


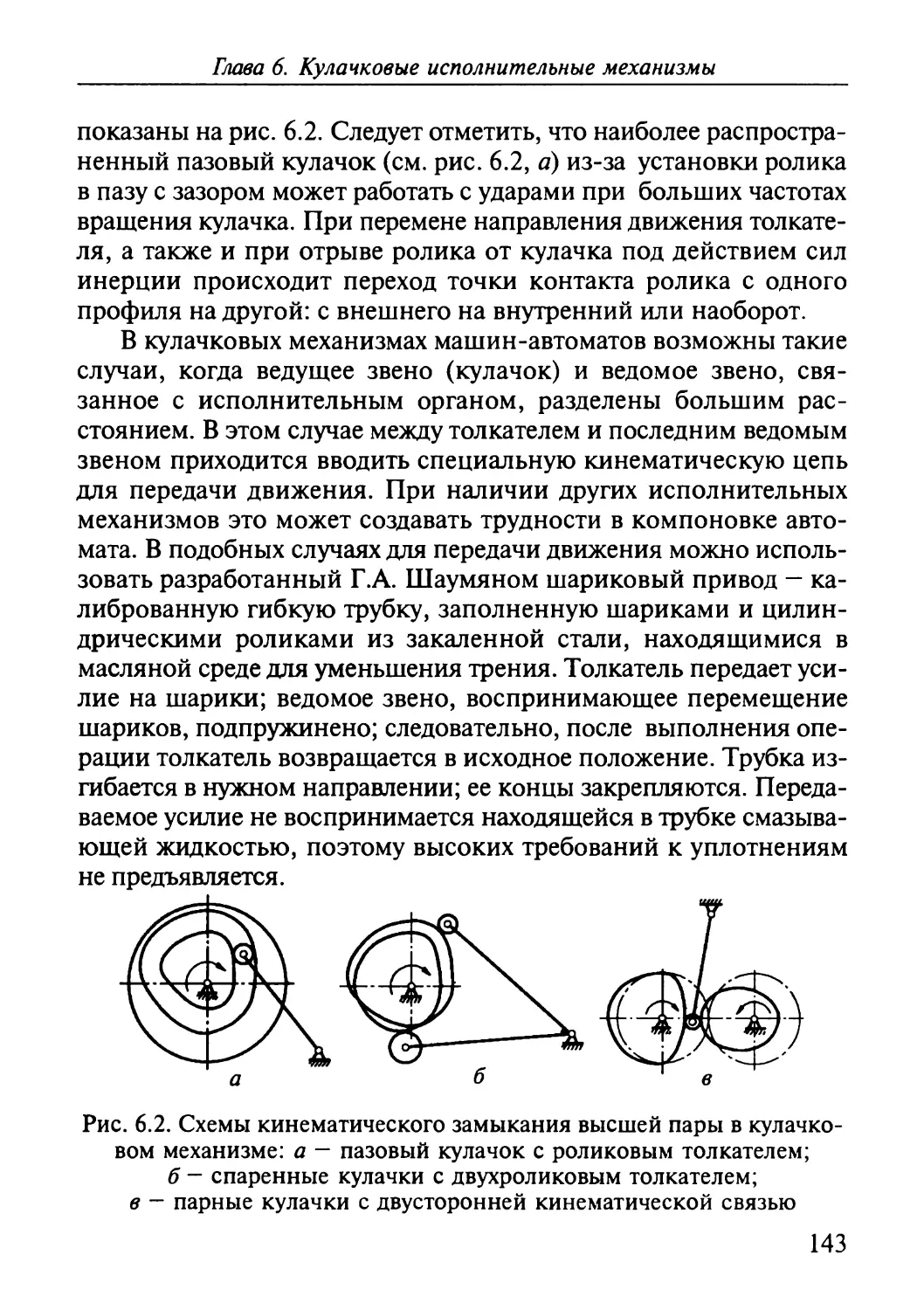
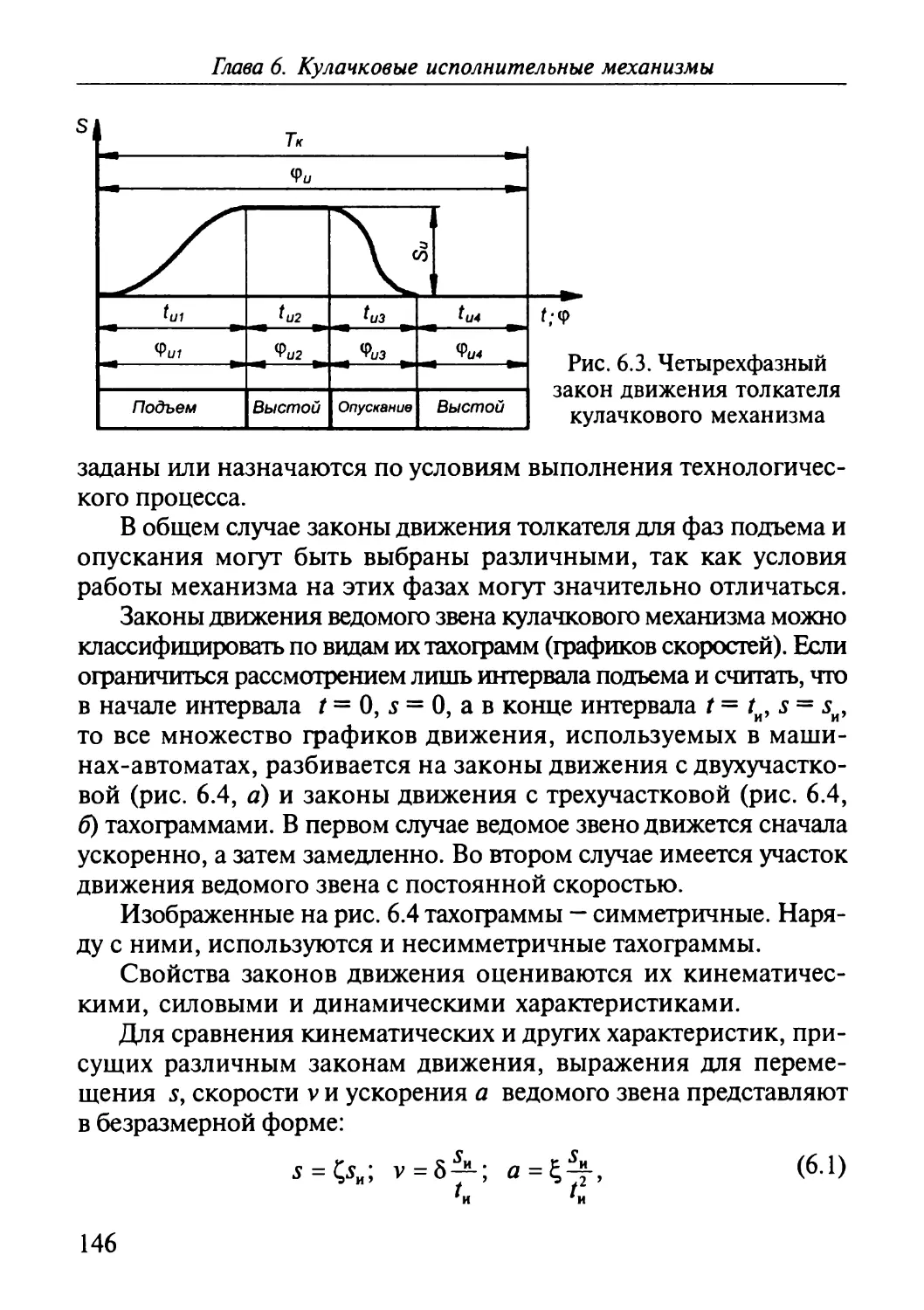






Author: Гусев Ю.И. Кольман-Иванов Э.Э.
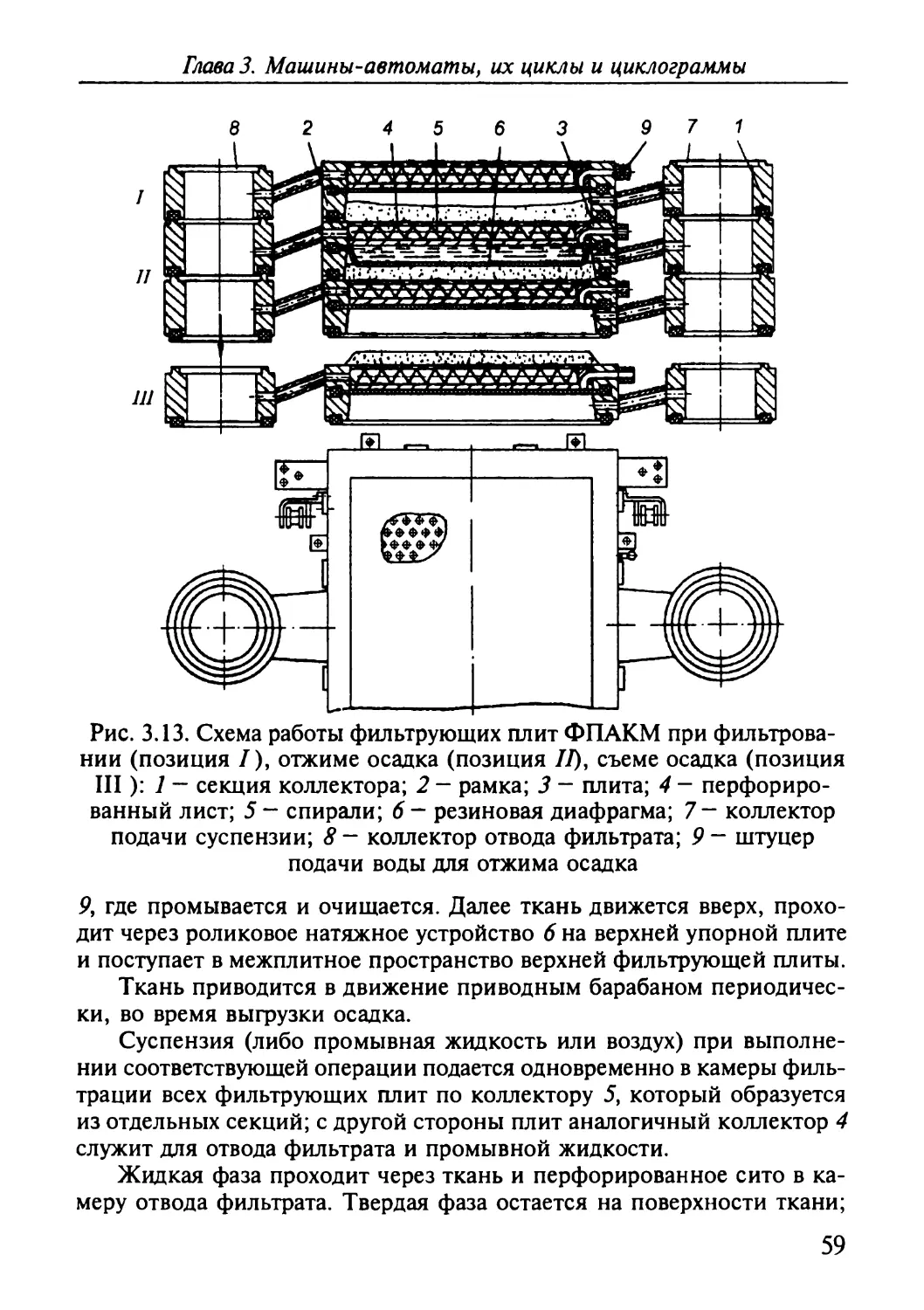
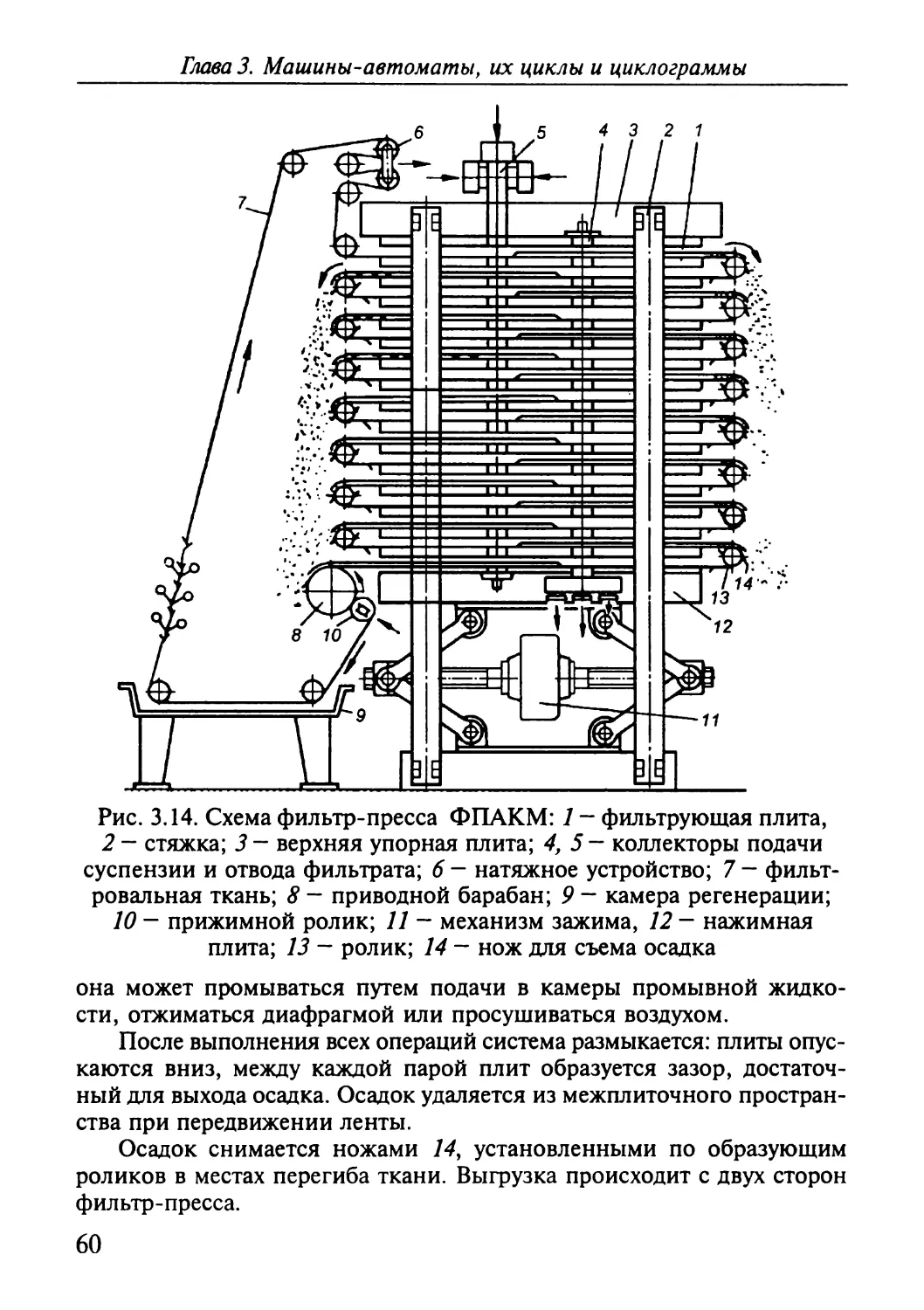
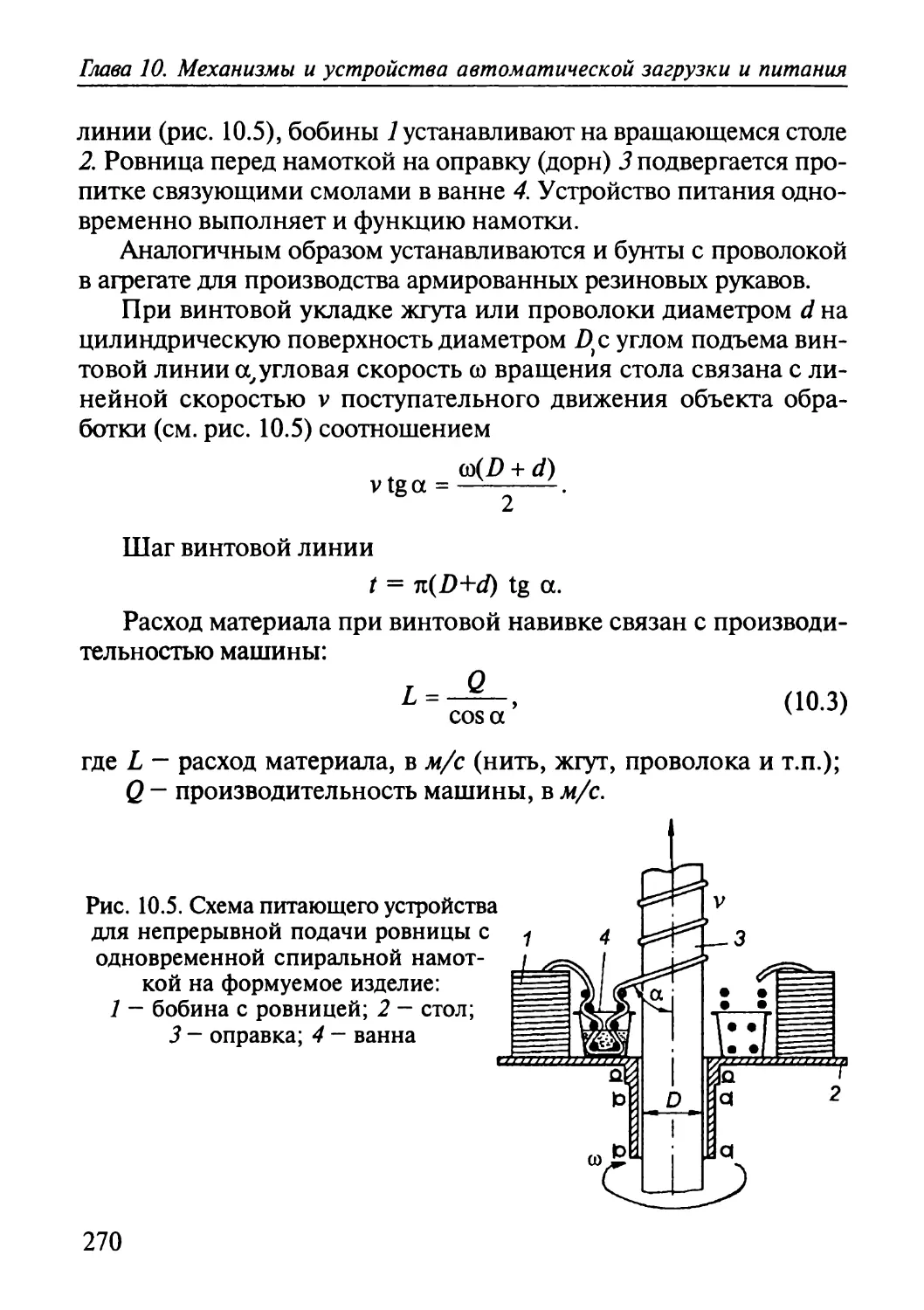
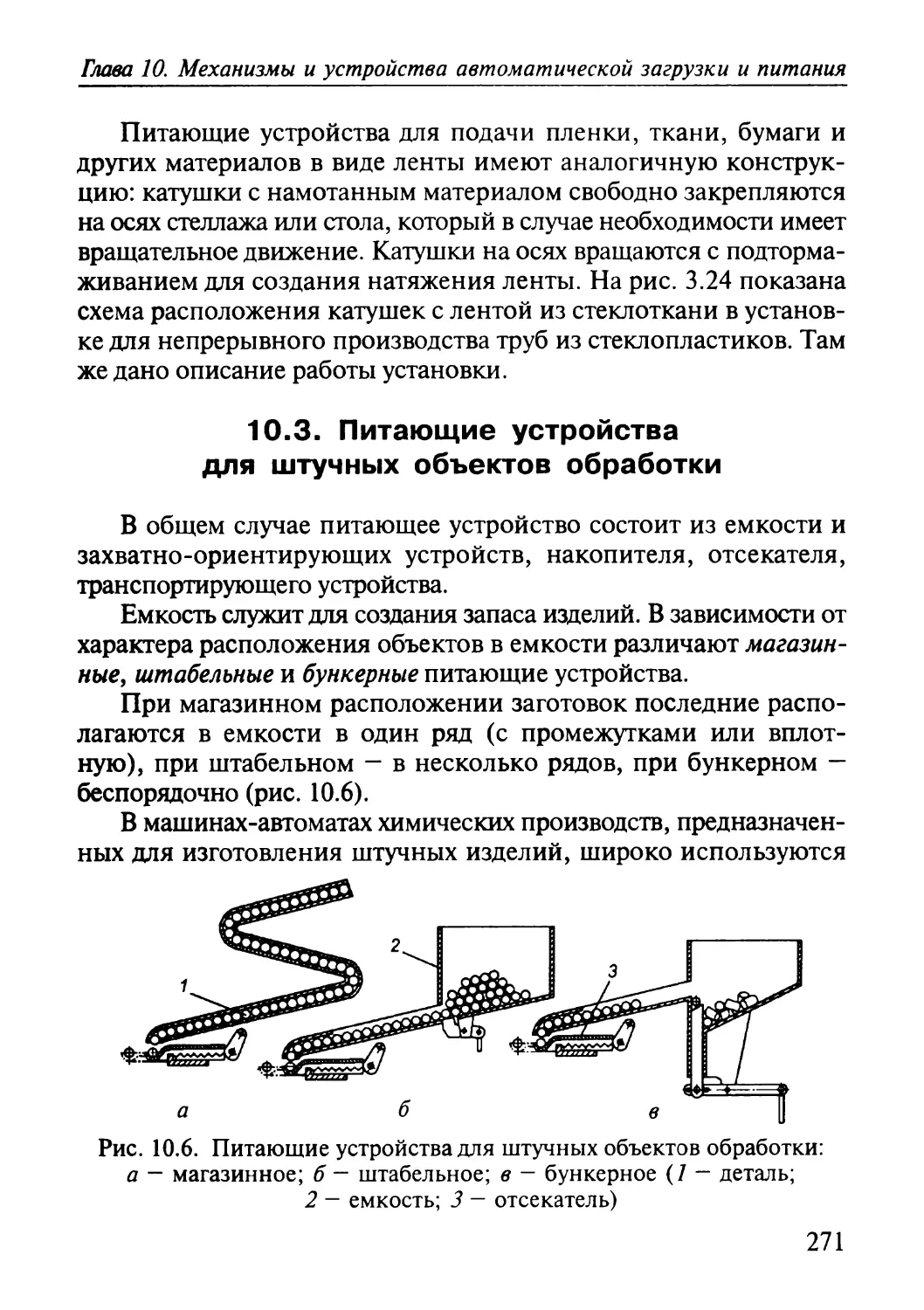
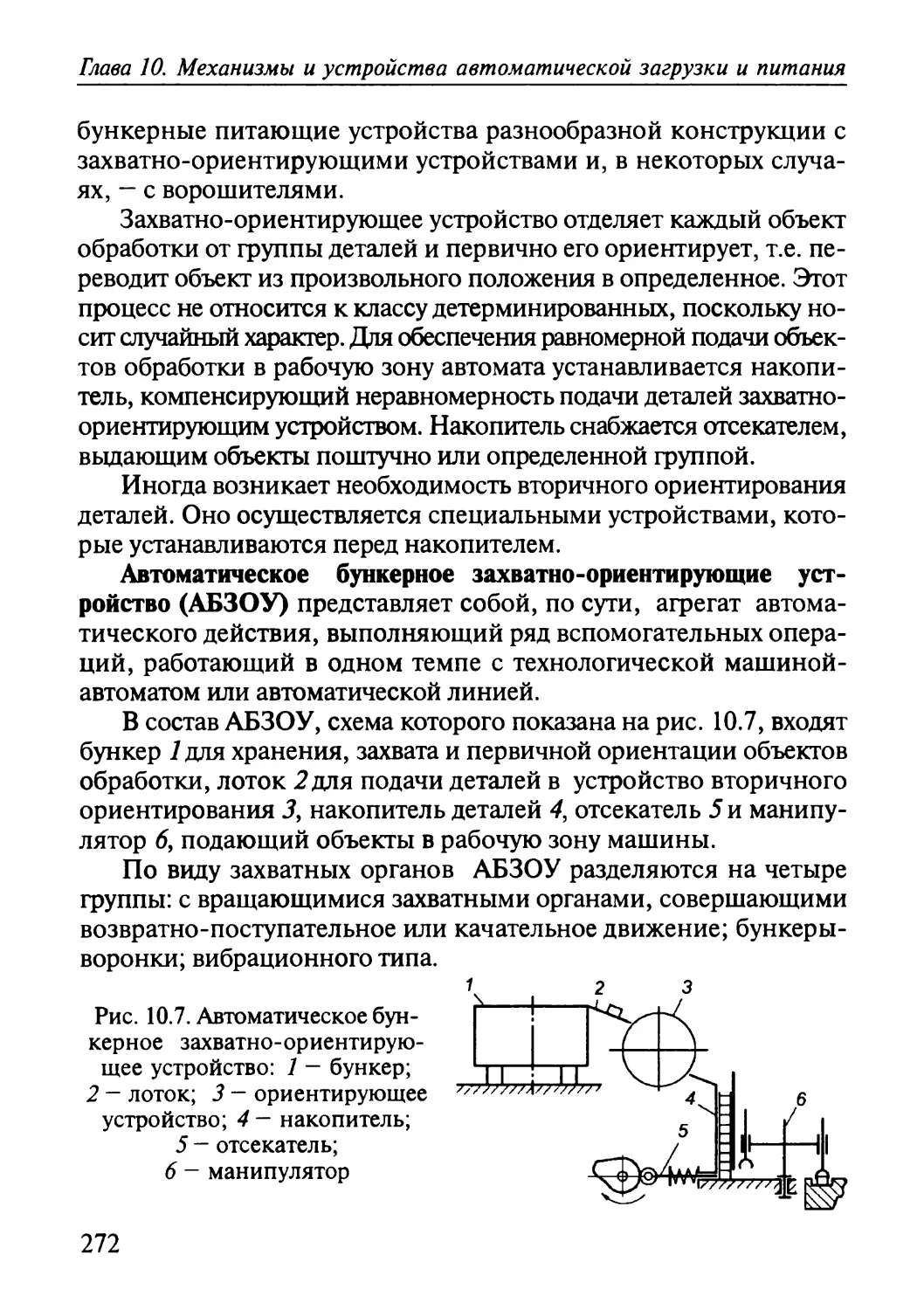
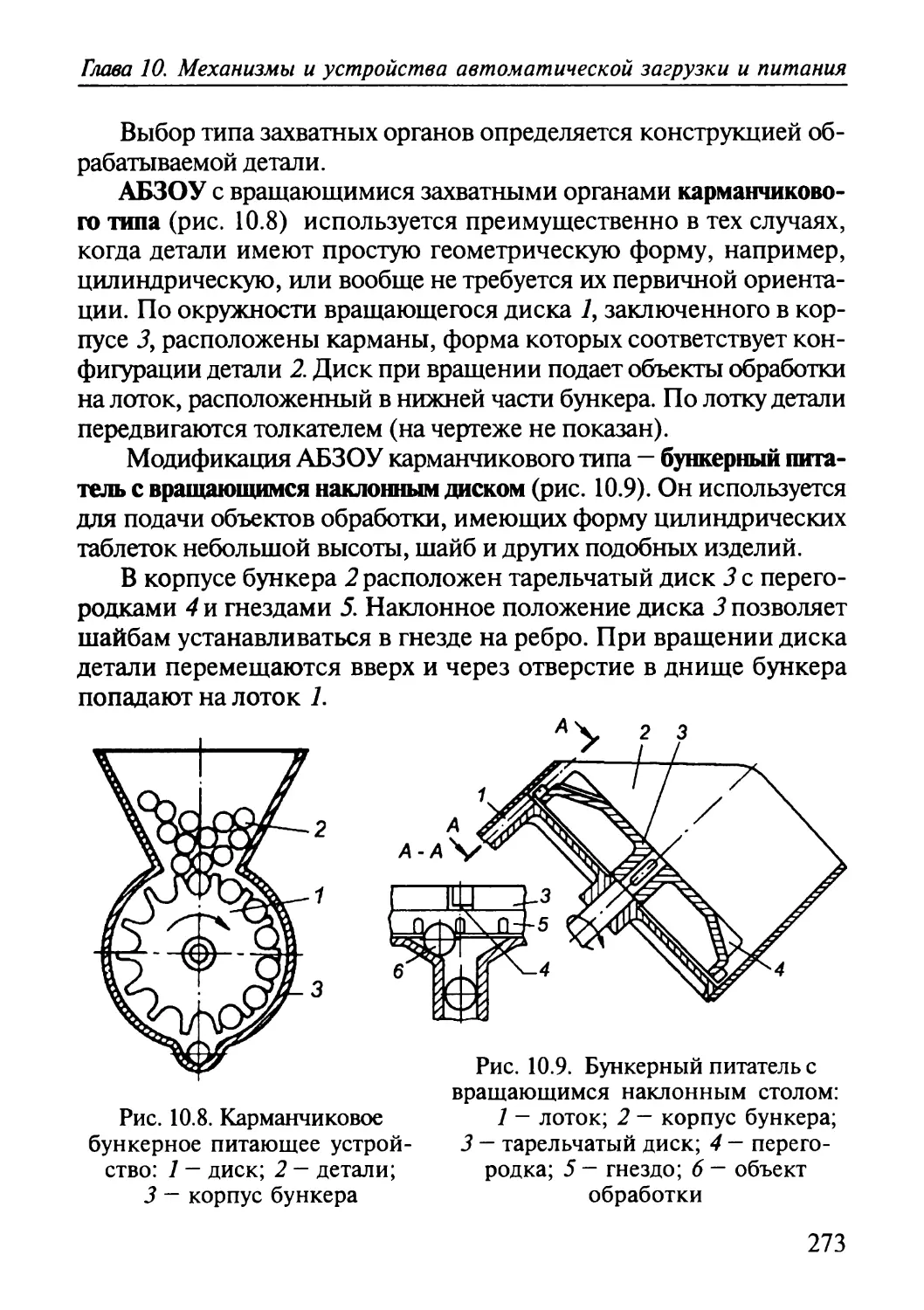
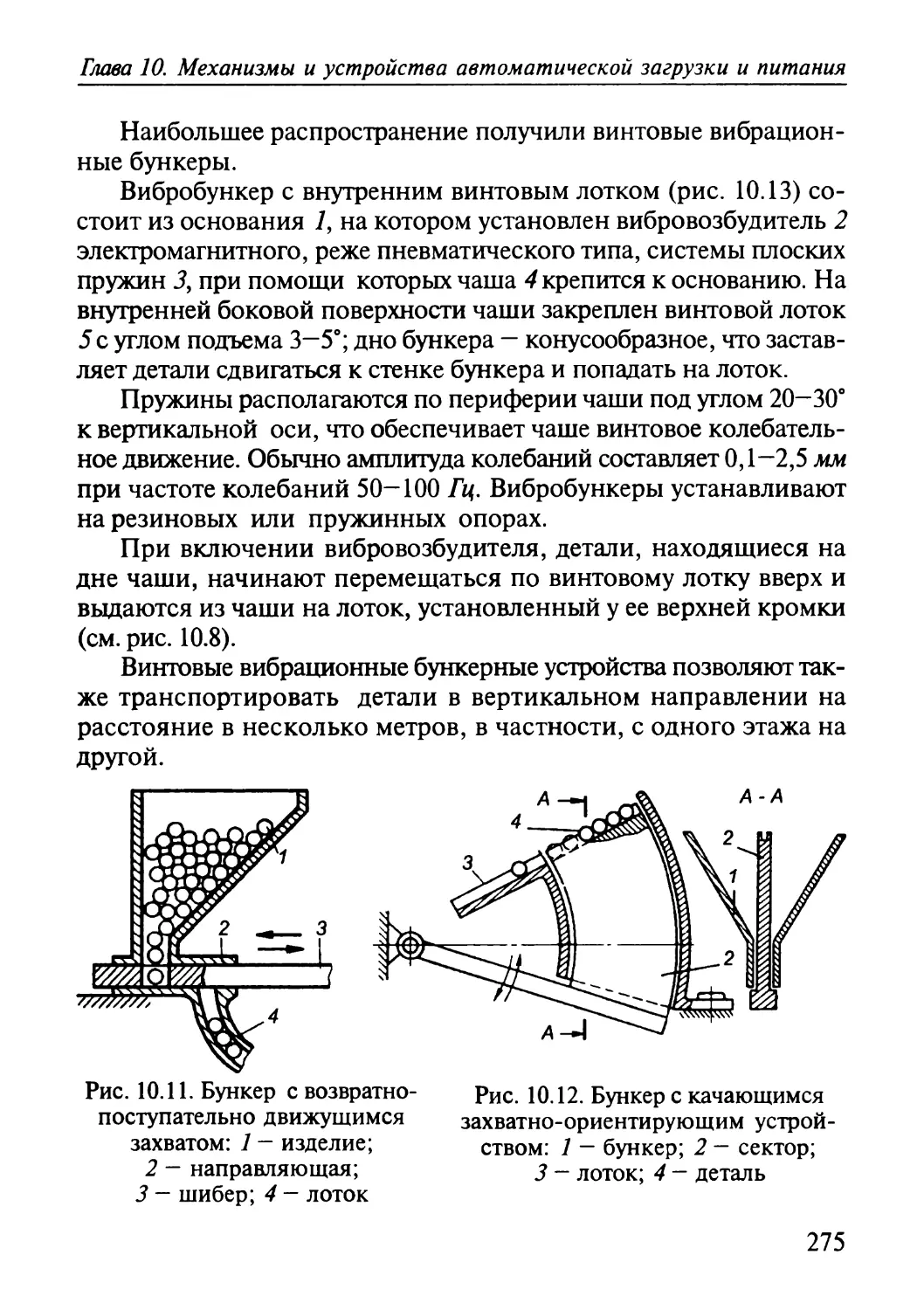
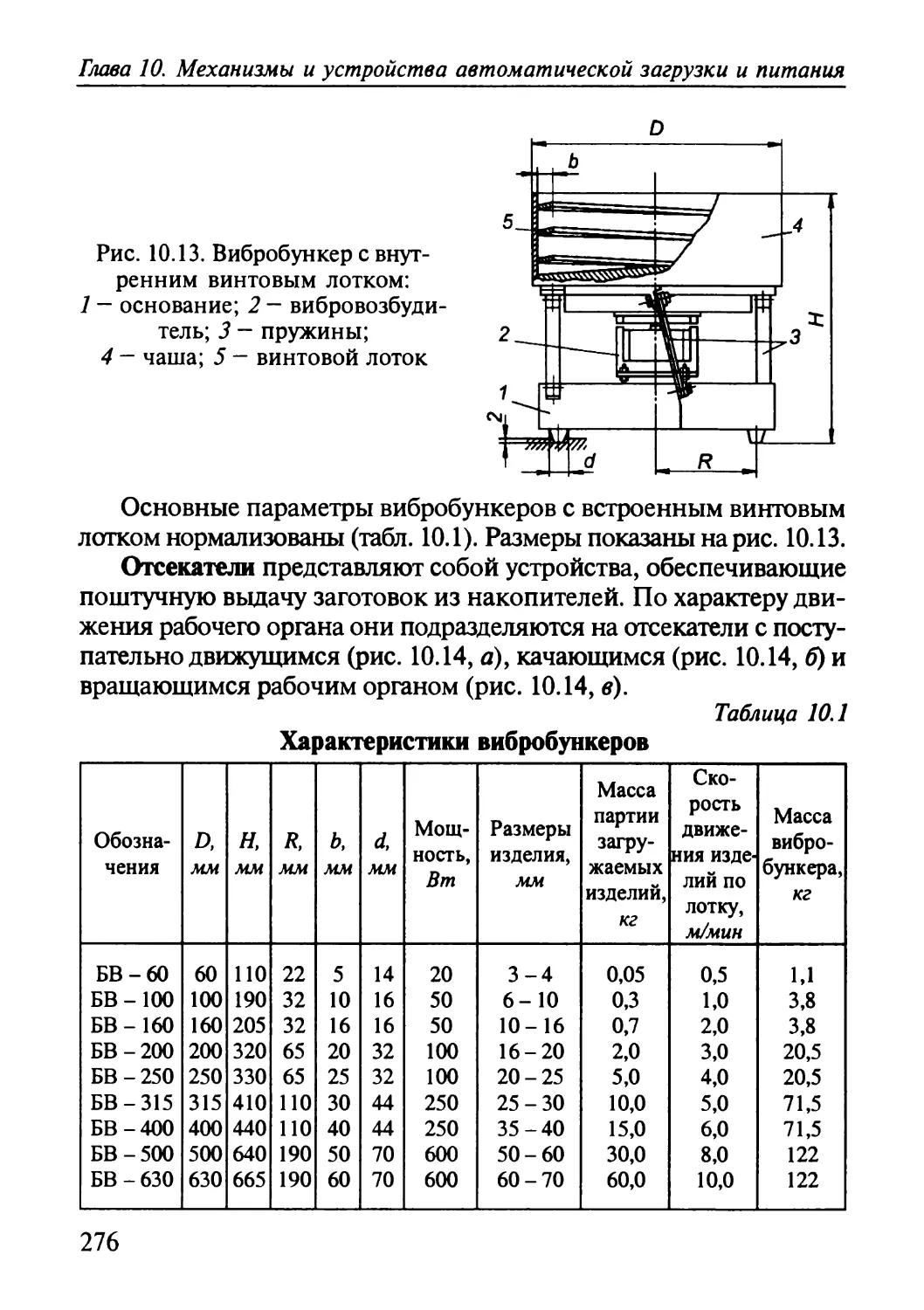
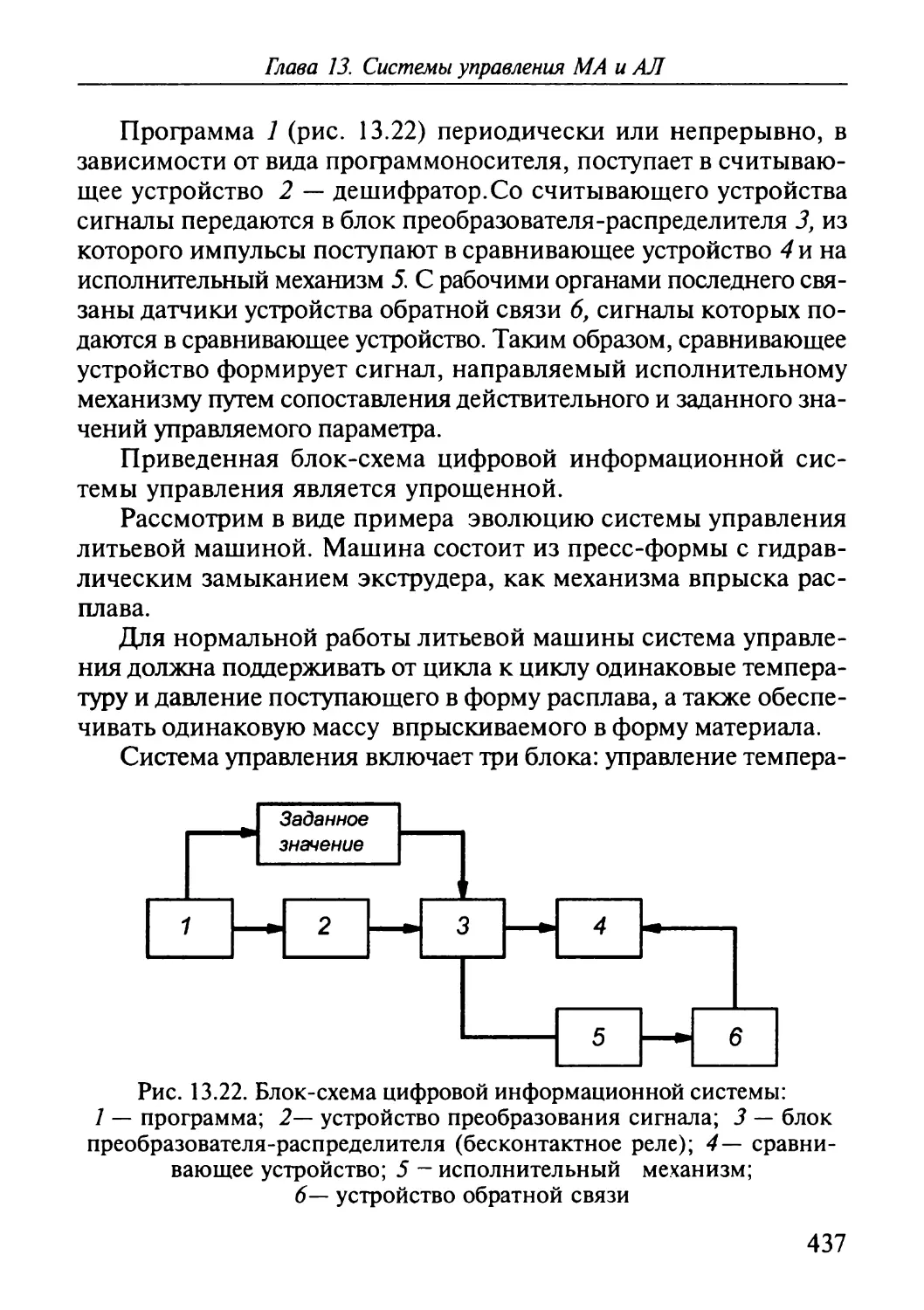
Tags: химическая технология химическая промышленность технология металлов машиностроение приборостроение автоматика химические производства
ISBN: 5-9513-0024-X
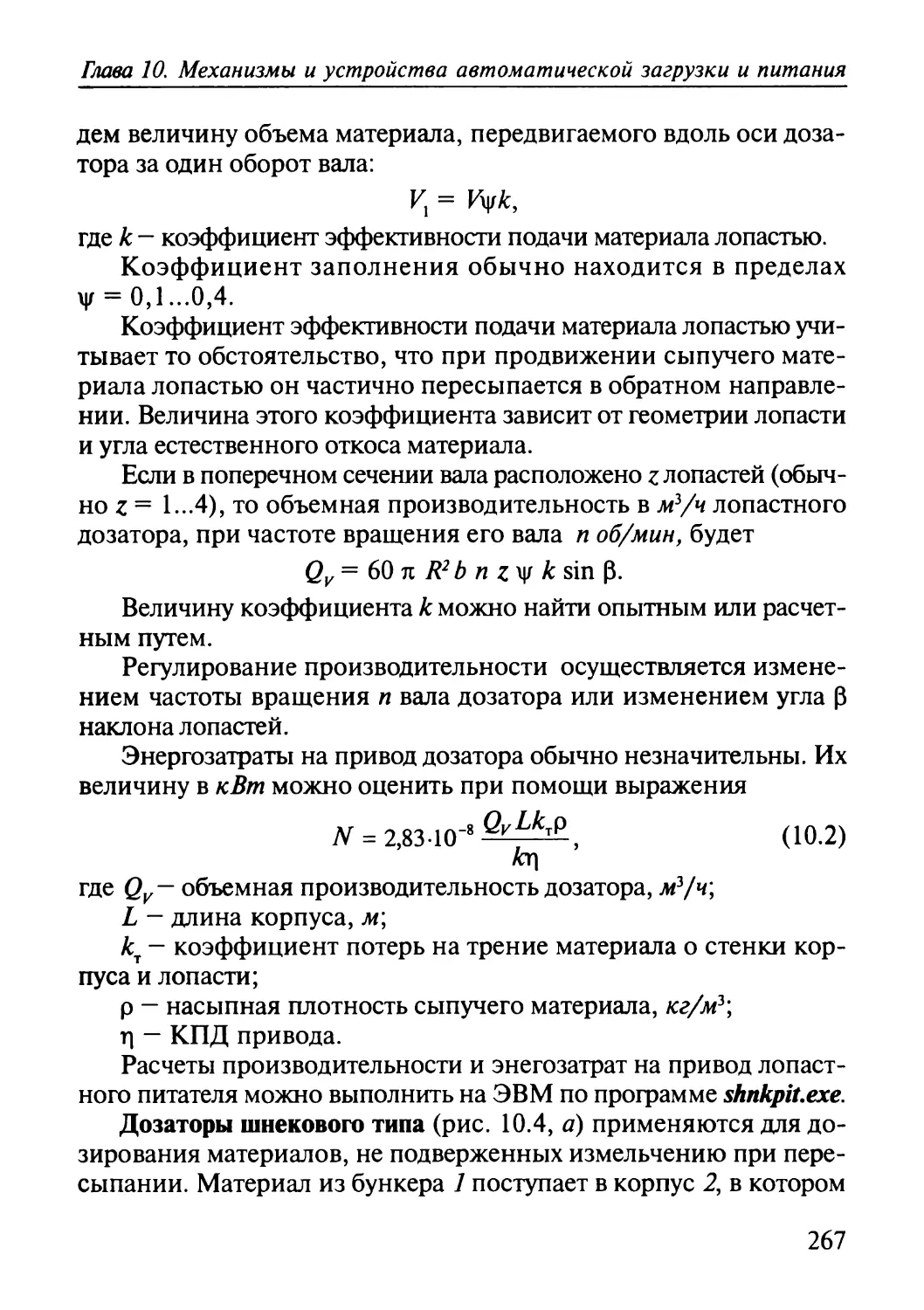
Year: 2003




Министерство образования
Российской Федерации
Московский государственный университет
инженерной экологии
Э.Э. КОЛЬМАН-ИВАНОВ
Ю.И. ГУСЕВ
МАШИНЫ-АВТОМАТЫ
И АВТОМАТИЧЕСКИЕ
ЛИНИИ ХИМИЧЕСКИХ
ПРОИЗВОДСТВ
Допущено учебно-методическим объе-
динением по образованию в области
химической технологии и био-
технологии в качестве учебного
пособия для студентов высших
учебных заведений, обучающихся по
специальности 1705000 — Машины и
аппараты химических производств
Москва 2003
УДК 66.05(075.8)
ББК 34.7-5-05*.3.1
М38
Рецензенты:
кафедра «Машины и аппараты химических производств»
Ивановского государственного
химико-технологического университета,
зав. кафедрой МАХП ИГХТУ,
доктор технических наук, профессор В.Н. Блиничев;
доктор технических наук, профессор Э.К. Волошин-Челпан
Кольман-Иванов Э.Э., Гусев Ю.И.
М 3 8 Машины-автоматы и автоматические линии химических
производств: Учебное пособие.— М.: МГУИЭ, 2003. — 496 с.
Рассматриваются принципы построения машин-автоматов, авто-
матических линий и робототехнических комплексов. Даны основные
понятия и определения; приведены примеры агрегатов автоматичес-
кого действия, используемых в химической промышленности.
Излагаются вопросы теории и расчета машин-автоматов и автома-
тических линий, используемых в химических производствах, а также
методы расчета целевых механизмов машин-автоматов и автоматичес-
ких линий, предназначенных для выполнения как основных (рабо-
чих), так и вспомогательных операций: рычажных, кулачковых, гид-
равлических, пневматических.
Освещаются проблемы циклограммирования машин-автоматов,
расчета производительности, надежности функционирования. Приве-
дены классификация систем управления машинами-автоматами, прин-
ципы их синтеза.
Приведены примеры синтеза элементов машин-автоматов с ис-
пользованием ПК.
Учебное пособие предназначено для студентов, специализирую-
щихся в области расчета и конструирования оборудования для хими-
ческой промышленности и смежных отраслей производства. Оно может
быть использовано конструкторами при расчетах машин автоматичес-
кого действия.
ISBN 5-9513-0024-Х
© Кольман-Иванов Э.Э., Гусев Ю.И., 2003
© МГУИЭ, 2003
ПРЕДИСЛОВИЕ
В подготовке инженеров, область деятельности которых связана с
созданием нового оборудования, отвечающего современным требо-
ваниям, особое место занимает цикл дисциплин, обеспечивающих
автоматизацию производственных процессов, представляющую со-
бой одно из основных направлений технического прогресса.
Большое разнообразие технологических процессов и массо-
вый характер изготовления продукции в химической промыш-
ленности и в производстве строительных материалов обусловли-
вают особую актуальность автоматизации в этих отраслях, в част-
ности, тех процессов, которые осуществляются на машинном обо-
рудовании. Этим объясняется появление в учебном плане
подготовки специалистов по кафедре «Автоматизированное кон-
струирование машин и аппаратов», дисциплины «Машины-авто-
маты химических производств», посвященной теории и расчету
машин-автоматов и автоматических линий.
Впервые учебное пособие автора под аналогичным названием
было опубликовано издательством «Машиностроение» в 1972 году.
За прошедшее с тех пор время в области создания машинного обо-
рудования автоматического действия появились и получили широ-
кое применение новые направления, к которым, например, мож-
но отнести использование промышленных роботов, гибких авто-
матизированных производств (ГАП), а также новые технологии
выполнения расчетов — с использованием ЭВМ, что, естествен-
но, не могло быть отображено в упомянутом пособии.
Основное внимание в предлагаемой книге уделено анализу, син-
тезу и взаимодействию структурных элементов агрегатов автомати-
ческого действия. Применительно к роботам нужно сказать, что рас-
смотрены лишь вопросы их общей структуры и те проблемы, кото-
рые связаны с их взаимодействием с объектами обработки при встра-
ивании роботов в автоматическую линию, поскольку их общая тео-
рия рассматривается в курсе «Теория механизмов и машин».
Более детально, чем в указанном издании, изложены вопросы
синтеза систем управления машинами-автоматами. Рассмотрены
проблемы оптимизации параметров машин и их исполнительных
механизмов.
3
Предисловие
При изложении фундаментальных вопросов теории использо-
вались труды основателей отечественной школы теории машин-
автоматов — И.И. Артоболевского, С.И. Артоболевского, Л.И. Волч-
кевича, Д.Я. Ильинского, И.А. Клусова, Л.Н. Кошкина, Г.А. Ша-
умяна и др., а также профессоров МИХМа Л.В. Петрокаса и
В А Юдина.
Э.Э. Кольман-Иванов
Эрмар Эрнестович Кольман-Иванов был инициатором, раз-
работчиком методического обеспечения и блестящим лектором
дисциплины «Машины-автоматы химических производств».
Результаты многолетней научной работы Эрмара Эрнестовича
и его школы в области машин-автоматов вошли в учебное посо-
бие 1972 года и в представляемую книгу, которую он не успел
дописать и поручил сделать это мне — ученику и коллеге по
кафедре. Э.Э. Кольманом-Ивановым написаны «Введение», главы
1—12, Гусевым Ю.И — главы 13 и 14, выполнено общее научное
редактирование.
Учебное пособие соответствует станд арту специальности 1705000 —
Машины и аппараты химических производств и предназначается сту-
дентам, обучающимся по специализациям 170509 — Компьютерная
графика и конструирование машин и аппаратов, 170505 — Оборудова-
ние по переработке пластмасс и эластомеров, 170507 — Техника в
производстве тары и упаковки из полимерных материалов, 170511 —
Надежность технологических систем и оборудования.
В учебном пособии мелким шрифтом набраны разделы для
факультативной, более углубленной, проработки; по ряду тем при-
ведены примеры расчетов, а в конце глав — вопросы для само-
контроля.
В заключение выражаю искреннюю благодарность профес-
сорам М.А. Шерышеву, Э.К. Волошину-Челпану, В.Н. Блиниче-
ву за ценные советы при завершении работы над рукописью и
С.Э. Мейтелесу за прекрасную компьютерную подготовку иллюс-
тративного материала.
Ю.И. Гусев
4
Введение
ВВЕДЕНИЕ
—Думаю, что XX век будут называть веком ав-
томатики...
— Нет, скорее атомным. Или веком освоения кос-
моса, веком ЭВМ!
— А без автоматики это можно было сделать?
Разговор в троллейбусе 25-го маршрута
Процесс обработки сырья, заготовок, полуфабрикатов,
в результате которого происходит качественное изменение свойств
обрабатываемого объекта (00) и получается заданное изделие
или продукт, называется технологическим.
Технологический процесс может состоять из нескольких рабо-
чих (основных) и вспомогательных операций. Операции могут
содержать несколько переходов.
При выполнении рабочих операций (РО) происходит измене-
ние качественных свойств, состояния, размеров 00 в результате
химического или физического на него воздействия. Сюда отно-
сятся также операции сборки, когда группа деталей объединяется
в изделие, операции дозирования сыпучих и жидких материалов,
химико-термической обработки, окраски, упаковки и т.д.
При выполнении вспомогательных операций (ВО) осущест-
вляются процедуры, выполнение которых не связано с качествен-
ным изменением свойств 00, например, транспортирование,
фиксация-расфиксация объектов, контроль и сортировка их по
заданным параметрам (размер, масса, твердость и пр.).
5
Введение
В зависимости от вида оборудования, используемого для вы-
полнения технологических процессов, различают машинные, аппа-
ратные и смешанные технологические процессы.
При машинных технологических процессах 00 подвергается
воздействию исполнительных (рабочих) органов (ИО) машины,
которые перемещаются относительно обрабатываемого объекта.
Примеры машинных технологических процессов — механическое
измельчение, прессование, штамповка, перемешивание и т.п. Для
выполнения таких процессов применяются соответственно дро-
билки, мельницы, прессы, мешалки и другое оборудование.
Для аппаратных технологических процессов, как правило,
характерно статическое состояние элементов оборудования. Про-
цесс ведется в определенном рабочем пространстве аппарата;
основное содержание процесса — изменение химических свойств,
агрегатного или теплового состояния объекта, массообмен и т.д.
К таким процессам относятся, например, химические реакции,
нагревание-охлаждение, выпарка, абсорбция, ректификация,
ультразвуковая обработка, намагничивание и др.
Следует отметить, что в некоторых аппаратах имеются под-
вижные ИО, назначение которых — способствовать более интен-
сивному выполнению аппаратного процесса (мешалки в аппа-
ратах, корпусы вращающихся сушилок и печей и т.п.), однако
наличие движущихся устройств не изменяет основной природы
процесса и его физико-химического содержания.
Для смешанных технологических процессов характерно при-
менение и машинного, и аппаратного оборудования, использу-
емого последовательно или параллельно. Например, в процессе
изготовления изделий из реактопластов производится горячее
прессование изделия в замкнутой форме. В этом случае процесс
формования 00 (механический) идет одновременно с тепло-
вым процессом (нагреванием) и химическим процессом (поли-
конденсацией).
Смешанные технологические процессы наиболее характерны
для таких технологий, как переработка пластических масс, изго-
товление резинотехнических и керамических изделий, и для ряда
других процессов в химической промышленности и в смежных
отраслях производства.
6
Введение
Технологическая (производственная) машина выполняет толь-
ко рабочие операции, например, дробилка осуществляет измель-
чение материала, пресс — уплотнение или штамповку и т.п. Вы-
полнение вспомогательных операций в этих машинах не предус-
мотрено. Управление этими машинами осуществляет оператор.
Под автоматом (от лат. automates — самодействующий) в ши-
роком смысле понимают такое искусственно созданное устройство
(машину, аппарат, прибор, приспособление), которое позволяет
осуществлять определенную полезную функцию (действие, про-
цесс) без непосредственного участия человека.
Широко известны различные приборы-автоматы: контроли-
рующие, метеорологические, энергетические и т.п., автоматы для
сбора и обработки информации, бытовые и торговые автоматы.
В большинстве производств в настоящее время выполнение
рабочих операций осуществляется машинами. Как правило, эти
операции наиболее трудоемки и энергоемки, поэтому использо-
вание машинного оборудования позволяет выполнять рабочие опе-
рации с большой скоростью и с высокой точностью. Выполнение
вспомогательных операций вручную (подача 00, их установка,
перемещение, съем и т.д.) снижает производительность оборудо-
вания.
Машина-автомат (МА) — такая производственная машина, в
которой все рабочие и вспомогательные операции технологического
процесса и управление их выполнением осуществляются без участия
человека.
Полуавтомат отличается от МА тем, что автоматически вы-
полняются все операции, кроме загрузки и/или выгрузки; для
повторения цикла необходима команда от оператора.
В тех случаях, когда структура технологического процесса весьма
сложна и его нельзя реализовать в одной машине автоматического
действия, используют автоматические линии (АЛ). Последние пред-
ставляют собой несколько машин-автоматов, установленных в
последовательности, определяемой заданным технологическим
процессом, объединенных едиными системами транспортирова-
ния и управления. В тех случаях, когда машины-автоматы или
автоматические линии оснащены промышленными роботами, они
образуют автоматизированные робототехнические комплексы (РТК).
7
Введение
Все перечисленные виды автоматизированного машинного обо-
рудования представляют собой различной степени сложности ав-
томатизированные технологические комплексы (АТК/
В дальнейшем изложении наряду с термином МА на равных
правах будут использоваться выражения автоматизированный ма-
шинный агрегат, машина автоматического действия.
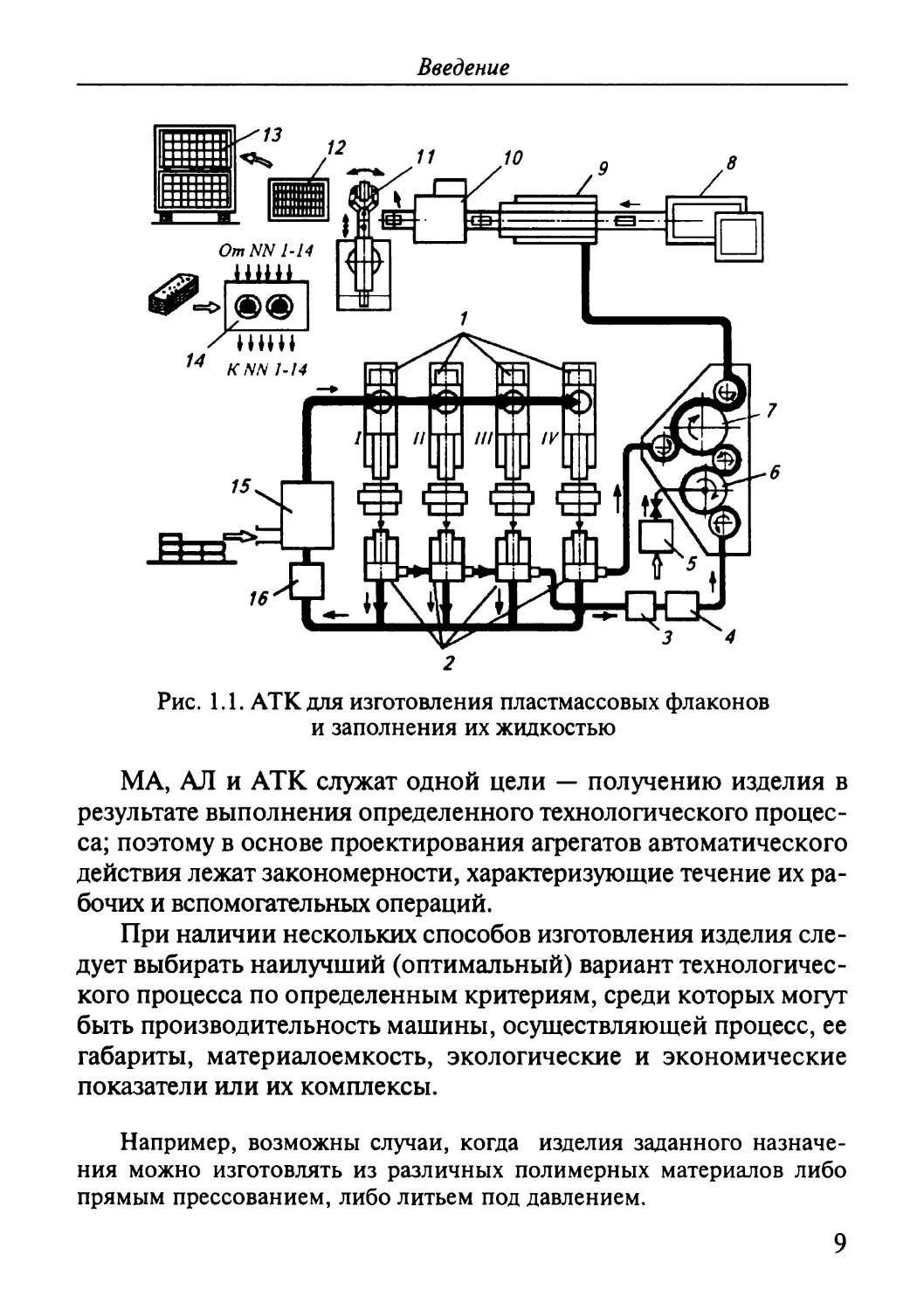
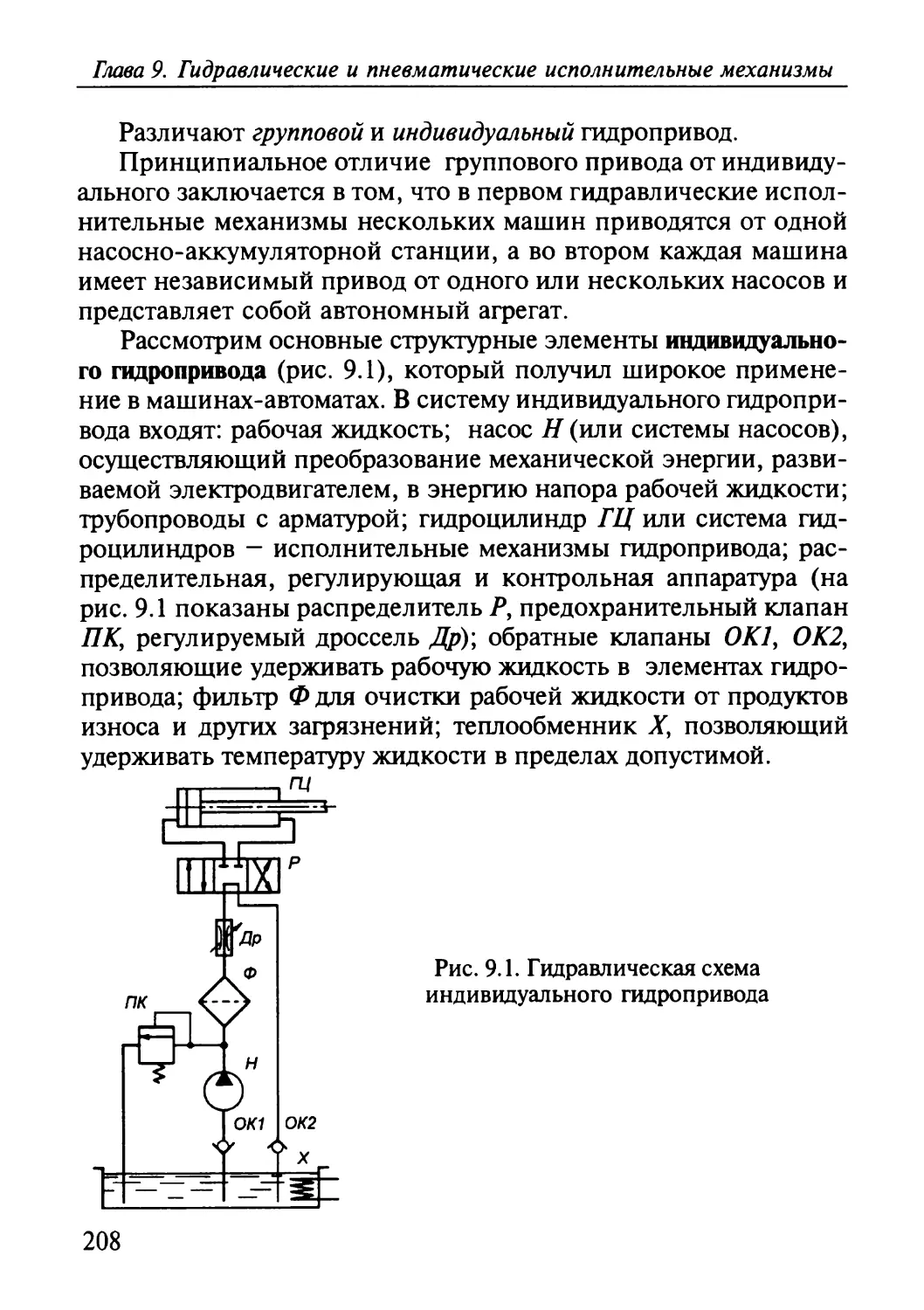
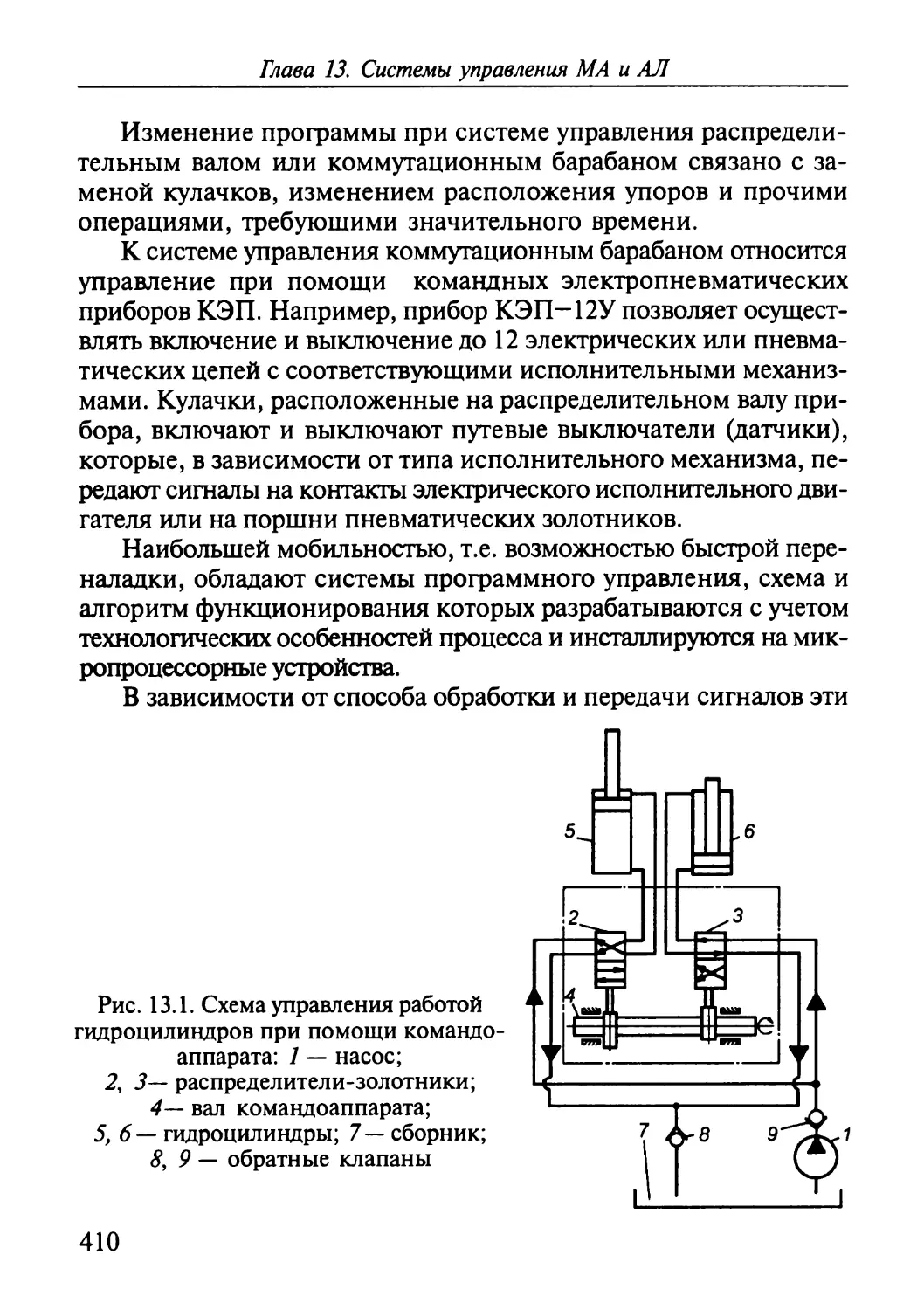
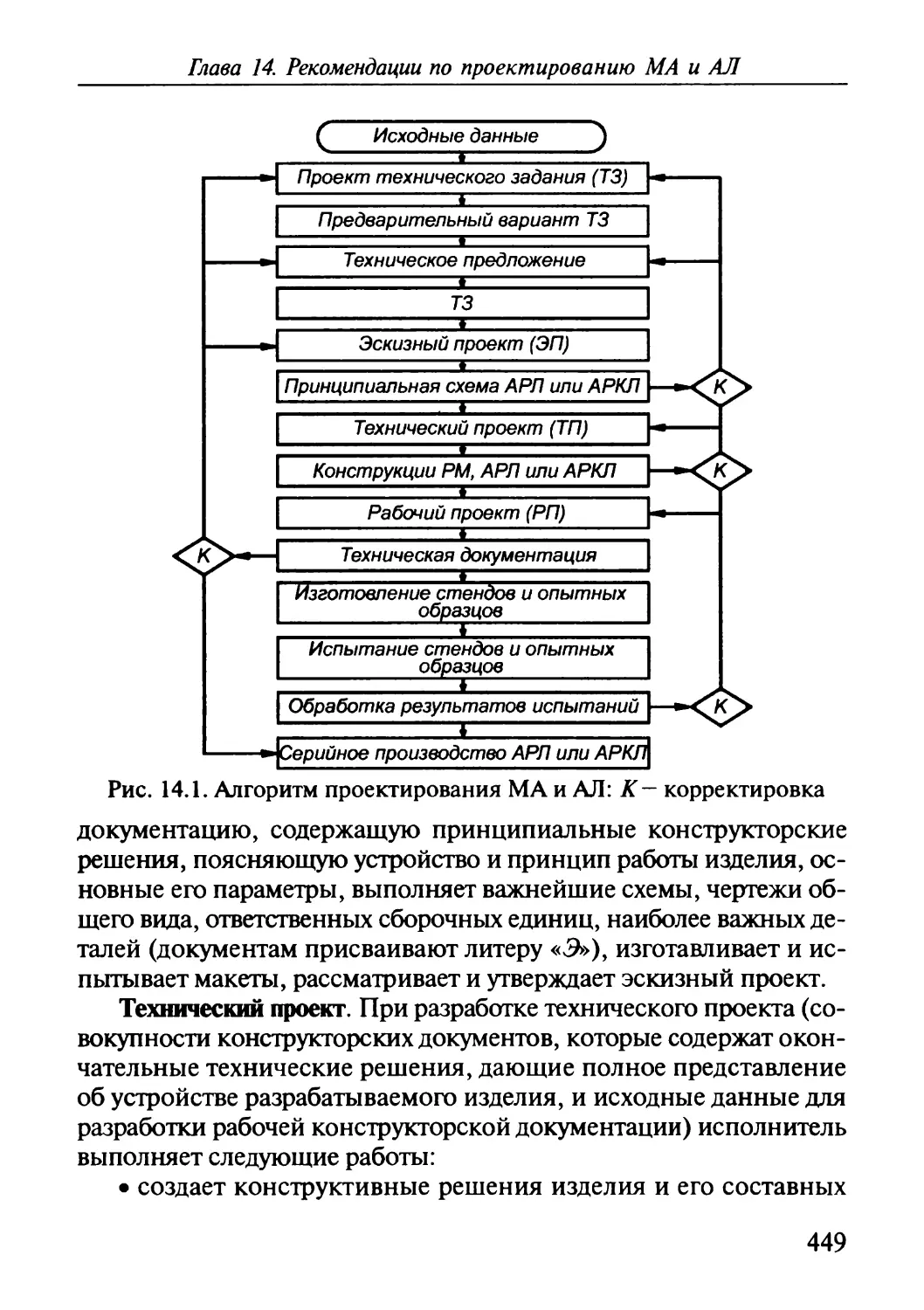
Автоматизированный ТК (рис. 1.1) предназначен для изготовления
пластмассовых флаконов и крышек к ним, наполнения флаконов
моющей жидкостью, укупорки флаконов, изготовления тары - кар-
тонных коробок, укладки флаконов в тару, маркировки тары, уклад-
ки коробок в контейнер.
АТК содержит агрегаты I—III для получения флаконов и агрегат IV
для получения крышек. Каждый агрегат состоит из машины 1 для
формообразования флаконов или крышек и сблокированной с ней
машины 2 для механической обработки отформованных объектов.
В машине 3 цилиндрическая поверхность флаконов подвергается тер-
мической обработке для улучшения адгезионных свойств этой поверхно-
сти, а в машине 4 на эту поверхность наносится рисунок в виде этикетки.
Наполнение флаконов осуществляется в роторной линии в машине 6;
жидкость подается из емкости 5. Укупорка флаконов происходит в машине 7.
Для формообразования стандартной картонной коробки из пред-
варительно подготовленной плоской заготовки и для последующего ее
склеивания служит машина 8.
Машина 9 укладывает флаконы в картонную коробку, закрывает
клапаны коробки и заклеивает коробку липкой лентой.
Машина 10 маркирует этикетку (дата выпуска, номер смены и пр.)
и приклеивает ее к торцу коробки.
Промышленный робот 11 укладывает коробки в контейнер, уста-
новленный на платформе 72, по мере наполнения контейнера он пе-
риодически опускается на величину высоты коробки, после чего кон-
тейнеры загружаются в автофургон или в вагон 13.
Управление машинами 1—12 осуществляет ЭВМ 14 в соответствии
с заданной программой и поступающей от всех машин информацией
об их работе.
Питание машин 1 осуществляется пневмотранспортом, непрерыв-
но подающим гранулированный материал из бункера 75.
Этот АТК, представляющий собой миниатюрный завод-автомат,
обслуживается одним наладчиком и одним рабочим, который обеспе-
чивает загрузку бункера 75, емкости 5, а также питание всех других
машин. Производительность АТК — до 3000 флаконов в час.
8
Введение
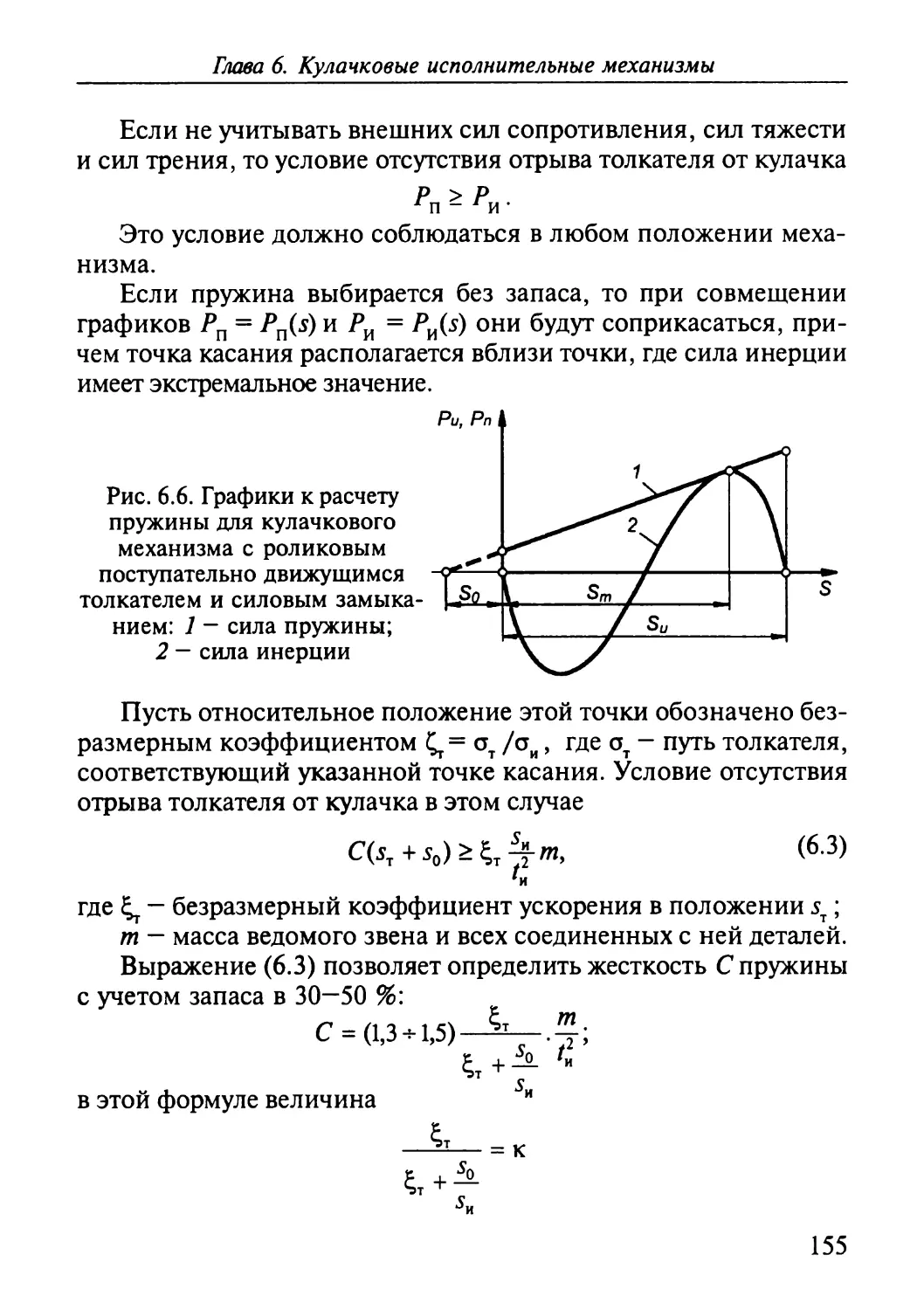
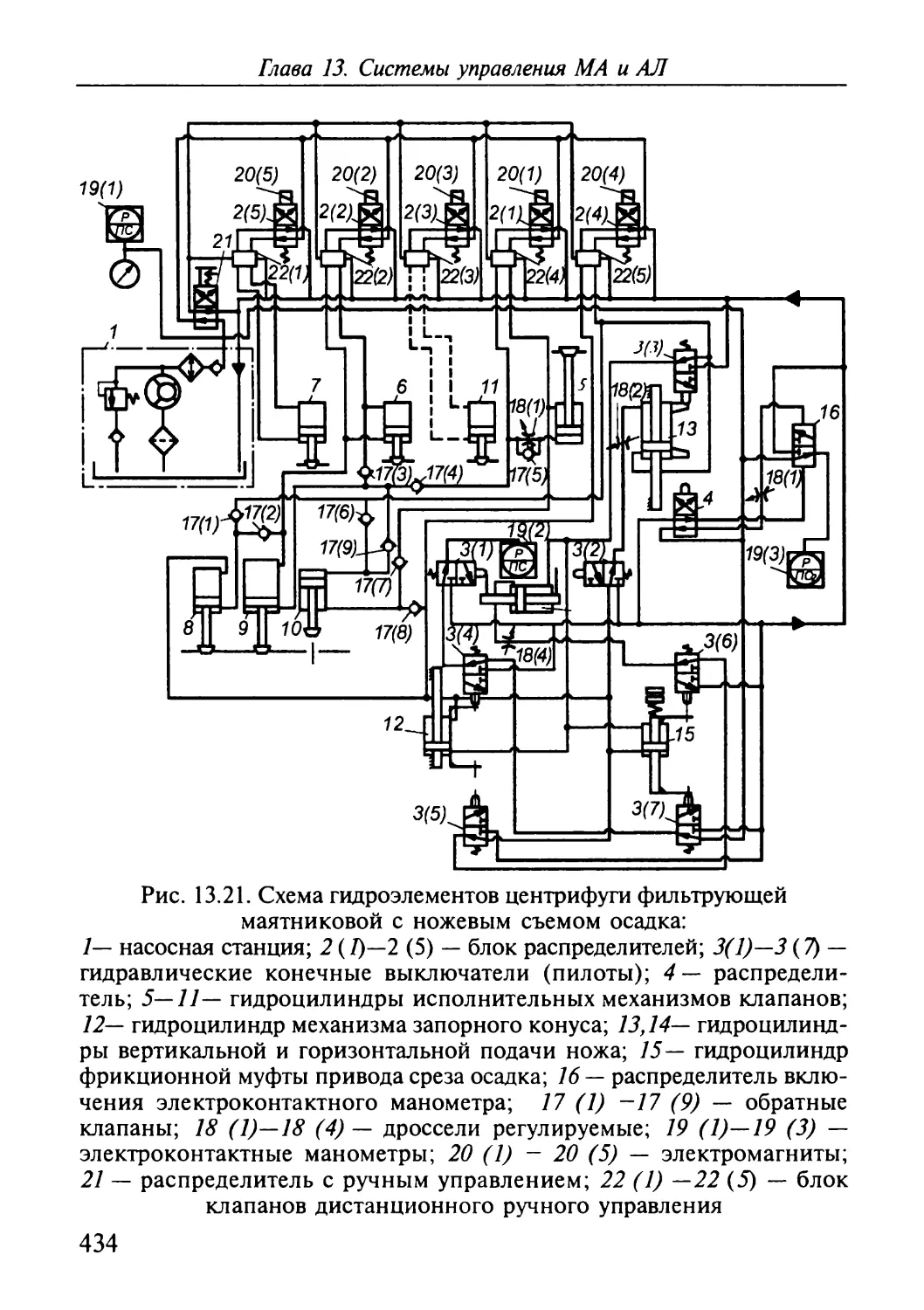
Рис. 1.1. АТК для изготовления пластмассовых флаконов
и заполнения их жидкостью
МА, АЛ и АТК служат одной цели — получению изделия в
результате выполнения определенного технологического процес-
са; поэтому в основе проектирования агрегатов автоматического
действия лежат закономерности, характеризующие течение их ра-
бочих и вспомогательных операций.
При наличии нескольких способов изготовления изделия сле-
дует выбирать наилучший (оптимальный) вариант технологичес-
кого процесса по определенным критериям, среди которых могут
быть производительность машины, осуществляющей процесс, ее
габариты, материалоемкость, экологические и экономические
показатели или их комплексы.
Например, возможны случаи, когда изделия заданного назначе-
ния можно изготовлять из различных полимерных материалов либо
прямым прессованием, либо литьем под давлением.
9
Введение
При формовании изделий методом прямого прессования пресс-
материал, обычно в таблетированном виде, загружается в раскрытую
пресс-форму (матрицу), установленную на столе пресса-автомата. За-
тем верхняя часть пресс-формы (пуансон) смыкается с нижней, и
при высокой температуре осуществляется прессование. Обычно масса
таблетки назначается с некоторым избытком по отношению к массе
готового изделия, для обеспечения полного заполнения формующих
полостей. Излишек материала выдавливается в разъем пресс-формы,
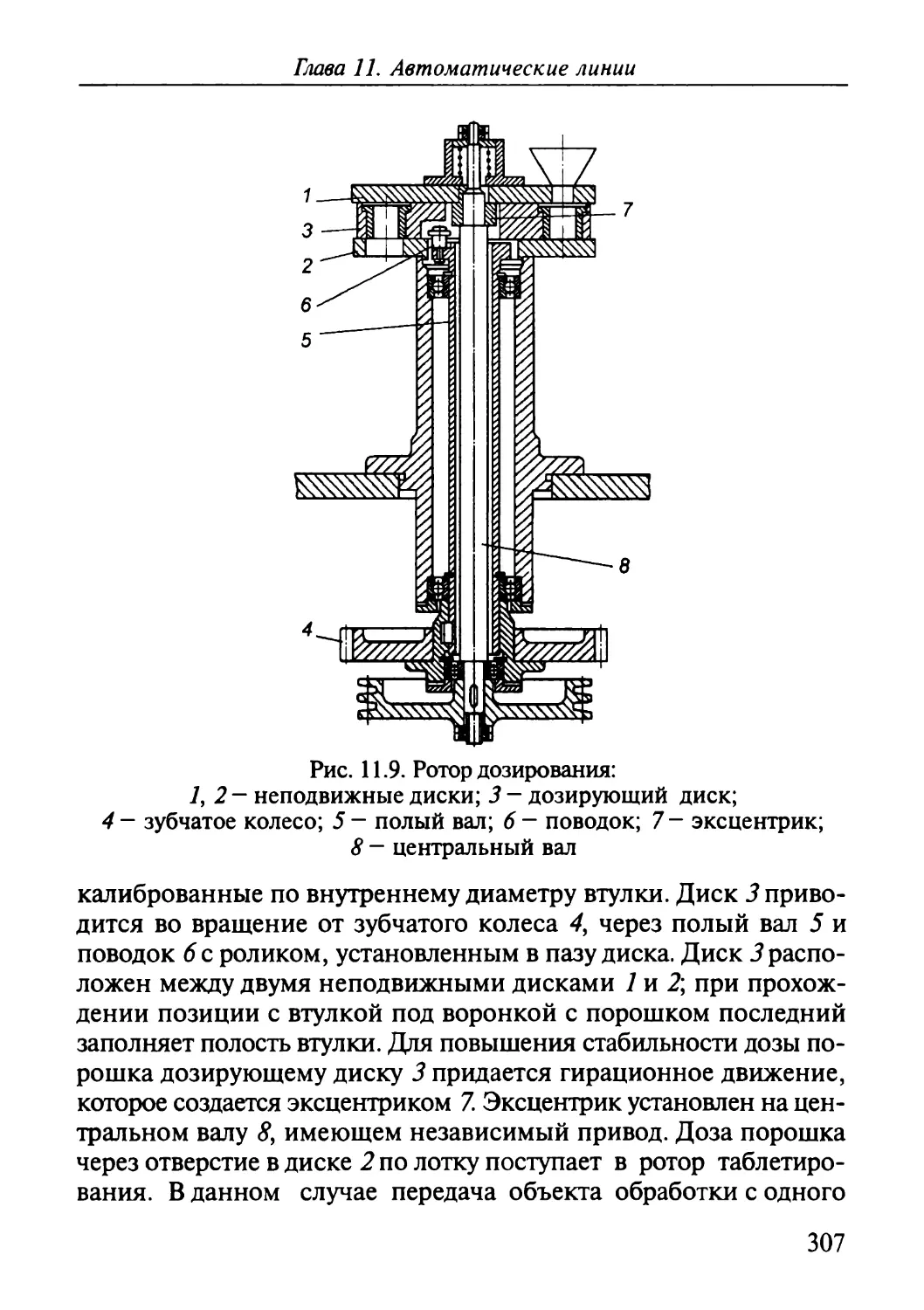
образуя облой, который удаляется либо на специальных станках, либо
в голтовочных барабанах.
Процесс изготовления изделий литьем под давлением имеет прин-
ципиальное отличие: полимерный материал в расплавленном состоя-
нии поступает в замкнутую форму литьевого автомата из загрузочной
камеры через литниковые каналы. При таком способе изготовления
излишек материала в форму не поступает, а остается в загрузочной
камере. Поэтому литье под давлением обеспечивает получение изделий
практически без облоя. Отпадает необходимость в таблетировании ма-
териала и в оборудовании для механической обработки изделий, одна-
ко машина для процесса литьевого прессования более сложна по кон-
струкции, чем пресс-автомат. Для выбора оптимального варианта тех-
нологического процесса и оборудования для его реализации необходи-
ма проработка технико-экономического обоснования проекта.
При проектировании автоматизированного оборудования для
химической промышленности необходимо учитывать специфику
отрасли, которая заключается: в широком спектре приемов обра-
ботки (механическая, тепловая, химическая); в возможной неста-
бильности свойств 00 как по исходным параметрам, так и в
процессе их переработки; в практически постоянно встречающей-
ся высокой коррозионной активности материалов и сред, их ток-
сичности, пожаро- и взрывоопасности.
Контрольные вопросы
1. В чем заключается отличие рабочих операций технологического
процесса от вспомогательных?
2. Какой технологический процесс называется машинным?
3. Дайте определение автомата. Чем отличается машина-автомат от
автомата? от полуавтомата?
4. Что собой представляет автоматическая линия?
10
Глава 1. Технологические процессы и использование машин для их автоматизации
Глава 1
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
И ИСПОЛЬЗОВАНИЕ МАШИН
ДЛЯ ИХ АВТОМАТИЗАЦИИ
— Каждая достойная наука начинается с клас-
сификации изучаемых объектов.
Карл Линней
1.1. Машинные технологические процессы
Сущность физических и химических явлений, происходящих
при проведении различных процессов химической промышлен-
ности и близких к ней отраслей, рассматривается в курсах «Про-
цессы и аппараты химической технологии», «Общая химичес-
кая технология» и в специальных дисциплинах.
Применительно к агрегатам автоматического действия техно-
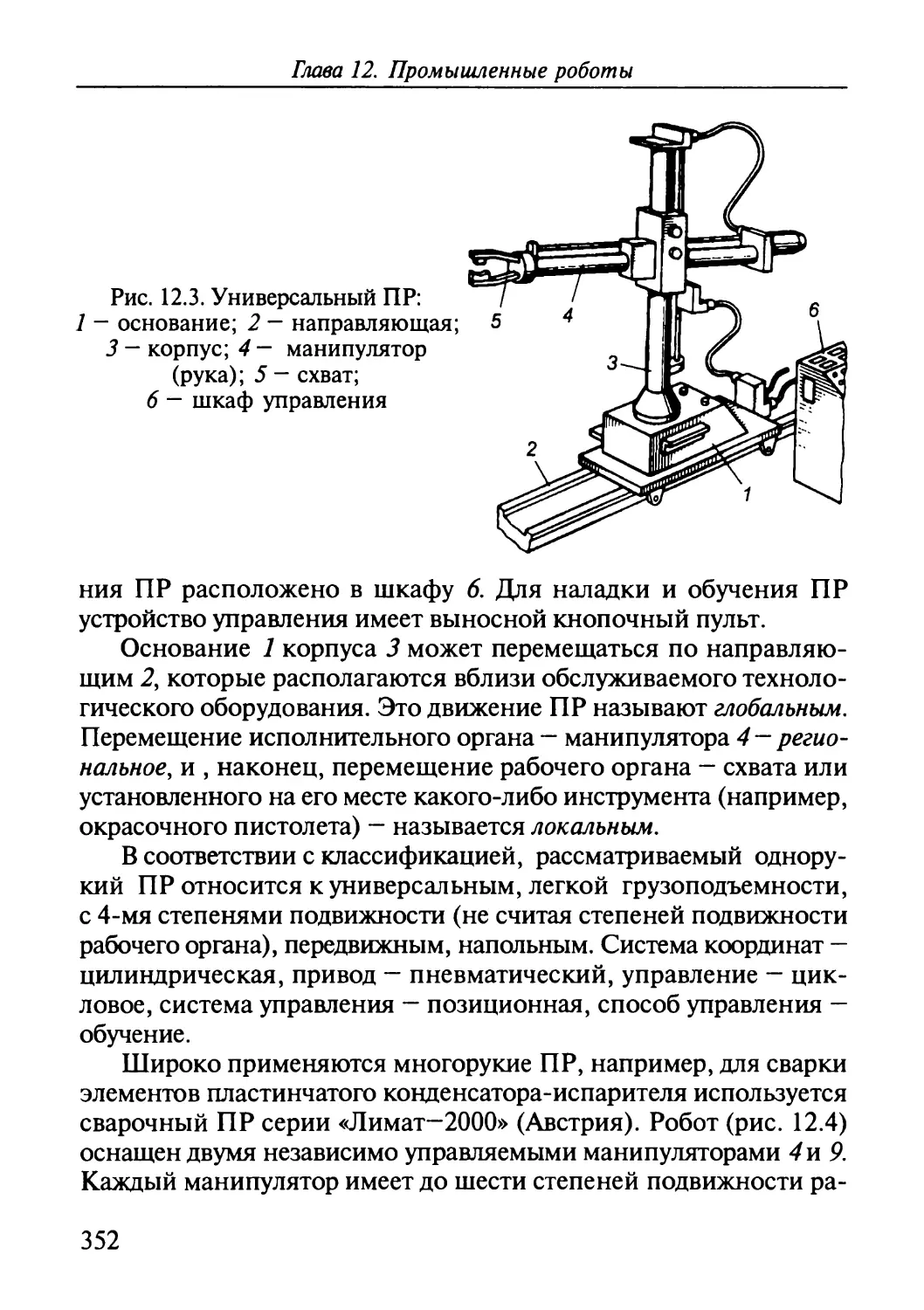
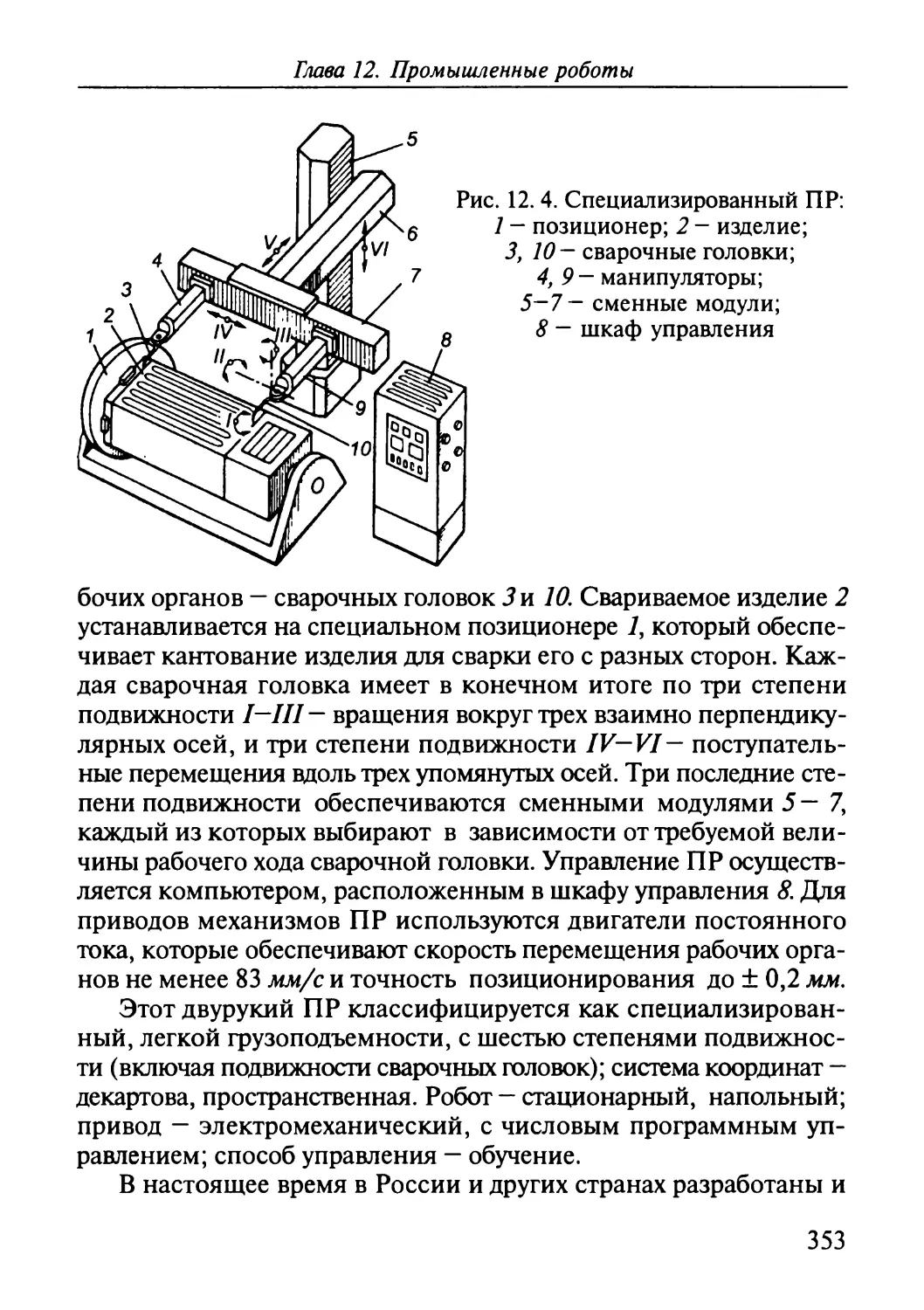
логические процессы классифицируют по двум признакам: ха-
рактеру воздействия рабочих органов на объект обработки и
степени дискретности операций, составляющих технологичес-
кий процесс.
Как ранее было указано, по характеру воздействия ИО на
00 можно различать машинные, аппаратные и смешанные тех-
нологические процессы.
В зависимости от степени дискретности выполняемых в агрега-
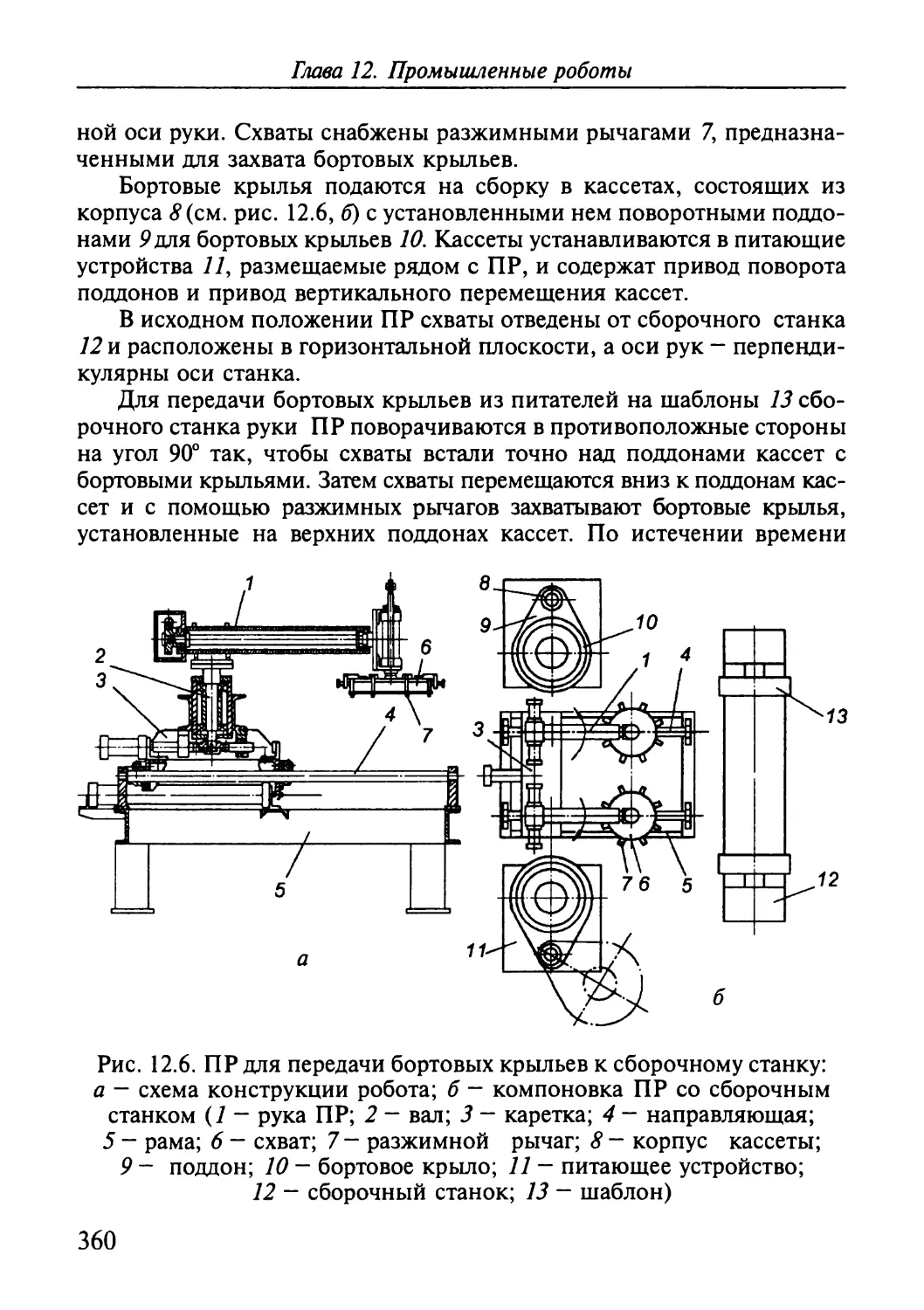
те операций различают прерывно-операционные (дискретные) и
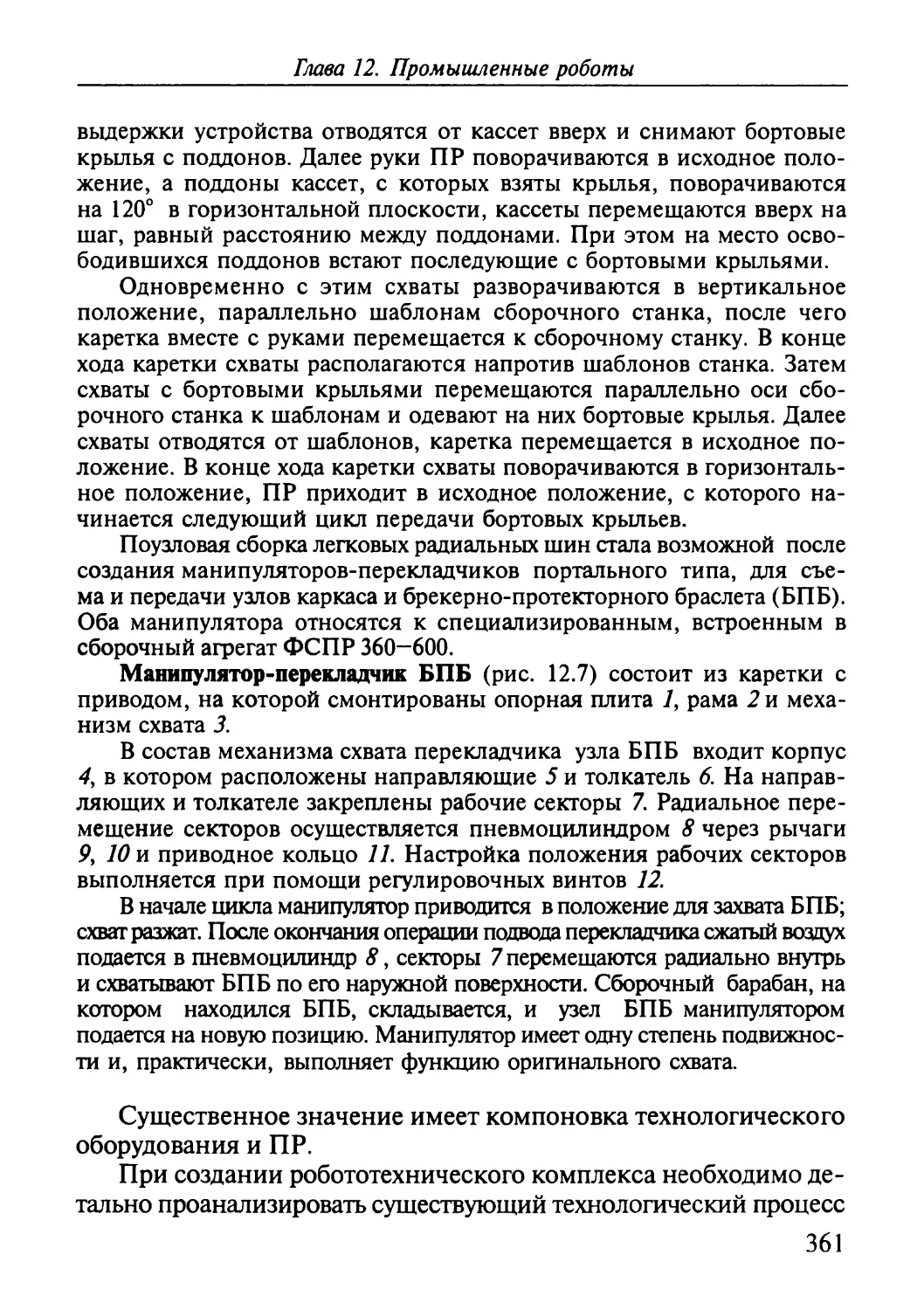
Глава 1. Технологические процессы и использование машин для их автоматизации
непрерывно-операционные (непрерывные) технологические процес-
сы. Для первых характерно наличие пауз между отдельными эта-
пами процесса, следствием чего является прерывистое воздей-
ствие ИО машины на 00. Например, при существующих мето-
дах формования — вулканизации резинотехнических изделий —
отдельные операции процесса, начиная с момента загрузки за-
готовки и до момента выгрузки изделия включительно, выпол-
няются с перерывами между отдельными операциями. При пре-
рывно-операционном процессе в основном производятся штуч-
ные объекты. В химической промышленности это изделия из
пластмасс, резины, брикеты из различных порошковых про-
дуктов, катализаторные кольца; в химико-фармацевтической
промышленности — лекарственные и витаминные таблетки и дра-
же; в производстве строительных материалов — кирпичи, пане-
ли, различные изделия из керамики; дозирование и упаковка
материалов — товары разнообразного вида и назначения, вклю-
чая аэрозоли и т.д.
Непрерывно-операционные процессы выполняются с отсут-
ствием пауз между отдельными этапами процесса, то есть осу-
ществляется непрерывное воздействие на 00 рабочих органов
машины. Такого рода технологические процессы используются
для получения нештучных изделий, например, пленок, труб, про-
фильных изделий из полимерных материалов. Сюда же относятся
кабельное производство, изготовление линолеума и других руло-
нированных материалов строительного назначения.
1.2. Операции технологического процесса
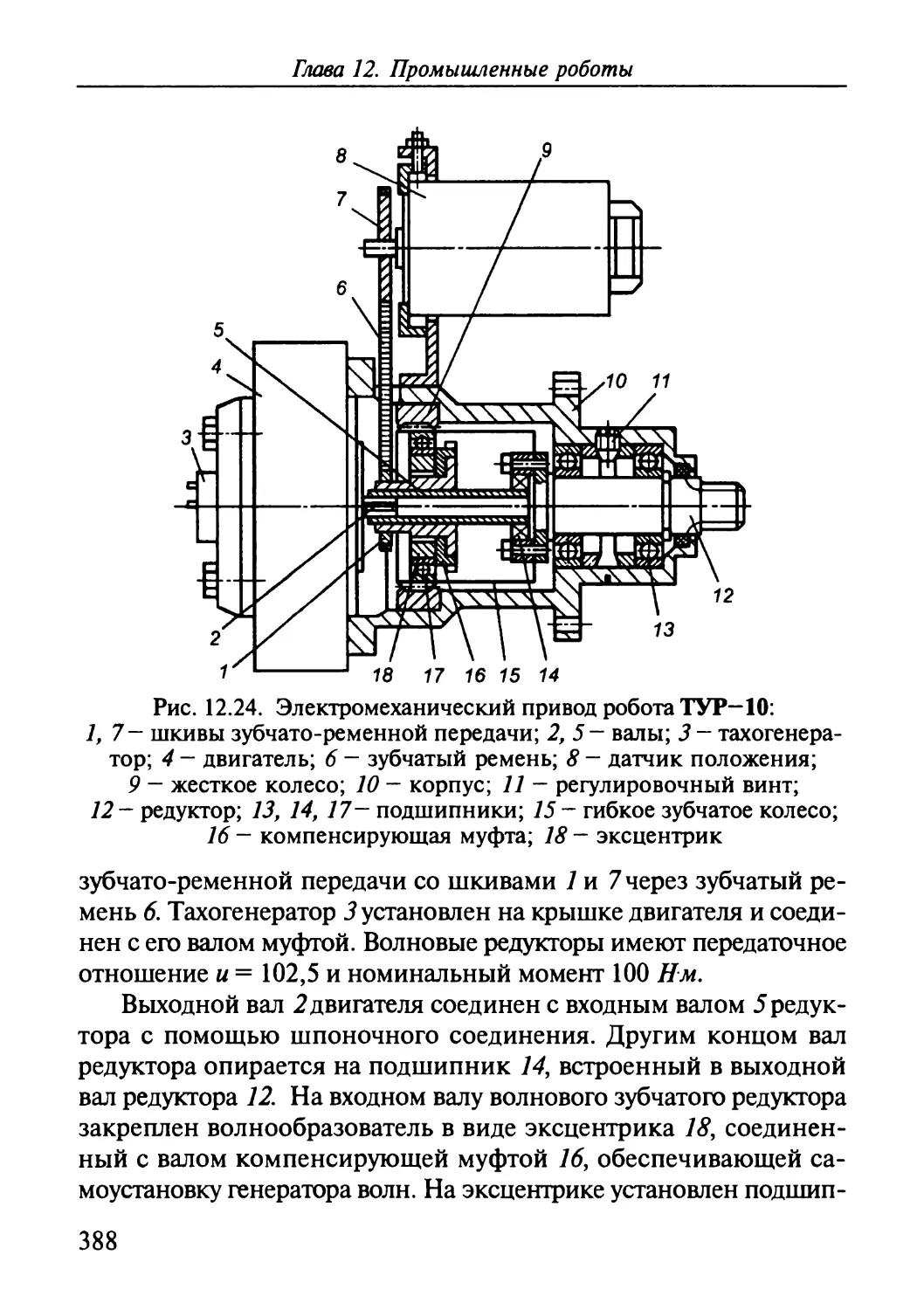
и их классификация
Реализация заданного технологического процесса осуществля-
ется при выполнении его операций, которые проходят в МА во
времени последовательно, а в некоторых случаях и параллельно.
Во «Введении» было отмечено, что операции технологическо-
го процесса, в зависимости от содержания их функций, подразде-
ляются на рабочие и вспомогательные, соответственно РО и ВО.
В свою очередь, РО можно классифицировать по характеру взаи-
12
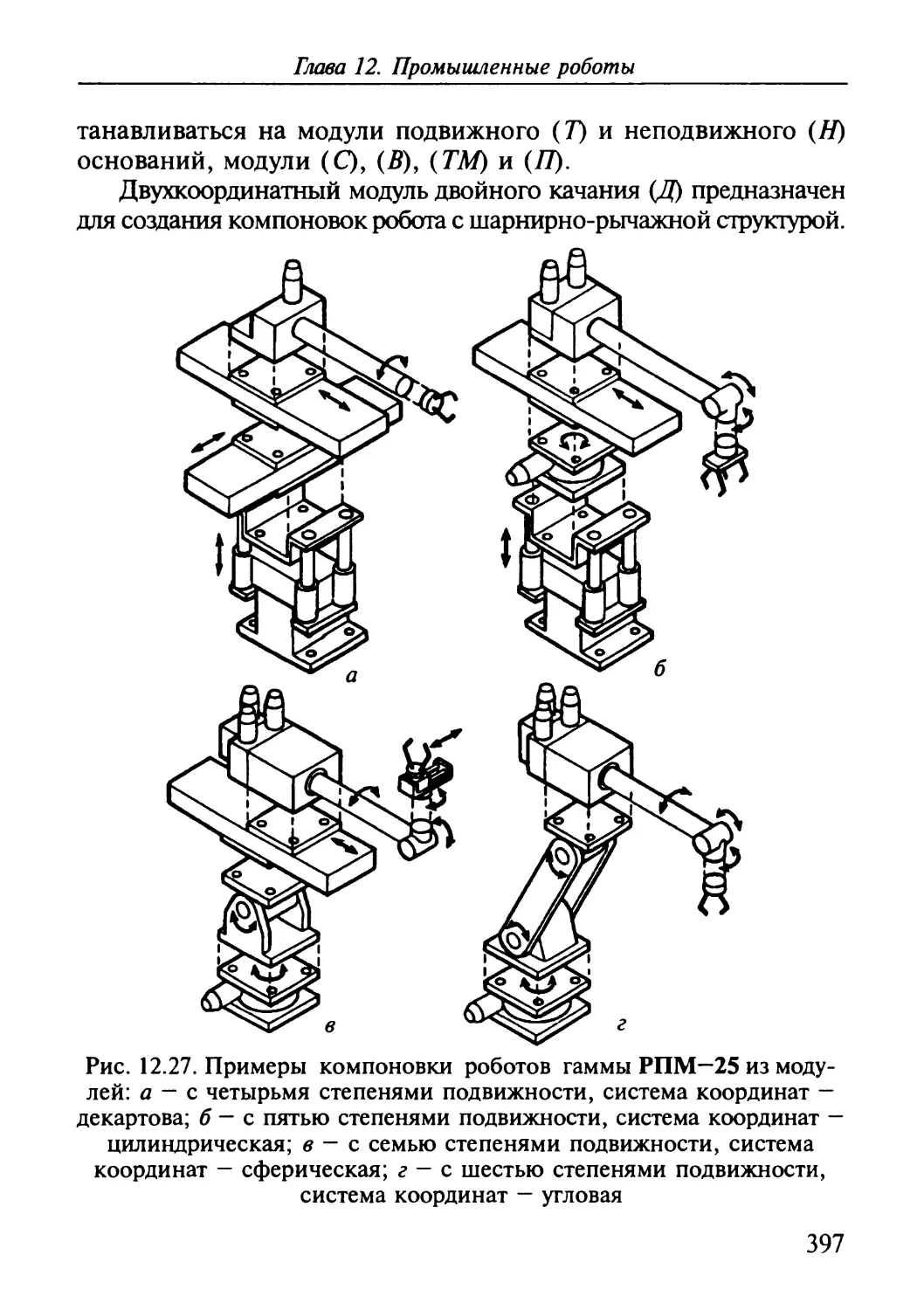
Глава 1. Технологические процессы и использование машин для их автоматизации
модействия исполнительного органа (ИО), или, в широком смысле
слова — инструмента, с объектом обработки (00). Вид этого вза-
имодействия существенно влияет на конструкцию ИО, кинема-
тическую схему механизма привода его в движение и, в конеч-
ном итоге, на всю структурную схему автомата, его производи-
тельность и возможность универсального использования.
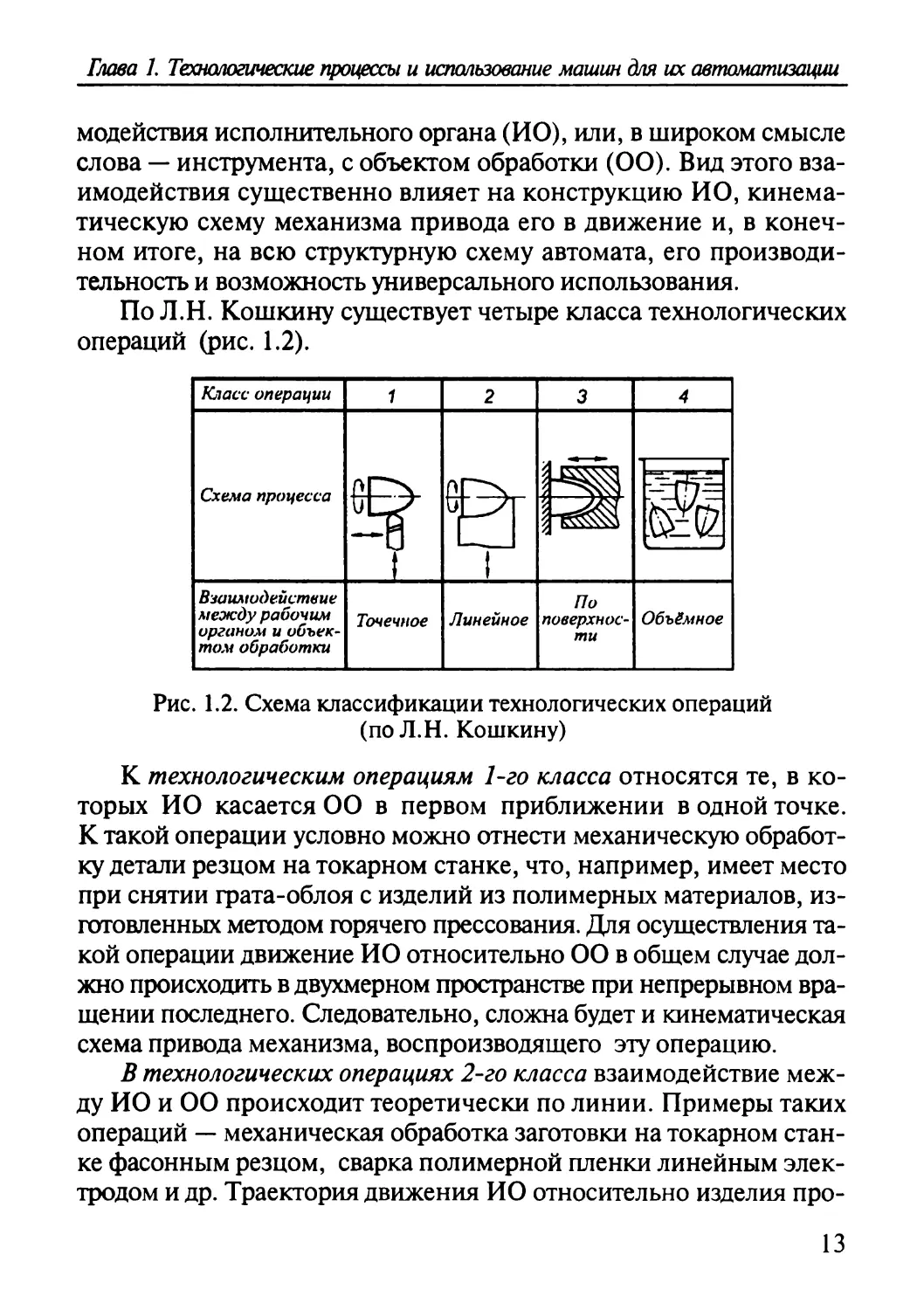
По Л.Н. Кошкину существует четыре класса технологических
операций (рис. 1.2).
Рис. 1.2. Схема классификации технологических операций
(по Л.Н. Кошкину)
К технологическим операциям 1-го класса относятся те, в ко-
торых ИО касается 00 в первом приближении в одной точке.
К такой операции условно можно отнести механическую обработ-
ку детали резцом на токарном станке, что, например, имеет место
при снятии грата-облоя с изделий из полимерных материалов, из-
готовленных методом горячего прессования. Для осуществления та-
кой операции движение ИО относительно 00 в общем случае дол-
жно происходить в двухмерном пространстве при непрерывном вра-
щении последнего. Следовательно, сложна будет и кинематическая
схема привода механизма, воспроизводящего эту операцию.
В технологических операциях 2-го класса взаимодействие меж-
ду ИО и 00 происходит теоретически по линии. Примеры таких
операций — механическая обработка заготовки на токарном стан-
ке фасонным резцом, сварка полимерной пленки линейным элек-
тродом и др. Траектория движения ИО относительно изделия про-
13
Глава 1. Технологические процессы и использование машин для их автоматизации
ще, чем при выполнении операции 1-го класса; кинематическая
схема механизма для осуществления операции 2-го класса более
простая.
При выполнении технологических операций 3-го класса ИО и
00 соприкасаются по поверхности (прессование, штамповка,
литье и т.д.). Движение ИО относительно 00 простейшее, обыч-
но поступательное. Соответственно, существенно упрощается схе-
ма механизма привода ИО.
К технологическим операциям 4-го класса относятся те, в кото-
рых происходит объемное взаимодействие 00 с рабочей средой.
Такие операции характерны для аппаратных процессов (химичес-
кая и тепловая обработка, намагничивание, пропитка и т.п.). Рабо-
чее движение 00 в операциях 4-го класса заменяется транспорт-
ным движением, обеспечивающим перемещение 00 в рабочем
объеме аппарата.
Из сказанного следует, что чем выше класс операций, тем
проще кинематические цепи, обеспечивающие движение ИО от-
носительно объекта обработки, т.е. тем проще будет автомат.
Элементарный характер относительных движений позволяет в
ряде случаев значительно ускорить процесс обработки и повысить
производительность. Упрощение схемы и конструкции машины
при прочих равных условиях приводит к уменьшению ее стоимо-
сти и повышению надежности работы. Таким образом, использо-
вание операций высокого класса позволяет снизить капитальные
затраты на изготовление машины и стоимость ее эксплуатации.
Следовательно, если есть возможность изготовить изделие раз-
личными технологическими процессами, то следует предпочте-
ние отдать тому, в котором используются операции более высо-
кого класса. Необходимо при этом учитывать, что конструкция
ИО (рабочего органа, инструмента) с повышением класса техно-
логической операции может усложняться, а стоимость — увели-
чиваться.
14
Глава 1. Технологические процессы и использование машин для их автоматизации
1.3. Структура машинного
технологического процесса
Рассматривается структура прерывно-операционного машин-
ного технологического процесса.
Для технологического процесса рассматриваемого типа ха-
рактерна непрерывная циклическая повторяемость всех рабочих
(РО) и вспомогательных (ВО) операций.
Эти операции называются цикловыми, в отличие от внецик-
ловых вспомогательных операций, выполнение которых связано с
техническим обслуживанием МА (возобновление запаса пита-
ния, замена инструмента, удаление отходов, смазка, текущий
ремонт и т.п.).
Время выполнения цикловых ВО У определяет величину
цикловых потерь времени, если они не совмещены по времени со
временем выполнения РО У tfl.
Время выполнения внецикловых операций, если оно не со-
вмещено со временем У /р/, определяет величину внецикловых
потерь времени.
Технологический цикл Тт — суммарное время выполнения всех
рабочих (РО) и вспомогательных (ВО) операций технологичес-
кого процесса:
г, - ч + ч
Следует отметить, что во многих прерывно-операционных тех-
нологических процессах время, необходимое для выполнения вспо-
могательных операций У t , составляет существенную часть
времени ТГ
Проектирование машинного агрегата автоматического действия
для заданного технологического процесса начинается с анализа всех
цикловых операций, составляющих этот процесс. Цель — миними-
зация времени их выполнения при условии получения заданных
показателей качества изделия, а также нахождение оптимального
режима выполнения каждой операции, например, величины холо-
стого и рабочего перемещения (хода) ИО, скорости его движения,
действующего усилия, температуры рабочего органа и т.д.
15
Глава 1. Технологические процессы и использование машин для их автоматизации
Эти данные можно получить обработкой результатов экспери-
ментальных исследований операций для вновь проектируемого
оборудования или из анализа публикаций по машинам-аналогам
в технической литературе.
Некоторые операции технологических процессов поддаются
теоретическим расчетам; в этом случае предварительно установ-
ленные значения параметров операции требуют уточнения на
последующих стадиях проектирования машины.
Рассмотрим в качестве примера процесс изготовления изделий из тер-
мореактивных пластических масс методом горячего прессования.
Процесс состоит из дозирования исходного материала, предваритель-
ного его подогрева, прессования и механической обработки отпрессо-
ванных изделий.
Проанализируем более детально структуру процесса прессования.
Обычно прессование термореактивных пластмасс производится в
стальных разъемных пресс-формах под давлением до 30 МПа и темпера-
туре 140—190 °C. Термореактивные смолы, входящие в состав прессуемо-
го материала (в порошковом или таблетированном виде), при нагрева-
нии сначала размягчаются и плавятся, благодаря чему приобретают спо-
собность формоваться под воздействием приложенного давления. При
дальнейшем нагревании смолы постепенно твердеют и переходят в не-
плавкое и нерастворимое состояние. Таким образом, полимерный мате-
риал воспроизводит ту геометрическую форму, которая задается рабочи-
ми поверхностями пресс-инструмента.
Переход поликонденсационных термореакгивных смол в термоста-
бильное состояние сопровождается образованием газообразных низко-
молекулярных побочных продуктов, среди которых значительную долю
составляют пары. Наличие этих летучих затрудняет процесс формования,
увеличивает усадку и ухудшает качественные показатели изделия, поэто-
му в процессе прессования эти побочные продукты удаляют кратковре-
менным (однократным или многократным) раскрытием пресс-формы.
Эта операция (производственное название «подпрессовка») позволяет также
уменьшить затраты тепла для нагрева пресс-материала, способствует сни-
жению времени выдержки его под давлением примерно на 10 %, улучша-
ет физико-механические свойства изделия.
Как показывают исследования, при прессовании предварительно по-
догретого пресс-материала в виде таблеток с массой, соответствующей
массе конечных изделий, снижается время прессования, улучшается
качество изделий и увеличивается производительность машинного обо-
рудования.
16
Глава I Технологические процессы и использование машин для их автоматизации
Зависимость времени выдержки при прессовании от температуры таб-
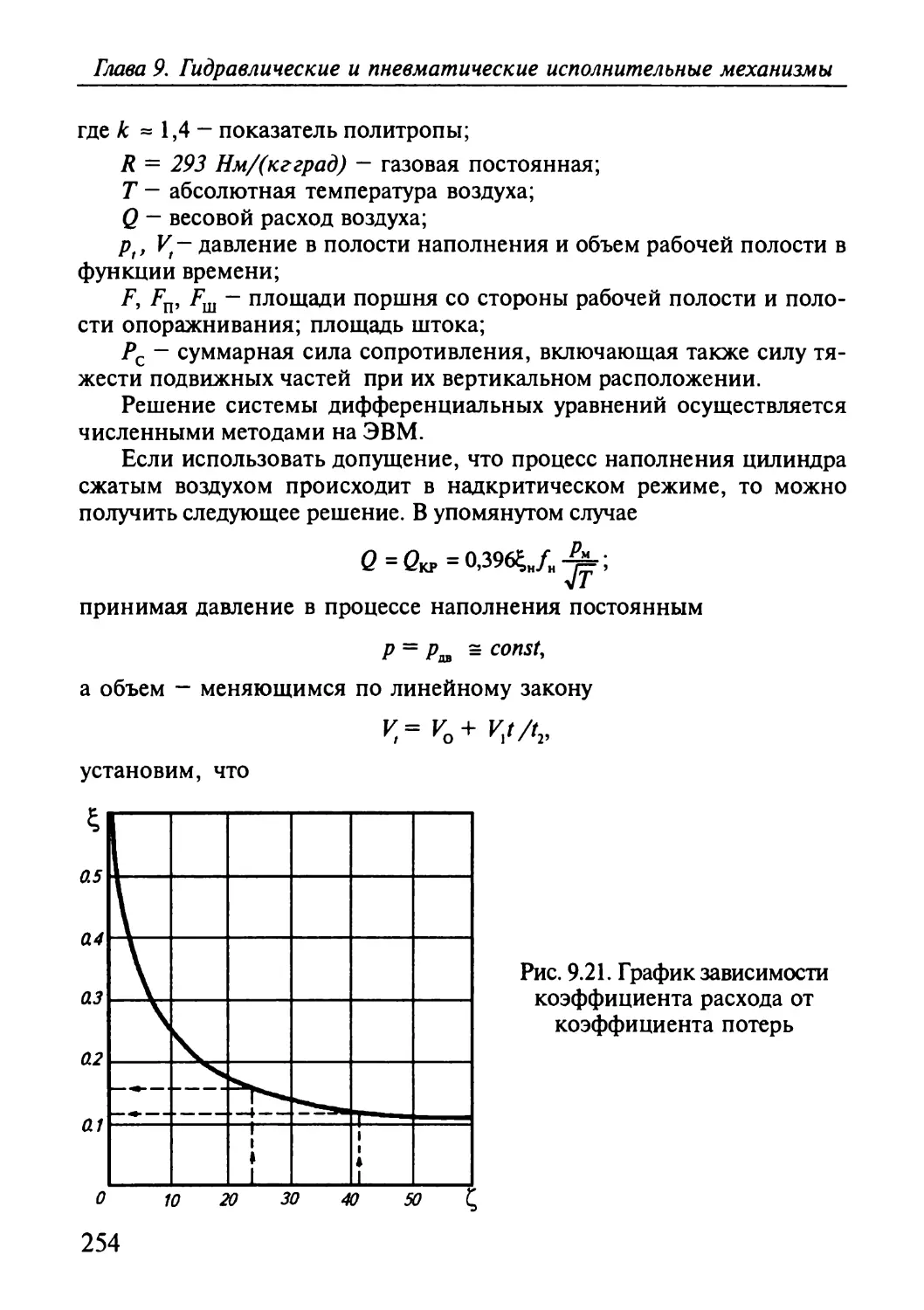
леток и от максимальной толщины стенки изделия приведена на рис. 1.3.
