/


















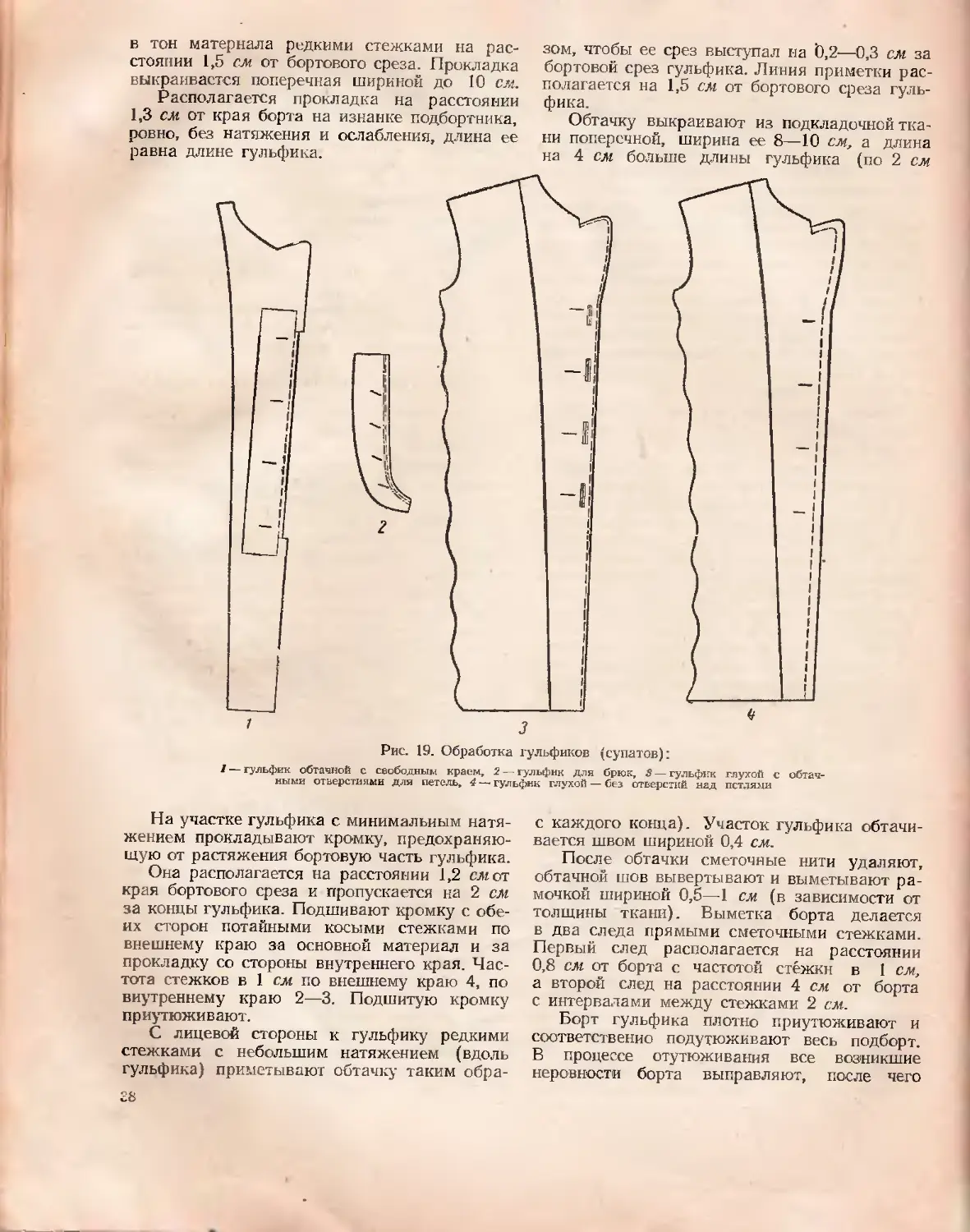
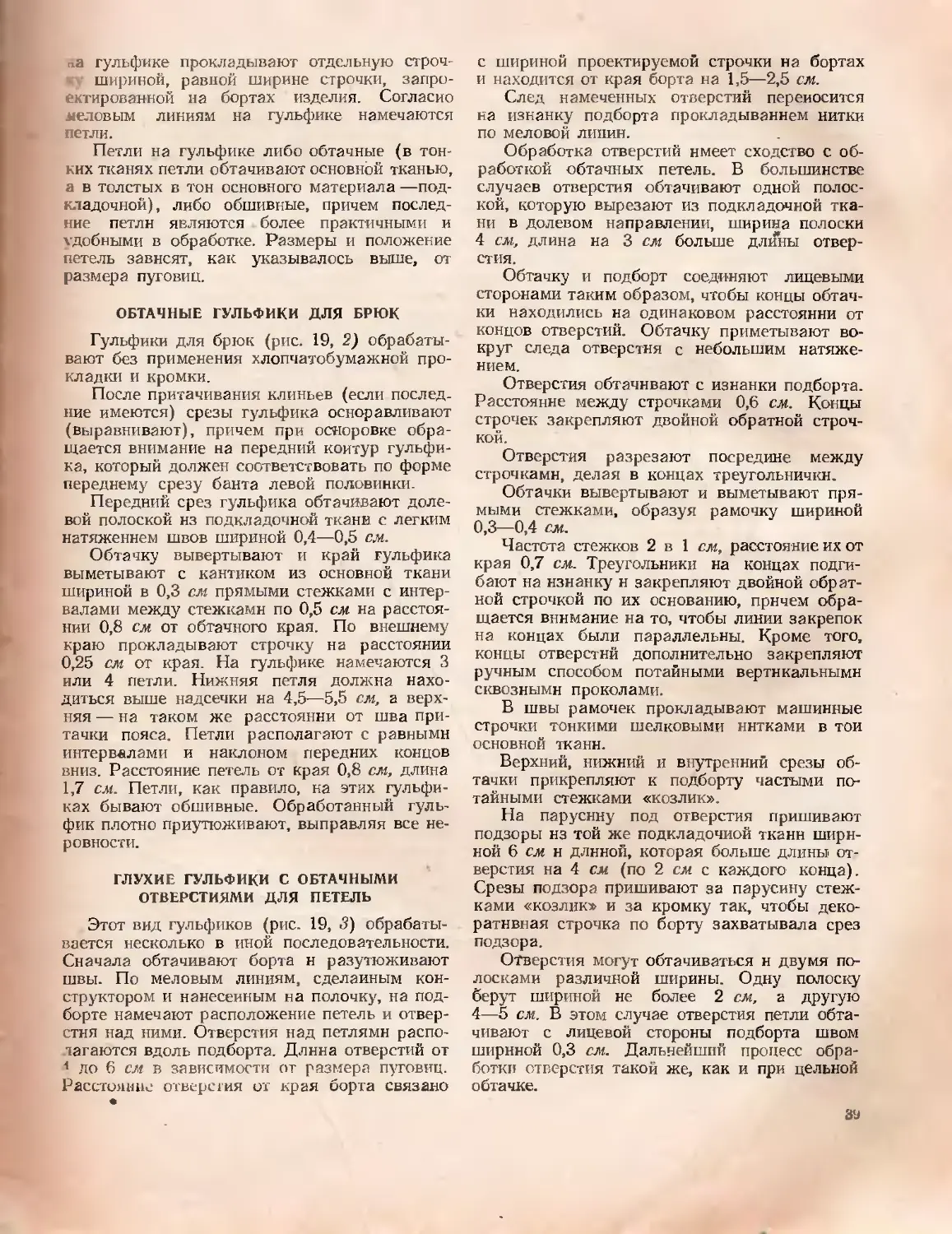










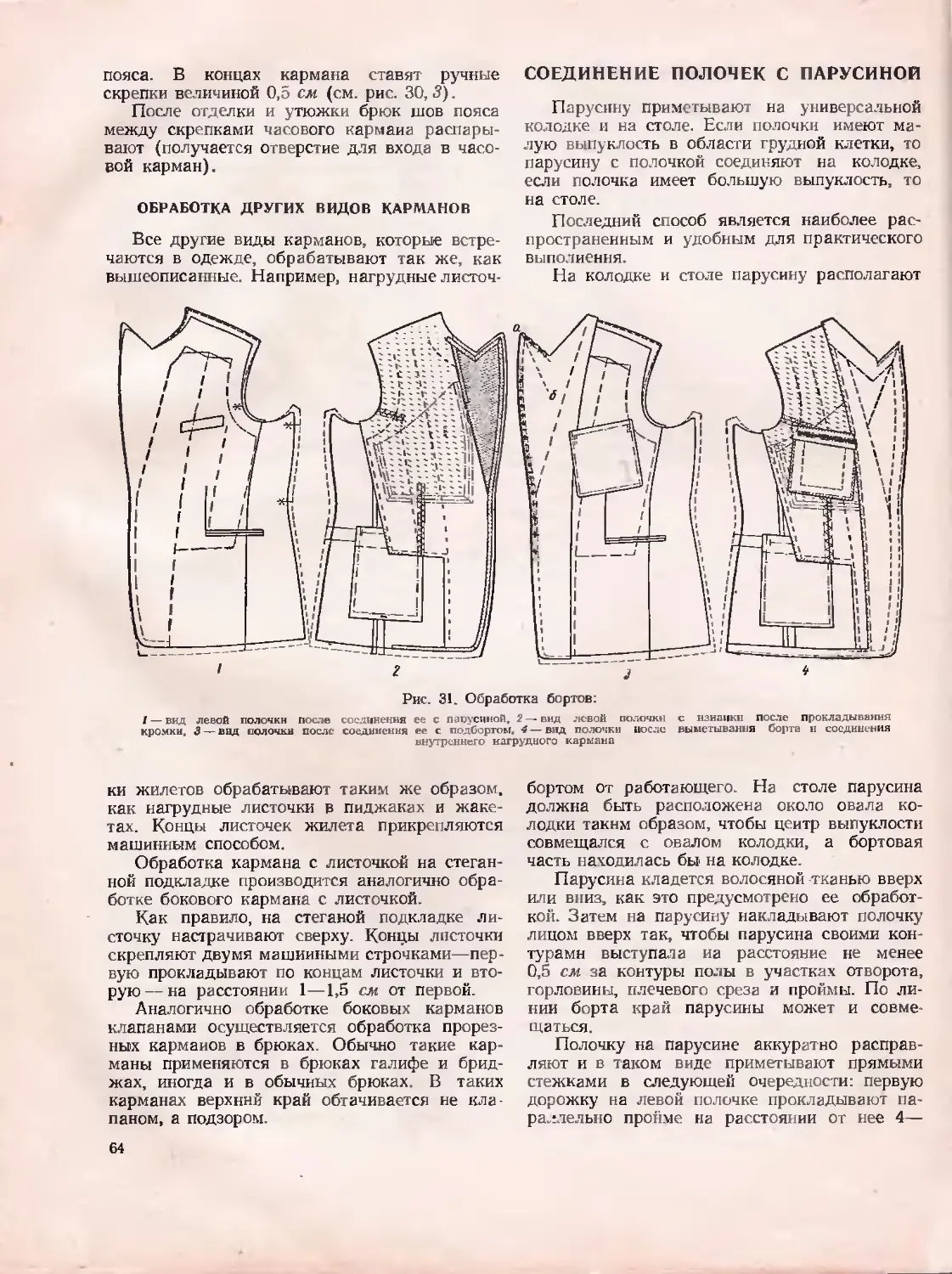












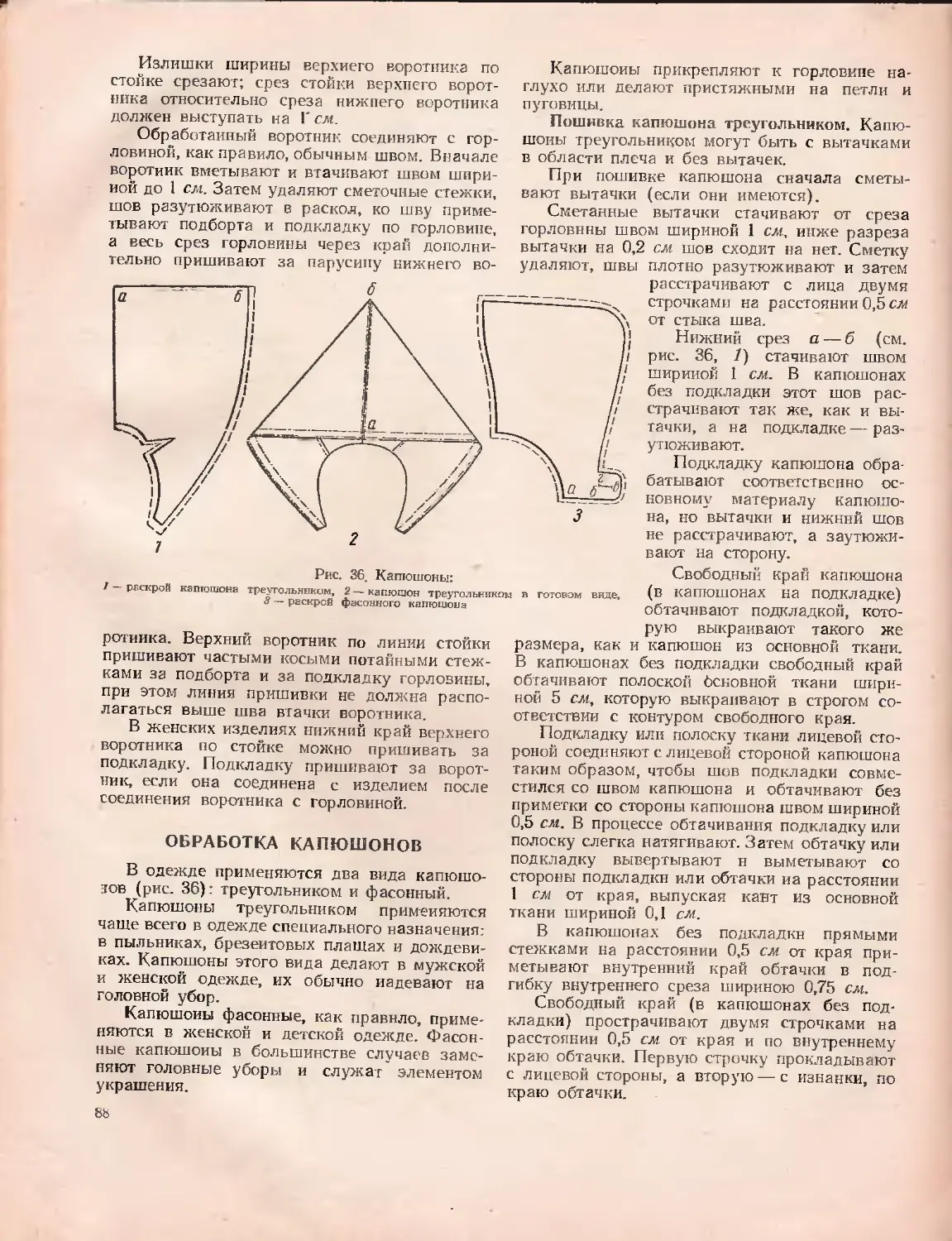
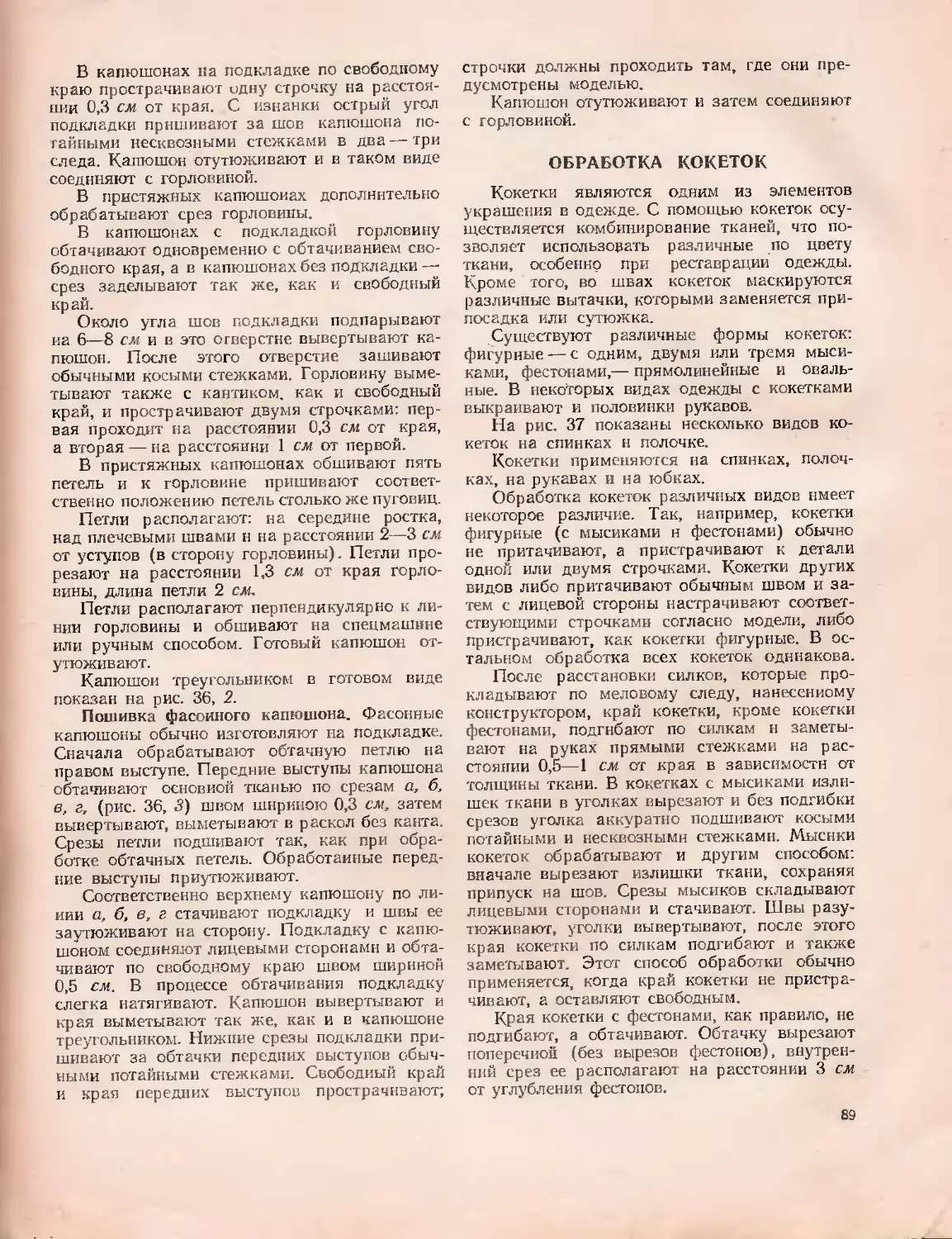
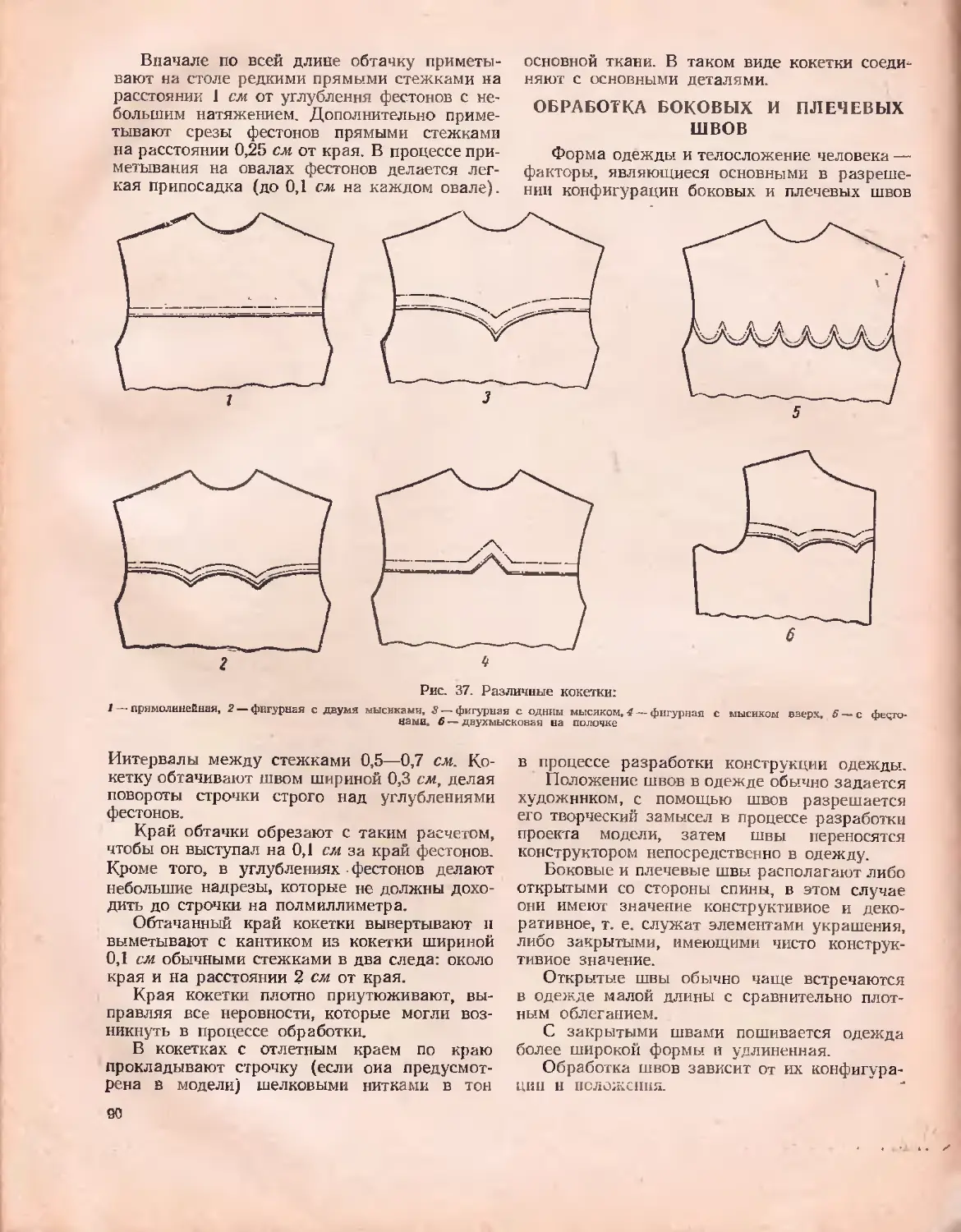

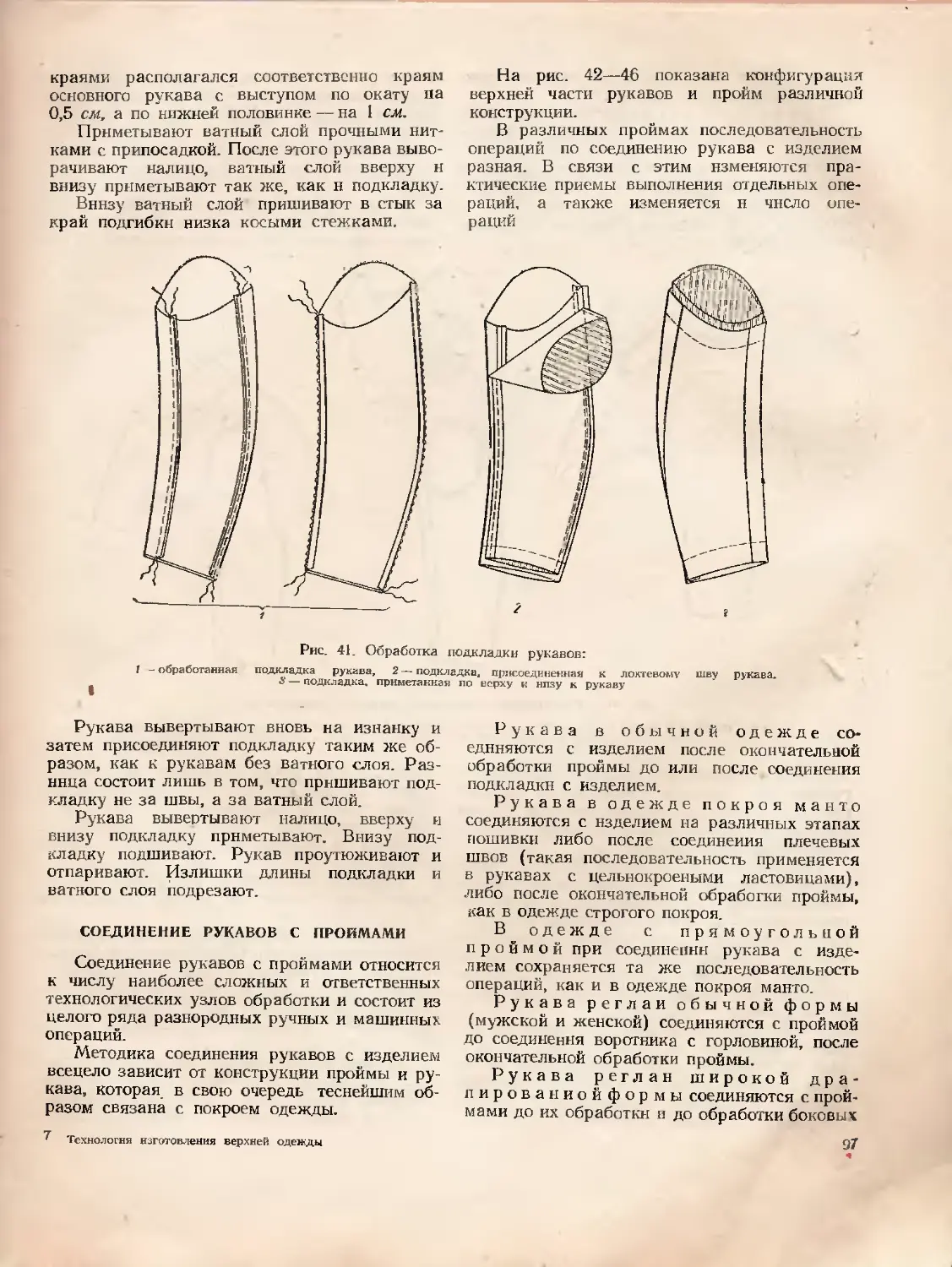
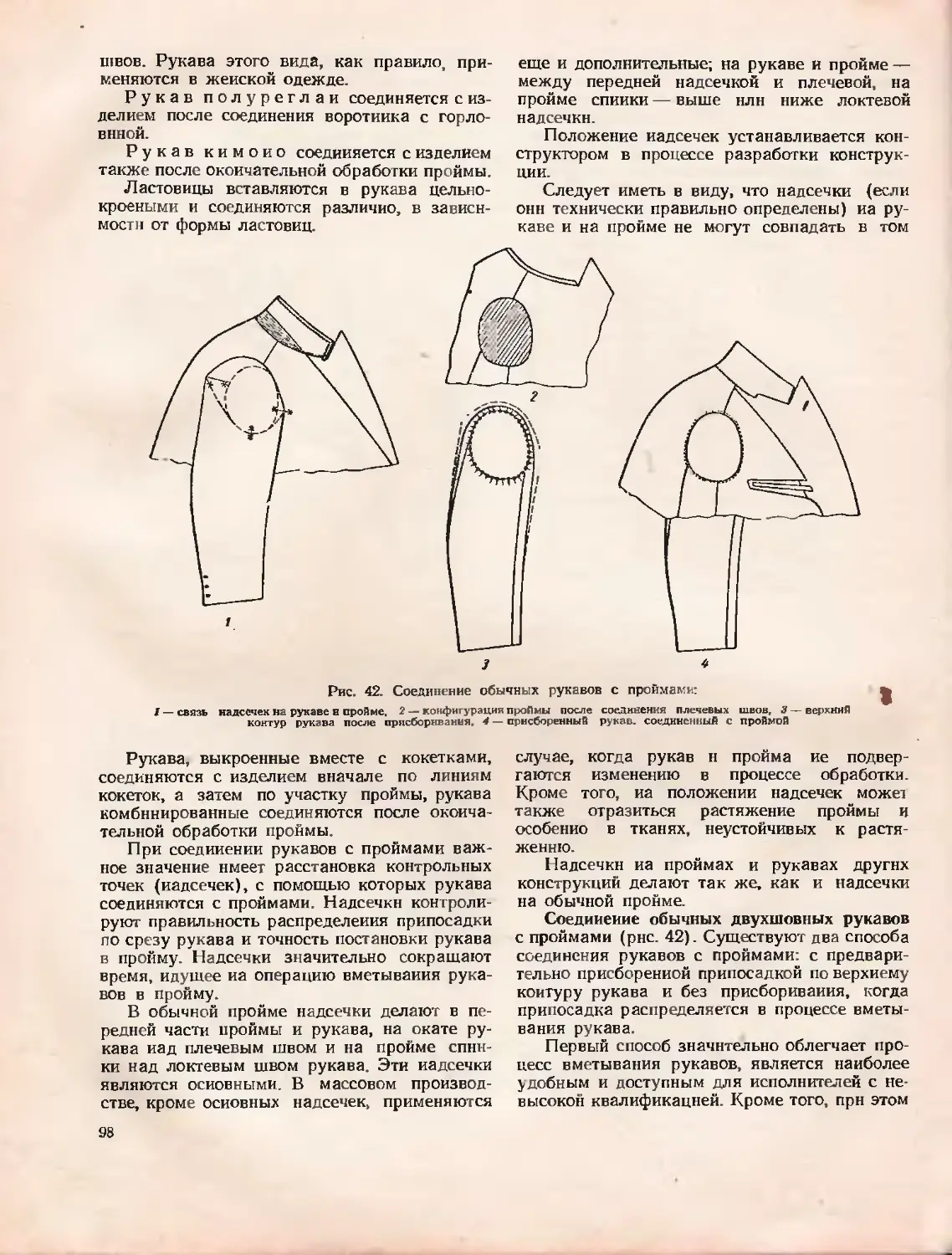


























Text
С. Н. КОРОТКОВ, С. М. КРАВЧЕНКО, С. С. СУББОТИН
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ВЕРХНЕЙ ОДЕЖДЫ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Рекомендовано отделом кадров и учебных заведений
Министерства торговли СССР в качестве учебного пособия
для подготовки портных и повышения их квалификации
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
ТОРГОВОЙ ЛИТЕРАТУРЫ
МОСКВА 19 б У
При разработке настоящего учебника авторами бы-
ла поставлена задача обобщить разносторонний и бога-
тый практический опыт, накопленный на протяжении
многих лет русскими портными.
В книге описаны наиболее совершенные методы,
обеспечивающие высокое качество мужской, женской и
детской верхней одежды.
Темы «Организация рабочих мест в пошивочной ма-
стерской индивидуальных заказов», «Стежки», «Швы»,
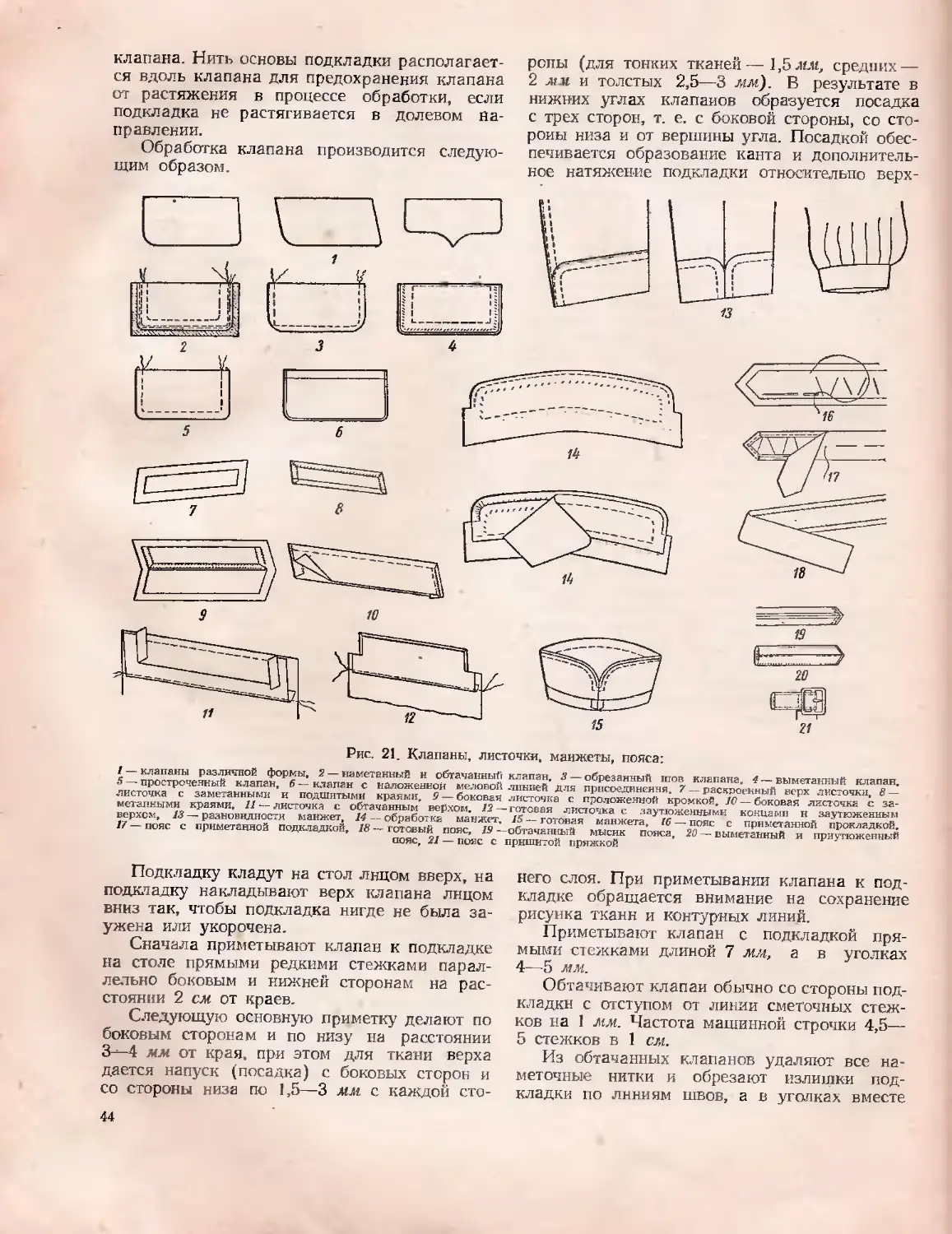
«Обработка клапанов, хлястиков, манжет и листочек»,
«Обработка различных карманов» написаны С. М. Крав-
ченко. Все остальные темы написаны С. Н. Коротковым
и С. С. Субботиным. Общая редакция проведена
С. Н. Коротковым.
ПРЕДИСЛОВИЕ
В дореволюционной России швейной промышленности не существо-
вало. Одежда изготовлялась в основном в разрозненных кустарных ма-
стерских и фирмах с очень слабым техническим оборудованием (тихоход-
ные швейные универсальные машины с ручным или ножным приводом,
ножницы, плитовой или духовой утюг и деревянные колодки нескольких
видов). В таких условиях пошивка одежды представляла исключительно
сложный и трудоемкий процесс.
После Великой Октябрьской социалистической революции вместе
с ростом народного хозяйства начала развиваться швейная промышлен-
ность. Швейные фабрики были оснащены разнообразными швейными,
раскройными машинами, гладильными прессами-автоматами и дру-
гим оборудованием, применены совершенные формы организации про-
изводства.
Наряду с развитием массового производства одежды для удовлетво-
рения возрастающих потребностей населения в красивой, удобной и проч-
ной одежде разнообразных видов н фасонов была организована сеть
индивидуального пошива.
Для создания новых моделей одежды были организованы во многих
городах страны (Киеве, Ленинграде, Москве, Минске, Риге, Львове,
Вильнюсе, Свердловске, Баку, Горьком и др.) дома моделей во главе
с Общесоюзным домом моделей в Москве.
Основное направление домов моделей — создание образцов, отвеча-
ющих возросшим потребностям и разнообразным вкусам населения.
Партия и правительство уделяют большое внимание вопросам улуч-
шения качества швейных изделий и улучшения обслуживания населения.
Совет Министров СССР и ЦК КПСС в постановлении от 25 октября
1953 г. обязали Министерство торговли СССР наряду с продажей
одежды фабричного пошива организовать пошив одежды высшего каче-
ства по индивидуальным заказам населения в ателье из материалов
ателье и заказчиков.
з
В целях лучшего обслуживания с января 1954 г. Министерству тор-
говли СССР была передана существующая сеть ателье и мастерских ин-
дивидуального пошива. Совет Министров СССР обязал Советы Л1ини-
стров союзных республик, Центропромсовет и Центросоюз расширить
пошив одежды по заказам граждан на предприятиях местной промыш-
ленности, промысловой и потребительской кооперации и серьезно улуч-
шить постановку этого дела.
Совет Министров СССР постановил дополнительно к существующей
сети ателье и мастерских открыть сеть ателье индивидуального пошива
высшего разряда, улучшить снабжение ателье тканями разнообразного
ассортимента и увеличить пошив одежды из материалов ателье и заказ-
чиков в соответствии с требованиями потребителей.
Для выполнения индивидуальных заказов с повышенными требова-
ниями к пошиву и внешнему художественному оформлению изделий
в течение последних лет было организовано 52 ателье высшего разряда,
укомплектованных высококвалифицированными кадрами, где должны
выполнять заказы методом индивидуальной обработки. Все эти мероприя-
тия позволили улучшить пошив одежды для населения.
Работники ателье и мастерских индивидуального пошива должны хо-
рошо знать технологию пошива одежды, шире применять специальные
приспособления, машины, заменяя трудоемкие ручные операции, смело
внедрять рационализаторские предложения.
Настоящий учебник может служить практическим руководством при
подготовке высококвалифицированных кадров по индивидуальному изго-
товлению одежды, а также пособием для закройщиков и портных, нуж-
дающихся в повышении своей квалификации.
В настоящее время в швейной промышленности уделяется большое
внимание вопросам рационализации трудоемких ручных работ и замене
их машинными. Рационализаторы, создающие механизмы, устройства и
приспособления для облегчения труда портных и повышения производи-
тельности их труда, могут пользоваться этой книгой для справок по во-
просам технологии.
Все замечания, и пожелания просим направлять по адресу: Москва,
ул. Разина, 26. Госторгиздат.
ОБЩАЯ ЧАСТЬ
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ В ПОШИВОЧНОЙ МАСТЕРСКОЙ
ИНДИВИДУАЛЬНЫХ ЗАКАЗОВ
По характеру организации рабочие места
в пошивочном цехе делятся на две группы:
рабочие места для индивидуального пошива,
рабочие места для бригадного пошива.
Каждое рабочее место для индиви-
дуального пошива должно быть при-
способлено для выполнения ручных, машин-
ных и гладильных работ. В соответствии
с этим рабочее место состоит из двух само-
стоятельных частей: рабочего стола, на кото-
ром выполняются ручные и гладильные ра-
боты, универсальной машины, на которой ра-
бочий выполняет машинные работы.
Характерной особенностью этой группы
рабочих мест является их полное единообра-
зие как по оборудованию, так и по размерам.
За каждым рабочим столом должен быть
закреплен комплект инструментов и приспо-
соблений для выполнения ручных и гладиль-
ных работ. Кроме того, при каждой машине
должен быть комплект инструментов и при-
способлений для выполнения машинных ра-
бот.
К минимуму инструментов и приспособле-
ний для выполнения ручных работ относятся
следующие (рис. 1): швейные иглы 1, напер-
сток Я сантиметр, линейка, ножницы 3, колы-
шек 4, просечка для петель 5, осноровочные
лекала, манекен или вешалка, мел различных
цветов.
К минимуму инструментов и приспособле-
ний для выполнения гладильных работ отно-
сятся следующие (рис. 1): ручной утюг и под-
ставка для него 6, опрыскиватель, комплект
колодок 7—12, комплект подушек для утюжки
и отпаривания 13, сукио, проутюжнльник и
отпарка.
Для выполнения машинных работ при
каждой машине должен быть комплект ли-
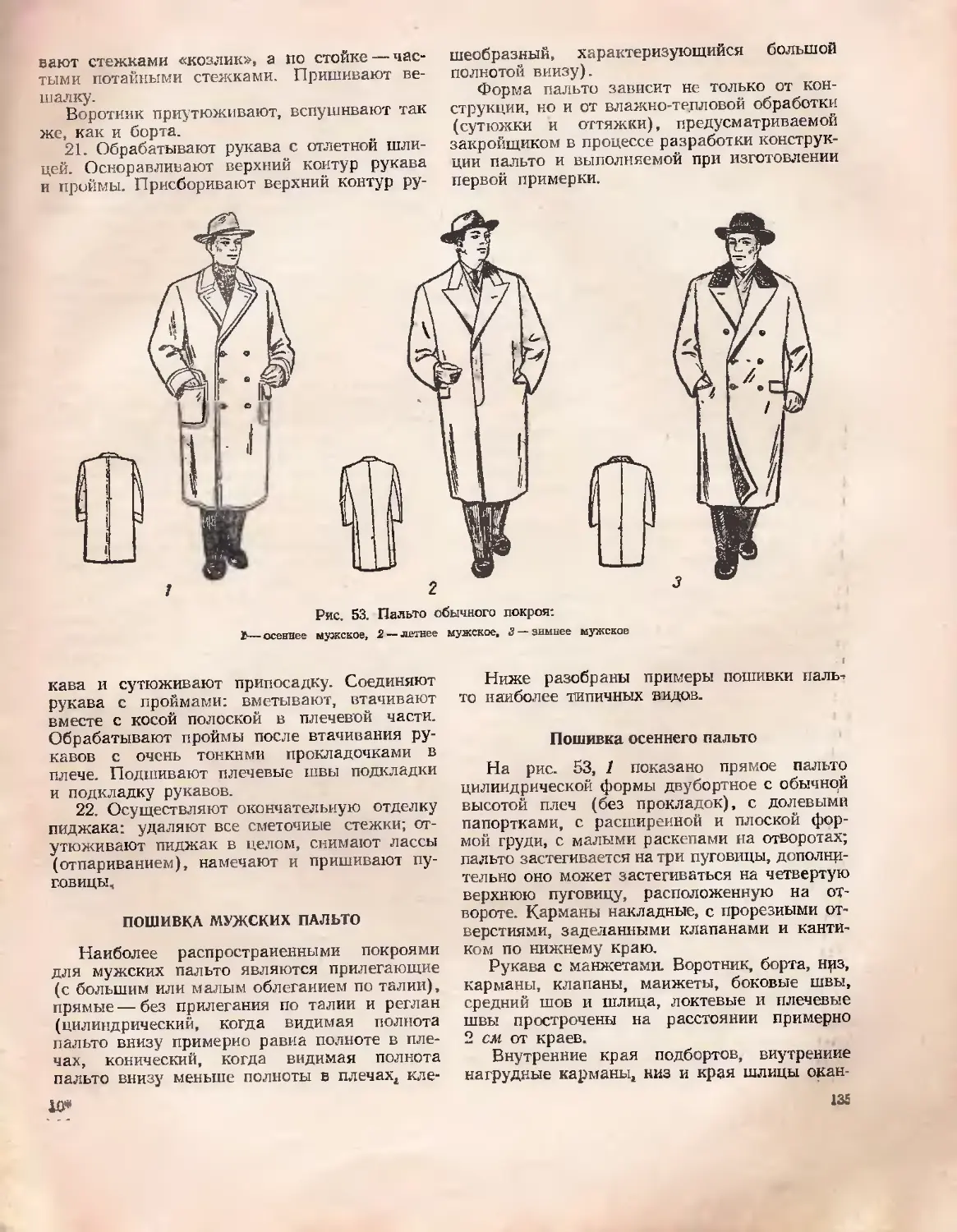
неек-направителей 14, автоматическая мотал-
ка, откидная лииейка 15, линейка для на-
строчки швов 16.
Так как на рабочем месте могут обрабаты-
ваться различные изделия, размер стола дол-
жен обеспечить возможность выполнения та-
ких видов изделий, как пальто, которые имеют
максимальные габариты. Рабочий стол дли-
ной в 2 м и шириной 1,25 м обеспечивает эту
возможность.
Длина машинного стола должна быть ие
менее 1,25 м, а ширина 0,75 м.
За каждым рабочим закрепляется один
стол, а при двухсменной работе один стол за-
крепляется за двумя исполнителями, рабо-
тающими в две смены. Одна машина закреп-
ляется за несколькими исполнителями.
При бригадном пошиве существует неко-
торая дифференциация рабочих мест и при-
способлений по выполнению не всей вещи,
а только части ее.
Характер организации и размер отдельного
рабочего места при бригадном пошиве зави-
сит от двух основных факторов: характера
выполняемых работ и размера изделий или
деталей, обрабатываемых на данном рабочем
месте.
По характеру выполняемых работ все ра-
бочие места в бригадах основного пошива де-
лятся на три группы:
ручные рабочие места,
гладильные рабочие места,
машинные рабочие места.
К ручным рабочим местам отно-
сятся те из них, которые приспособлены для
выполнения ручных работ. По количеству
рабочих мест эта группа занимает первое
место.
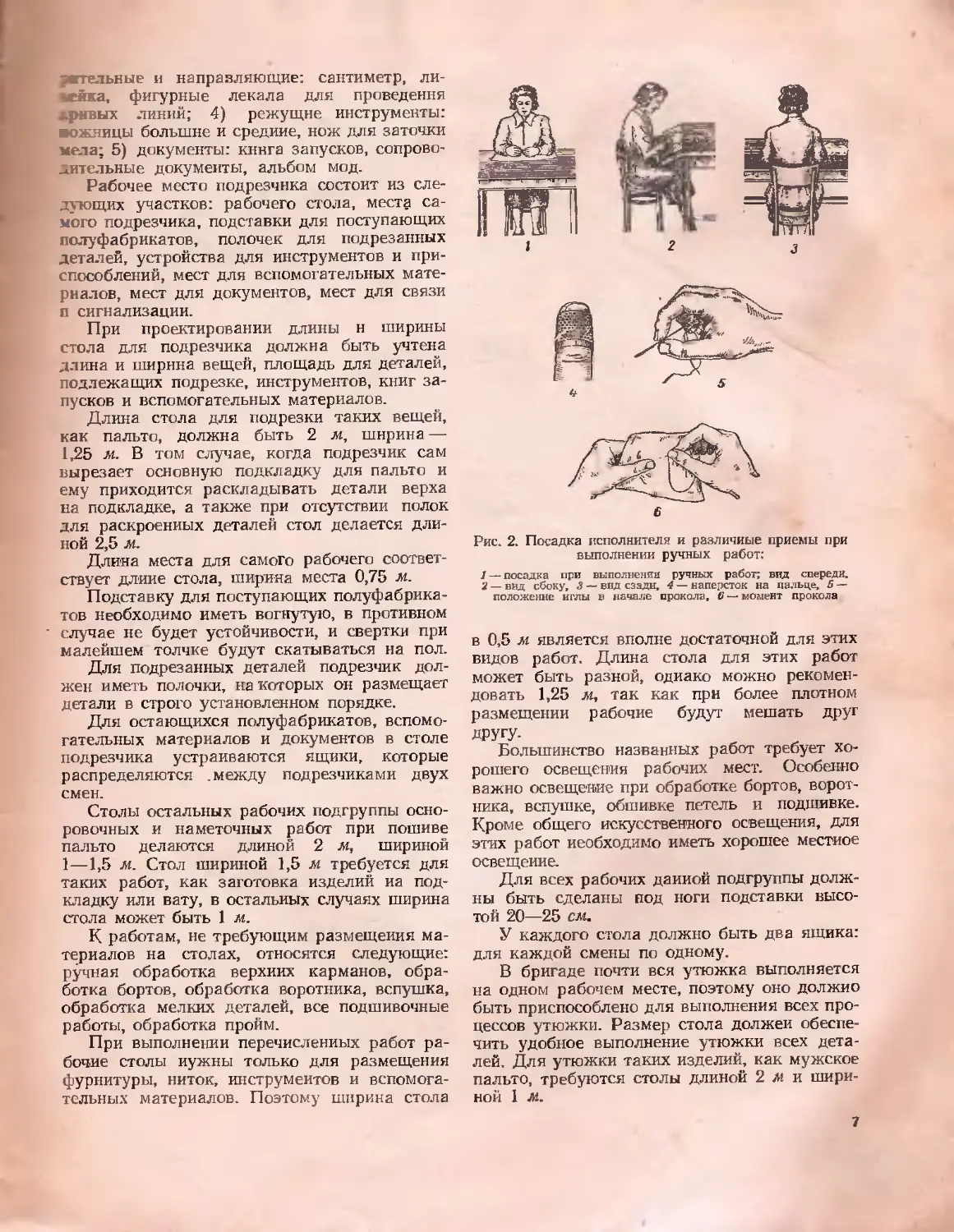
Посадка исполнителя и различные приемы
при выполнении ручных работ показаны на
рнс. 2.
s
Рис. 1. Инструменты н приспособления, применяемые при использовании ручных утюжильных
и машинных работ:
1 — швейнпя игла, 2 — наперсток, 3 — ножницы, 4 — колыщек. 5 — просечка для петли с глазком, 6 — ручной
утюг. 7 — универсальная колодка. 8 — колодка рукавнаЗГ7~9 — колодка для сутюжки посадки по окату рукавов.
10 — колодка для сутюжки посадки по окату рукавов. 11 — колодка для разутюжки бортов. 12 — колодка для
разутюжки шаговых швов брюк, 13 — ручная подушка для утюжки н отпаривания, 14 — линеЗка-направитель,
15— откидная линейка, 16 — линейка для настрочки швов
К гладильным относятся рабочие ме-
ста, приспособленные для выполнения про-
цессов утюжки.
К машинным относятся рабочие места,
приспособленные для выполнения машинных
работ.
По размерам рабочих мест группа ручных
работ делится на две подгруппы: осноровоч-
ных и наметочных работ и работ, прн выпол-
нении которых не требуется размещения ма-
териала на столах.
Гладильные места, в свою очередь, также
делятся на рабочие места для выполнения
внутрипроцессной утюжки и рабочие места
для окончательной утюжки.
6
В подгруппе осноровочных и наметочных
работ очень важно правильно организовать
рабочее место подрезчика. Особенность этого
места заключается в том, что отсюда начи-
нается технологический процесс; от четкости
работы подрезчика будет зависеть успех ра-
боты всей пошивочной бригады.
В соответствии с выполняемыми работами
подрезчик на своем рабочем месте должен
иметь соответствующие материалы, инстру-
менты и приспособления.
К ним относятся: 1) основные материалы;
полуфабрикаты, не подвергавшиеся подрезке;
подрезные детали; 2) вспомогательные мате-
риалы: мел, карандаш; 3) инструменты изме-
тгЕльвые и направляющие: сантиметр, ли-
чейка, фигурные лекала для проведения
хрнвых линий; 4) режущие инструменты:
ожяицы большие и средние, нож для заточки
мела; 5) документы: книга запусков, сопрово-
дительные документы, альбом мод.
Рабочее место подрезчика состоит из сле-
дующих участков: рабочего стола, места са-
мого подрезчика, подставки для поступающих
полуфабрикатов, полочек для подрезанных
деталей, устройства для инструментов и при-
способлений, мест для вспомогательных мате-
риалов, мест для документов, мест для связи
п сигнализации.
При проектировании длины н ширины
стола для подрезчика должна быть учтена
длина и ширина вещей, площадь для деталей,
подлежащих подрезке, инструментов, книг за-
пусков и вспомогательных материалов.
Длина стола для подрезки таких вещей,
как пальто, должна быть 2 м, ширина —
1,25 м. В том случае, когда подрезчик сам
вырезает основную подкладку для пальто и
ему приходится раскладывать детали верха
на подкладке, а также при отсутствии полок
для раскроенных деталей стол делается дли-
ной 2,5 м.
Длина места для самого рабочего соответ-
ствует длине стола, ширина места 0,75 м.
Подставку для поступающих полуфабрика-
тов необходимо иметь вогнутую, в противном
случае не будет устойчивости, и свертки при
малейшем толчке будут скатываться на пол.
Для подрезанных деталей подрезчик дол-
жен иметь полочки, на которых он размещает
детали в строго установленном порядке.
Для остающихся полуфабрикатов, вспомо-
гательных материалов и документов в столе
подрезчика устраиваются ящики, которые
распределяются .между подрезчиками двух
смен.
Столы остальных рабочих подгруппы осно-
ровочных и наметочных работ при пошиве
пальто делаются длиной 2 м, шириной
1—1,5 м. Стол шириной 1,5 м требуется для
таких работ, как заготовка изделий иа под-
кладку или вату, в остальных случаях ширина
стола может быть 1 м.
К работам, не требующим размещения ма-
териалов на столах, относятся следующие:
ручная обработка верхних карманов, обра-
ботка бортов, обработка воротника, вспушка,
обработка мелких деталей, все подшивочные
работы, обработка пройм.
При выполнении перечисленных работ ра-
бочие столы нужны только для размещения
фурнитуры, ниток, инструментов и вспомога-
тельных материалов. Поэтому ширина стола
£
Рис. 2. Посадка исполнителя и различные приемы при
выполнении ручных работ:
1 — посадка при выполнении ручных работ; вид спереди.
2 — вид сбоку, 3 — вид сзади, 4 — наперсток на пальце, 5 —
положение иглы в начале прокола, 6 — момент прокола
в 0,5 м является вполне достаточной для этих
видов работ. Длина стола для этих работ
может быть разной, одиако можно рекомен-
довать 1,25 м, так как при более плотном
размещении рабочие будут мешать друг
другу.
Большинство названных работ требует хо-
рошего освещения рабочих мест. Особенно
важно освещение при обработке бортов, ворот-
ника, вспушке, обшивке петель и подшивке.
Кроме общего искусственного освещения, для
этих работ необходимо иметь хорошее местное
освещение.
Для всех рабочих данной подгруппы долж-
ны быть сделаны под ноги подставки высо-
той 20—25 см.
У каждого стола должно быть два ящика:
для каждой смены по одному.
В бригаде почти вся утюжка выполняется
на одном рабочем месте, поэтому оно должно
быть приспособлено для выполнения всех про-
цессов утюжки. Размер стола должен обеспе-
чить удобное выполнение утюжки всех дета-
лей. Для утюжки таких изделий, как мужское
пальто, требуются столы длиной 2 м и шири-
ной 1 м.
1
Для утюжки готовых изделии ширина сто-
ла должна быть увеличена до 1,5 м.
Утюжильщик, выполняющий процессную
утюжку, должен располагать набором коло-
док и болванок, к которым относятся следую-
щие: универсальная колодка, колодки для
разутюжки края бортов, локтевых швов, пле-
чевых швов, сутюжки окатов и разутюжки
проймы, подушка для сутюжки воротника и
утюжки рукавов, настольные прессы.
Чтобы предохранить материал от опали-
вания, утюжильщик должен пользоваться
тонкой полотняной тканью (проутюжильпик),
которую накладывают на деталь, подлежа-
щую утюжке, затем смачивают. Длина про-
утюжильника 0,75 м, а ширина при склады-
вании вдвое 0,35 м.
Ряд операций утюжки производят на по-
верхности стола или на колодке. К ним отно-
сятся: приутюжка бортов, карманов и все те
операции, которые преследуют цель умень-
шить толщину. Другие операции утюжки вы-
полняются с подкладыванием сукна на стол
или на колодку. Сукно должно быть плотное,
грубошерстное.
Для готовой утюжки, кроме проутюжиль-
нпка, необходимо иметь отпарку. Для отпарки
используется льняная ткань (парусина), пред-
варительно вываренная в кипятке для удале-
ния из нее клейких веществ.
ОСНОВЫ ШВЕЙНОЙ ТЕХНОЛОГИИ
СТЕЖКИ
СМЕТОЧНЫЕ ПРЯМЫЕ СТЕЖКИ
Сметочные прямые стежки применяются
в большинстве случаев для временного скреп-
ления деталей между собой, в некоторых слу-
чаях для постоянного скрепления, а также
для образования различных сборок и силков.
Как видно из рис. 3, 1 форма этого стежка
представляет наиболее элементарное скреп-
ление ниткой двух или нескольких деталей.
Этот стежок образуется следующим обра-
зом. Игла с ниткой вводится сверху в ткань
либо в вертикальном направлении, либо с не-
большим наклоном вперед в зависимости от
назначения стежка и проходит насквозь. За-
тем с нижней стороны на расстоянии 2—3 мм
от прокола (в зависимости от толщины тка-
ни) острие иглы продвигается вперед и вновь
вводится в ткань под таким же углом, при
этом игла выходит наверх.
Стежки должны располагаться с одинако-
выми интервалами с верхней стороны ткани
и на одинаковом расстоянии между проко-
лами с нижней стороны.
Длина сметочного стежка определяется
длиной верхней нити и длиной интервала или
лицевого пролета. Практически длина сметоч-
ного стежка колеблется от 0,5 до 5 см в зави-
симости от его назначения.
В зависимости от характера операции та-
кие стежки выполняются на руках или на
столе, в том и в другом случае при положе-
нии детали швом от исполнителя.
СТЕЖКИ-СИЛКИ
Стежки-силки (рис. 3, 2) выполняются так
же, как и прямые, н отличаются от последних
положением нити на шве: на верхней стороне
нить ие притягивается к ткани, а распола-
гается с ослаблением, образуя петельку. Та-
кие стежки, как правило, применяются при
копировании линий на парных деталях, т. е.
переносятся с одной детали на другую.
Стежки-силки обычно прокладываются в тех
случаях, когда необходимо обеспечить устой-
чивость линий. Для образования силков слои
тканей раздвигают до полного прилегания
петелек стежков к ткани, и затем нити между
слоями тканей разрезают. Высота силков до-
пускается 2—3 мм. Длина силков от 2 до
10 мм. Силки должны прокладываться мяг-
кими нитками контрастного цвета с основной
тканью и с одинаковой высотой петелек.
СТЕЖКИ СТАЧНЫЕ («ВЗАД ИГЛУ»)
Стачной стежок (строчкой) (рис. 3, 3)
предназначается для постоянного и прочного
скрепления двух или нескольких деталей и
применяется в том случае, когда машинное
скрепление по каким-либо причинам затруд-
нено или когда требуется повышенная растя-
жимость шва (швы раскепов воротника и др.).
Первая стадия стежка выполняется анало-
гично прямому стежку, после чего игла вновь
вводится в первую точку предыдущего укола
и возвращается на поверхность с длиной шага
с нижней стороны в два раза большей, чем
с верхней стороны. Дальнейший прокол
с верхней стороны в ткань должен прихо-
диться в точку выхода иглы и а поверхность
ткани предыдущего прокола.
В результате аналогичного повторения про-
колов иглы образуется сплошная цепь стеж-
ков, плотно примыкающих друг к другу. Прак-
тически частота стежков колеблется от 3 до
4 в 1 см в обычных швах, а при разметке
проймы шаг стежка колеблется от 1 до 2 см.
8
3 ❖
6 7 в
ВСПУШНЫЕ СТЕЖКИ
Вспушные потайные стежки (рис. 3, 4)
•рименяются для сквозного скрепления и от-
делки края бортов, отворотов, воротников,
- -за и других деталей. Вспушка имеет боль-
шое практическое значение, последней заме-
гается машинная отделочная строчка. Кроме
-□го, вспушка обеспечивает устойчивость края
Мгали к деформации в процессе носки из-
делия.
По своему построению вспушиой стежок
- ^сколько напоминает стежок строчкой, раз-
ща состоит в том, что длина вспушного
г~ежка сверху очень мала — 0,5—1 мм, вслед-
ствие чего нитки стежков оказываются скры-
тыми внутрв скрепляемых тканей.
Вспушной стежок выполняется на руках
~ри положении детали краем от исполнителя.
Образование этого стежка производится
следующим образом. Игла с ниткой вводится
I ткань с небольшим наклоном вперед и на
- ьтовине толщины нижней ткани направ-
ляется вверх и выводится наружу. Затем игла
Рис. 3. Ручные стежки:
/ — прямые сметочные стежки. 2— стежки-силкп,
3 — стежок «взад иглу» (строчкой), 4— вспушные,
5, 6 — косые, 7 — обметочные, 8 — открытые под-
шивочные, 9 — подшивочные крестообразные
(«козлик»), 10 — подшивочные потайные, 11 —
штуковочные, 12 — распошивочные, 13 — ручные
скрепки, 14 — петельные стежки
с ниткой снова вводится в ткань иа расстоя-
нии 0,5—1 мм от точки выхода иглы на верх-
ний слой ткани и т. д.
В том случае, когда вспушка делается на
расстоянии 1,5—2,5 мм от края, игла с нит-
кой с верхней стороны также вводится в ткань
с небольшим наклоном вперед, пропускается
насквозь и выводится с нижней стороны на-
ружу, затем с нижней стороны делается про-
кол наверх точно так же, как и с верхней
стороны.
При выполнении процесса вспушки стежки
с лицевой стороны прячут в ткань и не затя-
гивают для того, чтобы с лицевой стороны ие
образовалось заметных углублений. Вспушные
стежки делают тонкой иглой тонкими шелко-
выми нитками в тон ткани.
Частота стежков с лицевой стороны от
2,5 до 4 в 1 см.
КОСЫЕ СТЕЖКИ
Косые стежки (рис. 3, 5 и 6) по своему
строению несколько отличаются от прямых
стежков: нижняя часть стежка проклады-
9
вается под некоторым углом по отношению
к верхней.
Косые стежки применяются при различном
временном и постоянном скреплении слоев
тканей: при наметке, выметке, приметке, от-
крытой подшивке и стежке. Этот стежок по
сравнению с прямым стежком обеспечивает
более устойчивое скрепление, что почти ис-
ключает сдвиг тканей в процессе обработки
изделия. Линия из косых стежков эластична
и менее препятствует растяжению ткани. Ко-
сой стежок имеет большое распространение
и как стежок стегальный, который применяется
для стежки отворотов, подворотников, воло-
сяной ткани и других аналогичных операций.
Для выстегивания отворотов и подворотников
применяются косые потайные стежки, а для
выстегивания волосяной ткани — косые сквоз-
ные.
Длина косого наметочного стежка колеб-
лется от 0,5 до 5 см.
Длина косого стегального стежка колеб-
лется от 0,2 до 1 см, в зависимости от содер-
жания выполняемой операции.
В зависимости от характера операции уста-
навливается интервал между линиями стеж-
ков до 1,5 см.
ОБМЕТОЧНЫЕ СТЕЖКИ
Обметочные стежки (рис. 3, 7) применя-
ются для предохранения края ткани от осы-
пания нитей главным образом открытых
швов, как например брюк, юбок и др. Такой
стежок огибает срез ткани и придерживает
крайние нити от отделения их от ткаии. Про-
колы иглы должны проходить на расстоянии
3—5 мм от края среза ткани. Нить должна
ровно, без натяжения огибать срез.
Ручную обметку производят мягкими не-
лощеииыми нитками справа налево с проко-
лом иглы в направлении к работающему.
Стежки прокладывают с интервалами между
проколами иглы 0,5—0,7 см при положении
обметываемого среза от работающего.
ОТКРЫТЫЕ ПОДШИВОЧНЫЕ СТЕЖКИ
Открытые подшивочные стежки (рис. 3, 8)
применяются для прикрепления подогнутого
края к основной детали с открытым срезом в
иесыпучих тканях.
При выполнении открытого подшивочного
стежка игла вводится в ткань вплотную около
среза подгибки и захватывает половину тол-
щины ткани основной детали и выходиг на
поверхность подгибки на расстоянии 2—4 мм
от среза. Все последующие проколы выпол-
няются либо над первым проколом на под-
гибке, либо же на 2—3 мм левее его. В пер-
вом случае стежки на подгибке будут распо-
лагаться в вертикальном иаправлеиии, а во
во втором—-в косом. Частота стежков 2—4
в 1 см.
Для подшивки обычно используются нитки
шелковые или хлопчатобумажные, имеющие
толщину, соответствующую толщине ткани.
При этом детали располагаются сгибом от
работающего.
Нити стежков кладутся ровно, с легким
натяжением и так, чтобы подшивка с лицевой
стороны была незаметной.
ПОДШИВОЧНЫЕ КРЕСТООБРАЗНЫЕ
СТЕЖКИ («КОЗЛИК»)
Подшивочные стежки «козлик» (рис. 3, 9)
применяются для прикрепления подогнутого
края к основной детали с открытым срезом в
сыпучих тканях, так как этот вид стежков
предохраняет обрезной край от осыпания.
Эти стежки прокладывают слева направо,
причем проколы иглы следуют справа налево
параллельно срезу подгибки с чередованием
проколов по подгибке и по основному слою
детали. Нижние и верхние проколы должны
располагаться один против другого (верхний
прокол — во всю толщину подгибки, а ниж-
ний — на половину толщины ткаии).
Длина проколов колеблется от 2 до 4 мм,
интервалы между ними от 3 до 5 мм. Высота
стежка 4—7 мм, в зависимости от осыпаемо-
сти ткани. С лицевой стороны стежки долж-
ны быть незаметными.
Стежки прокладывают шелковыми или
хлопчатобумажными нитками соответствую-
щей толщины при положении детали сгибом
подгибки от работающего.
ПОДШИВОЧНЫЕ ПОТАЙНЫЕ СТЕЖКИ
Подшивочные потайные стежки (рис. 3, 10)
применяются для прикрепления подкладочной
или другой ткаии к основному материалу,
подкладочных деталей между собой и др.
Закрытые стежки выполняются в основном
так же, как и стежки открытые. Чтобы зама-
скировать стежки, в нижний слой ткани вводят
иглу иа глубину 0,5 мм ниже уровня верхнего
края и иа таком же расстоянии выводят на
поверхность около подгибки подшиваемого
шва.
Стежки прокладывают тонкими нитками в
той ткани с частотой 3—4 стежка в 1 см при
положении края подшиваемого шва от рабо-
тающего или к работающему.
10
ШТУКОВОЧНЫЕ СТЕЖКИ
Штуковочный стежок (рис. 3, 11) исполь-
зуется в том случае, когда надо получить не-
заметный* с лицевой стороны и наиболее тон-
кий шов.
Срезы штуков очного шва соединяются
в стык, и в таком положении игла вводится
в края срезов ткани перпендикулярно к ли-
нии срезов. Проколы иглы делаются от рабо-
тающего на расстоянии 1—2 мм (вход и вы-
ход иглы) от срезов шва, причем прокол дол-
жен проходить через всю толщину ткани, не
выходя на лицевую поверхность. Нить стеж-
ков плотно стягивает срезы шва.
Для получения незаметного шва стежки
прокладывают тонкими шелковыми нитками
в тон ткани с интервалами между проколами
1—2 мм. Шов со стороны изнанки плотно
проутюживают на колодке. Острием иглы ак-
куратно поднимают (вдоль всего шва) вор-
совую поверхность ткани.
Штуковка обычно применяется в толстых
несыпучих тканях (драп, бобрик, байка,
сукно).
СТЕЖКИ РАСПОШИВОЧНЫЕ
Распошивочные стежки (рис. 3, 12) при-
меняются для маскировки линии шва с лице-
вой стороны. Стачанный и разутюженный шов
с лицевой стороны перегибают так, чтобы де-
тали своей изнанкой совместились. Распошив-
кой достигается плотное соединение граней
шва, в результате чего шов с лицевой сто-
роны становится менее заметным. Процесс
распошивки выполняется чередованием про-
колов иглы в направлениях к работающему
и от работающего. След прокола должен про-
ходить под некоторым углом к линии шва.
При проколе иглой захватывают ткань по
шву на глубину 0,5—0,25 мм, причем интер-
валы между проколами не должны превы-
шать 0,25 мм. Стежки по всему шву прокла-
дывают справа налево. Для распошивки ис-
пользуют наиболее тонкие шелковые нитки.
После распошивки ворсовую поверхность
аккуратно поднимают движением острия иглы
по тканн вдоль шва.
скрепки
Скрепки (рис. 3, 13) служат дополнитель-
ным скреплением концов карманов, обшив-
ных петель, складок, гульфиков и т. д. В за-
висимости от положения скрепки могут быть
различной длины: 0,3; 0,5; 0,75; 1; 1,5 см.
Длина скрепок на карманах должна быть
равна шнрнне рамок, а на петлях — ширине
узоров.
Скрепка состоит из нескольких проложен-
ных нитей — основы, поверхность которой
с наружной стороны плотно покрыта витками
шелковой нитки.
Выполняется скрепка в два приема. Сна-
чала прокладывают основу из двух-трех ни-
ток, а затем эту основу обвивают шелковыми
нитками в тон ткани верха. Витки наклады-
вают плотно друг к другу, образуя сплошной
валик, захватывая при этом основную ткань.
Конец шелковой нитки выводят на изнанку
и несколькими потайными стежками аккурат-
но закрепляют и отсекают.
ПЕТЕЛЬНЫЕ СТЕЖКИ
Петельные стежки (рис. 3, 14) являются
наиболее сложными по сравнению с другими
видами и применяются для обметывания пе-
тель, в некоторых случаях такими стежками
обметывают срезы швов женских легких
платьев. Обшивка петель выполняется либо
на простилке, которая прокладывается под
угол петли, либо на каркасе (специальный шну-
рок, обвитый шелковыми нитками).
Процесс образования стежка на простилке
выполняется следующим образом. Вначале
прикрепляется нить простилки проколом иглы
с лица на изнанку около первого стежка..
Длина простилки должна быть в 4—5 раз
больше длины разреза петли.
Для образования узора со стороны изнан-
ки делается второй прокол вертикально или
наклонно к поверхности ткани на расстоянии
0,2—0,3 см от края в зависимости от назна-
чения стежка, игла проталкивается в ткань
до половины ее длины. На выступающий ко-
нец иглы в направлении от работающего сле-
ва направо накидывается нитка, которая об-
разует петлю. Затем иглу выводят из ткани,
подводят нитку к краю и подтягивают (см.
рис. 3). Дальнейшее образование стежка про-
изводится повторением таких же проколов,
которые прокладывают на одинаковом рас-
стоянии друг от друга с интервалом от 1 до
3 мм, в зависимости от толщины нитей.
Аналогичные стежки применяются для об-
метывания петель и на каркасе, причем узор
в петлях на каркасе располагается около кар-
каса на грани разреза петли.
ШВЫ
В процессе изготовления одежды скрепле-
ние деталей осуществляется преимущественно
при помощи швов. В швейном производстве
применяется большое разнообразие швов. В за-
висимости от выполняемой операции приме-
няется определенный вид шва.
П
СТАЧНЫЕ ШВЫ
Стачной шов (рис. 4, /) применяется при
пошивке всех видов одежды. Стачной шов
может быть выполнен в два, три и более
сложения.
Выполнение этого шва производится сле-
дующим образом: две или несколько деталей
складывают вместе, уравнивают края, сметы-
вают, а затем стачивают. Нередко такие швы
стачивают без сметывания.
3
Рис. 4. Швы:
i — стачной, 2 — расстрочной, 3 — настрочной, — иа-
строчной отлетной, 5 — краевой, б — окантовочный, 7 —
накладной, 8 и S — шов в стык
При стачивании край шва должен распо-
лагаться справа по отношению к работаю-
щему, а деталь — слева. Шов может быть
выполнен без посадки или с посадкой. При
стачивании шва необходимо следить за тем,
чтобы не было смещения ткани, ненужных
посадок, растяжений и искажений линии шва.
Для того чтобы шов получался одинако-
вой ширины, в некоторых случаях применя-
ются специальные линейки-направители. Ши-
рина шва зависит от сыпучести ткани и на-
значения шва. В практике индивидуального
производства применяется ширина шва от 0,5
до 1,5 см.
РАССТРОЧНЫЕ ШВЫ
Расстрочные швы (рис. 4, 2) сначала ста-
чивают как стачные, а затем с лицевой сто-
роны прокладывают строчки при раздвоен-
ном шве с изнанки. В шерстяных тканях швы
предварительно разутюживают.
Строчки могут располагаться на различ-
ном расстоянии от шва в зависимости от его
назначения.
НАСТРОЧНЫЕ ШВЫ
Сначала такой шов (рис. 4, 3) обрабаты-
вают как стачной, а затем после стачивания
верхний слой ткани перегибают на *одну сто-
рону, заутюживают и дополнительно настра-
чивают одной или двумя строчками, которые
могут располагаться на различном расстоя-
нии от шва.
Обычно такие швы стачивают при неоди-
наковой ширине шва на скрепляемых дета-
лях: с узким припуском шва на верхней де-
тали и с широким — на нижней.
Ширина шва верхней детали колеблется
от 0,2 до 0,7 см, на нижней детали ширина
шва больше ширины лицевой строчки на
0,5—1 см.
При выполнении настрочки применяются
специальные направляющие линейки, кото-
рые прикрепляются к верхней лапке швейной
машины. Настрочка производится шелковыми
нитками. Частота строчки 5 стежков в 1 см.
НАСТРОЧНЫЕ ОТЛЕТНЫЕ ШВЫ
При выполнении этого шва (рис. 4, 4) по
намеченной линии край верхней детали под-
гибают, заметывают в приутюживают.
Верхнюю деталь накладывают на лицевую
сторону нижней детали. Заметанный край сов-
мещают с меловой линией нижней детали и
верхнюю деталь наметывают на нижнюю.
Сметочную иить прокладывают на расстоянии
1—2 мм от проектируемой линии строчки.
После проутюжки шов настрачивают.
КРАЕВЫЕ ШВЫ
Краевой шов (рис. 4, 5) применяют для
отделки краев различных изделий и предо-
хранения тканей от осыпания. Детали сначала
стачивают обычным соединительным швом,
затем заметывают, приутюживают и простра-
чивают.
Строчка может располагаться на различ-
ном расстоянии от края и прокладывается,
как правило, с лицевой стороны.
ОКАНТОВОЧНЫЕ ШВЫ
Окантовочные швы (рис. 4, 6) применя-
ются для отделки внутренних карманов,
краев подгибки низа, краев подгибки шлицы,
среднего шва спинки и срезов боковых швов
в изделиях с подкладкой до талии или без
подкладки. Окантовка производится полоской
из покладочной ткани, которая предназна-
чается для данного изделия, полоску выкраи-
вают в поперечном или косом направлении
шириной 2 см.
12
Для окантовки также используются полоски
F3 кожи или из сукна обычного или при-
борного.
Окантовка выполняется следующим обра-
зом. Полоска ткани притачивается к срезу
детали сверху с легким натяжением. Ширина
шва до 4 мм.
При окантовке краев приборным сукиоМ и
кожей некоторые швы разутюживают, а не-
которые заутюживают на сторону. Излишки
ширины шва подрезают. Край среза плотно
огибают полоской и в некоторых случаях за-
метывают с лицевой стороны прямыми обыч-
ными стежками.
Окантовочный шов проутюживают и про-
страчивают с лицевой стороны в шов канта
шелковыми нитками в тон ткани канта.
Окантованные края не выметывают, а про-
страчивают при плотном огибании полоской
среза. Строчку прокладывают либо в шов,
либо по краю окантовки около шва на рас-
стоянии 1 мм нитками в той окантовки.
ШВЫ С НАКЛАДНЫМИ СРЕЗАМИ
Этот вид шва (рис. 4, 7) в большинстве
случаев применяется для соединения деталей
парусины, вытачек иа парусине и т. д.
При выполнении этого шва одни срез де-
тали или вытачки накладывается на другой
на 1—1,5 см, а в концах вытачек на 0,3—
0,5 см и настрачивают на расстоянии 0,3—
0,5 см от краев среза двумя строчками. Ин-
тервал между строчками 1 см.
Такие швы могут выполняться на универ-
сальной машине или на машине «зигзаг».
швы в стык
Шов в стык (рис. 4, 8 и 9) также приме-
няется для скрепления деталей парусины или
вытачек на ией. Этот шов обеспечивает эла-
стичность — тонкость и плавное сопряжение
срезов вытачек в концах. Шов выполняется
на тонкой поперечной хлопчатобумажной по-
лоске шириной 3 см.
Срезы шва располагаются по середине по-
лоски вплотную друг к другу и в таком виде
пристрачиваются к полоске со стороны пару-
сины на расстоянии от среза 4—5 мм. Края
срезов шва закрепляют дополнительно зигза-
гообразной строчкой.
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА
РАЗЛИЧНЫХ ДЕТАЛЕЙ
Под влажно-тепловой обработкой деталей
понимается применение влажно-тепловых про-
цессов, выполняемых при помощи утюгов нли
специальных прессов. Все операции влажно-
тепловой обработки выполняются после увлаж-
нения участков, подвергающихся утюжке.
Влажно-тепловая обработка представляет
исключительно сложный и весьма важный вид
работ в технологическом процессе изготовле-
ния различных видов мужской и женской
одежды. При помощи влажно-тепловой обра-
ботки достигается необходимое изменение
контуров той или иной обрабатываемой де-
тали (сутюжка и оттяжка). Кроме того, теп-
ловые процессы применяются и на других
стадиях пошивки одежды как заключитель-
ные операции. Тепловые процессы оказывают
решающее влияние на образование проекти-
руемой формы одежды н на облегание одеж-
дой фигуры человека.
Влажио-тепловая обработка деталей не
только сложный, но н очень трудоемкий вид
работы, так как требует большой затраты
времени на преодоление сопротивления ткаии
при принудительной оттяжке или сутюжке
деталей. В свою очередь, затрата времени для
влажно-тепловой обработки будет зависеть еще
и от свойств тканей. Чем плотнее крутка нитей
основы и утка, тем сложнее выполнять влажно-
тепловые процессы.
Ниже излагаются практические приемы
влажио-тепловой обработки различных дета-
лей одежды.
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА СПИНОК
Обработка цельнокроеных спинок без
среднего шва. Влажно-тепловая обработка
цельнокроеных спииок без среднего шва раз-
личных контуров (рис. 5, /) характеризуется
рядом приемов !.
Как правило, в одежде прилегающей
формы цельнокроеные спинки строятся с
прогибом бокового шва в участке талии и
с небольшим овалом выше и ниже талии.
Характер влажно-тепловой обработки спинки
определяется наличием прогиба или овала.
Например, в участке при точке а и б спинка
соответственно сутюжнвается (принудительно
сокращается длина бокового среза от талии
до проймы) до полного выпрямления овала.
Сутюжкой обеспечивается необходимая
полнота (выпуклость) на участке а, т. е. на
округлой части боковой стенки туловища че-
ловека. Величина сутюжки задается конструк-
тором и дополнительно контролируется над-
сечками, расположенными иа полочках и на
спинке.
1 Влажно-тепловая обработка спинок и полочек вы-
полняется после прокладывания силков.
13
При точке е срез соответственно оттяги-
вается до полного выпрямления прогиба. При
точке г применяется некоторая сутюжка, од-
нако она не может быть больше одной трети
величины оттяжки, сделанной в участке при
точке в.
Обычно такая сутюжка делается для фигур
с высоким положением выступа лопаток.
При совмещении бокового шва с контуром
боковой стенки туловища сутюжка при точке
б является необязательной.
Для некоторых телосложений (с продоль-
Рис. 5. Влажно-тепловая обработка спинок;
i — цельнокроеной без среднего шва, 2 — со швом посередине, 3 — с прямыми боковыми срезами цельнокроеные и со
швом посередине, 4 — с фалдами от талии, 5 — прямой с фалдой от проймы, 6 — прямой с фалдой от лопаток,
7 — примой с фалдой от уровня лопаток над ростком, b — с рельефом, S — шинели
Легкая сутюжка делается также в участке
при точке д.
В изделиях с незначительным облеганием
по талии сутюжка в участке точки г и оттяж-
ка в участке точки в исключаются.
Следует отметить, что величина сутюжки
и оттяжки по боковому срезу спинки зависит
не только от конфигурации спинки, но и от
ширины ее. Чем шире спинка, тем больше
сутюжка и оттяжка. В некоторых случаях
сутюжка применяется и в участке проймы
спинки, если это предусмотрено конструкцией.
ной выемкой в верхней части спины, ниже
седьмого шейного позвонка) на спинке в
участке при точке е плечевой срез оттяги-
вается до полного выпрямления выемки. Эта
операция особенно необходима в изделиях
с перемещенными плечевыми швами на перед.
После этих операций срезы спинки, кото-
рые подвергались влажной обработке, обме-
ляют и обрезают, если они имеют искажение.
В таком виде спинка соединяется с полочкой.
Обработка спинок со швом посередине.
В зависимости от моды разрезные спинки вы-
14
к^ЗЕзают различно: с прогибом в участке та-
лии для гладкокрашеных тканей в одежде
прилегающей формы и без прогиба. Спинки
последней конструкции используются в одеж-
де полуприлегающей или прямой формы из
тканей с рисунком (полоска или клетка). Об-
работка спинок без прогиба в среднем шве на
участке талии выполняется так же, как и
цельнокроеных спинок.
При наличии прогиба в среднем шве
(рис. 5, 2) влажно-тепловая обработка спи-
нок значительно упрощается. Исключается
сутюжка при точках г и д, но сохраняется
сутюжка при точках а и б и оттяжка при точ-
ке е. Взамен сутюжки при точке г делается
оттяжка.
Чем шире спинка, тем больше она оттяги-
вается на участке в и соответственно увеличи-
вается сутюжка при точке а.
В разрезных спинках имеет большое прак-
тическое значение небольшая оттяжка при
точке в. При этой оттяжке исключается ко-
сина, которая очень часто образуется от точки
в (вверх к выступам лопаток). Оттяжка де-
лается иа участке длиной 4—6 см от точки в
в сторону бокового среза.
Все перечисленные операции нлажно-теп-
ловой обработки повторяются с другой сто-
роны иа тех же участках и с одинаковыми
приемами.
Обработка спинок с прямыми боковыми
срезами, цельнокроеных и со швом посере-
дине. Среди некоторых специалистов суще-
ствует мнение, что для спинок такой кон-
струкции влажно-тепловая обработка являет-
ся необязательной. Однако на практике эта
точка зрения не всегда оправдывается.
С этим мнением можно согласиться только
в том случае, если боковой шов будет совпа-
дать с гранью боковой стенки туловища.
Однако такое положение шва в одежде этой
формы обычно не встречается, а, как пра-
вило, шов перемещается на некоторое рас-
стояние под пройму.
При перемещенном боковом шве под прой-
му боковой срез спинки вверху строится
с небольшим овалом.
Такая конструкция спинок требует соот-
ветствующей влажно-тепловой обработки, на-
пример, участок при точке а (рис. 5, <?) под-
вергается небольшой сутюжке до полного
выпрямления овала.
Величина сутюжки так же, как и в дру-
гих спинках, зависит от положения бокового
шва. Чем больше боковой срез смещается под
пройму, тем больше соответственно увеличи-
вается сутюжка и, наоборот, уменьшается при
малом смещении.
Сутюжка при точке а обеспечивает, во-пер-
вых, необходимую полноту для облегания
лопаток, во-вторых, способствует образова-
нию долевой папортки в боковом участке
спинки.
В спинках со швом делается сутюжка при
точке д.
Обработка спинок с фалдами. На спинках
фалды располагаются различно: либо от та-
лии в изделиях прилегающей формы, либо от
верха (от уровня лопаток) в изделиях сво-
бодной формы, причем форма, число и поло-
жение фалд устанавливаются конструктором
в процессе разработки конструкции изделия.
На рис. 5 представлены различные кон-
струкции спинок, иа которых запроектирова-
но различное положение фалд. На рис. 5, 4, 8
сделан припуск иа фалды от талии, на рис. 5,
5, 6, и 7 припуски на фалды запроектированы
в различных участках спинки от уровня ло-
паток.
Для образования клеша от талии (рис. 5,4)
спинка подвергается влажно-тепловой обра-
ботке: участки при точках виг максимально
оттягиваются до полного выпрямления про-
гиба, причем оттягивание распространяется
до участка отмеченного точкой В процессе
вытягивания нижняя часть бокового среза
спинки отводится таким образом, чтобы ко-
нечная угловая точка бокового шва спинки
(Д1) расположилась бы иад уровнем точки в.
При повороте в такое положение бокового
шва от точки ж образуется фалда. Оконча-
тельное закрепление фалды осуществляется
дополнительной утюжкой ткани вокруг точки
ж, сохраняя при этом положение фалды в
вертикальном направлении. Эти операции по-
вторяются с другой стороны спинки. Положе-
ние точки ж, от которой зависит расположе-
ние фалды, определяется конструктором в за-
висимости от модели.
Влажно-тепловая обработка спинок в
одежде свободной формы применяется в раз-
личных участках.
