/





















































Author: Гасик М.И.
Tags: металлургия черных металлов железо, чугун и сталь металлургия металлы сплавы металлы и сплавы
ISBN: 5-229-00418-5
Year: 1988




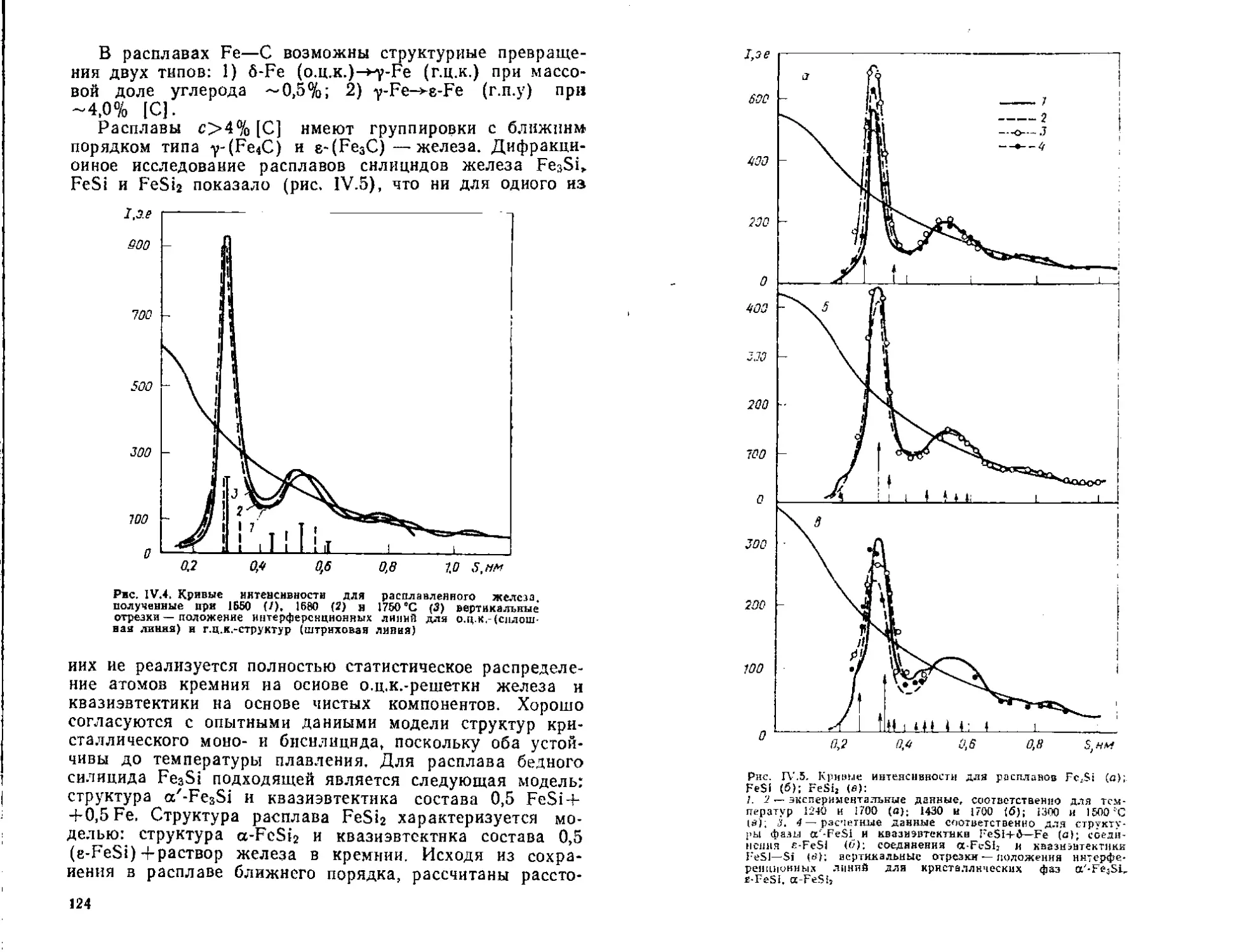
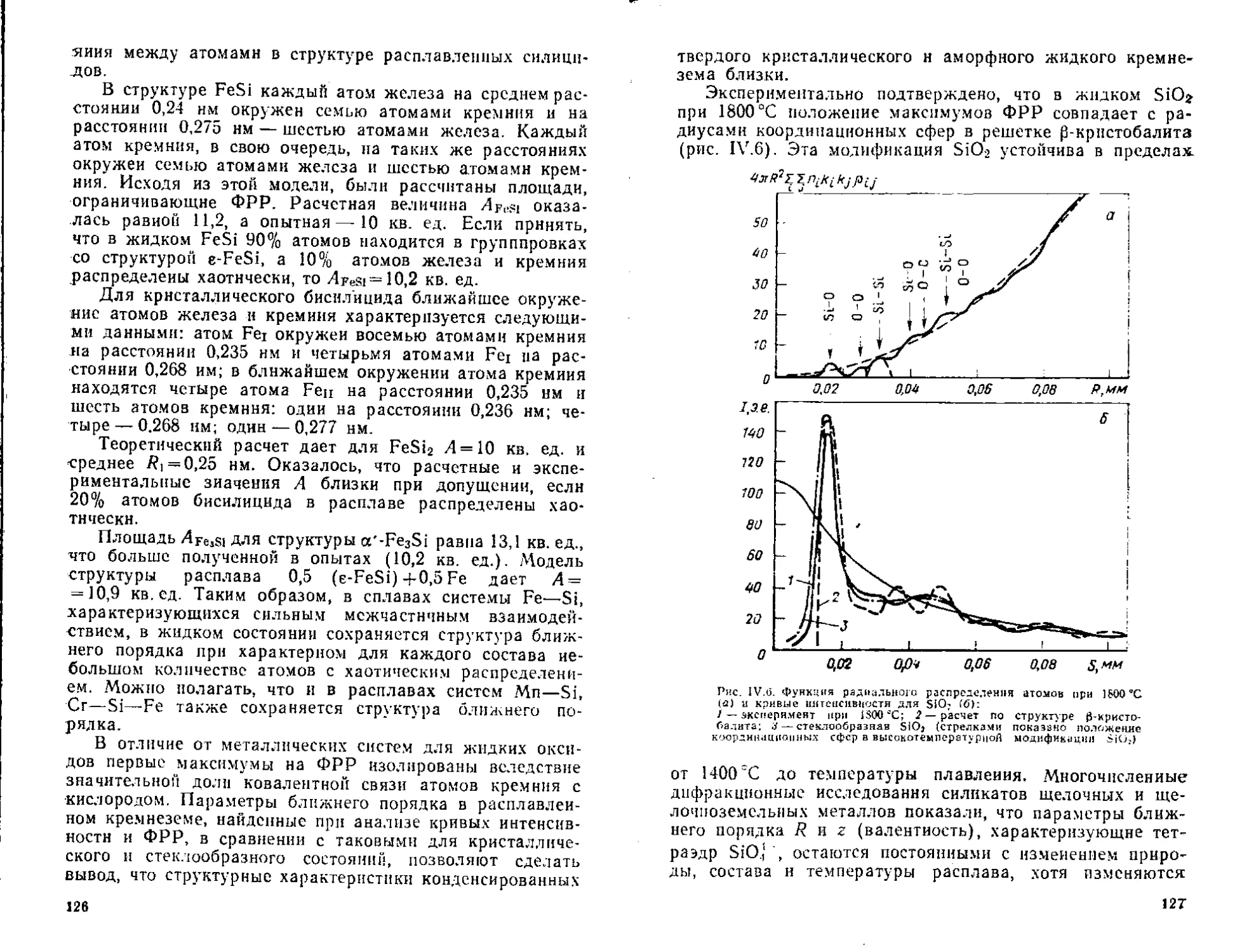
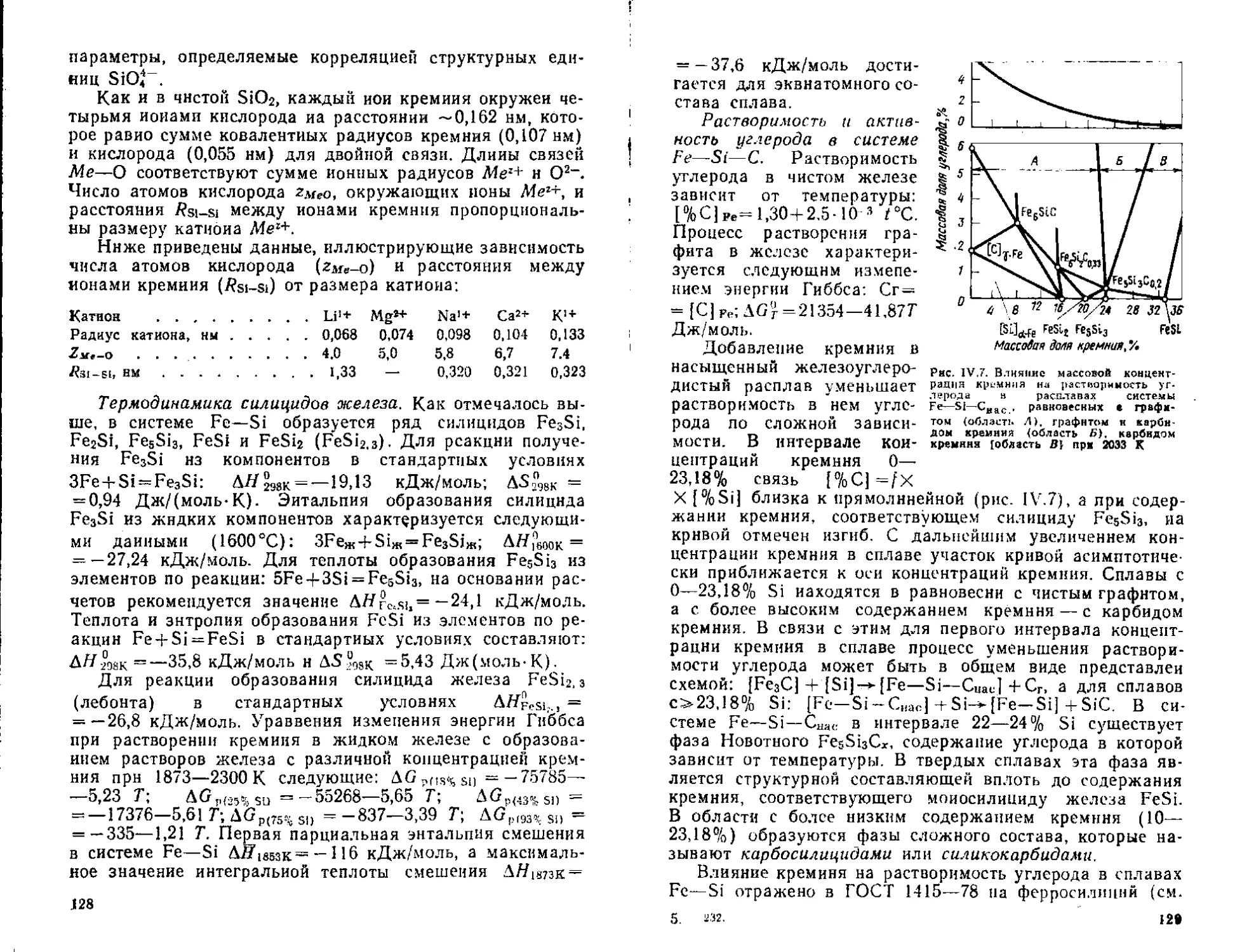
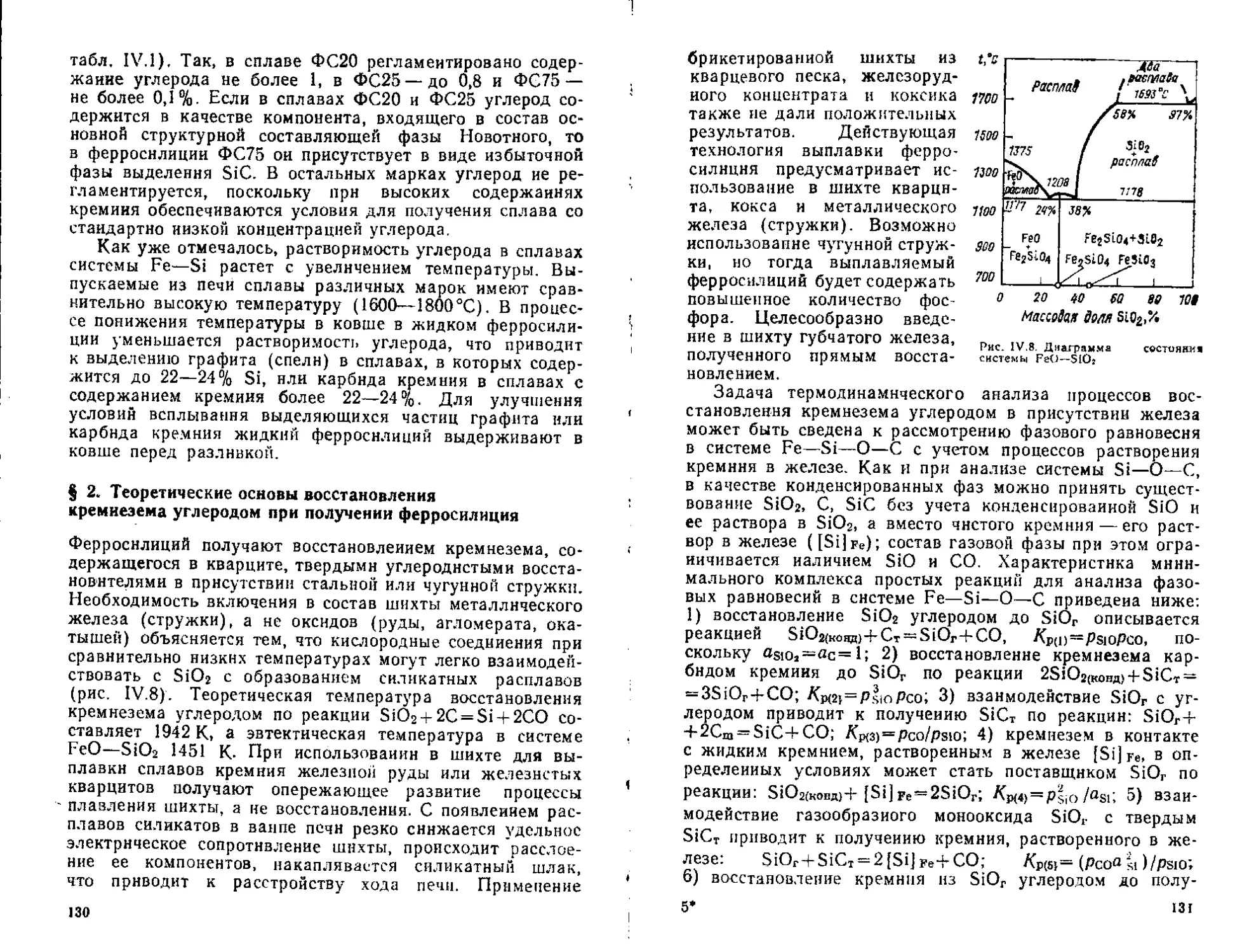
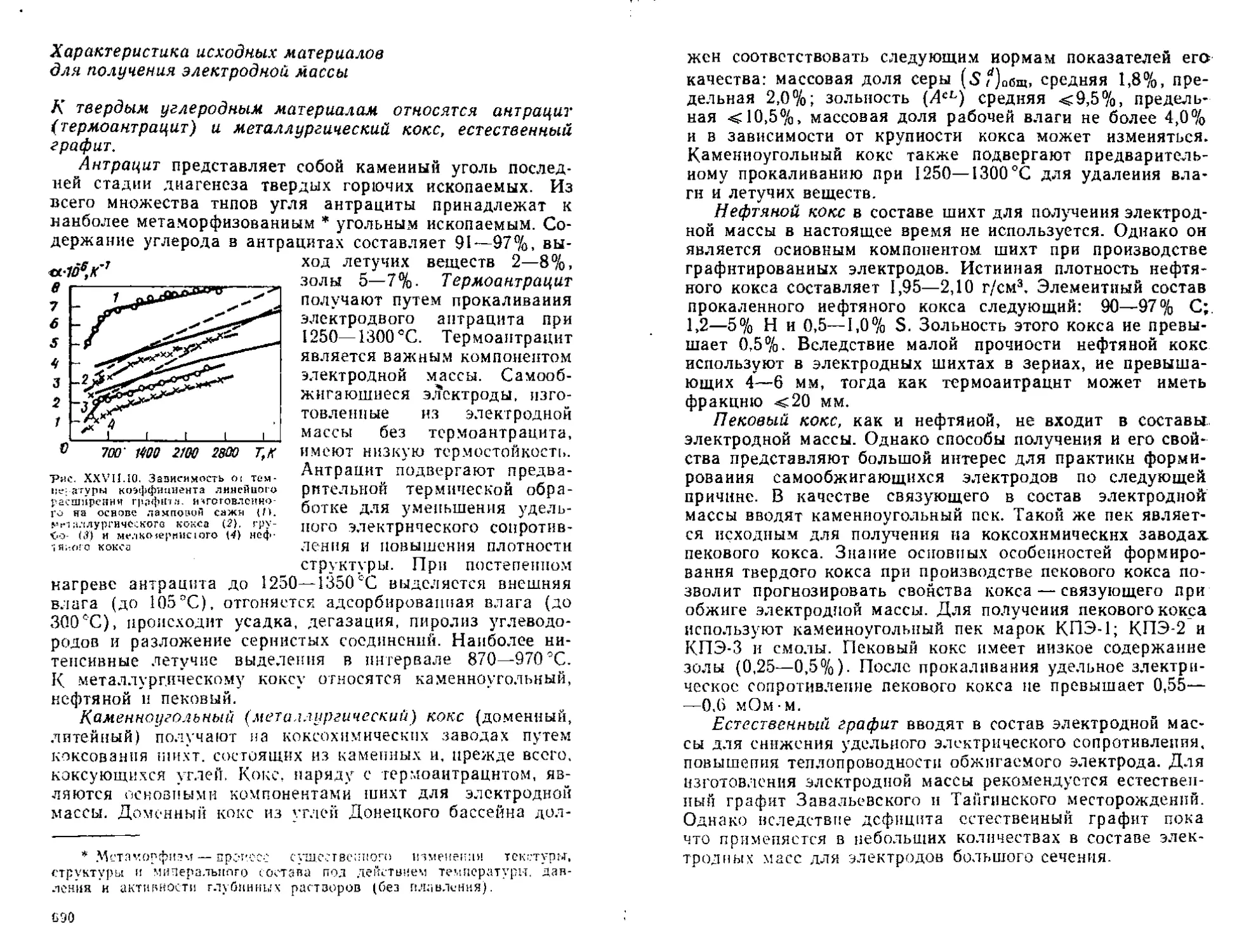
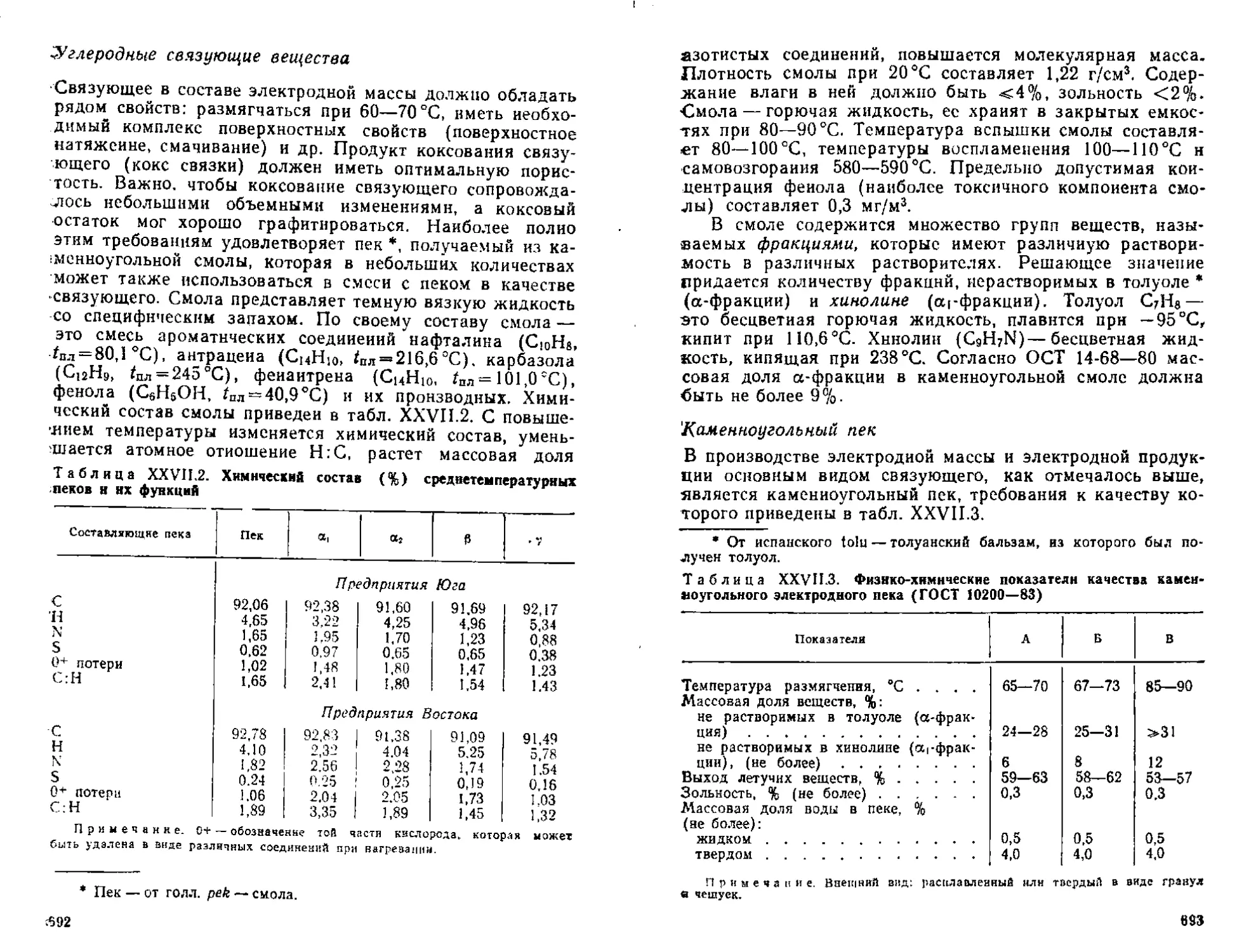
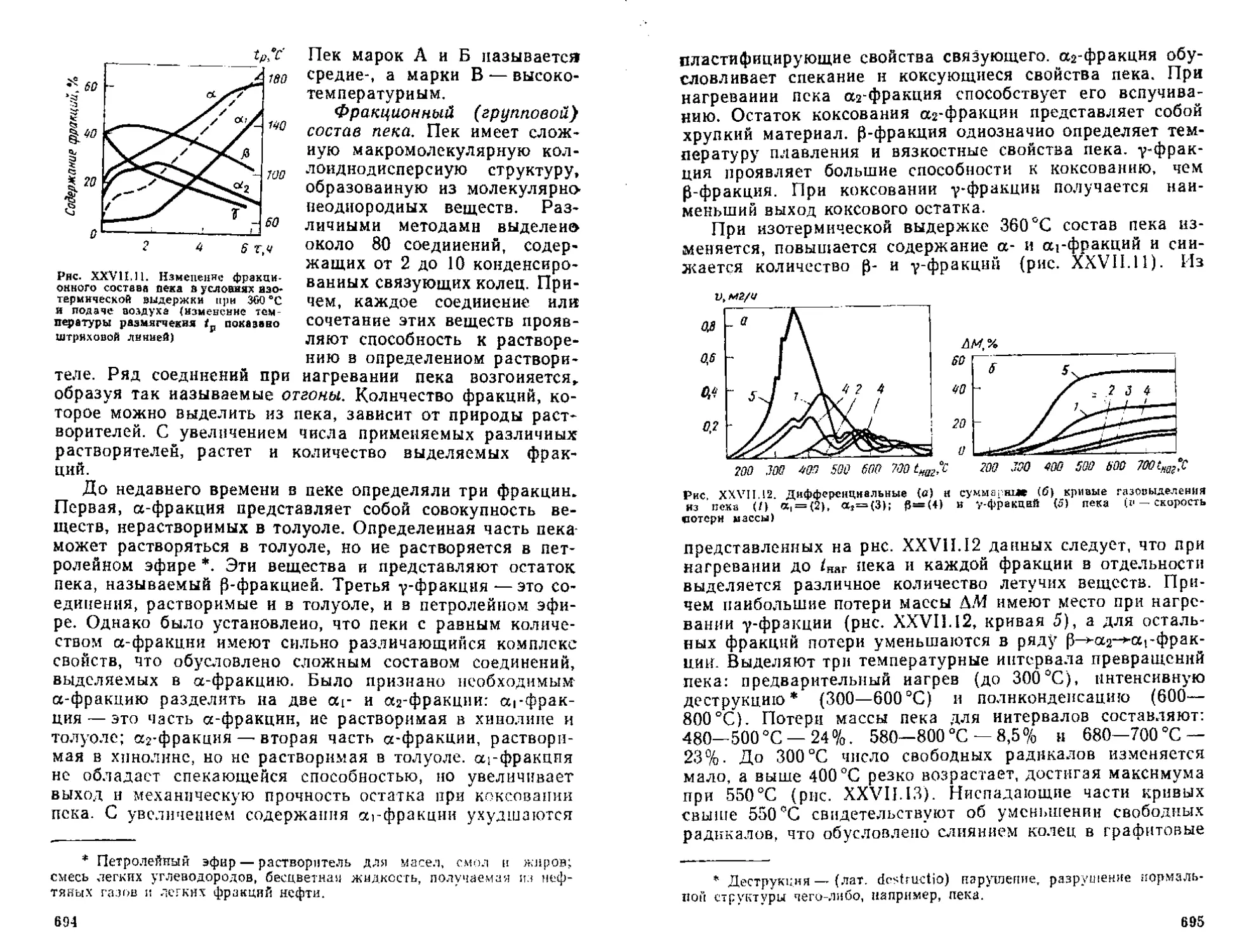
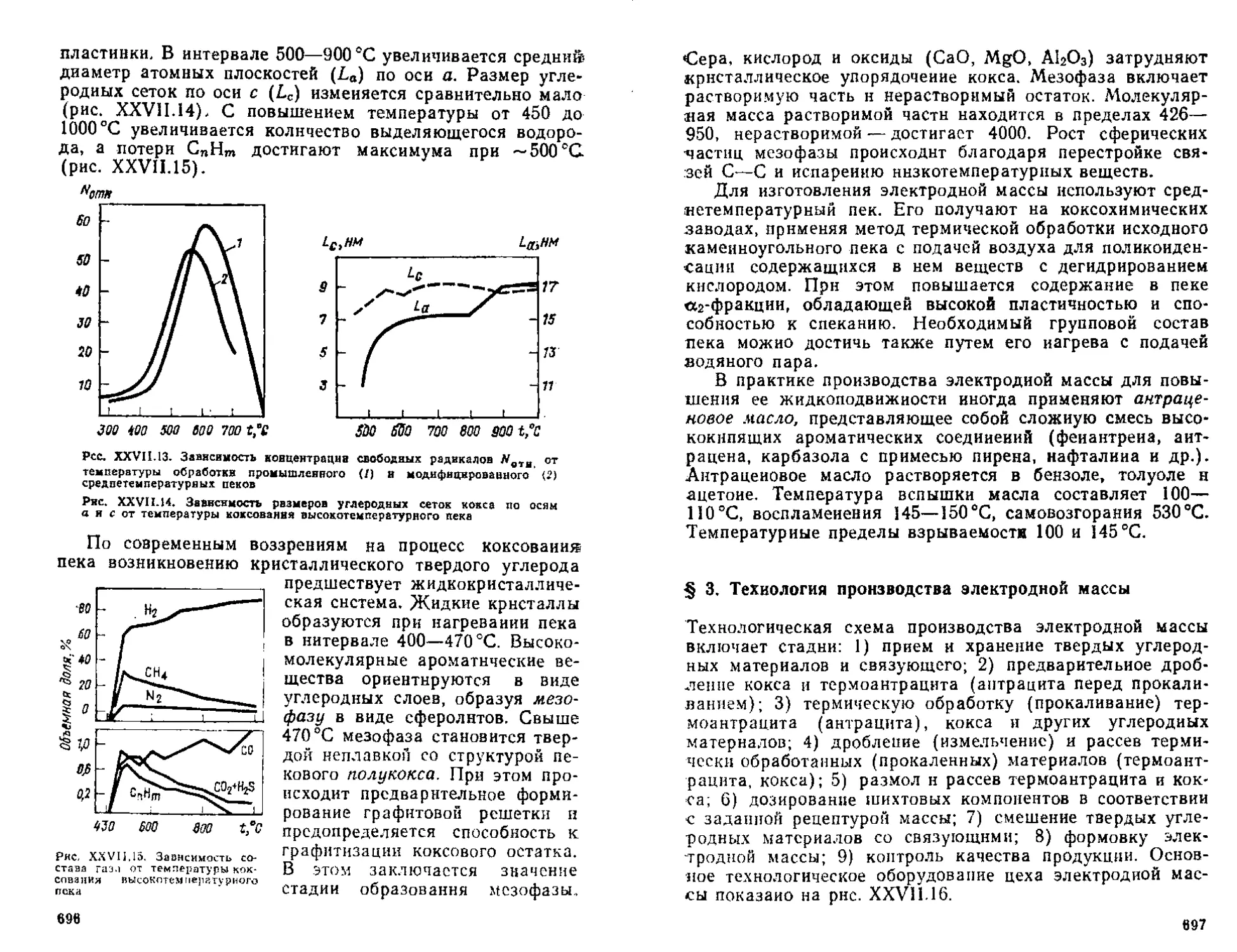
Text
УДК 669.168
Рецензенты: кафедра электрометаллургии стали и ферроспла-
вов Запорожского индустриального института (зав. кафедрой докт.
техн, паук проф. И. П. Казачков}, докт. техн, наук проф. В, А. Гри-
горян
УДК 669.168
Теория и технология производства ферросплавов: Учебпик для ву-
зов/Гаснк М. И.. Лякишев Н. П„ Емлин Б. И. М.: Ме-
таллургия, 1988. 784 с.
Изложены теоретические основы получения ферросплавов электро-
термическими процессами. Рассмотрены свойства элементов и их со-
единений, диаграммы состояния металлических и оксидных систем»
термодинамика и кинетика реакций восстановления оксидов.
Приведена классификация современных ферросплавных процессов
в принципы стандартизации ферросплавов. Описано производство фер-
росплавов на основе кремния, марганца, хрома, вольфрама, молибдена»
ванадия, ниобия, редкоземельных металлов. Рассмотрены вопросы
комплексного и рационального использования сырья. Представлены
технологические параметры и электрические режимы выплавки ферро-
сплавов, особенности их выпуска и разливки.
Для студентов металлургических вузов. Ил. 292. Табл, 204. Биб-
лиогр. список: 120 назв.
УЧЕБНИК .
Михаил Иванович ГАСИК
Николай Павлович ЛЯКИШЕВ
Борне Иванович ЕМЛИН
ТЕОРИЯ И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ФЕРРОСПЛАВОВ
Редактор издательства Е. К. Полторацкая
Художественный редактор Ю. И. Смурыгин
Технический редактор М. II- Воскобой ни кода
Корректоры Ю. И, Королева, Г. Ф. Лобанова
ИБ № 3133
Сдано в набор 09.06.87. Подписано в печать 17.11.87, Т-24012. Формат бумаг»
84Х tO8'S;. Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Уел, печ. л. 41.16. Уел. кр.-отт. 41,37. Уч.-нзд. л. 44,04. Тираж 4250 эк:*. .Заказ
№ 232. Цена I р. 80 к. Изд. № 1241.
Ордена Трудового Красного Знамени издательство «Металлургия»
Л9857. ГСП. Москва. Г~34. 2-й Обыденский пер., д. 14
Областная книжная типография.
320091, г. Днепропетровск, ул. Горького, 20.
„ 2602000000-032
Г 040(01)—88 3‘J—87<
ISBN 5-229-00418-5
*М$^л л у тги я>, 1988.
—' 2-1 гроеггокт, 4 ।
ОГЛАВЛЕНИЕ
Сокращенные названия предприятий и институтов..................................... 8
Предисловие ...................................................................... 9
Введение 11
Глава 1. Классификация ферросплавных процессов ... 18
§ 1. Классификация и назначение ферросплавов....................18
§ 2. Общие требования к качеству ферРосп-1авов .... 24
§ 3. Виды ферросплавных процессов...............................26
§ 4. Особенности различных типов ферросплавных процессов . 33
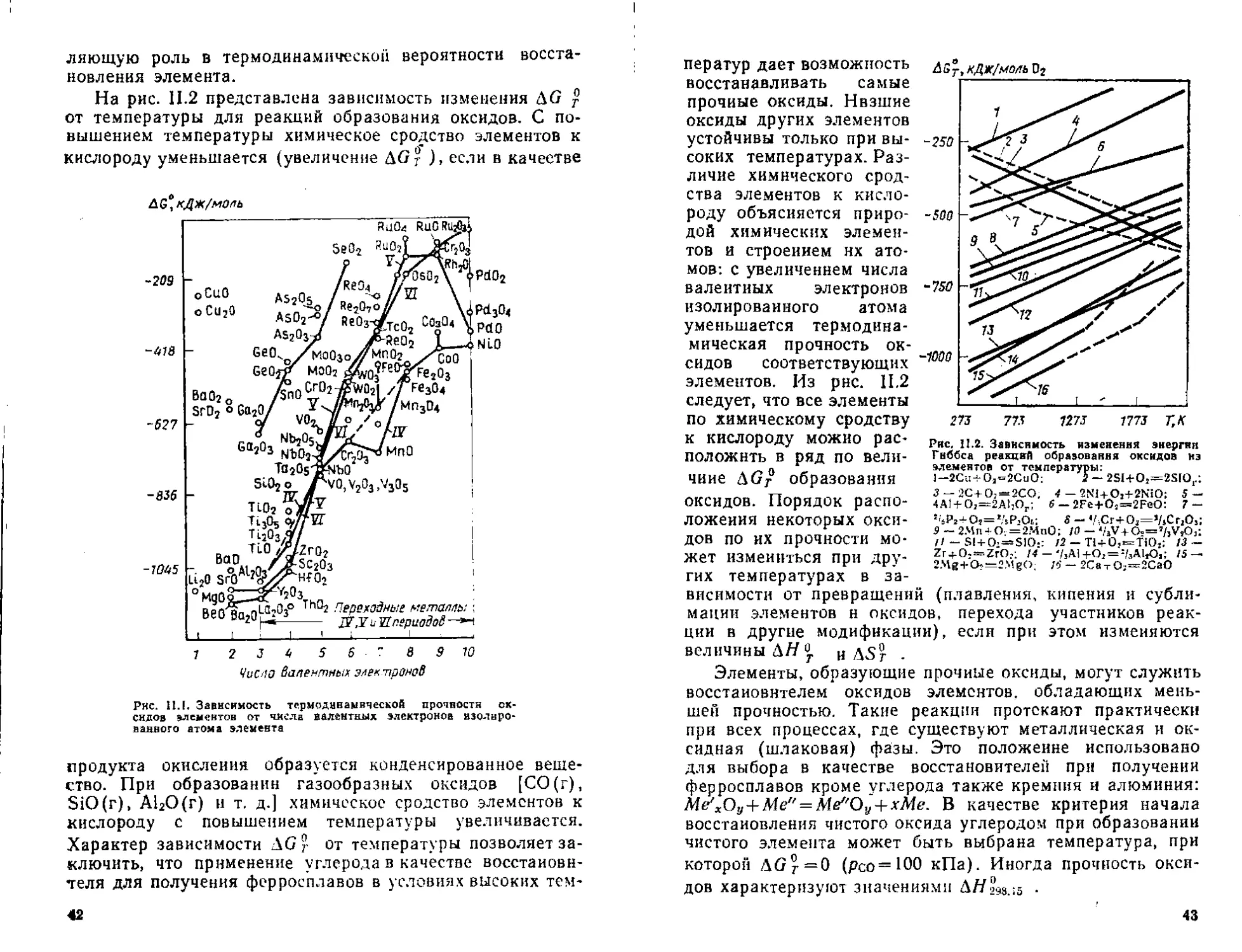
Глава 11. Основы теории получения ферросплавов ... 39
$ I. Химическое сродство элементов к кислороду....................................39
§ 2, Роль металлических растворов при получении ферросплавов 44
§ 3. Шлаки ферросплавного производства............................................54
§ 4. Полиморфизм минералов руд л шлаков...........................................65
Глава ]Ц. Электротермия кристаллического кремния и кар-
бида кремния .................................................75
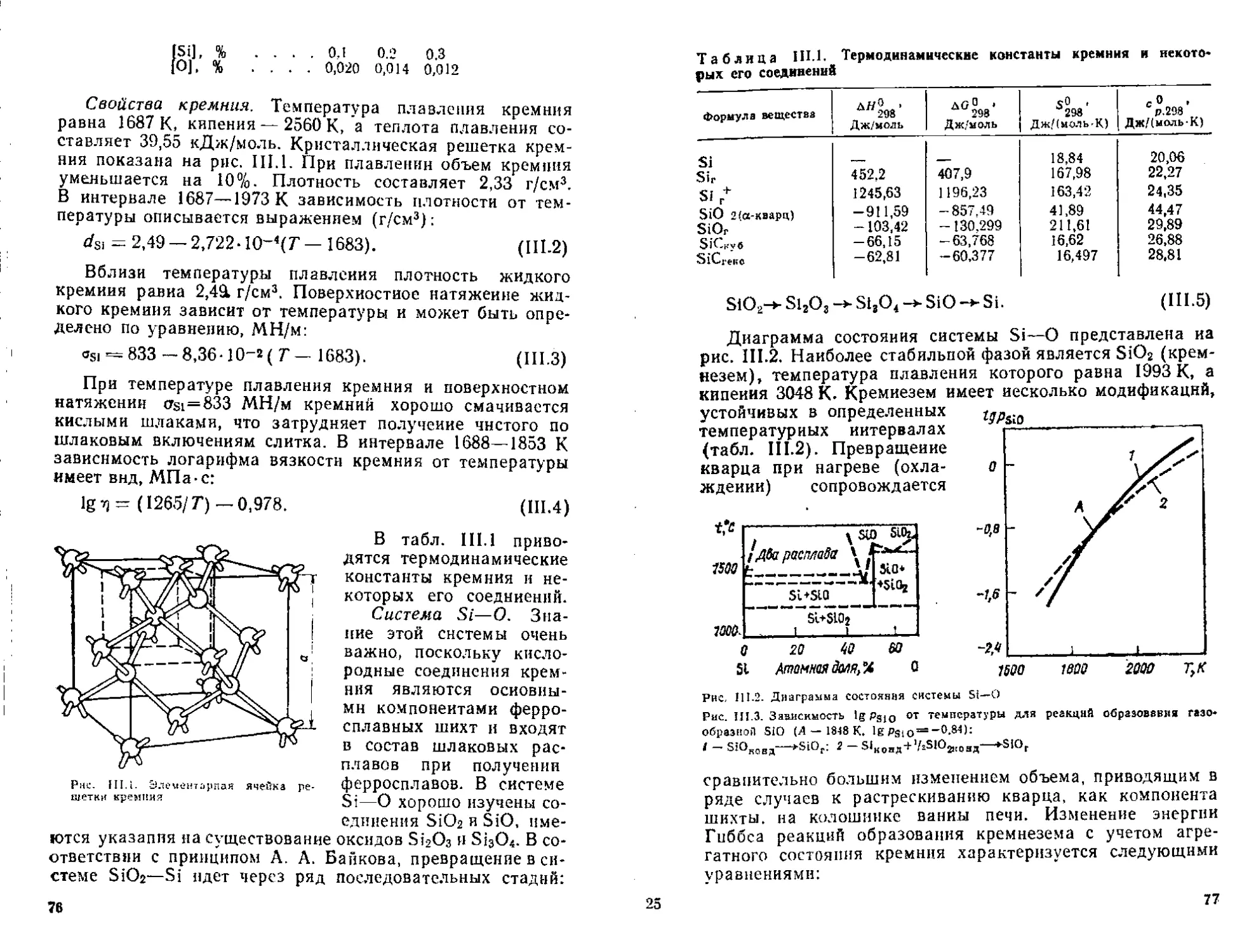
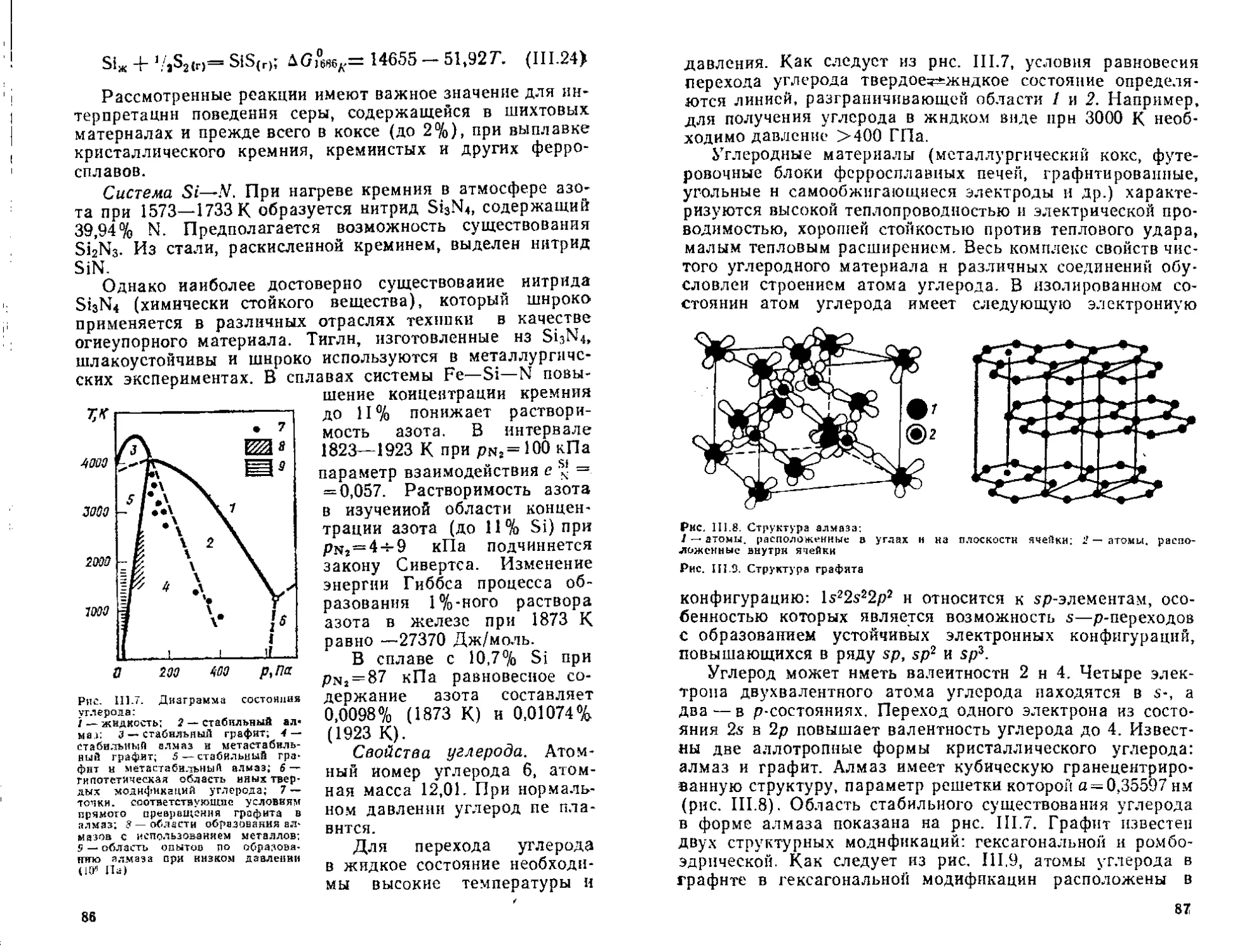
§ 1. Свойства кремния, углерода и их соединений .... 75
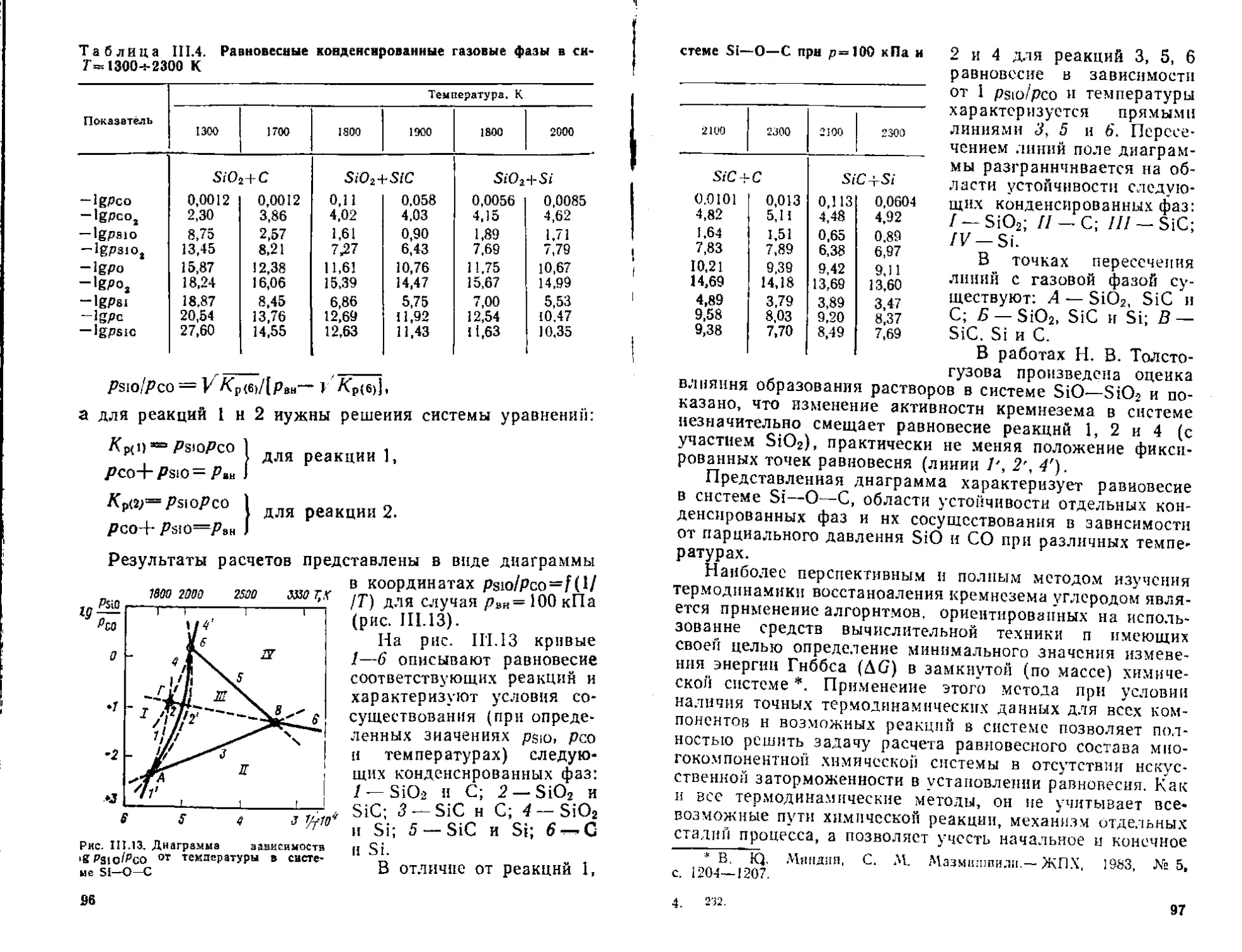
§ 2. Теоретические основы восстановления кремнезема углеродом 91
§ 3. Требования к качеству углеродистых восстановителей . . 100
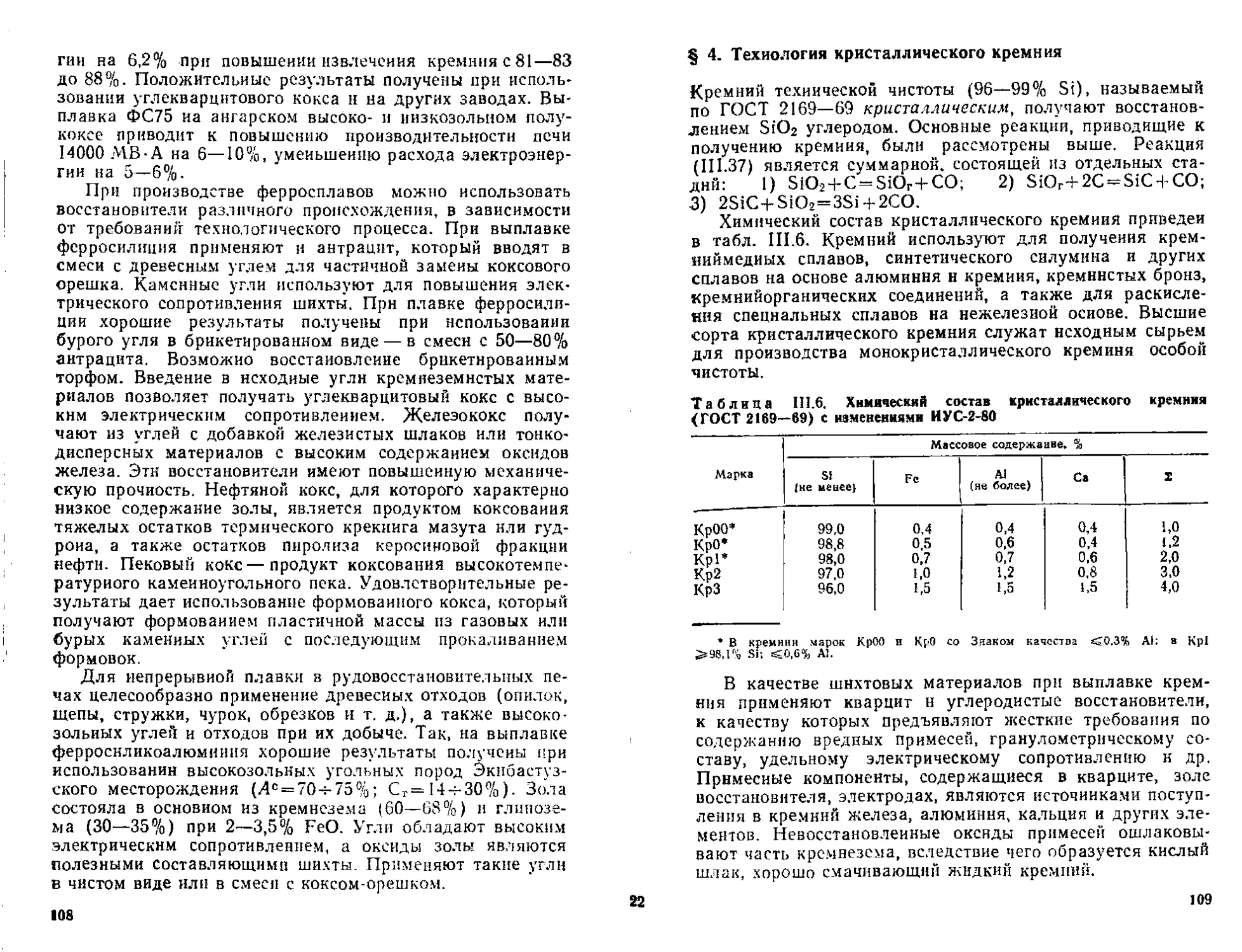
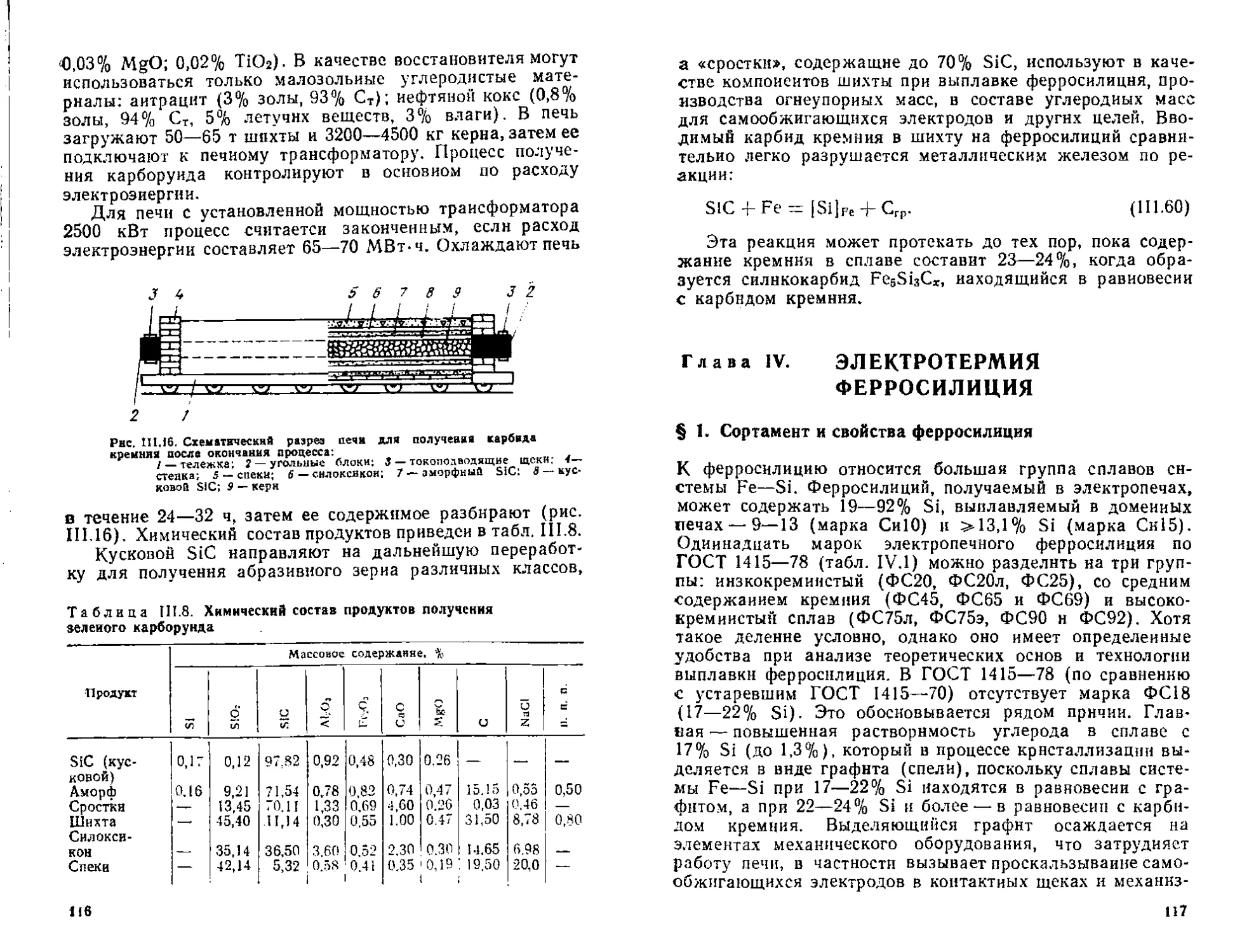
§ 4. Технология кристаллического кремния........................................109
§ 5. Технология карбида кремния ................................................ 114
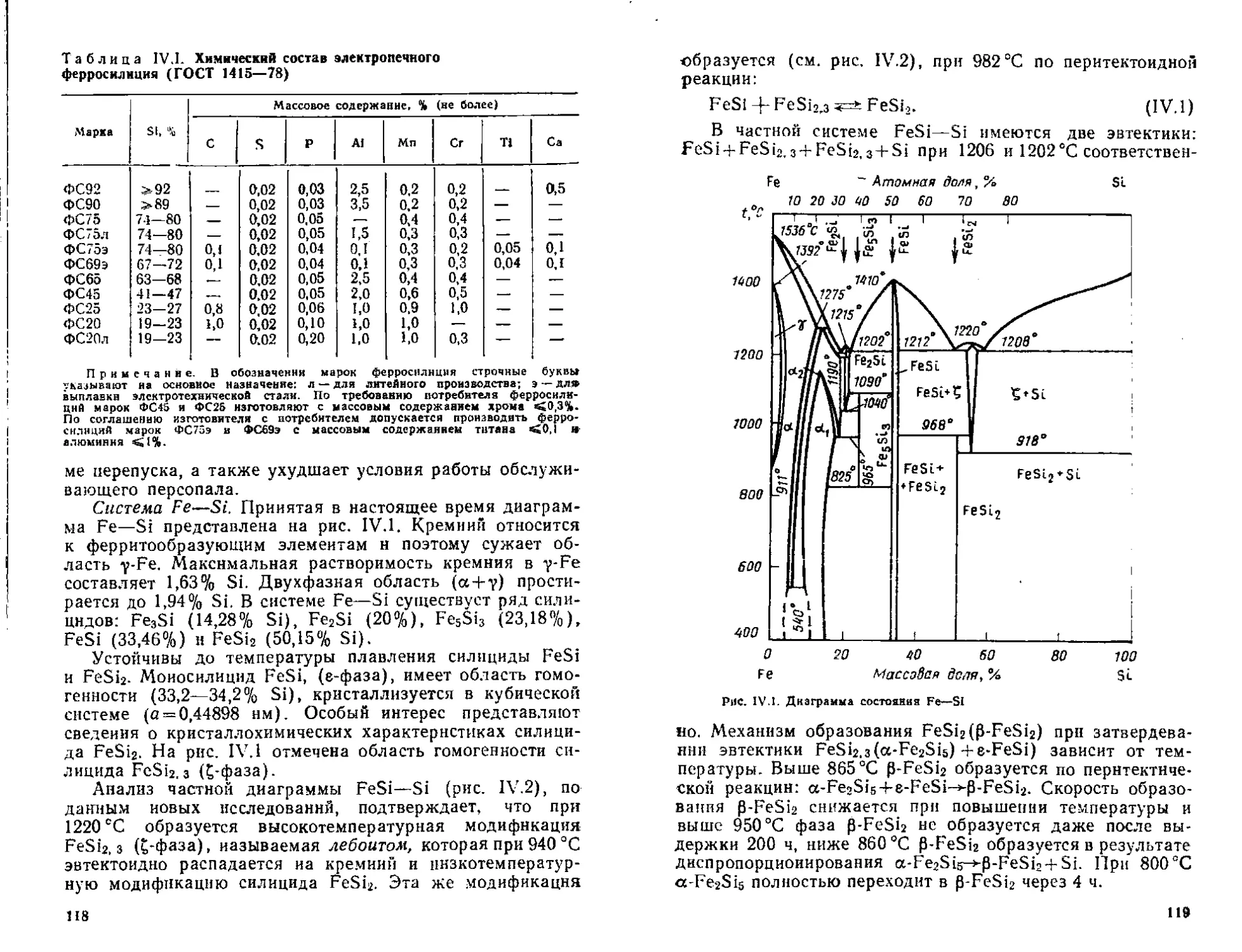
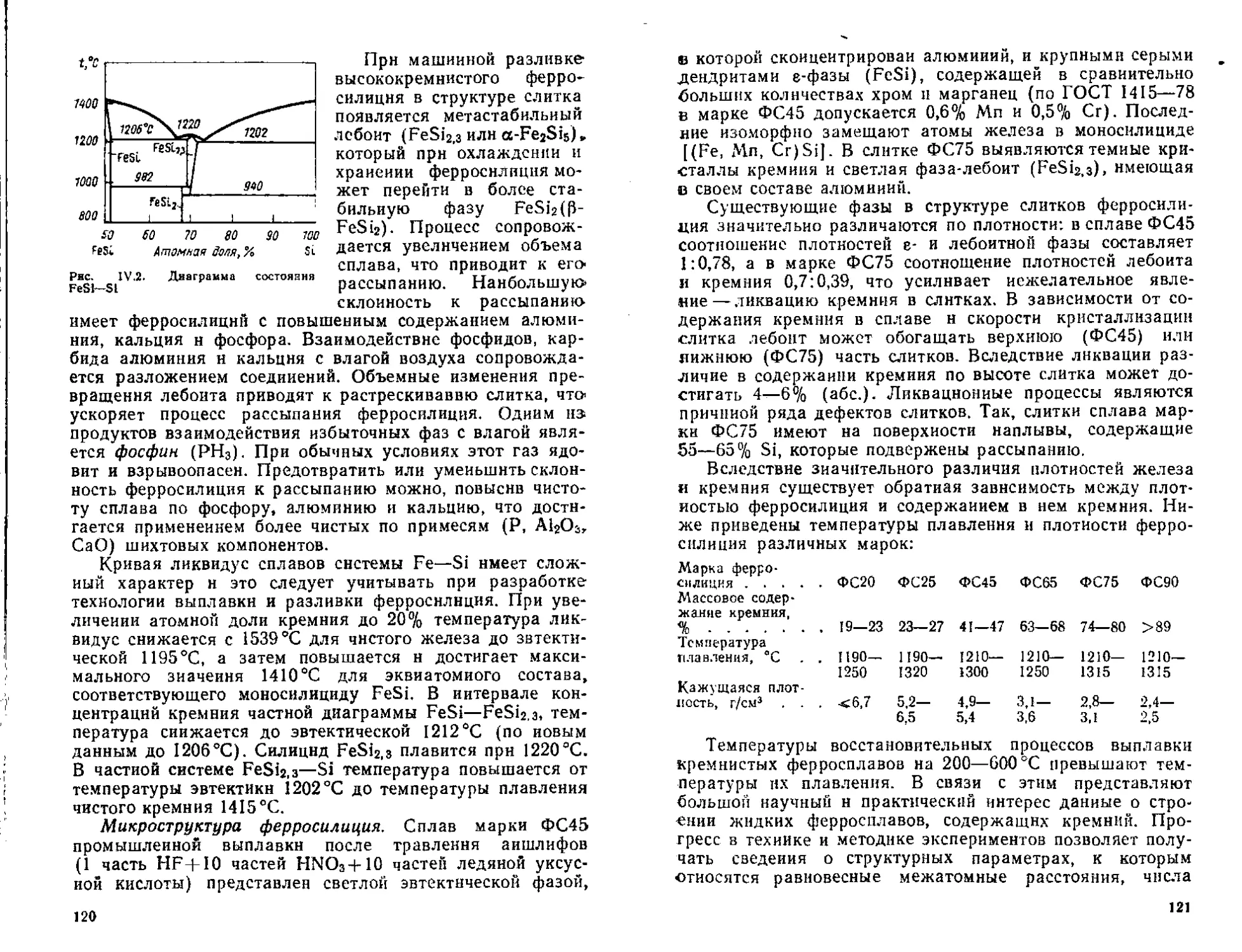
Глава IV. Электротермия ферросилиция.............................................117
§1. Сортамент и свойства ферросилиция............................................117
$ 2. Теоретические основы восстановления кремнезема углеро-
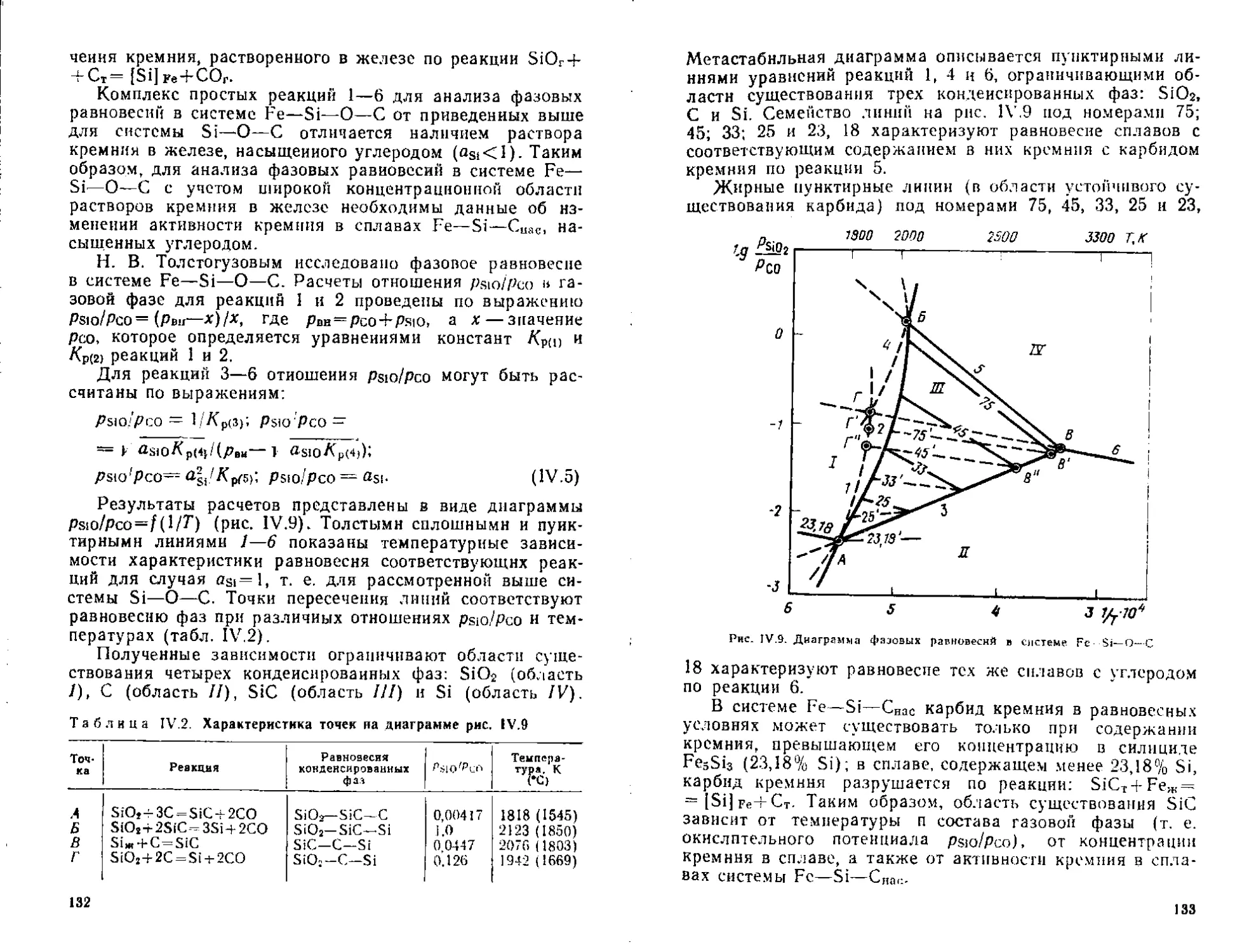
дом при получении ферросилиция...........................130
§ 3. Технология ферросилиция.....................................................134
Глава V. Кремнистые ферросплавы щелочноземельных ме-
таллов ......................................153
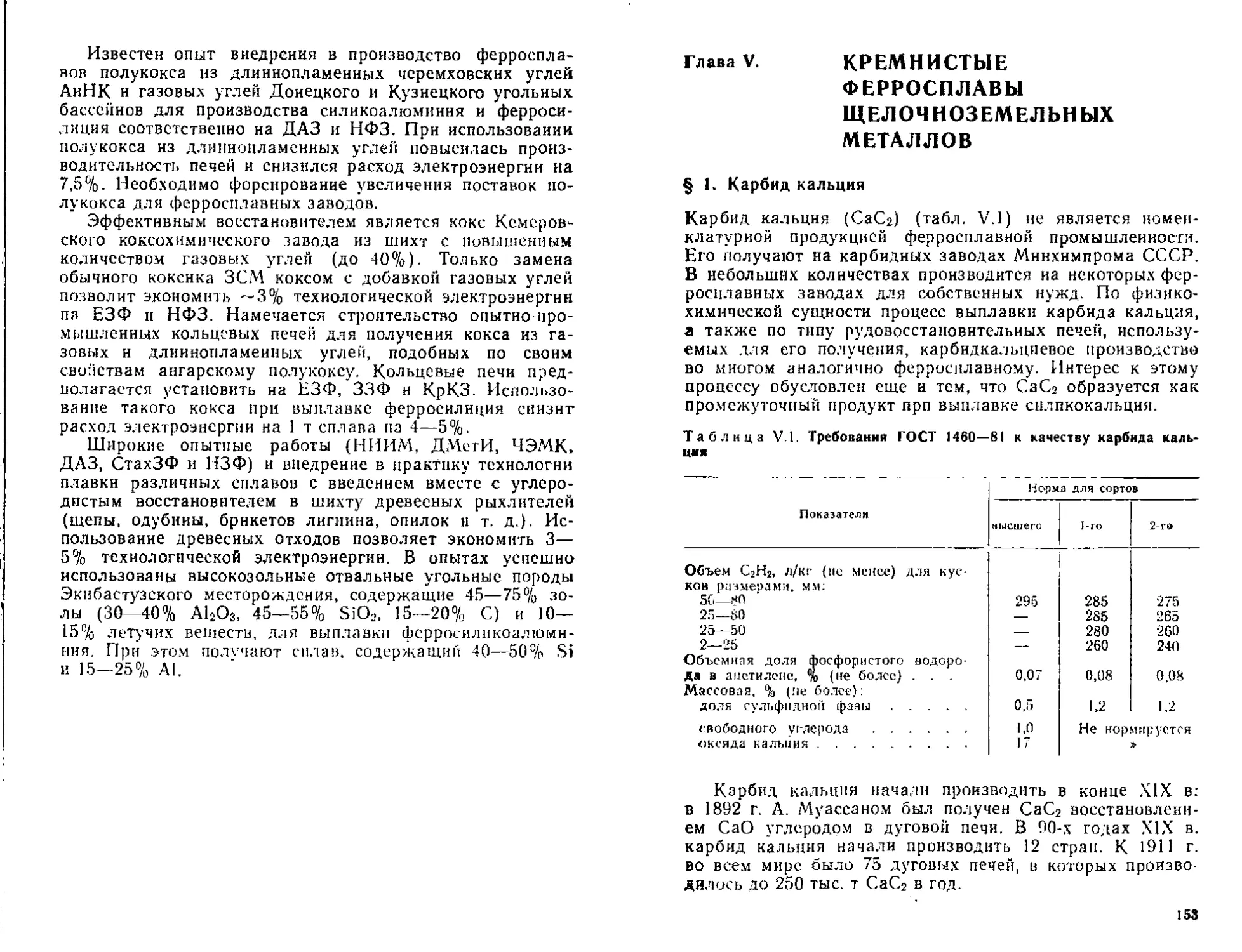
§ 1. Карбид кальция . .................................153
§ 2. Силнкокальцнй ...............................................158
§ 3. Снлнкобарнй ...............................................168
§ 4. Спликостронций ...............................................170
§ 5. Снлнкомагний ...............................................172
§ 6. Ферробериллий .............................................. 174
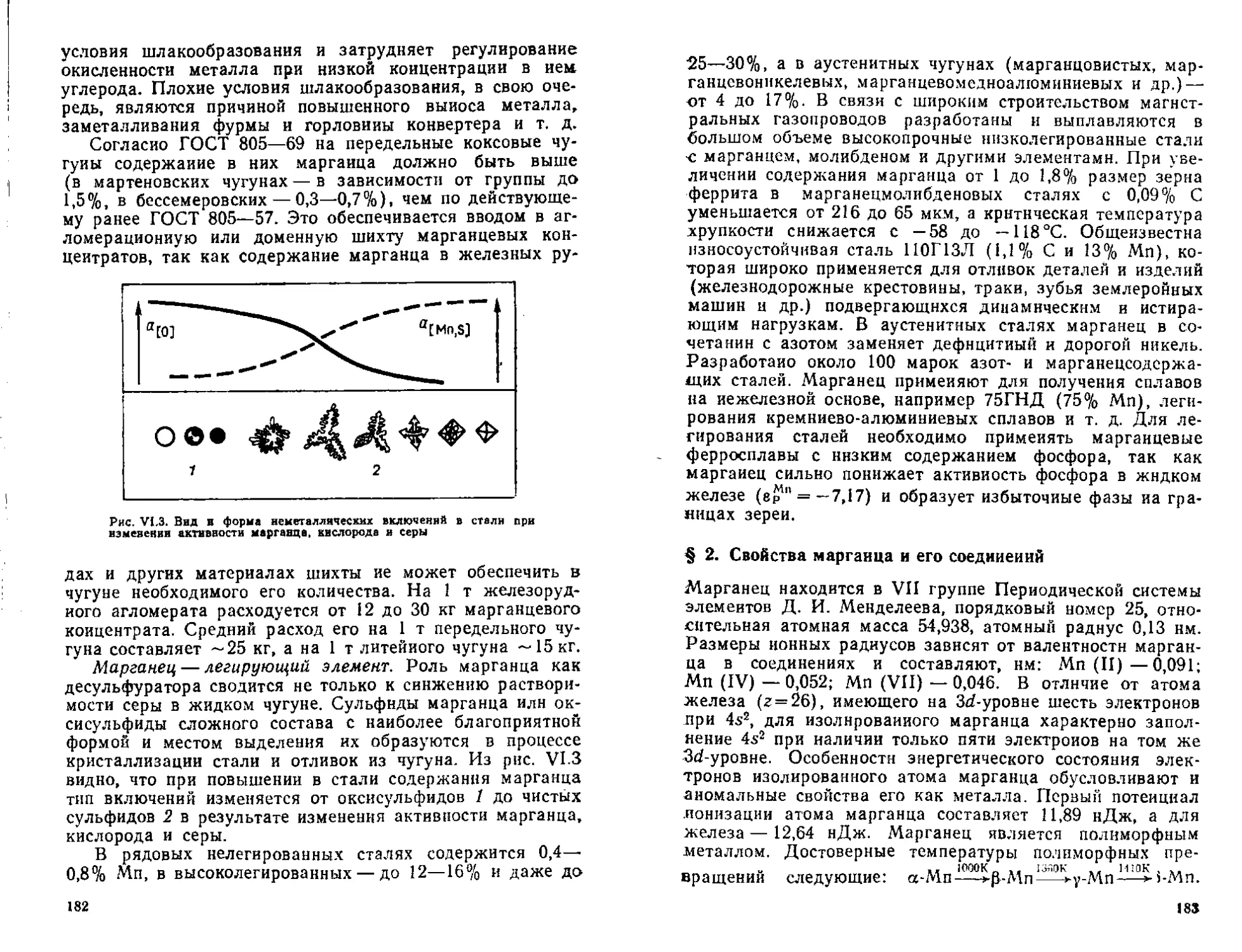
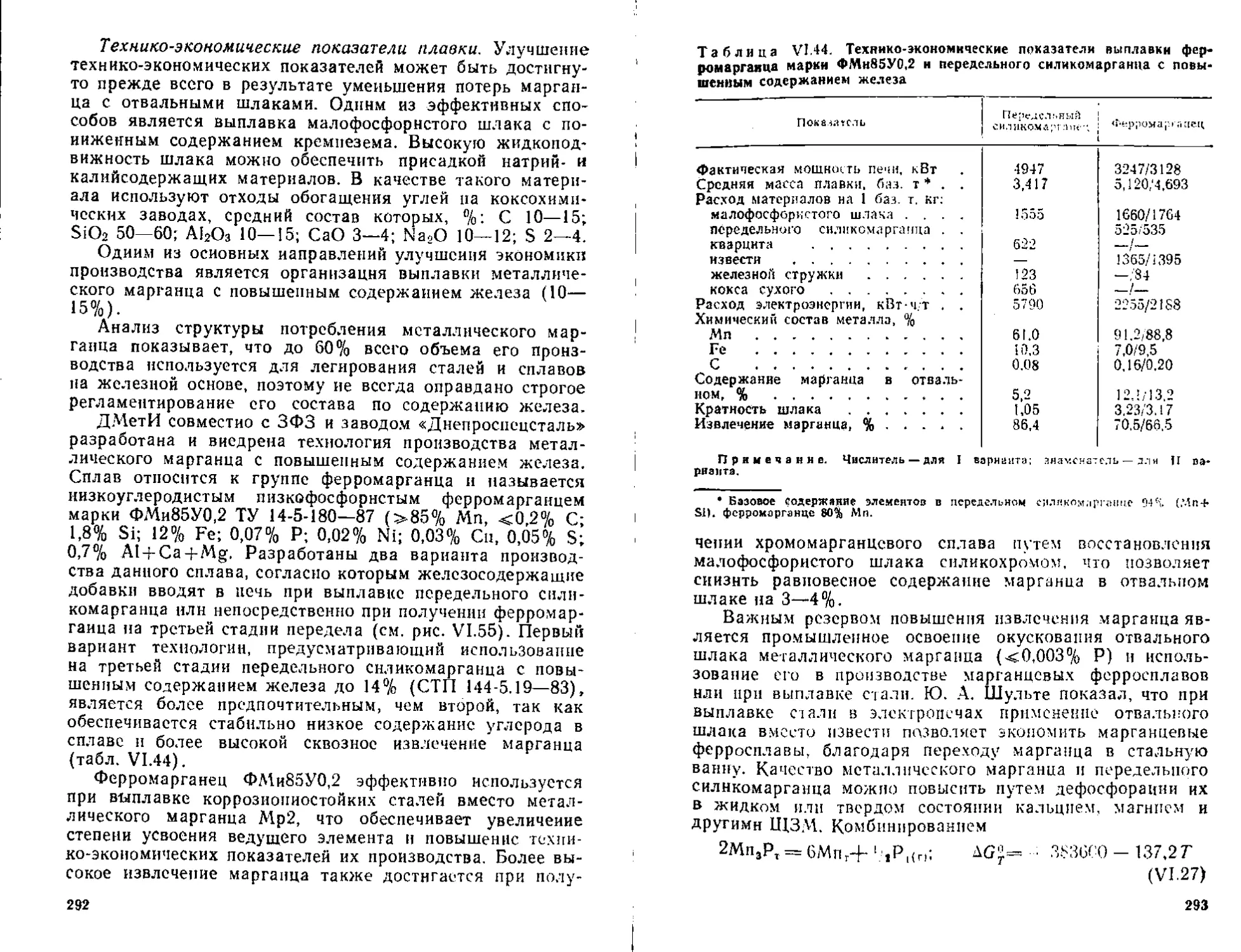
Глава VI. Марганец и его сплавы..................................................178
§ 1. Области применения марганца и его сплавов . . . . 178
§ 2. Свойства марганца и его соединений.....................183
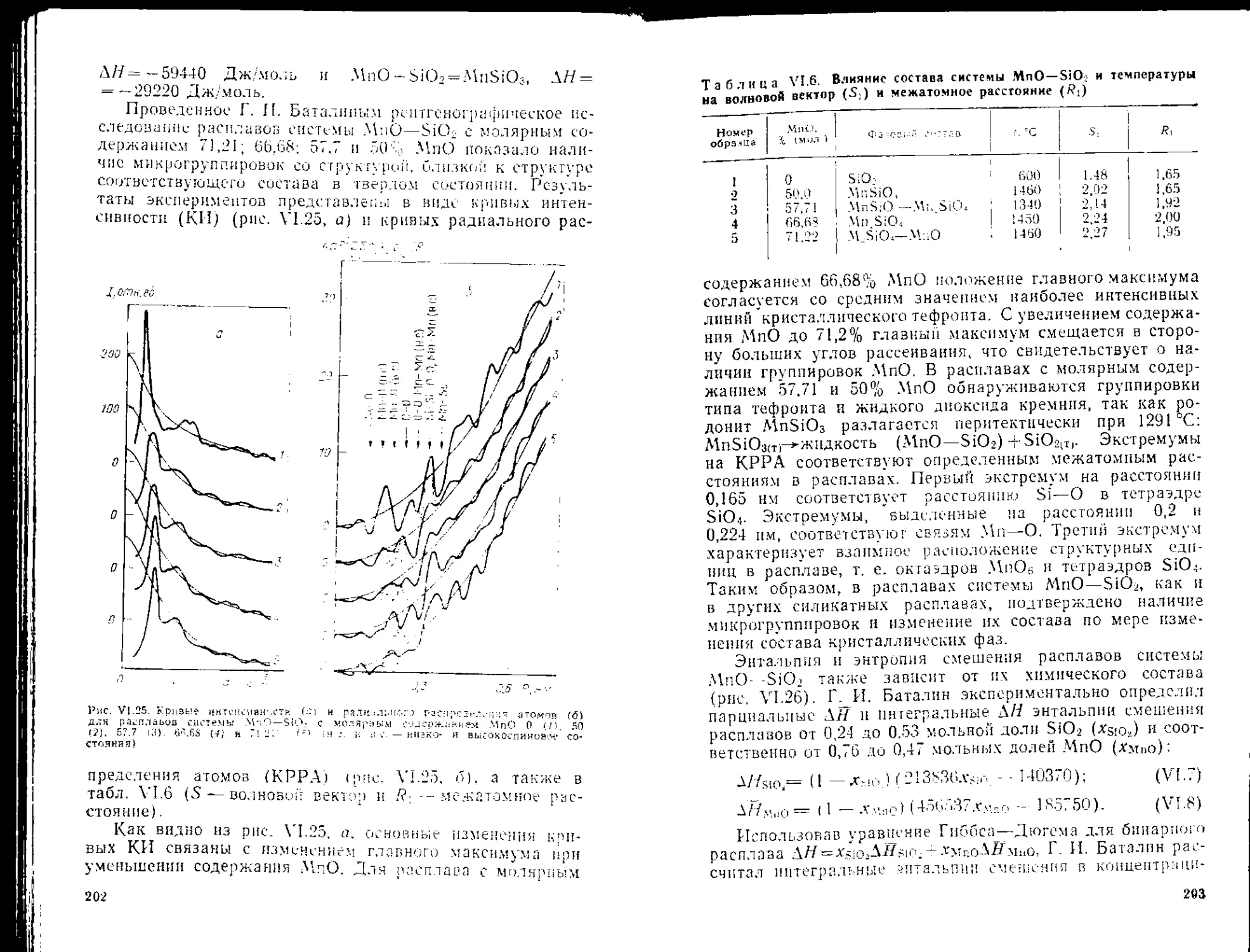
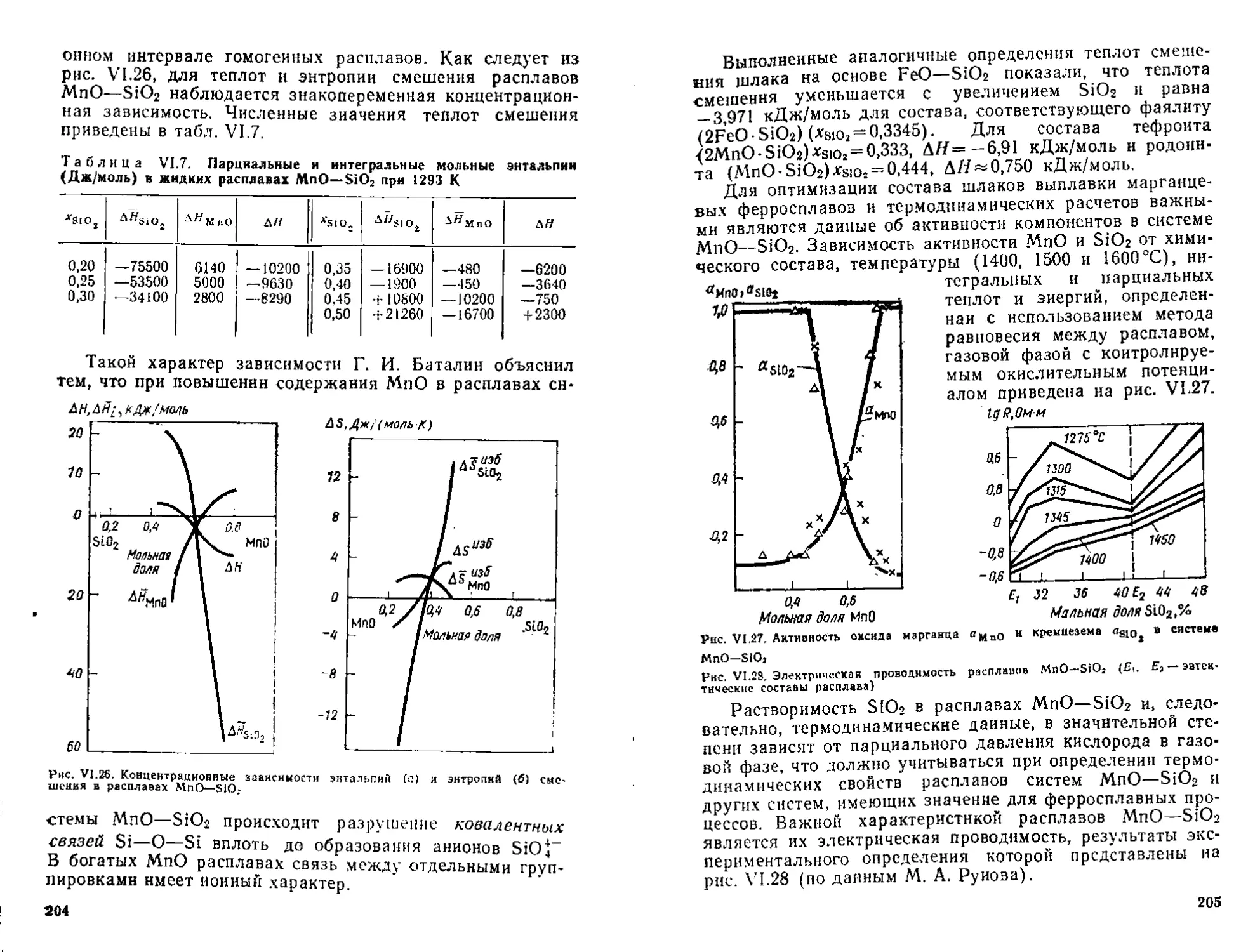
§ 3. Термическая диссоциация оксидов марганца ........... 198
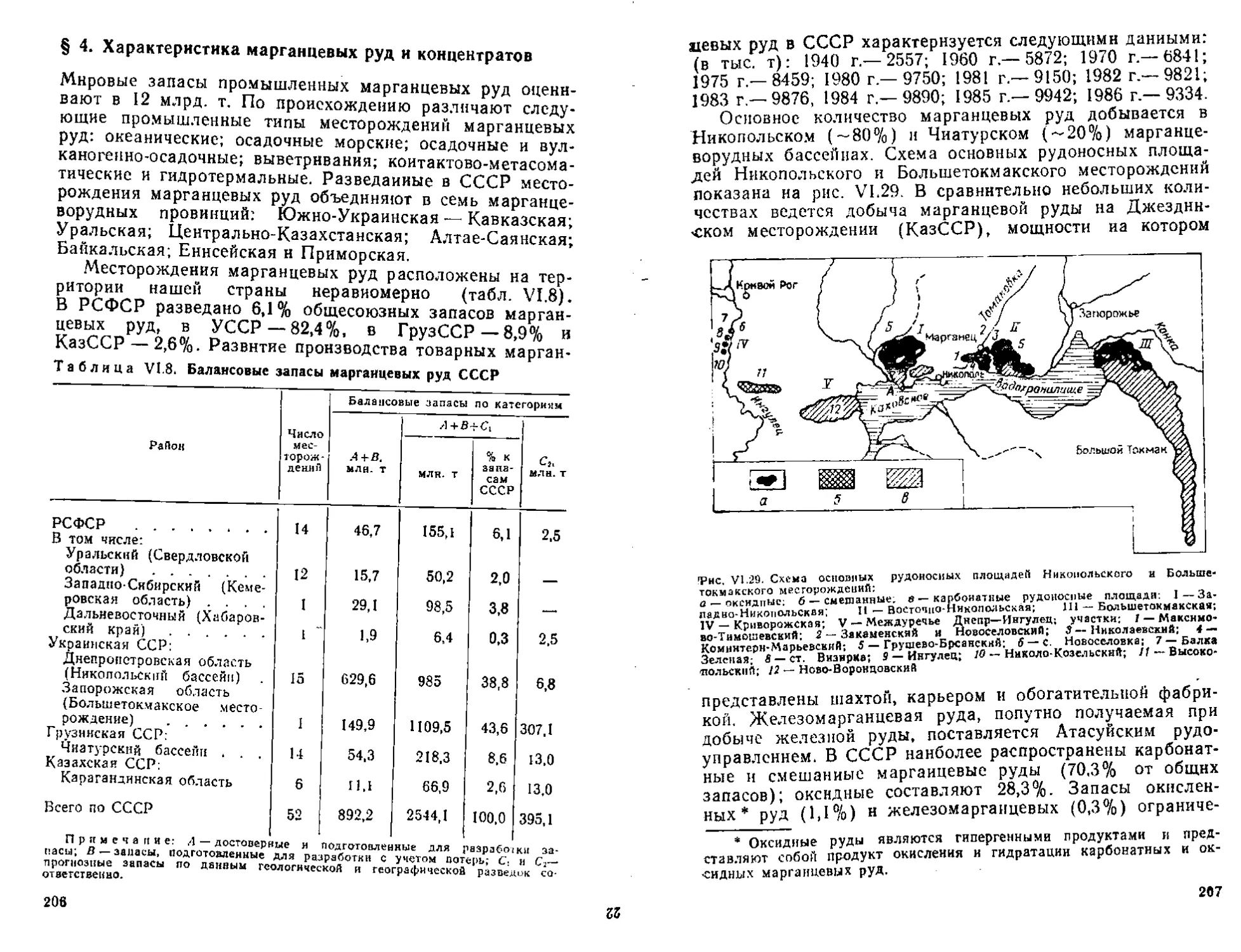
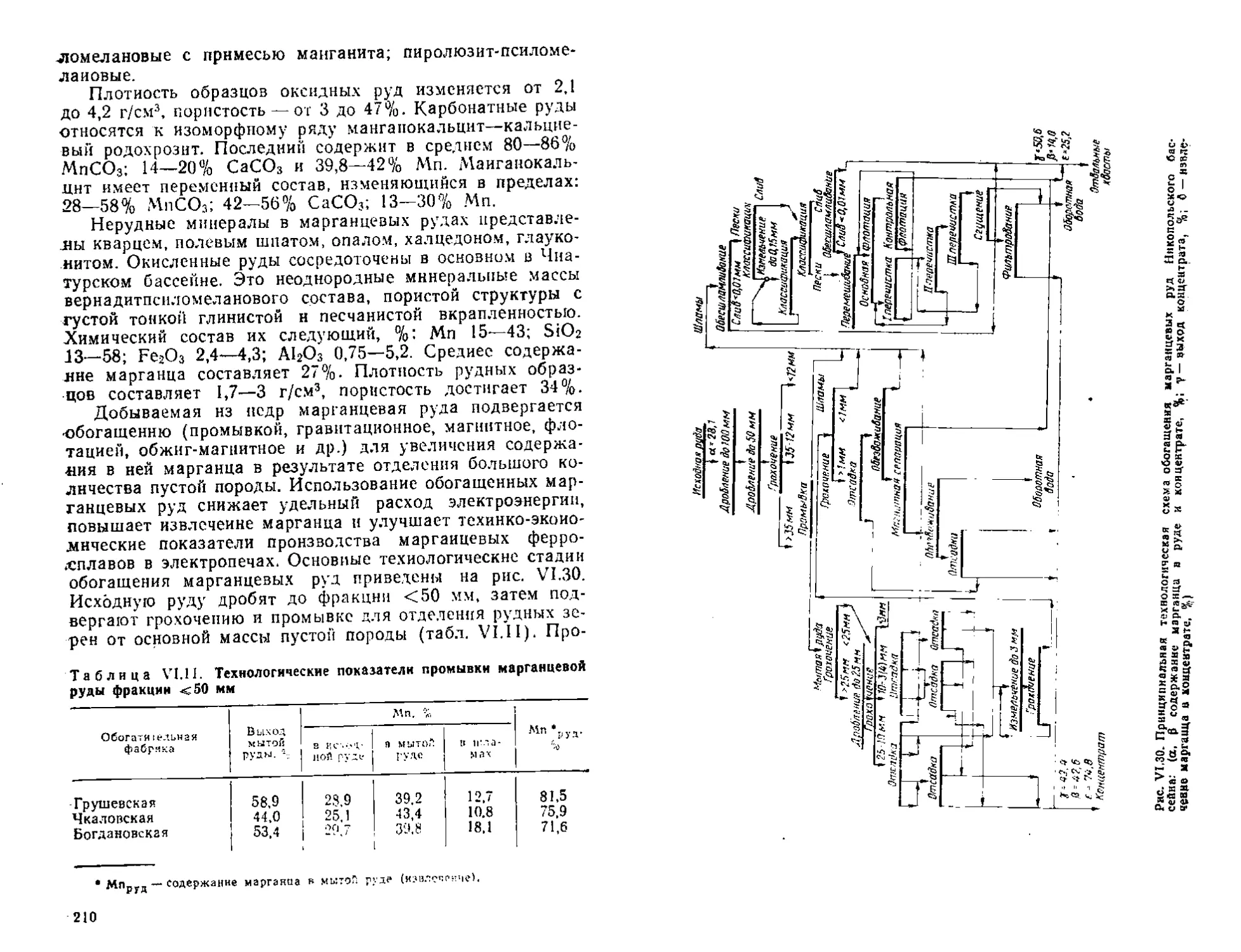
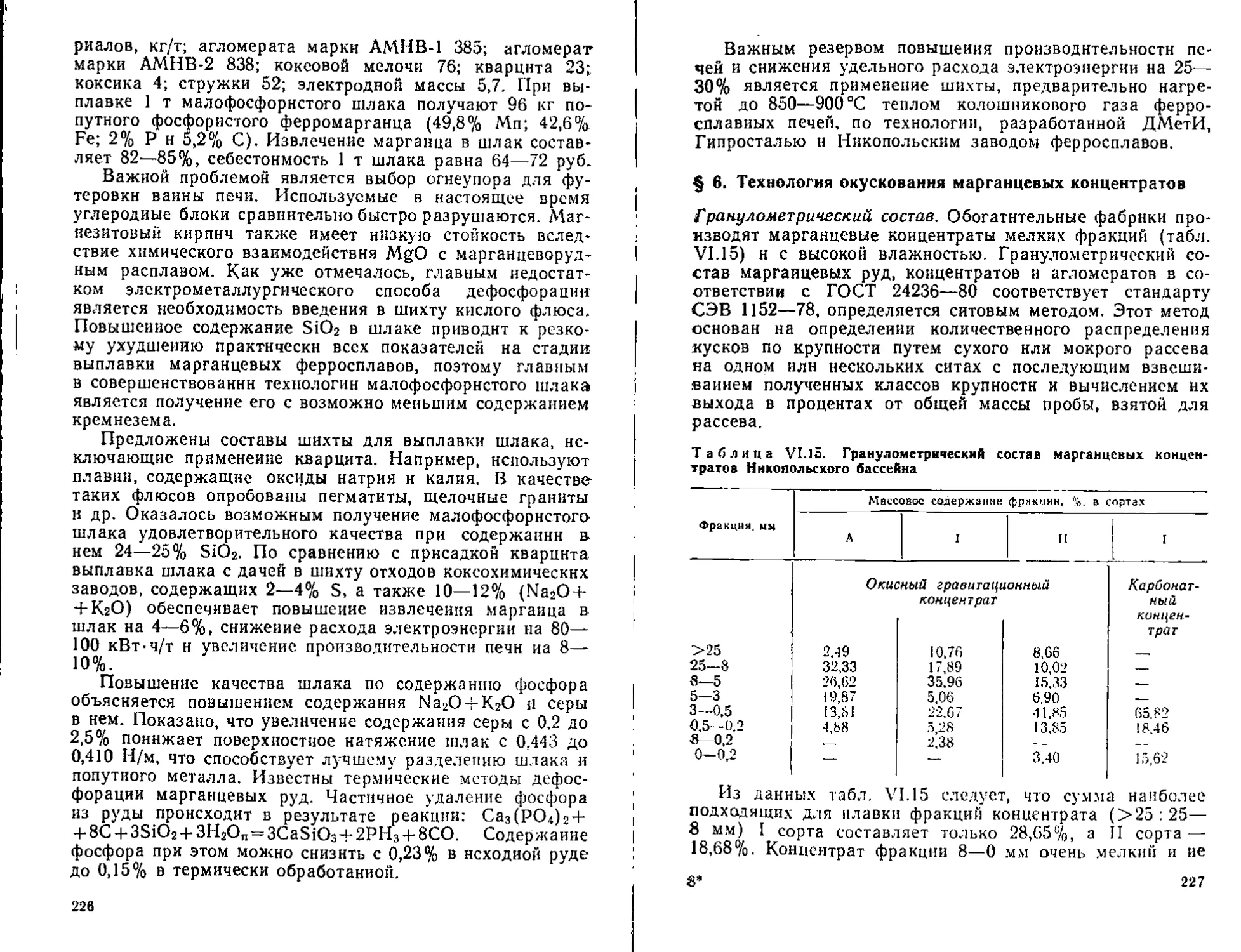
§ 4. Характеристика марганцевых руд и концентратов . . . 206
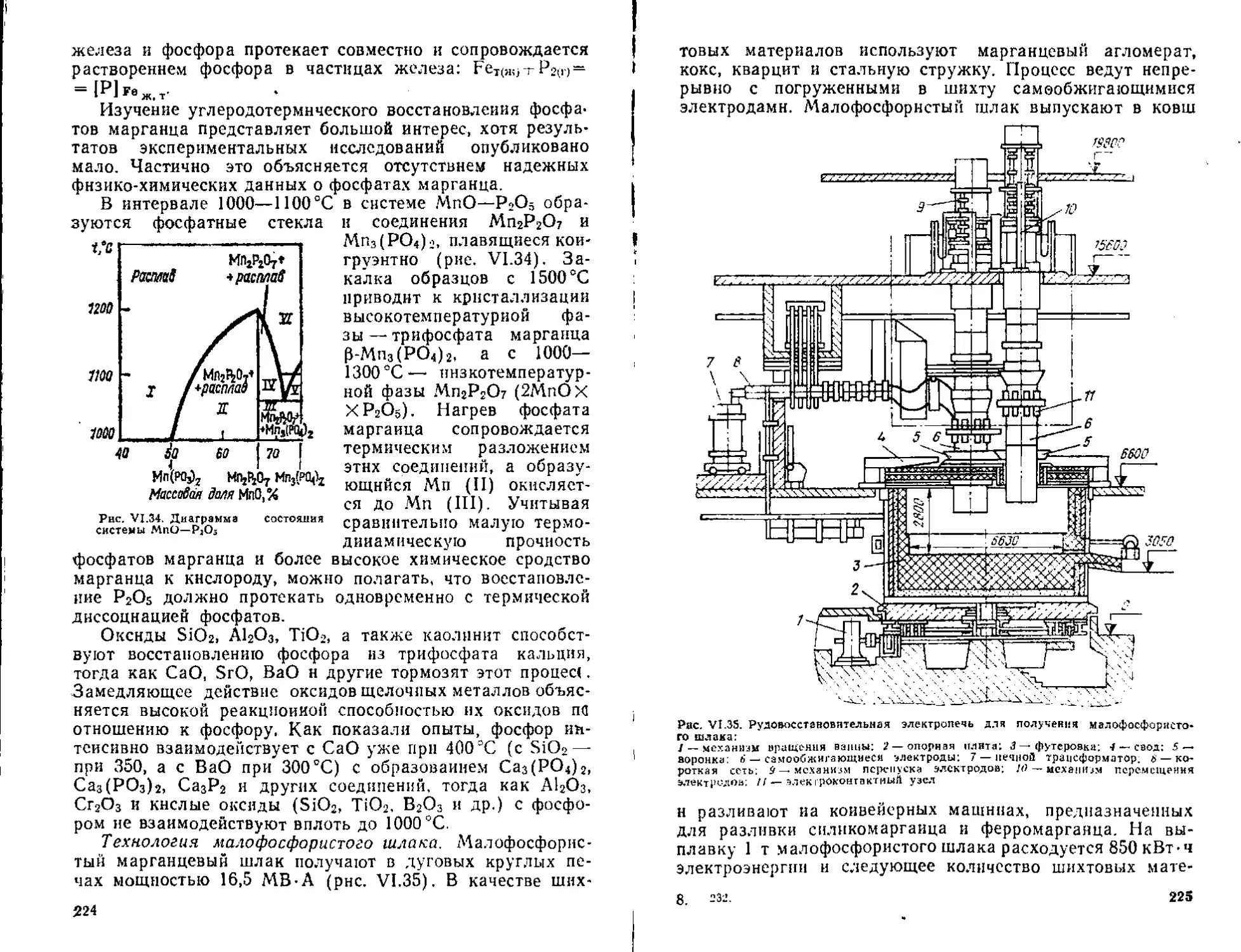
§ 5. Дефосфорация марганцевых концентратов.......................................217
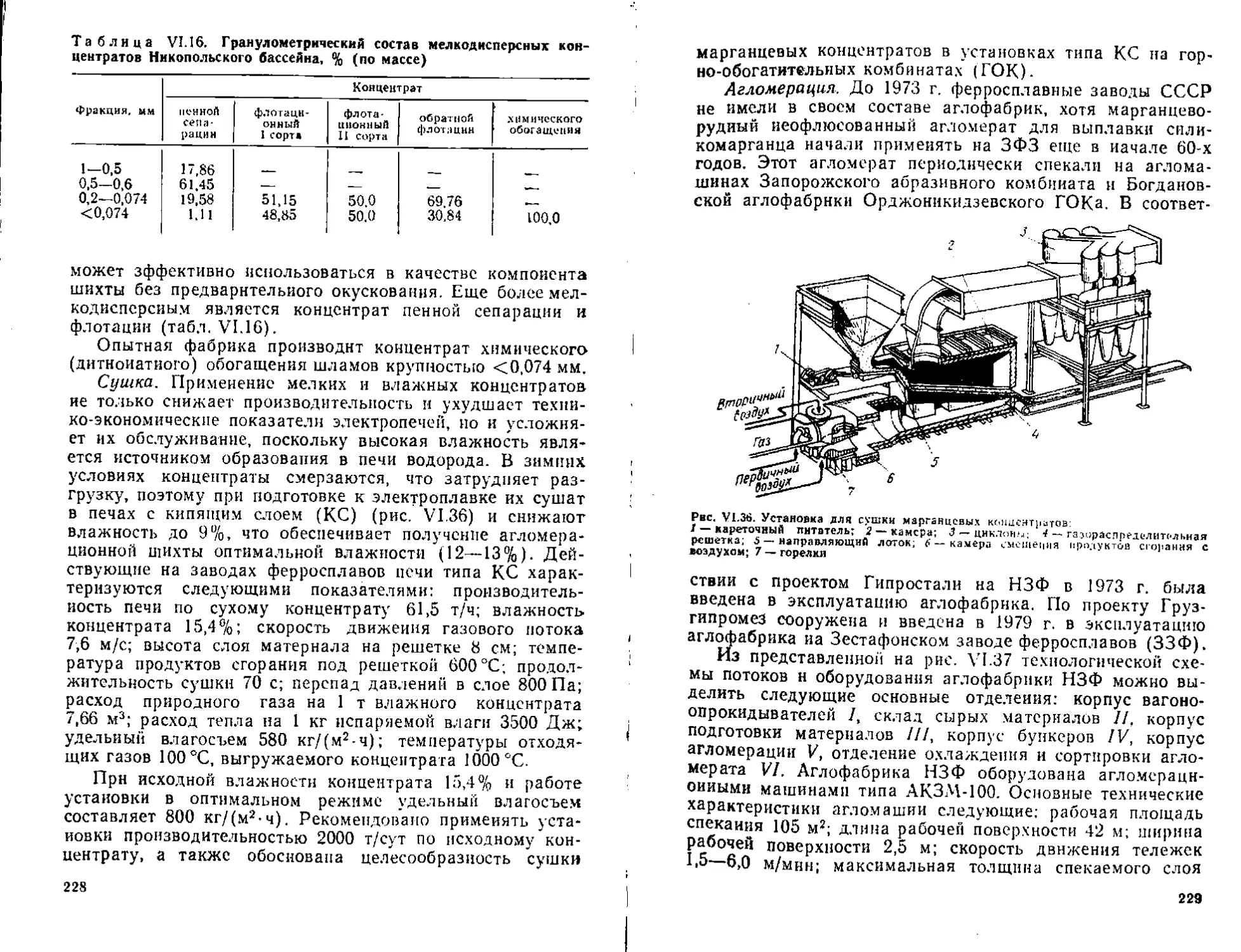
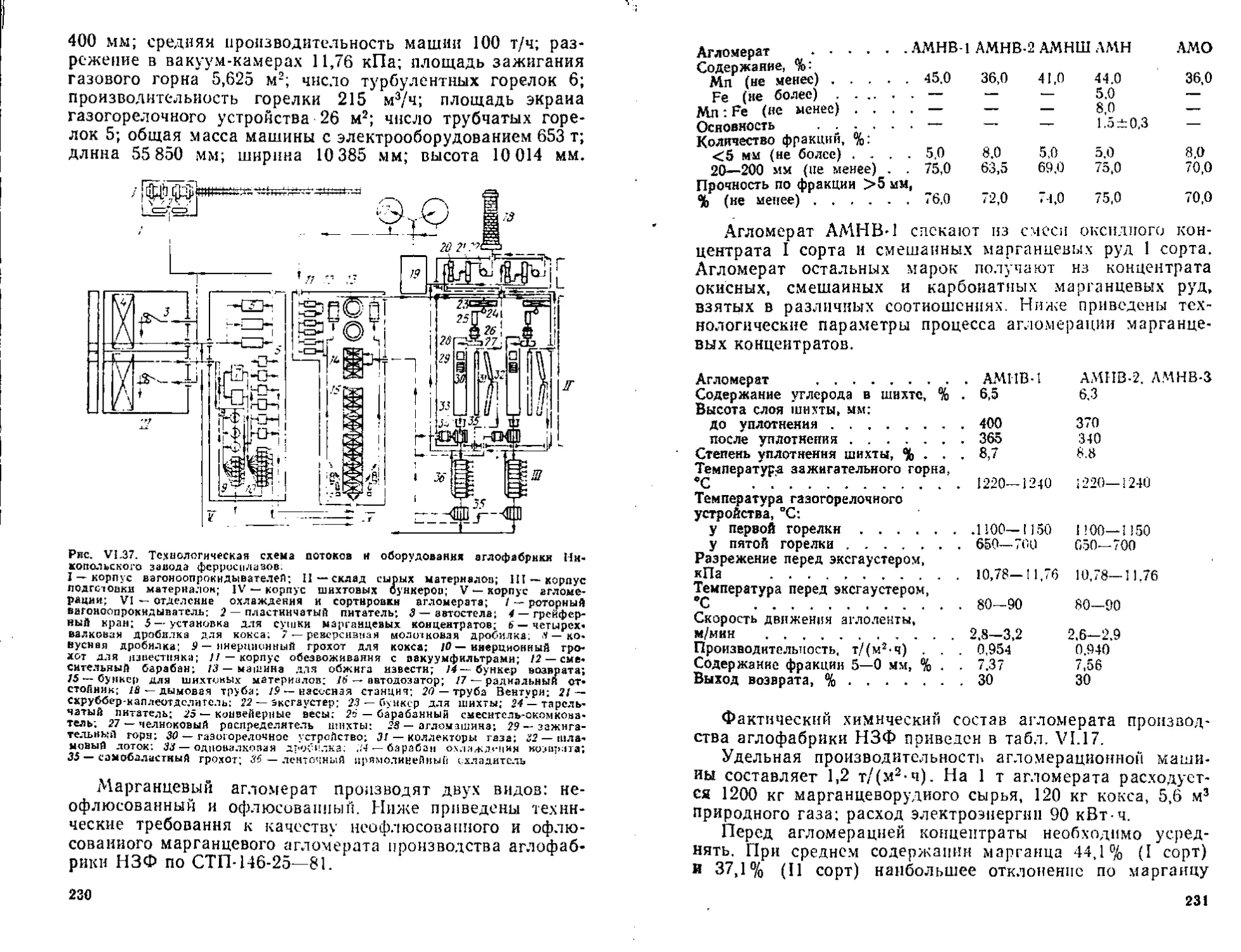
§ 6. Технология окускования марганцевых концентратов . . . 227
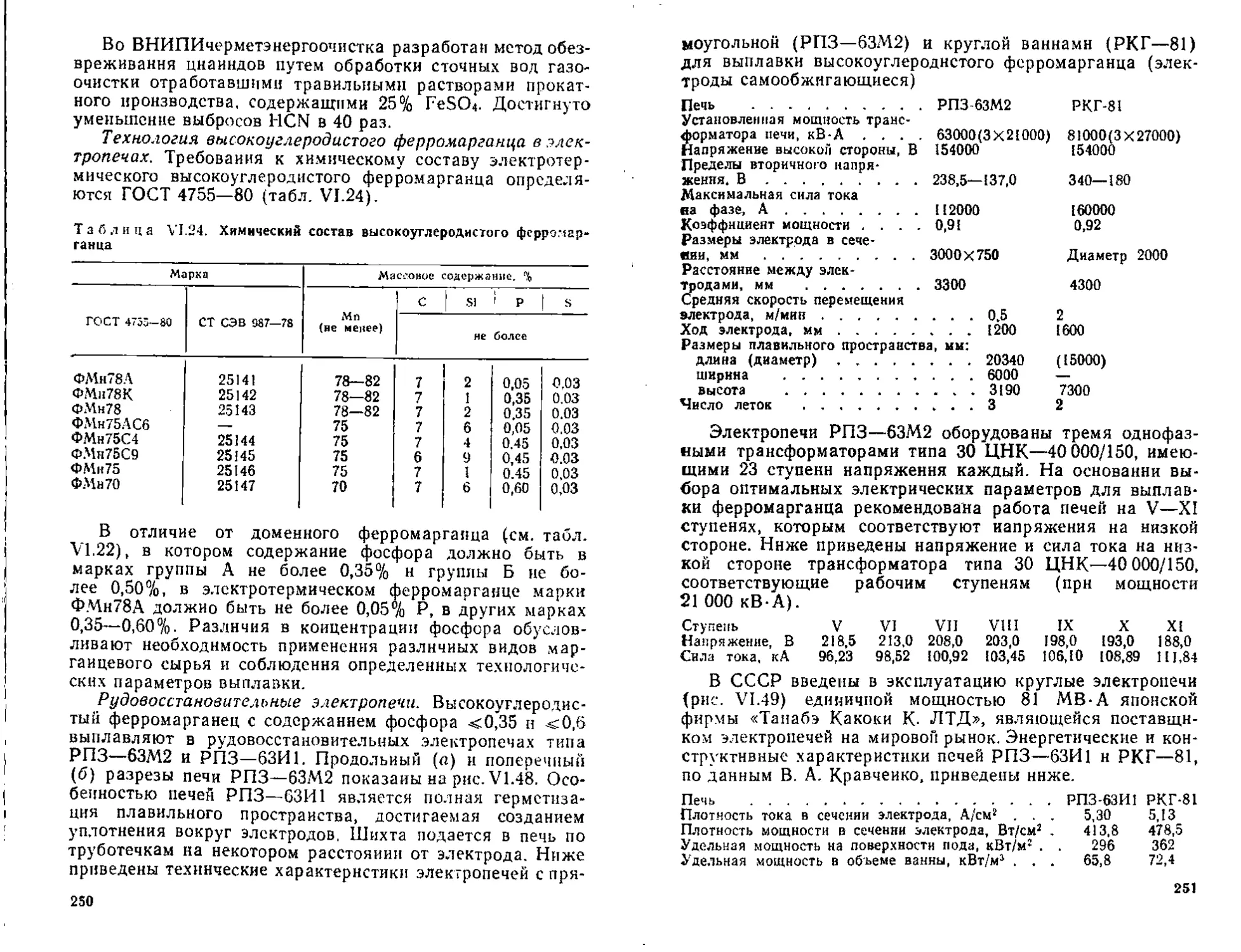
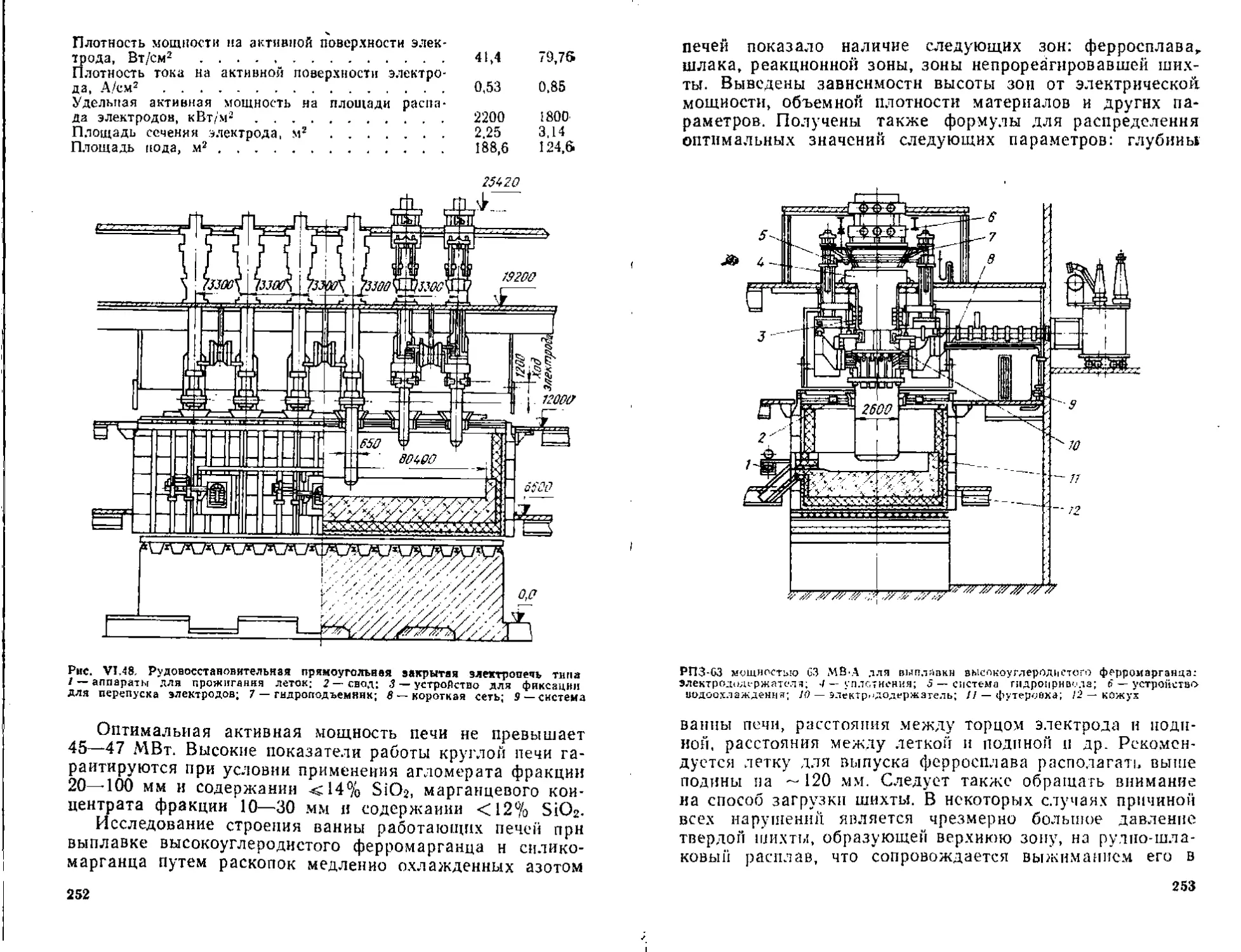
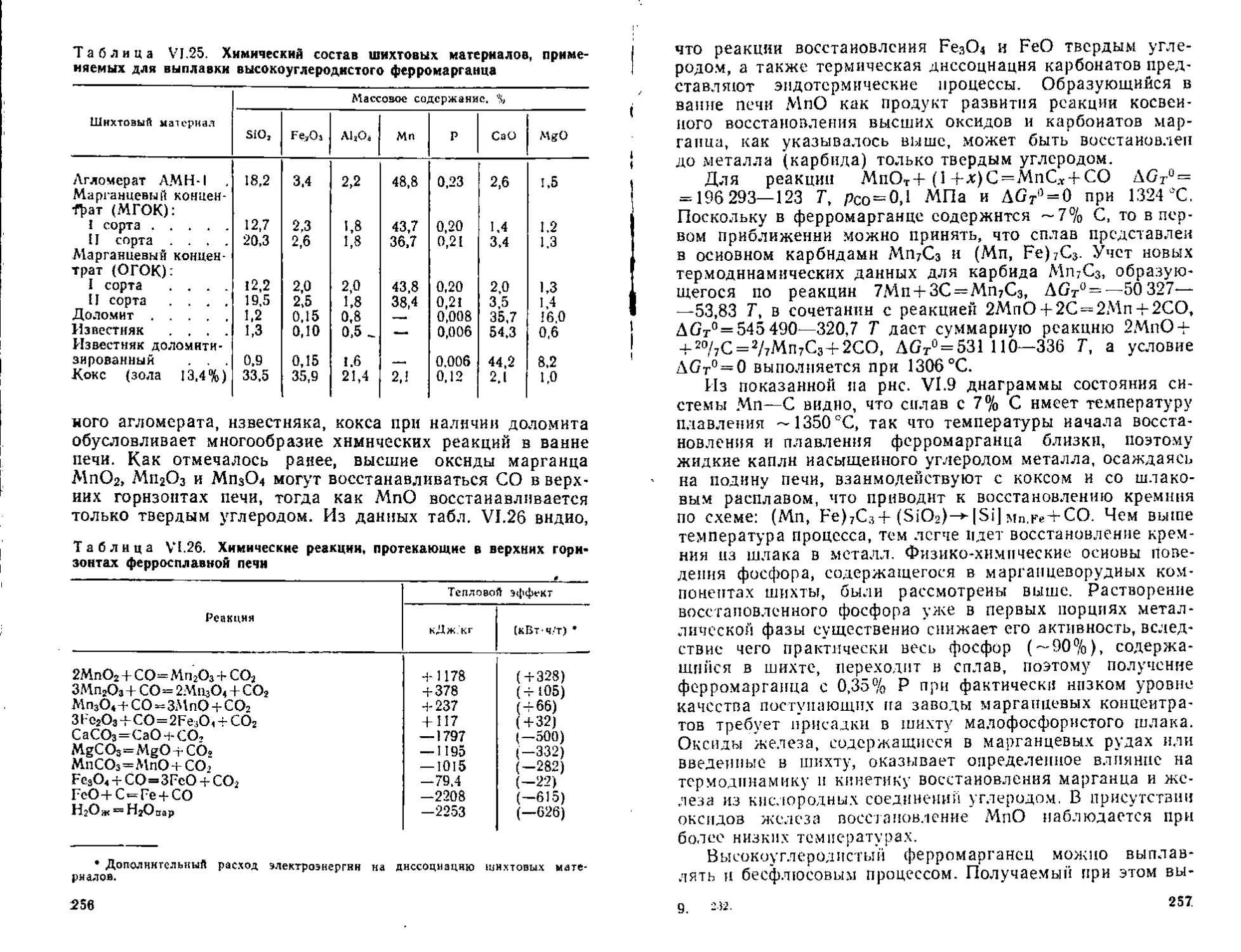
§ 7. Технология высокоуглеродистого ферромарганца . . . . 214
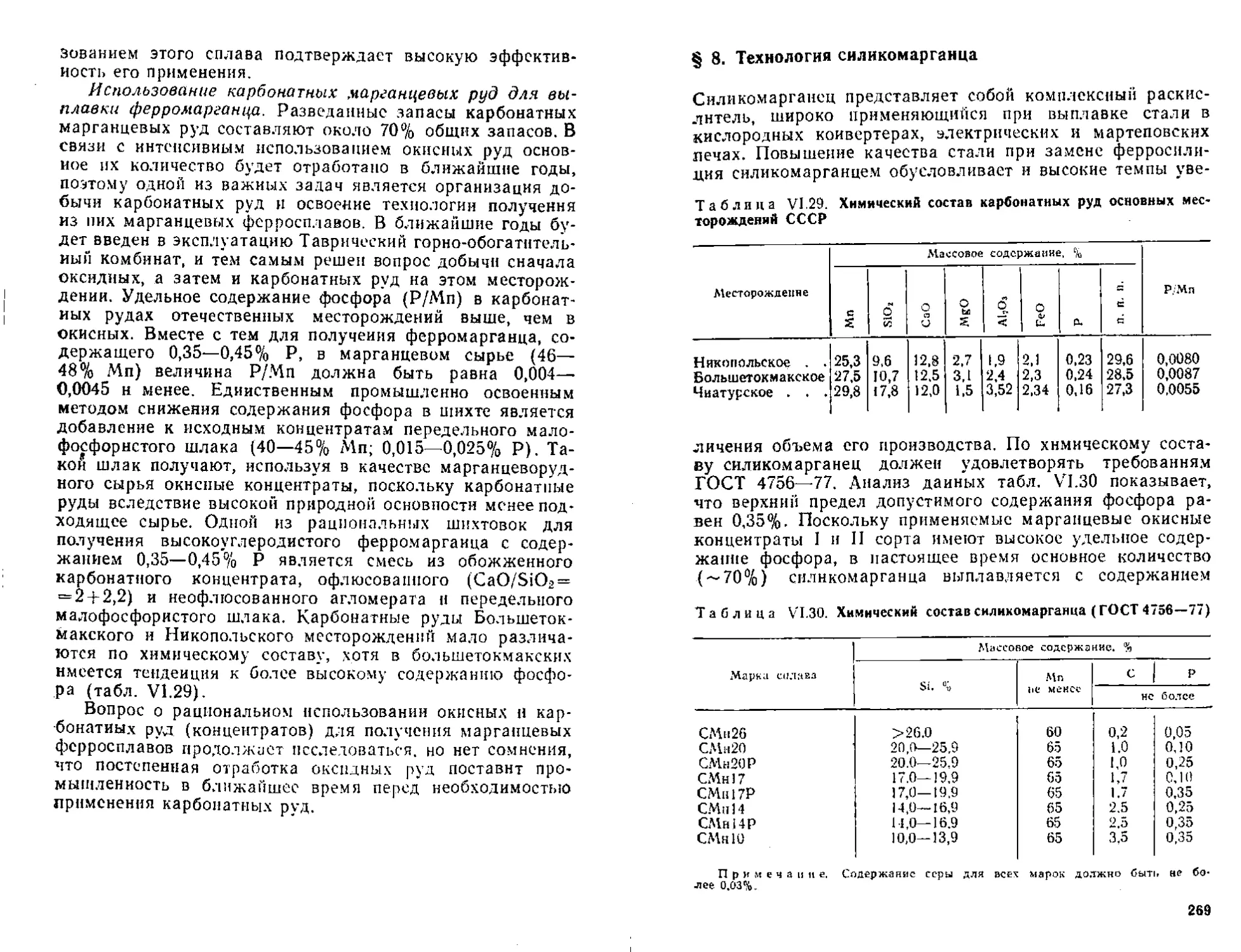
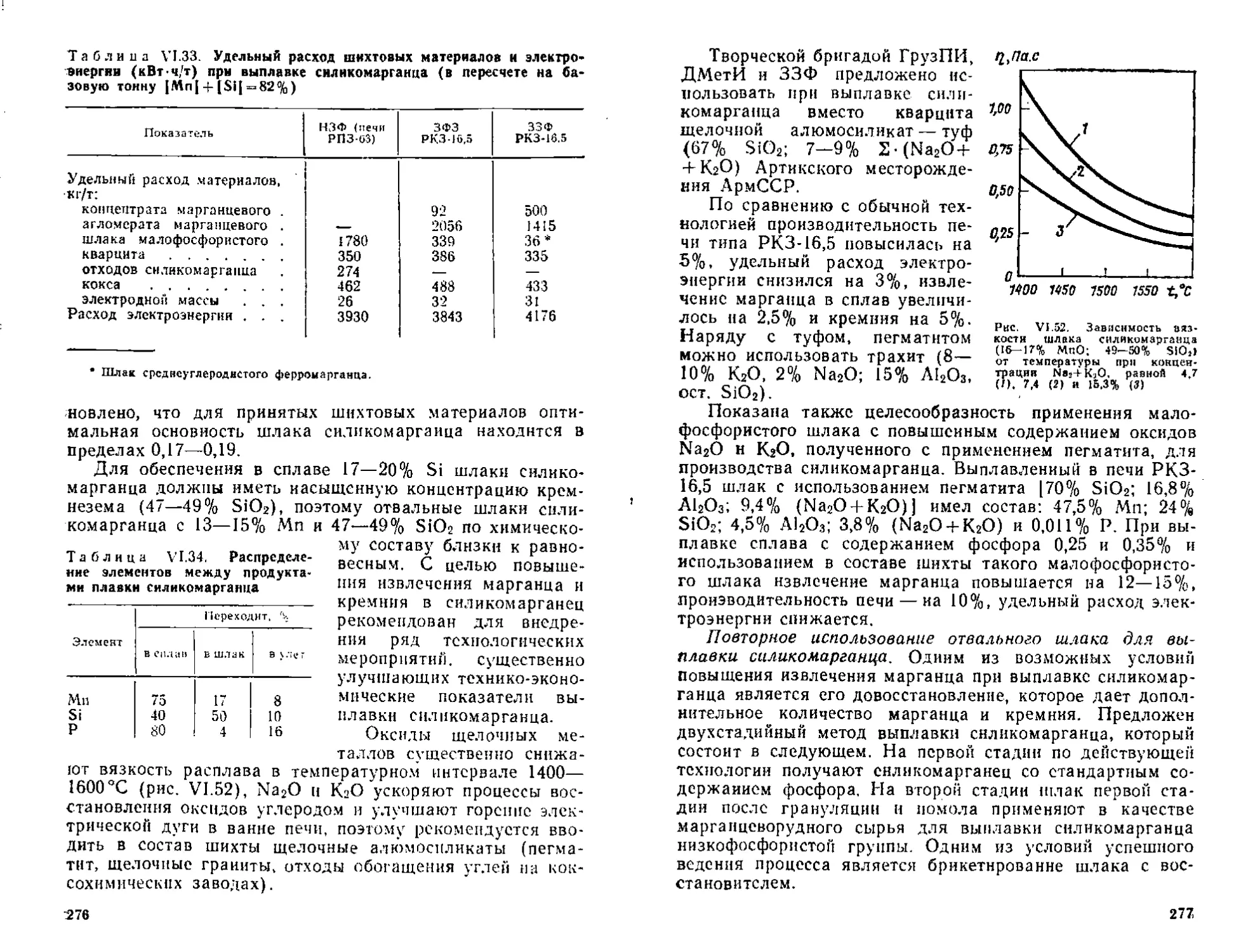
§ 8. Технология силикомарганца ................................................. 269
§ 9. Технология комплексных сплавов марганца.....................................279
§ 10. Технология металлического марганца и среднеуглероди-
стого ферромарганца ......................................... 281
§11. Азотированный марганец ....................................................298
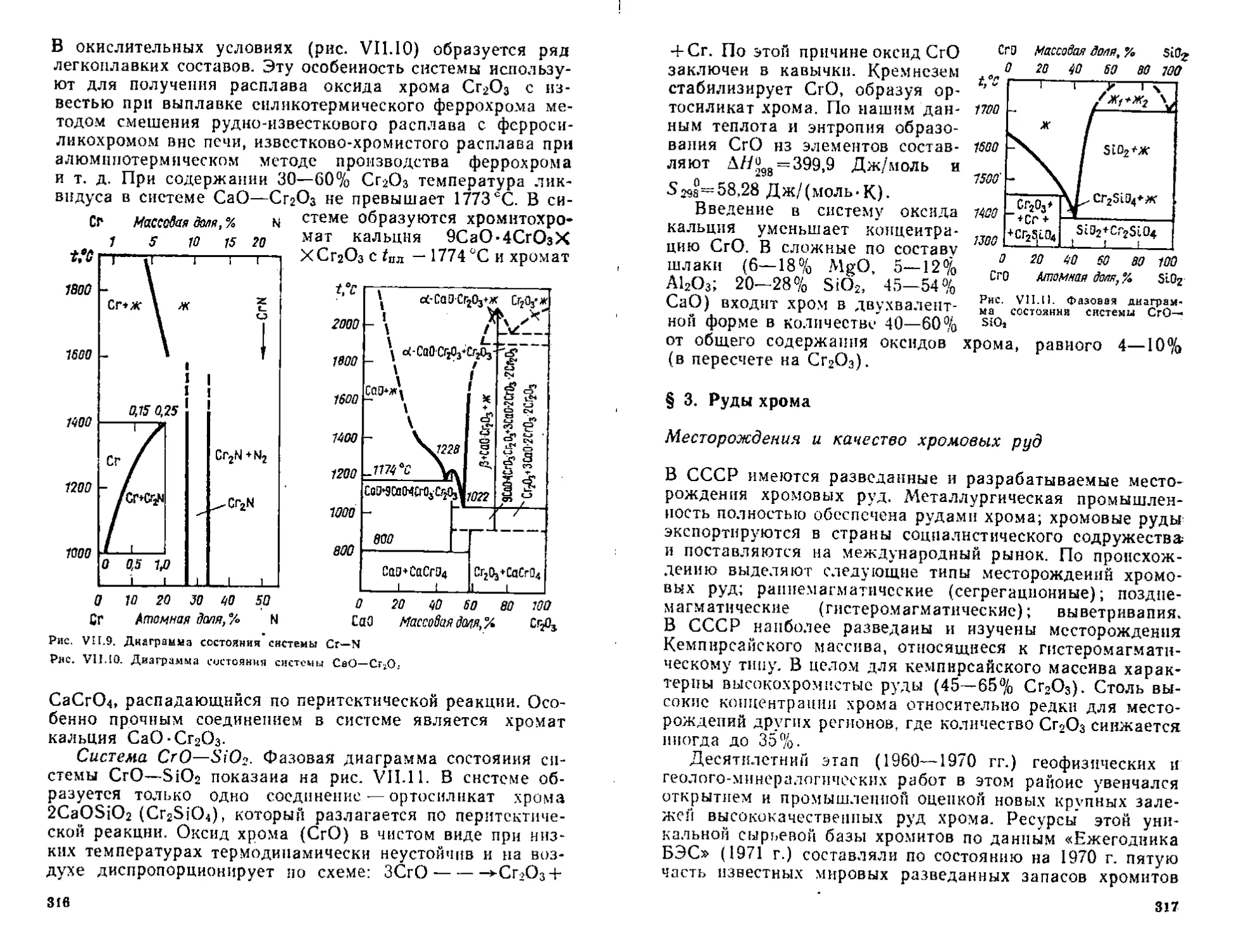
Глава VII. Хром и его сплавы.....................................................302
§ 1. Области применения хрома и его сплавов......................................302
§ 2. Свойства хрома и его соединений ........ 306
§ 3, Руды хрома .................................................................317
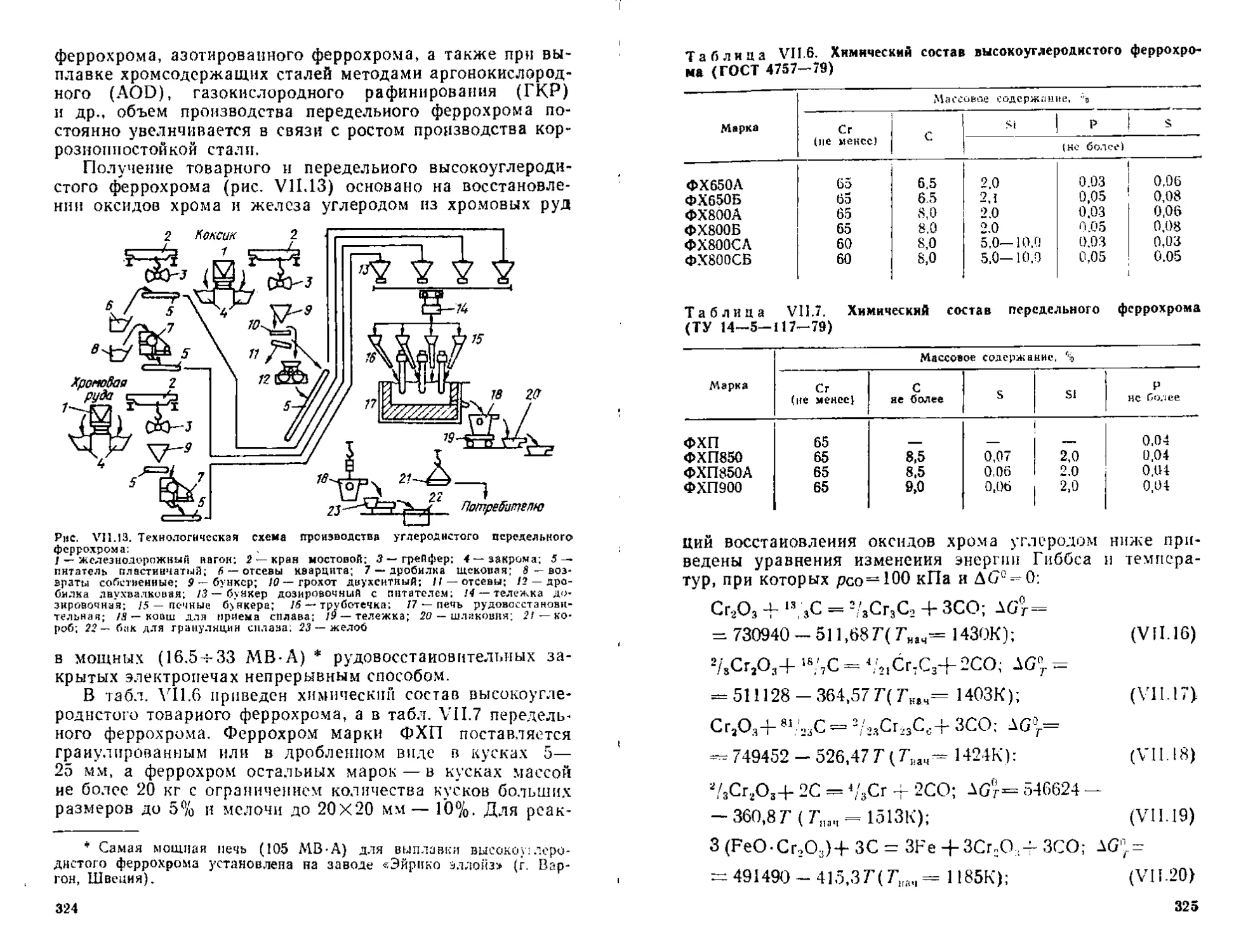
§ 4. Технология высокоуглероднстого феррохрома...................................323
3
§ 5. Технология ферросил икох ром а.........................
§ 6. Технология низкоуглеродистого феррохрома................348
§ 7. Получение особо низкоуглсродистого н низко азот истого
феррохрома с применением вакуума ............................ 358
§ 8, Технология среднеуглероднстого феррохрома...............365
§ 9. Технология металлического хрома.........................371
§ 10. Технология алюмянотсрмнчсского феррохрома .... 379
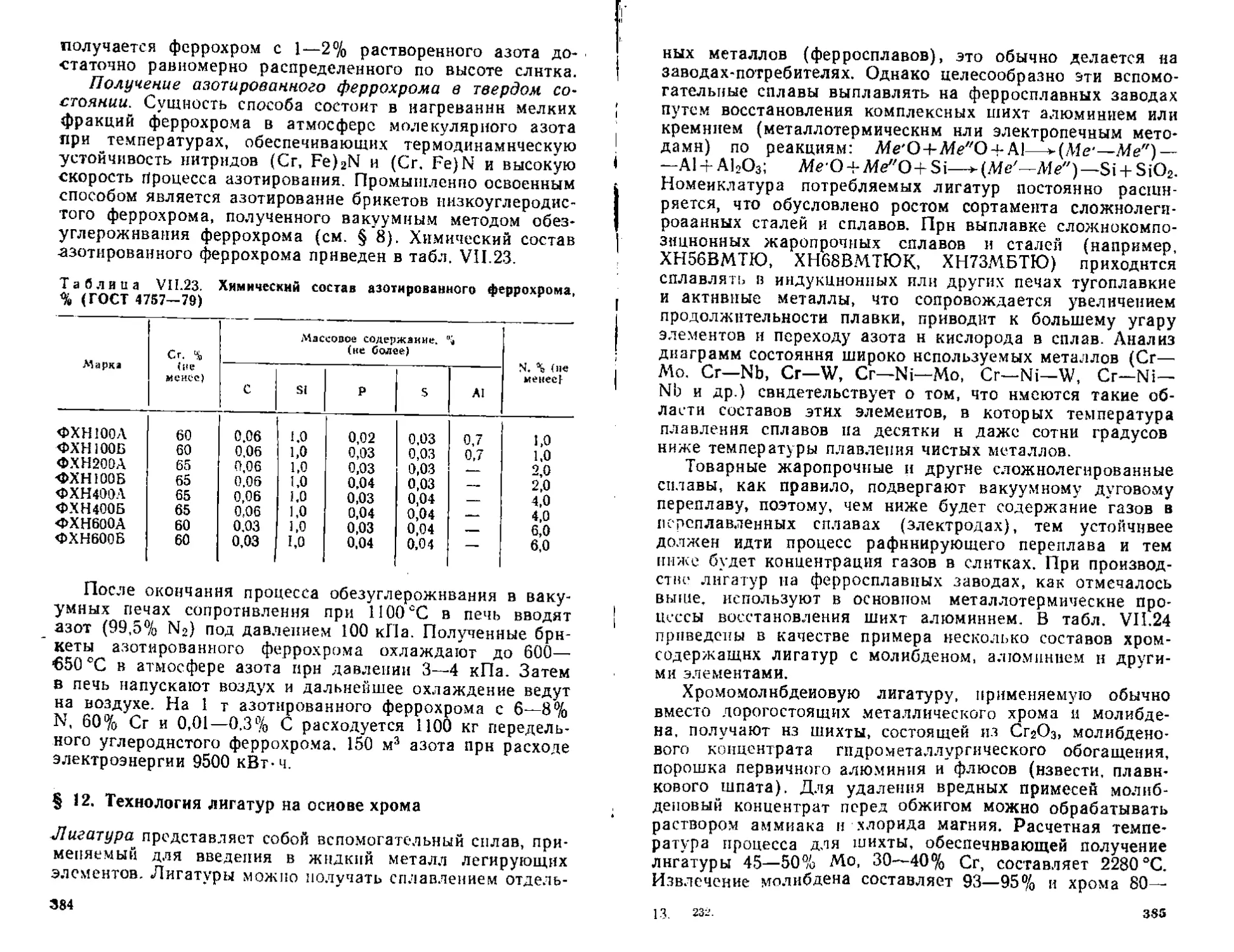
§ II. Технология азотированного феррохрома...................38]
§ 12. Технология лигатур на основе хрома.....................384
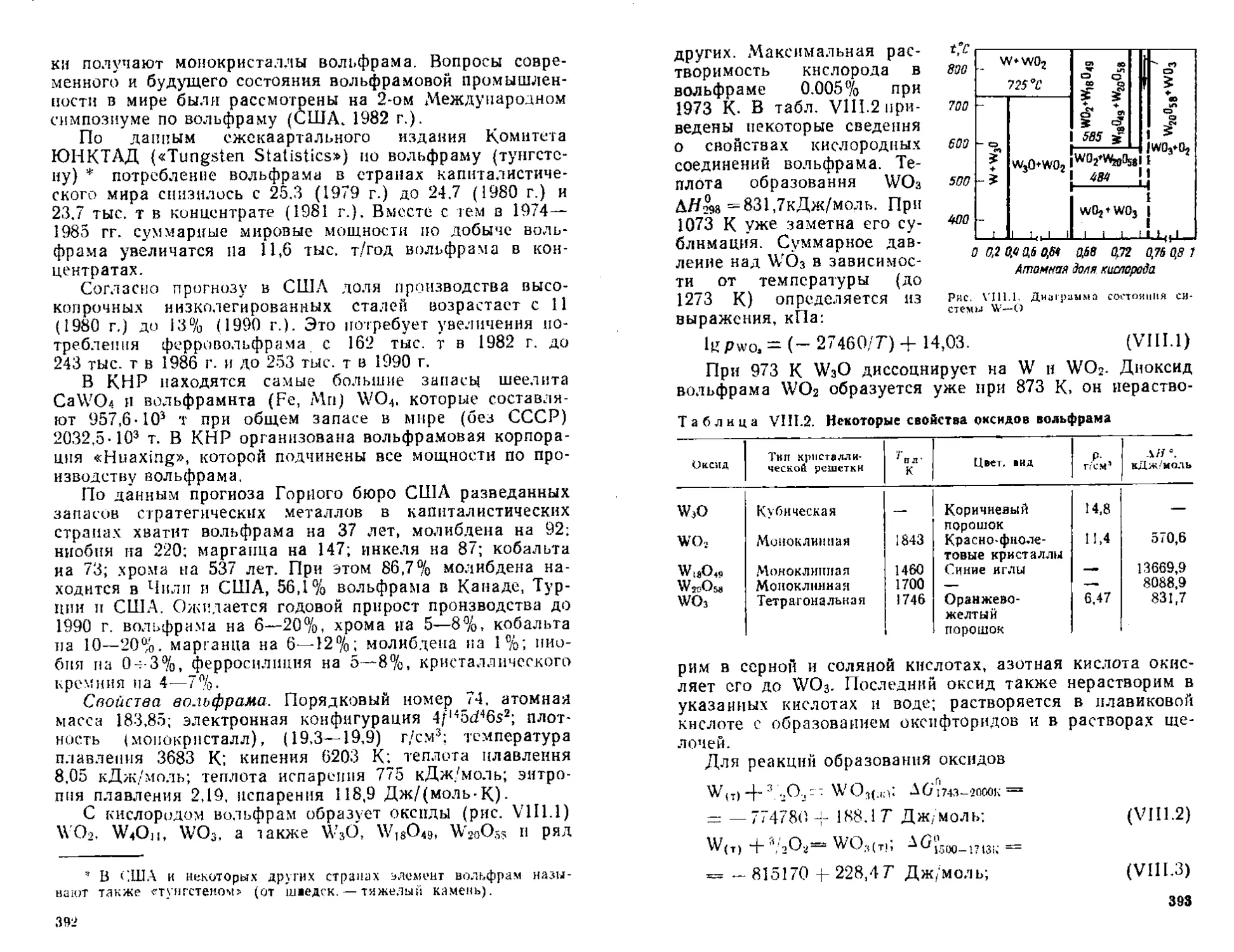
Глава V111. Ферровольфрам ...................................389
§ 1. Области применения, свойства вольфрама и его соединений 389
§ 2. Руди и концентраты вольфрама ........ 396
§ 3. Получение ферровольфрама утл ер оде ил икот ер мнчеек им спо-
собом ........................................400
§ 4. Получение ферровольфрама н лигатур алюминотермнческим
способом ...................................................406
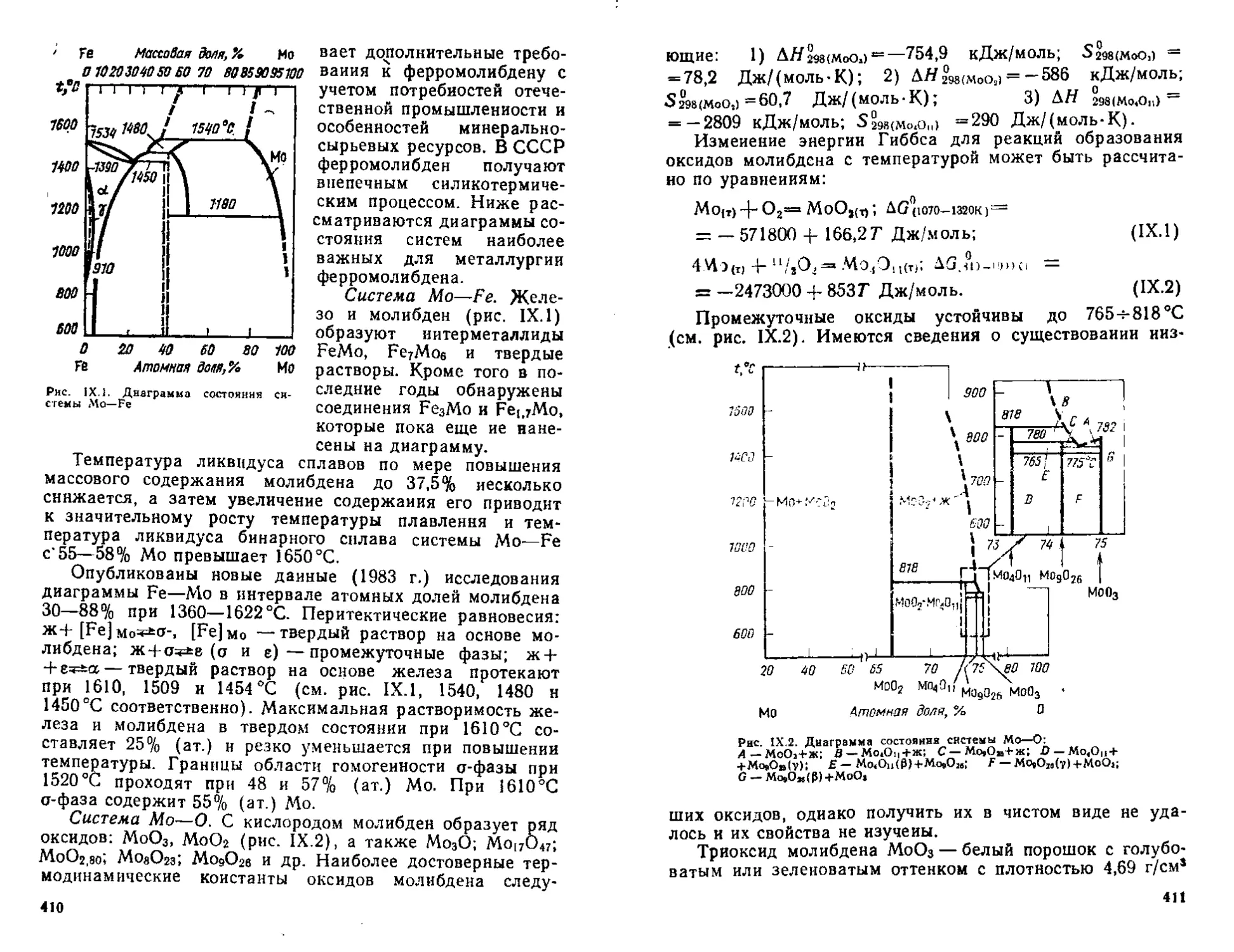
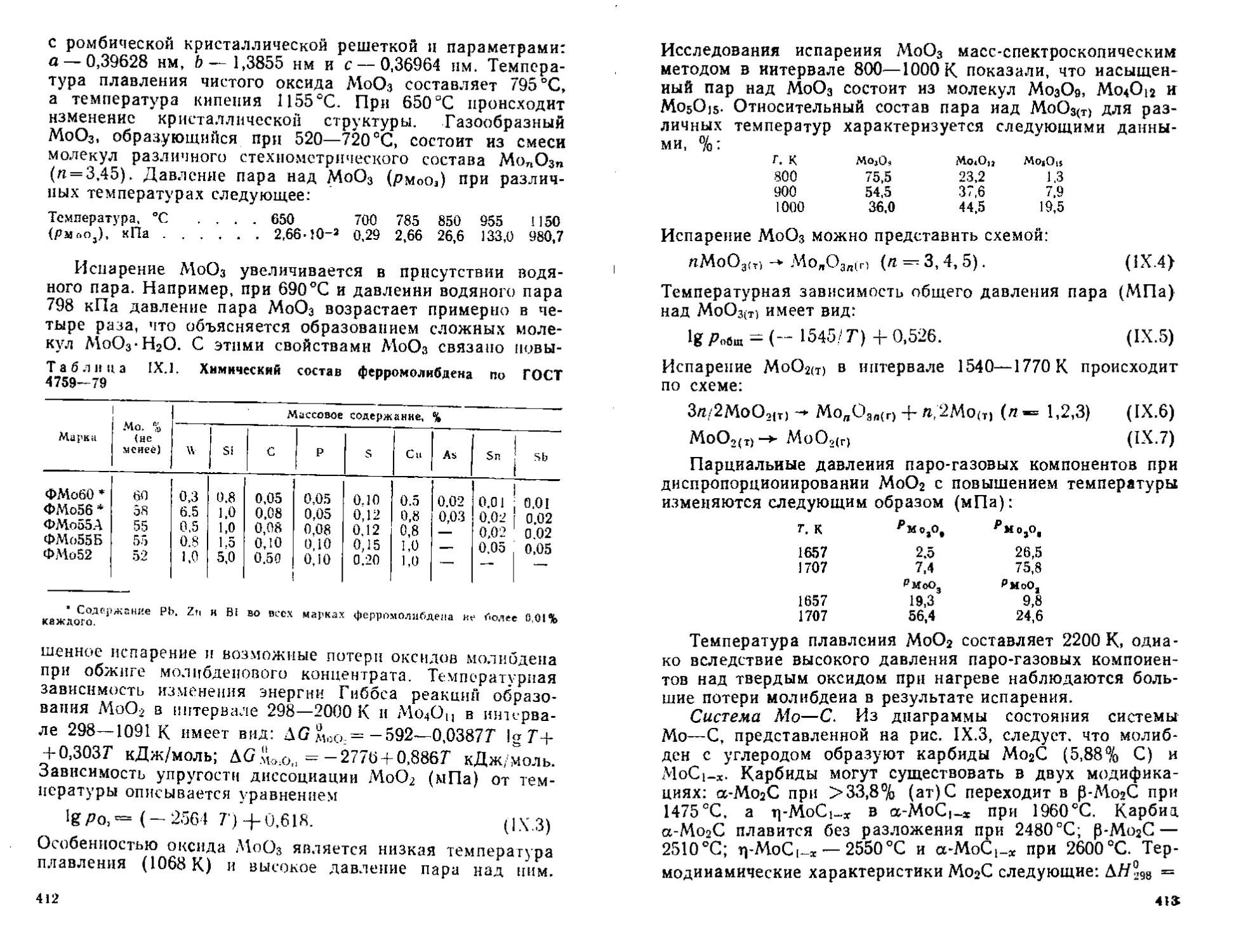
Глава IX. Ферромолибден ....................................408
§ I. Свойства молибдена и его соединений....................408
§ 2. Руды н концентраты молибдена...........................416
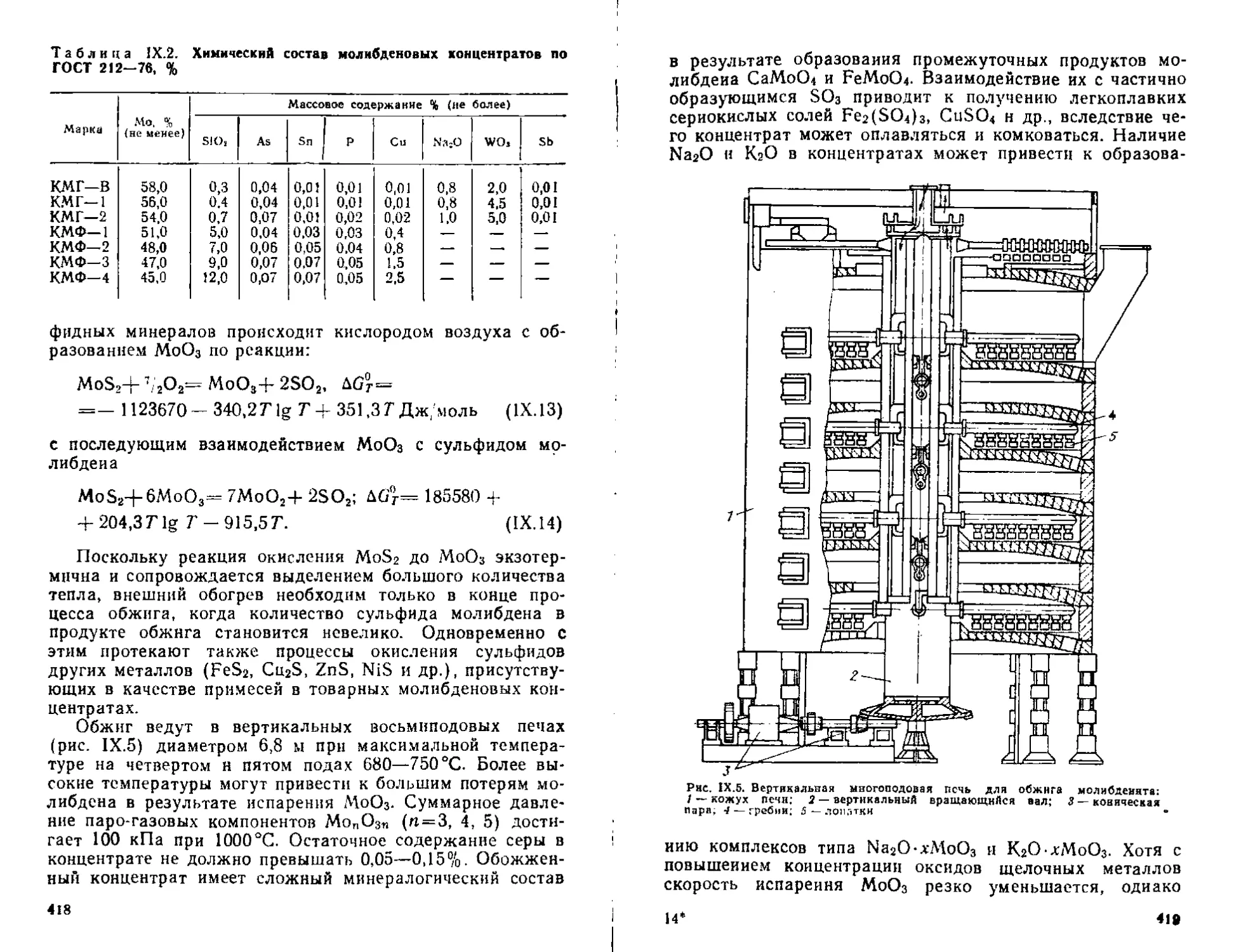
§ 3. Обжиг молиблсповых концентратов........................417
§ 4. Восстановление оксидов молибдена.......................420
§ 5. Технология ферромолибдена .............................421
Глава X. Феррованадий .......................................425
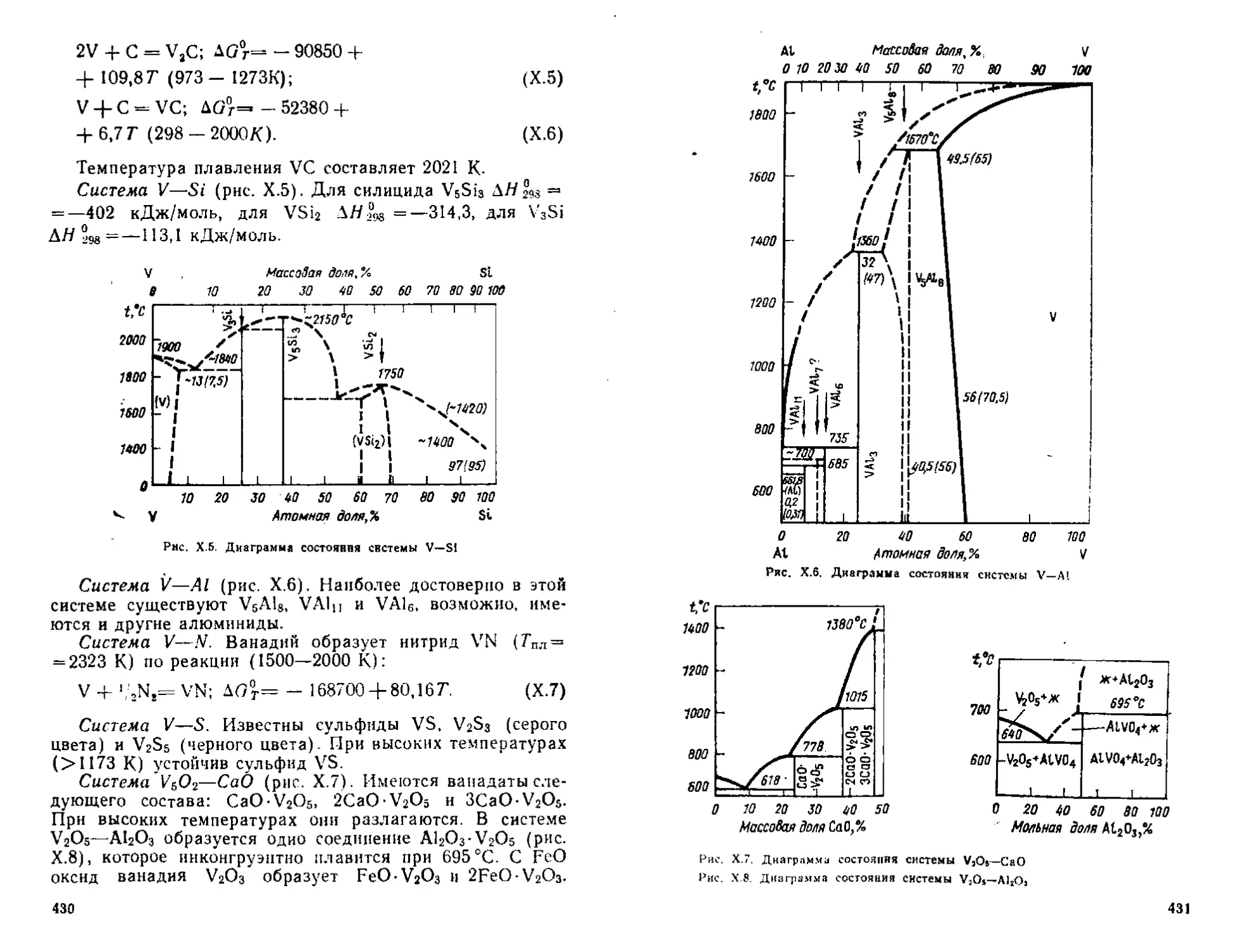
§ 1. Области применении, свойства ванадия и его соединений 425
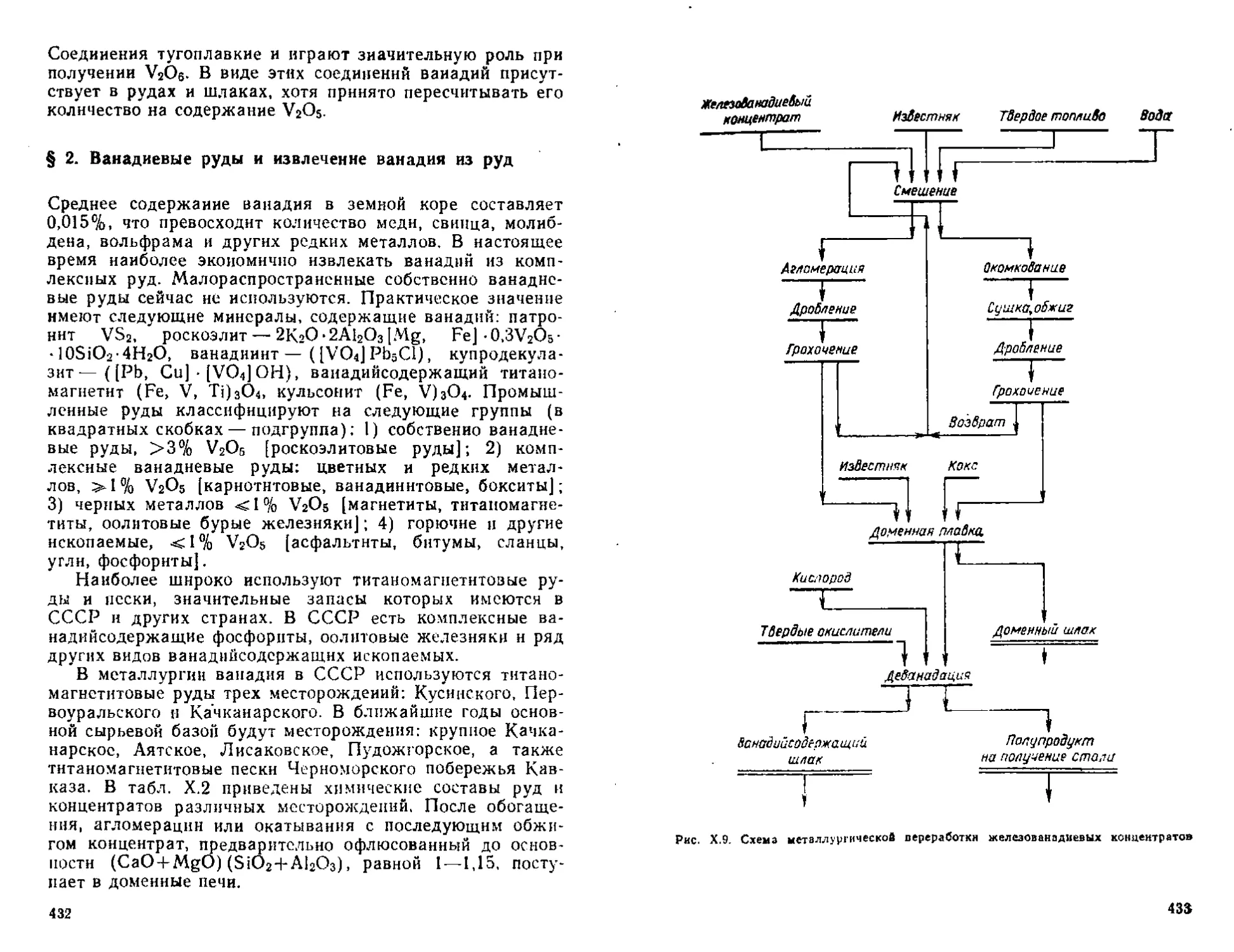
§ 2. Ванадиевые рули п извлечение ванадия из руд .... 432
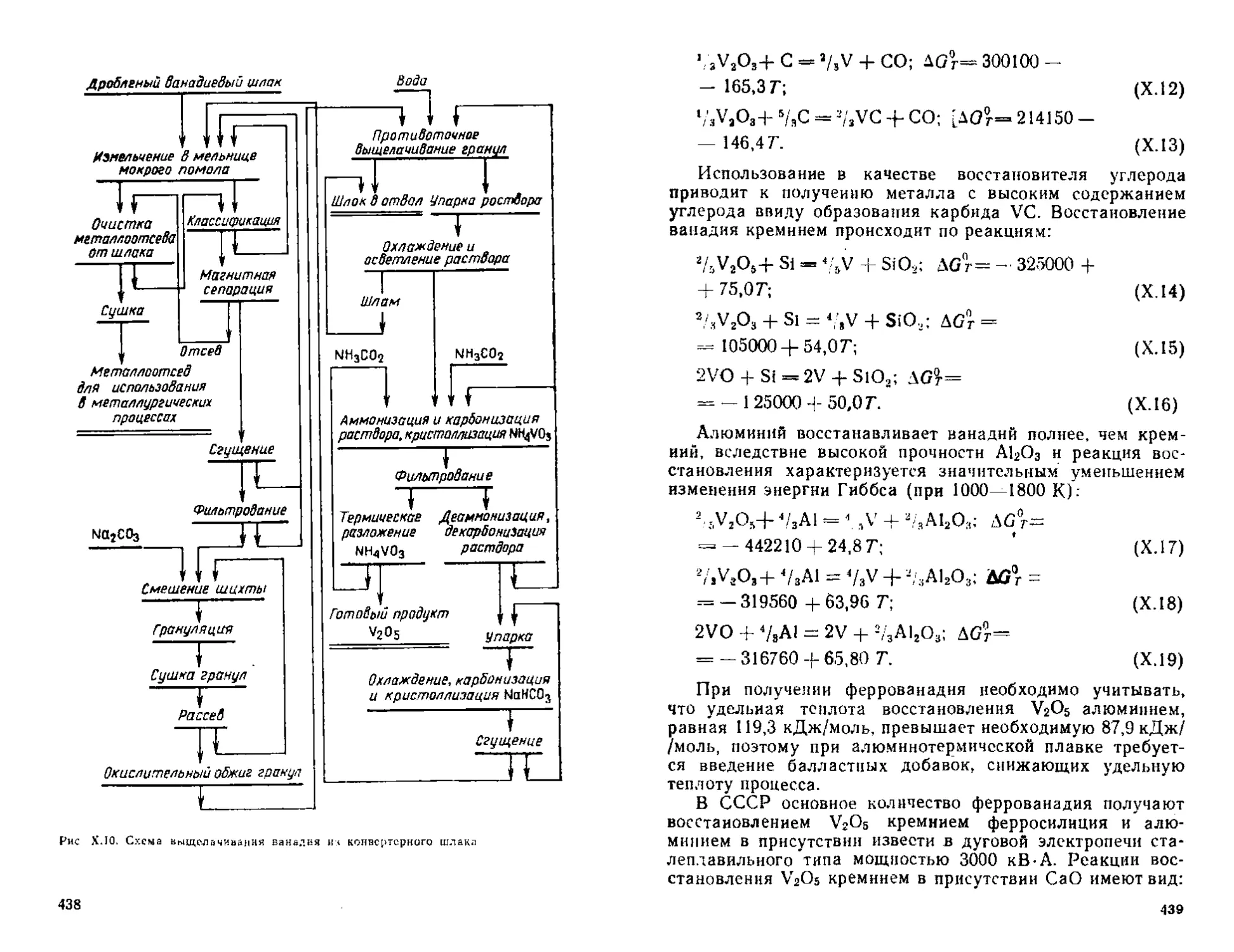
§ 3. Технология феррованадия ............................... 437
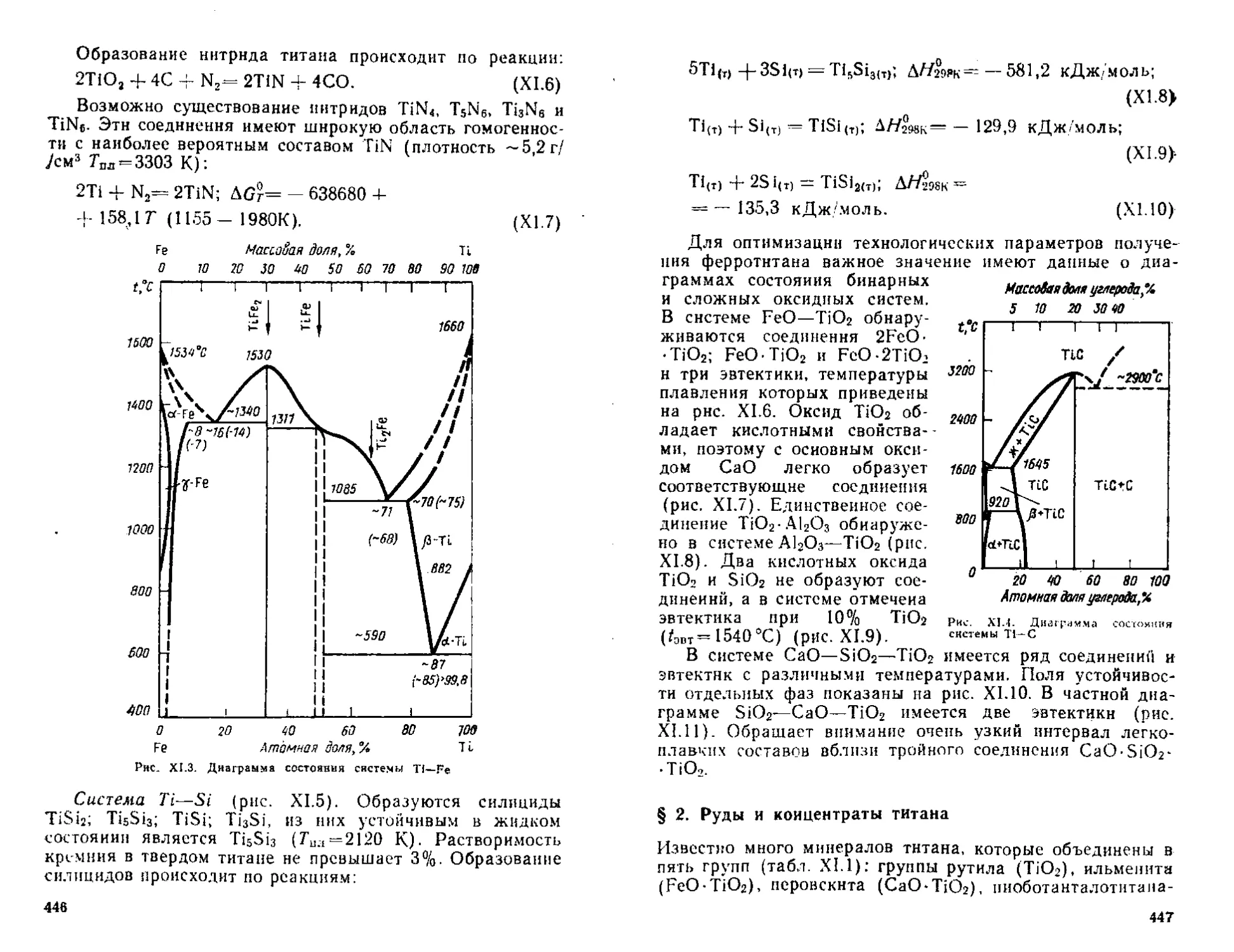
Глава XI. Ферротитан ........................................444
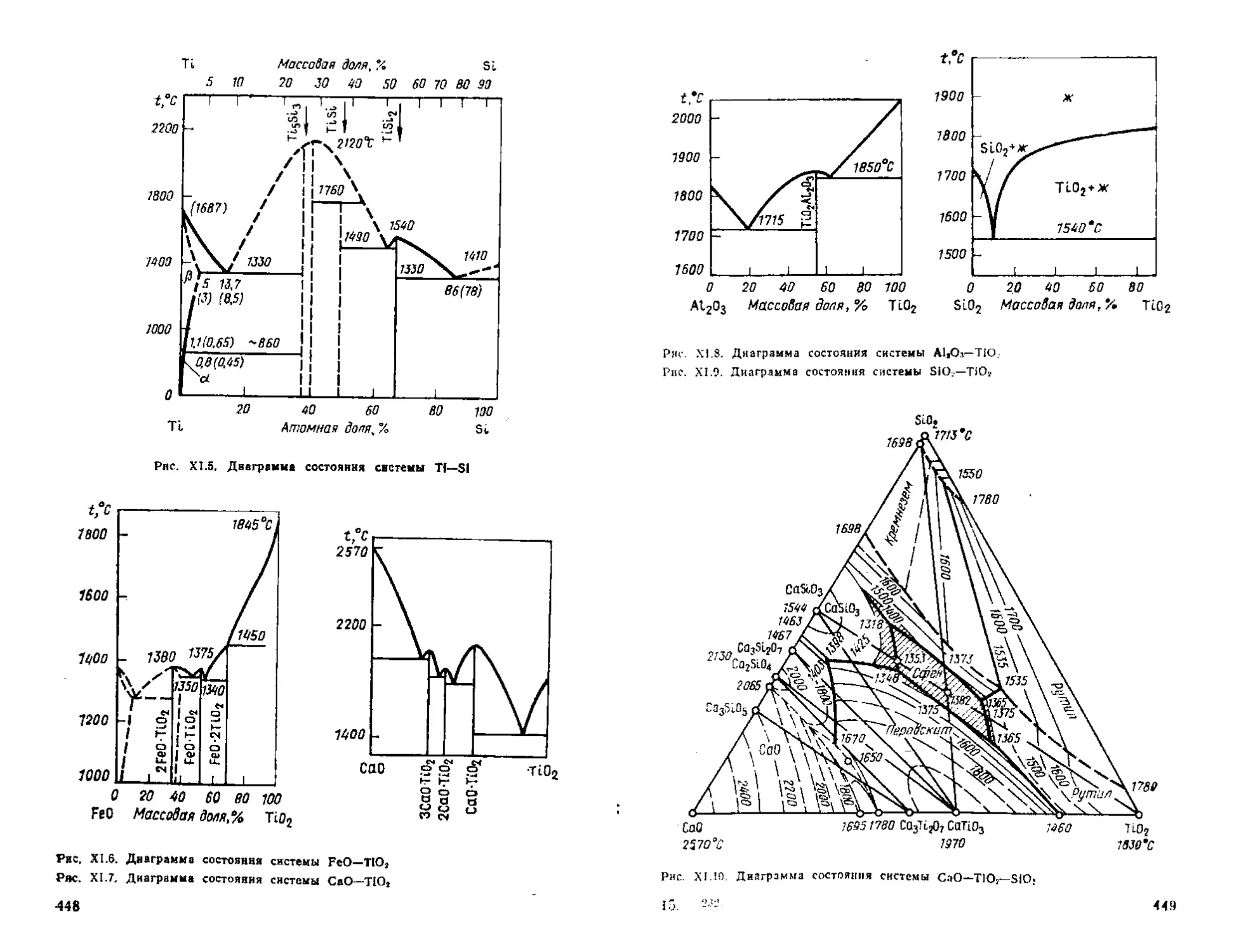
§ I. Свойства титана и его соединений........................444
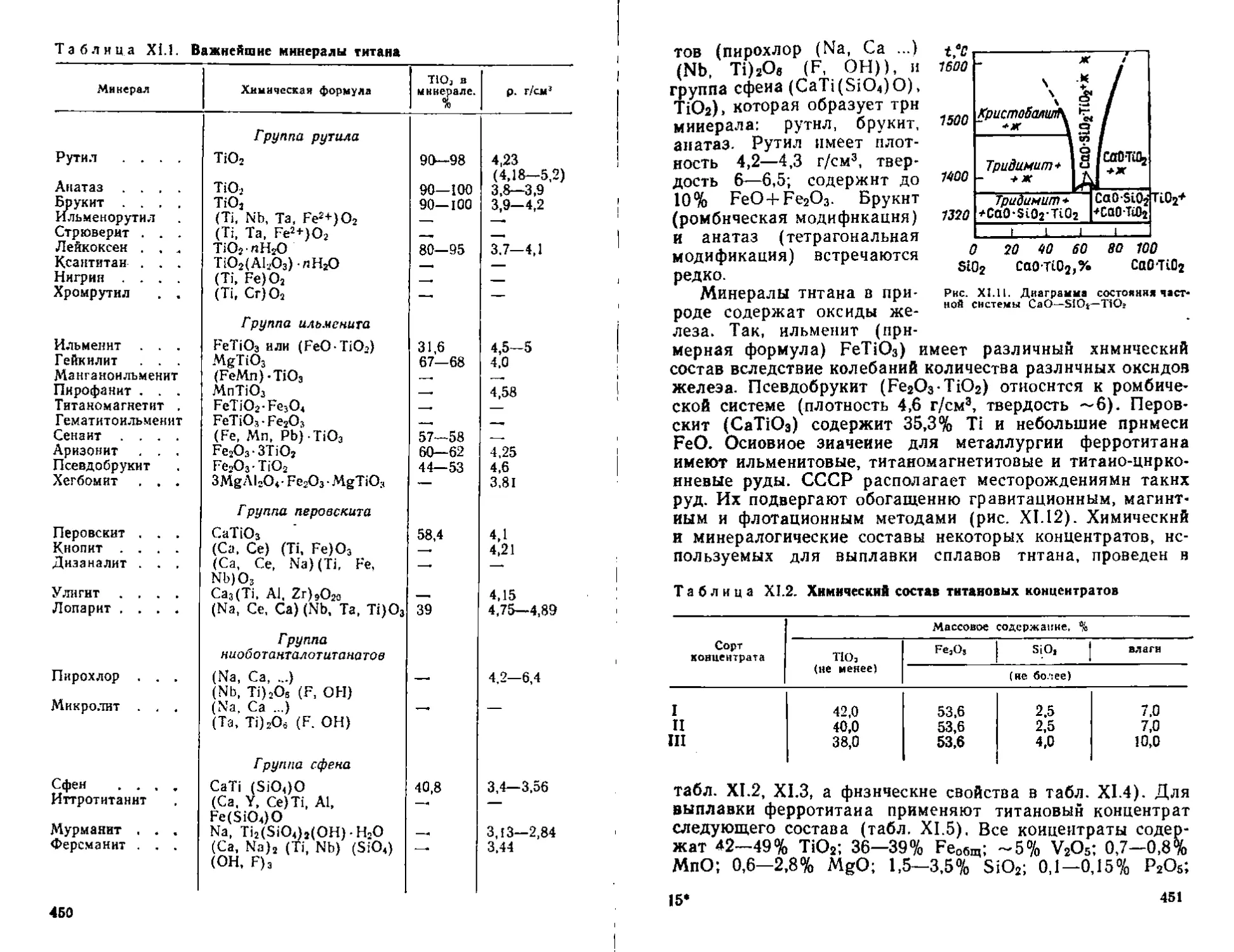
§ 2. Руды и концентраты титана...............................447
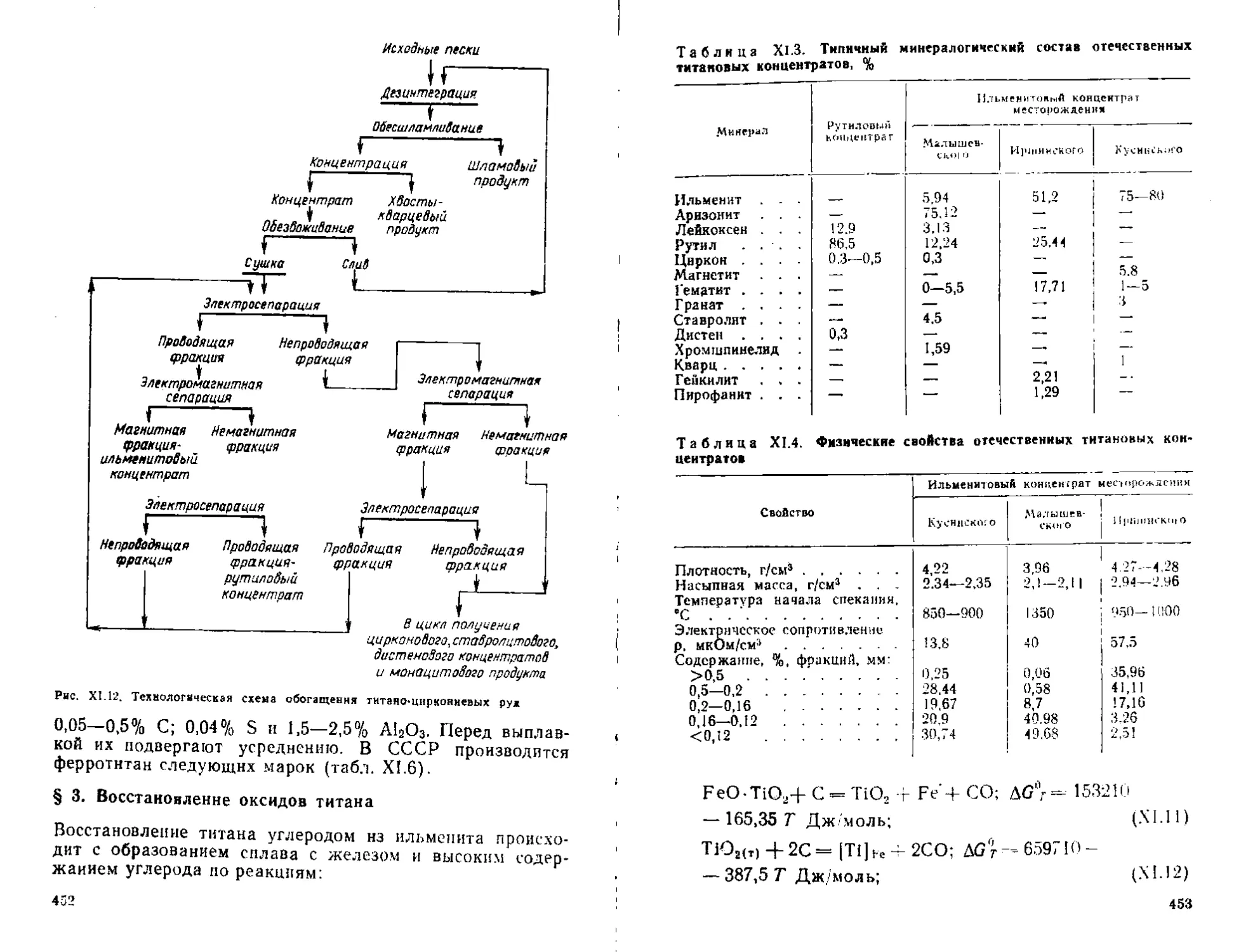
§ 3- Восстановление оксидов титана ........ 452
§ 4. Подготовка шихтовых материалов к плавке.................457
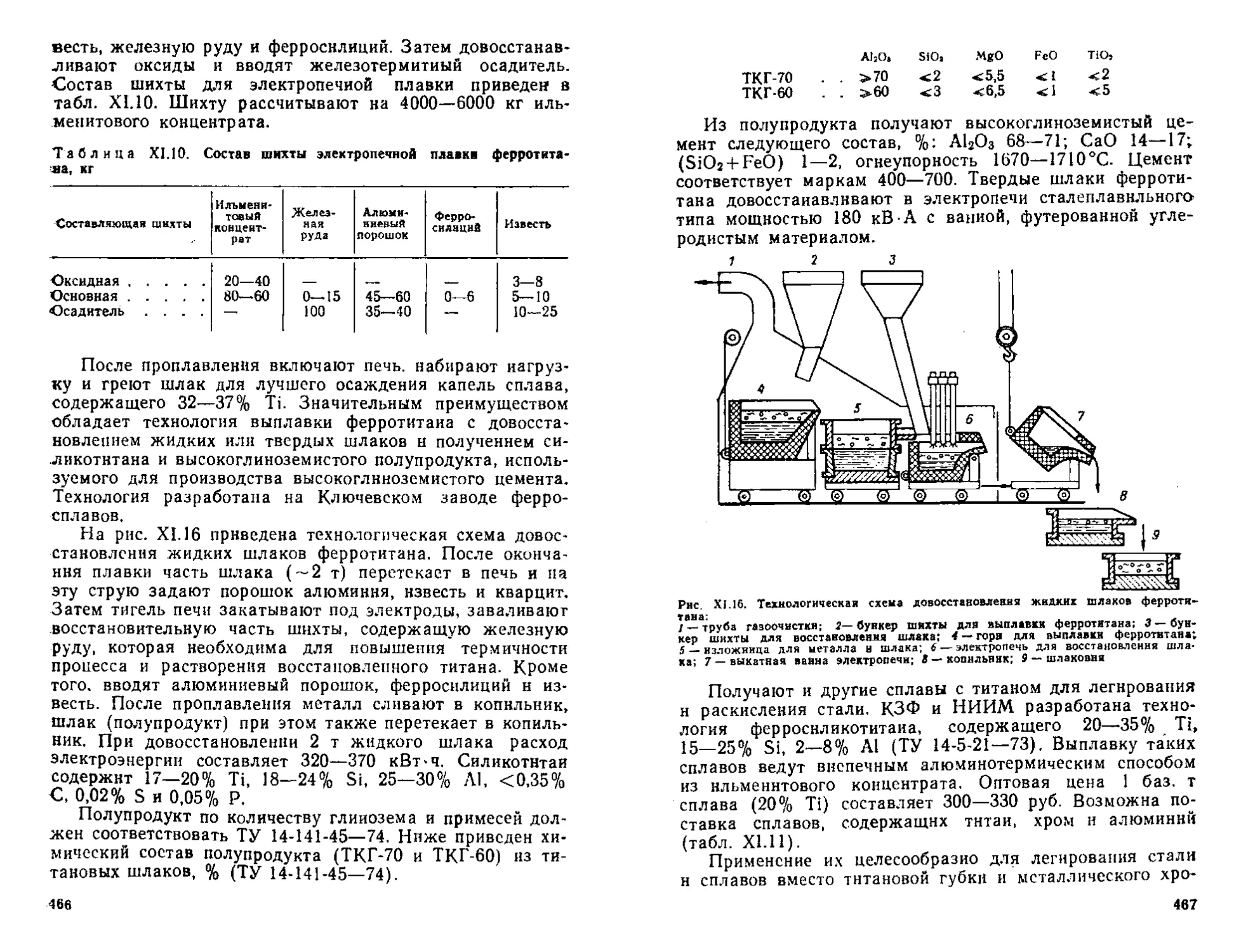
$ 5. Технология ферротитана.................................46]
§ 6, Технология титана ......................................469
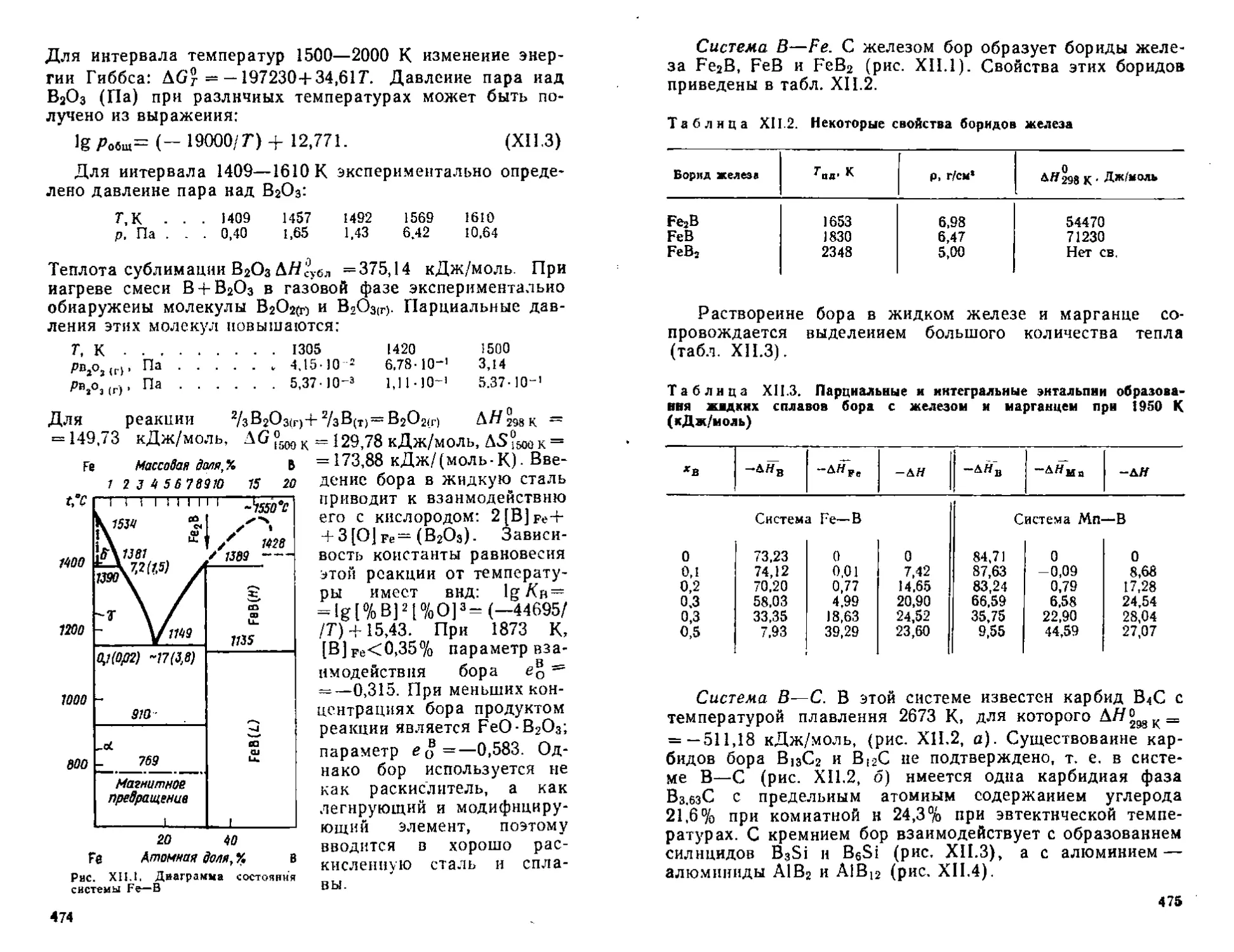
Глава XII. Ферробор, карбид и нитрид бора....................472
§ 1. Свойства борз и его соединении.........................47*2
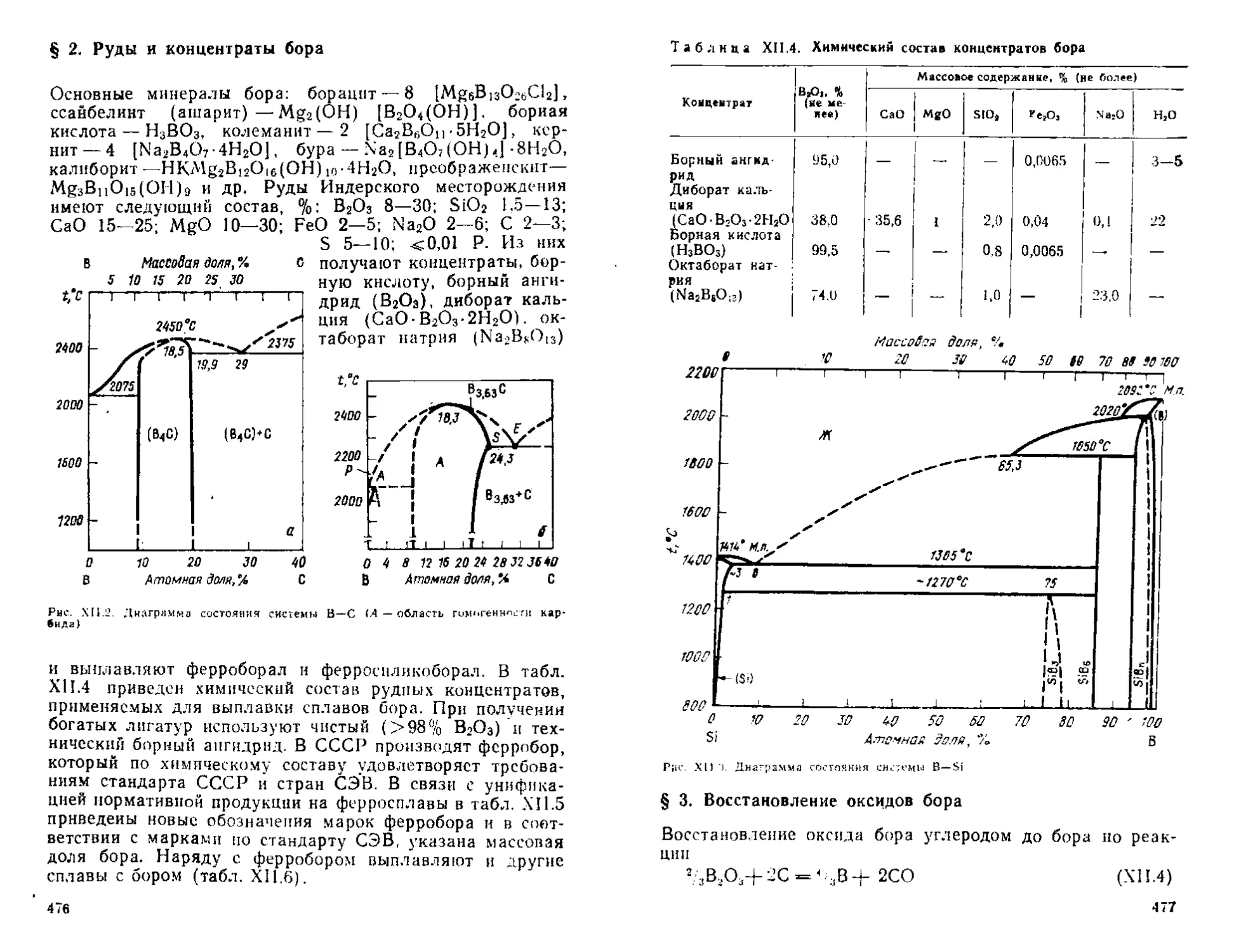
§ 2, Рулы и концентраты бора.................................476
§ 3. Восстановление оксидов бора ............................477
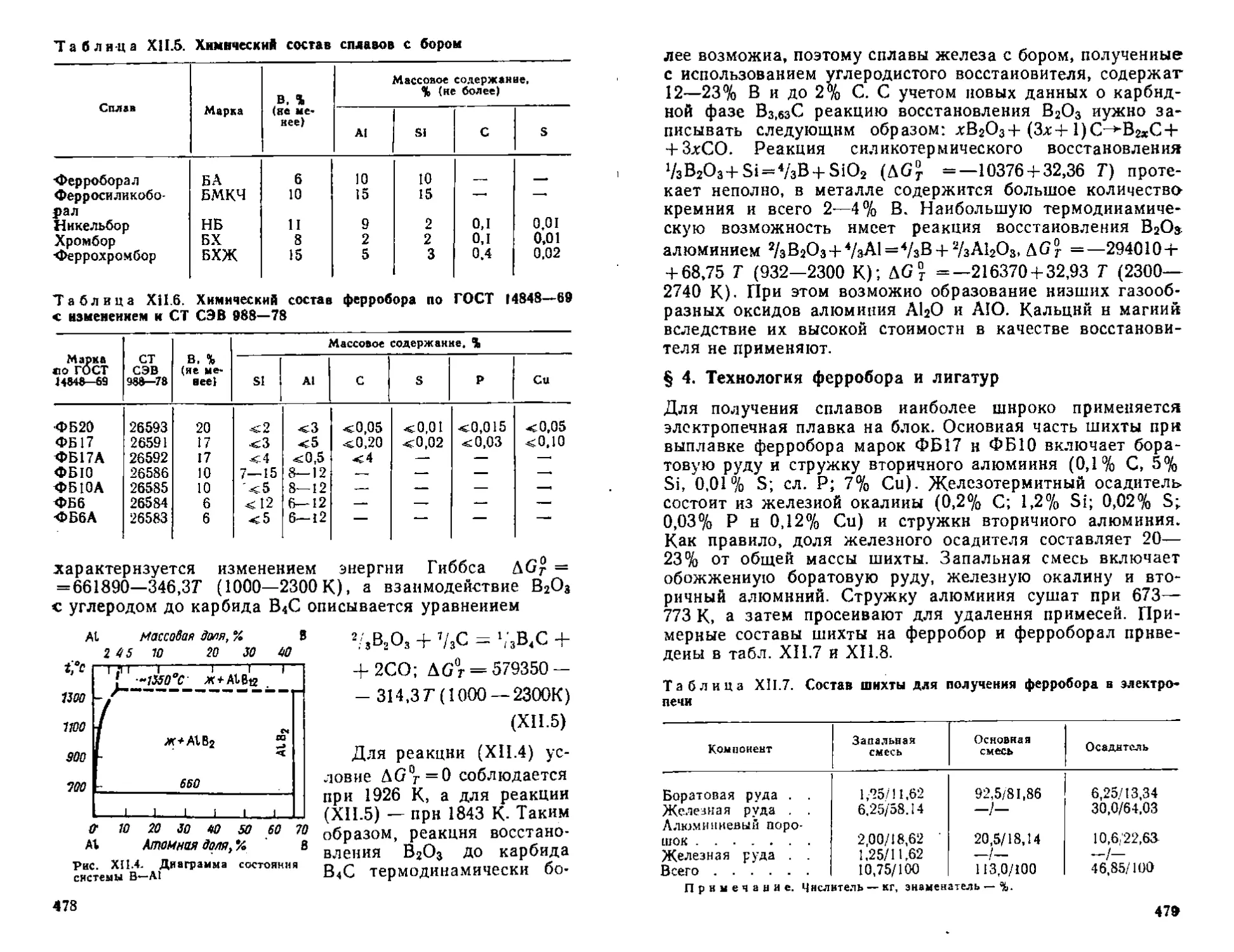
§ 4. Технология ферробора и лигатур ........................ 479
§ 5. Карбид и нитрид бора....................................485
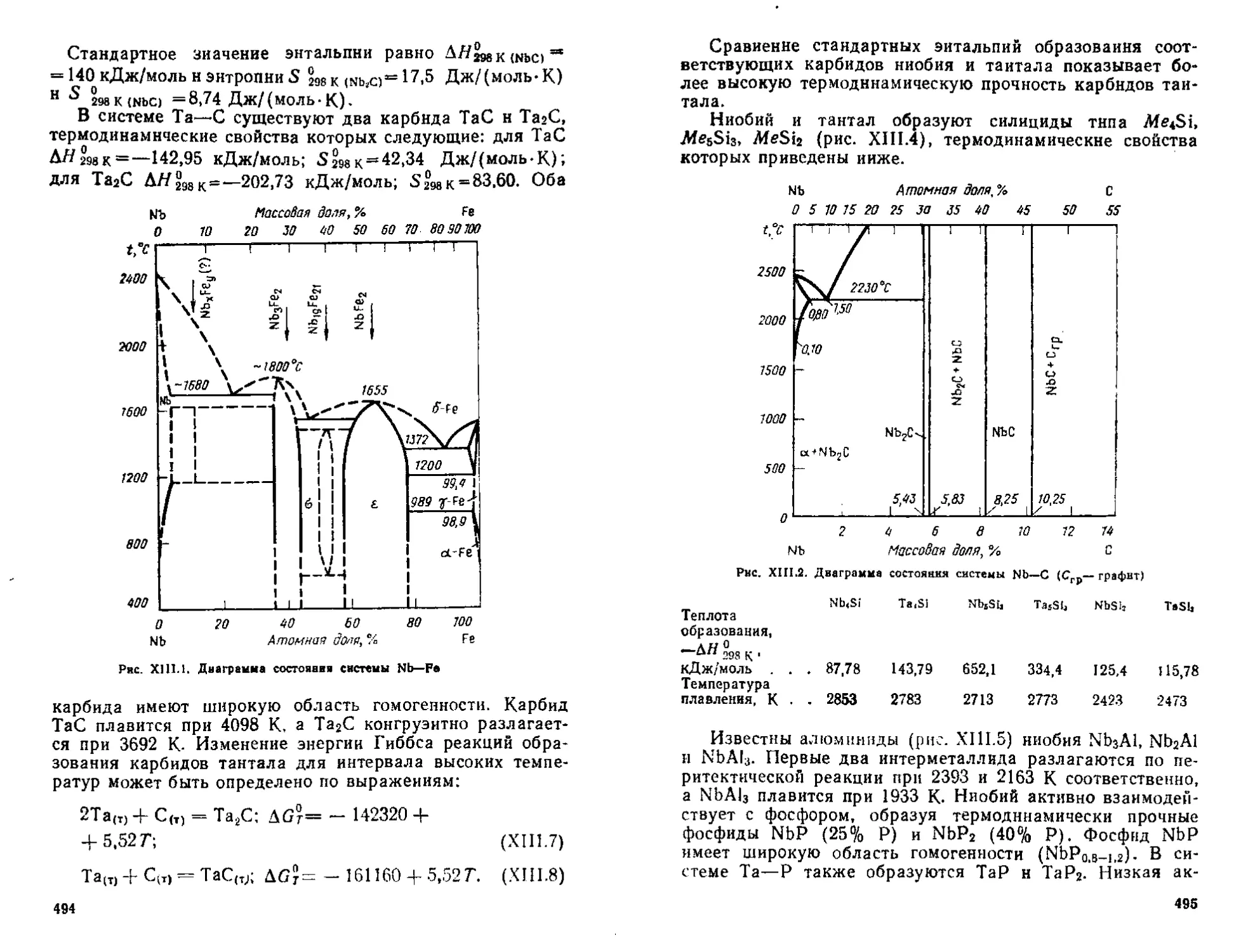
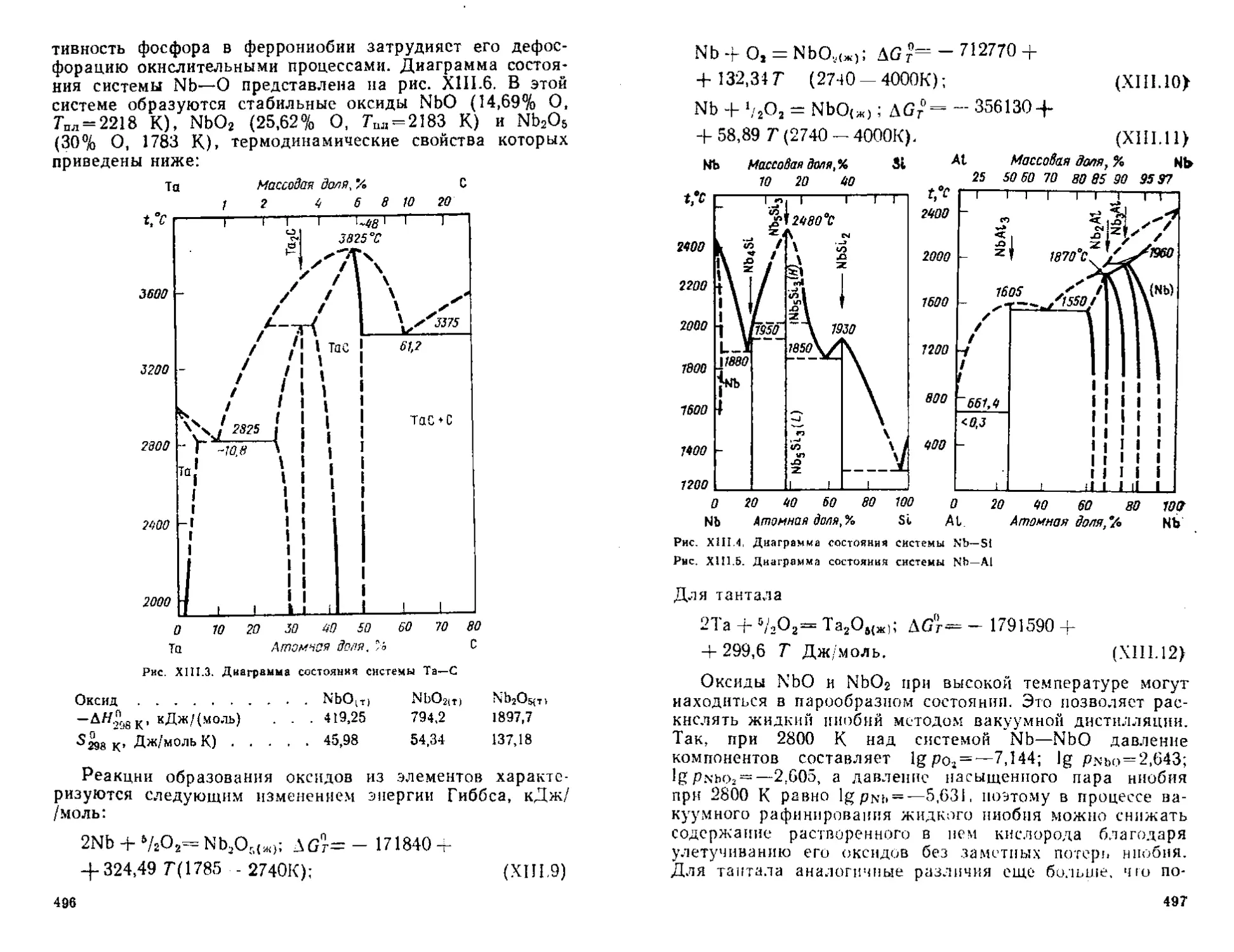
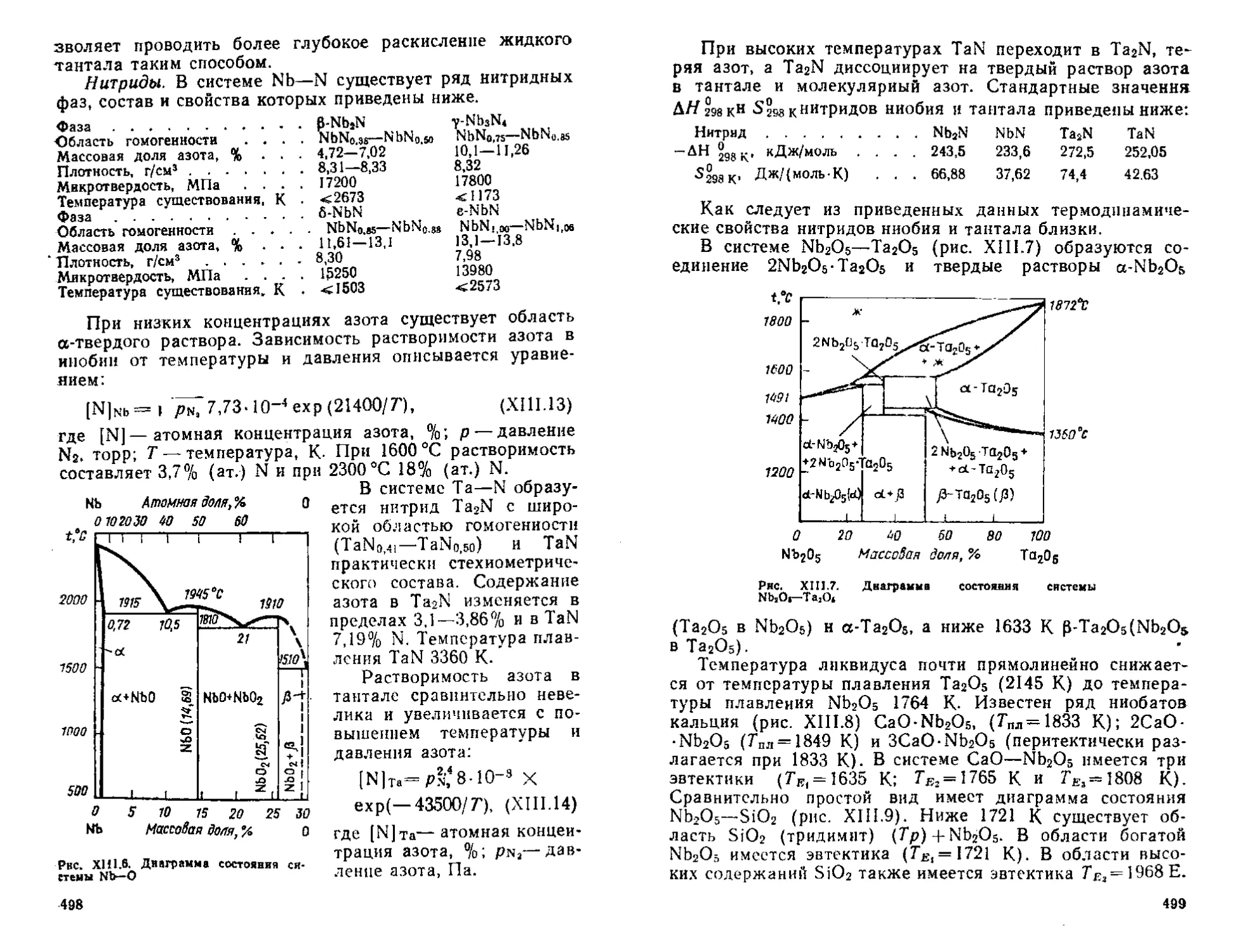
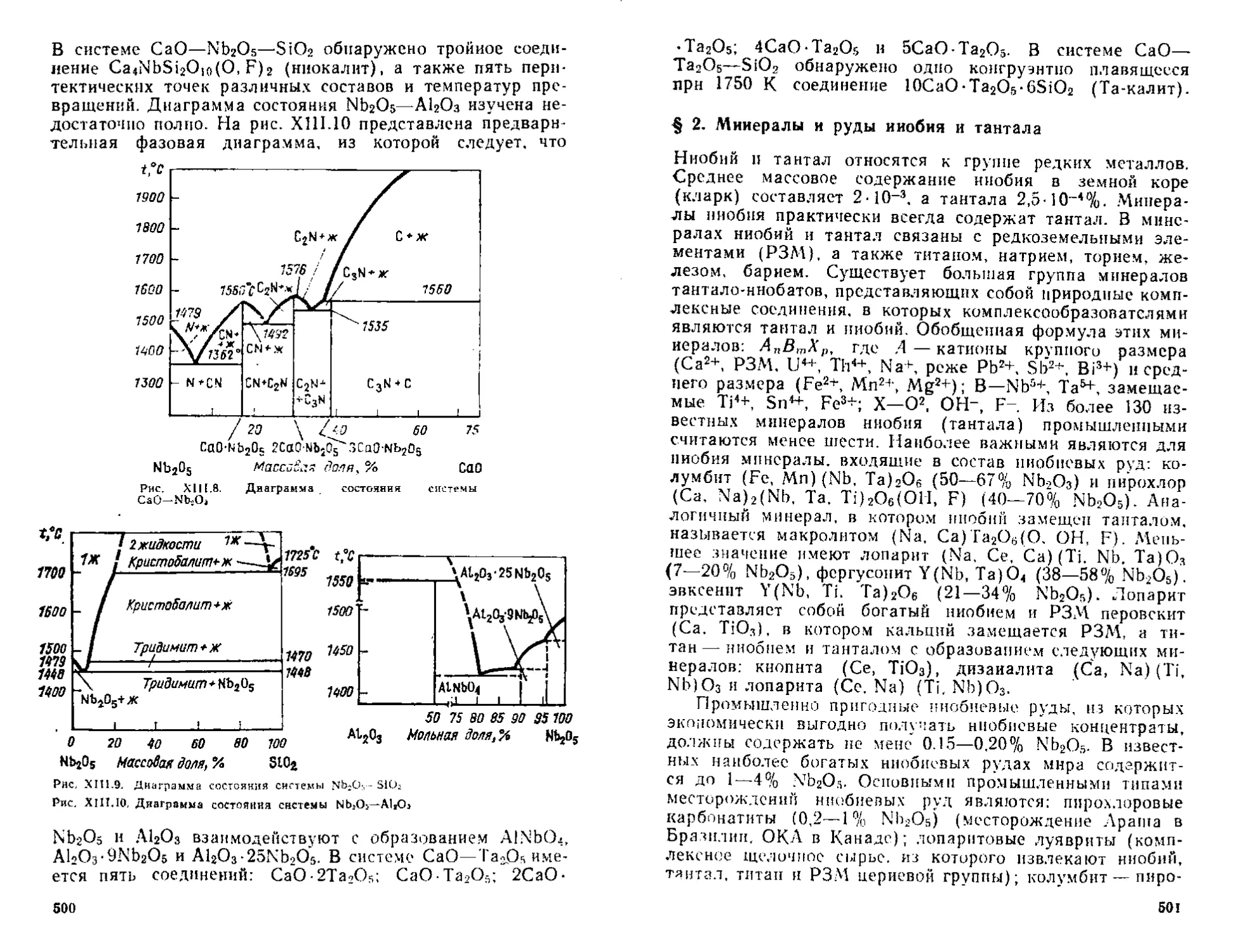
Глава Х111. Феррониобий .....................................491
§ 1. Свойства ниобия, тантала и их сослкпений ............. 491
§ 2. Минералы и руды ниобия л тантала........................501
§ 3. Восстановление ниобия и тантала ....................... 503
§ 4. Технология феррониобия .................................505
Глава XIV. Сплавы алюминия ..................................510
§ 1. Свинства алюминия и его соединений . . 510
§ 2. Глиноземсодержашис руды и минералы......................516
§ 3. Технология ферроалюминия................................518
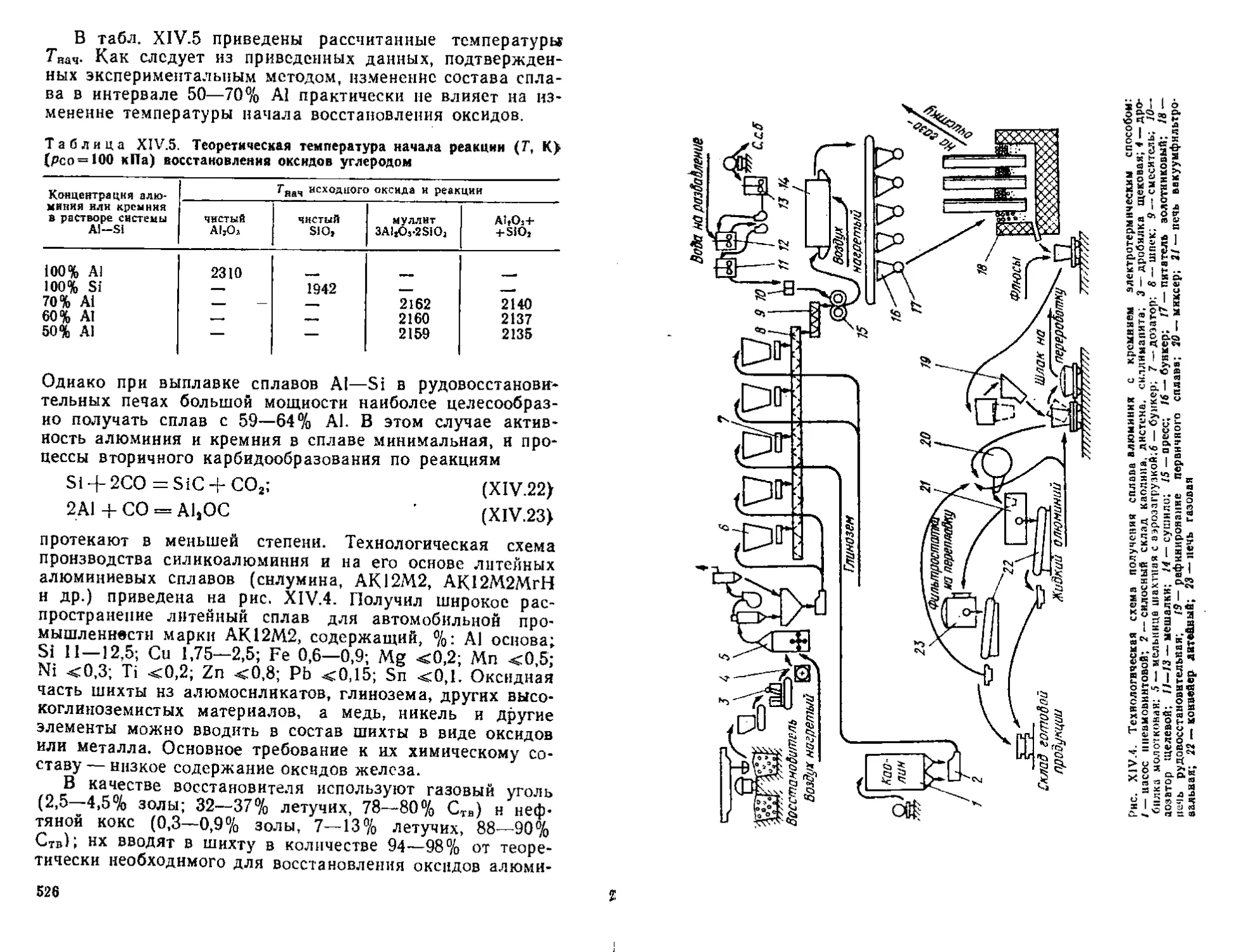
§ 4. Технология енликоалюмшшя ...............................522
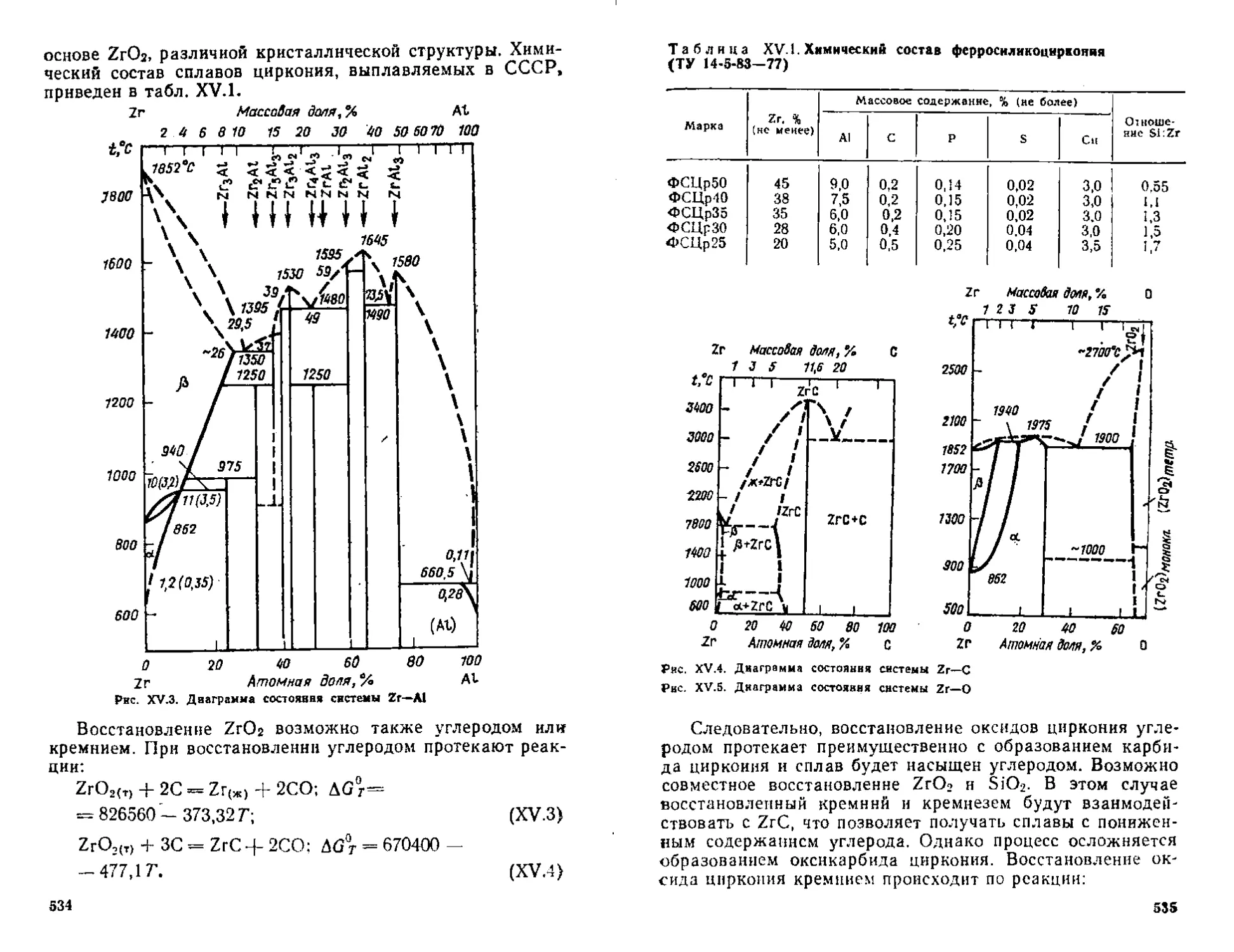
Глава XV. Ферросиликоцирконнй ...............................530
§ 1. Свойства циркония и его соединений......................530
§ 2. Технология ферроснликоциркония ........................ 537
4
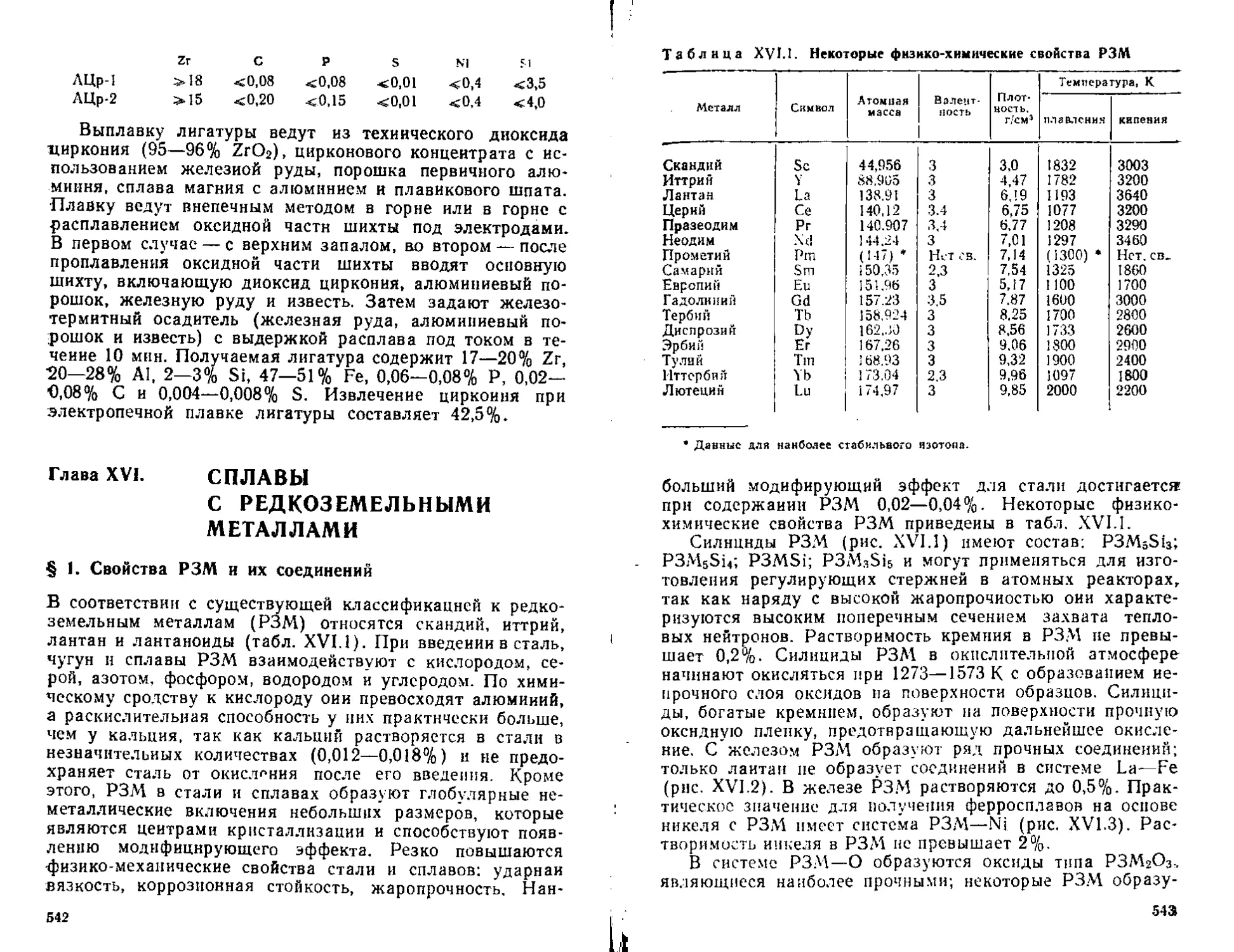
Глава XVI. Сплавы с редкоземельными металлами . . 542
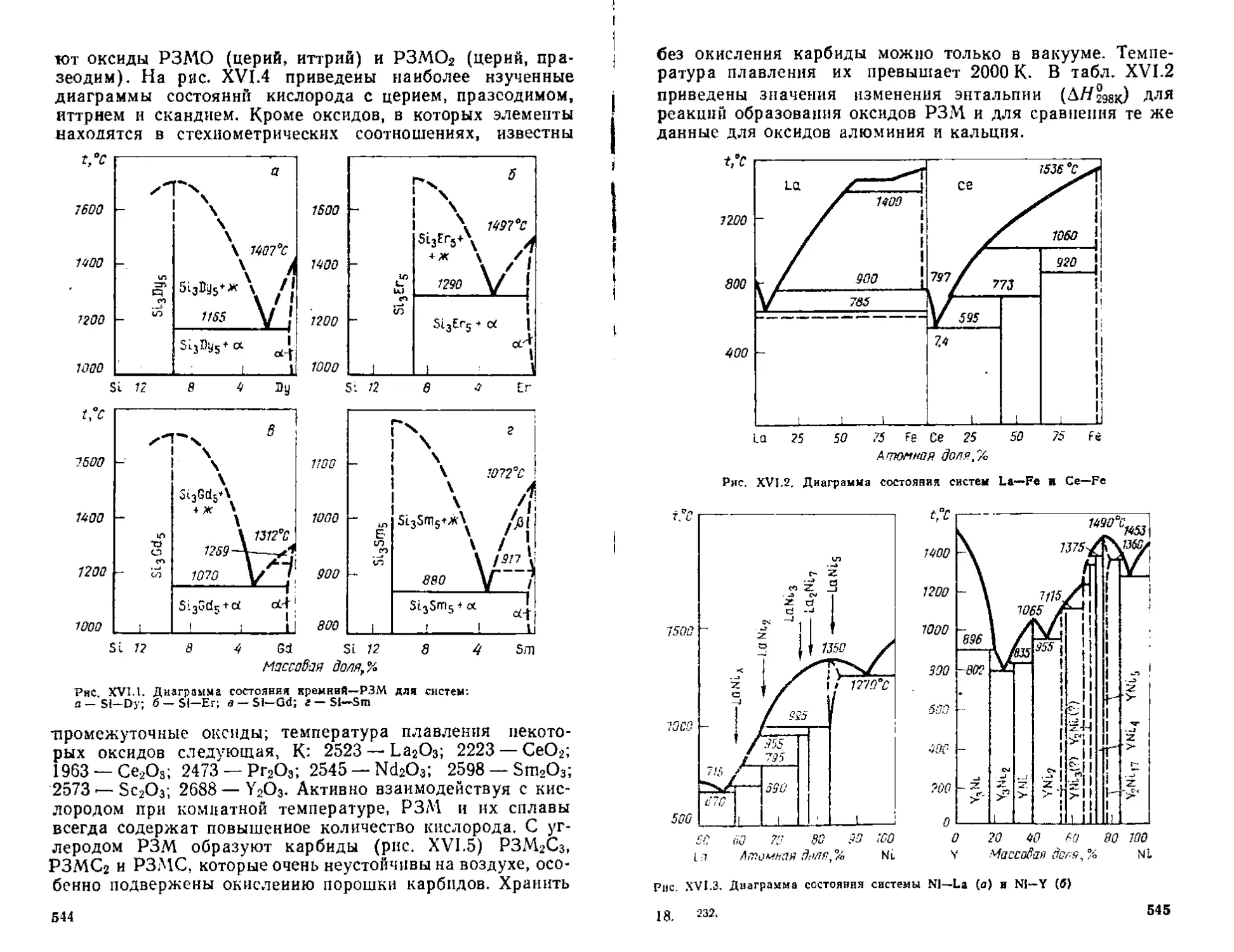
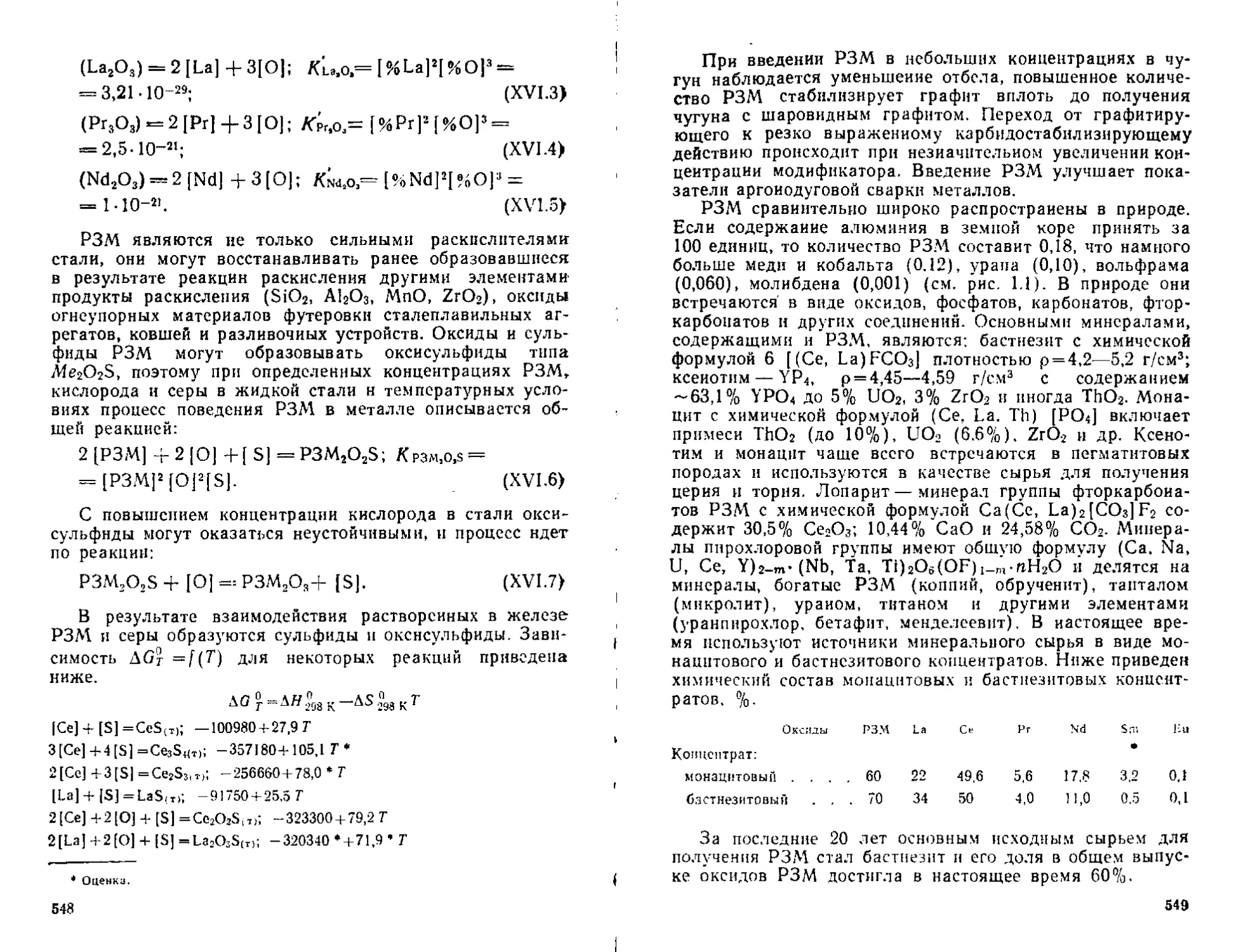
§ L Свойства РЗМ и их соединений .............................542
§ 2. Технология ферросплавов с РЗМ............................550
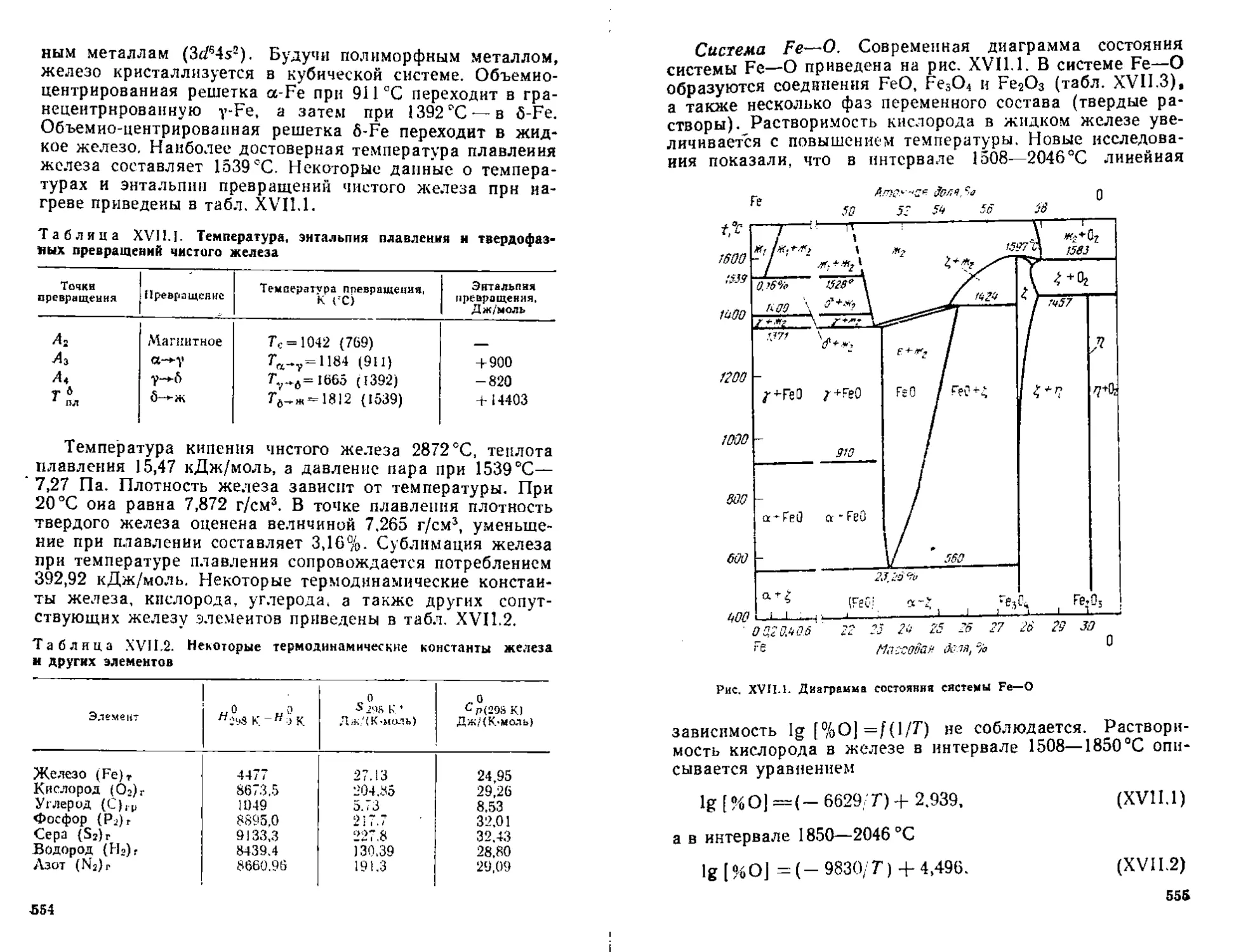
Глава XVII. Электротермия железоуглеродистых сплавов . 553
§ 1. Свойства железа в его соединений.........................553
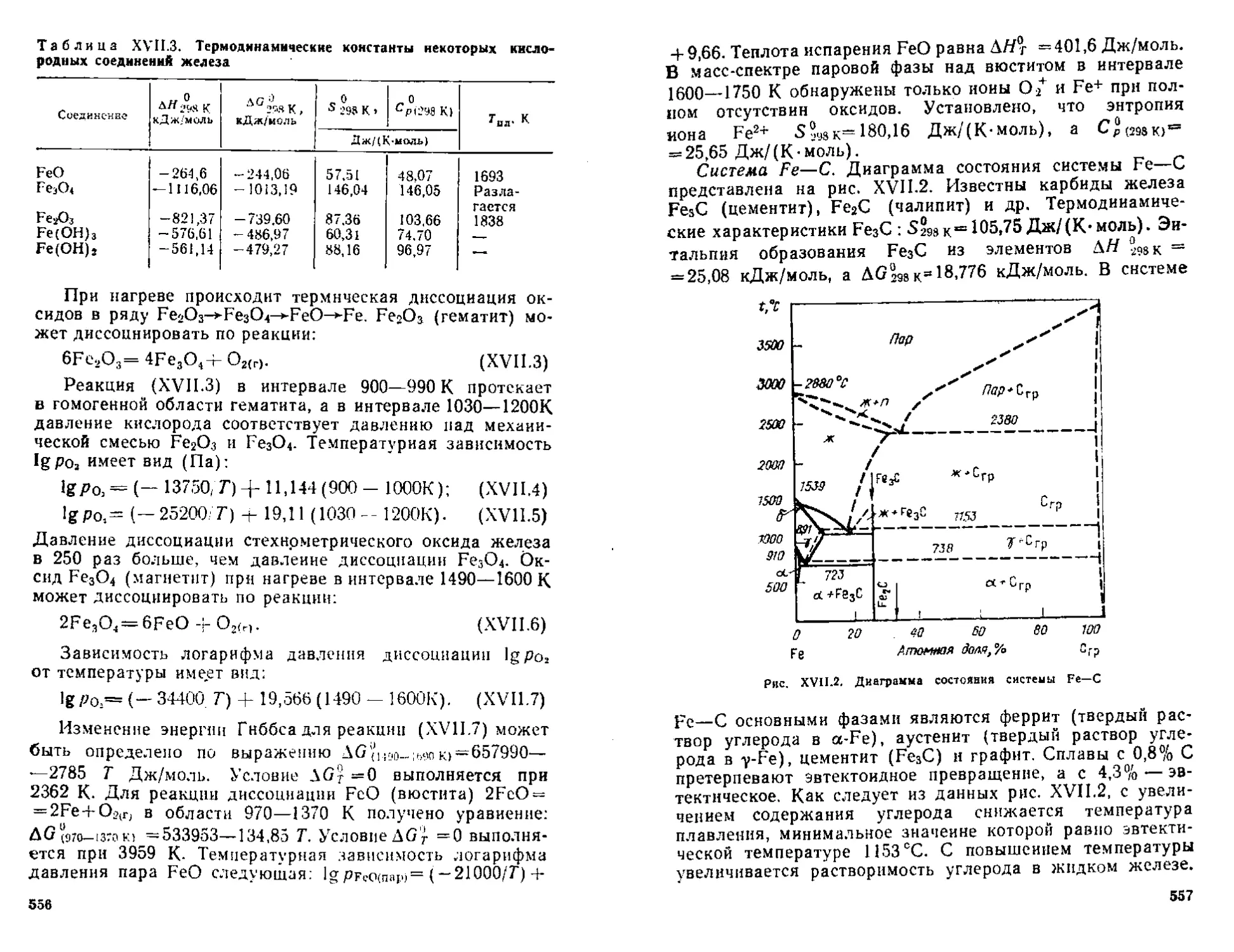
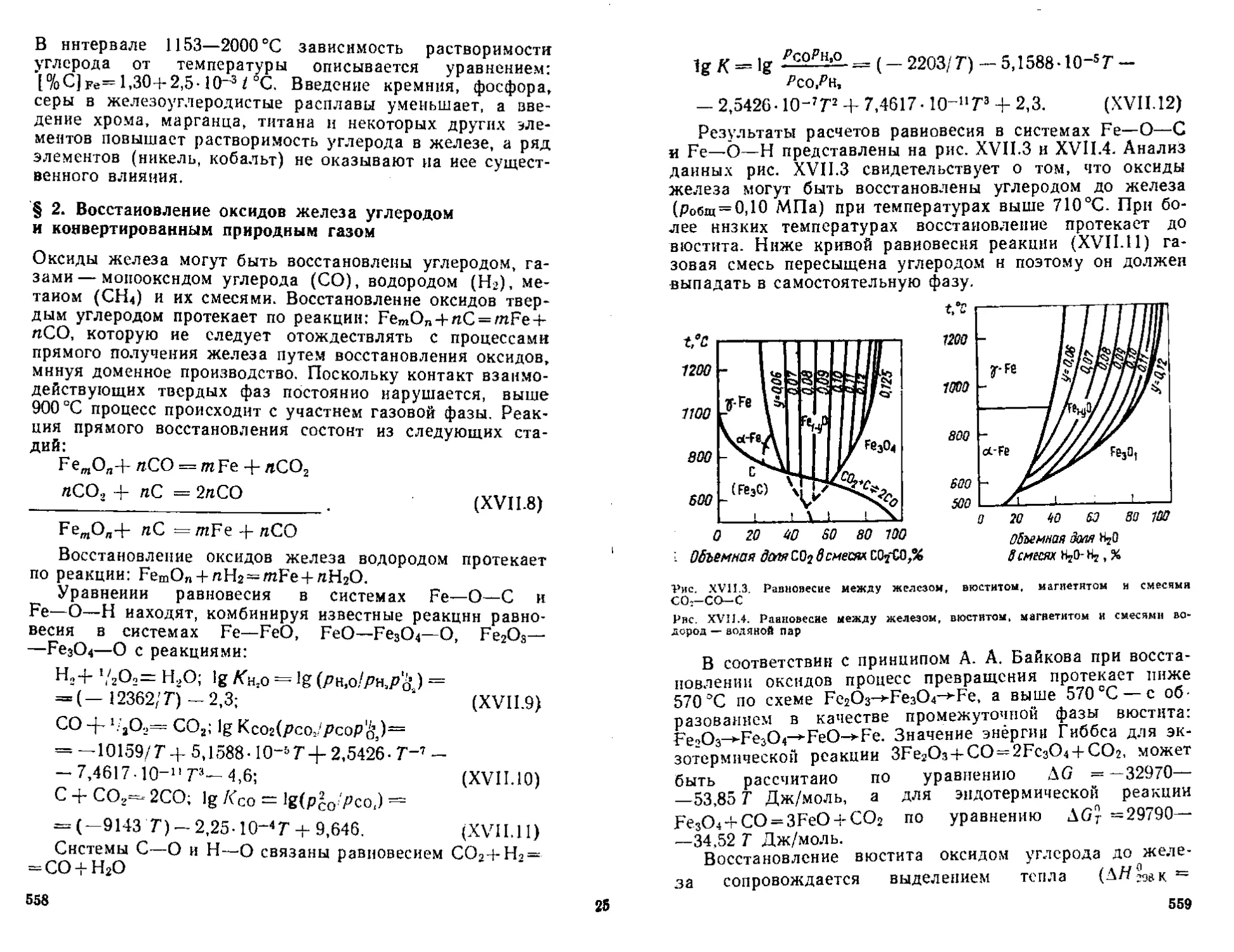
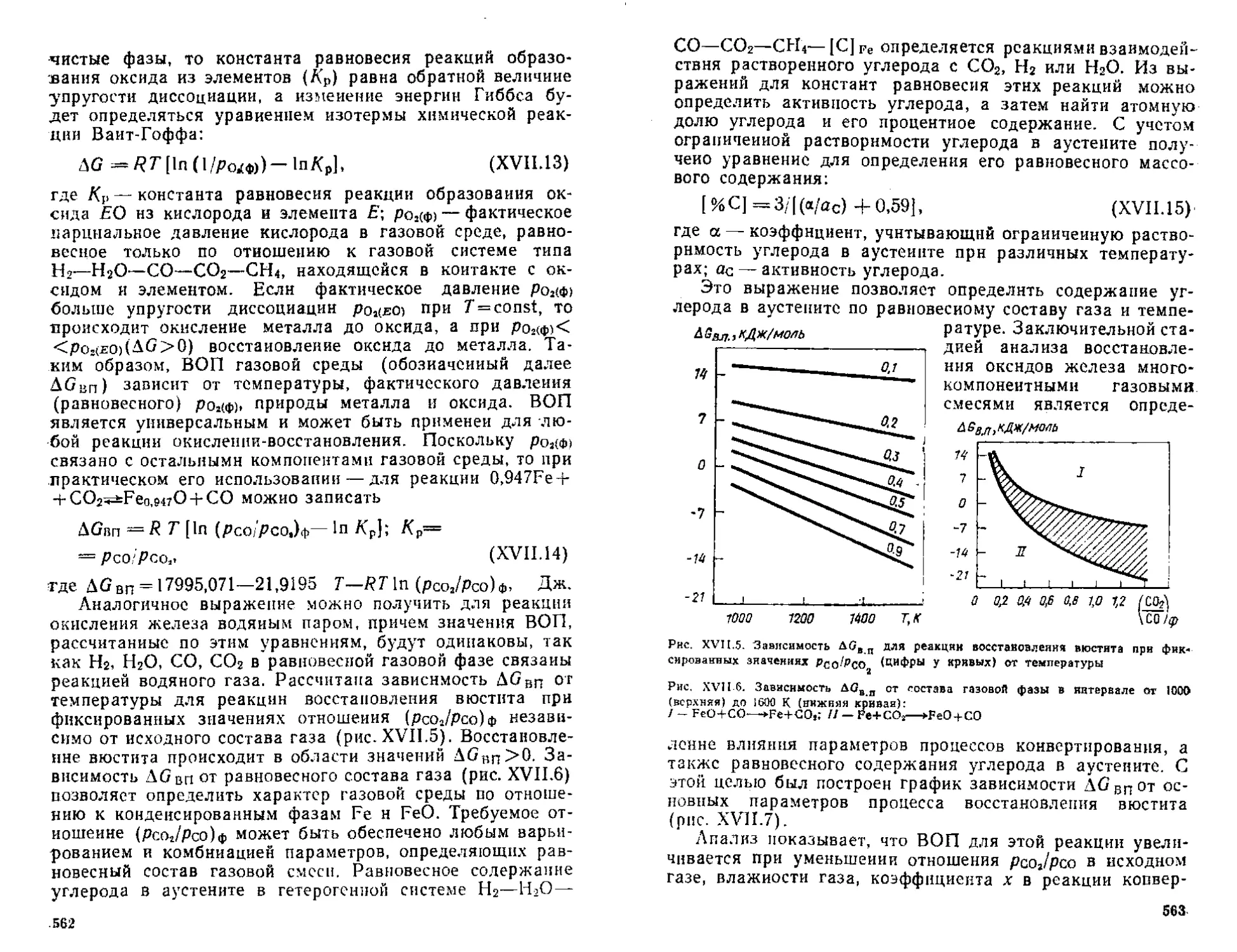
§ 2. Восстановление оксидов железа углеродом и конвертиро-
ванным природным газом...............................558
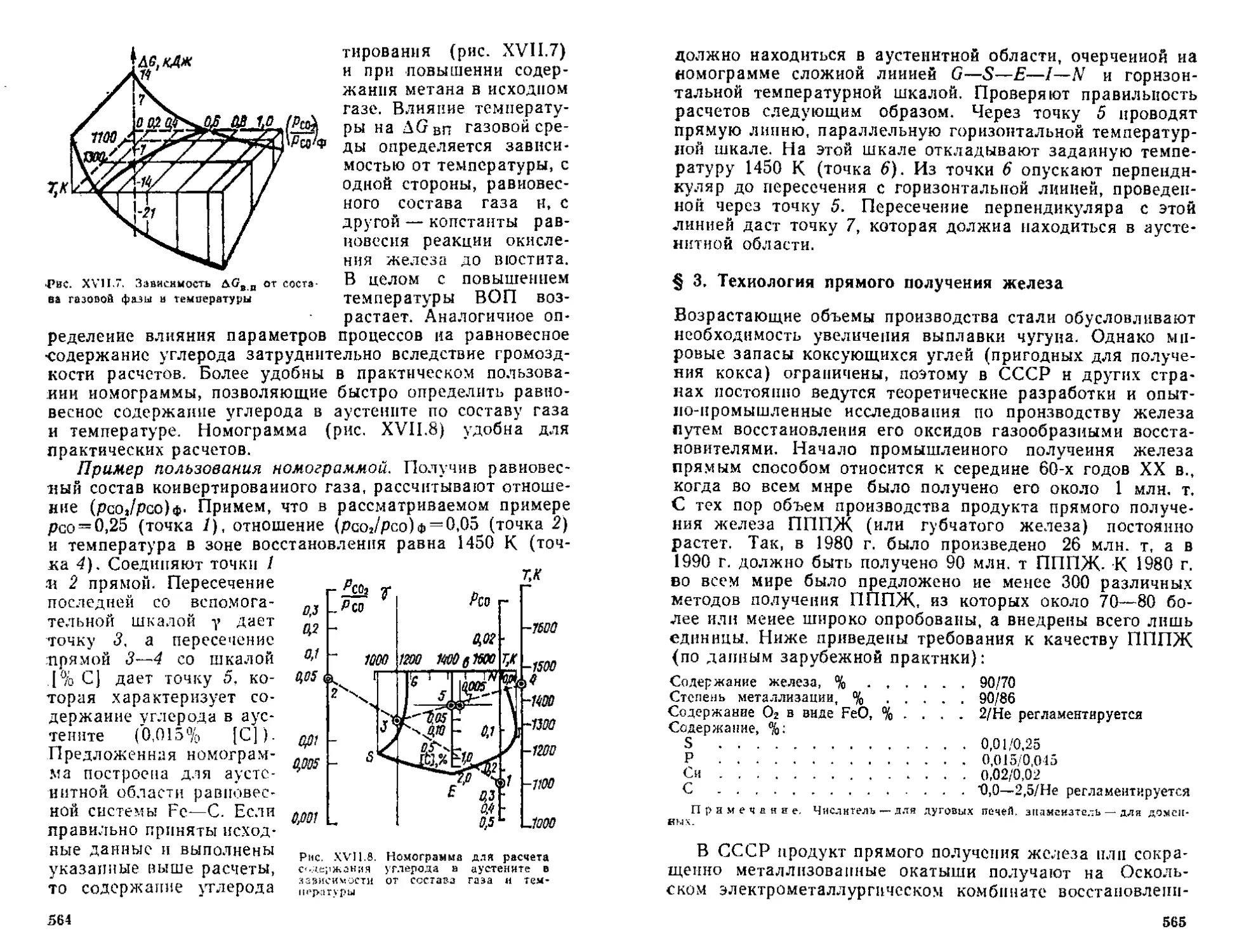
§ 3. Технология прямого получения железа.....................565
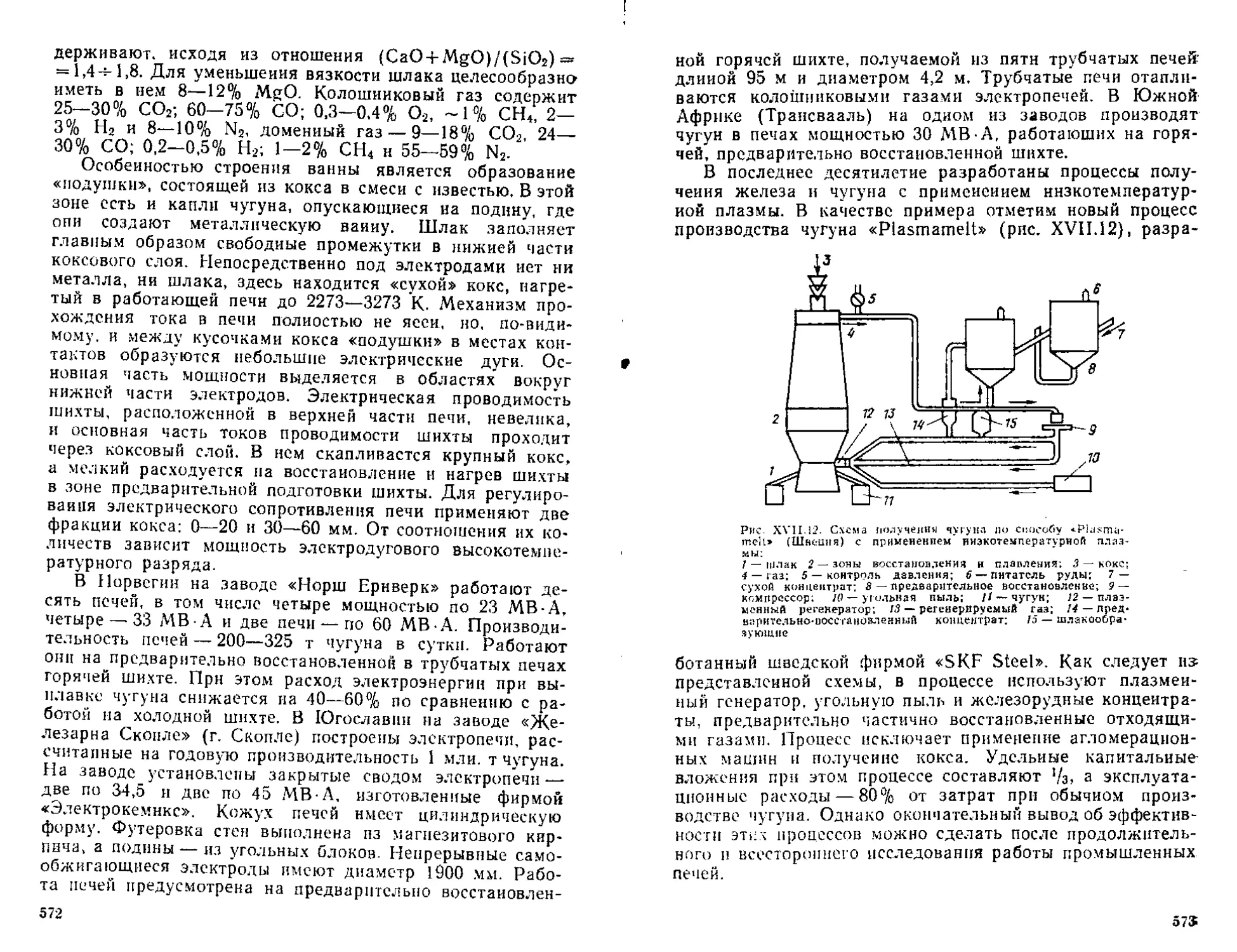
§ 4. Получение чугуна в электропечах ........................ 570
Глава XV1H. Электрокорунд.....................................574
§ 1. Свойства корунда и его расплавов.......................574
§ 2. Технология белого элсктрокорунда ...................... 577
