/


































































































Text
Э. Э. КОЛЬМАН-ИВАНОВ
ТАБЛЕТИРОВАНИЕ В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
МОСКВА
ИЗДАТЕЛЬСТВО «ХИМИЯ» 1976
УДК 621.777:66.02
Кольман-Иванов Э. Э.
Таблетирование в химической промышленности. М., «Химия», 1976.
Таблетирование — процесс получения компактных изделий или полуфабрикатов в виде таблеток (брикетов) из сыпучих и волокнистых .материалов. Ойо широко применяется в различных отраслях народного хозяйства: в химической технологии (например, переработка пластмасс, производство удобрений и продуктов бытовой химии); в порошковой металлургии; в производствах химико-фармацевтических и витаминных препаратов, пищевых и кормовых продуктов, керамических изделий, асбестовых тормозных накладок и колодок и т. д.
В книге приведены общие свойства и технология таблетирования сыпучих и волокнистых материалов применительно к химической промышленности. Подробно описаны дозирование и прессование— основные операции при изготовлении таблеток определенной формы, оборудование (роторные, кривошипные и гидравлические машины) и пресс-инструмент для таблетирования. Значительное внимание уделено качественным показателям готовых таблеток.
Книга предназначена для инженерно-технических и научных работников химической промышленности и других отраслей народного хозяйства, связанных с таблетированием химических продуктов.
200 стр., 16 табл., 72 рис., 69 библиографических ссылок.
31402-119
К 050(01)-76
Редактор И. В. Лебедева
Технический редактор Р. М. Вознесенская
Художник Л. Ф. Федосова
Корректор М. С. Хрипунова
Т 09815 Сдано в наб. 25/11 1976 г. Подп. к печ. 30/IV 1976 г. Формат бумаги 84 X 108*/з2- Бум. тип. № 2. Усл. печ. л. 10,50. Уч.-изд. л. 9,75. Тираж 3500 экз. Зак. 250. Изд. № 731. Цена 50 к.
Издательство «Химия», 107076, Москва, Стромынка, 13.
Московская типография № 11 Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. Москва, 113105, Нагатинская ул., д. 1.
© Издательство «Химия», 1976 г.
СОДЕРЖАНИЕ
Предисловие............................................... 5
Введение. Таблетируемые материалы и процесс производства таблеток ......................................... 7
Использование таблетированных материалов в промышленности .................................................... 7
Технология таблетирования ............................... 10
Сыпучие и волокнистые материалы и их свойства ... 12
Формы таблеток............................................20
г
Глава 1. Дозирование материала при таблетировании 23
Способы дозирования и их особенности......................23
Влияние свойств и состава сыпучих материалов на процесс дозирования...............................................31
Закономерности дозирования................................37
Г л а в а 2. Прессование сыпучих материалов...............54
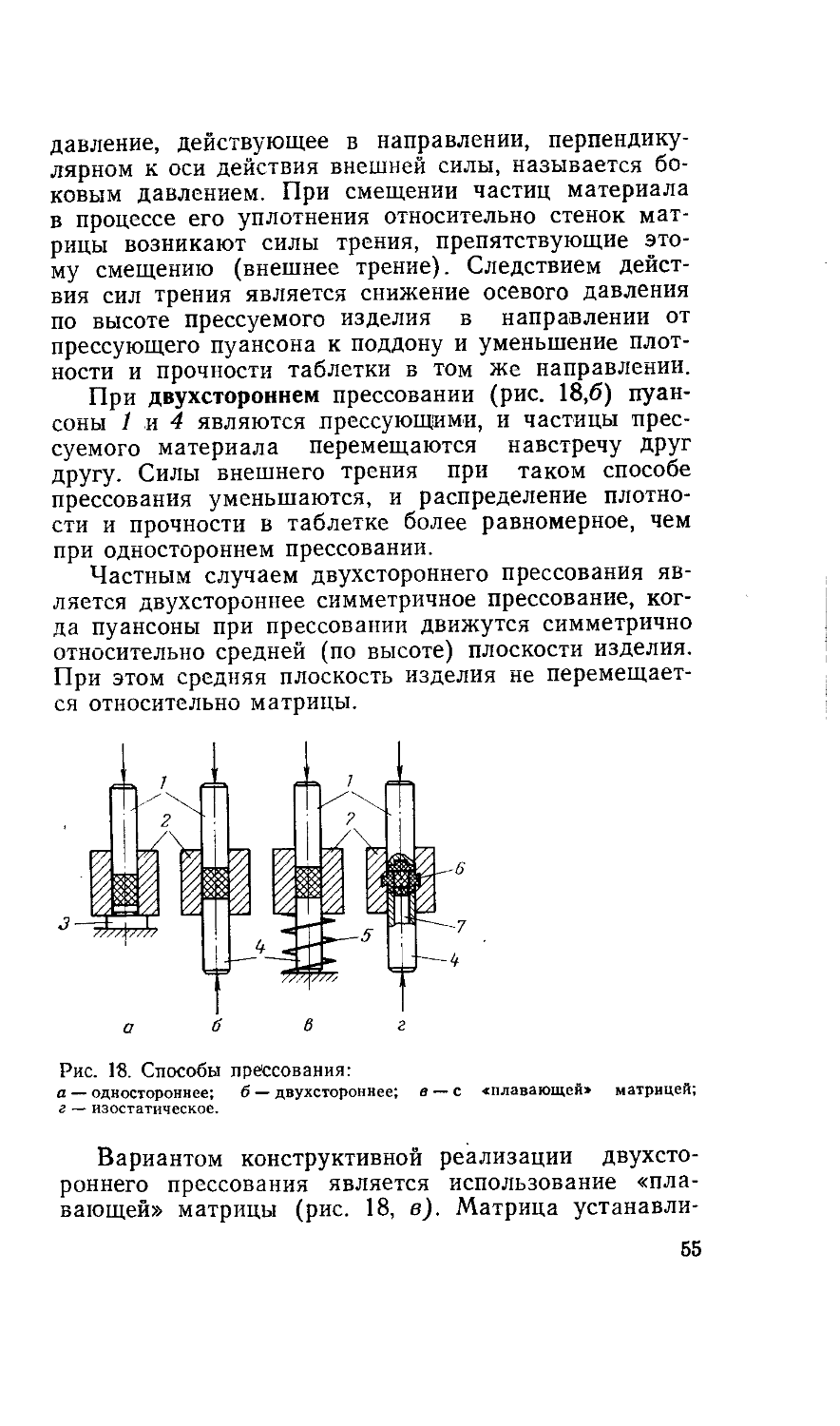
Способы и виды прессования................................54
Экспериментальные методы исследования операции прессования ....................................................57
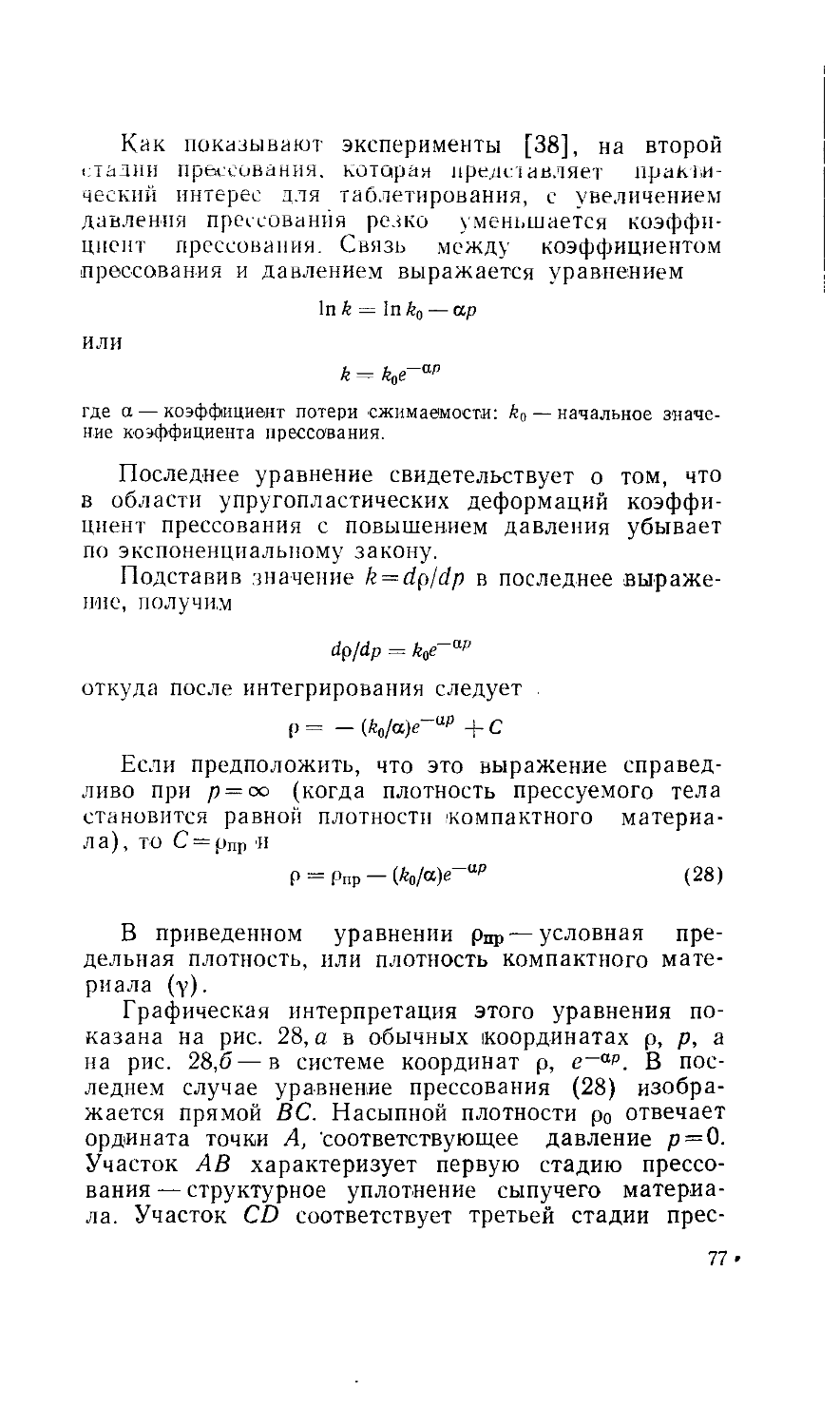
Процесс уплотнения сыпучего материала. Уравнение прессования ....................................................74
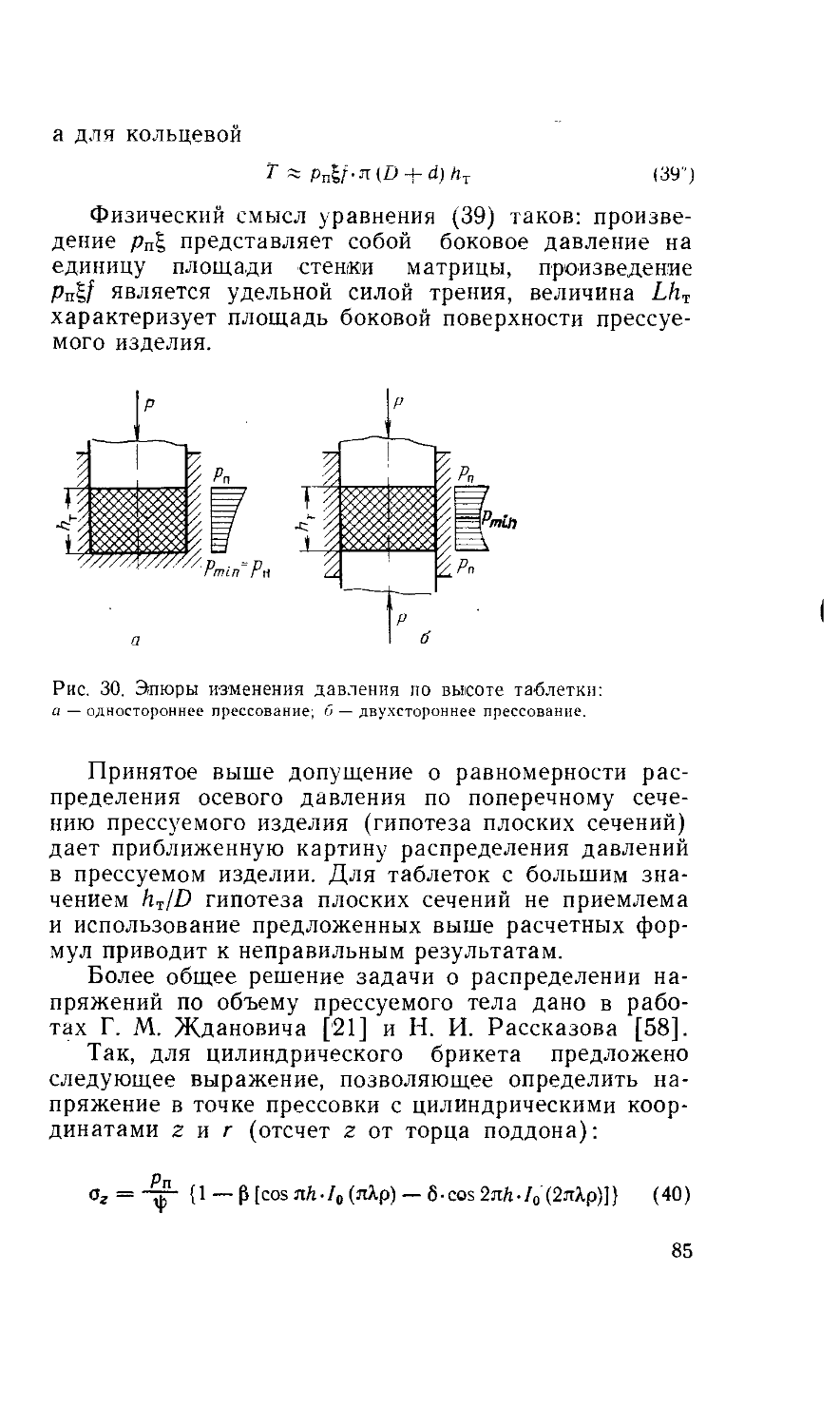
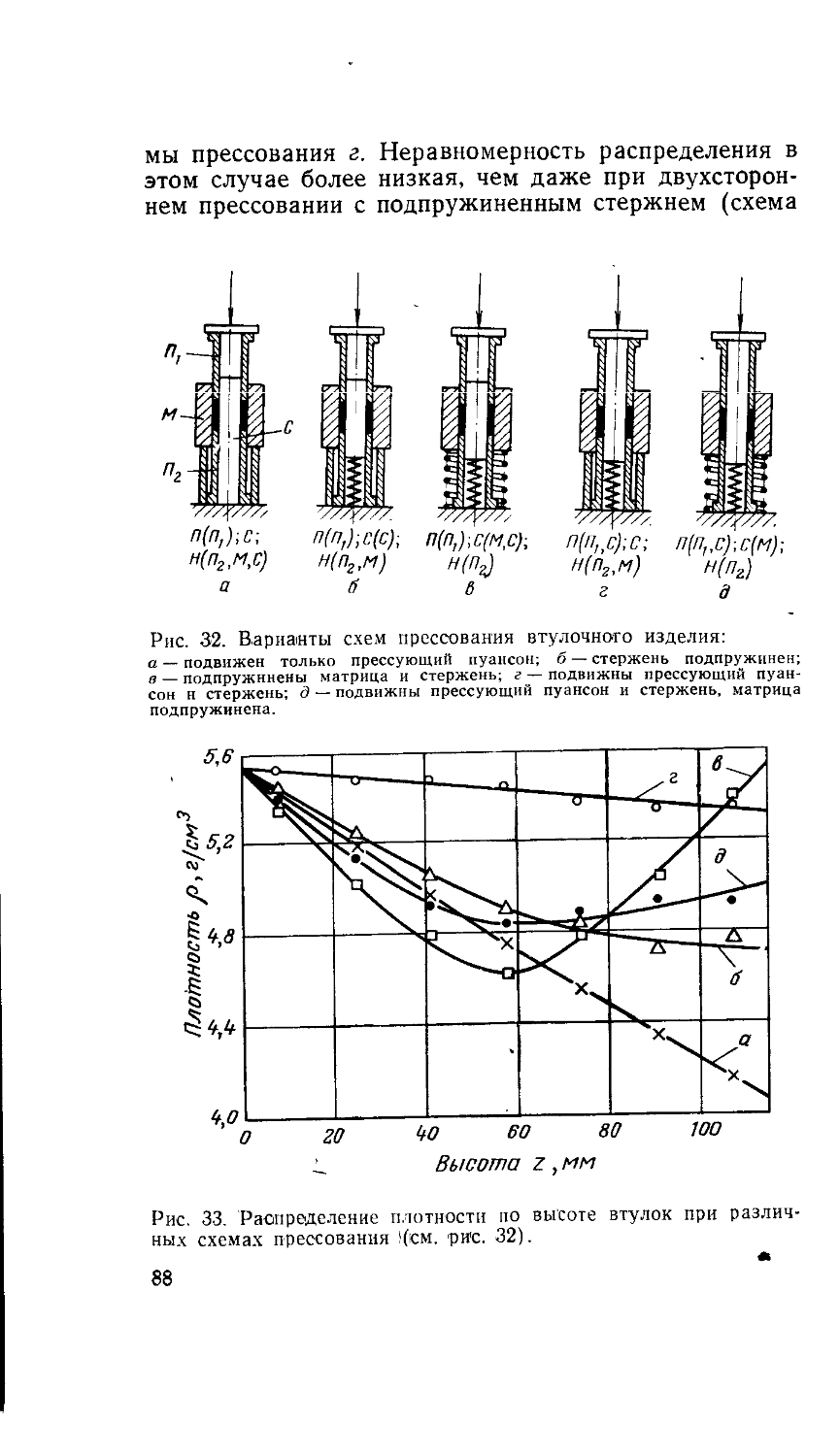
Боковое давление прн прессовании. Распределение напряжений по объему прессуемого изделия.......................81
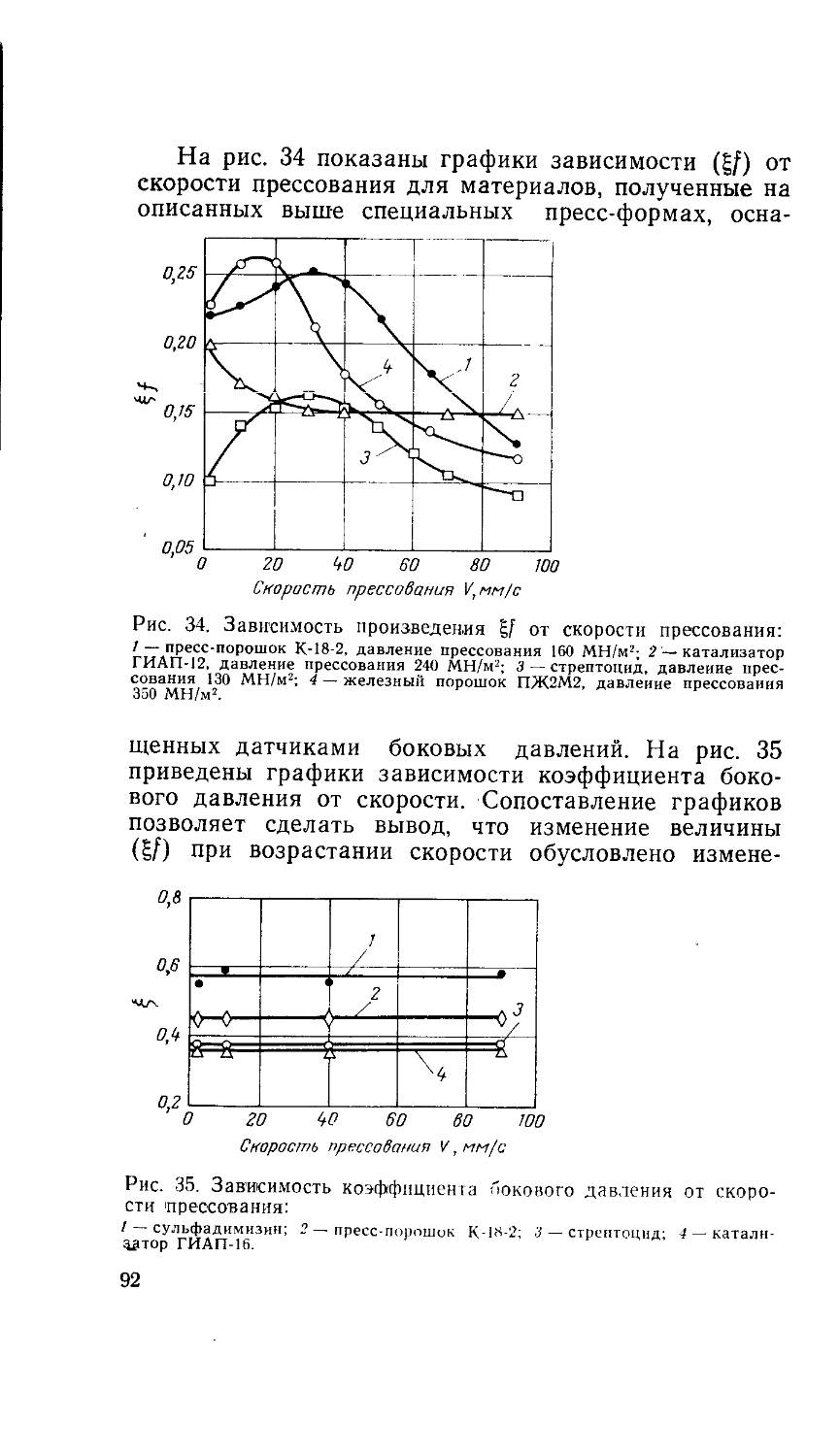
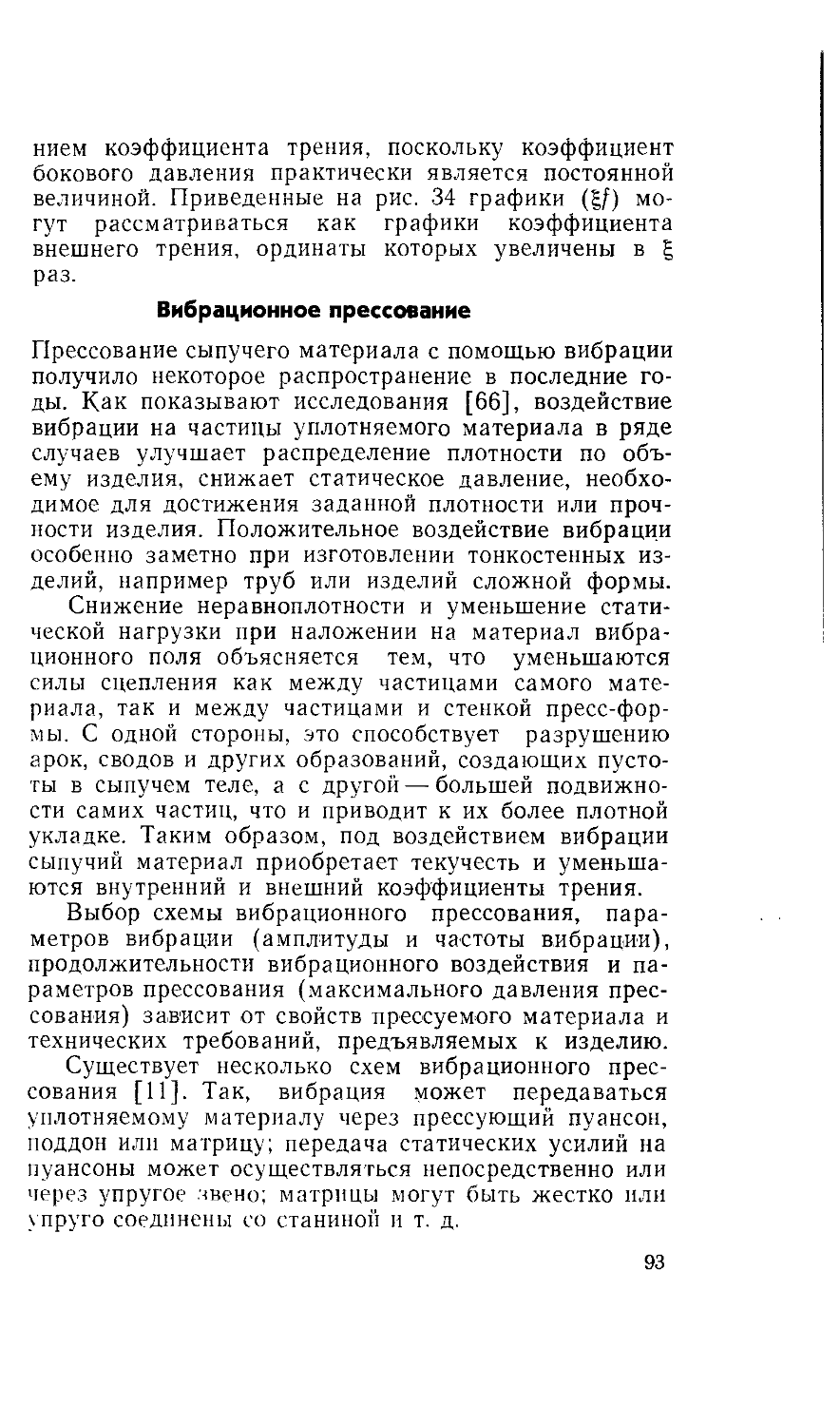
Скоростное прессование .................................. 89
Вибрационное прессование..................................93
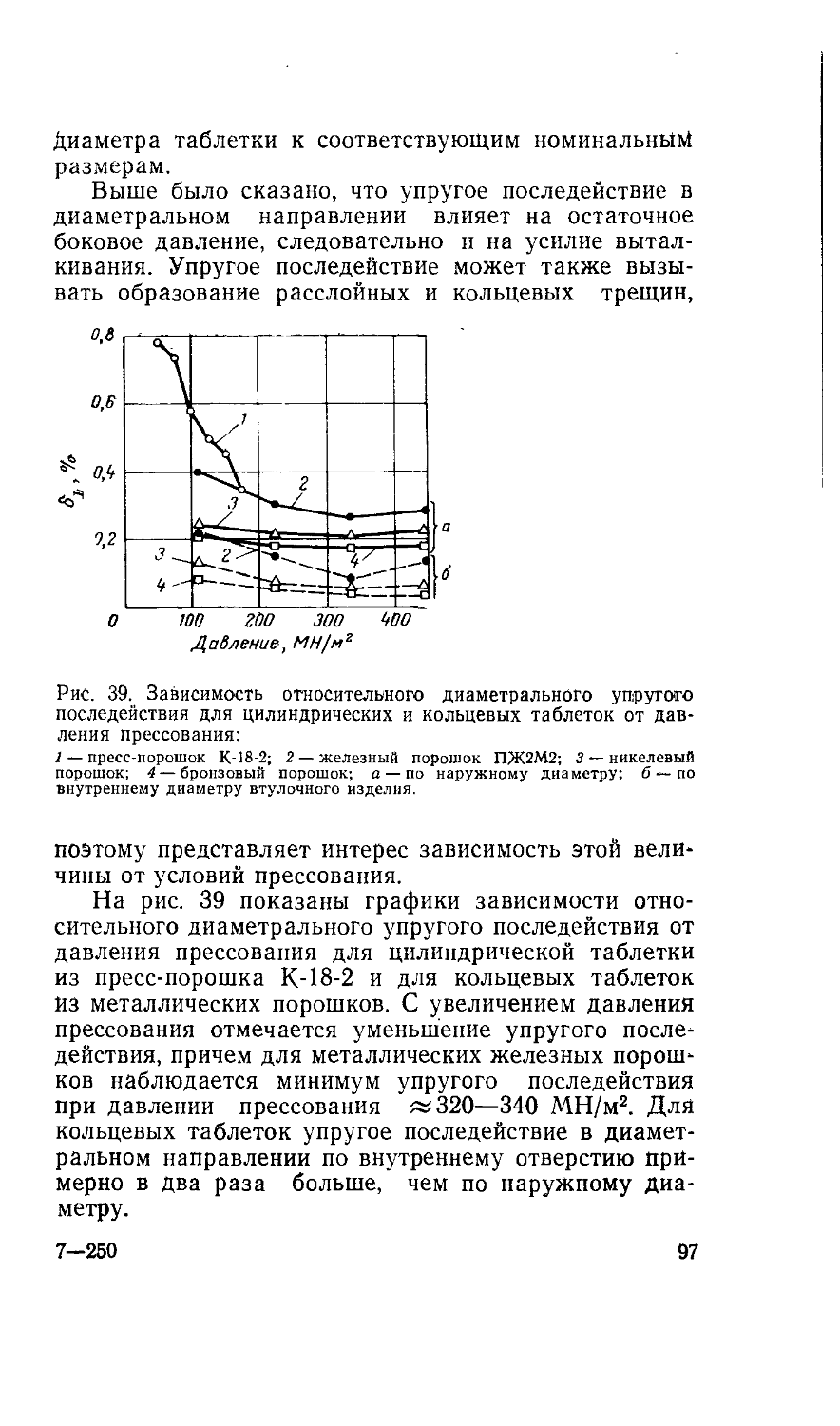
Выталкивание (выпрессовка) таблеток.......................95
Глава 3. Качественные показатели таблеток .... 102
Требования, предъявляемые к таблеткам....................102
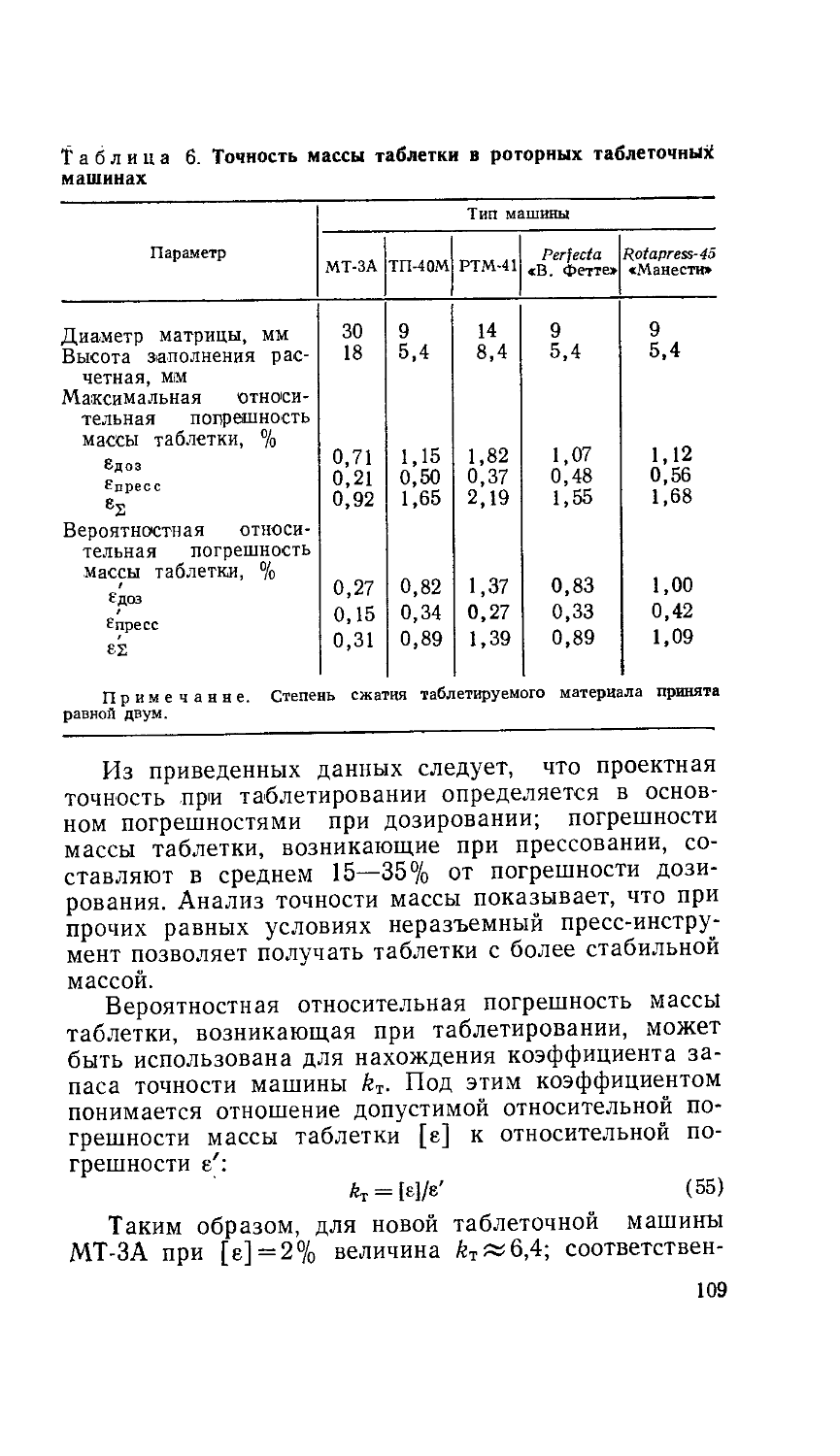
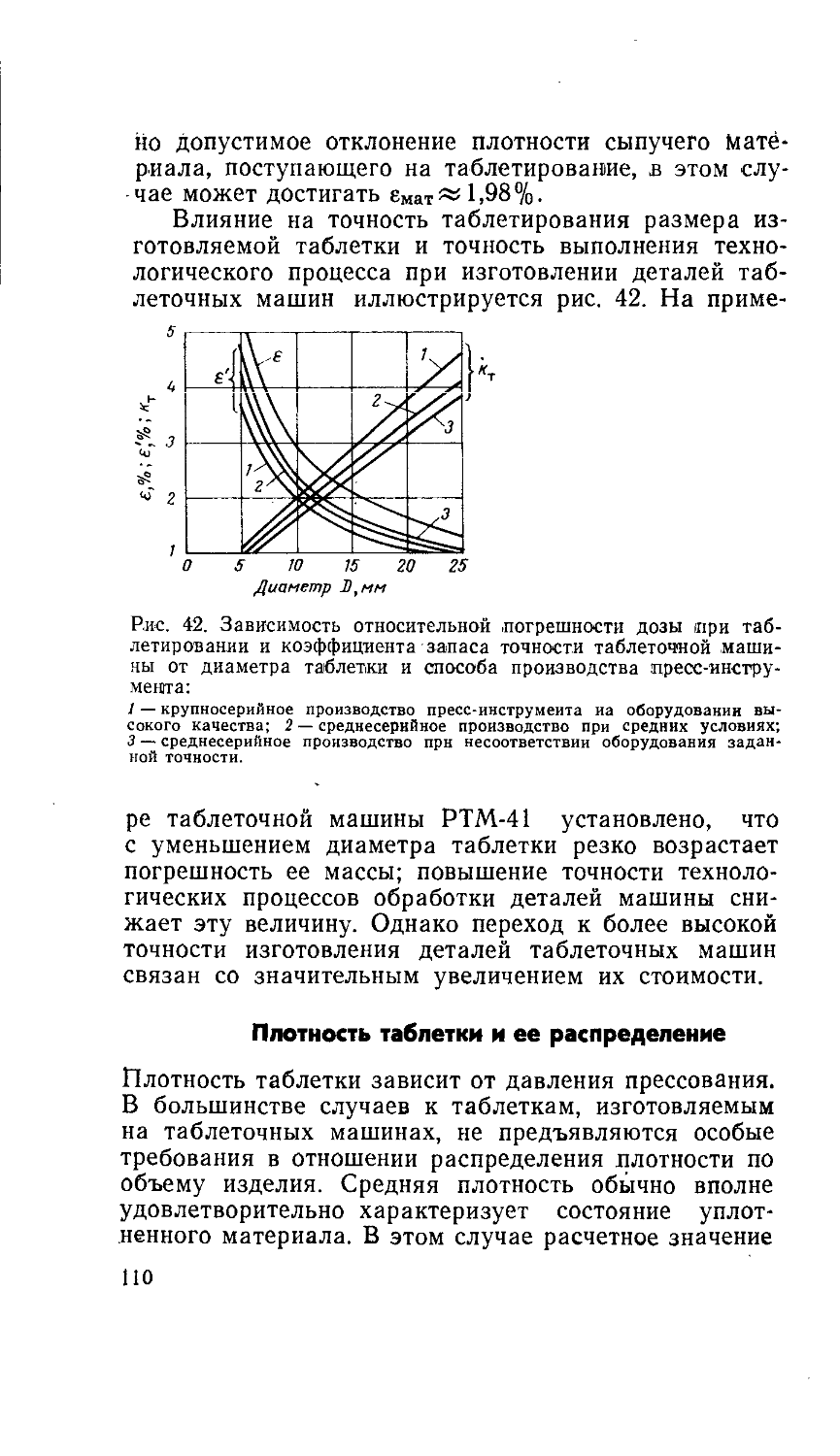
Точность массы таблетки..................................104
Плотность таблетки н ее распределение.....................ПО
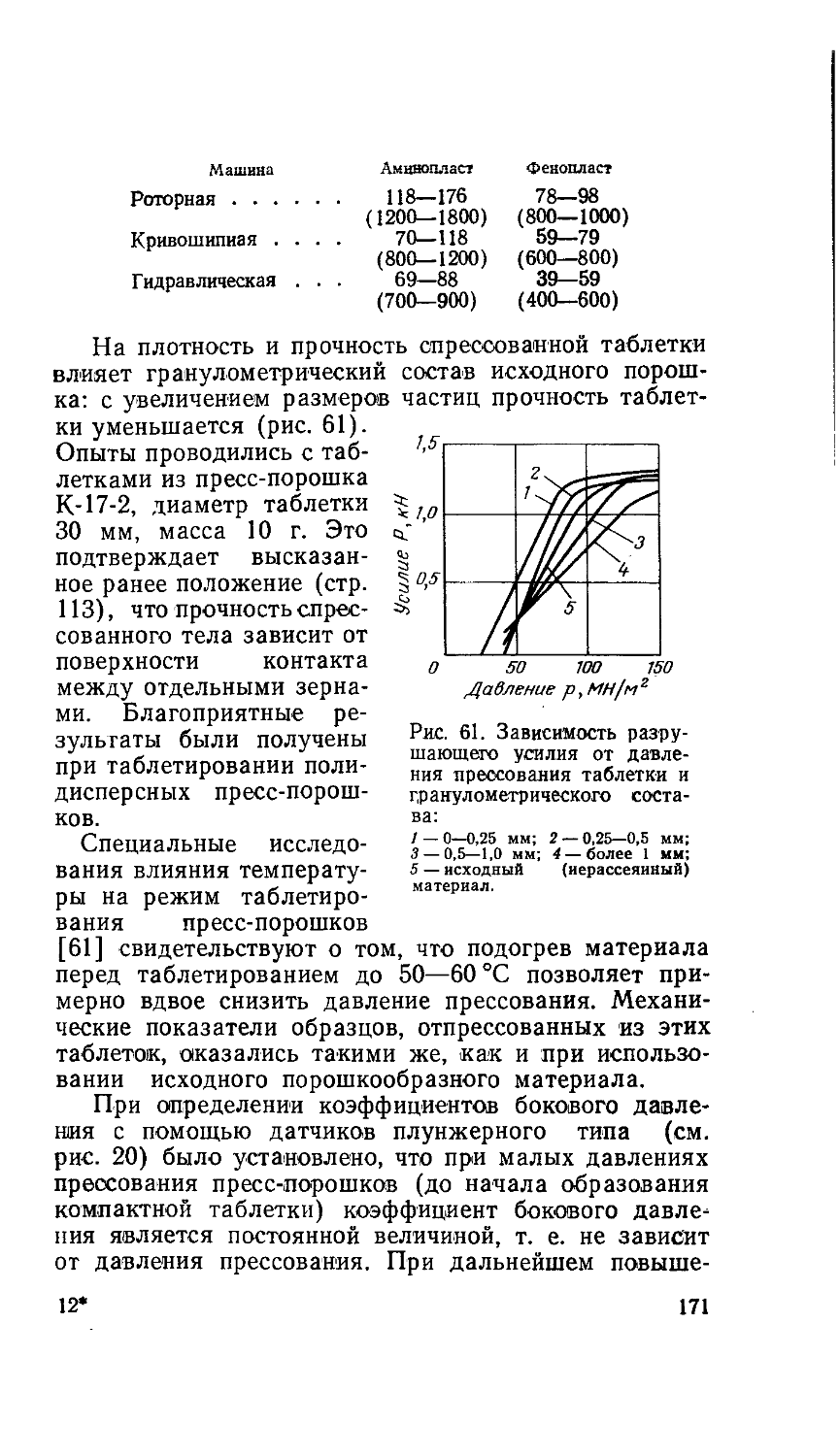
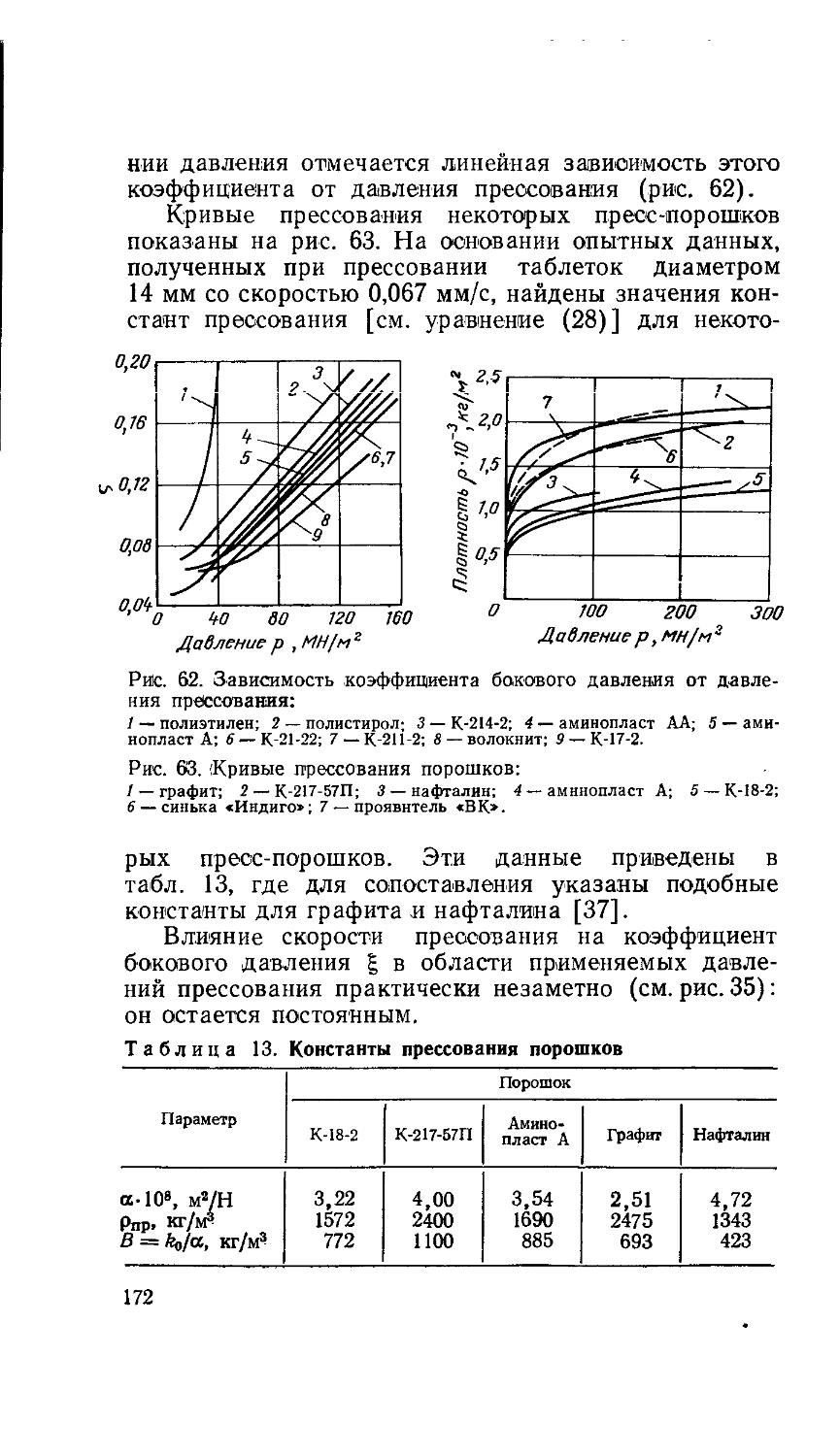
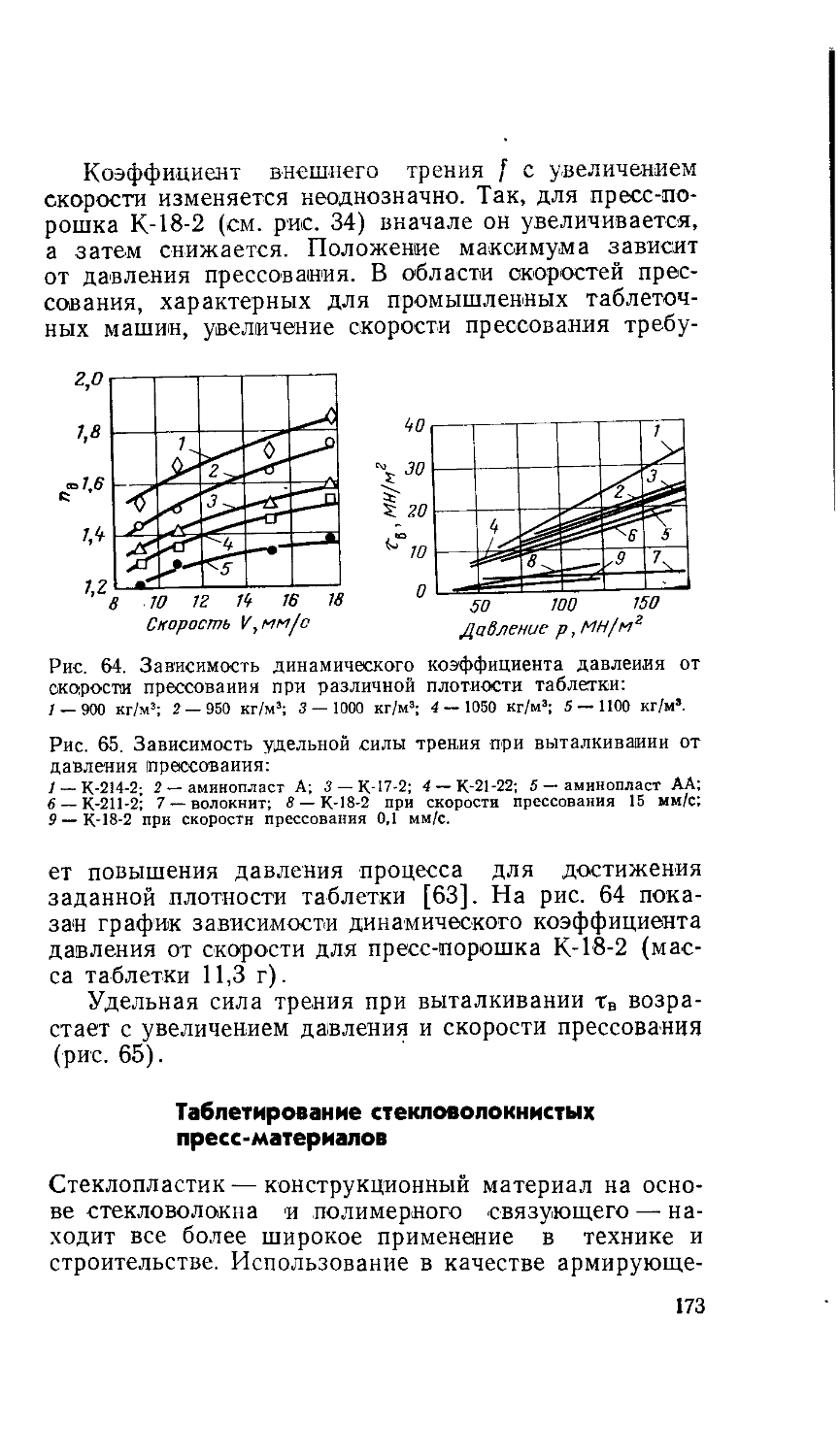
Прочность таблеток.......................................113
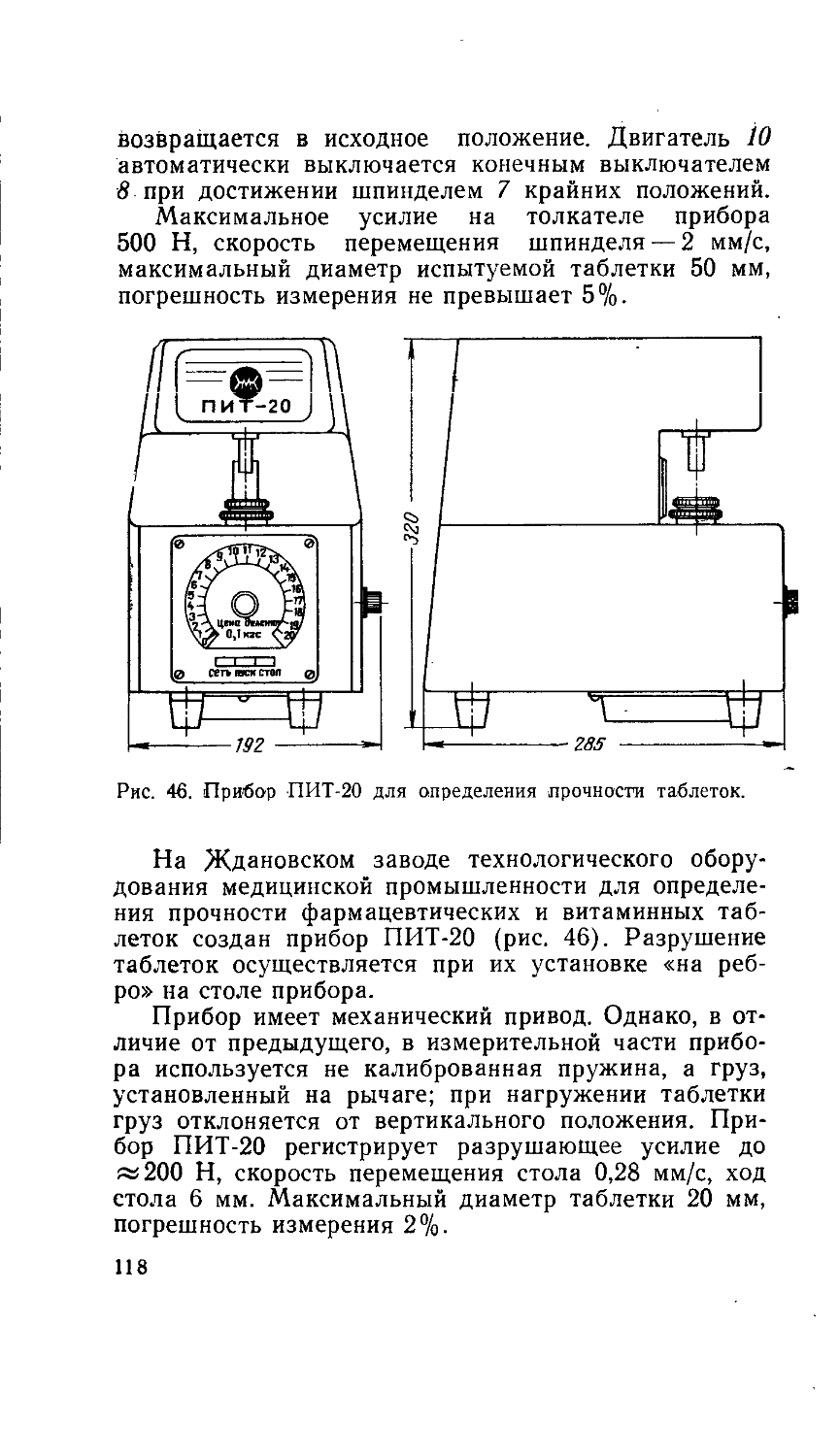
Приборы контроля прочности таблеток ..................... 116
3
Глава 4. Оборудование для таблетирования . 121
Основные виды промышленных таблеточных машин . . 121
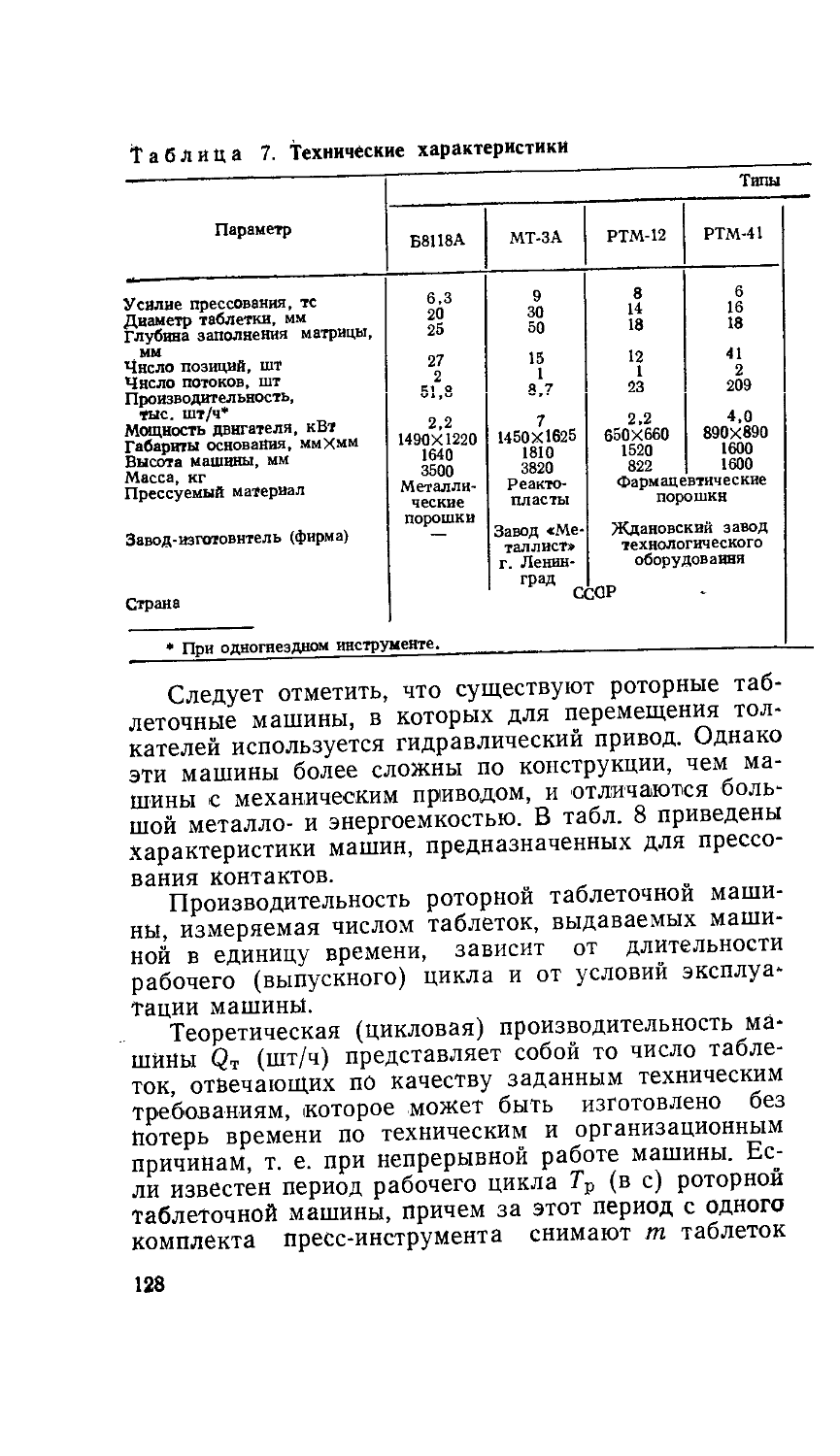
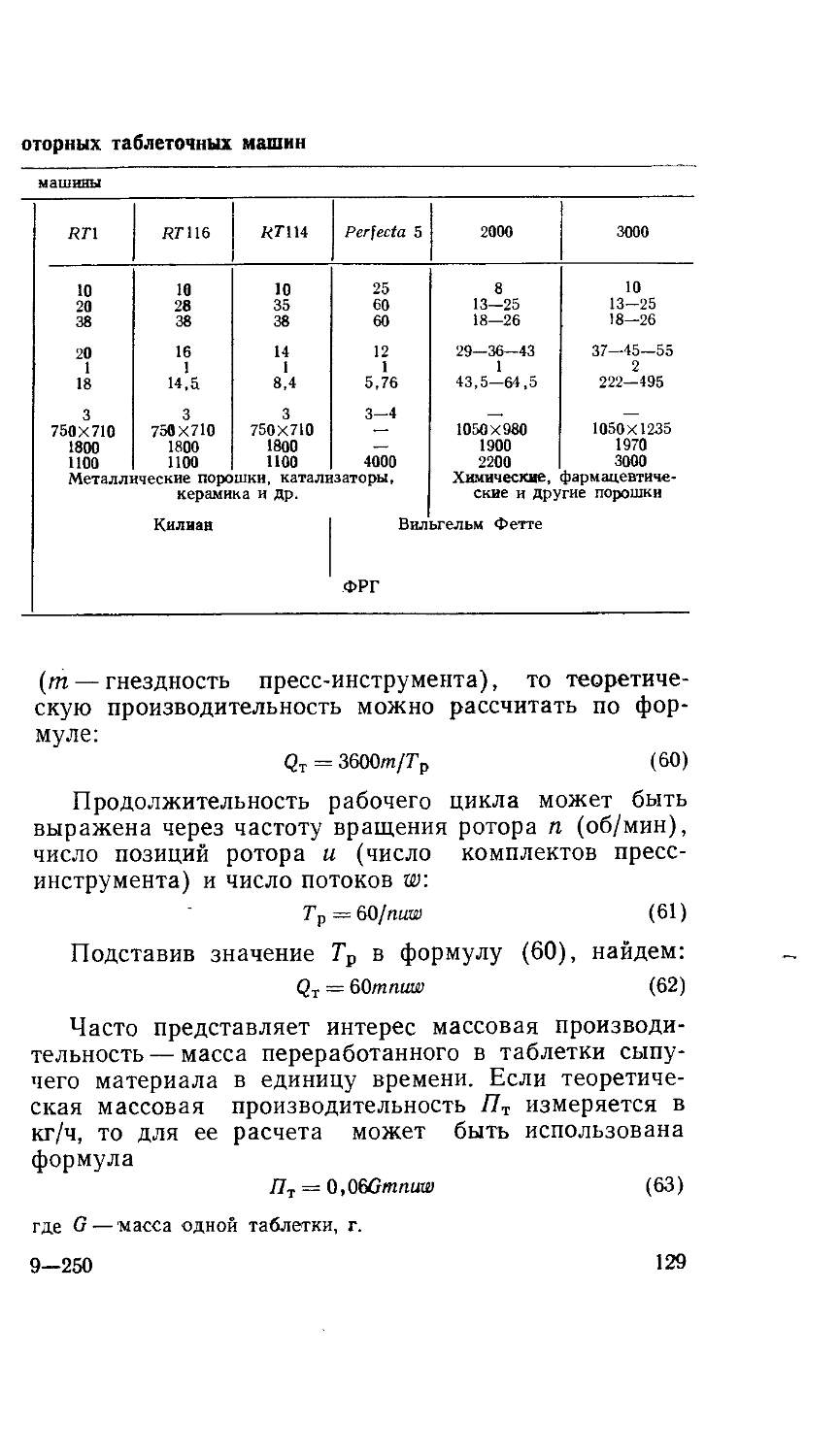
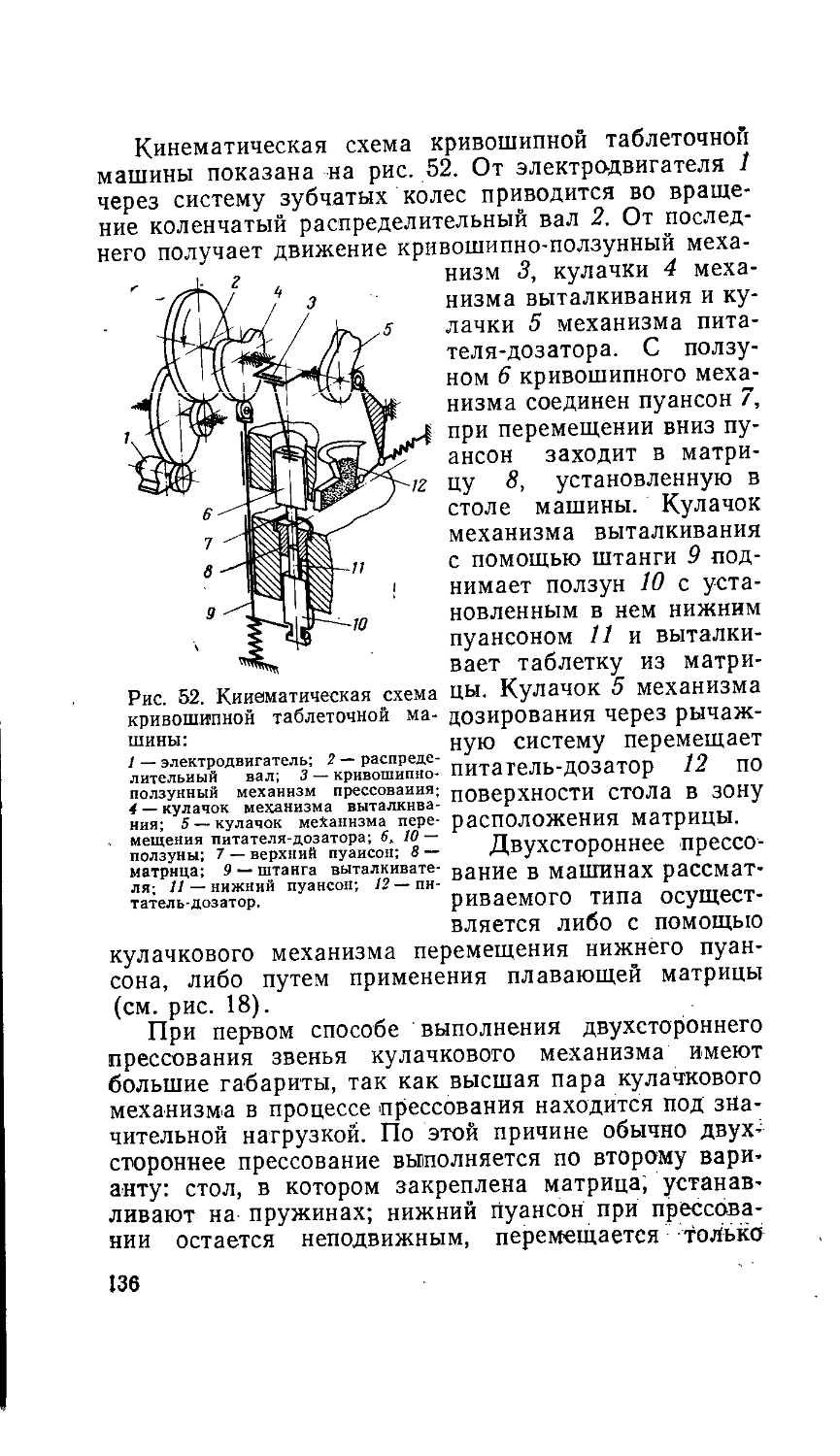
Роторные таблеточные машины............................123
Кривошипные таблеточные машины.........................134
Гидравлические таблеточные машины......................139
Оборудование для таблетирования волокнистых материалов 143
Глава 5. Пресс-инструмент для таблетирования . 147
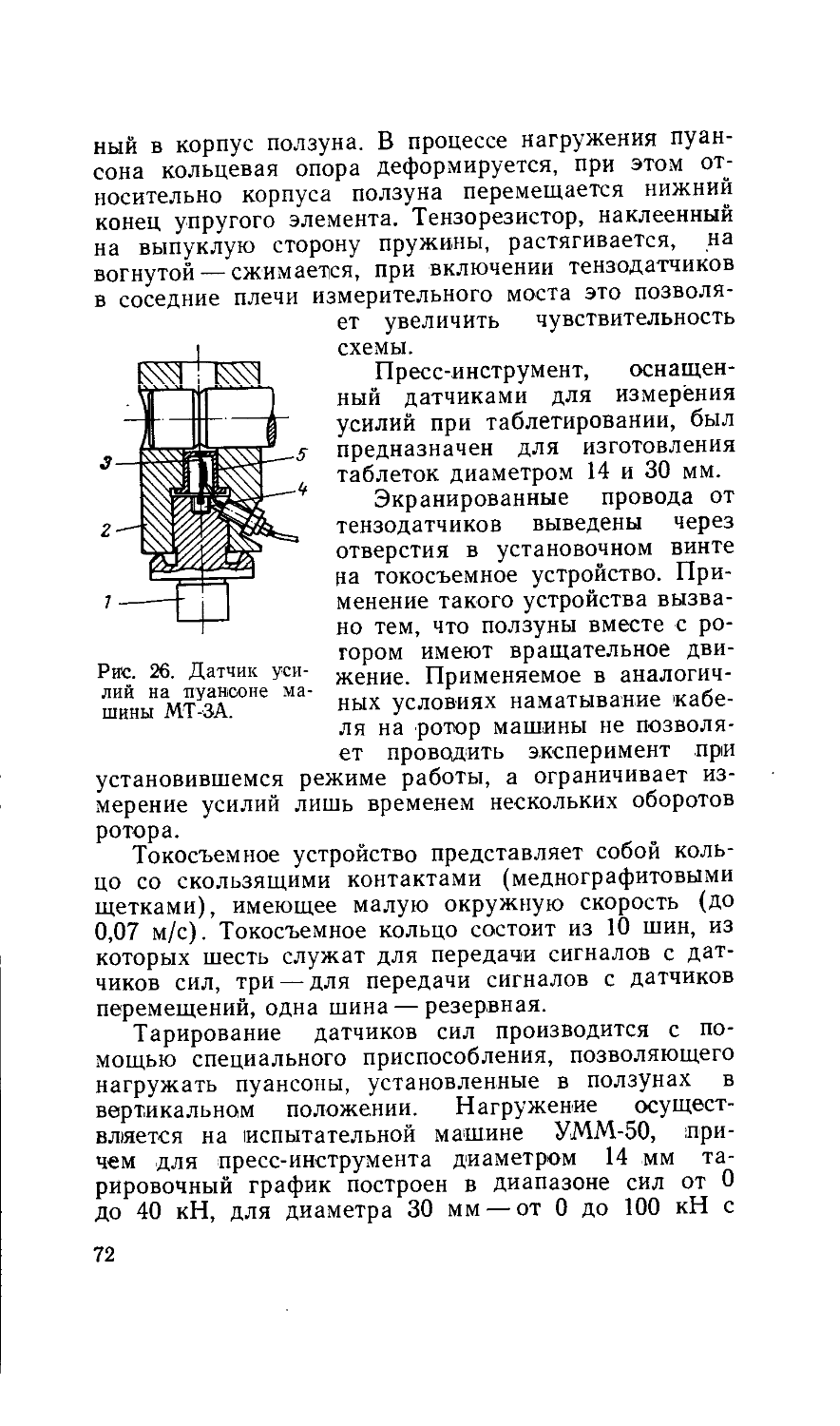
Конструкция пресс-инструмента..............................147
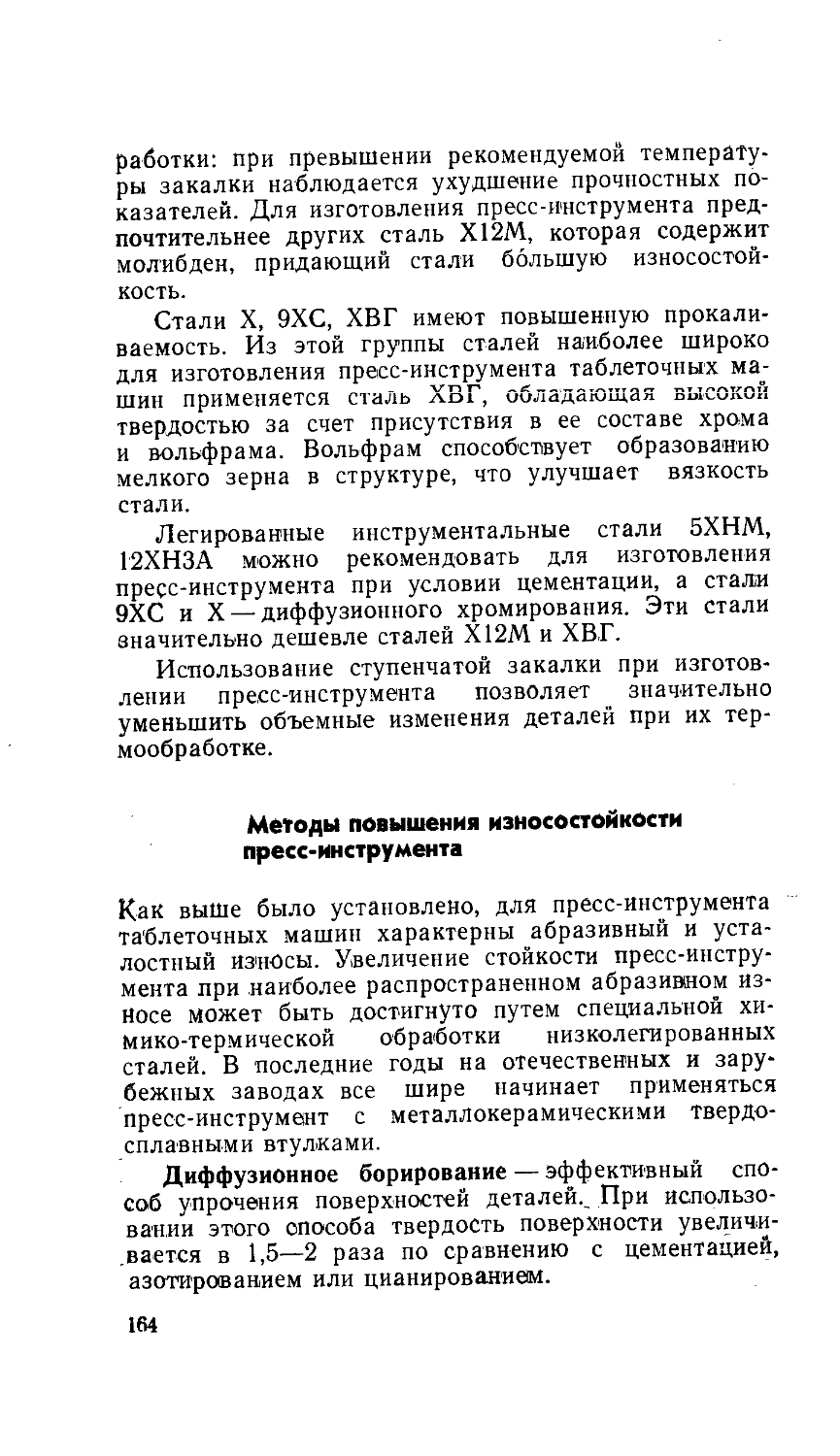
Условия нагружения пресс-инструмента и его износ 156
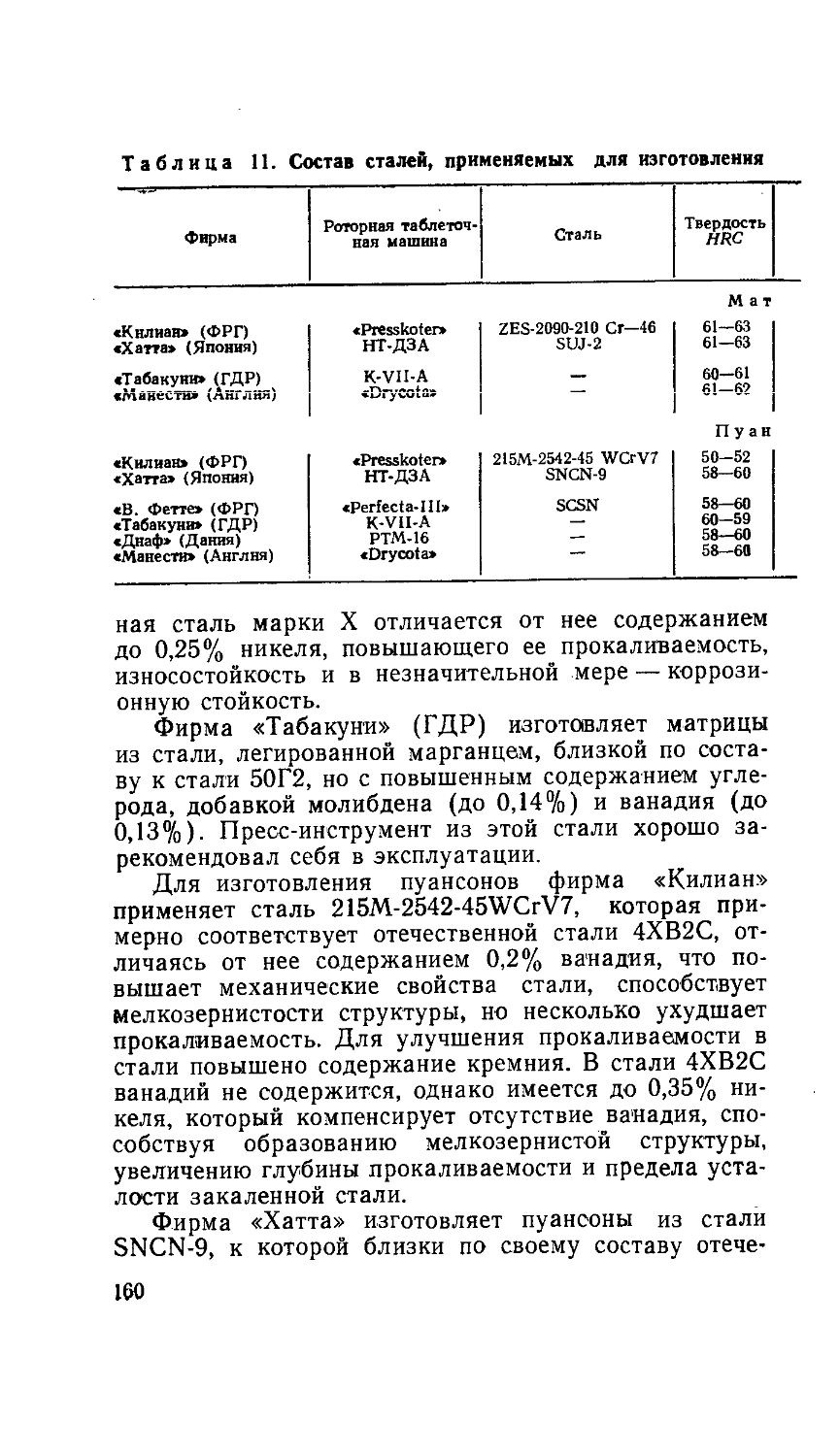
Материалы, используемые для изготовления пресс-инструмента .....................................................159
Методы повышения износостойкости пресс-инструмента . . 164
Г л а в а 6. Таблетирование сыпучих и волокнистых материалов в химической промышленности 170
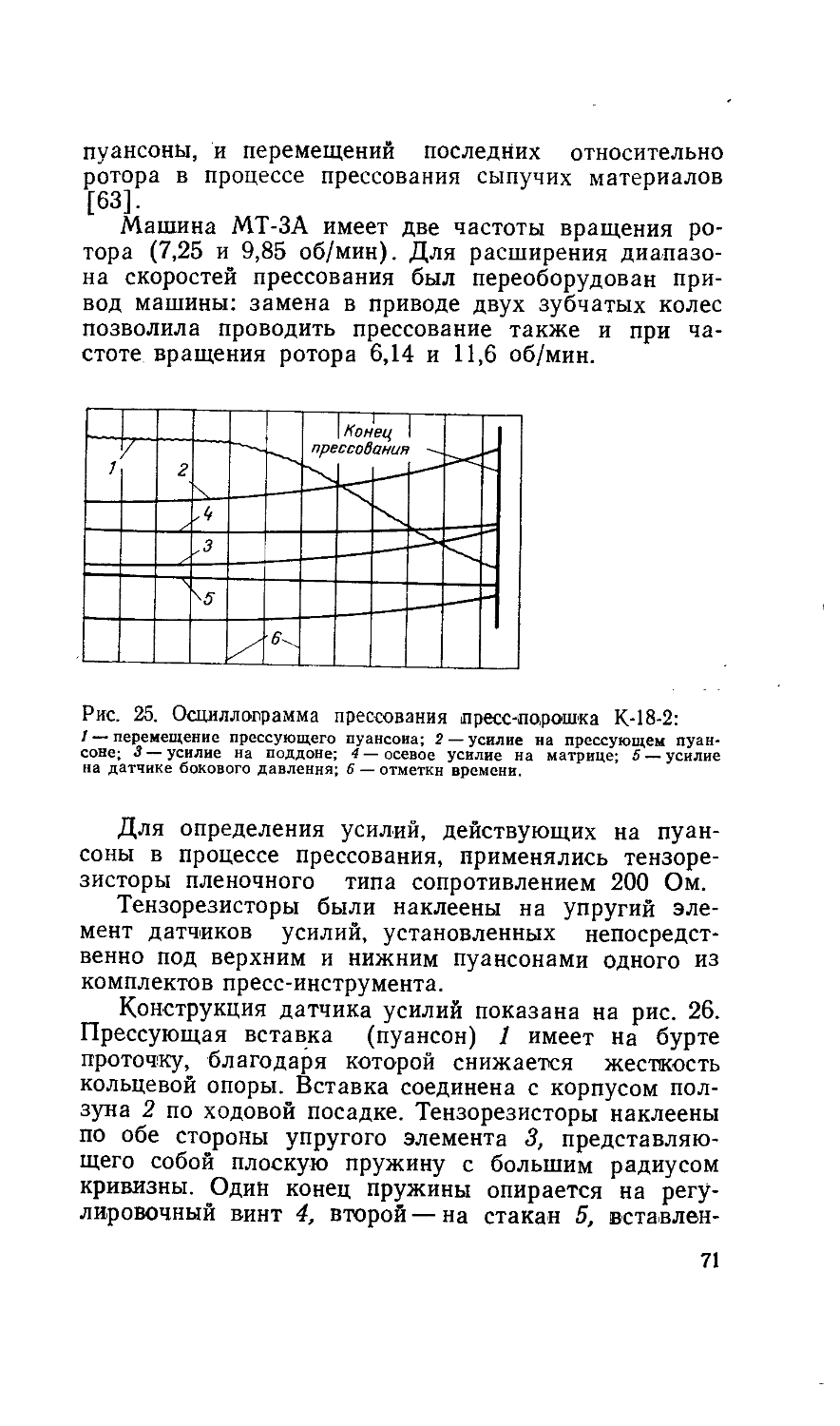
Таблетирование пресс-порошков...........................170
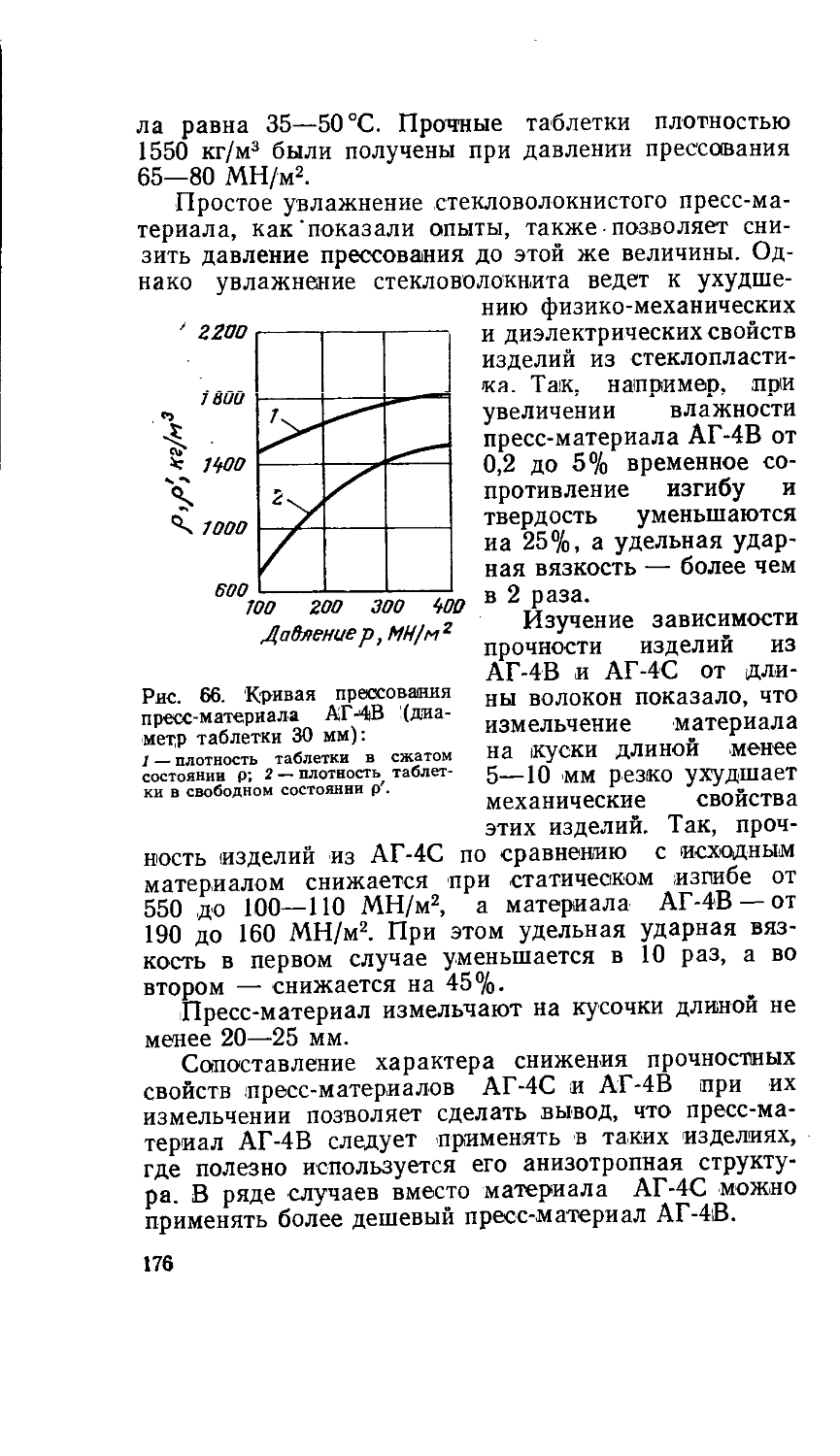
Таблетирование стекловолокнистых пресс-материалов 173
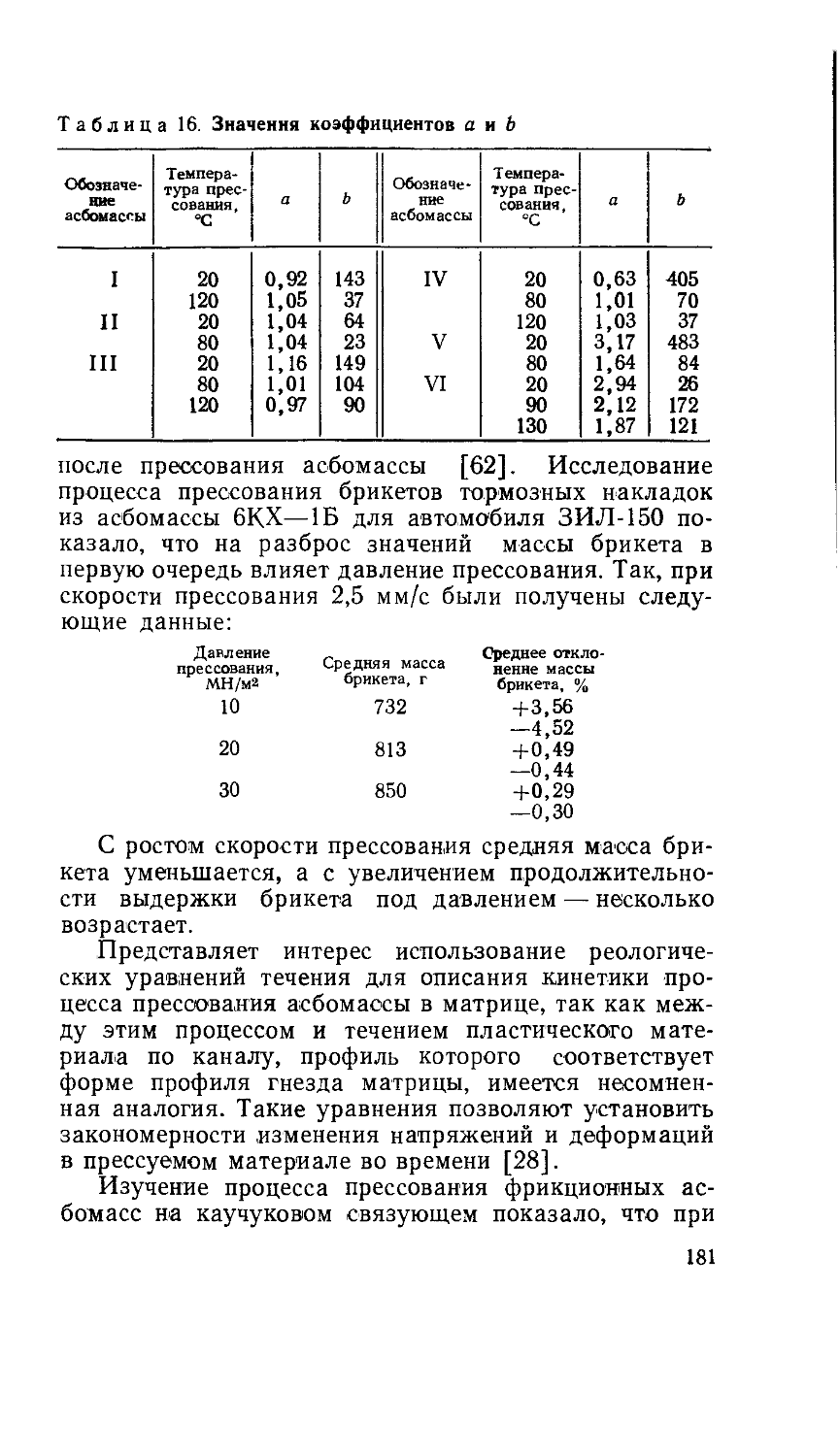
Прессование асбомасс....................................177
Таблетирование катализаторов .......................... 184
Таблетирование порошков бытовой химии . . . .. . 191
Литература .............................................193
Предметный указатель....................................196
ПРЕДИСЛОВИЕ
Таблетирование представляет собой процесс получения методов прессования (компактных изделий или полуфабрикатов в виде таблеток или брикетов из сыпучих или волокнистых материалов. Этот процесс широко распространен в различных отраслях народного хозяйства, например в медицинской и пищевой промышленности, в производстве керамических изделий, в порошковой металлургии и т. д.
Важную роль играет таблетирование в химической промышленности, где оно используется в процессах переработки пластических масс и при изготовлении катализаторов, а также при производстве асбо-резиновых изделий, продуктов бытовой химии и некоторых видов удобрений для сельского хозяйства.
Несмотря на столь широкое применение процесса в промышленности, до сего времени не имеется изданий, в которых были бы обобщены теоретические и экспериментальные исследования в указанной области. Предлагаемая книга представляет собой попытку восполнить этот пробел.
Цель автора — ознакомить читателя с основными операциями таблетирования, дать физическую картину явлений и их математическое описание, привести методику экспериментального исследования операций таблетирования, дать фактические материалы и рекомендации по выбору параметров и условий табле
5
тирования различных химических продуктов, а также и оборудования для реализации процесса, исходя из тех требований, которые предъявляются к производству таблеток.
В основу книги положены работы ряда отечественных ученых в области теории и практики прессования порошковых материалов, а также исследования автора в области таблетирования различных материалов, используемых в химической промышленности.
Автор
Введение
ТАБЛЕТИРУЕМЫЕ МАТЕРИАЛЫ И ПРОЦЕСС ПРОИЗВОДСТВА ТАБЛЕТОК
Использование таблетированных материалов в промышленности
В химической промышленности материалы в таблетированном виде (таблетки) являются либо товарной продукцией, либо промежуточным продуктом производства, который подвергается последующей переработке.
В тех случаях, когда таблетированный материал представляет собой товарную продукцию (например, при производстве химических товаров массового потребления— таблеток из нафталина, чернил, фотореактивов, в химико-фармацевтическом производстве и т. д.), необходимость таблетирования сыпучего материала обусловлена, с одной стороны, удобствами последующего применения таблеток потребителем (хранение, транспортирование, дозирование), а с другой — преимуществом таблетированного материала перед сыпучим: снижение запыленности производственных помещений, уменьшение объема складских помещений и т. д.
Использование сыпучего и волокнистого материала в таблетированном виде в качестве полуфабриката не только позволяет интенсифицировать технологические процессы, но иногда является единственно возможным технологическим приемом, позволяющим осуществить эти процессы.