На рис. 5, 5 оттягивается спинка проймы
при точке О до полного выпрямления угла.
На спинке (рис. 5, 6) плечевой шов при точке
е оттягивается также до полного выпрямле-
ния прогиба на этом участке.
На рис. 5, 7 при точке з оттягивается ли-
ния ростка до полного выпрямления угла.
Все эти операции выполняются таким об-
разом, чтобы в процессе оттягивания от точки
О фалды располагались вдоль спины над
участками, которые подвергались оттяжке.
В таких спинках образовавшаяся слабина
около точек О сутюживается, и эти операции
повторяются с обратной стороны.
15
В изделиях с припуском па фалды от бо-
кового шва и от швов рельефов (рис. 5, 8)
оттяжка производится в участках талии. Ме-
тодика выполнения этих операций остается
общей с обработкой спинки, показанной на
рис. 5, 4.
Обработка спинок шинели. Как известно,
на спинке шинели (рис. 5, 9) имеется про-
дольная встречная складка.
Наличие складкн изменяет конструкцию
спинки: верхняя часть спинки отклоняется на
некоторое расстояние вправо и соответственно
смещается вверх. Кроме того, несколько уве-
личивается прогиб в талии. В связи с этим
конфигурация средней линии спинки прини-
мает необычную форму: имеется значитель-
ная выпуклость при точке х, между точками
Аг и на участке гТ. От точек АН дается до-
полнительный припуск для встречной складки.
В связи с изменением конструкции средней
линии спинки соответственно изменяется и ее
влажно-тепловая обработка.
Сутюжка при точке х обеспечивает необ-
ходимую полноту для облегания лопаток,
кроме того, вместе с оттяжкой участка при
точке г достигается необходимая устойчи-
вость сгибов складки от верха до талии.
Сутюживанне участка гТ необходимо для
образования продольной полноты на спинке
ниже талии до ягодиц (фалды).
Сочетанием этих операций (оттяжкой и
сутюжкой) средняя линия спинки между точ-
ками АТ приводится в прямое положение.
В участке при точке в спинка не оттяги-
вается, а взамен ее делается поперечный раз-
рез по лннин тални длиной до 3,5 см. В этот
разрез вставляется клин из основной ткани
в виде треугольника шириной по основанию
2,5 см. Клин вшивается в стык штуковочными
стежками.
После влажно-тепловой обработки по сред-
ней линии спиики прокладывается строчка до
верхней скрепки обычными стежками, а ни-
же — редкими стежками.
В верхней части спинки после стачки
в сгибы складки около машинной строчки про-
кладывается кромка с натяжением до полного
выпрямления овала между точками Аг.
Кромка располагается на 7—8 см ниже
талии и подшивается косыми потайными
стежками с обеих сторон. По спинке кромка
прокладывается на участке припуска на
складку.
Слабина, образованная натяжением кром-
ки, вновь сутюживается. С изнанки припуск
на складку распределяется на обе стороны
в виде банта таким образом, чтобы линия
6Bi совместилась с линией АН.
В гаком виде складка плотно приутюжи-
вается, кроме того, в тални сгибы складок
максимально оттягивают с таким расчетом,
чтобы они относительно основной спинки ле-
жали ровно, без натяжения. Оттяжка сгибов
складки в талии производится также с обрат-
ной стороны.
После проведения этих операций сгибы
складки (от верха до талии) с лицевой сто-
роны через влажную отпарку дополнительно
плотно приутюживают. Одновременно вы-
правляют и приводят в продольное положе-
ние фалды ниже талии, образованные сутюж-
кой овала участка гТ.
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПОЛОЧЕК
Как и в спинках, влажно-тепловая обра-
ботка полочек (рнс. 6) является исключи-
тельно сложной и трудоемкой; кроме того, от
влажно-тепловой обработки решающим обра-
зом зависит качество и образование формы
одежды на различных участках полочек.
К наиболее характерным участкам поло-
чек, которые подвергаются влажно-тепловой
обработке, относятся следующие: борта от
талии до верха, передняя часть проймы, пе-
редний срез боковой вытачки, плечевой срез,
горловина, сгиб верхней части отворота, бо-
ковой срез и в некоторых случаях линия
низа.
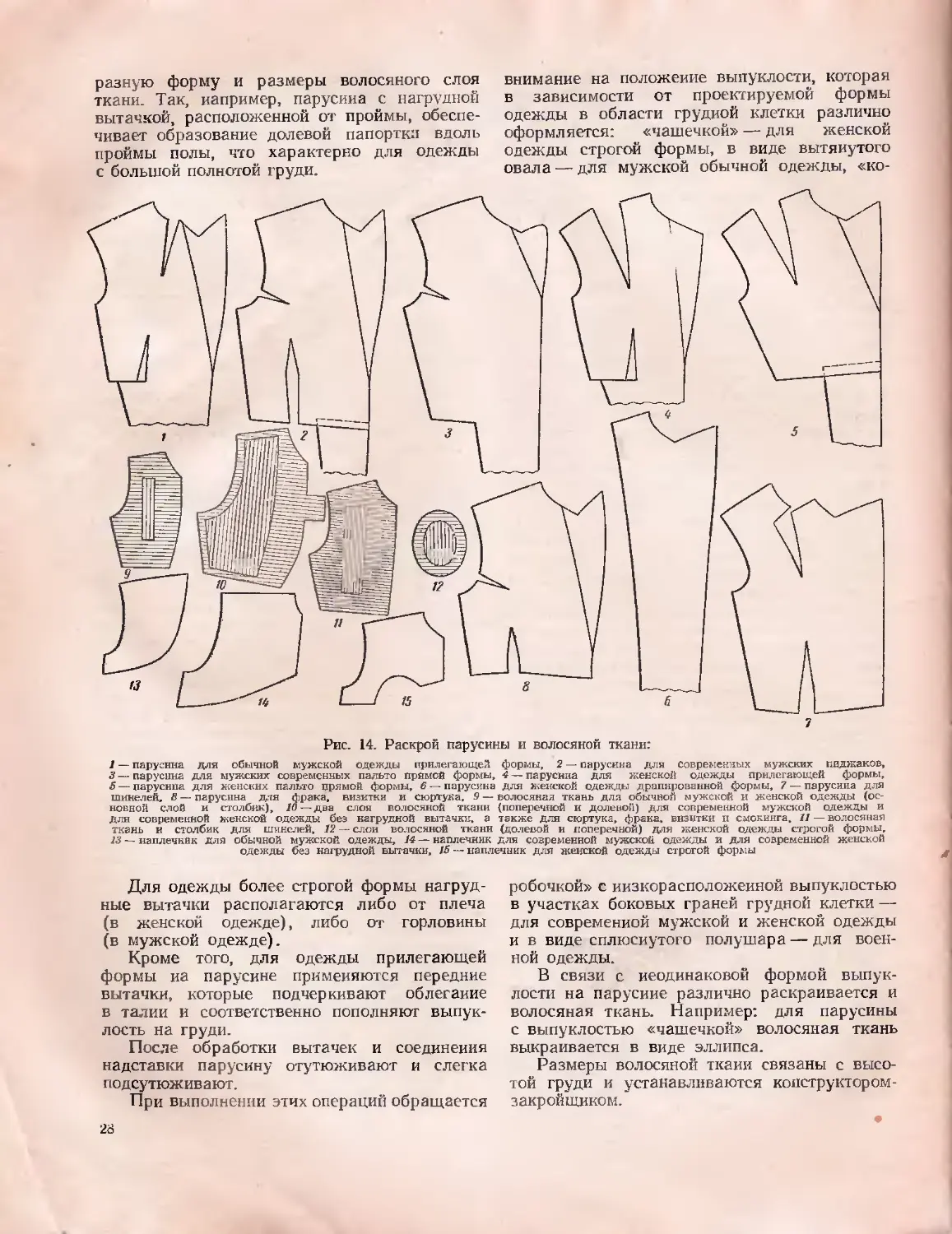
Как правило, для образования выпуклости
на облегание грудной клетки полочки со сто-
роны борта соответственно сутюживают, при-
чем величина сутюжки в каждом отдельном
случае зависит от формы одежды и проекти-
руется в процессе разработки конструкции
одежды.
Так, в современной мужской и женской
одежде с широкой и низкой выпуклостью
груди и с долевыми папортками около проймы
полы сутюжка борта дается минимальной или
совершенно исключается (переносится на
участок проймы и в боковую вытачку). Та-
кая форма выпуклости на полочках получила
название «коробочка».
Во всех случаях величина сутюжки поло-
чек на образование выпуклости груди, сде-
ланная со стороны борта, контролируется
следующими практическими данными: линия
полузаноса (прямая или овальная) сутюжкой
приводится в положение прогиба таким обра-
зом, чтобы точка С смещалась на 1—2 см за
уровень точки X, причем положение точки С
должно находиться на линии стыка полочек
над уровнем яремной вырезки на фигуре че-
ловека. Во всех случаях ее положение уста-
навливается конструктором (см. рнс. 6, 1).
16
Наряду с сутюжкой борта в одежде неко-
торых видов, главным образом прилегающей
формы, полочки в талии со стороны борта
подвергают большей или меньшей оттяжке,
в зависимости от степени облегания в талии.
Величина оттяжки определяется величиной
прогиба полы в точке е. Чем больше прогиб,
тем большая дается оттяжка и, наоборот, при
малом прогибе оттяжка соответственно умень-
шается. Оттяжка в этом участке считается
проймы и придает необходимую форму одеж-
де в области груди. В этом случае одежда
в верхней части принимает более плоскую и
расширенную форму.
Сутюжка со стороны борта соответственно
увеличивается в одежде с выпуклостью груди
в виде вытянутого овала или сплюснутого
полушара. Первый вид сутюжки применяется
для обычной гражданской одежды, а вто-
рой — для некоторых видов ведомственной
7 2 3 «
Рис. 6. Влажно-тепловая обработка полочек:
1 — обычного пиджака, 2 — современного пиджака, 3 — с отрезным бочком, 4 — с рельефом бег боковой вытачки
достаточной, если линия полузаноса при-
ведена в прямое положение.
В процессе оттяжки участка при точке е
на полочках в изделиях с передними фалдами
вместе с оттяжкой заправляются и фалды,
которые приводятся в долевое положение на
участке полы, заданное конструктором.
Сутюжка срезов полочек осуществляется
следующим образом. Сутюживают одновре-
менно две полочки, сложенные лицо с лицом
на универсальной колодке (на суконной про-
стилке -— для тонких тканей и без простил-
ки — для толстых и грубых тканей). Вначале
сутюживают участок отворота над выпук-
лостью груди (см. рис. 6, /). Затем делается
дополнительная легкая сутюжка несколько
ниже уровня груди.
В зависимости от формы одежды влажно-
тепловой обработке подвергают полочки со
стороны проймы и со стороны переднего
среза боковой вытачки: на участке в точках
аб полочки соответственно сутюживают
(рис. 6, 2). Сутюжка обеспечивает наиболее
четкое образование долевых папорток около
одежды (шинель, бекеша, закрытый китель
и мундир).
На боковой вытачке в талии при точке в
делается соответствующая оттяжка, которой
подчеркивается и выявляется прогиб талии
в боковом участке полы.
Величина сутюжки и оттяжки определяет-
ся конструктором, причем приближение гор-
ловины к борту не дает основания на су-
тюжку на участке аб. Эта сутюжка является
обязательной, если участок аб увеличен на
эту сутюжку.
Величина оттяжки при точке в контроли-
руется выпрямлением прогиба на этой линии.
После влажио-тепловой обработки участ-
ков бив боковой срез вытачки проверяется,
чтобы длина его соответствовала длине вто-
рого среза боковой вытачки. После этого бо-
ковую вытачку сметывают, стачивают и разу-
тюживают.
Такая последовательность обработки боко-
вой вытачки применяется в мужской и жен-
ской одежде современной формы. После разу-
тюживания вытачек сутюжениые участки
2 Технология изготовления верхней одежды
17
вновь подсутюживают при сложенных вместе
полочках. Одновременно с подсутюживанием
устанавливается форма и положение выпук-
лости груди.
Форма и постановка груди осуществля-
ются при помощи целой серии дополнитель-
ных практических приемов влажио-тепловой
обработки.
Вначале выпуклость смещают сверху вниз
к уровню основания проймы, затем снизу
вверх, соответственно выпуклость смещается
в нужное положение с боковых сторон по-
лочки.
Выполнение последних операций должно
быть теснейшим образом согласовано с фор-
мой одежды в верхней части фаса.
В изделиях прилегающей формы прогиб
бокового среза полы в участке талии вытяги-
вается до полного выпрямления.
Одновременно при вытягивании бокового
среза заправляется и боковая фалда, если по-
следняя запроектирована в обрабатываемом
изделии.
В некоторых случаях в мужской одежде,
дошиваемой на корпулентные фигуры, при-
меняется небольшая сутюжка низа полочки
на выступ живота. Этой сутюжкой исклю-
чается излишняя полнота полочки внизу и
обеспечивается необходимая полнота для об-
легания выступающей части живота.
Большое практическое значение имеет
применение небольшой оттяжки на плечевом
срезе полы, иа участке между точками гд
(см. рис. 6, 1, 2 и 3).
В современных пиджаках с приближенной
проймой в борту оттягивается участок при
точке е соответственно волнистым линиям,
показанным на полочках (см. рис. 6, 2, 3).
В процессе оттягивания верхний плечевой
срез соответственно повертывают вниз таким
образом, чтобы на верхнем срезе проймы об-
разовалась слабина, которая необходима для
облегания выступающей части верхнего пле-
чевого участка.
Влажно-тепловой обработке подвергаются
и дополнительные швы на полочках (в жаке-
тах и женских пальто) и в соединительных
швах длинника в закрытом кителе.
Те или другие срезы в участках талии
соответственно оттягивают, одновременно за-
правляют фалды, если они имеются в из-
делии.
В женских изделиях делается оттяжка
в нагрудной вытачке, отмечается точкой ж,
до полного выпрямления (рис. 6, 4).
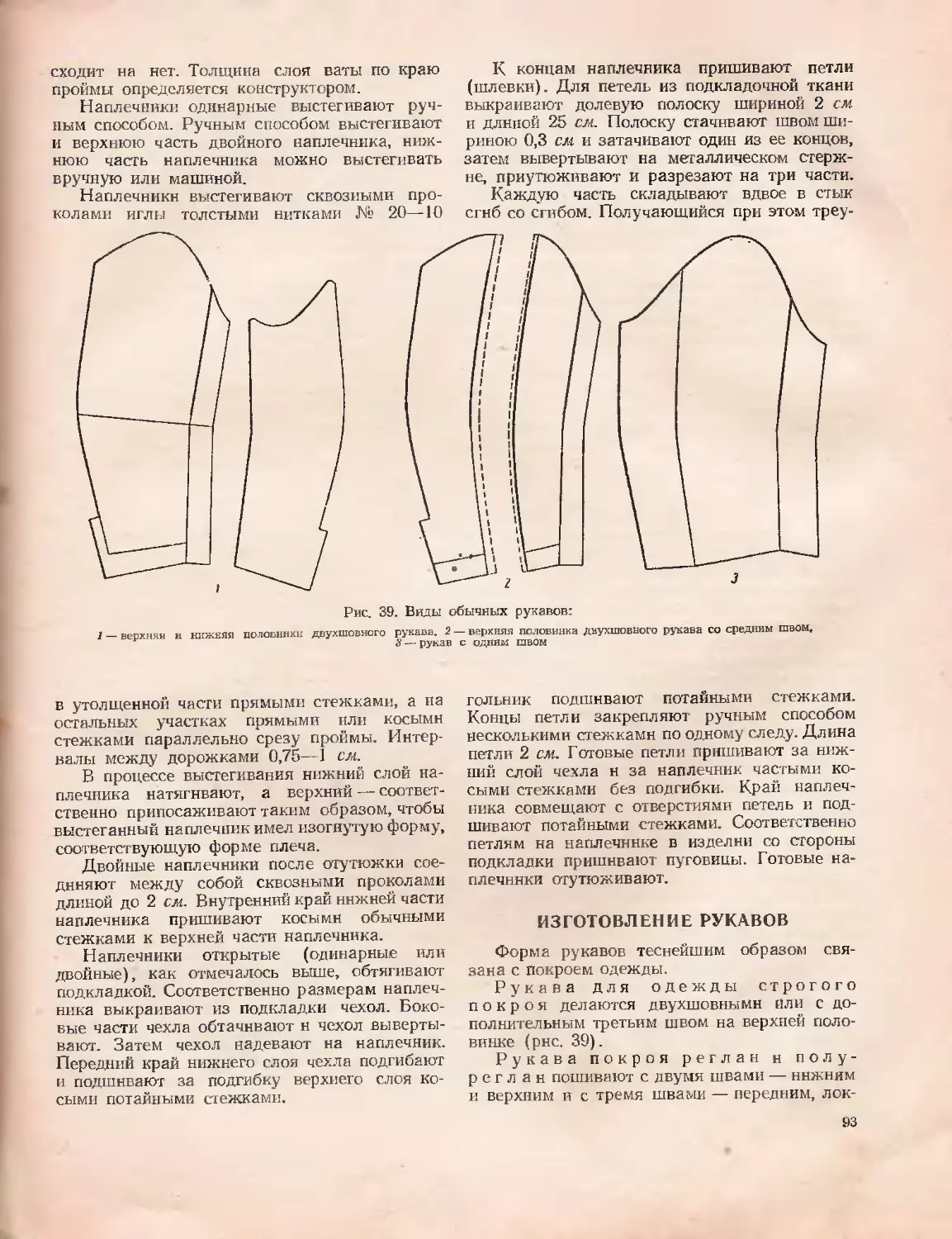
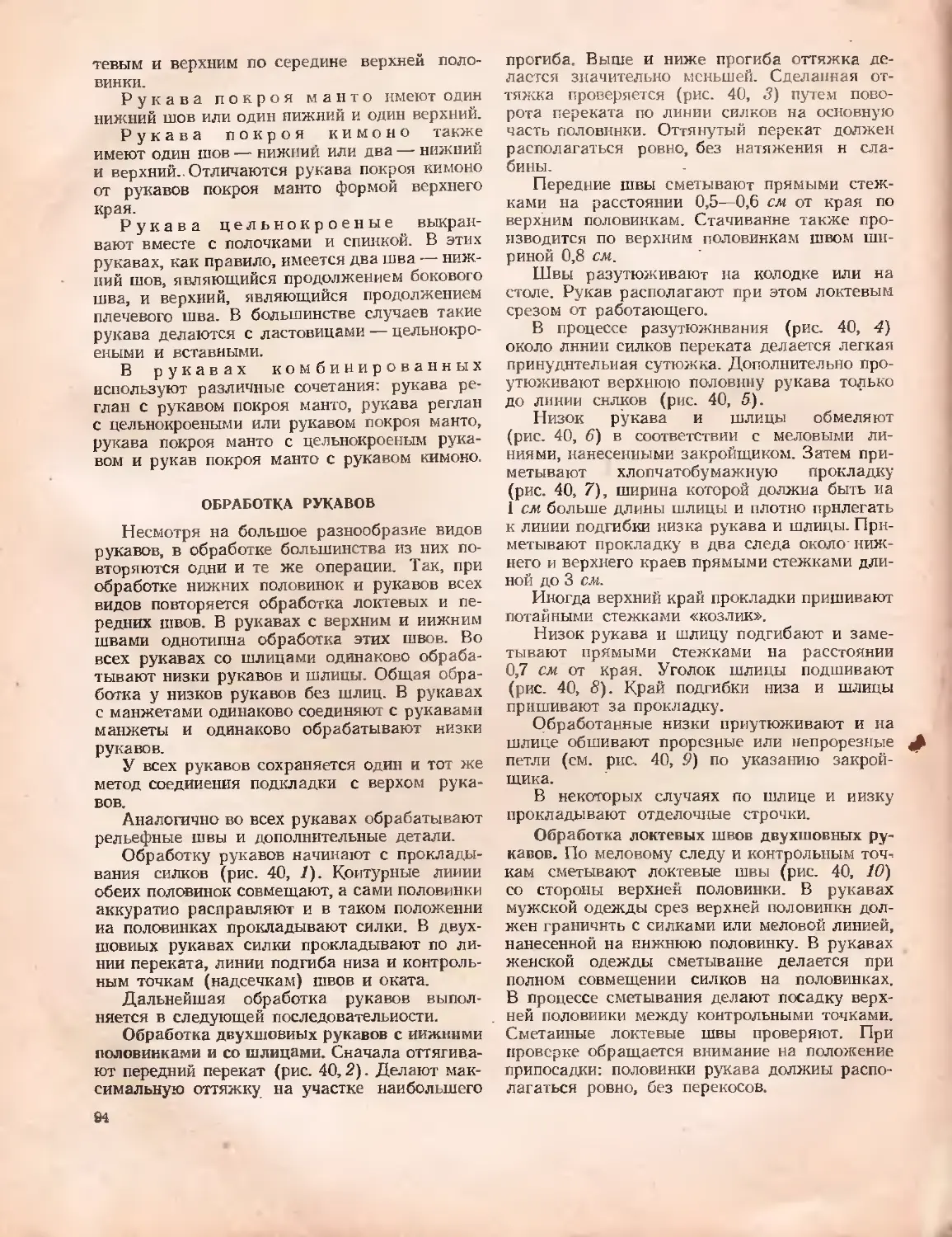
После проведения влажно-тепловой обра-
ботки полочки обычно соединяются с пару-
синой.
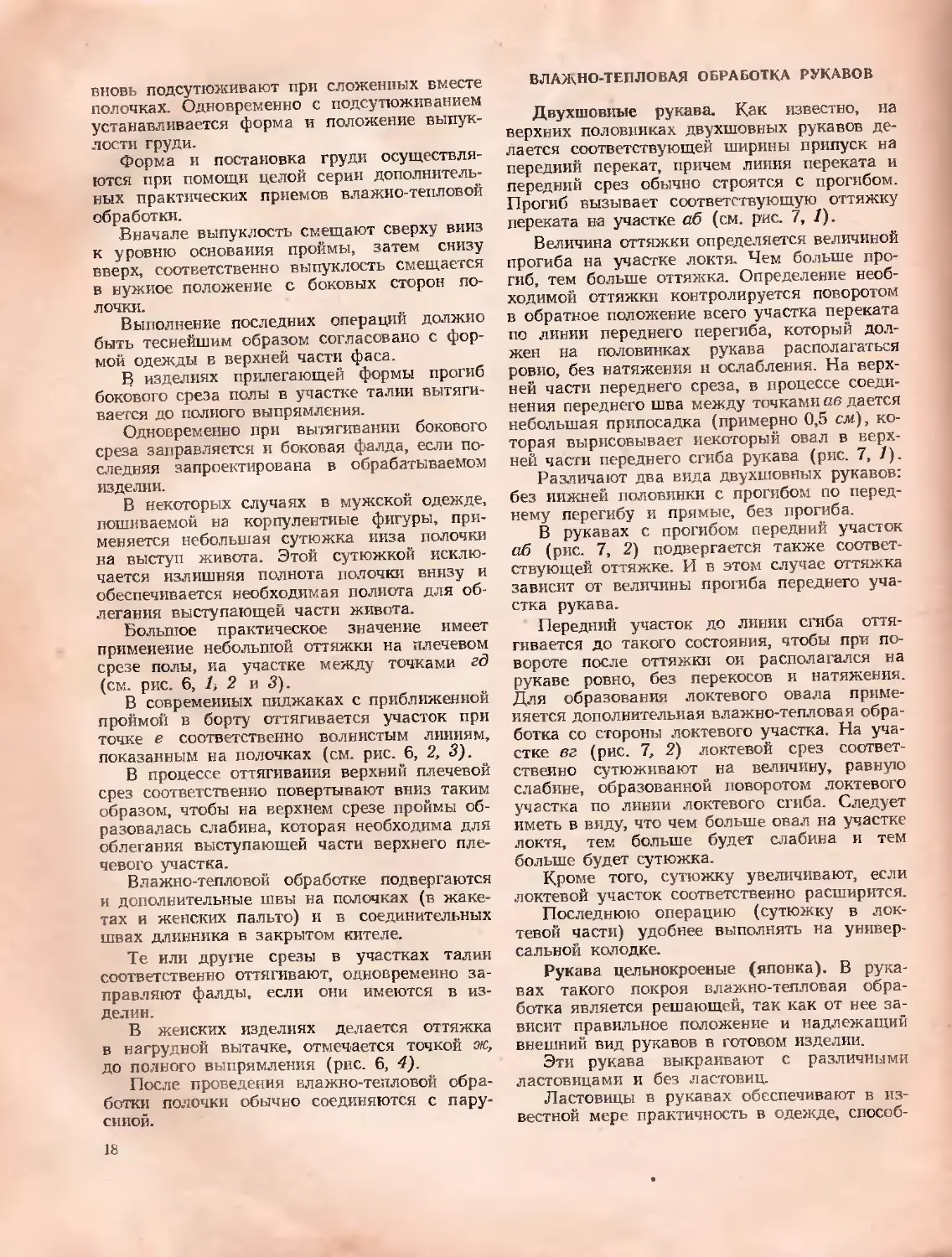
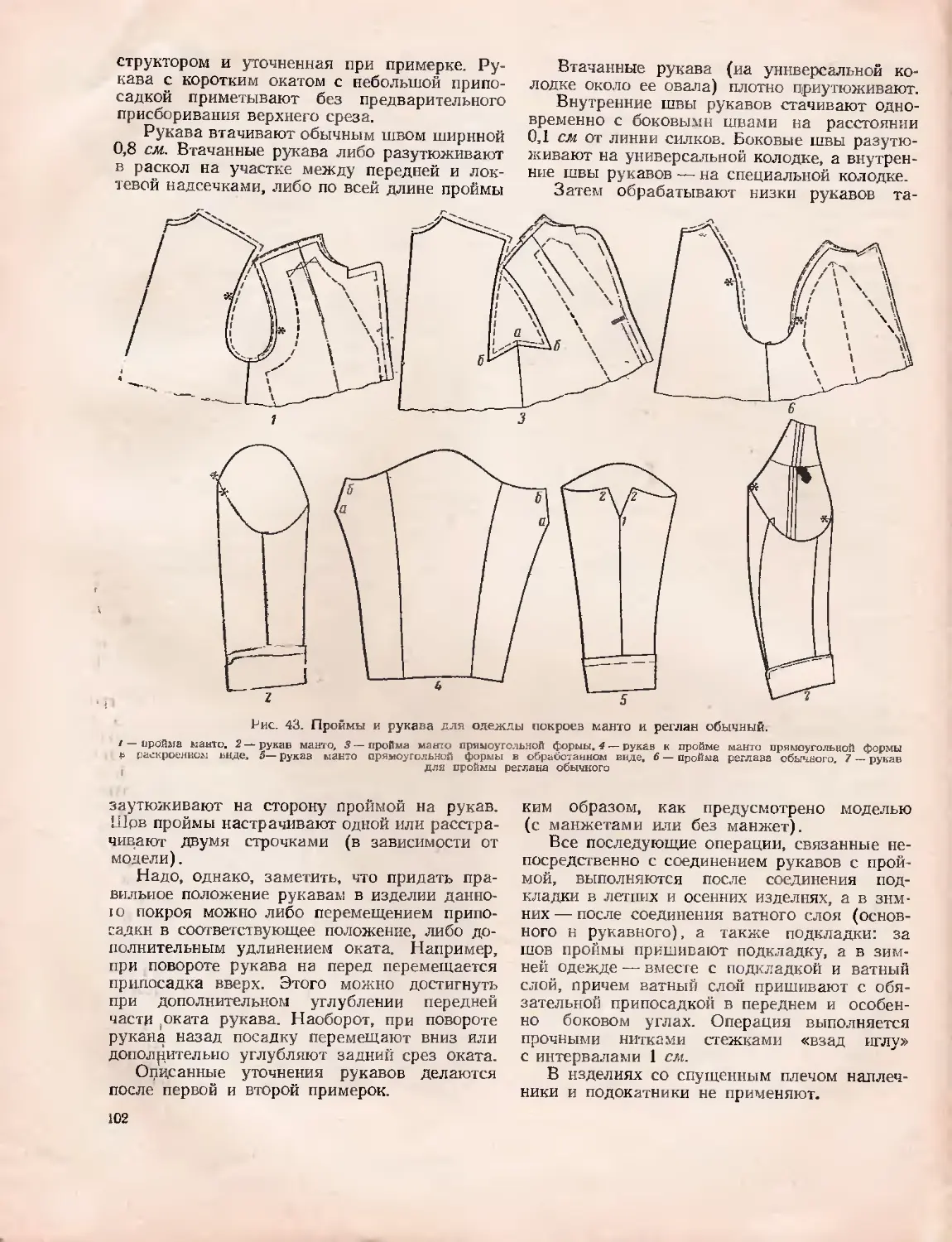
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА РУКАВОВ
Двухшовиые рукава. Как известно, на
верхних половниках двухшовных рукавов де-
лается соответствующей ширины припуск на
передний перекат, причем линия переката и
передний срез обычно строятся с прогибом.
Прогиб вызывает соответствующую оттяжку
переката на участке аб (см. рис. 7, /).
Величина оттяжки определяется величиной
прогиба на участке локтя. Чем больше про-
гиб, тем больше оттяжка. Определение необ-
ходимой оттяжки контролируется поворотом
в обратное положение всего участка переката
по линии переднего перегиба, который дол-
жен на половинках рукава располагаться
ровно, без натяжения и ослабления. На верх-
ней части переднего среза, в процессе соеди-
нения переднего шва между точками ав дается
небольшая припосадка (примерно 0,5 см), ко-
торая вырисовывает некоторый овал в верх-
ней части переднего сгиба рукава (рис. 7, 1).
Различают два вида двухшовных рукавов:
без иижней половинки с прогибом по перед-
нему перегибу и прямые, без прогиба.
В рукавах с прогибом передний участок
аб (рис. 7, 2) подвергается также соответ-
ствующей оттяжке. И в этом случае оттяжка
зависит от величины прогиба переднего уча-
стка рукава.
Передний участок до линии сгиба оття-
гивается до такого состояния, чтобы при по-
вороте после оттяжки ои располагался на
рукаве ровно, без перекосов и натяжения.
Для образования локтевого овала приме-
няется дополнительная влажно-тепловая обра-
ботка со стороны локтевого участка. На уча-
стке вг (рис. 7, 2) локтевой срез соответ-
ственно сутюживают на величину, равную
слабине, образованной поворотом локтевого
участка по линии локтевого сгиба. Следует
иметь в виду, что чем больше овал на участке
локтя, тем больше будет слабина и тем
больше будет сутюжка.
Кроме того, сутюжку увеличивают, если
локтевой участок соответственно расширится.
Последнюю операцию (сутюжку в лок-
тевой части) удобнее выполнять на универ-
сальной колодке.
Рукава цельнокроеные (японка). В рука-
вах такого покроя влажно-тепловая обра-
ботка является решающей, так как от нее за-
висит правильное положение и надлежащий
внешний вид рукавов в готовом изделии.
Эти рукава выкраивают с различными
ластовицами и без ластовиц.
Ластовицы в рукавах обеспечивают в из-
вестной мере практичность в одежде, способ-
18
ствуют удобному движению рук, особенно
в изделиях с пониженной проймой. Кроме
того, ластовицы значительно упрощают и
влажно-тепловую обработку.
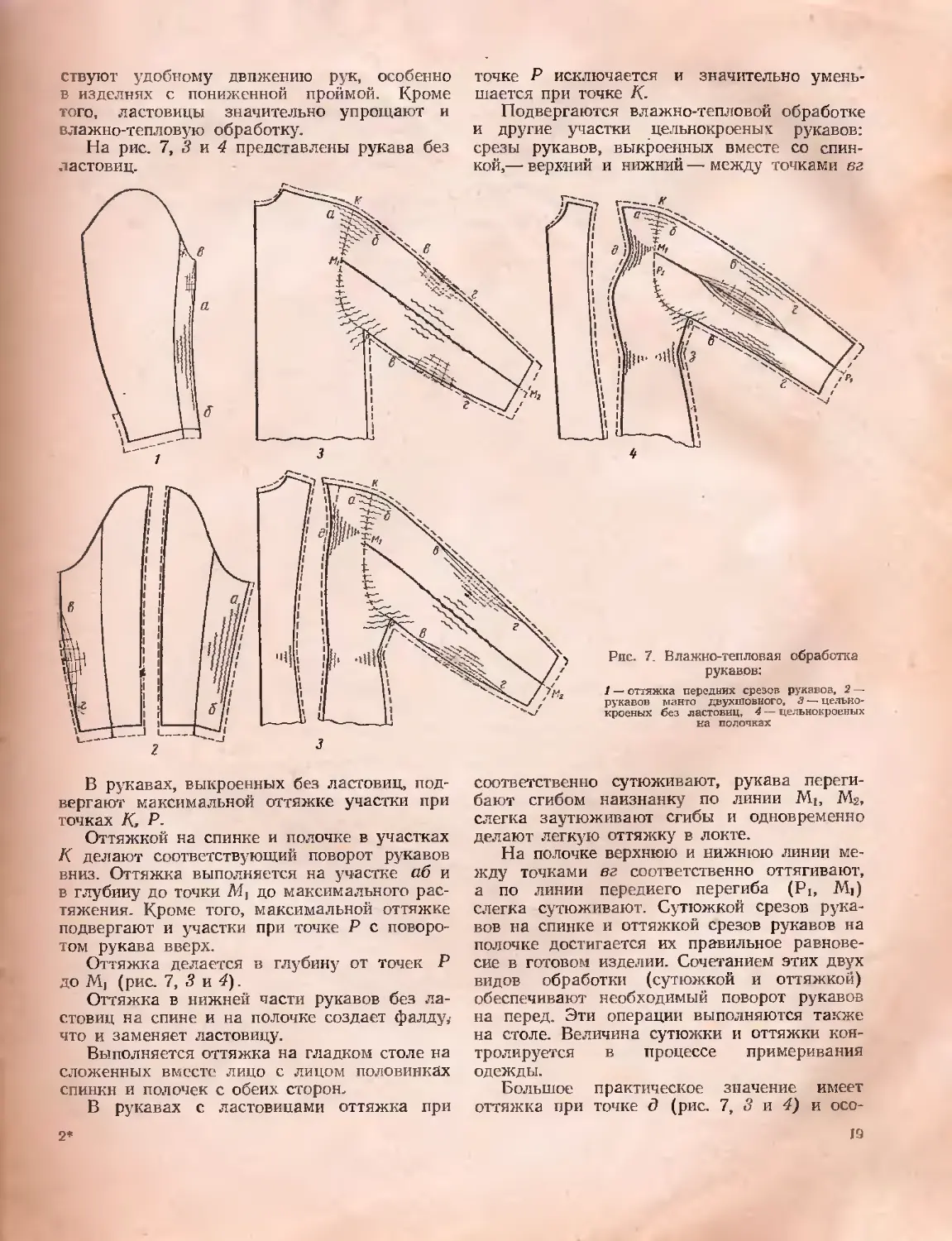
На рис. 7, 3 и 4 представлены рукава без
ластовиц.
точке Р исключается и значительно умень-
шается при точке К.
Подвергаются влажно-тепловой обработке
и другие участки цельнокроеных рукавов:
срезы рукавов, выкроенных вместе со спин-
кой,— верхний и нижний — между точками вг
Рис. 7. Влажно-тепловая обработка
рукавов:
1 — оттяжка передних срезов рукавов, 2 —
рукавов манто двухшовного, 3 — цельно-
кроеных без ластовиц, 4 — цельнокроеных
на полочках
В рукавах, выкроенных без ластовиц, под-
вергают максимальной оттяжке участки при
точках /С Р-
Оттяжкой на спинке и полочке в участках
К делают соответствующий поворот рукавов
вниз. Оттяжка выполняется на участке аб и
в глубину до точки Л4] до максимального рас-
тяжения. Кроме того, максимальной оттяжке
подвергают и участки при точке Р с поворо-
том рукава вверх.
Оттяжка делается в глубину от точек Р
до М] (рис. 7, 3 и 4).
Оттяжка в нижней части рукавов без ла-
стовиц на спине и на полочке создает фалду,-
что и заменяет ластовицу.
Выполняется оттяжка на гладком столе на
сложенных вместе лицо с лицом половинках
спинкн и полочек с обеих сторон.
В рукавах с ластовицами оттяжка при
соответственно сутюживают, рукава переги-
бают сгибом наизнанку по линии Мь Mg,
слегка заутюживают сгибы и одновременно
делают легкую оттяжку в локте.
На полочке верхнюю и нижнюю линии ме-
жду точками вг соответственно оттягивают,
а по линии переднего перегиба (Рь М])
слегка сутюживают. Сутюжкой срезов рука-
вов на спинке и оттяжкой срезов рукавов на
полочке достигается их правильное равнове-
сие в готовом изделии. Сочетанием этих двух
видов обработки (сутюжкой и оттяжкой)
обеспечивают необходимый поворот рукавов
на перед. Эти операции выполняются также
на столе. Величина сутюжки и оттяжки кон-
тролируется в процессе примеривания
одежды.
Большое практическое значение имеет
оттяжка при точке д (рис. 7, 3 и 4) и осо-
2*
J9
бенно на полочках. Применением этой от-
тяжки достигается необходимое облегчение
рукава в верхнем участке.
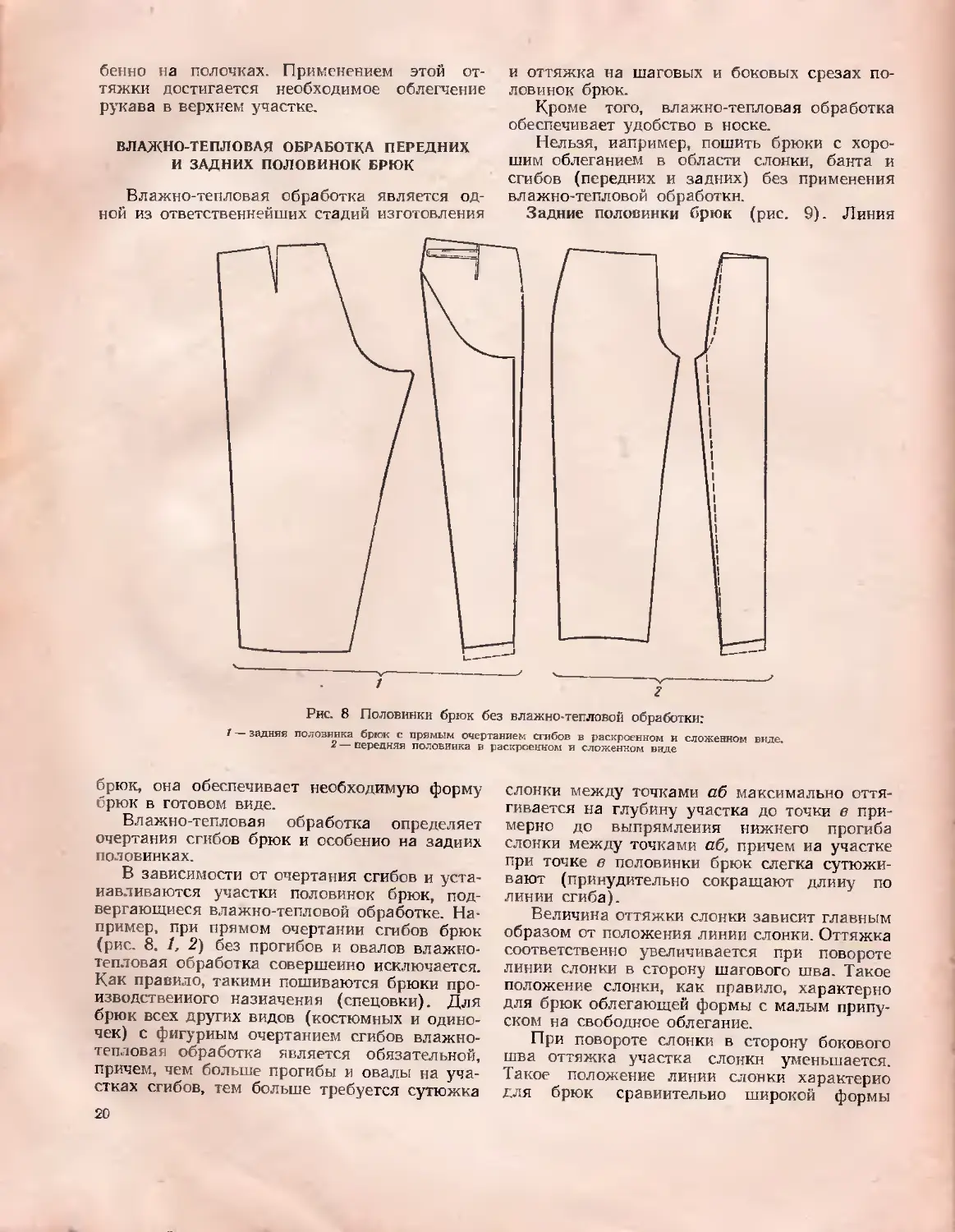
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПЕРЕДНИХ
И ЗАДНИХ ПОЛОВИНОК БРЮК
Влажно-тепловая обработка является од-
ной из ответственнейших стадий изготовления
и оттяжка на шаговых и боковых срезах по-
ловинок брюк.
Кроме того, влажно-тепловая обработка
обеспечивает удобство в носке.
Нельзя, например, пошить брюки с хоро-
шим облеганием в области слонки, банта и
сгибов (передних и задних) без применения
влажно-тепловой обработки.
Задние половинки брюк (рис. 9). Линия
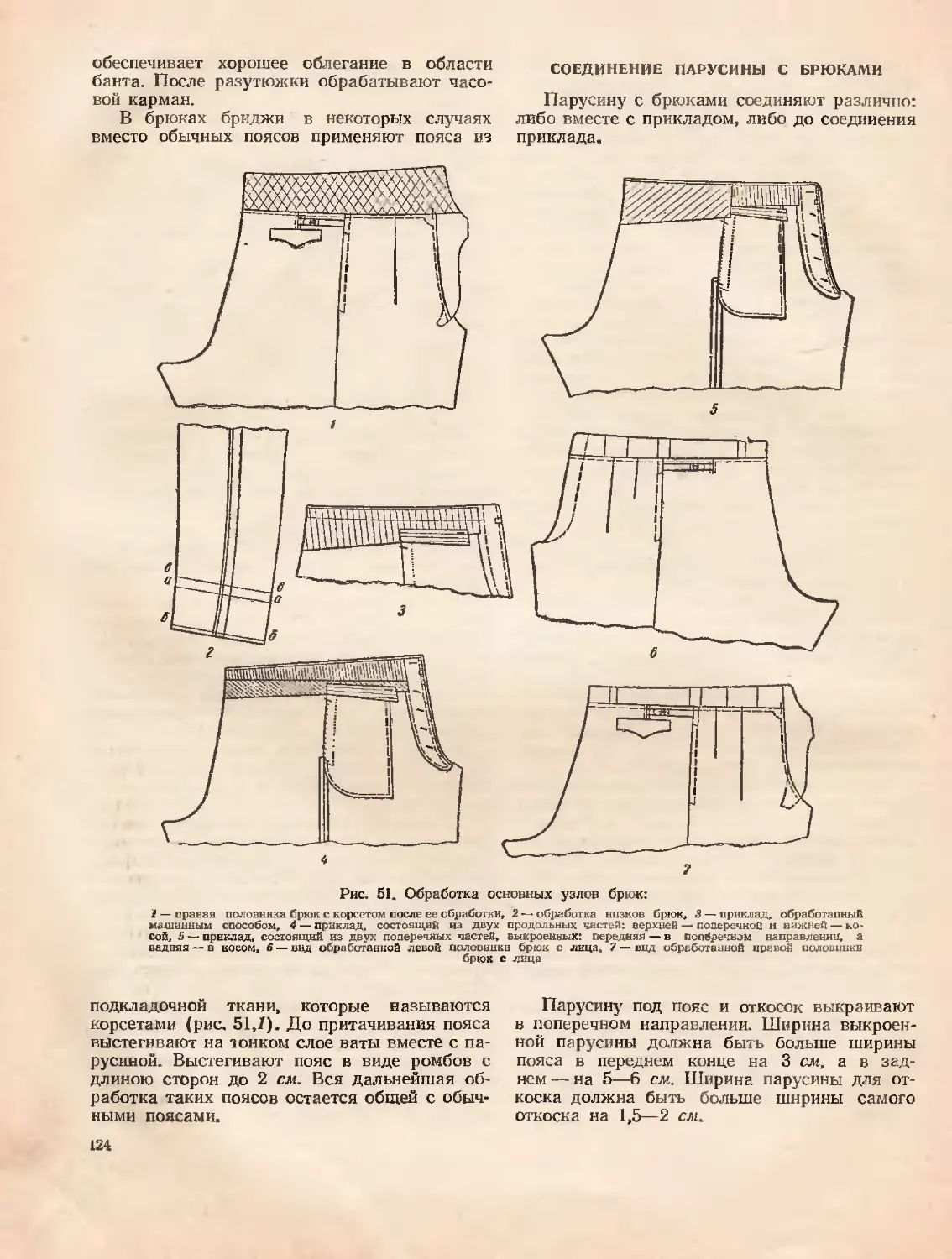
Рис. 8 Половинки брюк без влажно-тепловой обработки:
1 — задняя половинка брюк с прямым очертанием сгибов в раскроенном и сложенном виде.
2 — передняя половинка в раскроенном и сложенном виде
брюк, она обеспечивает необходимую форму
брюк в готовом виде.
Влажно-тепловая обработка определяет
очертания сгибов брюк и особенно на задних
половинках.
В зависимости от очертания сгибов и уста-
навливаются участки половинок брюк, под-
вергающиеся влажно-тепловой обработке. На-
пример, при прямом очертании сгибов брюк
(рис. 8. /, 2) без прогибов и овалов влажно-
тепловая обработка совершенно исключается.
Как правило, такими пошиваются брюки про-
изводственного назначения (спецовки). Для
брюк всех других видов (костюмных и одино-
чек) с фигурным очертанием сгибов влажно-
тепловая обработка является обязательной,
причем, чем больше прогибы в овалы на уча-
стках сгибов, тем больше требуется сутюжка
слонки между точками аб максимально оття-
гивается на глубину участка до точки в при-
мерно до выпрямления нижнего прогиба
слонки между точками аб, причем иа участке
при точке в половинки брюк слегка сутюжи-
вают (принудительно сокращают длину по
линии сгиба).
Величина оттяжки слонки зависит главным
образом от положения линии слонки. Оттяжка
соответственно увеличивается при повороте
линии слонки в сторону шагового шва. Такое
положение слонкн, как правило, характерно
для брюк облегающей формы с малым припу-
ском на свободное облегание.
При повороте слонки в сторону бокового
шва оттяжка участка слонкн уменьшается.
Такое положение линии слонки характерно
для брюк сравнительно широкой формы
20
с большим припуском на свободное облегание.
Следует, одиако, иметь в виду, что при из-
лишне большом повороте линии слонки в сто-
рону бокового шва неизбежны поперечные
складки около нижних границ ягодиц от сгиба
до шагового шва.
Эти поперечные складки являются жела-
тельными в брюках производственного назна-
нижней части на облегание икры между точ-
ками е и ж.
Сгиб от верхнего края слонки должен на-
ходиться на расстоянии 8—10 см.
Операции влажно-тепловой обработки зад-
них половинок повторяются с обеих сторон.
Передние половинки брюк. Для получения
прогиба в иижней части сгиба срезы брюк
Рис. 9. Половинки брюк с влажно-тепловой обработкой:
1 — передняя половинка брюк до и после влажно-тепловой обработки, 2 — задняя половинка брюк до и после влажно-тепловой
обработки, 3— половинки брюк бриджи
чения (спецовках), так как они обеспечивают
удобство для движения ноги и предохраняют
брюки от разрыва в этом участке.
До полного выпрямления оттягиваются
участки (боковой и шаговой) при точках К
и К|. Слегка сутюживают (от 0,25 до 0,5 см)
брюки между точками г и д и вытягивают
участок между точками е и ж. Все операции
влажно-тепловой обработки выполняют на
столе и а мягких подстилках одновременно на
обеих половинках брюк, сложенных лицо
С ЛИЦОМ.
Половинки брюк складывают на сгиб в до-
левом направлении таким образом, чтобы ша-
говые и боковые швы от колена до низа сов-
местились, а шаговые швы вверху отклонялись
от боковых швов и а величину 3—4 см. В та-
ком виде сгибы брюк плотно заутюживают,
соответственно подсутюживают прогиб в уча-
стке в, выправляют соответствующий овал в
ниже колена при точках зз (рис. 9) слегка от-
тягивают и затем складывают в долевом на-
правлении по линии сгиба. В таком виде сгиб
заутюживают и при точке и слегка сутюжи-
вают. Эти операции выполняются также на
столе на мягкой подстилке. Обработке под-
вергают половинки брюк в сложенном виде
лицевыми сторонами во внутрь. Сгибы заутю-
живают так, как показано на рис. 9.
Влажио-тепловая обработка брюк бриджи
выполняется так же (см. рис. 9, 5).
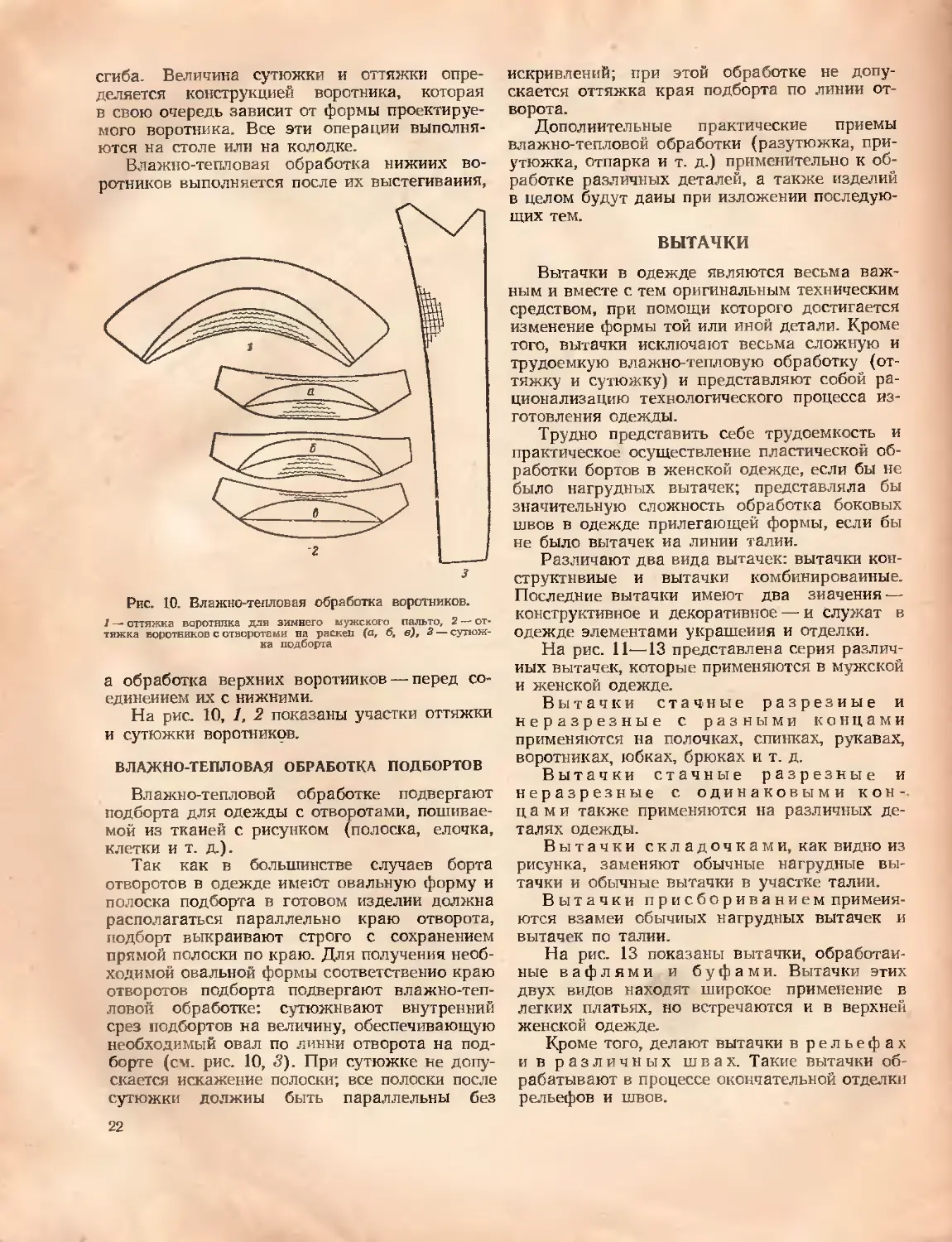
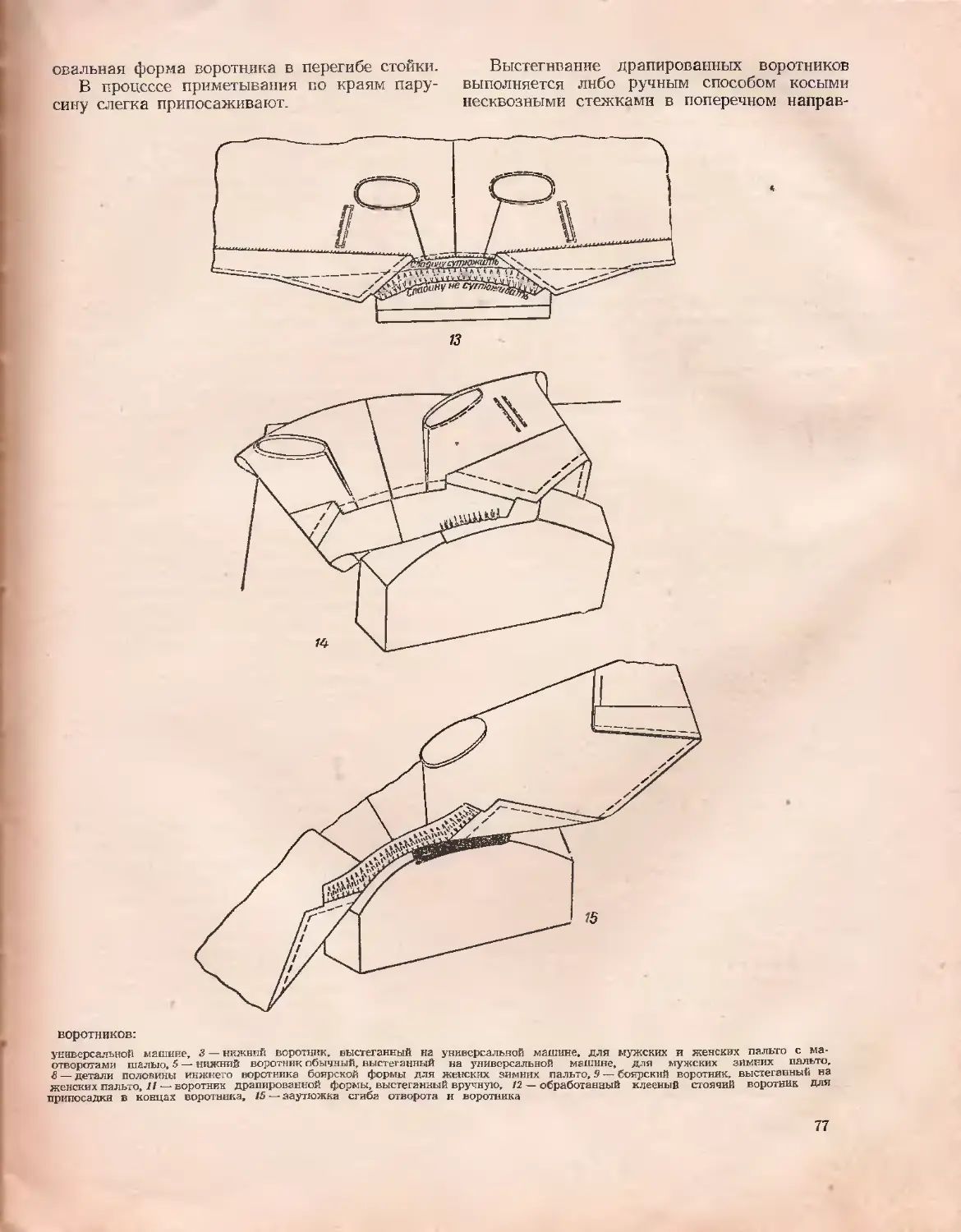
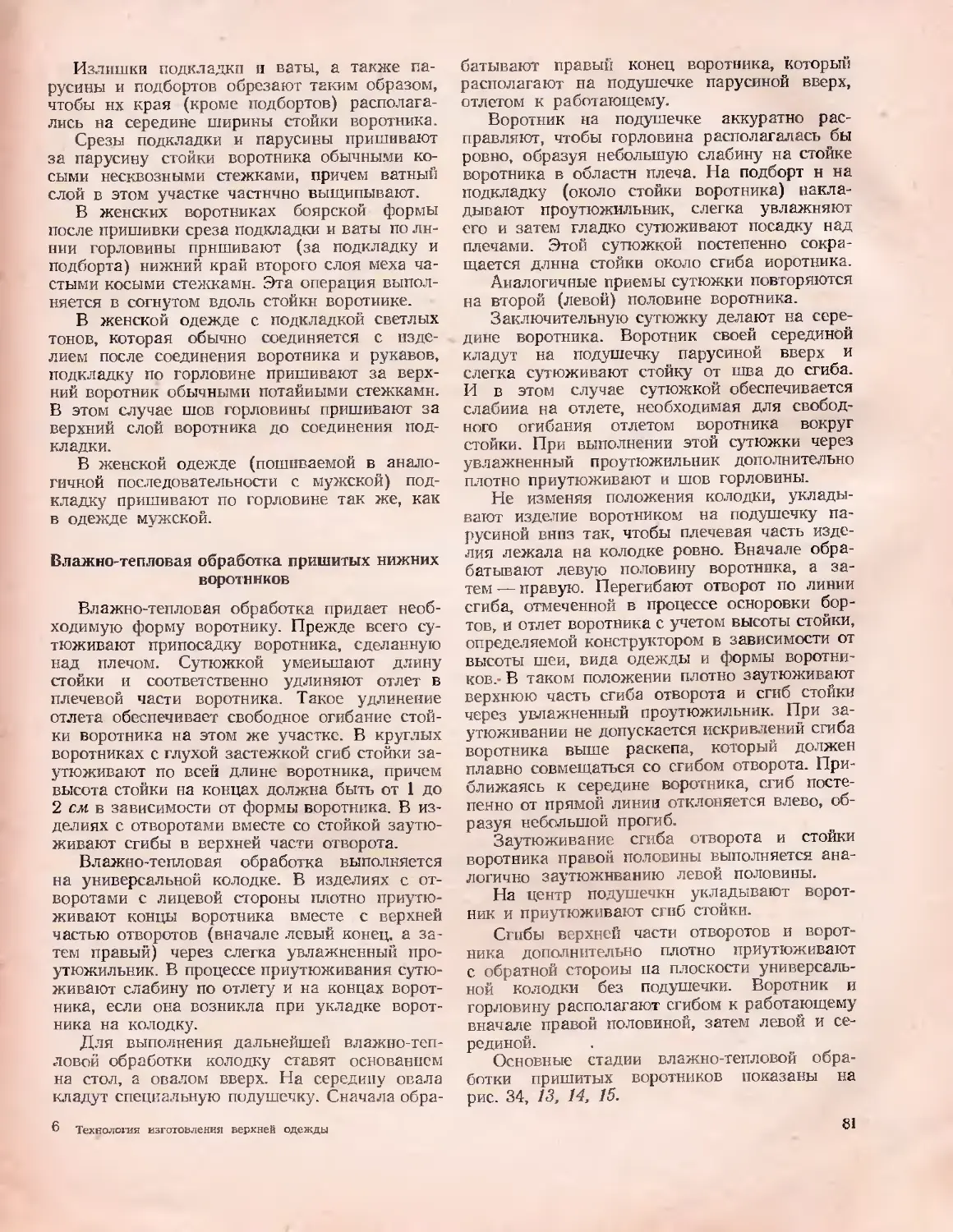
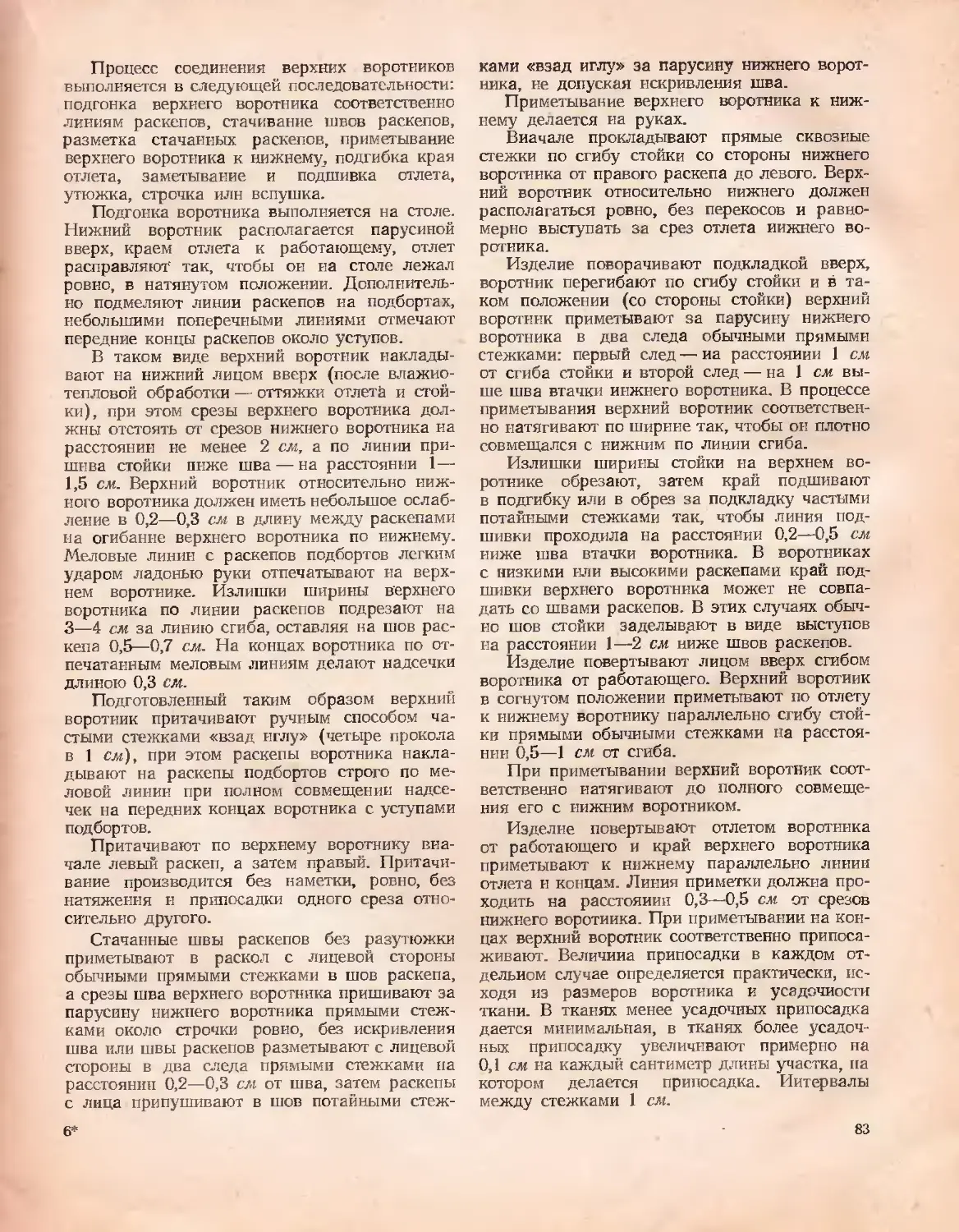
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ВОРОТНИКОВ
Как правило, влажно-тепловой обработке
подвергаются воротники строгой формы, круг-
лые, с раскепами н формы шалью.
На воротниках (верхних и нижних) всех
этих видов оттяжке подвергаются участки
стойки и отлета, небольшой сутюжке — линия
21
сгиба. Величина сутюжки и оттяжки опре-
деляется конструкцией воротника, которая
в свою очередь зависит от формы проектируе-
мого воротника. Все эти операции выполня-
ются на столе или на колодке.
Влажно-тепловая обработка нижиих во-
ротников выполняется после их выстегивания,
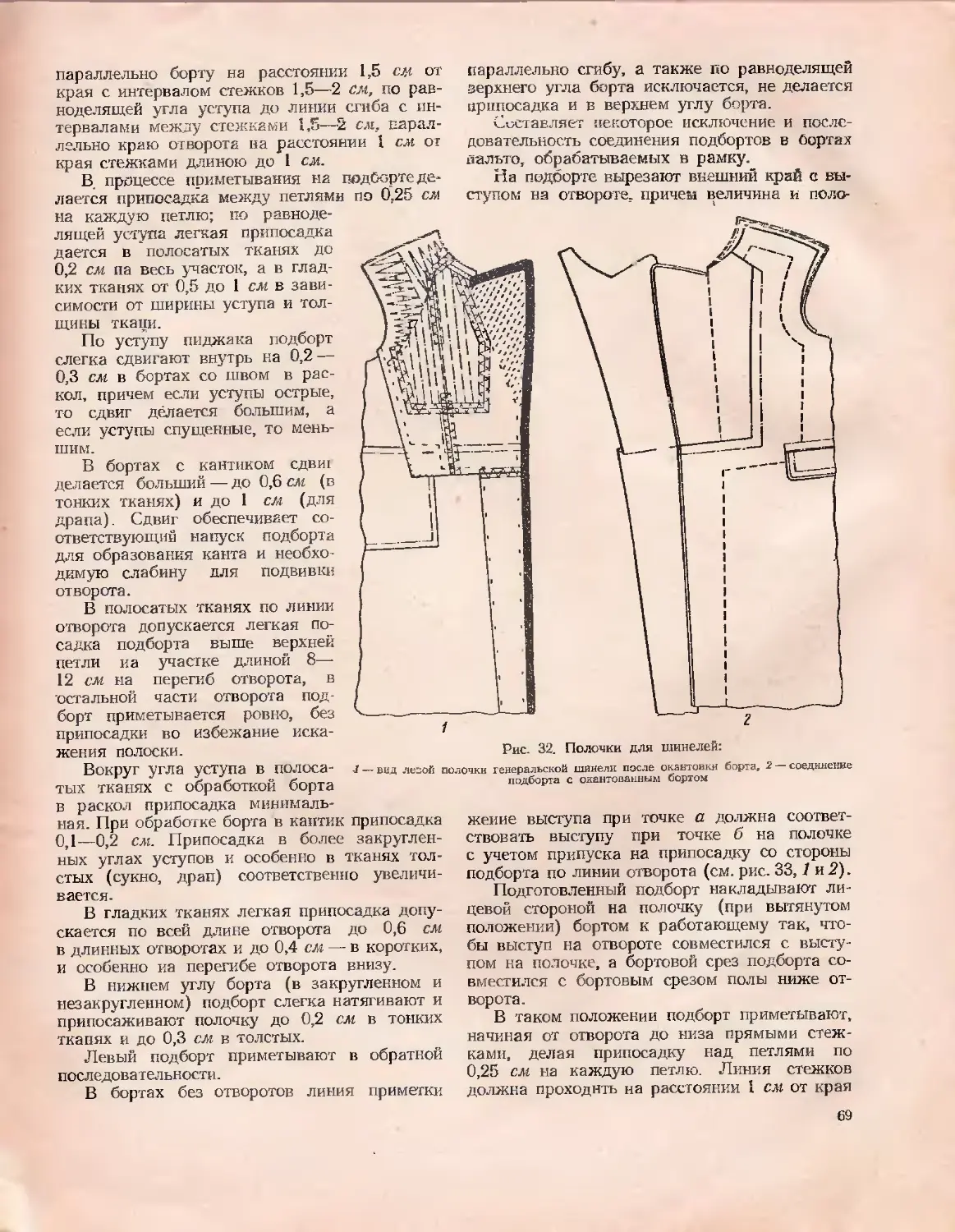
Рис. 10. Влажно-тепловая обработка воротников.
1 — оттяжка варотнпка для зимнего мужского пальто, 2 — от-
тяжка воротников с отворотами на раскеп (а, б, е), 3 — сутюж-
ка подборта
а обработка верхних воротников — перед со-
единением их с нижними.
На рис. 10, 1, 2 показаны участки оттяжки
и сутюжки воротников.
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПОДБОРТОВ
Влажно-тепловой обработке подвергают
подборта для одежды с отворотами, исшивае-
мой из тканей с рисунком (полоска, елочка,
клетки и т. д.).
Так как в большинстве случаев борта
отворотов в одежде имеют овальную форму и
полоска подборта в готовом изделии должна
располагаться параллельно краю отворота,
подборт выкраивают строго с сохранением
прямой полоски по краю. Для получения необ-
ходимой овальной формы соответственно краю
отворотов подборта подвергают влажно-теп-
ловой обработке: сутюживают внутренний
срез подбортов на величину, обеспечивающую
необходимый овал по линии отворота на под-
борте (см. рис. 10, 5). При сутюжке не допу-
скается искажение полоски; все полоски после
сутюжки должны быть параллельны без
искривлений; при этой обработке не допу-
скается оттяжка края подборта по линии от-
ворота.
Дополнительные практические приемы
влажно-тепловой обработки (разутюжка, при-
утюжка, отпарка и т. д.) применительно к об-
работке различных деталей, а также изделий
в целом будут даиы при изложении последую-
щих тем.
ВЫТАЧКИ
Вытачки в одежде являются весьма важ-
ным и вместе с тем оригинальным техническим
средством, при помощи которого достигается
изменение формы той или иной детали. Кроме
того, вытачки исключают весьма сложную и
трудоемкую влажно-тепловую обработку (от-
тяжку и сутюжку) и представляют собой ра-
ционализацию технологического процесса из-
готовления одежды.
Трудно представить себе трудоемкость и
практическое осуществление пластической об-
работки бортов в женской одежде, если бы не
было нагрудных вытачек; представляла бы
значительную сложность обработка боковых
швов в одежде прилегающей формы, если бы
не было вытачек иа линии талии.
Различают два вида вытачек: вытачки кон-
структивные и вытачки комбинированные.
Последние вытачки имеют два значения —
конструктивное и декоративное —• и служат в
одежде элементами украшения и отделки.
На рис. 11—13 представлена серия различ-
ных вытачек, которые применяются в мужской
и женской одежде.
Вытачки стачные разрезные и
неразрезные с разными концами
применяются на полочках, спинках, рукавах,
воротниках, юбках, брюках и т. д.
Вытачки стачные разрезные и
неразрезные с одинаковыми кон-,
ц а м и также применяются на различных де-
талях одежды.
Вытачки складочками, как видно из
рисунка, заменяют обычные нагрудные вы-
тачки и обычные вытачки в участке талии.
Вытачки присбориванием применя-
ются взамен обычных нагрудных вытачек и
вытачек по талии.
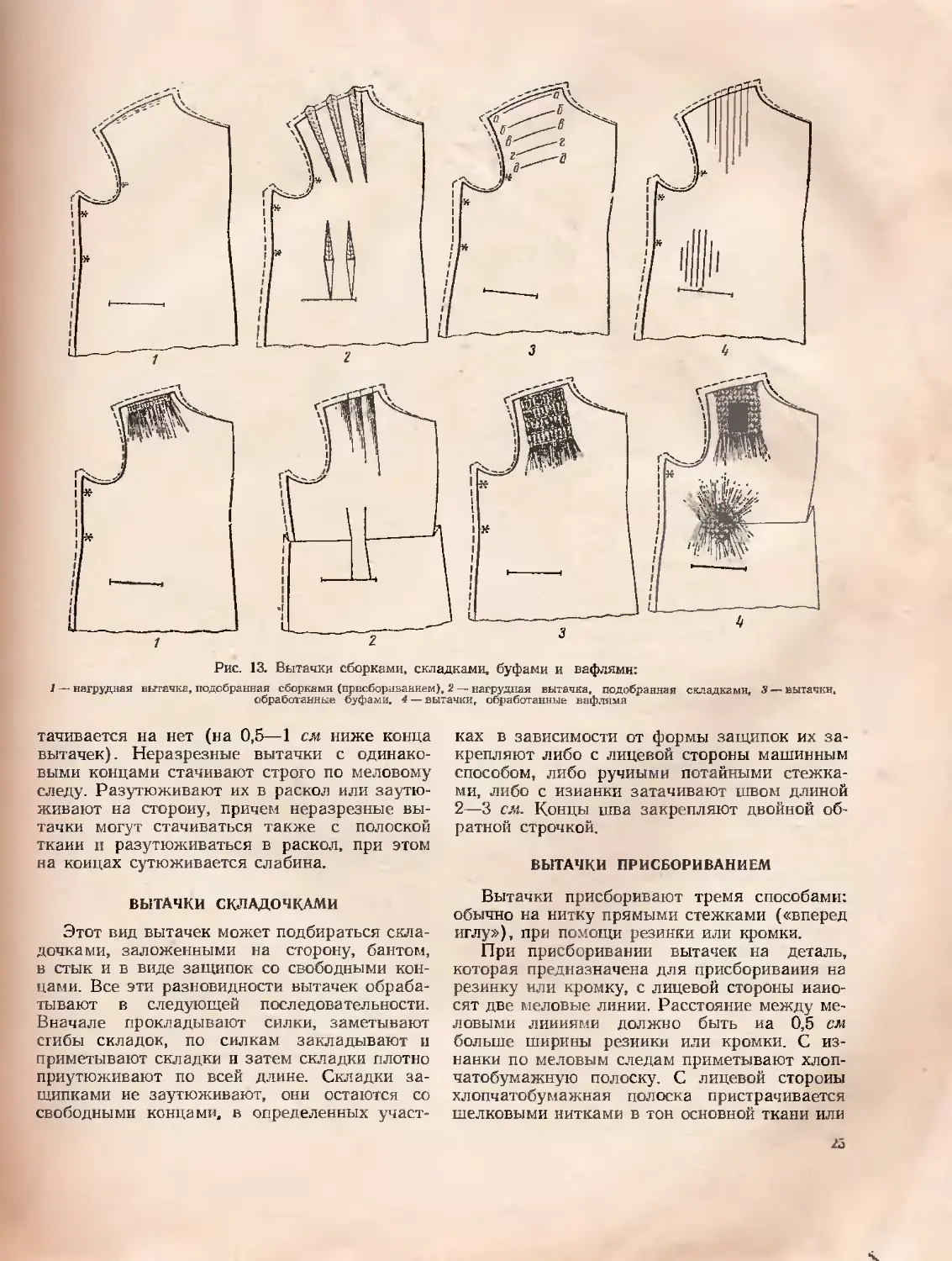
На рис. 13 показаны вытачки, обработан-
ные вафлями и буфами. Вытачки этих
двух видов находят широкое применение в
легких платьях, но встречаются и в верхней
женской одежде.
Кроме того, делают вытачки в рельефах
и в различных швах. Такие вытачки об-
рабатывают в процессе окончательной отделки
рельефов и швов.
22
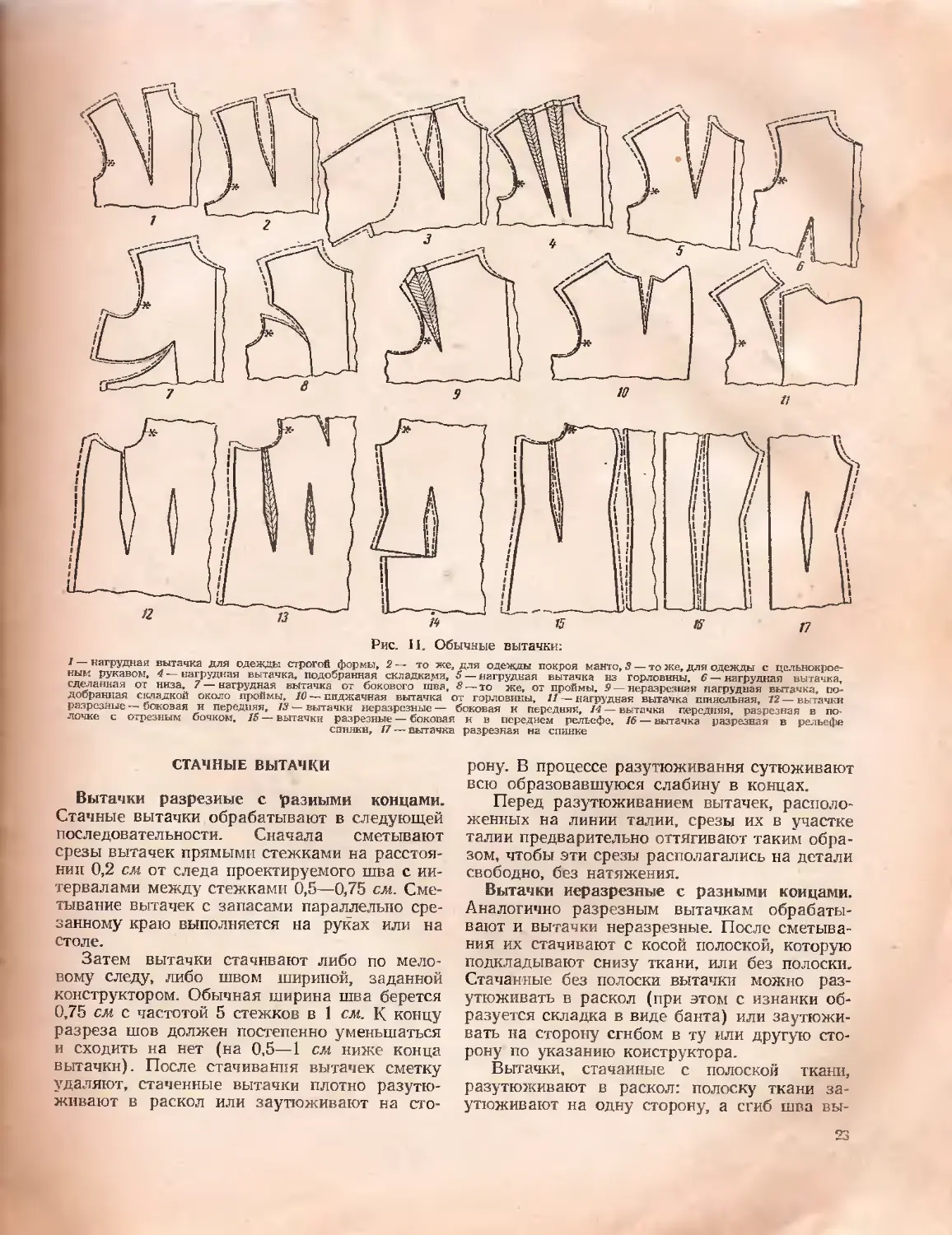
Рис. II. Обычные вытачки:
1 — нагрудная вытачка для одежды строгой формы, 2 — то же, для одежды покроя манто, 3 — то же, для одежды с цельнокрое-
ным рукавом, 4 — нагрудная вытачка, подобранная складками, 5 — нагрудная вытачка из горловины, 6 — нагрудная вытачка,
сделанная от низа, 7—нагрудная вытачка от бокового шва, 8— то же, от проймы, 9— неразрезная нагрудная вытачка, по-
добранная складкой около проймы, 10 — пиджачная вытачка от горловины, 11 — нагрудная вытачка шинельная, 12 — вытачки
разрезные — боковая и передняя, 13 — вытачки неразрезные — боковая и передняя, 14 — вытачка передняя, разрезная в по-
лочке с отрезным бочком, 15 — вытачки разрезные — боковая и в переднем рельефе, 16 — вытачка разрезная в рельефе
спинки, U — вытачка разрезная на спинке
СТАЧНЫЕ ВЫТАЧКИ
Вытачки разрезные с разными концами.
Стачные вытачки обрабатывают в следующей
последовательности. Сначала сметывают
срезы вытачек прямыми стежками на расстоя-
нии 0,2 см от следа проектируемого шва с ин-
тервалами между стежками 0,5—0,75 см. Сме-
тывание вытачек с запасами параллельно сре-
занному краю выполняется на руках или на
столе.
Затем вытачки стачивают либо по мело-
вому следу, либо швом шириной, заданной
конструктором. Обычная ширина шва берется
0,75 см с частотой 5 стежков в 1 см. К концу
разреза шов должен постепенно уменьшаться
и сходить на нет (на 0,5—1 см ниже конца
вытачкн). После стачивания вытачек сметку
удаляют, стаченные вытачки плотно разутю-
живают в раскол или заутюживают на сто-
рону. В процессе разутюживания сутюживают
всю образовавшуюся слабину в концах.
Перед разутюживанием вытачек, располо-
женных на линии талии, срезы их в участке
талии предварительно оттягивают таким обра-
зом, чтобы эти срезы располагались на детали
свободно, без натяжения.
Вытачки иеразрезные с разными концами.
Аналогично разрезным вытачкам обрабаты-
вают и вытачки неразрезные. После сметыва-
ния их стачивают с косой полоской, которую
подкладывают снизу ткани, или без полоски.
Стачанные без полоски вытачки можно раз-
утюживать в раскол (при этом с изнанки об-
разуется складка в виде банта) или заутюжи-
вать на сторону сгибом в ту или другую сто-
рону по указанию конструктора.
Вытачки, стачанные с полоской ткани,
разутюживают в раскол: полоску ткани за-
утюживают на одну сторону, а сгиб шва вы-
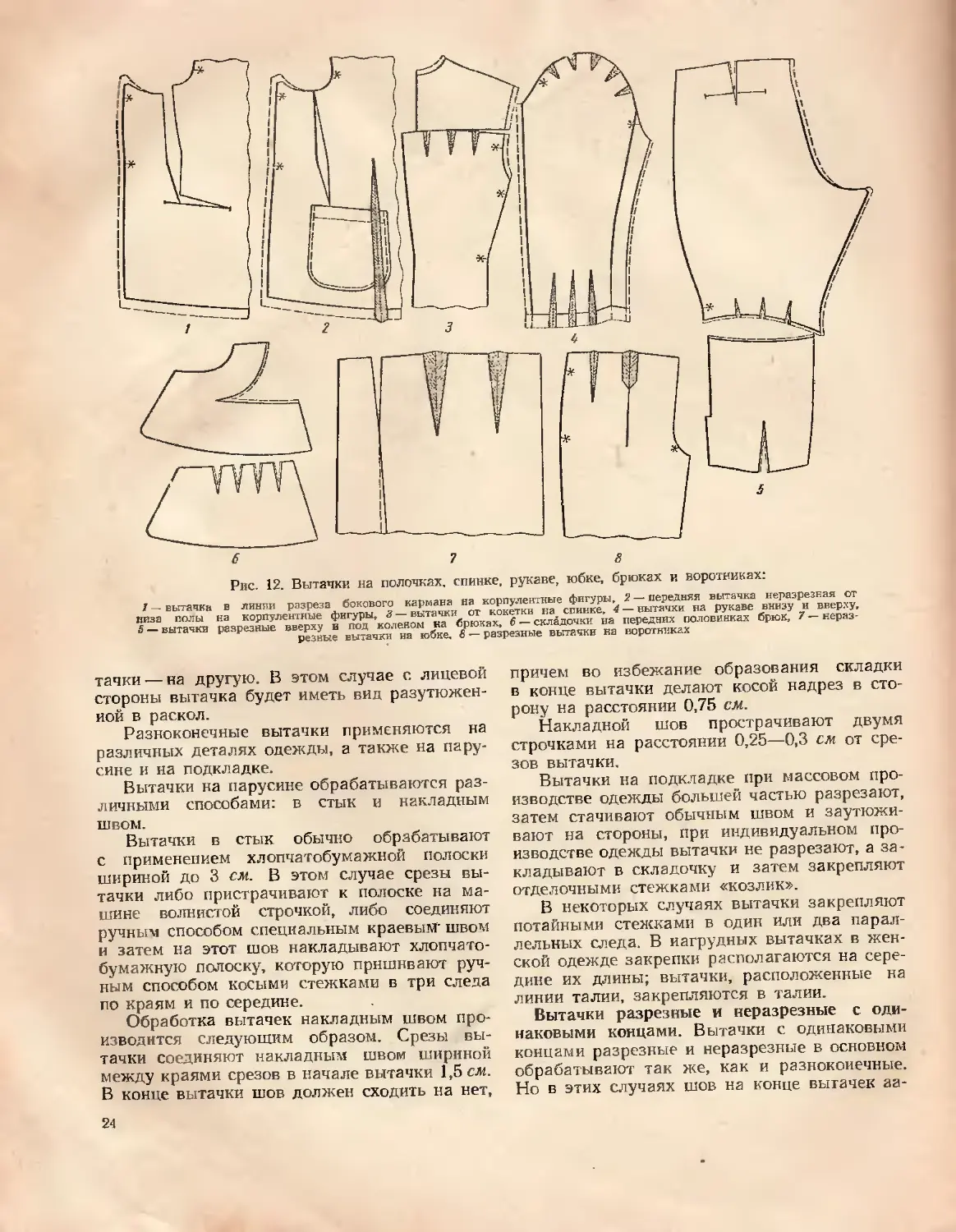
Рис. 12. Вытачки на полочках, спинке, рукаве, юбке, брюках и воротниках:
I — вытачка в линии разреза бокового кармана на корпулентные фигуры, 2 —• передняя вытачка неразрезная от
низа полы на корпулентные фигуры, 3 — вытачки от кокетки на, спинке, 4 — нытачки на рукаве внизу и вверху,
5 — вытачки разрезные вверху и под коленом на брюках, 6 — складочки на передних половинках брюк, / — нераз-
резные вытачки на юбке, 8 — разрезные вытачки на воротниках
тачки — на другую. В этом случае с лицевой
стороны вытачка будет иметь вид разутюжен-
ной в раскол.