§ 3. Технология нормального элехтрокоруида .................. 578
Глава XIX. Ферроникель .......................................588
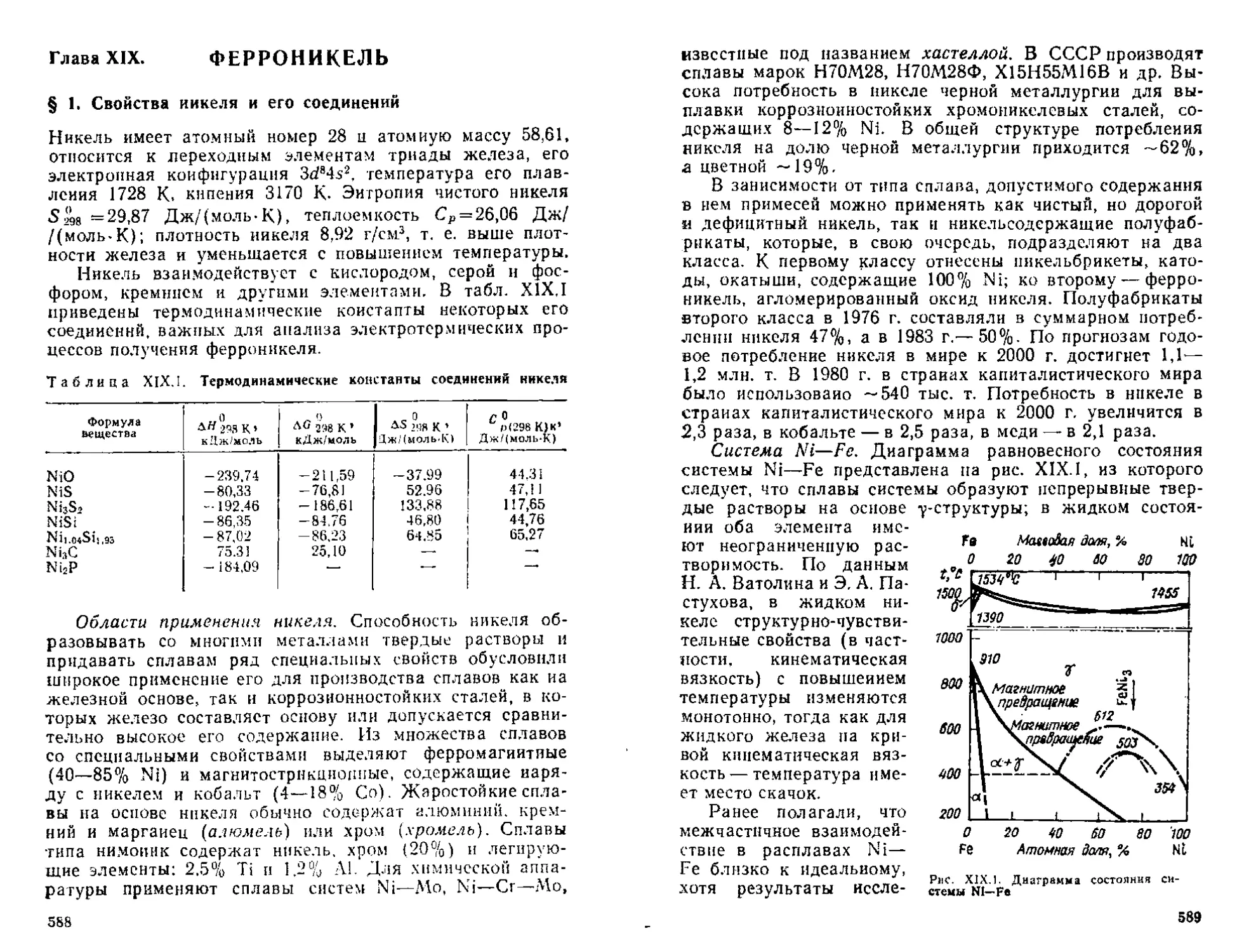
§ 1. Свойства никеля и его соединении.........................588
§ 2. 1 Пжель.одержашпс руды ..................................592
§ 3. Технология чернового ферроникеля ....................... 594
§ -I . Рафинировать.' ферроникеля ............................597
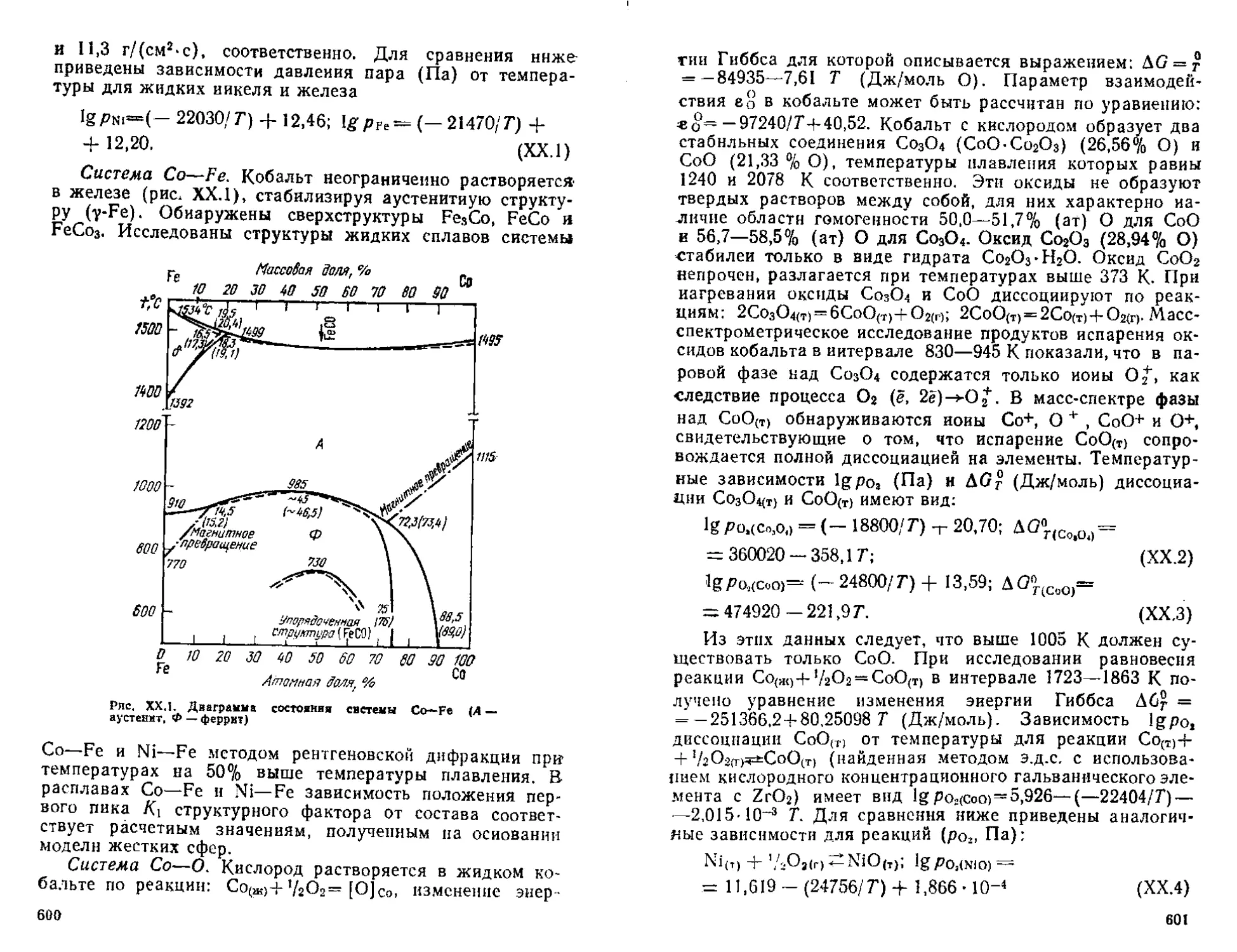
Глава XX. Кобальт и феррокобальт..............................599
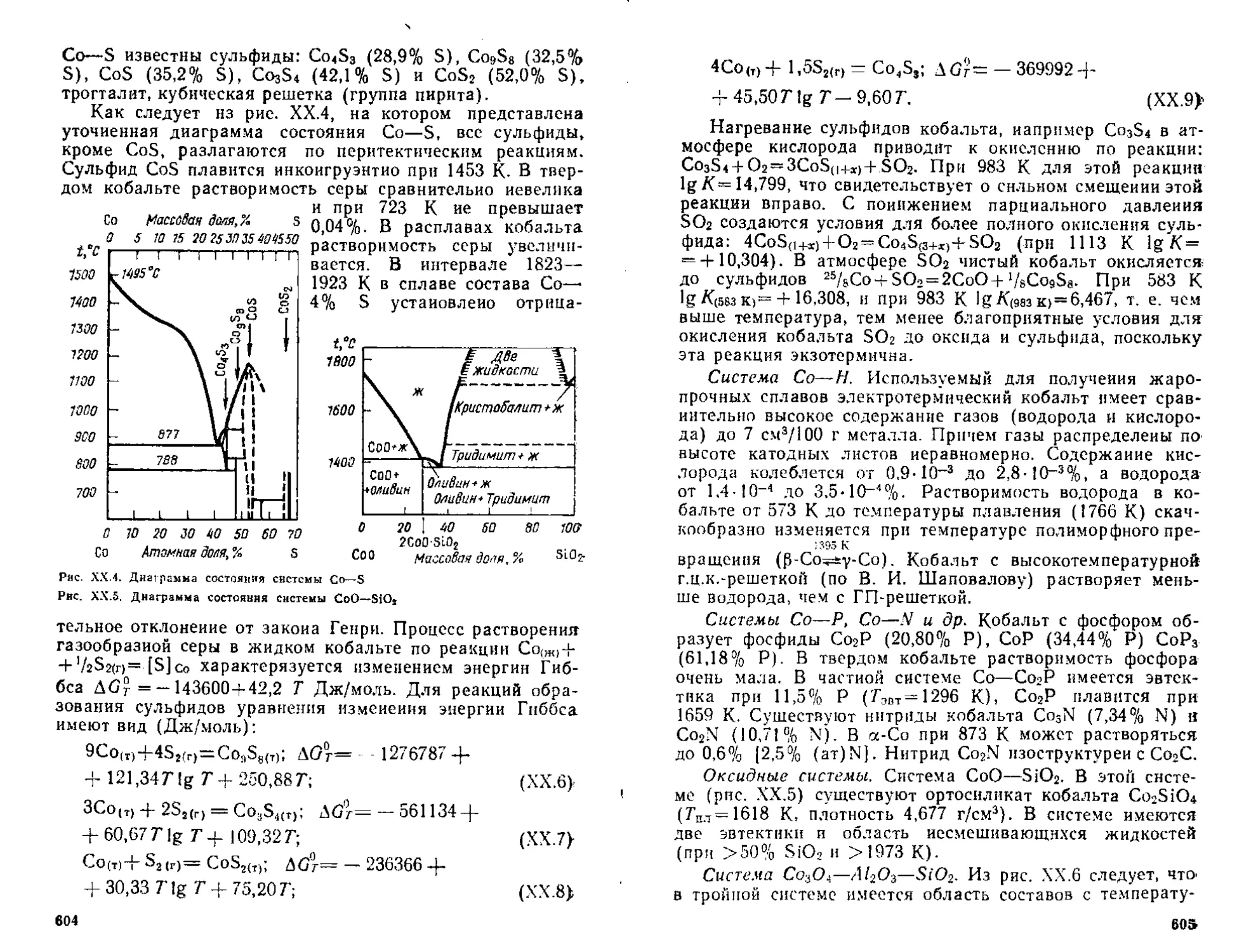
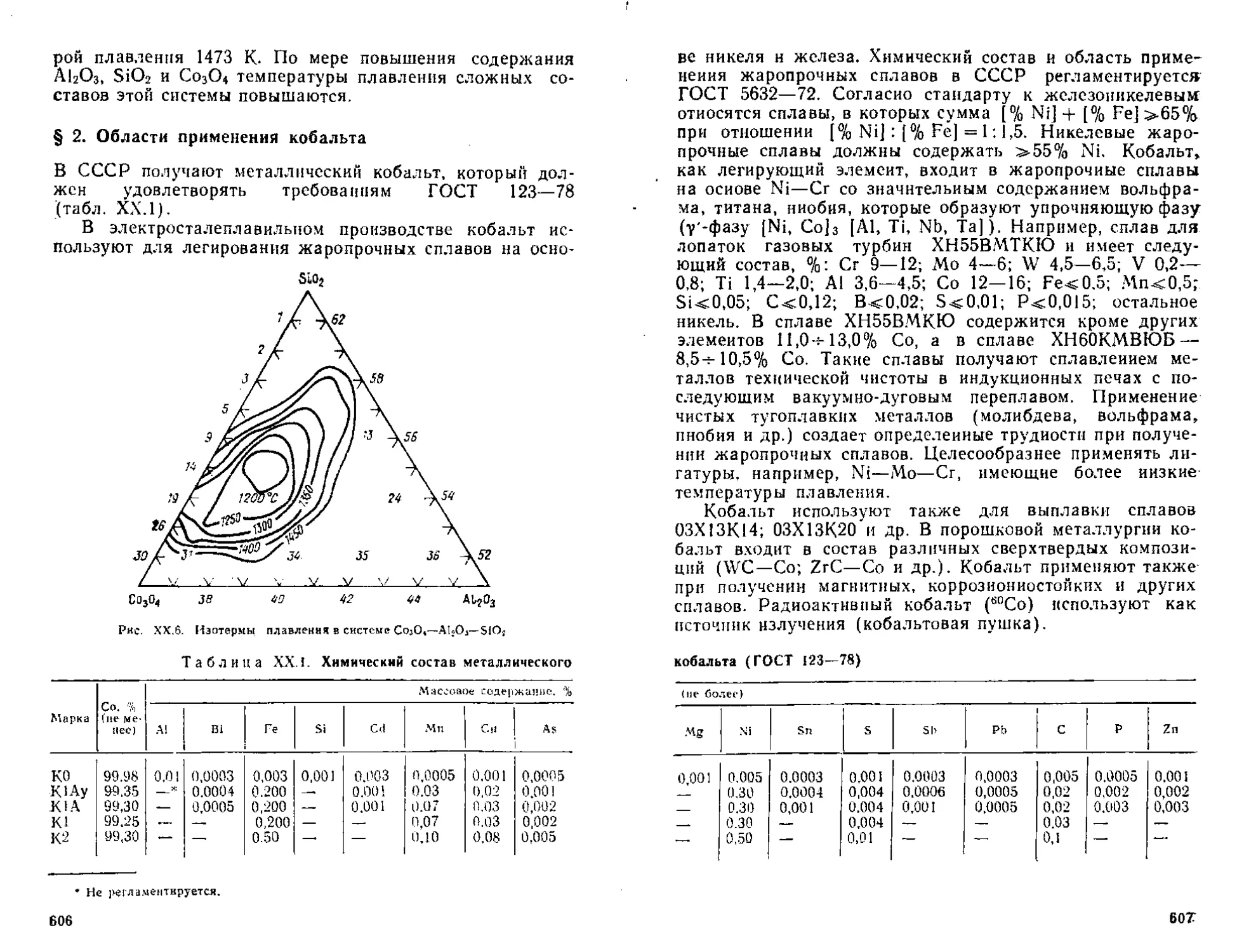
§ 1. Свойства кобальта л его соединений.......................599
§ 2. Области применения кобальта..............................666
§ 3. Минералы и руды кобальта.................................608
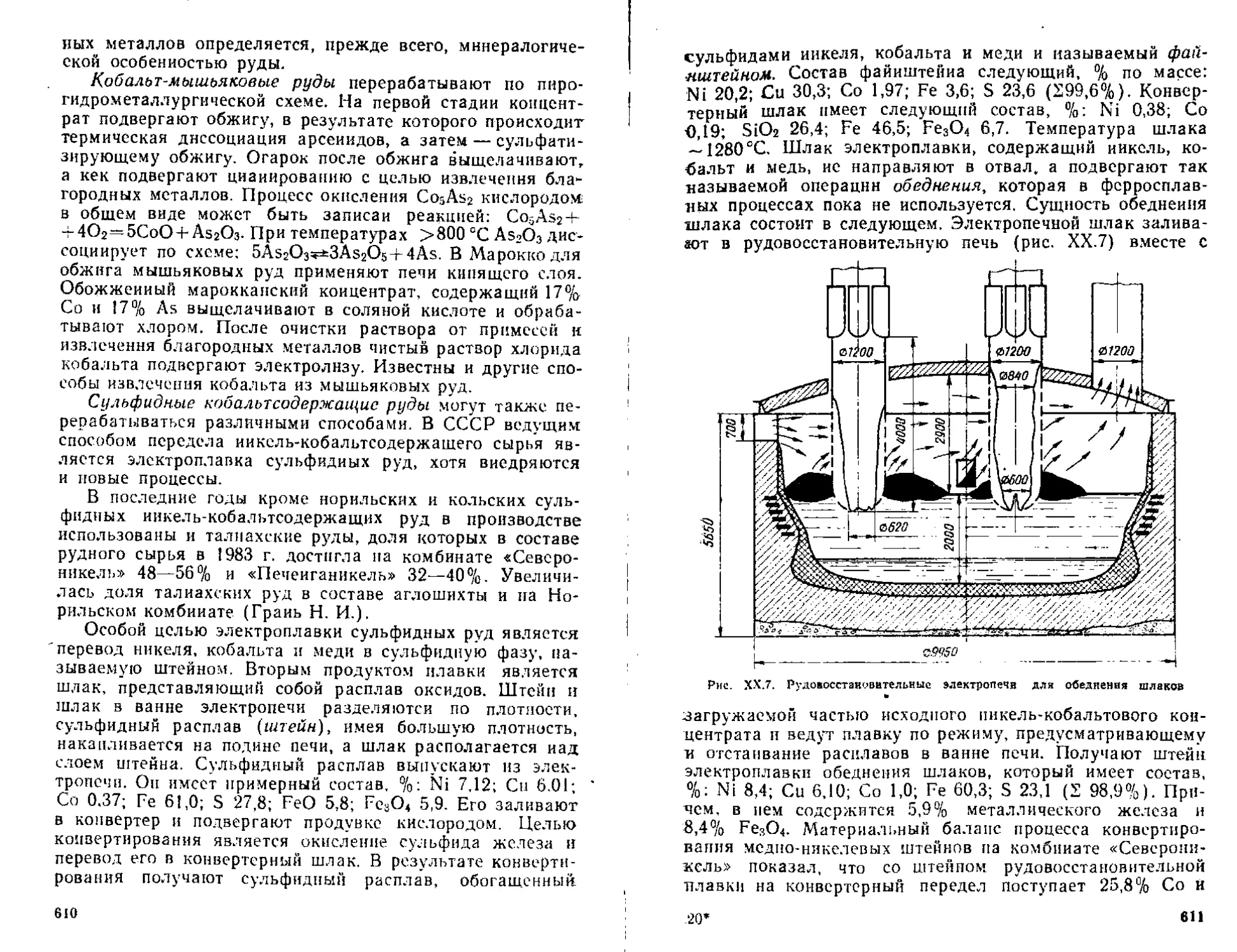
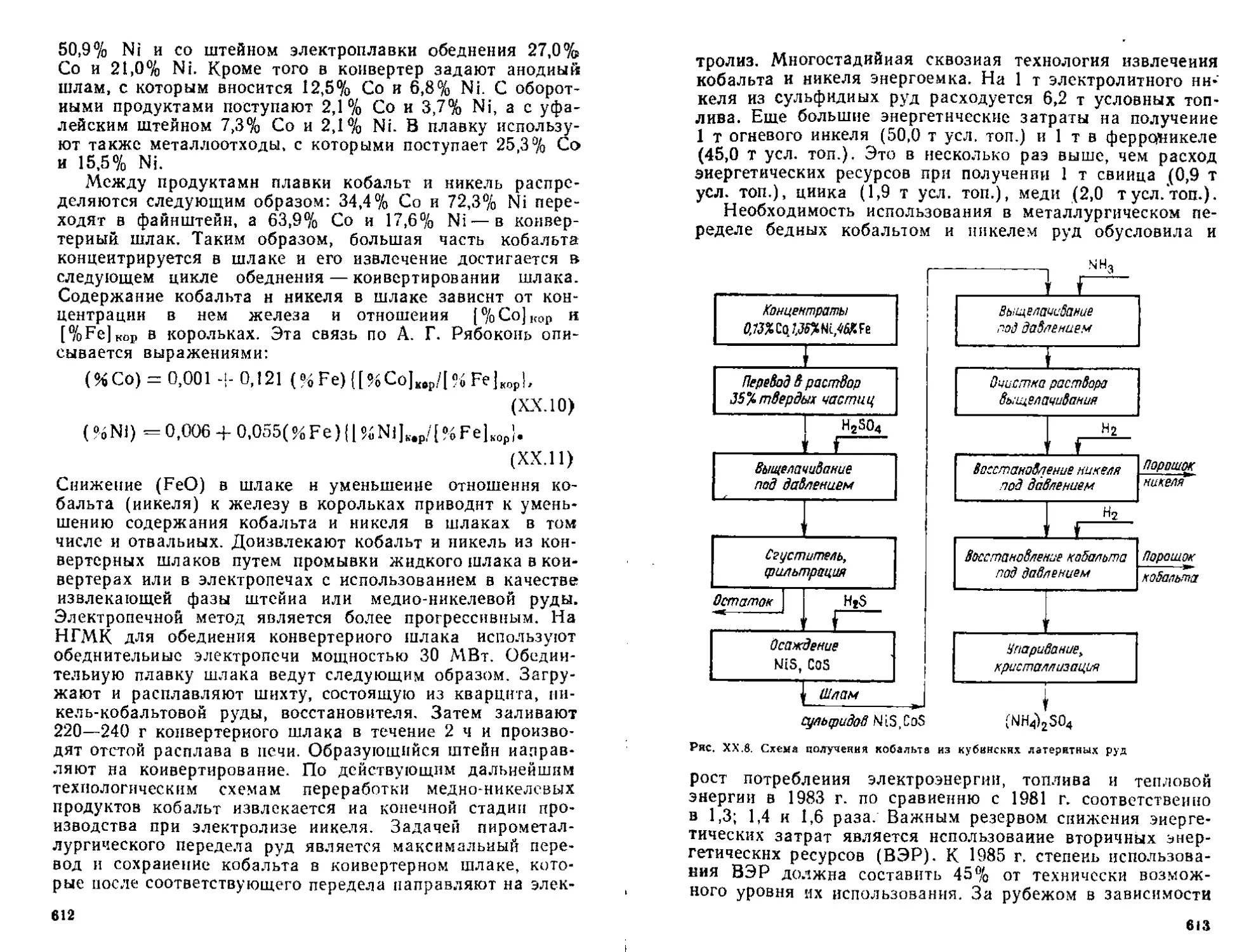
§ 4. Технология кобальта и феррокобальта .................... 609
Глава XXI. Фосфор н феррофосфор...............................614
§ 1. Свойства фосфора и его соединений........................614
§ 2. Минералы и руды фосфора .................................618
§ 3. Вюсгангтлспне трифосфата кальция.........................620
§ 4. Подготовка фосфоритов к электроплавче....................623
§ 5. Электропечи для восстановления фогферл...................625
§ 6. Технология электро пл ан к и фосфоритов..................627
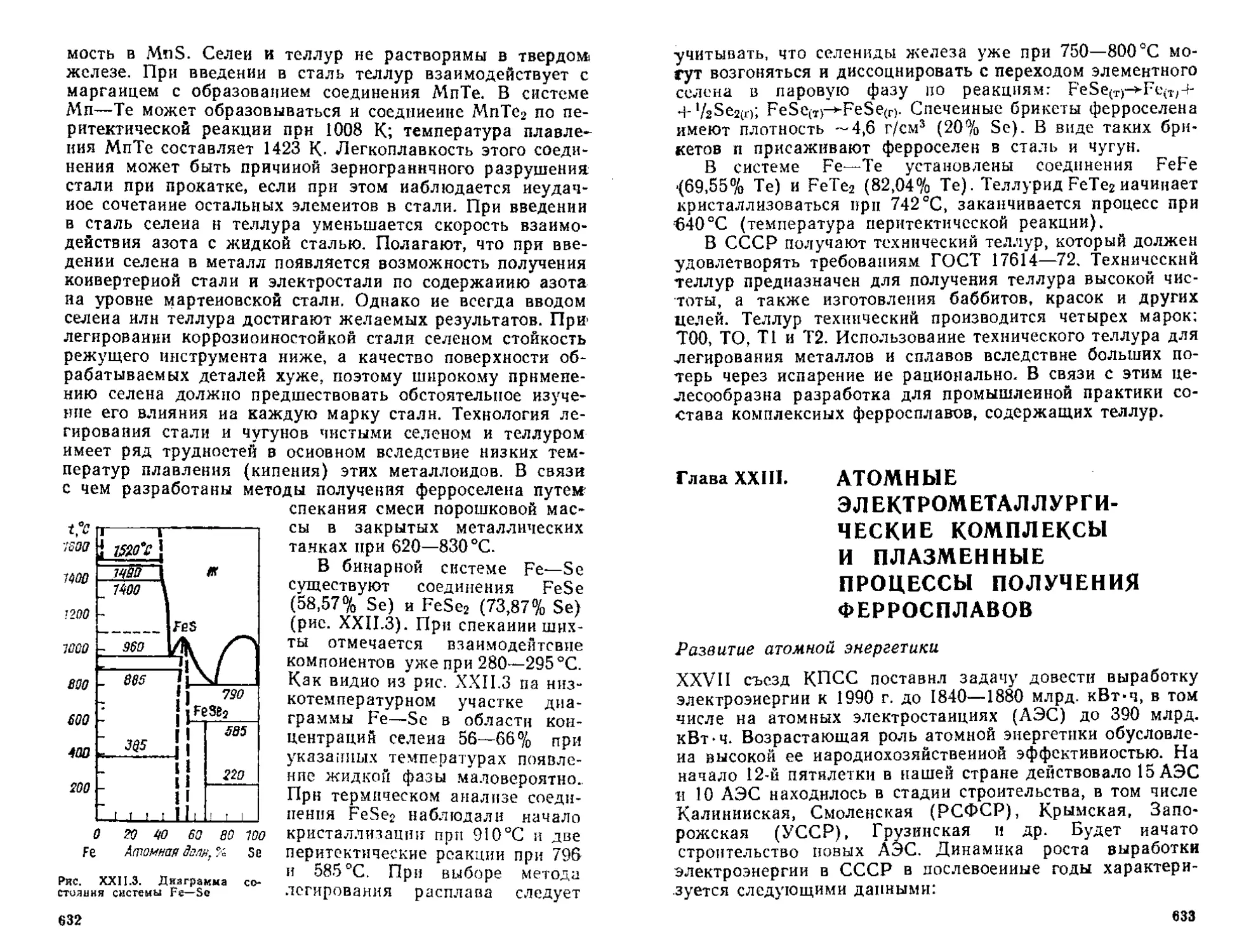
Глава XXII. Ферроселен и ферротеллур..........................630
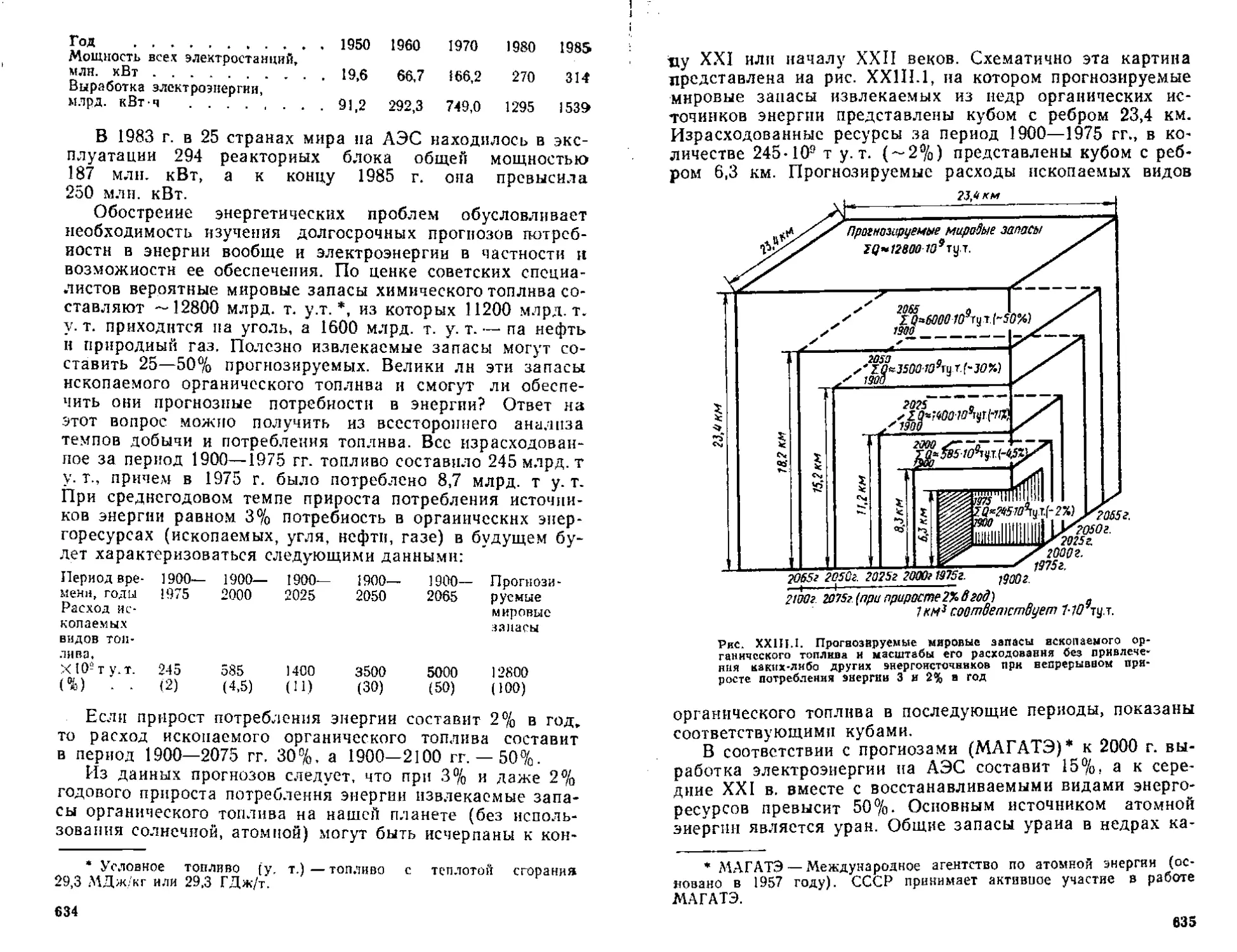
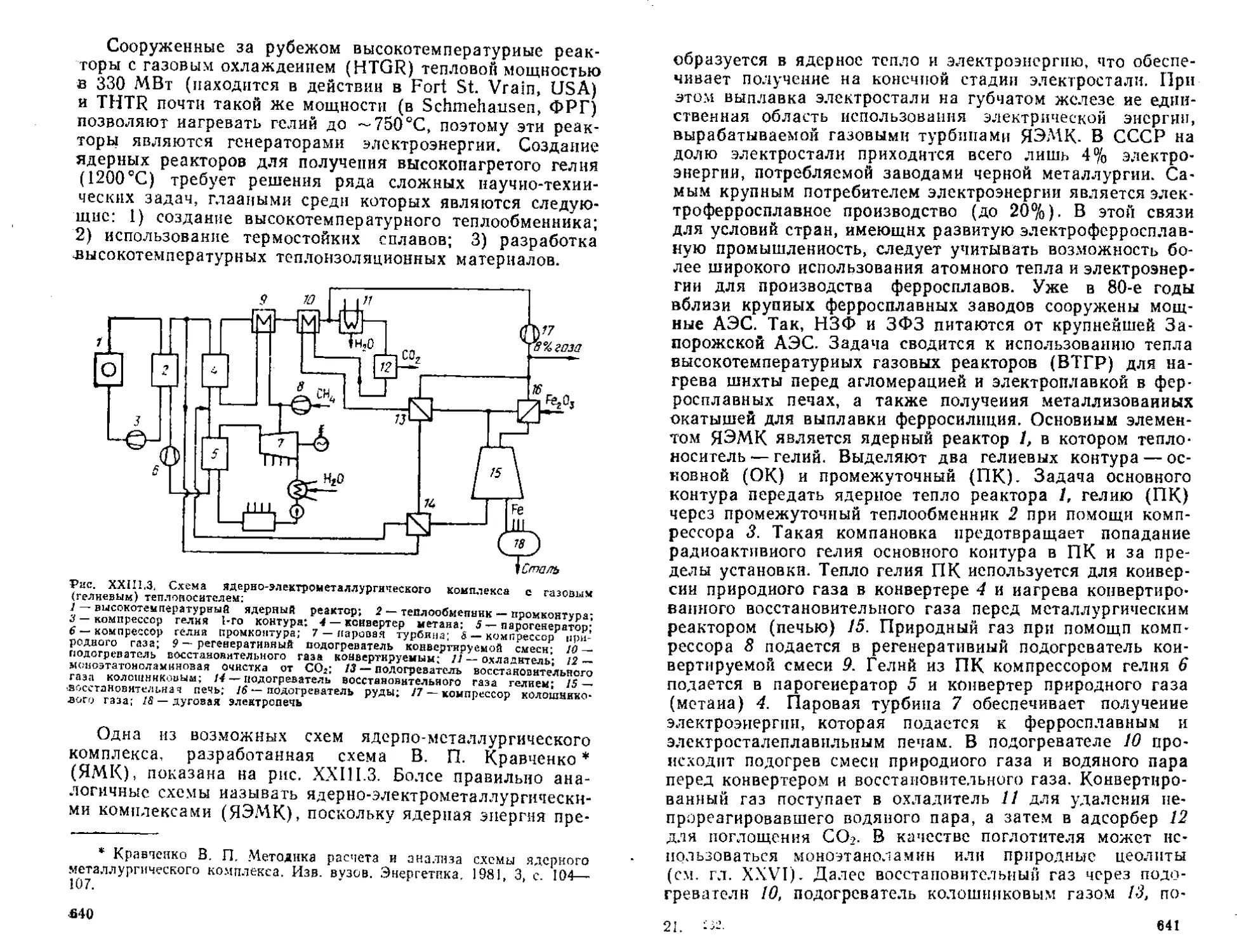
Глава XX11I. Атомные электрометаллургические комплексы и
плазменные процессы получения ферросплавов 633
Глава XXIV. Производство извести для ферросплавной про-
мышленности ..................................648
§ 1. Обжиг известняка.....................................'. 648
§ 2. Гилпатания и;вегтя............................. . 653
§ 3. Ассимиляция нанести .....................................654
§ 4, Улавливание и использование диоксида углерода . . . 657
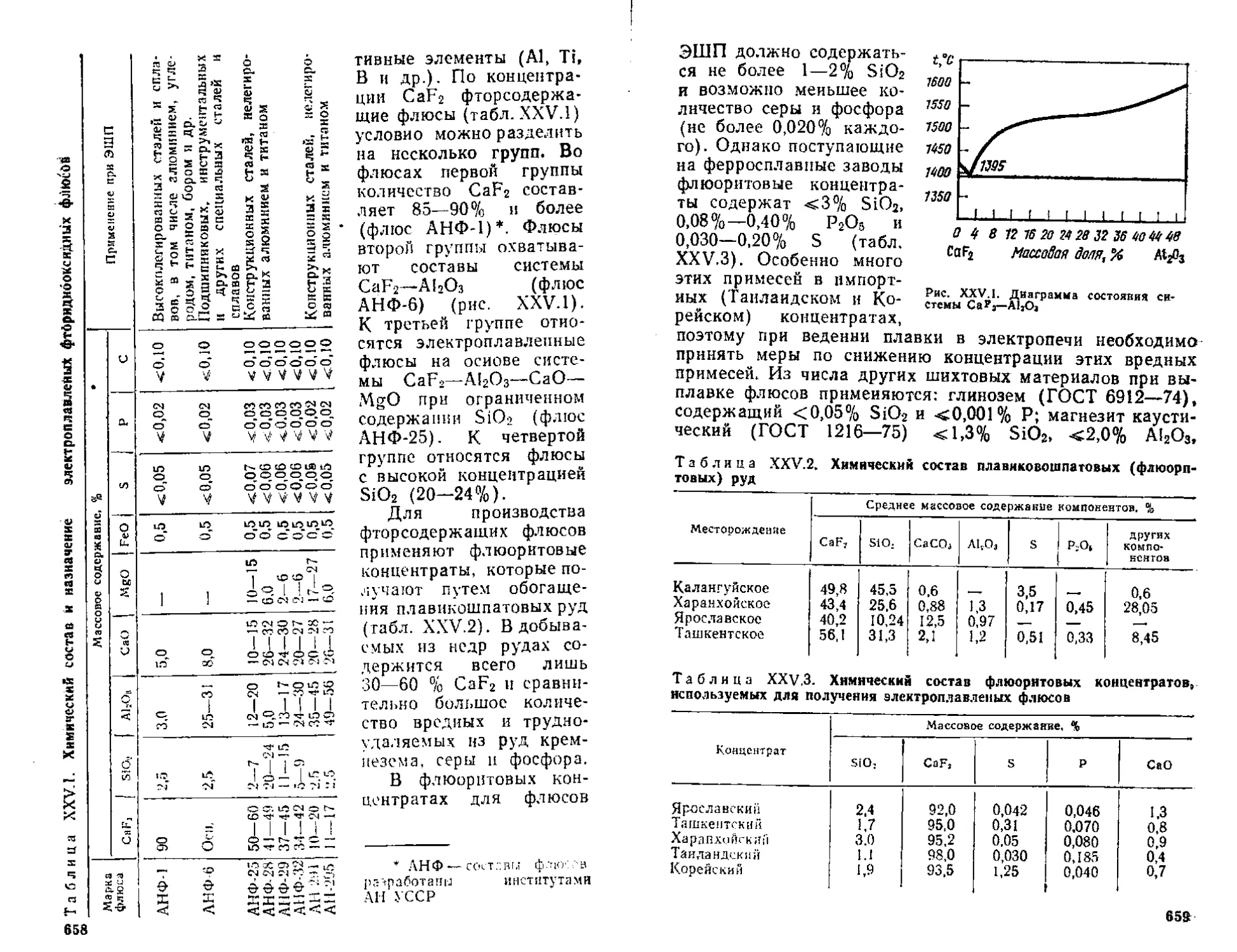
Глава XXV. Электроплавленые флюсы ............................657
§ 1. Требования к флюсам и способы их получения .... 657
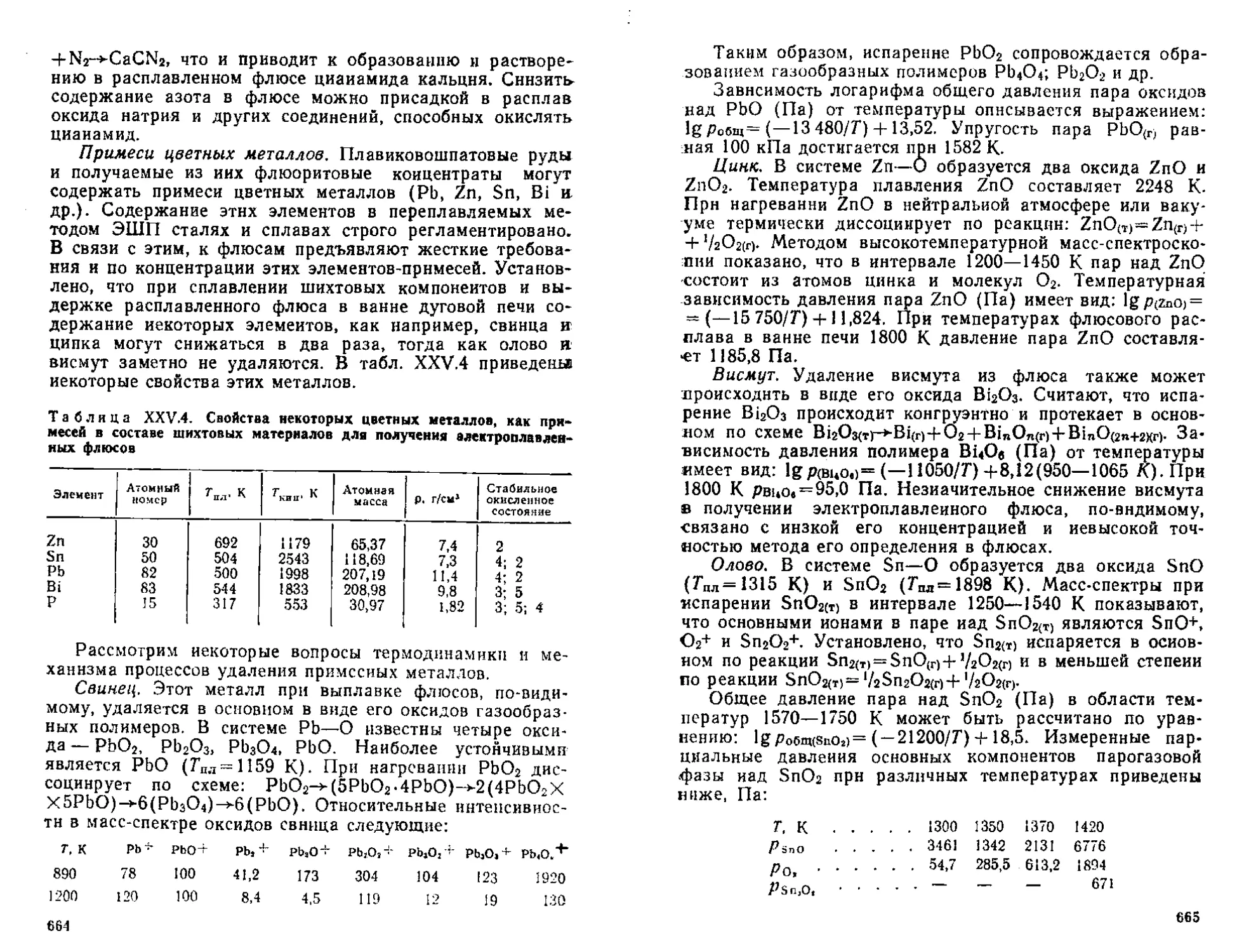
§ 2. Поведение примесей при электроплавке флюсов .... 661
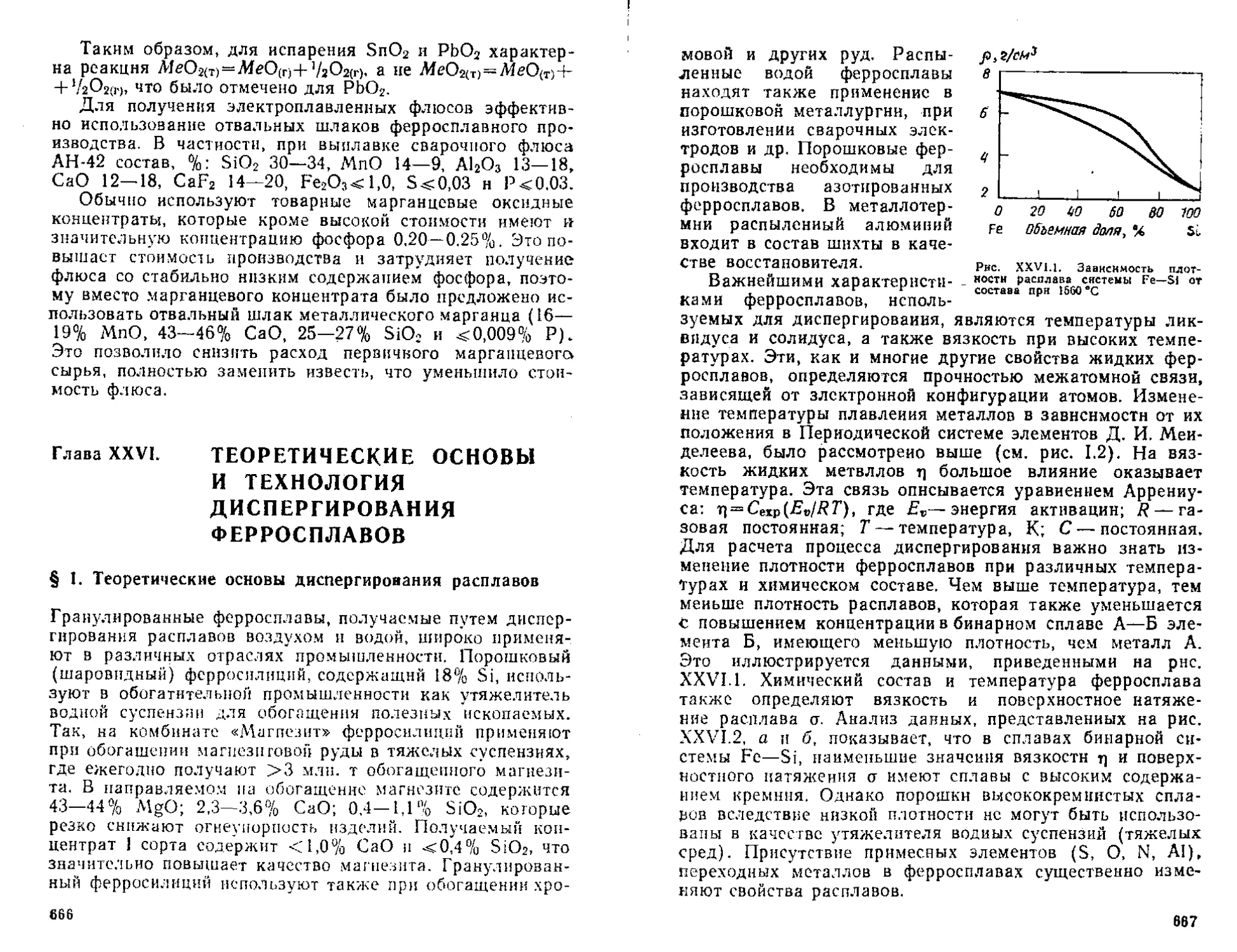
Глава XXV1. Теоретические основы и технология дисперги-
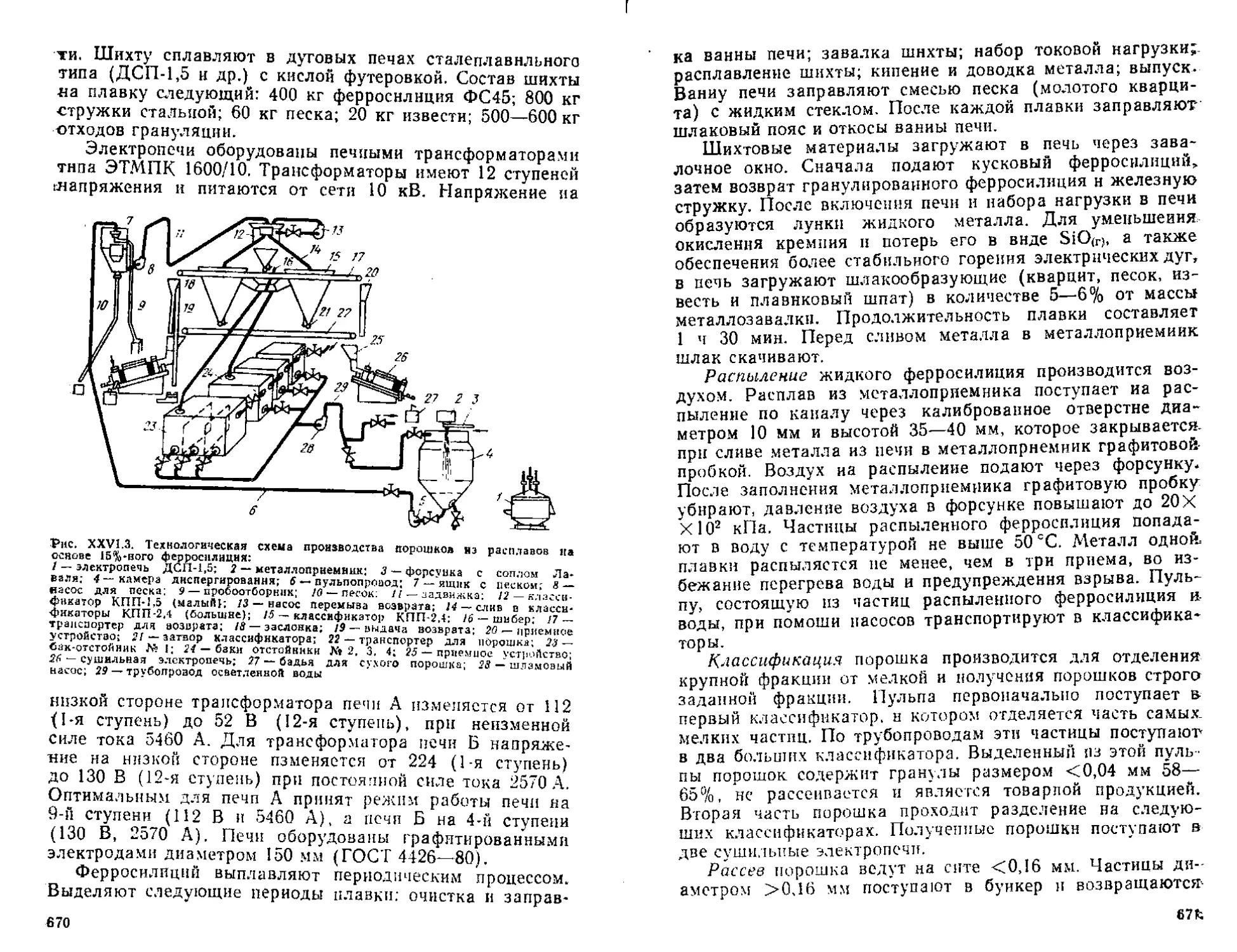
рования ферросплавов..........................................666
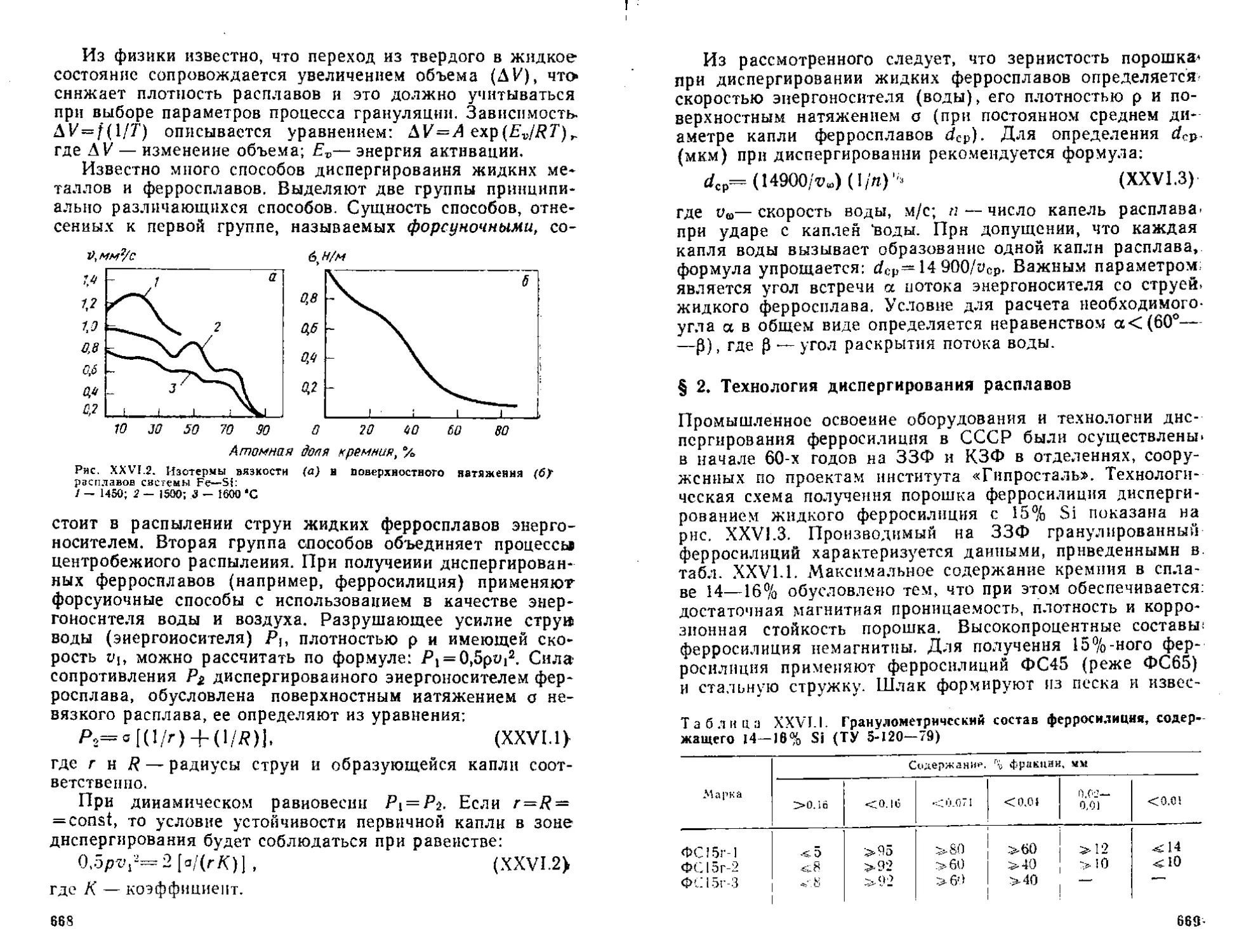
I. Теоретические основы диспергирования расплавов . . 666
§ 2. Технология диспергирования расплавов ................... 669
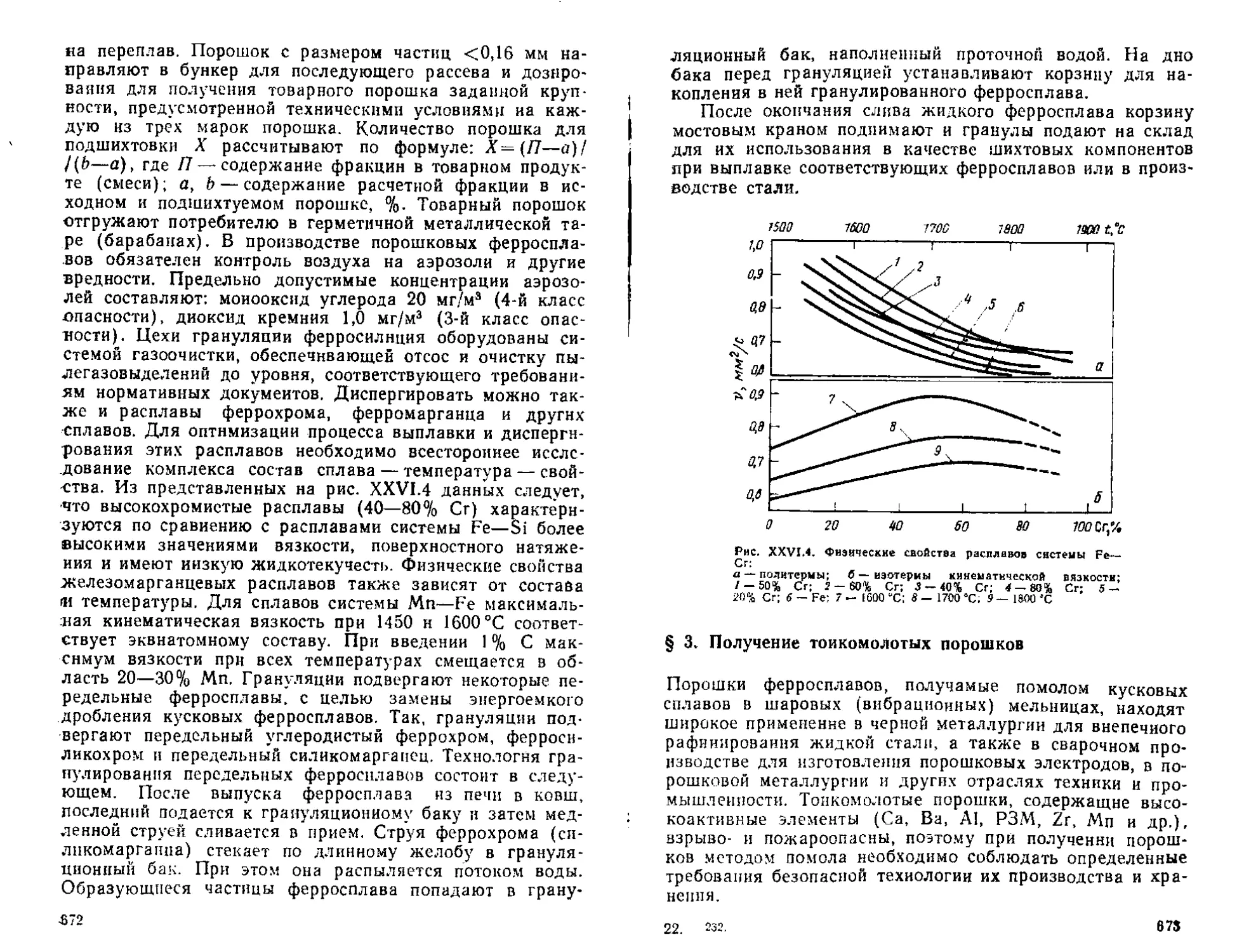
§ 3. Получение тонкомолотых порошков..........................673
5
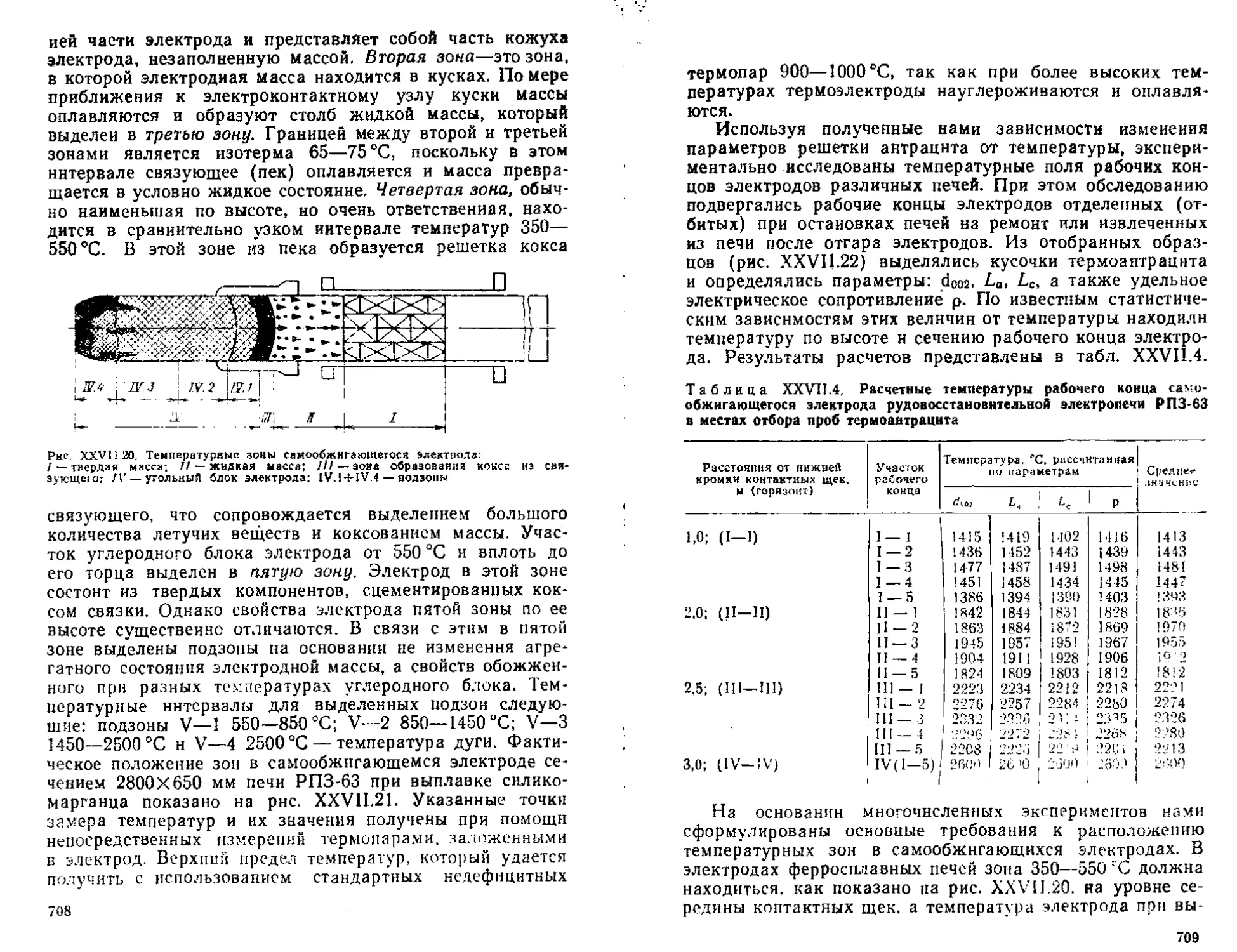
Глава XXVII. Теоретические основы и технология изготовления
самообжмгающихся электродов ферросплавных
печей .......................................................676
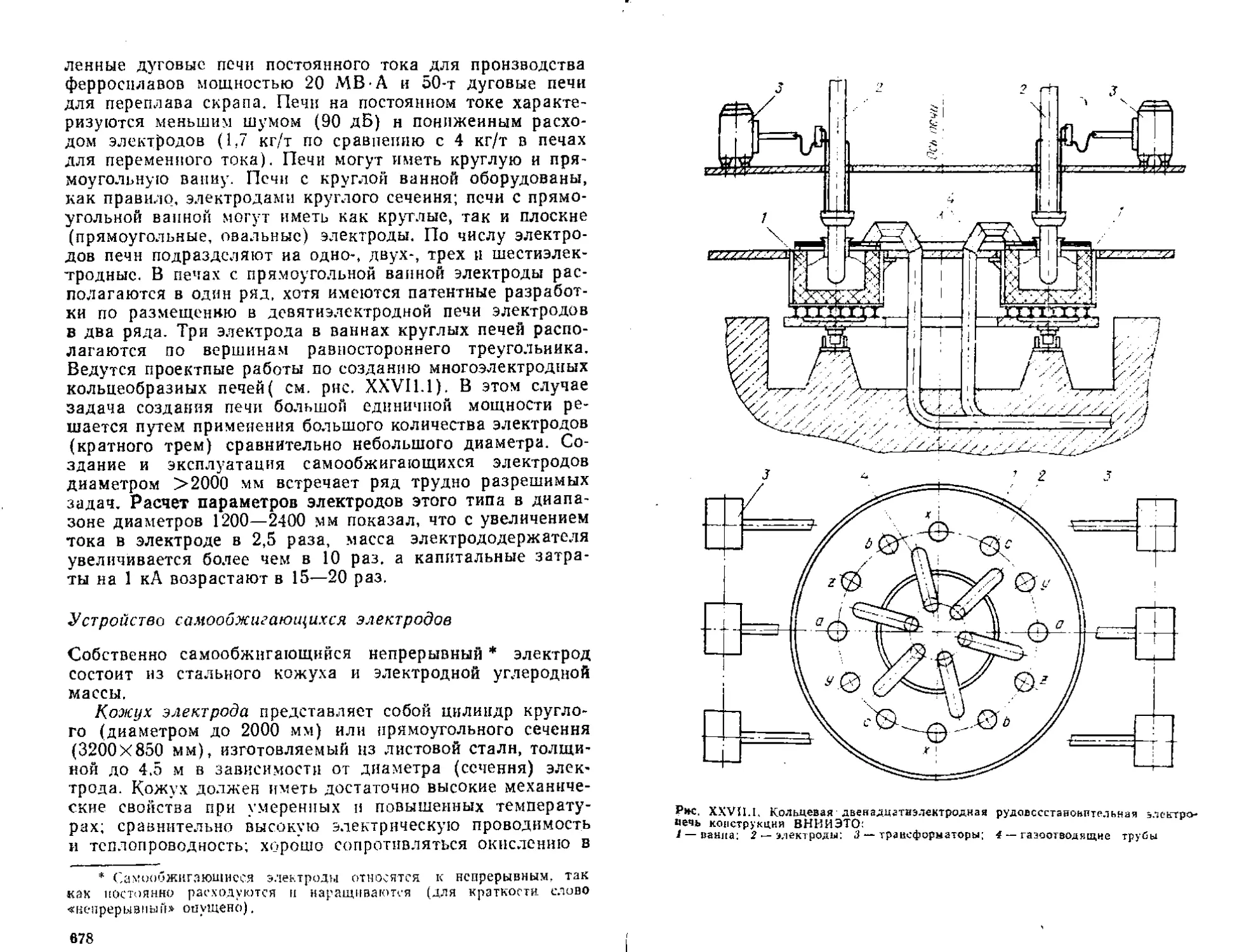
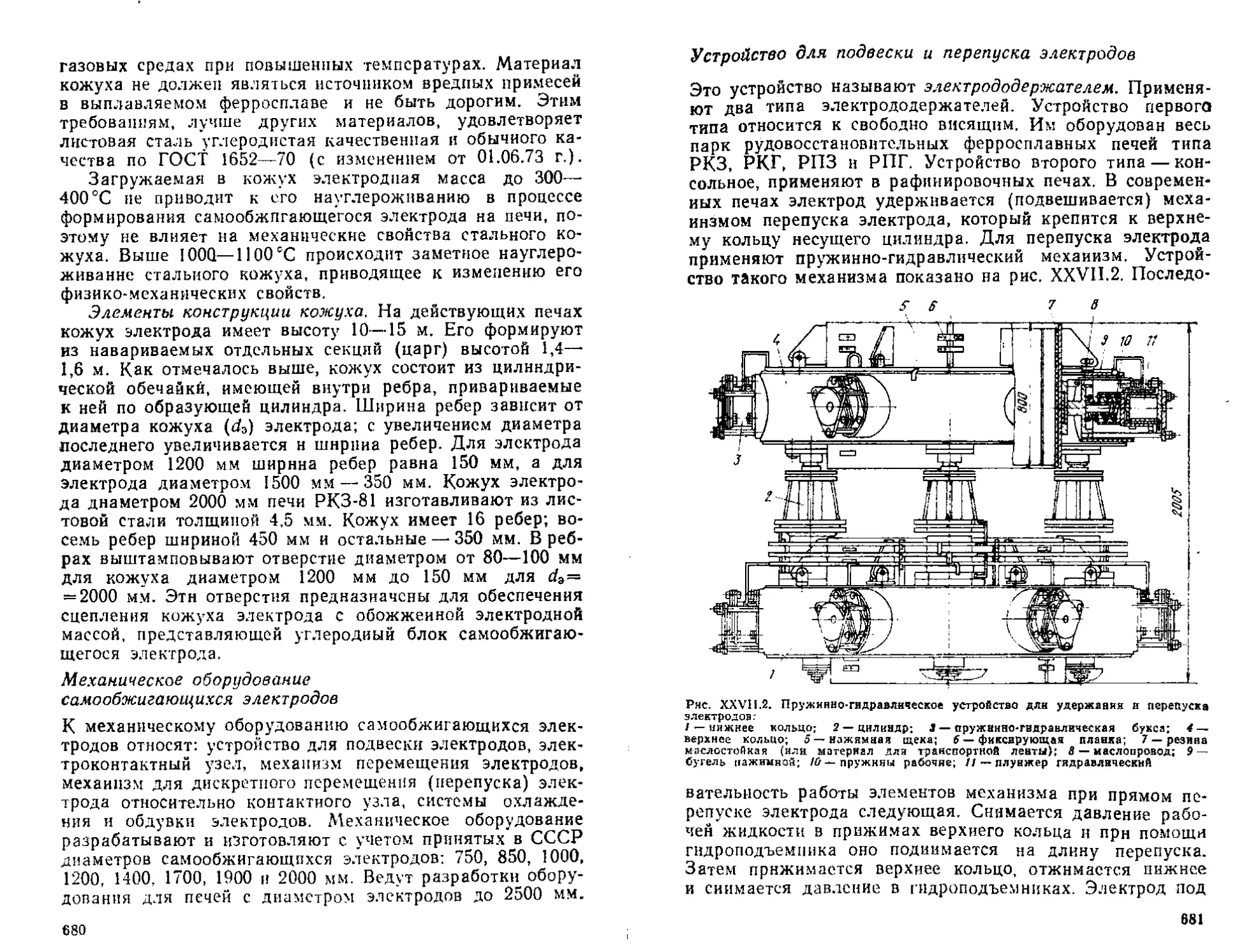
§ 1. Особенности конструкции ферросплавных печей и самооб-
жягающнхся электродов . 677
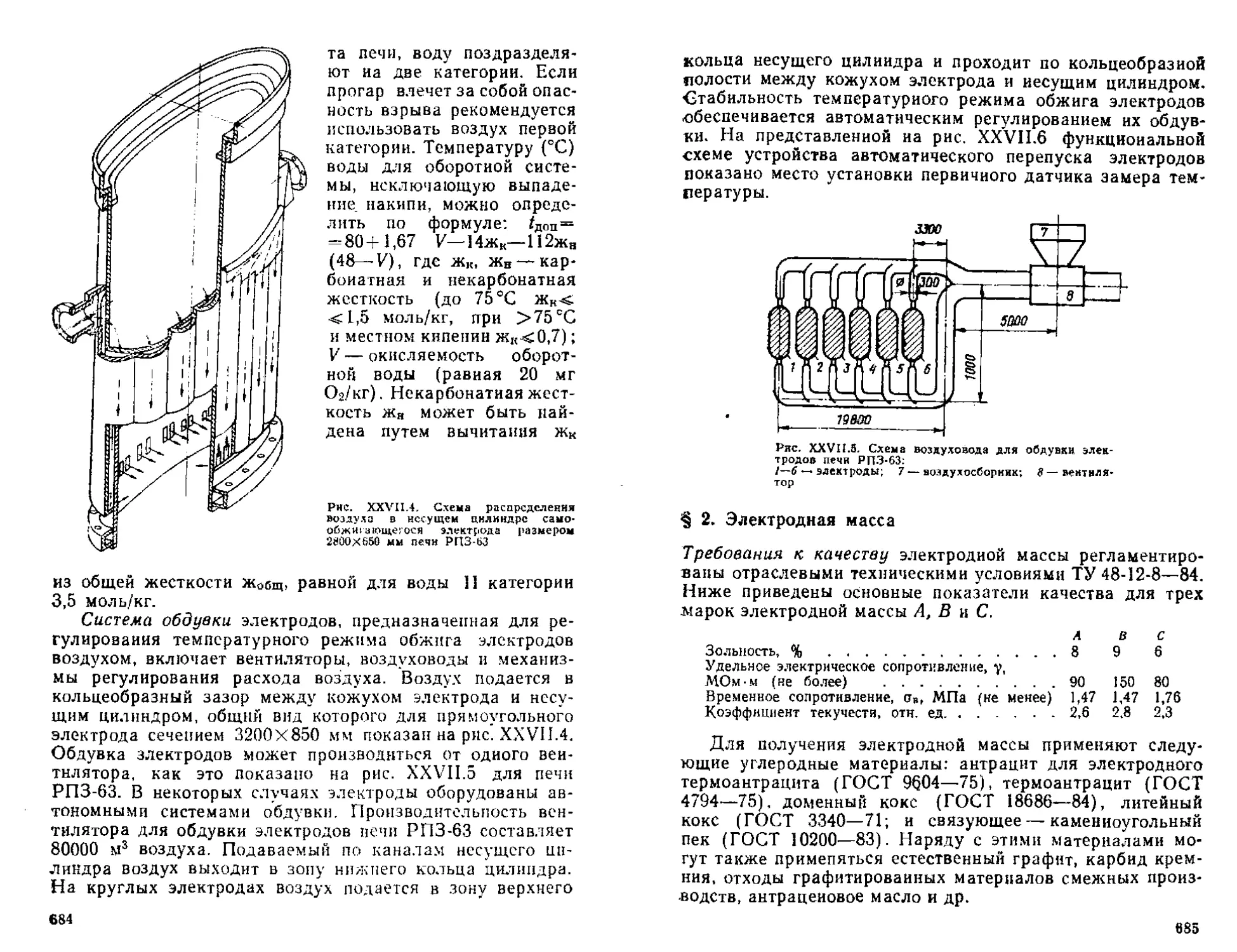
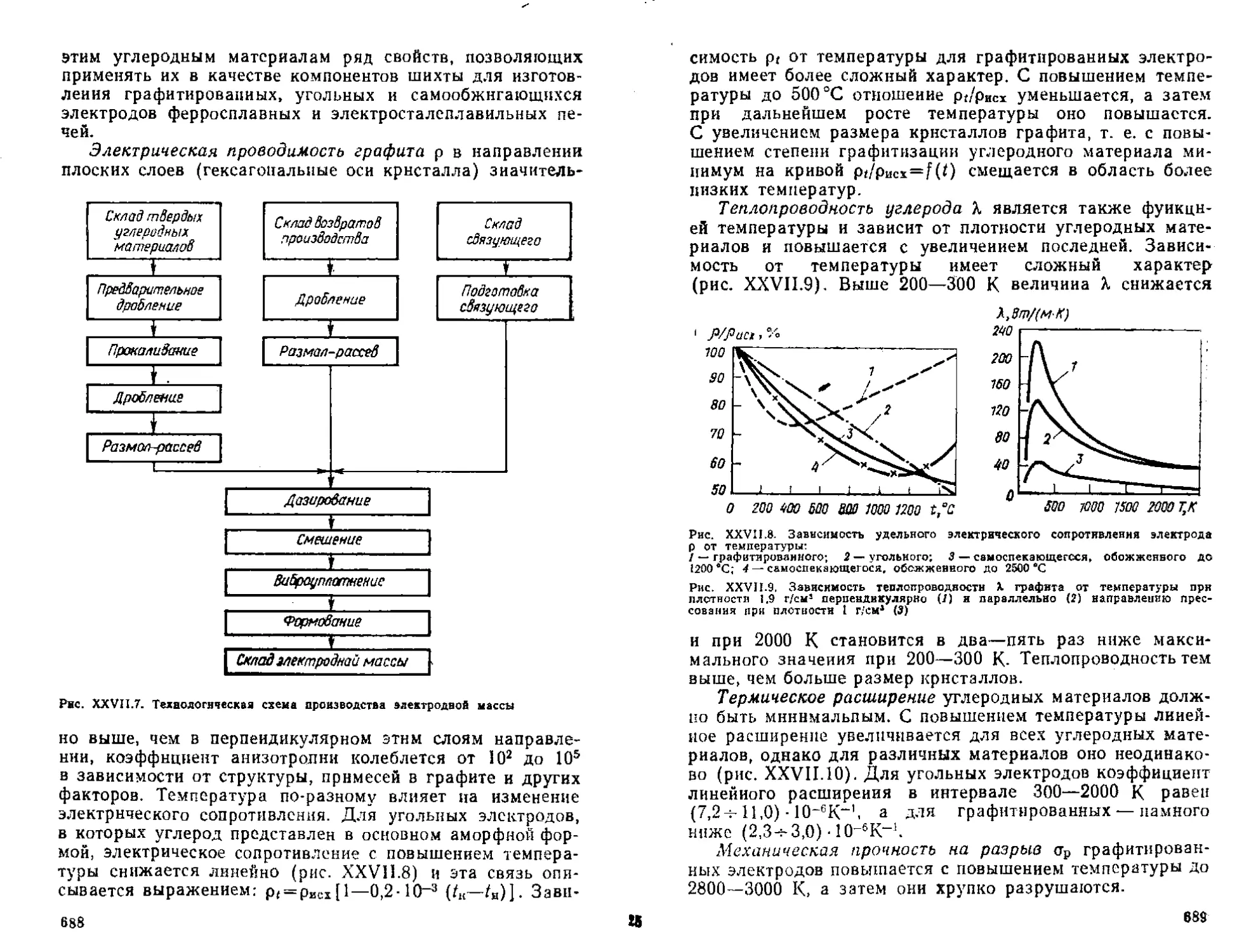
§ 2. Электродная масса ......................................685
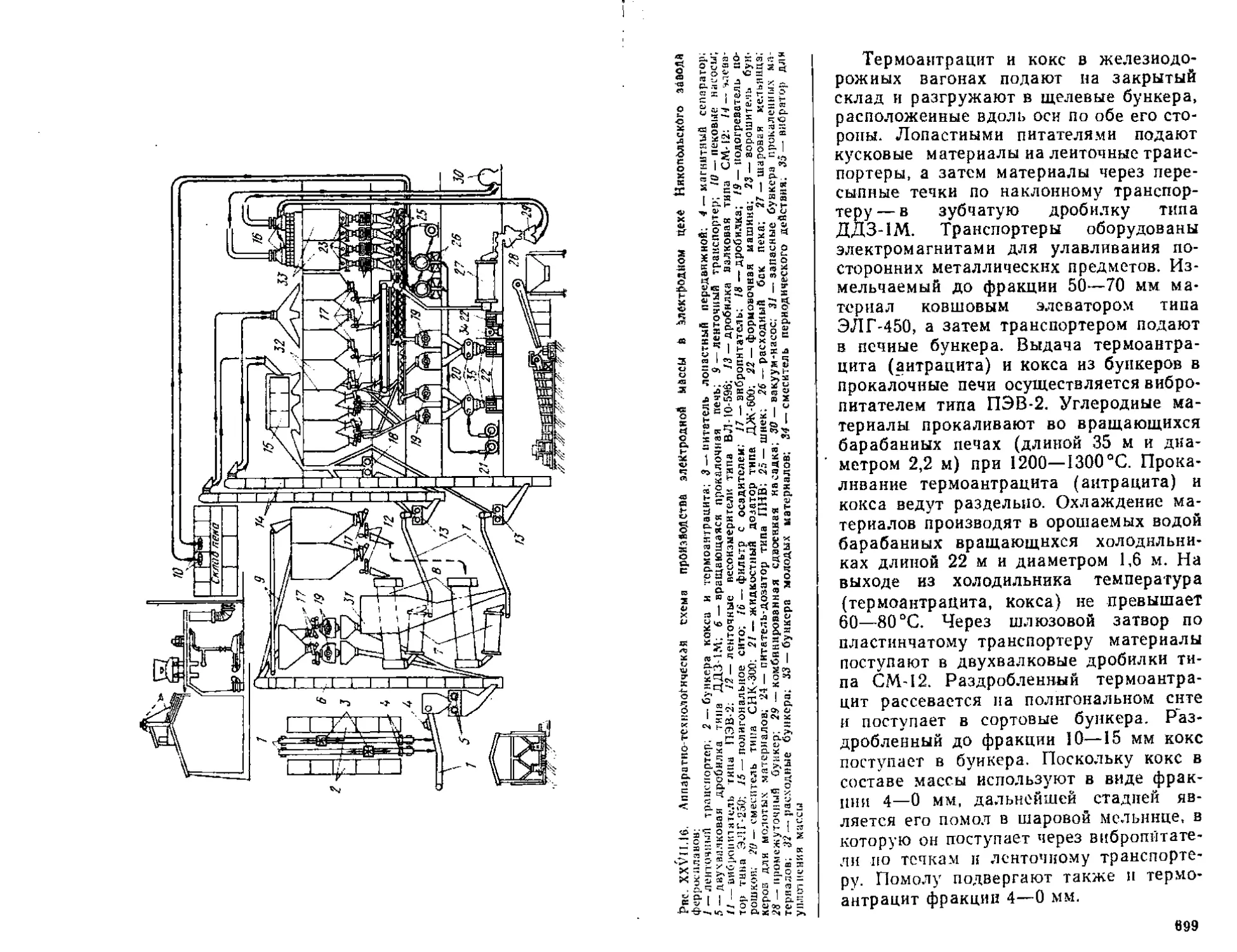
§ 3. Технология производства электродной массы...........697
§ 4, Физико-химические процессы, происходящие при обжиге
электродной массы ...................................... 703
§ 5. Контроль зашихтованной части электрода..............714
§ 6. Промышленная санитария в цехах электродной массы , . 716
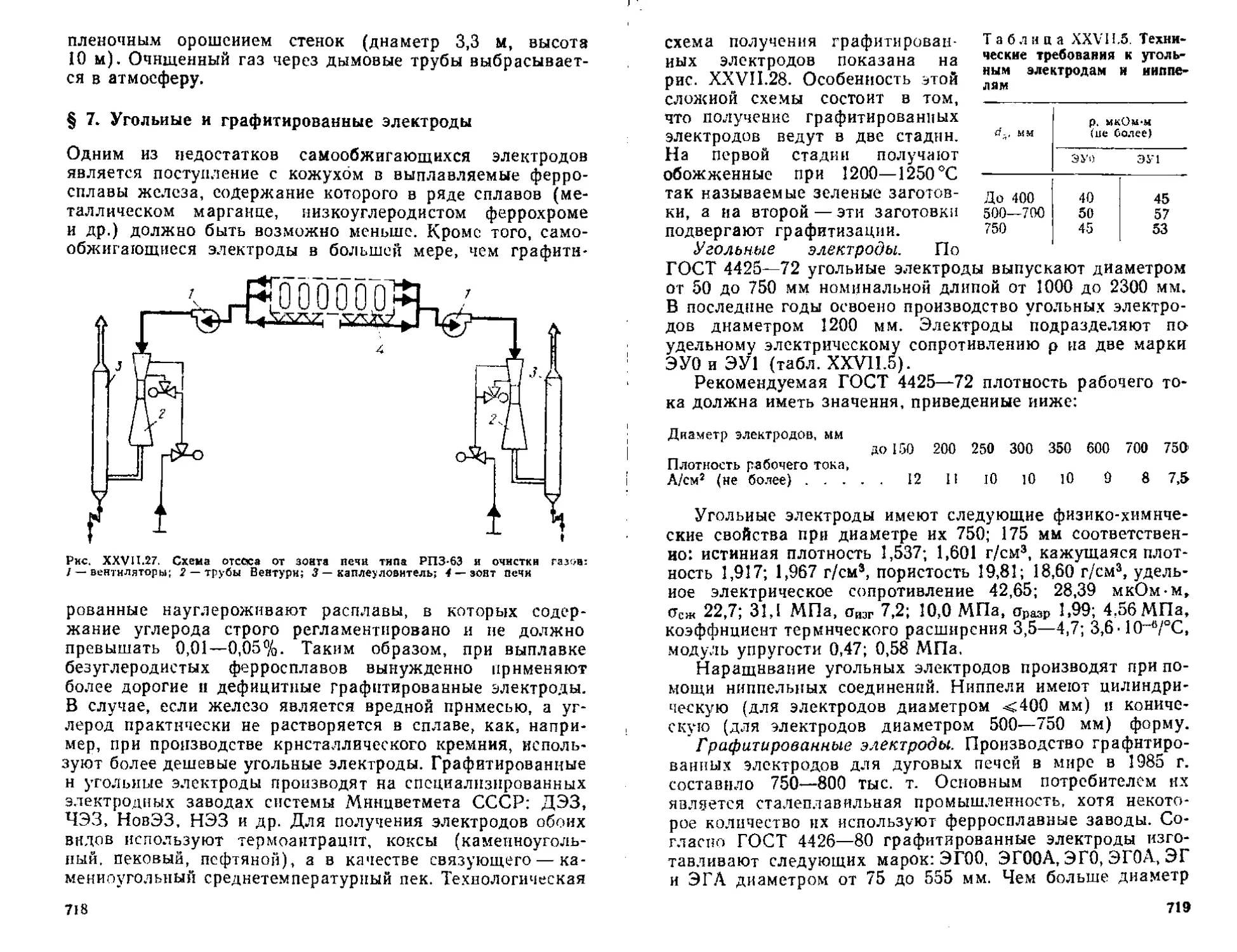
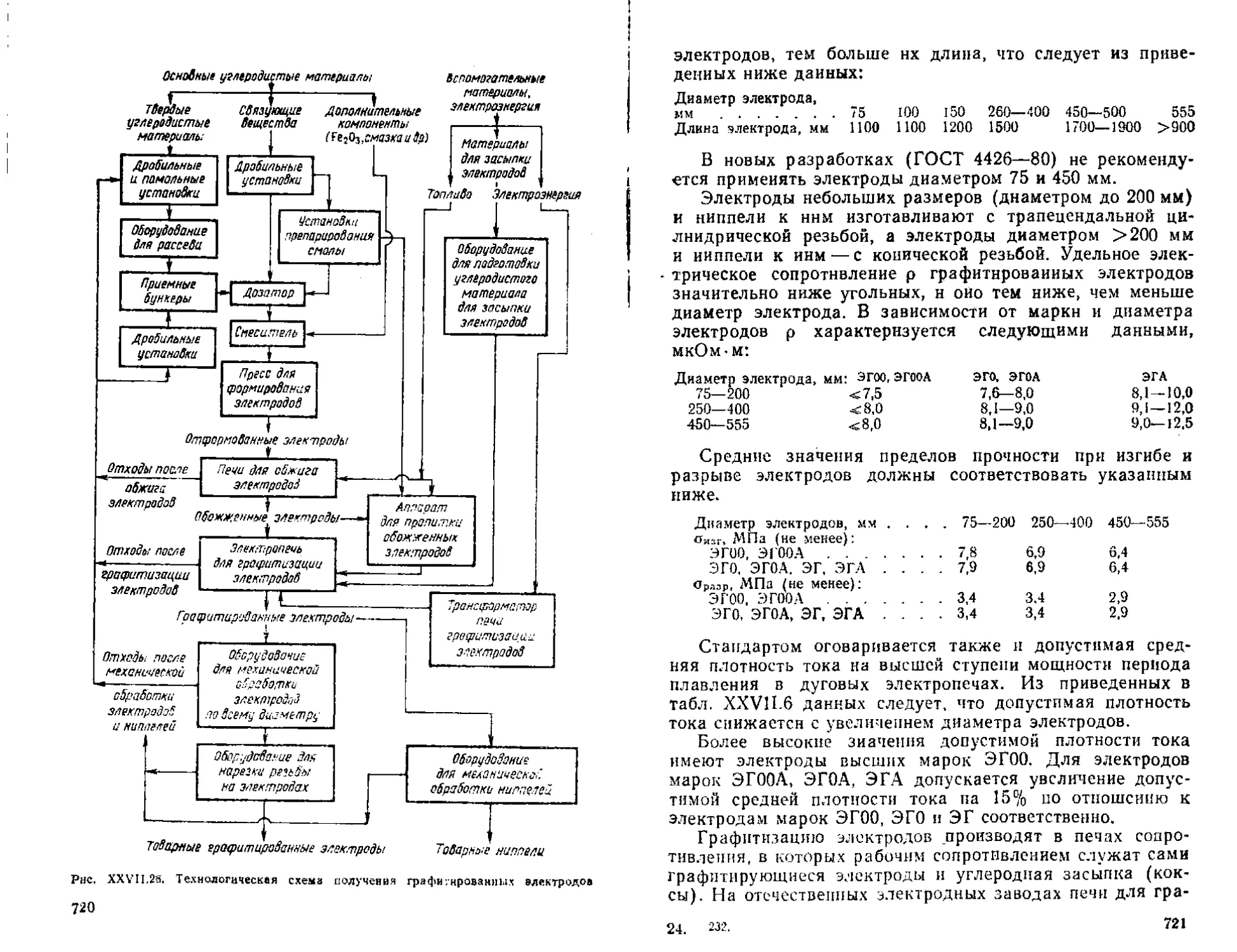
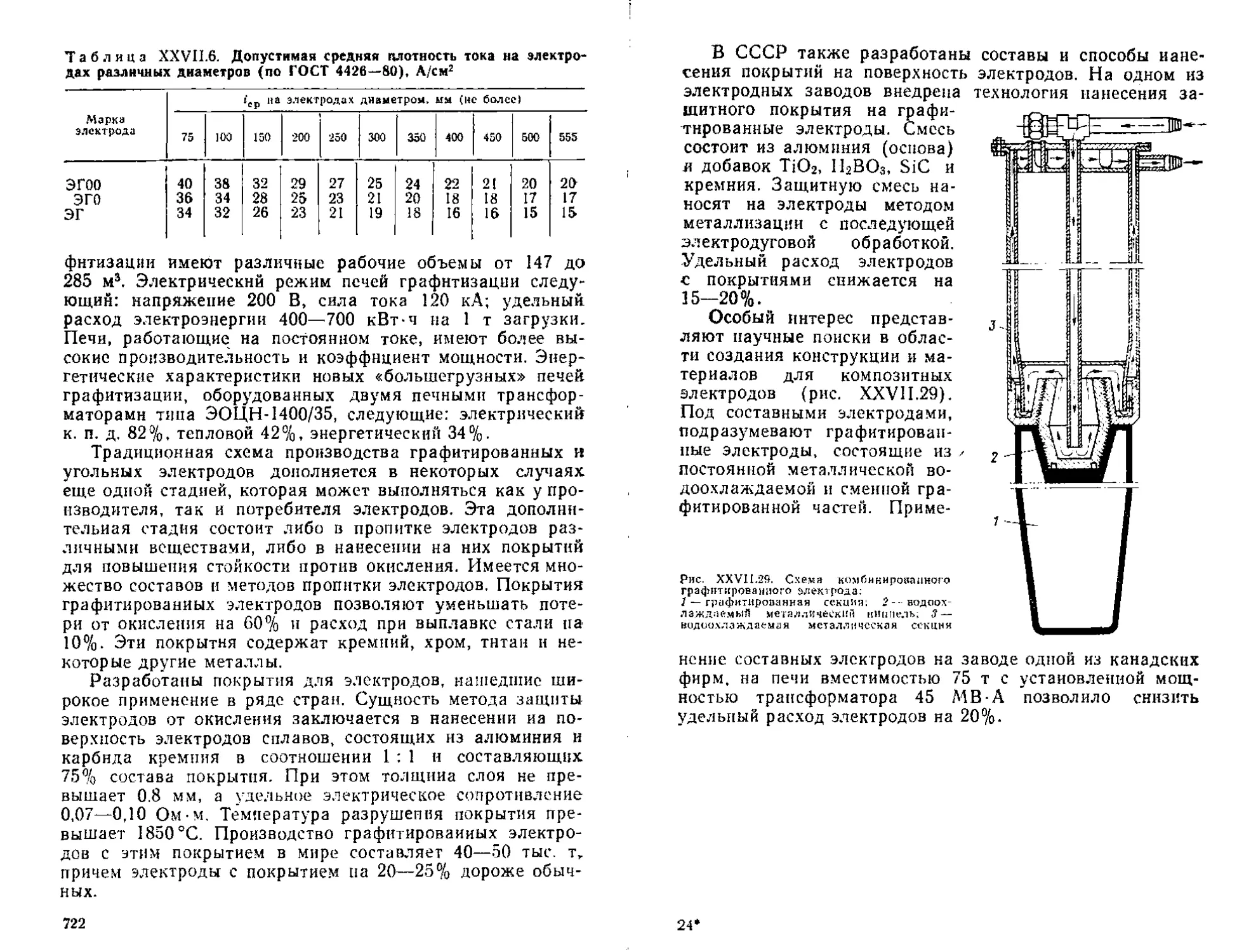
§ 7. Угольные и графитированные электроды................718
Глава XXV11I. Проектирование ферросплавных цехов и за-
водов .......................................................724
§ 1. Общие положения ........................................724
§ 2. Структура ферросплавных цехов.......................726
§ 3. Нормы технического проектирования...................727
§ 4. Выбор типа я мощности ферросплавных печей .... 729
§ 5. Основные направления в проектировании ферросплавных
цехов н заводов..............................................732
§ 6. Автоматические системы управления ферросплавными про-
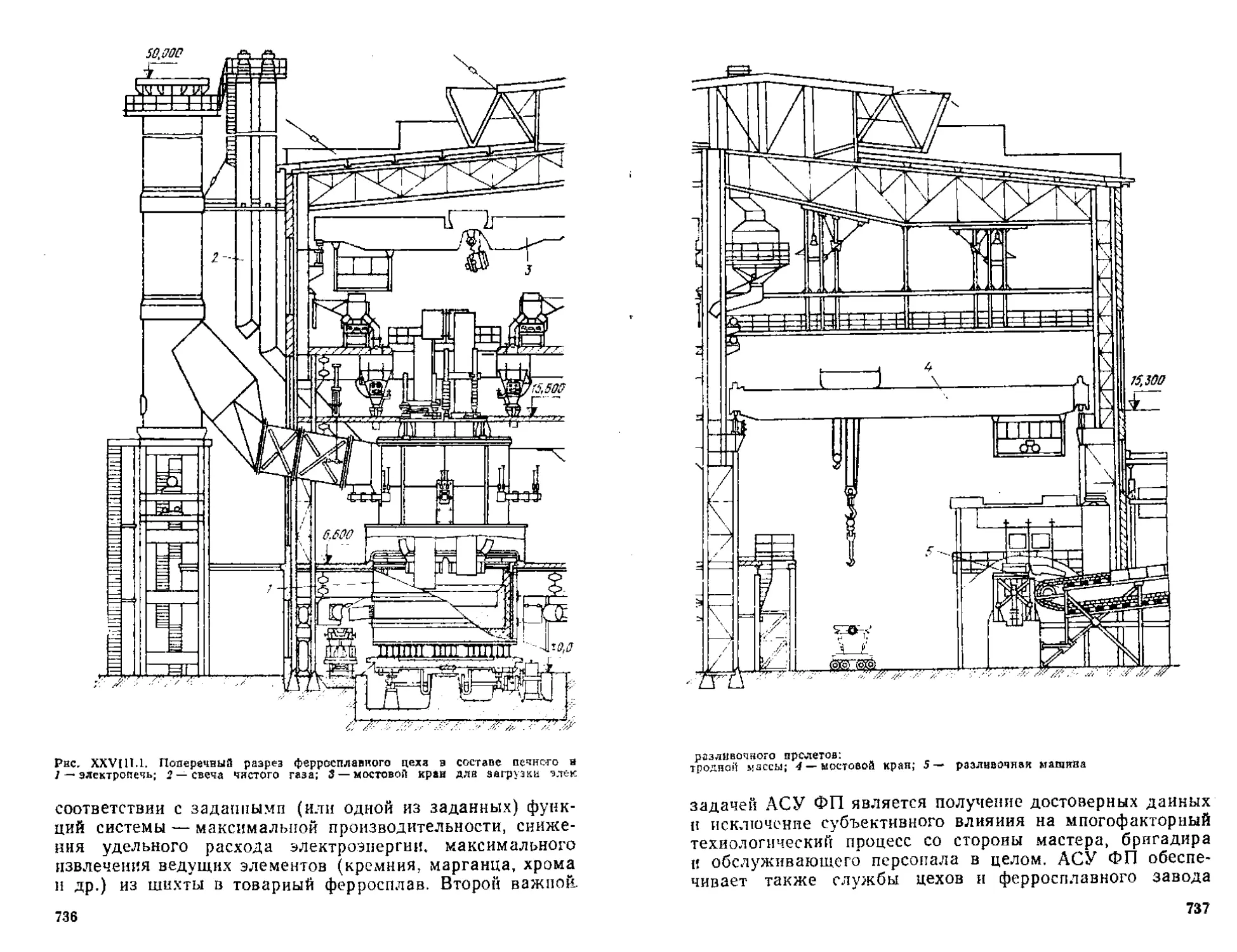
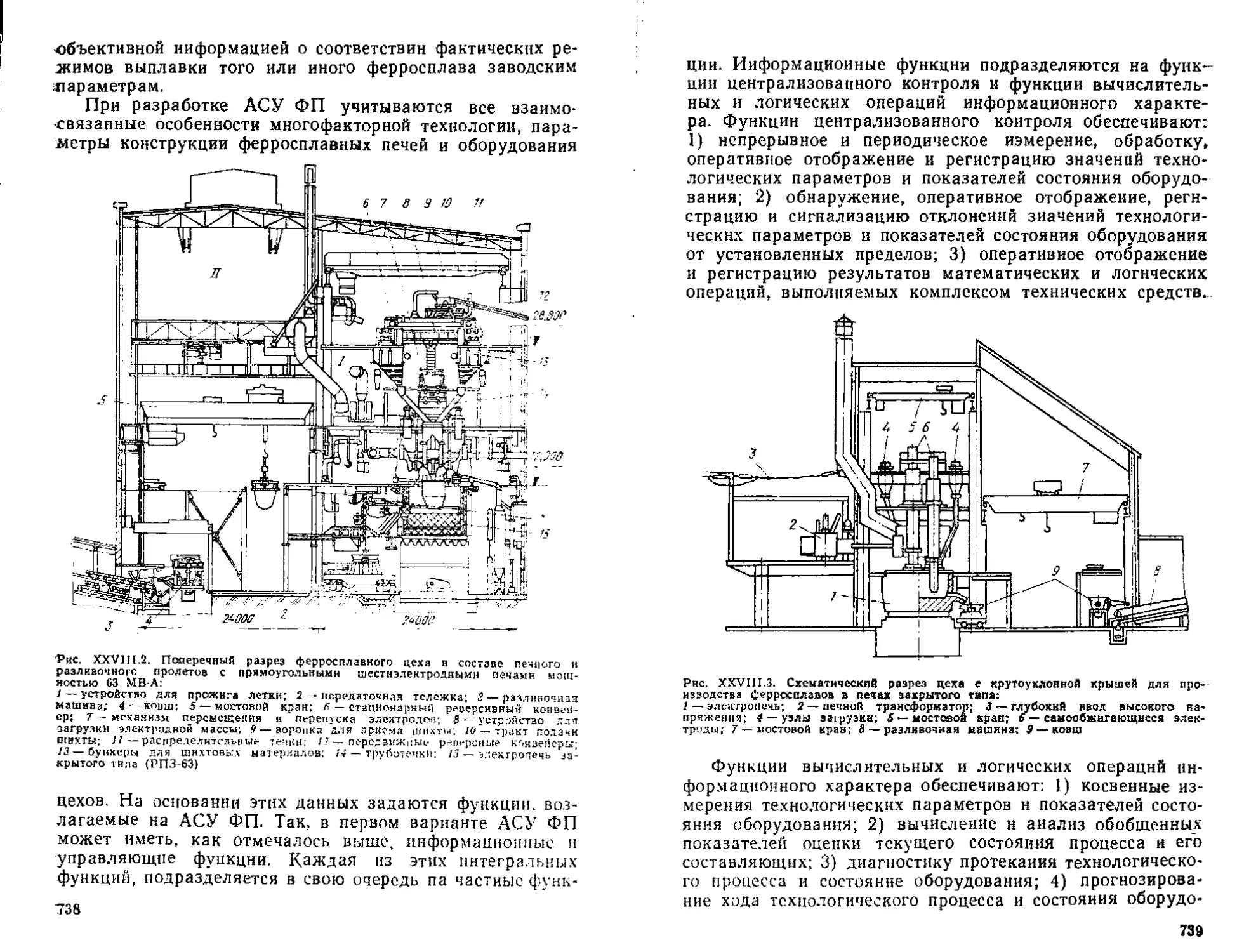
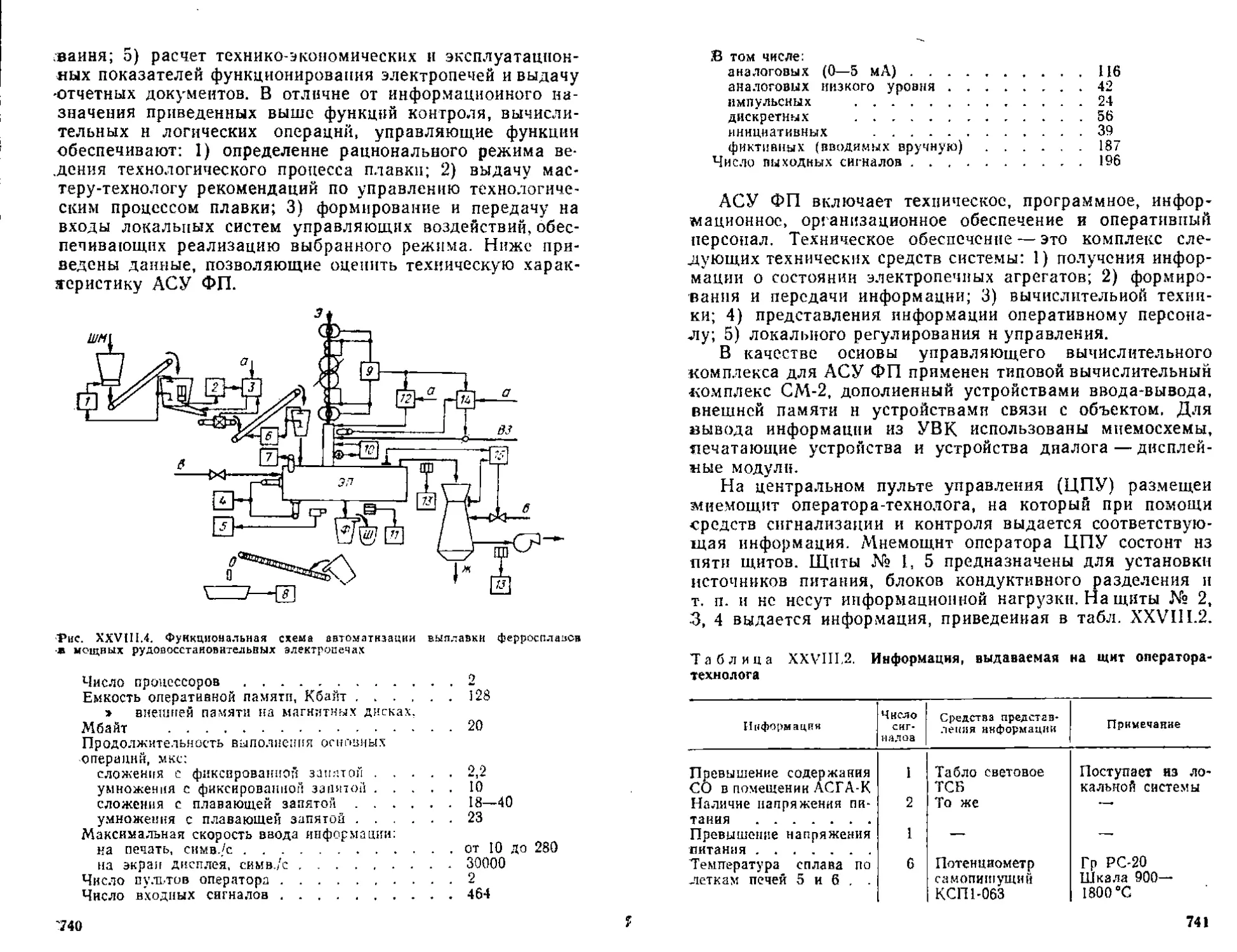
цессами (АСУ ФП)............................................ 735
Глава XXIX. Экономика и организация ферросплавного про-
изводства ....................................................744
§ I. Основы планирования ферросплавного производства . . 744
§ 2. Себестоимость ферросплавной продукции...................751
§ 3. Планирование и хозяйственная деятельность ферросплавно-
го производства в условиях экономического эксперимента 757
§ 4. О целевых комплексных программах научно-технического
прогресса ...................................................759
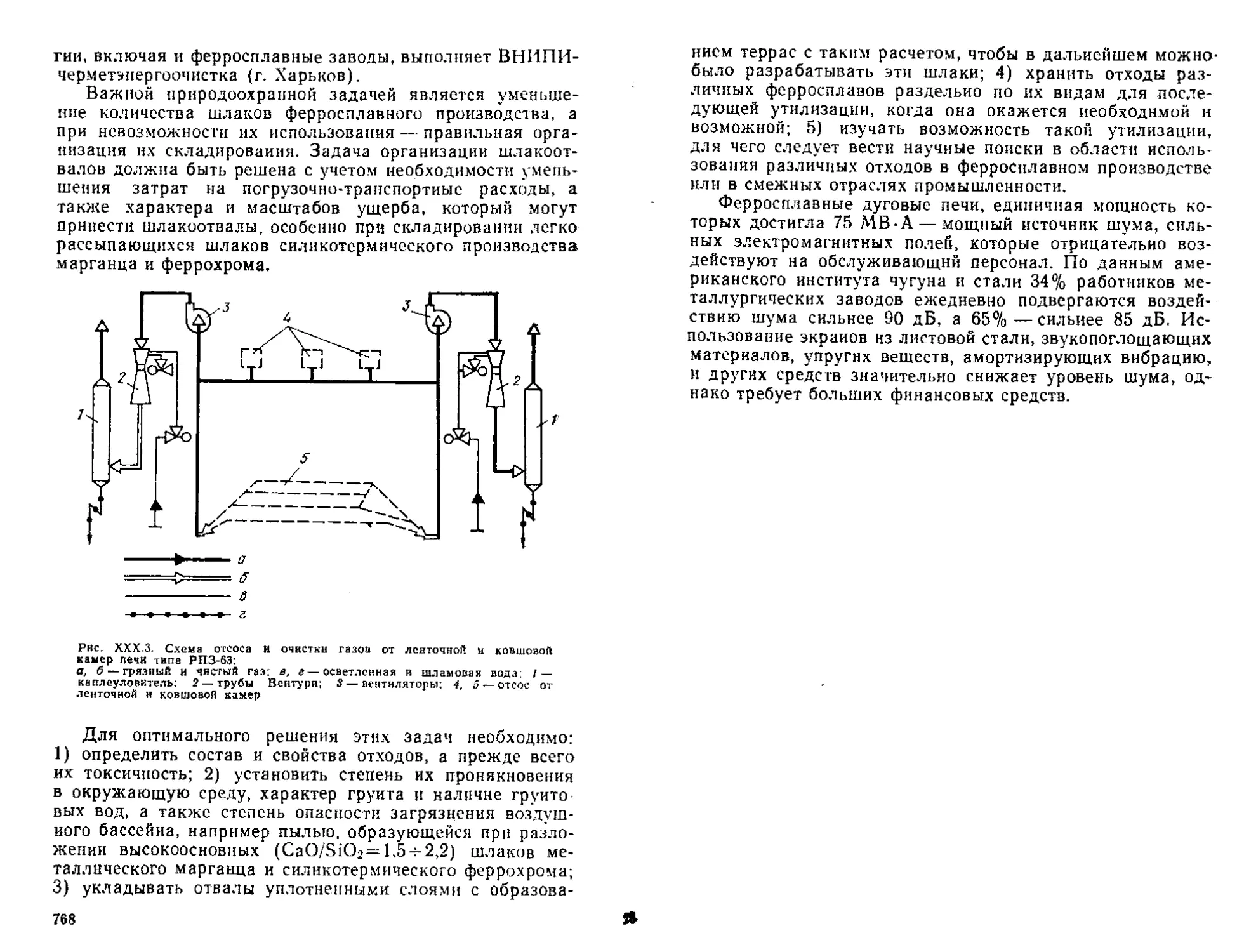
Глава XXX. Охрана окружающей среды.....................760
§ 1. Общие положения...................................760
§ 2. Характеристика вредных выбросов в ферросплавном про-
изводстве ................................................763
Приложение 1. Характеристика основных типов рудовосстаиови-
телькых ферросплавных электропечей .... 770
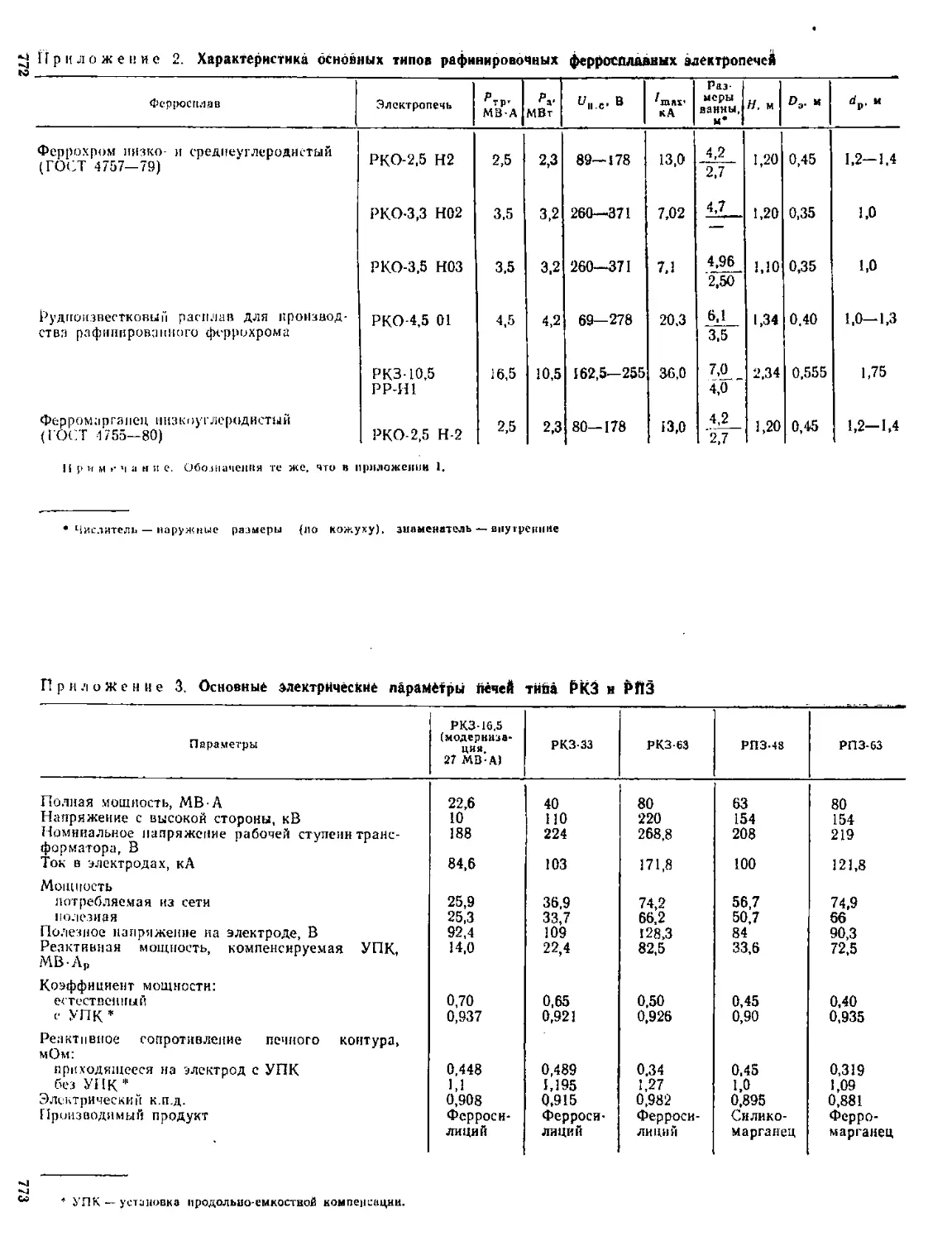
Приложение 2. Характеристика основных типов рафинировочных
ферросплавных электропечей .................................. 772
Приложение 3. Основные электрические параметры печей типа
РКЗ и РПЗ.......................................773
Рекомендательный список литературы ........ 774
Предметный указатель...................................778
СОКРАЩЕННЫЕ НАЗВАНИЯ ПРЕДПРИЯТИЙ
И ИНСТИТУТОВ
ДАЗ нлмк — Днепровский алюминиевый завод — Новолипецкий металлургический комбинат
АнНК — Ангарский нефтехимический ком- бинат
зсмк — Западно-Сибирский металлургиче- ский комбинат
КрКЗ — Криворожский коксохимический за- вод
ОЭМК — Оскольский электрометаллургиче- ский комбинат
ПО ЗАК — Производственное объединение За- порожский абразивный комбинат
нтмк — Нижнетагильский металлургиче- ский комбинат
НовЭЗ ДЭЗ чэз НЭЗ — Новосибирский электродный завод — Днепровский электродный завод — Челябинский электродный завод - Новочеркасский электродный за- вод
дмк — Днепровский металлургический комбинат нм. Ф. Э. Дзержинского
НПО «Тулачермет» — Научно-производственное объеди-
ЧЭМК неннс «Тулачермет» — Челябинский электрометаллурги- ческий комбинат
ЗФЗ ЗЗФ АЗФ КузЗФ КЗФ СтахЗФ НЗФ СЗФ ЕЗФ ДМетИ — Запорожский ферросплавный завод — Зестафонский завод ферросплавов — Актюбинский завод ферросплавов — Кузнецкий завод ферросплавов — Ключевский завод ферросплавов — Стахановский завод ферросплавов - - Никопольский завод ферросплавов — Ссровский завод ферросплавов — Ер Маковский завод ферросплавов --- Днепропетровский металлургиче- ский институт
ГрузПИ — Грузинский политехнический инсти-
ЦНИИЧМ тут — Центральный научно-исследова- тельский институт черной метал- лургии
7
ХМИ АН КазССР — Химико-технологический институт АН КазССР
МИСиС — Московский институт стали и спла- вов
ИМет АН СССР УПИ — Институт металлургии АН СССР “ Уральский политехнический инсти- тут
ИЭС АН УССР ИМет УНЦ — Институт электросварки АН УССР — Институт металлургии Уральско- го научного центра
СМИ — Сибирский металлургический ин- ститут
ниим — Научно-исследовательский инсти- тут металлургии
зми — Запорожский машиностроительный
институт
ИМет АН ГрузССР — Институт металлургии
АН ГрузССР
ПРЕДИСЛОВИЕ
В соответствии с «Основными направлениями экономиче-
ского п социального развития СССР на 1986—1990 годы
и на период до 2000 года», утвержденными XXVII съездом
КПСС, для дальнейшего развития черной н цветной ме-
таллургии необходимо коренное улучшение качества и уве-
личение выпуска эффективных видов металлопродукции,
широкое техническое перевооружение предприятий этих
важнейших народнохозяйственных отраслей. Для успеш-
ного решения данных проблем необходимо ускоренно раз-
вивать производство ферросплавов на основе расширения
минерально-сырьевой базы, создания высокоэффективной
замкнутой безотходной и малоотходной технологии и др.
Научно-технический и экономический потенциал страны
все в большей мере определяется уровнем п темпами прак-
тического использования результатов научных исследова-
ний. В связи с этим в решении указанных задач видное
место отводится высшей школе.
В последние годы получили дальнейшее развитие фун-
даментальные теоретические н экспериментальные иссле-
дования электроферросплаиных процессов, внедрены в про-
изводство принципиально новые технологические процессы
получения и рафинирования ферросплавов, созданы, внед-
рены и успешно эксплуатируются более совершенные элек-
тропечи и электротермическое оборудование, введены но-
вые стандарты на ферросплавную продукцию, решен ряд
проблем комплексного использования сырья и охраны ок-
ружающей среды. Это вызвало необходимость существен-
ного изменения и усовершенствования учебных планов и
программ.
При подготовке настоящего учебника авторы сочли не-
обходимым продолжить и развить архитектонику, научно-
методическую структуру ранее изданных по этой дисци-
плине учебников. Вместе с тем учебник существенно
дополнен изложением физико-химических основ электро-
металлургии ферросплавов, включая основпые закономер-
ности термодинамики и кинетики восстановительных про-
цессов, современные представления о строении метал-
лических растворов, поверхностные свойства оксидных и
рудношлаковых расплавов. При создании учебника ис-
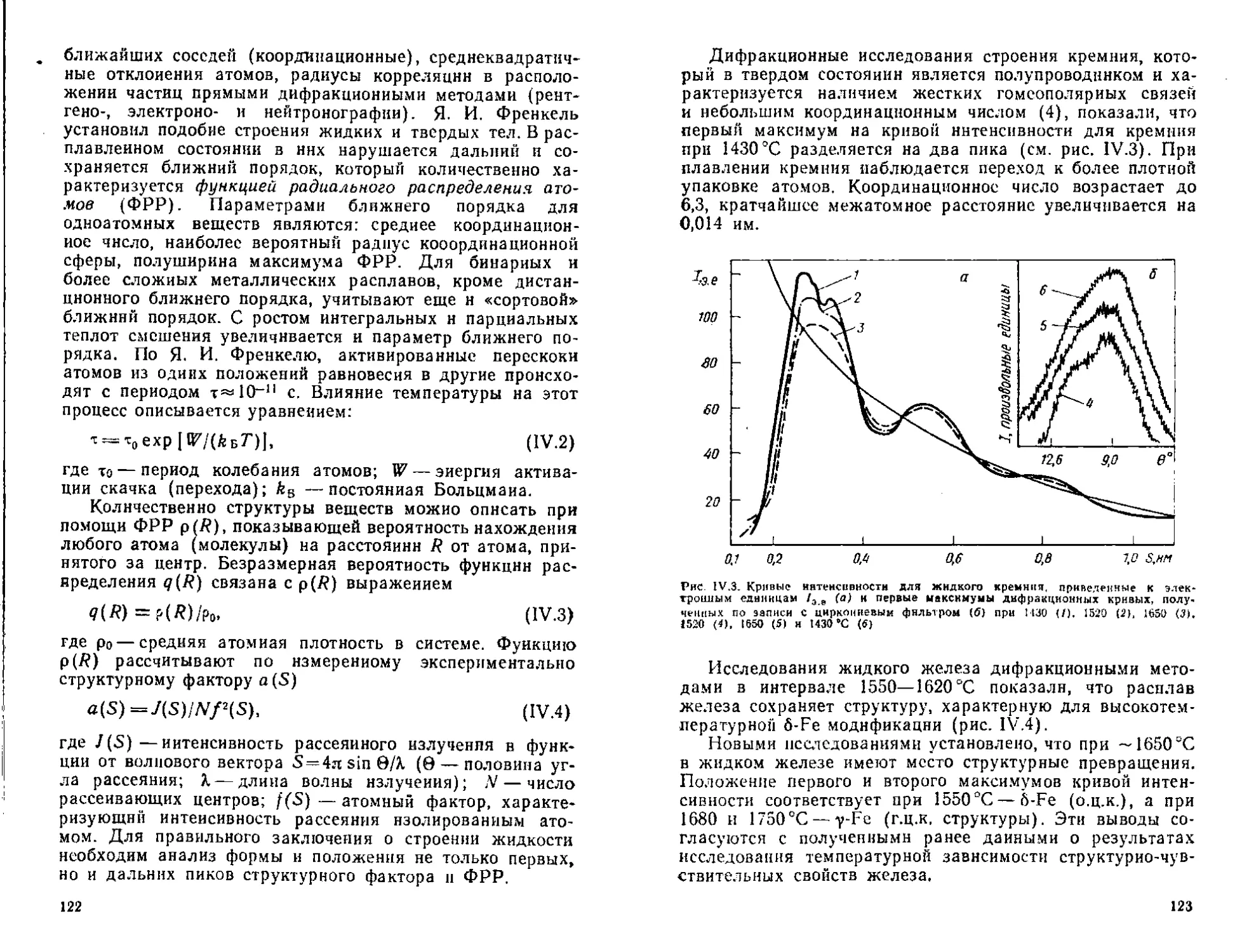
пользованы результаты дифракционных исследований
структуры жидких расплавов ферросплавных систем, тер-
модинамического анализа реакций, изучения структуры
сплавов при помощи локального микрорентгеноструктурио-
9
го анализа и др. Совершенно новые трактовки даны ряду
экспериментальных зависимостей, не находивших ранее
однозначного физико-химического обоснования. При под-
готовке учебника были использованы опубликованные в
последние годы монографии по теории металлургических
процессов и технологии электрометаллургии ферросплавов
{см. рекомендательный библиографический список), а так-
же результаты новейших исследований ДМетИ, МИСиС,
ГрузПИ, ЦНИИЧМ, НИИМ и других научно-исследова-
тельских и проектных организаций и ферросплавных заво-
дов СССР. Научную основу учебника составляют фунда-
ментальные теоретические и экспериментальные работы,
выполненные в основном советской школой металлургов.
В общем виде изложены основы прогрессивной технологии,
освоенной в результате большого труда и многолетнего
производственного опыта коллективов отечественных заво-
дов ферросплавной промышленности.
Приводимые в учебнике термины, понятия и буквенные
обозначения термодинамических величин, применяемых в
паучно-техинческой и учебной литературе, стандартах и
технической документации соответствуют рекомендациям
Комитета научно-технической терминологии АН СССР н
Минвуза СССР для высших и средних специальных заве-
дений. Названия минералов н их кристаллических формул
приведены по Большой советской энциклопедии (1975—
1983 гг.) и Минералогической энциклопедии (пер. с англ.
«Недра». 1985. 512 с.).
Авторы выражают благодарность до кт. техн, наук,
проф. В. А. Григоряну н докт. техн, наук, проф. И. П. Ка-
зачкову за ценные замечания, сделанные прн рецензиро-
вании рукописи учебника и канд. техн, наук О. И. Поля-
кову за помощь в оформлении и подготовке рукописи к
изданию.
ВВЕДЕНИЕ
В металлургии и ряде других отраслей техники нспользу-
ют ферросплавы, а также технически чистые металлы для
раскисления и легирования стали, получения легированно-
го чугуна и различных сплавов. Ферросплавами называют
сплавы железа с различными элементами Периодической
системы элементов Д. И. Менделеева. Улучшение качества
и специальные свойства конструкционных, коррозионно-
стойких, жаропрочных, жаростойких, прецизионных н элек-
тротехнических сталей, специальных литейных чугунов и
самых разнообразных сплавов достигается легированием
различными элементами.
Стремление к получению легированного металла про-
слеживается на всех этапах развития техники. Историче-
ская наука выделяет самостоятельный перпод в металлур-
гии, когда для изготовления орудий труда использовали
метеоритный и самородный металл. Металлофизические