В каждом конкретном случае предъявляются определенные требования к массе таблетки и ее отклонению от номинального значения, к плотности, прочности и геометрическим размерам таблеток.
Одним из методов переработки полимерных материалов в изделия является горячее прессование реактопластов. Этот процесс используется для массового
7
изготовления многих товаров народного потребления, изделий для электропромышленности и других отраслей народного хозяйства.
Предварительной операцией в процессе производства изделий из реактопластов методом горячего прессования является таблетирование порошков. Применение таблеток позволяет снизить себестоимость изделий благодаря сокращению трудоемкой операции весового дозирования порошков, повысить производительность прессового оборудования, улуч-TTTTjrnt. TZO ТТаГ»'Т'Г>Г\ иопоттптг тт ТГОТТЛПТТГГ тгччттт г» • гтптг шши nuivviLiv jti jf при lavviv-
тировании значительно уменьшается объем пресс-материала (для пресс-порошка примерно в 2 раза, для волокнистых пресс-материалов — в 10 и более раз) и соответственно уменьшается объем загрузочных камер пресс-форм и ход рабочих органов прессов, что сокращает продолжительность технологического цикла прессования. В таблетированных пресс-материалах снижается содержание воздуха и увеличивается теплопроводность по сравнению с порошковыми, что позволяет сократить продолжительность подогрева и прессования таблеток при изготовлении изделий.
Масса таблетки из пресс-материалов должна соответствовать массе изготовляемого изделия, а ее прочность должна быть достаточной для сохранения формы таблетки при хранении, транспортировании и выполнении операций, связанных с последующим использованием при изготовлении изделий.
Таблетирование ряда химических материалов, химико-фармацевтических и витаминных препаратов, пищевых и кормовых продуктов обычно является завершающей стадией технологического процесса изготовления соответствующего продукта. Таблетки из этих материалов изготовляются миллионными тиражами. Они должны иметь заданную массу, прочность, достаточную для выполнения операций упаковки и последующего использования таблеток потребителем, товарный внешний вид. В некоторых случаях к таблеткам предъявляются и другие требования, обусловленные спецификой их использования (например, распадаемость — для химико-фармацевтических препаратов и др.).
При брикетировании сыпучих материалов требования стабильности массы брикета или его размеров не являются доминирующими. Так, основным требованием, предъявляемым к брикетам бурых смолистых углей, широко применяющихся в качестве сырья для химической промышленности, является их прочность, которая достигается выбором оптимальных режимов прессования и введением различных связующих добавок.
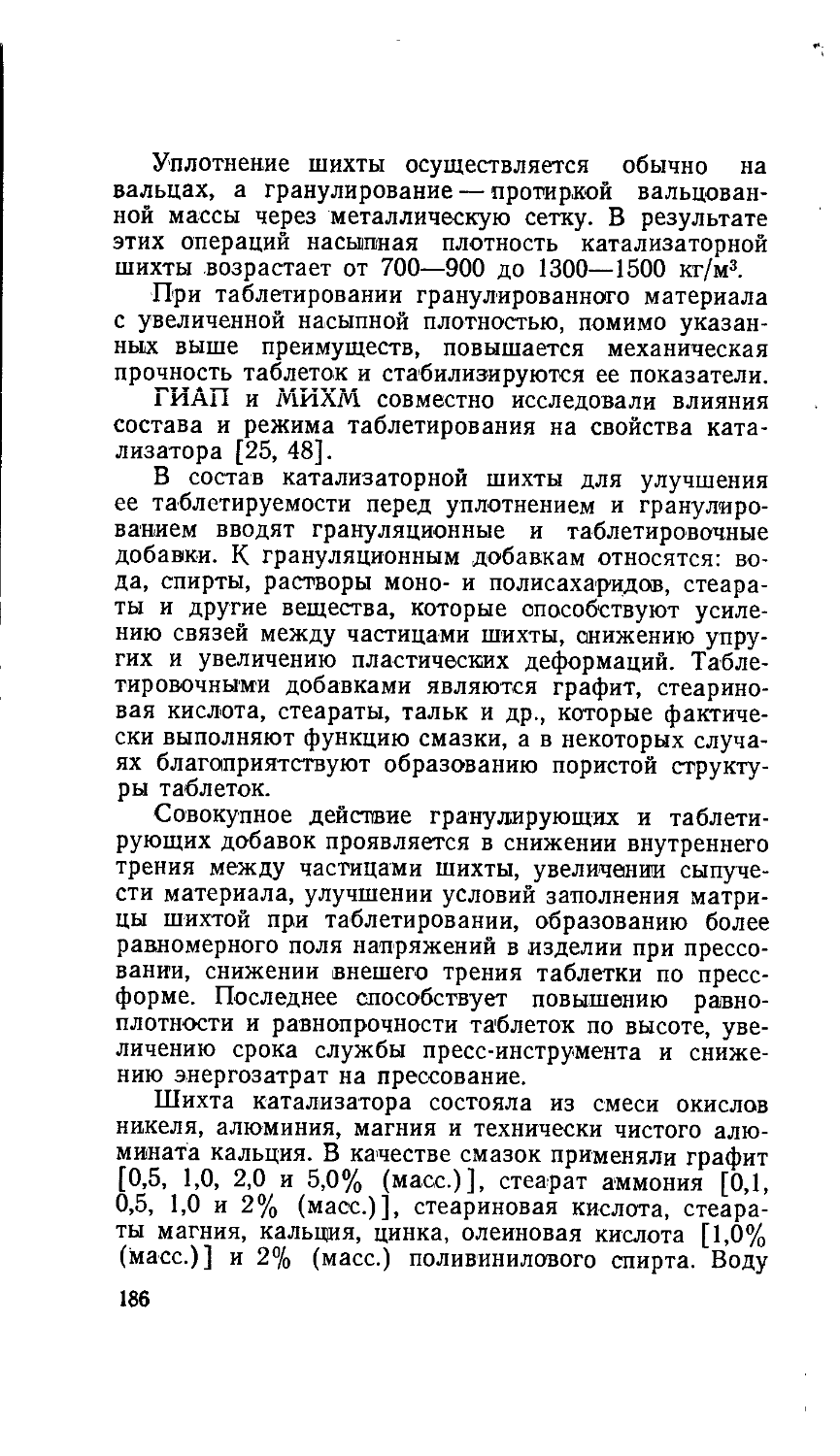
В ряде химических производств (при производстве серной кислоты контактным методом, при синтезе метанола, при дегидрировании предельных углеводородов и т. д.) широко используются катализаторы в виде таблеток различных форм. Это позволяет достигать минимального гидравлического сопротивления катализаторного слоя. Этому условию удовлетворяют цилиндрические или кольцевые таблетки правильной и стабильной геометрической формы.
Для получения таблеток шихта катализатора или носителя, на который будет нанесен катализатор, проходит специальную подготовку и таблетируется. В зависимости от состава шихты таблетки подвергаются затем различным операциям, например гидравлическому твердению, сушке, прокаливанию. Сырые таблетки должны иметь определенные геометрические размеры и прочность, достаточную не только для сохранения формы таблетки при выполнении всех операций, завершающих технологический цикл их изготовления, но и обеспечивающую необходимую прочность готовой таблетки катализатора или носителя.
К таблеткам, используемым в производстве химических источников тока (элементов сухих батарей и пуговичных элементов), предъявляются иные требования: они должны быть равноплотными по всему объему, обладать прочностью и высокой размерной точностью, обеспечивающей возможность использования автоматизированного оборудования для проведения последующих сборочных операций изготовления изделий.
Аналогичные требования предъявляются и к фильтрующим элементам металлокерамических фильтров, находящих применение в химической промышленности.
9
Металлокерамические фильтры отличаются от других фильтрующих материалов высокой проницаемостью, что позволяет достичь весьма тонкой очистки, хорошо переносят большие гидравлические напоры и тепловые нагрузки. Регенерация загрязненных фильтров не представляет затруднений. Технология изготовления металлокерамических фильтров позволяет получить фильтрующие элементы с заданной пористостью. ------------------------- -------«Z4 ялцис олсмспш иишчпи нрсдсхаоллял UW бой изделия втулочного типа. Для их изготовления предварительно из порошков коррозионно-стойких к фильтруемой суспензии материалов (бронза, латунь, нержавеющие стали, никель, титан и др.) формуются заготовки, которые далее подвергаются термической обработке — спеканию. При заданных размерах заготовки должны иметь равномерную по высоте пористость, что практически эквивалентно требованию равно плотности по объему.
Технология таблетирования
В некоторых производствах под таблетированием подразумевается совокупность всех процессов обработки исходного сыпучего или волокнистого материала, включая его измельчение, грохочение, смешивание со связующими добавками, гранулирование, сушку и собственно таблетирование.
В соответствии с приведенными выше примерами использования таблетирования в химической промышленности будем понимать под таблетированием процесс получения из сыпучего и волокнистого материала путем прессования при обычных температурах таблеток определенной формы, размеров, массы, обладающих заданными механическими свойствами.
Таблетирование обычно осуществляют на специальном оборудовании — таблеточных машинах-автоматах; производство таблеток, как правило, является массовым.
Процесс таблетирования, осуществляемый в таблеточных машинах, в простейшем случае включает
10
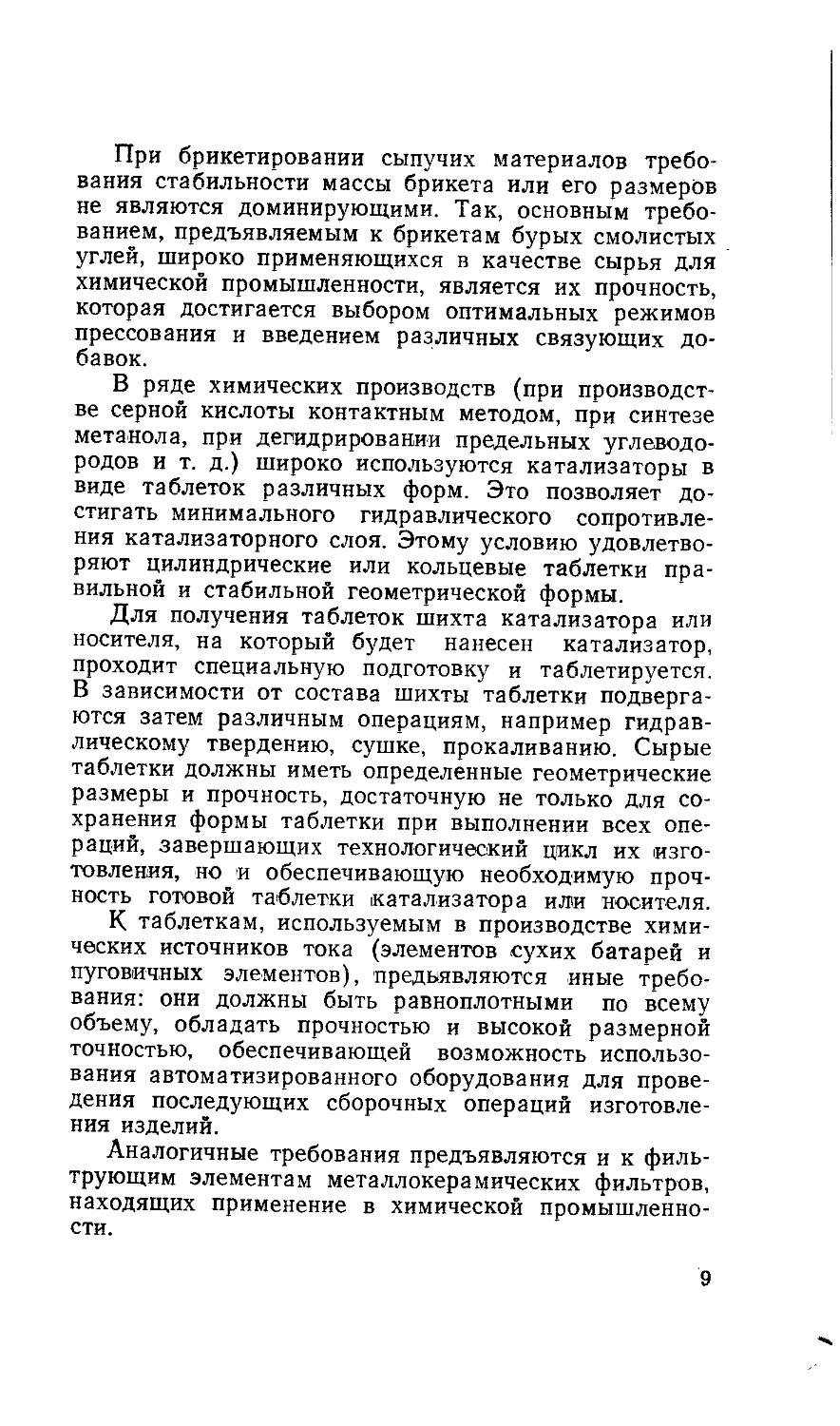
операции подачи, дозирования и прессования материала, выталкивания и транспортирования (сбрасывания) таблетки (рис. 1).
Содержание каждой из этих операций определяется следующим образом:
1) подача материала — перемещение таблетируемого материала в бункере или в загрузочной воронке в зону дозирования;
Рис. 1. Операции процесса таблетирования:
а — подача материала; б — дозирование; в — прессование; г — выталкивание; д—транспортирование таблетки.
/-•бункер-питатель; 2— матрица; 3, 4 — нижний и верхний пуансоны;
5 — таблетка.
2) дозирование материала — отделение заданной дозы материала и заполнение ею канала матрицы. В таблеточных машинах дозирование осуществляется объемным методом, т. е. путем заполнения материалом наперед заданного объема. Весовое дозирование в таблеточных машинах из-за низкой производительности применяется очень редко;
3) прессование материала —уплотнение дозы материала в замкнутой матрице. Прессование осуществляется пуансонами, перемещающимися в канале матрицы, до давлений, обеспечивающих образование прочной таблетки;
4) выталкивание (выпрессовка) таблетки — удаление таблетки из канала матрицы. Осуществляется одним из пуансонов, выполнявших операцию прессования;
11
5) транспортирование таблетки — отделение таблетки, вытолкнутой из матрицы, от выталкивающего пуансона и перемещение ее на лоток и в тару.
Процесс таблетирования имеет более сложную структуру при изготовлении многослойных таблеток или таблеток с сердечником.
Основными операциями процесса таблетирования являются дозирование и прессование. Первая операция характеризует таблеточную машину как дозатор. Выполнение второй операции — прессования, связано со значительными энергетическими затратами. При выполнении этой операции таблеточная машина работает как пресс. Таким образом, таблеточные машины можно рассматривать как дозаторы-прессы автоматического действия.
Качество таблеток определяется свойствами перерабатываемого материала и закономерностями, характеризующими основные операции таблетирования. Эти же данные являются исходными при выборе таблетирующего оборудования, при расчете и конструировании таблеточных машин и их рабочих органов (пресс-инструмента), причем, помимо основных операций, существенное влияние на работу машины может оказывать операция выталкивания таблеток.
Сыпучие и волокнистые материалы и их свойства
Материалы, подвергаемые таблетированию, весьма разнообразны по химическому составу, структуре и свойствам.