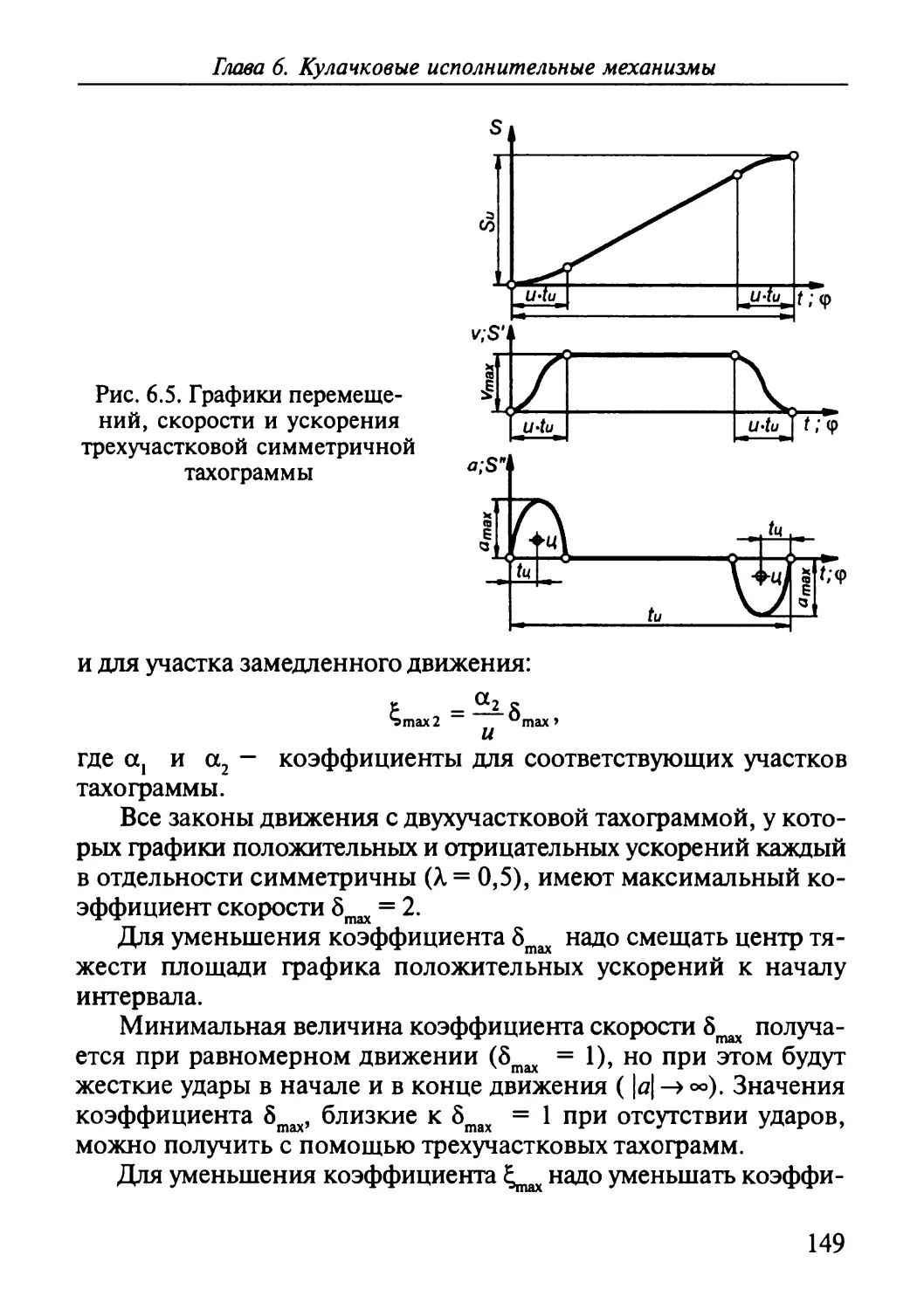
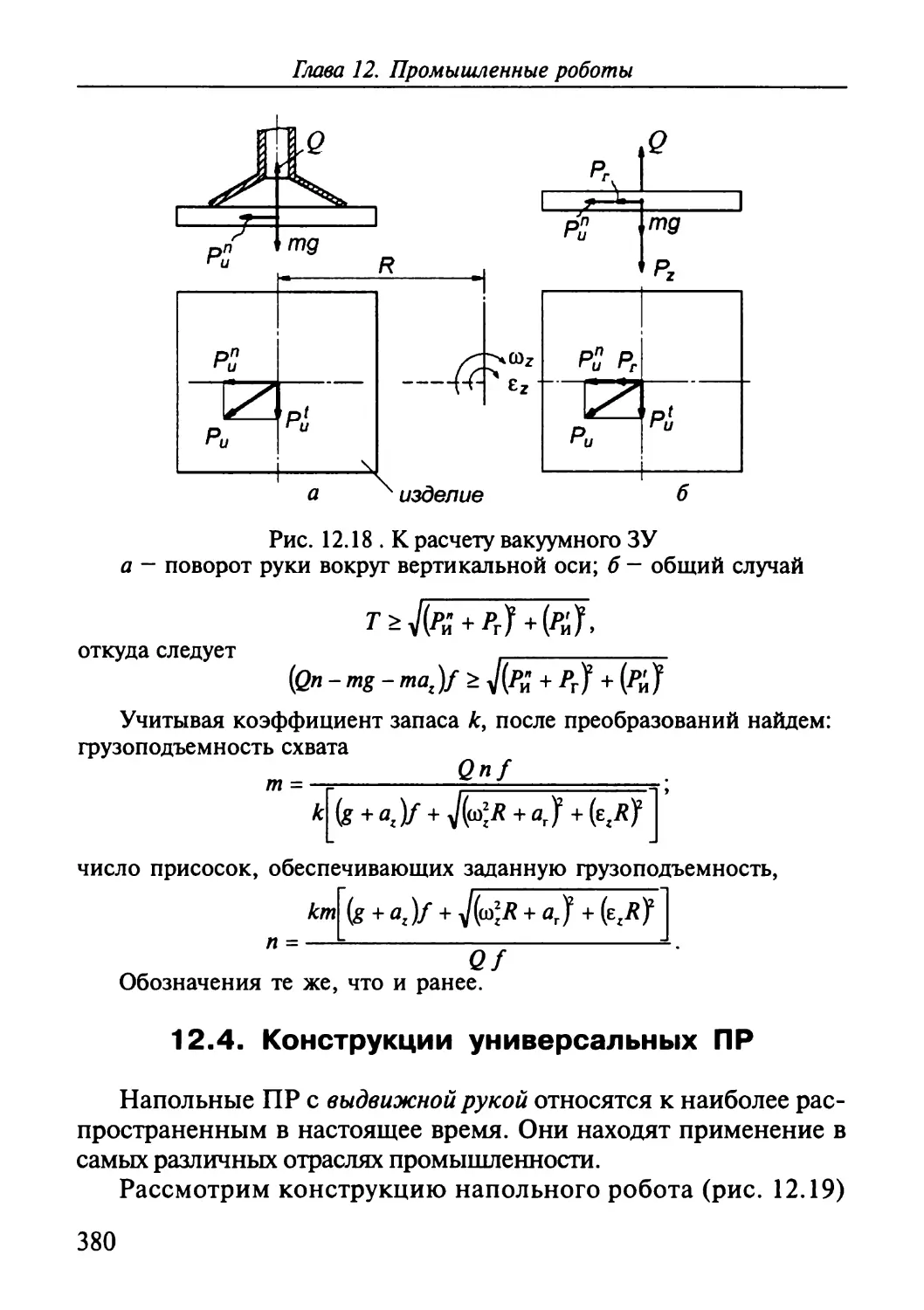
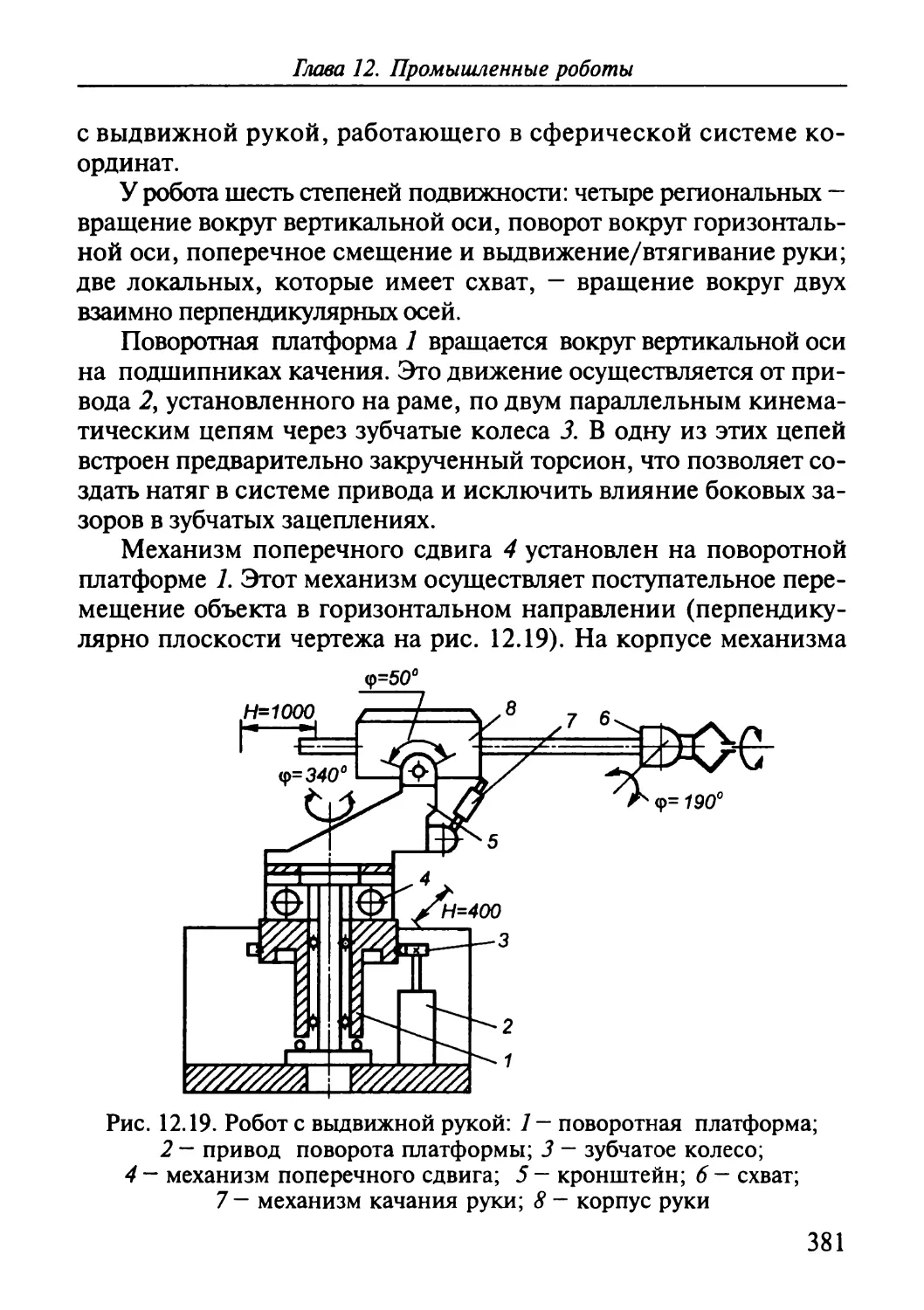
Рис. 1.3. Зависимость времени выдержки от
температуры при прессовании феноплас-
товых изделий: 7 — для изделия с толщи-
ной стенки 12 мм\ 2 — для изделия
с толщиной стенки 5 мм
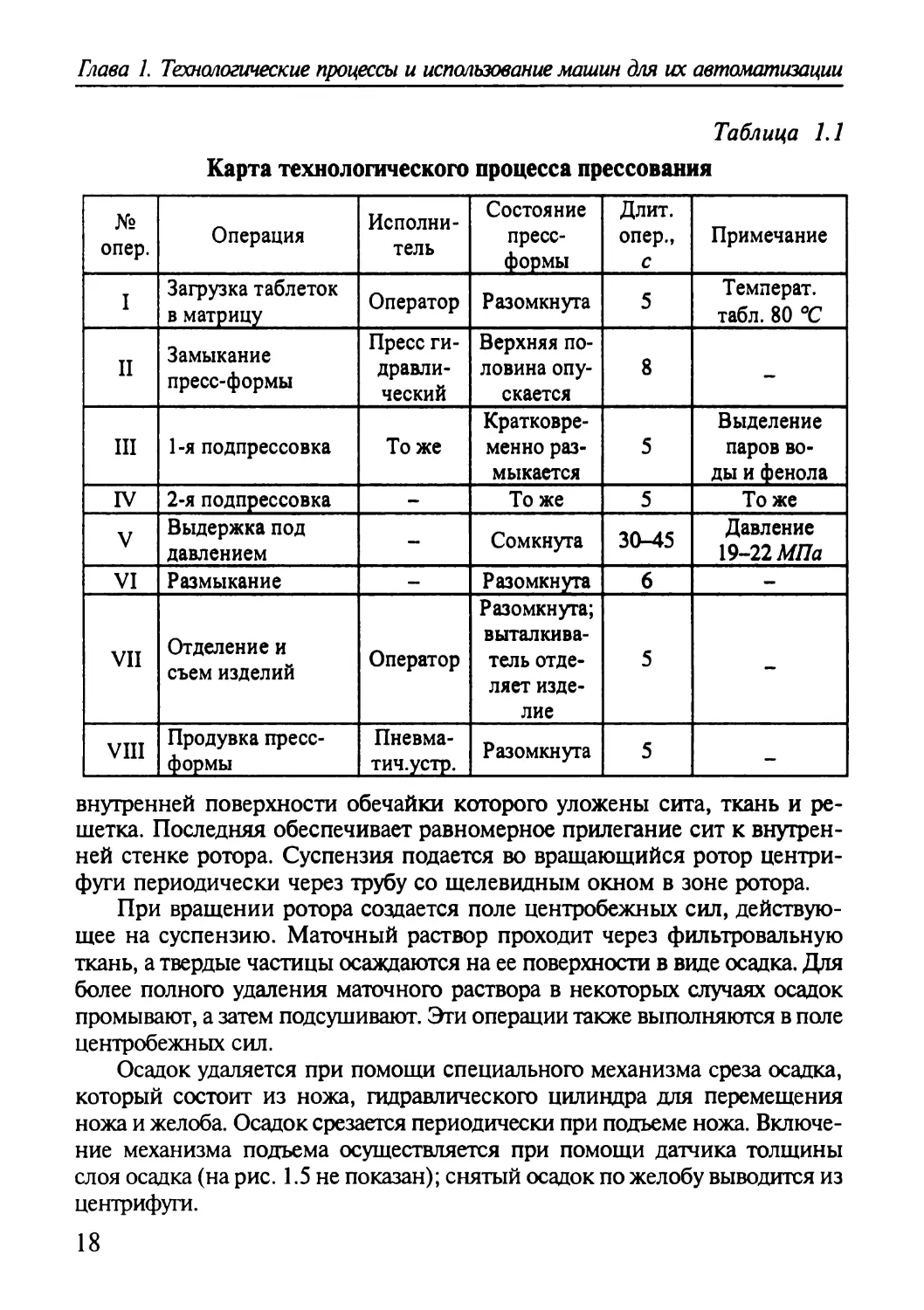
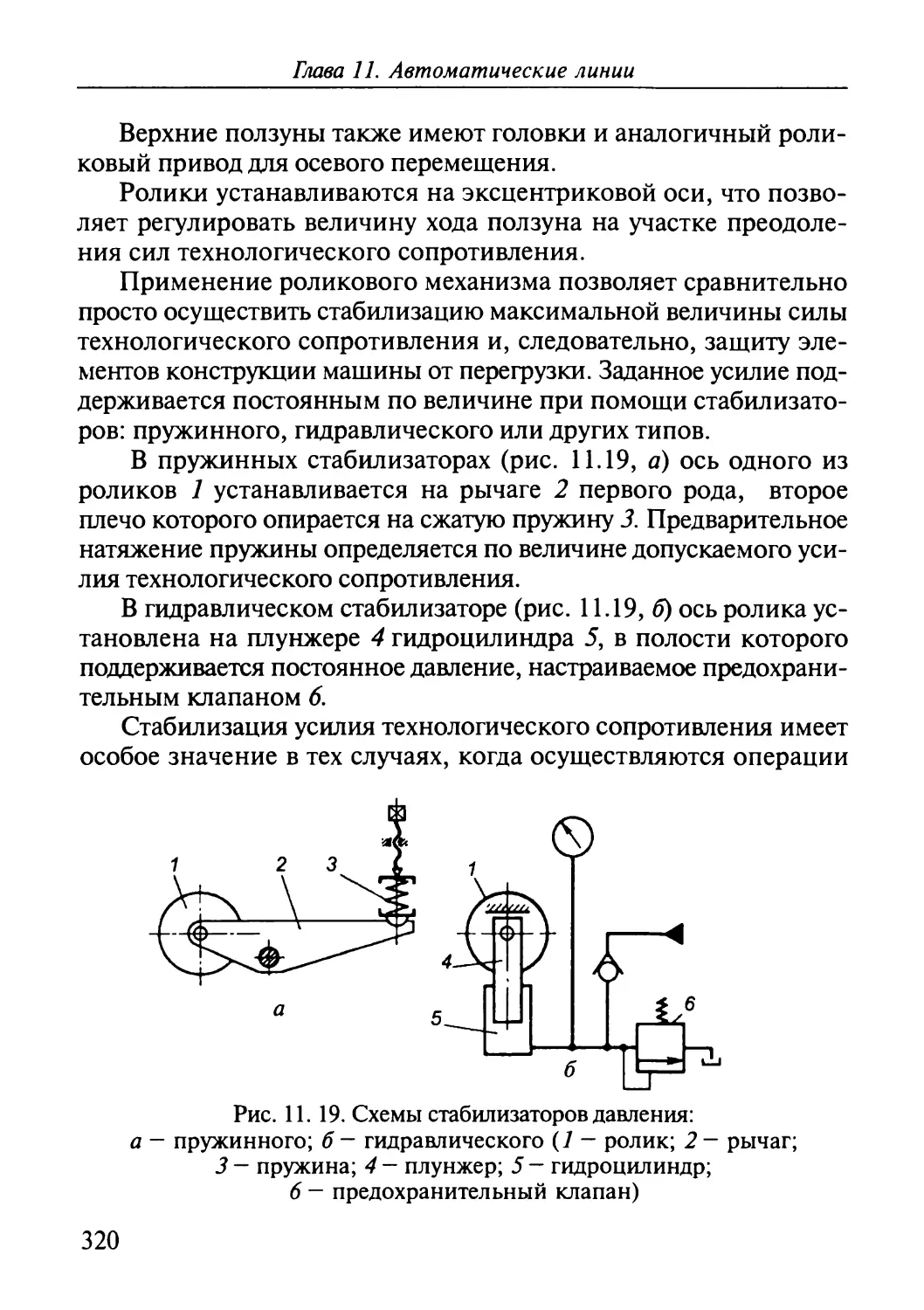
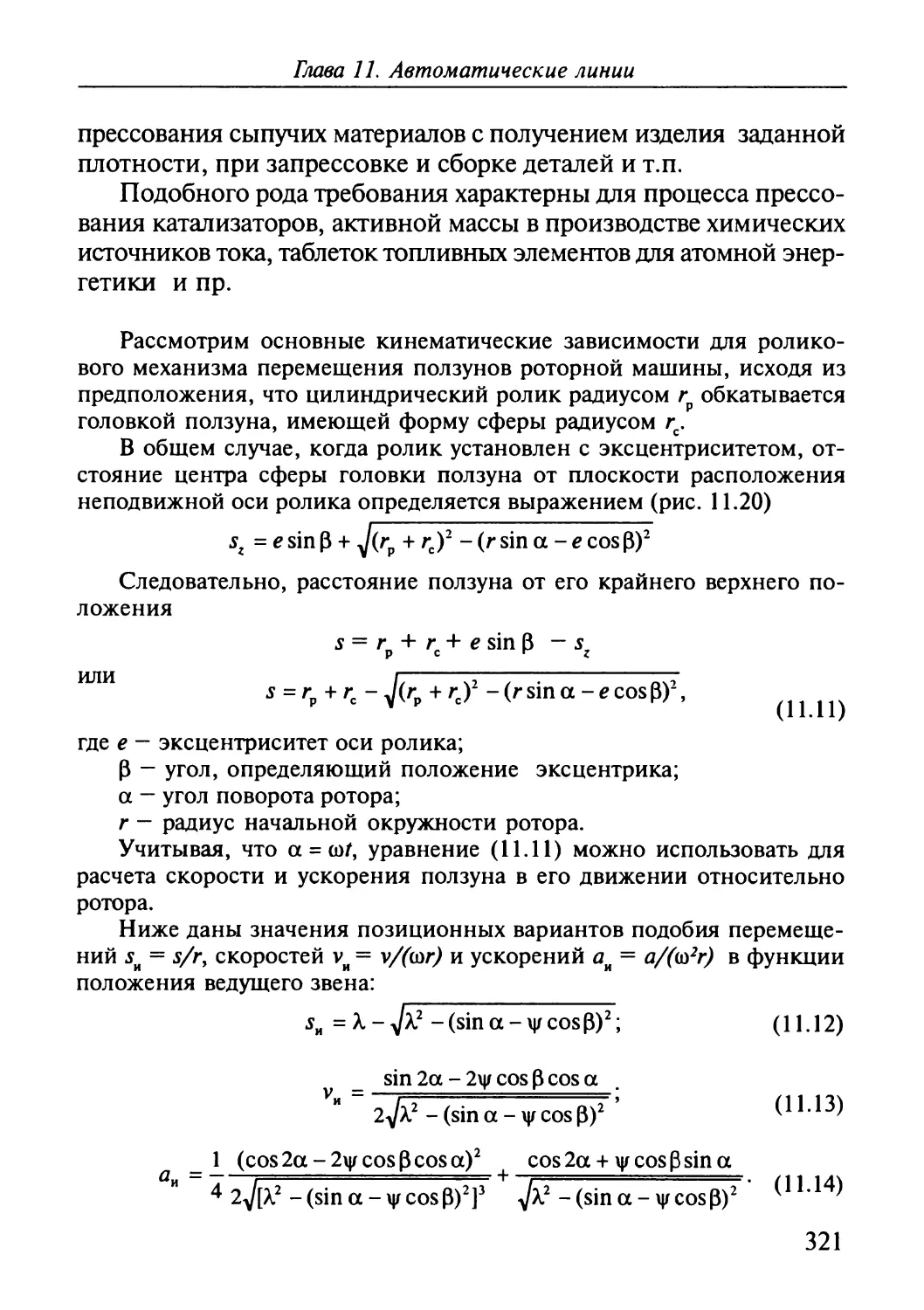
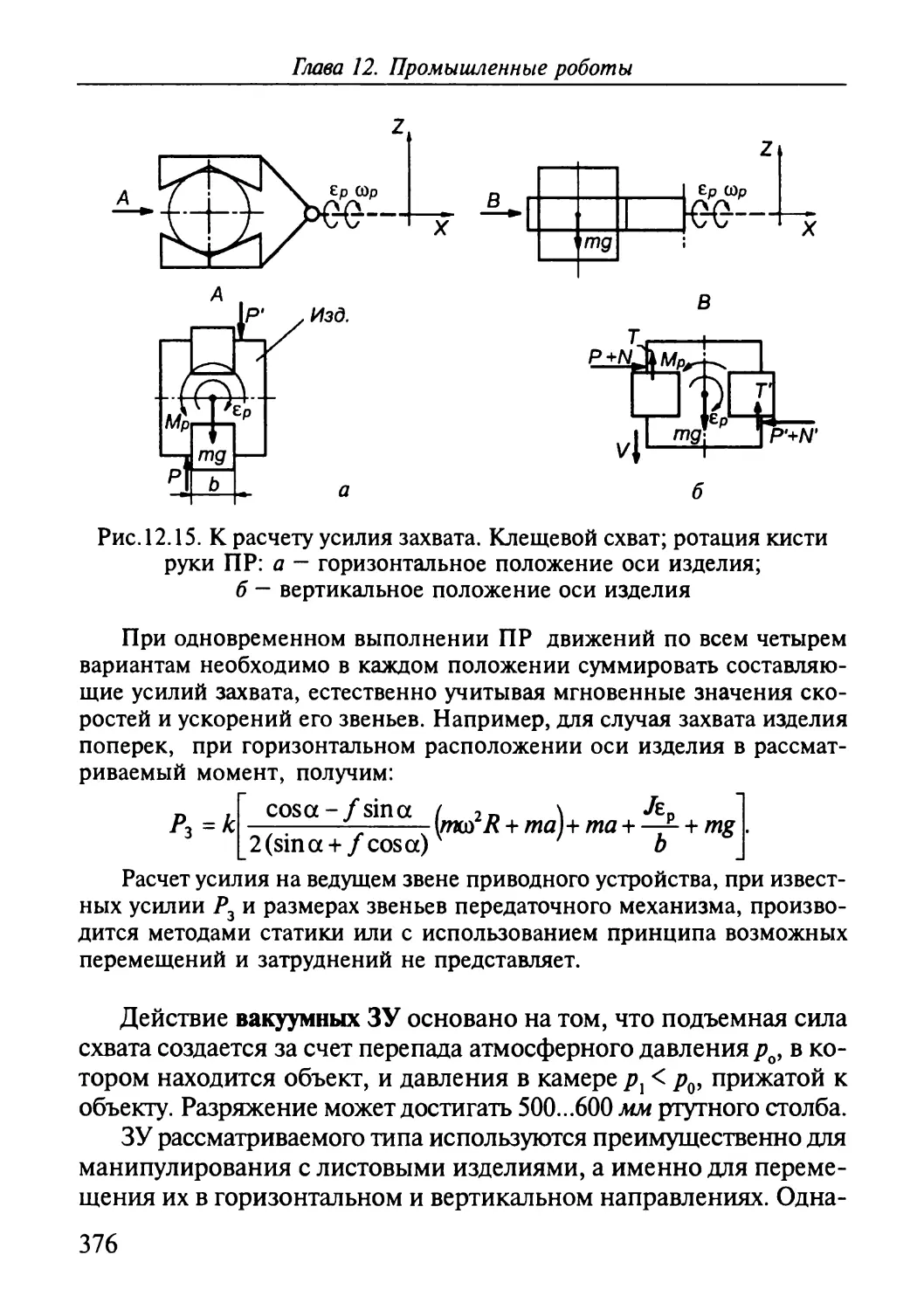
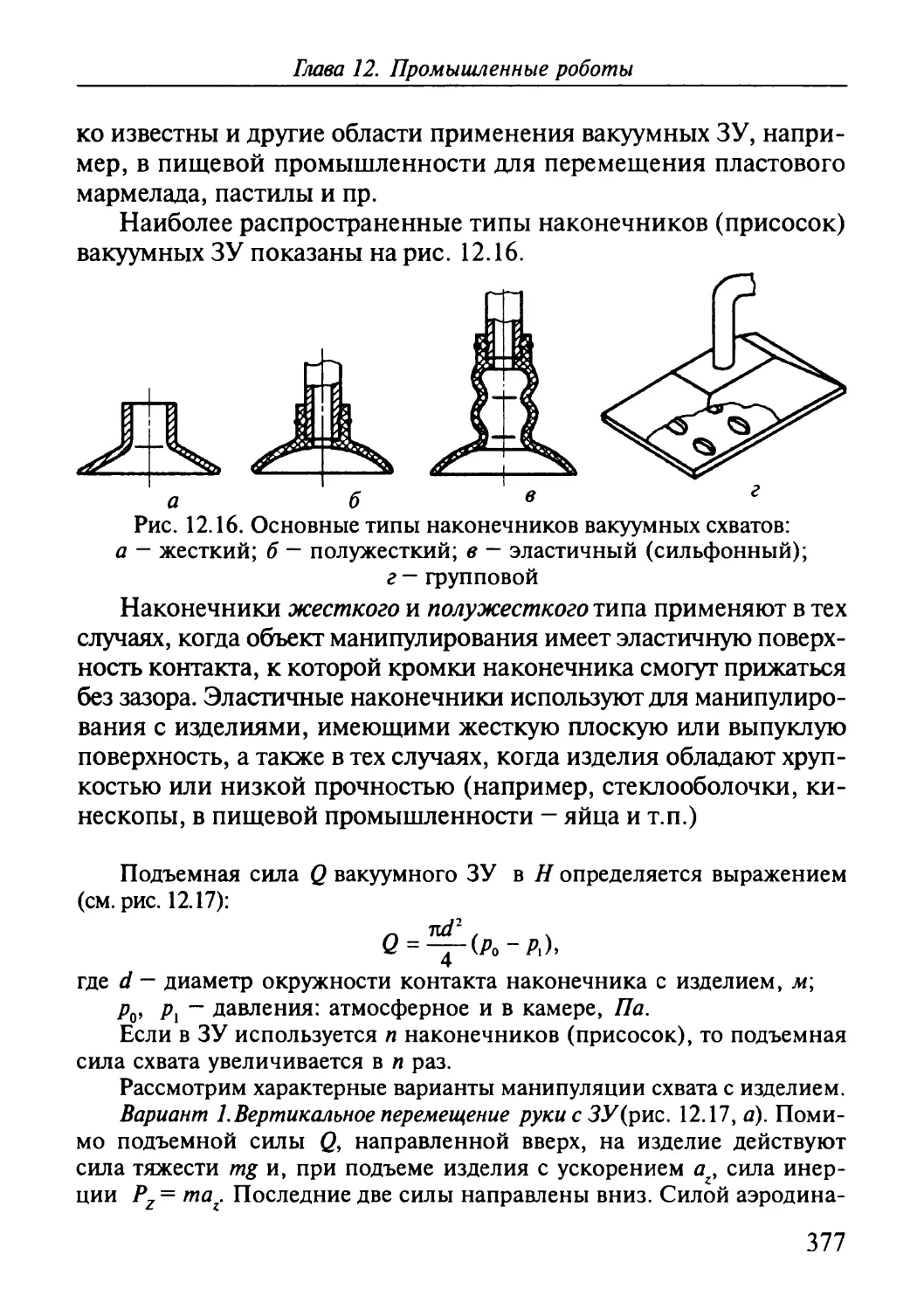
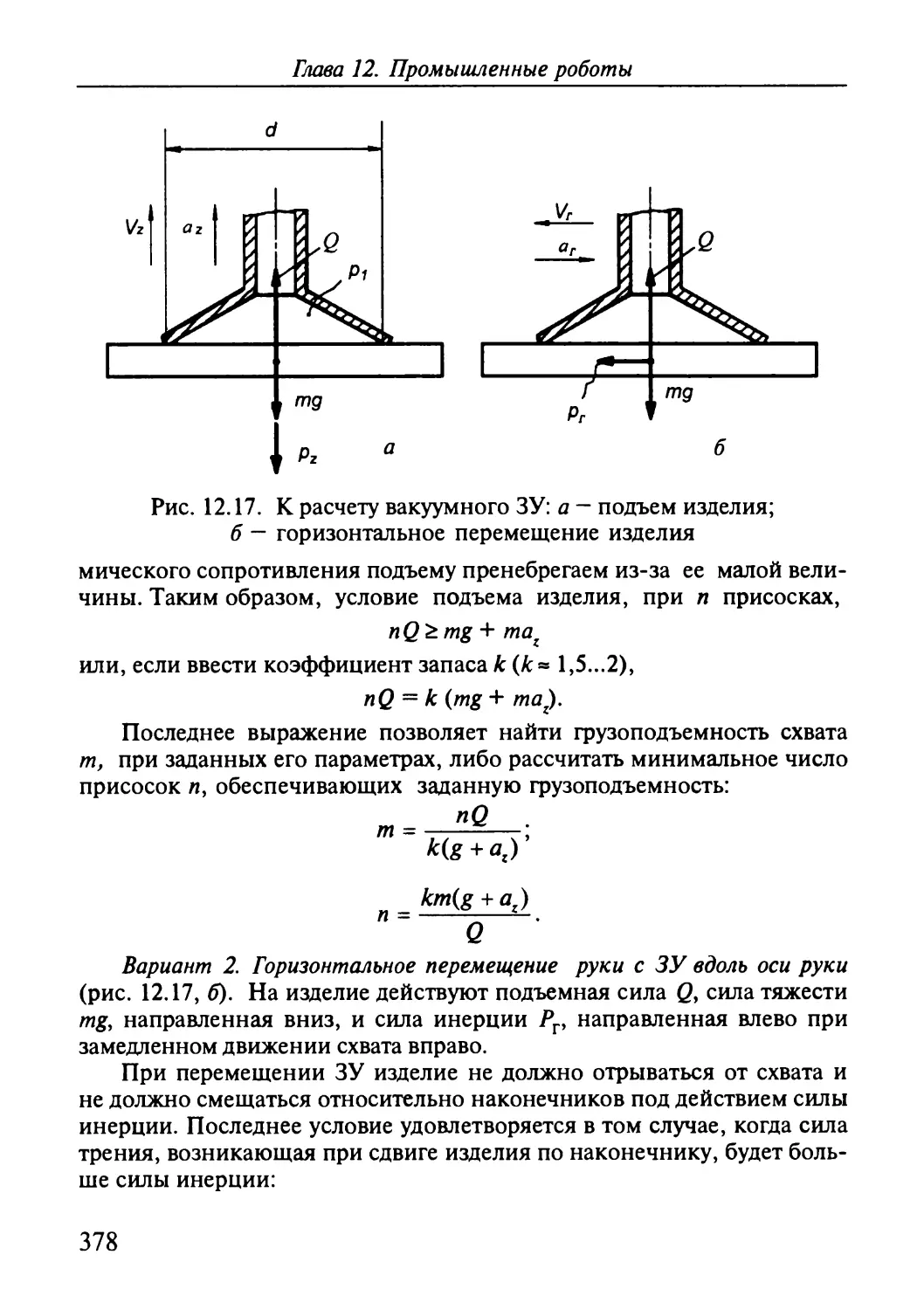
В табл. 1.1 даны характеристики рабочих и вспомогательных операций
неавтоматизированного технологического процесса прессования.
Для выполнения операций прессования обычно применяется гид-
равлический пресс с верхним рабочим цилиндром с номинальным уси-
лием 500 кН. Пресс-инструмент — 12-гнездный.
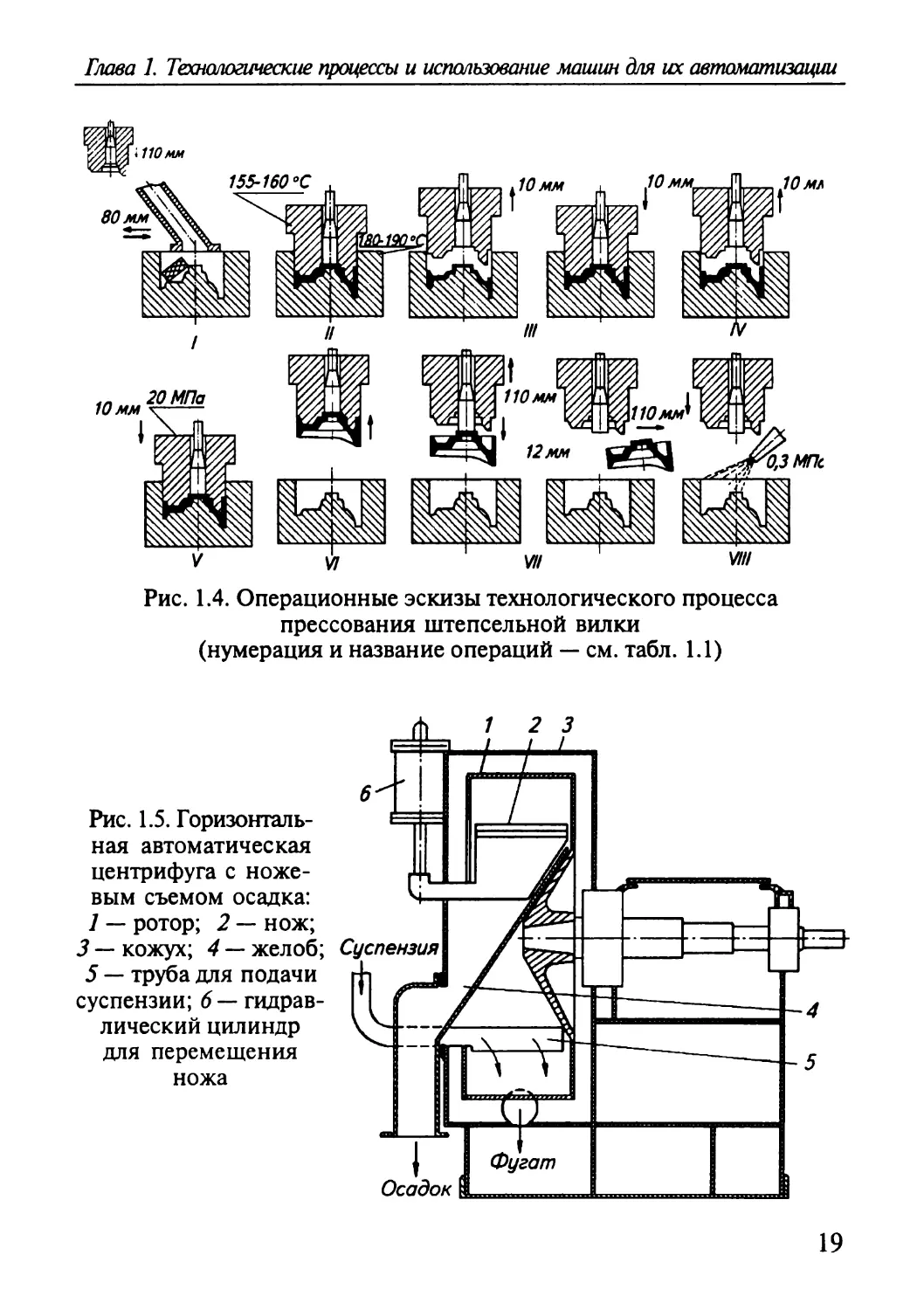
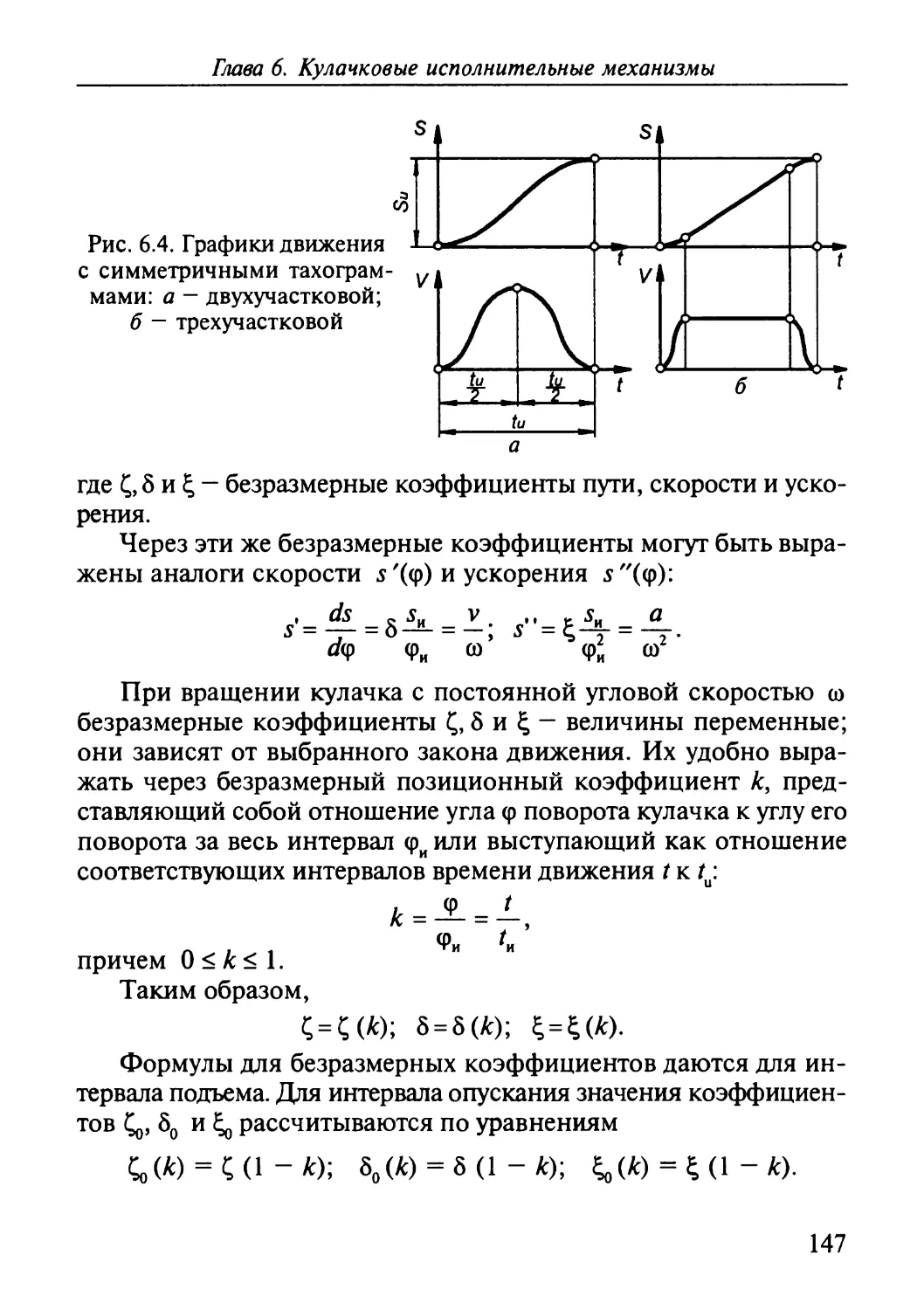
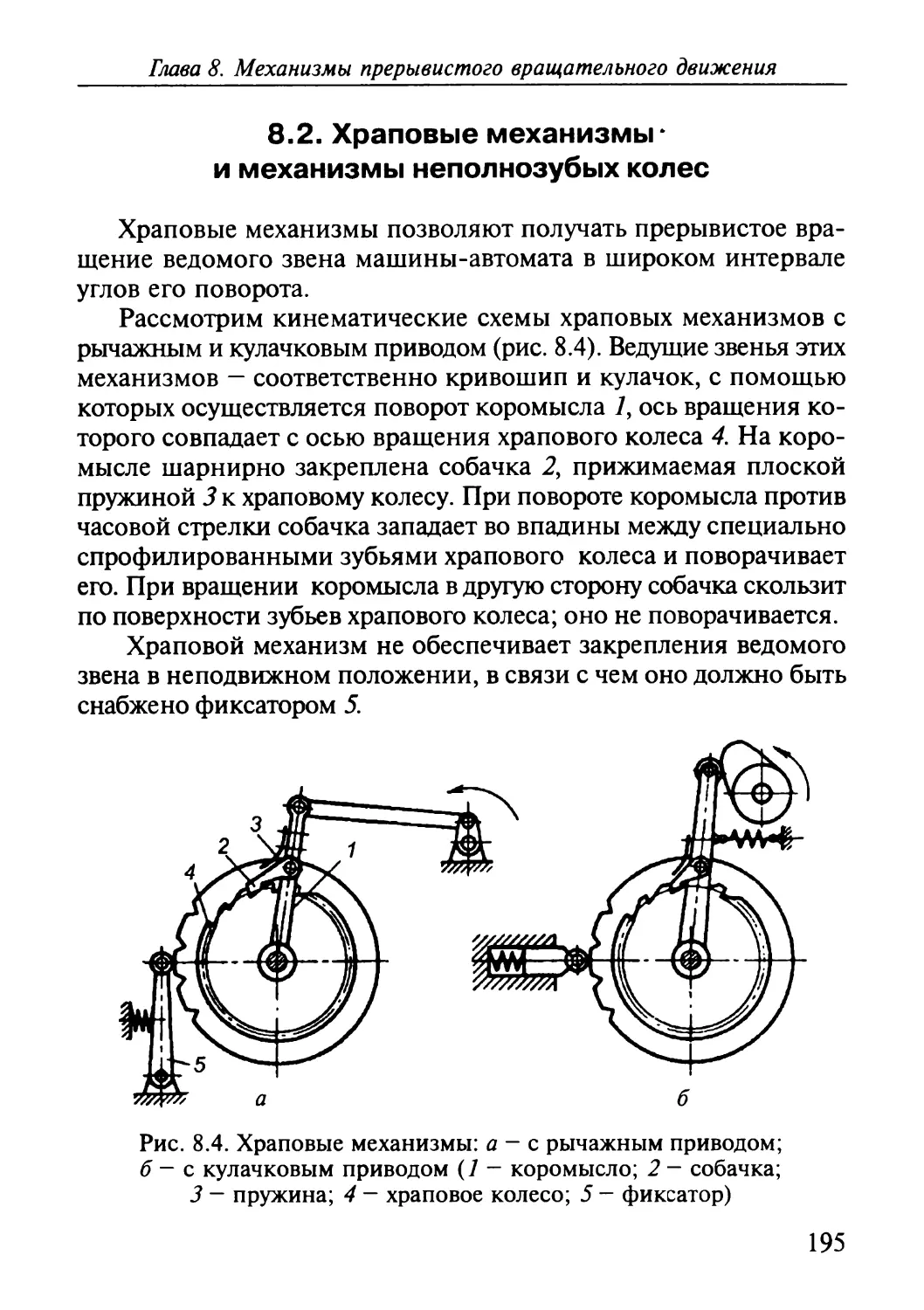
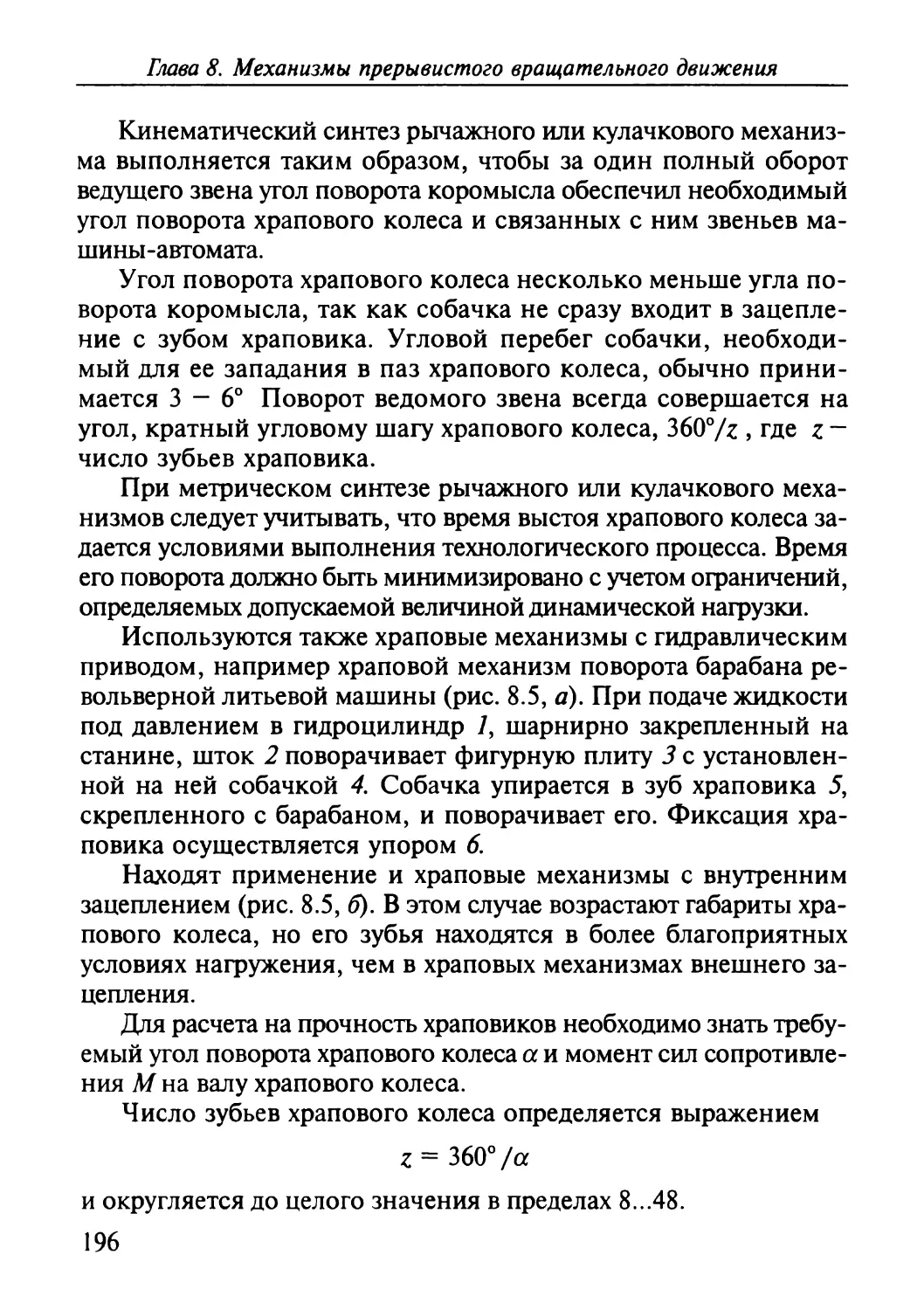
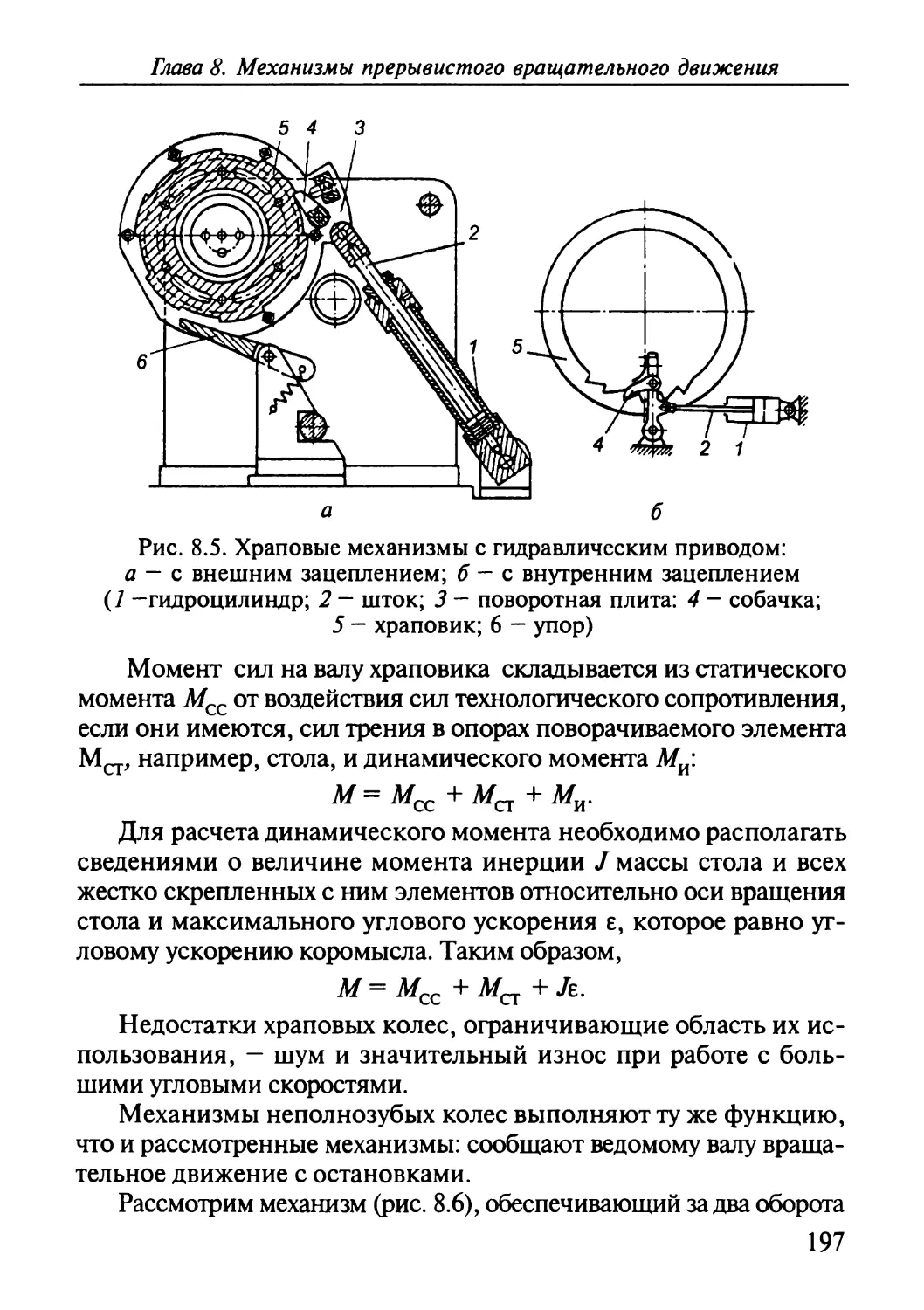
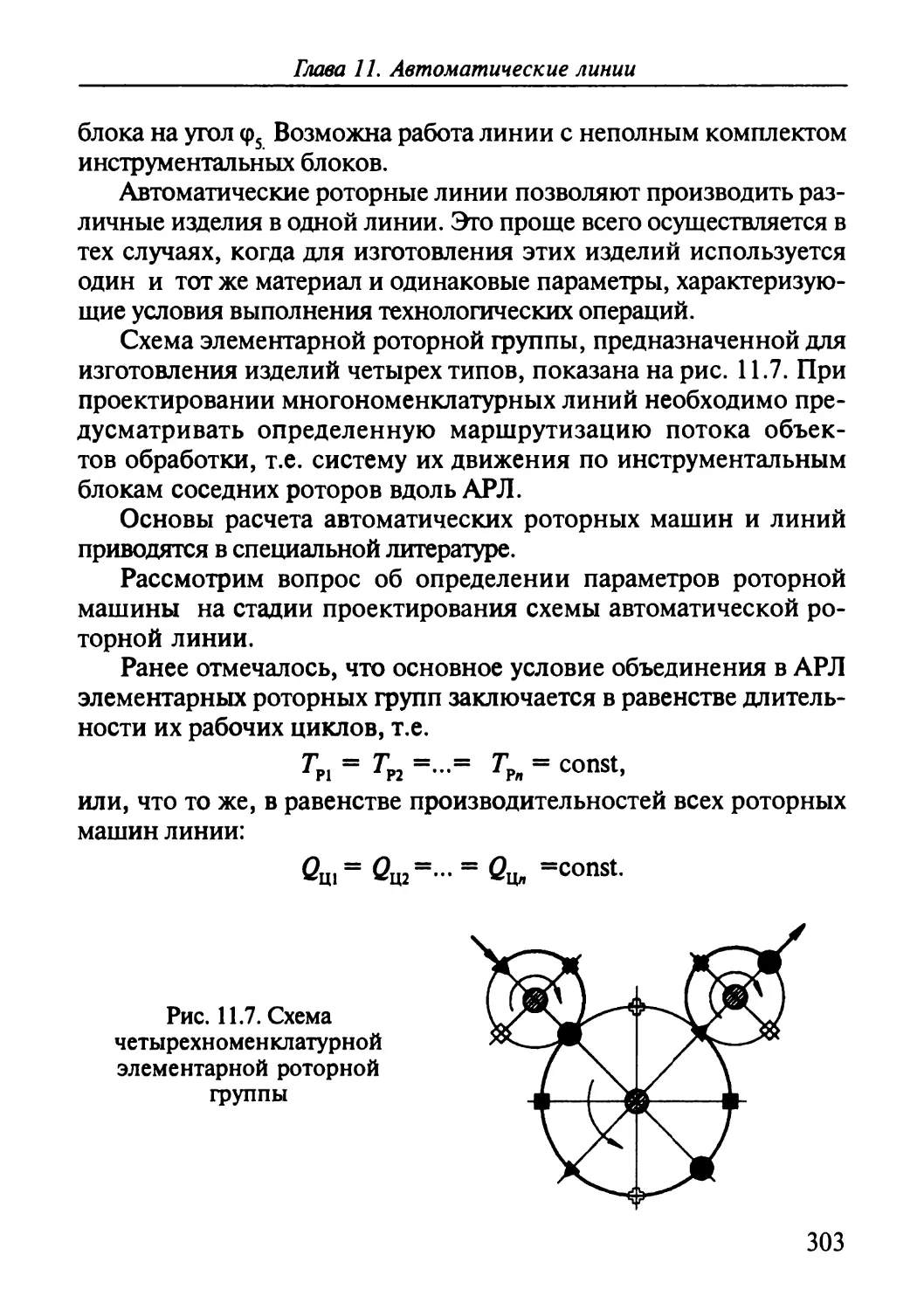
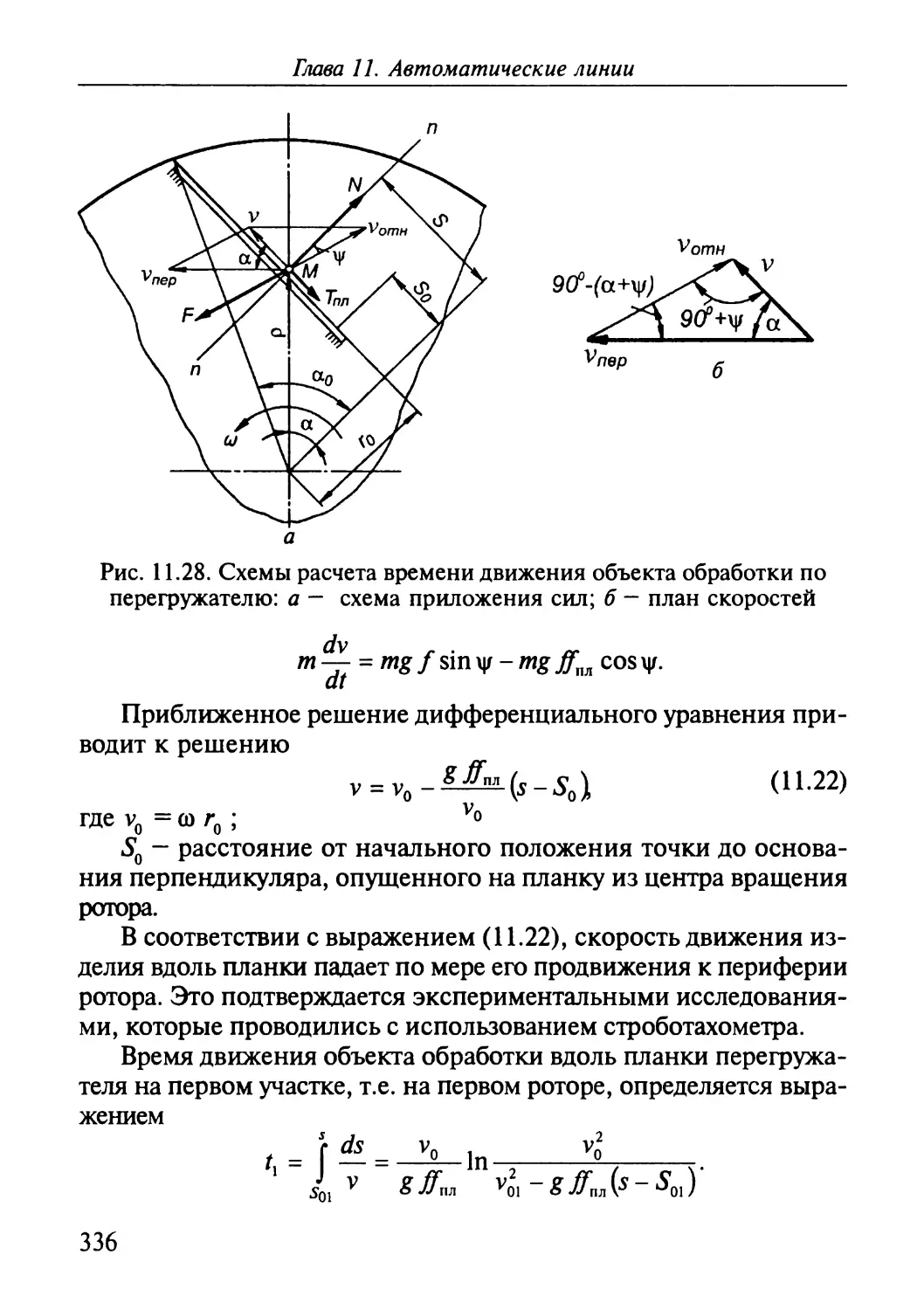
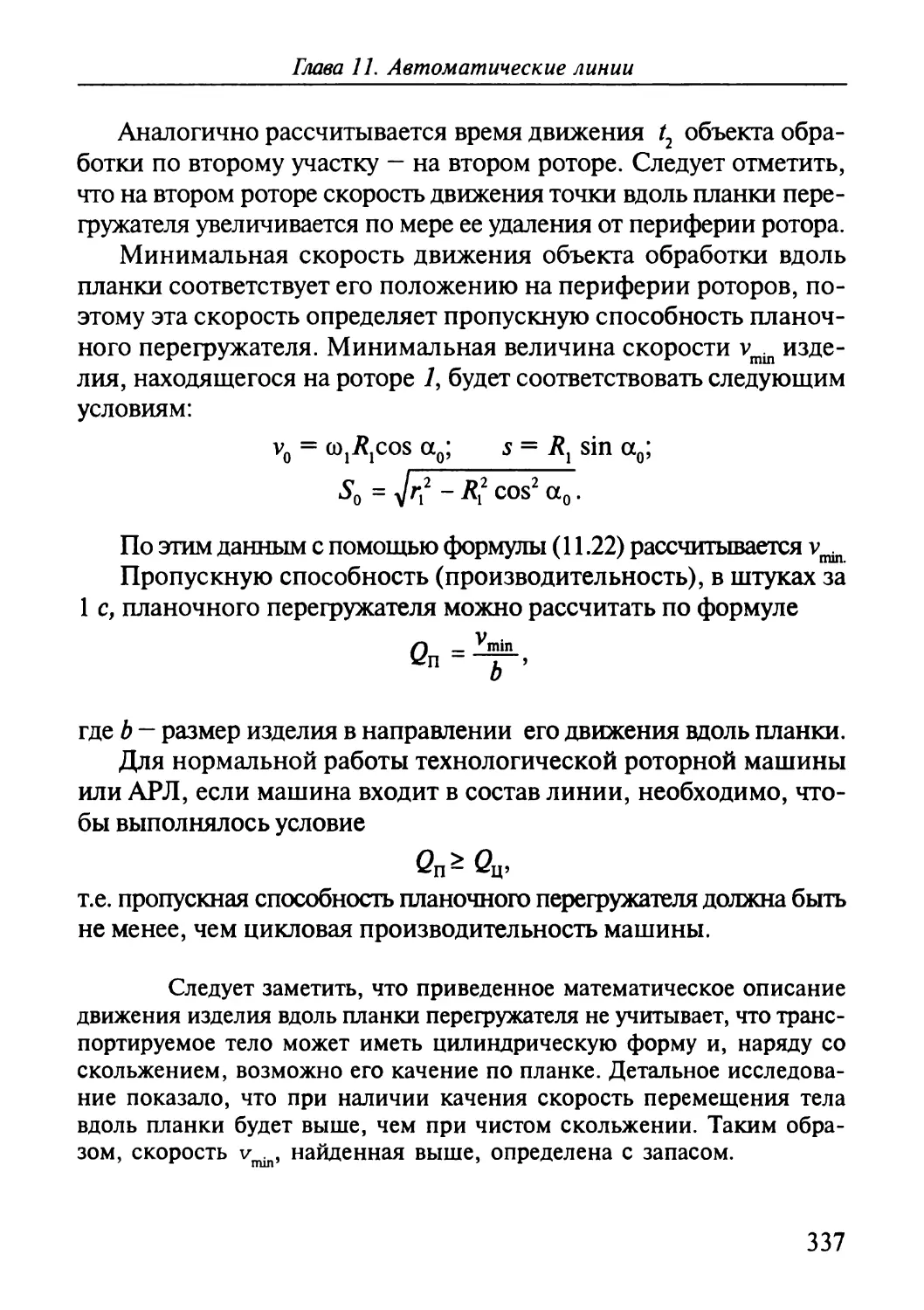
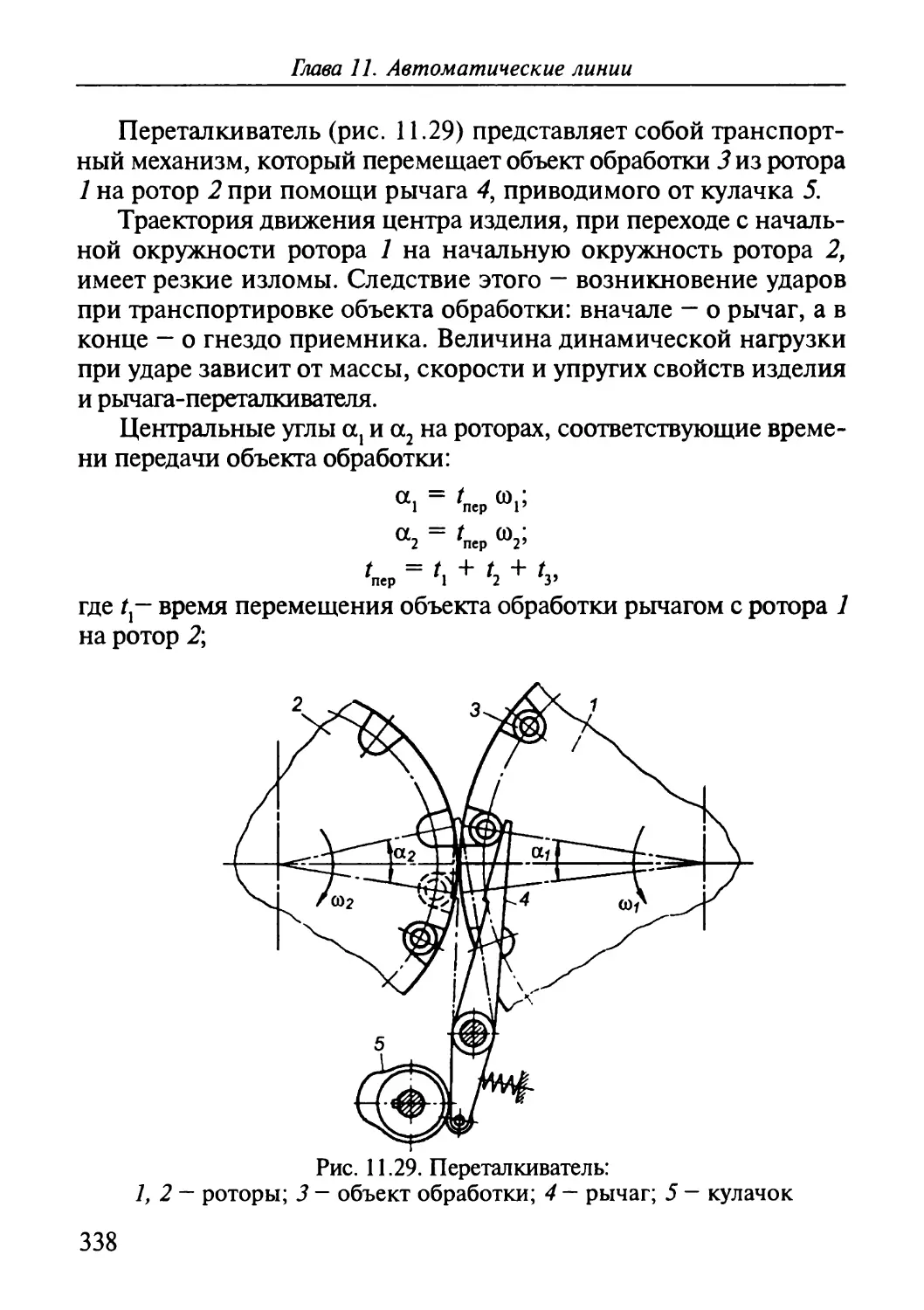
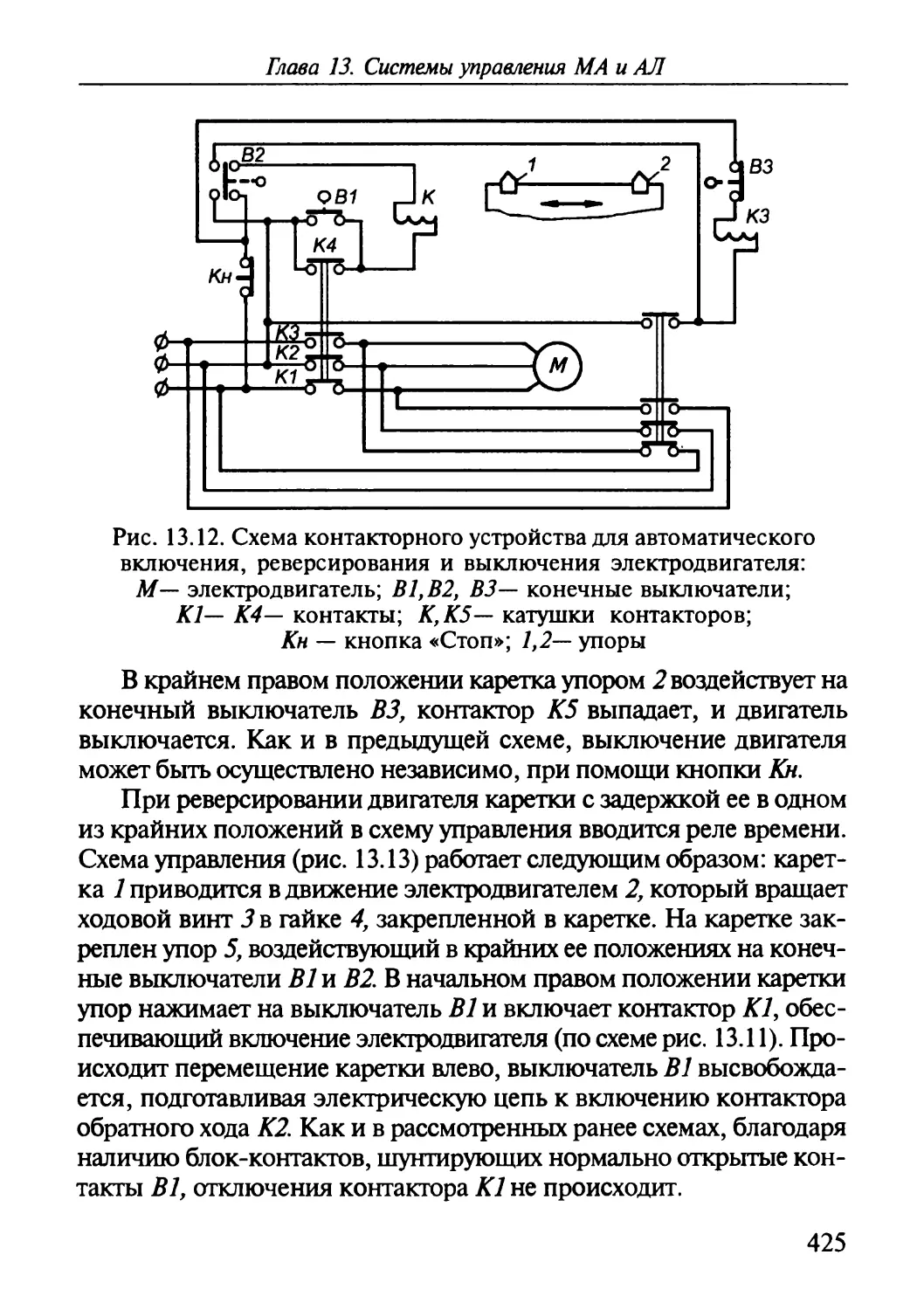
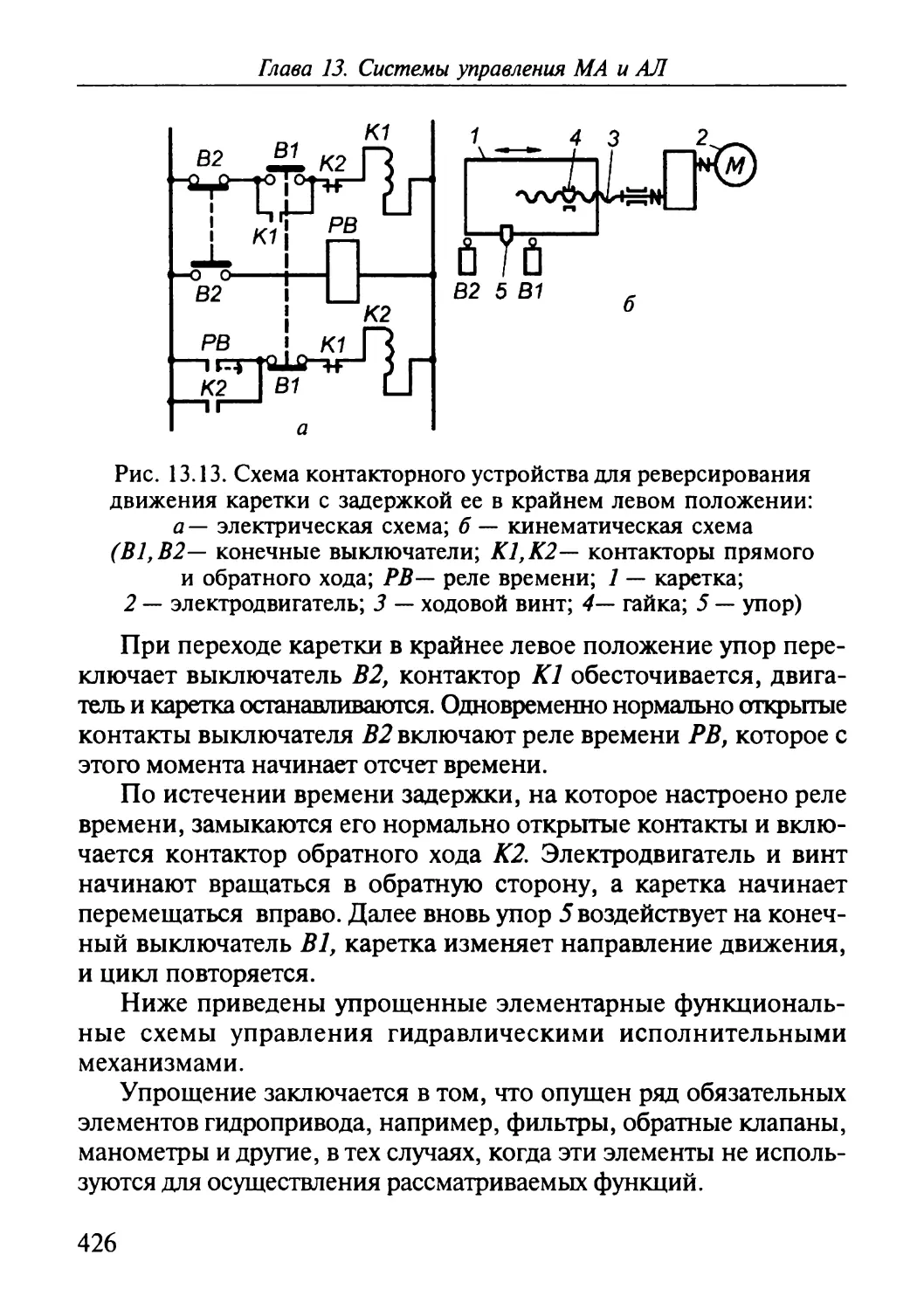
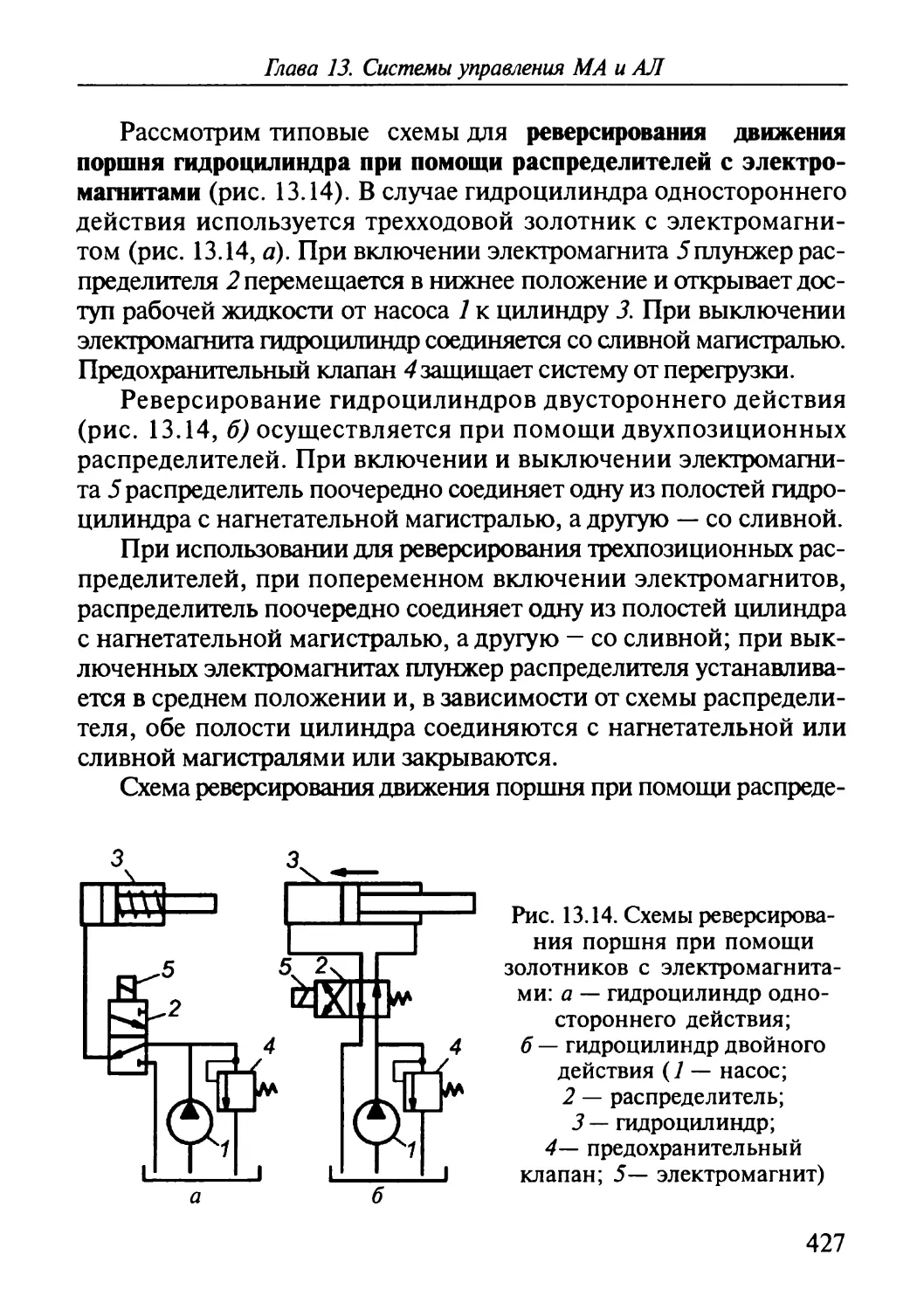
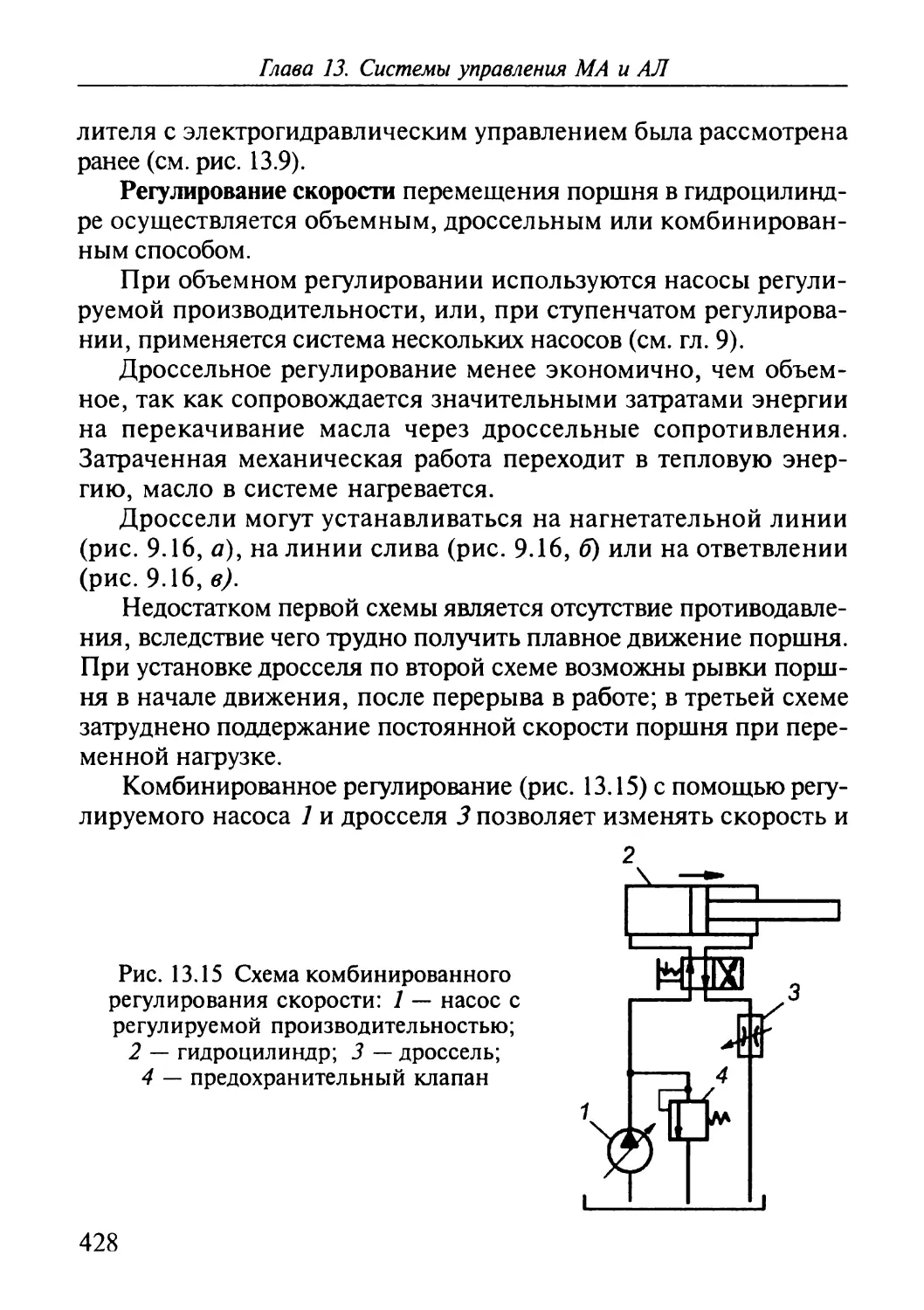
Схема этого технологического процесса показана на рис. 1.4. Римски-
ми цифрами обозначены все рабочие и вспомогательные операции, ука-
заны примерные величины перемещений ИО, давления, температуры.
Операции II, III, IV, V — рабочие; I, VI, VII, VIII — вспомогательные.
Рассмотрение этого процесса показывает, что его возможно и раци-
онально автоматизировать с целью повышения производительности обо-
рудования и улучшения условий труда: время выполнения вспомогатель-
ных операций составляет около 50 % от технологического цикла Тт =
69...84с.
Исключая ручной труд при выполнении операций загрузки и съема
изделий, повышая скорость движения ИО при холостых перемещениях
(операции I, VI, VII) и автоматизируя управление, можно сократить
технологический цикл.
В качестве примера другого технологического процесса рассмотрим
фильтрование на горизонтальной автоматической центрифуге с ноже-
вым съемом осадка.
Центрифуги этого типа (рис. 1.5) имеют перфорированный ротор, по
17
Глава 1. Технологические процессы и использование машин для их автоматизации
Таблица 1.1
Карта технологического процесса прессования
№ опер. Операция Исполни- тель Состояние пресс- формы Длит, опер., с Примечание
I Загрузка таблеток в матрицу Оператор Разомкнута 5 Температ. табл. 80 °C
II Замыкание пресс-формы Пресс ги- дравли- ческий Верхняя по- ловина опу- скается 8 —
III 1-я подпрессовка То же Кратковре- менно раз- мыкается 5 Выделение паров во- ды и фенола
IV 2-я подпрессовка - То же 5 То же
V Выдержка под давлением — Сомкнута 30-45 Давление 19-22 МПа
VI Размыкание — Разомкнута 6 —
VII Отделение и съем изделий Оператор Разомкнута; выталкива- тель отде- ляет изде- лие 5 —
VIII Продувка пресс- формы Пневма- тич.устр. Разомкнута 5 —
внутренней поверхности обечайки которого уложены сита, ткань и ре-
шетка. Последняя обеспечивает равномерное прилегание сит к внутрен-
ней стенке ротора. Суспензия подается во вращающийся ротор центри-
фуги периодически через трубу со щелеввдным окном в зоне ротора.
При вращении ротора создается поле центробежных сил, действую-
щее на суспензию. Маточный раствор проходит через фильтровальную
ткань, а твердые частицы осаждаются на ее поверхности в виде осадка. Для
более полного удаления маточного раствора в некоторых случаях осадок
промывают, а затем подсушивают. Эти операции также выполняются в поле
центробежных сил.
Осадок удаляется при помощи специального механизма среза осадка,
который состоит из ножа, гидравлического цилиндра для перемещения
ножа и желоба. Осадок срезается периодически при подъеме ножа. Включе-
ние механизма подъема осуществляется при помощи датчика толщины
слоя осадка (на рис. 1.5 не показан); снятый осадок по желобу выводится из
центрифуги.
18
Глава 1. Технологические процессы и использование машин для их автоматизации
Рис. 1.4. Операционные эскизы технологического процесса
прессования штепсельной вилки
(нумерация и название операций — см. табл. 1.1)
Фугат
Осадок (
Рис. 1.5. Горизонталь-
ная автоматическая
центрифуга с ноже-
вым съемом осадка:
1 — ротор; 2 — нож;
3 — кожух; 4 — желоб; Суспензия
5 — труба для подачи
суспензии; 6— гидрав-
лический цилиндр
для перемещения
ножа
19
Глава 1. Технологические процессы и использование машин для их автоматизации
Обычно этого типа центрифуги используются для обработки суспен-
зий, содержащих средне- и мелкозернистую твердую фазу, при фуговании
которой допускается дробление осадка. Процесс в центрифуге цикличес-
кий, он протекает, как правило, при постоянной угловой скорости рото-
ра. В отдельных случаях (например, если недопустим нагрев осадка) при
срезании осадка и его выгрузке скорость вращения ротора снижается.
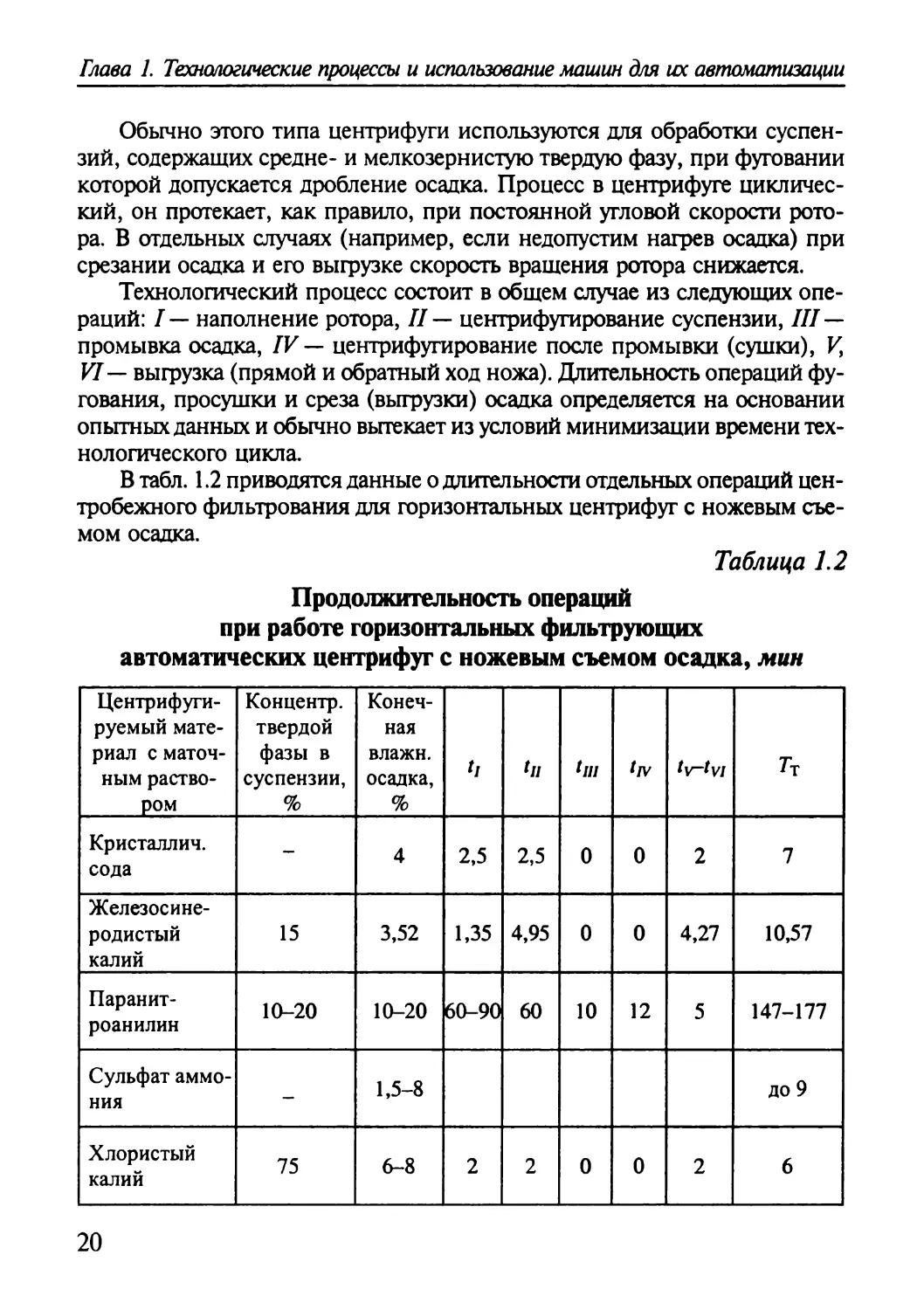
Технологический процесс состоит в общем случае из следующих опе-
раций: I — наполнение ротора, II — центрифугирование суспензии, III—
промывка осадка, IV — центрифугирование после промывки (сушки), К,
VI — выгрузка (прямой и обратный ход ножа). Длительность операций фу-
гования, просушки и среза (выгрузки) осадка определяется на основании
опытных данных и обычно вытекает из условий минимизации времени тех-
нологического цикла.
В табл. 1.2 приводятся данные о длительности отдельных операций цен-
тробежного фильтрования для горизонтальных центрифуг с ножевым съе-
мом осадка.
Таблица 1.2
Продолжительность операций
при работе горизонтальных фильтрующих
автоматических центрифуг с ножевым съемом осадка, мин
Центрифуги- руемый мате- риал с маточ- ным раство- ром Концентр, твердой фазы в суспензии, % Конеч- ная влажн. осадка, % h hi hn tjV Ут
Кристаллин, сода — 4 2,5 2,5 0 0 2 7
Железосине- родистый калий 15 3,52 1,35 4,95 0 0 4,27 10,57
Паранит- роанилин 10-20 10-20 60-90 60 10 12 5 147-177
Сульфат аммо- ния - 1,5-8 до 9
Хлористый калий 75 6-8 2 2 0 0 2 6
20
Глава 1. Технологические процессы и использование машин для их автоматизации
1.4. Цели и технико-экономические
предпосылки автоматизации
технологического процесса
Автоматизация технологического процесса преследует реше-
ние следующих основных задач:
Увеличение производительности труда. Увеличение количества
продукции, производимой в единицу времени, при использова-
нии машин автоматического действия — следствие снижения вре-
мени, затраченного на выполнение вспомогательных операций,
за счет их исполнения не рабочими, а быстродействующими ме-
ханизмами.
Снижение себестоимости продукции. Как известно, себестоимость
продукции воплощает в себе затраты прошлого труда, овеществ-
ленного в средствах производства и израсходованного на производ-
ство продукции, и ту часть вновь затраченного труда, которая со-
здает новую продукцию (в денежной форме выступает в виде
заработной платы). При автоматизации производственных процес-
сов выполнение трудоемких, однообразных и утомительных вспо-
могательных операций перекладывается с рабочих на машину, чис-
ло рабочих и расходы на заработную плату сокращаются. Однако
персонал, обслуживающий агрегаты автоматического действия,
обычно должен иметь более высокую квалификацию, чем при ра-
боте на неавтоматизированном оборудовании. Кроме того, вслед-
ствие повышения сложности машин возрастает их стоимость.
Улучшение качества и повышение стабильности продукции. При
ручном выполнении операций технологического процесса воз-
можно внесение в них погрешностей из-за индивидуальных
свойств и состояния человека, их осуществляющего: усталость,
отвлечение внимания и т.п. По этой причине возможны, напри-
мер, неточности дозировки сыпучих материалов, неправильная
установка заготовки, плохо затянутый крепеж и пр.
В машинах автоматического действия качество продукции, при
условии правильной наладки машины и при наличии системы кон-
троля качества, остается стабильным и от субъективных особенно-
стей рабочего не зависит.
21
Глава 1. Технологические процессы и использование машин для их автоматизации
Расширение ассортимента изделий. Имеется ряд видов продук-
ции, изготовление которых стало возможным только с помощью
машинных агрегатов автоматического действия, программно-уп-
равляемых устройствами обработки информации, например,
микропроцессорами. Это относится к изделиям таких отраслей про-
мышленности, как электронная, химическая, оборонная и др.
Улучшение социальных условий работы персонала. При исполь-
зовании автоматизированного оборудования вследствие того, что
человек не принимает непосредственного участия в выполнении
операций технологического процесса и в управлении работой ма-
шинного агрегата, значительно улучшаются условия труда. На-
пример, если оборудование выполняет хотя бы только чисто ме-
ханические операции, то и в этом случае резко снижается про-
мышленный травматизм.
Однако и в химической технологии, и при производстве стро-
ительных материалов машинные технологические процессы час-
то сопровождаются выделением пыли, токсичных паров и газов,
могут проходить при высокой или очень низкой температуре, при
высоком давлении или вакууме. В некоторых случаях предусматри-
ваются лазерное, радиационное или ультразвуковое воздействия на
объект обработки с возникновением соответствующих вредных по-
лей в зоне расположения машины. По этой причине роль машин
автоматического действия в указанных отраслях промышленности
еще более значительна. В некоторых случаях, например, при ис-
пользовании лазерной, радиационной, ультразвуковой техники,
полная автоматизация производственного процесса — обязательное
условие его выполнения.
Следует заметить, что автоматизация производства позволяет
получить и другие положительные эффекты: снижаются удельные
производственные площади, уменьшается объем незавершенного
производства, ускоряется оборачиваемость оборотных средств и пр.
Решение вопроса о рациональности автоматизации того или
иного существующего или вновь проектируемого производства
зависит от ряда факторов, среди которых один из существен-
ных — масштаб выпуска продукции.
В зависимости от масштабов выпуска однотипной продукции
22
Глава 1. Технологические процессы и использование машин для их автоматизации
различают массовое, серийное (крупносерийное и мелкосерийное)
и единичное производство. Необходимость автоматизации массово-
го производства, при котором годовой выпуск однотипных изде-
лий исчисляется миллионами или сотнями тысяч единиц, сомне-
ний не вызывает. Наибольшие трудности возникают при автома-
тизации мелкосерийного и индивидуального производства. В ряде
случаев необходимость автоматизации при этом определяется со-
циальными факторами — необходимостью исключить пребыва-
ние персонала во вредных или опасных зонах около оборудова-
ния; в других случаях вопрос о рациональности автоматизации
производства решается с помощью экономического критерия.
Общие тенденции при автоматизации проявляются обычно в
снижении затрат на рабочую силу, росте абсолютных капиталь-
ных затрат, повышении затрат на энергию, т.е. одни затраты воз-
растают, другие — уменьшаются.
Наибольшая эффективность автоматизации будет иметь мес-
то при уменьшении удельных капиталовложений (по сравнению
с аналогичным неавтоматизированным производством), умень-
шении удельных затрат труда у производителя, уменьшении зат-
рат у потребителя в процессе эксплуатации изготовленных изде-
лий. Последний эффект достигается за счет повышения надеж-
ности и долговечности изделий, полученных на автоматизиро-
ванном оборудовании.
Для дискретного машинного производства годовой экономи-
ческий эффект от автоматизации Э (руб/год) приближенно можно
оценить по уравнению
Э = {3,(5/А)(Л + Wi + £я> +
+ [(Я, - И2) - Е„(К2 - К)]/(Р2 - Е„) - 32}А ,
где 3|( 32 - приведенные затраты на единицу производимой про-
дукции базового и автоматизированного оборудования;
В}, В2 - годовые объемы продукции в соответствующих условиях;
Рр Р2 - доли отчисления от балансовой стоимости на полное
восстановление;
Ен — доля капитальных затрат у потребителя в приведенных
затратах;
Яр И2 - годовые эксплуатационные издержки в расчете на
23
Глава 1. Технологические процессы и использование машин для их автоматизации
объем продукции, произведенной с помощью автоматизирован-
ного оборудования;
Хр К2 — соответствующие капитальные вложения;
А — годовой объем производства автоматизированного обору-
дования.
Приведенная формула не учитывает экономический эффект,
получаемый от улучшения качества продукции при автоматиза-
ции, сокращения производственных площадей, уменьшения орга-
низационных потерь и пр.
Контрольные вопросы
1. В чем заключается отличие прерывно-операционного технологи-
ческого процесса от непрерывно-операционного?
2. Чем отличаются вспомогательные операции от рабочих?
3. В чем заключается классификация операций по Л.Н. Кошкину?
4. Проанализируйте по всем известным Вам классификациям опе-
рации: 1) химико-термической обработки детали; 2) нанесения эти-
кетки на тару; 3) измерения высоты спрессованного брикета.
5. За счет каких факторов может возникать экономический эффект
при использовании агрегатов автоматического действия?
6. В каких случаях использование машин-автоматов может быть обус-
ловлено не только экономическими соображениями?
24
Глава 2. Строение машин-автоматов
Глава 2
СТРОЕНИЕ МАШИН-АВТОМАТОВ
— Что нам стоит дом построить?Нарисуем—
будем жить!
Прибаутка
2.1. Структурные элементы машин
автоматического действия
Простейшая машина автоматического действия — машина-ав-
томат — представляет собой производственную (рабочую, техноло-
гическую) машину, предназначенную для выполнения рабочей (ра-
бочих) и вспомогательных операций, где все эти операции и уп-
равление работой машины осуществляются без участия человека.
С позиций системного подхода машина-автомат представляет
собой совокупность следующих систем: двигатели, передаточные
механизмы, исполнительные (целевые) механизмы, устройства уп-
равления. Все эти системы в общем случае связаны между собой и
прямыми, и обратными связями, причем каждую из этих систем
можно, в свою очередь, рассматривать как систему элементов
более низкого иерархического уровня, также связанных между
собой. Такая градация может быть продолжена и далее, если в
этом имеется необходимость.
Двигатели и привод МА. Функция этой системы — энергети-
ческое обеспечение функционирования агрегата, поскольку вы-
25
Глава 2. Строение машин-автоматов
полнение всех операций технологического процесса сопровожда-
ется затратой энергии. В машинах-автоматах химических произ-
водств и предприятий строительных материалов обычно исполь-
зуются электродвигатели, преобразующие электрическую энер-
гию в механическую. Последняя либо непосредственно (через пе-
редаточные механизмы) подводится к исполнительным меха-
низмам, либо дополнительно преобразуется; в этом случае в энер-
гетическую цепь привода бывают включены гидравлические или
пневматические агрегаты. Таким образом, наиболее распростра-
ненные типы приводов МА — электромеханический, гидравличес-
кий, пневматический.
Обычно используются стандартные электродвигатели, насо-
сы и компрессоры, принципы действия и свойства которых здесь
не рассматриваются.
Передаточные механизмы соединяют двигатели с исполни-
тельными механизмами МА и, в большинстве случаев, меняют
кинематические параметры движения. Они особой специфики не
имеют и представляют собой, как правило, традиционные пере-
дачи, применяемые в машиностроении: ременные, зубчатые,
цепные, вариаторы скоростей и т.п.
Исполнительные механизмы МА предназначены для переме-
щения исполнительных органов (ИО) машины и, следователь-
но, выполнения всех рабочих и вспомогательных операций. Со-
ответственно различают исполнительные механизмы рабочих и
вспомогательных операций. Особенности этих механизмов опре-
деляются видами операций, характером движения исполнитель-
ных органов и их взаимной связью.
Устройства управления МА. Эта система обеспечивает реали-
зацию последовательности работы и взаимодействия исполни-
тельных механизмов машины, соответствующую заданному тех-
нологическому процессу, может регулировать параметры выпол-
нения операций, осуществлять блокировку (защиту) машины
при случайных нарушениях режима ее работы, выполнять функ-
ции пуска и останова в рабочем режиме, а также и при наладке.
Специфичные структурные элементы агрегатов автомати-
ческого действия — системы исполнительных механизмов и сис-
26
Глава 2. Строение машин-автоматов
темы устройств управления; им будет далее уделено особое вни-
мание.
В процессе работы МА можно различить три взаимосвязанных
потока: объектов обработки (материальный), энергетический и
информационный.
Поток 00образован материалами, заготовками, полуфабрика-
тами, изделиями, которые транспортируются внутри машины.
Выполнение рабочих операций по изменению свойств, состоя-
ния или формы 00, а также и вспомогательных операций — зах-
ват, транспортирование 00 и др. — связано с энергетическими
затратами. Таким образом, от двигателя (двигателей) энергетичес-
кий поток идет через передаточные механизмы к исполнительным
механизмам и далее к соответствующим ИО, при воздействии ко-
торых на 00 происходит то или иное преобразование энергии. Этот
процесс сопровождается частичной диссипацией (рассеиванием)
энергии из-за трения в кинематических парах передаточных и ис-
полнительных механизмов.
Поток информации, направленный от системы управления к
исполнительным и передаточным механизмам и двигателям,
состоит из команд на включение, переключение или останов
тех или иных исполнительных механизмов и их двигателей, вклю-
чение или выключение операций контроля ИО машины, их ре-
гулировки и т.п.
В машинах автоматического действия с обратной связью име-
ется поток информации, направленный от исполнительных ме-
ханизмов МА или их исполнительных органов к системе управ-
ления. Он передает сведения о текущем состоянии 00, ИО ма-
шины и тех или иных параметрах технологического процесса.
Эта информация может характеризовать, например, положение
00, его размеры и их изменение в процессе выполнения рабо-
чих операций, износ ИО машины, температуру в рабочей зоне,
давление и пр. Через этот канал осуществляется обратная связь
технологического процесса с системой управления, что позво-
ляет регулировать его по контролируемым параметрам.
27
Глава 2. Строение машин-автоматов
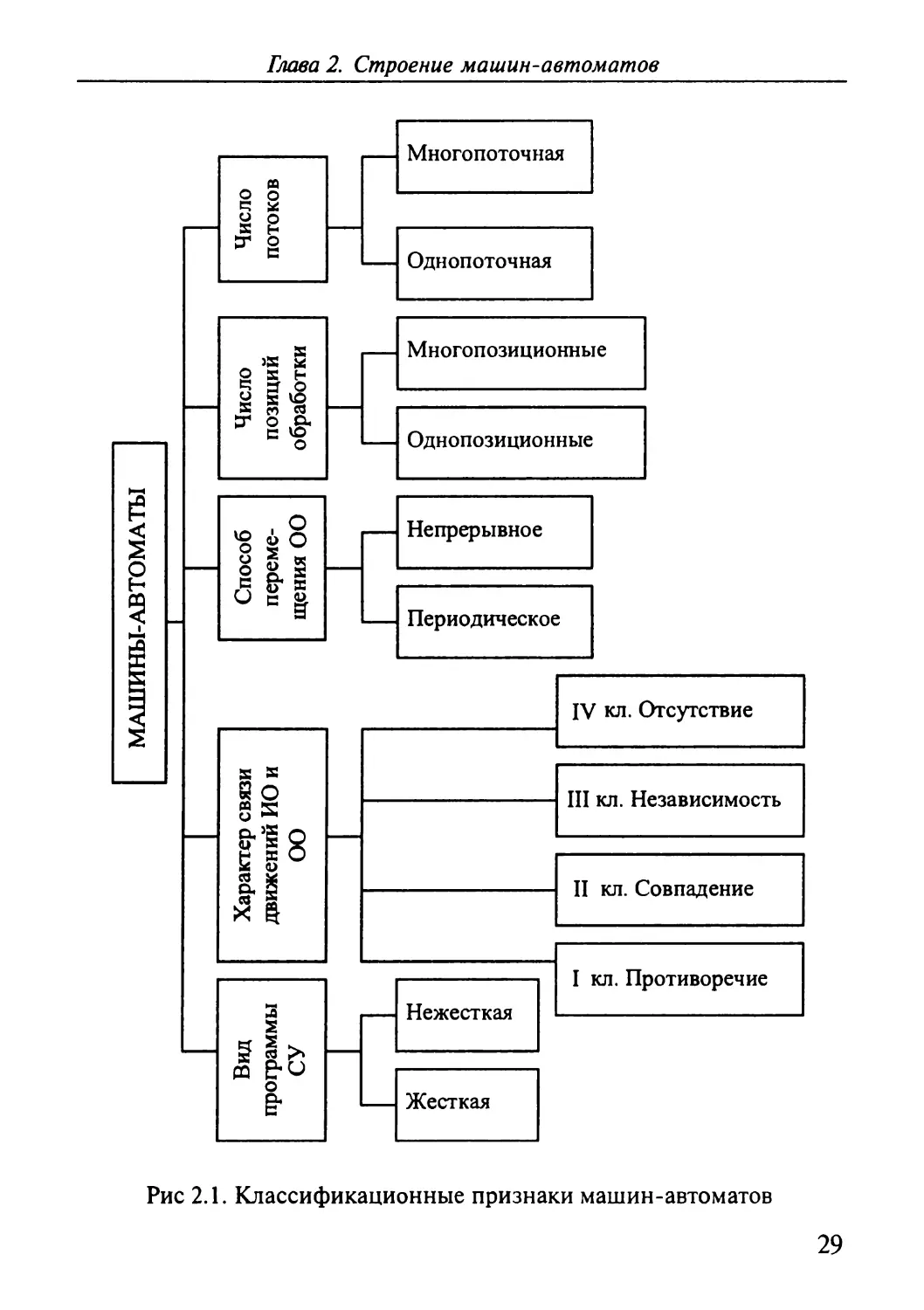
2.2. Классификация машин
Классификация машин-автоматов осуществляется по ряду при-
знаков. Остановимся на следующих из них (рис. 2.1):
1. Вид программы системы управления (СУ) МА. Различают
две основные системы управления МА: с жесткой программой
(синонимы — без обратной связи, неинформационная) и с неже-
сткой программой (с обратной связью, информационная, гибкая,
рефлексная). Основная суть этих систем управления была охарак-
теризована ранее.
2. Функционально-производственная схема МА, т.е. характер
связи между перемещениями ИО и перемещениями 00 внутри
машины.
В основе этого признака лежит деление производственных
машин на классы по характеру соотношения технологического
и транспортного движения, предложенное Л.Н. Кошкиным.
К машинам I класса по этой классификации относятся те, в
которых ИО машины выполняют операции при неподвижном 00
(транспортное движение объекта обработки отсутствует). Таким
образом, транспортные и рабочие перемещения находятся в про-
тиворечии, каждое из них занимает определенное место в балансе
времени, составляющем технологический, а также и рабочий цикл
машины, что приводит к ограничению возможности повышать про-
изводительность агрегата.
Эти машины могут давать нештучную и штучную продукцию.
К машинам I класса нештучной продукции относятся ще-
ковые дробилки, фильтр-прессы, центрифуги периодического
действия и другие виды оборудования. Некоторые из них пред-
ставляют собой машины автоматического действия.
Машины этого класса для производства штучной продукции —
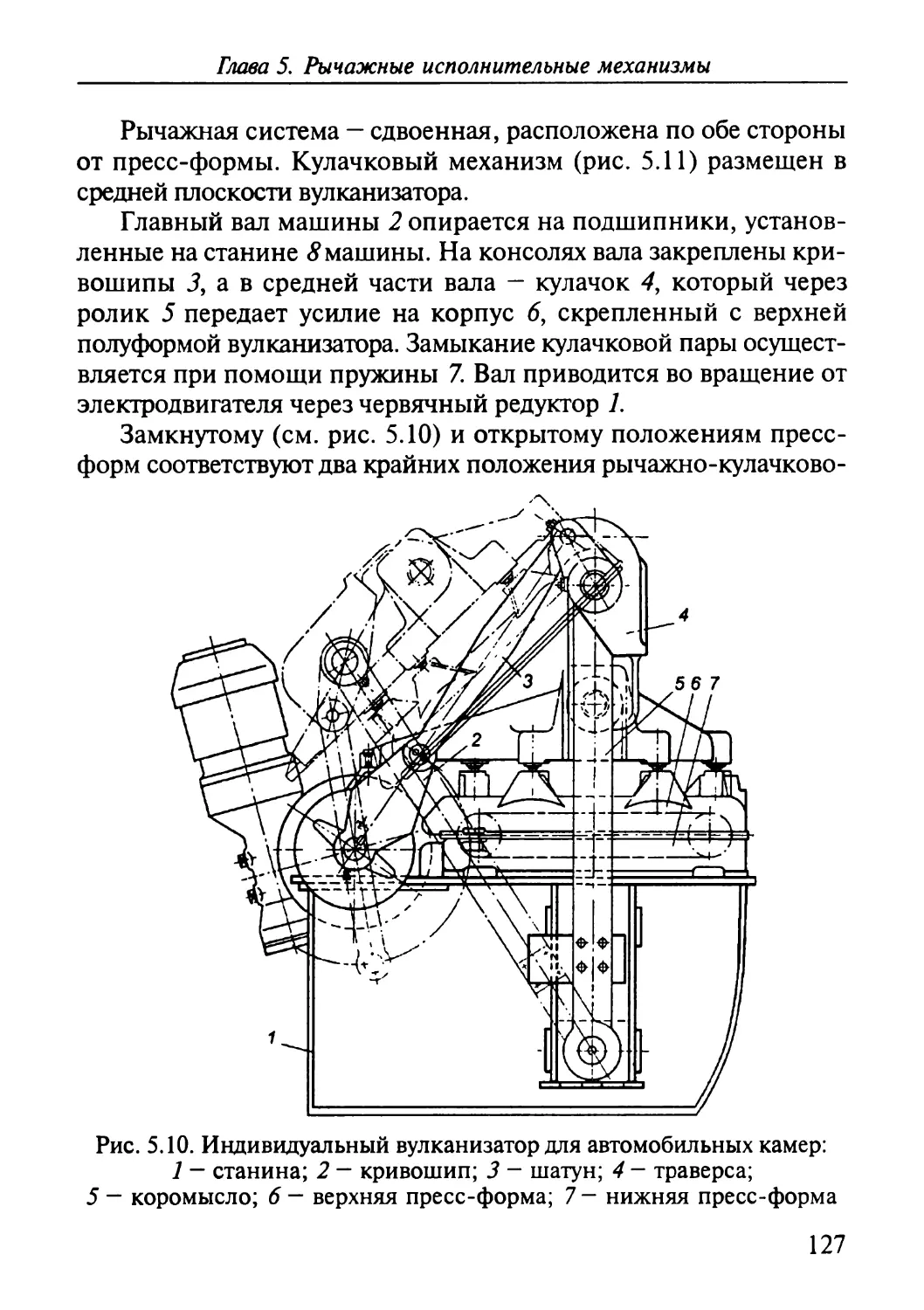
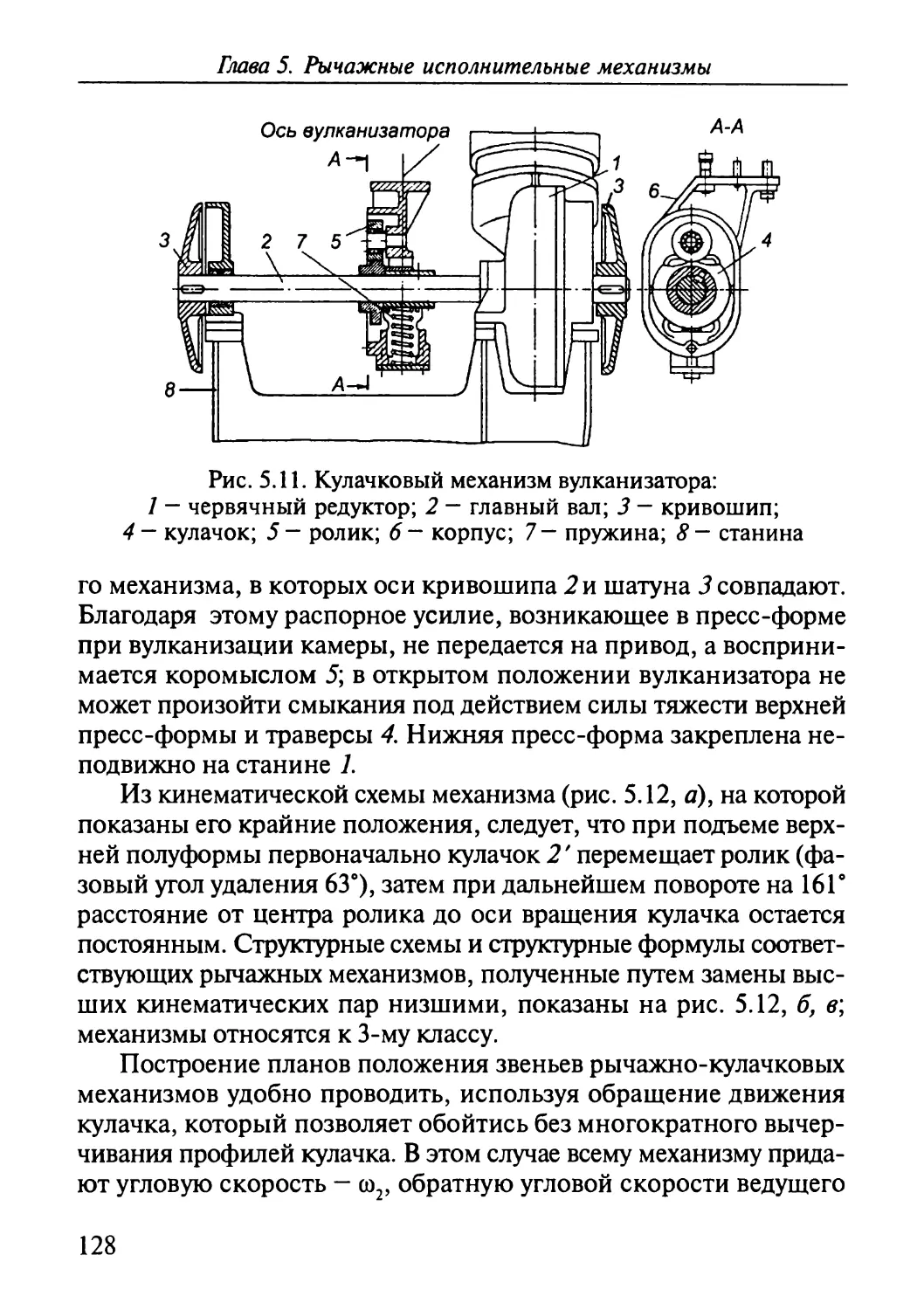
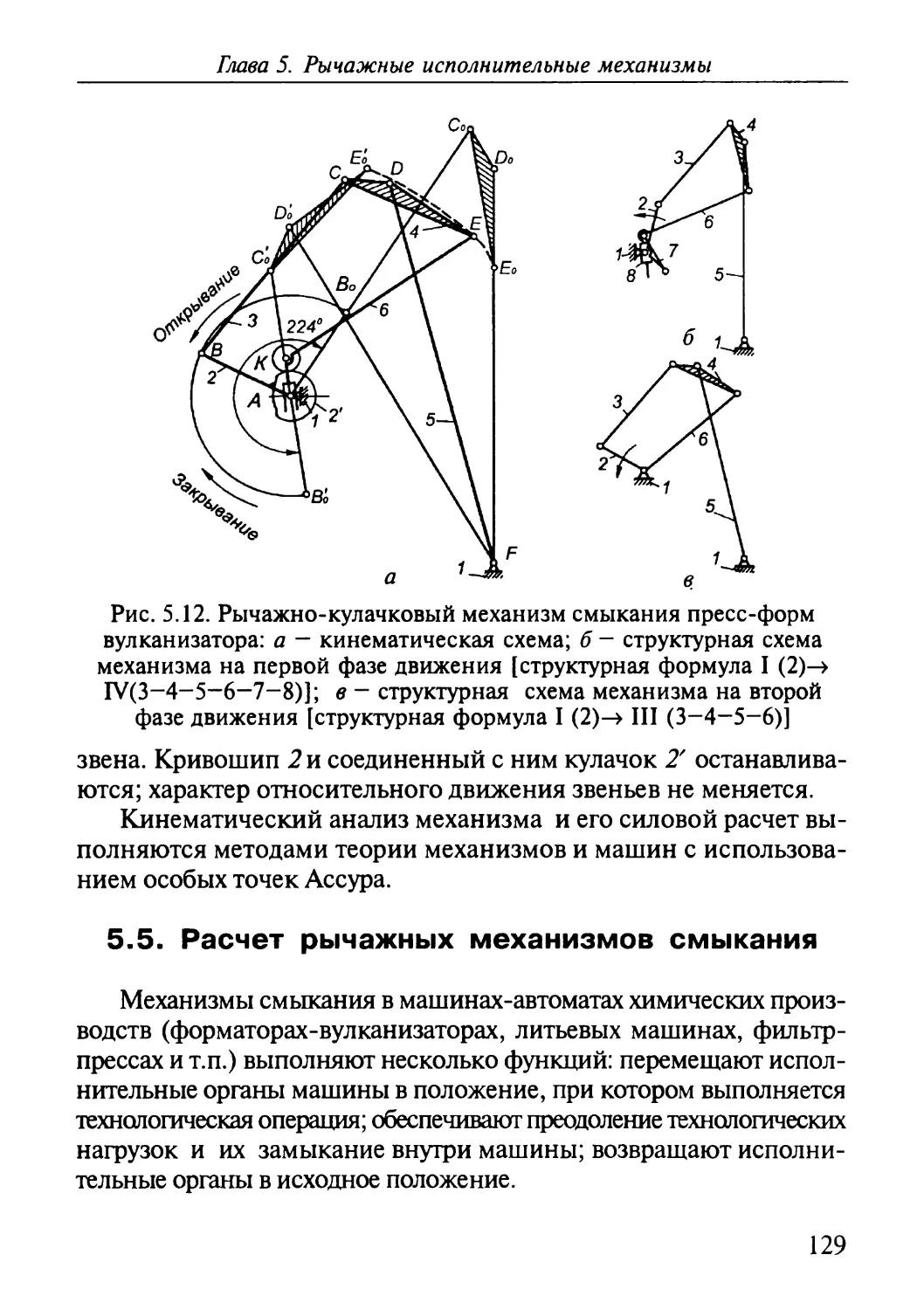
различного типа гидравлические и кривошипные (эксцентрико-
вые) прессы, форматоры-вулканизаторы, станки для сборки ав-
топокрышек, литьевые машины для переработки полимерных ма-
териалов, упаковочные машины и пр. Большинство этих машин —
автоматы или полуавтоматы.
В машинах II класса для осуществления технологического
28
Глава 2. Строение машин-автоматов
Рис 2.1. Классификационные признаки машин-автоматов
29
Глава 2. Строение машин-автоматов
процесса необходимо обеспечить заданные значения скоростей ис-
полнительных органов по величине и направлению. Обычно транс-
портное движение ОО совпадает с рабочим движением ИО ма-
шины. Эти машины служат для выпуска как штучной, так и не-
штучной продукции; их производительность определяется вели-
чиной оптимальной скорости выполнения рабочей операции.
К такого класса машинам относятся, например, барабанные
вакуум-фильтры, мешалки, смесители, дробилки, вальцы, чер-
вячные прессы в производстве керамических материалов и пере-
работке пластмасс, оплеточные машины кабельного производства
и пр. Некоторые из этих машин — автоматического действия.
В машинах III класса скорость транспортного перемещения
ОО не зависит от скорости рабочего перемещения ИО машины.
Это позволяет теоретически получить сколь угодно высокую про-
изводительность агрегата.
К машинам этого класса относятся роторные таблеточные прес-
сы, прессы роторные для производства кирпича и других керами-
ческих материалов.
Наконец, в машинах IV класса рабочие перемещения ИО
вообще отсутствуют, осуществляется лишь транспортное переме-
щение ОО. Машина, по сути дела, вырождается в аппарат.
3. Способ перемещения ОО внутри МА. Различают машины с
периодическим и с непрерывным перемещением ОО внутри маши-
ны; траектории перемещения объектов могут быть прямолиней-
ными, круговыми и сложными.
4. Число позиций обработки. В МА возможна реализация рабо-
чих операций как только в одной позиции (однопозиционная ма-
шина, и = 1), так и в нескольких позициях (многопозиционная
машина, и > 1). При выполнении операции ОО не меняет своего
положения в машине, однако может совершать, например, вра-
щательное движение, вокруг одной из своих осей. В однопозици-
онных машинах рабочие операции выполняются последовательно.
В многопозиционных машинах различные рабочие операции вы-
полняются в различных позициях одновременно; ОО перемещает-
ся из одной позиции в другую, последовательно проходя все ста-
дии обработки.
30
Глава 2. Строение машин-автоматов
5. Число потоков. Когда в машине обработке подвергается один
объект, машина называется однопоточной (w = 1), если одни и те
же операции технологического процесса выполняются одновре-
менно над несколькими 00 — многопоточной (w > 1). Частным
случаем многопоточной машины можно считать машину, в кото-
рой используется мультиинструмент, что позволяет в одной по-
зиции выполнять операции сразу над несколькими 00. Примером
такого ИО может служить многогнездный пресс-инструмент, в
комплект которого входит q матриц и соответствующее количе-
ство верхних и нижних пуансонов. При одном рабочем ходе такой
ИО позволит получить q изделий.
В многопоточном варианте исполнения в машине одновре-
менно происходит изготовление w изделий за один рабочий цикл,
однако эти циклы в отдельных потоках могут выполняться со
сдвигом фаз. При совмещении циклов во времени необходимо
загрузочно-разгрузочные операции выполнять одновременно, а при
сдвиге фаз их можно распределить равномерно по времени.
В реальных МА возможно различное сочетание указанных при-
знаков.
2.3. Циклы машин автоматического действия
Прерывно-операционные технологические процессы обычно
осуществляются при помощи МА циклического действия; 00 в
таких машинах штучный.
Движение 00 в этих МА характеризуется технологическим,
кинематическим и рабочим (выпускным) циклами, а энергети-
ческий и информационный потоки — соответственно энергети-
ческим и информационным циклами.
Определение понятия технологический цикл было дано ранее
(см. раздел 1.3); следует отметить, что время Тт также соответствует
времени, в течение которого 00 находится внутри машины.
Кинематический цикл Тк машины при установившемся режи-
ме работы — минимальное время, по истечении которого повто-
ряются кинематические параметры всех ее исполнительных меха-
низмов.
31
Глава 2. Строение машин-автоматов
Рабочий (выпускной) цикл Т? — период времени между двумя
последовательными выдачами единицы (или группы единиц)
продукции.
Энергетический цикл Тэ — минимальный период времени уста-
новившегося движения, по истечении которого повторяется зако-
номерность изменения мгновенной мощности машины.
Информационный цикл Ги — минимальный период времени,
по истечении которого возобновляется передача потока информа-
ции в заданной последовательности.
Соотношения между длительностью этих циклов зависят от
структуры МА.
Кинематический цикл отдельных исполнительных механиз-
мов, входящих в МА, может быть равен кинематическому цик-
лу машины или кратен ему.
Часть цикла исполнительного механизма, во время которой
выполняется заданная операция, называется фазой рабочего хода;
соответственно различают фазу холостого хода (механизм и его
ИО движутся, а операция не выполняется) и фазу выстоя (ис-
полнительный механизм неподвижен).
2.4. Кинематические схемы и циклограммы
машин-автоматов
Кинематическая схема машины автомата (выполняется с со-
блюдением норм по ГОСТ 2.770—68) дает представление о вза-
имном расположении всех структурных элементов машины и о
системах передачи движения от двигателей к исполнительным ме-
ханизмам, а также от ведущих звеньев последних к исполнитель-
ным органам автомата.
Кинематическая схема позволяет уяснить взаимодействие
исполнительных механизмов машины, выполняющих как рабо-
чие, так и вспомогательные операции, и содержит все данные,
необходимые для выполнения кинематического расчета механиз-
мов машины.
В плоских кинематических схемах структурные элементы ма-
шин располагаются в пределах контура машины, соответствен-
32
Глава 2. Строение машин-автоматов
но их реальному размещению. В тех случаях, когда плоская кине-
матическая схема не позволяет отобразить особенности кинема-
тики машины, используются пространственные кинематичес-
кие схемы, которые иногда сопровождаются конструктивными
чертежами отдельных узлов. Примеры выполнения кинематичес-
ких схем приведены в гл. 3.
Последовательность операций, выполняемых исполнительными
механизмами машины, отображается в циклограмме (греч. kyklos —
круг; греч. gramma — запись). Циклограмма машины-автомата — гра-
фическое изображение программы ее работы. Циклограмма маши-
ны представляет собой совокупность циклограмм исполнитель-
ных механизмов, каждая из которых показывает интервалы дви-
жения и выстоя соответствующего исполнительного органа меха-
низма за кинематический цикл машинного агрегата.
В машинах-автоматах, ведущие звенья исполнительных меха-
низмов которых приводятся от одного вала, называемого главным
или распределительным, иногда строят круговую циклограмму, в
которой циклограммы отдельных механизмов представлены коак-
сиально расположенными кольцами, разделенными радиальными
лучами на центральные углы, соответствующие интервалам дви-
жения соответствующих механизмов.
Обычно используют прямоугольные циклограммы, в которых
циклограммы отдельных механизмов представлены в виде раз-
верток соответствующих колец, т.е. в виде вытянутых в горизон-
тальном направлении прямоугольников. Эти прямоугольники
поделены на части, пропорциональные интервалам движения
исполнительного органа, выраженные в единицах времени или
в углах поворота распределительного вала.
В некоторых случаях, наряду с прямоугольными циклограм-
мами, нужны синхронные диаграммы: для отдельных исполнитель-
ных механизмов строят графики перемещений их исполнитель-
ных органов (ИО) или отдельных звеньев по времени или углу
поворота распределительного вала с соблюдением масштаба. Такое
построение дает полное представление об относительном движе-
нии рабочих органов или некоторых звеньев исполнительных ме-
ханизмов и используется при проектировании циклограмм тех
исполнительных механизмов, которые взаимодействуют между
33
Глава 2. Строение машин-автоматов
собой. В частности, построение синхронных диаграмм позволяет в
одних случаях выявлять непредусмотренные взаимодействия ис-
полнительных механизмов или их ИО, в других случаях — «уп-
лотнять» циклограммы машин, что позволяет сократить длитель-
ность рабочего цикла и повысить производительность машины.
Значительно упрощается построение синхронных диаграмм при
использовании САПР. В частности, в среде AutoCAD можно осу-
ществить анимацию движения элементов машины, что позволяет
проверить согласованность их движения при различных метричес-
ких параметрах и решить вопрос об оптимизации последних.
При использовании в МА гидравлического или пневматичес-
кого привода обычно строят тактограмму машины, в которой, в
отличие от прямоугольной циклограммы, длительности интерва-
лов движения и останова не отображены в масштабе. Интервалу
движения соответствует наклонная прямая, интервалу выстоя —
параллельная оси абсцисс.
При проектировании схем управления МА циклограмма — ос-
новной документ, определяющий последовательность действия
исполнительных механизмов.
2.5. Исполнительные механизмы.
Блокирующие и информационные устройства
Назначение исполнительных механизмов — выполнение опе-
раций технологического процесса. В общем случае в МА каждую
рабочую и вспомогательную операцию выполняет отдельный ис-
полнительный механизм. Однако в МА число исполнительных
механизмов может быть и больше, и меньше числа операций,
поскольку возможны случаи, когда выполнение операции осуще-
ствляется несколькими механизмами и, наоборот, один механизм
выполняет несколько операций.
Исполнительные механизмы рабочих операций по функцио-
нальному назначению очень разнообразны, так как ассортимент
технологических процессов практически не ограничен.
По функциональному назначению исполнительные механиз-
мы вспомогательных операций представлены следующими основ-
ными типами:
34
Глава 2. Строение машин-автоматов
Механизмы загрузки-питания (подачи, дозирования и т.п.). Осу-
ществляют подачу 00 из бункера-питателя или накопителя в сферу
воздействия исполнительных органов машины. При этом необхо-
димо отделить штучный объект от других, ему подобных, а в
случае, если исходный материал гранулированный, жидкий или
пастообразный, произвести его дозирование.
Механизмы транспортирования. Перемещают 00 из зоны заг-
рузки в рабочую зону машины, выполняют межпозиционные пе-
ремещения и вывод изделия из агрегата.
Механизмы ориентирования. Назначение этих механизмов —
изменять положение осей штучных 00, поскольку они должны
подаваться к исполнительному органу машины при определенном
положении их осей по отношению к осям ИО.
Механизмы фиксации-расфиксации. Осуществляют закрепление
00 в рабочей позиции и, после выполнения операции обработ-
ки, его расфиксацию.