Разноконечные вытачки применяются на
различных деталях одежды, а также на пару-
сине и на подкладке.
Вытачки на парусине обрабатываются раз-
личными способами: в стык и накладным
швом.
Вытачки в стык обычно обрабатывают
с применением хлопчатобумажной полоски
шириной до 3 см. В этом случае срезы вы-
тачки либо пристрачивают к полоске на ма-
шине волнистой строчкой, либо соединяют
ручным способом специальным краевым' швом
и затем на этот шов накладывают хлопчато-
бумажную полоску, которую пришивают руч-
ным способом косыми стежками в три следа
по краям и по середине.
Обработка вытачек накладным швом про-
изводится следующим образом. Срезы вы-
тачки соединяют накладным швом шириной
между краями срезов в начале вытачки 1,5 см.
В конце вытачки шов должен сходить на нет,
причем во избежание образования складки
в конце вытачки делают косой надрез в сто-
рону на расстоянии 0,75 см.
Накладной шов прострачивают двумя
строчками на расстоянии 0,25—0,3 см от сре-
зов вытачки.
Вытачки на подкладке при массовом про-
изводстве одежды большей частью разрезают,
затем стачивают обычным швом и заутюжи-
вают на стороны, при индивидуальном про-
изводстве одежды вытачки не разрезают, а за-
кладывают в складочку и затем закрепляют
отделочными стежками «козлик».
В некоторых случаях вытачки закрепляют
потайными стежками в один или два парал-
лельных следа. В нагрудных вытачках в жен-
ской одежде закрепки располагаются на сере-
дине их длины; вытачки, расположенные на
линии талии, закрепляются в талии.
Вытачки разрезные и неразрезные с оди-
наковыми концами. Вытачки с одинаковыми
концами разрезные и неразрезные в основном
обрабатывают так же, как и равноконечные.
Но в этих случаях шов на конце выгачек аа-
24
тачивается на нет (на 0,5—1 см ниже конца
вытачек). Неразрезные вытачки с одинако-
выми концами стачивают строго по меловому
следу. Разутюживают их в раскол или заутю-
живают на сторону, причем неразрезные вы-
тачки могут стачиваться также с полоской
ткаии и разутюживаться в раскол, при этом
на концах сутюживается слабина.
ВЫТАЧКИ СКЛАДОЧКАМИ
Этот вид вытачек может подбираться скла-
дочками, заложенными на сторону, бантом,
в стык и в виде защипок со свободными кон-
цами. Все эти разновидности вытачек обраба-
тывают в следующей последовательности.
Вначале прокладывают силки, заметывают
сгибы складок, по силкам закладывают и
приметывают складки и затем складки плотно
приутюживают по всей длине. Складки за-
щипками ие заутюживают, они остаются со
свободными концами, в определенных участ-
ках в зависимости от формы защипок их за-
крепляют либо с лицевой стороны машинным
способом, либо ручными потайными стежка-
ми, либо с изианки затачивают швом длиной
2—3 см. Концы шва закрепляют двойной об-
ратной строчкой.
ВЫТАЧКИ ПРИСБОРИВАНИЕМ
Вытачки присборивают тремя способами:
обычно на нитку прямыми стежками («вперед
иглу»), при помощи резинки или кромки.
При присборивании вытачек на деталь,
которая предназначена для присборивания на
резинку или кромку, с лицевой стороны нано-
сят две меловые линии. Расстояние между ме-
ловыми линиями должно быть иа 0,5 см
больше ширины резиики или кромки. С из-
нанки по меловым следам приметывают хлоп-
чатобумажную полоску. С лицевой стороны
хлопчатобумажная полоска пристрачивается
шелковыми нитками в тон основной ткани или
23
пропушивается вручную потайными сквозными
стежками. Между основной тканью и хлопча-
тобумажной полоской продергивается резинка
пли кромка с соответствующим натяжением,
причем величина натяжения должна соответ-
ствовать проектируемой величине вытачек.
Присборивание на резинку и кромку обычно
производится в изделиях по линии талии.
Присборивание вручную осуществляется
прямыми стежками («вперед иглу») в один,
два или три следа с частотой 2-4 стежка в
1 см. Такой же ширины делается и прокол
между стежками.
Все последующие дорожки присборивания
располагаются параллельно первым. Интер-
валы между дорожками могут быть самые
различные.
При присборивании несколькими дорож-
ками обращается внимание иа то, чтобы
стежки и проколы на каждой дорожке распо-
лагались бы строго один над другим во из-
бежание перекосов.
Применяется присборивание чаще всего иа
нагрудных вытачках и в изделиях с отрез-
ными кокетками.
В зависимости от толщины ткани для при-
сборивания применяются нитки № 10—20. На
нитке ткань сдвигают соответственно величине
раствора вытачки. Концы нити завязывают
узлом, а сборки равномерно распределяют на
всем участке, причем положение и величина
присборивания того или иного участка опре-
деляется конструктором.
ВЫТАЧКИ БУФАМИ
Буфами обрабатывают в большинстве слу-
чаев нагрудные вытачки. На изнанке полы
в участке плеча отмечают границы, между
которыми будут располагаться буфы (см.
рис. 13, 3). Между точками аа, бб, вв, гг, дд
и т. д. параллельно плечевому срезу полы
проводят меловые линии.
Эти меловые линии наносят на обеих по-
лочках с изнанки. Деталь перегибают по этим
линиям и косыми стежками через край с ин-
тервалами 0,5—0,7 см присборивают на тол-
стую нитку.
Положение, число участков и величина
присборивания определяются конструктором
в соответствии с моделью.
Присборивание на каждой дорожке рас-
пределяется равномерно и концы ниток завя-
зывают узлами. Присборенные участки не
приутюживают.
ВЫТАЧКИ «ВАФЛЯМИ»
На участке вытачек (рис. 13, 4) с лицевой
стороны наносят меловые линии (в количестве
8—12 шт.) согласно модели с интервалами, со-
ставляющими удвоенную величину раствора
вытачки.
По меловым линиям заметывают сгибы
прямыми частыми стежками. Заметанные сги-
бы каждый в отдельности плотно заутюжи-
вают. В горизонтальном направлении каждые
два сгиба скрепляют с лицевой стороны неглу-
бокими стежками (в два — три прокола) через
край тонкими шелковыми нитками в тон ос-
новной ткани. После каждого скрепления ко-
нец иити выводится наизнанку и закрепляется
узелком.
Скрепление делается в следующей очеред-
ности по каждой горизонтали: по первой гори-
зонтали скрепляют первый и второй сгибы,
третий и четвертый, пятый и шестой, седьмой
и восьмой и т. д; по второй горизонтали —вто-
рой с третьим сгибом, четвертый с пятым, ше-
стой с седьмым и т. д; в третьей горизонтали
скрепление делается так же, как и в первой,
и в четвертой так же, как и во второй. В такой
очередности скрепляются все сгибы.
Интервалы между скреплениями в длину —
1—1,5 см в зависимости от формы «вафель».
Заделанные «вафли» не приутюживают.
С изнанки за крайние сгибы через край
пришивают полоску из тонкой хлопчатобу-
мажной ткани, предохраняющую «вафли» от
растяжения и деформации.
РАЗЛИЧНЫЕ РЕЛЬЕФЫ
Рельефами называют специальные швы,
имеющие декоративное значение в одежде.
Различают три вида рельефов: обычные —
стачанные швом и заутюженные на сторону,
рельефы выпуклые — с продержками и рель-
ефы тематические (фигурные).
Рельефы обычные. Рельефы обычные обра-
батывают двумя способами.
При первом способе на лицевой
стороне детали закройщиком намечается мело-
вой след. С изнанки на эту деталь под мело-
вым следом приметывают полоску косой или
поперечной ткани толщиной, примерно равной
толщине основной ткани.
Ширина полоски зависит от ширины отде-
лочной строчки, которая прокладывается по
рельефу. С лицевой стороны детали по мело-
вому следу прокладывают машинную строчку,
с помощью которой и прикрепляют полоску
ткани. При этом исключается сметка. Шов ра-
зутюживают сгибами: полоска ткани в одну
сторону, а деталь, к которой пристрочена по-
лоска,— в другую.
Излишки ширины шва внутреннего края
полоски подрезают. Ширина шва оставляется
26
в 0,3 см. С изнанки по детали прокладывают
машинный шов на расстоянии 0,1—0,2 см от
сгиба, в участке вытачки строчка проходит по
контуру вытачки, которая должна быть зара-
нее отмечена силками. С лицевой стороны
рельеф заметывается на сторону двумя дорож-
ками: первая дорожка проходит на расстоя-
нии 0,5 см от шва, а вторая — на расстоянии
0,5—2 см. Интервал между стежками 0,5—
0,75 см.
Рельеф плотно приутюживают. С лица шел-
ковыми нитками по рельефу, в тон основной
ткани, прокладывают строчку. Обычно Отде-
лочные строчки выполняются с применением
специальных приспособлений (шапкн, линей-
ки). Сметку из рельефа удаляют. Рельеф до-
полнительно приутюживают, подутюживают
соответственно также и всю деталь.
Вторым способом рельефы обраба-
тывают также с применением полоски ткани.
По меловому следу заутюживают сгибы. Под
сгиб подкладывают полоску ткани, приметы-
вают и пристрачивают ее машинным швом ши-
риной по сгибу 0,1—0,2 см., в участке вы-
тачки шов проходит по контуру вытачки.
С лица рельеф заметывают на сторону н также
в два следа. Рельеф плотно приутюживают, за-
тем с лица прокладывается отделочная
строчка. Излишки шва полоски подрезают и
рельеф дополнительно приутюживают.
Рельефы выпуклые. Рельефы выпуклые об-
рабатывают в следующей последовательности.
С лицевой стороны для каждого рельефа на-
мечают дна меловых следа с интервалами от
0,3 до 0,75 см, в зависимости от ширины рель-
ефа. С изнанки над меловыми линиями приме-
тывают прямыми стежками в два следа
хлопчатобумажную полоску (коленкор, ситец,
бязь). Ширина полоски должна быть иа 1 см
больше расстояния между меловыми следами.
По меловым линиям с лицевой стороны про-
кладывают строчки шелковыми нитками в цвет
основной ткани, В отверстия между хлопчато-
бумажной полоской и основной тканью про-
дергивается либо специальный шнурочек, либо
жгутик, скрученный из марли соответствую-
щей толщины. Рельеф приутюживают на мяг-
кой подстилке (драп, сукио).
Рельефы тематические, или фигурные. Обыч-
но эти рельефы имеют какую-либо тематиче-
скую основу — кубики, ромбы, цветы и др.
На бумаге рисуют проектируемый вид
релнефа. К детали, иа которой должен быть
рельеф, приметывают рисунок, сделанный и а
бумаге, а с изнанки приметывают соответству-
ющего размера тонкую хлопчатобумажную
ткань. По контуру рисунки прострачивают ма-
шинной строчкой шелковыми нитками в тон
основной ткаин. На отрезке хлопчатобумаж-
ной ткани делают соответствующие надрезы
длиной в 1—1,5 см, в эти надрезы набивают
кусочки ваты, для того, чтобы рельеф лучше
выделялся на детали. Надрезы на хлопчато-
бумажной ткани, через которые набивалась
вата, скрепляют косыми краевыми стежками.
Рельефы приутюживают с изнанки на мяг-
кой простилке и подутюживают всю деталь
в целом, сутюживая всю слабину, образован-
ную вокруг рельефа.
ОБРАБОТКА ПАРУСИНЫ-ПРОКЛАДКИ 1
Парусина является одной из ответственных
дополнительных деталей в одежде. В изделии
оиа располагается вдоль всего борта груди
и плечевой части полы.
Парусина служит опорой, при помощи
которой выявляется и подчеркивается необхо-
димая форма одежды, поддерживается соот-
ветствующая выпуклость в груди, обеспечи-
вается устойчивость бортов, отворотов и
в плечевых участков полочек. Кроме того,
в процессе пошивки за парусину прикрепляют
кромку, внутренний край подборта, передний
конец кармана, листочку, внутренний нагруд-
ный карман и т. д.
Раскрой и обработка парусины теснейшим
образом связаны с формой одежды. В зави-
симости от формы одежды соответствующим
образом выкраивается и парусина, с разным
числом и положением вытачек и различно
обрабатывается.
В одежде строгой формы парусина, как
правило, обрабатывается с применением во-
лосяной ткани, которую располагают на па-
русине в один, два или три слоя.
В женской одежде драпированной (мягкой)
формы парусину обычно обрабатывают без
волосяной ткани.
Существуют два способа раскроя пару-
сины: поперечный, при котором нити утка
проходят вдоль борта, косой, когда нити ос-
новы (н в некоторых случаях нити утка) рас-
полагаются параллельно линии сгиба отво-
рота.
В большинстве случаев косая парусина
выкраивается цельной, без надставки внизу,
в парусине поперечной неизбежны надставки
в ее иижней части. Ширина надставки должна
превышать ширину подборта на 2—3 см.
На рисунке 14 показано несколько вариан-
тов выкроенной парусины.
Как видно из рис. 14, парусина может
иметь различное количество вытачек, а также
1 В дальнейшем изложении материала эта деталь
будет именоваться парусина.
27
разную форму и размеры волосяного слоя
ткани. Так, например, парусина с нагрудной
вытачкой, расположенной от проймы, обеспе-
чивает образование долевой папорткп вдоль
проймы полы, что характерно для одежды
с большой полнотой груди.
внимание на положение выпуклости, которая
в зависимости от проектируемой формы
одежды в области грудной клетки различно
оформляется: «чашечкой» — для женской
одежды строгой формы, в виде вытянутого
овала — для мужской обычной одежды, «ко-
Рис. 14. Раскрой парусины и волосяной ткани:
7 — парусина для обычной мужской одежды прилегающей формы, 2 — парусина для современных мужских пиджаков,
3 — парусина для мужских современных пальто прямой формы, 4 — парусина для женской одежды прилегающей формы,
5 — парусина для женских пальто прямой формы, б — парусина для женской одежды драпированной формы, 7 — парусина для
шинелей, 8— парусина дяя фрака, визитки и сюртука, 9— волосяная ткань для обычной мужской и женской одежды (ос-
новной слой и столбик), 10—два слоя волосяной ткани {поперечной и долевой) для современной мужской одежды и
для современной женской одежды без нагрудной вытачки, а также для сюртука, фрака, визитки п смокинга, 11 — волосяная
ткань и столбик для шинелей, 12— слои волосяной ткани (долевой и поперечной) для женской одежды строгой формы,
13 — наплечник для обычной мужской одежды, 14 — наплечник для современной мужской одежды и для современной женской
одежды без нагрудной вытачки, 15 — наплечник для женской одежды строгой формы
Для одежды более строгой формы нагруд-
ные вытачки располагаются либо от плеча
(в женской одежде), либо от горловины
(в мужской одежде).
Кроме того, для одежды прилегающей
формы иа парусине применяются передние
вытачки, которые подчеркивают облегание
в талии и соответственно пополняют выпук-
лость на груди.
После обработки вытачек и соединения
надставки парусину отутюживают и слегка
подсутюживают.
При выполнении этих операций обращается
робочкой» с иизнерасположенной выпуклостью
в участках боковых граней грудной клетки —
для современной мужской и женской одежды
и в виде сплюснутого полушара — для воен-
ной одежды.
В связи с неодинаковой формой выпук-
лости на парусине различно раскраивается и
волосяная ткань. Например: для парусины
с выпуклостью «чашечкой» волосяная ткань
выкраивается в виде эллипса.
Размеры волосяной ткаии связаны с высо-
той груди и устанавливаются конструктором-
закройщиком.
28
Волосяная ткань для парусины с выпук-
лостью груди в виде вытянутого овала рас-
полагается следующим образом: от линии
сгиба отворота на расстоянии 1—1,5 см, от
плечевого среза 5—6 см, от проймы 3—4 см,
от бокового среза 5—6 см. Длина волосяного
стоя 30—35 см.
Размеры волосяного слоя для парусины
с выпуклостью груди «коробочкой» значи-
тельно больше по сравнению с другими ви-
дами: расстояние от сгиба отворота 1—
1,5 см, от плеча 2—3 см, от проймы 1—
2 см, от бокового среза 2—3 см, выше уровня
талии 2—3 см.
В некоторых случаях в нижней части от-
ворота волосяной слой пропускается до борта.
Волосяной слой для парусины с выпук-
лостью груди в виде сплюснутого полу шар а
выкраивается в зависимости от изделия. Для
кителей: ширина 20 см, длина 25—30 см, для
мундиров и шинелей размеры волосяной ткани
увеличиваются: ширина 30 см и длина 35—
40 см. В тужурках и плащ-пальто волосяную
ткань раскраивают аналогично волосяной
ткани для гражданских изделий.
Во всех случаях нити волоса должны про-
ходить поперек полы, а хлопчатобумажные
нити (основы) — вдоль полы.
Кроме основного слоя волосяной ткани, при-
меняется еще дополнительный слой (иногда
два слоя), который называют столбиком. Во-
лосяной столбик выкраивают так, чтобы нити
волоса проходили вдоль полы, а нити хлопча-
тобумажные — поперек полы. Ширина стол-
бика 4—6 см, а длина меньше на 2—3 см
длины основного слоя волосяной ткани. Нали-
чие столбика обеспечивает большую упругость
парусины в ее выпуклой части.
В мужской и женской одежде с выпук-
лостью груди формы «коробочка» вместо стол-
бика прокладывают дополнительную широкую
полоску (до 15—20 см шириной) волосяного
слоя с нитями волоса вдоль полы.
Во всех случаях столбики располагают по
центру выпуклости на парусине.
В изделиях современного фасона вместо
столбика прокладывают дополнительный во-
лосяной слой, который по своим размерам
значительно шире и длиннее столбика (см.
рис. 14, 10).
Кроме волосяной ткаии, на парусину на-
кладывается наплечник в один или два слоя.
Наплечник вырезают из парусины в косом
направлении.
Для наиболее четкого выявления выпук-
лости на парусине по срезам волоса прокла-
дывают в натянутом виде сводку — попе-
речную хлопчатобумажную полоску шириной
2,5—3 см; кроме того, эта полоска предохра-
няет от выпадания нити волоса.
Для придания более упругой формы
в борта и отвороты прокладывают хлопчато-
бумажную полоску из коленкора в тон основ-
ной ткани. Ширина полоски для борта 8—
10 см, а для отворота — в зависимости от
ширины отворота, в отвороте она должна
располагаться от линии сгиба на расстоянии
I—1,5 см. Выкраивается полоска в поперечном
направлении.
После обработки вытачек парусину подсу-
тюживают для пополнения выпуклости. Затем
на нее накладывают столбик, который должен
проходить своими срезами вдоль полы по
наиболее выпуклой части парусины. Столбик
приметывают в одни след ровно, без натяже-
ния, иа выпуклой части колодки прямыми
сметочными стежками длиной до 2 см. Стежки
располагаются по середине столбика.
После приметывания столбика на парусину
накладывают основной слой волосяной ткани
и приметывают его со стороны волоса пря-
мыми стежками длиной до 2 см. Вначале стеж-
ки прокладывают по середине волосяного слоя
и затем по краям его на расстоянии 0,5 см от
каждого среза.
Волосяной слой рекомендуется приметы-
вать также на выпуклой части универсальной
колодки с обязательной припосадкой по его
боковому и переднему срезам. Величина при-
посадки краев волосяного слоя зависит от
степени выпуклости груди на парусине. Чем
больше выпуклость на парусине, тем больше
припосадка по срезам волосяной ткани. Кроме
того, по длине и ширине волосяной слой дол-
жен располагаться относительно парусины
с незначительным ослаблением в долевом и
поперечном направлениях.
Дальнейшая обработка парусины с воло-
сом зависит от формы проектируемой выпук-
лости на парусине. Например, па парусине
с выпуклостью формы «чашечка» волос высте-
гивается до накладывания наплечника, так
как в этом случае сводка прокладывается
с равномерным натяжением по срезам волоса,
что в свою очередь обеспечивает наиболее
четкое образование выпуклости.
Во всех остальных случаях после приметы-
вания волоса накладывают и приметывают
наплечник прямыми стежками, параллельно
его контурам.
Выстегивание волоса производится ручным
или машинным способом на универсальной
или специальной машине «зигзаг». Как в том,
так и в другом случаях, стежка волоса начи-
нается от середины долевыми дорожками со
стороны волосяного слоя. При выстегивании
29
волоса одновременно выстегивают и на-
плечники.
Интервалы между стежками 0,5—0,75 см,
а между дорожками 1 см.
Волосяной слой располагают различно:
с легкой припосадкой в горизонтальном н вер-
тикальном направлениях, если волосяной слой
будет совмещаться с основной тканью, и с лег-
ким натяжением, если волосяной слой будет
располагаться со стороны подкладки.
Первый способ практикуется при пошиве
одежды из тканей толстых или средней тол-
щины, а второй — для изделий из сравнительно
тонких тканей. Последний способ имеет широ-
кое применение прн пошиве женской одежды
из легких тканей.
Как в том, так и в другом случае стежки
располагают ровно, без натяжения.
Аналогично выстегивают волос и машин-
ным способом. Стежка волоса при машинном
способе выполняется прямыми дорожками
с интервалами в 1,5—2 см с частотой 3—4
стежка в 1 см.
Стежка выполняется на универсальной ма-
шине и на спецмашине «зигзаг».
Следует иметь в виду: чем чаще стежка,
1ем плотнее происходит сращивание слоев
тканей и тем больше упругость участка, где
располагается стежка.
Выстегивание волоса машинным способом
может выполняться как со стороны волоса,
так и со стороны парусины, причем волосяной
слой и наплечник выстегиваются каждый
в отдельности. Наплечники обычно стегают
в разных направлениях зигзагообразными
строчками в участке проймы — в поперечном
направлении и в остальной части — в долевом
направлении с интервалами между острыми
углами 1 см.
После выстегивания неровности краев во-
лосяного слоя подрезают, затем закрывают
сводкой, которую располагают с различным
натяжением иа различных участках срезов
волосяного слоя.
Как указывалось выше, сводку на пару-
сине с выпуклостью формы «чашечка» распо-
лагают по срезу волоса с равномерным натя-
жением. Сводку на парусине с выпуклостью
формы «коробочка» прокладывают с макси-
мальным натяжением по нижнему и боковому
срезам волоса и с минимальным по срезу
около сгиба отворота.
Передний срез волоса закрывается допол-
нительной хлопчатобумажной полоской.
На парусине.с выпуклостью в виде вытя-
нутого овала сводка прокладывается с рав-
номерным натяжением по боковому срезу
волоса и по срезу сгиба отворота. По нижнему
срезу обычно сводку ие натягивают, передний
срез также закрывают дополнительной хлоп-
чатобумажной полоской.
На парусине с выпуклостью в виде сплюс-
нутого шара сводку прокладывают с равно-
мерным натяжением по всем срезам волоса,
кроме верхнего, который закрывается наплеч-
ником. В борт и отворот также прокладывают
дополнительную хлопчатобумажную полоску.
Во всех случаях сводка может быть при-
креплена ручным или машинным способом
в три следа: по краям сводки и по середине
ее, причем средняя строчка должна прикреп-
лять срезы волосяного слоя.
Прикрепление сводки ручным способом
выполняется косыми стежками с частотой
0,5—0,75 см.
Дополнительная хлопчатобумажная по-
лоска обычно прикрепляется на машине в один
илн два следа по внутреннему краю или же
по внутреннему краю н по середине.
Кроме обработки волоса ручным и машин-
ным способами, научно-исследовательским
институтом швейной промышленности разра-
ботан новый способ: склеивание волосяной
ткаии с парусиной на специальных прессах
или при помощи обычного утюга.
На волосяной слой и наплечник при по-
мощи спирта приклеивают узкие полоски (до
0,5 см шириной), вырезанные из специальной
клеевой пленки. После этого волосяной слой
и наплечник наклеивают на парусину с по-
мощью утюга или специального пресса. При-
клеивают и сводку, пропитанную заранее
специальным клеем.
Обработка парусины различными спосо-
бами показана на рис. 15.
Выстеганную парусину подвергают влаж-
но-тепловой обработке (рис. 16).
Как видно из рисунка, парусину отутюжи-
вают со стороны волоса на универсальной
колодке на мягкой простилке. При этом вна-
чале отутюживают отвороты (рис. 16, /),
затем участок со стороны бокового среза
(рис. 16, 2), проутюживают верхнюю часть
вместе с наплечником до центра выпуклости
(рис. 16, 3). После этого отутюживают ниж-
нюю часть также до центра выпуклости
(рис. 16, 4).
При отутюживании парусины обращается
особое внимание на сутюжку слабины, образо-
ванную натяжением сводки.
Окончательное оформление выпуклости на
парусине осуществляется целым рядом допол-
нительных утюжильных приемов (рис. 17).
На парусину с выпуклостью формы «ча-
шечка» после пластической обработки накла-
дывается и выстегивается наплечник, после
этого парусину дополнительно подутюживают,
используя приемы, описанные выше.
3D
s
Рис. 15. Обработка парусины:
/ — парусина, обработанная на универсальной машине, 2 — парусина, обработанная ручным способом для современ-
ной мужской одежды и для современной женской одежды без нагрудной вытачки, 3 — наплечник с приклеен-
ными полосками клеевой пленки, 4 — волосяная ткань с приклеенными полосками пленки, 5 — волосяная ткань,
наплечник и сводка соединены с парусиной при помощи клея БФ, С — парусина, обработанная комбинированным
способом — ручным и машинным, 7 —парусина, обработанная на спецмашине
Рис. 16. Различные приемы влажно-тепловой обработки парусины:
/ — сутюжка со стороны борта, 2 — сутюжка со стороны бокового среза, 3—-проутюжка верхней части.
4 — проутюжка нижней частя
31
Рис. 17. Дополнительные приемы при заключительной стадии влажно-тепловой обработки парусины:
1 — проуаюжка со стороны проймы, 2 — с боковой стороны, 3 — со стороны отворота, 4 — передней стороны груди
ПЕТЛИ
Виды петель, применяемых в различной
одежде. Различают два вида петель: петли
обшивные и обтачные.
Обшивные петли обрабатывают руч-
ным или машинным способом на каркасе и без
каркаса на простилке. Эти петли могут быть
с «глазком» и без «глазка». Как правило,
петли обшивают шелковыми нитками (гару-
сом), толщина их зависит от вида петли и
толщины ткани.
В большинстве случаев петли обшивают
с одной стороны на простилке или на каркасе,
а в некоторых случаях комбинированно: с од-
ной стороны иа каркасе и с другой без кар-
каса на простилке.
Обтачные петли, как правило, при-
меняются в женской одежде.
Петли этого вида также обрабатывают
различно: кантиком — с глазком и без глазка
и рамочками. Петли обтачные обрабатываются
также н комбинированно: с лицевой стороны
обтачивают, а со стороны тодборта — об-
шивают.
Все виды петель подразделяются на петли
утилитарные и декоративные. В большинстве
случаев декоративные обшивные петли не раз-
резают. Эти петли чаще всего обшивают на
каркасе.
Декоративные петли могут обрабатываться
двумя способами: на одном каркасном шнурке
и на двух, расположенных параллельно.
Размеры и положение петель на разных
участках одежды. Размеры петель и расстоя-
ние их от края зависят от диаметра и толщины
пуговиц. Открытые петли в двубортной и
однобортной одежде обычно располагаются
от края борта на расстоянии, равном 0,8—0,9
диаметра пуговиц (если диаметр пуговицы
принять за единицу). Петли на гульфиках по
сравнению с открытыми петлями распола-
гаются ближе к борту, т. е. иа расстоянии,
равном 0,6—0,7 диаметра пуговицы. В одно-
бортной одежде с центральной застежкой
(закрытый китель, однобортная куртка, пальто.
22
жакеты и т. д.) петли располагают с учетом
линии полузаноса, т. е. головка петли высту-
пает за линию полузаноса на 0,5 см незави-
симо от величины пуговицы и величины ус-
тупа борта.
Такая закономерность обеспечивает поло-
жение пуговиц строго по центру фаса.
Для петель, имеющих декоративное значе-
ние, могут быть некоторые нсключення, однако
в ограниченных размерах, в зависимости от
формы и положения детали в изделии, на
которой они проектируются.
Положение петель в одежде может быть
самое различное. Петли прорубают перпенди-
кулярно борту и с наклоном на некоторый
угол относительно борта. Петли на отворотах
в большинстве случаев располагают парал-
лельно линии уступа, однако, в зависимости
от моды, подобная закономерность не является
обязательной.
Петли могут располагаться н по равноде-
лящей угла отворота (с наклоном), такие
петлн применяются в различных видах жен-
ской одежды. Петли с наклоном применяются
также на гульфиках брюк, жилетах и на дета-
лях, имеющих декоративное значение.
Длина всех видов петель равна диаметру
пуговицы плюс толщина пуговицы. Составляет
исключение длина петель декоративного на-
значения.
Ннжняя петля в шинелях намечается
между швом и строчкой длинника.
ОБШИВНЫЕ ПЕТЛИ
Процесс обработки обшивных петель со-
стоит нз следующих практических приемов:
разметка петель, прорубка петель, подрезка
парусины из краев петель, подсекание углов
в петлях с глазком, обметка краев петель
через край, обшивка петель, закрепка концов
петель.
Разметка петель выполняется в со-
ответствии с правилами, описанными выше,
т. е. устанавливается расстояние петлн от
борта и длина петли.
Прорубка петель осуществляется
специальной просечкой, с глазком или без
глазка. В особо осыпаемых тканях петли про-
рубают с применением воска: острие просечки
подогревают на горячем утюге до темпера-
туры, при которой плавится воск, нагретую
просечку погружают на 0,3—0,4 см в воск, на
2—3 секунды и затем острием просечки, по-
крытой воском, прорубают петли. Этот прием
повторяется для каждой петли. Воск, находя-
щийся на просечке, склеивает срезы ткани н,
таким образом, предохраняет их от осыпания.
3 Технология изготовления верхней одежды
Подрезку парусины делают не бо-
лее чем на 0,1 см. В петлях, склеенных воском,
парусину не вырезают.
Подсекание углов в петлях с глаз-
ком необходимо для образования плавного
очертания глазка.
Обметка краев петель выпол-
няется либо тонкими хлопчатобумажными нит-
ками, либо нитками нз шелка краевыми ко-
сыми стежками глубиной 0,1—0,2 см (в зави-
симости от осыпаемости ткани), с частотой
4—5 стежков в 1 см.
Процесс обшивки петли состоит из по-
вторения однообразных весьма сложных по
выполнению стежков.
Как отмечалось выше, обшивка петель вы-
полняется несколькими способами: на про-
стилке — с открытым узором и на каркасе
с одним илн с двумя шнурками; двухсторон-
ние и односторонние.
Закрепка концов — заключительная
операция обработки петель.
Петли обшивные на простилке. В соответ-
ствии с толщиной ткаии подбирается толщина
гаруса или хлопчатобумажных ниток, а также
соответствующий номер ручной иглы.
Кроме того, решающее значение имеет оп-
ределение необходимой длины нити, которой
будет обшиваться петля. Следует иметь в ви-
ду, что обшивка петель производится цельной
ниткой без надставок, так как всякие случай-
ные надставки искажают узор петли. Пример-
ная длина нити без простилки для петель
пальто 95 см, а для костюмных петель 75 см.
Указанная длина может изменяться в зависи-
мости от длины петлн, толщины нити и частоты
стежков.
Простнлка для петли делается из той же
нити, которой будет обшиваться петля, илн из
хлопчатобумажной нити толщиной примерно
равной толщине гаруса. Более распространен-
ная простилка — из гаруса.
Простилка в петле предохраняет срезы пе-
тли от растяжения как в процессе обшивки,
так и во время носкн.
Обшивка петли начинается с закрепления
простнлки. С лицевой стороны над уровнем
конца петлн делается вертикальный прокол на
расстоянии 0,1 см от разреза, в который про-
дергивается нить таким образом, чтобы на
лицевой стороне остался конец ее длиной
15—16 см.
Проколы при обшнвке относительно пло-
скости ткани делают наклонно примерно на
угол 45°. С внутренней стороны проколы от-
стоят от края разреза на 0,2—0,4 см (в зави-
симости от осыпаемости ткани), а с левой —
проколы располагаются наполовину ближе к
33
краю (0,1—0,2 см). При каждом проколе иг-
ла выходит иа поверхность простилки на 2/s
своей длины.
Во время прокола простилку придержи-
вают большим пальцем левой руки, причем
игла должна выходить на лицевую сторону на
расстоянии 2—3 мм от пальца. Па иглу для
образования петли накидывают иить в направ-
лении от работающего.
При вытаскивании иглы с нитью у среза
должна образоваться небольшая, свободная,
не затянутая петля. После этого, придерживая
иглу средним пальцем, а нить — безымянным
и мизинцем правой руки, указательным и боль-
шим пальцами вновь берут нить на расстоя-
нии 2—3 см от разреза петли, постепенно ее
затягивая. Процесс затягивания сопровож-
дается покачиванием в различные стороны
нити: покачиванием в горизонтальном направ-
лении достигается прямолинейность узора пе-
тли, и в долевом направлении — его симме-
тричность. Узоры должны располагаться на
простилке по срезу петли. Аналогичные при-
емы повторяются в процессе обшивания петли.
Частота стежков зависит от толщины га-
руса и колеблется от 8 до 12 проколов в 1 см,
причем после каждых четырех — шести проко-
лов растяжение обшитого участка петли стя-
гивают простил кой и одновременно выправ-
ляют узоры в ровную линию. При стягивании
на простилку петель для одежды из рисунча-
тых тканей (в полоску, клетку и т. п.) обра-
щают внимание на сохранение рисунка.
Процесс обшивки заканчивается закрепле-
нием концов петель.
Вначале делается вертикальный прокол на
изнанку около последнего узора; вторая сто-
рона петли стягивается простилкой соответст-
венно первой, после выравнивания длины кра-
ев петли делается прокол с изнанки на лицо
у первого узора. Нить соответственно натяги-
вается, затем вновь делается прокол иглой
около последнего узора на изнанку и с из-
нанки на лицо около первого узора. Образо-
вавшийся поперечный стежок аккуратно обви-
вается этой же нитью. Витки нити должны рас-
полагаться плотно один к другому, без интер-
валов. В конце скрепки сквозным проколом
иглы нить выводят на изнанку и закрепляют
тремя — четырьмя потайными стежками «взад
иглу». Остаток нити подрезают плотно к по-
верхности ткаии. Аналогично закрепляют и ко-
нец простилки.
Отверстие петли сметывают с изнанки кра-
евыми стежками с проколами под узор (коли-
чество стежков 4—6 во всей петле). Обшитую
петлю выравнивают, а в петле с глазком спе-
циальным колышком выправляют и отверстие
глазка.
При обшивке петли на хлопчатобумажной
простилке ее заправляют в другую иглу и при-
крепляют к петле проколом с изнанки на лице-
вую сторону таким образом, чтобы узелок ни-
ти находился между подбортом и верхом.
Обшивные петли на одном шнурке — кар-
касе (импе). Петли на каркасе обшивают в та-
кой же последовательности и при помощи
таких же практических приемов, как и петли
на простилке.
Как указывалось выше, эти петли могут
быть разрезные и неразрезные.
В толстую иглу заправляется каркас. С из-
нанки проколом иглы каркас продергивается
на лицевую сторону, причем с изнанки остав-
ляется конец каркаса длиной 1—1,5 см. Про-
кол, с помощью которого продергивается кар-
кас, делается в косом направлении вдоль пе-
тли. Расстояние прокола от края разреза
петли 0,1—0,2 см, в зависимости от толщины
каркаса и толщины нити. Как правило, каркас-
ные петли обшивают тонким гарусом. Узор
в таких петлях располагается ниже уровня
каркаса по краю среза петли в разрезных
петлях и около каркаса в неразрезных. Стеж-
ки, образующие узор, должны располагаться
без интервала.
Следует иметь в виду, что каркас иа пово-
роте петли закрепляется вертикальными сквоз-
ными стежками тонкими шелковыми нитками.
Такое закрепление обеспечивает устойчивое
положение каркаса на повороте петли. Частота
стежков для каркасной петли по сравнению
с частотой стежков для петли на простилке
значительно больше (10—12 стежков в 1 см).
После окончания обшивки второй конец
каркаса продергивают на изнанку. Каркас за
оба конца соответственно натягивают, а края
петли слегка припосаживают (сокращают ее
растяжение). В конце петли делают скрепку,
как и в петле с простилкой. Концы каркаса
с изнанки отрезают вплотную к поверхности
ткани и закрепляют тонкими шелковыми нит-
ками потайными стежками «взад иглу». Обши-
тую петлю выправляют, а разрезную сметы-
вают и затем дополнительно выправляют.
Петли на каркасе могут быть с глазком и
без глазка.
Обшивные петли с двойным каркасом. Та-
кие петли’обшивают на двух шнурках — кар-
касах, которые должны быть тоньше каркаса
при обшивке петли на одном каркасе. Концы
каркаса продергивают так же, как и при од-
ном каркасе. Шнурки каркаса располагают
плотно один около другого Первый шнурок на
расстоянии 0,1 см от разреза петли.
34
Проколы иглой в таких петлях чередуют:
з <ачале делают 3—5 проколов, захватывая
два каркаса, затем 3—5 проколов, захватывая
»лько один каркас. В такой последователь-
цкти заполняется вся петля, причем техника
образования узора остается такой же, как и
в петлях с одиим каркасом.
Следует иметь в виду, что просветы на
внешнем каркасе с обеих сторон должны
располагаться один против другого. При по-
вороте петли шнурки каркаса закрепляют
также сквозными проколами, скрепка в конце
петли делается во всю ширину каркасов. Про-
светы, образовавшиеся на внешнем шнурке-
каркасе, дают своеобразные оттенки — пере-
ливы тонов, в связи с чем эта петля имеет
специальное название «солнце». Петли такого
вида имеют чисто декоративное назначение и
применяются только на отворотах.
Обычно эти петли обшивают без глазка и
для удобства обработки разрезными.
Обшивные двухсторонние петли. Двухсто-
ронние петли обшивают на отворотах. Вначале
с лицевой стороны обшивают обычную петлю
на простилке, а затем обшивают петлю с из-
нанки либо на тонком каркасе в один шну-
рок, либо же на простилке, но более тонким
гарусом, причем в том и в другом случае про-
колы иглы с изнанки должны проходить под
узор лицевой петли. В конце петли ставят за-
крепки. Обшитую петлю сметывают этим же
гарусом сквозными проколами косыми стеж-
ками в два следа.
ОБТАЧНЫЕ ПЕТЛИ
Все обтачные петли (рис. 18) обрабатыва-
ют, как правило, после осноровки борта двумя
способами — обтачками с заутюженными сги-
бами (в этом случае швы рамок не разутюжи-
вают, а заутюживают на сторону) и двумя об-
тачками, не заутюженными в сгиб (в поел ед-
ких петлях швы рамок разутюживают в рас-
кол).
Петли с рамками в сгиб. Вырезают две до-
левые обтачки из основной ткани шириной
в 4 см и длиной больше длины петли на 3 см.
Обтачки перегибают в долевом направлении
и сгибы их плотно заутюживают. На заутю-
женные сгибы обтачек наносят меловые линии
на расстоянии от краев сгиба 0,3—0,4 см, т. е.
на ширину рамки.
Соответственно установленной ширине ра-
мок на полочке мелом намечают размеры и
положение петель в зависимости от величины
пуговицы. Вначале наносят линию разреза
петли (центровая линия), параллельно этой
тинии вверх и вниз проводят еще по одной до-
полнительной линии (см. рис. 18, 7), которые
располагают от линии разреза на расстоянии,
равном удвоенной ширине рамки. Одновре-
менно отмечают поперечные линии в концах
петель, которые должны располагаться парал-
лельно краю борта.
Обтачки накладывают на участки петель
таким образом, чтобы они своими сгибами со-
вместились с крайними меловыми линиями и
равномерно выступали за концы петель. По
меловым линиям, нанесенным на обтачках,
обтачки притачивают к полочкам (рис. 18,2,3).
В начале и в конце шов закрепляется двой-
ной обратной Строчкой. С изнанки по середине
между двумя строчками петлю разрезают,
причем, не доходя до концов петли на 0,6 см,
линии разреза направляют в концы строчек
в виде треугольников (см. рис. 18, 4), причем
разрезы не доходят до самых концов стро-
чек 0,1 см.
В отверстие петли обтачки вывертывают,
выправляют и заметывают прямыми частымн
стежками с интервалами между проколами
0,5—0,7 см на расстоянии 0,3—0,5 см от шва
рамки.
После выметывания рамки у концов петель
закрепляют ручными косыми стежками. В про-
цессе скрепления обращается внимание на то,
чтобы сгибы рамок соединялись между собой
в стык и не перемещались в долевом направ-
лении в разные стороны во избежание пере-
косов.
С лицевой стороны треугольнички при по-
мощи иглы заправляют на изнанку и с из-
нанки по самому основанию притачивают на
машине двойной обратной строчкой к обтач-
кам. Строчки должны располагаться строго па-
раллельно борту. Все углы петель дополни-
тельно закрепляют ручным способом верти-
кальными проколами потайными стежками.
Эти закрепки предохраняют углы петель от
осыпания особенно в сыпучих тканях.
Сгибы рамок с лицевой стороиы сметывают
в стык косыми стежками в два следа (туда
и обратно).
Излишки ширины шва обтачек подрезают
с таким расчетом, чтобы внутренний шов оста-
вался шириной до 0,3 см, а верхний 1,2—
1,5 см. Верхние срезы обтачек косыми крае-
выми стежками пришивают за парусину с ча-
стотой два стежка в 1 см.
После этих операций петли через проутю-
жильиик плотно приутюживают, одновременно
подутюживают борт и слегка всю полочку
в целом.
Окончательная отделка петли выполняется
после выметывания бортов.
Вокруг петли подборт приметывают пря-
мыми стежками с интервалами 0,8—1 см на
3*
Зо
расстоянии 0,5—0,7 см от отверстия петли. При
приметывании над отверстием петли делается
соответствующая слабина подборта. Эта сла-
бина частично обеспечивает подгибку подборта
по сторонам петли.
Подборт над отверстием петли разрезается
с треугольничками в концах, как и в разрезе
петли.
Внутренний край петли обрабатывается
различно: в подгибку подборта вокруг петли,
в обштуковку и с обметкой гарусом на про-
стилке, как обычная петля.
При обработке края в подгибку подборта
края петли подшивают на 0,3—0,4 см (обычно
в сыпучих тканях) частыми краевыми потай-
ными стежками с частотой 5—6 стежков
в 1 см. В особо сыпучих тканях края подгибки
дополнительно прикрепляют вспушными стеж-
ками.
При обработке края петли в обштуковку,
вначале аккуратно вырезают подборт над от-
верстием петли так, чтобы срезанные края под-
борта находились иа расстоянии 0,1—0,2 см от
сгибов рамок. Обштуковка выполняется тон-
ким ручным шелком частыми открытыми кра-
евыми стежками, которые располагают плотно
один к другому. При этом применяют следую-
щие практические приемы: проколы иглы де-
лают от работающего со стороны подборта,
игла в ткань должна входить примерно под уг-
лом 45° относительно плоскости подборта, за-
хватывая при этом верхний слой обтачки и
приподнимая ее; затем игла выходит на повер-
хность обтачки около среза подборта. Весь
Рис, 18. Различные стадии обработки обтачных петель:
разметка для петель рамки в сгиб. 2 — притачивание нижней рамки. S — притачивание верхней рамки, 4 — разрез
отверстия петли, 5 — вид обработанной петли с изнанки, 6—след для петли с разутюженными рамками, 7 — ввд обтачан-
ной петли с изнанки, 8 — разрез петли, 9 — вид готовой петли с разутюженными рамками с изнанки, 10 — след петли с глаз-
ком, 11 — обтачанная петля и ее разрез, 12 — вид обработанной петли с глазком с лица
36
с^тьнейший процесс обштуковкн выполняется
алогичными стежка мн, причем стежки дол-
жны располагаться с одинаковым наклоном и
.шиаковым натяжением, чтобы нить ровно об-
ивала край среза подборта.
Петлн с обрезными краями со стороны под-
рта в несыпучих тканях могут подшиваться
* потайными частыми стежками.
Третий способ заделки внутренних срезов
петли — это обшивка гарусом на простилке.
Процесс обшивки выполняется так же, как и
ля обычной петли. Перед обшивкой над от-
верстием петель подборт вырезают такой же
ширины, как и в петлях, обработанных в об-
штуковку. Для обшивки используют сравни-
тельно тонкий гарус, концы петли закрепляют
обычной скрепкой, как н в обшивных петлях.
Петли этого вида называют комбинирован-
ными двухсторонними.
Петли с рамками в разутюжку. Такие петли
обрабатывают (рис. 18, 4—9) также двумя об-
тачками шириной в 3 см каждая.
След петель на полочке отмечают одной
меловой линией. Обтачки накладывают на по-
лочку лицо' с лицом таким образом, чтобы их
края совмещались с меловым следом петель.
Обтачки притачивают швом шириной 0,25—
0,4 см (в зависимости от осыпаемости ткани).
Соединительные швы обтачек разутюживают.
Петли разрезают по меловому следу способом,
описанным выше при обработке петель рам-
ками в сгнб. Обтачки в отверстие петли вывер-
тывают на изнанку, концы обтачек аккуратно
расправляют, затем выметывают рамки, рав-
ные ширине шва притачанных обтачек. Даль-
нейший процесс обработки этих петель ос-
тается общим с обработкой петель рамками
в сгиб.
Петли в каит с глазком. Как правило,
петли с глазком (рис. 18, 10—12) обтачивают
одной обтачкой шириной в 4 см.
С лицевой стороны наносят меловой след
петли двумя линиями (расстояние между ли-
ниями) 0,3—0,5 см, а в переднем конце очер-
чивают «глазок» грушеобразной формы дли-
ной 1 см и шириной 0,8 см. Намеченные мело-
вые линии петли аккуратно переносят на из-
нанку (парусину) прокладыванием сметочных
стежков.
Обтачку н полочку соединяют лицевыми
сторонами и приметывают прямыми сметоч-
ными стежками вокруг следа петли. Частота
стежков 2 в 1 см. На парусине след петли по
ранее проложенным стежкам дополнительно
очерчивают карандашом.
Обтачивание производится со стороны па-
русины по следу, нанесенному карандашом.
В концах швы закрепляют двойной строчкой
с частотой 5 стежков в 1 см.
Петлю в конце разрезают также треуголь-
ничком, вырезают излишки шва в «глазке» и
в нескольких местах в участке «глазка» шов
надсекают перпендикулярно к строчкам. Кон-
цы надсечек не должны доходить до строчки
0,1 см.
Обтачку вывертывают на нзнанку и выме-
тывают кант шириной, равной половине рас-
стояния между строчками обтачки петли.
Стежки располагаются на расстоянии
0,25 см от шва канта с интервалами между
собой 0,5 см.
Этот вид петель имеет дальнейшую обра-
ботку, общую с обработкой петель рамками
в сгиб.
ОБРАБОТКА ГУЛЬФИКОВ (СУПАТОВ)
Гульфиками (супатами) называются де-
тали одежды, на которых обшиваются петлн,
необходимые для застегивания на пуговицы.
При помощи гульфиков обычно достигается
маскировка пуговиц, которых в застегнутом
виде не видно на изделиях.
Гульфики находят свое применение в бор-
тах— в некоторых видах мужской и женской
одежды, в мужских брюках и на шлицах
в спннках.
Существует несколько видов гульфиков:
гульфики со свободным краем — обтачные,
которые применяются в бортах верхней одеж-
ды и мужских брюках, и гульфики глухие.
Последние бывают двух видов: с обтачными
отверстиями над прорезами петель н без от-
верстий. Гульфики этих двух видов обычно
применяются в бортах женской одежды н на
шлицах.
На рис. 19 показано несколько видов раз-
личных гульфиков.
ОБТАЧНЫЕ ГУЛЬФИКИ ДЛЯ БОРТОВ
Этот вид гульфиков (рис. 19, 1) обрабаты-
вается в такой последовательности.
Вначале к подбортам притачивают клинья,
если они имеются. Эти швы плотно разутюжи-
вают и одновременно подвергают декатировке
весь подбортник. Излишки шва подрезают,
сохраняя ширину шва в сыпучих тканях 0,5 см,
а в несыпучих — 0,3 см.
После влажно-тепловой обработки подборт
осиоравливают, затем отмечается длина гуль-
фика, которая должна соответствовать мело-
вому обозначению, указанному конструктором
на полочке в соответствии с моделью.
С изнаики к гульфику приметывают хлоп-
чатобумажную прокладку (коленкор, бязь)
37
б тон материала редкими стежками на рас-
стоянии 1,5 см от бортового среза. Прокладка
выкраивается поперечная шириной до 10 см.
Располагается прокладка на расстоянии
1,3 см от края борта на изнанке подбортника,
ровно, без натяжения и ослабления, длина ее
равна длине гульфика.
зом, чтобы ее срез выступал на 0,2—0,3 см за
бортовой срез гульфика. Линия приметки рас-
полагается на 1,5 см от бортового среза гуль-
фика.
Обтачку выкраивают из подкладочной тка-
ни поперечной, ширина ее 8—10 см, а длина
на 4 см больше длины гульфика (по 2 см
Рис. 19. Обработка гульфиков (супатов):
1 — гульфик обтачной с свободным краем, 2 — гульфик для брюк, 3 — гульфик глухой с обтач-
ными отверстиями для петель, 4 — гульфик глухой — без отверстий над петлями
На участке гульфика с минимальным натя-
жением прокладывают кромку, предохраняю-
щую от растяжения бортовую часть гульфика.
Она располагается на расстоянии 1,2 еж от
края бортового среза и пропускается на 2 см
за концы гульфика. Подшивают кромку с обе-
их сторон потайными косыми стежками по
внешнему краю за основной материал и за
прокладку со стороны внутреннего края. Час-
тота стежков в 1 см по внешнему краю 4, по
внутреннему краю 2—3. Подшитую кромку
приутюживают.
С лицевой стороны к гульфику редкими
стежками с небольшим натяжением (вдоль
гульфика) приметывают обтачку таким обра-
с каждого конца). Участок гульфика обтачи-
вается швом шириной 0,4 см.
После обтачки сметочные нити удаляют,
обтачной шов вывертывают и выметывают ра-
мочкой шириной 0,5—1 см (в зависимости от
толщины ткани). Выметка борта делается
в два следа прямыми сметочными стежками.
Первый след располагается на расстоянии
0,8 см от борта с частотой стёжкн в 1 см,
а второй след на расстоянии 4 см от борта
с интервалами между стежками 2 см.
Борт гульфика плотно приутюживают и
соответственно подутюживают весь подборт.
В процессе отутюживания все возникшие
неровности борта выправляют, после чего
28
па гульфике прокладывают отдельную строч-
шириной, равной ширине строчки, запро-
ектированной на бортах изделия. Согласно
Деловым линиям на гульфике намечаются
петли.
Петли на гульфике либо обтачные (в тон-
ких тканях петли обтачивают основной тканью,
а в толстых в тон основного материала —под-
кладочной) , либо обшивные, причем послед-
ние петли являются более практичными и
удобными в обработке. Размеры и положение
петель зависят, как указывалось выше, от
размера пуговиц.
ОБТАЧНЫЕ ГУЛЬФИКИ ДЛЯ БРЮК
Гульфики для брюк (рис. 19, 2) обрабаты-
вают без применения хлопчатобумажной про-
кладки и кромки.
После притачивания клиньев (если послед-
ние имеются) срезы гульфика осноравливают
(выравнивают), причем при осморовке обра-
щается внимание на передний контур гульфи-
ка, который должен соответствовать по форме
переднему срезу банта левой половинки.
Передний срез гульфика обтачивают доле-
вой полоской из подкладочной ткани с легким
натяжением швов шириной 0,4—0,5 см.
Обтачку вывертывают и край гульфика
выметывают с кантиком из основной ткани
шириной в 0,3 см прямыми стежками с интер-
валами между стежками по 0,5 см на расстоя-
нии 0,8 см от обтачного края. По внешнему
краю прокладывают строчку на расстоянии
0,25 см от края. На гульфике намечаются 3
или 4 петли. Нижняя петля должна нахо-
диться выше надсечки на 4,5—5,5 см, а верх-
няя — на таком же расстоянии от шва при-
тачки пояса. Петли располагают с равными
интервалами и наклоном передних концов
вниз. Расстояние петель от края 0,8 см, длина
1,7 см. Петли, как правило, на этих гульфи-
ках бывают обшивные. Обработанный гуль-
фик плотно приутюживают, выправляя все не-
ровности.
ГЛУХИЕ ГУЛЬФИКИ С ОБТАЧНЫМИ
ОТВЕРСТИЯМИ ДЛЯ ПЕТЕЛЬ
Этот вид гульфиков (рис. 19, 5) обрабаты-
вается несколько в иной последовательности.
Сначала обтачивают борта н разутюживают
швы. По меловым линиям, сделанным кон-
структором и нанесенным на полочку, на под-
борте намечают расположение петель и отвер-
стия над ними. Отверстия над петлями распо-
чагаются вдоль подборта. Длина отверстий от
1 до 6 см в зависимости от размера пуговиц.
Расстояние отверстия от края борта связано
с шириной проектируемой строчки на бортах
и находится от края борта на 1,5—2,5 см.
След намеченных отверстий переносится
на изнанку подборта прокладыванием нитки
по меловой липин.
Обработка отверстий имеет сходство с об-
работкой обтачных петель. В большинстве
случаев отверстия обтачивают одной полос-
кой, которую вырезают из подкладочной тка-
ни в долевом направлении, ширина полоски
4 см, длина на 3 см больше длины отвер-
стия.
Обтачку и подборт соединяют лицевыми
сторонами таким образом, чтобы концы обтач-
ки находились на одинаковом расстоянии от
концов отверстий. Обтачку приметывают во-
круг следа отверстия с небольшим натяже-
нием.
Отверстия обтачивают с изнанки подборта.
Расстояние между строчками 0,6 см. Концы
строчек закрепляют двойной обратной строч-
кой.
Отверстия разрезают посредине между
строчками, делая в концах треугольнички.
Обтачки вывертывают и выметывают пря-
мыми стежками, образуя рамочку шириной
0,3—0,4 см.
Частота стежков 2 в 1 см, расстояние их от
края 0,7 см. Треугольники на концах подги-
бают на изнанку н закрепляют двойной обрат-
ной строчкой по их основанию, причем обра-
щается внимание на то, чтобы линии закрепок
на концах были параллельны. Кроме того,
концы отверстий дополнительно закрепляют
ручным способом потайными вертикальными
сквозными проколами.
В швы рамочек прокладывают машинные
строчки тонкими шелковыми нитками в той
основной тканн.
Верхний, нижний и внутренний срезы об-
тачки прикрепляют к подборту частыми по-
тайными стежками «козлик».
На парусину под отверстия пришивают
подзоры из той же подкладочной тканн шири-
ной 6 см н длиной, которая больше длины от-
верстия на 4 см (по 2 см с каждого конца).
Срезы подзора пришивают за парусину стеж-
ками «козлик» и за кромку так, чтобы деко-
ративная строчка по борту захватывала срез
подзора.
Отверстия могут обтачиваться н двумя по-
лосками различной ширины. Одну полоску
берут шириной не более 2 см, а другую
4—5 см. В этом случае отверстия петли обта-
чивают с лицевой стороны подборта швом
шириной 0,3 см. Дальнейший процесс обра-
ботки отверстия такой же, как и при цельной
обтачке.
39
На глухих гульфиках с обтачными отвер-
стиями петли обшивают ручным или машин-
ным способом шелковыми нитками (гарусом)
в тон материала. Длина петли и расстояние ее
от отверстия зависят от размера пуговицы.
Обшитые петли и отверстия временно
скрепляют с лицевой стороны косыми стеж-
ками в один или два следа.
После проведения этих операций петли и
отверстия с изнанки подборта плотно приутю-
живают, подутюживают весь подборт и по-
лочку в целом. В процессе подутюживания
выправляют все неровности, которые могли
возникнуть в отверстиях, петлях и по линии
шва борта.
ГЛУХИЕ ГУЛЬФИКИ БЕЗ ОТВЕРСТИЙ
НАД ПЕТЛЯМИ
Глухой гульфик (рис. 19, 4) обрабатывают
в следующей последовательности: притачива-
ют подборт, разутюживают шов и намечают
петли по размерам пуговиц, число и положе-
ние которых определяется конструктором; об-
работка петель производится так же, как и
в гульфике с отверстием.
Над петлями к парусине и за кромку стеж-
ками «козлик» пришивают подзоры длиной и
шириной по 4—5 см.
ГЛУХИЕ ГУЛЬФИКИ для шлиц
Обычно глухие гульфики такого вида при-
меняются в шлицах шинелей, пыльников и
дождевиков. На подгибке шлицы или на об-
тачке по размерам пуговиц намечают петли,
число которых определяется либо с помощью
технических условий, либо конструктором.
Петли прорезают в долевом или попереч-
ном направлениях и обшивают ручным или
машинным способом. Гульфик в участке пе-
тель плотно приутюживают и отутюживают
всю спинку. Следует иметь в виду, что эта
обработка производится до заделки шлицы.
Петли обшивают на прокладке.
ОБРАБОТКА РАЗЛИЧНЫХ ШЛИЦ
(РАЗРЕЗОВ)
Шлицами называются специальные раз-
резы, которые располагаются на рукавах —
в нижнем окончании локтевого шва, внизу на
спииках, внизу на боковых швах, внизу иа бо-
ковых швах брюк («бриджи» или «галифе»),
внизу на юбках.
Шлицы в одежде имеют два значения: де-
коративное (служат элементами украшения) и
утилитарное (обеспечивают то или иное удоб-
ство в процессе ношения одежды).
В одежде применяются несколько видов
шлиц: в стык, заделываемые на целом мате-
риале и в швах, с полузаносом (подзором),
в которых одни край шлицы заходит на дру-
гой: последние шлицы также могут быть на
целом материале и в швах. Кроме того, шлицы
подразделяются на открытые и закрытые —
глухие. В рис. 20 представлены различные
виды шлиц.
ОТКРЫТЫЕ ШЛИЦЫ С ПОЛУЗАНОСОМ В ШВАХ
Этот вид шлиц может заделываться в «за-
мок» — горизонтальным выступом в верхнем
окончании шлицы с лицевой стороны (как
правило, такие шлицы применяются в спинках
различной мужской и женской одежды) и без
«замка».
Шлицы в «замок». Внешний вид шлицы
представлен на рис. 20, 1, 2, 3.
Шлица обрабатывается до соединения
среднего шва спинки после первой примерки
изделия. После обмелки контуров шлицы, ко-
торые делаются закройщиком, нанесенные ме-
ловые линии при помощи прокладывания нити
переносятся иа изнанку.
С изнанки к правой и левой сторонам
шлицы приметывают поперечные парусиновые
прокладки шириной 5—6 см редкими сметоч-
ными стежками на расстоянии 1 см от краев
прокладки. Внешний край прокладки должен
совмещаться с линией подгибки шлицы.
Для тонких тканей прокладка применяется
нз бязи или коленкора.
В сгибы шлицы (правый и левый) прокла-
дывают кромку. Кромку располагают с легким
натяжением в верхней части и подшивают
с обеих сторон по сгибу косыми несквозиыми
стежками с интервалами в 0,3—0,4 см, а внут-
ренний край — за парусину стежками в два
раза реже подшивки по сгибу.
Внутренний край парусины прикрепляют
к основной ткаии потайными стежками «коз-
лик». Проложенную кромку вместе с паруси-
новой прокладкой приутюживают, одновре-
менно подутюживают и обе половинки спинки,
особенно около шлицы.
Края шлицы подгибают и заметывают пря-
мыми стежками с интервалами 0,5—0,7 см иа
расстоянии 0,5—0,7 см от края. На левой по-
ловинке вначале заметывают подгибку «за-
мочка», излишек ткани нз угла «замочка» вы-
резают, затем заметывают сгиб шлицы в два
следа, причем второй след должен проходить
на расстоянии 2—2,5 см от первого. Срез по
сгибу «замка» подшивают либо обрезным
краем (в тканях неосыпаемых), либо в под-
гибку (в осыпаемых тканях) потайными крае-
выми стежками с интервалом 0.2—0,3 см.
40
Внутренние края подгибки пришивают к па-
русине косыми открытыми стежками с интер-
валом 0,5—1 см.
После проведения этих операций подогну-
тые края шлицы плотно приутюживают через
сроутюжильник вначале с изнанки, затем
с лицевой стороны. В процессе приутюживания
все неровности, которые могли возникнуть во
После разутюжки среднего шва спинку рас-
кладывают на столе лицом вверх и расправ-
ляют таким образом, чтобы края шлицы рас-
полагались параллельно и в таком виде левую
сторону шлицы приметывают к правой пря-
мыми стежками на расстоянии 1—2 см от края
шлицы, одновременно приметывают и «замо-
чек». Если в модели предусмотрены декора-
Рис. 20. Обработка шлиц различных видов:
1— шлица на спинке, обработанная в «замок», 2, 3 — обработанные края шлиц с нзнанки («в замок»). 4— шлица с полуза-
еэсом на спинке, 5, 6 — обработанные края шлицы с полузаносом, с изнанки, 7 — шлица разрезная в шинели. 8 — шинельная
Еьтина с изнанки, 9 — разрезная шлица на юбке в стык. 10 — разрезная шлица в стык с изнанки, 11 — шлицы в стык во швах
на юбке, 12 — шлицы в стык во швах с изнанки, 13 — шлицы на рукаве, 14 — обработанный край шлицы и низок рукава с изнанки,
15 — шлица внизу брюк «бриджи». 15— края шлнцы брюк «бриджи» с изнанки
время предыдущей обработки, выравнивают
и особенно линию «замка».
Край шлицы на левой половинке простра-
чивают одной или двумя строчками или же
вспушивают, как показано на модели. Правую
сторону обычно прострачивают одной строчкой
иа расстоянии 0,5—1 см от края или остав-
ляют гладкой, без строчки. Иногда на левой
шлице на подгибке обшивают 3—4 петли.
Сметку из шлиц удаляют, обе половинки
спинки по среднему шву сметывают прямыми
стежками с интервалами до 1 см на расстоя-
нии 0,1 см от следа шва и затем стачивают
строго по следу, нанесенному закройщиком.
После этого удаляют сметку, шов плотно разу-
тюживают и, если предусмотрено моделью, за-
ттюжнвают на сторону.
тивные строчки (одна или две) по среднему
шву спинкн, то их прокладывают после приме-
тывания или заметывания шва спиики на сто-
рону, причем перед заметыванием на сторону
излишки ширины шва левой половинки спинки
подрезают с таким расчетом, чтобы ширина
шва оставалась 0,5—0,7 см (в зависимости от
осыпаемости ткани).
Строчки прокладывают сверху вниз по ле-
вой стороне спинкн и одновременно на машине
закрепляется «замок» по ранее проложенным
строчкам. В изделиях с одной широкой деко-
ративной строчкой верхний край «замочка»
дополнительно закрепляется с изнанки руч-
ными косыми несквознымн стежками в два-
три следа (с повторением стежков влево и
вправо).
41
Такими же стежками с повторением вправо
и влево закрепляется «замочек» шлицы в изде-
лиях без строчки.
Как в том, так и в другом случае при за-
креплении уголка на среднем шве применяются
дополнительные потайные вертикальные стеж-
ки на прокол, которыми закрепляется срез
ткани от осыпания в уголке.
Шов спинки дополнительно приутюживают
с изнанки и с лица через проутюжильник, од-
новременно плотно приутюживают и шлицу.
В таком виде спинка соединяется с полоч-
ками.
Шлицы без «замка». Внешний вид этой
шлицы несколько отличается от внешнего вида
шлицы' с «замком» (рис. 20, 4, 5, 6). Так, сгиб
левой шлицы не выступает, а располагается на
продолжении среднего шва спинки, в связи
с этим исключаются операции, связанные с об-
работкой «замка». Поэтому закрепка шлицы
вверху выполняется либо на машине наклон-
ной строчкой под углом 45° длиной 4—5 см
после обработки среднего шва, либо ручным
способом с изнанки швом «взад иглу» с та-
ким же наклоном.
Все остальные операции аналогичны шлице
в «замок»: приметывание парусиновых прокла-
док, прокладывание кромки, заметывание сги-
бов, шлиц, приутюжнванне, прострачивание,
соединенно среднего шва спинки и закрепле-
ние верхнего конца шлицы.
ШЛИЦЫ РАЗРЕЗНЫЕ НЕ В ШВАХ
Такие шлицы применяются двух видов:
с полузаносом (одна сторона шлицы наклады-
вается на другую) и в стык.
Шлицы с полузаносом, как правило, приме-
няются в шинелях, а шлипы в стык — в юбках.
Шлицы с полузаносом. По меловому следу
разрезается отверстие шлицы (см. рис. 20,7,8).
К срезам отверстия шлицы ручным способом
в одни след пришивают кромку на расстоянии
0,3—0,5 см от среза косыми несквозными стеж-
ками с интервалами 0,3—0,5 см с минималь-
ным натяжением. К срезу левой шлицы прита-
чивают долевую обтачку шириной до 5 см, а
к правому срезу — подзор шириною до 6 см.
Линия строчки в том и другом случае прохо-
дит около края кромки. На обтачке обшивают
долевые петли ручным способом или на спец-
машине. Швы обтачки и подзора разутюжи-
вают. Излишки ширины швов подрезают так,
чтобы ширина шва оставалась 0,2—0,25 см.
На левой шлице обтачку выметывают и с ли-
цевой стороны образуется кант из обтачки
шириною 0,3 см. Выметывают края в два
следа на расстоянии 0,5 см от шва канта.
Подзор шлицы заметывают таким образом,
чтобы с лицевой стороны была образована
рамка шириной 2 см, причем внутренний срез
подзора должен собой прикрывать на 0,5—
0,7 см с изнанки шов, которым прнтачен под-
зор. Подгибку подзора приметывают в один
след прямыми стежками с интервалами в 1—
1,5 см на расстоянии 0,5 см от шва. Левую
сторону шлицы прострачивают двумя строчка-
ми: первая проходит в шов канта, а вторая —
на расстоянии 3 см от края. Правую шлицу
прострачивают одной строчкой по спинке на
расстоянии 0,2 см от шва.
Верхний конец шлицы закрепляют двумя
наклонными параллельными строчками, на-
правленными под утлом примерно до 60°.
Расстояние между строчками 1 см.
Конец нитки с лицевой стороны протаски-
вают на изнанку и вместе со вторым концом
завязывают узлом вплотную к строчке. Из-
лишки длины нитки выше узелка подрезают.
Шлицы в стык- С изнанки наносится мело-
вой след, по которому будет разрезаться от-
верстие шлицы. Под этот след с лицевой сто-
роны приметывается и притачивается долевая
обтачка шириной 4—6 см (см. рис. 20, 9,
10, 11 и 12).
Отверстие шлицы обтачивается строчками,
располагающимися на расстоянии 0,2—0,3 см
от линии разреза шлицы.
По меловому следу шлицу вместе с обтач-
кой разрезают, причем в конце шлицы разрез
делается треугольничком. Обтачку выверты-
вают на изнанку, аккуратно выправляют, за-
тем выметывают либо с кантиком из обтачки
шириной 0,1—0,2 см (в зависимости от тол-
щины ткани), либо без канта — в раскол.
Обычно обтачку выметывают в два следа и
обычными стежками. Внутренние срезы обтач-
ки подшивают либо в подгибку частыми по-
тайными стежками, либо стежками «козлик».
Края шлицы приутюживают.
ШЛИЦЫ НА РУКАВАХ
Шлицы на рукавах (рис. 20, 13 и 14) де-
лают двух видов: открытые, аналогичные
шлице без «замка» (иногда на таких шлицах
делаются от одной до четырех петель), и
шлицы глухне со свободным (отлетным) краем.
Шлицы в рукавах обрабатывают после со-
единения передних швов. С лицевой стороны
наносится мелом нижний контур рукава и ли-
ния подгибки шлицы. Меловые липни при по-
мощи сметочных стежков переносятся на
изнанку. С изнанки в низки рукавов приметы-
вают в два следа хлопчатобумажную про-
кладку (сатлн, бязь, коленкор и т. д.), вну-
42
~~ нпй край которой располагают около
• в подгибки. Прокладку выкраивают попе-
«•ной шириной от 6 до 10 см. Верхний край
—-кладки обычно располагают на 1 см выше
- ювня шлицы. Прокладку приметывают около
ре краев прямыми редкими стяжками с интер-
=’лом между стежками 3—4 см.
По следу, отмеченному нитками, низок и
r-.тицу подгибают таким образом, чтобы под-
бка низка в углу шлицы накладывалась на
подгибку шлицы, и заметывают прямыми
стежками с интервалами 0,5—0,7 см на рас-
стоянии 1 см от края. Подгибку в уголках
липы не вырезают, а подшивают с подвер-
нутым краем частыми потайными стежками
.коло сгиба шлицы. В отлетных шлицах так
же подгибают край и заделывают уголок на
"нжней половинке.
Внутренний край шлицы, а также низки
“ришивают за прокладку косыми стежками
с частотой до 1 см.
Шлицу и низок через проутюжильиик
плотно приутюживают с лица и с изнанки,
•дновременно с изнанки подутюживают поло-
винки рукавов.
На левой шлице (в глухих шлицах) обши-
вают декоративные несквозные петли, а на
«'‘ткрытых шлицах иногда петли обшивают и
прорезные. Шлицу окончательно приутюжи-
вают, затем обрабатывают локтевые швы ру-
кавов, после чего закрепляют верхний конец
винцы путем стачивания подгибки «взад
иглу» с подзором на нижней половинке в го-
ризонтальном направлении.
При закреплении края шлицы на верхней
и нижней половинках должны располагаться
параллельно. В шлицах глухих, кроме закре-
пления верхнего конца, припушивают еще
к подгибке шлицы край нижней половинки
(подзор). Линия прнпушки проходит на рас-
стоянии 1 см от сгиба верхней шлицы. При-
ближаясь к подгибке низка, линия припушки
постепенно отклоняется на некоторый угол и
заканчивается около среза нижней половинки.
Срез нижней половинки внизу дополнительно
припушивают без подгибки частыми потай-
ными стежками или стежками «козлик» за
подгибку низа рукава.
ШЛИЦЫ В НИЗКАХ БРЮК
Как известно, шлицы (рис. 20, 15 и 16)
в брюках «галифе» и «бриджи» делают внизу
на боковых швах. Подзор на задней половинке
выкраивают цельным, переднюю половинку
выкраивают без подгибки и обтачивают до-
левой хлопчатобумажной полоской в тон ос-
овиой ткаии, шов делают шириной 0,5 см.
Обтачку вывертывают на изнанку и про-
страчивают без выметки на расстоянии 0,3—
0,4 см от края. Внутренний край обтачки под-
гибают и также без приметывания пристрачи-
вают по краю подгибки. В подгибку пристра-
чивают и верхний край обтачки, который дол-
жен располагаться на расстоянии 1—1,5 см
выше верхнего конца шлицы. Ширина обтачки
в готовом виде 2,5—3 см. На передней поло-
винке шлицы обшивают две или три петли ма-
шинным или ручным способом. Петли могут
располагаться поперек и вдоль шлицы.
‘Край подзора не подгибают, а обтачивают
долевой хлопчатобумажной полоской шириной
3 см. Срез шва огибают обтачкой в .виде канта
шириной 0,3—0,4 см. С лицевой стороны по
каиту прокладывают строчку, а с изнанки край
обтачки подгибают во внутрь и по краю при-
страчивают, одновременно пристрачивают и
верхний срез обтачки на 1 см выше шлицы.
Затем обрабатывают боковые швы брюк
и закрепляют верхний конец шлицы двумя ма-
шинными строчками по одному следу в гори-
зонтальном направлении.
ОБРАБОТКА КЛАПАНОВ, ХЛЯСТИКОВ,
МАНЖЕТ И ЛИСТОЧЕК
ОБРАБОТКА КЛАПАНОВ
Клапаны являются составными частями
многих карманов и имеют как утилитарное,
так й декоративное назначение.
В женской одежде некоторых фасонов кла-
пан является только декоративным элементом.
В верхней одежде применяют клапаны раз-
личной формы: в виде четырехугольника, тра-
пеции, параллелограмма и фигурные с различ-
ными мысками (рис. 21, 1).
Длина клапана зависит от вида и размера
одежды. Высота клапана может быть от 5 до
8 см в зависимости от моды. Клапан состоит
из верха и подкладки.
При раскрое верха клапанов производится
подгонка ворса, кипера, полосок, клеток ит.д.
Если полоска имеет боковые и передние вы-
тачки, то совмещение полосок на клапанах н
полочках верхней части клапана возможно
только между вытачками, а в нижней части
все полоски клапанов должны совпадать с по-
лосками полочек. Для клетчатых тканей произ-
водится подгонка клеток.
Подкладку клапана подбирают в тон ткани
верха.
При индивидуальном пошиве длине и ши-
рине подкладки клапана примерно должна
соответствовать длина и ширина основного
43
клапана. Нить основы подкладки располагает-
ся вдоль клапана для предохранения клапана
от растяжения в процессе обработки, если
подкладка не растягивается в долевом на-
правлении.
Обработка клапана производится следую-
щим образом.
ропы (для тонких тканей — 1,5 льи, средних —
2 л* л и толстых 2,5—3 мм). В результате в
нижних углах клапанов образуется посадка
с трех сторон, т. е. с боковой стороны, со сто-
роны низа и от вершины угла. Посадкой обес-
печивается образование канта и дополнитель-
ное натяжение подкладки относительно верх-
Рис. 21. Клапаны, листочки, манжеты, пояса:
£ клапаны различной формы, 2 — наметанный н обтачанный клапан, 3 — обрезанный шов клапана, 4 — выметанный клапан.
5 — простроченный клапан, б—клапан с наложенной меловой линией для присоединения. 7 — раскроенный верх листочки 8 —
листочка с заметанными и подшитыми краями, 5 —боковая листочка с проложенной кромкой, /0 —боковая листочка с за-
метанными краями, 11 листочка с обтачанным верхом. 12—готовая листочка с заутюженными концами и заутюженным
верхом, 13 разновидности манжет 14— обработка манжет, 15 — готовая манжета, 16 — пояс с приметанной прокладкой,
17 — пояс с приметанной подкладкой, 18 — готовый пояс, 19 —обтачанный мысик пояса, 20 — выметанный и приутюженный
пояс, 21 — пояс с пришитой пряжкой
Подкладку кладут на стол лицом вверх, на
подкладку накладывают верх клапана лицом
вниз так, чтобы подкладка нигде не была за-
ужена или укорочена.
Сначала приметывают клапан к подкладке
на столе прямыми редкими стежками парал-
лельно боковым и нижней сторонам на рас-
стоянии 2 см от краев.
Следующую основную приметку делают по
боковым сторонам и по низу на расстоянии
3-^4 мм от края, при этом для ткани верха
дается напуск (посадка) с боковых сторон и
со стороны низа по 1,5—3 мм с каждой сто-
него слоя. При приметывании клапана к под-
кладке обращается внимание на сохранение
рисунка тканн и контурных линий.
Приметывают клапан с подкладкой пря-
мыми стежками длиной 7 лш, а в уголках
4—-5 мм.
Обтачивают клапан обычно со стороны под-
кладки с отступом от линии сметочных стеж-
ков на 1 мм. Частота машинной строчки 4,5—
5 стежков в 1 см.
Из обтачанных клапанов удаляют все на-
меточные нитки и обрезают излишки под-
кладки по линиям швов, а в уголках вместе
44
с подкладкой обрезают ткань верха, оставляя
шов 3 мм.
Обтачанные н обрезанные клапаны вывора-
чивают на лицо, края выправляют, закрепляя
их выметкой.
Выметывают края ручным способом со сто-
роны подкладки косыми или прямыми стеж-
ками длиной 6—8 мм, при этом со стороны
верха в сторону подкладки выпускается кант
шириной 1—2 мм, в зависимости от толщины
ткани: в толстых тканях кант делается больше
и в тонких — меньше.
Стежки прокладывают на расстоянии
5—7 мм от края. Если на клапанах проекти-
руется отделочная строчка на расстоянии бо-
лее 10 мм. от края, прокладывают вторую до-
полнительную линию стежков на 2 мм далее
проектируемой строчки. Приметывается под-
кладка к верху клапана прямыми стежками на
расстоянии 5 мм от верхнего среза. Выметан-
ный клапан плотно приутюживают в два при-
ема до прокладывания отделочных строчек или
вспушки и после удаления сметочных стежков
вначале со стороны подкладки, а затем с лица.
В процессе утюжки удаляют все неровно-
сти, которые могли возникнуть в процессе об-
работки клапанов.
После этих операций (рис. 21, 2, 3, 4 и 5)
со стороны подкладки отмечается меловая ли-
ния —след шва, по которой клапан будет при-
соединяться к полочке. Меловую линию нано-
сят с учетом ширины клапана в соответствии
с моделью (рис. 21, 6).
ОБРАБОТКА ВЕРХНИХ НАГРУДНЫХ
И БОКОВЫХ ЛИСТОЧЕК
Наружные карманы, оформленные с наруж-
ной стороны листочками, имеют широкое
применение в мужской и женской верхней
одежде.
Обычно нагрудные карманы располагают
иа левой поле и в редких случаях, в зависимо-
сти от модели, на обеих полочках.
Длина нагрудной листочки колеблется от 8
до 12 см в зависимости от размера изделия, а
ширина — от 2 до 3 см в зависимости от вида
изделия и от моды.
Оформление листочками боковых карма-
нов чаще всего применяют в летних и осенних
пальто. Листочки боковых карманов значи-
тельно длиннее и шире нагрудных. В зависи-
мости от размера и вида изделия, длина ли-
сточки в готовом виде колеблется от 15 до
20 см, а ширина от 3 до 5 см.
Листочки изготовляются равномерной и не-
равномерной ширины на концах (с разницей
до 2 см).
Процесс обработки карманов с листочками
делится на две части:
1. Обработка листочек.
2. Присоединение листочек к полочкам.
Листочка состоит из следующих деталей:
1) основной тканн для наружной листочки,
2) подзора из основной ткани,
3) второго подзора из подкладки в тон
ткани верха,
4) прокладки,
5) двух стенок мешковины,
6) в некоторых случаях ставится до-
левик.
Если ширина листочки более 2,5 см, подзор
из основной ткани не ставится. Листочки для
боковых карманов, как правило, изготовляются
двойные, в этих случаях подзор из подкладки
также не делается.
Раскраивают листочки с учетом нитей ос-
новы и утка, ворса н рисунка тканн.
Подгонка листочки производится следую-
щим образом: подмеляют очертание листочки,
нанесенной закройщиком на полочке, и накла-
дывают на меловые линии ткань, предназна-
ченную для листочки, так, чтобы полоски и
клетки совместились с полосками и клетками
на полочках.
Затем меловые контуры листочки перено-
сят на ткань листочки легкими ударами руки
по самой листочке.
Излишки ткани на листочке обрезают, ос-
тавляя с четырех сторон припуск в размере
1 см на швы (см. рис. 21, 7).
В двойных листочках с верхней стороны
припуск равен ширине листочки, а с боковых
сторон н снизу — по 1 см. В этом случае верх-
няя меловая линия будет располагаться вдоль
середины тканн, предназначенной для листочки
(см. рис. 21, 9).
Подзор из основной ткани выкраивают ши-
риной 5 см, длина его соответствует длине ли-
сточки. Направление ворса, кипера н полосок
на подзоре должно совпадать с направлением
их иа полочке. Подзор из основной подкладки
равен по величине подзору из ткани верха.
Нить основы подзора должна располагаться
вдоль листочки, что необходимо для предохра-
нения листочки от растяжения в процессе об-
работки и в носке.
Прокладка предназначается для усиления
устойчивости листочки, а иногда и для предо-
хранения ее от растяжения. В зависимости от
толщины основной ткани для прокладки при-
меняют коленкор, бязь и тонкую парусину.
Прокладку в зависимости от толщины ткани
выкраивают на 1—2 мм уже и короче готовой
листочки. Нить основы прокладки также дол-
жна идти вдоль листочки, для нагрудных ли-
45
сточек желательно, чтобы с верхней стороны
прокладка была с кромкой.
Существует два способа обработки ли-
сточки.
По первому способу на листочку
со стороны изнанки наметывают прокладку
так, чтобы верхний и боковые края прокладки
точно совмещались с меловыми линиями. Про-
кладку приметывают вдоль листочки прямыми
стежками длиной 1,5 см. В боковые листочки
со свободной стороны вплотную около мело-
вых линий прокладывают кромку.
Наружный край кромки подшивают за ос-
новную ткань потайными стежками,, а с внут-
ренней стороны — за прокладку, после чего ли-
сточку проутюживают.
Одинарную листочку с верхней и боковых
сторои подгибают по меловой линии прямыми
стежками длиной 7 мм на расстоянии
5 мм от края.
Излишки ткани в уголках вырезают и по-
догнутые срезы пришивают через край к про-
кладке. В уголках срезы ткани соединяют
в стык шелковыми нитками в тон ткани.
Листочку плотно проутюживают со сто-
роны прокладки, при этом все неровности
с верхней и боковых сторон устраняют.
Вдоль листочки со стороны изнанки остро-
заточенным мелом намечают линию, по кото-
рой листочка будет притачиваться к полочке.
В обработке двойных листочек имеются
некоторые особенности. После прокладки
кромки и проутюжки листочки швы в углах
рассекают, не доводя разрез до кромки на
2 мм. Боковые стороны заметывают и через
край пришивают к прокладке, а затем заме-
тывают верхний край. С боковых сторон ткань
нижнего слоя листочки обрезают так, чтобы
со стороны листочки выступал кант шириной
3—4 мм. Обрезные края в уголках аккуратно
подшивают через край на расстоянии 1 см, на-
чиная от верха, после чего листочку проутю-
живают.
Если по бортам и отворотам проектируется
строчка, то соответственно строчат свободный
край листочки, не доводя строчку до боковых
краев иа расстояние, равное ширине строчки.
Строчат шелковыми нитками в тон ткани вер-
ха. Концы ниток с лицевой стороны пропу-
скают на нижнюю сторону, завязывают узел-
ки, оставшиеся концы отсекают. Вспомогатель-
ные за.меточиые нитки удаляют и листочку еще
раз проутюживают, после чего иа листочке со
стороны прокладки намечают линию, по кото-
рой она должна быть присоединена к полочке.
К обрезному краю нижнего слоя листочки при-
страчивают одну стенку мешковины кармана
шириной шва 0,7 см (см. рис. 21, 8, 9, 10).
Второй способ обработки одинарной
листочки значительно отличается от первого.
При этом способе на одну стенку мешко-
вины кладут подзор из прокладки лицом
вверх. Верхние срезы подзора и мешковины
уравнивают, а нижиий край подзора подги-
бают и настрачивают на мешковину на рас-
стоянии 2 мм от подогнутого края.
Листочку располагают на столе изнанкой
вниз. На листочку кладут мешковину с подзо-
ром изнанкой вверх. Верхние срезы мешко-
вины с подзором уравнивают с верхним сре-
зом листочки. Мешковину с подзором прита-
чивают к верхнему краю листочки шириной
шва 0,5 см, заканчивая строчку на поперечных
меловых Линиях. Частота машинной строчки
4—5 стежков в 1 см. Концы листочки со сто-
роны изнанки слегка подмыливают и по мело-
вым линиям заутюживают.