Химический состав материала определяется содержанием основного компонента и примесей, например влаги, газов, окислов и т. д. В зависимости от назначения таблеток основной компонент может быть неорганического или органического происхождения.
Содержание основного компонента и примесей задается техническими условиями на таблетируемый материал.
Различают сыпучие и волокнистые таблетируемые материалы.
Сыпучие материалы являются обычно полидис-персными системами и состоят из частиц различных
12
размеров и форм. Отдельные частицы сыпучего материала могут иметь анизодиаметрическую форму — в виде удлиненных тел (длина I значительно превышает ширину b и высоту h) и пластинок (длина и ширина значительно больше высоты) — или изодиа-метрическую, когда размеры частицы близки друг к другу.
Условный диаметр частицы можно определять как среднеарифметическую или среднегеометрическую величину:
Для количественной оценки формы частиц вводится понятие фактора формы, представляющего собой отношение длины частицы к ее ширине. У частиц сыпучих материалов фактор формы обычно находится в пределах //6 = 1,04-20,0.
Волокнистые материалы имеют частицы, длина которых на несколько порядков превышает другие размеры, вследствие чего волокнистые материалы характеризуются плохой сыпучестью.
В зависимости от строения частиц сыпучий материал можно условно разделить на две группы: порошки и гранулированные материалы.
Порошок представляет собой совокупность частиц, полученных в результате измельчения (распыления) исходного материала путем механического воздействия или физико-химических методов обработки (восстановлением, электролизом и т. д.). К этой группе материалов относятся также сыпучие материалы растительного происхождения — крупа, чай и другие пищевые, кормовые и некоторые фармацевтические продукты.
Гранулированный материал состоит из гранул, каждая из которых представляет собой группу первичных частиц, соединенных искусственно с помощью специальной обработки, часто с введением связывающих добавок (вода, крахмал и т. п.).
Форма гранул зависит от способов гранулирования, осуществляемого в грануляторах барабанного и тарельчатого типа, в аппаратах с кипящим слоем, на вальцах с последующим измельчением и др.
13
Гранулирование сыпучего материала перед его таблетированием имеет целью улучшение сыпучих свойств материалов, а в некоторых случаях — увеличение насыпной плотности.
Свойства таблетируемых материалов зависят от их химического состава, структуры материала, его влажности и характеризуются истинной (пикнометрической) плотностью, насыпной плотностью, коэффициентом внутреннего трения, удельной поверхностью, микротвердостью.
Насыпная плотность, текучесть и прессуемость материала определяют его поведение при таблетировании, поэтому они называются технологическими характеристиками материала.
В связи с тем, что сыпучие материалы обычно являются полидисперсными, т. е. состоят из большого числа частиц различных размеров, возникает необходимость охарактеризовать зависимость количества частиц от их размера. Такую характеристику дает гранулометрический состав материала, представляющий собой функцию распределения массы фракции AQ, выраженную в процентах, по размерам х частиц (фракционный состав):
AQz = /(x)
Средний размер частиц полидисперсного материала рассчитывается по данным гранулометрического состава.
Средневзвешенный массовый размер частицы (диаметр)
(1)
где хСрл — среднее арифметическое значение размера частиц t-ой фракции.
В ряде случаев средневзвешенный размер определяют по поверхности частиц. В этом случае
100
*ср/п — (2)
Хср.<
14
В качестве примера рассмотрим пресс-порошок фенопласта фракционного состава:
Размер частиц фракции, мкм Средний размер частиц Содержание частиц фракции *Ср данной фракции AQ., мкм ’ % (масс.)
1000—2000 400—1000 250—400 180—250 0—180 1500 26 700 42 325 14 215 13 90 5
Средний массовый размер частицы хср/м=762 мкм, а размер по поверхности хср/п=423 мкм. Значительное расхождение размеров обусловлено тем, что среднеповерхностный размер частиц определяется в первую очередь содержанием частиц мелкой фракции, поверхность которых в совокупности значительно больше, чем частиц крупной фракции при одинаковой массе фракций.
Определение гранулометрического состава материала может производиться различными методами — ситовым, седиментационным или микроскопическим анализом, методами электроклассификации, фотоим-пульсным и др. [56]. Наиболее распространенным является ситовой анализ: с помощью набора сит (ГОСТ 3584—53) с отверстиями известного размера производится разделение сыпучего материала на фракции. Ситовой анализ обычно проводят сухим способом. Номер сетки соответствует номинальному размеру стороны квадратной ячейки в свету, выраженному в мм (после первого нуля запятая не поставлена).
По размерам частиц сыпучие материалы разделяют на кусковые (хтах>10 мм), крупнозернистые (10^хтах>2), мелкозернистые (2^хтах>0,5), порошкообразные (0,5^хтах>0,5) и пылевидные (^max<0,05 мм). Таблетируются обычно сыпучие материалы с частицами размером менее 2 мм.
Относительная влажность материала о»0тн представляет собой выраженное в процентах содержание влаги по отношению к общей массе материала:
тп — т,
®отн = ЮО (3)
где т0 и От] — массы исходной и высушенной навески.
15
Обычно определение влажности производится высушиванием средней пробы навески в сушильном шкафу—термостате — при 105—ПО °C. Продолжительность высушивания подбирается в зависимости от рода материала по условию прекращения уменьшения массы навески.
Абсолютная влажность даабС — отношение содержания влаги к массе сухого материала, выраженное в процентах:
' та — тх
Ы’абс =--™ (4;
Связь между wOth и ®абс определяется выражениями
Ц-'отн 1ПП
^абс- ЮО —ШОТН 100
^абс
“'отн- ЮО + ^бс 100
Истинная плотность у является величиной, постоянной для каждого вещества, она равна отношению покоящейся массы материала т к его объему без пор и выражается в кг/м3:
Y = m[Vv (5)
Истинную плотность определяют либо пикнометром, либо методом гидростатического взвешивания.
Для повышения точности определения плотности иногда применяют вакуумные пикнометры.
Насыпная плотность (объемная масса) р представляет собой отношение массы т насыпного материала к занимаемому им объему V, включая поры между частицами, и выражается в кг/м3:
P = m/V (6)
Насыпная плотность является величиной, обратной удельному объему.
Относительная плотность k — это отношение насыпной плотности к истинной. Она измеряется в долях единицы или в процентах:
k = р/т (7)
Истинную пористость определяют как отношение общего объема открытых и закрытых пор тела к
16
его объему V, включая объем всех его пор, и выражают в процентах:
Пи = -^-100 = —~/м 100 (8)
Пи = (1 — р/т) 100= (1 — k) 100 (8’)
Следует отметить, что относительная плотность и пористость сыпучего материала зависят от условий укладки частиц и поэтому являются переменными величинами. Так, по исследованиям П. Н. Платонова, относительная плотность сыпучего материала с частицами относительно правильной формы k=0,5244-0,742. Поскольку величина k характеризует число контактов между частицами, от относительной плотности зависят механические свойства сыпучей среды, в первую очередь внутреннее трение.
Коэффициент внутреннего трения определяется выражением [55]:
, , . _ . ^min
f=tg<Po+fe---ZZk
Kmax — K
cKrae q>o — угол естественного откоса материала; femin, femax—ми-^^Ьтмальное и максимальное значения относительной плотности.
Удельная поверхность таблетируемого материала *Ьредставляет собой суммарную поверхность всех частиц единицы массы материала. Наибольшее распространение получили методы определения удельной поверхности адсорбционным методом или путем измерения воздухопроницаемости. Последний метод является более быстрым, но менее точным. Оба метода требуют использования специальных приборов, которые описаны в работах [29, 56].
Микротвердость частиц материала служит мерой, характеризующей пластичность материала. Последняя является определяющей при проведении операции прессования, а также используется для оценки прочности таблеток, износостойкости пресс-инстру-мента.
Микротвердость частиц определяют методом вдавливания тела определенной формы (индентора) в
2—250
17
шлифованную поверхность частицы под действием постоянной нагрузки. В качестве индентора обычно используют алмазные пирамиды. Определение микротвердости производится приборами ПМТ-2 или ПМТ-3 [36]; для получения достоверных результатов производят до 10 измерений и берут среднюю величину.
Текучесть сыпучего материала характеризует его способность истекать из отверстия под действием силы тяжести. От текучести материала зависит скорость и равномерность заполнения матрицы материалом: при плохой текучести порошок поступает в матрицу неравномерно, наблюдается значительное колебание массы таблеток.
Текучесть зависит от размеров и формы частиц материала: для мелкодисперсных материалов с развитой контактной поверхностью и частицами неправильной формы текучесть резко уменьшается. Текучесть зависит также от гранулометрического состава материала, его химических свойств, наличия окисных пленок на поверхности частиц и уменьшается с повышением влажности материала.
Текучесть материалов оценивается массой материала, прошедшего через выпускное отверстие в единицу времени (г/с).
Стандартных методов определения текучести нет. При переработке пластмасс, в химико-фармацевтическом производстве, в порошковой металлургии, при производстве керамических изделий и в других отраслях используется методика измерения текучести, заключающаяся в определении времени истечения навески сыпучего материала (обычно 100 г) из конической воронки с углом конуса 60°. Носик воронки срезан под прямым углом на расстоянии 3 мм от вершины конуса. Диаметр выпускного отверстия изменяется от 1 до 15 мм. Единых требований к материалу воронки и устройству для перекрывания отверстия нет.
После заполнения воронки открывают выпускное отверстие и одновременно запускают секундомер для измерения времени истечения навески порошка. Среднее время истечения определяют по данным 10 измерений.
18
Текучесть при указанном методе определения характеризуется коэффициентом текучести Кт, рассчитываемым по формуле
— (9)
где t — время истечения, с; г—радиус выпускного отверстия, мм; т — масса навески материала, г.
С уменьшением сыпучести коэффициент 7<т возрастает.
Недостатком этого метода оценки текучести сыпучих материалов является то, что измерения производятся при условиях, значительно отличающихся от условий дозирования материалов в таблеточных машинах. Поэтому наблюдаются случаи, когда коэффициент текучести равен нулю (материал зависает в воронке), однако материал успешно дозируется на таблеточных машинах. По этой причине при определении текучести порошков химико-фармацевтических препаратов воронку устанавливают на штативе с электровибратором ЭЛ-1 (частота колебаний 100 Гц).
Метод определения сыпучих свойств таблетируемых материалов, обеспечивающий условия проведения измерений, близкие к условиям 'Истечения порошка при дозировании в таблеточных машинах, изложен в гл. 1.
Прессуемость материала характеризуется его способностью под воздействием прессующего усилия уплотняться и сохранять заданную форму. Единого метода оценки прессуемости нет: в различных отраслях прессуемость определяют прочностью таблетки заданных размеров, полученной при некотором давлении прессования (фармацевтические таблетки), отношением прочности изделия на сжатие к давлению прессования (порошковая металлургия) либо как зависимость коэффициента сжатия от давления прессования. В данной работе в качестве показателя прессуемости принято изменение прочности, плотности и упругости таблеток в зависимости от давления прессования (гл. II и III).
Таблетируемые материалы характеризуются и другими свойствами — токсичностью, химической активностью, абразивностью, пожароопасностью и
2*
19
взрываемостью, слеживаемостью и т. д. Эти особенности материалов должны быть отражены в правилах техники безопасности и условиях охраны труда соответствующих производств. Указанные свойства таблетируемых материалов должны также учитываться при разработке конструкции таблетирующего оборудования, выборе конструкционных материалов, при проектировании цехов и отделений таблетирования.
Формы таблеток
Форма таблеток определяется геометрией рабочих поверхностей канала матрицы и торцов пуансонов. Наиболее простой геометрической формой канала матрицы является цилиндрическая, а торцов пуансонов — плоская. Пресс-инструмент с такими рабочими поверхностями позволяет изготовлять цилиндрические таблетки с плоскими торцами. Этот инструмент прост в изготовлении и при прочих равных условиях дешевле пресс-инструмента, предназначенного для изготовления таблеток других форм.
Цилиндрические таблетки широко используются в промышленности пластмасс; масса таких таблеток изменяется в интервале от нескольких граммов до 1—2 кг. Отношение высоты таблетки к диаметру h^D = 0,34-0,8 и не превышает единицы, что обеспечивает устойчивое положение таблетки на торце в процессе изготовления изделий в прессах-автоматах или в автоматических линиях при выполнении транспортных, ориентирующих и других операций.
Указанное соотношение между высотой и диаметром таблетки является наиболее рациональным, так как с увеличением высоты таблетки для достижения заданной прочности приходится повышать усилие прессования, что приводит к росту энергетических затрат, износу инструмента и исполнительных механизмов таблетирующего оборудования.
При изготовлении из таблетированного пресс-ма-териала изделий сложной формы используется несколько таблеток, суммарная масса которых зависит от массы изготовляемого изделия, причем таблетки обычно располагают в пресс-форме так, чтобы соблю
20
дались идентичные условия поступления материала в оформляющие полости пресс-формы. В других случаях подвергают переработке одну таблетку, но имеющую форму, близкую к конфигурации изготовляемого изделия. Последнее в особой мере справедливо по отношению к прессованию изделий из волокнистых и асбо-резиновых материалов, так как применение нескольких таблеток приводит к образованию стыка, не армированного наполнителем, что снижает прочность изделия.
Цилиндрические таблетки с отношением hT/D<0,5 широко используются для таблетирования сыпучих материалов бытовой химии; при таблетировании ка-тализаторной шихты отношение hT/D = 0,75 -> 1,0, однако сплошные цилиндры используются лишь для изготовления катализаторов малого диаметра — до 10 мм.
Таблетки в форме цилиндров с центральным цилиндрическим каналом («кольцевые» таблетки) широко используются в химической промышленности при изготовлении катализаторов. Такая форма таблеток позволяет увеличить активную поверхность катализатора и снизить гидравлическое сопротивление слоя в реакционном аппарате. Наиболее распространенными являются размеры таблеток 10Х4ХЮ, 15Х Х7Х15, 19X9X19 (здесь первое число соответствует наружному диаметру таблетки, второе—внутреннему диаметру, третье — высоте, выраженным в мм). Допускается изготовление внутреннего канала с конусностью для облегчения снятия таблетки со стержня, служащего для образования канала.
Простые цилиндрические таблетки имеют острые кромки. Для предотвращения скола кромок на цилиндрических таблетках иногда делают фаски.
В производстве фармацевтических препаратов преобладают цилиндрические таблетки с фасками с двояковыпуклыми торцами. Помимо того, допускается изготовление таблеток и других форм: квадратного и прямоугольного сечения, с опознавательными знаками и др.
Для цилиндрических таблеток Государственная Фармакопея СССР рекомендует отношение высоты таблетки к диаметру /iT/D = 0,3x0,4, при диаметре
21
таблетки более 9 мм последние должны иметь диаметральную риску, делящую таблетку на две части и облегчающую ее разламывание. Не рекомендуется производство таблеток цилиндрической формы без фаски, так как при расфасовке и транспортировании возможно разрушение острых кромок, в результате чего утрачивается товарный вид таблеток.
Фармацевтические таблетки с выпуклыми сферическими торцами имеют ряд преимуществ по сравнению с цилиндрическими: увеличивается их прочность, уменьшается усилие выталкивания благодаря уменьшению высоты цилиндрической части и снижению бокового трения, облегчается их прием. Однако изготовление таких таблеток обходится дороже, чем простых цилиндрических.
В зависимости от величины отношения диаметра таблетки D к радиусу сферы г различают таблетки с мелкой сферой (7)/г=0,25 ч-0,4), нормальной (7)/г = 0,64-0,7) и глубокой (D/r= 1,04-1,3). Для таблеток с мелкой и нормальной сферой высота шарового сегмента hc не превышает (0,14-0,15)7). У таблеток с глубокой сферой /ic>0,15D, вследствие чего затрудняется съем таблеток с пуансонов после прессования и усложняется изготовление пуансонов.
Геометрические соотношения для таблеток с выпуклыми сферическими торцами определяются формулами:
лД2
Гт = —(Лс + М + О/ЗИйз
г=(йс/2)[1 + (1/4)(Д/Лс)2]
hc = г — / г2 — (Д2/4) йт = 2йс + йц где Ут — объем таблетки; /гц — высота цилиндрической части таблетки.
ГЛАВА 1
ДОЗИРОВАНИЕ МАТЕРИАЛА ПРИ ТАБЛЕТИРОВАНИИ
Способы дозирования и их особенности
Правильный выбор способа дозирования при разработке технологического процесса таблетирования позволяет получить высокие технико-экономические показатели проектируемой машины. Основными требованиями, которые определяют выбор способа дозирования и дозирующего устройства, являются стабильное получение таблеток с заданным предельным отклонением массы от номинала (заданная точность дозирования), высокая производительность, простота и надежность дозатора, его независимость от свойств таблетируемого материала, удобство наладки и обслуживания.
Перечисленные требования в некоторой мере являются противоречивыми, например достижение высокой точности дозирования обычно связано с увеличением времени дозирования, т. е. уменьшением производительности, с усложнением конструкции и снижением надежности дозирующего устройства.
Для дозирования сыпучих материалов могут использоваться весовой и объемный способы дозирования.
Сравнительный анализ этих способов применительно к процессу таблетирования [40] показал, что весовое дозирование позволяет получить более высокую (теоретически любую наперед заданную) точность массы таблетки. Точность дозирования при весовом способе и стабильность настройки практически не зависят от свойств перерабатываемого материала.
Однако весовой способ дозирования отличается низкой производительностью; конструкции автоматических весовых дозаторов сложны, их компоновка с
23
таблеточными машинами затруднительна и связана с введением дополнительных перегрузочных устройств, снижением надежности и усложнением обслуживания таблеточных машин.
Объемный способ дозирования отличается простотой, высокой производительностью и надежностью. К недостаткам его относятся ограниченная точность дозирования, большое влияние на погрешность качества порошка, точность пресс-инструмента и размерных цепей исполнительных механизмов таблеточных машин, нестабильность настройки (см. гл. III). Большинство этих недостатков может компенсироваться подналадкой машины, поэтому не имеют существенного значения.
В настоящее время при таблетировании используется объемный способ дозирования; весовое дозирование нашло применение лишь в производстве индивидуальных изделий, где эта операция является вне-цикловой, не связанной с функционированием машины, изготовляющей таблетку (брикет). Кроме того, весовое дозирование применяется в некоторых случаях при таблетировании волокнистых материалов.
Существует несколько вариантов объемного дозирования со свободной подачей материала, с принудительной подачей материала и путем среза избытка дозы после уплотнения таблетируемого материала.
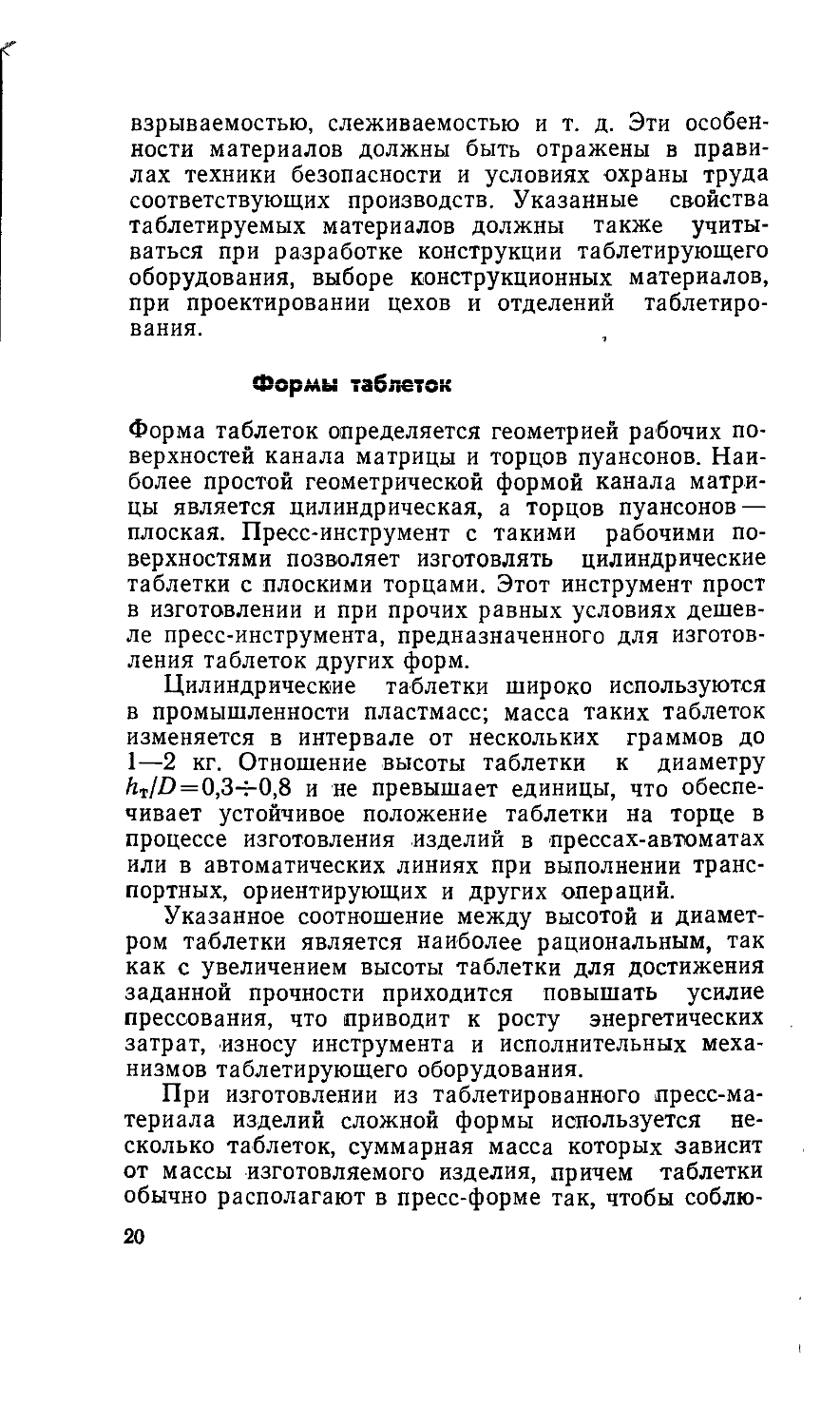
В простейшем случае при свободной подаче материала используется принцип камерного дозатора (рис. 2). Функцию дозатора выполняет бункер-питатель 1, который при дозировании располагается над матрицей 2, установленной в столе таблеточной машины. Объем заполняемого пространства зависит от диаметра матрицы D и расстояния Н от нижнего пуансона 3 до поверхности стола. Величина Н характеризует глубину заполнения матрицы и обычно регулируется путем изменения положения нижнего пуансона. В данном варианте перемещение таблетируемого материала при дозировании происходит в осевом направлении. Для улучшения условий заполнения матрицы исходным материалом рекомендуется в начальной стадии дозирования, когда бункер-питатель находится над матрицей, нижний пуансон располагать в
24
верхнем положении с тем, чтобы его опускание вниз происходило под слоем порошка (см. рис. 2, а и б). В этом случае материал, заполняющий матрицу, не должен вытеснять из нее воздух; более того, пуансон при перемещении из верхнего положения в нижнее как бы засасывает сыпучий материал.
Для повышения стабильности дозирования обычно пуансон опускается на расстояние, заведомо превышающее Н, т. е. материал заполняет матрицу с избытком, а затем поднимается на указанный уровень;
Рис. 2. Объемное дозирование камерным дозатором:
а — начальное положение; б — заполнение матрицы; в — опускание дозы.
часть сыпучего материала выталкивается из матри-цы. При этом происходит некоторое уплотнение оставшегося в матрице порошка, распределение его плотности по объему становится более равномерным.
С этой же целью после удаления бункера-питателя дозу порошка, находящуюся в матрице, рекомендуется до момента входа прессующего пуансона изолировать от внешней среды, перекрывая отверстие матрицы пластинкой, а саму дозу, находящуюся в матрице, переместить вниз. Последнее достигается опусканием нижнего пуансона на А мм (см. рис. 2,в). Это предотвращает явление «выплескивания» порошка из матрицы воздушным потоком, который образуется при последующем прессовании, когда верхний пуансон входит в матрицу.
Этот вариант дозирования может быть осуществлен либо путем перемещения бункера-питателя над матрицей, установленной в неподвижном столе (в кривошипных таблеточных машинах), либо путем перемещения стола вместе с матрицей под неподвижным бункером-питателем (роторные таблеточные машины).
25
Частным случаем этого же варианта является дозирование с помощью рамочного питателя (рис. 3), когда из бункера 1 сыпучий материал самотеком поступает в неподвижную рамку 2, расположенную над поверхностью вращающегося стола 3 с расположенными в нем матрицами 4. Такая система обычно используется для дозирования сыпучих материалов, обладающих хорошей текучестью, не склонных к сле-живаемости и зависанию, и применяется, например, в таблеточной машине DDS-2 фирмы «Стокс».
По А-А
Рис. 3. Дозирование рамочным питателем в роторной таблеточной машине. ... .
С целью обеспечения равномерного распределения сыпучего материала в рамке и улучшения условий его засыпки в матрицы рамка имеет перегородки. Порошок перемещается в рамке под воздействием сил трения, действующих со стороны вращающегося стола, двигаясь от перегородки к перегородке. Траектория движения частицы сыпучего материала (при условии, что частица в матрицу не попадает) показана на рис. 3, б. Во избежание скапливания и застоя материала задняя стенка рамки направляет порошок к оси вращения стола, а направляющая передней стенки вновь возвращает его в дозирующую рамку. Это способствует циркуляции сыпучего материала, не попавшего в матрицу.
Материал попадает в рамку из бункера по мере убывания порошка, который играет роль затвора горловины бункера.
Аналогично работает дозатор дискового типа (рис. 4), применяющийся для таблетирования реактопластов в автоматической роторной линии
26
ЛПИ 65-30/7 [54]. Из бункера 1 сыпучий материал самотеком поступает во втулку 2, находящуюся в данный момент под бункером и закрепленную в диске 3 дозатора. Нижние отверстия втулок перекрыты поддоном 4, с помощью которого материал направляется для пересыпания в матрицы 5, расположенные в роторе 6, лишь в определенной зоне.
Объем пересыпаемой дозы зависит от высоты и внутреннего диаметра втулки; при изменении объема дозы производится замена втулок. Более тонкое ре-
Рис. 4. Дозатор дискового типа.
гулирование осуществляется винтом 7, при повороте которого изменяется объем заполняемого материалом пространства.
Дозирование со свободной подачей материала возможно и тогда, когда материал подается в направлении, перпендикулярном к оси матрицы. Отдельные стадии дозирования при горизонтальном расположении оси матрицы показаны на рис. 5. В исходном положении а перед началом дозирования бункер 1, скрепленный с матрицей, находится в крайнем левом положении по отношению к пуансонам 2 и 3, пространство между торцами которых на расстоянии Н определяет объем дозы. Далее бункер с матрицей перемещаются в крайнее правое положение б, пространство между пуансонами заполняется сыпучим материалом и при последующем перемещении бункера в среднее положение в происходит отсечка дозы порошка.
27
Дозирование по рассмотренной схеме осуществляется в гидравлических таблеточных машинах. Достоинством этого варианта является изоляция сыпучего материала в процессе дозирования от внешней среды, уменьшение запыленности и снижение потерь таблетируемого продукта, что особенно важно при таблетировании ценных или токсичных материалов.
Модификацией этой же схемы служит дозирование в таблеточной машине с вращающимся бункером [24]. В этих машинах бункер с матрицами не имеет
Рис. 5. Дозирование при горизонтальном расположении оси пресс-инструмента:
а —начальное положение; б — заполнение пространства между пуаисоиами; в — отсечка дозы материала.
осевого перемещения, оси матриц расположены вер-тикально. Пространство над матрицами постоянно заполнено порошком, дозирование происходит при осевом перемещении пуансонов (рис. 6).
Широко применяется дозирование с принудительной подачей материала с помощью питателей лопастного типа. Последние отличаются большим конструктивным разнообразием, и в ряде случаев такие питатели используются при таблетировании таких сыпучих материалов, дозирование которых затруднено при свободной подаче порошка. Это позволяет исключить перед таблетированием дополнительную операцию гранулирования.
Для принудительной подачи материала может быть также использована вибрация, однако дозаторы с вибрационной подачей материала пока находятся в стадии разработки.
Лопастной питатель (рис. 7) обычно имеет автономный привод, который позволяет задавать скорость вращения лопастей независимо от движения остальных звеньев таблеточной машины, либо при-28’
вод, общий с машиной. В последнем случае существует жесткая кинематическая связь движения лопастей дозатора с движением звеньев машины, например ротора.
При работе питателя его лопасти перемещают порошок в зону дозирования и обеспечивают принудительную подачу порошка в матрицы. В некоторых роторных таблеточных машинах, например в машине MT-ЗА, скорость вращения лопастей подбирают таким образом, что момент прохождения матрицы
Рис. 6. Стадии процесса таблетирования в машине с вращающимся бункером.
Рис.
7. Лопастной питатель для
подачи сыпучего материала.
под питателем совпадал с прохождением определенной лопасти.
В некоторых питателях устанавливают несколько лопастных ворошителей. Это увеличивает зону дозирования и, следовательно, повышает точность дозирования и делает машины более универсальными. В машинах, предназначенных для таблетирования тонкодисперсных материалов, устанавливаются дополнительные ворошители в бункере.
Лопасти ворошителей выполняются разнообразной формы: наряду с прямолинейными нашли применение и криволинейные лопасти. Сечение лопасти иногда имеет наклон к плоскости стола, что позволяет уплотнять таблетируемый материал при его подаче в матрицу и в какой-то мере устраняет колебания массы дозы из-за нестабильности насыпной плотности порошка.
29
ловии, что определенному
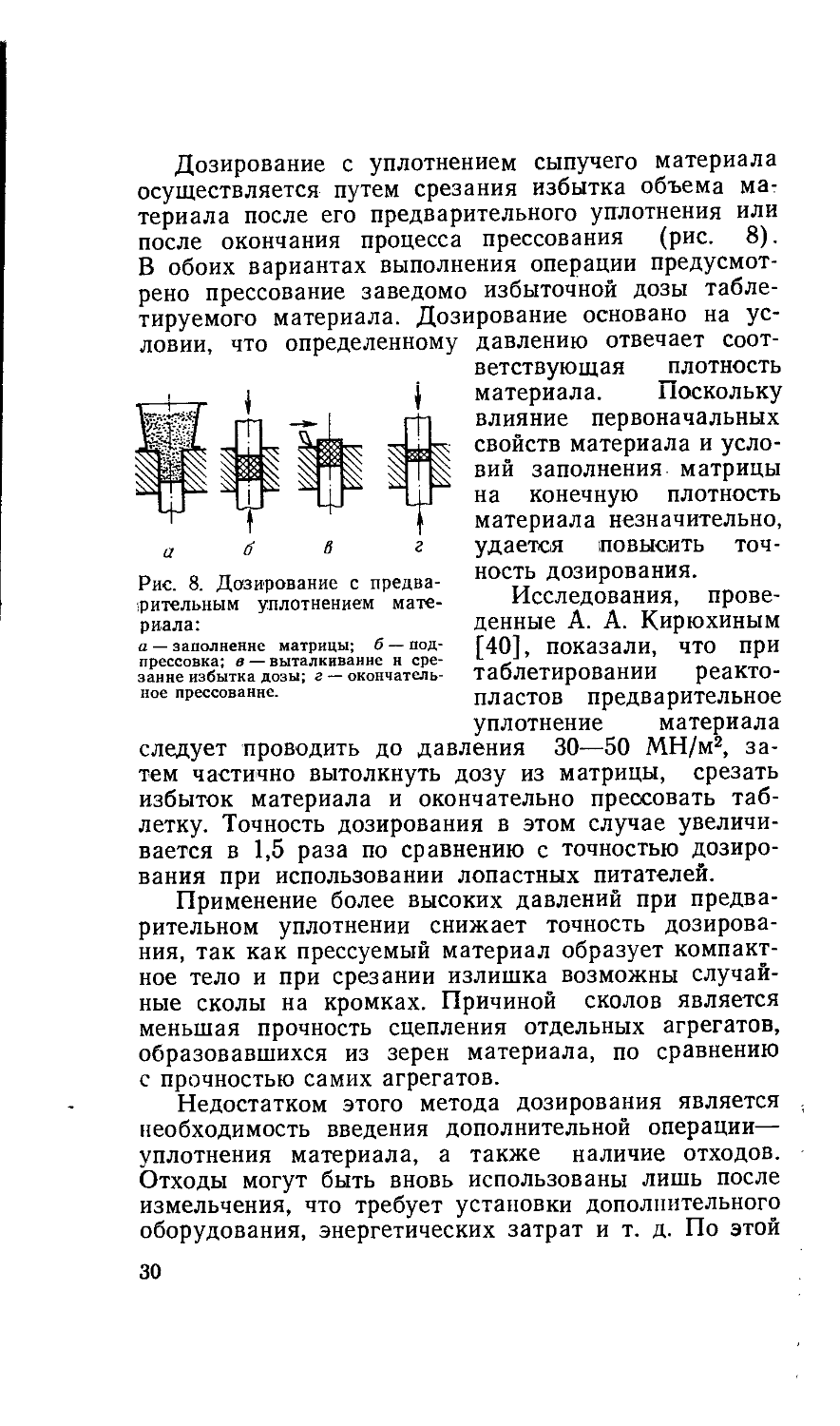
Рис. 8. Дозирование с предварительным уплотнением материала:
а — заполнение матрицы; б — подпрессовка; в — выталкивание и срезание избытка дозы; г — окончательное прессование.
Дозирование с уплотнением сыпучего материала осуществляется путем срезания избытка объема материала после его предварительного уплотнения или после окончания процесса прессования (рис. 8). В обоих вариантах выполнения операции предусмотрено прессование заведомо избыточной дозы таблетируемого материала. Дозирование основано на ус-давлению отвечает соответствующая плотность материала. Поскольку влияние первоначальных свойств материала и условий заполнения матрицы на конечную плотность материала незначительно, удается повысить точность дозирования.
Исследования, проведенные А. А. Кирюхиным [40], показали, что при таблетировании реактопластов предварительное уплотнение материала
следует проводить до давления 30—50 МН/м2, затем частично вытолкнуть дозу из матрицы, срезать избыток материала и окончательно прессовать таблетку. Точность дозирования в этом случае увеличивается в 1,5 раза по сравнению с точностью дозирования при использовании лопастных питателей.
Применение более высоких давлений при предварительном уплотнении снижает точность дозирования, так как прессуемый материал образует компактное тело и при срезании излишка возможны случайные сколы на кромках. Причиной сколов является меньшая прочность сцепления отдельных агрегатов, образовавшихся из зерен материала, по сравнению с прочностью самих агрегатов.
Недостатком этого метода дозирования является необходимость введения дополнительной операции— уплотнения материала, а также наличие отходов. Отходы могут быть вновь использованы лишь после измельчения, что требует установки дополнительного оборудования, энергетических затрат и т. д. По этой
30
причине дозирование с предварительным уплотнением материала широкого промышленного применения не нашло.
Дозирование путем срезания избытка материала после окончания прессования выполняется аналогично рассмотренному выше и используется при таблетировании волокнистых материалов, для которых использование традиционных методов объемного дозирования невозможно.
Влияние свойств и состава сыпучих материалов на процесс дозирования
Дозирование сыпучего материала при таблетировании представляет собой сложное физическое явление, сущность которого заключается в истечении дискретной среды и заполнении ею замкнутого пространства.
О влиянии свойств и состава сыпучих материалов на продолжительность дозирования можно судить, при прочих равных условиях, по их текучести или сыпучести. Под сыпучестью следует понимать скорость истечения сыпучего материала, т. е. среднюю скорость движения его частиц через отверстие при определенных условиях.
Рис. 9. Схема прибора ВП-12 для определения сыпучести.
Для определения сыпучести материалов при их промышленном и лабораторном таблетировании создан прибор ВП-12.
Прибор (рис. 9) имеет бункер 1, снабженный электровибратором 2, шибер 3 с электромагнитным
31
приводом 4 и реле времени 5. Под бункером расположен мерный сосуд 6. Сыпучий материал засыпают в бункер 1, затем приводят в действие вибратор 2 и открывают шибер 3. В течение заданного времени происходит истечение материала в сосуд 6. После срабатывания реле шибер перекрывает выпускное отверстие. Сосуд переставляется в другую позицию и с помощью ворошителя 7 выравнивается слой материала в сосуде.
Этот метод определения сыпучести позволяет исключить определение насыпной плотности материала.
Сыпучесть vc (в см/с) рассчитывают по формуле:
t>c = CV (10)
где V — объем сыпучего материала, прошедшего через выпускное отверстие, см3; С — константа прибора, определяемая по выражению:
4
с- пт (П)
Здесь D — диаметр отверстия в бункере, см; t—продолжительность истечения, с.
Прибор ВП-12 имеет следующую техническую характеристику:
Емкость бункера, см3...... 200
Угол при вершине бункера, град 60
Частота вибрации, Гц...... 100
Амплитуда колебаний, мм . . . 0,3
Диаметр выпускного отверстия, мм . 12,5
Точность отсчета объема по шкале, см3............................ 2,5
Диапазон регулирования реле времени, с........................ 0,4—180
Точность отсчета времени, % , , ±2
Габариты прибора, мм .... 232x330x390
Масса прибора, кг............ 15
Экспериментально определена зависимость погрешности показаний прибора от сыпучести материалов: с повышением сыпучести относительная погрешность прибора уменьшается (рис. 10).
В табл. 1 приведены результаты определения сыпучести некоторых материалов на приборе ВП-12.
32
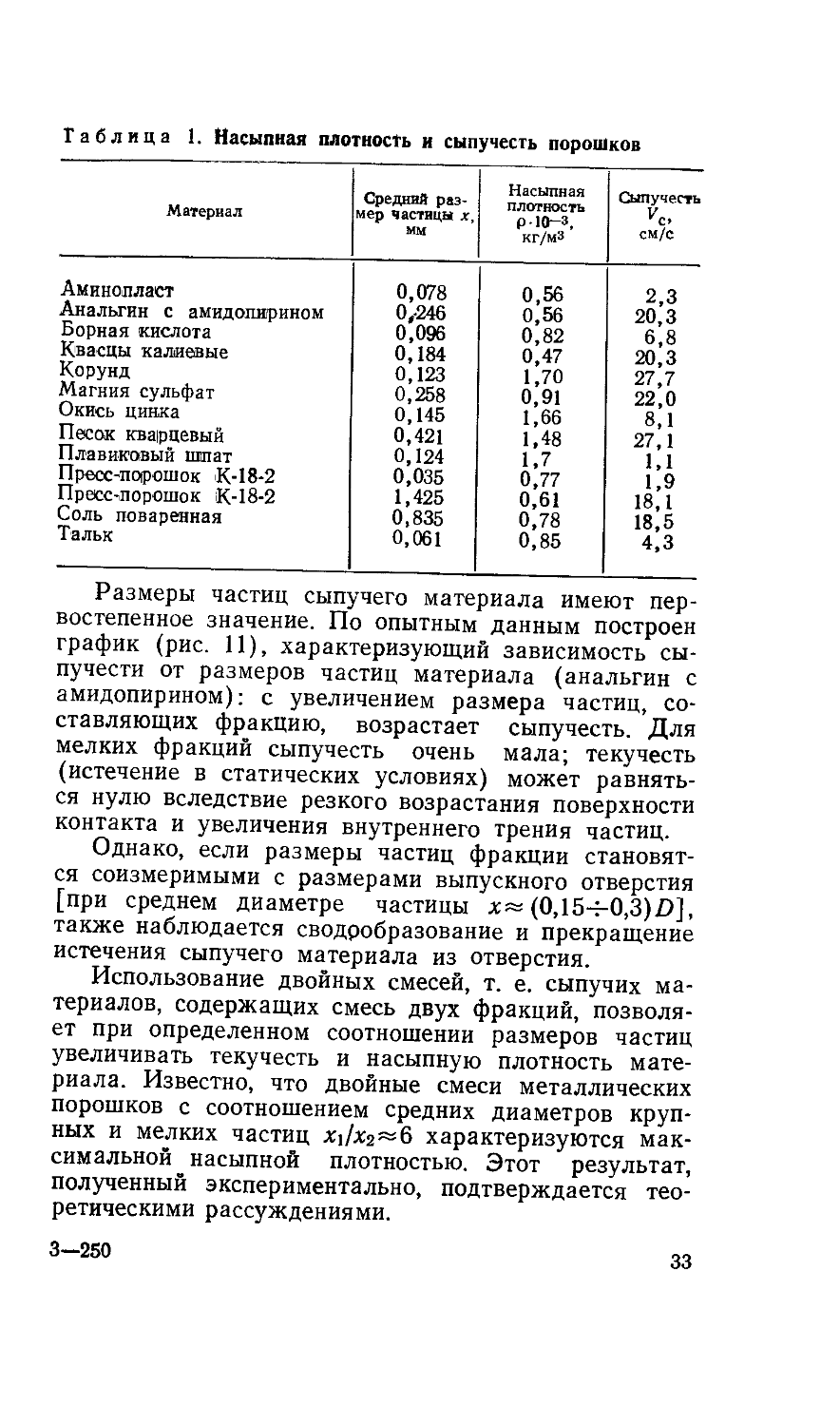
Таблица 1. Насыпная плотность и сыпучесть порошков
Материал Средний размер частицы х, мм Насыпная плотность Р-10-3, КГ/мЗ Сыпучесть ^С. см/с
Аминопласт 0,078 0,56 2,3
Анальгин с амидопирином 0,-246 0,56 20,3
Борная кислота 0,096 0,82 6,8
Квасцы калиевые 0,184 0,47 20,3
Корунд 0,123 1,70 27,7
Магния сульфат 0,258 0,91 22,0
Окись цинка 0,145 1,66 8,1
Песок кварцевый 0,421 1,48 27,1
Плавиковый шпат 0,124 1.7 1.1
Пресс-порошок К-18-2 0,035 0,77 1,9
Пресс-порошок К-18-2 1,425 0,61 18,1
Соль поваренная 0,835 0,78 18,5
Тальк 0,061 0,85 4.3
Размеры частиц сыпучего материала имеют первостепенное значение. По опытным данным построен график (рис. 11), характеризующий зависимость сыпучести от размеров частиц материала (анальгин с амидопирином): с увеличением размера частиц, составляющих фракцию, возрастает сыпучесть. Для мелких фракций сыпучесть очень мала; текучесть (истечение в статических условиях) может равняться нулю вследствие резкого возрастания поверхности контакта и увеличения внутреннего трения частиц.
Однако, если размеры частиц фракции становятся соизмеримыми с размерами выпускного отверстия [при среднем диаметре частицы х~ (0,154-0,3)/)], также наблюдается сводробразование и прекращение истечения сыпучего материала из отверстия.
Использование двойных смесей, т. е. сыпучих материалов, содержащих смесь двух фракций, позволяет при определенном соотношении размеров частиц увеличивать текучесть и насыпную плотность материала. Известно, что двойные смеси металлических порошков с соотношением средних диаметров крупных и мелких частиц Xi/хг—б характеризуются максимальной насыпной плотностью. Этот результат, полученный экспериментально, подтверждается теоретическими рассуждениями.
3-250 33
Сыпучий материал, состоящий из зерен правильной шаровой формы и одинакового размера, в первом приближении можно рассматривать как определенную упаковку шаров в пространстве, причем образованное таким образом тело обладает определенной статической устойчивостью [27].
Методами теории вероятностей установлено, что наиболее вероятное число контактов К' (координационное число) у шара при беспорядочной свободной
Рис. 10. Зависимость относительной погрешности прибора для определения сыпучести от скорости истечения материала.
Рис. 11. Зависимость сыпучести от размеров частиц материала (анальгин с амидопирином).
пространственной упаковке равно восьми. Это подтверждено экспериментами «а свинцовых шариках при их свободной засыпке. При утряске среднее координационное число повышается до 9—10, частицы с наибольшим координационным числом 12 появлялись лишь при сильной утряске. Это свидетельствует о наличии арок и мостиков в свободной укладке частиц.
Известно, что координационному числу К'—8 соответствует кубическо-тетраэдральная упаковка шаров, при которой шары в каждом слое лежат в шахматном порядке, однако центры шаров в вертикальной плоскости располагаются по одной вертикали (рис. 12).
34
Из геометрических соотношений легко определить наименьший диаметр частицы х2, которая сможет пройти через «сито», образованное слоем шаров диаметром Хь и заполнить пространство между этими шарами:
х2 = [(1/cos 30°) - 1] Xl = 0,156х!
откуда Xi/x2~6,4, что соответствует соотношению размеров частиц, приведенному ранее.
Рис. ’12. Схема кубическо-тетраэдральной упаковки шаров.
Пористость укладки Пи определяют как отношение разности объемов прямой трехгранной призмы, в вершинах которой размещены центры сферических частиц, и суммарного объема шаровых секторов, заключенных в призмы:
этой призме, к объему упомянутой
JLxj/3 — 6-J_- пх? 4 12 6
1 Ijj — । — UjVUi
— ^/3
Таким образом, около 39% объема укладки может быть заполнено мелкими частицами.
Эксперименты, проведенные со смесями неметаллических порошков, в которых частицы мелкой фракции составляли 20—40% общей массы смеси, показали, что при соотношении средних размеров частиц крупной и мелкой фракции Х1/хг~6 возрастает насыпная плотность и улучшается текучесть порошка по сравнению с порошком, не рассеянным на фракции. Это иллюстрируется данными табл. 2, полученными для гранулированных глюкозы и сульфадимезина [5]. Время истечения определяли как истечение
3*
35
Таблица 2. Насыпная плотность и текучесть порошков и их отдельных фракций
Свойства Размеры частиц, мм
нерассеянный порошок + 1.0 +0.16 60%+1,0 40%+0,16
Насыпная плотность Глюко 0,582 з а 0,504 0,601 0,695
Л 1Л-я Р’ IV JU/W Время истечения, с 10 3,0 2,3 2,1
Сульфадимезин
Насыпная плотность, 0,550 0,491 0,493 0,566
р-10-3, кг/м3 Время истечения, с 6,7 3,2 3,9 2,4
50 г порошка через стеклянную воронку, диаметр выпускного отверстия (стебля) которой равен 10 мм. Однозначная зависимость между насыпной плотностью и сыпучестью отсутствует: в некоторых случаях наблюдается повышение сыпучести при увеличении насыпной плотности, обусловленном увеличением истинной плотности материала. Вместе с тем обычно при предварительном уплотнении сыпучего материала, приводящем к снижению порозности и росту поверхности контакта частиц, сыпучесть снижается. Однако указанные явления для каждого рода сыпучего материала имеют индивидуальный характер.
Влажность таблетируемого материала оказывает значительное влияние на его сыпучесть. Влага может содержаться в сыпучем материале в виде конституционной влаги, быть химически связанной с самим веществом, в виде гигроскопической влаги, в виде внешней влаги, образующей водяную пленку на поверхности частиц или заполняющей свободные пространства между частицами.
Для каждого сыпучего материала, в зависимости от его гранулометрического состава и физических свойств, характерна оптимальная влажность, соответствующая наилучшей сыпучести. Так, при увеличении влажности апатитового концентрата от 0 до 1 % сыпучесть возрастает в 7 раз, при дальнейшем
36
повышении влажности сыпучесть уменьшается [53]. Для порошков аминопласта и ревеня гранулометрического состава, отвечающего данным табл. 3, оптимальная влажность соответственно равна 3,4 и 2,9%.
Таблица 3. Гранулометрический состав амииоласта и ревеня
Ns сита Остаток на сите, г
аминопласт ревень
2,5 5,63
1,6 7,60 —
1 5,15 0,03
063 2,67 0,17
04 1,62 1,50
0315 1,20 0,69
025 1,34 0,52
01 16,11 7,13
0063 16,36 10,20
005 8,18 13,86
Поддон 24,87 63,30
Всего 98,78 99,98
Однако если регулирование сыпучести путем изменения фракционного состава (т. е. с помощью гранулирования, отсева наиболее эффективных фракций и составления двойных или более сложных смесей) практически всегда может быть осуществлено, то воздействие на сыпучие свойства материала путем изменения его влажности не всегда возможно, так как в технических условиях на таблетируемый материал регламентируется определенный уровень влажности.
Закономерности дозирования
Объем сыпучего материала, который должен быть подан в матрицу для образования таблетки массой mt, определяется по уравнениям для цилиндрической таблетки:
4 р
(12)
37
для таблеток со сферическими торцами:
У = —4-н + (Зг-М = (13)
где D — диаметр таблетки; Н—высота цилиндрической части засыпки в матрице; йс —высота шарового сегмента; г — радиус сферы; р — насыпная плотность таблетируемого материала.
Принимая во внимание, что масса таблетки может быть выражена также через размеры таблетки и плотность спрессованного материала рт, установим связь между начальной высотой столба порошка Н и конечной высотой таблетки /iT. Для цилиндрической таблетки
v nD* л
рт — 4 «Т
Откуда следует
Г/ут = Я/йт = Рт7р = й
Величина k представляет собой коэффициент сжатия материала при прессовании.
Высота заполнения матрицы порошком для получения цилиндрической таблетки массой тт равна
Н = khr = — Лт Г
Однако насыпная плотность сыпучего материала в матрице может отличаться от насыпной плотности материала в бункере вследствие влияния условий заполнения. Поэтому величины, найденные расчетным путем, следует рассматривать как ориентировочные, точная масса таблетки достигается регулированием положения нижнего пуансона в матрице при дозировании. Для этой цели имеется специальный узел настройки дозирующего механизма.
Дозирование материала включает операцию заполнения матрицы порошком, что в первом приближении можно рассматривать как истечение сыпучего материала через отверстие.
Согласно [55], все сыпучие материалы по форме движения среды условно делятся на связанные и несвязанные. Первые характеризуются наличием устойчивой связи между частицами и при движении потока относительного перемещения частиц не проис-
38
Рис. 13. Зависимость пропускной способности бункера от диаметра выпускного отверстия при различных высотах заполнения бункера порошком.
ходит. К таким материалам относятся, например, аминопласт. Во втором случае, при несвязанном движении, имеет место движение частиц относительно друг друга по сечению потока (ревень и другие материалы).
Характер движения сыпучего материала влияет на процесс истечения. Для несвязанных сыпучих материалов типичным является массовое истечение, когда весь сыпучий материал приходит в движение, скользит по стенкам бункера, патрубкам и другим конструктивным элементам с постоянными сечениями, предопределяя сравнительную стабильность скорости на выходе из отверстия.
Другой вид истечения — прерывистое — более типично для материалов связанного движения, когда внутри сыпучего материала образуется канал, сечение которого может меняться в процессе истечения. Некоторая часть материала, расположенная в мертвой зоне вокруг канала
истечения, находится в динамическом равновесии, постоянно переходя из состояния покоя в движение и обратно, что и приводит к возникновению пульсирующего потока. При прерывистом (пульсирующем) истечении скорость прохождения частиц через выпускное отверстие может иметь значительные колебания, что ведет к малой точности дозирования.
Для определения предельной скорости истечения сыпучих материалов через отверстие в днище бункера предложен ряд формул.
Как показали исследования, в большинстве случаев скорость истечения сыпучего материала через выпускное отверстие в бункерах не зависит от высоты заполнения бункера. Это иллюстрируется, в частности, графиком, приведенным на рис. 13, где в
39
логарифмической системе координат показана зависимость пропускной способности Qe бункера таблеточной машины от диаметра D выпускного отверстия при различных высотах Нб заполнения бункера пресс-порошком К-18-2.
Предположив, что процесс истечения через отверстие представляет собой выпадение частиц сыпучего материала из полусферического свода, находящегося в динамическом равновесии над отверстием, был предложен метод расчета предельной объемной скорости истечения [43]:
vO6 = 2!]^-^2>5 (И)
где g — ускорение силы тяжести; ц— коэффициент расхода, определяемый опытным путем.
Значения коэффициента расхода для некоторых сыпучих материалов приведены в табл. 4.
Таблица 4. Характеристика процесса истечения материалов из бункера таблеточной машины
Материал Насыпная платность р-10—з, кг/м3 Объемная скорость истечения К>б’ см3/с Коэффициент расхода И Скорость истечения о, см/с
Гранулят ацетилсалициловой кислоты 0,560 93,4 0,850 29,8
Катализатор 1КНФ 0,533 36,3 0,316 11,6
Пресс-порошок К48-2 0,545 68,4 0,620 21,8
Примечание. Диаметр выпускного отверстия D=20 мм.