Механизмы и устройства контроля. Эти устройства разнооб-
разны по своим функциям и могут использоваться для контроля
как рабочих, так и вспомогательных операций. Например, прове-
ряется наличие 00 в рабочей позиции, правильность его уста-
новки, температура, давление, геометрические размеры после об-
работки и др.
Приведенный перечень исполнительных механизмов для вы-
полнения вспомогательных операций не исчерпывает всего разно-
образия этих механизмов.
В машинах автоматического действия также используются бло-
кирующие механизмы и устройства, которые, по сути, относятся
к системе управления МА. Их назначение — в одних случаях защи-
та агрегата в целом от механических, тепловых, электрических и
других перегрузок, а в других — защита от перегрузок обрабаты-
ваемого объекта. Сигналы на срабатывание блокирующих меха-
низмов и устройств поступают от исполнительных механизмов
машины или их ИО.
Информационные устройства накапливают и выдают инфор-
мацию о состоянии отдельных параметров 00, ИО, механиз-
мов и машины в целом (производительность, частота вращения,
температура, усилие и пр.).
35
Глава 2. Строение машин-автоматов
Следует заметить, что не в каждой МА имеются все перечис-
ленные механизмы и устройства. В ряде случаев, как отмечалось,
выполнение нескольких операций осуществляется одним испол-
нительным механизмом, выполняющим несколько функций, на-
пример, питание — транспортирование, транспортирование — ори-
ентация, контроль — блокировка и т.п.
Исполнительные механизмы МА можно классифицировать по
кинематико-конструктивным признакам. Наиболее часто исполь-
зуются механизмы: рычажные, кулачковые, винтовые, клино-
вые, прерывистого вращательного движения, гидравлические и
пневматические. Особенности их использования в машинах авто-
матического действия будут рассмотрены далее. Особое внимание
будет уделено исполнительным механизмам загрузки и питания.
2.6. Время срабатывания
Совокупность кинематических и силовых функций каждого
исполнительного механизма определяется характером материально-
го и энергетического потоков в данной конкретной машине.
В одних случаях при этом возможно преобладание кинемати-
ческих функций исполнительного механизма (обычно при вы-
полнении вспомогательных операций), в других — силовых.
В некоторых машинах-автоматах исполнительные механизмы
имеют кинематическую схему, обеспечивающую движение точек
исполнительных органов по весьма сложным траекториям. Напри-
мер, в шиновосстановительном вулканизаторе (полуавтомат) для
привода верхней половины пресс-формы используется рычажно-
кулачковый механизм, благодаря которому траектории верхней пресс-
формы таковы, что смыкание полуформ происходит без смятия
заготовки, а при открывании полуформ после вулканизации осу-
ществляются отрыв покрышки от верхней и нижней пресс-форм и
установка ее в положение, удобное для съема.
Часто исполнительные органы имеют сравнительно простые
траектории движения, например, отрезки прямой. Однако при
перемещении ИО по этим траекториям преодолеваются значи-
тельные технологические сопротивления. Например, в пресс-авто-
мате для изготовления графитовых блоков при поступательном
36
Глава 2. Строение машин-автоматов
перемещении пуансона механизма прессования сила технологи-
ческого сопротивления непостоянна и резко увеличивается в конце
хода.
Как уже было отмечено, и кинематическая, и энергетичес-
кая (силовая) функции исполнительного механизма реализу-
ются в соответствии с закодированной программой машины-
автомата. Это проявляется, прежде всего, в цикличности его
работы и согласованности действия данного механизма с дей-
ствиями других исполнительных механизмов. Однако взаимодей-
ствие между исполнительными механизмами не ограничивается
лишь необходимостью получения заданного чередования рабо-
чих и вспомогательных операций, приходится определять и вре-
мя перемещения отдельных элементов исполнительных механиз-
мов на каких-то участках траектории их движения.
Время срабатывания исполнительного механизма — время, в
течение которого происходит перемещение ИО механизма или ка-
кой-либо точки, ему принадлежащей, на заданном интервале пути.
Время срабатывания определяется экспериментально — при на-
личии объекта исследования и расчетным путем — на стадии про-
ектирования МА.
Расчетная методика нахождения времени срабатывания вы-
бирается в зависимости от исходных данных.
Вариант 1. Известна зависимость перемещения точки ведомого
звена исполнительного механизма от времени s = s(t); начальное
и конечное положения точки определены значениями 5, и $2;
необходимо найти время срабатывания t2i
При задании функции s= s(t) в виде графика искомая вели-
чина представляет собой разность абсцисс: /21 = t2~ tv
Для аналитического решения необходимо найти обратную фун-
кцию — t(s). Тогда
'21 = ~
Вариант 2. Известна зависимость скорости точки ведомого
звена исполнительного механизма от его положения v = v(s);
начальное и конечное положения точки s, и з2. Определить время
срабатывания /21.
37
Глава 2. Строение машин-автоматов
Для
откуда
решения задачи используется соотношение
ds . .
v = —=
at
л = -л-
v(s)
и
*2 J
r as
] v(s)
5i
Вариант 3. Заданы зависимость движущей силы от переме-
щения Рд = PR(s) и сил сопротивления Рс = Pc(s); зависимость
приведенной массы механизма от его положения тп = mn(s),
начальная скорость vp начальное и конечное положения механиз-
ма 5, и s2, Определить время срабатывания /2|.
В данной постановке задача решается с использованием урав-
нений динамики машин, например, в форме закона изменения
кинетической энергии
2 2 Si
следовательно,
v = + — J[Рд(s) - Pc(s)Vs = V(5).
V
Зная теперь зависимость v(s), переходим к решению задачи
по варианту 2.
Рассмотрим в качестве примера определение времени срабатыва-
ния двухзвенного механизма (рис. 2.2) с приводом от пружины. Подоб-
ного рода механизмы в сочетании с другими применяются в машинах-
автоматах как транспортные, фиксирующие и т.п. Эти механизмы вы-
полняют вспомогательные, а в некоторых случаях и рабочие операции.
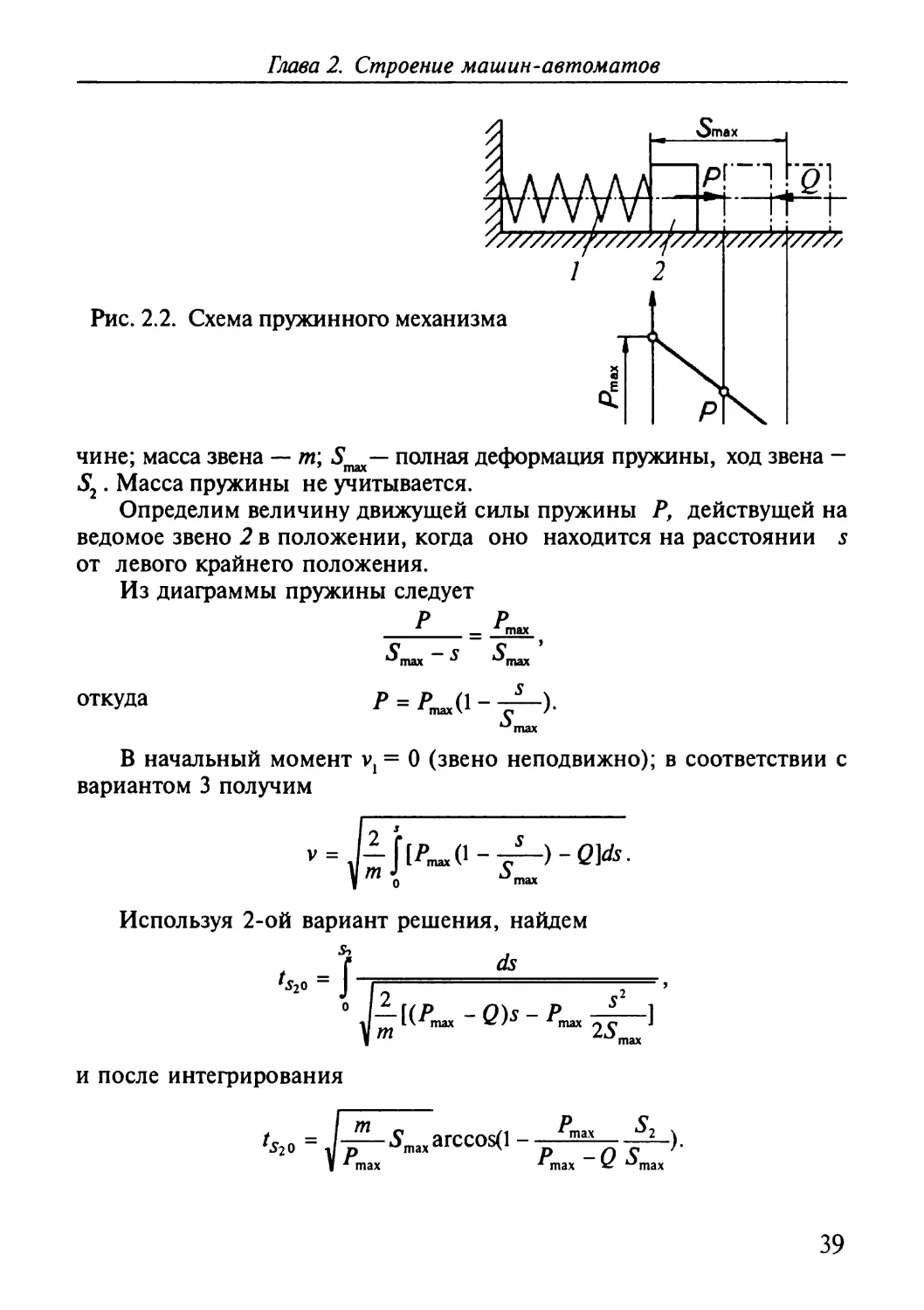
Принимается, что в начальном положении пружина сжата и на
ведомое звено 2 со стороны пружины 7 действует сила Ртах, закон изме-
нения которой задан графиком P(s). Сила сопротивления Q, приложен-
ная к ведомому звену, принимается постоянной и известной по вели-
38
Глава 2. Строение машин-автоматов
рг-п р!
- -i—ггЧ
7. V V V V V ! ! !
У77777777]777777р777)77^
7777/
Рис. 2.2. Схема пружинного механизма
чине; масса звена — т\ 5^— полная деформация пружины, ход звена -
52. Масса пружины не учитывается.
Определим величину движущей силы пружины Р, действущей на
ведомое звено 2 в положении, когда оно находится на расстоянии s
от левого крайнего положения.
Из диаграммы пружины следует
'max *^тах
откуда
р = р (1 - -А_).
* *тах\1 q /•
^тах
В начальный момент = О (звено неподвижно); в соответствии с
вариантом 3 получим
V rn
Используя 2-ой вариант решения, найдем
J 19
0 -±[(Р -Q)s-P
1/ „ max / п
v т
и после интегрирования
's20 = J#-^xarccos(l- 5 )•
39
Глава 2. Строение машин-автоматов
В частном случае, если силы сопротивления отсутствуют (или если
ими можно пренебречь), т.е. при Q=0,
^0 = arccos(l -
V •'max *^max
Для расчета времени срабатывания исполнительных механизмов
и времени пуска машинного агрегата можно использовать ПК. Соот-
ветствующие программы находятся в каталоге AUTOM, файл srabat
99.exe и файл pusk 98.exe*.
Контрольные вопросы
1. Какие структурные элементы образуют МА? Какова их функция?
2. Какие классификации машин Вы знаете и в чем их сущность?
3. Чем отличается кинематический цикл от технологического? ра-
бочий от технологического?
4. В чем заключается отличие тактограммы МА от циклограммы?
5. Как классифицируются исполнительные механизмы МА по ки-
нематическим схемам?
6. Что понимается под временем срабатывания исполнительного
механизма?
* Здесь и далее все упоминаемые в книге программы (файлы) раз-
работаны как лабораторные работы по курсам «Компьютерный ана-
лиз» и «Машины-автоматы химических производств» профессором
Э.Э. Кольманом-Ивановым, на кафедре «Автоматизированное конст-
руирование машин и аппаратов», сектор «Автоматизированное кон-
струирование машин» Московского государственного университета ин-
женерной экологии.
40
Глава 3, Машины-автоматы, их циклы и циклограммы
Глава 3
МАШИН Ы - АВТОМАТЫ,
ИХ ЦИКЛЫ И ЦИКЛОГРАММЫ
Мы знаем сегодня, что на все вопросы типа: «Мо-
жет ли машина делать это?» должен быть от-
вет: «Да».
У.Р. Эшби
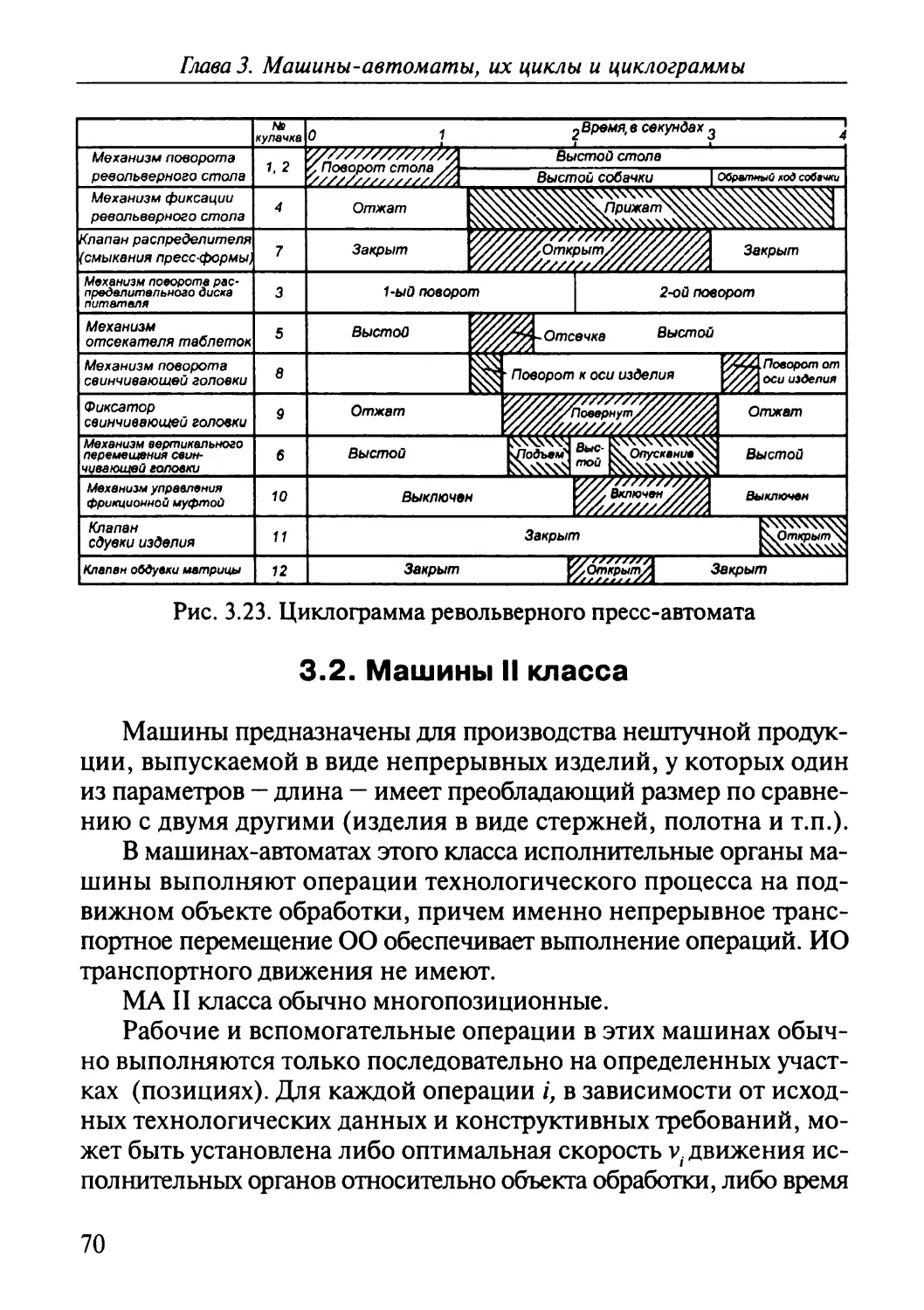
3.1. Машины I класса
В машинах-автоматах этого класса исполнительные органы ма-
шины выполняют операции на неподвижном объекте обработки.
В этих машинах осуществляется периодическое перемещение 00;
причем они могут быть как однопозиционными, так и многопо-
зиционными.
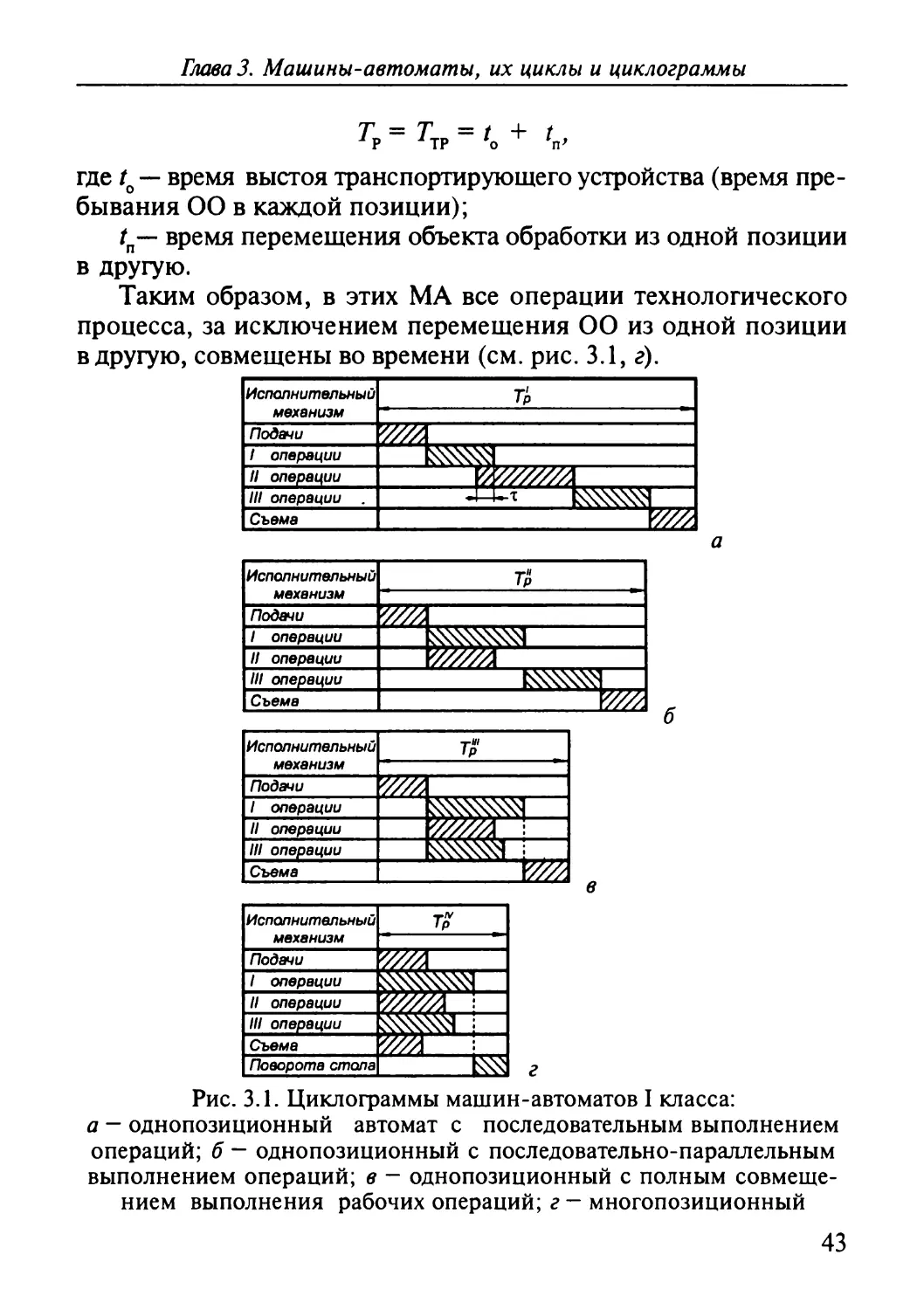
В однопозиционных МА после установки 00 в заданную по-
зицию осуществляется выполнение рабочих операций, напри-
мер, с помощью обрабатывающего центра; далее изделие уда-
ляется из машины. Циклограмма такой машины для случая,
когда операции выполняются последовательно или частично
совмещены, представлена на рис. 3.1, а. Длительность рабочего
цикла при этом:
гР =/y+iir/+/c-STy, (з.1)
41
Глава 3. Машины-автоматы, их циклы и циклограммы
где 1у и tc - время, затрачиваемое на операции установки и съема
ОО (включая ориентацию, фиксацию и пр.);
- суммарное время, затраченное на выполнение отдель-
/=1
ных рабочих операций;
S't, - суммарное время перекрытия (совмещения)отдельных
операций технологического цикла машины.
Если некоторые рабочие операции частично или полностью
совмещены во времени (рис. 3.1, б), то длительность рабочего
цикла складывается из времени установки-съема, суммарного вре-
мени выполнения несовмещенных операций и времени выполне-
ния той операции из числа совмещенных, которая имеет наиболь-
шую длительность (лимитирующая операция):
Tf = ty + S/, + /„„« + - S'Ty- (3-2)
Иногда могут быть совмещены во времени все рабочие опера-
ции (рис. 3. 1, в). Это, например, имеет место в токарном полуав-
томате для механической обработки пластмассовых втулок — сня-
тия грата после их горячего прессования. В машине одновременно
выполняются три операции: две — резцами (снятие заусенцев), а
одна — зенкером (снятие пленки в отверстии).
В этом случае имеет место соотношение
7р = +'max + *С- (3.3)
Как видно из сопоставления циклограмм, использование
одновременной многоинструментальной обработки позволяет
сократить время рабочего цикла и, следовательно, увеличить
производительность однопозиционной машины.
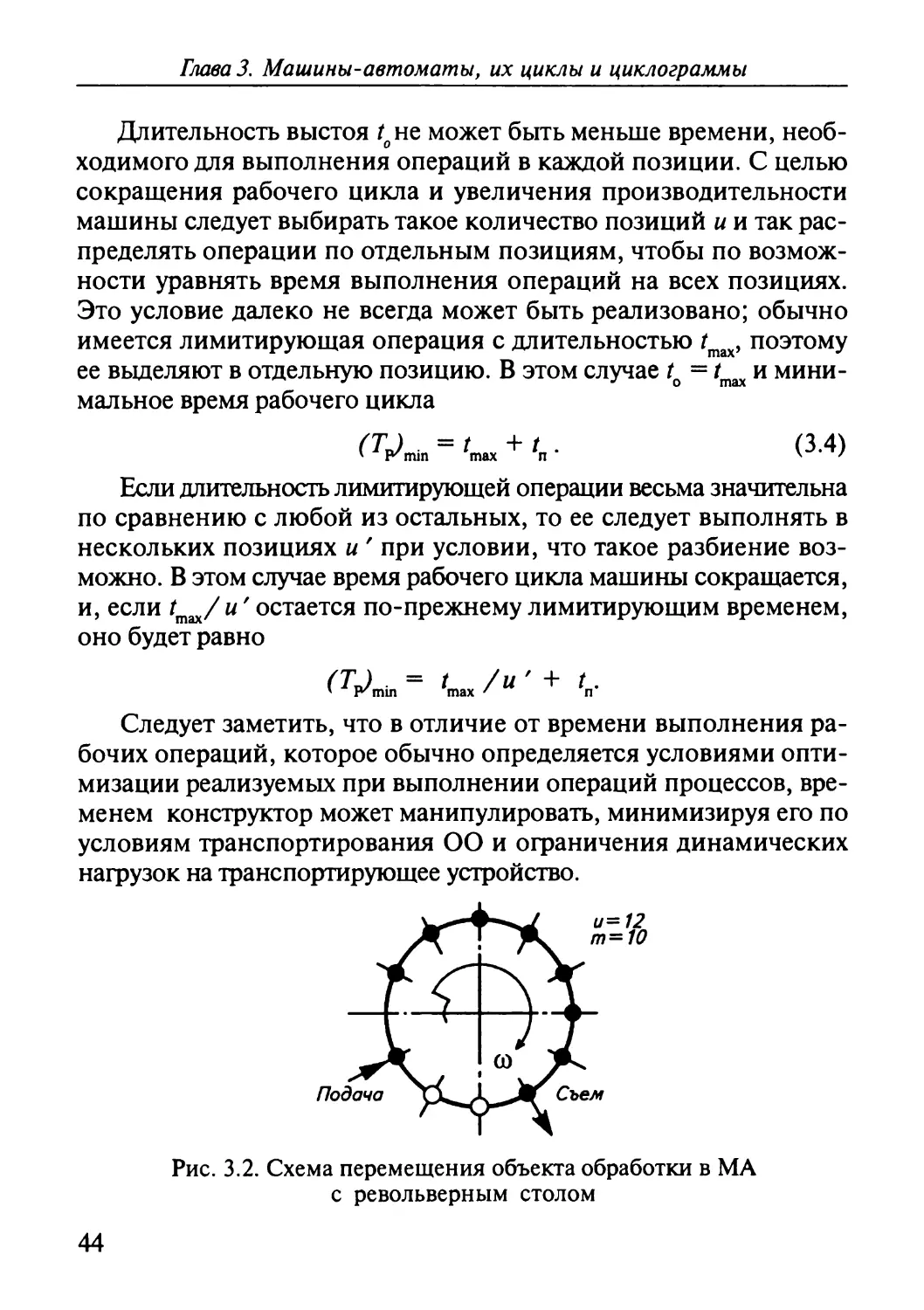
В многопозиционных МА I класса объекты обработки перио-
дически перемещаются с одной позиции на другую при помо-
щи специального транспортирующего устройства циклического
действия по круговой или прямолинейной траектории (соответ-
ственно машины револьверного и конвейерного типа).
Схема многопозиционной МА с периодически поворачива-
ющимся револьверным столом показана на рис. 3.2.
Рабочий цикл этих машин равен кинематическому циклу
транспортирующего устройства Ттр:
42
Глава 3. Машины-автоматы, их циклы и циклограммы
Т = Т - t + t
JP 'ТР ‘о п
где t0 — время выстоя транспортирующего устройства (время пре-
бывания 00 в каждой позиции);
/п— время перемещения объекта обработки из одной позиции
в другую.
Таким образом, в этих МА все операции технологического
процесса, за исключением перемещения 00 из одной позиции
в другую, совмещены во времени (см. рис. 3.1, г).
Исполнительный механизм Т'р
Подачи |
/ операции
II операции
III операции в
Съема ж
Исполнительный
механизм
а
Ж
\'МИИ>ЯЛ
Подами
I операции
II операции
III операции
Съема
Исполнительный механизм Тр
Подами | 7/7Л
/ операции жж
II операции
III операции
Съема
Исполнительный
механизм
Подачи________
I операции
II операции
III операции
Съема_________
Поворота стола
Рис. 3.1. Циклограммы машин-автоматов I класса:
a - однопозиционный автомат с последовательным выполнением
операций; б — однопозиционный с последовательно-параллельным
выполнением операций; в - однопозиционный с полным совмеще-
нием выполнения рабочих операций; г - многопозиционный
43
Глава 3. Машины-автоматы, их циклы и циклограммы
Длительность выстоя /оне может быть меньше времени, необ-
ходимого для выполнения операций в каждой позиции. С целью
сокращения рабочего цикла и увеличения производительности
машины следует выбирать такое количество позиций и и так рас-
пределять операции по отдельным позициям, чтобы по возмож-
ности уравнять время выполнения операций на всех позициях.
Это условие далеко не всегда может быть реализовано; обычно
имеется лимитирующая операция с длительностью /тах, поэтому
ее выделяют в отдельную позицию. В этом случае to = /тах и мини-
мальное время рабочего цикла
^pAnin = 'max + 'п ’ <3'4)
Если длительность лимитирующей операции весьма значительна
по сравнению с любой из остальных, то ее следует выполнять в
нескольких позициях и ' при условии, что такое разбиение воз-
можно. В этом случае время рабочего цикла машины сокращается,
и, если tmia/ и' остается по-прежнему лимитирующим временем,
оно будет равно
(TP>min = 'max /« ’ + 'п-
Следует заметить, что в отличие от времени выполнения ра-
бочих операций, которое обычно определяется условиями опти-
мизации реализуемых при выполнении операций процессов, вре-
менем конструктор может манипулировать, минимизируя его по
условиям транспортирования ОО и ограничения динамических
нагрузок на транспортирующее устройство.
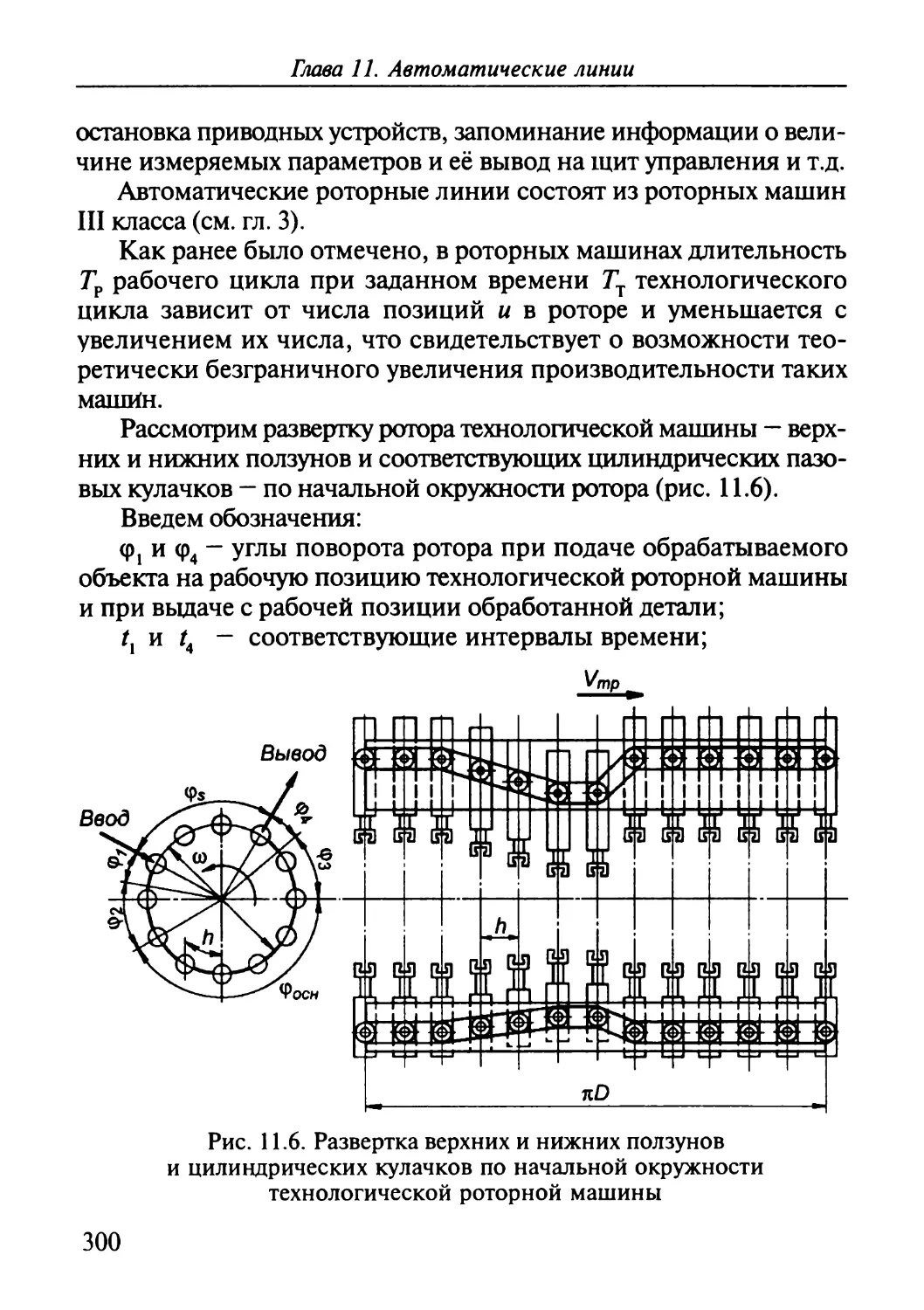
Рис. 3.2. Схема перемещения объекта обработки в МА
с револьверным столом
44
Глава 3. Машины-автоматы, их циклы и циклограммы
Технологический цикл этих машин
Гт = (и - т + 1) Гр,
где и — общее число позиций в транспортном устройстве машины
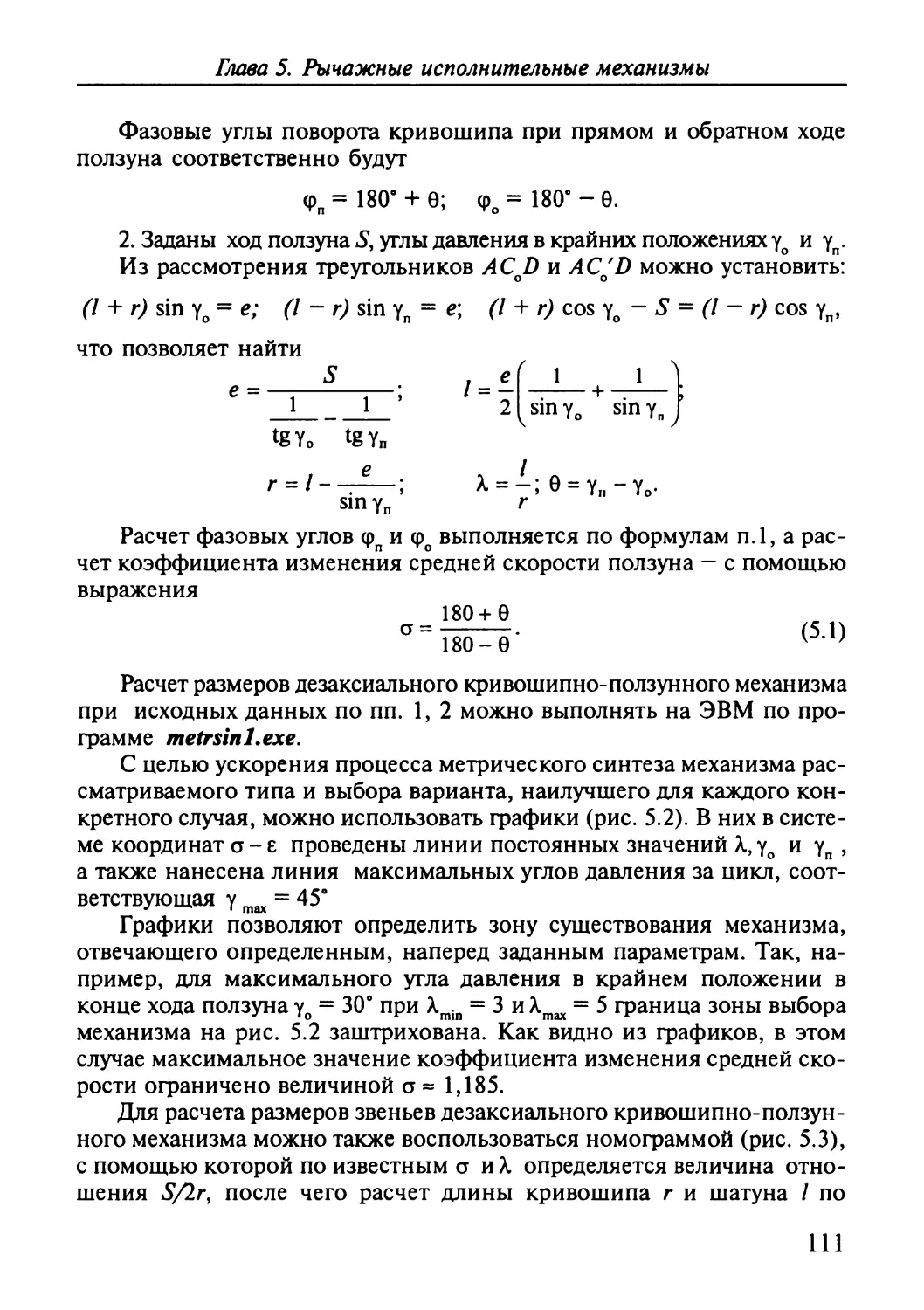
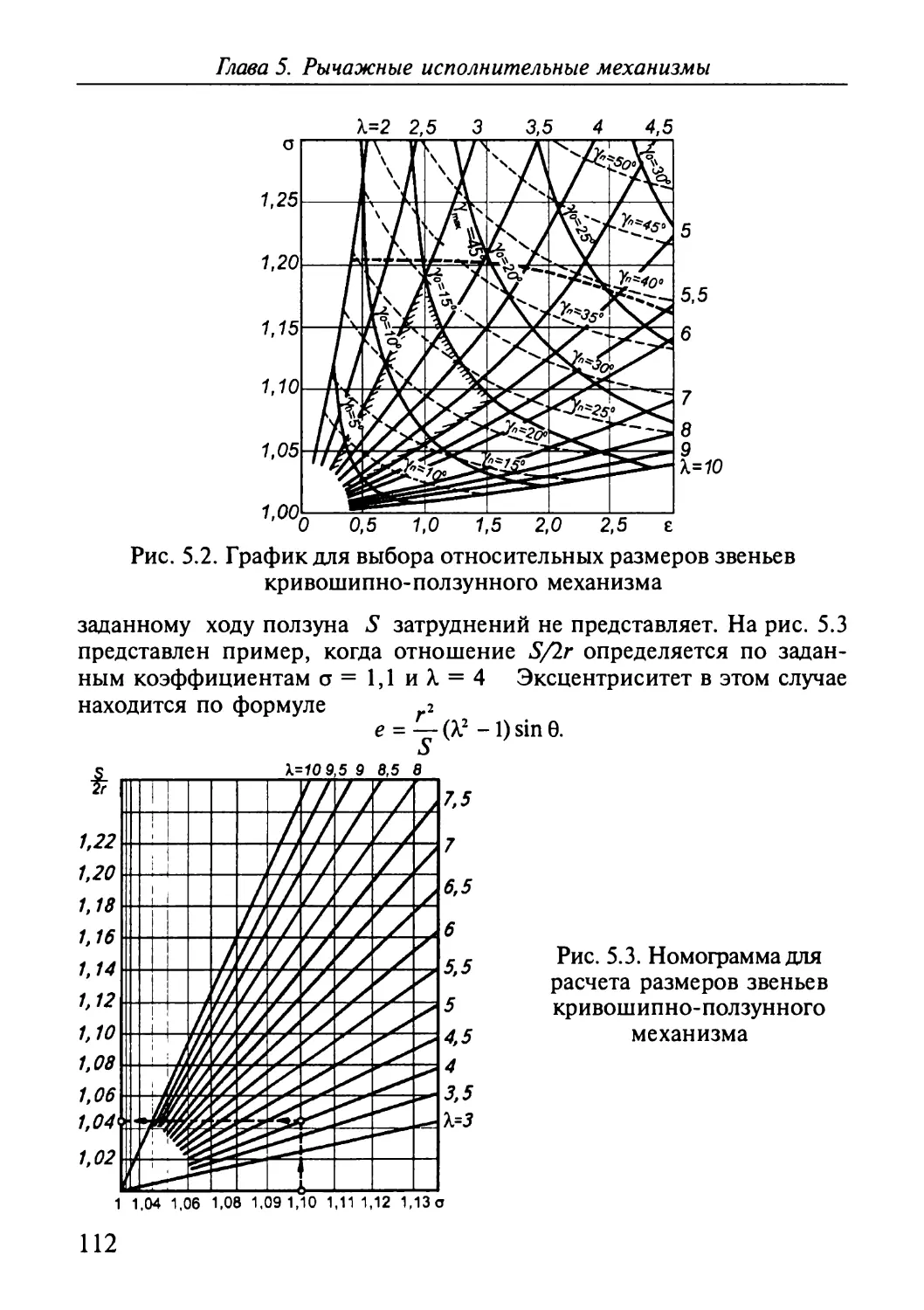
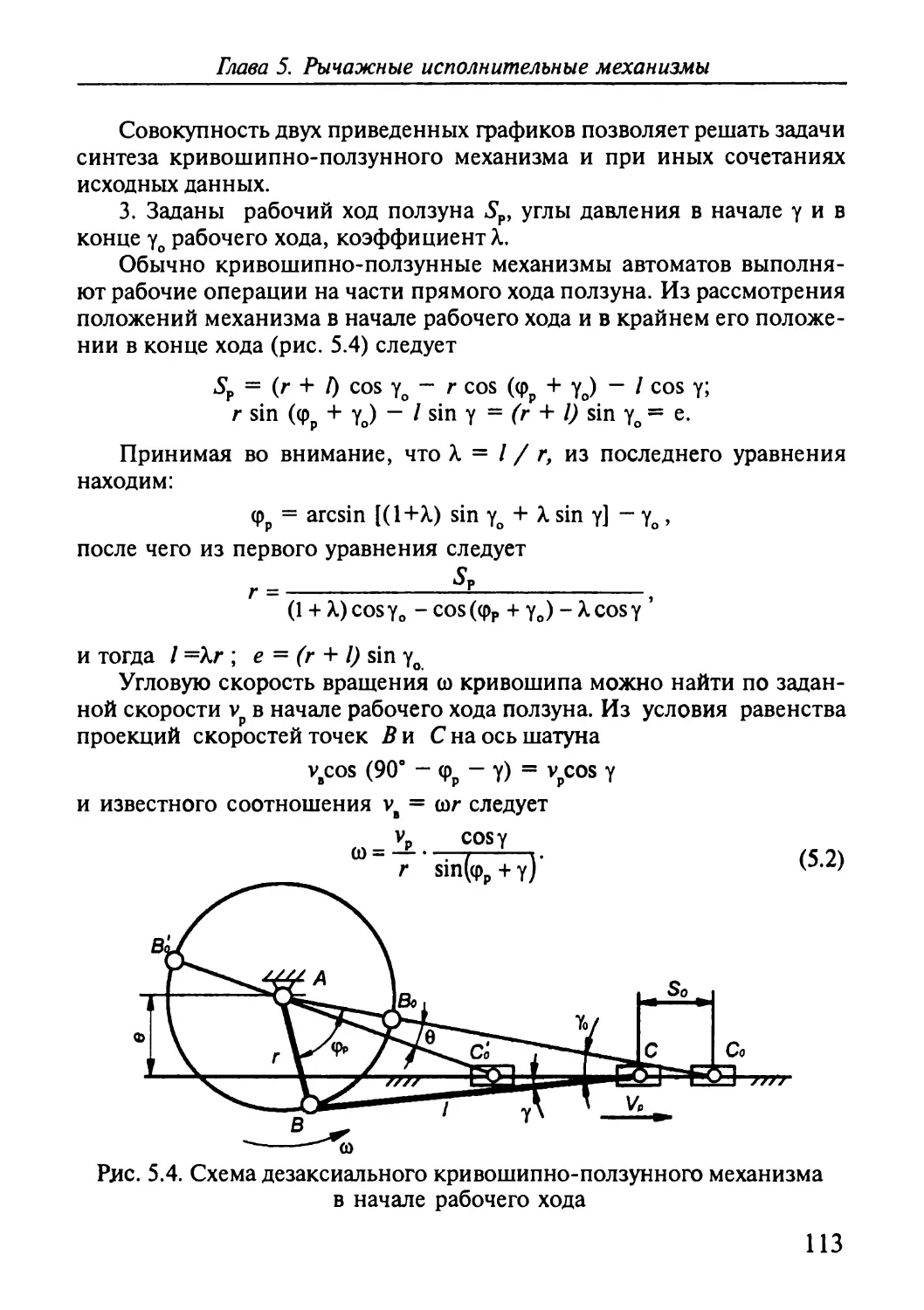
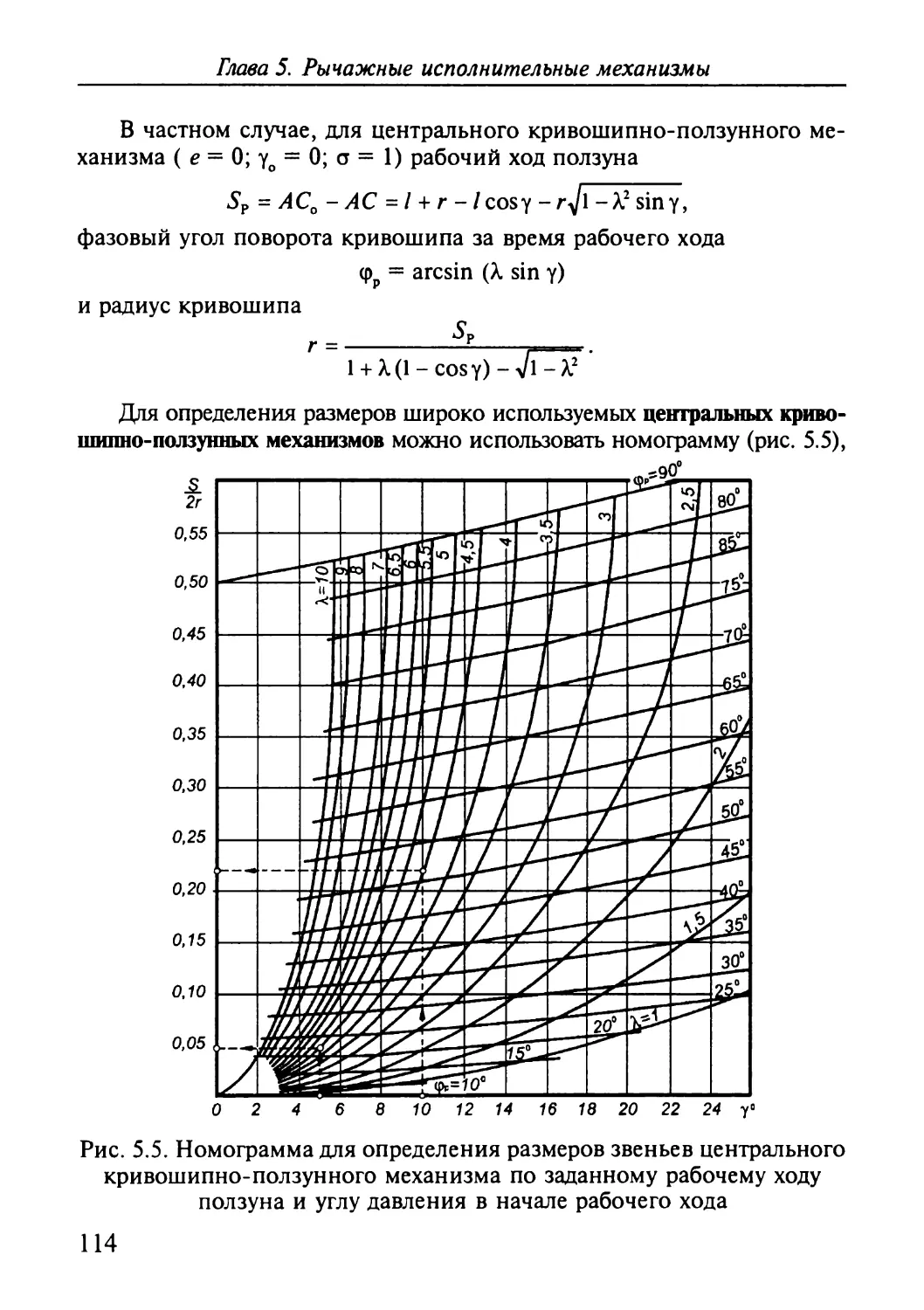
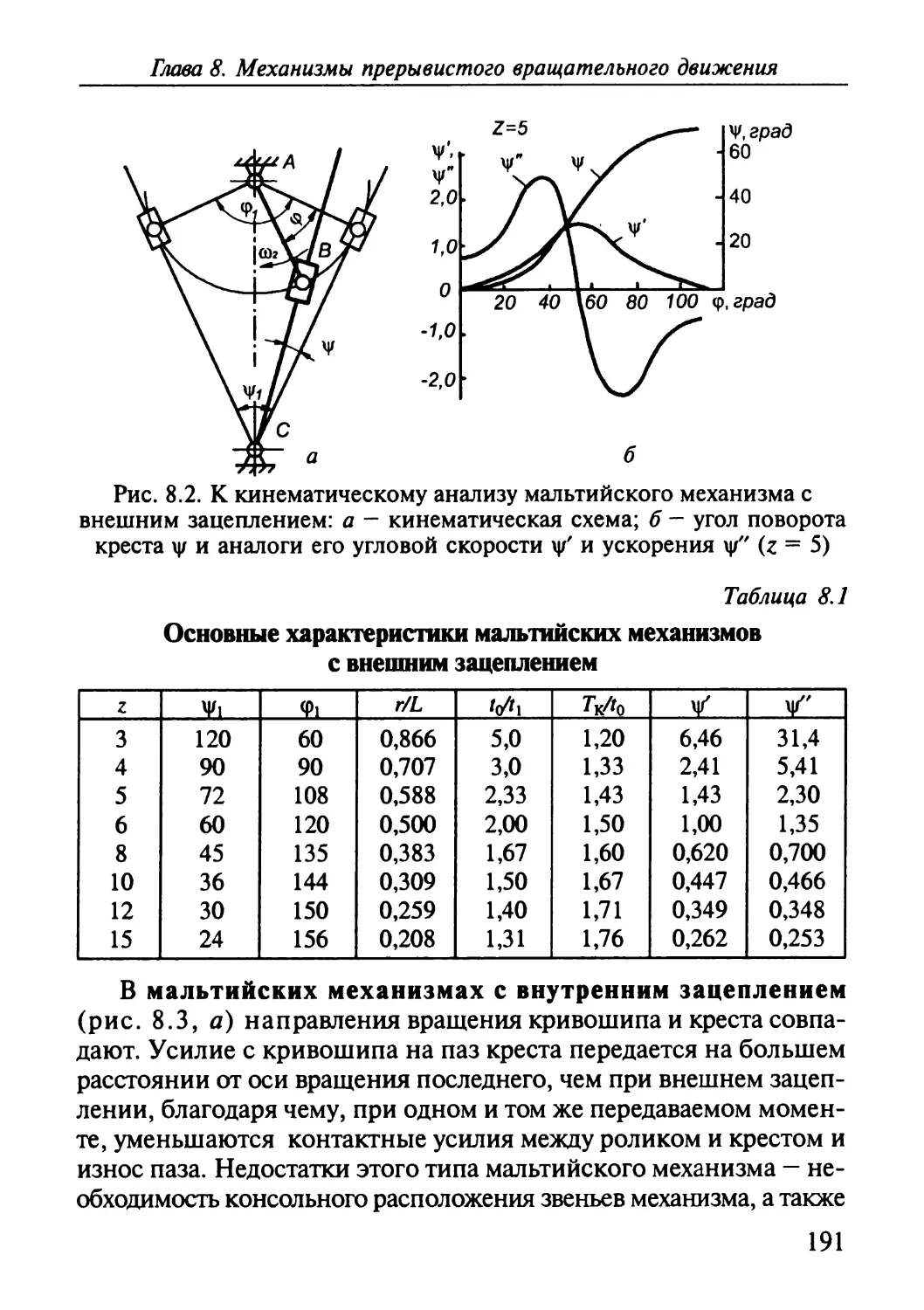
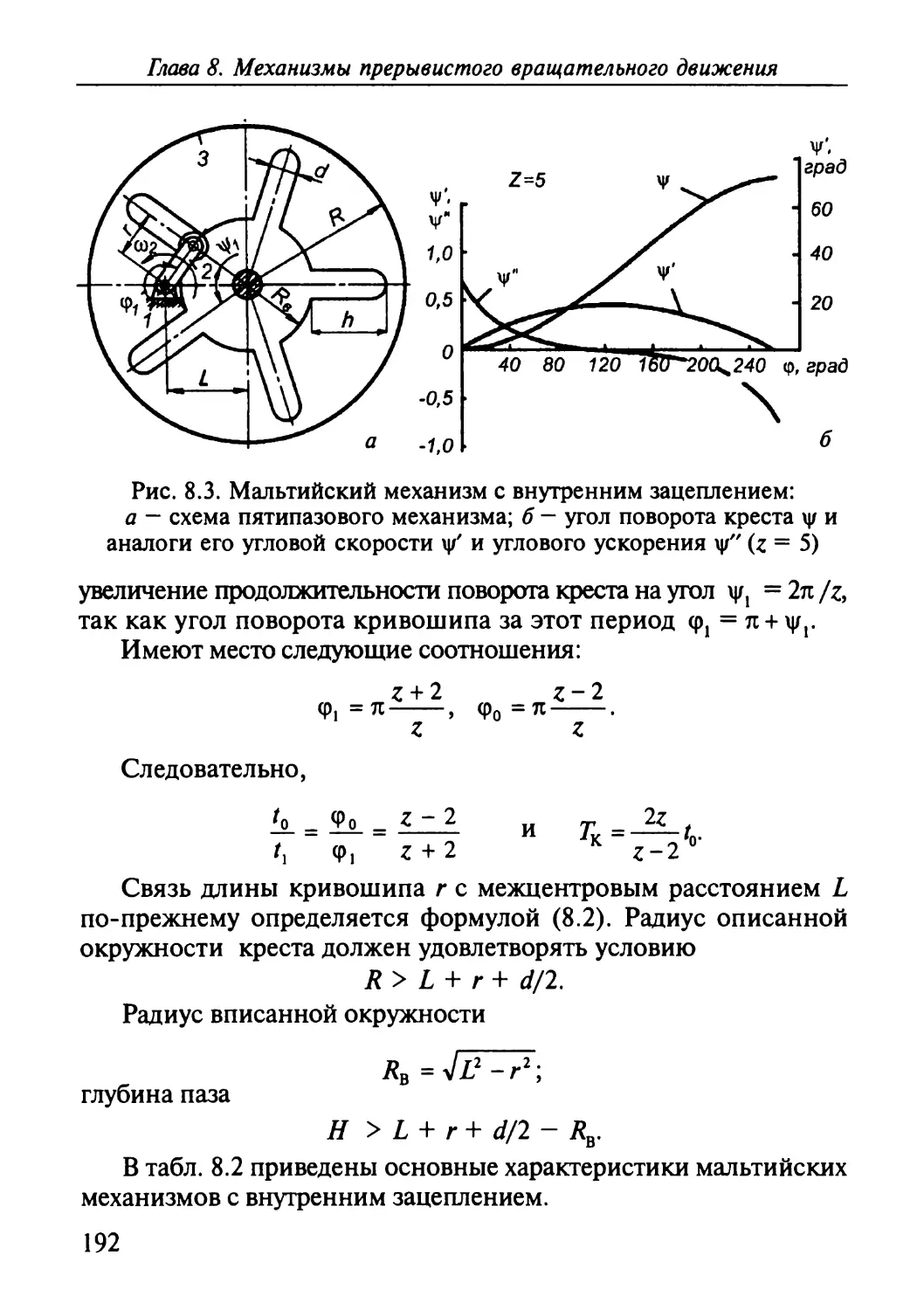
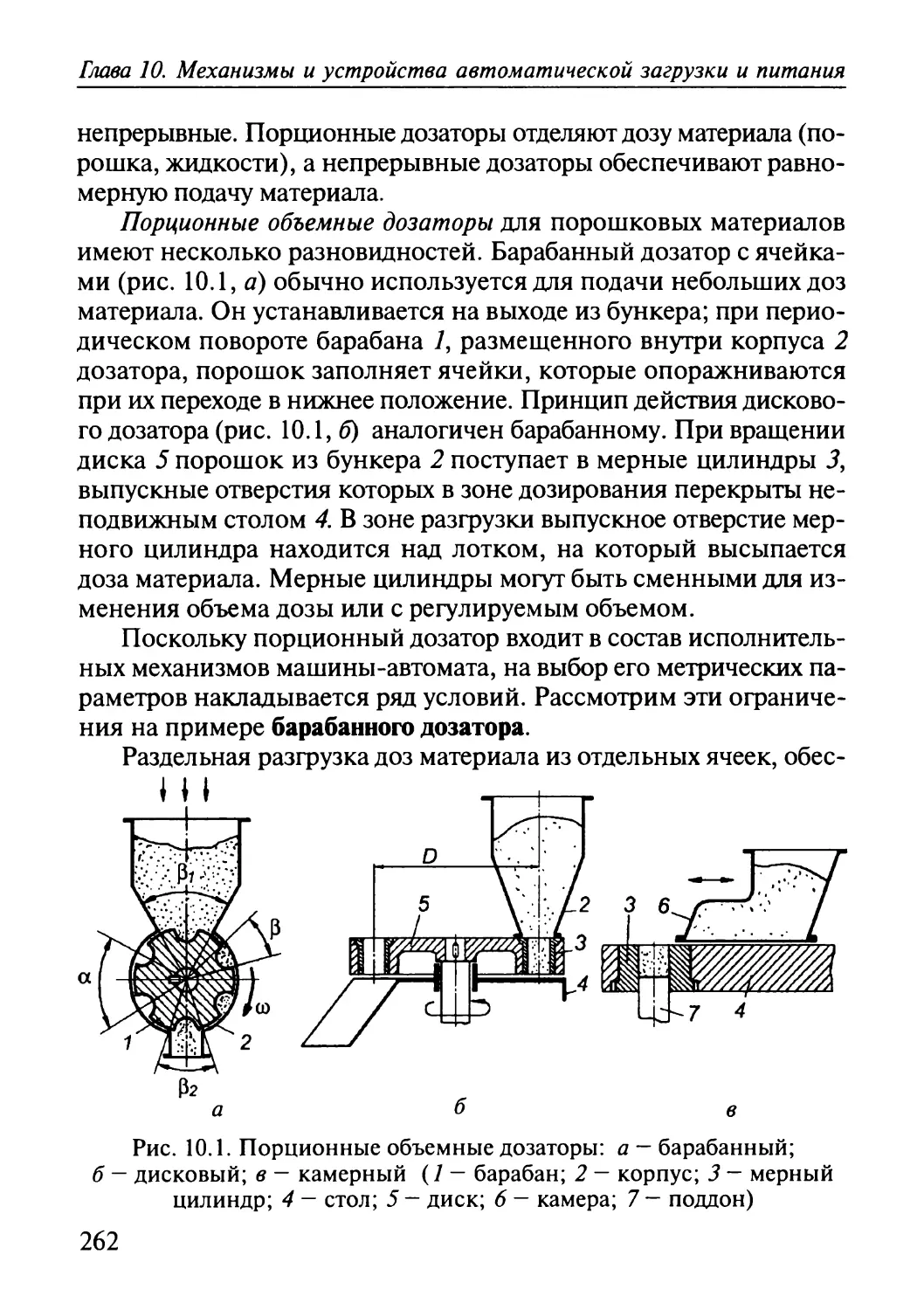
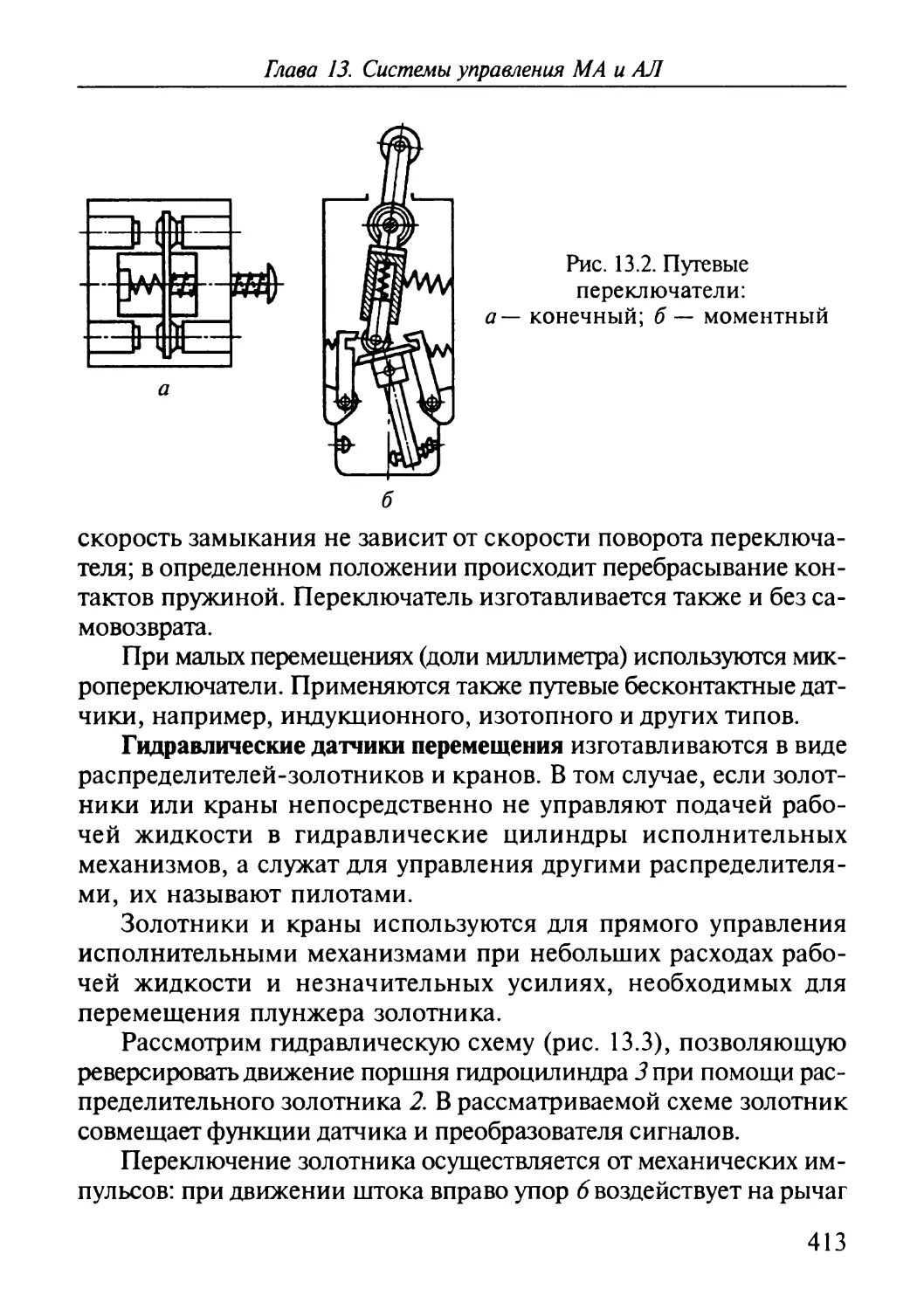
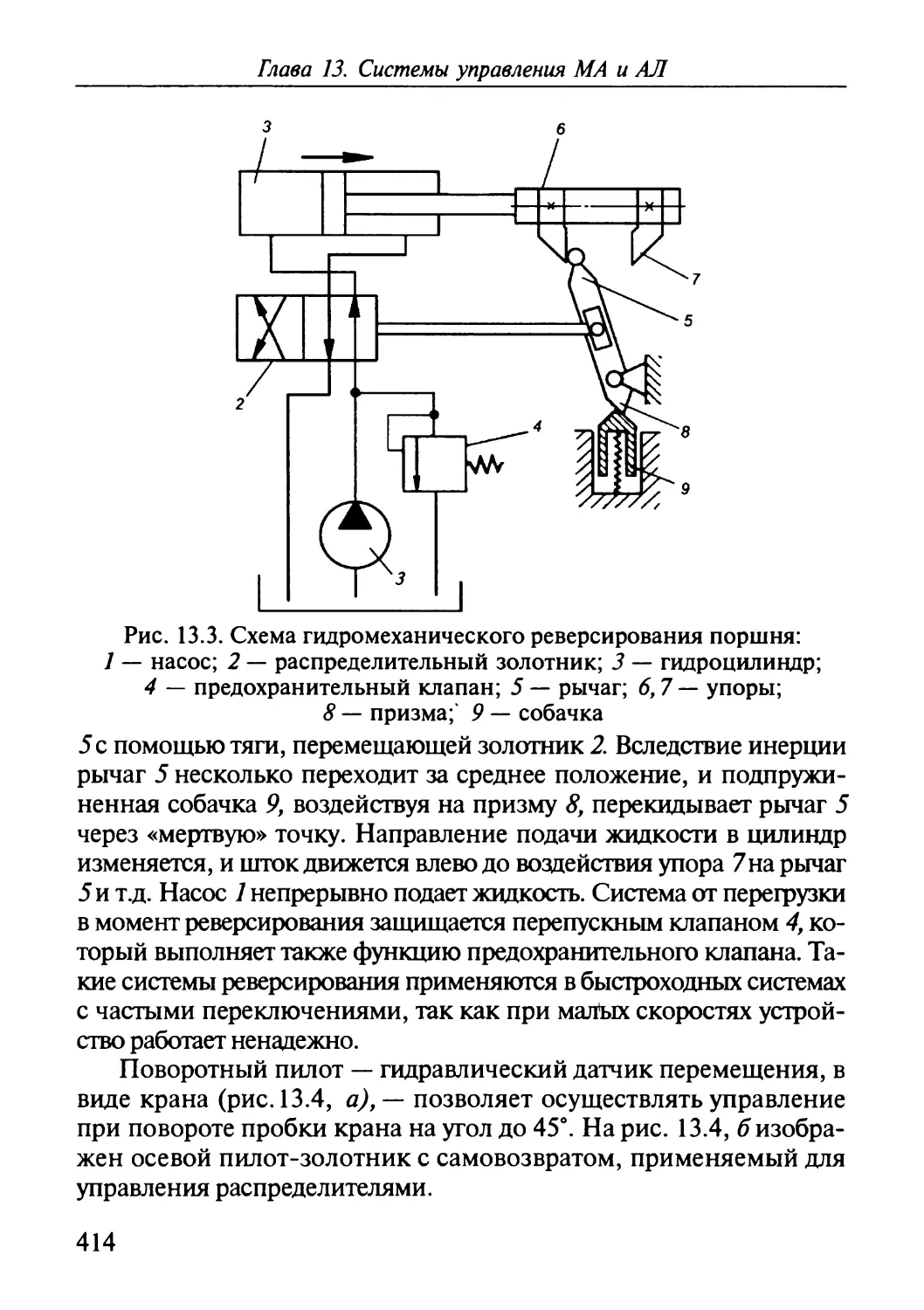
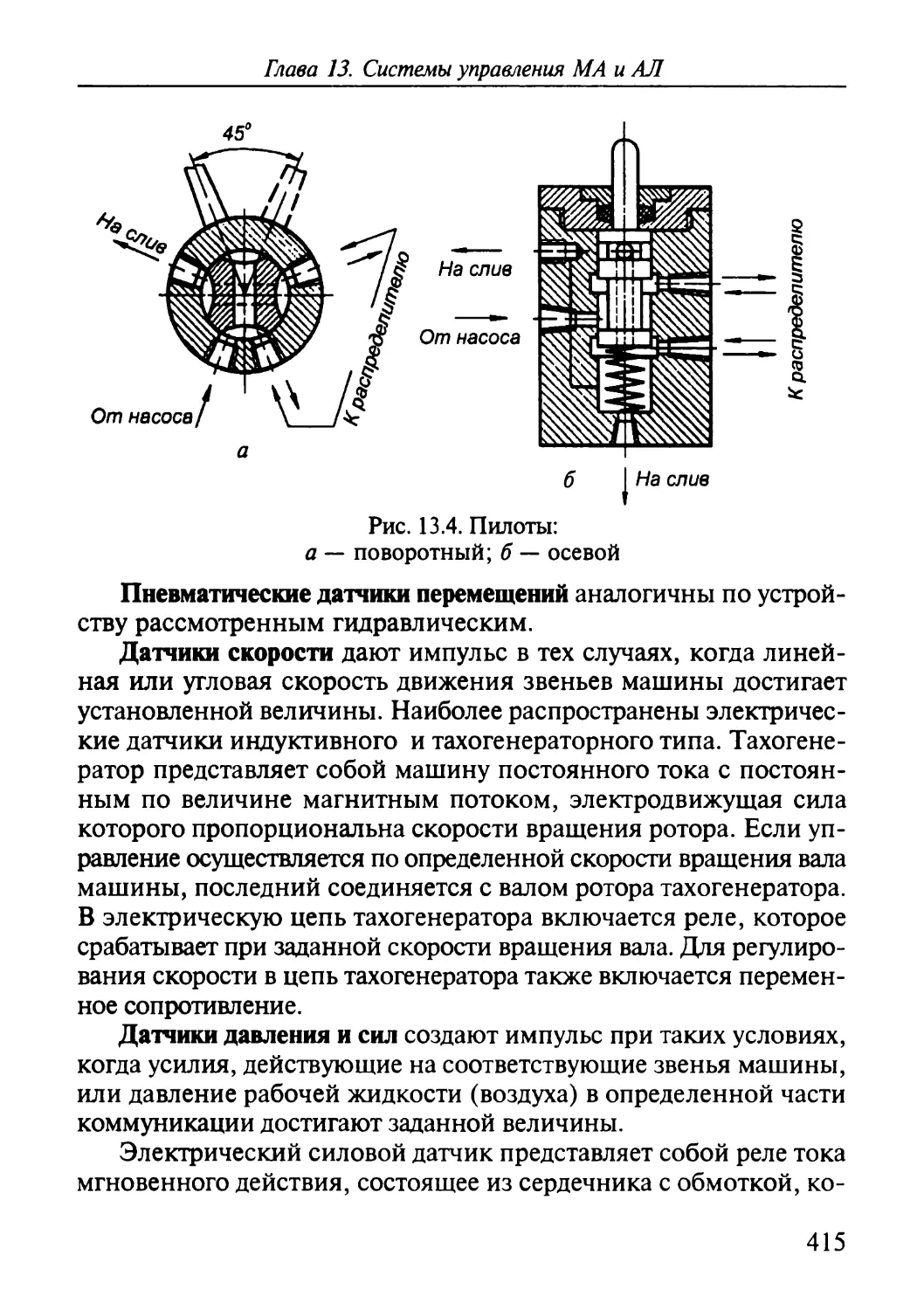
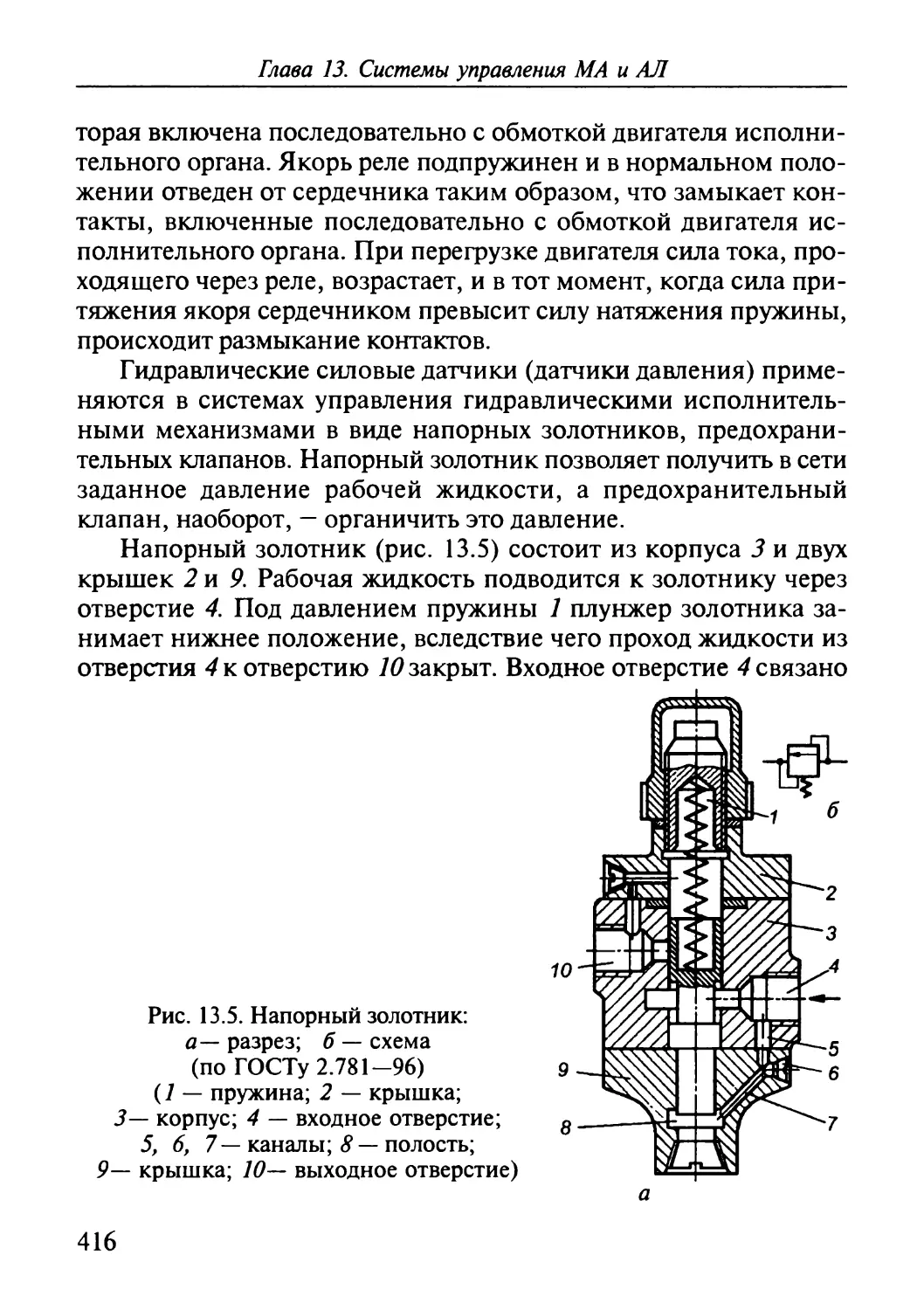
(не путать с числом позиций, в которых выполняются операции!);
т - число позиций, в которых 00 располагается при выпол-
нении операций.
Ниже рассматриваются схемы МА данного класса и их циклограммы.
1. Таблеточный пресс кривошипный
Таблеточные прессы кривошипные (эксцентриковые) - маши-
ны-автоматы с жесткой программой, предназначены для производ-
ства штучной продукции, первого класса (транспортное движение не-
совместимо с выполнением рабочих операций), с периодическим пе-
ремещением 00, однопозиционные, одно- или двухпоточные (в
последнем случае используется двухкривошипный главный вал маши-
ны), инструмент одногнездный или многогнездный.
Эти машины применяются при переработке термореактивных ком-
позиций (пластмассы, электроугольные изделия), в фармацевтичес-
кой промышленности, для производства металлокерамических изде-
лий и т.д. Таблетирование позволяет получить из порошка компактную
таблетку определенной массы и прочности. Процесс состоит из четы-
Рис. 3.3. Операционные эскизы технологического процесса таблетиро-
вания: а - дозирование порошка/перемещение таблетки;
б - прессование порошка; в - выталкивание таблетки
45
Глава 3. Машины-автоматы, их циклы и циклограммы
рех операций: объемного дозирования порошка в матрицу, прессова-
ния порошка с образованием таблетки, выталкивания таблетки из мат-
рицы и перемещения ее в тару. Точность дозирования в таблеточных
прессах - до 2 % от массы дозы.
Технологический процесс таблетирования начинается с операции
дозирования (рис. 3.3, а), при выполнении которой башмак 1 питателя-
дозатора находится над матрицей 2, установленной в столе пресса. Глу-
бина Н заполнения матрицы определяется положением нижнего пуан-
сона 4. Затем башмак питателя-дозатора отводится в сторону, а верхний
пуансон 5, перемещающийся вертикально, осуществляет прессование
порошка (рис. 3.3, б). Конечная высота таблетки А; если нижний пуан-
сон при прессовании не перемещается, то путь верхнего пуансона в
матрице Н - А. В некоторых таблеточных машинах перед прессованием
нижний пуансон немного смещается вниз, чтобы не происходило «вып-
лескивания» порошка из матрицы при входе в нее верхнего пуансона.
Дозирование сыпучего материала следует отнести к основным опе-
рациям (отделение дозы порошка от остальной его массы) 3-го класса
(контакт 00 с ИО по поверхности), аналогично классифицируется и
операция прессования.
Выталкивание таблетки из матрицы (рис. 3.3, в) в рассматривае-
мой машине осуществляется вверх до уровня поверхности стола с по-
мощью нижнего пуансона 4. При очередном перемещении в позицию
дозирования башмак питателя-дозатора передней кромкой перемеща-
ет таблетку, вытолкнутую из матрицы, по поверхности стола на на-
клонный лоток, который направляет ее в тару.
Операция выталкивания - вспомогательная, 3-го класса; пере-
мещение таблетки также вспомогательная операция, класс которой
1-ый или 2-ой - в зависимости от того, каков контакт таблетки с пе-
ремещающим ее устройством.
Опускание нижнего пуансона и заполнение матрицы следующей
дозой порошка начинается только после того, как башмак перекроет
отверстие матрицы. Это позволяет снизить разброс массы таблеток при
дозировании.
Таблеточный пресс (рис. 3.4) имеет следующее устройство:
На станине 1 установлен корпус машины 4, в котором размеще-
ны все исполнительные механизмы. От электродвигателя 2 при помо-
щи клиноременной передачи 3 вращение передается шкиву-маховику
5, установленному на промежуточном валу; последний через зубча-
тую передачу приводит во вращение распределительный вал - глав-
ный вал машины.
46
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.4. Таблеточный пресс:
1 — станина; 2 - электродвигатель; 3 — клиноременная передача;
4— корпус; 5- шкив; 6— питатель-дозатор; 7— кривошипно-пол-
зунный механизм прессования; 8 - коромысло механизма
дозирования; 9 — башмак питателя-дозатора; 10 — лоток;
11 - подставка для тары
47
Глава 3. Машины-автоматы, их циклы и циклограммы
На главном валу закреплены кривошип - ведущее звено криво-
шипно-ползунного механизма прессования 7 и кулачки — ведущие
звенья механизмов дозирования и выталкивания.
Механизм дозирования состоит из кулачка, от которого приводит-
ся коромысло 8 рычажной кинематической цепи; ведомое звено этой
цепи - питатель-дозатор 6 с башмаком 9 совершает возвратно-посту-
пательное движение над поверхностью стола.
Вытолкнутая на поверхность стола таблетка перемещается башма-
ком 9 на наклонный лоток 10, а оттуда - в тару, устанавливаемую на
подставку 11,
В кривошипно-ползунном механизме прессования (рис. 3.5) пре-
дусмотрена регулировка длины шатуна, что позволяет менять глубину
захода верхнего пуансона в матрицу, т.е. степень уплотнения порошка
при прессовании. С этой целью в корпусе шатуна 3 установлена экс-
центриковая втулка 5, которая может поворачиваться относительно
корпуса шатуна при помощи червяка 4, Распределительный вал 1 обра-
зует с эксцентриковой втулкой вращательную цилиндрическую ки-
нематическую пару. Другим шарниром шатун соединен с ползуном
7, в котором закреплен толкатель верхнего пуансона 9. При повороте
втулки 5 изменяется нижнее крайнее положение ползуна 7.
Дисковые пазовые кулачки механизмов выталкивания и дозирова-
ния конструктивно объединены в одну деталь 2 (см. рис. 3.5). Механизм
выталкивания состоит из кулачка 2 и штанги-толкателя 8, на одном
конце которой закреплен ролик 6, а на другом - вилка 16. При подъеме
штанги вилка 76, охватывающая проточку корпуса 14 нижнего пуансо-
на 13, поднимает его вверх, осуществляя выталкивание таблетки из
матрицы 77. Нижнее положение пуансона 13 регулируется винтовым
механизмом; при повороте гайки 75 изменяется по высоте положение
нижнего пуансона и, следовательно, глубина заполнения матрицы 77.
Башмак механизма дозирования имеет ворошители 10, которые
предупреждают сводообразование порошка и способствуют подаче его
в матрицу. Вращение ворошителям передается от зубчатого колеса 77,
сцепленного с неподвижной рейкой 72.
Кинематическая схема автомата и его круговая циклограмма пока-
заны на рис. 3.6.
Из циклограммы следует, что механизм выталкивания II осуще-
ствляет свою операцию с некоторой паузой после окончания прессо-
вания, а башмак механизма дозирования III начинает перемещаться
из левого положения в правое лишь после того, как таблетка пол-
ностью вытолкнута на поверхность стола. Это предотвращает разру-
шение таблетки башмаком.
48
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.5. Распределительный вал и исполнительные механизмы
таблеточного пресса:
7 - распределительный вал; 2- кулачки механизмов выталкивания
и дозирования; 3 — шатун механизма прессования; 4 - червяк;
5 — эксцентриковая втулка; 6 — ролик; 7 — ползун; 8~ штанга;
9— верхний пуансон; 10 — ворошители; 77 - зубчатое колесо;
72 - рейка; 13 — нижний пуансон; 14 — корпус пуансона;
75- регулировочная гайка; 16 — вилка; 77- матрица
49
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.6. Кинематическая схема (а) и круговая циклограмма (6)
таблеточного пресса: / — механизм прессования; // — механизм
выталкивания; III — механизм дозирования/перемещения таблетки
50
Глава 3. Машины-автоматы, их циклы и циклограммы
Опускание нижнего пуансона (выталкивателя) начинается в по-
ложении, когда башмак питателя-дозатора находится над матрицей.
Как было ранее сказано, это способствует улучшению качества дози-
рования, так как порошку не приходится вытеснять воздух из матрицы.
Нижний пуансон, опускаясь, как бы выхватывает за счет создаваемо-
го разряжения дозу порошка из питателя-дозатора.
2. Маятниковая фильтрующая центрифуга с ножевым съемом осадка
В НИИХИМмаше была спроектирована автоматическая трехколон-
ная (маятниковая) центрифуга с ножевым съемом осадка и разгруз-
кой через днище (рис. 3.7).
Рис. 3.7. Автоматическая центрифуга:
1 — рама; 2 - опора; 3 - станина; 4 - тахогенератор; 5 - шкив;
6 — главный электродвигатель; 7 - вспомогательный электродвига-
тель; 8 — тормозной шкив; 9 — кожух; 10 - ротор; 11 - главный вал;
12 - механизм среза осадка; 13 - запорный конус;
14 - сигнализатор уровня суспензии
51
Глава 3, Машины-автоматы, их циклы и циклограммы
Отличительная особенность центрифуг рассматриваемого типа —
выполнение основных технологических операций (загрузка, центро-
бежная фильтрация, промывка осадка, съем и выгрузка осадка) при
различных скоростях вращения ротора, оптимальных для каждой опе-
рации. Загрузка ротора производится обычно при окружной скорости
ротора, меняющейся в пределах 10—25 м/с, центрифугирование - при
55 - 65 м/с , срез осадка и разгрузка - при 4-5 м/с.
Использование низких скоростей вращения ротора при загрузке
суспензии и при срезе осадка способствует значительному расшире-
нию области использования этих центрифуг, особенно в тех случаях,
когда недопустимо разрушение кристаллов осадка при выгрузке.
Центрифугу можно рассматривать как машину-автомат с нежест-
кой программой, предназначенную для производства нештучной про-
дукции, первого класса (транспортное движение несовместимо с вы-
полнением рабочих операций), с периодическим перемещением 00,
однопозиционную.
Центрифуга состоит из рамы 7, на которой при помощи трех упру-
гих опор 2 подвешена станина 3. На станине установлен основной 6 и
вспомогательный 7 электродвигатели. Основной электродвигатель ис-
пользуется для приведения ротора во вращение при загрузке, фильт-
рации и промывке осадка. Вспомогательный двигатель работает при срезе
осадка и его разгрузке; в этом случае ротор вращается с небольшой
угловой скоростью, центробежные силы малы и возникающее под их
воздействием трение не препятствует разгрузке осадка.
Вал основного электродвигателя соединен со шкивом 5 клиноре-
менной передачи гидравлической муфтой. Вспомогательный двигатель
соединен со шкивом клиноременной передачи через червячный ре-
дуктор, шинно-пневматическую и гидравлическую муфты. Шинно-
пневматическая муфта соединяет вал червячного колеса с гидравли-
ческой муфтой при срезе осадка. Клиноременная передача приводит во
вращение главный вал 77 и ротор 10 центрифуги. На главном валу уста-
новлен шкив 8 ленточного тормоза, служащего для понижения ско-
рости вращения ротора после окончания операции фугования. Веду-
щий шкив клиноременной передачи соединен ременной передачей с
валом тахогенератора 4, с помощью которого фиксируется угловая
скорость в любой момент работы центрифуги.
Ротор заключен в кожухе 9, на крышке которого установлены ме-
ханизм перемещения запорного конуса 73, механизм среза осадка 72, а
также сигнализатор уровня суспензии 14. Штуцеры подвода суспензии,
промывной и регенерационной жидкости на чертеже не показаны.
На кинематической схеме центрифуги (рис. 3.8) показаны испол-
52
Глава 3. Машины-автоматы, их циклы и циклограммы
Суспензия
Регенерационная
жидкость
А-А
Промывная
жидкость
///
| Осадок
Фугат
VIII
Промывная
жидкость
Рис. 3.8. Кинематическая схема привода
и исполнительные механизмы центрифуги:
I— загрузочного клапана; II — клапана отвода фугата; III — клапана
подачи промывной жидкости; IV — клапана отвода промывной
жидкости; V — запорного клапана; VI — поворота ножа;
VII — вертикального перемещения ножа; VIII — клапана подачи
регенерационной жидкости; IX — клапана отвода
регенерационной жидкости
нительные механизмы, выполняющие операции технологического
процесса. Все они, за исключением механизма вращения ротора, имеют
гидравлический привод. Так, например, механизм V запорного конуса
состоит из неподвижного штока с поршнем и подвижного гидроцилин-
дра, соединенного с запорным конусом. Перед разгрузкой осадка запор-
ный конус находится в верхнем положении. При подаче масла в бес-
штоковую полость гидроцилиндра по внутреннему каналу штока гидро-
цилиндр начнет опускаться вместе с запорным конусом, открывая дни-
ще ротора для разгрузки. Величина хода запорного конуса определяется
53
Глава 3. Машины-автоматы, их циклы и циклограммы
положением конечных выключателей, подающих импульсы на распре-
делители (на схеме не показаны), управляющие подачей масла к шту-
церам исполнительного механизма.
Механизмы VI и VII — поворота ножа и его вертикального пере-
мещения — обеспечивают срезание осадка: сначала выполняется вре-
зание ножа в слой осадка, а затем вертикальное перемещение ножа
вниз для съема осадка по всей высоте ротора. Далее нож возвращается
в исходное положение.
Система подачи суспензии имеет загрузочный клапан с автомати-
ческим и ручным управлением. Промывная и регенерационная жидко-
сти подводятся также через систему клапанов.
Для отвода фугата, промывной и регенерационной жидкостей имеет-
ся разделительный клапан, который переключается в соответствии с
программой работы машины. Клапан соединяет выводной штуцер кожу-
ха с линиями отвода фугата, промывной или регенерационной жидкости.
В циклограмме машины, объединенной с ее тактограммой (рис. 3.9),
отражена последовательность операций технологического цикла при
фуговании поливинилхлорида (без регенерации ткани). В циклограмме
представлены те исполнительные механизмы машины, которые изоб-
ражены на ее кинематической схеме.
Система управления имеет реле времени, позволяющее в широ-
ком интервале регулировать длительность выполнения операций фу-
гования, промывания и среза осадка, регенерации ткани. Имеются
О 12 3 4 5 6 7 8 9 10 мин
Рис. 3.9. Циклограмма/тактограмма центрифуги
54
Глава 3. Машины-автоматы, их циклы и циклограммы
элементы нежесткой системы управления (гибкой, информационной):
установлены датчики уровня, определяющие длительность загрузки
суспензии, тахогенератор, дающий импульсы на включение вспомо-
гательного электродвигателя и механизма съема осадка, и т.п.
Предусмотрена работа центрифуги с ручным управлением (наладоч-
ный режим).
3. Машина для предварительного формования изделий из стекло-
пластиков
Эти машины используются при изготовлении изделий массовой
штучной продукции из стеклопластиков (сосуды, бензобаки и т.п.) и
представляют собой полуавтоматы - вручную выполняются операции
установки и съема формы, пуск машины. По принятой классификации
относятся к машинам с жесткой программой, первого класса (транс-
портное движение несовместимо с выполнением рабочих операций),
с периодическим перемещением 00, однопозиционным.
Стеклопластики широко используются как заменители стали и
цветных металлов. Их применение в качестве конструкционных мате-
риалов объясняется высокой механической прочностью, малой плот-
ностью, коррозионной стойкостью в различных средах.
Технологический процесс предварительного формования заключа-
ется в следующем (рис. 3.10): непрерывные жгуты стекловолокна сматы-
ваются с бобин 7 в несколько ручьев и поступают в устройство 2 для
резки стекловолокна; нарубленное на определенного размера куски стек-
ловолокно подается воздухом по трубопроводу в камеру 3 предваритель-
ного формования. Воздух просасывается через перфорированную форму
♦ Воздух
Рис. 3.10. Схема предварительного формования изделий из стеклопла-
стиков методом напыления: 7 - бобины со стекловолокном;
2 - режущее устройство; 3 - камера формования;
4 — перфорированная форма
55
Глава 3. Машины-автоматы, их циклы и циклограммы
4, имеющую конфигурацию изделия. Стекловолокно задерживается сет-
кой, уложенной на форму, образуя заготовку изделия. На заготовку на-
носится некоторое количество связующего, для того чтобы она сохра-
няла свою форму на дальнейших стадиях изготовления изделия.
Последующие операции выполняются вне машины: заготовка подсу-
шивается, а затем снимается с формы и окончательно прессуется в пресс-
форме, куда подается также и связующее.
Равномерность слоя напыленного стекловолокна достигается вра-
щением и подъемом стола, на который устанавливается перфорирован-
ная форма, а также регулировкой потока воздуха с помощью специаль-
ных заслонок, перекрывающих окна на корпусе камеры.
На кинематической схеме машины (рис. 3.11) отмечены основные
узлы машины. Вакуум в корпусе машины создается при помощи вентиля-
тора / с дроссельной заслонкой И. Стекловолокно подается и режется
механизмами III и IV. Внутри камеры расположен верхний стол, враща-
емый механизмом И; совместно с ним вращается нижний стол, кото-
рый имеет и вертикальное перемещение. Последнее осуществляется с
помощью гидравлического подъемника VI, приводимого в движение от
специального насоса.
Стекловолокно подается двумя валками: приводным и прижимным,
облицованными пластмассой. Резка стекловолокна выполняется с по-
мощью двух валков (ножевого и опорного). Ножевой валок имеет 6 ножей
Рис. 3.11. Кинематическая схема мащины для предварительного
формования изделий из стеклопластиков:
I — вентилятор; II — механизм дроссельной заслонки; III — механизм
протяжки стекловолокна; IV - механизм резки; V - механизм
вращения стола; VI - механизм подъема стола;
I - телескопический гидроцилиндр; 2 - гидроцилиндр насоса
56
Глава 3. Машины-автоматы, их циклы и циклограммы
из легированной стали. Привод ножевого валка осуществляется от трех-
скоростного электродвигателя, что позволяет ступенчато менять длину
нарезанного волокна.
Механизм вращения обеспечивает вращение стола в одном направ-
лении, или реверсивное вращение. Вращающаяся система состоит из двух
столов - верхнего и нижнего, из которых верхний опирается на ролики.
Механизм подъема нижнего стола используется при изготовлении
высоких изделий. Перфорированная форма в этом случае устанавливает-
ся на нижний стол, который в процессе нанесения стекловолокна под-
нимается импульсами при совместном непрерывном вращении с ниж-
ним столом. Форма проходит при подъеме через эластичную диафрагму в
верхнем столе, устраняющую подсос воздуха через зазор формы с верх-
ним столом. Применение подъемника позволяет равномерно распреде-
лить стекловолокно по высоте формы.
Подъемник исполнен в виде вертикально расположенного гидроци-
ливдра 7 (см. рис. 3.11) телескопического типа, с автономным приводом
от насоса 2. Насос представляет собой гидроциливдр, в котором переме-
щение поршня осуществляется от винтового механизма. При движении
поршня влево масло из насоса поступает в телескопический цилиндр
подъемника, штоки цилиндра выдвигаются и поднимают нижний стол.
Машина имеет пульт управления, на котором сосредоточены орга-
ны управления, автоматики и блокировки. Система управления обеспе-
чивает работу в автоматическом цикле, в наладочном режиме, а также
защиту от перегрузки.
Циклограмма машины (рис. 3.12) иллюстрирует последовательность
з
о
1
2
мин
Вентилятор
II
Дроссельная
заслонка
Закрыта
Закр.
Открыта
III
Механизм
протяжки
Не
работает
Не рабо-
тает
IV
Механизм резки
Не
работает
Не рабо-
тает
Механизм
вращения стола
Не
работает
часовой стрелке
V
VI
Механизм подъема
нижнего стола
Подъем
Опускание
Рис. 3.12. Циклограмма машины для предварительного формирования
изделий из стеклопластиков
57
Глава 3. Машины-автоматы, их циклы и циклограммы
работы отдельных механизмов. На циклограмме с целью упрощения
не показаны стадии включения/выключения клапанов форсунок для
подачи связующего.
4. Фильтр-пресс автоматический камерный
Рассматриваемый агрегат - машина-автомат с жесткой програм-
мой, предназначенная для производства нештучной продукции, пер-
вого класса, с периодическим перемещением 00, многопозицион-
ный.
ФПАКМ - фильтр-пресс автоматический камерный с механичес-
ким зажимом фильтровальных плит. Фильтр-прессы выполняются с
промывкой осадка и без промывки.
Функционирование фильтрующих плит — основного исполнитель-
ного органа машины — при выполнении рабочих операций (без про-
мывки осадка) поясняется рис. 3.13, на котором фильтрующие плиты
показаны в трех положениях: сомкнутом при фильтровании и отжиме
осадка, разомкнутом при разгрузке осадка.
При фильтровании (позиция 7) суспензия подается по коллектору
7, состоящему из отдельных секций 7, в рамку 2, прижатую к плите 3;
рамка и плита образуют камеру фильтрования. Плита имеет вверху пер-
форированный лист 4, опирающийся на спирали 5. Над перфориро-
ванным листом расположена фильтровальная ткань. При подаче сус-
пензии под давлением осадок остается на фильтровальной ткани.
Отжим осадка осуществляется при помощи резиновой диафрагмы
6, находящейся между рамкой и плитой; вода, подаваемая под давлени-
ем через штуцер 9, отжимает осадок (позиция 77); фильтрат отводится
по коллектору 8. Для просушки осадка по коллектору 7 подается сжатый
воздух, а при необходимости промывки осадка - промывная жидкость.
При выгрузке осадка фильтровальные плиты разъединены (позиция III).
Автоматический фильтр-пресс (рис. 3.14) состоит из набора го-
ризонтально расположенных фильтрующих плит 7, размещенных одна
под другой между нижней нажимной 72 и верхней упорной 3 плитами.
Плиты соединены четырьмя стяжками 2, воспринимающими нагруз-
ки при работе механизма зажима и подаче жидкости под давлением.
Фильтрующие плиты могут перемещаться в вертикальном направ-
лении вдоль стяжек на катках. Передвижение фильтрующих плит и их
зажатие осуществляется рычажно-винтовым механизмом 77 с приво-
дом от электродвигателя.
Фильтровальная ткань в виде бесконечной ленты 7зигзагообразно
проходит через набор плит, обегая ролики 13. В нижней части фильтра
ткань выходит из межплитного пространства (после приводного бара-
бана 8 и прижимного ролика 10) и проходит через камеру регенерации
58
Глава 3. Машины-автоматы, их циклы и циклограммы
в 2 4 5 6 3 9 7 1
Рис. 3.13. Схема работы фильтрующих плит ФПАКМ при фильтрова-
нии (позиция 7), отжиме осадка (позиция 77), съеме осадка (позиция
III): 1 — секция коллектора; 2 — рамка; 3 - плита; 4 - перфориро-
ванный лист; 5- спирали; 6— резиновая диафрагма; 7 — коллектор
подачи суспензии; 8 — коллектор отвода фильтрата; 9 — штуцер
подачи воды для отжима осадка
9, где промывается и очищается. Далее ткань движется вверх, прохо-
дит через роликовое натяжное устройство 6 на верхней упорной плите
и поступает в межплитное пространство верхней фильтрующей плиты.
Ткань приводится в движение приводным барабаном периодичес-
ки, во время выгрузки осадка.
Суспензия (либо промывная жидкость или воздух) при выполне-
нии соответствующей операции подается одновременно в камеры филь-
трации всех фильтрующих плит по коллектору 5, который образуется
из отдельных секций; с другой стороны плит аналогичный коллектор 4
служит для отвода фильтрата и промывной жидкости.
Жидкая фаза проходит через ткань и перфорированное сито в ка-
меру отвода фильтрата. Твердая фаза остается на поверхности ткани;
59
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.14. Схема фильтр-пресса ФПАКМ: 1 - фильтрующая плита,
2 - стяжка; 3 - верхняя упорная плита; 4, 5- коллекторы подачи
суспензии и отвода фильтрата; 6 — натяжное устройство; 7 - фильт-
ровальная ткань; 8 - приводной барабан; 9 - камера регенерации;
10 — прижимной ролик; 11 - механизм зажима, 12 — нажимная
плита; 13 - ролик; 14 - нож для съема осадка
она может промываться путем подачи в камеры промывной жидко-
сти, отжиматься диафрагмой или просушиваться воздухом.
После выполнения всех операций система размыкается: плиты опус-
каются вниз, между каждой парой плит образуется зазор, достаточ-
ный для выхода осадка. Осадок удаляется из межплиточного простран-
ства при передвижении ленты.
Осадок снимается ножами 14, установленными по образующим
роликов в местах перегиба ткани. Выгрузка происходит с двух сторон
фильтр-пресса.
60
Глава 3. Машины-автоматы, их циклы и циклограммы
Во время съема осадка включается подача воды в камеру регене-
рации, где движущаяся ткань очищается скребками и промывается
струями воды с двух сторон.
Механизм зажима плит в первом варианте конструкции был ко-
ленно-рычажным с червячно-винтовым приводом (рис. 3.15, а), в мо-
дернизированной машине с этой целью используется гидроцилиндр
(рис. 3.15, б). В первом варианте фиксация плит в сжатом состоянии
обеспечивается условием самоторможения коленно-рычажных групп
2 в распрямленном положении, во втором - специальным клином 7,
который перемещается с помощью гидроцилиндра 6 вправо и запира-
ет поршень гидроцилиндра зажима плит в верхнем положении.
Рис. 3.15. Схема механизма зажима плит: а - коленно-рычажный с
червячно-винтовым приводом; б — гидравлический с клиновым
фиксатором; 1 - нижняя плита; 2 — коленно-рычажная группа;
3 — винтовая пара; 4 — червячная передача; 5 - гидроцилиндр подъе-
ма плит; 6— гидроцилиндр перемещения клина; 7 — клин-фиксатор
Приводной барабан 6 механизма перемещения ткани (рис. 3.16)
получает вращение от электродвигателя 1 через клиноременную пере-
дачу 2 при включенной муфте 4. Включение/выключение муфты вы-
полняет гидроцилиндр 5.
Управление прессом электрогидравлическое. Фильтр-пресс может
работать в автоматическом режиме или с ручным управлением. Дли-
тельность каждой операции в автоматическом режиме регулируется в
интервале от 5 с до 90 мин.
Фильтр-пресс относится к многопозиционным машинам, посколь-
ку операции осуществляются в различных положениях плит, зон съе-
ма осадка и регенерации фильтровальной ткани.
Циклограмма фильтр-пресса (рис. 3.17) поясняет последователь-
ность и согласованность рабочих и вспомогательных операций при
фильтровании с промывкой осадка.
61
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.16. Кинематическая схема механизма перемещения ткани:
1 — электродвигатель; 2 - клиноременная передача; 3 — червячный
редуктор; 4 — кулачковая муфта; 5 - гидроцилиндр управления
кулачковой муфтой; 6 — приводной барабан; 7- прижимной ролик
1 ) Время, в минутах 2 3 4 5
Механизм зажима плит Выстой ^Опускание Выс- той
Клапан подачи суспензии Закрыт Открыт Закрыт
Клапан подачи промывной жидкости Закрыт у/?//. Открыт Закрыт
Клапан подачи воды (отжим) Закрыт /////> Открыт 777/7/ Закрыт 7'777/, Открыт /////Z Закрыт
Клапан подачи воз- духа (просушка) Закрыт 7'7/777/ Открыт/ 7////У77 Закрыт
Клапан подачи жидкости в камеру регенерации Закрыт Открыт
Клапан выпуска фильтрата Закрыт 7/7/7777/7/ уОткрыт// 7/7////,77/7 Закрыт
Клапан выпуска фильтра- та промывной жидкости '' " ' ////////б 777/777////у/^/ТТТТТТ/ТТ//^ Закрыт
Клапан сброса Закрыт /////г. Открыт 7////Z Закрыт 7/////// Открыт/ '7,.7/^77/ Закрыт
Механизм перемещения ткани (съем осадка) Выстой Съем _ |==^
Рис. 3.17. Циклограмма фильтр-пресса ФПАКМ
62
Глава 3. Машины-автоматы, их циклы и циклограммы
5. Револьверный пресс-автомат
Револьверный пресс-автомат - пресс гидравлического типа с мно-
гопозиционным поворотным (револьверным) столом. Он работает по
жесткой программе, предназначен для производства штучной продук-
ции, первого класса (транспортное движение несовместимо с выпол-
нением рабочих операций), с периодическим перемещением 00, мно-
гопозиционный, инструмент одногнездный или многогнездный.
Автомат представляет собой вертикальный гидравлический пресс;
его функция - прессование резьбовых безарматурных изделий из таб-
летированных термореактивных пресс-материалов. Машина имеет инди-
видуальный гидропривод.
В револьверном столе пресс-автомата размещены 10 гидроцилинд-
ров и 10 комплектов пресс-форм, состоящих из матриц и пуансонов.
Каждая пресс-форма снабжена устройством для обогрева, включаю-
щим терморегулятор с программным управлением. Стол совершает пре-
рывистое вращательное движение. За один полный оборот стола выпол-
няются следующие операции технологического процесса (рис. 3.18): по-
Рис. 3.18. Схемы операций технологического процесса изготовления
резьбовых изделий из пластмасс методом прессования на револьвер-
ном пресс-автомате: 1 — загрузка таблетки в матрицу; 2 - прессова-
ние изделия; 3-9- формование и отверждение; 9'- размыкания
пресс-формы; 10- свинчивание изделия и удаление его из машины
63
Глава 3. Машины-автоматы, их циклы и циклограммы
зиция 7 - загрузка таблетки в матрицу; позиция 2 - горячее прессова-
ние; позиции 3~9~ формование и отверждение; позиция 9' (промежу-
точная между 9 и 10) — размыкание пресс-формы; позиция 10 — свин-
чивание изделия и удаление его из машины.
Пресс может быть переоборудован для изготовления изделий не-
посредственно из пресс-порошков, оснащен многогнездными форма-
ми, а также использован для изготовления изделий без резьбы.
В станине 21 пресс-автомата (рис. 3.19) неподвижно закреплена ось
20, вокруг которой могут свободно и независимо друг от друга повора-
чиваться обойма 19 и стол 18. Стол трехъярусный, десятипозицион-
ный. В каждой позиции в верхнем ярусе установлен верхний пуансон
77, в среднем ярусе — подвижная матрица 16, соединенная штоком 75
с корпусом гидроцилиндра 13. В нижнем ярусе стола неподвижно зак-
реплен полый поршень гидроцилиндра, через который в определен-
ных положениях в цилиндр подается рабочая жидкость под давлением.
Эта процедура осуществляется следующим образом. После того, как
очередная пресс-форма в разомкнутом состоянии перейдет из 7-ой по-
зиции пресса во 2-ую, кулачок 7 распределительного вала через рычаг 2
и подпружиненный толкатель 3 закроет сливной клапан 5 распределите-
ля 4. Масло, подаваемое насосом 6, поступит в промежуточный гид-
равлический цилиндр 7 и прижмет поршень 8 к ниппелю 77, образуя
герметичное соединение. По мере нарастания давления открываются
клапаны 9 и 72, гидроцилиндр 13 заполняется маслом и перемещается
вверх, первоначально сжимая пружину 14, а затем смыкая через шток
75 пресс-форму (матрицу 16 и пуансон 17). После достижения матрицей
крайнего верхнего положения масло насосом подается через циркуля-
ционную перепускную трубу в холодильник, а оттуда - в резервуар.
Затем кулачок 7 открывает клапан 5, и насос работает на слив.
При этом, в связи со снижением давления, закрывается обратный кла-
пан 72, а пружина 10 из-за падения давления во вспомогательном ци-
линдре оттягивает поршень Явниз. Пресс-форма остается замкнутой,
поскольку она нагружена усилием пружины 14. В таком состоянии пресс-
форма перемещается при повороте стола из позиции 2 в последующие
до того момента, когда в промежуточной позиции между 9и 10 конец
штока обратного клапана набегает при повороте на ролик (поз. 77 на
рис. 3.20). Клапан открывается, масло сливается в резервуар, матрица
16(см. рис. 3.19) опускается в нижнее положение. Отпрессованное из-
делие при этом остается на пуансоне, так как оно имеет резьбу; при
отсутствии резьбы изделие удерживается на пуансоне специальными
конструктивными элементами.
Повороты стола выполняются с помощью установленных на рас-
64
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.19. Револьверный пресс-автомат: 1 - кулачок распределитель-
ного вала; 2 - коромысло; 3 - толкатель; 4 - распределитель;
5-сливной клапан; 6— насос; 7- гидроцилиндр; 8- поршень;
9— клапан; 10- пружина; 11 - ниппель; 12- клапан; 13- гидроци-
линдр; 14— пружина; 75- шток; 16- матрица; 17- пуансон;
18 — стол; 19 — обойма; 20 - ось; 21 — станина
65
Глава 3. Машины-автоматы, их циклы и циклограммы
пределительном валу сдвоенных кулачков 1, 2 (см. рис. 3.20), которые
передают движение коромыслу 6. Коромысло соединено шаровым шар-
ниром с тягой 10; длина ее может регулироваться. Тяга 10 также шаро-
вым шарниром соединена с обоймой 12, последняя может поворачи-
ваться вокруг закрепленной в станине машины оси.
Обойма имеет собачку 13, которая западает поочередно в один из
десяти пазов, имеющихся на нижней части револьверного стола. При
повороте кулачков на 360° происходит поворот стола на 36°
Для выполнения основных технологических операций требуется обес-
печить высокую точность расположения пресс-форм относительно ис-
полнительных органов машины и их фиксацию после окончания транс-
портного движения (поворота стола). Эту функцию выполняет механизм
фиксации. На боковой поверхности нижнего основания револьверного
стола имеются вертикальные пазы, в которые входит штырь 9 фиксато-
ра, находящийся под воздействием пружины 8. Выключение фиксации
стола осуществляется кулачком 3, установленным на распределитель-
ном валу (на рис. 3.20 этот кулачок условно показан не на валу, а в сме-
щенном положении). При повороте коромысла 4 влево шатун 5 отводит
коромысло 7 вправо, штырь 9 выходит из паза боковой поверхности ос-
нования револьверного стола; стол может поворачиваться. Обратный ход
штыря-фиксатора происходит под воздействием пружины 8 в том поло-
жении, когда рычаг 4 отклоняется вправо, к центру кулачка 3.
На рис. 3.20 пресс-форма показана в разомкнутом состоянии.
Загрузочное устройство пресс-автомата представляет собой распре-
делительный диск 4 (рис. 3.21), расположенный на дне бункера-пита-
теля, в который навалом загружают таблетки. Плоскость диска распо-
ложена наклонно к горизонту; сам диск имеет по окружности ячейки,
размеры которых несколько больше таблетки. Распределительный диск
совершает прерывистое вращательное движение; это движение пере-
дается от кулачка, установленного на распределительном валу, и про-
странственной кинематической цепи, аналогичной механизму пово-
рота стола. Таблетки захватываются ячейками и при повороте диска
подаются к загрузочному лотку 1, по которому движутся вниз под дей-
ствием силы тяжести до стопорного устройства.
При подходе пресс-формы к позиции загрузки кулачковый механизм
поворачивает распределительный диск на два шага на случай, если случай-
но одна ячейка не несет таблетку. Стопорное устройство, расположенное в
конце загрузочного лотка, пропускает в матрицу только одну таблетку. Оно
приводится в действие специальным кулачковым механизмом.
Если загрузочный лоток полностью заполнен таблетками, то рас-
пределительный диск на время останавливается. Блокировка осуще-
66
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.20. Механизм поворота и фиксации револьверного стола пресс-
автомата: 1, 2, 3— кулачки; 4— коромысло; 5— шатун; 6, 7— коромысло;
8~ пружина; 9— штырь; 10- тяга; 77 — ролик;
12 — обойма; 13 — собачка
67
Глава 3. Машины-автоматы, их циклы и циклограммы
ствляется при помощи закрепленного на рычаге 3 щупа 2, который
отключает механизм поворота, если упирается в таблетку.
Устройство для свинчивания и съема изделий имеет свинчиваю-
щую головку с ключом по внешней форме изделия. Для свинчивания
изделия с верхнего пуансона имеются механизмы вращения, верти-
кального перемещения и фиксации ключа.
В системе привода имеется вариатор скоростей для регулирования
частоты вращения распределительного вала машины, а также цепная
Рис. 3.21. Загрузочное устройство пресс-автомата: 1 - загрузочный
лоток; 2 - щуп; 3 — рычаг; 4 - распределительный диск
68
Глава 3. Машины-автоматы, их циклы и циклограммы
передача, при помощи которой вращательное движение от вала при-
вода передается ключу, и фрикционная муфта с управлением от ку-
лачка на распределительном валу для включения ключа после его по-
ворота и подъема.
Специальные кулачки на распределительном валу включают кла-
паны подачи сжатого воздуха для удаления изделия из свинчивающей
головки и на продувку матрицы.
Кинематическая схема привода распределительного вала пресс-ав-
томата показана на рис. 3.22, а циклограмма машины - на рис. 3.23.
Рис. 3.22. Кинематическая схема привода распределительного вала
пресс-автомата: 1, 2 - кулачки механизма поворота револьверного
стола; 3 — кулачок механизма поворота распределительного диска
питателя; 4 — кулачок механизма фиксации револьверного стола;
5 - кулачок механизма отсекателя таблеток; 6 — кулачок механизма
вертикального перемещения свинчивающей головки; 7 - кулачок
механизма управления клапаном распределителя (механизм смыка-
ния формы); 8— кулачок механизма вращения свинчивающей
головки; 9 — кулачок механизма фиксатора свинчивающей головки;
10 — кулачок управления фрикционной муфтой для включения
цепной передачи свинчивающей головки; 11 — кулачок управления
клапаном сдува изделия; 12 — кулачок управления клапаном обдувки
матрицы; 13 — звездочка привода вращения свинчивающей головки;
14 - фрикционная муфта; 15 — вариатор
69
Глава 3. Машины-автоматы, их циклы и циклограммы
Механизм поворота
револьверного стола
Механизм фиксации
револьверного стола
Механизм поворота рас-
пределительного диска
питателя
4 Отжат
Клапан распределителя
(смыкания пресс-формы)
Закрыт
2 Время, в секундах 3
, j __ *
Выстой стола
1-ый поворот
2-ой поворот
Механизм
отсекателя таблеток
Механизм поворота
свинчивающей головки
Фиксатор g
свинчивающей головки
Механизм вертикального
перемещения свин- б
чц веющей головки _________
Механизм управления . _
фрикционной муфтой
Клапан
сдувки изделия 11
Клапан обдувки матрицы 12
Рис. 3.23. Циклограмма револьверного пресс-автомата
3.2. Машины II класса
Машины предназначены для производства нештучной продук-
ции, выпускаемой в виде непрерывных изделий, у которых один
из параметров — длина — имеет преобладающий размер по сравне-
нию с двумя другими (изделия в виде стержней, полотна и т.п.).
В машинах-автоматах этого класса исполнительные органы ма-
шины выполняют операции технологического процесса на под-
вижном объекте обработки, причем именно непрерывное транс-
портное перемещение 00 обеспечивает выполнение операций. ИО
транспортного движения не имеют.
МА II класса обычно многопозиционные.
Рабочие и вспомогательные операции в этих машинах обыч-
но выполняются только последовательно на определенных участ-
ках (позициях). Для каждой операции i, в зависимости от исход-
ных технологических данных и конструктивных требований, мо-
жет быть установлена либо оптимальная скорость v движения ис-
полнительных органов относительно объекта обработки, либо время
70
Глава 3. Машины-автоматы, их циклы и циклограммы
tt выполнения операции. Связь между этими параметрами опре-
деляется выражением
где s — длина участка, на котором выполняется операция i.
Поскольку объект обработки одновременно находится на всех
участках выполнения технологического процесса, у него скоро-
сти на различных участках не могут отличаться друг от друга,
поскольку они соответствуют скорости транспортного движе-
ния ОО. Таким образом, следует скорость vn перемещения ОО
выбирать по величине минимальной скорости, так как она бу-
дет лимитирующей:
Vn= б’Л.п'
По этой причине, если не имеется возможности уменьшить
протяженность s,соответствующего участка машины, то длитель-
ность выполнения операций, не лимитирующих выбор скорости
перемещения, возрастает.
Длительность технологического цикла Тт будет
п
где п — число технологических операций без учета операции
транспортирования.
Номинальная суммарная длина всех участков
п п
1=1 1=1
Поскольку для машин-автоматов рассматриваемого класса тех-
нологический процесс идет непрерывно, понятия о кинематическом
и рабочем циклах машины не используются, хотя отдельные испол-
нительные механизмы могут выполнять свои функции циклически.
Вместо циклограммы на кинематических схемах МА показывают
участки выполнения операций с характерными для них параметра-
ми: длительностью операции, давлением, температурой ОО и т.п.
В связи с тем, что изделия в этих машинах представляют собой
непрерывный продукт, в устройстве разгрузки он подвергается руло-
71
Глава 3. Машины-автоматы, их циклы и циклограммы
нированию, т.е. машины выдают продукцию в виде рулонов (кабель,
линолеум, трубы малого диаметра из полимерных материалов и т.п.).
В некоторых случаях, для получения штучной продукции из
непрерывной, машины оснащаются исполнительными механиз-
мами, работающими циклически, например ножами-летучка-
ми, которые позволяют получать мерные изделия. На опреде-
ленном участке такой нож «сопровождает» непрерывно движу-
щееся изделие и осуществляет его поперечную резку, а затем
быстро возвращается в исходное положение, для повторения
цикла резки. По такому принципу работают некоторые МА в
производствах керамических изделий, катализаторов, полиэти-
леновых труб большого диаметра и пр.
Подобное оборудование, как следует из сказанного, выпуска-
ет продукцию циклически, граница между машинами первого и
второго класса становится размытой. Однако, поскольку лишь
финишная операция выполняется циклически работающим меха-
низмом, эти МА относятся к машинам II класса.
6. Агрегат для производства труб из стеклопластиков
Агрегат относится к МА с жесткой системой управления при на-
личии элементов обратной связи, II класса (транспортное движение
совпадает с рабочим), с непрерывным перемещением 00, многопо-
зиционным, однопоточным.
Агрегат для производства трехслойных труб из стеклопластика
(рис. 3.24) состоит из рамы (на рисунке не показана), на которой кон-
сольно закреплена оправка 7. Оправку в зоне ее крепления окружают
катушки 2—5 с намотанными на них лентами стеклоткани, предназна-
ченными для продольной укладки на оправку (на рис. 3.24 катушки услов-
но показаны совмещенными с плоскостью чертежа). Катушки вращают-
ся на неподвижных осях. Далее оправку с наложенными на нее лентами
стеклоткани окружают форсунки для подачи связующего. С помощью про-
тяжного устройства ленты стеклоткани проходят через прижимное уст-
ройство 6 и поступают на участок винтовой укладки лент стеклоткани.
Для подачи лент стеклоткани в винтовом направлении использу-
ются два диска 7, 9, которые несут на себе катушки <Усо стеклотканью,
функция которых - укладка новых слоев ленты стеклоткани на ранее
наложенные продольные слои. Укладка новых слов лент выполняется
по винтовой линии в противоположных направлениях, поэтому диски
вращаются в разные стороны. Наружный диаметр трубы d в месте на-
72
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.24. Установка для производства труб из стеклопластиков:
участки агрегата: / - подача лент стеклоткани в продольном направ-
лении; II, У1 - нанесение связующего; III- прижим стеклоткани к
оправке; 1У, УП- подача лент стеклоткани; У, У1П- укладка стекло-
ткани по винтовой поверхности; IX - отверждение связующего
(7 - оправка; 2, 3, 4, 5, 8— катушки с лентой стеклоткани; 6 — прижим-
ное устройство; 7, 9- диски; 10 — электроды; 11 — генератор ТВЧ)
мотки ленты, ширина ленты b и угол а подъема винтовой линии связа-
ны между собой соотношением
b
а = arccos —.
па
За первым намоточным устройством для винтовой укладки ленты
установлена вторая система форсунок для подачи связующего. Далее
расположены электроды 10, выполненные в виде составных роликов
(для уменьшения фрикции), охватывающих трубу; они, наряду с оп-
равкой 7, которая является вторым электродом, выполняют функцию
обогрева ОО с целью отверждения связующего. Агрегат имеет также
генератор 77 тока высокой частоты и механизм протяжки сформован-
ной трубы (на рис. 3.24 не показан).
Система управления предусматривает автоматическую стабилиза-
цию температуры в зоне обогрева сформованной трубы.
В тех случаях, когда к трубам предъявляется требование высокой
газонепроницаемости, в головную часть установки вводится червячный
экструдер, изготовляющий трубу из полимерного материала. Далее тру-
ба по оправке попадает на участки формования наружных слоев из стек-
лопластика, имеющие структуру, подобную рассмотренной выше.
73
Глава 3. Машины-автоматы, их циклы и циклограммы
3.3. Машины III класса
Рассматриваемый класс машин может иметь как жесткую, так
и нежесткую программу и предназначен преимущественно для
производства штучной продукции.
В машинах-автоматах III класса исполнительные органы маши-
ны выполняют операции технологического процесса на подвиж-
ном объекте обработки, причем непрерывное транспортное пере-
мещение имеют и объект обработки, и исполнительные органы
машины. Таким образом, ИО выполняют основные и вспомога-
тельные операции при непрерывном транспортном движении 00.
МА III класса многопозиционные, могут быть многопоточны-
ми, а исполнительные органы — многогнездными.
Транспортное движение в этих машинах обычно происходит
по круговой траектории (рис. 3.25), соответственно их называют
машинами роторного типа.
Рис. 3.25. Схема перемещения
объекта обработки в машинах
III класса (роторного типа)
В рассматриваемых машинах объекты обработки при помощи
загрузочных устройств устанавливаются в определенных позици-
ях непрерывно вращающегося ротора. Позиции располагаются по
окружности ротора с постоянным шагом. Центральный угол меж-
ду осями соседних позиций ротора (угловой шаг) —
2тг
а = —,
и
где и — число позиций в роторе.
Машины этого класса выдают одно готовое изделие (или группу
изделий, если позиции многогнездные) каждый раз, когда оче-
редная позиция подходит к устройству съема изделий, т.е. при
74
Глава 3. Машины-автоматы, их циклы и циклограммы
повороте ротора на угол а или при перемещении транспортера на
величину шага. Поэтому рабочий цикл равен времени поворота
ротора на угол а:
Т _ а _ 2п
1 р----- >
О) Ш)
где со — угловая скорость ротора.
В роторной машине можно выполнить несколько операций.
Рабочий цикл машины можно выразить через время Гт, необ-
ходимое для осуществления основных и вспомогательных опера-
ций технологического цикла. Например, для роторной машины за
время Гт ротор поворачивается на угол у, меньший 2л. В осталь-
ной части угла поворота ротора 2л - у осуществляется холостой
ход или выполняются такие внецикловые операции, как конт-
роль состояния инструмента, его замена и пр.
Обозначая через т и к соответственно число гнезд позиций
ротора, в которых имеется и отсутствует воздействие ИО на 00
(и = т + к), получим для угла поворота ротора
у = а (т - 1) = со Тт ,
откуда следует
JT uiT
и Т - а- Гт
р со т -1
Поскольку т = и — к, получим
Т =
р и-к-1
Из этой формулы следует, что, в отличие от других машин,
рабочий цикл машин III класса при заданном Тт зависит от числа
позиций и в роторе и уменьшается с увеличением их числа.
Технологический и кинематический циклы роторной машины
определяются выражениями
Тт = Тр (и - к - 1Л
Тк = Тр и.
75
Глава 3. Машины-автоматы, их циклы и циклограммы
Циклограмма рассматриваемых МА представляет собой совме-
щенные друг с другом циклограммы отдельных исполнительных
механизмов за один оборот ротора.
7. Роторный автомат для литьевого прессования
Эта машина входит в состав роторной автоматической линии лить-
евого прессования реактопластов. Машина предназначена для произ-
водства штучной продукции; система управления комбинированная: же-
сткая программа сочетается с элементами обратной связи. Относится к
машинам III класса - выполнение операций происходит при непрерыв-
ном транспортном движении ИО и ОО. Машина-автомат роторного типа,
многопозиционная, инструмент одногнездный или многогнездный.
В машине используется метод литьевого прессования, сущность
которого заключается в том, что пресс-материал подается в сомкну-
тую форму в виде расплава. Для этого формующие полости соединяются
специальными каналами-литниками с загрузочной камерой, куда по-
мещается подогретая таблетка пресс-материала. Под воздействием тем-
пературы и давления полимер переходит в вязко-пластическое состоя-
ние, проходит через литники и заполняет формующие полости.
Избыток материала в пресс-форму не поступает, а остается в загру-
зочной камере. Благодаря этому изделия, изготовленные литьевым прес-
сованием, не имеют облоя и, как правило, нуждаются лишь в мини-
мальной последующей обработке.
Таким образом, при литьевом прессовании запирание формы и
впрыск полимера выполняются различными исполнительными меха-
низмами; в рассматриваемой машине - гидроцилиндрами. Один гидро-
цилиндр смыкает форму и удерживает ее в сомкнутом состоянии в пе-
риод впрыска полимера и выдержки, второй перемещает плунжер заг-
рузочной камеры и производит впрыск полимера.
Состав операций, выполняемых в роторной машине для литьевого
прессования показан на рис. 3.26.
Роторный автомат (рис. 3.27) состоит из неподвижного основания,
корпуса ротора, двенадцати рабочих блоков, гидрораспределителя, элек-
трического коллектора и привода.
Основание 6 крепится болтами к фундаменту и является опорой
роторного пресса.
Корпус ротора 9 вращается в подшипниках, смонтированных на
неподвижной колонне 7, и трех роликах 8. По окружности ротора имеет-
ся двенадцать отверстий (шаг постоянный), в которых установлены ра-
бочие блоки. Каждый блок состоит из корпуса 31, к которому прикрепле-
ны гидроцилиндры 10, 21 и опорная плита 18. Корпус рабочего блока вос-
76
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.26. Операционные эскизы технологического процесса литьевого
прессования изделий из реактопластов: I — смыкание формы;
II - загрузка дозы материала; III — инжекция полимера в форму;
IV — выдержка изделий в форме под давлением; V- раскрытие
формы и выталкивание изделий; VI — удаление изделий и очистка
формы (7 - форма; 2 - выталкиватель; 3 — упорная плита;
4 — плунжер; 5— изделие)
принимает и замыкает на себя усилия, возникающие в процессе работы;
на корпус ротора 9 технологические усилия не передаются. Такая конст-
рукция ротора позволяет уменьшить его габариты и массу.
Гидроцилиндр 70 перемещает ползун 77 с закрепленной на нем
литьевой формой 75 и замыкает ее на период впрыска полимера и
выдержки.
Гидроцилиндр 27 перемещает плунжер 19, который давит на таб-
летку пресс-материала, помещенную в загрузочную камеру 16. Так
происходит инжекция полимера в форму. После отверждения форма
раскрывается и гидроцилиндр 27 выталкивает из нее изделие при
помощи упоров 20.
В систему привода роторного автомата входит электродвигатель
77
Глава 3. Машины-автоматы, их циклы и циклограммы
A U- 40 39
78
Глава 3. Машины-автоматы, их циклы и циклограммы
Рис. 3.27. Роторный автомат литьевого прессования: / - конечный
выключатель; 2 — основание; 3 — кулачок; 4 - захват; 5 - трубопро-
вод; 6- основание опоры ротора; 7 — колонна; 8— опорный ролик;
9 - корпус ротора; 10 - гидроцилиндр; 11 - ползун; 12 - каретка;
13 — гидроцилиндр; 14 — лопата; 15 — форма; 16 - загрузочная каме-
ра; 17 - лоток; 18 - опорная плита; 19 — плунжер; 20 — упор;
21 - гидроцилиндр; 22 — обечайка; 23, 24 — диски распределителя;
25 — коллектор; 26 - корпус распределителя; 27, 28 — диски распреде-
лителя; 29 — бункер; 30 — течка; 31 — корпус блока; 32 — агрегат
таблетирования; 33 — толкатель; 34 - рычаг; 35 — пневматический
клапан; 36 — электродвигатель; 37 - сменные шестерни;
38 — редуктор; 39 — лоток; 40 — направляющая
36, редуктор 38, пара конических и пара цилиндрических колес. Из-
менение скорости вращения ротора осуществляется при помощи
сменных зубчатых колес 37.
Гидрораспределитель состоит из корпуса 26 с дисками 23 и 27,
закрепленными на колонне 7, и вращающихся вместе с ротором
дисков 24 и 28 с соединяющей их обечайкой 22.
В дисках 23 и 27имеются канавки, соединенные с трубопровода-
ми 5, расположенными в полой колонне 7, и с гидростанцией (на
рисунке не показана). Расположение канавок соответствует необхо-
димому циклу работы гидроцилиндров.
В дисках 24 и 28 имеется по 12 отверстий, соединенных соответ-
ственно с верхними и нижними полостями гидроцилиндров 10 и 27.
При вращении ротора эти отверстия совмещаются с канавками не-
подвижных дисков и поршни гидроцилиндров совершают необходи-
мые перемещения.
Электрический коллектор 25 служит для передачи электроэнер-
гии к нагревателям литьевых форм и для соединения термопар и
системы управления нагревателями с многоточечной автоматичес-
кой и регулировочной станцией, осуществляющей контроль и уп-
равление нагревом форм автомата.
Устройство выгрузки изделий состоит из каретки 72, перемеща-
ющейся по кольцевым направляющим 40, которые закреплены на
коробчатом сварном основании 2. На каретке имеется лопата 14,
которая в необходимый момент времени вводится в разъем формы
гидроцилиндром 13.
Работа роторного автомата происходит следующим образом. По-
догретые таблетки подаются к толкателю 33, который при совме-
щении лотка 77 с лотком 39 совершает быстрый ход вперед и пода-
79
Глава 3. Машины-автоматы, их циклы и циклограммы
ет их в загрузочную камеру рабочего блока. Когда толкатель 33 под-
ходит к крайнему переднему положению, через его полый шток на
таблетку направляется струя сжатого воздуха. Это способствует бы-
строму попаданию таблетки в загрузочную камеру формы. Сжатый
воздух поступает в шток толкателя в течение 3-4 с, пока рычаг 34
нажимает на пневмоклапан 35.
К моменту подачи таблетки форма сомкнута гидроцилиндром
10. После подачи таблетки в загрузочную камеру плунжер 79 опуска-
ется и производит впрыск расплава полимера через литниковые ка-
налы в формующие полости литьевой формы.
При дальнейшем повороте ротора на угол около 240е изделия
выдерживаются в форме под давлением для отверждения полимера,
после чего форма раскрывается, захват 4 упирается в упор каретки
12 и увлекает ее за собой. Лопата 14 вводится в разъем формы, и
изделия вместе с литниками и пресс-остатком выталкиваются из
формы на лопату. Далее лопата уходит назад, сбрасывая изделие в
бункер, каретка освобождается и возвращается грузом в исходное
положение.
После этого форма обдувается сжатым воздухом для очистки от
остатков и смыкается. Этот цикл повторяется поочередно для каж-
дого рабочего блока; таким образом, за один оборот ротора авто-
мат делает 12 прессовок; пресс-инструмент многогнездный, поэто-
му каждая прессовка состоит из 16-20 изделий.
Пресс-материал для изготовления находится в бункере 29, от-
куда по течке 30 он поступает в агрегат 32 для таблетирования. Агре-
гат начинает работать тогда, когда один из кулачков 3, установлен-
ных на роторе, нажимает на конечный выключатель 7.
Агрегат для таблетирования — также машина-автомат, его уст-
ройство и работа здесь не рассматриваются.
Циклограмма роторного автомата представлена на рис. 3.28.