Излишки шва из острого угла листочки вы-
резают, листочку выворачивают лицом на-
ружу, с верхней стороны листочки выпускают
кант в сторону подкладки шириной 2—3 мм
и верхний край заутюживают.
В зависимости от характера отделки бор-
тов и отворотов отделывают верхний край ли-
сточки, т. е. вспушивают или строчат.
С боковых концов листочки мешковину
с подзором обрезают на расстоянии 2 мм от
заутюженных краев.
Готовую листочку приутюживают . и наме-
чают линию притачивания листочки с изнанки
основной ткани. В таком виде листочка при-
соединяется к полочке (рис. 21, 12).
Подзор из основной ткани притачивается
ко второй стенке мешковины шириной
шва 0,7 см.
ОБРАБОТКА МАНЖЕТ
Существует большое разнообразие манжет,
особенно в женской верхней одежде: узкие и
широкие, плотно обхватывающие кисть руки
и очень свободные, с острыми и закруглен-
ными концами, с концами, расположенными
на локтевом шве и на середине верхней поло-
винки, покрывающие всю нижнюю окружность
рукава или только верхнюю половинку и назы-
вающиеся полуманжетами, гладкие и с отдел-
кой, жесткие и мягкие и т. д.
Рассмотрим обработку наиболее распро-
страненных манжет, представленных на рис.
21, 13.
Манжета состоит из следующих частей:
верхней части, выкроенной из основной ткани
верха, и подкладки, а иногда и прокладки.
Верхняя часть манжеты может состоять из
двух частей, при этом шов допускается в ниж-
ней половинке, против переднего шва рукава.
46
Обработку манжет (рис. 21, 14, 15) иачи-
мют с прокладывания силков по линии низа.
Обе манжеты складывают вместе лицом
-птрь, совмещают контурные линии и по ме-
- >вой линин низа прокладывают силки, кото-
сле затем разрезают.
Далее обработка манжет может быть та-
- >й же, как и клапанов.
Верх манжеты наметывают на подкладку,
обтачивают верхнюю и боковую стороны, обре-
зают швы манжеты, выметывают, приутюжи-
ают, а затем прострачивают, удаляя выме-
~очные нитки, и окончательно проутюживают.
Последней операцией будет стачивание и раз-
утюжка шва свободных концов манжеты.
В индивидуальном производстве нередко
рименястся второй способ обработки манжет.
Если ткань верха не имеет достаточной ус-
тойчивости, то манжеты изготовляют на про-
кладке из коленкора, бязи или парусины.
Прокладку накладывают на изнанку основ-
ной ткани манжеты и приметывают прямыми
стежками на расстоянии 2 см от срезов боко-
вых сторон и верха, а также от силков низа.
Излишки прокладки с верхней и боковых сто-
рон обрезают так, чтобы ткань верха против
прокладки выступала на 1 см, а внизу не до-
ходила до линии силков на 2 мм.
Верхний край манжеты до боковых надсе-
чек подгибают на 1 см в сторону прокладки и
заметывают прямыми или косыми стежками,
которые прокладывают на расстоянии 0,5 см
от края.
Заметанные срезы пришивают к прокладке
через край стежками длиной 1 см, а затем
приутюживают, прострачивают и удаляют
вспомогательные нитки.
Подкладку накладывают на изнанку ман-
жеты лицом вверх и наметывают прямыми
стежками на расстоянии 2 см от верха и низа.
Излишек подкладки обрезают так, чтобы она
выступала за края манжеты с боковых сторон
и сверху на 2—3 мм. С боковых сторон и
сверху подкладку подгибаюг и подшивают на
расстоянии 0,5 см от края верха.
Стачивают и разутюживают швы манжет
таким же образом, как и в предыдущем случае.
Прежде чем присоединять манжеты к рукавам,
их плотно проутюживают со стороны под-
кладки. Утюжку производят на деревянной
колодке, на которую одевают манжету.
ОБРАБОТКА ХЛЯСТИКОВ
Хлястики обрабатывают так же, как и кла-
таны. Разница заключается только в нх форме.
Если ткань недостаточно устойчива, то в
хлястик, как и в манжеты, ставится прокладка.
ОБРАБОТКА ПОЯСА
Пояс может быть на подкладке и двойным,
без подкладки. Пояс на подкладке обрабаты-
вают так же, как клапан и хлястик, а если
ткань недостаточно устойчива, то ставят про-
кладку и обрабатывают по второму способу
обработки манжет, т. е. приметывают про-
кладку, заметывают кругом, подшивают, при-
утюживают, прострачивают и присоединяют
подкладку (рнс. 21, 16, 17 и 18).
Однако пояс чаще всего изготовляют двой-
ным. Выкраивают пояс двойной ширины, т. е.,
если пояс в готовом виде должен быть равен
5 см, то его выкраивают шириной 10 см с при-
бавкой 10—12 мм на швы.
Обработка двойного пояса несколько отли-
чается от обработки пояса на подкладке. Та-
кой пояс складывают лицом внутрь в долевом
направлении, срезы сторон совмещают и сме-
тывают прямыми стежками, а затем стачивают
швом шириной 5—6 мм. При сметывании и
особенно при стачивании следят за тем, чтобы
пояс не перекосить, в противном случае этот
перекос отразится на готовом поясе. Пос-
ле удаления сметочных ниток шов разутюжи-
вают на столе или на колодке, при этом шов
должен находиться на середине ширины пояса.
Если при стачивании пояс перекосили, то при
разутюжке и в дальнейшей обработке шов по-
середине не разместится.
После разутюжки сметывают и стачивают
правый конец пояса треугольником (рис. 21,
19). Сметывая передний конец, на верхней сто-
роне вдоль пояса дают небольшой напуск (по-
садку), затем на нижней стороне намечают ли-
нию треугольника, по которой конец пояса ста-
чивают. Шов треугольника обрезают, оставляя
3—4 мм.
Через оставленное отверстие на втором
конце пояс выворачивают на лицевую сторону
и заметывают стороны, укладывая шов на се-
редину. Выметывая мысик пояса с верхней
стороны, выпускают кант шириной 2 мм пря-
мыми стежками величиной 1,5—2 см. Если
пояс будет застегиваться кнопками или крюч-
ками, то второй конец пояса подгибают
внутрь, заметывают и подшивают. Готовый
пояс приутюживают и прострачивают отделоч-
ной строчкой (рнс. 21, 20).
Если пояс проектируется с пряжкой, то ко-
нец пояса продевают в пряжку (рис. 21, 21),
огибая среднюю планку, и пропускают на из-
нанку на 1,5 см.
В толстых тканях подшивают обрезной
край к поясу через край мелкими малозамет-
ными стежками, а в тонких тканях обрезной
край подгибают внутрь на 0,5 см, а затем при-
47
соединяют подшивочными стежками. После
этого пряжку пришивают обратными сквоз-
ными стежками вплотную около планки пряж-
ки. Нитки с лицевой стороны должны быть
скрыты.
1) с клапанами и кантиками или с клапа-
нами и рамками, кантиками нли рамками без
клапанов; такие карманы могут быть прямо-
линейные или фигурные;
Рис. 22. Разновидности карманов и обработка кармана с клапанами:
I — карман с клапаном, 2—карман в шве, 3 — лорнетный вверху, внизу — верхний боковой, 4 — нагрудная листочка,
5 — верхняя боковая листочка. 6 — верхний боковой карман без клапана. 7— разновидности накладных карманов, 8 — при-
соединение клапана в полочке, 9 — присоединение обтачки к полочке, 10 — прорезание отверстия кармана, 11 — выметывание
шва присоединенного клапана, 12 — выметывание нижней рамки, 13 — прикрепление треугольника в конце кармана, 14 — сме-
тывание кармана, строчка верхней рамки и скрепка концов кармана
ОБРАБОТКА РАЗЛИЧНЫХ КАРМАНОВ
Карманы в одежде имеют назначение ути-
литарное и декоративное. Иногда карманы
имеют и то и другое назначение одновременно.
Различают два вида карманов:
1) карманы прорезные,
2) карманы накладные.
На рис. 22, 1—7 представлена серия раз-
личных карманов — прорезных и накладных.
Как видно из рисунка, прорезные карманы мо-
гут быть следующих разновидностей:
2) оформленные листочками различных
форм;
3) в рельефах, складках и в швах.
Последний вид карманов чаще всего при-
меняется в женских изделиях.
Карманы накладные в основном изготов-
ляются:
1) гладкие — без складок, рельефов, листо-
чек и клапанов,
2) сложные — с рельефами, складками,
листочками, клапанами и т. д.
48
По месту расположения карманы подразде-
ляют на следующие виды:
1) верхние нагрудные карманы,
2) верхние боковые карманы,
3) внутренние нагрудные карманы на под-
кладке,
4) лорнетные карманы верхние и внут-
ренние,
5) карманы в карманах.
Верхние нагрудные карманы размещают на
грудной части полочек, верхние боковые кар-
маны— на боковых сторонах полочек, внут-
ренние карманы — на грудной части полочек
подкладки в горизонтальном или вертикальном
направлениях, лорнетный верхний карман —
на правой полочке несколько выше верхнего
бокового кармана, лорнетный карман внутрен-
ний— на левой полочке подкладки на 8—10
выше верхнего бокового кармана, карман
в кармане — в правом боковом кармане.
ОБРАБОТКА ПРОРЕЗНЫХ КАРМАНОВ
Обработка карманов с клапанами «в рам-
ку». Карман с клапаном состоит из следующих
деталей: одного клапана, одной или двух об-
тачек из основной ткани верха, одного под-
зора из основной подкладки под цвет ткани
верха, мешковины и долевика.
Обтачки выкраивают нз основной ткани
верха на 3—4 см длиннее прореза кармана,
шириной 4—5 см; при этом нить основы ткани
должна быть расположена вдоль обтачек.
Подзор выкраивают из основной подкладки,
длина его равна длине обтачки, ширина
6—8 см. Предназначается подзор для того,
чтобы закрыть мешковину кармана над отвер-
стием.
Мешковина представляет собой основную
часть кармана. Для мешковины следует ис-
пользовать специальную карманную ткань.
При отсутствии специальной карманной ткани
можно пользоваться такими заменителями, как
прочная бязь, плотный н прочный коленкор,
сатин, саржа, а для мужских зимних пальто —
байка и фланель.
Для поперечных карманов ширина мешко-
вины должна соответствовать длине обтачек.
Долевик выкраивают из тонких хлопчато-
бумажных тканей (коленкор, бязь и др.) ши-
риной 5—6 см, по длине ои должен высту-
пать за передний конец кармана на 2—4 см
н с другого конца кармана — доходить до бо-
кового шва полочкн. Долевик предназначается
для усиления прочности кармана и предохра-
нения его от растяжения.
Если в кармане проектируется дополни-
тельный карман (карман в кармане), то его
обрабатывают в виде накладного кармана: на-
страчивают обычно хлопчатобумажную ткань
прямоугольной формы шириной 8—10 см, дли-
ной 8—12 см. Иногда карманы в карманах де-
лают прорезными с листочкой или кантиком.
Верхний боковой карман следует обрабаты-
вать после обработки всех вытачек на по-
лочке.
С лицевой стороны полочки между сил-
ками, которыми отмечены концы карманов,
проводят меловые линии. Полочку с намелен-
ной линией кладут на универсальную колодку
изнанкой вверх (низом полочки к работаю-
щему), долевик размещают так, чтобы сере-
дина его ширины'проходила также над мело-
вой линией, один конец выступал вперед за
конец кармана на 3—4 см, а другой доходил
бы до бокового шва полочки. Долевик приме-
тывают к полочке без посадки и натяжения
редкими стежками на расстоянии 0,5 см от бо-
ковых его срезов.
Затем полочку с приметанным долевиком
переворачивают изнанкой на колодку, лицом
вверх и на полочку накладывают клапан ли-
цом вниз так, чтобы меловая линия на кла-
пане совместилась с меловой линией на по-
лочке, а передний край клапана — с силками,
которыми отмечено положение переднего конца
кармана.
В тканях с полосками необходимо совме-
стить полоски на полочке между передней и
боковой вытачками с полосками на клапане,
а в изделиях без вытачек совмещают все по-
лоски клапана с полосками на полочке вдоль
прорези кармана.
Клапан приметывают к полочке прямыми
стежками на 1 мм выше меловой линии на
клапане, длина стежка 1,5—2 см. Начало и
конец приметки закрепляют обратным стеж-
ком. Приметанный клапан отворачивают вниз
н с лицевой стороны проверяют качество при-
метки: иет лн морщин на полочке или на кла-
пане, совмещены ли полоски как по линии
приметки, так и внизу.
Приметанный клапан притачивают к по-
лочке. Полочку кладут на стол машины лицом
вверх так, чтобы ииз изделия расположился
справа, а верхняя часть — слева. Иглу ставят
иа меловую линию иа расстоянии 3—4 мм от
конца клапана. После первых трех—четырех
проколов клапан передвигают в сторону рабо-
тающего до края клапана с таким расчетом,
чтобы следующий прокол нглы точно прихо-
дился около края клапана. Клапан пристра-
чивают по меловой линии, с закреплением на
концах двойной обратней строчкой (рис. 22,8).
После притачивания клапана полочку на
плоскости стола поворачивают вправо так,
4 Технология изготовления верхней одежда
49
чтобы линия низа полы располагалась бы
слева по отношению к работающему. Затем
верхний край клапана по линии его пристрочки
отгибают и на полочку накладывают обтачку
лицом вниз, срезом вплотную к сгибу кла-
пана, выпуская ее с обеих концов на одинако-
вое расстояние. После этого пристрачивают
обтачку к полочке. Строчку начинают и закан-
чивают на одной вертикали с концами при-
строчки клапана. Обтачку к полочке пристра-
чивают ровно, без посадки, с закреплением
концов двойной обратной строчкой (рнс. 22,9).
Расстояние между линиями притачки кла-
пана и обтачки зависит от ширины проекти-
руемой рамки и толщины ткани. В среднем
оно колеблется от 5 до 7 мм. Частота машин-
ной строчки 4,5—5 стежков в 1 см с предель-
ным натяжением нитей.
Шов притаченной обтачки разутюживают
на универсальной колодке.
Отверстие для кармана на полочке делают
со стороны долевика. Острый конец ножниц
вводят в середину предполагаемого отверстия
кармана на полочке и надрезают ткань сна-
чала в одну сторону, затем в другую. Нож-
ницы направляют в концы строчек так, чтобы
в углах кармана образовались надрезы в виде
треугольников. При этом разрезы не доводят
до концов строчек на 1 мм. После прореза кар-
мана (рис. 22, 10) обтачку с мешковиной и
верхний край клапана через прорез кармана
пропускают на изнанку, оставляя клапан с ли-
цевой стороны, и в таком положении выме-
тывают швы притачки клапана к полочке
(рие. 22, 11). В процессе выметывания участок
полочки слегка натягивают по всей линии шва.
а верхний край клапана соответственно ослаб-
ляют. Выметывают шов притачки клапана пря-
мыми’ или косыми стежками, первый и послед-
ний проколы иглы должны располагаться
строго над уровнем концов кармана. Выметан-
ный шов плотно приутюживают н дополни-
тельно разутюживают шов обтачки. Приу-
тюжив ание выполняется на универсальной
колодке при положении полы низом к рабо-
тающему. В процессе разутюживания обтачки
выправляют все неровности как по шву об-
тачки, так и по шву клапана.
После разутюживания выметывают ниж-
нюю рамку (рис. 22, 12) прямыми стежками
на расстоянии 2 мм от шва рамки. Ширина
рамки должна соответствовать расстоянию
между строчками, которыми притачены клапан
и обтачка. Обычно ширина рамки колеблется
от 4 до 7 мм.
Концы выметанной рамки притачивают к
обтачке двойной обратной строчкой ручным
способом нли машиной по линии основания
треугольников, которые образовались при раз-
резании отверстия в концах кармана. В про-
цессе притачивания обращается внимание на
то, чтобы линии швов располагались верти-
кально при полном совмещении верхнего края
рамки с верхним краем кармана. Не допус-
кается искажение полоски, если последняя
имеется (рнс. 22, 9).
Выполненную рамку закрепляют либо руч-
ной вспушкой, либо машинной строчкой, в том
и в другом случае в шов рамки (рис. 22, 13).
Карман дополнительно приутюживают, осо-
бенно в участке рамки. Прпутюжка выпол-
няется на овале колодки с подложенной по-
душкой как с лица, так и с изнанки.
Рамку кармана примегывают либо когда
клапан находится снаружи, либо когда он про-
пущен через отверстие на изнанку полы, при-
чем в первом случае за подкладку около шва
клапана, а во втором — за верхний край кар-
мана.
Стежки, которыми выметан верхний край
кармана, удаляют.
Полочку кладут на стол изнанкой вверх,
низом к исполнителю. Мешковину кармана с
подзором накладывают на отверстие кармана
так, чтобы она своим верхним краем распола-
галась на 1,5—2 см выше отверстия кармана
и приметывают ее обычными стежками за
верхний кран клапана. Приметанную мешко-
вину притачивают к клапану вплотную около
шва притачки клапана.
Стачивают боковые стороны мешковины
кармана так, чтобы от концов кармана строчка
проходила бы на расстоянии 0,5—1 см (см.
рис. 22, 13). Излишки ширины и длины меш-
ковины срезают, оставляя ширину шва 1 см.
Все наметочные стежки удаляют. Карман до-
полнительно приутюживают.
С верхней стороны параллельно верхнему
краю кармана прокладывают отделочную
строчку на расстоянии, равном ширине нижней
рамки. Верхнюю строчку прокладывают вза-
мен верхней рамки (см. рис. 22, 14). Одновре-
менно прокладывают строчку в швы, которыми
закреплены концы рамки. Прострочка выпол-
няется шелковыми нитками в тон основной
ткани.
Как видно нз предыдущего, концы кармана
были скреплены один раз. Однако карманы в
процессе носки одежды подвергаются посто-
янному давлению на мешковину н на ннжнюю
рамку, нижняя рамка тянет вниз концы кар-
мана и естественно, что они после непродол-
жительного пользования могут быстро обры-
ваться. Нужна основательная скрепка карма-
на, которая предохранила бы их от прежде-
временного разрыва. Для этого на концах с
50
лицевой стороны по линиям поперечных швов
симметрично прорезу кармана ставят ручные
скрепки (см. рис. 22, 14). Длина закрепки в
пиджаках, жакетах и летних пальто 0,6—
0,8 см, а в осенних и зимних пальто 1 см.
Обработанные карманы плотно проутюжи-
вают вначале с изианки, а затем с лицевой
стороны. Приутюживание выполняется на
овале колодки с подложенной подушкой.
Особенности обработки прорезных карма-
нов с клапанами «в кант». Обработка прорез-
ных карманов с клапанами «в кант» выпол-
няется в основном также, как и обработка кар-
манов с клапанами «в рамку».
Различие этих карманов заключается во
внешнем оформлении. Со стороны нижней об-
тачки вместо рамки делается кант шириной
2,5—3 мм, который также прострачивают в
шов. Кроме того, с нижней и верхней сторон
прореза прокладывают симметричные отделоч-
ные строчки, которые называют «рамками».
Расстояние этих строчек от прореза кармана
соответствует расстоянию отделочных строчек
от края бортов.
В толстых драповых тканях образование
канта несколько отличается от образования
рамки. Это отличие состоит в том, что перед
повторной разутюжкой обтачки шов обрезают,
оставляя его шириной 2 мм и выскабливают
тупым краем ножниц с целью утонения. Ниж-
нюю рамку прострачивают одновременно скан-
том. Прокладывание верхней отделочной
строчки производится в той же последователь-
ности, что и в карманах-с рамкой.
Особенности обработки верхних прорезных
карманов без клапанов. Верхние боковые кар-
маны, расположенные и а полочках вертикально
или с фигурной линией прореза, чаще всего
изготовляют без клапанов. Такой карман со-
стоит из следующих деталей: двух обтачек
из основной ткани верха, подзора из основной
ткани верха, мешковины и долевика.
Подзор выкраивают из основной ткани
верха, длина его равна длине обтачек, ши-
рина 6—7 см.
Мешковина этих карманов по форме отли-
чается от мешковины поперечных карманов
«в рамку» и «в кант».
Долевик приметывают вдоль прореза кар-
мана, затем пристрачивают обтачки по мено-
вым линиям. Расстояние между линиями при-
тачки обтачек зависит от ширины проектируе-
мых рамок и толщины ткани. В среднем оно
колеблется от 6 до 10 мм. Концы строчек за-
канчиваются на поперечных меловых линиях,
образуя параллелограмм (рис. 23, /).
Швы обтачек, также как и в карманах с
клапанами, разутюживают в два приема до и
4*
после прореза полочки с тем, чтобы разутюжка
была плотной, а линии — прямыми. После раз-
утюживания выметывают рамки (рис. 23,2).
Обе рамки выметывают одинаковой ши-
рины, ширина их, вместе взятая, должна соот-
ветствовать расстоянию между строчками, ко-
торыми притачены обтачки. Обычно ширина
обеих рамок колеблется от 6 до 10 мм.
В процессе притачивания треугольников
(рис. 23, 5) на концах рамок обращается вни-
мание на то, чтобы натяжение обеих рамок
было1 одинаковым, направление линий имело
одинаковый наклон, а рамки вплотную примы-
кали друг к другу.
После приутюжки кармана производится
прострочка передней рамки. Одну стенку меш-
ковины притачивают к свободному краю пе-
редней обтачки. При этом вверху мешковину
присоединяют и а 1 см выше поперечной
скрепки, а внизу на 1—1,5 см ниже нижней
скрепки. Нижний выступ мешковины притачи-
вают в поперечном направлении к обеим об-
тачкам (рис. 23, 4).
На другую стенку мешковины настрачи-
вают подзор из основной ткани. Полочки кла-
дут на стол изнанкой вверх, передней стороной
кармана к исполнителю. Мешковину кармана
с подзором я вкладывают на отверстие кар-
мана так, чтобы она своим верхним краем рас-
полагалась на 1,5—2 см выше отверстия кар-
мана и приметывают обычными стежками к
верхней обтачке.
Верхнюю рамку прострачивают точно так
же, как и нижнюю (рис. 23, 5). Этой строчкой
присоединяют вторую стенку мешковины с под-
зором к полочке.
Мешковину стачивают со стороны первой
стенкн: правый карман начинают стачивать от
верхнего конца кармана и заканчивают у ниж-
него, а левый — начинают от нижнего конца
и заканчивают у верхнего. Все вспомогатель-
ные нитки удаляют.
Рамки сметывают с лицевой стороны ко-
сыми стежками. Скрепка и утюжка карманов
без клапана производится так же, как и кар-
манов с клапанами.
Особенности обработки заднего кармана
брюк. Задний карман располагается на правой
задней половинке на расстоянии 7—8 см от
шва присоединения пояса и иа расстоянии
4—5 см от бокового шва. Карман состоит из
следующих деталей: одного клапана, обтачки,
подзора из подкладки, мешковины, полоски
подкладки для петельки. Иногда вместо1 кла-
пана ставят подзор из основной ткани верха.
Обработка заднего кармана во многом
сходна с обработкой кармана «рамкой». Под-
зор на мешковину накладывают на расстоянии
51
5—6 см от верхнего среза и настрачивают по
нижней стороне с одновременной подгибкой
кран. Заднюю половнику с намеченной линией
одинаковом расстоянии от конца прореза кар-
мана. В таком положении мешковину приме-
тывают к половинке брюк.
Рис. 23. Обработка верхних прорезных карманов без клапанов и обработка задних карманов
брюк:
1 — присоединение обтачек к полочке, 2 — выметывание рамок, 3 — притачивание треугольника в концах
кармана. 4 — притачивание первой стенки мешковины к обтачке, 5 — прострочка канта и стачивание меш-
ковнаы, 6 — присоединение клапана и обтачки к задней половинке брюк, 7 — настрачивание нижнего края
обтачки к мешковине, 8 — стачивание заднего кармана, 9 — прокладывание верхней отделочной строчки и
скрепка концов кармана
кармана кладут на универсальную колодку
изнанкой вверх, низом половинки к работаю-
щему и над меловой линией накладывают меш-
ковину. Край мешковины без подзора должен
быть выше прореза кармана на 2 см, а боко-
вые стороны должны быть расположены на
Присоединение клапана с обтачкой к поло-
винке, прорез кармана и выметка шва
притачки клапана производятся так же, как
в карманах с «рамкой». Одновременно с при-
строчкой клапана пристрачивают петельку
(рис. 23, 6).
52
После выметки шва притачки клапана вы-
метывают кант со стороны' обтачки шириной
3 мм. Так как шов в этом случае не разутю-
живают, то в процессе выметывания кант тща-
тельно выдавливают и выправляют для того,
чтобы он был ровный и упругий. На концы
выметанного канта пристрачивают треуголь-
ники.
Карман плотно проутюживают на овале ко-
лодки с подложенной подушкой как с лица,
так и с изнанки.
Кант закрепляют машинной строчкой, ко-
торая прокладывается на расстоянии 2 мм от
шва присоединения обтачки по задней поло-
винке. Если вместо канта на заднем кармане
образуют рамку, то она обрабатывается изло-
женным ранее способом.
Нижний край обтачки настрачивают на
мешковину на расстоянии 2—3 мм от края
(рис. 23,7). Если ткань сыпучая, то край пред-
варительно подгибают на 4—5 мм, а затем
настрачивают либо обрезной край огибают
мешковиной кармана и застрачивают внутрь.
Мешковину кармана стачивают двойным
выворотным швом, сначала с внутренней сто-
роны, а затем с наружной. Мешковину кар-
мана перегибают так, чтобы свободный край
ее совпал с верхним краем половинки или не
доходил до него на 2 см. На образовавшемся
сгибе мешковины делают с боковых сторон
надсечки. Свободный край мешковины отвора-
чивают вниз и складывают так, чтобы над-
сечки были на сгибе, затем боковые стороны
мешковины стачивают швом шириной 4 мм,
скругляя строчку в уголках. Мешковину в уг-
лах обрезают, оставляя шов шириной 4 мм и
выворачивают, выправляя шов. Мешковину
стачивают второй раз с лицевой стороны на
расстоянии 0,6—0,7 см от края (рис. 23, 5).
Верхнюю отделочную строчку прокладыва-
ют на расстоянии 0,2 см от шва притачки кла-
пана. Скрепка концов кармана делается так
же, как и скрепка карманов рамкой (рис. 23,
9). Готовый карман очищают от ниток и проу-
тюживают.
Присоединенне листочек карманов к по-
лочкам. К полочке с намеченной листочкой
(рис. 24, /) со стороны изнанки по меловой
линии приметывают долевик, затем полочку
кладут на колодку изнанкой вниз, плечевой
стороной вверх от работающего. Выпуклость
груди на полочке смещают вниз. На лицевую
сторону полочки накладывают листочку лицом
вниз, обработанным краем к работающему та-
ким образом, чтобы меловые линии на полочке
и на листочке совместились (при полном сов-
мещении клеток, если они имеются на ткани).
В таком положении листочку приметывают к
полочке прямыми стежками длиной 1 см на
расстоянии 1 мм от меловой линии листочки.
После приметывания листочку отворачивают
лицом вверх и проверяют совмещение полосок
листочки с полосками полочки.
Приметанную листочку притачивают по ме-
ловому следу со стороны листочки. Концы шва
закрепляют двойной обратной строчкой. При
закреплении обращается внимание, чтобы
строчка не выступала за концы листочки, а
заканчивалась вплотную к краям листочки
(рис. 24, 2).
После притачивания листочки притачивают
подзор из основной ткани верха (рис. 24, 3).
Полочку с притачанной листочкой поворачи-
вают, чтобы верхний край листочки находился
справа по отношению к работающему. Шов
листочки отворачивают вправо в сторону ли-
сточки, подзор кладут на полочку лицом вниз,
вплотную к сгибу шва листочки. Концы под-
зора должны выступать за концы листочки на
1,5 см. Подзор притачивают швом шириной
8 мм, причем строчка не должна доходить до
переднего конца листочки 5 мм, а до заднего
2 мм. Концы шва закрепляют обратной
строчкой.
Швы листочки и подзора разутюживают
(рис. 24, 4} на универсальной колодке. В про-
цессе разутюживания листочку выправляют
так, чтобы на ее верхнем крае образовался не-
большой овал. Причем разутюживание шва
листочки не доводится до концов иа 5 мм.
В этих участках шов листочки надсекают, и
неразутюженные части шва повертывают вниз.
Излишек ширины шва листочки обрезают,
оставляя 1 см, вырезают одновременно и про-
кладку в шве вплотную к строчке. На листочку
накладывают мешковину, по верхнему краю ее
подгибают и подшивают, образуя со стороны
листочки кант шириной 5—6 мм.
С боковых концов листочки мешковину вы-
резают так, чтобы концы листочки выступили
за обрезные края мешковины на 2—3 мм. Бо-
ковые срезы мешковины пришивают через край
к листочке; кроме того, мешковину пришивают
к нижиему шву листочки (см. рис. 24, 5).
Отверстие для кармана разрезают на по-
лочке с лицевой стороны или с изнанки, начи-
ная от середины. На концах листочки разрез
делают треугольником, ие доводя его до конца
строчек на 1 мм (см. рис. 24, 6).
Мешковину с подзором пропускают через
прорез на изнанку, оставляя с лицевой сто-
роны только листочку.
Полочку с листочкой кладут на колодку ли-
цом вверх, низом полочки к работающему. По-
лочку и листочку тщательно расправляют,
следя за совмещением рисунка ткани листочки
53
с рисунком на полочке, если он имеется на
ткани.
Листочку с боковых и верхней сторон при-
метывают с легким натяжением к полочке пря-
мыми стежками длиной 1 см на расстоянии
0,3 см от края. При приметывании листочку
ними стежками в два следа, захватывая за
срезы мешковину в концах листочки (рис. 24,
8). Концы листочки, простроченной узкой от-
делочной строчкой, по краю скрепляют ма-
шинной строчкой взамен ручной подшивки.
Концы листочки с широкой строчкой приши-
Рис, 24. Присоединение нагрудной и боковой листочек к полочке:
1 — полочка с намеченной лнеточкой, 2 — приметывание и пристрачивание нагрудной листочки,. 3 — притачивание
подзора к полочке, 4— разутюженные швы листочки и подзора, 5—присоединение мешковины к листочке; 6 —
разрез полочки по линии отверстия лпсточки. 7 — приметанная листочка с подшитыми концами, 8 — скрепление
концов листочки, 9 — листочка без подзора, 10 — присоединение боковой листочки и мешковины к полочке, 11 —
скрепление концов боковой листочки
дополнительно выправляют, сохраняя по верх-
нему краю овал.
Скрепление концов листочки производят
следующрм образом (рис. 24, 7). Сначала
концы листочки подшивают с лицевой стороны,
с боковых сторон и по 0,5 см сверху, при этом
вершину углов иесколькнми стежками подши-
вают на прокол. Для подшивки используют
шелковые нитки в тон ткани верха, частота —
4 стежка в I см.
Затем концы листочки пришивают со сто-
роны изиаики за подгибку косыми несквоз-
вают к полочке ручным способом без
дополнительного крепления с изиаики. Если
листочки прострочены двумя строчками, то их
скрепляют на концах машиной.
Мешковину листочки стачивают с трех сто-
рон. Готовую листочку приутюживают на овале
колодки с подложенной подушкой. В процессе
отутюживания все неровности иа листочке вы-
правляют.
Если листочки широкие, то подзор нз основ-
ной ткани ие пристрачивают (рис. 24, 9).
54
Присоединение листочек боковых карманов
к полочкам. Боковые листочки (см. рис. 24,
10 и 11) присоединяют к полочкам так же, как
и нагрудные. Однако в ряде случаев их при-
соединяют и другим способом. Листочку при-
страчивают к полочке вместе с ее нижней стен-
кой и прокладкой. В этом случае шов листочки
не разутюживают, а заутюживают на сторону
с лицевой стороны полочкой иа листочку. В за-
висимости от модели заутюженный шов может
настрачиваться отделочной строчкой. Первую
стенку мешковины пристрачивают к полочке
без подзора, при этом расстояние между строч-
ками дается 1 см. Вторую стенку мешковины
притачивают за шов листочки.
Концы листочек к полочкам прикрепляют
машинным или ручным способом так, как это
описано выше при разборе нагрудных ли-
сточек.
ОБРАБОТКА НАКЛАДНЫХ КАРМАНОВ
Накладные карманы имеют большое при-
менение в мужской и женской верхней одеж-
де — в пальто, пиджаках и жакетах. Форма
накладных карманов должна находиться в со-
четании с основными линиями и отделкой изде-
лия в целом.
В практике встречается большое разнообра-
зие накладных карманов, например: гладкие,
с листочками, со складками и рельефами, с
клапанами и без клапанов, с прорезом, фигур-
ные, прямоугольные и др. На рис. 22, 7 пока-
заны виды накладных карманов.
Гладкие накладные карманы с прямой
верхней линией. После первой примерки за-
кройщик окончательно намечает накладной
карман на лицевой стороне одной из полочек
изделия. Мастер-исполнитель производит под-
гонку и раскрой накладных карманов. Под-
гонку накладных карманов делают так же, как
и подгонку клапанов и нагрудной листочки.
Меловые линии с полочки копируют иа кар-
ман. Затем оба кармана складывают вместе
лицом внутрь и по меловым линиям проклады-
вают силки. Излишки подгибки краев кармана
обрезают, оставляя па подгибку вверху 3 см,
а с боковых сторон и со стороны низа от 1 до
2,5 см в зависимости от положения отделочной
строчки.
С изнанки кармана параллельно верхней
меловой линии на расстоянии 1 мм по под-
гибке прокладывают с небольшим натяжением
кромку (рис. 25, /). Кромку пришивают потай-
ными подшивочными стежками, частота —
3 стежка в 1 см. Карман с пришитой кромкой
со стороны изнанки проутюживают. Карманы
по линии силков подгибают и заметывают сна-
чала с боковых и нижней сторон, а затем с
верхней стороны. Величина стежка 0,7—1 см,
расстояние стежков от края 0,5—0,7 см. Подо-
гнутый срез верхнего края подшивают за ос-
новной карман потайными подшивочными
стежками величиной 0,5 см.
Из боковых сторон верхней подгибки высе-
кают излишек ткани и обрезной край приши-
вают через край к подогнутым боковым краям
кармана (рис. 25, 2). Образовавшиеся в ниж-
них углах подгиба складки вырезают.
После обработки краев карманы плотно
проутюживают. В процессе утюжки выправ-
ляют все неровности, которые могли возник-
нуть при обработке. Утюжат карманы как со
стороны изнанки, так и с лицевой стороны че-
рез проутюжильник.
К готовому карману присоединяют под-
кладку (рис. 25, 3) ручным способом.
Гладкие накладные карманы с клапанами.
Карманы этого вида в основном изготовляют
так же, как и гладкие карманы без клапана,
за исключением обработки верхнего края.
В этих карманах верхний край обтачивают
клапаном: верхний срез клапана соединяют
с верхним срезом кармана таким образом,
чтобы изнанка кармана совместилась с лицевой
стороной клапана, а боковые стороны клапана
выступали на I мм за боковые коитуры кар-
мана. Клапан притачивают швом шириной
0,5 см вместе с подкладкой клапана и кармана
(рис. 25, 4).
Шов плотио разутюживают, клапан переги-
бают на лицевую сторону кармана, выпуская
рамочку со стороны клапана шириной 0,5—•
0,7 см и в таком виде край кармана выметы-
вают прямыми стежками ниже шва рамки на
расстоянии 3—4 мм.
Боковые стороны клапана на расстоянии
1,5—2 см от верха пришивают потайными под-
шивочными стежками к выкладному карману
(рис. 25, 5).
Клапан на 2/з ширины отвертывают и его
подкладку пришивают к карману подшивоч-
ными стежками. Обработанный карман плотно
приутюживают и особенно в его верхней ча-
сти с клапаном. По верхнему краю кармана
прокладывают строчку в соответствии с осталь-
ными строчками.
Накладные карманы с листочкой. В ряде
случаев верхний край накладных карманов об-
рабатывают в виде листочки. Такие карманы
выкраивают с цельной и отрезной листочкой.
Эти карманы в основном обрабатывают так
же, как и карманы без листочек.
Различие состоит в дополнительной обра-
ботке листочки: ее притачивают к карману сое-
динительным швом (рис. 25, 6) при отрезной
листочке и заутюживают листочкой на карман
с лицевой стороны.
55
Все дальнейшие операции выполняют гак
же, как для гладкого кармана.
Накладные прорезные карманы с клапаном.
Этот карман выкраивают так же, как гладкий
накладной карман с некоторыми дополнитель-
ными припусками. К длине кармана выше про-
реза, внизу и с боковых сторон от концов про-
реза в обе стороны дают припуски, по ширине
ний срез обтачки пришивают потайными стеж-
ками через край к карману (рис. 25, 7).
В карманах с подкладкой нижний срез об-
тачки притачивают к подкладке.
После обработки прореза кармана и про-
утюжки его уточняют линию подгиба кармана
как с верхней, так и с боковых сторон. Как от-
мечалось ранее, верхняя линия подгиба долж-
Рис. 25. Обработка накладных карманов:
I — карман с проложенной по верхнему краю кромкой, 2 — карман с заметанными краями и подшитым срезом верх-
ней подгибки. 8 — карман с присоединенной подкладкой. — карман с присоединенным к верху клапаном. 5 — кар-
ман с выметанным верхним краем, 6 — карман с присоединенной листочкой. 7 — накладной карман с подшитым ниж-
ним срезом обтачки. 8 — накладной карман с прорезом и скрепками
равные расстоянию отделочных строчек на мо-
дели от края борта и отворота. Если отделоч-
ная строчка на модели прокладывается на рас-
стоянии 1,8 см от края борта и лацкана, то
припуск соответственно дается 1,8 см. Кроме
того, дается дополнительный припуск на под-
гибку краев кармана: боковых, верхнего и
нижнего в размере 1 см.
После раскроя на кармане намечают линию
прореза н концов кармана.
На накладном кармане обрабатывают от-
верстие кармана так же, как и у обычных про-
резных карманов с клапанами, с той лишь раз-
ницей, что в накладных карманах исключается
обработка мешковины кармана и верхняя от-
делочная строчка прокладывается после при-
соединения кармана к полочке.
В накладных карманах без подкладки ниж-
на быть строго параллельна линии прореза
кармана и располагается от него на расстоя-
нии, равном расстоянию строчки от края кла-
пана. Точно так же боковые линии подгиба
должны находиться на таком же расстоянии от
концов кармана. Боковые стороны клапанов
должны быть параллельны боковым сторонам
кармана.
Заметывают карман со всех сторон. Из-
лишки ткани в углах и по линии закруглений
вырезают. В углах срезы сшивают через край
в стык. Заметанные карманы складывают ли-
цом внутрь и проверяют их симметричность.
Готовые карманы плотно проутюживают и
в таком виде соединяют с полочками.
Соединение накладных карманов с полоч-
ками. Накладные карманы соединяют с полоч-
ками-по меловым линиям, нанесенным закрой-
56
щиком. Сначала карман наметывают на по-
лочку, а затем прикрепляют.
Для наметывания кармана полочку кладут
на колодку лицом вверх, плечевой стороной от
работающего так, чтобы полочка на колодке
была гладкой и не давала складок. На полоч-
ке размещают накладной карман изнанкой
вниз, верхняя, нижняя и боковые стороны кар-
мана должны совпадать с меловыми линиями,
нанесенными закройщиком.
В изделиях из тканей с полосками или
клетками без вытачек рисунок на полочке и
кармане должен совпадать.
В изделиях с вытачками полоски и клетки
в боковых карманах должны совпадать внизу
и вверху между вытачками. На нагрудных кар-
манах полоски и клетки должны полностью
совпадать с полосками на полочках при усло-
вии, если передняя вытачка не проходит под
нагрудный карман. Если верхний конец на-
грудной вытачки прикрыт нагрудным карма-
ном, то в этом случае полоски или клетки
внизу в боковой части кармана не совпадут
с полосками или клетками на полочке.
Карман сначала приметывают редкими
стежками длиной 3—4 см на расстоянии 4 см
от боковых сторон и от низа. Основную сквоз-
ную приметочную нитку прокладывают на рас-
стоянии 2—3 мм от боковых сторон и от низа
кармана длиной стежка 1,5—2 см. При про-
кладывании второй линии стежков карман
с боковых сторон и в углах слегка припосажи-
вают. При прометывании обращают внимание
на сохранение правильности контурных линий
кармана.
Правильность приметывания карманов про-
веряют, накладывая одну полочку на другую
лицом внутрь. Правильно приметанные карма-
ны! по контурным линиям должны совмещаться.
Карманы к полочкам прикрепляют тремя
способами: ручным, машинным или комбини-
рованным.
Ручным способом карманы прикреп-
ляют либо со стороны нзнанки полы частыми
потайными стежками «взад нглу» (прикрепле-
ние производится на расстоянии 1—3 мм от
края кармана в зависимости от толщины тка-
ни), либо припушивают с лицевой стороны на
расстоянии 1—1,5 мм от края кармана.
При выполнении этой операции полочку по
линии пришивки кармана перегибают на рас-
стоянии 2—3 мм от края кармана. В таком по-
ложении сгиб полочки пришивают за подгибку
кармана частыми подшивочными стежками.
Машинным способом карманы при-
крепляют шелковыми нитками в тон основной
ткани одной илн двумя строчками, расстояние
от края такое же, как и для строчек на кла-
пане и бортах. В некоторых случаях карманы
прикрепляют одной строчкой (на расстоянии
от 0,5 до 2 см от края). В этом случае кар-
маны либо остаются свободными (отлетными),
либо прикрепляются одним из вышеописанных
ручных способов. Строчки, которыми прикреп-
ляют карманы, должны быть строго парал-
лельны сторонам кармана.
При комбинированном способе
нижнюю часть кармана пришивают на машине,
а верхнюю — вручную.
В накладных карманах с прорезными от-
верстиями на их концах, так же как и в обыч-
ных прорезных карманах, ставят скрепки
(см. рис. 25, 8).
Во всех накладных карманах без прорез-
ного отверстия концы карманов скрепляют руч-
ным способом с изнанки полы за подгибку уг-
лов кармана (дополнительно скрепление де-
лается сквозными вертикальными потайными
проколами в участке углов кармана на рас-
стоянии 1—2 мм от края угла). Под углами
кармана подкладывают лоскутик хлопчатобу-
мажной ткани.
С готовых карманов все наметочные и вспо-
могательные нитки удаляют, концы настроч-
ных ниток пропускают на изнанку полочки и
завязывают узлом. Карманы проутюживают иа
колодке как с лицевой стороны, так и со сто-
роны изнанки.
ОБРАБОТКА ВНУТРЕННИХ КАРМАНОВ
Внутренние карманы размещают со сто-
роны подкладки полочек. Чаще в изделии бы-
вает два кармана: на левой и правой полочках
по одному карману. Однако в некоторых муж-
ских изделиях, кроме внутренних карманов,
имеется на левой полочке подкладки иа уровне
верхнего бокового кармана третий маленький
карман — лорнетный. В женских изделиях на
правую полочку подкладки обычно ставят один
карман.
Имеется сравнительно много разновидно-
стей внешнего оформления внутренних кар-
манов:
1) с листочкой из основной подкладки;
2) с рамкой из основной ткани верха;
3) обработанные иа подборте и окантован-
ные с наружной стороны подкладкой;
4) скрытые с наружной стороны, иногда
отделанные рюшем — в женских изделиях.
В мужских изделиях внутренние карманы
делают параллельно верхней нагрудной ли-
сточке на 1—2 см ниже ее. Внутренние кар-
маны обычно меньше верхнего бокового кар-
мана иа 1 см. Глубина кармана в пиджаках
колеблется от 16 до 18 см, а в пальто
18—20 см.
57
Карманы с листочкой. На полочке под-
кладки намечают линию прореза кармана па-
раллельно линии нагрудной листочки на
1—2 см ниже последней и на расстоянии
2—3 см от линии соединения подкладки с под-
бортом.
Для обработки такого кармана требуются
следующие детали: долевая обтачка из основ-
ной ткани подкладки (длина ее на 4 см боль-
ше длины прореза кармана,- ширина 6 см),
подзор из подкладки такой же длины и ши-
рины, как и обтачка, мешковина.
Первая и вторая стеики мешковины должны
быть параллельны линии полузаноса изделия.
Ширина мешковины должна быть равна длине
обтачки и подзора. Нижний край мешковины
должен быть выше уровня талии на 4—5 см.
Обработка кармана начинается с настрочки
обтачки и подзора на мешковину. Обтачку на-
кладывают на мешковину так, чтобы верхние
срезы мешковины и обтачки совместились. Низ
обтачки подгибают на 0,7 см и строчку про-
кладывают на расстоянии 2 мм от подгибки
по обтачке. Аналогично обтачке настрачивают
подзор иа мешковину.
Верх мешковины с обтачкой подгибают
в сторону изнанки и заутюживают. Ширина
подгибки складывается из ширины листочки
в готовом виде и ширины шва. Если ширина
листочки в готовом виде 1,5 см, то подогнутая
часть будет равна 1,5 —|- 1 = 2,5 см.
Подогнутый край обтачки с мешковиной
кладут на стол лицом вверх, подогнутой сторо-
ной вниз и параллельно сгибу на обтачке на-
мечают ширину листочки, равную 1,5 см.
На полочку подкладки, которую помещают
лицом вверх, плечевой стороной вниз, накла-
дывают мешковину с обтачкой подогнутой сто-
роной вниз, сгибом вправо так, чтобы меловые
линии на полочке и на листочке совместились.
Мешковина с обтачкой с обеих сторон должна
заходить за концы кармана на 1,5—2 см.
Мешковину с обтачкой притачивают к по-
лочке (рис. 26, 1) по меловой линии, образуя
справа листочку шириной 1,5 см. Концы строч-
ки должны заканчиваться на поперечных ме-
ловых линиях, намеченных на полочке под-
кладки.
Мешковину кармана по линии строчки от-
ворачивают в сторону низа полочки и вплот-
ную к шву притачки листочки накладывают
вторую стенку мешковины с подзором лицевой
стороной вниз и пристрачивают параллельно
первой строчке (рис. 26, 2). Расстояние между
строчками должно быть равно ширине готовой
листочки. Концы строчки должны также за-
канчиваться па поперечных меловых линиях.
Если получилось нарушение параллельно-
сти концевых линий листочки, то следует уда-
лить соответствующее число стежков и концы
нитей на изнанке подкладки завязать.
По середине между строчками со стороны
изнанки полочку прорезают таким же образом.
Рис. 26. Обработка внутреннего
кармана с листочкой:
1 — присоединение листочки с мешкови-
ной к полочке, 2— присоединение меш-
ковины с подзором к полочке, 3 — от-
делочная строчка на листочке
как в верхних карманах с клапаном (см.
рис. 22, 10)
Обе стороны мешковины через отверстие,
образованное разрезом полочки, пропускают
на изнанку. Мешковину с подзором тщательно
расправляют, листочку оставляют на лицевой
стороне и тоже расправляют так, чтобы она
лежала на полочке совершенно гладко, а верх
листочки аплотную подходил бы к шву под-
58
зора, заполняя расстояние между строчками
без зазора.
Расправленный карман кладут на стол ма-
шины', треугольники в концах разреза отводят
на изнанку, листочку несколько подтягивают
в долевом направлении так, чтобы она плотно
прилегала к подкладке, а верхний сгиб упи-
рался бы в шов подзора. Полочку в конце про-
реза кармана отгибают, а треугольник кладут
на листочку. В таком положении треугольник
пристрачивают (см. рис. 22, 13) несколькими
строчками к листочке и мешковине, при этом
строчка должна быть проложена по основанию
треугольника. Не обрывая нитку, стачивают
мешковину кармана и, дойдя до второго кон-
ца кармана, скрепляют его так же, как и пре-
дыдущий.
Для увеличения прочности концов кармана
с лицевой стороны параллельно концам и
верхнему краю листочки прокладывается отде-
лочная строчка (рис. 26, 3).
В концах кармана прокладывают по две
параллельные строчки: первая прокладывается
по листочке на расстоянии 1 мм от скрепки, а
вторая — по полочке на расстоянии I мм от
скрепки. Строчки пропускают несколько ниже
листочки примерно на 1 см.
Верхнюю сторону строчки по полочке на
расстоянии 1—1,5 мм от шва подзора простра-
чивают нитками из шелка в цвет ткани под-
кладки. Частота — 5 стежков в 1 см. При про-
строчке бокового конца листочки, обращенного
к пройме, со стороны мешковины подклады-
вают полоску из хлопчатобумажной ткани, ко-
торая должна доходить до среза проймы.
Излишек мешковины обрезают, оставляя на
шов 1,5 см. Карманы проутюживают со сто-
роны изнанки, при этом листочку расправляют
так, чтобы верхний край листочки плотно при-
легал к шву подзора без перекосов подкладки.
Карманы с рамкой из основной ткани. Для
обработки кармана с рамкой требуются сле-
дующие детали: две обтачки из основной тка-
ни верха (обязательно долевые шириной по
5 см, длиной, превышающей длину отверстия
кармана на 4—5 см), подзор из основной под-
кладки (шириной 6 см, длиной, превышающей
длину отверстия в кармане на 4 см), мешко-
вина, полоска ткани из основной подкладки
(длиной 8—9 см и шириной 2 см) для петли.
Подзор настрачивают на мешковину так
же, как и в предыдущих карманах. Петлю для
внутреннего кармана изготовляют из полоски
подкладочной ткани. Края полоски в долевом
направлении подгибают: правый край — на
0,5 см, а левый — на 0,3 см; затем полоску
вновь перегибают изнанкой во внутрь так, что-
бы ее правый край выступал относительно ле-
вого на 0,3 см, и в таком виде прокладывают
посредине строчку около верхнего подгиба.
Ширина полоски в готовом виде 0,6—0,7 см.
Для получения петли полоску в поперечном
направлении перегибают пополам, образуя ми-
сочек. С изнанки мысочек прострачивают
двойной обратной строчкой.
Изготовленную петлю накладывают на под-
зор с мешковиной над серединой отверстия
кармана мысочком вниз и настрачивают на
мешковину с подзором, сохраняя длину отвер-
стия петли 1,75—2 см.
Обтачки складывают лицом внутрь, совме-
щая их срезы и стачивают редкой строчкой.
Ширина шва 1 см. Полученный шов разутю-
живают, на лицевой стороне на шов наносят
поперечные меловые линии, обозначающие
длину отверстия кармана.
На стенку мешковины накладывают об-
тачки изнанкой вниз так, чтобы верхний срез
мешковины совместился со срезом шва нижней
обтачки и по этой обтачке с лицевой стороны
на расстоянии 2 мм от линии соединения про-
кладывают отделочную строчку, которой и при-
крепляют стенку мешковины к нижней обтачке
(рис. 27, 1).
Мешковину отворачивают вниз и по ниж-
ней обтачке прокладывают вторую отделочную
строчку на расстоянии 7 мм от первой
(рис. 27, 2).
Мешковину с подзором кладут на стол ма-
шины подзором вверх, изнанкой вниз. На меш-
ковину накладывают обтачки лицом вверх, бо-
ковые стороны первой и второй стенок мешко-
вины должны совмещаться, а верхний край
мешковины с подзором должен перекрывать
линию соединения обтачек на 1—1,5 см.
С лицевой стороны по верхней обтачке на
расстоянии 2 мм от линии соединения прокла-
дывают отделочную строчку. Этой строчкой
присоединяют вторую стенку мешковины к об-
тачкам.
Концы кармана скрепляют по меловым ли-
ниям на универсальной машине, одновременно
стачивают мешковину кармана (рис. 27, 3).
Для увеличения прочности кармана в конце
его отверстия ставят ручные скрепки. Вели-
чина скрепки 0,5—0,7 см.
В готовом виде карманы проутюживают со
стороны изнанки. В таком виде карманы со-
единяются с полочками.
Карманы с окантовкой. Карманы, отделан-
ные с наружной стороны окантовкой, приме-
няются преимущественно в мужских драповых
пальто. Такой карман размещают или на под-
борте вертикально или на выступе подборта
горизонтально. Чаще всего выступ делают при-
тачным.
59
Для изготовления такого кармана требу-
ются две обтачки из основной подкладки ши-
риной по 4 см и длиной, превышающей длину
отверстия кармана на 4 см, подзор из той
же подкладки, равный по длине обтачкам
ком положении мешковину приметывают к вы-
ступу подборта.
Обтачку из подкладки подгибают и накла-
дывают на подборт так, чтобы подогнутый
край вплотную прилегал к намеченной меловой
и шириной 6 см, мешковина и полоска для
петли.
На одну стенку мешковины настрачивают
подзор и петлю, так же как в кармане, заде-
ланном в рамку.
На выступе подборта намечают линию от-
верстия кармана. По намеченной линии со
стороны изнаики подкладывают мешковину
кармана так, чтобы она располагалась на 1—
1,5 см выше линии отверстия кармана и на
1,5—2 см заходила за концы кармана. В та-
60
линии, и пристрачивают швом шириной 0,3—
0,4 см; точно так же пристрачивают вторую
обтачку (рис. 27, 4). Концы закрепляют об-
ратной строчкой.
Отверстие кармана прорезают между строч-
ками до концов строчек без мысиков. Обтачки
пропускают через отверстие кармана на из-
нанку, плотно огибают ими края прореза, вы-
пуская канты шириной 3—4 мм. Канты выме-
тывают прямыми стежками длиной 1 см на
расстоянии 2—3 мм от шва. В швы кантов или
по внутренним краям прокладывают строч-
ки. Сначала прострачивают нижний кант и на-
страчивают нижний край обтачки на мешко-
вину. Строчкой по верхнему канту прикреп-
ляют мешковину с подзором так же, как и в
карманах рамкой.
Обработка этих карманов существенно от-
личается от обработки карманов, которые раз-
бирались выше.
Боковые карманы в боковых швах брюк.
Составными частями такого кармана являют-
ся: мешковина, обтачка и подзор.
Рис. 28. Карманы в боковых швах брюк:
/ — прокладывание кромки по линии передней половинки кармана, 2 — присоединение обтачки к передней половинке,
3 — прострочка края кармана, 4 — подшивка внутреннего края обтачки, о — стачивание мешковины, б — присоединение
подзора к задней половинке, 7 — разутюженный шов подзора. В — подшивка и припушка второй стенки мешковины по ли-
нии задней половинки брюк
Дальнейшая обработка данного кармана
выполняется таким же образом, как и обра-
ботка кармана с рамкой (см. рис. 27, 5 и 6).
ОБРАБОТКА КАРМАНОВ, РАСПОЛОЖЕННЫХ
В ШВАХ И РЕЛЬЕФАХ
В некоторых изделиях карманы распола-
гают в соединительных швах или рельефах, и
нередко такие карманы с лицевой стороны яв-
ляются малозаметными.
К числу таких карманов относятся: кар-
маны в боковых швах брюк, карманы в рель-
ефных швах полочек женских пальто и жаке-
тов, часовой карман в соединительном шве
пояса брюк и др.
На передних и задних половинках брюк по
линии боковых швов вверху отмечают границы
боковых карманов. На переднюю половинку
после соединения шелковой подкладки и обме-
тывания срезов со стороны изнанки наклады-
вают и приметывают мешковину. С боковой
стороны мешковина должна отстоять от боко-
вого среза верхней половинки на расстоянии
10—12 мм, а верх — совмещаться с верхними
срезами.
На передней половинке кармана на рассто-
янии 1 см от боковых срезов кармана прокла-
дывают кромку, которая должна заходить на
2—3 см за концы кармана (рис. 28, 1). Кром-
ку приметывают прямыми стежками с посад-
кой передней половинки в размере 0,5 см, при
61
этом наибольшая посадка дается на середине
кармана.
Внешний край кромки подшивают потай-
ными подшивочными стежками длиной 0,3 см,
а с внутренней стороны кромку пришивают че-
рез край к мешковине. Сутюжку кармана для
посадки делают на краю универсальной ко-
лодки.
Обтачку бокового кармана накладывают на
лицевую сторону передней половинки по ли-
нии бокового кармана так, чтобы верхний ко-
нец выступал за верхнюю надсечку на 1- -2 см,
а нижний ее конец перекрывал нижнюю над-
сечку на 2 см.
Края половинки и обтачки с боковой сто-
роны уравнивают. Обтачку пристрачивают
к передней половинке (рис. 28, 2) от верхней
до иижней надсечек шириной шва 0,5 см, по-
сле чего шов разутюживают.
Обтачку кармана перегибают в сторону
мешковины, со стороны половинки выпускают
кант шириной 0,5 см и край заметывают пря-
мыми стежками длиной 1 см на расстоянии
0,9—1 ем от края. Заметанный край приутю-
живают, а затем строчат. Строчку проклады-
вают с лицевой стороны параллельно линии
края кармана на расстоянии 0,75 см.
В некоторых случаях прокладывают две
строчки: первую на расстоянии 2 мм от края,
а вторую (фигурную) на концах — на расстоя-
нии 1,5 см, а на середине — 2,5 см от края
(см. рис. 28, 3).
Внутренние края обтачек пришивают к
мешковине или открытыми подшивочными
стежками, или крестообразными стежками
«козлик», или пристрачивают машиной (см.
рис. 28, 4).
Вспомогательные нитки с карманов уда-
ляют, край карманов приутюживают. Вторую
стенку мешковины присоединяют к задней по-
ловинке кармана ручным или машинным спо-
собом. При ручиом способе после приутюжки
кармана в передней половинке нижнюю часть
мешковины стачивают двойным выворотным
швом (рис. 28, 5). Ширина первого шва 4—
5 мм, а второго - 6—7 мм.
К задней половинке пристрачивают подзор
(рис. 28, 6) швом шириной 7 мм так, чтобы
концы его выступали за надсечки на 1,5—2 см.
Шов плотно разутюживают (см. рис. 28, 7)
на колодке или на столе.
В некоторых случаях подзор, как и об-
тачку, делают цельнокроеным.
После обработки отверстия кармана на пе-
редней половинке и соединения подзора с зад-
ней половинкой соединяют боковые швы брюк
и затем пришивают второй край мешковины
кармана за подзор.
Подзор заправляют в мешковину кармана,
под нижнюю скрепку кармана подкладывают
лоскутик хлопчатобумажной ткани К, сложен-
ной треугольником, как показано на рис. 27, 8.
Свободный край мешковины подгибают на
0,75 см, располагают так, чтобы он заходил за
край шва задней половинки брюк на 1—2 мм
и пришивают к задней половинке частыми по-
тайными подшивочными стежками. Внутренний
край подзора пришивают также частыми стеж-
ками «взад иглу» со стороны мешковины (см.
рис. 27, 8).
На концы кармана с лицевой стороны ста-
вят скрепки ручным способом. Длина скрепки
равна расстоянию отделочной строчки от края
кармана. Верхняя скрепка с изнанки прикры-
вается прикладом, а нижняя — мешковиной.
Карманы, расположенные в дополнительных
швах полочек. Как уже отмечалось, в женской
одежде боковые и нагрудные карманы очень
часто располагают в рельефных швах поло-
чек. Такие карманы по отношению к полочке
размещают в различных направлениях соот-
ветственно рельефам. Состоят эти карманы из
следующих деталей: обтачки, подзора и меш-
ковины. Однако в прямых карманах чаще все-
го обтачку н подзор вместе с полочками де-
лают цельнокроеными.
На передней и-на боковой частях полочек
закройщиком отмечается линия отверстия кар-
мана. По намеченным линиям прокладывают
сквозные нитки или силки.
Около силков или ниток по переднему рель-
ефу отверстия кармана располагают кромку,
концы которой должны выступать на 1—2 см
за отверстие кармана. Кромку прокладывают
(рис. 29, /) с небольшим натяжением и под-
шивают потайными стежками.
Карман приутюживают со стороны изнанки
на универсальной колодке или на столе.
К свободному краю припуска на подгиб пе-
редней части полочки пристрачивают одну
стенку мешковины (см. рис. 29, 2). Подгибку
кармана перегибают по намеченной линии на
изнанку и заметывают прямыми стежками
длиной 1 см.
Край кармана приутюживают и строчат
(рис. 29, 3) соответственно указаниям закрой-
щика, Строчку прокладывают с лицевой сто-
роны шелковыми нитками в тон ткани верха.
При отсутствии отделочной строчки край кар-
мана припушивают с внутренней стороны руч-
ным способом потайными стежками, незамет-
ными с лицевой стороны. Величина стежка
0,5 см, расстояние от края 0,5 см.
К боковой части полочки притачивают вто-
рую стенку мешковины шириной шва 0,7 см
(рис. 29, 4). После обработки рельефов стачи-
62
вают мешковину кармана швом шириной 1 см.
Концы кармана скрепляют со стороны из-
нанки нитками № 10 обратными стежками,
располагая стежки поперек входа в карман.
С нижней стороны под скрепку подкладывают
полоску хлопчатобумажной ткани (см.
рис. 29, 5).
Ширина шва 0,7 см. Если подзор выкроен из
подкладки, то последний настрачивают па
мешковину.
Второй конец мешковины притачивают к
шву левой передней половинки брюк (рис.
30, 1), руководствуясь контрольными метками.
Ширина шва 5 мм.
Рис. 29. Карманы в дополнительных швах полочек:
1 — прокладывание кромки по передней стороне кармана, 2 — присоедините мешковины к передней стороне полочки, 3 — прострочка
передней рамки кармана, 4 — присоединение второй стенки мешковины. <>' — стачивание мешковины и скрепка концов кармана
Рис. 30. Обработка часового кармана:
/—присоединение мешковины к передней половинке брюк, 2 —стачанная мешковина, 3 — прострочка
верхней рамки и скрепка концов кармана
Готовый карман плотно проутюживают на
универсальной колодке.
Часовой карман. Часовой кармац распола-
гают на левой передней половинке брюк
в шве притачки пояса на расстоянии 4 см от
бокового шва. Длина входа в часовой кар-
ман 7—8 см, глубина — 12 см.
Составные части часового кармана: подзор
из основной ткани верха (иногда карман обра-
батывают с клапаном, тогда подзор выкраи-
вают из подкладки в тон ткани верха) и меш-
ковина из карманной ткани. Подзор из основ-
ной ткани верха притачивают к мешковине.
Нижнюю рамку кармана для часов про-
страчивают с лицевой стороны левой передней
половинки брюк на расстоянии 2 мм от шва
притачки пояса после разутюжки последнего.
После этого стачивают боковые стороны меш-
ковины (см. рис. 30, 2). При этом следят за
тем, чтобы подзор закрывал вход в часовой
карман. Если часовой карман прикрывается
клапаном, то клапан приметывают к шву поя-
са между контрольными метками, одновре-
менно к поясу приметывают верхний край под-
зора. Верхняя рамка часового кармана про-
страчивается одновременно с прострочкой
пояса. В концах кармана ставят ручные
скрепки величиной 0,5 см (см. рис. 30, 3).
После отделки и утюжки брюк шов пояса
между скрепками часового кармана распары-
вают (получается отверстие для входа в часо-
вой карман).
ОБРАБОТКА ДРУГИХ ВИДОВ КАРМАНОВ
Все другие виды карманов, которые встре-
чаются в одежде, обрабатывают так же, как
вышеописанные. Например, нагрудные листоч-
СОЕДИНЕНИЕ ПОЛОЧЕК С ПАРУСИНОЙ
Парусину приметывают на универсальной
колодке и на столе. Если полочки имеют ма-
лую выпуклость в области грудной клетки, то
парусину с полочкой соединяют на колодке,
если полочка имеет большую выпуклость, то
на столе.
Последний способ является наиболее рас-
пространенным и удобным для практического
выполнения.
На колодке и столе парусину располагают
Рис. 31. Обработка бортов:
1 — вид левой полочки после соединения ее с парусиной, 2 — вид левой водочки с изнанки после прокладывания
кромки. 3 — вид полочки после соединения ее с подбортом, 4 — вид полочки после выметывания борта и соединения
внутреннего нагрудного кармана
ки жилетов обрабатывают таким же образом,
как нагрудные листочки в пиджаках и жаке-
тах. Концы листочек жилета прикрепляются
машинным способом.
Обработка кармана с листочкой на стеган-
ной подкладке производится аналогично обра-
ботке бокового кармана с листочкой.
Как правило, на стеганой подкладке ли-
сточку настрачивают сверху. Концы листочки
скрепляют двумя машинными строчками—пер-
вую прокладывают по концам листочки и вто-
рую— на расстоянии 1—1,5 см от первой.
Аналогично обработке боковых карманов
клапанами осуществляется обработка прорез-
ных карманов в брюках. Обычно такие кар-
маны применяются в брюках галифе и брид-
жах, иногда и в обычных брюках. В таких
карманах верхний край обтачивается не кла-
паном, а подзором.
бортом от работающего. На столе парусина
должна быть расположена около овала ко-
лодки таким образом, чтобы центр выпуклости
совмещался с овалом колодки, а бортовая
часть находилась бы на колодке.
Парусина кладется волосяной -тканью вверх
или вниз, как это предусмотрено ее обработ-
кой. Затем на парусину накладывают полочку
лицом вверх так, чтобы парусина своими кон-
турами выступала иа расстояние не менее
0,5 см за контуры полы в участках отворота,
горловины, плечевого среза и проймы. По ли-
нии борта край парусины может и совме-
щаться.
Полочку на парусине аккуратно расправ-
ляют и в таком виде приметывают прямыми
стежками в следующей очередности: первую
дорожку на левой полочке прокладывают па-
раллельно пройме на расстоянии от нее 4—
64
5 см с интервалами между стежками до 3 см
и продолжают вести по боковому срезу пару-
сины на расстоянии 0,5—1 см от среза пару-
сины с интервалами между стежками до 5 см.
В плечевой части в поперечном направлении
парусину прикрепляют (см. рис. 31, /) фигур-
ными стежками, идущими в сторону горло-
вины в два обратных шага. На левой полочке
эти стежки прокладывают вначале перед вы-
полнением первой дорожки, а на правой —
после ее выполнения.
Вторую дорожку прокладывают вдоль полы
примерно по середине ширины парусины (дли-
на стежков 4—5 см) после перемещения полы
и парусины на некоторое расстояние ближе
к работающему. При прокладывании второй
дорожки основная ткань относительно пару-
сины должна располагаться ровно, без натя-
жения и ослабления.
Третью дорожку прокладывают после по-
ворота полы бортом к работающему так, что-
бы центр выпуклости совмещался с овальной
частью колодки. Полочку дополнительно рас-
правляют и всю слабину (в случае ее появле-
ния) сдвигают в бортовую часть, сохраняя при
этом равномерное натяжение парусины и
полы. Третья дорожка должна проходить па-
раллельно сгибу отворота на расстоянии 2—
3 см от края и параллельно сгибу отворота иа
расстоянии 2—3 см от сгиба (в изделиях с от-
воротами) во внутрь полы.
На правой полочке парусину к полочкам
приметывают таким же образом, но в обрат-
ном направлении
В современной одежде с широкой паруси-
ной, заходящей дальше под пройму, рекомен-
дуется дополнительно прокладывать четвертую
дорожку, как показано на рис. 31, 1.
После приметывания парусины излишки ее
ширины сверх допусков (0,5 см) срезают.
ПОДГОТОВКА ПОЛОЧЕК К ОБРАБОТКЕ
БОРТОВ
В зависимости от вида одежды подготовка
полочек к обработке бортов 1 производится по-
разному.
В изделиях с отворотами подготовка поло-
чек начинается с выстегивания отворотов. Вы-
стегивание— это один из способов, при по-
мощи которого осуществляется сращивание
двух или трех слоев ткани. Выстегиванием
обеспечивается соответствующая упругость и
устойчивость, необходимая для сохранения
внешнего вида отворотов.
1 Подготовка полочек к обработке бортов начи-
нается после уточнения деталей и прокладывания вто-
ричных силков.
При пошивке одеждьи применяют несколько
способов выстегивания отворотов:
1) на специальной машине модель 7 или
СМ-2;
2) клеевым методом при помощи специаль-
ного клея БФ-6;
3) ручным способом.
При индивидуальном пошиве одежды наи-
более распространенным является ручной
способ.
Выстегивание отворотов ручным способом
выполняется косыми несквозными стежками,
и положение стежков должно быть различно
для различных тканей. Например, для тонких
тканей прежде всего применяют тонкие иитки,
ширина косого стежка не должна превышать
0,3 см с интервалом между стежками 0,5 см.
Расстояние между дорожками 0,5—0,7 см.
Стежки должны располагаться под углом
45° в одну сторону. Такой способ исключает
пролегание нитей на лицевой стороне отво-
рота.
В тканях более толстых (сукно, драп и т. п.)
ширина стежка соответственно увеличивается
до 0,7 см, нитки применяются более толстые
(№ 40—30). Интервалы между дорожками
до 0,7 см. Стежки могут располагаться раз-
лично — в одну сторону и в разные стороны
«елочкой».
Стежку отворотов начинают за линией сги-
ба около края волоса, причем между дорож-
ками парусину соответственно припосаживают.
Величина припосадки регулируется продоль-
ным изгибом отворота, парусина должна сво-
бодно огибать основную ткаиь. При таком по-
ложении припосадка парусины между дорож-
ками распределяется равномерно. При высте-
гивании отворотов обращается особое внима-
ние, чтобы не было сквозных проколов, нитн
стежков должны располагаться иа парусине
ровно, без натяжения.
Такое выполнение маскирует следы стеж-
ков с лицевой стороны полы.
После выстегивания отворотов в сгиб отво-
рота прокладывают кромку длиною в две тре-
ти сгиба от верха 1. Кромку располагают по
линии сгиба и прокладывают с небольшим на-
тяжением, подшивая с обеих сторон косыми
несквозными стежками за парусину. Линия
сгиба в изделии должна быть уточнена обмел-
кой после первой примерки.
В изделиях с глухой застежкой выстегива-
ние отворотов не делают.
В изделиях с отворотами второй подготови-
тельной операцией является подсутюживание
1 В мужской и женской одежде широкой формы
с долевыми папортками около проймы полы кромку
в сгиб отворота не прокладывают.
Б Технология изготовления верхней одежды
65
полы. Подсутюживание проводится таким же
образом, как и влажно-тепловая обработка па-
русины: сначала подсутюживают борт полы,
особенно в участке отворота до полного исклю-
чения слабины, образованной натяжением
кромки на участке сгиба, затем подсутюжи-
вают полочку со стороны проймы от горло-
вины и т. д.
ОБРАБОТКА БОРТОВ
Обработка бортов (см. рис, 31, 32, 33) со-
стоит из нескольких операций: осноровки бор-
тов, подрезки парусины по краю бортов, про-
кладывания кромки, окантовки бортов, обра-
ботки отверстия для гульфика, подготовки под-
бортов (см. «Влажно-тепловая обработка»),
соединения подбортов с полочками, обтачива-
ния бортов, выметывания бортов, окантовки
различных срезов деталей в одежде.
©СНОРОВКА БОРТОВ И ПОДРЕЗКА ПАРУСИНЫ
Под осноровкой бортов понимают оконча-
тельное оформление бортов и отворотов в со-
ответствии с заданной моделью. Кроме того,
при осноровке бортов срезают излишки ши-
рины полы, обнаруженные при первой при-
мерке. Осноровка бортов и отворотов, как
правило, выполняется непосредственно кон-
структором или мастером-портным по лекалу,
разработанному конструктором в соответствии
с моделью. Вместе с осноровкой бортов обме-
ляют и осиоравливают низ изделия.
Борта обрезают строго по меловому следу,
одновременно срезают и излишки ширины
подгибки внизу, В полочках с цельнокрое-
ными подбортами, где проектируется обра-
ботка бортов в подгибку, без шва, меловая ли-
ния служит следом подгибки борта. Полочку
с обрезанным бортом своей лицевой стороной
накладывают на другую полочку, аккуратно
расправляют так, чтобы контуры проймы, гор-
ловины, плечевые срезы совместились.
Совмещением этих контуров проверяют
возможные перекосы полочек. В таком виде
полочки по борту и отворотам скрепляют бу-
лавками (во избежание сдвигов одной полы
относительно другой), можно предварительно
обмелить второй борт по контуру первого
борта и затем по меловому следу обрезать
второй борт, причем предварительно должна
быть перенесена (отпечатана) линия низа на
другую полочку. Обрезка второго борта мо-
жет Производиться ТОЧНО ПО KOHiypy первого
борта без предварительной об мелки.
Обрезанные борта вновь проверяют путем
сравнения одного борта с другим и все воз-
никшие после обрезки неровности устраняют
до полного совпадения контуров.
В бортах с рамкой парусину подрезают на
отвороте на 0,5 см; ниже отворота парусину
подрезают на 0,1 см во внутрь за линию пе-
региба борта; линии среза парусины в участке
створота и борта должны совпадать.
ПРОКЛАДЫВАНИЕ КРОМКИ
Прокладывание кромки при пошивке
одежды имеет весьма важное значение. Кром-
кой обычно служит специальная льняная тесь-
ма шириной в 1 —1,2 см, устойчивая к растя-
жению, взамен специальной тесьмы приме-
няется иногда срезанная с краев хлопчатобу-
мажной ткани кромка такой же ширины.
Кромка предохраняет от растяжения уча-
стки одежды, где она располагается. Кроме
того, с помощью кромки имеется возможность
дать одежде дополнительную припосадку, не-
обходимую для создания той или иной вы-
пуклости.
Обычно кромку прокладывают в борта
(рис. 31,2), низ, по линии проймы спинки и
в другие участки одежды, где необходимо пре-
дохранение от растяжения.
При обработке бортов на правой полочке
кромку начинают прокладывать по горловине
на расстоянии 1 см за линией сгиба, по краю
отворота, борту и низу до уровня переднего
конца бокового кармана или же по всей ли-
нии низа для изделий, в которых проекти-
руется строчка по краю низа.
На левой’ полочке кромка прокладывается
в обратной очередности.
Кромку вначале приметывают прямыми
стежками с интервалами 0,7 см таким обра-
зом, чтобы край кромки заходил на 0,1 см за
срез парусины. В процессе приметывания
кромка соответственно натягивается, а основ-
ная ткань посаживается.
Величина припосадки в различных участ-
ках борта и в разных видах одежды опреде-
ляется в каждом отдельном случае по-разному.
Так, например, в изделиях с пиджачными от-
воротами припосадка по краю отворота кон-
тролируется при помощи перегиба отворота
по линии сгиба. Вся слабина, образовавшаяся
по краю отворота относительно плоскости
полы, припосажнвается под кромкой. Следует
иметь в виду, что максимальная припосадка
обычно концентрируется над участком по
овалу отворота. По остальной части борта
ниже отворота припосадка должна быть ми-
нимальной: на каждые 10 см длины борта —
0,1 см припосадки. Такая же припосадка де-
лается и по линии низа изделия.
66
Во всех других изделиях натяжение кромки
по краю борта контролируется путем перегиба
пилочки по линии полузаноса. Образовав-
шуюся слабину по липин борта припосажи-
вают под кромкой, причем наибольшую при-
посадку обычно делают в области грудной
клетки. Кромку приметывают по середине ее
ширины. Приметанную кромку подшивают ко-
сыми несквозными стежками по внешнему
краю с интервалами 0,5 см, а по внутрен-
нему — 0,75—1 см и пришивают за парусину.
В некоторых случаях внешний край кромки
не подшивают, а пристрачивают по самому
краю в процессе обтачивания бортов. Одиако
такой способ не является распространенным
и в большинстве случаев применяется в одеж-
де, пошиваемой из низкосортных тканей, так
как создает излишнюю толщину края борта.
Подшивают кромку и без предварительной
приметки (этот способ обычно применяют ква-
лифицированные портные), причем в процессе
пришивки кромки через каждые 7—8 см де-
лают крестообразные стежки, которыми внут-
ренний край кромки прикрепляется к парусине,
кроме того, при помощи этих стежков регули-
руется натяжение внутреннего края кромки со-
ответственно натяжению внешнего края.
Внутренний край кромки пришивают за па-'
русину так же, как описано выше.
В пройме спинки кромку прокладывают от
боковой вытачки и до плечевого среза, а в из-
делиях без боковой вытачки, примерно, от се-
редины ширины проймы. В женских изделиях
кромка своим внешним краем должна совме-
щаться с линией силков, а в мужских изде-
лиях внешний край кромки должен отстоять
от линии силков на 0,5 см.
Внешний край кромки пришивают косыми
песквозными стежками с интервалами 0,5 см,
через каждые 5 см делают крестообразные
стежки, при этом внутренний край кромки
остается свободным. Кромку прокладывают
с легкой и равномерной припосадкой проймы.
Проложенную и пришитую кромку при-
утюживают и сутюживают всю припосадку, об-
разованную натяжением кромки. Затем уда-
ляют стежки, которыми приметана кромка.
Вновь подутюживают всю полочку и особенно
в участке парусины ,е помощью приемов, опи-
санных выше при подготовке полочек к осно-
ровке бортов. В тканях в полоску и в клетку
обращается внимание на то, чтобы кромка
после приутюживания располагалась строго
параллельно полоске. Всякие отклонения в рас-
стоянии между кромкой и полоской уточня-
ются (ткань подрезают).
Описанные выше практические приемы про-
кладывания кромки применимы и для всех ви-
б*
дов одежды: пиджаков и жакетов, женских и
мужских пальто, форменной одежды, бекеш,
поддевок, жилетов и одежды специального
назначения (смокинги, сюртуки, фраки и т. д.).
Исключение в прокладывании кромки со-
ставляет одежда производственного назначе-
ния, где кромку не приметывают и не подши-
вают, а пристрачивают по внешнему краю на
машине в процессе обтачивания бортов. В дру-
гих участках производственной одежды (кро-
ме бортов) кромка не прокладывается.
ОКАНТОВКА БОРТОВ
Обычно окантовку бортов делают в фор-
менной одежде: в шинелях для маршалов и
генералов и двубортных закрытых мундирах.
Кроме того, в некоторых случаях борта окан-
товывают и в одежде гражданской.
Как правило, борта в форменной одежде
окантовывают полоской из приборного сукна,
цвет которого зависит от рода войск и ведом-
ства, а в гражданской одежде кант обычно
делают из кожи или ткани.
Окантовка производится после проклады-
вания кромки. Для канта от приборного сукна
отрывают в поперечном направлении полоску
шириной 2 см. Полоску из кожи (берут обычно
мягкую кожу) вырезают такой же ширины.
Полоску из приборного сукна предвари-
тельно увлажняют и приутюживают (декати-
руют). Полоска из кожи должна быть цель-
ной, без надставок, при увлажнении ее
выпрямляют. После выпрямления кожаную по-
лоску дополнительно осноравливают, обрезают
все неровности, которые могли возникнуть при
выпрямлении кривизны.
Подготовленную полоску лицевой сторо-
ной соединяют с лицевой стороной борта по
срезу и приметывают на руках со стороны по-
лоски (на левой полочке от уступа борта, а на
правой — от низа) прямыми стежками с ин-
тервалами между стежком до 2 см на расстоя-
нии 0,5 см от края. В процессе приметывания
по уступу, отвороту и нижией части борта по-
лоску равномерно натягивают и слегка припо-
саживают (вокруг угла уступа).
Полоску канта притачивают Со стороны
борта около внешнего края кромки, частота
стежков 5 в 1 см — для приборного сукна и
4 стежка в 1 см — для кожи. Стежки, кото-
рыми приметана полоска, удаляют.
В одежде, пошиваемой из толстых тканей,
шов притачанной полоски предварительно под-
резают (допускается ширина шва со стороны
борта 0,15—0,2 см и со стороны канта 0,25 см).
Обрезанный шов с изнанки плотно заутюжи-
вают бортовым срезом па кант на универсаль-
ной колодке без подстилки.,
67
В изделиях из тонких тканей и с окантов-
кой кожей шов разутюживают в раскол, при-
чем разутюживание канта из кожи делается
утюгом с пониженным нагревом. Излишки шва
равномерно подрезают (ширина должна быть
не более 0,2 см).
Притачанную полоску приборного сукна
или кожи вывертывают и выметывают кант
шириною в шинелях 0,3 см, а в мундирах —
0,25 см.
В гражданской одежде, в зависимости от
толщины кожи, кант из кожи должен быть
шириной 0,3—0,4 см.
Кант выметывается с лицевой стороны по-
лочки прямыми стежками с интервалами
0,5—0,7 см, на расстоянии 0,2 см от шва.
Внутренний край канта пришивают за пару-
сину косыми, несквозными стежками с интер-
валами между стежками до 0,5 см. Выме-
танный кант плотно приутюживают вначале
с изнанки, затем удаляют стежки нитей, кото-
рыми он был приметан, и вновь приутюживают
с изнанки и с лицевой стороны на универсаль-
ной колодке без подстилки.
В процессе приутюживання выправляют
все неровности канта.
Для образования канта применяется и
другой способ — приклеивание мучным клей-
стером. Полоску и борт (около шва) прома-
зывают клейстером, затем кант вывертывают,
приклеивают руками и плотно приутюживают
с изнанки, а затем с лицевой стороны до вы-
сушивания клейстера.
В процессе приутюживаиия обращается
внимание на сохранение равномерной ширины
канта по всему борту.
Клеевой способ обеспечивает лучший внеш-
ний вид борта и канта, но такой способ не-
практичен: вследствие своей жесткости кант
быстрее изнашивается (вытирается), нару-
шается эластичность борта, создается неудоб-
ство в застегивании петель на пуговицы, в про-
цессе иоски одежды на бортах образуются за-
мииы н особенно от действия влагн.
Общий вид окантованного борта с изнанки
показан на рис. 32,1.
ОБРАБОТКА ОТВЕРСТИЯ ДЛЯ ГУЛЬФИКА
После прокладывания кромки участок гуль-
фика на полочке обтачивают поперечной хлоп-
чатобумажной полоской в тон основной ткани.
Хлопчатобумажная полоска должна иметь ши-
рину до 10 см и длину, превышающую на
4 см длину отверстия для гульфика. Эту по-
лоску накладывают лицевой стороной иа лице-
вую сторону полочки так, чтобы концы ее рав-
номерно выступали за срез борта полы на
0,5 см. Полоску приметывают ровно, без на-
тяжения, прямыми стежками на расстоянии
1 см от края борта с интервалами между
стежками до 2 см. Затем полоску притачивают
к борту полочки швом шириной не более
0,3 см с закреплением на концах двойной об-
ратной строчкой.
Неровно'сти шва со стороны полочки и об-
тачки подрезают. Обтачку вывертывают и за-
метывают с изнанки по линии перегиба (отме-
ченного ранее в процессе ©сноровки борта)
прямыми стежками в три следа: на расстоя-
нии 1 см от края борта с интервалами между
стежками до 1 см, на расстоянии 2 см от края
борта с интервалами между стежками до 2 см,
третий след прокладывают на расстоянии
0,1 см от следа проектируемой отделочной
строчки, которая располагается обычно по ли-
нии полузаноса для однобортных изделий.
Внутренний срез обтачки пришивают косыми
стежками за парусину, длина стежка до 1,5 см.
СОЕДИНЕНИЕ ПОДБОРТОВ С ПОЛОЧКАМИ
Подборта с полочками соединяют (см.
рис. 31,3) после предварительной подготовки:
притачивания и разутюживания надставок и
общей их влажно-тепловой обработки.
В некоторых случаях в мужских осенних
и зимних пальто до соединения подбортов
с полочками делают окантовку внутренних
краев и одновременно окантовку срезов внут-
ренних нагрудных карманов (до заделки от-
верстия карманов).
Полочку аккуратно расправляют на столе
лицом вверх и бортом к работающему так,
чтобы выпуклость в области груди находилась
в вытянутом положении, и в таком виде со-
единяют с лицевой стороной подборта. В тех
случаях, когда одежда п ошивается из полоса-
тых нли клетчатых тканей, внешний край под-
борта предварительно осноравливают так, что-
бы полоски в готовом изделии (в участке от-
ворота) располагались бы от края борта на
расстоянии, равном половине ее ширины. При
осноровке подборта должен быть учтен при-
пуск на шов.
Внешний край подборта при соединении
с полочкой должен выступать за бортовой срез
полы на 0,5 см. Равномерное выступание под-
борта, особенно в участке отворота, обеспечи-
вает параллельность полоски относительно
края борта.
Дорожки стежков прокладывают в сле-
дующей очередности (для правого подборта):
параллельно линии сгиба отворота (в одежде
с отворотами) на расстоянии 1 см от линии
сгиба с интервалами между стежками 2—3 см,
68
параллельно борту на расстоянии 1,5 см от
края с интервалом стежков 1,5—2 см, по рав-
ноделящей угла уступа до линии сгиба с ин-
тервалами между стежками 1,5—2 см, парал-
лельно краю отворота на расстоянии 1 см от
края стежками длиною до 1 см.