исследования реликтового железа, доставленного иа Зем-
лю советской автоматической станцией «Луиа-20», пока-
зали, что в частицах на основе железа содержатся никель
(12,4%), кобальт (0,57%), фосфор (2,3%), сера (0,26%)
и другие элементы. По заключению акад. Р. И. Минца,
отношение Ni: Со=20 : 1 в реликтовом железе характерно
и для метеоритного металла. Никель, кобальт и некоторые
другие элементы придают метеоритному железу особые
антикоррозионные свойства. Добыча руд, восстановление,
удаление из металлов (сплавов) примесей, легирование
различными элементами началось уже в бронзовом веке.
По мере появления более мощных и концентрирован-
ных видов энергии увеличивается число применяемых ме-
таллов от легко- (Си, Ni и др.) до трудновосстаповимых
(Al, Zr, Ti и др.), имеющих высокое химическое сродство
к кислороду. Анализ динамики роста мирового производ-
ства стали и ферросплавов свидетельствует о том, что вы-
пуск ферросплавов развивается опережающими темпами.
Так, выплавка стали в 1985 г. по сравнению с 1950 г,
увеличилась в 3,7 раза, а производство ферросплавов за
этот же период — в 8.6 раза. Это свидетельствует о росте
долп легированной стали.
Ферросплавная промышленность производит более 100
различных видов и марок простых и сложных ферроспла-
вов, в которые отдельно или в различном сочетании вхо-
дят около 25 элементов. К ним относится большинство
легких (AI, Ва, В, Са, Mg, Sr, Ti), часть редких и редко-
11
земельных (V, W, Се, Y, Mo, Nb, Se, Та) тяжелых (Co,
Ahi, Ni, Сг) металлов, а также неметаллы (Si, P) и азот.
В истории развития производства ферросплавов выде-
ляются два периода. В начале XIX в. ферросплавы из руд
получали только в доменных печах. В связи с развитием
энергетики в 90-х годах XIX в, получило распространение
производство ферросплавов в электропечах. В настоящее
время основное количество ферросплавов получают в ду-
говых электропечах с использованием в качестве восста-
новителей углерода, кремния и алюминия.
Явление электрической дуги было открыто русским
I ученым проф. В. В. Петровым в 1802 г. Он впервые обос-
новал возможность и эффективность использования элект-
рической дуги как источника тепла для осуществления
восстановительных процессов. В 1859 г. акад. Н. Н. Беке-
р тов теоретически и экспериментально показал возможность
получения металлов н сплавов алюминотермическим ме-
тодом.
История зарождения электроферросплавной промыш-
। леиности в России связана со строительством и пуском
1 12 августа 1910 г, первого электроферросплавного завода
«Пороги» на Урале.
Питание электропечей осуществлялось непосредственно
от генератора через систему шин и гибких кабелей. Элек-
трический режим работы был постоянным. Применялись
графитированные электроды сечением 400X400 мм, а поз-
же завод накопил опыт работы с использованием самооб*
жнгающихся электродов.
’ Начиная с 1910 г. в печах выплавляли ферросилиций,
высокоуглсродистый ферромарганец, высокоуглеродистый
феррохром, карбид кальция, карбид кремния и другие
ферросплавы.
Хотя по масштабам производства первый и единствен-
ный в дореволюционной России электроферросплавиый за-
; вод «Пороги» не мог обеспечить потребность промышлен-
ности в ферросплавах, однако он сыграл значительную
L ’ роль в подготовке кадров для ферросплавных заводов
ill страны, сооруженных после Великой Октябрьской социа-
листической революции. Этот первый в России электро-
ферросплавный завод действует и в настоящее время как
электроплавильный цех Саткинского металлургического
завода, в котором производится электроплавленый магне-
зит. В годы первой пятилетки были сооружены заводы
I ферросплавов в городах Челябинске, Запорожье и Зеста-
фоип.
12
В резолюции Пленума ЦК ВКП(б) по проблемам чер-
ной металлургии *, состоявшегося в 1932 г. указывалось,
что Челябинским заводом освоено производство ферро-
сплавов, ранее поставляемых в СССР зарубежными стра*
нами. В последующие годы быстро растет объем произ-
водства традиционных и осваивается производство новых
комплексных ферросплавов. Необходимость их получения
была вызвана бурным развитием производства и ростом
потребления жаропрочных, коррозионностойких н других
сталей и сплавов специального назначения. Новых рубе-
жей электросплавная промышленность достигла в третьей
пятилетке, названной пятилеткой специальных сталей. О
высоких темпах развития производства злектроферроспла-
вов в годы первых пятилеток свидетельствуют следующие
данные: в 1930 г. в электропечах производилось 840 т фер-
росплавов, в 1931 г.— 4614 т; 1932 г.— 15299 т; 1935 г.—
94 162 т и в 1937 г.— 171 475 т. Перед началом Велнкой
Отечественной войны наша страна не только отказалась
от импорта ферросплавов, но и превратилась в одного нз
крупнейших в мире экспортеров. В 1966 г. по производ-
ству и экспорту ферросплавов СССР занял первое место
в мире. В 1985 г. было произведено несколько миллионов
тонн ферросплавов.
В настоящее время ферросплавная промышленность
СССР объединяет десять действующих электроферросплав-
иых заводов: три из них — Челябинский электрометаллур-
гический комбинат, Запорожский п Зестафонский заводы
ферросплавов — сооружены в 1931-1933 гг. В годы Ве-
лнкой Отечественной войны были построены Актюбинский,
Кузнецкий и Ключевский. В послевоенные годы были вве-
дены в строй действующих еще четыре завода ферро-
сплавов: Стахановский (1962 г.), Серовскнй (1958 г.),
Никопольский (1966 г.) и Ермаковскин (1968 г.). Электро-
ферросплавы производятся также в цехах Чусовского ме-
таллургического завода, Новолипецкого металлургического
комбината и других предприятий. Электроферросплавные
заводы подчинены Всесоюзному производственному объе-
динению (ВПО) «Союзферросплав» Мипчермета СССР.
Элсктроферросплавная промышленность СССР являет-
ся одним из крупнейших потребителей электроэнергии.
Расход электроэнергии электроферросплавной промышлен-
ности составляет —20% от общего расхода электроэнергии
в черной .металлургии.
* КПСС в резолюциях и решениях съездов, конференций к Пле-
нумов ЦК. М.: Политиздат. 1971, т. 5, с. 59.
13
Весь период создания и развития отечественной элект-
роферросплавной промышленности характеризовался вы-
сокими темпами увеличения объема выплавки ферро-
сплавов, значительной концентрацией производства на
действующих заводах, модернизацией существующего ос-
новного оборудования, строительством новых производ-
ственных мощностей. С ростом мощностей и объемов про-
изводства совершенствовалась теория и технология выплав-
ки ферросплавов.
Основоположник электротермии в СССР проф.
М. С. Максименко (1872—1942 гг.) показал, что наряду с
дуговым разрядом необходимо учитывать сопротивление,,
включенное последовательно с дугой. Дальнейшие теоре-
тические разработки и экспериментальные исследования
были развиты в работах украинской школы дуговой элек-
тротермии, основанной проф. С. И. Тельным (1887—
1962 гг.), его учеников профессоров С. И. Хнтрнка (1895—
1980 гг.) и И. Т. Жердева (1903—1982 гг.). В сравнительно
короткий срок были подготовлены высококвалифицирован-
ные кадры для заводов ферросплавов. Большой вклад в
теорию п практику производства ферросплавов внесли
акад. АН СССР А. М. Самарин, чл.-корр. АН СССР
В. П. Елютин, Ф. П. Еднерал, В. А. Боголюбов, О. А. Есин,
М. А. Кекелидзе, А. Д. Крамаров, С. Т. Ростовцев,
С. И. Хитрик и др. История развития ферросплавного про-
изводства неразрывно связана с именами В. П. Нахабина,
В. Н. Гусарова, Н. М. Деханова и др.
Огромное значение для ферросплавной промышленнос-
ти имеет расширение рудной сырьевой базы. В довоенные
годы успешно велась добыча марганцевых руд на Нико-
польском и Чиатурском месторождениях, являющихся и в
настоящее время основными поставщиками руд для черной
металлургии. Более трудная ситуация складывалась с сырь-
ем для получения феррохрома, ферровольфрама и других
ферросплавов.
Широко организованные поиски полезных ископаемых
дали положительные результаты. В степях Казахстана
было обнаружено уникальное месторождение хромсодер-
жащих руд, запасы которых н в настоящее время состав-
ляют 95% от основных разрабатываемых месторождений.
В 1938 г. на разведанном месторождении «Гигант» нача-
та промышленная добыча хромовых руд (55—62% Сг^Оз).
Это имело исключительно важное значение, поскольку 60—
80% выплавляемых высоколегированных сталей и сплавов
содержали хром как основной легирующпй элемент. В
14
1943 г. на базе хромовых руд месторождения введен в экс-
плуатацию Актюбинский завод ферросплавов.
В 1934 г. в Приэльбрусье (в Кабардино-Балкарии) бы-
ло открыто месторождение вольфрам-молибденовых руд; в
настоящее время на высоте >3000 м действует карьер
«Мукулаискнй», где открытым способом добывают ценную
руду, получают молибденовый концентрат, использу-
емый для выплавки ферромолибдена.
В годы X и XI пятилеток проведены дополнительные
геологоразведочные работы, позволившие выявить новые и
расширить рапсе разрабатываемые месторождения руд для
ферросплавной промышленности. Одной из главных задач
настоящего времени является дальнейшее укрепление и
расширение минерально-сырьевой базы производства фер-
росплавов.
Поставлена задача ввести в действие Таврический гор-
нообогатнтельнын комбинат (Запорожская обл.) по добы-
че и обогащению марганцевой руды, опережающими тем-
пами намечено развивать рудную базу алюминия, воль-
фрама, редких металлов н др.
В поисках новых источников минерального сырья и
энергии раширяются геологические работы на континенте,
шельфах морей н дне океана, где обнаружены огромные
донные отложения железомарганцевых конкреций, содер-
жащих также никель, кобальт, медь и другие элементы, а
также сульфидные полиметаллические руды. По современ-
ным представлениям мантия Земли является основным ис-
точником поступления в земную кору рудного вещества.
В связи с этим становится актуальной задача поисков за-
лежей минерального сырья на глубине 3—7 км н более.
В СССР выполняется программа исследования мантии
Земли под эгидой Межведомственного научного совета по
проблеме «Изучение недр Земли и сверхглубокое буре-
ние», созданного в 1962 г. В период 1970—1986 гг. прово-
дилось бурение Кольской (Балтийский щит) в Саатлин-
ской (АзССР) сверхглубоких скважин. Проектная глубина
Кольской сверхглубокой скважины составляет 15 км.
В 1985 г. на Кольской скважине достигнута отметка 13 км.
В XI пятилетке начато бурение шести глубоких скважнн
в трех нефтеносных и трех рудных (Мурунтауская, Но-
рильская и Криворожская) районах. На глубинах 4,5—
11 км Кольской скважнны обломкн пород цементируются
кварцем, кальцитом, сульфидами медн, железа, свинца,
цинка, никеля, кобальта. Близкий к метеоритному изотоп-
ный состав серы свидетельствует о мантийном нх проис-
15
хождении. Результаты геологических исследований на
Кольской сверхглубокой скважине позволили заключить,
что глубины континентов благоприятны для рудоотложе-
ний.
Элсктроферросплавиое производство является одной из
крупнейших отраслей промышленности, будущее которой
связано с дальнейшим наращиванием электроэнергетиче-
ской базы.
СССР производит более 2 миллиардов первичных топ-
ливно-энергетических ресурсов; более половины этого топ-
лива расходуется для получения электроэнергии. Основ-
ными топливно-энергетическими ресурсами для развития
электроэнергии до 2000 г. являются: атомпое горючее, ка-
менный уголь, попутный н природный газ и гидроресурсы
рек Сибири. Выработка электроэнергии в 1990 г. достиг-
нет 1840 -1880 млрд. кВт ч, в том числе на атомных элек-
тростанциях до 390 млрд. кВг-ч. В СССР создана Единая
Энергетическая Система (ЕЭС).
Успешное развитие электротермического производства
ферросплавов, наряду с дальнейшими работами по созда-
нию минерально-сырьевой, электроэнергетической баз, во
многом определяется ускорением разработки теории и тех-
нологии переработки руд н концентратов. Первоочередны-
ми задачами являются разработки в области физико-хими-
ческого фундамента технологических процессов получения
ферросплавов углеродо-, енлнко- и алюминотермическим
способами на всех стадиях подготовки и электротермиче-
ского переплава сырья, а также рационального примене-
ния ферросплавов в черной металлургии и других отрас-
лях техники. На основе глубоких теоретических исследова-
ний необходимо разрабатывать более подходящие виды
углеродистых восстановителей, а также более эффектив-
ные схемы подготовки сырья путем предварительной тер-
мической обработки.
Основные технические решения проектирования н
строительства новых ферросплавных цехов и заводов обес-
печиваются проектными институтами (Гнпросталь, Груз-
гппромез, Сибгипромез и др.) с учетом достижений луч-