Для определения предельной объемной скорости истечения зернистых материалов (в см3/мин) [44] была предложена формула, в которой учитывается размер частиц:
«Об = 5730y'R (/?3 — 1,9d/? + 1,66с/3)2
где /? — радиус отверстия, см; d— средний диаметр частиц материала, см.
40
В приведенной формуле принято, что предельная объемная скорость не зависит от физико-механических свойств сыпучего материала. Влияние этих свойств проявляется при высокой дисперсности сыпучего материала. Для расчета предельной скорости истечения (в см/с) порошкообразных материалов предложена формула [23]:
где То — начальное сопротивление сдвигу; 1 — коэффициент истечения (для сыпучих материалов с хорошей сыпучестью он равен 0,3—0,5, для плохо сыпучих — 0,2—0,25).
Начальное сопротивление сдвигу можно определить по формуле
где h(, — предельная высота вертикально стоящего столба сыпучего материала без поддерживающей стенки, определяемая экспериментально [45].
Приведенные формулы могут быть использованы при расчете пропускной способности бункеров
лД2
Q = fo6P = f^~ Р
или при их проектировании — для расчета диаметра выпускного отверстия и размеров проходных сечений, однако они не могут применяться для определения скорости и времени заполнения матрицы сыпучим материалом, так как не учитывают специфику объемного дозирования при таблетировании: истечение в замкнутое пространство, наличие ворошителя и т. д.
Дозирование при таблетировании следует рассматривать как систему, состоящую из трех элементов: сыпучего материала, питателя-дозатора и таблеточной машины. Использование классического метода анализа для математического описания операции дозирования в настоящее время затруднительно, так как необходимо установить закономерность движения не только отдельных частиц, но и массивов дискретной среды в гравитационно-центробежном поле под воздействием лопастей ворошителя и других кон
41
структивных элементов питателя-дозатора и таблеточной машины.
Для построения эмпирической математической модели дозирования удобно использовать статистические методы, а именно методы планирования эксперимента. В соответствии с принципами кибернетики оптимальное управление возможно при неполной информации: исследуемая система является «черным ящиком», входы которого (факторы) соответствуют возможным способам воздействия на объект, а выходы— параметрам оптимизации.
Для построения эмпирической математической модели системы методами планирования эксперимента характерны следующие особенности [1]:
1) стремление к минимизации общего числа опытов;
2) одновременное варьирование всеми переменными, определяющими процесс, в соответствии со специальным алгоритмом;
3) использование математического аппарата, формализующего действия экспериментатора;
4) выбор четкой стратегии, позволяющей принимать обоснованное решение после каждой серии экспериментов.
При создании математической модели функционирования дозатора роторной таблеточной машины [33] в качестве факторов, определяющих состояние системы, были приняты следующие: Xi — скорость вращения ротора таблеточной машины, х2— скорость вращения ворошителя, Хз — диаметр отверстия матрицы, Х4 — сыпучесть материала. Каждый фактор принимает различные значения, которые называются уровнями.
Уровни варьирования факторов устанавливаются на основании анализа условий работы питателей-дозаторов в существующих таблеточных машинах.
К совокупности факторов предъявляются требования отсутствия коррелированности, т. е. возможность установления какого-либо фактора на заданный уровень независимо от других факторов, и совместимость факторов, т. е. такой их подбор, при котором все комбинации факторов могут быть реализованы.
42
Выходным параметром системы и критерием ее оптимальности была принята скорость заполнения матрицы сыпучим материалом.
Математическая модель системы выражается уравнением z/ = q)(xi,xa,...,xA), связывающим выходной параметр системы у (функция отклика в теории планирования эксперимента) с факторами хь Хг,...,хА.
Функция отклика аппроксимируется полиномами различных степеней, при этом, чем выше степень полинома, тем больше экспериментов требуется выполнить для нахождения постоянных коэффициентов.
Задача построения интерполяционной модели системы, когда оптимизация функции отклика не производится, сводится к определению такой полиноминальной функции (уравнения регрессии), которая позволяет предсказать выходной параметр с определенной точностью во всех точках заранее заданной области (условие адекватности). Адекватность математической модели устанавливается методами математической статистики.
Поиск функции отклика обычно начинается с линейной модели. В этом случае факторы варьируются на двух уровнях и общее число опытов, необходимое для реализации всех возможных сочетаний уровней факторов, равно n—2h (где k — число факторов).
Такой эксперимент называется полным факторным экспериментом.
Исследования показали, что математическая модель первого порядка не адекватно описывает процесс дозирования, в связи с чем для создания модели было использовано ротатабельное планирование второго порядка. Ротатабельным называется такой план; в котором оценка погрешности (дисперсии) предсказанного значения у независима от вращения плана, причем сами дисперсии равны на одинаковых расстояниях от центра плана (нулевой уровень).
Факторы хь Хг, х3 и х4 варьировались на пяти уровнях.
Выбор уровней варьирования связан с удовлетворением противоречивых требований: расширение уровней варьирования увеличивает область факторного пространства, описываемого интерполяционной математической моделью, что позволяет прогнозиро
43
вать свойства системы в широком диапазоне, однако при этом увеличивается риск получить модель, неадекватно описывающую функционирование объекта исследования.
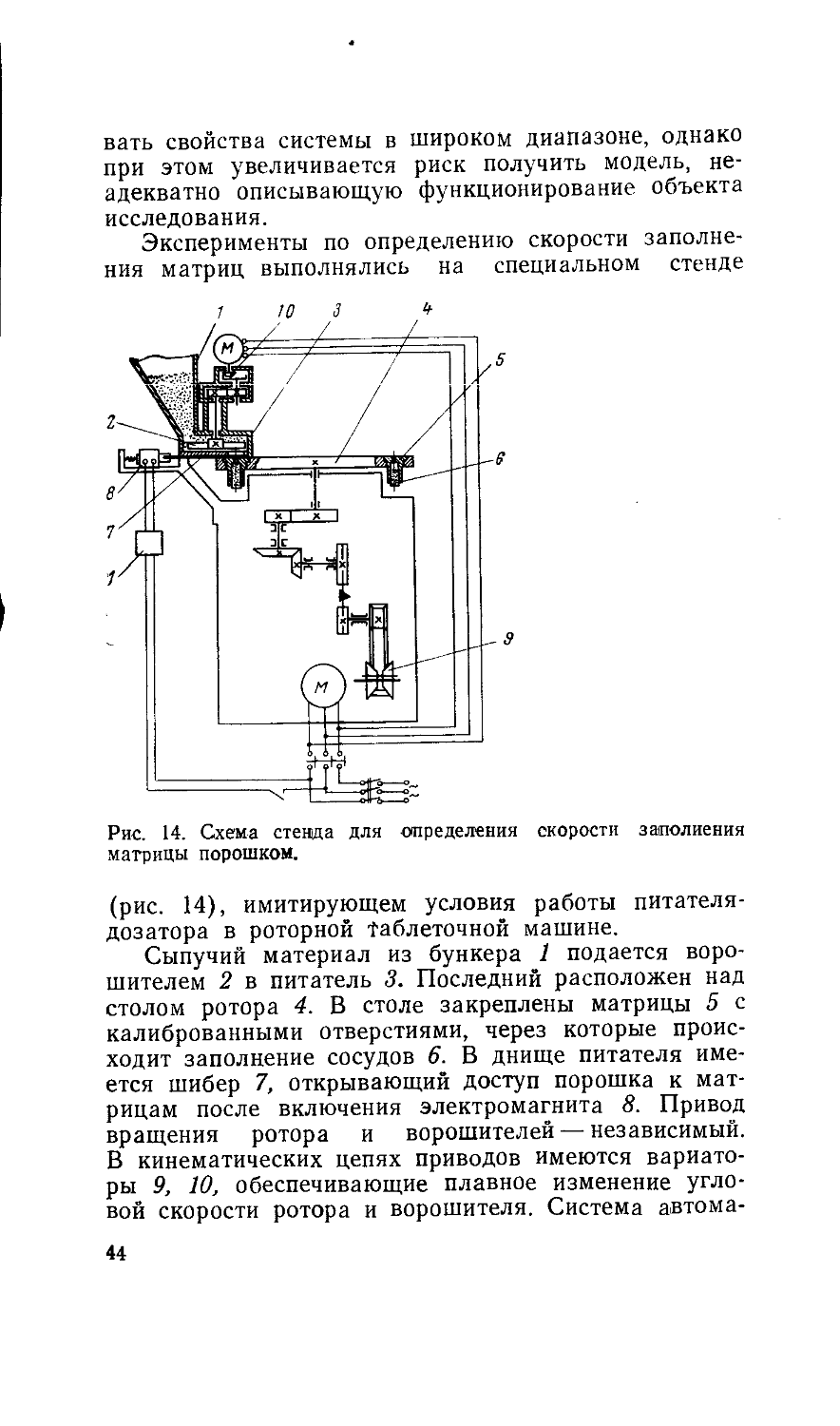
Эксперименты по определению скорости заполнения матриц выполнялись на специальном стенде
Рис. 14. Схема стенда для определения скорости заполнения матрицы порошком.
(рис. 14), имитирующем условия работы питателя-дозатора в роторной -Таблеточной машине.
Сыпучий материал из бункера 1 подается ворошителем 2 в питатель 3. Последний расположен над столом ротора 4. В столе закреплены матрицы 5 с калиброванными отверстиями, через которые происходит заполнение сосудов 6. В днище питателя имеется шибер 7, открывающий доступ порошка к матрицам после включения электромагнита 8. Привод вращения ротора и ворошителей — независимый. В кинематических цепях приводов имеются вариаторы 9, 10, обеспечивающие плавное изменение угловой скорости ротора и ворошителя. Система автома
44
тики имеет реле времени 11, с помощью которого устанавливается продолжительность эксперимента.
При пуске установки шибер отодвигается лишь после того, как машина достигнет состояния установившегося движения. При остановке стенда в первую очередь перемещается шибер, перекрывая выпускное отверстие питателя.
После полной остановки ротора сосуды с порошком снимаются, и взвешиванием определяется в них масса порошка.
При проведении экспериментов скорость вращения ротора изменялась от 10 до 44 об/мин, скорость вращения ворошителя — от 30 До 96 об/мин, диаметр отверстий от 0,6 до 1,8 см; сыпучесть материала от 1,9 до 26 см/с. Сыпучесть определяли на приборе ВП-12.
Средняя скорость v заполнения матриц порошком была рассчитана по формуле
mRnp v= 7,5ЬдозрО2п где т — масса сыпучего материала, заполняющего сосуд; R— радиус ротора по окружности матриц; пр — частота вращения ротора, об/мин; 1-доз — длина дуги зоны питания; р — насыпная плотность материала; D — диаметр матрицы; п — число оборотов ротора за время эксперимента.
Коэффициенты уравнения регрессии были рассчитаны по программе, разработанной ГИРЕДМЕТом [57], на ЭВМ «Минск-22». Программа предусматривает также расчеты значения критерия Стьюдента, выходного параметра у, невязки, остаточной дисперсии, показателя дисперсии относительного среднего значения выходного параметра и F0TS—меры практической ценности уравнения регрессии.
Доверительные интервалы для коэффициентов уравнения регрессии были найдены по методике, изложенной в работе [51].
Математическая модель функционирования рассматриваемой системы сыпучий материал — питатель— таблеточная машина представляет собой полином второго порядка:
у = 6,37 -I- 0,34*! + 0,73х2 + 0,25*3 + 3,32х4 +
+ 0,67х1х2 + О.ббхрсз + 0.67XJX4 + \,Зх2х3 — O.Slx^ —
— O,52xsx4 + O,13x^ —0,21х£ (15)
45
где кодированные Xj и натуральные Xj значения j-ro фактора связаны выражением
где Хт — натуральное значение у-го фактора на нулевом уровне; Ij — интервал варьирования j-ro фактора.
Для расчета скорости заполнения матрицы сыпучим материалом удобнее пользоваться уравнением, в котором вместо кодированных значений факторов фигурируют их натуральные значения:
“ и = 0,619 + (950 + 13^с —3,6пр —2,4/iB)10-3 +
+ (0,3л3 — 3,6у3 + 3/ip/iB + 137O/ip + 8,2/1р^с +
+ 164Олв + 3,2гавг?с — 1800ос) 10~5 (17)
где v—скорость заполнения матрицы, см/с; D — диаметр отверстия матрицы, см; пр, пв — соответственно частоты вращения ротора и ворошителя, об/мин; vc — сыпучесть материала, см/с (см. табл. 2).
В пределах интервалов варьирования факторов последнее уравнение может быть использовано для прогнозирования свойств питателя-дозатора или при его проектировании. Например, время дозирования при известной массе дозы т или высоте заполнения матрицы Н определяется выражением
4/п Н
*ДОз = лО2ри
Выход за пределы области варьирования, т. е. экстраполяция значений функции отклика, возможны лишь до значений, отклоняющихся от предельных на 20—30%. При необходимости анализа процесса дозирования для систем с параметрами, выходящими за границы указанных пределов отклонения, или при другой конструкции питателя, например с двумя ворошителями, необходимо создавать иную математическую модель; программы для ЭВМ остаются без изменения.
Приведенный выше анализ процесса дозирования учитывает лишь важнейшие параметры системы сыпучий материал — питатель — машина. Представляет интерес влияние на скорость заполнения матрицы та-46
ких конструктивных элементов питателей-дозаторов, как число г лопастей ворошителя, форма и сечение лопастей и др.
Выявление наиболее значимых в данной постановке вопроса конструктивных параметров производилось экспериментально на описанном выше стенде. При проведении опытов последовательно варьировали каждый из изучаемых конструктивных параметров при стабильных остальных (за исключением сыпучего материала и диаметров матриц).
Установлено, что число лопастей ворошителя в интервале z — 44-16 практически не влияет на скорость заполнения матрицы, наблюдается лишь некоторое снижение этой скорости при увеличении числа лопастей. Резче проявляется влияние сечения и формы лопастей.
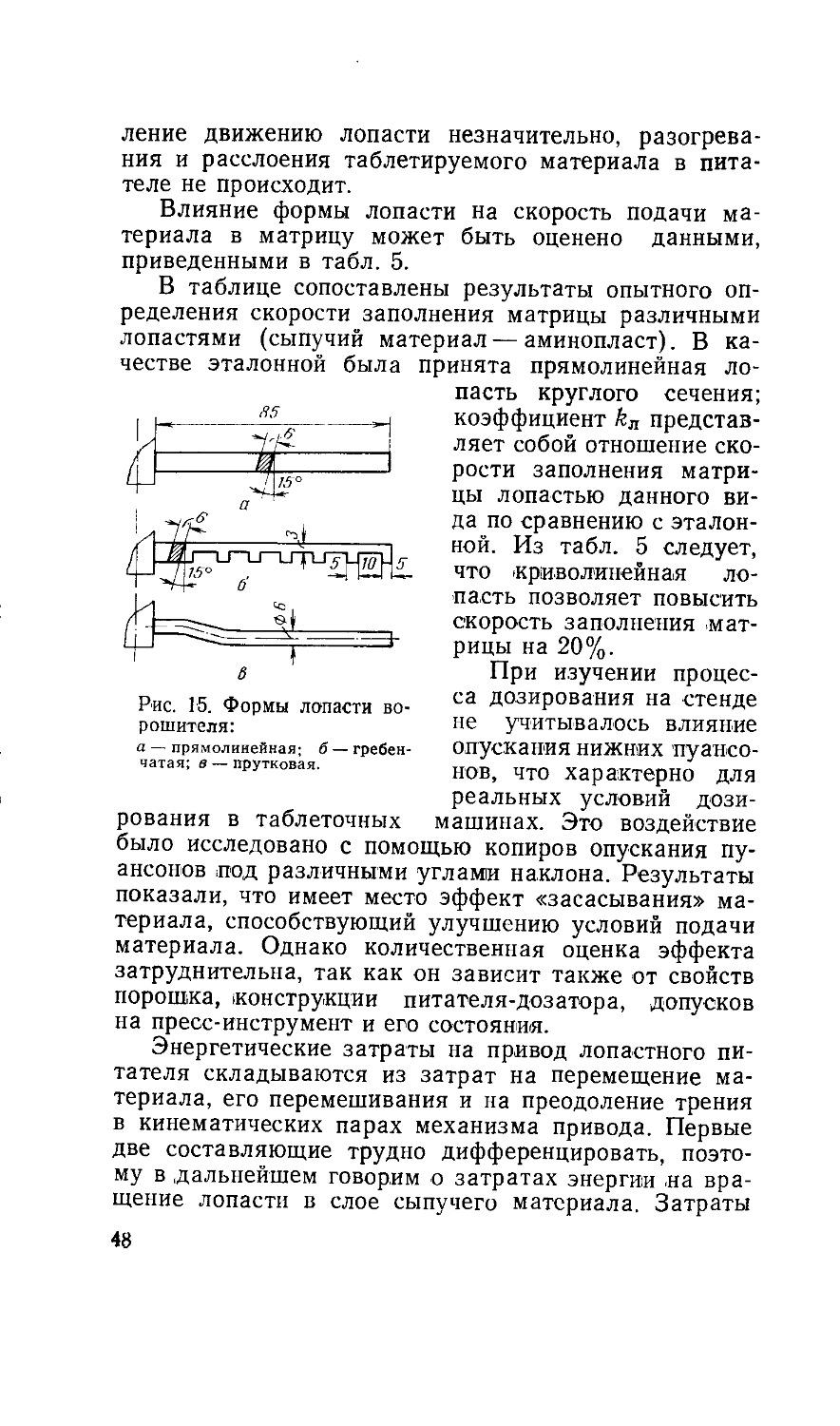
Как показывает опыт эксплуатации таблеточных машин, одна и та же лопасть не может обеспечить одинаковый эффект заполнения матрицы при таблетировании крупногранулированного материала и мелкого порошка. По этой причине, в зависимости от свойств сыпучего материала, применяются лопасти различного сечения [30].
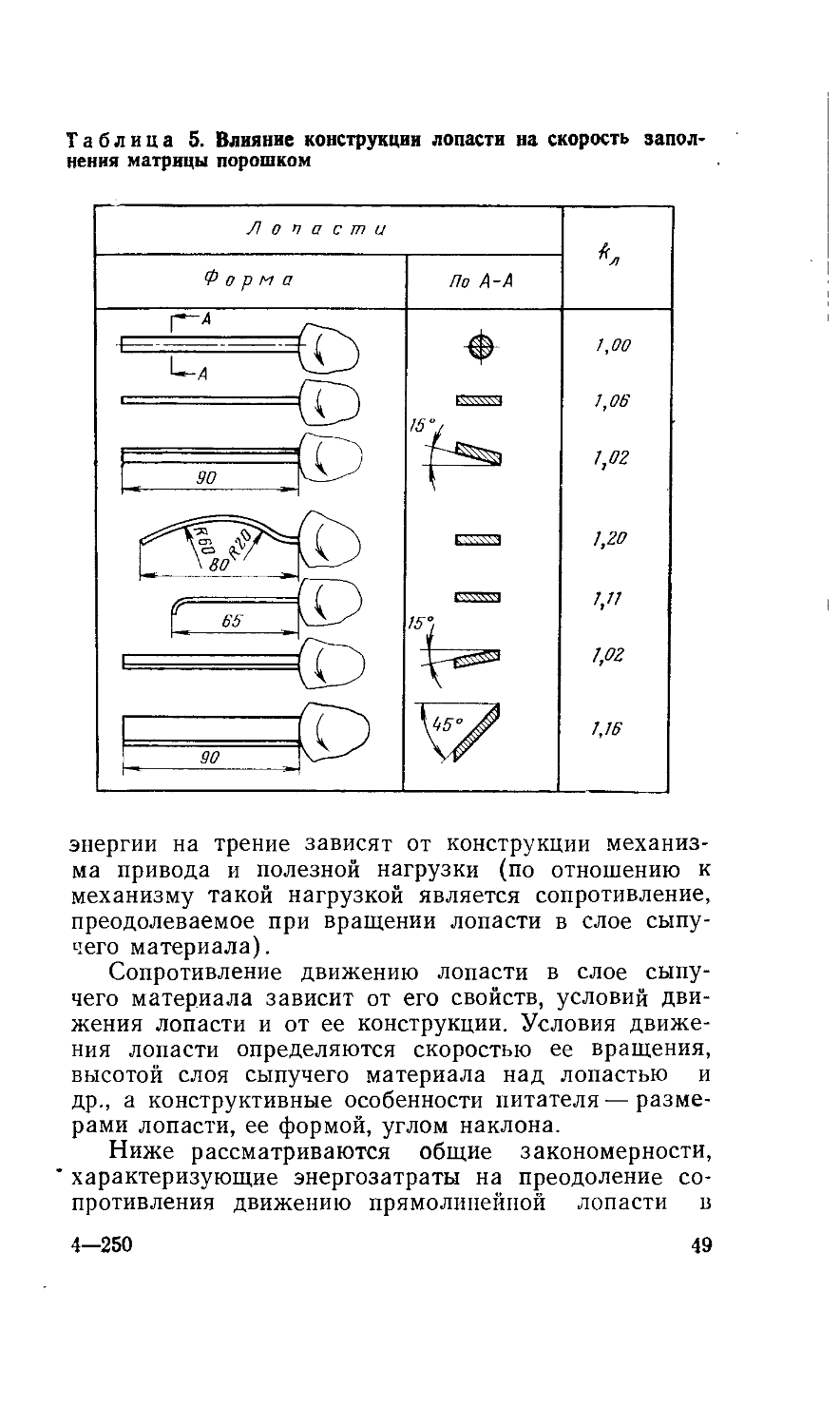
Лопасть, показанная на рис. 15,а, имеет прямолинейную форму сплошного сечения с наклоном 15° к вертикали. Лопасти устанавливаются таким образом, чтобы направлять сыпучий материал вниз, в сторону матрицы. Это повышает точность дозирования при плохой сыпучести материала. Однако использование таких лопастей для материалов с хорошей сыпучестью нерационально, так как при высоких скоростях вращения ворошителя эта форма лопасти приводит к повышению сопротивлений при перемешивании материала и к его разогреву, что в ряде случаев недопустимо.
Гребенчатая лопасть (рис. 15,6) успешно применяется при скорости вращения до 60% от максимальной и для материалов со средней сыпучестью. В таких условиях достигается достаточно высокая точность дозировки.
Лопасть в форме прутка (рис. 15,в) обеспечивает вполне удовлетворительный эффект при таблетировании материалов с хорошей сыпучестью; сопротив
47
ление движению лопасти незначительно, разогревания и расслоения таблетируемого материала в пита
теле не происходит.
Влияние формы лопасти на скорость подачи материала в матрицу может быть оценено данными, приведенными в табл. 5.
В таблице сопоставлены результаты опытного определения скорости заполнения матрицы различными лопастями (сыпучий материал — аминопласт). В качестве эталонной была принята прямолинейная ло
Рис. 15. Формы лопасти ворошителя:
а — прямолинейная; б — гребенчатая; в — прутковая.
рования в таблеточных
пасть круглого сечения; коэффициент kn представляет собой отношение скорости заполнения матрицы лопастью данного вида по сравнению с эталонной. Из табл. 5 следует, что криволинейная лопасть позволяет повысить скорость заполнения матрицы на 20%.
При изучении процес-
са дозирования на стенде не учитывалось влияние
опускания нижних пуансонов, что характерно для реальных условий дози-машинах. Это воздействие
было исследовано с помощью копиров опускания пуансонов под различными углами наклона. Результаты показали, что имеет место эффект «засасывания» материала, способствующий улучшению условий подачи материала. Однако количественная оценка эффекта затруднительна, так как он зависит также от свойств
порошка, конструкции питателя-дозатора, допусков на пресс-инструмент и его состояния.
Энергетические затраты на привод лопастного питателя складываются из затрат на перемещение материала, его перемешивания и на преодоление трения в кинематических парах механизма привода. Первые две составляющие трудно дифференцировать, поэтому в дальнейшем говорим о затратах энергии на вращение лопасти в слое сыпучего материала. Затраты
48
Таблица 5. Влияние конструкции лопасти на скорость заполнения матрицы порошком
энергии на трение зависят от конструкции механизма привода и полезной нагрузки (по отношению к механизму такой нагрузкой является сопротивление, преодолеваемое при вращении лопасти в слое сыпучего материала).
Сопротивление движению лопасти в слое сыпучего материала зависит от его свойств, условий движения лопасти и от ее конструкции. Условия движения лопасти определяются скоростью ее вращения, высотой слоя сыпучего материала над лопастью и др., а конструктивные особенности питателя — размерами лопасти, ее формой, углом наклона.
Ниже рассматриваются общие закономерности, ’ характеризующие энергозатраты на преодоление сопротивления движению прямолинейной лопасти в
4-250
49
зависимости от скорости ее вращения и высоты столба сыпучего материала над ней при стабильных прочих параметрах.
Из проведенных ранее экспериментальных работ по исследованию сопротивления при движении вращающейся лопасти в сыпучей среде интересные результаты были получены А. М. Ластовцевым, Н. П. Поповым и А. М. Хвальновым [41, 42]. Ими была установлена зависимость мощности на лопасти от различных факторов, описываемая уравнением
N = C-^'/l2’3 (b sin а)’>82Я1>мт?п1ах (19)
где N — мощность перемешивания, Вт; С—приведенный коэффициент сопротивления; у — удельный вес сыпучего материала в начале эксперимента, кгс/м3; шв — частота вращения вала лопасти, с-1; I, Ь—диаметральная длина и высота лопасти, м; а — угол наклона лопасти к горизонту; Н —,высота слоя сыпучего материала над лопастью, м; Т»та1—коэффициент, характеризующий возрастание сопротивления движению лопасти во времени.
В работе [41] опыты проводились при частоте вращения вала 100—460 об/мин, уровень сыпучего материала над лопастью составлял 140—265 мм, под лопастью—10-9-60 мм, длина лопасти до 300 мм. На валу были установлены две плоские радиально направленные лопасти. Отношение диаметра сосуда D к зазору А между стенкой сосуда и лопастью £)/2А> > 100. Эксперименты проводились на материалах (тальк, каолин, гипс, кварцевый песок и др.), в промышленных целях не таблетируемых.
В питателях таблеточных машин условия движения лопастей характеризуются иными геометрическими параметрами. Частоты вращения обычно составляют 20—100 об/мин, высота слоя сыпучего материала над лопастью 10—50 мм, постоянный зазор между лопастями и днищем 2—5 мм, незначительная длина лопасти (до 100 мм).
При проведении исследований за основу была принята зависимость мощности лопасти от параметров, характеризующих условия ее движения, предложенная в работе [41]. Целью экспериментов было определение коэффициентов в уравнении для расчета мощности.
50
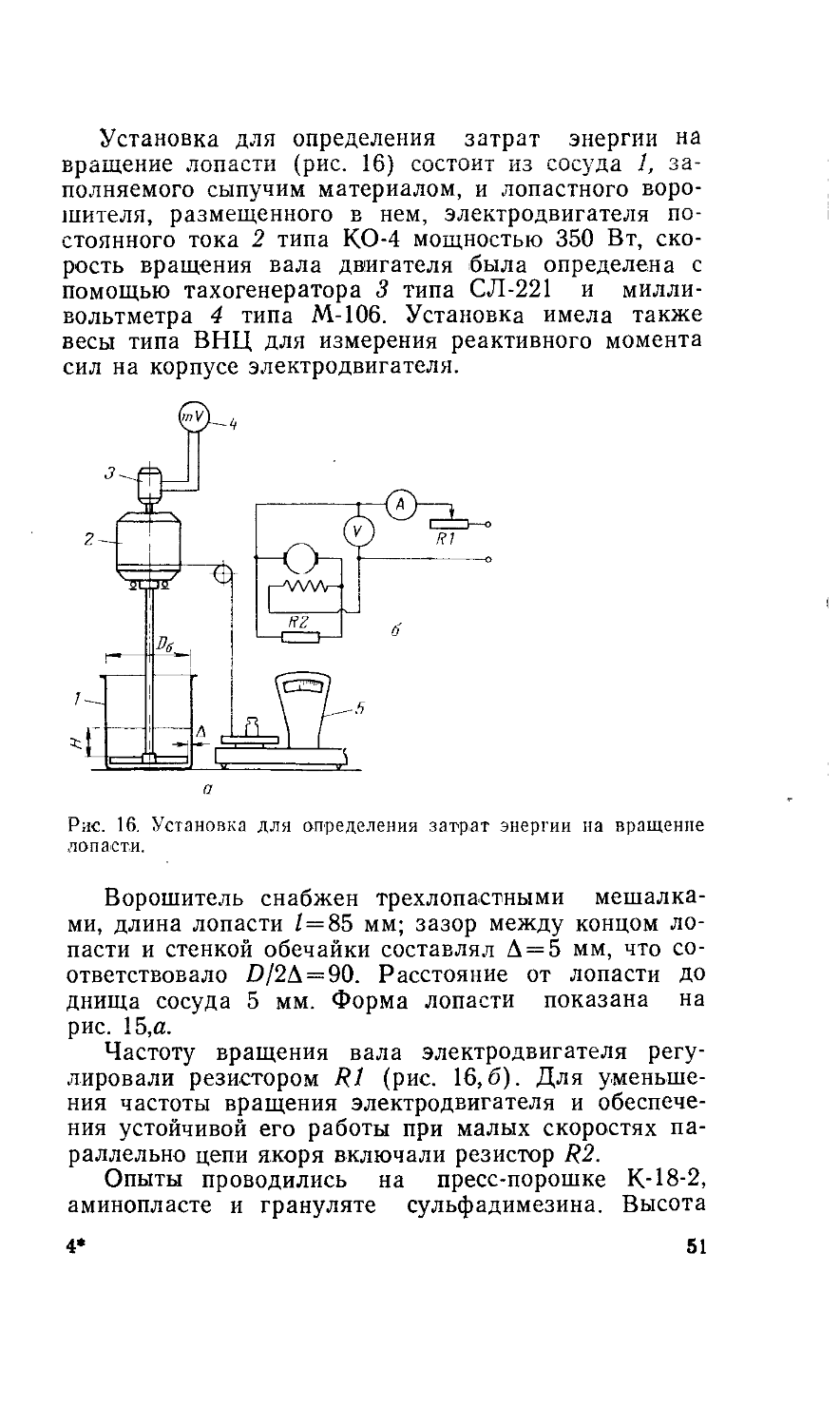
Установка для определения затрат энергии на вращение лопасти (рис. 16) состоит из сосуда 1, заполняемого сыпучим материалом, и лопастного ворошителя, размещенного в нем, электродвигателя постоянного тока 2 типа КО-4 мощностью 350 Вт, скорость вращения вала двигателя была определена с помощью тахогенератора 3 типа СЛ-221 и милливольтметра 4 типа М-106. Установка имела также весы типа ВНЦ для измерения реактивного момента сил на корпусе электродвигателя.
Рис. 16. Установка для определения затрат энергии на вращение лопасти.
Ворошитель снабжен трехлопастными мешалками, длина лопасти / = 85 мм; зазор между концом лопасти и стенкой обечайки составлял Д = 5 мм, что соответствовало Д/2Д = 90. Расстояние от лопасти до днища сосуда 5 мм. Форма лопасти показана на рис. 15,а.
Частоту вращения вала электродвигателя регулировали резистором R1 (рис. 16,6). Для уменьшения частоты вращения электродвигателя и обеспечения устойчивой его работы при малых скоростях параллельно цепи якоря включали резистор R2.
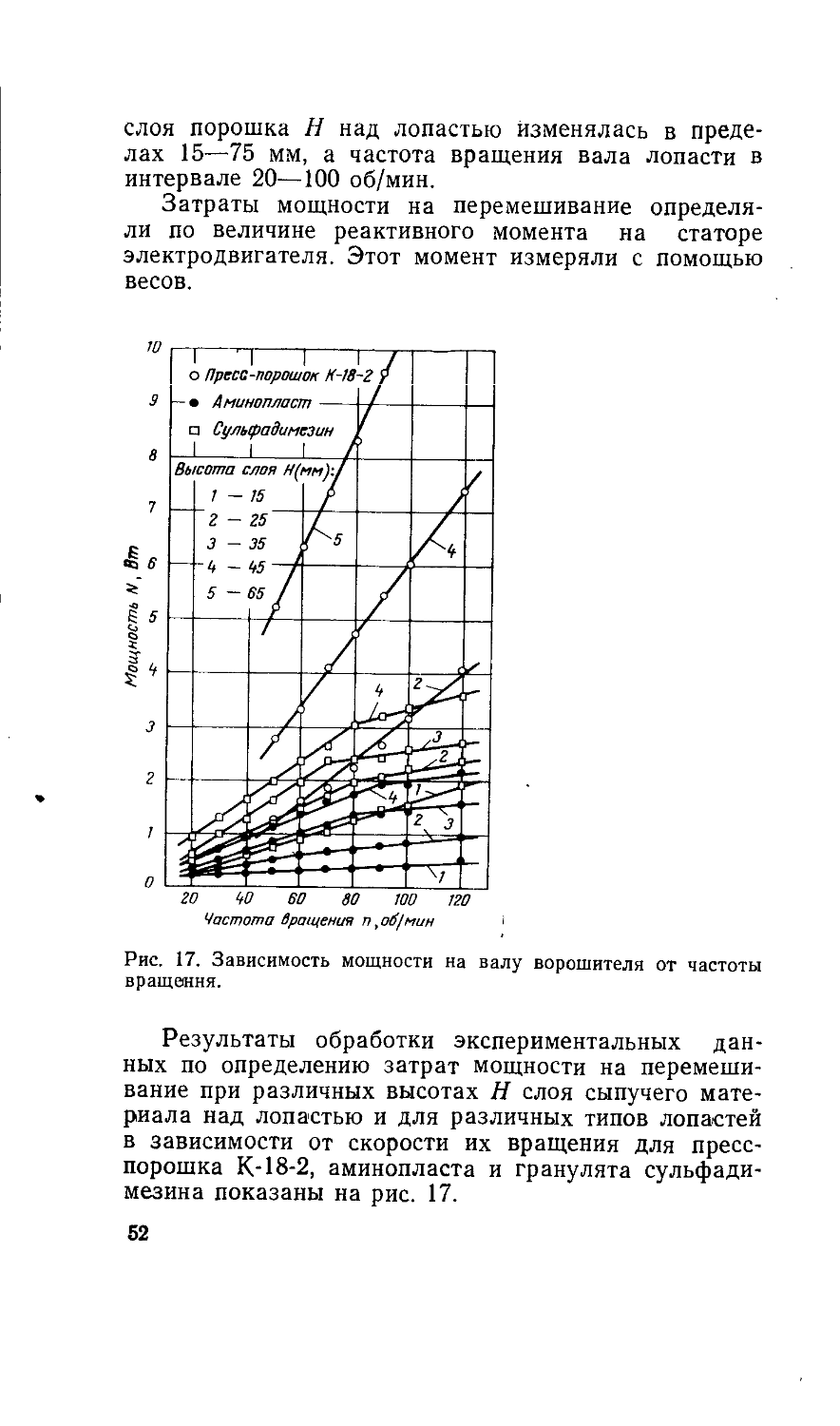
Опыты проводились на пресс-порошке К-18-2, аминопласте и грануляте сульфадимезина. Высота
4*
51
слоя порошка Н над лопастью изменялась в пределах 15—75 мм, а частота вращения вала лопасти в интервале 20—100 об/мин.
Затраты мощности на перемешивание определяли по величине реактивного момента на статоре электродвигателя. Этот момент измеряли с помощью весов.
Рис. 17. Зависимость мощности на валу ворошителя от частоты вращения.
Результаты обработки экспериментальных данных по определению затрат мощности на перемешивание при различных высотах Н слоя сыпучего материала над лопастью и для различных типов лопастей в зависимости от скорости их вращения для пресс-порошка К-18-2, аминопласта и гранулята сульфадимезина показаны на рис. 17.
52
Из рисунка следует, что с увеличением частоты вращения лопасти затраты мощности на перемешивание возрастают, причем эта зависимость в указанном интервале частот носит линейный характер. При определенных скоростных режимах наблюдалось псевдоожижение некоторых сыпучих материалов.
В условиях эксперимента критическая частота вращения была равна 60—90 об/мин.
В зоне псевдоожижения сыпучего материала также наблюдалась линейная связь между мощностью и частотой вращения, однако в зависимости от типа порошка тангенс угла наклона прямой N(nB) в большинстве случаев изменяется.
Сопротивление движению лопасти не изменялось во времени. Исследование влияния расстояния между лопастью и днищем сосуда показало, что практически в пределах 2—5 мм эта величина существенно не влияет на расход энергии.
Зависимость мощности [41] от частоты вращения имеет вид
N = Cyo>Bl2>3(bsina.)a>В * * * i2H1>0* (20)
Коэффициент сопротивления С для сплошных лопастей при скоростях перемешивания, меньших скорости псевдоожижения (в расчете на одну лопасть), имеет следующие значения:
Аминопласт.................0,061
Сульфадимезин..............0,103
Пресс-порошок К-18-2 . . . .0,118
В связи с различием свойств сыпучих материалов питатели-дозаторы таблеточных машин должны быть сменными. Лопастные питатели-дозаторы должны
иметь вариатор скорости, что позволяет выбирать оптимальную частоту вращения лопастей для каждого
режима вращения ротора и достигать максимальной
производительности машины для каждого вида сы-
пучего материала.
ГЛАВА 2
ПРЕССОВАНИЕ СЫПУЧИХ МАТЕРИАЛОВ
Способы и виды прессования
При таблетировании сыпучих материалов прессование обычно осуществляется в замкнутой матрице с помощью пуансонов, перемещающихся в канале матрицы. После образования таблетки производится ее выталкивание (выпрессовка) из канала матрицы. Прессование и выталкивание являются теми операциями таблетирования, которые сопровождаются преодолением значительных технологических сопротивлений. Эти сопротивления являются основным фактором при расчете энергетических затрат на таблетирование, так как они определяют нагрузку на рабочие органы (пуансоны, матрицы), на все подвижные звенья и на станину машины.
Данные, необходимые для расчета пресс-инстру-мента, механизмов таблетирования и привода, можно получить на основе анализа процесса прессования.
Исследование процесса прессования имеет и другой, не менее важный аспект: операция прессования определяет свойства изделия (таблетки, брикета)— плотность, прочность и др.
В зависимости от способа приложения усилий к прессуемому материалу различают одностороннее, двухстороннее и изостатическое (гидростатическое) прессование.
Под односторонним прессованием понимается такой способ уплотнения сыпучего материала, когда относительно матрицы 2 перемещается только пуансон 1 (рис. 18,а). Этот пуансон называется прессующим, а второй, неподвижный пуансон 3 — поддоном. При прессовании под воздействием осевого давления материал передает давление на стенки матрицы. Это
54
давление, действующее в направлении, перпендикулярном к оси действия внешней силы, называется боковым давлением. При смещении частиц материала в процессе его уплотнения относительно стенок матрицы возникают силы трения, препятствующие этому смещению (внешнее трение). Следствием действия сил трения является снижение осевого давления по высоте прессуемого изделия в направлении от прессующего пуансона к поддону и уменьшение плотности и прочности таблетки в том же направлении.
При двухстороннем прессовании (рис. 18,6) пуансоны 1 н 4 являются прессующими, и частицы прессуемого материала перемещаются навстречу друг другу. Силы внешнего трения при таком способе прессования уменьшаются, и распределение плотности и прочности в таблетке более равномерное, чем при одностороннем прессовании.
Частным случаем двухстороннего прессования является двухстороннее симметричное прессование, когда пуансоны при прессовании движутся симметрично относительно средней (по высоте) плоскости изделия. При этом средняя плоскость изделия не перемещается относительно матрицы.
Рис. 18. Способы прессования:
а — одностороннее; б — двухстороннее; в — с «плавающей» г — изостатическое.
матрицей;
Вариантом конструктивной реализации двухстороннего прессования является использование «плавающей» матрицы (рис. 18, в). Матрица устанавли
65
вается на упругой опоре 5, подвижным является лишь один из пуансонов. Возникающие при прессовании силы трения действуют не только на изделие, но и на матрицу, смещая ее в сторону движения прессующего пуансона. Это создает эффект двухстороннего прессования.
Изостатическое прессование обеспечивает всестороннее сжатие прессуемого изделия и, следовательно, наиболее равномерное распределение плотности по его объему. Для выполнения такого способа прессования используются матрицы с резиновой втулкой 6 (рис. 18, г). Сыпучий материал заполняет внутренний канал резиновой втулки, прессующие пуансоны создают давление и на материал, и на торцы втулки. При воздействии осевого давления на резиновую втулку происходит всестороннее обжатие таблетки. Для выталкивания готового изделия из матрицы после снятия давления прессования служит специальный шток 7. Для этой цели может применяться также пуансон телескопической конструкции.
Ход процесса прессования в значительной мере зависит от длительности воздействия внешних сил на сыпучий материал. Различают статическое и динамическое прессование, последнее подразделяется на скоростное, вибрационное, ударное и взрывное.
Строгого определения указанных видов прессования нет. Обычно под статическим понимают прессование, для которого характерны малые скорости перемещения прессующего пуансона относительно матрицы — не выше 1,0 мм/с. Такие скорости прессования характерны для испытательных машин и гидравлических прессов.
Скоростное прессование сыпучих материалов осуществляется в промышленных таблеточных машинах, его скорость 10—100 мм/с, т. е. на один-два порядка больше максимальной скорости при статическом прессовании.
При вибрационном прессовании на уплотняемый материал помимо прессующего усилия воздействует вибрация, что при определенных условиях позволяет уменьшить влияние внешнего и внутреннего трения и достичь более равномерного распределения плотности изделия.
56
Ударное и взрывное прессование характеризуются весьма высокими скоростями уплотнения и для таблетирования сыпучих материалов промышленного использования пока не получили.
Прессование может осуществляться непрерывно, до достижения заданного давления, или ступенчато. В последнем случае таблетируемый материал подвергается воздействию промежуточных давлений с разгрузкой. Ступенчатое прессование эффективно в тех случаях, когда прессуемый материал имеет малую насыпную плотность, а также в случае необходимости удаления из материала значительного количества воздуха или влаги. Ступенчатое прессование используется в некоторых таблеточных машинах при дозировании материалов (отсечка объема дозы производится после предварительного прессования), а также для контроля массы дозы: достигнутое при предварительном прессовании давление зависит от величины дозы. При наличии в системе управления таблеточной машины обратной связи возможна поднастройка дозирующего устройства, обеспечивающая получение таблеток с заданными предельными отклонениями по массе, а при введении запоминающего устройства — отбраковка таблеток, масса которых не отвечает заданным требованиям.
И ступенчатое, и непрерывное прессование могут выполняться без выдержки и с выдержкой под давлением. При прессовании с выдержкой под давлением улучшается качество изделий, однако, так же, как и при ступенчатом прессовании, общая продолжительность технологического цикла возрастает и, следовательно, уменьшается производительность машин, работающих с таким циклом.
Экспериментальные методы исследования операции прессования
При экспериментальном исследовании операции прессования сыпучих материалов определяют две группы факторов, одна из которых характеризует режим проведения операции прессования (или выталкивания) таблетки, а вторая — свойства объекта обработки.
57
Процесс прессования заданного таблетируемого материала с помощью рабочих органов известной формы определяется следующими параметрами: осевым давлением на пуансонах, боковым давлением на стенки матрицы, коэффициентом внешнего трения прессуемой таблетки о стенки матрицы, положением торцов пуансонов и их скоростью относительно матрицы, температурой прессуемого материала. Эти параметры характеризуют распределение напряжений в объеме таблетки, от которого, в свою очередь, зависят наиболее важные свойства прессуемого изделия— плотность и прочность таблетки.
Необходимо отметить, что каждый из перечисленных параметров в процессе прессования может изменяться; по этой причине для установления связи между ними удобно в качестве аргумента использовать время или перемещение подвижного пуансона.
Непосредственное измерение в процессе прессования таких параметров, как давление, напряжение, плотность, затруднительно, поэтому вместо давления измеряются усилия, вместо плотности прессуемого изделия — его масса и объем и т. д.
Таблетирование сыпучих материалов в химической промышленности обычно производится при нормальной температуре. Таблетирование предварительно подогретых материалов, как показали исследования, проведенные на порошках реактопластов и на катализаторной шихте, позволяет несколько снизить давление прессования, необходимое для достижения заданных механических свойств таблеток, однако при этом необходимо вводить дополнительное технологическое оборудование для подогрева сыпучей массы или усложнять таблетирующее оборудование (применение обогреваемого пресс-инструмента).
Статическое прессование. При малых скоростях перемещения пуансонов зависимость между давлением прессования и средней плотностью прессуемого изделия может быть экспериментально найдена с помощью специальных измерительных приборов, расположенных на прессах, в частности на универсальных испытательных машинах серии УММ, которые позволяют вести запись усилия на прессующем пуансоне в функции его перемещения. Погрешность
58
определения усилий при максимальной нагрузке составляет ± 1 %, погрешности в записи перемещений ±5%.
Для нахождения усилия на нижнем пуансоне используют специальный пресс-инструмент, в котором между столом машины и нижним пуансоном установлен динамометр. В таком пресс-инструменте сила, действующая на подвижный пуансон Рв, уравновешивается силой Рп на неподвижном (нижнем) пуансоне и равнодействующей Т сил трения, распределенных по боковой поверхности прессуемого изделия:
РП = Р„ + Т (21)
Если силы Ра и Ри известны, внешняя сила трения таблетки о матрицу равна
Т = РП-Р„ (22)
Это же выражение определяет осевую силу, приложенную к матрице, так как по третьему закону Ньютона силы трения на боковой поверхности матрицы, находящейся в контакте с прессуемой таблеткой, равны силам трения на боковой поверхности таблетки, но имеют противоположное направление.
При выталкивании спрессованной таблетки усилие на выталкивающем пуансоне Рв равно силе внешнего трения Тв таблетки о стенки матрицы:
РВ = ТВ (23)
Эта же сила равна осевой силе, приложенной к матрице.
Для повышения точности измерения перемещений пуансона относительно матрицы иногда используют индикаторы часового типа. Схема установки индикаторов показана на рис. 19. При определении перемещений или высоты объекта обработки, находящегося в матрице под давлением, необходимо учесть деформацию самого пресс-инструмента, для чего определяют зависимость его деформации от нагрузки.
Если sH — путь, пройденный пуансоном при прессовании, измеренный по индикатору или по графику и соответствующий положению, в котором усилие прессования равно Р, то действительное перемещение торца пуансона находят по уравнению
s = s„ — Д/ (24)
где Д/ — осевая деформация пуансона под действием силы Р.
59
В тех случаях, когда отсчет перемещений ведется от конечного положения пуансона при прессовании, например для определения промежуточной высоты прессуемой таблетки, осевая деформация пресс-инст-румента суммируется с показанием прибора.
Среднее давление под прессующим пуансоном, соответствующее усилию Р, равно:
P = P/F (25)
где F— площадь торца пуансона.
Зависимость средней плотности изделия от давления прессования р=р(р) представляет собой уравнение прессования.
Среднюю плотность изделия высотой Лт, находящегося в матрице под давлением, рассчитывают по формуле
р = mxIFhT (26)
где /Пт — масса таблетки.
Рис. 19. Установка индика-* торов на матрице для определения перемещения пуансона:
/ — верхний пуансон; 2 — планка; 3 — индикатор; 4 — матрица; 5 — поддон.
Следует заметить, что плотность изделия, находящегося под давлением в матрице, больше плотности готовой таблетки, так как размеры последней после выталкивания из матрицы увеличиваются вследствие упругого последействия.
Чтобы установить закономерность изменения средних по сечению осевых давлений по высоте прессуемого тела, используют следующий метод. Массу таблетки делят на несколько равных частей. Первая доза прессуется до заданного давления на прессующем пуансоне, в результате чего становится извест-
ным давление на поддоне. Вторую таблетку прессуют до найденного давления и вновь определяют давление на неподвижном пуансоне. Такое последовательное прессование позволяет
60
оценить изменение осевого давления по высоте изделия и, в случае необходимости, изменение средней плотности.
В настоящее время широко используются электрические методы измерения усилий и перемещений, позволяющие не только более тонко поставить экспе
Рис. 20. Опытная лресс-форма с датчиками для измерения осевого и бокового давлений.
римент, но и осуществить запись исследуемого параметра во времени [47].
Для определения усилий (давления) прессования применяются тензорезисторы, наклеенные непосредственно на пуансоны либо на специальные упругие элементы.
На рис. 20 показан специальный комплект пресс-инструмента, разработанный в МИХМе и предназначенный для определения зависимости бокового давления от осевого.
Пресс-форма ИБД-30 (внутренний диаметр матрицы 30 мм) состоит из цилиндрической матрицы 1, в которой имеются радиальные отверстия с расположенными в них пришлифованными плунжерами 2.
‘Конец плунжера обработан заодно с внутренней поверхностью матрицы, от проворачивания плунжер удерживается шпонкой (на схеме не показана). Боковое давление, возникающее при прессовании изделия, передается плунжеру, а от него через шарики 3 — на трубку 5, являющуюся упругим элементом. Винт 4 служит для создания предварительного натяга. Два тензорезистора, предназначенные для восприятия его осевой деформации, наклеиваются вдоль упругого элемента, а два тензорезистора, служащие для компенсации температурного воздействия, наклеиваются поперек. Тензорезисторы соединяются по мостовой схеме, причем одна диагональ моста находится под напряжением, а во вторую через элек
61
тронный усилитель включается гальванометр светолучевого осциллографа.
В пресс-форме ИБД-30 боковое давление одновременно замеряется тремя датчиками в точках, расположенных под углом 120° (в плане) и на высоте 20, 25 и 30 мм от основания матрицы.
Для замера усилия прессования на нижнем пуансоне служит датчик Д1Ш (динамометр на одном шаре), а для замера полного усилия — датчик ДЗШ (динамометр на трех шарах). Разность показаний датчиков ДЗШ и Д1Ш позволяет определить суммарную величину силы трения прессуемого материала о стенку матрицы.
Принцип действия датчиков Д1Ш и ДЗШ аналогичен рассмотренному выше. Упругим элементом в них являются стальные шарики (диаметр 25 мм), на которые наклеиваются тензорезисторы. Компенсационные датчики наклеиваются на пластины 6, расположенные по соседству с шариками.
Все динамометры тарируются в собранном виде; для тарирования датчиков бокового давления внутрь матрицы обычно закладывается тонкая резиновая оболочка, заполненная машинным маслом. Коэффициент бокового давления такого заполнителя практически равен единице, что позволяет путем последовательных нагружений с возрастающими усилиями построить тарировочный график. При проведении исследований показания всех датчиков записываются на пленке осциллографа одновременно.
Недостатком описанного плунжерного датчика бокового давления является погрешность его показаний, возникающая из-за осадки торца плунжера в канале под воздействием бокового давления.
Для измерения бокового давления применяются также кольцевые тензорезисторы, которые наклеиваются непосредственно на внешнюю поверхность матрицы. Возникающие под действием бокового давления кольцевые деформации матрицы воспринимаются тензорезистором, который дает соответствующий сигнал в измерительный прибор. Тарирование датчика производится так же, как и датчика, рассмотренного ранее. С помощью этих датчиков можно определить лишь усредненное значение бокового давления, но
62
они не могут быть использованы для анализа закономерности его изменения по высоте изделия. Погрешность, вносимая этими датчиками при определении бокового давления, обусловлена некоторыми различиями в условиях нагружения корпуса матрицы при тарировании и при прессовании таблетки.
Если необходимо проанализировать характер изменения давления в радиальном направлении, мож-
кольцевые пуансоны
Рис. 21. Схема составного кольцевого пуансона.
но использовать составные (рис. 21). Каждый пуансон имеет свой датчик давления. При осесимметричном характере распределения осевых давлений усилие, отнесенное к площади торца одного кольцевого пуансона, определяет среднее осевое давление на данной кольцевой площадке. Если при выборе диаметра кольцевых пуансонов принять условие равенства площадей колец, го усилия, действующие на пуансоны, будут пропорцио
нальны напряжениям на кольцевых площадках. Чтобы удовлетворялось последнее условие, диаметр i-ro кольцевого пуансона следует рассчитывать по формуле
Di = / W D (27)
где п— общее число пуансонов; D — наружный диаметр пуансона.