В. процессе приметывания на подборте де-
лается припосадка между петлями по 0.25 см
на каждую петлю; по равноде-
лящей уступа легкая припосадка
дается в полосатых тканях до
0,2 см па весь участок, а в глад-
ких тканях от 0,5 до 1 см в зави-
симости от ширины уступа и тол-
щины ткани.
По уступу пиджака подборт
слегка сдвигают внутрь на 0,2 —
0,3 см в бортах со швом в рас-
кол, причем если уступы острые,
то сдвиг делается большим, а
если уступы спущенные, то мень-
шим.
В бортах с кантиком сдвш
делается больший—до 0,6 см (в
тонких тканях) и до 1 см (для
драпа). Сдвиг обеспечивает со-
ответствующий напуск подборта
для образования канта и необхо-
димую слабину для подвивки
отворота.
В полосатых тканях по линии
отворота допускается легкая по-
садка подборта выше верхней
петли иа участке длиной 8—
12 см на перегиб отворота, в
•остальной части отворота под-
борт приметывается ровно, без
припосадки во избежание иска-
жения полоски.
Вокруг угла уступа в полоса-
тых тканях с обработкой борта
в раскол припосадка минималь-
ная. При обработке борта в кантик припосадка
0,1—0,2 см. Припосадка в более закруглен-
ных углах уступов и особенно в тканях тол-
стых (сукно, драп) соответственно увеличи-
вается.
В гладких тканях легкая припосадка допу-
скается по всей длине отворота до 0,6 см
в длинных отворотах и до 0,4 см — в коротких,
и особенно иа перегибе отворота внизу.
В нижнем углу борта (в закругленном и
незакругленном) подборт слегка натягивают и
припосаживают полочку до 0,2 см в тонких
тканях и до 0,3 см в толстых.
Левый подборт приметывают в обратной
последовательности.
В бортах без отворотов линия приметки
параллельно сгибу, а также по равноделящей
верхнего угла борта исключается, не делается
црипосадка и в верхнем углу борта.
Составляет некоторое исключение и после-
довательность соединения подбортов в бортах
пальто, обрабатываемых в рамку.
На подборте вырезают внешний край с вы-
ступом на отвороте, причем величина и поло-
Рис. 32. Полочки для шинелей:
1 — вид левой полочки генеральской шинели после окантовки борта, 2 — соединение
подборта с окантованным бортом
жеиие выступа при точке а должна соответ-
ствовать выступу при точке б на полочке
с учетом припуска на припосадку со стороны
подборта по линии отворота (см. рис. 33,1 и 2).
Подготовленный подборт накладывают ли-
цевой стороной на полочку (при вытянутом
положении) бортом к работающему так, что-
бы выступ на отвороте совместился с высту-
пом на полочке, а бортовой срез подборта со-
вместился с бортовым срезом полы ниже от-
ворота.
В таком положении подборт приметывают,
начиная от отворота до низа прямыми стеж-
ками, делая припосадку над петлями по
0,25 см на каждую петлю. Линия стежков
должна проходить на расстоянии 1 см от края
69
с интервалами между стежками 1,5—2 см
Левый подборт приметывают снизу, а пра-
вый — сверху.
Приметанные подборта обтачивают ча-
стыми стежками с предельным и равномер-
ным _ натяжением верхней и нижней нити в
машине (частота 6 стежков на 1 см).
Рис. 33. Полочка мужских пальто:
1 — яолочка пальто с выступом в бортовой части для обработки
бортов в рамку, 2— подборт с вырезом в бортовой части, 3 и
4 — стадии обработки борта
Швы обтачанных бортов со стороны по-
лочки и со стороны подборта равномерно под-*
резают, оставляя шов шириной 0,3 см. Тупой
стороной ножниц выскабливают швы, чтобы
устранить утолщение, аккуратно соштуковы-
вают поперечные надрезы прн точках а и б,
швы слегка подмыливают хозяйственным мы-
лом и плотно приутюживают. Осыпавшиеся
края шва от выскабливания плотно подре-
зают. Выскабливание швов допускается в
драпе, толстом сукне, бобрике при условии,
если в шов рамки будет проложена строчка.
Если строчки в шов рамки не делают, то швы
не выскабливают, а разутюживают.
Притачанный подборт перегибают по сгибу
припуска на рамку н приметывают времен-
ными стежками на участке длиной 10 с>иниже
отворота. Полочку вновь раскладывают иа
столе в вытянутом положении бортом к ра-
ботающему, расправляют верхнюю часть борта,
затем подборт приметывают по отвороту с со-
ответствующей припосадкой, как указано выше.
Подборта с полочкой соединяют после
окончательной обработки гульфика и отвер-
стия на полочке под гульфик. При соединении
подборта с гульфиком обращается внимание
на то, чтобы концы гульфика совмещались
с концами отверстия; внизу под борт должен
выступать относительно края гульфика для
тонких тканей на 0,1 см, для толстых — на
0,2 см; вверху подборт должен выступать отно-
сительно края гульфика на такое же расстоя-
ние, как и внизу. Гульфик должен быть распо-
ложен и а полочке ровно, без натяжения. В та-
ком положении гульфик приметывают прямы-
ми стежками длиною до 2 см и а расстоянии
1 см от края. Приметывание подборта по от-
вороту и ниже гульфика выполняется анало-
гично приметыванию подбортов, описанному
выше.
В изделиях без отворотов припосадку на
подборте делают только около петель по
0,25 см на каждую петлю. Выше и ниже пе-
тель подборт приметывают ровно, а в нижнем
углу полы — с небольшим натяжением.
Соединение подбортов с полочками у дву-
бортной шинели. Подборта у двубортной ши-
нели располагаются в верхней части борта по
лифу на 2 см ниже поперечного шва длинника
над уровнем поперечной строчки. Нижний
срез подборта от поперечной строчки прохо-
дит в косом направлении вниз и соединяется
швом с подгибкой борта.
Перед соединением подборта с полочкой
проверяют иижний срез подборта: необходимо,
чтобы срез подборта и подгибки борта совпа-
дали (следует учесть и припуск на шов).
Подборт притачивают к подгибке полочки,
шов плотно разутюживают и подрезают из-
лишки ширины шва.
Полочку аккуратно расправляют на столе
в вытянутом положении, бортом к работаю-
щему. На полочку накладывают подборт и
приметывают таким же образом, как и под-
борт в изделиях с отворотами.
Соединение подбортов с окантованными
бортами. Соединение подбортов с окантован-
ными бортами показано на рис. 32,2.
Окантованный борт изнаночной стороной
накладывают на лицевую сторону подборта
70
так, чтобы внешний край подборта прикры-
вался бортом на 1 см.
В таком виде подборт приметывают со сто-
роны борта прямыми стежками длиной до
2 см на расстоянии 0,5 см от шва канта.
В процессе приметывания над петлями под-
борт прнпосаживают по 0,25 см и а каждую
петлю, легкая припосадки делается и по ли-
нии отворота, в нижней части подборт при-
метывают ровно, без припосадки.
В генеральских шинелях, пошиваемых из
толстых драпов, до приметывания внешний
край среза подборта (шириной 4 см) спе-
циально подпаливают раскаленным утюгом.
Подпаливанием достигается уменьшение тол-
щины ткани по краю борта и особенно уступа.
Однако подпаливание значительно снижает
крепость ткани и ограничивает возможность
лицовки изделия.
Цельнокроеные подборта по уступу при-
метывают обычным способом с припосадкой
в изделиях с отворотами и без припосадки —
в изделиях без отворотов.
ОБТАЧИВАНИЕ БОРТОВ
В дальнейшей обработке борта не менее
важной операцией является сутюжка припо-
садки, сделанной и а подбортах. Посадку сутю-
живают не по всей ширине подборта, а только
по краю: ниже отворота до низа полы в ши-
рину до 4 см; по отвороту и по линии
уступа — в ширину до 2 см, сводя посадку
на нет к углу уступа и сохраняя при этом
слабину подборта по середине угла уступа по
линии а — б (см. рис. 31,5).
Сутюжку осуществляют на столе или на
универсальной колодке в положении изделия
бортом к работающему.
После сутюжки припосадки в изделиях
с отворотами делают обмелку в верхней части
отворота (угол уступа) по специальному ле-
калу, разработанному конструктором, в соот-
ветствии с подсобным лекалом, по которому
производилась осноровка борта. Лекало на-
кладывают на отворот со стороны парусины,
при этом необходимо, чтобы лекало и полочка
совместились уступами, а иа отвороте и на
уступе контур лекала может совмещаться
с внешним краем кромки или же распола-
гаться за кромкой на расстоянии не более
0,1 см. По наложенному лекалу наносят ме-
ловой след. Ниже угла уступа меловой след
не наносят. В изделиях без отворотов меловой
след не делают и по уступу.
Борт обтачивают по углу уступа (по мело-
вому следу) и по отвороту около кромки.
Ниже шов обтачки проходит по-разному; в
бортах с кантиком — на расстоянии 0,1 см от
внешнего края кромки (в тонких тканях) и
до 0,3 см (в толстых тканях типа драпа); в
бортах без кантика шов обрабатывают в рас-
кол и обтачивают около кромки. При обтачи-
вании обращается внимание на равномерное
натяжение нитей машиной (инти должны
быть предельно натянуты); частота стежков
6 в 1 см; не допускается искривлений шва.
При обтачивании бортов в полосатых тка-
нях не допускается искажений полоски с ли-
цевой стороны.
В изделиях с окантованными бортами под-
борта пристрачивают к полочкам. Строчка
проходит в самый шов канта.
Швы обтачанных бортов (с обработкой в
кантик или в раскол) плотно разутюживают.
Излишки шва подрезают: со стороны борта
ширина шва в осыпаемых тканях до 0,3 см,
а в иеосыпаемых — до 0,2 см; со стороны под-
борта швы оставляют в осыпаемых тканях
шириной 0,7 см, а в неосыпаемых — 0,5 см.
В толстых тканях типа драпа и толстого сукна
ширина шва со стороны борта и подборта —
не более 9,2 см.
В бортах с кантиком налицо швы подре-
зают до разутюжки шва. Ширина шва со сто-
роны подборта и борта одинаковая — не бо-
лее 0,3 см.
Подрезанные швы аккуратно выскабли-
вают, как и в бортах с рамками (если в шве
канта будет проходить строчка), слегка под-
мыливают и плотно приутюживают. Осыпан-
ные при выскабливании края подрезают.
В окантованных бортах (шинелей) при-
строченный край подборта подрезают, остав-
ляя ширину шва не более 0,15 см. В изделиях,
окантованных кожей и изготовленных из сы-
пучих тканей, ширина шва на подборте может
быть до 0,3 см.
Швы обтачанных бортов вокруг верхнего
и нижнего углов разутюживают на специаль-
ном приспособлении, в остальной части — на
универсальной колодке без подстилки. В про-
цессе разутюживания в том и в другом слу-
чае борта полочек располагают к работаю-
щему.
После обрезания швов край подборта
(в бортах, обрабатываемых с чистым краем,
т. е. без строчки и без вспушки) пришивают
косыми несквозными стежками за кромку и
парусину с интервалами между стежками до
0,7 см. Излишки толщины шва в уголках от-
ворота вырезают и срезы аккуратно закреп-
ляют стежками через край, в стык. Одновре-
менно образованный мысочек подтягивают
прямыми несквозными стежками по равноде-
лящей угла уступа. В процессе выполнения
71
этой операции по отвороту делают небольшой
напуск из подборта, по остальной части борта
напуск делают из полочки. Напуск дает про-
дольную слабину для образования канта.
Внутренний шов подборта рекомендуется
пришивать за кромку и парусину вокруг
утла уступа и в бортах со строчкой и вспуш-
кой, так как это значительно облегчает даль-
нейшую обработку угла уступа, особенно
остроконечного, и обеспечивает хороший внеш-
ний вид отворота.
ВЫМЕТЫВАНИЕ БОРТОВ
Выметывание бортов (рис. 31,4) относится
к числу сложных и ответственных работ, от
их выполнения зависит внешний вид бортов.
Поэтому выметывание должно производиться
тщательно, без искривления борта. Следует
обращать внимание на то, чтобы по всему
борту кант или рамка были одинаковой ши-
рины.
В большинстве случаев борта выметывают
в два следа: иа расстоянии 0,5 см от края
в тонких тканях и до 1 см в толстых. Второй
след проходит примерно на расстоянии 2 см
от первого.
Интервалы между стежками в зависимо-
сти от толщины ткани для первого следа
0,5—0,7 см и 2—2,5_ см— для второго.
Бортас кантиком или в раскол
(в изделиях с отворотами) выметывают по
краю отворота со стороны полочки.
В тонких тканях кант из подборта выпу-
скается шириной 0,1 см, а в толстых тканях —
0,15—0,2 см.
Нижнюю часть борта (ниже отворота) вы-
метывают со стороны подборта (с кантиком
или в раскол); кант выпускается из полочки
с учетом толщины ткани шириной от 0,1 до
0,2 см.
В большинстве случаев одновременно с вы-
метыванием борта подгибают и заметывают
низ изделия на расстоянии 2 см от края стеж-
ками длиною до 1 см.
Борта с кантом, выпущенным из-под борта
на лицевую сторону, выметывают со стороны
полочки. Борта с кантиком налицо, как пра-
вило, обрабатывают в двубортных шинелях.
По борту и уступу каитик выпускается на ши-
рину 0,3 см и проходит ниже шва длинника
и а 2 см.
Нижнюю часть борта от длинника до низа
не обтачивают, а заделывают в подгибку, ко-
торая припускается в процессе раскроя по-
лочек.
Подгибку заметывают также в два следа
с изнанки полы.
В шинелях с подкладкой до талии внут-
ренний срез подгибки подшивают к полочке
косыми потайными стежками с частотой 3—4
стежка в 1 см.
В шинелях на подкладке до низа внутрен-
ний срез подгибки пришивают косыми стеж-
ками к парусине, которую приметывают до
прокладывания кромки. Парусину выкраи-
вают на 1—2 см шире подгибки.
В двубортных форменных тужурках борта
обрабатывают также с кантиком налицо.
В изделиях без отворотов (с центральной
застежкой) борт по уступу и верхней части до
второй петли, как правило, выметывают в
раскол, нижнюю часть борта можно выметы-
вать в раскол и с кантиком во внутрь и в тол-
стых тканях — в рамку.
Борта с гульфиком в мужской и
женской одежде выметывают выше и ниже
концов отверстия гульфика в каитик, причем
обработанный край подборта над отверстием
гульфика приметывают прямыми стежками на
расстоянии 0,5—0,7 см от края с интервалами
между стежками до 1 см. Край гульфика дол-
жен отстоять от края борта на ширину канта,
расположенного ниже гульфика.
Концы гульфика аккуратно закрепляют
с лицевой стороны потайными комбинирован-
ными стежками (вспушными и распошивоч-
ными). При закрепке длина гульфика умень-
шается с каждого конца на 0,2—0,3 см. Выпол-
няется закрепка концов на участке 0,5—0,6 см
сначала распошивочными стежками вдоль шва.
а затем в косом направлении с небо'льшим на-
клоном вниз вспушными частыми стежками.
Вспушные стежки должны захватывать об-
тачку гульфика борта. В процессе закрепле-
ния выправляются все возникшие неровности
борта в концах гульфика.
В бортах с рамками выметывание отворо-
тов выполняется так же, как и в бортах без
рамок (с кантиком или в раскол).
После выметки бортов с лицевой стороны
(в изделиях с отворотами) прокладывают до-
полнительную линию стежков по равноделя-
щей угла уступа. Длина стежков — до 2 см.
В процессе приметывания подборт слегка
припосаживают. Припосадкой обеспечивается
слабина, необходимая для подвивки и пере-
гиба отворота по сгибу.
Дополнительную линию стежков проклады-
вают параллельно сгибу отворота на расстоя-
нии 2 см от линии сгиба во внутрь полы стеж-
ками длиною 2 см. Внутренний срез подборта
приметывают на расстоянии 2 см от края
стежками длиною до 3 см.
В бортах с гульфиком линию стежков с ли-
цевой стороны прокладывают параллельно де-
72
коративной строчке на расстоянии от нее
0,5 см сквозными прямыми стежками длиной
до 2 см.
Внутреннюю часть подборта отгибают по
линии проложенных стежков и затем стеж-
ками «взад иглу» пришивают внутренний край
обтачки гульфика около декоративной строчки,
захватывая обтачку полочки и парусину; при-
шивают и концы обтачки до краев отверстий
гульфика.
В мужских изделиях одновременно приме-
тывают внутренний карман (если он сделан
на подборте). Полочку кладут на столе изнан-
кой вверх, бортом к работающему, карман
расправляют так, чтобы он своей планкой, на
которой сделано отверстие, располагался на
парусине ровно, без натяжения и ослабления
срезов планки и мешковины, причем положе-
ние бокового конца кармана должно быть на
обеих полочках одинаковым. Карман приме-
тывают прямыми стежками на расстоянии до
2 см от верхнего среза планки и срезов меш-
ковины кармана.
Если внутренний карман обработан сги-
бами в стык из двух полосок основной ткани,
его приметывают к поЛочке после, приметыва-
ния внутреннего края подборта. На парусину
наносят меловую линию кармана, с которой
совмещают отверстие кармана и в таком виде
карман приметывают к полочке.
Неровности внутреннего среза подборта об-
резают, удаляют излишки ширины шва на
мешковине кармана.
Заключительной операцией выметки бор-
тов является пришивка внутреннего среза под-
борта к парусине косыми стежками с интер-
валами между стежками 1 см. Одновременно
такими же стежками и такой же частоты при-
шивают верхний срез подборта и мешковину
кармана. В карманах, обработанных сгибами
в стык, пришивают подборта к переднему концу
нагрудных карманов косыми потайными стеж-
ками в срез или в подгибку.
Если внутренний край подборта и срезы
планки нагрудного кармана обработаны в об-
тачку полоской подкладочной ткани (в окан-
товку), край подборта к парусине не при-
шивают, а пришивают только срезы мешко-
вины.
Выметанные борта плотно приутюживают
на универсальной колодке без подстилки. Вна-
чале приутюживают отвороты со стороны по-
лочки, сутюживают всю слабину со стороны
подборта. Затем плотно приутюживают левый
борт, низ изделия и правый борт.
Приутюженные борта и низ вспушивают
или прострачивают декоративной строчкой,
как предусмотрено в модели.
Из приутюженных бортов и низа изделия
удаляют первую линию стежков, намечают и
обрабатывают петли (в мужских изделиях их
обшивают, а в женских прорезают подборт
над отверстиями петель и обрабатывают его
так, как это описано выше). •
Борта вторично приутюживают в той же
последовательности. В процессе приутюжива-
ния выправляют все возникшие неровности и
подутюживают полочки в целом.
Цельнокроеными могут быть под-
борта в мужских и женских пальто, сюрту-
ках; в закрытых кителях цельнокроеным де-
лают только левый борт. ’
Борта в подгибку без подборта обычно бы-
вают в смокингах, фраках, бекешах, поддев-
ках, в закрытых кителях и закрытых мундирах
(правый борт).
В бортах с цельнокроеными подбортами
уступ и угол уступа обрабатывают либо в об-
тачку так, как это описано выше, для бортов
с отворотами и без отворотов, либо в обшту-
ковку. Обычно обштуковка применяется в от-
воротах с остроконечными уступами и, как
правило, в неосыпаемых тканях. С лицевой
стороны полочку и подборт на уступе обме-
ляют по специальному осноровочному лекалу,
причем длина уступа на подборте должна
быть больше длины уступа отворота на 0,2—
0,3 см, а ширина — на 0,1—0,2 см. По мело-
вому следу уступ на полочке обрезают, а со
стороны подборта уступа и его угол подги-
бают и заметывают прямыми стежками на рас-
стоянии 0,5 см от края с интервалами между
стежками 0,5—0,7 см. Излишки ширины под-
гибки подрезают (ширина подгибки ие более
0,3—0,5 см в зависимости от толщины ткани),
а затем уступ подборта приутюживают. Об-
штуковка выполняется после выметывания
борта таким же образом, как обштуковка пе-
тель в женской одежде.
Выметывание бортов с цельнокроеными
подбортами выполняется так же и в такой же
последовательности, как и выметывание об-
тачных бортов.
Заметывание бортов в подгибку (без под-
борта) делается со стороны подгибки по мело-
вому следу, нанесенному в процессе осноровки
бортов, прямыми стежками в одни след на
расстоянии 0,5—1 см от края, с интервалами
между стежками 0,5—1 см. Ширина подгибки
в смокингах, сюртуках и фраках 0,5—0,7 см,
а в других видах одежды — до 2 см.
Неровности края подгибки подрезают и
края пришивают за парусину при широкой
подгибке, за' кромку и парусину — при узкой
подгибке, косыми стежками с интервалами от
0,5 до 1 см.
73
В сюртуках, фраках, визитках край под-
гибки не подшивают, а оставляют свободным.
Заметанные края бортов приутюживают
и подутюживают полочки в целом. Стадии об-
работки борта в рамку показаны на рис. 33,
3 и 4.
В прозодежде обтачанные борта вы-
вертывают иа лицо и без выметки прострачи-
вают одной или двумя строчками шириною,
предусмотренной моделью.
Внутренний край подборта либо наглухо
в подгибку пристрачивают к полочке со сто-
роны подборта, либо оставляют свободным
с подогнутым и простроченным краем. • В не-
которых случаях внутренний край подборта
прикрепляю!' за швы вытачек или около стро-
чек, которыми пристрочены нагрудные кар-
маны.
ОКАНТОВКА РАЗЛИЧНЫХ СРЕЗОВ
ДЕТАЛЕЙ В ОДЕЖДЕ
Окантовкой называется обработка срезов
деталей в одежде, при которой края деталей
обтачивают косой или поперечной полоской из
подкладочной ткани шириной 2 см.
Окантовка служит отделкой и предохраняет
срезы ткани от осыпания.
Окантовка применяется в мужских зимних
и осенних пальто. В зимних пальто с подклад-
кой до низа окантовывают внутренние срезы
подбортов, планки нагрудного кармана, срезы
шлицы и подгибки низа. В осенних пальто
с подкладкой до талии дополнительно оканто-
вывают боковые швы и срезы среднего шва
спинки.
Вырезанные полоски стачивают на машине,
разутюживают и отутюживают в целом. Не-
ровности одного из краев полоски подрезают.
Подвергают осноровке и срезы краев, которые
предназначаются для обкантовки.
Обычно внутренние срезы подбортов и
планки нагрудных карманов окантовывают
после окончательной обработки бортов, а дру-
гие срезы — после монтажа спинки с по-
лочками.
Подборта, планки кармана, низ и срезы
шлицы окантовывают с лицевой стороны: по-
лоску лицевой стороной накладывают на
лицевую сторону срезов и притачивают со сто-
роны полоски швом шириной в 0,5 см. В про-
цессе притачивания полоску слегка натяги-
вают и соответственно припосаживают основ-
ную ткань.
Обтачивание срезов боковых швов и сред-
него шва спинки выполняется различно. При
напушных швах с изнанки обтачку лицевой
стороной соединяют с изнанкой среза, а швы,
разутюженные в раскол, обтачивают с лице-
вой стороны.
Излишки ширины шва основной ткани под-
резают (шов должен иметь ширину 0,3 см,
а срез обтачки — 0,5 см}.
Притачанную полоску перегибают на изнан-
ку, оставляя на лицевой стороне полоску
в виде канта шириной 0,4 см. Полоску либо
пришивают ручным способом с изианки пря-
мыми несквозными стежками с интервалами
0,5—0,7 см, либо пристрачивают машиной
с лицевой стороны в шов шелковыми нитками
в тон обтачки.
Окантованные края приутюживают и вы-
правляют все неровности, возникшие в про-
цессе окантовки.
ОБРАБОТКА ВОРОТНИКОВ
Воротники б одежде отличаются большим
разнообразием как по своей форме, так н по
конструкции.
В основном воротники подразделяются на
воротники строгой формы и драпированные.
К строгим воротникам относятся
воротники с пиджачными отворотамв на рас-
кеп, с отворотами шалькой, с отворотами на
малый раскеп и с застежкой доверху, стоячие
без отлета и круглые с застежкой на металли-
ческий крючок и петлю. Кроме того, к строгим
воротникам относятся воротники цельнокрое-
ные, которые выкраиваются вместе со спинкой
и с полочками, и воротник боярской формы.
Драпированные воротники в
большинстве случаев применяются меховые
в женских зимних пальто.
Как правило, драпированные воротники
имеют различные вытачки на линии стойки и
в некоторых случаях на отлете и в концах,
а также бывают с отрезными стойками. Такие
воротники применяются в одежде с отворотами
шалькой и с застежкой до верха.
Несмотря на большое разнообразие, ворот-
ники по обработке, а также н по числу состав-
ных частей имеют много общего. Например,
каждый воротник состоит из воротника ниж-
него, парусины и воротника верхнего, и только
в некоторых воротниках на нижний воротник
накладывают волосяную ткань или между
нижннм воротником и парусиной проклады-
вают небольшой слой ваты.
Обычно волосяную ткань ставят в некото-
рых воротниках драпированной формы, а слой
ваты — в воротниках для мужских зимних
пальто и в воротниках боярских. Как правило,
нижние воротники выкраивают по стойке и
отлету в косом направлении, а по линии рас-
кепа — по утку или основе.
74
ОБРАБОТКА НИЖНИХ ВОРОТНИКОВ
СТРОГОЙ ФОРМЫ
Этот вид воротников применяется в пид-
жаках, жакетах, летних и осенних мужских и
женских пальто. Существуют три способа об-
работки данных воротников: ручной, машин-
ный и комбинированный. Во всех случаях во-
ротники обрабатывают в следующей после-
довательности: стачивают и разутюживают
клинья, стачивают парусину накладным или
обычным швом, и шов разутюживают в рас-
кол; нижний воротник своей изнанкой соеди-
няют с изнанкой парусины и приметывают
кругом прямыми стежками на расстоянии 1 см
от срезов длиной стежка до 2 см.
Ручным способом выстегивают ниж-
ний воротник со стороны парусины частыми
косыми несквозными стежками, параллельно
сгибу стойки или в поперечном направлении
аналогично выстегиванию отворотов. Первая
линия стежков располагается на расстоянии
0,5—0,7 см от сгиба стоики и параллельно
сгибу (см. рис. 34,7).
Машинным способом стежка вы-
полняется на универсальной машине со сто-
роны нижнего воротника (рис. 34, 2, 3, 4, 5)
на спецмашине СМ-2 или на спецмашине мо-
дели 7 (рис. 34,6) — со стороны парусины.
При выстегивании нижнего воротника на
универсальной машине предварительно наме-
чают линию перегиба стойки. На высоту стой-
ки в готовом виде по середине воротника от-
кладывается от 2,5 до 4 см. Длина переги-
ба стойки примерно должна соответствовать
уровню перегиба отворота — в воротниках с
пиджачными отворотами. В воротниках с за-
стежкой на металлический крючок и петлю
линия перегиба стойки располагается во всю
длину воротника до передних концов.
Первую строчку прокладывают параллель-
но срезу стойки на расстоянии 1 см от края.
Вторая строчка проходит по линии сгиба
стойки. Участок стойки, ограниченный этими
двумя строчками, выстегивают параллельно
верхней и нижней строчкам без отрыва нити
с интервалами между стежками 0,3—0,5 см.
Продольные строчки обеспечивают устойчи-
вость от растяжения воротника в процессе
носки изделия.
Отлет выстегивают зигзагообразными строч-
ками с интервалами между острыми углами
строчек 1,5—2 см, что создает удобство от-
тяжки или сутюжки воротника по отлету.
На спецмашине стежка производится та-
ким же образом, как и ручным способом -со
стороны парусины с интервалами между до-
рожками 0,7—1 см.
При комбинированном способе
отлет нижнего воротника выстегивают вруч-
ную со стороны парусины, а стойку — маши-
ной с лицевой стороны (см. рис. 34, 7).
Выстеганные нижние воротники подверга-
ют влажно-тепловой обработке: соответственно
оттягивают стойку и отлет и заутюживают
сгиб стойки.
Воротники для мужских зимних пальто,
как правило, выстегивают на машине однооб-
разными строчками, по всему воротнику без
выделения участка стойки. После притачива-
ния и разутюживания клиньев и подготовки
парусины, на парусину настилают неболь-
шой слой ваты толщиной 0,5—0,6 см. Слой ваты
накрывают нижним воротником и приметыва-
ют кругом прямыми стежками на расстоянии
от краев до 1 см. В процессе приметывания
воротник натягивают и соответственно припо-
саживают парусину. Подготовленный таким
образом воротник выстегивают. Вначале про-
кладывают строчку параллельно срезу стойки
на расстоянии 1,2 см от среза. Весь воротник
выстегивают параллельно концам воротника,
образуя в середине «елочку», интервалы меж-
ду строчками 0,5—0,7 см.
Воротники боярской формы состоят обыч-
но из нескольких деталей. Выкраивают их из
двух слоев парусины. Детали воротника ста-
чивают обычным швом шириной 0,5 см и швы
разутюживают в раскол. На один из слоев па-
русины настилают небольшой слой ваты тол-
щиной в 0,5—0,6 см и прикрывают вторым
слоем парусины. Оба слоя по краям приметы-
вают прямыми стежками на расстоянии 1 см
от краев, причем один из слоев слегка припо-
саживают по всем срезам и соответственно на-
тягивают другой.
Воротник выстегивают на машине со сто-
роны натянутого слоя поперечными параллель-
ными строчками от середины; вначале одну
половину, затем другую с интервалами между
строчками 0,5 см (см. рис. 34, 8, 9). Выстеган-
ные воротники подвергают вл ажно-тепловой
обработке: соответственно оттягивают стойку
и отлет и заутюживают сгиб стойки.
В боярских воротниках сгиб стойки не за-
утюживают, но делают небольшую оттяжку
по стойке и отлету.
В мужских меховых воротниках к нижиему
воротнику после влажно-тепловой обработки
по линии стойки с изнанки пришивают доле-
вик из хлопчатобумажной ткани (бязн) ши-
риною 4 см. Долевик располагают на расстоя-
нии 0,2 см от края стойки и пришивают по
краю прямыми стежками с интервалами 0,5—
0,7 см. При пришивке над плечевыми участ-
ками долевик слегка натягивают, а воротник
75
припосаживают на 0,75—1 см на участке дли-
ною в 6—8 см. Дополнительно внутренний
край долевика прикрепляют косыми стежками
за срез парусины.
Припосадкой на плечевом участке сокра-
щают длину стойки и увеличивают длину всего
воротника,4 необходимую для огибания вокруг
стойки.
Долевик удерживает припосадку и предот-
вращает растяжение стойки в процессе носки
изделия. Припосадку на плечевом участке
с изнанки сутюживают.
ОБРАБОТКА НИЖНИХ ВОРОТНИКОВ
ДРАПИРОВАННОЙ ФОРМЫ
После притачивания надставок (если они
имеются) и разутюживания швов, воротники
подвергают соответствующей осноровке по
лекалу, по которому они выкраивались. Точно
по этому же лекалу выкраивают и парусину.
Дальнейшая обработка воротников начи-
нается с обработки вытачек (см. рис. 31,10).
Вытачки на подворотнике и парусине и сере-
дину воротника стачивают швом шириной
0,5 см и затем плотно разутюживают.
Нижний воротник изнаночной стороной
соединяют с изнанкой парусины и приметы-
вают кругом прямыми стежками с интерва-
лами до 2 см на расстоянии 1 см от края.
Нижний воротник приметывают к парусине
также по линии перегиба стойки.
В воротниках типа «коломбина» между
воротником и парусиной прокладывают воло-
сяную ткань, которую располагают волосяными
нитями поперек воротника на расстоянии 2 см
от края стойки и на расстоянии 5 см от кон-
цов и края отлета и приметывают прямыми
стежками по середине по всей длине.
С помощью волосяной ткани достигается
12
Рис. 34. Обработка
/ — нижний воротник, выстеганный вручную, для изделий с отворотами на раскопы, 2 —нижний воротник, выстеганный на
лыми раскепами, 4 — нижний воротник шалью, выстеганный на универсальной машине, для зимнего мужского патьто с
6 — нижний воротник, выстеганный на спецмашине модели 7. 7 — нижний воротник, выстеганный комбинированным способом
1Нивсрсальной машине, 10 — раскрой половины нижнего воротника драпированной формы с вытачкой по стойке для
закрытых кителей и мундиров, 13— сутюжка припосадки на стойке воротника, 14 — сутюжка
76
овальная форма воротника в перегибе стойки.
В процессе приметывания по краям пару-
сину слегка припосаживают.
Выстегивание драпированных воротников
выполняется либо ручным способом косыми
несквозными стежками в поперечном направ-
воротников:
универсальной машине, 3 — нижний воротник, выстеганный на универсальной машине, для мужских и женских пальто с ма-
отворотами шалью, 5 — нижний воротник обычный, выстеганный на универсальной машине, для мужских зимних пальто,
8 — детали половины инжнего воротника боярской формы для женских зимних пальто, 9 — боярский воротник, выстеганный на
женских пальто, 11 — воротник драпированной формы, выстеганный вручную, /2 — обработанный клееный стоячий воротник для
припосадки в концах воротника, 15 — ааутюжка сгиба отворота и воротника
77
ленив с интервалами между стежками 0,75—
1 см, а между дорожками 1—1,5 см, либо
иа спецмашине СМ-2 или модели 7 также
в поперечном направлении с интервалами
между дорожками 1,5-—2 см.
Выстеганные воротники (рис. 34, П) при-
утюживают, подрезают все неровности, воз-
никшие в процессе выстегивания, и вырезают
парусину по линии стойки на расстоянии 1 см
от края.
ОБРАБОТКА КЛЕЕНОГО СТОЯЧЕГО
ВОРОТНИКА
Воротники этого вида (рис. 34,12) приме-
няются в ведомственной одежде — в закрытых
кителях и закрытых мундирах.
Такие воротники выкраивают из четырех
слоев ткани: основной ткани, двух слоев пару-
сины (поперечных) и одного слоя из тонкой
хлопчатобумажной ткани (коленкор, бязь
и т. п.).
На одну из полосок парусины намазывают
тонкий слой мучного клейстера равномерно по
всей ширине и длине. Haj-слой клейстера на-
кладывают второй слон парусины так, чтобы
контуры двух деталей парусины совпадали.
Сложенные детали при> помощи нагретого
утюга склеивают, во не <до полного просуши-
вания клея, причем в процессе склеивания
каждую половину воротника соответственно
подвивают, ослабляют нижний слой парусины
и натягивают верхний слой. В таком виде во-
ротник вметывают в горловину для первой
примерки.
После примеривания воротник уточняют по
длине и ширине.
Воротник из основной ткани также со сто-
роны изнанки промазывают мучным клейсте-
ром, но более тонким слоем. На воротник из
основной ткани, промазанный клейстером, на-
кладывают хлопчатобумажный слой н при по-
мощи нагретого утюга приклеивают не до пол-
ного просушивания. В процессе приклеивания
верхний воротник соответственно опоям пару-
сины подвивают.
Нижний слой парусины (по овалу) вновь
промазывают клейстером и в таком виде со-
единяют с поверхностью хлопчатобумажного
слоя так, чтобы верхний воротник выступал
за контуры парусины на концах и по верхнему
краю на 0,3 см.
Сложенные детали, нагретые утюгом, скле-
ивают с подвивкой тоже не до полного про-
сушивания. Ширину выступающего края верх-
него слоя вновь уточняют для того, чтобы
она равнялась 0,3 см. С лицевой стороны на
воротнике делают отводку, т. е. вдавливают
линиюкпараллельную концам и верхнему краю.
Отводку делают при помощи металличе-
ского трафарета, сделанного из проволоки диа-
метром примерно в 0,2 см. На воротник на-
кладывают трафарет на расстоянии 2 см от
краев и при помощи нагретого утюга его вдав-
ливают вначале по одной половине, а затем по
другой до полного просушивания воротника.
Верхний край и концы воротника обтачи-
вают полоской из приборного сукна шириной
шва 0,25 см. Строчка должна проходить со
стороны полоски, которую при этом натя-
гивают.
Со стороны парусины на расстоянии 1 см
от краев полоску намазывают клейстером.
Полоску вывертывают и приклеивают к па-
русине руками так, чтобы с лицевой стороны
образовался кант из приборного сукна шири-
ной 0,25—0,3 см. Приклеенную полоску про-
сушивают нагретым утюгом с подвивкой во-
ротника в долевом направлении соответствен-
но очертанию горловины в готовом виде.
В готовом воротнике полоска из прибор-
ного сукна должна выступать за край ворот-
ника на 2 см.
Крючки и петлн в готовый воротник вна-
чале пришивают за дополнительные кусочки
парусины ручным способом, а затем эти ку-
сочки вместе с крючками и петлями прикле-
ивают к концам воротника; парусину с крюч-
ками — к правому концу, а с петлями — к ле-
вому так, чтобы головки их не выступали за
концы воротника. Головки крючков и петель
дополнительно ручным способом прикрепляют
за кант.
После такой обработки воротник соединя-
ют с горловиной.
СОЕДИНЕНИЕ ВОРОТНИКОВ
С ГОРЛОВИНОЙ
Воротники отличаются большим разнооб-
разием как по своей форме, так и по кон-
струкции, особенно в женской одежде. В связи
с этим в каждом случае меняется и последо-
вательность обработки воротников, в различ-
ной последовательности соединяются нижние
воротники с горловиной н воротники верхние
с нижними. Например, воротники круглые
соединяются с горловиной после их оконча-
тельной обработки. Все другие воротники
(строгие и драпированные), соединяются с
горловиной до окончательной обработки: вна-
чале соединяют нижний воротник с горлови-
ной, а затем верхний с нижним.
Обычно соединяют с горловиной заранее
обработанные воротники в шинелях, в закры-
тых мундирах и кителях, воротники боярской
формы и формы «тарелочка».
78
Воротники других видов обрабатывают в
другой последовательности: соединяют под-
вергнутый соответствующей обработке нижний
воротник с горловиной, после этого с нижним
воротником соединяют верхний.
ОБРАБОТКА НИЖНИХ ВОРОТНИКОВ
ДО СОЕДИНЕНИЯ ИХ С ВЕРХНИМИ
Соединение иижних воротников
с горловиной
Существует несколько способов соединения
нижних воротников с горловиной: швом в рас-
кол, швом, заутюженным на сторону, швом
в подшивку — с подвернутым краем и в обрез,
швом в обштуковку — с прокладыванием га-
русной нити и без нее.
Во всех случаях до соединении воротников
горловину подвергают соответствующей осно-
ровке, которую выполняют без осноровочного
лекала, от руки. При этом тщательным обра-
зом выравнивают след шва. с которым будет
соединяться нижний воротник. В процессе ос-
норовки обращают внимание на плавность
линии шва, не допуская искажения линии гор-
ловины. Излишки ширины запасов в ростке и
по горловине обрезают, так как излишняя ши-
рина запаса искажает (стягивает) горловину,
особенно со швом, разутюженным в раскол.
В этом случае запас оставляется минималь-
ный— в 1 см.
Осноровка воротника должна выполняться
под руководством конструктора или бригадира.
Воротники всех видов, за исключением кле-
еного, вметывают в горловину от середины
ростка — вначале левую половину, а затем
соответственно левой — правую.
Соединение нижних воротников с горлови-
ной швом в раскол и на сторону. Воротник
вметывают в горловину в женской одежде по
меловому следу или по силкам, причем линия
шва иа воротнике должна совмещаться с ли-
нией шва на горловине. В мужской одежде
срез воротника совмещают с линией силков
или с меловым следом. Линия стежков по во-
ротнику должна проходить на расстоянии
0,5 см от среза с интервалами между стеж-
ками 0,5—0,7 см.
В процессе вметывания воротник по линии
шва (над плечом) припосаживают на 0,5—
0,7 см. На остальных участках воротник вме-
тывают ровно, без натяжения и особенно на
концах. Натяжение воротника на концах гор-
ловины ослабляет кромку, положенную в гор-
ловине, что, в свою очередь, будет искажать
форму воротника в процессе ношения одежды.
Вметанный в горловину мужской одежды
воротник втачивают швом шириной 0,7 см.
в женской одежде воротник втачивают на рас-
стоянии 0,1 см от линии силков на горло-
вине.
Втачивают воротник ручным способом
стежками «взад иглу» с частотой 3—4 стежка
в 1 см или на'машине, с закреплением иа кон-
цах обратной строчкой.
В готовом воротнике удаляют сметочные
стежки и шов плотно разутюживают на спе-
циальном приспособлении (рукавной колодке)
или заутюживают на сторону с изнанки гор-
ловиной на воротник.
В некоторых случаях заутюживают на сто-
рону шов только до сгибов отворота, а шов иа
концах воротника разутюживают в раскол
(в изделиях с отворотами).
Соединение нижнего воротника в подшивку
с подвернутым краем и в обрез. Воротник при-
метывают от середины горловины. Подогнутый
или обрезной край воротника в женской одеж-
де совмещают с линией силков иа горловине,
а в мужской — с меловым следом, проведен-
ным на расстоянии 1 см за линией силков.
Этот воротник также припосаживают на
0,5—0,7 см над плечом. Линия стежков должна
проходить на расстоянии 0,5 см от края во-
ротника с интервалами между стежками 0,7—
1 см. Приметанный воротник подшивают
обычно хлопчатобумажными или шелковыми
нитками в тон основной ткани: в воротнике с
подогнутым краем — косыми потайными стеж-
ками, в воротнике с обрезным краем — ко-
сыми краевыми стежками. Глубина стежка
0,1—0,2 см. Интервалы между стежками 0,2—
0,3 см.
В пришитом воротнике сметочные стежки
удаляют.
Соединение воротника швом в обштуковку.
Воротник швом в обштуковку вметывают
в горловину так же, как и воротник в под-
шивку.
Воротник пришивают к горловине с гарус-
ной нитью (простилкой), которую проклады-
вают по краю среза. Гарусной нитью прикры-
вают срез воротника и предохраняют его от
осыпания *. Пришивают воротник и без гарус-
ной нити.
Обштуковку обычно начинают с левого
конца воротника. Изделие располагают ворот-
ником к работающему. Обштуковка выпол-
няется таким же образом, как и обштуковка
в обтачных петлях, тонким ручным шелком ча-
стыми открытыми краевыми стежками, кото-
1 Гарусную нить можно пришивать к срезу ворот-
ника н заранее до вметывания в горловину. Пришивают
ее тонкими шелковыми нитками частыми потайными
стежками с припосадкой воротника над плечами.
79
рые располагаются один около другого с ин-
тервалами не более 0,1 см. Проколы иглы де-
лают со стороны подворотника в направлении
от работающего, иглу в ткань вводят пример-
но под углом 45° по отношению к плоскости
стойки воротника, захватывая при этом глу-
боким проколом основную ткань по линии гор-
ловины. В процессе прокола иглу резко накло-
няют к плоскости стойки воротника, своим
острием игла приподнимает ткань горловины
и затем выходит на поверхность горловины
около среза воротника. Проколы делают на
глубину 0,15—0,2 см.
Весь дальнейший процесс обштуковки вы-
полняется аналогичными стежками, причем
при обштуковке стежки должны располагать-
ся с одинаковым наклоном и одинаковым на-
тяжением, нить должна ровно обвивать край
среза воротника (и гарусную нить, если она
п рокл адывается).
Во время обштуковки через каждые 5—8 см
гарусную нить слегка натягивают для того,
чтобы она располагалась без искривления
вплотную к срезам воротника.
В массовом производстве для пришивки
нижнего воротника применяют спецмашин}'
«зигзаг» 26 класса ПМЗ.
Нижний воротник предварительно- приме-
тывают на расстоянии 1 см от края обычными
прямыми стежками.
Пришивать воротник начинают с правого
конца за основную ткань.
На спецмашине воротник пришивают тон-
кими шелковыми нитками. Внешний вид шва
в этом случае напоминает шов в обшту-
ковку.
Особенности соединения стоячего
клееного воротника
Вметывание воротника начинается от се-
редины ростка. Изделие располагают подклад-
кой к работающему, срезом горловины вверх,
таким образом, чтобы концы горловины были
равномерно повернуты от работающего. Сере-
дину воротника в согнутом виде соединяют
с серединой ростка. Вметывают воротник
сквозными проколами прямыми стежками с ин-
тервалами 0,7—1 см на расстоянии 0,5 см от
среза воротника и горловины. Воротник вме-
тывают вместе с парусиной. В процессе вме-
тывания горловина должна ровно огибать во-
ротник, в результате чего по всей горловине
механически образуется равномерная припо-
садка.
Втачивают воротник на расстоянии 0,7 см
от края ручным способом толстыми нитками
сквозными проколами стежками «взад иглу»
с интервалами 0,3—0,4 см. После втачивания
концы канта закрепляют за парусину горло-
вины около уступа.
Соединение боярского воротника с горловиной
Боярский воротник соединяется с горлови-
ной после соединения его с меховым.
Обычно эти воротники пришивают без пред-
варительного приметывания ручным способом
толстыми прочными нитками краевыми ко-
сыми стежками с интервалами 0,4—0,5 см.
Проколы иглы делают глубокие, иа расстоя-
нии 0,25—0,3 см от края воротника, при этом
захватывают парусину иа горловине и ватный
слой по линии ростка. Воротник пришивают
за парусину воротника вместе с одним верх-
ним слоем меха.
Обработка горловины после соединения
с нижним воротником
В мужской одежде, после соединения ниж-
них воротников с изделием, соединяют под-
кладку по линии горловины с нижннм ворот-
ником. Изделие располагают и а руках отле-
том воротника от работающего. В таком
положении участок около горловины аккуратно
расправляют, чтобы подкладка располагалась
свободно, без натяжения и перекосов относи-
тельно основной ткани. Расправленную под-
кладку приметывают на руках с лицевой сто-
роны косыми илн прямыми стежками парал-
лельно шву горловины на расстоянии 1—2 см
от шва. Интервалы между стежками 3—4 см.
Приметывание выполняется путем следую-
щих практических приемов. Воротник обхва-
тывают левой рукой и в таком виде сжимают,
образовавшиеся складки в продольном на-
правлении вместе с участком горловины с ли-
цевой стороны придерживают большим паль-
цем, а остальными пальцами с изнанки при-
держивают подкладку. Проколы иглы делают
перед большим пальцем руки — с лица и
между концами указательного и среднего
пальцев — с изнанкн. В процессе приметыва-
ния основную ткань с лицевой стороны соот-
ветственно натягивают в сторону шва горло-
вины с небольшим ослаблением подкладки,
а также ватного слоя — в зимней одежде.
Подкладку, а в зимней одежде и вату, при-
шивают за шов воротника, если шов разутю-
жен, и за горловину, если шов заутюжен и
обштукован.
В воротниках с застежкой доверху под-
кладку пришивают прямыми стежками с ин-
тервалами в 1 см по всей горловине, а в во-
ротниках с раскепами — до раскепов.
80
Излишки подкладки и ваты, а также па-
русины и подбортов обрезают таким образом,
чтобы нх края (кроме подбортов) располага-
лись на середине ширины стойки воротника.
Срезы подкладки и парусины пришивают
за парусину стойки воротника обычными ко-
сыми несквозными стежками, причем ватный
слой в этом участке частично выщипывают.
В женских воротниках боярской формы
после пришивки среза подкладки и ваты по ли-
нии горловины пришивают (за подкладку и
подборта) нижний край второго слоя меха ча-
стыми косыми стежками. Эта операция выпол-
няется в согнутом вдоль стойки воротнике.
В женской одежде с подкладкой светлых
тонов, которая обычно соединяется с изде-
лием после соединения воротника и рукавов,
подкладку по горловине пришивают за верх-
ний воротник обычными потайными стежками.
В этом случае шов горловины пришивают за
верхний слой воротника до соединения под-
кладки.
В женской одежде (попиваемой в анало-
гичной последовательности с мужской) под-
кладку пришивают по горловине так же, как
в одежде мужской.
Влажно-тепловая обработка пришитых нижних
воротников
Влажно-тепловая обработка придает необ-
ходимую форму воротнику. Прежде всего су-
тюживают припосадку воротника, сделанную
над плечом. Сутюжкой уменьшают длину
стойки и соответственно удлиняют отлет в
плечевой части воротника. Такое удлинение
отлета обеспечивает свободное огибание стой-
ки воротника на этом же участке. В круглых
воротниках с глухой застежкой сгиб стойки за-
утюживают по всей длине воротника, причем
высота стойки на концах должна быть от 1 до
2 см в зависимости от формы воротника. В из-
делиях с отворотами вместе со стойкой заутю-
живают сгибы в верхней части отворота.
Влажно-тепловая обработка выполняется
на универсальной колодке. В изделиях с от-
воротами с лицевой стороны плотно приутю-
живают концы воротника вместе с верхней
частью отворотов (вначале левый конец, а за-
тем правый) через слегка увлажненный про-
утюжил ьник. В процессе приутюживания сутю-
живают слабину по отлету и на концах ворот-
ника, если она возникла при укладке ворот-
ника на колодку.
Для выполнения дальнейшей влажно-теп-
ловой обработки колодку ставят основанном
на стол, а овалом вверх. На середину овала
кладут специальную подушечку. Сначала обра-
батывают правый конец воротника, который
располагают на подушечке парусиной вверх,
отлетом к работающему.
Воротник на подушечке аккуратно рас-
правляют, чтобы горловина располагалась бы
ровно, образуя небольшую слабину на стойке
воротника в области плеча. На подборт и на
подкладку (около стойки воротника) накла-
дывают проутюжильник, слегка увлажняют
его и затем гладко сутюживают посадку над
плечами. Этой сутюжкой постепенно сокра-
щается длина стойки около сгиба иоротника.
Аналогичные приемы сутюжки повторяются
на второй (левой) половине воротника.
Заключительную сутюжку делают на сере-
дине воротника. Воротник своей серединой
кладут на подушечку парусиной вверх и
слегка сутюживают стойку от шва до сгиба.
И в этом случае сутюжкой обеспечивается
слабииа на отлете, необходимая для свобод-
ного огибания отлетом воротника вокруг
стойки. При выполнении этой сутюжки через
увлажненный проутюжильник дополнительно
плотно приутюживают и шов горловины.
Не изменяя положения колодки, уклады-
вают изделие воротником на подушечку па-
русиной вниз так, чтобы плечевая часть изде-
лия лежала на колодке ровно. Вначале обра-
батывают левую половину воротника, а за-
тем — правую. Перегибают отворот по линии
сгиба, отмеченной в процессе осноровки бор-
тов, и отлет воротника с учетом высоты стойки,
определяемой конструктором в зависимости от
высоты шеи, вида одежды и формы воротни-
ков.- В таком положении плотно заутюживают
верхнюю часть сгиба отворота и сгиб стойки
через увлажненный проутюжильник. При за-
утюживании не допускается искривлений сгиба
воротника выше раскепа, который должен
плавно совмещаться со сгибом отворота. При-
ближаясь к середине воротника, сгиб посте-
пенно от прямой линии отклоняется влево, об-
разуя небольшой прогиб.
Заутюживание сгиба отворота и стойки
воротника правой половины выполняется ана-
логично заутюживанию левой половины.
На центр подушечки укладывают ворот-
ник и приутюживают сгиб стойки.
Сгибы верхней части отворотов и ворот-
ника дополнительно плотно приутюживают
с обратной стороны па плоскости универсаль-
ной колодки без подушечки. Воротник и
горловину располагают сгибом к работающему
вначале правой половиной, затем левой и се-
рединой.
Основные стадии влажно-тепловой обра-
ботки пришитых воротников показаны на
рис. 34, 13, 14, 15.
6
Технология изготовления верхней одежды
81
Круглые воротники с застежкой доверху
сутюживают в такой же последовательности и
с помощью таких же приемов, как и ворот-
ники с большими и малыми раскепами, но без
заутюживания сгибов на отворотах.
Осноровка нижних воротников
Осиоровка воротников относится к числу
наиболее сложных операций, так как воротник
имеет решающее значение во внешнем оформ-
лении одежды.
с небольшим овалом, зависящим от положе-
ния точки с в отворотах со спущенными усту-
пами. При перемещении точки с соответствен-
но изменяется конфигурация отлета при точ-
ке в. Для получения овала точку с соответ-
ственно смещают вверх. В свою очередь от
смещения точки с вверх уменьшается ширина
воротника на концах.
Соответственно высоте стойки оформляет-
ся отлет воротника сзади таким образом, что-
бы задний контур отлета находился в строгом
соответствии с передними контурами и, кроме
Рис. 35. Различные отвороты:
7__отворот с низким положением раскепа я с прогибом отлета в точке в, 2 — отворот с высоким раскепом, 3 — дву-
бортный отворот с высоким раскепом. с прямой линией отлета. 4 — двубортный отворот с обычным положением рас-
непа. с обычной выемкой по отлету воротника, S — двубортный отворот с низким уступом н низким раскепом в с широ-
ким воротником без прогиба при точке в, б — двубортный отворот с низким и тупым уступом в с низким раскепом,
с прогибом воротника при точке е
Осноровка выполняется конструктором в
соответствии с заданной моделью нли масте-
ром по лекалу, разработанному конструкто-
ром. Вначале осиоравливают левую сторону
воротника, а затем соответственно левой —
правую.
-В изделиях с пиджачными отворотами ли-
ния отлета в концах воротника теснейшим об-
разом связана с положением раскепа.
На рис. 35, 1—6 показана различная фор-
ма отворотов. Как видно из рисунка, в зави-
симости от положения раскепов коренным об-
разом изменяется конфигурация отлета ворот-
ника на концах.
При низком положении раскепа (см.
рис. 35,1) отлет воротника на участке при
точке в обычно делают с прогибом. Величиной
прогиба регулируется ширина воротника на
его концах.
Высокие раскепы (иа рис. 35,2,5) приме-
няются в тех случаях, если форма воротника
иа этом участке проектируется прямая или
того, сзади шов втачки воротника должен при-
крываться отлетом не меиее чем на 0,5 см.
Все другие виды воротников (шалькой, с
вытачками, круглые с глухой застежкой и т. д.)
осноравливают без учета линии раскепа.
Воротники, которые соединяются с горло-
виной в обработанном виде, осноравливают
аналогично воротникам без раскепов.
Воротники цельнокроеные, выкраиваемые
вместе с полочкой и со спинкой, осноравли-
вают одновременно с осиоровкой бортов после
стачивания плечевых швов.
Соединение верхних воротников с иижийми
Соединение верхних текстильных воротни-
ков с нижними. В изделиях с отворотами, ко-
торые имеют большие или малые раскепы,
верхние воротники, как правило, соединяются
с нижними после соединения иижних воротни-
ков с горловиной и после окончательного их
оформления — сутюжки и осноровки.
82
Процесс соединения верхних воротников
выполняется в следующей последовательности:
подгонка верхнего воротника соответственно
линиям раскепов, стачивание швов раскепов,
разметка стачанных раскепов, приметывание
верхнего воротника к нижнему, подгибка края
отлета, заметывание и подшивка отлета,
утюжка, строчка илн вспушка.
Подгонка воротника выполняется на столе.
Нижний воротник располагается парусиной
вверх, краем отлета к работающему, отлет
расправляют так, чтобы он на столе лежал
ровно, в натянутом положении. Дополнитель-
но подмеляют линии раскепов иа подбортах,
небольшими поперечными линиями отмечают
передние концы раскепов около уступов.
В таком виде верхний воротник наклады-
вают на нижний лицом вверх (после влажио-
тепловой обработки — оттяжки отлетй и стой-
ки), при этом срезы верхнего воротника дол-
жны отстоять от срезов нижнего воротника на
расстоянии не менее 2 см, а по линии при-
шнва стойки ниже шва — на расстоянии 1—
1,5 см. Верхний воротник относительно ниж-
него воротника должен иметь небольшое ослаб-
ление в 0,2—0,3 см в длину между раскепами
на огибание верхнего воротника по нижнему.
Меловые линии с раскепов подбортов легким
ударом ладонью руки отпечатывают на верх-
нем воротнике. Излишки ширины верхнего
воротника по линии раскепов подрезают на
3—4 см за линию сгиба, оставляя на шов рас-
кепа 0,5—0,7 см. На концах воротника по от-
печатанным меловым линиям делают надсечки
длиною 0,3 см.
Подготовленный таким образом верхний
воротник притачивают ручным способом ча-
стыми стежками «взад иглу» (четыре прокола
в 1 см), при этом раскепы воротника накла-
дывают на раскепы подбортов строго по ме-
ловой линии при полном совмещении надсе-
чек на передних концах воротника с уступами
подбортов.
Притачивают по верхнему воротнику вна-
чале левый раскеп, а затем правый. Притачи-
вание производится без наметки, ровно, без
натяжения и припосадки одного среза отно-
сительно другого.
Стачанные швы раскепов без разутюжки
приметывают в раскол с лицевой стороны
обычными прямыми стежками в шов раскепа,
а срезы шва верхнего воротника пришивают за
парусину нижнего воротника прямыми стеж-
ками около строчки ровно, без искривления
шва или швы раскепов разметывают с лицевой
стороны в два следа прямыми стежками на
расстоянии 0,2—0,3 см от шва, затем раскепы
с лица припушивают в шов потайными стеж-
ками «взад иглу» за парусину нижнего ворот-
ника, не допуская искривления шва.
Приметывание верхнего воротника к ниж-
нему делается на руках.
Вначале прокладывают прямые сквозные
стежки по сгибу стойки со стороны нижнего
воротника от правого раскепа до левого. Верх-
ний воротник относительно нижнего должен
располагаться ровно, без перекосов и равно-
мерно выступать за срез отлета нижнего во-
ротника.
Изделие поворачивают подкладкой вверх,
воротник перегибают по сгибу стойки и в та-
ком положении (со стороны стойки) верхний
воротник приметывают за парусину нижнего
воротника в два следа обычными прямыми
стежками: первый след — иа расстоянии 1 см
от сгиба стойки и второй след — на 1 см вы-
ше шва втачки инжнего воротника. В процессе
приметывания верхний воротник соответствен-
но натягивают по ширине так, чтобы он плотно
совмещался с нижним по линии сгиба.
Излишки ширины стойки на верхнем во-
ротнике обрезают, затем край подшивают
в подгибку или в обрез за подкладку частыми
потайными стежками так, чтобы линия под-
шивки проходила на расстоянии 0,2—0,5 см
ниже шва втачки воротника. В воротниках
с низкими или высокими раскепами край под-
шивки верхнего воротника может не совпа-
дать со швами раскепов. В этих случаях обыч-
но шов стойки заделывают в виде выступов
на расстоянии 1—2 см ниже швов раскепов.
Изделие повертывают лицом вверх сгибом
воротника от работающего. Верхний воротиик
в согнутом положении приметывают по отлету
к нижнему воротнику параллельно сгибу стой-
ки прямыми обычными стежками на расстоя-
нии 0,5—1 см от сгиба.
При приметывании верхний воротник соот-
ветственно натягивают до полного совмеще-
ния его с нижним воротником.
Изделие повертывают отлетом воротника
от работающего и край верхнего воротника
приметывают к нижнему параллельно линии
отлета и концам. Линия приметки должна про-
ходить на расстоянии 0,3—-0,5 см от срезов
нижнего воротника. При приметывании на кон-
цах верхний воротник соответственно припоса-
живают. Величина припосадки в каждом от-
дельном случае определяется практически, ис-
ходя из размеров воротника и усадочиости
ткани. В тканях менее усадочных припосадка
дается минимальная, в тканях более усадоч-
ных припосадку увеличивают примерно на
0,1 см на каждый сантиметр длины участка, па
котором делается припосадка. Интервалы
между стежками 1 см.
6*
83
Припосадку на концах воротника с лице-
вой стороны сутюживают через проутюжиль-
ник на универсальной колодке с подложенной
около овала подушечкой.
Излишки верхнего воротника по отлету и
в концах обрезают, оставляя на подгибку до
2 см (из ннх 1,25 см — запас, который ис-
пользуется в случае износа верхнего воротника
по сгибу стойки). Без учета запаса на ремонт
воротника подгибка делается меньшей — 1—
1,2 см.
Обрезанный край подгибают на нижний во-
ротник н со стороны нижнего воротника заме-
тывают на руках при положении воротника
отлетом от работающего прямыми стежками
иа расстоянии 0,5—0,7 см от края.
Слабину подгибки верхнего воротника в
концах, образованную вокруг углов, ие выре-
зают, а либо присборивают на закругленных
концах, либо собирают складочками на неза-
круглеии ых концах.
Заме1ыванне выполняется с правого конца
воротника.
Отлет в осыпаемых тканях подшивают
стежками «козлик», начиная с левого конца,
а в неосыпаемых тканях — частыми косыми
несквозными стежками через край с пра-
вого конца с интервалами между стежками
0,2—0,3 см.
При подшивке отлета одновременно за-
крепляют верхний воротник в подгибку на кон-
цах. Излишки ширины подгибки обрезают,
оставляя 0,5 см, а сам подогнутый край под-
шивают за горловину потайными несквозными
стежками, соединяя плотно конец воротника
в углах уступов. Кроме того, концы воротника
дополнительно закрепляют сквозными потай-
ными проколами в шов раскепа. Этот метод
подшивки отлета является более универсаль-
ным и применяется в большинстве воротни-
ков. Край отлета можно заделывать еще и
в обштуковку с прокладыванием гарусной
нити и без нее аналогично обштуковке, при-
меняемой при соединении нижнего воротника
с горловиной. Этот способ обычно приме-
няется в одежде, пошив аемой из высокосорт-
ных тканей.
Заделка отлета и концов воротника с об-
штуковкой выполняется следующим образом.
Стежкн в этом случае прокладывают парал-
лельно отлету и концам воротника на расстоя-
нии 1 см от контуров инжнего воротника
с небольшой прнпосадкой в концах верхнего
воротника. При сутюжке припосадки, кото-
рая выполняется на универсальной колодке
с подложенной подушечкой, приутюживают
с лицевой стороны через проутюжильник и
весь отлет таким образом, чтобы контуры ниж-
него воротника отпечатались на верхнем во-
ротнике. По отпечатанной ливни верхний во-
ротник аккуратно подмеливают, причем при
обмелке обращают внимание на сохранение
симметричности контуров воротника. Излишки
верхнего воротника обрезают, оставляя на
подгибку 0,5 см. В толстых тканях слабину
в углах воротника вырезают на половину ши-
рины подгибки. Из концов н отлета ннжиего
воротника вырезают парусину на ширину
0,2 см.
Верхний воротник по меловому следу за-
метывают с лицевой стороны частыми пря-
мыми стежками на расстоянии 0,3 см от
края.
Заметанный кран отлета и концов верх-
него воротника приутюживают вначале с ли-
цевой стороны, а затем — с изнанки, в том и
другом случае — через проутюжильник и на
подушечке. В процессе приутюжки выправ-
ляют неровности, которые могли возникнуть
при заметывании.
После приутюжки срезы инжнего ворот-
ника обштуковывают таким образом, чтобы
край верхнего воротника выступал в виде не-
большого кантика шириною не более 0,1 см.
На концах около уступов воротник аккуратно
закрепляют несколькими сквозными проко-
лами (3—5 проколов) в шов раскепа. По-
следний способ является лучшим, но более
трудоемким и требующим исключительно вы-
сокой квалификации исполнителя.
Кроме того, край отлета и концы ворот-
ника заделывают в обтачку на универсальной
машние. Этот способ обычно применяется в
изделиях, которые подвергаются стирке (пид-
жаки нлп жакеты, пошиваемые из хлопчато-
бумажных, шелковых и прорезиненных тка-
ней).
Из краев нижнего воротника вырезают
прокладку шириною 0,5—0,7 см.
Верхний и нижний воротник соединяют
лицевыми сторонами н приметывают на столе
со стороны верхнего воротника, который иа
концах слегка припосаживают. Обтачку де-
лают со стороны иижиего воротника швом
шириной 0,3—0,5 см.
Излишки шва со стороны верхнего ворот-
ника обрезают так, чтобы его край относи-
тельно края нижнего воротника выступал на
0,2 см. Воротник выметывают так же, как и
борта, выпуская кант нз верхнего воротника
шириною 0,1 см, причем при осноровке ниж-
него воротника должен быть учтен припуск
на шов. В этом случае раскепы заделывают
накладным швом в подгибку, под бортом на во-
ротник. Сначала раскепы приметывают, затем
пристрачивают узкой машинной строчкой вме-
84
сте с нижним воротником нитками в цвет
ткани. Эта операция выполняется после окон-
чательной обработки отлета и концов По ли-
нии стойки верхний воротник подшивают в
подгибку ручным способом.
Концы воротника около уступов дополни-
тельно закрепляют вручную сквозными проко-
лами и потайными стежками.
В изделиях с отворотами и без отворотов
верхние воротники без раскепов соединяют
с нижними в основном так же, как и воротники
с раскепами, только исключаются операции,
связанные с обработкой раскепов.
Изделие располагают отлетом воротника
к работающему при согнутом положении во-
ротника по сгибу. В таком положении на ниж-
ний воротник накладывают верхний лицевой
стороной вверх. При этом верхний воротник
должен огибать нижний таким образом, что-
бы его края по контуру нижнего воротника
выступали равномерно.
Верхний воротник приметывают за ниж-
ний косыми стежками через край с интерва-
лами 1,5—2 сж.
Дальнейшая обработка воротников этого
вида остается общей с обработкой воротников
с раскепами.
Следует иметь в виду, что в воротниках
круглых с глухой застежкой (меховых и те-
кстильных) до соединения верхних воротни-
ков с нижними предварительно пришивают
металлические крючок и петлю: в мужских из-
делиях на правой стороне пришивается крю-
чок, а на левой — петля; в женских изде-
лиях — на левой стороне крючок, а на npaf-
вой — петля.
Крючок и петлю пришивают толстыми нит-
ками через край за ушки и за корпус до го-.
ловки и сквозными стежками на прокол —
около головки.
Крючок и петлю располагают параллельно
сгибу стойки.
Головки крючка и петли должны нахо-
диться от концов среза воротника на расстоя-
нии 0,2—0,3 см, причем в мужских зимних
изделиях с меховыми воротниками крючок и
петлю в большинстве случаев пришивают за
кромку длиною в 3—4 см, которую продерги-
вают в ушки крючка и петли. Пришивают
крючок и петлю косыми несквозиыми стеж-
ками в три следа: за края кромки и по сере-
дине ее.
Головки крючка и петли выводятся на по-
верхность верхнего воротника в отверстия,
которые аккуратно прокалывают специальным
колышком, затем эти отверстия закрепляют
над петлей в стык потайными стежками и на
прокол потайными стежками закрепляют от-
верстие около головки крючка.
После заделки отверстий около головки
крючка закрепляют концы верхнего воро-
тника.
Верхний воротник надрезают по направле-
нию к углу уступа примерно под углом в 45°.
Эти надрезы ие должны доходить до углов
уступов на 0,2—0,3 см.
Концы верхнего воротника со стороны
стойки заделывают мысиком в подгибку в тон-
ких тканях и в обрез — в толстых. Длина мы-
сика— до 2 см. Пришивают мысики такими
же стежками, как и срез стойки верхнего во-
ротника.
Концы верхнего воротника в углах уступов
дополнительно закрепляют потайными стеж-
ками иа прокол так, чтобы концы надрезов
плотно совместились с углами уступов.
Соединение меховых воротников с ниж-
ними. В мужских воротниках до соединения
верхних воротников с нижними вначале к ниж-
нему воротнику пришивают крючок и петлю,
затем иа отлет настилают тонкий слой ваты,
который прикрепляют за парусину редкими
прямыми и косыми несквозными стежками
в 3—4 продольных следа.
Подготовленный таким образом иижний во-
ротник соединяется с верхним меховым ворот-
ником.
Для соединения отмечают на горловине се-
редину ширины ростка со стороны подкладки
и на срезе стойки середину длины мехового во-
ротника.
Середину верхнего воротника совмещают
с серединой ростка нижиего воротника мехом
к подкладке при положении изделия подклад-
кой вверх, сгибом от работающего. Затем ме-
ховой воротник пришивают толстыми проч-
ными нитками ручным способом, начиная от
середины, глубокими иесквозными стежками
через край за подкладку и ватный слой, а на
концах —за подборта. Линия пришивки дол-
жна проходить над швом втачки воротника
или же ниже его на 0,5—1 см. Ширина
стежка — до 0,5 см, интервалы между стеж-
ками до 0,75 см. Вторую половину воротника
пришивают аналогично, но начиная от левого
конца воротника к середине. При пришивке
меховой воротник слегка натягивают.
После пришивки по стойке меховой ворот-
ник накладывают на нижний воротник в сог-
нутом виде по линии сгиба при положении из-
делия лицевой стороной вверх, отлетом ворот-
ника к работающему. Меховой воротник
в поперечном направлении натягивают так,
чтобы он своей мездрой плотно совместился
со стойкой и сгибом нижнего воротника и при-
85
метывают косыми стежками за сгиб стойки
с интервалами между стежками до 3 см.
Изделие повертывают сгибом воротника
к работающему. Меховой воротник аккуратно
расправляют по отлету нижнего воротника и
в таком виде приметывают к нижнему парал-
лельно концам и линии отлета на расстоянии
1 см от краев прямыми или косыми стежками
с интервалами до 2 см.
При приметывании мех на концах ворот-
ника припосаживают и слегка натягивают
в поперечном направлении во избежание об-
разования слабины по линии сгиба. Изделие
повертывают лицом вверх, отлетом от работа-
ющего, затем края нижнего воротника (по от-
лету и концам), начиная с правого конца, при-
шивают косыми сквозными стежками за мех.
Проколы делают сначала в край нижнего во-
ротника и затем в мездру меха. Ширина стеж-
ков допускается 0,25—0,3 см, интервалы между
стежкамв до ] см. При пришивке по концам,
а также в углах воротника мех соответственно
припосаживают, чтобы обеспечить необходи-
мую подгибку меха. Излишки ширины подгиб-
ки мездры обрезают обычно иожом или акку-
ратно концами ножниц, не подрезая волоса.
Одновременно на концах воротника делают
проколы над головками металлического крюч-
ка и петли.
В высокосортных меховых воротниках (бо-
бер, выдра, котик, выхухоль и т. п.) излишки
ширины подгибки меха не обрезают. Края
меха подгибают и подшивают через край
к нижнему воротнику, не изменяя положения
изделия. Ширина стежков 0,2 см. Интервалы
между стежками 0,3—0,4 см. Мех в углах во-
ротника не вырезают, а закладывают скла-
дочками или присборивают. Проколы отвер-
стий в головках крючка и петли закрепляют
так - же, как и в воротниках текстильных.
Меховые воротники в женских изделиях
с вытачками соединяют с нижними после со-
единения вытачек в той же последовательно-
сти, как и меховые воротники в мужской
одежде.
Меховой воротник шалью соединяют с ниж-
ним несколько в иной последовательности
(изменяется порядок пришивки стойки меха).
Изделие располагают лицом вверх, отле-
том воротника к работающему, воротник при
этом должен находиться в согнутом положе-
нии по сгибу стойки. Затем меховой воротник
накладывают на нижний таким образом, что-
бы его середина совместилась с серединой
нижнего воротника, а концы расположились
симметрично относительно срезов нижнего во-
ротника. При этом надо учесть припуск не ме-
нее 1 см, необходимый для подгибки меха.
Одновременно контролируют и положение
нижнего среза стойки, который должен распо-
лагаться между плечевыми швами на расстоя-
нии 0,5—1 см ниже шва втачки воротника.
Внутренние части отворотов шали должны
отстоять от сгиба на расстоянии 2—6 см в за-
висимости от ширины меха. Конец шали дол-
жен располагаться ниже уровня верхней петли
на 4 см.
Мех аккуратно расправляют по нижнему
воротнику и приметывают косыми стежками
за сгиб стойки нижнего воротника и отворо-
тов. Приметывание начинают от середины,
вначале приметывают левую сторону, а затем
правую, не изменяя положения изделия. Ин-
тервалы между стежками до 3 см.
Изделие повертывают подкладкой вверх
и в таком положении пришивают внутренний
край мехового воротника сначала за левый
подборт, частыми косыми несквозными стеж-
ками с интервалами 0,3 см, глубина прокола
меха 0,25—0,3 см.
Над отверстием петель мех вырезают
в виде рамочки шириной 0,5—0,6 см и длиной
0,3 см. Края вырезанного отверстия меха под-
шивают вокруг петли. Такими же стежками
пришивают и концы меха ниже петель. Вся
дальнейшая обработка остается общей с обра-
боткой обычных меховых воротников.
Следует иметь в виду, что в шалевых во-
ротниках строгой формы (типа мужских), на
нижний воротник и на отвороты накладыва-
ют и пришивают тонкий слой ваты.
ОБРАБОТКА НИЖНИХ ВОРОТНИКОВ
ПОСЛЕ СОЕДИНЕНИЯ ИХ С ВЕРХНИМИ
Эти воротники обрабатывают в иной по-
следовательности: вначале соединяют нижний
воротник с верхним, а потом весь воротник
соединяют с изделием.
Такой способ применяется при пошивке
воротников для шинелей и воротников типа
«тарелочка» в женских изделиях.
Вначале нижний воротник вметывают
в горловину либо обычным швом, либо наклад-
ным. Вметанный воротник сутюживают, осно-
равливают с учетом обработки отлета и кон-
цов (с припуском на шов в воротниках типа
«тарелочка» и без припуска в воротниках для
шинелей). Уточненный нижний воротник отпа-
рывают и подвергают дальнейшей обработке.
Как известно, воротники в шинелях' на
концах и по отлету обрабатывают в обшту-
ковку без прокладывания гарусной нити, по-
этому верхний воротник до соединения его
с ннжним вначале осиоравлнвают по краям
с учетом припуска на подгибку (по отлету и на
86
концах) и на припосадку (вокруг углов). Ве-
личина подгибки 0,75 см, величина посадки
по длине отлета с каждого конца 0,5 см и по
ширине отлета на концах 0,4 см.
Отлет и концы верхнего воротника заметы-
вают частыми прямыми стежками около края
с нзнанки. Излишки длины подгибки (0,3—
0,4 см) вокруг углов вырезают. Заметанные
края воротника плотно приутюживают и про-
страчивают узкой строчкой шириной 0,25 см
и в таком виде верхний воротник наметывают
на нижний. Приметывание начинают с пра-
вого конца со стороны нижнего воротника
частыми прямыми стежками на расстоянии
0,75 см от края. Контур верхнего воротника
должен выступать за срез нижнего воротника
на 0,1—0,15 см. В процессе приметывания в
углах верхний воротник припосаживают за
счет сокращения длины по отлету и ширины
на концах. Дополнительное приметывание де-
лается также параллельно отлету и концам
со стороны верхнего воротника на расстоянии
2,5 см от края. Кроме того, верхний воротник
приметывают по сгибу стойки обычными пря-
мыми сквозными стежками со стороны ниж-
него воротника.
Приметанный верхний воротник по отлету
и концам пришивают за срезы нижнего ворот-
ника частыми косыми потайными стежками с
интервалами 0,25—0,3 см, причем перед при-
шивкой из краев нижнего воротника вырезают
парусину шириной 0,25—0,3 см.
По отлету и концам воротник плотно при-
утюживают со стороны нижнего воротника,
гладко сутюживают всю припосадку по верх-
нему воротнику и особенно на концах. При-
утюженный воротник с лицевой стороны при-
страчивают по отлету к концам па расстоянии
2 см от края.
Затем удаляют наметку из отлета и кон-
цов, воротник вновь плотно приутюживают
вначале со стороны нижнего воротника по
всему отлету, а затем и с лицевой стороны.
В процессе утюжки выправляют все неровно-
сти, которые могли возникнуть в процессе об-
работки. Одновременно плотно заутюживают
сгиб как со стороны стойки, так и со стороны
отлета
В таком виде приметывают накладным
швом нижний воротник к горловине, делая
необходимую припосадку, над плечевыми шва-
ми (по сравнению с припосадкой на воротни-
ках гражданской одежды, нрипосадка в во-
ротниках шинелей делается большей).
' Верхний воротник в генеральских шинелях по от-
лету и концам окантовывают. С верхнего воротника
срезают подгибку и затем последний окантовывают так
же. как и борта.
Припосадка в шинелях нужна для удлине-
ния отлета, необходимого для облегания по-
гона. Величина припосадки должна быть уч-
тена прн осноровке воротника.
Нижний воротник пришивают к горловине
ручным способом частыми .потайными косыми
стежками нитками в цвет основной ткани. Срез
горловины с обратной стороны пришивают тол-
стыми нитками за парусину нижнего ворот-
ника косыми стежками. Пришивают также ме-
таллический крючок и петлю, заделывают
концы воротника и отверстия над головками
крючка и петли. Косыми потайными стежками
пришивают и край стойки верхнего воротника
к подбортам и подкладке. Линия подшивки
должна располагаться либо над швом втачки
воротника или ниже шва на 0,5—1 см.
Воротник типа «тарелочка» по отлету и кон-
цам, как правило, обрабатывают в обтачку.
После осноровки иижнего воротника из его
края вырезают парусину шириной 0,5 см.
Нижний воротник лицевой стороной накла-
дывают на лицевую сторону верхнего ворот-
ника так, чтобы его края по отлету и концам
верхнего воротника выступали равномерно —
на 0,7—1 см.
В таком виде воротник приметывают на
столе редкими прямыми стежками на расстоя-
нии 2,5—3 см от края отлета и концов. Допол-
нительно вручную приметывают нижний во-
ротник к верхнему, начиная от левого конца
со стороны нижнего воротника на расстоянии
0,25 см от края прямыми стежками с интерва-
лами до 0, 75 см.
При приметывании верхний воротник на
концах и по отлету сдвигают от срезов во
внутрь на 0,4 см, делая припосадку на закруг-
лениях.
Концы и отлет воротника обтачивают на
машине по нижнему воротнику, начиная от
правого конца, швом шириной 0,3 см.
Сметочные стежки удаляют, шов разутю-
живают, излишки ширины шва (0,2—0,3 см)
верхнего воротника обрезают. Воротник вывер-
тывают и выметывают в два следа, как и
борта, выпуская из верхнего воротника кантик
шириной 0,1—0,2 см. Первый след проклады-
вают со стороны нижнего воротника, а вто-
рой •— со стороны верхнего воротника. Стежки
также прокладывают и по перегибу стойки.
Воротник приутюживают со стороны ниж-
него воротника и прострачивают с лицевой
стороны строчками, предусмотренными мо-
делью.
Сметочные стежки удаляют, воротиик
вновь подутюживают, выправляя все неров-
ности. Стойку в воротнике типа «тарелочка»
не заутюживают.
87
Излишки ширины верхнего воротника по
стойке срезают; срез стойки верхнего ворот-
ника относительно среза нижнего воротника
должен выступать на Г см.
Обработанный воротник соединяют с гор-
ловиной, как правило, обычным швом. Вначале
воротиик вметывают и втачивают швом шири-
ной до 1 см. Затем удаляют сметочные стежки,
шов разутюживают в раскол, ко шву приме-
тывают подборта и подкладку по горловине,
а весь срез горловины через край дополни-
тельно пришивают за парусину нижнего во-
Рис. 36. Капюшоны:
1 — раскрой капюшона треугольником, 2 — капюшон треугольником в готовом виде,
3 — раскрой фасонного капюшопа
ротника. Верхний воротник по линии стойки
пришивают частыми косыми потайными стеж-
ками за подборта и за подкладку горловины,
при этом линия пришивки не должна распо-
лагаться выше шва втачки воротника.
В женских изделиях нижний край верхнего
воротника по стойке можно пришивать за
подкладку. Подкладку пришивают за ворот-
ник, если она соединена с изделием после
соединения воротника с горловиной.
ОБРАБОТКА КАПЮШОНОВ
В одежде применяются два вида капюшо-
зов (рис. 36): треугольником и фасонный.
Капюшоны треугольником применяются
чаще всего в одежде специального назначения:
в пыльниках, брезентовых плащах и дождеви-
ках. Капюшоны этого вида делают в мужской
и женской одежде, их обычно надевают на
головной убор.
Капюшоны фасонные, как правило, приме-
няются в женской и детской одежде. Фасон-
ные капюшоиы в большинстве случаев заме-
няют головные уборы и служат элементом
украшения.
Капюшоиы прикрепляют к горловине на-
глухо или делают пристяжными на петли и
пуговицы.
Пошивка капюшона треугольником. Капю-
шоиы треугольником могут быть с вытачками
в области плеча и без вытачек.
При пошивке капюшона сначала сметы-
вают вытачки (если они имеются).
Сметанные вытачки стачивают от среза
горловины швом шириной 1 см, ниже разреза
вытачки на 0,2 см шов сходит на нет. Сметку
удаляют, швы плотно разутюживают и затем
расстрачивают с лица двумя
строчками на расстоянии 0,5 см
от стыка шва.
Нижний срез а — б (см.
рис. 36, 1) стачивают швом
шириной 1 см. В капюшонах
без подкладки этот шов рас-
страчивают так же, как и вы-
тачки, а на подкладке — раз-
утюживают.
Подкладку капюшона обра-
батывают соответственно ос-
новному материалу капюшо-
на, но вытачки и нижннй шов
не расстрачивают, а заутюжи-
вают на сторону.
Свободный край капюшона
(в капюшонах на подкладке)
обтачивают подкладкой, кото-
рую выкраивают такого же
размера, как и капюшон из основной ткани.
В капюшонах без подкладки свободный край
обтачивают полоской Основной ткани шири-
ной 5 см, которую выкраивают в строгом со-
ответствии с контуром свободного края.
Подкладку или полоску ткани лицевой сто-
роной соединяют с лицевой стороной капюшона
таким образом, чтобы шов подкладки совме-
стился со швом капюшона и обтачивают без
приметки со стороны капюшона швом шириной
0,5 см. В процессе обтачивания подкладку или
полоску слегка натягивают. Затем обтачку или
подкладку вывертывают н выметывают со
стороны подкладки или обтачки иа расстоянии
1 см от края, выпуская кант из основной
ткани шириной 0,1 см.
В капюшонах без подкладки прямыми
стежками на расстоянии 0,5 см от края при-
метывают внутренний край обтачки в под-
гибку внутреннего среза шириною 0,75 см.
Свободный край (в капюшонах без под-
кладки) прострачивают двумя строчками на
расстоянии 0,5 см от края и по внутреннему
краю обтачки. Первую строчку прокладывают
с лицевой стороны, а вторую — с изнанки, по
краю обтачки.
8Ь
В капюшонах на подкладке по свободному
краю прострачивают одну строчку на расстоя-
нии 0,3 см от края. С изнанки острый угол
подкладки пришивают за шов капюшона по-
тайными несквозными стежками в два — три
следа. Капюшон отутюживают и в таком виде
соединяют с горловиной.
В пристяжных капюшонах дополнительно
обрабатывают срез горловины.
В капюшонах с подкладкой горловину
обтачивают одновременно с обтачиванием сво-
бодного края, а в капюшонах без подкладки—-
срез заделывают так же, как и свободный
край.
Около угла шов подкладки подпарывают
иа 6—8 см и в это отверстие вывертывают ка-
пюшон. После этого отверстие зашивают
обычными косыми стежками. Горловину выме-
тывают также с кантиком, как и свободный
край, и прострачивают двумя строчками: пер-
вая проходит на расстоянии 0,3 см от края,
а вторая — на расстоянии 1 см от первой.
В пристяжных капюшонах обшивают пять
петель и к горловине пришивают соответ-
ственно положению петель столько же пуговиц.
Петли располагают: на середине ростка,
над плечевыми швами н на расстоянии 2—3 см
от уступов (в сторону горловины). Петли про-
резают на расстоянии 1,3 см от края горло-
вины, длина петли 2 см.
Петли располагают перпендикулярно к ли-
нии горловины и обшивают на спецмашине
или ручным способом. Готовый капюшон от-
утюживают.
Капюшои треугольником в готовом виде
показан на рис. 36, 2.
Пошивка фасонного капюшона. Фасонные
капюшоны обычно изготовляют на подкладке.
Сначала обрабатывают обтачную петлю на
правом выступе. Передние выступы капюшона
обтачивают основной тканью по срезам а, б,
в, г, (рис. 36, 3) швом шириною 0,3 см, затем
вывертывают, выметывают в раскол без канта.
Срезы петли подшивают так, как при обра-
ботке обтачных петель. Обработанные перед-
ние выступы приутюживают.
