
Соєве борошно
кг
12,65
14,66
185,45
370,90
KH2PO4
кг
1,436
28,00
40,21
80,42
NaNO3
кг
11,00
9,60
105,6
211,2
Вода питна*
M^
1,105
5,58
6,17
12,33
Фільтроперліт
кг
32,48
3,40
110,43
220,86
98 %-ва сульфатна кислота
кг
1,118
0,70
0,78
1,57
Пом’ягшена вода
м5
0,027
11,16
0,30
0,60
їдкий натр
кг
0,258
1,61
0,42
0,83
25 %-й розчин аміаку
кг
1,586
2,61
4,14
8,28
Активоване вугілля
кг
0,238
3,5
0,83
1,67
Дистильована вода
Mi
2,306
12,00
27,67
55,34
Метанол регенерований**
кг
20,47
0,26
5,32
10,64
Разом
1687,9
3375,8
* - витрата води збільшена на величину, потрібну для промивання апаратури:
178 м3*0,1*58,7 циклів = 1044,9 5224,3 м3,де 178-об’єм апаратури, 0,1 - коефіцієнт,
58,7 - число циклів за рік.
** - Орієнтовний розрахунок ціни метанолу регенерованого: ,
Згідно з розрахунками за цикл на осадження флориміцин-сульфату і його
фільтрування витрачається 490,8 + 77,9 + 129,9 = 698,6 кг метанолу. При цьому
2 Саме така норма амортизації прийнята для машин і обладнання хімічної промисловості, але біотехнологічне
обладнання характеризується тим, що воно виконано, в основному, з корозійно стійкої нержавіючої
сталі, тому для деякої апаратури, наприклад, ємнісної, цю норму можна знизити до 7-10%.
672
Проект відділення виробництва антибіотика “Флориміцин’’
утворюється 1244,01 кг фільтрату. Нехтуючи втратами метанолу у вологому осаді,
знаходимо, що фільтрат містить 545,41 кг води. Отже, відсотковий склад фільтрату
такий: метанол - 56,2%, вода - 43,8%.
В цеху регенерації методом ректифікації одержують 100%-й розчинник. Втрати
при цьому розчинника становять 5%.
Приймемо, що маса розчину метанолу, який йде на регенерацію, дорівнює І кг.
Отже, він містить 0,562 кг метанолу і 0,438 кг води. Для ректифікації потрібно витратити
тепло на нагрівання суміші до температури кипіння. Оскільки температура кипіння
метанолу дорівнює 64,5°С, то потрібна кількість тепла на нагрівання становить
0,562*3,55(64,5-20) + 0,438*4,19(64,5-20)= 170,45 кДж. На випаровування метанолу,
враховуючи втрати, витрачається 0,95*0,562*1110,4 = 592,84 кДж тепла. Всього
потрібно витратити 592,84 + 170,45 = 763,29 кДж тепла. Це тепло одержують
спалюванням метана. Теплота згоряння метану дорівнює 56000 кДж/кг. Отже, потрібно
спалити 763,29/56000 = 0,0136 кг метану. Врахуємо, що К.К.Д. процесу дорівнює 0,7.
Отже, дійсна витрата метану становить 0,0136/0,7 = 0,0195 кг метану. В перерахунку
на об’єм витрата метану дорівнює 0,0273 м3 за н.у. Ціна природного газу для промислових
підприємств дорівнює 80 у.о. за 1000 м3, або 404 грн. Отже, на процес нагрівання і
випаровування потрібно витратити 404*0,0273/1000 = 0,011 грн.
Одержаний метанол конденсують, конденсат охолоджують до 25°С. При цьому
знімають 0,95*0,562*1110,4+ 0,95*0,562*3,55(64,5-25) = 613,93 кДж тепла. Кубовий
залишок дорівнює 1 -0,95*0,562 = 0,466 кг, втому числі 0,438 кг води. Його потрібно
теж охолодити до 25°С. При охолодженні кубового залишку знімається (0,466 -
- 0,438)*3,55(64,5 - 25) + 0,438*4,19(64,5 - 25) = 76,42 кДж тепла. Йсього знімається
613,93 + 76,42 = 690,35 кДж тепла.
Тепло знімається зворотною водою. При цьому вона нагрівається від 18 до 24°С.
Витрата її становить 690,3 5/4,19(24 -18) = 27,46 кг. Ціна 1 м3 (1000 кг) зворотної води
становить близько 0,8 грн. Отже, вартість води, що йде на охолодження, дорівнює
0,8*27,46/1000 = 0,022 грн.
Оскільки сировина надходить на регенерацію безкоштовно, то вартість регенерації
визначається тільки енергетичними витратами, які дорівнюють 0,011 + 0,022 = 0,033 грн.
Звичайно, частка сировинних і енергетичних витрату виробництві дорівнює 20.. .30%.
Приймемо 25%. Відтак, вартість одержання 0,95*0,562 = 0,507 кг регенерованого метанолу
дорівнює 0,033/0,25 = 0,132 грн. Отже, внутрішня ціна регенерованого метанолу за
собівартістю становить 0,132/0,507 « 0,26 грн/кг.
19.10.5. Вартість енергетичних ресурсів
Згідно з розрахунками, проведеними в розділі 19.7, за технологічний цикл, на
якому планується випускати 34,12 кг флориміцин-сульфату, витрачають 21765 кВт*год.
електроенергії, 10600 кг водяної пари тиском 0,3 МПа, IlOO м3 зворотної води і
370 тис. м3 стисненого повітря. Крім того, пара в кількості 9610 кг/цикл витрачається
на опалення будівель.
673
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Таблиця 19.45
Одиниця
вимірюван¬
ня
Нормовитрата
на 1 кг
товарного
продукту
Ціна за
одиницю,
грн
Сума,
; ГрН
Витрати на
річний
випуск,
тис. грн
Електроенергія
кВт*год
637,90
0,308
196,47
392,95
Зворотна вода
м*
32,24
0,8
25,79
51,58
Пара*
кг
592,32
0,069
40,87
81,74
Стиснене повітря
тис. м3
10,84
4,2
45,53
91,06
Разом
248,29
617,33
* - орієнтовний розрахунок ціни водяної пари:
Для переведення води в насичену пару тиском 0,3 МПа її потрібно нагріти від 20
до 132,9°, потім вже йде процес пароутворення. Приймемо, що взяли 1 кг води. Для
переведення цієї кількості води в пару потрібно витратити 1*2171 + 1*4,19(132,9 -
- 20) = 2644 кДж тепла. Джерело тепла - природний газ, якого потрібно витратити
2644/56000 = 0,047 кг. Враховуючи К.К.Д. нагрівальних присторої 0,7 реальна витрата
газу становить 0,047/0,7 = 0,0675 кг газу. Ціна природного газу для промислових
підприємств дорівнює 80 у.о. за 1000 м3 або 424 грн. Отже, на процес переведення
води в пару потрібно витратити 424*0,0675/1000 = 0,029 грн. Сумарна вартість води і
енергії при ціні води 5,58 фн/тонна дорівнює 5,58/1000 + 0,029 = 0,0345 грн/кг. Приймемо,
що в калькуляції ця сума дорівнює 50%. Тоді повна внутрішня собівартість пари
дорівнює 0,0345/0,5 = 0,069 грн/кг.
19.10.6. Розрахунок фонду заробітної плати робітників
Для визначення чисельності робітників відповідно до прийнятого режиму роботи
і заводськими даними складаємо баланс робочого часу одного робітника.
Таблиця 19.46
Штатний розпис основних робітників
* . Професія - ,. „
K
*4 X1 * V . ( -
^Тарифний.
розряд
: K7CTb- В;
-зміну
.К-сть
змін
Яврчна.
чи сель-
ність
,Тарифна
ставка,; -
грн "
1 Премія^ .
. ^
Апаратник відділення
приготування ЖС та
його стерилізації
V
1
4
4
2,84
зо
Апаратник відділення
інокуляції і ферментації
VI
1
4
4
3,31
зо
Апаратники відділення
обробки KP і нативного
розчину
V
2
4
8
2,84
зо
Помічники апаратників
усіх відділень
IV
3
4
12
2,48
зо
Всього
28
674
Проект відділення виробництва антибіотика “Флориміцин”
Додатково у зміну виходить одна лаборантка і слюсар (всього змін - 4, п’ята
зміна вихідна).
Вдень на роботу виходять:
1. Начальник виробництва - 1
2. Технолог виробництва - 1
3. Начальник лабораторії - 1
4. Механік виробництва - 1
5. Інженер КВП - 1
6. Лаборант - 1
7. Слюсар - 1
8. Різноробочі - 2
Всього допоміжних робітників - 2*4 + 9=17
Облікова кількість основних робітників виробництва: 28* 1,15 = 32
Облікова кількість допоміжних робітників виробництва: 17* 1,15 = 20 осіб.
Облікова кількість усіх робітників виробництва: 32 + 20 = 52 особи.
Розрахунок фонду заробітної плати основних робітників
_ . 4*2,84 + 4*3,31 + 8*2,84 + 12*2,48
Середня тарифна ставка = 2,75 грн.
28
Тарифний фонд заробітної плати 2002*28*2,75/1000 = 154,15 тис. грн. (тут 2002 -
норма тривалості робочого часу).
154,15*0,4
Доплата за роботу у нічний час —— = 20,55 тис.грн.
Доплата за роботу в святкові дні 10*2,75*28*8/1000 = 6,16 тис. грн.
Доплата за перепрацювання годин за графіком 104(2,75/2)28/1000 = 4,00 тис. грн.
Доплата до тарифного фонду 20,55 + 6,16 + 4,00 = 30,71 грн.
Премія 154,15*0,3 = 46,25 грн.
„ . 154,15 + 30,71 + 46,25
Оплата відпусток - -— х 27 = 24,86 тис.грн.
251
Річний фонд заробітної плати 154,15 + 30,71 + 46,25 + 24,86 = 255,97 тис. грн.
Внески до соціальних фондів 255,97*0,375 = 95,99 тис. грн.
Середньорічна заробітна плата на одного основного робітника 255,97/28 =
= 9,14 тис. грн.
675
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Таблиця 19.47
Розрахунок чисельності і фонду заробітної плати цехового персоналу
: Посада
К-сть
Посадо¬
вий
оклад,
грн/міс.
Доплата за
шкідли¬
вість-
(12%), грн
Основна
зарплата,
грн.
Додаткова
зарплата
(премія
30%), грн.
Річний фонд
зарплати,
тис.грн.
Начальник
виробництва
1
1200
144
1344
360
20,45
Технолог
виробництва
1
1000
120
1120
300
17,04
Начальник
лабораторії
1
900
108
1008
270
15,34
Начальник зміни
4
800
96
896
240
54,53
Інженер-механік
1
900
108
1008
270
15,34
Інженер з метрології
1
900
108
1008
270
15,34
Слюсар
1
550
66
616
165
9,37
Лаборант
5
500
60
560
150
42,6
Різнорабочі
2
400
48
448
120
13,63
Разом
203,64
Відрахування у соціальні фонди дорівнюють 203,64*0,375 = 76,37 тис. грн. Всього
загальновиробничі витрати: 203,64 + 76,37 = 280,01 тис. грн.
19.10.7. Проектна калькуляція собівартості флориміцин-сульфату
Калькуляційна одиниця: І кг
Річний випуск: 2000 кг
Таблиця 19.48
, , 'Статті витрат ^
< Г" ' .
Одиниця •
вимірю-
ї^]вання;йЧ
-Норма
витрат
Ціна за
одинцю
грн.
Сума,
грн.
: Витрати на
річний випуск,
тис. грн,
Сировина:
Глюкоза
кг
75,89
15,82
1200,58
2401,16
Соєве борошно
кг
12,65
14,66
185,45
370,90
KH2PO4
кг
1,436
28,00
40,21
80,42
NaNO3
кг
11,00
9,60
105,6
211,2
Вода питна
M^
1,105
5,58
6,17
12,33
Фільтроперліт
кг
32,48
3,40
110,43
220,86
98 %-ва сульфатна кислота
кг
1,118
0,70
0,78
1,57
Пом’ягшена вода
м5
0,027
11,16
0,30
0,60
їдкий натр
кг
0,258
1,61
0,42
0,83
25 %-й розчин аміаку
кг
1,586
2,61
4,14
8,28
Активоване вугілля
кг
0,238
3,5
0,83
1,67
Дистильована вода
Mi
2,306
12,00
27,67
55,34
676
Проект відділення виробництва антибіотика “Флориміцин”
Продовження табл. 19.48
Статті витрат
^Одиниця
вимірю¬
вання
Норма
витрат.
Ціна за
одинцю
грн.
. Сума, ;
У. VTpH^: V'.
Витрати на
: .рІЧНИЙ ВИПУСК,
ТИС. гри.
Сировина:
Метанол регенерований | кг | 20,47 J 0,26
5,32
10,64
Разом
1687,9
3375,8
Транспортно-заготівельні витрати (4% від суми сировинних матеріалів)
135,03
Енергетичні витрати:
Електроенергія
кВт*год
504,98
0,308
155,53
311,07
Зворотна вода
м3
32,24
0,8
25,79
51,58
Пара
кг
592,32
0,069
40,87
81,74
Стиснене повітря
ТИС. M^
10,84
4,2
45,53
91,06
А Разом
267,72
535,45
Зарплата основних робітників
255,97
Внески до соціальних фондів
95,99
Прямі витрати
4398,24
Загальновиробничі витрати (зарплата цеховому персоналу + внески до
соціальних фондів)
280,01
Амортизаційні відрахування
1571,88
Виробнича собівартість
6250,13
Адміністративні витрати (10 % від виробничої собівартості)
625,01
Витрати на збут (3 % від виробничої собівартості)
187,50
Повна собівартість
7062,64
Непрямі витрати (накладні): 7062,64 - 4398,24 = 2664,4 тис. грн.
Повна собівартість 1 кг флориміцин-сульфату:
7°-^2—4- = 3,531 тис.грн/кг.
2000
Таблиця 19.49
Структура ціни за прямими витратами
- ';і\&h.Стаття*витрат-V" :';V-
АбсолюТні^значенйя •
Частка, %•< rh
і
Сировина
3375,8
76,76
2
Транспортно-заготівельні витрати
135,03
3,07
3
Електроенергія
311,07
7,07
4
Насичена водяна пара
81,74
1,86
5
Зворотна вода
51,58
1,17
6
Стиснене повітря
91,06
2,07
7
Зарплата основних робітників
255,97
5,82
8
Внески до соціальних фондів
95,99
2,18
Разом
4398,24
100,00
677
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
З табл. 19.49 видно, що в структурі ціни за прямими витратами майже 3/4 витрат
припадає на сировину. В той же час в структурі ціни за повними витратами ця частка
становить лише 3375,8* 100/7062,64 = 47,8%,що пов’язане з високими амортизаційними
і загальновиробничими адміністративними витратами.
19.10.8. Розрахунок основних техніко-економічних показників
Приймемо, що виробництво є прибутковим з поміркованим індексом прибутковості
IP = 1,2. Коефіцієнт PV (поточну вартість) знайдемо з виразу:
1,2 = PV / Капітальні вкладення
Капітальні вкладення дорівнюють 10155,49 тис. грн (табл. 19.43). Отже, поточна
вартість майбутніх грошових доходів повинна бути
PV = 1,2* 10155,49 = 12186,59 тис. грн.
Звичайно дисконтну ставку (відтермінування платежів) планують на 10 років,
але сьогодні інвестори бажають повернути інвестиційні кошти за 3... 5 років. Приймемо
5 років при ставці дисконту 20%.
PV = ГП/(1 + 0,20)5 = 12186,59 тис.грн.
Звідси грошовий потік (ГП) за 5 років повинен бути 30324,14 тис. грн, а річний
ГП відповідно повинен дорівнювати 30324,14/5 = 6064,83 тис. грн.
У свою чергу ГП = чистий річний прибуток (ЧРП) + амортизаційні відрахування.
Відтак, ЧРП повинен дорівнювати 6064,83 - 1571,88 = 4492,95 тис. грн.
Валовий прибуток ВП = ЧРП + 0,3 ВП, де 0,3 - 30%-вий податок на прибуток.
Отже, ВП = 4492,95/0,7 = 6418,5 тис. грн.
Валовий прибуток дорівнює чистому доходу мінус повна собівартість. Отже,
чистий дохід повинен дорівнювати 8146,82 + 7062,64 = 15209,46 тис. грн. Чистий
дохід дорівнює валовому доходу мінус податок на додану вартість.
З іншого боку, валовий дохід дорівнює:
відпускна ціна х обсяг виробництва мінус відпускна ціна х обсяг виробництва х
х ставка податку на додану вартість.
Обсяг виробництва дорівнює 2000 кг/рік. Ставка податку на додану вартість
становить 20% (0,2). Відтак відпускну ціну ВЦ знайдемо з виразу:
15209,46 = ВЦ(2000 - 0,2*2000). Звідси ВЦ = 9,506 тис. грн/кг.
Гуртова ціна 1 кг флориміцин-сульфату повинна бути 9,506/1,2 = 7,922 тис. грн/кг.
Ця ціна більше ціни за повної собівартості в 7,922/3,531 = 2,24 разів, тобто рівень
рентабельності повинен бути не менше 124%.