80
Глава 3. Машины-автоматы, их циклы и циклограммы
( г Угол поворота ротора 90° 180° 270°
Ротор Вращение с постоянной угловой скоростью
Механизм смыкания Смыкание Выстой Размыкание Выстой
Механизм инжекции . Впрыск Выстой Выталкивание^
Механизм подачи таблетки У1еЯ%д (подача) Выстой ч. Ход назад Подъем
Воздушный клапан - Открыт Закрыт Возврат
Механизм разгрузки В"™* 1
Клапан очистки формы Закрыт Открыт _ I
Рис. 3.28. Циклограмма роторного автомата для литьевого прессования
Контрольные вопросы
1. Чем отличаются циклограммы однопозиционной МА I класса от
многопозиционной?
2. Из каких элементов складывается длительность технологического
цикла машины II класса?
3. Какая связь между скоростью транспортного перемещения 00 и
длительностью технологического цикла в машинах-автоматах II класса?
4. Как зависит время рабочего цикла МА III класса от числа гнезд
(позиций) ротора?
5. Как можно выразить время кинематического цикла роторной ма-
шины через время технологического цикла?
81
Глава 4. Производительность и надежность машин-автоматов
Глава 4
ПРОИЗВОДИТЕЛЬНОСТЬ И НАДЕЖНОСТЬ
МАШИН-АВТОМАТОВ
«Вишь ты, - сказал один другому, - вон какое
колесо! Что ты думаешь, доедет то колесо, если б
случилось, в Москву или не доедет?» - «Доедет», -
отвечал другой. «А в Казань-то, я думаю, не дое-
дет ?» — «В Казань не доедет», — отвечал другой.
Н.В. Гоголь. Мертвые души
4.1. Технологическая
и цикловая производительность
Главная задача теории производительности машин — выявле-
ние и анализ влияния структурных, конструктивных и эксплуа-
тационных факторов на производительность рабочих машин.
Прикладные задачи теории производительности заключаются
в решении вопросов расчета, проектирования и эксплуатации ра-
бочих машин, и в том числе машин-автоматов, исходя из обеспе-
чения высокой производительности и эффективности вновь со-
здаваемой техники.
Большинство машин-автоматов имеют рабочий цикл Гр, в
который, помимо времени выполнения рабочих ходов /р = Е/р.,
входит и время холостых перемещений рабочих органов /х =
и, следовательно,
82
Глава 4. Производительность и надежность машин-автоматов
Ъ = 'р+ 'х‘
(4.1)
Основа для создания любой рабочей машины — технологичес-
кий процесс, выполняемый машиной. Исследование технологи-
ческого процесса и его элементов — первичных операций — по-
зволяет установить оптимальные параметры режима их выполне-
ния: время, скорость, усилие, температуру и т.п. Таким образом,
можно определить общие затраты времени, необходимые для вы-
полнения всех основных операций обработки, и, следовательно,
найти технологическую производительность машины Q^, которая
представляет собой количество изделий, изготовляемых в едини-
цу времени при отсутствии холостых ходов:
^тхл = ~
Цикловая производительность (или теоретическая производи-
тельность) машины-автомата определяется количеством изде-
лий, выдаваемых машиной в единицу времени в предположе-
нии, что машина работает непрерывно и вся ею производимая
продукция удовлетворяет техническим требованиям, предъяв-
ляемым к ее качеству.
Если за рабочий цикл Тр (с) в одном потоке выдается одно
изделие, а общее число потоков (или гнезд в позициях) w, то
цикловая производительность машины (шт/с) будет
Время Тр зависит от структуры машины. Для нескольких ти-
пов машин I и III классов, выпускающих штучную продукцию,
в табл. 4.1 приведены формулы расчета времени рабочего цикла
Тр (см. гл. 3) и цикловой производительности 0Ц.
В машине циклического действия в общем случае
О - — - 1 - ^тхл - О к
" т " t +t ~ о t +1 " ^тхл ’
1 р 1р + !гтхл \ +1
где к — коэффициент производительности, который характеризу-
ет степень непрерывности технологического процесса, выполняе-
мого в данной машине. Этот коэффициент отражает конструктив-
ное совершенство машины-автомата, степень ее приближения к
83
Глава 4. Производительность и надежность машин-автоматов
Таблица 4.1
Формулы расчета рабочего цикла
и цикловой производительности машин I и III классов
Класс Позиционность Продолжитель- ность рабочего цикла Гр,с Цикловая производитель- ность 2ц, шт/с
I Однопозиционная, и = 1 Последовательное выполнение рабочих операций W 'y+Z'/+'e-£* /«1
II Однопозиционная, и = 1 Параллельное выполнение рабочих операций у + ^max + 1с + Г 5
III Многопозиционная ^тах + tn W
машине непрерывного действия, т.е. такой машине, в которой
основные операции технологического процесса выполняются не-
прерывно. Чем выше коэффициент производительности, тем кон-
структивно совершеннее машина.
Следует иметь в виду, что технологическая производитель-
ность не неизменная величина; использование прогрессивной
технологии, новых физических и химических методов обработ-
ки позволяет сокращать величину Q^.
В машинах-автоматах с жесткими связями время рабочего
цикла практически постоянно и от продолжительности работы
машины не зависит. Следовательно, технологическая и цикло-
вая производительность — величины постоянные. В машинах с
гидравлическими и пневматическими исполнительными меха-
низмами колебания времени рабочего цикла могут быть ощути-
мыми, так как свойства рабочего тела (масла, воздуха) зависят от
температуры и других факторов.
Секундная производительность машин-автоматов II класса,
предназначенных для выпуска штучной продукции,
б = —,
/ + а
где v — скорость перемещения объекта обработки в машине, м/с;
w — число потоков;
84
Глава 4. Производительность и надежность машин-автоматов
I - длина обрабатываемого изделия в направлении оси его
перемещения, м;
а - расстояние между двумя соседними изделиями, м.
Производительность машин-автоматов нештучной продукции
в зависимости от вида изделий измеряется в единицах длины,
площади, объема или массы, отнесенных к единице времени.
Теоретическая производительность этих машин рассчитывает-
ся по формулам (соответственно в м/с; м2/с; м3/с и кг/с)
Q = vw;
Q = vbw;
Q = vbhw;
Q = vMpw,
где b — ширина слоя продукта, м;
h — высота или толщина слоя продукта, м;
р - плотность материала, кг/м3.
4.2. Фактическая производительность
В реальных условиях машины не работают непрерывно, не всегда
их продукция отвечает нормативам предъявляемого к ней каче-
ства. Внецикловые простои машины связаны, например, с необхо-
димостью заправки материала, смены инструмента, устранения
неполадок. Причинами потери качественных показателей изделий,
наряду с другими, могут быть износ инструмента, несоответ-
ствие загружаемого материала нормативам. Время, в течение кото-
рого машина выдает некондиционные изделия, также принято
относить к внецикловым простоям.
Внецикловые простои по причинам их возникновения разде-
ляются на пять видов:
1. Простои по инструменту. К ним относятся все потери вре-
мени, связанные с заменой инструмента из-за его неработоспо-
собности, регулировки, наладки и т.п.
2. Простои по оборудованию. Этот вид простоев связан с нера-
ботоспособностью машины вследствие отказа ее механизмов и ус-
тройств, включая отказы комплектующих изделий, нарушения
85
Глава 4. Производительность и надежность машин-автоматов
регулировки и т.д. Сюда относится также время ремонта и профи-
лактического обслуживания машины.
3. Простои из-за недостатков организации производства. Эти
потери времени имеют место в тех случаях, когда машина рабо-
тоспособна, однако вынуждена простаивать из-за отсутствия
материала (заготовок), отключения электроэнергии, нарушения
обслуживающим персоналом трудовой дисциплины и прочими
подобными обстоятельствами.
4. Простои из-за брака. Машина выдает продукцию, не отвеча-
ющую техническим требованиям вследствие нарушения регламента
процесса, некачественных заготовок и по другим причинам.
5. Простои по переналадке машины на выпуск новой продукции
или с новыми свойствами исходных материалов.
Фактическая производительность машины всегда меньше
цикловой из-за внецикловых простоев. Перечисленные выше при-
чины простоев можно разделить на две группы: простои по техни-
ческим причинам, т.е. связанные с конструктивными особеннос-
тями инструмента и машины, их надежностью и долговечностью,
и простои по организационным причинам.
Простои первой группы функционально связаны с режимом
работы машины-автомата, так как износ инструмента, кинема-
тических пар, регулировка, ремонтные и другие работы зависят,
с одной стороны, от степени совершенства конструкции машины
и используемых комплектующих изделий, а с другой - от про-
должительности работы машины и условий, в которых находятся
ее исполнительные механизмы и устройства.
Простои второй группы функционально не связаны ни с кон-
струкцией машины, ни с режимом ее эксплуатации. Они обуслов-
лены организацией труда и производства на том предприятии или
его подразделении, где установлена машина (трудовая дисципли-
на, своевременная подача материала и заготовок, отбраковка заго-
товок предыдущих операций, оптимизация партии изделий по ус-
ловию минимизации переналадок машины и пр.).
Если принять, что за время О наблюдения за машиной после-
дняя работала без простоев 0р и выдала гф единиц продукции, а
суммарное время простоев, включая техническое обслуживание и
выполнение ремонтных работ, составляло 2^п, то
86
Глава 4. Производительность и надежность машин-автоматов
0=0+ Е0„.
Р П
Фактическая производительность машины
еФ=^-, (4.2)
где суммарное количество выпущенной продукции
Z = ^
1 р
Подставляя значения О и гф в формулу (4.2), найдем
Q - _!_____= Q ^Р =0 к
Уф ТР Ор+ХО„ Уц0р + £0п Gu
Величина к* называется коэффициентом использования, он пред-
ставляет собой отношение времени бесперебойной работы маши-
ны за период наблюдения ко всему времени наблюдения:
к - - 1
И Op+SOn 1 + 1Ёп’
Яр
Суммарное время простоев за время наблюдения представ-
ляет собой внецикловые потери, а их отношение ко времени
бесперебойной работы машины - коэффициент внецикловых по-
терь. Чем меньше внецикловые потери, тем выше коэффициент
использования машины и, следовательно, тем ближе фактичес-
кая производительность к цикловой.
Количество изготовленных изделий пропорционально вре-
мени 0р, поэтому
£ЯП _ S'n
яр тР ’
vr -2*"
где 2Дп ~-------внецикловые потери, приходящиеся на еди-
ницу продукции.
Принимая во внимание уравнение (4.1), получим
еФ = QiA = + = /р + /х + 2/п-
Т’р
87
Глава 4. Производительность и надежность машин-автоматов
Из последней формулы следует, что внецикловые потери на
единицу продукции Е/п вызывают эффект как бы удлинения ра-
бочего цикла машины.
Суммарное время простоев складывается из простоев по тех-
ническим причинам Евтех и по организационным причинам Еворг:
Ев = Ев + Ев .
п тех орг
Коэффициент использования можно представить в виде
к -
и «Р + Е«п ME^+Ef^
ИЛИ
к = ——Е ^тех = k к
" «р + Е^'^ + Е^ + Е^ ™’’
Выражение h вр
ти " в +£в <4>3)
называется коэффициентом технического использования. Коэффи-
циент технического использования — одна из характеристик на-
дежности функционирования машины. Величина этого коэффи-
циента зависит от степени конструктивного совершенства маши-
ны, технологии ее изготовления и сборки, качества комплектую-
щих изделий и ряда других параметров, связанных с проектиро-
ванием и изготовлением агрегата.
Величина
k ^р + Е^те>
1 «р + Е^+Е^
называется коэффициентом загрузки. Его значение зависит пре-
имущественно от организации труда на производстве.
Общий баланс производительности машинного агрегата ав-
томатического действия показан на рис. 4.1.
В процессе эксплуатации машины фактическая производи-
тельность не остается постоянной: она растет в период пуска и
освоения машины, сохраняется приблизительно постоянной с
некоторой тенденцией к увеличению в период стабильной эксп-
88
Глава 4. Производительность и надежность машин-автоматов
чпи
техническим
Внецикловые
потери
организационным
причинам
Цикловые
потери
Рис. 4.1. Баланс производительности агрегата
автоматического действия
луатации и несколько снижается из-за увеличения износа и час-
тоты отказов к моменту приближения периода планово-предупре-
дительного ремонта. Величины, характеризующие коэффициент
технического использования и коэффициент загрузки, являются
случайными, следовательно, для их нахождения, а также для ана-
лиза резервов производительности или сравнения различных ва-
риантов исполнения машин необходимы длительные наблюдения.
Практически ограничиваются сравнительно кратковременны-
ми исследованиями значений 0ф, ки, кги, кз9 S/n в период стабиль-
ной эксплуатации машины.
Изложенные положения о расчете производительности машин
распространяются и на автоматические линии. Методика анализа
производительности машин и автоматических линий тесно связа-
на с теорией надежности машин и подробно рассматривается в
ряде специальных работ.
4.3. Основные понятия теории
надежности машин
Машина-автомат или автоматическая линия могут рассматри-
ваться как объект, представляющий собой систему совместно дей-
ствующих элементов, предназначенных для выполнения заданной
функции — выпуска продукции определенного качества и в опре-
деленном количестве.
89
Глава 4. Производительность и надежность машин-автоматов
В процессе промышленной эксплуатации оборудования его от-
дельные элементы - детали, узлы и механизмы — подвергаются
различным внешним воздействиям, которые могут приводить к
появлению брака выпускаемой продукции или к выходу маши-
ны из строя.
Надежность машин-автоматов и автоматических линий про-
является как свойство этих машин к бесперебойному выпуску
годной продукции в количествах, обусловленных заданной про-
изводственной программой в течение срока службы машины.
При анализе и сравнении функционирования эксплуатирую-
щихся машин одного функционального назначения, а также при
их проектировании возникает необходимость количественной оцен-
ки показателей надежности — безотказности, долговечности, ре-
монтопригодности и других. Такой же вопрос необходимо решать
и при установлении различных технических норм, сроков ремон-
та, при определении запаса комплектующих изделий и т.д. Расчет
надежности позволяет также еще на стадии проектирования опре-
делить коэффициент технического использования машины кт.
Теоретические и прикладные проблемы надежности изделий
рассматриваются в теории надежности, которая излагается в спе-
циальной дисциплине. Ниже излагаются некоторые аспекты этой
теории применительно к агрегатам автоматического действия.
Основная терминология теории надежности определена стан-
дартами ГОСТ 18322-78, ГОСТ 16504-81, ГОСТ 27.002-89.
Надежность — свойство объекта выполнять и сохранять во вре-
мени заданные ему функции при заданных режимах и условиях
применения, технического обслуживания, ремонта, хранения и
транспортирования.
На надежность машин влияет множество конструктивных, тех-
нологических и эксплуатационных факторов. Надежность любого
объекта — комплексный показатель, который обусловливается та-
кими частными его свойствами, как безотказность, долговечность,
ремонтопригодность, сохраняемость. При оценке показателей на-
дежности используются вероятностные и статистические методы.
Безотказность — свойство объекта сохранять работоспособность
непрерывно в течение некоторого времени или некоторой наработки.
Долговечность — свойство объекта сохранять работоспособ-
90
Глава 4. Производительность и надежность машин-автоматов
ность до перехода в предельное состояние с возможными переры-
вами для технического обслуживания и ремонта.
Предельное состояние — состояние объекта, при достижении
которого его дальнейшее применение по назначению недопусти-
мо или невозможно.
Ремонтопригодность — свойство объекта, заключающееся в его
приспособленности к предупреждению и обнаружению отказов и
повреждений, к восстановлению работоспособности и исправнос-
ти путем проведения технического обслуживания и ремонта.
Сохраняемость — свойство объекта непрерывно сохранять ис-
правное и работоспособное состояние в течение и после режима
ожидания, хранения и транспортировки.
Отказ — событие, заключающееся в нарушении работоспособ-
ности объекта.
Наработка — продолжительность или объем работы объекта
(в часах, км, м3, кг и т.п.).
Ресурс — наработка объекта от начала его применения до на-
ступления предельного состояния, оговоренного в нормативно-
технической документации.
Срок службы - календарная продолжительность эксплуатации
объекта от начала его применения до наступления предельного
состояния.
Ремонтируемый объект — объект, для которого предусмотрена
возможность проведения ремонтов и технического обслуживания.
Надежность системы, например, машины-автомата, автомати-
ческой линии, определяется надежностью тех элементов, из ко-
торых эта система состоит.
В теории надежности отказы классифицируются по несколь-
ким признакам.
По характеру изменения параметров элемента во времени раз-
личают внезапные и постепенные отказы. Внезапный отказ (по-
ломка, заклинивание и т.п.) существенно зависит от методов про-
изводства элемента и состояния техники производства. Причиной
внезапного отказа может быть скрытый дефект изделия, пере-
грузка при эксплуатации, попадание посторонних предметов в
рабочие органы машины и пр. Прогнозировать появление внезап-
ных отказов затруднительно.
91
Глава 4. Производительность и надежность машин-автоматов
Постепенные отказы, как правило, следствие монотонных нео-
братимых процессов (старение материалов, износ трущихся повер-
хностей, потеря усталостной прочности, коррозионное воздействие
среды и пр.). Поскольку закономерности, описывающие упомяну-
тые процессы, известны, имеется возможность с той или иной
степенью достоверности предсказать появление этих отказов.
По причине возникновения все отказы делятся на три вида.
Конструктивные отказы обусловлены недостатками конструк-
ции машины; они закладываются на стадии ее проектирования.
Технологические отказы — результат нарушения технологичес-
кого регламента при изготовлении, сборке или монтаже объекта.
Эксплуатационные отказы возникают при нарушении режима
выполнения технологического процесса и правил эксплуатации
оборудования.
В зависимости от связи с другими отказами различают независи-
мые и зависимые отказы. Независимый отказ элемента обусловлен
причинами, не связанными с отказом другого элемента системы.
По характеру устранения возможны устойчивые отказы, кото-
рые можно устранить только лишь заменой или ремонтом отказав-
шего элемента, и самоустраняющиеся отказы (сбои), продолжи-
тельность которых мала по сравнению со временем работы объекта
до следующего отказа. Эти отказы исчезают без внешнего вмеша-
тельства; их появление в машинах-автоматах и автоматических ли-
ниях - следствие циклически действующих причин.
В теории надежности за основной показатель безотказности из-
делия принята вероятность безотказной работы P(t), которая ха-
рактеризует вероятность того, что в пределах заданного времени t
не возникает отказа изделия. Зависимость Рот t называется функци-
ей надежности, и в соответствии с определением вероятности она
может принимать любые значения в интервале 0 < P(t) < 1.
Многочисленные эксплуатационные исследования машин-ав-
томатов и автоматических линий позволили установить, что фун-
кция надежности имеет монотонно убывающий характер. В боль-
шинстве случаев функция надежностй аппроксимируется выра-
жением
92
Глава 4. Производительность и надежность машин-автоматов
P(f) = exp - j
о
где со (t) - параметр потока отказов, представляющий собой ве-
роятность возникновения отказа в единицу времени.
На рис. 4.2 показана функция надежности форматора-вулка-
низатора ФВ—2—200, построенная по результатам фактических
наблюдений.
Вероятность отказа F(t) связана с вероятностью безотказной
работы P(t) выражением
F(t) = 1 - P(t), (4. 4)
так как эти вероятности образуют полную труппу независимых
событий.
Средняя наработка на отказ t представляет собой математи-
ческое ожидание времени безотказной работы.
Наработка на отказ t0 — отношение наработки восстанавлива-
емого объекта к математическому ожиданию числа отказов за время
выполнения этой работы.
Если анализировать частоту возникновения отказов в маши-
нах-автоматах и автоматических линиях в зависимости от времени
их эксплуатации, например, за первый межремонтный период,
можно установить следующие характерные периоды:
Период I (рис. 4.3) — пуск и освоение машины — характеризу-
Рис. 4.2. Функция надежности
форматора-вулканизатора
ФВ—2—200
Рис. 4.3. График частоты отказов
u>(t) при эксплуатации машин-
автоматов и автоматических
линий: I- период пуска машины;
II - стабильная работа машины;
III - предремонтный период
93
Глава 4. Производительность и надежность машин-автоматов
ется высокой интенсивностью потока отказов из-за конструк-
тивных недостатков, неосвоенности оборудования и пр. По мере
устранения дефектов и повышения квалификации обслуживаю-
щего персонала частота появления отказов снижается.
Период II — стабильная эксплуатация оборудования. Однако
вследствие износа трущихся частей и других явлений, характе-
ризующих появление постепенных отказов, происходит посте-
пенное снижение точности и стабильности работы машины и
уровень потока отказов можно лишь приблизительно считать
постоянным.
Период III — предремонтный период — характеризуется про-
грессивным ростом потока отказов вследствие износа механизмов
и устройств, частых регулировок и подналадок. Машина (линия)
останавливается на планово-предупредительный ремонт.
После ремонта машины или линии частота отказов, как пра-
вило, снижается до уровня, характерного для II периода.
Опыт эксплуатации машин-автоматов и автоматических ли-
ний показывает, что средняя длительность работы такой системы
между двумя отказами зависит от числа элементов системы,
причем с увеличением числа элементов и усилением зависимо-
сти между ними возрастает экономический ущерб от ос-
тановки машины или линии.
Влияние различных отказов по техническим причинам иллюс-
трируем результатами обследования автоматических линий в ма-
шиностроении (в среднем на линию из 10 агрегатов):
Неисправности инструмента 13,1 %
механической части 5,4%
электрооборудования 1,4%
» гидравлики 0,4%
Суммарные потери из-за отказов 20,3%
94
Глава 4. Производительность и надежность машин-автоматов
4.4. Надежность машин-автоматов
и автоматических линий
как систем элементов
Машина-автомат и автоматическая линия — системы, состоя-
щие из большого числа элементов. Элементы системы могут быть
соединены последовательно, параллельно или комбинированным
образом.
Пусть система состоит из п последовательно соединенных эле-
ментов Ля; вероятность отказа элементов за время t извест-
на: Fp F2,..., Fe. Каждая из этих вероятностей — функция t. Связи
меду элементами жесткие.
Вероятность того, что Л,-ый элемент системы будет работать
нормально в течение времени t, в соответствии с формулой (4.4)
определяется выражением
Р,= 1-Л.
Для расчета вероятности безотказной работы системы Рв тече-
ние времени t воспользуемся теоремой умножения вероятностей,
предполагая, что надежность каждого элемента системы не зави-
сит от надежности других элементов:
^ = П',к=П(‘-А) (45)
/=1 /=1 \ • /
Вероятность отказа хотя бы одного элемента из At, А2,..., Ап
будет
F= 1 - Р, (4.6)
при этом нарушится работа всей системы; поэтому величина F
представляет собой вероятность отказа системы в целом. Под-
ставляя значение Р из уравнения (4.5), получим
/• = 1-П(1-/;.). (4.7)
ы
Заметим, что при малых значениях вероятностей отказа всех
отдельных элементов вероятность отказа системы можно рас-
считывать по приближенной формуле
95
Глава 4. Производительность и надежность машин-автоматов
F-YF,.
(4.8)
Эти уравнения позволяют рассчитать надежность работы сис-
темы с последовательным соединением элементов.
Графическое изображение зависимости вероятности безотказ-
ной работы системы рассматриваемой структуры (рис. 4.4) на-
глядно свидетельствует о том, что при большом числе элементов
для обеспечения высокой системы необходимо предъявлять вы-
сокие требования к надежности всех элементов, входящих в ее
состав.
Рис. 4.4. Зависимость надежности
системы с последовательным
соединением элементов от их
надежности и количества
Пример 1. Рассчитать допускаемую вероятность отказа Ff любого
элемента системы /, состоящей из п = 100 элементов, если желатель-
ная вероятность отказа системы F= 0,1. Появление отказов равнове-
роятно.
Поскольку принято, что появление отказов равновероятно, то
' п 100
б
Рис. 4.5. Расчетные схемы
автоматических линий:
а - без резервных цепей;
б - с резервной цепью
96
Глава 4. Производительность и надежность машин-автоматов
Из анализа формул (4.5...4.8) следует, что наличие в системе
элементов с малой надежностью или, что то же самое, с большой
вероятностью отказа резко снижает общую надежность системы, даже
если остальные элементы имеют очень малую вероятность отказа.
Для повышения надежности работы автоматических линий их
разделяют на участки и снабжают каждый участок бункерами-
накопителями (подробнее см. гл. 11.1). Это устраняет жесткую
связь между участками и позволяет при отказе каких-либо эле-
ментов одного участка не останавливать линию в целом. Наряду с
этим иногда для повышения надежности функционирования ма-
шин-автоматов или автоматических линий вводят резервные цепи
на участках, где находятся элементы с низкой надежностью.
В теории надежности доказывается, что при параллельном соеди-
нении т элементов системы вероятность ее безотказной работы будет
т
Л0 = 1-П11-рА/>1
где Р/0 — вероятность безотказной работы /-го элемента.
Вероятность безотказной работы системы, в которой Л-ый
элемент имеет т резервных цепей, рассчитывается по формуле
Р=1-(7^+ £/'),
где 2 Fj ~ сумма вероятностей отказов элементов, не имеющих
резервных цепей.
Пример 2. Рассчитать вероятность отказа и надежность работы ав-
томатической линии, состоящей из шести агрегатов А с вероятностью
отказа FA = 110’3 и одного агрегата В с вероятностью отказа FB = 2101 в
двух вариантах исполнения: без резервных цепей (рис. 4.5, а) и с одной
резервной цепью (рис. 4.5, б).
В первом случае
F=^Fa+ Fb = 6,1 IO3 + 2 10’ = 20,6 Ю*2;
P = 1 - F= 0,794.
Во втором случае
/'*'" =/'e2 = (210-,)2=410-2;
F='£/Fa + F” = 6.1-10-3 + 4 102 = 4,610-2
P= 1 - F= 0,954.
Вероятность отказа во втором случае, благодаря введению резерв-
ной цепи, понизилась приблизительно в 4,5 раза.
97
Глава 4. Производительность и надежность машин-автоматов
4.5. Критерии оценки надежности
Критерии оценки надежности, как ранее было отмечено, име-
ют вероятностный характер, поскольку работоспособность машин-
автоматов и автоматических линий зависит от множества разнооб-
разных и случайных причин.
Вероятность безотказной работы машин автоматического дей-
ствия рассчитывается по среднеарифметическим значениям пара-
метров, получаемых путем математико-статистической обработки
данных наблюдений: , ,
Р//1 - 1 _ 2=0
где No - общее число отказов за время наблюдения;
У, п — число отказов за время t после включения системы в
Г=0
работу.
Вероятность отказа — события, противоположного вероят-
ности безотказной работы, — t
Ъп(
М>
Параметр потока отказов <х>(0 — одна из важнейших характе-
ристик надежности элементов системы. Величина, обратная пара-
метру потока отказов, представляет собой среднее время безот-
казной работы элемента (или системы), т.е. среднее время между
двумя соседними отказами или наработку на отказ.
Наработка на отказ может быть рассчитана по данным на-
блюдения: п
S'.'
п
где t' - время исправной работы агрегата между М и z-ым отка-
зами;
98
Глава 4. Производительность и надежность машин-автоматов
п — число отказов за время испытания t.
Ремонтопригодность машин автоматического действия оцени-
вается двумя группами показателей в зависимости от того, нахо-
дится ли рассматриваемая система в состоянии эксплуатации или
в планово-предупредительном ремонте.
Ремонтопригодность машин-автоматов и автоматических
линий в процессе эксплуатации зависит от длительности единич-
ных простоев, связанных с необходимостью обнаружения, устра-
нения и предупреждения отказов. Различные элементы системы
могут иметь как совпадающие, так и различающиеся средние дли-
тельности простоев.
Введем следующие предположения: отказы автоматической си-
стемы — следствие многочисленных причин; количество этих при-
чин растет с уменьшением и падает с увеличением средней дли-
тельности восстановления работоспособности машины; длительность
единичных простоев по каждой из причин рассеивается вокруг сред-
ней величины по нормальному закону распределения; в каждом из
таких нормальных законов дисперсия растет с увеличением сред-
ней длительности простоя, вызванной утратой системы работоспо-
собности по причине данного вида.
При этих предположениях аналитическое исследование приво-
дит к вероятностной закономерности распределения длительности
простоев системы по экспоненциальному закону:
P(t) = к exp(-kf),
где к =l/flcp, причем Оср — средняя длительность восстановления
работоспособности.
Численно средняя длительность восстановления работоспособ-
ности системы (среднее время единичного простоя для обнаруже-
ния и устранения отказов) определяется по результатам факти-
ческих наблюдений:
где — длительность /-го простоя машины из-за отказа какого-
либо элемента;
п — общее число отказов за время наблюдения.
Ремонтные простои в связи с планово-предупредительным
99
Глава 4. Производительность и надежность машин-автоматов
ремонтом имеют значительную продолжительность, так как свя-
заны с полной или частичной разборкой машин и узлов, заме-
ной или восстановлением деталей и т.д. Ремонтопригодность сис-
темы в этот период оценивается средней длительностью выполне-
ния планово-предупредительных ремонтов т п .
Приведенные критерии оценки надежности характеризуют
лишь ту или иную качественную сторону надежности машины;
они, вообще говоря, имеют решающее значение для невосста-
навливаемых систем однократного действия, где любой отказ
приводит к выводу из строя всей системы.
В машинах-автоматах и автоматических линях возникнове-
ние отказа не означает полной и окончательной потери рабо-
тоспособности системы, ее разрушения. Поскольку целевое на-
значение рассматриваемых систем заключается в выпуске каче-
ственной продукции, надежность машин выступает как мера
внецикловых простоев и потерь производительности.
Теория надежности позволяет количественно оценивать вли-
яние надежности на производительность машин-автоматов и
автоматических линий, т.е. основной показатель, характеризую-
щий эффективность оборудования.
Установим связь коэффициента технического использования
кт с такими показателями надежности, как безотказность и ре-
монтопригодность.
Величина коэффициента технического использования опре-
деляется выражением (4.3)
к -
Принимая во внимание, что простои по техническим причи-
нам £flскладываются из подготовительно-заключительного
времени Х^ПЗ’ затраченного на предупреждение отказов (техни-
ческое обслуживание), и времени случайных простоев Sfl^, затра-
ченного на обнаружение и устранение отказов, т.е.
У fl =УА +£fl ,
тех ЛшЛ пз сл ’
получим
100
Глава 4. Производительность и надежность машин-автоматов
к - - 1
™ flp+SX+SX 2! К'
Если принять, что такие показатели, как параметр потока
отказов со и средняя длительность восстановления работоспособ-
ности системы 0ср, относятся только к отказам, их обнаружению
и устранению, то
<<9>
1 р
где Тр — рабочий цикл машины-автомата, автоматической линии;
Х^пз— внецикловые потери на предупреждение отказов.
Как следует из формулы (4.9), коэффициент технического
использования представляет собой обобщенный показатель ма-
шины в целом: он учитывает безотказность со элементов, состав-
ляющих систему; их долговечность и ремонтопригодность в про-
цессе эксплуатации (6^); ремонтопригодность при предупрежде-
нии отказов (20-
Другой обобщенный показатель эксплуатационной надежности —
коэффициент готовности, который численно характеризует вероят-
ность работоспособности системы в произвольный момент времени
после проведения очередного технического обслуживания:
(4.Ю)
к = _L = 1 = —*ср
'Op + ^сл | + 1 + ^СР ^Р + ®ср
Ор ^Р
Таким образом, коэффициент готовности выражается через время
средней наработки на отказ Г и среднюю длительность восстанов-
ления работоспособности системы Оср, т.е. учитывает надежность
системы, обусловленную только случайными простоями.
Общая надежность машины автоматического действия помимо
показателей эксплуатационной надежности должна оценивать также
и долговечность системы в целом, и ее ремонтопригодность при
планово-предупредительном ремонте.
Таким показателем является коэффициент эксплуатации, ко-
торый показывает, какую долю суммарного фонда времени за
101
Глава 4. Производительность и надежность машин-автоматов
весь срок службы машина находится в эксплуатации и в планово-
предупредительном ремонте:
где ^N — суммарная длительность периодов эксплуатации маши-
ны в течение срока службы;
N3 — календарный срок службы машины.
Принимая во внимание, что
Э I п.пр’
получим 1
кз = ’
1 . Zj п пр
где тп пр — суммарная длительность планово-предупредительных
ремонтов в течение срока службы.
Общий коэффициент использования машины-автомата или
автоматической линии определяется выражением
~ ^"ти^э ~ <
1 р
Величина ^тппр характеризует ремонтопригодность при вы-
полнении планово-предупредительных ремонтов; ^Nt — лолто-
вечность системы.
Пример 3. Рассчитать коэффициент технического использования
автоматической роторной линии для переработки пластмасс по ре-
зультатам хронометража: наработка на отказ Ф = 67,2 ч; время восста-
новления из-за отказов: по инструменту Ф, = 4,8 ч, по гидравлическо-
му приводу Ф2 = 3,6 ч, по механическому приводу Ф3 = 2,5 ч, по элек-
трической части Ф4 = 1,9 ч.
Коэффициент технического использования определяем по форму-
ле (4.3):
к - ** = - 67’2 - о 84
™ + <>₽ + <> + ^ + ^ + ^4 67,2 + 4,8 + 3,6 + 2,5 + 1,0
102
Глава 4. Производительность и надежность машин-автоматов
Пример 4. Рассчитать коэффициенты технического использова-
ния кп9 готовности кг, эксплуатации кэ и общий коэффициент ис-
пользования кц форматора-вулканизатора. Параметр потока отказов
(о(0 = 22-10 4 1/ч, средняя длительность восстановления работоспо-
собности агрегата Фср = 3,3 ч (по опытным данным).
Для расчета к^ воспользуемся формулой (4.9). Время на техничес-
кое обслуживание принимаем 1,2 % от времени наработки на отказ,
согласно положению о планово-предупредительных ремонтах на пред-
приятиях химической промышленности. В этом случае
1
£ти =---------------т---= 0,98.
1 + 0,012+22-Ю'4-3,3
Для расчета коэффициента готовности (формула 4.10) определим
предварительно среднее время наработки на отказ:
?ср " Й(О " 22 10"* ” 455Ч‘
кг = 455 =0,99.
455 + 3,3
Коэффициент эксплуатации при проектном расчете определяется
исходя из времени простоя и планового текущего ремонта. Принимая
это время 2,2 % от времени наработки на отказ, т.е.
5Р т
= 0,022,
Тогда
найдем
N,
к, =---!---= 0,976.
1 + 0,022
Общий коэффициент использования форматора-вулканизатора
£=УЭ = °,98 0,976 = 0,956,
что подтверждается данными эксплуатации этого вида оборудования
на шинных заводах.
Серьезной проблемой является поиск оптимальной надежнос-
ти машины-автомата или автоматической линии.
Увеличение надежности машины повышает ее фактическую
производительность, позволяет снизить затраты на техническое
обслуживание, однако увеличивается ее стоимость. При низкой
надежности эффект противоположный.
103
Глава 4. Производительность и надежность машин-автоматов
Решение этой проблемы связано с анализом экономической
эффективности полного цикла изготовления и эксплуатации ма-
шинного агрегата, что выходит за рамки настоящего пособия.
Теория надежности машин-автоматов и автоматических линий
позволяет не только оценить существующие системы с точки зре-
ния их производительности и эффективности, но и дает методы
решения конкретных задач проектирования и эксплуатации ма-
шин, например, выбора оптимальной структуры машин и линий,
количества наладчиков и т.д.
Контрольные вопросы
1. Что понимается под «технологической производительностью»
машины-автомата?
2. Что Вы понимаете под «цикловыми потерями»? Какова их при-
рода?
3. Как рассчитывается цикловая (теоретическая) производитель-
ность машины-автомата?
4. Какой принцип заложен в расчет производительности машин
II класса для выпуска штучной и нештучной продукции?
5. По каким признакам классифицируются автоматические линии?
6. Как рассчитывается фактическая производительность машин-
автоматов?
7. Дайте классификацию внецикловых потерь по техническим при-
чинам и поясните их суть?
8. Что собой представляют внецикловые потери по организацион-
ным причинам?
9. Вспомните содержание основных терминов теории надежнос-
ти: надежность, долговечность, отказ и др.
10. Поясните, в чем различие понятий «внезапный» и «постепенный
отказ»; «конструкционный», «технологический» и «эксплуатационный
отказ»?
11. Объясните, к каким изделиям относятся машины-автоматы
и автоматические линии — восстанавливаемым или невосстанавли-
ваемым?
12. Какое соединение элементов предпочтительней в сложной сис-
теме с точки зрения ее надежности (при прочих равных условиях) и
почему?
13. Какие основные критерии оценки надежности используются для
машин-автоматов и автоматических линий? Через какие параметры их
можно выразить?
104
Глава 5. Рычажные исполнительные механизмы
Глава 5
РЫЧАЖНЫЕ ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ
Сближение науки с практикой дает самые бла-
гоприятные результаты...
П.Л. Чебышев
5.1. Рычажные механизмы
и их применение в машинах-автоматах
Применение рычажных механизмов в качестве исполнитель-
ных в машинах-автоматах обусловлено возможностью их исполь-
зования для передачи значительных усилий, поскольку звенья
рычажных механизмов соединены между собой низшими кине-
матическими парами. Как известно, в низших кинематических
парах контакт звеньев происходит по поверхностям; усилие,
передаваемое с одного звена на другое, распределяется по по-
верхности, благодаря чему механизм с такими кинематически-
ми парами более долговечен, чем при точечном или линейном
контакте элементов кинематической пары. Высокая долговеч-
ность характерна и для подшипников качения, которые могут
использоваться во вращательных кинематических парах рычаж-
ных механизмов.
Наиболее часто для выполнения таких функций исполь-
105
Глава 5. Рычажные исполнительные механизмы
зуются кривошипно-ползунные и коленно-рычажные меха-
низмы.
Рычажные механизмы иногда используют в комбинации с
кулачковыми, а именно в тех случаях, когда необходимо полу-
чить сложные, наперед заданные траектории точек исполнитель-
ных органов автомата. Примеры подобных агрегатов — механиз-
мы смыкания полуформ индивидуальных вулканизаторов раз-
личных резинотехнических изделий, форматоров-вулканизато-
ров, механизмы складывающихся барабанов инерционного типа
в шинном производстве и т.п.
К достоинствам рычажных механизмов относится также и
то, что они надежно работают при высоких скоростях и хорошо
переносят динамическую нагрузку.
Основные недостатки рычажных механизмов заключаются в
сложности их кинематических схем и, следовательно, конструк-
ций, трудности создания простых и надежных механизмов, по-
зволяющих получить движение с остановками ведомого звена при
непрерывном движении ведущего звена.
В машинах-автоматах находят применение рычажные механиз-
мы как с непрерывным вращательным движением ведущего зве-
на, так и с ведущим звеном, имеющим неполное вращение или
возвратно-поступательное движение. Часто рычажные механизмы
используются в комбинации с гидроприводом (механизмы смы-
кания в различных автоматах для производства изделий из поли-
мерных материалов).
Общие вопросы анализа и синтеза рычажных механизмов дос-
таточно хорошо разработаны современной наукой о механизмах.
Следует заметить, однако, что нет и не может быть готовых
решений на все случаи, которые могут встретиться в практике
расчета и конструирования рычажных исполнительных механиз-
мов; ценность разработанных методов синтеза механизмов зак-
лючается в том, что они вооружают общими принципами реше-
ния вопроса об определении размеров того или иного типа ме-
ханизмов, так же как существующие атласы и справочники по
механизмам лишь ориентируют проектанта в возможных вари-
антах решений. В связи с этим, весьма часто приходится при про-
ектировании исполнительных механизмов машин-автоматов зада-
106
Глава 5. Рычажные исполнительные механизмы
чу выбора типа механизма и определения его размеров решать
заново, сообразуясь с теми конкретными параметрами, кото-
рые определяются условиями выполнения заданной операции
технологического процесса, а также свойствами, присущими
механизмам различных типов.
Рычажные механизмы, применяемые в машинах-автоматах
химической промышленности и производства строительных ма-
териалов, весьма разнообразны; наиболее распространены че-
тырехзвенные кривошипно-ползунные, шестизвенные коленно-
рычажные, рычажно-кулачковые механизмы. Некоторые особен-
ности анализа, синтеза и силового расчета этих механизмов рас-
сматриваются далее.
5.2. Кривошипно-ползунные механизмы
Аналитическая кинематика кривошипно-ползунного механиз-
ма, преобразующего вращательное движение в поступательное,
общеизвестна.
Рассмотрим некоторые задачи синтеза кривошипно-ползун-
ного механизма.
При определении размеров звеньев рычажных механизмов
обычно известны те геометрические и кинематические парамет-
ры, которые должны быть реализованы механизмом, например,
ход ползуна, скорость ведомого звена и т.п. Эти параметры опре-
деляются либо той технологической операцией, которую выпол-
няет исполнительный орган проектируемого механизма, либо
условиями его взаимодействия с другими механизмами или эле-
ментами машины. Однако, помимо указанных требований, началь-
ные условия задач метрического синтеза часто включают еще
кинематические и динамические требования, выполнение кото-
рых позволяет обеспечить проектируемому механизму малые га-
бариты, высокий КПД и другие качественные показатели.
Обычно методами метрического синтеза намечается несколько
вариантов решения по заданным начальным условиям, а затем, в
зависимости от конструктивных соображений и экономических
расчетов, выбирается и корректируется окончательный вариант.
Рассмотрим группу задач, связанных с определением разме-
107
Глава 5. Рычажные исполнительные механизмы
ров звеньев дезаксиального кривошипно-ползунного механизма
(рис. 5.1) по заданному ходу ползуна S, относительным разме-
рам звеньев X = 1/г, е = е/r и коэффициенту изменения сред-
ней скорости ползуна о.
Рис. 5.1. Дезаксиальный кривошипно-ползунный механизм
Коэффициент X определяет максимальную за кинематический
цикл величину угла давления у и, следовательно, характеризует
динамические свойства механизма: величину нормального усилия,
действующего на направляющую, износ последней, КПД. В поло-
жении, показанном на рис. 5.1, ZBCD = у^и, соответственно,
. 1 + Е
У max = arCSin ———.
А
Величина этого угла в кривошипно-ползунном механизме
редко превышает 45°, а углы давления в крайних положениях и
при выполнении рабочих операций, связанных с преодолением
значительных усилий, должны быть существенно меньше.
Коэффициент изменения средней скорости ползуна о пред-
ставляет собой отношение углов <рп и <ро поворота кривошипа при
прямом и обратном ходе ползуна и может быть выражен через
обратное отношение соответствующих средних скоростей ползуна:
108
Глава 5. Рычажные исполнительные механизмы
Фо Vn
Коэффициент о зависит от угла 0 между осями звеньев в
крайних положениях механизма, поскольку фп = 180 + 0;
180° - 0’
Проектирование механизмов по коэффициенту изменения сред-
ней скорости ведомого звена обычно выполняется в тех случаях,
когда рабочая операция осуществляется только на участке прямо-
го хода ползуна, так как за счет увеличения скорости обратного
хода можно, при заданной скорости прямого хода, сократить дли-
тельность кинематического цикла машины и, следовательно, по-
высить ее производительность (если рабочий цикл равен по дли-
тельности кинематическому).
Действительно, при заданном ходе ползуна 5 и средней ско-
рости прямого хода vn продолжительность прямого хода
Принимая во внимание, что кинематический цикл Тк = tn 4- /о,
причем t
получим ~ .1
Т - t
Тк- о t,
Частота вращения ведущего звена
Эффективность использования механизма, имеющего о>1, по
сравнению с механизмом, для которого о=1, оценивается отноше-
нием частот вращения ведущих звеньев этих механизмов:
п _ 2о
п' о +1 ’
где п' — частота вращения ведущего звена механизма (об/мин),
для которого, при заданных S и vn, коэффициент о = 1.
109
Глава 5. Рычажные исполнительные механизмы
Из условия проворачивания кривошипа можно установить,
что в кривошипно-ползунном механизме предельное значение
о=3, при этом скорость вращения ведущего звена увеличивается
в полтора раза.
Легко показать, что к указанной группе задач метрического
синтеза кривошипно-ползунного механизма сводятся и некото-
рые задачи синтеза шарнирного четырехзвенника. Действитель-
но, если в кривошипно-коромысловом механизме помимо Ли а
заданы размах качания коромысла Р и его длина /к (см. рис. 5.1),
то хордальное перемещение конца коромысла
5 = 2 ZK sin р.
При метрическом синтезе дезаксиального кривошипно-ползунно-
го механизма искомые величины - длины кривошипа г и шатуна Z,
эксцентриситет е. Далее рассматриваются три наиболее часто встреча-
ющихся варианта постановки задачи.
1. Заданы ход ползуна S, коэффициенты А. и о.
Из треугольника ЛСоСо' (см. рис. 5.1) следует по теореме косинусов:
5= (ЛС)2+ (АСо'У - 2 (ЛС) (ЛС') cos 0,
откуда после подстановки (ЛСо) = Z + г, (ЛСо') = Z — г и, принимая во
внимание, что
после преобразований получим
г = , ; х = / / г.
у12(К- +1)-2(Х2 -1)cos0
Углы давления в крайних положениях механизма рассчитываются
по теореме синусов:
5 _ Z-r . 5 _ Z + r
sin 0 sin Yo ’ sin 0 sin (180° - yn) ’
откуда следует
• P ~ Г •
Yo = arcsin -—-Sin e ; yn
l о I
I + r . _
arcsin „ sin 0
и эксцентриситет e = (/ + r) sin yo = (Z — r) sin yn.
110
Глава 5. Рычажные исполнительные механизмы
е; (I + г) cos уо “ 5 = (I - г) cos уп,
Фазовые углы поворота кривошипа при прямом и обратном ходе
ползуна соответственно будут
Фп= 180е + 0; Фо= 180е -0.
2. Заданы ход ползуна 5, углы давления в крайних положениях уо и уп.
Из рассмотрения треугольников ACoD и AC^D можно установить:
(I + г) sin Yo = е; (I - г) sin у„ =
что позволяет найти
5
е _1______1_’
tgYo tgYn
I е
г = /----;
sinyn
Расчет фазовых углов фп и фо
чет коэффициента изменения средней скорости ползуна - с помощью
выражения
/ = -
2 sin уо ' sin уп Г
Х = -; e = Y,
выполняется по формулам п.1, а рас-
180 +е
Q = -----
iso-е
(5.1)
Расчет размеров дезаксиального кривошипно-ползунного механизма
при исходных данных по пп. 1,2 можно выполнять на ЭВМ по про-
грамме metrsinl.exe.
С целью ускорения процесса метрического синтеза механизма рас-
сматриваемого типа и выбора варианта, наилучшего для каждого кон-
кретного случая, можно использовать графики (рис. 5.2). В них в систе-
ме координат о - е проведены линии постоянных значений Х,уо и уп ,
а также нанесена линия максимальных углов давления за цикл, соот-
ветствующая у тах = 45е
Графики позволяют определить зону существования механизма,
отвечающего определенным, наперед заданным параметрам. Так, на-
пример, для максимального угла давления в крайнем положении в
конце хода ползуна уо = 30е при Xmin = 3 и Хтах = 5 граница зоны выбора
механизма на рис. 5.2 заштрихована. Как видно из графиков, в этом
случае максимальное значение коэффициента изменения средней ско-
рости ограничено величиной <з = 1,185.
Для расчета размеров звеньев дезаксиального кривошипно-ползун-
ного механизма можно также воспользоваться номограммой (рис. 5.3),
с помощью которой по известным о и А. определяется величина отно-
шения 5/2г, после чего расчет длины кривошипа г и шатуна / по
111
Глава 5. Рычажные исполнительные механизмы
Рис. 5.2. График для выбора относительных размеров звеньев
кривошипно-ползунного механизма
заданному ходу ползуна S затруднений не представляет. На рис. 5.3
представлен пример, когда отношение S/2r определяется по задан-
ным коэффициентам о = 1,1 и А. = 4 Эксцентриситет в этом случае
112
Глава 5. Рычажные исполнительные механизмы
Совокупность двух приведенных графиков позволяет решать задачи
синтеза кривошипно-ползунного механизма и при иных сочетаниях
исходных данных.
3. Заданы рабочий ход ползуна 5Р, углы давления в начале у и в
конце уо рабочего хода, коэффициент X.
Обычно кривошипно-ползунные механизмы автоматов выполня-
ют рабочие операции на части прямого хода ползуна. Из рассмотрения
положений механизма в начале рабочего хода и в крайнем его положе-
нии в конце хода (рис. 5.4) следует
5Р = (г + /) cos уо - г cos (фр + у0) - / cos у;
г sin (Фр + уо) - / sin у = (г + I) sin уо = е.
Принимая во внимание, что А. = / / г, из последнего уравнения
находим:
Фр = arcsin [(14-Х) sin уо + X sin у] - уо,
после чего из первого уравнения следует
(1 + A.)cosyo -со5(фР + у0)~ A.cosy ’
и тогда I =kr ; е = (г + I) sin уо
Угловую скорость вращения (о кривошипа можно найти по задан-
ной скорости vp в начале рабочего хода ползуна. Из условия равенства
проекций скоростей точек Ви С на ось шатуна
vBcos (90е ~ фр - у) = VpCOS у
и известного соотношения vB = юг следует
Рис. 5.4. Схема дезаксиального кривошипно-ползунного механизма
в начале рабочего хода
113
Глава 5. Рычажные исполнительные механизмы
В частном случае, для центрального кривошипно-ползунного ме-
ханизма ( е = 0; уо = 0; о = 1) рабочий ход ползуна
5Р = АС0 - AC - I + г -1 cosy - rjl - )? sin у,
фазовый угол поворота кривошипа за время рабочего хода
Фр = arcsin (X sin у)
и радиус кривошипа
5Р
Г = --------------7Г- -г
1 + Х(1 - cosy) - 71 -X2
Рис. 5.5. Номограмма для определения размеров звеньев центрального
кривошипно-ползунного механизма по заданному рабочему ходу
ползуна и углу давления в начале рабочего хода
114
Глава 5. Рычажные исполнительные механизмы
которая также позволяет найти и величину угла поворота кривошипа
за время рабочего хода.
Связь технологического процесса с геометрическими параметра-
ми проектируемого механизма и применение приведенных выше фор-
мул иллюстрируем примером расчета размеров звеньев кривошипно-
ползунного механизма кривошипной таблеточной машины (см. раз-
дел 3.1), выполняющего операцию прессования.
Цель выполнения операции - получение из сыпучего материала,
находящегося в матрице, компактной таблетки, обладающей опреде-
ленной прочностью. В зависимости от рода уплотняемого материала,
формы таблетки и соотношения размеров, а также и от технических
условий на изделие, опытным путем определяется необходимое дав-
ление прессования и соответствующая этому давлению степень уплот-
нения к - отношение начальной высоты столба порошка Нв матрице
к высоте таблетки h.
Высота цилиндрической таблетки при заданных массе т, плотно-
сти р и диаметре d определяется выражением
. 4/и
nd'p
Рассмотрим положения центрального кривошипно-ползунного
механизма (рис. 5.6, а) в моменты начала и конца выполнения опера-
ции прессования материала и соответствующие положения рабочего
органа механизма - верхнего пуансона (прессование одностороннее).
Ход пуансона при выполнении рабочей операции
Sp= H-h = h(k- 1).
По номограмме (см. рис. 5.5) при заранее выбранных Л и / опреде-
ляются величина отношения 5Р/ 2г, размер кривошипа г, длина ша-
туна / = А. г и рассчитывается полный ход ползуна S = 2г. Например,
при А. = 4,5 и у = 10е получим S?/2г = 0,22, откуда г =2,27 5р; / = 10,2 5р;
5=4,54 5р;ф =51,5° При А. = 4,5 и у = 5е соответственно найдем
5Р/ 2г = 0,048, г = 10,4 5Р; / = 47 5р; 5 = 20,8 5Р; фр = 22,5е
Далее производится проверка возможности прохождения башмака
питателя под верхним пуансоном при выбранных размерах механизма
прессования.
Поскольку при проведении прессования сыпучего материала ско-
рость прессования ограничена, т.е. скорость ползуна vc в момент нача-
ла прессования не должна превышать допускаемую vp, то следует уг-
ловую скорость со вращения кривошипа определять по формуле (5.2).
Кинематический цикл механизма
115
Глава 5. Рычажные исполнительные механизмы
0° 30° 60° 90° 12(fl5Cf‘18(f21(f24(f27(f30(f33(f3600
' Ход вниз I * Ход вверх
________________________________________
Прессование
б
Рис. 5.6. Кривошипно-ползунный
механизм прессования:
а — положения механизма в начале
и в конце прессования;
б - циклограмма механизма
а
т -2п
1 к — — •
со
На рис. 5.6, б показана циклограмма кривошипно-ползунного ме-
ханизма прессования. Если проектируемый автомат многопозицион-
ный, то интервал /о останова револьверного стола должен быть не
меньше, чем удвоенное время прессования (хода пуансона вниз и вверх
внутри матрицы):
Г * К,
о р* 1
где время прессования определяется выражением
Силовой расчет кривошипно-ползунного механизма обычно
выполняется с учетом сил трения в его кинематических парах.
На рис. 5.7, а показан механизм, в котором сила технологи-
ческого сопротивления преодолевается при удалении ползуна
от оси кривошипного вала; на рис. 5.7, б — при приближении.
План сил механизмов (рис. 5.7, в) для них одинаков; он построен
с учетом трения во вращательных и поступательной кинематичес-
116
Глава 5. Рычажные исполнительные механизмы
ких парах, и в предположении, что основная нагрузка механизма
определяется величиной усилия Р, при необходимости включаю-
щей также и силу тяжести рабочих органов.
Силы инерции в механизмах смыкания обычно на несколь-
ко порядков меньше сил технологического сопротивления, так
как эти механизмы тихоходные.
Для аналитического расчета реакций в кинематических парах
механизма и величины уравновешивающего момента на его веду-
щем звене — кривошипе следует рассмотреть равновесие двухпо-
водковой группы (3, 4), которая образует механизм. Векторное
уравнение равновесия этой группы имеет вид:
Р + Лэ + /$♦ = 0.
При построении планов сил трение в кинематических парах
рекомендуется учитывать при помощи углов и кругов трения.
Реакция Р|4 в поступательной паре отклонена на угол трения у в
сторону, обратную скорости движения ползуна (см. рис. 5.7, а),
причем
у = arctg/14,
где /14 — коэффициент трения в поступательной паре.
Рис. 5.7. Кривошипно-ползунный механизм: а - вариант нагружения
при удалении ползуна; б — то же при приближении ползуна;
в — план сил
117
Глава 5. Рычажные исполнительные механизмы
Реакции Р23= Р32 во вращательных парах направлены по общей
касательной, проведенной к кругам трения в шарнирах Ви С. Ра-
диус круга трения
где fuel. — соответственно коэффициент трения и диаметр цапфы
цилиндрического шарнира.
Касательные к кругам трения проводятся таким образом,
чтобы усилие, действующее по соответствующему направлению,
уравновешивало моменты трения в шарнирах.
Из плана сил (рис. 5.7, в) следует:
р _ sin( у + 6) р.
14 cos(y + Ф + у) ’ (5.3)
р _ р _ cosy р
23"32“coS(Y + e + 4/) (5.4)
Углы у, V показаны на рис. 5.7, а, б. Угол 0, между осью /-го
звена и касательной к кругам трения в шарнирах М и N, кото-
рыми в общем случае /-ое звено соединено с соседними звенья-
ми, рассчитывается по уравнению:
в, = arcsin ?м ,
где /. — длина /—го звена. '
Из условия равновесия кривошипа 2 можно найти величину
уравновешивающего момента на ведущем звене (без учета трения в
опорах кривошипного вала). Его величина определяется выражением
м : cosy[p, + г sin(Y + 0 + Ф) р (5.5)
™ cos(y + О + ф)
В приведенной формуле г — радиус кривошипа; (р — угол
поворота кривошипа.
Предполагается, что размеры звеньев механизма, диаметры
цапф шарниров и коэффициенты трения в поступательной паре
и шарнирах известны; таким образом, могут быть найдены 0 и
угол трения ф. Помимо того, принято, что усилие на ползуне
задано в функции от положения ползуна, т.е. Р —f(s^.
Силовой расчет выполняется на участке рабочего перемеще-
118
Глава 5. Рычажные исполнительные механизмы
ния ползуна. Для ряда положений ползуна на этом участке осу-
ществляется кинематический расчет механизма, что позволяет найти
углы у и ср. Далее, с учетом соответствующей величины Р, опре-
деляются по приведенным выше формулам реакции в его кинема-
тических парах и рассчитывается величина уравновешивающего
момента на валу кривошипа.
В крайнем положении механизма угол ф равен О’ для механизма по
схеме, показанной на рис. 5.7, а и 180’ — по схеме на рис. 5.7, б. При
переходе кривошипа через это положение углы у и 0 меняют знак.
Для осуществления силового расчета кривошипно-ползунного
механизма на ЭВМ имеется программа silanal l.exe.
5.3. Коленно-рычажные механизмы
Коленно-рычажные механизмы используются в качестве ис-
полнительных механизмов в тех случаях, когда необходимо со-
здать значительные усилия на исполнительном органе при малой
величине движущей силы. В химической промышленности и в про-
изводстве строительных материалов в таких условиях работают
механизмы смыкания механических прессов, вулканизаторов,
литьевых машин, фильтр-прессов и т.п.
При выполнении технологической операции исполнительные
органы этих машин находятся под значительной нагрузкой в те-
чение времени, достаточного для прохождения вулканизации, от-
верждения, фильтрования или другого процесса, осуществляемо-
го в машине. При этом после того, как происходит смыкание
исполнительных органов, соответствующий механизм находится
в состоянии выстоя.
Использование коленно-рычажных механизмов для смыкания
исполнительных органов связано с возможностью создавать боль-
шой выигрыш в силе вблизи крайних положений механизма и
обеспечивать замкнутое состояние системы (самоторможение) при
отсутствии движущих сил на ведущем звене.
Коленно-рычажный механизм (рис. 5.8, а) по своей структуре —
шестизвенный механизм, состоящий из кривошипа 2 и двухпо-
водковых групп (5, 4) и (5, 6); ползун 6последней жестко соеди-
нен с исполнительным органом машины. «Коленная» часть систе-
119
Глава 5. Рычажные исполнительные механизмы
мы образована звеньями 4, 5, 6. Смыкание исполнительных органов
она обеспечивает в том крайнем положении, когда оси коромысла
4 и шатуна 5 совпадают или близки к совпадению, а оси криво-
шипа 2 и шатуна 3 также накладываются друг на друга. Это обес-
печивает двойной выигрыш в усилии на ползуне 6.
Обычно в коленно-рычажных механизмах расположение оси
вращения кривошипа выбирается таким образом, чтобы в ука-
занном сомкнутом положении кривошип накладывался на ша-
тун и их общая ось была перпендикулярна оси перемещения
ползуна 6. Это обеспечивает благоприятную передачу усилия с
шатуна 3 на коромысло 4, и, в то же время, шатун 2 находится в
режиме растяжения. Направление вращения кривошипа выби-
рается таким образом, чтобы угол поворота <р0 кривошипа при
обратном ходе ползуна (см. рис. 5.8, б) был меньше, чем при его
прямом ходе <рп, что позволяет при заданной скорости рабочего
хода сократить длительность кинематического цикла.
«Коленную» часть можно рассматривать как кривошипно-пол-
зунный механизм, в котором коромысло 4 выполняет функцию
кривошипа на угле поворота у4. Длины звеньев 4 и 5 обычно рав-
ны между собой, и в этом случае = /5 / /4= 1.
При метрическом синтезе коленно-рычажного механизма можно
использовать методику соответствующих расчетов кривошипно-
ползунного механизма, изложенную в разделе 5.2, поскольку к
нему приводятся и «коленная» часть механизма, и шарнирный
четырехзвенник, образованный звеньями 2,3, 4.
Рассмотрим задачу расчета размеров звеньев коленно-рычажного
механизма по заданным полному S и рабочему ходу Sr ползуна, углу
давления в начале рабочего хода ползуна yjp, коэффициентам X, =/,/ /4
и Х=13/ г. Также известна скорость vp ползуна в начале рабочего хода.
В соответствии со сказанным ранее, следует первоначально синте-
зировать «коленную» часть механизма, а затем шарнирный четырех-
звенник. Расчет размеров «коленной» части выполняется с учетом того,
что она представляет собой кривошипно-ползунный механизм с ис-
ходными данными по п.З рассмотренных выше задач проектирования
этих механизмов. Принимая во внимание, что механизм центральный,
для которого эксцентриситет е = 0 и в конце хода ползуна угол у0 = О,
получим (см. рис. 5.8, а):
120
Глава 5. Рычажные исполнительные механизмы
Рис. 5.8. Коленно-рычажный механизм:
а - в начале рабочего хода ползуна;
б - в крайних положениях ползуна
5Р = 4 + ls - l4 COS Y4p " ls cos Ysp*
4 Sin Y4p = lS sin V
Следовательно,
Y4p = arcsin (A, sin yJp)
I ___________*5p_________
4 1 +A1(l-cosySp)-cosY4P
По заданному полному ходу ползуна S из уравнений
42 = (4 + /5 - S)2 + /52 - 2 (4 + 4 -5) 4 cos у5,
42 = (4 + 4 - 3)г + 42 - 2 (4 + 4 -*5) 4 cos у4
определяются углы у4 и у5:
(i. + i.-sy + P-i-
y4-arccos + -
(5.6)
(5.7)
у5 = arccos
(4+4-5)г +42
24(4 + 4-5)
121
Глава 5. Рычажные исполнительные механизмы
Следует заметить, что при обычно выбираемом соотношении длин
звеньев /4 = /5 (X, = 1) приведенные выше соотношения упрощаются,
а именно:
V4P = Y5p>
5 2(1 - cos Yp) ’
2/ - 5
Хордальное перемещение точки С коромысла определяется выра-
жением
5c = 2/4sin (y/2).
Если принять, что движение точки С происходит по хорде длиной
Sc, то механизм АВС можно рассматривать как дезаксиальный криво-
шипно-ползунный, в котором угол между осью направляющей и осью
шатуна в крайнем правом положении (см. рис. 5.8, б) будет уп = Y4 /2 .
Из рассмотрения треугольника АС0С0' следует:
(/+ г)2 = Sc2 + (/- г)2 - 2 SC(J —г) cos (180 -уп),
что, с учетом соотношений X = /3 / г и уп= У4/2 , после преобразо-
ваний дает
— (X -1) cos — + J (X -1)2 cos2 — + 4Х
4Х 2 V 2
4Х
/3 = X г .
Координаты точки А относительно шарнира D\
хл = 1>-Г’Ул = -1<
Расчет угла поворота кривошипа на фазе рабочего хода ведомого
звена механизма выполняется по формуле
. & + ЛД2 - 4ас.
ФР = arcsin 1- v , (5.8)
где а, = 4 г2 (а2 + Z^);
д1 = 4М/32“О2 “ г2-&)\
cl =( I2 - а2 - г2 - Ь2)2 + 4а2 г2 и
а = /3 - г + /„ sin у4р;
b = 4 “ 4 cos Y4p*
122
Глава 5. Рычажные исполнительные механизмы
Для расчета угла Р, который ось шатуна 3 образует с горизонталь-
ной линией, можно воспользоваться формулой
Л . b + г sin ср,
р = arcsin--------!
(5.9)
Коэффициент о изменения средней скорости ползуна рассчитыва-
ется по формуле (5.1), в которой
а 2г2(Л2+1)-52
0 = arccos —Ц—-г1-—- •
2г2 (Л2 -1)
Угловая скорость ш вращения кривошипа определяется выражением
щ_ур cosy, cos(P -у4)
г sin(<pp - Р)
Расчет размеров коленно-рычажного механизма можно выполнять
на ЭВМ по программе metrsinl.exe. Программу prmec.exe можно ис-
пользовать для метрического синтеза рычажных механизмов других
типов, помимо рассмотренных выше.
Силовой расчет коленно-рычажного механизма выполняется
по тем же принципам, что и рассмотренного выше кривошипно-
ползунного механизма.
На рис. 5.9, а показана кинематическая схема коленно-рычажного
механизма в расчетном положении, а на рис. 5.9, б— план сил в этом
положении. Последний построен с учетом трения во вращательных и
поступательной кинематических парах, и, как ранее было принято, в
предположении, что основная нагрузка механизма определяется вели-
чиной усилия Р. Силы инерции и силы тяжести звеньев, за исключе-
нием силы тяжести массивного ползуна, не учитываются.
Векторные уравнения равновесия этих групп (3, 4) и (5, 6)
имеют вид Р + Р45+/>6=0;
^54 + ^14 + ^23 = 9-
При построении планов сил трение в кинематических парах,
как и ранее, учитывается при помощи углов и кругов трения. Реак-
ция Р16 в поступательной паре отклонена на угол трения у в сторо-
ну, обратную скорости движения ползуна (см. рис. 5.9, а), причем
V = arctg/6,
где/6 — коэффициент трения в поступательной паре.
123
Глава 5. Рычажные исполнительные механизмы
Реакции Р14, Р23 и Р45 = Р56 во вращательных парах направле-
ны по общей касательной, проведенной к кругам трения в шар-
нирах В, С, D, Е. Радиус круга трения
P,=Z4/2,
где f'Yid, — соответственно коэффициент трения и диаметр цап-
фы цилиндрического шарнира.
Из планов сил (рис. 5.9, б) определяются
> _ sin (у5 + Ф5)
16 cos (у5 + + у)
(5.10)
^45 ~ ^54 ~ Лб
cosy
cos (у5 ++ v)
(5.11)
P cosy cos(ys + + P+fl3) p.
14 cos(y5 +v) cos(P+«3 +y4 +$4) ’ (5’12)
_ sin(Y4 + Ys +fl4 +O5)cosv D
23 cos(y5 +O5 + y)cos(P + 03 +y4 +fl4) ' (5-13)
Углы P, Yj > V показаны на рис. 5.9, а. Угол между осью /-го
звена и касательной к кругам трения в шарнирах М и N, которыми
в общем случае /-ое звено соединено с соседними звеньями:
О, = arcsin Рм * Рлг,
где /(— длина /-го звена. *
Из условия равновесия кривошипа 2 можно найти величину
уравновешивающего момента на ведущем звене (без учета тре-
ния в опорах кривошипного вала):
м = cosysin(Y4 +y5 +«4 +е5)[рд +rsin(q)-p-^3)]p.
ур cos(y5 +^5 + v) cos (y4 + Ф4 +Р + Ф3)
здесь г — радиус кривошипа;
<р — угол поворота кривошипа.
Предполагается, что размеры звеньев механизма, диаметры
цапф шарниров и коэффициенты трения в поступательной паре
124
Глава 5. Рычажные исполнительные механизмы
Рис. 5.9. Коленно-рычажный механизм:
а - расчетное положение; б - план сил
и шарнирах известны; таким образом, могут быть найдены 03, 04,
05 и угол трения \|/. Помимо того, принято, что усилие на ползуне
задано в функции от положения ползуна, т.е. Р =f(s^.
Силовой расчет выполняется на участке рабочего перемеще-
ния ползуна. Для ряда положений ползуна на этом участке осу-
ществляется кинематический расчет механизма, что позволяет найти
углы 04, 05, р, <р; далее, с учетом соответствующей величины Р,
определяются по приведенным выше формулам реакции в его
кинематических парах и рассчитывается величина уравновешива-
ющего момента на валу кривошипа.
Углы 04 и 05 можно рассчитать по формулам (5.6), (5.7), при-
нимая в них S = 5Р; угол <р — по формуле (5.8), с учетом того,
что у4 = у4 и у5 = у5. Угол Р находится с помощью выражения
(5.9).
В крайнем положении механизма при прямом ходе ползуна
угол <р равен 0.
При переходе кривошипа через это положение углы у и у
меняют знак.
125
Глава 5. Рычажные исполнительные механизмы
Для силового расчета коленно-рычажного механизма на ЭВМ
можно использовать программу silanal l.exe.
5.4. Рычажно-кулачковые механизмы
Характерная особенность рычажно-кулачковых механизмов —
наличие высшей кинематической пары в их кинематической цепи.
Рычажно-кулачковые механизмы, в которых кулачок — ведущее
звено, а ведомая кинематическая цепь — рычажная, широко ис-
пользуются в машинах-автоматах. Их применение связано со спе-
цифическими особенностями кулачковых механизмов, которые
рассмотрены в главе 6.
Наряду с этим, имеются рычажно-кулачковые механизмы, в
которых кулачок — ведущее звено одновременно с кривошипом,
или такие механизмы, в которых ведомые звенья образуют выс-
шие кинематические пары между собой или со стойкой. Обычно
такие рычажно-кулачковые механизмы применяются для получе-
ния сложных траекторий движения рабочих органов машин. В хи-
мической промышленности к таким машинам относятся, напри-
мер, индивидуальные камерные вулканизаторы, форматоры-вул-
канизаторы для покрышек и для производства других резинотех-
нических изделий.
Наличие в кулачках участков, очерченных дугами окружнос-
тей из центра вращения кулачка и криволинейных участков его
профиля, приводит к тому, что при непрерывном вращении ве-
дущего звена механизм за кинематический цикл несколько раз
изменяет свою схему, т.е. имеет переменную структуру.
Кинематический и силовой расчеты этих механизмов имеют
некоторые особенности.
Рассмотрим рычажно-кулачковый механизм полуавтомата — ин-
дивидуального вулканизатора для автомобильных камер (рис. 5.10).
Как и в вулканизаторе (см. раздел 7.1), применение рычажно-кулач-
кового механизма для подъема и опускания (смыкания) верхней
полуформы с нижней обусловлено необходимостью обеспечить та-
кую траекторию движения ее точек, чтобы не происходило повреж-
дения сырой заготовки при закрывании полуформы, а также удоб-
ство съема изделия - при открывании.
126
Глава 5. Рычажные исполнительные механизмы
Рычажная система — сдвоенная, расположена по обе стороны
от пресс-формы. Кулачковый механизм (рис. 5.11) размещен в
средней плоскости вулканизатора.
Главный вал машины 2 опирается на подшипники, установ-
ленные на станине <? машины. На консолях вала закреплены кри-
вошипы 3, а в средней части вала — кулачок 4, который через
ролик 5 передает усилие на корпус 6, скрепленный с верхней
полуформой вулканизатора. Замыкание кулачковой пары осущест-
вляется при помощи пружины 7. Вал приводится во вращение от
электродвигателя через червячный редуктор 1.
Замкнутому (см. рис. 5.10) и открытому положениям пресс-
форм соответствуют два крайних положения рычажно-кулачково-
Рис. 5.10. Индивидуальный вулканизатор для автомобильных камер:
1 — станина; 2 — кривошип; 3 - шатун; 4 - траверса;
5 - коромысло; 6 — верхняя пресс-форма; 7 - нижняя пресс-форма
127
Глава 5. Рычажные исполнительные механизмы
Рис. 5.11. Кулачковый механизм вулканизатора:
1 — червячный редуктор; 2 — главный вал; 3 — кривошип;
4- кулачок; 5 - ролик; 6- корпус; 7- пружина; 8- станина
го механизма, в которых оси кривошипа 2 и шатуна 3 совпадают.
Благодаря этому распорное усилие, возникающее в пресс-форме
при вулканизации камеры, не передается на привод, а восприни-
мается коромыслом 5; в открытом положении вулканизатора не
может произойти смыкания под действием силы тяжести верхней
пресс-формы и траверсы 4. Нижняя пресс-форма закреплена не-
подвижно на станине 7.
Из кинематической схемы механизма (рис. 5.12, а), на которой
показаны его крайние положения, следует, что при подъеме верх-
ней полуформы первоначально кулачок 2' перемещает ролик (фа-
зовый угол удаления 63’), затем при дальнейшем повороте на 16Г
расстояние от центра ролика до оси вращения кулачка остается
постоянным. Структурные схемы и структурные формулы соответ-
ствующих рычажных механизмов, полученные путем замены выс-
ших кинематических пар низшими, показаны на рис. 5.12, б, в;
механизмы относятся к 3-му классу.
Построение планов положения звеньев рычажно-кулачковых
механизмов удобно проводить, используя обращение движения
кулачка, который позволяет обойтись без многократного вычер-
чивания профилей кулачка. В этом случае всему механизму прида-
ют угловую скорость — со2, обратную угловой скорости ведущего
128
Глава 5. Рычажные исполнительные механизмы
Рис. 5.12. Рычажно-кулачковый механизм смыкания пресс-форм
вулканизатора: а — кинематическая схема; б - структурная схема
механизма на первой фазе движения [структурная формула I (2)->
IV(3-4-5-6-7-8)]; в - структурная схема механизма на второй
фазе движения [структурная формула I (2)-> III (3-4-5-6)]
звена. Кривошип 2 и соединенный с ним кулачок 2' останавлива-
ются; характер относительного движения звеньев не меняется.
Кинематический анализ механизма и его силовой расчет вы-
полняются методами теории механизмов и машин с использова-
нием особых точек Ассура.
5.5. Расчет рычажных механизмов смыкания
Механизмы смыкания в машинах-автоматах химических произ-
водств (форматорах-вулканизаторах, литьевых машинах, фильтр-
прессах и т.п.) выполняют несколько функций: перемещают испол-
нительные органы машины в положение, при котором выполняется
технологическая операция; обеспечивают преодоление технологических
нагрузок и их замыкание внутри машины; возвращают исполни-
тельные органы в исходное положение.
129
Глава 5. Рычажные исполнительные механизмы
В общем случае технологический цикл механизма смыкания
состоит из восьми периодов.
Период первый — выстой исполнительного органа в исход-
ном положении; загрузка объекта обработки.
Период второй t2 — холостое перемещение исполнительного
органа. Силы сопротивления при этом — силы тяжести и трения
в кинематических парах механизма.
Период третий t3 — формование изделия в процессе движения
исполнительного органа. Наличие этого периода характерно для
прессов различных типов, форматоров-вулканизаторов, его от-
сутствие наблюдается в таких машинах, как литьевые и фильтр-
прессы. Помимо указанных ранее сил сопротивления, необходимо
преодолевать технологическое сопротивление при формовании или
прессовании изделия, закономерность изменения которого зави-
сит от характера процесса.
Период четвертый t4~ смыкание исполнительных органов. Он
длится с момента начала их соприкосновения между собой до пол-
ного смыкания с созданием усилия натяга за счет деформации
звеньев исполнительного механизма, исполнительных органов и
элементов станины. Натяг обеспечивает герметичность системы в
пятый период — выполнения рабочей операции. Силы сопротивле-
ния в четвертом периоде определяются в первую очередь силой на-
тяга, действуют также силы тяжести звеньев и силы трения. После-
дние имеют значительно большее влияние, чем во втором и третьем
периодах, где они были обусловлены преимущественно действием
сил тяжести. Обычно конечное положение звеньев механизма смы-
кания обеспечивает и условие нераскрытая стыка исполнительных
органов машины, т.е. самоторможение механизма.
Период пятый t5 — выстой в рабочем положении, в течение
которого осуществляется рабочая операция. Под действием внут-
реннего давления в сомкнутых исполнительных органах возника-
ет распорная сила, вызывающая перераспределение деформаций и
напряжений в звеньях механизма смыкания, исполнительных
органах и станине. В некоторых машинах в этот период отдельные
детали и звенья, входящие в замкнутую систему, могут подвер-
гаться нагреванию или охлаждению, что также отражается на ве-
личине усилий, действующих на звенья. Основное требование,
130
Глава 5. Рычажные исполнительные механизмы
предъявляемое в этот период к механизму смыкания, — обеспече-
ние герметичности сомкнутых исполнительных органов, так как
возникновение зазора приводит к сбросу давления, браку изде-
лий (появление «выпрессовок» на шинах и камерах, значительно-
го грата на пластмассовых изделиях) или выбросу материала из
рабочих органов.
Период шестой /6— размыкание исполнительных органов, в
течение которого они из положения полного смыкания переходят
в положение конца соприкосновения; происходит разгрузка от
усилия натяга. В этот период распорное усилие не действует, силы
сопротивления — те же, что и в четвертом периоде.
Период седьмой /7 — перемещение исполнительного органа при
размыкании; силы сопротивления — те же, что и во втором пери-
оде, однако в некоторых случаях (прессы, вулканизационное обо-
рудование) на части пути могут действовать и силы техноло-
гических сопротивлений (усилие выпрессовки, отрыва, адгезион-
ные силы).
Период восьмой /8 - выстой исполнительного органа в ис-
ходном положении; съем изделия.
Общая длительность технологического цикла
При расчете и конструировании механизма смыкания, выпол-
няющего упомянутые функции, необходимо:
1) определить усилия, необходимые для смыкания системы
и обеспечивающие герметичность исполнительных органов при
выполнении рабочих операций;
2) найти уравновешивающие моменты (равны моментам сил
сопротивления, приведенным к ведущему звену механизма смы-
кания) в различные периоды технологического цикла;
3) установить условия самоторможения рычажного механизма
в период выполнения основной технологической операции.
Решение этих вопросов позволяет уточнить размерные цепи
смыкаемой системы, получить исходные данные к прочност-
ным расчетам исполнительного механизма и его привода, подо-
брать двигатель.
131
Глава 5. Рычажные исполнительные механизмы
Рассмотрим 4-ый и 5-ый периоды технологического цикла —
смыкания исполнительных органов машины и выполнения рабо-
чей операции.
Представим систему, обеспечивающую смыкание исполни-
тельных органов, в виде двух элементов: «станина» и «механизм»
(рис. 5.13).
Разность длин звеньев в крайнем положении «механизма», при
отсутствии стеснения в перемещении подвижного исполнительного
органа (рис. 5.13, б) и в момент начального контакта исполнитель-
ных органов машины (рис. 5.13, а), представляет собой величину
натяга А. Реально, после смыкания элементы системы занимают
промежуточное положение (рис. 5.13, в), что приводит к деформа-
циям: «станины» — удлинению Ас, «механизма» — укорочению Дм.
В системе смыкания возникает сила натяга Р — внутренняя сила,
действующая как на «станину», так и на «механизм».
Поскольку система статически неопределима, то для расчета
усилия натяга следует использовать уравнение совместности де-
формаций «станины» и «механизма»:
А - Ам = Дс. (5.15)
Если конструкция элементов системы задана, то легко вели-
чины Ам и Ас выразить через усилие натяга Р. Действительно,
исполнительных органов машины: а — начало смыкания; б - конеч-
ное положение звеньев; в - действительное положение механизма с
учетом деформации его звеньев и станины; г - положение элементов
при воздействии распорного усилия
132
Глава 5. Рычажные исполнительные механизмы
поскольку звенья механизма в положении смыкания находятся в
состоянии одноосного сжатия, то
п р/ л 7 Л
где п - число деформируемых элементов «механизма»,
— длина /-го элемента,
Е — модуль упругости /-го элемента,
Ft — площадь сечения /-го элемента,
<5П — перемещение в направлении силы Р при деформации
/-го элемента под действием единичной силы.
При расчете деформации Дс станины следует иметь в виду,
что ее элементы подвержены и изгибу, и растяжению. Перемеще-
ние в направлении силы Р, обусловленное деформациями изгиба
элементов станины, можно найти с помощью интеграла Мора с
использованием способа Верещагина. В предположении, что систе-
ма «станина» приводится к плоской раме, получим
В приведенном выражении т — число элементов в системе
«станина»; — изгибающий момент от действия силы Рнау'-ом
участке системы; — изгибающий момент от единичной силы на
том же участке; Jj — момент инерции сечения рамы нау-ом участ-
ке. Принимая во внимание, что Мр. линейно зависит от Р на
любом участке системы, последнее уравнение можно представить
в следующем виде:
7=1
где <5.. — перемещение в направлении силы Р при деформации
изгиба у-го элемента под действием единичной силы;
Зу — перемещение в направлении сйлы Р при деформации
растяжения у-го элемента под действием единичной силы.
Совместное рассмотрение уравнений (5. 15) — (5. 17) позволя-
ет найти величину усилия натяга:
133
Глава 5. Рычажные исполнительные механизмы
(5.18)
1=1 7=1 7=1
Величина натяга Д может быть определена из условия обеспе-
чения герметичности сомкнутых исполнительных органов маши-
ны при выполнении рабочей операции (см. рис. 5. 13, г).
В том случае, если внутри исполнительного органа под воздей-
ствием рабочего давления р возникает распорная сила Рр, то она
вызывает дополнительные воздействия на системы «механизма»
и «станины». Также следует принимать во внимание, что в про-
цессе выполнения рабочей операции может происходить измене-
ние температуры элементов, входящих в смыкаемые системы. Это
приводит к изменениям их размеров и, следовательно, величины
усилия натяга Р. Остаточный натяг Ро должен обеспечить герме-
тичность сомкнутой системы в рабочем состоянии. Например, в
том случае, когда операция выполняется под рабочим давлением
р и исполнительный орган имеет внутреннюю полость диаметром
D (см. рис. 5.13, г), величина распорного усилия будет
Рр = р nD 2/4,
а минимальная величина усилия остаточного натяга определяется
выражением:
Ро = q mnD b.
В последней формуле q — герметизирующее давление, т —
коэффициент увеличения давления (выбираются по ОСТ 26-373-
78 в зависимости от давления р)',Ь~ ширина прокладки.
Уравнение совместности деформаций системы «механизм» -
«станина», с учетом действия усилия остаточного натяга, распор-
ной силы и температурных деформаций элементов системы, при-
обретает следующий вид:
Д-Д^ +д'м = д'о+р₽ +д'с,
откуда может быть найдена величина натяга:
д = д'о+/>₽ -д'м +дСо+Р₽ +д'с.
134
Глава 5. Рычажные исполнительные механизмы
Для расчета величины натяга надо найти
= (Ро + А'м = Ы(', - О;
/=1 /=1
n n tn . /П
&Pt = (Ро + Рр)S8О.; Д'с = Еа/Д. - /0).
у=1 j-l
В этих формулах а - температурный коэффициент линейно-
го расширения (для углеродистой стали а = 12,5 10 6 1/град); /р
/. — длины элементов; t} — их рабочие температуры, t0 —
температура монтажа.
После определения величины натяга рассчитывается усилие
натяга Р и для ряда положений на участке хода ползуна 5Р = Д,
выполняется силовой расчет с определением уравновешиваю-
щего момента на кривошипном валу [формулы (5.7) — (5.14)].
Усилие натяга на участке смыкания принимают изменяющимся
линейно от 0 до Р, поскольку нагружение элементов происходит
на упругой стадии их деформации.
При размыкании системы необходимо учесть, что в началь-
ный момент размыкания, когда действует максимальная сила
натяга Р, в силовой расчет надо вводить коэффициенты трения,
скольжения, покоя, которые больше, чем кинетические коэф-
фициенты трения.
Величина натяга Д учитывается при расчете системы допусков
на размерные цепи «механизма» и «станины».
Указанные особенности работы механизмов смыкания долж-
ны учитываться при выборе двигателей.
Если привод механизма осуществляется от асинхронного
электродвигателя, то структура соответствующей цепи автомата
(рис. 5.14) включает передаточный механизм, вследствие чего
мощность N (Вт) электродвигателя в любой момент работы ис-
полнительного механизма определяется выражением
Л, = Л2^и,
Ппм
где Р — усилие на подвижном исполнительном органе, Н;
v — его скорость, м/с;
135
Глава 5. Рычажные исполнительные механизмы
N тр- мощность сил трения в кинематических парах исполни-
тельного механизма, Вт;
т|пм - КПД передаточного механизма.
Как отмечалось при рассмотрении 1 — 4-го периодов работы
механизма смыкания, максимальная величина силы Р соответ-
ствует усилию натяга, т.е. тому положению механизма, когда ско-
рость ползуна весьма мала и энергетические затраты на трение в
кинематических парах незначительны. По этой причине мощность
N обычно не может быть критерием для выбора двигателя меха-
низма смыкания. Однако при этом электродвигатель должен обес-
печить на кривошипном валу величину движущего момента, по
крайней мере, не меньшую, чем максимальный уравновешиваю-
щий момент за период смыкания:
В этом неравенстве Мт — максимальный (опрокидывающий)
момент на валу электродвигателя, Нм\ и — передаточное отноше-
ние от двигателя к кривошипному валу; A/yp^ — максимальный
уравновешивающий момент на кривошипном валу в период смы-
кания, Нм. Он рассчитывается для кривошипно-ползунного ме-
ханизма смыкания по формуле (5.5) и для коленно-рычажного —
по формуле (5.14), как наибольший при перемещении ползуна
5р = Дм. Расчеты рекомендуется выполнять на ЭВМ по названной
ранее программе.
На пятом участке, при выполнении рабочей операции, элект-
родвигатель выключен. Операция, в зависимости от функциональ-
ного назначения автомата, может длиться от нескольких секунд и
до нескольких часов, как, например, при вулканизации автопок-
рышек тяжелых грузовых автомашин.
На шестом участке, соответствующем размыканию исполни-
тельных органов, электродвигатель включается и при пуске дол-
Передаточный
механизм и;т]
Исполнительный
механизм смыкания
Рис. 5.14. Блок-схема привода механизма смыкания
136
Глава 5. Рычажные исполнительные механизмы
жен преодолеть момент сил сопротивления на кривошипном валу
машины:
где МП — пусковой момент на валу электродвигателя, Нм;
Му? — момент на кривошипном валу машины в начале размы-
кания, Нм.
Величина момента рассчитывается по указанным выше форму-
лам с учетом того, что расчетное положение — крайнее, вследствие
чего углы ф и у равны 0, а углы 0 и у должны быть взяты с
обратным знаком, так как меняется направление скорости ползуна.
Следует заметить, что изложенные методы расчета механизма
смыкания применимы в температурном интервале от 0 до 200 °C,
когда для стали модуль упругости Е — практически постоянная
величина. При более высоких температурах следует учитывать
зависимость Е =f (t).
Пример 1. Определить усилие натяга Рдля фильтр-пресса ФПАКМ
(см. рис. 3.14) по следующим данным: сила тяжести подвижных час-
тей G = 5Ю4 Н; давление фильтрования р = 1,2 Ю6 Па; живое сече-
ние фильтровальной плиты F= 1,69 м2; площадь прокладок в плитах
Fn = 0,093 м2; герметизирующее давление q = Зр; коэффициент увели-
чения давления т = 1. Известны коэффициенты податливости: стя-
жек 5с = 3,7 10*9 м/Н; плит 5П = 2,7 1010 м/Н; механизма смыкания
5М = 6 10*9 м/Н. Температура плит в процессе фильтрования с to = 20 °C
возрастает до 1р = 80 °C. Коэффициент линейного расширения матери-
ала плит а = 12,5-10-6 1/град. Высота пакета плит в сомкнутом состоя-
нии Н= 1,5 м.
Распорное усилие
Р? = pF= 1,2 104,69 = 2,028 106 Н.
Остаточный натяг (из условия герметизации сомкнутых плит)
Ро = qmFn = 3 1,2 Ю61 0,093 =3,348 105 Н.
Деформация сжатия плит и механизма под воздействием сил Р? и Ро
Ап,+/° = (рр + ро)(&м + 5П) = (2,028 + 0,335) • 106 • (6 + 0,27) • 10-9 = 1,481 10’2м
Деформация сжатия механизма под воздействием силы тяжести G
пакета плит
AMG = <А< = 5 Ю4 6 10-9= 3 104 лг.
137
Глава 5. Рычажные исполнительные механизмы
Температурное расширение пакета плит
Дп' = а (Гр - to)H= 12,5 10 6 (80 - 20) 1,5 = 1,125 10 3 м.
Деформация удлинения стяжек под воздействием сил Рр и Ро
Д'р+Р° = + ро)§с = (2,028 + 0,335) 106 3,7 10'9 = 0,874 1О-2м.
Величина натяга
Д = Д^р° + Дм - Д'п + Аср+Р° =
= 1,481 10‘2 + 0,003 10“2 -0,113 10’2 +0,874 10“2 = 2,245 10“2 м.
Усилие натяга по формуле (5.18) будет
Р =-----------=------2,245 10 ~-- = 2,252 106Я.
5С + 5М+5П (3,7 + 0,27 + 6)10
Пример 2. Определить пусковой момент на валу электродвигателя
привода механизма смыкания пресс-форм форматора-вулканизатора
в начальный момент размыкания. Вулканизатор двухместный (рис. 5.15).
Дано: усилие натяга одной пресс-формы Р = 2,05 106 Я; длина
кривошипа г= 0,535 ж; X =3,53; диаметры цапф da = 0,33 ж; J = 0,23 м\
dc = 0,215 м\ коэффициенты трения, покоя во всех цапфах/= 0,1; пере-
даточное отношение от вала двигателя к валу кривошипа и = 2080;
коэффициент полезного действия передачи т| = 0,515.
Схема механизма смыкания эквивалентна представленной на
рис. 5.7, б.
Радиусы кругов трения
р, = d//2 = 0,23 0,1/2= 0,0115 м\ рс = dc f/1. = 0,215 0,1/2= 0,01075 м.
форматора-вулканизатора и его привод
138
Глава 5. Рычажные исполнительные механизмы
Углы трения
1 . Рв+Рс • 0,0115 + 0,01075
О = arcsin Л = arcsin —----------*-----= 0,673 ;
гХ 0,535 3,53
у = arctg / = arctg 0,1 = 5,72°.
Принимая во внимание, что в крайнем положении углы ери у рав-
ны 0, по уравнению (5.5) получим
м _CQSV|/[p, + rsin^]p_
ур COS(O + \|f)
. CO35,74-|<l,<lllSt0.535 sin0,673-l |(,,,ЗЮ|0.Ял,
cos (0,673” + 5,72”)
Реакция в опоре кривошипного вала (5.4) при указанных условиях
Р21 = Л: = C,°S>t> Р =-------C°S5,72----2,05 = 2,052106 Я,
cos(0 + v) cos(0,673” + 5,72”)
и момент сил трения в опоре А будет
/ 2 = 2,05210е 0,10,33 / 2 =3,38 104 Нм
1 г A Zl*' Q 9 7 7 7 9 7
С учетом числа потоков (w = 2) передаточного отношения и КПД,
минимальный необходимый пусковой момент на валу двигателя будет
_ + Л/УР) _ 2(3,38 + 3,63) 104 _
7К7ПУСКгп1п “ ------ л ” 1 JU,У/7 М.
их\ 2080 0,515
Этому требованию удовлетворяет асинхронный электродвигатель
4А132М8УЗ, с номинальной мощностью 5,5 кВт, пас = 720 об/мин. Од-
нако его пусковой момент МП = 138 Нм лишь незначительно превы-
шает минимальный расчетный. Если принять коэффициент запаса по
пусковому моменту 1,4, то необходимо выбрать двигатель 4А160М8УЗ
мощностью 11 кВт, пас = 730 об/мин.
Рассмотрим условие самоторможения коленно-рычажного ме-
ханизма в сомкнутом состоянии.
Как ранее было отмечено, под самоторможением понимается
невозможность движения механизма под воздействием приложен-
ных к нему внешних сил. В сомкнутом состоянии внешняя сила,
под воздействием которой возможно движение, — усилие натяга Р
при смыкании. Следует выяснить, при каком предельном угле от-
клонения звеньев механизма от крайнего положения будет сохра-
няться сомкнутое положение исполнительных органов.
139
Глава 5. Рычажные исполнительные механизмы
При виртуальном движении под воздействием усилия Р на-
правления скоростей всех звеньев меняются на обратные, по
отношению к тому случаю, который имел место при смыкании
механизма. Соответствующие силовые соотношения представлены
формулами (5.10) — (5.14). Для их использовании при размыка-
нии следует изменить на обратные знаки перед углами & и у/. При
движущей силе Р реакция Р34 = Р23 будет представлять собой силу
полезного сопротивления.
Если имеет место самоторможение, то его величина должна
удовлетворять неравенству:
р =р _ sin(Y4+Y5-^-^)cos(-y) p'Q
34 23 cos(y5 -^5 -v)cos(P-03 + y4-O4)
Анализ этого выражения позволяет получить условие самотор-
можения в виде
Р/” + Оп Р/~ + Рг
Y4 + Ys — arcsm - + arcsin * .
/4 /5
В частном случае, при /4 = /5 = /, у4 = у5 = у, dc = dD = dE = d
и Л = А) = Л = Л’ из последней формулы найдем
. fod
Y = arcsin .
Последнее выражение можно использовать также и для выяс-
нения условий самоторможения кривошипно-ползунного меха-
низма смыкания.
Контрольные вопросы
1. Какова область использования в машинах-автоматах рычажных
механизмов и какими их особенностями это обусловлено?
2. Какие причины обусловливают ограничение угла давления в про-
цессе работы кривошипно-ползунного механизма?
3. Что собой представляет коэффициент изменения средней ско-
рости ползуна? Каким образом можно управлять этим коэффициен-
том в кривошипно-ползунном механизме?
4. Каковы цели силового расчета рычажных механизмов?
5. Какие функции выполняет рычажный механизм смыкания в
машинах-автоматах и каковы особенности его структуры, связанные
с этими функциями?
6. Что понимается под самоторможением механизма? Почему это
требование обычно предъявляется к механизмам смыкания?
140
Глава 6. Кулачковые исполнительные механизмы
Глава 6
КУЛАЧКОВЫЕ ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ
Нет ничего более практичного, чем хорошая
теория.
Л. Больцман
6.1. Типы кулачковых механизмов
Кулачковые механизмы широко используются в качестве ис-
полнительных механизмов машин-автоматов. Это обусловлено их
достоинствами: возможностью воспроизведения разнообразных
законов движения ведомого звена, в том числе и движения с
остановками при непрерывном вращении ведущего звена (кулач-
ка), путем соответствующего его профилирования; сравнитель-
ной простотой и малыми габаритами механизмов, так как в боль-
шинстве случаев ведущее звено непосредственно или через ролик
соединено с ведомым звеном; простотой осуществления согласо-
ванной работы нескольких механизмов в машинах-автоматах.
Недостатки кулачковых механизмов обусловлены наличием в
них высшей кинематической пары: на поверхности соприкосно-
вения кулачка с толкателем могут возникать значительные кон-
тактные напряжения, что приводит к снижению долговечности
механизма и износу рабочих поверхностей. По этой причине, как
141
Глава 6. Кулачковые исполнительные механизмы
правило, кулачковые механизмы предпочтительно используют для
выполнения тех операций технологического процесса, которые не
связаны с передачей значительных усилий, а именно - вспомога-
тельных операций.
Наиболее распространенные типы кулачковых механизмов
(рис. 6.1) - это плоские, дисковые, и пространственные, цилин-
дрические, с роликовым толкателем, в которых кулачки враща-
ются. Ведомые звенья совершают возвратно-поступательное дви-
жение (рис. 6.1, а, в) или качаются (рис. 6.1, б, г).
Постоянный контакт между кулачком и толкателем осуществ-
ляется путем силового или кинематического замыкания высшей пары.
Силовое замыкание высшей пары обеспечивается силой тя-
жести толкателя, или, что встречается значительно чаще, пру-
жиной, прижимающей толкатель к кулачку (см. рис. 6.1). В быст-
роходных механизмах усилие пружины может быть значитель-
ным по величине, так как оно должно исключить возможность
отрыва ролика толкателя от кулачка под действием сил инер-
ции толкателя. Введение пружины усложняет конструкцию ме-
ханизма и дополнительно нагружает его кинематические пары,
что приводит к снижению коэффициента полезного действия.
Некоторые способы кинематического замыкания высшей пары
Рис. 6.1. Кинематические схемы кулачковых механизмов с роликовым
толкателем и силовым замыканием: а - дисковый кулачок с посту-
пательно движущимся толкателем; б — дисковый кулачок с качаю-
щимся толкателем; в — цилиндрический кулачок с поступательно
движущимся толкателем; г - цилиндрический кулачок
с качающимся толкателем
142
Глава 6. Кулачковые исполнительные механизмы
показаны на рис. 6.2. Следует отметить, что наиболее распростра-
ненный пазовый кулачок (см. рис. 6.2, о) из-за установки ролика
в пазу с зазором может работать с ударами при больших частотах
вращения кулачка. При перемене направления движения толкате-
ля, а также и при отрыве ролика от кулачка под действием сил
инерции происходит переход точки контакта ролика с одного
профиля на другой: с внешнего на внутренний или наоборот.
В кулачковых механизмах машин-автоматов возможны такие
случаи, когда ведущее звено (кулачок) и ведомое звено, свя-
занное с исполнительным органом, разделены большим рас-
стоянием. В этом случае между толкателем и последним ведомым
звеном приходится вводить специальную кинематическую цепь
для передачи движения. При наличии других исполнительных
механизмов это может создавать трудности в компоновке авто-
мата. В подобных случаях для передачи движения можно исполь-
зовать разработанный Г.А. Шаумяном шариковый привод — ка-
либрованную гибкую трубку, заполненную шариками и цилин-
дрическими роликами из закаленной стали, находящимися в
масляной среде для уменьшения трения. Толкатель передает уси-
лие на шарики; ведомое звено, воспринимающее перемещение
шариков, подпружинено; следовательно, после выполнения опе-
рации толкатель возвращается в исходное положение. Трубка из-
гибается в нужном направлении; ее концы закрепляются. Переда-
ваемое усилие не воспринимается находящейся в трубке смазыва-
ющей жидкостью, поэтому высоких требований к уплотнениям
не предъявляется.
Рис. 6.2. Схемы кинематического замыкания высшей пары в кулачко-
вом механизме: а — пазовый кулачок с роликовым толкателем;
б - спаренные кулачки с двухроликовым толкателем;
в - парные кулачки с двусторонней кинематической связью
143
Глава 6. Кулачковые исполнительные механизмы
Выбор типа кулачкового механизма зависит от характера дви-
жения ведомого звена, которое нужно осуществить, от конструк-
тивных соображений — расположения осей ведущего и ведомого
звена, направляющих; положения ведомой кинематической цепи,
наличия соседствующих механизмов и устройств и пр.
6.2. Выбор закона движения ведомого звена
кулачкового механизма
Проектирование кулачкового механизма машины-автомата после
того, как определен его тип, состоит из следующих этапов: выбор
закона движения ведомого звена (толкателя); определение основ-
ных размеров звеньев; построение профиля кулачка или расчет
полярных координат профиля; расчет и конструирование деталей
кулачкового механизма.
Закон движения ведомого звена кулачкового механизма вы-
бирается с учетом ряда требований.
Первое требование — соответствие закона движения функции
исполнительного механизма. Иногда сам характер операции оп-
ределяет выбор закона движения, например, если механизм по-
дачи должен осуществлять перемещение объекта обработки с
постоянной скоростью. Чаще встречаются случаи, когда характе-
ристика операции позволяет найти только отдельные кинемати-
ческие параметры закона движения (ход толкателя или угол его
поворота, максимальную допустимую скорость или ускорение и
т.п.), а также время выполнения отдельных фаз движения ведо-
мого звена. Возможны и такие ситуации, когда время движения
ведомого звена может быть найдено из анализа смежных опера-
ций технологического процесса или всего процесса в целом.
Второе требование — высокая производительность машины.
Если операция технологического процесса, для которой проек-
тируется кулачковый механизм, занимает в общей циклограмме
машины определенное место, не совмещенное с другими опера-
циями, и не имеется ограничений, наложенных на скорость ис-
полнительного органа по условиям выполнения этой операции,
то время ее выполнения должно быть минимизировано. При этом
144
Глава 6. Кулачковые исполнительные механизмы
следует иметь в виду, что уменьшение интервалов времени дви-
жения приводит к росту динамических нагрузок и, следователь-
но, к повышению потерь на трение в кинематических парах,
снижению КПД, увеличению пикового значения крутящего мо-
мента на валу кулачка.
Третье требование — минимальный расход энергии для приве-
дения механизма в движение. Нетрудно заметить, что это требова-
ние находится в противоречии с изложенным выше; конструкто-
ру приходится принимать компромиссное решение, исходя из кон-
кретных условий проектирования.
Четвертое требование - обеспечение прочности и долговечно-
сти механизма. Закон движения толкателя определяет характер ди-
намической нагрузки на звенья механизма и влияет на радиус
кривизны центрового профиля кулачка. Выбором рационального
закона движения можно уменьшить или ликвидировать удары в
кинематических парах, снизить величину контактных напряже-
ний в кулачковой паре.
Пятое требование — технологичность профиля кулачка. При
прочих равных условиях отдается предпочтение такому закону дви-
жения толкателя, который обеспечивает наибольшую простоту
изготовления кулачка. Однако широкое применение в последние
годы станков с числовым программным управлением в какой-то
мере снизило актуальность этого требования.
В кулачковых исполнительных механизмах машин-автоматов
наибольшее распространение имеют четырехфазные законы дви-
жения (рис. 6.3), в которых за фазой подъема <ри1 следует фаза
выстоя фи2, затем фаза опускания фи3 и вновь фаза выстоя в ниж-
нем положении Фнд. Названия фаз характеризуют положение кри-
вой s (<р) по отношению к оси абсцисс в системе координат s, t
или s, ф. Здесь s - перемещение центра ролика, t - время, ф —
угол поворота кулачка. Предполагается, что угловая скорость
кулачка постоянна, ш = const.
Если выполнение технологической операции происходит на
фазе подъема, то в этом случае обычно фазе опускания соответ-
ствует холостой ход исполнительного механизма. Фазовые углы
Фи,, фи2, Фи3 и фи4 или соответствующие им интервалы времени /и|,
/и2, /и3, ^и4 в общем случае имеют различную величину и бывают
145
Глава 6. Кулачковые исполнительные механизмы
заданы или назначаются по условиям выполнения технологичес-
кого процесса.
В общем случае законы движения толкателя для фаз подъема и
опускания могут быть выбраны различными, так как условия
работы механизма на этих фазах могут значительно отличаться.
Законы движения ведомого звена кулачкового механизма можно
классифицировать по видам их тахограмм (графиков скоростей). Если
ограничиться рассмотрением лишь интервала подъема и считать, что
в начале интервала t = 0, s = 0, а в конце интервала t = /и, s = $и,
то все множество графиков движения, используемых в маши-
нах-автоматах, разбивается на законы движения с двухучастко-
вой (рис. 6.4, а) и законы движения с трехучастковой (рис. 6.4,
б) тахограммами. В первом случае ведомое звено движется сначала
ускоренно, а затем замедленно. Во втором случае имеется участок
движения ведомого звена с постоянной скоростью.
Изображенные на рис. 6.4 тахограммы — симметричные. Наря-
ду с ними, используются и несимметричные тахограммы.
Свойства законов движения оцениваются их кинематичес-
кими, силовыми и динамическими характеристиками.
Для сравнения кинематических и других характеристик, при-
сущих различным законам движения, выражения для переме-
щения s, скорости v и ускорения а ведомого звена представляют
в безразмерной форме:
v = 5—; a = (6.1)
146
Глава 6. Кулачковые исполнительные механизмы
где С, 5 и С — безразмерные коэффициенты пути, скорости и уско-
рения.
Через эти же безразмерные коэффициенты могут быть выра-
жены аналоги скорости s'(<Р) и ускорения $"(<р):
, ds ~ 5И v ,, , $и °
s = —= 5-“- = -; s =^ = —.
</<р <ри со <р‘ (О2
При вращении кулачка с постоянной угловой скоростью ю
безразмерные коэффициенты С, 5 и £ — величины переменные;
они зависят от выбранного закона движения. Их удобно выра-
жать через безразмерный позиционный коэффициент к, пред-
ставляющий собой отношение угла <р поворота кулачка к углу его
поворота за весь интервал <ри или выступающий как отношение
соответствующих интервалов времени движения t к /ц:
Фи
причем 0 < к < 1.
Таким образом,
C = CW; 5 = 5 (к); t=t(k).
Формулы для безразмерных коэффициентов даются для ин-
тервала подъема. Для интервала опускания значения коэффициен-
тов Со> 50 и Со рассчитываются по уравнениям
Со(Л) = С(1 ~ к); 50(Л) = 5(1 -к)- CoW = Ul-^)-
147
Глава 6. Кулачковые исполнительные механизмы
Максимальной скорости ведомого звена соответствует макси-
мальное значение коэффициента скорости. Как показывают ис-
следования, максимальное значение коэффициента скорости для
закона движения с трехучастковой симметричной тахограммой
определяется выражением
я - 1
тах 1-2Ли’ (6.2)
где Х = фц/(и<ри);
Фц — угол поворота кулачка от начала интервала до центра
тяжести графика положительных значений s" (рис. 6.5);
и — относительная продолжительность участка ускоренного
движения.
Для двухучастковой тахограммы и = 0,5 и 8тах = 1/(1 — Л).
Формула (6.2) справедлива и для законов движения с не-
симметричной двухучастковой тахограммой.
Максимальное ускорение ведомого звена определяется макси-
мальным значением коэффициента ускорения 1;^, который
представляет собой отношение максимального ускорения ведомо-
го звена отах к среднему его значению на участке ускоренного
(или замедленного) движения:
е _ & _
Smax °max>
а #
где а = .
яср
Для закона движения с трехучастковой симметричной та-
хограммой а
= и(1-2иЛ)’
а для двухучастковой симметричной тахограммы (и = 0,5 )
t 2а
^тах
Для законов движения с несимметричными двухучастковыми
тахограммами максимальные значения коэффициентов ускорения
определяются раздельно для участка ускоренного движения:
= £5-8
'maxi ц vmax»
148
Глава 6. Кулачковые исполнительные механизмы
Рис. 6.5. Графики перемеще-
ний, скорости и ускорения
трехучастковой симметричной
тахограммы
и для участка замедленного движения:
где а! и а2 — коэффициенты для соответствующих участков
тахограммы.
Все законы движения с двухучастковой тахограммой, у кото-
рых графики положительных и отрицательных ускорений каждый
в отдельности симметричны (Л= 0,5), имеют максимальный ко-
эффициент скорости 5^ = 2.
Для уменьшения коэффициента 5тах надо смещать центр тя-
жести площади графика положительных ускорений к началу
интервала.
Минимальная величина коэффициента скорости 5^ получа-
ется при равномерном движении (5max = 1), но при этом будут
жесткие удары в начале и в конце движения (|а| —> <»). Значения
коэффициента 5тах, близкие к 5тах = 1 при отсутствии ударов,
можно получить с помощью трехучастковых тахограмм.
Для уменьшения коэффициента надо уменьшать коэффи-
149
Глава 6. Кулачковые исполнительные механизмы
циенты 8^ и а, т.е. сдвигать центр тяжести площади графика поло-
жительных ускорений к началу интервала и приближать макси-
мальное значение коэффициента 5, к его среднему значению.
Уменьшение относительной продолжительности ускоренного
движения при использовании несимметричных двухучастковых
тахограммах приводит к увеличению максимума положительного
ускорения и уменьшению модуля отрицательного ускорения.
Минимальная величина коэффициента получается при рав-
нопеременном движении и симметричной тахограмме (а = 1; X =
= 0,5 и = 4), т.е. при законе постоянного ускорения.
При оценке законов движения по максимальной величине ко-
эффициента ускорения необходимо учитывать характер изме-
нения коэффициента Мгновенное изменение величины, а тем
более величины и знака этого коэффициента, означает, что име-
ются разрывы в графике ускорений; в соответствующих точках
силы инерции ведомого звена изменяются скачкообразно («мяг-
кие» удары).
В табл. 6.1 приведены графики ускорения и значения безраз-
мерных коэффициентов пути £, скорости 8 и ускорения для
наиболее распространенных законов движения.
К одной из силовых характеристик закона движения ведомого
звена относится величина безразмерного коэффициента жесткос-
ти пружины. Пружина используется при силовом замыкании выс-
шей пары в кулачковом механизме и выбирается по условию ис-
ключения отрыва ролика ведомого звена от кулачка под действи-
ем сил инерции.
Отрыв толкателя от кулачка под действием сил инерции мо-
жет произойти на интервале удаления, при замедлении движения
толкателя, и на интервале приближения, при ускоренном движе-
нии. Для кулачкового механизма с поступательно движущимся
толкателем график изменения силы инерции Ри и силы пружины
Рп на интервале удаления показан на рис. 6.6. Усилие, создаваемое
пружиной,
Рп = С (s + 50),
где С — жесткость пружины, Н/м',
50—деформация пружины при предварительном натяжении, м.
150
Законы движения толкателя
Таблица 6.1
Закон и график ускорения Пределы для к Коэффициент пути £ Коэффициент скорости а Коэффициент ускорения
ОТ ДО
1 2 3 4 5 6
1.П симт С хлоянное ускорение (не- летричная тахограмма) 1 J Ч t:k 0 и и 1 к1 и ! О-АО2 1- и 2к и 2-Q-k) 1-и 2 и 2_ 1-и
2. Ра й 0 вноубывающэе] мстричнаятахог лжорение рамма) 1 t;k 0 1 Зк2—21? 6к(1—к) 6—12/с
З.Кс (сим ( синусоидальное а млршная тахогр ) 0,54. wopam амма) 1 t;k 0 1 l-cosnfc 2 — sin пк 2 Л2 J — cosлк 2
глава 6. Кулачковые исполнительные механизмы
Продолжение табл 6.1
Глава 6. Кулачковые исполнительные механизмы
Продолжение табл 6.1
1 2 3 4 5 6
6. сю С Тригонометриче- ий закон Тира q 0,5\. h t-k 0 q q 0,5 t 2q (. 2q . кк\ ^пшж— Л-— Sin — п I п 2q ) 13662^1 -0,15529^ + к2 + у + 0,05066(0,5 -q)1* fi £ - q Yl х l-cos —n I O’5-^ JJ , 2q Г Smax —• 1-COS— л 1 2q I t fa£+iz« + €max[ n 2 0,5 - . к - q + ——^-sm —it 2л 0,5 - q J <, кл sin — Smax 2q ^nw.X f, k-q 'I X 1 + cos — n V 0,5 - q J
7.’ yci 0 Трапецеидальное корение /П\о,5 . тт+п\ k t;k 0 т т+п т т+п 0,5 k^ bm c Г/и2 Zc(Zc-7TZ)l ^max * , + _ О z —^—[2jv + mn + m + n — - 0,25+ (1,5 +3л) x (0,5-Л)3 x (к - m-n) + 0^5-m-n k2 t — 2m Smax^ 2 J Smax [0,5 + П - (0.5-A:)2 1 0,5 - m - n ^max m ^max . 0,5-Zc 'omax n c 0,5 — m - n
глава 6. Кулачковые исполнительные механизмы
Продолжение табл 6.1
1 2 3 4 5 6
8. Г (тр< СИМ тах [остоянное ускорение ^участковая метричная ограмма) и... , , , 0 и lb t;k 0 и и 0,5 £2 Е — Smax 2 £ J к _ ^тах 2 J ^пих^ 8тах 0
9. С ние мет М- ! 0 Синусоидальное ускоре- (трехучастковая сим- ричная тахограмма) Q — и \Jf 0 и и 0,5 t и(. и . nk\ л--sin — П и J 2k - и 2(1 - и) r и(, пк\ vl 1 1 - и t • пк ^тах «’Л — и 0
Глава 6. Кулачковые исполнительные механизмы
Глава 6. Кулачковые исполнительные механизмы
Если не учитывать внешних сил сопротивления, сил тяжести
и сил трения, то условие отсутствия отрыва толкателя от кулачка
р > р
1 П - 1 И •
Это условие должно соблюдаться в любом положении меха-
низма.
Если пружина выбирается без запаса, то при совмещении
графиков Рп = Pn(s) и Ри = Ри($) они будут соприкасаться, при-
чем точка касания располагается вблизи точки, где сила инерции
имеет экстремальное значение.
Рис. 6.6. Графики к расчету
пружины для кулачкового
механизма с роликовым
поступательно движущимся
толкателем и силовым замыка-
нием: 1 — сила пружины;
2 — сила инерции
Ри, Рп
Пусть относительное положение этой точки обозначено без-
размерным коэффициентом от /ои, где от - путь толкателя,
соответствующий указанной точке касания. Условие отсутствия
отрыва толкателя от кулачка в этом случае
С(5т+50)>^т^-7П,
*и
где — безразмерный коэффициент ускорения в положении 5т;
т — масса ведомого звена и всех соединенных с ней деталей.
Выражение (6.3) позволяет определить жесткость С пружины
с учетом запаса в 30—50 %:
С = (1,3 + 1,5)
(6.3)
__ т.
в этой формуле величина
= к
^0
155
Глава 6. Кулачковые исполнительные механизмы
представляет собой коэффициент жесткости пружины. При посто-
янном отношении 50/sH он зависит только от свойств закона дви-
жения ведомого звена.
К силовой характеристике кулачкового механизма также от-
носится и максимальный момент на валу кулачка. Эта величи-
на существенно зависит от условий нагружения ведомого звена
механизма и от закона движения толкателя.
Рассмотрим вопрос о влиянии закона движения толкателя
на величину момента сил М, приложенного к валу плоского
дискового кулачка, в предположении, что силами трения в ки-
нематических парах можно пренебречь и основная нагрузка на
ведомое звено — сила полезного сопротивления Р. В том случае,
когда сила Р постоянна, из условия равенства мощностей для
ведущего и ведомого звеньев следует
М(й = Pv,
(6.4)
или
М = РЪ^-,
где со — угловая скорость кулачка.
Из формулы (6.4) следует, что при постоянных Р и со закон
изменения момента М соответствует закону изменения скорос-
ти толкателя. Наиболее выгодны в отношении уменьшения мо-
мента сил на кулачке — законы движения с малыми значения-
ми 5тах-
Если нагрузка от внешних сил сопротивления не постоянна,
а возрастает по линейному закону
Р = Р — = Р С
Л Л max „ хтахЪ>
5И
то момент на валу кулачка определяется выражением
Р S
М =5r£m«X
Таким образом, величина максимума момента М определяется
максимальным значением произведения 8£; следовательно, раци-
онально использовать законы движения, у которых максимум ско-
рости смещен к началу интервала.
Наконец, при нагрузке, убывающей по линейному закону
156
Глава 6. Кулачковые исполнительные механизмы
р = ртах(1-^),
момент сил на валу кулачка будет
М = 8(1-0^^.
со/и
Для уменьшения величины М в этом случае следует выбирать
законы движения с максимумом, смещенным к концу интервала.
В машинах-автоматах возможны ситуации, когда основная
нагрузка кулачкового механизма — динамическая, т.е. нагрузка
от сил инерции. Тогда
Р = та = т^Ц-,
что после подстановки в формулу (6.4) дает
2
М=%^.
Таким образом, при динамической нагрузке кулачкового ме-
ханизма следует отдать предпочтение законам движения, у кото-
рых произведение 8^ имеет небольшую величину.
Следует заметить, что приведенные соотношения, определяю-
щие величину момента на валу кулачка, и рекомендации по вы-
бору закона движения из условия снижения пикового значения
этого момента могут быть распространены и на другие типы ку-
лачков, помимо дисковых.
Для быстроходных кулачковых механизмов следует учитывать
также значение коэффициента динамичности &дин, который пока-
зывает, во сколько раз увеличивается нагрузка от сил инерции на
ведомое звено при учете упругости звеньев.
В табл. 6.2 приведены значения безразмерных коэффициентов
скорости 8^, ускорения жесткости пружины к (для случая
50 /$и = 0,2), максимального момента сил при динамической на-
грузке |8^|тах и динамичности Лдин для тех законов движения, ко-
торые были даны в табл. 6.1. Значения коэффициента динамично-
сти (табл. 6.2) получены без учета сил трения и сил полезного
сопротивления при частоте собственных колебаний системы, зна-
чительно большей, чем частота возмущающей силы.
Сопоставление характеристик различных законов движения
157
Глава 6. Кулачковые исполнительные механизмы
ведомого звена кулачкового механизма позволяет дать рекоменда-
ции к выбору законов в зависимости от тех функций, которые
выполняет кулачковый механизм в машине-автомате, или от
условий его работы. Рассмотрим следующие четыре случая.
Случай первый — ведомое звено должно иметь постоянную
скорость движения. Если рассматриваемый механизм тихоход-
ный и не несет большой нагрузки, в качестве тахо граммы сле-
дует принять закон постоянной скорости, который в системе
координат s — t на участке подъема будет иметь вид наклонной
прямой. В этом случае необходимо произвести расчет величины
динамической нагрузки в момент удара с учетом упругости звеньев
и соответствующие расчеты на прочность.
Если жесткие удары недопустимы, а «мягкие» удары, обус-
ловленные скачками ускорений в конечных пределах, вызыва-
ют напряжение, не превышающее допускаемое, то для построе-
ния профиля кулачка используется трехучастковая тахограмма, в
которой ускорение на начальном и конечном участках движения
постоянно (табл. 6.1, закон 8).
При необходимости избежать мягких ударов используется
закон движения с трехучастковой тахограммой, средний учас-
ток которой соответствует движению с постоянной скоростью,
а крайние — законам движения, при которых ускорение меняет-
ся по синусоиде (табл. 6.1, закон 9).
Случай второй — ведомое звено движется с ограниченной ско-
ростью, ход 5и и время интервала движения tu заданы.
Этот случай приводится к предыдущему.
Случай третий — ведомое звено должно двигаться с ограничен-
ным ускорением при заданном ходе 5И и времени движения /и.
Подобного рода условия встречаются в механизмах транспор-
тирования тех машин-автоматов, где объект обработки не имеет
жесткой связи с механизмом перемещения. В этом случае для обес-
печения точности позиционирования изделия, находящегося на
поступательно перемещающемся столе, соединенном с ведомым
звеном кулачкового механизма (рис. 6.7), оно не должно сдви-
гаться относительно стола ни при ускоренном, ни при замедлен-
ном движении.
Условие отсутствия движения объекта обработки относитель-
158
Глава 6. Кулачковые исполнительные механизмы
Таблица 6.2
Кинематические, силовые и динамические характеристики
законов движения
Закон движения Коэффициенты
макси- мальной скорости Фщдх макси- мального ускорения жест- кости пружи- ны к максималь- ного момен- та при дина- мической нагрузке & Lax динамич- ности
1. Постоянное ускорение (симметричная тахо- грамма, и=0,5) 2 4 8 8 3
2. Равноубывающее ус- корение 1,5 6 6 3,45 2
3. Косинусоидальное ускорение 1,57 4,93 5,1 3,8 2
4. Синусоидальное уско- рение 2 6,28 7,0 8,15 1
5. Закон Неклютина (т=0,075) 2 4,49 7,0 8,15 1
6. Тригонометрический закон Тира (<?=0,03) 1,46 5,76 6,1 4,04 1
7. Трапецеидальное ус- корение (т=0,05; и=0,1) 1,62 5,4 6,3 4,42 1
8. Постоянное ускорение (трехучастковая тахо- грамма, и=0,1). 1,11 11,1 11,5 12,4 3
9. Синусоидальное уско- рение (трехучастковая тахограмма, и=0,1) 1,11 17,4 17,6 12,6 1
но стола выражается требованием, чтобы сила инерции Ри изде-
лия не превышала силы трения покоя Т, действующей по опор-
ной поверхности объекта обработки, т.е.
7>РИ
или
т gf0 > та,
где т — масса объекта обработки;
159
Глава 6. Кулачковые исполнительные механизмы
fQ — коэффициент трения покоя;
g - ускорение силы тяжести;
а - ускорение толкателя.
Из последнего выражения следует
а < gfv (6. 5)
Если ведомое звено имеет выстой, то используются законы
движения, графики ускорений которых близки к закону посто-
янного ускорения, например, закон Неклютина или закон трапе-
цеидального ускорения (см. табл. 6.1, законы 5 и 7).
Если выстой отсутствуют, то рекомендуется закон движения с ус-
корением, изменяющимся по прямоугольной трапеции, а в некоторых
случаях — при равенстве интервалов подъема и опускания и отсутствии
требования приближения ускорения к постоянной величине — косину-
соидальный закон ускорения (см. табл. 6.1, законы 3,7).
Случай четвертый — ведомое звено при заданном ходе ли долж-
но иметь минимальное время интервала /и. В машинах-автоматах
подобного рода требования к кулачкам предъявляются на интер-
валах, соответствующих холостым ходам исполнительных органов
в связи с тем, что с уменьшением времени холостых перемеще-
ний в некоторых случаях может сокращаться время рабочего цик-
ла и, следовательно, повышаться производительность машины.
При силах сопротивления, постоянных по величине и значи-
Рис. 6.7. Схема для определения предельной величины ускорения
толкателя при его нежесткой связи с объектом обработки
160
Глава 6. Кулачковые исполнительные механизмы
тельно превосходящих инерционные нагрузки, наименьшее вре-
мя интервала /и дает закон постоянного угла давления, т.е. движе-
ния толкателя с постоянной скоростью. При поступательно дви-
жущемся роликовом толкателе и дисковом вращающемся кулачке
этот случай соответствует центровому профилю кулачка, очер-
ченному по логарифмической спирали, а при цилиндрическом
кулачке — по винтовой линии с постоянным шагом.
Следует отметить, что во избежание жестких ударов в начале
и в конце движения толкателя необходимо ввести переходные
участки профиля.
При преобладании инерционной нагрузки и при наличии фаз
выстоя ведомого звена рекомендуется выбирать тригонометричес-
кий закон движения Тира (см. табл. 6.1, закон 6), а при отсут-
ствии выстоев - косинусоидальный закон ускорения или закон
равноубывающего ускорения (см. табл. 6.1, законы 2 и 3).
Пример. Кулачок с центральным роликовым поступательно двига-
ющимся толкателем (см. рис. 6.7) предназначен для перемещения из-
делия из одной позиции в другую. Ход 5И = 30 мм\ угловая скорость
кулачка со = 2 рад/с\ коэффициент трения /=0,12; закон ускорения -
косинусоидальный. Найти минимальную величину фазового угла уда-
ления толкателя (ри из условия безотрывного движения изделия.
Из условия безотрывности изделия от толкателя (6.5) находим
a^g/=9,81 0,12= 1,177 м/с2.
Принимаем допускаемую величину ускорения [а] = 0,8а = 0,94 м/с2.
По табл. 6.1, закон 3, коэффициент ускорения
£ = 0,5 я2со5 як.
Максимальной по модулю величине ускорения соответствуют к = 0; 1,
откуда
|cos я к\ = 1 и £ = л2 /2.
В соответствии с выражением (6.1), для ускорения
я2 s _ а
2 Фи " W2 ’
следовательно,
Фи = owtJ-Tl = 2-3,14. = 0,793рад = 45,5е.
V2[al V 2 0,94
161
Глава 6. Кулачковые исполнительные механизмы
После выбора закона движения ведомого звена кулачкового
механизма определяют основные размеры кулачка: начальный ра-
диус кулачка г, радиус ролика г, длину толкателя или другие, в
зависимости от типа кулачкового механизма.
Методы определения этих размеров с учетом допускаемого угла
давления излагаются в курсе «Теория механизмов и машин», где
также рассматривается вопрос о профилировании кулачка — по-
строении центрового и рабочего профиля.
При проектировании кулачковых механизмов — плоских и про-
странственных — используются ЭВМ как на стадии определения ос-
новных размеров по заданным условиям (фазовым углам, перемеще-
нию ведомого звена, углу давления и пр.), так и на стадии профили-
рования д ля вычисления полярных координат профиля кулачка.
В МГУИЭ для лабораторных работ разработаны программы син-
теза кулачковых механизмов различных типов: дисковых и ци-
линдрических, с поступательно движущимися и качающимися
роликовыми толкателями, применительно к прессам-автоматам,
что не лишает возможности использования этих программ для
проектирования кулачковых механизмов и для других машин. Про-
граммы dosmec.exe и extrmec.exe используют соответственно си-
нусоидальный и косинусоидальный законы ускорений толкателя.
Последний этап расчета кулачкового механизма заключается в
определении его конструктивных размеров.
В связи с тем, что этот вопрос в курсе «Детали машин» не
рассматривается, ниже даны основные сведения для расчета кон-
структивных элементов кулачковых механизмов.
6.3. Расчет и конструирование деталей
кулачковых механизмов
После построения центрового профиля кулачка необходимо оп-
ределить диаметр dp и ширину b ролика, диаметр do оси ролика.
При расчете этих размеров учитываются как конструктивные
соображения, так и условия прочности и жесткости.
Как известно, радиус ролика не должен быть больше pmin —
минимального радиуса кривизны центрового профиля на выпук-
лом участке (рис. 6.8, кривая 7):
162
Глава 6. Кулачковые исполнительные механизмы
№ < Р™
При J/2 = pmjn (рис. 6. 8, кривая 2) действительный профиль
кулачка — эквидистанта к центровому профилю на расстоянии
Jp/2 — будет иметь точку заострения и теоретически бесконечно
большое контактное напряжение в этой точке; при (1^2 >
действительный профиль вообще не может быть реализован, так
как эквидистанта к центровому профилю получается в виде са-
мопересекающейся кривой (рис. 6.8, кривая 3).
Проверочный расчет оси ролика при консольном его располо-
жении (рис. 6.9, а) выполняется из условия прочности на изгиб:
О —
<, = ^ = (6.6)
(Г 0,1<
где Qmax - максимальная величина реакции кулачка на ролик;
[о] - допускаемое напряжение на изгиб для материала оси
ролика.
В случае вилочного крепления оси ролика к толкателю
(рис. 6.9, б) условие прочности оси ролика изменяется:
О -
= _Z^A<[a], (6.6')
о,1</03 1 J
Помимо того, проверяется условие невыдавливания смазки
из зазора между роликом и осью:
= (67)
где [<?] — допускаемое удельное давление.
В том случае, когда необходимо выполнить проектный рас-
чет оси ролика, предварительно из уравнений (6.6) и (6.7) оп-
ределяется геометрический параметр опоры ролика Р = b/do.
При консольном расположении ролика
В= Ма]-
Р V Ы ’
для вилочной конструкции толкателя
/0,4[о]
V [<?] ’
163
Глава 6. Кулачковые исполнительные механизмы
Центровой профиль
Рис. 6.8. Центровой и действитель-
ный профили дискового кулачка
Рис. 6.9. Крепления ролика:
а — консольное; б — вилочное
Далее рассчитываются диаметр оси ролика и его ширина:
d = Os*-: b = Bd„.
° N PM
Оси роликов изготавливаются из стали 45 (ГОСТ 1050—88) и
закаливаются т.в.ч. до твердости HRC 56—60. Оси могут быть
также изготовлены из стали 20Х с цементацией на глубину
0,5 — 0,8 мм и закалкой до твердости HRC 56—62.
Допускаемое напряжение при расчете оси ролика выбирает-
ся с учетом режима изменения напряжений и обычно несколь-
ко снижается для увеличения жесткости, что особенно суще-
ственно для кулачков с цилиндрическим роликом. Кулачки с
бочкообразным роликом менее чувствительны к деформации оси.
Значения геометрического параметра Д в зависимости от
величин [ст] и [#] приведены в табл. 6.3.
При выборе исполнительных размеров роликового толкателя
следует принимать во внимание рекомендуемое из практики соот-
ношение диаметров ролика и его оси:
J < (0,35...0,6)J . , (6.8)
также при определении диаметра ролика необходимо учитывать усло-
вие контактной прочности кинематической пары «ролик — толкатель».
164
Глава 6. Кулачковые исполнительные механизмы
Таблица 6.3
Геометрический параметр опоры ролика
[а], МПа Параметр Д при [д], МПа
60 70 80 90 100 6 7,5 9 12 15 18
1,41/2 1,27/1,79 1,37/1,93 1,46/2,06 1,16/1,64 1,24/1,75 1,34/1,89 1,41/2,00 1,00/1,41 1,08/1,52 1,15/1,62 1,23/1,73 1,29/1,82 1,04/1,47 1,10/1,55 1,15/1,62 1,00/1,41 1,06/1,49
Примечание: В числителе - значения /3 для консольного
расположения ролика, в знаменателе - для вилочного толкателя.
Расчет величины максимального контактного напряжения для
цилиндрического ролика и выпуклого профиля кулачка произво-
дится по формуле Герца: .----------
О J 2 1
°-=0'4<£ Гр;- <6’>
где р — радиус кривизны действительного профиля кулачка;
Е - модуль упругости.
Если модуль упругости материала ролика Ег отличается от
модуля упругости материала кулачка Е}, то расчет выполняют
по приведенному модулю упругости:
£• _ 2£’1£’2
£, + Ег
Использование формулы (6.9) для нахождения диаметра ро-
лика затрудняется по двум причинам: радиус кривизны рд дей-
ствительного профиля кулачка и реакция Q кулачка на ролик —
изменяются в течение цикла работы механизма. Если принять в
запас прочности, что Q = (?тах, и расчет вести для точки контак-
та, в которой центровой профиль кулачка имеет минимальный
радиус кривизны, т.е. рд = pmin — dp /2, то диаметр ролика
р Pmin <|Pmin г т? , Pmin ’
V КР
165
Глава 6. Кулачковые исполнительные механизмы
где [oj — допускаемое контактное напряжение.
При расчете диаметра ролика по этой формуле следует прове-
рить выполнение условия (6.8) посадки ролика на ось. Если это
условие не соблюдается, то следует увеличить начальный радиус
р центрового профиля кулачка.