Соответственно верхнему капюшону по ли-
нии а, б, в, г стачивают подкладку и швы ее
заутюживают на сторону. Подкладку с капю-
шоном соединяют лицевыми сторонами и обта-
чивают по свободному краю швом шириной
0,5 см. В процессе обтачивания подкладку
слегка натягивают. Капюшон вывертывают и
края выметывают так же, как и в капюшоне
треугольником. Нижние срезы подкладки при-
шивают за обтачки передних выступов обыч-
ными потайными стежками. Свободный край
и края передних выступов прострачивают;
строчки должны проходить там, где они пре-
дусмотрены моделью.
Капюшон отутюживают и затем соединяют
с горловиной.
ОБРАБОТКА КОКЕТОК
Кокетки являются одним из элементов
украшения в одежде. С помощью кокеток осу-
ществляется комбинирование тканей, что по-
зволяет использовать различные по цвету
ткани, особенно при реставрации одежды.
Кроме того, во швах кокеток маскируются
различные вытачки, которыми заменяется при-
посадка или сутюжка.
Существуют различные формы кокеток:
фигурные — с одним, двумя или тремя мыси-
ками, фестонами,— прямолинейные и оваль-
ные. В некоторых видах одежды с кокетками
выкраивают и половинки рукавов.
На рис. 37 показаны несколько видов ко-
кеток на спинках н полочке.
Кокетки применяются на спинках, полоч-
ках, на рукавах и на юбках.
Обработка кокеток различных видов имеет
некоторое различие. Так, например, кокетки
фигурные (с мысиками н фестонами) обычно
не притачивают, а пристрачивают к детали
одной или двумя строчками. Кокетки других
видов либо притачивают обычным швом и за-
тем с лицевой стороны настрачивают соответ-
ствующими строчками согласно модели, либо
пристрачивают, как кокетки фигурные. В ос-
тальном обработка всех кокеток одинакова.
После расстановки силков, которые про-
кладывают по меловому следу, нанесенному
конструктором, край кокетки, кроме кокетки
фестонами, подгибают по силкам н заметы-
вают на руках прямыми стежками на рас-
стоянии 0,5—1 см от края в зависимости от
толщины ткани. В кокетках с мысиками изли-
шек ткани в уголках вырезают и без подгибки
срезов уголка аккуратно подшивают косыми
потайными и несквознымн стежками. Мысики
кокеток обрабатывают и другим способом:
вначале вырезают излишки ткани, сохраняя
припуск на шов. Срезы мысиков складывают
лицевыми сторонами и стачивают. Швы разу-
тюживают, уголки вывертывают, после этого
края кокетки по силкам подгибают и также
заметывают. Этот способ обработки обычно
применяется, когда край кокетки не пристра-
чивают, а оставляют свободным.
Края кокетки с фестонами, как правило, не
подгибают, а обтачивают. Обтачку вырезают
поперечной (без вырезов фестонов), внутрен-
ний срез ее располагают на расстоянии 3 см
от углубления фестонов.
89
Вначале по всей длине обтачку приметы-
вают на столе редкими прямыми стежками на
расстоянии 1 см от углубления фестонов с не-
большим натяжением. Дополнительно приме-
тывают срезы фестонов прямыми стежками
на расстоянии 0,25 см от края. В процессе при-
метывания на овалах фестонов делается лег-
кая припосадка (до 0,1 см на каждом овале).
основной ткани. В таком виде кокетки соеди-
няют с основными деталями.
ОБРАБОТКА БОКОВЫХ И ПЛЕЧЕВЫХ
ШВОВ
Форма одежды и телосложение человека —
факторы, являющиеся основными в разреше-
нии конфигурации боковых и плечевых швов
Рис. 37. Различные кокетки:
1 — прямолинейная, 2 — фигурная с двумя мысиками, 3—фигурная с одним мысиком, 4 — фигурная с мысиком вверх, Б~ с фесто-
нами, 6 — двухмысковая на полочке
Интервалы между стежками 0,5—0,7 см. Ко-
кетку обтачивают швом шириной 0,3 см, делая
повороты строчки строго над углублениями
фестонов.
Край обтачки обрезают с таким расчетом,
чтобы он выступал на 0,1 см за край фестонов.
Кроме того, в углублениях - фестонов делают
небольшие надрезы, которые не должны дохо-
дить до строчки, на пол миллиметр а.
Обтачанный край кокетки вывертывают и
выметывают с кантиком из кокетки шириной
0,1 см обычными стежками в два следа: около
края и на расстоянии 2 см от края.
Края кокетки плотно приутюживают, вы-
правляя все неровности, которые могли воз-
никнуть в процессе обработки.
В кокетках с отлетным краем по краю
прокладывают строчку (если оиа предусмот-
рена в модели) шелковыми нитками в тон
в процессе разработки конструкции одежды.
Положение швов в одежде обычно задается
художником, с помощью швов разрешается
его творческий замысел в процессе разработки
проекта модели, затем швы переносятся
конструктором непосредственно в одежду.
Боковые и плечевые швы располагают либо
открытыми со стороны спины, в этом случае
они имеют значение конструктивное и деко-
ративное, т. е. служат элементами украшения,
либо закрытыми, имеющими чисто конструк-
тивное значение.
Открытые швы обычно чаще встречаются
в одежде малой длины с сравнительно плот-
ным облеганием.
С закрытыми швами пошивается одежда
более широкой формы и удлиненная.
Обработка швов зависит от их конфигура-
ции и положения.
90
Соединение боковых швов. Соединение бо-
ковых швов начинается после влажно-тепловой
обработки боковых срезов полы и спинки,
а также и спинки в целом (для цельнокро-
еных спинок).
Боковые швы соединяют строго по надсеч-
кам. В процессе сметывания на участке меж-
ду надсечками делают припосадку: максималь-
ную в центре участка и минимальную около
надсечек. Обычно припосадку делают на спин-
ке в верхней части бокового шва. Размер
этой припосадки определяется конструктором
в процессе разработки конструкции. В свою
очередь величина припосадки всецело зависит
от положения боковых швов. Например, бо-
ковые швы, расположенные на боковой грани
туловища, наиболее благоприятны для обра-
ботки, так как они проходят по центру боковой
грани туловища, где не требуется дополнитель-
ной припосадки на облегание лопаток со сто-
роны спинки. Посадку соответственно увели-
чивают, если боковые швы смещены под
пройму, и уменьшают или исключают в откры-
тых боковых швах. Кроме припосадки на
спинке при точке а (см. рис. 5), делают припо-
садку на полочке при точке и (см. рис. 6) на
участке длиною (вверх и вниз от точки и)
12—15 см. В изделиях с боковой вытачкой
посадку на этом участке не делают, так как
полнота для облегания бедра обеспечивается
раствором боковой вытачки.
Боковые швы сметывают со стороны спинки
прямыми стежками в женской одежде по сил-
кам, а в мужской на расстоянии 0,5 см от
среза спинки и линии силков на. полочке.
Интервалы между стежками 0,7—I см.
Сметанные швы стачивают в женской
одежде на расстоянии 0,1 см от линии силков,
а в мужской на расстоянии 0,75 см от среза
СПИНКИ.
После стачивания сметочные стежки уда-
ляют и боковые швы плотно разутюживают на
универсальной колодке, причем в процессе ра-
зутюживания обращается внимание па вытя-
гивание запасов на прогибах талин в одежде
прилегающей формы, которые должны распо-
лагаться на плоскости полы ровно, без натя-
жения.
В одежде прямой формы после разутюжи-
вания боковых швов спинку (рис. 38)
подвергают дополнительной влажно-тепловой
обработке.
Параллельно боковому шву спинку переги-
бают. Сгиб должен располагаться на расстоя-
нии 3—4 см от проймы спинки. В таком виде
спинку расправляют на столе сгибом к рабо-
тающему, приутюживают вдоль бокового шва
с легким заутюживанием сгиба. В процессе
заутюживания припосадка с участка а — б пе-
ремещается на участок с — д, кроме того, на
этом участке сгиб соответственно вытягивают
с поворотом верхней части сгиба от работаю-
щего к пройме, образуя овал на сгибе (см.
рис. 38,2). После этого спинку расправляют на
столе и отутюживают сгиб, сохраняя при этом
слабину на участке с — д.
Рис. 58. Обработка боковых швов:
1 — положение посадки на спинке, 2 — положение боко-
вого шва при разутюживании
Наличие слабины на участке с — д обеспе-
чивает облегание выступа лопаток и образо-
вание долевой папортки.
Соединение плечевых швов. Соединению
плечевых швов обычно предшествует влажно-
тепловая обработка.
В открытых швах с большим наклоном на
участке между точками гид (см. рис. 6) соот-
ветственно оттягивают плечевой срез полы до
полного выпрямления прогиба. В закрытых
швах, наоборот, делают легкую оттяжку иа
спинке иа участке при точке е и также до пол-
ного выпрямления прогиба (см. рис. 5).
Подготовленные плечевые срезы сметывают
таким же образом, как и боковые швы, с при-
посадкой спинки между точками г и д на по-
лочке (см. рис. 6). Максимальную припосадку
делают в центре участка, постепенно уменьшая
ее к краям. Швы стачивают по спичке анало-
гично боковым швам. Сметочные стежки уда-
ляют, затем швы разутюживают на овале уни-
версальной колодки так, чтобы изделие лежало
полочкой к работающему. В процессе разутю-
живания шов на участке слегка вытягивают
и поворачивают к пройме полы.
При вытягивании и повороте плечевого шва
происходит иатяжеиие проймы спинки, чем
обеспечивается слабина на пройме полы, необ-
ходимая для облегания выступа в плечевом
сочленении руки.
Во всех случаях плечевой шов после обра-
ботки должен иметь овал, направленный в сто-
рону лопаток, величиной в 0,2—0,3 см при-
мерно иа середине длины шва.
ИЗГОТОВЛЕНИЕ ВАТНЫХ ПРОКЛАДОК
Ватные прокладки в одежде применяются
для выравнивания асимметрии одноименных
участков тела и исправления отклонений
в строении корпуса выше талии. Ватные про-
кладки могут применяться также в связи
с модой.
Прокладки ставят в следующих участках
одежды: вокруг проймы спинки — для маски-
ровки выступов лопаток; в верхней части
спинки — для выравнивания впадины между
лопатками, ниже седьмого шейного позвонка
в прогиб между ключицей и передней частью
плеча; в области грудной клетки — для попол-
нения выпуклости груди; под плечи — для
подъема плеч и для маскировки асимметрии
высоты плеч; в горловине от боковых стенок
основания шеи — для придания плечам обте-
каемой формы.
Прокладки изготовляются из двух одинако-
вых по форме и размеру слоев марли или тон-
кой хлопчатобумажной ткани, между которыми
прокладывается соответствующей толщины
слой ваты.
Прокладки выстегивают ручным или ма-
шинным способом.
Прокладка под пройму спинки. В соответ-
ствии с контуром проймы спиики детали про-
кладки выкраивают шириною 6—8 см.
В одежде с долевыми папортками около
проймы спинки нижний срез прокладки совме-
щают с боковым швом.
В одежде без долевых папорток с плотным
облеганием прокладка проходит через боковой
шов и совмещается с виутрениим срезом пару-
сины.
Между двумя слоями марли илн хлопчато-
бумажной ткани настилают слой ваты, тол-
щина которого около среза проймы зависит от
выступа лопаток: для лопаток с большим вы-
ступом — 1 см, с малым — 0,5 см. Слой ваты
сходит на нет к внутреннему срезу прокладки.
Следует иметь в виду, что в одежде для разно-
боких фигур прокладки делают различной тол-
щины для выравнивания разиобокости.
Прокладки простегивают дорожками па-
раллельно срезу проймы с интервалами 1,5—
2 см.
Прокладка для верхней части спиики. Эти
прокладки выкраивают в соответствии с кон-
туром ростка длиною в 8—12 см, а шириною,
равной ширине ростка.
Толщина ватного слоя в зависимости от
глубины впадины может быть от 0,5 до 1 см,
к срезам прокладки она сходит на нет. Про-
кладку выстегивают параллельно срезам с ин-
тервалами между дорожками в 1—1,5 см.
Прокладка между ключицей и передней
частью плеча. Прокладка между ключицей и
передней частью плеча выкраивается длиной
12—15 см и шириной 6—8 см. Ватный слой
здесь располагают аналогично ватному слою
прокладки для верхней части спинки и таким
же образом выстегивают.
Прокладка под грудь. Выкраивается в виде
эллипса длиной 16—18 см и шириной 10—
12 см. Толщина ватного слоя в центре овала
0,5—1 см, к срезам прокладки ватный слой
сходит иа нет. Прокладку простегивают парал-
лельно срезам с интервалами между дорож-
ками до 3 см.
Прокладку под грудь ставят чаще всего
в военной одежде.
Прокладки под плечи (наплечники). На-
плечники в одежде пришивают наглухо, рас-
полагая их между парусиной и подкладкой, и
пристяжные. Пристяжные наплечники обтяги-
вают подкладкой и пристегивают на три пуго-
вицы к подкладке. Для прокладки под плечи,
кроме марли и хлопчатобумажной ткани, при-
меняют еще и парусину.
Наплечники изготовляются мягкие и жест-
кие. Для изготовления жестких наплечников
применяется парусина, а для мягких — марля
или тонкая хлопчатобумажная ткань.
Обычно жесткие наплечники делают двой-
ными из двух частей — большой и малой, ко-
торые изготовляются каждая в отдельности и
затем соединяются между собой. Большая
часть располагается сверху, а малая — снизу.
Наплечники всех видов обрабатывают
с применением ваты. Между двумя слоями
ткани (марли, парусины или тонкой хлопчато-
бумажной ткани) прокладывают слой ваты
соответствующей толщины. Максимальная тол-
щина ваты — на середине внешнего края на-
плечника. К внутреннему краю ватный слой
92
сходит на нет. Толщина слоя ваты по краю
проймы определяется конструктором.
Наплечники одинарные выстегивают руч-
ным способом. Ручным способом выстегивают
и верхнюю часть двойного наплечника, ниж-
нюю часть наплечника можно выстегивать
вручную или машиной.
Наплечники выстегивают сквозными про-
колами иглы толстыми нитками № 20—10
К концам наплечника пришивают петли
(шлевки). Для петель из подкладочной ткани
выкраивают долевую полоску шириной 2 сж
и длиной 25 см. Полоску стачивают швом ши-
риною 0,3 см и затачивают один из ее концов,
затем вывертывают на металлическом стерж-
не, приутюживают и разрезают на три части.
Каждую часть складывают вдвое в стык
сгнб со сгибом. Получающийся при этом треу-
Рис. 39. Виды обычных рукавов:
1 — верхняя и нижняя половинки двухшовного рукава. 2 — верхняя половинка двухшовного рукава со средним швом,
S — рукав с одним швом
в утолщенной части прямыми стежками, а иа
остальных участках прямыми или косыми
стежками параллельно срезу проймы. Интер-
валы между дорожками 0,75—1 см.
В процессе выстегивания нижний слой на-
плечника натягивают, а верхний — соответ-
ственно припосаживают таким образом, чтобы
выстеганный наплечник имел изогнутую форму,
соответствующую форме плеча.
Двойные наплечники после отутюжки сое-
диняют между собой сквозными проколами
длиной до 2 см. Внутренний край ннжней части
наплечника пришивают косыми обычными
стежками к верхней части наплечника.
Наплечники открытые (одинарные или
двойные), как отмечалось выше, обтягивают
подкладкой. Соответственно размерам наплеч-
ника выкраивают из подкладки чехол. Боко-
вые части чехла обтачивают н чехол выверты-
вают. Затем чехол надевают на наплечник.
Передний край нижнего слоя чехла подгибают
и подшивают за подгибку верхнего слоя ко-
сыми потайными стежками.
гольник подшивают потайными стежками.
Концы петли закрепляют ручным способом
несколькими стежками по одному следу. Длина
петли 2 см. Готовые петли пришивают за ниж-
ний слой чехла н за наплечник частыми ко-
сыми стежками без подгибки. Край наплеч-
ника совмещают с отверстиями петель и под-
шивают потайными стежками. Соответственно
петлям на наплечнике в изделии со стороны
подкладки пришивают пуговицы. Готовые на-
плечники отутюживают.
ИЗГОТОВЛЕНИЕ РУКАВОВ
Форма рукавов теснейшим образом свя-
зана с покроем одежды.
Рукава для одежды строгого
покроя делаются двухшовнымн или с до-
полнительным третьим швом на верхней поло-
винке (рнс. 39).
Рукава покроя реглан н полу-
реглан пошивают с двумя швами — ннжним
и верхним и с тремя швами — передним, лок-
93
тевым и верхним по середине верхней поло-
винки.
Рукава покроя манто имеют один
нижний шов или один нижний и один верхний.
Рукава покроя кимоно также
имеют один шов — нижний или два — нижний
и верхний.. Отличаются рукава покроя кимоно
от рукавов покроя манто формой верхнего
края.
Рукава цельнокроеные выкраи-
вают вместе с полочками и спинкой. В этих
рукавах, как правило, имеется два шва — ниж-
ний шов, являющийся продолжением бокового
шва, и верхний, являющийся продолжением
плечевого шва. В большинстве случаев такие
рукава делаются с ластовицами — цельнокро-
еными и вставными.
В рукавах комбинированных
используют различные сочетания: рукава ре-
глан с рукавом покроя манто, рукава реглан
с цельнокроеными или рукавом покроя манто,
рукава покроя манто с цельнокроеным рука-
вом и рукав покроя манто с рукавом кимоно.
ОБРАБОТКА РУКАВОВ
Несмотря на большое разнообразие видов
рукавов, в обработке большинства из них по-
вторяются одни и те же операции. Так, при
обработке нижних половинок и рукавов всех
видов повторяется обработка локтевых и пе-
редних швов. В рукавах с верхним и иижним
швами однотипна обработка этих швов. Во
всех рукавах со шлицами одинаково обраба-
тывают низки рукавов и шлицы. Общая обра-
ботка у низков рукавов без шлиц. В рукавах
с манжетами одинаково соединяют с рукавами
манжеты и одинаково обрабатывают низки
рукавов.
У всех рукавов сохраняется один и тот же
метод соединения подкладки с верхом рука-
вов.
Аналогично во всех рукавах обрабатывают
рельефные швы и дополнительные детали.
Обработку рукавов начинают с проклады-
вания силков (рис. 40, /). Контурные линии
обеих половинок совмещают, а сами половинки
аккуратно расправляют и в таком положении
иа половинках прокладывают силки. В двух-
шовиых рукавах силки прокладывают по ли-
нии переката, линии подгиба низа и контроль-
ным точкам (надсечкам) швов и оката.
Дальнейшая обработка рукавов выпол-
няется в следующей последовательности.
Обработка двухшовиых рукавов с нижними
половинками и со шлицами. Сначала оттягива-
ют передний перекат (рис. 40,2). Делают мак-
симальную оттяжку на участке наибольшего
прогиба. Выше и ниже прогиба оттяжка де-
лается значительно меньшей. Сделанная от-
тяжка проверяется (рис. 40, 3) путем пово-
рота переката по линии силков на основную
часть половники. Оттянутый перекат должен
располагаться ровно, без натяжения н сла-
бины.
Передние швы сметывают прямыми стеж-
ками на расстоянии 0,5—0,6 см от края по
верхним половинкам. Стачивание также про-
изводится по верхним половинкам швом ши-
риной 0,8 см.
Швы разутюживают на колодке или на
столе. Рукав располагают при этом локтевым
срезом от работающего.
В процессе разутюживания (рис. 40, 4)
около линии силков переката делается легкая
принудительная сутюжка. Дополнительно про-
утюживают верхнюю половину рукава только
до линии енлков (рис. 40, 5).
Низок рукава и шлицы обмеляют
(рис. 40, б) в соответствии с меловыми ли-
ниями, нанесенными закройщиком. Затем при-
метывают хлопчатобумажную прокладку
(рис. 40, 7), ширина которой должна быть и а
1 см больше длины шлицы и плотно прилегать
к линии подгибки низка рукава и шлицы. При-
метывают прокладку в два следа около-ниж-
него и верхнего краев прямыми стежками дли-
ной до 3 см.
Иногда верхний край прокладки пришивают
потайными стежками «козлик».
Низок рукава и шлицу подгибают и заме-
тывают прямыми стежками на расстоянии
0,7 см от края. Уголок шлицы подшивают
(рис. 40, 8). Край подгибки низа и шлицы
пришивают за прокладку.
Обработанные низки приутюживают и на
шлице обшивают прорезные или непрорезные
петли (см. рис. 40, 9) по указанию закрой-
щика.
В некоторых случаях по шлице и иизку
прокладывают отделочные строчки.
Обработка локтевых швов двухшовных ру-
кавов. По меловому следу и контрольным точ^
кам сметывают локтевые швы (рис. 40, 10)
со стороны верхней половинки. В рукавах
мужской одежды срез верхней половинки дол-
жен граничить с силками или меловой линией,
нанесенной на нижнюю половинку. В рукавах
женской одежды сметывание делается при
полном совмещении силков на половинках.
В процессе сметывания делают посадку верх-
ней половинки между контрольными точками.
Сметанные локтевые швы проверяют. При
проверке обращается внимание на положение
припосадки: половинки рукава должны распо-
лагаться ровно, без перекосов.
Рис. 40. Обработка рукавов:
по переднему перекату рукава, 2 — оттяжка переднего переката рукава, 3 — проверка оттяжки, 4~>разу-
5__проутюженная половинка рукава, 6 —обмеленный низок рукава, 7 — низок щжметанной
1 — прокладывание силков
тюженный передний ШОВ, О — проутюженная пилилпппа pj.n.a*>a, *• ------ - ——--- rJ- --- .
прокладкой. В—заметанный и подшитый низок с подшитой шлицей. 9 — низки с обмотанными петлями, /Обмотанные и стачан-
ные локтевые швы, 11 — разрезанный шов, пропущенная и подшитая шлица, 12 — готовая шлица с лицевой стороны, 13 манжета,
приметанная к рукаву, 14 — низок манжеты, 15 — манжета, прикрепленная к рукаву, 16 - одношовный рукав с прокладкой 77 —
одношовный рукав с сутюженныы локтевым перекатом и оттянутым передним перекатом, 28 — одношовный рукав с обработан-
ным швом а низком
95
«Локтевые швы стачивают (рис. 40, 10) со
стороны верхней половинки в рукавах жен-
ской одежды на расстоянии 1 мм от силков,
а в мужской — на расстоянии 0,8 см от локте-
вого среза верхней половники при полном
совпадении строчки с краем шлицы. Концы
шва закрепляют двойной и обратной строчкой.
Отверстие шлицы заделывают: шов ниж-
ней половинки над верхним концом шлицы
рассекают, шлицу пропушивают и подшивают
(рис. 40, 11, 12).
«Локтевые швы разутюживают на овале
универсальной колодки или на спецколодке.
Дополнительно рукава проутюживают с из-
нанки со стороны нижней и верхней половинок
на столе или на колодке.
В таком виде рукава соединяют с под-
кладкой.
Обработка дополнительного среднего шва
на верхней половинке. Данный шов обрабаты-
вают до соединения передних швов. По мело-
вым линиям шов сметывают вдоль силков,
стачивают и разутюживают или заутюживают
передней половинкой на боковую с лицевой
стороны. Для разутюжки шва используют
универсальную колодку со стороны изнанки
рукава. Параллельно шву с лицевой стороны
прокладывают одну или две декоративные
строчки согласно модели.
В рукавах фасона реглан при сметывании
среднего шва по плечевой части боковой поло-
винки делают небольшую посадку (0,5—
0,7 см).
Соединение манжет с рукавами. Манжеты
приметывают к рукававд таким образом, чтобы
линия ннзков совмещалась с низком рукава
или же верхний край манжеты совмещался
с меловой линией, нанесенной закройщиком.
Низок рукава можно обрабатывать в подгибку
или с обрезным краем.
При приметывании манжеты (рис. 40, 13)
обращается внимание на то, чтобы она соеди-
нилась с рукавом так, как показано на модели.
Низки манжет подгибают, заметывают
(рис. 40, 14), край подгибки пришивают ко-
сыми стежками за рукава со стороны подгибки.
Верхний край манжеты отгибают до поло-
вины его ширины и за подкладку приши-
вают к рукаву подшивочными стежками
(рис. 40, 15).
После этого манжеты и рукава проутюжи-
вают. Особенно плотно проутюживают низки
рукавов.
Обработка одношовного рукава без ниж-
них половинок. Сначала обрабатывают в разу-
тюжку внутренний шов. До обработки внут-
реннего шва соединяют прокладку с низками
рукавов.
Внутренние срезы в зависимости от формы
рукава соединяют после предварительной
вл ажно-тепловой обр або гки, соответственно
оттягивают передний перекат и сутюживают
на уровне локтя локтевой перекат (рис. 40,
16, 17).
После влажно-тепловой обработки рукава
осноравливают при сложенном положении пе-
реднего и локтевого перекатов.
Шов рукава по меловым линиям сметы-
вают, стачивают и разутюживают.
После обработки шва обрабатывают низки
рукавов (см. рис. 20, 14).
Обработка подкладки рукавов. Детали под-
кладки (рис. 41) выкраивают соответственно
деталям верха с нижней половинкой и без нее.
В рукавах с нижней половинкой сначала
стачивают передние швы, а затем — локтевые.
В рукавах без нижней половинки очередность
стачивания швов не имеет практического
значения.
Стачанные швы подкладки заутюживают
на сторону швом на нижнюю половинку. Про-
утюживают подкладку в целом.
Соединение подкладки с рукавами. В жен-
ской одежде в рукавах е нижней половинкой
подкладку приметывают за локтевой и перед-
ний швы. В этом случае верхнюю половинку
подкладки выкраивают с передним перекатом.
В мужской одежде подкладку приметы-
вают за один локтевой шов, в связи с этим
верхнюю половинку подкладки выкраивают
без переднего переката.
Приметывают подкладку прямыми час-
тыми стежками с изнанки обязательно с не-
большой припосадкой в мужских рукавах и
со значительной припосадкой по локтевому
шву — в женских. Для приметывания исполь-
зуют прочные нитки, заканчивают приметыва-
ние на расстоянии 10 см от верхнего края.
Подкладка по верхнему контуру нижней по-
ловинки должна выступать на 2,5 см, а по
окату — на 1 см.
Нижний край подкладки примерно должен
находиться на одном уровне с нижним краем
рукава.
Рукав выворачивают на лицевую сторону,
подкладку ^справляют и приметывают на
расстоянии 6 см от низка и на расстоянии 6—
7 см ниже верхнего контура основного рукава.
Подкладку внизу подгибают на 2,5—3 см
от края и подшивают.
Соединение ватного слоя с рукавами. Вы-
стеганный ватный слой осноравливают, затем
стачивают по локтевому шву вручную или ма-
шиной. Основной рукав вывертывают на из-
нанку, швы рукавов приметывают к ватному
слою так, чтобы ватный слой своими верхними
96
краями располагался соответственно краям
основного рукава с выступом по окату па
0,5 см, а по нижней половинке — на 1 см.
Приметывают ватный слой прочными нит-
ками с припосадкой. После этого рукава выво-
рачивают налицо, ватный слой вверху н
внизу приметывают так же, как н подкладку.
Вннзу ватный слой пришивают в стык за
край подгибки низка косыми стежками.
На рис. 42—46 показана конфигурация
верхней части рукавов и пройм различной
конструкции.
В различных проймах последовательность
операций по соединению рукава с изделием
разная. В связи с этим изменяются пра-
ктические приемы выполнения отдельных опе-
раций, а также изменяется н число опе-
раций
Рис. 41. Обработка подкладки рукавов:
I - обработанная подкладка рукава, 2 — подкладка, присоединенная к локтевому шву рукава.
8 — подкладка, приметанная по верху и низу к рукаву
Рукава вывертывают вновь на изнанку и
затем присоединяют подкладку таким же об-
разом, как к рукавам без ватного слоя. Раз-
ница состоит лишь в том, что пришивают под-
кладку не за швы, а за ватный слой.
Рукава вывертывают налицо, вверху и
внизу подкладку приметывают. Внизу под-
кладку подшивают. Рукав проутюживают и
отпаривают. Излишки длины подкладки и
ватного слоя подрезают.
СОЕДИНЕНИЕ РУКАВОВ С ПРОЙМАМИ
Соединение рукавов с проймами относится
к числу наиболее сложных и ответственных
технологических узлов обработки и состоит из
целого ряда разнородных ручных и машинных
операций.
Методика соединения рукавов с изделием
всецело зависит от конструкции проймы и ру-
кава, которая в свою очередь теснейшим об-
разом связана с покроем одежды.
Рукава в обычной одежде со-
единяются с изделием после окончательной
обработки проймы до или после соединения
подкладки с изделием.
Рукава в одежде покроя манто
соединяются с изделием на различных этапах
пошивки либо после соединения плечевых
швов (такая последовательность применяется
в рукавах с цельнокроеными ластовицами),
либо после окончательной обработки проймы,
как в одежде строгого покроя.
В одежде с прямоугольной
проймой при соединении рукава с изде-
лием сохраняется та же последовательность
операций, как и в одежде покроя манто.
Рукава реглаи обычной формы
(мужской и женской) соединяются с проймой
до соединения воротника с горловиной, после
окончательной обработки проймы.
Рукава реглан широкой дра-
пирован иойформы соединяются с прой-
мами до их обработки и до обработки боковых
Технология изготовления верхней одежды
97
швов. Рукава этого вида, как правило, при-
меняются в женской одежде.
Рукав полуреглаи соединяется с из-
делием после соединения воротника с горло-
виной.
Рукав кимоно соединяется с изделием
также после окончательной обработки проймы.
Ластовицы вставляются в рукава цельно-
кроеными и соединяются различно, в зависи-
мости от формы ластовиц.
еще и дополнительные; на рукаве и пройме —
между передней надсечкой и плечевой, на
пройме спинки — выше нлн ниже локтевой
надсечки.
Положение надсечек устанавливается кон-
структором в процессе разработки конструк-
ции.
Следует иметь в виду, что надсечки (если
онн технически правильно определены) иа ру-
каве и на пройме не могут совпадать в том
Рис. 42. Соединение обычных рукавов с проймами:
/—связь надсечек на рукаве и пройме, 2—конфигурация проПмы после соединения плечевых швов, 3 — верхний
контур рукава после присборивания, 4 — присборенный рукав, соединенный с проймой
Рукава, выкроенные вместе с кокетками,
соединяются с изделием вначале по линиям
кокеток, а затем по участку проймы, рукава
комбинированные соединяются после оконча-
тельной обработки проймы.
При соединении рукавов с проймами важ-
ное значение имеет расстановка контрольных
точек (надсечек), с помощью которых рукава
соединяются с проймами. Надсечки контроли-
руют правильность распределения припосадки
по срезу рукава и точность постановки рукава
в пройму. Надсечки значительно сокращают
время, идущее иа операцию вметывания рука-
вов в пройму.
В обычной пройме надсечки делают в пе-
редней части проймы и рукава, на окате ру-
кава иад плечевым швом и на пройме спин-
ки над локтевым швом рукава. Эти надсечки
являются основными. В массовом производ-
стве, кроме основных надсечек, применяются
случае, когда рукав н пройма ие подвер-
гаются изменению в процессе обработки.
Кроме того, иа положении надсечек может
также отразиться растяжение проймы и
особенно в тканях, неустойчивых к растя-
жению.
Надсечки иа проймах и рукавах других
конструкций делают так же, как и надсечки
на обычной пройме.
Соединение обычных двухшовных рукавов
с проймами (рис. 42). Существуют два способа
соединения рукавов с проймами: с предвари-
тельно присборенной припосадкой по верхнему
контуру рукава и без присборивания, когда
припосадка распределяется в процессе вметы-
вания рукава.
Первый способ значительно облегчает про-
цесс вметывания рукавов, является наиболее
удобным и доступным для исполнителей с не-
высокой квалификацией. Кроме того, при этом
98
способе сокращается затрата времени па вме-
тывание рукавов.
Второй способ значительно сложнее и, кан-
нам представляется, требует большей затраты
времени и, безусловно, наиболее высокой ква-
лификации исполнителя.
Присборивание верхнего среза рукава
делается на толстую нитку на расстоянии
0,5—0,7 см от края с интервалами между
стежками 0,5—0,7 см либо вручную прямыми
стежками, либо на универсальной машине
редкими стежками при ослабленной верхней
нитке.
Величина присборивания рукава (посадка)
не является стабильной для каждого вида
одежды и зависит от целого ряда факторов: от
формы рукава (широкие и узкие), от формы
плеч (высокие и обтекаемые) и от положения
шва верхней части проймы (плечо спущенное
и подобранное — смещенное в сторону горло-
вины) .
В рукавах широких, высокоплечих, а также
в рукавах при смещенном в сторону горлови-
ны плечевом шве, как правило, посадка де-
лается большей. В других рукавах — для одеж-
ды со спущенной проймой и обтекаемой фор-
мой плеч, а также в рукавах узких — посадку
соответственно уменьшают.
Кроме того, величина припосадки ограни-
чивается также в тканях с малой усадочно-
стью. В свою очередь припосадка служит при-
пуском, обеспечивающим необходимую полно-
ту рукавов.
Средняя величина припосадки: в рукавах
узкой формы — на каждый сантиметр длины
проймы один миллиметр припосадки, в рука-
вах обычных с обычной полнотой —• полтора
миллиметра, в рукавах широкой формы
(в одежде, пошиваемой из мягких, толстых
и усадочных тканей) — два миллиметра. В из-
делиях, дошиваемых из тонких малоусадочных
тканей (габардин, коверкот), максимальная
припосадка рукавов — один миллиметр на
каждый сантиметр длины проймы.
В том и другом случае присборивание ру-
кавов выполняется после осноровки по всему
верхнему срезу, начиная от середины нижней
половинки. Верхний контур рукава присбори-
вают таким образом, чтобы окружность рука-
ва по верхнему срезу была на 1—1,3 см боль-
ше окружности проймы.
Стянутую на нитку припосадку аккуратно
расправляют, удаляя ямки (провалы). Нали-
чие провалов свидетельствует о скученности
припосадки.
Расправленную посадку плотно сутюжи-
вают и сгоняют ниже среза рукава на 3~5 см,
в зависимости от величины припосадки. Чем
7*
больше посадка, тем больше площадь сутюж-
ки. Сутюжка выполняется на конце обычной
колодки с подложенной подушечкой. После
этого подутюживают рукав в целом.
Приготовленный таким образом рукав сое-
диняют с проймой. До соединения рукава
пройму подвергают тщательной осноровке.
При этом следует обращать внимание на
плавность сопряжения липин проймы спинки
и полы в плечевой части. При осноровке вы-
правляют все искривления, подмеченные на
линии проймы, обрезают излишки запасов.
Величина запасов по пройме спинки и
верхней части полы в мужской одежде может
быть не более 2 см, а в женской — не более
3 см, так как излишки запасов способствуют
искажению проймы, стягивая ее. Пройму об-
меляют, по меловому следу прокладывают за-
тем нитки.
После осноровки проймы вметывают ру-
кава. Обычно вметывание начинается с левого
рукава, который своей передней надсечкой
совмещается с передней надсечкой на пройме.
Линии стежков в мужской одежде проходят
на расстоянии 0,7—0,8 см от среза рукава,
а в женской одежде линия стежков совме-
щается с меловым следом, отмеченным нит-
кой. В процессе вметывания обращается вни-
мание на совмещение надсечек.
Аналогично вметывают и правый рукав,
но вметывание начинается с локтевой над-
сечки.
Рукава с иеприсборенным верхним срезом
вметывают таким же образом: вначале левый
рукав при совмещении передних надсечек,
а затем правый с совмещением локтевых над-
сечек. В процессе вметывания делают пркпо-
садку между надсечками. Большую припосад-
ку делают на косых срезах, меньшую — на
малокосых и самую малую — на прямых сре-
зах.
В рукавах с проймой, перемещенной в сто-
рону горловины, максимальная припосадка
делается в центре оката. Такая припосадка
удлиняет плечо за счет выступа оката рукава.
Правильность вметывания рукавов тем или
другим способом контролируют на манекене
или на фигуре человека: проверяют располо-
жение припосадки и отвесное положение ру-
кава. Так как отвесное положение рукава
больше всего зависит от особенностей поста-
новки корпуса фигуры человека, то его лучше
всего определять на фигуре человека. Напри-
мер, для наклонных фигур чаще всего рукав
ставится с поворотом на некоторое расстоя-
ние вперед, а для перегибистых — назад.
Все другие ориентиры в определении от-
весного положения рукава являются случай-
S9
ними, например, по боковому карману. Поло-
жение кармана в одежде непостоянно.
Припосадку во вметанных рукавах гладко
сутюживают на специальном приспособле-
нии — рукавной колодочке.
После проверки рукава втачивают на уни-
версальной машине от середины нижней поло-
винки швом шириной не более 0,8 см, причем
в женской одежде линия шва должна прохо-
дить на расстоянии 0,1 см от мелового следа
на пройме.
В изделиях, пошиваемых из тонких тканей
и без полоски, рукава втачивают с подклады-
ванием поперечной или косой полоски. Вта-
чивание рукава с полоской тканн применяется
как в толстых, так и в тонких тканях. Толщина
полоски должна соответствовать толщине ос-
новной ткани, ширина полоски — 3 см, дли-
на — 10—14 см, в зависимости от размера из-
делия. Полоску прокладывают от плечевого
шва по пройме полы ровно, без натяжения.
Притачивают ее обычно без приметывания.
Втачивание рукава с полоской ткани имеет
следующие преимущества: во-первых, исклю-
чается разутюжка плечевого шва проймы,
в связи с этим запас или шов в пройме полы
не рассекается, не перегибается и служит
опорой верхней части оката рукава (в этом
случае шов имеет вид разутюженного); во-вто-
рых, полоска, как дополнительная прокладка,
обеспечивает устойчивость в участке плечевой
части проймы.
Шов втачанного рукава без полоски после
удаления вметочных стежков разутюживают,
начиная от плечевого шва по полочке на спе-
циальной колодочке.
В изделиях, для которых проектируются
найлечники, к шву проймы полы вручную
приметывают парусину вначале с лицевой
стороны (в положении изделия проймой от
работающего) редкими прямыми стежками
тай, чтобы основная ткань находилась в натя-
нутом положении относительно слоя парусины
в долевом и поперечном направлениях. Затем
с изнанки шов проймы пришивают к парусине
прямыми стежками с интервалами 0,75 —
1 см. Линия пришивки должна располагаться
не далее 0,1 см от линии шва.
В изделиях без наплечников операция при-
крепления шва проймы к парусине исключает-
ся. Шов проймы в этом случае пришивают за
парусину вместе с подкладкой, а в зимних
изделиях также и за ватный слой.
Операция пришивки шва проймы выпол-
няется'после приметывания с лицевой стороны
подкладки прямыми редкими стежками около
шва проймы с натяжением в долевом и попе-
речном направлениях ткани верха относительно
подкладки и ватного слоя. Эта операция яв-
ляется особо ответственной, при выполнении
ее обращается особое внимание на то, чтобы
основная ткань относительно внутренних слоев
не имела перекосов. Данную операцию выпол-
няют также на руках при положении изделия
проймой от работающего. При этом приме-
няются следующие практические приемы:
пройму изделия располагают на ладони левой
руки (концы пальцев должны придерживать
край проймы подкладки и других слоев),
правой рукой вначале сдвигают основную
ткань от работающего, а пальцами левой руки
придерживают подкладку вместе с парусиной
и ватным слоем и в таком положении глубо-
кими проколами приметывают с лица около
шва проймы (левую пройму от переднего шва
рукава, а правую — от бокового шва изделия).
Проколы иглы с изнанки должны входить
и выходить между указательным и средним
пальцами левой руки, причем после каждого
прокола и соответствующего перемещения
проймы слева направо на ладони левой руки
правой рукой ткань натягивают. В процессе
приметывания не допускается искривления
шва проймы.
Следует иметь в виду, что в зимних изде-
лиях при приметывании проймы необходимо
делать большую припосадку ватного слоя
(2—3 см) на боковой и передней частях прой-
мы. Эта припосадка обеспечивает соответ-
ствующее натяжение основной ткани в этих
участках.
Затем шов рукава разметывают, т. е. при-
шивают за подкладку и парусину, а в зимней
одежде и за ватный слой толстыми нитками
стежками «взад иглу» или сквозными стеж-
ками иа прокол. Во' время пришивки выправ-
ляют неровности шва.
В изделиях с наплечниками, как указыва-
лось выше, наплечники пришивают после при-
крепления парусины. Наплечник должен рас-
полагаться своей серединой над центром оката
рукава. Для установления положения наплеч-
ника ориентиром не может быть плечевой шов,
так как последний может располагаться по-
разному на середине плеча над центром оката
и смещаться на соответствующее расстояние
в сторону проймы спинки.
Вначале наплечник приметывают с ли-
цевой стороны прямыми редкими стежками.
Срезы наплечника должны совпадать со сре-
зами шва рукава или выступать (до 2 см}
в изделиях с линией проймы, перемещенной
в сторону горловины.
Наплечник пришивают к шву рукава за
один его верхний слой со стороны рукава ча-
стыми прямыми стежками. В процессе при-
100
шивкн шов втачки рукава вместе с парусиной
слегка натягивают. Соединенным с проймой
наплечник пришивают по внутреннему пе-
реднему срезу за парусину косыми стеж-
ками с интервалами 1 см ровно, без осла-
бления.
Все дальнейшие операции, связанные непо-
средственно с разметкой проймы, выполняют-
ся в той же последовательности, как описано
выше.
Обычно плечевые швы подкладки подши-
вают после разметывания проймы, однако та-
кая закономерность может быть нарушена,
особенно в женской одежде. Иногда подклад-
ку со стачанными плечевыми швами в жен-
ской одежде пришивают после соединения во-
ротника и рукавов с заложенной складкой
в участке нагрудной вытачки.
Плечевой срез подкладки накладывают на
полочку, подгибают соответственно положе-
нию лицевого шва, заметывают прямыми
стежками с припосадкой в большем размере
в сравнении с припосадкой на лицевом шве.
Максимальную припосадку делают в центре
шва, к концам шва она постепенно сходит на
нет.
Заметанные плечевые швы подшивают
частыми потайными стежками. Излишки ши-
рины шва по контуру проймы (подкладки, па-
русины и ватного слоя) обрезают. Ширина
шва в нижией части проймы — 0,8 см.
В зимних изделиях ватный слой проймы
верхним срезом совмещают с ватным слоем
оката рукава и в таком виде пришивают пря-
мыми стежками за шов проймы в женских из-
делиях—от переднего шва рукава до локте-
вого, « в мужских —от переднего шва до бо-
кового?
Левый рукав пришивают от переднего шва
и в обратном направлении пришивают правый
рукав. При пришивке ватного слоя делают
припосадку на тех же участках, как и на ос-
новном рукаве. Нижний срез ватного слоя сое-
диняют с ватным слоем проймы в стык косыми
стежками.
После соединения ватного слоя рукавную
подкладку накладывают срезом на подкладку
проймы с подгибкой 0,5—0,75 см. В женской
одежде швы подкладки совмещают со швами
рукава верха, а в мужской совмещают только
локтевые швы. Передний шов подкладки дол-
жен совпадать с линией переката рукава.
После этого подкладку подшивают: левый
рукав — от локтевого шва, а правый — от пе-
реднего шва с легкой припосадкой по окату
и с максимальной припосадкой в переднем
закруглении проймы, значительно меньше
припосаживается подкладка от локтевого шва
на боковом и нижнем участке проймы.
Подкладку подшивают частыми потайными
стежками нитками в цвет подкладки с легким
натяжением нити. Линия пришива должна
проходить на расстоянии 0,1—0,2 см от линии
стежков, которыми разметана пройма.
В изделиях без ватного слоя (летних
и осенних) подкладку рукавов пришивают за
пройму подкладки изделия, так же как и в
зимних изделиях и в одинаковой последова-
тельности, но предварительно под плечи при-
шивают специальные ватные прокладки (под-
окатникн). Подокатннкн делают из двух слоев
марли, сложенных в сгиб, между которыми
прокладывают небольшой слой ваты, просте-
ганный ручным способом в два следа обыч-
ными прямыми или косыми стежками. Длина
подокатников 14—16 см, а ширина 4 см.
Подокатник пришивается от плечевого шва на
участке передней проймы полы прямыми
стежками, как и ватный рукавный слой.
Соединение рукавов с проймами в одежде
покроя манто. Различают два вида рукавов
в одежде покроя манто (рис. 43): рукава
с цельнокроеными ластовицами и без ласто-
виц. Рукава различной конструкции в одежде
покроя манто соединяются с проймами на раз-
ных этапах пошивки. Так, например, рукава
с цельнокроеными ластовицами соединяют
с изделием после обработки плечевых швов,
до обработки боковых швов и до монтажа
подкладки и ватного слоя. Такая последова-
тельность обусловливается наличием выкрой-
кой ластовицы в рукаве, что в значительной
мере облегчает процесс соединения рукавов
с проймами.
Перед соединением рукавов с изделием
проймы тщательным образом осноравливают,
по меловой линии отмечают ниткой след шва
и прокладывают с изнанки кромку от бокового
шва спинки до передней надсечки на полочке.
Над центром оката рукава пройму припоса-
живают от 0,5 до 0,8 см (в зависимости от
спущенностн проймы) и кромку пришивают за
внешний край обычными косыми несквозными
стежками. Нрипосадка обеспечивает лучшее
облегание проймы в области плеча.
Стянутый кромкой край проймы сутюжи-
вают иа универсальной колодке на глубину
2—3 см, в зависимости от спущенностн плеча.
Затем рукав вметывают также по контроль-
ным точкам (надсечкам) прямыми стежками,
как и обычные рукава. Левый рукав приметы-
вают от бокового шва полы, а правый — от
бокового шва спинки.
В процессе приметывания делается посадка
между надсечками, предусмотренная кон-
101
структором и уточненная при примерке. Ру-
кава с коротким окатом с небольшой припо-
садкой приметывают без предварительного
присборивания верхнего среза.
Рукава втачивают обычным швом шириной
0,8 см. Втачанные рукава либо разутюживают
в раскол на участке между передней и лок-
тевой надсечками, либо по всей длине проймы
Втачанные рукава (иа универсальной ко-
лодке около ее овала) плотно приутюживают.
Внутренние швы рукавов стачивают одно-
временно с боковыми швами на расстоянии
0,1 см от линии силков. Боковые швы разутю-
живают на универсальной колодке, а внутрен-
ние швы рукавов — на специальной колодке.
Затем обрабатывают низки рукавов та-
Рис. 43. Проймы и рукава для одежды покроев манто и реглан обычный.
/ — пройма манто. 2—рукав манто, 3—пройма манго прямоугольной формы. 4 — рукав к пройме манто прямоугольной формы
ь раскроенном каде, 5— рукав манто прямоугольной формы в обработанном виде, 6 — пройма реглава обычного. 7 — рукав
для проймы реглана обычного
заутюживают на сторону проймой на рукав.
Шрв проймы настрачивают одной или расстра-
чивают двумя строчками (в зависимости от
модели).
Надо, однако, заметить, что придать пра-
вильное положение рукавам в изделии данно-
ю покроя можно либо перемещением припо-
садкн в соответствующее положение, либо до-
полнительным удлинением оката. Например,
при повороте рукава на перед перемещается
припосадка вверх. Этого можно достигнуть
при дополнительном углублении передней
части ; оката рукава. Наоборот, при повороте
рукана назад посадку перемещают вниз или
дополнительно углубляют задний срез оката.
Описанные уточнения рукавов делаются
после первой и второй примерок.
ким образом, как предусмотрено моделью
(с манжетами или без манжет).
Все последующие операции, связанные не-
посредственно с соединением рукавов с прой-
мой, выполняются после соединения под-
кладки в летних и осенних изделиях, а в зим-
них -— после соединения ватного слоя (основ-
ного н рукавного), а также подкладки: за
шов проймы пришивают подкладку, а в зим-
ней одежде — вместе с подкладкой и ватный
слой, причем ватный слои пришивают с обя-
зательной пр и посадкой в переднем и особен-
но боковом углах. Операция выполняется
прочными нитками стежками «взад иглу»
с интервалами 1 см.
В изделиях со спущенным плечом наплеч-
ники и подокатники не применяют.
102
Срезы ватного слоя проймы и рукава при-
шивают в стык через край также толстыми
нитками н частыми стежками. Рукавную под-
кладку пришивают частыми косыми потай-
ными стежками, так же как и в обычных ру-
кавах, делая максимальную посадку в перед-
нем закруглении, небольшую — в боковом за-
круглении и незначительную — по окату ру-
кава.
Рукава без ластовиц в одежде покроя
манто соединяются так же, как и обычные
рукава: их вметывают либо с предваритель-
ным присбориванием верхнего среза рукава,
либо «без присборивания. Этот вид одежды
исшивается с наплечниками (с высокой поста-
новкой плеч) и без наплечников (обычная и
обтекаемая форма плеч).
Соединение рукавов с проймами прямо-
угольной формы. В одежде пройма прямо-
угольной формы (рис. 43, 3, 4 и 5) делается
двух видов: с выкройной ластовицей и без
ластовицы.
Несмотря на конструктивное различие,
проймы рукавов этих видов с изделием соеди-
няются в одинаковой последовательности, ана-
логично рукавам с ластовицами в одежде по-
кроя манто, т. е. после соединения плечевых
швов и до обработки боковых швов. Пройму
осноравливают, в изделиях со спущенным
плечом прокладывают кромку по плечу с со-
ответствующим натяжением (0,5—0,8 см) над
центром оката рукава. Припосадку сутюжи-
вают. Прямыми стежками вметывают рукава
(левый рукав — от переднего угла до боко-
вого, а правый — от бокового до переднего),
затем приметывают срезы со стороны рукава
между точками а — б (рис. 43, 4, 5) ровно,
без припосадки, так, чтобы эти точки совпа-
дали с одноименными точками на пройме.
Проверяют правильность вметывания ру-
кава: распределение припосадки и равновесие
рукава. Равновесие рукава уточняется обычно
изменением положения углов; при повороте
рукава на перед обычно передний угол соот-
ветственно подымают и понижают боковой
угол и, наоборот? при повороте рукава назад
передний угол понижают и соответственно
поднимают боковой угол. Кроме того, пра-
вильное положение рукавам придается еще
перемещением припосадки.
Перед втачиванием углы проймы при точ-
ках а — а рассекают по равноделящей угла,
не доходя 0,1—0,2 см до линии втачки рукава;
в тканях осыпаемых разрезы короче и в не-
осыпаемых длиннее.
Ширина шва при втачивании рукава
0.8 см. Швы или разутюживают в раскол, или
же заутюживают на сторону проймой на ру-
кав. В зависимости от модели швы проймы
могут настрачиваться или расплачиваться
различными декоративными строчками.
Все остальные операции (включая обра-
ботку боковых швов и низков рукавов) вы-
полняются так же, как и в одежде покроя
манто с выкройными ластовицами.
Соединение рука ков реглан с проймами.
По сравнению с другими рукавами рукав рег-
лан (рис. 43, 7 и 8) значительно отличается
как своей конструкцией, так и формой. Пра-
вильное облегание рукава этого покроя по
фигуре человека и особенно в его плечевой
части будет значительно зависеть от наличия
связи между рукавом и проймой. Отсутствие
такой связи также отразится и на соединении
рукава с проймой, главным образом на рав-
новесии рукава, так как поворот этих рукавов
вперед и назад возможен только за счет пе-
ремещения посадки (без нарушения верхних
концов рукава около ростка и горловины).
Таким образом, нарушение равновесия рука-
вов технологическим пугем неиспрввимо, а
требует переработки конструкции рукава.
Как уже отмечалось выше, рукава реглан
соединяются с изделием после окончательной
осноровки проймы. Рукава вметывают по кон-
трольным точкам, которые обычно наносятся
в участквх, между которыми делается при по-
садка,— две надсечки в передней части (на
пройме и на рукаве) и две надсечки в задней
части, причем одна из них располагается над
уровнем локтевого шва.
В рукавах реглан посадку не присбори-
вают, а тщательным образом распределяют в
процессе вметывания.
Максимальная припосадка дается в центре
участка а (см. рис. 43, 6)-, приближаясь к
надсечкам, припосадка соответственно умень-
шается и сходит иа нет. Величина припосадки
определяется конструктором с учетом свойств
ткани. Для тканей тонких с малой усадочно-
стью она дается обычно из расчета до 0,1 см
на каждый сантиметр длины участка пО пе-
редней части проймы и несколько болыйе' (до
0,15 см) в задней части и особенно на участке
ниже локтевого шва. Для толстых тканей по-
садка соответственно увеличиваете^- до
0,15 см — в передней части проймы1 и до
0,2 см — в задней части.
В мужской одежде срез рукава1 Совме-
щается с меловой линией, отмеченной ниткой,
а в женской — след шва рукава совмещается
со следом шва проймы.
Правильность вметывания рукава контро-
лируют и возникшие неполадки исправляют за
счет перемещения припосадки и положения
надсечек. При резко выраженном иСЙйжении
103
положения рукава, исправление которого
не достигается перемещением припосадки,
подвергают изменению конструкцию ру-
кава.
Уточненные рукава втачивают после су-
тюжки припосадки швом шириной 0,8 еж от
среза рукава.
Швы втачанных рукавов либо разутюжи-
вают, либо заутюживают проймой на рукав
или рукавом на пройму. Параллельно швам
делаются соответствующие строчки, если они
предусмотрены моделью.
Швы разутюживают или настрачивают от
локтевого шва вверх до ростка и от передней
надсечки до горловины.
Вся дальнейшая обработка проймы после
втачки рукавов производится в следующей
последовательности. С лицевой стороны при-
метывают парусину, которую затем с изиаики
пришивают за шов при заутюженной на сто-
рону пройме со стороны парусины, а при раз-
утюженной пройме — со стороны рукава.
Ткань относительно слоя парусины в долевом
и поперечном направлениях должна нахо-
диться в слегка натянутом состоянии.
С лицевой стороны по рукаву параллельно
швам проймы приметывают косыми редкими
несквозными стежками наплечники, если они
предусмотрены моделью. Передние срезы на-
плечников должны располагаться над плече-
вой частью рукавов. Передние срезы наплеч-
ников пришивают в стык за парусину, при
этом излишки ширины парусины должны быть
срезаны, а боковой срез — за шов проймы.
Наплечник по шву проймы должен распо-
лагаться ровно, без натяжения. Он может до-
ходить до горловины и отстоять от нее на
2—3 см.
В одежде покроя реглан без наплечников
после пришивки парусины к пройме приметы-
вают с лицевой стороны подкладку, а в оде-
жде зимней — вместе с подкладкой и ватный
слой. Затем разметывают пройму так же, как
и в обычных изделиях.
Излишки ширины шва подкладки и ват-
ного слоя подрезают. Срез слоя ваты рукава
в стык соединяют со срезами ватного слоя
проймы.
После этого подшивают рукавную под-
кладку, как и в обычных рукавах, с большей
припосадкой в переднем закруглении проймы
и с меньшей — в боковом.
Соединение с проймами рукавов реглан
широкой формы (реглан на покрое манто).
Этот вид рукавов (рис. 44) требует особой
проверки и подгонки в процессе первой при-
мерки. После примерки конструкцию рукава
и проймы тщательным образом уточняют.
Эти рукава соединяют с изделием в необ-
работанном виде в несколько иной последо-
вательности, причем каждую половинку в от-
дельности.
После обработки бортов, спинки и уточне-
ния линии проймы переднюю часть рукава сое-
диняют с проймой полы, а заднюю — с прой-
мой спинки. Вначале’ половинки рукавов
приметывают по контрольным точкам с при-
посадкой, как и в обычном реглане, затем
втачивают. Швы либо разутюживают, либо
заутюживают на сторону и затем настрачива-
ют или расстрачивают, если это предусмотрено
моделью.
В таком виде рукава подвергают специаль-
ной влажно-тепловой обработке. На участке
прн точке делается оттяжка половинок ру-
кавов, сложенных лицевыми сторонами (и не-
сколько в большем размере оттягивается пе-
редняя половинка рукава). Оттяжку делают
с обеих сторон каждой половинки.
Оттяжка обеспечивает необходимое равно-
весие рукава и хорошее облегание его в пле-
чевой части.
Каждую половинку рукава (переднюю и
боковую) перегибают лицом во внутрь так,
чтобы их срезы совместились. Срезы передних
половинок в участке локтя оттягивают, а сгибы
их соответственно сутюживают. Боковые поло-
винки по срезам в участке локтя сутюживают
и сгибы их в участке локтя соответственно от-
тягивают.
С помощью пластической обработки по сре-
зам и сгибам делают поворот рукавов на пе-
ред, что необходимо для их равновесия.
После влажно-тепловой обработки срезы
рукавов и особенно в плечевой части подвер-
гают специальной осноровке. Эта операция
выполняется конструктором. В процессе осно-
ровки на срезах отмечают поперечные конт-
рольные линии, по которым соединяют рукава.
При осноровке контролируют длину плечевого
среза, закругление плечевого участка и вы-
равнивают срезы (верхний и нижний) после
оттяжки.
Затем сметывают верхние срезы рукавов
(передний и задний) строго по контрольным
точкам, причем и в этих изделиях, также как
и в обычных, прнпосаживается срез рукава
спинки.
Боковые швы и внутренние срезы рукавов
также сметывают. В таком виде проверяют
правильность положения рукава, а также и
расположение верхнего шва, который должен
проходить по середине ширины рукава, а в
плечевой части -— по центру плеча.
Швы в проверенных рукавах стачивают и
разутюживают; если предусмотрены моделью
104
рукава делается в процессе второй примерки.
Рукава втачивают на 0,1 см дальше линии
мелового следа. Сметочные стежки удаляют,
припосадку сутюживают- Швы проймы от лок-
тевой до передней надсечки, проходящие че-
рез плечо, либо разутюживают в раскол, либо
Рис. 45. Соединение рукавов с кокетками:
1 — пройма для рукава с кокетками, 2 — рукав с цельнокро-
еными кокетками
заутюживают на сторону соответственно
модели. Затем прострачивают отделочные
строчки.
Операции приметывания парусины, наплеч-
ников, разметка проймы и подшивка рукавной
подкладки осуществляют так же, как и
в обычных рукавах реглан.
Соединение рукавов и кокеток с изделием.
Одежд# с кокетками, выкроенными вместе
с рукавами, представляет собой один из видов
преобразованного покроя реглан.
В данном случае обычные линии проймы
реглан, как видно из рис. 45, повернуты в по-
ложение линий кокеток полы и спинки.
Соединение кокеток и рукавов в данном
виде одежды осуществляется в следующей по-
следовательности. По меловым линиям приме-
тывают края кокеток прямыми стежками на
расстоянии 1 см от края, в кокетках с мыси-
ками высекают излишки ширины подгибки и
уголки аккуратно заделывают ручным спосо-
бом частыми потайными н'есквозными стеж-
ками или затачивают машиной. Края кокеток
плотно приутюживают. Приготовленные таким
образом кокетки соединяют с изделием.
Приметывание выполняется на столе при
положении изделия кокеткой от работающего.
Обычно вначале приметывают кокетку спинки
строго по меловому следу, отмеченному после
примерки. Спинку поворачивают лицевой сто-
роной вниз, иа спинку кладут универсальную
колодку овалом от работающего. Затем на ко-
лодке расправляют верхний срез левой полы,
на который накладывают кокетку левой полы,
и по меловому следу приметывают от проймы
по направлению к борту. Аналогично левой
поле на колодке расправляют правую полу и
по меловому следу также приметывают от
борта к пройме.
Кокетки приметывают в два следа пря-
мыми стежками: первый след проходит на
расстоянии 0,5—0,7 см от края с интервалами
между стежками до 1 см, второй след — на
расстоянии 2 см от первого, интервалы между
стежками — в два раза длиннее. Кокетки при-
страчивают одной или двумя строчками, т. е.
в соответствии с моделью1.
После соединения кокеток вметывают с со-
ответствующей припосадкой, как и в обычных
рукавах, нижние части рукавов. Левый рукав
вметывают от кокетки спинки, а правый — от
кокетки полы. Нижиие участки рукавов вта-
чивают. Все дальнейшие операции, связанные
непосредственно с соединением рукавов, вы-
полняют после обработки бортов и соединения
подкладки с изделием. Рукавную подкладку
выкраивают без кокеток с обычным окатом.
Соединение рукавов с проймами в одежде
комбинированных покроев. В практике изго-
товления модельной одежды очень часто ком-
бинируют один покрой одежды с другим
(см. рис. 46). Например, покрой реглан можно
сочетать с обычным покроем, покроем манто,
с цельнокроеным рукавом и кимоно. Точно
так же можно комбинировать покрой одежды
с цельнокроеным рукавом с покроем манто и
1 Цельнокроеные кокетки с рукавами могут соеди-
няться с изделием и обычным швом. В этом случае края
кокетки не заметывают.
105
рукава делается в процессе второй примерки.
Рукава втачивают на ОД см дальше линии
мелового следа. Сметочные стежки удаляют,
припосадку сутюживают. Швы проймы от лок-
тевой до передней надсечки, проходящие че-
рез плечо, либо разутюживают в раскол, либо
Рис. 45. Соединение рукавов с кокетками:
1 — пройма для рукава с кокетками, 2 — рукав с цельнокро-
еными кокетками
заутюживают на сторону соответственно
модели. Затем прострачивают отделочные
строчки.
Операции приметывания парусины, наплеч-
ников,разметка проймы н подшивка рукавной
подкДйдки осуществляют так же, как и
в обычных рукавах реглан.
Соединение рукавов и кокеток с изделием.
Одежда с кокетками, выкроенными вместе
с рукавами, представляет собой один из видов
преобразованного покроя реглан.
В данном случае обычные линии проймы
реглаи, как видно из рис. 45, повернуты в по-
ложение линий кокеток полы и спинки.
Соединение кокеток и рукавов в данном
виде одежды осуществляется в следующей по-
следовательности. По меловым линиям приме-
тывают края кокеток прямыми стежками на
расстоянии 1 см от края, в кокетках с мыси-
ками высекают излишки ширины подгибки и
уголки аккуратно заделывают ручным спосо-
бом частыми потайными несквозными стеж-
ками или затачивают машиной. Края кокеток
плотно приутюживают. Приготовленные таким
образом кокетки соединяют с изделием.
Приметывание выполняется на столе при
положении изделия кокеткой от работающего.
Обычно вначале приметывают кокетку спинки
строго по меловому следу, отмеченному после
примерки. Спинку поворачивают лицевой сто-
роной вниз, на спинку кладут универсальную
колодку овалом от работающего. Затем на ко-
лодке расправляют верхний срез левой полы,
на который накладывают кокетку левой полы,
и по меловому следу приметывают от проймы
по направлению к борту. Аналогично левой
поле и а колодке расправляют правую полу и
по меловому следу также приметывают от
борта к пройме.
Кокетки приметывают в два следа пря-
мыми стежками: первый след проходит на
расстоянии 0,5—0,7 см от края с интервалами
между стежками до 1 см, второй след — на
расстоянии 2 см от первого, интервалы между
стежками — в два раза длиннее. Кокетки при-
страчивают одной или двумя строчками, т. е.
в соответствии с моделью1.
После соединения кокеток вметывают с со-
ответствующей припосадкой, как и в обычных
рукавах, нижние части рукавов. Левый рукав
вметывают от кокетки спинки, а правый — от
кокетки полы. Нижние участки рукавов вта-
чивают. Все дальнейшие операции, связанные
непосредственно с соединением рукавов, вы-
полняют после обработки бортов и соединения
подкладки с изделием. Рукавную подкладку
выкраивают без кокеток с обычным окатом.
Соединение рукавов с проймами в одежде
комбинированных покроев. В практике изго-
товления модельной одежды очень часто ком-
бинируют один покрой одежды с другим
(см. рис. 46). Например, покрой реглан можно
сочетать с обычным покроем, покроем манто,
с цельнокроеным рукавом и кимоно. Точно
так же можно комбинировать покрой одежды
с цельнокроеным рукавом с покроем манто и
1 Цельнокроеные кокетки с рукавами могут соеди-
няться с изделием и обычным швом. В этом случае края
кокетки не заметывают.
105
кимоно. В том и другом случае комбинации обычные рукава, на участках проймы рег-
осуществляются двух видов. лан — как рукава реглан.
На рис. 46 показано несколько видов ру- Во всех случаях такие рукава вметывают
кавов комбинированных покроев. Как видно по контрольным точкам, на участках, пока-
Рис. 46 Соединение рукавов в одежде комбинированных покроев:
1 _ комбинированный рукав — на спинке реглан и обычный на полочке. 2 — пройма комбинированная — на
спинке реглан, на полочке обычная, 3 — пройма комбинированная—реглан на полочке и обычная на спинке.
4 — комбинированный рукав — спереди реглан и на спинке обычный, 5 — спинка и полочка комбинированного
цельнокроеного рукава с рука ванн манто
из рисунка, комбинирование рукавов разных
покроев состоит в видоизменении верхней
части проймы и рукава.
Для одежды комбинированных покроев ха-
рактерна сложность конструкции, пошив же
особой сложности не имеет.
Комбинированные рукава соединяются с
изделием на участках обычной проймы, как н
занных на проймах реглана обычного (см.
выше).
Все виды рукавов соединяются с проймами
после тщательной осноровки проймы и верх-
него контура рукава.
Вметывание начинают с левого рукрва от
передней надсечки в левом рукаве и от .'Локте-
вой надсечки в правом рукаве.
107
Как правило, во вметанных рукавах про-
веряют распределение припосадки, а также
правильность их положения. Если рукава вме-
таны неправильно, то перемещают припосадку
или же вносят соответствующие изменения
в конструкцию рукавов в их верхней части и
изменяют плечевые швы.
Применяются три вида отрезных ластовиц
(рис. 47): ромбовидные — симметричные и не-
симметричные,—с клином из рукава и в виде
вставных бочков. Ластовицы в виде вставных
бочков имеют также декоративное значение.
Ромбовидные ластовицы и ла-
стовицы с клином из рукава втачи-
Рис. 47. Рукава с различными ластовицами;
/ — вид выкроенной ластовицы ромбообразной формы, 2 — втачанная ластовица ромбообразной формы, 3 — вид ластовицы кли-
ном из рукава. 4 —втачанная ластовица клином нз рукава, 3 — ластовица в виде вставного бочка, 6 — втачанная ластовица
в виде бочка
Вметанные рукава втачивают обычным
швом, сметочные стежки удаляют, швы либо
разутюживают в раскол, либо заутюживают
иа сторону, затем прокладывают отделочные
строчки, если они предусмотрены в модели.
Все дальнейшие операции, связанные непо-
средственно с соединением рукавов, осуще-
ставляют так же, как и в рукавах, описанных
выше.
СОЕДИНЕНИЕ РАЗЛИЧНЫХ ЛАСТОВИЦ
С ИЗДЕЛИЕМ
Ластовицы в одежде главиым образом
служат для удобства движения рук.
вают в свои разрезы после соединения боко-
вых и внутренних швов рукавов таким обра-
зом, чтобы точки а — а на ластовицах совмеща-
лись с одноименными точками а — а иа разре-
зах, при совмещении также точек б — б иа
ластовицах и иа разрезах.
В изделиях из осыпаемых тканей ласто-
вицы в точках б — б втачивают с закругле-
нием острых углов и соответственно закругле-
нию делается вырез в точках б — б на разрезе.
В изделиях из неосыпаемых тканей закруг-
ление на ластовице не делают и ластовицы
втачивают с сохранением острых углов.
108
К разрезам ластовицы приметывают ча-
стыми прямыми стежками. Перед приметыва-
пием боковой шов и шов рукава от точек а — а
распарывают в длину на 3 см для удобства
соединения ластовиц.
Вначале приметывают правую сторону ла-
стовицы, а затем левую. В процессе приметы-
вания разрезы для ластовиц слегка при-
посаживают. В такой же последователь-
ности производится и втачивание, при-
чем втачивание второй стороны делается
с одновременным затачиванием распоро-
тых швов при точках а — а. Ширина шва
до 1 см. Швы либо заутюживают на сто-
рону ластовицы с изнанки — в тканях
осыпаемых, либо разутюживают в ра-
скол— в тканях нессыпаемых.
В осыпаемых тканях для прочности
швы настрачивают по ластовице шири-
ной 0,2—0,25 см. В этом случае излишки
шва со стороны ластовицы срезают и
оставляют не более 0,4—0,5 см.
Ластовицы в виде встав-
ных бочков стачивают с изделием
до соединения внутренних швов рука-
вов. Ластовицы приметывают обычным
швом, втачивают, швы разутюживают в
раскол или заутюжнваюл на сторону.
После этого прокладывают декора-
тивные строчки согласно модели. Затем
стачивают внутренние швы рукавов и
втачивают головки ластовиц при полном
совмещении точек б — б на ластовице и
па изделии. Обычно швы головки ласто-
вицы заутюживают на сторону илн на-
страчивают. После соединения ластовиц
обрабатывают низки рукавов согласно
модели.
Вся дальнейшая обработка цельно-
кроеных рукавов с ластовицами выполняется
после соединения основного ватного слоя и
подкладки, причем в одежде высокоплечей
формы наплечники приметывают до соединения
подкладки и ватного слоя за плечевой шов и
за парусину.
ОБРАБОТКА УТЕПЛЯЮЩИХ
МАТЕРИАЛОВ
Утепляющие материалы, как известно, при-
меняются главным образом при пошивке зим-
ней одежды и в некоторых случаях для осен-
ней, которая пошивается не нз драпа, а из
тканей более тонких.
Утепляющими материалами служат: вата
хлопчатобумажная и шерстяная, гагачий пух,
ватин, вателин, мех.
Обработка утепляющих материалов зави-
сит от их вида.
НАСТИЛКА ВАТНОГО СЛОЯ
Настилка ватного слоя — ответственная
операция, так как неправильный настил-может
в известной мере искажать внешний вид
одежды и делать ее неудобной при носке.
Ватный слой обрабатывают двояко: либо
на двух слоях марли, либо с одной стороны на
Рис. 48. Детали подкладки с меловыми линиями, нанесенными
елочкой:
1 — полочка, 2 — спинка
подкладке, а с другой — на марле. Первый
способ обычно применяется при пошивке муж-
ской и женской одежды, а второй — при по-
шивке мужской одежды. В том и другом слу-
чаях ватный слой выстегивают ручным или
машинным способом.
При обработке ватного слоя вместе с под-
кладкой перед настилом на подкладке полы и
спиики по меловым линиям заутюживают
сгибы, по которым будет выстегиваться ват-
ный слой. Меловые линии на подкладке нано-
сят либо елочкой (см. рис. 48), либо клетками.
Интервалы между линиями в елочку 6—7 см,
а в клетку — 7—8 см.
Вату настилают па различных деталях
так, чтобы слой ее распределялся соответ-
ственно схеме, показанной на рис. 49.
Как видно из рисунка, ватный слой распо-
лагается неравномерно. А1аксимальная толщи-
109
на его на участке 1 будет являться исходной.
Ватный слой на других участках постепенно
уменьшается на 0,1 исходной толщины (0,9,
0,8 и т. д,). Примерная толщина ватного
слоя на участке 1—2—2,5 см для спинкн -и
полы. К проймам и боковым швам толщина
ватного слоя постепенно увеличивается от
0.5 до 0,7 см, ширина примерно 5—6 см.
При обработке ватного слоя вместо с под-
кладкой вату покрывают марлей только с од-
ной стороны. В этом случае марля должна
располагаться с соответствующей слабиной
в горизонтальном и вертикальном направле-
ниях, причем слабина марли больше там, где
толще слой ваты.
Накрытую марлей вату приметывают либо
Рис. 49. Схема распределения толщины ватного слоя на деталях подкладки:
I — полочка, 2 — спинка, 3 — рукав. 4 — толщина слоя ваты в продольном разрезе спинки по линии а — а.
a — толщина ватного слоя в горизонтальном разрезе спинки по липин в — в
Ватный слой иногда служит для маскиров-
ки тех или иных недостатков фигуры челове-
ка: выступающих лопаток (над лопатками
вата настилается тоньше); продольной кри-
визны спины (в верхней части спины толщину
ватного слоя соответственно увеличивают,
сводя и а нет к лопаткам); разнобокости и
разного наклона плеч, а также впалой груди
и т. д.
Толщина ватного слоя для рукавов в два
раза меньше, чем толщина ватного слоя на по-
лочках й на спинке.
После проверки иастила вату покрывают
марлей, затем вместе с подкладкой перевер-
тывают, снимают подкладку и другую сторону
ваты таЙже покрывают марлей. Марля па всех
участках 'Ьатиого слоя должна располагаться
ровно, без-' слабины и натяжения.
110
за подкладку насквозь вместе с ватным слоем
(если ватный слой находится на подкладке),
или же за нижний слой марли также вместе
с ватой прямыми стежками длиной 5—6 см.
ВЫСТЕГИВАНИЕ ВАТНОГО СЛОЯ
Как отмечалось выше, выстегивание обес-
печивает необходимое крепление ватного слоя.
Выстегивание ватного слоя
без подкладки (между двумя слоями
марли) выполняется вручную на столе про-
дольными дорожками с интервалами в 4—5 см
прямыми стежками длиной по 2 см.
На спинке первую дорожку прокладывают
по середине ширины спинки, а все остальные
дорожки располагают параллельно первой. На
полочках первую дорожку прокладывают
вдоль переднего края и все остальные парал-
лельно ей с такими же интервалами н такими
же стежками, как и на спинке.
Аналогично спинке и полочке выстегивают
ватный слой рукавов, причем все дорожки
прокладывают параллельно локтевому краю
верхней половинки.
Выстегивание выполняется путем следую-
щих практических приемов.
Около указательного и среднего пальцев
левой руки иглу вводят в ватный слой с на-
клоном вправо, примерно под углом в 45°, при
этом игла должна коснуться поверхности
стола. Затем нижний слой марли слегка при-
поднимают острием иглы, иглу дополнительно
продвигают влево на 0,6—1 см, захватывая
при этом нижний слой марли. После этого
иглу под таким же углом выводят правой ру-
кой на поверхность также около указательного
н среднего пальцев левой руки. Нить стежка
должна ложиться ровно, без натяжения.
Дальнейший процесс выстегивания состоит нз
повторения таких же практических приемов.
Выстегивание ватного слоя на универсаль-
ной машине производится такими же дорож-
ками с интервалами в 6—7 см редкими стеж-
ками.
Выстегивание ватного слоя
вместе с подкладкой производится
как вручную, так и машиной, причем в каж-
дом случае выстегивание выполняется со сто-
роны подкладки по заутюженным линиям.
Вручную ватный слой выстегивают вспуш-
ными сквозными стежками «взад нглу».
ПРИМЕНЕНИЕ В ОДЕЖДЕ ГАГАЧЬЕГО ПУХА
Пух применяется за счет уменьшения об-
щего весового количества ваты до 60%.
В этом случае утепляющий слой состоит из
шерстяной ваты и гагачьего пуха, так как
шерсть обеспечивает лучшее сцепление пуха,
причем пух располагают между двумя слоями
ваты.
Вначале слой ваты настилают на подклад-
ку, исходная толщина не более 0,5 см (см.
рис. 49), затем на ватный слой настилают га-
гачий пух с максимальной толщиной вверху,
которая должна книзу сходить на нет. Слой
пуха должен располагаться на расстоянии 2—
3 см от краев детали и не доходить до низа на
10—20 см. Настланный пух прикрывают слоем
ваты такой же толщины. На -нижние половин-
ки рукавов пух обычно не кладут. Вес пуха
для утепляющего слоя пальто 50—100 г.
Верхний слой ваты также покрывают мар-
лей, которую приметывают прямыми сквоз-
ными частыми стежками на расстоянии не
более 2 см от краев детали. Интервалы между
стежками 1,5—2 см. Частые стежки предохра-
няют пух от выпадания из ватного слоя.
Ватный слой с пухом обычно выстегивают
вручную (на подкладке н без подкладки), так,
как описано выше, но более частыми стежками
и частыми дорожками с интервалами 3—
4 см — при выстегивании без подкладки и
6—8 см — на подкладке.
Одежда на гагачьем пуху легка и сохра-
няет больше тепла.
НАСТИЛКА ВАТЫ НА МЕХ
И ЕЕ ВЫСТЕГИВАНИЕ
Выстегивание ватного слоя на мездре меха
имеет целью: прикрыть швы, выровнять по-
верхность волосяного покрова вследствие его
неодинаковой высоты и плотности, предохра-
нить мездру от проникновения влаги, вытира-
ния и т. д. Кроме того, ватный слой служит
дополнительным утепляющим материалом.
Высота ватного слоя всецело зависит от
свойства меха; чем выше и пушистее волося-
ной покров, тем меньше кладется слой ваты
и наоборот.
Исходная максимальная толщниа ваты
0,75 см и минимальная — 0,3 см. Толщина
ватного слоя книзу постепенно уменьшается
соответственно схеме, показанной на рис. 49.
Настланный слой ваты также прикрывают
марлей, которая должна располагаться по
ватному слою с небольшой слабиной в доле-
вом и поперечном направлениях.
Выстегивают вату вручную на столе тол-
стыми нитками долевыми дорожками, так же
как и ватный слой, прикрытый с обеих сторон
марлей.
Слой ваты на рукавах делают несколько
тоньше, но также прикрывают марлей н вы-
стегивают.
ОБРАБОТКА УТЕПЛЯЮЩЕГО СЛОЯ ИЗ ВАТИНА
Ватином называется начесанное пушистое
полотно, сотканное из хлопчатобумажной ос-
новы и шерстяного утка. Такой вид утепляю-
щего материала употребляется взамен ваты
н имеет целый ряд преимуществ: гладкую по-
верхность, пушистость, эластичность, легкость,
не сваливается и хорошо сохраняет тепло.
Ватин в одежде прокладывается в один,
два, а в некоторых случаях и в три слоя.
Основной слой располагается по всей
длине и ширине изделия, а дополнительные
таким образом: первый — примерно до уровня
нижних границ ягодиц, а второй — до уровня
Ill
талии. В осенней одежде ватин прокладывают
в один слой до талии или до ягодиц.
Все слои ватина выкраивают соответ-
ственно деталям верха с учетом направления
нитей утка и основы, что обеспечивает наи-
большую устойчивость их к деформации по
ширине и длине в процессе носки одежды.
В рукавах ватин прокладывают обычно в
один слой, но иногда на верхней половинке
до уровня локтя кладут второй слой (в тех
случаях, когда на спинке и полочках поло-
жены три слоя).
Дополнительные слои ватина соединяют
с основным слоем таким образом, чтобы пу-
шистая ворсяная поверхность находилась
внутри между слоями ватина.
Слои ватина скрепляют между собой вруч-
ную прямыми стежками такими же дорож-
ками, как и при выстегивании ватного слоя,
ио с интервалами между дорожками 7—8 см.
СОЕДИНЕНИЕ ВАТНОГО СЛОЯ С ИЗДЕЛИЕМ
Выстеганные детали ваты (без подкладки)
осноравливают: обрезают неровности всех
краев, затем на полочках вырезают нагруд-
ные вытачки (в женских изделиях).
После осноровки сшивают вручную нагруд-
ные вытачки (если они имеются) и боковые
швы либо в стык толстыми нитками в два
следа краевыми косыми стежками (сначала
сверху вниз, а затем снизу вверх), либо швом
«вперед иглу». Для утонения шва вату выщи-
пывают. Свободный срез шва на полочке при-
шивают около шва спиики прямыми или ко-
сыми стежками.
Обработанный ватный слой слегка при-
утюживают, особенно по боковым швам, для
получения гладкой поверхности. В таком виде
ватный слой соединяют с изделием.
Ватный слой раскладывают вдоль стола
низом вправо от работающего. На ватный
слой накладывают верх изделия так, чтобы
боковые швы ватного слоя примерно совпа-
дали с боковыми швами верха, причем внизу
ширина спинки верха и ватного слоя могут
не совпадать, особенно в изделиях с отлет-
ным низом и с фалдами клеш. Так, например,
в изделиях с отлетным низом ватный слой
внизу выкраивается на 2—3 см уже верха,
а в изделиях с клешем выкраивается уже на
половину припуска ширины всех фалд.
В изделиях с неотлетным низом ватный
слой делается уже верха до 2 см. Верх из-
делия тщательно расправляют по ватному
слою, затем с лицевой стороны прямыми стеж-
ками приметывают. Вначале приметывают
спинку параллельно боковым швам на рассто-
янии I—2 см от швов, затем — низ спинки на
расстоянии 6—8 см от низа, после этого— верх-
нюю часть спинки параллельно проймам, пле-
чевым швам и ростку на расстоянии 6—7 см
от срезов. Интервалы между стежками 5—
6 см.
Полочки верха отвертывают до боковых
швов и в таком положении боковые швы при-
шивают за ватный слой обычными прямыми
стежками — в изделиях с разутюженными бо-
ковыми швами и косыми краевыми стеж-
ками — в изделиях с иастрочными боковыми
швами. Швы в изделиях без клеша пришивают
не во всю длину; они не доходят до линии
низа на 7—10 см и до проймы на 5—7 см.
Изделие перемещают таким образом, что-
бы левая пола свободно располагалась на
столе. Левую полочку верха накладывают иа
ватный слой, аккуратно расправляют с уче-
том необходимой слабины на подвивку и
фалду. При этом передний срез ватного слоя
должен заходить за внутренний край под-
борта на 1—4 см, в зависимости от ширины
подборта. На отвороте ватный слой должен
располагаться на расстоянии 3—4 см от ли-
нии сгиба.
Полочку приметывают за ватный слой
с лица такими же стежками, как и спинку,
причем в передней части полы линию стежков
прокладывают на расстоянии 1,5—2 см от
внутреннего среза подборта.
Изделие перемещают правым бортом к ра-
ботающему и приметывают правую полочку
за ватный слой, как и левую полу.
Излишки ватного слоя в участках проймы,
плечевых срезов, горловины и ростка обре-
зают с таким расчетом, чтобы ватный слой
выступал за срезы проймы, горловины, плече-
вой срез полы и по линии ростка на 1,5—
2 см, а за плечевой срез спинки — около прой-
мы до 3 см, а около ростка — на 1—-1,5 см.
Изделие поворачивают лицом вниз и в та-
ком положении подрезаются излишки ватного
слоя по ширине и по длиие.
В изделиях, в которых ватный слой внизу
должен быть свободным (не пришитым),
край ваты должен отстоять от низа изделия на
расстоянии 3 см (при ширине подгибки не
менее 4 см), а в изделиях с пришитым внизу
ватным слоем — край ваты подшивают в стык
к подгибке.
Из краев обрезанного ватного слоя выщи-
пывают вату на ширину 2—3 см с таким рас-
четом, чтобы толщина ватного слоя к краям
постепенно сходила на нет.
Затем изделие располагают правым бор-
том от работающего лицом вниз, ватный слои
отвертывают и перегибают около внутреннего
112
края подборта и в таком виде пришивают
прочными нитками за парусину вместе с краем
подборта косыми несквозными стежками. Ин-
тервалы между стежками 2 см. Край ватного
слоя накладывают на подборт и такими же
косыми несквозными стежками пришивают за
подборт, захватывая при этом парусину.
Эти операции аналогично выполняются и
на левой полочке, но начиная снизу.
В изделиях с окантованными внутренними
краями подбортов край ватного слоя приши-
вают только за парусину.
Низ ватного слоя с неокантованным краем
подгибки пришивают в стык за край подгибки,
а низ с окантованным краем либо пристрачи-
вают машинной отделочной строчкой, либо
пришивают за специальную прокладку. Про-
кладку, помещенную под подгибку низа, при-
крепляют отделочной строчкой, причем в этом
случае низ изделия заделывают до соедине-
ния изделия с ватным слоем.
Таким же способом соединяется с изде-
лием утепляющий слой, приготовленный из
ватина.
Ватный слой, выстеганный вместе с под-
кладкой, соединяется с изделием либо до об-
работки боковых швов ватного слоя и под-
кладки, либо после обработки. В последнем
случае соединение делается после тщатель-
ной подгонки и осноровки полы н спннки.
Этот способ применяется в массовом произ-
водстве одежды, причем осноровка деталей
подкладки с ватным слоем делается по спе-
циально разработанным осноровочиым ле-
калам.
После осноровки подкладки из боковых
швов, бортов и низа для тонкости выщипы-
вают ватный слой (до 0,75 его толщины), за-
тем боковые швы стачивают на машине швом
шириной 1 см. Срез шва полочкой заутюжи-
вают на спинку и отутюживают всю подкладку
с изнанки и с лица.