Аналогічні розрахунки, проведені для ставки дисконту 10% та індексу
прибутковості 1,1, показують, що гуртова ціна продукту повинна бути 4,665 тис. грн,
а рівень рентабельності 32,1%. Звичайно для підприємств хімічної промисловості
678
Проект відділення виробництва антибіотика “Флориміцин”
рівень рентабельності становить 10...30%. Все це вказує, що з економічної точки
зору біотехнологічні виробництва є малоприбутковими, якщо мова йде про синтез
речовин, які можна одержувати простішими хімічними способами. Низька
прибутковість пов’язана з малою вартістю сировини і дуже високою вартістю
обладнання, яке, в основному, виготовляють з нержавіючої сталі. Але в будь-якому
випадку проведені розрахунки показують, що навіть при відпускній ціні флориміцин-
сульфату 9,506 тис. грн/кг (тис.$1,88) виробництво, що проектується, буде
конкурентноспроможне порівняно з аналогічними підприємствами промислово
розвинених країн, де ціни на антибіотичні субстанції коливаються в межах тис.$2.. .40.
Якщо ж при цьому інвестором буде держава, для якої одержання надприбутку не є
самоціллю, то доцільність реалізації проекту є очевидною.
Розрахуємо величини терміну окупності капітальних вкладень і точку нульового
доходу за першим варіантом дисконтної ставки й індексом прибутковості.
Термін окупності капітальних вкладень (капітальні вкладення/чистий прибуток)
T= 10155,49/4492,25= 2,26 років
Точка нульового доходу (об’єм продукції, при якому одержують ненульовий дохід,
а при меншому - від’ємний). Вона дорівнює
накладні витрати 2664,4 /оо^о/ч
- = 465,6 кг/рік (23,3%).
. прямі витрати _ 4398,24
гуртова ціна - — - 7,922 —
річний випуск 2000
679
nPaktm4hQ застосування теоретичних знань у курсовому і дипломному проектуванні
ГЛАВА 20.
ПРОЕКТ ВІДДІЛЕННЯ ВИРОБНИЦТВА ЛИМОННОЇ
КИСЛОТИ З ГЛЮКОЗИ БЕЗПЕРЕРВНИМ МЕТОДОМ
Проектна потужність - 500 тонн лимонної кислоти в нативному розчині за рік.
Ресурс робочого часу - 330 діб/рік.
Спосіб ферментації - безперервний.
20.1. Концептуальна коротка технологія
Відомо декілька технологій одержання лимонної кислоти безперервним методом,
зокрема із застосуванням дріжджів роду Candida. Авічева та інші1 знайшли, що
кращі результати досягаються у разі використання гриба Aspergillus niger, який має
високу питому швидкість росту, при двоступеневій ферментації з застосуванням
диметилсульфоксиду як агента екскреції на другому етапі біосинтезу.
Відповідно робочу ферментацію ведуть теж у двоступеневій установці
безперервної дії. В період пуску використовують систему інокуляторів.
1. Пуск установки.
В інокуляторі першого ступеня вирощують міцелій, використовуючи живильне
середовище такого складу, кг/м3:
Глюкоза - 50; хлорид амонію - 4; KH2PO4 - 1; хлорид натрію - 0,2; сульфат
магнію семиводний - 0,2; сульфат цинку семиводний - 0,1; сульфат міді п’ятиводний -
0,05; вода-до 1000.
Після завантаження ПС проводять його стерилізацію періодичним способом.
Стерильне середовище охолоджують до 34°С. Додають лабораторний посівний
матеріал з розрахунку 10 кг ПМ на 100 кг ПС. Прийняти, що ПМ містить 7 кг АСБ в
1 м3, решта - вода. Показник pH встановлюють на рівні 4,5 і підтримують протягом
інокуляції 10%-ми розчинами їдкого натру або сульфатної кислоти (в матеріальному
балансі не враховувати). Культивування ведуть протягом 25 годин при 34°С. Лимонна
кислота не утворюється.
Одержаний інокулят І ступеня передають в інокулятор II ступеня, робочий об’єм
якого в 10 разів більше першого. Умови інокуляції такі самі.
Аналогічно проводять інокуляцію в III ступені (якщо це потрібно). Об’єм
третього інокулятора в 10 разів більше другого.
1 Авичева П.Б. и др. Биосинтез лимонной кислотьі из глюкозьі при непрерьівной ферментации Aspergillus
niger.// Прикладная биохимия и микробиология. - 1993. — 29, №4. — С. 567-573.
680
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
У робочий ферментер (перший ферментер установки безперервної дії) без
стерилізації завантажують ПС, склад якого такий самий, як для інокуляції. Додають
ПМ з останнього ступеня інокуляції (10 мас.% від маси ПС). Подають повітря на
аерацію, проводять ферментацію протягом 30 годин (5 годин - додатковий час) при
34°С і pH 4,5...5, підтримуючи його розчинами лугу або кислоти. Кінцевий продукт
містить АСБ в концентрації 10 кг/м3 та лимонну кислоту концентрацією 10 кг/м3.
2. Безперервна ферментація.
У підготований за вищенаведеною технологією робочий ферментер І ступеня
безперервно подають ПС вказаного складу з коефіцієнтом розбавлення D = 0,1 год1.3
першого ферментера, в якому починається і закінчується синтез біомаси, потік KP
надходить в однаковий за об’ємом другий ферментер, в якому закінчується біосинтез
лимонної кислоти. Реакція утворення лимонної кислоти:
C6H12O6 + 20, = C6H8O7 + зн2о
Для індукції екскреції лимонної кислоти в другий ферментер безперервно подають,
змішуючи з вхідним потоком KP, диметилсульфоксид в такій кількості, щоб
концентрація його в потоці становила 0,5%. Під час біосинтезу диметилсульфоксид
асимілюється з утворенням сульфатної кислоти, води та CO2.
На виході з другого ферментера одержують потік з концентрацією АСБ 10 кг/м3,
а лимонної кислоти - 25 кг/м3.
Для розрахунку матеріальних балансів прийняти емпіричну формулу АСБ:
С3,9 Н7 N0.7 °.,9К0.05 Р0.05 М80,0. S0,005
Клітинна маса містить 75% води.
Температура ферментації в першому ступені ферментації 34°С, а в другому - 30°С.
3. Відділення біомаси.
З другого ступеня ферментації KP надходить у змішувач, в якому вона змішується
з гострою парою (3 атм) і нагрівається від ЗО до 65°С, потім вона спрямовується у
витримувач, в якому упродовж 0,5 годин відбувається коагулювання білків, що полегшує
подальше фільтрування. Потім гарячу суспензію спрямовують у холодильник, в якому
її охолоджують до 30°С, а з холодильника - на безперервно діючий фільтр. Дані для
розрахунку фільтра: г0 = IO12 м/кг, AP = 8 IO4 Па, пс = MO3 Пас. Осад на фільтрі
промивають водою в кількості V4 від об’єму суспензії. Прийняти, що наприкінці
промивання осад не забруднюється нативним розчином і складається з клітинної
маси (80%) і міжклітинної води (20%).
Фільтрат надходить у збірник, з якого його перекачують у відділення одержання
товарної лимонної кислоти.
Промитий вологий осад шнеком завантажують на безперервно діючу сушарку.
Сушіння ведуть до вмісту вологи 12... 13%. Суха маса надходить на подрібнювач, з
якого її спрямовують на фасувальну машину. Затарений по 20 кг міцелій, який не
681
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
містить токсичних важких металів (на відміну від міцелію, одержаного з меляси),
реалізують як цінну, збагачену білком кормову добавку до раціону худоби.
20.2. Матеріальні розрахунки
1. Інтегральне стехіометричне рівняння першої стадії робочої ферментації
одержання лимонної кислоти (росту біомаси)
а, [С6Н)206](глюкоза) + a2[NH4Cl] + a3 [KH2POJ + aJNaCl] + a5[MgS047H20] +
+ a6[ZnS047H20] + a7[CuS045H20] + а8[02](кисень на аерацію) + O9IH2O] (на
розбавлення) = <х9[Н20](на розбавлення) + Ot1JC39 H7 N07 O19 K0 05 P005 Mg001
So,oosKACB) + а„[Н20](ендогенна вода) + а)2[С02] + а13[С6Н6Ь7](лимониа
кислота) + aJNaCl] + aJZnSOJ + aJCuSOJ + Ct1JH2SO4] + als[HCl] +
+ a16[C6H]206] (надлишок глюкози) + a17[NH4CI] (надлишок) + a18[KH2P04]
(надлишок) + a19[H20] (вода солей) + Ot2JMgSOJ (надлишок) + a2I [MgCO3].
Оскільки брутто-формула АСБ не містить натрію, цинку та міді, то формально
вихідні солі цих металів не витрачаються.
Приймемо Ctl = 1. Тоді відомим методом розрахунку визначаємо, що а2 = 0,2692,
а3 = 0,0265, а4 = 0,0119, а5 = 0,0029, а6 = 0,0013, а7 = 0,0007.
а|9 = 7а5 + 7а6+ 5а7 = 0,0329.
Враховуючи, що в 1 м3 ПС міститься 50 кг глюкози, а також приймаючи, що
маса 1 м3 ПС дорівнює 1000 кг, розрахуємо а9:
180сх,/18а9 = 50/(1000 - 50 - 4 - 1 - 0,2 - 0,1 -0,005).
Звідси а9 = 188,89.
Для спрощення розрахунків приймемо, що маса ПС дорівнює масі KP. Отже, ця
маса становить (180/50)1000 = 3600 кг (3,6 м3).
Згідно з експериментальними даними вміст АСБ в KP становить 10 кг/м3, отже
в 3,6 м3 міститься 36 кг АСБ. Таким чином, стехіометричний коефіцієнт а10 = 36/97,7 =
= 0,368 (де 97,7 - молекулярна маса брутто-формули АСБ).
Оскільки концентрація лимонної кислоти після першого ступеня ферментації
згідно з експериментальними даними така сама, як і АСБ, то стехіометричний
коефіцієнт а|3 = 36/190 = 0,189.
Для біосинтезу 1 кг АСБ необхідно 2 кг глюкози. Отже, на біосинтез 36 кг АСБ
потрібно 72 кг глюкози. З 1 моля глюкози утворюється 1 моль лимонної кислоти.
Отже, для утворення 36 кг лимонної кислоти потрібно (36* 180)/190 = 34,1 кг глюкози.
Таким чином, надлишок глюкози після першого ступеня ферментації становить
180 - 72 - 34,1 = 73,9 кг, а а,6 = 73,9/180 = 0,41.
Розв’язуючи баланси за азотом, фосфором, калієм, магнієм сіркою, вуглецем,
воднем та киснем, знаходимо, що сх8 = 1,222, аи = 2,089, а|2 = 0,971, а14 = 0,0929,
а15 = 0,257, сх17 = 0,012, сх18 = 0,008.
682
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Матеріальний баланс першого ступеня робочої ферментації без врахування
NaOH, який йде на нейтралізацію:
Таблиця 20.1
; Взято, кг
, * 1 Одержано, кг ' " •
Глюкоза 180,00
Хлорид амонію 14,40
Двозаміщений фосфат калію 3,60
Хлорид натрію 0,72
Сульфат магнію, семиводний 0,72
Сульфат цинку, семиводний 0,36
Сульфат міді, п’ятиводний 0,18
Вода на розбавлення 3400,02
АСБ 36,00
Лимонна кислота 36,00
Хлорид амонію 0,64
Хлорид натрію 0,72
Двозаміщений фосфат калію 1,09
Сульфат магнію 0,13
Карбонат магнію 0,12
Сульфат цинку 0,21
Сульфат міді 0,11
Сульфатна кислота 0,14
Хлоридна кислота 9,38
Вода 3437,98
Всього KP....3596, 42
Вуглекислий газ (викид) 42,68
Всього ПС 3600
Кисень на аерацію 39,10
Разом... 3639,10
Разом... 3639,10
З урахуванням NaOH, який йде на нейтралізацію сульфатної і хлоридної кислоти,
баланс набуває вигляду:
Таблиця 20.2
^ 'а ' ' Одержано;жі^Ч^1
Глюкоза 180,00
Хлорид амонію 14,40
Двозаміщений фосфат калію 3,60
Хлорид натрію 0,72
Сульфат магнію, семиводний 0,72
Сульфат цинку, семиводний 0,36
Сульфат міді, п’ятиводний 0,18
Вода на розбавлення 3400,02
АСБ 36,00
Лимонна кислота 36,00
Глюкоза 73,90
Хлорид амонію 0,64
Хлорид натрію 15,76
Двозаміщений фосфат калію 1,09
Сульфат магнію 0,13
Карбонат магнію 0,12
Сульфат цинку 0,21
Сульфат міді 0,11
Сульфат натрію 0,20
Вода 3536,21
Всього ЖС 3600
10%-й розчин NaOH 103,95
в тому числі NaOH (10,395)
Кисень на аерацію 39,10
Всього KP 3700,37
Вуглекислий газ (викид) 42,68
Разом... 3743,05
Разом... 3743,05
683
Практичне застосування теоретичних знань у курсовому І дипломному проектуванні
2. Матеріальний баланс другого ферментера
У другому ферментері продовжується біоконверсія глюкози у лимонну кислоту.
Оскільки згідно з експериментальними даними концентрація кислоти на виході з
ферментера становить 25 кг/м3, то всього у ферментері утворюється 3,6*25 = 90 кг
кислоти. Оскільки 36 кг її утворюється в першому ферментері, то в другому відповідно
90-36 = 54 кг.
З 1 моля глюкози утворюється 1 моль кислоти. Отже, на синтез 54 кг лимонної
кислоти витрачається (54* 180)/190 = 51,159 кг глюкози.
Для синтезу кислоти необхідний також кисень: для утворення 1 молю її потрібно
2 моля O2. Масова витрата кисню становить (64*54)/190 = 18,19 кг кисню.
Для екскреції лимонної кислоти застосовують диметилсульфоксид SO(CH3)2.
Його потрібно взяти 3700,37*0,005 = 18,5 кг. При його асиміляції утворюються 23,2 кг
сульфатної кислоти, 20,87 кг CO2. На проведення процесу асиміляції витрачається
34,15 кг кисню. Для нейтралізації сульфатної кислоти потрібно 18,98 кг їдкого натрію
(189,8 кг 10%-го розчину). При цьому утворюється 33,68 кг сульфату натрію.
Отже, баланс другого ферментера має вигляд:
Таблиця 20.3
кг/. *,г 'v , *•
V V v Одержано, кг . . ■ . . *:
АСБ 36,00
Лимонна кислота 36,00
Глюкоза 73,90
Хлорид амонію 0,64
Хлорид натрію 15,76
Двозаміщений фосфат калію 1,09
Сульфат магнію 0,13
Карбонат магнію 0,12
Сульфат цинку 0,21
Сульфат міді 0,11
Сульфат натрію 0,20
Вода 3536,21
АСБ 36,00
Лимонна кислота 90,00
Глюкоза 22,74
Хлорид амонію 0,64
Хлорид натрію 15,76
Двозаміщений фосфат калію 1,09
Сульфат магнію 0,13
Карбонат магнію 0,12
Сульфат цинку 0,21
Сульфат міді 0,11
Сульфат натрію 33,88
Вода 3739,46
Всього KP 3700,37
Диметилсульфоксид 18,50
10%-й розчин NaOH 189,80
Кисень 18,19 + 34,15 = 52,34
Всього KP 3940,14
CO2 (газовий викид) 20,87
Разом 3961,01
Разом 3961,01
3. Узгодження балансу з потужністю і перетворення його в баланс для
безперервного процесу
Оскільки умовами задано, що осад на фільтрі не містить нативного розчину, то
узгодження потужності можна провести, не розраховуючи балансів плазмолізу і
фільтрування.
684
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Продуктивність установки за лимонною кислотою повинна бути 500000/(330*24) =
= 63,13 кг/год. Тоді кожну цифру балансів обох ферментерів потрібно помножити на
коефіцієнт 63,13/90 = 0,7. Врахуємо також, що біомаса в KP існує у вигляді клітинної
маси з вмістом внутрішньоклітинної вологи 75%.
Таблиця 20.4
Баланс першого ферментера
Взято, кг/год
Одержано, кг/год
Глюкоза 126,00
Хлорид амонію 10,08
Двозаміщений фосфат калію 2,52
Хлорид натрію 0,50
Сульфат магнію, семиводний 0,50
Сульфат цинку, семиводний 0,25
Сульфат міді, п’ятиводний 0,13
Вода на розбавлення 2380,02
Всього ЖС 2520
10%-й розчин NaOH 72,77
в тому числі NaOH (10,395)
Кисень на аерацію 27,37
Клітинна маса 100,80
Лимонна кислота 25,20
Глюкоза 51,73
Хлорид амонію 0,45
Хлорид натрію 11,03
Двозаміщений фосфат калію 0,76
Сульфат магнію 0,09
Карбонат магнію 0,08
Сульфат цинку 0,15
Сульфат міді 0,08
Сульфат натрію 0,14
Вода 2399,75
Всього KP 2590,26
Вуглекислий газ (викид) 29,88
Разом... 2620,14
Разом... 2620,14
Таблиця 20.5
Баланс другого ферментера
• V'-''' Взято, кг/год • ■’=' . ' "
- ^ Одержано, кг/год ;
Клітинна маса 100,80
Лимонна кислота 25,20
Глюкоза 51,73
Хлорид амонію 0,45
Хлорид натрію 11,03
Двозаміщений фосфат калію 0,76
Сульфат магнію 0,09
Карбонат магнію 0,08
Сульфат цинку 0,15
Сульфат міді 0,08
Сульфат натрію 0,14
Вода 2399,75
Всього KP 2590,26
Диметилсульфоксид 12,95
10%-й розчин NaOH 132,86
Кисень 36,64
Клітинна маса 100,80
Лимонна кислота 63,00
Хлорид амонію 0,45
Хлорид натрію 11,03
Двозаміщений фосфат калію 0,76
Сульфат магнію 0,09
Карбонат магнію 0,08
Сульфат цинку 0,15
Сульфат міді 0,08
Сульфат натрію 23,72
Вода 2529,07
Всього KP 2745,15
CO2 (газовий викид) 14,61
Разом 2759,76
Разом 2759,76
685
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
4. Матеріальний баланс приготування ПС
Приготування ПС - процес періодичний, пов’язаний із завантаженням води,
глюкози та інших компонентів, їх розчиненням і фільтруванням розчину. Для узгодження
періодичного процесу з безперервним потрібно мати додатковий реактор-змішувач:
в одному реакторі готують ПС, а з іншого безперервно ПС завантажують у перший
ферментер. Як правило, час обертання реактора 4...5 годин. Приймемо 5 годин.