Для кулачкового механизма с бочкообразным роликом
(см. рис. 6.9, б) наибольшее контактное напряжение на выпуклом
участке профиля рассчитывается по формуле
0,2445 L„2 2 1 1
ок=-------—+ —+ — ,
v0 У (/₽ Ъ PaJ
где гб — радиус кривизны образующей бочкообразного ролика;
vo — коэффициент, учитывающий двоякую кривизну поверх-
ностей в точке контакта.
Значения коэффициента vo следует рассчитывать интерполирова-
нием по следующим данным:
2__ J_ _1_
dp + Рд 0,985 0,940 0,866 0,819 0,766 0,707 0,643 0,574
г6 рд
v................. 2,109 1,541 1,346 1,270 1,211 1,163 1,124 1,092
2__ _L + _L
df rs рд ....0,500 0,423 0,342 0,259 0,174 0,087 0
dt Г6 Рд
v................. 1,065 1,046 1,030 1,017 1,007 1,002 1,000
О 7 7 7 7 7 7 7
При небольших нагрузках можно выполнять кулачки из серого
чугуна марок СЧ 20 и выше или из стали 45. Стальные кулачки
проходят термообработку — улучшение — до твердости HRC 22—26.
Для средних и больших нагрузок применяют кулачки из стали
45 или стали 40Х с последующей закалкой рабочих поверхностей
т.в.ч. и отпуском до твердости HRC 52—58. Кулачки из сталей 15
или 20Х цементуют на глубину 0,8—1,5 мм с последующей закал-
кой и отпуском до твердости HRC 56—62.
166
Глава 6. Кулачковые исполнительные механизмы
Кулачки, работающие в тяжелых режимах нагружения, изготав-
ливают из стали ШХ15 или ХВГ; их подвергают закалке и отпуску до
твердости HRC 58—63. При высокой температуре в зоне работы кулач-
ка применяют сталь 38ХМЮА (ГОСТ 4543—71), кулачок азотируют.
Ролики изготавливают из тех же материалов, что и кулачки,
термообработка их аналогична, однако твердость по шкале HRC
должна быть на несколько единиц меньше.
Для кулачка из серого чугуна, работающего со стальным
роликом (HRC 51—52), допускаются контактные напряжения
[стк] 585 МПа', при кулачке из низкоуглеродистой стали, це-
ментованной и закаленной, [ок] < 1750 МПа.
На величину допускаемых контактных напряжений большое вли-
яние оказывает скольжение ролика относительно кулачка; при сколь-
жении в 10 % допускаемое напряжение следует снизить на 20 %.
При использовании в качестве роликов подшипников каче-
ния, последние подбираются по общей для них методике. Жела-
тельно, чтобы расчетная нагрузка не превышала одной трети
допускаемой статической нагрузки на подшипник.
Если ведомое звено представляет собой поступательно дви-
жущийся роликовый или плоский толкатель, то конструкция
направляющей должна обеспечивать сохранение положения плос-
кости ролика (или башмака — при плоском толкателе) в плос-
кости дискового кулачка. Толкатель и направляющая по услови-
ям технологии изготовления обычно имеют круглое сечение;
чтобы избежать проворачивания толкателя в направляющей,
применяют шпонки, пальцы или ролики, которые перемеща-
ются в соответствующих пазах направляющей.
При проектировании крепления кулачка на валу необходимо
учитывать предъявляемые к механизму требования, условия его
работы, технологию изготовления кулачка и сборки узла.
Если нагрузка на кулачковый механизм значительна, то кула-
чок следует устанавливать на валу машины-автомата на шпонке
(см. рис. 3.5; рис. 5.11).
Сменные кулачки обычно имеют прорезь на нерабочем участ-
ке профиля (рис. 6.10); на валу они крепятся при помощи штиф-
тов или гайками, при затяжке которых создаются силы трения.
Такой способ установки использован, например, в револьверном
167
Глава 6. Кулачковые исполнительные механизмы
а б
Рис. 6.10. Крепление сменных дисковых кулачков на валу:
а — штифтами; б ~ круглыми гайками
пресс-автомате (рис. 3.20), что позволяет заменять отдельные ку-
лачки, не демонтируя распределительный вал. Наличие паза в ку-
лачке не нарушает работы кулачкового механизма, потому что
ролик в фазе ближнего выстоя не касается профиля кулачка, так
как ход толкателя ограничен. Иногда используются два кулачка,
пазы которых повернуты относительно друг друга. В этом случае
ролик имеет ширину, равную суммарной толщине кулачков.
Сплошные цилиндрические кулачки крепятся на валу при по-
мощи шпонок или штифтов.
Составные цилиндрические кулачки используются в тихо-
ходных механизмах, так как в местах стыка или перехода с од-
ного профиля на другой происходят удары, что вызывает ин-
тенсивный износ профиля. Отдельные элементы составных ци-
линдрических кулачков крепятся винтами.
Контрольные вопросы
1. В чем заключаются основные преимущества и недостатки ку-
лачковых механизмов по отношению к рычажным применительно к
их использованию в машинах-автоматах?
2. Как формулируются основные требования, предъявляемые к
выбору закона движения ведомого звена кулачкового механизма в ма-
шине-автомате?
3. Каким требованиям должна удовлетворять пружина, осуществ-
ляющая силовое замыкание высшей пары в кулачковом механизме?
4. Каковы требования прочности элементов кулачковой пары?
5. Как учитываются требования, предъявляемые к жесткости дета-
лей кулачкового механизма?
168
Глава 7. Клиновые и винтовые исполнительные механизмы
Глава 7
КЛИНОВЫЕ И ВИНТОВЫЕ
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Без клина и плахи не расколешь.
В. Даль
7.1. Клиновые механизмы
В машинах-автоматах химических производств клиновые меха-
низмы чаше всего используются для замыкания пресс-форм при
изготовлении изделий из пластмасс и резины, для смыкания плит
фильтр-прессов и в других аналогичных случаях. Клиновые меха-
низмы позволяют создавать значительные усилия на ведомом зве-
не (исполнительном органе) и при определенных параметрах об-
ладают свойством самоторможения.
Рассмотрим схему широко распространенного трехзвенного
клинового механизма (рис. 7.1) и планы сил для него, соответ-
ствующие двум вариантам ведущих звеньев.
Соотношения сил Р2 и Pv приложенных к звеньям 2 и 3 этого
механизма (звено 1 — стойка), выражаются зависимостями:
при ведущем звене 2, сила Рг~ движущая,
р _ cos<p12 cos(a + (p12 +<p23)f.
3 cos <р13 sin (а + ср12 + ф23) 2’
169
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.1. Трехзвенный клиновой механизм:
а — схема механизма; б - план сил для случая, когда звено
2 - ведущее; в — план сил для случая, когда звено 3 — ведущее
при ведущем звене 3, сила Р3 - движущая,
Р __ cos ф,2 sin(g — ф,2 -ф23) р
2 cos ф13 cos(a - ф,2 - ф23) 3
Перемещения клиньев 2 и 3 связаны соотношением
s3 = s2tga. (7.1)
В приведенных формулах а— угол подъема клина 2; ф12, ф13, ф23 -
углы трения между соответствующими звеньями.
В общем случае
ФЯЯ1 = arctg/™>
rnefnm — коэффициент трения в поступательной паре, образован-
ной звеньями пи т.
В том случае, когда ф|2= ф13= ф23 = ф, т.е. коэффициенты трения
во всех поступательных парах равны между собой, получим
при ведущем звене 2
р =____;
3 tg(a + 2ф) ’
при ведущем звене 3
Р2 = Р3 tg(a — 2ф). (7.2)
170
Глава 7. Клиновые и винтовые исполнительные механизмы
Самоторможение рассматриваемого механизма в направлении
силы Р3 имеет место в том случае, когда
Р2<0.
С учетом уравнения (7.2) условие самоторможения может быть
записано в виде
а<2ф.
Как разновидность клинового механизма можно рассматри-
вать байонетный (штыковой) затвор. Он относится к быстро-
действующим затворам и, благодаря этому, весьма распростра-
нен в автоматизированном вулканизационном оборудовании,
шнековых экструдерах и т.п. Он представляет собой семейство
клиновых механизмов, расположенных по окружности стыкуе-
мых цилиндрических элементов.
В индивидуальном вулканизаторе, предназначенном для вулкани-
зации покрышек, ездовых и варочных камер больших размеров, байо-
нетный затвор используется для восприятия и замыкания на корпус
агрегата распорного усилия. Эта машина - полуавтомат: загрузка и
выгрузка изделий осуществляется механизированным способом вруч-
ную, т.е. представляют собой внецикловую операцию.
Индивидуальный вулканизатор (рис. 7.2) состоит из станины 7, на
которой установлен стол 2 с нижней пресс-формой 3. Паровая камера
8 опирается на станину при помощи колец 4 и 6, одно из которых
приварено к станине, а другое - к паровой камере. Верхняя пресс-
форма 7 прикреплена к паровой камере 8 при помощи винтового ме-
ханизма 9, позволяющего регулировать по высоте положение верхней
пресс-формы.
Кольца 4 и 6 имеют клиновые выступы, которые охватываются
соответствующими выступами в байонетном кольце 5 при его поворо-
те. Поворот байонетного кольца осуществляется при помощи гидрав-
лических цилиндров 14.
После смыкания пресс-форм (без натяга) поворотом байонетного
кольца осуществляется замыкание системы. Для того, чтобы избежать
выпрессовок резины при вулканизации изделия, в плоскости стыка
создается натяг пресс-форм. Для этого служат упомянутые выше гид-
равлические цилиндры 77. Гидроцилиндры - диафрагменного типа, с
малым ходом штока.
Для установки сырой и съема вулканизованной покрышки необ-
171
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.2. Индивидуальный вулканизатор:
1 — станина; 2 - стол; 3 - нижняя пресс-форма; 4, 6- опорные
кольца; 5 - байонетные кольца; 7 - верхняя пресс-форма;
8 - паровая камера; 9 - винтовой механизм; 10 - шток; 11 - рычаг;
72 — стойка; 13 - ось; 14, 15, 16, 17 - гидравлические цилиндры
172
Глава 7. Клиновые и винтовые исполнительные механизмы
ходимо поднять и опустить паровую камеру (вместе с верхней пресс-
формой), что выполняется рычажно-гидравлическим механизмом. Па-
ровая камера шарнирно соединена с рычагами 77 (машина имеет па-
раллельную систему двух рычажных механизмов). Рычаги 77 сидят на
общей оси 75, которая опирается на стойки 72. Поворот рычагов осу-
ществляется от двух гидроцилиндров 75, каждый из которых шарнир-
но соединен со станиной. Для отрыва вулканизованной покрышки от
нижней пресс-формы служит гидравлический цилиндр 76, шток кото-
рого 10 соединен с бортовым кольцом.
Рассмотрим схему механизма поворота байонетного кольца и раз-
вертку клиньев байонетного затвора по окружности Z)cp (рис. 7.3).
Если байонетный затвор создает усилие натяга Р, то усилие по
окружности Z)cp приближенно можно рассчитать по формуле
Р2 = Р3 tg(a + 2<р),
а необходимое усилие Рш на штоке гидроцилиндра (при числе
цилиндров z) ~ по формуле
= Л Л₽/(2 za).
Усилие, необходимое для открывания байонетного затвора,
определяется по уравнению
Р' = Р} tg(2<po - a), (7.3)
и соответственно
Л/ = Л' М2 za).
В формуле (7.3) <ро — угол трения, соответствующий коэффи-
циенту трения покоя fo, который может быть значительно
больше, чем при движении (fo = 0,17 + 0,2 и более). В некоторых
случаях усилие открывания байонетного затвора превышает уси-
лие его закрывания.
К клиновому механизму приводятся радиальные (секторные)
пресс-формы, которые используются для вулканизации шин с ради-
ально расположенными нитями корда.
Радиальная пресс-форма (рис. 7.4) состоит из верхней 7 и нижней
2 стальных плит, образующих профиль боковины шины. К плитам при-
креплены вкладыши 5, образующие плечевые части профиля пресс-
формы. Каждый вкладыш — верхний и нижний — состоит из 28 частей,
отлитых из алюминиевого сплава. На внутренней конической поверх-
173
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.3. Механизм поворота кольца байонетного затвора:
а — схема механизма; б - развертка кольца
ности верхней плиты винтами 6 прикреплены направляющие при-
змы 4 (в сечении - «ласточкин хвост»). Направляющие призмы входят
в пазы секторов 5. Пресс-форма имеет 7 секторов, внутренние повер-
хности которых с закрепленными на них вкладышами (по четыре на
каждый сектор) в совокупности образуют профиль беговой дорожки
шины.
К каждому сектору при помощи винтов и штифтов прикреплены
захваты 7, которые при закрытой пресс-форме входят в соответствую-
щие пазы нижней плиты.
Заготовка с вставленной внутрь варочной камерой, помещается в
пресс-форму. Теплоноситель подается в варочную камеру только при
сомкнутой пресс-форме.
При открывании вулканизатора верхняя плита поднимается; зах-
ваты, входящие в пазы нижней плиты, не дают секторам переме-
щаться вверх вместе с верхней плитой. В то же время закрепленные
на конической поверхности плиты направляющие призмы скользят
по пазам секторов и заставляют последние перемещаться в радиаль-
ном направлении от центра до тех пор, пока захваты не выйдут из
пазов нижней плиты. После этого секторы перемещаются вверх со-
вместно с верхней плитой. Свулканизованная покрышка остается
на нижней плите.
При закрывании вулканизатора функционирование элементов про-
исходит в обратной последовательности, только при этом секторы пе-
174
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.4. Радиальная пресс-форма для автомобильных покрышек
(замкнута): 7 - верхняя плита; 2 - нижняя плита; 3 - вкладыш;
4 — направляющая призма; 5 - сектор; 6 - винт; 7 - захват
ремещаются радиально к центру пресс-формы под воздействием ко-
нической поверхности верхней плиты.
Число секторов определяет степень сложности, габариты и, сле-
довательно, стоимость пресс-формы вулканизатора. От числа секторов
пресс-формы зависит также качество изделия: с увеличением числа
секторов деформации и возможность подрыва шашек рисунка протек-
тора шины при раскрывании пресс-формы уменьшаются, снижаются
ее габариты. Последнее связано с тем, что уменьшается радиальный
ход секторов 53, при закрывании пресс-формы.
Величина хода сектора в радиальном направлении может быть най-
дена при рассмотрении крайних положений сектора (рис. 7.5)
R2 =(R -8 )2 + 532 — 2(R - 8) 53 cos (180е - а/2),
здесь R — внешний радиус покрышки;
8 — стрела сегмента охвата профиля шины сектором;
а = 360/л;
п — число секторов.
Величину 8 следует увеличить на зазор Д между покрышкой и сек-
тором (в существующих конструкциях Д = 10 +15 мм); таким образом,
8 = 8 + Д
исп
И
S3=R
1 - |COS —
R 2
(7.4)
При 8ИСП « R величиной (8ИСП / R )2 можно пренебречь.
Ход верхней полуформы S2 на участке смыкания можно рассчи-
тать с помощью формулы (7.1).
175
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.5. Сектор радиаль-
ной пресс-формы:
7 - нижняя плита;
2 — верхняя плита;
3 - сектор
Анализ формулы (7.4) показывает, что начиная с п = 6 увеличе-
ние числа секторов не приводит к заметному уменьшению хода секто-
ра; в то же время увеличение числа секторов усложняет конструкцию
пресс-формы.
Особый интерес представляют самозапирающиеся пресс-формы,
которые позволяют воспринимать распорные усилия без применения
специальных замыкающих устройств.
В пресс-формах с байонетным затвором после смыкания пресс-
форм происходит поворот байонетного кольца, на что требуется до-
полнительное время. В самозапирающихся пресс-формах процесс смы-
кания выполняется одновременно с запиранием, благодаря чему не
только становится излишним механизм запирания, но и сокращается
время технологического и рабочего циклов. Самозапирающиеся пресс-
формы так же, как и рассмотренные выше, не имеют экваториальной
плоскости разъема и относятся к радиальным.
Как и в обычной радиальной пресс-форме, процесс вулканизации
покрышки происходит после полного смыкания пресс-формы, следо-
вательно, нагрузка от давления теплоносителя в варочной камере пе-
редается на элементы секторной пресс-формы только на этой фазе
технологического процесса.
Рассмотрим радиальную самозапирающуюся пресс-форму (рис. 7.6)
в закрытом (слева) и открытом (справа) положениях и расчетную схему
(рис. 7.7) клинового механизма, отнесенную к одному сектору пресс-
формы. Пространственная система сил, нагружающих сектор в при-
176
Глава 7. Клиновые и винтовые исполнительные механизмы
пятой схеме, заменена плоской, что вносит некоторую погрешность
в расчеты, однако величина этой погрешности тем меньше, чем боль-
ше секторов в пресс-форме.
Приложенные к элементам пресс-формы силы Р и Q представля-
ют собой соответственно долю распорной и радиальной силы, прихо-
дящуюся на один сектор:
P=n(R?~ R^p/n; (7.5)
Q = 2ph R sin у, (7.6)
где р — давление в варочной камере при вулканизации;
Rq — внутренний радиус покрышки;
h — рабочая высота сектора.
При силовом расчете силы тяжести звеньев не учитываются, так
как они значительно меньше сил Р и Q.
Из плана сил, построенного для клинового механизма (рис. 7.7, в),
можно определить величину замыкающей силы N, которую следует
приложить к клину (сектору) 4 для того, чтобы под действием сил Р и
Q система оставалась замкнутой:
N = [е + 2Р tg (у - <pj ttg(P~T.J<) ;, (7.7)
l + tg<p13tg(P-<pM)
где у, ₽ - углы наклона клиньев;
Ф23, (р14 — углы трения.
Построение планов сил производилось без учета трения клиньев 2,
2'и 4 о направляющую 7, так как в реальной конструкции эти звенья
имеют кольцевую форму и направляющая отсутствует. Условие само-
Рис. 7.6. Самозапирающаяся радиальная пресс-форма
для вулканизации шин
177
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.7. К расчету самозапирающейся секторной пресс-формы:
а — схема пресс-формы; б — расчетная схема клинового механизма;
в - план сил клинового механизма
торможения клинового механизма под действием приложенных сил
выражается неравенством
ЛГ<0.
Подставляя значение N из формулы (7.7) и анализируя получен-
ное выражение, можно установить, что для самоторможения доста-
точно обеспечить выполнение одного из следующих соотношений:
Р*Фз4;
q + 2Р tg (у - Ф23) £ 0.
Последнее выражение может быть преобразовано с учетом фор-
мул (7.5) и (7.6): , D . а
nhRs\n —
о
YS’’”-arc,e^FT^)-
Клиновые механизмы также широко применяются в маши-
нах-автоматах в качестве вспомогательных для регулировки и на-
стройки положения исполнительных органов, копиров и т.п. При
этом используется свойство клинового механизма при малых уг-
лах наклона клина (ведущего звена) преобразовывать большое
перемещение в малое [формула (7.1)]. Это позволяет осуществлять
точную регулировку положения ведомого звена клинового меха-
низма и связанных с ним деталей.
178
Глава 7. Клиновые и винтовые исполнительные механизмы
При расчете клиновых механизмов, в которых используются
не плоские направляющие, а цилиндрические или V-образные,
их форма учитывается введением приведенного коэффициента
трения.
7.2. Винтовые механизмы
Трехзвенный винтовой механизм (рис. 7.8, а) в общем случае
имеет в своем составе три винтовые пары, образованные звенья-
ми 1—2, 2—3 и 3-1, у которых ход винта за один полный оборот
соответственно й2, й3 и йг Ход винта можно выразить через шаг t и
число заходов к:
Н = к t.
Перемещение $21 звена 2 относительно стойки 1 может быть
выражено через соответствующий угол поворота а21:
s =h, —
Осевая скорость связана с угловой скоростью уравнением
V - h 0)21 21 2л ' Аналогично можно записать (7-8)
» ^32 32 2л » ^32 v32 = А, —; 32 2л . а31 = А, —; 31 2л - А ^31 ‘""'IT (7.9) (7.Ю)
Если принять ход винта, при заданном направлении враще-
ния, для правой нарезки положительным, а для левой — отрица-
тельным, то перемещение
531 ~ 521+ 532 ’
179
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.8. Трехзвенный винтовой механизм:
а - с тремя винтовыми парами; б - с вращающимся винтом и
осевым перемещением гайки; б - с вращающейся гайкой и осевым
перемещением винта (7 - стойка; 2, 3 — подвижные звенья)
причем знаки величин $21, s32 и $31 определяются в соответствии с
направлением нарезки.
Осевые скорости связаны уравнением
V3. = V2! + V32‘
Подставляя в последнее уравнение значения v21, v32 и v31 из
формул (7.8) — (7.10), получим
й](о31 = Л2со21 + Л3(о32. (7.11)
Угловая скорость ю32 может быть найдена из уравнения
(о31 = со21 + ш32,
откуда
W32 ” W31 Ш2Г
Подстановка этого выражения в уравнение (7.11) позволяет
найти
,. _ ®2! _ А >- Л 3
и23 “ “ » » ’
со3) h 2— й3
180
Глава 7. Клиновые и винтовые исполнительные механизмы
Перемещение 53| можно выразить через угол поворота звена 2:
1 0Ц1 1 ^21 $31 = 2л 2лии
откуда - _ А? а21
и d31 “ L 1-4 Й1 2л (7.12)
4 2л (7.13)
Трехзвенные винтовые механизмы в качестве исполнитель-
ных механизмов машин-автоматов химических производств обыч-
но используются в виде, отличающемся от рассмотренного тем,
что одна из винтовых пар заменена вращательной, а вторая -
поступательной. Рассмотрим две наиболее распространенные
модификации этого механизма: в одном случае ведущее звено —
винт (рис. 7.8, б), в другом — гайка (рис. 7.8, в).
При замене винтовой пары 1—2 на вращательную, для кото-
рой h2 = 0, а винтовой пары 3—1 на поступательную с А, = °°, из
формул (7.12) и (7.13) следует:
*31 = “ А3 °=21 /<2я)
И
Vj, = - А3ш21 /(2 л).
Винтовой механизм по схеме, показанной на рис. 7.8, б, использует-
ся для зажима плит фильтр-пресса ФПАКМ (см. раздел 3.1, пример 4),
для перемещения кареток и столов в различных автоматах (ходовой
винт), в шиновосстановительном вулканизаторе, как механизм смы-
кания и размыкания пресс-форм. В том же шиновосстановительном
вулканизаторе используется и винтовой механизм по схеме рис. 7.8, в
для дожима пресс-форм и получения натяга (рис. 7.9).
От электродвигателя 1 через червячные редукторы 2, через муфты 3
синхронно приводятся во вращение винты 4, с помощью которых опус-
кается или поднимается верхняя пресс-форма 5.
После опускания верхней пресс-формы производится ее дожим (ход
при дожиме до 4 мм). При помощи двух гидроцилиндров (на чертеже не
показаны), штоки которых связаны с роликовой цепью, поворачива-
ются звездочки 6, ступицы которых соединены шлицами с полыми
181
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.9. Винтовой механизм перемещения верхней полуформы
шиновосстановительного вулканизатора: 1 - электродвигатель;
2 - червячные редукторы; 3 - муфты; 4 - винты;
5- верхняя пресс-форма; 6- звездочки; 7- винты
винтами 7. При повороте звездочек поворачиваются винты 7, поскольку
винты 4 поворачиваться не могут (редукторы 2 — самотормозящиеся),
происходит осевое перемещение этих винтов и верхней полуформы вниз.
В муфтах 3 предусмотрены зазоры для осевого смещения винтов.
Винтовой механизм с поступательно перемещающимся винтом
и вращающейся гайкой используется в полуавтоматической уста-
новке для предварительного формования изделий из стеклопласти-
ков (см. раздел 3.1, пример 3).
Механизм подъема стола этого полуавтомата приводится от авто-
номного поршневого масляного насоса (рис. 7.10). Элетродвигатель 1
через зубчатый редуктор вращает гайку 2, закрепленную в ступице ве-
домого зубчатого колеса редуктора. Гайка охватывает шпиндель 3, яв-
ляющийся штоком поршня 4, перемещающегося в цилиндре 5.
Вращение шпинделя исключено, поскольку хвостовик 6 имеет
штифт, расположенный в прорези направляющей 7.
182
Глава 7. Клиновые и винтовые исполнительные механизмы
Рис. 7.10. Насос механизма подъема стола: 1 - электродвигатель;
2 - гайка; 3 — шток-шпиндель; 4 — поршень; 5 — гидроцилиндр;
6 - хвостовик; 7 - направляющая
При движении поршня влево масло из насоса поступает в телеско-
пический гидроцилиндр подъемника стола.
К винтовым механизмам зажима и замыкания предъявляется
требование самоторможения под воздействием осевой нагрузки.
Как известно, это условие выполняется в том случае, когда угол
подъема 0 нарезки винта меньше приведенного угла <р* трения в
винтовой паре или равен ему:
0<<р*. (7.14)
Из геометрических соотношений
Р = arctg
и
<р‘ = arctg ,
cosy
где </ср - средний диаметр резьбы;
/— коэффициент трения материалов винтовой пары;
у — угол при вершине нарезки.
183
Глава 7. Клиновые и винтовые исполнительные механизмы
Условие (7.14) может быть переписано в форме
ndcp cosy
Как ранее было отмечено, винтовые механизмы в машинах-
автоматах используются также для регулировки и настройки по-
ложения звеньев механизмов. В частности, в индивидуальном вул-
канизаторе регулировка положения верхней пресс-формы в паро-
вой камере осуществляется с помощью трехзвенного винтового
механизма (см. рис. 7.9), с заменой одной винтовой пары на по-
ступательную. В этом случае ход условно равен бесконечности
(поступательная пара), и, таким образом, из формул (7.12) и
(7.13) следует:
5з1= - л3) a2i
V31 = (А2 ~ Лз) Ю21 /<2я)-
Выбирая винты с близкими значениями ходов й2 и й3, можно
осуществлять точную регулировку положения ведомого звена.
При проведении расчетов винтовых механизмов необходимо
учитывать трение в винтовой паре и в пяте (при ее наличии). Для
расчета моментов сил, необходимых для поворота винта, если
винт неподвижен, следует вводить в расчет коэффициент трения
покоя или соответствующий ему угол трения.
Контрольные вопросы
1. Назовите основные области использования клиновых механиз-
мов в машинах-автоматах.
2. В чем проявляется самоторможение трехзвенного клинового ме-
ханизма?
3. Почему байонетный затвор можно отнести к клиновому меха-
низму?
4. Каковы основные модификации трехзвенного винтового меха-
низма и области их применения в машинах-автоматах?
5. Какой вид винтового механизма может обеспечить точную ре-
гулировку положения ведомого звена механизма и почему?
184
Глава 8. Механизмы прерывистого вращательного движения
Глава 8
МЕХАНИЗМЫ ПРЕРЫВИСТОГО
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
Иоанниты (Мальтийский орден), духовно-рыцар-
ский орден св.Иоанна... Павел I, российский им-
ператор, был магистром ордена... Символ иоан-
нитов - восьмиконечный крест.
Большая энциклопедия Кирилла и Мефодия
8.1. Мальтийские механизмы
Механизмы рассматриваемого типа чаще всего используются в
машинах-автоматах I класса для осуществления транспортного пе-
риодического перемещения ОО. В тех случаях, когда перемещение
происходит по дуге окружности, т.е. в машинах револьверного
типа, механизмы прерывистого вращательного движения (меха-
низмы поворота) применяются непосредственно; при необходи-
мости осуществлять линейное перемещение с остановками эти
механизмы включаются в кинематическую цепь соответствующе-
го привода, например, ленточного конвейера.
В машинах-автоматах указанного выше типа объект обработ-
ки должен точно фиксироваться в определенном положении во
время выполнения технологической операции. Поэтому меха-
низмы поворота используются в совокупности с механизмами
фиксации, если они сами не выполняют эту функцию.
185
Глава 8. Механизмы прерывистого вращательного движения
Наиболее часто в машинах-автоматах химических производств
для получения прерывистого одностороннего вращения использу-
ются мальтийские механизмы, рычажно-храповые механизмы в
различных модификациях, а также механизмы неполных зубча-
тых колес.
Мальтийские механизмы различают: по виду зацепления — с
внешним и с внутренним зацеплением; по числу водил (криво-
шипов) — с одним или несколькими водилами; по виду паза —
с прямолинейным или криволинейным пазом; симметричные и
асимметричные.
Наибольшее распространение получили мальтийские механиз-
мы с внешним зацеплением, одним водилом, прямолинейным
пазом, симметричные.
Мальтийский механизм с внешним зацеплением позволяет осу-
ществлять прерывистое вращательное движение ведомого звена в
сторону, обратную направлению вращения ведущего звена, и
фиксацию ведомого звена в период его выстоя. Механизм (см. рис.
8.1, а) состоит из двух подвижных звеньев — кривошипа (води-
ла) 2 и креста (шайбы) 3, соединенных вращательными парами
со стойкой 1. На конце кривошипа установлен ролик (палец, цев-
ка), который в определенные моменты времени входит в пазы
креста и поворачивает последний. В том случае, если при входе
ролика в паз окружная скорость центра ролика направлена по оси
паза, т.е. угол между осями кривошипа и паза равен 90°, жестко-
го удара не будет. Однако, как показывает опыт эксплуатации
этих механизмов, при большой угловой скорости кривошипа (400
об/мин и более) появляются значительные динамические нагруз-
ки, которые вызывают быстрый износ пазов креста. Точность
фиксации положения ведомого звена невысока.
При вращении кривошипа с постоянной угловой скоростью
ю2 крест вращается с переменной угловой скоростью со3. После
поворота кривошипа на угол <р, ролик выходит из паза, и крест,
повернувшись за время зацепления с кривошипом на угол
останавливается, пока ролик вновь не войдет в зацепление со
следующим пазом. Заодно с кривошипом вращается фиксирую-
186
Глава 8. Механизмы прерывистого вращательного движения
щий сектор, который в период выстоя креста входит в соответ-
ствующее дугообразное углубление креста и, таким образом, пре-
дотвращает его поворот под действием сил, приложенных к крес-
ту или к деталям, соединенным с ним.
В период поворота креста его кинематический эквивалент —
кривошипно-кулисный механизм (рис. 8.1, б), в котором сохра-
няется длина кривошипа г, а расстояние между осями враще-
ния кривошипа и кулисы L равно межосевому расстоянию маль-
тийского механизма. Таким образом, угловое перемещение кре-
ста, его угловую скорость и ускорение следует рассчитывать по
формулам для кривошипно-кулисного механизма с качающей-
ся кулисой.
Рис. 8.1. Мальтийский механизм с внешним зацеплением:
а — схема механизма; б — эквивалентный кривошипно-кулисный
механизм (7 - стойка; 2 - кривошип; 3 - крест); в - циклограмма
Если крест симметричный (имеет постоянный угловой шаг),
то при z пазах
2л
VI=T.
Из прямоугольного треугольника АВС (рис. 8.1, б), который
соответствует начальному положению звеньев мальтийского
механизма, т.е. входу пальца кривошипа в паз креста,
откуда
<Р, _ л V,
2 2 2’
<Pi =«-%
187
Глава 8. Механизмы прерывистого вращательного движения
Из последнего уравнения следует, что в мальтийском меха-
низме число пазов z> 3. Обычно используются мальтийские меха-
низмы с z ~ 4... 12.
Угол поворота кривошипа за время выстоя креста
„ Z + 2
ф0 = 2л - (pj = л-.
Z
При постоянной угловой скорости кривошипа отношение вре-
мени выстоя t0 креста ко времени его движения пропорцио-
нально отношению соответствующих углов <р0 и <р,:
/р .. Фо .. Z + 2
А <Р1 z - 2 '
Принимая во внимание, что в машинах-автоматах револьверно-
го типа основные технологические операции выполняются во вре-
мя остановки креста, т.е. когда транспортное движение отсутству-
ет, и полагая, что t0 известно, можно утверждать, что кинемати-
ческий цикл мальтийского механизма будет соответствовать
рабочему циклу Тр автомата и его можно рассчитать по формуле
Гкм = Тр =tQ + tx= ——10. (8.1)
Z + 2
Циклограмма мальтийского механизма с z — 4 показана на
рис. 8.1, в.
Из формулы (8.1) следует, что при заданном /о меньшую дли-
тельность рабочего цикла автомата обеспечивает использование
мальтийского механизма с небольшим z', с увеличением z время
Тр возрастает и в пределе при z—>°° получим Tp = 2t0.
В некоторых случаях для уменьшения времени поворота между
мальтийским механизмом с небольшим числом пазов и пово-
ротным столом вводят зубчатую передачу, что ухудшает условия
позиционирования последнего и требует установки специального
устройства, фиксирующего положение стола. Помимо того, ис-
пользование мальтийского механизма с малым z при большой
188
Глава 8. Механизмы прерывистого вращательного движения
угловой скорости кривошипа нежелательно из-за значительных
инерционных сил, которые будут нагружать не только элементы
кинематических пар мальтийского механизма, но и передачу, со-
единяющую его с поворотным столом.
Размеры звеньев мальтийского механизма с внешним зацеп-
лением связаны соотношениями
г = L sin (л/z), (8.2)
где г — радиус кривошипа;
L — межосевое расстояние.
Радиус описанной окружности креста
R = L cos (л/z).
Глубина паза из условия проворачивания креста
А=£—г — J/2+A,
где d — диаметр пальца, ролика или цевки;
А — минимальный зазор между пальцем и дном паза.
Если кривошип (водило) и крест (шайба) устанавливаются
на валах не консольно, то на их размеры накладываются огра-
ничения, обусловленные размещением валов кривошипа и кре-
ста (соответствующие диаметры dt, dm):
dt<2(L — R);
dm < 2 (L - г — d/2).
Крест мальтийского механизма при малых его размерах вы-
полняется цельным, а при больших - составным.
Детали креста и оси роликов изготовляются из стали 40Х
(ГОСТ 1050-88), закаленной до твердости HRC50 — 58. Ролики
изготовляют из стали ШХ 15 (ГОСТ 801-78) с закалкой до твер-
дости HRC 58 - 62 или из стали 20Х, цементованной и закален-
ной до HRC 56 — 62.
Посадка ролика (пальца, цевки) в паз креста — Я8//9...Я9/е 9.
Как отмечалось, для анализа кинематики креста используют-
ся соотношения, полученные для кулисного механизма.
Для установления связи между текущим углом поворота кре-
ста у с углом поворота кривошипа (водила) <р рассмотрим треу-
гольник ЛВС (рис. 8.2, а). По теореме синусов следует
189
Глава 8. Механизмы прерывистого вращательного движения
АВ __________________АС_____________
. (Vi .Г (Ф, (\|/, YI
sin — - V sin л- — -<р - — -V
\ J L \ 2 j 2 J_
Введя обозначение (А В)/(А С) = г / L = sin (п/г) = Л, после
преобразований получим
Для нахождения аналогов угловой скорости и углового уско-
рения креста следует последнее выражение соответственно один
и два раза продифференцировать по <р .
Аналоги угловой скорости и углового ускорения креста име-
ют вид:
На рис. 8.2, б показаны графики функций у, у' и у" в зависи-
мости от <р при числе пазов креста z = 5.
Угловая скорость и угловое ускорение креста определяются
выражениями
ш3 = (о2 у' J е3 = ®22 V"
Вращение креста мальтийского механизма неравномерное;
в момент входа пальца в паз имеют место мягкие удары. В процес-
се дальнейшего поворота креста угловое ускорение достигает
максимального положительного значения е3тах, затем падает до
нуля и переходит в область отрицательных значений.
Основные метрические параметры мальтийских механизмов с
внешним зацеплением и отношения и характеризую-
щие пиковые значения угловой скорости и углового ускорения
креста, даны в табл. 8.1 для различных значений z
190
Глава 8. Механизмы прерывистого вращательного движения
Рис. 8.2. К кинематическому анализу мальтийского механизма с
внешним зацеплением: а - кинематическая схема; б - угол поворота
креста v и аналоги его угловой скорости у' и ускорения v" (z = 5)
Таблица 8.1
Основные характеристики мальтийских механизмов
с внешним зацеплением
Z Ф1 r/L t</h W7 W"
3 120 60 0,866 5,0 1,20 6,46 31,4
4 90 90 0,707 3,0 1,33 2,41 5,41
5 72 108 0,588 2,33 1,43 1,43 2,30
6 60 120 0,500 2,00 1,50 1,00 1,35
8 45 135 0,383 1,67 1,60 0,620 0,700
10 36 144 0,309 1,50 1,67 0,447 0,466
12 30 150 0,259 1,40 1,71 0,349 0,348
15 24 156 0,208 1,31 1,76 0,262 0,253
В мальтийских механизмах с внутренним зацеплением
(рис. 8.3, а) направления вращения кривошипа и креста совпа-
дают. Усилие с кривошипа на паз креста передается на большем
расстоянии от оси вращения последнего, чем при внешнем зацеп-
лении, благодаря чему, при одном и том же передаваемом момен-
те, уменьшаются контактные усилия между роликом и крестом и
износ паза. Недостатки этого типа мальтийского механизма — не-
обходимость консольного расположения звеньев механизма, а также
191
Глава 8. Механизмы прерывистого вращательного движения
Рис. 8.3. Мальтийский механизм с внутренним зацеплением:
а — схема пятипазового механизма; б — угол поворота креста у и
аналоги его угловой скорости у' и углового ускорения у" (z = 5)
увеличение продолжительности поворота креста на угол ф1 = 2л /z,
так как угол поворота кривошипа за этот период cpj = л +
Имеют место следующие соотношения:
Z+2 z-2
Ф1 = л----, ф0 = л----.
Z Z
Следовательно,
Связь длины кривошипа г с межцентровым расстоянием L
по-прежнему определяется формулой (8.2). Радиус описанной
окружности креста должен удовлетворять условию
R > L + г + d/2.
Радиус вписанной окружности
Лв = у/L2 - г2;
глубина паза
Н > L + r+ d/2 - RB.
В табл. 8.2 приведены основные характеристики мальтийских
механизмов с внутренним зацеплением.
192
Глава 8. Механизмы прерывистого вращательного движения
Таблица 8.2
Основные характеристики мальтийских механизмов
с внутренним зацеплением
Z Vi Ф1 r/L *о/*1 Тк/ ?о V/ V"
3 120 300 0,866 0,200 6,00 0,464 1,73
4 90 270 0,707 0,333 4,00 0,414 1,00
5 72 252 0,588 0,429 3,33 0,370 0,727
6 60 240 0,500 0,500 3,00 0,333 0,577
8 45 225 0,383 0,600 2,67 0,227 0,414
10 36 216 0,309 0,667 2,50 0,236 0,325
12 30 210 0,259 0,715 2,40 0,206 0,268
15 24 204 0,208 0,765 2,31 0,172 0,213
Из рассмотрения данных, приведенных в табл. 8.1 и 8.2, сле-
дует, что при малом числе пазов резко ухудшаются динамичес-
кие свойства мальтийских механизмов (возрастает пиковая ве-
личина аналога ускорения), в особенности с внешним зацеп-
лением. С увеличением числа пазов при прочих равных условиях
уменьшается угол у/,, следовательно, возрастают габариты кре-
ста мальтийского механизма с внешним зацеплением и умень-
шаются в случае внутреннего зацепления. Длительность кинема-
тического цикла для мальтийского механизма с внутренним за-
цеплением значительно больше, чем для механизма с внешним
зацеплением, при равном количестве пазов z и одинаковой дли-
тельности выстоя креста /0.
Для выполнения прочностного расчета мальтийского меха-
низма необходимо предварительно провести его силовой расчет
с учетом динамической нагрузки.
Наибольшая по величине реакция в кинематической паре «па-
лец кривошипа (ролик) — паз креста» имеет место в период уско-
ренного движения креста, так как со статическим моментом силы
сопротивления Л/Ст, действующей на крест, суммируется момент
Мк от сил инерции креста и деталей, вращающихся совместно с
ним. Инерционный момент рассчитывается по формуле
Ч ~ Л ез>
где — осевой момент инерции масс, вращающихся с крестом,
относительно оси вращения.
193
Глава 8. Механизмы прерывистого вращательного движения
Момент на валу кривошипа М2 может быть найден по усло-
вию равенства мощностей
М2ы2г\ = (Мст + МИ) <о3,
откуда следует
fyf _ (^ст + МИ>з
(о2п
(8.3)
При постоянном Л/Ст величина М2 переменна, так как меня-
ются угловая скорость креста <в3 и инерционный момент МИ.
Реакция Р}2 в пазу креста направлена перпендикулярно оси
паза, если не учитывать сил трения в пазу. Эта реакция дает
момент относительно оси вращения кривошипа, который урав-
новешивается моментом М2
Р32 г cos р = М2 ,
где Р = - - ф - v - для креста с внешним и р = 1 - ф + у
—для креста с внутренним зацеплением.
Принимая во внимание выражение (8.3), получим
> _ ^ст + АЕ3 Ю3
32 rcosp СО2Т|
(8.4)
Поскольку р, оз3 и е3 — функции переменной <р, то максималь-
ная величина реакции Р32определяется из анализа уравнения (8.4).
По величине этой реакции выполняются прочностные расчеты
мальтийского механизма.
Коэффициент полезного действия мальтийского механизма
г| = 0,8...0,85, если валы опираются на подшипники скольжения,
и достигает 0,95 при использовании подшипников качения.
Прочностной расчет пальца (ролика) и его оси аналогичен
рассмотренному ранее для кулачкового механизма (см. раздел 6.3).
При расчете контактных напряжений для мальтийского меха-
низма с прямолинейным пазом радиус кривизны профиля паза
принимается равным бесконечности.
Для выполнения кинематических, силовых и прочностных рас-
четов мальтийских механизмов имеется программа mkrest 00.exe.
194
Глава 8. Механизмы прерывистого вращательного движения
8.2. Храповые механизмы-
и механизмы неполнозубых колес
Храповые механизмы позволяют получать прерывистое вра-
щение ведомого звена машины-автомата в широком интервале
углов его поворота.
Рассмотрим кинематические схемы храповых механизмов с
рычажным и кулачковым приводом (рис. 8.4). Ведущие звенья этих
механизмов — соответственно кривошип и кулачок, с помощью
которых осуществляется поворот коромысла 7, ось вращения ко-
торого совпадает с осью вращения храпового колеса 4. На коро-
мысле шарнирно закреплена собачка 2, прижимаемая плоской
пружиной 3 к храповому колесу. При повороте коромысла против
часовой стрелки собачка западает во впадины между специально
спрофилированными зубьями храпового колеса и поворачивает
его. При вращении коромысла в другую сторону собачка скользит
по поверхности зубьев храпового колеса; оно не поворачивается.
Храповой механизм не обеспечивает закрепления ведомого
звена в неподвижном положении, в связи с чем оно должно быть
снабжено фиксатором 5.
Рис. 8.4. Храповые механизмы: а — с рычажным приводом;
б — с кулачковым приводом (7 - коромысло; 2 — собачка;
3 — пружина; 4 — храповое колесо; 5 - фиксатор)
195
Глава 8. Механизмы прерывистого вращательного движения
Кинематический синтез рычажного или кулачкового механиз-
ма выполняется таким образом, чтобы за один полный оборот
ведущего звена угол поворота коромысла обеспечил необходимый
угол поворота храпового колеса и связанных с ним звеньев ма-
шины-автомата.
Угол поворота храпового колеса несколько меньше угла по-
ворота коромысла, так как собачка не сразу входит в зацепле-
ние с зубом храповика. Угловой перебег собачки, необходи-
мый для ее западания в паз храпового колеса, обычно прини-
мается 3-6° Поворот ведомого звена всегда совершается на
угол, кратный угловому шагу храпового колеса, 360°Д , где z ~
число зубьев храповика.
При метрическом синтезе рычажного или кулачкового меха-
низмов следует учитывать, что время выстоя храпового колеса за-
дается условиями выполнения технологического процесса. Время
его поворота должно быть минимизировано с учетом ограничений,
определяемых допускаемой величиной динамической нагрузки.
Используются также храповые механизмы с гидравлическим
приводом, например храповой механизм поворота барабана ре-
вольверной литьевой машины (рис. 8.5, а). При подаче жидкости
под давлением в гидроцилиндр 7, шарнирно закрепленный на
станине, шток 2 поворачивает фигурную плиту 3 с установлен-
ной на ней собачкой 4. Собачка упирается в зуб храповика 5,
скрепленного с барабаном, и поворачивает его. Фиксация хра-
повика осуществляется упором 6.
Находят применение и храповые механизмы с внутренним
зацеплением (рис. 8.5, б). В этом случае возрастают габариты хра-
пового колеса, но его зубья находятся в более благоприятных
условиях нагружения, чем в храповых механизмах внешнего за-
цепления.
Для расчета на прочность храповиков необходимо знать требу-
емый угол поворота храпового колеса а и момент сил сопротивле-
ния М на валу храпового колеса.
Число зубьев храпового колеса определяется выражением
z = 360°/а
и округляется до целого значения в пределах 8...48.
196
Глава 8. Механизмы прерывистого вращательного движения
Рис. 8.5. Храповые механизмы с гидравлическим приводом:
а - с внешним зацеплением; б - с внутренним зацеплением
(7 -гидроцилиндр; 2 — шток; 3 - поворотная плита: 4 - собачка;
5 - храповик; 6 - упор)
Момент сил на валу храповика складывается из статического
момента Л/сс от воздействия сил технологического сопротивления,
если они имеются, сил трения в опорах поворачиваемого элемента
Мст, например, стола, и динамического момента Л/и:
М = Мсс + М-т + м„.
сс ст и
Для расчета динамического момента необходимо располагать
сведениями о величине момента инерции J массы стола и всех
жестко скрепленных с ним элементов относительно оси вращения
стола и максимального углового ускорения е, которое равно уг-
ловому ускорению коромысла. Таким образом,
М= МСС+МСТ+ л.
Недостатки храповых колес, ограничивающие область их ис-
пользования, — шум и значительный износ при работе с боль-
шими угловыми скоростями.
Механизмы неполнозубых колес выполняют ту же функцию,
что и рассмотренные механизмы: сообщают ведомому валу враща-
тельное движение с остановками.
Рассмотрим механизм (рис. 8.6), обеспечивающий за два оборота
197
Глава 8. Механизмы прерывистого вращательного движения
ведущего колеса поворот ведомого на угол 360° с остановкой. В нача-
ле движения ведущее зубчатое колесо 1 рычагом 2 захватывает ры-
чаг 3 на ведомом колесе 4, зубчатое колесо которого имеет непол-
ный зубчатый венец. Зубчатые колеса входят в зацепление, и ведо-
мое колесо поворачивается на 360° Так как диаметр ведущего колеса
принимается несколько меньшим, чем диаметр ведомого, рычаг 2
теперь будет опережать рычаг 5, и при дальнейшем повороте веду-
щего звена на 360° ведомое звено будет оставаться в неподвижном
положении, благодаря фиксатору 5. Далее рычаги снова войдут в
контакт и начнется вращение ведомого колеса.
Обычно неполнозубые колеса имеют дополнительные меха-
низмы, обеспечивающие плавное включение и останов ведомого
звена. С этой целью применяются кулачковые, цевочные и другие
механизмы, с помощью которых устраняется удар в момент входа
зубьев в контакт.
В машинах-автоматах неполнозубые колеса имеют ограничен-
ное применение.
Пример. Пресс-автомат с револьверным столом имеет число пози-
ций и = 10. Длительность наиболее трудоемкой операции ^=6 с. Рас-
считать теоретическую производительность автомата для трех вариан-
тов исполнения механизма поворота стола: 1) храповым колесом с ры-
Рис. 8.6. Механизм неполнозубых колес:
1 - ведущее колесо; 2, 3 - рычаги;
4 - ведомое колесо; 5 - фиксатор
198
Глава 8. Механизмы прерывистого вращательного движения
чажным приводом; 2) мальтийским механизмом с числом пазов z = 10;
3) мальтийским механизмом с числом пазов z = 4 и зубчатой переда-
чей / = 2,5.
Поворот стола осуществляется храповым колесом с приводом
от рычажного механизма (рис. 8.7, а). Время выстоя стола принима-
ем to = tmax = 6 с; это относится и к последующим рассматриваемым
вариантам.
Рычажный механизм — кривошипно-коромысловый, с коэффици-
ентом изменения средней скорости коромысла о = 1, что соответ-
ствует, при непрерывном вращении кривошипа, практическому ра-
венству времени его прямого хода (повороту стола) и обратного хода
(выстою стола).
Следовательно,
h “ “ ^max “ И — 2/тах.
Часовая теоретическая производительность автомата — количество
кондиционных изделий, выпускаемых за один час при непрерывной
работе машины, - будет
бт = 3600/ Тр = 3600/(26) = 300 шт/ч.
Угловая скорость кривошипа со = 2я / Гр = 2я /12 = 0,523 рад/с;
частота вращения кривошипа п = 60 / Тр = 60 / 12 = 5 об/мин.
Отметим, что использование рычажного механизма с коэффициен-
том изменения средней скорости коромысла, например, равным о = 1,25,
приводит к значительному увеличению углов давления (см. раздел 5.2),
однако позволяет повысить производительность на 11 %:
t. = С/1,25 = 6/1,25 = 4,8 с;
Tp=tx +/о = 4,8 + 6 =10,8 с;
бт = 3600/Гр = 3600/10,8 = 333 шт/ч.
Стол должен иметь фиксатор, удерживающий его от поворота при
воздействии случайных нагрузок.
Поворот стола мальтийским механизмом (рис. 8.7, б) с внешним
зацеплением; число пазов креста z = 10. По формуле (8.1) время рабо-
чего цикла автомата, с учетом того, что to = /тах = 6 с, будет
Тр = 2 z to / (z + 2) = 2 10 6 / (10 + 2) = 10 с.
Производительность пресса-автомата
бт = 3600 / Тр = 3600 / (10) = 360 шт/ч.
Угловая скорость водила (кривошипа) со = 2л/Гр = 2л/10 = 0,628 рад/с\
частота вращения водила п = 60 / Тр = 60 / 10 = 6 об/мин.
199
Глава 8. Механизмы прерывистого вращательного движения
Рис. 8.7. Варианты механизмов поворота револьверного стола пресса-
автомата: а — храповым механизмом с приводом от рычажного
механизма; б — мальтийским механизмом с числом пазов z = 10;
в — мальтийским механизмом с числом пазов z = 4 и зубчатой
передачей с i =2,5; 1 - храповое колесо; 2 — стол; 3 — рычажный
механизм; 4 - фиксатор; 5 - крест; 6 — водило
Производительность автомата при использовании мальтийского
механизма для поворота стола возрастает по сравнению с первым ва-
риантом на 20 %.
Если не требуется повышенной точности позиционирования стола, то
для фиксации его положения используется сам мальтийский механизм.
В третьем варианте устройства для поворота стола (рис. 8.7, в) ис-
пользуется мальтийский механизм с числом пазов z = 4 и зубчатой
передачей, соединяющей валы креста и стола с i = 2,5. В этом случае
время рабочего цикла автомата
Т? = 2 z to /(z + 2) = 246 / (4 + 2) = 8 с.
Производительность пресса-автомата
Ст = 3600 / Т? = 3600 / 8 = 450 шт/ч.
Угловая скорость водила (кривошипа) ш = 2л/Тр = 2л/8 = 0,785 рад/с\
частота вращения водила и = 60 / Тр = 60 / 8 = 7,5 об/мин.
Производительность пресса-автомата по сравнению с базовым ва-
риантом возрастает на 50 %.
Стол автомата должен иметь фиксатор: использование для этой цели
мальтийского механизма не обеспечивает точности позиционирования
стола, поскольку механизм расположен на промежуточном валу.
200
Глава 8. Механизмы прерывистого вращательного движения
8.3. Механизмы фиксирования
Механизмы фиксирования обеспечивают точное позициони-
рование поворотных столов, барабанов и других устройств, пере-
мещающих объект обработки по отношению к рабочим органам
машины.
Наибольшее распространение получили фиксаторы клинового
типа, в которых клин поочередно входит в гнезда фиксируемого
узла и перемещает его до необходимого положения. Роликовые фик-
саторы представляют собой модификацию клинового фиксатора:
фиксирующий элемент вместо клина оснащен роликом, что позво-
ляет заменить трение скольжения трением качения.
Рассмотрим схему простого клинового фиксатора (рис. 8.8, а).
Фиксатор 1 подается в гнездо поворотного стола 2 пружиной 3, а
отводится в исходное положение при помощи специального меха-
низма, например, кулачкового, работающего в цикле машины.
Фиксатор такого типа (см. раздел 3.1, пример 5) применен для
фиксации револьверного стола пресса-автомата.
Для повышения точности позиционирования обычно фикси-
рующие гнезда располагают по окружности наибольшего диамет-
ра стола. Угол клина а (рис. 8.8, а) фиксатора из условия самотор-
можения принимается меньшим, чем угол трения.
Более высокую точность позиционирования обеспечивает двой-
ной фиксатор (рис. 8.8, б). В этом случае используется упор 4, а
фиксатор 1 доводит стол 2 до заданного положения. Механизм
поворота или поступательного перемещения фиксируемого стола
Рис. 8.8. Клиновые фиксаторы: а - простой; б—двойной
(/ - фиксатор; 2 - поворотный стол; 3 - пружина; 4 — упор)
201
Глава 8. Механизмы прерывистого вращательного движения
в этом случае должен обеспечить некоторый перебег гнезда, а
фиксатор возвращает этот узел в нужное положение.
Для уменьшения износа и сохранения необходимой точности
фиксации, детали механизма выполняются из высокопрочных ста-
лей, а их контактирующие поверхности подвергаются термичес-
кой обработке.
Усилие, приложенное к фиксатору (от пружины или другого
устройства), должно обеспечивать поворот или поступательное
перемещение фиксируемого объекта до положения, соответству-
ющего тому, в котором клин полностью входит в паз.
Рассмотрим силы, приложенные к фиксатору поворотного стола
в том его положении, когда он поворачивает стол (рис. 8.9): Р— сила
внешнего воздействия (пружины, штока гидро- или пневмопривода
и т.п.); Q — реакция со стороны стола на фиксатор, направлена по
нормали к поверхности клина; РЛ и Рв — нормальные реакции в
направляющей фиксатора; Тл и Тв — силы трения в направляющих.
Силы трения определяются выражениями
Т = fР• Т = f Р
1Л ->Л 1 Л’ 1 В JB 1 В'
=fB~f~ коэффициент трения скольжения в направляю-
щей фиксатора (0,12...0,15 при полусухом трении).
Реакция Q рассчитывается из условия равенства моментов сил,
приложенных к поворотному столу. Если пренебречь изменением
угла р — поворота стола под воздействием фиксатора, и иметь в
виду, что он имеет малую величину, то
Q R cos (а + <р) = Мсс + Je, (8. 5)
где R — радиус окружности, по которой расположены гнезда для
фиксатора;
а — угол при вершине клина фиксатора;
Ф — угол трения, соответствующий коэффициенту трения ма-
териалов фиксатора и гнезда;
Мсс — момент сил сопротивления, приложенных к столу
(с учетом трения в его опорах);
J — момент инерции массы стола относительно оси вращения;
е — угловое ускорение стола при его повороте под воздействи-
ем фиксатора.
202
Глава 8. Механизмы прерывистого вращательного движения
Рис. 8.9. Схема к расчету усилий, действующих на стол и фиксатор
(8.6)
Из уравнения (8.5) можно найти окружную силу Q':
Q =Qcos(a + <p) = —----.
К
Уравнения равновесия фиксатора, если пренебречь шириной
его направляющей, имеют вид
- Q cos (a + tp) + РЛ - Рв = 0;
Q sin(a + ф) — Р + ТА +ТВ = 0;
- Q a cos(a + ф) + PJ = 0.
Из системы уравнений (8.6) получим
Р= Q’ №(а + ф)+/(2а//+ 1)].
Усилие Рк в конце хода фиксатора, без учета инерционных
нагрузок, можно приближенно оценить выражением
tg(a + ф) +,
L I I I
п
в которому = 1,2...1,5.
203
Глава 8. Механизмы прерывистого вращательного движения
В том случае, когда перемещение фиксатора осуществляется
под воздействием пружины, можно найти ее характерные пара-
метры. Полагая, что максимальное усилие пружины в сжатом со-
стоянии Ртах= к РК (к = 2...3), при заданном рабочем ходе фикса-
тора Sp можно найти жесткость пружины
С=Лах-Л =(^_1)А-
Ор Ор
и ее полную деформацию
Р к
С _ max _ С
тах С £-1 р
При расчете времени срабатывания фиксатора следует иметь в
виду, что полное время срабатывания складывается из интервалов
f и причем f соответствует свободному перемещению фикса-
тора на ход S' до момента контакта фиксатора с гнездом, a t'' —
собственно фиксированию стола:
'сраб = *' + '"
Расчет f можно выполнить по формулам, приведенным в раз-
деле 2.6 для пружинного механизма, принимая во внимание, что
Q= 0 и S2 = S'; т — масса фиксатора.
При определении t” следует вводить в расчет приведенную
массу и приведенную силу сопротивления Qnp. Величина при-
веденной массы определяется по условию равенства кинетической
энергии звеньев механизма кинетической энергии массы тпр,
соединенной с фиксатором. В первом приближении
J ♦ 2
"’пр = т + ^2-tg а.
Приведенная сила сопротивления постоянна по величине и
равна Р.
Чтобы использовать полученное ранее решение для расчета t",
следует за начальное положение фиксатора принять то, которое
он займет после перемещения на S' из крайнего правого положе-
ния. В расчетную формулу следует подставить значения т = ;
Р = Р'; Q = Q" S = 5Р — S'; полную деформацию пружины
ГПЭХ 111 г
5 - S'
max
204
Глава 8. Механизмы прерывистого вращательного движения
Расчет времени срабатывания можно выполнить на ЭВМ, ис-
пользуя программу srabat.exe.
Контрольные вопросы
1. Как используются механизмы прерывистого вращательного дви-
жения в машинах-автоматах?
2. Дайте сравнительную характеристику свойств мальтийского и
храпового механизмов применительно к их использованию в маши-
нах-автоматах.
3. В чем состоят основные отличия свойств мальтийского механиз-
ма с внешним и с внутренним зацеплением?
4. Какие силовые факторы следует учитывать при расчете реакций
в кинематических парах мальтийского механизма?
5. В каких случаях механизмы прерывистого вращательного движе-
ния снабжаются фиксаторами?
Глава 9. Гидравлические и пневматические исполнительные механизмы
Глава 9
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Солнце, воздух и вода — наши лучшие друзья!
Народная мудрость
9.1. Общие сведения
о гидроприводе машин-автоматов
Гидравлический привод (гидропривод) представляет собой со-
вокупность устройств, предназначенных для преобразования
механической энергии электродвигателя в энергию рабочей
жидкости и для передачи ее гидравлическому исполнительному
механизму машины.
Гидравлический исполнительный механизм (гидродвигатель)
преобразует механическую энергию рабочей жидкости в меха-
ническую работу, которую выполняет исполнительный орган
машины в соответствии с заданным технологическим процес-
сом. В машинах-автоматах используются гидродвигатели посту-
пательного и вращательного движения. В первом случае это гид-
равлические цилиндры (гидроцилиндры) с поступательно дви-
жущимися поршнями или плунжерами; во втором - гидроци-
линдры с вращающимся поршнем (гидромоторы) или поворот-
ным поршнем.
206
Глава 9. Гидравлические и пневматические исполнительные механизмы
Полная энергия движущейся жидкости состоит из потенци-
альной энергии положения, потенциальной энергии давления
и кинетической энергии. Основной вклад в приводе гидравли-
ческих цилиндров машин-автоматов - потенциальная энергия
давления, создаваемого насосной установкой, так как различие
в уровнях установки насосов и гидроцилиндров незначительно, а
скорости рабочей жидкости в них - доли метров в секунду.
Рассмотрим основные преимущества гидравлических исполни-
тельных механизмов перед ранее рассмотренными, которые обус-
ловливают возможности применения гидропривода в машинах-
автоматах.
Удельная энергонасыщенность гидропривода, т.е. отношение
развиваемой им мощности к его массе, обычно значительно
выше, чем у других видов приводов. Это позволяет создавать
исполнительные механизмы с большим движущим усилием при
сравнительно малых массе механизма и габаритах.
Гидропривод прост в управлении, блокировка механизмов
также проста: установка предохранительных клапанов надежно
защищает исполнительные органы механизма от перегрузки. Этот
вид привода обеспечивает возможность бесступенчатого регули-
рования скорости движения звеньев и максимальных усилий.
В гидравлическом приводе отсутствуют громоздкие и сложные
механические передачи; еще одно его важное преимущество —
широкое использование в его системах стандартных и покупных
узлов (насосы, элементы системы управления, арматура и пр.).
К наиболее существенным недостаткам гидропривода, в ряде
случаев ограничивающим возможность его использования, от-
носятся: тихоходность, низкий КПД, из-за потерь на трение жид-
кости в трубопроводах и в местных сопротивлениях; экологичес-
кое несовершенство, вследствие утечек рабочей жидкости; невы-
сокая точность срабатывания исполнительных механизмов, из-за
наличия утечек и перетечек жидкости; нестабильность воспроиз-
ведения скорости движения рабочих органов исполнительных ме-
ханизмов, из-за изменения вязкости рабочей жидкости при изме-
нении ее температуры; огнеопасность минеральных масел, кото-
рые часто используются в качестве рабочей жидкости в гидропри-
воде.
207
Глава 9. Гидравлические и пневматические исполнительные механизмы
Различают групповой и индивидуальный гидропривод.
Принципиальное отличие группового привода от индивиду-
ального заключается в том, что в первом гидравлические испол-
нительные механизмы нескольких машин приводятся от одной
насосно-аккумуляторной станции, а во втором каждая машина
имеет независимый привод от одного или нескольких насосов и
представляет собой автономный агрегат.
Рассмотрим основные структурные элементы ивдиввдуалыю-
го гидропривода (рис. 9.1), который получил широкое примене-
ние в машинах-автоматах. В систему индивидуального гидропри-
вода входят: рабочая жидкость; насос Я (или системы насосов),
осуществляющий преобразование механической энергии, разви-
ваемой электродвигателем, в энергию напора рабочей жидкости;
трубопроводы с арматурой; гидроцилиндр ГЦ или система гид-
роцилиндров — исполнительные механизмы гидропривода; рас-
пределительная, регулирующая и контрольная аппаратура (на
рис. 9.1 показаны распределитель Р, предохранительный клапан
ПК, регулируемый дроссель Др)\ обратные клапаны OKI, ОК2,
позволяющие удерживать рабочую жидкость в элементах гидро-
привода; фильтр Ф для очистки рабочей жидкости от продуктов
износа и других загрязнений; теплообменник X, позволяющий
удерживать температуру жидкости в пределах допустимой.
Рис. 9.1. Гидравлическая схема
индивидуального гидропривода
208
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рабочие жидкости, применяемые в гидроприводе, должны
удовлетворять ряду требований, важнейшие из которых: малая за-
висимость вязкости от температуры и давления; хорошие смазыва-
ющие свойства; химическая нейтральность к материалам, с кото-
рыми они входят в контакт в гидроприводе; огнестойкость; низкая
испаряемость; малый температурный коэффициент объемного рас-
ширения и высокий модуль объемного сжатия; нетоксичность са-
мой жидкости, ее паров и окислов; слабое пенообразование и т.д.
В индивидуальных гидроприводах станков и машин-автома-
тов, работающих в интервале температур 10-70 °C, обычно ис-
пользуются минеральные (нефтяные) масла; при высоких или
низких температурах эксплуатации гидропривода используют син-
тетические жидкости (силиконовые масла).
При выборе марки масла следует иметь в виду, что с повы-
шением его вязкости увеличиваются потери давления из-за тре-
ния и снижается КПД; если вязкость недостаточна, то увеличива-
ются утечки рабочей жидкости через уплотнения и перетечки её в
гидроцилиндрах из полостей высокого давления в полости низко-
го давления, что и в этом случае приводит к снижению общего
КПД привода.
В связи с этим при более высоких давлениях, как правило,
применяют более вязкие рабочие жидкости. Например, для рабочих
давлений, не превышающих 10 МПа, используют масла индустри-
альные марок И—20А и И—30А по ГОСТ 20799-88, при давлениях
более 10 МПа — масла индустриальные И-ЗОА и И—50А.
Основные характеристики некоторых масел приведены в табл. 9.1.
Изменение объема рабочей жидкости A Vпри изменении тем-
пературы на А/ град может быть рассчитано с помощью темпера-
турного коэффициента объемного расширения у
&V = у V A t,
где V — начальный объем жидкости.
Коэффициент объемного расширения зависит от плотности
рабочей жидкости и практически остается постоянным в диапазоне
эксплуатационных температур. При плотности масла 880 - 900 кг/м3
коэффициент у = 7,3410"* 1/ град, а при плотности 900 — 920 кг/м3
коэффициент у =6,8810'4 \/ град.
209
Глава 9. Гидравлические и пневматические исполнительные механизмы
Таблица 9.1
Марки и свойства масел, используемых в гидроприводах машин
Марка мас- ла Плотность, кг/м3 Вязкость кинемати- ческая при 50 °C, сСт Температура, °C Предел рабочих температур, °C
засты - вания вспышки
И - 12А 880 10 - 14 -30 165 -20 - 90
И-20А 885 17 - 23 -15 180 0-90
И-30А 890 28 - 33 -15 190 10 - 50
И-40А 895 35 - 43 -15 200 10-60
И-50А 910 74 - 55 -20 200 10 - 60
И-70А 910 65 - 75 -10 200 10 - 60
7-50-СЗ* 935 26** - - -60 - 175
* Полиэтилсилоксановая жидкость по ГОСТ 20734-75.
** При температуре 20° С.
Сжимаемость рабочей жидкости характеризуется коэффици-
ентом относительного объемного сжатия р. Объем жидкости при
повышении давления уменьшается, подчиняясь практически ли-
нейной зависимости
ДГ= р Vtxp,
где Др - изменение давления.
Для диапазона давлений 7—20 МПа обычно принимают сред-
нее значение Р =610"* \/МПа, что позволяет в большинстве тех-
нических расчетов пренебречь сжимаемостью жидкости. Однако в
отдельных случаях (большие объемы, высокие давления) сжимае-
мость рабочей жидкости влияет на работу гидропривода и поэто-
му должна учитываться.
Вязкость — свойство жидкости сопротивляться скольжению
или сдвигу слоев жидкости — характеризуется коэффициентом
динамической вязкости ц . При гидравлических расчетах обычно
используется коэффициент кинематической вязкости
ц
v = —,
Р
где р — плотность рабочей жидкости.
Коэффициент кинематической вязкости в системе СИ изме-
ряется в м2/с. Единица кинематической вязкости, равная 1 см2/с,
называется стоксом (Ст). В практике получили распространение
210
Глава 9. Гидравлические и пневматические исполнительные механизмы
сантистоксы (с Ст). Единицы кинематической вязкости связаны
соотношением:
1 м2/с = 104 Ст = 106 сСт.
Изменение вязкости от температуры характеризуется сниже-
нием вязкости при повышении температуры.
Зависимость кинематической вязкости рабочей жидкости от
температуры, если пренебречь изменением плотности жидко-
сти, имеет вид /
10
где vp, vo — кинематическая вязкость соответственно при рабочей
температуре и температуре определения вязкости (для минераль-
ных масел типа «Индустриальное»...50 °C);
Тр, То — соответствующие температуры в °К;
а — постоянная, характеризующая зависимость вязкости от тем-
пературы для данной жидкости (дли индустриальных масел —
4,20...4,30).
Насосы, применяемые для привода гидравлических исполни-
тельных механизмов, преимущественно объемного действия. Наи-
большее распространение имеют лопастные (роторно-пластинча-
тые), поршневые, эксцентриковые и шестеренные насосы посто-
янной производительности; также используются и насосы с регу-
лируемой производительностью — радиально-поршневые и акси-
ально-поршневые.
В табл. 9.2 указаны основные характеристики насосов различ-
ных типов и области их применения.
Трубопроводы гидроприводов по конструктивному признаку
делятся на жесткие (металлические трубы) и гибкие (резиновые
шланги, гибкие металлические рукава, хлорвиниловые трубки),
которые используются для подсоединения к подвижным эле-
ментам системы, например, к качающимся или поступательно
перемещающимся гидроцилиндрам.
Гибкие трубопроводы в некоторых случаях применяются и для
соединения элементов гидропривода, не имеющих относитель-
ной подвижности, с целью уменьшения передачи вибраций или
из удобства монтажа.
211
Глава 9. Гидравлические и пневматические исполнительные механизмы
Таблица 9.2
Характеристики насосов
Тип насоса Обозна - чение Макси- мальное давле- ние, МПа Произ- води - тель- ность, л/мин Реко- мендуе- мая мар- ка масла Область применения
Лопастные одинарные и сдвоенные Г 12-2 6,5 5-200 И-20А Гидропривод малой и средней мощности с дроссельным или сту- пенчатым регулирова- нием
Поршневые, сдвоенные с лопастными Г 14-2 10 2,5 3-8 5 - 100 И-20А То же при повышенных давлениях
Эксцентри- ковые порш- невые по Н-4 50 30 3 5-35 И-30А И-45А То же при высоких давлениях (например, в прессах-автоматах)
Шестеренные Г11-1 1,5 12 - 125 И-20А И-30А Гидропривод малой мощности (быстрые перемещения, подпитка и т.п.)
Радиально - поршневые НПР 22 50 - 400 И-30А Гидроприводы большой мощности
Аксиально - поршневые ПД; ИР 10 9-774 И-50А Гидроприводы средней и большой мощности с частыми остановками и реверсированием
Основная характеристика трубопровода — условный проход
(номинальный внутренний диаметр трубы). На него установлен
стандарт (ГОСТ 3262—75 ). Необходимый условный Dy проход в
мм рассчитывается по величине расхода Q жидкости в м3/с и
допустимой скорости v потока в трубопроводе в м/с:
в том случае, когда расход Q задан в л/мин, соответственно будет
°«=4'61/т
212
Глава 9. Гидравлические и пневматические исполнительные механизмы
Скорость потока во всех трубопроводах, кроме всасывающих,
принимается 3 — 3,5 м/с, в коротких магистралях ( / < 100 d)
допускается скорость до 6 — 7 м/с. Скорость потока во всасываю-
щей магистрали не должна превышать 1,5 — 2 м/с — для погружа-
емых насосов и 1,0 — 1,3 м/с - для недогружаемых.
Чаще всего при Dy < 30 мм используются стальные бесшов-
ные холоднокатанные и холоднотянутые трубы (ГОСТ 8734—75),
а при Dy > 30 мм — горячекатанные (ГОСТ 8732—78) из сталей
10 и 20. Применяются также трубы из алюминиевых сплавов (ГОСТ
18475—82), красной меди (ГОСТ 617—90) и латунные (ГОСТ 494—76).
При давлении до 0,6 МПа — в пневмосистемах — применяют так-
же винипластовые трубы по ТУ МХП 4251—84.
Резиновые и резино-тканевые шланги, используемые в каче-
стве гибких трубопроводов, в зависимости от величины давления
жидкости, применяются: с текстильным каркасом (ГОСТ 18698—79),
резиновые с металлическими оплетками (ГОСТ 6286-73), с хлопча-
тобумажными оплетками (ГОСТ 10362—76).
Арматура выбирается по условному давлению
ру = (1,25...1,5) р,
где р — рабочее давление в гидроприводе.
Рабочее давление — наибольшее давление, при котором мо-
гут работать гидравлические насосы, гидродвигатели, аппара-
тура, арматура и трубопроводы, применяющиеся в гидравли-
ческих системах машин при наличии гидравлических ударов,
толчков, сотрясений и т.п. Рабочее давление — наибольшее дав-
ление, при котором могут работать все элементы гидропривода
при отсутствии каких-либо возмущений. Вопросы расчета и кон-
струирования трубопроводов, арматуры, уплотнений подвиж-
ных соединений гидроприводов изучаются в дисциплинах «Де-
тали машин» и «Конструирование и расчет элементов оборудова-
ния отрасли».
213
Глава 9. Гидравлические и пневматические исполнительные механизмы
9.2. Гидравлические цилиндры
В гидроцилиндрах (гидродвигателях) происходит преобразова-
ние потенциальной и кинетической энергии рабочей жидкости в
механическую энергию возвратно-поступательного или вращатель-
ного движения ведомого звена исполнительного механизма и свя-
занных с ним рабочих органов.
В зависимости от характера движения ведомого звена различа-
ют гидравлические цилиндры с прямолинейным возвратно-по-
ступательным движением звена и моментные гидроцилиндры, в
которых ведомое звено совершает либо качательное движение на
угол, меньший 360°, либо непрерывное вращение (гидромотор). В
дальнейшем для краткости гидравлический цилиндр первого типа
будем называть просто «гидроцилиндр», а второго типа — «мо-
ментный гидроцилиндр».
Гидроцилиндры могут быть поршневые и плунжерные, одно-
стороннего и двустороннего действия, с односторонним и двусто-
ронним штоком, телескопические и т.д. По способу крепления раз-
личают гидроцилиндры с неподвижным корпусом, с неподвиж-
ным штоком (подвижным корпусом) и с качающимся корпусом.
Поршневой одноштоковый гидроцилиндр двойного действия
(рис. 9.2, а) весьма часто используется в машинах-автоматах.
Развиваемое усилие, при прочих равных условиях, в случае по-
дачи рабочей жидкости в бесштоковую полость — больше, а ско-
рость перемещения поршня - меньше, чем при подаче в што-
ковую полость цилиндра.
Гидроцилиндр с двусторонним штоком (рис. 9.2, б) при ра-
венстве диаметров штоков обеспечивает одинаковые усилия и
скорости при движении влево и вправо. При закреплении штока
(рис. 9.2, в, д) подвижным элементом становится корпус гидро-
цилиндра. В качающемся гидроцилиндре одностороннего дей-
ствия с односторонним штоком (рис. 9.2, г) обратное движение
поршня относительно корпуса осуществляется благодаря пру-
жине; ход поршня в таких гидроцилиндрах обычно невелик.
Плунжерный цилиндр одностороннего действия (рис. 9.2, е)
обычно используется для создания значительных усилий. При вер-
214
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.2. Схемы гидроцилиндров:
а - двойного действия с односторонним штоком; б - двойного
действия с двусторонним штоком; в - с двусторонним неподвижным
штоком и подвижным гидроцилиндром; г - одностороннего действия
с качающимся гидроцилиндром; д - с односторонним неподвижным
штоком и подвижным гидроцилиндром; е - одностороннего действия
с поршнем плунжерного типа; ж — телескопического;
з - мембранного одностороннего действия; и - двухкамерного
с односторонним штоком; к - моментного
тикальном расположении оси цилиндра и нижнем положении его
днища обратный ход плунжера обеспечивается силой тяжести плун-
жера и соединенных с ним деталей; в ином случае необходимо
предусмотреть специальные устройства для возвращения плунже-
ра в исходное положение, например, ретурные (возвратные) гид-
роцилиндры.
Телескопический гидроцилиндр (рис. 9.2, ж) позволяет при
малых продольных габаритах цилиндра получить значительные
перемещения рабочих органов: в зависимости от соотношения
сил сопротивления в уплотнениях сначала, например, выдви-
гается цилиндр-шток диаметром Dv затем внутренний шток
диаметром Dr Мембранный цилиндр одностороннего действия
(рис. 9.2, з) применяют при малых перемещениях штока; утеч-
ки и перетечки рабочей жидкости отсутствуют.
215
Глава 9. Гидравлические и пневматические исполнительные механизмы
В тех случаях, когда для получения заданного усилия нельзя
установить гидроцилиндр большого диаметра, а габариты по дли-
не не ограничены, используют двухкамерные гидроцилиндры —
тандем (рис. 9.2, и).
Применяются и моментные гидроцилиндры (рис. 9.2, к), в
которых функцию поршня выполняет лопасть, поворачиваю-
щаяся в корпусе цилиндра. Гидромоторы - гидравлические ис-
полнительные механизмы вращательного движения - представ-
ляют собой по схеме инверсию (обращение) лопастных насосов.
Скорость перемещения поршня v зависит от количества ра-
бочей жидкости Q, поступающей в единицу времени в рабочую
полость гидроцилиндра, и от рабочей площади поршня.
При подаче рабочей жидкости в бесштоковую полость гид-
роцилиндра двойного действия с односторонним штоком под
рабочим давлением пренебрегая утечками и перетечками
жидкости через уплотнения, скорость поршня Vj и сила Рр при-
ложенная к поршню, будут:
V--52--
' г. В"
здесь D — диаметр поршня.
При подаче рабочей жидкости в штоковую полость
2 idP2-d2}’ 2 4 р"
где d— диаметр штока.
Отношение скоростей обратного и прямого хода
TtD2
~4~
_ V2 _ 1
V’v. "1-(W
При малых d/D различие в скоростях незначительно. По мере
увеличения отношения d/D скорость обратного хода поршня
увеличивается, что позволяет использовать гидроцилиндры с
односторонним штоком для получения быстрых холостых переме-
щений при малой производительности насоса.
Для получения высокой скорости холостого хода можно ис-
пользовать также и гидроцилиндр с односторонним тонким што-
ком; для этого его включают по схеме, изображенной на рис. 9.3.
216
Глава 9. Гидравлические и пневматические исполнительные механизмы
а б
Рис. 9.3. Схема гидроцилиндра с односторонним тонким штоком:
а - рабочий ход; б - холостой ход
(9. 1)
При холостом ходе жидкость, вытесняемая из штоковой полости,
заполняет поршневую полость совместно с жидкостью, подавае-
мой насосом, и скорость перемещения определяется выражением
4G
V = ---.
nd2
В общем случае движущее усилие Рдв на штоке гидроцилиндра
определяется выражением
^дв ~ Р\ ~ ?с — G’
где F - рабочая площадь поршня или плунжера;
Рш — сила трения в уплотнении штока к крышке цилиндра;
РП — сила трения в уплотнении поршня к цилиндру;
Рс — сила от противодавления в нерабочей полости гидроци-
линдра;
G — сила тяжести поршня, штока и соединенных с ними
элементов (для цилиндров с вертикальным расположением оси).
Сила трения в манжетных уплотнениях штока или плунжера
рассчитывается по формуле
Рш=/я</йр„ (9.2)
где f — коэффициент трения манжеты о рабочую поверхность
штока (для резины /=0,1);
d — диаметр уплотняемого элемента;
h — высота активной части манжеты.
Усилие трения поршня по цилиндру РП при наличии манжет-
ных уплотнений рассчитывается по формуле (9.2), а при исполь-
зовании поршневых колец может быть приближенно найдено с
помощью выражения
217
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рп =fnDb(zk + р,).
В последнем выражении /= 0,07...0,15 — коэффициент трения
поршневых колец по зеркалу цилиндра; D — внутренний диаметр
цилиндра; Ь - ширина поршневого кольца; z - количество порш-
невых колец; к = 0,08...0,09 МПа - удельное давление кольца на
стенки цилиндра.
Сила сопротивления Рс, возникающая при вытекании рабо-
чей жидкости из нерабочей полости гидроцилиндра,
Pc=P>F',
где р2 — давление подпора, в частном случае равное потерям дав-
ления в сливной магистрали;
F'— площадь сечения нерабочей полости гидроцилиндра.
Следует отметить, что все приведенные выше схемы цилинд-
ров и соотношения сохраняются и для пневматических приводов.
При конструировании гидро- и пневмоцилиндров основные
параметры цилиндров, за исключением телескопических, дол-
жны выбираться по ГОСТ 6540—68 «Цилиндры гидравлические и
пневматические. Основные параметры». К основным параметрам
относятся номинальные давления рх рабочей жидкости или воз-
духа, диаметр D цилиндра (поршня, плунжера), диаметр d штока
и ход S поршня (плунжера).
При выборе диаметра штока рекомендуется исходить из от-
ношения ,
’'г 1
v V, X-id/D^'
для которого предпочтительны значения у = 1,25; 1,33; 1,6.
Максимальное значение хода поршня S обычно ограничи-
вается величиной S < 10D, что определяется условиями прочно-
сти штока при его расчете на продольный изгиб и технологией
изготовления гидроцилиндра.
Скорость перемещения поршня редко превышает 0,1 м/с =
100 мм/с.
Проектный расчет размеров гидроцилиндра сводится к опре-
делению диаметра цилиндра и штока; ход ведомого звена, соот-
ветствующий ходу поршня S, обычно бывает задан. Предполагает-
ся, что принципиальная схема гидроцилиндра и номинальное дав-
218
Глава 9. Гидравлические и пневматические исполнительные механизмы
лениевыбраны; максимальная сила полезного сопротивления
Рпс известна; задана масса т поступательно перемещающихся вме-
сте с поршнем элементов.
Используем принцип кинетостатики — приложим к системе
тел силу инерции поступательно движущихся частей Ри, — и рас-
смотрим уравнение равновесия поршня
Р - Р + Р = О
'дв 1 ПС ги и>
в котором Ри = — та, где а — ускорение поршня.
Поскольку размеры гидроцилиндра неизвестны, величина силы
Рдв из уравнения (9.1) не может быть найдена; также неизвестна
величина ускорения а. Поэтому расчет диаметра гидроцилиндра
выполняется приближенно: потери на трение и величина силы
инерции оцениваются коэффициентом запаса по тяговому усилию
= 1,2...1,5:
^в=*тЛю> (9.3)
причем, в случае использования гидроцилиндра двойного дей-
ствия с односторонним штоком, принимается
Рдв ~ Р] F - Рс = Р] nD 2/4 - Р2 n(D> - J2) /4 = nD^ - Р2 /v)/4
Подстановка последнего выражения в (9.3) дает после преоб-
разования
D - / 4fcTPnc
ул(д -р2/у)’
(9.4)
которое и можно использовать для определения расчетного внут-
реннего диаметра гидроцилиндра. Величиной коэффициента у сле-
дует задаться, используя, например, рекомендации, приведенные
ранее. Противодавление р2 определяется либо из гидравлических
расчетов, как сумма потерь напора в сливной линии, либо задается
величиной, ориентировочно равной р2~ (0,05...0,15) р,, но не менее
0,1...0,2 МПа из условия равномерного перемещения поршня.
Исполнительный внутренний диаметр гидроцилиндра (диа-
метр поршня, плунжера) выбирается по ГОСТ 6540—68 с после-
дующим проведением уточненных расчетов.
Расчеты наружного диаметра цилиндра, толщины крышек,
крепежных деталей и пр. рассматриваются в дисциплине «Маши-
ны химических производств».
219
Глава 9. Гидравлические и пневматические исполнительные механизмы
Пример. Рассчитать внутренний диаметр гидроцилиндра двойного
действия с односторонним штоком. Заданы Рпс = 2500 Н = 0,0025 МН;
рх = 2,5 МПа,
Задаемся коэффициентами kT= 1,4; ц/ = 1,33 и давлением Р2 = 0,1-
•Р, = 0,25 МПа.
Подстановка в формулу (9.4) дает величину расчетного диаметра
4 1,4 0,0025
3,14 (2,5 - 0,25/1,33)
= 0,0439135 м.
Исполнительный диаметр гидроцилиндра по ГОСТ 6540-68 при-
нимаем D = 50 мм.
Расчетный диаметр штока
</р = Djl-1/v = 50^/1 -1/1,33 = 24,9 мм.
Исполнительный диаметр штока по ГОСТ 6540—68 принимаем
d = 25 мм.
9.3. Проектирование индивидуального
гидравлического привода
К задачам проектирования гидравлического привода относят-
ся: выбор схемы привода; определение основных его параметров —
производительности насоса и установочной мощности электро-
двигателя насоса; выбор и расчет демпфирующего (тормозного)
устройства; расчет времени срабатывания исполнительного меха-
низма — гидроцилиндра; выбор устройства регулирования скорос-
ти поршня и анализ его функционирования.
При проектировании гидропривода следует стремиться к воз-
можно более полному использованию установочной мощности
насоса и электродвигателя, поскольку их коэффициенты полез-
ного действия зависят от нагрузки и принимают максимальные
значения лишь в тех случаях, когда нагрузка соответствует номи-
нальной. В связи с тем, что во время технологического цикла
машины-автомата в общем случае нагрузка не остается постоян-
ной и, кроме того, от одного насоса рабочая жидкость может
подаваться к нескольким гидроцилиндрам, выбор схемы привода
существенно зависит от характера графиков технологических со-
220
Глава 9. Гидравлические и пневматические исполнительные механизмы
противлений, приложенных к ведомым звеньям гидравлических
исполнительных механизмов.
При расчетах следует ориентироваться на схематизированные
графики сил технологических сопротивлений. Рассмотрим типо-
вые графики сил сопротивления, встречающиеся в машинах-ав-
томатах: рис. 9.4, а — характеризует операции подачи, горячего
выдавливания, открытой прошивки (сила сопротивления Рпс по-
стоянна по величине ); рис. 9.4, б — операция подъема плит мно-
гоэтажного пресса, фильтр-пресса ФПАКМ, осадки, вытяжки (сила
сопротивления плавно или ступенчато возрастает при перемеще-
нии рабочего органа, достигая наибольшего значения в конце хода);
рис. 9.4, в — брикетирование, прессование и таблетирование сыпу-
чих и волокнистых материалов (сила сопротивления меняется по
степенному или экспоненциальному закону, резко возрастает к
концу хода рабочего органа). В приведенных графиках 5Р — ход
исполнительного органа при выполнении рабочей операции.
Рассмотрим привод гидравлического исполнительного меха-
низма в ситуации, когда сила технологического сопротивления
постоянна по величине или плавно возрастает (см. рис. 9.4, а, б);
в этом случае обычно используется привод от одного насоса по-
стоянной производительности (рис. 9.1).
За кинематический цикл Тк поршень гидроцилиндра и соеди-
ненный с ним через шток рабочий орган совершают прямой (ра-
бочий) и обратный ходы, а также находятся в состоянии выстоя,
если это предусмотрено циклограммой машины. Продолжитель-
ность этих интервалов - соответственно tn, to и tB (рис. 9.5). В период
прямого хода за время tвыполняется рабочая операция.
Если пренебречь колебаниями расхода жидкости через предох-
ранительный (переливной) клапан, то без учета утечек и перете-
чек рабочей жидкости через уплотнения скорости прямого и об-
ратного хода (м/с) будут
\=Q/F, v2 = Q/F'
где Q — подача рабочей жидкости в гидроцилиндр в jw3/c;
F, F' — площадь живого сечения цилиндра при прямом и об-
ратном ходе, м2
Как видно из графика нагружения, лишь часть прямого хода
221
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.4. Типовые графики технологических сопротивлений:
а — сила постоянна; б — сила меняется по линейному закону;
в - сила с пиком в конце хода
используется для совершения полезной работы; насос недогру-
жен при обратном ходе и, тем более, при выстое, когда рабочая
жидкость от насоса через распределитель поступает обратно в
сборник.
Нагрузка насоса пропорциональна величине сил сопротивле-
ния; давление р {Па), соответствующее максимальному усилию
сопротивления, достигается только в одной точке цикла — в
конце рабочего хода (при заданной диаграмме сил технологичес-
кого сопротивления).
Мощность на валу насоса Nu (Вт) определяется по формуле
Рис. 9.5. График нагрузки насоса за кинематический цикл
222
Глава 9. Гидравлические и пневматические исполнительные механизмы
Минимально-необходимая производительность насоса опре-
деляется по скорости г, прямого хода, которая обусловлена тех-
нологией выполняемого процесса,
Q = V, F.
Мощность электродвигателя пропорциональна мощности на-
соса. Расчетная величина установочной мощности
N = N /п
"’дв j’h/,Ih>
где т)н — эффективный КПД насоса.
График изменения мощности, развиваемой насосом за ки-
нематический цикл, следует рассматривать так же, как и гра-
фик момента сил на валу асинхронного электродвигателя, по-
скольку угловая скорость шас (рад/с) последнего практически
постоянна:
М = N№ /®ас = PQ / (Чс П„),
где М— момент на валу электродвигателя, Нм.
При выборе электродвигателя следует учитывать следующее:
1. В связи с тем, что нагрузка электродвигателя во время
цикла неравномерна, его установочная мощность должна про-
веряться на нагрев его обмоток, который по закону Джоуля-
Ленца пропорционален квадрату силы тока. Величина среднего
квадратичного тока должна удовлетворять условию
Т — Л_______ < Т
2ЭКВ ~ J -2НОМ>
I Л
где Ij — сила тока в обмотках статора на z-ом участке цикла;
t. — временная длительность участка;
п — число участков;
/ном — сила тока при номинальной нагрузке электродвигателя.
Принимают, что на устойчивой части механической харак-
теристики (рис. 9.6) асинхронного электродвигателя с коротко-
замкнутым ротором и нормальным скольжением момент на валу
двигателя прямо пропорционален силе тока и, следовательно,
эквивалентный момент сил
223
Глава 9. Гидравлические и пневматические исполнительные механизмы
^ЭКВ - J " - ^НОМ-
1 п
Криволинейные участки графика заменяют ступенчатыми
(см. рис. 9.5).
Величина номинального момента на валу двигателя опреде-
ляется выражением
МНГЛ. - Nnn/(o.
НОМ ДВ ' ас
2. Максимальный момент сил за цикл должен быть не
больше допускаемого момента на валу двигателя:
^ДОП Л/нОМ’
В этом случае установочную мощность двигателя можно ис-
пользовать более полно.
Для уменьшения энергетических потерь во время выстоя рас-
пределитель должен обеспечивать соединение насоса со сборни-
ком, поскольку использование в подобном случае переливного
или предохранительного клапана не разгружает насос.
При выполнении технологических операций, диаграммы сил
сопротивления которых характеризуются наличием резких пиков
(см., например, рис. 9.3, в) или на участке прямого хода имеют
длительный интервал движения поршня с малой нагрузкой, ис-
Рис. 9.6. Механическая характеристика
асинхронного электродвигателя
с короткозамкнутым ротором
224
Глава 9. Гидравлические и пневматические исполнительные механизмы
пользуются либо гидроцилиндры специальной конструкции, либо
привод со ступенчатой или непрерывно регулируемой производи-
тельностью. Цель таких систем — осуществить при малых нагрузках
перемещение поршня и рабочего органа, скрепленного с ним, с
большой скоростью, а непосредственно технологическую опера-
цию, связанную с преодолением значительных сопротивлений,
выполнять при заданной, обычно незначительной, скорости. Это,
в конечном итоге, позволяет сократить время рабочего цикла ма-
шины и повысить ее производительность.
Рассмотрим пресс-полуавтомат с приводом от насоса высокого
давления, в котором, благодаря комбинации двух гидроцилиндров с
плунжерами большого и малого диаметра, осуществляется повыше-
ние скорости перемещения подвижного стола пресса при смыкании и
прессовании под низким давлением, а прессование под высоким дав-
лением осуществляется при малой скорости плунжера.
Гидравлическая схема такого пресса и его привода в исходном
положении показана на рис. 9.7. Подъем плунжера осуществляется
Рис. 9.7. Гидравлическая схема
привода с комбинированным
гидроцилиндром
225
Глава 9. Гидравлические и пневматические исполнительные механизмы
подачей жидкости от насоса Я в малый гидроцилиндр (диаметр плун-
жера d), благодаря чему скорость движения плунжера повышается.
Заполнение полости большого гидроцилиндра (диаметр D) при этом
происходит из сборника Сб под воздействием вакуума; при прессо-
вании рабочая жидкость подается от насоса в оба гидроцилиндра.
Управление подачей жидкости осуществляется от распредели-
телей Р1 и Р2.
В рассматриваемом случае расчетную производительность Q
насоса можно оценить (без учета толщины стенки малого цилинд-
ра) соотношением, приведенным ранее.
Ступенчатое регулирование производительности чаще всего
осуществляется с помощью привода от насосов низкого и высокого
давлений.
Принципиальная схема привода гидравлического исполнитель-
ного механизма со ступенчато регулируемой производительнос-
тью — с приводом от двух насосов (рис. 9.8), — отличается от
ранее рассмотренных схем тем, что используются два насоса Н1 и
Н2, из которых первый имеет высокую производительность Qt,
но работает при низком давлении рн, а второй — низкую произво-
дительность Q2 при высоком давлении рв.
Все перемещения поршня без нагрузки и часть его рабочего
хода совершаются при совместной работе двух насосов, что по-
зволяет сократить время этих перемещений. После достижения при
рабочем ходе давления ри насос Н1 разгружается с помощью пе-
реключения распределителя Р7; теперь рабочая жидкость подается
в гидроцилиндр ГД только от насоса Н2, предохранительный клапан
ПК2 которого настроен на давление, несколько превышающее р9.
Напорные трубопроводы насосов отделены друг от друга обрат-
ным клапаном ОКЗ, благодаря чему насос Н2 не разгружается
при переключении насоса Н1 на слив.
В общем случае, в частности, в прессах, возможно использо-
вание нескольких цилиндров (количество — как большого
диаметра (D, z^), так и малого диаметра (J, Zy2).
Полагая, что по условию выполнения технологической опера-
ции скорость перемещения поршня при высоком давлении огра-
ничена величиной vB, можно сказать, что расчетная производи-
226
Глава 9. Гидравлические и пневматические исполнительные механизмы
тельность насоса высокого давления при подаче жидкости в ци-
линдры большого и малого диаметров будет
СВР = VB A>i nD 2/4 + VB *ц2 п d 74. (9.5)
Далее, по заданному давлению pt и найденному 0ВР, по ката-
логу выбирается исполнительная производительность насоса или
нескольких насосов высокого давления Qw
Расчетная производительность насосов низкого давления оп-
ределяется с учетом того, что одновременно подача жидкости про-
изводится также и от насосов высокого давления. Если задана
скорость vH перемещения холостого хода или под малой нагруз-
кой, то
Сн р = VH Zal nD 74 + VH П d 74 - QB.
Процедура выбора насоса низкого давления по каталогу ана-
логична указанной выше.
Принимая во внимание линейную зависимость усилия Р от
давления жидкости р, график зависимости P(s), изображенный на
рис. 9.8, можно рассматривать и как график p(s), что позволяет
найти S, и S2 — перемещения поршня соответственно под низким
и высоким давлением жидкости.
Исполнительные скорости движения поршня на первом и вто-
ром участке рабочего хода будут
v _ 0н + 0в _ 0в .
v>-~у-’ F>
Рис. 9.8. Схема гидропривода с двумя ступенями производительности
227
Глава 9. Гидравлические и пневматические исполнительные механизмы
и время движения поршня гидроцилиндра при рабочем ходе
(9.6)
0Н "* & 0в
^-П ^-D J
I р — I. + 12 —-Ь - — Г
V, v2
где F— площадь поршня.
Оценка мощности электродвигателей привода производится по
формулам
^дв.н ~ Рк Ли ’ ^ДВ.В — Рц ^В /Пн
Оптимизация привода. Задача оптимизации привода - проектирова-
ние привода с наивыгоднейшими параметрами - актуальна для систем
приводов с использованием насосов низкого и высокого давления.
К заданным исходным данным отнесем все параметры пресса (за
исключением низкого давления прессования), параметры технологи-
ческого процесса, а также производительность насоса высокого давле-
ния 2В, которая рассчитывается по формуле (9.5).
Примем за критерий оптимизации производительность пресса. В этом
случае при фиксированных параметрах, определяющих время выстоя,
задача сводится к минимизации времени рабочего хода - сумме вре-
мен перемещения поршня под низким и высоким давлением:
t = /.+/,-> min.
Р * 2
Принимая во внимание, что по условию равномерности нагруже-
ния электродвигателя желательно иметь равенство развиваемой им мощ-
ности в конце прессования под низким и под высоким давлениями
Рн + Рн @В ~ Рв @В ~ N ~ ^ДВ.В’
получим:
0н + 0в=^Лр„; 2в=лг/р..
Подставляя последние выражения в формулу (9.6), найдем
/р = у(^и+^.) (9-7)
При фиксированной мощности двигателя N время рабочего хода
будет наименьшим в том случае, когда выражение (^ рн + 52 рз)
примет минимальное значение.
Для нахождения соответствующих этому случаю величин мож-
но воспользоваться либо приближенным — графическим способом,
либо аналитическим.
При графическом решении задачи исходят из того, что график
228
Глава 9. Гидравлические и пневматические исполнительные механизмы
функции P(s) задан. Поскольку произведения 5, рн и S2 рз представ-
ляют собой площади прямоугольников / и /2, то необходимо отыс-
кать такое положение точки А на графике давлений (см. рис. 9.8),
чтобы сумма этих площадей была наименьшей.
Для аналитического решения задачи следует в уравнение (9.7),
представляющее собой целевую функцию, подставить S2 = S~ Sx По-
скольку давление р рабочей жидкости в гидросистеме привода свя-
зано с усилием Р на рабочем органе соотношением р = Р/F, то, в
случае заданной аналитической зависимости P(s),
Рн=Р(51)/Р = р(51).
Таким образом, величина времени рабочего хода Г может быть пред-
ставлена как функция лишь одного аргумента который в данном слу-
чае является управляемым параметром. Минимум функции (5j) опре-
деляется методами дифференциального исчисления: для его поиска не-
обходимо из уравнения
dtp /dS. = О,
найти величину 5j и далее определить Sv рн, tp min. Для нахождения
расчетной производительности насоса низкого давления следует вос-
пользоваться выражением
@нр — Л» /Рн
После выбора по каталогу исполнительной производительности
Сн насоса следует произвести пересчет скорости перемещения пор-
шня под низким давлением vh и затем уточнить время рабочего хода,
производительность машины, мощность привода.
Эффект, получаемый при работе привода исполнительного
механизма с двумя ступенями производительности, может быть
достигнут при помощи одного насоса низкого давления, но с
использованием гидравлического мультипликатора давления. Муль-
типликатор давления — устройство, позволяющее низкое давле-
ние рц насоса преобразовывать в высокое рз, но с уменьшением
производительности по рабочей жидкости.
Насос Я( рис. 9.9) низкого давления рн, но высокой произво-
дительности, обеспечивающей быстрые перемещения плунжера
гидроцилиндра /Дпри незначительных нагрузках, осуществляет
подачу рабочей жидкости в цилиндр до момента, когда давление
рнсравняется сдавлениемр{ настройки предохранительного кла-
пана ПК1. Происходит переключение трехпозиционного распре-
229
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.9. Схема гидропривода с мультипликатором давления
делителя Р1 и жидкость начинает поступать в цилиндр мультипли-
катора М, имеющий диаметр DM; поршень мультипликатора пере-
мещается и в малом гидроцилиндре с диаметром dM создает давле-
ние д, необходимое для преодоления значительных сопротивле-
ний, приложенных к рабочему органу исполнительного механизма.
На линии, соединяющей насос с распределителем Р1, уста-
новлен обратный клапан ОКЗ, защищающий насос от перегрузки
высоким давлением от мультипликатора, и предохранительный
клапан ПК2, настроенный на давление р2, несколько превышаю-
щее максимальную величину высокого давления д.
Отношение pt/p„ называется коэффициентом мультипликации
км. Его величина обычно не превышает 3...5 . Легко установить, что
ен/ев-
Расход жидкости высокого давления определяется по скорос-
ти перемещения плунжера под высоким давлением vB:
Qbp = v. nD 74 + ^2 71 d 74,
что в пересчете на низкое давление дает
^НР — ^ВР'
230
Глава 9. Гидравлические и пневматические исполнительные механизмы
По расчетной величине расхода СНР по каталогу выбирается
насос низкого давления с выполнением в дальнейшем процедур,
указанных ранее.
Оценка мощности электродвигателей привода производится
по формуле
М, = Л Gh/Пн
Длительность времени рабочего хода может быть минимизи-
рована по методике, изложенной для гидропривода с двумя сту-
пенями производительности.
Все расчеты этого раздела, включая оптимизацию парамет-
ров гидропривода, могут быть выполнены на ЭВМ (программа
gidropr.exe).
При выполнении технического проекта, после разработки
конструкций коммуникаций привода, выполняется полный гид-
равлический расчет системы с проверкой возможности реализа-
ции работы привода при выбранных насосах и с уточнением
всех ранее найденных параметров, включая производительность
машины.
9.4. Групповой гидравлический привод
Автоматизированные гидравлические прессы, индивидуальные
вулканизаторы, форматоры-вулканизаторы и некоторые другие
машины-автоматы и полуавтоматы с гидравлическими исполни-
тельными механизмами имеют групповой привод от насосно-ак-
кумуляторной станции.
В этом случае между насосом или блоком насосов и гидравли-
ческими исполнительными механизмами находится накопитель
энергии — аккумулятор. Насосы работают непрерывно, поэтому
аккумуляция энергии происходит в период останова некоторых
машин или их исполнительных механизмов, когда потребляемый
гидроцилиндрами расход меньше производительности насосов.
В другие периоды времени, при повышенном расходе рабочей
жидкости, питание гидроцилиндров происходит одновременно от
насосов и от аккумулятора. Таким образом, гидравлические акку-
муляторы накапливают жидкость, находящуюся под давлением,
231
Глава 9. Гидравлические и пневматические исполнительные механизмы
когда ее расход меньше среднего статистического, и отдают ее в
систему в тех случаях, когда потребность в ней выше производи-
тельности насосной установки. Аккумулирование потенциальной
энергии позволяет использовать насосы и приводные электродви-
гатели, соответствующие среднестатистическим энергозатратам
системы, даже при наличии кратковременных, пиковых расходов
жидкости в отдельных гидроцилиндрах.
В групповом гидроприводе (рис. 9.10), обслуживающем, как
правило, большое количество агрегатов, по экономическим
соображениям чаще всего в качестве рабочей жидкости исполь-
зуется эмульсия — промышленная вода с добавкой 2...3 % по
объему эмульсола, который повышает смазывающую способность
и снижает коррозионное воздействие рабочей жидкости.
Насосный блок гидропривода состоит в общем случае из груп-
пы насосов низкого и высокого давления, включая и резервные.
ГОСТ 14064—68 «Гидроаккумуляторы. Ряды основных пара-
метров» определяет номинальные давления аккумуляторов (от 2,5
до 63 МПа) и их полезный объем (от 0,4 до 25 000 л).
В зависимости от способа накопления энергии различают гид-
роаккумуляторы грузовые, пружинные и пневматические.
Грузовые гидроаккумуляторы (рис. 9.11, а) обеспечивают прак-
тическое постоянство давления в напорной линии и имеют боль-
шую вместимость; однако они инерционны, сложны по конст-
рукции, отличаются весьма значительными габаритами.
Пружинные гидроаккумуляторы (рис. 9.11, б) используются
обычно при низких рабочих давлениях в сети (до 2 МПа), для
них характерны быстродействие и компактность, но малая вме-
стимость (несколько литров).
Пневмогидравлические аккумуляторы относятся к наиболее рас-
пространенным. Они отличаются высоким быстродействием и ком-
пактностью. Эти аккумуляторы эксплуатируются в широком ди-
апазоне давлений (до 32 МПа) и вместимостей. Аккумуляторы
большой емкости, например, в гидропрессовых установках, вы-
полняют без разделительных перегородок (рис. 9.11, в); поршне-
вые (рис. 9.11, г) и мембранные (рис. 9.11, д) изолируют рабо-
чую жидкость от газа, что позволяет снизить растворение газа в
жидкости и сократить его расход.
232
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.10. Групповой привод (упрощенная схема)
В тех случаях, когда в пневмогидравлических аккумуляторах
без разделения сред используются в качестве рабочих жидко-
стей нефтяные масла, по условиям техники безопасности ис-
пользуют азот.
Расчет группового гидропривода. В процессе эксплуатации группово-
го привода уровень жидкости в аккумуляторе может меняться от ниж-
него предельного, при котором в аккумуляторе остается аварийный
объем жидкости Кр находящейся под давлением (рис. 9.12), до верх-
него предельного, когда объем жидкости увеличивается на Ир, а дав-
ление воздуха возрастает до pma)l. Соответственно, в первом случае на-
сосы подают рабочую жидкость в аккумулятор, а во втором - нет.
Производительность насосов насосно-аккумуляторной станции рас-
считывается по сумме средних за цикл объемов жидкости, потребляе-
мых всеми гидравлическими исполнительными механизмами:
" И,
SGh=s77->
'/По
где И7 - объем жидкости, потребляемый /-м механизмом за один цикл
его работы;
tf - продолжительность цикла /-го механизма;
п - число механизмов, питаемых насосно-аккумуляторной стан-
цией;
По - объемный КПД гидросистемы, учитывающий потери жидко-
сти через уплотнения (т]о == 0,95).
Для обеспечения бесперебойной работы насосов и их техничес-
кого обслуживания устанавливают один резервный насос. Таким об-
разом, общее число необходимых насосов
233
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.11. Гидравлические аккумуляторы и их условные изображения
на схемах: а — грузовой; б - пружинный; в - пневмогидравлический
без разделительной перегородки; г - поршневой пневмо-
гидравлический; д — мембранный пневмогидравлический
где 2Н1 - производительность одного стандартного насоса.
Установочная мощность насосов и электродвигателей определяется
по методике, аналогичной рассмотренной ранее для индивидуального
гидропривода.
Объем V корпуса пневмогидравлического аккумулятора рассчи-
тывается в предположении, что процесс расширения воздуха при
расходовании жидкости — политропический, с показателем полит-
ропы п = 1,3...1,4.
Полагая, что
pVn = const,
из рассмотрения объемов воздуха, соответствующих минимальному и
максимальному заполнению им корпуса аккумулятора (см. рис. 9.12),
получим:
откуда следует
234
Глава 9. Гидравлические и пневматические исполнительные механизмы
Рис. 9.12. Схема аккумуляторного блока: 7 - корпус аккумулятора;
2 - газовые баллоны (резерв); 3 - компрессор для подпитки
V
v= /р ч/+^-
I л г л
1 — T^min
Ртах. ?
Обычно коэффициент колебания давления 8р = р^/р^ ~ 0,9; ава-
рийный объем аккумулятора И, « 0,3 Ир.
9.5. Расчет времени срабатывания
гидравлического исполнительного механизма
В машинах-автоматах под временем срабатывания гидравли-
ческого исполнительного механизма понимается время переме-
щения поршня и соединенного с ним рабочего органа машины из
одного крайнего положения в другое.
Предполагается, что давление в напорной линии перед рас-
пределителем Р(см. рис. 9.1) — постоянное.
Отсчет времени срабатывания tc ведется с момента переклю-
чения распределителя Р. В общем случае в состав времени срабаты-
вания входят следующие элементы:
1. Время t распространения упругой волны (давления) в жид-
кости, находящейся в трубопроводе, соединяющем распредели-
тель с гидроцилиндром ГЦ. Это время рассчитывается по скорости
с распространения звука в рабочей жидкости:
t = L/c,
рас ' ’
235
Глава 9. Гидравлические и пневматические исполнительные механизмы
где L — длина участка трубопровода между распределителем и
гидроцилиндром. Для воды и минеральных масел в условиях экс-
плуатации гидроприводов при с~ 1430 м/с время t очень незна-
чительно, его в расчетах обычно не учитывают.
2. Время t ускоренного движения поршня. Как показывает
опыт эксплуатации гидропривода, эта составляющая, как пра-
вило, мала, однако в каждом конкретном случае необходим ана-
лиз величины ее вклада.
3. Время t равномерного движения поршня — основная со-
ставляющая времени срабатывания.
4. Время tr торможения поршня. При отсутствии тормозных
устройств Гт = 0, а при их наличии /т подлежит поверочному или
проектному расчету.
Таким образом,
t = t + t + t + t
с рас у p т
При выполнении предпроектного синтеза машины-автомата
грубая оценка времени срабатывания гидравлического испол-
нительного механизма осуществляется только с учетом времени
t и /т. Если известны полный ход S поршня, его перемещение при
торможении 5Т, скорость vp равномерного движения и время
торможения, то
rc = (5-5T)/vp+rT.
Анализ движения поршня. Длительности интервалов ty, t, tT можно
найти интегрированием дифференциального уравнения движения пор-
шня гидравлического цилиндра.
При составлении этого уравнения вводятся следующие допущения:
1. Масса движущихся частей, включая и массу жидкости в трубах
и цилиндре, остается в процессе движения поршня постоянной.
2. Давление в напорной линии а также р2 в линии слива при
работе механизма не меняются.
3. Сила технологического сопротивления Рс, приложенная к што-
ку поршня, постоянна или может быть приведена к постоянной на
отдельных участках его перемещения.
4. Силы трения в уплотнениях в подвижных соединениях от ско-
рости движения поршня не зависят.
5. Упругие деформации рабочей жидкости не учитываются.
236
Глава 9. Гидравлические и пневматические исполнительные механизмы
6. Температура рабочей жидкости в процессе движения поршня не
меняется.
7. Геометрический напор по сравнению с пьезометрическим мал,
и им можно пренебречь.
8. Потоки жидкости — неразрывные, режим движения жидкости в
трубах - ламинарный.
На основании второго закона Ньютона дифференциальное урав-
нение движения поршня для гидроцилиндра с односторонним што-
ком (рис. 9.13) можно записать в виде
т * dv/dt = р{ Ft ~P2F2 — Рс,
(9.8)
где т* - приведенная к поршню масса движущихся частей;
р/ - давление рабочей жидкости в бесштоковой полости поршня;
- площадь живого сечения цилиндра слева [для бесштоковой
полости - пГР/А} при наличии штока - it(IP - ^2)/4];
Гг - площадь живого сечения цилиндра справа - n(IP - d^/4.
Приведенная масса /и* складывается из массы соединенных с пор-
шнем поступательно движущихся частей и массы жидкости, заполня-
ющей нагнетательную и сливную линии трубопроводов. Для расчета ее
величины используется условие равенства кинетической энергии при-
веденной массы и упомянутых реал
Рис. 9.13. Гидравлическая схема к
расчету времени срабатывания:
ГЦ - гидроцилиндр; Р - распреде-
литель; Др - дроссель регулируе-
мый; ПК - клапан переливной;
Ф — фильтр; Н — насос;
М - двигатель;
OKI, ОК2 - клапаны обратные
масс
237
Глава 9. Гидравлические и пневматические исполнительные механизмы
m'v1 _ mnv2 t у mrf
2 2 2
В этом выражении тп - масса всех поступательно движущихся час-
тей, соединенных со штоком.
Принимая во внимание, что отношение скорости жидкости в /-ом
трубопроводе к скорости v поршня обратно пропорционально площадям
их сечений, получим
т* = тп + £ т. (D/d)4.
Масса жидкости в z-ом участке трубопровода, имеющего диаметр
d. и длину /., равна
т, = р/, 2/4,
где р - плотность рабочей жидкости.
Давление р/ в бесштоковой полости гидроцилиндра определяется
с помощью уравнения Бернулли для расхода жидкости через отвер-
стие диаметром do с коэффициентом расхода а (для круглых и квадрат-
ных отверстий а « 0,62):
q = VFI; JiAzA,
4 V Р
откуда, если обозначить Fo = п d^/b, следует
Давление рх на входе в цилиндр можно выразить через давление рн
настройки напорного (переливного) клапана
Л = А<"аЛ,
где Apv - потери давления в трубах, местных сопротивлениях и распре-
делительной аппаратуре на напорной линии при скорости поршня v.
Потери давления в трубах и на местных сопротивлениях зависят от
многих факторов, и расчет потерь излагается в курсе «Гидравлика».
Потери давления в распределительной аппаратуре указаны в спра-
вочниках, обычно они составляют 0,15...0,3 МПа для номинального
режима эксплуатации.
Полагая, что при номинальном режиме все потери давления в на-
порной линии найдены, просуммированы и в совокупности равны Дрн,
можем найти у2
АД = ДД — = c.v2,
^0
238
Глава 9. Гидравлические и пневматические исполнительные механизмы
vjifi с, = ApH/v02 - расчетная величина. Следовательно,
Л = /’и-сЛ2
и
Аналогично выразим р2 через потери Арс в сливной линии:
p2 = c2v2; e2 = Apc/v02
После подстановки полученных соотношений в уравнение (9.8) и
преобразований получим:
*dv р р р F*
I — + С,Г + + - 7—’
dt [** 2 2 2 (а/2)2
т
dt
v2 - р F _ Р <99>
v ~ Рнг\ Не-
возможны две ситуации: 1) сила сопротивления постоянна по ве-
личине, Рс = const; 2) сила сопротивления - функция положения пор-
шня, Рс = /(х).
В первом случае, когда сила сопротивления постоянна, уравнение
(9.9) позволяет найти скорость vp равномерного движения поршня.
При условии, что dv/dt = 0, получим
Дальнейшие преобразования дают:
dv v2 ~ v2
rae ^=4, Л ~РС.
Уравнение (9.10) интегрируется в квадратурах.
При начальных условиях /у = 0, v = 0 и х = 0 получим
или
v _ е'° -1
v —
р е'° +1
(9.11)
где to = т\/(2Ь,).
239
Глава 9. Гидравлические и пневматические исполнительные механизмы
Интегрирование уравнения (9.11) при подстановке v = dx/dt по-
зволяет найти
в котором хо = 2 tov
Из уравнения (9.12) следует, что
t = 2L In ех° + ve х° -1
Численный анализ зависимости безразмерной скорости v/vp от
безразмерного времени t/tp по уравнению (9.11) свидетельствует о том,
что при t/to = 3,3 ускоренное движение поршня практически заканчи-
вается (отклонение скорости поршня от vp становится меньше 7 %)
и можно принять v » vp; ty = 3,3/о и ху = хо = 2 to у . В безразмерной
форме графики зависимостей v/vp и х/хо от t/to показаны на рис. 9.14.
Во втором случае, когда сила сопротивления переменна, предлага-
ется апроксимировать зависимость Рс =f(x) полиномом вида у = а0 +
+ а^х2 + aj?. В этом случае интегрирование дифференциальных
уравнений выполняется по отдельным участкам графика у = f(x), на
каждом из которых сила Рс принимается постоянной и равной средне-
го
0.93
Рис. 9.14. Безразмерные скорость
и перемещение поршня при
ускоренном движении
240
Глава 9. Гидравлические и пневматические исполнительные механизмы
му значению на участке. Поршень в рассматриваемой ситуации на всем
интервале перемещения движется неравномерно.
Все рассмотренные выше расчеты можно выполнить с помощью
программы srabat 99.exe.
Торможение поршня. Для остановки поршня в крайнем положении
без удара используются различные тормозные устройства (демпферы).
Одно из наиболее распространенных устройств — демпфер с кольце-
вой щелью (рис. 9.15).
Торможение в этом устройстве обусловлено тем, что в конце хода
поршня плунжер (диаметр d3 на рис. 9.15), соединенный с поршнем,
запирает в головке цилиндра часть рабочей жидкости, которая должна
выходить через малый кольцевой зазор г С уменьшением зазора z ско-
рость поршня в конце его хода снижается, а время tT торможения -
увеличивается.
Если расчет выполняется как проектный, то при заданных тор-
мозном пути 5Т и диаметре плунжера d3 определяется размер z коль-
цевого зазора; при поверочном расчете, когда величина зазора z зада-
на, находят время /т торможения и конечную скорость поршня.
Для выполнения поверочного расчета следует использовать ту же
методику, что и для расчета времени срабатывания. В правую часть
дифференциального уравнения (9.8) вводят дополнительно силу Рд
сопротивления, возникающую при работе демпфера
ра
= Р F*F3
2(aFj ’
где F3 = л d*/4 — площадь сечения плунжерной части поршня;
Fz= п d3z~ площадь сечения кольцевого зазора.
При выполнении расчетов было принято допущение, что переток
жидкости через зазор происходит в ламинарном режиме; коэффици-
ент расхода через кольцевую щель в первом приближении а « 0,62.
Расчет рекомендуется выполнять на ЭВМ с помощью программы
srabat 99.exe.
Проектный расчет демпфера с кольцевой щелью осуществляется
241
Глава 9. Гидравлические и пневматические исполнительные механизмы
Регулирование скорости движения поршня. Рассмотренные
выше методы расчета гидравлических исполнительных механиз-
мов позволяют найти минимально возможное при заданных ус-
ловиях время срабатывания, что существенно при их проекти-
ровании. В процессе эксплуатации, в зависимости от конкретных
условий, приходится регулировать время срабатывания. Это осу-
ществляется управлением скоростью движения поршня.
Существует несколько способов регулирования скорости дви-
жения поршня, среди которых находится дроссельное, заклю-
чающееся в том, что поток рабочей жидкости проходит через ус-
тройство с суженным отверстием (дроссель), создающим сопро-
тивление потоку.
Заметим, что такой способ регулирования имеет определен-
ный недостаток: часть энергии рабочей жидкости тратится на пре-
одоление сопротивления дросселя, причем эта энергия переходит
в тепло, которое нагревает жидкость и сокращает срок ее службы.
Однако простота системы и удобство обслуживания обеспечили
ее широкое распространение.
В зависимости от места установки дросселя различают несколько
схем регулирования скорости.
1. Дросселирование на входе (рис. 9.16, а). Регулируемый дрос-
сель Др, у которого проходное сечение f может меняться от fm!a
Рис. 9.16. Дроссельное регулирование скорости движения поршня:
а — дроссель на входе; б — дроссель на выходе;
в - дроссель на ответвлении
242
Глава 9. Гидравлические и пневматические исполнительные механизмы
до 0, устанавливается на напорной магистрали последовательно с
гидроцилиндром, слив свободный.
Система регулирования имеет низкий КПД; нагретая в дрос-
селе рабочая жидкость поступает в гидроцилиндр и входит в кон-
такт с его уплотнительными элементами. Систему нельзя исполь-
зовать при отрицательных направлениях силы сопротивления Рс,
что может привести к разрыву потока жидкости. Пример такой
ситуации — ГЦ с вертикальным расположением оси, поршень
которого находится под воздействием силы тяжести поступатель-
но движущихся частей.
Для выявления свойств системы регулирования с дросселем на
входе, найдем характеристики гидропривода: нагрузочную - зависи-
мость v(P), и регулировочную — v(/).
Переливной клапан ЯАГсистемы настроен на давление рн; одна часть
жидкости - QK, подаваемой насосом, идет через этот клапан, а другая -
Одр через дроссель ДР поступает в цилиндр ГЦ:
О — 0к + Одр-
Расход жидкости через дроссель равен подаче жидкости в цилиндр,
поэтому г—-
(’-в)
где Одр — коэффициент расхода через отверстие в дросселе;
f - площадь сечения проходного отверстия дросселя;
AP = Ph-Pp
р - плотность рабочей жидкости;
v - скорость поршня;
F— площадь живого сечения гидроцилиндра.
Из условия движения поршня с постоянной скоростью v следует
Pl F = РС +Рс F<
где рс - давление на линии слива.
Подстановка величин Ар и р{ в уравнение (9.13) позволяет найти
искомые зависимости v(P) и v(/):
or-/ 2 Г Рс ]
v f i|pКт’4
графики которых показаны на рис. 9. 17.
243
Глава 9. Гидравлические и пневматические исполнительные механизмы
Анализ полученных закономерностей показывает, что скорость
движения поршня зависит от нагрузки: при фиксированной настройке
дросселя с увеличением усилия Рс на штоке скорость движения порш-
ня уменьшается; при постоянной силе сопротивления увеличение про-
ходного сечения дросселя ведет к увеличению скорости поршня.
2. Дросселирование на выходе (рис. 9.16, б). Как и в предыду-
щем случае, дроссель Др установлен последовательно с гидроци-
линдром ГЦ, но на линии слива.
Отличительная особенность этой системы регулирования — воз-
можность ее использования при отрицательных величинах усилия
Рс; нагретая в дросселе жидкость в гидроцилиндр не попадает, а
направляется в сборник, где подвергается кондиционированию.
Прочие свойства — те же, что и у системы с дросселем на напор-
ной линии.
3. Дросселирование на ответвлении (рис. 9.16, в). В этом случае
осуществляется параллельная установка дросселя и гидроцилин-
дра. Нагретая в дросселе Др жидкость в гидроцилиндр ГД не по-
ступает; КПД гидропривода при такой системе регулирования
выше, чем в предыдущих случаях, однако использовать ее при
отрицательных Рс нельзя.
Для получения нагрузочной и регулировочной характеристик этой
системы регулировки (рис. 9.17) рассмотрим соотношение расходов ра-
бочей жидкости в элементах гидропривода. Поскольку настройка дрос-
Рис. 9.17. Характеристики системы регулирования с дросселем
на входе: а — нагрузочная; б — регулировочная
244
Глава 9. Гидравлические и пневматические исполнительные механизмы
селя осуществляется на давление не большее, чем давление в напор-
ном клапане ПК, то
Он “ Одр + Оц,
где Сцр - расход жидкости через дроссель;
Оц - расход жидкости в гидроцилиндре.
При равномерном движении поршня
p, = Pc/F+pc.
Расход жидкости через дроссель при его проходном сечении f и
коэффициенте расхода
Поскольку
v = eu//’=(eH-Qni>)//’)
то после подстановки 0др и Др и преобразований получим:
Графики нагрузочной и регулировочной характеристик (рис. 9.18)
показывают, что и в случае установки дросселя на ответвлении ско-
рость движения поршня зависит от внешней нагрузки на его шток,
причем она падает более интенсивно, чем при установке дросселя
последовательно с цилиндром. При снижении проходного сечения дрос-
селя скорость поршня возрастает.
Рис. 9.18. Характеристики системы регулирования дросселем
на ответвлении: а — нагрузочная; б — регулировочная
245
Глава 9. Гидравлические и пневматические исполнительные механизмы
9.6. Пневматические исполнительные
механизмы
Пневматический привод состоит из тех же элементов, что и
гидравлический привод. Далее рассматриваются лишь особеннос-
ти, характерные для этого типа привода, отличающие его от гид-
равлического.
В пневматическом приводе рабочее тело — воздух, иногда
азот. Воздух подвергается предварительной подготовке: очистке от
влаги и пыли, масляных брызг.
Обычно давление воздуха в сети промышленных предприятий
составляет 0,4...0,63 МПа. Для сжатия воздуха используются воздуш-
ные насосы (компрессоры) поршневого типа, или ротационные.
Применение низкого давления обеспечивает сравнительную бе-
зопасность эксплуатации сосудов (цилиндров, ресиверов), находя-
щихся под избыточным газовым давлением, а также позволяет осу-
ществлять сжатие воздуха в одной ступени компрессора.
В систему пневматического привода, помимо компрессоров,
входят коммуникационные линии, воздухосборники (ресиверы),
фильтры, охладители, различные распределительные, регулиру-
ющие и контрольные устройства, по принципу действия анало-
гичные используемым в гидроприводе, а также исполнительные
механизмы — пневматические цилиндры.
Наибольшее распространение в машинах-автоматах химических
производств получили пневматические исполнительные механиз-
мы с поступательно перемещающимся рабочим органом, в частно-
сти пневматические цилиндры двойного действия с односторон-
ним штоком (см. рис. 9.2, а), простого действия с односторонним
штоком (рис. 9.2, г), мембранного типа (рис. 9.2, з). Конструкции
этих исполнительных механизмов показаны на рис. 9.19.
В пневматическом цилиндре двойного действия (рис. 9.19, а)
прямой и обратный ход поршня осуществляется под действием
сжатого воздуха, поступающего попеременно то в левую, то в
правую полости цилиндра. В пневматическом цилиндре простого
действия (рис. 9.19, 6) ход поршня влево происходит под воздей-
ствием сжатого воздуха, который не только преодолевает силу
246
Глава 9. Гидравлические и пневматические исполнительные механизмы
внешнего сопротивления, но и сжимает пружину. Ход поршня
вправо осуществляется возвратной пружиной.
Мембранный исполнительный механизм (рис. 9.19, в) позволя-
ет обойтись без уплотнительных манжет. Мембрана обычно изго-
товляется из резинотканевых материалов и зажимается между флан-
цами корпуса. Ход штока мембранного исполнительного механизма
незначителен.
Пневматический привод, как и гидравлический, прост по кон-
струкции, компонуется из стандартных элементов, удобен в управ-
лении. В отличие от гидравлического привода, ему свойственны лег-
кость реверсирования движения ведомых звеньев и большая ско-
рость срабатывания. Эго обусловлено тем, что не приходится переме-
щать значительные массы жидкости в трубопроводах системы.
Использование воздуха в качестве рабочего тела делает пнев-
Рис. 9.19. Пневматические исполнительные механизмы: а — пневмати-
ческий цилиндр двойного действия с односторонним штоком;
б — пневматический цилиндр простого действия; в - мембранный
пневматический исполнительный механизм
247
Глава 9. Гидравлические и пневматические исполнительные механизмы
матический привод взрыво- и пожаробезопасным, обеспечивает
надежность работы его систем управления в запыленных помеще-
ниях, где контакты электрогидравлических систем управления
быстро выходят из строя.
Характерные недостатки пневматического привода: колебания
скорости движения поршня, вследствие сжимаемости воздуха; на-
личие ударов при работе механизмов. Из-за ограничения рабочего
давления воздуха пневматический привод не используется для
преодоления значительных по величине сил сопротивления: габа-
риты пневматических цилиндров получаются большими, а вся
конструкция — металлоемкой.
Указанные обстоятельства ограничивают область использова-
ния пневматического привода в машинах-автоматах; он применя-
ется в большинстве случаев для выполнения вспомогательных опе-
раций, например, в механизмах фиксации объектов обработки,
для их транспортировки и т.п. Иногда пневматический привод в
машинах-автоматах используется в сочетании с гидравлическим.
Проектирование пневматических цилиндров выполняется ме-
тодами, изложенными в разделе 9.2. При расчете цилиндров двой-
ного действия следует учитывать противодавление в полости, про-
тивоположной той, в которую подается рабочее тело; оно обычно
находится в пределах р2 = (0,25...0,35)^ , где рх — рабочее давление
воздуха. При расчете пневматического цилиндра простого действия
следует учитывать не только силу внешнего сопротивления, но и
максимальное усилие, возникающее при деформации пружины.
Коэффициент трения в манжетных уплотнениях пневмати-
ческих цилиндров /= 0,09...0,15.
В пневматическом приводе обычно используются трубы диа-
метром 5...25 мм\ рекомендуемые скорости движения воздуха в
трубах 10... 15 м/с, хотя в отдельных случаях могут иметь место
значительные превышения рекомендованных значений.
Время срабатывания пневматического исполнительного меха-
низма. Рассмотрим работу пневматического цилиндра двойного
действия (рис. 9.20, а).
После переключения распределителя Р, ранее находившегося
в нейтральном положении, сжатый воздух из магистрали через
распределитель поступает в левую полость пневматического ци-
248
Глава 9. Гидравлические и пневматические исполнительные механизмы
линдра ПЦ, правая его полость соединяется с атмосферой. Под
действием давления сжатого воздуха поршень перемещается впра-
во. В это время или в период последующего затем выстоя осуще-
ствляется заданная технологическая операция.
При переключении распределителя в другое крайнее положе-
ние правая полость пневматического цилиндра соединяется с ма-
гистралью, а левая - с атмосферой. Происходит возврат поршня в
левое исходное положение.
Проанализируем физические явления, происходящие за время
прямого хода поршня.
После открытия распределителя Р воздушная волна распрост-
раняется по трубопроводу и достигает рабочей полости пневмати-
ческого цилиндра, давление в которой начинает повышаться. Од-
новременно с этим распределитель соединяет вторую полость ПЦ
с атмосферой, и воздух, находившийся там под давлением, начи-
нает истекать в атмосферу. Когда давление в рабочей полости дос-
тигает величины, достаточной для преодоления сил сопротивле-
ния, приложенных к поршню, и противодавления в правой поло-
сти, поршень начинает перемещаться.
Время Г, (с) с момента начала открытия распределителя до начала
движения поршня называется подготовительным; оно включает вре-
Рис. 9.20. Пневматический исполнительный механизм: а - схема
привода; б - циклограмма, графики перемещения и давлений
в левой и правой полостях цилиндра
249
Глава 9. Гидравлические и пневматические исполнительные механизмы
мя срабатывания распределителя гср, время распространения Грас уп-
ругой волны и время наполнения гнап. Наполнение ПЦ воздухом —
совокупность процессов истечения воздуха, находящегося в магист-
рали, в левую полость цилиндра и сжатия воздуха в этой полости.
Одновременно происходит опоражнивание противоположной
полости ПЦ, время которого обычно /оп > гнап, поэтому
+ '» <»13)
Для ЯД одностороннего действия (обратный ход поршня осу-
ществляется пружиной)
t,= t + t + t .
1 ср рас нап
Время перемещения поршня t2 сопровождается процессом за-
полнения левой полости цилиндра сжатым воздухом и его расши-
рением; из правой полости происходит истечение воздуха под
воздействием перемещающегося поршня, а также и вследствие
того, что он находился ранее под избыточным давлением.