Прн индивидуальной пошивке обычно этот
способ соединения ватного слоя применяется
редко. Боковые швы подкладки и ватного
слоя соединяют вручную после приметывания
полочек и спинки к изделию. В этом случае
специальная осноровка детален подкладки и
ватного слоя исключается. Она проводится
в процессе окончательного соединения полы
и спннки с изделием, когда срезают из-
лишки- ширины и длины каждой детали под-
кладки.
В связи с тем что боковые швы подкладки
с ватным слоем обрабатываются различно,
имеется некоторое различие и в последова-
тельности соединения подкладки с изделием.
Например, подкладку с нестачанными боко-
® Технология изготовления верхней одежды
выми швами приметывают к изделию, начи-
ная с полочек.
Подкладку полы с ватным слоем распола-
гают на столе лицом вниз, передним краем к
работающему, расправляют и накладывают
на нее соответствующую полу. Ватный слой
должен выступать за контуры полы по боко-
вым швам, пройме, плечевым срезам и горло-
вине — до 2 см, а по переднему краю — до
3—4 см.
В таком положении основную полочку
приметывают к ватному слою от бокового
шва на расстоянии 1—2 см, от срезов проймы
плеча и горловины 4—5 см, от переднего края
подкладки и нагрудного кармана 3—5 см, от
неподогнутого низа 8 см и от подогнутого низа
4—5 см. Интервалы между стежками 3—4 см.
Передний край подкладки приметывают
с обязательной пршюсадкой в длину выше
(на 10 см) и ниже (до 15 см) линии основа-
ния проймы, причем максимальную припо-
садку делают над проймой. Припосадка дол-
жна заполнять выпуклость, образованную на
полочках для облегания грудной клетки.
По линии низа до талии подкладку по
ширине натягивают, а полочку соответственно
припосаживают примерно на 2—3 см для оги-
бания ватного слоя.
Полу вместе со спинкой отворачивают до
бокового шва и затем боковой шов спинки
с нзнанки пришивают за ватный слой обыч-
ными прямыми стежками, если швы разутю-
жены, и косыми стежками через край, за при-
пуск, сделанный для настрочки шва, если
швы настрочены. Боковой срез подкладки при-
шивают ниже проймы на 5—6 см и пришивку
ведут до линии низа.
Вторую полочку приметывают так же, как
н первую, причем левую полу по боковому
шву и по переднему краю приметывают снизу
вверх, а правую — сверху вниз. Боковые швы
пришивают за ватный слой и подкладку.
Изделие с приметанными полочками сни-
мают со стола, иа столе аккуратно расправ-
ляют подкладку спинки лицевой стороной
вниз левым боковым краем к работающему.
На подкладку спинки накладывают основ-
ную спинку таким образом, чтобы средний
шов подкладки совпал со швом или с середи-
ной основной спинкн.
В таком положении основную спинку при-
метывают к подкладке: параллельно правому
боковому шву снизу вверх на расстоянии
2—3 см от шва по спинке, параллельно
пройме, плечевому срезу и ростку — па рас-
стоянии 4—5 см от срезов, параллельно линии
низа с легкой припосадкой (до 1 см на каж-
113
дой половинке спинки), параллельно шлице
(если она имеется) около сгиба по правой
половинке спинки и на расстоянии 5—6 см
от сгиба — по левой половинке, параллельно
боковому шву, пройме, плечевому срезу до
ростка.
Приметывают спинку прямыми или ко-
сыми стежками с такими же интервалами, как
и на полочке.
Излишнюю ширину подкладки вместе
с ватным слоем обрезают: по боковым швам
спинки припуск на подгибку оставляют не бо-
лее 1 см, по боковым швам полочек — до 3 см.
Передние края полочек срезают с таким рас-
четом, чтобы они заходили на 3—4 см за
срезы подбортов.
Одновременно разрезают отверстия для
внутренних нагрудных карманов, если они об-
работаны в окантовку па полоске основной
ткани. Подкладку и ватный слой разрезают
точно над отверстием кармана, но разрез де-
лают на 0,5 см больше разреза кармана.
По линии низа подкладку обрезают раз-
лично в зависимости от вида обработки низа
изделия: при обработанном нижнем крае под-
кладка располагается выше отделочной
строчки на 0,5 см, при необработанном —
выше линии подгибки на I см.
В изделиях со шлицей в подкладке разре-
зают отверстие для шлицы. Разрез делают
около края правой стороны основной шлицы.
Заканчивается разрез шлицы треугольничком.
Ширина треугольничка по основанию не бо-
лее 1 см. Основание треугольничка должно
располагаться выше скрепки на расстоянии
0,5 см.
По линии проймы полы и спинки, а также
ростку подкладка и ватный слой должны вы-
ступать на 1,5—2 см, по плечевому срезу
спинки — около проймы на 3,5 см, а около
ростка — до 1,5 см..
По боковым швам ватный слой выщипы-
вают на ширину 2 см к срезам, сводя его иа
нет, по передним краям полочек по линии
разреза кармана ватный слой выщипывают на
3 см, также сводя его к срезам на нет. Вату
выщипывают также из нижнего края и из
краев разреза шлицы.
Боковые швы спинки вместе с марлей под-
гибают на 1 см и пришивают за марлю и ват-
ный слой обычными косыми стежками. Та-
кими же косыми стежками, но более проч-
ными нитками пришивают передние края под-
кладки за парусину.
В процессе пришивки делают припосадку
подкладки в области груди.
К пришитым передним краям подкладки
приметывают внутренние края подбортов
прочными нитками обычными прямыми стеж-
ками на расстоянии 1 см от окантовки. Одно-
временно заметывают и линию низа, если он
не обработан до соединения подкладки с из-
делием.
Приметанную подкладку подшивают вна-
чале по боковым швам частыми потайными
стежками: правый бок —сверху вниз, а ле-
вый — снизу вверх при положении полочек от
работающего. По борту и внизу подкладку
подшивают за окантовку при положении изде-
лия бортом и линией низа ог работающего.
Подкладку перегибают на расстоянии 0,5 см
от края окантовки и в таком положении под-
шивают, начиная от правого подборта сверху
вниз, затем низ, шлицу и левый борт — снизу
вверх.
Иногда подкладку по низу вручную не
подшивают, а пристрачивают на машине. По-
сле приметывания подкладки и обрезки ее
нижнего края подгибают и заметывают низ
изделия на подкладку обычными прямыми
стежками на расстоянии 0,5 см от окантовки,
затем подгибку пристрачивают со стороны
подгибки в шов окантовки. Прн такой обра-
ботке подгибка низа делается шириной не бо-
лее 2,5 см. Строчка по низу должна доходить
до строчки борта и до строчки шлицы. Концы
нитки строчки продергивают наизнанку и за-
вязывают узлом с нижней нитью нлн запра-
вляют вручную иглу н закрепляют несколь-
кими потайными стежками.
На машине также может пристрачиваться
подкладка и по линии подбортов в шов окан-
товки. Чаще всего этот способ применяется в
том случае, когда внутренние нагрудные кар-
маны заделаны листочками нз подкладочной
ткани.
При этом несколько изменяется последова-
тельность приметывания подкладки к изде-
лию. Полочки изделия размещают на столе
изнанкой вверх, иа них накладывают полочки
подкладки, которые своими краями должны
располагаться таким же образом, как описано
выше. Внутренние края подбортов приметы-
вают за подкладку полочек обычными частыми
стежками на расстоянии 0,5 см от шва окан-
товки.
При приметывании делают припосадку
подкладки над выпуклостью груди.
Приметанные подборта пристрачивают в
шов окантовки: левый борт — снизу вверх,
а правый — сверху вниз. Затем срезают из-
лишки ширины подкладки с передних краев,
если они имеются; и выщипывают вату. Весь
дальнейший процесс соединения подкладки
остается общим со способами соединения
подкладки, описанными выше.
114
СОЕДИНЕНИЕ ПОДКЛАДКИ
С ИЗДЕЛИЯМИ
Существуют несколько способов соедине-
ния подкладки с изделием: ручной, комбини-
рованный и машинный.
При ручном способе подкладку по
всем срезам подшивают в подгибку потайными
нескЕозными стежками, а в окантованных
срезах — на расстоянии 0,5 см от края окан-
товки.
При комбинированном способе
передние края подкладки притачивают к под-
бортам, а иногда дополнительно еще пристра-
чивают узкой строчкой или пристрачивают в
шов окантовки. В шов окантовки пристрачи-
вают также подкладку и по линии низа. На
остальных участках подкладку подшивают
вручную.
При машинном способе притачи-
вают детали подкладки,- а также края под-
кладки к изделию. Детали подкладки прита-
чивают обычными швами после тщательной
осноровки и подгонки. Притачивание делается
по контрольным точкам, сделанным на внут-
ренних краях подбортов и передних краях
подкладки таким образом, чтобы боковые
швы подкладки совпадали с боковыми швами
основного изделия.
Ручной способ. Левую полочку изделия
раскладывают и тщательно расправляют иа
столе изнанкой вверх бортом к работающему.
На основную полочку накладывают под-
кладку лицом вверх, так, чтобы края ее вы-
ступали за внутренний край подборта иа
3 см. При неотлетном низе край подкладки
должен выступать за линию низа на 2 см. При
отлетном иижнем крае в зимних изделиях
с утепляющим слоем низ подкладки должен
заходить за края изделия на 6—10 см (с уче-
том припуска на подпушь), в изделиях без
утепляющего слоя низ подкладки должен вы-
ступать за низ изделия на 2—3 см, по боко-
вому шву — на 3 м (с учетом припуска на
запас), по верхним контурам — иа 2 см.
В изделиях с вытачками (боковой и на-
грудной) вначале на подкладке заметывают
складки соответственно глубине основных вы-
тачек. Вытачки на подкладке должны распо-
лагаться над вытачками изделия. Обычно пер-
вой закладывают и приметывают боковую
складочку, при этом боковую часть подкладки
полы отворачивают до шва вытачки. Скла-
дочку приметывают к полочке редкими пря-
мыми стежками, вверху у проймы на расстоя-
нии 1—1,5 см от сгиба подкладки, глубина
складочки — до 3 см.
После приметывания складочки приметы-
вают подкладку параллельно боковому шву
на расстоянии 1—1,5 см от .шва. Одновре-
менно подкладку приметывают и по линии
низа — в зимних изделиях за утепляющий
слой, а в летних — за основную ткань, причем
в процессе приметывания в изделиях с фал-
дами ширина подкладки от начала фалды
уменьшается иа величину припуска на фалду.
Приметывание подкладки заканчивают на рас-
стоянии 4 см от низа. В изделиях с неотлет-
ной подкладкой по линии низа в процессе
приметывания делается небольшой напуск
подкладки по длине (1—2 см).
В женских изделиях от плечевого среза
закладывают продольную складку, сходящую
на нет к центру груди. Складка должна быть
такой величины, чтобы обеспечить необходи-
мую слабину в этом участке.
В мужских изделиях на подкладке закла-
дывают поперечную складку на расстоянии от
плечевого среза 12—15 см. Глубина склад-
ки — 2 см.
В том и другом случае складкн приметы-
вают обычными прямыми стежками на рас-
стоянии 0,5 см от сгиба складки. Нагрудную
складку приметывают от плеча на две трети
длины. Затем подкладку приметывают парал-
лельно пройме, плечевому срезу на расстоя-
нии 4—5 см от краев, параллельно внутрен-
нему краю подборта на расстоянии 0,5—1 см
от края, параллельно нагрудному карману,
если последний имеется, на расстоянии 3 см
от отверстия кармана. При приметывании пе-
реднего края в длину подкладку соответ-
ственно припосаживают иад выпуклостью
груди. На всех участках подкладку полы при-
метывают редкими прямыми или косыми стеж-
ками.
В изделиях без клеша боковой шов спинки
(со стороны шва спинки) пришивают за под-
кладку с легкой припосадкой, в изделиях,
прилегающих по талии,— в участке прогиба
талии.
Боковой шов спиики пришивают обыч-
ными, прямыми стежками на расстоянии
6—8 см ниже проймы, не доходя 4—6 см до
низа.
Правую полочку подкладки к изделию
приметывают аналогично левой полочке, но
стежки прокладывают в обратном направ-
лении.
Подкладку спинки соединяют с изделием
после стачивания среднего шва и заутюжива-
ния продольной складки, если таковая пре-
дусмотрена при раскрое подкладки.
Половинки спинки перегибают параллельно
линии среднего шва на расстоянии 1—1,5 см
от шва и в таком положении складку заутю-
живают, причем сгиб складки с лицевой сто-
8*
115
роны должен располагаться на левой поло-
винке спинки.
Спинку изделия раскладывают на столе
лицом вниз, на нее накладывают спиику под-
кладки так, чтобы сгиб складкн или шов под-
кладки совместился со срединой спинки изде-
лия. При этом необходимо сделать внизу та-
кой же припуск, как на подкладке полочек.
Подкладку спинки приметывают такими же
стежками, как и подкладку полочки, парал-
лельно боковым швам на расстоянии 1 см от
них, параллельно линии низа, проймам, пле-
чевым срезам и ростку на таком же расстоя-
нии от краев, как и на полочках, причем на
проймах спинки делают поперечные скла-
дочки на облегание лопаток глубиной до
1—1,5 см и в длину 8—10 см.
В изделиях с клешем Ширина подкладки
уменьшается на половину или на всю ширину
фалды.
На подкладке спинкн по длине делают та-
кой же напуск, как и на полочках при неот-
летном низе.
Излишки ширины н длины подкладки по-
лочек и спиики подрезают, оставляя припуск
на подгибку по краю 1—1,5 см. По верхним
контурам подкладку обрезают, оставляя при-
пуск до 2 см.
Края подкладки подгибают и приметы-
вают вначале по боковым швам, к подбортам
и вокруг отверстий нагрудных карманов
(в мужской одежде), затем по линии низа
с учетом напуска на поперечную складочку
по всему низу (в подкладке с неотлетным ни-
зом) и вокруг шлицы.
В подкладке с отлетным низом подгибают
подпушь. Подпушь делается цельнокроеной
и притачной. Отрезную подпушь притачивают
после подшивки боковых швов и выравнива-
ния линии низа подкладки. Ширина подпуши
обычно 5—10 см. Такая подпушь применяет-
ся в зимних изделиях. В изделиях без утеп-
ляющего слоя подкладку внизу подгибают до
4 см. В том и другом случае подкладка дол-
жна быть короче верха на 4 см.
Подпушь н подгибку заметывают сначала
с лицевой стороны при положении изделия
инжним краем подкладки от работающего
сквозными обычными стежками на расстоянии
1 см от края и затем с изнанки с одновремен-
ной подгибкой верхнего края на расстоянии
0,5 см от края. Верхний край подгибают на
1—1,5 см.
Подпушь по верхнему краю пришивают
косыми обычными стежками за марлю н ват-
ный слой или пристрачивают на спецмашине
«зигзаг». В этом случае ширина подпуши — не
более 5—6 см.
Край подгибки подкладки (без подпуши)
прикрепляют с лицевой стороны за верхний
край подгибки стежками «козлик» или на
машине «зигзаг».
В зимних изделиях нижний край под-
кладки припушивают с лицевой стороны
вспушными сквозными стежками на расстоя-
нии 4—5 см от нижнего края, если верхний
край подпуши подшит вручную.
Заметанную подкладку подшивают ча-
стыми потайными стежками вначале по боко-
вым швам: левый бок снизу вверх, а пра-
вый — сверху вниз.
В мужских изделиях сверху вниз подши-
вают подкладку к правому подборту вокруг
нагрудного кармана, по линии низа (с неот-
летным низом), по шлице и по левому под-
борту.
В женских изделиях на правом подборте
над отверстием кармана подкладку подши-
вают за мешковину кармана (со стороны меш-
ковины) потайными несквозными стежками,
причем край мешковины кармана должен рас-
полагаться от края подкладки на расстоянии
0,3 см. Кроме того, со стороны подкладки по
отверстию кармана прокладывают еще отде-
лочные стежки «козлик» на расстоянии 0,5 см
от края.
Второй край мешковины должен быть при-
шит за внутренний край подборта до приме-
тывания подкладки полы. Концы кармана за-
крепляют на 1—1,5 см вспушными частыми
стежками в два следа по одной и той же ли-
нии.
Комбинированный способ. Одну из поло-
чек подкладки лицом вверх накладывают на
изнанку соответствующей ей полочки изделия
так же, как и при ручном способе и с такой
же при посадкой в области груди. В таком по-
ложении полочку осноравливают так, чтобы
передний край подкладки заходил за внутрен-
ний край подборта на ширину двух швов, т. е.
2 см.
После осноровки иа передний край под-
кладки и на внутренний край подборта нано-
сят поперечные контрольные линии: две над-
сечки в области груди (выше и ниже выпук-
лости груди), остальные две или три надсечки
располагают с различными интервалами в за-
висимости от длины изделия.
По первой полочке осноравливают и вто-
рую полочку подкладки. Контрольные точки
с одного подборта на другой переносят кон-
тактным способом, накладывая одни подборт
на другой.
По контрольным точкам подкладку к под-
бортам вначале приметывают редкими пря-
мыми стежками около краев, затем притачи-
116
вают на машине швом шириной I см, а в не-
которых случаях после притачивания под-
кладку прострачивают узкой строчкой шелко-
выми нитками в цвет подкладки.
В женских изделиях подкладку над отвер-
стием внутреннего кармана не притачивают,
а обычно заделывают вручную.
Около шва подборт приметывают к пару-
сине редкими прямыми стежками. Эта опера-
ция выполняется на руках при согнутом по-
ложении отворота по сгибу. Подкладку отвер-
тывают и внутренний край подборта вместе
с краем подкладки при положении изделия
бортом от работающего пришивают за пару-
сину косыми стежками с интервалами до I см.
После соединения подкладки полочек
с подбортами все остальные операции, связан-
ные с соединением подкладки с изделием, вы-
полняются так же, как и при ручном способе.
Подкладку в изделиях с окантованными
подбортами и низом соединяют с верхом так
же, как и в изделиях с неокантованными под-
бортами и низом, но в этом случае приметы-
вание производится не с лицевой стороны, а со
стороны подкладки.
Машинный способ. Полочку и спннку под-
кладки подвергают тщательной подгонке и ос-
норовке по специально разработанным лека-
лам. Средний шов спинки н боковые швы под-
кладки стачивают швом шириной 1 см.
Подготовленную подкладку притачивают
вначале к подбортам, затем к линии низа
строго по контрольным точкам.
В массовом производстве подкладку при-
тачивают без приметывания, а в индивидуаль-
ном — с предварительным приметыванием.
Притачивание делается со стороны подборта.
В верхнем конце шлицы подкладку подши-
вают вручную.
В женской одежде подкладку над отвер-
стием внутреннего кармана не притачивают,
а заделывают вручную так, как это описано
выше при комбинированном способе.
Внутренние края подбортов, верхний край
нагрудного кармана и мешковину пришивают
за парусину, причем верхний край кармана и
мешковину кармана пришивают после соеди-
нения внутреннего края подборта прочными
нитками косыми стежками. Все эти операции
выполняются после предварительного приме-
тывания. Внутренний край подборта приметы-
вают около шва подкладки при согнутом по-
ложении отворота по линии сгиба редкими
прямыми стежками.
Изделие с притачанной подкладкой раскла-
дывают на столе лицевой стороной вниз, акку-
ратно расправляют подкладку, заметывают на
ней складочки: в женских изделиях иад на-
грудными и боковыми вытачками, а в муж-
ской одежде над боковыми вытачками. Кроме
того, на проймах спинки над уровнем лопаток
делают небольшие поперечные складочки; за-
метывают складки и по среднему шву спинки,
сводя их на нет книзу.
В массовом производстве в большинстве
случаев все вытачки на подкладке стачивают
на машине до соединения подкладки с изде-
лием.
Расправленную подкладку с заложенными
складками приметывают к изделию парал-
лельно плечевым швам и проймам редкими
стежками на расстоянии 4~—5 см от краев. Прн
приметывании необходимо делать напуск в
длину для образования складочки на подклад-
ке по линии низа (в изделиях с пришитой на-
глухо подкладкой по низу).
СОЕДИНЕНИЕ НЕСКВОЗНОИ ПОДКЛАДКИ
(КОКЕТКИ) С ИЗДЕЛИЕМ
В летних н осенних изделиях с несквозной
подкладкой (на кокетке) предварительно об-
рабатывают кокетку: стачивают средний шов
спинки, боковые швы, низ с двойной подгибкой
шириной 1 см. Подгибку низа пристрачивают
на машине с изнанки около верхнего края
подгибки нитками в цвет подкладки.
Кокетку с изделием соединяют вручную
или машинным способом так же, как и под-
кладку до низа.
Низ кокетки прикрепляют к боковым швам
и за верхний край мешковины боковых кар-
манов вручную частыми потайными стежками.
ОСОБЕННОСТИ СОЕДИНЕНИЯ ПОДКЛАДКИ
И ВАТНОГО СЛОЯ В ИЗДЕЛИЯХ
С ЦЕЛЬНОКРОЕНЫМИ РУКАВАМИ
Подкладку и ватный слой для изделие
с цельнокроеными рукавами выкраивают раз-
лично. В изделиях особо широкой формы
С наиболее низкой проймой подкладку, г в
зимних изделиях н ватный слой, как правило,
выкраивают значительно уже по пройме и
внизу, по сравнению с проймой и низом поло-
чек и спинки. Кроме того, на подкладке и ват-
ном слое уменьшают понижение проймы, так
же как и в обыкновенных изделиях с отрез-
ными рукавами. В этом случае ватный слой и
подкладку для рукавов выкраивают отдельно.
В изделиях обычной полноты прилегающей
или прямой формы все детали подкладки и
ватного слоя выкраивают в точном соответ-
ствии с формой деталей верха, за исключением
изделий с фалдами, в которых подкладку,
а также ватный слой выкраивают уже на ши-
рину н длину фалд.
117
В том и другом случае после уточнения де-
тали ватного слоя и подкладки соединяют
между собой отдельно, до соединения с основ-
ным изделием. Вначале соединяют боковые
швы, на подкладке закладывают складочки
над вытачками основных деталей, а в ватном
слое вытачки вырезают и сшивают, затем сое-
диняют плечевые швы и рукава с проймами,
если рукава вырезаны отдельно. Детали под-
кладки соединяют машинным способом, а де-
тали ватного слоя машинным или ручным.
В изделиях с цельнокроеными рукавами
процесс соединения ватного слоя и подкладки
с изделием несколько отличается от соедине-
ния этих деталей в других изделиях.
Изделие с вывернутыми рукавами оде-
вается на манекен изнанкой вверх. В таком
виде на него (в зимних изделиях) надевают
ватный слой, который прикалывают к основ-
ному изделию булавками с интервалами до
10 см. Изделие снимают с манекена, обрезают
излишки ватного слоя, из передних краев и
низа выщипывают вату, а затем ватный слой
пришивают к изделию.
Изделие вновь надевают на манекен ват-
ным слоем вверх, накрывают подкладкой
так, чтобы средний шов спинки совместился со
швом или средней линией основного изделия,
расправляют аккуратно подкладку н с более
частыми интервалами прикалывают ее булав-
ками за ватный слой.
В летних и осенних изделиях соединение
подкладки с изделием выполняется также на
манекене.
Для изделий, в которых подкладка вы-
кроена уже деталей верха, к боковым швам и
ватному слою ее не прикрепляют, но прикреп-
ляют к плечевым швам н средним швам ру-
кавов. Подкладку и ватный слой, соответ-
ствующие размерам основных деталей, при-
крепляют к боковым (в изделиях без клеша),
плечевым и средним швам рукавов.
Все другие операции, связанные непосред-
ственно с соединением подкладки и ватного
слоя с изделием, выполняются так же, как и
в изделиях, описанных выше.
СОЕДИНЕНИЕ ПОДКЛАДКИ В ЖИЛЕТАХ
Соединение подкладки со спинкой. Основ-
ную спинку у жилетов (см. рис. 50), как пра-
вило, выкраивают в мужских жилетах из под-
кладочной ткани, которая применяется для
подкладки пиджака, в женских жилетах
спинку и полочки выкраивают из ткани верха.
Подкладку спинки вырезают цельной, без
шва, а основная спинка может быть н со
швом. В цельной спинке делают внизу про-
решку, в спинке со швом прорешку не делают,
взамен ее припускают цельнокроеную пуф ту
такой же длины, как и прорешка (до 10 см).
Вся ширина пуфты равна 5 см (по 2,5 см
с каждой стороны от шва). Прорешка и пуфта
обеспечивают дополнительную ширину жилета
внизу спинки.
Средний шов спинки, если он имеется, ста-
чивают и разугюживают. Вытачки также ста-
чивают и заутюживают на сторону. На основ-
ную спннку по линии ростка приметывают до-
левую хлопчатобумажную прокладку шириной
до 3 см. На основную спннку накладывают
хлястики лицевой стороной вверх, серединой
своих широких концов они должны совме-
ститься с надсечками на боковых швах, кото-
рые обычно намечают на линии талии. Нало-
женные хлястики приметывают. Спинки под-
кладки и верха складывают лицевыми сто-
ронами н приметывают редкими стежками
параллельно проймам и линии низа на рас-
стоянии 1,5 см от краев. Операция выполняется
на столе при положении изделия основной
спинкой вверх. При приметывании верхний
слой спинки слегка ослабляют по ширине н
длине (на 0,2—0,3 см) для образования кан-
тика по лнннн проймы и низа.
Проймы и линию низа обтачивают на ма-
шине швом шириной 0,5—0,7 см.
Выступающие края подкладки срезают.
В таком виде спннку соединяют с полочками.
Соединение подкладки с полочками. При
индивидуальном способе подкладку полочек
соединяют с подбортамн вручную, а при мас-
совом производстве ее притачивают к подбор-
там на машине.
Полочки подкладки и верха складывают
лицевыми сторонами так, чтобы контуры
проймы, боковых и плечевых срезов совмести-
лись. Подкладку приметывают параллельно
краям проймы редкими стежками со стороны
основной полочки. Проймы полочек обтачи-
вают вместе с прокладкой швом шириною
0,5 см. Обтачанные проймы вывертывают и
заметывают, выпуская кантик из основной
тканн, со стороны подкладки частыми пря-
мыми стежками.
Полочки раскладывают на столе подклад-
кой вверх, затем подкладку расправляют и
приметывают. Излишки ширины и длниы под-
кладки обрезают с таким расчетом, чтобы
обеспечить достаточную подгибку краев.
Подкладку подшивают частыми потайными
стежками.
С лицевой сторовы прокладывают строчку
по линии проймы на расстоянии 0,2 см о г
края. Одновременно на таком же расстоянии
прокладывают швы по боковым и плечевым
118
срезам полочек, которыми прикрепляется и
подкладка.
Полочки вкладывают в спинку (между
подкладкой и основной спинкой), при этом
лицевая сторона полочек должна совместиться
с лицевой стороной спинки. Боковые швы
около края, выпуская кантик из основной
спинки на 0,15 см.
Припуск на подгибку по линии ростка под-
гибают вместе с прокладкой и со стороны
подгибки заметывают обычными прямыми
стежками. По линии ростка подкладку подги-
Рис. 50. Соединение подкладки с полочкой и спинкой жилета:
1 — левая полочки жилета в готовом виде, 2 — правая полечка с лицевой стороны. 3 — полочка после соеди-
нения с подкладкой, 4 — спинка после обработки, 5 — соединение плечевых и боковых швов
спинки вместе с полочками сметывают обыч-
ными прямыми сквозными стежками на рас-
стоянии 0,5 см от краев. Таким же образом
сметывают и плечевые срезы, но с легкой при-
носа дкой (0,2—0,3 см) спинки.
Сметанные швы стачивают швом шириной
не более 1 см.
Спинку вместе с полочками вывертывают
в отверстие ростка.
Проймы и низ спинки выметывают со сто-
роны подкладки частыми прямыми стежками
бают и подшивают за подгибку основной
спиики потайными несквозными стежками иа
расстоянии 0,2 см от края. По линии ростка
прокладывают строчку на расстоянии 0,5 см
от края. Концы ииток продергивают на из-
нанку подкладки, вдевают в иглу и вручную
потайными стежками (3—4 стежка) закреп-
ляют.
Хлястики на спинке прикрепляют за швы
вытачек также вручную вспушными несквоз-
ными стежками в два следа.
1’9
СОЕДИНЕНИЕ ШЕЛКОВОЙ ПОДКЛАДКИ
С ПЕРЕДНИМИ ПОЛОВИНКАМИ БРЮК
Для передних половинок брюк применяет-
ся шелковая подкладка со скользящей лице-
вой поверхностью. Она предохраняет перед-
ние половинки брюк в колене от растяжения и
преждевременного износа.
Подкладку выкраивают короче передних
половинок брюк на 10 см в долевом направле-
нии так, чтобы нить основы подкладки совпа-
дала с линией сгиба передней половинки.
Нижний край подкладки подгибают вна-
чале на 0,4 см, затем еще на 0,75 см и при-
страчивают по краю подгибки с изнанки илн
обрезают зубцами на спецмашине.
На изнанку шелковой подкладки наклады-
вают лицевой стороной переднюю половинку
брюк и приметывают вначале по линии сгиба
-редкими прямыми стежками и по краям на
расстоянии 1,5 см. При приметывании по бо-
ковому и шаговому швам подкладку по ши-
рине уменьшают на 0,2 см относительно верха
для того, чтобы исключить возможность обра-
зования продольных складок на подкладке
при заутюживании сгибов с лицевой стороны.
Излишки подкладки по длине и ширине об-
резают вровень со срезами передней поло-
винки, затем срезы вместе с подкладкой обме-
тывают вручную стежками через край или на
специальной краевой машине. Одновременно
обметывают и срезы задней половинки.
ОБРАБОТКА ЮБОК
ОБРАБОТКА ЗАСТЕЖЕК (ПРОРЕШКИ) В ЮБКАХ
Застежка в юбках располагается различно:
в складках, во швах, а в некоторых случаях —
в специальных разрезах.
Юбки также застегивают на сквозные пет-
ли за пуговицы, на крючки, кнопки и на ме-
ханическую застежку «молнию».
На подгибку н на подзор пристрачивают
долевые полоски с кромкой из хлопчатобу-
мажной ткани шириной в 1,5 см. На подгибке
долевую полоску размещают плотно к сгибу и
в таком виде пристрачивают его по краям с
отступом 0,2 см нитками в цвет основной
ткани. На подзоре долевую полоску пристра-
чивают таким образом, чтобы внутренняя
строчка прикрывалась сгибом прорешки на
0,3 см.
Края подгибки и подзора обтачивают хлоп-
чатобумажными или шелковыми полосками,
ширина которых должна быть больше ширины
подгибки на 2 см. Полоски вывертывают, оги-
бая срезы в виде канта. Внутренние края по-
лоски подгибают таким образом, чтобы на
подзоре прикрывалась ранее пристроченная
полоска. Внутренние края обтачек прострачи-
вают, подгибая их по краю. Одновременно
прокладывают строчки и в шов канта. Обта-
чанные подзор и подгибку плотно приутюжи-
вают и заутюживают сгиб подгибки.
С изнанки подгибки пришивают крючки,
а на подзоре соответственно крючкам делают
петли нз ннток.
Мелом намечают положение крючков на
расстоянии 0,5 см от сгиба. В намеченных точ-
ках прокалывают отверстия, в которые про-
пускают на лицевую сторону головкн крючков.
С нзнанкн ушки крючков пришивают за при-
строченную полоску стежками через край,
прихватывая слегка основную ткань под-
гибки. Петли из ниток делают переплетен-
ными, обвитыми петельным стежком нитками
в цвет основной ткани.
Нижний край подгибки скрепляют с под-
зором на расстоянии 0,3 см выше обтачек,
причем нижние края обтачек заделывают в
подгибку. Скрепляют нижний край подгибки
с подзором в процессе соединения складки
или шва.
Взамен крючков пришивают также кнопки.
Их пришивают с лицевой стороны подгибки и
подзора вместе с пристроченной хлопчатобу-
мажной полоской аккуратно стежками через
край, делая по 3—4 прокола в каждое отвер-
стие кнопки.
Сквозные петли на застежке обрабатывают
в обтачку так, как это описано выше (см. «Об-
работка петель»).
Прорешку с механической застежкой
«молния» обрабатывают следующим образом:
подгибают и заметывают края застежки на ши-
рину шва и плотно приутюживают. К подогну-
тым краям с лицевой стороны приметывают
механическую застежку так, чтобы сгибы за-
стежки сходились в стык, и пристрачивают ее
на машине на расстоянии 0,7—1 см от краев
прорешки. Застежку можно пришивать и вруч-
ную частыми стежками «взад иглу», но в
этом случае по краям прорешки должна быть
предварительно проложена строчка.
ОБРАБОТКА КОРСАЖА В ЮБКАХ
Корсажем называется специальная жест-
кая хлопчатобумажная лента, вырабатывае-
мая различной ширины.
Иногда взамен корсажной ленты исполь-
зуют долевую парусину, сложенную сгибом в
два слоя н скрепленную двумя-тремя машин-
ными строчками.
Корсаж соединяется с юбкой после обра-
ботки вытачек, соединительных швов, складок
И т. д.
120
Существуют два способа соединения кор-
сажа с юбкой.
По первому способу концы кор-
сажа подгибают на 2 см и подшивают косыми
несквозными стежками через край. Длина
корсажа в готовом виде делается на 2 см
меньше окружности талии.
На правом конце корсажа вверху приши-
вают крючок, а внизу — петлю и на левом
конце, наоборот, вверху — петлю и внизу —
крючок. От нижнего края крючок и петлю при-
шивают на расстоянии 0,5 см, а от верхнего—
1 см.
Крючки и петли пришивают к подгибке
корсажа через край несквозными стежками
прочными нитками.
Ушки крючка н петли закрывают хлопчато-
бумажной или шелковой полоской шириной
2 см. Края полоски подгибают и подшивают
вручную потайными стежками так, чтобы пе-
редний сгиб ее проходил на расстоянии 0,5 см
от края корсажа.
Верхний край корсажа обтачивают такой
же полоской тканн, какой прикрыты крючки
в тон основной ткаии. Обтачивание делается
со стороны полоски швом шириной 0,3—0,4 см-
Край корсажа огибают полоской и с лицевой
стороны заметывают прямыми стежками по
канту. В. шов или около шва канта проклады-
вают машинную строчку нитками в тон по-
лоски.
Верхний край юбки подгибают на 1 см и
заметывают с изнанки обычными прямыми
стежками. С лицевой стороны подгибку при-
страчивают на расстоянии 0,25—0,3 см от
края на машине нитками в тон основной
ткани.
К верхнему краю юбки приметывают кор-
саж так, чтобы его левый конец совмещался
с краем подзора застежки, а правый конец
подходил в стык к подгибке прорешки. Кор-
саж приметывают с небольшим натяжением
на расстоянии 0,1—0,2 см от верхнего края
юбки. При приметывании верхний край юбки
слегка припосаживают.
Пришивают корсаж к юбке за край канта
частыми потайными стежкамн.
После этого все сметочные стежки из кор-
сажа и юбки удаляют, корсаж отвертывают
и с изнанки к нему пришивают свободные
края обтачки корсажа и верхнего края под-
гибки юбки несквозными стежками «козлик»
или через край.
Корсаж с юбкой соединяют и другим спо-
собом. На верхний край корсажа наклады-
вают верхний срез юбки, при этом края кор-
сажа и юбки не должны совпадать. В таком
виде верхний срез юбки (без подгибки) при-
метывают на руках к корсажу в стык с под-
гибкой застежки, начиная от правого края.
Корсаж приметывают с легкой припосадкой
юбки обычными прямыми стежками на рас-
стоянии 0,5 см от среза юбки.
Приметанную юбку к корсажу пристрачи-
вают на машине швом шириною 0,5 см вместе
с обтачкой, которую выкраивают долевой ши-
риной 2 см из хлопчатобумажной илн шелко-
вой ткани в тон юбки.
Обтачку повертывают в обратное положе-
ние, прикрывая собою верхний срез юбки.
Край обтачки подгибают и пришивают ча-
стыми потайными стежками за поверхность
корсажа, при этом образуется полоска в виде
канта шириной в 0,75 см. Концы полоски под-
гибают и пришивают за корсаж стежками че-
рез край. И в этом случае левый край кор-
сажа должен совмещаться с краем подзора
застежки.
По второму способу при заметы-
вании верхнего среза юбки кант из основной
ткани шириной до 0,5 см заметывают прямыми
обычными стежкамн около нижнего края по-
лоски.
После заметывания корсаж и верхний
край юбки плотно приутюживают.
Описанные два способа соединения кор-
сажа применяют в юбках, в которых верхний
край обрабатывают без кушака.
ОБРАБОТКА ВЕРХНЕГО КРАЯ ЮБКИ
НА КОРСАЖЕ С КУШАКОМ
Верхний край приготовленного корсажа
соединяют с верхним срезом юбки и приметы-
вают обычными прямыми стежками на рас-
стоянии 1 см от края со стороны юбки. При
этом юбку слегка припосаживают. Концы кор-
сажа должны совмещаться с краем подгибки
и подзором застежки.
Верхний край юбки вместе с корсажем об-
тачивают долевой полоской со стороны кор-
сажа швом шириной не более 0,5 см. При
приметывании полоски к верхнему краю кор-
сажа и юбки выпускают кант шириной 0,5—
0,6 см. Нижннй край обтачки подгибают и
подшивают к основной ткаии около шва час-
тыми потайными стежками. В массовом про-
изводстве эта операция выполняется на ма-
шине.
Затем обрабатывают кушак; срезы кушака
в долевом направлении стачивают, шов разу-
тюживают так, чтобы он располагался по се-
редине кушака; в таком положении стачивают
передний конец кушака в виде треугольника
или овала. Излишки ширины шва в копце
подрезают, а кушак вывертывают либо на
121
специальном приспособлении, либо на метал-
лическом стержне; срезы второго конца ку-
шака подгибают во внутрь и сшивают косыми
потайными стежками; кушак плотно приутю-
живают, сохраняя его шов на середине ши-
рины.
Готовый кушак приметывают к юбке со
стороны корсажа обычными прямыми стеж-
ками на расстоянии 1 см от верхнего края
с легкой при посадкой кушака. Приметанный
кушак пришивают за край канта корсажа ча-
стыми потайными стежками на расстоянии
0,2 см от верхнего края кушака. Нижний край
кушака отгибают на 0,5—0,75 см и прикреп-
ляют косыми несквозными частыми стежками
к юбке в нескольких участках, обычно в кон-
цах кушака и над вытачками.
Ширина кушака и корсажа может быть
различной и зависит от моды. Минимальная
ширина кушака 2 см, а корсажа 3—3,5 см.
В юбках с кушаком пришивают дополни-
тельно крючок вверху застежки с правой сто-
роны, а на левой стороне кушака соответ-
ственно крючку делают петлю из ниток.
Крючок пришивают до подгибки края за-
стежки. Верхний край застежки подгибают
и подшивают частыми потайными стеж-
ками.
ОБРАБОТКА НИЗА ЮБКИ
Обработка низа в юбке является заключи-
тельной операцией.
Ширина подгибки юбки может быть раз-
личной. Так, в юбках клеш —2—4 см (в за-
висимости от величины клеша); чем больше
клеш, тем меиыией делается подгибка. Это
объясняется тем, что излишняя ширина под-
гибки препятствует образованию фалд клеша
и создает большую слабину по верхнему краю
подгибки.
Юбки прямые подгибают на 6—8 см.
Ннз юбки предварительно осноравливают
по меловым линиям, отмеченным закройщи-
ком при примеривании юбки. Нижний край
юбки заделывается в окантовку, которая де-
лается до подгибки.
Подгибку заметывают прямыми стежками
с интервалами между стежками до 2 см в
два следа: первый — на расстоянии 1 см от
нижнего края и второй — на расстоянии 1 см
от среза подгибки.
Низ юбки из более толстых тканей подши-
вают стежками «козлик», а низ юбок из тон-
ких и сыпучих тканей потайными несквозными
стежками в подгибку. Потайными стежками
подшивают и окантовывают край. Низ юбки
затем плотно приутюживают.
ОБРАБОТКА ОСНОВНЫХ УЗЛОВ БРЮК
СОЕДИНЕНИЕ ПОПЕРЕЧНОГО ШВА НА ЗАДНИХ
ПОЛОВИНКАХ В БРЮКАХ БРИДЖИ
Поперечный шов на задней половинке
брюк обеспечивает необходимый напуск (про-
дольную слабину) на передней половинке в
области колена. Этот напуск образуется вы-
тачкой, сделанной в этом шве. Слабина в об-
ласти колена необходима для сгибания ноги
в процессе ношения брюк и предохраняет их
от преждевременного износа в этом участке.
В некоторых случаях дополнительно от по-
перечного шва делают две-три мелкие про-
дольные вытачки от верхних срезов.
Вытачки вначале разрезают, затем стачи-
вают, разутюживают и расстрачивают по
обеим сторонам шва на расстоянии 0,2 см.
Эти вытачки увеличивают полноту брюк выше
шва.
Образовавшиеся после обработки неровно-
сти в нижних концах вытачек подрезают.
Верхнюю и нижнюю части складывают
лицевыми сторонами и стачивают без сметы-
вания швом шириной 0,75 см. Шов стачивают
с полоской тонкой хлопчатобумажной ткани
(сатин, саржа), которую выкраивают шири-
ной 3 см в поперечном или косом направ-
лении. Шов разутюживают, закрывают хлоп-
чатобумажной полоской, второй край которой
подгибают под шов и приметывают прямыми
обычными стежками. С лицевой стороны шов
расстрачивают по обеим сторонам на рассто-
янии 0,3 см от шва, одновременно пристрачи-
вают и полоску.
СОЕДИНЕНИЕ БОКОВЫХ ШВОВ В БРЮКАХ
Боковые швы брюк соединяют либо после
окончательной обработки боковых карманов,
если они сделаны прорезными не в боковом
шве, либо после частичной обработки карма-
нов иа передних половинках, после влажно-
тепловой обработки и соединения шелковой
подкладки с передними половинками.
Боковые швы обрабатывают различно: в
разутюжку, а напушь — с отлетным краем и
глухим, а также с кантом из приборного
сукна. Во всех случаях соединение боковых
швов делается по контрольным точкам.
В брюках бриджи боковые швы соединяют
после обработки нижних шлиц.
Вначале швы сметывают вручную по пе-
редним половинкам прямыми стежками.
При сметывании верхней части шва
(в брюках с карманами в швах) заднюю по-
ловинку около отверстия кармана поезжи-
вают примерно на 0,3 см и приметывают ко-
122
сыми стежками за сгиб кармана передней
половинки.
В верхнюю часть бокового шва вклады-
вают хлястик лицевой стороной к передней
половинке так, чтобы он равномерно располо-
жился относительно кармана и верхнего
среза.
Сметанные срезы стачивают швом шири-
ною 1 см, причем строчка шва должна точно
совпадать с линией сгиба кармана. Стачанные
боковые швы с неотлетным краем разутюжи-
вают или заутюживают на сторону сгибом на
переднюю половинку.
Боковые швы с отлетным краем после их
сметывания не стачивают, а дополнительно
заметывают на сторону также сгибом на пе-
реднюю половинку, причем сгиб шва должен
точно совпадать со сгибом кармана. Заметан-
ный шов с изнанки плотно приутюживают, за-
тем с лица прокладывают строчку такой же
ширины, как и на отверстии кармана. Одно-
временно машинной двойной строчкой по од-
ному следу закрепляют с небольшим наклоном
вниз концы кармана.
Таким же образом настрачивают и неог-
летной край, но более узкой строчкой (0,3—
0,5 см).
Правую половинку настрачивают снизу
вверх, а левую — сверху вниз.
В обработке боковых швов с кантом
имеется несколько дополнительных операций,
связанных непосредственно с соединением
канта с боковыми срезами передних полови-
нок брюк.
Для канта от приборного сукна отрывают
поперечную полоску шириной 1,5 см. Полоску
в долевом направлении равномерно заутюжи-
вают сгибом на лицевую сторону, причем при
заутюживании ее слегка вытягивают.
Заутюженную полоску приметывают к пе-
редней половинке так, чтобы ее края отстояли
от бокового среза на 0,5 см. Приметывать
полоску следует ровно, в брюках навыпуск
без натяжения, а в брюках бриджи — сле( ка
натягивая в нижнем закруглении буфы, основ-
ную ткань при этом соответственно припоса-
живают.
Полоску пристрачивают швом шириной
0,2—0,25 см, причем с нижней стороны в
шпульке должны быть заправлены белые
нитки.
Переднюю и заднюю половинки сметы-
вают в брюках навыпуск ровно, без посадки
и натяжения, а в бриджах заднюю половинку
на закруглении буфы припосаживают.
Стачивают боковые швы по передней по-
ловинке по строчке, проложенной белой
ниткой.
Шов разутюживают в раскол вместе с кра-
ями полоски на мягком сукне.
СОЕДИНЕНИЕ ПОЯСОВ И ОТКОСКА
С ПОЛОВИНКАМИ БРЮК
В брюках без шелковой подкладки в ниж-
ней части банта правой и левой половинок
прокладывают подзакрепки из тонкой хлоп-
чатобумажной ткани.
Они могут быть двойными и одинарными.
Выкраивают подзакрепки в косом направле-
нии. В первом случае внутренний край под-
закрепки (сгиб) остается свободным, не при-
шитым, а прикрепляется к шаговому срезу я
банту; во втором случае внутренний край
пришивают стежками «козлик». Длина под-
закрепки по шаговому срезу 7—8 см. а по
банту 5—6 см.
Подзакрепки предохраняют брюки от раз-
рыва в нижней части банта.
Верхние срезы брюк предварительно осно-
равливают, срезают неровности над верхними
концами задних вытачек и выравнивают ту-
пой угол над боковыми швами, проверяют по
длине бант правой и левой половинок с уче-
том припосадок на этих линиях и оттяжки
внизу на правой половине. В процессе осно-
ровки меловыми линиями отмечают положе-
ние шлевок.
Пояс к брюкам притачивают швом шири-
ной 0,75 см ровно, без натяжения, вначале
к левой половинке от переднего конца, а за-
тем к правой — от линии слонки при полном
совмещении переднего конца с линией банта.
С поясами притачивают и шлевки, при этом
лицевая сторона шлевок должна совмещаться
с лицевой стороной половинок брюк.
К правой стороне по линии банта прита-
чивают откосок также швом шириной 0,75 см.
Во время притачивания на участке, располо-
женном на 12—15 см ниже шва пояса, слегка
припосаживают переднюю половинку по ли-
нии банта, а внизу выше надсечки по про-
гибу припосаживают откосок на 0,3 см.
Около надсечки шов закрепляют двойной об-
ратной строчкой. Откосок притачивают вместе
с шелковой подкладкой или подзакрепкой.
Притачанные пояса н откосок плотно раз-
утюживают. При разутюживании верхние края
поясов над боковыми швами оттягивают при-
мерно до 1 см.
Оттяжка делается также в нижней часги-
откоска вместе с линией банта до выпрямле-
ния прогиба в этом участке.
Оттяжкой поясов обеспечивается свобод-
ное облегание туловища, а растяжение отко-
ска маскирует его шов. Кроме того. Оттяжка
откоска в этом участке в готовых брюках
12J
обеспечивает хорошее облегание в области
банта. После разутюжки обрабатывают часо-
вой карман.
В брюках бриджи в некоторых случаях
вместо обычных поясов применяют пояса из
СОЕДИНЕНИЕ ПАРУСИНЫ С БРЮКАМИ
Парусину с брюками соединяют различно:
либо вместе с прикладом, либо до соединения
приклада.
Рис. 51. Обработка основных узлов брюк:
1 — правая половинка брюк с корсетом после ее обработки, 2 — обработка нпзков брюк, 3 — приклад, обработанный
машинным способом, 4 — приклад, состоящий из двух продольных частей: верхней — поперечной и нижней — ко-
сой, 5 — приклад, состоящий из двух поперечных частей, выкроенных: передняя — в поперечном направлении, а
вадняя — в косом, 6 — вид обработанной левой половинки брюк с лица. 7 — вид обработанной правой половинки
брюк с лица
подкладочной ткани, которые называются
корсетами (рис. 51,/). До притачивания пояса
выстегивают на тонком слое ваты вместе с па-
русиной. Выстегивают пояс в виде ромбов с
длиною сторон до 2 см. Вся дальнейшая об-
работка таких поясов остается общей с обыч’
ними поясами.
Парусину под пояс и откосок выкраивают
в поперечном направлении. Ширина выкроен-
ной парусины должна быть больше ширины
пояса в переднем конце на 3 см, а в зад-
нем — на 5—6 см. Ширина парусины для от-
косна должна быть больше ширины самого
откоска на 1,5—2 см.
124
Парусину приметывают на столе с лицевой
стороны по поясу прямыми стежками с ин-
тервалами в 2 см в два следа: на расстоянии
0,3 см от шва н 1,5 см от верхнего края.
В два следа приметывают парусину и по от-
коску.
По половинкам брюк на расстоянии 0,2 см
от шва прокладывают строчку. На левой по-
ловинке брюк строчку прокладывают, начи-
ная от линии банта. Над отверстием часового
кармана строчку прокладывают по поясу.
Концы часового кармана закрепляют двойной
поперечной строчкой. На правой половинке
брюк строчку прокладывают от слонки до
шва откоска, затем по откоску на таком же
расстоянии от шва.
Края пояса и откоска осноравливают, со-
храняя ширину, заданную конструктором.
С изнанки из краев пояса, откоска вырезают
парусину шириной 0,8 см.
Края поясов и откоска подгибают на
0,75 см и со стороны подгибки заметывают
обычными прямыми стежками. Заметанные
края пришивают за парусину косыми стеж-
ками, с интервалами 0,7—1 см,
ОБРАБОТКА БАНТА
По линии банта подрезают на 1,2 см пару-
сину и шелковую подкладку, а затем приме-
тывают кромку, которая должна располагаться
ниже надсечки на 1 см и выше линии шва
пояса на 2 см. Кромку прокладывают на рас-
стоянии 1 см от края и пришивают: по внеш-
нему краю за основную ткань частыми не-
сквозными косыми стежками, внутренний край
кромки пришивают за шелковую подкладку.
В брюках без шелковой подкладки внутренний
край кромки не пришивают.
При прокладывании кромку слегка натя-
гивают и соответственно припосаживают
ткань по линии банта до полного выпрямле-
ния выпуклости. Для корпулентных фигур
овал и припосадку на этом участке обычно
делают большими. Во всех случаях припосад-
кой обеспечивается соответствующая полнота,
необходимая для -облегания округлости жи-
вота.
Припосадку под кромкой сутюживают.
Край банта обтачивают хлопчатобумажной
полоской в тон основной ткаии иа расстоянии
0,5 см от края ровно, без посадки и натяже-
ния. Передний срез полоски должен точно
соответствовать линии банта.
Излишки шва со стороны полоски сре-
зают, полоску вывертывают, край банта со
стороны полоски заметывают обычными пря-
мыми стежками, выпуская кант из основной
ткани в 0,5 см в два следа,— около края по
полоске и па расстоянии 4,5 см от края, но
редкими стежками, сходящими к надсечке на
нет.
В верхнем углу банта вырезают излишки
ткани и затем подгибку угла пришивают за
парусину стежками через край. Одновременно
приметывают к хлопчатобумажную полоску
в стык за подгибку пояса вверху и за парусину
по внутреннему краю. Бант плотно приутю-
живают.
В брюках, пошиваемых нз низкосортных
тканей, по краю банта, пояса и откоса про-
кладывают строчку на расстоянии 0,2—0,3 см
от края.
ПРИШИВКА МЕТАЛЛИЧЕСКОГО КРЮЧКА
И ПЕТЛИ
В ушки крючка продергивают кромку дли-
ною от каждого отверстия до 6 см.
Крючок пришивают на левой половинке
брюк с изнанки иад швом пояса так, чтобы го-
ловка крючка находилась на расстоянии
0,2—0,3 см от края банта. Вначале крючок
прикрепляют за боковые отверстия около го-
ловки крючка. Продернутую в отверстия
крючка кромку пришивают вдоль шва пояса
за парусину, захватывая шов пояса, прочными
нитками частыми косыми стежками. Стежки
прокладывают вначале по середине кромки,
а затем по краям.
После пришивки крючка с бантом соеди-
няют заранее приготовленный гульфик. Гуль-
фик приметывают в два следа обычными пря-
мыми стежками: около края и на расстоянии
4,5 см от края с поворотом внизу по направ-
лению к надсечке.
Гульфик с лицевой стороны пристрачивают
на машине на расстоянии 4 см от края банта,
с закруглением внизу к надсечке.
Между петлями край гульфика прикреп-
ляют к краю банта либо обычными обвитыми
скрепками с наклоном вниз, либо вспушными
потайными стежками, повторенными два-три
раза по одному следу. Длина скрепки в первом
случае 0,5 см, а во втором — до 1 см.
Верхний край гульфика пришивают ча-
стыми потайными стежками за край пояса
в несыпучих тканях без подгибки, а в сыпу-
чих— в подгибку. При подшивке гульфика в
подгибку из переднего угла вырезают излишки
толщины ткани. В обоих случаях гульфик
подшивают ниже угла по банту на 0,15—
0,2 см. Около стенок крючка и за отверстие
в середине головки гульфик прикрепляют по-
тайными частыми стежками.
Петлю пришивают различно, в зависимости
от ее формы. Так, петлю в виде пластинки
125
пришивают к парусине без продергивания
в нее кромки, петлю с головкой пришивают
к парусине за кромку, которую продергивают
в отверстие.
В том и другом случае концы петель про-
пускают наизнанку в проколотые колышком
отверстия. Проколы должны располагаться на
расстояниях, равных ширине петли, выше и
ниже шва пояса и иа расстоянии 0,5 см от шва
откоска.
В петле с головкой одно из ушков частично
разгибают при помощи ножниц или колышка.
Разогнутое ушко своим концом вводят с из-
нанки на лицо в проколотое колышком отвер-
стие, а затем с лица на изнанку в другое от-
верстие. Разогнутое ушко вновь сгибают, и
в ушки петли продергивают кромку длиной от
каждого ушка 4—5 см. Кромку пришивают за
парусину, захватывая одновременно шов при-
тачки пояса частыми косыми стежками в три
следа — по середине и по краям. При при-
шивке кромку натягивают так, чтобы головка
петли с лица плотно подходила к плоскости
ткани.
Отверстия, сделанные колышком, с лице-
вой стороны закрепляют потайными распоши-
вочными стежками так, чтобы они плотно об-
хватывали стенки петли около ее головки.
С изнанки петлю прикрывают полоской из па-
русины для предохранения при носке от ржав-
чины.
Полоску пришивают за парусину косыми
стежками. Размеры полоски: ширина 2,5 сж,
длина 3 см.
СОЕДИНЕНИЕ ШАГОВЫХ ШВОВ
Брюки раскладывают на столе лицом
вверх, затем перегибают переднюю половинку
так, чтобы верхний угол банта лежал на бо-
ковом шве при полном совмещении шагового
среза с боковым швом внизу. Соответственно
передней половинке также перегибают и зад-
нюю половинку. В таком положении прове-
ряют влажно-тепловую обработку брюк (су-
тюжку и оттяжку), а также ширину брюк в
участках бедра, колена и внизу, в брюках
бриджи проверяют ширину в участке икр.
Ширина брюк определяется закройщиком,
при этом учитывается припуск на швы. В про-
цессе проверки наносят меловую линию в уча-
стке шагового среза задней половники и одно-
временно намечают поперечные контрольные
линии в двух—трех местах на шаговых срезах
задней и передней половинок. Нанесенные ме-
новые линии контактным способом переносят
на другую половину брюк — переднюю и зад-
нюю.
Вскрытые при проверке брюк те или иные
недостатки влажио-тепловой обработки устра-
няются после проверки.
Шаговые швы по контрольным точкам сме-
тывают таким образом, чтобы шаговые срезы
передних половинок совмещались с меловыми
линиями на задних половинках. На правой
половинке брюк сметывание делается сверху
вниз, а иа левой — снизу вверх. Швы сметы-
вают на расстоянии 0,7 см от края стежками
длиною до 3 см.
Сметанные швы стачивают швом шириною
1 см со стороны передних половинок: правую
половинку брюк—снизу, а левую — сверху.
Швы стачивают с максимальным натяжением
их срезов и с равномерным натяжением верх-
ней и нижней нитей в машине. Частота стеж-
ков 5 в 1 см.
Сметочные стежки исключают и швы разу-
тюживают на столе либо на специальном
приспособлении (шефранке).
Половинки брюк складывают по сгибам
так, чтобы верхний угол банта и шов откоска
совместились с боковыми швами при полном
совпадении шаговых н боковых швов внизу.
В таком положении дополнительно заутюжи-
вают сгибы, подсутюживают прогиб на задней
половинке, выправляют нижний овал на икро-
ножную мышцу и прогибы на передней поло-
винке внизу.
При выполнении этих операций обращают
внимание на симметричность сгибов брюк.
Сгибы заутюживают с обеих сторон.
ОБРАБОТКА НИЗКОВ БРЮК
Низки брюк (рис. 51, 2) обрабатывают
с манжетами и без манжет.
Низки брюк без манжет делают
в форменных брюках для различных ве-
домств.
После осноровки нижних срезов брюк от-
мечают мелом линию подгибки с учетом дли-
ны по шагу или по боку. Меловой след кон-
тактным способом переносят и а вторую поло-
винку брюк. По меловому следу на обеих
половинках брюк прокладывают силки, затем
нити разрезают.
По линии силков низки подгибают и со
стороны изнанки заметывают в два следа пря-
мыми редкими стежками: около края сгиба и
по краю подгибки.
Подшивают низки частыми стежками «коз-
лик».
Низки брюк с манжетами обраба-
тывают различно: с подгибкой внизу и швом
в стык. Первый способ является наиболее
практичным, так как нижний край манжеты
126
предохраняется от износа дополнительной
подгибкой.
Манжеты с подгибкой обрабатывают сле-
дующим образом. При осноровке вначале от-
мечают длину брюк в готовом виде (линия
а — а, рис. 51, 2), затем откладывают вниз
удвоенную шнрнну манжеты (8—10 ел) и от-
мечают линию б — б (рис. 51, 2). Участок,
расположенный ниже линии б — б, остается
припуском на подгибку. Этот припуск де-
лается шнрнной 2—3 см.
Брюки внизу перегибают в поперечном на-
правлении, чтобы линия б — б совпала с ли-
нией а — а, и в таком виде заметывают в два
следа: около нижнего сгиба н по краю под-
гибки. Край подгибки подшивают частыми
стежками «козлик».
Манжету перегибают на лицевую сторону
по линиям а —а и б~б и заметывают пря-
мыми редкими стежками около нижнего края
Верх манжет отвертывают до половины его
ширины и прикрепляют к боковым и шаговым
швам косыми и несквозными стежками.
При обработке манжет швом в стык отме-
чают линию в — в на 2 см выше линии а — а
(на половину ширины манжеты) По лннни
в — в прокладывают силки. Нити енлков раз-
резают. Нижний край подгибают на 1 см и
заметывают нитками в тон ткани прямыми
несквозными стежками. Подогнутый край на-
кладывают на линию в —в, приметывают ред-
кими прямыми стежками и подшивают за
ткань частыми косыми стежками.
Сметочные стежки удаляют, перегибают
края манжеты (верхний и ннжннй) так, чтобы
соединительный шов манжеты располагался по
середине ширины манжеты. В таком положе-
нии по верхней стороне около шва манжету
заметывают н прикрепляют к боковому и ша-
говому швам при отогнутом верхнем крае
манжеты.
В брюках бриджи низки обрабатывают
в окантовку (обтачивают хлопчатобумажной
полоской шириной 2 см в тон основной тканн).
Ннз брюк огибают полоской и с лицевой сто-
роны прострачивают, выпуская кант из по-
лоски. Свободный край обтачки подгибают и
по краю дополнительно с изнанкн пристрачи-
вают нитками в тон тканн.
Низки брюк с манжетами и без манжет
приутюживают на специальной подушечке.
В процессе приутюживання выправляют не-
ровности манжеты, которые могли возникнуть
при их обработке.
К нижнему краю брюк (с манжетами и без
манжет) с изнанки пришивают предохрани-
тели (специальную тесьму), которые подби-
рают в тон основной ткани. В широких брю-
ках тесьму пришивают по всему ннзку, а в уз-
ких— только по задним половинкам, так как
узкие брюки обычно пошивают короче и низки
передних половинок в этом случае не каса-
ются подъема ботинок.
Тесьма должна выступать за край низков
брюк на 0,1 см. Пришивают тесьму частыми
косыми стежками только за ее верхний край.
Нижний край остается свободным.
В брюках без манжет в низки передних
половинок пришивают козырьки из парусины.
Верхний край козырьков подшивают стеж-
ками «козлик».
СОЕДИНЕНИЕ СЛОНКИ
Слонкой называется шов, при помощи ко-
торого соединяют правую и левую половинки
брюк.
Шов слонки стачивают до соединения прн-
кладд с брюками вручную стежками «взад
иглу» или на машине прочными нитками
двумя строчками по одному следу.
Перед соединением лннню слонки оснорав-
лнвают с учетом мерки окружности ягодиц и
окружности талии.
Меркой окружности ягодиц контролируют
ширину брюк на середине высоты банта и вы-
соты слонки. Ширина брюк в этом участке
должна быть больше мерки окружности яго-
диц на 4—6 см (в зависимости от формы
брюк).
В брюках бриджи припуск соответственно
увеличивают в зависимости от величины
буфа.
По поясу ширина брюк должна точно со-
ответствовать мерке окружности талии.
Слонку вначале сметывают обычными пря-
мыми стежками по левой половине брюк: ле-
вую половинку накладывают па правую так,
чтобы линия банта была длиннее соединитель-
ного шва откоска на 0,2—0,3 см. Длина банта
должна иметь небольшой излишек (2—3 лш)
для огибания откоска.
Слонку сметывают от надсечки вверх, сов-
мещая при этом верхние края пояса. На ма-
шине слонку стачивают сверху вниз, на ру-
ках— от надсечки вверх. В некоторых слу-
чаях в верхней части слонки оставляется
прорешка длиной 6—8 см, края которой под-
гибают н пришивают за парусину.
При стачпванни шва слонки на машине
срезы максимально натягивают.
Машинная строчка выполняется с неболь-
шим равномерным натяжением верхней и
нижней нитей.
Нижний конец банта закрепляют вручную
около строчки, которой прикреплен гульфик.
127
Гульфик пришивают к откоску частыми сквоз-
ными стежками, захватывая парусину. В ниж-
ней части бант дополнительно закрепляют по-
тайными стежками иа прокол.
Стаченный шов слонки разутюживают на
овале универсальной колодки, причем если
в слонке имеется запас, то его предварительно
оттягивают на плоскости колодки при поло-
жении брюк швом слонки к работающему.
Оттяжка делается как с правой, так и с левой
стороны.
СОЕДИНЕНИЕ ПРИКЛАДА С БРЮКАМИ
Прикладом называется специальная под-
кладка, которая прокладывается в верхней
части брюк (в поясе и откоске).
Как правило, для подкладки используют
хлопчатобумажную или шелковую ткань, ко-
торая применяется для подкладки рукавов
в мужских пиджаках.
Приклад выкраивают либо цельным для
каждой половинки брюк, либо из двух дета-
лей, поперечных или продольных.
Все детали подкладки раскраивают в по-
перечном направлении.
Приклад с брюками соединяют машинным
и ручным способами.
При машинном способе приклад подши-
вают после соединения поясов, откоска и
гульфика, а также после прикрепления метал-
лического крючка и петли. При ручном спо-
собе соединение приклада является заключи-
тельной стадией в пошивке брюк. Прикрепле-
ние приклада вручную более практично, так
как позволяет с минимальной затратой вре-
мени делать частую смену приклада после его
загрязнения или износа, что исключается при
машинном способе.
Ниже приводится описание каждого из
способов.
Машинный способ. Нижние края парусины
обтачивают прикладом (см. рис. 51, 3). Ши-
рина шва при этом 0,5—0,7 см. Приклад вы-
вертывают, огибая подкладкой шов, выправ-
ляют и со стороны парусины заутюживают.
Затем приклад (без парусины) притачи-
вают к свободному краю верхней части гуль-
фика Швом шириной до 0,7 см. Приклад от-
коска также притачивают к прикладу пояса
без парусины со стороны откоска. Неровности
верхних краев приклада и парусины подре-
зают и в таком виде соединяют с верхними
краями брюк.
Вначале откосок вместе с прикладом обта-
чивают со стороны парусины швом шириной
до 0,7 см так, чтобы иижний конец приклада
располагался на 1,5—2 см ниже бантовой
надсечки, затем обтачивают верхний край
пояса правой и левой половинок.
В процессе обтачивания прикрепляют верх-
ние концы шлевок. Парусину из шва выре-
зают, оставляя ее около строчки шириною
0,2 см, вырезают также излишки ширины
шва в верхних углах гульфика и откоска, со-
храняя в этих участках ширину шва до 0,3 см.
Приклад вывертывают и выметывают со
стороны подкладки с кантом из основной
ткани шириной 0,2 см. Выметывают приклад
частыми прямыми стежками на расстоянии
0,7 см от края.
Одновременно приметывают и гульфик
снизу вверх, причем край гульфика должен
отстоять от линии банта иа расстоянии 0,3 см.
Сметочные сквозные стежки прокладывают
также с лицевой стороны в шов откоска, пояса
и банта на расстоянии 4 см от края.
Приметанный приклад и гульфик пристра-
чивают на машине с лицевой стороны на рас-
стоянии 0,2 см от шва —по поясу и откоску.
Над отверстием часового кармана строчка по
поясу проходит на таком же расстоянии от
шва, причем концы часового кармана закреп-
ляют поперечной двойной строчкой по одному
следу. Около металлической петли строчка
обходит нижний конец петли и спускается на-
клонно к шву пояса. По банту строчку про-
кладывают иа расстоянии 3,5 см от края
с постепенным закруглением в нижней части
банта; к надсечке строчка сходит на нет.
Откосок и пояс прострачивают нитками
двух цветов (верхней — в тон основного ма-
териала, а нижней — в тон подкладки). Гуль-
фик прострачивают нитками в тон основной
ткани. Нижние края приклада пояса прикреп-
ляют вручную: иад боковыми швами за меш-
ковину боковых карманов, за середину ши-
рины мешковины заднего кармана и за
заднюю вытачку на левой половинке, затем
соединяют половинки приклада по линии
слонки потайными подшивочными стежками.
При машинной обработке приклада этот шов
стачивается на машине.
Одновременно пришивают откоскодержа-
тель (бантовой хлястик) из ткани приклада
с одной или двумя обшитыми петлями. Распо-
лагается он около нижнего края приклада над
боковым швом. Конец откоскодержателя под-
гибают и подшивают за приклад вместе с па-
русиной частыми потайными стежками нит-
ками в цвет приклада. После пришивки края
на расстоянии 1 см откоскодержатель допол-
нительно припушивают вспушными стежками
за приклад и парусину, одновременно потай-
ными стежками пришивают и его боковые
стороны от линии присушки до конца. Откос-
128
кодержатель прикрепляют также к прикладу
и на середине своей длины вспушными стеж-
ками с лицевой стороны в два следа; иногда
на этом участке откоскодержатель перегибают
и за сгиб пришивают к прикладу косыми ча-
стыми стежками. Откоскодержатель должен
располагаться с наклоном вниз так, чтобы его
петли совпадали с пуговицами и а откоске.
Обычно откоскодержатель обрабатывают в
обтачку из той же ткани, что и приклад, на
свободном конце обшивают одну или две
петли соответственно положению пуговиц на
откоске.
Ручной способ. При ручном способе при-
клад (рис. 51, 4 и 5) соединяют с брюками
после окончательной обработки верхних краев
поясов, внешнего края откоска, пришивки ме-
таллического крючка, петли и после присоеди-
нения гульфика с бантом, а также слоики.
Перед соединением приклада верхнюю
часть брюк тщательно отутюживают, приши-
вают все пуговицы и подрезают неровности
свободного края парусины.
Вначале пришивают нижнюю часть при-
клада. Свободный край парусины отверты-
вают и с ним своей лицевой стороной соеди-
няют нижний край приклада. В таком
положении приклад пришивают к парусине
частыми прямыми стежками «вперед иглу» на
расстоянии 0,5—0,7 см от края, причем в про-
цессе пришивки приклад слегка натягивают.
Пришитый приклад вывертывают, затем при-
метывают за парусину на расстоянии 0,5 см
выше строчки, которой пристрочена парусина.
Приметывают приклад прямыми стежками с
интервалами 1,5—2 см. Излишки ширины
приклада срезают на расстоянии 0,5 см выше
сметочных стежков.
Верхнюю часть приклада лицевой сторо-
ной накладывают на парусину так, чтобы нх
края совместились, и пришивают стежками
«взад иглу» на расстоянии 1 см от края. При
пришивке верхнюю полоску, так же как и
ннжнюю, слегка натягивают.
Пришитую полоску отвертывают, натяги-
вают в поперечном направлении так, чтобы
линия пришивки стала ровной, и приметывают
редкими прямыми стежками на расстоянии
1,5 см от края пояса. Излишки ширины и
длины приклада срезают, оставляя необходи-
мый припуск на подгибку (0,75 см). Полоски
приклада пришивают к правой и к левой по-
ловинкам брюк (к правой половинке —- от шва
слонки, а к левой — от гульфика).
Приклад откоска пришивают к парусине
так же, как и нижнюю полоску приклада,
причем приклад откоска можно пришивать
до или после пришивки приклада по поясу.
В первом случае соединительный шов откоска
с прикладом расположится в горизонтальном
направлении, и на этом участке нижнюю по-
лоску пришивают за приклад откоска стеж-
ками «взад иглу». Во втором случае шов
приклада откоска соединяется с основным
прикладом в вертикальном направлении. При-
клад откоска при этом пришивают стежками
«взад иглу» за приклад пояса.
Приклад откоска также вывертывают и в
натянутом положении приметывают по краю;
излишки его ширины и длины обрезают.
Приклад подшивают в подгибку (начиная
с левой половинки) по гульфику около строч-
ки, к верхним краям пояса, по слонке и по
краю откоска на расстоянии 0,2 см от краев
пояса и откоска.
Нижний край приклада и откоскодержа-
теля прикрепляют таким же образом.
Как видно из рис. 51, 5, детали приклада
имеют неодинаковую ширину. Переднюю часть
приклада выкраивают уже по сравнению
с задней частью на 3—3,5 см. Вначале при-
шивают переднюю часть, затем боковую. При-
клад откоска можно пришивать до соедине-
ния передней части приклада и после.
Порядок соединения деталей приклада
пояса и откоска такой же, как и приклада
с двумя продольными полосками, причем пе-
реднюю и заднюю части соединяют до под-
шивки приклада к краям пояса снизу вверх
на обеих половинках частыми потайными
стежками. Откоскодержатель в этом случае
пришивают к парусине заранее, и край его
закрывают задней частью приклада.
Описанные ручные способы соединения
приклада с брюками практически равноценны
по затрате времени па обработку и разли-
чаются между собой только декоративным
оформлением.
Левая и правая половины брюк в готовом
виде показаны на рис. 51, 6 и 7.
ПРИГОТОВЛЕНИЕ ПРИМЕРОК
Примерка при индивидуальной пошивке
одежды является весьма важной операцией.
При примерке уточняется конструкция де-
талей одежды в соответствии с телосложением
человека и формой одежды, определяется не-
обходимость дополнительной влажно-тепловой
обработки на тех или иных участках одежды,
выявляется поведение тканы после влажно-
тепловой обработки, устанавливаются участки,
требующие применения различных прокладок,
разбираются и уточняются различные вопро-
сы, связанные с индивидуальными требова-
ниями заказчика.
Технология изготовления верхней одежды
129
В практике индивидуальной пошивки оде-
жды применяются одна или две примерки
(первая и вторая).
Обычно вторая примерка является допол-
нительной и чаще всего применяется в тех
случаях, когда результат первой примерки
оказался крайне неудовлетворительным: выя-
вились различные неполадки, возникшие по-
тому, что не были учтены и приняты во вни-
мание те или иные отклонения в телосложе-
нии человека, или потому, что конструкция
одежды оказалась неудачной.
Кроме того, вторая примерка практикуется
в одежде сложных фасонов.
Необходимо отметить, что процесс изготов-
ления примерок в мужской и женской одежде
имеет некоторое различие. Например, в жен-
ской одежде иногда практикуется сметыва-
ние боковых и плечевых швов на лицевую
сторону. Такой способ сметывания появился
вследствие применения широких запасов на
срезах спинки и полы, которые в одежде при-
легающей формы в прогибах талии вызывают
весьма сложную оттяжку, если бы они были
сметаны наизнанку. Кроме того, сметанные
на лицевую сторону швы удобно распускать
при скалывании булавками одежды в процессе
примеривания. Однако сметывание боковых и
плечевых швов на лицевую сторону не яв-
ляется общим правилом. Эти швы в женской
одежде сметывают и наизнанку, как и в
мужской одежде.
Различно вметывают для примерки и ру-
кава: в мужской одежде вметывают левый
рукав, а в женской — правый. Такое разли-
чие возникло случайно и не оправдывается ни
теоретическими, ни практическими данными.
ПРИГОТОВЛЕНИЕ ПЕРВОЙ ПРИМЕРКИ
Очень важной операцией в изготовлении
первой примерки является прокладывание
силков на различных деталях одежды, так как
от них всецело зависит правильное перенесе-
ние линий, сделанных мелом закройщиком на
всех парных деталях одежды.
В деталях одежды силками отмечают за-
пасы, подгнбкн, перекаты на верхних поло-
винках рукавов, контрольные точки, по кото-
рым соединяются детали одежды, линию по-
лузаноса, положение карманов, петель и т. д.
Причем все соединительные швы мужской
одежды (за исключением среднего шва спни-
ки) располагаются от линии силков на не-
котором расстоянии во внутрь деталей. Иное
назначение силков в женской одежде. Здесь
силками отмечается след шва: швы соединя-
ются по линии силков.
Как правило, силки прокладывают строго
по меловым линиям, без искривлений.
Излишки высоты нити после разреза ак-
куратно подрезают, так как длинные нити
делают силкн неустойчивыми и они быстро
выпадают.
После прокладывания силков на деталях
изделия примерка выполняется в следующей
последовательн ости.
1. Обрабатывают вытачки: их сметывают,
стачивают и разутюживают. В военной одеж-
де наряду с обработкой вытачек обрабаты-
вают также и длинники (в закрытом кителе
и в шинели). В женской одежде нагрудные
вытачки и рельефы на полочках и спинке не
стачивают, а только сметывают, затем заме-
тывают на сторону и заутюживают по указа-
нию закройщика. Если в изделии имеются
сборки, складки, защипки, кокетки и т. п., то
для примерки их заготавливают в сметанном
виде.
2. Сутюживают полочки для образования
выпуклости на груди на участках, преду-
смотренных конструктором, заправляют спин-
ку, оттягивают передние срезы рукавов.
Техника выполнения этих работ описана
выше.
3. Соединяют полочки с заранее обрабо-
танной парусиной.
4. Обрабатывают спинку.
5. Сметывают боковые швы: в женской
одежде по линии силков, а в мужской —
за линией силков (на ширину шва), совме-
щая боковой срез спинки с линией силков.
В том и другом случае боковые швы сметы-
вают строго по контрольным силкам, проло-
женным относительно шва в поперечном на-
правлении, с сохранением припосадки, если
она запроектирована.
Максимальная припосадка обычно распре-
деляется на середине участка между конт-
рольными силками; к концам участка припо-
садка сходит на нет.
Сметанные швы заметывают на сторону
с лицевой стороны спинкой на полочку.
Следует иметь в виду, что боковые и пле-
чевые швы, сметанные на лицевую сторону,
в примерках женской одежды на сторону не
заметывают н не заутюживают.
6. Сметывают плечевые швы с соответ-
ствующей припосадкой спинки, причем макси-
мальная припосадка должна располагаться
примерно на расстоянии 2—3 с/л от середины
плечевого шва, постепенно уменьшаясь к ро-
стку и пройме.
С лицевой стороны около плечевого шва
по полочке приметывают редкими стежками
парусину.
130
7. Приметывают к горловине накладным
швом приготовленный из парусины воротник
с заутюженной стойкой.
8. Подготавливают рукава к примерке:
сметывают, стачивают и разутюживают пе-
редний шов, сметывают локтевой шов рукава.
Локтевой шов с лицевой стороны заметывают
на сторону верхней половинкой на нижнюю.
Следует иметь в виду, что длина стежков
во всех сметочных швах до 1 см. Такой же
длины делаются стежки и при заметывании
швов на сторону. Низ рукава подгибают и
заметывают на расстоянии 2 см от края
стежками длиной до 2 см.
9. Вметывают рукав в пройму в женской
одежде по линии силков, а' в мужской с ли-
нией силков совмещают срез оката рукава.
Рукава вметывают с припосадкой, которую
аккуратно распределяют по окату: макси-
мальная припосадка должна приходиться на
косые срезы и минимальная — на менее ко-
сые срезы. Рукав вметывают, следя за пра-
вильностью его отвесного положения.
10. Подгибают и заметывают низ изделия,
а в некоторых случаях и борта, если на них
предусмотрен запас.
11. В изделии, сметанном для примерки,
слегка приутюживают боковые швы и сред-
ний шов спинки, если он имеется. Примерку
для жилета изготовляют также после прокла-
дывания силков в следующей последователь-
ности:
1. Слегка сутюживают полочки со стороны
борта и нижней части среза горловины.
2. К полочкам, во всю их ширину и длину,
приметывают прокладку из бязи.
3. Стачивают средний шов спинки, если он
имеется.
4. Сметывают боковые и плечевые швы.
5. Приметывают к ростку кромку (предо-
хранитель от растяжения).
ПРИГОТОВЛЕНИЕ ВТОРОЙ ПРИМЕРКИ
Вторая примерка является завершающей
стадией в уточнении некоторых участков
одежды по фигуре человека: проверяют об-
щую полноту изделия, которая дополняется,
или уменьшается в боковых швах, и положе-
ние спинки относительно положения полы,
проверяют правильность положения срезов
плечевых швов н их соответствие наклону
плеч, контролируют постановку воротника и
связь его с горловиной и длиной отворота, а
также соответствие высоты стойки и высоты
шеи. Кроме того, при второй примерке прове-
ряют правильность постановки рукава в прой-
му, а также размещение посадки по верхнему
контуру рукава.
При второй примерке изделие представ-
ляет собой полуфабрикат с циклом оконча-
тельно законченных операций: обработаны вы-
тачки, рельефы, кокетки, карманы, борта,
петли, подведена подкладка под полочки, об-
работаны рукава и нижний воротннк. Для
изготовления второй примерки осуществляют
еще дополнительные операции.
Боковые и плечевые швы сметывают пря-
мыми стежками длиной 0,5 см и разутюжи-
вают в раскол. Линию низа заметывают, гор-
ловину обмеляют и воротник приметывают
с соответствующей припосадкой накладным
швом прямыми стежками длиной 0,5 см.
Пройму обмеляют, оба рукава вметывают
с припосадкой, предусмотренной между над-
сечками, припосадку сутюживают. Затем при-
метывают наплечники, если последние за-
проектированы, а -также парусину к шву
проймы и подкладке полы. Верхний срез
подкладки рукавов приметывают косыми
стежками вокруг проймы накладным швом
без подгибки.
СПЕЦИАЛЬНАЯ ЧАСТЬ
ПОШИВКА МУЖСКОЙ И ЖЕНСКОЙ ОДЕЖДЫ
ПОШИВКА МУЖСКОЙ ОДЕЖДЫ
ПОШИВКА ПИДЖАКОВ
Пошивка пиджаков представляет исклю-
чительно сложный и трудоемкий процесс, так
как этот внд одежды является наиболее слож-
ным по конструкции и весьма разнообразным
по своей форме.
Различают несколько видов пиджаков: од-
нобортные, двубортные, спортивные, фантазн.
Для однобортных пиджаков ха-
рактерны малая шнрина запаха полочек
(2—3 см) н наличие петель на левой поле.
В однобортных пиджаках форма отворотов
может быть различной — со спущенными усту-
пами и приподнятыми.
Двубортные пиджаки отличаются
широким запахом пол н наличием петель на
обоих бортах.
Спортивные пиджаки пошиваются
с кокетками, накладными карманами, хлясти-
ками или поясом.
Пиджаки фантази пошнваются с раз-
личными складками на спинке н полочках,
а также с накладными карманами и с хля-
стиком.
Все виды пиджаков могут пошиваться
с цельным и отрезным бочком.
Решающее значение при пошивке пиджа-
ков имеет влажио-тепловая обработка. Основ-
ная часть этой обработки выполняется в про-
цессе подготовки изделия к первой примерке.
В индивидуальном производстве, как пра-
вило, пошивка пиджаков начинается после
первой прнмерки.
Ниже разбирается пошнвка однобортного
пиджака. На рис. 52, 1 представлен общий
вид пиджака (фас и вид сзади). Как видно
Д43 рисунка, высота плеч в пиджаке обычная —
,.без прокладок. Около пройм полы и спинки
имеются продольные папорткн. Общая пол-
нота пиджака (кроме низа) несколько увели-
.132
чета, особенно в области грудной клетки. От-
вороты в пиджаке — широкой формы, со спу-
щенными уступами и с низким положением
раскепов. Полы от уровня нижней петли
к низу слегка скошены с небольшим закруг-
лением в ннжних углах. Спннка посередине
со швом, рукава со шлицей на три пуговнцы.
Кроме боковых и нагрудного карманов
имеется лорнетный карман, расположенный
на правой поле выше бокового кармана. Этот
карман обработан так же, как и боковые кар-
маны с клапаном. Полы пнджака с отрез-
ными бочками.
Основные составные детали пиджака по-
казаны на рнс. 52, 2—9.
Пошивка данного пиджака производится
в следующей последовательности.
1. Разметывают детали пнджака после
примерки, отутюживают их и затем уточняют
соответственно подмеченным при первой при-
мерке неполадкам. Наносят соответствующие
меловые знаки, необходимые для проведения
влажно-тепловой обработки и припосадки,
в соответствии с проектируемой формой пид-
жака и телосложением человека. Детали пид-
жака уточняются непосредственно закрой-
щиком.
На полочках и спинке меловыми знаками
показывается дополнительная оттяжка и су-
тюжка. В таком виде пиджак поступает
в пошив.
2. Прокладывают линии снлков по уточ-
ненным меловым линиям в симметричных де-
талях, а в несимметричных по меловым
линиям прокладывают прямые сметочные
стежки.
3. Обрабатывают парусину вместе с воло-
сяным слоем, если она ие была приготовлена
к первой примерке. Детали парусины и воло-
сяной ткаии раскраивают и обрабатывают по
указанию закройщика в строгом соответствии
с формой пиджака в области грудной клетки.
Рис. 52. Пиджак и его основные детали:
1 — внешний вид однобортного пиджака. 2 — полочка однобортного пиджака с отрезным бочком, 3 — отрезной
бочок 4— спинка, 5 — полочка двубортного пиджака без отрезного бочка, 6—верхняя половинка рукава, 7—
нижняя половинка рукава, в —подборт, 9 — нижний воротник
10 Технология изготовления верхней одежды
133
4. Соединяют передние вытачки, сшивают
в стык косыми стежками отверстия боковых
карманов. После разутюживания передних
вытачек оттягивают боковой срез полы в об-
ласти талии до полного выпрямления прогиба
и подсутюЯсивают верхнюю часть овала (при
точке з) для образования долевой папортки
и дополнительной выпуклости также до пол-
ного выпрямления. После сутюжки и оттяжки
длина среза должна быть равна- длине бочка
от кармана до проймы.
Обработанные срезы полочек подвергают
осноровке — выравниванию неровностей, об-
разовавшихся при влажно-тепловой обра-
ботке. Соединяют бочка с полочками, стачи-
вают и разутюживают швы.
5. Обрабатывают клапаны для карманов
боковых и лорнетного, а также листочку для
нагрудного кармана.
6. Обрабатывают боковые карманы, лор-
нетный и нагрудный, а также внутренние
нагрудные карманы.
7. Осуществляют влажно-тепловую обра-
ботку полочек: приутюживают карманы, су-
тюживают полочки для образования выпук-
лости на участках, указанных конструктором,
причем форма и положение выпуклости
должны строго соответствовать модели. Как
видно на рис. 52, 4 полнота, образованная
сутюжкой, располагается около проймы, в до-
левом направлении.
Такое положение выпуклости на полочках,
называемое «коробочка», придает готовому
изделию расширенную и плоскую форму
в груди. Плечевые срезы полочек оттягивают
до полного выпрямления прогиба. После этого
проверяют парусину, на которой выпуклость
должна располагаться в точном соответствии
с выпуклостью на полочках.