Помножимо кожну цифру лівої частини балансу першого ферментера на 5 (крім кисню
та розчину їдкого натрію). У результаті одержимо баланс реактора-змішувача для
приготування ПС:
Таблиця 20.6
%:і‘S Взято, кг/5 год . -
' - Одержано, кг/5 год
Глюкоза 630,00
Хлорид амонію 50,40
Двозаміщений фосфат калію 12,60
Хлорид натрію 2,5
Сульфат магнію, семиводний 2,5
Сульфат цинку, семиводний 1,25
Сульфат міді, п’ятиводний 0,65
Вода на розбавлення 11900,1
ЖС 12600
Разом.... 12600
Разом.... 12600
5. Аналогічно одержуємо баланс процесу приготування 10%-го розчину
їдкого натрію, який іде і на першій ступінь ферментації (72,77 кг/год), і
на другий (132,86 кг/год)
Таблиця 20.7
f: ГОД. ‘ г ■-*
NaOH 102,82
Вода 925,33
10%-й розчин їдкого натрію 1028,15
Разом... 1028,15
Разом... 1028,15
6. Матеріальний баланс нагрівання клітинної маси
KP з другого ступеня ферментації змішується з гострою парою і нагрівається від
ЗО до 65°С. Приймемо, що використовують насичену пару під тиском 0,ЗМПа (3 атм),
темпералура якої 132,9°С, а теплота конденсації- 2179 кДж/кг. Питому теплоємність KP
приймемо однаковою з теплоємністю води - 4,19 кДж/(кгК). Витрата KP - 2745,15 кг/год.
Масову витрату пари знаходимо з теплового балансу: 2745,15*4,19(65-30) = 2179т +
+ т*4,19(132 - 65), де т — масова витрата пари; m = 163,7 кг/год.
Отже, матеріальний баланс нагрівання має вигляд:
686
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Таблиця 20.8
' Взято, кг/год
; Одержано, кг/год
Клітинна маса 100,80
Лимонна кислота 63,00
Глюкоза 15,92
Хлорид амонію 0,45
Хлорид натрію 11,03
Двозаміщений фосфат калію 0,76
Сульфат магнію 0,09
Карбонат магнію 0,08
Сульфат цинку 0,15
Сульфат міді 0,08
Сульфат натрію 23,72
Вода 2529,07
Всього KP 2745,15
Гостра пара 163,7
Клітинна маса 100,80
Лимонна кислота 63,00
Глюкоза 15,92
Хлорид амонію 0,45
Хлорид натрію 11,03
Двозаміщений фосфат калію 0,76
Сульфат магнію 0,09
Карбонат магнію 0,08
Сульфат цинку 0,15
Сульфат міді 0,08
Сульфат натрію 23,72
Вода 2692,77
Разом 2908,85
Разом 2908,85
7. Матеріальний баланс фільтрування
Відфільтровуватись буде клітинна маса (100,8 кг/год) та карбонат магнію
(0,08 кг/год). Всього - 100,88 кг/год. При цьому вологого осаду буде утворюватись
100,88/0,8= 126,1 кг/год.
Води на промивання беруть 2692,77/4 = 673,2 кг/год.
Отже, матеріальний баланс фільтрування має вигляд:
Таблиця 20.9
Взято, кг/год : Одержано, кг/год.
Клітинна маса
100,80
1. Вологий осад 126,1
Лимонна кислота
63,00
втому числі:
Глюкоза
.15,92
- клітинна маса (100,8)
Хлорид амонію
0,45
- карбонат магнію (0,08)
Хлорид натрію
11,03
- вода (25,22)
Двозаміщений фосфат калію
0,76
2. Фільтрат 3455,95
Сульфат магнію
0,09
в тому числі:
Карбонат магнію
0,08
- лимонна кислота (63,00)
Сульфат цинку
0,15
- глюкоза (15,92)
Сульфат міді
0,08
- хлорид амонію (0,45)
Сульфат натрію
23,72
- хлорид натрію (11,03)
Вода
2692,77
- двозаміщений фосфат калію (0,76)
- сульфат магнію (0,09)
Всього KP...
2908,85
- сул ьфат ци н ку (0,15)
- сульфат міді (0,08)
Вода на промивання
673,2
- сульфат натрію (23,72)
- вода (2692,77)
Разом 3582,05 Разом 3582,05
687
Практичне застосування теоретичних знань у курсовому 1 дипломному проектуванні
8. Матеріальний баланс сушіння вологого осаду
Витрата абсолютно сухої маси з вологим осадом становить 0,25* 100,8 + 0,08 =
= 25,28 кг/год. Оскільки висушений продукт містить 12% вологи, то його одержують
25,28/0,88 = 28,73 кг/год. При цьому водяної пари утворюється 126,1 - 28,73 =
= 97,37 кг/год.
Баланс сушіння:
Таблиця 20.10
Взято, кг/год
Одержано, кг/год
Вологий осад
126,1
Висушена кормова добавка 28,73
Водяна пара 97,37
Разом...
...126,1
Разом 126,1
9. Таблиці завантажень
Таблиця 20.11
Матеріальний баланс приготування поживного середовища
Взято, кг/5 год
Одержано, кг/5 год
Глюкоза 630,00
Хлорид амонію 50,40
Двозаміщений фосфат калію 12,60
Хлорид натрію 2,5
Сульфат магнію, семиводний 2,5
Сульфат цинку, семиводний 1,25
Сульфат міді, п’ятиводний 0,65
Вода на розбавлення 11900,10
ПС 12600
Разом.... 12600
Разом.... 12600
Таблиця 20.12
Матеріальний баланс приготування 10%-го розчину їдкого натрію
Взято, кг/5 год. ^
V Одержано, кг/5 год.
NaOH 102,82
Вода 925,33
10%-й розчин їдкого натрію 1028,15
Разом... 1028,15
Разом... 1028,15
688
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Таблиця 20.13
Матеріальний баланс ферментації першого ступеня
Взято, кг/год
Одержано, кг/год
ПС 2520
10%-й розчин NaOH 72,77
Кисень на аерацію 27,37
KP 2590,26
Вуглекислий газ (викид) 29,88
Разом... 2620,14
Разом... 2620,14
Таблиця 20.14
Матеріальний баланс ферментації другого ступеня
Взято, кг/год
Одержано, кг/год
KP 2590,26
Диметилсульфоксид 12,95
10%-й розчин NaOH 132,86
Кисень 36,64
Всього KP 2745,15
CO2 (газовий викид) 14,61
Разом 2759,76
Разом 2759,76
Таблиця 20.15
Матеріальний баланс нагрівання
Взято, кг/год
Одержано, кг/год
KP
Гостра пара...
2745,15
163,7
Гаряча KP...
2908,85
Всього...
...2908,85
Всього.
2908,85
Таблиця 20.16
Матеріальний баланс фільтрування
Взято, кг/год
Одержано, кг/год.
KP 2908,85
Вода на промивання 673,2
Вологий осад 126,10
Фільтрат 3455,95
Разом 3582,05
Разом 3582,05
Таблиця 20.17
Матеріальний баланс сушіння вологого осаду
" Взято, кг/год
Одержано, кг/год
Вологий осад 126,1
Висушена кормова добавка 28,73
Водяна пара 97,37
Разом 126,1
Разом 126,1
На рис. 20.1 подано наочну схему матеріальних потоків за вищенаведеними
розрахунками.
689
Схема матеріальних потоків відділення біосинтезу лимонної кислоти безперервним методом.
(робочої ферментації)
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
S
S
5
S
Ь£,
O
X
X
O
с=;
H
X
S
O
O
X
<и
.5
CQ
,OS
’2
£
O
ас
JQ
Cu
S
S
CO
S
<и
х
U
о
(N
6
X
CL
690
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
20.3. Технологічний розрахунок обладнання відділення
біосинтезу лимонноїкислоти безперервним методом
На рис. 20.2 показно апаратурну блок-схему виробництва.
Блок приготування ПС (поз.1)
Згідно з матеріальним балансом у реактор-змішувач упродовж 5 год завантажують
12600 кг води та інших компонентів ПС. їх перемішують, розчиняють і готове ПС
ставлять на безперервне вивантаження у ферментер. Об’єм ПС дорівнює
« 12,6 м3. Враховуючи коефіцієнт заповнення 0,8.. .0,9, повний об’єм реактора-змішувача
повинен становити 14... 15,75 м3. Приймемо реактор зі стандартною ємністю 16 м3.
Оскільки стадія ферментації є безперервною, а приготування ПС - періодичною, то
між ними встановлюють буфер. Роль буфера по черзі будуть виконувати два однакові
реактори-змішувачі для приготування ПС.
Кормова добавка
Рис. 20.2. Апаратурна блок-схема відділення виробництва лимонної кислоти:
1 - блок приготування ПС; 2 - двоступеневий блок ферментації; З - блок приготування ПМ;
4 -блок стерилізації аераційного повітря; 5 - плазмолізатор; 6 - блок фільтрування
нативного розчину; 7 - блок сушіння міцелію; 8 - подрібнювач; P- фасувальне обладнання
Одночасно з приготуванням ПС протягом 5 годин готують розчин їдкого натрію.
Всього готують 1028,15 кг (~1 м3). З врахуванням коефіцієнта заповнення 0,8...0,9
об’єм реактора-змішувача для приготування розчину їдкого натру повинен бути
1,11... 1,25 м3. Обираємо реактор зі стандартним об’ємом 1,25 м3. З вищенаведених
причин повинно бути встановлено 2 реактори-змішувачі для приготування розчину
їдкого натру. ,
На другий ступінь ферментації подають диметилсульфоксид. Цю рідину, яка
має температуру застигання 18,45°С, а температуру кипіння 189°С, подають масовим
потоком 12,95 кг/год. Об’ємний потік повинен дорівнювати 12,95/1096 = 0,012 м3/год.
З розрахунку на добовий запас рідини об’єм мірника для диметилсульфоксиду повинен
бути 0,288 м3.3 врахуванням коефіцієнта заповнення 0,8.. .0,9 об’єм мірника повинен
691
ДЦДЦ|Д|І^. Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
становити 0,32...0,36 м3. Обираємо стандартну ємність на 0,4 м3. Ця ємність повинна
бути с;поряджена змійовиком, в який подають пару, для попередження застигання
рідини.
Двоступеневий блок ферментації (поз.2)
Потік поживного середовища - 2520 кг/год. « 2,52 м3/год. Потік розчину їдкого
натрію - 72,77 кг/год « 0,07 м3/год. Сумарний потік - 2,59 м3/год.
Оскільки коефіцієнт розбавлення D = 0,1 год*1, то робочий об’єм ферментера І
ступеня повинен бути Vp = Vn/D = 2,59/0,1 = 25,9 м3. З врахуванням коефіцієнта
заповнення 0,5...0,7 повний об’єм ферментера І ступеня дорівнює 37...51,8 м3.
Обираємо ферментер зі стандартним об’ємом 40 м3.
На другий ступінь ферментації KP надходить потоком 2590,26 кг/год « 2,59 м3.
Крім того, до потоку примішуються потоки розчину їдкого натрію (132,86/1020 =
= 0,13 м3/год) та диметилсульфоксиду (0,012 м3/год). Сумарний потік - 2,732 м3/год.
Коефіцієнт розбавлення у другому ферментері також дорівнює 0,1 год*1. Отже, робочий
об’єм другого ферментера при коефіцієнті заповнення 0,5.. .0,7 становить 39...54,64 м3.
Як і перший, другий апарат повинен мати стандартну ємність 40 м3.
Блок приготування посівного матеріалу (поз.З)
Апаратуру цього блока використовують один раз на рік в період пуску безперервного
виробництва.
Запускаючи установку, перший ферментер заповнюють на 50.. .70% поживним
середовищем. Отже, об’єм його повинен становити 0,6*40 = 24 м3 ® 24000 кг. До цієї
маси потрібно додати 2400 кг посівного матеріалу (~ 2,4 м3). Отже, повний об’єм
інокулятора останнього ступеня повинен бути 2,4/(0,5.. .0,7) = 3,4.. .4,8 м3. Обираємо
інокулятор зі стандартною ємністю 4 м3.
Для вирощування ПМ в інокуляторі останнього ступеня завантажують 2,4/1,1 =
= 2,18 м3 ПС і 0,22 м3 посівного матеріалу з попереднього ступеня інокуляції. Отже,
об’єм інокулятора попереднього ступеня інокуляції повинен бути 0,22/(0,5...0,7) =
= 0,31 ...0,44 м3. Обираємо стандартну ємність на 0,4 м3.
Для вирощування ПМ в інокуляторі передостаннього ступеня завантажують
0,22/1,1 = 0,2 м3 ПС і 0,02 м3 ПМ з попереднього ступеня інокуляції. Цей об’єм ПМ
можна одержувати один раз на рік в лабораторних умовах (декілька карлсберзьких
колб).
Отже, блок інокуляторів складається з двох ступенів: інокуляторів на 0,4 та
4 м3. В обох випадках стерилізацію ПС для вирощування ПМ проводять періодичним
способом.
Блок стерилізації аераційного повітря (поз. 4)
Сумарна потреба в кисні на першому та другому ступені ферментації дорівнює
27,37 + 36,64 = 64,01 кг/год; з 10%-м запасом - 70 кг/год. Вміст кисню в повітрі
приблизно 20%, отже, масова витрата повітря повинна бути 350 кг/год. Враховуючи,
692
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
що у разі застосування ферментерів з барботерами споживається лише 6.. .7% кисню, що
надходить на аерацію з повітрям, витрата повітря повинна бути збільшена до 350/0,06 =
= 5833 кг/год = 97,2 кг/хв. Об’ємна витрата повітря, взятого за н.у., становитиме
(97,2*22,4)/29 = 75 м3/хв. Це повітря буде розподілено між ферментерами згідно з
нормами споживання: на перший ферментер потрібно спрямувати (27,37/64,01)75 =
= 32 м3/хв повітря, а на другий - 43 м3/хв. Коефіцієнт аеру вання для першого ферментера
повинен приблизно становити 32/(0,7*40) = 1,15, а для другого - 43/(0,7*40) = 1,54.
Реально на фільтри глибинної стерилізації повітря буде надходити під тиском
0,3 МПа і за температури 20°С, отже, об’ємна витрата повітря становитиме
75
273 + 20
— = 26,83 м3/хв. = 0,447 м3/с. За швидкості повітря 0,5 м/с площа
0,3
. 273
перерізу фільтрів повинна становити 0,447/0,5 = 0,894 м2. Площа перерізу стандартного
фільтра Гіпромедпрому становить 0,28 м2. Отже, в паралельну роботу потрібно
встановити 0,894/0,28 = 3,2 (4) фільтри. В резерві потрібно тримати не менше 2 фільтрів.
Всього потрібно 6 фільтрів вказаної конструкції.
Плазмолізатор (поз. 5)
Процес плазмолізу складається з нагрівання одержаної культуральної рідини
гострою парою до 65°С і витримки суміші при цій температурі протягом 0,5 години,
охолодження суспензії до 30°С. Апаратура для цього процесу: змішувач культуральної
рідини з гострою парою, витримувач ємнісного типу, теплообмінник-холодильник.
Розрахунок нагрівача-змішувача.
У разі застосування змішувача з тангенціальною подачею рідини час перебування
рідкоконденсатної суміші в апараті повинен становити 1... 5 с. Швидкість руху рідини
в змішувачах нормується в межах 0,5... 1 м/с. Приймемо 0,5 м/с.
Згідно з матеріальними розрахунками витрата суміші культуральної рідини і
парового конденсату дорівнює 2908,85 кг/год = 2,91 м3/год = 8,1 IO'4 м3/с. Площа
перерізу змішувача повинна бути 8,1 10'4/0,5 = 1,62 IO 3 м2. Звідси діаметр змішувача
повинен становити 0,045 м (приймемо 50 мм). Довжина змішувача 0,5( 1... 5) = 0,5.. .2,5 м.
Приймемо 1,5 м.
Масова витрата пари становить 163,7/3600 = 0,045 кг/с, а об’ємна при тиску
0,3 МПа - 0,2 м3/с. За нормованої швидкості руху газів і пари в трубах 15...25 м/с
(приймемо 20) площа перерізу вхідного патрубка для пари дорівнює 0,2/20 = 0,01 м2.