Например, при п = 4 диаметры пуансонов должны находиться в соотношении (см. рис. 21): Di: D2: D$: •.£>4=0,5:0,707:0,866:1.
Для исследования процесса прессования кольцевых и втулочных изделий в МИХМе была создана специальная пресс-форма (рис. 22). Пресс-форма состоит из матрицы 1, стержня 2, верхнего и нижнего пуансонов 3 и 4, стакана 5 и опоры 6 с наклеенными на них тензорезисторами, позволяющими измерять силы трения прессуемой таблетки о матрицу и стержень. Усилие на опору передается через шарик 7.
63
На нижний пуансон, стакан и опору стержня наклеены в направлении образующих тензорезисторы, позволяющие определять силы, действующие на матрицу и стержень, и соответствующие силы трения, а также усилие на нижнем пуансоне. Датчики для температурной компенсации были наклеены на поверхности тех же деталей в направлении, перпендикулярном к образующей (на рисунке не показаны).
Для измерения бокового давления служили 14 датчиков давления плунжерного типа, устанавливаемых на матрице и стержне. На рис. 22 датчики условно совмещены с плоскостью чертежа.
Плунжеры 8 диаметром 4 мм притираются к отверстиям в стенках матрицы и стержня. Упругий элемент датчика выполнен в виде трубки 9 с внутренними фасками и прижимается к плунжеру с помощью пробки 10 через шарики 11. Наружная поверхность пробок стержня и выступающие торцы плунжеров шлифуются заподлицо с рабочими поверхностями матрицы и стержня. На трубках наклеены два тен-зорезистора с базой 5 мм: один — вдоль оси упругого элемента, другой — по его окружности.
Размеры деталей плунжерных датчиков выбирают таким образом, чтобы в процессе прессования перемещение торца плунжера относительно рабочей поверхности матрицы и стержня составляло при боковом давлении 100 МН/м2 (~1000 кгс/см2) не более 0,02—0,03 мм, что на порядок меньше среднего размера частиц прессуемых сыпучих материалов. Это обеспечивает малое влияние погрешности от переме-щения плунжера в осевом направлении на распределение напряжений в прессуемой таблетке.
При конструировании упругих элементов датчиков пресс-форм необходимо выполнять следующие требования:
1) напряжение в упругих элементах не должно превышать предела упругости материала;
2) деформация упругих элементов в сечениях наклейки тензодатчиков должна быть однозначна;
3) для снижения погрешности измерения должно быть исключено влияние изгиба на упругие элементы датчиков. Это достигается установкой упругих элементов плунжерных датчиков на шаровых опорах,
64
а для тензометрированных нижнего пуансона, стакана и опоры — включением в измерительный мост нескольких последовательно соединенных тензорезисто-
Рис. 22. Пресс-форма с датчиками для исследования процесса прессования кольцевых таблеток.
ров, наклеенных вдоль образующих соответствующих деталей в диаметрально противоположных положениях;
5-250
65
4) зависимость между измеряемой силой и показаниями прибора должна быть линейной. Соблюдение этого требования проверяют при тарировании датчиков.
Рис. 23. Стенд для исследования скоростного прессования сыпучих материалов.
Скоростное прессование. Для исследования скоростного прессования могут применяться пресс-формы, оснащенные датчиками, аналогичными описанным выше. Отличительной особенностью этих экспериментов является необходимость записи всех измеряемых параметров в функции времени, а также поддержание в процессе эксперимента постоянной скорости прессования. Некоторые технические трудности обусловлены проведением экспериментов не
66
посредственно на таблеточных машинах, в частности роторного типа, где пресс-инструмент размещен в непрерывно вращающемся роторе.
Для исследования влияния скорости на процесс прессования сыпучих материалов в МИХМе создан специальный стенд, который позволяет осуществлять прессование при скоростях пуансона, стабилизированных на различных уровнях. Стенд обеспечивает запись усилий прессования и выталкивания, перемещения прессующего пуансона, бокового давления при таблетировании [50].
Стенд представляет собой лабораторный полуавтоматический гидравлический пресс с электрическим управлением и широким диапазоном регулирования скорости и давления, оснащенный пресс-инструмен-том и приборами для регистрации давлений (усилий) и перемещения рабочих органов.
Пресс (рис. 23) состоит из вертикального гидравлического цилиндра 1, нижнее днище которого является верхней поперечиной. Поперечина колоннами 2 соединена со столом пресса 3, последний стойкой 4 связан с основанием 5.
При подаче рабочей жидкости (масло индустриальное 20) в бесштоковую полость гидравлического цилиндра 1 поршень опускается и штоком 6 воздействует на пуансон пресс-инструмента (на рис. 23 не показан), осуществляя прессование или выталкивание таблетки. При подаче рабочей жидкости в штоковую полость гидроцилиндра поршень поднимается.
Пресс имеет следующую техническую характеристику:
Наибольшее усилие прессования, кН (кгс)..............................85(^8500)
Скорость прессования (наибольшая), мм/с
при диаметре цилиндра 100 мм 150
при диаметре цилиндра 125 мм 95
при диаметре цилиндра 150 мм 66
Давление в гидросистеме (наибольшее), МН/м2 (кгс/см2)..............5,0(«50)
Производительность насосов, л/мин Н1................................. 70
Н2................................ 18
Мощность электродвигателя насосной станции, кВт ...................... 7
5*
67
Гидравлическая схема управления стендом включает дроссель с регулятором и предохранительным клапаном, с помощью которых плавно ' регулируют скорость прессования и обеспечивают ее постоянное значение на фиксированном уровне.
Конструкция пресс-инструмента для одностороннего прессования порошков, использованная при проведении экспериментов на стенде, и размещение датчиков сил и перемещений показаны на рис. 23. Шток 6 гидроцилиндра опирается на ползун 7, который торцом соединен с силоизмерителем 8. Силоизмери-тель представляет собой полый цилиндр, на поверхности которого по образующим наклеены тензорезисторы. С силоизмерителем соединен копир 18, находящийся в контакте с датчиком перемещений 17, закрепленным на колонне. Верхний пуансон 9 соединен с силоизмерителем через шарик, поэтому на пресс-инструмент передается лишь осевая сила. Матрица 15 установлена на поддоне 12, а нижний пуансон 10 опирается на силоизмеритель 11, конструкция которого аналогична силоизмерителю 8.
Боковое давление в процессе прессования определяют с помощью специального датчика с плунжером 14, радиально установленным в матрице 15. Боковое давление с плунжера передается на скобу 13; на ее боковые стенки, имеющие ослабленное сечение, наклеивают тензорезисторы. Матрица имеет два плунжера и две скобы, устанавливаемые на различных уровнях по высоте (на рисунке второй датчик не показан). Винт 19 с контргайкой служит для создания предварительного натяга на плунжере и скобе, что позволяет уменьшить его перемещение относительно стенки матрицы при измерении бокового давления.
Прессование таблеток может осуществляться «по давлению» или «по высоте». В первом случае окончание процесса прессования определяют по давлению настройки напорного золотника гидравлической системы управления. Во втором случае, при прессовании таблеток заданной высоты, ход верхнего пуансона 9 ограничен упором 16.
Пресс-инструмент для изготовления таблеток диаметром 10, 14 и 20 мм выполнен из стали 7X3;
68
твердость после термообработки 50—55 HRC. Пуансоны сопрягаются с матрицей по ходовой посадке 2-го класса точности. Чистота рабочих поверхностей пресс-инструмента V9.
Принципиальная схема измерения усилий и перемещений показана на рис. 24. Схема обеспечивает
Рис. 24. Измерение усилий и перемещений при скоростном таблетировании:
а — принципиальная схема; б —схема соединения тензорезисторов.
1, 8,9 — силоизмерители; 2 — датчик перемещений; 3 — прессующий пуансон;
4— матрица; 5 — скоба; б — таблетка; 7—-поддон; 10 — опора; 11, 13 —тея-зостаиции; 12— осциллограф.
измерение и регистрацию на фотоленте усилий на верхнем и нижнем пуансонах, бокового давления и перемещения верхнего пуансона. Усилия измеряются с помощью тензорезисторов; для регистрации перемещений используется прецизионный индуктивный датчик перемещений ИДП-6.
69
На рис. 24,6 представлена схема установки тен-зорезисторов. Тензодатчики 7?i, R2 наклеены вдоль образующей силоизмерителя на диаметрально противоположных сторонах. Компенсационные датчики 7?з, Т?4 наклеены по окружности силоизмерителя. Тензодатчики R5, Re наклеены на балку тарировочного устройства и служат для установки и проверки чувствительности каналов тензостанции. Питание тензодатчиков и усиление напряжений разбаланса производится тензостанциеи 12УТС1-ВТ-12.
Обмотка возбуждения датчика перемещений питается от тензостанции УТ4-1 током частотой 10 кГц. При этом во вторичной цепи датчика возникает ток той же частоты с амплитудой, пропорциональной перемещению подвижной части датчика. Ток измерительной обмотки датчика усиливается и преобразуется фазочувствительным демодулятором; сила постоянного тока на выходе тензостанции пропорциональна перемещению пуансона, воздействующего копиром на датчик.
Погрешность измерения и записи усилий на верхнем и нижнем пуансонах при максимальном усилии 50 кН ( — 5000 кгс) не превышает 2% предела измерения. Погрешность измерения усилия от бокового давления не превышала 7% предела измерения, равного 15 кН ( — 1500 кгс). Погрешность измерения и записи перемещений при диапазоне измерений 5 мм не выше 0,1 мм, т. е. составляет 2%.
Пример осциллограммы, полученной на стенде, показан на рис. 25.
Для исследования процесса прессования в условиях промышленного таблетирования сыпучих материалов был использован серийный образец роторной таблеточной машины MT-ЗА (техническая характеристика машины приведена на стр. 128). Машина оснащена системой датчиков, позволяющей проводить исследование ее кинематики и динамики (в том числе определять усилия, действующие на пуансоны верхних и нижних ползунов и их перемещения относительно ротора при установившемся движении машины) электронным усилителем 8АНЧ-7М и светолучевым осциллографом 9S0-1F2. Ниже излагается методика измерения и записи усилий, действующих на
70
пуансоны, и перемещений последних относительно ротора в процессе прессования сыпучих материалов [63].
Машина MT-ЗА имеет две частоты вращения ротора (7,25 и 9,85 об/мин). Для расширения диапазона скоростей прессования был переоборудован привод машины: замена в приводе двух зубчатых колес позволила проводить прессование также и при частоте вращения ротора 6,14 и 11,6 об/мин.
Рис. 25. Осциллограмма прессования лресс-порошка К-18-2:
/ — перемещение прессующего пуансона; 2 — усилие на прессующем пуансоне; 3— усилие на поддоне; 4—осевое усилие на матрице; 5 — усилие на датчике бокового давления; 6 — отметки времени.
Для определения усилий, действующих на пуансоны в процессе прессования, применялись тензорезисторы пленочного типа сопротивлением 200 Ом.
Тензорезисторы были наклеены на упругий элемент датчиков усилий, установленных непосредственно под верхним и нижним пуансонами одного из комплектов пресс-инструмента.
Конструкция датчика усилий показана на рис. 26. Прессующая вставка (пуансон) 1 имеет на бурте проточку, благодаря которой снижается жесткость кольцевой опоры. Вставка соединена с корпусом ползуна 2 по ходовой посадке. Тензорезисторы наклеены по обе стороны упругого элемента 3, представляющего собой плоскую пружину с большим радиусом кривизны. Один конец пружины опирается на регулировочный винт 4, второй — на стакан 5, вставлен
71
ный в корпус ползуна. В процессе нагружения пуансона кольцевая опора деформируется, при этом относительно корпуса ползуна перемещается нижний конец упругого элемента. Тензорезистор, наклеенный на выпуклую сторону пружины, растягивается, на вогнутой — сжимается, при включении тензодатчиков в соседние плечи измерительного моста это позволя
ет увеличить чувствительность
Рис. 26. Датчик усилий на пуансоне машины МТ-ЗА.
схемы.
Пресс-инструмент, оснащенный датчиками для измерения усилий при таблетировании, был предназначен для изготовления таблеток диаметром 14 и 30 мм.
Экранированные провода от тензодатчиков выведены через отверстия в установочном винте на токосъемное устройство. Применение такого устройства вызвано тем, что ползуны вместе с ро
тором имеют вращательное движение. Применяемое в аналогичных условиях наматывание кабеля на ротор машины не позволя
ет проводить эксперимент при установившемся режиме работы, а ограничивает измерение усилий лишь временем нескольких оборотов
ротора.
Токосъемное устройство представляет собой кольцо со скользящими контактами (меднографитовыми щетками), имеющее малую окружную скорость (до 0,07 м/с). Токосъемное кольцо состоит из 10 шин, из
которых шесть служат для передачи сигналов с датчиков сил, три — для передачи сигналов с датчиков перемещений, одна шина — резервная.
Тарирование датчиков сил производится с помощью специального приспособления, позволяющего нагружать пуансоны, установленные в ползунах в вертикальном положении. Нагружение осуществляется на испытательной машине УММ-50, причем для пресс-инструмента диаметром 14 мм та-рировочный график построен в диапазоне сил от 0 до 40 кН, для диаметра 30 мм — от 0 до 100 кН с
72
интервалом 5 кН. Тарирование осуществляется до и после проведения каждой серии опытов на полностью собранной электрической схеме, включая соответствующие каналы усилителя и осциллографа.
Для измерения перемещений пуансонов применяются датчики реохордного типа, что оправдано при перемещениях порядка 60—90 мм. В качестве реохордов были использованы два стандартных пере-
Рис. 27. Осциллограмма машины MT-ЗА при таблетировании пресс-порошка К-18-2В в одной позиции:
1, 2 — угловые перемещения ротора машины и вала двигателя; 3, 4 — вертикальные перемещения верхнего и нижнего пуансонов; 5,6 — усилия на верхнем и нижнем пуансонах; 7 — мощность двигателя; 8 — нулевая линия мощности; 9 — отметки времени.
менных резистора из калиброванной проволоки со скользящими контактами на 470 Ом каждый. Один резистор служит для измерения вертикальных перемещений верхнего пуансона, другой — для нижнего.
Резисторы установлены неподвижно на корпусе ротора, а на валике каждого скользящего контакта установлены зубчатые колеса, которые входят в зацепление с рейками, прикрепленными к ползунам. Установку корпуса резистора регулируют таким образом, чтобы люфт в реечном зацеплении отсутствовал. Для уменьшения числа проводов, выводимых через токосъемное устройство, питание датчика перемещений осуществляют от батареи аккумуляторов типа КН-10 (4 шт.), которые устанавливают на вращающемся роторе.
73
Специальное тарирование датчиков перемещений не производится, так как известны ходы верхнего, и нижнего пуансона (соответственно 82,0 и 65,0 мм), а развертка копиров на участке прессования представляет собой наклонную прямую. Таким образом скорость перемещения пуансонов на всем участке прессования, кроме его границ, была постоянной, что подтверждается записью на осциллограммах графиков перемещений пуансонов. Пример осциллограммы с записью усилий на верхних и нижних пуансонах и их перемещений за кинематический цикл машины показан на рис. 27.
Эксперименты показали, что в роторной машине MT-ЗА осуществляется двустороннее симметричное прессование— усилия на верхнем и нижнем пуансонах с учетом тарировочных графиков датчиков практически равны. На машине было изучено влияние скорости прессования на давление прессования при заданной средней плотности таблеток (частота вращения ротора 7,44 об/мин).
При прессовании порошка на машине МТ-ЗА между частотой вращения ротора и линейной скоростью перемещения верхних и нижних пуансонов существует следующая зависимость:
Частота вращения ротора, об/мин................... 6,14 7,25 9,85 11,6
Линейная скорость пуансона относительно матрицы (ротора), мм/с .............. 9,3 11,0 15,0 17,7
Процесс уплотнения сыпучего материала. Уравнение прессования
При прессовании сыпучего материала происходит уменьшение первоначального объема материала и образование прочного тела — таблетки или брикета. Физические явления, сопровождающие этот процесс, носят сложный характер.
До начала прессования сыпучий материал имеет большую пористость, обусловленную тем, что частицы материала, взаимодействуя между собой и стенками матрицы, образуют арки и своды, создающие внутренние пустоты. На первой стадии прессования 74
под влиянием внешней силы происходит структурное уплотнение материала: частицы смещаются относительно друг друга и заполняют пустоты. Усилия, преодолеваемые при этом, обычно незначительны, однако отдельные частицы, попавшие в неблагоприятные условия, могут деформироваться и даже разрушаться.
На второй стадии прессования, после того как укладка частиц в основном завершилась, уплотнение материала происходит за счет деформации частиц. По мере повышения внешней нагрузки в точках контакта частиц возникают деформации, распространяющиеся затем по всему объему частицы. Соответствующие напряжения сначала могут не превышать предела упругости, а затем, с увеличением усилия, достигают предела текучести, а для хрупких материалов— и предела прочности. Происходят пластические деформации частиц, а после достижения предела прочности — их разрушение и образование новых контактных поверхностей.
На второй стадии прессования также имеет место относительное скольжение частиц друг по другу и по стенке матрицы. Следовательно, часть энергии прессования расходуется на преодоление внутреннего и внешнего трения. Однако доминирующим фактором на этой стадии прессования является упругопластическая деформация частиц, которая и определяет основные энергетические затраты процесса и требует приложения больших внешних нагрузок.
На второй стадии прессования из сыпучего материала образуется прочное пористое тело. Прочность спрессованной таблетки обусловлена механическим сцеплением, действием электростатических сил, а также межмолекулярным взаимодействием как самих частиц, так и веществ, адсорбированных на их поверхности.
Влияние механического сцепления на прочность таблетки подтверждается многочисленными экспериментами по прессованию порошков с различной формой частиц: чем сложнее поверхность частицы, тем больше вероятность ее механического сцепления с другой частицей и тем прочнеё спрессованная таблетка.
75
Под влиянием прессующего усилия происходит сближение частиц и увеличение поверхности контакта. Последняя возрастает как при наличии пластических деформаций (путем увеличения площади соприкосновения), так и при хрупких разрушениях частиц, что связано с появлением новых поверхностей контакта.
Сила электростатического воздействия прямо пропорциональна количеству взаимодействующих частиц и обратно пропорциональна квадрату расстояния между ними, вследствие чего с повышением давлё-ния прессования создаются благоприятные условия для проявления этих сил. Аналогичное может быть сказано и о силах межмолекулярного взаимодействия, которое проявляется лишь на расстоянии порядка 10~8 см.
Третья стадия процесса прессования характеризуется сжатием образовавшегося прочного тела. Теоретически возможно получение сплошного (компактного) материала.
В практике таблетирования сыпучих материалов в химической промышленности используется лишь вторая стадия прессования. В зависимости от рода сыпучего материала образование прочного тела (таблетки, брикета) обычно происходит при давлениях 40—300 МН/м2(^400—3000 кгс/см2).
Для решения ряда практических задач таблетирования необходимо знать зависимость давления прессования от плотности прессуемого материала. Этот вопрос неоднократно рассматривался различными исследователями [3, 4, 46].
Н. Ф. Кунин и Б. Д. Юрченко на основе обширных экспериментов в области прессования металлических и неметаллических порошков предположили, что в узком интервале давлений увеличение плотности пропорционально начальной плотности материала ро и приращению давления dp:
dp = kpgdp
В связи с тем, что начальная (насыпная) плотность является величиной постоянной, можно принять k = dp!dp, где k — коэффициент прессования.
76
Как показывают эксперименты [38], на второй стадии прессования, которая представляет практический интерес для таблетирования, с увеличением давления прессования резко уменьшается коэффициент прессования. Связь между коэффициентом прессования и давлением выражается уравнением
In k = In k0 — ар или k = koe~ap
где a — коэффициент потери сжимаемости: k„ — начальное значение коэффициента прессования.
Последнее уравнение свидетельствует о том, что в области упругопластических деформаций коэффициент прессования с повышением давления убывает по экспоненциальному закону.
Подставив значение k — d^tdp в последнее выражение, получим
dp/dp = kue~a''
откуда после интегрирования следует
Р = — (*o/a)e“up + С
Если предположить, что это выражение справедливо при р — со (когда плотность прессуемого тела становится равной плотности компактного материала), то С = рПр и
Р = Рпр — (й0/а)е-ир (28)
В приведенном уравнении рпр — условная предельная плотность, или плотность компактного материала (у).
Графическая интерпретация этого уравнения показана на рис. 28, а в обычных координатах р, р, а на рис. 28,6 — в системе координат р, е~ар. В последнем случае уравнение прессования (28) изображается прямой ВС. Насыпной плотности р0 отвечает ордината точки А, соответствующее давление р = 0. Участок АВ характеризует первую стадию прессования — структурное уплотнение сыпучего материала. Участок CD соответствует третьей стадии прес
77
сования — объемному сжатию пористого тела. Условная предельная плотность — ордината точки Е определяется экстраполяцией, путем продления отрезка ВС до пересечения с осью ординат.
Следует отметить, что уравнение (28) не учитывает в явном виде влияние внешнего трения прессуемого материала о стенки матрицы, следовательно,
Рис. 28. Зависимость плотности асбомассы от давления прессования:
а — в обычной системе координат; б — в системе координат р, е а^[67].
его можно использовать для расчетов лишь в том случае, если условия прессования не отличаются от тех, при которых определялись константы прессования Рщъ &0 И (X.
При опытном определении констант прессования для данного сыпучего материала рекомендуется использовать метод трех прессований, проведенных при давлениях р\, р2 и р3, причем р2—pi=p3—Р2 — ^Р-Поскольку каждому из указанных давлений соответствует плотность pi, р2 и р3, из уравнения (28) следует
, , , Рпр — Р1
и , . . Рпр Р1
а(Рз-Л)-1п рпр_рз
78
Отсюда после преобразований и с учетом того, что (р2—Р1)!(Ръ—Pi) =0,5, можно найти
„ _____Р1РЭ-РЗ___ ,<>9'
Р"Р~ Р1 + Рз —2р2
Другие константы соответственно можно определить из выражений:
2,3031g ~ Р4
6 (Рпр — р2)
а =---------------- (30)
Р2 — Р1 ' '
^~а~ = 2,303 +1б(Рпр — Р? (31)
При проведении экспериментов плотности pi, рг и р3 изделия, находящегося под давлением, должны определяться с высокой точностью.
Уравнение прессования (28) может быть использовано для построения диаграммы изменения сил технологического сопротивления по ходу прессующего пуансона, т. е. для установления связи между силой или давлением прессования и перемещением рабочего органа. Это же уравнение можно использовать для расчета работы сил прессования, затраченной на образование таблетки.
При одностороннем прессовании в соответствии уравнениями (26) и (28) можно записать:
«Т ^0 —пп
Р— Fh “Рпр~~ а е
с
Выражая текущую высоту прессуемого изделия h через начальную высоту заполнения матрицы Н и путь s, пройденный пуансоном при прессовании, h = H—s, после преобразований получим
S = Н ~ F[Pnp-(V«)e-“p] <32)
или
1 [ a т? "П
р = — ~оГ1п [Рпр ~ F(W —s) ]) (33)
При известных рпр, k и а построение зависимости P—P(s) не представляет затруднений. Усилие на прессующем пуансоне
Р — pF
где F— площадь поперечного сечения канала матрицы.
79
Работа прессования одной таблетки определяется выражением
H-hr
Ат = J Pds
о
Если принять, что на всем интервале изменения давления прессования от 0 до ртах справедливо уравнение прессования (28), то после подстановки значения ds, найденного из формулы (32), и выполнения интегрирования получим:
тт РпрОС
Рпр (^о/а)
е артпах
zz. / \ а^тах Рпр—(^в/«)е
Ргпах^о
(34)
В этом выражении ртах— давление прессования, соответствующее конечной высоте таблетки /гт:
1 Г a f mr \ I
Ртах = — 1П ^рПр — ^)J
(35)
Удельная работа прессования, т. е. работа, отнесенная к единице массы прессуемого материала, равна
Дуд -
и может быть рассчитана с помощью уравнения (34).
При симметричном двустороннем прессовании таблетки работа прессования может быть найдена по формуле (34) для одностороннего прессования, если считать, что прессуется таблетка с высотой h' = = hr/2 и массой Соответственно по форму-
ле (35) находят максимальное давление прессования, по формуле (34) —работу прессования Ат таблетки половинной высоты; тогда полная работа при двустороннем прессовании будет равна ДПр:=2Лт.
Приведенные выражения для расчета работы прессования являются приближенными, так как не учитывают влияния сил трения таблетки о матрицу.
Более точно работа сил прессования и выталки
80
вания может быть найдена по экспериментальным дизгрзммзм изменения соответствующих усилии зз цикл таблетирования.
Боковое давление при прессовании. Распределение напряжений по объему прессуемого изделия
Под воздействием осевого давления прессуемое изделие, находящееся в матрице, стремится увеличить свои размеры в поперечном направлении. Этому препятствуют стенки матрицы, оказывающие на прессуемое тело реактивное боковое давление.
Поскольку при прессовании таблетки происходит смещение частиц сыпучего материала относительно стенок матрицы, на боковой поверхности прессуемого тела возникают силы трения, направленные в сторону, обратную этому смещению. Силы трения пропорциональны боковому давлению и коэффициенту внешнего трения прессуемого материала о стенки матрицы; они снижают осевое усилие, передаваемое нижним слоям материала, и, следовательно, вызывают неравномерность распределения давления, плотности и прочности по объему прессуемого тела.
Боковое давление необходимо знать также и для расчета матрицы на прочность и износ.
Коэффициент бокового давления выражается отношением £=Рбок/р, где р — осевое давление; р^)К— боковое (нормальное) давление на стенку пресс-формы.
Многочисленные исследования позволили установить, что коэффициент бокового давления в области упругой деформации частиц является в первую очередь функцией внутреннего трения сыпучего материала. Однако, в связи с тем, что коэффициент трения частиц друг о друга зависит от многих факторов (например, от химического состава вещества, наличия смазки, окисных пленок, влаги, формы частиц и т. д.), каждый из которых в отдельности трудно поддается учету, наиболее достоверным является опытное определение значения коэффициента бокового давления при прессовании.
6-250
81
Следует, однако, остановиться на некоторых особенностях трактовки рассматриваемого вопроса: подавляющее большинство авторов считает, что коэффициент бокового давления зависит только от свойств прессуемого материала.
Легко показать, что упругие характеристики материала матрицы также влияют на эту величину.
Рассмотрим цилиндрическое тело диаметром D, которое находится в матрице высотой, равной высоте изделия, и наружным диаметром £>м. Предположим, что прессуемое тело находится в данный момент под давлением р. С учетом стесняющего воздействия матрицы диаметр прессуемого тела увеличится на
ДО = Рт -F- D - О - Рт) D
га.ес=р — напряжение сжатия в изделии; цт, Е? — коэффициент Пуассона и модуль упругости прессуемого тела.
В связи с тем, что боковое давление воздействует также и на стенки матрицы, величина АД может быть выражена через размеры и упругие характеристики материала матрицы ц и Е, если рассматривать последнюю, как толстостенную трубу, находящуюся под постоянным вдоль образующей внутренним давлением, равным рбок-
Р6ок[(1-!Д0» + (1 + р)0£]0
E(D*-D*)
После преобразований получим
(36)
2 Рт____________________
1 — Нт + Е ^Н+р2_£)2
Из формулы (36) следует, что упругие свойства матрицы могут существенно влиять на коэффициент бокового давления при больших значениях модуля упругости £т таблетки, а также при малом различии наружного и внутреннего диаметров матрицы.
Если принять матрицу за абсолютно жесткое тело, формула (36) приобретает вид
(37)
Это уравнение и приводят некоторые авторы [12].
82
Рис. 29. К выводу закономерности изменения осевого давления по высоте таблетки.
Формула (36) выведена в предположении, что осевое давление по всей высоте матрицы постоянно, поэтому она может быть использована лишь при выполнении оценочных расчетов.
Экспериментально установлено (см. главу VI), что произведение коэффициента бокового давления на коэффициент трения f практически не изменяется по высоте прессуемого изделия, т. е. является постоянной величиной. Помимо того, для таблеток и брикетов малой высоты (при одностороннем прессовании h-r/D^. ^0,5) обычно принимают, что осевое давление распределяется по поперечному сечению равномерно. Если исходить из указанных допущений, легко установить закономерность распределения осевого давления по высоте таблетки и найти суммарную силу трения, действующую на матрицу.
Рассмотрим равновесие слоя прессуемого материала
щегося на расстоянии z от неподвижного пуансона (рис. 29). На верхнюю поверхность слоя действует усилие (p + dp)F, на нижнюю pF, на боковую поверхность — сила трения p60ttfLdz (F — площадь сечения канала матрицы, L — его периметр).
Условие равновесия слоя можно записать в следующем виде:
толщиной dz, находя-
PF + PrMxfLdz — (p + dp)F = 0
Принимая во внимание, что Рбок=?Р, после преобразования, интегрирования и определения постоянных получим
(38)
где ра — давление на прессующем пуансоне; йт — высота таблетки.
6*
83
Для таблетки цилиндрической формы LIF^AID, и формула (38) приобретает вид
р = pne-^f/D} ("т-г) (38')
Если допустить, что при прессовании изделия кольцевой или втулочной формы коэффициенты трения и бокового давления на внутренней поверхности изделия равны соответствующим величинам на внешней поверхности, то
р = I <Лт~г> (38")
где d — внутренний диамет.р кольца (втулки). ,
Эпюры распределения осевого давления по высоте таблетки при одностороннем и двустороннем прессовании показаны на рис. 30. Для достижения необходимого минимального давления прессования ртщ (у неподвижного пуансона — при одностороннем прессовании, посередине высоты таблетки — при двустороннем) при одностороннем прессовании требуется большее прессующее усилие, следовательно, увеличиваются нагрузки на звенья таблеточной машины и ее металлоемкость.
Осевое давление рн на поддоне (неподвижном пуансоне) можно найти по формулам (38) и (39), полагая z=0.
Суммарная сила трения, действующая на боковую поверхность матрицы, в соответствии с уравнением (22) равна разности усилий на прессующем и неподвижном пуансонах
Т = Рп - Л, = F (Рп - Рн) = FPn [ 1 - М
Раскладывая е-(Уг/г)Лт в ряд Маклорена и ограничиваясь первыми его двумя членами, получим после сокращений
Т PntfLhT (39)
Для цилиндрической таблетки эта формула примет вид
(39')
84
а для кольцевой
1 л pr^f.n(L> + d)fiT
(ЗУ)
Физический смысл уравнения (39) таков: произведение рп£ представляет собой боковое давление на единицу площади стенки матрицы, произведение является удельной силой трения, величина LhT характеризует площадь боковой поверхности прессуемого изделия.
Рис. 30. Эпюры изменения давления по высоте таблетки: а — одностороннее прессование; б — двухстороннее прессование.
Принятое выше допущение о равномерности распределения осевого давления по поперечному сечению прессуемого изделия (гипотеза плоских сечений) дает приближенную картину распределения давлений в прессуемом изделии. Для таблеток с большим значением hT/D гипотеза плоских сечений не приемлема и использование предложенных выше расчетных формул приводит к неправильным результатам.
Более общее решение задачи о распределении напряжений по объему прессуемого тела дано в работах Г. М. Ждановича [21] и Н. И. Рассказова [58].
Так, для цилиндрического брикета предложено следующее выражение, позволяющее определить напряжение в точке прессовки с цилиндрическими координатами гиг (отсчет г от торца поддона):
<*г = “ф~ {1 — Р [cos nh-IQ (лЛр) — 6-cos 2nh-I0 (2лЛр)]} (40)
85
Где ог — напряжение сжатия в направлении центральной оси матрицы;
'р =
1+0,56-4^-/11
6 = 0,707gft. -4й- — 0,07 /12 /12
/11 =
/12 —
2
/и — /о
£i
Gi
1-£
%, f — коэффициенты бокового давления и внешнего трения; Н — высота спрессованного брикета; R — внутренний радиус матрицы; Ei, Gi — модули сжатия и сдвига при конечном давлении прессования; h=z)R — относительная высота; p—r/R— относительный радиус; /о, Ii — функции Бесселя от мнимого аргумента.
Приведенные соотношения, полученные в предположении, что коэффициент бокового давления и коэффициент внешнего трения являются постоянными величинами, позволяют проанализировать распределение напряжения по объему таблетки. Это весьма важно для крупных изделий, изготовляемых на гидравлических прессах.
Применение формулы (40) для расчета эффективного среднего давления прессования на поддоне производится с помощью выражения
к
Рн = J (oz)z=a=rdr (41)
о
На рис. 31 показаны изобары, характеризующие распределение напряжений в объеме таблетки при одностороннем прессовании, найденные расчетным путем по изложенной методике. Из рисунка следует, что давление на поверхность брикета, примыкающей к прессующему пуансону, наименьшее на оси брикета и увеличивается к его периферии. На поверхности брикета, примыкающей к неподвижному пуансону, зона наибольшего давления находится на оси; давле
86
ние уменьшается к краям брикета. Аналогично распределяется и плотность брикета.
Следует остановиться на некоторых особенностях прессования кольцевых и втулочных изделий.
Для изготовления изделий этого типа пресс-форма должна иметь в матрице внутренний стержень, который служит для образования центрального канала в таблетке. При прессовании материала боковое давление будет действовать как на стенку матрицы, так
и на стержень. Как показали эксперименты, проведенные в МИХМе на металлических порошках и анодной массе, при изготовлении из них втулочных изделий боковое давление на внутренний стержень оказалось меньше бокового давления на наружную стенку. Это можно объяснить наличием арочного эффекта, который возникает при перемещении частиц прессуемого материала в направлении к оси стержня. Таким образом, для втулочных изделий уравнение (39") дает несколько завышенное значе-
Рис. 31. Распределение напряжений в диаметральном сечении таблетки из медного порошка при одностороннем прессовании [14] (цифры иа кривых—напряжение в МН/м2): a-hT/D=l; б - hT/D=2.
ние силы трения.
Прессование кольцевого изделия можно осуществить при различных комбинациях относительного движения матрицы М, верхнего и нижнего пуансонов Пь Пг, центрального стержня С. На рис. 32 приведено несколько вариантов схем прессования втулки, там же указана формула пресс-инструмента, показывающая, какие элементы конструкции подвижны (П), свободны или подпружинены (С) и неподвижны (Н).
Распределение плотности во втулках диаметром 40X34, отпрессованных из стального порошка при давлении 450 МН/м2, показано на рис. 33 (обозначения кривых соответствуют схемам прессования, показанным на рис. 32). Наиболее благоприятным является распределение плотности при использовании схе-
87
мы прессования г. Неравномерность распределения в этом случае более низкая, чем даже при двухстороннем прессовании с подпружиненным стержнем (схема
П(П,)-,С-, П(ПГ)-С(С)-,
Н(Пг,М,С) Н(Пг,М)
a g
Рис. 32. Варианты схем прессования втулочного изделия:
а — подвижен только прессующий пуансон; б — стержень подпружинен; в — подпружинены матрица и стержень; г — подвижны прессующий пуансон н стержень; д — подвижны прессующий пуансон и стержень, матрица подпружинена.
ных схемах прессования !(см. рис. 32).
88
(3). Это обусловлено тем, что силы трения, возникающие на боковой поверхности прессуемого изделия при указанной схеме прессования благоприятствуют равномерному распределению давлений по высоте*.
В связи с тем, что неравномерность распределения напряжений по объему прессуемых изделий, так же как и неравномерная плотность, обусловлены главным образом наличием внешнего трения частиц материала о стенки матрицы, возникает вопрос о снижении этих эффектов путем направленного воздействия на коэффициент трения. Для этой цели при таблетировании некоторых сыпучих материалов применяют смазки (см. гл. 6). С целью снижения трения рабочие поверхности пресс-инструмента подвергают химико-термической и механической обработке (см. гл. 5).
Скоростное прессование
В тех случаях, когда таблетки изготовляют на промышленных таблеточных машинах, скорость прессования (скорость перемещения пуансона при уплотнении сыпучего материала) может существенно влиять на течение процесса и свойства полученного изделия. При прессовании материала со скоростями, характерными для таблеточных машин, могут изменяться физические свойства частиц прессуемого материала, например пределы текучести и прочности. Помимо того, на процесс прессования и свойства получаемой таблетки или брикета может оказывать влияние воздух, замкнутый между частицами сыпучего материала.
В области пластической деформации частиц напряжения вообще являются функцией относительной деформации, вследствие чего с повышением скорости прессования для достижения заданной плотности требуется большее давление прессования. Скорость перемещения частиц, обусловленная движением прессующего пуансона, влияет на внутренний и внешний коэффициенты трения прессуемого материала, что отражается на величине потерь на трение и, следова-
* Исследования проводились канд. техн, наук А. В. Дуден-ковым. ---- —
89
тельно, на распределении напряжений по объему прессуемой таблетки.
В соответствии с современными воззрениями на природу трения контактирующих тел [35] сила трения складывается из деформационной и адгезионной составляющих. Влияние скорости на деформационную составляющую внешней силы трения зависит от того, каков характер деформирования микронеровностей — упругий или пластический.
При упругом деформировании деформационная составляющая силы трения практически не зависит от скорости. В случае несовершенной упругости при скоростях приложения нагрузки, малых по сравнению со скоростью релаксации напряжений в материале, деформация успевает следить за нагрузкой, поэтому гистерезисные потери при объемном деформировании материала практически отсутствуют. С увеличением скорости прессования гистерезисные потери возрастают. Однако при скоростях, превышающих скорость релаксации напряжений, упруго-пластическое тело ведет себя как упругое и силы трения уменьшаются.
Для пластической деформации микронеровностей также характерна зависимость деформационной составляющей силы трения от скорости.
Адгезионная составляющая силы трения возрастает с увеличением давления прессования, но уменьшается с повышением скорости прессования, поскольку прочность адгезионной связи зависит от времени ее формирования.
В каждом конкретном случае прессования результирующее значение давления прессования и силы трения зависит не только от указанных выше факторов, но и от размеров прессуемого изделия, поскольку отношение hT/D влияет на боковое давление и характер его распределения.
Физические явления, протекающие при скоростном прессовании, очень сложны и неоднозначны для различных материалов; так как единая теория процесса еще не разработана, в практической деятельности приходится опираться на экспериментальные данные.
Неоднородность поведения различных материалов при скоростном прессовании иллюстрируется следую-90
щими данными [31]. Экспериментальное исследование распределения осевого давления по высоте прессуемой цилиндрической таблетки показало, что в зависимости от прессуемого материала с увеличением скорости прессования отношение рп/рн при данной высоте таблетки 7iT может либо повышаться (например, пресс-порошок К-18-2, сульфадимезин и другие материалы), либо понижаться (например, шихта катализаторов ГИАП-5, ГИАП-16). Это означает, что потери на внешнее трение с увеличением скорости прессования или возрастают, или уменьшаются. Так, для катализатора ГИАП-16 при повышении скорости прессования от 1 до 90 мм/с относительные потери на трение уменьшаются на 29%. Это значит, что заданная плотность изделия из данного материала при скоростном прессовании достигается при меньших усилиях, чем при статическом прессовании.
Обратное соотношение имеет место для материалов, у которых с увеличением скорости потери на трение возрастают: для получения таблетки заданной плотности с повышением скорости прессования необходимо увеличивать давление прессования.
Приведенные данные позволяют определить динамический коэффициент давления нд — отношение давлений, необходимых для достижения данной плотно; сти при скоростном рск и статистическом рст прессовании
пд — Рск/Рсг (42)
При скорости прессования 40 мм/с динамический коэффициент давления имеет следующие значения (Лт/£) = 0,5, прессование одностороннее):
Катализатор ГИАП-16 . . . 0,89
Железный порошок ПЖ2М2 0,85
Сульфадимезин...............1,04
Стрептоцид..................1,08
Как показано ранее, распределение давления по высоте таблетки при данной скорости прессования зависит от произведения (£/). Рассмотрим влияние скорости прессования на эту величину.
91
На рис. 34 показаны графики зависимости (If) от скорости прессования для материалов, полученные на описанных выше специальных пресс-формах, осна-
Рис. 34. Зависимость произведения If от скорости прессования: 1 — пресс-порошок К-18-2, давление прессования 160 МН/м2; 2 — катализатор ГИАП-12, давление прессования 240 МН/м2; 3 — стрептоцид, давление прессования 130 МН/м2; 4 — железный порошок ПЖ2М2, давление прессования 350 МН/м2.
щенных датчиками боковых давлений. На рис. 35 приведены графики зависимости коэффициента бокового давления от скорости. Сопоставление графиков позволяет сделать вывод, что изменение величины (If) при возрастании скорости обусловлено измене-
Рис. 35. Зависимость коэффициента бокового давления от скорости прессования:
/ —- сульфадимизин; 2 — пресс-порошок К-18-2; 3 — стрептоцид; 4 — каталн-^тор ГИАП-16.
92
нием коэффициента трения, поскольку коэффициент бокового давления практически является постоянной величиной. Приведенные на рис. 34 графики (У) могут рассматриваться как графики коэффициента внешнего трения, ординаты которых увеличены в g раз.
Вибрационное прессование
Прессование сыпучего материала с помощью вибрации получило некоторое распространение в последние годы. Как показывают исследования [66], воздействие вибрации на частицы уплотняемого материала в ряде случаев улучшает распределение плотности по объему изделия, снижает статическое давление, необходимое для достижения заданной плотности или прочности изделия. Положительное воздействие вибрации особенно заметно при изготовлении тонкостенных изделий, например труб или изделий сложной формы.
Снижение неравноплотности и уменьшение статической нагрузки при наложении на материал вибрационного поля объясняется тем, что уменьшаются силы сцепления как между частицами самого материала, так и между частицами и стенкой пресс-формы. С одной стороны, это способствует разрушению арок, сводов и других образований, создающих пустоты в сыпучем теле, а с другой — большей подвижности самих частиц, что и приводит к их более плотной укладке. Таким образом, под воздействием вибрации сыпучий материал приобретает текучесть и уменьшаются внутренний и внешний коэффициенты трения.
Выбор схемы вибрационного прессования, параметров вибрации (амплитуды и частоты вибрации), продолжительности вибрационного воздействия и параметров прессования (максимального давления прессования) зависит от свойств прессуемого материала и технических требований, предъявляемых к изделию.
Существует несколько схем вибрационного прессования [11]. Так, вибрация может передаваться уплотняемому материалу через прессующий пуансон, поддон или матрицу; передача статических усилий на пуансоны может осуществляться непосредственно или через упругое звено; матрицы могут быть жестко или упруго соединены со станиной и т. д.
93
Для создания вибрации используются механические, пневматические, электромагнитные, магнитострикционные и другие вибраторы. В настоящее время теория вибрационного прессования сыпучих материалов находится в стадии становления. Так, например, нет единого мнения о характере сопротивления вибрации со стороны сыпучей среды. Одни авторы считают это сопротивление пропорциональным пере
Рис. 36. Зависимость статического усилия прессования от частоты колебания при постоянной плотности таблетки.
Эффективность
использования
мещению, другие — скорости, ускорению, амплитуде вибрации и т. д. По-видимому, в зависимости от свойств таблетируемого материала предпочтение следует оказывать той или иной гипотезе.
Установлено, что вибрация должна быть совмещена с небольшим статическим давлением на уплотняемый материал; при отсутствии последнего возможно не уплотнение, а разрыхление материала и сепарация по слоям (крупные частицы вверху и более мелкие внизу) и даже его псевдоожижение.
вибрации может
быть иллюстрирована на примере уплотнения уголь-
ного агломерата для элементов химических источников тока [2]. При прессовании вибрация сыпучему материалу передавалась через пуансон; матрица пресс-формы — плавающая.
Экспериментально установлено, что при постоянной амплитуде колебаний с повышением частоты усилие статического прессования уменьшается (рис. 36), в частности при частоте вибрации 62 Гц статическое усилие прессования, необходимое для достижения заданной плотности, равно ~ 40 кН, т. е. уменьшается более чем в три раза по сравнению со статическим
прессованием.
Коэффициент бокового давления при вибрационном прессовании с частотой v=62 Гц и амплитудой 4 = 0,275 мм становится практически постоянным по
94
высоте и по величине близким к единице, в то время как при статическом прессовании он составляет 0,4—0,64 (рис. 37). Распределение плотности по поперечному сечению при вибрационном прессовании более равномерное, чем при статическом прессовании (рис. 38).
Однако использование вибрационного прессования сопряжено с усложнением пресс-инструмента и прес-
Рйс. 37. Изменение коэффициента бокового давления по высоте таблетки:
1 — статическое прессование; 2 — вибрационное прессование.
Рнс. 38. Зависимость плотности брикета от расстояния до оси матрицы:
/ — статическое прессование; 2 — вибрационное прессование.
сующего оборудования. Необходимость сравнительно продолжительного воздействия вибрации (обычно нескольких секунд) приводит к удлинению технологического цикла по сравнению с циклом работы обычной таблеточной машины, что снижает производительность таблетирования.
Таким образом, вибрационное прессование, оставаясь перспективным для изготовления тонкостенных изделий и изделий сложной формы, в каждом индивидуальном случае должно получить экспериментальное и экономическое обоснование.
Выталкивание [выпрессовка] таблеток
Для выталкивания таблетки или брикета из канала матрицы необходимо преодолеть силу трения изделия о стенку пресс-формы.
95
Происхождение этого усилия можно объяснить следующим образом.
По окончании прессования давление на торцы таблетки становится равным нулю. Таблетка под воздействием остаточных внутренних напряжений стремится увеличить свои размеры в осевом и диаметральном направлениях, однако последнему препятствуют стенки пресс-формы. Удлинению таблетки в осевом направлении препятствуют силы трения о стенки матрицы, поэтому высота таблетки увеличивается лишь частично. Следует заметить, что сама матрица, находившаяся в процессе прессования под действием внутреннего давления и осевой нагрузки от сил трения, также стремится вернуться в недеформирован-ное состояние и сжимает таблетку.
В результате действия упругих сил таблетки и сил сжатия ее стенками матрицы возникает остаточное боковое давление, которое зависит, таким образом, от упругих свойств матрицы и спрессованного материала, а также от геометрических соотношений.
При выталкивании таблетки к ней со стороны пуансона прикладывается осевое усилие. Перемещению таблетки препятствуют силы трения, развивающиеся на ее боковой поверхности. С возрастанием выталкивающего осевого усилия увеличиваются и осевые напряжения в таблетке, которые в свою очередь в соответствии с обобщенным законом Гука будут вызывать деформацию таблетки в поперечном направлении, что приводит к дополнительному увеличению бокового давления и силы трения на ее поверхности. Перемещение таблетки начнется лишь тогда, когда выталкивающая сила превысит суммарную силу трения на боковой поверхности изделия.
Упругое последействие выражается в увеличении размеров таблетки после выталкивания ее из матрицы под действием упругих сил. Этот процесс происходит в течение длительного времени, однако наибольший интерес представляют значения упругого последействия, найденные непосредственно после окончания таблетирования.
Относительные упругие последействия в осевом 8h и диаметральном 6D направлениях различны и определяются как отношение приращения высоты или
96
Диаметра таблетки к соответствующим номинальный размерам.
Выше было сказано, что упругое последействие в диаметральном направлении влияет на остаточное боковое давление, следовательно и на усилие выталкивания. Упругое последействие может также вызывать образование расслойных и кольцевых трещин,
Рис. 39. Зависимость относительного диаметрального упругого последействия для цилиндрических и кольцевых таблеток от давления прессования:
1 — пресс-порошок К-18-2; 2 — железный порошок ПЖ2М2; 3 —никелевый порошок; 4 — бронзовый порошок; а — по наружному диаметру; б — по внутреннему диаметру втулочного изделия.
поэтому представляет интерес зависимость этой величины от условий прессования.
На рис. 39 показаны графики зависимости относительного диаметрального упругого последействия от давления прессования для цилиндрической таблетки из пресс-порошка К-18-2 и для кольцевых таблеток из металлических порошков. С увеличением давления прессования отмечается уменьшение упругого последействия, причем для металлических железных порошков наблюдается минимум упругого последействия при давлении прессования »320—340 МН/м2. Для кольцевых таблеток упругое последействие в диаметральном направлении по внутреннему отверстию примерно в два раза больше, чем по наружному диаметру.
7-250 97
Остаточное боковое давление рост может быть найдено, если предположить, что таблетка представляет собой упругий изотропный цилиндр, высота которого равна матрице, а остаточное боковое давление постоянно по высоте матрицы.
Если известно диаметральное упругое относительное последействие 8d таблетки, то ее диаметр после выталкивания из матрицы будет равен (1+бп)Д-Следовательно, когда таблетка находится в матрице под действием бокового давления рОст, ее диаметр становится меньше на величину
AD = D(1+6d)-^-(1-I*t) - 4* Нт ^7 (О + AD') (43) где ДО'— приращение диаметра матрицы; Цт и От — коэффициент Пуассона и модуль упругости материала таблетки.
В выражении (43) второй член характеризует диаметральную деформацию таблетки под воздействием давления выталкивания рв. Сила выталкивания должна быть не менее силы трения, действующей по боковой поверхности таблетки
Рв nDh-rfePocT (44)
где лОйт — боковая поверхность таблетки; /в—коэффициент трения при выталкивании.
Давление выталкивания рв определяется выражением
Так как усилие выталкивания при перемещении таблетки в матрице с постоянной скоростью уравновешивается силами трения, то, предположив равномерное распределение сил трения по высоте таблетки, вводим перед последним членом уравнения (43) коэффициент 1/2.
Приращение внутреннего диаметра матрицы АД' под воздействием бокового давления рост и усилия Рв, передаваемого трением, можно рассчитать, используя формулу Ламе для толстостенной трубы
Рост (1-ц)О2 + (1+ц)О3м
ДО'- • ра_ pa D~ х» м
1 р 4PBD
ГГ л(Р3—Ра)
где ц и Е — коэффициент Пуассона и модуль упругости материала матрицы; — наружный диаметр матрицы.
В последнем члене коэффициент 1/2 учитывает линейное падение усилия Рв по высоте таблетки.
Принимая во внимание уравнение (44), в предельном случае можно записать
г Рост / Е>м 4" Р2 \ 1 ЦРост П2ЛТ/В
АО' = —fT~ ( Р- + 'п 2 _ £)2 I D — “2 £ Д2 _ D2
Сумма AD и АО' представляет собой приращение диаметра таблетки после выталкивания вследствие упругого последействия
8dD = ДО + ДО'
Отсюда после подстановки АО, АО' и преобразований следует
РОСТ = Ф)£т/| (1 + 6р) (1 - Рт) - 2/вр,т р +
£т Е
2(О2+О2)-/вцЛтО р + 2 (О2 — О2)
(46)
При выводе формулы (46) было принято, что составляющей АО' последнего члена выражения (43) можно пренебречь.
Если принять, что отношение Ет/Е весьма малая величина, то
__________WA____________
Рост~ (1 + 6д)(1-Ит)-2/вИт(Дт/О)
Применение формул (46) и (47) ограничено теми же условиями, что были приняты для расчета теоретического коэффициента бокового давления по формуле (36).
Выталкивание таблеток обычно осуществляется при скоростях более высоких, чем скорость их прессования, но при меньших боковых давлениях, т. е. Рост<Рбок, поэтому коэффициент трения fB при выталкивании отличается от коэффициента трения при прессовании.
При проектировании машины усилие выталкивания можно определить через удельную силу трения при
7* 99
выталкивании тв, которую для заданного режима прессования находят экспериментально:
Рис. 40. Диаграммы выталкивания таблеток:
1 — катализатор 482; 2 — пресс-порошок К-18-2; 3 — катализатор КНФ;
4 — катализатор 601.
Рис. 41. Зависимость давления выталкивания от отношения hT!D и давления прессования для катализатора ГИАП-5:
1 — давление прессования 127 МН/м2; 2 —то же, 190 МН/м2; 3 — то же, 382 МН/м2.
Давление выталкивания можно выразить через удельную силу трения
4РВ 4ЛТ
Рв= nD2 =~D~"1b <49)
Диаграммы выталкивания некоторых материалов при статическом прессовании показаны на рис. 40. Характерно наличие пика усилия в момент начала
100
движения таблетки. Это обусловлено тем, что коэффициент fB не является постоянным, его начальное значение соответствует коэффициенту трения покоя. Далее сила выталкивания при правильной геометрической форме матрицы сохраняет примерно постоянную величину до того момента, пока таблетка не начинает выходить из матрицы. По мере выпрессовки таблетки из матрицы усилие выталкивания снижается до нуля. Применение матриц с малой конусностью (расширяющихся в сторону выталкивания) позволяет снизить усилие выталкивания.