ших цехов и заводов, использования передовой технологии
и оборудования. Все прогрессивные решения в области
проектирования новых мощных рудовосстановительпых
электропечей разрабатываются и внедряются под непо-
средственным руководством Всесоюзного проектного и на-
учно-исследовательского института электротермического
оборудования (ВНИИЭТО).
16
Исключительно перспективными являются разработка^
исследование и внедрение замкнутых технологических схем
получения ферросплавов при комплексном использовании
минерального сырья, промежуточных и конечных продук-
тов выплавки ферросплавов, что обеспечивает рациональ-
ное использование минеральных богатств недр нашей стра-
ны и защиту окружающей среды.
Важными направлениями следует считать совершен-
ствование конструкций действующих и разработку новых
сверхмощных ферросплавных электропечей и оборудования
для выплавки ферросплавов с полной механизацией и ав-
томатизацией технологических процессов; внедрение вы-
числительной техники, микропроцессоров и управления
технологическими процессами автоматических систем уп-
равления электроферросплавнымн процессами; стандарти-
зацию и аттестацию ферросплавной продукции. Сущест-
венный вклад в дальнейший научно-технический прогресс
производства ферросплавов СССР вносят институты Ми-
нистерства черной металлургии, Академии наук и лабо-
ратории вузов.
В соответствии с «Основными направлениями экономи-
ческого и социального развития СССР на 1986—1990 годы
и на период до 2000 года» предусматривается широкое тех-
ническое перевооружение предприятий черной металлур-
гии. Показано, что простое увеличение объемов производ-
ства в несколько раз дороже, чем обеспеченно потребности
страны в металле в результате увеличения его качества и,
прежде всего, повышения доли легированного металла с
выплавкой в электропечах, кислородных конвертерах. Про-
изводство электростали в XII пятилетке существенно воз-
растет прежде всего в результате ввода в эксплуатацию
новых электропечей. Увеличивается также выпуск высоко-
качественного металла, получаемого прогрессивными мето-
дами электрошлакового переплава (Э1ПП), разработанны-
ми Институтом электросварки имени Е. О. Патона
АН УССР и другими способами спецэлектрометаллургии.
Значительная часть всех капитальных вложений в разви-
тие техники н технологии в черной металлургии будет на-
правлена на улучшение качества и совершенствование сор-
тамента металла, что обеспечит повышение эффективности
электрометаллургического производства ферросплавов.
Глава I. КЛАССИФИКАЦИЯ
ФЕРРОСПЛАВНЫХ
ПРОЦЕССОВ
§ 1. Классификация и назначение ферросплавов
Современная электрометаллургия ферросплавов специали-
зируется на первичном извлечении металлов из руд, кон-
центратов и технически чистых оксидов. К ферросплавам
относятся и так называемые лигатуры и модификаторы,
отличающиеся от последних своим назначением. Лигату-
ру ** получают либо сплавлением составляющих се компо-
нентов, либо восстановлением их из руд и концентратов.
Лигатура имеет более низкую температуру плавления, чем
любой из входящих в ее состав металлов, быстрее раство-
ряется прн легировании ею сплавов и при этом уменьшает-
ся угар элементов. Модификатор *2— вещество, малые ко-
личества которого существенно изменяют структуру н свой-
ства обработанного нм металла нли сплава. Этот эффект
называют модифицированием. Согласно классификации
акад. П. А. Ребнндера (1898—1972 гг.) модификаторы де-
лятся на две группы: первого рода — поверхностно-актив-
ные вещества (ПАВ) и второго рода — инокуляторы. Мо-
дификаторы первого рода адсорбируются на зародышах
кристаллизующихся металлических расплавов, тормозят их
рост и тем самым измельчают структуру. Модификаторы
второго рода облегчают образование в расплаве центров
кристаллизации и также измельчают микроструктуру кон-
струкционных сталей и сплавов.
Согласно современной классификации металлы делятся
на две основные группы: черные и цветные. К первой
группе относится железо во всем многообразии продуктов,
где оно является основным металлов — чугун, стали раз-
личного химического состава и ферросплавы. Вторая груп-
па объединяет практически все известные металлы. В за-
висимости от фпзико-хнмических свойств металлы подраз-
деляются на следующие группы: 1) легкие (Al, Ba. Be, К,
Са, Li, Mg, Na, Kb, Si, Sr, Ti, Cs); 2) редкие (V, \V, Ga,
Hf, Y. Ge. Mo, Re. P3M, Se, Ta, TI. Те, Zr); 3) тяжелые
(As, Bj, Cd, Co, Cu, Cr, Fe, Hg, Ni, Sb, Sn, Pb); 4) благо-
*l Ligatura (лат.) — связь.
*2 Modiiico (лат.) — видоизменяю.
18
родные (Au, Ag, Ir, Os, Rt, Rd, Rh, Ru); 5) радиоактивные
(Pu, Po, Ra, Np, Th, U).
Согласно зонной теории строения твердых тел, основой ко-
торой является анализ поведения электронов периодической,
кристаллической решетке, выделяют четыре группы кри-
сталлических веществ: металлы, полупроводники, полуме-
таллы, диэлектрики. Металл определяется как твердое те-
ло, основные физические свойства которого обусловлены
наличием свободных электронов (электронов проводимос-
ти) с концентрацией порядка одного электрона на атом.
Полуметалл имеет 10~3—10"5 свободных электронов на
атом и его свойства определяются в основном перекрытием
энергетических зон (рнс. 1, а). В полупроводниках (Si, Ge,
некоторые оксиды) при абсолютном нуле температуры нет
свободных электронов и их электрическая проводимость
мала. При повышении температуры вследствие малой ши-
рины запрещенной зоны Д£ (рнс. 1, в, г) и появления элек-
тронов в зоне проводимости (для полупроводников акцеп-
торного типа) нлн дырок в валентной зоне (полупро-
водники донорного типа) электрическая проводимость по-
лупроводников существенно (в 102—103 раз) растет.
Диэлектрики (оксиды АБОз, ZrOa и др.) характеризуются
низкой электрической проводимостью (в 104—10° раз мень-
шей, чем металлы), концентрация свободных электронов
пренебрежимо мала при всех температурах, что обусловле-
но большой шириной запрещенной зоны Д£ (рис. 1, б).
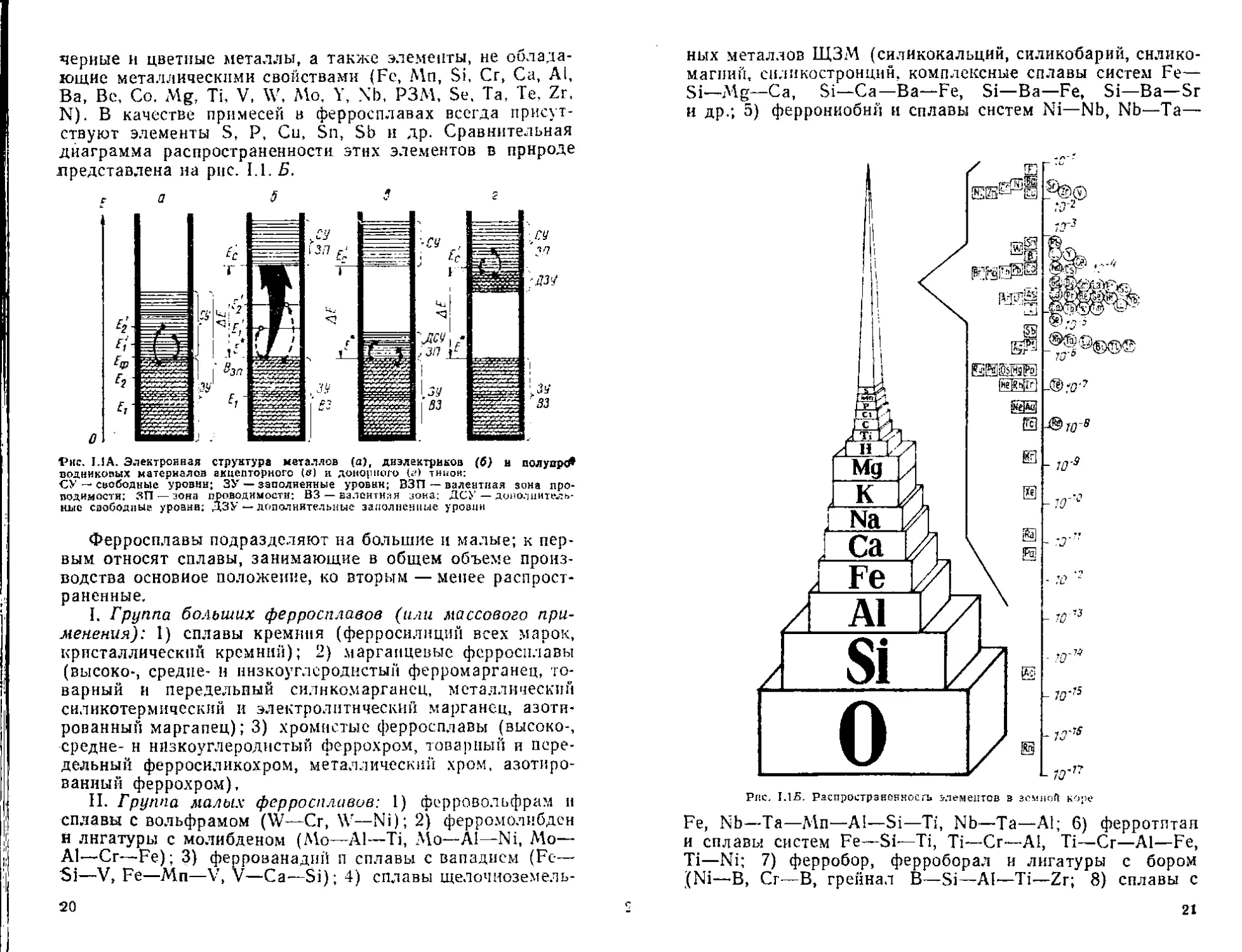
Приведенная на рнс. 1 электронная структура метал-
лов (а), диэлектриков (б) н полупроводниковых материа-
лов акцепторного (в) и донорного (г) типов показывает
распределение электронов по уровням энергии основного
(£ь £2) н возбужденного (£j, £2) состояний. Плотность
распределения электронов по энергиям подчиняется рас-
пределению Ферми—Дирака:
n(£) = [l + e(-^)]-i(
где п(£) -плотность состояний электронов с энергией £;
k — постоянная Больцмана; Т — температура. Таким обра-
зом, макроскопические свойства твердого тела полностью
определяются характером зонного строения и положением
энергетических зои относительно уровня Ферми в метал-
лах, я дна зоны проводимости £с в диэлектриках и полу-
проводниках относительно высокоэнергетического запол-
ненного уровня £ *.
Сплавы, получаемые различными методами электроме-
таллургии н называемые ферросплавами, могут содержать
>2
!9
яериые и цветные металлы, а также элементы, не оолада-
ющие металлическими свойствами (Fe, Мп, Si, Сг, Са, AI,
Ba, Be, Со. Mg, Ti, V, W, Mo, Y, Nb, P3M, Se. Та, Те, Zr,
N). В качестве примесей в ферросплавах всегда присут-
ствуют элементы S, Р, Си, Sn, Sb и др. Сравнительная
диаграмма распространенности этих элементов в природе
представлена на рис, 1.1. Б.
Ферросплавы подразделяют на большие и малые; к пер-
вым относят сплавы, занимающие в общем объеме произ-
водства основное положение, ко вторым — менее распрост-
раненные,
I. Группа больших ферросплавов (или массового при-
менения): 1) сплавы кремния (ферросилиций всех марок,
кристаллический кремний); 2) марганцевые ферросплавы
(высоко-, средне- н ннзкоуглсроднстый ферромарганец, то-
варный н передельный силикомарганец, металлический
силикотермичсский и электролитический марганец, азоти-
рованный маргапец); 3) хромистые ферросплавы (высоко-,
средне- н ннзкоуглеродистый феррохром, товарный п пере-
дельный ферросиликохром, металлический хром, азотиро-
ванный феррохром),
II. Группа малых ферросплавов: 1) ферровольфрам и
сплавы с вольфрамом (W—Сг, W—Ni); 2) ферромолибден
н лнгатуры с молибденом (Мо—А1—Ti, Мо—А!—-Ni, Мо—
А1—Сг—Fe); 3) феррованадий п сплавы с вападисм (Fc—
Si—V, Fe—Мп—V, V—Са—Si); 4) сплавы щелочноземель-
20
ных металлов ЩЗМ (силикокальций, силикобарий, снлико-
магвий, силикостронцмн, комплексные сплавы систем Fe—
Si'—Mg—Са, Si—Са—Ba—Fe, Si—Ba—Fe, Si—Ba—Sr
н др.; 5) феррониобий и сплавы систем Ni—Nb, Nb—Ta—
Рис. I.l£, Распроитрзаснносгъ Зглементов в земной коре
Fe, Nb—Та—Мп—Al—Si—Ti, Nb—Ta—Al; 6) ферротптап
и сплавы систем Fe—Si—Ti, Ti—Cr—Al, Ti—Cr—Al—Fe,
Ti—Ni; 7) ферробор, ферроборал и лигатуры с бором
(Ni—-В, Сг—В, греннал В—Si—АР—Ti—Zr; 8) сплавы с
21
алюминием (силикоалюминий, ферроалюминий, ферроси-
лнкоалюминий, сплавы систем Fe—Al—Мп—Si, Fe—Мп—
Al); 9) сплавы с редкоземельными металлами (РЗМ) си-
стем РЗМ—Si, Се—Si—Fc, РЗМ—Al—Si, РЗМ—Ni—Si;.
10) ферросиликоциркоиий, ферроалюмииоциркоиий;.
11) ферроникель и феррокобальт.
Основные компоненты ферросплавов называют веду-
щими элементами. Степень восстановления и перехода в
металл или извлечение ведущего элемента определяет тех-
нико-экономическую эффективность и целесообразность
применяемой технологии. Анализ и сравнение показателен
производства ферросплавов из сырья различного состава и
происхождения в печах разной конструкции и мощности-
приводятся при условии пересчета количества ферроспла-
вов в базовые тонны. Базовая тонна — это 1 т ферроспла-
ва, руды, концентрата со строго определенным содержа-
нием ведущего элемента или его соединения. Например, а
соответствии со стандартом ферросилиций марки ФС45-
может содержать 41—47% Si, а за базовую тонну принята
1 т сплава с 45% Si.
Свойства ферросплавов во многом зависят от физико-
химических свойств ведущих элементов, которые представ-
ляют собой металлы первых трех больших периодов, точ-
нее, переходные металлы первого (Sc, Ti, V, Сг, Мп, Fe,
Со, Ni), второго (У, Zr, Nb, Мо), третьего (La, Та, W) пе-
риодов, а также металлы, находящиеся в начале больших
периодов (Са, Sr и Ва) Периодической системы элементов
Д. И. Менделеева. Свойства металлов в значительной ме-
ре определяются строением их внешних электронных обо-
лочек. В соответствии с изменением электронной конфигу-
рации металлов закономерно изменяются их свойства.
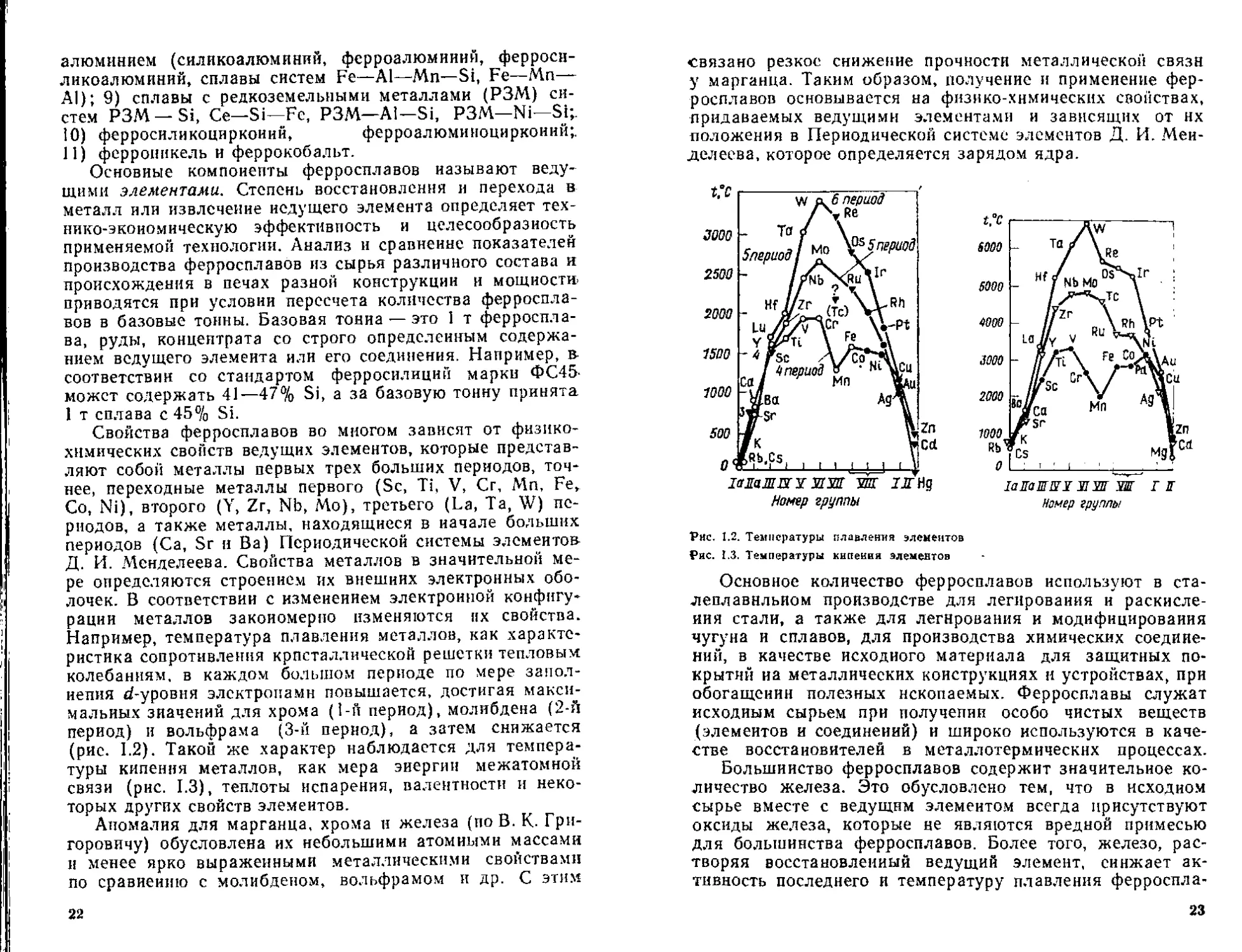
Например, температура плавления металлов, как характе-
ристика сопротивления кристаллической решетки тепловым
колебаниям, в каждом большом периоде по мере запол-
нения d-уровня электронами повышается, достигая макси-
мальных значений для хрома (1-й период), молибдена (2-й
период) и вольфрама (3-й период), а затем снижается
(рис. 1.2). Такой же характер наблюдается для темпера-
туры кипения металлов, как мера энергии межатомной
связи (рис. 1.3), теплоты испарения, валентности и неко-
торых других свойств элементов.
Аномалия для марганца, хрома и железа (по В. К. Гри-
горовичу) обусловлена их небольшими атомными массами
и менее ярко выраженными металлическими свойствами
по сравнению с молибденом, вольфрамом и др. С этим
22
связано резкое снижение прочности металлической связи
у марганца. Таким образом, получение и применение фер-
росплавов основывается на фнзнко-хнмических свойствах,
придаваемых ведущими элементами и зависящих от нх
положения в Периодической системе элементов Д. И. Мен-
делеева, которое определяется зарядом ядра.
малгдгу УШ иг iJTHg
Номер группы
Рнс, 1.2. Температуры плавления элементов
Рис. 1.3. Температуры кипения элементов
Основное количество ферросплавов используют в ста-
леплавильном производстве для легирования и раскисле-
ния стали, а также для легирования и модифицирования
чугуна и сплавов, для производства химических соедине-
ний, в качестве исходного материала для защитных по-
крытий на металлических конструкциях и устройствах, при
обогащении полезных ископаемых. Ферросплавы служат
исходным сырьем при получении особо чистых веществ
(элементов и соединений) и широко используются в каче-
стве восстановителей в металлотермнческнх процессах.
Большинство ферросплавов содержит значительное ко-
личество железа. Это обусловлено тем, что в исходном
сырье вместе с ведущим элементом всегда присутствуют
оксиды железа, которые не являются вредной примесью
для большинства ферросплавов. Более того, железо, рас-
творяя восстановленный ведущий элемент, снижает ак-
тивность последнего и температуру плавления ферроспла-
23
bob, повышает плотность ряда ферросплавов н увеличивает
полезное использование ведущих элементов при раскисле-
нии и легировании стали и сплавов. Железо играет поло-
жительную роль в восстановительных процессах при по-
лучении ферросплавов. Образование металлических рас-