Діаметр цього патрубка повинен бути 0,11 м (100мм). Діаметр камери, в якій
відбувається змішування, повинен бути ~1,5 рази більше (150 мм).
Розрахунок розмірів витримувана
Об’єм витримувача повинен бути 2,91 *0,5 = 1,455 м3. Якщо відношення висоти
витримувача до діаметра 5... 10 (приймемо 7,5), діаметр витримувача повинен бути
0,627 м; приймемо 0,6 м. Тоді висота витримувача
693
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
M 1,455*4 С1
H - - - 5,1 м.
3,14 *(0,6)
(Дійсне співвідношення між висотою та діаметром 5,1/0,6 = 8,5).
Розрахунок теплообмінника-холодильника
Як теплообмінник-холодильник використаємо пластинчастий теплообмінник
розбірного типу.
Процес охолодження стаціонарний, протитечійний. Охолоджувальний агент- вода з
початковою температурою 18°С і кінцевою-25°С. Теплоємність суспензії- 3,8 кДж/(кгК).
Витрата суспензії 2908,85/3600 = 0,808 кг/с.
Тепло, яке віддає суспензія: Q = 3,8*0,808(65 - 30) = 107,46 кВт
Середня різниця температур .^P .7 .I^ = 23,2 °С.
In —
12
Без розрахунку приймемо орієнтовний коефіцієнт теплопередачі 900 Вт/(м2К).
(Для пластинчастих теплообмінників він приблизно в 1,5 рази більше, ніж для інших
типів апаратів).
Потрібна поверхня теплообміну: F = —1_07460— _ ^
900*23,2
Обираємо розбірний пластинчастий теплообмінник консольного типу з пластинами
типу 0,3, який має регульовану поверхню теплообміну від 3 до 10 м2 і габарити
390*400*1665.
Блок фільтрування нативного розчину (поз. 6)
На операції відділення міцелію від нативного розчину застосуємо барабанний вакуум-
фільтр з серії апаратів, які мають регульовану швидкість обертання 0,13... З об/хв. Вакуум
в апараті дорівнює 80%, отже, робочий тиск становить 81060 Па.
При куті занурення барабана у суспензію 135° час фільтрування можна
регулювати в межах 135/[360(0,13...3)] = 0,125...2,88 хв. = 7,5... 173 с.
Якщо прийняти густину культуральної рідини 1020 кг/м3, то коефіцієнт т0 для
суспензії, що переробляється, дорівнює 126,1 * 1020/2908,85 = 44,2 кг/м3.
Для одержання осаду з товщиною шару 5 мм і більше на 1 м2 його повинно
міститься не менше 0,005 м3. Без розрахунку приймемо, що густина осаду становить
1070 кг/м3. Тоді маса осаду на 1 м2 дорівнює 0,005* 1070 > 5,35 кг/м2. Для одержання
такої кількості осаду потрібно переробити 5,35/44,2 = 0,121 м3 суспензії, з якої
одержують 0,121 - 0.005 = 0,116 м3 фільтрату, який має в’язкість 0,9 IO'3 Пас.
Знаходимо час, потрібний для фільтрування:
_ _ (0,11 б)244,2* IO12 *0,9 IO-3
Ta — — С.
ф 2*81060
694
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Час промивання дорівнює тп = - - t ^ 5 = 1096 с = 0,3 години.
Порівнюючи знайдений час фільтрування з можливостями фільтра, можна дійти
висновку, що на барабанних вакуум-фільтрах перероблення даної суспензії
неможливе.
Застосуємо автоматичні фільтр-преси типу ФПАКМ, розраховані на робочий
тиск 1,2 МПа, з зазором між плитами 45 мм. Приймемо, що за цикл роботи фільтра
одержують осад завтовшки 15 мм.
Об’єм осаду на 1 м2 повинен становити 0,015 м3, маса-0,015* 1070 = 16,05 кг.
Для одержання такої кількості осаду потрібно переробити 16,05/44,2 = 0,363 м3
культуральної рідини, з якої одержують 0,363 - 0,015 = 0,348 м3 фільтрату. Час
фільтрування порції KP становить
(0,348)244,2*IO12 *0,910”3
X4 - - = 2007 с = 0,56 години.
ф 2 *1,2 IO6
Опір фільтруванню осаду під час промивання становить 16,05* IO12=I ,605 IO13 м_|.
1 2106
Швидкість промивання IJLIfh = ^ - = S^-IO-5M3Zc.
ф 0,910 *1,60510
Об’єм води на промивання, згідно з умовами, дорівнює 0,25*0,363 = 0,091 м3.
0,091
1 *8,310“
Час додаткових операцій, які виконуються автоматично, становить 0,25 години.
Загальний час циклу фільтрування дорівнює
T = 0,56 + 0,3 + 0,25 = 1,11 години.
За цей період надійде 2908,85*1,11 = 3229 кг культуральної рідини в об’ємі
3229/1020 = 3,17 м3. З цієї рідини одержують 3,17*44,2 = 139,9 кг вологого осаду
об’ємом 139,9/1070 = 0,131 м3. Всього одержують 3,17 - 0,131 = 3,04 м3 фільтрату.
Для перероблення вказаного об’єму KP потрібний фільтр з площею
F = 3,04/0,348 = 8,7 м2.
Обираємо фільтр ФПАКМ-10-45, який має площу фільтрування 10 м2.
Між фільтром і холодильником плазмолізатора потрібно встановити дві
спеціальні ємності, розраховані натиск 1,2 МПа, об’ємом по 4 м3: в одну буде йти
потік культуральної рідини, а з іншої рідина під дією гідравлічних пристроїв буде
спрямовуватись на фільтр, який за один цикл роботи належить розглядати як періо¬
дичний.
Аналогічно потрібно встановити приймальну ємність для фільтрату, з якої він
буде відкачуватись з установки у відділення одержання з нативного розчину товарної
лимонної кислоти. Об’єм цієї ємності визначається періодом неробочої роботи фільтра
(0,25 год.). Отже, об’єм цієї ємності повинен бути 0,25(3455,95/1020) = 0,84 м3, із запасом -
695
ИЯЗВДВВк. Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
1,6 м3. Так само потрібно встановити буферний бункер для осаду, з якого шнековим
транспортом осад спрямовують на сушарку, об’ємом 0,25(126/1070) = 0,03 м3, із
запасом-0,1 м3.
Блок сушіння міцелію (поз. 7)
Для сушіння застосуємо одновальцеву сушарку COA 600/1400П безперервної
дії мінімального типорозміру, на яку кожну годину надходить 126,1 кг пастоподібного
міцелію, втому числі: клітинна маса (100,8), карбонат магнію (0,08), вода (25,22).
Згідно з матеріальними розрахунками після сушіння одержують висушену
кормову добавку, масовий потік якої становить 28,3 кг/год. Потік абсолютно сухих
речовин (ACP) дорівнює 0,25* 100,8 + 0,08 = 25,28 кг/год.
Оскільки густина вологого осаду 1070 кг/м3, то густину ACP можна знайти з
виразу
1070 = [25,28рдср + (126,1 - 25,28) 1000]/126,1.
Звідси рДСР = 1350 кг/м3.
Густина кінцевого товарного продукту
рк = [25,28* 1350 + (28,3 - 25,28)1000]/28,3 = 1313 кг/м3.
Приймемо, що кінцева товщина шару буде становити 0,15 мм. Тоді в перерахунку
на 1 м2 наприкінці процесу на поверхні вальця буде знаходитись 0,00015 м3 сухого
продукту або 0,00015*1313 = 0,196 кг/м2.
Лінійна швидкість обертання ротора становить 3,14*0,6(3,9.. .9,5/60)=0,12.. .0,3 м/с.
Отже, ножем кожну секунду обробляється (0,12. ..0,3)1,4 = 0,168...0,42 м2 поверхні.
Продуктивність сушарки за сухим продуктом буде становити (0,168... 0,42)0,196 =
= 0,033.. .0,082 кг/с = 118.. .295 кг/год, а потрібно - 28,3 кг/год.
Отже, навіть при мінімальній товщині сухого продукту на вальці продуктивність
сушарки перевищує потребу в 4-8 разів.
Застосуємо двовальцеву сушарку мінімального типорозміру з діаметром
барабанів 320 мм і завдовжки 650 мм, зі швидкістю обертання барабанів 4,2... 13 об/хв =
= 0,07... 0,22 об/с.
Лінійна швидкість обертання барабанів 3,14*0,32(0,07...0,22) = 0,07...0,22 м/с.
Ножем обробляється 2*0,65*(0,07.. .0,22) = 0,091.. .0,286 м2/с. При мінімальній товщині
сухого продукіу (0,15 мм) продуктивність сушарки буде становити (0,091... 0,286)0,196*
*3600 = 64.. .201 кг/м3. Ця продуктивність значно менша, ніж одновальцевоїсушарки,
але все ж таки більша, ніж потрібно.
Для узгодження продуктивності можна застосувати такі шляхи:
1. Зменшити швидкість обертання барабанів переробкою редуктора машини;
2. Встановити додаткові буферні ємності для вихідного та кінцевого продукту, а
машину вмикати періодично.
Першій шлях вважаємо доцільнішим.
696
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Подрібнення і фасування (поз.8, 9)
Жоден з промислових подрібнювачів не має потрібної (малої) продуктивності, тому
треба застосовувати нестандартне або лабораторне обладнання, як для подрібнення,
так і для фасування міцелію.
Насосне обладнання
Насос H-I призначений для дозування ПС з реакторів-змішувачів РЗ-1/1 та
РЗ-1/2 у ферментер Ф-1. Продуктивність насоса повинна бути не менше 2,52 м7год,
напір - достатній для завантаження рідини у ферментер Ф-1, який має висоту 6,2 м.
Обираємо насос відцентрового типу X8/18.
Насос Н-2 призначений для дозування 10%-го розчину ідкого натрію з реакторів-
змішувачів РЗ-2/1 та РЗ-2/2 у ферментер Ф-1. Продуктивність повинна бути не менше
0,07 м3/год. Обираємо плунжерний насос НД-100/10.
Насос Н-3 призначений для відкачування KP з Ф-2. Продуктивність повинна
бути не менше 2,7 м3/год, напір - не менше 0,3 МПа. Обираємо насос відцентрового
типу 1,5X0-4.
Насос Н-4 призначений для відкачування фільтрату з Є-3 у відділення одержання
товарної лимонної кислоти. Продуктивність повинна бути не менше 3,4 м3/год. Тиск
не нормується. Обираємо насос відцентрового типу Х8/18.
Результати технологічних розрахунків зводимо в табл.20.18.
Таблиця 20.18
Специфікаційна таблиця основного обладнання відділення біосинтезу
лимонної кислоти з глюкози безперервним методом
Позна¬
чення на
техноло¬
гічній
схемі
Назва та
призначення
К-сть
Технічні характеристики
Габарити, мм
РЗ-1/1,2
Реактор-змішувач
для приготування ПС
2
Об’єм - 16 м3. Корпус типу
ВЕЕ. Апарат споряджений
електромішалкою і
оболонкою.
Діаметр - 2200,
висота
циліндричної
частини - 3480
РЗ-2/1,2
Реактор-зм і шу вач
для приготування
розчину їдкого
натрію
2
Об’єм - 1,25 м3. Корпус типу
ВЕЕ. Апарат споряджений
електромішалкою і
оболонкою.
Діаметр - 1000,
висота циліндр,
частини - 1260
Є-1
Емність-мірник для
диметилсульфоксиду
1
Об’єм - 0,4 м3. Корпус типу
ВЕЕ. Ємність споряджена
змійовиком.
Діаметр - 700,
висота циліндр,
частини - 810
697
ДЯиИСТЖ Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 20.18
Позна¬
чення на
техноло¬
гічній
схемі
Назва та
призначення
К-сть
Технічні характеристики
Габарити, мм
Ф-1
Ферментер І ступеня
конструкції
ВНИИПрБ
1
Об’єм - 40 м3. Коефіцієнт
заповнення апарата - 0,625.
Можливий робочий надлиш¬
ковий тиск-0,1961 МПа.
Поверхня охолодження
оболонки - 28,2 м2. Кількість
обертів турбінної мішалки -
3 с*1. Потужність електро¬
двигуна AO 72-6 - 14 кВт.
Кількість обертів двигуна-
15,5 с1.
Внутрішній
діаметр апарата-
3000, загальна
висота корпусу -
6200
Ф-2
Ферментер II ступеня
1
Об’єм - 40 м3.
Характеристики аналогічні
характеристикам ферментера
І ступеня.
Внутрішній
діаметр апарата -
3000, загальна
висота корпусу -
6200
1-1
Інокулятор 1 ступеня
1
Об’єм - 0,4 м3. Споряджений
барботером і оболонкою.
Внутрішній
діаметр - 690,
висота
циліндричної
частини - 820,
габаритний
діаметр - 820,
габаритна висота
- 1300
1-2
Інокулятор II ступеня
1
Об’єм - 4 м3. Споряджений
барботером і оболонкою.
Внутрішній л
діаметр - 1480,
висота
циліндричної
частини- 1760,
габаритний
діаметр-1760,
габаритна висота
- 2800
ПФ-1/1-6
Глибинні фільтри
Гіпромедпрому для
стерилізації повітря
6
Діаметр - 700,
висота -1670
Hr
Плазмолізатор, вт.ч.:
Змішувач KP з
гострою парою
1
Конструкція 3
тангенціальним введенням
рідини
Діаметр
змішувача - 50,
довжина - 1500,
діаметр камери
змішуван¬
ня - 150
698
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Продовження табл. 20.18
Позна-
ченняна
техноло¬
гічній
схемі •
Назва та
V призначення
К-сть
Технічні характеристики
Габарити, мм
Bt
Витримувач
1
Вертикальна ємність із
введенням гарячої рідини
знизу. Нестандартний корпус
типу ВЕЕ.
Діаметр - 600,
висота - 5100
X-I
Холодильник
1
Тип - пластинчастий,
нерозбірний, консольний.
Тип пластин - 0,3. Поверхня
теплообміну 3-10 м2.
Розмір пластини
1370x600.
Габарити:
390x400x1665
АФП
Автоматичний
фільтр-прес
ФПАКМ-10-45
1
Поверхня фільтрування -10 м2.
Робочий тиск - 1,2 МПа.
Відстань між плитами - 45 мм.
Число плит - 12.
3375x2000x3525
пульт керування
800x1200x1100
Є-2/1,2
Буферна ємність для
KP
2
Об’єм - 4 м3. Робочий тиск -
1,2 МПа. Корпус типу ВЕЕ.
Діаметр - 1400,
висота циліндр,
частини - 2135
Є-3
Буферна ємність для
фільтрату
1
Об’єм - 1,6 м3. Корпус типу
ВЕЕ.
Діаметр - 1200,
висота
циліндричної
частини - 1015
Є-4
Буферний бункер для
осаду
1
Об’єм-0,1 м3. Корпус типу
ВКП.
Кут конусу - 90°,
діаметр - 400,
довжина
циліндричної
частини - 735
Cm
Двовальцева сушарка
типу Венулет
1
Діаметр вальця - 320,
довжина - 650, поверхня
нагрівання - 1,3 м2. Редуктор
перероблений на меншу
швидкість обертання
2500x1200x1400
Пд,
Фо
Подрібнювач,
фасувальне
обладнання
1
1
Нестандартне обладнання.
-
H-I
Призначений для
дозування ПС у
ферментер Ф-1.
2*
Тип насосу - відцентровий
Х8/18. Максимальна
продуктивність - 8 м3/год.
Напір - 11,3-18 м ст.р.
475x140x242
699
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 20.18
Позна¬
чення на
техноло¬
гічній
схемі
Назва та
призначення
К-сть
Технічні характеристики
Габарити, мм
Н-2
Призначений для
дозування розчину
їдкого натрію у
ферментер Ф-І.
2*
Тип насосу - плунжерний
НД-ІОО/ІО.
Максимальна
продуктивність - 0,1 м3/год.
Напір - І МПа.
475x215x465
Н-3
Призначений для
відкачування KP
зФ-2
2*
Тип насосу - відцентровий
1,5X0-4.
Максимальна
продуктивність - 8 м3/год.
Напір - 19-30 м ст.р.
587x140x292
Н-4
Призначений для від¬
качування фільтрату
з Є-3 у відділення
одержання товарної
лимонної кислоти.
2*
Тип насосу - відцентровий
Х8/18. Максимальна
продуктивність - 8 м3/год.
Напір - 11,3-18 м ст.р.
475x140x242
*оскільки насоси працюють в безперервному режимі упродовж року, то вони мають
резерв.
20.4. Розрахунок теплових ефектів ферментації
Розрахунок теплових ефектів, які спостерігають у двох ферментерах безперервної
дії, значно відрізняється від такого розрахунку для попереднього прикладу. В першому
ферментері тепло виділяється внаслідок біосинтезу нової біомаси, синтезу лимонної
кислоти і в результаті життєдіяльності синтезованої біомаси, а в другому - за рахунок
і життєдіяльності синтезованої біомаси, і закінчення біоконверсійного окиснення
глюкози до лимонної кислоти.