Уравнения зависимости усилия или давления выталкивания от высоты таблетки (44) и (48) подтверждаются многими экспериментами. На рис. 41 показаны соответствующие графики, построенные для таблеток катализатора ГИАП-5 при двустороннем прессовании (скорость прессования и выталкивания 0,33 мм/с).
Влияние смазок, давления и скорости прессования на давление выталкивания рассматривается в главе 6.
ГЛАВА 3
КАЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ ТАБЛЕТОК
Требования, предъявляемые к таблеткам
В зависимости от назначения таблеток к ним предъявляется ряд требований, связанных с особенностями отдельных производств. Основные требования сводятся к следующим:
1) отсутствие трещин и других внешних дефектов;
2) стабильность массы таблеток;
3) постоянство геометрических размеров;
4) механическая прочность.
Отсутствие трещин и других внешних дефектов (сколов, царапин, «сыпи» и пр.) устанавливается осмотром таблеток.
Стабильность массы является одним из важнейших требований, предъявляемых к таблеткам из пресс-порошков, волокнистых пресс-материалов и продуктов бытовой химии, к фармацевтическим, витаминным и пищевым таблеткам. В некоторых отраслях производств предельные отклонения массы таблетки от номинала регламентируются очень жестко, например при изготовлении таблеток из пресс-порошков фенопластов массой до 16 г допустимое отклонение равно ±1% номинальной массы таблетки, при массе 500 г допустимое отклонение равно ±3%. Превышение этих допустимых отклонддЙи приводит к недопрес-совке или перепрессовке’йэр^щя при прессовании, т. е. к браку. М-
Для лекарственных таОДетрк Государственная Фармакопея устанавливает предельное отклонение массы для таблеток массой менее 0,12 г — ±10%, а для больших^ таблеток — rS5%-
Требование постоянстваагеометрических размеров является! существенным для тех производств, в кето-102 ' <•
рых таблетки служат конструктивными элементами более сложного изделия. Допуски на размеры таблетки определяются условиями сборки, монтажа или другими соображениями, связанными с дальнейшим использованием таблеток в сборочной единице.
Механическая прочность, как правило, важнейший показатель качества таблеток для многих видов производств.
Оценка механической прочности производится либо непосредственным измерением тех или иных прочностных показателей, либо по косвенным данным, например по плотности, которая для каждого материала и при заданных размерах таблетки однозначно характеризует ее прочность.
Существуют следующие способы непосредственного определения прочности таблеток:
1) разрушение таблеток сжатием в осевом или в диаметральном направлении;
2) истирание таблеток;
3) определение твердости;
4) испытание упругих свойств или ударной прочности таблеток.
Наиболее распространены способы испытания таблеток их разрушением, особенно в тех производствах, где последующее использование таблеток связано с силовым нагружением (сжатие катализаторных таблеток под действием собственной массы загрузки в реакционных аппаратах, транспортирование, перегрузка и т. п.).
Испытания таблеток разрушением производятся с помощью приборов, принцип действия которых аналогичен действию пресса, фиксирующего максимальное усилие в момент разрушения изделия. Обычно в технических требованиях для каждого типа таблеток указано максимально допустимое разрушающее усилие.
При испытаниях таблеток на истирание оценка свойств таблеток производится по потере массы таблетки за определенный промежуток времени. Испытания проводят в специальных барабанах с фиксированной скоростью вращения.
Прочность таблетки оценивают по косвенным показателям — с учетом зависимости для таблетки из
103
вестных размеров предела прочности на сжатие в осевом направлении от давления прессования или ее плотности.
Такая оценка основана на том, что плотность таблетки (см. гл. 2) является функцией давления прессования, а от последнего зависит и прочность таблетки. Действительно, прочность таблетки определяется главным образом сопротивлением сдвигу частиц таблетки; величина сопротивления, с одной стороны, зависит от сил механического сцепления, а с другой,— прочности сцепления частиц в местах контактов. Последнее является функцией предшествующего прессования таблетки. Делаются попытки установить в аналитической форме связь между пределом прочности на сжатие и параметрами процесса прессования [21], однако применение предложенных уравнений для расчета связано с определением ряда коэффициентов и параметров, нахождение которых представляет определенные трудности.
Более надежным косвенным методом оценки прочности таблеток является использование корреляционных связей между пределом прочности на сжатие и давлением прессования или плотностью таблеток. Нахождение этих связей требует проведения специальных экспериментов и статистической обработки опытных данных, однако в дальнейшем появляется возможность непосредственной настройки режима таблетирования (давления прессования или хода пуансонов при прессовании) с целью придания таблеткам определенной прочности. Такой подход позволяет анализировать влияние размеров на прочность таблеток из данного материала, а также условий прессования, например скорости уплотнения, наличия смазывающих веществ и т. д.
Ниже исследуется связь основных качественных показателей таблеток с условиями таблетирования.
Точность массы таблетки
Точность массы таблетки определяется отклонением Массы таблетки от номинального значения. Различают нормированную и действительную точность, понимая в первом случае допускаемые, а во втором — действи*
104
тельные отклонения массы таблетки, полученные при таблетировании. Примеры нормированной точности массы были приведены выше.
Действительное отклонение Ат массы таблетки складывается из отклонений Дпц, возникающих при выполнении операций таблетирования:
п
Ат ~ 2 (50)
/=1
(где п — число операций таблетирования), а также из отклонений, обусловленных нестабильностью насыпной плотности подаваемого на таблетирование сыпучего материала. Последние составляющие зависят от свойств сыпучего материала.
Представляет интерес определение погрешности массы таблетки, обусловленной процессом таблетирования. В этом случае по известным нормированной точности массы таблетки и погрешности, вносимой при дозировании, прессовании и выталкивании таблетки, можно определить тот допустимый интервал, в котором может колебаться насыпная плотность перерабатываемого сыпучего материала.
Для проведения подобного анализа влияния таблеточной машины на точность дозирования следует предположить, что насыпная плотность сыпучего материала постоянна во времени.
Специальные исследования [7] показали, что операция дозирования вносит наибольший вклад в отклонение массы таблетки от номинала. При объемном дозировании, характерном для таблеточных машин, отклонение в объеме дозы сыпучего материала является следствием отклонения диаметральных размеров различных матриц (в роторных таблеточных машинах и в машинах других типов при многогнездном пресс-инструменте) и отклонения положений в матрицах нижних пуансонов, определяющих высоту засыпки.
Имеются и другие причины, вызывающие погрешность при дозировании, например в роторных таблеточных машинах — торцевое биение зеркала матричного стола, неравномерный съем избытка сыпучего материала, выдувание порошка из матрицы при захо-
105
ле в нее верхнего пуансона. Эти погрешности невелики и могут быть уменьшены установкой подпружинного ножа для съема излишка порошка, а также опусканием дозы порошка перед заходом верхнего пуансона путем смещения нижнего пуансона вниз.
Нестабильность доз порошка во времени объясняется износом пресс-инструмента и элементов кинематических пар исполнительных механизмов.
Исследования, проведенные на роторных таблеточных машинах, показали, что износ неравномерно распределяется по длине матрицы: зона наибольшего износа матрицы находится в области расположения таблетки при ее прессовании. Износ отдельных матриц машины может варьировать в некоторых пределах, однако изменением высоты засыпки можно компенсировать среднюю величину отклонения диаметрального размера матрицы. Эта компенсация возможна лишь до того момента, когда предельное отклонение диаметра матрицы, вызванное износом, достигнет величины, при которой нарушается качество изделия, — происходит расслаивание таблетки, сколы ее кромок и т. п.
При выполнении другой операции — прессования — некоторая часть сыпучего материала может попадать в зазор между пуансоном и матрицей. Чаще всего это частицы, поперечные размеры которых не превышают зазора. Величина этих потерь зависит от радиальных зазоров в пресс-инструменте, давления прессования, свойств прессуемого материала.
Отклонения массы таблетки, обусловленные операциями выталкивания и сбрасывания, весьма незначительны. Отклонения массы таблетки, вызванные сколом кромок, не рассматриваются, поскольку такие потери массы приводят к браку изделий.
Предельная относительная погрешность массы сыпучего материала при дозировании ед03, связанная с отклонением размеров пресс-инструмента, равна
„ ДО , дя едоз “ 2 р +
(51)
где Д£) и АН — соответственно предельные отклонения внутреннего диаметра матрицы D и расстояния
105
И от торца нижнего пуансона до поверхности стола при дозировании. Если рассматривать проектную точность дозирования, обеспечиваемую машиной, то AD и АН представляют собой предельные отклонения соответствующих размеров, вызванные погрешностью при изготовлении деталей.
Предельное отклонение АН можно выразить как сумму допусков размеров звеньев, составляющих размерную цепь соответствующего механизма машины.
Предельное относительное отклонение массы дозы таблетки, вызванное потерями сыпучего материала через зазоры в пресс-инструменте при прессовании, определяется формулой
_ 2 (ДР + ДР')
fcnpecc ~ Dfj н (02)
где ДР' — нижнее предельное отклонение диаметра пуансона; Sp — рабочий ход пуансона прн прессовании.
Следует отметить, что метод суммирования предельных отклонений дает завышенное значение погрешности массы таблетки, так как он учитывает наименее благоприятные сочетания размеров. Реально большие по абсолютной величине отклонения имеют малые вероятности, вследствие чего их одновременное появление представляет собой событие весьма малой вероятности.
Более полное представление о точности дозирования дает метод вероятностного суммирования погрешностей звеньев сборочных размерных цепей, поскольку погрешности являются случайными величинами. В отличие от расчета по предельным отклонениям при вероятностном методе определения погрешности массы дозы оперируют средними арифметическими значениями размеров и средними квадратическими их отклонениями.
В связи с тем, что практическое рассеяние размеров деталей отличается от нормального закона распределения, оно характеризуется коэффициентами относительного рассеяния Ki и относительной асимметрии а;. Их значения зависят от точности выполнения при изготовлении деталей таблеточной машины и должны быть определены для каждого завода-изготовителя индивидуально либо могут быть заимствованы
107
из существующих нормативных рекомендаций. Например, при среднесерийном производстве изделий на неизношенном оборудовании, соответствующем заданной точности, при обработке методом пробных проходов и замере изделий универсальными инструментами можно принять К\=1,15, сц = 0,20. При тех же условиях изготовления и замере предельными калибрами /(,•=1,2, а, = 0,15 [18].
Для определения коэффициентов Къ и ах кривой рассеяния отклонений размера замыкающего звена по значениям Кг и щ составляющих размеров в теории размерных цепей предложены соответствующие формулы [19]. Если число независимых составляющих звеньев цепи не менее восьми с однородными допусками и любыми одновершинными законами рассеяния, то, согласно теореме Ляпунова, распределение отклонений замыкающего звена будет подчиняться закону рассеяния, достаточно близкому к нормальному. В этих случаях можно принимать ах = 0 и Кх =1.
Проектная точность массы таблетки, найденная методом вероятностного суммирования погрешностей размеров звеньев, определяется выражениями
при дозировании:
, 2ДМ 4- aM6D 1 .— „ .
6доз =----2-----+ (53)
при прессовании:
, 2 (Дм + Дп) -f- aM6£> + an6£)' Sp
£пресс =---------О---------------Н~ (54)
В приведенных формулах помимо обозначений, объясненных ранее, принято: Дм и Дп— координаты середины поля допуска матрицы и пуансона; ам и ап — коэффициенты относительной асимметрии практического рассеяния размеров матрицы и пуансона; 6Z) и 6.0' — допуск на диаметр матрицы и пуансона; Ккг — допуск i-ro звена.
Расчетные значения погрешностей Вд0 и в^есс, а также их суммарное вероятностное значение ех = У(бдоз)2 + (бпресс )2, определяющие проектную точность массы таблетки различных роторных таблеточных машин, приведены в табл. 6.
108
Таблица б. Точность массы таблетки в роторных таблеточный машинах
Параметр Тип машины
МТ-ЗА ТП-40М РТМ-41 Perfecta «В. Фетте» Rotapress-45 «Манести»
Диаметр матрицы, мм 30 9 14 9 9
Высота заполнения расчетная, мм Максимальная относительная погрешность массы таблетки, % 18 5,4 8,4 5,4 5,4
0,71 1,15 1,82 1,07 1,12
0,21 0,50 0,37 0,48 0,56
es Вероятностная относительная погрешность массы таблетки, % 0,92 1,65 2,19 1,55 1,68
Едоз £пресс ех 0,27 0,82 1,37 0,83 1,00
0,15 0,34 0,27 0,33 0,42
0,31 0,89 1,39 0,89 1,09
Примечание. Степень сжатия таблетируемого материала принята равной двум.
Из приведенных данных следует, что проектная точность при таблетировании определяется в основном погрешностями при дозировании; погрешности массы таблетки, возникающие при прессовании, составляют в среднем 15—35% от погрешности дозирования. Анализ точности массы показывает, что при прочих равных условиях неразъемный пресс-инструмент позволяет получать таблетки с более стабильной массой.
Вероятностная относительная погрешность массы таблетки, возникающая при таблетировании, может быть использована для нахождения коэффициента запаса точности машины kT. Под этим коэффициентом понимается отношение допустимой относительной погрешности массы таблетки [е] к относительной погрешности е':
^ = [е]/е' (55)
Таким образом, для новой таблеточной машины MT-ЗА при [е] = 2% величина Ат»6,4; соответствен-
109
но допустимое отклонение плотности сыпучего мате* риала, поступающего на таблетирование, в этом случае может достигать емат~ 1,98%.
Влияние на точность таблетирования размера изготовляемой таблетки и точность выполнения техно-
Диаметр D,mm
Рис. 42. Зависимость относительной погрешности дозы при таблетировании и коэффициента запаса точности таблеточной машины от диаметра таблетки и способа производства пресс-инстру-медта:
1 — крупносерийное производство пресс-инструмеита иа оборудовании высокого качества; 2 — среднесерийное производство при средних условиях;
3 — среднесерийное производство прн несоответствии оборудования заданной точности.
ре таблеточной машины РТМ-41 установлено, что с уменьшением диаметра таблетки резко возрастает погрешность ее массы; повышение точности технологических процессов обработки деталей машины снижает эту величину. Однако переход к более высокой точности изготовления деталей таблеточных машин связан со значительным увеличением их стоимости.
Плотность таблетки и ее распределение
Плотность таблетки зависит от давления прессования. В большинстве случаев к таблеткам, изготовляемым на таблеточных машинах, не предъявляются особые требования в отношении распределения плотности по объему изделия. Средняя плотность обычно вполне удовлетворительно характеризует состояние уплотненного материала. В этом случае расчетное значение
НО
средней плотности определяют по уравнению прессования (28).
Однако при больших значениях отношения h-JD и, в частности, для таблеток кольцевой формы (втулок), когда неравномерность распределения плотности по поперечному сечению изделия во много раз меньше, чем по высоте, средняя плотность не дает достаточно полного представления о свойствах таблетки.
Изучению распределения плотности по объему изделия посвящены многие работы. М. Ю. Бальшин [4] отмечает линейное снижение плотности по высоте таблетки при одностороннем прессовании; Г. М. Жданович [21] теоретически установил экспоненциальный закон для той же величины; Н. И. Рассказовым [14] решена задача о распределении плотности по всему объему изделия.
В работе [16] установлено, что при больших hT/D и для кольцевых таблеток с точностью, достаточной для практического использования, можно использовать гипотезу плоских сечений. В этом случае изменение плотности таблетки по высоте описывается зависимостью:
р, = г Р---------- (56)
An (hT — г) + 1
где рг — плотность таблетки на расстоянии z от поддона; р — плотность под прессующим пуансоном; A = L!F — отношение периметра канала пресс-формы к площади ее поперечного сечения; п — коэффициент, характеризующий свойства таблетируемого материала.
Коэффициент п можно рассчитать по уравнению 2(gf)
In (Pmax/P)
где Pmax/p—• отношение давления, необходимого для достижения 100%-ной плотности, к заданному давлению прессования.
Зависимость (56) иллюстрируется графиками, показанными на рис. 43, где нанесены также экспериментальные точки. Эти данные получены при изготовлении втулочных изделий из металлических порошков (металлокерамические фильтры).
Экспериментально распределение плотности по высоте и по диаметру таблетки исследуют методом по-
Ш
слойного распиливания с последующей шлифовкой или обтачивания изделий: взвешиванием оставшейся части определяется ее масса и, следовательно, масса удаленного элемента, после чего, зная размеры этого элемента, определяют плотность.
Рис. 43. Изменение плотности прессования по высоте изделия:
/ — железный порошок, давление прессования 450 МН/м2; 2 — железный порошок, давление прессования 505 МН/м2; 3 — медный порошок, давление прессования 505 МН/м2.
Рис. 44. Распределение плотности в диаметральном сечении таблетки из медного порошка при одностороннем прессовании [14] (цифры на кривых—плотность в 103 кг/м3):
o-ft^D=l; 6-ftT/D=2.
Неравноплотность изделий оценивается коэффициентом неравноплотности
К Ртах Pinin
₽ ~ Рср
(57)
где ртах, pmin — наибольшее и наименьшее значения плотности в данном изделии; рСр — средняя плотность изделия.
Если необходимо прогнозировать распределение плотности по объему изделия с большой точностью и особенно изменение плотности в радиальном направлении, следует использовать методику [14].
В этом случае распределение плотности удобно изображать изолиниями, которые соединяют точки с одинаковой плотностью (рис. 44).
Распределение плотности таблетки по ее объему в зависимости от способа прессования (одностороннее, двустороннее) подчиняется в основном тем же закономерностям, что и распределение давлений.
112
Прочность таблеток
Согласно современным воззрениям, прочность таблеток обусловлена главным образом сопротивлением сдвигу контактов, величина которого определяется механическим зацеплением и молекулярным сцеплением поверхностей частиц при взаимном контакте, Сопротивление сдвигу контактов зависит от контактного давления, которое, в свою очередь, определяется давлением прессования. Таким образом, можно ожидать, что с увеличением давления прессования прочность таблеток возрастает. Практика прессования подтверждает это положение, однако имеются и некоторые особенности таблетирования, присущие различным сыпучим материалам.
Так, например, для фенолоформальдегидных пресс-порошков возрастание прочности наблюдается лишь до давления прессования порядка 120 МН/м2, и при дальнейшем повышении давления до «250 МН/м2 прочность не увеличивается (первый порог прочности). В интервале давлений 250—300 МН/м2 прочность вновь повышается, однако при более высоких давлениях заметное увеличение прочности прекращается (второй порог прочности). Таблетки, полученные при этих давлениях, разрушаются без предварительной пластической деформации, образующийся излом мелкозернистый без следов первоначальных зерен.
Наличие двух порогов прочности характерно и для других неметаллических сыпучих материалов. Как ранее указывалось, при таблетировании прессование производится в интервале давлений до первого порога прочности, что соответствует первой и второй стадиям прессования.
Прочность оценивается чаще всего путем разрушения таблетки при сжатии в осевом или радиальном направлении. Формально предел прочности при осевом сжатии определяется выражением:
пв = 4Рразр/лО2 (58)
где Рразр — разрушающее усилие.
Поскольку обычно таблетки представляют собой цилиндры или кольца, высота которых меньше или
8-?50
ИЗ
равна диаметру, реальная схема нагружения таблетки является значительно более сложной, чем одноосное сжатие, описываемое формулой (58). В первую очередь сказывается влияние трения по торцам сжимаемой таблетки, препятствующее ее поперечному расширению. Характер разрушения таблеток — по коническим поверхностям или по плоскостям, наклоненным к оси приложения сил, — также свидетельствует о том, что при сжатии таблетка находится в объемном
Таким образом, предел прочности при сжатии, рассчитанный по формуле (58), является условным показателем и может служить для относительной оценки прочности таблеток данных размеров и изготовленных из заданного материала при различных условиях. Сказанное в полной мере относится и к определению прочности таблетки при испытании «на ребро», т. е. сжатием в диаметральном направлении. Последнее удобно осуществлять при оценке прочности таблеток малой высоты, таблеток со сферическими торцами, кольцевых таблеток. Количественная оценка прочности таблеток, отпрессованных при различных режимах, производится с помощью выражения
*7в = ^разр/^т (59)
Поскольку показатели <тв и <?в носят условный характер, в некоторых производствах, например при изготовлении катализаторов и фармацевтических таблеток, прочность таблеток такой формы принято оценивать величиной разрушающей силы Рразр-
Влияние скорости прессования на прочность таблеток проявляется преимущественно через внешнее трение: коэффициент трения таблетки по стенке пресс-формы зависит от скорости. Если при увеличении скорости этот коэффициент уменьшается, распределение напряжений и плотности по объему изделия становится более равномерным и прочность таблетки повышается. В противоположном случае наблюдается снижение прочности таблеток. Поэтому нанесение смазки на поверхность матрицы перед прессованием или введение смазывающих добавок в состав сыпучего материала позволяет понизить давление прессования, необходимое для достижения заданной средней плот-114
Мости и прочности, уменьшить усилие выталкивания таблетки или, при сохранении прежнего режима прессования, повысить прочность таблеток.
Примеры, иллюстрирующие влияние условий прессования на прочность, приведены в главе 6, посвященной таблетированию различных сыпучих материалов.
Брак при прессовании таблеток выражается в возникновении расслойных и кольцевых трещин, наличии сколов и т. п. Причиной брака может быть неправильный выбор режима таблетирования, а также износ пресс-инструмента.
При слишком малых давлениях прессования не происходит образование прочной таблетки: недостаточно высокое давление не обеспечивает пропрессовку таблетки по всей высоте вследствие потерь на внешнее трение. После выталкивания спрессованное тело распадается на части.
Чрезмерно высокие давления прессования (пере-прессовка) может приводить к образованию трещин в теле таблетки. Это обусловлено тем, что после выталкивания из матрицы под действием упругих сил происходит расширение таблетки. Упругое последействие зависит от напряжения, которое, как указывалось ранее, распределяется по объему спрессованного тела неравномерно. С повышением давления прессования упругие силы возрастают и при достижении некоторого критического значения, зависящего от рода прессуемого материала и формы таблетки, вызывают напряжения, превышающие предел прочности. Появляются расслойные или кольцевые трещины.
Причиной появления трещин может быть также слишком медленное выталкивание таблетки из матрицы, когда в теле частично вытолкнутой таблетки возникает дополнительная концентрация напряжений, обусловленная резко отличающимся характером приложения.сил к тем частям, которые находятся внутри и снаружи матрицы.
Брак таблеток может быть вызван также неточностью дозирования и неравномерной засыпкой порошка в канал матрицы.
Износ пресс-инструмента — бочкообразность матрицы, появление задиров и т. д. — также приводит к 8* 115
браку таблеток: появлению трещин, сколу граней, нетоварному внешнему виду.
В современных таблеточных машинах высокой производительности предусматривается система автоматического контроля массы таблеток и отбраковки тех, которые не укладываются в установленные допуски.
Приборы контроля прочности таблеток
В различных отраслях народного хозяйства, производящих и использующих сыпучие материалы в таблетированном виде, применяются различные приборы для определения прочности таблеток. Наряду с универсальным оборудованием, например испытательными машинами, ручными гидравлическими прессами и др., используются и специальные приборы, предназначенные для контроля прочности таблеток.
Основными специфическими требованиями, предъявляемыми к приборам для определения прочности таблеток методом их разрушения, являются стабильность скорости нагружения и высокая точность измерения усилий. Необходимость поддержания постоянной скорости нагружения обусловлена тем, что прочность таблетки — пористого тела — обусловлена прочностью контактов частиц, которая в значительно большей мере, чем прочность сплошного материала, зависит от скорости нарастания нагрузки. Использование различных универсальных прессов и в особенности прессов с ручным приводом не позволяет каждый раз воспроизводить одни и те же условия испытания.
Для контроля прочности катализаторных таблеток путем их раздавливания в диаметральном направлении в МИХМе был создан специальный прибор с механическим приводом [17]. Прибор (рис. 45) имеет электродвигатель 10, с вала которого через ременную передачу 9 вращение передается на шкив 16. Последний несет две пары сателлитов 15, которые обкатывают неподвижное солнечное зубчатое колесо 5 и приводят во вращение другое солнечное колесо 14. Это колесо винтовой парой соединено со шпинделем 7. При вращении зубчатого колеса 14 шпиндель 7 получает поступательное движение; от проворачива
116
ния он удерживается шпилькой 13, скользящей й прорези стакана 12 и служащей одновременно подвижной перемычкой в конечном выключателе 8.
Шпиндель 7 при поступательном движении вверх сжимает силоизмерительную пружину 2, упертую верхним торцом в толкатель 4, на котором находится
Рис. 45. Прибор для определения прочности таблеток раздавливанием:
1 — упор; 2— силоизмерительная пружина; 3 — винт; 4 — толкатель;
5 — зубчатое колесо; 6 — стрелка; 7 — шпиндель; 8 — конечный выключатель; 9 — ременная передача; 10— электродвигатель; 11— корпус; 12— стакан; 13— шпилька; 14, 15 — зубчатые колеса; 16— шкив.
испытуемая таблетка. Таблетка другой стороной прижимается к регулируемому упору 1, установленному с помощью шпилек на корпус прибора 11. Усилие разрушения оценивается по деформации пружины 2. Стрелка 6 передвигается винтом 3 в прорези кожуха толкателя 4 и в момент разрушения таблетки остается в фиксированном положении. После проведения испытания шпиндель 7 реверсированием двигателя
117
возвращается в исходное положение. Двигатель 10 автоматически выключается конечным выключателем в при достижении шпинделем 7 крайних положений.
Максимальное усилие на толкателе прибора 500 Н, скорость перемещения шпинделя — 2 мм/с, максимальный диаметр испытуемой таблетки 50 мм, погрешность измерения не превышает 5%.
Рис. 46. Прибор ПИТ-20 для определения прочности таблеток.
На Ждановском заводе технологического оборудования медицинской промышленности для определения прочности фармацевтических и витаминных таблеток создан прибор ПИТ-20 (рис. 46). Разрушение таблеток осуществляется при их установке «на ребро» на столе прибора.
Прибор имеет механический привод. Однако, в отличие от предыдущего, в измерительной части прибора используется не калиброванная пружина, а груз, установленный на рычаге; при нагружении таблетки груз отклоняется от вертикального положения. Прибор ПИТ-20 регистрирует разрушающее усилие до «200 Н, скорость перемещения стола 0,28 мм/с, ход стола 6 мм. Максимальный диаметр таблетки 20 мм, погрешность измерения 2%.
118
Для определения механической прочности таблеток, изготовленных из шихты катализаторов и носителей, в ГИАП был спроектирован и изготовлен прибор, который позволяет определять разрушающее усилие при сжатии изделий в осевом направлении или в положении «на ребро» [26]. Максимальное развиваемое усилие на приборе ~16 кН (1600 кгс),
Рис. 47. Полуавтоматический прибор для определения механической прочности таблеток:
1 — электродвигатель; 2 — муфта; 3 — червячное колесо редуктора; 4 — винтовой механизм; 5 — шпонка; 6 — ось; 7 — цилиндр; 8 — плунжер; 9 — опора; 10— маховичок; // — манометр.
скорость перемещения стола 1 мм/с, максимальный диаметр таблетки 20 мм.
Прибор (рис. 47) имеет механический привод, состоящий из электродвигателя 1, соединительной
119
муфты 2, червячного редуктора 3 и винтового механизма. Вращательное движение червячного колеса редуктора с помощью винтового механизма преобразуется в поступательное движение винта — шпинделя 4, вращение которого исключено благодаря шпонке 5, установленной на неподвижной оси 6. В верхней части шпинделя закреплен цилиндр 7, заполненный маслом, в который входит плунжер 8. Испытуемое изделие устанавливается между плунжером и верхней опорой 9. Расстояние между плунжером и опорой регулируется маховичком 10.
Для измерения усилий используется манометр 11, который трубопроводом и каналом в винте соединен с полостью гидроцилиндра. Оценка прочности таблетки производится по показанию манометра, соответствующему моменту разрушения таблетки. Расчет предела прочности производится по формуле
= (.8о/F) Рман
где Ов — предел прочности таблетки при сжатии (в осевом направлении); /?мав— давление, измеряемое манометром; Fo—площадь основания плунжера (12,6 см2); F — площадь основания таблетки.
Предлагаемый прибор полуавтоматического действия: после каждого испытания переключателем производится реверсирование двигателя, плунжер возвращается в исходное положение и останавливается.
Наряду с приборами для контроля прочности таблеток при раздавливании применяются устройства для контроля прочности таблеток истиранием, например прибор АК-8, выпускаемый Ждановским заводом технологического оборудования.
Прибор представляет собой барабан с лопастями, в который загружаются таблетки, после чего барабан приводится во вращение. По истечении определенного времени таблетки выгружаются. Взвешиванием определяется потеря массы таблеток. В приборе АК-8 предусмотрена загрузка 100 таблеток, частота вращения барабана 20 об/мин, продолжительность испытания устанавливается с помощью реле времени (до 60 мин).
ГЛАВА 4
ОБОРУДОВАНИЕ ДЛЯ ТАБЛЕТИРОВАНИЯ
Основные виды промышленных таблеточных машин
Для изготовления таблеток из сыпучих материалов используются роторные, кривошипные и гидравлические таблеточные машины.
Роторные и кривошипные таблеточные машины обычно имеют механический привод исполнительных механизмов, осуществляющих операции прессования и выталкивания таблеток. В гидравлических таблеточных машинах указанные операции выполняются с помощью гидравлического привода. Машины, предназначенные для массового изготовления таблеток, являются автоматами, т. е. все основные и вспомогательные операции технологического процесса таблетирования выполняются без участия человека.
Принцип действия роторных таблеточных машин следующий. Несколько комплектов пресс-инструмен-та расположены по периферии ротора. При непрерывном вращении ротора специальные толкатели с закрепленными в них рабочими органами (пуансонами) последовательно вступают во взаимодействие с неподвижными копирами и роликами, благодаря чему осуществляются необходимые перемещения этих органов. В определенных зонах в матрицы, установленные в роторе, вводится таблетируемый материал, а изготовленные таблетки выталкиваются из матриц и специальной отбойной планкой направляются в лоток и сборник таблеток. Таким образом, в роторных таблеточных машинах непрерывное транспортное движение объекта обработки совмещается с выполнением операций технологического цикла. Благодаря этому роторные таблеточные машины позволяют получить высокую штучную производительность, что и
121
обусловило их широкое использование для массового изготовления таблеток.
При изготовлении крупных таблеток, когда усилие прессования значительно, обычно применяют гидравлические таблеточные машины. Они представляют собой гидравлические прессы колонного типа с горизонтальным расположением оси машины, с индивидуальным гидроприводом и автоматизированной загрузкой — выгрузкой. Использование гидравлического привода позволяет получать таблетки (брикеты) массой до нескольких килограммов при сравнительно малых габаритах машин.
Кривошипные (иногда их неправильно называют эксцентриковыми) таблеточные машины имеют кривошипный или коленно-рычажной механизм, с его помощью осуществляется основная операция — прессование порошка. Применение кривошипных механизмов позволяет развивать весьма значительные усилия за счет проигрыша в перемещении, вследствие чего эти таблеточные машины чаще всего применяются при прессовании изделий из металлических порошков. Машины отличаются низкой производительностью, однако позволяют легко реализовать ступенчатое и двустороннее прессование.
При таблетировании неметаллических порошков кривошипные таблеточные машины обычно используются для изготовления малых порций таблеток, например в исследовательских целях, а также в тех случаях, когда колебания массы таблеток должны быть минимальными. Последнее характерно не только для кривошипных, но и для гидравлических таблеточных машин, так как в них все таблетки производятся на одном комплекте пресс-инструмента (при одно-Гнездном пресс-инструменте).
В роторных таблеточных машинах используется до нескольких десятков комплектов пресс-инструмента, в Которых одновременно, но на разных фазах, осуществляется процесс таблетирования. Поэтому, как правило, таблетки, изготовленные на роторных таблеточных Машинах, имеют большой разброс в отклонениях массы от номинала по сравнению с таблетками, изготовленными на кривошипных или гидравлических таблеточных машинах.
Роторные таблеточные машины более сложны по конструкции, чем другие виды таблеточных машин, и требуют более квалифицированного обслуживания.
Роторные таблеточные машины
Представление о конструкции и работе роторной таблеточной машины можно получить на примере машины MT-ЗА Ленинградского опытного машинстрои-тельного завода «Металлист»,
Рис. 48. Таблеточная машина МТ-ЗА.
Машина (рис. 48) предназначена для изготовления таблеток из пресс-порошков фенопласта и аминопласта. Машина имеет литую станину 1, внутри которой размещены зубчатый и червячный редукторы и фрикционная муфта. На станине установлена нижняя плита 2, соединенная пятью колоннами 4 с верхней плитой 3. Червячное колесо редуктора закреплено на вертикальном валу, с помощью которого' приводится во вращение ротор 5.
123
Пресс-порошок загружается в бункер-питатель 6. Внутри питателя расположен ворошитель, его вал приводится во вращение от главного вала посредством зубчатых колес. Машина имеет штурвалы и рукоятки для регулирования массы порошка, засыпанного в матрицу, усилия прессования, ручного поворота ротора машины и рукоятку для включения муфты при переводе машины с холостого хода на рабочий. Готовые таблетки по перфорированному лотку 7, позволяющему отделить порошок от таблеток, направляются в приемник.
Машина может иметь несколько скоростей вращения ротора, что осуществляется перестановкой шестерен в механизме привода ротора; в некоторых модификациях этой машины с той же целью используется многоскоростной асинхронный электродвигатель.
Ротор таблеточной машины состоит из трех поясов, по окружности которых расположено 15 комплектов пресс-инструмента: матрицы в среднем поясе, а в направляющих верхнего и нижнего поясов — соответственно верхние и нижние толкатели с пуансонами.
Толкатели снабжены торцевыми и боковыми роликами. При вращении ротора толкатели приобретают переносное вращательное движение вместе с ротором, а за счет обкатывания роликов по неподвижным кулачкам (копирам), установленным на нижней и верхней плитах и укрепленных на колоннах, и вертикальное движение относительно ротора.
При вращении ротора принудительное движение каждого толкателя обеспечивается неподвижными кулачками (копирами), воздействующими на боковой ролик толкателя. Для предотвращения поворачивания толкателя в направляющей служит дополнительный ролик, установленный на той же оси, что и ролик. Этот ролик перемещается в пазу ротора. Торцевой ролик является прессующим.
На рис. 49 показана кинематическая схема таблеточной машины МТ-ЗА.
Пресс-порошок из бункера машины подается в питатель, внутри которого расположен пятилопастной ворошитель, перемещающий порцию порошка к матрице. В связи с тем, что частота вращения вала ворошителя в 3 раза больше, чем ротора машины, каж
124
дая лопасть ворошителя подает порцию пресс-порош-ка в определенную матрицу. Глубина заполнения матрицы порошком, а следовательно, и масса таблетки регулируется положением нижнего пуансона. Нижний толкатель опирается боковым роликом на составной дозирующий копир, один из элементов которого
Рис. 49. Кинематическая схема таблеточной машины МТ-ЗА:
1 — электродвигатель; 2 — ротор; <3 — ворошитель; 4 — центральный вал; 5 — червячное колесо; 6 — червяк; 7 — муфта включения (z — зубчатые колеса).
перемещается по высоте с помощью регулятора дозирования.
Прессованию предшествует опускание верхних пуансонов; это движение происходит под действием собственного веса толкателей. После захода верхнего пуансона в матрицу движение верхнего и нижнего пуансонов определяется воздействием верхнего и ниж
125
него копиров на торцевые ролики толкателей. При этом торцы пуансонов сближаются и уплотняют порошок, заключенный в матрице. Положение нижнего прессующего копира регулируется по высоте, что позволяет при одинаковых дозах порошка изменять степень его сжатия, т. е. регулировать давление прессования. Профиль копира обеспечивает выдержку давления прессования.
После того как таблетка спрессована, верхний пуансон поднимается вследствие обкатывания боковым роликом толкателя специального копира. Вслед за этим начинается подъем нижнего толкателя, торцевой ролик которого обкатывает соответствующий кулачок. Таблетка выталкивается из матрицы на поверхность стола и планкой, расположенной над столом и пересекающей окружность матриц, отодвигается к периферии ротора и направляется в лоток.
Другая отечественная роторная таблеточная машина— РТМ-41—предназначена для изготовления фармацевтических таблеток, а ее модификация — для таблетирования катализаторной шихты.
В отличие от ранее рассмотренной эта машина позволяет дважды использовать каждый комплект пресс-инструмента за один оборот ротора для получения таблеток, т. е. является машиной двухпоточной. Толкатели машины не имеют торцевых роликов, и операция прессования осуществляется с помощью роликов, установленных на осях, неподвижных относительно ротора, воздействующих на профильные торцевые головки толкателей. Фиксация толкателей в роторе осуществляется. шпонками, а вспомогательные вертикальные перемещения толкателей — обкатыванием головками или пальцами ползунов цилиндрических кулачков или роликов (при выталкивании таблетки). Таким образом, таблеточные машины подобной конструкции имеют роликовый механизм прессования.
Ползун (толкатель) машины позволяет устанавливать несколько пуансонов, для этого используется матрица с соответствующим числом гнезд. Такой пресс-инструмент называют многогнездным.
Роторная таблеточная машина РТМ-41 имеет стабилизатор усилия (давления) прессования, позволяющий поддерживать это усилие в заданных пределах
126
и предохранять машину от перегрузки. Нижняя опора прессующего ролика опирается на рычаг, один конец которого установлен на неподвижную опору, а другой— на пружину, предварительно сжатую до усилия, достаточного для прессования таблетки.
Регулирование степени уплотнения порошка производится изменением натяжения пружины. При изменении массы таблетки необходимая степень уплотнения достигается смещением верхнего ролика, установленного на эксцентричной оси. В некоторых подобного типа машинах нижний прессующий ролик также устанавливается на эксцентричной оси. Одновременным смещением верхнего и нижнего роликов изменяется расположение зоны прессования в матрице по мере ее износа.
С помощью вариатора можно регулировать частоту вращения ротора машины РТМ-41.
Наличие в рассматриваемой машине двух питателей позволяет получать двухслойные таблетки. В этом случае из первого питателя в матрицу подается порошок одного типа и производится его подпрессовка, а затем из второго питателя засыпается порошок второго типа с последующим прессованием и выталкиванием таблетки.
Техническая характеристика отечественных и некоторых зарубежных роторных таблеточных машин приведена в табл. 7.
В настоящее время известно свыше 100 различных типов роторных таблеточных машин, позволяющих изготовлять цилиндрические таблетки диаметром от 2 до 60 мм, а также таблетки прямоугольного и кольцевого сечения, многослойные и с облицованным ядром.
Таблеточные машины входят в состав некоторых автоматических роторных линий в качестве технологического ротора. Такие автоматические линии имеются в производстве изделий из пластмасс [34], химических источников тока. Сдвоенные и строенные роторные таблеточные машины, предназначенные для изготовления многослойных и облицованных таблеток, также представляют собой простейшие автоматические линии, в которых роторы таблетирования соединены между собой транспортными устройствами.
127
Таблица 7. Технические характеристики
Типы
Параметр Б8118А МТ-ЗА РТМ-12 РТМ-41
Усилие прессования, тс 6,3 9 8 6
Диаметр таблетки, мм 20 30 14 16
Глубина заполнения матрицы, мм 25 50 18 18
Число позиций, шт 27 15 12 41
Число потоков, шт 2 1 1 2
Производительность, тыс. шт/ч* 51 8 Я,7 23 209
Мощность двигателя, кВт 2,2 7 2,2 4,0
Габариты основания, ммХмм 1490X1220 1450X1625 650X660 890x890
Высота машины, мм 1640 1810 1520 1600
Масса, кг 3500 3820 822 1600
Прессуемый материал Метадли- Реакто- Фармацевтические
ческие пласты порошки
Завод*изготовнтель (фирма) Завод <Ме-таллист» г. Ленинград Ждановский завод технологического оборудования
Страна СССР *-
При одногнездном инструменте.
Следует отметить, что существуют роторные таблеточные машины, в которых для перемещения толкателей используется гидравлический привод. Однако эти машины более сложны по конструкции, чем машины с механическим приводом, и отличаются большой металло- и энергоемкостью. В табл. 8 приведены Характеристики машин, предназначенных для прессования контактов.
Производительность роторной таблеточной машины, измеряемая числом таблеток, выдаваемых машиной в единицу времени, зависит от длительности рабочего (выпускного) цикла и от условий эксплуатации машины.
Теоретическая (цикловая) производительность машины QT (шт/ч) представляет собой то число таблеток, отвечающих по качеству заданным техническим требованиям, которое может быть изготовлено без Потерь времени по техническим и организационным причинам, т. е. при непрерывной работе машины. Если известен период рабочего цикла Тр (в с) роторной таблеточной машины, причем за этот период с одного комплекта пресс-инструмента снимают иг таблеток
128
оторных таблеточных машин
машины
КП КГ 116 КГ114 Perjecta 5 2000 3000
10 20 38 20 1 18 3 750X710 1800 1100 Металл! 10 28 38 16 1 14,5 3 750 X 710 1800 1100 1ческие поро керами Килиан 10 35 38 14 1 8,4 3 750X710 1800 1100 шки, катали ка и др. 25 60 60 12 1 5,76 3-4 4000 заторы, Вил 8 13—25 18—26 29—36—43 1 43,5—64,5 1050 X 980 1900 2200 Химические, ские и дру ьгельм Фетте 10 13—25 18—26 37—45—55 2 222—495 1050X1235 1970 3000 фармацевтн черне порошки
ФРГ
(т — гнездность пресс-инструмента), то теоретическую производительность можно рассчитать по формуле:
QT = ЗбООт/Тр (60)
Продолжительность рабочего цикла может быть выражена через частоту вращения ротора п (об/мин), число позиций ротора и (число комплектов пресс-инструмента) и число потоков w:
Тр = 60/пит (61)
Подставив значение Тр в формулу (60), найдем:
QT = QQmnuw (62)
Часто представляет интерес массовая производительность—масса переработанного в таблетки сыпучего материала в единицу времени. Если теоретическая массовая производительность /7Т измеряется в кг/ч, то для ее расчета может быть использована формула
/7Т = 0, OSGmnuw (63)
где G — масса одной таблетки, г.
9—250 129
Таблица 8. Техническая характеристика роторных гидравлических автоматов
Параметр Модели
РМ-7 РМ-11 РМ-9
Усилие прессования, тс 10 16 25
Наибольший размер изделия в плане, мм — 40 50
Глубина заполнения, мм — 120 88
Число ПОЗИЦИЙ, шт 10 8 8
Число позиций прессования, шт — 2 2
Производительность, тыс. шт/ч 7,2 — —
Мощность, кВт 20 30 34,5
Габариты основания, мм X 'ММ 1800x1250 3345X3600 3345x3600
Высота машины, мм 2600 3650 3650
Масса, кг 5000 —
Действительная производительность таблеточной машины меньше теоретической, поскольку в реальных условиях эксплуатации часть времени работы машины расходуется на ее обслуживание, наладку и настройку, замену износившихся деталей, устранение внезапных отказов и других потерь времени по техническим причинам. Помимо того, некоторое время может теряться непроизводительно по организационным причинам, связанным с недостатками организации труда на предприятии, эксплуатирующем машину.
Действительная производительность может быть выражена через теоретическую с помощью коэффициента использования 0:
Qa = PQt (64)
и
ПД = ₽ПТ (65)
Коэффициент использования можно определить по статистическим данным. В среднем для роторных таблеточных машин 0=0,83 = 0,95.
Среднюю мощность двигателя привода роторной таблеточной машины рассчитывают как работу, затраченную на выполнение основных операций цикла
130
таблетирования с учетом коэффициента полезного действия привода машины:
ЛГд,°(1,2 4-1,3) Лпр^выт (66)
где Nan— мощность двигателя, Вт; Лпр— работа при прессовании таблетки, Н-м; Лвыт—работа при выталкивании таблетки, Н-м; Гр — период рабочего цикла, с; г)— коэффициент полезного действия привода машины.
Методы определения работы Лпр и ЛВыт были рассмотрены в гл. 2, период рабочего цикла рассчитывают по формуле (61).
Коэффициент полезного действия механизмов привода роторной таблеточной машины в течение цикла изменяется вследствие изменения положения звеньев исполнительных механизмов, нагрузок, углов давления и других геометрических и механических параметров. В расчет вводят среднее значение к. п. д.:
Т] = TM2
где T)i — средний кл.д. исполнительного механизма перемещения толкателя (0,8—0,9 для механизма с прессующими роликами; 0,7— 0,8 — для механизма с копирами); т)2 — к.п.д. передачи от двигателя к ротору.
Величина цз зависит от конструктивного оформления привода ротора таблеточной машины — наличия вариатора, червячного редуктора и др.— и определяется как произведение к. п. д. передач, составляющих соответствующую кинематическую цепь.
Следует отметить, что в роторных таблеточных машинах пики нагрузки, возникающие при прессовании, передаются на электродвигатель в сглаженном виде. Это обусловлено тем, что момент сил на валу ротора складывается из моментов сил отдельных номп-лектов пресс-инструмента. Особенно эффективно выравнивание нагрузки на многопоточных машинах, если число позиций и и число потоков w связано зависимостью
и = Ли’+1 (67)
где А — целое положительное число.
В роторных таблеточных машинах обычно маховые колеса отсутствуют, так как при малых колебаниях нагрузки выравнивание скорости движения ротора
131
достигается за счет кинетической энергии вращающихся масс ротора и звеньев привода машины.
Современные роторные таблеточные машины (рис. 50) по своим конструктивным качествам достигли высокого совершенства. Значительное внимание
Рис. 50. Таблеточная машина
«3000» фирмы W. Fette.
уделяется конструкции узла дозирования. С помощью системы ворошителей, лопастей специальной формы, автономного привода вращения ворошителей и бесступенчатого регулирования скорости их вращения осуществляется подача, точное дозирование и равномерное распределение в матрице большинства сыпучих материалов без специальной предварительной обработки (гранулирования). Современные таблеточные машины могут иметь операцию предварительного уплотнения дозы материала с кон
тролем давления и блокировкой (отключением двигателя при передозировке).
В таблеточных машинах рассматриваемого типа обычно осуществляется двухстороннее симметричное прессование материала. Это достигается установкой
одинаковых по размерам верхних и нижних прессующих роликов, а в машинах с копирами прессования — применением верхних и нижних копиров прессования одинаковой формы. Более распространены машины с прессующими роликами, так как при прочих равных условиях это способствует уменьшению габаритов машины и повышению ее производительности. В подобных машинах толкатели имеют более простую конструкцию, и по окружности ротора их можно располо
132
жить с меньшим шагом, т. е. увеличить число позиций.
В последних моделях машин прессующие ролики имеют большой диаметр, что снижает контактные напряжения при прессовании и повышает долговечность узла прессования.
Узел прессования современных роторных таблеточных машин обязательно имеет стабилизатор усилия (давления) прессования. Наряду с упомянутыми ранее стабилизаторами рычажно-пружинного типа используются гидравлические и пневмогидравлические стабилизаторы. Стабилизаторы не только позволяют поддерживать давление прессования на заданном верхнем уровне, но и осуществляют защиту машины от перегрузки и служат для информации об усилии (давлении) прессования.
Особое внимание уделяется выбору конструкционных материалов для изготовления пресс-инструмента и его обработке, так как пресс-инструмент наиболее подвержен износу в процессе эксплуатации машины, вследствие чего его поведение оказывает решающее влияние на надежность работы машины. Для тех отраслей промышленности, где таблетируются сыпучие материалы с абразивными свойствами (катализаторы, металлокерамические изделия и др.), оказалось эффективным применение пресс-инструмента (матриц) с твердосплавными втулками.
Широкое применение находят пуансоны с гравировкой на торцах, что позволяет получать маркированные .таблеТки, удобные для использования их потребителями.
Регулирование высоты таблетки и давления прессования в таблеточных машинах последних моделей осуществляется с помощью серводвигателей, управляемых с пульта.
Скорость вращения ротора обычно плавно регулируется, что позволяет выбрать наиболее благоприятный скоростной режим для каждого рода таблетируемого материала. В наиболее совершенных конструкциях машин скорость вращения изменяется с помощью серводвигателя, последний меняет взаимное положение ведущего и ведомого' звеньев вариатора . скоростей привода ротора.
10—250
133
Роторные таблеточные машины современных образцов имеют устройства для отбраковки некондиционных таблеток, получаемых при настройке машины, ее включении и выключении, а также счетчик числа таблеток. Машины удобны для обслуживания и безопасной' работы: максимально облегчается доступ ко всем узлам машины для их технического обслуживания, легко осуществляется смена пресс-инструмента и очистка всех рабочих органов и рабочей зоны машины от пыли и загрязнений. Обычно конструкция машины позволяет легко проводить визуальный контроль состояния пресс-инструмента, прессующих и выталкивающих роликов, а также копиров, осуществляющих все фазы движения верхних и нижних толкателей, привода вращения ротора.
Особое внимание уделяется пылеудалению из рабочих зон роторной таблеточной машины. Все рабочие зоны герметизуют, а в местах возможного пыле-выделения устанавливают сопла, соединяемые шлангами с промышленным пылесосом.
В машинах используется централизованная система смазки, на пульте машины имеется прибор, информирующий о наличии смазки и давлении, в системе. Все дверцы, окна и другие элементы, через которые осуществляется доступ к приводу и в рабочие зоны машины, блокируются установкой микровыключателей, отключающих электродвигатель при их открывании. В наиболее совершенных машинах все управление электрофицировано, кнопки управления и контрольные приборы сосредоточены на пульте управления.
Кривошипные таблеточные машины
В зависимости от расположения оси перемещения прессующего пуансона различают вертикальные и горизонтальные таблеточные машины. Последние известны лишь в качестве нестандартного оборудования, создаваемого на отдельных предприятиях. Подобная машина была создана, например, для таблетирования катализаторной шихты [34].
Кривошипные таблеточные машины с вертикальной осью (рис. 51) представляют собой однопозиционный (реже двухпозиционный) автомат, в котором 134
все исполнительные механизмы основных и вспомогательных операций приводятся в движение от одного распределительного вала. На валу находится также кривошип рычажного механизма, осуществляющего прессование порошка. Ползун рычажного механизма (чаше всего кривошипно-ползунного) перемещается в вертикальном направлении. В корпусе ползуна закреплен верхний пуансон или при многогнездном пресс-инструменте группа пуансонов. Нижний пуансон устанавливается в ползуне, перемещение которого в вертикальном направлении производится с помощью кулачкового механизма. Ведущее звено этого механизма — кулачок определенной формы — закрепляется на распределительном валу таким образом,
чтобы перемещение Рис. 51. Таблеточная машина пуансона вверх, coot- «Exacta» фирмы W. Fette. ветствующее операции выталкивания таблетки, происходило после окончания прессования.
Подача материала и дозирование осуществляются по схеме камерного дозатора (см. рис. 2). Перемещение питателя в положение над матрицей и обратно осуществляется также кулачковым механизмом, приводимым в движение от распределительного вала. Кулачок обычно имеет профиль, обеспечивающий встряхивание сыпучего материала при расположении питателя над матрицей, что позволяет равномерно заполнять матрицу порошком.
10*
135
Рис. 52. Кинематическая схема кривошипной таблеточной машины:
1 — электродвигатель; 2 — распределительный вал; 3 — кривошипноползунный механизм прессования; 4 — кулачок механизма выталкивания; 5 — кулачок механизма перемещения "питателя-дозатора; 6, 10 — ползуны; 7 — верхний пуансон; 8 — матрица; 9 — штанга выталкивателя; 11 — нижний пуансон; 12 — пн-татель-дозатор.