8. Соединяют полочки с парусиной, высте-
гивают отвороты, прикрепляют концы листоч-
ки к парусине, прикрепляют к парусине пе-
редние концы боковых и лорнетного карманов.
9. Подсутюживают борта для пополнения
выпуклости и приутюживают полочки в целом.
10. Обрабатывают спинку: стачивают, от-
тягивают при точке г и разутюживают средний
шов, оттягивают боковой шов при точке в и
сутюживают при точке а. Приметывают и при-
крепляют стежками «козлик» хлопчатобумаж-
ную прокладку к пройме и боковому шву.
Прокладка делается поперечной.
11. Соединяют по контрольным точкам
боковые швы: сметывают, стачивают н разу-
тюживают, причем перед соединением боковые
срезы полочек оттягивают до полного выпрям-
ления.
12. Осноравливают борта и отвороты
в соответствии с моделью и отмечают линию
низа.
13. Обрабатывают подборта: притачивают
и разутюживают клинья, подвергают влаж-
но-тепловой обработке отвороты подбортов
в соответствии с контурами отворотов по-
лочек.
14. Обрабатывают борта: подрезают пару-
сину из краев борта н горловины; проклады-
вают кромку. Борта и низ с проложенной
кромкой приутюживают. Соединяют подборта
с полочками: наметывают, сутюживают при-
посадку, по уступам и верхним концам отво-
ротов намечают линии обтачки, обтачивают
борта, швы обтаченных бортов разутюживают;
излишки ширины швов обрезают; борта вы-
вертывают и выметывают; заметывают низ;
внутренние срезы подбортов осноравливают;
пришивают к подбортам передние концы
внутренних карманов — нагрудных и лорнет-
ного (внутренние нагрудные карманы в пид-
жаках располагают на 2—3 см выше уров-
ня проймы). Внутренние срезы подбортов,
края внутренних карманов пришивают за па-
русину.
15. Приутюживают плотно борта и низ
пиджака с изнанки и с лица.
16. Вспушивают борта и низ, в соответ-
ствии с моделью намечают, прорубают и об-
шивают три петли на левом борту и одну на
отвороте.
17. Удаляют сметочные стежки из краев
бортов и низа, приутюживают пиджак в це-
лом: вначале борта с изнанки и с лица, затем
боковые швы, средний шов спинки, шов бочка,
переднюю вытачку, все карманы и остальные
участки полы и спинки.
18. Соединяют детали подкладки с пид-
жаком: вначале их приметывают, затем обре-
зают излишки ширины подкладки и все края
ее подшивают.
19. Соединяют плечевые срезы: сметывают
их с припосадкой спинки на участках, отме-
ченных конструктором, стачивают, удаляют
сметочные стежки и разутюживают. Обмеляют
линию горловины.
20. Обрабатывают нижний воротник, при-
метывают его к горловине по меловой линии
с небольшой припосадкой по. плечу.
Пришивают воротник к горловине частыми
потайными стежками нитками в тон основной
ткани. К стойке воротника пришивают под-
кладку. Нижний воротник сутюживают и ос-
норавливают в соответствии с моделью.
Соединяют верхний воротник с нижним:
по линии раскепов верхний воротник притачи-
вают ручным способом, край отлета пришн-
134
вают стежками «козлик», а по стойке — час-
тыми потайными стежками. Пришивают ве-
шалку.
Воротник приутюживают, вспушнвают так
же, как и борта.
21. Обрабатывают рукава с отлетной шли-
цей. Осноравливают верхний контур рукава
и проймы. Присборивают верхний контур ру-
шеобразный, характеризующийся большой
полнотой внизу).
Форма пальто зависит не только от кон-
струкции, но и от влажно-тепловой обработки
(сутюжки и оттяжки), предусматриваемой
закройщиком в процессе разработки конструк-
ции пальто и выполняемой при изготовлении
первой примерки.
Рис. 53. Пальто обычного покроя:
i—осеннее мужское, 2 — летнее мужское, 3 —зимнее мужское
кава и сутюживают припосадку. Соединяют
рукава с проймами: вметывают, втачивают
вместе с косой полоской в плечевой части.
Обрабатывают проймы после втачивания ру-
кавов с очень тонкими прокладочками в
плече. Подшивают плечевые швы подкладки
и подкладку рукавов.
22. Осуществляют окончательную отделку
пиджака: удаляют все сметочиые стежки; от-
утюживают пиджак в целом, снимают лассы
(отпариванием), намечают и пришивают пу-
говицы,
ПОШИВКА МУЖСКИХ ПАЛЬТО
Наиболее распространенными покроями
для мужских пальто являются прилегающие
(с большим или малым облеганием по талии),
прямые — без прилегания по талии и реглан
(цилиндрический, когда видимая полнота
пальто внизу примерно равна полноте в пле-
чах, конический, когда видимая полнота
пальто внизу меньше полноты в плечах, кле-
10*
Ниже разобраны примеры пошивки паль-?
то наиболее типичных видов.
Пошивка осеннего пальто
На рис. 53, 1 показано прямое пальто
цилиндрической формы двубортное с обычной
высотой плеч (без прокладок), с долевыми
папортками, с расширенной и плоской фор-
мой груди, с малыми раскепами на отворотах;
пальто застегивается на три пуговицы, дополни-
тельно оно может застегиваться на четвертую
верхнюю пуговицу, расположенную на от-
вороте. Карманы накладные, с прорезными от-
верстиями, заделанными клапанами и канти-
ком по нижнему краю.
Рукава с манжетами. Воротник, борта, низ,
карманы, клапаны, манжеты, боковые швы,
средний шов и шлица, локтевые и плечевые
швы прострочены на расстоянии примерно
2 см от краев.
Внутренние края подбортов, внутренние
нагрудные карманы, низ и края шлицы окан-
тованы поперечной полоской из подкладочной
ткани- Подкладка до низа.
Пальто пошивают в следующей последо-
вательности.
1. После обмелки и прокладывания силков
на деталях пальто обрабатывают парусину
с учетом формы пальто.
2. Обрабатывают клапаны, отверстия кар-
манов, края накладных карманов.
3. Подвергают полочки дополнительной
влажно-тепловой обработке согласно меловым
знакам, отмеченным закройщиком. В пальто
такого покроя сутюжка на выпуклость груди
обычно делается незначительной как со сто-
роны проймы, так и со стороны борта. Одно-
временно приутюживают накладные карманы.
4. Соединяют полочки с парусиной, высте-
гивают отвороты, слегка подсутюживают по-
лочки на уровне грудной клетки.
5. Обрабатывают шлицу, средний шов
спиики и боковые швы.
6. Осноравливают борта согласно моде-
ли и линии низа; из краев борта вырезают
йарусину, прокладывают кромку, сутюживают
посадку под кромкой и подутюживают по-
лочки в целом.
7. Обрабатывают подборта вместе с на-
грудными карманами и окантовывают их
края. Одновременно окантовывают низ пальто
и края шлицы.
8. Обрабатывают борта и линию низа.
9. Соединяют накладные карманы с полоч-
ками до или после соединения боковых швов:
после приметывания карманы пристрачивают,
затем края их с изнанки пришивают за под-
гибку.
10. Согласно модели намечают, прорубают
и обшивают петли, причем средняя петля
должна располагаться иад уровнем верхнего
края накладного кармана, а нижняя — на
Середине длины накладного кармана. Верхняя
петля должна находиться на таком же рас-
стоянии от средней, как и нижняя.
11. Все пальто отутюживают: борта с из-
найки и с лица, карманы, низ, шлицу, боко-
вые швы, грудь и т. д.
' 12. Намечают и пришивают пуговицы.
13. Обрабатывают подкладку и соединяют
ее с пальто.
14. Обрабатывают иижний воротник и со-
ответственно по стойке нижний и верхний во-
ротники оттягивают.
15. Обрабатывают плечевые швы.
16. Соединяют нижний воротник с горло-
виной обычным швом на универсальной ма-
шине, сутюживают, осноравливают его, затем
соединяют верхний воротник с нижним и
окончательно отделывают.
17. Обрабатывают манжеты и рукава в
целом и присборивают верхний контур.
18. Соединяют рукава с проймой: вметы-
вают и втачивают с косой полоской в плече-
вой части.
Взамен подплечников в плечевую часть
проймы прокладывают полоску, выстеганную
ручным способом из двух-трех слоев пару-
сины различной ширины и длины (каждый
слой), причем по шву проймы срезы всех сло-
ев парусины совмещают. Затем пройму разме-
тывают и подшивают рукавную подкладку.
19. Осуществляют окончательную отделку:
готовое пальто отутюживают, отпаривают и
чистят.
Пошивка летнего пальто
Пальто (рис. 53, 2) прямое, цилиндриче-
ской формы, однобортное, с узкими и корот-
кими отворотами, с малыми и тупыми усту-
пами на отворотах, с застежкой на гульфике.
Пальто имеет продольные па портки около
проймы, полы и спинки и плоскую расширен-
ную грудь. Наклон плеч обычный (без про-
кладок). Спинка разрезная со шлицей. Боко-
вые карманы долевые, оформлены листочками.
Рукава трехшовные, средние швы располо-
жены над плечевыми швами, хлястики вта-
чаны в средний шов.
Борта, воротник, низ, листочки, дополни-
тельные швы на рукавах, хлястики, плече-
вые швы прострочены одной отделочной
строчкой, причем по плечевым швам строчку
прокладывают по спинке.
На левой полочке по гульфику проклады-
вают дополнительную отделочную строчку на
расстоянии 6—7 см от края (обычно по ли-
нии полузаноса).
Летние пальто в основном пошивают в той
же последовательности, как и пальто осен-
ние, за исключением обработки левого борта
и дополнительного шва на рукавах.
Отверстие на полочке для гульфика обра-
батывают после прокладывания кромки, а на
подборте — до соединения его с полочкой,
причем все строчки (на полочке и на под-
борте) прокладывают также до соединения
подбсрта с полочкой.
На гульфике обшивают четыре петли, при-
чем нижняя петля не должна располагаться
над отверстием кармана, так как в этом слу-
чае неизбежна деформация (растаскивание)
кармана при носке пальто. В пальто с про-
дольными карманами последняя петля должна
располагаться либо над уровнем нижнего
конца кармана, либо ниже его на 1—2 см.
Верхняя петля должна находиться на 2 см
136
ниже конца отворота. Остальные две петли
должны равномерно располагаться относи-
тельно двух крайних. Между петлями и на
концах отверстия гульфика ставят закрепки.
Средние швы на верхних половинках рука-
вов окончательно обрабатывают после первой
примерки до соединения локтевых швов.
В процессе соединения средних швов рукавов
втачивают хлястики.
Швы сметывают строго по силкам, а ста-
чивают далее линии силков на 0,1 ал. Ста-
чанные швы заутюживают на сторону. С из-
нанки косыми стежками под строчки приши-
вают косые или поперечные полоски основной
тканн и с лица прокладывают строчки соот-
ветственно строчкам, проложенным на модели.
Пошивка зимнего пальто на вате
Как видно из рис. 53, 3, зимнее пальто
имеет много общего с осенним: одинакова
форма плеч, фаса и бортов.
В пальто имеется меховой воротник, кото-
рый застегивают на металлический крючок
и петлю. Боковые прорезные карманы с кла-
панами. На бортах обшиты три петли и на
отворотах по одной. Пальто слегка приле-
гает в талии, имеет боковые вытачки, средний
шов и шлицу на спиике. Рукава обычные
двух шовные со шлицей.
Пальто пошивается иа вате с навесной
подкладкой, по бортам и низу подшитой
вручную.
На полочках подкладки имеются два на-
грудных кармана, заделанные иа полосках
основной ткани после соединения их с под-
бортами.
Пальто в основном пошивается в аналогич-
ной последовательности с пальто осенним.
После первой примерки уточняют детали
пальто, по меловым линиям прокладывают
енлки, обрабатывают боковые вытачки, если
последние не были стачаны и разутюжены
к первой примерке. Дополнительно подвер-
гают влажио-тепловой обработке парусину,
полочки и спннку. Полочки соединяют с па-
русиной. Обрабатывают карманы, боковые
швы, борта, низ и обшивают петли. Соеди-
няют средний шов спинки и окончательно
обрабатывают шлицу.
Отутюживают все пальто и пришивают
пуговицы. Соединяют ватный слой и под-
кладку. Обрабатывают плечевые швы, ворот-
ник, который соединяют с горловиной. Обра-
батывают и соединяют с проймой рукава.
Осноравливают иижний воротник, пришивают
металлический крючок и петлю. Накрывают
меховой воротник.
Пальто окончательно отделывают, отутю-
живают, отпаривают и чистят.
Пошивка пальто реглан
Пальто покроя реглан пошивают летнее,
осеннее и зимнее.
На рис. 54 представлен общий вид осен-
него пальто покроя реглан и его основные
детали. Пальто свободной формы, двубортное,
с поясом. На бортах обшиты три петли и на
отворотах по одной петле. Боковые карманы
в пальто прорезные’с клапанами. Спинка по-
середине со швом и со шлицей. Рукава трех-
шовные с манжетами. Пальто прострочено на
расстоянии от края примерно 2 см.
Пальто покроя реглан (до соединения ру-
кавов и воротника) пошивают в той же по-
следовательности, как и обычные пальто. Ру-
кава с проймами соединяют после соединения
подкладки с пальто. Соединение нижнего
воротника с горловиной н окончательная об-
работка воротника являются заключитель-
ными операциями при пошивке одежды этого
покроя.
ПОШИВКА ОДНОБОРТНОГО ЖИЛЕТА
На полочках жилета делают четыре кар-
мана — два нагрудных и два боковых. Все
карманы оформляют листочками. Жилет имеет
пять петель. На полочках жилета делают пе-
редние вытачки, причем в жилетах 44—52
размеров вытачки подчеркивают прогиб та-
лин, а в жилетах размеров выше 52 обеспе-
чивают необходимую полноту на выступ
живота.
Спннку делают внизу с разрезом, продоль-
ными вытачками и хлястиками на талии, вта-
чанными в боковые швы.
Все составные части жилета показаны иа
рис. 50.
Основная пошивка жилета также начи-
нается после первой примерки. После осно-
ровки полочек и еппики обрабатывают кар-
маны: нагрудные, боковые и внутренний иа
левой полочке подкладки, причем последний,
как правило, делается накладным. Приутю-
живают карманы и соответственно меловым
знакам сутюживают борта для облегания
грудной клетки. В аналогичных участках су-
тюживают и прокладки из бязи.
Сутгоженные полочки и прокладки соеди-
няют. Двумя машинными параллельными
строчками пристрачивают концы листочек
вместе с бязевой прокладкой.
Полочки подутюживают, осноравливают и
обрабатывают борта и низ. Обрабатывают
137
хлястики. Обшивают петли и подводят под
полочки подкладку.
Обрабатывают спинку: приметывают хля-
стики, соединяют подкладку со спинкой, об-
тачивают проймы и линию низа. Спинку сое-
диняют с полочками по боковым и плечевым
срезам (сметывают и стачивают).
В брюках имеются четыре кармана: два
боковых, задний — на правой половинке и ча-
совой— в шве пояса па левой передней по-
ловинке. Боковые швы в брюках должны быть
разутюжены. Низки оканчиваются' манжетами
шириной 5 см.
Рис. 54. Пальто покроя реглан:
1 — внешний вид, 2 — спинка. 3 — полочка, 4 — боковая половинка рукава, 5 — перкдпяя половинка рукава. 6 — нижняя половинка
рукава
В отверстие ростка жилет вывертывают,
заделывают отверстие ростка и за швы вы-
тачек прикрепляют вручную хлястики.
Окончательно отделывают жилет: отутю-
живают, отпаривают, чистят, пришивают пу-
говицы.
ПОШИВКА БРЮК НАВЫПУСК
Брюки навыпуск имеют на передних по-
ловинках (см. рис. 8 и 9) по две продольные
складочки; обычно переднюю складочку сов-
мещают с линией сгиба. Верхние концы скла-
дочек стачивают на машине швом длиной
в 3—4 см.
На гульфике обшиты четыре основных
петли и одна верхняя дополнительная, распо-
ложенная выше металлического крючка. В
швы поясов втачаны шлевки: две широкие —
на передних половинках, две узкие — иа зад-
них половниках и одна над швом слонки.
Передние половиикн брюк имеют шелко-
вую подкладку. Приклад состоит из двух по-
перечных частей с откоскодержателем на две
петли.
Брюки пошивают в следующей очеред-
ности:
1. Прокладывают силки по линиям сгибов,
а также по линии слонки и шаговым срезам
задних половинок. Обрабатывают мелкие де-
138
тали: хлястики, шлевки, гульфик и клапан
для заднего кармана.
2. К передним половинкам приметывают
шелковую подкладку.
3. Обметывают срезы передних и задних
половинок: шаговые, боковые, клинья и слон-
ку. Заметывают складки, притачивают клинья
к задним половинкам. Стачивают задние вы-
тачки вместе с хлястиками, на которые долж-
ны быть продеты металлические пряжкн.
4. По левой стороне банта и в края боко-
вых карманов передних половинок проклады-
вают кромку.
5. Подвергают влажно-тепловой обработке
задние и передние половники брюк согласно
меловым знакам, причем задние половинки
обрабатывают до притачивания шаговых
клиньев. Притачивают клинья. Разутюживают
задние вытачки, швы клиньев, сутюживают
посадку под кромкой — в боковых карманах
и по линии банта и делают сутюжку на вы-
пуклость икры. Со стороны бокового шва на
задней половинке оттягивают слонку, шаго-
вые н боковые срезы задней половинки, бо-
ковые и шаговые срезы внизу на передних
половинках, заутюживают сгибы, подсутюжи-
вают срезы над нкрами и прогибы ниже яго-
диц и т. д.
6. Заделывают боковые карманы на перед-
них половинках, соединяют боковые швы по
контрольным точкам вместе с хлястиками в
верхней части и окончательно обрабатывают
карманы.
7. Осноравливают верхние срезы, притачи-
вают пояс вместе со шлевками и откосок.
8. Швы пояса, откоска и боковые разутю-
живают, приутюживают боковые карманы.
9. Обрабатывают часовой карман. Приме-
тывают парусину и пристрачивают паралель-
но шву пояса и откоска. Одновременно при-
страчивают подзор над часовым карманом.
Обрабатывают бант и верхние края поясов и
откоска вместе со шлевками. Пришивают ме-
таллические крючок н петлю. Соединяют
с бантом гульфик.
10. Половники брюк подвергаются повтор-
ной влажно-тепловой обработке: дополни-
тельно оттягивают слойку, шаговые срезы, вы-
равнивают боковые швы и подсутюжнвают
прогиб от колена вверх к слонке.
11. Обмеляют шаговые швы задних поло-
винок брюк с учетом ширины в верхней части
бедра, колена и низа. Наносят на шаговые
срезы контрольные точки.
12. Обрабатывают шаговые швы: стачи-
вают по контрольным точкам, разутюживают,
подсутюжнвают прогибы в сгибах^
13. Осноравливают низки с учетом длины
брюк и обрабатывают манжеты.
14. Соединяют слонку вместе с задней
шлевкой, закрепляют нижний конец банта и
заделывают заднюю шлевку.
15. Пришивают пуговицы на откоске, под-
водят приклад, пришивают откоскодержатель
н пуговицы на поясе со стороны приклада.
16. Окончательно отделывают броюки.
ПОШИВКА СМОКИНГА
Смокинги (рис- 55) относятся к одежде
специального назначения. Обычно они попи-
ваются для работников сцены, музыкантов,
ресторанных служащих и т. д.
Существуют два вида смокингов: с отво-
ротами шалью и с пиджачными отворотами.
Как правило, отвороты в смокингах накры-
вают специальной шелковой тканью взамен
обычных подбортов.
Обычно смокинги пошивают с длинными
отворотами, с боковыми карманами, заделан-
ными рамкамн без клапанов, с застежкой на
одну петлю, расположенную на талии.
Смокинги имеют расширенную и плоскую
грудь, долевые папортки и обычную высоту
плеч (без наплечников). Все процессы по-
шивки смокингов, кроме обработки бортов,
аналогичны процессам пошивки пиджаков.
Борта н отвороты в смокингах не обтачи-
вают, а после прокладывания кромки края их
подгибают вплотную к кромке и заметывают
прямыми стежками длиной 0,5—0,7 см на рас-
стоянии 0,5 см от края.
Подгибку срезают таким образом, чтобы
ширина ее оставалась не более 0,7 см. Край
подгибки пришивают за кромку вместе с па-
русиной обычными косыми стежками и затем
плотно приутюживают. В смокингах с пид-
жачными отворотами эти операции выполня-
ются после соединения боковых швов.
В смокингах с отворотами шалью края от-
воротов обрабатывают после оформления бор-
тов, низа, воротника и соединения подкладки.
Из краев шальки вырезают парусину со-
ответственно меловой линии, отмеченной за-
кройщиком в процессе осноровки, проклады-
вают кромку от низа шальки до шва ворот-
ника с соответствующим натяжением, посадку
под кромкой сутюживают, затем подгибают,
заметывают н прншнвают края за кромку
вместе с парусиной, приутюживают и допол-
нительно заутюживают сгиб по воротнику и
по отвороту (на 5—6 см).
На отвороты со стороны парусины приме-
тывают редкими стежками тонкую хлопчато-
бумажную прокладку (выкроенную в косом
139
или поперечном направлении) с таким расче-
том, чтобы она своим внутренним краем рас-
полагалась на 2—3 см за линией сгиба от-
ворота. Прокладку приметывают к отвороту
параллельно краю и сгибу при согнутом по-
ложении отворота с легкой припосадкой
в длину и ширину.
Рис. 55. Смокинг и его основные детали:
J — внешний вид смокинга с пиджачными отворотами. 2— полочка смокинга с отворотами шалью после выстегивания от-
воротов, 3 — полочка смокинга с отворотами шалью после осноровки, 4 — полочка смокинга с отворотами шалью после
соединения дополнительной прокладки по отвороту и борту, 5 — полочка смокинга с пиджачными отворотами после под-
гибки краев и соединения дополнительной прокладки
Внешний край прокладки подгибают во
внутрь на 0,5 см и пришивают в стык к под-
гибке края отворота частыми косыми стеж-
ками. После этого прокладку прикрепляют
к парусине редкими стежками в три—четыре
следа, причем в смокингах с пиджачными от-
воротами прокладку соединяют в стык со сре-
зами раскепов верхнего воротника после
окончательной его обработки.
Внутренний край прокладки пришивают
за парусину косыми стежками (рис. 55,4 и 5).
Прокладка по краю отворотов обеспечи-
вает их упругость и выравнивает поверхность.
Шелковую ткань на отвороты ставят после
окончательной утюжки до отпаривания смо-
кинга.
Борта и отвороты из шелка выкраивают
в долевом направлении. Шелковые отвороты
шалью делают по середине стачными.
Со стороны прокладки на отвороты на-
кладывают шелковую ткань таким образом,
чтобы срезы шелковой ткани выступали за
края отворотов на 1 см. По отворотам шел-
ковая ткань должна располагаться ровно, без
натяжения и припосадки, с легким натяжением
в нижних углах. К отворотам шалью шелко-
вую ткань приметывают на руках при поло-
жении изделия отлетом отворота от рабо-
тающего; вначале к правому отвороту при
полном совмещении шва со средним швом
спинки, а потом к левому от нижнего конца
отворота к середине.
Приметывание производится при положе-
нии изделия сгибом от работающего со сто-
роны шелковой ткани. Стежки должны про-
ходить параллельно краю отворота на рас-
стоянии 1 см от борта по сгибу с изнанки от
правого отворота и до левого параллельно
внутреннему срезу при согнутом положении
отворота по сгибу.
Для приметывания берут тонкую иглу и
тонкую нитку. Стежки прямые длиной до 2 см.
Ниже отворотов приметывание делается
такими же стежками в два следа: параллельно
борту и параллельно внутреннему краю. К ле-
вому борту приметывают шелковую ткань
с лицевой стороны, а к правому — со стороны
шелка.
140
Таким же образом с прокладыванием до-
полнительных стежков по линии раскепа и
уступу приметывают шелковую ткань и к пид-
жачным отворотам. Шелковую ткань по уступу
слегка припое аживают (на 0,1—0,2 см). До
приметывания должны быть отмечены мело-
вые лииин раскепов на верхнем воротнике.
Излишки ширины шелковой ткани подре-
зают с сохранением припуска на подгибку не
более 0,5 см по отворотам, уступам и раске-
пам — 0,7 см, ниже отворотов, по краям бор-
тов — 0,3 см, апо внутреннему краю — 0,7 см.
Обрезанные края шелковой ткани подги-
бают и приметывают к краям отворотов, вы-
пуская кантик из шелка шириной 0,1 см, а по
бортам выпускают кантик из основной ткаии
шириной до 0,2 см.
Приметывание в смокингах с пиджачными
отворотами выполняется по отворотам и усту-
пам со стороны основной ткани, а по бор-
там— со стороны шелка.
Внизу уступа борта аккуратно делают над-
рез по равноделящей тупого угла. Линия раз-
реза ие должна доходить до уступов 0,1 см.
Внутренние срезы шелковой ткани подги-
бают и приметывают за подкладку вручную
при положеиии изделия бортом от работаю-
щего. Приметанные края шелковой ткаии
пришивают к краям отворотов, уступов и бор-
тов шелковыми нитками частыми потайными
иесквозными стежками (по отворотам и усту-
пам— со стороны основной ткани, а по бор-
там и раскепам — со стороны шелковой
ткани). Особое внимание следует обратить иа
заделку уголков уступов. В процессе под-
шивки раскепов потайными стежками на про-
кол аккуратно закрепляют подгибку шелка
в углу уступа.
После соединения шелковой ткани на ле-
вом борту и отвороте прорезают и обшивают
петли.
Шелковую ткаиь на отворотах не приутю-
живают, а отпаривают на манекене утюгом,
завернутым в увлажненный проутюжильник.
В процессе отпаривания делают соответ-
ствующую подвивку отворотов. Отвороты от-
паривают после отпаривания всех участков
смокинга.
ПОШИВКА ВИЗИТКИ (ЖАКЕТА)
Визитка (рнс. 56) относится к одежде спе-
циального назначения и в настоящее время
в большинстве случаев пошивается для работ-
ников сцены.
Как правило, визитки пошиваются одно-
бортными, с закругленными полами, с одно-
бортными и двубортными отворотами, с на-
грудным карманом. Выкраивают внзиткн с от-
резным лифом и бочком. Спинка имеет фигур-
ные боковые швы, цельнокроеные фалдинки,
до тални спиика соединяется швом, а ниже
(на фалдннке) имеется шлица, выступающая
на 2 см справа от среднего шва спинки. На та-
лии сзади пришивают по одной декоративной
пуговице. Со стороны подкладки в боковом
шве юбки заделывают фалдовые карманы.
Основная пошивка визитки начинается
также после первой примерки и уточнения ее
деталей.
1. Соединяют передние вытачки и бочка
с полочками (сметывают, стачивают и разу-
тюживают), обрабатывают верхний карман
с листочкой, дополнительно осноравливают
лиф по линии талии.
2. Приметывают юбку к лифу с припосад-*
кой юбки между точками а и б обычными
прямыми стежками на расстоянии 0.5 см от
края по юбке. Величина припосадки опреде-
ляется закройщиком. Юбку притачивают
швом шириною 0,7 см, и после удаления сме-
точных стежков шов плотно разутюживают.
Одновременно сутюживают овал по боковому
шву юбки между точками в — г для облега-
ния выступа бедер. Овал сутюживают до пол-
ного выпрямления. В процессе разутюжива-
ния посадку сутюживают, а слабииу ткани,
образовавшуюся от припосадки, сгоняют вниз
на 15—20 см ниже шва. Операция выпол-
няется на универсальной колодке при поло-
жеиии изделия лифом к работающему.
При иалнчии большой припосадки юбку
между точками а — б предварительно (до со-
единения с лнфом) сутюживают.
3. Намечают мелом боковой шов юбки и
переносят его на другую половину юбки. Ме-
ловая линия должна располагаться за линией
силков иа 0,7 см по лицевой стороне юбки.
По меловым линиям боковые срезы юбки
подгибают и заметывают обычными прямыми
стежками на расстоянии 0,5—0,7 см от сгибов.
Заметанные боковые края юбки плотно
приутюжив а ют-
4. Намечают мелом боковой шов иа фал-
динке на расстоянии 0,7 см от енлков с ли-
цевой стороны и переносят его на другую фал-
диику.
5. Сметывают половинки спинки (правую
и левую) с бочками. Затем сгибы юбок с ли-
цевой стороны совмещают с меловыми ли-
ниями фалдинок н стежками через край при-
метывают за запас фалдииок. В процессе при-
метывания юбку между точками в — г слегка
припосаживают-
Стежки, которыми были заметаны боко-
вые срезы юбки, удаляют, подгибку юбки от-
141
--------1
Рис 56. Визитка (жакет) и ее основные детали:
. п 1лНкя к шмнтке 6 — верхняя половинка РУ*
ЗИТКИ после соединения среднего шва и скрепления шлицы
142
гибают и выравнивают. Боковые швы стачи-
вают, причем левую сторону стачивают снизу,
а правую сверху. В том и другом случае
строчка должна проходить точно по сгибу
юбки, а по лифу — иа расстоянии 0,75 см от
края.
Все сметочные стежки удаляют, боковые
швы по лифу разутюживают в раскол, а по
юбке заутюживают и а сторону так, чтобы
с изиаики срез фалдиики располагался по
юбке.
Правую и левую половины визитки поду-
тюживают и дополнительно подсутюживают
полочки для создания выпуклости иа груди.
Подсутюживают также и парусину, кото-
рая должна быть обработана к первой при-
мерке.
6. Соединяют полочки с парусиной, высте-
гивают отвороты, закрепляют концы листочки,
подсутюживают полочки с изнанки, особенно
по парусине.
Осноравливают борта, низ и шлицу иа
фалдииках.
7. Прокладывают кромку в борта, по низу,
в шлицу и по выступу шлицы вверху иа ле-
вой стороне (под замок).
8. Обрабатывают борта по лифу, как и
в пиджаках. Борта по юбке не обтачивают,
а обрабатывают в подгибку (подгибка де-
лается в процессе выметывания бортов).
Одновременно заметывают низ, шлицу и вы-
ступ (замок) на левой половнике.
9. Верх визитки отутюживают и соединяют
с подкладкой. Вначале приметывают под-
кладку фалдиики вместе с фалдовым карма-
ном, причем верхний край фалдового кар-
мана прикрепляют за шов юбки. Затем приме-
тывают подкладку по лифу полочек и
подкладку юбки.
Края подкладки подшивают вначале по
боковым швам, одновременно заделывают от-
верстие фалдового кармана — припушивают
его за мешковину и закрепляют потайными
стежками.
Подкладку подшивают к подбортам, к под-
гибке юбки на расстоянии 3—4 см от края,
к подгибке низа и по шлице на расстоянии
2,5 — 3 см от края.
По линии талии подкладку лифа подги-
бают и подшивают за подкладку юбки.
10. Сметывают, стачивают и разутюжи-
вают средний шов спинки.
Визитку раскладывают иа столе лицом
вверх, левой полочкой к работающему, акку-
ратно расправляют шлицу так, чтобы ее края
располагались параллельно боковым швам.
В таком положении шлицу в верхней части
приметывают частыми стожками в долевом и
поперечном направлениях около выступа (за-
мочка) .
Выступ шлицы пришивают вначале с из-
иаики частыми косыми несквозными стежками
за подгибку вместе с подкладкой в два-три
следа около верхнего края выступа, затем
с лицевой стороны частыми вспушиыми сквоз-
ными стежками по верхнему краю выступа и
влево по спинке на расстоянии, равном вы-
ступу. Кроме того, такие же стежки длиною
0,5—0,7 см прокладывают по середине спинки
ниже шва талии и от угла выступа вниз. Эти
операции обеспечивают прочное закрепление
шлицы в верхней части.
Подкладку спинки приметывают и подши-
вают за боковые швы подкладки лифа,
а внизу — за подкладку фалдиики, причем
нижним краем спинки прикрывают все стежки,
которыми прикреплялся выступ (замок
шлицы).
Вся дальнейшая обработка визитки
остается общей с обработкой пиджаков, при-
чем после окончательной утюжки боковые швы
юбки заутюживают иа ребро.
ПОШИВКА СЮРТУКА
Сюртук (рис. 57) является одеждой строго
официальной. В настоящее время так же, как
и визитка, сюртук утратил свое практическое
применение в быту. Его пошивают лишь для
театральных постановок.
Сюртуки пошивают однобортными и дву-
бортными.
В отличие от визитки в сюртуке на полоч-
ках лифа имеются отрезные длииники и пря-
мые (без закругления) полы.
На отвороты сюртука нашивают шелковую
ткань. В однобортных сюртуках шелк на от-
воротах располагается по всему борту—-как
и в смокингах с пиджачными отворотами,
а в двубортных — не доходят 2—3 см до
краев.
Нашивка шелка является также заключи-
тельной операцией при пошивке сюртука.
Длинники к полочкам притачивают после
предварительной сутюжки срезов полочек,
с которыми они соединяются до полного вы-
прямления овалов иа этих срезах. Затем со-
единяют вытачки и бочка.
Вся дальнейшая обработка сюртука
остается общей с обработкой визитки, причем
в современных двубортных сюртуках борта по
лифу ио подгибают, а обтачивают. В одно-
бортных сюртуках борта обрабатывают в под-
гибку, как и в смокингах с пиджачными от-
воротами.
143
Рис. 57. Сюртук и его основные детали:
1 — общий вид сюртука, 2 — спинка сюртука. 3 — бочок. 4 — полочка лифа. 5 — длинник, 6 — юбка к сюртуку. 7 — верх-
няя половинка рукава, 8 — нижняя половинка рукава. 9 — подборт, 10 —_нижний воротник, 11 — верхний воротник, 12 —
полечка сюртука в обработанном виде
ПОШИВКА ФРАКА
В одежде специального назначения фрак
занимает одно из видных мест.
Фрак (рис. 58) пошивают для работников
дипломатического корпуса, работников сцены,
музыкантов и для ресторанных служащих.
Пошивка фрака представляет довольно
сложный и трудоемкий процесс н требует вы-
сокой квалификации исполнителя.
Как видно из рисунка, отвороты фрака —
пиджачные и, как у смокинга, накрыты специ-
альной шелковой тканью. Ниже отворотов
борта лифа располагаются свободно, без за-
стегивания.
На левой полочке имеется нагрудный кар-
ман с листочкой. На полочках пришиты по три
декоративных пуговицы.
Спинка во фраке такая же, как в сюртуке
и визитке, с цельнокроеными фалдннками и
со шлицей. Верхние края юбки не совмеща-
ются с бортами лифа, а располагаются над
боковыми карманами брюк. Передние края
юбки закругляются внизу.
В пошивке фрака имеется много общего
с пошивкой смокинга, сюртука и визитки. Так,
например, спинку фрака обрабатывают в та-
кой же последовательности, как и спинку
>44
сюртука и визитки, а борта и отвороты обра-
батывают так же, как борта и отвороты смо-
кинга с пиджачными отворотами.
Нижний контур лифа обрабатывают в под-
гибку, одновременио подгибают и борта юбки,
причем в процессе прокладывания кромки
в борта и отвороты одновременно проклады-
вают кромку в нижние контуры лифа и в борта
юбки.
Как и в смокингах, на отвороты и борта
шелковую ткань накладывают после оконча-
тельной отутюжки до отпаривания фрака.
ПОШИВКА ЖЕНСКОЙ ОДЕЖДЫ
Женская одежда, в сравнении с мужской,
более разнообразна как по своим покроям,
так и по форме. Например, жакеты и пальто
пошивают строгого покроя (тайер), покроя
прямой формы (сак), реглан, казакин, манто
и с цельнокроеными рукавами (японка).
В свою очередь одежда каждого покроя
может иметь самую различную форму — обле-
гающую и широкую, с различным облеганием
по талии, коническую, цилиндрическую и кле-
шеобразную, с различной шириной и высотой
плеч.
1 — общий вид фрака,
ияя половинка рукава, 7 —
ний воротник, 11 — полочка
Рис, 58. Фрак и его основные детали:
2 — спинка фрака, 3 — бочок, 4 — полочка лифа, 5 — юбка к фраку, б — верх-
- нижняя половинка рукава, 8 — подборт. 9- кк.'2 i0Волочка
с лицевой стороны после соединения с юбкой и парусиной, 12 полочка
в обработанном виде с изнанки
145
ПОШИВКА ЖАКЕТОВ
Жакеты пошивают двубортными и одно-
бортными, с различными отворотами, с релье-
фами и без рельефов, кокетками, прорезными
и накладными карманами и т. д.
Пошивка типовых жакетов
На рис. 59 представлен общий внд шести-
шовного жакета. По сравнению с двухшовным
шестишовный жакет отличается наличием до-
тюжкс и оттяжке) они могут создавать пере-
косы, особенно в области талии.
Вся дальнейшая обработка жакета с релье-
фами остается общей с обработкой мужского
пиджака, за исключением обработки петель.
Как известно, в женской одежде, петли дела-
ются обтачные. Первая стадия обработки пе-
тель выполняется после осноровки бортов,
а заключительная — после выметывания бор-
тов, причем в женской одежде петли делаются
только на правой полочке.
Рис. 59. Шестишовный жакет и его основные детали:
I — общий вид шестишовного жакета, 2 — детали спинки, 3 — детали полочки. 4 — верхняя половинка рукава, 5 — нижняя половника
рукава, б — подборт, 7— нижней воротник
полннтельных швов иа спинке и полочках
(рельефов), причем дополнительные швы на
полочках обычно совмещают с нагрудиымн
вытачками.
Рельефы на полочках и спинке обрабаты-
вают после первой примерки.
На полочках и на спинке рельефы обраба-
тывают после дополнительной влажно-теп-
ловой обработки (сутюжки и оттяжки) со-
гласно указанию закройщика.
Рельефы делаются неразрезными н разрез-
ными. Наиболее благоприятными для обра-
ботки и придающими изделию лучший внеш-
ний внд являются рельефы разрезные. Релье-
фы неразрсзныс значительно усложняют
влажно-тепловую обработку и в отдельных
случаях (в тканях, трудно поддающихся су-
Пошивка модельных жакетов
Модель I Ч Жакет (рис. 60) двубортный со
спущенными уступами отворотов, без нагруд-
ной вытачкн, с отрезным бочком. В жакете
соединены две формы: строгая (облегающая)
в области талнн н ягодиц и сравнительно сво-
бодная в участке лифа (спинки и полы).
Жакет со стороны фаса аналогичен совре-
менному мужскому пиджаку: около проймы
полы имеются долевые папортки, на полоч-
ках полнота на облегание бюста низко распо-
ложена. Наклон плеч у жакета обычный без
прокладок. Жакет застегивают на одну пуч
говицу, расположенную на талии. На полоч-
1 Номера моделей условные.
143
ках имеются поперечные прорезные карманы,
заделанные рамками. Спинка по середине со
швом. Рукава двухшовные со шлицей.
Жакет такой формы очень сложен как по
конструкции, так и по пошивке. Пошивка ус-
ложняется еще более, если использовать по-
лосатые ткани, так как полоски (по борту, от-
вороту, около проймы и по центру спинки)
должны располагаться без искажений.
Борта и низ в жакете обрабатывают в
чистый край.
Модель II. Жакет (рнс. 61) однобортный,
строгого покроя, прилегающей формы, засте-
гивается на одну пуговицу, расположенную на
талии. Отвороты жакета с тупыми уступами
н тупыми углами воротника. Наклон плеч
в жакете обычный (без прокладок). На по-
лочках и спннке имеются фигурные наклад-
Рис. 60. Жакет (мод. I) и его основные детали:
1 — общий вид жакета, 2 — полочка жакета. 3 — бочок, 4 — спиика жакета, 5 — верхняя половинка рукава, 6 — нижняя
половника рукава, 7 — подборт, 8 — воротник
Жакеты этого вида обычно пошивают на
фигуры малых и средних размеров (42—48)
с малоразвитым бюстом, пошивка таких жа-
кетов на другие фигуры (больших размеров
с большим бюстом) влечет за собой искрив-
ление полосок вследствие применения боль-
шой влажно-тепловой обработки полочек, не-
обходимой для получения полноты на облега-
ние бюста.
При пошивке данного жакета обращается
особое внимание на обработку парусины, ко-
торая должна обрабатываться так же, как
и в современных мужских пиджаках с фор-
мой выпуклости на облегание грудной клетки
«коробочка». Кроме того, такую же форму
должны иметь н полочки.
Эти операции должны быть выполнены
при изготовлении первой примерки.
Основная пошивка начинается также пос-
ле первой примерки. Она аналогична пошивке
мужского пиджака, за исключением опера-
ции обработки петель. Петли обрабатывают
в обтачку после осноровки борта до прокла-
дывания кромки.
ные рельефы, отделанные декоративной строч-
кой, причем на нижиих контурах рельефов
полочек заделаны карманы с накладным
краем на бочок. Передний конец кармана сов-
мещается с передним концом вытачки, а боко-
вой конец — с концом боковой вытачки. На
середине отверстия боковых карманов сдела-
ны декоративные петли и пришито по одной
пуговице.
Рукава в жакете сделаны двухшовные, со
шлицей.
Жакеты такой формы могут пошнваться
на фигуры различного телосложения, с боль-
шим н малым бюстом.
Боковой вытачкой полочка расчленяется на
две части.
В иижней частя бочка сделан припуск для
подзора на боковые карманы.
Пошивка жакета начинается с обработки
боковых карманов. Вначале заделывают об-
тачную петлю. По отверстию бокового кар-
мана прокладывают кромку так, чтобы концы
се выступали до 2 см за пределы отверстий
карманов.,
147
Кромку располагают на расстоянии 0,5 см
от края и пришивают ее косыми, несквозными
стежками.
Рис. 61. Жакет (мод. II) и его основные
1 — общий вид жакета, 2 — детали спинки, 3 — полочка жакета,
5 — верхняя половинка рукава, б — нижняя половинка рукава. 7 -
Отверстие кармана обтачивают попереч-
ной полоской из основной ткани шириной шва
в 0,2 см.
Излишки ширины шва обтачки обрезают,
обтачку вывертывают, выпуская кант из по-
лочки шириною 0,2 см, выметывают, как и
борта, в два следа.
Одновременно в два следа
заметывают подгибку рельефов.
Отверстия карманов и подгибку
рельефов приутюживают. В
процессе приутюживания про-
гиб при точках г — г вытяги-
вают до полного выпрямле-
ния.
По отверстию карманов
прокладывают декоративную
строчку. К обтачке притачи-
вают мешковину кармана.
Сметывают и стачивают бо-
ковые вытачки при полном сов-
мещении точек а — б (рис. 61,
3, 4).
Строго по контрольным точ-
кам приметывают переднюю
часть полы к боковой так, что-
бы край рельефа точно совме-
щался с линией силков. Приме-
тывают полу в два следа час-
тыми прямыми стежками —
около края рельефа и на рас-
стоянии 0,5 см от проектируе-
мой строчки. Приметывание
выполняется на столе при поло-
жении полы бортом от работа-
ющего.
Переднюю часть полы сое-
диняют с боковой частью деко-
ративной строчкой, которая
должна располагаться на
1,5 см от края. По правой по-
лочке строчку прокладывают
снизу вверх, а по левой — свер-
ху вниз; нижние концы строчек
на полочках должны совме-
щаться с концами строчек на
кармане. К подзору притачива-
ют мешковину. Срезы мешко-
вины стачивают. Концы кар-
мана прикрепляют с изнанки
за обтачку несквозными стеж-
ками «взад иглу» в два — три
следа.
цетали. Рельефы на спинке так же,
х ' как и на полочке, обрабаты-
— боковая часть полы, . , Г „
подборт, 8 — воротник BafOT накЛЗДНЫМИ (СПИНКОИ ИЗ
бочка), причем прогибы релье-
фов в тални оттягиваются заранее, до соедине-
ния деталей спинкн, при изготовлении первой
примерки.
148
Обработанные рельефы на спинке и полоч-
ках, а также боковые карманы приутюживают
и разутюживают боковые вытачки.
Согласно меловым знакам полочки подсу-
тюживают в соответствии с величиной и по-
ложением выпуклости иа парусине, причем
парусину для этого жакета обрабатывают
с выпуклостью «чашечкой», для которой воло-
сяная ткань выкраивается в виде круга.
вытачки и рельефы своими концами не сов-
мещаются с центром груди.
В связи с конструктивными особенностями
рельефа и нагрудной вытачки основная по-
шивка начинается с влажно-тепловой обра-
ботки. Участок полы со стороны рельефа су-
тюжнвают до полного выпрямления овала и
вытягивают при точке е. Сутюжка обеспечи-
вает необходимую полноту для облегания
Рис. 62. Жакет (мод. III) и его основные детали:
/ — общий вид жакета. 2 — спинка, 3 — боковая часть по'лы, 4 — полочка жакета. 5 — верхняя половинка рукава. 6 — вижняя
половинка рукава. 7 — подборт
Вся дальнейшая обработка этого жакета
такая же, как и жакетов, описанных выше.
Модель III. Жакет (рис. 62) однобортный
прилегающей формы, с цельнокроеным во-
ротником в виде стойки. На полочках жакета
имеются два боковых и два нагрудных кар-
мана с листочками, шириною: боковые до
4 см, а верхние до 3 см. Концы листочек вта-
чены: в верхних карманах в нагрудную вы-
тачку и рельеф, а в боковых — в рельеф и
боковую вытачку. Жакет застегивают иа
4 петли.
Нижияя петля в жакете должна быть рас-
положена иад уровнем талии, а верхняя — над
швом листочки нагрудного кармана. Осталь-
ные петли располагаются симметрично.
Спинка обычиая, посередине со швом.
Несмотря иа простоту внешнего оформле-
ния, все же жакет является довольно слож-
ным как по своей конструкции, так и по по-
шивке, по сравнению с жакетами, описанными
выше. Наиболее сложным в этом жакете яв-
ляется построение и обработка нагрудной вы-
тачки вместе с рельефом, так как нагрудные
грудн. Срез рельефа после влажно-тепловой
обработки осноравливают.
Обрабатывают листочки: в сгиб листочек
прокладывают кромку, листочки перегибают
и заутюживают в сгиб, лицевую сторону при-
тачивают к отверстию карманов, швы разу-
тюживают, изнанкой листочки шов закры-
вают и с лицевой стороны около шва прокла-
дывают сквозные сметочные стежки. В шов
листочек прокладывают строчки. Листочки об-
меляют таким образом, чтобы концы их были
параллельны. Листочки приутюживают и под-
сутюживают участок при точке а.
Нагрудные вытачки, рельефы и боковые
вытачки вместе с концами листочек сметы-
вают и стачивают.
При сметывании обращают внимание, что-
бы листочки располагались по отверстию кар-
манов ровно, без ослабления и натяжения.
С изнанки притачивают мешковину: один
край за цельнокроеный подзор, а другой —
за нижний край подгибки листочки. Затем
стачивают боковые стороны мешковины, по-
лочки подвергают влажио-тепловой обработке:
11 Технология изготовления верхней одежды
149
разутюживают нагрудные вытачки, рельефы,
боковые вытачки, приутюживают карманы и
слегка подсутюживают полочки со стороны
борта для пополнения выпуклости иа облега-
ние бюста.
кладывают). На подбортах стачивают средний
шов стойки воротника, который потом разу-
тюживают.
Сутюживают посадку под кромкой, приу-
тюживают петли.
Рис. 63. Жакет (мод. IV) и его основные детали:
1 — общий вид жакета. 2 — спинка до влажно-тепловой обработки участка при точках в — г, 3 — спинка после
влажно-тепловой обработки, 4 — цельнокроеная боковая часть полы и спинки, 5 — полочка жакета, 6 — подборт. 7 —
воротник, 8 — хлястик к синяке
Положение выпуклости на полочке уточ-
няют соответственно выпуклости, сделанной
на парусине. В этом жакете выпуклость на
бюст смещена вниз. Оиа имеет форму «коро-
бочки».
Обработанные полочки соединяют с пару-
синой. Затем оорабатывают спинку, соеди-
няют боковые и плечевые швы, стачивают
середину стойки воротника и втачивают ее
в росток так, чтобы шов стойки совпал со
швом иа спинке.
Все швы разутюживают и подутюживают
жакет в целом.
Бортз, низ и воротник осноравливают.
Петли обрабатывают и прокладывают кромку
до углов воротника (по отлету кромку ис про-
Подборта приметывают с легкой припосад-
кой в углах воротника. Борта обтачивают вме-
сте со свободным краем воротника-
Дальнейшая обработка жакета выпол-
няется так же, как и в других жакетах, опи-
санных выше.
Модель IV (рис. 63). Жакет однобортный,
прилегающей формы, с цельнокроеными ру-
кавами и со вставными бочками, образую-
щими рельефы на спиике и полочках.
На спинке проходит встречная складка,
которая придерживается хлястиками, втачан-
ными в рельефы в талии. Сгибы складки ниже
талии заутюжены, а выше талии оставлены
свободными (нсзаутюженными) и сходят на
нет к лопаткам.
150
Отвороты со спущенными уступами. На
полочках имеются косые прорезные карманы,
без клапанов. Жакет застегивается на две
петлн: нижняя расположена над уровнем та-
лин, а верхняя—на 8—10 см выше нижней,
в зависимости от роста.
Пошивка жакета осуществляется в сле-
дующей последовательности: сначала обраба-
тывают хлястики для спинки и нижний во-
ротник. Уточненные детали после первой при-
мерки подвергают дополнительной влажно-
тепловой обработке.
При точке К. участки полы и спинки до-
полнительно оттягивают. Следует иметь в
виду, что основная влажно-тепловая обработка
этих участков должна быть выполнена при
подготовке первой примерки.
Рукава по линии Mx—-Mz перегибают. На
рукаве спинки по линии Mi— М2 сгиб оттяги-
вают и соответственно сутюживают срезы ру-
кава — верхний н иижний.
На полочках сгибы по линии Р — Р2 сутю-
живают н соответственно оттягивают срезы
рукава — верхний и нижний. Прогибы бочка
в тални при точках Г—Г оттягивают. После
оттяжки бочка складывают в сгиб так, чтобы
линии силков по боковым срезам совмести-
лись, и делают сутюжку по линии сгиба в та-
лии, при этом образуются овалы иа боковых
срезах соответственно прогибам на спинке и
полочках.
Все срезы, которые после влажно-тепловой
обработки деформировались, осноравливают.
Осноровка деталей является исключительно от-
ветственной операцией и должна выполняться
закройщиком.
Затем обрабатывают спинку: по силкам за-
метывают встречную складку, в талии складку
закрепляют поперечной машинной строчкой
в два следа, от тални до низа сгибы складки
заутюживают.
По контрольным точкам приметывают хля-
стики. Строго по контрольным точкам приме-
тывают бочка за боковые срезы спинкн и по-
лочек н притачивают. Стачанные швы заутю-
живают на сторону сгибом иа спинку и по-
лочки.
По контрольным точкам также сметывают,
стачивают и разутюживают внутренние (ниж-
ние) швы рукавов. Пройму рукавов в ниж-
иих половниках осноравливают и соединяют
с проймой бочков.
Плечевые швы и верхние швы рукавов со-
единяют также по контрольным точкам. Ста-
чанные швы заутюживают на сторону спин-
кой на полочку.
На бочках обрабатывают косые прорез-
ные карманы, без клапанов, с двумя рамоч-
ками шириной 0,5 см.
Борта полочек слегка подсутюживают
в груди соответственно выпуклости, сделан-
ной на парусине. Парусину соединяют с по-
лочками.
Вся дальнейшая обработка остается общей
с моделями, описанными выше.
ПОШИВКА ЖЕНСКИХ ПАЛЬТО
Пальто, как и жакеты, пошивают летние,
осенние и зимние, двубортными и одноборт-
ными, с рельефами и без рельефов, с кокет-
ками, с различными карманами, с различными
воротниками и манжетами.
Пошивка типовых пальто
Пошивка типовых двухшовных и шести-
шовных летних н осенних пальто выполняется
в той же последовательности, что и пошивка
жакетов. Изготовление ватного слоя и соеди-
нение его с пальто описано выше.
Соединение подкладки для всех видов
пальто может выполняться либо до соедине-
ния плечевых швов, либо после соединения
рукавов и воротников.
После соединения подкладки пальто под-
вергают окончательной утюжке и отпари-
ванию.
Пошивка модельных пальто
Модель I. Зимнее пальто (рис. 64), при-
легающее в талии, клешеобразной формы
с цельнокроеным воротником.
На спинке и полочках пальто имеются про-
строченные рельефы одинаковых контуров.
В рельефы спинки и полочек по талии вта-
чаны узкие хлястики шириной до 4 см.
В рельефы полочек втачаны и листочки
боковых карманов.
Отвороты, воротиик и манжеты накрыты
мехом. Пальто застегивается на 4 пуговицы,
причем вторая пуговица сверху расположена
на талии, остальные — через интервалы в
6—7 см.
Нагрудная вытачка в пальто этой модели
подобрана в верхнюю часть рельефа.
При пошивке вначале приготавливают
листочки и хлястики.
Затем сметывают, стачивают и разутюжи-
вают боковые швы, которые в талии должны
быть предварительно оттянуты.
Рельефы полочек при точке а дополни-
тельно сутюживают до полного выпрямления
овала. Хлястики иа боковых участках приме-
тывают в талии, они должны располагаться
11*
151
с легким натяжением. К рельефам полочек по
контрольным точкам притачивают листочки.
Ширина листочек в готовом виде 3,5—4 см.
Рельефы в участке карманов заутюживают
на сторону и прострачивают строчкой такой
нием по внешнему краю к боковым деталям
полочек. Верхние и нижние края листочек
пристрачивают. Концы нитей протаскивают
на изнанку и завязывают узелками.
Рельефы прострачивают. Вторую половину
Рис. 64. Зимнее пальто (мод. I):
7 — общий вид пальто. 2— детали спинки. 3 — детали полочки, 4 — верхняя половинка рукава, 5—нижняя поло-
винка рукава
же ширины, как и на листочках. К внутрен-
ним краям листочек притачивают мешковину
кармана.
Рельефы спинки и полочек по контрольным
точкам сметывают, стачивают и заметывают
на сторону с лицевой стороны на расстоянии
0,2 см от проектируемого следа строчки.
Рельефы приутюживают. Частыми стежками
приметывают листочки с небольшим натяже-
мешковины притачивают за отверстие кар-
мана (за подзор). С изнанки, над концами
карманов, приметывают хлопчатобумажные по-
лоски, шириною 2—3 см и длиною 4 см. Концы
листочек дополнительно закрепляют вместе
с полосками вручную несквозными косыми
стежками в 2—3 следа. Края полоски приши-
вают за основную ткань несквозными проко-
лами стежками «козлик».
152
Рельефы и карманы приутюживают, допол-
нительно подсутюживают борта полочек для
пополнения выпуклости на грудь в соответ-
ствии с выпуклостью на парусине, обработан-
ной по форме «чашечка» с волосяным слоем
в виде круга.
Полочку соединяют с парусиной. Вся даль-
нейшая пошивка до соединения меха с ворот-
ника и отворотов, застегивается на две петли,
расположенные на талии и вверху.
На полочках имеются фигурные рельефы,
которые вокруг горловины образуют очерта-
ния воротника. Около верхних краев релье-
фов расположены накладные нагрудные кар-
маны, а параллельно нижним рельефам заде-
ланы боковые прорезные карманы без
Рис. 65. Летнее пальто (мод. IIJ:
/ _ общий вид пальто, 2 — спинка, 3 — вставная боковая часть полы. 4 — полочка, Б — рукав
ником и отворотами выполняется в такой же
последовательности, как и пошивка типовых
зимних пальто.
Отвороты в данном пальто могут обраба-
тываться обычно — в обтачку подбортов н без
обтачки, в последнем случае меховой слой по
отворотам располагается так же, как и на
воротнике по парусине.
Отвороты и воротник покрывают мехом
после их окончательной утюжки до отпарива-
ния изделия, причем мех должен быть цельно-
кроеным.
К пальто пришивают пуговицы, отпаривают
и подвергают чистке.
Модель 11. Летнее пальто (рис. 65), при-
легающей формы, однобортное, без ворот-
клапанов в рамку. Фигурные рельефы име-
ются также на рукавах. Спннка в пальто стач-
ная. По рельефам, карманам и шву спинки
проложена строчка на расстоянии 1,5—2 см
от края.
Пошивка пальто начинается с обработки
накладных нагрудных и боковых карманов,
заделанных рамками. Рельефы при точке а
дополнительно подсутюживают до полного
выпрямления овала. Швы рельефов сметы-
вают по контрольным точкам, стачивают, за-
метывают на сторону на расстоянии 0,2 см от
проектируемой строчки, приутюживают и за-
тем прокладывают отделочную строчку.
Накладные нагрудные карманы приметы-
вают и пристрачивают. С изнанки края кар-
153
манов пришивают косыми несквозными стеж-
ками.
Полочки в целом отутюживают, подсутю-
живают дополнительно борта полочек, уточ-
няют выпуклость, образованную на полочках
соответственно выпуклости на парусине, при-
чем парусину обрабатывают в виде «ча-
шечки» вместе с волосяной тканью.
Обрабатывают рукава: сметывают, стачи-
вают, заметывают, приутюживают и настрачи-
вают рельефы. Стачивают швы рукавов и за-
делывают ииз в подгибку. Соединяют с рука-
вами подкладку.
Обработанные рукава соединяют с прой-
мами обычным способом.
Модель КП- Осеннее пальто (рис. 66), одно-
Рис. 66. Осеннее пальто (мод. Ill):
1 — общий вид пальто, 2 — детали спинки, 3 — бочок спинки, 4 — передний рукав с датой, 5 — передняя часть полы, б
бочок полы
После этого соединяют парусину с полоч-
ками, стачивают, разутюживают и расстрачи-
вают средний шов спинки. Притачивают и
настрачивают рельеф в верхней части спинки.
Соединяют боковые и плечевые швы. Осно-
равливают борта и горловину, обрабатывают
петли, прокладывают кромку, к внутренним
краям подбортов притачивают обтачку горло-
вины, разутюживают швы. Приметывают
подборта к полочкам и обтачку вокруг гор-
ловины. В процессе приметывания полочки
слегка припосаживают в верхних углах.
Обтачивают борта и горловину, разутю-
живают швы, обрезают и затем обрабатывают
борта и горловину в чистый край.
бортное, прилегающей формы, с цельнокрое-
ными рукавами и воротником. Пальто имеет
одну верхнюю открытую и четыре потайных
петли.
Полочки пальто с фигурными рельефами
в виде накладных пат. От нижних углов
рельефов проходят до низа прямые швы, за-
утюженные иа сторону. Имеются рельефы
и иа спинке, они проходят от проймы и до
низа.
Рукава с манжетами, около среднего шва
края манжет свободные. Верхние рельефы,
воротник, манжеты и средние швы рукавов
прострочены декоративной строчкой.
Пошивку начинают со стачивания нижних
154
рельефов а~а. Швы заутюживают на сто-
рону передней частью полы на боковую.
Затем подвергают дополнительной влажно-
тепловой обработке рукава: половинки рука-
вов оттягивают при точке К, сутюживают
срезы боковой половинки рукава и оттягивают
сгибы в локте; оттягивают срезы передней
половинки и сутюживают сгибы в локте.
Срезы рукавов дополнительно выравнивают,
затем сметывают, стачивают, разутюживают
и расстрачивают двумя строчками в обе сто-
роны от шва на 1,5—2 см.
Средний шов воротника по линии в—в ста-
чивают и разутюживают. Воротник оснарав-
ливают вместе с передними выступами релье-
фов от точки а. После этого заделывают об-
тачную петлю на выступе рельефа.
Верхний воротник своей лицевой стороной
накладывают на лицевую сторону нижнего
воротника и приметывают вначале на столе
редкими стежками, а затем на руках около
краев, делая легкую припосадку верхнего во-
ротника на концах и по отлету.
Воротник обтачивают со стороны нижнего
воротника швом шириною 0,2—0,3 см, затем
вывертывают и выметывают в раскол, в два
следа, как и обычные борта.
Одновременно заметывают края рельефов
по линиям б, в, г, д (см. рис. 66, 4) в один
след. Приметывают- внутренний срез верхнего
воротника и пришивают за шов ростка, при-
чем верхний слой воротника должен распола-
гаться с небольшой слабиной относительно
нижнего.
Прорезают и подшивают края петли со
стороны верхнего воротника.
Заметанные рельефы и воротник плотно
приутюживают, все неровности краев выправ-
ляют. По выступающим участкам рельефов
и по воротнику прокладывают строчку.
Верхние части полочек вместе с рукавами
соединяют с нижними. Операция выполняется
на столе в два следа при положении изделия
бортами к работающему. Нижние участки
рукавов сметывают с нижними участками
проймы г—д и стачивают.
Параллельно краям рельефов, как и на во-
ротнике, прокладывают декоративную строч-
ку, которой и скрепляют верхнюю часть полы
с нижней. Затем стачивают средний шов
спинки и соединяют верхнюю часть спинки
с нижней. Сметывают и стачивают нижиие
участки проймы спинки с нижними участками
рукавов в—ж и рельефы е—з. До стачивания
прогибы швов в области талии должны быть
оттянуты.
Рельефы спинки заутюживают на сторону
и настрачивают по средней части спинки та-
кой же строчкой, как и на рельефах полочек.
Сметывают, стачивают и после удаления
сметочных стежков разутюживают боковые
швы вместе с внутренними швами рукавов.
Сметывание делается строго по контрольным
точкам.
Пальто в целом приутюживают и слегка
подсутюживают борта. Полочки соединяют
с парусиной.
Дальнейшая обработка бортов такая же,
как и у других пальто, только правый борт
обрабатывают с потайными петлями, обши-
тыми или обтачанными на подборте.
Модель IV. Осеннее пальто (рис. 67), од-
нобортное, прилегающей формы, с цельно-
кроеными рукавами, застегивается на три
петли: нижняя расположена над боковым
карманом, а верхняя на 3 см выше талии.
На полочках и спинке имеются рельефы,
напоминающие очертания воротника, они рас-
полагаются вокруг боковых участков горло-
вины. Кроме рельефов, на полочках сделаны
передние вытачки. Эти вытачки своими ниж-
ними концами совмещаются с передними кон-
цами боковых карманов.
Пальто имеет отвороты и цельнокроеный
воротник в виде стойки.
Рукава с прямыми манжетами, на которых
сделано по одной обтачной петле и пришито
по одной пуговице.
Боковые карманы прорезные, с клапанами.
Борта, клапаны, манжеты и воротник обрабо-
таны в чистый край.
Пальто имеет пониженную талию и пони-
женную выпуклость на полочках в области
груди.
Парусина для данного пальто обрабаты-
вается с выпуклостью формы «коробочка».
Пошивка этого пальто имеет следующую
последовательность.
1. Обрабатывают передние вытачки.
2. Обрабатывают рельефы на полочках и
спинке и заутюживают их на сторону.
3. Обрабатывают клапаны и боковые кар-
маны.
4. Соединяют парусину с полочками и вы-
стегивают отвороты.
5. Дополнительно подвергают влажно-теп-
ловой обработке половники рукавов (оттяги-
вают и сутюживают участки рукавов, отме-
ченные меловыми знаками в процессе осно-
ровки деталей пальто после примерки).
Дополнительно осноравливают половинки
рукавов после влажно-тепловой обработки.
6. Обрабатывают плечевые швы вместе со
средними швами рукавов.
7. Подвергают детали пальто влажно-теп-
ловой обработке: приутюживают боковые кар-
155
маны, передние вытачки, рельефы на полоч-
ках и спиике, плечевые швы и швы рукавов,
слегка подсутюживают борта полочек для
пополнения выпуклости на облегание бюста.
8. Осноравливают борта, отвороты, верх-
ний край воротника и линию низа.
Модель V. Летнее пальто (рис. 68) одно-
бортное, с цельнокроеными рукавами, ци-
линдрической формы. На полочках пальто
имеются фигурные рельефы, которые начи-
наются от бокового шва, иа высоте, соответ-
ствующей положению бокового кармана.
Рис. 67. Осеннее пальто (мод IV):
2 — детали спинки. 3 — детали полы, 4 — подборт, 5 — ластовица
t — общий вид пальто.
9. Обрабатывают обтачные петли, прокла-
дывают кромку: в борта, по отворотам (до
верхних углов воротника) и на участках
низа.
10. Соединяют подборта, причем послед-
ние должны быть выкроены цельными, без
среднего шва на воротнике.
Подборта приметывают с легкой припо-
садкой по отвороту и по верхнему краю во-
ротника, сутюживают посадку на подбортах,
обтачивают борта и окончательно их обраба-
тывают таким же образом, как и борта в
обычных пальто, причем выметывание бортов
на участке воротника делается в раскол.
Вся дальнейшая обработка пальто выпол-
няется так же, как и в пальто обычных и
с цельнокроеными рукавами.
156
В верхней части линии рельефов, напоминаю-
щие собой воротник широкой формы, перехо-
дят в кокетку. Рисунок рельефа повторяется
на спинке, причем над средним швом спинки
в кокетке сделан небольшой вырез.
Пальто без воротника с цельнокроеной
стойкой. Борта пальто располагают в стык без
полузаноса и без застежки. Параллельно
рельефам и линиям кокетки проложена строч-
ка на расстоянии 2—2,5 см от швов.
Пальто пошивают следующим образом.
После примерки на передней части полы
обрабатывают отверстие бокового кармана:
приметывают мешковину, прокладывают кром-
ку в отверстие кармана, подгибают и заметы-
вают край, затем с лица по карману прокла-
дывают отделочную строчку.
Соединяют плечевые швы кокеток. Кон-
туры рельефов и кокеток подмеляют (выправ-
ляют неровности). Подгибают и заметывают
рельефы вместе с кокетками. Заметанные
края плотно приутюживают.
Соединяют средние швы рукавов и средний
шов спинки.
стоянии 0,5 см от проектируемого следа
строчки.
Параллельно рельефам и краям кокетки
прокладывают отделочную строчку.
Полочки и спинку отутюживают и слегка
подсутюживают борта на груди и оттягивают
край стойки воротника.
Рис. 68. Летнее пальто (мод. V):
1 — общий вид
пальто, 2 — спинка, 3 — кокетка спинки, 4 — бочок полочки вместе с рукавом, 5 — полочка, б — ластовица
Дополнительно оттягивают участки на ру-
кавах между точками а—б до полного вы-
прямления кривизны. В процессе оттягивания
на участке при точке М делается легкая
сутюжка. Дополнительно подвергают влажно-
тепловой обработке и другие учаспси, отме-
ченные меловыми знаками. После влажно-
тепловой обработки участки а—б осноравли-
вают так, чтобы длина их соответствовала
длине кокеток.
Одновременно подвергают осноровке н
швы рукавов (верхние и внутренние). Верх-
ние швы рукавов и средний шов спинки ста-
чивают и разутюживают.
По меловым линиям или силкам приметы-
вают накладным швом рельефы полочек и
кокетки в два следа: около края и на рас-
Парусину обрабатывают без волосяной
ткани и без наплечников и соединяют с по-
лочками.
Осноравливают борта и стойку', прокла-
дывают кромку и обрабатывают борта в
целом.
Соединяют боковые и внутренние швы ру-
кавов.
Вся дальнейшая обработка выполняется
так же, как и в других пальто с цельнокрое-
ными рукавами.
Модель VI. Осеннее однобортное пальто
(рис. 69) цилиндрической формы, с отрезной
кокеткой. На полочах -имеются рельефы, ко-
торые начинаются от боковых швов и доходят
до линнн кокеток. В нижних изгибах релье-
фов заделаны боковые карманы.
157
Пальто без воротника и без отворотов, с
цельнокроеной стойкой, застегивается на
одну открытую петлю, расположенную иа
3 см ниже кокетки, и на 3—4 петли потай-
ных. Как видно из рисунка, карманы, кокетка
и верхняя часть проймы расстрочены двумя
строчками на расстоянии 1,5—2 см от швов.
Пальто данной модели представляет собой
преобразование покроя реглан.
Полочки соединяют с парусиной, обрабо-
танной без волосяной ткани и без наплеч-
ников.
Осноравливают борта и стойку воротника,
верхние петли и борта вместе со стойкой и
потайными петлями.
Соединяют боковые швы. Обрабатывают
рукава, которые вметывают в проймы ровно,
без припосадки в плечевой части, но с припо-
Рис. 69. Осеннее пальто (мод. VI);
/_общий вид пальто, 2—спинка, 3 —кокетка спинки, 4 — боковая половинка рукава, 5 —передняя половинка рукава, 6— боко-
вая половинка полочки, 7 — передняя часть полы, 8 — кокетка полочки
Последовательность пошивки этого пальто
такова. Обрабатывают края отверстий карма-
нов: передний край с кромкой, а верхний —
без кромки. Прокладывают отделочные строч-
ки ра карманах. Стачивают и разутюживают
рельефы. Соединяют плечевые швы кокеток,
а также плечевые участки спиики с плечевыми
участками полы.
Приметывают и притачивают кокетку
к стану пальто. Шов разутюживают и двумя
строчками расстрачивают.
Пальто отутюживают и слегка подсутю-
живают борта на уроане грудной клетки и
оттягивают край стойки.
]Б8
садкой иа других участках, между контроль-
ными точками. Верхнюю часть проймы раз-
утюживают и расстрачивают двумя строч-
ками.
Дальнейшая обработка выполняется так
же, как и в аналогичных пальто.
ПОШИВКА МОДЕЛЬНЫХ ЮБОК
Юбки, так же как и другие виды одежды,
отличаются большим разнообразием фасонов.
Однако пошивка модельных и обычных юбок
имеет много общего: одинаково обрабатывают
корсажи, пояса, складки, застежку, низ и т. д.
Отличаются фасоны модельных юбок лишь
дополнительной отделкой.
В качестве примера разберем пошивку
нескольких таких юбок.
Модель I. Юбка (рис. 70) строгой формы,
без пояса, на корсаже.
В верхней части юбки имеются фигурные
рельефы, от которых заложены продольные
складки и встречная складка на середине пе-
С изнанки складку располагают по обеим
сторонам шва. В таком виде складку заметы-
вают до низа вначале с изнаики около сгибов,
а затем с лицевой стороны на расстоянии
0,5 см.
Складки и рельефы плотно приутюживают,
после чего встречную складку скрепляют
строчкой.
Рис. 70. Юбка (мод. I):
1 — общий вид юбки. 2 — передняя половина юбки, 3 — боковая половина юбки, 4 — задняя половина юбки
реда. На выступах рельефов сделано по одной
петле и пришито по одной пуговице.
Параллельно краям рельефов проложена
отделочная строчка на расстоянии 1—1,5 см
от края. Специальной фигурной строчкой за-
креплена и встречная передняя складка.
После примерки обрабатывают петли, по
меловым линиям подгибают и заметывают
края рельефов.
Подгибают и заметывают продольные
складки от рельефов до низа.
Обрабатывают встречную складку: вначале
ее сметывают по силкам или меловым ли-
ниям с изнанки, затем стачивают на расстоя-
нии, равном 0,6 длины юбки от верха. Конец
шва закрепляют двойной обратной строчкой,
причем над концами строчки должны быть
подложены предохранители — хлопчатобумаж-
ные прямоугольнички. Срезы предохранителей
должны быть пришиты несквознымп стежками
«козлик».
В боковой вытачке с левой стороны заде-
лывают застежку, обрабатывают боковую и
задние вытачки. Половинки юбки (заднюю и
переднюю) отутюживают и разутюживают
аытачки.
Половинки юбки приметывают (переднюю
половинку к задней). Стежки прокладывают
параллельно рельефам и боковым складкам
при полном совмещении их краев с линиями
силков и контрольными точками.
Параллельно линиям рельефов проклады-
вают строчку с лица, а края складки стачи-
вают с изнанки.
Вся дальнейшая обработка выполняется
так же, как и в юбках, описанных в общей
части.
Модель II. Юбка двухшовная, на корсаже,
с небольшим клешем (рис. 71), имеет на пе-
редней половинке юбки фигурную кокетку
с цельнокроеными хлястиками. На кокетке
расположены наклонные прорезные карманы,
169
заделанные рамками. Застежка расположена
с левой стороны в боковом шве.
При изготовлении этой юбки сначала на
кокетке обрабатывают карманы, подгибают и
заметывают края кокетки вместе с хлясти-
ками, под хлястики подшнвают подкладку.
I — общий вид юбки. 2 — задняя половинка. 3 — передняя поло-
винка, 4 — кокетка
Затем стачивают вытачки на задней поло-
винке. Кокетку в целом приутюживают. и
разутюживают вытачки задней половники.
Прокладывают строчку по хлястикам и
верхнему краю кокетки. Кокетку приметывают
к передней половинке юбки н пристрачивают.
Обрабатывают застежку и соединяют бо-
ковые швы. Пришивают корсаж и заделывают
линию низа.
ПОШИВКА ДЕТСКОЙ ОДЕЖДЫ
При пошивке детской одежды следует учи-
тывать саиитарио-гнгиеиические требования,
а также требования удобства. Так, для детей
младшего возраста одежда должна исши-
ваться из более мягких, нетолстых, эластич-
ных и легких тканей. Зимняя одежда должна
пошиваться на мягкой пышной вате или на
ватине, причем толщина ватного слоя делает-
ся небольшая (примерно на половину по
сравнению с толщиной ватного слоя в одежде
для взрослых).
По форме одежда для детей пошивается
более свободная, с соответствующими запаса-
ми. Излишний вес, утепляемость, упругость и
недостаточная полнота — отрицательные ка-
чества детской одежды.
Детская одежда подразделяется и а не-
сколько групп: ясельная — размеры от 18 до
24, дошкольная — от 26 до 32, младшая
школьная — от 34 до 40 и старшая школьная
(подростковая) — от 42 до 46.
В массовом пошнве детской одежды учи-
тываются еще и роста. В каждой группе один
и тот же размер имеет несколько ростов.
Методика пошивки детской одежды в ос-
новном та же, что и в одежде для взрослых:
одежда для мальчиков пошивается так же,
как мужская, а одежда для девочек — как
женская, причем для девочек старшего школь-
ного возраста (подростков) конструкция оде-
жды разрабатывается с нагрудной вытачкой,
которая в зависимости от вида одежды может
располагаться на различных участках полы,
как н в одежде для взрослых.
Общие сведения о пошивке детской одеж-
ды приводятся ниже.
ПОШИВКА ПАЛЬТО ДЛЯ МАЛЬЧИКОВ
Осеннее пальто покроя реглан, двубортное,
с накладными карманами (рис. 72) имеет на
спинке хлястик и две продольные защипки
в талии.
Рукава двухшовные, без иижией половники,
с хлястиками, которые втачаны в передние
швы. Концы хлястиков закреплены. Пальто
застегивается на три пуговицы: нижняя рас-
положена на уровне переднего конца кармана.
Расстояние между пуговицами зависит от раз-
мера и длины пальто. Как видно из рис. 72,
в пальто имеются отвороты со спущенными
уступами.
Воротник, -отвороты, борта, низ, хлястик и
карманы прострочены строчкой на расстоянии
1—1,5 см от края.
Пальто такого вида может пошиваться
для всех возрастных групп детей, кроме
ясельной.
Пальто после примерки пошивают в той
же последовательности, как и пальто для
взрослых, причем парусина обычно обраба-
тывается без волосяной прокладки.
160
161
ПОШИВКА ПАЛЬТО ДЛЯ ДЕВОЧЕК
Пальто осеннее, прямого покроя, на ко-
кетке, с воротником в виде узкой шальки
(рис. 72), имеет на полочках продольные
встречные складки, которые совпадают с мы-
сиками кокетки. Пальто застегивают на одну
пуговицу, расположенную на кокетке около
воротника, и на две-три пуговицы, петли для
которых делают потайными.
Рукава с манжетами, по окату и внизу на
верхней половинке присборены. Спинка пальто
гладкая—без складок, слегка расклешена.
Левый борт полы выкроен шире правого
на 6—8 см. Край правого борта располагается
строго по линии полу за носа.
Пальто этого вида пошивают для девочек
дошкольного возраста.
После примерки окончательно обрабаты-
вают передние складки на полочках. Соеди-
няют боковые швы. Обрабатывают манжеты
и рукава. Присборивают верхнюю часть оката
рукава. Рукава соединяют с нижней частью
проймы.
Обрабатывают петлю на кокетке н ниж-
ний край кокетки в подгибку или с отделкой
в виде аппликации.
Окончательно обрабатывают воротник,
правый и левый борта. Обычно борта заделы-
вают в подгибку. Подборта делают цельно-
кроеные. На правом борту заделывают две
или три потайных петли. Обрабатывают ли-
нию низа. Приметывают и пристрачивают ко-
кетку к стану полы. Верх пальто отутюжи-
вают.
Приметывают и пришивают подкладку
к бортам н около стойки воротника. Заделы-
вают низ подкладки с свободным краем (от-
летным).
Разметывают пройму и подшивают рукав-
ную подкладку по пройме. Следует иметь
в виду, что подкладка для таких пальто вы-
краивается цельная, без кокетки.
содержание
Предисловие , . , <
ОБЩАЯ ЧАСТЬ
Организация рабочих мест в пошивочной ма-
стерской индивидуальных заказов . . . .
Основы швейной технологии .........
Стежки.......................... -
Сметочные прямые стежки ...
Стежки-силки.................... -
Стежки стачные («взад иглу») . . . -
Вспушиые стежки . .................
Косые стежки.......................
Обметочные стежки..................
Открытые подшивочные стежки ....
Подшивочные крестообразные стежки
(«козлик») ........................
Подшивочные потайные стежки . . . .
Штуковочиые стежки.................
Стежки распошивочные...............
Скрепки........................ . .
Петельные стежки..................
Швы................1 1 . П
Стачные швы........................... 12
Расстрочные швы................. ... 12
Настрочные швы . ..................... 12
Настрочные отлетные швы.......... 12
Краевые швы........................... 12
Окантовочные швы................. 12
Швы с накладными срезами......... 13
Швы в стык....................... 13
Влажно-тепловая обработка различных
детален............................... 13
Влажно-тепловая обработка спинок . . 13
Втяжно-тепловая обработка полочек . . 16
В тажно-тепловая обработка рукавов . . 18
Влажно-тепловая обработка передних и
задних половинок брюк............... 20 и
Влажно-тепловая обработка воротников . 21
Влажно-тепловая обработка подбортов 22
Вытачки............................... 22
Стачные вытачки...................... 23
Вытачки складочками................... 25
Вытачки присбориванием................ 25
Вытачки буфами........................ 26
Вытачки вафлями» ........ 26
Различные рельефы..................... 26
Обработка парусины-прокладки.......... 27
Петлн................................. 32
Обшивные петли........................ 33
Обтачные петли ....................... 35
Обработка гульфиков (супатов)......... 37
Обтачные гульфики для бортов .... 37
Обтачные гульфики для брюк............ 39
Глухие гульфики с обтачными отвер-
стиями для петель ........ 39
Глухие гульфики без отверстий иад пет-
лями ....................
Глухие гульфики для шлиц .....
Обработка различных шлиц (разрезов) . .
Открытые шлицы с полузаносом в швах.
Шлицы разрезные не в швах..............
Шлицы иа рукавах.......................
Шлицы в низках брюк....................
Обработка клапанов, хлястиков, манжет
и листочек.............................
Обработка клапанов ....................
Обработка верхних нагрудных и боковых
листочек............................
Обработка манжет .........
Обработка хлястиков ...................
Обработка пояса .......................
Обработка различных карманов...........
Обработка прорезных карманов ....
Обработка накладных карманов ....
Обработка внутренних карманов . . -
Обработка карманов, расположенных в
швах и рельефах........................
Обработка других видов карманов . .
Соединение полочек с парусиной ....
Подготовка полочек к обработке бортов .
Обработка бортов .’....................
Осноровка бортов и подрезка парусины .
Прокладывание кромки ..............
Окантовка бортов ..................
Обработка отверстия для гульфика .
Соединение подбортов с полочками .
Обтачивание бортов ....................
Выметывание бортов...................
Окантовка различных срезов деталей
в одежде............................
Обработка воротников ............ . . -
Обработка нижних воротников строгой
формы...............................
Обработка нижних воротников драпиро-
ванной формы........................
Обработка клееного стоячего воротника .
Соединение воротников с горловиной . . .
Обработка нижних воротников до соеди-
нения их с верхними ................
Соединение иижних воротников с гор-
ловиной ...........................
40
40
40
40
42
42
43
43
43
45
46
47
47
48
49
55
57
61
64
64
65
66
66
66
67
68
69
71
72
74
74
75
76
78
78
79
79
Особенности соединения стоячего клее-
ного воротника...................... 80
Соединение боярского воротника с гор-
ловиной ............................ 80
Обработка горловины после соединения
с нижним воротником................. 80
Влажно-тепловая обработка пришитых
нижних воротников................... 81
Осноровка нижних воротников .... 82
163
Соединение верхних воротников с ниж-
ними ...............................
Обработка нижних воротников после сое-
динения их с верхними ...............
Обработка капюшонов ........
Обработка кокеток.......................
Обработка боковых и плечевых швов - .
Изготовление ватных прокладок . . . .
Изготовление рукавов ........
Обработка рукавов .........
Соединение рукавов с проймами ....
Соединение различных ластовиц с из-
делием ................................
Обработка утепляющих материалов . .
Настилка ватного слоя .............
Выстегивание ватного слоя.............
Применение в одежде гагачьего пуха . .
Настилка ваты на мех и ее выстегивание.
Обработка утепляющего слоя из ватина .
Соединение ватного слоя с изделием . .
Соединение подкладки с изделиями . . .
Соединение несквозной подкладки (ко-
кетки) с изделием....................
Особенности соединения подкладки и
ватного слоя в изделиях с цельнокрое-
ными рукавами .......................
Соединение подкладки в жилетах . . .
Соединение шетковой подкладки с перед-
ними половинками брюк................
Обработка юбок.........................
Обработка застежек (прорешки) в
юбках ................................
Обработка корсажа в юбках.............
Обработка верхнего кран юбки иа кор-
саже с кушаком.................
Обработка низа юбки...................
Обработка основных узлов брюк ....
Соединение поперечного шва на задних
половниках в брюках бриджи ....
Соединение боковых швов в брюках .
Соединение поясов и откоска с половил-
82 ками брюк.........................
Соединение парусины с брюками . . .
86 Обработка банта .... ..............
88 Пришивка металлического крючка и
89 петли...............................
90 Соединение шаговых швов . . _ .
92 Обработка низков брюк . . .
93 Соединение слонки ............
94 Соединение приклада с брюками .
97 Приготовление примерок...................
Приготовление первой примерки .
108 Приготовление второй примерки .
СПЕЦИАЛЬНАЯ ЧАСТЬ
ПО Пошивка мужской и женской одежды
111 Пошивка мужской одежды ....
111 Пошивка пиджаков....................
111 Пошивка мужских пальто . .
112 Пошивка осеннего пальто
115 Пошивка летнего пальто ..... .
Пошивка зимнего пальто на вате
117 Пошнвка пальто реглан ....
Пошнвка однобортного жилета .
Пошивка брюк навыпуск .
117 Пошнвка смокинга...........
118 Пошивка визитки (жакета) . . . .
Пошивка сюртука ....
120 Пошивка фрака..............
120 Пошивка женской одежды . . .
Пошивка жакетов...........................
120 Пошивка типовых жакетов . .
120 Пошивка модельных жакетов . .
Пошивка женских пальто . . .
121 Пошивка типовых пальто . .
122 ч Пошивка модельных пальто . . .
122 I Пошивка модельных юбок . . ...
Пошивка детской одежды .....
122 | Пошнвка пальто для мальчиков .
122 J Пошивка пальто для Девочек .
123
12-1
125
125
126
126
127
128
129
130
131
132
132
132
135
135
136
137
137
137
138
139
141
143
144
144
146
146
146
151
151
151
158
160
160
162
Сергей Никитич Коротков. Семен Моисеевич Кравченко, Семен Семенович Субботин
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Редактор Г. А. Борисова Техи. редактор Д. М. Судак
Корректоо И. Д. Слонова
Переплет художника В. И. Стэпп
Т-00710. Подписано в п чать 8/1-1959 г. Формат 84X1081/ie. Печатных л. 16,81. Учетно-изд. л. 1- |
Тираж 80000. Заказ № 1603. Цена 6 р. 20 к.
Типография № 4 УПП Ленсовнархоза. Ленинград, Социалистическая, 14.