После перехода поршня в крайнее правое положение давление
в рабочей полости продолжает возрастать, а в полости противо-
давления - падать. Этот период прямого хода поршня называется
заключительным, его длительность - t3
Затрата времени на выравнивание давления объясняется тем,
что в процессе движения поршня увеличивается объем рабочей
полости цилиндра, вследствие чего давление в нем растет менее
интенсивно, чем при заполнении постоянного объема. После оста-
новки поршня давление воздуха увеличивается до значения, обус-
ловленного требованиями технологического процесса; в частном
случае оно может равняться давлению в магистрали.
На рис. 9.20, б представлена циклограмма механизма, показы-
вающая характер изменения давлений в левой и правой полостях
пневматического цилиндра за цикл его работы.
Таким образом, общая длительность прямого хода
^пх ~ + h + Ч- (9-14)
Времена выстоя поршня в левом ТВ1 и правом ТВ2 положениях
поршня зависят от длительности тех технологических операций,
которые за эти промежутки времени выполняются.
250
Глава 9. Гидравлические и пневматические исполнительные механизмы
Продолжительность Тох обратного хода поршня складывается
из тех же элементов, что и Тт.
Время кинематического цикла пневматического исполнитель-
ного механизма
Т = Т 4" Т “Ь Г 4” Т
1К 1В1 1 ПХ 1 В2 1 ОХ*
Заметим, что в тех случаях, когда пневматический цилиндр
выполняет лишь кинематическую функцию, период может быть
совмещен с Т' тогда
DZ7
^ПХ “ + ^2*
Расчет времени срабатывания исполнительного механизма пнев-
матического привода связан с большими трудностями, чем рас-
чет гидравлического механизма. Это обусловлено сжимаемостью
применяемого в пневматическом приводе рабочего тела и измене-
нием массы воздуха в процессе заполнения или опорожнения по-
лостей пневматического цилиндра. Условия теплообмена и тепло-
передачи в упомянутых процессах недостаточно хорошо изучены.
Исследованию динамики пневматического привода посвящены
специальные монографии.
Срабатывание распределителя в системах пневматического приво-
да происходит за /ср = 0,09...0,12 с; обычно это время не учитывается.
Время распространения упругой волны в воздухе рассчитывается
через скорость звука с в заданных условиях (см. раздел 9.5). Например,
при температуре 15 °C и давлении 760 мм pm. столба с = 341 м/с;
ГРАС=£/с, (9.15)
где L - длина трубопровода, соединяющего распределитель с пневма-
тическим цилиндром.
При расчете времени наполнения гнап примем, что абсолютное дав-
ление рм (Па) в магистрали и коэффициент расхода £н, учитывающий
потери давления в линии наполнения, постоянны. Процесс истече-
ния газа, как известно из курса термодинамики, существенно зависит
от отношения абсолютных давлений р в заполняемом пространстве и
в магистрали рм.
Различают два режима истечения: надкритический (сверхзвуковое
течение), когда относительное давление е, представляющее собой от-
ношение названных выше давлений, меньше критического Екр:
251
Глава 9. Гидравлические и пневматические исполнительные механизмы
и подкритический (дозвуковое течение), для которого
При адиабатическом истечении воздуха для процессов наполне-
ния и опоражнивания пневматических цилиндров можно принять
екр= 0,528. Следовательно, для процесса наполнения
р = е р = 0,528 р ,
а для процесса опоражнивания
Хр = — = 189 кПа,
£кр
где ро = 1 ата = 100 кПа - атмосферное давление.
В пневматических исполнительных механизмах обычно реализует-
ся надкритический режим истечения, поскольку он обеспечивает бы-
стродействие пневматического привода.
Приведенные ниже расчетные формулы получены при условии
введения ряда допущений, упрощающих реальный ход процесса сра-
батывания пневматического механизма, и поэтому могут использо-
ваться лишь на стадии предпроектного синтеза машины-автомата -
для предварительной оценки времени срабатывания.
Предполагается, что проектный расчет пневматического цилинд-
ра выполнен и все его размеры известны.
Из термодинамики известны зависимости для нахождения време-
ни наполнения гнап и опоражнивания гоп постоянного объема И Для
изотермического процесса, при температуре внешней среды 290 °К,
(9.16)
tal « 2Л32- Iff4 К° + Рм Рп
U/o,. Pn+Wo’
(9.17)
где Vo - вредный объем полости наполнения, см3;
Kj - полезный объем;
“ абсолютное давление в рабочей полости при начале движе-
ния цилиндра;
ро - абсолютное атмосферное давление;
рп - давление в полости опоражнивания при движении поршня при-
нимают рп = (1,7...2,0) ро;
/н - площадь проходного сечения напорного трубопровода, см2.
£оп - коэффициент расхода на линии выхлопа;
fon - площадь проходного сечения трубопровода линии выхлопа.
252
Глава 9. Гидравлические и пневматические исполнительные механизмы
Связь силы сопротивления Рс, приложенной к штоку поршня, с
давлением определяется соотношением
^Pc = PaF-pnFn, (9.18)
в котором кТ~ коэффициент запаса по тяговому усилию; F, Fn - пло-
щади живого сечения поршня в полостях наполнения и опоражнива-
ния ПЦ.
Обычно при проектировании пневмоцилиндров полагают £т = 1,2... 1,7
и, соответственно, рдв=(0,6...0,7)рм.
Коэффициенты расхода и £оп определяются через коэффициенты
£ сопротивления соответствующих трубопроводов с помощью графи-
ка, представленного на рис. 9.21. Для расчета коэффициента £ исполь-
зуется формула
£ = 0,015^-, (9.19)
а
где Z/ - суммарная длина трубопровода от распределителя до ПЦ (для
напорной линии), a d - условный диаметр трубопровода.
Влияние сопротивлений в распределителях, редукционных кла-
панах и т.п. учитывается введением эквивалентной длины трубопро-
вода. В табл. 9.3 приведены эквивалентные длины трубопроводов для
наиболее часто встречающихся видов сопротивлений (по данным
ЭНИМС).
Таблица 9.3
Эквивалентные длины трубопроводов, м
Условный проход трубы, мм Для воздухорас- пределителей и маслоотделителей Для влагоотделителей Для регуляторов давления
8 4-5 2-3 6-8
10 5-6 3-4 8-10
15 7-9 5-6 12-14
20 10-12 6-7 17-19
25 12- 14 8-9 21-23
Время t2 движения поршня определяется путем совместного ре-
шения уравнения энергетического баланса для процесса наполнения
сжатым воздухом переменного объема
kRTQdt= kp(dVt + Vtdpt
и дифференциального уравнения движения поршня
т= PF - pJn - poFm - Рс,
253
Глава 9. Гидравлические и пневматические исполнительные механизмы
где к = 1,4 — показатель политропы;
R = 293 Нм/(кгград) - газовая постоянная;
Т — абсолютная температура воздуха;
Q - весовой расход воздуха;
pt, V- давление в полости наполнения и объем рабочей полости в
функции времени;
F, Fu, Гш - площади поршня со стороны рабочей полости и поло-
сти опоражнивания; площадь штока;
Рс - суммарная сила сопротивления, включающая также силу тя-
жести подвижных частей при их вертикальном расположении.
Решение системы дифференциальных уравнений осуществляется
численными методами на ЭВМ.
Если использовать допущение, что процесс наполнения цилиндра
сжатым воздухом происходит в надкритическом режиме, то можно
получить следующее решение. В упомянутом случае
(2=Qkp=0,39^h/h^;
принимая давление в процессе наполнения постоянным
Р = Рав = const,
а объем — меняющимся по линейному закону
У,= Уо+ y^/tv
установим, что
Рис. 9.21. График зависимости
коэффициента расхода от
коэффициента потерь
Глава 9, Гидравлические и пневматические исполнительные механизмы
у
dVt=—dt.
^2
При этих условиях система дифференциальных уравнений позво-
ляет найти время tr При Т= 290 °К
t2 = 5,0910~3 FS
(9.20)
ГД& S — полный ход поршня, см.
Заключительное время г3 определяется из условия, что истечение
воздуха происходит в смешанном режиме: начальное давление мень-
ше критического, а конечное - больше его.
Приближенно принимают
I
V 4-V п f п Ak
с = 3,617 -10~3 0 1 • 0,5282 - -ь 1,825 0,4084- . 1- ^jssl
Vx Л V Р„ )
Если имеют место соотношения рнач = ртн = ры, то последнее
выражение упрощается:
(9.21)
Расчет времени срабатывания пневматического исполнительного
механизма по приближенной методике можно выполнить с помощью
программы srabat 99.exe.
Регулирование скорости движения поршня в пневматическом при-
воде осуществляется с помощью дроссельных устройств по схемам,
аналогичным тем, которые использовались при регулировании гидро-
привода.
Пример. Рассчитать время прямого хода поршня пневматического
цилиндра двойного действия с односторонним штоком. Сила сопро-
тивления на штоке Рс =525 Н. Внутренний диаметр цилиндра D = 63 мм,
диаметр штока d = 28 мм\ полный ход поршня S = 200 мм. Длина
напорного трубопровода £н = 12 м, опоражнивания - £оп = 3 м.
На напорной линии имеются два распределителя и один дроссель (ре-
гулятор давления), на линии опоражнивания - один распределитель и
один дроссель. Сечения всех трубопроводов одинаковые, условный
проход Ру = 15 мм. Давление в магистрали - рм = 6,3 ати (0,63 МПа).
Поскольку рассматриваемый цилиндр - силовой, то время пря-
мого хода включает заключительный период. В соответствии с форму-
лой (9.14)
255
Глава 9. Гидравлические и пневматические исполнительные механизмы
^ПХ + h + G
Подготовительное время по формуле (9.13)
t = t 4" t 4" t .
1 ср рас on
Принимаем t = 0; время распространения давления рассчитыва-
ется по формуле (9.15):
^=12/341 «0,035 с.
Время опоражнивания найдем по формуле (9.17). Для этого пред-
варительно определим объем полости опоражнивания К, и соответ-
ствующий ей «вредный объем» Ко:
Vx = п(ГГ - d2)S/4 = я(6,32 - 2,82) 20/4 «500 см\
Примем Го= 0,1 р; = 0,1 500 = 50 слА
Полагаем, что в полости противодавления рл = 1,7р0, где ро = 0,1 МПа -
атмосферное давление. Тогда рп = 0,17 МПа.
Площадь сечения трубопроводов наполнения и опоражнивания
Л =/оп = яРу2/4 = я 1,52/4=1,77 сл<2.
Определим величину коэффициента £оп расхода на линии опораж-
нивания. Для этого следует предварительно найти коэффициент со-
противления трубопровода опоражнивания (£оп = 3 м) с учетом уста-
новленных на нем воздухораспределителя и дросселя. Из табл. 9.3 сле-
дует, что эквивалентные этим устройствам длины трубопроводов при
Ру = 15 мм составляют соответственно 8 и 13 м. Коэффициент потерь
(по формуле 9.19)
d 1,5
По графику зависимости коэффициента расхода от коэффициента
потерь (см. рис. 9.21) при = 24 величина £оп «0,16.
По формуле (9.17) следует
500 + 50 0,63-0,17
/оп = 2,53-10 4------------------—
оп 0,16 1,77 0,17 + 20 0,1
= 0,104
с.
Следует проверить правильность допущения, что время наполнения
меньше времени опоражнивания. Для этого рассчитаем время Гнап напол-
нения правой полости пневматического цилиндра. Предварительно сле-
дует найти объем Ио вредного пространства для полости наполнения. Как
и ранее, будем исходить из предположения, что он составляет 10 % по-
лезного объема И, описываемого поршнем при рабочем ходе:
256
Глава 9. Гидравлические и пневматические исполнительные механизмы
Г, =nD2 S/4 = п 6,32 20/4 = 623 см3;
Ио = 0,1 Kj = 62,3cjw3.
Для нахождения величины рдв воспользуемся формулой (9.18), из
которой следует , р F
п2 П
А
Задавая kr = 1,5 и принимая во внимание, что Рс = 525 Н=
=525 Ю6 МН\ F=nD2/4 = п 6,32/4 = 31,72 cjw2 = 3,172 103 jw2; Fn =
=л(Р 2 - d 2)/4 = л(6,32 —2,82)/4 = 25 ои2 = 2,5 Ю3 м2 и рп = 0,17 МПа,
получим
1,5 • 525 Ю"6* 0,17-2,5 10"3
Рд» = ----------------------------= °’382 МПа'
3,17-10"3
Для определения коэффициента расхода на напорной линии рас-
считаем соответствующий коэффициент сопротивления Учтем, что
на напорной линии, длиной £н = 12 м, имеются два воздухораспреде-
лителя и один дроссель, сопротивления которых рассчитываются че-
рез эквивалентные им длины трубопроводов, соответственно для рас-
пределителя - 8 м, для дросселя - 13 м:
;=о,015^=0,015.1200 + 2800+1300 = 41.
d 1,5
Коэффициент расхода находится, как и ранее, по графику, изоб-
раженному на рис. 9.21: ^ = 0,12.
Подставляя значения Ко, р^, хн и /н в формулу (9.16), определяю-
щую длительность наполнения, получим
,н=3>6210-’-^- ^^1 = 0,007 с.
0,12 1,77 0,63
Таким образом, действительно, Гн < Гоп и, следовательно,
t. = t + t= 0,035 + 0,104 = 0,139 с.
Для расчета времени t2 движения поршня при прямом ходе вос-
пользуемся формулой (9.20):
. 31,72 20 0,382
Л = 5,09-10 5- —-------= 0,092 с.
0,12 1,77 0,63
Заключительное время / рассчитывается по формуле (9.21). Под-
становка известных величин дает:
t3 = 3,61 10’5 • 62,3 + 623.(1,274 - = 0,078 с.
0,12 1,77 I 0,63 I
257
Глава 9. Гидравлические и пневматические исполнительные механизмы
Полное время прямого хода
Т’пх = Г1 + Г2 + G = °’139 + °’092 + °’078 = °’309 С
Контрольные вопросы
1. Из каких основных элементов состоит гидравлический привод?
2. Дайте сравнительную характеристику свойств гидравлического
и рычажного исполнительных механизмов.
3. В чем состоят основные недостатки гидравлического привода
при его использовании в маши нах-автоматах?
4. Сопоставьте свойства гидравлических цилиндров двойного дей-
ствия с односторонним и с двусторонним штоком.
5. Каковы схемы и области использования телескопических гид-
роцилиндров? двухкамерных?
6. В чем заключается сущность проектного расчета гидравличес-
кого цилиндра? Какими нормативами следует при этом пользоваться?
7. Какие вопросы решаются при проектировании индивидуально-
го гидравлического привода?
8. В каких случаях в системе гидропривода рационально использо-
вать насосы низкого и высокого давления?
9. Что собой представляет мультипликатор давления и какова его
функция в гидравлическом приводе машины?
10. В каких случаях используют групповой гидравлический привод?
Какова его структура?
11. Какова структура времени срабатывания гидравлического ис-
полнительного механизма?
12. Как осуществляется в гидравлическом исполнительном меха-
низме торможение поршня в конце его хода?
13. Какие методы регулирования скорости движения поршня Вы
знаете? В чем их сущность?
14. Сопоставьте свойства систем регулирования при установке дроссе-
ля на входе напорной линии, на выходе из цилиндра, на ответвлении?
15. В чем заключаются основные отличия свойств пневматического
привода от гидравлического?
16. Какова область использования пневматических исполнительных
механизмов в машинах-автоматах?
17. Каково рабочее давление воздуха в пневматическом приводе?
Как объясняется ограничение давления?
18. Какие типы пневматических цилиндров имеют наибольшее рас-
пространение и каковы их свойства?
19. В чем состоит отличие расчета времени срабатывания пневма-
тического исполнительного механизма от гидравлического?
258
Глава 10. Механизмы и устройства автоматической загрузки и питания
Глава 10
МЕХАНИЗМЫ И УСТРОЙСТВА
АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ И ПИТАНИЯ
Питать - 2. Доставлять что-н. необходимое,
снабжать, доставлять необходимые вещества в
какую-н. среду.
Толковый словарь русского языка
С. И. Ожегова
10.1. ОСНОВНЫЕ ТИПЫ ПИТАЮЩИХ
УСТРОЙСТВ МАШИН-АВТОМАТОВ
Механизмы и устройства питания машин-автоматов осущест-
вляют хранение перерабатываемого материала или объектов обра-
ботки и их подачу в зону выполнения технологических операций.
Конструкция питающего устройства определяется видом объекта
обработки и особенностями операций технологического процесса.
В машинах-автоматах химических производств исходный по-
луфабрикат может быть в виде сыпучего, пастообразного, жидко-
го или непрерывного материала (в форме ленты, волокна и т.п.), а
также в виде штучных объектов — заготовок.
Например, в автоматах для производства профильных изделий
из стеклопластиков исходный армирующий материал подается в
259
Глава 10. Механизмы и устройства автоматической загрузки и питания
виде стекложгута или тканой ленты, а связующее (фенолфор-
мальдегидные, эпоксидные или другие смолы) — в жидком виде.
В автоматах для фасовки химических продуктов последний высту-
пает в виде порошка, гранул, пасты или жидкости, а для упаков-
ки используется рулонная полимерная пленка и т.д.
В производстве армированных резиновых рукавов исходный
материал — резиновая смесь и металлическая проволока (в бун-
тах). В машинах-автоматах этого типа питающие устройства осущест-
вляют функции хранения материала, отделения и отмеря дозы (при
сыпучих, пастообразных и жидких материалах) и ее подачи.
Для изготовления изделий из пластмасс и резины, а также
продукции некоторых других отраслей химической промышленно-
сти, и при производстве строительных материалов используются
машины-автоматы и автоматические линии, в которых исходный
полуфабрикат представляет собой штучные заготовки. Таковы, на-
пример, прессы-автоматы для изготовления изделий из таблетиро-
ванного пресс-порошка, машины-автоматы и автоматические ли-
нии для формования и вулканизации резинотехнических изделий.
Питающие устройства этих машин выполняют функцию хранения
объектов обработки, отделения единичных заготовок, их ориенти-
рования и подачи в рабочую зону машины.
Разработка высокопроизводительных и надежных питающих
устройств для машин-автоматов и автоматических линий — одна
из важнейших проблем автоматизации оборудования химических
производств, а также оборудования для изготовления строитель-
ных материалов и изделий. В большинстве случаев решение вопро-
са автоматизации подачи материала или штучных объектов обра-
ботки позволяет перейти от неавтоматизированного машинного
оборудования и от полуавтоматов к полным автоматам. При этом
обслуживающий персонал освобождается от выполнения тяжелой
физической работы, сокращаются затраты на рабочую силу, по-
вышается производительность технологического оборудования,
улучшается качество продукции.
Таким образом, системы питания по виду объекта переработки
делятся на две группы: механизмы и устройства питания для сыпу-
чих, пастообразных, жидких и непрерывных (погонажных) мате-
риалов; механизмы и устройства питания для штучных заготовок.
260
Глава 10. Механизмы и устройства автоматической загрузки и питания
10.2. Питающие устройства для сыпучих
и непрерывных материалов
Питающие устройства для сыпучих, пастообразных и жидких
материалов состоят из емкости для хранения материала и дозато-
ра-питателя для его подачи в зону обработки.
Рабочий объем емкости для хранения материала выбирается
по условию, чтобы время между заправками материала не превы-
шало некоторого минимального, обеспечивающего нормальное
обслуживание машины или группы однотипных машин.
Емкости для хранения сыпучих материалов (бункера) имеют
углы наклона боковых стенок большие, чем статический угол
естественного откоса материала, хранящегося в бункере, что по-
зволяет избежать образования мертвых зон. В бункерах могут уста-
навливаться ворошители, предназначенные для предупреждения
сводообразования, слеживаемости и образования комков, а также
для организации равномерной подачи материала из бункера к до-
затору. С этой же целью используют пневматические и вибраци-
онные побудители.
В технологических процессах химической промышленности ис-
пользуется как весовое, так и объемное дозирование.
Весовые дозаторы позволяют получать дозы материала с вы-
сокой степенью точности — до 0,1 % при массе дозы 15—20 кг и
более. Однако производительность весовых дозаторов в несколько
раз меньше, чем объемных, у которых значительно проще конст-
рукция и выше надежность. По этой причине в машинах-автома-
тах при дозировании порошковых материалов порциями до 500 г, а
в некоторых случаях и до 1—2 кг, используют объемные дозаторы.
Точность объемного дозирования в среднем составляет 1,0—3,0 %.
Жидкости дозируются объемными дозаторами без ограничения
массы.
Для получения больших доз используются автоматические ве-
совые дозаторы, которые представляют собой самостоятельные
агрегаты, работающие в одном темпе с машиной, питание кото-
рой они обеспечивают.
В зависимости от вида продукции, производимой машинами-
автоматами, используются объемные дозаторы порционные или
261
Глава 10. Механизмы и устройства автоматической загрузки и питания
непрерывные. Порционные дозаторы отделяют дозу материала (по-
рошка, жидкости), а непрерывные дозаторы обеспечивают равно-
мерную подачу материала.
Порционные объемные дозаторы для порошковых материалов
имеют несколько разновидностей. Барабанный дозатор с ячейка-
ми (рис. 10.1, а) обычно используется для подачи небольших доз
материала. Он устанавливается на выходе из бункера; при перио-
дическом повороте барабана 7, размещенного внутри корпуса 2
дозатора, порошок заполняет ячейки, которые опоражниваются
при их переходе в нижнее положение. Принцип действия дисково-
го дозатора (рис. 10.1,6) аналогичен барабанному. При вращении
диска 5 порошок из бункера 2 поступает в мерные цилиндры 3,
выпускные отверстия которых в зоне дозирования перекрыты не-
подвижным столом 4. В зоне разгрузки выпускное отверстие мер-
ного цилиндра находится над лотком, на который высыпается
доза материала. Мерные цилиндры могут быть сменными для из-
менения объема дозы или с регулируемым объемом.
Поскольку порционный дозатор входит в состав исполнитель-
ных механизмов машины-автомата, на выбор его метрических па-
раметров накладывается ряд условий. Рассмотрим эти ограниче-
ния на примере барабанного дозатора.
Раздельная разгрузка доз материала из отдельных ячеек, обес-
Рис. 10.1. Порционные объемные дозаторы: а - барабанный;
б — дисковый; в — камерный (7 — барабан; 2 — корпус; 3 — мерный
цилиндр; 4 — стол; 5 — диск; 6 — камера; 7 — поддон)
262
Глава 10. Механизмы и устройства автоматической загрузки и питания
печивающая несмешивание доз, расположенных в барабане по со-
седству, обеспечивается соотношением
а-₽>₽2>₽,
в котором а — угловой шаг ячеек на окружности барабана; Р -
центральный угол, соответствующий ширине ячейки по окруж-
ности барабана; Р2 — центральный угол, соответствующий шири-
не выпускного отверстия барабана.
Размеры ячейки в плоскости поперечного сечения барабана
и в направлении образующей зависят от объема дозы. Если ши-
рина ячеек Ь и перемычки а между ними известна, то диаметр
барабана &
л
где z ~ число ячеек;
S = а + b — шаг ячеек по окружности барабана.
Минимальное время, необходимое для заполнения ячейки
материалом, ^O3min определяется экспериментально для каждого
конкретного случая. Расчетные методы не дают надежных резуль-
татов, поскольку они связаны с необходимостью использовать
ряд физико-химических характеристик дозируемого материала,
которые также необходимо находить опытным путем. Например,
при дозировании сыпучего материала необходимо знать его на-
сыпную плотность, угол естественного откоса, влажность и пр.
Барабан дозатора может вращаться непрерывно или дискрет-
но, с поворотом на величину углового шага и последующей оста-
новкой.
В первом случае, при непрерывном вращении барабана, если
дозатор используется в машине-автомате I класса, то при задан-
ной длительности Тр рабочего цикла можно найти угловую ско-
рость о6или частоту вращения барабана п6:
а 30а
“6=—; «б=^^-
пТг
Следует проверить время прохождения ячейки через зону за-
полнения материалом (Р():
263
Глава 10. Механизмы и устройства автоматической загрузки и питания
t (101)
юб
Время прохождения ячейки через зону разгрузки
_ Р2 +Р
Если условие (10.1) не выполняется, следует либо изменить
параметры дозатора, либо из условия (10.1) найти со6 и далее
рассчитать время рабочего цикла по формуле
Во втором случае, при периодическом повороте барабана, на-
пример, с помощью мальтийского механизма, длительность ра-
бочего цикла складывается из времени выстоя t0, которое дол-
жно быть не менее /доз[Ып, и времени поворота креста
Тр — /0 + tv
Число пазов креста должно соответствовать числу z ячеек на
барабане.
Следует заметить, что истинная длительность расположения
ячейки в зоне заполнения (угол Р() будет больше, чем t0, по-
скольку в эту зону ячейка попадает и при повороте барабана.
Основные соотношения для мальтийских механизмов — см. гл. 8.
Для дискового дозатора справедливы все приведенные выше
соотношения с тем отличием, что а, ₽,.. — углы в плане диска, 5 —
шаг расположения осей мерных цилиндров по окружности D,z~
число мерных цилиндров.
Дозатор камерного типа (рис. 10.1, в) представляет собой ин-
версию дискового дозатора: камера 6 с материалом перемещается
над поверхностью стола 4, в котором установлена матрица, вы-
полняющая функцию мерного цилиндра 3. Объем дозы определя-
ется положением поддона (нижнего пуансона) 7, которое регули-
руется специальным механизмом. Такого рода дозирование ис-
пользуется в кривошипных таблеточных автоматах и брикетных
264
Глава 10. Механизмы и устройства автоматической загрузки и питания
прессах-автоматах. Доза порошка, находящаяся в матрице, далее,
после отвода камеры, подвергается прессованию верхним пуансо-
ном, после чего компактная таблетка или брикет выталкиваются
из матрицы вверх на поверхность стола или, в некоторых случа-
ях, вниз.
При использовании камерного дозатора предусматривается
использование такого закона его движения, который обеспечива-
ет время расположения камеры над матрицей большее, чем t
Рассмотрим узел дозирования (рис. 10.2) роторной таблеточ-
ной машины, работающий по принципу дозатора дискового типа.
Исходный материал в порошковом или гранулированном виде
находится в бункере. Последний состоит из двух секций: верхней
1 и нижней 2, каждая из которых имеет вибровозбудитель 3. Дно
бункера 2 заканчивается горловиной 4, через которую порошок
поступает в питатель 5, закрепленный неподвижно. Под питате-
лем с зазором 0,06 — 0,08 мм расположен ротор машины — враща-
ющийся стол 6 с закрепленными в нем матрицами 7. Объем дозы
порошка зависит от положения торца нижнего пуансона 8, кото-
рое может регулироваться клином 9. Вибровозбудители на магни-
Рис. 10.2. Узел дозирования роторной таблеточной машины:
1 - верхняя секция бункера; 2 - нижняя секция бункера; 3 - вибро-
возбудители; 4 — горловина; 5 - питатель; 6 - стол; 7 - матрица;
8 — нижний пуансон; 9 — клин
265
Глава 10. Механизмы и устройства автоматической загрузки и питания
тострикторах создают колебания с частотой 10 кГц, что позволяет
успешно дозировать фармацевтические, катализаторные и другие
порошки. Кольцевой зазор между секциями бункера выполняет
роль деаэратора, освобождая порошок от имеющегося в нем воз-
духа; свойства сыпучего материала при вибрации с большой час-
тотой приближаются к свойствам жидкости, благодаря чему дос-
тигается высокая точность дозирования.
Разнообразны по конструкции объемные дозаторы непрерыв-
ного действия, в частности, широко используются дозаторы ло-
пастного, шнекового и вибрационного типов.
Дозатор лопастного типа (рис. 10.3) состоит из корпуса 7, в
котором расположен вал 2 с закрепленными на нем лопастями 5.
Плоскости лопастей составляют угол Р с плоскостью, перпенди-
кулярной оси вала.
Эти дозаторы находят применение для подачи сыпучих мате-
риалов, склонных к образованию комков.
Частота вращения вала дозатора обычно мала, что позволяет
пренебречь силами инерции перемещаемой массы и рассматривать
ее продвижение вдоль оси корпуса дозатора как простое пересы-
пание под воздействием лопастей.
При расчете производительности дозатора исходим из следую-
щих соображений. За один оборот вала лопасть описывает объем
V = nR2b sin Р,
где R - радиус лопасти;
b - ширина лопасти.
Вводя допущение, что коэффициент ц/ заполнения корпуса в
первом приближении постоянен по длине корпуса дозатора, най-
Рис. 10.3. Лопастный дозатор: 1 — корпус; 2— вал; 3 — лопасть
266
Глава 10. Механизмы и устройства автоматической загрузки и питания
дем величину объема материала, передвигаемого вдоль оси доза-
тора за один оборот вала:
Vx = Vyk,
где к — коэффициент эффективности подачи материала лопастью.
Коэффициент заполнения обычно находится в пределах
у = 0,1...0,4.
Коэффициент эффективности подачи материала лопастью учи-
тывает то обстоятельство, что при продвижении сыпучего мате-
риала лопастью он частично пересыпается в обратном направле-
нии. Величина этого коэффициента зависит от геометрии лопасти
и угла естественного откоса материала.
Если в поперечном сечении вала расположено z лопастей (обыч-
но z = 1. .4), то объемная производительность в л<3/ч лопастного
дозатора, при частоте вращения его вала п об/мин, будет
Qy = 60 л R2b п z V к sin р.
Величину коэффициента к можно найти опытным или расчет-
ным путем.
Регулирование производительности осуществляется измене-
нием частоты вращения п вала дозатора или изменением угла Р
наклона лопастей.
Энергозатраты на привод дозатора обычно незначительны. Их
величину в кВт можно оценить при помощи выражения
N = 2,83-1О~8 QyLk^, (10.2)
Лт|
где Qv~ объемная производительность дозатора, м^/ч\
L — длина корпуса,
кг — коэффициент потерь на трение материала о стенки кор-
пуса и лопасти;
р — насыпная плотность сыпучего материала, кг/м*\
г| — КПД привода.
Расчеты производительности и энегозатрат на привод лопаст-
ного питателя можно выполнить на ЭВМ по программе shnkpit.exe.
Дозаторы шнекового типа (рис. 10.4, а) применяются для до-
зирования материалов, не подверженных измельчению при пере-
сыпании. Материал из бункера 1 поступает в корпус 2, в котором
267
Глава 10. Механизмы и устройства автоматической загрузки и питания
расположен шнек 3. При вращении шнека материал, заполняю-
щий корпус шнека, перемещается в зону разгрузки. В некоторых
случаях шнек выполняется с шагом, уменьшающимся в сторону
разгрузки, что позволяет уплотнять дозируемый материал и по-
лучать более стабильную производительность.
Производительность шнекового питателя определяется по фор-
муле
Qv = 15 л D21 п v,
где D — диаметр шнека;
t — шаг шнека;
п — частота вращения вала шнека;
V — коэффициент заполнения.
Мощность электродвигателя привода шнекового дозатора
рассчитывается по формуле (10.2), в которой следует прини-
мать k~ 1, так как обратное пересыпание материала незначительно.
Расчет шнековых дозаторов можно выполнять по упомянутой
выше программе shnkpit.exe, которая сопровождается справочны-
ми данными о свойствах некоторых сыпучих материалов.
Вибрационные дозаторы позволяют осуществлять дозирова-
ние с высокой точностью, обеспечивают плавность подачи мате-
риала. Основа принципа их действия — регулирование скорости
вибрационного перемещения материала по лотку или изменение
скорости истечения сыпучего материала из емкости под действи-
ем вибрации.
Вибрационные дозаторы бывают лотковыми, шнековыми, та-
рельчатыми и бункерными.
Рис. 10.4. Схемы дозаторов непрерывного действия: а — шнекового;
б — вибрационного (7 — бункер; 2 — корпус; 3 — шнек; 4 — лоток;
5 - вибровозбудитель)
268
Глава 10. Механизмы и устройства автоматической загрузки и питания
Простейший вибродозатор лоткового типа (рис. 10.4, б) пред-
ставляет собой шарнирно закрепленный под корпусом 1 бункера
лоток 4, который подвергается вибрации с помощью вибровозбуди-
теля 5. Регулирование скорости подачи материала достигается изме-
нением угла наклона лотка к горизонту. При необходимости полу-
чить высокую точность дозирования дозаторы оснащаются устрой-
ствами для определения массы и регистрирующей аппаратурой.
Чаще всего используются электромагнитные вибровозбудите-
ли с частотой колебаний 50 Гц, а также электромеханические
дебалансные, приводимые в действие от асинхронных электро-
двигателей с частотой вращения 1500 или 1000 об/мин
(соответственно частота колебаний равна 25 и 16,7 Гц). Для час-
тоты колебаний 50 Гц скорость транспортирования материала
по горизонтально расположенному лотку ориентировочно состав-
ляет 0,15 м/с, для 25 Гц — 0,25 м/с и для 16,7 Гц — 0,35 м/с.
Методы расчета вибрационных дозаторов изложены в спе-
циальной литературе.
Рассмотрим устройства для питания машин-автоматов непре-
рывным (погонажным) материалом: жгутом или ровницей волок-
на, проволокой, лентой и т.п.
В некоторых типах машин для формования изделий из стекло-
пластиков в качестве исходного материала используется ровница
стекловолокна. Она поставляется в виде бобин (полых цилиндров
без каркаса). Ровница подается с внутренней поверхности бобины.
Питающее устройство состоит из стеллажа и валков, обеспечива-
ющих непрерывную подачу жгута (см. раздел 3.1, машины для
предварительного формования изделий из стеклопластиков). Ров-
ница стекловолокна используется как армирующий материал в
производстве различных профильных изделий из стеклопласти-
ков (стержни, трубы, уголки и др.). Питающие устройства в
машинах для изготовления таких изделий представляют собой стел-
лажи для установки бобин и систему штырей, которые огибает
ровница стекловолокна с целью создания натяжения в жгутах.
Подача ровницы осуществляется протяжкой ее вместе с фор-
муемым объектом обработки.
В некоторых машинах, например, для непрерывного изготов-
ления труб из стеклопластиков намоткой ровницы по винтовой
269
Глава 10. Механизмы и устройства автоматической загрузки и питания
линии (рис. 10.5), бобины 1 устанавливают на вращающемся столе
2. Ровница перед намоткой на оправку (дорн) 3 подвергается про-
питке связующими смолами в ванне 4. Устройство питания одно-
временно выполняет и функцию намотки.
Аналогичным образом устанавливаются и бунты с проволокой
в агрегате для производства армированных резиновых рукавов.
При винтовой укладке жгута или проволоки диаметром d на
цилиндрическую поверхность диаметром Z)c углом подъема вин-
товой линии а, угловая скорость <о вращения стола связана с ли-
нейной скоростью v поступательного движения объекта обра-
ботки (см. рис. 10.5) соотношением
t <о(Л + d)
vtga = —-.
Шаг винтовой линии
t = n(D+d) tg a.
Расход материала при винтовой навивке связан с производи-
тельностью машины:
где L — расход материала, в м/с (нить, жгут, проволока и т.п.);
Q — производительность машины, в м/с.
Рис. 10.5. Схема питающего устройства
для непрерывной подачи ровницы с
одновременной спиральной намот-
кой на формуемое изделие:
1 — бобина с ровницей; 2 — стол;
3 - оправка; 4 - ванна
270
Глава 10. Механизмы и устройства автоматической загрузки и питания
Питающие устройства для подачи пленки, ткани, бумаги и
других материалов в виде ленты имеют аналогичную конструк-
цию: катушки с намотанным материалом свободно закрепляются
на осях стеллажа или стола, который в случае необходимости имеет
вращательное движение. Катушки на осях вращаются с подторма-
живанием для создания натяжения ленты. На рис. 3.24 показана
схема расположения катушек с лентой из стеклоткани в установ-
ке для непрерывного производства труб из стеклопластиков. Там
же дано описание работы установки.
10.3. Питающие устройства
для штучных объектов обработки
В общем случае питающее устройство состоит из емкости и
захватно-ориентирующих устройств, накопителя, отсекателя,
транспортирующего устройства.
Емкость служит для создания запаса изделий. В зависимости от
характера расположения объектов в емкости различают магазин-
ные, штабельные и бункерные питающие устройства.
При магазинном расположении заготовок последние распо-
лагаются в емкости в один ряд (с промежутками или вплот-
ную), при штабельном — в несколько рядов, при бункерном —
беспорядочно (рис. 10.6).
В машинах-автоматах химических производств, предназначен-
ных для изготовления штучных изделий, широко используются
Рис. 10.6. Питающие устройства для штучных объектов обработки:
а - магазинное; б - штабельное; в - бункерное (7 - деталь;
2 — емкость; 3 — отсекатель)
271
Глава 10. Механизмы и устройства автоматической загрузки и питания
бункерные питающие устройства разнообразной конструкции с
захватно-ориентирующими устройствами и, в некоторых случа-
ях, — с ворошителями.
Захватно-ориентирующее устройство отделяет каждый объект
обработки от группы деталей и первично его ориентирует, т.е. пе-
реводит объект из произвольного положения в определенное. Этот
процесс не относится к классу детерминированных, поскольку но-
сит случайный характер. Для обеспечения равномерной подачи объек-
тов обработки в рабочую зону автомата устанавливается накопи-
тель, компенсирующий неравномерность подачи деталей захватно-
ориентирующим устройством. Накопитель снабжается отсекателем,
выдающим объекты поштучно или определенной группой.
Иногда возникает необходимость вторичного ориентирования
деталей. Оно осуществляется специальными устройствами, кото-
рые устанавливаются перед накопителем.
Автоматическое бункерное захватно-ориентирующие уст-
ройство (АБЗОУ) представляет собой, по сути, агрегат автома-
тического действия, выполняющий ряд вспомогательных опера-
ций, работающий в одном темпе с технологической машиной-
автоматом или автоматической линией.
В состав АБЗОУ, схема которого показана на рис. 10.7, входят
бункер 1 для хранения, захвата и первичной ориентации объектов
обработки, лоток 2 для подачи деталей в устройство вторичного
ориентирования 3, накопитель деталей 4, отсекатель 5 и манипу-
лятор 6, подающий объекты в рабочую зону машины.
По виду захватных органов АБЗОУ разделяются на четыре
группы: с вращающимися захватными органами, совершающими
возвратно-поступательное или качательное движение; бункеры-
воронки; вибрационного типа.
Рис. 10.7. Автоматическое бун-
керное захватно-ориентирую-
щее устройство: 1 — бункер;
2 — лоток; 3 — ориентирующее
устройство; 4 — накопитель;
5 - отсекатель;
6 - манипулятор
272
Глава 10. Механизмы и устройства автоматической загрузки и питания
Выбор типа захватных органов определяется конструкцией об-
рабатываемой детали.
АБЗОУ с вращающимися захватными органами карманчиково-
го типа (рис. 10.8) используется преимущественно в тех случаях,
когда детали имеют простую геометрическую форму, например,
цилиндрическую, или вообще не требуется их первичной ориента-
ции. По окружности вращающегося диска 7, заключенного в кор-
пусе 5, расположены карманы, форма которых соответствует кон-
фигурации детали 2. Диск при вращении подает объекты обработки
на лоток, расположенный в нижней части бункера. По лотку детали
передвигаются толкателем (на чертеже не показан).
Модификация АБЗОУ карманчикового типа — бункерный пита-
тель с вращающимся наклонным диском (рис. 10.9). Он используется
для подачи объектов обработки, имеющих форму цилиндрических
таблеток небольшой высоты, шайб и других подобных изделий.
В корпусе бункера 2 расположен тарельчатый диск 3 с перего-
родками 4 и гнездами 5. Наклонное положение диска 3 позволяет
шайбам устанавливаться в гнезде на ребро. При вращении диска
детали перемещаются вверх и через отверстие в днище бункера
Рис. 10.9. Бункерный питатель с
попадают на лоток 7.
Рис. 10.8. Карманчиковое
бункерное питающее устрой-
ство: 7 - диск; 2 - детали;
3 - корпус бункера
вращающимся наклонным столом:
7 - лоток; 2 - корпус бункера;
3 - тарельчатый диск; 4 - перего-
родка; 5- гнездо; 6~ объект
обработки
273
Глава 10. Механизмы и устройства автоматической загрузки и питания
Для подачи объектов обработки типа колпачков, стаканов,
гильз используют АБЗОУ с крючковым захватом (рис. 10.10). Вра-
щающиеся крючки 5 захватывают детали 2, расположенные в бун-
кере 7, и, осуществив их первичное ориентирование, переносят
объекты в канал лотка 4. Заслонка 3 используется для регулирова-
ния подачи деталей.
На рис. 10.11 показана схема бункера с возвратно-поступа-
тельным движением захватывающего устройства. За один двойной
ход шибера 3, перемещающегося в направляющей 2, деталь/ по-
дается в лоток 4.
В АБЗОУ с качающимся элементом (рис. 10.12) подача изде-
лий 4 из бункера 1 на лоток 3 осуществляется сектором 2. Объек-
ты обработки заполняют паз сектора в нижнем его положении.
При повороте сектора, когда дно паза в верхнем его положении
совпадает с кромкой лотка 3, заготовки перемещаются вниз.
Бункера-воронки обычно применяются для автоматической
загрузки гладких цилиндрических деталей.
АБЗОУ с вибробункерами весьма перспективны для использо-
вания в химических производствах: отсутствуют движущиеся зах-
ватные органы и силовое воздействие на детали, что позволяет их
применять для объектов обработки из хрупких и малопрочных
материалов; простота переналадки и регулирования допускает их
использование для широкого диапазона типоразмеров деталей.
Рис. 10.10. Бункерный питатель с крючковым захватом: 1 - бункер;
2 - деталь; 3 - заслонка; 4 - лоток; 5 - крючки-захваты
274
Глава 10. Механизмы и устройства автоматической загрузки и питания
Наибольшее распространение получили винтовые вибрацион-
ные бункеры.
Вибробункер с внутренним винтовым лотком (рис. 10.13) со-
стоит из основания 7, на котором установлен вибровозбудитель 2
электромагнитного, реже пневматического типа, системы плоских
пружин 5, при помощи которых чаша 4 крепится к основанию. На
внутренней боковой поверхности чаши закреплен винтовой лоток
5 с углом подъема 3—5°; дно бункера — конусообразное, что застав-
ляет детали сдвигаться к стенке бункера и попадать на лоток.
Пружины располагаются по периферии чаши под углом 20-30°
к вертикальной оси, что обеспечивает чаше винтовое колебатель-
ное движение. Обычно амплитуда колебаний составляет 0,1-2,5 мм
при частоте колебаний 50—100 Гц. Вибробункеры устанавливают
на резиновых или пружинных опорах.
При включении вибро возбудителя, детали, находящиеся на
дне чаши, начинают перемещаться по винтовому лотку вверх и
выдаются из чаши на лоток, установленный у ее верхней кромки
(см. рис. 10.8).
Винтовые вибрационные бункерные устройства позволяют так-
же транспортировать детали в вертикальном направлении на
расстояние в несколько метров, в частности, с одного этажа на
другой.
Рис. 10.11. Бункер с возвратно-
поступательно движущимся
захватом: 7 - изделие;
2 — направляющая;
3 - шибер; 4 - лоток
Рис. 10.12. Бункер с качающимся
захватно-ориентирующим устрой-
ством: 7 - бункер; 2 - сектор;
3 — лоток; 4 — деталь
275
Глава 10. Механизмы и устройства автоматической загрузки и питания
Рис. 10.13. Вибробункер с внут-
ренним винтовым лотком:
1 — основание; 2 — вибровозбуди-
тель; 3 — пружины;
4 - чаша; 5 - винтовой лоток
Основные параметры вибробункеров с встроенным винтовым
лотком нормализованы (табл. 10.1). Размеры показаны на рис. 10.13.
Отсекатели представляют собой устройства, обеспечивающие
поштучную выдачу заготовок из накопителей. По характеру дви-
жения рабочего органа они подразделяются на отсекатели с посту-
пательно движущимся (рис. 10.14, а), качающимся (рис. 10.14, б) и
вращающимся рабочим органом (рис. 10.14, в).
Таблица 10.1
Характеристики вибробункеров
Обозна- чения D, мм н, мм R, мм ь, мм d, мм Мощ- ность, Вт Размеры изделия, мм Масса партии загру- жаемых изделий, кг Ско- рость движе- ния изде- ЛИЙ по лотку, м/мин Масса вибро- бункера, кг
БВ-60 60 ПО 22 5 14 20 3-4 0,05 0,5 1,1
БВ - 100 100 190 32 10 16 50 6-10 0,3 1,0 3,8
БВ-160 160 205 32 16 16 50 10-16 0,7 2,0 3,8
БВ-200 200 320 65 20 32 100 16-20 2,0 3,0 20,5
БВ-250 250 330 65 25 32 100 20-25 5,0 4,0 20,5
БВ-315 315 410 ПО 30 44 250 25-30 10,0 5,0 71,5
БВ-400 400 440 ПО 40 44 250 35-40 15,0 6,0 71,5
БВ-500 500 640 190 50 70 600 50-60 30,0 8,0 122
БВ - 630 630 665 190 60 70 600 60-70 60,0 10,0 122
276
Глава 10. Механизмы и устройства автоматической загрузки и питания
Вторичное ориентирование объектов обработки, т.е. перевод
деталей из первого определенного устойчивого положения в
другое, заданное определенное устойчивое положение, осущест-
вляется специальными устройствами, которые, как было отмече-
но, устанавливаются перед накопителями.
Различают пассивное и активное ориентирование. Пассивное
ориентирование заключается в удалении неправильно располо-
женных заготовок из общего потока объектов обработки, причем
отсеянные детали вновь направляются в бункер на первичное, а
оттуда — на вторичное ориентирование. Активное ориентирование
производится без отсева деталей, причем неправильно располо-
женные объекты обработки, находящиеся в общем массиве заго-
товок, переводятся в заданное положение.
Пассивное ориентирование осуществляется непрерывным спо-
собом в процессе перемещения объектов обработки по лоткам,
направляющим и т.п. Для отсева неправильно ориентированных
заготовок при этом используется изменение положения центра
тяжести неправильно ориентированных деталей по отношению к
правильно ориентированным (рис. 10.15, а, б) или особенностей
Рис. 10.14. Отсекатели: а — с возвратно-поступательным движением
рабочего органа; б — с качающимся рабочим органом; в — с непре-
рывным вращением рабочих органов
277
Глава 10. Механизмы и устройства автоматической загрузки и питания
Рис. 10.15. Схемы устройств для непрерывного пассивного ориенти-
рования: а, б - для деталей, ориентируемых по положению центра
тяжести; в - для деталей с заплечиками; г - для деталей с фасками
их конфигурации — наличия заплечиков, фасок и т.д. (рис. 10.15,
в, г). Следует отметить, что этот способ используется и при пер-
вичном ориентировании.
Способы активного ориентирования весьма разнообразны. На-
пример, устройство для ориентирования деталей конической формы
(рис. 10.16) предназначено для подачи заготовок широким осно-
ванием, обращенным вниз. На неподвижной площадке 3 имеется
паз с порогом 4. Ширина паза соответствует меньшему диаметру
заготовки. Деталь 1 поступает из бункера с расположением широ-
кого основания, обращенным вверх или вниз. В том случае, когда
заготовка попадает на площадку узким основанием, последнее
входит в паз и сбрасывается толкателем 2 в трубу 5 накопителя с
поворотом на 180°. Если заготовка поступает на площадку 3 ши-
роким основанием, то деталь в паз не попадает, а сдвигается тол-
кателем в накопитель в том же положении.
В устройстве ориентирования для деталей типа крышек
(рис. 10.17) деталь 2 из бункера по каналу после первичного ори-
ентирования поступает донышком, обращенным влево или вправо.
278
Глава 10. Механизмы и устройства автоматической загрузки и питания
Рис. 10.16. Устройство вторич-
ной ориентации детали
конической формы:
1 - деталь; 2 - толкатель;
3 - площадка; 4 - порог;
5 — труба накопителя
Рис. 10.17. Механизм ориентации
деталей типа крышек: 1 - выступ;
2 — деталь; 3 - диск; 4 — канал
Механизм ориентации имеет вращающийся диск 3 с пазами,
внутри которых расположены выступы 1. Если деталь 2 попадает в
паз донышком, обращенным вправо, то при вращении диска она
через канал 4 перемещается в лоток и оказывается расположенной
на лотке донышком вниз. Если же деталь попадает в паз доныш-
ком, обращенным влево, то при вращении диска она накроет
выступ в пазу диска и упадет в лоток лишь в нижнем положении
паза, т.е. в обоих случаях будет ориентирована на лотке в положе-
нии донышком вниз.
В устройствах ориентирования магнитного и электромагнит-
ного типов используется эффект воздействия магнитов на детали
из ферромагнитных материалов.
В корпусе устройства для ориентации деталей из ферромагнит-
ных материалов (рис. 10.18) встроен магнит 1. Внутри корпуса
имеется диск 3 с пазами, в которые при поворотах диска попада-
ют детали 2 из бункера. Неправильно ориентированная деталь 2,
расположенная острием, направленным вниз, удерживается маг-
279
Глава 10. Механизмы и устройства автоматической загрузки и питания
Рис. 10.18. Устройство магнитной
ориентации деталей:
1 - магнит; 2 - деталь; 3 - диск;
4 — паз
нитом и поэтому может попасть на лоток только в нижнем
положении паза. Детали, правильно ориентированные, остри-
ем вверх, магнитом не удерживаются и под действием сил
тяжести по диаметральному каналу диска падают на лоток. Ос-
новные детали устройства изготовлены из немагнитных мате-
риалов.
Вопросы расчета и конструирования автоматических бун-
керных захватно-ориентирующих устройств рассматриваются в
специальной литературе. Так как процесс захватывания-ориен-
тирования носит случайный характер, расчет производительно-
сти АБЗОУ производится при помощи методов теории вероят-
ностей. Емкость накопителя ориентированных деталей также рас-
считывается с помощью теории случайных процессов. Опти-
мальной будет такая минимальная емкость накопителя, кото-
рая обеспечивает бесперебойную подачу объектов обработки в
рабочую зону машины-автомата в темпе, соответствующем ее
производительности. Обычно предусматривается также блоки-
ровка привода бункера при перегрузке накопителя деталями.
Требования, предъявляемые к АБЗОУ автоматических линий,
см. в гл. 11.
280
Глава 10. Механизмы и устройства автоматической загрузки и питания
Контрольные вопросы
1. Какие функции выполняют питающие устройства машин-авто-
матов?
2. Сопоставьте основные свойства весового и объемного дозиро-
вания сыпучих материалов.
3. Каковы основные разновидности порционных объемных доза-
торов? Приведите их схемы.
4. Какие типы объемных дозаторов непрерывного действия Вам
известны? Дайте их краткую характеристику.
5. Что такое АБЗОУ? Какие элементы входят в его состав и како-
вы их функции?
6. Поясните на примерах сущность пассивного и активного ориен-
тирования объектов обработки.
7. Какие требования предъявляются к емкости накопителя АБЗОУ?
Глава 11. Автоматические линии
Глава 11
АВТОМАТИЧЕСКИЕ ЛИНЛИ
Кто не применяет новых средств, должен ждать
новых бед.
Ф. Бэкон
11.1. Виды автоматических линий
Автоматические линии используются для автоматизации тех-
нологических процессов, состоящих из большого числа опера-
ций, выполнение которых осуществляется на различных маши-
нах автоматического действия. Разделение операций по отдель-
ным агрегатам в пространстве и во времени обусловливает приме-
нение автоматической транспортной системы, работающей в еди-
ном темпе для всех машин, входящих в линию, и единой системы
управления всеми агрегатами.
В отдельных случаях различие между машиной-автоматом и
автоматической линией становится условным; так, например,
некоторые автоматические линии по производству химических
источников тока компонуются лишь из двух-трех агрегатов и,
имея привод от одного двигателя, скорее могут быть отнесены к
маши нам -автоматам.
Автоматические линии применяются при массовом производ-
стве продукции обычно в тех случаях, когда обрабатываемые из-
282
Глава 11. Автоматические линии
делия отличаются конструктивной и технологической устойчи-
востью в определенном, заранее предусмотренном диапазоне; не
рационально использовать их для изготовления изделий, конст-
рукция и технологический процесс которых заведомо часто под-
вергаются существенным изменениям. Из-за необходимости час-
того переоборудования, переоснащения, переналадки эксплуата-
ция такой линии не дает экономического эффекта. В подобных
случаях следует переходить к созданию и использованию гибких
автоматизированных производств (ГАП).
Первая автоматическая линия в нашей стране была создана
рабочим-изобретателем И.П. Иночкиным (1939 г.).
Первоначально автоматические линии создавались из разно-
родных, уже существующих машин-автоматов и полуавтоматов,
т.е. из агрегатов с различными системами привода и управления,
с не согласованными друг с другом способами установки и зак-
репления объектов обработки. Транспортная система таких авто-
матических линий отличалась большой сложностью и состояла из
различных индивидуальных перегрузчиков и других устройств для
подачи объектов обработки в рабочие зоны машин.
Специально сконструированные автоматические линии пост-
роены преимущественно по принципу сквозной транспортировки
заготовок; конструкция транспортных устройств имеет решающее
значение и определяет строение линии.
Автоматические линии классифицируются по ряду признаков:
степени дискретности исходного материала и конечного продукта;
методу перемещения объектов обработки; по наличию и располо-
жению бункерных устройств; по конструктивно-компоновочному
принципу.
По степени дискретности исходного материала и конечного
продукта возможны 9 типов автоматических линий, поскольку
исходный материал и конечный продукт могут быть штучными,
порционными (т.е. отмеренными по массе или объему) и непре-
рывными.
В табл. 11.1 приведены примеры некоторых автоматических ли-
ний, применяемых в химической промышленности.
283
Глава 11. Автоматические линии
Таблица 11.1
Вид изделия Вид исходного материала
Штучный Порциями Непрерывный
Штучное Автоматические линии изготовле- ния резинотехни- ческих и пластмас- совых изделий Автоматические линии изготовления резинотехнических и пластмассовых изделий прессова- нием или литьем под давлением Автоматические линии изготовления изделий из жидкого или рулонного ма- териала
Порция Автоматические плавильные агре- гаты Автоматические линии для фасовки и упаковки сыпу- чих продуктов Автоматические линии фасовки и дозирования жид- ких продуктов
Непрерыв- ное Автоматические линии изготовле- ния ряда сыпучих и тестообразных продуктов Автоматические линии изготовления непрерывных изде- лий Автоматические линии изготовления листовых, профиль- ных и трубчатых изделий
По методу перемещения объектов обработки различают авто-
матические линии с периодическим (циклическим) и непрерыв-
ным перемещением изделий.
В первом случае транспортное движение заготовки от одного
агрегата линии к другому осуществляется с его остановками на
время выполнения технологической операции. В простейшем слу-
чае, при едином темпе работы всех агрегатов линии, это предоп-
ределяет равенство времени рабочего цикла всех машин, входя-
щих в линию. Продолжительность цикла (такта линии) определя-
ется временем выполнения наиболее длительной операции, с уче-
том времени перемещения объекта обработки из одной позиции в
другую.
Во втором случае операции технологического процесса совме-
щаются с непрерывным транспортным движением объектов обра-
ботки и рабочих органов машин. Это позволяет технологические
операции выполнять независимо от транспортного перемещения,
что в ряде случаев приводит к значительному увеличению произ-
284
Глава 11. Автоматические линии
водительности таких линий (см. раздел 3.1, машины-автоматы III
класса). Особенно широкое распространение получили автомати-
ческие роторные линии (АРЛ) и роторно-конвейерные линии, в
которых на определенных участках транспортирование объектов
обработки осуществляется по дугам окружностей. Схемы, конст-
рукции и элементы расчета таких линий рассмотрены ниже.
В зависимости от наличия бункерных устройств и их располо-
жения автоматические линии могут быть безбункерными; с бун-
керными устройствами, установленными перед отдельными участ-
ками автоматической линии, объединяющими группу из нескольких
агрегатов; с бункерными устройствами, установленными перед
каждым агрегатом линии.
Безбункерные автоматические линии (рис. 11.1, а) имеют же-
сткую связь между агрегатами, входящими в линию, следова-
тельно, при появлении отказа в одном из агрегатов останавлива-
ется вся линия. Обычно безбункерные автоматические линии при-
меняются при изготовлении непрерывных или крупных штучных
изделий. Экономически целесообразно использовать безбункерные
автоматические линии с небольшим числом агрегатов, при высо-
кой надежности входящего в них оборудования.
В автоматических линиях, состоящих из нескольких участ-
ков, бункерные устройства (АБЗОУ), находящиеся в начале и
конце каждого участка (рис. 11.1,6), устраняют жесткую связь
а
п-1 -ый участок п-ый участок
в
Рис. 11.1. Схемы автоматических линий: a - безбункерная;
б - с бункерами, установленными перед участками линии;
в - бункерная
285
Глава 11. Автоматические линии
между участком, на котором произошел отказ, и остальными уча-
стками линии. При выходе из строя и-го участка линии подача
заготовок на п +1-ый участок производится из бункера, находя-
щегося в конце и-го участка; детали, изготовляемые на п— 1-ом
участке, при этом поступают в бункер, находящийся в начале
л-го участка. Это позволяет при правильно рассчитанных емкостях
бункеров не останавливать линию при наступлении отказов: до
устранения причины отказа остальные участки линии работают за
счет использования резерва бункерных устройств.
Разбивка линии на участки и установка бункеров выполняют-
ся с целью повышения ее фактической производительности; при
этом приходится считаться с тем, что, наряду с повышением
надежности и производительности линии, увеличиваются стоимость
линии и затраты на ее обслуживание.
В бункерных автоматических линиях каждый агрегат линии
имеет бункерное устройство (рис. 11.1, в).
Бункерные устройства автоматических линий выполняют те
же функции, что и в машинах-автоматах, и аналогичны им по
конструкции (см. раздел 10.3).
Минимальную емкость накопителя бункерного устройства мож-
но приближенно оценить, если известен такой показатель надеж-
ности участков или агрегатов, когда линия бункерная, как сред-
нее время восстановления /в.
При известном времени рабочего цикла линии (такте линии)
Гр для бункера, установленного в начале и-го участка, минималь-
ная емкость его накопителя должна определяться из условия раз-
мещения в нем числа заготовок не менее, чем
дт _ ^в,л-1 + ^в,л
-/vmin Тр ’
где tBnttn — среднее время восстановления п—1 и и-го участков
(агрегатов) при их отказе.
Реальная величина емкости накопителя должна быть откор-
ректирована с учетом вероятности появления отказов участков, с
максимальным временем восстановления и вероятностей отказа
самих АБЗОУ.
286
Глава 11. Автоматические линии
Классификация АЛ по конструктивно-компоновочному признаку
предусматривает следующие категории:
1) По составу оборудования линии - агрегатные, специаль-
ные, специализированные.
2) По числу потоков линии могут быть однопоточные и мно-
гопоточные.
3) По числу типов одновременно изготовляемых изделий — од-
нономенклатурные и многономенклатурные.
4) По степени переналаживаемости — непереналаживаемые и
переналаживаемые.
5) По наличию «спутников» — без спутников и со спутника-
ми. В последнем случае предусматривается наличие специально-
го приспособления — «спутника», перемещаемого с одной по-
зиции линии на другую, в котором или на котором размещается
объект обработки. Например, в автоматических линиях для сборки
автомобильных покрышек резинотканевые элементы будущего
изделия размещаются на специальном сборочном барабане.
6) По характеру транспортных потоков — ветвящиеся и не-
ветвящиеся.
Обзор классификационных признаков автоматических линий
позволяет установить, что их структура определяется наличием
следующих систем: автоматически действующих машинных аг-
регатов, транспортных устройств, бункерных устройств, конт-
роля и управления.
Рассмотрим примеры применения автоматических линий в
химической и смежных с ней отраслях промышленности.
Автоматическая линия А5-АЛСМ—1 предназначена для упа-
ковки сухих сыпучих пищевых, например, сухого молока, или
других продуктов в картонно-металлические банки и для укладки
банок в картонные коробки.
Линия состоит из установки А5—КУ1Б, автомата А5—АР—9Ш фа-
совочного, автомата Б4—КЗК 79 закаточного, агрегата А5—АЛСМ—
100.010, полуавтомата А5—АБУ—2 укладочного, автомата А5—АО2К.
Регулирование производительности линии осуществляется ва-
риатором, установленным на автомате А5—АР—9UI, и коробкой
скоростей со сменными шестернями, размещенной на автомате
287
Глава 11. Автоматические линии
Б4—КЗК—79; на остальном оборудовании автоматически выдер-
живается заданный темп линии.
С линии изготовления банок последние поступают на установ-
ку А5—КУ1Б, где они подвергаются продувке воздухом и, в слу-
чае загрузки в них пищевых продуктов, облучению внутри бакте-
рицидными лампами.
Затем автомат А5—АР—9Ш осуществляет заполнение банок про-
дуктом. Перемещение банок в зону заполнения и их подача на
закаточный автомат Б4—КЗК—79 осуществляется транспортерами
с импульсным (шаговым) перемещением. Закаточный автомат Б4—
КЗК—79 выполняет маркировку донышка банки, надевание его
на банку и закатывание.
Закатанные банки попадают на склиз агрегата А5—АЛСМ—
100.010, где швы банки подвергаются визуальному контролю, и
далее перемещаются к транспортеру укладочного полуавтомата
А5—АБУ—2, на котором размещаются в коробку с бумажной про-
кладкой между горизонтальными рядами банок. Коробка раскры-
вается и надевается на мундштук полуавтомата вручную.
Заполненная коробка поступает на автомат А5—АО2К1, в ко-
тором производится ее заделка, заклейка и обандероливание. Между
агрегатами линии предусмотрены блокировки.
Техническая характеристика линии А5—АЛСМ—1
Производительность, банок в минуту до 150
Точность дозирования, % ±2
Давление сжатого воздуха для агрегатов линии, МПа 0,4...0,6
Расход сжатого воздуха, м3/ч 444
Общая установленная мощность, кВт 8,31
Габариты, мм 16630x3985x2475
Масса, кг 7980
Линию обслуживают 5 человек.
Из анализа строения линии следует, что по степени дискрет-
ности исходного материала и конечного продукта она относится к
тому виду оборудования, в котором порционный материал пере-
рабатывается в штучные изделия; метод перемещения объектов
обработки — периодический; линия — безбункерная. По конструк-
288
Глава 11. Автоматические линии
тивно-компоновочному признаку ее можно охарактеризовать как
состоящую из специализированного оборудования, однопоточную,
однономенклатурную, переналаживаемую, без спутников и с не-
ветвящимися транспортными потоками.
Полуавтоматическая линия ЛСПР 710—1150 предназначена для
сборки грузовых автопокрышек типа Р — шин с радиальным (ме-
ридиональным) расположением нитей корда. Линия универсаль-
на, так как обеспечивает, при соответствующей компоновке и
настройке, сборку широкого ассортимента автопокрышек типа Р:
200-508Р; 240-508Р; 320-508Р.
В линии реализуется послойный метод сборки покрышки из
обрезиненных кордных слоев и других элементов.
Принцип работы линии основан на последовательном выпол-
нении всех технологических операций сборки покрышки на од-
ном, периодически перемещающемся от первого до седьмого сбо-
рочного станка, шестисекторном сборочном барабане. Барабан —
складной в радиальном направлении, что обеспечивает съем изде-
лия после окончания сборки. Этот барабан выполняет также фун-
кцию спутника.
Перемещение сборочного барабана от одного операционного
агрегата к другому осуществляется транспортирующим устройством,
выполненным в виде движущейся по рельсовому пути тележки с
автоматической системой вызова ее и отправления. Предусмотрено
также ручное управление с помощью кнопок «Вызов» и «Отправ-
ление». Все детали для проведения сборки покрышек подаются к
операционным агрегатам линии при помощи специальных каре-
ток, перемещающихся по монорельсовой транспортной системе.
После выполнения операций на последнем операционном станке
барабан складывается, каркас покрышки с него снимается и пе-
редается на вторую стадию сборки, где происходит формование
каркаса и окончательная сборка покрышки.
В комплект полуавтоматической линии ЛСПР 710—1150 входят
семь операционных станков, транспортирующее устройство, двадцать
пять сборочных барабанов, семь механизмов подъема, один механизм
навески, три механизма съема, каретка для подачи боковин протек-
тора, система автоматики, три станка для второй стадии сборки.
289
Глава 11, Автоматические линии
Техническая характеристика линии ЛСПР 710—1150
Размер собираемых покрышек от 200-508Р до 320-508Р
Производительность линии (при сборке
покрышек размером 200-508Р), шт/ч 40
Размеры барабана, мм:
диаметр 600; 710
ширина 360 - 700
Наибольшая ширина слоя накладываемого корда, мм 1150
Наибольшая величина свисания кордного слоя
с барабана, мм 270
Наибольшее число одновременно обрабатываемых кордных
слоев (калибром 1,2 мм) при формировании борта 3
Давление воздуха в магистрали, МПа 0,6 - 0,9
Расход сжатого воздуха, м*/ч 166
Вакуум, кПа 53,2
Установленная мощность электродвигателей в линии, кВт 71,4
Напряжение в сети, В 220/380
Габаритные размеры
(длинахширинахвысота), мм 22600x22500x4682
Масса, кг 69660
Исходный материал подается на операционные станки и в виде
деталей - слоев корда, и в виде непрерывных лент. Конечное
изделие - каркас шины - является штучным изделием.
Метод перемещения объектов обработки - периодический,
причем транспортные средства отличаются разнообразием: пере-
мещение сборочных барабанов осуществляется тележками по рель-
совому пути, перемещение собранных каркасов покрышек — кон-
вейером, перемещение каркасов от конвейера на вторую стадию
сборки - транспортером. Линия — безбункерная. По конструктив-
но-компоновочному признаку ее можно охарактеризовать как со-
стоящую из специализированного оборудования, однопоточную,
однономенклатурную, переналаживаемую, со спутниками и с вет-
вящимся транспортным потоком перед последней стадией сборки.
Автоматическая линия, оснащенная промышленными робота-
ми, представляет собой робототехнологический комплекс. Пример
такого комплекса — линия для изготовления пластмассовых фла-
конов и крышек к ним, заполнения флаконов моющими сред-
290
Глава 11. Автоматические линии
ствами, укупорки флаконов, изготовления для них тары, укладки
флаконов в тару и пр. — был рассмотрен во «Введении» (см. рис. 1.1).
В соответствии с предложенной выше классификацией, эта АЛ
по характеру переработки материалов относится к тем, в которых
из порционно отмеряемых доз гранулированного материала изго-
товляются штучные изделия. Транспортное движение - периоди-
ческое на участках изготовления флаконов и картонной тары и
непрерывное при заполнении-укупорке флаконов, которое осуще-
ствляется на роторном участке линии. Линия — безбункерная. По
конструктивно-компоновочному признаку она состоит из специ-
ального и специализированного оборудования, однопоточная, од-
нономенклатурная, переналаживаемая, без спутников, с разветв-
ленным транспортным потоком на участке изготовления флаконов.
Наличие разветвленных транспортных потоков в автоматичес-
ких линиях обусловлено тем, что некоторые технологические опе-
рации требуют для своего выполнения значительно большего вре-
мени, чем рабочий (выпускной) цикл линии. В связи с этим
приходится для поддержания заданного темпа АЛ устанавливать
несколько агрегатов параллельно, для выполнения операции, ли-
митирующей производительность.
11.2. Транспортные устройства
автоматических линий
Транспортные устройства автоматических линий весьма раз-
нообразны: это может быть рельсовый или монорельсовый транс-
порт при крупных объектах обработки, ленточные или другие
транспортеры, конвейеры и пр. Основная особенность всех этих
транспортных средств, осуществляющих перемещение заготовок
между всеми участками АЛ или ее отдельными элементами, — обес-
печение возможности работы всех агрегатов в едином темпе.
В автоматических линиях с периодическим перемещением ма-
логабаритных объектов обработки часто используются шаговые
транспортеры, при помощи которых осуществляется односторон-
нее перемещение заготовок. Сам транспортер имеет при этом ре-
версивное движение с шагом, равным перемещению объекта об-
работки за один такт линии.
291
Глава 11. Автоматические линии
Наибольшее распространение получили шаговые штанговые
транспортеры, в которых для возвратно-поступательного движе-
ния штанги используются кулачковые, а при значительном ходе
штанги — пневматические, гидравлические, рычажные, винто-
вые, реечные механизмы.
Шаговый штанговый транспортер с собачками (рис. 11.2, а).
На штанге 7, совершающей возвратно-поступательное движе-
ние и проходящей через весь участок линии, установлены под-
пружиненные собачки 2. При перемещении штанги вправо под
воздействием собачек происходит перемещение объектов обра-
ботки 3 на шаг 5, т.е. из одной позиции в другую. При обратном
движении штанги собачки отжимаются и проходят под заготов-
ками, а затем поднимаются пружинами и при очередном дви-
жении вправо вновь перемещают детали. Транспортное устрой-
ство этого типа отличается простотой конструкции и привода.
Недостаток шагового штангового транспортера с собачками
заключается в том, что он не обеспечивает точного позициони-
рования перемещаемой детали, причем с повышением скорос-
ти транспортного движения погрешность шага возрастает. Это
объясняется тем, что между перемещаемой деталью и собачкой
имеется только односторонняя геометрическая связь: при за-
медленном движении штанги деталь может отодвинуться от со-
бачки в том случае, если
l«l>g/, (HD
где а — ускорение детали;
g — ускорение свободного падения;
/— коэффициент трения объекта обработки по направляю-
щей.
По этой причине перемещение штанги должно осуществлять-
ся с помощью механизмов, которые обеспечивают соблюдение
соотношения (11.1).
Шаговые штанговые транспортеры с флажками (рис. 11.2, б)
позволяют более точно позиционировать детали и допускают
поэтому большие скорости транспортирования, чем шаговые штан-
говые транспортеры с собачками.
Перемещение объектов обработки на величину шага осуществ-
292
Глава 11. Автоматические линии
в
Рис. 11.2. Схемы шаговых транспортеров: а — штанговый с собачка-
ми; б - штанговый с флажками; в — толкающий (7 — штанга;
2 — собачка; 3 — объект обработки; 4 — флажок; 5 - гидроцилиндр)
ляется при помощи штанги 1, оснащенной жестко закрепленны-
ми на ней флажками 4 и совершающей возвратно-поступательное
движение с поворотами вокруг оси штанги. При перемещении
штанги детали 3 перемещаются вместе с ней, будучи захваченны-
ми флажками. Далее штанга поворачивается, флажки выходят из
контакта с деталями, оставляя их в новой позиции, а сама штан-
га возвращается в исходное положение. При повороте штанги флаж-
ки захватывают следующие детали, и начинается новый цикл
перемещения объектов обработки.
Штанга этих транспортеров имеет цилиндрическую форму и
опирается на несколько пар роликов.
Вариант подобного транспортного устройства — грейферный
шаговый транспортер с флажками (рис. 11.3). Штанга 1 транспор-
тера при перемещении деталей последовательно выполняет два
возвратно-поступательных движения — в горизонтальном и вер-
тикальном направлениях — с помощью пневмоцилиндров 3 и 4.
Объекты обработки перемещаются флажками 2.
293
Глава И. Автоматические линии
На рис. 11.3 показан шаговый грейферный транспортер, осущест-
вляющий перемещение обрабатываемой детали от литьевого авто-
мата к автомату отрезки литника. Использование такого типа транс-
портера в линии обусловлено тем, что отливка имеет бобышку в
своей нижней части и для удаления изделия из раскрытой формы
его необходимо первоначально поднять. После подъема изделие пе-
ремещается по горизонтали в новое положение.
Грейферные шаговые транспортеры применяются также для
перемещения неустойчивых деталей; их при транспортировании
приходится закреплять.
Толкающие шаговые транспортеры (см. рис 11.2, в) применя-
ются для перемещения крупных деталей. Они просты по конструк-
ции. Перемещение объектов обработки осуществляется штоком гид-
равлического или пневматического цилиндра 5, при этом одновре-
менно перемещаются все детали, находящиеся на данном участке.
Как ранее было отмечено, разделение транспортного потока
объектов обработки на несколько каналов используется в автома-
тических линиях в тех случаях, когда агрегаты линии имеют
неодинаковый рабочий цикл, т.е. различную производительность.
В подобных случаях устанавливают несколько одинаковых агрега-
тов, а поток обрабатываемых деталей разделяют на отдельные ветви
з
Рис. 11.3. Шаговый грейферный транспортер: 1 - штанга;
2 - флажки; 3 - пневматический цилиндр горизонтального
перемещения штанги; 4 — пневматический цилиндр вертикального
перемещения штанги
294
Глава 11. Автоматические линии
с подачей объектов обработки к каждому агрегату, с последую-
щим, после выполнения операции, объединением объектов обра-
ботки в единый поток.
На автоматических линиях с жесткой связью между агрега-
тами (безбункерного типа) используют несколько способов раз-
деления транспортного потока объектов обработки:
1) применение транспортера для перемещения объектов об-
работки с одного участка на другой; участки расположены под
углом 90° друг к другу;
2) изменение шага перемещения объектов обработки по транс-
портеру;
3) периодическая передача обрабатываемых деталей на два-
три параллельных транспортера;
4) применение специальных манипуляторов-накопителей и др.
Слияние нескольких ветвей потока в один производится ана-
логичными приемами.
В автоматических линиях с нежесткой связью между агрегата-
ми или участками, при необходимости разъединения транспортно-
го потока на отдельные ветви и последующего их объединения,
между отдельными участками размещают автоматизированные
склады для хранения заготовок. Агрегаты каждой ветви участка
такой линии работают независимо. С автоматизированного склада
объекты обработки поступают на распределительный транспортер
или с избытком, или по специальному вызову соответствующего
агрегата. После выполнения технологической операции изделия
подаются на собирающий транспортер и перемещаются к следую-
щему автоматизированному складу линии.
11.3. Автоматические роторные линии
Во всех рассмотренных ранее случаях осуществлялось линей-
ное перемещение объектов обработки между агрегатами или
участками линии. Широкое применение в различных отраслях
народного хозяйства — пищевой, медицинской, оборонной, в атом-
ной энергетике и пр. — имеют автоматические линии, в которых
перемещение объектов обработки осуществляется по круговым
295
Глава 11. Автоматические линии
траекториям. Это — автоматические роторные линии (АРЛ) и их
разновидность — автоматические роторно-конвейерные линии
(АРКЛ).
АРЛ и АРКЛ используются в тех отраслях химической про-
мышленности, которые связаны с переработкой материалов в
изделия, их дозированием и упаковкой.
Известны АРЛ для изготовления изделий из полимерных
материалов, для заполнения флаконов или бутылок различны-
ми жидкостями с их последующей укупоркой (см., например,
«Введение»), для изготовления элементов химических источни-
ков тока и т.п. Как правило, АРЛ и АРКЛ эффективны в ис-
пользовании при массовом изготовлении изделий, когда выпуск
их превышает 107 шт/год.
В создании и внедрении в различные отрасли промышленности
АРЛ значительную роль сыграли работы академика Л.Н. Кошкина.
В автоматических роторных линиях технологические опера-
ции выполняются в процессе непрерывного перемещения объек-
тов обработки совместно с орудиями обработки, различными
на отдельных участках линии.
Классификация АРЛ по признакам, указанным в разделе 11.1,
позволяет установить, что по степени дискретности исходного
материала и конечного продукта эти линии перерабатывают все
возможные виды исходного материала в штучные изделия. Метод
перемещения объектов обработки - непрерывный; в некоторых
случаях на отдельных участках линии устанавливаются бункеры-
накопители. По конструктивно-компоновочному признаку можно
отметить следующие особенности АРЛ: рабочие машины линии -
агрегатированные, специальные или специализированные автома-
ты; линии могут быть многопоточные, многономенклатурные,
переналаживаемые; возможно использование спутников, разветв-
ление потоков.
Технологический процесс, реализуемый в АРЛ, разделяется
на несколько операций, каждая из которых выполняется в от-
дельной технологической роторной машине (технологическом
роторе). Передача объекта обработки с одного технологического
ротора на другой производится при помощи транспортного ро-
296
Глава 11. Автоматические линии
тора, а в некоторых случаях и при помощи другого транспортно-
го устройства. Сочетание технологической роторной машины с
обслуживающими ее синхронно действующими транспортными
устройствами представляет собой элементарную роторную группу.
Таким образом, автоматическая роторная линия представляет со-
бой комплекс нескольких (не менее двух) элементарных ротор-
ных групп, установленных на единой станине в последовательно-
сти, соответствующей технологии выполняемого процесса, и объе-
диненных единой системой привода.
Роторный автомат — частный случай АРЛ, когда имеется
один технологический ротор с механизмами загрузки и выгруз-
ки объекта обработки, системой привода и управления.
В автоматической роторной линии, как правило, технологи-
ческие и транспортные роторы вращаются синхронно и непре-
рывно, обеспечивая перемещение объекта обработки по траек-
тории, состоящей в плане из дуг окружностей, с постоянной
скоростью. Обычно в АРЛ технологические и транспортные ро-
торы устанавливаются в шахматном порядке, что обеспечивает
достаточное удобство их обслуживания и общую компактность
линии (рис. 11.4).
Рассмотрим схему типовой элементарной роторной группы,
состоящей из технологического ротора и двух транспортных рото-
ров (рис. 11.5).
Технологическая роторная машина состоит из ротора 2, несу-
щего блокодержатели 3 с механизмами крепления инструменталь-
ных блоков, системы верхних 7 и нижних 1 ползунов, предназна-
ченных для перемещения рабочих органов инструментальных бло-
Рис. 11.4. Схема АРЛ:
1, 3, 5, 7 - технологические роторы; 2, 4, 6 - транспортные роторы
297
Глава 11. Автоматические линии
ков 4. Число верхних и нижних ползунов определяется числом бло-
ков, в свою очередь, соответствующим числу позиций машины.
Инструментальные блоки имеют рабочие органы, оси кото-
рых расположены на начальной окружности ротора. В переносном
движении орудия обработки движутся вместе с ротором. В неко-
торых АРЛ предусматривается возможность замены рабочего органа
машины при его износе; замена выполняется вместе с инструмен-
тальным блоком.
Рис. 11.5. Схема элементарной роторной группы с механическим
перемещением ползунов: 1 - нижний ползун; 2 — ротор; 3 — блоко-
держатель; 4 - инструментальный блок; 5 - ротор; 6 — захват;
7- верхний ползун; 8, 11 — пазовые кулачки; 9, 10— боковые ролики
298
Глава 11. Автоматические линии
Следует отметить, что имеются технологические роторы без
сменных инструментальных блоков (безблочная конструкция ро-
тора).
Технологический ротор имеет систему привода транспортного
движения; привод ротора во вращение осуществляется от элект-
родвигателя (на схеме не показан) зубчатой передачей.
Орудия обработки, находящиеся в инструментальных блоках,
получают перемещения, необходимые для выполнения техноло-
гических операций, от ползунов 7 и 7. На схеме показан вариант
перемещения ползунов при помощи неподвижных цилиндричес-
ких пазовых кулачков 8и 11, которые воздействуют на боковые
ролики 9 и 10 верхних и нижних ползунов.
В принципе, эти кулачковые механизмы можно рассматривать
как неподвижный распределительный вал.
В другом варианте исполнения роторной машины для переме-
щения ползунов может использоваться гидравлический привод; пос-
ледний обычно применяется в тех случаях, когда технологические
силы сопротивления значительны, например, превышают 10—15 кН,
хотя известны роторные автоматы, в которых механический при-
вод перемещения ползунов используется при усилиях, достигаю-
щих 100 кН (роторные автоматы для таблетирования порошков).
Транспортное устройство в виде ротора 5 с захватами 6, кроме
основного назначения — передачи объектов обработки от одного
технологического ротора к другому, — может выполнять функ-
цию ориентации объектов обработки, изменения уровня потока
объектов обработки по высоте и изменения шага подачи.
Автоматическая роторная линия, помимо набора элементар-
ных роторных групп, имеет одно или несколько загрузочных уст-
ройств, одно или несколько разгрузочных устройств, системы
контроля и управления.
На систему управления АРЛ помимо реализации операций
технологического процесса в общем случае возлагаются следующие
функции: наблюдение за наличием объектов обработки, контроль
состояния исполнительных механизмов и их рабочих органов (ин-
струмента), управление потоком объектов обработки, смена инст-
рументальных блоков при их износе или возникновении отказов,
подналадка и регулировка исполнительных механизмов, пуск и
299
Глава 11. Автоматические линии
остановка приводных устройств, запоминание информации о вели-
чине измеряемых параметров и её вывод на щит управления и т.д.
Автоматические роторные линии состоят из роторных машин
III класса (см. гл. 3).
Как ранее было отмечено, в роторных машинах длительность
Тр рабочего цикла при заданном времени Тт технологического
цикла зависит от числа позиций и в роторе и уменьшается с
увеличением их числа, что свидетельствует о возможности тео-
ретически безграничного увеличения производительности таких
машйн.
Рассмотрим развертку ротора технологической машины — верх-
них и нижних ползунов и соответствующих цилиндрических пазо-
вых кулачков - по начальной окружности ротора (рис. 11.6).
Введем обозначения:
Ф1 и (р4 — углы поворота ротора при подаче обрабатываемого
объекта на рабочую позицию технологической роторной машины
и при выдаче с рабочей позиции обработанной детали;
и t4 — соответствующие интервалы времени;
Рис. 11.6. Развертка верхних и нижних ползунов
и цилиндрических кулачков по начальной окружности
технологической роторной машины
300
Глава 11. Автоматические линии
Фосн и t — угол поворота ротора при обработке детали и соот-
ветствующее время;
Ф2 и ф3 — углы поворота ротора при фиксации объекта обра-
ботки на рабочей позиции и при съеме обработанной детали;
t2 и t3 - соответствующие интервалы времени;
Ф5 и t5 — угол поворота ротора и время при холостом ходе
инструментальных блоков (может использоваться для контроля
состояния инструмента и замены инструментальных блоков).
По определению
7,t = ^ + ^ + U + ^ + ^ (П-2)
+^ + u + G + ^ + ^; (П-3)
Ф, + <Р2 + Фосн + Фз + Ф4 + ф5 = Зя-
Выражение (11.2) для технологического цикла можно пред-
ставить в виде
Т’т - +
где tKn — время выполнения вспомогательных операций tr..t4.
Время t5, затрачиваемое в общем случае на контроль или
смену инструмента, в формулу, определяющую длительность
технологического цикла, не входит. Следовательно,
Т < Т
Рабочий цикл Тр при известном числе позиций и ротора опре-
деляется выражением
или, при известном шаге h позиций по начальной окружности
ротора и линейной скорости транспортного перемещения у ,
т _ h
р~~'
П>
Между диаметром ротора по начальной окружности d, ша-
гом гнезд h и их числом и имеется соотношение
nD = uh. (11.5)
Как ранее было отмечено и вновь подтверждено приведенны-
301
Глава 11. Автоматические линии
ми формулами, в технологических роторных машинах рабочий
цикл может быть установлен независимо от технологического цик-
ла, например, путем варьирования числа позиций и. Это позволя-
ет объединить в единую линию технологические роторные маши-
ны с различным технологическим циклом.
Цикловую производительность однопоточной однономенк-
латурной роторной линии можно рассчитать по формуле
“ г, л 60
где п — частота вращения ротора, в об/мин.
Поскольку фактическая производительность всегда меньше
цикловой из-за потерь времени по техническим и организаци-
онным причинам, оцениваемых коэффициентом использования
Пис> то
(11.6)
~ 01 Пне-
Коэффициент использования т]ис автоматических роторных
линий при проектных расчетах принимают равным 0,8...0,9.
Как следует из формулы (11.6), цикловая производительность
автоматической роторной линии не ограничивается какими-либо
параметрами, связанными с технологией процесса обработки.
Это свойство АРЛ, являющееся следствием независимости их
транспортных функций от технологических, позволяет проек-
тировать эти линии на высокую производительность.
Возможность выполнять на различных участках АРЛ опера-
ции неодинаковой продолжительности значительно расширяет
круг технологических процессов, которые могут быть успешно
автоматизированы.
Следует отметить, что коэффициент использования автомати-
ческих роторных линий может быть сравнительно высоким благо-
даря тому, что технологический режим обработки в каждой эле-
ментарной роторной группе может быть установлен по условию
снижения отказов до минимума. Помимо этого, как ранее было
сказано, возможна автоматическая замена инструментальных бло-
ков без останова АРЛ в тех случаях, когда инструмент выходит
из строя; это осуществляется при повороте инструментального
302
Глава 11. Автоматические линии
блока на угол <р5 Возможна работа линии с неполным комплектом
инструментальных блоков.
Автоматические роторные линии позволяют производить раз-
личные изделия в одной линии. Это проще всего осуществляется в
тех случаях, когда для изготовления этих изделий используется
один и тот же материал и одинаковые параметры, характеризую-
щие условия выполнения технологических операций.
Схема элементарной роторной группы, предназначенной для
изготовления изделий четырех типов, показана на рис. 11.7. При
проектировании многономенклатурных линий необходимо пре-
дусматривать определенную маршрутизацию потока объек-
тов обработки, т.е. систему их движения по инструментальным
блокам соседних роторов вдоль АРЛ.
Основы расчета автоматических роторных машин и линий
приводятся в специальной литературе.
Рассмотрим вопрос об определении параметров роторной
машины на стадии проектирования схемы автоматической ро-
торной линии.
Ранее отмечалось, что основное условие объединения в АРЛ
элементарных роторных групп заключается в равенстве длитель-
ности их рабочих циклов, т.е.
Tpi — ——— ТРИ — const,
или, что то же, в равенстве производительностей всех роторных
машин линии:
Ст Сцг
Рис. 11.7. Схема
четырехноменклатурной
элементарной роторной
группы
303
Глава 11. Автоматические линии
При расчете основных параметров каждой роторной машины,
входящей в состав АРЛ, обычно известны: основное время
выполнения обработочной операции, выполняемой на проекти-
руемой машине (это время определяется расчетным или опытным
путем при оптимальном режиме обработки); штучная цикловая
производительность 2Ц; проектный коэффициент использования
т]ис; шаг h позиций роторной машины по начальной окружности
(определяется из конструктивных соображений — по условию со-
седства инструментальных блоков и соответствующих им привод-
ных механизмов).
Цель расчета — нахождение числа позиций роторной машины
(числа инструментальных блоков) и, диаметра начальной окруж-
ности D ротора и частоты вращения ротора п (об/мин).
Число позиций роторной машины находят, используя уравне-
ние (11.4), в которое входят длительности кинематического Тк и
рабочего Тр циклов: т
и = ——.
ТР (11.7)
Для оценки величины Тк [формула (11.3)], если не имеется
точных данных, приближенно принимают t= t4 и t2 = tr Время
установки-съема и время фиксации-расфиксации объектов обра-
ботки рассчитывается в зависимости от того, какие конкретные
механизмы используются для выполнения указанных вспомога-
тельных операций, с учетом кинематических и динамических па-
раметров этих механизмов.
Время /5 холостого хода инструментальных блоков определяет-
ся из условия рационального размещения соседствующих техно-
логических и транспортных роторов, обычно оно не превышает
0,25 Тк. В том случае, если оно используется для контроля состоя-
ния инструмента, для замены инструментального блока, эти вне-
цикловые операции не должны по времени превышать
?5<0,25Тк.
Таким образом, находим
Тк = 2lt + txt + 2t2 + 0,25 Тк
и
7^1,33 {2t^t^2Q.
304
Глава 11. Автоматические линии
Принимая во внимание, что Т? = 1/ (?ц, из уравнения (11.7)
находим
«=1,зз + ец.
Диаметр начальной окружности ротора при известном числе
позиций определяется из выражения (10.5):
/>=0,425 (Ц + tXH+2t2) Quh.
Частота вращения ротора, в об/мин, рассчитывается по формуле
45
п =------------.
2?] + 2Z2 + Z0CH
Характерные для АРЛ конструктивные решения рассмотрим
на примере автоматической роторной линии ЛПИ 65-30/7, пред-
назначенной для прессования безрезьбовых, неармированных
изделий из термореактивных пластмасс, диаметром до 65 мм, вы-
сотой до 15 лш, с расчетной минутной производительностью 30
изделий.
Автоматическая роторная линия (рис. 11.8) состоит из шес-
ти технологических и трех транспортных роторов. В роторе 1 осу-
ществляется дозирование пресс-порошка, в роторе 2 прессуют-
ся таблетки заданной массы. В роторе 3 таблетки подогреваются
до 80 — 90° С, что позволяет сократить время горячего прессова-
ния изделий. Последнее выполняется в роторе 4, откуда детали
при помощи транспортного ротора 5 перемещаются в первый
ротор механической обработки 6. Далее отпрессованные изделия
транспортным ротором 7 передаются на второй ротор механи-
ческой обработки 8. Готовые детали удаляются транспортным
ротором 9.
В более поздней, модернизированной линии оставлен лишь
один ротор механической обработки детали и, таким образом,
число технологических роторов сокращено до пяти, а число транс-
портных - до двух.
Основные характеристики технологических роторов приве-
дены в табл. 11.2.
Ротор дозирования (рис. 11.9) отделяет заданную дозу порош-
ка объемным методом. Диск 3, вращающийся с постоянной угло-
вой скоростью, имеет четыре позиции, в которых установлены
305
Глава 11. Автоматические линии
Рис. 11.8. Автоматическая роторная линия Л ПИ 65—30/7:
а — общий вид; б — схема расположения роторов (7 - ротор дозиро-
вания; 2 - ротор таблетирования; 3 — ротор нагрева таблеток;
4 - ротор прессования; 5, 7, 9 — транспортные роторы;
6, 8 - роторы механической обработки)
Таблица 11.2
Характеристики технологических роторов линии ЛПИ 65—30/7
№ ро- тора Технологическая операция Время об- работки ^ОСНЭ Число инструмен- тальных блоков и Частота вращения ротора п, об/мин
1 Дозирование поро шка 4,3 4 5,7
2 Таблетирование 3,2 4 5,7
3 Нагрев таблеток 19,7 24 0,95
4 Прессование 51,4 32 0,715
6 Механическая обработка 8,1 12 1,9
306
Глава 11. Автоматические линии
Рис. 11.9. Ротор дозирования:
1, 2- неподвижные диски; 3 - дозирующий диск;
4 - зубчатое колесо; 5 - полый вал; 6 - поводок; 7 - эксцентрик;
8 - центральный вал
калиброванные по внутреннему диаметру втулки. Диск 3 приво-
дится во вращение от зубчатого колеса 4, через полый вал 5 и
поводок 6 с роликом, установленным в пазу диска. Диск 3 распо-
ложен между двумя неподвижными дисками 1 и 2; при прохож-
дении позиции с втулкой под воронкой с порошком последний
заполняет полость втулки. Для повышения стабильности дозы по-
рошка дозирующему диску 3 придается гирационное движение,
которое создается эксцентриком 7. Эксцентрик установлен на цен-
тральном валу 8, имеющем независимый привод. Доза порошка
через отверстие в диске 2 по лотку поступает в ротор таблетиро-
вания. В данном случае передача объекта обработки с одного
307
Глава 11. Автоматические линии
технологического ротора на другой осуществляется непосред-
ственно, т.е. без транспортного ротора.
Ротор таблетирования (рис. 11. 10) представляет собой конст-
рукцию, состоящую из вала, на котором закреплены блокодер-
жатели, а также верхние и нижние барабаны с ползунами и бло-
ками гидравлических цилиндров.
Ротор
дозирования
-7
8
9
2
1
Рис. 11.10. Ротор таблетирования:
1 — таблетка; 2 - верхний пуансон; 3 - верхний неподвижный цилин-
дрический пазовый кулачок; 4 - ролик верхнего ползуна; 5 — гидро-
цилиндр; 6- нижний пуансон; 7- опорная шайба; 8— нижний
неподвижный цилиндрический кулачок; 9 — ролик нижнего ползуна
6 и
308
Глава 11. Автоматические линии
Ротор имеет четыре инструментальных блока и соответствую-
щее количество верхних и нижних ползунов и гидроцилиндров.
Блок таблетирования - сменный; он состоит из корпуса, матри-
цы, верхнего и нижнего пуансонов. Таблетка 1 прессуется верх-
ним пуансоном под давлением 70 МПа. Перемещение верхнего
пуансона вниз при холостом ходе — до начала прессования по-
рошка — осуществляется при помощи неподвижного цилиндри-
ческого пазового кулачка 3 (копира), охватывающего барабан с
верхними ползунами. В пазу кулачка расположен ролик -/ползуна;
при переносном движении ползуна — вращении вместе с ротором —
он перемещается относительно ротора вертикально. Аналогично
осуществляется вертикальное перемещение нижних ползунов, при
помощи ролика 9 и неподвижного кулачка 8. Верхние и нижние
ползуны соединены соответственно с верхними и нижними пу-
ансонами и перемещают их.
Прессование порошка, связанное с преодолением значи-
тельных технологических сопротивлений, осуществляется систе-
мой гидравлических цилиндров 5, при помощи которых переме-
щаются верхние ползуны и пуансоны на участке прессования. Ниж-
ний пуансон 6при прессовании опирается на шайбу 7, благодаря
чему усилие прессования на нижний кулачок не передается.
Принятая в линии ЛПИ 65—30/7 система привода позволяет
использовать гидроцилиндры только на участках прессования, а
холостые перемещения ползунов осуществлять с помощью ку-
лачковых механизмов с большими скоростями.
На схеме развертки ротора таблетирования по начальной ок-
ружности (рис. 11.11) показаны характерные положения верхних
и нижних ползунов и соответствующих рабочих органов за кине-
матический цикл.
В роторе нагрева таблеток подогрев последних осуществляется
токами высокой частоты. Устройство подогрева состоит из вра-
щающегося диска с приемниками и неподвижной пластины, ко-
торые образуют конденсатор. Неподвижная пластина подключает-
ся к генератору т.в.ч., а вращающийся диск заземлен. Таблетки на
следующую операцию - в ротор прессования — передаются при
помощи переталкивателя (см. далее).
309
Глава 11. Автоматические линии
Рис. 11.11. Развертка ротора таблетирования: 1 - таблетка; 2 - верх-
ний пуансон; 3 - верхний копир; 4 - ось ролика верхнего ползуна;
5 — гидроцилиндр; 6— нижний пуансон; 7- опорная шайба;
8 - нижний копир; 9 - ось ролика нижнего ползуна
Ротор прессования (рис. 11.12) представляет собой литой бара-
бан б, на котором закреплены блокодержатель 7 и диск 8 с гид-
равлическими цилиндрами 9. Ротор установлен на колонне 10 и
опирается на ролики. Вращение ротора осуществляется при помо-
щи зубчатого колеса 11.
Блок прессования изделий состоит из матрицы 1, нижнего 2
и верхнего 3 пуансонов и встроенных в них нагревателей 16 и 4.
Элементы блока заключены в корпус 5. Верхний пуансон получа-
ет движение от гидроцилиндра 9. Масло под давлением поступает в
гидроцилиндр через торцовый дисковый распределитель 12.
Электроэнергия к нагревательным элементам подводится
через кольцевые шины 13 и щетки 14. Температура пресс-форм
контролируется и регулируется при помощи термопар 75. На-
греватели пресс-форм 16 имеют независимую систему контроля и
регулирования температуры.
Перемещение верхних пуансонов, прессование и подпрессов-
310
Глава 11. Автоматические линии
ка, выдержка под давлением прессуемого изделия осуществляют-
ся от гидроцилиндра; перемещение нижнего пуансона, при вы-
талкивании изделия из пресс-формы, происходит под воздействием
ползуна 77, который имеет кулачковый привод, аналогичный
приводу в роторе таблетирования.
Следует отметить, что принятая конструкция ротора прессо-
вания позволяет замкнуть технологические усилия внутри рото-
ра, т.е. не передавать их в станину, на которой расположен ротор.
Это в полной мере относится и к ротору таблетирования.
Транспортный ротор (рис. 11.13) осуществляет съем и передачу
объектов обработки от ротора прессования к ротору снятия заусен-
цев (механической обработки). Ротор состоит из захватных органов
7, перемещение которых производится при помощи пневмоцилин-
дра 2, фиксирующих штырей 3, ползунов 4 и 7, цилиндрического
кулачка 5 и вала б. Захватные органы имеют резиновую обкладку,
предохраняющую детали от механических повреждений.
На участке съема детали захватный орган на некотором угле
поворота ротора сопровождает передаваемую деталь. Перед захва-
том детали пневмоцилиндр 2 вместе с ползуном 4 под воздей-
ствием копира 5 опускаются вниз; положение пневмоцилиндра по
отношению к блоку прессования фиксируется штырями 3. Связь
пневмоцилиндра с ползуном 4 — нежесткая: пневмоцилиндр мо-
жет смещаться в радиальном направлении и поворачиваться вок-
руг вертикальной оси 8.
После захвата изделия ползун поднимается при помощи копи-
ра 5. После того, как отпрессованное изделие вышло из рабочей
зоны ротора прессования, оно вместе с захватом опускается до
уровня, на котором происходит передача детали в ротор снятия
заусенцев.
Для предотвращения поломок пресс-инструмента ротора прес-
сования в АРЛ имеется специальная блокирующая система. Если
изделие осталось в матрице пресс-формы, т.е. отсутствует в захва-
те, то фотоэлемент дает импульс на переталкиватель и подогре-
тая таблетка в соответствующую матрицу не подается.
Ротор механической обработки (снятия заусенцев) позволяет
обрабатывать отпрессованные изделия типа штепсельной розет-
ки, удаляя заусенцы в донышке и на кромке.
311
Глава 11. Автоматические линии
Рис. 11.12. Ротор прессования: 1 - матрица; 2, 3- нижний и верхний
пуансоны; 4 - нагревательный элемент; 5 - корпус инструменталь-
ного блока; 6 - барабан; 7 - блокодержатель; 8 - диск; 9 - гидрав-
лический цилиндр; 10 — колонна; 11 - зубчатое колесо; 12 - диско-
вый гидрораспределитель; 13 - кольцевая шина; 14 - щетка;
15 - термопара; 16- нагревательный элемент; 17 - ползун
312
Глава 11. Автоматические линии
Рис. 11.13. Транспортный ротор:
1 — захват; 2 — пневмоцилиндр; 3 — штырь фиксатора; 4 — ползун;
5 - копир (цилиндрический кулачок); 6 — вал ротора;
7 - ползун; 8- ось вращения пневмоцилицдра
Инструментальный блок этого ротора (рис. 11.14) состоит из
нижнего штока 1, блока оправки с зубчатым колесом 2, укреп-
ленного в блокодержателе 3 на полом валу 4, невращающейся
фрезы 5, резцедержателя 6 и резца 7.
Для снятия заусенцев изделие штоком 7 подводится к враща-
ющейся головке 8 (привод вращения головки на чертеже не пока-
зан). При соприкосновении с головкой изделие начинает вращаться;
шток фрезы 5 подходит к копиру 9, и ролик, установленный на
конце штока, огибая копир, опускает фрезу до соприкосновения
с корпусом изделия. Происходит фрезерование заусенцев в крыш-
ке изделия. После прохождения копира фреза под воздействием
пружины 10 возвращается в исходное верхнее положение.
Заусенцы на внешней кромке изделия снимаются резцом 7,
который вместе с резцедержателем 6 подводится к детали при
повороте последнего вокруг оси 11. Поворот производится при
помощи радиального копира 12, воздействующего через ролик на
рычаг 13 оси резцедержателя.
313
Глава 11. Автоматические линии
Рис. 11.14. Инструментальный блок ротора механической обработки:
1 - нижний шток; 2 - блок оправки; 3 - блокодержатель; 4 - полый
вал; 5- фреза; 6- резцедержатель; 7— резец; 8- головка оправки;
9 - копир; 10 - пружина; 11 - ось резцедержателя; 12 - копир;
13 - рычаг
Привод роторов линии ЛПИ 65—30/7 — от главного электро-
двигателя, мощностью 2,8 кВт, через двухступенчатую ременную
передачу и разветвленную червячно-зубчатую передачу. Вибровоз-
будитель дозирующего устройства и головка ротора механической
обработки приводятся от индивидуальных электродвигателей, име-
ющих мощность соответственно 0,6 и 1 кВт. Помимо того, имеют-
314
Глава 11. Автоматические линии
ся три двигателя привода насосов: таблетирования (2,8 кВт), прес-
сования (10 кВт) и пневмоаккумуляторного (4,5 кВт).
При эксплуатации автоматической роторной линии ЛПИ 65—30/7
на заводе «Карболит» коэффициент использования составлял 0,84.
Автоматическая линия позволила снизить в 4 раза затраты на ра-
бочую силу, по сравнению с обычным оборудованием; производ-
ственная площадь, занимаемая линией, составляет 30 % от про-
изводственной площади первоначального оборудования.
11.4. Механизмы привода рабочих органов ро-
торных технологических машин
Рабочие органы в роторных машинах имеют механический,
гидравлический или комбинированный привод.
К основным задачам расчета привода роторных технологичес-
ких машин относятся: определение размеров исполнительных ме-
ханизмов; расчет времени их срабатывания на заданных интерва-
лах движения или нахождение условий, при которых будет реали-
зовано заданное время срабатывания; силовой и энергетический
расчет механизмов привода, т.е. определение нагрузок на звенья,
реакций в кинематических парах, моментов сил, необходимой
мощности двигателей и т.д.
Механический привод. Механический привод рабочих органов
осуществляется при помощи цилиндрических пазовых или цилин-
дрических торцовых кулачков (рис. 11.15, а и б) с поступательно
движущимся толкателем (ползуном).
В отдельных случаях, при значительных силах технологическо-
го сопротивления, используются рычажно-кулачковые механиз-
мы (рис. 11.15, в). В частности, подобная система привода рабочих
органов использована в некоторых конструкциях роторных прес-
сов для изготовления керамических изделий, например, в произ-
водстве кирпича. Следует заметить, что указанная конструкция
привода движения ползунов приводится к ранее рассмотренной
схеме коленно-рычажного механизма.
Пазовые цилиндрические кулачковые механизмы в роторных
машинах применяются для холостых перемещений ползунов или
преодоления незначительных усилий (до 1 кН), так как передача
315
Глава 11. Автоматические линии
Рис. 11.15. Схемы механических приводов рабочих органов роторных
машин: а — кулачковый с боковым роликом; б - кулачковый с
торцовым роликом; в - рычажно-кулачковый с дисковым, радиаль-
но расположенным кулачком (7 - ротор; 2 — ползун; 3 - кулачок)
сил происходит через боковой ролик на толкателе. Использование
торцового ролика или рычажно-кулачкового механизма позволя-
ет расширить диапазон сил до 100 кН и более.
Пространственный кулачковый механизм привода ползунов
роторных машин кинематически эквивалентен плоскому кулач-
ковому механизму с поступательно движущимися кулачком и тол-
кателем (рис. 11.16), что следует из рассмотрения развертки ци-
линдрического кулачка по его средней окружности после обраще-
ния движения. Определение размеров механизма привода и време-
ни срабатывания следует выполнять, используя соотношения,
приведенные в гл. 6.
Vmp
а б
Рис. 11.16. Механизм привода роторной машины с торцовым цилинд-
рическим кулачком: а — развертка по начальной окружности ротора;
б - кинематическая схема в обращенном движении
316
Глава 11. Автоматические линии
Силовой расчет цилиндрического кулачкового механизма произ-
водится с учетом пространственного характера приложенной нагруз-
ки. Полагая, что конструкция ползуна и геометрия кулачка известны,
а приложенная по оси ползуна сила технологического сопротивления
Р задана, можно из условия равновесия ползуна определить реакции в
кинематических парах. Задача решается с учетом сил трения в кинема-
тических парах.
Для ползуна с боковым бочкообразным роликом и направляющей
шпонкой (рис. 11.17) получим:
горизонтальная составляющая реакции кулачка на ролик
-------Оййг + е»------. (118)
вертикальная составляющая реакции кулачка на ролик
рв _____________________________Q__________.
1-Г tg(Y + 6)-|(r + /ш)’ (1L9>
приведенный к валу ротора момент сил сопротивления
I Qtg(y + O)
Afnp - t
1-/ЧЕ(у + 0)-^(Г + /ш)
(11.10)
Рис. 11. 17. Расчетная схема
ползуна роторной машины
(привод от кулачка):
1 - ротор; 2 - ползун;
3 - копир
317
Глава 11. Автоматические линии
В формулах (11.8) - (11.10) приняты следующие обозначения:
Q = Р + G + Ри - осевая сила;
G - сила тяжести ползуна;
Ри - сила инерции ползуна в относительном движении;
г = D/2 — радиус начальной окружности ротора;
е - расстояние от оси ползуна до средней плоскости ролика;
/ - длина направляющей;
h - расстояние от оси ползуна до средней плоскости шпонки;
£ = е/1 , к = h/l - безразмерные коэффициенты, характеризующие
геометрию механизма;
Y — угол давления в кинематической паре «ролик—кулачок»;
9 = (£ + /ц гц)/гр - приведенный угол трения;
к — коэффициент трения качения в паре «ролик—кулачок»;
fn — коэффициент трения в цапфе ролика;
гц - радиус цапфы ролика;
г - наружный радиус ролика;
/* — приведенный коэффициент трения в паре «ползун—направля-
ющая»;
fm - коэффициент трения в паре «шпонка-направляющая».
Формулы получены в предположении, что ротор машины имеет
малую угловую скорость вращения, вследствие чего силами инерции
ползуна в переносном движении можно пренебречь. Принято также,
что перекос ползунов в направляющих отсутствует, а если он имеется,
то влияние его на трение в направляющих незначительно; не учиты-
вается ширина ползуна.
Для кулачка с торцовым роликом е = 0 и, следовательно, £ = 0.
Однако в этом случае ползун имеет вылет z из направляющей и струк-
тура формул для определения сил и моментов существенно меняется.
Как показывает анализ, при г / / < 0,3 и значениях у, не превыша-
ющих 15°, расчет реакций и моментов можно вести по формулам
рг _ Qtg(y + e) .
32 1-Л8(у + 0)’
рв __Q.
32 1 - Г tg (y + 0) ’
По найденным значениям Р32г и следует рассчитать в ряде поло-
жений полную реакцию в паре «ролик—кулачок», найти ее максималь-
ную величину, провести расчет на прочность оси ролика и проверить
318
Глава 11. Автоматические линии
контактные напряжения в высшей паре. Вопрос об определении мощ-
ности на валу ротора и двигателя рассматривается ниже.
В тех случаях, когда зависимость усилий от перемещения ползуна
Q(s) известна, упомянутый расчет можно выполнить по программе
rotmashl.exe.
В некоторых роторных машинах (таблеточные машины, роторы
прессования и распрессовки изделия в роторных линиях для изго-
товления химических источников тока и др.) на участках прессо-
вания под высоким давлением ползуны 2 относительно ротора 1
перемещаются при помощи роликов 3 (рис. 11.18). Ползуны в этом
случае имеют профильные головки, чаще всего сферические,
скользящие по кулачкам 4 (копирам) на участке холостых пере-
мещений ползунов. На том участке движения ползунов, где на
рабочие органы действуют значительные силы, кулачки заменены
роликами, свободно вращающимися на оси, что позволяет заме-
нить трение скольжения в высшей паре на трение качения. Обычно
осевое перемещение ползуна на соответствующем участке не-
значительно и не превышает нескольких миллиметров.
Установка ролика на неподвижной оси, а не на ползунах
позволяет: увеличить радиус ролика, что повышает его контакт-
ную прочность, а значит и долговечность привода; упростить кон-
струкцию машины; уменьшить шаг позиций, т.е. либо увеличить
производительность машины при заданных исходных данных, либо
уменьшить ее габариты, если число позиций ротора задано.
Рис. 11.18. Роликовый механизм привода ползунов роторной машины:
а — конструктивная схема; б — развертка ползунов
(7 — ротор; 2 — ползун; 3 — ролик; 4 — копир)
319
Глава 11. Автоматические линии
Верхние ползуны также имеют головки и аналогичный роли-
ковый привод для осевого перемещения.
Ролики устанавливаются на эксцентриковой оси, что позво-
ляет регулировать величину хода ползуна на участке преодоле-
ния сил технологического сопротивления.
Применение роликового механизма позволяет сравнительно
просто осуществить стабилизацию максимальной величины силы
технологического сопротивления и, следовательно, защиту эле-
ментов конструкции машины от перегрузки. Заданное усилие под-
держивается постоянным по величине при помощи стабилизато-
ров: пружинного, гидравлического или других типов.
В пружинных стабилизаторах (рис. 11.19, а) ось одного из
роликов 1 устанавливается на рычаге 2 первого рода, второе
плечо которого опирается на сжатую пружину 3. Предварительное
натяжение пружины определяется по величине допускаемого уси-
лия технологического сопротивления.
В гидравлическом стабилизаторе (рис. 11.19, б) ось ролика ус-
тановлена на плунжере 4 гидроцилиндра 5, в полости которого
поддерживается постоянное давление, настраиваемое предохрани-
тельным клапаном 6.
Стабилизация усилия технологического сопротивления имеет
особое значение в тех случаях, когда осуществляются операции
Рис. 11. 19. Схемы стабилизаторов давления:
а - пружинного; б - гидравлического (7 - ролик; 2- рычаг;
3 - пружина; 4 - плунжер; 5 - гидроцилиндр;
6 — предохранительный клапан)
320
Глава 11. Автоматические линии
прессования сыпучих материалов с получением изделия заданной
плотности, при запрессовке и сборке деталей и т.п.
Подобного рода требования характерны для процесса прессо-
вания катализаторов, активной массы в производстве химических
источников тока, таблеток топливных элементов для атомной энер-
гетики и пр.
Рассмотрим основные кинематические зависимости для ролико-
вого механизма перемещения ползунов роторной машины, исходя из
предположения, что цилиндрический ролик радиусом г обкатывается
головкой ползуна, имеющей форму сферы радиусом г.
В общем случае, когда ролик установлен с эксцентриситетом, от-
стояние центра сферы головки ползуна от плоскости расположения
неподвижной оси ролика определяется выражением (рис. 11.20)
sz = е sin Р + д/(гр + гс)2 - (г sin а - е cos З)2
Следовательно, расстояние ползуна от его крайнего верхнего по-
ложения
5 = rp + rc + е sin 3 — sz
ИЛИ I. \2 / • ax'»
s =г +г -J(rn + r) -(rsina-ecospr,
р с \ р С/ X г/ > (1111)
где е — эксцентриситет оси ролика;
3 — угол, определяющий положение эксцентрика;
a — угол поворота ротора;
г — радиус начальной окружности ротора.
Учитывая, что a = со/, уравнение (11.11) можно использовать для
расчета скорости и ускорения ползуна в его движении относительно
ротора.
Ниже даны значения позиционных вариантов подобия перемеще-
ний 5и = s/r, скоростей vH = v/fcor) и ускорений ак = а/(ы2г) в функции
положения ведущего звена:
5И = X- Д2 -(sina-ycosf})2; (11.12)
sin 2a - 2у cos р cos a
2-Д2 - (sin a - v cos P)2 (11.13)
_ 1 (cos2a-2\g cos P cos a)2 cos 2a + v cos P sin a
4 2<j[k2 - (sin a - v cos P)2]3 Jk2 - (sin a - ig cos P)2 (
321
Глава 11. Автоматические линии
* = (гр + Гс)/г И \lf = E/r.
В тех случаях, когда угол поворота ротора, соответствующий дви-
жению головки ползуна по ролику, меньше 5°, можно принять sin а «а
и cos а ~ 1, что позволяет существенно упростить формулы (11.12) —
(11.14). Если ролик установлен в положении, обеспечивающем макси-
мальный ход толкателя (Р = 90°), то следует принимать
s = rT -Jr2 -(аг)2; (11.15)
ашг2
Jr; - (аг)2 (11.06)
где г = гр + г - теоретический радиус ролика.
Рассмотрим вопрос об определении размеров роликового механиз-
ма в предположении, что задан шаг h между инструментальными бло-
ками по окружности ротора, радиус начальной окружности ротора г
и его угловая скорость со.
322
Глава 11. Автоматические линии
При расчете теоретического радиуса ролика гт необходимо учиты-
вать ограничения, накладываемые кинематическими и динамически-
ми условиями работы механизма, а также требованиями долговечно-
сти его функционирования.
Кинематические параметры, определяющие выбор размеров ме-
ханизма, - вертикальное перемещение ползуна 50 под воздействием
ролика и, в некоторых случаях, скорость вертикального перемеще-
ния ползуна v0 в момент начального контакта головки ползуна с ро-
ликом. Подстановка 5=50 и v=v0 вформулы (11.15) и (11.16) дает
(П.17)
Это выражение может быть представлено в виде номограммы
(рис. 11.21), которая позволяет по заданным значениям 50 и vo/(cor)
определить величину теоретического радиуса ролика.
Величина tor представляет собой окружную скорость по началь-
ной окружности ротора. Если учесть, что отношение УоДсог) — тан-
генс угла давления у0 в момент входа головки ползуна на ролик, то из
формулы (11.17) следует
гт =---.
1-cosYo
На номограмме, помимо значений УоДсог), указаны соответству-
ющие значения начального угла давления у0, что может быть исполь-
Рис. 11.21. Номограмма для нахож-
дения величины теоретического
радиуса ролика г по величине
хода 50 и и углу давления у
323
Глава 11. Автоматические линии
зовано при проектировании роликового механизма по заданному углу
давления.
Для расчета действительного радиуса ролика гр необходимо исхо-
дить из контактных напряжений в кинематической паре «ролик—го-
ловка пуансона», причем следует принимать во внимание, что наряду
с качением ролика по головке ползуна имеет место скольжение по-
верхностей в точке их контакта в направлении образующей ролика.
Скорость скольжения имеет наибольшую величину в момент перво-
начального контакта головки ползуна и ролика, определяемую углом
поворота ротора а0:
v = cor sin а0.
Для предварительной оценки максимальной величины контакт-
ных напряжений можно исходить из максимальной силы технологи-
ческого сопротивления. При этом нужно принимать во внимание, что
после расчета реакций в кинематических парах с учетом сил трения
будет выполнен уточненный расчет нормальных и касательных кон-
тактных напряжений.
Максимальное контактное напряжение сжатия для элементов ки-
нематической пары, образованной цилиндром и сферой, при усло-
вии, что радиус сферы меньше радиуса цилиндра,
Коэффициент а определяется в зависимости от величины отноше-
ния А/В\
А/В....Л$ 0,8 0,6 0,4 0,3 0,2 0,15 0,1 0,05 0,02 0,01
а 0,388 0,420 0,468 0,536 0,600 0,716 0,800 0,970 1,280 1,800 2,271
Величины А и В рассчитываются по формулам
Величины Р и £, входящие в выражение (10.18), представляют
собой соответственно нормальную реакцию в кинематической паре с
учетом трения и приведенный модуль упругости контактирующих ма-
териалов (см. гл. 5).
Анализ формулы (11.18) показывает, что контактные напряжения
сжатия соответствуют условию гс = г. Такое условие практически не
всегда можно реализовать, так как увеличение радиуса сферы на го-
324
Глава 11. Автоматические линии
ловке ползуна требует, при заданном начальном угле давления у0, уве-
личения диаметра dQ головки ползуна (рис. 11.22), что приводит к не-
конструктивным соотношениям размеров ползуна или ведет к увели-
чению шага h между позициями ротора.
Если диаметр ^головки ползуна выбран по конструктивным сооб-
ражениям, то при заданном угле у0 радиус сферы
г =---2—
2 sin у0
Радиус ролика
по формуле (11.18) проверяются контактные напряжения.
Силовой расчет роликового механизма роторных машин имеет не-
которые особенности. В отличие от рассмотренного ранее силового
расчета цилиндрического кулачкового механизма, в котором состав-
ляющие реакции в кинематической паре «ролик—кулачок» лежат в плос-
кости, перпендикулярной к оси подвижного ролика, в роликовом ме-
ханизме (рис. 11.23) реакция в кинематической паре «головка ползу-
на—ролик» состоит из трех составляющих. Две из них — Р32 и Т32" —
лежат в плоскости, перпендикулярной к неподвижной оси ролика, а
третья - Т32 — направлена по образующей ролика в сторону, обрат-
ную относительному скольжению головки. На ползун действуют также
показанные на расчетной схеме реакции и силы трения со стороны
направляющих Рс, Тс, PD, TD и на шпонку - Рп. Сила трения, действу-
ющая на шпонку, не учитывалась.
Используя для определения реакций метод последовательных при-
ближений, найдем для механизма с «идеальными» парами
Р32 = Q/cos у ; Л/пр = Qr Y cos a.
Рис. 11.22. Головка ползуна
роликового механизма
325
Глава 11. Автоматические линии
Если учесть силы трения Тс и TD в направляющих ползуна, Т12 в
кинематической паре «шпонка-ротор», а также силу трения Т32 между
головкой ползуна и роликом, то получим
р32= i + (i + 2^)/-tg(Y + e)+
/ulX/sin(Y + e)+/uK'| Q
к cos(y + 0) cos(y + 0) ’
(11.19)
Л/ПР = tg(Y + 0)cosa +
(11.20)
Можно найти и следующие приближения, однако структура фор-
мул с каждым новым шагом усложняется при весьма незначительном
увеличении точности решения.
Обозначения в формулах (11.19) и (11.20) те же, что и ранее.
Дополнительно обозначены:
£ = z/l; X' = rc//; v = rz/r — безразмерные параметры, характери-
зующие геометрию механизма;
f— приведенный коэффициент трения скольжения головки ползу-
на по ролику;
/32 - приведенный коэффициент трения в цапфе ролика.
В тех случаях, когда зависимость усилий от перемещения ползуна
Q (г) известна, расчеты величин Р32 и Л/пр можно выполнить по про-
грамме rotmashl.exe.
Рис. 11.23. Расчетная схема к определению реакции и приведенного
момента сил роликового механизма:
1 — ротор; 2 — ползун; 3 — ролик
326
Глава 11. Автоматические линии
Расчет мощности электродвигателя привода ротора. Момент на
валу электродвигателя должен быть достаточным для преодоления
технологических сопротивлений, трения в кинематических парах
и инерционных нагрузок. При установившемся движении ротор-
ной машины инерционные силы и моменты малы, поэтому выбор
двигателя привода технологического ротора производится по на-
грузке, обусловленной действием сил полезного сопротивления и
сил трения.
Двигатель выбирается с учетом энерго граммы машины, вид
которой определяется характером изменения мощности сил по-
лезных сопротивлений и сил трения на валу двигателя за время
рабочего цикла.
При установившемся движении машины, когда угловая ско-
рость вращения ротора практически постоянна, приведенный к
валу двигателя момент сил пропорционален мгновенной мощнос-
ти. Это позволяет рассматривать график приведенных моментов
сил в зависимости от угла поворота ротора как график изменения
мощности по времени.
Для построения графика зависимости приведенного момента
Л/ПР1 по углу поворота ротора рассчитывают, для ряда положений
одного инструментального блока за время кинематического цик-
ла, приведенные моменты на валу ротора для верхних Мпрв и
нижних Л/ПРН ползунов и суммируют их:
Л/ = м в + м и
72ПР1 пр ПР
Редуцируя полученные значения моментов к валу двигателя,
получим
где и — передаточное отношение от вала двигателя к ротору;
ц — коэффициент полезного действия передачи.
График Л/ПрдвХа) можно рассматривать также и как гра-
фик зависимости Nx(t) мгновенной мощности, развиваемой элек-
тродвигателем, от времени. Для этого следует ординаты первого
графика увеличить, а абсциссы уменьшить в со раз, где со - угло-
вая скорость вала электродвигателя.
327
Глава 11. Автоматические линии
График Nx(t) представляет собой энергограмму для единично-
го инструментального блока за время кинематического цикла Т
(рис. 11.24, а).
Энергограмма машины NL(f) строится суммированием диаг-
рамм Nx(t) по интервалам Тр, с учетом числа позиций и.
В зависимости от соотношения длительностей рабочей опера-
ции tp и рабочего цикла Тр, энергограмма машины приобретает
различный характер. Существенно изменяется средняя величина
суммарных мощности и приведенного момента сил, учитываю-
щих одновременность нагружения инструментальных блоков. Так,
например, при Тр = /р энергограмма машины (рис. 11.24, б) ха-
рактеризуется резкими колебаниями мощности и момента сил на
валу электродвигателя, в отличие от случая, когда Тр = tJT, при
общем увеличении цикловой производительности в 2 раза график
нагрузки имеет более плавный характер (рис. 11.24, в).
Рис. 11.24. Энергограммы
роторной машины:
а - единичного инструмен-
тального блока;
<5-при Т =/р;
в - при Т = Г/2
328
Глава 11. Автоматические линии
Если в роторной машине имеются узлы, вызывающие потери
на трение, например, от трения башмака питателя по поверхнос-
ти стола ротора, то при расчете мощности электродвигателя при-
веденный к валу двигателя момент должен учитывать эти сопро-
тивления:
Д/ _ £^ПР1 , у ^ТР.А:
прдв Ш] 1 ’ (11-21)
где Л/Тр* — момент сил трения в Л-ом узле;
ик~ передаточное отношение от вала двигателя до Л-го узла;
T]t — коэффициент полезного действия передачи от вала двига-
теля до А-го узла.
Обычно выбор двигателя осуществляется по величине сред-
ней мощности, развиваемой при установившемся режиме движе-
ния роторной машины (за время рабочего цикла), с коэффици-
ентом запаса 1,2...1,4. При значительных колебаниях мощности за
цикл выбор электродвигателя осуществляется из условия ограни-
чения нагрева обмоток статора — по среднему квадратичному току.
При выборе электродвигателя производится проверка величи-
ны его пускового момента, который должен быть не меньше мак-
симального приведенного момента в период пуска машины:
^/цв ПУСК - (^ПРДв)тах’
причем
(^ПРДВ^тах ~ ^ПРДВ Л1РЕ’
где JnP — приведенный к валу двигателя момент инерции масс
роторной машины;
е — угловое ускорение вала двигателя в период пуска.
Приведенный момент инерции масс роторной машины
j = У—
ПР и? ’
где J — момент инерции массы f-го звена относительно его оси
вращения;
ut — передаточное отношение от z-го звена к валу двигателя.
Если /-ое звено может быть схематизировано в виде вращаю-
щегося вокруг своей оси полого цилиндра со средним радиусом
Я, и массой /и, то
329
Глава 11. Автоматические линии
J, = т. R2.
Угловое ускорение рассчитывается как среднее за период пуска:
где со - угловая скорость вала двигателя в период установившего-
ся движения;
/п — время пуска.
Гидравлический привод. Гидравлический привод роторных
машин обеспечивает перемещение рабочих органов в инструмен-
тальных блоках. Соответственно числу позиций в роторе, по его
начальной окружности устанавливаются гидроцилиндры, штоки
которых соединены с рабочими органами инструментальных бло-
ков. Заданная последовательность движения рабочих органов обес-
печивается распределительным устройством, которое поочередно
соединяет соответствующие полости гидроцилиндров с напорны-
ми и сливными линиями гидравлического привода (см. рис. 9.13).
Широкое применение в роторных машинах с гидравлическим
приводом получили плоские распределители (рис. 11.25), что объяс-
няется их универсальностью, простотой конструкции и удобством
эксплуатации. Распределитель имеет неподвижный коммуникаци-
онный диск 1, к которому подведены трубопроводы и примыка-
ет распределительный диск 2 с диском-накладкой 3, с каналами
для подачи в цилиндр 4 и отвода от него жидкости высокого и
низкого давления.
В приводах технологических роторных машин используются три
схемы подачи рабочей жидкости при помощи плоского распреде-
лителя.
Первая схема — со сливом (рис. 11.26, а), в которой рабочая
Глава 11. Автоматические линии
жидкость высокого давления при рабочем ходе подается в бес-
штоковую полость гидроцилиндра, а из штоковой — сливается в
сборник.
Вторая схема — с внешним переливом (рис. 11.26, б). Жид-
кость под высоким давлением поступает в бесштоковую по-
лость цилиндра, перемещая поршень вверх. Из штоковой полости
жидкость через пазы распределительного диска поступает в што-
ковую полость цилиндра, расположенного в роторе на диамет-
рально-противоположной стороне, осуществляя холостой ход пор-
шня — перемещение его вниз. Из бесштоковой полости этого ци-
линдра жидкость идет на слив. Применение этой схемы распреде-
ления позволяет уменьшить расход рабочей жидкости и повысить
КПД гидроустановки.
Третья схема — с внутренним переливом (рис. 11.26, в). Пере-
мещение поршня происходит под воздействием разности усилий в
бесштоковой и штоковой полостях, т.е. по схеме гидроцилиндра с
тонким штоком (см. рис. 9.3). Такое соединение позволяет снизить
расход рабочей жидкости при перемещении и используется для
осуществления быстрых холостых перемещений инструмента в на-
правлении к объекту обработки.
Вопросы расчета основных размеров гидроцилиндров, выбора
насоса и определения мощности электродвигателя гидропривода
были рассмотрены ранее (см. гл. 9).
Подача
в
Рис. 11.26. Схемы подачи рабочей жидкости в гидроцилиндры ротор-
ной машины с плоским распределителем: a — со сливом;
б — с внешним переливом; в - с внутренним переливом
331
Глава 11. Автоматические линии
Расход рабочей жидкости следует находить с учетом иосн -
числа инструментальных блоков, находящихся одновременно в
рабочей зоне роторной машины, т.е.
Q = v F и ,
где vn — скорость поршня при прямом ходе;
F - эффективная площадь поршня;
“осн = “ 'оси /ГК = 'осн / ТР-
При расчете приведенного к валу электродвигателя момента
сил сопротивлений [формула (11.21)] следует учитывать потери
на трение в дисках гидравлического распределителя. Для расчета
момента сил трения в плоском распределителе можно воспользо-
ваться формулой
A/jp — ^ПРИЖ-^^СР’
где Рприж ~ сила прижима;
/= 0,3...0,6 — коэффициент трения в плоском распределителе;
Rcp — средний радиус дисков распределителя.
Сила прижима должна на 10—20 % превышать силу, обуслов-
ленную давлением рабочей жидкости и стремящуюся раскрыть
стыки плоского распределителя.
11.5. Транспортные механизмы
и устройства роторных машин
В автоматических роторных линиях межмашинное транспорти-
рование — перемещение объекта обработки от одного технологи-
ческого ротора к другому, а также загрузка заготовок в первый
рабочий ротор и выгрузка изделий с последнего технологическо-
го ротора, — осуществляется при помощи специальных транспор-
тных механизмов и устройств. В общем случае на эти механизмы и
устройства могут также возлагаться операции переориентации из-
делий, контроля их наличия и положения, блокировки и пр.
Структура транспортных механизмов и их захватных органов
определяется свойствами объекта обработки (структура, конфи-
гурация, прочность и т.п.), конструкцией рабочих органов маши-
ны и характером технологической операции.
332
Глава 11. Автоматические линии
Если оставить в стороне исходный продукт переработки в виде
сыпучего, пастообразного и т.п. материала, то по конфигурации
все остальные объекты обработки можно разделить на две груп-
пы: изделия, не требующие угловой ориентации в плоскости транс-
портирования (тела вращения), и изделия, требующие угловой
ориентации в плоскости транспортирования. В зависимости от от-
ношения высоты изделия h к максимальному размеру в попереч-
ном сечении Ь объекты обработки делятся на плоские (Л < Ь),
низкие (й = Ь) и высокие (й > й).
Транспортные механизмы и устройства АРЛ отличаются боль-
шим разнообразием. По способу передачи объектов обработки они
могут быть разделены на две группы.
К первой группе относятся такие транспортные механизмы и
устройства, которые осуществляют подачу объекта обработки в
рабочую зону технологического ротора или обеспечивают совме-
щение центра детали и рабочего органа в точке, лежащей на меж-
центровой линии роторов. Улавливание, центрирование и уста-
новка детали осуществляются в технологическом роторе специ-
альными устройствами. К этой группе транспортных устройств
относятся перегружатели и переталкиватели.
Ко второй группе относятся транспортные механизмы, обес-
печивающие точное центрирование объектов обработки по отно-
шению к рабочему органу технологического ротора. Захватные орга-
ны таких транспортных механизмов — транспортных роторов —
на некотором угле поворота технологического ротора переме-
щаются совместно с рабочим органом инструментального блока
(см. рис. 11.13).
Перегружатель планочного типа (рис. 11.27) — наиболее про-
стое транспортное устройство, широко используемое в ротор-
ных машинах для межроторной передачи плоских или низких из-
делий, преимущественно цилиндрической формы. Эти же устрой-
ства применяют в некоторых машинах как загрузочные или раз-
грузочные, например, в роторных таблеточных машинах.
Объект обработки 4, находящийся на горизонтальной поверх-
ности стола ротора 7, при встрече с неподвижной планкой 3,
расположенной над поверхностью стола, начинает перемещаться
вдоль нее, сдвигаясь к периферии ротора 7. Далее объект обработ-
333
Глава 11. Автоматические линии
Рис. 11.27. Схема планочного
перегружателя роторной
машины:
1, 2 - роторы; 3 - планка;
4 — изделие
ки попадает на ротор 2 и двигается вдоль планки до ее конца,
после чего движение детали происходит совместно с ротором 2.