20.4.1. Розрахунок тепла біосинтезу клітинної біомаси і
біоконверсії глюкози в лимонну кислоту у першому ферментері
Для визначення теплового ефекту реакції окиснення глюкози до лимонної кислоти
можна скористатись методикою, яку застосовують найчастіше в практиці проектування
хімічних виробництв:
Тепловий ефект хімічного процесу Qp розраховують за формулою
Q = q N,
де qp - молекулярна теплота реакції; N - число молів речовин, що утворюються.
700
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Молекулярну теплоту реакції визначають за формулою:
Яр = 4-4.
де EqK - сума теплот утворення сполук при хімічній взаємодії, кДж/моль; Sqn -
сума теплот утворення вихідних сполук, кДж/моль.
За відсутності довідникових даних про теплоти утворення сполук їх можна
розрахувати як різницю теплот згоряння елементів, які входять в сполуку, і теплотою
згоряння самої сполуки
я0 = ^nqa- яс>
де q0 - питома теплота утворення сполуки, кДж/моль; п - число однойменних
атомів в молекулі; qa - теплота згоряння 1 грам-атома елемента, кДж; qc - мольна
теплота згоряння сполуки, кДж/моль.
Таблиця 20.19
Теплоти згоряння елементів
Iі:: ^Елемент - ^ і/
qa, кДж -.Vf.:
' Елемент
qa, кДж
Вуглець
395,17
Азот
0 (65,36)
Водень
143,15
Кисень
0
Бром
0(23,66)
Фтор
41,4
Хлор
0 (22,07)
Сірка
69,3(582,41)
Йод
0
Примітка: Звичайно продуктами згоряння органічних сполук є газоподібні CO2, Cl2, N2 і
SO2, рідкі вода і Br2, тверді J2 і HF у водному розчині. Значення qa для одержання продуктів НВг,
HCl, HNO3 і H2SO4, які одержують у виді водних розчинів, наведені в дужках.
Теплоти згоряння qc рідких органічних сполук можуть бути визначені за припущенням,
що від кожного атому вуглецю переходить 4 електрони, а від кожного атому водню -
один електрон, і визначаються за формулою
qc = 109,1 (4с + h), кДж/моль,
де с- число атомів вуглецю, h - число атомів водню у сполуці.
Якщо водень у сполуці заміщений іншим атомом або групою атомів, то змінюється
електронна структура молекули і теплота згоряння сполуки збільшується або
зменшується на величину структурного поправлення а. При цьому число пересунутих
до кисню електронів зменшується на величину р, яка дорівнює числу електронів, що
міцно пов’язані з атомами, які заміщують у сполуці атоми водню (наприклад, з атомами
кисню, галогенів тощо). Тоді
q = 109,1 (4с + h - р) - La, кДж/моль,
701
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Таблиця 20.20
Значення структурних поправлень'
Xa ра кте р уг ру по ва Ht, :,
замісників і зв’язків
Структурне
поправлення
а, кДж/моль
Примітка
Зв’язок між аліфатичним і
ароматичним радикалом
+ 14,7
Підчас згоряння атомів вуглецю, один
з яких належить до ароматичного, а
другий - до аліфатичного радикалів,
будуть пересуватись усі електрони, які
є у цихатомів; р = 0.
Зв’язок між ароматичними
радикалами
+ 27,2
Підчас згоряння пересуваються усі
електрони атомів вуглецю. Число
структурних поправлень для
багатокільцевихсполук дорівнює
числу точок з’єднань ядер.
Подвійний зв’язок C=C
-54,5
Подвійний зв’язок C=C у цис-
сполуках
-69,1
Подвійний зв’язок C=C у
транс-спо лу ка х
-54,5
Зв’язок між ароматичним
радикалом івінільним або
ацетилен і льним радикалами
+ 27,2
Подвійний зв’язок в
аліциклічних сполуках
-27,2
Потрійний зв’язок
- 193,2
Угрупування -C=CH, не
пов’язане з воднем
-138,7
Зв’язок між первинним
аліфатичним радикалом і
гідроксильною групою
(первинний спирт)
-54,5
Підчас згоряння вуглецю,який
пов’язаний з гідроксильною групою,
пересуваються не всі електрони, а
тільки три. He пересувається електрон,
який бере участь в утворенні зв’язку
між вуглецем і киснем, а також
електрон водню, який знаходиться в
гідроксильній групі; р = 2.
Зв’язок між вторинним
аліфатичним радикалом і
гідроксильною групою
(вторинний спирт)
-27,2
Te саме.
1 Справочник химика. Том 1. -Под. ред. Б.П.Никольского и др. - M., Jl.: ГНТИХЛ, 1962. - 1071 с.
702
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Продовження табл. 20.20
Характеругрупованнь,
замісників і зв’язків
Структурне
поправлення
а, кДж/моль
: Примітка
Зв’язок між третинним
аліфатичним радикалом і
гідроксильною групою
(третинний спирт)
-14,7
Te саме.
Зв’язок між ароматичний
радикалом і гідроксильною
групою
-14,5
Te саме.
Прості етери аліфатичні і
ароматичні
-81,7
Вуглець, пов’язаний з киснем,
пересуває при згорянні тільки три
електрони; р = 1*2.
Складні аліфатичні естери
-69,1
її
CL.
Альдегідна група в
аліфатичних і ароматичних
сполуках
-54,5
В альдегідній групі вуглець,
пов’язаний з киснем, пересуває при
згорянні два електрони; р = 2.
Кетонна група в аліфатичних і
ароматичних сполуках
-27,2
Te саме.
а-Кетокислоти R-C(O)-COOH
-54,5
Якщо радикал R-(C=O)- пов’язаний з
фупою -СООН, то на цей зв’язок
вводять вказане поправлення, взагалі
ж група-COOH поправлення не має.
Під час згоряння вуглець карбоксильної
групи пересуває тільки один електрон.
Оксикислоти -C(OH)-COOH
-27,2
Поправлення вводиться тільки при
зв’язку радикала =C(OH)- з групою-
СООН. Гру па-COOH поправлення не
має. При згорянні вуглець карбоксильної
групи пересуває тільки один електрон.
Група R-C(O)-C(O)-R
-54,5
Поправлення вводять тільки в тому
випадку, якщо радикал R-C(O)-
пов’язується з подібним радикалом.
Триметиленові кільця в
карбонових кислотах
-54,5
Циклобутанові кільця в
карбонових кислотах
-54,5
Лактони типу
H2j:-CH2-CH2-CH2-<j:=o
O
-54,5
Ангідриди карбонових кислот
-41,9
703
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Продовження табл. 20.20
Xa ра кте р уг ру по ва нь,
замісників і зв’язків
Структурне
поправлення
а, цДж/моль
Примітка
Первинні аліфатичні аміни
-54,5
Вуглець, пов’язаний з аміногрупою,
пересуває всі свої електрони. При
підрахунку числа електронів, що
пересуваються, враховують також
електрони, які є у BOдня, який
безпосередньо пов’язаний з азотом.
Вторинні аліфатичні аміни
-81,7
Te саме.
Третинні аліфатичні аміни
- 108,9
Te саме.
Первинні ароматичні ам іни
-27,2
Te саме.
Вторинні ароматичні аміни
-54,5
Te саме.
Третинні ароматичні аміни
-81,7
Te саме. Жирно-ароматичні третинні аміни
розглядають як третинні ароматичні.
Заміщені аміни типу
\ /
у N-C(O)-Ar і-NH-N ч
-27,2
Ацетильовані ароматичні
аміни
Ar-NH-C(O)-CH3
+ 14,7
Зв’язок між вуглецем і
нітрильною фупою -C^N в
аліфатичних і ароматичних
сполуках
-69,1
Вуглець, який пов’язаний з азотом в
нітрильній групі, пересуває усі чотири
електрони.
Ароматичні нітрили
+ 27,2
Розраховуючи ДНЗГ вводять два
поправлення: на зв’язок між вуглецем
і -C=N фупою і на наявність самої
нітрильної фупи.
Ізонітрильна група Alk-N=C в
аліфатичних сполуках
- 138,7
HiTporpyna-NO2 в
аліфатичних і ароматичних
сполуках
-54,5
Підчас згоряння вуглець, пов’язаний з
нітрофупою, пересуває не всі
електрони, а на один менше, оскільки
цей електрон при згорянні сполуки
залишається у азота нітрогрупи, який
відновлюється в процесі згоряння; р = 1.
Хлор в ароматичних сполуках
-27,2
В галогеновм існих сполуках при
згорянні атом вуглецю, пов’язаний з
галогеном, пересуває не всі електрони,
а на один менше.; р = 1.
704
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Продовження табл. 20.20
Характер угруповань,
замісників і зв’язків
Структурне
поправлення
а, кДж/моль
Примітка і
Хлор в аліфатичних сполуках
-54,5
Te саме
Бром в ароматичнихсполуках
-54,5
Te саме j
Бром в аліфатичних сполуках
-54,5
Te саме і
Іод в ароматичнихсполуках
-168
Te саме
Іод в аліфатичних сполуках
-168
Te саме -
Процес утворення лимонної кислоти можна записати як
O=CH
H2C COOH
І
-> OH C — COOH + зн2о
І
H2C COOH
HO—CH2
Теплота утворення молекули кисню дорівнює 0,00 кДж/моль, води - 286,22 кДж/моль.
Теплоти утворення глюкози і лимонної кислоти потрібно розрахувати.
Розрахунок теплоти згоряння елементів сполук:
Речовина ;
Брутто- *
' формула
цявуглецю,
кДж/моль
цЛ водню,
кДж/моль
qa кисню,
кДж/моль
, SnqlI, кДж/моль І
Глюкоза
C6H12O6
395,17
143,15
O
2371,02+ 1717,8 = 4088,82
Лимонна
кислота
C6H8O7
395,17
143,15
O
2371,02+ 1145,2 = 3516,22
Розрахунок теплот згоряння глюкози і лимонної кислоти
Глюкоза:
Містить 6 атомів вуглецю і 12 атомів водню. Є один зв’язок між аліфатичним
радикалом і гідроксильною групою (структурне поправлення а дорівнює мінус
54,47 кДж/моль, р = 2). Є 4 зв’язки між вторинним аліфатичним радикалом і гдрокеипьною
групою (структурне поправлення а дорівнює мінус 27,2 кДж/моль, р=2). Є одна альдегідна
група (структурне поправлення а дорівнює мінус 54,47 кДж/моль, р = 2)
qc = 109,1(4*6+ 12-6*2)+ 2*54,47 + 4*27,2 =2836,14 кДж/моль.
q0 = 4088,22 - 2836,14 = 1252,68 кДж/моль
705
HO-
OH
OH
OH
2 O=O
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
Лимонна кислота:
Містить 6 атомів вуглецю і 8 атомів водню. Є три зв’язки між аліфатичним
радикалом і карбоксильною групою (структурне поправлення а дорівнює мінус
69,14 кДж/моль, р = 4). Є один зв’язок між третинним аліфатичним радикалом і
гідроксильною групою (структурне поправлення а дорівнює мінус 14,67 кДж/моль, р = 2).
qc = 109,1(4*6 + 8 - 3*4 - 1 *2) + 4*69,14 + 1 * 14,67 = 2255,03 кДж/моль.
q0 = 3516,22 - 2255,03 = 1261,19 кДж/моль.
Тепловий ефект реакції дорівнює
qp = (1261,19 - 3*286,22) - 1252,68 = -850,15 кДж/моль.
Знак мінус означає, що тепло в процесі реакції виділяється в навколишнє
середовище.
Згідно з табл. 20.4 у першому ферментері кожну годину утворюється 25,2 кг
лимонної кислоти (131,25 молів). Отже, тепловиділення від біоконверсії глюкози в
лимонну кислоту становитимуть 131,25*850,15 = 111582 кДж. За умови, що густина
KP дорівнює 1020 кг/м3, об’ємний потік KP становить 2590,26/1020 = 2,54 м3/год.
Питомі тепловиділення від конверсії глюкози до лимонної кислоти дорівнюють
111582/2,54 = 43939 кДж/м3 год = 12,21 кВт/м3.
Згідно з тією ж табл. 20.4 розраховано, що кожну годину в процесі бере участь
126 кг глюкози. При цьому 131,25 моль в глюкози (23,625 кг) перетворюються в
лимонну кислоту, а 51,73 кг залишається неконвертованими. Отже, в конструктивному
і енергетичному метаболізмах бере участь
126-23,625-51,73 = 50,645 кг глюкози.
При цьому утворюється 100,8*0,25 = 25,2 кг АСБ
Використовуючи формулу Менделєєва (3.2), знаходимо, що теплота згоряння
глюкози дорівнює 16132 кДж/кг, а АСБ (без атомів металів і фосфору) - 22709 кДж/кг.
Тепло, що виділяється при згорянні глюкози, дорівнює 50,645* 16132 = 817005 кДж,
а при згорянні АСБ - 25,2*22709 = 572267 кДж.
Різниця теплот становить 817005 - 572267 = 244738 кДж
Знаходимо кількість тепла, що виділяється при біосинтезі 1 кг АСБ:
Et = 244738/25,2 = 9712 кДж/кг АСБ.
Для розрахунку теплового ефекту використаємо формулу (3.7). При цьому
X0 = 0 кг/м3 (ПС попередньо не засіяне). Для розрахунку X1 використаємо дані табл. 20.4:
Об’єм KP за умови, що густина KP дорівнює 1020 кг/м3, становить 2590,26/
/1020 = 2,54 м3.
X1 =25,2/2,54 = 9,92 кг/м3.
Коефіцієнт розбавлення D дорівнює 0,1 год1.
q6 = (1,81 10'2*9,92 + 0,1 *9,92)9712=11378 кДж/(год*м3) = 3,16 кВт/м3.
706
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Сумарне тепловиділення у першому ферментері становить 12,21 + 3,16 =
= 15,37 кВт/м3.
20.4.2. Розрахунок теплового ефекту біосинтезу у другому
ферментері
Тепловий ефект виділення фізіологічного тепла вже синтезованої біомаси дорівнює
q6= 1,81 10'2*9,92*9712= 1744 кДж/(год*м3) = 0,48 кВт/м3.
Згідно з табл. 20.5 у другому ферментері кожну годину конвертується 51,73 —
— 15,92 = 35,81 кг глюкози. Отже, тепловиділення від біоконверсії глюкози в лимонну
кислоту становитимуть 35,81*1000*850,15/180 = 169133 кДж. За умови, що густина
KP дорівнює 1020 кг/м3, об’ємний потік KP становить 2745,15/1020 = 2,69 м3/год. Питомі
тепловиділення від конверсії глюкози дорівнюють 169133/2,69 = 62844 кДж/м3 год =
= 17,46 кВт/м3.
Ураховуючи фізіологічне виділення тепла живою біомасою, сумарне тепловиділення
становить 0,48 + 17,46 = 17,94 кВт/м3.
* * *
Порівнюючи питомі тепловиділення у першому та другому ферментерах, можна
зробити висновок, що вони є значними, тому потрібна перевірка придатності обраних
ферментерів щодо достатності поверхні теплообміну для відведення тепла. Оскільки
ферментери однакові, а тепловиділення у другому ферментері є більшими, перевірку
проведемо для другого ферментера.
20.4.3. Орієнтовний розрахунок достатності поверхні теплообміну
другого ферментера
1. Розрахунок коефіцієнта масопередачі за киснем і потужності, що
потрібно передати на перемішування.
Ферментер ВНДІПрБ має внутрішній діаметр 3 м, повний об’єм - 40 м3.
Робочий об’єм ферментера дорівнює
V = V /D = 2,732/0,1 = 27,32 м3.
P п 55 5
Висота шару KP становить
27 32*4
H = ±!£±-1 = 3,87 м.
3,14(3)
За умови, що тиск у верхній частині апарата становить 0,101 МПА, а густина
KP дорівнює 1020 кг/м3, то тиск у середині шару KP становить
P = 0,101 + 1020*9,81 *3,87/2 IO6 = 0,12 МПа.
Рівновагову концентрацію кисню розраховували за формулою 3.11:
C .20000-0.2!.
р 3510 2
707
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
При коефіцієнті аерації для другого ферментера 1,54, секундна витрата повітря
становить 0,0257 м3/(м3с).
За умови, що температура KP становить 30°С, мольна витрата повітря становить
п = 0,0257* 120000/8,3144(30 + 273) = 1,224 моль/(м3 с),
а масова витрата - 1,224*29/1000 = 0,0355 кг повітря/(м3 с).
Оскільки вміст кисню у повітрі становить 21 %, масова витрата кисню повинна
дорівнювати
ш = 0,0355*0,21 = 0,007455 кг 02/(м3с).
Отже, об’ємний коефіцієнт масопередачі за киснем повинен становити
Ko6 = 0,007455/7,2 IO-3 = 1,035 с1 = 3728 год1.
Крім того об’ємний коефіцієнт можна розраховувати за формулою 3.15:
Ko6 = 0,33 Nn0'81 ф°-33,
де (р - газовмісність, частка одиниці. Цей коефіцієнт вказує частку об’єму, яку
займає аераційний газ в культуральній рідині.
У свою чергу коефіцієнт ф можна розрахувати за формулою 3.16:
HV
u
де H- висота шару культуральної рідини (3,87 м);
V - секундна об’ємна витрата повітря, (0,0257 м3 повітря/(м3 КРхс);
u - швидкість виходу бульбашок повітря з культуральної рідини (0,25 м/с).
Тоді
3,87*0,0257/0,25
(3,87 *0,0257/0,25)+1
Отже,
3728 = 0,33(Nn)0,8l(0,287)0'33. Звідси Nn = 6528 Вт/м3 = 6,53 кВт/м3.