творов восстанавливаемых элементов в железе снижает
активность ведущего элемента в растворе, что уменьшает
изменение энергии Гиббса процесса восстановления. Так,
при образовании растворов на основе железа восстанов-
ление ведущего элемента возможно при более низких тем-
пературах с лучшим результатом извлечения, поэтому
часто железо специально вводят в шихтовые материалы
(в виде стружки, оксидов). Стоимость восстановленных
элементов в ферросплавах ниже, чем в чистом виде.
§ 2. Общие требования к качеству ферросплавов
Качество ферросплавов характеризуется содержанием в
пределами колебаний ведущего элемента, концентрацией
регламентируемых сопутствующих примесей (С, S, Р, цвет-
ные металлы, N и др.), гранулометрическим составом,
плотностью, состоянием поверхности кусков, слитка, тем-
пературой плавления, содержанием неметаллических вклю-
чении, кислорода, водорода и др. Основным показателем
качества ферросплавов является его химический состав и,
прежде всего, содержание в нем ведущего элемента, В
соответствии с требованиями изготовителей стали, заин-
тересованных в малой массе легирующей присадки, фер-
росплавная промышленность выпускает преимущественно
сплавы с высокой концентрацией ведущего элемента. При
этом важно постоянство содержания легирующего элемен-
та в ферросплаве отдельных плавок, объединяемых в одну
партию. Однородность химического состава ферросплавов
характеризуется максимально допустимым отклонением
от среднего содержания ведущего элемента в партии. Для
большинства ферросплавов это отклонение устанавлива-
ется равным ±2%, что обеспечивает получение стали с
узкими заданными пределами содержания легирующих
элементов.
Присадка ферросплавов в стальную ванну осуществля-
ется, как правило, в заключительный период плавки, когда
возможности рафинирования металла от примесей, внесен-
ных ферросплавами, ограничены. В связи с этим стандар-
ты на ферросплавы нормируют содержание примесей,
вредное влияние которых иа свойства стали установлено.
24
В первую очередь это относится к фосфору, сере и угле-
роду. В настоящее время в стандарты на ферросплавы
введены нормы содержания таких остаточных элементов,
как титан, алюминии, ванадий, вольфрам, молибден и дру-
гие, контроль которых ранее не предусматривался.
Особо вредными в ферросплавах являются примеси
цветных металлов (Си, Pb, Zn, Sn, Sb, As, Bi, Cd), ко-
торые практически не удаляются из металла в процессе
плавки. В связи с этим содержание цветных металлов в
металлической шихте, в первую очередь, в ферросплавах
ограничивают. Особую актуальность этот вопрос приобрел
в последнее время, поскольку в условиях вынужденного
использования бедных п комплексных руд пе всегда мож-
но гарантировать постоянство химического состава.
Важной характеристикой качества ферросплавов явля-
ется его гранулометрический состав, поскольку при пра-
вильном его выборе ускоряется процесс расплавления,
обеспечивается высокое усвоение легирующего элемента и
уменьшаются потери ферросплавов при транспортировке.
Допустимый размер кусков в стандартах характеризуется
габаритными размерами (ООО мм) или максимальной
массой куска (5—45 кг). Для снижения потерь сплава
специально оговаривается допустимое количество мело-
чи определенного класса крупности (3—10% фракции
<20 мм). По требованию потребителей осуществляется
поставка ферросплавов со строго заданным гранулометри-
ческим составом. Внешний вид кусков сплава также дает
представление о его качестве. Высококачественные ферро-
сплавы не должны иметь окисленной поверхности, прива-
рок шлака и обмазки изложниц, представляющих дополни-
тельный источник газов и включений в стали. Практика
сталеплавильных заводов свидетельствует о необходимости
учета при оценке качества ферросплавов не только их хи-
мического состава, но и физических свойств (температуры
плавления, плотности и др.), которые в значительной мере
определяют эффективность процесса легирования стальной
ванны. Недопустимо большое различие плотностей ферро-
сплава и легируемого металла. Стандарты на ферроспла-
вы пока ие оговаривают уровень их физических свойств,
хотя такие данные существенно облегчают выбор типа ле-
гирующей добавки при выплавке стали и сплавов раз-
личных марок. Важное значение имеют также механиче-
ские свойства легирующих добавок, поскольку на пх
основе производится выбор дробильных устройств для
получения заданного гранулометрического состава сплавов.
25
Выплавка ферросплавов сопровождается их загрязне-
нием неметаллическими включениями. Это связано с по-
вышенной концентрацией в ферросплавах элементов, об-
ладающих значительным химическим сродством к кисло-
роду, Поскольку непосредственная оценка количества
включений в ферросплавах путем их подсчета или выде-
ления с последующим анализом по массе в настоящее
время встречает затруднения, целесообразно контролиро-
вать их по содержанию в сплаве кислорода, азота, серы
и углерода. Растворимость этих элементов в ферросплавах
определяет количество и форму содержащихся в них вклю-
чений. Важным фактором, влияющим на качество стали
и сплавов, является содержание в ферросплавах газов, в
особенности водорода и азота. Наиболее опасен водород
в ферросплавах на основе высокореакционных металлов
(Ti, V, Nb, Са, Si), концентрация водорода в которых до-
стигает 200 см3 иа 100 г. Присадка таких ферросплавов
в ковш приводит к рослостн слитков. Более низкий уро-
вень содержания водорода в ферросплавах особенно же-
лателен при использовании дегазации стали под вакуумом.
Прокаливание ферросплавов малоэффективно, так как по-
зволяет удалить только влагу и не снижает, а иногда
даже повышает, концентрацию кислорода и азота. Фер-
рохром, например, вносит до 50% азота, содержащегося в
коррозиоиностойкой стали. Хотя контроль газоиасыщеи-
иости ферросплавов ие предусмотрен действующими стан-
дартами, ограничения по содержанию газон оправданы.
Очевидно, что требования к качеству ферросплавов
должны устанавливаться в зависимости от нх технологи-
ческого назначения.
§ 3. Виды ферросплавных процессов
Для производства ферросплавов характерно многообразие
применяемых технологических приемов. Это вызвано раз-
личием физнко-химнческих свойств элементов, входящих
в состав сплавов нлн получаемых в технически чистом
виде.
Наиболее важными факторами, определяющими выбор
способа и технологии, являются химический состав ферро-
сплава н технико-экономические показатели производства.
26
Классификация способов получения ферросплавов
по виду используемого агрегата
Историческое развитие производства ферросплавов и тех-
нически чистых металлов определило основные способы
извлечения элементов из руд и концентратов, существую-
щие и в настоящее время: 1) электротермический; 2) ме-
таллотсрмическин; 3) доменный; 4) электролитический.
Электротермические способы осуществляются в энерге-
тических установках, позволяющих преобразовывать элек-
трическую энергию в тепловую, используемую для восста-
новления, плавления, нагрева металлов и сплавов, а также
рафинирования их. Все электротермические процессы де-
лят на группы, отличающиеся типом н областью приме-
нения продуктов: 1) электрометаллургия ферросплавов;
2) электрометаллургия стали; 3) получение карбидов
{кремния, бора, кальция и др.) и цианистых соединений
[циаиамнда кальция CaCNs, цианида кальция Са(СМ)г и
натрия NaCN]; 4) электроплавка оксидов (получение нор-
мального, белого электрокорунда и монокорунда, кварце-
вого стекла, плавленого магнезита, муллита н т. д.); 5) воз-
гонка н последующая конденсация элементов и соединений
(фосфора, сероуглерода CSa и др.); 6) синтез и крекинг
веществ в газовой фазе при помощи электрического раз-
ряда (озона, оксидов азота NOX, пероксида водорода и
ДР).
Электротермические методы основаны па использова-
нии дуговых электрических печей, в которых тепло выде-
ляется при прохождении тока через газовый промежуток
и шихтовые материалы, обладающие высоким электричес-
ким сопротивлением. Сами процессы характеризуются воз-
можностью получения высоких температур в области го-
рения электрических дуг, химической нейтральностью ис-
точников тепла, возможностью осуществления процессов
с любым составом газовой фазы (восстановительной, окис-
лительной, нейтральной) и в вакууме, а также легко и
быстро изменять мощность установки с полной автомати-
зацией ее работы.
Металлотермический способ основан иа использовании
тепла химических реакций восстановления оксидов алю-
минием, кремнием, кальцием. Эти процессы с применением
алюминия могут проводиться без подвода электрической
энергии, хотя в последние годы большая часть таких тех-
нологий предусматривает предварительное расплавление
шихтовых материалов (оксидов) в дуговых электрических
27
печах с целью интенсификации процесса, экономии доро-
гих восстановителей и более полного извлечения ведущих
элементов нз шихты в металл. Металлотермические мето-
ды производства ферросплавов, сплавов и технически чис-
тых металлов подразделяются в зависимости от типа при-
меняемого восстановителя (алюминотермия, енликотермия,
кальциетермия); в ряде случаев используются одновре-
менно несколько восстановителей. Ферросплавы, сплавы и
металлы, выплавленные металлотермическим методом, ха-
рактеризуются низким содержанием углерода и ряда дру-
гих примесей; при этом легко получить сплавы с низким
содержанием железа иа основе хрома, титана, никеля и
других металлов. Процессы выплавки характеризуются
высоким извлечением ведущих элементов, небольшими
капитальными затратами на строительство цехов и не-
обходимых установок. Металлотермнческим методом полу-
чают несколько десятков различных ферросплавов п спла-
вов. При этом используют различные варианты аппаратур-
ного оформления процесса: внепечная плавка на блок,
плавка с выпуском шлака и металла, электропечной про-
цесс с предварительным расплавлением восстанавливаемых
оксидов н флюсов, мсталлотермический переплав и т. д.
Метод в настоящее время позволяет полнее использовать
отвальные шлаки в огнеупорной, сталеплавильной, строи-
тельной отраслях промышленности.
Электролитические способы, основаны на электролизе
водных растворов илн расплавленных солей и использу-
ются для получения особо чистых металлов. Однако это
связано с расходом значительного количества электроэнер-
гии н необходимостью применения особо чистых матери-
алов.
Доменный процесс позволил впервые получать необхо-
димые ферросплавы (с марганцем, кремнием и хромом),
ио он требует значительного расхода высококачественного
кокса, а получаемые сплавы содержат много углерода.
Недостатком доменной плавки является также невозмож-
ность достижения высоких температур вследствие образо-
вания большого количества газов и потерь с ними тепла,
В доменных печах в СССР в настоящее время выплавля-
ют — 50% высокоуглеродистого ферромарганца.
Необходимость использования относительно бедных руд
и увеличение потребности в ферромарганце привели к про-
изводству высокоуглсроднстого ферромарганца в мощных
рудовосстановительиых печах типа РПЗ-63. Расход кокса
иа 1 т сплава при выплавке его в электропечи составляет
28
450—500 кг (1700—1800 кг в доменных печах), что опре-
деляет более низкую его стоимость. Учитывая возможность
применения при плавке ферромарганца н других сплавов
дешевых и недефицитных видов углеродистого восстанови-
теля (полукокса, газового угля н др.), а также значитель-
ное улучшение технико-экономических показателей процес-
са благодаря использованию предварительно восстанов-
ленных и нагретых шихтовых материалов, в дальнейшем
получение высокоуглеродистого ферромарганца намечается
проводить электротермическим методом. В последние годы
получили развитие специальные методы производства фер-
росплавов в вакуумных печах сопротивления, индукцион-
ных печах и в конвертерах, позволяющие получать сплавы
с особо низким содержанием углерода (0.03—0,0!% и ме-
нее), кислорода, водорода и неметаллических включений,
а также азотированные ферросплавы с хромом, марган-
цем, вападием и т. д.
Непрерывные и периодические процессы. Ферросплав-
ные процессы подразделяются па непрерывные н периоди-
ческие. Непрерывные процессы характеризуются непрерыв-
ной загрузкой шихты в рудовосстановительную электропечь
с закрытым колошником и периодическим (или непрерыв-
ным) выпуском ферросплава и шлака. Шихта расположена
в печи все время на определенном уровне. Электроды по-
стоянно погружены в шихту, а выпуск металла н шлака
ведется периодически или непрерывно. При этом ис-
пользуют печи большой электрической мощности (16,5—
75 МВ-А), а в качестве восстановителя применяют угле-
родные материалы.