Такой перегружатель работает при условии, что скорость
вращения ротора незначительна и центробежная сила изделия
меньше ее силы трения о поверхность стола ротора.
В том случае, когда планочный перегружатель используется как
разгрузочное или загрузочное устройство, планка устанавливается
только над поверхностью стола соответствующего ротора.
Установим основные геометрические и кинематические соот-
ношения для планочного перегружателя, предназначенного для
транспортирования изделий цилиндрической формы.
Центральные углы а! и а2 на роторах 7 и 2, соответствующие
участкам движения объекта обработки вдоль планки на первом и
втором роторе, определяются выражениями (см. рис. 11.27)
( 7?,
а, = а0 -arccos — cosa0
I
а2
(
= а0 - arccos
I
Л2
— cos а
гг
где а0 — угол установки планки;
7?! , Т?2 — наружные радиусы роторов 7 и 2;
Г] , г2 — радиусы начальных окружностей роторов 7 и 2.
334
Глава 11. Автоматические линии
Увеличение угла а0 установки планки позволяет уменьшить
углы ctj и а2, однако при этом уменьшается скорость движения
изделия вдоль планки. Уменьшение этого угла ограничено усло-
виями
г, > Я, cosa0;
r2 > Т?2 cosa0.
Для определения времени движения детали вдоль планки и
пропускной способности перегружателя планочного типа рас-
смотрим движение вдоль неподвижной планки материальной
точки, находящейся на поверхности стола (рис. 11.28, а).
На материальную точку Мдействует сила F трения со стороны
стола, направленная в сторону, обратную скорости движения
материальной точки относительно поверхности стола, и сила тре-
ния о планку Тдд.
Сила трения /’определяется выражением
F= mgf,
где т - масса материальной точки;
g - ускорение свободного падения;
f— коэффициент трения между материальной точкой и поверх-
ностью стола.
Сила трения, действующая со стороны планки,
^пл = "fm ,
где N= Feos у - нормальная реакция;
fm — коэффициент трения между материальной точкой и план-
кой.
Принято, что относительная скорость отклонена на угол у
от нормали пп к планке. В рассматриваемый момент радиус-вектор р
точки составляет с нормалью угол а, поэтому такой же угол будет
между абсолютной v и переносной vnep скоростями этой точки. Из
рассмотрения плана скоростей (рис. 11.28, б) следует
tgy= V?epCOSa~V.
Vnep sin a
Дифференциальное уравнение движения точки вдоль планки
имеет вид
335
Глава 11. Автоматические линии
Рис. 11.28. Схемы расчета времени движения объекта обработки по
перегружателю: а — схема приложения сил; б — план скоростей
т^- = mg/siny-mgffnx cosy.
at
Приближенное решение дифференциального уравнения при-
водит к решению
v = Vo_£^.(s_5J (11.22)
где v0 = со r0; v°
50 — расстояние от начального положения точки до основа-
ния перпендикуляра, опущенного на планку из центра вращения
ротора.
В соответствии с выражением (11.22), скорость движения из-
делия вдоль планки падает по мере его продвижения к периферии
ротора. Это подтверждается экспериментальными исследования-
ми, которые проводились с использованием строботахометра.
Время движения объекта обработки вдоль планки перегружа-
теля на первом участке, т.е. на первом роторе, определяется выра-
жением
t = f ± = _______V1______
' Ь ^-5#пл(5-501)
336
Глава 11. Автоматические линии
Аналогично рассчитывается время движения 12 объекта обра-
ботки по второму участку — на втором роторе. Следует отметить,
что на втором роторе скорость движения точки вдоль планки пере-
гружателя увеличивается по мере ее удаления от периферии ротора.
Минимальная скорость движения объекта обработки вдоль
планки соответствует его положению на периферии роторов, по-
этому эта скорость определяет пропускную способность планоч-
ного перегружателя. Минимальная величина скорости vmin изде-
лия, находящегося на роторе 7, будет соответствовать следующим
условиям:
v0 = со,7?,cos а0; s = sin а0;
50 = 7ri2 ~ Д2 cos2 a0.
По этим данным с помощью формулы (11.22) рассчитывается
Пропускную способность (производительность), в штуках за
1 с, планочного перегружателя можно рассчитать по формуле
V .
/п _ rmin
Уп ь ,
где b — размер изделия в направлении его движения вдоль планки.
Для нормальной работы технологической роторной машины
или АРЛ, если машина входит в состав линии, необходимо, что-
бы выполнялось условие
Уп- @ц>
т.е. пропускная способность планочного перегружателя должна быть
не менее, чем цикловая производительность машины.
Следует заметить, что приведенное математическое описание
движения изделия вдоль планки перегружателя не учитывает, что транс-
портируемое тело может иметь цилиндрическую форму и, наряду со
скольжением, возможно его качение по планке. Детальное исследова-
ние показало, что при наличии качения скорость перемещения тела
вдоль планки будет выше, чем при чистом скольжении. Таким обра-
зом, скорость найденная выше, определена с запасом.
337
Глава 11. Автоматические линии
Переталкиватель (рис. 11.29) представляет собой транспорт-
ный механизм, который перемещает объект обработки 3 из ротора
1 на ротор 2 при помощи рычага 4, приводимого от кулачка 5.
Траектория движения центра изделия, при переходе с началь-
ной окружности ротора 1 на начальную окружность ротора 2,
имеет резкие изломы. Следствие этого — возникновение ударов
при транспортировке объекта обработки: вначале — о рычаг, а в
конце — о гнездо приемника. Величина динамической нагрузки
при ударе зависит от массы, скорости и упругих свойств изделия
и рычага-переталкивателя.
Центральные углы а, и а2 на роторах, соответствующие време-
ни передачи объекта обработки:
“1 = U “г
а2 = 'пер
^пер “ + *2 + *3’
где t — время перемещения объекта обработки рычагом с ротора 1
на ротор 2;
Рис. 11.29. Переталкиватель:
7, 2 - роторы; 3 - объект обработки; 4 — рычаг; 5 - кулачок
338
Глава 11. Автоматические линии
t2 — время выстоя рычага, необходимое для фиксирования
детали в приемнике ротора 2;
t3 — время обратного хода рычага.
Транспортный ротор с подпружиненными ползунами (см. рис. 11.13)
осуществляет точную передачу объекта из ротора в ротор. В этом слу-
чае должна выполняться строгая ориентация захватного органа по
рабочим органам технологических роторов на некоторых участках
траекторий их движения. Угол согласования в этом случае, на-
пример, для первого ротора:
где Vj — окружная скорость ротора;
г, — радиус начальной окружности ротора 7;
1 - tov время выполнения загрузочной (разгрузочной)
операции;
— сумма ходов рабочего органа, выполняющего загрузочную
операцию;
со, — угловая скорость технологического ротора 7;
гср — средний радиус пространственного копира, осуществля-
ющего загрузочную операцию;
у — допускаемый угол давления копира.
Как показывают исследования механизмов транспортирова-
ния, в моменты согласования и рассогласования технологичес-
ких и транспортных роторов на объект обработки действуют удар-
ные импульсы, величина которых зависит от угла согласования,
окружной скорости роторов, метрических параметров механиз-
мов транспортировки, массы их звеньев и упругих свойств кон-
тактирующих деталей.
11.6. Роторно-конвейерные линии
Промышленное применение автоматических роторных линий
обычно ограничивается использованием их для выполнения тех-
нологических процессов и операций 3-го класса. Это ограничение
связано с тем, что питание роторных машин и транспортирование
339
Глава 11. Автоматические линии
объектов обработки легко, конструктивно решаются лишь для
предметов, имеющих форму тел вращения и не требующих угло-
вой ориентации.
Для транспортирования тел произвольной формы необходимо
осуществлять их перемещение в ориентированном положении со-
вместно с инструментом. Это усложняет конструкцию и кинемати-
ку питающих и соответствующих транспортных роторов.
Второе ограничение в использовании АРЛ связано с тем, что
для выполнения операций большой длительности необходимо уве-
личивать диаметр ротора и, следовательно, габариты и массу ма-
шины. При этом резко возрастает площадь, занятая роторной ма-
шиной, ухудшаются ее экономические показатели: удельная ма-
териалоемкость и энергоемкость.
Третье ограничение возможностей АРЛ заключается в том, что в
ряде случаев не может быть рационально обеспечена высокая сте-
пень автоматизации работы агрегата. Например, для автоматической
смены инструмента (инструментальных блоков) необходимо вы-
полнить определенный набор действий: контроль состояния инстру-
мента, раскрепление блока, контроль факта удаления, установка
нового блока, контроль его положения, фиксация. Время на выпол-
нение этих операций может значительно перекрывать продолжи-
тельность рабочей операции, выполняемой в технологическом рото-
ре, что потребует увеличения числа позиций в этом роторе.
Эго в полной мере относится и к другим видам автоматического
обслуживания инструмента: очистка, смазка, охлаждение и пр.
Выполнение этих процедур связано также со значительным
усложнением конструкции роторной машины.
Имеются и другие недостатки, присущие АРЛ, снижающие
их экономическую эффективность, например, низкая плотность
потока изделий при использовании гидравлического привода, когда
шаг позиций определяется габаритами приводных устройств, ог-
раничение по многономенклатурности выпускаемых изделий и т.д.
Все перечисленные недостатки АРЛ - следствие того, что рабо-
чие органы технологических роторов (инструмент) связаны с об-
служивающими его исполнительными органами привода, напри-
мер, ползунами, на всех фазах кинематического цикла машины.
Как ранее было показано, повышение производительности
340
Глава 11. Автоматические линии
роторной машины или увеличение продолжительности выполняе-
мых операций ведут к увеличению числа позиций ротора, его
диаметра. К увеличению числа позиций ведет и автоматизация
обслуживания роторной машины. Возрастает число инструменталь-
ных блоков и обслуживающих их приводных устройств, причем
значительная их часть находится на тех участках, где они не ис-
пользуются. Следствие - удорожание агрегата, снижение эконо-
мических показателей АРЛ.
Принципиальное отличие автоматической роторно-конвейерной
линии от автоматической роторной линии заключается в том, что
в АРКЛ вместо постоянной связи инструмента с исполнительны-
ми органами привода используется их временная связь. Это дости-
гается монтажом инструментальных блоков в бесконечном кон-
вейере, огибающем в требуемой последовательности технологичес-
кие роторы, в которых установлены приводные устройства, обес-
печивающие функционирование инструмента.
В АРКЛ реализуют разделение операций по отдельным рото-
рам в тех случаях, когда для выполнения заданной операции на
различных ее стадиях рационально применение различных типов
приводов, например, механического и гидравлического; так- же
имеется возможность распределить обслуживание инструментов,
располагаемых в конвейере, между большим числом роторов, в
каждом из которых выполняются лишь отдельные фрагменты об-
служивания.
Все перечисленное позволяет, благодаря уменьшению числа
позиций роторов, сократить их габаритные размеры и повысить
производительность агрегата.
В качестве примера промышленной реализации таких агрегатов
рассмотрим автоматическую роторно-конвейерную линию, предназ-
наченную для изготовления изделий из термопластов методом литья
под давлением (рис. 11.30). Объем отливки — до IO-6 jw3.
Линия состоит из станины 72, на которой установлены плас-
тификатор 7, шесть технологических роторов 2, 4, 5, 9, 10, 77,
натяжные звездочки 8, конвейеры литниковых планок 3, пресс-
форм 6 и камеры охлаждения 7.
Перерабатываемый материал из бункера пластификатора 7 зах-
341
Глава 11. Автоматические линии
ватывается шнеком, пластифицируется и нагнетается в ротор ин-
жекции 2. Конвейерами 3 и 6 в ротор инжекции вводятся сомкну-
тые пресс-формы и литниковые планки. Расплав материала впрыс-
кивается в пресс-формы (7). Далее из ротора инжекции пресс-
формы и литниковые планки переносятся в ротор 4 отрыва лит-
ников, в котором литниковые планки отделяются от пресс-фор-
мы (/7). Пресс-формы поступают в камеру охлаждения 7, а лит-
Рис. 11.30. Роторно-конвейерная линия ЛЛТ-1:
7 — инжекция расплава в пресс-форму; II — отрыв литника;
III — удаление литника из литниковых планок; IV — размыкание
пресс-формы; V— съем изделия; VI - смыкание пресс-формы;
1 — пластификатор; 2 — ротор инжекции; 3 — конвейер литниковых
планок; 4 — ротор отрыва литников; 5 — ротор удаления литников;
6 - конвейер пресс-форм; 7 - камера охлаждения; 8 — натяжные
звездочки; 9— ротор размыкания; 10 — ротор съема изделий;
11 — ротор смыкания; 12 — станина
342
Глава 11. Автоматические линии
никовые планки - в ротор 5 удаления литников. В роторе 5 лит-
ники выталкиваются из планок (III) и по лотку ссыпаются в
тару; литниковые планки конвейером 3 возвращаются в ротор
инжекции.
После охлаждения пресс-формы с изделиями поступают в
ротор ^размыкания пресс-форм (IV). Затем конвейер перемеща-
ет пуансоны в ротор 10 съема изделий, где изделия свинчивают-
ся с пуансонов (И, падают в приемный бункер и по лотку
перемещаются в тару для готовой продукции. Матрицы минуют
ротор съема и переносятся конвейером 6 в ротор 11 смыкания.
В этом роторе пуансоны опускаются в матрицы (VI) и в сомкну-
том состоянии направляются в ротор 2 инжекции. Далее цикл
повторяется.
Конструкция линии предусматривает быстросъемность пресс-
форм с возможностью наладки их вне линии. Линию можно ис-
пользовать для выпуска изделий другого типа, путем замены пресс-
форм и изменения конструкции ротора съема изделий.
Техническая характеристика линии:
Проектная производительность, шт/мин 1000
Давление инжекции, МПа до 70
Сила смыкания пресс-форм, кН до 20
Установочная мощность, кВт 62
Габаритные размеры, м\
длина 5,5
ширина 1,1
высота 1,86
Линию обслуживает один оператор.
Автоматические роторно-конвейерные линии нашли широкое
применение в различных отраслях промышленности — химичес-
кой, пищевой, электротехнической, машиностроительной. Спе-
циальные АРКЛ создаются для разлива или упаковки разнооб-
разных продуктов химической промышленности, товаров быто-
вого назначения и продуктов питания.
343
Глава 11. Автоматические линии
Контрольные вопросы
1. Какие основные элементы образуют структуру автоматической
линии?
2. По каким признакам классифицируются автоматические линии?
3. В каких случаях рационально использование АРЛ?
4. Каковы функции транспортных устройств автоматических ли-
ний; какие требования к ним предъявляются?
5. В чем заключаются основные особенности автоматических ро-
торных линий?
6. Из каких элементов состоит роторная группа; каково назначе-
ние этих элементов?
7. Что собой представляет инструментальный блок и каковы его
функции?
8. Приведите схемы основных типов приводов рабочих органов тех-
нологических роторов; дайте их характеристику и поясните область
рационального их использования?
9. Какие исходные данные нужны для расчета диаметра начальной
окружности технологического ротора?
10. Изобразите схемы основных видов транспортных устройств АРЛ?
11. В чем заключается основное отличие АРКЛ от АРЛ?
12. Какие технические и экономические возможности открывает
использование АРКЛ?
Глава 12. Промышленные роботы
Глава 12
ПРОМЫШЛЕННЫЕ РОБОТЫ
Робот (чеш. robot) — термин, употребленный впер-
вые К. Чапеком в пьесе «R.U.R.» в 1920 г., кото-
рым часто обозначают машины с антропоморф-
ным (человекоподобным) действием.
12.1. Промышленные роботы: общие понятия
Полная автоматизация производства связана с необходимостью
автоматизации таких вспомогательных операций, как межагрегат-
ное транспортирование объектов производства и их складирова-
ние, загрузка и разгрузка технологического оборудования заготов-
ками и т.п. Помимо того, имеется необходимость выполнения не-
которых основных технологических и вспомогательных операций,
воспроизводящих действия человека, которые им не могут быть
выполнены по социальным условиям (безопасности жизнедеятель-
ности человека) или из-за микроминиатюризации объекта труда.
Это привело к созданию в XX веке промышленных роботов (ПР).
В настоящее время ПР нашли широкое применение в машино-
строении, атомной энергетике, автомобильной и электронной
промышленности, в различных отраслях химической промышлен-
ности и т.д.
Структурная схема ПР (рис. 12.1) дает представление как об
345
Глава 12. Промышленные роботы
основных системах, входящих в ПР, так и о системе его механи-
ческой части.
Система программного управления (СПУ) обеспечивает обуче-
ние (программирование), сохранение программы и ее воспроиз-
водство (считывание информации и передачу управляющих сиг-
налов исполнительным механизмам ПР).
Информационная система с помощью внешних и внутренних
датчиков обеспечивает сбор и передачу в СПУ информации о
состоянии окружающей среды и функционировании основных
узлов и систем робота.
Механическая система обеспечивает отработку программы ПР.
Она состоит из следующих узлов: несущие конструкции, приво-
ды, исполнительные механизмы и захватные устройства.
Существует деление роботов на поколения. К первому поко-
лению ПР относят те из них, которые работают по жесткой про-
грамме. Сама программа может меняться, например, от цикла к
циклу, однако внутри цикла она остается постоянной.
ПР второго поколения очувствлены, благодаря введению сен-
сорных датчиков. Это позволяет роботу в общем случае реагиро-
вать на состояние внешней среды (адаптироваться к ней) и его
рабочих органов. Таким образом, вводится коррекция в функци-
онирование ПР по ходу выполнения цикла. Простейший при-
мер: при использовании для штабелирования изделий ПР пер-
вого поколения, при укладке изделия по программе в очередную
позицию, которая по каким-то причинам занята, робот будет
пытаться поставить изделие в занятую позицию. Робот второго
поколения, как минимум, остановится и подаст оператору сигнал
«Позиция занята».
Роботы третьего поколения не только очувствлены, но и
способны решать простейшие логические задачи.
Термины и определения, и классификация ПР установлены
стандартами ГОСТ 25686—85 и ГОСТ 25685—83.
Промышленный робот - автоматическая машина, представля-
ющая собой совокупность манипулятора и перепрограммируемого
устройства управления, для выполнения в производственном про-
цессе двигательных и управляющих функций, заменяющих ана-
346
Глава 12. Промышленные роботы
Каналы управления
технологическим
оборудованием
Рис. 12.1. Структурная схема ПР и основные элементы механической
системы, его образующие: 1 — корпус; 2 - рука;
3 - захватное устройство, 4 - основание; 5 - путепровод
логичные функции человека при перемещении предметов произ-
водства и (или) технологической оснастки.
Манипулятор (лат. manus — рука) — дистанционно управляе-
мое устройство, представляющее собой разомкнутую кинемати-
ческую цепь, оснащенную рабочим органом и, в общем случае,
приводами для выполнения двигательных функций, заменяю-
щих аналогичные функции руки человека при перемещении
объектов. Роботы могут иметь один или несколько манипулято-
347
Глава 12. Промышленные роботы
ров, которые могут работать либо синхронно, либо независимо
друг от друга.
Под перепрограммируемостью ПР понимается его свойство за-
менять управляющую программу автоматически или при помощи
человека-оператора. Смена управляющей программы осуществля-
ется переключением заранее занесенных в память программ, за-
меной программоносителя или введением в память устройства уп-
равления новой управляющей программы с какого-либо носите-
ля, включая перестановку и (или) регулировку путевых устройств
релейного типа и (или) времязадающих элементов.
К составным частям ПР относятся:
— исполнительное устройство промышленного робота, выпол-
няющее все его двигательные функции. Сюда входят манипуля-
тор и, в общем случае, устройство передвижения',
— устройство управления промышленного робота, формирую-
щее и выдающее управляющие воздействия исполнительному
устройству в соответствии с управляющей программой;
— рабочий орган промышленного робота — составная часть ма-
нипулятора промышленного робота, которая непосредственно
выполняет заданные операции. Например, при выполнении тех-
нологических операций это могут быть сварочные клещи, окра-
сочный пистолет, сборочный инструмент и пр.; при выполне-
нии операций по перемещению объекта обработки — захватное
устройство (схват).
В основу классификации ПР положены следующие признаки:
Специализация. В зависимости от того, для выполнения каких
операций предназначен ПР, различают специальные ПР — для
выполнения определенной технологической или вспомогательной
операции на конкретном виде технологического оборудования;
специализированные ПР - для выполнения операций одного вида
на оборудовании определенной группы; универсальные ПР — для
выполнения операций различных типов на различных видах тех-
нологического оборудования.
Грузоподъемность. Под грузоподъемностью ПР понимается наи-
большее значение массы объекта, которым манипулирует робот,
при которой гарантируется его захватывание, удерживание и обес-
348
Глава 12. Промышленные роботы
печение установленных эксплуатационных параметров ПР. По этому
признаку ПР подразделяют на следующие группы:
сверхлегкие - роботы номинальной грузоподъемностью до 1 кг;
легкие — св. 1 до 10 кг;
средние — св. 10 до 200 кг;
тяжелые — св. 200 до 1000 кг;
сверхтяжелые — св. 1000 кг.
Число степеней подвижности. Как известно из курса ТММ,
под числом степеней подвижности понимается число степеней сво-
боды кинематической цепи, относительно звена, принятого за
неподвижное. Для ПР оно определяется как сумма возможных
координатных движений объекта манипулирования относительно
неподвижного звена, без учета движения элементов, входящих в
рабочий орган или захватное устройство. По числу степеней под-
вижности различают ПР с двумя, тремя, четырьмя степенями
подвижности, а также ПР, имеющие степень подвижности более
четырех.
По возможности передвижения ПР подразделяются на стацио-
нарные и подвижные.
По способу установки на рабочем месте ПР подразделяют на
напольные, подвесные (портальные) и встроенные.
В зависимости от конструктивной схемы ПР, объект манипу-
лирования перемещается в различных системах координат. Выбор
системы координат определяет кинематику основных движений
механической системы робота и форму его рабочей зоны. Разли-
чают следующие виды систем координат (рис. 12.2), в которых
работают ПР:
прямоугольная (декартова), плоская или пространственная
(рис. 12. 2, а); положение объекта определяется двумя (тремя)
координатами х, у, г;
цилиндрическая (рис. 12.2, 6), в которой положение объекта
манипулирования определяется в основной координатной плос-
кости радиусом-вектором г, полярным углом ср, а также аппли-
катой г;
сферическая (рис. 12.2, в), при использовании которой поло-
жение объекта манипулирования задается радиусом-вектором г и
углами ф и 0 в двух взаимно перпендикулярных плоскостях;
349
Глава 12. Промышленные роботы
Рис 12.2. Основные системы координат промышленных роботов:
а — декартова; б — цилиндрическая; в — сферическая; г — угловая
угловая (рис. 12.2, г), плоская или пространственная. В этом
случае положение объекта в направлении радиуса-вектора г опре-
деляется тремя углами относительных поворотов звеньев манипу-
лятора ПР, имеющих постоянную длину.
Перемещение объекта манипулирования в перечисленных слу-
чаях определяется изменением, соответственно, тех параметров,
которые задают положение объекта.
Имеются ПР, работающие и в других системах координат.
В ПР используются следующие виды приводов'.
электромеханический;
гидравлический;
пневматический;
комбинированный.
Выбор типа привода определяется преимущественно теми же
соображениями, которые были изложены при характеристике при-
водов машин-автоматов.
В зависимости от вида управления различают роботы с цикло-
вым, числовым программным управлением, а также адаптивные
роботы.
Адаптивные ПР имеют сенсорные устройства, назначение
которых — отслеживать реальные параметры выполняемого процес-
са и по полученной информации корректировать его течение.
В ПР применяют три типа систем программного управления.
350
Глава 12. Промышленные роботы
Их классифицируют в зависимости от дискретности перемеще-
ний'. позиционные (отточки к точке), контурные (по непрерывной
траектории, когда положение рабочих органов определено в каж-
дый момент времени) и комбинированные (универсальные).
По способу программирования ПР подразделяются на роботы,
программируемые обучением, и роботы, программируемые анали-
тически.
В техническую характеристику ПР входят следующие показатели:
— Номинальная грузоподъемность, кг.
- Максимальная абсолютная погрешность позициониро-
вания, мм.
- Геометрическая характеристика рабочей зоны (например,
зона обслуживания ПР — пространство, в котором рабочий орган
выполняет свои функции в соответствии с назначением робота и
установленными значениями его характеристик).
— Показатели степени подвижности (для каждого манипулято-
ра многорукого робота отдельно): максимальное перемещение, мм,
град', время перемещения, с; максимальная скорость, м/с, град/с;
максимальное ускорение, м/с2, град/с2; максимальная абсолютная
погрешность позиционирования, мм; число программируемых то-
чек при прямом и при обратном перемещениях.
Заметим, что под погрешностью позиционирования понимается
отклонение положения рабочего органа ПР от заданного управля-
ющей программой.
- Показатели захватного устройства: усилие захватывания, Я;
время захватывания, с; время отпускания, с; характерные разме-
ры захватываемого предмета — максимальный, мм; минималь-
ный, мм.
Кроме того, сюда входят показатели устройства управления,
включающие, в частности, данные о давлении рабочего тела, МПа,
и его расходе; напряжении питания, В; мощности двигателей, Вт,
и др. Также приводятся показатели надежности: масса ПР, кг, и его
габаритные размеры, мм.
Рассмотрим конструкцию универсального ПР (рис. 12.3). ПР
состоит из основания 1, подвижно соединенного с направляющи-
ми 2. В корпусе 3 обычно располагаются приводные устройства
манипулятора 4 и рабочего органа 5робота. Устройство управле-
351
Глава 12. Промышленные роботы
Рис. 12.3. Универсальный ПР:
1 - основание; 2 — направляющая;
3 - корпус; 4 — манипулятор
(рука); 5 - схват;
6 — шкаф управления
ния ПР расположено в шкафу 6. Для наладки и обучения ПР
устройство управления имеет выносной кнопочный пульт.
Основание 1 корпуса 3 может перемещаться по направляю-
щим 2, которые располагаются вблизи обслуживаемого техноло-
гического оборудования. Это движение ПР называют глобальным.
Перемещение исполнительного органа - манипулятора 4- регио-
нальное, и , наконец, перемещение рабочего органа - схвата или
установленного на его месте какого-либо инструмента (например,
окрасочного пистолета) — называется локальным.
В соответствии с классификацией, рассматриваемый однору-
кий ПР относится к универсальным, легкой грузоподъемности,
с 4-мя степенями подвижности (не считая степеней подвижности
рабочего органа), передвижным, напольным. Система координат —
цилиндрическая, привод — пневматический, управление — цик-
ловое, система управления - позиционная, способ управления -
обучение.
Широко применяются многорукие ПР, например, для сварки
элементов пластинчатого конденсатора-испарителя используется
сварочный ПР серии «Лимат—2000» (Австрия). Робот (рис. 12.4)
оснащен двумя независимо управляемыми манипуляторами 4 и 9.
Каждый манипулятор имеет до шести степеней подвижности ра-
352
Глава 12. Промышленные роботы
12. 4. Специализированный ПР:
1 - позиционер; 2 - изделие;
3, 10 — сварочные головки;
4, 9 — манипуляторы;
5-7 - сменные модули;
8 — шкаф управления
бочих органов — сварочных головок 3 и 10. Свариваемое изделие 2
устанавливается на специальном позиционере 7, который обеспе-
чивает кантование изделия для сварки его с разных сторон. Каж-
дая сварочная головка имеет в конечном итоге по три степени
подвижности 7—777— вращения вокруг трех взаимно перпендику-
лярных осей, и три степени подвижности IV—VI— поступатель-
ные перемещения вдоль трех упомянутых осей. Три последние сте-
пени подвижности обеспечиваются сменными модулями 5—7,
каждый из которых выбирают в зависимости от требуемой вели-
чины рабочего хода сварочной головки. Управление ПР осуществ-
ляется компьютером, расположенным в шкафу управления 8. Для
приводов механизмов ПР используются двигатели постоянного
тока, которые обеспечивают скорость перемещения рабочих орга-
нов не менее 83 мм/с и точность позиционирования до ± 0,2 мм.
Этот двурукий ПР классифицируется как специализирован-
ный, легкой грузоподъемности, с шестью степенями подвижнос-
ти (включая подвижности сварочных головок); система координат -
декартова, пространственная. Робот - стационарный, напольный;
привод — электромеханический, с числовым программным уп-
равлением; способ управления — обучение.
В настоящее время в России и других странах разработаны и
353
Глава 12. Промышленные роботы
имеются на рынке порядка тысячи промышленных роботов раз-
личных типов и назначений. Помимо того, на предприятиях, про-
изводящих товарную продукцию, разрабатывают конструкции ПР,
удовлетворяющие нужды производства. Часто это простейшие спе-
циальные роботы-манипуляторы с двумя-тремя степенями под-
вижности.
Современная общая тенденция в области роботостроения —
использование принципа агрегатно-модульного построения ро-
ботов. Это позволяет на основе минимальной группы нормализо-
ванных узлов основных систем ПР создавать конструкции специ-
ализированных роботов (см. раздел 12.5).
12.2. ПР в химическим машиностроении
и химических производствах
Специфическая особенность химического машиностроения —
мелкосерийное производство при большом количестве типораз-
меров разнообразного оборудования: емкостных аппаратов и
реакторов, компрессоров и насосов, машин для производства
резинотехнических изделий и пластмасс, для целлюлозно-бу-
мажной промышленности и биотехнологии, арматуры для тру-
бопроводов и т.д.
По этой причине для отрасли актуально использование обо-
рудования с числовым программным управлением (ЧПУ) и
ПР, сочетающего высокую производительность обработки с воз-
можностью автоматизации основных и вспомогательных опера-
ций, а также гибкостью перехода от одного типоразмера к друго-
му. Практика показывает, что экономическая эффективность ис-
пользования роботов появляется только тогда, когда на базе авто-
матизированного технологического оборудования создаются ро-
бототехнологические комплексы (РТК) и один оператор обслу-
живает не менее 5—10 РТК в каждую рабочую смену.
Следует считаться и с социальным фактором использования
РТК, обеспечивающим улучшение условий труда и повышение
общей культуры производства.
На заводах химического машиностроения в механических це-
354
Глава 12. Промышленные роботы
хах много монотонных операций, повторение которых утомляет
рабочего, вызывает ошибки в управлении оборудованием, сбои в
работе и брак. Это возможно, например, при работе на полуавто-
матических металлорежущих станках, автоматах термической об-
работки, при загрузке прессов, термопластавтоматов, при ручной
сборке.
На участках химико-термической обработки и гальваническом
работа оператора связана с опасными химически активными,
агрессивными жидкостями и их испарениями; для литейных и
кузнечных цехов характерна запыленность и загазованность рабо-
чих мест, наличие зон повышенной температуры и охлаждения,
необходимость рабочим оперировать тяжелыми штампами, заго-
товками, опоками. Особо тяжелые условия труда — на операциях
нанесения грунтовых, лакокрасочных, эмалевых покрытий и при
гуммировании внутренних поверхностей аппаратов, и т.д.
В табл. 12.1. приведен фрагмент данных об использовании или
потенциальных возможностях использования ПР на заводах хи-
мического машиностроения.
Получили применение ПР в производстве эмалированных изделий -
элементов химической аппаратуры и других эмалированных изделий
технического и бытового назначения: корпусов газовых и электричес-
ких плит, холодильников, стиральных машин, посуды, сантехничес-
ких изделий, строительных отделочных элементов и пр. Годовое произ-
водство таких изделий в стране исчисляется десятками миллионов штук.
В настоящее время применяют преимущественно две технологии
эмалирования: мокрую (шликерную) и сухую. По мокрой технологии
(погружением, обливом или пульверизацией) на специально подго-
товленную поверхность изделия наносят эмалевый шликер. Он пред-
ставляет собой водную суспензию из размолотой эмали с добавками
глины и электролитов. По сухой технологии порошковая эмаль напы-
ляется на сильно нагретое изделие с последующим оплавлением. Ос-
новное требование, которое предъявляется к процессу нанесения эма-
левого покрытия, - постоянство его толщины по всей обрабатывае-
мой поверхности изделия, независимо от его конфигурации.
Указанное требование реализовано в ряде машин благодаря ис-
пользованию специально разработанных унифицированных манипуля-
торов, с двумя или тремя степенями подвижности, которые позволя-
ют обеспечивать равномерное сбрасывание шликера и растекание его
355
o\
Производство химического оборудования с использованием ПР
Таблица 12.1
Группа изделий Тип производства Основные операции Функции рабочих
Машины бара- банного типа: печи, сушилки Единичное Мелкосерийное Изготовление литых заготовок опорных роликов, деталей муфт, редукторов, зубчатых колес Изготовление кованых загото- вок подвенцовых колец, бан- дажей, зубчатых венцов Механическая обработка по- верхностей опорных роликов, валов, муфт, осей и пр. Нарезание зубьев ведущих колес и зубчатого венца Обслуживание формовочных машин, заливка металла, выбивка форм, за- чистка отливок Загрузка заготовок в печи, молоты, раскатные станы, кантование заготовот при ковке Обслуживание и управление универ- сальным металлорежущим оборудова- нием в составе РТК Загрузка заготовок в зубофрезерные полуавтоматы, съем деталей
Фильтры, цет- рифуги, сепара- торы: осадительные центрифуги непрерывного действия Серийное Получение литых заготовок Изготовление деталей моделей с при- менением универсальных станков, ручная сборка моделей Ручная разливка металла, обслужива- ние конвейеров, машин для выбивки форм, отрезка прибылей и литников, зачистка отливок
Дисковые ваку- ум-фильтры Мелкосерийное Изготовление листовых заго- товок, формование и сварка обечаек, днищ и др. Расконсервация и зачистка листового металла, резка заготовок, обработка кромок и пр.
глава 12. Промышленные роботы
Глава 12. Промышленные роботы
по поверхности разнообразных изделий. Создан РТК в составе манипу-
лятора с контурным управлением, несущим рассеиватель сухой эма-
ли и управляемого позиционера с нагретым изделием, которое пере-
мещается в пространстве, вводя в зону рассеиваемой эмали различ-
ные участки своей поверхности.
С помощью этих средств решена задача комплексной автоматиза-
ции процессов нанесения стеклоэмалевых покрытий: созданы не толь-
ко автоматически действующие агрегаты соответствующего назначе-
ния РТК-118Э, ЭП-122СМ, РТК-120ПУ, МКУ-6Э, но и автомати-
ческая линия ЛС—220Э для изделий средних габаритов.
В различных отраслях химической промышленности, связан-
ных с изготовлением штучной продукции, например, на заводах
переработки пластмасс, производствах резинотехнических из-
делий и т.д., ПР используются не только для выполнения про-
цессов укладки, упаковки, штабелирования, складирования, меж-
агрегатного перемещения изделий и загрузки-разгрузки техноло-
гического оборудования, но и для выполнения сборочных и дру-
гих операций.
Использование ПР на участках брикетирования и горячего формо-
вания фрикционных формовочных асбосмесей позволяет не только по-
высить производительность оборудования, но и ликвидировать одно-
образные и утомительные ручные операции, выполняемые рабочим в
тяжелых условиях.
В автоматической роторной линии, предназначенной для изготов-
ления колодок дискового тормоза легковых автомобилей, ПР осуще-
ствляет съем брикетов с ротора брикетирования, передачу их ротору
горячего формования и загрузку их в гнезда обогреваемых пресс-форм.
Рассматриваемый ПР съема брикетов (рис. 12.5) - специальный,
малой грузоподъемности, с двумя степенями подвижности, работает в
декартовой системе координат, стационарный, напольный, имеет ком-
бинированный пневмогидравлический привод и цикловое программ-
ное управление.
В основании 1 робота установлен гидроцилиндр 2 вертикального
перемещения руки и, следовательно, подъема и опускания схвата 3.
Шток гидроцилиндра 2 соединен с фланцем 4, на котором смонтиро-
ван корпус руки 5. В правой части корпуса 5 укреплен шток 6 с хвосто-
виком 7. Шток 6 жестко соединен с корпусом 5. Для горизонтального
перемещения схвата используется подвижный гидроцилиндр 8, на его
357
Глава 12. Промышленные роботы
торце закреплен корпус 9 охвата с вмонтированным в нем пневмоци-
линдром 10, шток которого осуществляет смыкание губок охвата и
захватывание брикета. Возвратное движение губок охвата, при кото-
ром губки охвата раскрываются, осуществляется пружиной 11.
На корпусе гидроцилиндра 8 жестко закреплена бобышка 72, пе-
ремещающаяся в пазу корпуса 5 и препятствующая повороту цилинд-
ра и охвата вокруг горизонтальной оси. Хвостовик 7 при подъеме и
опускании корпуса ПР перемещается в вертикальном пазу сухаря 13,
не позволяя руке поворачиваться вокруг вертикальной оси. В торце кор-
пуса 9 охвата укреплен клиновой фиксатор 14.
В исходной позиции шток гидроцилиндра 2 находится в крайнем
верхнем положении, гидроцилиндр 8- в крайнем правом положении,
шток пневмоцилиндра - также в крайнем правом положении, охват
раскрыт.
Работа ПР происходит в следующей последовательности: сформо-
Рис. 12.5. ПР подачи и загрузки брикетов:
а - кинематическая схема; б - схема конструкции ПР (1 - основание
ПР; 2 - гидроцилиндр вертикального перемещения руки; 3 - охват;
4 - фланец; 5 - корпус руки; 6— шток; 7 — хвостовик; 8- гидроци-
линдр горизонтального перемещения охвата; 9 — корпус охвата;
10— пневмоцилиндр; 77 - пружина; 72- бобышка; 73 - сухарь;
14 - клиновой фиксатор)
358
Глава 12. Промышленные роботы
ванный брикет с помощью выталкивателя на роторе брикетирования
поднимается из гнезда пресс-формы и располагается внутри схвата.
Включается пневмоцилиндр, который производит смыкание губок схва-
та и фиксацию брикета в схвате. Затем срабатывает гидроцилиндр 8,
который перемещает брикет из зоны брикетирования в зону горячего
формования. Поршень гидроцилиндра 2 опускается, и брикет загружа-
ется в гнездо пресс-формы горячего формования. Шток пневмоцилин-
дра возвращается в исходное положение, схват под действием пружи-
ны размыкается, и брикет оказывается загруженным в гнездо обогре-
ваемой пресс-формы. Последующим подъемом поршня гидроцилинд-
ра 2 и перемещением гидроцилиндра 8 вправо осуществляется возврат
систем в исходное положение.
Широко применяются ПР в производстве пневматических шин, в
частности, при сборке покрышек. Заготовка деталей и сборка покры-
шек — сложный и трудоемкий процесс, доля которого в общей трудо-
емкости производства шин составляет около 60 %. Так, например,
покрышка грузового автомобиля может состоять более чем из 35 дета-
лей. Процедура сборки пневматической шины включает операции по-
лучения, различными способами, резиновых, тканевых, резинокорд-
ных деталей; изготовления узлов и подузлов; подачи их к сборочному
барабану; предварительной ориентации и наложения деталей на бара-
бан в различной последовательности и соединения их между собой
дублированием. До автоматизации процесса сборки значительная часть
основных и вспомогательных операций выполнялась вручную: подача
бортовых крыльев на шпильки шаблона, наложение деталей на бара-
бан, снятие каркаса с барабана и др.
Комплексная автоматизация производства была проведена НИИ-
шинмашем совместно с НИИШП на базе создания автоматических
линий с использованием РТК.
Ниже рассматриваются некоторые из оригинальных ПР, исполь-
зованных в линии.
ПР для передачи бортовых крыльев (рис. 12.6) представляет собой
робот первого поколения, специализированный, двурукий, легкой
грузоподъемности, имеет четыре степени подвижности, работает
в цилиндрической системе координат, стационарный, напольный,
с пневматическим приводом исполнительных механизмов.
ПР имеет две руки 7, закрепленные на вертикальных валах 2
(см. рис. 12.6, а), установленных в каретке 3, с возможностью их вра-
щения. Каретка может перемещаться по направляющим 4, установ-
ленным на раме 5. На каждой руке имеются схваты 6, которые могут
перемещаться вертикально и вращаться относительно горизонталь-
359
Глава 12. Промышленные роботы
ной оси руки. Схваты снабжены разжимными рычагами 7, предназна-
ченными для захвата бортовых крыльев.
Бортовые крылья подаются на сборку в кассетах, состоящих из
корпуса £(см. рис. 12.6, б) с установленными нем поворотными поддо-
нами 9 для бортовых крыльев 10. Кассеты устанавливаются в питающие
устройства 77, размещаемые рядом с ПР, и содержат привод поворота
поддонов и привод вертикального перемещения кассет.
В исходном положении ПР схваты отведены от сборочного станка
12 и расположены в горизонтальной плоскости, а оси рук - перпенди-
кулярны оси станка.
Для передачи бортовых крыльев из питателей на шаблоны 13 сбо-
рочного станка руки ПР поворачиваются в противоположные стороны
на угол 90° так, чтобы схваты встали точно над поддонами кассет с
бортовыми крыльями. Затем схваты перемещаются вниз к поддонам кас-
сет и с помощью разжимных рычагов захватывают бортовые крылья,
установленные на верхних поддонах кассет. По истечении времени
Рис. 12.6. ПР для передачи бортовых крыльев к сборочному станку:
а — схема конструкции робота; б — компоновка ПР со сборочным
станком (7 - рука ПР; 2 - вал; 3 - каретка; 4 — направляющая;
5 - рама; 6 - схват; 7— разжимной рычаг; 8 — корпус кассеты;
9 - поддон; 10 - бортовое крыло; 11 — питающее устройство;
12 — сборочный станок; 13 - шаблон)
360
Глава 12. Промышленные роботы
выдержки устройства отводятся от кассет вверх и снимают бортовые
крылья с поддонов. Далее руки ПР поворачиваются в исходное поло-
жение, а поддоны кассет, с которых взяты крылья, поворачиваются
на 120° в горизонтальной плоскости, кассеты перемещаются вверх на
шаг, равный расстоянию между поддонами. При этом на место осво-
бодившихся поддонов встают последующие с бортовыми крыльями.
Одновременно с этим схваты разворачиваются в вертикальное
положение, параллельно шаблонам сборочного станка, после чего
каретка вместе с руками перемещается к сборочному станку. В конце
хода каретки схваты располагаются напротив шаблонов станка. Затем
схваты с бортовыми крыльями перемещаются параллельно оси сбо-
рочного станка к шаблонам и одевают на них бортовые крылья. Далее
схваты отводятся от шаблонов, каретка перемещается в исходное по-
ложение. В конце хода каретки схваты поворачиваются в горизонталь-
ное положение, ПР приходит в исходное положение, с которого на-
чинается следующий цикл передачи бортовых крыльев.
Поузловая сборка легковых радиальных шин стала возможной после
создания манипуляторов-перекладчиков портального типа, для съе-
ма и передачи узлов каркаса и брекерно-протекторного браслета (БПБ).
Оба манипулятора относятся к специализированным, встроенным в
сборочный агрегат ФСПР 360-600.
Манипулятор-перекладчик БПБ (рис. 12.7) состоит из каретки с
приводом, на которой смонтированы опорная плита 7, рама 2 и меха-
низм схвата 3.
В состав механизма схвата перекладчика узла БПБ входит корпус
4, в котором расположены направляющие 5 и толкатель 6. На направ-
ляющих и толкателе закреплены рабочие секторы 7. Радиальное пере-
мещение секторов осуществляется пневмоцилиндром 8 через рычаги
9, 10 и приводное кольцо 77. Настройка положения рабочих секторов
выполняется при помощи регулировочных винтов 72.
В начале цикла манипулятор приводится в положение для захвата БПБ;
схват разжат. После окончания операции подвода перекладчика сжатый воздух
подается в пневмоциливдр 8, секторы 7 перемещаются радиально внутрь
и схватывают БПБ по его наружной поверхности. Сборочный барабан, на
котором находился БПБ, складывается, и узел БПБ манипулятором
подается на новую позицию. Манипулятор имеет одну степень подвижнос-
ти и, практически, выполняет функцию оригинального схвата.
Существенное значение имеет компоновка технологического
оборудования и ПР.
При создании робототехнического комплекса необходимо де-
тально проанализировать существующий технологический процесс
361
Глава 12. Промышленные роботы
Рис. 12.7. Манипулятор-перекладчик узла брекерно-протек-
торного браслета: 1 — опорная плита; 2 — рама; 3 — механизм схвата;
4 - корпус схвата; 5 - направляющая; 6 - толкатель; 7 - рабочий
сектор; 8 - пневмоцилиндр; 9, 10— рычаги; 11 - приводное кольцо;
12 — регулировочный винт
изготовления объекта роботизации, работу и размещение основно-
го технологического оборудования, возможности использования
имеющихся коммуникаций, удобство подачи исходного материала
и заготовок, уборки отходов и другие условия работы РТК.
Исходя из объема обработки изделия, технологических воз-
можностей и габаритных размеров технологического оборудова-
ния и выбранных моделей ПР определяется общая компоновка
РТК. При этом необходимо учитывать особенности, преимуще-
ства и недостатки каждой компоновки.
362
Глава 12. Промышленные роботы
Типовые компоновки РТК показаны на рис. 12.8.
Точечная компоновка РТК предусматривает расположение ПР
впереди (рис. 12.8, а) или позади (рис. 12.8, б) технологического
агрегата. Такие РТК используют в случаях небольшого объема
обработки заготовки. Робот 7 извлекает заготовку из магазина 2
и устанавливает ее на основное оборудование 3. После выполне-
ния операций обработки ПР укладывает готовые изделия в на-
копитель 4. Преимущества таких компоновок заключаются в ми-
нимальной производственной площади, отсутствии необходимос-
ти переустанавливать основное оборудование, во время монтажа и
наладки РТК из производственной деятельности на самое корот-
кое время исключается только одна единица оборудования. Для
подключения РТК необходим минимум коммуникаций, рабочие
зоны технологического агрегата и ПР удобны для наблюдения.
Дополнительное оборудование — магазин 2 и особенно накопи-
тель 4 - могут иметь простейшую конструкцию и небольшую
вместимость. Поскольку доступ к ним прост, и замена не пред-
ставляет трудности. Магазин 2 представляет собой чаще всего од-
норядную кассету с уложенными вручную заготовками. Накопи-
тель 4 иногда выполняется в виде ящика, в который готовые
изделия робот укладывает навалом, без ориентации, если это не
нарушает их качества.
Основной недостаток РТК точечной компоновки — малая
экономическая эффективность, поскольку операторы не выс-
вобождаются. Эта компоновка применяется обычно с использо-
ванием простейших ПР с цикловым управлением для обслужива-
ния станков с ЧПУ, полуавтоматов и т.п.
Угловая компоновка РТК (рис. 12.8, в) отличается от предыду-
щей тем, что один робот 7 обслуживает два технологических агре-
гата 3 и 4, расположенных под углом один к другому. При этом
заготовка, которую ПР загружает из магазина в агрегат 3, после
выполнения операций передается ПР на агрегат 4, где выполня-
ются другие операции технологического процесса. Переориента-
цию заготовки, если она необходима, выполняет либо ПР, либо
специальное устройство, устанавливаемое в пределах рабочей зоны
ПР. Готовые изделия робот укладывает в накопитель 5.
Основные преимущества такой компоновки РТК - компакт-
363
Глава 12. Промышленные роботы
Рис. 12.8. Типовые компоновки РТК:
а, б - точечная; в - угловая; г - круговая;
д - линейная односторонняя; е - линейная двусторонняя
364
Глава 12. Промышленные роботы
ность и максимальная производительность, вследствие кратчайших
расстояний между основным и вспомогательным оборудованием.
РТК с такой компоновкой эффективны в тех случаях, когда вре-
мя выполнения операций на основном технологическом оборудо-
вании близко к времени транспортирования объекта обработки между
устройствами РТК. Основной недостаток рассмотренной компонов-
ки заключается в неудобстве дальнейшего развития такого РТК в
роботизированную линию из-за замкнутости комплекса.
Круговая компоновка РТК (рис. 12.8, г) предусматривает рас-
положение робота 1 в центре основного оборудования 3—6 и до-
полнительных устройств 2, 7. Основные достоинства и недостатки
такой компоновки — те же, что и в предыдущем варианте. При
расстановке нескольких единиц основного технологического обо-
рудования главная сложность — обеспечение точной геометричес-
кой привязки его к ПР и друг к другу. Обычно используются
многорукие ПР.
Линейные компоновки РТК наиболее совершенны и перспек-
тивны. Линейные РТК одностороннего типа (рис. 12.8, д) могут
быть скомпонованы из отдельных точечных РТК, например, «ро-
бот 1 — магазин 2 — агрегат 3» или «робот 6 — агрегат 5 — накопи-
тель 7», связанных между собой промежуточным накопителем 4,
в виде наклонного лотка, поворотного или шагового стола. В этом
случае отдельные подсистемы РТК «агрегат — ПР» могут быть
скомпонованы и отлажены независимо друг от друга и одновре-
менно, что упрощает и ускоряет запуск всей линии. РТК такого
типа проще всего связываются с общецеховым транспортом и
могут охватывать широкий круг разнообразных операций. Нали-
чие промежуточных накопителей делает их малозависимыми от
отказов в работе ПР или основного технологического оборудо-
вания. Основной недостаток линейной компоновки — высокая
стоимость линии, из-за большого количества ПР.
Наибольший экономический эффект, благодаря высвобож-
дению операторов, дает компоновка РТК с расположением ос-
новного оборудования по обе стороны относительно ПР и с
установкой последнего на рельсы или портал, расположенный
вдоль фронта обслуживаемых агрегатов (рис. 12.8, е). Робот 7 пере-
мещается по рельсам или порталу 3 вдоль агрегатов 4, 5, 7, 9, 12
365
Глава 12. Промышленные роботы
и 14. Магазины заготовок 10 и 11, а также основные и промежуточ-
ные накопители 2, 6, 8 и 13 обеспечивают агрегаты заготовками
или исходным материалом и создают необходимые межоперацион-
ные заделы. Большое количество агрегатов позволяет осуществлять
сложные технологические процессы. Создание такого комплекса наи-
более сложно: необходимо обеспечить синхронизацию работы обо-
рудования при выполнении на нем различных технологических опе-
раций, унифицировать размеры и формы поверхностей захвата на
деталях или обеспечить ПР быстросменным захватным устройством,
обеспечить надежность работы всех подсистем РТК.
Иногда используются и более сложные компоновки РТК.
12.3. Захватные устройства (схваты) ПР
Серийные универсальные ПР выпускаются и поставляются
заказчику, как правило, без захватных устройств (ЗУ). Разработ-
ка этих устройств осуществляется конструкторскими службами
предприятия-пользователя ПР под конкретные детали действу-
ющего производства.
При конструировании ЗУ учитывают форму объекта, кото-
рым захватное устройство будет манипулировать, его свойства
(хрупкость, шероховатость поверхности и т.п.), условия техно-
логического процесса, как-то: температуру, коррозионную ак-
тивность среды и пр. Это объясняет многообразие существующих
ЗУ и различие физических принципов, заложенных в их устрой-
ство (рис. 12.9).
Различают захватные устройства (схваты) механические,
электромагнитные, вакуумные.
Механические ЗУ чаще всего бывают клещевые; их применяют
для манипулирования с деталями типа валов, фланцев, корпус-
ных изделий, трубных и толстолистовых деталей. Грузоподъем-
ность их не ограничена.
Вакуумные ЗУ с присосками обычно используют при работе
с тонкостенными листовыми изделиями, легкими и хрупкими
деталями из стекла или полимерных материалов. Грузоподъемность
таких ЗУ не превышает нескольких килограмм.
366
Глава 12. Промышленные роботы
Рис. 12.9. Схемы схватов:
а — трехлепестковый грейферный для захватывания тел сферической
формы; б — захват для длинномерных деталей; в — внутренний
захват для фасонных деталей; г — электромагнитный захват;
д — захват с вакуумными присосками; е - пневматический пальцевый
захват; ж — кольцевой пневматический захват; з — трехпальцевый
механический захват с индивидуальным приводом каждого пальца и
датчиками силы зажима; и — сильфонный захват-присоска
367
Глава 12. Промышленные роботы
Пневматические ЗУ с надувными подушками или пальцами
применяют для манипулирования с штучными изделиями из хруп-
ких материалов.
Электромагнитные ЗУ имеют большую грузоподъемность, но
могут быть использованы для захвата изделий, выполненных только
из ферромагнитных материалов.
Функция ЗУ — удерживание объекта при всех его перемеще-
ниях, необходимых для осуществления полного технологического
цикла РТК.
Широкое распространение нашли схваты специального назна-
чения, для небольшой номенклатуры изделий; они отличаются про-
стотой конструкции и применяются в тех случаях, когда роботы
имеют устройства смены схватов в автоматическом режиме, что
обеспечивает их работу с разнообразными объектами или объекта-
ми, меняющими свою форму в ходе технологического процесса.
Конструкция клещевого рычажного ЗУ с пневматическим при-
водом (рис. 12.10, а) обеспечивает безопасную работу в случае
прекращения питания пневмоцилиндра, благодаря тому, что ки-
нематическая схема (рис. 12.10, б) обеспечивает самоторможение
в сомкнутом положении схвата. Движение от пневмоцилиндра пе-
редается ползуну 7, который шарнирно связан с тягами 2. После-
дние через шарниры 3 поворачивают рычаги 4, на которых зак-
реплены губки 5. Самоторможение обеспечивается вследствие того,
что в сомкнутом состоянии захватного устройства тяги занимают
почти вертикальное положение, отклоняясь от последнего не бо-
лее чем на 5...7° при зажиме объекта. Для регулировки положения
губок под размер изделия служит винт 6, который позволяет по-
ворачивать рычаг 7 вокруг шарнира 8.
Пример специально разработанной конструкции ЗУ для ме-
таллических гофрированных насадок с отверстиями, используе-
мых в пластинчатых теплообменниках, показан на рис. 12.11.
Гофрированная деталь имеет низкую жесткость, поэтому ее не-
обходимо удерживать по всей поверхности. Корпус схвата 7 выпол-
нен в виде изогнутой скобы. В верхней и нижней стенках корпуса в
шахматном порядке расположены большие 3 и малые 4отверстия.
Внутри корпуса расположен текстолитовый ползун 2, в котором
имеются отверстия одинакового размера, имеющие с обеих сторон
368
Глава 12. Промышленные роботы
Рис. 12.10. Клещевой механический схват рычажного типа:
а — конструкция; б — кинематическая схема;
1 — ползун; 2 — тяги; 3 — шарниры; 4 — рычаги; 5 — губки;
6 —винт; 7 — рычаг; 8 — шарнир
большие конические фаски. В отверстия корпуса 7 и ползуна 2
вставлены упругие тонкие стержни 5 из пружинной проволоки.
Каждый стержень поджимается в крайнее нижнее положение пру-
жиной 9, упирающейся в бурт 10. В этом положении стержни удер-
живаются сферическими наконечниками 6. Малые отверстия 4 в
стенках корпуса 7 и 72 в ползуне 2 имеют диаметры, соответству-
ющие диаметрам стержней 5. Большие отверстия 3 выполнены про-
369
Глава 12. Промышленные роботы
Рис. 12.11. ЗУ стержневого типа: 1 - корпус; 2— ползун;
3, 4, 12- отверстия; 5- стержень; 6- наконечник;
7,8- проушины; 9 - пружина; 10 - бурт; 11 - гофрированная деталь
долговатыми, что дает возможность находящейся в них части каж-
дого стержня несколько перемещаться в плоскости стенки корпуса.
Для крепления к рычагам манипулятора ЗУ имеет проушины 7
на корпусе 1 и 8 на ползуне 2.
В исходной позиции рычаги манипулятора находятся в разжа-
том положении, а ЗУ расположено над гофрированной деталью
11. Ползун 2 занимает такое положение в корпусе, что все отвер-
стия в обеих стенках корпуса 7 и в ползуне располагаются соосно,
все стержни 5 устанавливаются строго вертикально и под дей-
ствием пружин 9 выдвинуты в крайнее нижнее положение.
Когда ПР опускает ЗУ на деталь 77, часть стержней 5 упирает-
ся в выступающие вверх гофры насадки, останавливается, сжи-
мая свои пружины, и в дальнейшем перемещении ЗУ вниз и в
захвате детали не участвует. Остальные стержни опускаются даль-
ше, и их нижние концы попадают во впадины между гофрами.
370
Глава 12. Промышленные роботы
После этого система управления ПР подает команду на зажим
ЗУ, проушины 7 и 8 сдвигаются, что вызывает поступательное
перемещение ползуна 2 внутри корпуса 1. Ползун 2 стремится
увлечь за собой стержни 5, однако каждый стержень взаимодей-
ствует с малым отверстием в одной стенке корпуса 7 и с большим -
в другой, поэтому перемещение ползуна 2 вызывает наклоны всех
стержней в плоскости его перемещения. Каждые два соседние стер-
жня наклоняются в противоположные стороны, и их концы при-
жимаются к противоположным стенкам одной и той же впа-
дины между гофрами. Таким образом, стержни, опустившиеся во
впадины между гофрами, зажимают их по боковым поверхностям
на всей поверхности ЗУ, создавая как бы захватывающее поле.
Основная функция захватного устройства - удерживать объект при
всех манипуляциях: горизонтальном и вертикальном перемещениях,
поворотах руки и при ротации захвата вместе с деталью. Обычно наи-
большие нагрузки на элементы ЗУ соответствуют ускоренному и за-
медленному движению схвата, когда силы инерции закрепленного в
ЗУ изделия направлены на его раскрытие.
Рассмотрим расчет усилий захвата, обеспечивающего нераскры-
тое ЗУ при различных движениях руки, на примере ПР, работающего
в цилиндрической системе координат, с четырьмя степенями подвиж-
ности схвата (рис. 12.12). Предполагается, что все метрические пара-
метры руки робота известны и выполнен полный кинематический ана-
лиз его кинематической цепи, в соответствии с методами, излагаемы-
ми в курсе «Теория механизмов и машин».
Таким образом, в любой момент времени, включая и периоды
ускоренного/замедленного движения, известны:
— угловая скорость поворота руки вокруг вертикальной оси ро-
бота, рад/с;
ez — угловое ускорение руки при повороте вокруг вертикальной оси
робота, рад/с2;
vr - скорость горизонтального перемещения руки, м/с;
аг - ускорение горизонтального перемещения руки, м/с2;
vz~ скорость вертикального перемещения руки, м/с;
az - ускорение вертикального перемещения руки, м/с2;
(ор - угловая скорость ротации схвата, рад/с;
Ер - угловое ускорение при ротации схвата, рад/с2.
Расчет усилия захвата Р3, т.е. усилия, приложенного к захватному
371
Глава 12. Промышленные роботы
Рис. 12.12. Кинематическая
схема ПР
органу со стороны его приводного устройства (электромеханическо-
го, пневматического и т.д.), выполняется как для различных вариан-
тов действия сил, раскрывающих элементы схвата, так и при их со-
вместном действии. Рассматриваются две конструкции ЗУ: клещевого
типа и вакуумного.
Клещевой схват. Конструкция клещевого схвата обеспечивает рав-
ные силы нажатия на захватываемую деталь со стороны губок. В случае
захвата изделий цилиндрической формы поперек элементы губок, кон-
тактирующие с изделием, обычно имеют скосы под углом a = 20°.
Вариант 1. Поворот руки с ЗУ вокруг вертикальной оси (рис. 12.13).
В этом случае на изделие массой т (кг) в общем случае действуют:
mg - сила тяжести;
Ри = mw^R — центробежная сила инерции;
Ри' = mezR — тангенциальная сила инерции.
При захвате губками изделия поперек (рис. 12.13, а) принято, что
под действием силы Ри изделие прижимается к левым губкам и наряду
с силой тяжести mg стремится раскрыть схват. На изделие со стороны
губок действуют реактивные силы нормального давления N -и силы
трения Т. Сила трения Т = Nf, где/- коэффициент трения материала
губок по изделию.
Проектируя силы, приложенные к изделию, на ось х, получим
- РИ + 27Vsina + 2 Tcosa = 0
или
- Ри + 2N (sina + f cosa) = О,
откуда следует, с учетом подстановки величины Ри,
mt^R
N =
2 (sin а + f cos а)
372
Глава 12. Промышленные роботы
Замыкающая сила
Р3 = к (TVcosa - Тsina 4- mg),
(12. 1)
или
Р3 = к
cos a - f sin a 2
—------------------- m<$ r + mg
2 (sin a + f cos a)
где к = 1,5...2,0 - коэффициент запаса.
Следует проверить, не вызывет ли смещение детали в ЗУ танген-
циальная сила инерции
Л/ < 2Nf.
Если неравенство не удовлетворяется, то в уравнение (12.1) сле-
дует ввести вместо N величину N + mtR/f
Заметим, что для схвата с плоскими губками a = 0.
При захвате изделия за торцы (рис. 12.13, б) на изделие по-пре-
жнему действуют три силы: горизонтальная - центробежная сила инер-
ции Ри и вертикальная — сила тяжести mg, а также тангенциальная
сила инерции Риг, которая воздействует непосредственно на одну из
губок схвата. Геометрическая сумма сил Ри и mg
уравновешивается силами трения Т, развиваемыми на торцах изделия.
Так как имеется две поверхности трения, то
Т= Q/2.
Для того, чтобы создать такую силу трения, необходимо к торцу
Рис. 12.13. К расчету усилия захвата. Клещевой схват; поворот руки ПР:
а — захват изделия поперек; б — захват изделия за торцы
373
Глава 12. Промышленные роботы
N = T/f,
что с учетом действия тангенциальной силы инерции Ри в конечном
итоге, дает
Р3=к
(nw2Rj + (mg)2
-——-------+ mtR
2f
Вариант 2. Горизонтальное перемещение руки с ЗУ вдоль оси руки. На
изделие действуют сила тяжести mg и сила инерции в поступательном
движении Ри = та*. В случае замедленного движения руки расчетная схе-
ма подобна изображенной на рис. 12.13, с учетом того, что Ри' = 0.
При захвате изделия поперек, соответственно, найдем:
Л
cosa - / sing
2(sina + f cos a)
mar + mg
Расчет усилия при захвате изделия за торцы дает:
Л = Aj(war)2 +(mg)2
Вариант 3.Вертикальное перемещение руки с ЗУ (рис. 12.14). На изде-
лие действуют вертикальные сила тяжести mg и сила инерции в посту-
пательном движении maz.
Рис. 12.14. К расчету усилия захвата. Клещевой схват;
вертикальное движение руки ПР:
а - захват изделия поперек; б - захват изделия за торцы
374
Глава 12. Промышленные роботы
Поскольку происходит простое алгебраическое сложение сил, то
для случая захвата изделия поперек усилие захвата будет
Р3 = к (mg + та).
При захвате изделия за торцы усилие уравновешивается силами тре-
ния, развиваемыми при приложении к торцам усилия захвата, следова-
тельно, ,
Л + "»g).
Вариант 4. Вращение кисти руки с ЗУ относительно ее оси (ротация).
На деталь, удерживаемую ЗУ робота, в этом случае действуют два
внешних силовых фактора: сила тяжести изделия mg и момент сил инер-
ции, возникающий при ротации изделия при ускоренном/замедлен-
ном вращении, Мр = Ггр. В последнем выражении J - момент инерции
изделия относительно оси вращения, кг-м\ Ер - угловое ускорение
при ротации, рад/с1.
Поскольку ориентация силы тяжести относительно продольной оси
детали при ротации все время меняется, далее рассматриваются два
характерные положения: ось детали горизонтальна, и ось детали вер-
тикальна.
При поперечном захвате изделия и горизонтальном расположении
его продольной оси (рис. 12.15, а) момент сил инерции детали уравно-
вешивается реактивной парой сил, каждая из которых Р = Р' = Л?/Ь,
где b - ширина губок схвата.
Суммируя силу Р с силой тяжести изделия и вводя коэффициент
запаса к, получим:
Рз=4^+
I D J
При поперечном захвате изделия и вертикальном расположении
его продольной оси (рис. 12.15, б) сила захвата, как и в предыдущем
случае, должна уравновешивать силу Р и, помимо того, создавать нор-
мальную силу Q, обеспечивающую создание на губках силы трения Т
по крайней мере не меньшей, чем сила тяжести изделия mg.
Поскольку имеется две поверхности трения, то на одни губки при-
ходится сила Q/2 = mg/(2fY
Следовательно, z г ч
3 \2f Ь )
Исполнительное усилие захвата принимается по большему значе-
нию величины Р3.
375
Глава 12. Промышленные роботы
Рис. 12.15. К расчету усилия захвата. Клещевой схват; ротация кисти
руки ПР: а — горизонтальное положение оси изделия;
б — вертикальное положение оси изделия
При одновременном выполнении ПР движений по всем четырем
вариантам необходимо в каждом положении суммировать составляю-
щие усилий захвата, естественно учитывая мгновенные значения ско-
ростей и ускорений его звеньев. Например, для случая захвата изделия
поперек, при горизонтальном расположении оси изделия в рассмат-
риваемый момент, получим:
cosa-/sina / 2п \
------------ [пня R + та)+ та + —— + mg .
и
2 (sin а + / cos а)
Расчет усилия на ведущем звене приводного устройства, при извест-
ных усилии Р3 и размерах звеньев передаточного механизма, произво-
дится методами статики или с использованием принципа возможных
перемещений и затруднений не представляет.
Действие вакуумных ЗУ основано на том, что подъемная сила
схвата создается за счет перепада атмосферного давления р0, в ко-
тором находится объект, и давления в камере рх < р0, прижатой к
объекту. Разряжение может достигать 500...600 мм ртутного столба.
ЗУ рассматриваемого типа используются преимущественно для
манипулирования с листовыми изделиями, а именно для переме-
щения их в горизонтальном и вертикальном направлениях. Одна-
376
Глава 12. Промышленные роботы
ко известны и другие области применения вакуумных ЗУ, напри-
мер, в пищевой промышленности для перемещения пластового
мармелада, пастилы и пр.
Наиболее распространенные типы наконечников (присосок)
вакуумных ЗУ показаны на рис. 12.16.
Рис. 12.16. Основные типы наконечников вакуумных схватов:
а — жесткий; б — полужесткий; в — эластичный (сильфонный);
г — групповой
Наконечники жесткого и полу жесткого тит применяют в тех
случаях, когда объект манипулирования имеет эластичную поверх-
ность контакта, к которой кромки наконечника смогут прижаться
без зазора. Эластичные наконечники используют для манипулиро-
вания с изделиями, имеющими жесткую плоскую или выпуклую
поверхность, а также в тех случаях, когда изделия обладают хруп-
костью или низкой прочностью (например, стеклооболочки, ки-
нескопы, в пищевой промышленности - яйца и т.п.)
Подъемная сила Q вакуумного ЗУ в Н определяется выражением
(см. рис. 12.17):
nd2 . .
0 = — (Л-А).
где d — диаметр окружности контакта наконечника с изделием, м\
pQ, р{ — давления: атмосферное и в камере, Па.
Если в ЗУ используется п наконечников (присосок), то подъемная
сила схвата увеличивается в п раз.
Рассмотрим характерные варианты манипуляции схвата с изделием.
Вариант 1. Вертикальное перемещение руки с ЗУ (рис. 12.17, а). Поми-
мо подъемной силы Q, направленной вверх, на изделие действуют
сила тяжести mg и, при подъеме изделия с ускорением az, сила инер-
ции Pz = maz. Последние две силы направлены вниз. Силой аэродина-
377
Глава 12. Промышленные роботы
Рис. 12.17. К расчету вакуумного ЗУ: а - подъем изделия;
б - горизонтальное перемещение изделия
мического сопротивления подъему пренебрегаем из-за ее малой вели-
чины. Таким образом, условие подъема изделия, при п присосках,
nQ^mg + maz
или, если ввести коэффициент запаса к (к* 1,5...2),
nQ = к (mg + та).
Последнее выражение позволяет найти грузоподъемность схвата
т, при заданных его параметрах, либо рассчитать минимальное число
присосок л, обеспечивающих заданную грузоподъемность:
т -
k(g + ’
п ... кт(^ +
Q
Вариант 2. Горизонтальное перемещение руки с ЗУ вдоль оси руки
(рис. 12.17, б). На изделие действуют подъемная сила Q, сила тяжести
mg, направленная вниз, и сила инерции Рг, направленная влево при
замедленном движении схвата вправо.
При перемещении ЗУ изделие не должно отрываться от схвата и
не должно смещаться относительно наконечников под действием силы
инерции. Последнее условие удовлетворяется в том случае, когда сила
трения, возникающая при сдвиге изделия по наконечнику, будет боль-
ше силы инерции:
378
Глава 12. Промышленные роботы
Т> Рт = таг.
В свою очередь, сила трения может быть выражена через нормаль-
ную силу, прижимающую изделие к наконечнику, и коэффициент тре-
ния скольжения /.
(nQ- mg)f > таТ,
или, переходя к равенству с учетом коэффициента запаса,
nQ = (mar/f+ mg)k.
Грузоподъемность схвата при заданных его параметрах
т nfQ .
к(аТ + gf) ’
минимальное число присосок, обеспечивающих заданную грузоподъ-
емность,
_ кт(аТ + gf)
Qf
Вариант 3. Поворот руки с ЗУ вокруг вертикальной оси (рис. 12.18, а).
К изделию приложены подъемная сила nQ, сила тяжести mg, цент-
робежная сила инерции Рил = m<n?R и тангенциальная сила инерции
Ри' = mtzR. Для удержания изделия от горизонтального сдвига по нако-
нечнику вакуумного схвата, сила трения по наконечнику должна быть
больше геометрической суммы сил инерции:
T>J(ptf+(ptf =mR^l + t\.
По аналогии с вариантом 2 получим
nQ f = k \^ng f + mR^tf)4z + ez J
откуда следует, что грузоподъемность схвата
т nQf
f + + еП
и число присосок, обеспечивающих заданную грузоподъемность,
W g f + +
Qf
Вариант 4. Общий случай: выполняются все три движения руки с ЗУ
одновременно (рис. 12.18, б). Поскольку на объект манипуляции воздей-
ствуют все силы, рассмотренные в вариантах нагружения 1...3, то ве-
личина силы трения изделия по присоскам должна соответствовать
условию
379
Глава 12. Промышленные роботы
Рис. 12.18 . К расчету вакуумного ЗУ
а - поворот руки вокруг вертикальной оси; б - общий случай
откуда следует ______________
(Qn - mg - таг)/ > 7(РИ" + Л У + О’й?
Учитывая коэффициент запаса к, после преобразований найдем:
грузоподъемность схвата
ж Qnf
т = —г------------ - - -'5,
число присосок, обеспечивающих заданную грузоподъемность,
п =
Qf
Обозначения те же, что и ранее.
12.4. Конструкции универсальных ПР
Напольные ПР с выдвижной рукой относятся к наиболее рас-
пространенным в настоящее время. Они находят применение в
самых различных отраслях промышленности.
Рассмотрим конструкцию напольного робота (рис. 12.19)
380
Глава 12. Промышленные роботы
с выдвижной рукой, работающего в сферической системе ко-
ординат.
У робота шесть степеней подвижности: четыре региональных —
вращение вокруг вертикальной оси, поворот вокруг горизонталь-
ной оси, поперечное смещение и выдвижение/втягивание руки;
две локальных, которые имеет схват, — вращение вокруг двух
взаимно перпендикулярных осей.
Поворотная платформа 1 вращается вокруг вертикальной оси
на подшипниках качения. Это движение осуществляется от при-
вода 2, установленного на раме, по двум параллельным кинема-
тическим цепям через зубчатые колеса 3. В одну из этих цепей
встроен предварительно закрученный торсион, что позволяет со-
здать натяг в системе привода и исключить влияние боковых за-
зоров в зубчатых зацеплениях.
Механизм поперечного сдвига 4 установлен на поворотной
платформе 7. Этот механизм осуществляет поступательное пере-
мещение объекта в горизонтальном направлении (перпендику-
лярно плоскости чертежа на рис. 12.19). На корпусе механизма
Рис. 12.19. Робот с выдвижной рукой: 1- поворотная платформа;
2 — привод поворота платформы; 3 - зубчатое колесо;
4- механизм поперечного сдвига; 5- кронштейн; 6— схват;
7- механизм качания руки; 8 - корпус руки
381
Глава 12. Промышленные роботы
поперечного сдвига имеются два кронштейна 5, в которых на шари-
коподшипниках закреплен корпус <?руки робота. На одном из крон-
штейнов установлен привод выдвижения руки, на другом - узел
энергопитания для гидроприводов руки. Повороты руки в верти-
кальной плоскости выполняются шариковинтовым механизмом 7.
В корпусе Яруки установлены приводы локальных движений,
осуществляющих повороты схвата 6 с помощью валов.
Приводы робота — электрогидравлические: движение от элект-
родвигателей передается через пару зубчатых колес, червячный ре-
дуктор и муфту на входной вал гидроусилителя, от которого через
передаточный механизм — на выходные звенья. Выдвижение руки
осуществляется зубчатым колесом, установленным на выходном
валу гидроусилителя, через рейку, жестко связанную с корпусом
руки. Поджим рейки для выбора зазора выполнен подпружинен-
ным роликом. Привод локальных движений кисти осуществляется
от двух гидроусилителей через систему дифференциальных пере-
дач, зазоры в которых выбираются с помощью торсионов.
На всех приводах установлены датчики положения и скорости,
позволяющие осуществлять обратную связь по этим параметрам.
Роботы с шарнирной рукой отличаются компактностью при
большой зоне обслуживания. Это обусловлено тем, что рука робо-
та может складываться, а выдвигающихся элементов нет. Однако
компактность ПР подобного типа связана с усложнением конст-
рукции исполнительного механизма и программирования. Такие
роботы имеют электромеханический привод и оснащаются совре-
менными системами управления и очувствления.
Эта группа роботов подразделяется на два типа: с горизон-
тальными осями шарниров руки и с вертикальными осями шар-
ниров робота.
Напольный робот М20К83 (рис. 12.20, а) имеет вертикальные
оси шарниров. На литом чугунном основании 14 установлена ко-
лонна 12, по которой перемещается рука, состоящая из плеча 6 и
предплечья 3. Перемещение руки осуществляется с помощью рей-
ки 10. На конце руки крепится головка 9 со схватом или инстру-
ментом.
Плечо 6 соединено с корпусом механизма вертикального пе-
ремещения руки 11 цилиндрическим шарниром и от электродви-
382
Глава 12. Промышленные роботы
Рис. 12.20. Робот М20К83 с шарнирной рукой в горизонтальной
плоскости: 1, 5, 8— электродвигатели; 2, 4, 7— волновые редукторы;
3 - предплечье, 6- плечо; 9 - головка; 10 - рейка;
11 - корпус руки; 12 — колонна; 13 - штуцер
гателя постоянного тока 8через волновой редуктор 7(и = 125) приво-
дится во вращение вокруг вертикальной оси.
Предплечье 3 в свою очередь шарнирно соединено с корпусом
плеча 6 и приводится во вращение вокруг вертикальной оси от
электродвигателя постоянного тока 5 через волновой редуктор 4
(и = 80).
Поворот инструмента или ЗУ вокруг вертикальной оси вы-
полняется механизмом вращения, который состоит из электро-
двигателя постоянного тока 7, волнового редуктора 2 (и = 80),
зубчатой цилиндрической передачи (и = 1,5) и передачи зубча-
тым ремнем (и = 1).
Межосевое расстояние зубчатой передачи регулируется про-
кладкой, установленной между корпусом редуктора и корпусом
механизма вертикального перемещения.
Шестерня цилиндрической зубчатой передачи закреплена вме-
сте со шкивом ременной зубчатой передачи на валу волнового
редуктора, установленного в корпусе плеча. Через шкивы, распо-
ложенные на валах, размещенных на соответствующих механиз-
383
Глава 12. Промышленные роботы
мах в корпусе плеча, предплечья и на валу головки, вращение
передается на инструмент.
Все движения робота ограничиваются бесконтактными конеч-
ными выключателями.
Головка 9, закрепленная на конце предплечья (рис. 12.20, б),
предназначена для автоматической смены инструмента. Она имеет
трубчатый шпиндель 13, в котором с помощью байонетного со-
единения закрепляется хвостовик инструмента или ЗУ. Через
трубчатый шпиндель подводится воздух для пневмопривода губок
схвата. Поворот ЗУ производится с помощью зубчато-ременной
передачи через шкив, закрепленный на нижнем конце шпинделя.
Губки схвата приводятся в движение с помощью рычажно-кулач-
кового механизма от пневмоцилиндра одностороннего действия.
Техническая характеристика робота М20К83
Грузоподъемность, кг 20
Число степеней подвижности 4
Максимальный вертикальный ход руки, мм 400
Максимальный угол поворота плеча, град 200
То же предплечья, град 140
То же рабочего органа, град ± 180
Максимальная скорость вертикального перемещения руки, м/с 0,5
Максимальная угловая скорость плеча, град/с 90
То же локтя, град/с 120
То же поворота рабочего органа, град/с 170
Точность позиционирования, мм ± 0,05... ±0,08
Преимущество напольных роботов с горизонтальными осями
шарниров состоит в том, что они имеют большую маневренность в
пространстве, содержащем препятствия большой высоты. Это по-
зволило их использовать для выполнения операций сборки,
сварки, окраски.
Универсальный робот ТУР—10 (рис. 12.21) предназначен для
выполнения как основных, так и вспомогательных технологичес-
ких операций.
Основные узлы робота — механизм поворота 3, рука 4, элект-
ромеханические приводы 1, механизм уравновешивания 2.
Механизм поворота (рис. 12.22) имеет неподвижное основание
384
Глава 12. Промышленные роботы
и
Рис. 12.21. Робот ТУР-10 с шарнир-
ной рукой в вертикальной плоскости:
1 - электромеханические приводы;
2 - механизм уравновешивания;
3 - механизм поворота;
4 — рука
7 8
Рис. 12.22. Механизм поворота робота ТУР—10: 7 - ограничительный
выступ; 2- подшипник; 3- основание; 4, 5— зубчатые колеса;
6 - пневмораспределитель; 7 - платформа; 8 - вал; 9 - датчик
положения; 10 — компенсирующая муфта; 77 — волновой редуктор;
72, 13 — пружинный механизм уравновешивания; 14 — электродвига-
тель; 15 — упор; 16 — штуцер; 17 — разъем; 18 — тахогенератор
385
Глава 12. Промышленные роботы
3 и поворотную платформу 7, установленную на подшипниках 2.
Привод механизма поворота - от электродвигателя 14(N= 250 Вт,
п = 3000 об/мин) и волнового редуктора 11 (и = 102,5).
Измерение угла поворота руки осуществляется датчиком по-
ложения 9. Сигнал передается на разъем 17. Редуктор соединен с
валом 8 поворотной платформы 7 компенсирующей муфтой 10.
Вращение на датчик угла поворота передается через пару зубчатых
колес 4, 5, одно из которых выполнено разрезным, со встроен-
ной пружиной. Это позволяет устранить влияние зазоров в кине-
матической цепи передачи движения к датчику. Датчик скорос-
ти механизма поворота 18— тахогенератор — установлен соосно с
валом двигателя и соединен с ним муфтой. Датчики положения
и скорости осуществляют обратную связь по этим параметрам в
системе управления приводами робота.
Управление схватом осуществляется двумя пневмораспределите-
лями 6, соединенными трубками со штуцером 16. Силы тяжести
звеньев руки уравновешиваются пружинными механизмами 12,13.
Рука робота и электромеханические приводы установлены на
поворотной платформе 7механизма поворота (рис. 12.22, рука и
приводы не показаны). Для ограничения поворота платформы на
основании 3 имеется неподвижный упор 75, в который при пово-
роте упирается выступ 7, расположенный на стакане платформы 7.
Рука робота перемещает ЗУ в вертикальной и горизонтальной
плоскостях и, кроме того, осуществляет его ориентацию. Вместе с
механизмом поворота обеспечивается пространственное перемеще-
ние объекта по пяти независимым параметрам: три — при поворо-
те руки и при изменении углов наклона рычагов руки и два
движения кисти схвата.
В основе механизма руки (рис. 12.23) находится шарнирный
четырехзвенник ABCD. Первое ведущее качающееся звено 9 при-
водится в движение от двигателя 13 через волновой редуктор и
систему тяг 7, 14. Второе ведущее звено 12 — шатун в четырех-
звенном параллелограммном механизме, приводится в качатель-
ное движение относительно горизонтальной оси шарнира от при-
вода 6 через систему тяг 5, 3, 2, 8. При повороте звена 9 звено 12
совершает поступательное движение, не изменяя своего угла на-
386
Глава 12. Промышленные роботы
1
Рис. 12.23. Кинематическая схема руки робота ТУР—10: 1 - основа-
ние; 2, 3, 5, 7, 8, /4 — тяги; 4, 20- редукторы; 6, 19, 21 - электродвига-
тели с редукторами; 9 - плечо робота; 10, 11, 15, 17 - звездочки;
12 — шатун; 13 - двигатель; 16, 18 - коническая зубчатая передача
клона к горизонту. Движение механизмов кисти схвата (сгиб и
вращение) осуществляется от приводов 19, 21 с помощью цеп-
ных передач.
Обе цепные передачи содержат по два контура: от выходных
валов редукторов 20 и 4 к звездочкам 11, 10 и от звездочек 11, 10
к звездочкам 17, 15. От последних звездочек осуществляется сги-
бание и вращение кисти через коническую зубчатую передачу 16,
18с и = 2.
Электромеханические приводы робота (рис. 12.24) состоят из элек-
тродвигателя 4 (N = 250 Вт, п = 3000 об/мин, номинальный мо-
мент 0,8 Нм), волнового редуктора 12, датчика положения 8, дат-
чика угловой скорости — тахогенератора 3. Вращение от вала 2
двигателя 4 к валу датчика положения 8 передается с помощью
387
Глава 12. Промышленные роботы
Рис. 12.24. Электромеханический привод робота ТУР—10:
1,7- шкивы зубчато-ременной передачи; 2, 5- валы; 3 - тахогенера-
тор; 4 - двигатель; 6 - зубчатый ремень; 8 - датчик положения;
9 — жесткое колесо; 10 — корпус; 11 — регулировочный винт;
72- редуктор; 13, 14, 17- подшипники; 15- гибкое зубчатое колесо;
16 - компенсирующая муфта; 18 - эксцентрик
зубчато-ременной передачи со шкивами 1 и 7 через зубчатый ре-
мень 6. Тахогенератор 3 установлен на крышке двигателя и соеди-
нен с его валом муфтой. Волновые редукторы имеют передаточное
отношение и = 102,5 и номинальный момент 100 Нм.
Выходной вал 2двигателя соединен с входным валом 5 редук-
тора с помощью шпоночного соединения. Другим концом вал
редуктора опирается на подшипник 14, встроенный в выходной
вал редуктора 72. На входном валу волнового зубчатого редуктора
закреплен волнообразователь в виде эксцентрика 18, соединен-
ный с валом компенсирующей муфтой 16, обеспечивающей са-
моустановку генератора волн. На эксцентрике установлен подшип-
388
Глава 12. Промышленные роботы
ник 17, взаимодействующий с гибким зубчатым колесом 15, на-
ходящимся в зацеплении в двух зонах с жестким колесом 9, зак-
репленным в корпусе 10. Гибкое колесо /5является ведомым, оно
жестко соединено с выходным валом 2, установленным в корпусе
10 на подшипниках 13. Для регулирования осевого натяга между
подшипниками 13 предусмотрен регулировочный винт 11.
Измерение относительного поворота звеньев робота осуществ-
ляется фотоимпульсными датчиками, с дискретностью 1000 им-
пульсов на один оборот. Остановка руки происходит по сигналам
от бесконтактных выключателей. Для фиксации руки при отклю-
чении питания используется электромагнитный тормоз.
Техническая характеристика робота ТУР—10
Грузоподъемность, кг 10
Число степеней подвижности 5
Максимальный вертикальный ход руки, мм 400
Максимальный угол поворота плеча, град 200
То же предплечья, град 140
То же схвата, град ±180
Максимальная скорость вертикального перемещения схвата, м/с 0,5
То же поворота плеча, град/с 90
То же предплечья, град/с 120
Точность позиционирования, мм ± 0,05...±0,08
Портальный робот М20Ц с пневмоприводом. Предусмотрены
восемь модификаций этих роботов, в частности, заключающиеся в
наличии одной или двух рук, возможности наклона руки и др.
Каждая рука имеет четыре степени подвижности: две транспортные —
движение каретки по порталу и выдвижение руки, две локальные —
ориентирующие поворот схвата. Все перечисленные движения мо-
гут осуществляться в любой последовательности независимо друг
от друга. Очередность их выполнения задается набором программы
на пульте управления роботом.
Опорная система робота М20Ц (рис. 12.25) — траверса с моно-
рельсом 19, установленная на колоннах. По монорельсу на роликах
77 с помощью зубчато-реечной передачи 20, 22перемещается ка-
ретка 21. С задней стороны монорельса закреплены кронштейны,
389
Глава 12. Промышленные роботы
поддерживающие энергетические и информационные коммуника-
ции, с передней стороны монорельса устанавливаются упоры край-
него положения каретки и блок упоров, взаимодействующий с
блоком конечных выключателей, расположенных на каретке.
Каретка — сварной конструкции, коробчатой формы, с базо-
выми поверхностями для крепления опорных роликов 18, а также
ряда узлов робота. Опорные ролики выполнены с ребордами; они
спираются на цилиндрические опорные поверхностями рельс тра-
версы. Оси роликов установлены эксцентрично, что позволяет ре-
гулировать зазор в направляющих. Привод перемещения каретки
состоит из электродвигателя 13 и зубчатого редуктора 12, на од-
Рис. 12.25. Портальный робот М20Ц: 1 — шпиндель; 2 — защелка руки;
3 — труба; 4- толкатель; 5, 7, 8, 10, 16 — пневмоцилиндры; 6- зубчато-
реечная передача; 9 - выдвижной упор; 11 - тормоз; 12 — редуктор;
13 — электродвигатель; 14 - рука; 15 - поворотная плита; 17- ролик;
18 — роликовые направляющие; 19 — монорельс; 20—22 — зубчато-
реечная передача; 21 — каретка; 23 — пружина; 24 — схват
390
Глава 12. Промышленные роботы
ном конце выходного вала которого закреплена реечная шестерня
22, входящая в зацепление с зубчатой рейкой 20, а на другом —
шкив электромагнитного тормоза 11.
На каретке закреплены, в зависимости от исполнения, одна
или две одинаковые поворотные плиты 75, к которым крепятся
корпусы выдвижных рук. В некоторых модификациях руки крепят-
ся непосредственно к каретке. С поворотной плитой шарнирно со-
единен пневматический цилиндр 16, при срабатывании которого
плита вместе с рукой отклоняется на угол до 27° от вертикали.
Плита 75фиксируется защелкой, открываемой пневмоцилиндром.
Рука 14 имеет трубчатую конструкцию; в ее верхней части, в
зависимости от исполнения руки, находятся пневмоцилиндры
поворота шпинделя и привода толкателя, а в нижней на подшип-
никах смонтирован шпиндель.
Вертикальное перемещение руки 14 происходит в роликовых
направляющих 18. В нижней части руки установлен шпиндель 7, в
котором закреплен схват 24. Шпиндель может вращаться относи-
тельно своей оси; это движение осуществляется от пневмоцилин-
дра 5 через зубчато-реечную передачу 6.
Выдвижной упор 9, приводимый в движение пневмоцилинд-
ром 8, останавливает рейку в среднем положении при необходи-
мости повернуть шпиндель на 90° Внутри трубы 3 проходит тол-
катель 4, который приводится в движение пневмоцилиндром 7;
толкатель связан с механизмом ЗУ. Рука 14 при отсутствии в пнев-
мосети избыточного давления фиксируется защелкой 2. Переме-
щение руки в вертикальном направлении происходит с помощью
пневмоцилиндра 10 через пружину 23, выполняющую роль дем-
пфера.
Для смягчения ударных нагрузок служат четыре одинаковые
пружинно-гидравлические демпферные устройства. Они ввернуты
в резьбовые отверстия кронштейна, с помощью которого пнев-
моцилиндр крепится к руке. При подходе руки к крайнему поло-
жению установленный на ней упор давит на шток демпфера, вы-
тесняя масло из полости через узкие отверстия в штоке, в резуль-
тате происходит торможение руки. При отводе руки из крайнего
положения, усилие, ранее перемещавшее руку, снимается и шток
391
Глава 12. Промышленные роботы
демпфера автоматически выдвигается, вследствие разжатия пру-
жины; масло возвращается через обратный клапан.
Пневматическая система робота состоит из трех панелей: раз-
грузочной руки, загрузочной руки и блока подготовки сжатого
воздуха. Панели соединены с исполнительными механизмами
(пневмоцилиндрами) медными трубами, резинотканевы-
ми рукавами и пластмассовыми трубками.
Сжатый воздух поступает в пневмопанели руки через блок
подготовки сжатого воздуха. Блок подготовки осуществляет очистку,
регулирование давления и внесение в сжатый воздух распыленной
смазки. Он состоит из следующих элементов: ручного запорного
вентиля, фильтра-влагоотделителя, редукционного клапана, мас-
лораспылителя, реле давления, блокирующего пневмораспреде-
лителя и глушителя.
Исполнительная часть содержит следующие пневмоцилиндры:
перемещения толкателя, поворота шпинделя, перемещения руки,
качания плиты, привода схвата, привода выдвижного упора сред-
него положения шпинделя, привода защелки перемещения руки,
привода защелки качания плиты.
Реле давления выдает электрический сигнал на прекращение
работы ПР, в случае уменьшения давления в сети ниже установ-
ленного техническими требованиями. Блокирующий пневморас-
пределитель по команде от электрической системы управления, в
случае окончания работы или аварийного состояния, перекрывает
проход сжатого воздуха из сети в пневмосистему робота, а из нее
направляет воздух через глушитель шума в атмосферу.
В аварийном состоянии или при отключении сжатого воздуха
в конце смены, самопроизвольное опускание подвижных частей
руки, а также самопроизвольное качание поворотной плиты ис-
ключаются автоматически, срабатыванием от пружины защелок
перемещения руки и качания плиты. Во время работы ПР защел-
ки отводятся из паза с помощью соответствующих пневмоцилин-
дров. Нижняя, штоковая, полость пневмоцилиндра руки во время
работы находится под давлением сжатого воздуха, что обеспечи-
вает постоянное стремление руки поднять объект, при условии,
если верхняя (поршневая) полость цилиндра сообщается с ат-
мосферой.
392
Глава 12. Промышленные роботы
Опускание объекта происходит лишь в том случае, когда пор-
шневая полость цилиндра будет находиться под давлением сжато-
го воздуха. Разница в активных площадях поршневой и штоковой
полостей обеспечивает приблизительное равенство скоростей подъе-
ма и опускания руки. Настройка скоростей подъема и опускания
выполняется с помощью дросселей с обратным клапаном, разме-
щенных на нижней крышке пневмоцилиндра.
Техническая характеристика робота М20Ц
Грузоподъемность, кг 10
Степень подвижности одной руки без учета движения губок схвата 4
Максимальный горизонтальный ход руки, мм 3500
Максимальный вертикальный ход руки, мм 630
Угол поворота руки, град 27
Угол поворота шпинделя руки, град ± 90
Угол поворота схвата, град 90
Максимальная скорость горизонтального перемещения руки, м/с 1,2
То же вертикального перемещения руки, м/с 0,5
Максимальная скорость углового перемещения руки, град/с 27
То же шпинделя, град/с 90
Точность позиционирования, мм ±1,0
Приведенные примеры конструкций универсальных ПР ни в
коей мере не претендуют на то, чтобы дать исчерпывающее пред-
ставление о большом разнообразии как типов промышленных ро-
ботов, так и конструктивных решений, в них использованных.
Вопросы расчета механических систем ПР и систем управле-
ния роботами освещаются в специальной литературе.
12.5. Агрегатно-модульный принцип
построения ПР
Рассматривая в историческом плане процесс создания ПР, можно
отметить две основные тенденции: разработка универсальных робо-
тов с большой степенью подвижности, способных быть использо-
ванными практически в любых производственных ситуациях, и
создание специализированных или даже специальных роботов, про-
стых по конструкции, но с ограниченными возможностями.
393
Глава 12. Промышленные роботы
При этом, в основу построения ПР закладывались вполне ра-
циональные требования уменьшения стоимости их производства
и повышения надежности функционирования.
В первом случае, при разработке универсальных роботов, при-
нималось во внимание, что сама универсальность ПР создаст ши-
рокую область их использования и, следовательно, потребность в
большом выпуске соответствующих моделей, что и будет способ-
ствовать снижению себестоимости их производства. Однако прак-
тика показала, что эти роботы все же, из-за высокой сложности,
были дороги и в реальных производственных условиях их функ-
циональные возможности использовались не полностью.
Во втором случае, когда пошли по пути создания специализи-
рованных роботов, номенклатура ПР резко возросла, а серий-
ность их производства — снизилась, что способствовало повыше-
нию их стоимости.
Одним из способов разрешения указанного противоречия стал
ныне широко применяемый агрегатно-модульный принцип пост-
роения ПР, который предполагает создание роботов на базе огра-
ниченной группы унифицированных узлов или модулей.
Отметим следующие достоинства этого принципа построения ПР:
1. Возможность создания специальных и специализированных
роботов для конкретной технологической операции, не обладаю-
щих избыточностью функций и потому более дешевых по сравне-
нию с универсальными роботами.
2. Сокращение времени и трудоемкости проектирования спе-
циальных роботов, поскольку они создаются на базе унифици-
рованных узлов, номенклатура которых может пополняться.
3. Повышение надежности вновь создаваемого ПР вследствие
отработанности конструкций входящих в него унифицированных
узлов и отсутствия избыточности.
4. Удешевление производства роботов благодаря снижению
номенклатуры деталей и узлов и, следовательно, повышение се-
рийности выпуска последних.
5. Улучшение условий эксплуатации и повышение ремонтоп-
ригодности роботов вследствие уменьшения гаммы конструкций
узлов и деталей.
6. Сокращение сроков подготовки обслуживающего персонала.
394
Глава 12. Промышленные роботы
К недостаткам агрегатно-модульного принципа построения ПР
относятся: необходимость создавать механическую систему конк-
ретного робота из модулей ограниченной номенклатуры, что в
некоторых случаях ведет к отказу от более выгодных технических
решений; увеличение габаритов и массы конструкции ПР; увели-
чение числа разъемных соединений, что повышает трудоемкость
сборки роботов, снижает их жесткость и точность.
Модульный принцип построения ЯР следует рассматривать как
разновидность агрегатного принципа. В этом случае ПР создаются
на базе функциональных моделей (узлов), включающих все необ-
ходимые механизмы, приводы, датчики обратной связи, энерге-
тические и информационные коммуникации, необходимые для
работы модуля.
Недостатки модульного принципа обусловлены увеличением
номенклатуры деталей и узлов, из-за включения в модули привода
и датчиков обратной связи; сложностью конструкции и, в ряде
случаев, избыточностью функций модуля; сложностью использо-
вания одних и тех же модулей при различных системах управления.
Гамма агрегатно-модульных роботов модели РПМ—25 с элект-
ромеханическим приводом имеет 95 модификаций, которые полу-
чают комбинацией унифицированных модулей. В состав группы
модулей (рис. 12.26) входят напольное и подвесное, стационарное
и подвижное основания, блоки сдвига, подъема, радиального хода,
одинарного и двойного качания, три модификации руки.
Глобальные (межпозиционные) перемещения робота обеспечива-
ют два модуля подвижного основания: в напольном (7) и подвес-
ном (ТАГ) исполнении. Региональные движения (переносы) могут
быть выполнены с помощью трех однокоординатных прямолиней-
ных перемещений, двух однокоординатных вращательных переме-
щений и одного двухкоординатного модуля двойного качания.
Модуль (Q поперечного смещения (сдвига) может устанав-
ливаться либо на модуль поворота (В), либо на модуль непод-
вижного основания (Я). Модуль подъема (Я) может устанавли-
ваться на модули неподвижного (Я) и подвижного (7) основа-
ния, на модули поперечного сдвига (С) и поворота (В). Модуль
радиального хода (РА), который служит для прямолинейного пе-
ремещения руки робота, может устанавливаться на все упомяну-
395
Глава 12. Промышленные роботы
тые ранее модули. Комбинация из трех модулей прямолинейного
перемещения позволяет получить компоновку робота РПМ—25,
работающую в декартовой системе координат.
Ряд однокоординатных модулей вращательных движений вклю-
чает: модуль поворота (В) вокруг вертикальной оси, который
может устанавливаться на модули неподвижного (Н) и подвиж-
ного (7) оснований, и модуль (ТМ); модуль качания (К), осуще-
ствляющий поворот относительно горизонтальной оси, может ус-
396
Глава 12. Промышленные роботы
танавливаться на модули подвижного (7) и неподвижного (Я)
оснований, модули (С), (7?), (ТМ) и (77).
Двухкоординатный модуль двойного качания (Д) предназначен
для создания компоновок робота с шарнирно-рычажной структурой.
Рис. 12.27. Примеры компоновки роботов гаммы РПМ—25 из моду-
лей: а — с четырьмя степенями подвижности, система координат —
декартова; б — с пятью степенями подвижности, система координат —
цилиндрическая; в — с семью степенями подвижности, система
координат — сферическая; г — с шестью степенями подвижности,
система координат — угловая
397
Глава 12. Промышленные роботы
Он может устанавливаться на модули неподвижного (Н) и подвиж-
ного (7) оснований, а также на модули (Q, (В), (ТМ) и (77).
Модули локальных движений кисти руки выполнены в трех ва-
риантах: с одной (РГ), двумя (Р2) и тремя (РЗ) степенями подвиж-
ности. Все три варианта рук имеют унифицированные посадочные
места, которые стыкуются с модулями (Д) и (РХ). Кроме того,
модули (PT), (Р2), (РЗ) посредством специальных переходников
могут устанавливаться на модули (К), (В), (С), (7) и (ТМ).
Кроме рассмотренных основных модулей имеются вспомога-
тельные модули. К ним относятся неподвижное основание с сис-
темой подготовки воздуха (Н) и три модуля ЗУ, представляющие
собой одинарный (37) и двойной (32) схваты, а также схват с
поперечным сдвигом (ЗС). Модули ЗУ стыкуются непосредствен-
но с конечными элементами модулей (PI), (Р2), (РЗ).
Некоторые примеры вариантов компоновки роботов гаммы
РПМ—25 показаны на рис. 12.27.
12.6. ПР в гибких автоматизированных
производствах
Одно из главных направлений технического прогресса в про-
мышленности — все более высокая степень комплексной авто-
матизации производства, что ведет в предельном случае к со-
зданию заводов-автоматов, т.е. практически к безлюдной техно-
логии.
Как показала практика развития промышленности, путь к со-
зданию заводов-автоматов не прост; он идет от простого к слож-
ному: сначала — к созданию машин-автоматов, далее — автомати-
ческих линий, роботизированных комплексов и т.д. Это связано
не только с необходимостью накопления опыта проектирования
и эксплуатации оборудования, но и с развитием и созданием
научной и технической базы для реализации все более сложных
автоматически действующих систем.
Первый в Советском Союзе завод-автомат был создан в нача-
ле 60-х гг. в г. Ульяновске и предназначался для изготовления
поршней автомобильных двигателей. Была осуществлена комплекс-
398
Глава 13. Системы управления МА и АЛ
ная автоматизация всего производственного процесса изготовления
этого изделия. Все технологические операции, начиная от плавле-
ния чушек алюминия и кончая упаковкой комплекта поршней,
производились на отдельных участках автоматических линий без
непосредственного участия рабочих. Завод-автомат был оснащен са-
мым современным оборудованием: специальными станками-авто-
матами, автоматическими загрузочными устройствами и пр.
Однако это предприятие функционировало как завод-автомат
сравнительно недолго. Одна из причин, которая привела к этому,
заключалась в том, что - производство рассматривалось как ста-
ционарное, без учета динамики его развития. На самом деле оно
аналогично живому организму, в котором что-то старое отмирает
и появляется что-то новое. Постоянно совершенствуется техноло-
гический процесс, повышаются требования к качеству изделий,
приходится менять некоторые размеры, переходить к новым кон-
струкционным материалам и т.д. Это сказалось даже в условиях
многотиражного производства, казалось бы, стабильного произ-
водства, к которому можно отнести изготовление автомобильных
поршней. Производства, построенные на базе использования ав-
томатических линий, тем более чувствительны к смене номенкла-
туры изделий, что требуют больших переделок оборудования или
даже полной замены линий.
Гибкие автоматизированные производства (ГАП) позволяют ус-
пешно решать задачи комплексной автоматизации, как мелкосерий-
ного, так и средне- и крупносерийного производства с большой и
часто сменяемой номенклатурой изготовляемых изделий. Отметим, что
гибкость производства предусматривает использование таких техни-
ческих решений, которые позволяют перестраивать производствен-
ный процесс, без его остановки, на выпуск изделий различных наи-
менований, в том числе и вновь разработанных.
Помимо термина ГАП, используются и другие, а именно: гиб-
кие производственные системы (ГПС), гибкие производственные ком-
плексы (ГПК) и т.п., смысл которых мало отличается от приведен-
ного выше.
В широком смысле слова, под гибкостью автоматизированного
производства понимается его свойство, характеризующееся ско-
ростью адаптации к изменениям, происходящим в выполняемом
производственном процессе.
399
Глава 12. Промышленные роботы
В целом понимание термина ГАП можно трактовать таким об-
разом:
гибкое, т.е. при любом по масштабам серийном производстве
осуществляются необходимые преобразования и приспосабли-
вание к различным вводимым в процесс обрабатываемым объек-
там и командам без переоборудования;
автоматизированное, т.е. весь технологический процесс, вклю-
чая упомянутые преобразования, а также перемещения в мате-
риальных потоках (транспортирование заготовок, деталей, от-
ходов и пр.), осуществляется без участия человека;
производство — осуществляется весь технологический процесс
создания изделия, начиная, в общем случае, с его проектирова-
ния — и до выпуска готовой продукции.
Рис. 12.28. Упрощенная структурная схема системы ГАП
Если рассматривать ГАП как иерархическую систему, то в ней
можно выделить три подсистемы (рис. 12.28): автоматизирован-
ную систему управления производством, автоматизированные
участки технологической подготовки производства и гибкое авто-
матизированное основное производство.
Для того чтобы уяснить место, функции и требования, предъяв-
ляемые к роботам, используемым в ГАП, рассмотрим кратко
содержательную сторону работы подсистем, составляющих ГАП.
Автоматизированная система управления производством осу-
ществляет управление всеми подсистемами ГАП, т.е. основным
технологическим процессом, включая текущее согласование
функционирования локальных программ управления процессами
обработки на основном технологическом оборудовании, управле-
400
Глава 12. Промышленные роботы
ние процессами контроля, транспортировки и хранения, процесса-
ми технологической подготовки производства. Система управления
также осуществляет календарное планирование, расчет сменных за-
даний, выполняет функции контроля и учета производительности,
как по отдельным участкам, так и всей системы в целом.
Автоматизированные участки технологической подготовки про-
изводства состоят из подсистем автоматизированного проектирова-
ния технологии и управляющих программ обработки деталей, а
также инструмента и оснастки; кроме того, имеются автоматизиро-
ванные участки изготовления средств оснащения производства.
Гибкое автоматизированное основное производство имеет в своем
составе следующие элементы: программно-математическое обес-
печение и комплекс технических средств для его реализации (ЭВМ,
микропроцессоры, периферийные устройства); технологическое
оборудование (обрабатывающие центры, станки и машины-авто-
маты с ЧПУ или управляемые от ЭВМ); роботы. Кроме того, в
состав основного производства входят автоматизированные транс-
портно-складские системы заготовок и/или материалов, комплек-
тующих изделий, оснастки, удаления отходов; автоматизирован-
ная система инструментального обеспечения; система автомати-
ческого контроля.
Таким образом, место использования ПР в ГАП — это основ-
ное производство и автоматизированные участки изготовления
средств оснащения производства.
Анализ использования ПР в ГАП позволил установить, что к
числу наиболее распространенных функций ПР относятся:
— загрузка и разгрузка материалов и деталей в основное и
вспомогательное технологическое оборудование, в том числе
установка объектов обработки с их ориентацией и переориента-
цией в ходе выполнения операций в рабочие органы машины и
съем готовых изделий;
— непосредственное участие в таких технологических опера-
циях, как литье, ковка, окраска, напыление, дуговая и точечная
сварка и др.;
— сборка узлов изготовляемых изделий;
— складирование, штабелирование полуфабрикатов и готовых
изделий, упаковка последних.
401
Глава 12. Промышленные роботы
Существенные требования, предъявляемые к ПР, используемым
в ГАП, связаны с необходимостью обеспечения гибкости производ-
ства: переменная номенклатура изделий не позволяет использовать
роботы первого поколения, работающие по жесткой программе и
имеющие небольшое число степеней подвижности.
Из сказанного следует первая особенность ПР, используемых
в ГАП: это роботы, построенные, как правило, по агрегатно-
модульному принципу, что позволяет при большой степени под-
вижности осуществлять сложные движения кисти руки, необхо-
димые, например, для выполнения сборочных операций, а также
для ввода ее в «неудобные» для обслуживания полости изделия.
Вторая особенность ПР заключается в том, что они оснаща-
ются сенсорными (лат. sensus — чувствительный) датчиками и
микропроцессорами, что позволяет роботам адаптироваться к бы-
стро меняющимся условиям функционирования.
В простейших случаях роботы имеют тактильные датчики, фо-
тодатчики, обеспечивающие техническое зрение и др. В некоторых
случаях, когда роботу предстоит выполнить, например, сложные
сборочные операции, роботы снабжаются системами распознава-
ния образов и программами для решения логических задач. Прак-
тически в этих случаях используются роботы третьего поколения.
Наличие одновременно нескольких материальных потоков
(объектов обработки, комплектующих изделий, отходов и пр.)
ведет к тому, что в ГАП часто используются роботы портального
типа, расположенные в несколько этажей. Применения роботов в
напольном исполнении стараются избегать, чтобы не затруднять
доступ в рабочую зону машин. Поэтому применяются роботы,
встроенные в основное оборудование, а также роботы с настен-
ным креплением.
Использование ГАП позволяет значительно повысить произ-
водительность труда при резком сокращении обслуживающего
персонала и обеспечить 3-х сменную работу предприятия.
402
Глава 12. Промышленные роботы
Контрольные вопросы
1. Какие основные элементы образуют структуру автоматической
линии?
2. Какие основные системы образуют ПР?
3. Какие основные элементы входят в состав механической систе-
мы ПР?
4. В чем заключается отличие универсальных, специализирован-
ных и специальных ПР?
5. Назовите виды управления ПР.
6. Каковы типовые компоновки робототехнологических комплек-
сов? их достоинства и недостатки?
7. Как различают ЗУ (схваты) по принципу действия и какова об-
ласть их использования?
8. В чем заключается агрегатно-модульный принцип построения
ПР? Каковы его достоинства и недостатки?
9. Что собой представляют ГАП и каковы функции ПР в их струк-
туре?
10. Каковы требования, предъявляемые к ПР, используемым в ГАП?
Глава 12. Промышленные роботы
Глава 13
СИСТЕМЫ УПРАВЛЕНИЯ
МАШИНАМИ-АВТОМАТАМИ
И АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
Per aspera ad astra — идеология прогресса чело-
вечества, но оптимальной системы управления
этим процессом до сих пор не найдено.
Анонимный автор
13.1. Функции и классификация
систем управления
Операции технологического цикла выполняются исполнитель-
ными механизмами машин-автоматов в определенной последова-
тельности. Например, в шинновосстановительном вулканизаторе
смыкание пресс-форм может быть произведено лишь после уста-
новки покрышки с наложенным протектором в полость пресс-
формы; подача теплоносителя в варочную камеру или диафрагму
производится после смыкания пресс-формы и т.п.
В более сложных машинах-автоматах необходимо обеспечить
согласованное движение рабочих органов исполнительных меха-
низмов; например, в револьверном пресс-автомате для изготовле-
ния графитовых блоков поворот стола возможен только после
окончания операций заполнения, прессования и выталкивания
изделий (операции выполняются параллельно в различных позициях).
404
Глава 13. Системы управления МА и АЛ
Для линии ЛСПР -710-1150 (см. раздел 11.1) передача спут-
ника на следующую операцию невозможна до завершения преды-
дущей.
Система управления МА — это совокупность механизмов и уст-
ройств, обеспечивающих необходимое чередование и согласованность
перемещений звеньев рабочих органов (в ряде случаев — и определен-
ное значение скоростей и ускорений отдельных точек и звеньев
рабочих органов).
Система управления АЛ координирует работу технологического
оборудования, устройств: транспортирование, разделение и соедине-
ние от потоков, накопление заделов, изменение ориентации, удаление
отходов, контроль и т.д.
Следует заметить, что на эти системы часто возлагаются функ-
ции управления не только кинематическими, но и другими параме-
трами, определяющими ход технологического процесса (напри-
мер, расходом, температурой, давлением, силой, вязкостью и
т.п.). В дальнейшем мы будем рассматривать в основном системы
управления и их элементы лишь в той части, которая связана с
движением рабочих органов исполнительных механизмов машин,
поскольку вопросы управления параметрами, не связанными с ки-
нематикой машины, рассматриваются в курсе «Автоматизация хи-
мических производств».
Существующие системы управления МА и АЛ могут быть отне-
сены к одной из двух основных групп: программным системам
управления и информационным системам управления.
В программных системах управления последовательность пере-
мещений исполнительных механизмов, интервалы движения ра-
бочих органов и их перемещения заданы и циклически повторяются:
время кинематического и других циклов постоянно, их структура
не меняется. В этом случае мы имеем дело с жесткой программой,
сохраняющейся вне зависимости от тех изменений, которые могут
произойти с объектом обработки (отклонения в размерах, массе,
механических свойствах и др.) или с МА и АЛ (износ инструмен-
та, отказы в работе отдельных ее элементов и т.п.). Эту систему
управления также называют разомкнутой, так как информация,
зафиксированная в программе, передается только в одном направ-
лении — к исполнительным механизмам, т.е. поток информации в
405
Глава 13. Системы управления МА и АЛ
системах управления с жесткой программой является разомк-
нутым.
Система управления должна иметь в том или ином виде про-
граммоноситель и датчик, преобразующий закодированную про-
грамму в сигналы управления.
Информационные системы управления обеспечивают необходимую
последовательность и величину перемещений исполнительных ме-
ханизмов и их рабочих органов с учетом возможных отклонений
свойств и формы объектов обработки, а также условий работы
самой машины. Информационная система управления учитывает
изменение внешних и внутренних факторов, характеризующих про-
ведение технологического процесса; эта система управления, сле-
довательно, является рефлекторной, или, говоря иными словами,
имеющей обратную связь. Наряду с прямым потоком информации,
поступающей от программоносителя, в этих системах имеется и
обратный поток информации, вследствие чего такую систему уп-
равления называют замкнутой.
В этой системе управления программа, определяющая после-
довательность выполнения операций процесса, не является жест-
кой. Программа должна обеспечить выполнение изменяющихся в
некоторых пределах перемещений рабочих органов, периодичность
и интервалы времени движения которых могут также быть пере-
менными и находиться в зависимости от состояния объекта обра-
ботки и условий работы машины.
В отличие от программных систем, в информационных системах
управления исполнительные механизмы и их рабочие органы полу-
чают перемещения под воздействием сигналов, поступающих с про-
граммоносителя (прямой поток информации), и сигналов рассо-
гласования заданной и фактически реализуемой программы, кор-
ректирующих ошибку. Эти сигналы поступают из канала обратной
связи от специальных датчиков, реагирующих на состояние опре-
деленных параметров объекта обработки и изменение условий ра-
боты машины. Системы информационного управления применя-
ются в производстве изделий, изготовление которых связано с
переработкой материалов, отличающихся непостоянством пара-
метров и свойств.
Вместе с тем для современного автоматостроения характерно
406
Глава 13. Системы управления МА и АЛ
проникновение элементов систем информационного управления
в МА и АЛ с программным управлением. Например, широко ис-
пользуются устройства информационного действия с целью бло-
кировки отдельных узлов и машины в целом, в частности, для
автоматической остановки машины в случае ее перегрузки, при
регулировании ряда технологических параметров, например, при
объемной дозировке порошка, для регулирования давления при
прессовании, скорости вращения валков, шнеков и т.п. Включе-
ние таких устройств в систему управления машины не меняет ее
программу.
Применяются также и комбинированные программно-инфор-
мационные системы управления, для которых характерно вклю-
чение устройств обратной связи, обеспечивающих возможность
изменения в некоторых пределах заданной программы работы.
В частности, это позволило широко внедрить в МА и АЛ устрой-
ства активного контроля. Устройства активного контроля позво-
ляют, на основании измерения определенных параметров изде-
лия, в процессе обработки вносить изменения в программу рабо-
ты машины, изменяя величины перемещений, скорости, интервалы
движения рабочих органов, температуру и т.п.
В настоящее время созданы информационно-программные си-
стемы управления. Сущность их заключается в том, что, на осно-
вании информации об объекте обработки, внешних и внутренних
условиях работы машины, система управления вырабатывает оп-
тимальный вариант программы для каждого случая и обеспечива-
ет его выполнение.
Такие системы используются на АРЛ в части контроля и
разбраковки продукции.
13.2. Программная система управления
Программные системы управления подразделяются на центра-
лизованные, децентрализованные и комбинированные.
Централизованная система управления осуществляется чаще
всего при помощи распределительного вала или коммутационного
барабана.
В системе управления распределительным валом (РВ) програм-
407
Глава 13. Системы управления МА и АЛ
моносителем служит вал с неподвижно закрепленными на нем
кулачками и кривошипами, являющимися ведущими звеньями
соответствующих исполнительных механизмов. В рассмотренных
ранее кривошипной таблеточной машине, револьверном пресс-
автомате (см. раздел 3.1, примеры 1, 5) используется система
управления РВ. Распределительный вал в машинах-автоматах вра-
щается с практически постоянной скоростью; можно считать, что
в этой системе управление осуществляется по времени, причем
при расчете циклограмм время срабатывания самой системы уп-
равления можно принять равным нулю.
Форма профилей кулачков и их взаимное расположение опре-
деляют заданное относительное движение исполнительных меха-
низмов и рабочих органов машины.
В рассматриваемой системе цепи управления совпадают с ки-
нематическими и энергетическими цепями машины. Положе-
ние звеньев машины определяется одним независимым парамет-
ром, обычно углом поворота распределительного вала, вследствие
чего при правильном проектировании схемы автомата исключает-
ся возможность нарушения заданной циклограммы. Система упра-
вления РВ позволяет совмещать во времени интервалы рабочих и
холостых перемещений различных исполнительных механизмов
машины-автомата. Это позволяет, по сравнению с децентрализо-
ванной системой управления, уменьшить кинематический цикл
машины и увеличить производительность при прочих равных ус-
ловиях.
В некоторых машинах-автоматах, наряду с основным распреде-
лительным валом, используется и вспомогательный вал (ВВ) или
несколько вспомогательных валов для осуществления быстрых
холостых перемещений исполнительных механизмов.
Система управления РВ применяется преимущественно в спе-
циализированных машинах-автоматах. Эта система управления
предъявляет повышенные требования к точности размеров обра-
батываемых деталей. Поскольку система с жесткой программой
исключает возможность использования активного контроля, по-
вышение точности обработки изделий возможно только путем по-
вышения класса точности изготовления самих машин, что свя-
зано с резким увеличением их себестоимости.
408
Глава 13. Системы управления МА и АЛ
В централизованной системе управления коммутационным ба-
рабаном (командоаппаратом) программоносителем является ба-
рабан, на поверхности которого размещены упоры или кулачки,
причем каждая группа упоров или кулачков обеспечивает выпол-
нение необходимого закона движения одного исполнительного
механизма. Это осуществляется благодаря воздействию упоров ба-
рабана или профилей кулачков на неподвижные датчики, ко-
торые подают импульсы на соответствующие исполнительные ме-
ханизмы. Необходимая последовательность действия исполни-
тельных механизмов обеспечивается относительным сдвигом упо-
ров по окружности барабана на углы, пропорциональные соот-
ветствующим сдвигам фазового времени этих механизмов. В МА и
АЛ с такой системой управления импульсы управления переда-
ются на рабочие органы при помощи силовых связей, вследствие
чего законы движения ведомых звеньев не столь жестко связаны
между собой, как в случае кинематических связей, и, например,
при случайном увеличении или уменьшении сопротивлений при
движении рабочего органа соответственно снизится или увели-
чится скорость его перемещения. Эта особенность систем управле-
ния с коммутационными барабанами не позволяет в полной мере
осуществлять совмещение во времени интервалов рабочих и холо-
стых перемещений исполнительных механизмов. При расчете цик-
лограмм с такой системой управления необходимо учитывать вре-
мя срабатывания системы управления, т.е. время, прошедшее с
момента начала съема сигнала с программоносителя до начала пе-
ремещения исполнительного механизма.
Рассмотрим схему, обеспечивающую автоматическую работу
двух гидравлических цилиндров при помощи командоаппарата
(рис. 13.1). На валу 4 командоаппарата, вращающегося с постоян-
ной скоростью, установлены кулачки, являющиеся программо-
носителями. Кулачки воздействуют на датчики-золотники 2 и 5,
которые осуществляют подачу рабочей жидкости от насоса 1 в
полости гидравлических цилиндров 5 и 6. В моменты переключе-
ния избыток жидкости сливается в сборник 7через перепускной
клапан (на схеме не показан). Обратные клапаны 8, 9 предотвра-
щают слив жидкости из гидросистемы и заполнение ее воздухом.
409
Глава 13. Системы управления МА и АЛ
Изменение программы при системе управления распредели-
тельным валом или коммутационным барабаном связано с за-
меной кулачков, изменением расположения упоров и прочими
операциями, требующими значительного времени.
К системе управления коммутационным барабаном относится
управление при помощи командных электропневматических
приборов КЭП. Например, прибор КЭП-12У позволяет осущест-
влять включение и выключение до 12 электрических или пневма-
тических цепей с соответствующими исполнительными механиз-
мами. Кулачки, расположенные на распределительном валу при-
бора, включают и выключают путевые выключатели (датчики),
которые, в зависимости от типа исполнительного механизма, пе-
редают сигналы на контакты электрического исполнительного дви-
гателя или на поршни пневматических золотников.
Наибольшей мобильностью, т.е. возможностью быстрой пере-
наладки, обладают системы программного управления, схема и
алгоритм функционирования которых разрабатываются с учетом
технологических особенностей процесса и инсталлируются на мик-
ропроцессорные устройства.
В зависимости от способа обработки и передачи сигналов эти
Рис. 13.1. Схема управления работой
гидроцилиндров при помощи командо-
аппарата: 1 — насос;
2, 3— распределители-золотники;
4— вал команд ©аппарата;
5,6— гидроцилиндры; 7 — сборник;
8, 9 — обратные клапаны
410
Глава 13. Системы управления МА и АЛ
системы делятся на непрерывные и дискретные (цифровые). В на-
стоящее время последние получили наиболее широкое распрост-
ранение. В этих системах управления имеется устройство ввода про-
граммы, считывающее устройство, преобразователь импульсов. Если
в систему управления включено устройство активного контроля,
то она уже относится к информационной системе управления и,
как правило, отличается большей сложностью.
Децентрализованная система управления применяется в МА и
АЛ, в которых имеются гидравлические и пневматические испол-
нительные механизмы, т.е. механизмы с силовыми связями.
Управление механизмами осуществляется при помощи упоров,
закрепленных на подвижных звеньях исполнительных механизмов,
которые при своем движении в определенных положениях воздей-
ствуют на соответствующие датчики, закрепленные на станине или
на других звеньях; датчики подают импульс на включение последую-
щего механизма. Этот процесс управления можно упрощенно предста-
вить схемой, по которой и-ый исполнительный механизм в опреде-
ленном положении воздействует на датчик, импульс которого через
преобразователь поступает на привод и+1 исполнительного механизма.
В реальных схемах эти связи являются более сложными: импульс
может подаваться лишь при определенных сочетаниях сигналов от
нескольких датчиков, причем не только на последующий механизм,
но и на любой другой, в том числе и на управляющий, например,
обусловливая его останов. В случае необходимости в цепь управления
включается реле времени, благодаря чему действие последующего
механизма начинается после паузы, заданной реле времени.
Таким образом, в рассматриваемой системе управления подача
сигнала управления на тот или иной исполнительный механизм
обусловливается положением определенных звеньев; иногда эту
систему управления называют путевым контролем.
Характерной особенностью системы управления «Путевой кон-
троль» является то, что при невыполнении операции каким-либо
исполнительным механизмом машина останавливается. Следова-
тельно, эта система управления обеспечивает блокировку испол-
нительных механизмов машины.
При расчете циклограмм МА и АЛ с децентрализованной сис-
темой управления необходимо учитывать время срабатывания
411
Глава 13. Системы управления МА и АЛ
управляющих устройств. Системы «Путевой контроль» допускают
применение информационных устройств для управления процессом.
В том случае, когда выполняется большое число операций,
использование системы «Путевой контроль» становится затрудни-
тельным из-за сложности коммуникаций и трудностей при пе-
реналадке системы на новую программу; в этом случае исполь-
зуются комбинированные схемы управления, например, соче-
тающие распределительный вал с путевым контролем.
13.3. Датчики и преобразователи
Как было указано, в системе управления «Путевой контроль»
основными элементами являются датчики сигналов и преобразо-
ватели импульсов. Эти же элементы входят в системы централизо-
ванного управления коммутационными барабанами и в системы
информационного управления.
Датчики сигналов в зависимости от типа импульса делятся
на путевые, или датчики перемещения, скоростные, давления, темпе-
ратуры и т.д. По типу создаваемых импульсов чаще всего в маши-
нах-автоматах химических производств используются механические,
электрические, гидравлические и пневматические датчики.
Рассмотрим устройство некоторых датчиков перемещения, ско-
рости и давления (сил).
Электрические датчики перемещения (конечные выключатели)
осуществляют включение или выключение электродвигателей или
электромагнитов.
Примером простого конечного выключателя является путе-
вой переключатель (рис. 13.2, а) с самовозвратом (возвращением
контактов в исходное положение после снятия нагрузки), с од-
ной парой нормально открытых и одной парой нормально закры-
тых контактов. Простые конечные выключатели применяются при
скоростях движения подвижных контактов, осуществляющих его
переключение, не менее 0,4 м/мин; при меньших скоростях обго-
рают контакты переключателя из-за образующейся вольтовой дуги.
При малых скоростях применяют моментные путевые переклю-
чатели.
В моментном путевом переключателе с самовозвратом (рис. 13.2, б)
412
Глава 13. Системы управления МА и АЛ
Рис. 13.2. Путевые
переключатели:
а — конечный; б — моментный
скорость замыкания не зависит от скорости поворота переключа-
теля; в определенном положении происходит перебрасывание кон-
тактов пружиной. Переключатель изготавливается также и без са-
мовозврата.
При малых перемещениях (доли миллиметра) используются мик-
ропереключатели. Применяются также путевые бесконтактные дат-
чики, например, индукционного, изотопного и других типов.
Гидравлические датчики перемещения изготавливаются в виде
распределителей-золотников и кранов. В том случае, если золот-
ники или краны непосредственно не управляют подачей рабо-
чей жидкости в гидравлические цилиндры исполнительных
механизмов, а служат для управления другими распределителя-
ми, их называют пилотами.
Золотники и краны используются для прямого управления
исполнительными механизмами при небольших расходах рабо-
чей жидкости и незначительных усилиях, необходимых для
перемещения плунжера золотника.
Рассмотрим гидравлическую схему (рис. 13.3), позволяющую
реверсировать движение поршня гидроцилиндра 3 при помощи рас-
пределительного золотника 2. В рассматриваемой схеме золотник
совмещает функции датчика и преобразователя сигналов.
Переключение золотника осуществляется от механических им-
пульсов: при движении штока вправо упор 6 воздействует на рычаг
413
Глава 13. Системы управления МА и АЛ
з 6
Рис. 13.3. Схема гидромеханического реверсирования поршня:
1 — насос; 2 — распределительный золотник; 3 — гидроцилиндр;
4 — предохранительный клапан; 5 — рычаг; 6,7 — упоры;
8 — призма;' 9 — собачка
5 с помощью тяги, перемещающей золотник 2 Вследствие инерции
рычаг 5 несколько переходит за среднее положение, и подпружи-
ненная собачка 9, воздействуя на призму 8, перекидывает рычаг 5
через «мертвую» точку. Направление подачи жидкости в цилиндр
изменяется, и шток движется влево до воздействия упора 7на рычаг
5 и т.д. Насос 1 непрерывно подает жидкость. Система от перегрузки
в момент реверсирования защищается перепускным клапаном 4, ко-
торый выполняет также функцию предохранительного клапана. Та-
кие системы реверсирования применяются в быстроходных системах
с частыми переключениями, так как при малых скоростях устрой-
ство работает ненадежно.
Поворотный пилот — гидравлический датчик перемещения, в
виде крана (рис. 13.4, а), — позволяет осуществлять управление
при повороте пробки крана на угол до 45°. На рис. 13.4, б изобра-
жен осевой пилот-золотник с самовозвратом, применяемый для
управления распределителями.
414
Глава 13. Системы управления МА и АЛ
Рис. 13.4. Пилоты:
а — поворотный; б — осевой
Пневматические датчики перемещений аналогичны по устрой-
ству рассмотренным гидравлическим.
Датчики скорости дают импульс в тех случаях, когда линей-
ная или угловая скорость движения звеньев машины достигает
установленной величины. Наиболее распространены электричес-
кие датчики индуктивного и тахогенераторного типа. Тахогене-
ратор представляет собой машину постоянного тока с постоян-
ным по величине магнитным потоком, электродвижущая сила
которого пропорциональна скорости вращения ротора. Если уп-
равление осуществляется по определенной скорости вращения вала
машины, последний соединяется с валом ротора тахогенератора.
В электрическую цепь тахогенератора включается реле, которое
срабатывает при заданной скорости вращения вала. Для регулиро-
вания скорости в цепь тахогенератора также включается перемен-
ное сопротивление.
Датчики давления и сил создают импульс при таких условиях,
когда усилия, действующие на соответствующие звенья машины,
или давление рабочей жидкости (воздуха) в определенной части
коммуникации достигают заданной величины.
Электрический силовой датчик представляет собой реле тока
мгновенного действия, состоящее из сердечника с обмоткой, ко-
415
Глава 13. Системы управления МА и АЛ
торая включена последовательно с обмоткой двигателя исполни-
тельного органа. Якорь реле подпружинен и в нормальном поло-
жении отведен от сердечника таким образом, что замыкает кон-
такты, включенные последовательно с обмоткой двигателя ис-
полнительного органа. При перегрузке двигателя сила тока, про-
ходящего через реле, возрастает, и в тот момент, когда сила при-
тяжения якоря сердечником превысит силу натяжения пружины,
происходит размыкание контактов.
Гидравлические силовые датчики (датчики давления) приме-
няются в системах управления гидравлическими исполнитель-
ными механизмами в виде напорных золотников, предохрани-
тельных клапанов. Напорный золотник позволяет получить в сети
заданное давление рабочей жидкости, а предохранительный
клапан, наоборот, — органичить это давление.
Напорный золотник (рис. 13.5) состоит из корпуса 3 и двух
крышек 2 и 9. Рабочая жидкость подводится к золотнику через
отверстие 4. Под давлением пружины 1 плунжер золотника за-
нимает нижнее положение, вследствие чего проход жидкости из
отверстия 4 к отверстию 10 закрыт. Входное отверстие 4 связано
Рис. 13.5. Напорный золотник:
а— разрез; б — схема
(по ГОСТу 2.781-96)
(7 — пружина; 2 — крышка;
3— корпус; 4 — входное отверстие;
5, 6, 7— каналы; 8— полость;
9— крышка; 10— выходное отверстие)
416
Глава 13. Системы управления МА и АЛ
каналами 5, 6, 7 с полостью 8 под плунжером. Когда давление
масла достигает заданного значения, плунжер приподнимается и
соединяет входное отверстие 4 с выходным 70.
Принцип действия предохранительного клапана (рис. 13.6) сле-
дующий: масло из линии нагнетания по каналу в золотнике по-
ступает в полость 7 и, одновременно, через канал 2 и демпфер-
ное отверстие 3 — в полость 4 под клапан 5. Как только давление
в гидросистеме преодолеет усилие пружины, клапан отходит от
седла, рабочая жидкость из полости 4 поступает на слив, давление
в полости 4, благодаря демпферному отверстию 3, падает. Золот-
ник 6 под действием масла из полости 7 поднимается и соединяет
линию нагнетания с линией слива. При уменьшении давления в
сети золотник под действием пружины возвращается в первое
начальное положение.