Загальна потужність, що передається на перемішування, повинна становити
6,53*27,32=178,4 кВт.
2. Розрахунок потужності, що передається на перемішування з газовою
фазою.
Початковий тиск повітря в барботері розраховуємо за формулою 3.18, за умов,
що кінцевий абсолютний тиск в апараті становить Pk = 0,101 МПа, тиск стовпа рідини
становить Ph = 1020*9,81*3,87 = 0,04 МПа, температура KP дорівнює 30°С, а
швидкість виходу повітря становить 40 м/с:
708
Проект відділення виробництва ЛИМОННОЇ КИСЛОТИ З ГЛЮКОЗИ безперервним методом
2*0,101*303(0,101 + 0,04)
Pn = 2 L-J- = 0,155 МПа.
2 * 0,101* 303 -402 *1,293 *9,81 *27310‘6
Енергетичну потужність, що передається культуральній рідині з газовою фазою,
розраховували за формулою 3.17:
Nr =3,5*155000*0,72
0,155^28
0,101
-1
: 1000 = 49,8 кВт,
3. Розрахунок числа обертів перемішувального пристрою ферментера.
Перемішувальний пристрій повинен передавати енергію культуральній рідині
потужністю
N = 178,4-49,8= 128,6 кВт.
Ферментер ВНДІПрБ має електродвигун AO 72-6 потужністю лише
14 кВт. Отже, потрібно встановлювати двигун, який би мав потужність близько
128,6/0,7= 183 кВт.
Число обертів п знайдемо з виразу Nm= KNpn3dM, за умови, що діаметр мішалки
дорівнює 0,8 м:
128600 = 6*1020*п3(0,8)5. Звідси п = 4 с1.
Оскільки стандартний ферментер має редуктор для зменшення числа обертів
до З C'1, то і за цим показником ферментер непридатний для використанння в процесі.
4. Розрахунок потрібної поверхні теплообміну
В усьому об’ємі виділяється реакційна теплова потужність 27,32* 17,94 = 490,1 кВт.
Сумарна потужність тепловиділень становить
Q = 490,1 + 178,4 = 668,5 кВт.
Приймемо, що охолоджувальна вода в оболонку ферментера надходить з
температурою 18°С, а виходить з неї з температурою 20°С. Середня температура
процесу дорівнює [(30 - 18) + (30 - 20)]/2 = 11 °С.
Без розрахунку приймемо, що орієнтовний коефіцієнт теплопередачі дорівнює
600 Вт/(м2 К).
Потрібна поверхня теплообміну становить
р 668500 2
F = = IOIm .
600*11
У наявності - 28,2 м2. Отже, поверхні теплообміну явно не вистачає і ферментер
ВНДІПрБ без додаткових конструктивних змін застосовувати не можна. Ферментер
потрібно опоряджувати ореброваною оболонкою або оболонкою з спіралеподібними
вкладишами, що дозволить в 3.. .4 рази збільшити тепловіддачу до охолоджувальної води,
або встановлювати додаткові теплообмінні пристрої. He виключається можливість
709
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
застосування лінії циркуляції KP і використання на цій лінії зовнішніх теплообмінних
пристроїв у стерильному виконанні (наприклад, нерозбірних пластинчастих теплообмінників
і насосів у стерильному виконанні). ,
Можливо також застосування як охолоджувального агента розсолу, що дозволить
в 2.. .4 рази збільшити середню різницю температур, але це вже потребує встановлення
холодильної техніки.
Крім того, для застосування ферментера ВНДІПрБ потрібно встановлювати
новий потужний двигун (183 кВт замість 14 кВт) і збільшувати число обертів
перемішувального пристрою (з 3 с_| до 4 с'1).
20.5. Опис технологічної схеми
На рис. 20.3 - 20.5 (аркуші 1-3) наведено технологічну схему виробництва.
Пуск установки
У лабораторних умовах згідно з лабораторним регламентом готують 0,02 м3
посівного матеріалу (декілька карлсберзьких колб). Одночасно готують поживне
середовище в інокуляторі 1-І (0,4 м3) згідно з рецептурою на об’єм 0,2 м3. ПС
стерилізують, нагріваючи його гострою парою до 125-130°С і витримуючи вміст
інокулятора при цій температурі упродовж 30 хвилин. Після цього в оболонку
інокулятора подають охолоджувальну воду, перемішуючи стерильне ПС аераційним
повітрям. Після досягнення температури 35-36°С через полум’я спиртового пальника
до ПС додають ПМ. Ферментацію проводять протягом 25 годин за температури
34°С і pH 4,5, підтримуючи це значення 10%-м розчином їдкого натрію.
Готовий інокулят стерильним повітрям перетискають в інокулятор другого
ступеня 1-2 (4 м3), в якому попередньо підготовано і простерилізовано ЖС. Умови
ферментації в інокуляторі 1-2 аналогічні умовам ферментації в інокуляторі 1-1.
Готовий інокулят з другого ступеня перетискають стерильним повітрям у
ферментер першого ступеня Ф-1 (40 м3), в який попередньо було завантажено 25-26 м3
нестерильного ЖС. Подають аераційне повітря і проводять ферментацію протягом
часу, необхідного для одержання KP з вмістом клітинної маси 3,9 мас.%.
Ферментація в безперервному режимі
Одночасно з пусковою ферментацією у ферментері Ф-1 готують ПС у реакторі-
змішувачі РЗ-1/1 або РЗ-1/2 (об’єм реактора 16 м3).
У реактор РЗ-1/1 набирають 11,9 м3 питної води. Вмикають перемішувальний
пристрій і поступово завантажують 630 кг глюкози, 50,4 кг хлориду амонію, 12,6 кг
двозаміщеного фосфату калію, 2,5 кг хлориду натрію, 2,5 кг сульфату магнію
семиводного, 1,25 кг сульфату цинку семиводного, 0,65 кг сульфату міді п’ятиводного.
Суміш перемішують протягом 1 години до повного розчинення компонентів. Весь
цикл приготування ПС триває 5 годин.
710
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
Паралельно в реакторі-змішувачі РЗ-2/1 або РЗ-2/2 готують розчин їдкого
натрію. У реактор набирають 0,925 м3 води, вмикають перемішувальний пристрій,
додають 102,82 KrNaOH. Після повного розчинення лугу перемішувальний пристрій
вимикають. Цикл приготування розчину разом з простоюванням становить 5 годин.
Після закінчення приготування розчину в РЗ-2/1 починають готувати цей розчин в
РЗ-2/2.
Паралельно в ємність-мірник Є-2 (0,4 м3) з підземного резервуара, який
знаходиться за межами цеху, глибинним насосом набирають 0,3 м3 диметил-
сульфоксиду. Запас його розрахований на 24 години безперервної роботи установки.
Після закінчення пускової ферментації у ферментер Ф-1 з реактора-змішувача
РЗ-1/1 насосом H-I безперервним потоком 2520 кг/год (2,52 м3/год) починають
подавати ПС. Одночасно у ферментер безперервним потоком 72,27 кг/год
(-0,07 м3/год) за допомогою насоса Н-2 подають 10%-й розчин їдкого натрію.
Кратність аерації збільшують до 1,15. Одночасно з ферментера Ф-1 KP починає
перетікати у ферментер Ф-2. В цей момент відкривають вентиль і з мірника Є-1 у
ферментер Ф-2 починають подавати диметилсульфоксид безперервним потоком
12.95 кг/год. У ферментер подають також аеруюче повітря з кратністю аерування
1,54. Після закінчення подачі ПС і розчину лугу в РЗ-1/1 та РЗ-2/1 потоки
перемикають на реактори РЗ-1 /2 та РЗ-2/2. Температуру ферментації 34°С і pH на
рівні 4,5 підтримують витратою охолоджувальної води в оболонки ферментерів і
витратою розчину їдкого натрію.
З ферментера Ф-2 KP безперервним потоком 2745,15 кг/год (-2,7 м3/год) за
допомогою насоса Н-3 спрямовують у нагрівач Нг, в який подають також гостру
пару підтиском 0,ЗМПа (163,7 кг/год, 100 м3/год = 0,027 м3/с). На виході суміш KP і
парового конденсату має температуру 65°С. Цю суміш потоком 2908,85 кг/год
(-2,9 м3/год) спрямовують у витримувач Вт, з якого вона надходить у пластинчастий
холодильник X-1, в якому охолоджується проточною водою до температури 30°С, а
потім - в одну з буферних ємностей Є-2/1 або Є-2/2. Після наповнення буферної
ємності потік плазмолізованої KP спрямовують в другу буферну ємність, а перша
буде виконувати функцію живильника для автоматичного фільтр-преса АФП.
Цикл роботи фільтр-преса розрахований на фільтрування 3,45 м3 KP підтиском
1,2 МПа протягом 0,56 год. Після фільтрування осад теж під тиском 1,2 МПа
промивають 0,121 м3 води протягом 0,4 години. Цикл роботи фільтр-преса триває
1,21 години. Фільтрат надходить в буферну ємність Є-3 об’ємом 1,6 м3.3 цієї ємності
фільтрат, що містить лимонну кислоту, насосом Н-4 безперервно відкачують потоком
3455.95 кг/год (3,4 м3/год) у відділення одержання товарної лимонної кислоти.
Осад з фільтра надходить у буферний бункер Є-4 (об’єм 0,1 м3), а з бункера
осад безперервним потоком 126,1 кг/год за допомогою шнека спрямовують на
двовальцеву сушарку Сш. Висушений продукт (28,73 кг/год) подрібнюють на
малогабаритному нестандартному подрібнювачі Пд і вручну фасують у мішки по
15-20 кг.
711
M!Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
20.6. Опис будівлі і компонування обладнання цеху
виробництва лимонної кислоти
На рис. 20.6-20.7 наведені основні креслення будівель.
Виробництво лимонної кислоти розміщено у промисловій будівлі каркасного типу
прогоном 18 м і кроком колон 6 м. Висота відділення інокуляції і складу вихідної
сировини 4,8 м, решта будівлі має висоту 10,2 м і частково є двоповерховою. Між
осями “В”-“Г” висота поверху 4,8 м, а між осями “Б”-“В” і _ 7?2 м. Різна
висота поверхів зумовлена різною висотою апаратів РЗ-1 і ферментерів Ф-1 і Ф-2, які
встановлені на першому поверсі, але обслуговуються з другого поверху. Для
сполучення других поверхів передбачені одномаршові сходи, а для сполучення між
першим поверхом і поверхами на позначках 4,8 м і 7,2 м запроектовані тримаршові
сходи з шириною маршу 1,2 м. Причому верхній проміжний майданчик сходів
знаходиться на позначці 4,8, з якої є вихід на другий поверх будівлі з позначкою 4,8 м.
На цьому поверсі крім апаратів РЗ-1 встановлено автоматичний фільтр-прес АФП з
пультом керування П. Осад міцелію з фільтр-преса через бункер Є-4 шнеком подають
у двовальцеву сушарку Сш, яка встановлена на першому поверсі у відділенні сушіння,
подрібнення і пакування сухого міцелію. Для зручності обслуговування сушарки
запроектовано металевий майданчик зі сходами. Відділення сушіння має окремий
вихід, а також двері під тримаршовими сходами для з’єднання з основним
приміщенням цеху.
Ферментери обслуговують на другому поверсі (позначка 7,2 м). Біля них
встановлено ємність Є-1 для диметилсульфоксиду, а також пластинчастий
холодильник X-1.
На першому поверсі встановлені апарати РЗ-2 для приготування розчину їдкого
натрію, а також буферні ємності Є-2; для обслуговування цих апаратів також
передбачені обслуговувальні майданчики зі сходами.
Крім вказаних апаратів на першому поверсі розташовано все насосне обладнання,
ємність фільтрату Є-3, плазмолізатор Hr і витримувач Вт.
Другі поверхи будівлі на позначках 4,8 м і 7,2 м мають огородження з висотою
поруччя 1 м.
У цеху запроектовано вентиляційну камеру, але вентилятори можна розташувати
і на даху будівлі над складом вихідної продукції.
Для піднімання сипких матеріалів на другий поверх поряд зі складом встановлено
вантажний ліфт JI.
712
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
713
Рис.20.3. Технологічна схема безперервного біосинтезу лимонної кислоти (аркуш 1)
Вода
Практичне застосування теоретичних знань у курсовому і дипломному проектуванні
714
Рис.20.4. Технологічна схема безперервного біосинтезу лимонної кислоти (аркуш 2)
715
Практичне застосування теоретичних знань у курсовому І дипломному проектуванні
716
Рис. 20.6. План цеху виробництва лимонної кислоти на позначці ±0.000
Проект відділення виробництва лимонної кислоти з глюкози безперервним методом
~г®
717
Рис. 20.7. План цеху виробництва лимонної кислоти на позначці 7,2 м
Загальні додатки до видання
ЗАГАЛЬНІ ДОДАТКИ ДО ВИДАННЯ
ДОДАТОК 1
Властивості води і водяної пари
Властивості води
- густина води в межах 0... 120°С, кг/м3: 999,98...943,4 (при 4°С: 1000 кг/м3),
- теплоємність Cp в межах 0... 120°С, кДж/(кг К): 4,22.. .4,24 (при 20°С: 4,18 кДж/
(кгК),
- динамічна в’язкість г| в межах 0.. .32°С, мПас: 1,792...0,7679 (при 20°С: 1,000
мПас)
-теплопровідність в межах 0... 120°С, Вт/(мК): 0,561 ...0,683 (при 20°С: 0,599
Вт/(м К)
Властивості насиченої водяної пари залежно від тиску
ІШОсрЛЮТНиШ :
V W JjT . -
:
лЦцтомий об’єм,
-.чЬ. '^,кг;чг
Густина, ісг/м3
f - , д ,
Питома теплота
пароутворення,
~ кДж/кг
0,01
6,6
131,60
0,00760
2478
0,015
12,7
89,64
0,01116
2465
0,02
17,1
68,27
0,01465
2455
0,025
20,7
55,28
0,01809
2447
0,03
23,7
46,53
0,02149
2440
0,04
28,6
35,46
0,02820
2429
0,05
32,5
28,73
0,03481
2420
0,06
35,8
24,19
0,04133
2413
0,08
41,1
18,45
0,05420
2400
0,10
45,4
14,96
0,06686
2390
0,12
49,0
12,60
0,07937
2382
0,15
53,6
10,22
0,09789
2372
0,20
59,7
7,977
0,1283
2358
0,30
68,7
5,331
0,1876
2336
0,40
75,4
4,072
0,2456
2320
0,50
80,9
3,304
0,3027
2307
0,60
85,5
2,785
0,3590
2296
0,70
89,3
2,411
0,4147
2286
0,80
93,0
2,128
0,4699
2278
0,90
96,2
1,906
0,5246
2270
1,00
99,1
1,727
0,5790
2264
718
Загальні додатки до видання
Абсолютний
тиск
(кгс/см2)
Температура,
°С
Питомий об’єм,
м3/кг
Густина, кг/м3
Питома теплота
пароутворення,
кДж/кг
1,20
104,2
1,457
0,6865
2249
1,40
108,7
1,261
0,7931
2237
1,60
112,7
1,113
0,898
2227
1,80
116,3
0,997
1,003
2217
2,00
119,6
0,903
1,107
2208
3,00
132,9
0,618
1,618
2171
4,00
142,9
0,4718
2,120
2141
5,00
151,1
0,3825
2,614
2117
6,00
158,1
0,3222
3,104
2095
7,00
164,2
0,2785
3,591
2075
8,00
169,6
0,2454
4,075
2057
9,00
174,5
0,2195
4,536
2040
10,0
179,0
0,1985
5,037
2024
11,0
183,2
0,1813
5,516
2009
12,0
187,1
0,1668
5,996
1995
13,0
190,7
0,1545
6,474
1984
14,0
194,1
0,1438
6,952
1968
15,0
197,4
0,1346
7,431
1956
16,0
200,4
0,1264
7,909
1943
17,0
203,4
0,1192
8,389
1931
18,0
206,2
0,1128
8,868
1920
19,0
208,8
0.1070
9,349
1909
20,0
211,4
О.1017
9,83
1898
30,0
232,8
0,06802
14,70
1800
40,0
249,2
0,05069
19,73
1715
50,0
262,7
0,04007
24,96
1637
Перерахунок в Cl: 1 кгс/см2 = 9,81 IO4 Па
Інші властивості насиченої водяної пари:
- теплопровідність в межах 0... 150°С, Вт/(м К): 0,0171 ...0,0316,
- динамічна в’язкість в межах 0... 150°С, мПас: 0, 00922...0,0142.