Колошником называют верхний слой шихты, находя-
щейся в печи и расположенной при непрерывном процессе
практически все время на одном и том же уровне. По мере
схода (опускания) шихты ведется загрузка ее преимуще-
ственно к электродам, вокруг которых шихта располага-
ется конусом. Верхний уровень конуса 0,3—0,5 м выше
уровня шихты па периферии колошника. В герметичных
печах типа РНГ-63 шихта подается па колошник между
электродами. В процессе работы печи в результате вос-
становления оксидов шихты углеродом образуется боль-
шие количество моноокенда углерода СО. содержание ко-
торого в газовой фазе составляет 80—95'%. В результате
местного концентрированного выхода газов в одном месте
колошника могут образоваться «свищи», которые стара-
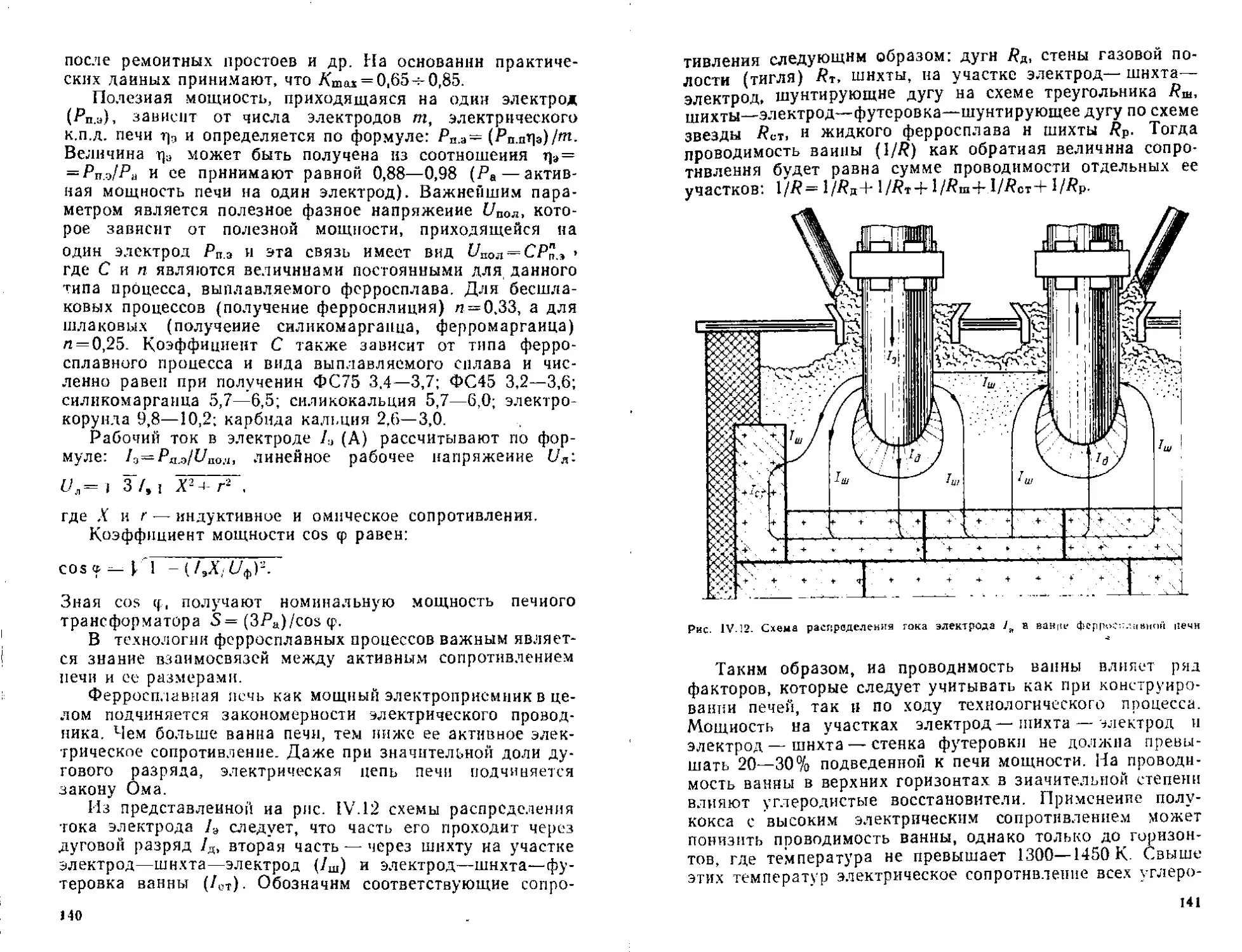
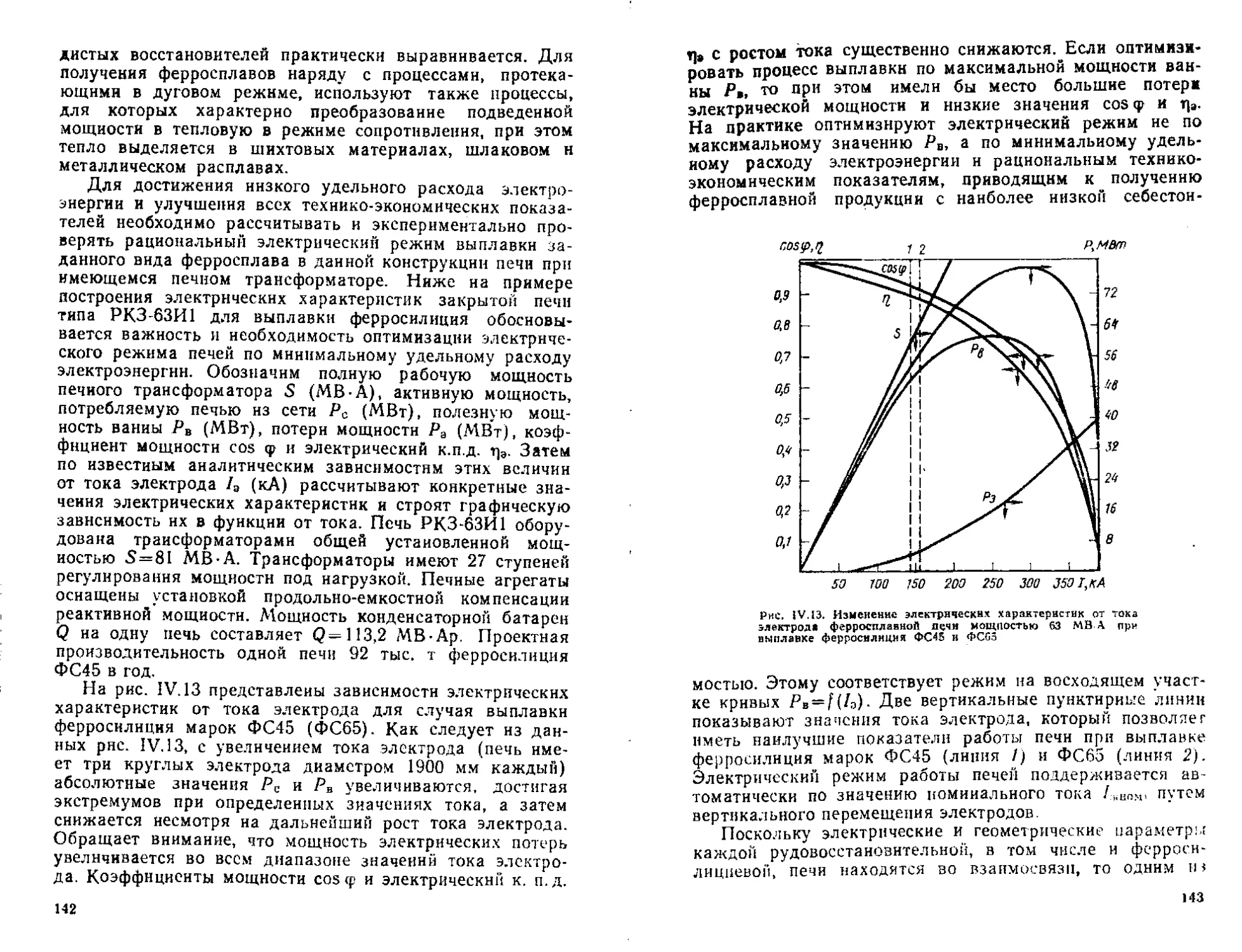
ются сразу же засыпать свежей шихтой. При работе печи
с закрытым колошником подводимый по электроду ток
2»
(/ал) проходит через дуговой разряд (/л) и последователь-
но расположенное с ним сопротивление ванны (/0), часть
тока с верхней части электрода стекает с боковой его по-
верхности на токопроводимую шихту (ток шихтовой про-
водимости). При непрерывном процессе дуговой разряд
получает значительное развитие и тогда большая часть
тока проходит через дугу, что обусловливает высокую кон-
центрацию тепловой энергии и необходимые температур-
ные условия для развития восстановительных процессов.
Размеры газовой полости вокруг нижнего (рабочего)
конца электрода зависят от распределения тока между
шихтой и электрической дугой. Чем меньше электрическое
сопротивление шихты, тем больший ток идет через шнхту
от одного электрода к другим (в печи с тремя электрода-
ми), к углеродистым блокам, расположенным в стенах
печя, к расплаву шлака и металла, находящимся на поди-
не печи. Электрическое сопротивление шихты зависит от
количества углеродистого восстановителя в ней, его элек-
трического сопротивления, а также от температуры появ-
ления в шихте жидкой фазы и ее количества.
Рудная (оксидная) часть шихты включает простые или
сложные минералы с определенной температурой плавле-
ния. Простой минерал состоит из кристалла, образуемого
одним оксидом, например БЮг, сложный минерал пред-
ставлен химическим соединением двух или более оксидов
различных элементов. Чем выше температура плавления
минеральной части шихты и меньше количество жидкой
-фазы в шихте (прн постоянном массовом соотношении угле-
родистого восстановителя и оксидной части), тем большая
доля электрического тока проходит через дугу, образуя
газовую полость вокруг электрода. Форма и размеры га-
зовой полости вокруг рабочего конца электрода зависят
также от температуры появления жидкой фазы в мине-
ральной части шихты н ее количества.
Различные минералы в оксидной (рудной) части пла-
вятся при разных температурах. При высокой температуре
плавления минералов жидкая оксидная фаза (шлак) об-
разуется в самых горячих (нижних) горизонтах шихты, и
газовые полости под электродами получают значительное
развитие. Продукт химических реакций (металлический
расплав) скапливается на подине печи, если плотность ме-
таллической фазы больше плотности оксидного раплава.
Если восстанавливаемый элемент (ферросплав) имеет
плотность, меиыпую плотности оксидного расплава (крем-
ний, силнкоалюминий, силикокальций), металлический
зо
расплав располагается в печи в отдельных зонах,сообща-
ющихся узкими каналами между собой. Выпуск ферро-
сплава из печи производится, как правило, через опреде-
ленные промежутки времени (1,0—1,5 ч) или непрерывно
(кристаллический кремний, спликоалюминий).
Непрерывный выпуск металла способствует поддержа-
нию устойчивой работы печи с низкой посадкой электро-
дов в шихте, а восстановленные элементы в течение мень-
шего промежутка времени находятся в контакте с СО га-
зовой фазы, н вторичное карбидообразоваиие в результате
окисления уже восстановленных элементов монооксидом
углерода получает меньшее развитие. Температура оксид-
ного и металлического расплава, находящихся в печи,
определяется температурой плавления шихты. Практиче-
ски вся подводимая дополнительная мощность расходуется
на фнзнко-химические процессы плавления и восстановле-
ние оксидов углеродом, протекающие с поглощением боль-
шого количества тепла.
Непрерывный процесс характеризуется рациональным-
использованием тепла, получаемого при подводе электри-
ческой энергии в ванну печи; расплав оксидов и металла
всегда закрыт слоем шихты, потерн тепла открытой по-
верхностью расплава отсутствуют. Тепло отходящих газов
частично расходуется на нагрев шихтовых материалов, в
результате этого в шихте идут процессы удаления летучих
веществ, гидратной и гигроскопической влаги, начинаются
процессы восстановления оксидов в твердых фазах, обес-
печиваются теплом эндотермические реакции, протека-
ющие на поверхности углеродистого восстановления при
контакте конденсированных высших и газообразных низ-
ших оксидов элементов.
Непрерывные процессы осуществляются в основном в
закрытых н герметических печах, оборудованных сводом,,
что обеспечивает улавливание и очистку отходящего газа
(85—90% СО). Колошниковый газ, имеющий высокую-
теплоту сгорания, может использоваться в качестве топ-
лива и газа-восстановителя для нагрева и предваритель-
ного восстановления шихты в отдельных агрегатах (обыч-
но в трубчатых печах), а также для обжига известняка и.
получения из СО химических продуктов.
Периодические процессы.' ведут с использованием опре-
деленного количества шихтовых материалов, предназна-
ченных для одной плавки. Загруженная в печь шихта пол-
ностью проплавляется с восстановлением оксидов веду-
щих элементов. Выпуск продуктов плавки (металла и
31
шлака) ведут периодически; чаще всего выпускают из печи
металл и шлак одновременно.
Шлаковые и бесшлаковые процессы. Электротермиче-
ские процессы подразделяют на бесшлаковые и шлако-
вые. Относительное количество шлака при производстве
ферросплавов определяют или в процентах по отношению
к массе металла, или по кратности шлака, т. е. по соот-
ношению массы шлака и металла. Обычно к бесшлаковым
процессам относят выплавку ферросплавов, при которых
количество шлака незначительно и составляет 3—10% от
массы .металла (например, выплавка кристаллического
кремния, ферросилиция, силикокальция, силнкоалюминия,
ферросилнкохрома). При бесшлаковых процессах шлак
образуется оксидами, содержащимися в небольших коли-
чествах в рудах, концентратах, нерудных материалах и
невосстановленными во время плавки.
Шлаковые процессы сопровождаются образованием
значительного количества шлака. Кратность шлака может
составлять 1,2—1,5 ирп выплавке высокоуглеродистого
ферромарганца и силикомарганца и 2,5—3,5 при получе-
нии феррохрома и металлического марганца енликотерми-
ческим способом.
Флюсовые и бесфлюсовые процессы. Выплавку ферро-
сплавов при периодическом процессе чаще всего ведут
флюсовым методом, хотя в определенных условиях целесо-
образна бесфлюсовая плавка. При флюсовом методе вос-
становление оксидов ведущего элемента происходит но ре-
акциям:
2/И^О • SiO2+ 2С 4- СаО = 2Ме 4 СаО S1O24- 2СО; (1.1)
2МеО + St + СаО = 2Ме + CaO-SiO,; (1.2)
ЗЛГеО + 2А14-СаО = ЗМе 4 СаО-AUO3. (1.3)
Уменьшение активности S1O2 и AI2O3 способствует сме-
щению реакций в сторону большей степени восстановле-
ния оксида ведущего элемента и термодинамически про-
цесс восстановления становится более вероятным вслед-
ствие уменьшения изменения энергии Гиббса системы при
образовании соединении оксида флюса с S1O2 и АГО .
В качестве флюсов используют материалы, содержащие
СаО, MgO н другие компоненты, образующие наиболее
прочные химические соединения с оксидами - - продуктами
реакций восстановления. Прн этом уменьшается вязкость
шлака, снижается (или повышается) температура плавле-
ния шлака, уменьшается концентрация в ферросплаве при-
за
месей, что приводит к более полному извлечению ведуще-
го элемента и повышению качества ферросплава. Воз-
можна электропечная плавка и бесфлюсовым методом.
При этом снижается расход электроэнергии и увеличивает-
ся производительность печи, но степень восстановления
ведущего элемента уменьшается. Шлак содержит значи-
тельное количество оксидов ведущего элемента н его
обычно используют для выплавки ферросплавов, углеро-
довосстановительным способом. При этом уменьшается
расход флюса и повышается сквозное использование веду-
щего элемента- Однако бссфлюсовый способ может быть
осуществлен при условии использования высококачествен-
ных руд и концентратов.
Выбор варианта технологии плавки с введением флю-
са в шихту или плавки без флюса определяется его эко-
номичностью, возможностью повышения производитель-
ности каждой печи. Этот признак является основным, так
как от типа восстановителя зависят ие только физико-хн-
мические процессы, определяющие сущность технологии
того или иного ферросплава, но и практические приемы
ведения процесса, тнп применяемого печного агрегата, хи-
мический состав получаемого сплава и область его ис-
пользования. По этому признаку процессы производства
ферросплавов классифицируются на углеродотермические
(УТП), снлнкотермнческне (СТП) и алюмннотермическне
(АТП).
§ 4. Особенности различных типов
ферросплавных процессов
При углеродотермических процессах восстановителем ок-
сидов является углерод. В общем виде суммарные реак-
ции могут быть представлены следующим образом:
2/уМед.Оу+2С - 2x'yAfe4-2CO — Qc; (1-4)
2/у AfevOy+ (2 + 2x>)C = 2x-/yzMe.Cy-{-2CO~-Qc:.
(1.5)
Одним из продуктов реакции восстановления оксида
углеродом является моиооксид углерода, удаление кото-
рого из зоны реакции обеспечивает высокую степень из-
влечения ведущего элемента из шихты в металл. Углеро-
дом могут восстанавливаться оксиды всех элементов при
высоких температурах процесса, так как химическое срод-
ство углерода к кислороду с повышением температуры
9. 232. 33
увеличивается. Углерод имеет невысокую стоимость, при
этом возможно использование углеродистых материалов
различного происхождения.
К недостаткам углерода как восстановителя относятся
следующие факторы: 1) прн восстановлении оксидов об-
разуются карбиды элементов, поэтому при небольшой кон-
центрации кремния сплавы содержат повышенное коли-
чество углерода; 2) реакции восстановления оксидов про-
текают с поглощением большого количества тепла, поэто-
му требуется применение рудовосстаиовитсльных печей
большой мощности.
Силикотермическое восстановление оксидов металлов
происходит по реакции:
2/уМ^ОуЧ- Si zz 2<уЛ!е 4 SiO2+ QSJ. (1-6)
Восстановление оксидов кремнием ведут в основном с
применением комплексных передельных ферросплавов типа
Me—Fe—Si (где Me—Мп, Cr).
В силикотсрмических процессах кремний в качестве
восстановителя используют в виде силикомарганца, ферро-
силиция, ферросиликохрома и др., которые получаются
восстановлением кремнезема углеродом. В связи с этим
важно знание поведения силицидов прн нагреве до высо-
ких температур. По И. С. Куликову силициды могут раз-
лагаться по механизму конденсатной и газообразной дис-
социации. При конденсатной диссоциации возможны реак-
ции трех типов:
1) I / у= xfy Me* -J- Slnap,
2) I/xMexSiy(K>= y/xSiK+ Afenap;
3) M =» M e Siy( к) + Afen3p.
Использование таких сплавов позволяет вводить в по-
лучаемый продукт силнкотермнческой плавки ведущий
элемент Me, восстановленный дешевым углеродом на пер-
вом переделе. В этом случае технологическая схема про-
изводства иизкоуглероднетых ферросплавов включает ста-
дию выплавки передельных сплавов: силикомарганца и
ферроенлнкохрома. В некоторых случаях в качестве вос-
становителя при снликотермнческом процессе применяют
ферросилиций марок ФС75 или ФС65 (выплавка ферро-
вольфрама, ферромолибдена, феррованадпя и др.). В ре-
зультате восстановления оксидов кремнием в шлак пере-
ходит кремнезем; его концентрация повышается, н без
34
уменьшения активности SiO2 нельзя достигнуть высокой
степени восстановления ведущего элемента. В этом случае
возможна плавка флюсовым н бесфлюсовым способами.
Кремний в качестве восстановителя может использо-
ваться и прн восстановлении оксидов элементов, облада-
ющих более высоким химическим сродством к кислороду.
Прн этом удовлетворительное извлечение ведущего эле-
мента достигается введением в шихту избыточного коли-
чества кремния, образования металлических растворов си-
стемы Si—Me—Fe; конечный продукт получают с высокой
концентрацией кремния (силикотермический силнкокаль-
цнй и др.).
Кремний, обладающий достаточно высоким химическим
сродством к кислороду, может служить восстановителем
различных оксидов (Сг20з, МпО, МоОз, WC>3> V2O3 и др-).
Восстановление оксидов кремнием сопровождается выде-
лением тепла, которого, как правило, недостаточно для ве-
дения виепечного силнкотермического процесса, поэтому
применяют электропечи небольшой мощности (2500—
7000 кВ-А).
Кремний как восстановитель имеет следующие недо-
статки: 1) вследствие образования кремнезема увеличи-
вается количество шлака, при этом возрастает активность
SiOs, возникают прочные силикаты низших оксидов веду-
щего элемента; дальнейшее восстановление возможно прн
введении в шлак (шихту) оксидов с основными свойства-
ми; 2) при температурах выплавки ферросплавов кремний
образует с металлами растворы, обладающие отрицатель-
ными отклонениями от свойств идеальных растворов, что
свидетельствует о прочности связи Me—Si н затрудняет
получение сплавов с низкой концентрацией крем пня;
3) высокую стоимость.
А.иомин атермическое восстановление оксидов металлов
протекает по реакции;
2. yAh\Oy -f- 4/аАi = 2х.уМе Ч-2 ';1A12O3+QA! (1.7)
и сопровождается значительным изменением энергии Гиб-
бса, благодаря чему процесс протекает с высоким полез-
ным извлечением ведущего элемента. Основные особен-
ности алюминотермического процесса: выделение значи-
тельного количества тепла в результате протекания реак-
ции восстановления и возможность проведения процессов
без подвода тепла, вне печи. При этом достигаются очень
высокие температуры (2400—2800 К), которые обеспечи-
вают получение шлака и металла с температурой, превы-
2*
35
шающей начало кристаллизации, хорошее разделение ме-
таллической и шлаковой фаз, высокую скорость процесса.
При алюминотермическнх процессах для восстановле-
ния оксидов не требуется дополнительного подвода тепла
(использования электропечи), за исключением особо проч-
ных оксидов (например, получение ферросиликоцнркония),
Возможность самопроизвольного (без подвода тепла для
нагрева) протекания процесса алюмннотсрмического вос-
становления определяется, кроме изменения энергии Гиб-
бса реакции, такими факторами, как тепловой эффект
алюмннотсрмического восстановлении, теплоемкость и теп-
лопроводность шихты и продуктов плавки, интенсивность
теплообмена с окружающей средой, теплота металле- и
шлакообразования и т. д. Основным условием осуществи-
мости алюминотермической плавки без подвода тепла из-
вне является равенство или превышение теплового эффек-
та восстановления (Фэкз) иад тем количеством тепла (QP),
которое необходимо для расплавления продуктов реакции
и нагрева расплава до температуры, обеспечивающей до-
статочно полное разделение металлической и шлаковой
Ваз, а также для компенсации тепловых потерь (Qn)'
Qp + Qn.
Зависимость температурного режима процесса от
теплового эффекта алюмииотермического восстановления
наиболее удачно описывается эмпирической формулой
Н. Т. Ключникова:
t = [(Д//а/10, + ^1)/(5аг + Э2)\К= К*Н, (1.8)
где t — температура расплава в момент расслоения шлака
и металла, °C; А/Ан-Юз — изменение энтальпии образования
А12О3, Дж/моль; Д/Л— энтальпия образования восстанав-
ливаемого оксида; Э.м — эквивалентная масса алюминия;
— эквивалентная масса восстанавливаемого оксида;
Л — коэффициент пропорциональности, обычно К—0,752;
6Н= (ДЯа12ов+ДЯ1)/(Э.41+Э2) —тепловой эффект алюми-
нотермического восстановления, отнесенный к 1 г шихты,
т. е. удельная теплота процесса.
Удельная теплота алюмииотермического процесса б//
и коэффициент пропорциональности К не являются посто-
янными и зависят от температуры и уровня тепловых по-
терь при различных условиях алюминотермнческой плавки.
В результате фактические температуры процесса могут от-
личаться от расчетных даже для одного н того же процес-
са, проводимого в разных условиях (например, при су-
36
ществеином различии навески шихты), что исключается
при использовании уравнения В. А. Боголюбова:
(L9}
где g— тепловой коэффициент, зависящий от температу-
ры, теплового эффекта восстановления и аппаратурного
оформления алюминотермической плавки (т. е. от удель-
ных тепловых потерь в зависимости от вида плавильного
агрегата). Экспериментально изученные зависимости тем-
пературы расплава и теплового коэффициента от удельной
теплоты процесса восстановления показали применимость
формул Ы, Г. Ключникова и В. А. Боголюбова для прак-
тических расчетов алюмшютормической плавки.
В зависимости от количества тепла выделяющего-
ся в результате экзотермических реакций восстановления,
алюминотермические процессы можно разделить на три
группы: 1) самопроизвольно протекающие ;
2) требующие компенсации тепловых потерь Qn(Q^o—
—Qp<Qn); 3) требующие введения значительных коли-
честв тепла извне Qr (Qm?<Qp)-
Алюмииотермический (виепечиой) процесс первой груп-
пы можно вести двумя способами: в горне (шахте, ковше)
с верхним или с нижним запалом шихты.
Внепечная плавка в горне (шахте) или ковше с верх-
ним запалом напболее проста по оформлению, наблюдает-
ся небольшой вынос шихтовых материалов, так как про-
цесс плавки начинается в верхней части горна, твердая и
порошкообразная шихта находится под слоем расплава.
Однако объем плавильной шахты в этом случае исполь-
зуется нерационально: после плавки расплав занимает не-
значительную часть объема плавильного агрегата, что
приводит к снижению производительности труда, требуют-
ся дополнительные площади цеха для охлаждения продук-
тов плавки, возникают потери металла и ухудшение его
качества при очистке от шлака и огнеупоров. При плавке
с верхним запалом нельзя регулировать интенсивность
процесса, так как это может привести к выбросам распла-
ва. Образование капель металла происходит по всей вы-
соте шихты с постепенным их осаждением, что связано с
потерями корольков металла со шлаком.
Внепечная плавка с нижним запалом характеризуется
началом процесса с образованием расплава на иодине
горна. Шихту подают на расплав с необходимой интенсив-
ностью. Металл образуется сразу в нижней части горна,
и потери его с корольками уменьшаются на 2—5%. Потери
37
тепла также уменьшаются, так как расплав все время за-
крыт слоем шихты. Плавку можно вести ие только на
блок, ио и с выпуском шлака или шлака и металла, что
позволяет сразу же использовать гори для следующей
плавки. Для снижения интенсивности процессов первой
группы можно вводить балластные добавки в шихту.
Процессы второй группы требуют подвода небольшого
количества тепла, что достигается предварительным подо-
гревом шихты или применением термитных добавок (на-
пример, смеси алюминиевого порошка с оксидами железа,
хромовым ангидридом СгО3 вместо оксида Сг^Оз, введе-
ние селитры NaNOs и т. д.). Более выгоден предваритель-
ный подогрев шихты. Можно также предварительно подо-
гревать горн, а после окончания плавки подогревать шлак
теплом электрических дуг под электродами и т. д.
Для процессов третьей группы требуется проведение
плавки с предварительным расплавлением оксидной части
шихты или совместным восстановлением алюминием легко
восстановимых оксидов (например, совместное восстанов-
ление оксидов циркония и железа прп получении ферро-
енликоцврконня, оксидов железа и титана при получении
ферротитана). Наиболее целесообразна в настоящее время
плавка с предварительным расплавлением флюсов и части
оксидов в электропечи. При этом часть оксидов и флюсы
плавят в электропечи без восстановителя, затем после от-
ключения печи на поверхность расплава вводят оставшуюся
часть оксидов (руд, концентратов, чистых оксидов) вместе
с алюминиевым порошком для восстановления расплавлен-
ных и твердых оксидов. Несмотря иа предварительное рас-
плавление оксидов под электродами, концентрация угле-
рода в металле не увеличивается, а уменьшается, что свя-
зано с разложением карбонатных минералов и окислением
углерода, находящегося в шихте в виде посторонней при-
меси. При таком способе плавки улучшается извлечение
ведущих металлов, уменьшается расход алюминиевого по-
рошка, можно регулировать величину удельном теплоты
процесса.
В настоящее время электропечпые методы выплавки
ферросплавов широко используют при проведении алюмн-
иотермических процессов. Таким методом получают ~75%
всех алюмннотермнческих сплавов. Доля внепечиой плав-
ки на блок уменьшилась до о —10%. К достоинствам алю-
минотермнческого процесса относятся: 1) восстановление
оксидов металлов, имеющих высокую прочность при удов-
летворительном извлечении их из шихты, поскольку алю-
38
миний обладает высоким химическим сродством к кисло-
роду; 2) восстановление оксидов н получение сплавов и
технически чистых металлов с низкой концентрацией угле-
рода и примесей цветных металлов; 3) простота аппара-
турного оформления процесса, небольшие капитальные за-
траты; 4) ведение процесса в наклоняющемся горне с
выпуском шлака и металла; 5) возможность предваритель-
ного расплавления оксидов и флюсов в электропечи, что
позволяет значительно его интенсифицировать и умень-
шить расход алюминия; 6) использование высокоглинозе-
мнетых шлаков для получения синтетических шлаков, а
также клинкера высокоглтшоземистого цемента; 7) воз-
можность использования в шихте значительного количе-
ства металлических отходов металлов и сплавов (металло-
термический переплав); 8) простота получения, хранения
и применения алюминиевого порошка по сравнению с по-
рошками кальция или магния *.
К недостаткам алюмннотермнческого процесса отно-
сятся: 1) высокая стоимость и дефицитность первичного
алюминия; 2) возможность образования низших оксидов
ведущих металлов, уменьшение термодинамической веро-
ятности восстановления оксидов н извлечения металлов
из шихты; 3) образование высокоглнноземистого шлака с
высокой вязкостью, вызывающее потери восстановленного
металла в виде корольков.
Глава 1L ОСНОВЫ ТЕОРИИ
ПОЛУЧЕНИЯ
ФЕРРОСПЛАВОВ
§ 1. Химическое сродство элементов к кислороду
Условия осуществления химической реакции и направле-
ние ее протекания определяются изменением энергии
Гнббса:
Д G 298= Д/Угэб— Т ДЗзи, (II.!)
где ДЯ год— изменение энтальпии реакции, кДж/моль; Т —
• Вследствие этого, а также более высокой стоимости кальция и
магния, магние- и кальпветермический процессы при получении ферро-
сплавов, технически чистых металлов и лигатур на ферросплавных за-
водах не применяют.
39
температура, К; AS JU—изменение энтропии реакции,
кДж/(К-моль).
При изменении температуры в небольшом интервале
значения ДЯ ° и AS ? колеблются незначительно и для
практических расчетов их считают постоянными. Тепловой
эффект реакции (процесса) при необходимой температуре
определяется по выражению:
т.
±H'r-AHDTl+ ^ACpdT. (11.2)
Г.
Для ДЯг5 при заданной температуре Т2 необходимо
знать значение ЬНтх. при какой-то другой Т\ (например,
стандартной, 298 К) и зависимость теплоемкостей всех
участвующих в реакции веществ от температуры в интер-
вале между Т? и Л.
Зависимость AS?; от температуры может быть рассчи-
тана по выражению:
ASr;=AS}t4- f ^dT. (11-3)
г,
Значения АЯ?^ uAS^g элементов н соединений (для
элементов ДЯдЧР = 0) приводятся в таблицах стандартных
величии, что позволяет выполнить необходимые расчеты.
Для большинства соединений значения AG? в определен-
ном интервале температур или при данной температуре
также приводятся в таблицах. В качестве Т\ принимают
значение 298 К (стандартное состояние). Химическое срод-
ство элемента к кислороду характеризуется изменением
энергии Гиббса для реакций типа
х.Мс - у 2О,.= Л1елОу; /С.= (П.4)
протекающих в стандартных условиях, когда давление в
системе составляет 100 кПа, а все вещества находятся в
агрегатных состояниях, соответствующих принятым пара-
метрам. Способность элементов к взаимодействию с кис-
лородом и прочность образующихся оксидов сравнивают
по величине AG при данной температуре на 1 моль кис-
лорода.
Если Мел-Оу является единственным продуктом реак-
ции или шлаковая фаза насыщена этим оксидом, то
л ль- t о = I. Если элемент находится в чистом виде, то
40
Олп.^1, тогда Кр = Ро/. Значения AG? и константа равно-
весия связаны уравнением
ДО°г=-/?Пп Кр. (П.5)
При низких температурах реакции взаимодействия эле-
ментов с кислородом протекают с образованием оксидов.
С повышением температуры прочность конденсированных
(твердых или жидких) оксидов уменьшается и значение
ДО® увеличивается. В условиях гетерогенных равновесий
необходимо учитывать возможность диссоциации оксидов
и других соединений, при этом участвующие в реакции
вещества могут находиться в конденсированном (жидком
или твердом), газообразном, атомарном, молекулярном и
ионном состояниях. Различие химического сродства к кис-
лороду объясняется природой атомов соответствующих
элементов.
На рис. ПЛ приведена зависимость термодинамической
прочности конденсированных оксидов элементов от числа
валентных электронов изолированного атома. С увеличе-
нием числа валентных электронов атома снижается термо-
динамическая прочность оксидов, облегчается их восста-
новление, снижаются температуры восстановления окси-
дов до чистого элемента и диссоциации оксидов. Эти
закономерности качественно соблюдаются при восстанов-
ления оксидов углеродом, кремнием, алюминием с образо-
ванием металлических растворов. По уменьшению хими-
ческого сродства к кислороду, выраженному изменением
энергии Гиббса, элементы располагаются в следующем
порядке (при 1873 К): La, Са, Be, Th, Се, Zr, Al, Mg, Li,
Gc, Ti, Si, B, Y, C, Nb, Мп, Сг, P, Fe, Mo, W, Co, Ni, Cu.
Положение углерода в этом ряду зависит от температуры;
с повышением последней увеличивается химическое срод-
ство углерода к кислороду и при достижении высокой тем-
пературы углерод может находиться в ряду перед ланта-
ном. Для различных элементов и их оксидов в области
высоких температур имеют место агрегатные превращения
(плавление, кипение, сублимация и фазовые превращения).
Это может вызывать коренные изменения наблюдавшихся
ранее закономерностей и переместить некоторые элементы
в приведенном ряду.
В ряде случаев при температурах ферросплавных про-
цессов одновременно с высшими окепдами в результате
диссоциации и восстановления образуются газообразные и
конденсированные низшие оксиды, которые играют опреде-
41
ляющую роль в термодинамической вероятности восста-
новления элемента.
На рис. 11.2 представлена зависимость изменения Д6 f
от температуры для реакций образования оксидов. С по-
вышением температуры химическое сродство элементов к
кислороду уменьшается (увеличение Дб£ ), если в качестве
RuOd RuORtW
5е02 ЗиОг
о
^г1°3
1)50 2 \ 6PdO2
Ge0-'q/M0°3°/7 o?n0Zo><CoO
Pd30<
PdO
NLO
Ba02o
SrD2 о Gd20
TaiOs^bo'
SIO20 /Чо,\
1 2 J 4 5 5 " 8
Число валентных электронов
Рис. 11.1. Зависимость термодинамической прочности ок-
сидов элементов от числа валентных электронов нзолиро-
яанвого атома элемента
продукта окисления образуется конденсированное веще-
ство. При образовании газообразных оксидов [СО(г),
SiO(r), А12О(г) и т. д.] химическое сродство элементов к
кислороду с повышением температуры увеличивается.
Характер зависимости АС” от температуры позволяет за-
ключить, что применение углерода в качестве восстанови-
теля для получения ферросплавов в условиях высоких тем-
42
ператур дает возможность
восстанавливать самые
прочные оксиды. Нвзшие
оксиды других элементов
устойчивы только при вы-
соких температурах. Раз-
личие химического срод-
ства элементов к кисло-
роду объясняется приро-
дой химических элемен-
тов и строением нх ато-
мов: с увеличением числа
валентных электронов
изолированного атома
уменьшается термодина-
мическая прочность ок-
сидов соответствующих
элементов. Из рнс. 11.2
следует» что все элементы
по химическому сродству
273 773 7273 7773 Т,К
к кислороду можно рас-
положить в ряд по вели-
чине Д<7° образования
оксидов. Порядок распо-
ложения некоторых окси-
дов по их прочности мо-
жет измениться при дру-
гих температурах в за-
висимости от превращений
Рис, 11.2. Зависимость изменения энергии
Гиббса реакций образования оксидов из
элементов от температуры:
1—2С1:-О;-2СиО: 2 — 251+О5=25[Ог;
3 — 2С+03 = 2СО, 4 — 2b4+Orf-2NIO; 5 —
4At + 07=2AhOp; б — 2Fe+Os=2FeO: 7-
8 - V-.Cr+O^’/iCnO,;
9 — 2Мп-> О-=2МпО; Ю — */aV+O.",/jV1O>:
И - SI + O;=S1O:: 12 — Ti+O.^fiO,: 13 —
Zr + O^ZrO< /4-7>Al+O2=4sAltOi; 'б -
2Mg+0=2.4 gO, 76 — 2Са-гО;==2СаО
(плавления, кипения и субли-
мации элементов н оксидов, перехода участников реак-
ции в другие модификации), если при этом изменяются
величины Д//° и Д5г
Элементы, образующие прочные оксиды, могут служить
восстановителем оксидов элементов, обладающих мень-
шем прочностью. Такие реакции протекают практически
при всех процессах, где существуют металлическая и ок-
сидная (шлаковая) фазы. Это положение использовано
для выбора в качестве восстановителен при получении
ферросплавов кроме углерода также кремния и алюминия:
М<сОу+Ме'' = Л<е''Оу+хМ0. В качестве критерия начала
восстановления чистого оксида углеродом при образовании
чистого элемента может быть выбрана температура, при
которой Д6°=О (рсо=Ю0 кПа). Иногда прочность окси-
дов характеризуют значениями ДЯ?ад.:5 .
43
Согласно первому закону термодинамики эта величина
даст лишь балансы тепловых изменении. Правильной ме-
рой химического сродства элемента к кислороду' может
служить только величина AGr=Atf°—ТАЗ}'. При пони-
женных температурах или для реакций с участием твер-
дых веществ различие между AG^ и АТ/ 7 незначительно
и можно по величине ДТ/р сделать правильные выводы.
При высоких температурах и больших значениях АЗ ° раз-
личие значений AG £ и А// т может быть настолько боль-
шим, что знаки этих величин будут противоположными
и вывод о химическом сродстве элементов к кислороду и
направлении химической реакции ошибочным. Кроме того,
тепловой эффект газовых реакций ие зависит от концент-
раций взаимодействующих веществ, а направление хими-
ческой реакции зависит от соотношении между ними в ис-
ходной смесн.
В. П. Елхотии и др. открыли неизвестную ранее зако-
номерность восстановления элементов из оксидов (Откры-
тие СССР № 303 приоритет по заявке ОТ-10270 от
29.04.1980 г.). Установлено, что реакционная способность
оксидов металлов связана с их основной полупроводни-
ковой характеристикой—шириной запрещенной зоны
(см, рис. 1.1). Чем больше ширина запрещенной зоны,
тем выше температура начала взаимодействия оксида с
восстановителем. Если термодинамическая прочность вво-
димой прнмсси выше, чем основного оксида, то темпера-
тура перехода его в состояние собственной проводимости
повышается, увеличивается ширина запрещенной зоны, а
реакционная способность падает. Таким образом, установ-
ленный советскими учеными В. П. Е.тютиным и др. меха-
низм влияния добавок на электрофизические свойства и
химическую активность оксидов металлов позволяет в
принципе решить задачу управления взаимодействия окси-
дов металлов с другими реагентами.
$ 2. Роль металлических растворов
при получении ферросплавов
Получение ферросплавов сопровождается образованием
металлических растворов, и роль их чрезвычайно велика.
В СССР успешно ведутся исследования в области уста-
новления качественных и количественных закономерностей
поведения жидких расплавов и создания теории жидкого
состояния металлических сплавов (МИСиС, ИМот
44
им. А. А. Байкова АН СССР, УПИ, ИМет. УНЦ, СМИ и
ДМетИ и др.). При использовании углерода в качестве
восстановителя металлом-растворителем может быть мар-
ганец, хром, железо и другие металлы. Роль металличе-
ских растворов велика и при восстановлении оксидов
кремнием и алюминием. Оксиды также могут существо-
вать в растворах илн химических соединениях. Изменения
энергии Гиббса для реакций восстановления с участием
металлических растворов приобретают другие значения
при переходе элемента в металлический раствор. Строение
и свойства жидких металлов и металлических растворов,
по определению акад. А. А. Байкова, представляют глав-
ную проблему металлургической науки. Основополага-
ющей теорией при изучении свойств н строения жидких
металлов являются положения Я. И, Френкеля о близости
свойств твердых и жидких металлов: координация частиц
и их взаимное расположение изменяются несущественно
при переходе из твердого состояния в жидкое. Плавление
сопровождается небольшим увеличением объема, н плот-
ность металла в жидком состоянии незначительно отли-
чается от плотности твердых металлов. Расстояния между
частицами изменяются прн плавлении не более чем иа 2%.
Кремний, германий, сурьма, висмут, галлий уменьшают
свой объем при плавлении, что объясняется небольшим
координационным числом z этих веществ, характеризу-
ющим плотность упаковки (число ближайших атомов, рас-
положенных на одинаковом расстоянии), а кремний и гер-
маний обладают неметаллическими свойствами.
При плавлении энтропия изменяется незначительно.
Считают, что при плавлении металлов с координационным
числом 12 только один атом заменяется вакансией («.дыр-
кой»). Эти данные были в дальнейшем подтверждены ис-
следованиями А. М. Самарина, В. И. Данилова и других
советских и зарубежных ученых. Я. И. Френкелем была
предложена теория квазикристаллической структуры жид-
ких металлов и сплавов. Согласно теории степень порядка
в расположении атомов в жидкости меньше, чем для твер-
дых металлов ввиду наличия вакантных узлов, число ко-
торых при температурах, близких к температуре плавле-
ния, составляет —10% от их общего числа. Так, если в
плотноупакованиой решетке при комнатной температу-
ре число ближайших соседей равно 12, то при высоких
температурах, близких к температуре плавления, их чис-
ло уменьшается до 11, т. е. одни атом заменяется вакан-
сией.
Экспериментальные методы исследования структуры
жидких металлических расплавов имеют первостепенное
значение в формировании современных представлений о
строении жидких металлов. Методы исследования жндкнх
расплавов основаны на использовании анализа -углового
распределения интенсивности рассеянных при облучении
металлов рентгеновских лучей, электронов или нейтронов.
Чаще всего для исследования используют зависимость
атомных амплитуд когерентного рассеяния рентгеновских
лучей от угла рассеяния, хотя при облучении исследуемого
объекта электронами эта зависимость выражена более
характерно. Когерентное рассеяние обусловлено определен-
ным порядком в строении расплава, в расположении ато-
мов вещества. Радиальная функция атомного распределе-
ния р(г) описывает плотность размещения атомов на рас-
стоянии г от произвольно взятого атома.
Рис. П.З. Зависимость интенсивности рассеянного излучения I от
угла рассеяния для меди (а) и алюминии (б)
Зависимость р (г) получают с использованием фор-
мулы:
4“г2р(г) *=4тег?0 — f — l^sin5
* / sr
(П.6)
где s=4nsinv/X — фактор рассеяния; р — микроскопиче-
ская плотность атомов; v — угол рассеяния; [—фактор
когерентного рассеяния.
46
Радиальная функция атомного распределения изобра-
жается в внде зависимости 4лг2р от г. Обычно Оср<2ро,
где р0 — средняя плотность атомов для всего расплава.
В случае, если г меньше атомного диаметра, р(г)—>-0; при
г—>оо и р(г)—>-р0. При промежуточных значениях г кри-
вая 4лг2р осциллирует около 4№ро-
Зависимость интенсивности рассеянного излучения I от
угла рассеяния в виде 7=/(sinuA) (рнс. П.З) не дает пря-
мой информации о распределении атомов в расплаве, для
этого служит значение р(г). Зависимость 4лг2р от г пред-
ставлена иа рис. П.4, При использовании для исследова-
Рис, П.4. Зависимость от г для жидких меди (а) и алюминия (б)
Лт(^) = 5,7-10
иня пучка электронов интенсивность нх рассеяния одним
атомом определяется по формуле
20 ^) —2гГ(д)]
L3 (sin v/t.y
где 2 — число электронов в атоме; Jo — интенсивность пер-
вичного пучка; L — расстояние до индикатора.
В этом выражении г2 определяет долю интенсивности
рассеяния электронов ядром атома; член F2(s)—интен-
сивность рассеяния оболочкой атома и zF(s)—электрон-
ной оболочкой и ядром. При этом общая кривая интенсив-
ности убывает пропорционально (sint/Д)4.
Зависимость интенсивности от угла рассеяния неполя-
ризованных рентгеновских лучей единичным электроном
определяется нз выражения:
/е(-и) = 7,9• 10~2fi уу - - . (П.8)
47
Сравнение выражений (II.7) и (П.8) свидетельствует о
том, что интенсивность рассеяния электронов данным ато-
мом примерно в 10б раз больше, чем рентгеновских лучей.
Вследствие этого при использовании электронного пучка
необходима меньшая экспозиция при получении электро-
нограмм. При иейтронографическом анализе структуры
расплава используется пучок медленных нейтронов с энер-
гией около Еп^ (101-:-10“3) эВ*, что соответствует длине
волны 0,05ч- 0,06 нм.
При дифференциальном сечении рассеяния da, опреде-
ляемого как количество нейтронов, рассеянных в телесный
угол dQ, радиальная функция атомного распределения
р(г) определяется из следующего уравнения:
^gKor „
dS = frkOr
i+ f 4^/г 2 [p(r)—f,|—i/r
oJ sr
(II.9)
где Ьког—амплитуда рассеяния нейтронов связанными яд-
рами, усредненными по спиновым состояниям и изотопам
данного элемента.
На рентгенограммах для жидких расплавов присутст-
вуют интерференционные максимумы, что свидетельствует
о ближнем порядке в расположении атомов. При этом
анализ показывает, что сохраняется только ближний по-
рядок. Следовательно, исходная идеальная структура при
небольшом перегреве над температурой плавления сохра-
няет структуру твердого металла и сплава. Основными ха-
рактеристиками ближнего порядка, которые определяются
из анализа графиков функций атомного распределения
являются наиболее вероятные расстояния между ближай-
шими атомами и координационные числа. Могут сравни-
ваться отношения радиусов первой н второй координаци-
онных сфер Г2/Г[, ширина первого максимума кривой на
графике зависимости 4№р(г).
Экспериментальные данные показывают, что координа-
ция атомов в расплаве близка к ранее существовавшим в
твердом металле при небольшом уменьшении координаци-
онных чисел по сравнению с кристаллом. Это связано с
уменьшением числа частиц во второй координационной
сфере. Небольшие различия энергий взаимодействия ато-
мов в твердых телах и жидкости объясняют сходство не-
которых механических свойств: жидкости, как и твердые
* 1 эВ= 1,602-10-* Дж (СИ)
48
тела имеют небольшое уменьшение объема при сжатии;
характерное для твердых тел хрупкое разрушение суще-
ствует и для жидкости при высоких скоростях деформа-
ции;, жидкость, как и твердое тело, обладает твердостью,
что регистрируется при кратковременных воздействиях
механических сил.
Если бы не было аналогии между строением жидкого
расплава и кристалла, нельзя было бы осуществить выра-
щивание монокристаллов нз жидкости. Наконец, близость
структур жидкого и твердого металла подтверждает из-
вестный эксперимент В. И. Данилова: прн плавлении и
последующей кристаллизации получена кристаллическая
структура металла тон же ориентации, что и для исход-
ного; при затвердевании перегретого жидкого металла, по-
лученного при плавлении крупнокристаллического слитка
снова получили слиток такого же строения.
Механические свойства твердых и жидких веществ
имеют подобие, заключающееся в том, что наступающее
при высокой скорости деформации хрупкое разрушение
твердых тел обнаружено и у жидкости. Небольшие изме-
нения объема при сжатии характерны для тех и других
веществ. Жидкие вещества могут обладать и определен-
ной твердостью при очень быстрых воздействиях. Элек-
трическая проводимость и теплопроводность жидких и твер-
дых тел хотя и различаются, но в меньшей степени, чем
жидкости и газа, что свидетельствует о близости структур
жидких н твердых веществ. Прн переходе твердого раство-
ра в жидкое состояние сохраняется ближний порядок в
расположении частиц. Экспериментально установлено, что
в жидком металлическом растворе проявляется химическое
взаимодействие между разнородными атомами. Такие
свойства, как вязкость, плотность, электрическая прово-
димость, поверхностное натяжение, активность компонен-
тов раствора, изменяются в соответствии с диаграммой
состояния системы: изотермы этих свойств металлических
растворов повторяют характерные признаки строения и
состава твердых фаз. Например, для системы Fe—Сг нет
экспериментальных значений в свойствах жидких раство-
ров. Они изменяются также постепенно, как состав и свой-
ства твердых растворов. Если между компонентами раство-
ра в твердом состоянии существует сильное химическое
взаимодействие, приводящее к образованию интерметалли-
ческого соединения, то оно проявляется и в жидких раст-
ворах. Например, составу химического соединения в твер-
дом состоянии соответствует в жидкости максимум на
4»
кривой визкостн, мининальное значение электрической
проводимости; при таком составе изменяются активность
компонентов, поверхностное натяжение, термоэлсктродви-
жущая сила, молярные объемы н т. д.
Все это свидетельствует о существовании в металличе-
ских растворах группировок атомов с небольшой сте-
пенью диссоциации. Такне квазикристаллические группиров-
ки называют кластерами, сиботаксисами, комплексами,
роями и т. д., употребляя чаще других термин кластер,
определяющий группу частиц, в пределах которой сохраня-
ется ближний порядок. Подобные образования имеют более
сильные внутренние связи по сравнению с внешними взаи-
модействиями, поэтому можно полагать, что расплав со-
стоит из большого числа отдельных кластеров, различного
состава и свойств. При изучении свойств жидких раство-
ров железа с кремнием установлено, что в расплаве сохра-
няются области, соответствующие соединению FeSi, эвтек-
тике FegSi + Fe н FeSi + Si. Хаотическое распределение час-
тиц в растворе не наблюдается.
В настоящее время существует несколько методов
математического описания зависимости свойств растворов
от состава: теории регулярных растворов, квазихимнче-
ская, субрегулярных растворов и другие. Растворы, в ко-
торых свойства изменяются с определенной регулярностью,
называют регулярными. При этом допускается хаотическое
расположение частиц в растворе с определенной степенью
взаимодействия, что характеризуется величиной ДЯ сме-
шения. Для растворов с относительно слабым взаимодей-
ствием частиц эта теория наилучшим образом подтверж-
дается экспериментальными данными. Область использова-
ния теории регулярных растворов расширяется с повыше-
нием температуры, и в условиях высоких температур
получения ферросплавов в ряде случаев положения ее мо-
гут быть использованы для определения термодинамиче-
ских характеристик расплавов.
При восстановлении оксидов углеродом, кремнием, алю-
минием активность компонента изменяется при переходе
в металлический раствор. Изменяется энергия Гиббса ра-
створа на величину интегральной избыточной энергии:
&Gp= R Tin (а/;'а;°) = р Т In at. (11.10)
Если принять, что активность чистого компонента I ani =1,
то
ГАЗ^/гИпл^ + ЯГИиД (П.Н)
йО
где AGf, Д/Ti и AS, — парциальные изменения энергии Гиб-
бса, энтальпии и энтропии металлического раствора. Пола-
гая, что ASi=— /?1пх£ (хаотическое расположение частиц)»,
из уравнения (11.11) получаем
1п7/> = (11.12)
Зависимость (II.12) позволяет найти значения коэффи-
циента активности компонента в растворе при определен-
ных значениях концентраций в зависимости от парциаль-
ной теплоты смешения компонентов раствора, которая,
может быть получена экспериментально. Значения парци-
альных теплот смешения компонентов с образованием би-
нарного раствора могут быть рассчитаны, например, гра-
фическим методом, исходя из изменения интегральной теп-
лоты. Так, для сплавов системы Si—Al
ДА/ = xSiAA/Si + xA]A/7A!; (11.13)
ДА/ = (1- хЛ!) Д/Vsi + ЛаьШа! • (11.14)'
На основании справочных данных строится график за-
висимости от Xai (рис. 11.5). В произвольной точке с
координатами x.n и Д/А проводим касательную к кривой-
ДЯ=(р(Хд1). Уравнение этой касательной имеет вид
Д//г“- — *A/ = tga(,v — xAt), (11.15)
где ДАА и х — текущие координаты. После дифференциро-
вания выражения (11.14) по xai уравнение (11.15) с учетом-
равенства (11.13) будет иметь следующий вид:
ДА/ _ лез,ДA/si 4- Хд]ДA/Ai 4~ (х — Ла1) (ДА/ai — ДА/si)* (II. 16)
При х = 0
ДА/ — -VsiAA/si 4” хА]ДА/л1 — лА!Д^л1 4-
-j- XsiAA/st — Д//з|(хА1 4- *si); (11.17)
при х= 1
ДА/ = ДА/Л1. (П.18)
Отрезки ординат, отсекаемые касательной при соответ-
ствующих значениях концентраций компонентов, представ-
5 Г
Рис. П.5. Графический иетод
расчета парциальных теплот
смешения компонентов бинар-
ного металлургического распла-
ва
ляют собой парциальные теп-
лоты смешения. Определить
их можно при помощи фор-
мул, допускающих интерполя-
цию значений термодинамиче-
ских характеристик раствора
(АСп, А/Л и AS,). В много-
компонентной системе значе-
ние yst корректируется множи-
телями, учитывающими влия-
ние третьего, четвертого и т. д.
компонентов. Для системы
2—3—4 ..., где 1 — Fe, 2 —•
Si и т. д.
~si = isi/si Jsi 1 * Jsi ,
In 7si fe *з, * “ xn) = In 7si+ x2 fJLJs’ 4-
. d,n Tsi — in _L и v J3> I
4- x, —г— • • ’ = in fsi 4“ -*4~si 4“ -^3£si 4 • • • 4"
1 3 dx3
+ *„4?, (11.19)
где e — параметры взаимодействия второго компонента с
третьим, четвертым и т. д.
Значения параметров взаимодействия к настоящему
времени определены для целЬго ряда металлических си-
стем (табл. П.1). При отнесении параметров взаимодей-
ствия к единичной концентрации, выраженной вместо атом-
ных долей xSi в массовых долях (%) и переходом от
натуральных логарифмов к десятичным пользуются обозна-
чениями е вместо е. Тогда уравнение (П.19) принимает
следующий вид:
1g 1st "=* 1g 4- • 4-
л]. (П.20)
где e — параметр взаимодействия второго, третьего (n-но-
го) компонента с кремнием в многокомпонентном растворе
при определенной массовой концентрации второго, третье-
го и т. д. растворенного элемента (%).
Влияние третьего (n-ного) компонента на растворимость
второго в первом теоретически интерпретировано с позиций
электронного строения металлических растворов. В обыч-
52
3 к сл со 10,0 о i 2,7 с 1 4,77 о 21 in g> 6,6 СО
фи 1871 (Л 4,9 0’6 [ 1П 1 со оГ 4.3 | ет- о сгГ 1 4,3 ' со 04 1 5.7 |
С
4) 5 й. | 1 1 1 1 1 | 40 | о lO 9'8
фенных в жидком ж о -1,0 сгГ 1 | 2.6 -13 ! 3.8 | о 04 5.о ; 04 о 04 1 13,5 со 1 ш 04 1
Z 1 см [ 1 -1 о | 1 о О о о ш сГ
Z 0,5 : 44,4 4,7 -16,6 -ф 00 t-’ 1 00 7 о CSJ i- 1-0 се о СО,
S 43 Л »- X о 1 сг> о 1 1 1 1 1 | 1 1 I 1 0,35 | 1 1
ментов 3t й> § <- 3 Ж о W § Мп 1 1 I 1 1 1 1 1 — 2,0 I о } in 04 1 о
ля эле I | сч 36,1 о 1 | | j 1 [ о I ] 1 СО
О о 0 Си [ со [ 1 1 04 1 | 1 1 0,9 1 -0,9 [ 04 7 О
ж Ж £С и 04 1 1 1 I | | 1 1 1П 1 1 7 | —2,2 1
=ас v Ct О S 0 и | 04 1 ] | 1 1 1 1 ] 0,7 | I 1
X 43 Л а 3 Z [ о Ц5 1 1 | | 1 о 1 1 1 с£> [ ] 7 1 1
и Ф S сЗ СЬ и — 04 04 со 1 о to 1 8,5 «5 1 7 со •'“I 6'9 со 1 1 2,4 04
Е
тп < 00 <ю 1 ] 1 ! | 1 1 0,3 сл i 1 5,8 6,3
Таблица Растворенный элемент j < и Nb 0 0 Си | । X Мп Мо О а. СП in 53
но используемых приближениях в описании отклонений
термодинамических свойств растворов от идеальности наи-
более спорным является пренебрежение влиянием электро-
нов проводимости, осуществляющих связи между положи-
тельными ионами. Третий компонент может увеличивать
или уменьшать концентрацию валентных электронов на
атом в сплаве и, следовательно, увеличивать или умень-
шать парциальное мольное изменение энергии. Так, алю-
миний в системе А1—Си, имеющий более высокую валент-
ность, чем медь, увеличивая концентрацию электронов про-
водимости, снижает растворимость водорода, т. е. повы-
шает активность водорода в меди. Никель и платина,
растворяись в меди главным образом в виде нейтральных
атомов, уменьшают концентрацию электронов на один
атом. Вследствие этого уже малые добавки их повышают
растворимость водорода в меди. На основе этого можно
сделать вывод, что активность второго компонента в пер-
вом компоненте, в общем увеличивается добавкой третье-
го, если второй и третий элементы изменяют отношение
числа электронов к числу атомов в одинаковом направле-
нии, и уменьшается, если действие второго и третьего ком-
понентов взаимно противоположно.
§ 3. Шлаки ферросплавного производства
При выплавке ферросплавов основной задачей является
получение сплавов определенного химического состава
с высоким извлечением ведущего элемента н техиико-эко-
номнческими показателями. Однако осуществление ряда
ферросплавных процессов, в частности, с погруженными а
шихту электродами, во многом определяется условиями об-
разования шлаков, их физическими и химическими свой-
ствами, которые зависят от химического состава шлаков.
Последний определяется составом используемых шихто-
вых компонентов и физико-химическими свойствами ших-
товых материалов. При получении сплавов непрерывным
способом ванна печи постоянно заполнена шнхтой, а по
мере ес плавления, восстановления н выпусков продуктов
плавки шихта постепенно опускается. В печь непрерывно
загружают новые порции (колоши) шихтовых материалов.
Если шихта содержит полиминералъные материалы (мар-
ганцевые концентраты, агломерат, хромовые и другие ру-
ды), температура появления жидкой фазы в шихте опре-
деляется температурой плавления наиболее легкоплавкого
минерала нлн соединений, образующихся еще в твердом
54
состоянии. При низкой температуре плавления, например,
минералов, содержащих марганец, в марганцевых рудах
в результате взаимодействия MnO с SiOa шлак образуется
уже на незначительной глубине от поверхности шихты в
столбе шихтовых материалов (на 150—200 мм при выплав-
ке углеродистого ферромарганца). В этом случае восста-
новление оксидов ведущего элемента углеродом происхо-
дит в основном из жидкого расплава (шлака).
Прн выплавке сплавов из шихты, содержащей минера-
лы с повышенной температурой плавления (ферросилиций,
силикокальцнй, енлнкоалюминий, высокоуглеродистый фер-
рохром), жидкая фаза появляется только в нижних гори-
зонтах столба шихты, а под электродами образуются га-
зовые полости (подэлектродные пространства), в которых
возникают электрические дуги (низкотемпературная плаз-
ма.) И. Т. Жердевым установлено, что газовые полости
имеют значительные размеры. Так, при выплавке в печи
мощностью 16,5 MB-А ферросилиция марки ФС45 объем
газовой полости составляет 1,9—1,0 м3, ФС75 — 2,4—1,5 м3
и ФС90 — 3,2—3,6 м3. При этом внутренняя оплавляющая
поверхность каждой полости равна соответственно 8,6, 10,8
и 15,7 м2.
При выплавке ферросплавов непрерывным процессом из
шнхты, содержащей минералы с марганцем (высокоуглеро-
днетый ферромарганец, товарный силикомарганец), обра-
зующийся в верхних горизонтах шлак препятствует возник-
новению четко выраженных газовых полостей. В этом слу-
чае электрические дуги горят в оксидном расплаве, шлаке,
содержащих металлические корольки, или на коксовом
слое из неизрасходованного на восстановление кокенка.
Потребляемая мощность печи определяется из выражения
W = Ui cos у. (11.21)
Для увеличения коэффициента мощности (coscp) печь
должна работать на более высоком напряжении, ио его
ограничивают, иначе при повышении электрической прово-
димости шихты (раннем образовании шлака, увеличении
количества углеродистого материала в шихте, образовании
в шихте значительного количества карбида кремния и т. д.)
это может привести к тому, что электроды будут подни-
маться вверх, колошник перегреется, а в нижней части
печн (па подине) температура понизится. В крайнем слу-
чае может наступить значительное расстройство хода печн,
электроды поднимутся настолько, что колошннк проплав-
ляется.
55
Для обеспечения нормального хода печи при выплавке
сплавов непрерывным способом необходимо иметь горя-
чую подину и холодный колошник. Это правило выполнимо
при условии достаточно глубокого погружения в шихту
электродов (глубокая посадка) и низкой электрической
проводимости шихты, при которой проходящий через ших-
ту ток достигает минимальных значений.
Соотношение тока (тока шихтовой проводимости или
тока шихты) и тока дуги /д, который идет через газовый
промежуток в подэлектроднон полости, в значительной
мере зависит от геометрических и электрических парамет-
ров печи. Специальные измерения, проведенные И. Т. Жер-
девым показали, что при выплавке ферросилиция ФС45 в
открытой печи (без свода) мощностью 10,5 МВ-А ток дуги
составляет 40% от общего тока фазы, равного 40 кА, а ток
шихты — 60%. В открытой печи мощностью 16,5 МВ*А
(также при выплавке сплава ФС45) ток дуги составляет
70% от общего тока фазы, равного 58,6 кА, а ток шихты —
только 30%.
При производстве ферросилиция марки ФС75 в откры-
той печн 10,5 MBA ток дуги достигал 70% от общего тока
фазы (40 кА), а ток шнхты только 30%, что объясняется
большим электрическим сопротивлением шихты при вы-
плавке сплава ФС75, чем при выплавке сплава ФС45. Сле-
довательно, от условий шлакообразования зависит распре-
деление тока в печи: чем ниже температура появления
жидкой фазы н больше электрическая проводимость ших-
ты, тем большая доля тока проходит через шихту, а доля
тока (мощности) в электрической дуге уменьшается.
Условия шлакообразования влияют и иа соотношение
между температурой и скоростью плавления шнхты, тем-
пературой и скоростью восстановления оксидов. Если тем-
пература плавления шихты значительно ниже температуры
восстановления оксидов, то нижняя и даже средняя части
печи заполняются большим количеством расплава, смешан-
ного с углеродистым восстановителем. В результате зона
высоких температур может переместиться в верхние гори-
зонты печи и на колошнике появится жидкий расплав.
В ряде процессов необходимо значительное развитие
дугового режима, как определяющего высокие температу-
ры в зоне подэлектродных полостей, что обусловливает
успешное протекание восстановительных процессов. В вы-
сокотемпературных зонах идут восстановительные процес-
сы, окончательно расплавляются оксиды, имеющие высокие
температуры плавления. Процессы восстановления оксидоа
56
углеродом и их плавление сопровождаются поглощением
значительного количества тепла. К числу процессов, в ко-
торых дуговой режим в подэлектродпых полостях играет
большую роль и без которого неосуществимы процессы
восстановления и образования металлической н шлаковой
фазы, их выпуска из печи, относятся процессы выплавки
кристаллического кремния, ферросилиция (особенно бога-
того кремнием), силикокальция и силикоалюминия. Так,
при выплавке кристаллического кремния н силикоалюми-
ния основным процессом, протекающим при восстановле-
нии оксидов углеродом и в значительной мере осложня-
ющим их выплавку, является образование в больших ко-
личествах карбида кремния. Это происходит в результате
первичного акта восстановления SiOz и SiO углеродом и
при взаимодействии уже восстановленного кремния с мо-
нооксидом углерода газовой фазы печн по реакции:
Si + 2CO=SiC + CO3.
При выплавке силикоалюминия может происходить
также окисление уже восстановленного алюминия с обра-
зованием оксикарбида алюминия по реакции: 2А1 + СО =
= А1гОС. Это также приводит к увеличению электрической
проводимости шихты в печи и вызывает необходимость
строгого контроля установленного состава шихты, так как
вторичное карбидообразование вызывает рост содержания
твердого углерода в печи и обычно при выплавке силико-
алюминня печи работают с содержанием углерода в шихте
95—97% от стехнометрнчески необходимого для полного
восстановления оксидов. Если учесть, что при плавке часть
углерода шихты окисляется на колошнике, то процесс
вторичного карбидообразоваиия играет значительную роль
в изменении состава шихты. В других случаях, например
при выплавке высокоуглеродистого ферромарганца и си-
ликомарганца ряд исследователей полагают, что печи рабо-
тают в так называемом бездуговом режиме, т. е. в основ-
ном как печи сопротивления. При этом электроды погру-
жены в шлак (расплав), где в местах контакта поверхнос-
ти электродов и шлака вследствие значительных местных
повышений температуры образуются небольшие по разме-
рам газовые полости и возникают н исчезают микродуги.
При выплавке углеродистого ферромарганца, силикомар-
ганца и низкофосфористого марганцевого шлака возник-
новение малых по мощности дуг благотворно влияет на по-
казатели процесса, так как чрезмерное повышение темпе-
ратуры вследствие аномально высокой упругости пара
марганца могло бы привести к значительным потерям
57
(испарению) марганца. Таким образом, электрическая про-
водимость шлакового расплава играет большую роль в тех-
нологическом режиме выплавки ферросплавов в электро-
печах. С увеличением основности, т. е. с повышением
содержания оксидов кальция и магния, электрическая
проводимость шлака возрастает.
Получение металла заданного химического состава, осо-
бенно по содержанию прнмесей (кремния, алюминия, фос-
фора и др.) во многом определяется применяемым шла-
ком. Так, при силнкотсрмических процессах степень вос-
становления ведущего элемента и перехода его в металл
зависит, в частности, от полноты протекания химической
реакции (1.2), степень протекапия которой определяется
основностью шлака. Так, при выплавке пизкоуглеродистого
феррохрома оптимальная основность составляет 1,7—1,9, а
при выплавке металлического марганца — 1,5—1,6. От хи-
мического состава шлака, определяющего его электриче-
скую проводимость, зависит температура (повышенная илн
пониженная) в зонах восстановления оксидов. Это, в свою
очередь, определяет химический состав металла (содержа-
ние ведущего элемента и примесей). Такое же значение
имеет основность шлака и при алюмииотермических про-
цессах.
Велика роль шлака в создании условий для осаждения
мелких капель металла (корольков) из шлака в металли-
ческую фазу. Последнее имеет особое значение, если из-
влечение ведущего элемента в основном определяет тех-
нико-экономическую эффективность технологии. Так, при
выплавке ферровольфрама и ферромолибдена стоимость
израсходованных концентратов в себестоимости 1 т метал-
ла достигает 96—98%.
Скорость и полнота протекания химических реакций в
большой мере зависят от скорости массопереноса в шла-
ках, т. е. от степени диффузионного и конвективного пере-
носа веществ, что очень важно при большом количестве
шлака, составляющем иногда 300—350% от массы ме-
талла.
Значительную роль в электрометаллургии ферросплавов
играют процессы, в которых оксидный расплав является
основным продуктом плавки, например, при получения низ-
кофосфористого марганцевого шлака, хромо-известкового
расплава при производстве инзкоуглеродистого феррохро-
ма н др. В этой связи также важно иметь представление
о структуре жидких шлаков. Существуют две основные
теории строения жидких шлаков: молекулярная, согласно
58
которой шлак состоит из отдельных оксидов, и ионная, со-
гласно которой шлаки диссоциированы на отдельные ка-
тионы (Са2+, Fe2+ и др.) и комплексные анионы (SiO.j1»
РОз“ и Др-)-
Ионная теория основана на ряде экспериментальных
фактов: 1) значительная электрическая проводимость шла-
ков, возрастающая с повышением температуры; 2) воз-
можность электролиза шлаковых расплавов; 3) изменение
электрической проводимости шлаков в зависимости от их
химического состава, в частности, ее увеличение с ростом
«одержания основных оксидов; 4) существование гальва-
нических элементов, электролитом в которых служит твер-
дый или жидкий шлак, что дает, в частности, возможность
контролировать состав шлака и металла в процессе плав-
ки. При этом электродвижущие силы (з.д.с), возникающие
б таких элементах, значительны. Например, для э.д.с., воз-
никающей в элементе Fe, Si|CaO, А120з, SiO^j, MgO?
(или C))CaO, А120з, SiO2(xj)jFe, Si, характерна зависи-
мость э.д.с. от содержания SiO2 в электролите, состоящем
•из СаО, А12Оз и SiO2. Электродами служил сплав системы
Fe—Si. Изотерма э.д.с. возрастает с ростом содержания
SiO2 и имеет перегиб при составах расплавов, соответству-
ющих соединениям CaSiO4 и CaSiOa, По О. А. Есииу, пе-
регибы на кривой, связанные с изменением активности
кремнезема, объясняются (если не учитывать А120з) тем,
что в расплаве СаО—Ca2SiO4 атом кислорода соседствует
с атомами либо кальция, либо кремния, т. е. образуются
симметричные (Са—О—Са) и несимметричные (Са—О—
Si) группировки.
При составе Ca2SiO4 остаются главным образом соче-
тания Са—О—Si, соответствующие структуре ортосиликата
кальция. При увеличении доли SiO2 образуются дополни-
тельные сочетания группировок Са—О—Si и Si—О—Si,
соответствующие смеси структур мета- и ортосиликата, до
тех пор, пока взаимное расположение атомов снова не до-
стигает максимальной упорядоченности, что будет соответ-
ствовать составу CaSiO3. Максимальной степени упорядо-
ченности и соответствуют перегибы на кривой зависимос-
ти э.д.с. от концентрации кремнезема.
По О. А. Есину, в таких расплавах допускается сущест-
вование сравнительно больших н малоподвижных анионов
S1O4" и SlOj”’ катиопов Са2+. Э.д.с. элемента (Е) связана
с активностью SiO2 уравнением:
Е = + (/? Г/4Е) lnaS!Oi. (11,22)
59
При небольших концентрациях SiO2 в расплаве систе-
мы CaO—S1O2 существуют анионы О2~ и SiO?- и актив-
ность SiO2: asio2 = asioV/а о 2- .
С увеличением содержания SiO2 концентрация О2“
уменьшается, появляются анионы (SiO ^- j и активность
SiO2 определяется соотношением asio2 = a$iO2- /asiO4 '• При
составе расплава, близком к Ca2SiO4, числитель имеет не-
большую величину, значения уменьшаются в э.д.с.
(Е) элемента, вычисленная по выражению (П.22), сни-
жается.
В системе СаО—SiO2 соединения CasSiO4 н CaSiOg
плавятся конгруэнтно: они устойчивы в жидком состоянии,
а силикат CaSi2Os разлагается до плавления, т. е. взаим-
ное расположение в пространстве группировок Са—О—Si
и Si—О—Si, соответствующее структуре CaSi2Os, оказы-
вается непрочным и в жидком расплаве они распадаются
на смесь структур, близких по составу CaSiOg и SiO2. Ани-
он Si2Os- в присутствии катиона Са+ диссоциирует в рас-
плаве на ионы SiO?“ и более сложные группы (SiO217 )
переменного состава (рис. П.6). Закономерности изменения
свойств шлаков в жидком состоянии аналогичны законо-
мерностям их изменения в твердом состоянии. В твердых
веществах методом электроиографического анализа установ-
лено, что фактическое число зарядов атомных ионов в ок-
сидах н их соединениях меньше, чем валентность соответ-
ствующего атома. Так, в SiO2 существуют ионы Si2+ н О-,
а не Si44- и О2”, в СаО находятся ионы Са‘'6+ и О1-6", а не
Са2+ и О2”.
По заключению О. А. Есина, это свидетельствует о су-
ществовании между атомами не только ионной, но н ко-
валентной связи. Последняя обладает способностью к на-
сыщению и может привести к образованию группировок
замкнутых атомов. О. Л. Есин указывает, что в ковалент-
ных связях могут участвовать более половины валентных
электронов, а энергия притяжения, обусловленная ими,
значительно меньше, чем ионная. Приближенная оценка
энергии ионной связи между Si2+ и О2 в кристаллическом
SiOs приводит к следующему результату:
Ен.с- (/V/e3-2-l) r- 1625 кДж/моль, (11.23)
где Na — число Авогадро; е — элементарный заряд; г —
сумма ионных радиусов кремния и кислорода.
60
В свою очередь, энергия ковалентной связи ASi-o, оце-
ненная по правилу Полинга, составляет:
Л51-о = V Xsi-S[^o-O= 168 кДж/моль.
(11.24}
Энергия ковалентной связи атомов кремния ASi-si най-
дена делением энергии сублимации кремния на половину
Рис. 11.6. Постулированные комплексные анионы в жидких силикатах:
а — SLO^- ; б — SЬО * * : в — Sl16O ; а — — SI’-O”," ; / — кремний; 2 —
У IL 15 2и 2>1
кислород
координационного числа. Аналогичные расчеты, проведен-
ные при помощи термодинамического цикла, дали ирнмер-
61
но такие же результаты. Энергия ионной связи в кристал-
лических телах превосходит долю ковалентной на порядок
величины. Долю ковалентной связи определяют вычитани-
ем энергии ковалентной связи из энергии атомизации
(£' = £’а—Л), а величину Еа находят либо по теплотам суб-
лимации Sokc и диссоциации £)0Кс газообразного оксида на
атомы, либо по теплотам образования А// оксида из эле-
ментов, сублимации металла S.we и диссоциации кислорода
Da. иа атомы:
bD0KC = + aS ли . (11-25)
При доле электронов, участвующих в ковалентной свя-
зи, равной у, получаем A^=2byA^ (At—энергия единичной
ковалентной связи, приблизительно равная среднегеомет-
рической из единичных связей) для одноименных атомов:
эта величина определяется по выражению (11.24).
Впервые принципиально правильную оценку ионного
строения шлаков дал русский металлург В. А. Ванюков
в 1912 г. Позднее аналогичные представления развиты
П. Герасименко, Г. Тамманом и др. Ионная теория шлаков
получила широкое признание благодаря трудам уральской
школы ученых, возглавляемой проф. О. А. Есиным, рабо-
там М. И. Темкина, А. М. Самарина, Л. А, Шварцмана,
В. А. Кожеурова и др. Тем ие менее химические уравнения,
записанные в молекулярной форме и описывающие физи-
ко-химические процессы в металлургических системах, по-
прежнему, широко используются. Например, процессы уг-
лероде-, силнко- и алюминотермического восстановления
оксидов хрома можно представить следующими реакция-
ми: 1) 2/3Сг2О3+ 18/7С = 4/21Сг7С3+2СО; ’2) 2/3Cr2O3 + Si +
2CaO = 4/3Cr + 2CaO.SiO2; 3) Сг2О3 + 2А1 + СаО = 2Сг +
СаО*А12О3- Эти реакции характеризуют изменения химиче-
ского состава фаз в процессе плавки, являются балансо-
выми, удобными для термодинамических исследований, по
ие дают представлений об особенностях структуры жидких
шлаков. Реальные шлаки содержат катионы Са2+, Mg2+,
Mn2+, Fe24*, Fe34*, Сг2+, Сг3+, Al34*, Nri2+, и т. д. и анноны О2-,
S2-, F-, SiOj , S1O5 . Si,О? , SiO|*. ; А1ЭО-?- , РО?“.
РгО’", P.Olj а др. Таким образом, жидкий шлак — это
мнкропеоднородиый расплав, который состоит из простых
катионов и анионов (кислорода, серы, фтора и др.), а
также из комплексных анионов различной
сложности.
О. А. Есин и П. В. Гельд указывают, что все катионы
шлака можно разделить на две группы в зависимости от
«2
доли связи ковалентного или ионного характера. К катио-
нам первой группы, имеющим связь с анионами кислорода
преимущественно ионного характера, относятся катионы
железа, марганца, магния, кальция, натрия и др. Значи-
тельная часть валентных электронов этих катионов пере-
дана анионам кислорода. Вторую группу составляют ка-
тионы кремния, фосфора, алюминия, бора, ванадия и т. п.
У них доля ковалентной связи с аннонами кислорода зна-
чительно больше, чем у катионов первой группы, а эффек-
тивный заряд меньше валентности. Подобное разделение
катионов применяется в физической химии силикатов при
рассмотрении катиоиов-модификаторов (первая группа) и
сеткообразующих катионов (вторая группа). Таким обра-
зом, согласно ионной теории, катионы первой группы пред-
ставлены в шлаке в виде свободных ионов, а катионы вто-
рой группы — кислородными группировками, входящими в
сложные анионы. Исходя из этого предложено использо-
вать в качестве меры основности величину рО=— lg£o2'
по аналогии с pH, получившей широкое распространение
в химии водных растворов. При введении величины рО
иа основании теории ионных растворов можно было бы
считать, что найдена окончательная форма выражения ос-
новности шлака. Однако эта величина до сих пор не опре-
делена для различных шлаковых систем, что связано с
трудностями теоретического ее расчета. Концепция основ-
ности шлаков была критически проанализирована К- Ваг-
нером. При этом ои отметил, что, измеряя э.д.с., невозмож-
но определить активность иоиа кислорода, так как э.д.с.
электрохимической ячейки определяется активностями:
электрически нейтральных компонентов и переносом ионных
компонентов. Для выражения основности он вводит кар-
бонатную емкость Ссо$~-Тогда В = Сео/С*со|~ . где в со-
ответствии с уравнением: {СО2}+ (О2*)3— (COi- ) изме-
ряется растворимость СО2 в изучаемом и стандартном
шлаках. О характере химических связей, по Н. М. Чуйко,
можно судить на основании данных о поляризуемости
(деформируемости) ионов (табл. II.2), электрической про-
водимости шлаковых расплавов п солей, по изменению
теплоты образования химических соединений. Из табл. 11,2
следует, что поляризуемость ионов снижается, а поляри-
зующее действие катионов возрастает с уменьшением ра-
диуса иона.
Расчеты, проведенные Н. М. Чуйко по методу Полинга,,
показали, что доля ионной связи в оксидах составляет, %:
65
Таблица II.2. Поляризуемость (деформируемость) некоторых ка-
тионов и анионов
Параметр пока Mg2+ Л1’+ SB+ 52- 02- F-
Катионы Анионы
Радиус иона, нм . 0,106 0,076 0.057 0.039 0.174 0,132 0.133
Поляризуемость нона, Ю2\ см3 . . 0,552 0,103 0,065 0,043 3,90 2,74 0.96
Поляризующее дей- ствие иона-JO21, см3 1,8 3,30 9,20 26,0 0,70 1,0 0,60
FeO —51; МпО —62,5; MgO —73,5; СаО —79 и Na2O —
82.
М. И. Темкин предложил простейшую модель строения
шлака, которая им названа совершенным ионным раство-
ром и характеризуется следующими особенностями: 1) ра-
створ состоит только из ионов; 2) ближайшими соседями
в нем, как и в кристалле, являются ионы разного по зна-
ку заряда; 3) одиоименио заряженные ионы полностью
равноценны в отношении их взаимодействия с соседями;
4) энергия взаимодействия между ионами в растворе ос-
тается той же, что и в отдельных компонентах (оксидах).
В таком растворе по сравнению с идеальным возникает
дополнительный порядок расположения ионов, зависящий
от заряда иона. При этом принимается, что в совершенном
растворе теплота смешения равна нулю, поскольку заме-
щение одних катионов другими энергетически равноценно.
Отклонение свойств расплавленных шлаков от свойств
совершенных ионных растворов связано с легкой поляри-
зуемостью аниона кислорода; состояние его электронного
облака в значительной степени зависит от природы бли-
жайших катионов. По О. А. Есину и П. В. Гсльду электро-
нограммы твердого SiO2 свидетельствуют о поляризации
аниона кислорода, а также подтверждают образование ко-
валентных связей кремния с кислородом и значительность
доли ковалентной связп в шлаках.
А. Г. Пономаренко считает, что термодинамическая си-
стема, какой является шлак, определяется парциальной
свободной энергией электронов, являющейся наиболее об-
щей качественной характеристикой окислительно-восстано-
вительного потенциала. Электронные состояния всех ато-
мов составляют единую квантовомехаинческую систему.
64
§ 4. Полиморфизм минералов руд и шлаков
Переход минералов, слагающих руды и шлаки, из одной
модификации (формы структуры) в другую называют по-
лиморфным превращением, а явление — полиморфизмом*.
Из кристаллографии известно, что равновесная кристалли-
ческая структура соответствует минимальной свободной
энергии кристалла. Многие кристаллические вещества при
изменении температуры и давления могут иметь несколько
таких минимумов, причем каждому минимуму свободной
энергии соответствует определенная кристаллическая струк-
тура с присущей ей природой химической связи.
Полиморфные переходы представляют собой фазовые
переходы, которые могут быть первого и второго рода,<
При фазовых переходах первого рода кристаллическая
структура, как и термодинамические функции (энтропия,
энтальпия, энергия Гиббса), изменяются скачкообразно.
Для фазового перехода первого рода характерен процесс
зародышеобразования, а также температурный гистере-
зис, т. е. несовпадение температуры фазового перехода
при нагревании и охлаждении. Кристаллизация металлов,
сплавов, шлаков является типичным примером перехода
первого рода. При фазовом переходе второго рода кристал-
лическая структура изменяется непрерывно. Скачок испы-
тывают не сами термодинамические функции, а их про-
изводные (например, теплоемкость, сжимаемость и др.).
Температурный гистерезис прн фазовом переходе второго
рода отсутствует.
Полиморфные превращения могут быть монотропными
(идущими только в одном направления) и энантиотропны-
ми** (идущими в противоположных направлениях). Струк-
тура полиморфных фаз (металлов, минералов) может раз-
личаться координационным числом и поворотом или вра-
щением структурных элементов, В некоторых случаях
структуры различаются валентными углами.
Основы строения кристаллов наметил М. В. Ломоносов
в 1749 г. Значительный вклад в развитие науки о кристал-
лах внесли Е. С. Федоров, В. И. Вернадский, О. Бравэ.
’ Полиморфизм (polimorlos. гр t-ч. — многообразный) — свойство ми-
неральных веы.еств кристаллизоваться в разных формах при одном
и том же химическом составе. Явление полиморфизма было открыто
Минчерлн-хом в 1822 г. па примере серы л углекислого калия.
** Энантиотропные (от грет. enantios. находящийся напротив, про-
тивоположный и Iropos—поворот, направление).
3. 65
В современной кристаллографии рассматривают 14 ре-
шеток Бравэ, объединенных в 7 кристаллографических
сингоний* (рис. II.7).
Как следует из рис. II.7, 14 решеток позразделены на
5 типов: примитивная Р, базоцентрнрованная С, объемио-
цеитрироваииая /, дважды центрированная R и гранецеит-
рированная F. Анализ представленных иа рис. II.7 решеток
свидетельствует о том, что в примитивных решетках узлы
расположены по вершинам ячеек; в базоцентрированных
(и бокоцентрироваииых) —по вершинам и в центрах двух
взаимнопараллельных граней; в объемиоцентрированных —
по вершинам и в центре; в гранецентрированных — по вер-
шинам и в центрах всех граней.
Аллотропия металлов. Ферросплавная промышленность
производит ферросплавы в виде металлов технической чис-
* Сингония (от греч. syn— вместе и gonia— угол) кристалло-
графическая— подразделение кристаллов по конфигурации их элемен-
тарных ячеек.