Электрогидравлические датчики давления (реле давления) по-
зволяют получить на выходе электрический сигнал путем пе-
реключения контактов, при достижении в гидросистеме давления
настройки реле.
Рис. 13.6 Предохранительный
клапан: а— разрез; б— схема
(по ГОСТу 2.781-96)
(7 — полость высокого давления;
2 — канал; 3 — демпферное
отверстие; 4 — полость;
5 — клапан; 6 — золотник)
417
Глава 13. Системы управления МА и АЛ
Реле давления (рис. 13.7) присоединяется в необходимой точ-
ке гидропривода при помощи штуцера 1. В нормальном состоянии
микропереключатель 10 не нажат. Если давление в гидросистеме
увеличивается, то плунжер 2 преодолевает усилие пружины 8 и
движется вверх, нажимая конусом на иглу 11, которая давит на
кнопку микропереключателя, — он срабатывает. Для передачи
усилия пружины Острого по центру плунжера в упоре 9имеется
шарик 3. Натяжение пружины регулируется винтом 5, установ-
ленным в корпусе 4. Контргайка 7фиксирует положение винта 5.
Для защиты регулировочного винта и микропереключателя от
повреждения установлены колпачки 6 и 12.
В качестве датчиков давления часто используются элекгрокон-
тактные манометры, которые позволяют выдавать сигнал при до-
стижении минимального или максимального рабочего давления.
Широко применяются электрогидравлические датчики емкостного
и тензометрического типов, а также пьезоэлектрические и ин-
дуктивные датчики.
Преобразователи импульсов предназначены в общем случае для
Рис. 13.7. Реле давления:
1 — штуцер; 2 - плунжер; 3 - шарик;
4 - корпус; 5 - регулировочный винт;
6 - защитный колпачок; 7 - контргай-
ка; 8 — пружина; 9 — упор; 10 — микро-
переключатель; 11 - игла;
12 - защитный колпачок
418
Глава 13. Системы управления МА и АЛ
количественного или качественного преобразования сигналов, со-
здаваемых датчиками. При количественном преобразовании характер
сигнала остается без изменения, а осуществляется его усиление,
ослабление или замедление во времени. При качественном преоб-
разовании импульс от преобразователя имеет иной характер, чем
полученный от датчика; например, электрический импульс, по-
лученный от датчика, преобразуется в механический, гидравли-
ческий или другой. Преобразователь импульсов может также со-
держать вычислительные, сравнивающие и другие устройства.
Простейшими усилителями электрических импульсов являют-
ся реле. Они предназначены для замыкания и размыкания, при
помощи слабых токов, контактов в цепях, по которым проходят
токи значительно большей силы.
По принципу действия реле могут быть электромагнитными,
магнитоэлектрическими, электронными и других типов, со време-
нем срабатывания от 0,01 до 0,04 сек в зависимости от типа реле.
В машинах-автоматах с гидравлическими и пневматическими
связями в системах управления в качестве преобразователей им-
пульсов широко используются распределители. В простейших слу-
чаях используются распределители с гидравлическим управлением,
у которых плунжер перемещается при помощи пилота, направляю-
щего поток жидкости на один из торцов плунжера. Электро-
гидравлические распределители позволяют сократить время сраба-
тывания. В двухпозиционном пятиходовом распределителе (рис. 13.8)
с управлением от электромагнитов 1 и 3 число позиций распреде-
лителя соответствует количеству устойчивых положений его плун-
Рис. 13.8. Двухпозиционный пятиходовой распределительный золот-
ник с управлением от электромагнитов: 1,3— электромагниты;
2 — плунжер
419
Глава 13. Системы управления МА и АЛ
жера 2, а число ходов — числу входных и выходных каналов для
жидкости.
Распределители с пропускной способностью более 70 л/мин
требуют значительного усилия для перемещения плунжера. Обыч-
но для управления такими распределителями используются пи-
лоты, управляемые электромагнитами, т.е. осуществляется элект-
рогидравлическое управление распределителем (рис. 13.9). Рас-
пределитель 2 большой пропускной способности управляется вспо-
могательным распределителем 3 с двумя электромагнитами 9 и
10, которые получают импульсы на включение от конечных вык-
лючателей (на схеме не показаны). Питание цепи управления мо-
жет осуществляться от основной магистрали через насос 1 и дрос-
сель 6 или от магистрали управления 8, обычно низкого давле-
ния, через канал 7. Например, при включении электромагнита 9
плунжер вспомогательного распределителя перекидывается влево,
и жидкость системы управления поступает в правую торцовую
полость распределителя 2, сердечник последнего смещается влево,
и рабочая жидкость поступает в правую полость цилиндра 4; пор-
шень начинает перемещаться влево. Предохранительный клапан 5
защищает систему от перегрузки. Следует заметить, что распреде-
лители могут иметь несколько исполнений; это позволяет полу-
Рис. 13.9. Схема электрогидравли-
ческого управления распредели-
тельным золотником:
1 — насос; 2— распределитель;
3— вспомогательный распределитель;
4— гидроцилиндр; 5— предохрани-
тельный клапан; 6— дроссель;
7— канал; 8— магистраль управле-
ния; 9,10— электромагниты
9 3 10
420
Глава 13. Системы управления МА и АЛ
чать различные комбинации соединения подводящих и отводящих
магистралей.
В системах управления пневматическими исполнительными
механизмами широко используются двухпозиционные, трех-, че-
тырех- и пятиканальные распределители с пневматическим уп-
равлением.
Наряду с распределителями в системах управления пневма-
тическими механизмами широко используются различные пнев-
матические реле, в том числе из системы УСЭППА (универ-
сальная система элементов промышленной пневмоавтоматики).
УСЭППА предназначена для реализации элементного прин-
ципа построения новых приборов и устройств. В ее состав вхо-
дят: описания конструкций, способов подключения и принци-
пов функционирования реле, дросселей, емкостей, усилителей,
сумматоров и других устройств, из которых можно собрать более
сложные приборы для реализации систем управления, базирую-
щихся на алгебре логики, основы которой изложены в курсе,
посвященном автоматизации химических процессов и производств.
Реле из системы УСЭППА состоит из корпуса, двух крышек 2 и б
и жесткого центра 1, соединенного с мембранами 3,4п 5(рис. 13.10).
Реле имеет шесть каналов. При подаче сжатого воздуха в один из
средних каналов с или dжесткий центр соответственно перемеща-
ется вниз или вверх и при этом своим торцом перекрывает кана-
Рис. 13.10. Пневматическое реле:
1 — жесткий центр;
2,6— крышки;
3,4,5— мембраны
421
Глава 13. Системы управления МА и АЛ
лы а или fr Таким образом, нижние каналы е vl/j или верхние
каналы а и в разобщаются.
В том случае, если по каналам с и d подается сжатый воздух
одновременно, но под разным давлением, жесткий центр переме-
щается вверх или вниз в зависимости от того, в какой из сред-
них полостей давление будет выше. Обычно одна из средних по-
лостей находится под давлением (давление подпора), составля-
ющим 0,3—0,5 от магистрального. На пневматических схемах
полость подпора отмечают штриховкой.
Реле времени используются в тех случаях, когда в системе
управления необходимо передать сигнал управления с задерж-
кой во времени. Функция реле времени — замыкание или раз-
мыкание контактов электрической цепи через определенный
промежуток времени после получения сигнала.
В автоматизированных системах управления применяются реле
времени различных типов: механические, гидравлические, пнев-
матические, электрические, электронные.
Основой реле времени механического типа является часовой
механизм; в реле гидравлического и пневматического типов, ко-
торые обычно используются с гидравлическими и пневматичес-
кими исполнительными механизмами, длительность выдержки
определяется временем истечения жидкости или воздуха через
калиброванное отверстие.
Последним звеном в цепи управления является исполнитель-
ный механизм. Основные типы исполнительных механизмов и их
свойства были рассмотрены в главах 5 — 9. Следует заметить, что
наряду с ними используются различные исполнительные элек-
трические двигатели, которые позволяют преобразовывать подво-
димый к ним сигнал в механическую работу.
Для получения небольших поступательных перемещений при-
меняются электромагниты (соленоидные двигатели).
Для осуществления непрерывного вращательного движения
применяются исполнительные асинхронные двигатели с коротко-
замкнутым ротором и двумя обмотками на статоре — управления
и возбуждения, сдвинутыми относительно друг друга на 90 элек-
трических градусов. Обмотка возбуждения присоединяется к сети
422
Глава 13. Системы управления МА и АЛ
переменного тока; управляющий сигнал подается в обмотку уп-
равления.
Для получения периодических поворотов используются элек-
тромагнитные импульсные исполнительные электродвигатели по-
стоянного тока; применяются электромагнитные шаговые двига-
тели (ЭШД), которые позволяют, путем поочередного включе-
ния обмоток секций статора, осуществлять импульсное вращение
ротора на фиксированный угол с высокой точностью.
13.4. Элементарные функциональные схемы
управления
В комплексе функций, выполняемых системами управления
машинами-автоматами, можно выделить некоторые элементарные:
включение, выключение, реверсирование и другие, для реализации ко-
торых используются типовые схемы управления. Структура эле-
ментарной функциональной схемы управления определяется ее на-
значением и типом управляемого исполнительного механизма.
Рассмотрим некоторые элементарные функциональные схемы
управления применительно к системам, в которые входят электро-
двигатели и гидродвигатели (гидроцилиндры).
Для включения и выключения электродвигателя, с помощью
которого, например, осуществляется поступательное перемеще-
ние каретки, используются контакторные устройства (рис. 13.11).
Контактор состоит из катушки К с сердечником, на котором
закреплены контактные панели KI, К2, КЗ и К4. При замыкании
контактов электрического путевого выключателя В1 ток прохо-
дит через обмотку контактора, под воздействием магнитного поля
происходит втягивание сердечника, вследствие чего нормально
открытые контакты К1, К2и КЗ замыкаются, включается электро-
двигатель. Одновременно происходит замыкание блокировочных
контактов К4, шунтирующих контакты выключателя В1; таким
образом, размыкание контактов выключателя В1 не приводит к
выключению контактора.
Выключение электродвигателя может производиться либо вруч-
ную при помощи кнопки Кн «Стоп», либо в автоматическом ре-
423
Глава 13. Системы управления МА и АЛ
Рис. 13.11. Схема контакторно-
го устройства для автомати-
ческого включения и выклю-
чения электродвигателя:
М — электродвигатель;
К — катушка; К1—К4 — кон-
тактные панели;
Bl, В2 — путевые конечные
выключатели;
Кн — кнопка «Стоп»
Q82
жиме при помощи контактов конечного выключателя В2; в том и
другом случае происходит обесточивание обмотки контактора, сер-
дечник выходит из обмотки, контакты размыкаются, и электро-
двигатель М выключается.
Схема, обеспечивающая включение электродвигателя, реверси-
рование его движения и выключение, показана на рис. 13.12. При
срабатывании конечного выключателя (или при нажиме кнопки)
В1 включается контактор К, что, как было рассмотрено выше,
приводит к замыканию контактов К1, К2п КЗ, а также блокировоч-
ных контактов К4. Включается электродвигатель М, и начинается
перемещение каретки влево до того момента, когда закрепленный
на ней упор 1 не нажмет на конечный выключатель В2.
Произойдет размыкание его нормально закрытых контактов и
замыкание нормально открытых. Цепь обмотки контактора К раз-
рывается, контакты KI, К2, КЗ и К4 размыкаются. Одновременно с
этим замыкается цепь катушки контактора К5, вследствие чего
замыкаются все его контакты, с блокировочными включительно.
Направление вращения двигателя меняется на обратное, каретка
перемещается вправо.
После перемещения упора 1 вправо конечный выключатель В2
возвращается в исходное положение. Левые нормально открытые
контакты размыкаются, однако, поскольку блокировочные кон-
такты контактора К5замкнуты, электродвигатель Мне останавли-
вается.
424
Глава 13. Системы управления МА и АЛ
Рис. 13.12. Схема контакторного устройства для автоматического
включения, реверсирования и выключения электродвигателя:
М— электродвигатель; В1,В2, ВЗ— конечные выключатели;
KI— К4— контакты; К,К5— катушки контакторов;
Кн — кнопка «Стоп»; 1,2— упоры
В крайнем правом положении каретка упором 2 воздействует на
конечный выключатель ВЗ, контактор К5 выпадает, и двигатель
выключается. Как и в предыдущей схеме, выключение двигателя
может быть осуществлено независимо, при помощи кнопки Кн.
При реверсировании двигателя каретки с задержкой ее в одном
из крайних положений в схему управления вводится реле времени.
Схема управления (рис. 13.13) работает следующим образом: карет-
ка 1 приводится в движение электродвигателем 2, который вращает
ходовой винт 3 в гайке 4, закрепленной в каретке. На каретке зак-
реплен упор 5, воздействующий в крайних ее положениях на конеч-
ные выключатели В1 и В2. В начальном правом положении каретки
упор нажимает на выключатель В1 и включает контактор К1, обес-
печивающий включение электродвигателя (по схеме рис. 13.11). Про-
исходит перемещение каретки влево, выключатель В1 высвобожда-
ется, подготавливая электрическую цепь к включению контактора
обратного хода К2. Как и в рассмотренных ранее схемах, благодаря
наличию блок-контактов, шунтирующих нормально открытые кон-
такты В1, отключения контактора К1 не происходит.
425
Глава 13. Системы управления МА и АЛ
Рис. 13.13. Схема контакторного устройства для реверсирования
движения каретки с задержкой ее в крайнем левом положении:
а— электрическая схема; б — кинематическая схема
(В1,В2— конечные выключатели; К1,К2— контакторы прямого
и обратного хода; РВ— реле времени; 1 — каретка;
2 — электродвигатель; 3 — ходовой винт; 4— гайка; 5 — упор)
При переходе каретки в крайнее левое положение упор пере-
ключает выключатель В2, контактор К1 обесточивается, двига-
тель и каретка останавливаются. Одновременно нормально открытые
контакты выключателя В2 включают реле времени РВ, которое с
этого момента начинает отсчет времени.
По истечении времени задержки, на которое настроено реле
времени, замыкаются его нормально открытые контакты и вклю-
чается контактор обратного хода К2. Электродвигатель и винт
начинают вращаться в обратную сторону, а каретка начинает
перемещаться вправо. Далее вновь упор 5 воздействует на конеч-
ный выключатель В1, каретка изменяет направление движения,
и цикл повторяется.
Ниже приведены упрощенные элементарные функциональ-
ные схемы управления гидравлическими исполнительными
механизмами.
Упрощение заключается в том, что опущен ряд обязательных
элементов гидропривода, например, фильтры, обратные клапаны,
манометры и другие, в тех случаях, когда эти элементы не исполь-
зуются для осуществления рассматриваемых функций.
426
Глава 13. Системы управления МА и АЛ
Рассмотрим типовые схемы для реверсирования движения
поршня гидроцилиндра при помощи распределителей с электро-
магнитами (рис. 13.14). В случае гидроцилиндра одностороннего
действия используется трехходовой золотник с электромагни-
том (рис. 13.14, а). При включении электромагнита 5плунжер рас-
пределителя 2 перемещается в нижнее положение и открывает дос-
туп рабочей жидкости от насоса 1 к цилиндру 3. При выключении
электромагнита гидроцилиндр соединяется со сливной магистралью.
Предохранительный клапан 4защищает систему от перегрузки.
Реверсирование гидроцилиндров двустороннего действия
(рис. 13.14, б) осуществляется при помощи двухпозиционных
распределителей. При включении и выключении электромагни-
та 5 распределитель поочередно соединяет одну из полостей гидро-
цилиндра с нагнетательной магистралью, а другую — со сливной.
При использовании для реверсирования трехпозиционных рас-
пределителей, при попеременном включении электромагнитов,
распределитель поочередно соединяет одну из полостей цилиндра
с нагнетательной магистралью, а другую — со сливной; при вык-
люченных электромагнитах плунжер распределителя устанавлива-
ется в среднем положении и, в зависимости от схемы распредели-
теля, обе полости цилиндра соединяются с нагнетательной или
сливной магистралями или закрываются.
Схема реверсирования движения поршня при помощи распреде-
Рис. 13.14. Схемы реверсирова-
ния поршня при помощи
золотников с электромагнита-
ми: а — гидроцилиндр одно-
стороннего действия;
б — гидроцилиндр двойного
действия (7 — насос;
2 — распределитель;
3 — гидроцилиндр;
4 — предохранительный
клапан; 5— электромагнит)
427
Глава 13. Системы управления МА и АЛ
лителя с электрогидравлическим управлением была рассмотрена
ранее (см. рис. 13.9).
Регулирование скорости перемещения поршня в гидроцилинд-
ре осуществляется объемным, дроссельным или комбинирован-
ным способом.
При объемном регулировании используются насосы регули-
руемой производительности, или, при ступенчатом регулирова-
нии, применяется система нескольких насосов (см. гл. 9).
Дроссельное регулирование менее экономично, чем объем-
ное, так как сопровождается значительными затратами энергии
на перекачивание масла через дроссельные сопротивления.
Затраченная механическая работа переходит в тепловую энер-
гию, масло в системе нагревается.
Дроссели могут устанавливаться на нагнетательной линии
(рис. 9.16, а), на линии слива (рис. 9.16, б) или на ответвлении
(рис. 9.16, в).
Недостатком первой схемы является отсутствие противодавле-
ния, вследствие чего трудно получить плавное движение поршня.
При установке дросселя по второй схеме возможны рывки порш-
ня в начале движения, после перерыва в работе; в третьей схеме
затруднено поддержание постоянной скорости поршня при пере-
менной нагрузке.
Комбинированное регулирование (рис. 13.15) с помощью регу-
лируемого насоса 1 и дросселя 3 позволяет изменять скорость и
Рис. 13.15 Схема комбинированного
регулирования скорости: 1 — насос с
регулируемой производительностью;
2 — гидроцилиндр; 3 — дроссель;
4 — предохранительный клапан
2
428
Глава 13. Системы управления МА и АЛ
повышать плавность движения поршня гидроцилиндра 2 при ра-
боте насоса на небольших расходах, когда увеличивается пуль-
сация потока.
Для переключения скорости по пути и для получения различ-
ных по величине скоростей при прямом и обратном ходе сущест-
вует большое количество элементарных схем. В частности, для
изменения скоростей в соответствии с заданной программой, а
также и для торможения поршня силовых цилиндров в конце
хода используется схема переключения скоростей непосредствен-
но поршнем (рис. 13.16). Первоначально, при движении поршня
гидроцилиндра 5 из крайнего левого положения вправо, скорость
определяется настройкой дросселя 3. Затем, когда открывается ка-
нал 4, скорость поршня возрастает. После перекрытия поршнем
канала 6 скорость поршня уменьшается, так как масло из цилин-
дра в линию слива поступает через дроссель 7. При реверсирова-
нии хода, которое осуществляется при помощи распределителя 2,
поток рабочей жидкости проходит через обратный клапан 8, и
поршень движется влево с большой скоростью до момента пере-
крытия канала 4. После этого скорость падает до величины,
определяемой настройкой дросселя 3.
Последовательное действие нескольких гидроцилиндров может
быть осуществлено различными способами. Для последовательного
включения двух гидроцилиндров, в зависимости от пути, прой-
денного поршнем одного из гидроцилиндров, может использоваться
Рис. 13.16. Схема переключения скорости
поршнем гидроцилиндра: 1 — насос;
2 — распределитель; 3,7 — дроссели;
4,6 — каналы в цилиндре; 5 — гидроци-
линдр; 8 — обратный клапан
429
Глава 13. Системы управления МА и АЛ
гидромеханическая схема управления, в которую входит гидрав-
лический датчик перемещения в виде крана (рис. 13.17).
При заданном положении распределителя 2 поршень гидро-
цилиндра 4 перемещается вправо. В конце хода или в заданном
положении упор 6 поворачивает вал 8, связанный с распредели-
телем 3, благодаря чему производится подача жидкости к проти-
воштоковой полости гидроцилиндра 5 и открывается слив из его
штоковой полости. Поршень цилиндра 5 перемещается вправо. При
переключении распределителя 2 (осуществляется при подаче сиг-
нала от другого исполнительного механизма машины) цилиндр 4
реверсируется; при ходе его штока влево второй упор /переклю-
чает распределитель 3, вследствие чего реверсируется цилиндр 5.
В схеме, обеспечивающей последовательное включение двух гид-
роцилиндров 4и 5 (рис. 13.18), распределитель 3с электромагнитом
9 управляется конечным выключателем 8 без самовозврата. Выклю-
чатель переключается под воздействием упоров 6 и 7, установлен-
Рис. 13.17. Схема гидромеханиче-
ского управления последова-
тельной работой двух цилинд-
ров: 1 — насос; 2,3 — распреде-
лители; 4, 5 — гидроцилиндры;
6,7— упоры; 8 — вал крана-
распределителя
Рис. 13.18. Схема электромеха-
нического управления после-
довательной работой двух гид-
роцилиндров: 1 — насос;
2,3 — распределители;
4,5 — гидроцилиндры;
6,7 — упоры; 8— конечный
выключатель; 9 — электромагнит
430
Глава 13. Системы управления МА и АЛ
ных на штоке гидроцилиндра 4. Система управления распредели-
теля 2 на схеме не показана.
Последовательное действие исполнительных механизмов
может осуществляться и в зависимости от давления (рис. 13.19).
Подобные схемы используются в гидросистемах, работающих под
средним и высоким давлением.
В приведенном положении поршень цилиндра 5 перемещается
вправо. При соприкосновении штока с упором /давление в си-
стеме повышается и становится выше давления настройки напор-
ного золотника 3, выполняющего функцию реле давления. Золот-
ник открывается, пропуская жидкость в цилиндр 6, шток кото-
рого начинает двигаться вправо. При переключении распределите-
ля 2 поршень цилиндра 5 идет влево до упора в крышку, после
чего повышается давление в системе. Жидкость, вытесняемая из
противоштоковой полости цилиндра 6, открывает напорный золот-
ник 4 и проходит через него на слив.
Предохранительный клапан Одолжен быть настроен на давле-
ние, превосходящее давление настройки напорных золотников 3
и 4 на 0,4—0,5 МПа.
Определенная последовательность включения гидроцилин-
дров по времени может быть получена при помощи реле време-
ни (рис. 13.20). В конце хода вправо шток цилиндра 4 воздействует
Рис. 13.19. Схема управления последова-
тельной работой двух гидроцилиндров
по нагрузке с помощью напорных
золотников: 1 — насос; 2 — распреде-
литель; 3,4 — напорные золотники;
5,6 —гидроцилиндры; 7—упор;
8 — предохранительный клапан
431
Глава 13. Системы управления МА и АЛ
Рис. 13.20. Схема электрогидравлического
управления последовательной работой
двух гидроцилиндров по времени:
1 — насос; 2, 3— распределители;
4,5— гидроцилиндры; 6,7— конечные
выключатели; 8— реле времени;
9— электромагнит
на конечный выключатель 6, который включает реле времени 8.
По истечении установленной паузы реле времени через электро-
магнит 9 переключает распределитель 3, вследствие чего рабочая
жидкость подается в цилиндр 5. После переключения распреде-
лителя 2 поршень цилиндра 4 отходит влево. В конце хода поршень
нажимает на конечный выключатель 7, выключающий элек-
тромагнит распределителя 2, и цилиндр 5 реверсируется.
Наибольшее распространение имеют схемы электромеханиче-
ского управления, отличающиеся высокой надежностью и малым
собственным временем срабатывания.
В качестве примера, иллюстрирующего использование различных
элементарных гидравлических функциональных схем управления, рас-
смотрим систему управления автоматической трехколонной центри-
фугой с ножевым съемом осадка (см. раздел 3.1, пример 2).
Управление исполнительными механизмами в этой машине осу-
ществляется по децентрализованной схеме «Путевой контроль» с ис-
пользованием реле времени для обеспечения необходимой длитель-
ности выполнения отдельных операций технологического цикла. Схе-
ма управления состоит из электрической и гидравлической частей. Ниже
приводится краткое описание гидравлической схемы центрифуги
(рис. 13.21), которая непосредственно обеспечивает срабатывание ис-
полнительных механизмов машин и их блокировку.
От насосной станции 1 масло под рабочим давлением 0,8 МПа посту-
432
Глава 13. Системы управления МА и АЛ
пает к блоку распределителей 2 (1)— 2 (5), которые подают масло к испол-
нительным механизмам — гидроцилиндрам и гидравлическим датчикам
перемещения, для дальнейшего управления потоком рабочей жидкости.
Блок распределителей состоит из пяти секций, которые обслу-
живают клапан регенерации, два клапана промывки, клапан загрузки
суспензии, механизм среза осадка, механизм подъема запорного ко-
нуса ротора, муфту сцепления привода среза и разделительный клапан.
Распределители управляются электромагнитами. Последовательность и
продолжительность включения электромагнитов обеспечивается элек-
трической схемой центрифуги. При выключенных электромагнитах
плунжеры распределителей находятся в нижнем положении; масло под
давлением подается в полости гидроцилиндров, обеспечивая закрытие
клапанов. На схеме все гидроцилиндры показаны в исходном положе-
нии перед пуском.Распределители 3 (1)— 3 (7) также показаны в ис-
ходном положении.
В начале цикла включается электромагнит 20(1), плунжер распре-
делителя 2 (1) при этом поднимается вверх, и масло под давлением
поступает через дроссель 18 (1) в нижнюю полость гидроцилиндра 5
клапана загрузки суспензии. Дроссель предназначен для снижения ско-
рости подъема загрузочного клапана. Одновременно от той же линии
через обратный клапан 17 (4) масло подается в нижнюю полость гид-
роцилиндра 9 клапана отвода фугата, который, благодаря дросселю
18 (1), открывается раньше, чем клапан загрузки суспензии. После-
днее необходимо во избежание затопления полости слива фугата. Бло-
кировка закрытия клапана отвода регенерационной жидкости осуществ-
ляется путем подачи масла от той же линии, идущей от распределителя
2 (1) через обратный клапан 17 (9), в верхнюю полость гидроцилиндра
10 клапана отвода регенерационной жидкости.
Блокировка закрытия клапана регенерации 7, клапанов промывки
6 и 11, гидроцилиндров 18 и 14 вертикальной и горизонтальной пода-
чи ножа, гидроцилиндра 12 запорного конуса и гидроцилиндра 15 фрик-
ционной муфты привода среза осуществляется подачей масла в соот-
ветствующие полости этих гидроцилиндров при нижнем положении
плунжеров распределителей 2.
Когда в процессе фугования слой осадка на стенке ротора достигает
заданной толщины, бесконтактный сигнализатор уровня слоя дает сиг-
нал в электрическую схему, который в преобразованном виде посту-
пает на электромагнит 20 (7). Последний выключается, плунжер рас-
пределителя 2 (7) опускается, масло поступает в штоковую полость
гидроцилиндра 5 загрузочного клапана, и он закрывается. Начинается
отжим осадка.
433
Глава 13. Системы управления МА и АЛ
Рис. 13.21. Схема гидроэлементов центрифуги фильтрующей
маятниковой с ножевым съемом осадка:
1— насосная станция; 2 (I)—2 (5) — блок распределителей; 3(1)—3 (7) —
гидравлические конечные выключатели (пилоты); 4 — распредели-
тель; 5—11— гидроцилиндры исполнительных механизмов клапанов;
12— гидроцилиндр механизма запорного конуса; 13,14— гидроцилинд-
ры вертикальной и горизонтальной подачи ножа; 75— гидроцилиндр
фрикционной муфты привода среза осадка; 16 — распределитель вклю-
чения электроконтактного манометра; 17 (1) -17 (9) — обратные
клапаны; 18 (1)—18 (4)— дроссели регулируемые; 19 (1)—19 (3) —
электроконтактные манометры; 20 (1) - 20 (5) — электромагниты;
21 — распределитель с ручным управлением; 22 (1) —22 (5) — блок
клапанов дистанционного ручного управления
434
Глава 13. Системы управления МА и АЛ
Промывка осадка растворителем производится после окончания
фуговки, длительность которой задается установкой реле времени в
электрической схеме машины. Включением электромагнита 20(2) осу-
ществляется переброс плунжера распределителя 2 (2) в верхнее поло-
жение, вследствие чего масло начинает поступать в штоковую полость
гидроцилиндра 6 клапана первой промывки; одновременно открыва-
ется клапан отвода промывной жидкости, так как масло той же линии
через обратный клапан 17 (2) поступает в гидроцилиндр 8. При этом
блокируется закрытие клапанов отвода фугата и отвода регенерацион-
ной жидкости. В случае необходимости второй промывки другой про-
мывной жидкостью, в схеме предусмотрен распределитель 2 (3) с элек-
тромагнитным управлением, который управляет гидроцилиндром 11
клапана подачи второй промывной жидкости.
После окончания промывки осуществляется просушка осадка (одна
или две после каждой промывки); длительность сушки устанавливает-
ся по реле времени. По окончании сушки ротор тормозится. При сни-
жении частоты вращения ротора до 50 об/мин начинается срез осадка:
узкий нож поворачивается к стенке ротора, врезается в слой осадка и
начинает перемещаться поступательно, в направлении к днищу рото-
ра. Упомянутое движение ножа осуществляется последовательно, при
помощи гидроцилиндров 14 и 13. Последовательное их срабатывание
обеспечивается блокировкой с помощью четырехходовых распредели-
телей 3(1)— 3 (7), выполняющих функцию гидравлических конечных
выключателей.
Рассмотрим последовательность действия элементов схемы более
детально. При срабатывании реле времени, определяющего продолжи-
тельность сушки, подается ток в электромагнит 20 (4), и распредели-
тель 2 (4) начинает пропускать масло в нижнюю полость гидроцилин-
дра запорного конуса 12. Гидроцилиндр имеет неподвижный шток,
поэтому происходит опускание корпуса цилиндра, запорный конус
опускается и открывает разгрузочное окно в днище ротора. Одновре-
менно по той же напорной линии масло подается в гидроцилиндр 15
фрикционной муфты, в результате чего происходит сцепление веду-
щего диска муфты с ведомым диском, установленным на гидравли-
ческой муфте. Это обеспечивает вращение ротора на низких оборотах
во время среза осадка.
При полном открывании запорного конуса срабатывает конечный
выключатель 3 (5); он открывает проход масла к распределителю 3 (6)
и, поскольку последний при включенной фрикционной муфте нажат,
через дроссель 18 (4) к гидроцилиндру 14 поперечной подачи ножа.
Происходит поворот ножа и врезание его в осадок. В конце поворота
435
Глава 13. Системы управления МА и АЛ
срабатывает распределитель — конечный выключатель 3 (2), благода-
ря чему открывается проход масла через дроссель 18 (2) в гидроци-
линдр 13 вертикального перемещения ножа. Начинается перемещение
корпуса гидроцилиндра и ножа вниз, так как шток закреплен.
В конце хода ножа вниз срабатывает нижний конечный выклю-
чатель — распределитель 4. Масло через дроссель 18 (3) поступает на
реверс распределителя 16, при переключении которого подается дав-
ление на электроконтактный манометр 19 (3), включающий реле вре-
мени. Нож некоторое время задерживается в нижнем положении для
полной очистки днища ротора от осадка. По сигналу от реле времени
происходит выключение электромагнита 20 (4) и опускание плунжера
распределителя 2 (4). Вследствие этого масло начинает поступать в верх-
нюю полость подвижного гидроцилиндра 13, он быстро поднимается
вверх и в конце подъема нажимает на конечный выключатель 3 (3),
соединяя напорную коммуникацию, идущую от распределителя 2 (4),
с гидроцилиндром 14 поперечного перемещения ножа. Нож быстро
отходит в исходное положение. От той же напорной линии масло по-
ступает в верхнюю полость подвижного гидроцилиндра 12, запорный
конус закрывается. Также масло через обратный клапан 17 (8) посту-
пает в гидроцилиндр 10 клапана отвода регенерационной жидкости.
После возврата ножа в исходное положение конечный выключатель
3 (7) включает электроконтактный манометр 19 (2), подающий им-
пульс на включение электромагнита 20 (5) блока регенерации фильт-
рующего пакета. Плунжер распределителя 2 (5) переводится в верхнее
положение, масло поступает в гидроцилиндр /регенерации и открыва-
ет клапан. Клапан отвода регенерационной жидкости был открыт ранее.
Следующий цикл начинается после выключения электромагнита 20(5)
и закрытия клапана подачи регенерационной жидкости. Схема предусмат-
ривает возможность работы, помимо автоматического режима, в нала-
дочном режиме с ручным управлением. Для этого используются распре-
делитель 21 и блок клапанов дистанционного управления 22.
13.5. Элементы цифровых систем управления
В цифровых системах управления машинами-автоматами про-
грамма работы машины записывается на программоносителе в
цифровой форме. В шаговоимпульсных системах автоматическо-
го управления при этом каждому элементарному шагу рабочих
органов исполнительных механизмов машины соответствует ко-
мандный импульс, поступающий из узла управления.
436
Глава 13. Системы управления МА и АЛ
Программа 1 (рис. 13.22) периодически или непрерывно, в
зависимости от вида программоносителя, поступает в считываю-
щее устройство 2 — дешифратор.Со считывающего устройства
сигналы передаются в блок преобразователя-распределителя 3, из
которого импульсы поступают в сравнивающее устройство 4 и на
исполнительный механизм 5. С рабочими органами последнего свя-
заны датчики устройства обратной связи 6, сигналы которых по-
даются в сравнивающее устройство. Таким образом, сравнивающее
устройство формирует сигнал, направляемый исполнительному
механизму путем сопоставления действительного и заданного зна-
чений управляемого параметра.
Приведенная блок-схема цифровой информационной сис-
темы управления является упрощенной.
Рассмотрим в виде примера эволюцию системы управления
литьевой машиной. Машина состоит из пресс-формы с гидрав-
лическим замыканием экструдера, как механизма впрыска рас-
плава.
Для нормальной работы литьевой машины система управле-
ния должна поддерживать от цикла к циклу одинаковые темпера-
туру и давление поступающего в форму расплава, а также обеспе-
чивать одинаковую массу впрыскиваемого в форму материала.
Система управления включает три блока: управление темпера-
Рис. 13.22. Блок-схема цифровой информационной системы:
7 — программа; 2— устройство преобразования сигнала; 3 — блок
преобразователя-распределителя (бесконтактное реле); 4— сравни-
вающее устройство; 5 — исполнительный механизм;
6— устройство обратной связи
437
Глава 13. Системы управления МА и АЛ
турами нагревателей, пластикатора и формы, управление гидро-
приводами исполнительных механизмов, управление машиной, —
в которые входят регуляторы скорости и давления впрыска, регу-
ляторы дозы впрыска, регуляторы усилия и скорости смыкания и
программатор, определяющий последовательность дополнения и
продолжительность каждой стадии цикла.
Системы управления литьевыми машинами подразделяют на
три основных типа.
Первый тип — электромеханические системы, в которых для
контроля температур используются традиционные приборы теп-
ловой автоматики, программирование литьевого цикла осущест-
вляется при помощи штифтовых (кулачковых) программаторов,
а управление каждой стадией цикла — с помощью конечных вык-
лючателей. Регулирование скорости перемещения рабочих орга-
нов, частоты вращения червяка пластикатора, скорости и давле-
ния впрыска, как и усилия смыкания, производится при помощи
настройки традиционной аналоговой гидравлической аппаратуры
(дросселей регуляторов скорости и золотниковых регуляторов дав-
ления).
Второй тип — электронные системы с числовым программ-
ным управлением. Системы управления этого типа состоят из се-
рии бесконтактных электрогидравлических регуляторов, в которых
вместо механических контактов применены транзисторные венти-
ли копиров и датчиков перемещения червяка пластикатора, на-
страиваемых дистанционно, с клавишных пультов. В качестве дат-
чиков перемещения могут применяться фотоэлементы, шаговые
устройства типа зубчатой рейки и аналоговые датчики типа пол-
зунковых потенциометров.
Скорость и давление впрыска, как и противодавление плас-
тикации, регулируются с применением систем управления с об-
ратной связью.
В такой системе управляющий сигнал (обычно называемый
сигналом разбаланса) определяется в блоке сравнения как раз-
ность между заданным и фактическим значением скорости (раз-
ность между заданным напряжением и фактическим напряжением,
поступающим из преобразователя). Эта разность может быть очень
мала, поэтому сигнал рассогласования, прежде чем он подается к
438
Глава 13. Системы управления МА и АЛ
регулятору, во много раз усиливается. Таким образом, клапан ре-
агирует на величину отклонения гораздо большую, чем факти-
ческая.
В систему управления скоростью впрыска встраивается блок
программного изменения этого параметра. Управляющий сиг-
нал поступает от того же датчика перемещения червяка, кото-
рый используется для определения скорости впрыска. Число за-
данных значений скорости впрыска зависит от сложности от-
ливки, однако оно не может быть меньше трех.
Электронно-гидравлическая система управления обеспечивает:
— числовое задание до 14 значений скорости впрыска для каж-
дого из четырех независимых участков хода впрыска. Эти значе-
ния получают, разделив максимальную скорость впрыска на че-
тырнадцать интервалов, отличающихся друг от друга на 8 мм/с,
— числовое задание давления впрыска, которое может осуще-
ствляться независимо на двух участках хода впрыска. Задаваемое
значение давления впрыска выбирается из 16 возможных значе-
ний, полученных делением максимального давления впрыска на
16 равноотстоящих уровней.
Величина противодавления может изменяться от 0,15 до 21 МПа,
с шагом 0,15 МПа.
Доза впрыска на этих машинах контролируется по смещению
червяка с помощью фотоэлектронного датчика, с разрешающей
способностью по смещению червяка не менее 0,5 мм.
Третий тип — микропроцессорные системы управления. В состав
микропроцессорных систем управления входит комплекс техничес-
ких и программных средств, включающий: два микропроцессора,
блок памяти, в котором хранится набор стандартных программ; уст-
ройства для ввода и считывания программ технологического цикла
с носителей информации; а также дисплей, на который выводится
(по требованию) вся необходимая информация о значениях рабочих
параметров процесса; устройство печати для вывода на печать необ-
ходимой технологической информации.
ЭВМ управляет всем циклом литья, осуществляя одновременно
три вида функций: контроль всех регулируемых параметров тех-
нологического процесса, мониторинг данного литьевого цикла,
предупреждение оператора о выходе любого контролируемого па-
439
Глава 13. Системы управления МА и АЛ
раметра процесса за допустимые пределы или о неправильной ра-
боте какого-либо из агрегатов машины. Как правило, ЭВМ конт-
ролирует в процессе работы более двадцати параметров, включая
температуру расплава, давление, скорость впрыска и ее программ-
ное изменение, дозу впрыска, температуру формы, усилие смы-
кания, длительность и заданную последовательность каждой ста-
дии литьевого цикла.
Типовая микропроцессорная система управления состоит из двух
микропроцессорных блоков, постоянного запоминающего устрой-
ства, блока сохранения информации на магнитных носителях.
Для диалога «оператор — машина» служит пульт оператора, на
котором расположены дисплей, устройство печати, клавишный
пульт и мнемосхема, отображающая режим функционирования
машины и дампы сигнализации превышения значения контрольных
параметров. Задание необходимой последовательности стадий цикла
и продолжительности каждой из них осуществляется с пульта
оператора. Для этого на клавиатуре управления имеются клави-
ши, на каждой из которых изображен символ соответствующего
механизма и указан его адрес. Фактическое значение вводимого
параметра набирается на числовой клавиатуре. Дополнительные
клавиши служат для переключения пульта с режима набора пос-
ледовательности и продолжительности стадий цикла на режим ввода
значений технологических параметров (температур по зонам, дозы
впрыска, скорости впрыска, давления). Система регулирования
температур обычно обеспечивает поддержание заданной температу-
ры в интервале 40—500 "С с точностью ±0,5 °C. При этом, если
величина рассогласования между фактическим и заданным значе-
ниями температуры превышает 5°С, система управления работает
как двухпозиционный регулятор. При меньшей разнице темпера-
тур система регулирования работает как пропорциональный регу-
лятор с интегральным и дифференциальным звеньями.
Типовой программный регулятор стадий цикла позволяет
независимо задействовать до 128 команд-положений и обычно
содержит не менее 16 независимых счетчиков и 8 таймеров (реле
времени).
Управление технологическим циклом осуществляется по од-
ной из трех программ:
440
Глава 13. Системы управления МА и АЛ
1. По заданному давлению в полости формы. Работая по этой
программе, ЭВМ контролирует скорость впрыска, ведя процесс
заполнения по заданной технологической карте, и. прекращает
заполнение в тот момент, когда давление в форме достигает
заданного значения. С этого момента последовательно включа-
ются программы «выдержка под давлением», «продолжитель-
ность охлаждения» и т. д.
Самонастраивающаяся (адаптивная) система коррекции дозы
впрыска автоматически вводит поправку в заданное значение дозы
по положению плунжера цилиндра впрыска в момент достижения
максимального давления.
2. По заданной величине дозы впрыска, определяемой ходом плун-
жера гидроцилиндра впрыска. Этот метод применяют в том случае,
если форма не имеет датчиков давления расплава. При работе по
этой программе скорость впрыска контролируется на протяже-
нии всей стадии заполнения. По достижении плунжером цилинд-
ра впрыска крайнего переднего положения впрыск прекращается
и включается программа выдержки под давлением.
3. По заданной величине максимального давления в гидросисте-
ме цилиндра впрыска, момент достижения которого определяет-
ся при помощи датчика давления, установленного в гидросис-
теме. При этом обязательно контролируется скорость впрыска,
так как в противном случае из-за очень высокой скорости за-
данное давление может быть достигнуто до заполнения формы.
Система сбора экономических данных позволяет автомати-
чески регистрировать время простоев и учитывать ряд других
затрат на эксплуатацию литьевой машины. Применяемая система
регистрации потерь времени позволяет дифференцировать их по
следующим категориям: потери на пересменку, на наладку, на
планово-предупредительный ремонт, потери из-за отсутствия опе-
ратора, потери, связанные с заменой форм, с отсутствием сырья.
Система самодиагностики обеспечивает (в автоматическом режи-
ме) своевременное выявление узлов и агрегатов, которые утрати-
ли большую часть своего эксплуатационного ресурса и дальней-
шая эксплуатация которых может привести к изготовлению нека-
чественных изделий.
Наличие устройств для ввода программ на магнитных лентах
441
Глава 13. Системы управления МА и АЛ
позволяет при замене формы существенно упростить переход с
одного технологического режима на другой, поскольку измене-
ние всех технологических параметров может осуществляться са-
мим процессором после ввода в него новой программы.
Применение адаптивных систем управления существенно умень-
шает продолжительность пускового периода, позволяя одновре-
менно в два-три раза сократить число полученных на этой стадии
некондиционных изделий.
Системы управления АЛ на современном уровне предполага-
ют управление в реальном масштабе времени значительным коли-
чеством агрегатов или целым производством. При этом наблюда-
ется тенденция к замене массового производства однотипной про-
дукции многономенклатурным производством на специальных ав-
томатических линиях, т.е. к замене гибким автоматизированным
производством (ГАП) (см. раздел 12.6). Одним из главных критери-
ев ГАП является экономическая эффективность, а следовательно,
расчет оптимальных режимов производства, что под силу только
ЭВМ (или комплексу аппаратно-программных средств на основе
ЭВМ). Это следующий, более высокий уровень управления, кото-
рый именуется как автоматизированная система управления техно-
логическим процессом производства (АСУТП) и рассматривается в
курсах, посвященных автоматизации производств.
Контрольные вопросы
1. Какие основные группы систем управления существуют сегодня?
2. Какие существуют основные виды программных систем управ-
ления?
3. Назовите основные блоки программной части системы управления.
4. Какие датчики обеспечивают систему «Путевой контроль»?
5. Что такое система УСЭППА?
6. Как осуществляется реверсирование хода поршня?
7. Каковы схемы установки дросселей как регуляторов скорости
перемещения?
8. Из каких блоков состоит схема информационной системы управ-
ления технологическим процессом?
442
Глава 14. Рекомендации по проектированию МА и АЛ
Глава 14
НЕКОТОРЫЕ РЕКОМЕНДАЦИИ
ПО ПРОЕКТИРОВАНИЮ
МАШИН-АВТОМАТОВ
И АВТОМАТИЧЕСКИХ ЛИНИЙ
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Не ломается в машине только та деталь, кото-
рой нет в машине.
Первая заповедь конструктора
14.1. Принципы проектирования
Общие цели и технико-экономические предпосылки автома-
тизации технологического процесса (см. раздел 1.4) реализуются
путем создания новых образцов машин-автоматов и автоматичес-
ких линий.
Проектирование МА и АЛ является сложной комплексной
задачей, при решении которой необходимо, с одной стороны,
наилучшим образом удовлетворить ряд заданных специфичес-
ких требований, связанных непосредственно с конкретной
технологией реализуемого процесса, а с другой — обеспечить
наивыгоднейшую комбинацию основных параметров, характе-
ризующих конструкцию агрегатов.
Современный этап развития техники базируется на достиже-
443
Глава 14. Рекомендации по проектированию МА и АЛ
ниях научно-технического прогресса, и проектирование МА и АЛ
невозможно без системного анализа, учитывающего все показате-
ли, характеризующие качество машинного агрегата. Это высокая
производительность, экономичность, прочность, надежность,
низкая металлоемкость, высокий технический ресурс, высокие
показатели ремонтопригодности, соответствие требованиям эрго-
номики и т.д. Безусловно, одним из важнейших критериев каче-
ства является современный дизайн машинных агрегатов: компо-
зиционное единство, тектоничность, масштабность, пропорцио-
нальность и т.д. Решение перечисленных задач и является предме-
том рассмотрения в специализированных курсах; здесь же ограни-
чимся проектированием схем МА и АЛ.
Схемы новых МА разрабатываются с учетом основных прин-
ципов проектирования, так как именно на стадии выбора и рас-
чета структурной и кинематической схем закладывается возмож-
ность реализации оптимальной конструкции.
Остановимся на некоторых основных принципах проекти-
рования, которые характерны для МА и АЛ современного ма-
шиностроения и отражают ряд общих требований, предъявляе-
мых к машинам любого типа.
Увеличение производительности общественного труда. Повы-
шение производительности труда — главное условие развития
народного хозяйства. Одним из средств повышения производи-
тельности труда является увеличение производительности машин,
что достигается путем повышения скоростей обработки, введе-
ния непрерывного технологического процесса и автоматизации.
Увеличение скоростей при реализации технологических про-
цессов связано с исследованием этих процессов, выявлением оп-
тимальных режимов, поиском и разработкой новых методов обра-
ботки и нового оборудования — инструмента, материала и т. п.
Некоторые технологические процессы в химической промыш-
ленности имеют непрерывный характер. Таковы экструзия, валь-
цевание и т.п. Однако большинство процессов дискретны, а для
достижения наибольшей производительности технологический
процесс должен быть непрерывным. Для современного машино-
строения характерна тенденция поиска новых технологических
процессов, при которых обработочные операции выполняются
444
Глава 14. Рекомендации по проектированию МА и АЛ
непрерывно. При этом в машинах механизмы с возвратно-посту-
пательным движением рабочих органов заменяются механизмами
с равномерным вращательным или прямолинейным движением
относительно объекта обработки.
Повышение производительности МА тесно связано с про-
блемой сокращения времени на вспомогательные операции; при
работе машин на высоких скоростях становится затруднитель-
ным ручное управление машинами. В МА обе эти функции —
выполнение вспомогательных операций и управление — выпол-
няет сама машина. Следует отметить, что при введении авто-
матизации технологический процесс должен подвергаться тща-
тельному анализу. Особое внимание должно быть уделено кон-
струкции изделия, стабильности свойств исходного материала,
точности обработки.
В МА дискретный (прерывно-операционный) технологичес-
кий процесс реализуется путем разбивки его на элементы —
составные операции. Каждая операция выполняется отдельным
рабочим органом, приводимым в действие соответствующим ис-
полнительным механизмом. Этот принцип дифференциации тех-
нологического процесса в современном машиностроении обычно
сочетается с принципом концентрации операций (отдельные опе-
рации выполняются одновременно в одной машине).
Указанные принципы дифференциации и концентрации
операций позволяют создавать высокопроизводительные МА и
АЛ, в которых операции выполняются либо последовательно,
либо последовательно-параллельно, либо только параллельно.
Рассмотренная ранее классификация технологических машин по
функционально-производственной схеме (гл. 2) связывает струк-
туру машины с принципами реализации технологического процес-
са. Как показано в гл. 4, цикловая производительность машин-
автоматов существенно зависит от выбора схемы машины.
Следует иметь в виду, что пооперационная дифференциация
технологического процесса может быть выполнена в различных
вариантах, а выбор окончательного варианта требует детальной
проработки. Так, например, в многопозиционной машине 2-го
класса длительность рабочего цикла определяется продолжитель-
ностью самой длительной из несовмещенных операций, следова-
445
Глава 14. Рекомендации по проектированию МА и АЛ
тельно, желательно разбивку операций совершать таким образом,
чтобы они были одинаковы по времени. В некоторых случаях,
когда отдельные операции имеют значительную длительность (вул-
канизация, отверждение и т.п.), эти операции дробят и выполня-
ют на различных позициях, если это допускается технологией
производства (подробнее см. в гл. 2).
Эксплуатационная надежность. Фактическая производительность
машин, как было показано, зависит от коэффициента техни-
ческого использования машины, величина которого определяет-
ся, в конечном итоге, надежностью и долговечностью машины.
Низкое значение показателей надежности и долговечности приво-
дит не только к снижению производительности машины, но и к
увеличению затрат на ее обслуживание. Современное состояние
теории надежности машин позволяет установить связь между
структурной или принципиально-компоновочной схемой маши-
ны и ее надежностью, позволяет на стадии проектирования МА
или АЛ сравнивать различные варианты схем и выбирать наибо-
лее благоприятную схему. Это в равной мере относится к испол-
нительным механизмам и устройствам, входящим в МА, а также
и к системам управления.
Надежность МА и АЛ зависит от общей структурной схемы
машины или линии и от надежности каждого отдельного эле-
мента, входящего в состав соответствующей системы.
Вероятность появления перечисленных в гл. 4 отказов резко
повышается, например, при создании схем МА по принципу
последовательного соединения исполнительных механизмов. Это
объясняет тенденцию к применению в МА схем с параллель-
ным выполнением операций технологического процесса, исполь-
зование самовосстанавливаемых систем, применение резерви-
рования отдельных узлов и устройств. В АЛ повышение надежно-
сти системы в целом решается путем деления линий на участки
с установкой межоперационных накопителей.
Важным источником повышения надежности машин является
повышение надежности составных элементов: исполнительных
механизмов и устройств, приборов и элементов системы управле-
ния. Следует отметить, что конструктивное оформление машины
должно обеспечивать благоприятные условия для ремонта ее уз-
446
Глава 14. Рекомендации по проектированию МА и АЛ
лов. С этой целью в МА и АЛ иногда те механизмы и элементы,
отказы которых наиболее вероятны, выделяются в отдельные вза-
имозаменяемые узлы, смена которых может быть легко осуществ-
лена (например, инструментальные блоки в автоматических ро-
торных линиях). Подробно вопросы надежности освещены в гл. 4,
и частично — в гл. 11.
Минимальная масса. Масса машины (МА, АЛ) является одним
из основных технико-экономических показателей, характеризую-
щих степень ее совершенства. Для машин определенной группы слож-
ности и заданного функционального назначения масса конкретной
машины характеризует количество металла, необходимого для ее
изготовления, а также и трудоемкость ее изготовления. Так, на-
пример, трудоемкость механической обработки изменяется про-
порционально обрабатываемой поверхности детали или массе де-
тали в степени 2/3. Трудоемкость изготовления заготовок (отливок и
поковок) прямо пропорциональна их массе. Таким образом, масса
машины определяет ее себестоимость.
Для снижения массы машины необходимо проведение комп-
лекса мероприятий: нужно выбрать рациональную принципиаль-
ную схему машины (в зависимости от схемы существенно меня-
ются габариты машины); рационально подобрать материалы и оп-
тимальную технологию изготовления деталей; путем эксперимен-
тального исследования деформаций и напряжений в деталях ма-
шины максимально приблизить расчетные условия работы к ре-
альным, так как фактические нагрузки, действующие на отдель-
ные детали машин, не всегда стабильны и могут значительно
отличаться от теоретических из-за случайных причин. Поэтому
приходится либо завышать размеры деталей и их массы, либо
устанавливать предохранители от перегрузки. Это позволяет сни-
зить расчетные нагрузки и уменьшить массу машины.
Обычно, чем тяжелее и дороже механизм, чем более вероятна
перегрузка в силу случайных факторов, тем больше необходи-
мость установки предохранителя. Установка предохранителя жела-
тельна и в тех случаях, когда, из-за сложности конструкции дета-
лей, велика стоимость ремонта машины при разрушении этих де-
талей вследствие перегрузки.
447
Глава 14. Рекомендации по проектированию МА и АЛ
Снижение энергоемкости. Удельный расход энергии при работе
машины (МА, АЛ) зависит от характера технологического про-
цесса, способа его разделения на основные и вспомогательные
операции, от типов исполнительных механизмов и передач, от
вида двигателя и конструктивного оформления узлов трения ма-
шины, от общей структуры машины.
Структура машины определяет характер энергетических потоков
в ней, а также может оказаться решающей при расчете установоч-
ной мощности двигателя (двигателей), так как от структуры маши-
ны зависит строение рабочего и энергетических циклов.
При создании машины, ее отдельных узлов и деталей посто-
янно в поле зрения инженера находятся и другие требования,
предъявляемые к машинам, о чем говорилось в начале раздела.
14.2. Основные этапы проектирования
схем МА и АЛ
Процесс проектирования МА или АЛ, как любого машин-
ного оборудования, подчинен определенному алгоритму, кото-
рый регламентируется ГОСТ 2.103—68 и в развернутой форме
представлен на рис. 14.1.
Основные этапы и процедуры излагаются ниже.
Техническое задание. Исполнитель (разработчик проекта) по
исходным данным, полученным от заказчика, устанавливает на-
значение проектируемого изделия и предъявляемые к нему
требования. Разрабатывает техническое задание, включающее по-
казатели качества изделия, согласует задание с заказчиком и ут-
верждает в вышестоящей организации.
Техническое предложение. Исполнитель подбирает и изучает
необходимый информационный материал, обосновывает техни-
ческую и технико-экономическую целесообразность создания
различных вариантов изделия, с учетом имеющегося опыта и па-
тентных материалов, разрабатывает техническое предложение
с присвоением документам литеры «Я», рассматривает и утверж-
дает техническое предложение.
Эскизный проект. Исполнитель разрабатывает конструкторскую
448
Глава 14. Рекомендации по проектированию МА и АЛ
Q Исходные данные
| Проект технического задания (ТЗ) [
........ * ' ----------
Предварительный вариант ТЗ
Техническое предложение
ТЗ
Эскизный проект (ЭП)
Принципиальная схема АРЛ или АРКЛ
----------- *
Технический проект (ТП)
Конструкции РМ, АРЛ или АРКЛ
Рабочий проект (РП)
К
Техническая документация
Изготовление стендов и опытных
образцов
Испытание стендов и опытных
образцов
I Обработка результатов испытаний
.....................1---- ~
--------------------------•^рерийное производство АРЛ или АРКЛ[
Рис. 14.1. Алгоритм проектирования МА и АЛ: К — корректировка
документацию, содержащую принципиальные конструкторские
решения, поясняющую устройство и принцип работы изделия, ос-
новные его параметры, выполняет важнейшие схемы, чертежи об-
щего вида, ответственных сборочных единиц, наиболее важных де-
талей (документам присваивают литеру «5»), изготавливает и ис-
пытывает макеты, рассматривает и утверждает эскизный проект.
Технический проект. При разработке технического проекта (со-
вокупности конструкторских документов, которые содержат окон-
чательные технические решения, дающие полное представление
об устройстве разрабатываемого изделия, и исходные данные для
разработки рабочей конструкторской документации) исполнитель
выполняет следующие работы:
• создает конструктивные решения изделия и его составных
449
Глава 14. Рекомендации по проектированию МА и АЛ
частей, в том числе, при необходимости, разрабатывает чертежи
сборочных единиц и деталей;
• выполняет все необходимые расчеты, в том числе подтверж-
дающие технико-экономические показатели, установленные тех-
ническим заданием;
• выполняет все необходимые схемы (гидравлическую, кине-
матическую, пневматическую, технологическую, электрическую
и др.);
• разрабатывает и обосновывает технические решения, обеспе-
чивающие установленные техническим заданием показатели на-
дежности;
• анализирует технологичность конструкции изделия с учетом
требований нормативно-технической документации, действующей
на предприятии-изготовителе; выявляет потребности в новом тех-
нологическом оборудовании для изготовления изделия;
• оценивает изделие с точки зрения его соответствия требова-
ниям промышленной экологии, эргономики, технической эсте-
тики, транспортабельности, хранения, а также монтажа изделия
на место его использования;
• оценивает эксплуатационные данные изделия (взаимозаме-
няемость, удобство обслуживания, ремонтопригодность, устой-
чивость к воздействию внешней среды, возможность быстрого
устранения отказов, контроля качества работы, обеспеченность
контроля технического состояния и т.д.);
• обеспечивает указанный в техническом задании уровень стан-
дартизации и унификации изделия;
• проверяет патентную чистоту и конкурентоспособность из-
делия, оформляет заявки на изобретения;
• выявляет номенклатуру покупных изделий;
• оценивает технический уровень и качество изделия;
• проверяет соответствие принятых решений требованиям тех-
ники безопасности и производственной санитарии.
При разработке технического проекта возможно также изго-
товление и испытание макетов.
Технической документации присваивают литеру «Т»; рассмат-
ривают технический проект и утверждают его.
450
Глава 14. Рекомендации по проектированию МА и АЛ
Разработка рабочей документации. Для опытного образца (опыт-
ной партии) изделия, предназначенного для испытания, исполни-
тель разрабатывает конструкторскую документацию, необходимую
для изготовления всех деталей и для сборки машины (рабочие чер-
тежи деталей, спецификации разрабатываемого оборудования), кор-
ректирует документы по результатам изготовления и заводских ис-
пытаний, с присвоением им литеры «О».
На этой стадии проводят государственные, межведомствен-
ные, приемочные и другие испытания оборудования. При коррек-
тировке документов по результатам испытаний им присваивают
литеру «О,», а при последующих испытаниях опытного образца
(опытной партии) и соответствующих корректировках конструк-
торских документов им присваивают литеру соответственно «О2»,
«О3» и т.д.
После изготовления и испытания установочной серии изделий
исполнитель корректирует конструкторские документы по резуль-
татам изготовления, испытания и оснащения технологических
процессов основных составных частей изделия, с присвоением
документам литеры «А».
Для установившегося серийного или массового производства
исполнитель корректирует конструкторские документы по резуль-
татам изготовления головной (контрольной) серии, с присвоени-
ем литеры «5» документам, окончательно отработанным и прове-
ренным в производстве при изготовлении изделия по зафиксиро-
ванному и полностью оснащенному технологическому процессу.
Конструкторским документам для индивидуального производ-
ства, предназначенным для разового изготовления одного или
нескольких изделий, присваивают литеру «И».
Проектирование схем МА и АЛ производят в основном на
первых трех этапах алгоритма проектирования.
При проектировании схемы МА выбирается структурная схе-
ма машины, ее принципиальная компоновочная схема, определя-
ются основные параметры машины, разрабатываются общая ки-
нематическая схема машины и система управления.
Для АЛ решается вопрос компоновки: составление линий из
отдельных элементарных групп, каждая из которых включает в
себя технологический и транспортный участки; поиск оптималь-
451
Глава 14. Рекомендации по проектированию МА и АЛ
ного расположения обслуживающих и вспомогательных механиз-
мов и устройств; объединение элементарных групп на одной стани-
не в единую систему общим приводом; установление достаточных
зон наблюдения за работой, обслуживания и ремонта; обеспечение
безопасности эксплуатации и решение других задач, относящихся
к конкретной конструкции. При компоновке линий следует учиты-
вать, что независимо от характера технологических операций, от-
ходы с любой АЛ должны быть экологически чистыми.
Исходные данные для проектирования МА и АЛ разделяются на
технологические, конструктивные и организационно-экономические.
Технологические данные характеризуют исходные материалы
и их свойства, содержание технологического процесса и его основ-
ные параметры (например, перемещения и скорости рабочих ор-
ганов, время срабатывания, силы технологического сопротивле-
ния, температура в рабочей зоне и т.п.).
Конструктивные данные позволяют судить о размерах и массе
заготовок и изделий, их прочностных характеристиках, необхо-
димой точности изготовления, размерах и конструкции рабочих
органов машины.
Организационно-экономические данные определяют потреб-
ную производительность машины, допустимые сроки окупаемос-
ти машины, необходимую площадь, габаритные размеры маши-
ны, характер и нормы обслуживания.
Основными задачами проектирования схемы МА и АЛ явля-
ются:
1. Разработка машинного технологического процесса.
2. Синтез структурной схемы машины, принципиальной ком-
поновочной схемы машины и определение ее основных парамет-
ров: числа позиций, потоков и т.п.
3. Составление принципиальной кинематической (гидрокине-
матической, гидропневматической и т.п.) схемы и проектной
циклограммы машины.
4. Разработка и расчет принципиальной системы управления.
5. Расчет теоретической и прогнозирование фактической про-
изводительности. Решение этого вопроса осуществляется метода-
ми, изложенными в гл. 4 и 11.
Все перечисленные этапы проектирования схемы МА и АЛ
452
Глава 14. Рекомендации по проектированию МА и АЛ
находятся во взаимной связи и выполняются с учетом основных
принципов проектирования (см. раздел 14.1.).
Сложность проектирования схемы МА и АЛ заключается в
том, что каждый из этапов проектирования допускает несколь-
ко вариантов решения. Таким образом, возникает задача поиска
наилучшей, т.е. оптимальной, схемы машины, отвечающей требо-
ваниям высокой производительности, надежности, низкой ме-
талле- и энергоемкости и т.п.
14.3. Анализ технологического процесса -
основа проектирования
Проектирование МА или АЛ предполагает наличие техничес-
кого задания, которое устанавливает назначение изделия и требо-
вания, предъявляемые к нему. Обычно подготовка технического
задания и, особенно, технического предложения требует изыска-
ния информации, характеризующей свойства перерабатываемого
материала, конечного продукта, основные закономерности техно-
логического процесса; а также анализа конструкций аналогичных
машин. С этой целью приходится обращаться к научно-техничес-
кой литературе (монографиям, периодическим изданиям, а также
научно-техническим отчетам отраслевых НИИ, каталогам, патент-
но-лицензионной и изобретательской документации). Однако при
создании оригинальных видов оборудования или в случаях, когда
предназначаются для обработки новые материалы, как правило,
отсутствуют необходимые исходные данные об их закономернос-
тях, определяющих течение технологического процесса, изделия
получают опытным путем.
Свойства исходного перерабатываемого материала и конечно-
го продукта являются определяющими для выбора или расчета
параметров и конструкции устройств подачи и отвода материа-
лов, а также рабочих органов машины.
Первый этап проектирования - разработка машинного техно-
логического процесса - состоит из анализа технологического про-
цесса, разбивки его на отдельные операции, определения основных
параметров, характеризующих каждую операцию. Пооперационная
453
Глава 14. Рекомендации по проектированию МА и АЛ
дифференциация технологического процесса позволяет по исход-
ным данным определить перемещения рабочих и транспортных
механизмов при выполнении каждой операции, допустимые ско-
рости и ускорения, нагрузки на рабочие и транспортные органы,
длительность каждой операции, особые условия ее выполнения
(например, необходимость подвода тепла, пылеудаления и т.д.).
Определяется возможность использования тех или иных типов
исполнительных механизмов для выполнения основных операций,
а также решается вопрос о вспомогательных операциях, их дли-
тельности, типах механизмов или устройств для их выполнения.
Таким образом, в результате выполнения первого этапа про-
ектирования (выбор схемы) становятся известными состав ос-
новных и вспомогательных операций машинного технологичес-
кого процесса, их параметры и последовательность, т.е. технологи-
ческие данные, необходимые для определения размеров звеньев
исполнительных механизмов, для построения их циклограмм.
При разработке схемы МА и АЛ для уяснения и уточнения взаи-
модействия рабочих органов и объектов обработки прибегают к пос-
ледовательному вычерчиванию их положений при выполне-
нии всех операций с указанием основных параметров, характер-
ных для каждой операции (см. рис. 1.4). В некоторых случаях со-
ставляется также технологограмма, отражающая последовательность
всех операций технологического процесса, длительность каждой
операции и некоторые их характерные особенности.
Всесторонний анализ закономерностей технологического (ра-
бочего) процесса, происходящего в МА и АЛ, является основой
структурного и параметрического синтеза.
14.4. Структурный синтез машин-автоматов
и автоматических линий
Структурный синтез машины — часть процесса проектиро-
вания, связанная с выбором варианта схемы МА и АЛ. Струк-
турный синтез выполняют по блочно-иерархическому прин-
ципу. В соответствии с ним на каждом уровне проектирования
синтезируется определенный ранг системы: первоначально — об-
454
Глава 14. Рекомендации по проектированию МА и АЛ
щая схема, затем — функциональная схема и конструкции функ-
циональных систем (блоками являются сборочные единицы), да-
лее — отдельные функциональные элементы и детали, входящие
в сборочные единицы.
Структурный синтез в настоящее время еще недостаточно фор-
мализован; в большинстве случаев его выполняют эвристи-
ческими методами, опирающимися преимущественно на эруди-
цию и интуицию конструктора. При этом большую помощь кон-
структору оказывают различные справочные пособия.
Цель второго этапа проектирования схемы для МА (синтез
структурной схемы) — выбор принципиальной схемы строения
машины, т.е. класса машины. Решается вопрос о способе соедине-
ния двигателя с передаточными механизмами, а последних — с
исполнительными; выбирается характер перемещения объекта об-
работки в машине и, в связи с этим, устанавливается позицион-
ность, возможность использования многоинструментальной обра-
ботки и т.д.; определяется последовательность основных и вспо-
могательных операций, структура технологического, ки-
нематического и рабочего циклов машины. Структурная схема,
таким образом, дает необходимые данные для проектирования
системы управления, поскольку определяется взаимосвязь испол-
нительных механизмов. Это позволяет рассматривать структур-
ную схему машины-автомата как блок-схему системы управле-
ния. Структурная схема машины характеризует систему привода
машины и определяет основные энергетические потоки от двига-
теля к исполнительным механизмам. Наконец, структурная схема
является первым шагом в создании принципиальной компоно-
вочной схемы машины.
Синтез структурной схемы МА и определение ее основных
параметров производятся обычно путем сопоставления свойств и
экономических характеристик нескольких вариантов схем. Есте-
ственно, что при такой методике выбора схемы машины, наибо-
лее подходящей для конкретного технологического процесса, многое
зависит от опыта и эрудиции конструктора.
Структурная схема пресс-автомата (рис. 14.2), в котором
осуществляется изготовление резьбовых пластмассовых деталей
(см. гл. 3), показывает, что в машине имеет место последователь-
455
Глава 14. Рекомендации по проектированию МА и АЛ
Исполнительные
механизмы:
поворота стола
фиксации стола
поворота
диска питателя
отсекателя
таблеток
вертикального переме-
щения свинч. головки
смыкания
пресс-форм
поворота свинчиваю-
щей головки
фиксации свинчи-
вающей головки
включения
муфты шпинделя
включения клапана
сдува изделий
включения клапана
сдува матриц
Рис. 14.2. Структурная схема пресс-автомата для изготовления
резьбовых пластмассовых изделий:
Ш - шпиндель свинчивающей головки
но-параллельное соединение передаточных механизмов; привод ис-
полнительных механизмов осуществляется от распределительного
вала машины.
Машины-автоматы с гидравлическим или пневматическим
приводом состоят из структурных элементов различной физи-
ческой природы: механических, гидравлических, пневматичес-
ких, электрических.
Структура этих машин обычно бывает представлена в виде
блок-схем, которые определяют вид и количество структурных
элементов в машине, способ их соединения и последователь-
ность действия.
Дальнейшим развитием блок-схемы является гидравлическая,
гидрокинематическая (пневмокинематическая или другая) схема.
456
Глава 14. Рекомендации по проектированию МА и АЛ
На рис. 14.3. показана блок-схема центрифуги (см. раздел 3.1,
пример 2), фильтрующей маятниковой с ножевым съемом осадка.
Блок-схема позволяет судить о количестве исполнительных
механизмов в машине, последовательности всех основных и вспо-
могательных операций и о взаимодействии элементов системы
управления.
Синтез структурно-компоновочной схемы для АЛ, которая,
в конечном счете, реализуется в планировке, включает ряд задач
синтеза системы, среди них важнейшими являются две:
1) выбор структуры компоновки автоматической линии, ее
принципиальной схемы, определяющей количество и взаимосвязь
основного (технологического) и вспомогательного оборудования,
вид межагрегатной связи в потоке и между потоками и др.;
2) выбор компоновочного решения линии, которое предоп-
ределяет взаимное пространственное расположение конструк-
тивных элементов и, прежде всего, характер геометрической оси
линии: прямолинейная, Г-образная, по круговым траекториям
(АРЛ, АРКЛ).
Рис. 14.3. Блок-схема центрифуги
457
Глава 14. Рекомендации по проектированию МА и АЛ
Подробнее синтез схемы АЛ рассмотрим на примере задач,
решаемых для АРЛ. На этом этапе для АРЛ необходимо выбрать:
тип технологической машины, входящей в АРЛ, и ее конструк-
тивное оформление; конструкции транспортно-питающих и
транспортно-передающих устройств и их место в АРЛ; горизон-
тальную или вертикальную компоновку групп (участков) линии;
тип привода транспортного и рабочего движений (общий или раз-
дельный, механический или гидравлический) и компоновку при-
вода транспортного движения (одно-, двух-, трехгрупповой, верх-
него или нижнего расположения на станине, одно- или многосту-
пенчатый); конструкцию станины (одно- или двухплитная, со-
ставная или цельная и т.д.); степень концентрации и дифферен-
циации операций в отдельных технологических машинах.
Совместное рассмотрение этих вопросов в каждом конкретном
случае представляет собой сложную задачу, решение которой не-
возможно без конфликтных ситуаций, т.к. при синтезе схем АРЛ и
АРКЛ должны быть удовлетворены следующие требования, упро-
щающие условия работы и эксплуатации линии: рациональное осу-
ществление выполняемой технологической операции; сохранение
ориентации деталей в потоке, отвечающей требованиям техноло-
гии; компактность конструкции, высокий коэффициент исполь-
зования рабочего пространства; удобство обслуживания роторов (ос-
мотра, смены инструмента, визуального наблюдения за потоком,
удаления брака, настройки на точность и т.п.); возможность объе-
динения машин в линию; оптимальная компоновка роторов и дру-
гих элементов в линию; возможность нормализации, унификации
и стандартизации основных сборочных единиц и механизмов.
Для всех схем компоновки следует соблюдать условие равенства
цикловых производительностей соседних роторов (см. раздел 11.3), т.е
Q\ii ~ £?ц/+1
Из этого следует основное условие компоновки — равенство
отношений окружных скоростей и шагов между инструменталь-
ными блоками:
= А
Применение транспортных устройств того или иного вида на-
458
Глава 14. Рекомендации по проектированию МА и АЛ
кладывает дополнительные ограничения на отношения транспор-
тных скоростей соседних технологических роторов (см. раздел 11.5).
При синтезе схем АЛ с технологическими операциями раз-
личной длительности можно использовать:
• схему компоновки роторной линии (рис. 14.4, а), в которой
рабочие роторы 2 и 6 предназначены для выполнения кратковре-
менных операций, а ротор 4 — для более длительной операции;
• схему комбинированной компоновки роторной и роторно-
конвейерной линии (рис. 14.4,6) для осуществления технологичес-
ких операций, значительно различающихся продолжительностью
обработки; при этом роторно-конвейерная машина 8предназначена
для осуществления операций, длительность которых во много раз
превышает длительность операций, выполняемых в роторах 2 и 4;
• схему компоновки роторно-конвейерной линии (рис. 14.4,
в) для осуществления длительных технологических операций.
б
459
Глава 14. Рекомендации по проектированию МА и АЛ
Рис. 14.4. Схема компоновки роторных (а) и роторно-конвейерных
(б, в) линий: 1,3,5,7 — транспортные роторы; 2,4,6— технологичес-
кие роторы; 8,9 — роторно-конвейерные машины
14.5. Параметрический синтез МА и АЛ
Параметрический синтез машины или комплекса машин ре-
шает задачу определения основных конструкционных (геометри-
ческих и механических) параметров. Этому вопросу посвящен третий
этап проектирования схемы МА и АЛ — выбор типа и кинемати-
ческой схемы исполнительных и передаточных механизмов, опре-
деление их размеров, составление общей кинематической схемы и
разработка циклограмм.
При выборе типа исполнительного механизма прежде всего
принимается во внимание характер той операции, для которой
предназначен исполнительный механизм. Вначале выбираются схе-
мы исполнительных механизмов для выполнения основных опе-
раций технологического процесса. Решение о типе структурно-
конструктивной схемы принимается исходя из характера траек-
тории движения рабочего органа, скорости его движения, вели-
чины сил технологических сопротивлений, наличия выстоев и т.п.
Как известно, такое решение может быть выполнено в нескольких
вариантах. Например, для осуществления возвратно-поступатель-
ного движения рабочего органа машины можно использовать ры-
чажные, винтовые, зубчато-реечные, кулачковые, гидравличес-
460
Глава 14. Рекомендации по проектированию МА и АЛ
кие, пневматические и другие механизмы. Однако, если известны
дополнительные данные, касающиеся режима выполнения конк-
ретной операции, то возможности выбора рациональной схемы
для данного механизма сужаются. Например, если при выполне-
нии операции необходимо преодолевать весьма значительные уси-
лия с выдержкой во времени, то из перечисленного перечня ме-
ханизмов остаются лишь рычажные, винтовые и гидравлические.
Дальнейшее уточнение (например, необходимость выполнения в
машине движений ряда других рабочих органов) может еще более
сузить круг возможных решений.
Выбор типа механизма для выполнения основной обработоч-
ной технологической операции может повлиять на выбор типов
остальных исполнительных механизмов проектируемой маши-
ны или некоторых из них: если рычажный механизм выполняет
обработочную операцию, то для выполнения вспомогательных
операций обычно используются рычажные и кулачковые меха-
низмы; при гидравлическом исполнительном механизме, выпол-
няющем основную операцию, рационально и вспомогательные
операции выполнять механизмом с гидравлическим приводом.
Таким образом, выбор типа исполнительного механизма основ-
ной операции отражается и на выборе общей схемы машины и
схемы управления.
Характерные особенности различных типов исполнительных
механизмов, их свойства и область использования в машинах-
автоматах были рассмотрены в гл. 5—9.
Типы передаточных механизмов определяются в зависимости
от того, какие решения приняты для исполнительных механизмов.
Типы исполнительных механизмов определяют конструкцию при-
водных двигателей и, следовательно, величину общего передаточного
отношения механизма. Разбивка передаточного отношения по от-
дельным механизмам передач и выбор типов этих механизмов про-
изводятся с учетом свойств различных передач (зубчатой, червяч-
ной, ременной и т.д.) и особенностей расположения исполнитель-
ных механизмов проектируемой машины в пространстве. При вы-
боре типов передач должны учитываться и особые условия, харак-
терные для некоторых машин-автоматов химических производств:
высокие температуры, взрывоопасность и т.п.
461
Глава 14. Рекомендации по проектированию МА и АЛ
Определение размеров исполнительных механизмов произво-
дится после того, как определена общая кинематическая схема
машины. Входными параметрами при проектировании кинемати-
ческой схемы исполнительного механизма являются: данные ана-
лиза технологической операции, выполняемой проектируемым
механизмом, характеризующие его кинематику (траектория и ход
рабочего органа, скорость его перемещения, время выстоя и т.п.);
общие кинематические и динамические требования, предъявляемые
к исполнительным механизмам выбранной структурно-конструк-
тивной схемы (например, для кривошипно-ползунного — ограни-
чение угла давления, для кулачкового — отсутствие жестких уда-
ров, удаление от области заклинивания и др.); требования, связан-
ные с взаимодействием данного исполнительного механизма с дру-
гими механизмами и устройствами автомата (например, зона воз-
можного расположения базовых точек и осей при проектировании
рычажных механизмов, габаритные размеры механизма и т.д.).
Вопросы проектирования рычажных, кулачковых, гидравли-
ческих и других исполнительных механизмов различных типов,
связанные с их использованием в машинах-автоматах химичес-
ких производств, были изложены в предыдущих главах, поэто-
му ниже рассматривается лишь вопрос о проектировании кинема-
тической схемы машины в целом.
К тому моменту, когда конструктор начинает составлять об-
щую кинематическую схему МА, уже определена ее структурная
схема, известны класс машины, способ транспортировки объекта
обработки в ней, рассчитаны кинематические схемы всех испол-
нительных механизмов, решен вопрос о системе управления. При
составлении кинематической схемы машины необходимо объеди-
нить в единый комплекс кинематические схемы отдельных ис-
полнительных механизмов таким образом, чтобы была обеспечена
высокая производительность машины в целом, правильное взаи-
модействие ее исполнительных механизмов и высокая надежность
их работы. Эти задачи решаются при проектировании циклограм-
мы машины.
Циклограмма автомата состоит из совмещенных циклограмм
всех исполнительных механизмов машины (см. гл. 3).
Из рассмотренной ранее классификации машин, иллюстриро-
462
Глава 14. Рекомендации по проектированию МА и АЛ
ванной различными примерами МА химических производств, сле-
дует, что в зависимости от способа проведения операций техноло-
гического процесса возможны три типа циклограмм: с последова-
тельным, параллельно-последовательным (смешанным) и парал-
лельным выполнением операций.
В МА с последовательным выполнением операций, например,
в машинах 1 -го класса, при заданной длительности рабочей опе-
рации общая длительность рабочего и равного ему технологи-
ческого циклов Тр' = Тт' определяется (рис. 3.1, а) выражением
(3.1). В том случае, если некоторые операции могут быть выполне-
ны одновременно, путем использования многоинструментальной
обработки, время рабочего цикла, при той же длительности рабо-
чих операций Г, сокращается: Тр"< Тр' (рис. 3.1, б), определяется
выражением (3.2). В том случае, когда все рабочие операции пол-
ностью совмещены во времени, т.е. они выполняются параллель-
но, длительность рабочего цикла определяется по длительности
лимитирующей операции [формула (3.3)]. При этом имеет место
(рис. 3.1, в) соотношение
Тр'" < Тр" < Тр'.
Приведенные циклограммы иллюстрируют эффективность ис-
пользования многоинструментальной обработки. Однако последняя
далеко не всегда может быть использована как резерв повышения
производительности по самому характеру технологического про-
цесса, вследствие чего и нашли применение многопозиционные
машины, которые позволяют распределить операции по отдель-
ным позициям и выполнять их параллельно. Рабочий цикл в этом
случае (рис. 3.1, г) будет еще короче [формула (3.4)].
При построении циклограммы машины один из исполнительных
механизмов принимается за «основной»; обычно это механизм,
выполняющий основную операцию технологического процесса.
В машинах-автоматах с приводом исполнительных механизмов от
распределительного вала часто в качестве такого механизма при-
нимают рычажный механизм или один из кулачковых механиз-
мов. Цикловую диаграмму машины удобно строить, начиная цикл
от начального положения «основного» механизма, принимая за
него начало рабочего хода. Положение циклограмм других испол-
463
Глава 14. Рекомендации по проектированию МА и АЛ
нительных механизмов по отношению к циклограмме «основно-
го» механизма задается фазовым временем tiV которое определяет
тот промежуток времени, по истечении которого начинается ра-
бочий ход /-го механизма (рис. 14.5). В том случае, если ведущие
звенья «основного» и z-го исполнительного механизмов приво-
дятся от одного вала, положение циклограммы /-го механизма по
отношению к «основному» определяется фазовым углом %, j этого
исполнительного механизма, который при постоянной угдрвой
скорости вала машины будет пропорционален времени t.v
Теория циклограммирования (теория синтеза цикловых диа-
грамм МА) рассматривает два этапа составления циклограмм —
предварительный и окончательный.
При предварительном составлении циклограммы машины про-
изводится ориентировочная оценка длительности технологического,
кинематического и рабочего циклов машины.
№>№>
исполнительных
механизмов
Время, сек;
угол поворота распределительного
вала
Рис. 14.5. Циклограммы «основного» и /-го
исполнительных механизмов машины
Для этого анализируются все операции технологического про-
цесса, и из них выделяются те, в которых движение рабочих
органов обусловлено определенными закономерностями выпол-
няемого процесса, вследствие чего время выполнения этих опера-
ций не может быть сокращено.
Далее оценивается возможность параллельного или парал-
лельно-последовательного выполнения операций технологическо-
го процесса, т.е. выявляются условия полного или частичного со-
вмещения операций.
464
Глава 14. Рекомендации по проектированию МА и АЛ
Наконец, определяется длительность межоперационных выс-
тоев. Последние могут быть двоякого рода: обусловленные техно-
логическим процессом (выдержка при прессовании, вулканиза-
ции, отверждении и т.д.) или конструктивными особенностями
машины (время срабатывания переключателей и т.п.).
В зависимости от структуры машины, ее класса, по формулам
гл. 3 рассчитывается время технологического и рабочего циклов
машины. Таким образом, при предварительном составлении цик-
лограммы автомата не учитывается особенность кинематических
схем исполнительных механизмов; построение циклограммы и
расчет времени цикла производится лишь на основании рассмот-
рения операций технологического процесса и структуры машины.
Это позволяет производить предварительное составление циклог-
раммы непосредственно после выбора и расчета структурной схе-
мы машины.
При составлении циклограмм может осуществляться выравни-
вание нагрузки за энергетический цикл машины путем равномер-
ного распределения и последовательного чередования интервалов
выполнения рабочих операций. Рассредоточение нагрузок по вре-
мени цикла позволяет уменьшить пики моментов на валу двига-
теля, создает более благоприятные условия его эксплуатации или
даже допускает возможность снижения установочной мощности.
Построение циклограммы по условию выравнивания приведенных
моментов сил производится обычно в тех случаях, когда техноло-
гический процесс состоит из ряда рабочих операций, приведен-
ные моменты сил от которых являются величинами одного по-
рядка.
На окончательном этапе составления циклограммы произво-
дится ее «уплотнение»: сокращение длительности рабочего цикла
путем частичного совмещения фаз движения исполнительных ме-
ханизмов, с учетом их взаимной связи; уточнение значений фазо-
вого времени или фазовых углов; проверка правильности взаи-
модействия исполнительных механизмов; определение возможных
погрешностей в реализации циклограммы (возникающих из-за
упругости звеньев, наличия зазоров, колебаний температуры и
по другим причинам) и коррекция циклограмм и законов движе-
ния рабочих органов и исполнительных механизмов машины.
465
Глава 14. Рекомендации по проектированию МА и АЛ
При составлении циклограммы необходимо принимать во вни-
мание особенности той системы управления, которая используется
в проектируемой машине. Например, при программной системе
управления распределительным валом все исполнительные меха-
низмы машины имеют жесткие звенья, положение любого рабо-
чего органа машины определяется углом поворота распреде-
лительного вала. Таким образом, взаимное расположение звеньев
исполнительных механизмов машины и рабочих органов опреде-
ляется только кинематической схемой машины, если в первом
приближении пренебрегать деформацией деталей и зазорами в
кинематических парах. Благодаря этому в МА с системой управле-
ния при помощи РВ сравнительно просто решается вопрос в отно-
шении совмещения фаз движения отдельных исполнительных ме-
ханизмов. Частичное совмещение фаз движения в автоматах этого
типа возможно и в тех случаях, когда исполнительные механиз-
мы осуществляют операции технологического процесса, идущие
последовательно, одна за другой.
В МА с гидравлическими и пневматическими исполнительны-
ми механизмами не существует жесткой кинематической связи
между движением рабочих органов; время перемещения рабочих
органов определяется из уравнений динамики и зависит от ряда
факторов, в том числе и случайных. Вследствие этого, в автоматах
с управлением от коммутационных барабанов, командоаппаратов
и с системой управления «Путевой контроль» совмещение фаз
движения исполнительных механизмов может быть проведено лишь
в тех случаях, когда отклонения во времени срабатывания рабо-
чих органов исполнительных механизмов, выполняющих опера-
ции, последовательно идущие одна задругой, не могут привести
к нарушению работы машины.
Для пояснения отмеченных отличительных особенностей МА с
нежесткими звеньями рассмотрим вопрос о составлении циклограмм
автомата для брикетирования порошкового материала, исполнитель-
ные механизмы которого в одном случае гидравлические, а во втором -
рычажные и кулачковые, с управлением от распределительного вала.
Последовательность операций процесса брикетирования такая же,
как и при таблетировании порошков (гл. 3). Рассмотрим кратко техно-
логический процесс, начиная с операции прессования (рис. 14.6, а).
466
Глава 14. Рекомендации по проектированию МА и АЛ
Рис. 14.6. Автомат для брикетирования порошковых материалов:
а — схема положения рабочих органов перед началом операции
прессования; б — графики перемещения рабочих органов
Прессование осуществляется при опускании верхнего пуансона 1
в конце хода (уплотняется доза материала, находящегося в матрице
между торцами верхнего 1 и нижнего 2 пуансонов). Вторая операция —
выталкивание - происходит после некоторой выдержки брикета под
давлением или сразу же после окончания прессования. В последующем
для упрощения принято, что выдержка отсутствует. При выталкива-
нии происходит подъем верхнего пуансона вверх в положение, обеспе-
чивающее возможность перемещения питателя в зону дозирования по-
рошка, т.е. над матрицей, высокую стабильность массы брикетов, так
как не приходится вытеснять из матрицы воздух при засыпке в нее
порошка. При перемещении питателя влево происходит сбрасывание
ранее вытолкнутого из матрицы брикета на наклонный лоток. Далее
питатель перемещается вправо, освобождая место для движения вниз
верхнего пуансона; цикл на этом заканчивается.
Ход верхнего пуансона нижнего пуансона S2 и питателя 53 изве-
стен (см. рис. 14.6, а); скорости прямого хода этих органов vp v2 и v3
заданы. Из этих данных может быть рассчитано время срабатывания
при прямом (rp t2, г3) и обратном (Г/, t2, /3') ходе каждого гидравличес-
467
Глава 14. Рекомендации по проектированию МА и АЛ
кого исполнительного механизма (прессования, выталкивания и до-
зирования). Отношение времени прямого хода ко времени обратного
хода в рассматриваемом случае (при использовании гидравлических
исполнительных механизмов) равно отношению площадей живых се-
чений бесштоковых и штоковых полостей соответствующих цилинд-
ров. Считая, что графики перемещений 5Дг), S2(t) и 53(Г) при прямом
и обратном ходе рабочих органов заданы (рис. 14.6, б), можно присту-
пить к построению циклограммы машины. Первый вариант циклог-
раммы (рис. 14.7, а) составлен в точном соответствии с описанной
последовательностью выполнения операций процесса брикетирования.
№мех. | Время, с
1 1 Beepx(t^) Вниз (t2)
2
3 Вправо (ty)
Рис. 14.7. Циклограмма автомата для брикетирования:
а — исполнительные механизмы с гидравлическими связями,
система управления «Путевой контроль»; б — исполнительные
механизмы с гидравлическими связями, система управления «Путе-
вой контроль», фазы движения частично совмещены; в — исполни-
тельные механизмы рычажного и кулачкового типов, система
управления РВ, фазы движения совмещены
468
Глава 14. Рекомендации по проектированию МА и АЛ
Если не учитывать время срабатывания элементов системы управле-
ния, то технологический и равный ему рабочий цикл
тТ1= тр _=2>,+ Ь;
м м
Производительность машины обратно пропорциональна времени
рабочего цикла; в связи с этим следует проанализировать, имеется ли
возможность уменьшить Тр путем совмещения времени движения ис-
полнительных механизмов. Рассмотрим последовательно взаимодействие
рабочих органов механизмов 1,2; 2,3; 3,1.
Отвлекаясь от других обстоятельств, можно отметить, что движе-
ние вверх пуансона 2, т.е. выталкивание брикета, может быть начато
сразу же после окончания прессования. В этом случае необходимо осу-
ществлять подъем пуансонов 1 и 2 по одному закону. Однако такое
решение не может быть использовано, так как из-за отклонений в за-
конах движения пуансонов возможно сжатие брикета в процессе его
извлечения из матрицы и, вследствие этого, выход из строя механизма
выталкивания. Последний рассчитывается только из условия преодо-
ления сил трения, действующих на брикет при его выталкивании из
матрицы. В связи с этим начало подъема нижнего пуансона 2 должно
происходить со сдвигом по отношению к моменту начала подъема верх-
него пуансона 7. Минимальная величина этого сдвига определяется
построением синхронной диаграммы движения рассматриваемых ра-
бочих органов. Последняя может быть получена при совмещении в од-
ной системе координат s. графиков перемещения верхнего и нижнего
пуансонов (рис. 14.8).
Расстояние между брикетом и торцом верхнего пуансона в про-
цессе выталкивания брикета не должно быть менее зазора Ай. Мини-
мальное время сдвига Дг21 можно найти, если на участке подъема верх-
него пуансона построить кривую 5,'(f), ординаты которой уменьшены
на Ай по сравнению с ординатами графика S^f). Совмещая график S2(f)
с графиком Si(f) таким образом, чтобы они соприкасались, находим
Аг21 как разность абсцисс точек, соответствующих началу подъема вер-
хнего 1 и нижнего 2 пуансонов. Это позволяет определить также и фа-
зовое время L, . .
Следует заметить, что найденные значения минимального сдвига
фаз и фазового времени r21min могут быть использованы для построения
циклограммы лишь в том случае, если имеется жесткая кинематичес-
кая связь между движением рабочих органов 7 и 2, т.е. при исполни-
469
Глава 14. Рекомендации по проектированию МА и АЛ
S
Рис. 14.8. Диаграмма
расчета фазового време-
ни и сдвига фаз движе-
ния рабочих органов
7-го и 2-го исполнитель-
ных механизмов автома-
та для брикетирования
тельных механизмах рычажного или кулачкового типа с приводом от
распределительного вала. В рассматриваемом случае, когда для пере-
мещения рабочих органов применяется гидравлический привод, вели-
чину сдвига фаз необходимо увеличить. Сдвиг фаз, гарантирующий не-
возможность поджатия брикета, можно найти, если начать подъем
пуансона 2 после того, как верхний пуансон 7 поднимается над поверх-
ностью стола на расстоянии h. При системе управления «Путевой кон-
троль» это достигается выбором соответствующего положения упора
и конечного выключателя, подающего команду на включение гидро-
цилиндра подъема пуансона 2. В этом случае отклонения в графике пе-
ремещения верхнего пуансона не смогут нарушить работу механизма
выталкивания. График перемещения S2\f) пуансона 2 в этом случае
смещается вправо; фазовое время возрастает (рис. 14.8) до г21.
Переходя к рассмотрению взаимодействия рабочих органов
исполнительных механизмов 2 и 3, т.е. механизмов выталкивания и
питателя, следует отметить, что, в принципе, перемещение питателя
к матрице может начинаться до окончания выталкивания брикета. Дол-
жно быть выполнено условие, чтобы передняя кромка питателя подо-
шла к брикету после того, как он полностью вытолкнут из матрицы.
Невыполнение этого условия приведет к разрушению брикета или к
поломке механизмов.
Рассмотрим, как можно найти минимальное значение фазового вре-
мени r31min механизма питателя, если принять, что его значение опреде-
470
Глава 14. Рекомендации по проектированию МА и АЛ
ляется только взаимодействием с механизмом выталкивателя. К тому
моменту, когда нижний пуансон 2 займет верхнее положение, питатель
может пройти путь Д53 (см. рис. 14.6, б), т. е. стать в положение, когда пере-
дняя кромка питателя касается брикета. По графику брикетирования
53(Г) можно определить время ДГ32, необходимое для соответствующего
перемещения питателя из крайнего правого положения. Это значит, что
движение питателя может начаться до окончания подъема пуансона 2,
т.е. имеет место частичное совмещение фаз движения. Фрагмент цикло-
граммы, поясняющий определение минимального фазового времени, по-
казан на рис. 14.9. Разумеется, что рассмотренное совмещение фаз движе-
ния возможно лишь в том случае, если механизмы имеют жесткие зве-
нья, а управление осуществляется от распределительного вала.
При гидравлических связях движение питателя влево начинается
только после окончания выталкивания брикета.
Движение питателя должно быть также увязано с движением пуан-
сона 1: корпус питателя не должен приходить в соприкосновение с
пуансоном, ползуном или другими деталями исполнительного меха-
низма прессования. Если высота корпуса питателя в той его части, ко-
торая входит под пуансон 1, равна Ь, то питатель может находиться над
матрицей лишь тогда, когда расстояние пуансона 1 от верхнего край-
него положения
дд;< + h - (S2+ b).
Откладывая эту ординату от верхнего крайнего положения в графи-
ке Sf(t) (рис. 14.10.), можно найти точки А и В, абсциссы которых соот-
ветствуют предельным значениям моментов времени, когда питатель
может войти под прессующий пуансон (А) и выйти из-под него (В).
Время Д/31, необходимое для перемещения питателя из крайнего
правого положения в положение под пуансоном 1, определяется по
расстоянию Д53' таким же методом, как и рассмотренное выше время
ДГ32 ( рис. 14.6, б), откуда можно определить момент начала движения
питателя влево и соответствующее фазовое время f31min. Из двух най-
денных значений Z31min и f31min следует выбрать большее. В том случае,
14.9. Циклограмма к определе-
нию фазового времени /31
и расчету сдвига фаз движения
2-го и 5-го исполнительных
механизмов автомата для
брикетирования
471
Глава 14. Рекомендации по проектированию МА и АЛ
если по условию дозирования желательно, чтобы питатель находился
под матрицей возможно большее время, предельный момент возврата
питателя в крайнее правое положение определяется по точке В указан-
ным выше методом: необходимо от абсциссы точки В отложить время
ДГ31', необходимое для перемещения питателя на Д53' при обратном
ходе (см. рис. 14.10). Однако эта возможность может быть использована
только в машине с рычажными и кулачковыми исполнительными
механизмами.
Таким образом, в рассмотренном примере использование меха-
низмов с гидравлическими связями ограничивает возможность со-
вмещения фаз движения рабочих органов: удается совместить лишь
фазу подъема нижнего пуансона с
(см. рис. 14.7, б).
Рис. 14.10. Диаграмма для опреде-
ления фазового времени и
сдвига фаз движения 7-го и 5-го
исполнительных механизмов
автомата для брикетирования
фазой подъема верхнего пуансона
Если для выполнения операций брикетирования использовать
рычажные и кулачковые механизмы с приводом от распреде-
лительного вала, то возможно совмещение и других фаз движе-
ния. Циклограмма (рис. 14.7, в) построена с учетом изложенной
методики совмещения фаз движения исполнительных механиз-
мов, в предположении, что перемещение верхнего пуансона 1
осуществляется кривошипно-ползунным, а перемещение нижне-
го пуансона 2 и питателя - кулачковыми механизмами. Начало
фазы движения вниз пуансона 2 определено из условия, чтобы
этот пуансон находился в нижнем положении к моменту начала
перемещения питателя вправо. Совмещение фаз движения позво-
лило значительно сократить технологический, кинематический и
рабочий циклы машины.
472
Глава 14. Рекомендации по проектированию МА и АЛ
Циклограмма позволяет проверить правильность составления
кинематической схемы машины. Движение звеньев исполнитель-
ных механизмов должно присходить без их взаимного стеснения.
При пересечении траекторий различных точек звеньев машины
необходимо исследовать, не совпадают ли во времени моменты
прохождения точек через пересечение. Циклограмма машины ус-
танавливает связь между циклограммами отдельных механизмов
и, при системе управления распределительным валом, позволяет
определить относительное расположение ведущих звеньев испол-
нительных механизмов. Поэтому для решения вопроса в общем
случае достаточно построить траектории точек звеньев, взаимо-
действие которых исследуется, и разметить эти траектории по
времени или углу поворота распределительного вала. В тех случа-
ях, когда во времени имеется значительное сближение положений
точек, необходимо для проверки вычерчивать ряд положений со-
ответствующих деталей и звеньев.
В более простых случаях (когда исследуется возможное взаи-
модействие деталей, непосредственно соединенных с рабочими
органами исполнительных механизмов, графики перемещений
которых имеются) анализ взаимных положений этих деталей про-
изводится построением синхронных диаграмм. В этом случае рас-
сматривается обратная задача: вместо нахождения сдвига фаз, обес-
печивающего отсутствие пересечения графиков перемещений, по
известному сдвигу фаз проверяется взаимное положение кривых
перемещений. Пересечение кривых свидетельствует о необходи-
мости внесения корректировки в циклограмму.
В машинах-автоматах с приводом исполнительных механизмов
от распределительного вала, кроме того, возможно корректирова-
ние циклограммы по условиям, связанным непосредственно с
проведением технологического процесса, а также для того, чтобы
учесть упругие деформации звеньев и погрешности в размерах
звеньев и кинематических пар.
Например, приведенная циклограмма автомата для брикети-
рования, в котором исполнительные механизмы были рычажными и
кулачковыми (см. рис. 14.7, в), при сохранении всех исходных парамет-
ров движения рабочих органов, может не обеспечить необходимого
выстоя двитателя над матрицей в положении дозирования.
473
Глава 14. Рекомендации по проектированию МА и АЛ
Упругость звеньев при составлении циклограмм учитывается обычно
в тех случаях, когда имеются звенья с малой жесткостью, и при высо-
ких скоростях движения, что в маш инах-автоматах химических произ-
водств встречается редко. Значительно большее влияние на осущест-
вление циклограммы оказывают погрешности размеров механизмов.
Для пояснения сказанного рассмотрим влияние зазора между ро-
ликом и кулачком на точность осуществления циклограммы пазового
кулачкового механизма с поступательно движущимся толкателем в
момент изменения направления движения ведомого звена (рис. 14.11).
В предшествующие моменты времени толкатель 2 перемещался впра-
во, это его движение было обусловлено воздействием внутреннего про-
филя 1 пазового кулачка на ролик. Перемещение толкателя влево про-
исходит под воздействием внешнего профиля 7' кулачка. Однако из-за
зазора Д между роликом и профилем движение влево начинается лишь
после поворота кулачка на угол Да, после чего внешний профиль кос-
нется ролика. Таким образом, в реальной циклограмме кулачкового
механизма фаза приближения начнет выполняться с запаздыванием
на угол Да. При тех зазорах, которые допускаются в пазовых кулачках
машин-автоматов химических производств (например, в кривошип-
ных таблеточных машинах), этот угол может достигать 10°
В общем случае ошибки в реализации циклограммы какого-либо
механизма являются следствием ряда его первичных ошибок, под ко-
торыми понимаются отклонения расположений в звене элементов ки-
нематических пар от идеальных положений и отклонения существую-
щих поверхностей элементов от заданных геометрических форм. В ку-
лачковых механизмах важнейшими первичными ошибками являются:
отклонение положения оси вращения коромысла, отклонение длины
коромысла, смещение оси направляющей при поступательно движу-
щемся толкателе, погрешность радиуса-вектора кулачка, погрешность
диаметра ролика, смещение профиля кулачка относительно начала
отсчета (например, относительно оси шпонки).
Рис. 14.11. Схема для учета
влияния зазора на точность
осуществления циклограммы
пазового кулачкового
механизма
474
Глава 14. Рекомендации по проектированию МА и АЛ
Определим полную ошибку Да циклового угла кулачкового меха-
низма с поступательно движущимся толкателем (рис. 14.12, а).
Обозначим:
Aofj — угловое смещение профиля кулачка относительно начала
отсчета (на рисунке не показано);
Да2 — ошибка циклового угла, создаваемая отклонениями от но-
минальных значений радиуса-вектора профиля, радиуса ролика, по-
ложения оси направляющей;
а и &а — смещение оси направляющей и его отклонение;
R и ДЛ — радиус-вектор теоретического профиля и его отклонение;
ДР — отклонение угла поворота направляющей.
Из чертежа (рис. 14.12) следует
(р = arccsin ’
К
у = arccsin д+Д а
Я+ДЯ
Ошибка циклового угла
Да2 = \|/ + ДЗ — ср, (14.1)
полная ошибка
Да=Да, + Да2. (14.2)
Рис. 14.12. Схемы определения погрешностей реализации циклограм-
мы плоских кулачковых механизмов: а— с поступательно движущимся
роликовым толкателем; б — с качающимся роликовым толкателем
475
Глава 14. Рекомендации по проектированию МА и АЛ
Для кулачкового механизма с качающимся толкателем (рис. 14.12, б)
обозначим:
х, Дх, у, Ду — координаты центра вращения коромысла и отклонения
этих координат; начало координат расположено в центре вращения
кулачка;
I, Д 7 — длина коромысла и ее отклонение.
Расстояние между осями вращения кулачка и коромысла
L = х2 + у2
С учетом отклонений,
L + Д£ = (х + Дх/ +(у + Ду/.
Для расчета угла Да2 воспользуемся формулой (14.1), в которую
входят:
Ф = arccos
Я2 +Z2 - 72,
2RL
Ф = arccos
(R +ДЯ/ + (L + Д/,)2 - (7 +Д / /
2 (R +Дф (L + Д£)
лр=агсо5 +
Полная ошибка угла определяется, как и в предыдущем случае,
по формуле (14.2).
Коррекция циклограммы машины. Необходимость коррекции
циклограммы проектируемой машины, как следует из изложен-
ного, может быть вызвана причинами, либо связанными с усло-
виями проведения технологического процесса, либо обуслов-
ленными конструкцией узлов и исполнительных механизмов
машины.
Рассмотрим случай, когда коррекция циклограммы вызвана
технологической необходимостью. Обычно необходимость внесе-
ния изменений в циклограмму возникает в машинах-автоматах
с рычажными и кулачковыми исполнительными механизмами.
Несмотря на то, что законы движения рабочих органов исполни-
тельных механизмов (время движения, скорость и т.д.) выби-
раются таким образом, чтобы были обеспечены оптимальные усло-
вия выполнения технологического процесса, в результате нали-
чия в машине одного или нескольких рычажных механизмов мо-
476
Глава 14. Рекомендации по проектированию МА и АЛ
жет возникнуть такое положение, что в кинематический цикл,
заданный таким механизмом, не укладываются все фазы движения
других механизмов или, наоборот, остается время, не используе-
мое для выполнения операций или холостых перемещений. Так,
например, было отмечено, что в автомате для брикетирования с
рычажным механизмом прессования (см. рис. 14.7, в) питатель дол-
жен находиться над матрицей в течение времени, достаточного для
заполнения матрицы порошком. Если это время мало, то необходи-
мо корректировать циклофамму.
Время выстоя исполнительного механизма можно увеличить
несколькими способами: увеличением общей длительности кине-
матического цикла; изменением закона движения рычажного меха-
низма; изменением закона движения кулачкового механизма.
При увеличении общей длительности кинематического цикла
резко снижается производительность машины, так как необходимость
увеличения выстоя /в на А/ с приведет к увеличению кинематичес-
кого цикла в (/в + А/)//в раз.
Следует также иметь в виду, что пропорционально увеличи-
ваются все фазы движения других исполнительных механизмов;
это, в некоторых случаях, может привести к нарушению техноло-
гического режима.
Изменение закона движения рычажного механизма позволяет в
ряде случаев перераспределить цикл и получить необходимый эф-
фект без значительного увеличения кинематического цикла машины.
Новый закон движения рабочего органа (ведомого звена) ры-
чажного исполнительного механизма может быть получен либо пу-
тем замены одной схемы механизма на другую, либо путем изме-
нения размеров звеньев механизма. Например, использование де-
заксиального кривошипно-ползунного механизма вместо цен-
трального позволяет изменить соотношение между временем об-
ратного и прямого хода в пользу последнего.
В некоторых случаях можно увеличение выстоя одного кулач-
кового механизма получить путем пересмотра и сокращения фаз
движения и выстоя других кулачковых механизмов. Такая воз-
можность представляется лишь тогда, когда это не влияет на усло-
вия работы тех механизмов, законы движения которых пересмат-
риваются.
477
Глава 14. Рекомендации по проектированию МА и АЛ
Если изменение законов движения рабочих органов кулачко-
вых исполнительных механизмов в сторону сокращения фаз дви-
жения и выстоя недопустимо, используется комбинированный при-
ем: увеличивается время кинематического цикла машины, однако
фазы движения кулачковых исполнительных механизмов по вре-
мени сохраняются прежними, за исключением того механизма,
время выстоя которого следует увеличить.
Коррекция циклограммы по причинам, обусловленным кон-
структивными особенностями машины, выполняется после раз-
работки чертежей соответствующих узлов и исполнительных меха-
низмов. Эта коррекция состоит из уточнения величин фазовых уг-
лов и фазового времени исполнительных механизмов, на основа-
нии рассмотрения взаимодействия и взаимного расположения звень-
ев и отдельных деталей исполнительных механизмов, с учетом воз-
можных ошибок положений рабочих органов, возникающих из-за
погрешностей в размерах звеньев и кинематических пар. В некото-
рых случаях это может привести к необходимости изменения зако-
нов движения исполнительных механизмов и к увеличению време-
ни кинематического цикла, как это имело место в рассмотренном
выше случае коррекции циклограммы по условиям, связанным с
осуществлением заданных режимов технологического процесса.
При составлении и расчете циклограммы машины учитываются
не все факторы, оказывающие влияние на движение звеньев ис-
полнительных механизмов; в ряде случаев не принимаются во вни-
мание тепловые и упругие деформации звеньев, не учитываются
или учитываются лишь частично погрешности размеров механиз-
мов и т.д. Окончательная коррекция циклограммы поэтому произ-
водится при натурных испытаниях макета или опытного образца
проектируемой машины.
14.6. Оптимизационное проектирование
Проектирование технологических машин выполняют комплекс-
но, с учетом множества противоречивых критериев качества: ми-
нимальной массы (материалоемкости) и достаточной надежно-
сти, быстроходности и минимальной динамической нагруженное -
ти и т.п. При создании машины следует выбрать оптимальные
478
Глава 14. Рекомендации по проектированию МА и АЛ
параметры, наилучшим образом удовлетворяющие предъявляемым
к машине многочисленным требованиям. Выбор неоптимального
варианта конструкции заведомо дает отрицательные результаты,
однако, из-за весьма большого числа возможных решений при
большом числе варьируемых факторов, простой перебор вариан-
тов как способ поиска оптимальной конструкции, как правило,
реально невыполним даже с использованием ЭВМ. В связи с этим
приходится использовать специальные методы оптимизации, т.е.
процессы поиска наилучшего решения.
Оптимизационное проектирование выполняют с использова-
нием системного подхода по этапам проектирования машины.
Структурный и параметрический синтез МА и АЛ следует рас-
сматривать в совокупности с технологическим процессом, так как
многие параметры машины определяют из анализа технологичес-
кого процесса по условиям получения заданных показателей ка-
чества оборудования; в свою очередь, параметры машины влияют
на ход технологического процесса. По этой причине структурный
и параметрический синтез машин подлежит оптимизации на всех
уровнях: сначала — всей системы совокупно с технологическим
процессом, затем — отдельных функциональных систем машины
и, наконец, наиболее важных ее элементов (деталей).
Каждый объект и саму процедуру его проектирования рассма-
тривают как систему, компонентами которой являются вход, про-
цесс, выход, управление с обратной связью и ограничения. Систем-
ный подход позволяет осуществлять преемственность проектирова-
ния, так как выход предшествующего этапа является входом после-
дующего.
Качественный показатель, по которому выполняют оптими-
зацию проектируемой системы, называют критерием эффектив-
ности, а его зависимость от оптимизируемых параметров — целе-
вой функцией. Эффективность решения на каждом этапе оптими-
зационного проектирования оценивают разными критериями эф-
фективности; ими могут быть, например, производительность или
приведенные затраты — при проектировании машины, масса, га-
бариты — при проектировании детали и т.д.
479
Глава 14. Рекомендации по проектированию МА и АЛ
Оптимизационное проектирование — поиск такого решения,
при котором целевая функция имеет экстремум и заданные огра-
ничения, наложенные на выходные параметры; соответствую-
щие значения переменных параметров называют оптимальными.
Для проведения поиска оптимального решения необходимо
иметь математическую модель соответствующей системы,
удовлетворяющую определенным условиям и содержащую оп-
тимизируемые показатели. Математическую модель можно по-
лучить аналитическим или экспериментальным методами.
Задачу оптимизации формулируют в общем случае следую-
щим образом: необходимо найти такой вектор X — (хр х2, ..., хл)
варьируемых (управляющих) параметров, для которого целевая
функция F =f (x/f а}, b,) —extr при фиксированных условиях а}(х) = 0;
j = 1, 2, ...т и ограничениях bk (х) > 0; k = 1, 2, ... р.
Ограничения Ьк определяются условиями, накладываемыми на
выходные (управляемые) переменные, характеризующие качество
проектируемой машины или элемента.
Общих методов решения математических задач оптимизации
нет. В зависимости от конкретных условий используют различ-
ные специальные методы.
В простейших случаях, когда целевая .функция задана анали-
тически, используют классические методы нахождения экстре-
мума методами дифференциального исчисления. При наличии
ограничений типа равенств, наложенных на независимые пере-
менные, используют метод множителей Лагранжа. В более слож-
ных случаях, когда критерий оптимальности представлен в виде
функционалов, используют методы вариационного исчисления;
при оптимизации процессов, описываемых системами диффе-
ренциальных уравнений, применяют принцип максимума Пон-
трягина. Используют также динамическое, линейное, нелиней-
ное программирование и другие методы оптимизации.
В ряде случаев при проектировании машин нельзя ограничить-
ся оптимизацией по одному критерию, а необходимо учитывать
несколько противоречивых критериев качества (многокритериаль-
ная задача оптимизации). В этом случае необходимо выцедить не-
существенные критерии и параметры, а из существенных сформи-
ровать интегральные критерии и определить оптимальные пара-
480
Глава 14. Рекомендации по проектированию МА и АЛ
метры проектируемой системы на допустимом множестве реше-
ний. Параметры системы в подобных случаях определяют путем
решения многокритериальных задач указанными выше методами
оптимизации, с учетом особенностей каждого конкретного про-
изводства.
Пример решения многокритериальной задачи параметричес-
кой оптимизации технологического комплекса приведен в мо-
нографии И.И. Артоболевского и Д.Я. Ильинского. Поиск опти-
мальных параметров функционирования осуществляется с по-
мощью метода пошаговой оптимизации, с учетом наилучших ком-
бинаций «эффективность - стоимость» всех допустимых реше-
ний и при постепенном понижении размерности. Задача решается
методом проблемно-ориентированного языка дискретно-механи-
ческих движений (ДМД-язык), применительно к проблеме син-
теза структур технологических комплексов, выпускающих штуч-
ную (дискретную) продукцию.
Контрольные вопросы
1. Какие основные принципы доминируют при проектировании
МА и АЛ?
2. Назовите основные этапы проектирования и составьте алгоритм
проектных работ.
3. Какие резервы увеличения производительности выявляются при
циклограммировании МА и АЛ?
4. Что такое уплотнение циклограмм?
5. Что такое структурный и параметрический синтез?
6. Какие существуют схемы компоновки АРЛ и АРКЛ?
7. Какая основная функция выбирается при проектировании
МА и АЛ?
481
Предметный указатель
ПРЕДМЕТНЫЙ указатель
А
АБЗОУ 273
Автомат 7
роторный 76
Автоматизированный технологи-
ческий комплекс 8
Автоматическая линия 7, 283
классификация 284
транспортные устройства 292
Автоматическая роторная линия
(АРЛ) 297
перегружатель 334
переталкиватель 339
производительность цикловая 303
транспортные механизмы 333
Автоматическая роторно-конвей-
ерная линия (АРКЛ) 340
Аккумулятор пневмогидравличес-
кий 232
Арматура 213
Б
Бункер 275
вибрационный 276
В
Время срабатывания 37
гидравлического исполнитель-
ного механизма 235
Вспомогательная операция 5
Г
Гибкое автоматизированное про-
изводство (ГАП) 400
482
Гидроаккумулятор 232
Гидродвигатель 206
Гидропривод 206
групповой 208, 231
индивидуальный 208, 220
Группа роторная 298
д
Диаграмма синхронная 33
Дозатор
весовой 262
объемный 262
дисковый 265
камерный 265
сегментного типа 268
Ж
Жидкости рабочие 209
И
Исполнительные механизмы 25
гидравлические 235
пневматические 246
Исполнительные органы 6
К
Класс машин-автоматов 28
Командоаппарат 410
Коэффициент
внецикловых потерь 87
готовности 103
загрузки 88
мультипликации 230
технического использования 88
эксплуатации 101
Предметный указатель
М
Механизм исполнительный
рабочих операций 34
вспомогательных операций 34
Манипулятор 348
перекладчик 362
Машины-автоматы 7
классификация 28
одно- и многопозиционные 30
одно- и многопоточные 31
Надежность 90
комплексный показатель 90
Насосы
характеристики 212
О
Объекты обработки 5
Операции
внецикловые 15
вспомогательные 5
технологические 13
цикловые 15
Ориентирование
активное 278
пассивное 278
Отсекатель 277
П
Позиции обработки 30
Полуавтомат 7
Потери времени
цикловые 15
внецикловые 15, 87
Потоки 27
Пресс-автомат револьверный 63
Пресс-инструмент
многогнездный 31
Пресс таблеточный кривошип-
ный 45
Привод
машин-автоматов 25
автоматических роторных ли-
ний 316
гидравлический 331
механический 316
расчет мощности 328
Производительность
технологическая 83
фактическая 85
цикловая 83, 303
Производство
массовое 22
серийное 22
единичное 22
Простои внецикловые 85
Р
Рабочая операция 5
Робот промышленный 346
для съема брикетов 358
для передачи бортовых
крыльев 360
классификация 349
конструкция 381
система координат 350
Робототехнический комплекс 7,
355
компоновка 364
Ротор
дозирования 306
технологический 297
транспортный 297, 312
С
Система управления 405
информационная 407
483
Предметный указатель
программная 406
«Путевой контроль» 412
Т
Тактограмма 34
Технологическая машина 7
Технологический пресс 5
Транспортер шаговый
грейферный 294
толкающий 295
штанговый 293
У
Устройство
блокирующее 35
информационное 35
захватное роботов 367
питающее 260
сыпучих материалов 262
штучных объектов обработ-
ки 272
Ф
Фаза рабочего хода 32
Фильтр-пресс 58
X
Ход
рабочий 32
холостой 32
ц
Цикл
информационный 32
кинематический 32, 301
рабочий 32
484
технологический 15, 31, 301
энергетический 32
Циклограмма 33
прямоугольная 33
Цилиндр гидравлический
схемы 215
усилие на штоке 217
Ч
Число
потоков 31
позиций 305
Э
Энергограмма 329
Литература
ЛИТЕРАТУРА
Основная
1. Автоматические роторные линии / И.А. Клусов, Н.В. Вол-
ков, В.И. Золотухин и др. — М.: Машиностроение, 1987. — 288 с.
2. Артоболевский И.И., Ильинский Д.Я. Основы синтеза си-
стем машин автоматического действия. — М.: Наука, 1983. — 280 с.
3. Волчкевич Л.И. и др. Комплексная автоматизация произ-
водства. — М.: Машиностроение, 1983. — 266 с.
4. Елизаров А.И., Шеин Н.Г. Промышленные роботы в хи-
мическом машиностроении. — М.: Машиностроение, 1985. — 200 с.
5. Клусов И.А. Проектирование роторных машин и линий: Учеб-
ное пособие для студентов машиностр. спец, вузов. — М.: Машино-
строение, 1990. — 320 с.
6. Кошкин Л.Н. Роторные и роторно-конвейерные линии. —
3-е изд., стереотип. — М.: Машиностроение, 1986. — 320 с.
7. Механика промышленных роботов: Учеб, пособие для вузов.
Кн. 3: Основы конструирования / Е.И. Воробьев, А.В. Бабич,
К.П. Жуков и др. — М.: Высш, шк., 1989. — 383 с.
8. Торнер Р.В., Акутин М.С. Оборудование заводов по пере-
работке пластмасс. — М.: Химия, 1986. — 400 с.
Дополнительная
1. Бекин Н.Г., Петров Б.М. Оборудование для изготовления
пневматических шин. - Л.: Химия, 1982. — 264 с.
2. Бодров В.И., Калинин В.Ф., Погонин В.А. Роботы в хи-
мической промышленности. — М.: Химия, 1989. — 140 с.
3. Варсанофьев В.Д., Кольман-Иванов Э.Э. Вибрационная тех-
ника в химической промышленности. — М.: Химия, 1985. — 240 с.
4. Гавриш А.П., Ямпольский Л.С. Гибкие робототехнические
системы: Учебник. — К.: Высща Шк., 1989. — 407 с.
5. Герц Е.В. Динамика пневматических систем машин. — М.:
Машиностроение, 1985. — 256 с.
6. Машины для автоматизированного производства деталей из
485
Литература
реактопластов / А.Д. Соколов, Б.А. Петров, В.А. Татаркин и др.;
Под ред. А.Д. Соколова. — М.: Машиностроение, 1990. — 304 с.
7. Промышленные роботы агрегатно-модульного типа / Е.И. Во-
робьев, Ю.Г. Козырев, В.И. Царенко. — М.: Машиностроение,
1988. - 240 с.
8. Смирнов Л.А., Силин В.С. Гибкое автоматизированное про-
изводство: Учебное пособие. — М.: МИХМ, 1986. - 120 с.
Справочники
1. Автоматические линии в машиностроении: В 3 т. / Ред. совет:
А.И. Дащенко (пред.) и др. — М.: Машиностроение, 1984—1985.
2. Конструирование машин: Справочно-методическое пособие:
В 2 т. / Под общей редакцией акад. К.В. Фролова. — М.: Машино-
строение, 1994.
3. Dubbel handbook of mechanical engeering / Edited by W. Beitz
and K.H. Kuttner. — Springer-Vertlag, 1995.
486
Оглавление
ОГЛАВЛЕНИЕ
Предисловие..........................................3
Введение.............................................5
Глава 1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И
ИСПОЛЬЗОВАНИЕ МАШИН ДЛЯ ИХ
АВТОМАТИЗАЦИИ........................................11
1.1. Машинные технологические процессы 11
1.2. Операции технологического процесса и их
классификация 12
1.3. Структура машинного технологического процесса.15
1.4. Цели и технико-экономические предпосылки
автоматизации технологического процесса............21
Глава 2. СТРОЕНИЕ МАШИН-АВТОМАТОВ....................25
2.1. Структурные элементы машин автоматического
действия...........................................25
2.2. Классификация машин...........................28
2.3. Циклы машин автоматического действия..........31
2.4. Кинематические схемы и циклограммы
машин-автоматов....................................32
2.5. Исполнительные механизмы. Блокирующие
и информационные устройства........................34
2.6. Время срабатывания............................36
Глава 3. МАШИНЫ-АВТОМАТЫ, ИХ ЦИКЛЫ
И ЦИКЛОГРАММЫ........................................41
3.1. Машины I класса...............................41
3.2. Машины II класса 70
3.3. Машины III класса.............................74
Глава 4. ПРОИЗВОДИТЕЛЬНОСТЬ И НАДЕЖНОСТЬ
МАШИН-АВТОМАТОВ......................................82
4.1. Технологическая и цикловая производительность.82
4.2. Фактическая производительность................85
4.3. Основные понятия теории надежности машин......89
487
Оглавление
4.4. Надежность машин-автоматов и автоматических линий
как систем элементов...............................95
4.5. Критерии оценки надежности....................98
Глава 5. РЫЧАЖНЫЕ ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ......................................105
5.1. Рычажные механизмы и их применение в
машинах-автоматах..................................105
5.2. Кривошипно-ползунные механизмы..........107
5.3. Коленно-рычажные механизмы..............119
5.4. Рычажно-кулачковые механизмы............126
5.5. Расчет рычажных механизмов смыкания.....129
Глава 6. КУЛАЧКОВЫЕ ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ......................................141
6.1. Типы кулачковых механизмов..............141
6.2. Выбор закона движения ведомого звена кулачкового
механизма....................................144
6.3. Расчет и конструирование деталей кулачковых
механизмов ........................................162
Глава 7. КЛИНОВЫЕ И ВИНТОВЫЕ ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ......................................169
7.1. Клиновые механизмы......................169
7.2. Винтовые механизмы......................179
Глава 8. МЕХАНИЗМЫ ПРЕРЫВИСТОГО ВРАЩАТЕЛЬ-
НОГО ДВИЖЕНИЯ .................................185
8.1. Мальтийские механизмы...................185
8.2. Храповые механизмы и механизмы неполнозубых
колес........................................195
8.3. Механизмы фиксирования..................201
Глава 9. ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ.......................206
9.1. Общие сведения о гидроприводе машин-автоматов.206
9.2. Гидравлические цилиндры.................214
9.3. Проектирование индивидуального гидравлического
привода......................................220
488
Оглавление
9.4. Групповой гидравлический привод...............231
9.5. Расчет времени срабатывания гидравлического
исполнительного механизма..........................235
9.6. Пневматические исполнительные механизмы.......246
Глава 10. МЕХАНИЗМЫ И УСТРОЙСТВА
АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ И ПИТАНИЯ.....................259
10.1. Основные типы питающих устройств
машин-автоматов....................................259
10.2. Питающие устройства для сыпучих и непрерывных
материалов.........................................261
10.3. Питающие устройства для штучных объектов
обработки..........................................271
Глава 11. АВТОМАТИЧЕСКИЕ ЛИНИИ........................282
11.1. Виды автоматических линий....................282
11.2. Транспортные устройства автоматических линий.291
11.3. Автоматические роторные линии................295
11.4. Механизмы привода рабочих органов роторных
технологических машин..............................315
11.5. Транспортные механизмы и устройства роторных
машин..............................................332
11.6. Роторно-конвейерные линии....................339
Глава 12. ПРОМЫШЛЕННЫЕ РОБОТЫ.........................345
12.1. Промышленные роботы: общие понятия...........345
12.2. ПР в химическом машиностроении и химических
производствах......................................354
12.3. Захватные устройства (схваты) ПР.............366
12.4. Конструкции универсальных ПР.................380
12.5. Агрегатно-модульный принцип построения ПР....393
12.6. ПР в гибких автоматизированных производствах.398
Глава 13. СИСТЕМЫ УПРАВЛЕНИЯ МАШИНАМИ-
АВТОМАТАМИ И АВТОМАТИЧЕСКИМИ ЛИНИЯМИ..................404
13.1. Функции и классификация систем управления....404
13.2. Программная система управления...............407
13.3. Датчики и преобразователи....................412
489
Оглавление
13.4. Элементарные функциональные системы
управления.......................................423
13.5. Элементы цифровых систем управления........436
Глава 14. НЕКОТОРЫЕ РЕКОМЕНДАЦИИ ПО
ПРОЕКТИРОВАНИЮ МАШИН-АВТОМАТОВ
И АВТОМАТИЧЕСКИХ ЛИНИЙ ХИМИЧЕСКИХ
ПРОИЗВОДСТВ.........................................443
14.1. Принципы проектирования....................443
14.2. Основные этапы проектирования схем МА и АЛ.448
14.3. Анализ технологического процесса - основа
проектирования................................453
14.4. Структурный синтез машин-автоматов и
автоматических линий..........................454
14.5. Параметрический синтез МА и АЛ..........460
14.6. Оптимизационное проектирование..........478
Предметный указатель.............................482
Литература.......................................485
Перечень лабораторных работ
и соответствующих им файлов
1. Tecnol.exe Технологический процесс брикетирования (табле- тирования) на прессе-автомате кривошипного типа.
2. Prsmec.exe Проектирование механизма прессования брикет- ного автомата.
3. Extmec.exe Проектирование кулачкового механизма вытал- кивания пресса-автомата для брикетирвания сыпучего материала.
4. Dosmec.exe Проектирование кулачкового механизма дози- рования пресса-автомата для брикетирования сыпучего материала.
5. Allmech.exe Общие задачи проектирования схемы брикет- ного пресса-автомата.
6. Srabat 99.exe Расчет времени срабатывания исполнительного механизма машины-автомата.
7. Metrisin.exe Метрический синтез рычажных механизмов ис- полнительных механизмов автоматов.
8. Silanal.exe 9. Mkrest 00.exe Силовой расчет рычажных механизмов автоматов. Кинематический, силовой и прочностной рас- четы мальтийского механизма.
10. Rotmash.exe Силовой расчет технологической роторной ма- шины.
11. Pusk 98.exe 12. Gidropr.exe Динамика периода пуска роторной машины. Предпроектный расчет и оптимизация привода гидравлического пресса.
13. Shnekpit.exe Расчет и исследование производительности шне- ко-лопастного питателя.
Адрес для заказа:
105066, Москва, ул. Старая Басманная, 21/4,
МГУИЭ, кафедра АКМиА, доц. Гусеву Ю.И., тел.: (095) 267-07-71
Факс: (095) 261-96-12 (для А. С. Тимонина), тел.: (095) 267-10-24
E-mail: timonin@msuie.ru
КОЛЬМАН-ИВАНОВ
Эрмар Эрнестович
Доктор технических наук, профессор кафедры «Автоматизи-
рованнное конструирование машин и аппаратов» Московского го-
сударственного университета инженерной экологии. Основное на-
правление научной деятельности — исследование и разработка
методов расчета машин-автоматов химических производств и оп-
тимизация их параметров, в том числе роторных пресс-автоматов
для брикетирования и таблетирования сыпучих материалов, что
позволило создать параметрический ряд отечественных таблеточ-
ных машин. Широко известны его методы расчета агрегатов для
производства покрышек и шин, стеклопластов, робототехничес-
ких комплексов и др. Имеет свыше 200 работ, в том числе 10
монографий, учебников, учебных пособий, 20 изобретений и па-
кет прикладных программ по исследованию, расчету и оптимиза-
ции машин химических производств.
ГУСЕВ
Юрий Иванович
Кандидат технических наук, доцент кафедры «Автоматизиро-
ванное конструирование машин и аппаратов» Московского госу-
дарственного университета инженерной экологии. Известен свои-
ми трудами в области механики сыпучих сред, определения зако-
номерностей в процессах прессования, гранулирования, массоб-
мена в сушильных агрегатах и др., расчета и конструирования
машин химических производств. Имеет более 70 публикаций, ав-
тор учебника и учебных пособий по дисциплине специализации,
авторских свидетельств и патентов.
Э.Э. Кольман-Иванов
Ю.И. Гусев
МАШИНЫ-АВТОМАТЫ
И АВТОМАТИЧЕСКИЕ ЛИНИИ
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Учебное пособие для вузов
Редактор Н.Ф. Бочкарева
Технический редактор В.М. Куликова
Компьютерная верстка О. В. Самсонова
Корректор В.М. Гришина
Компьютерное изготовление рисунков С. Э. Майтелес
Подписано в печать 29.01.2002. Формат 60x84 !/16.
Бумага офсетная. Гарнитура «Таймс ЕТ».
31 п.л. Тираж 500 экз. Заказ № 28
105066, Москва, ул. Старая Басманная, 21/4, МГУИЭ
ВЫПИСЫВАЙТЕ И ЧИТАЙТЕ
научно-технический и производственный журнал
ХИМИЧЕСКОЕ
И НЕФТЕГАЗОВОЕ
МАШИНОСТРОЕНИЕ
Журнал издается с 1932 г.
Переиздается в США под названием
Chemical and Petroleum Engineering
Распространяется но подлиске
в России, странах СНГ, Европы, Азии и Америки
Индекс по каталогу Роспечати 71042
Подписку на журнал можно оформить также непосредственно в редакции
Среди наших подписчиков — предприятия, научно-исследовательские,
конструкторские и проектные организации машиностроения,химической,
нефтегазовой и нефтеперерабатывающей промышленности, многие высшие
учебные заведения, отраслевые и территориальные библиотеки.
Тематика журнала — исследования, расчеты, технология изготовления
и опыт эксплуатации всех видов химического и нефтегазового оборудования,
криогенной и холодильной техники, компрессоров, насосов и промышленной
трубопроводной арматуры; инженерная экология и промышленная безопасность
оборудования и производств; материаловедение и защита оборудования
от коррозии; сертификация и стандартизация.
Публикация статей и рекламы в авторитетном журнале наглядно
продемонстрирует достижения разработчиков и производителей оборудования
и будет содействовать успеху его реализации!
Адрес редакции: Россия, 105066, Москва,
ул. Старая Басманная, 20/13, МГУИЭ, офис 302/304.
Телефон/факс: (095) 267-12-16, e-mail: himnef@msuie.ru