719
Загальні додатки до видання
ДОДАТОК 2
Властивості найважливіших органічних розчинників
Назва
Молекулярна
\ маса
Густина,
кг/м3
Температура
топлення, 0C
Температура
кипіння, °С
Теплота
випаровуван¬
ня, кДж/кг
j
і *
© £
с %
4> *
H
Динамічна
в’язкість,
мПас
Розчинність у
воді, %
Ацетон
58,08
810
-95,3
56,2
519,6
1,29
0,3-0,36
OO
Бензин
690¬
-760
<-60
30-180
1,84
0
Бензол
78,11
879
5,5
80,1
393,8
2,4
0,65
0,073
н-Бутанол
74,12
810
-89,5
117,5
586,6
2,36
33,8
7,9
н-Бутилацетат
116,16
881
-76,8
126,3
302,5
2,9
0,732
1
Вуглець чотири-
хлористий
153,84
1630
-22,8
76,7
197,8
1,04
0,965
0,77
н-Гексан
86,18
659
-95
68,8
349,0
2,48
0,292
0,014
н-Г ептан
100,21
684
-91
98,4
326,1
2,44
0,39
0,005
Диетиленгліколь
106,12
1116
OO
K
■
245,8
348,8
2,09
35,7
OO
Диетиловий етер
74,12
714
-116,3
34,5
356,5
2,25
0,245
6,5
Дихлоретан
98,97
1253
-35,36
83,47
326,9
1,29
0,84
0,87
Етанол
46,07
790
-117,3
78,3
846,4
3,57
1,08
OO
Етилацетат
88,1
900
-83,6
77,1
370,8
2,87
0,43
8,08
Етиленгліколь
62
1114
-13,0
198
668,4
3,08
20
CO
Ізоамілацетат
130,18
872
-78,5
142
280,5
1,92
0,872
2
Ізобутанол
74,12
803
-108
108
578,4
2,99
47,03
9
Ізооктан
114,22
692
-107,4
99,2
286,7
1,65
0,713
0
Ізопропанол
60,09
786
-89,5
82,4
672,0
2,60
2,43
OO
о-Ксилол
106,16
880
-25
144,4
409,4
1,77
0,809
0,015
м-Ксилол
106,16
864
-47,9
139,1
402,0
1,73
0,617
0,015
п-Ксилол
106,16
861
13,3
138,4
399,4
1,74
0,644
0,015
Метанол
32,04
791
-93,9
64,5
1110,4
3,55
0,584
OO
Метилацетат
74,08
933
-98.1
57,5
392,6
2,11
0,362
31,9
Метилетилкетон
72,12
805
-86,3
79,6
427,0
3,15
26,8
н-Октан
114,22
703
-56,8
125,7
286,7
1,64
0,713
0
Пропанол
60,09
800
-127
97,4
683,0
3,40
2,00 ;
18,9
Пропілацетат
102,13
890
101,6
322,7
2,97
0,585
18.9
Толуол
92,13
865
-95
110,6
362,5
2,58
0,552
0,047 ;
Хлороформ
119,38
1530
-63,5
61,2
247,6
1,20
0,596
0,822
720
Загальні додатки до видання
ДОДАТОК З
Гуртові ціни на деяке обладнання і сировину
Ціни надані станом на середину 2004 року, при цьому 1 у.о = 5,33 грн, трійська
унція золота коштувала 392 у.о.
1. Емнісна апаратура
Апарат ємнісний з нержавіючої сталі Х18Н10Т
Об’єм, м3
0,01 j 0,025 0,04 0,063
0,1
0,16
0,25 J 0,4 І 0,63
Ціна, у.о
640 І 670
710 770
850
1000
1200 j 1550 ) 2060
Об’єм, м3
1,0 І 1,25
1,6 2,0 2,5 І 3,2
4,0 І 5,0 І 6,3
Ціна, у.о
2850 j 3162
3802 j 4750 5012 6660
6760 8950 10290
Об’єм, м3 І 8,0
10,0
12,5 16,0 20,0
25,0
32,0 40,0 63,0
Ціна, у.о 11220
13390
19953 18410
25119
28210
36790 48200 63096
Об’єм, м3
80,0
100,0
І
Ціна, у.о
79433
89125
І 1 1 “П " ■
Апарат ємнісний із сталі емальованої
Об’єм, м3
0,01
0,025 І
0,04
0,063
0,1
0,16
0,4
0,63 J 1,0
Ціна, у.о
540
560 j
580
600
640
700
960
1210 ) 1620 І
Об’єм, м3
1,25
1,6
2,0
2,5
3,2
4,0
5,0
6,3 І 8,0
Ціна, у.о
1862
2188
2692
3300
4270
5290
6531
8370 j 10351
Об’єм, м3 І
І ю,о
12,5
16,0
20,0
25,0
32,0
40,0
Ціна, у.о j
j 13420
16596
20800
24640
28040
33113
36940
"І
Апарат ємнісний чавунний з оболонкою і змійовиком
Об’єм, м3 І 0,1 0,25
0,4
0,63
1,0
1,25
1,6
2,0
2,5
Ціна, у.о
640 676
700
776
900
1023
1200
1530
1778
Об’єм, м3
3,2 4,0 5,0
6,3
OO
о
о
O
12,5 16,0
Ціна, у.о
2140 2455 2880
3310
3800 4266
4898 1738
721
Загальні додатки до видання
Апарат ємнісний з чавуну емальованого
Об’єм, M3
0,025
0,04
0,063
0,1
0,16
0,25
0,4
0,63
1,0
Ціна, у.о
690
795
977
1148
1380
1622
1905
2239
2630
Об’єм, м3
1,25
1,6
2,0
3,2
4,0
5,0
6,3
8,0
10,0
Ціна, у.о
2900
3090
3400
4365
5012
5888
6761
8128
9550
Об’єм, м3
12,5
16,0
20,0
25,0
32,0
40,0
50,0
Ціна, у о
11482
13804
16982
20893
25704
33100
39811
Кристалізатор з чавуну емальованого
Об’єм, м3
0,1
0,16
0,25
0,4
0,63
1,0
1,25
1,6
2,0 ”1
Ціна, у.о
1096
1300
1514
1800
2100
2512
2754
3020
3350
Об’єм, м3
2,5
3,2
Ціна, у.о
3631
4074
Кристалізатор зі сталі емальованої
Об’єм, м3
0,1
0,16
0,25
0,4
0,63
1,0
1,25
1,6
2,0
Ціна, у.о
2138
2500
2951
3660
4890
6607
7943
9660
11482
Об’єм, м3
2,5
3,2
Ціна, у.о
13804
16596
Ємнісний випарний кристалізатор з рамною мішалкою зі сталі
нержавіючої 12Х18НТ
Об’єм, м3
0,4
0,63
1,0
1,25
1,6
2,0
2,5
3,2
4,0
Ціна, у.о
1905
2818
4300
4571
5012
5500
5754
6200
6457
Об’єм, м3
5,0
6,3
8,0
10,0
Ціна, у.о
6800
7244
7576
8128
722
Загальні додатки до видання
Апарат ємнісний зі сталі вуглецевої
Об’єм, м3
0,01
0,025 І 0,04
0,063
0,1 І 0,16
0,25
0,4
0,63
Ціна, у.о
230
240 f 250
270
310 j 360
430
550
740
Об’єм, м3
1,0 1,25 1,6
2,0
2,5 3,2
4,0
5,0
6,3
Ціна, у.о
1020 j 1148 1380
1700
1995
2380
2818
3200
3680
Об’єм, м3
8.0
10,0 І 12,5
16,0 20,0
25,0
32,0 40,0 J 50,0
Ціна, у.о
4170
4786 j 5495
6580 j 7943
10080
13140 j 14790 j 17210
Об’єм, м3
63,0
80,0 І 100,0
І
Ціна, у.о
18835
21880 j 24550
І
Апарат ємнісний зі сталі нержавіючої (крім сталі Х18Н10Т)
Об’єм, м3 І 0,01
0,025 0,04 j 0,063 ] 0,1 ] 0,16 | 0,25 | 0,4 j 0,63
Ціна, у.о 230
240
250
270 310 360 j 430 550 740
Об’єм, м3
1,0
1,25
1,6 ) 2,0
2,5
3,2
4,0 J 5,0 j 6,3
Ціна, у.о
1020
1148
1380
1700
1995
2380
2818 j 3200 j 3680
Об’єм, м3
8,0
10,0
12,5
16,0
20,0
25,0
32,0
40,0
50,0
Ціна, у.о
4170
4786
5495
6580
7943
10080
13140
14790
17210
Об’єм, м3
63,0
80,0
100,0
Ціна, у.о
18835
21880
24550
Апарат ємнісний емальований з якірною мішалкою і оболонкою
Об’єм, м3 І
[ 0,01
0,025 І
І 0,04
0,063
0,1
Г °’16
0,4 ]
І 0,63 ]
I KO
Ціна, у.о ~]
І 560
580 ]
j 600 )
f 620 1
І 700
800
1100
о
о
m
І 2000
Об’єм, м3
1,25
1,6
2,0
2,5
І 3,2
4,0
5,0 І
І 6,3
8,0
Ціна, у.о
2290
2950
3715
4570
5625
7080
8910 І
І 10965
13805
Об’єм, м3
10,0
12,5
16,0
20,0
25,0
32,0
40,0
50,0
63,0
Ціна, у.о
17400
20420
25200
28600
33000
38900
41800
47865
52480
Апарат емальований з оболонкою і роторно-плівковою мішалкою
Об’єм, м3
0,8
2,0
3,2
4,0
5,0
) 10,0
Ціна, у.о
1920
2030
2200
2390
2540
j 4180
723
Загальні додатки до видання
Апарат з оболонкою, пропелерною мішалкою, виконаний з нержавіючої сталі
Об’єм, Mi ) 0.4
! 0,63
I UO
1,25 "1
І 1,6 і
2,0
2,5 1
І 3,2 І
І 4,0
Ціна, у.о j
І 2400
j 2885
І 3630
3980
4420 І
5000
5370 1
j 6000 j
І 6610
Об’єм, м3
5,0
І 6,3
І 8,0 І
І ю,о І
І 12,5 І
І 16 І
І 20
Ціна, у.о
7200 ;
І 8130
І 9120 І
І 10000 І
І 10965 j
І 12300 І
І 12160
Реактор-відновлювач зі сталі 8Х22Н6Т
Об’єм, м3 1,0 1 2,0 І 3,0 f 53,0
6,3
10 1 16
25
32
Ціна, у.о j 2900 j 5000 j 6100 j 8970
10300
13400 ] 18500
28400
36900
Об’єм, м3
50 І )
І
Ціна, у.о
48500 ) І
І
Реактор з лопатевою мішалкою, виконаний з нержавіючої сталі
Об’єм, м3 j
0,4
Г 0,63 j
I 1 І
Г~1,25
1,6 1
2,0
2,5
3,2 і
І 4,0
Ціна, у.о 1
І 1020
1175 j
І 1410 І
j 1510
1700 1
j 1820
2000
2130 ;
j 2570
Об’єм, м3 ]
І 5,0
6,3
8,0 ]
І ю,о
12,5 І
І 16,0
20,0 і
І 25,0 ]
І 32,0
Ціна, у.о j
j 2880
3310
3715 j
j 4350 І
j 4900 j
j 5755
6610 1
І 7945 1
j 9120
Реактор-госаджувач з оболонкою з нержавіючої сталі
І Об’єм, м3
1
2
3,2
5
6,3
І Ціна, у.о
4820
7350
9110
14820
15350
Апарат ємнісний з рамною мішалкою
Об’єм, м3 І
«
І 2
3,2
5 І
І 6,3 І
[ 10
Ціна, у.о j
1500 І
І 1930
2130
2890
І 3500 1
і 4350
Орієнтовні гуртові ціни на ферментери з мішалками і теплообмінними
пристроями з нержавіючої сталі
Об’єм, м
о,о1 І
Г 0,025
0,04
0,063
0,1
0,25
І 0,4 І
0,63
1,0
Ціна, у.о
119 І
І 228
319
440
611
1171
1636 І
2258
3135
Об’єм, м3
1,25
1,6
І 2,0
2,5
3,2
І 4,0 І
І 5,0
6,3
І 8,0
Ціна, у.о
3673
4377 ]
[ 5128
6009
7160
8389 ]
І 9829
11582 І
j 13722
Об’єм, м3 І
І ю,о
12,5
16,0
20,0
25,0
32,0
40,0 І
І 50,0
63,0
Ціна, у.о
16078
18838
22447
26301
30816
36719
43023
50409
59397
Об’єм, м3
80,0
100,0
125,0
160,0
І
Ціна, у.о
70377
82459
96615
115123
1
724
Загальні додатки до видання
Ємнісне обладнання компанії “Спецоборудование”
(ціни станом на 19.09.2003)
Об’єм, м3
Маса, кг
Матеріал
Товщина
стінки,M M
Ціна, у.о.
3
518
Ст.Зпс
3-4
670
5
816
Ст.Зпс
3-4
1050
10
1358
Ст.Зпс
4
1549
25
2210
Ст.Зпс
4
2479
50
3710
Ст.Зпс
4
4097
75
4715
Ст.Зпс
4
5121
100
5464
Ст.Зпс
4
5993
Резервуари
Назва, об’єм, м3
Діаметр,
MM
Висота, мм
Маса,т
Ціна, у.о
РВС-100
4730
6000
9,1
8732
РВС-200
6630
6000
12,1
11853
РВС-300
7580
7500
14,9
14224
РВС-400
8530
7500
17,7
18017
РВС-700
10430
9000
27
25603
РВС-1000
12330
9000
34
32241
РВС-2000
15180
12000
60,9
57731
РВС-3000
18980
12000
89
84207
РВС-5000
22800
12000
129
122328
Автоцистерни
Автоцистерна 8 800 літрів, КАМАЗ-55111-1011-02, технічна
рідина, густина не більше 1550 кг/м3
24486
Автоцистерна 15100 літрів, KAMA3-53228-1961-02
31648, з насосом 33034
Автоцистерна 10 450 літрів, KAMA3-53228-1013-02,
технічна рідина, густина не більше 1 300 кг/м3
29131
Автоцистерна 17 200 літрів, KAMA3-53229-1960-02
28428, з насосом 31138
Автоцистерна 10450 літрів, KAMA3-53215-1930
24207, з насосом 25793
Автоцистерна 7 300 літрів, KAMA3-43114-1910-02
28386, з насосом 29517
Автоцистерна 11200 літрів, KAMA3-43118-1917-02
30248, з насосом 32069
Цистерни
Цистерна 8 800 літрів, для технічних рідин
5140
Цистерна 15 100 літрів
7431, з насосом 8752
Цистерна 17 200 літрів
6773, з насосом 8103
Цистерна 7 300 літрів
4906, з насосом 6149
Цистерна 11 200 л
5960, з насосом 7224
725
Загальні додатки до видання
2. Фільтрувальна апаратура
Барабанні вакуум-фільтри
Поверхня фільтрування, м2
1,0
3,0
5,0
10,0
20,0
Ціна, у.о
5000
6790
7460
9700
23670
Автоматичні фільтр-преси типу ФПАКМ Бердичівського заводу “Прогрес”
Поверхня фільтрування, м2
2,5
5,0
12,5
25,0
Ціна, у.о
16330
17960
21590
26930
Автоматичні фільтр-преси типу КМП Бердичівського заводу “Прогрес”
Поверхня фільтрування, м2
5
12,5
Ціна, у.о
48200
58460
Рамні фільтр-преси (315x315)
Поверхня фільрування, м2
2,0
2,8
4,0
5,5
Ціна, у.о
1180
1360
1530
1900
Рамні фільтр-преси Бердичівського заводу “Прогрес”
Марка
РЗМ16-У-01 (16 м2)
РОМ16-1К-01 (16 м2)
РЗМ40-1К-01 (40 м2)
Ціна, у.о
6000
12200
24500
Марка
РЗМ50-1К-01 (50 M2)
P3M63-1К-01 (63 м2)
РЗМбЗ-ІУ-01 (63 м2)
Ціна, у.о
30000
35000
13200
Вакуумні фільтри (нутч-фільтри)
Поверхня фільтрування, їм2
0,06
0,1
0,2
0,6
0,8
Ціна, у.о
193
301
551
1438
1848
726
З. Теплообмінна апаратура
Гуртові ціни кожухотрубних теплообмінників і трубчастих плівкових
випарних апаратів в у.о за тонну1
Відносна
маса труб до
загальної
маси
апарата, %
Маса апарата, т
до
0,35
<*) Г"
—*
O O
і о
■** 3!
1,4¬
2,3
2,3¬
3,8
3,8¬
5,9
5,9¬
12,0
12,0¬
20,0
20,0¬
35,0
більше
35,0
Сталь вуглецева (кожух BM Ст.З, труби Ст. 10,20)
до 20
990
850
750
660
595
550
495
455
420
405
30
1020
875
775
680
615
570
515
475
440
430
40
1050
900
795
700
630
590
535
495
460
455
50
1080
925
820
720
660
610
560
520
490
480
60
1120
960
850
745
685
640
585
550
520
505
70
1160
995
880
775
715
665
615
580
550
540
80
1200
1030
910
805
745
705
645
620
590
575
Сталь нержавіюча (кожух і труби - сталь Х18Н10Т)
до 20
2235
2045
1900
1770
1690
1625
1550
1490
1445
1420
30
2320
2140
2005
1885
1795
1745
1675
1620
1575
1540
40
2405
2245
2115
1990
1915
1865
1795
1745
1700
1675
50
2510
2365
2220
2105
2025
1980
1920
1870
1825
1800
60
2595
2440
2335
2220
2145
2105
2045
1990
1950
1930
70
2690
2540
2445
2330
2270
2230
2170
2115
2080
2060
80
2785
2640
2550
2445
2380
2340
2290
2240
2205
2185
Приклад визначення гуртової ціни кожухотрубного теплообмінника
Припустімо, що обраний одноходовий кожухсггрубний теплообмінник з діаметром
кожуха 600 мм з трубами 20*2 загальною кількістю 389 штук довжиною по 3 м, який
має поверхню теплообміну 73 м2. Матеріал - вуглецева сталь. Маса теплообмінника -
1980 кг (див.2).