66
тоты (марганец, хром), бинарных, тройных сплавов систем
Fe—Мп; Fe—Cr; Fe—Si; Fe—Ti; Si—Mn; Fe—Mo; Fe—W;
Fe— Si—Cr; Fe—Si—Mn; Fe—Si—Zr и др. на основе более
25 элементов Периодической системы элементов Д. И. Мен-
делеева. Большинство металлов, входящих в состав ферро-
сплавов, при нагревании (охлаждении) претерпевают алло-
тропное * превращение, аналогичное полиморфному. Из
представленных на форзацах книги таблиц следует, что
ферросплавные металлы групп На (Са, Sr), 111а (РЗМ),
IVa (Ti, Zr, Hf), Vila (Мп), VIII (Fe, Co), а также
неметаллы групп IIIi> (В), Wb (С) и некоторые другие
претерпевают аллотропные превращения. Элементы групп
Va (V, Nb, Та), Via (Cr, Mo, W), VIII (Ni); III6 (Al);
IVi> (Si) и др. не аллотропные.
Некоторые металлы, например TI, Zr, Hf, испытывают
один переход, другие (Fe, Sr, Са, La и др.) —два; третьи
(Мп) — четыре фазовых перехода. Аллотропия в ряде слу-
чаев сопровождается существенным изменением объема,
приводящего к растрескиванию ферросплавов. В качестве
примера приведем температуры фазовых переходов мар-
742 °C 1093 °C 1133 °C 1245 °C
ганца а-Мпч^р-Мп^у-Мпч^б-Мпч^Мпж и объемные изме-
нения перехода фаз: р-Мп-^у-Мп 4-0,77%; у-Мп-*-5-Мп 4-
+ 0,90%. Знание фазовых переходов металлов и их спла-
вов имеет важное значение при выборе состава товарных
ферросплавов и технологии их производства.
Полиморфизм минералов. Явление полиморфизма в ми-
нералах ниже рассмотрено на примере широко применя-
емого в производстве ферросплавов минерала — кварца,
который является составляющим многих видов сырья для
выплавки ферросилиция, силикомарганца и силикохрома.
Кварцит (96—98% SiOs) относится к песчаникам, т. е.
осадочным породам, состоящим из зерен кварца и связу-
ющего цемента — кварцевого, халцедона, опала и др.
Кварцит является также исходным и основным компонен-
том при производстве динасовых огнеупоров.
Для однокомпонентноп системы SiO2 при атмосферном
давлении (0,1 МПа) известны десять кристаллических и
две стеклообразные формы. Коэстит и стишовит обнару-
живаются при давлении 3500 и 10000 МПа соответственно.
Свойства различных модификаций кремнезема представле-
* Аллотропия (от греч. alios — др yroif, tropos — поворот) — свой-
ство некоторых химических элементов в свободном виде существовать
в видоизменениях, различных по физическим и химическим свойствам.
3
67
ны в табл. П.З, а характеристика фазовых переходов —
в табл. П.4.
Таблица П.З. Модификации кремнезема и их некоторые свойства
Модификация Кристаллическая система Г. ’G р. г/см*
Р-кварц Гексагональная 20 2,651
а-кварц 573 2,550
у-тридимит Ромбическая 573 2.533
р-три ДИ МИТ Гексагональная 117 2,240
а-тридимит 163 2,228
р-кристобалнт Тетрагональная 20 2,340
а-кристобалит Кубическая 300 2,220
Коэс?ит Моноклинная 20 3,010
Кремнеземистое (кварцевое) стекло, лешательерит Изотропная 20 2,610
* Температура, при
которой определены пл отвоет а
Таблица 11.4. Характеристики фазовых превращений кремнезема
(по А. С. Бережному)
Превращение г. к р. МПа дг. % Q. Дж'моль
р-кварц—►а-квзрц 846 0,1 4-0,8 1047
а-кварц—»-а-тридимит 1143 0,1 4- 14,7 502
а-кварц—*-а-кристобалит 1323 0,1 -9 14,4 837
р-тридимит—*ф1-триднмит 390 0.1 4-0 2 293
Ргтрнднмнт—<-р2триднмит 436 од н-2.3 167
р2-ТрИДИМНТ—^-рз-тридимит 483 0,1 -1,8 ——
Рз-трндимнт—>-а-тридимит 748 0,1 -0.3 188.4
Р-кристобалнт—>-а-кристобалит 540 0,1 -<-3.8 1131
а-кристобалит—^расплав 2001 0,1 4-12.6 -—’
а-кварц—«-коэстят — 3500 -13.1 942,1
Коэстит—»-а-стишовят » 10000 - 32,3 61235
Меланофлогит—>-р-кварц 298 0,1 - 33,2 —
Стекло—»-а-кристобалит 1173 0,1 4-0,9
Не все из представленных в табл. П.З, П.4 модифика-
ций имеют одинаковое значение для характеристики пове-
дения кварца или кварцита при выплавке ферросилиция
и других кремнистых ферросплавов. Последовательность
переходов кварца представлена на схеме.
По скорости модификационных превращении кварца
выделяют две группы, переходов. К первой группе отнесе-
ны протекающие быстро переходы между какой-либо глав-
88
ной формой SiO2, причем в обе стороны, т. е. эиантиотроп-
ио. На схеме они указаны вертикальными стрелками с ука-
занием температур 846, 436, 390 и 423—548 К. Высокая
скорость этих переходов объясняется малым изменением
в решетках. Так, при переходе 0-кварц->а-кварц объем
увеличивается всего на -1-0,8%, тогда как переход
а-кварц->а-тридимнт сопровождается изменением объема
иа +14,7%.
Вторая группа переходов, протекающих медленно, рас-
положена в горизонтальном ряду вследствие глубокой пе-
рестройки кристаллических решеток. Например а-кварц
может быть расплавлен, находясь в неустойчивом состоя-
нии. При обычных условиях устойчивой формой является
0-кварц (см. схему I), поэтому в природе существует кварц
и много разновидностей кварцевых минералов именно в
0-форме (горный хрусталь, жильный кварц, кварцевые
пески, песчаники, кварциты, халцедон, крсмепь и лр.).
7743Л-
а-кЗарц, oi-тридимит <х~кристобмим
В45К
р-кдарц 3 - кристобалит
|| з.адк
2001К
РаспсЧенный
нречнезем
1 i
♦
^нез емистое
стекло
получается
при Сыстроя
охлаждении)
Полиморфные переходы могут испытывать н некоторые
другие оксиды. Закономерности кристаллохимическцх пре-
вращений (переходов) оксида одного н того же состава
имеет важное значение и должно учитываться при оптими-
зации шихт и технологических параметров выплавки фер-
росплавов.
Полиморфизм ортосиликата кальция. В системе СаО—
SiO2 (рис. П.8) образуется четыре силиката: CaO-SiO2,
3CaO.2SiOa, 2CaO-SiO2 и 3CaO-SiO2.
Формулы силикатов можно изображать тремя способа-
ми: 1) в виде составляющих оксидов в последовательнос-
ти нарастания валентности катионов (К2О-А1дО3 - 6SiOa;
А120з-5Ю2); 2) последовательное расположение катионов
одно-, двух- н трехвалеитиы.х металлов, затем Si и О
(KAlSiaOs, AIS1O5); 3) выделением характерных для ре-
шетки кремнекислородных и ал юмокрсм некислородных
групп (комплексов, радикалов) (К, Na) [AiShOs]. Широко
пользуются сокращенными обозначениями: SiO2—S;
69
А120з—A; Fe2O3—F; СаО—C; MgO-M; Li2O—L; Na2O—
N; K2O—K; H2O—H, а запись силикатов кальция имеет
вид: CS, C3S2, C2S, C3S. Представляет интерес рассмотре-
ние полиморфизма ортосиликата кальция (2CaO-SiO2 или
Ca2SiO4), который является обязательной фазой высокоос-
новных шлаков снлнкотермического способа выплавки фер-
Рис. IJ.8-. Дааграмма состояния системы С.йО—SiOa; соеди-
нение 2CiiO'SiCi; пд;:янтся центр;. янис при 2130 "С (вари-
ант с и нк он г гу ватным плавлением ЗС а I ’)-Si'i,)
росплавов (металлического марганца, феррохрома и др.)»
а также офлюсованного марганцевого агломерата для
получения ферромарганца. Вследствие полиморфизма
2CaO-SiO2 агломерат п особенно отвальные шлаки под-
вержены рассыпанию при охлаждении и хранении. По
этой причине рассыпаются также высокоосновные раскис-
ленные шлаки электроплавки стали, портландцемент и
70
другие виды материалов, содержащих ортосиликат каль-
ция. Благодаря изучению кристаллохимического строения
Ca2SiO4 найдены способы его стабилизации. Однако в
каждом конкретном случае необходим поиск наиболее
подходящих добавок, стабилизирующих ортосиликат каль-
ция, поэтому ниже более детально рассмотрены вопросы
причин полиморфизма 2CaO-SiO2 с учетом последних ре-
зультатов исследования крнсталлохимических превраще-
ний.
Причиной полиморфизма Ca2SiO4 является пространст-
венное перераспределение плотноупакованиых ионов
кислорода вследствие изменения поляризации ионов под
воздействием температуры. Ортоснликат кальция относит-
ся к оливиновому ряду островных силикатных структур.
Анион в Ca2SiO4 представлен тетраэдром SiO^-. В сили-
катных структурах, содержащих тетраэдры SiO4, расстоя-
ние Si—Si для соседних, связанных общими вершинами,
тетраэдров находится в очень узком интервале 0.30—
0,31 нм и принимается постоянным. Для силикатов мости-
ковые связи Si—О всегда меньше немостнковых и изме-
няются в более узких пределах. Соотношение, связываю-
щее среднее .межатомное тетраэдрическое расстояние
Si—О (I) с расстоянием Si—Si (d) и углом Si—О—Si (О)
имеет вид l=d)2 cosec0/2 = d/(2sin 0/2). Катион Са*+
представлен в модификациях в виде различных топологи-
ческих единиц (полиэдров).
Несмотря на многочисленные исследования кристалло-
химии ортосилнката кальция, его полиморфных превраще-
ний, ряд принципиальных вопросов структуры 2CaO-SiO2,
температур превращений механизма фазовых переходов
продолжают оставаться дискуссионными. Прежде всего не
был решен вопрос о числе модификаций 2CaO-SiO2. До не-
давнего времени принималось, что ортосиликат может
существовать в шести структурных формах а, ац , а ? •
Рь и у, а фазовые переходы при охлаждении происходят
при следующих температурах:
___________________750К_________
1120К \~8S0K ~670К 405Х I
ct —ctjy —ct^ jiff IS.2S)
Результаты новых исследований показывают, что орто-
силикат кальция имеет только пять модификаций а, ,
а l , ₽ и у. Таким образом нс подтверждено существование
71
низко- (pL) и высоко- (Рн) температурных модификаций.
Вторым важным вопросом является определение темпера-
тур полиморфных превращений, которые по данным
С. Удагава имеют следующие значения:
7420!-: г 8505
, 7255
-- gF
(И. 27)
Из приведенной схемы следует, что переходы a^ct// '•
а ; а 2 относятся к энантиотропным, а и
у->а £ — к монотропным. Следует также учитывать, что
указанные на схеме температуры представляют средние
значения, поскольку при фазовых переходах первого рода
имеет место гистерезис температур. Третий вопрос связан
с установлением собственно механизма фазовых перехо-
дов ортосиликата кальция. Причем исследователи уделяют
особое внимание изучению крнсталлохимических превра-
щений:
670К 405К
oiL^ .3 - Т
\ 7255
поскольку образование у-фазы сопровождается увеличе-
нием объема на 12%, что приводит к рассыпанию ортоси-
ликата и содержащих его продуктов (агломерата *, шла-
ка, портландцемента и др.) (плотность a-CaaSiCX равна
3,31, a p-Ca2SiO4 — 3,28 и y-Ca2SiO4 — 2,97 г/см3).
Структура высокотемпературной модификации cc-Ca2SiO4
представляет собой укладку чередующихся слоев, один из
которых — Са-каркас, сохраняющий код первоначальной
СаО, а другой — смешанная сетка из чередующихся окта-
эдров и тетраэдров.
Переход а-Са2^Ю4^ау/-Са28’О4 связан с деформа-
цией ленты из Са-полиэдров, приводящей к уменьшению
координационного числа полиэдров до 8, и переворачива-
нием одного нз SiOj“-тетраэдров в крыльях смешанной
колонки. Структурпая трансформация aL -Ca^SiOw-fJ-
СаоЗЮд, хотя и не приводит к нарушению основного архи-
* Подробно о причинах рассыпания <pajp\шеяня) офлюсованного
марганцевого агломерата см. гл. б.
72
тектуриого мотива, но вызывает дальнейшую деформацию
полиэдров, прн которой координационное число умень-
шается до 6—7. В случае превращения р-Са28Ю4-»-у-
CasSiO* также не наблюдается заметной перестройки Са-
каркаса (координационное число уменьшается до 6), но
данная перестройка связана с переменой в расположении
$1О1~-тетраэдров. Колонка распадается на отдельные бло-
ки, состоящие из 2Са + 651О1--полиэдров.
Тип кристаллических решеток и параметры каждой мо-
дификации 2CaO-SiO2 приведены в табл. П.5. По П. Бар-
Таблица 11.5. Тип, структуры и параметры кристаллических реше-
ток модификаций ортосиликата кальция
Моди- фикация Р. X Тип кристаливческой решетки Параметры кристаллической решетки, нм 3. Град
а b С ♦
«фаза 1420—2130 Тригональная (ромбоэдриче- ская) 0,5527 | — (гексагональная записи) 0,7311 система —
«я-фа- за 860—1420 Ромбическая (орторомбиче- ская) 0,6883 0,5606 0,9543 —
«1-фа- за 670—860 Ромбическая (орторомби- ческая) 1,1184 1,8952 0,6837 —
Рфаза 405—670 Моноклинная 0.648 0,676 0,928 94°35'
у-фаза <405 Ромбическая (орторомбиче- ская) 0.5091 0.6782 1,1371 —
• Температурный аитерзал существования модификации.
несу -фаза является сверхструктурной по отношению к
p-фазе и характеризуется удвоенными параметрами а н с.
Предложена следующая схема полиморфных превращений
для структурно близких ан-, а/.- и 0-фаз:
86О°С
а-Н -С----У
фазовый
переход
I рода
670°С
фаэоаый
переход
11 рода
Превращение сопровождаются значительной пере-
стройкой структуры с изменением упаковки слоев атомов
кислорода.
73
Стабилизация структуры Ca2SiO«. Высокотемператур-
ные фазы а, a 'L и рн устойчивы выше 1000°C. В обыч-
ных условиях эти фазы нестабильны и превращаются в
у-фазу с резким увеличением объема (на 12,3%). Однако
предотвратить переход ортосиликата в у-фазу можно не-
сколькими способами (введением ионов-стабилизаторов,
повышением давления).
Наиболее эффективной и практически осуществляемой
является стабилизация высокотемпературных структур
введением различных веществ. Для стабилизации структу-
ры ортосиликата можно использовать две группы ионов.
К первой относятся ионы, радиус которых меньше ион-
ного радиуса кремния Si4+ (rsi4 + =0,039 нм), К числу та-
ких стабилизаторов относятся анионы ВО4", POj“, VOj”,
SO?” и др. Причем иои бора является классическим стаби-
лизатором высокотемпературных фаз CagSiO^. Вторая
группа ионов объединяет катионы, ионный радиус которых
больше ионного радиуса кальция Са2+ (гСэ2+ =0,104 нм).
Замена Са2+ катионами Ва3+, Sr2+, Pb2+, К+, Na+ и др.
стабилизирует структуру ортосиликата. Дестабилизаторами
являются иоиы А13+, Ее31' и др,
В качестве топологических единиц в ct-Ca2SiO4, стаби-
лизированном стронцием (CajjSro.sSiCU), выделеныSiO^ *
тетраэдры, СаО7- и СаО^-полиэдры. Причем СаО7-поли-
эдры связываются друг с другом по граням, образуя колон-
ки, тянущиеся вдоль оси с. В образовании колонок прини-
мают участие и СаОщ-полнздры. Среднее межатомное
расстояние Са—О в семи- и десятивершинлнках кальция
составляет 0,248 и 0,278 нм, соответственно. В a L-фазе ато-
мы стронция предпочтительно заселяют большие СаОю-
полиэдры. Искажение СаОх-полпэдров в низкотемператур-
ных модификациях Са^БЮд происходит в результате
уменьшения расстояния Са—О. Это одно из наиболее важ-
ных явлений, связанных с фазовыми переходами ортосилц-
ката кальция.
В стабилизированном барием ортосиликате
(Са[-хВаД2SiO4 (прн х = 0.0-т0.3) катионы Ва3+ локали-
зуются в структуре в позициях с десятикратной координа-
цией и обусловливают сохранение характерного для высо-
котемпературных фаз большого объема многогранников
AfeOio- Вследствие сжатия и возникновения структурных
напряжений высокотемпературные фазы в обычных усло-
виях ие сохраняются.
74
Гидратация Ca2SiO4. Ортосиликат кальция, содержа-
щийся в офлюсованном агломерате и в высокоосиов-
иых шлаках, может подвергаться гидратации с образова-
нием гндросилнкатов: 2Ca2SiO4-r H2O-*-Ca3Si2O7-3H2O-F
4-Са(ОН)2, поэтому высокоосновные ферросплавные шла-
ки после дополнительной в них присадки оксида кальция
могут использоваться в качестве вяжущего вещества в
строительной индустрии.
Глава III. ЭЛЕКТРОТЕРМИЯ
КРИСТАЛЛИЧЕСКОГО
КРЕМНИЯ И КАРБИДА
КРЕМНИЯ
§ 1. Свойства кремния, углерода и их соединений
Кремний (-г—14, атомная масса 28,09) относится к IV
группе Периодической системы элементов Д. И. Менделе-
ева. Атом кремния имеет электронную конфигурацию;
ls22s22pe3s23p2, проявляет валентность по кислороду +2
и +4. В случае ковалентной связи радиус атома равен
0,1175 нм и уменьшается до 0,044 нм для иона Si4+. По
распространенности в земной коре (27%) кремний зани-
мает второе место (после кислорода), встречается глав-
ным образом в виде кислородных соединений (кварц, сили-
каты, алюмосиликаты, гидраты и т. д). Кремний высокой
чистоты используется в полупроводниковой технике, а тех-
нической чистоты (96—98% Si) —в черной и цветной ме-
таллургии для получения сплавов на нежелезной основе
(силумина, АК12М2МгН и др.), легирования и раскисления
стали и сплавов, производства силицидов и т. д. Введение
кремния в металлические расплавы, содержащие кисло-
род, приводит к их раскислению, Этот процесс в общем
виде может быть описан реакцией
[Si |ре + 2[О|ре = SiO2;
A'si = (IП 1)
Температурная зависимость константы равновесия имеет
вид: IgA si = lg (°si3o ) = —(30720/Г) 4-И,76. Равновесное
массовое содержание кислорода при увеличении массового
содержания кремния изменяется следующим образом:
75
loi1: £
. ... 0.1 0.2 0.3
. . . . 0,020 0,014 0,012
Свойства кремния. Температура плавления кремния
равна 1687 К, кипения — 2560 К, а теплота плавления со-
ставляет 39,55 кДж/моль. Кристаллическая решетка крем-
ния показана на рис. Ш.1. При плавлении объем кремния
уменьшается на 10%. Плотность составляет 2,33 г/см3.
В интервале 1687—1973 К зависимость плотности от тем-
пературы описывается выражением (г/см3):
dsi = 2,49 — 2,722 -10~4( Т — 1683). (III.2)
Вблизи температуры плавления плотность жидкого
кремния равна 2,4!1 г/см3. Поверхностное натяжение жид-
кого кремния зависит от температуры и может быть опре-
делено по уравнению, МН/м:
esi==833—8,36-10-«( Г— 1683). (Ш.З)
При температуре плавления кремния и поверхностном
натяжении ctsi=833 МН/м кремний хорошо смачивается
кислыми шлаками, что затрудняет получение чистого по
шлаковым включениям слитка. В интервале 1688—1853 К
зависимость логарифма вязкости кремния от температуры
имеет внд, МПа-с:
lg(1265/Г)— 0,978. (Ш.4)
Рис. III.I. -Элементарпан ячейка ре-
шетки кремния
В табл. III.1 приво-
дятся термодинамические
константы кремния и не-
которых его соединений.
Система Si—О. Зна-
ние этой системы очень
важно, поскольку кисло-
родные соединения крем-
ния являются основны-
ми компонентами ферро-
сплавных шихт и входят
в состав шлаковых рас-
плавов при получении
ферросплавов. В системе
Si—О хорошо изучены со-
единения SiOs и SiO, име-
ются указаппя на существование оксидов SJ2O3 и S13O4. В со-
ответствии с принципом А. А. Байкова, превращение в си-
стеме SiOa—Si идет через ряд последовательных стадий:
76
Таблица Ш.1. Термодинамические константы кремния и некого*
рык его соединение
Формула вещества ДЯ298’ Дж/моль AG0 * 298 Дж/моль c0 , *298 Дж/(моль-К) c0 • p.298 Дж/(моль К)
Si —- 18.84 20,06
Sir 452,2 407,9 167,98 22,27
Si г+ 1245,63 1196,23 163,42 24,35
SiO 2(а-кварц) -911,59 -857.49 41,89 44,47
SiOr — 103,42 -130.299 211,61 29,89
SiQv6 -66,15 -63,768 16,62 26,88
SiCreitc — 62,81 -60.377 16,497 28,81
(III.5)
SiO^ Sl2O3 -> Si3O4 Si О -> Si.
Диаграмма состояния системы Si—О представлена на
рис. Ш.2. Наиболее стабильной фазой является S1O2 (крем-
незем), температура плавления которого равна 1993 К, а
кипения 3048 К. Кремнезем имеет несколько модификаций,
устойчивых в определенных
температурных интервалах
(табл. III.2). Превращение
кварца при нагреве (охла-
ждении) сопровождается
15(Ю
\ зю su^
/ Л& расмаба \ &***—
t______________А/
-----’5i%
st+sio?
V V t
ММ у у ... t .
0 20 40 60
51 Атомная дмя/4 0
Рнс, Ш.2. Диаграмма состоявши системы
Рис. Ш.З.
образиоП SIO (Л — 18-18 К. lgPsiO = -0^);
I 5ЮКОВд—>SiOr; 2 ^1конд-)-»-SlO
Зависимость IgPsio от температуры для реакция образования газо*
сравнительно большим изменением объема, приводящим в
ряде случаев к растрескиванию кварца, как компонента
шихты, на колошнике ваниы печи. Изменение энергии
Гиббса реакций образования кремнезема с учетом агре-
гатного состояния кремния характеризуется следующими
уравнениями:
25
77
Таблица 111.2. Характеристика основных фазовых превращений
кремнезема при р=105 Па (Qn —теплота перехода)
Превращение г. к AV. % Qn- Дж/ноль
р-кварц—нх-кварц 846 +0,80 1047
а-кварц—-а-тридимнт 1143 + 14,70 502
а-кварц—»-а-кристобалнт 1323 + 14,70 837
а-кристобалнт—»-расплав 2001 + 12,6 1793
SiT + Оо— SiO2(Ti; ДО 298-1690^,“ — 883500 —
- 12,567'1g Г + 218,77’; (Ш.6)
Sim + О2 = SiOa<T); ДО i69o-2ooo^ — — 932500 —
— 12,77Т 1g 7’4’250,37'; * (И 1.7)
$++ О2 = SiOjfjK)»’ ДОгооо*— — 917800 —
— 17,387'lg Т 4- 256,9Г. * (Ш.8)
Значительную роль при выплавке кремния и его спла-
вов играет соединение кремния SiO. Этот оксид стабилен
в газообразном (парообразном) состоянии, хотя подтверж-
дена возможность его получения и в твердом метастабиль-
иом виде. Температуру фазового перехода
SlOjj-ouj->* SiOr (III.9)
можно ориентировочно оценить по выражению lgpsio =
= — (16790/Т) +8,24. Газообразный SiO прн охлаждении
диссоциирует по реакции
2SiOr->SiO24-SL (ШЛО)
При нагреве смесей, состоящих из SiO2<T) и SiT) образуется
SiOr по реакции:
SiO2tT) 4-SiT = 2SiOr, (III.11)
при этом !gpsio= — (15200/7)4 7,38. Расчет дает: lgpst0^
= —1,56 при 1700 К и 1,05 при 2400К (рис. III,3). При
температурах <1870 К давление SiO, образующегося по
реакции (Ш.11), превышает равновесное давление SiOr
для реакции (Ш.9). Образуется конденсированная SiO,
существование которой выше 1870 К, маловероятно. Для
электрометаллургии кремния и его сплавов важное значе-
ние имеют данные об испарении SiO2 и смесей SiO2+Si.
Масс-спектромстрические исследования состава пара над
78
SiOjfH в интервале 1750—1950 К показали наличие ионов
SiO+, SiO*, О J и О+. На основании этих данных рассчи-
таны равновесные парциальные давления SiOr, SiO2(r), 02{г)
и Or (10s Па):
т, к
1800
1900
pSiO PsiOj Ро2
6,8-10-* 1,6-10-8 5,2-10-8
3.4.10-5 1,0-10-7 8,2-10-8
2,2- 10-г
Испарение чистого SiO2 протекает в основном по реак-
ции:
SiO2(T) = SiOf 4- i/2O2(r). (111.12)
Для случая SiOxfT) (0-кристобалита) получено уравне-
ние расчета энергии Гиббса: Д<? тз-19яз к — 762240—244,06 Г,
Дж/моль. Для стандартных условий этой реакции получи-
ли ДТ/^а =787,57 кДж/моль.
В газовой фазе над смесью SiO2(T)+ Si(T) эквимолярного
состава установлено существование ионов Si+, SiO+ н
Si2O2+
Энтальпия реакции
SiO2(T) + SiT= 2SiOr; ЛЛ/из— 694,62 кДж/моль. (Ш.13)
а реакции
Si2O2W = 2SiOr; Д/У?98= 186,74 кДж/моль. (III.14)
При образовании газообразных оксидов кремния значения
Д7Г°» следующие: SiOF— 108,86; SiO2(D — 322,4; SisOa^j
41,03 кДж/моль. Энергия диссоциации SiOD 298 —
= 85,1 кДж/моль.
Окисление кремния. Твердый и жидкий кремний легко
окисляется кислородом и воздухом. В интервале 773—
1173 К это происходят по параболическому закону, а выше
1223 К кинетические кривые окисления описываются ло-
гарифмическим уравнением в координатах lgS(r/cM2)—
т(с). Энергия активации процесса окисления кремния
составляет 108,86 кДж/моль. Скорость окисления кремния
растет при повышении температуры, иа воздухе она выше,
чем в чистом кислороде. Однако процесс образования ок-
сидной защитной пленки на жидком кремнии в воздухе
протекает медленнее. С увеличением влажности воздуха
•скорость окисления кремния также увеличивается.
Приведенные данные следует учитывать при разработке
технологии выпуска и разливки кремнистых сплавов, а так-
79
держащиеся в кварците и
же при получении их сплавле-
нием кремния с металлами.
Оксидные пленки, образующи-
еся на кремнии, имеют аморф-
ную структуру, а структура
ближнего порядка совпадает
со структурой а-крнстобал-
лита.
Кристаллохимические пре-
вращения силикатов. Основ-
ным исходным минеральным
сырьем при получении крем-
ния, карбида кремния, крем-
нистых ферросплавов и спла-
вов является кварцит (96—
99% SiO2), представленный
зернами кварца. Примеси, со-
шихтовых материалах, образу-
ют шлаки (расплавленные силнкаты), в состав которых
кроме SiOa входят оксиды СаО, M.gO, А12О3, FeO и др.
Физико-химические процессы на всех стадиях восстанов-
ления SiO2 до кремния и его сплавов связаны с кристал-
лохимическими превращениями.
Основной структурной единицей кварца и силикатов
является кремнекислородный тетраэдр [SiO4]4~ (рис. Ш.4),
атом кремния в котором находится в центре тетраэдра, а
атомы кислорода — по его вершинам. Расстояние между
атомами кремния и кислорода Si—О равно 0,161—0,162 нм,
а ближайшие атомы кислорода отстоят друг от друга на
0,265 нм. Заряд тетраэдра равен —4. Тетраэдры iSiO4]4'~
могут сочленяться между собой, образуя различные более
сложные структурные конфигурации (рнс. Ш.5). Возмож-
ны пять состояний кремнекислородных тетраэдров:
[S1O4]тетраэдр без общих вершин (изолированный тет-
раэдр): [SiO4]2~; [SiOij.f и [SiO4] J —тетраэдры соот-
ветственно с одной, двумя и четырьмя общими вершинами.
Эти состояния тетраэдров опоределяют структурную груп-
пу силикатов с характерным типом радикала: 1) ортоси-
ликаты с изолированным тетраэдром — оливин (Fe,Mg)2X
X [S1O4], гроссуляр Са3А12 [SiO4]a; 2) диортоенлнкаты со
сдвоенными кремнекнелороднымн тетраэдрами аксинит
Ca2(Mg, Fe)Al2[Si2O6]2BOg(OH); 3) кольцевые силикаты,
в структуре которых тетраэдры объединены в циклические
группировки; трехчленные [SigOg]6-; четырехчленные
[S14O12]8-; шестичлеииые [Si60ie] ,2“ и шестичленные двух-
so
Рис. Ш.5. Некоторые типы хремнекпсло-
родных радикалов;
1 — шестнчлеиное кольцо; 2 — метагермя-
ватная цепочка (SiOj)*-; 3 пироксеновая
цепочка (SijOe>4—; — волластоннтовая це-
почка (SiiiOs)6-; 5 — силлиманитовая лен*
та (AlSlsOis)3-'- е> — амфнболовая лепта
(SUOh)®-; 7 — яарсасукитовая лента
(SUO»)8—. & — каолинятовая сетка
(SiaOs)2-: S — аиофплнтовая сетка
(SI«OW)<-
J
этажные [SiL202oj12~—(Be3A12Si60i8); 4) цепочные силика-
ты, в которых тетраэдры образуют конечные одномерные
цепочки (волластонит CaSiO3, диопсид CaMgSi2O5, родо-
нит MnSiO3); 5) ленточные силикаты, в которых одномер-
ные цепочки конденсируются в ленты — тремолит
Ca2Mg5[Si4On]3(OH)2; 6) листовые силикаты, в которых
цепочки н ленты группируются в различные одномерные
слои—тальк [SiChOioj (ОН)2; 7) каркасные силикаты, в
которых все атомы кислорода обеспечивают межтетраэдри-
ческую связь—нефелин KNa3Al4Si40i6, анортит CaA^SisOa.
Состав и степень конденсации кремнекислородных тет-
раэдров связаны с зарядом и размером катионов. Если иои-
.ный радиус небольшой (Fe24*, Мп2+ н др.) и катионы много-
зарядны (Al34*, Fe34* и др.), образуются островные силика-
ты или днортосиликаты. С уменьшением заряда катиона
создаются предпосылки для образования высококонденси-
ровапных кремнекислородных радикалов. В этом случае
часть [SiOj4- может быть заменена аналогичными груп-
пами [AIO4]5" [BOJ5*- (реже [РО4]3~ нлн группами типа
[Т1О5)^, [SO6]4.
Процесс усложнения анионного радикала сопровож-
дается искажением кремнекнелородных тетраэдров. Эти
искажения проявляются в изменении расстояний Si—О, а
также внутри- и межтетраэдрических углов О—Si—О н
Si—О—Si. Расстояния Si—О в силикатах различных типов
могут изменяться в пределах 0,155—0,172 нм, внутрнтет-
раэдрическне углы — в интервале 101 —117°, а межтетраэд-
рнческие углы — от 130 до 180° (чаще до 140°). Для вы-
числения межатомного расстояния гд-в по известным
ковалентным радиусам атомов гА и гв и электроотрица-
тельности элементов Хд и Хв применимо эмпирическое
выражение гА_в = гд + гв—0,009 (А’д—Хв).
Более детально природа химической связи в силикатах
может быть раскрыта, если учитывать вступление атома в
связь, сопровождающееся перераспределением валентных
электронов. Этн задачи решают с применением рентгенов-
ской спектроскопии. Электронные уровни в атоме обозна-
чают следующим образом:
Тип состояния ... Is 2s 2р
Обозначение . . .К £r /.иди
Переход электрона с уровня
вождается испусканием А\ характеристического спектра, с
Л1ц на К—К&, с Л/щ на К—А'г и т. д. При образовании
химической связи перераспределение электронной плотнос-
32
3s Зр 3</ 4s
Afi .Mii.m Miv.v A’i
£щ на А-уровснь сопро-
ти вызывает изменение экранирующего воздействия на
внутренние электроны со стороны валентных, что должно
приводить к смещению максимума А-линин. Вариации хи-
мических сдвигов для в большинстве случаев неве-
лики. Переход от одного минерала к другому внутри како-
го-либо класса характеризуется заметно большей величи-
ной изменения эффективного заряда, чем при переходе от
класса к классу, поэтому более полную информацию дает
изучение спектров, обусловленных переходами на внутрен-
них уровнях, в комплексе со спектрами, возникшими в ре-
зультате переходов электронов из валентной полосы на
различные внутренние уровни.
В табл, III.3 приведены особенности положения глав-
ных максимумов /(-полосы кремния в оксидах и силикатах
некоторых составов. Таким образом, энергетическое поло-
жение максимумов Ар-полос в силикатах, а также ионная
структура этих полос характеризуют особенности взаимо-
действия атомов кремния со своим ближайшим окружени-
ем. Ар-полосы в различных модификациях SiO2 (рис. Ш.6)
отличаются от А₽-полосы чистого кремния тем, что глав-
ный максимум Кр-полос кремния в SiO2 разделен иа две
компоненты. Как следует нз табл. Ш.З, /(^-полоса кремния
в кварце по сравнению с /(^-полосой с чистым кремнием
смещена на 2—3 эВ.
Современные представления о расплавах силикатов.
Бинарные и более сложные силикаты, по О. А. Есину,
являются полианнонными жидкостями, представленными
набором анионов Si;Op (где z — 2y—4i), находящихся меж-
ду собой в химическом равновесии. На первых стадиях
развития О. А, Есиным учения о расплавленных силикатах
(1946 г,) допускалось, что двойной системе AfeO—SiOz
Таблица Ш.З. Особенности положения главных максимумов /^-по-
лосы в некоторых оксидах и силикатах
Соединение £. эВ Д£, эВ ^сат- £ — -«ear. *
Si 1835.9/— 2,90/—
SiC (карборунд) 1835.5/1826,8 3,35/2,45 20,5 8,7
SiO2 (кварц) 1832,2/1818,5 1,68/2,00 23,5 13,7
SiO. (кристобалит) 183'2,2/1818,5 1,62/1,85 23,0 13,6
SiO. (стишовит) 1833.0/1819,0 4,50/2,70 25.0 14,0
Al.SiO5 (силлиманит) 1553,0/1538,1 3,85/2,90 15,0 —
Примечание. Числитель — для главного максимума, знаменатель — для
сателлита. AZT — полуширина линии (аа 2,3 высоты).
83
жак анноны SiiO^“, так и ионы О2- разделены катионными
оболочками. Позднее (1954 г.) был обоснован подход к
разработке теории строения силикатов и шлаков, согласно
которому структура расплава определяется равновесием
трех форм атома кислорода: одно-, двухсвязанного и сво-
бодного
2O- = OQ+О2-
1815 1820 1825 1830 1835 В, эВ
(III.15)
виде не рассматривается. Со-
гласно полимерной модели
два мономера SiO^ могут
образовывать усложненный
апион-димер по схеме
SiOl~+ S1OJ- -= SizO67“+
+ О?- (1IL16)
Продолжая рассуждения, мож-
но записать схему образова-
ния тримера:
SijO^ + SiO^ -S!30?o +
+ О2-. (III.17)
Связь между i и у определя-
ется по выражению t/ = 3i+l,
а общая формула цепного анн-
она имеет внд SiiO;0+n . Мо-
дель справедлива для мольных
долей кремнезема .V<0,5, в
связи с чем она была расши-
рена с учетом разветвленных
цепей, как имеющая тс же
особенности, что и модель ли-
Рис. Ш.6. X' -спектры эмиссии кремния:
Р
1 — элементарный кремнии; 2 — кристоба-
лит; 3 — тридимит; 4 — кристобалит; 5 —
кварц; б — кристобалит; 7 — коэслт; 8 —
Стишмит; 9 — стишовит; 10 — NajSiF^:
И — кристобалит; 12 — квардеиое стекло
нейных цепей. В результате дальнейшей разработки тео-
рии была получена модель с учетом возможных самоза-
мыканий, которая охватывает весь диапазон составов
(см, рис. II.6): 2SiO =Si2O7~ Ч-О*- (тетраэдр-цепь);
Si2O Г 4-SiO =Si3OjV 4-0- (цепь-? тетраэдр-цепь);
34
Si^olo =SisO9~+O2~ (цепь-кольцо); Si3Oy“ + SiO *“ =
= SUOf2~ l-O7 (к ольцо+ тетраэдр -кольцо).
В соответствии с моделью тример Si3O?iT при одном са-
мозамыканни (С=1) отщепляет нон О2~ по схеме
Si80w = Si3O9-+ 02- (111.18)
и становится кольцеобразным. При количественной обра-
ботке модели ие учитывали изомеры, поэтому О. А. Есин
(1978 г.) дал трактовку общей модели, включающей все-
возможные структуры анионов i и с и их изомерные фор-
мы. Полимерный анион из мономеров может быть обра-
зован в результате поликонденсации по реакции:
jSiOj-= 8!,0!ЛЧ-Ч+ (« — 1 +с)Ог- (111.19)
Дли расчета тех или иных свойств расплавов (поверх-
ностного натяжения, энергии активации ЕГ[, электрической
проводимости Ек и др.) можно использовать уравнение
распределения комплексов по их размерам и строению, для
вывода которого применяют закон действующих масс.
Полная методика расчета некоторых свойств силикатов из-
ложена О. А. Есиным. Предложенная им полимерная мо-
дель расплавленных силикатов и других оксидов хорошо
согласуется с экспериментальными данными.
Система Si—S. Растворимость серы в твердом кремнии
при температуре, близкой к точке плавления, очень низка
и характеризуется следующими данными: прн 1473 К со-
ставляет 3' 10 8, прн 1673 К — 4-10~8% (ат.), прн 1573 К
она возрастает до 6-10~8% (ат.). Кремний с серой обра-
зует сульфиды SiS и SiS2. Сера, растворепная в железе,
может взаимодействовать с кремнием по реакции
[Si] + 2[S] = (SiS2). (III.20)
Возможна реакция перехода растворенной серы в шлак:
2[S] = (S2). (Ш.21)
Продукты этих реакций SiS2 и S2 образуют газообразные
вещества SiSr н Sr-.Энергия активации испарения SiS со-
ставляет 196,79 кДж/моль, а серы—154,9 кДж/моль. Ме-
тодом масс-спектроскопии определена энтальпия реакции
SiS2(T1 + SiT - 2SiSr: 427,91 кДж, (111.22)
Для реакций
SG4- [ 'Дг(г)~ SiSr; ДО;(W-i6S6K= 64899 — 81,65 Г; (II 1.23)
85
Si» -Ь 7aS2(r)= SiS{r); ДбивдА>= 14655 — 51,927. (IIL24)
Рассмотренные реакции имеют важное значение для ин-
терпретации поведения серы, содержащейся в шихтовых
материалах и прежде всего в коксе (до 2%), при выплавке
кристаллического кремния, кремнистых и других ферро-
сплавов.
Система Si—У. При нагреве кремния в атмосфере азо-
та при 1573—1733 К образуется нитрид S13N4, содержащий
39,94% N. Предполагается возможность существования
Si2N3- Из стали, раскисленной кремнием, выделен нитрид
SiN.
Однако наиболее достоверно существование нитрида
S13N4 (химически стойкого вещества), который широко
применяется в различных отраслях техники в качестве
огнеупорного материала. Тигли, изготовленные из Si^N^
шлакоустойчивы и широко используются в металлургиче-
ских экспериментах. В сплавах системы Fe—Si—N повы-
Ряс. Ш.7. Диаграмма состояния
углерода:
I — жидкость: 2 — стабильный ал*
маа: 3 — стабильный графят; 4 —
стабильный алмаз и метастабнль-
ный графят; 5 — стабильный гра-
фит и Мётастаби.тьныЛ алмаз; 6 —
гипотетическая область иных твер-
дых модификаций углерода; 7 —
тонки, соответствующие условиям
прямого превращения графита в
алмаз; ? — области образования ал-
мазов с использованием металлов;
5 — область опытов по образова-
нию алмаза при низком давлении
(Ю” Па)
шение концентрации кремния
до 11 % понижает раствори-
мость азота. В интервале
1823—1923 К при ркг=100 кПа
параметр взаимодействия е % =
= 0,057. Растворимость азота
в изученной области концен-
трации азота (до 11% Si) при
рнг — 4ч-9 кПа подч иннется
закону Сивертса. Изменение
энергии Гиббса процесса об-
разования 1%-ного раствора
азота в железе при 1873 К
равно —27370 Дж/моль.
В сплаве с 10,7% Si при
Pn2 = 87 кПа равновесное со-
держание азота составляет
0,0098% (1873 К) и 0,01074%
(1923 К).
Свойства углерода. Атом-
ный иомер углерода 6, атом-
ная масса 12,01. При нормаль-
ном давлении углерод пе пла-
вится.
Для перехода углерода
в жидкое состояние необходи-
мы высокие температуры и
86
давления. Как следует из рнс. IIL7, условия равновесия
перехода углерода твердое^жндкое состояние определя-
ются линией, разграничивающей области 1 и 2. Например,
для получения углерода в жидком виде при 3000 К необ-
ходимо давление >400 ГПа.
Углеродные материалы (металлургический кокс, футе-
ровочные блоки ферросплавных печей, графитированные,
угольные н самообжигающиеся электроды и др.) характе-
ризуются высокой теплопроводностью и электрической про-
водимостью, хорошей стойкостью против теплового удара,
малым тепловым расширением. Весь комплекс свойств чис-
того углеродного материала н различных соединений обу-
словлен строением атома углерода. В изолированном со-
стоянии атом углерода имеет следующую электронную
Рис. II 1.8. Структура алмаза:
/ — атомы, расположенные в углах и на плоскости ячейки; 2 — атомы, распо-
ложенные внутри ячейки
Рнс. Ш 5. Структура графита
конфигурацию: 1522$22/?2 и относится к sp-элементам, осо-
бенностью которых является возможность s—р-переходов
с образованием устойчивых электронных конфигураций,
повышающихся в ряду sp, sp2 и sp3.
Углерод может иметь валентности 2 н 4. Четыре элек-
трона двухвалентного атома углерода находятся в а
два — в p-состояниях. Переход одного электрона из состо-
яния 2s в 2р повышает валентность углерода до 4. Извест-
ны две аллотропные формы кристаллического углерода:
алмаз и графит. Алмаз имеет кубическую гранецентриро-
ванную структуру, параметр решетки которой а = 0,35597 нм
(рнс. III.8). Область стабильного существования углерода
в форме алмаза показана на рнс. III.7. Графит известен
двух структурных модификаций: гексагональной и ромбо-
эдрической. Как следует из рис. Ш.9, атомы углерода в
графите в гексагональной модификации расположены в
87
параллельных плоскостях в виде сетки, состоящей из шес-
тиугольников. Расстояние между атомами при 293 К равно
0,3354 нм, что намного больше расстояния между атомами
С—С в гексагональном цикле, равного 0,142 им. Атомный
радиус углерода 0,077 нм. В отличие от гексагональной
ромбоэдрическая модификация графита менее устойчива
и характеризуется повторением плоских слоев через два
слоя.
Твердый углерод (графит) отличается низкими значе-
ниями энтропии [AS 298 к = 5,745 кДж/(моль К)] и тепло-
емкости [Ср(298ю =8,54 кДж/(моль-К)]. Углерод может
испаряться, образуя в газовой фазе частицы с различным
зарядом. Энтропия и теплоемкость иона С* значительно
выше, ,чем для твердого углерода. Зависимость логарифма
давления пара над графитом от температуры описывается
уравнением, Па:
lgpc= (-38610/7')- 11,426. (III.25)
Система С—О. Взаимодействие углерода и кислорода
при определенных условиях может приводить к образова-
нию СО и СО2. Для реакции 2С+О2=2СО константа рав-
новесия имеет вид:
Хр=рсо/(а3ро.). (III.26)
при Ос=1, Кр=р£о /Ро«-
Температурная зависимость 1g Ар определяется по уравне-
нию lgAp = (56324/7) +36,89 и AG? = --236000—
—168,8 Т Дж/моль О2. Для реакции С+О2_СО2 кон-
станта равновесия:
/СР=Рсо3/(ас-т)» (111,27)
при Ос= 1 /СР™ рсо,/ро,; lgAp= (86255/7) +
4-0,184, AGj—— 394210 — 0,8427 Дж/моль О,.
Оксид углерода СО может взаимодействовать с кислородом
по реакции 2СО+О2=2СО2, коистаита равновесия которой
Ар= рсо,/(рсоро,), (III.28)
1g /Ср= (123520/7) - 41,5, AG°r= - 565000 +
+ 189,867 Дж/моль Ог,
при 2975 К Кр=1.
88
Углерод и диоксид углерода могут взаимодействовать
по реакции СО2н-С = 2СО, константа равновесия которой
/Ср— рсо/(рсовс), (III.29)
1g Хр=(-37330/ Г) + 38,160,
ДѰë 170780— 174,587 Дж/моль
при 976 К Ар=1,
На рис. ШЛО показана зависимость AG£ = f(T) Для
реакций (111.26) — (IIL29). Анализ уравнений показывает,
что термодинамическая вероятность протекания реакций
(III.28) и (Ш.29) уменьшается, а реакции (II 1.26) увели-
чивается с повышением температуры. Изменение темпера-
530 1000 1500 2000 2500 Т,К
t°C
зооо -
2SOO
7200
1800
1400
od-SLC+C
1000 -
Пар
27ОО°С \ п.ж
> » ж *
|rt-SiC*A
-2000
<x-Si.C+M \
Д-SiC+C
J3'5iC+JK |
i
-1414 <
/J-StC+SL j
20 40 60 80
Атомная доля, %
100
Si
SOO .
о
с
Рис. III.К). Зависимость изменения энергии Гиббса от температуры для реакций
взаимодействия в системе С—О
Рис. П1.Н. Диаграмма состояния системы Si—С
туры вследствие незначительного изменения энтропии сла-
бо влияет на термодинамическую вероятность протекания
реакции (Ш.27). Кривые AG? —/(?') на рис. ШЛО для
реакций (Ш.26), (III.27) и (Ш.28) пересекаются в точке,
соответствующей температуре 976 К. В условиях избытка
углерода и при >1300 К единственным продуктом взаимо-
действия углерода с кислородом является СО. При избыт-
ке кислорода углерод и СО окисляются только до СОг
вплоть до 1700—1800 К-
Система Si—С. Диаграмма состояния системы Si—С
представлена на рис. 111.11. В этой системе существует
один карбид эквиатомного состава SiC, который образует-
ся по перитектической реакции. Масс-спектрометрическнми
89
исследованиями установлено существование в газовой фа-
зе группировок SiaC, SiC2, Si2C2, S13C5 и др. Хотя иа при-
веденной диаграмме Si—С области твердых растворов не
указаны, следует иметь в виду, что углерод растворяется
в кремнии и при температуре плавления его раствори-
мость составляет 1018 атомов углерода в 1 см3 или
2-10-3% (ат.).
Карбид кремния имеет две температурные модифика-
ции: гексагональную a-SiC и кубическую p-SiC с парамет-
ром решетки 0,4358 нм. Для модификации ct-SiC харак-
терен политипизм. У всех политипов a-SiC параметр а ра-
вен 0,3079—0,3080 нм, а параметр с принимает различные
значения для каждого политипа — от 3,7817 для а-51С1до
12,843 нм для a-SiCV.
Термодинамические константы кубического карбида
кремния следующие: ДЯ298 ~—66,16 кДж/моль; AG2^ =
= — 63,81 кДж/моль; S?98 =16,6 Дж/(К-моль); Ср{2ад -
= 26,9 Дж/(К-моль). Реакция взаимодействия твердого
кремния с углеродом
SiT-b Ст= SiCT (III.30)
характеризуется изменением энергии Гиббса AG т —
= —53510-г 6,95 Г. Для реакции с участием жидкого крем-
ния
Si*4-CT=SiCT (III.31)
уравнение изменения энергии Гиббса имеет вид:
Дбмаз-гооок = —100600+34,9 Т, Условие AG° =0 выпол-
няется при 2880 К. Таким образом, карбид кремния устой-
чив до 2880 К, а выше этой температуры диссоциирует.
При обычных условиях SiC не плавится, а переходит из
твердого состояния в газообразное. Газовая фаза над кар-
бидом кремния имеет сложный состав, зависящий от тем-
пературы. Так, прн 2000 К газовая фаза содержит, %
(объемн.): 86,5 Si; 6,1 SiC2; 7,4 Si2C, Для суммарного дав-
ления газовой фазы над карбидом кремния справедливо
уравнение, кПа:
lg/?£Sic= (—27400/7) 4-9,78. (IIL32)
Зависимость давления пара (кПа) кремния над карби-
дом кремния различной модификации описывается уравне-
ниями:
lg 7si(«-sic)= (—26340/7) + 9,82;
lgpsi(?-S!C> = (- 26460/7) 4- 9,87.
(III.33)
(IIL34)
90
Плотность карбида кремния равна 3,22 г/см3,
теплопроводность (J-SiC в интервале 1673—2273 К —
*0,00138 Вт/(м-К). Удельное электрическое сопротивление
карбида кремния велико и прн температурах до 1273 К со-
ставляет 1,3 Ом-м. Карбид кремния бесцветен, а примеси
окрашивают его в зеленый илн черный цвет. Окисление
карбида кислородом начинается при температурах >673 К-
§ 2. Теоретические основы
восстановления кремнезема углеродом
Балансовая реакция, характеризующая процесс восста-
новления кремния из кремнезема углеродом прн получении
кристаллического кремния, может быть представлена в
следующем виде:
SiO2+-2C = Si + 2СО; Кр= (aSIpco)/(aSIo,a2c); (Ш.35)
AG°r= 697390 - 359,077. (Ш.36)
Поскольку ас, asi и agioa равны 1, константа равновесия
^Ср=Рсо. Поскольку ln/(p=21npco и Д<7° == —/?71пЯр=
-- - 2,303 -2RT 1g рсо, то
1g рс0 = (—697390/38,3087)4-9,37. (IIL37)
Ниже 2000 К: приведены значения рсо в интервале 1400—
т, к . . . . 1400 1500 1600 1700 1800 1900 2000
1g Рсо . . . 4,37 3,27 3,99 2,66 1.26 1,79 0.27
рсо, кПа . . 0,02344 0,1862 0,9886 4,571 18,2 61,66 186,2
Однако реально процесс восстановления SiO2 углеро-
дом при различных температурах протекает через стадии
образования промежуточных продуктов SiOKOHn, SiOr и
SiCT, которые необходимо учитывать при термодинамиче-
ском анализе для правильного прогнозирования парамет-
ров технологии выплавки кристаллического кремния, а
также других кремннйсодержащих ферросплавов. В связи
с этим круг вопросов, который приходится рассматривать
при термодинамическом анализе реакций восстановления
SiO2 углеродом, может быть сведен к задаче выявления
особенностей фазовых равновесий в системе Si—О—С.
В соответствии с правилом фаз число степенпй свободы f
системы может быть определено по выражению /=Л+2—Ф,
где Д' — число компонентов; 2 — число внешних факторов
91
(температура и давление); Ф — число фаз. В системе, со-
стоящей из четырех конденсированных фаз (SiO2, С, SiC
н Si) принимается наличие газообразных SiO и СО при
заданных внешних факторах — температуре и давлении.
Одновременно в системе Si—О—С может образовываться
SiOkOu;i(T; ж» и раствор Si в SiO2. Расчеты показывают, что
учет SiOkohh, как и изменение активности компонентов в
системе SiO2—5Юь;ои;( нс оказывает существенного влия-
ния на качественные н количественные соотношения н тем-
пературные интервалы фазовых равновесий в системе. На-
ряду с этим допущением не учитывается влияние газооб-
разных оксидов кремния SisOs, Si^O^, хотя, как отмечалось
выше, следуя принципу последовательности превращений
оксидов А. А. Байкова в системе Si—О, процесс протекает
по схеме
SiO,—Sl2O3-> StaO4-> SiO- Si. (IIL38)
Экспериментально и расчетами установлено, что парци-
альные давления БкОз и Si3O4) как и других возможных
газообразных компонентов (02<г), Ог), невелики и в расче-
те могут не учитываться. Известны два метода анализа
фазовых равновесий в системе Si—О—С, имеющих прин-
ципиальное различие. Первый метод, разработанный
И. С. Куликовым и дополненный (для системы Si—О—С)
В. А. Кравченко, состоит в том, что термодинамический
анализ производится на основе данных о реакциях диссо-
циации индивидуальных веществ (соединений) на атомы.
По значениям констант термической диссоциации веществ
на атомы (Ksio3, Asio» Kstc, Кео, Ксо2, Ко3) рассчитывают
для различных температур парциальные давления состав-
ляющих газовой фазы. При парциальном давлении газа
компонента, превышающем давление насыщенного пара,
газ конденсируется с устойчивым существованием конден-
сированной фазы в данных температурных условиях.
Все многообразие взаимодействия в системе опреде-
ляется рядом принципиальных термодинамических ограни-
чений, накладываемых на систему с учетом состава ис-
ходных продуктов и термодинамических параметров (тем-
пературы и давления). Эти ограничения сводятся к трем
общим положениям.
1. Достижение равновесий всех реакций испарения и
конденсации в системе возможно прн равенстве парциаль-
ных давлений паров конденсированных веществ, участву-
ющих в реакциях, давлениям насыщенного пара этих ве-
ществ.
92
2. Соблюдение равновесия всех реакций, вероятных дляр
данной системы, баланс масс химических элементов в газо-
вой фазе н значения констант атомизации соединений, при
которых достигаются равновесия реакций диссоциации и
ассоциации.
3. Обеспечение баланса объемов компонентов системы
в газовой фазе.
Поскольку все реакции протекают в направлении до-
стижения равновесного состояния системы, то в зависимо-
сти от соотношений между действительным парциальным
давлением атомов вещества в газовой фазе и давлением
насыщенного пара соответствующее вещество может дис-
социировать нлп образовываться, т. е. соблюдается по-
движное равновесие. Существование любой конденсирован-
ной фазы строго обосновано.
Второй метод основан на термодинамическом анализе
априорно выбранного набора (комплекса) химических ре-
акций восстановления кремнезема углеродом. Важность
знания фазовых равновесий в системе Si—О—С для полу-
чения не только кремния, карбида кремния, но и всех
кремнистых ферросплавов обусловливает необходимость
изучения обоих методов.
Первый метод. Вещества, участвующие в реакциях си-
стемы Si—О—С, при нагревании должны диссоциировать
на атомы. Рассмотрим эти реакции н константы термиче-
ской диссоциации. Кремнезем (SiOs) в условиях высоких
температур может диссоциировать на кремний и кислород,
в том числе и атомарный кислород. Процесс термической
диссоциации может быть представлен выражением:
5Ю2(к)= Sir -2Or, KsiOi^pdPsi/psjo,, (III.39)
где ро — парциальное давление атомарного кислорода;
psi — фактическое парциальное давление пара кремния;.
*Рзю? —давление насыщенного пара SiO2 над конденси-
рованным кремнеземом (твердым или жидким).
Аналогичные рассуждения позволяют записать и для
других веществ реакции и выражения констант диссоциа-
ции:
SiOr— Sir+ Or: Ksio= (psiPo)Zpsio; (III.40)
SICT= Sir-F Cr; K£iC = (рырс) 'Psic; (111.41)
COL>= CT+ 20; Kco^ (pcPS)/Pco.J (П1-42)
CO = Cr-r Or; Kco=(PcPo),Jpco; (111.43)
02= 20r; Ko = Pl:poa. (III.44)
93
Рис. Ш.12. Равновесный состав
газовой фазы ы системе
Si—О—С при 1300—2300 К
Общее давление в системе оп-
ределяется парциальным давле-
нием газообразных компонентов:
р = pco+pcoa + Psio+PsiOj+po-b
+ pOj + psi + pc4'psic= 100 кПа. Ис-
пользуя зависимости констант
равновесия от температуры, мож-
но рассчитать парциальное дав-
ление паров всех веществ в си-
стеме при металлургических тем-
пературах. Прн этом не учиты-
вается существование конденси-
рованной SiO и ее раствора в
SiO2.
На рис. 111.12 приведены ре-
зультаты расчета равновесного
состава газовой фазы с указани-
ем областей существования кон-
денсированных фаз в интервале
1300—2300 К. Термодинамические расчеты выполнены не
для произвольно выбранных конденсированных фаз и ре-
акций, а для системы Si—О—С в целом. Их результаты
служат основанием для уточнения последовательности
взаимодействия веществ в этой сложной системе. Из рис.
III.12 следует, что температура появления конденсирован-
ного карбида кремния и исчезновения конденсированного
углерода (графита) равна 1760 К (1483 °C), что подтвер-
ждают переломы линии рс и psic и отсутствие перелома
на линии psioa- Переломы иа линиях lg p—j(T) для рзюг
и pst при достижении температуры 1962 К (1689 °C) ука-
зывают на исчезновение конденсированного SiO2 и появ-
ление конденсированного (жидкого) кремния.
В интервале 1300—1962 К (1027—1689 °C) образование
SiO происходит не в результате термической диссоциации*
кремнезема с выделением атомарного и молекулярного
кислорода, а вследствие взаимодействия конденсированно-
го кремнезема с оксидом углерода (ро и po2<psio и рсог):
SiO,+ CO==SiOr+ СО2.
(III.45)
В интервале 1300—1760 К получают развитие реакция
СО, - СТ=2СО; (III.46)
SiOr+2CT==SiCKOHJ+ СО. (111.47)
При 1756 К (1483°С) исчезает конденсированный угле-
род и появляется конденсированный карбид кремния. В ип-
34
тервале 1760—1962 К образуется конденсированный (жид-
кий) кремний:
SiCT-hCO2= Si* + 2СО; (IIL48>
SiOr 4- Ст= 2SiA- СО (Ш.49)
и при 1962 К исчезает конденсированный кремнезем. При.
1962—2300 К в равновесной системе Si—О С остаются
конденсированные SiC и жидкий кремний, а при избытке
углерода — карбид кремния и углерод. Выше 2300 К твер-
дый карбид кремния становится термически неустойчивым:
и диссоциирует:
SiCT-> SC --Ст. (Ш.50)
Состав газовой фазы в системе Si—О—С при различ-
ных температурах в в равновесии с конденсированными
фазами приведен в табл. III.4. Итак в системе Si—О—С
при равновесии появление конденсированной фазы воз-
можно при 1756 К, а жидкого кремния — прп 1962 К- Бо-
лее полную картину процесса восстановления оксидов уг-
леродом можно получить расчетом с использованием прин-
ципа минимума изменения энергии Гиббса и уравнений
закона действующих масс.
Второй метод. Диаграмма фазовых равновесий в систе-
ме Si—О—С с учетом термодинамического анализа мини-
мально необходимого комплекса простых реакций в наибо-
лее обобщенном виде была рассчитана Н. В. Толстогузо-
вым, что позволило уточнить термодинамику процессов в
системе. В качестве основных реакций, описывающих рав-
новесие двух конденсированных фаз с газовой, приняты,
следующие:
1) SiOg^ROHjj-f-Скопд = SiOr + СО; = psiopco; =
= (33445/7) 4-1 / ,19; 2) 2SiO2(KOHa)4-SiCKOHj = 3SiOr4*CO;
Лр(2) = рsio Рсо; lg/(p{2j= (— 7о290/7') 4-34,45; 3) SiOr4-2C —
= 51Скоцд +СО; Лр(3) = Pco/psio; 1g/Ср<з)= (4580/7')—0,14^
4) SiOsS-SijK = 2SiOr; 7Cp(^)=Psio 1 33020/7') 4
4-15,05; 5) SiOr + SiC-2Si;K4-CO; Kp(5,= pco/psio; lg#p(5) =
= (— 9330/7)4-4,35; 6) SiOr+C = SiJ«4'CO; -pco/psio;
lg (— 2420/7) 4-2,14,
Используя эти значения констант реакций, отношение
psio/pco для реакций 3, 5, 6 определяют из выражения:
psio/pco = 1/К₽; для реакции 4 из уравнения:
9S
Таблица Ш.4. Равновесные конденсированные газовые фазы в сн-
7 — 1300+2300 К
Температура. К
Показатель 1300 1700 1800 1900 1800 2000
SrOa+C SiOj+SIC &*Oa+&
—IgPco 0,0012 0,0012 0,11 0,058 0,0056 0,0085
-lgpcoa 2,30 3,86 4,02 4,03 4,15 4,62
— Igpsio 8,75 2,57 1,61 0,90 1,89 1.71
— lgpsiot 13,45 8,21 7,27 6,43 7,69 7,79
-igpo 15,87 12,38 11,6! 10,76 11.75 10,67
-lg/>o3 18,24 16,06 15,39 14,47 15,67 14.99
-Igpsi 18,87 8,45 6,86 5,75 7,00 5,53
~lgpc 20,54 13,76 12,69 11,92 12,54 10,47
— Igpsic 27,60 14,55 12,63 11,43 11,63 10,35
Psio/Pco — V A,p(6t/(pBn“ I ^р(б) j»
а для реакций 1 н 2 нужны решения системы уравнений:
ЯрсП’®* PstoPco
/?со+ Psi О — Ран
ХР<2;= PsioPco
рсо4- PsiO=P8H
для реакции 1,
для реакции 2
Результаты расчетов
Рис. III.13. Диаграмма зависимости
PsioIPqo от температуры в систе-
ме SI—О—С
представлены в виде диаграммы
в координатах psio/pco=f(l/
/Т) для случая /?вн = 100 кПа
(рис. Ш.13).
На рис. III.13 кривые
1—6 описывают равновесие
соответствующих реакций и
характеризуют условия со-
существования (при опреде-
ленных значениях р$ю, рсо
н температурах) следую-
щих конденсированных фаз:
/- SiO2 и С; 2 —SiO2 и
SiC; 3 - - SiC н С; 4 — SiO2
и Si; 5 — SiC и Si; 6 —С
и Si.
В отличие от реакций 1,
£6
стеме Si—О—С при р=100 кПа и
2100 2300 2100 2300
SiC-j-C stc+Si
0.0101 0,013 0,113 0,0604
4,82 5,Н 4,48 4,92
1.64 1.51 0,65 0.89
7,83 7,89 6,38 6,97
10,21 9,39 9,42 9.11
14,69 14,18 13,69 13,60
4,89 3,79 3,89 3,47
9,58 8,03 9,20 8,37
9,38 7,70 8,49 7,69
2 и 4 для реакций 3, 5, 6
равновесие в зависимости
от 1 psio/pco и температуры
характеризуется прямыми
линиями 5 и 6. Пересе-
чением линий поле диаграм-
мы разграничивается на об-
ласти устойчивости следую-
щих конденсированных фаз:
/ - SiO2; // — С; /// — SiC;
IV — Si.
В точках пересечения
линий с газовой фазой су-
ществуют: А — SiO2, SiC и
С; Б — SiO2, SiC и Si; В —
SiC. Si и С.
В работах Н. В. Толсто-
гузова произведена оценка
влияния образования растворов в системе SiO—SiO2 и по-
казано, что изменение активности кремнезема в системе
незначительно смещает равновесие реакций 1, 2 и 4 (с
участием SiO2), практически не меняя положение фикси-
рованных точек равновесия (линии В, 2', 4').
Представленная диаграмма характеризует равновесие
в системе Si—О—С, области устойчивости отдельных кон-
денсированных фаз и нх сосуществования в зависимости
от парциального давления SiO и СО при различных темпе-
ратурах.
Наиболее перспективным н полным методом изучения
термодинамики восстаноаления кремнезема углеродом явля-
ется применение алгоритмов, ориентированных на исполь-
зование средств вычислительной техники п имеющих
своей целью определение минимального значения измене-
ния энергии Гнббса (ДО) в замкнутой (по массе) химиче-
ской системе *. Применение этого метода при условии
наличия точных термодинамических данных для всех ком-
понентов н возможных реакций в системе позволяет пол-
ностью решить задачу расчета равновесного состава мно-
гокомпонентной химической системы в отсутствии искус-
ственной заторможенности в установлении равновесия. Как
и все термодинамические методы, он не учитывает все-
возможные пути химической реакции, механизм отдельных
стадий процесса, а позволяет учесть начальное н конечное
* В, К}, Манлия, с. М. М.аз мн и) пили.—ЖПХ, 1983, Кг 5,
с. 1204—1207.
4. 232
97
для данной системы и температуры состояния. Ниже при-
ведены методика и результаты численного моделирования
на ЭВМ, выполненные В. 10. Минднным и С. М. Мазмii-
шв или.
В расчете учитывается образование в системе Si—О—С
всех компонентов, для которых известны термодинамиче-
ские данные: газообразные компоненты 0It 02, Оз, Ci, С2,
Сз, СО, С02, Sit, Si2, SiO, SiO2, SiC2, Si2C и конденсиро-
ванные: CK, SiK, SiO\, SiCK. Электронный газ и вещества
в ионизированной форме не учитывались. Изменение энер-
гии Гиббса компонентов рассчитывалось по полному измене-
нию энтальпии и энтропии и для некоторых температур
определялась интерполяцией. Для расчета была выбрана
модель, в которой конденсированные компоненты пред-
ставлены отдельными невзаимодействующими в данных
условиях фазами, а газообразная фаза подчиняется зако-
нам идеальных газов, В этом случае изменение энергии
Гиббса системы может быть записано в следующей форме:
п i PXi \
ДСобщ = 2 / AG/Ч- R Т In \ +
1 ‘I VxJ
\ I /
+ 2 AG/x, , (111.51)
rt + 1
где п — число газообразных компонентов; К—число кон-
денсированных компонентов, учитываемых на данной ста-
дии расчета; р — давление газообразной фазы; х} — число
молей компонента j; AG У —стандартное значение измене-
ния энергия Гиббса j-ro компонента. Для изолированной
системы соблюдается условие
2 bt. / *= 1 ... m, (III.52)
у-i
где at}— число атомов сорта i в компоненте /; bi —общее
число атомов сорта i в системе; m — число сортов атомов
в системе. Равновесному составу газовой и конденсирован-
ной фаз соответствуют такие компоненты в конденсиро-
ванной фазе н число молей X;, прн которых значение из-
менения энергии Гиббса минимально. Расчет состава кон-
денсированной н газовой фаз производился в интервале
1600—2300К в 15—30 точках при давлении 100 кПа при
отношении N = CK/SiO * =1; 1,5; 2; 2,5; 3. Прн этом учп-
98
тывались температуры фазовых переходов с точностью
0,5 К. Расчеты минимальных значений изменения энергии
Гиббса производились прн последовательном отличии двух
соседних точек не более чем па 0,00005—0,001 %.
1700 '900 2'00 1700 1300 2100 Т,К
Рнс. III. 14. Фазовый состав и содержание компонентов в равновесной смеси,
обрам-ванной взаимодействием диоксида кремния н мдерода при р=0.1 МПа
в зависимости от температуры Т (К> и сол г ношения углерода t| днсксидз
кремния (X) !у — десятичный логарифм мольной доли (для галообрлзлых ком-
новентов или десятичный ло-арифм числа молей ин I моль исходного кремне-
зема для конденсированных компонентов:
о — Х=',,П; б — а — .V = 2A л — Л’=2,5, д — .¥=3,0
Результаты расчетов приведены па рис. III. 14; возмож-
ная точность расчета при этом показана на рис. IIl.il (а),
на котором данные по оси ординат отложены до 10~3, хотя
для практических целей достаточна точность 10 2 -И) *
(см. рис. 111.14, б—д).
4"1
99
Из рис. 111,14 следует, что температурой начала взаи-
модействия углерода с SiO2 является 1754 К, протекающим
• с образованием SiC; в конденсированной фазе присутству-
ют кремнезем и карбид кремния (при Л/ = 1ч-2,5), либо
углерод и карбид кремния (при W —3). Последний случай
соответствует условиям получения карбида кремния в пе-
чах сопротивления, а первый — случаям возможных нару-
шений в шихте соотношения количеств углерода и крем-
незема.
Из рис. Ш,14 видно, что температурные интервалы су-
ществования конденсированного кремнезема сдвигаются
с 2005 (Лг=1) до 1754 К (W = 3). Образование конденсиро-
ванного кремния начинается при 1962 К (Л/=1) нс рос-
том содержания углерода в шихте сдвигается в область бо-
лее высоких температур; при Л/ = 2,5 в интервале 1974—
2300 К конденсированный кремннв в равновесных условиях
не образуется. Сопоставление данных для ;V=1 и
показывает, что положение верхней температурной грани-
цы существования конденсированного кремния в системе
зависит от отношения C/S1O2.
Во всех случаях в газовой фазе существует СО н SiOr
причем концентрация SiO заметно увеличивается с повы-
шением температуры. С увеличением концентрации угле-
рода в системе парциальное давление SiO уменьшается, а
мольная доля СО2 в газовой фазе во всех случаях не пре-
вышает 10~4.
§ 3. Требования к качеству
углеродистых восстановителен
В качестве углеродистого восстановителя в. производстве
ферросплавов широко используют металлургический кокс,
который должен удовлетворять следующим требованиям
(ГОСТ 18686—73): содержание серы <2,0%, золы
<10,5%; влаги <10%. Металлургический кокс получают
коксованием каменноугольных шихт, состоящих из газо-
вого угля (25—30%), жирного (33—38%), коксующегося
(17—20%), отощепного спекающегося (16—19%) и тощего
(0—20%)- Коксование ведут в коксовых батареях при
1273—1473 К. В исходных углях сера находится в виде
сульфидов (FeS2, FeS), сульфатов (CaSO4, FeSO^), а так-
же в виде органических соединений. Содержание сульфат-
ной серы невелико (0,1— 0,2%). Фосфор в углях присут-
ствует только в неорганических формах (фосфаты кальция
и др.). Наряду с металлургическим коксом в электротер-
мии
мпи могут применяться древесный уголь, нефтяной, пеко-
вый кокс, антрацит, полукоксы и некоторые другие виды
углеродистых материалов.
В процессе нагрева углеродистые восстановители могут
в различной степени подвергаться графитизации. Метал-
лургический кокс относят к аморфным углеродным мате-
риалам, но хорошо графитирующимся. По мере превра-
щения аморфного углерода в графит растет истинная
плотность и уменьшается электрическое сопротивление.
Данные, приведенные ниже, характеризуют влияние тем-
пературы на изменение истинной плотности рист и удель-
ного электрического сопротивления кокса руд, (для исход-
ного образца рист= 1,920 г/см3, руд = 320 Омм):
Температура, °C
Ряст, г/см3 . ,
ртд, Ом-м . ,
1200 1400
1600 1800 2000
1,990 2,039 2,048
2,057 2,062
180 150 100 90 70
Различают три температурные области, в которых про-
текают совершенно определенные процессы структурооб-
разования в углеродных материалах: до 1500°C — процес-
сы карбонизации, в интервале 1500—1900°С —предкри-
сталлизацнониые процессы и выше 1900°C — интенсивные
процессы графитизации. При нагреве металлургического
кокса до температур, превышающих температуры его кок-
сования в коксовых батареях, в интервале 1200—2000 °C
продолжают удаляться летучие вещества, а затем проис-
ходит восстановление компонентов золы. Так, в образцах
кокса, обожженных при 2000 °C, содержание золы сни-
зилось с 10 до 6%, а серы — с 2,1 до 1%. С повышением
температуры уменьшается теплоемкость, например, с 1,1
для исходного кокса до 0,85 кДж/(кг-К) для нагретого до
2000 °C. Химическая активность углеродистого восстанови-
теля зависит от его свойств и поверхностной энергии:
Е = (III.53)
где о — удельная поверхностная энергия, Дж/см3; S — по-
верхность, см2/моль.
Если представить кусок кокса (или другого углеродис-
того восстановителя) в виде шара диаметром D, порис-
тостью П я цилиндрическими порами диаметром d, то по-
верхность моля кокса можно определить по уравнению:
477 ’
V
0,12С
6(1 — 0,1) у' п
Ъ
(III.54)
101
где С — содержание углерода в коксе; рк — кажущаяся
плотность кокса. Опенка качества углеродистых материа-
лов производится по данным технического анализа. В су-
хой массе восстановителя определяют содержание золы
Ad, выход газообразных летучих веществ Vdai, общее ко-
личество серы в сухом веществе Sf и указывают наличие
влаги в рабочем (фактическом) восстановителе №р сверх
100%. Содержание твердого углерода в этом случае при-
ближенно можно определить по разности Ст=100—(4d-f-
4- ), так как некоторое количество водорода, азо-
та и кислорода (0,5—1,5%) летучими не удаляется. Хи-
мический состав органической массы восстановителя учи-
тывает содержание компонентов в горючей массе, т. е.
содержание углерода (Сг), водорода (Нг), азота (Nr),
кислорода (Ог) и серы (S“). Большое значение для полу-
чения ферросплавов имеет химический состав золы восста-
новителей, что в ряде случаев влияет на химический со-
став получаемого продукта.
Основные требования к качеству углеродистых восста-
новителен различны при получении каждой группы ферро-
сплавов и включают контроль следующих показателей:
1) содержание твердого (нелетучего) углерода, золы, ле-
тучих веществ, рабочей влаги и серы; 2) химический со-
став золы; 3) удельное электрическое сопротивление;
4) пористость; 5) физико-механические свойства (грану-
лометрический состав, прочностные характеристики);
6) восстановительная способность по отношению к оксидам
определенного элемента. Последнее требование специфич-
но для процессов получения ферросплавов, так как обыч-
но используемая характеристика — реакционная способ-
ность восстановителя (константа взаимодействия углерода
с СОа прн 950, 1000 и 1050 “С с образованием СО) при не-
прерывной плавке в ферросплавных печах не имеет одно-
значного определяющего значения.
В условиях производства ферросплавов активизируются
процессы на поверхности п в порах восстановителя в ре-
зультате возгонки и диссоциации оксидов с образованием
карбидов элементов, что препятствует взаимодействию уг-
лерода и СО2, по во многом способствует восстановлению
получаемых элементов. В отечествен пой практике получило
развитие изучение восстановительной способности (степени
восстановления) каждого вида восстановителя по отноше-
нию к оксидам элементов. Реакционная способность, опре-
деляемая по отношению СО/СО;, и восстановительная спо~
102
собность, выявляемая по степени восстановления оксидов
металлов, имеют качественное подобие. Но в реальных
условиях ферросплавного процесса (высокие температуры,
низкий столб шихты в ферросплавной печн, неизбежный
процесс образования карбидов металлов н газообразных
низших оксидов металлов и т. д.) наиболее правильной ха-
рактеристикой является восстановительная способность
углеродистого материала с учетом его электрического со-
противления и других параметров.
В табл, 1П.5 приведены составы и свойства наиболее
широко применяемых углеродистых восстановителей.
Таблица Ш.5. Характеристика углеродистых восстановителей
Показатель Meuxiyp- гмчееклй кокс Кокс НК Полукокс Нефтяной кокс Дре- весный уголь
Содержанке по техниче- скому анализу. %: 1
.-V 10,65 10,80 27,00 0,71 1,45
у<м/ 1.44 1,20 5,60 8,08 14.54
ИГр 0,44 . 1,30 1,90 0,80 2.10
• 0,89 1,34 0.91 4,23 0,04
Ст 87,02 86,66 71.49 86,98 83,97
Реакционная способность при 1323 К, мл/(г.с) 0,69 0,92 8,00 0,42 11,1
Руд, Омм (фракция 3— 6 мм) Структурная прочность, % Плотность, г/см3: 1,21 1,48 7500 3- 10s 2- 10s
83,0 85,0 63,7 64.3 39,0
истинная 1,82 1,95 1.58 1.41 1,40
кажущаяся 0,91 0.93 0,93 1,12 0,40
Пористость, % (СМ’/г) 53.1 49,7 55.0 20.1 63,8
Химический состав зо- лы, % (0,49) (0,51) (0,67) (0,18) (М)
SiO-2 35.4 36,5 75.7 46.3 1,90
23.3 22 2 11.2 24,3 3,40
CaO+MgO .... 3,8 3,9 3,0 10,5 41,1
FcjOj 33,8 33.7 7,6 14,2 0.85
Р>Оз 0,24 0,24 0.03 0.75 5,12
K2O4-Na;O .... 2,13 2,64 1,18 0,13 0.29
В ферросплавном производстве получили применение
различные виды углеродистых восстановителен в зависи-
мости от их физико-химических свойств. Оценка восстано-
вителя по действующим техническим условиям и стаидар-
103
там часто не характеризует его качество как восстанови-
теля для получения того или иного вида сплава в
зависимости от способа получения, мощности и конструк-
ции используемой рудовосстаповнтельной печи, температу-
ры восстановления, химического состава золы, количества
и состава летучих веществ, электрического сопротивления
шихтовых материалов, его изменения с температурой, хи-
мической активности по отношению к конкретному оксиду,
изменению удельной поверхности зерен восстановителя,
графитируемости в зависимости от температуры н т. д.
Свойства восстановителя н целесообразность его примене-
ния для получения определенного типа ферросплава опре-
деляются прн испытаниях в промышленных условиях.
Важное значение в числе свойств имеет способность
к графитизации. Неграфнтируемые углеродистые материа-
лы характеризуются структурой, представленной плоскими
полимеризованными слоями, аналогичных графитовым, но
располагающихся небольшими пакетами, внутри которых
нет взаимной упорядоченности между плоскостями в от-
личие от структуры графита (см. рнс. III.8), получающей-
ся в результате термической обработки углеродистого гра-
фитируемого материала. Графитизация обусловливает
уменьшение химической активности углерода, электриче-
ского сопротивления и удельной поверхности, что ухудша-
ет способность углеродистого материала к восстановле-
нию оксидов. Это подтверждается практикой выплавки
кремнистых ферросплавов при использовании легко графи-
тируемых материалов, например, нефтяного кокса в каче-
стве восстановителя. Нефтяной кокс содержит небольшое
количество золы и вносит небольшое количество примесей,
ианрпмер, алюминия при выплавке ферросилиция, железа
при получении силикоалюминия. Но снижение производи-
тельности печен и повышение расхода электроэнергии на-
столько увеличивают потери производства, что его приме-
нение в ряде случаев совершенно нерационально. Так,
введение нефтяного кокса в количестве 50—60% от общего
количества восстановителя при выплавке богатого ферро-
силиция снижает на 30% производительность печей па
35% увеличивает удельный расход электроэнергии.
Широкое применение в последние годы получили вос-
становители, обладающие высоким электрическим сопро-
тивлением при высоких температурах, повышенным коли-
чеством летучих веществ п золы. Оценка восстановителя,
полученная прн исследованиях выплавки ферросилиция с
высоким содержанием кремния, показала преимущества
104
использования ангарского полукокса, буроугольного полу-
кокса, газового и древесного угля, ленинск-кузнецкого по-
лукокса. Применение древесного угля целесообразно в слу-
чае, если затраты на его использование компенсируются
повышением качества получаемого сплава. В настоящее
время древесный уголь используют в основном при выплав-
ке кристаллического кремния.
Электрическое сопротивление шихтовых смесей. Важ-
ным свойством шихты для получения ферросплавов угле-
родотермнческим процессом с погруженными в шихту
электродами является ее удельное электрическое сопро-
тивление, которое при прочих равных условиях зависит от
гранулометрического состава кокса и других компонентов
шнхты. Удельное электрическое сопротивление шихтовых
смесей р в общем случае прн одинаковой крупности и
объемной массе подчиняется аддитивному закону:
Ig? —^®JgPn (Ш.55)
где со — массовые доли компонентов шихты.
В условиях больших различий по крупности и объем-
ной массе вместо массовых долей следует брать относи-
тельные удельные поверхности кусков которые опреде-
ляют сравнительные количества контактов. Зависимость
со-, от S', имеет вид:
(HI.56)
i
Для смеси, состоящей из кокса (индекс 1) и кварцита
(индекс 2), уравнение принимает вид:
lgP = Si[^i—(2/nt — I) IgfZJ 4-
+ 52[Аг(2отг~ П (Ш.57)
где показатель, равный 0,5 при малых и больших
давлениях на контакт. Для шихты, состоящей из кокса
донецких углей н овручского кварцита, уравнение приоб-
ретает следующий вид:
lgp — S1 [0,535 — 0,411gs.[5,0 -0,31g(HI.58)
Анализ зависимостей показывает, что с уменьшением
размеров кусков кокса и кварцита значение р должно воз-
растать, если поверхностные доли обоих компонентов не
изменяются. Если размер кусков кокса уменьшается, а
размер кусков кварцита остается прежним, то доля его
уменьшается и удельное электрическое сопротивление ших-
ты должно снизиться, так как pt-<p2-
105
Чрезмерное уменьшение размеров кусков снижает газо-
проницаемость столба шихты в ванне печи, что может
привести к падению производительности и всех технико-
экономических показателей выплавки ферросплавов. На
практике расчет гранулометрического состава шихты про-
веряют исследованием работы печей на шихте различного
гранулометрического состава.
Стремление технологов-ферросплавщиков максимально
увеличить электрическое сопротивление шихты при плавке
сплавов непрерывным процессом объясняется необходи-
мостью уменьшить долю тока шихтовой проводимости и
увеличить долю тока, проходящего через электрическую
ДУГУ — высокотемпературный источник тепла. Абсолютное
значение удельного электрического сопротивления связано
с концентрацией золы и летучих веществ в восстановите-
ле, В большинстве случаев максимальному содержанию
последних соответствуют большие абсолютные значения
электросопротивления.
Смешением различных восстановителей можно в широ-
ких пределах изменять электрическое сопротивление ших-
ты, концентрацию вредных и полезных элементов в ферро-
сплаве, вносимых золой восстановителей. Среднее удель-
ное электрическое сопротивление полукоксов в 101О4раз
больше, чем у коксов, что в большинстве случаев объяс-
няется меньшей конечной теплопроводностью процесса
коксования (560 вместо 760°C при производстве, напри-
мер, ленипск-кузнецкого и ангарского полукоксов). Ис-
пользование молодых длнннопламеиных углей для полукок-
сования и пониженная температура процесса предопреде-
ляют более высокие значения удельного электрического
сопротивления вещества полукоксов по сравнению с про-
мышленными коксами.
Подробные сведения о составе и физико-химических
свойствах углеродистых восстановителей различного про-
исхождения, сортамента, месторождения н коксохимиче-
ских заводов приводятся в справочной литературе по фер-
росплавам.
В последние годы на отечественных ферросплавных за-
водах проведены значительные исследования, промышлен-
ное опробование и в случае положительных результатов
внедрение некоторых новых видов углеродистых восстано-
вителей. Неоднократные попытки использования нефтяного
кокса в качестве восстановителя при выплавке 75%-иого
ферросилиция иа КузЗФ показали, что введение его в ко-
личестве 15—50% (вместо кокенка) уменьшает производи-
те
дельность печей на 11,5% и увеличивает расход электро-
энергии иа 11,2%. Повышение доли нефтяного кокса до
50—55% еще более ухудшило показатели работы печнз
производительность снизилась на 30,6%, а расход электро-
энергии увеличился на 35.6%. Использование нефтяного
кокса для снижения концентрации алюминия в ферросили-
ции за счет низкого содержания золы должно находиться
в зависимости от компенсации дополнительных затрат от
применения нефтяного кокса.
Использование кокса-орешка, полученного из угольной
шихты с повышенным содержанием газовых углей (38,5
вместо 17%) и более длительное коксование повысили его
реакционную способность н электрическое сопротивление.