Кинематическая схема кривошипной таблеточной машины показана на рис. 52. От электродвигателя 1 через систему зубчатых колес приводится во вращение коленчатый распределительный вал 2. От последнего получает движение кривошипно-ползунный механизм 3, кулачки 4 механизма выталкивания и кулачки 5 механизма питателя-дозатора. С ползуном 6 кривошипного механизма соединен пуансон 7, при перемещении вниз пуансон заходит в матрицу 8, установленную в столе машины. Кулачок механизма выталкивания с помощью штанги 9 поднимает ползун 10 с установленным в нем нижним пуансоном 11 и выталкивает таблетку из матрицы. Кулачок 5 механизма дозирования через рычажную систему перемещает питатель-дозатор 12 по поверхности стола в зону расположения матрицы.
Двухстороннее прессование в машинах рассматриваемого типа осуществляется либо с помощью
кулачкового механизма перемещения нижнего пуансона, либо путем применения плавающей матрицы (см. рис. 18).
При первом способе выполнения двухстороннего прессования звенья кулачкового механизма имеют большие габариты, так как высшая пара кулачкового механизма в процессе прессования находится под значительной нагрузкой. По этой причине обычно двухстороннее прессование выполняется по второму варианту: стол, в котором закреплена матрица; устанавливают на пружинах; нижний пуансон при прессовании остается неподвижным, перемещается только 136
верхний пуансон, в ту же сторону смещается матрица вместе со столом.
Для энергетического цикла кривошипной таблеточной машины характерно наличие пика нагрузки, поскольку максимальное технологическое сопротивление преодолевается за малый промежуток времени. Для снижения неравномерности вращения распределительного вала машины и создания нормальных условий работы электродвигателя кривошипные таблеточные машины имеют маховик, обычно устанавливаемый на промежуточном, быстроходном валу привода. При установке его непосредственно на распределительном валу масса маховика получается слишком большой.
Для стабилизации усилия прессования в конструкцию ползуна нижнего пуансона вводят гидравлическую подушку. Она является буфером между пуансоном и ползуном и регулируется по заданному усилию прессования. Если усилие превысит установленное, под давлением жидкости срабатывает напорный золотник и давление поддерживается на предельном уровне, звенья машины предохраняются от перегрузки и поломки. После снятия усилия прессования система возвращается в исходное положение под действием пружины.
Иногда для защиты машины от перегрузки в кинематическую цепь привода вводится муфта предельного момента.
Технические характеристики некоторых кривошипных таблеточных машин приведены в табл. 9.
Производительность кривошипных таблеточных машин рассчитывается по формулам (60), (62) и (63), где ы=1 (так как кривошипные машины являются однопозиционными) и и>=1 (для однопоточной машины).
Мощность двигателя кривошипной таблеточной машины может быть рассчитана по формуле (66) с учетом того, что продолжительность рабочего цикла равна Тр = 60/п, где п — число ходов ползуна в минуту.
Таким образом, средняя мощность двигателя кривошипной таблеточной машины равна
Л^дв — (1,2т 1,3) gQ^ п (68)
137
Таблица 9. Техническая характеристика кривошипных таблеточных машин
Параметр Тип машины
ТП-1М Hanseaten Exacta II R Hanseaten Exacta 51‘*
Усилие прессования, тс 1,7 10 20 50
Размеры таблетки, мм 12 40 76,2 100 X 200
Глубина за!полнеиия матрицы, мм 15 40 50,8 60
Производительность, тыс. шт/ч* 4,8 2,7 2,88 1,0
Мощность двигателя, кВт 0,6(0,7)1,1 1,4 3 4
Габариты основания, мм X мм 500x450 700x900 835X1620 900X1830
Высота, мм 1350 1600 1800 2180
Масса, кг 280 625 1900 2800
Прессуемый материал Фармацевтические порошки Фармацевтические порошки, пресс-порошки, катализаторы Металлические порошки Брикеты из раз лич-ных материалов
Завод-изготовитель (фирма) Ждановский завод технологического оборудования W. Fette Stokes W. Fette
Страна СССР ФРГ США ФРГ
• Максимальная при одиогнездном инструменте.
** Имеет коленно-рычажный привод механизма прессования.
Однако, как правило, в приводе кривошипных таблеточных машин устанавливаются двигатели большей мощности, чем та, которая получена в результате расчета по формуле (68). Это обусловлено наличием пика мощности в энергограмме машины: при наличии резко изменяющихся циклических нагрузок мощность двигателя выбирается из условия отсутствия его пе-регрева—по среднему квадратичному току.
Кривошипные таблеточные машины обязательно имеют маховик, функцией которого является не только поддержание средней скорости вращения распределительного вала с заданной неравномерностью, но и аккумулирование энергии на участках цикла, где технологические сопротивления не преодолеваются, с отдачей ее при выполнении операции прессования. Маховое колесо позволяет таким образом выбирать двигатель не по значению максимального момента сил сопротивлений на распределительном валу, а по средней его величине или несколько большей, если выбор двигателя по среднему моменту ведет к перегреву его обмоток.
Ориентировочно маховой момент маховика (Л4 — масса обода, D — средний диаметр обода) может быть оценен по формуле
MD1 яг 4000 (69)
где MD2— маховой момент маховика, кг-м2; Мдв— мощность двигателя, кВт; шв — угловая скорость вала, на котором установлен маховик, рад/с; б—коэффициент неравномерности хода машины (б=>0,10 4-0,15).
Период времени цикла в течение которого технологическое сопротивление не действует, определяется выражением
~ (^пр 4* ^выт)
где ТР—период рабочего цикла, с; inp, teat — длительность операций прессования и выталкивания, с.
Гидравлические таблеточные машины
Гидравлические таблеточные машины используются преимущественно для получения крупных таблеток из пресс-порошков фенопласта, аминопласта и других сыпучих материалов.
Отличительной особенностью этих машин, помимо применения гидропривода для осуществления операций технологического цикла, является горизонтальное расположение пресс-инструмента, что позволяет применять для дозирования метод с отсечкой дозы порошка, расположенного между торцами пуансона (см. рис. 5).
На основании гидравлической таблеточной машины (рис. 53) установлены две плиты — поперечины
Рис. 53, Гидравлическая таблеточная машина:
/ — передняя поперечина; 2 — задняя поперечина; 3 —колонна; 4 — гидроцилиндр прессования; 5 — плунжер; 6 — прессующий пуаисон; 7 — неподвижный пуансон; 8 — бункер-питатель; 9 — гидроцилиндр перемещения бункера-питателя; 10 — винтовой механизм.
передняя 1 и задняя 2, стянутые между собой двумя колоннами 3. В передней поперечине установлен гидроцилиндр прессования 4, к плунжеру 5 которого прикреплен прессующий пуансон 6. Неподвижный пуансон 7 прикреплен к задней поперечине. Колонны одновременно выполняют функцию направляющих для бункера питателя 8, который несет матрицу; ее отверстие расположено соосно с пуансонами. Перемещение бункерадтитателя и матрицы в осевом направлении осуществляется с помощью двух гидроцилиндров 9 (на схеме показан один), закрепленных в передней поперечине.
Для осуществления дозирования из исходного положения, показанного на схеме, бункер-питатель вместе с матрицей перемещается влево таким образом, что определенная доза сыпучего материала попадает в матрицу, оставаясь между торцами пуансонов, ко
140
торые при выполнении этой операции неподвижны. Объем дозы определяется крайним правым положением прессующего пуансона, которое может регулироваться винтовым механизмом 10.
При прессовании порошка рабочая жидкость подается под высоким давлением в гидроцилиндр прессования, прессующий пуансон перемещается влево и сжимает дозу порошка, находящуюся в матрице. Ре-
Рис. 54. Гидравлическая таблеточная машина «2709».
активное усилие передается с гидроцилиндра на переднюю поперечину и через колонны уравновешивается усилием, действующим на заднюю поперечину через неподвижный пуансон.
При прессовании положение матрицы не фиксируется, т. е. она может смещаться под действием сил трения, что позволяет получить эффект двустороннего прессования. После окончания процесса прессования пуансон 6 отходит вправо, а бункер-питатель 8—• до предельного положения влево, выталкивая таблетку из матрицы. После этого бункер-питатель возвращается в исходное — предельное правое положение.
На рис. 54 показан общий вид гидравлической таблеточной машины. Гидропривод машины — насос
с электродвигателем, резервуар с маслом, распределительное устройство и т. д. — расположен в основании машины.
В машинах рассматриваемого типа легко меняется скорость прессования; в отличие от роторных и кривошипных таблеточных машин прессование осуществляется с выдержкой под давлением, длительность которой задается с помощью реле времени. Благодаря возможности в гидравлических таблеточных машинах проводить прессование с выдержкой до нескольких секунд максимальное давление прессования, необходимое для достижения заданной плотности и прочности таблетки, значительно ниже, чем в других таблеточных машинах. Так, таблетирование пресс-порошка фенопласта можно вести при давлении «60 МН/м2 (600 кгс/см2), в то время как на роторных таблеточных машинах для этого материала необходимо давление не менее «90—120 МН/м2 (900—1200 кгс/см2).
Характерной особенностью гидравлических таблеточных машин является то, что все операции таблетирования до момента выталкивания таблетки протекают в замкнутом пространстве без контакта сыпучего материала с внешней средой. Это позволяет при наличии надежных уплотнений и принятии специальных дополнительных мер успешно таблетировать порошки с токсическими свойствами.
Технические характеристики гидравлических таблеточных машин отечественного производства даны в табл. 10.
Теоретическая производительность машин QT (в шт/ч) определяется по формуле:
Qt = 60/k« (70)
где т — число гнезд пресс-инструмента; п — число двойных ходов плунжера в 'минуту.
Массовая производительность ПТ (в кг/ч) при известной массе одной таблетки G (в г) равна
/7T = 0,06Gmn (71)
Производительность насоса Q (в м3/с) для гидропривода таблеточной машины определяется выражением
Q = Fv
где F—площадь живого сечеиия г.идроцилиндра, м2; v — скорость перемещения плунжера (поршня), м/с.
142
Таблица 16. Техническая характеристика гидравлических таблеточных машин
Параметр Тип машины
2709 2711 РП-1’
Усилие прессования, тс Диаметр таблетки, мм 32 63 24
из фенопластов 75** ПО** 70
из аминопластов 60*** 85*** —
Расстояние между пуансонами при дозировании, мм, не более Производительность, шт/ч, не более 90 ПО —
1300 750 900
Мощность двигателя гидропривода, кВт 10 10 9
Габариты основания, мм X мм 1600 x 900 1770x900 1600x740
Высота, мм 1800 1860 1700
Масса, кг 1970 2560 1000
Завод-изготовитель «Металлист», г. Ленин- ВНИИТэлек-
град тромаш, г. Харьков
* Габариты и масса машины даны без учета иасосиой установки.
*♦ Точность дозирования массы таблетки до 2%.
*•* Точность дозирования массы таблетки до 3%.
В гидравлических таблеточных машинах обычно применяют насосы объемного действия, в которых давление создается за счет статического напора (поршневые, лопастные, шестеренные и др.).
Приводная мощность насоса (в кВт):
N = рС/ЮООлэф (72)
где р — наибольшее рабочее давление, Н/м2; Т]эф—общий (эффективный) К.П.Д.
Оборудование для таблетирования волокнистых материалов
Рассмотренное выше оборудование не может быть использовано для таблетирования волокнистых материалов. Объемное дозирование, пригодное при таблетировании сыпучих материалов, на волокнистых ма-
143
*гер1иалах даёт неудовлетворительные результаты: доза материала не стабильна. Помимо того, прессование волокнистых материалов связано со значительным изменением объема дозы, что влияет на величину хода прессующего пуансона. Наконец, следует отметить, что таблетки или брикеты из волокнистых материалов, как правило, имеют большую массу и для их изготовления требуются значительные усилия прессования.
Указанные причины обусловили применение для таблетирования волокнистых материалов преимущественно гидравлических прессов как общего назначения, так и специализированных.
При таблетировании волокнистых материалов на гидравлических прессах общего назначения производится весовое дозирование. Эта операция, так же как и последующая — загрузка дозы в матрицу, — выполняется вручную. Операции прессования и выталкивания осуществляются на прессе. При необходимости производится отсос пыли из рабочей зоны. Производительность на подобном оборудовании низкая, так как вспомогательные операции не механизированы.
В специализированных гидравлических прессах, представляющих собой автоматизированные агрегаты или линии для таблетирования волокнистых материалов, все основные и вспомогательные операции технологического процесса выполняются автоматически. Дозирование материала осуществляется либо с помощью весового устройства, либо объемным способом, но путем отделения дозы от спрессованного материала. Сущность последнего метода пояснялась ранее (см. рис. 8), однако, в отличие от дозирования сыпучих материалов, отделение дозы производится после окончательного прессования. Это связано с тем, что лишь при достаточно высоком давлении объемная плотность материала становится стабильной, что и позволяет достигать необходимой точности массы таблетки или брикета. Избыток дозы срезается не ножом, а самой матрицей, составной по высоте: по окончании прессования часть матрицы, в которой находится таблетка, смещается в поперечном направлении; специальный выталкиватель удаляет таблетку из канала матрицы [34].
144
Так, например, в УкрНИЙпластмаш разработана линия для таблетирования асбомасс, состоящая из роторного измельчителя, гидравлического пресса, бункера-циклона, узла таблетирования, выталкивателя и шкафа управления.
Асбомассу в виде кусков произвольной формы загружают в дробилку роторного типа, здесь она дробится на куски размером не более 30 мм и системой пневмотранспорта подается в бункер-циклон, откуда порциями поступает в узел таблетирования. В узле асбомасса проходит стадию предварительного и окончательного таблетирования. Из спрессованной до заданной плотности асбомассы с помощью подвижной части матрицы отрезается таблетка высотой, равной высоте матрицы. Затем таблетка выталкивается на лоток, а остаток спрессованного столба асбомассы возвращается в дробилку.
Гидравлический пресс развивает усилие 120 тс; минимальная длительность цикла «34,3 с; выдержка под давлением — до 3 с; установленная мощность двигателей — 26,8 кВт.
Габариты линии — 3325X2700X3520 мм, масса — 8100 кг.
Установка для таблетирования стекловолокнита АГ-4С несколько отличается от установки для асбомасс. Она состоит из трех основных узлов: режущей машины, весового дозатора и горизонтальной гидравлической таблеточной машины.
Исходный материал — лента- пресс-материала АГ-4С —в виде бухты заправляется в режущую машину, где измельчается вдоль и поперек ленты. Измельченные лепестки с помощью элеватора подаются в бункер дозатора весового типа. Часть материала подается в таблеточную машину, где вначале производится предварительное уплотнение дозы, а затем прессование таблетки.
На установке предусмотрена возможность подсчета числа изготовленных таблеток, имеется система для удаления вредных пылевидных и летучих веществ.
Максимальное усилие прессования — 63 тс, производительность до 50 кг/ч, масса таблеток 50—150 г, установленная мощность двигателей—16,8 кВт, га
145
бариты установки 4040x1050x2880 мм, масса — 2700 кг.
Характерной особенностью оборудования для таблетирования волокнистых материалов, как это видно на примере двух агрегатов, является наличие стадии предварительного уплотнения материала перед прессованием. Это позволяет резко сократить ход прессующего пуансона и общую продолжительность технологического цикла, так как предварительное уплотнение происходит при небольших давлениях и может осуществляться с более высокими скоростями, чем прессование.
ГЛАВА 5
ПРЕСС-ИНСТРУМЕНТ
ДЛЯ ТАБЛЕТИРОВАНИЯ
Конструкция пресс-инструмента
Пресс-инструмент таблеточных машин состоит из двух пуансонов и матрицы. В роторных и кривошипных таблеточных машинах пуансоны устанавливаются в подвижных толкателях или ползунах. В соответствии с расположением этих элементов по отношению к матрице различают верхние и нижние пуансоны. Матрицы в машинах упомянутых типов устанавливаются в столе пресса. В отличие от нижних пуансонов, у которых формующая часть всегда находится внутри матрицы, верхние пуансоны при выполнении некоторых операций таблетирования, например при дозировании, находятся вне матрицы.
В гидравлических таблеточных машинах ось пресс-инструмента расположена горизонтально, один из пуансонов обычно неподвижен, а другой, соединенный с плунжером гидроцилиндра, перемещается по заданной циклограмме. Матрица в этих машинах соединена с бункером-питателем и перемещается при дозировании порошка и выталкивании таблетки в осевом направлении.
Наиболее глубоко изучен вопрос о пресс-инстру-ментах роторных таблеточных машин, поскольку они имеют наибольшее распространение и являются многопозиционными машинами, вследствие чего каждая машина несет до нескольких десятков комплектов пресс-инструмента. Стоимость пресс-инструмента роторных таблеточных машин составляет до 20% стоимости машины, что с учетом замены его при износе и заставляет очень серьезно подходить к конструированию, выбору материалов, способов механиче
147
ской и химико-термической обработки рабочих поверхностей инструмента. По этой причине будет рассмотрен преимущественно пресс-инструмент роторных таблеточных машин [6J.
Пуансоны таблеточных машин могут выполняться заодно с толкателем или в качестве отдельного элемента, закрепленного в толкателе или ползуне.
По Л
Рис. 55. Пуансоны роторных таблеточных машин:
а — цельный пуансон; б — крепление пуансона к толкателю резьбовой втулкой; в — крепление пуансона к толкателю гладкой втулкой; г —* крепление пуансона к толкателю стопорным винтом.
На рис. 55, а показан вариант конструктивного оформления пуансонов для роторных таблеточных машин с большим числом позиций, обычно не менее 40, и при малом диаметре толкателя — не более 26 мм (например, в машинах фирмы «В. Фетте», «Манести» и др.).
Технология изготовления цельного пуансона сравнительно проста, однако требуется высокая точность выполнения самого толкателя, чтобы свести к минимуму зазор между телом толкателя и гнездом ротора
148
и исключить возможность перекоса пуансона в матрице при выполнении технологических операций.
Пуансон, выполненный заодно с толкателем, имеет более жесткие допуски на длину, поэтому в машинах соответствующей конструкции более стабильна масса и высота таблетки. Эксплуатационные расходы на выполнение цельного пресс-инструмента обычно выше, чем на разъемный, так как износостойкость самого пуансона (рабочих поверхностей) в несколько раз меньше износостойкости толкателя или ползуна, а при износе или поломке пуансона он выходит из строя вместе с толкателем.
Износостойкость рабочих поверхностей цельного пуансона может быть повышена их специальной химико-термической обработкой (азотированием, борированием), либо путем наплавки твердыми сплавами. Однако применение этих способов обработки увеличивает стоимость цельного пуансона до стоимости разъемного.
Второй (разъемный) вариант конструкции пуансона (рис. 55,6—г) обычно используется при диаметре толкателя более 26 мм и числе позиций ротора менее 40. Такой инструмент позволяет экономить дорогие инструментальные стали, так как толкатель или ползун могут быть изготовлены из более дешевых материалов.
Другим достоинством рассматриваемой конструкции является возможность применения многогнездного инструмента, когда на одном толкателе устанавливают несколько пуансонов малого диаметра. Известны конструкции 5—9-ти и даже 12-ти гнездного пресс-инструмента. Последний разработан в УНИХИМ и служит для изготовления кольцевых катализаторных таблеток.
Пуансоны могут крепиться к толкателю с помощью резьбовых направляющих втулок, гладких втулок и винтов, стопорных винтов и штифтов. Примеры конструктивного выполнения этих трех основных способов крепления показаны на рис. 55.
Крепление пуансонов к толкателю резьбовыми и гладкими втулками легче по исполнению и проще в эксплуатации, чем стопорными винтами и штифтами. Последний способ требует более сложных по кон
11-250
149
струкции пуансонов и точного совпадения нескольких установочных баз. Смена пуансонов в таком соединении затруднена, необходима высокая точность изготовления деталей для обеспечения их полной взаимозаменяемости.
Недостатком способа крепления пуансонов резьбовыми и гладкими втулками — возможное ослабление и самоотвинчивание соединения. При использовании пуансонов подобной конструкции необходима периодическая проверка состояния крепления, прежде всего верхних пуансонов и в тех машинах, где возможно проворачивание толкателей в направляющих ротора. При многогнездном пуансоне верхний толкатель не должен вращаться вокруг своей продольной оси, так как имеются специальные шпонки или пальцы, перемещающиеся в пазах ротора; благодаря этому самоотвинчивания пуансонов при использовании резьбовых или гладких втулок практически не бывает.
Точность изготовления рабочей части пуансона обычно не ниже 2-го класса, чистота обработки — 11—13-го класса, что позволяет получать таблетки хорошего товарного вида, способствует повышению долговечности пуансона и его коррозионной стойкости, снижает налипание прессуемого материала.
Твердость рабочей поверхности обычно равна 55— 58 HR С.
Зазоры между матрицей и пуансонами выбирают на основании следующих соображений.
Зазор между матрицей и нижним пуансоном, который не выходит из матрицы в процессе работы машины, следует делать минимальным с целью уменьшения просыпания порошка. С учетом технологических возможностей оборудования оптимум зазора составляет 10—20 мкм на диаметр, при меньшей величине возможно заклинивание пуансона в матрице вследствие тепловых деформаций.
Для верхних пуансонов соответствующий зазор должен быть больше — 25—35 мкм на диаметр. Увеличение зазора связано с тем, что верхние пуансоны выходят из матрицы и необходима компенсация возможных погрешностей в изготовлении узла прессования. Такой зазор позволяет улучшить условия удаления воздуха из порошка при прессовании.
150
Часто пуансоны делают ступенчатыми (рис. 56, a) j выступ длиной 3 -5 мм имеет острую кромку. Ограничение длины рабочей части пуансона в некоторой мере снижает трение, а острая кромка при обратном хо-
*4 I 30-45^ „Д—L
Л р—
L-H— —1—
a 6
0,5x45°
в
Рис. 56. Элементы конструкции пресс-ннструмента:
а — пуансон с плоским торцом; б — пуансон с расточкой торца для изготовления таблетки с фаской; в — матрица.
де пуансона может снимать прилипший к стенке матрицы сыпучий материал.
Для верхних пуансонов незначительной длины перепад по диаметру обычно не делается.
Наиболее распространены пуансоны, рабочие поверхности которых таковы, что позволяют получать цилиндрические таблетки с плоскими торцами, с фаской и со сферическими торцами.
Пуансоны для прессования таблеток с плоскими торцами (рис. 56, а) самые простые, поэтому для их изготовления не требуются специальные оснастка и приспособления. Однако таблетки, получаемые на таком инструменте, имеют острые кромки; они легко скалываются и табдетки теряют необходимую массу или товарный вид и идут в брак. Поэтому в ряде случаев таблетки выпускаются с фасками.
Для получения таблеток с фасками пуансоны должны иметь коническую заточку (рис. 56,6). Обыч-11* 151
но фаска на таблетке выполняется под углом 30—45°, глубина фаски на таблетках диаметром 8—14 мм равна 0,3—0,6 мм, а при диаметрах таблеток свыше 14 мм глубина фаски доходит до 1—2 мм.
Предпочтительна фаска под углом 30°, что облегчает съем таблетки с пуансона и обеспечивает большую прочность его кромки. С целью повышения долговечности пуансона плоскую часть на торце (0,1 мм на рис. 56,6) увеличивают в зависимости от твердости материала.
I I тт гт ттт т Г» тт ГГ/ЛП TJ г» гт>Т"» ТТ Т Т V ЛГТ ТТ С Г) ЛП ТТ TT.<\Z».TZ On ТТ О ujcmvuriuD по ю^Дсмл xxviv'vuausi
составляет примерно 0,3—0,4 мм.
Для изготовления пуансонов с заточкой под фаску специальной оснастки не требуется, поэтому они широко используются в роторных таблеточных машинах, для оснащения которых необходимо большое число пресс-инструментов.
Пуансоны со сферическими рабочими поверхностями в основном используются в фармацевтической промышленности, чаще всего — для таблеток с мелкой сферой (см. гл. 1).
Матрицы таблеточных машин находятся в более тяжелых условиях нагружения, чем пуансоны, вследствие чего к ним предъявляются повышенные требования по точности изготовления, чистоте обработки и твердости поверхности.
Матрицы также обрабатываются по 2-му классу точности, чистота поверхности — не ниже 12—13-го класса. Твердость рабочей поверхности обычно на 3—8 единиц выше твердости пуансонов (60—65 HRC). При выполнении этого требования обеспечивается отсутствие задиров и повышается долговечность пары пуансон — матрица.
Внутреннее отверстие матрицы (рис. 56, в) имеет фаски, например 0,5X45°, которые, выполняя функцию ловителя, направляют верхний пуансон в отверстие. Помимо того, внутреннее отверстие матрицы расшлифовывается с обеих сторон на глубину 5— 8 мм с конусностью 0,002—0,003. Конусность уменьшает износ матрицы при выталкивании таблетки и возможность скола ее кромок. Двусторонняя расшли-фовка позволяет переворачивать матрицу в гнезде после износа ее верхней части.
152
Специальные исследования, проведенные в УкрНИИпластмаш, показали [9], что уменьшение усилия выталкивания таблеток, спрессованных из фено- и аминопластов, проявляется более ярко при конусности 1:78 и для хромированной и полированной внутренней поверхности. Максимальное усилие выталкивания в рассматриваемом случае составляет 45,5% соответствующего усилия в цилиндрической не-хромированной матрице.
Пресс-инструмент для кольцевых таблеток, кроме матрицы и пуансона, имеет неподвижный внутренний стержень. На рис. 57, а показана конструкция пресс-инструмента роторной таблеточной машины, предназначенной для изготовления катализаторных таблеток размером 10x5x10. Пресс-инструмент одногнездный, его внутренний стержень крепится в нижнем поясе ротора и не мешает перемещению нижнего толкателя в направляющей.
Недостатком этой конструкции является ее сложность и плохое заполнение матрицы сыпучим материалом: дозирование производится в кольцевую полость.
Другой вариант конструкции пресс-инструмента (рис. 57, б) может быть выполнен как одногнездным, так и многогнездным. Кольца образуются при прессовании с помощью верхнего пуансона, имеющего специальный, слегка конический выступ (штырь). При движении вниз штырь продавливает дозу порошка, образуя в ней канал. Нижний пуансон имеет канал для входа штыря. Поскольку канал остается открытым, некоторая часть сыпучего материала может в него попадать как при дозировании, так и при прессовании. Штырь, входящий в этот канал, выдавливает этот порошок через боковое отверстие в специальный сборник, откуда порошок затем вновь возвращается на переработку.
По окончании прессования верхний пуансон поднимается, одновременно поднимается и нижний пуансон, выталкивая спрессованную кольцевую таблетку на поверхность стола.
Конструкция описываемого пресс-инструмента более проста, чем предыдущего, допускает многогнездное исполнение инструмента и работает более надежно.
153
Рис. 57, Пресс-инструмент для изготовления кольцевых таблеток: а — с внутренним неподвижным стержнем; б — со штырем на верхнем пуансоне; 1 — верхний пуансон; 2 — матрица; 3 —• гильза; 4 — неподвижный стержень; 5 — нижний пуансон.
Уплотнение нижнего пуансона в матрице позволяет повысить точность дозирования, снизить безвозвратные потери сыпучего материала и защитить от него узлы трения машины, так как порошок, проходя
J а
Рис. 58. Способы уплотнения пуансона:
а — нитью; б — фетровой прокладкой; в — поливинилхлоридной манжетой; г — сильфоном.
внутрь ротора, разносится смазкой по узлам и визы-вает их абразивный износ.
Уплотнение пропарафиненной нитью, намотанной на пуансон (рис. 58,а), — наиболее простое, однако оно недолговечно.
Более надежна фетровая прокладка (рис. 58,6), которая крепится снизу к матрице с помощью шайбы и пружинного кольца. Смазка разогретым парафином осуществляется через отверстия, просверленные в винте крепления матрицы, и каналы.
Другой вариант уплотнения — разжимным кольцом (типа поршневого) на пуансоне в сочетании с поливинилхлоридной манжетой на роторе (рис. 58, в) —
155
дает неплохие результаты, однако и в этом случае не достигается полная изоляция поверхностей трения от пыли.
Наиболее эффективным, но сложным по конструкции, является сильфонное уплотнение (рис. 58,г). Сильфон изготавливается из пластмасс, например из полиэтилена низкого давления, и закрепляется одной стороной на толкателе, а другой — на втулке, установленной в гнезде ротора. Такое уплотнение выдерживает несколько десятков тысяч циклов прессования.
Следует отметить, что наилучшим способом защиты машины от пыли является сочетание уплотнения с пылеотсосом из зон пылевыделения с помощью пылесоса промышленного типа.
Условия нагружения пресс-инструмента и его износ
Многочисленные наблюдения за процессом эксплуатации пресс-инструмента показывают, что в комплекте пресс-инструмента (пуансоны, матрица) скорость износа матрицы в 3—4 раза .выше скорости износа нижнего пуансона; верхний пуансон изнашивается в еще меньшей степени, поэтому долговечность этого узла машины определяется продолжительностью работы матрицы. В отдельных случаях, например; при таблетировании некоторых пресс-порошков с минеральными наполнителями, ряда катализаторов, сыпучих материалов, обладающих резко выраженными абразивными свойствами, матрицы изнашиваются до предельно допустимого состояния в течение двух-трех недель.
Характер износа матрицы определяется условиями ее нагружения.
Известно, что в течение технологического цикла таблетирования происходит прессование порошка в матрице путем сжатия его между двумя пуансонами. В процессе сжатия стенки матрицы в зоне их контакта с порошком нагружаются внутренним давлением, которое в каждый данный момент времени зависит от осевого давления и коэффициента бокового давления. Однако, как было показано ранее (см. стр. 84), осе
156
вое давление по высоте сжатой таблетки непостоянно и изменяется во времени.
Частицы порошка, примыкающие к стенке матрицы и передающие на нее давление, при прессовании перемещаются. Наибольшую скорость имеют частицы, находящиеся непосредственно под прессующим пуансоном, наименьшую — равную нулю, — под неподвижным пуансоном (при одностороннем прессовании) или в нейтральном среднем слое (при двустороннем симметричном прессовании).
Прессуемый материал обладает определенными фрикционными свойствами, поэтому при его прессовании возникают касательные силы трения, воздействующие на стенки матрицы. Эти силы, подобно осевым (нормальным) составляющим сил, также переменны по высоте матрицы и во времени, причиной чему, помимо упомянутых, является еще и возможное изменение коэффициента внешнего трения в процессе прессования. Исследованиями С. М. Монастырского [49], проведенными в МИХМе, установлено, что изменение коэффициента трения при таблетировании обусловлено в первую очередь изменением температуры в зоне прессования.
Таким образом, уже на стадии прессования создаются условия для появления износа стенок матрицы: наличие бокового давления и тангенциальных напряжений сдвига, смещение частиц порошка относительно матрицы, т. е. нарушение фрикционного контакта.
Характерными особенностями условий износа на стадии прессования таблеток являются:
1) давление на поверхности контакта (боковое давление) в конце прессования имеет значительную величину, порядка 100—250 МН/м2, т. е. на один-два порядка выше, чем в обычных узлах трения в машинах [35];
2) контактирующие микровыступы Матрицы в процессе относительного движения не выходят из контакта с прессуемым сыпучим материалом;
3) максимальные скорости относительного смещения частиц при высоком давлении прессования имеют малую величину, в большинстве случаев не более 0,01—0,05 м/с;
167
4) один из материалов, входящих во фрикционную пару, — таблетка — обычно обладает абразивными свойствами;
5) нагрузка на матрицу не постоянна, а циклически повторяется.
При выталкивании таблетки из матрицы преодолеваются силы трения, действующие по боковой поверхности.
Они возникают за счет остаточного 'бокового давления, вызванного наличием vnnvrnx свойств таблетки и матрицы.
Скорость перемещения таблетки при выталкивании больше, чем при прессовании, причем меняется характер относительного перемещения контактирующих тел: спрессованная таблетка движется поступательно, как монолитное тело, в сторону выхода из канала матрицы. Следовательно, и при выполнении операции выталкивания происходит износ матрицы. Кроме того, мелкодисперсный сыпучий материал может попадать в зазор между матрицей и пуансонами, что приводит к износу рабочих поверхностей пуансонов и матриц. Подобное явление наблюдается при эксплуатации таблеточных машин; известны случаи, когда попадание сыпучего материала в зазоры пресс-инструмента приводило к заеданию толкателей в направляющих и поломке пресс-инструмента.
Износ локализован в матрице в основном в зоне прессования, что способствует местному увеличению зазора между пуансоном и матрицей и как следствие попаданию сыпучего материала в образующийся зазор и увеличению износа. По достижении некоторого предельного износа получают бракованные таблетки, которые разрушаются при выталкивании через суженную часть матрицы.
Из сказанного выше видно, что износ пресс-инструмента в таблеточных машинах происходит при своеобразных условиях, не типичных для узлов трения в машиностроении, причем физические явления, сопровождающие износ, носят сложный характер. В. А. Белоусов, исследовавший износ пресс-инструмента роторных таблеточных машин, установил [33], что на абразивный износ накладывается усталостное разрушение поверхностного слоя, которое проявляется
158
в выкрашивании зерен карбидов, образовании микротрещин и отшелушивании целых участков.
Выкрашивание зерен карбидов происходит вследствие ослабления их связи с основой сплава под действием переменных нагрузок. Образование микротрещин также является результатом циклического нагружения: происходит накопление пластических деформаций и наклеп в поверхностном слое матрицы. Так как металл не бывает однородным, усталостные трещины возникают на дефектах, имеющихся в твердом теле. Дефекты обусловлены структурой металла (вакансии в кристаллической решетке, границы блоков), последействиями обработки матрицы, например царапинами, металлургическими дефектами (неоднородность размеров кристаллов, различие твердости и др.).
При таблетировании малоабразивных сыпучих материалов преобладает усталостный износ, что подтверждается микрофотографиями, полученными на электронном микроскопе. При таблетировании абразивных порошков происходит преимущественно абразивный износ: в той зоне матрицы, где происходит прессование таблетки, наряду с царапинами абразивного происхождения наблюдаются следы выкрашивания зерен карбида, а в зоне выталкивания — только царапины. Указанные особенности износа следует учитывать при выборе конструкционных материалов для пресс-инструмента и методов их химико-термической обработки.
Материалы, используемые для изготовления пресс-инструмента
Большой опыт по подбору сталей для пресс-инструмента накоплен зарубежными фирмами, специализирующимися на производстве таблеточных машин. В табл. 11 приведены химические составы некоторых сталей, применяемых для изготовления матриц и пуансонов роторных таблеточных машин [8].
Из приведенной таблицы видно, что фирма «Килиан» (ФРГ) для изготовления матриц применяет сталь ZES-2090-210Cr-46, соответствующую по составу отечественной стали XI2. Фирма «Хатта» (Япония) для той же цели использует сталь SUJ-2. Отечествен-
159
Таблица 11. Состав сталей, применяемых для изготовления
Фирма Роторная таблеточная машина Сталь Твердость HRC
Мат
<Кнлиан> (ФРГ) «Хатта» (Япония) «Presskoter» НТ-ДЗА ZES-2090-210 Сг—46 SW-2 61—63 61—63
«Табакуни» (ГДР) «МамёСТИ* (АНГЛИЯ) K-VII-A — 60—61 61—62
П у ан
«Килиан» (ФРГ) «Хатта» (Япония) «Presskoter» НТ-ДЗА 215М-2542-45 WCrVZ SNCN-9 50-52 58—60
«В. Фетте» (ФРГ) «Perfecta-Ш» SCSN 58—60
«Табакуни» (ГДР) K-VII-A — 60—59
«Днаф» (Дания) РТМ-16 — 58—60
«Манести» (Англия) «Drycota» — 58—60
ная сталь марки X отличается от нее содержанием до 0,25% никеля, повышающего ее прокаливаемость, износостойкость и в незначительной мере — коррозионную стойкость.
Фирма «Табакуни» (ГДР) изготовляет матрицы из стали, легированной марганцем, близкой по составу к стали 50Г2, но с повышенным содержанием углерода, добавкой молибдена (до 0,14%) и ванадия (до 0,13%). Пресс-инструмент из этой стали хорошо зарекомендовал себя в эксплуатации.
Для изготовления пуансонов фирма «Килиан» применяет сталь 215M-2542-45WCrV7, которая примерно соответствует отечественной стали 4ХВ2С, отличаясь от нее содержанием 0,2% ванадия, что повышает механические свойства стали, способствует мелкозернистости структуры, но несколько ухудшает прокаливаемость. Для улучшения прокаливаемости в стали повышено содержание кремния. В стали 4ХВ2С ванадий не содержится, однако имеется до 0,35% никеля, который компенсирует отсутствие ванадия, способствуя образованию мелкозернистой структуры, увеличению глубины прокаливаемости и предела усталости закаленной стали.
Фирма «Хатта» изготовляет пуансоны из стали SNCN-9, к которой близки по своему составу отече-160
пресс-инструмента
Химический состав, %
с Si Мп Р и S, ’не более Сг Мо Ni V W As Al
р и ц а
2.10 0,30 0,30 0,025 12,00 — — — — —,
0,95— 0,15— 0.50 0,030 1,30— — — —— —— —г
1,10 0,35 1,60 4
0.92 0,31 2,07 — 0,07 0,14 0,09 0,13 Следы —
1,03 0,28 0,74 — 0,74 — 0,04 — 0,42 — —
СОН
0,45 l.o 0,30 0.025 1,0 0,20 2,00 —
0,44— 0,15— 0,60— 0,030 0,60— 0,15— 1,60- 1^ —
0,50 0,35 0,90 1,00 0,30 2,00
0,66 1,69 0,88 — 0,86 0,04 0,06 Следы Следы —
0,80 0,22 2,09 — 0,12 0,08 0,07 0,12 Следы и
0,24 - 0,30 1,18 0,04 0,05 0,19 2,19 —
0,96 0,18 0,82 0,036 0,73 0,08 0,16 Следы 0,38 0,016 0,010
0,024
ственные инструментальные стали 5ХНМ и 5ХНВ. Содержание никеля в этих сталях значительно ниже, чем в стали SNCN-9, однако в состав стали 5ХНВ входит 0,6% вольфрама, что повышает ее износостойкость и прочность.
Эти свойства сохраняются даже в условиях нагрева при эксплуатации.
Для изготовления пуансонов фирма «Табакуни» применяет высокомарганцовистые стали с небольшим содержанием молибдена и ванадия; фирма «Мане-сти» — сталь, аналогичную 9ХВГ, но содержащую небольшое количество никеля и молибдена, что повышает ее износостойкость.
В отечественной практике для изготовления пресс-инструмента таблеточных машин используются различные инструментальные стали. Выбор марки стали производится по основным механическим характеристикам (прочность, твердость) с учетом таких технологических свойств, как обрабатываемость, чувствительность к перегреву и к обезуглероживанию поверхностного слоя при термической обработке, деформируемость после термической обработки, закаливаемость и шлифуемость.
Технологические характеристики некоторых инструментальных сталей приведены в табл. 12.
161
Таблица 12. Свойства сталей, используемых для изготовления
Показатель Марка
У8А Х12 Х12Ф1 Х12М
Твердость НВ по уело- 187-227 217-228 <217
виям поставки Коэффициент обрабатываемости:
твердым сплавом 1,2 — 0.8 0,8
быстрорежущей 1,1 — 0,3 0,3
сталью Режим термообработки 750—800
температура, °C 950— 1000 1040— 1080 1020— 1040
среда Раствор щелочи, соли Масло или воздух Масло Масло
Склонность к обезуглероживанию Чувствительна, нагрев в защитной атмосфере + +
Склонность к деформации после термообработки Склонна, требует ускоренного охлаждения при закалке
Прокаливаемость Неглубокая Низкая Высокая Высокая
Твердость после закалки 60—62 58-60 56—60 62-64
HRC
Относительная стоимость 1 1,86 2,75 2,82
По свойствам инструментальные стали могут быть разделены на несколько групп.
Углеродистые инструментальные стали (У7А, У8А) при сравнительно низком нагреве (780—790 °C) склонны к образованию крупных зерен. По этой причине температуру закалки снижают до 750—800 °C, что позволяет сохранить более мелкое зерно и получить сталь с лучшими механическими свойствами. Превышение указанной температуры ухудшает прочностные свойства. Помимо того, стали У7А и У8А могут приобретать при термообработке большие внутренние напряжения. Указанные стали используют для изготовления пресс-инструмента, предназначенного.
162
пресс-инструмента
стали
X хвг 4XB2G 5ХНВ 5ХНМ 6ХВ2С 12ХНЗА
>187 241 — 286 286 — 156—207
0,9 0,8 — 0,6 0,6 0,8
0,5 0,5 — 0,3 0,3 — 0,7
830—860 820—850 860-890 840-360 820—860 860—890 780—800
Масло Масло Масло Масло Масло
— + + + + + +
— Незначит. — + + —* —-
Повышен- Повышен- До 70— Повы- Повышен- До 70— Повышен-
ная ная 90 мм шейная ная 90 мм ная
61-64 62—65 53—58 41—44 41—44 53—58 58—61
1,16 2,41 3,22 2,15 1,88 3,23 1,81
для таблетирования легкопрессующихся неабразивных порошков.
Высокохромистые стали Х12, Х12Ф1, Х12М обладают примерно одинаковыми свойствами. Сталь Х12Ф1 по пластичности и вязкости превосходит сталь Х12М, однако последняя содержит большее количество углерода, вследствие чего после закалки имеет более высокую твердость.
Высокохромистые стали при термообработке подвержены минимальным объемным изменениям, что связано с сохранением в структуре большого количества остаточного аустенита. Эти стали, как и стали предыдущей группы, чувствительны к температуре об
работки: при превышении рекомендуемой температуры закалки наблюдается ухудшение прочностных показателей. Для изготовления пресс-инструмента предпочтительнее других сталь Х12М, которая содержит молибден, придающий стали большую износостойкость.
Стали X, 9ХС, ХВГ имеют повышенную прокали-ваемость. Из этой группы сталей наиболее широко для изготовления пресс-инструмента таблеточных машин применяется сталь ХВГ, обладающая высокой твердостью за счет присутствия в ее составе хрома и вольфрама. Вольфрам способствует образованию мелкого зерна в структуре, что улучшает вязкость стали.
Легированные инструментальные стали 5ХНМ, Г2ХНЗА можно рекомендовать для изготовления пресс-инструмента при условии цементации, а стали 9ХС и X — диффузионного хромирования. Эти стали значительно дешевле сталей Х12М и ХВГ.
Использование ступенчатой закалки при изготовлении пресс-инструмента позволяет значительно уменьшить объемные изменения деталей при их термообработке.
Методы повышения износостойкости пресс-инструмента
Как выше было установлено, для пресс-инструмента таблеточных машин характерны абразивный и усталостный изноем. Увеличение стойкости пресс-инструмента при наиболее распространенном абразивном износе может быть достигнуто путем специальной химико-термической обработки низколегированных сталей. В последние годы на отечественных и зарубежных заводах все шире начинает применяться пресс-инструмент с металлокерамическими твердосплавными втулками.
Диффузионное борирование — эффективный способ упрочения поверхностей деталей. При использовании этого способа твердость поверхности увеличи-.вается в 1,5—2 раза по сравнению с цементацией, азотированием или цианированием.
164
Процесс диффузионного борирования внешне сходен с процессом цементации: в контейнер из нержавеющей стали укладывают детали и засыпают их шихтой из карбида бора и борной кислоты. Закрытый контейнер нагревают в печи до 950—1000°C и после определенной выдержки вынимают, охлаждают. Детали очищаются от шлака и подвергаются изотермической закалке.
Сущность процесса заключается в том, что при высокой температуре в результате термохимической реакции между компонентами происходит выделение атомарного бора, который диффундирует в сталь с образованием боридов железа, обладающих высокой твердостью. Непосредственно на поверхности детали образуется борид FeB, имеющий микротвердость Нц 2100—2200 кгс/мм2; ближе к сердцевине располагается борид Fe2B, микротвердость которого несколько меньше— 1600—1800 кгс/мм2.
В УкрНИИпластмаш изучались вопросы износостойкости узла прессования таблеточной машины МТ-ЗА [10]. Опытные матрицы для борирования изготавливались из сталей нескольких марок по номинальным размерам. Целью эксперимента было установление оптимальной износостойкости матриц, подвергающихся воздействию высокой температуры при борировании и закалке. Борирование опытных матриц производилось в шихте, содержащей 84% В4С и 16% Na2B4O7. Продолжительность выдержки при температуре 950 °C составляла 4,5 ч без учета времени прогрева контейнера.
Толщина диффузионного карбидного слоя на матрицах из сталей ХВГ и 9ХС составляла 0,09—0,1 мм при микротвердости Яц до 2200 кгс/мм2, а на матрице из стали У8—0,11—0,12 мм при микротвердости 1800—1900 кгс/мм2. Отмечается незначительное (около 20 мкм) увеличение наружных и уменьшение внутренних размеров. После борирования матрицы подвергались изотермической закалке. С целью предотвращения окисления боридного слоя нагрев под закалку производился в соляной ванне. Температура нагрева матриц из сталей ХВГ и 9ХС — 830—860°C, а для стали У8—800—810 °C. Матрицы из хромистой стали охлаждали в масляной ванне при 200 °C, а мат-
165
рицы из стали У8— в селитровой ванне при 300 °C. Продолжительность выдержки в изотермической среде всех опытных матриц составляла 1 ч.
Матрицы из стали ХВГ после борирования и за-
калки менее других изменяли первоначальные размеры, однако чистовые размеры остальных матриц также были в пределах допусков.
Испытания борированных матриц на износостойкость показали, что после двух лет эксплуатации они
• а б
Рис. 59. Матрицы с твердосплавными металлокерамическими втулками:
а — для прессования катализаторов: втулка из ВК6; б — для пресс-порошков, втулка из КХН-15.
практически не имеют износа и пригодны для дальнейшего использования.
Борирование пресс-инструмента можно осуществлять методом электролиза в ванне из расплава 50% буры и 50% карбида бора. Для получения борированных слоев толщиной 80—100 мкм расплав упомянутого состава нагревают до 930 °C; плотность тока составляет
0,13—0,17 А/см2, выдержка в течение 2 ч для стали ХВГ и 3,5 ч для стали Х12М. Установлено, что при электролизном борировании сталей 45, У7, У8 наблю-
дается нерегулируемое изменение диаметра внутрен-
него отверстия, что исключает возможность их дальнейшего использования [33].
Твердосплавные металлокерамические втулки позволяют резко повысить стойкость пресс-инструмента против абразивного износа. Исследования матриц таблеточных машин, армированных металлокерамическими сплавами, проводились за рубежом фирмами «Хорн» (ФРГ), «Байпил» (Англия) и в нашей стране—в одном из филиалов ГИАП — при таблетировании катализаторной шихты и на ленинградском заводе пластмассовых изделий «Комсомольская правда» [10, 13].
Матрицы роторной таблеточной машины DDS-2, предназначенной для таблетирования катализаторной шихты, имели запрессованную втулку из металлоке
166
рамического твердого сплава ВК6 (рис. 59, а). Размеры втулки были определены с учетом коэффициента усадки. Втулки изготовляли из пластифицированных заготовок на токарном станке. После токарной обработки втулки спекали, затем шлифовали абразивами и доводили алмазными кругами до необходимых размеров и чистоты поверхности. Корпус матрицы был изготовлен из стали ХВГ, закаленной до HRC = 38—42.
Окончательно обработанные втулки запрессовывались в корпус матрицы с натягом 0,3 мм на диаметр, их крепили гайкой, после чего шлифовали рабочий торец матрицы и производили окончательную доводку внутреннего отверстия матрицы.
При изготовлении кольцевых катализаторных таблеток интенсивному износу подвергается центральный стержень, формующий отверстие в таблетке. Стержень должен иметь вязкую сердцевину и твердую рабочую поверхность; для получения таких свойств применяли углеродистые стали с нанесением на рабочую поверхность стержня слоя 0,2-—0,3 мм твердого сплава. Армирование стержня осуществляли методом газопламенной порошковой наплавки. Наплавляемый материал — порошкообразный самофлюсую-щий сплав на никелевой основе, содержащий также 14—17% хрома, 4% бора, 4% кремния, 0,5—0,6% углерода, до 3% железа и до 1% марганца.
Для наплавки используют газопламенную порошковую горелку, имеющую устройство для хранения и подачи наплавляемого порошка. Температура наплавки 1050—1080 °C, продолжительность—1 мин, твердость наплавленного слоя HRC=58—62. Стержни после наплав-ки подвергались шлифованию алмазными кругами на круглошлифовальном станке.
Испытания матриц с вставками из сплава ВК6 показали, что их износостойкость при изготовлении кольцевых таблеток из катализаторной шихты, содержащей до 30% глиноземистого цемента, в 40—60 раз выше износостойкости матриц из стали ХВГ. Это позволяет на одном комплекте матриц получить до 1 млн таблеток, полностью отвечающих техническим требованиям.
167
Следует отметить, что широкое внедрение в производство крупных матриц или втулок для матриц из твердых сплавов типа ВК затруднено дефицитностью и дороговизной исходных материалов и сложностью изготовления.
В последние годы получают распространение твердые сплавы на основе карбидов хрома. Сплавы группы КХН обладают высокой стойкостью против абразивного износа. Поскольку
карбид хрома отличается высокой хрупкостью, в состав сплава для повышения вязкости вводят от 10 до 40% никеля. В условиях, характерных для режима работы матрицы в таблеточной машине, рекомендуется сплав КХН-15, содержащий 15% никеля, твердостью HR.A = — 85—88 и плотностью 6,75—6,8 г/см3. Втулки матриц из этого сплава примерно в два раза дешевле втулок изготовленных из твердых сплавов типа ВК-
Конструкция матрицы
Рис. 60. Зависимость диаметрального износа матриц от числа циклов таблетирования: 1 — цельная матрица из стали Х12М; 2 — составная матрица из стали Х12М, натяг 30 мкм; 3 — борированная матрица из стали ХВГ.
со втулкой из сплава КХН-15 для таблеточной машины MT-ЗА показана на рис. 59,6. Втулка изготовлена :из смеси порошков карбида хрома и никеля путем прессования шихты и последующего спекания в атмосфере защитного газа или методом горячего прессования в графитовых пресс-формах. Для механической обработки твердосплавных втулок из сплавов КХН применяют алмазный инструмент.
Составные матрицы позволяют снизить износ пресс-форм в тех случаях, когда таблетируются неабразивные порошки и износ матриц носит усталостный характер. Сопротивление усталостному разрушению зависит от касательного напряжения в точке на внутренней поверхности матрицы. Максимальное касательное напряжение определяется разностью главных напряжений. Чтобы уменьшить эту разность, сле-168
дует снизить окружное напряжение. Для этой цели применяют составные матрицы, в которых внутренняя втулка запрессована в обойму с определенным натягом. Благодаря натягу во внутренней втулке возникают окружные напряжения сжатия, снижающие напряжения растяжения в точках на внутренней поверхности матрицы при прессовании.
На рис. 60 показана зависимость диаметрального износа цельных и составных матриц от числа циклов прессования при изготовлении фармацевтических таблеток диаметром 12 мм. Для сравнения приведена кривая износа борированной матрицы.
Методика расчета составных матриц была разработана В. А. Белоусовым и изложена в монографии [33], где приведены формулы для нахождения наружного радиуса втулки и величины натяга.
12—250
ГЛАВА 6
ТАБЛЕТИРОВАНИЕ СЫПУЧИХ И ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ХИМИЧЕСКОЙ промышленности
Таблетирование пресс-порошков
Прессование является одним из основных видов переработки полимерных материалов. За период с 1974 по 1980 г. количество пластмассы, перерабатываемой методом прессования, должно почти удвоиться и к 1980 г. составит 424 тыс. т.
При изготовлении изделий из пресс-порошков методом горячего прессования введение таблетирования позволяет автоматизировать процесс дозировки, при этом получают компактные таблетки, удобные для загрузки в пресс-формы и обладающие более высокой теплопроводностью, чем исходный материал. Таблетированный материал, из которого удалена значительная часть воздуха, легко подогревается токами высокой частоты и в контактных нагревателях. При использовании таблеток увеличивается производительность прессования благодаря сокращению времени смыкания пресс-форм, уменьшаются потери материала вследствие его более точной дозировки и меньшего распыления.