Маса труб дорівнює 3,14(0,0242 - 0,022)*3 *389*7800/4 = 1258 кг.
Відносна маса труб до загальної маси теплообмінника становить 1258* 100/1980 =
= 63,5%.
Інтерполюючи значення таблиці, знаходимо, що гуртова ціна 1 тонни теплообмінника
дорівнює 755,5 у.о/тонна.
Оскільки маса теплообмінника 1,98 т, оптова ціна теплообмінника становить
755,5*1,98= 1496 у.о. (7973 грн).
1 Ціни наведені з посібника: Основньїе процессьі и аппаратьі химической технологии: Пособие по
проектированию/под ред. Ю.И.Дьітнерского. - M.: Химия, 1983. - 272 с. З урахуванням 7%-го рівня
інфляції у 2004 році ціни орієнтовно зросли у 4 рази.
2Там само.
727
Загальні додатки до видання
Приклад визначення гуртової ціни трубчастого плівкового випарника
Припустімо, що обраний випарний апарат з висхідною плівкою3, який має
поверхню теплообміну 63 м2. Апарат виконаний з нержавіючої сталі, він споряджений
в’язкою труб довжиною 5 м діаметром 38x2. Маса апарата становить 5000 кг.
Площу перерізу труб (м2) можна знайти з рівнянь:
S = 1,72 10 3F (для труб довжиною 5 м і діаметром 38x2) та
S = 1,87 IO 3F (для труб довжиною 7 м і діаметром 57x2,5),
де - номінальна поверхня теплообміну апарата, м2, S - площа перерізу трубного
простору, м2.
Оскільки обрали апарат першого типу, то S = 1,72 10'3*63 = 0,10836 м2.
Площа перерізу вільного простору однієї труби дорівнює 3,14(0,038)2/4 =
= 0,00113354 м2. Отже, випарний апарат містить 0,10836/0,00113354 = 96 труб.
Маса однієїтруби дорівнює 3,14(0,0422 - 0,0382)*5 * 7800/4 = 9,8 кг, а усієї в’язки
-9,8*96 = 940,5 кг.
Відносна маса труб відносно до усієї маси апарата становить 940,5*100/5000 =
= 18,8%
Згідно з таблицею гуртова ціна 1 тонни апарата дорівнює 1625 у.о., а всього
апарата - 1625*5 = 6625 у.о. (35311 грн).
Гуртові ціни за однопоточні теплообмінники типу “труба в трубі” в у.о./тонна
Розміри труб, MM
; Маса апарата в тоннах
внут¬
рішньої
зов¬
нішньої
до 0,18
0,18-0,35
035-0,75
0,75-1,4
1,4-23
23-3,8
3,8-5,9
біль-
ше5,9
Сталь вуглецева
38x4
60x5
690
645
625
605
585
575
565
545
48x4
89x5
660
625
595
570
550
540
525
500
57x5
89x5
635
600
570
550
530
520
510
490
60x5
133x5
620
585
555
530
510
500
495
470
89x5
160x5
600
560
530
510
490
480
475
450
108x5
160x5
585
550
520
495
480
465
450
435
Сталь нержавіюча (кожух і труби - сталь X18Н ЮТ)
38x4
60x5
2860
2830
2800
2760
2730
2700
2660
2610
48x4
89x5
2745
2710
2680
2650
2620
2600
2570
2485
57x5
89x5
2745
2710
2680
2650
2620
2600
2570
2485
3 Там же.
728
Загальні додатки до видання
Приклад розрахунку оптової ціни теплообмінника типу “труба в трубі”
Припустимо, що обраний однотечійний теплообмінник має діаметр внутрішньої
труби 60x5, зовнішньої труби 133x5, довжину 9 м; він виконаний з вуглецевої сталі.
Розрахувати оптову ціну теплообмінника.
Маса внутрішньої труби дорівнює 3,14(0,072 - 0,062)*9*7800/4 = 71,6 кг. Маса
зовнішньої труби дорівнює 3,14(0,1432 - 0,1332)*9*7800/4 = 152,1 кг. Сумарна маса
труб становить 71,6 + 152,1 = 223,7 кг (0,224 тонни).
Згідно з таблицею оптова ціна 1 тонни становить 585 у.о. Оптова ціна
теплообмінника дорівнює 585*0,223 = 130,5 у.о.
Оптові ціни за теплообмінники пластинчасті розбірні в у.о. за штуку
Виконання апарата
(матеріал Х18Н10Т)
Поверхня
теплообміну, M2
Число
пластин, піт
Маса, кг
Ціна, у.о.
І
10
20
612
1645
16
32
690
2070
20
40
750
2125
25
48
816
2255
II
31,5
62
1385
2800
40
78
1520
3360
50
98
1690
3685
63
122
1820
3960
80
154
2110
4400
100
194
2500
5200
HO
212
2570
5325
125
242
2660
5765
140
270
2750
6500
150
290
2920
6940
160
310
3050
7245
III
300
604
6060
14290
IV
100
196
2630
5530
IV
140
280
3210
7270
Приклад розрахунку
В лінії УНС-20 застосовують два пластинчасті теплообмінники 100 і 125 м2.
Виконання - II. Перший теплообмінник має вартість 5200, а другий - 5765 у.о. Сумарна
вартість - 10965 у.о.
729
Загальні додатки до видання
4. Насоси
Марка
Продуктивність,
м3/год
Напір, м
Потужність
двигуна, кВт
Ціна, у.о.
Відцентрові насоси
ЗЦВ 5-4-125
4
125
2,8
152
ЗЦВ 5-6,5-80
5
80
2,8
172
ЗЦВ 6-6,5-125
6,5
125
4,5
133
ЗЦВ 6- 10-110
10
HO
5,5
137
ЦНСГ13-140
13
140
15
1080
ЗЦВ 6-1 -140
16
140
13
193
ЗЦВ 8-25-150
25
150
17
247
ЦНСГ38-154
38
154
30
1308
ЗЦВ 8-40-120
40
120
22
390
ЦНС60-132
60
132
45
1210
ЗЦВ 10-65-150
65
150
45
505
ЦНСГ105-147
105
147
75
2429
ЗЦВ 10-120-60
120
60
32
528
ЗЦВ 12-160-100
160
100
65
914
ЦНСГ180-170
180
170
132
4160
Д 200-36
200
36
37
1583
Д250-125
250
125
160
800 (б/д)
ЦНСГ300-180
300
180
250
5705
Д315-50
315
50
75
2155
Д 320-50
320
50
75
' 2707
Д 500-63
500
63
160
1483 (б/д)
Д 630-90
630
90
250
1651 (б/д)
Д 800-56
800
56
200
2166(б/д)
Д 1250-63
1250
63
315
1741 (б/д)
ІД 1600-90
1600
90
63
3379(б/д)
Д 2000-21-2
2000
21
160
6672(б/д)
Д 2000-21-2
1600
11
75
6672(б/д)
Д 2000-100-2
2000
100
800
9155(б/д)
Д 2500-62-2
2500
62
630
8241 (б/д)
Д 3200-33-2
3200
33
400
9607(б/д)
Д 4000-95-2
4000
95
1600
12228(б/д)
Д 6300-27-3
6300
27
630
14621 (б/д)
Д 12500-24
12500
24
-
-
730
Загальні додатки до видання
Марка
Продуктивність,
м3/год
Напір, м
Потужність
двигуна, кВт
Ціна, у.о.
Шестерінчасті насоси
HMLLI 2-40-1,6/162 1,5x1500
1,6
160
342
HMLU 5-25-2,5/6 1,5x1000
2,5
60
361
HMlil 5-25-4,0/4 1,5x1500
4,0
40
350
НМШ 5-25-4,0/10 4x1500
4,0
100
378
НМШ 5-25-4,0/25 4x1500
4,0
250
464
HMLLI 8-25-6,3/2,5 2,2x1500
6,3
25
375
НМШ 8-25-6,3/10
6,3
100
401
IIi 40-4-19,5/4 5,5x1000
19,5
40
589
IIi 80-2,5-37,5/2,5 11x1000
37,5
25
1034
Плунжерні насоси
AH 2-16 (ПНІ.6/16
2
160
1,5 848
ПТО 2,5/63
2,5
630
7,5 2690
ПТ 4/100
4
1000
22 4345
ПТ 6,3/6,3
6,3
630
22 4759
ПТ 10/100
10
1000
55
6345
Занурювальні насоси
Гном 10/10(220 В)
10
10
1,1
157
Гном 10/10
10
10
1,1
130
Гном 16/16
16
16
2,2
143
Гном 25/20
25
20
4
247
Гном 40/25
40
25
5,5
372
Гном 50/25
50
25
-
731
Гном 50/50
50
50
-
1278
Гном 53/10
53
10
4
328
Гном 100/25
100
25
11
1278
Гном 150/30
150
30
-
2094
ЦМК 16/27
16
27
-
966
НПК 20-22
20
22
-
624
ЦМК 40/25
40
25
-
1748
ЦМФ 50/10
50
10
-
331
ЦМФ 160/10
160
10
-
4759
731
Загальні додатки до видання
5. Вартість сировини
Сировина J
[ Ціна, у.о./кг j
[ Ціна, грн/кг
Вуглецевмісні субстрати
Соєве борошно
в тому числі:
- незнежирене
2,62
13,96
- знежирене
0,82
4,37
- харчовий біошрот
0,62
3,30
- кормовий біошрот
0,27
1,44
Кукурудзяне борошно
0,034...0,076
0,18...0,41
Пшеничні висівки
0,075... 0,25
0,40... 1,33
Кормові дріжджі, Росія
1,00
Кормові дріжджі, Україна
2,35
Крохмаль картопляний
0,55
2,94
Крохмаль кукурудзяний
0,51
2,72
Кукурудзяний екстракт
0,149
0,8
Цукор
0,4447
2,37
Глюкоза
2,759...2,897
14,7... 15,44
Меляса
0,0469... 0,0657
0,25...0,35
Сирий буряковий жом
0,002
0,0107
Висушений буряковий жом
0,089
0,47
Желатин водорозчинний
0,59
3,14
Желатин
0,408
2,17
Поживні солі
Діамонійсульфат (міндобриво)
0,036...0,0487
0,19...0,26
Діамонійфосфат
0,1017
0,54
Сульфат магнію
0,1125
0,6
Аміачна селітра
0,0655
0,35
Кальцій хлорид
0,15
0,8
Хлорид натрію, кухонна сіль
0,1
0,55
Подвійний суперфосфат
0,0069
0,037
Двозаміщений фосфат калію
Хлорид амонію
0,369... 0,478
1,997...2,55
Хлорид калію
0,057...0,074
0,3...0,4
Fe2(SO4)3 7Н20 ч
0,743
3,95
Na2CO3
0,1
2,3
Сечовина, карбамід
0,125...0,19
0,66... 1,02
732
Загальні додатки до видання
Сировина
Ціна, у.о./кг ]
Ціна, грн/кг
Сода харчова
0,476
2,53
Крейда кормова
0,024 j
0,13
Крейда
0,2 j
1,07
Кислоти і луги
Кислота сульфатна
0,06897... 0,1827
0,37...0,97
Кислота хлоридна
0,024... 0,041
0,13...0,22
Кислота фосфорна
0,85
4,53 j
Кислота нітратна
1,3448
7,17
Натрію гідрооксид
0,276...0,3
1,47... 1,6
Калію гідрооксид
0,9655
5,15
Аміак водний, 25%-й, кг
0,47
2,49
Аміачна вода 25%-а, літр
0,54
2,89
Органічні розчинники
Ацетон ітрил
0,97
5,14
Ацетон
0,612
3,29
Бутилацетат
0,7586
4,04
Етилацетат
0,9...1,72(чда)
4,8...9,17
Ізопропанол
0,7586
4,04
Ізопропанол абсолютний
1,031
5,49
Бутанол (ізобутанол)
1,0
5,33
Етанол синтетичний (Росія)
0,897
4,78
Етанол гідролізний ‘‘Екстра” (Росія)
2,25
11,99
Бензол
0,443
2,36
Толуол
0,366
1,95
Ксилол
0,223
1,19
Гексан чда
4,784
25,45
Гексан імпортний
2,867
15,25
Дибутилфталат
1,732
9,22
Вуглець чотирихлористий
3,172
16,88
Петролейний етер 40-70
2,18...2,72
11,66... 14,55
Метанол
0,173... 0,224
0,92...1,19
Органічні кислоти
Лимонна кислота б/в, ч (Ізраїль)
1,650
8,78
Лимонна кислота фірми “БААС”, моногідрат,
упаковка по 100 г
1,305
6,94
733
Загальні додатки до видання
Сировина
Ціна, у.о./кг
Ціна, грн/кг
Молочна кислота, 80%-а
1,56
8,30
Яблучна кислота
3,47...4,14
18,46...22,02
Бензолсульфокислота
0,227
1,21
Оксалатна кислота
1,68
8,93
Оксалатна кислота технічна
0,448
2,38
Ангідрид малеїновий
0,652
3,47
Інші продукти
Активоване вугілля БАУ
0,9
4,80
Іонообмінна смола КУ-2-8 вищого гатунку,
абс. суха речовина
2,363
12,57
Іонообмінна смола КБ-4, абс. суха речовина
4,445
23,65
Іонообмінна смола КБ-4П-2, натуральна вага
1,712
9,11
734
Сидоров Юрій Іванович - кандидат технічних наук, доцент
кафедри технології біологічно активних сполук, фармації та
біотехнології Інституту хіміїта хімічних технологій Національного
університету “Львівська політехніка”. У 1971 році закінчив
Львівський політехнічний інститут. У 1985 році після закінчення
аспірантури у Московському хіміко-технологічному інституті
ім. Д.І. Менделєєва захистив кандидатську дисертацію. З 1995 року
працює на кафедрі ТБСФБ НУ “ЛП”. Має вчене звання доцента.
Сфера наукових інтересів: процеси і апарати біотехнології і
мікробіологічних виробництв. Читає курси лекцій з дисциплін:
“Процеси і апарати біотехнології*”, “Основи проектування біотехнологічних виробництв”,
“Основи біокінетики”. Автор 42 наукових статей, 16 авторських свідоцтв на винаходи,
12 навчально-методичних видань і 3 навчальних посібників.
Влязло Роман Йосифович - кандидат хімічних наук,
доцент кафедри технології біологічно активних сполук, фармації
та біотехнології Інституту хімії та хімічних технологій
Національного університету “Львівська політехніка”. У 1961 р.
закінчив Львівський політехнічний інститут. У 1975 р. після
закінчення аспірантури захистив кандидатську дисертацію. Має
вчене звання доцента. З 1963-го упродовж 42 років працював на
кафедрі ТБСФБ. Галузь наукових інтересів: тонкий органічний
синтез, хімія полімерів, хімічні і біотехнологічні процеси. Читав
курси лекцій з дисциплін: “Устаткування фармацевтичних заводів”,
“Проектування хіміко-фармацевтичних виробництв”, “Основи будівництва підприємств
галузі”. Автор 91 наукової публікації, 17 авторських свідоцтв на винаходи, 18 навчально-
методичних видань і 3 навчальних посібників.
Новіков Володимир Павлович - доктор хімічних наук,
професор, завідувач кафедри технології біологічно активних сполук,
фармації та біотехнології Інституту хімії та хімічних технологій
Національного університету “Львівська політехніка”. У 1984 р.
захистив кандидатську дисертацію, а у 1995 році - докторську на
тему “Синтез, будова і реакційна здатність хіноїдних та семіхіноїдних
сполук”. Опублікував понад 42 наукових праць, в тому числі 2
монографії, 20 авторських свідоцтв та патентів на винаходи, більше
ЗО навчально-методичних розробок, 8 навчальних посібників. За його
науковим керівництвом захищено 14 кандидатських, 1 докторська
дисертація. Коло наукових інтересів: органічна, фармацевтична і біоорганічна хімія та
технологія, біотехнологія, дослідження в галузі синтезу нових біологічно активних сполук.
Читає курс лекцій з дисципліни “Біохімія та молекулярна біологія”.
Сидоров Юрій Іванович
Влязло Роман Йосифович
Новіков Володимир Павлович
ПРОЦЕСИ І АПАРАТИ МІКРОБІОЛОГІЧНОЇ
TA ФАРМАЦЕВТИЧНОЇ ПРОМИСЛОВОСТІ
Навчальний посібник
Відповідальний редактор А. Ф. БАРВІНСЬКИЙ
Літературний редактор О. М. ГУБАРЄВА
Комп’ютерне верстання С. В. ТИМОШЕНКА
Підписано до друку 22.12.2007 р. Формат 70x100 1Z16.
Папір офсетний. Друк офсетний. Облік.-вид. арк. 59,85.
Умовн. друк. арк. 59,05. Умовн. фарб.-відбит. 59,68. Зам.
Видавництво „Інтелект-3ахід“
Україна, м. Львів, вул. Д. Дудаєва, 15/44, 79005.
Тел./факс: (032) 225-53-21, тел.: (032) 225-53-19
e-mail: ofTice@iz.lviv.ua
Свідоцтво про держреєстрацію: серія ДК №1039 від 13.09.2002 р.
Віддруковано з діапозитивів у ТзОВ „Книгодрук“.
Львівська обл., Пустомитівський р-н, с. Кротошин, вул. Січових Стрільців, 35