Как показали исследования К. А. Салазкина [61], образование таблетки из порошков реактопластов происходит при статическом давлении прессования порядка 50—70 МН/м2 («500—700 кгс/см2). Однако для получения достаточно прочной таблетки давление прессования обычно принимают несколько более высоким. Это позволяет скорректировать условия прессования в промышленных таблеточных машинах по сравнению с статическим прессованием. По данным В. К. Завгороднего [22], оптимальные давления прессования (в МН/м2, или кгс/см2) выбираются в зависимости от типа таблеточной машины:
170
Машина Аминопласт Фенопласт
Роторная 118—176 (1200—1800) 78—98 (800—1000)
Кривошипная . . . 70—118 (800—1200) 59—79 (600—800)
Гидравлическая . . 69—88 (700—900) 39—59 (400—600)
На плотность и прочность опрессованной таблетки влияет гранулометрический состав исходного порошка: с увеличением размеров частиц прочность таблет
ки уменьшается (рис. 61). Опыты проводились с таблетками из пресс-порошка К-17-2, диаметр таблетки 30 мм, масса 10 г. Это подтверждает высказанное ранее положение (стр. 113), что прочность спрессованного тела зависит от поверхности контакта между отдельными зернами. Благоприятные результаты были получены при таблетировании поли-дисперсных пресс-порошков.
Специальные исследования влияния температуры на режим таблетиро-
Рис. 61. Зависимость разрушающего усилия от давления прессования таблетки и гранулометрического состава:
/ — 0—0,25 мм; 2 — 0,25—0,5 мм; 3— 0,5—1,0 мм; 4 — более 1 мм;
5 — исходный (иерассеяиный) материал.
вания пресс-порошков
[61] свидетельствуют о том, что подогрев материала перед таблетированием до 50—60 °C позволяет примерно вдвое снизить давление прессования. Механические показатели образцов, отпрессованных из этих таблеток, оказались такими же, как и при использовании исходного порошкообразного материала.
При определении коэффициентов бокового давления с помощью датчиков плунжерного типа (см. рис. 20) было установлено, что при малых давлениях прессования пресс-порошков (до начала образования компактной таблетки) коэффициент бокового давления является постоянной величиной, т. е. не зависит от давления прессования. При дальнейшем повыше
12*
171
нии давления отмечается линейная зависимость этого коэффициента от давления прессования (рис. 62).
Кривые прессования некоторых пресс-порошков показаны на рис. 63. На основании опытных данных, полученных при прессовании таблеток диаметром 14 мм со скоростью 0,067 мм/с, найдены значения констант прессования [см. уравнение (28)] для некото-
Рйс. 62. Зависимость коэффициента бакового давления от давления прессования:
1 — полиэтилен; 2 — полистирол; 3 — К-214-2; 4 — аминопласт АА; 5 — аминопласт А; 6 — К-21-22; 7 — К-211-2; 8 — волокнит; 9 — К-17-2.
Рис. 63. (Кривые прессования порошков:
1— графит; 2— К-217-57П; 3— нафталин; 4 — аминопласт А; 5 — К-18-2;
6 — синька «Индиго»; 7 — проявитель «ВК».
рых пресс-порошков. Эти данные приведены в табл. 13, где для сопоставления указаны подобные константы для графита и нафталина [37].
Влияние скорости прессования на коэффициент бокового давления g в области применяемых давлений прессования практически незаметно (см.рис. 35): он остается постоянным.
Таблица 13. Константы прессования порошков
Параметр Порошок
К-18-2 К-217-57П Амино* пласт А Графит Нафталин
а-10е, м2/Н рпр, кг/м? 3,22 4,00 3,54 2,51 4,72
1572 2400 1690 2475 1343
В = ktja, кг/м? 772 1100 885 693 423
172
Коэффициент внешнего трения f с увеличением скорости изменяется неоднозначно. Так, для пресс-порошка К-18-2 (см. рис. 34) вначале он увеличивается, а затем снижается. Положение максимума зависит от давления прессования. В области скоростей прессования, характерных для промышленных таблеточных машин, увеличение скорости прессования требу-
40
30
1 20
10
о_____
50 100 150
Давление р,51Н/мг
Рис. 64. Зависимость динамического коэффициента давления от скорости прессования при различной плотности таблетки:
1 — 900 кг/м3; 2— 950 кг/м3; 3— 1000 кг/м3; 4 — 1050 кг/м3; 5 — 1100 кг/м’.
Рис. 65. Зависимость удельной силы трения при выталкивании от давления прессования:
/ — К-214-2; 2—аминопласт А; 3 —К-17-2; 4 — К-21-22; 5 — аминопласт АА;
6 — К-211-2; 7 — волокнит; 8 — К-18-2 при скорости прессования 15 мм/с;
9— К-18-2 при скорости прессования 0,1 мм/с.
ет повышения давления процесса для достижения заданной плотности таблетки [63]. На рис. 64 показан график зависимости динамического коэффициента давления от скорости для пресс-порошка К-18-2 (масса таблетки 11,3 г).
Удельная сила трения при выталкивании тв возрастает с увеличением давления и скорости прессования (рис. 65).
Таблетирование стекловолокнистых пресс-материалов
Стеклопластик — конструкционный материал на основе стекловолокна и полимерного связующего —• находит все более широкое применение в технике и строительстве. Использование в качестве армирующе
173
го элемента тонкого стеклянного волокна, имеющего высокую прочность при растяжении, позволяет при его определенной ориентации по отношению к нагрузке, приложенной к элементу конструкции, получить удельную прочность, сопоставимую с прочностью стали и даже превосходящую ее.
Наиболее распространенным методом получения изделий из стеклопластиков является прямое горячее прессование, с помощью которого возможно изготовление деталей сложной конфигурации, не требующих последующей механической обработки.
В отечественной промышленности широко используется прессование изделий из стекловолокнистых пресс-материалов, предварительно пропитанных связующим и прошедших стадию таблетирования, т. е. получивших предварительное уплотнение и форму, близкую к будущему изделию.
Выпускаются три типа стекловолокнистых пресс-материалов, различающихся длиной и расположением стекловолокна: ориентиро(ванные (тип С), с хаотическим расположением волокна (тип В), в виде коротких лент из склеенных связующих нитей (крошка).
Одним из наиболее распространенных ориентированных материалов является пресс-материал марки АГ-4С (ГОСТ 10087—62), представляющий собой непрерывную ленту из стеклянных нитей, пропитанных связующим — феноло-формальдегидной смолой, модифицированной поливинилбутиралем.
Пресс-материалы типа В представляют собой пропитанную связующим рубленое стекловолокно. В качестве наполнителя в пресс-материале АГ-4В применяют стекловолокно в виде кусков 50—70 мм. В пресс-материале П-5-2 используется кремнеземное • волокно.
В состав некоторых пресс-материалов типа В по- ( мимо стекловолокна вводят порошкообразные наполнители, например П-3-1, ГПСМ, что позволяет при- : давать изделию необходимые физико-механические и технологические свойства.
Пресс-материалы типа «Крошка» обычно получаются из материалов типа С (например, из ленты АГ- • 4С) разрезанием на куски длиной 10—50 мм.
174
Как правило, таблетированию обязательно подвергаются пресс-материалы типов В и «Крошка», имеющие малую насыпную плотность в исходном состоянии, что приводит к необходимости иметь большие загрузочные полости в пресс-инструменте, увеличению времени его смыкания и количества запрессованного в изделия воздуха. Введение стадии таблетирования позволяет уменьшить металлоемкость инструмента, увеличить производительность прессового оборудования и повысить качество изделий.
В Московском институте химического машиностроения проводились исследования таблетируемости и способов предварительного уплотнения стекловолокнистых пресс-материалов, которые позволили установить зависимость кажущейся плотности таблеток от давления прессования при различной влажности материала и проанализировать влияние длины волокон на механическую прочность изделий [52].
Опыты по прессованию материала АГ-4В проводились на 50-тонной машине; пресс-материал имел насыпную плотность 35 кг/м3, количество летучих и влаги в материале составляло 0,2%. Прочная таблетка, не разрушающаяся после выталкивания из матрицы, была получена лишь при давлениях прессования 250—300 МН/м2, причем отмечалась неравноплот-ность таблеток по высоте. При этом давлении плотность таблетки составила 1400—1500 кг/м3 (рис. 66). После выталкивания наблюдалось резкое уменьшение плотности до величины р'.
Применение двухстороннего прессования позволяло понизить давление прессования. Так, для получения таблетки плотностью 1600 кг/м3 вместо 300 МН/м2 при одностороннем прессовании применяли давление 240 МН/м2.
С целью снижения давления прессования исследовали таблетируемость материала, прогретого паром и увлажненного, путем добавления влаги при нормальной температуре. При пропаривании влажность неспрессованного материала АГ-4В достигала 3— 9%, однако при последующем сжатии часть влаги удалялась. Окончательная влажность зависела от давления прессования и составила 5—3% при давлении 50—75 МН/м2. Температура пресс-материала бы
175
Давлениер, МН/мг
Рис. 66. Кривая прессования пресс-материала АГ-4В (диаметр таблетки 30 мм):
1 — плотность таблетки в сжатом состоянии р; 2 — плотность таблетки в свободном состоянии р'.
ла равна 35—50 °C. Прочные таблетки плотностью 1550 кг/м3 были получены при давлении прессования 65—80 МН/м2.
Простое увлажнение стекловолокнистого пресс-ма-териала, как'показали опыты, также позволяет снизить давление прессования до этой же величины. Однако увлажнение стекловолокнита ведет к ухудшению физико-механических и диэлектрических свойств изделий из стеклопластика. Так. например, при увеличении влажности пресс-материала АГ-4В от 0,2 до 5% временное сопротивление изгибу и твердость уменьшаются иа 25%, а удельная ударная вязкость — более чем в 2 раза.
Изучение зависимости прочности изделий из АГ-4В и АГ-4С от длины волокон показало, что измельчение материала на куски длиной менее 5—10 мм резко ухудшает механические свойства этих изделий. Так, проч
ность изделий из АГ-4С по сравнению с исходным материалом снижается при статическом изгибе от 550 до 100—110 МН/м2, а материала АГ-4В — от 190 до 160 МН/м2. При этом удельная ударная вязкость в первом случае уменьшается в 10 раз, а во втором — снижается на 45%.
Пресс-материал измельчают на кусочки длиной не менее 20—25 мм.
Сопоставление характера снижения прочностных свойств пресс-материалов АГ-4С и АГ-4В при их измельчении позволяет сделать вывод, что пресс-материал АГ-4В следует применять в таких изделиях, где полезно используется его анизотропная структура. В ряде случаев вместо материала АГ-4С можно применять более дешевый пресс-материал АГ-4В.
176
Зависимость между коэффициентом бокового давления и удельной силой трения при выталкивании таблеток из волокнистых материалов показана на рис. 62 и 65.
В настоящее время в основном осуществляют таблетирование подогретых стекловолокнистых пресс-материалов. В табл. 14 приведена плотность некоторых пресс-материалов в состоянии поставки и режимы таблетирования [15].
Таблица 14. Плотность стекловолокнистых материалов и режимы таблетирования
Показатель Материал
П-5-2 П-3-1 АГ-4В АГ-4С «крошка >
Плотность, кг/м3 • 10”? в состоянии поставки после прессования Режим таблетирования давление, МН/м2 температура, °C время, мин 0,21 1,72 30 60 1 0,34 2,25 30 45 1 0,26 1,77 30 25 2 0,62 1,88
Для таблетирования рубленых лент пресс-мате-риала АГ-4С можно использовать автоматы АТВ-1 и АТВ-2 [20].
Прессование асбомасс
Развитие транспорта в нашей стране тесно связано с ростом производства асбестовых формованных фрикционных изделий, в том числе тормозных автомобильных накладок, накладок сцепления, тормозных железнодорожных колодок и др. Наряду с ростом производства указанных изделий, повышением производительности труда особое внимание уделяется улучшению качества продукции.
Асбестовые формованные фрикционные изделия являются композитами, состоящими из связующего (каучук, смола или их смесь) и наполнителя: волок
177
нистого (асбест) и порошкового (барит, окись цинка, железный сурик, сажа, графит, латунная стружка и др.).
Технологический процесс изготовления асбестовых формованных технических изделий состоит из операций смешения ингредиентов, сушки асбомассы, рас-пушки, брикетирования в пресс-формах, вулканизации и механической обработки.
Брикетированием асбомассы в пресс-форме получают брикеты, по плотности и геометрическим размерам близкие к готовому изделию. Изделия из ас-бюмасс могут быть армированы. Брикетирование позволяет уменьшить невозвращаемые отходы, которые образуются в виде выпрессовок при вулканизации изделий в обогреваемых пресс-формах.
Исследование процесса холодного прессования асбомасс [67] показало, что для асбомасс на каучуковом связующем сохраняются общие закономерности прессования, характерные для прессования сыпучих материалов. Графики зависимости плотности от давления при холодном прессовании асбомассы показаны на рис. 28 (скорость прессования 0,83 мм/с).
При прессовании асбомасс с подогревом до 160 °C также сохраняются указанные закономерности [65]. Анализ экспериментальных данных показал, что коэффициент потери сжимаемости а в уравнении (28) при повышении температуры возрастает. Так, для асбомассы 6КХ—1Б на основе каучука СКВ (около 15%) при прессовании таблетки диаметром 40 мм и соотношением Лт/Т>=0,75 получена следующая зависимость коэффициента потери сжимаемости от температуры асбомассы:
Л °C................... 20 80 160
а-108, м2/Н............ 8,52 27,2 30,0
Коэффициент бокового давления асбомассы зависит от осевого нормального давления и температуры. Это подтверждено результатами специальных исследований, проведенных на асбомассах различного состава на обогреваемой пресс-форме, снабженной датчиками бокового давления плунжерного типа [64]. Скорость прессования 0,035 мм/с. Состав асбомасс
178
Таблица 15. Состав асбомасс
Обозначение асбомасс Асбест, М или П 4с, % (масс.) Связующее Наполнитель
тип % (масс.) тип % (масс
I 15 СКД IV ср. 20 Барит Сажа ТМ—15 47 15
II 26 СКВ—50 ср. 21 Сурик Окись цинка 20 30
III 45 СКВ—50 ср. 15 Сурик Окись цинка 26 10
IV 50 СКВ—50 ср. Смола №235 Регенерат РШ 12 8 Графит Стружка латунная 4 13
V 41 Смола № 236 25 Барит 33
VI 40 Смола СК 13 3 Барит Окислы металлов Медный порошок _'и стружка 17 10 15
приведен в табл. 15, компоненты, входящие в незначительных количествах, не указаны.
Установлено, что с увеличением осевого давления для всех асбомасс наблюдается возрастание коэффициента бокового давления: вначале значительное, а затем уменьшающееся. При повышении температуры прессования происходит сдвиг начала затухания
роста коэффициента бокового давления в сторону меньших значений осевого давления. По-видимому, определяющим фактором при передаче давления боковым стенкам пресс-формы является количество асбеста. Так, для асбомасс I и II, в которых количество асбеста незначительно, уже при давлении прессования 25—30 МН/м2 коэффициент бокового давления достигает 0,8—0,9. Для асбомасс III и IV, характеризующихся большим содержанием асбеста, коэффициент бокового давления возрастает медленно и заканчивается при давлениях 60—70 МН/м2. При этом коэффициент бокового давления равен «0,77 при 20 °C и 0,96 —при 120 °C.
179
Для жестких асбомасс (V и VI), в которых связующим являются смолы, при комнатной температуре коэффициент бокового давления менее 0,3, а при температуре 90 °C, соответствующей переходу смолы в расплавленное состояние, этот коэффициент равен 0,62 для асбомассы V и 0,42 — для асбомассы VI.
Количественно зависимость коэффициента бокового давления g от осевого давления р (в кгс/см2) может быть представлена дробно-линейной функцией
§ = р/(ар + 6)
Численные значения коэффициентов а и о, полученные в результате обработки экспериментальных данных, приведены в табл. 16.
Температура t°C
Рис. 67. Зависимость коэффициента бокового давления от температуры прессования для асбомасс IV и V при различных давлениях прессования:
1 — 100 МН/м2; 2 — 75 МН/м2; 3 — 50 МН/м2; 4 — 25 МН/м2.
Зависимость коэффициента бокового давления от температуры прессования иллюстрируется графиками, показанными на рис. 67, для асбомасс IV и V. В асбомассе IV преобладают каучуковые связующие, поэтому возрастание коэффициента бокового давления по мере повышения температуры прессования происходит монотонно. Асбомасса V содержит связующее на основе смолы, которая до 50—60 °C находится в кристаллическом состоянии, вследствие чего по
вышение температуры до указанного предела не влияет на коэффициент бокового давления. При дальнейшем увеличении температуры происходит плавление смолы, условия передачи давления на стенку пресс-формы улучшаются, что и отражается в резком росте коэффициента бокового давления.
Брикеты для железнодорожных тормозных колодок и автомобильных тормозных накладок могут быть получены холодным прессованием, причем объемное дозирование производится путем отсечки дозы
180
Таблица 16. Значения коэффициентов а и b
Обозначе-ние асбомассы Температура прессования, °C а ь Обозначение асбомассы Температура прессования, СС а ь
I 20 0,92 143 IV 20 0,63 405
120 1,05 37 80 1,01 70
II 20 1,04 64 120 1,03 37
80 1,04 23 V 20 3,17 483
III 20 1,16 149 80 1,64 84
80 1,01 104 VI 20 2,94 26
120 0,97 90 90 2,12 172
130 1,87 121
после прессования асбомассы [62]. Исследование процесса прессования брикетов тормозных накладок из асбомассы 6КХ—1Б для автомобиля ЗИЛ-150 показало, что на разброс значений массы брикета в первую очередь влияет давление прессования. Так, при скорости прессования 2,5 мм/с были получены следующие данные:
Давление прессования, Средняя масса Среднее откло ненне массы
МН/м2 брикета, г брикета, %
10 732 +3,56 —4,52
20 813 +0,49 —0,44
30 850 +0,29 —0,30
С ростом скорости прессования средняя масса брикета уменьшается, а с увеличением продолжительности выдержки брикета под давлением — несколько возрастает.
Представляет интерес использование реологических уравнений течения для описания кинетики процесса прессования асбомассы в матрице, так как между этим процессом и течением пластического материала по каналу, профиль которого соответствует форме профиля гнезда матрицы, имеется несомненная аналогия. Такие уравнения позволяют установить закономерности изменения напряжений и деформаций в прессуемом материале во времени [28].
Изучение процесса прессования фрикционных асбомасс на каучуковом связующем показало, что при
181
нормальной температуре и давлении прессования в пределах 25—60 МН/м2 напряжение сдвига по поперечному сечению брикета мало. Наблюдается лишь сдвиг слоев преимущественно по периферии сечения, плотность брикетов по высоте распределяется равномерно даже при h^!D = b—6. Последнее явление объясняется тем, что при прессовании происходит частичное выдавливание каучука на поверхность брикета с образованием тонкой промежуточной пленки, выполняющей функцию смазки. Эта пленка создает условия граничного трения при прессовании, коэффициент внешнего трения брикета по пресс-форме резко уменьшается.
При прессовании асбомассы происходит перемещение слоев прессуемого материала в матричном канале и изменяется объем брикета. При деформациях объема реологическое уравнение для вязкой жидкости имеет вид [60]:
Р рТге\— —Szte + ET’ret) (73)
где р, р — среднее гидростатическое давление и скорость его изменения; Trei =(£«+&) /х— время релаксации напряжения, Tret = = £а/х — время ретардации объема; £, — коэффициент релаксационной объемной вязкости; — относительная объемная деформация, скорость и ускорение ее изменения; х — модуль объемного сжатия.
При прессовании асбомассы с постоянной скоростью е=const, е=0, и из уравнения (73) можно найти
Р = (^е + P)/Trei
После интегрирования следует
Pm = Ifi (et/Trel — 1) (74)
где рт —давление, вызвавшее деформацию е.
Время ретардации объема брикета по окончании сжатия до ер можно определить по условию, что при t—О величина р=0 и р=0 (начало прессования). В этом случае уравнение (73) можно представить в виде
e'+e(l/Tret) = 0 (75)
182
В общем виде зависимость 8 (/) после окончания прессования имеет экспоненциальный характер, т. е. выражается уравнением
е =
Используя уравнение (75), можно определить К= =—1/Tret, откуда
Де^ — Деде-</rret И
t
1п(Де0/Де/)
Экспериментально установлено, что время ретардации Tret объема при прессовании асбомасс для изготовления железнодорожных тормозных колодок (связующее — 20% каучука) равно »50 мин.
Время релаксации напряжения Тге1 определяется по изменению давления рт при постоянной объемной деформации брикета 8. Это достигается выдержкой брикета в пресс-форме при неподвижном прессующем пуансоне. Так как изменения объема не происходит, то 8=8=0, следовательно, из уравнения (73) можно получить
Рт = Ртах®- + = Ртахе-//Гге1 (76)
Из уравнения (76) следует
Trel = (Ршах/Р)
В случае прессования указанной выше асбомассы Тге1~ 145 мин.
Поскольку т Ss+ti , it 1 rel = * ~ 1 ret +
где
_____Р___Р_____ х” гу ~ Дй/Л
причем для рассматриваемой асбомассы х=33 МН/м2, то
& = X (Тге1 - Tret) = 190 МН • с/ма
Значения вязкости асбомассы, вычисленной по последнему уравнению и найденной опытным путем с помощью капиллярного реометра, близки; это под
183
тверждает предположение, что прессование асбомасс в области.давлений, близких к предельным, подобно процессу ее течения по каналу.
Таблетирование катализаторов
Катализаторы или носители для катализаторов в виде цилиндрических или кольцевых таблеток, изготов-
в частности в производстве связанного азота.
В настоящее время имеются предпосылки для создания крупных и высокоэффективных установок производительностью 3000 т аммиака в сутки.
Наиболее экономичным способом получения водорода и технологических газов для синтеза аммиака и метанола является каталитическая паровая или паро-углекислотная конверсия природного газа в шахтном конверторе или в трубчатых печах под давлением 3— 4 МН/м2 (30—40 кгс/см2). Осуществление этого процесса стало возможным, в частности, в результате разработки новых никелевых катализаторов, не содержащих соединений кремния и обладающих высокой активностью, механической прочностью и термостойкостью.
Эффективность реакционных аппаратов возрастает в том случае, когда, при прочих равных условиях, ка-тализаторный слой имеет небольшое гидравлическое сопротивление. Последнее достигается при применении кольцевых катализаторных таблеток, имеющих по сравнению со сплошными цилиндрическими таблетками более развитую поверхность при заполнении того же объема реакционного аппарата.
Кольцевые таблетки получают полусухим прессованием на роторных таблеточных машинах.
К катализаторам предъявляется ряд требований, важнейшими из которых являются активность, механическая прочность и термостойкость. Последние два показателя определяют возможность длительной промышленной эксплуатации катализатора.
Качество катализаторных таблеток зависит от режима таблетирования. Исследования, проведенные японскими учеными, показали, что пористая структу
184
ра никель-хромового катализатора — распределение пор по их эффективным радиусам — зависит от давления прессования. Следовательно, каталитическая активность, связанная со скоростью диффузии реагирующих веществ внутрь порового пространства катализатора, зависит от давления прессования {68, 69].
Общеизвестно влияние давления прессования на прочность спрессованных изделий: с повышением давления до определенного предела прочность таблеток возрастает, при дальнейшем росте давления прессования возникает опасность появления трещин вследствие возникновения значительных внутренних напряжений. Как показано в работе П. А. Ребиндера и др. {59], прочность катализаторных таблеток возрастает при наложении вибрации на процесс статического прессования, а также при введении в шихту поверхностно-активных веществ.
Существуют два способа изготовления никелевых катализаторов. По первому способу активный и промотирующий компоненты наносят на ранее сформованный в виде колец и термически обработанный носитель. По второму — активный компонент смешивают с наполнителем и вяжущим веществом, т. е. вводят в состав шихты перед таблетированием. Последний способ имеет более широкое распространение.
При приготовлении катализаторов смешанного типа особое место занимают стадии уплотнения и гранулирования катализаторной шихты и таблетирования. В процессе таблетирования получают более прочные катализаторные кольца, чем при формовании шнекованием, и лучшего товарного вида; в настоящее время такой катализатор широко используется при паровой конверсии углеводородных газов.
Уплотнение и гранулирование катализаторной шихты, предшествующие таблетированию, повышают плотность шихты, улучшают ее сыпучесть и прессуе-мость. При этом возрастает производительность таблетирования, лимитируемая в большинстве случаев операцией дозирования, и снижается давление прессования, что позволяет уменьшить энергетические затраты на прессование и металлоемкость оборудования для таблетирования.
13—250
185
Уплотнение шихты осуществляется обычно на вальцах, а гранулирование — протиркой вальцованной массы через металлическую сетку. В результате этих операций насыпная плотность катализаторной шихты возрастает от 700—900 до 1300—1500 кг/м3.
При таблетировании гранулированного материала с увеличенной насыпной плотностью, помимо указанных выше преимуществ, повышается механическая прочность таблеток и стабилизируются ее показатели.
ГИАП и МИХМ совместно исследовали влияния состава и режима таблетирования на свойства катализатора [25, 48].
В состав катализаторной шихты для улучшения ее таблетируемости перед уплотнением и гранулированием вводят грануляционные и таблетировочные добавки. К грануляционным добавкам относятся: вода, спирты, растворы моно- и полисахаридов, стеараты и другие вещества, которые способствуют усилению связей между частицами шихты, снижению упругих и увеличению пластических деформаций. Табле-тировочными добавками являются графит, стеариновая кислота, стеараты, тальк и др., которые фактически выполняют функцию смазки, а в некоторых случаях благоприятствуют образованию пористой структуры таблеток.
Совокупное действие гранулирующих и таблетирующих добавок проявляется в снижении внутреннего трения между частицами шихты, увеличении сыпучести материала, улучшении условий заполнения матрицы шихтой при таблетировании, образованию более равномерного поля напряжений в изделии при прессовании, снижении внешего трения таблетки по пресс-форме. Последнее способствует повышению равно-плотности и равнопрочности таблеток по высоте, увеличению срока службы пресс-инструмента и снижению энергозатрат на прессование.
Шихта катализатора состояла из смеси окислов никеля, алюминия, магния и технически чистого алюмината кальция. В качестве смазок применяли графит [0,5, 1,0, 2,0 и 5,0% (масс.)], стеарат аммония [0,1, 0,5, 1,0 и 2% (масс.)], стеариновая кислота, стеараты магния, кальция, цинка, олеиновая кислота [1,0% (масс.)] и 2% (масс.) поливинилового спирта. Воду 186
вводили перед прессованием в количестве 10% от массы сухой шихты.
Исследовалось влияние давления прессования и смазок на механическую прочность таблеток, их плотность, водопоглощение и давление выталкивания.
Таблетки диаметром 14 мм были изготовлены путем двухстороннего прессования; отношение высоты
Рис. 68. Зависимость прочности катализаторных таблеток от давления прессования при различных смазывающих добавках: а — графит; б — стеарат аммония; 1 — количество добавки 0,1%; 2 — то же, 0,5%; 3 — то же, 1,0%; 4 — то же, 2%; 5 — то же, 5%.
ния и суточного провяливания на воздухе измеряли размеры и массу таблетки и определяли ее плотность. Далее проводили гидравлическое твердение, высушивание и прокаливание таблетки при 380 °C, после чего определяли ее прочность на сжатие в осевом направлении.
Зависимость прочности таблеток и давления при их выталкивании из матрицы от давления прессования при введении различного количества смазывающих добавок (графита и стеарата аммония) показана на рис. 68 и 69. Из приведенных графиков видно, что при прессовании до давлений 200—300 МН/м2 достигается максимальная прочность таблеток. Установлено, что с уменьшением добавки смазывающих веществ к прессуемой шихте прочность таблеток катализаторов возрастает, однако при этом увеличивается давление выпрессовки (выталкивания) таблеток из матрицы. Оптимальными добавками смазывающих веществ являются 2% графита или 0,5—1% стеарата аммония. В этом случае давление выпрессовки не более 25% от давления прессования.
13*
187
В связи с тем, что высокая механическая прочность катализаторных таблеток и носителей, содержащих цементы, обусловлена гидратацией последних
Давление р, МН/мг
Р.ис. 69. Зависимость давления выталкивания катализаторных таблеток от давления прессования при различных смазывающих добавках:
а — графит; б — стеарат аммония; / — количество добавки 0,1%; 2 — то же, 0,5%; 3— то же, 1%; 4—то же, 2%; 5 — то же, 5%.
боре режима прессования и количества смазывающего компонента (особенно гидрофобного) обеспечить полный доступ воды и ее паров внутрь свежеопрессо-ванной таблетки. Повышение давления сверх оптимального уменьшает пористость изделия и, так же как и введение избытка смазывающего компонента, затрудняет нормальное течение гидравлического твердения.
Суммарное водопоглощение W и прочность катализаторных таблеток ов при использовании различных смазок характеризуются графиками, показанными на рис. 70. Анализ полученных результатов свидетельствует о том, что таблетки, в состав которых входили смазывающие вещества большой гидрофобности (стеарат кальция, стеарат магния), имеют сравнительно малую прочность. Это подтверждает высказанные ранее соображения о возможности экранирования пор смазками. При использовании в качестве смазывающих веществ стеарата аммония и графита процесс гидравлического твердения протекал более
188
полно, достигалась более высокая прочность таблеток.
Зависимость плотности от давления прессования для катализатора имеет тот же характер, что и для
Рис. 70. Влияние давления прессования на свойства катализаторных таблеток при различных смазывающих добавках:
а— водопоглощение; б — прочность таблеток; / — графит, 2,0%; 2— стеарат аммония, 1,0%; 3 — стеариновая кислота, 1,0%; 4— стеарат кальция, 1.0%; 5 — стеарат магния, 1,0%.
других сыпучих материалов. На рис. 71 показаны кривые прессования для катализатора упомянутого состава и носителя, шихта которого состоит из молотого глинозема и алюмината кальция. Исходя из показателей прочности можно рекомендовать давле-
Давление р, мн/м 2
Рис. 71. Влияние давления прессования на свойства катализатора и носителя:
а — плотность таблетки; б —* прочность таблетки; 1 — катализатор; 2 — носитель.
189
ние прессования при изготовлении катализаторов 200—300 МН/м2, при изготовлении носителей — до 400 МН/м2.
Активность катализаторов смешанного типа оценивалась по результатам проведения на них паровой конверсии природного газа. Практически не обнару
жено влияние давления
Рис. 72. Зависимость У от плотности таблетки из катализатора ГИАП-5 и смазывающей добавки:
1 — без смазки; 2 — графит, 1,0%; 3 — стеарат аммония, 1,0%.
прессования на активность катализаторов при объемной скорости газа 1000 ч-1, и отмечено некоторое понижение активности при повышении давления до 485 МН/м2 и объемной скорости до 4000 ч-1. Это позволяет сделать вывод, что выбор давления прессования никелевых катализаторов смешанного типа практически определяется механической прочностью таблеток.
Для нахождения величины If, характеризующей интенсивность распределения давления по высоте прессовки, следовательно, и нерав-ноплотность таблетки, поте-
ри на внешнее трение и износ пресс-инструмента (гл. 2), применяли метод прессования двух таблеток разной высоты, но одинаковой плотности [32, 39]. При малом отношении высоты таблетки к диаметру (/iT/Z><0,3) величину If находят по формуле:
Pi D
2(р2 + ₽1) ’ АЛ
где pt, рг—давления прессования первой и второй таблеток; D — диаметр таблетки; АЛ — разность высот таблеток.
Эксперименты по прессованию проводились на ка-тализаторной шихте ГИАП-5 со смазкой (графит, стеарат аммония) и без нее. Односторонним прессованием были изготовлены таблетки диаметром 14 мм при скорости прессования 0,083 мм/с.
190
На рис. 72 показана зависимость величины gf от плотности таблеток. Анализ результатов эксперимента показывает, что введение в шихту 1,0% графита уменьшает трение о стенки матрицы примерно в 1,4 раза, а 1,0% стеарата аммония — в 1,8 раза во всем диапазоне давлений прессования.
Скорость прессования практически не влияет на коэффициент бокового давления. Это иллюстрируется соответствующим графиком на примере катализатора смешанного типа ГИАП-16 (см. рис. 35). Величина If уменьшается с ростом скорости прессования (см. рис. 34). Это свидетельствует о снижении коэффициента внешнего трения. Однако с ростом скорости прессования снижается прочность таблеток. Таким образом, для каждого типа катализаторной шихты имеется своя оптимальная скорость прессования.
Методика экспериментального определения влияния скорости на процесс прессования была изложена в гл. II.
Таблетирование порошков бытовой химии
Преимущества таблетирования, проявляющиеся в возможности массового изготовления из сыпучего материала таблеток определенной дозы и прочности, широко используются для производства таблеток химико-фармацевтических и витаминных препаратов, для изготовления различных концентратов в пищевой промышленности, таблеток для получения шипучих вод, в порошковой металлургии, пиротехнике, в электронной промышленности и т. д.
Широко распространен процесс таблетирования и при производстве товаров народного потребления: успешно таблетируются краски, отдельные инсектициды (нафталин, «антимоль» и др.), косметические средства («хвойный экстракт»), фотореактивы, некоторые виды удобрений для садоводов и другие материалы.
Таблетирование обычно является лишь одним из элементов технологической цепочки производства того или иного вида продукта. Так, производство бытовой синьки сортов «Экстра» и «Индиго» (производственное объединение «Ленбытхим») включает сле
191
дующие стадии: подготовку и взвешивание сырья, приготовление массы, перемешивание и сушку смеси, дробление, просев гранулята, таблетирование, упаковку и маркировку. Синька «Индиго» представляет собой смесь 84% поваренной соли, красителя индиго и фиолетового красителя «К» (в сумме не более 1,65%), остальное — декстрин, тальк и не более 3% влаги.
Для таблетирования синьки применяется роторная таблеточная машина MT-ЗА, диаметр таблеток 30 мм. Качество таблеток оценивается прочностью при разламывании, масса контролируется взвешиванием (выборочно) .
В зависимости от прочности и массы таблетки производится поднастройка машины: регулируется степень сжатия и глубина заполнения матрицы.
Таблетки синьки «Индиго», поступающие в продажу, имеют среднюю плотность около 1450 кг/м3; давление прессования, соответствующее этой плотности, составляет при /гт/£>=0,275 около 44 МН/м2.
Диаграмма прессования таблеток синьки «Индиго» р(р) показана на рис. 63.
Московская фабрика «Химфото» производит в таблетированном виде проявитель В К для пленок. Для этой цели применяют машины MT-ЗА. Средняя плотность таблеток проявителя ВК~1600 кг/м3, давление прессования, обеспечивающее эту плотность при At/lD=z0,24, около 40 МН/м2. Диаграмма прессования, полученная при таком соотношении h-JD, показана на рис. 63; так же приведена аналогичная зависимость для нафталина.
Литература
1. Адлер Ю. П. и др. Планирование эксперимента при поиске оптимальных условий. М., («Наука», 1971, 283 с.
2. Азимов Ф. И. «Труды МИХМ», 1962, т. XXIV, с. 78—84.
3. Баландин П. П. «Вестник инженеров и техников», 1938, № 6, с. 352—866.
4. Балыиин М. Ю. Порошковая металлургия. М., Машгиз, 1948. 286 с.
5. Белоусов В. А. и др. Хим.-фарм. ж., 1972, № 2, с. 37—42.
6. Белоусов В. А. Хим.-фарм. ж., 1970, № 7, с. 28—33.
7. Вальтер М. Б. и др. Хим.-фарм. ж., 1970, № 6, с. 32—37.
8. Вальтер М. Б., Тикалович Е. А. Хим. и нефт. машииостр., 1971, № 10, с. 43—44.
9. Водченко С. Ф., Бачинский К. К. В кн.: Полимерное оборудование и переработка пластмасс. Киев, «Техника», 1974, с. 53—S8.
10. Водченко С. Ф. и др. В кн.: Расчет и конструирование полимерного оборудования. Киев, «Техника», 1971, с. 73—78.
11. Волошин- Челпан Э. К- В кн.: Порошковая металлургия. Рига, НТО Машпром, 1968, с. 53—66.
12. Гончарова В. Н, «Труды ЦНИИТмаш», 1953, № 56, с. 115— 118.
13. Горский В. Л. и др. Хим. и нефт. машиностр., 1971, № 4, с. 36—87,
14. Горсюков А. А. и др. «Труды МИХМ», 1973, вып. 49, с. 148— 1152.
15. Дедюхин В. Г., Ставров В. П. Технология прессования и прочность изделий из стеклопластиков. М., «Химия», 1968. 135 с.
16. Дуденков А. В., Кушнаренко В. В. В кн.: Электронная техника. Научно-технический сборник. Серия 14. «Материалы». М., «Электроника». Вып. 1. 1970, с. 174.
17. Дуденков А. В. Зав. лаб., 1966, № 5, с. 618.
18. Дука А. Н. Расчет размерных цепей машин и механизмов. Киев, «Техника», 1969. 1122 с.
19, Дунаев П. Ф. Размерные цепи. М., Машгиз, 1963, 308 с.
20. Езжев А. С. и др. «Кузнечно-штамповочное производство», 1963, № 2, с. 31—34.
21, Жданович Г. М. Теория прессования металлических порошков. М., «Металлургия», 1969. 262 с.
193
22. Завгородний В. К. Механизация и автоматизация переработки пластических масс. М., «Машиностроение», 1970. 596 с.
23. Зенков Р. Л. Механика насыпных грузов. М., Госстройиздат, 1964. 251 с.
24. Исерс Б. И. Авт. твид. СССР 203194; Изобр., пром, образцы, товарн. знаки, № 20, 1967, с. 102.
25. Казаков Е. В. и др. Труды ГИА1П, 4973, выл. XIX, с. 70—76.
26. Казаков Е. В., Калягин П. С. В кн.: Азотная промышленность, № 4, М„ НИИТЭХИМ, 1972, с. 47^50.
27. Кандауров И. И. Механика зернистых сред и ее применение в строительстве. М., изд-во литературы по строительству, 1966. 212 с.
28. Кардашев Г. А. и др. «Каучук и резина», 1974, № 4, с. 35— 37.
29. Кипарисов С. С., Либенсон Г. А. Порошковая металлургия. М., «Металлургия», 1972. 528 с.
30. Кольман-Иванов Э. Э., Вальтер М. Б. «Механизация и автоматизация производства», 11969, № 7, с. 31—33.
31. Кольман-Иванов Э. Э. и др. Влияние скорости прессования на распределение давления по высоте прессовки и коэффициент внешнего треиия. Серия ХМ-2. № 2. М., ЦИНТИхимнефтемаш. 1973. 6 с.
32. Кольман-Иванов Э. Э. и др. Труды МИХМ, 1973, вып. 49, с. 139-4143.
33. Кольман-Иванов Э. Э. и др. Таблеточные машины в медицинской промышленности. М., «Медицина», 1975. 180 с.
34. Кольман-Иванов Э. Э., Салазкин К. А. Таблеточные машины. М., «(Машиностроение», 1966. 224 с.
35. Крагельский И. В. Трение и износ. М., «(Машиностроение», 1968. 480 с.
36. Кример Б. И. и др. Лабораторный практикум по металлографии и физическим свойствам металлов и сплавов. М., «Металлургия», 1966. 248 с.
37. Кунин И. Ф., Юрченко Б. Д. Хим. и иефт. машиностр., 1966, № 3, с. 24—27.
38. Кунин И. Ф., Юрченко Б. Д. «Порошковая металлургия», 4963, № 6, с. 3—10.
39. Кунин И. Ф„ Юрченко Б. Д. Хим. и иефт. машиностр., 1968, № (12, с. 8—10.
40. Лакиза В. В., Кирюхин А. А. Тезисы докладов научно-технической конференции ЛТИ им. Ленсовета. Л., «Химия», 1965, с. 36-37.
41. Ластовцев А. М„ Хвальнов А. М. «Труды МИХМ», 1959, т. XIX, с. 125—440.
42. Ластовцев А. М., Попов И. П. Хим. пром., 1963, № 11, с. 20— 22.
43. Линчевский И. П. ЖТФ, 1939, т. IX, вып. 4, с. 343—348.
44. Лукьянов П. И. Аппараты с движущимся зернистым слоем. М., «Машиностроение», 1974. 184 с.
45. Макаров Ю. И. Аппараты для смешения сыпучих материалов. М., «Машиностроение», 1973. 215 с.
46. Меерсон Г. А. «Порошковая металлургия», 1962, № 5, с. 3— 14.
194
47. Миропольский Ю. А. Исследование прессов-автоматов для объемной штамповки. М., «Машиностроение», 1968. 156 с.
48. Монастырский С. М. и др. «Труды ГИАП», 1974, вып. XXIX, с. 72—75.
49. Монастырский С. М. и др. В кн.: Исследование износа с целью выявления путей повышения срока службы и качества выпускаемых машин. М., МВТУ им. Баумана, 1971, с. 83.
50. Монастырский С. М. и др. «Труды МИХМ», 1973, вып. 49, с. 129—133.
51. Налимов В. В., Чернова Н. А. Статистические методы планирования экстремальных экспериментов. М., «Наука», 1965. 340 с
52. Осипов В. А. и др. В кн.: Машины для переработки полимерных материалов. М., «Машиностроение», 1964, с. 36—47.
53. Пестов Н. Е. Физико-химические свойства зернистых и порошкообразных химических продуктов. М,—Л., изд-во АН СССР, 1947. 239 с.
54. Петрокас Л. В. и др. В кн.: Машины для переработки полимерных материалов. М., «Машиностроение», 1964, с. 10—35.
55. Платонов П. Н. ИФЖ, 1967, т. XII, № 6, с. 806—812.
56. Практикум по технологии керамики и огнеупоров. Под ред. Д. Н. Полубояринова и Р. Я. Попильского. М., изд-во литературы по строительству, 4972. 351 с.
57. Программы по математической статистике для ЭВМ Минск-22. Под ред. Г. Н. Веселой. М„ Гиредмет, 1969. 162 с.
58. Рассказов Н. И. Труды МИХМа, доложенные на XXIX научно-технической конференции. Т. 1, М., изд-е МИХМа 1968, с. 77—79.
59. Ребиндер П. А. и др. В кн.: Научные основы подбора и производства катализаторов. Новосибирск, СО АН СССР, 1964, с. 21—35.
60. Рейнер М. Реология. М., Физматгиз, 1965. 223 с.
61. Салазкин К. А. Труды МИХМ, 1957, т. XI, с. 23—32.
62. Уткин В. В. и др. «Каучук и резина», 1973, № 3, с. 40—42.
63. Федюкина О. Б., Кольман-И ванов Э. Э. Хим. и нефт. машино-стр., 1970, № 10, с. 18—19.
64. Шанин Н. П. и др. В кн.: Машины и технология переработки каучуков, полимеров и резиновых смесей. Ярославль, 1972, с. 99-4104.
65. Шанин Н. П. н др. Учен. зап. ЯТИ (Ярославль), т. XXIII, техн, науки, вып. II, 1971, с. 81—84.
66. Шаталова И. Г. и др. Физико-химические основы вибрационного уплотнения порошковых материалов. М., «Наука», 1965. 163 с.
67. Юрченко Б. Д. и др. «Каучук и резина», 1971, № 3, с. 22—25.
68. Ichimura М., Saito J. Chem. Soc. Japan. Indust. Chem. Sect., 1970, v. 73, № 2, p. 266—272.
69. Kotera J., Miki J. J. Chem. Soc. Japan. Indus!. Chem. Sect., 1970, v. 73, № 2, p. 259—265.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматические линии ЛПИ 65-30/7 26, 27
Автоматы АТВ для таблетирования АГ-4С 177
Аминопласт
гранулометрический состав 37
коэффициент сопротивления при дозировании 53 насыпная плотность 33 параметры прессования 172, 173
сыпучесть 33, 37
Анальгин 33
Асбомассы
кинетика прессования 181 сл.
коэффициент бокового давления 178 сл, прессование 177 сл.
состав 179
таблетирование 144, 145
6КХ-1Б 178
Борная кислота 33
Брикетирование сыпучих материалов см. Таблетирование
Брикет (ы)
плотность при различном давлении 95
распределение напряжений в объеме 85, 86
тормозных накладок, прессование 180, 181
Влажность материала 15, 16, 36, 37
Волокнит, давление прессования 172, 173
Время истечения 35, 36
Выпрессовка (Выталкивание) 11
давление выталкивания 100, 189
диаграмма процесса 100, 101 удельная сила трения 173 упругое последействие, расчет 96 сл.
Гидравлические прессы 144 сл.
Глюкоза 36
Гранулированные материалы 13 таблетирование 184 сл.
Гранулометрический состав порошков 14 сл., 37
Графит, условия прессования 172
Датчик (и) усилий 71 сл.
Двойные порошковые смеси металлов 33 сл.
неметаллов 35 сл.
Диффузионное борирование 164 сл.
Дозаторы
дисковый 26, 27 камерный 25 математическая модель функционирования 42, 43
рамочный 26 типы 25 сл.
Дозирование материала 11, 12 весовое 23, 24 влияние формы лопасти питателя 47 сл. выбор способа 23 высота заполнения матрицы 38
математическая модель 41 сл.
объем сыпучего, определение'37, 38
объемное см. Объемное дозирование
скорость заполнения матриц 44
точность 23
Железный порошок ПЖ2М2 динамический коэффициент давления 91, 92 упругое последействие 97
Истечение сыпучего материала 38 сл.
Каталнзатор(ы) активность 190 ГИАП 91, 100, 166, 167, 190 диаграммы выталкивания таблеток 100, 101
196
Катализатор(ы) динамический коэффициент давления 91 изготовление 9, 185 никелевые 185 носитель 189 режим таблетирования 184, 185 свойства, влияние таблетирования 186, 187, 189 смазывающие добавки 187 сл. состав 186 прочность таблеток 187 сл. таблеточные машины 166, 167
Квасцы калиевые 33
Корунд 33
Коэффициент бокового давления 81, 82, 92, 171 сл., 178 сл.
внутреннего трения 97 динамического давления 91, 92
истечения сыпучих 41 неравноплотности изделия
112
относительного отклонения массы таблетки 107, 108
расхода сыпучих при истечений 40
сопротивления для сплошных лопастей 53
текучести материала 19 уплотнения материала при прессовании 38
уравнения регрессии 45
Лопастной питатель 28, 29 анализ конструктивных параметров 47 сл. формы лопасти 48, 49 энергетические затраты 48 сл.
Математические модели дозатора 42, 43 дозирования 41 сл. системы сыпучий — питатель — таблеточная машина 45 сл.
Матрицы износ 156 сл., 168, 169
Матрицы
с металлокерамическими втулками 166
повышение износостойкости 166 сл.
составные 168, 169
Металлические порошки двойные смеси 33 сл. ПЖ2М2 91, 92, 97 скорость истечения 40 упругое последействие 97
Металлокерамические фильтры 10
Микротвердость частиц, определение 17, 18
Насыпная плотность металлов 40 неметаллов 36
Нафталин, условия прессования 172
Оборудование для таблетирования
волокнистых материалов автоматы АТВ 177 гидравлические прессы 144 сл.
порошков см. Таблеточные машины и Пресс-инст-рументы
Объемное дозирование в гидравлических таблеточных машинах 27, 28 в машине DDS-2 26 -------с вращающимися бункерами 28 особенности процесса 24 с принудительной подачей материала 28, 29 реактопластов 26 со свободной подачей материала 25 сл. с уплотнением сыпучего материала 30, 31
Окись цинка 33
Переработка полимеров 7, 8 Песок кварцевый 33 Плавиковый шпат 33 Плотность материала 16, 33 Полистирол, давление прессования 172
Полиэтилен, давление прессования 172
197
Пористость материала 16, 17,35 Порошкообразные наполнители 174, 178
Пресс-инструменты 12, см. также Пресс-формы износ 115, 116, 156 сл.
для кольцевых таблеток 153 сл.
материалы для изготовления 159 сл.
матрицы см. Матрицы
повышение износостойкости 164 сл.
пуансоны см. Пуансоны Пресс-материалы
волокнистые см. Стекловолокнистые пресс-материалы, Асбомассы
гранулированные см. Катализаторы
константы прессования 172
порошки см. Пресс-порошки Прессование волокнистых материалов
АГ-4В и АГ-4С 174 сл.
асбомасс 78, 177 сл., 181
горячее стеклопластиков 174 кинетика 181 сл.
коэффициент бокового давления 178 сл.
Прессование материалов 11, 12 волокнистых см. Прессование волокнистых материалов «выплескивание» 25 гранулированных 187 сл. реактопластов 7, 8 сыпучих см. Прессование сыпучих материалов
Прессование сыпучих материалов
вибрационное 56, 93 сл.
втулочные изделия 87, 88
взрывное 57
гипотеза плоских сечений 83, 85 сл.
давление, расчет 86, 173
— по высоте таблетки 84, 85 двустороннее
с плавающей матрицей 55, 56
симметричное 55
способы осуществления 136, 137
Прессование сыпучих материалов изостатическое 55, 56 кольцевые изделия 87, 89 одностороннее 54, 55 параметры 58 плотность по высоте втулки 88 ----------- изделия 112 работа, расчет 79, 80 распределение напряжения в объеме тела 85 сл.
скорость, влияние на прочность изделия 114, 115 скоростное 56
коэффициент бокового давления 92 осциллограмма 70, 71 пресс-формы 66 сл.
свойства материала 89 сл. усилия 69
статическое 56, 95 индикаторы часового типа 59, 60
усилия на пуансонах 58, 59
ударное 57 уравнение процесса 76 сл. условия 172, 173
Пресс-порошки бытовой химии 191, 192 К-17-2 171, 72 '
К-18-2 33, 51, 53, 97 К-21-12 172 коэффициент сопротивления 53 параметры прессования 172, 173 скорость истечения 41 упругое последействие 97 фенопласт 15
Прессуемость материала, оценка 19, 20
Пресс-формы гидравлические 67 с датчиками 63 сл. ИБД-30 61, 62 расчет матрицы на прочность 81 сл.
для скоростного прессования 66 сл.
требования к упругим элементам 64 сл.
Прибор(ы)
198
Прибор(ы) ВП-12 31, 32 контроля прочности таблеток 116 сл.
Проявитель ВК, условия прессования 172, 179
Пуансоны износ il56 сл. крепление к толкателю 148 сл.
материалы для изготовления 160 сл.
осевое давление 60, 61 осциллограмма 71 перемещение, измерение 60, 73
с плоским торцом 151 с.расточкой торца 151, 152 расчет усилий 59, 60 способы уплотнений 155, 156 со сферическими поверхностями 152
Распадаемость таблеток 8, 9 Ревеиь 37
Синька «Индиго» 191, 192 Ситовой анализ 15 Скорость истечения 40, 41 Соль поваренная 33 Стали и сплавы 160 сл., 167 Стекловолокиистые материалы АГ-4В и АГ-4С 174 сл. крошка 174, 175 ориентированные (тип С) 174 плотность 177 прочность изделий 176 режим таблетирования 175 сл.
стекловолокнит 145 хаотические (тип В) 174
Стрептоцид 91, 92 Сульфадимезин гранулят 51 динамический коэффициент давления 91, 92 коэффициент сопротивления 53 насыпная плотность и текучесть 36
Сульфат магния 33 Сыпучий материал влажность 15, 16, 36, 37 истечение 38 сл.
Сыпучий материал начальное сопротивление сдвигу 41 несвязанный 38, 39 плотность 16, 33 пористость 16, 17, 36 расход 40 связанный 38
Сыпучесть материала аминопласта 33, 37 апатитового концентрата 36 влияние влажности 36 определение 31, 32 ревеня 37 регулирование 37 упаковка частиц 34, 35
Таблетирование асбомасс 144, 145 гранулированных материалов 184 сл.
использование в промышленности 8 сл.
оборудование см. Таблеточные машины, Гидравлические прессы, Автоматы
преимущества процесса 8 пресс-порошков
бытовой химии 191, 192 реактопластов 26, 27, 30, 170, 171 стекловолокнистых материалов 175 сл.
стеклопластика 172, 177
Таблетируемый материал см. также Пресс-материа-лы
влажность 15, 16, 36, 37 волокнистый 13 гранулированный 13 гранулометрический состав 14 сл., 37
двойные смеси 33 сл.
металлические порошки 33, 91, 92, 97
микротвердость 17, 18 пластичность 17 плотность 16, 17 пористость 16, 17, 35 порошки см. Пресс-порошки прессуем ость 19, 20 равновесие слоя, расчет 83, 84
199