Это обусловило устойчивую работу рудовосстаиовительиой
печи мощностью 14 МВ*А п повышение производитель-
ности на 4,1 %. Хорошие результаты получены при выплавке
ферросилиция ФС75 на ЗФЗ с применением коксика-ореш-
ка Криворожского коксохимического завода, обладающего
повышенной реакционной способностью и удельным элект-
рическим сопротивлением: производительность печи увели-
чилась иа 1,4%, а расход электроэнергии снизился иа 1,7%.
Испытания опытного кокса, полученного с включением
в состав шихты 60% газовых углей, показали возможность
повышения напряжения низкой стороны на 1,5%; произво-
дительность при выплавке ФС75 увеличилась на 10%, из-
влечение кремния — на 4,5%, удельный расход электро-
энергии снизился на 4,4% и составил 8609 кВт-ч/т, расход
кварцита иа 4,8%, коксика иа 6,6% и стальной стружки
на 6,2%. Электрическое сопротивление шихты в печи для
выплавки ФС75 удалось повысить при использовании 60%
газовых углей в шихте при получении кокса-орешка. По-
ложительные результаты получены при вводе в шихту
кокса, который получен из шихты, содержащей 60% газо-
вых углей, 25% буроугольного полукоксика и 15% жирных
углей. Производительность возросла на 6,98%, удельный
расход электроэнергии снизился на 6,77% при уменьшении
расхода сырья на 5—5.5%.
Хорошие показатели получены при использовании угле-
кварцитового кокса, который оказался полноценным заме-
нителем древесного угля: производительность печи при
выплавке ФС75 возросла иа 7,5%, а удельный расход
электроэнергии снизился на 4,5% при увеличении извлече-
ния кремния с 94—95 до 98%. При выплавке ФС90 иа
ЧЭМК при замене древесного угля углекварцитовым кок-
сом достигнуто снижение удельного расхода электроэпер-
107
гин на 6,2% прн повышении извлечения кремния с 81—83
до 88%. Положительные результаты получены при исполь-
зовании углекварцнтового кокса н на других заводах. Вы-
плавка ФС75 на ангарском высоко- и низкозольном полу-
коксе приводит к повышению производительности печи
14000 MB-А на 6—10%, уменьшению расхода электроэнер-
гии на 5—6%.
При производстве ферросплавов можно использовать
восстановители различного происхождения, в зависимости
от требовании технологического процесса. При выплавке
ферросилиция применяют и антрацит, который вводят в
смеси с древесным углем для частичной замены коксового
орешка. Каменные угли используют для повышения элек-
трического сопротивления шихты. Прн плавке ферросили-
ции хорошие результаты получены при использовании
бурого угля в брикетированном виде — в смеси с 50—80%
антрацита. Возможно восстановление брикетированным
торфом. Введение в исходные углн кремнеземистых мате-
риалов позволяет получать углекварцитовый кокс с высо-
ким электрическим сопротивлением. Желеэококс полу-
чают из углей с добавкой железистых шлаков или тонко-
дисперсных материалов с высоким содержанием оксидов
железа. Эти восстановители имеют повышенную механиче-
скую прочность. Нефтяной кокс, для которого характерно
низкое содержание золы, является продуктом коксования
тяжелых остатков термического крекинга мазута или гуд-
рона, а также остатков пиролиза керосиновой фракции
нефти. Пековьш кокс — продукт коксования высокотемпе-
ратурного каменноугольного пека. Удовлетворительные ре-
зультаты дает использование формованного кокса, который
получают формованием пластичной массы из газовых или
бурых каменных углей с последующим прокаливанием
формовок.
Для непрерывной плавки в рудовосстановмтельпых пе-
чах целесообразно применение древесных отходов (опилок,
щепы, стружки, чурок, обрезков и т. д.), а также высоко-
зольных углей и отходов при их добыче. Так, на выплавке
ферроенликоалюмииия хорошие результаты получены при
использовании высокозольных угольных пород Экибастуз-
ского месторождения (Ас = 70-ь75%; Ст=14-г30%), Зола
состояла в основном нз кремнезема (60—68%) и глинозе-
ма (30—35%) при 2—3,5% FeO. Угли обладают высоким
электрическим сопротивлением, а оксиды золы являются
полезными составляющими шихты. Применяют такие углн
в чистом виде или в смесп с коксом-орешком.
108
§ 4. Технология кристаллического кремния
Кремний технической чистоты (96—99% Si), называемый
по ГОСТ 2169—69 кристаллическим, получают восстанов-
лением SiO2 углеродом. Основные реакции, приводящие к
получению кремния, были рассмотрены выше. Реакция
(III.37) является суммарной, состоящей из отдельных ста-
дий: 1) SiO24-C = SiOr + CO; 2) SiOr+ 2C = SiC + CO;
3) 2SiC+SiO2=3Si + 2CO.
Химический состав кристаллического кремния приведен
в табл. Ш.6. Кремний используют для получения крем-
ниймедиых сплавов, синтетического силумина и других
сплавов на основе алюминия и кремния, кремнистых бронз,
кремнийорганических соединений, а также для раскисле-
ния специальных сплавов на нежелезиой основе. Высшие
сорта кристаллического кремния служат исходным сырьем
для производства монокристаллического кремния особой
чистоты.
Таблица Ш.6. Химический состав кристаллического кремния
(ГОСТ 2169—69) с изменениями ИУС-2-80
Марка Массовое содержание. %
SI [не менее) Ге AJ (не более) Сл X
Кроо* 99.0 0,4 0,4 0,4 1,0
Кро* 98,8 0,5 0,6 0,4 1.2
Кр1* 98,0 0,7 0,7 0,6 2,0
Кр2 97,0 1,0 1,2 0,8 3.0
Крз 96,0 1,5 1,5 1,5 4,0
* в кремнии марок КрОО и КрО со Знаком качества <0.3% AI; в Кр!
^98,1% Si; <0,6% Al.
В качестве шихтовых материалов при выплавке крем-
ния применяют кварцит н углеродистые восстановители,
к качеству которых предъявляют жесткие требования по
содержанию вредных примесей, гранулометрическому со-
ставу, удельному электрическому сопротивлению н др.
Примесные компоненты, содержащиеся в кварците, золе
восстановителя, электродах, являются источниками поступ-
ления в кремний железа, алюминия, кальция и других эле-
ментов. Невосстановленные оксиды примесей ошлаковы-
вают часть кремнезема, вследствие чего образуется кислый
шлак, хорошо смачивающий жидкий кремпий.
22
109
Природные формы кремнезема представлены либо са-
мостоятельно минералом кварцем, либо породами почти
нацело им сложенными — кварцитом, кварцитовиднымн
песчаниками и т. д. Коренные залежи кварцита встре-
чаются в виде пластов, гнезд или линз, состоящих из не-
сцементированных кристаллов различной крупности. Плот-
ность кварца 2,59—2,65 г/сма, твердость — 7. В зависимости
от количества примесей цвет и твердость кварца изме-
няются. Ниже приведены требования технических условий
к кварцитам, предназначенным для выплавки кремния.
Месторождение Первоуральское Баняческое
Массовое содержанке, %:
SiO2 (не менее) 98,0 98,0
1-ЪОз (не более) 0,25 0,15
AiaOa (не более) 0,60 0,25
СаО (не более) 0,25 0,(5
Фракция, мм 10—250 40-250-'
Перед выплавкой кремния кварциты дробят, и часть-
примесей удаляется с мелочью. Дробление необходимо,
совмещать с промывкой для удаления глинистых прима-
зок, пылевидных наносов и хрупких включении. Кварциты
должны обладать высокой термостойкостью, прн нагрева-
нии мало растрескиваться, иметь небольшую кажущуюся
пористость (<2%), низкое водопоглощеине (0,1—0,5%).
Температура начала интенсивного разрушения должна
быть как можно выше. В качестве восстановителей ис-
пользуют нефтяной кокс, газовый и древесный уголь, полу-
ченный пиролизом древесины преимущественно твердо-
лиственных пород (дуб, береза, граб, бук и др )- Древес-
ный уголь должен содержать не более 3% золы, 20%
летучих веществ, 10% влаги, 2% посторонних прим осей и
мелочи-размером 25 мм нс более 5%. Обычно в угле 4—
13% влаги, 15—20% летучих, 1—3% золы и 70—78%
твердого углерода. Зола древесного угля заводов Закар-
патья (УССР) имеет следующий состав, %: SiO2 3,5—6,4;
Fe2O3 0.6- 34; СаО 33,8—56; MgO 5—9; А12О3 1—4; К2О
8—20; Na2O 1—5. Удельное электрическое сопротивление
древесного угля (~ 1-Ю8 Ом-м), характеризует его как
наиболее подходящий восстановитель для выплавки крем-
ния. Древесный уголь частично заменяют более дешевым
нефтяным коксом (до 25%), который содержит 0,1—0,6%
золы п 3—5% летучих веществ, но по качеству уступает
древесному углю вследствие меньшего электрического со-
противления (3—4 Ом-м) и реакционной способности.
НО
22
Кристаллический кремний выплавляют в открытых пе-
чах мощностью 6,5; 16,5 и 22,5 МВ-А непрерывным мето-
дом с постоянным выпуском расплава. Ванны печей футе-
руют угольными блоками. Электроды применяют уголь-
ные. Использование самообжнгающихся электродов со
стальным кожухом ограничено вследствие перехода желе-
за кожуха в сплав.
Для выплавки используют кварцит крупностью 20—
50 мм, древесный уголь— 10—80 мм, нефтяной кокс и га-
зовый уголь — 5—15 мм. Перемешанную шихту, поступа-
ющую нз печных бункеров, загружают в печь завалочной
машиной. Шихту вводят таким образом, чтобы у электро-
дов постоянно поддерживались конусы высотой до 0,5 м.
В процессе плавки производят осадку шихты опиковочной
машиной, перемещающейся вокруг печи по рельсовому
пути. В процессе осадки хобот машины заглубляют в ос-
нование конуса шнхты с подгребанием ее и осадкой. Вы-
пуск кремния ведут непрерывно, что вызвано необходи-
мостью уменьшения продолжительности пребывания рас-
плава в атмосфере печного газа вследствие развития
процессов вторичного карбидообразования. В работающей
печи содержание карбида кремния в нижней ее части и
гарнисаже составляет 20—90%. Поскольку плотность
кремния (2,2 г/см3 при 1873 К) меньше плотности шлаково-
го расплава (2,6—2,8 г/см3), имеющего высокую вязкость
(10—1,5 Па-с прн 1973К), непрерывным выпуск способ-
ствует выходу и шлакового расплава, что повышает произ-
водительность, а также облегчает обслуживание печи н
уменьшает отклонения в электрическом режиме плавки.
Работающую ванну печн можно условно разделить на
три зоны. В верхней (колошник), наиболее холодной под-
готовительной зоне, происходит нагрев составляющих ших-
ты, сопровождающийся испарением влаги и удалением
летучих. Температура на колошнике колеблется от 400
(на периферии) до 700—800°C в центре между электрода-
ми. Зона реакций (тигель) включает пространство вокруг
электрода на высоту его заглубления в шихту и подзлек-
тродную полость, в которой горит электрическая дуга.
Стенками тигля служит гарнисаж печи, состоящий на 60—
90% мз карбида кремния; ближе к электроду тигель со-
стоит из шихты, сходящей вниз вместе с образующимся
шлакокарбидным расплавом. Далее следует оплавляющий-
ся слой шихты. Расплав сходит в подэлектродиое прост-
ранство, заполненное газообразным кремнием, кремнезе-
мом, оксидом кремния, монооксидом углерода, атомарным
И1
в молекулярным (Сг, Сз н др.) углеродом. Более деталь-
ное строение ванны показано на рнс. III.15.
В процессе восстановления кремния углеродом в число
продуктов реакции входит и сгорающий на колошнике
оксид углерода. Кремний образуется в шлакокарбидиом
расплаве: если ои появляется в свободном состоянии (не
отделенный от оксида углерода шлаком), то переходит
в карбид кремния.
Кремний и шлак располагаются в третьей — нижней
центральной зоне. Они ие образуют сплошной шлаковой
Рве. 111,15. Строение ванны электропечи РКО—J6.5 Кр для выплавки кристал-
лического кремния:
J — гарнисаж: 2 — слой исходаой шихты; 3 — слой горячей шихты; 4 — слой
размягченной шихты; 5 — зона восстановления; в металлокарбндная настыль;
7 — под электродная полость; 8 — расплав кремния; 9. /О — углеродные блоки
и металлической ваииы, а распределяются отдельными, не
всегда сообщающимися областями в расплавленной шла-
кокарбидиой массе, содержащей 80—95% SIC. По мере
накопления кремния в таких участках он постепенно выхо-
дит из летки: в шихте печи, остановленной во время ра-
боты, сохраняются «каналы», через которые кремний и
шлак выходят из печи.
Извлечение кремния составляет 78—85%, —0,5% восста-
новленного кремния теряется со шлаком. В кремний пере-
ходит из шихты 50—55% алюминия, 35—40% кальция,
30—35% магния и 95—98% железа.
112
При работе печи мощностью 22,5 МВ-А образуется гаэ
(—120 тыс, m3/cvt.). Газ имеет состав: 80—85% СО, 4—
8% СО2, 1—3% СН4; 0,1—1% Н2О; 1—4% N2 и 1—3% Н2
н до очистки содержит 1,2—2 г/м3 пыли следующего со*
става: 80% SiO2: 2—4% А12О3; 0,1—0,2% Fe2O3; 1—2%
СаО и i—8% С, По данным материального баланса, газы
составляют 75—70% всех продуктов плавки.
Нормальная работа печи характеризуется устойчивой н
глубокой посадкой электродов, равномерным га зовы д еле-
йней по поверхности колошника, отсутствием потемневших,
спекающихся участков колошинка и местных выделений
газа — свищей; шихта сходит без обвалов, выпуск крем-
нии и шлака постоянен по количеству; токовая нагрузка
на электродах устойчива и соответствует заданной. Поло-
жение электродов может колебаться в связи с непостоян-
ством состава шихты н регулируется изменением либо
напряжения на электродах, либо состава шихты.
При выплавке кремния в печн мощностью 16,5 МВ-А
на 1 т расходуется 2540 кг кварцита, 1310 кг древесного
угля, 150 кг нефтяного кокса, 240 кг газового угля при
расходе электроэнергии 11,2—12,2 МВт-ч. На 1 т кремния
выделяется около 400 м3 газа.
При работе печи ~82% тепла вводитси с электроэнер-
гией, ~17% вносится в результате сгорания углерода н
1% составляет физическое тепло шихты н образование
соединений в шлаке. Расходная часть шихты слагается нз
следующих статей: тепло иа восстановление оксидов 69—
72%, потери с отходящими газами 4—9%, тепло, уноси-
мое металлом 4—6%, шлаком 0,2—0,3%, потери тепла
кладкой печн и через кожух 2—4%, потери тепла через
колошник 9—12%, с охлаждающей водой 1—5% и элек-
трические потери ~10%. Фактический состав кремния
производства некоторых заводов приведен в табл. III.7.
После наполнения изложницы кремнием, выпускаемым
из печн непрерывно, расплав кристаллизуется, затем сли-
Таблица III.7. Химический состав кристаллического кремния
Заво- ды Массовое содержание, %
S1 Fe Al Са Mg
1 98,3—97.5 0,54—0,84 0,52—0,66 0,39—0.70 0,01—0,05
2 99.2—97,84 0.39—0.80 0,2а—0,45 0,32—0.54 0,01—0,012
3 99,06—98,98 0,27—0,40 0,25—0.30 । 0,30—0,38 Не опр.
па
ток дробят, отделяют шлак, и готовую продукцию отправ-
ляют потребителю. На некоторых заводах кремний выпус-
кают в углеродистые изложницы, где он отстаивается с
целью отделения от шлака. Выпуск может производиться
в отстойники с рафинированием расплава от примесей алю-
миния и кальция продувкой газами (хлором, кислородом,
аргоном). Рафинируют креминй и в обогреваемых ковшах
флюсами из солей щелочных металлов (NaCl, Na3AlFri
и др.). В процессе рафинирования снижается содержание
алюминия с 0,30—0,45 до 0,10—0,20% и кальция с 0,6—
1,0 до 0,2—0,4 %, а также уменьшается количество шлако-
вых, оксидных и карбндкреминсвых включений. При вы-
плавке кремния образуется 3—8% шлака от массы сплава
следующего состава, %: SiO2 30—50; Si 10—30; SiO 8—15;
SiC 10—40; Fe2O3 0,5—1,0; A12O3 12—15; CaO 20—30.
Этот шлак может быть использован для раскисления ста-
ли в печи, ковше или изложницах, а также при выплавке
ферросплавов с кремнием.
§ 5. Технология карбида кремния
Карбид кремния (карборунд) находит широкое применение
в качестве искусственного абразивного материала, обла-
дающего высокой микротвердостью. Абразивный инстру-
мент, изготовленный на основе карбида кремния (SiC),
используют в металлообрабатывающей промышленности
для зачистки металлопродукции. Высокая термическая и
химическая стойкость позволяет использовать его для из-
готовления огнеупоров, В сочетании с алюмосиликатными
волокнами SiC, SiO2 входят в состав композиционных ма-
териалов корпуса космического корабля многоразового
пользования «Сиэнс Шатл*, а в составе композитов (SiC4-
+ А1)—в авиакосмической промышленности США.
В электрометаллургии кремния и кремнистых ферро-
сплавов карборунд представляет интерес как промежуточ-
ный продукт в сложном физико-химическом процессе вы-
плавки кремния технической чистоты, силнкокальцня,
ферросилиция и др. Знание особенностей процесса его по-
лучения полезно для совершенствования технологии вы-
плавки ферросплавов путем применения отходов смежных
производств, содержащих SiC. в качестве шихтовых мате-
риалов. Такими побочными продуктами являются отходы
графитизации электродов, абразивный карбид кремния
и др.
114
В природе карбид кремния встречается в виде минера-
ла муассанита, который впервые был обнаружен в СССР
в 1956 г. в Иркутской области. Искусственный карбид,
кремния получают восстановлением SiO2 углеродом. Про-
цесс в общем виде может быть представлен реакцией
SiOr!-3C=SiC4-2CO; AG" = 555615 — 322,11 Г. (Ш.59)
Условие AGt =0 при рсо=Ю0 кПа соблюдается при
1725 К Плотность SiC равна 3,22 г/см?» температура
разложения 2880 К, теплота образования =
= 66,16 кДж/моль. По сравнению с другими карбидами
металлов (TiC, SrC, VC, Fc3C, \VC и др.) карбид крем-
ния имеет теплопроводность в 2—3 раза большую'
[0,0101 Вт/(м • К) J, прн комнатной температуре отличается»
высоким удельным электрическим сопротивлением
1,3 ОМ‘М (0,525 для TiC и 0,76 для VC). Микротвердость
SiC достигает 33,4 ГПа, модуль упругости — 386 ГПа. Цвет
и свойства карбида кремния зависят от содержания в нем
примесей. Различают черный и зеленый карборунд. Оба
вида промышленного продукта получают в электрических
печах, в которых рабочим сопротивлением является слой
кокса (так называемый керн), а также непосредственно’
шихта, состоящая из углеродистого восстановителя и квар-
цевого песка. Для получения зеленого карбида кремния
в шихту добавляют хлорид натрия.
Единичная мощность печи сопротивления составляет
2000—3600 кВ-А. Печь представляет собой самоходную
платформу, на концах которой размещены токоподводя-
щие угольные электроды. На дно платформы насыпают
возвраты, кварцевый песок, а затем выкладывают из кус-
кового нефтяного кокса керн, который и является в на-
чальный период процесса рабочим сопротивлением. Сверху
на керн насыпают реакционную шихту. Ниже приведен
удельный расход шихтовых материалов ц электроэнергии
при получении черного (числитель) и зеленого (знамена-
тель) карбида кремния:
Расход материалов, кг/т;
песка кварцевого ........ 1750/2000
антрацита .......................... 900/700
кокса нефтяного..................... 300/600
опллок древесных.................... 170/370
соли поваренной (XaCI) ..... —/230
Расход элсктроэяергни, кВтч/т . . . 8200/10000
Кварцевый песок должен применяться чистым по при-
месям (99,6% SiO2; 0,3% FeO; 0,07% АЬО3; 0,04% СаО;
115
0,03% MgO; 0,02% T1O2). В качестве восстановителя могут
использоваться только малозольные углеродистые мате-
риалы: антрацит (3% золы, 93% Ст); нефтяной кокс (0,8%
золы, 94% Ст, 5% летучих веществ, 3% влаги). В печь
загружают 50—65 т шихты и 3200—4500 кг керна, затем ее
подключают к печному трансформатору. Процесс получе-
ния карборунда контролируют в основном по расходу
электроэиергнн.
Для печи с установленной мощностью трансформатора
2500 кВт процесс считается законченным, если расход
электроэнергии составляет 65—70 МВт-ч. Охлаждают печь
J 4 5 6 7 8 9 3 2
Рве. Схематический разрез печн для полученяя карбида
кремния после окончания процесса:
/ — тележка; 2 — угольные блоки; 3 — токоподводящие щеки: 4—
стенка; 5 — спеки; 6 — силокснкон; 7 — аморфный SiC: S — кус-
ковой SiC; 9 — керя
8 течение 24—32 ч, затем ее содержимое разбнрают (рис.
II 1.16). Химический состав продуктов приведен в табл. II 1.8.
Кусковой SiC направляют на дальнейшую переработ-
ку для получения абразивного зерна различных классов,
Таблица ГП.8. Химический состав продуктов получения
зеленого карборунда
Массовое содержание, %
Продукт </? с (Л у л 1,0) с СаО MgO Q и z U и [|
SiC (кус- ковой) Аморф 0,1Г 0,12 97,82 0,92 0,48 0,30 0.26 — —
0.16 9,21 71,54 0.78 0,82 0,74 0,47 15.15 0,55 0,50
Сростки — 13,45 70. И 1 33 0.69 4,60 0.26 0,03 0,46
Шихта Снлокси- — 45,40 11,14 0,30 0,55 1.00 0.47 31,50 8,78 0,80
кон — 35,14 36,50 3.60 0.52 2.30 0.30 14.65 6,98
Спеки — 42,14 5,32 0.58 0.41 0.35 0,19 19,50 20,0 —
а «сростки», содержащие до 70% SiC, используют в каче-
стве компонентов шихты при выплавке ферросилиция, про-
изводства огнеупорных масс, в составе углеродных масс
для самообжигающихся электродов и других целей. Вво-
димый карбид кремния в шнхту на ферросилиций сравни-
тельно легко разрушается металлическим железом по ре-
акции:
SIC 4-Fe = [Si]Fe + Crp. (111.60)
Эта реакция может протекать до тех пор, пока содер-
жание кремния в сплаве составит 23—24%, когда обра-
зуется силнкокарбид Fe5Si3Cx, находящийся в равновесии
с карбидом кремння.
Глава IV. ЭЛ ЕКТРОТЕРМИЯ
ФЕРРОСИЛИЦИЯ
§ 1. Сортамент и свойства ферросилиция
К ферросилицию относится большая группа сплавов си-
стемы Fe—Si. Ферросилиций, получаемый в электропечах,
может содержать 19—92% Si, выплавляемый в доменных
печах — 9—13 (марка СиЮ) и >13,1% Si (марка Сн15).
Одиннадцать марок электропечного ферросилиция по
ГОСТ 1415—78 (табл. IV.1) можно разделить на три груп-
пы: инзкокреминстый (ФС20, ФС20л, ФС25), со средним
содержанием кремния (ФС45, ФС65 и ФС69) и высоко-
кремнистый сплав (ФС75л, ФС75э, ФС90 н ФС92). Хотя
такое деление условно, однако оно имеет определенные
удобства прн анализе теоретических основ и технологии
выплавки ферросилиция. В ГОСТ 1415—78 (по сравнению
с устаревшим ГОСТ 1415—70) отсутствует марка ФС18
(17—22% Si). Это обосновывается рядом причин. Глав-
ная— повышенная растворимость углерода в сплаве с
17% Si (до 1,3%), который в процессе кристаллизации вы-
деляется в виде графита (спели), поскольку сплавы систе-
мы Fe—Si при 17—22% Si находятся в равновесии с гра-
фитом, а при 22—24% Si и более — в равновесии с карби-
дом кремния. Выделяющийся графнт осаждается на
элементах механического оборудования, что затрудняет
работу печи, в частности вызывает проскальзывание само-
обжигающихся электродов в контактных щеках и механнз-
117
Таблица IV.I. Химический состав электропечяого
ферросилиция (ГОСТ 1415—78)
Массовое содержание, % (не более)
Маржа St, % С S Р AI Мп Сг Т1 Са
ФС92 >92 0,02 0,03 2,5 0,2 0,2 - 0,5
ФС90 >89 — 0,02 0,03 3,5 0,2 0,2 — —
ФС75 7-1—80 — 0,02 0.05j 0,4 0,4 — —
ФС75л 74—80 — 0,02 0,05 1,5 0,3 0,3
фС75э 74—80 0,1 0,02 0,04 0,1 0,3 0,2 0,05 0,1
ФС69э 67—72 0,1 0,02 0,04 0,1 0,3 0,3 0,04 од
ФСбо 63—68 i 0,02 0,05 2,5 0,4 0,4 —
ФС45 41—47 0.02 0,05 2,0 0,6 0,5 — —
ФС25 23—27 0,8 0,02 0,06 1,0 0.9 1.0 —
ФС20 19-23 1,0 0,02 0,10 1,0 1,0 1 —
ФС20л 19—23 — 0.02 0,20 1,0 1.0 0,3 — —
Примечание. В обозначения марок ферросилиция строчные буквы
укалывают на основное назначение: л — для литейного производства; э — лл»
выплавки электротехнической стали. По требованию потребителя ферросили-
ций марок ФС45 и ФС26 изготовляют с массовым содержанием хрома <0,3%.
По соглашению изготовителя с потребителем допускается производить ферро-
силиций марок ФС75э в ФС69э с массовым содержанием титана <0,1 и
алюминия <[%.
ме перепуска, а также ухудшает условия работы обслужи-
вающего персонала.
Система Fe—Si. Принятая в настоящее время диаграм-
ма Fe—Si представлена на рис. IV. 1. Кремний относится
к ферритообразующим элементам и поэтому сужает об-
ласть y-Fe. Максимальная растворимость кремния в у-Fe
составляет 1,63% Si- Двухфазная область (а + у) прости-
рается до 1,94% Si. В системе Fe—Si существует ряд сили-
цидов: Fe3Si (14,28% Si), Fe2Si (20%), Fe5Si3 (23,18%),
FeSi (33,46%) н FeSi2 (50,15% Si).
Устойчивы до температуры плавления силициды FeSi
и FeSi2. Моиосилицид FeSi, (е-фаза), имеет область гомо-
генности (33,2- 34,2% Si), кристаллизуется в кубической
системе (а = 0,44898 нм). Особый интерес представляют
сведения о кристаллохимических характеристиках силици-
да FeSi2. На рнс. IV. 1 отмечена область гомогенности си-
лицида FeSi2.з (S-фаза).
Анализ частной диаграммы FeSi—Si (рис. IV.2), по
данным новых исследований, подтверждает, что при
1220 СС образуется высокотемпературная модификация
FeSi21 з (Е-фаза), называемая лебоитом, которая при 940 °C
эвтектоидно распадается иа кремний и низкотемператур-
ную модификацию силицида FeSi2. Эта же модификация
И8
образуется (см. рис. IV.2), при 982 °C по перитектоидной
реакции:
FeSi 4* FcSi2.3 «=> FeSi2. (IV. 1)
В частной системе FeSi—Si имеются две эвтектики:
FeSi — FeSi;;,3-’-FeSi2,З ьSi при 1206 и 1202°С соответствен-
Рлс. IV.I. Диаграмма состояния Fe—Si
но. Механизм образования FeSi2 (P-FeSi2) при затвердева-
нии эвтектики FeSi2,3(a-Fe2Sis)-Fe-FeSi) зависит от тем-
пературы. Выше 865°C p-FeSi2 образуется по перитектиче-
ской реакции: a-FesSis + e-FeSi-^fJ-FeSia. Скорость образо-
вания p-FeSis снижается при повышении температуры и
выше 950°C фаза p-FeSia нс образуется даже после вы-
держки 200 ч, ниже 860 °C ₽-FeSi2 образуется в результате
диспропорционирования a-l e2Si5-H-p-FeSin^- Si. При 800 СС
a-Fe2Sis полностью переходит в fj-FeSi2 через 4 ч.
п»
Рнс. IV.2. Диаграмма состояния
FeSl-SL
Прн машинной разливке
высококремнистого ферро-
силиция в структуре слитка
появляется метастабильиый
лсбонт (FeSi2,3 илн a-FesSig)»
который прн охлаждении и
хранении ферросилиция мо-
жет перейти в более ста-
бильную фазу FeSi2(p-
FeSi2). Процесс сопровож-
дается увеличением объема
сплава, что приводит к его
рассыпанию. Наибольшую»
склонность к рассыпанию
имеет ферросилиций с повышенным содержанием алюми-
ния, кальция н фосфора. Взаимодействие фосфидов, кар-
бида алюминия и кальция с влагой воздуха сопровожда-
ется разложением соединений. Объемные изменения пре-
вращения лебоита приводят к растрескиваввю слитка, что
ускоряет процесс рассыпания ферросилиция. Одним из»
продуктов взаимодействия избыточных фаз с влагой явля-
ется фосфин (РН3). При обычных условиях этот газ ядо-
вит и взрывоопасен. Предотвратить или уменьшить склон-
ность ферросилиция к рассыпанию можно, повысив чисто-
ту сплава по фосфору, алюминию я кальцию, что дости-
гается применением более чистых по примесям (Р, А120зг
СаО) шихтовых компонентов.
Кривая ликвидус сплавов системы Fe—Si имеет слож-
ный характер н это следует учитывать при разработке
технологии выплавки и разливки ферросилиция. При уве-
личении атомной доли кремния до 20% температура лик-
видус снижается с 1539 °C для чистого железа до эвтекти-
ческой 1195 °C, а затем повышается и достигает макси-
мального значения 1410 °C для эквиатомиого состава,
соответствующего моносилициду FeSi. В интервале кон-
центраций кремния частной диаграммы FeSi—FeSis.a* тем-
пература снижается до эвтектической 1212°С (по новым
данным до 1206°C). Силицид FeSi2ls плавится прн 1220°C.
В частной системе FeSi213—Si температура повышается от
температуры эвтектики 1202°С до температуры плавления
чистого кремния 1415°C.
Микроструктура ферросилиция. Сплав марки ФС45
промышленной выплавки после травления аишлнфов
(1 часть HF+I0 частей HNO3+10 частей ледяной уксус-
ной кислоты) представлен светлой эвтектической фазой,
120
б которой сконцентрирован алюминий, и крупными серыми
дендритами е-фазы (FeSi), содержащей в сравнительно
больших количествах хром и марганец (по ГОСТ 1415—78
в марке ФС45 допускается 0,6% Мп и 0,5% Сг). Послед-
ние изоморфно замещают атомы железа в моносилициде
[(Fe, Мл, Cr) SiJ. В слитке ФС75 выявляются темные кри-
сталлы кремния н светлая фаза-лебоит (FeSi^a), имеющая
в своем составе алюминий.
Существующие фазы в структуре слитков ферросили-
ция значительно различаются по плотности: в сплаве ФС45
соотношение плотностей в- и лебоитной фазы составляет
1:0,78, а в марке ФС75 соотношение плотностей лебоита
и кремния 0,7:0,39, что усиливает нежелательное явле-
ние— ликвацию кремния в слитках. В зависимости от со-
держания кремния в сплаве н скорости кристаллизации
слитка лебомт может обогащать верхнюю (ФС45) или
нижнюю (ФС75) часть слитков. Вследствие ликвации раз-
личие в содержании кремния по высоте слитка может до-
стигать 4—6% (абс.). Ликвацнонные процессы являются
причиной ряда дефектов слитков. Так, слитки сплава мар-
ки ФС75 имеют на поверхности наплывы, содержащие
55—65% Si, которые подвержены рассыпанию,
Вследствие значительного различия плотностей железа
и кремния существует обратная зависимость между плот-
ностью ферросилиция и содержанием в нем кремния. Нн-
же приведены температуры плавления и плотности ферро-
силиция различных марок:
Марка ферро- силиция Массовое содер- ФС20 ФС25 ФС45 ФС65 ФС75 ФС90
жанне кремния, % 19—23 23—27 41—47 63—68 74—80 >89
Температура плавления, °C . . 1190— 1190— 1210— 1210— 1210— 1210—
1250 1320 1300 1250 1315 1315
Кажущаяся плот- ность, г/см3 , . , <6,7 5,2— 4,9— 3,1— 2,8— 2,4—
6,5 5,4 3,6 3,1 2,5
Температуры восстановительных процессов выплавки
кремнистых ферросплавов на 200—600СС превышают тем-
пературы их плавления. В связи с этим представляют
большой научный и практический интерес данные о стро-
ении жидких ферросплавов, содержащих кремний. Про-
гресс в технике и методике экспериментов позволяет полу-
чать сведения о структурных параметрах, к которым
относятся равновесные межатомные расстояния, числа
121
ближайших соссдеГх (координационные), среднеквадратич-
ные отклонения атомов, радиусы корреляции в располо-
жении частиц прямыми дифракционными методами (рент-
гено-, электроно- и нейтронографии). Я. И. Френкель
установил подобие строения жидких и твердых тел.В рас-
плавленном состоянии в ннх нарушается дальний и со-
храняется ближний порядок, который количественно ха-
рактеризуется функцией радиального распределения, ато-
мов (ФРР). Параметрами ближнего порядка для
одноатомных веществ являются: среднее координацион-
ное число, наиболее вероятный радиус кооординационной
сферы, полуширина максимума ФРР. Для бинарных и
более сложных металлических расплавов, кроме дистан-
ционного ближнего порядка, учитывают еще н «сортовой»
ближннй порядок. С ростом интегральных н парциальных
теплот смешения увеличивается и параметр ближнего по-
рядка. По Я. И. Френкелю, активированные перескоки
атомов из одних положений равновесия в другие происхо-
дят с периодом т—КН1 с. Влияние температуры на этот
процесс описывается уравнением:
т-тоехр 1(Г/(ЙБГ)], (IV.2)
где то — период колебания атомов; W — энергия актива-
ции скачка (перехода); —постоянная Больцмана.
Количественно структуры веществ можно описать при
помощи ФРР р|/?), показывающей вероятность нахождения
любого атома (молекулы) на расстоянии /? от атома, при-
нятого за центр. Безразмерная вероятность функции рас-
пределения q(R) связана с p(R) выражением
<?(Я)=?(Я)/Ро. (IV.3)
где ро — средняя атомная плотность в системе. Функцию
р (/?) рассчитывают по измеренному экспериментально
структурному фактору а (5)
а(5)=/(5)№(5), (IV.4)
где/(5)—интенсивность рассеянного излучения в функ-
ции от волнового вектора S — 4л sin 0/Х (0 — половина уг-
ла рассеяния; X—длина волны излучения); N — число
рассеивающих центров; f(S) — атомный фактор, характе-
ризующий интенсивность рассеяния изолированным ато-
мом. Для правильного заключения о строении жидкости
необходим анализ формы и положения не только первых»
но и дальних пиков структурного фактора н ФРР,
122
Дифракционные исследования строения кремния, кото-
рый в твердом состоянии является полупроводником и ха-
рактеризуется наличием жестких гомеополяриых связен
и небольшим координационным числом (4), показали, что
первый максимум на кривой интенсивности для кремния
прн 1430 °C разделяется на два пика (см. рис. 1V.3). При
плавлении кремния наблюдается переход к более плотной
упаковке атомов. Координационное число возрастает до
6,3, кратчайшее межатомное расстояние увеличивается на
0,014 им.
Рис IV.3. Кривые иятеисввности для жидкого кремния, приведенные к элек-
тронным единицам /э s (а) к первые максимумы дифракционных кривых, полу-
ченных по записи с циркониевым фильтром (6} при 1130 </). 1520 (2Ь 1650 (3).
1520 (4), 1650 (5) и 1430 °C ($}
Исследования жидкого железа дифракционными мето-
дами в интервале 1550—1620 °C показали, что расплав
железа сохраняет структуру, характерную для высокотем-
пературной б-Fe модификации (рис. IV.4).
Новыми исследованиями установлено, что при —1650°C
в жидком железе имеют место структурные превращения.
Положение первого и второго максимумов кривой интен-
сивности соответствует при 1550 °C — ft-Fe (о.ц.к.), а при
1680 и 1750°C — y-Fc (г.ц.к, структуры). Эти выводы со-
гласуются с полученными ранее данными о результатах
исследования температурной зависимости структурно-чув-
ствительных свойств железа,
123
В расплавах Fe—С возможны структурные превраще-
ния двух типов: 1) б-Fe (о.ц.к.)->7-Ре (г.ц.к.) при массо-
вой доле углерода ~0,5%; 2) y-Fe->g-Fe (г.п.у) при
-4,0% [С].
Расплавы с>4% [С] имеют группировки с блнжпнм
порядком типа y-(Fe4C) и e-(Fe3C)—железа. Дифракци-
онное исследование расплавов силицидов железа Fe^Si»
FeSi и FeSi2 показало (рис. IV.5), что ни для одного из
Рис. IV.4. Кривые интенсивности для расплавленного железа,
полученные прн 1650 (/), 1680 (2) я 1750’С (3) вертикальные
отрезки — положение интерференционных линий для о.ц.к,- (сплош-
ная линия) и г.ц.к.-структур (штриховая ливня)
иих ие реализуется полностью статистическое распределе-
ние атомов кремния на основе о.ц.к.-решетки железа и
квазиэвтектики на основе чистых компонентов. Хорошо
согласуются с опытными данными модели структур кри-
сталлического моно- и биенлицнда, поскольку оба устой-
чивы до температуры плавления. Для расплава бедного
силицида Fe3Si подходящей является следующая модель:
структура a'-FegSi и квазиэвтектика состава 0,5 FeSi4-
4-0,5 Fe. Структура расплава FeSia характеризуется мо-
делью: структура a-FcSi2 и квазиэвтсктнка состава 0,5
(e-FeSi) 4-раствор железа в кремнии. Исходя из сохра-
нения в расплаве ближнего порядка, рассчитаны рассто-
124
рнс. IV.5. Кривые интенсивности для расплавов Fc.Si (а);
FeSi (б); FeSi, (в):
/. '1 — экспериментальные данные, соответственно для тем-
ператур 1240 и 1700 (а); 1430 и 1700 (б); 1300 и 1500 ;С
(в), з. 4 — расчетные данные соответственно для структу-
ры фазы of-FeSi и квази эвтектика FeSi+б— Fe (а); соеди-
нения e-FeSI (б); соединения а-FcSh к квазнзвтектпки
FeSl—Si (еО; вертикальные отрезки — положения интерфе-
ренционных линий для кристаллических фаз a'-FCjSL
е-FeSi, а-FeSi,
яиия между атомами в структуре расплавленных силици-
дов.
В структуре FeSi каждый атом железа на среднем рас-
стоянии 0,24 нм окружен семью атомами кремния и на
расстоянии 0,275 нм — шестью атомами железа. Каждый
атом кремния, в свою очередь, на таких же расстояниях
окружен семью атомами железа и шестью атомами крем-
ния. Исходя из этой модели, были рассчитаны площади,
ограничивающие ФРР. Расчетная величина оказа-
лась равной 11,2, а опытная - 10 кв. ед. Если принять,
что в жидком FeSi 90% атомов находится в группировках
со структурой е-FeSi, а 10% атомов железа и кремния
распределены хаотически, то Лкей1 = 10,2 кв. ед.
Для кристаллического биенлицида ближайшее окруже-
ние атомов железа н кремния характеризуется следующи-
ми данными: атом Fei окружен восемью атомами кремния
на расстоянии 0,235 нм и четырьмя атомами Fei па рас-
стоянии 0,268 им; в ближайшем окружении атома кремния
находятся четыре атома Fen на расстоянии 0,235 нм и
шесть атомов кремния: один на расстоянии 0,236 нм; че-
тыре— 0.268 нм; один — 0,277 нм.
Теоретический расчет дает для FeSi2 Л = 10 кв. ед. и
среднее /?] = 0,25 нм. Оказалось, что расчетные и экспе-
риментальные значения Л близки при допущении, если
20% атомов бисилицнда в расплаве распределены хао-
тически.
Площадь 4Feasi для структуры a'-Fe3Si равна 13,1 кв. ед.,
что больше полученной в опытах (10,2 кв. ед.). Модель
структуры расплава 0,5 (e-FeSi) 4-0,5 Fe дает 4 =
= 10,9 кв. ед. Таким образом, в сплавах системы Fe—Si,
характеризующихся сильным мсжчастнчным взаимодей-
ствием, в жидком состоянии сохраняется структура ближ-
него порядка прн характерном для каждого состава не-
большом количестве атомов с хаотическим распределени-
ем. Можно полагать, что и в расплавах систем Мп—Si,
Ст—Si—Fe также сохраняется структура ближнего по-
рядка.
В отличие от металлических систем для жидких окси-
дов первые максимумы на ФРР изолированы вследствие
значительной доли ковалентной связи атомов кремния с
кислородом. Параметры ближнего порядка в расплавлен-
ном кремнеземе, найденные при анализе кривых интенсив-
ности и ФРР, в сравнении с таковыми для кристалличе-
ского и стеклообразного состояний, позволяют сделать
вывод, что структурные характеристики конденсированных
126
твердого кристаллического н аморфного жидкого кремне-
зема близки.
Экспериментально подтверждено, что в жидком SiO^
при 1800 °C положение максимумов ФРР совпадает с ра-
диусами координационных сфер в решетке р-крнстобалита
(рис. IV.6). Эта модификация S1O2 устойчива в пределах.
Рис, IV.6. Функция радиального распределения атомов при 1800 °C
(д) и кривые шпснсивностя для SiO; fOh
/ — зкенерямеят при ISOO^C; 2 — расчет по структуре (З-кристо-
ба.твта; J—стеклообразнав SiOj (стрелками показано положение
координационных сфер в высокотемпературной модификации
от 1400 ~С до температуры плавления. Многочисленные
дифракционные исследования силикатов щелочных и ще-
лочноземельных металлов показали, что параметры ближ-
него порядка R и z (валентность), характеризующие тет-
раэдр SiO.f , остаются постоянными с изменением приро-
ды, состава и температуры расплава, хотя изменяются
12Т
параметры, определяемые корреляцией структурных еди-
ниц SiO^-.
Как и в чистой SiCh, каждый иои кремния окружен че-
тырьмя ионами кислорода иа расстоянии —0,162 нм, кото-
рое равно сумме ковалентных радиусов кремния (0,107 нм)
и кислорода (0,055 нм) для двойной связи. Длины связей
Me—О соответствуют сумме ионных радиусов Мег+ н О2”.
Число атомов кислорода 2Мео, окружающих ионы Мег+, и
расстояния /?51—si между ионами кремния пропорциональ-
ны размеру катиона Л1ег+.
Ниже приведены данные, иллюстрирующие зависимость
числа атомов кислорода (аме-о) и расстояния между
ионами кремния si) от размера катиона:
Катноа ......................
Радиус катиона, нм...........
2ме-о .......................
нм ....................
Li>+ MgM- Na'+ Са2* К]+
0,068 0,074 0,098 0,104 0,133
4.0 5,0 5,8 6,7 7.4
1,33 — 0,320 0,321 0,323
Термодинамика силицидов железа. Как отмечалось вы-
ше, в системе Fe—Si образуется ряд силицидов Fe3Si,
Fe2Si, FesSi3, FeSi и FeSi2 (FeSi2.3). Для реакции получе-
ния Fe3Si нз компонентов в стандартных условиях
3Fe4-Si = Fe3Si: А/У^зк-—19,13 кДж/моль; AS?98K =
= 0,94 Дж/(моль-К). Энтальпия образования силицида
FeaSi из жидких компонентов характеризуется следующи-
ми данными (1600°С): ЗРежЧ-51ж = Ре351ж; АЯниюк =
— — 27,24 кДж/моль. Для теплоты образования Fe5Sia нз
элементов по реакции: 5Fe+3Si = Fe6Sia, на основании рас-
четов рекомендуется значение AHfC1S!1 = — 24,1 кДж/моль.
Теплота и энтропия образования FeSi из элементов по ре-
акции Fe-f-Si = FeSi в стандартных условиях составляют:
=—35,8 кДж/моль н AS^sk =5,43 Дж (моль-К).
Для реакции образования силицида железа FeSi21 з
(лебонта) в стандартных условиях A/f^si..., =
= —26,8 кДж/моль. Уравнения изменения энергии Гиббса
при растворении кремния в жидком железе с образова-
нием растворов железа с различной концентрацией крем-
ния прн 1873—2300 К следующие: AG sij ==—75785—-
—5,23 Т; AGpf-^su = —55268—5,65 Т; AGP<msi) =
= — 17376-5,61 r,AGp(msn =-837—3,39 Т; AGp(m sn =
= —335—1,21 Т. Первая парциальная энтальпия смешения
в системе Fe—Si АЯ^эзк-^ — И 6 кДж/моль, а максималь-
ное значение интегральной теплоты смешения АН^зк.^
J28
Массовая дмя кремния, %
Рис. IV,7. Влияние массовой концент-
раднн кремния mi растворимость уг-
лерода в расплавах системы
Fe—Si—Свас . равновесных • графи-
том (область Л), графитом н карби-
дом кремния (область Б). карбидом
кремния [область В} при 2033 К
= —37,6 кДж/моль дости-
гается для эквнатомного со-
става сплава.
Растворимость и актив-
ность углерода в системе
Ре—Si—С. Растворимость
углерода в чистом железе
зависит от температуры:
[%С]Ре=1,30+2,5-10 3 /°C.
Процесс растворения гра-
фита в железе характери-
зуется следующим из меле-
нием энергии Гиббса: Сг =
= [С] ре; AG г = 21354—41,877
Дж/моль.
Добавление кремния в
насыщенный железоуглеро-
дистый расплав уменьшает
растворимость в нем угле-
рода по сложной зависи-
мости. В интервале кон-
центраций кремния 0—
23,18% связь f % С] = /Х
X [% Si] близка к прямолинейной (рис. IV.7), а при содер-
жании кремния, соответствующем силициду FegSig, иа
кривой отмечен изгиб. С дальнейшим увеличением кон-
центрации кремния в сплаве участок кривой асимптотиче-
ски приближается к оси концентраций кремния. Сплавы с
0—23,18% Si находятся в равновесии с чистым графитом,
а с более высоким содержанием кремния — с карбидом
кремния. В связи с этим для первого интервала концент-
рации кремния в сплаве процесс уменьшения раствори-
мости углерода может быть в общем виде представлен
схемой: [FegC] + [Si]—»-[Fe—Si—Cuad+Cr, а для сплавов
с^23,18% Si: [Fc—Si — Сиас] -гSi--* [Fe— Si] + SiC. В си-
стеме Fe—Si—Спас в интервале 22—24% Si существует
фаза Новотного FegSi3Cx, содержание углерода в которой
зависит от температуры. В твердых сплавах эта фаза яв-
ляется структурной составляющей вплоть до содержания
кремния, соответствующего моиосилипиду железа FeSi.
В области с более низким содержанием кремния (10—
23,18%) образуются фазы сложного состава, которые на-
зывают карбосилицидами или силикокарбидами.
Влияние кремния на растворимость углерода в сплавах
Fe—Si отражено в ГОСТ 1415—78 на ферросилиций (см.
5. а'».
12»
табл, IV.1), Так, в сплаве ФС20 регламентировано содер-
жание углерода не более 1, в ФС25 — до 0,8 и ФС75—
не более 0,1%. Если в сплавах ФС20 и ФС25 углерод со-
держится в качестве компонента, входящего в состав ос-
новной структурной составляющей фазы Новотного, то
в ферросилиции ФС75 ои присутствует в виде избыточной
фазы выделения SiC. В остальных марках углерод ие ре-
гламентируется, поскольку прн высоких содержаниях
кремния обеспечиваются условия для получения сплава со
стандартно низкой концентрацией углерода.
Как уже отмечалось, растворимость углерода в сплавах
системы Fe—Si растет с увеличением температуры. Вы-
пускаемые из печи сплавы различных марок имеют срав-
нительно высокую температуру (1600—1800°C). В процес-
се понижения температуры в ковше в жидком ферросили-
ции уменьшается растворимость углерода, что приводит
к выделению графита (спелн) в сплавах, в которых содер-
жится до 22—24% Si, нли карбида кремния в сплавах с
содержанием кремния более 22—24%. Для улучшения
условий всплывания выделяющихся частиц графита нли
карбида кремния жидкий ферросилиций выдерживают в
ковше перед разливкой.
$ 2. Теоретические основы восстановления
кремнезема углеродом при получении ферросилиция
Ферросилиций получают восстановлением кремнезема, со-
держащегося в кварците, твердыми углеродистыми восста-
новителями в присутствии стальной или чугунной стружки.
Необходимость включения в состав шихты металлического
железа (стружки), а не оксидов (руды, агломерата, ока-
тышей) объясняется тем, что кислородные соединения при
сравнительно низких температурах могут легко взаимодей-
ствовать с SiOj с образованием силикатных расплавов
(рис. IV.8). Теоретическая температура восстановления
кремнезема углеродом по реакции SiO2 4-2C = Si + 2CO со-
ставляет 1942 К, а эвтектическая температура в системе
FeO—S1O2 1451 К. При использовании в шихте для вы-
плавки сплавов кремния железной руды или железистых
кварцитов получают опережающее развитие процессы
' плавления шихты, а ие восстановления. С появлением рас-
плавов силикатов в ванпе печн резко снижается удельное
электрическое сопротивление шнхты, происходит расслое-
ние ее компонентов, накапливается силикатный шлак,
что приводит к расстройству хода печи. Применение
130
брикетированной шихты из
кварцевого песка, железоруд-
ного концентрата и коксика
также ие дали положительных
результатов. Действующая
технология выплавки ферро-
силиция предусматривает ис-
пользование в шихте кварци-
та, кокса и металлического
железа (стружки). Возможно
использование чугунной струж-
ки, но тогда выплавляемый
ферросилиций будет содержать
повышенное количество фос-
фора. Целесообразно введе-
ние в шихту губчатого железа,
полученного прямым восста-
новлением.
Задача термодинамического
РасплаЗ
И'П 24%
расплаЗ
Аба
расмаба
‘ 1693’C Y
58% 37%
1118
38%
Feo
Fe2sio4
Fe2SiO4+3i.fi2
FegSiD-t FeSiOa
Св
1700
150Q
1300
1100
S00
700
О 20 40 50 80 709
Массовая Золя SiO^H
Рис. IV.8. Диаграмма состояния
системы FeO—SlOj
анализа процессов вос-
становления кремнезема углеродом в присутствии железа
может быть сведена к рассмотрению фазового равновесия
в системе Fe—Si—О—С с учетом процессов растворения
кремния в железе. Как и при анализе системы Si—О—С,
в качестве конденсированных фаз можно принять сущест-
вование SiO2, С, SiC без учета конденсированной SiO и
ее раствора в SiOs, а вместо чистого кремния — его раст-
вор в железе ([Si]re); состав газовой фазы при этом огра-
ничивается наличием SiO и СО. Характеристика мини-
мального комплекса простых реакций для анализа фазо-
вых равновесий в системе Fe—Si—О—С приведена ниже:
1) восстановление SiO2 углеродом до SiOr описывается
реакцией SiO^Kormj+CT^SiOr-bCO, Хрц)—psiopco, по-
скольку asioa—ос=1; 2) восстановление кремнезема кар-
бидом кремния до SiOr по реакции 2SiO2tKOHa) + SiCT =
=3SiOr-f-CO; /<p(2j=р$юРсо; 3) взаимодействие SiOr с уг-
леродом приводит к получению SiCT по реакции: SiOr-F
4-2Сш = SiC-Ь СО; Хр<з)=Pco/psio; 4) кремнезем в контакте
с жидким кремнием, растворенным в железе [Si] Fe, в оп-
ределенных условиях может стать поставщиком SiOr по
реакции: SiO2(koea)+ [Si]Fe=2SiOr; ^p<4)=psio/flsi; 5) взаи-
модействие газообразного монооксида SiOr с твердым
SiCT приводит к получению кремния, растворенного в же-
лезе: SiOr+SiCT = 2 [Si] ре4- СО; /Ср(5}= (Рсо° si )/psio;
6) восстановление кремния из SiOr углеродом до полу-
5*
13 г
чеиия кремния, растворенного в железо по реакции SiOr-h
: Ст“ [Si] Fe + COr.
Комплекс простых реакций 1—6 для анализа фазовых
равновесий в системе Fe—Si—О—С от приведенных выше
для системы Si—О—С отличается наличием раствора
кремния в железе, насыщенного углеродом (flst<l)- Таким
образом, для анализа фазовых равновесий в системе Fe—
Si—О—С с учетом широкой концентрационной области
растворов кремния в железе необходимы данные об из-
менении активности кремния в сплавах Fe—Si—на-
сыщенных углеродом.
Н. В. Толстогузовым исследовано фазовое равновесие
в системе Fe—Si—О—С. Расчеты отношения psio/pco в га-
зовой фазе для реакций 1 и 2 проведены по выражению
Р5ю/Рсо= (Рви~х)/х, где рпн = Рсо + ряю, а х — значение
рсо, которое определяется уравнениями констант и
КР(2} реакций 1 и 2.
Для реакций 3—6 отношения psio/pco могут быть рас-
считаны по выражениям:
Psio/pco — PsioPco”
4 ^SiO-Kр(4|/(Рви 1 Й81оАр(4)),
psto'pco— psio/pco — £si- (1V.5)
Результаты расчетов представлены в виде диаграммы
Psio/Pco=f (1/Т) (рис. IV.9). Толстыми сплошными и пунк-
тирными линиями 1—6 показаны температурные зависи-
мости характеристики равновесия соответствующих реак-
ций для случая asi = 1, т. е. для рассмотренной выше си-
стемы Si—О—С. Точки пересечения линий соответствуют
равновесию фаз при различных отношениях psio/pco и тем-
пературах (табл. IV,2).
Полученные зависимости ограничивают области суще-
ствования четырех конденсированных фаз: SiO^ (область
У), С (область //), SiC (область ///) и Si (область IV).
Таблица IV.2. Характеристика точек на диаграмме рис, IV.9
Точ- ка Реакция Равновесия конденсированных фал Темпера- тура. к ГС}
А S:O?-3C SiC-? 2СО SiOs— SiC - С 0,00417 1818 (1545)
Б SiO2-r2SiC 3Si<2CO SiOj—SiC—Si 1.0 2123 (1850)
В Si» + C = SiC SiC-C—Si 0 0447 2076 (1803)
Г SiO24-2CSi-r2CO SiO:-C—Si 0.126 1942 (1669)
132
Метастабнльная диаграмма описывается пунктирными ли-
ниями уравнений реакций 1, 4 н б, ограничивающими об-
ласти существования трех конденсированных фаз: S1O2,
С и Si. Семейство линии на рис. 1V.9 под номерами 75;
45; 33; 25 и 23, 18 характеризуют равновесие сплавов с
соответствующим содержанием в них кремния с карбидом
кремния по реакции 5.
Жирные пунктирные липин (в области устоГщивого су-
ществования карбида) под номерами 75, 45, 33, 25 и 23,
18 характеризуют равновесие тех же сплавов с углеродом
по реакции 6.
В системе Fe—Si—Снас карбид кремния в равновесных
условиях может существовать только при содержании
кремния, превышающем его концентрацию в силициде
Fe5Si3 (23,18% Si); в сплаве, содержащем менее 23,18% Si,
карбид кремния разрушается по реакции: 51СТ + Реж —
= [Si] ге-г Ст. Таким образом, область существования SiC
зависит от температуры п состава газовой фазы (т. е.
окислительного потенциала psio/pco), от концентрации
кремния в сплаве, а также от активности кремния в спла-
вах системы Fc—Si—Спас-
133
20 АО 60 80 fSL},%
Рнс. IV.10. Зависимость минимальвой
температуры образования cn.tasa н
концентрации S1O в raionoil фазе а
равновесия с карбидом (/) s углеро-
дом (?) от содержания кремния в
СИЛВВС
Из анализа термодина-
мических расчетов и дан-
ных, представленных на
рис. IV.9, следует, что, с
увеличением содержания
кремния в сплаве повышает-
ся температура, при кото-
рой в равновесии с карби-
дом кремния существует
сплав того или иного соста-
ва, а также увеличивается
парциальное давление окси-
да кремния. Это положение
хорошо проиллюстрировано
Н. В. Толстогузовым дан-
ными, представленными на
рис. IV.10. Для достижения
того же содержания кремния
в сплаве в равновесии с углеродом (а ие с S1C) требуют-
ся более низкие значения температуры и содержания SiO
в газовой фазе. Таким образом, при повышении темпера-
туры следует ожидать последовательного протекания сле-
дующих стадий восстановления: SiO2->SiO->SiC—*-Si.
Приведенные данные относятся к равновесному состоя-
нию в системах Si—О—С и Fe—Si—О—С. Эти условия
достигаются в рудовосстановительной печи в отдельных
небольших объемах. Том не менее области существования
коидененрованных фаз (S1O2, С, SiC и Si) при определен-
ных парциальных давлениях SiO и СО и температурах
определяют условия, к которым стремится система Si—О
С или Fe—-Si—О—С при одновременном сосуществова-
нии в печи указаппых соединений и которые могут быть
достигнуты при достаточной продолжительности протека-
ния реакций.
§ 3. Технология ферросилиция
В общем объеме выплавляемых в электропечах ферроспла-
вов на долю ферросилиция по ГОСТ 1415—78 (см.
табл. IV.1) приходится —30%, хотя для его получения ис-
пользуется 60 % всех электропечных мощностей ферро-
сплавной промышленности СССР. Расход ферросилиция
иа 1 т стали в черной металлургии (в пересчете на ФС45)
составляет 6,5—7,5 кг. Доля ФС45 составляет —40%,
ФС65 — 15%. За рубежом (США, Англия, Япония, ФРГ)
Таблица IV.3. Производство ферросилиция и кремния
в развитых странах, тыс. т
Стража Годы
1974 1975 1981 1974 1975 1981
Ферросилиций Кремний
США 406 407 450 119 112 145
Норвегия 127 .150 150 51 62 71
Япония 91 91 100 26 26 28
Франция 83 85 100 11 11 18
Канада 80 77 80 5 6 13
преобладает выплавка ферросилиция с 75% Si. Производ-
ство ферросилиция и кремния в развитых странах харак-
теризуется данными табл. IV.3.
В ГДР производится в соответствии со стандартом
TGL 6782 кристаллический кремний марки Si98 (>96,01 %
Si), ферросилиций FeSi95; FeSi90; FeSi75-0,5; FeSi75-l,8;
FeSi75-3,O; FeSi45-0,5 и FeSi45-l,3 с содержанием кремния
94—96; 87—94; 72—78; 40—47% (по массе) и 0,5—3,0%
Al (вторая цифра в обозначении сплава, не более),
В СССР ферросилиций выплавляют в рудовосстанови-
тельных печах мощностью 22,5—63 МВ-А ( табл. IV.4,
рнс. 1V.H).
Таблица IV.4. Параметры закрытых рудовосстановительных
электропечей для выплавке ферросилиция
Тип печн
Параметры РКЗ-27 (модерни- зация РКЗ-16,5) РКЗ-ЗЗ PK3-63
Глубина ванны, мм 2900 3500 5000
Диаметр ванны, мм 6800 8700 11600
Диаметр электродов, мм ... . 1400 1500 1900
Напряжение с высокой стороны, кВ 10 110 220
Номинальные напряжения рабочей ступени трансформатора, В . . . 188 224 268.8
Полная мощность, МВ-Л .... 22.6 40 80
Ток в электродах, кА Мощность. МВт1 84,6 103 171.8
потребляемая из сети 25.9 36.9 74.2
полезная 23,5 33,7 , 66,2
Полезное напряжение. В . . . . 92.4 Ю9 128.3
Мощность УПК *, MB-Др . . . . 14,0 22,4 1 82.5
135
Продолжение табл. 1V.4
Параметры РКЗ-27 (МОДСрИИ- зацня РКЗ-15.5) Тип печи
РКЗ 33 РКЗ -63
Коэффициент мощности; фактический 0.70 0,65 0,50
с УПК * 0.937 0,921 0,926
Реактивное сопротивление печного контура, мОм: с УПК* на электрод .... 0.448 0,489 0,34
без УПК * I I 0,908 1,195 1,27
Электрический к. п. д 0,915 0,892
' Уствновка продольной компенсации.
Рнс, 1V.JI, Ферросплавная электропечь типа РКЗ-ЗЗМШ:
/ — кожух: 2 — футеровка; S — водоохлажденяс; 4 —ограждение короткой сети;
5—короткая сеть: t> — установка экранов; 7 — гидроподьмннкн; 8—сстроЛство
ticpctijCKa электронов; 9 — т.те-ктрододержатсль; /о - свод
136
Основным видом кремнийсодержащего сырья для полу-
чения ферросилиция являются кварциты. Крупность квар-
цита, вводимого в колошу, составляет 20-80 мм. Обычно
предварительно его подвергают мойке, дробят н сорти-
руют.
Стандарт предусматривает две марки кварцита — КФ
и КШ. Кварцит КФ используется в основном для произ-
водства ферросплавов (ферросилиция, силикокальция,
кристаллического кремния, силикомарганца, ферросилнко-
хрома и др.). Кварцит КШ предназначен в первую оче-
редь для получения шлака определенного состава.
В некоторых случаях требования потребителей и заво-
дов-изготовителей могут изменяться. Ниже приведен хи-
мический состав кварцита но отраслевому стандарту
(ОСТ 14-49—80), действующему с 01.01.81, а в табл.
IV.5 — химический состав кварцита различных месторож-
дений.
Марка кварцита.............. КФ КШ
Массовое содержание, %:
SiOj (не менее)........... 97,0 96.0
А1аО3 (не более)........... 1,1 1,8
Р2Об (не более)........... 0,02 0,03
В качестве восстановителя при получении ферросили-
ция в основном используют каменноугольный коксик и по-
лукокс крупностью 5—20 мм. Дефицит кокса заставляет
применять разнообразные восстановители (табл. IV.б).
Восстановитель должен обладать высокими электрическим
сопротивлением и реакционной способностью по отноше-
нию к оксиду кремния, иметь низкую (1—3°/о) н постоян-
ную влажность. Целесообразно использование полукокса,
полученного из бурых, длиниопламенных, газовых и сла-
боспекающихся углей. На ДАЗ успешно применяется га-
зовый уголь Донбасса для производства таких сложных с
точки зрения восстановительного процесса сплавов, как
силикоалюминий (56—62% А1, 38—40% Si; 0,8% Ti, 1,6—
1,8% Fe) и кристаллический кремний. Для увеличения
электрического сопротивления углеродистые восстановите-
ли предлагалось покрывать слоем натриевого стекла и
известкового раствора.
В качестве металлической составляющей используется
стружка углеродистых недегированных сталей с неболь-
шим количеством посторонних примесей, длина витка
<50 мм. Допускается использование отходов сталей с вы-
соким содержанием кремния. Ниже приведен примерный
состав шихты при выплавке ферросилиция, кг:
137
Таблица 1V.5. Химический состав кварцита различных месторождений
1_______________ Массовое содержание.
< L 1 1 1 S- [ I 1 1
’он 0,007 . 1 0,150
MgO 0,4-0,2 0,1—0,3 0,1—0,3 0.05 0,2—0.4 0,2-0,5 0,35
СаО С© * СО CD f5fs=7' - о о" о" о' о о" о* о*
А1,о, сч со О сч л 1 1 1 м 1 1 о ОО ОТ_СЧ 1© СЧ 'S- СО Ш о о o' <d‘ ООО©
о ff ОТ чС ОТ о о o’o’ 1 1 J СО — 1 о CD * СЧ чс сП - '* О С; О о” О CD “ CD*
о оо со со xt- ОТ ОТ ОТ -у, ОТ ОТ 11 1“Я 1 1 * О СО X 1/5 «О отототототототот
• м м к * СаО+ + MgO i© СЧ СО ОСТ>О«ЭТ‘~ СО 1/5 СО с© — ь-*
а ! i 1 гз «1 О Ч AItOi тГ СО ОО О_ ео_ СЧС4 СО 1© *© <©“ —7 со СО ОО СЧ " — — СЧ СЧ
о 8 1 ж о | ’О IS со t© О О Ь- Г-_ "О СЧ Ь-* 1© СО~ 1© от со t© Г- Г' СО тс-
Руд, Ом-м о о о О ООО со О О CD Tf С© Гт. от i© СО СО От СО 1© Г- — ОО СЧ
S?. % СО — О ЧС Г- 1 ОООТСЧ^сОс© 1 CD CD “CD CD
& О со со сч t© . . сч те со со 1 1 СО с© 1© CD
1.53 1,72 2.90 1,24
г* 3Z О СО —' CD Ю 1 О —Г сч сч' о’
& U и оо tn от О Ь- Ь- от от 1 от' СО Г- о* 1 от оо со со от
’ / орд aS 3,21 1.9 5,6 5.12 5—Ы 1,2
13.55 20,3 27,0 21,14 11,27 10.8
Материал Кокс формованный Кокс углекварцитовый Полукокс ангарский Полукокс черемховский Полукокс Ленинск-кузнецкий Кексик
Кварцит - •
Кокс сухой
Стружка стальная
ФС25
150
60—75
200—220
ФС+S
300
135—140
160—180
ФС75
300
140—145
10—30
При производстве ферросилиция ФС20 можно приме-
нять чугунную н стальную стружку в соотношении 3:1, что
обеспечивает получение сплава с содержанием 0,2% Р.
В этом случае возможно увеличение вторичного напряже-
ния на 5—6%, тогда производительность печи возрастет
на 4—5%, расход электроэнергии снизится на 4—4,5%,
концентрация хрома в сплаве уменьшится до 0,2—0,3%.
Выплавку ферросилиция ведут в закрытых (ФС20,
ФС25, ФС45 н ФС65) н открытых (ФС75, ФС90, ФС92)
рудовосстановительиых электропечах непрерывным спо-
собом.
Производительность печей и другие технико-экономи-
ческие показатели выплавки ферросилиция, как и боль-
шинства ферросплавов, во многом определяются геометри-
ческими и электрическими параметрами короткой сети и
ванны, а также электрическим режимом процесса получе-
ния того или иного ферросплава. При принятых конструк-
торами геометрических параметрах ваниы печи, диаметре
электродов, их распада, конструкции короткой сети одним
из эффективных факторов, позволяющих улучшить выплав-
ку ферросплавов, является выбор и автоматическое регу-
лирование электрических режимов хода печей. Инженеру-
технологу необходимо знать основные электрические и ра-
бочие характеристики ферросплавных печей и уметь
управлять электрическим режимом печи с целью оптимиза-
ции работы по наименьшему удельному расходу электро-
энергии и наилучшим технико-экономическим показателям
производства. Для расчета полезной мощности ферро-
сплавной дуговой печи (Рп.п) можно использовать выра-
жение Рп.п= (<5 Я7)/(365-24где G — заданная
производительность печи, т/год; W — удельный расход
электроэнергии для выплавки данного вида ферросплава,
кВт-ч/т; 365-24 — число часов в году, ч; Ка— коэффици-
ент использования календарного времени (принимают
Къ=0,804-0,95); /<гаах— коэффициент использования мак-
симальной мощности печи. Снижение мощности печи в хо-
де технологического процесса возможно вследствие нару-
шения необходимого соотношения компонентов шихты, из-
менения качества питающей печь электрической энергии
(понижения напряжения), колебания электрического ре-
жима работы печи, работы печи на пониженной мощности
136
139
после ремонтных простоев и др. На основании практиче-
ских данных принимают, что Xmas = 0,65 < 0,85.
Полезная мощность, приходящаяся на один электрод
(Лт.э), зависит от числа электродов т, электрического
к.п.д. печи т|г) и определяется по формуле: Рп.а—(Т’п.прэ)/^-
Величина может быть получена нз соотношения ф=
= и се принимают равной 0,88—0,98 (Ра— актив-
ная мощность печи на один электрод). Важнейшим пара-
метром является полезное фазное напряжение (/Пол, кото-
рое зависит от полезной мощности, приходящейся на
один электрод Рпэ и эта связь имеет вид = »
где С и п являются величинами постоянными для данного
типа процесса, выплавляемого ферросплава. Для бесшла-
ковых процессов (получение ферросилиция) и = 0,33, а для
шлаковых (получение силикомарганца, ферромарганца)
л —0,25. Коэффициент С также зависит от типа ферро-
сплавного процесса и вида выплавляемого сплава и чис-
ленно равен при получении ФС75 3,4—3,7; ФС45 3,2—3,6;
силикомарганца 5,7—6,5; силикокальция 5,7—6,0; электро
корунда 9,8—10,2; карбида кальция 2,6—3,0.
Рабочий ток в электроде Д (А) рассчитывают по фор-
муле: /3=Рл.э/^цол, линейное рабочее напряжение Un:
37,1 Х'^-г- ,
где X и г — индуктивное и омическое сопротивления.
Коэффициент мощности cos ср равен:
созф^М -(/,Х.4/Ф)2.
Зная cos ([, получают номинальную мощность печного
трансформатора 5= (3Pa)/cos ср.
В технологии ферросплавных процессов важным являет-
ся знание взаимосвязей между активным сопротивлением
печи и ее размерами.
Ферросплавная лечь как мощный электроприемник в це-
лом подчиняется закономерности электрического провод-
ника. Чем больше ванна печи, тем ниже ее активное элек-
трическое сопротивление. Даже при значительной доли ду-
гового разряда, электрическая цепь печи подчиняется
закону Ома.
Из представленной иа рис. IV.12 схемы распределения
тока электрода /э следует, что часть его проходит через
дуговой разряд /д, вторая часть — через шихту на участке
электрод—шихта—электрод (/ш) и электрод—шнхта—фу-
теровка ванны (/от). Обозначим соответствующие сопро-
140
тивления следующим образом: дуги /?д, стены газовой по-
лости (тигля) /?т, шихты, на участке электрод— шнхта—
электрод, шунтирующие дугу на схеме треугольника
шихты—электрод—футеровка—шунтирующее дугу по схеме
звезды /?ст, и жидкого ферросплава и шихты £р. Тогда
проводимость ваипы (1//?) как обратная величина сопро-
тивления будет равна сумме проводимости отдельных ее
участков: 1//?= 1//?т4- 1//?ст~Ь
Рис. IV. 12. Схема распределения гока электрода /а а ванне феррое^.-.пвисш речи
Таким образом, иа проводимость ванны влияет ряд
факторов, которые следует учитывать как при конструиро-
вании печей, так и по ходу технологического процесса.
Мощность на участках электрод—шихта — электрод и
электрод — шнхта — стенка футеровки не должна превы-
шать 20—307а подведенной к печи мощности. На проводи-
мость ванны в верхних горизонтах в значительной степени
влияют углеродистые восстановители. Применение полу-
кокса с высоким электрическим сопротивлением может
понизить проводимость ванны, однако только до горизон-
тов, где температура не превышает 1300—1450 К. Свыше
этих температур электрическое сопротивление всех углеро-
141
дистых восстановителей практически выравнивается. Для
получения ферросплавов наряду с процессами, протека-
ющими в дуговом режиме, используют также процессы,
для которых характерно преобразование подведенной
мощности в тепловую в режиме сопротивления, при этом
тепло выделяется в шихтовых материалах, шлаковом н
металлическом расплавах.
Для достижения низкого удельного расхода электро-
энергии и улучшения всех технико-экономических показа-
телей необходимо рассчитывать и экспериментально про-
верять рациональный электрический режим выплавки за-
данного вида ферросплава в данной конструкции печи при
имеющемся печном трансформаторе. Ниже на примере
построения электрических характеристик закрытой печи
типа РКЗ-63И1 для выплавки ферросилиция обосновы-
вается важность и необходимость оптимизации электриче-
ского режима печей по минимальному удельному расходу
электроэнергии. Обозначим полную рабочую мощность
печного трансформатора S (МВ-А), активную мощность,
потребляемую печью нз сети Рс (МВт), полезную мощ-
ность ванны Рв (МВт), потерн мощности Ра (МВт), коэф-
фициент мощности cos ф и электрический к.п.д. 1]э. Затем
по известным аналитическим зависимостям этих величин
от тока электрода /э (кА) рассчитывают конкретные зна-
чения электрических характеристик и строят графическую
зависимость их в функции от тока. Печь РКЗ-63И1 обору-
дована трансформаторами общей установленной мощ-
ностью S=81 МВ-А. Трансформаторы имеют 27 ступеней
регулирования мощности под нагрузкой. Печные агрегаты
оснащены установкой продольно-емкостной компенсации
реактивной мощности. Мощность конденсаторной батареи
Q на одну печь составляет Q— 113,2 МВ-Ар. Проектная
производительность одной печн 92 тыс. т ферросилиция
ФС45 в год.
На рис. IV. 13 представлены зависимости электрических
характеристик от тока электрода для случая выплавки
ферросилиция марок ФС45 (ФС65). Как следует нз дан-
ных рнс. IV.13, с увеличением тока электрода (печь име-
ет три круглых электрода диаметром 1900 мм каждый)
абсолютные значения Рс и Ря увеличиваются, достигая
экстремумов прн определенных значениях тока, а затем
снижается несмотря на дальнейший рост тока электрода.
Обращает внимание, что мощность электрических потерь
увеличивается во всем диапазоне значений тока электро-
да. Коэффициенты мощности cosep и электрический к. п.д.
142
т]» с ростом тока существенно снижаются. Если оптимизи-
ровать процесс выплавки по максимальной мощности ван-
ны Р», то при этом имели бы место большие потери
электрической мощности и низкие значения cos ср и т|э.
На практике оптимизируют электрический режим не по
максимальному значению Рв, а по минимальному удель-
ному расходу электроэнергии н рациональным технико-
экономическим показателям, приводящим к получению
ферросплавной продукции с наиболее низкой себестон-
Рнс. IV. 13. Изменение электрических характеристик ат тока
электрода ферросплавной печи мощностью 63 MB A при
выплавке ферросилиция ФС4Б н ФС63
мостыо. Этому соответствует режим на восходящем участ-
ке кривых = Две вертикальные пунктирные линии
показывают значения тока электрода, который позволяет
иметь наилучшие показатели работы печн прн выплавке
ферросилиция марок ФС45 (линия /) и ФС65 (линия 2).
Электрический режим работы печей поддерживается ав-
томатически по значению номинального тока ! путем
вертикального перемещения электродов.
Поскольку электрические и геометрические параметры
каждой рудовосстановнтельной, в том числе и фсрроси-
лиццевой, печн находятся во взаимосвязи, то одним in
143
важных факторов, которым обслуживающий печь персо-
нал может регулировать ход процесса, является глубина
посадки электродов (она может изменяться под влияни-
ем переключения ступеней напряжения н изменения со-
става шнхты).
Электрические параметры работы печн РКЗ-63И1 при
выплавке ферросилиция марок ФС45 и ФС65 соответ-
ственно следующие: напряжение со стороны обмоток низ-
кого напряжения 235В, ток электрода 150 и 155 кА, плот-
ность тока на электроде 5,29 и 5,48 А/см2, активная мощ-
ность, потребляемая от сети, 56,59 и 58,0 МВт, полезная
мощность ванны 50,51 и 51,69 МВт, потери мощности 6,08
и 6,4 МВт, cosip 0,928 и 0,922, т|э 0,833 н 0,889. Для печи
РКЗ-63И1 оптимальная глубина погружения электрода
па равна 2/3 Распределение электрической энергии в
ванне закрытой печи РПЗ-63И1 характеризуется следую-
щими данными, соответственно для сплавов ФС45 и ФС65:
полезная мощность 50,51 и 51,69 Л4Вт, мощность, выде-
ляющаяся в шихте, 27,78 и 20,68 МВт, мощность дуг
16,67 и 24,81 МВт, мощность, выделяющаяся в расплаве,
6,06 и 6,20 МВт. Избыток углеродистого восстановителя
приводит к снижению электрического сопротивления ван-
ны, поэтому глубина погружения электродов в шнхту
уменьшается. Недостаток восстановителя способствует
перемещению электродов вниз, т. е. приводит к более
глубокой посадке электродов. Существенное отклонение
глубины погружения электродов от оптимальной являет-
ся свидетельством нарушения хода печи и требует приня-
тия необходимых мер для восстановления нормального
хода печи путем корректировки шихты или изменения
ступени напряжения.
Загрузка шнхты в печь производится в воронки вокруг
электродов через труботечки на печах с частичным (80—
90%) улавливанием отходящих газов или завалочной ма-
шиной (на открытых печах).
Система газоотвода и газоочистки состоит из двух па-
раллельных ниток, работающих попеременно. Газ нз ста-
кана на своде поступает в наклонный орошаемый водой
газоход н в скруббер, где происходит предварительная
очистка его от пыли. Затем газ направляется в трубу Вен-
тури (тонкая очистка газа). В каплсотделителе от него
отделяется влага. Чистый газ поступает потребителю. Не-
обходимое разрежение в системе создастся турбогазодсв-
кой. Шлам, выделяющийся в системе, идет в шламонако-
иитель. Давление под сводом составляет 2,0—5,0 Па, а
144
температура газа 500—600 °C, Газ закрытых печей содер-
жит 0,01—0,1 кг/м3 пыли. После очистки количество пыли
в нем уменьшается до 0,01—0,03 г/м3.
Основные неполадки в ходе печей объясняются нару-
шением состава шнхты и основных положении технологии.
Прн недостатке восстановителя наблюдаются колебания
тока, электроды в шихте неустойчивы, выделение газов
сосредоточено около электродов, спекание шихты усили-
вается и увеличивается количество свищей, через летку
идут вязкий шлак и печные газы. Диаметр (в нижней
части) и длина электродов уменьшаются, температура на
колошнике повышается с 500—600 до 1000—1200 °C с уве-
личением потерь кремния в результате испарения и уноса
пыли. При длительных нарушениях такого типа прекра-
щается выход шлака, плохо закрывается летка. Для ис-
правления хода печн необходимо восстановить правиль-
ный состав шнхты и единовременно ввести под электроды
«легкую» колошу (с избытком восстановителя) нлн изме-
нять рабочее напряжение. При избытке восстановителя
электроды поднимаются, тигли становятся узкими, наблю-
даются обвалы шнхты у электродов, слышна работа элек-
трических дуг, шлак и сплав плохо сходят из печн, что
связано с увеличением количества карбида кремния в ван-
не. При этом возможной причиной нарушений может быть
работа на коротких электродах.
Прн нарушениях хода печи эффективно изменение ра-
бочего напряжения и электрического сопротивления шнх-
ты. Для углубления посадки электродов целесообразно
вводить в шихту вместо обычного кокса восстановители
с более высоким электрическим сопротивлением (древес-
ный, газовый уголь, древесные опилки или щепа, полу-
кокс н др.).
Прн выплавке ферросилиция целесообразно вращение
ванны печи. Наилучшне результаты дает вращение ванны
с частотой 1 оборот за 50—70 ч. В этом случае улучша-
ется сход шнхты главным образом с набегающей стороны
электрода, куда и заваливают основную часть шихтовых
материалов.
При выплавке ферросилиция в закрытых печах при-
знаками хорошего хода являются: 1) равномерный сход
шихты во всех воронках без участков спекшейся шихты;
2) глубокая посадка электродов: 3) избыточное давление
под сводом 2,0- 5,0 Па; 4) температура под сводом не
более 500—600сС; 5) разрежение перед скруббером 20—
30 ГПа: 6) разрежение после трубы Вентури 50—60 ГПа;
145
7) содержание водорода в газе с5%, кислорода <1%;
8) постоянное количество отходящих газов.
При зависании шихты в воронках необходимо осадить
ее и ввести небольшой избыток кокса. Если забился га-
зоход, его прочищают, переходят иа работу по другой
нитке газоочистки. Повышение давления под сводом час-
то является следствием недостатка восстановителя и об-
разования больших количеств SiOr. Резкое повышение
температуры под сводом вызывается проплавлением ко-
лошника. Содержание водорода в газе может увеличиться
вследствие завалки шихты с повышенной влажностью
или течи воды из свода и воронок.
При выплавке ферросилиция ФС75, ФС90 в результа-
те значительного вторичного карбидообразования, проте-
кающего в результате окисления монооксндом углерода
уже восстановленного кремния по реакции: Si+2CO =
= SiC + COi затрудняется выход шлака. Введение в ших-
ту извести (известняка) в количестве 1—3 кг/т металла
снижает вязкость шлака, обеспечивается лучшее осажде-
ние корольков металла под шлак и уменьшается вторич-
ное карбидообразование. Концентрация карбида кремния
в шлаке и настыли, образующегося в результате первич-
ного и вторичного карбндообразовання, уменьшается и
улучшаются показатели работы печей.
При выплавке ФС25 и других сплавов иногда наблю-
даются выбросы шихты через воронки. Ограничение из-
бытка восстановителя в шихте до 105—108% от стехио-
метрическн необходимого по реакции SiOa4-2С = [Si] 4-
+2СО исключает выбросы, возникающие ввиду бурного
взаимодействия кокса и образующегося SiC с оксидами
шлака.
Ферросилиций выпускают в ковш, футерованный ша-
мотом, и разливают иа разливочной машине конвейерного
типа в чугунные мульды. Обычно делают 6—7 выпусков
при выплавке ФС20 и ФС25. При получении сплавов
ФС45—ФС92 производительность печи меньше, поэтому
делают 4—5 выпусков в смену.
В открытых печах возможен местный прорыв газов
(образование «свищей»). Для их ликвидации необходимо
обработать колошник, разрыхляя его, и загрузить в это
место новую порцию шихты.
Ниже приведены расходы материалов и электроэнер-
гии при выплавке ферросилиция различных марок.
Ферроснлипий . . . ФС20*’ ФС25*1* ФС45*® ФС65*Я ФС75*Я
Расход материалов, кг:
146
кварцита .... 370 552 1015/921 1520/1568 1786/1930
железной стружки . 810 780 560/558 320/343 223/250
кокенка 200 280 485/438 665/720 840/845
электродной массы . Расход электроэнергии, 10 8 19/16 45/43,3 54/54
кВт-ч 2185 2819 4580/4756 7400/7610 8490/8840
Извлечение кремния, % 94.3 98,5 97,9/98,2 94,9/92,1 •’ Получены в закрытых печах. м Числитель — для открытых, знаменатель — для закрытых печей. 92,3/91,В
Показатели работы закрытых печей при выплавке
ФС65 н ФС75 ниже, чем открытых, вследствие образова-
ния значительных количеств SiOr, ухудшения работы си-
стемы газоочистки ввиду распада 2SiOr=Si + SiO2 и вы-
деления значительного количества пыли. Закрытые печи
21—22,5 MB-А имеют две интки газоотвода. Диаметр ван-
ны 6170 мм, электродов — 1200 мм, распада электродов —
2900 мм. Глубина ванны 2300 мм, расстояние от подины
до нижнего .среза воронок 2700 мм. Ванна вращается в
секторе 60°. Очищенный газ используется для нужд заво-
да. Пыль содержит, %: SiO2 79,6—86,9; SiC 0,4—2,24;
Собщ 3,3—5,4; Feoem 1,23—3,08; А12О3 0,25—0,84; СаО 0,25—
0,84; MgO ОД—1,05; 50бщ 0,3—2,1. Запыленность чистого
газа составляет менее 0,03 г/м3.
Пыль ферросилиция, уловленная в системе газоочист-
ки, может быть использована в виде брикетов или окаты-
шей для выплавки сплавов кремния, а также в других
отраслях техники. Например, испытаниями ЧЭМК сов-
местно с ВНИПИчерметэнергоочистка установлена целе-
сообразность ее применения в шихте для изготовления
шлакоблоков силикатного кирпича н штукатурных рас-
творов. Введение ее в количестве 10% от массы шихты
повышает прочность шлакоблоков и снижает расход це-
мента. Транспортировка пыли облегчается после предва-
рительного ее озернеиня без применения связующих с по-
лучением окатышей диаметром 3—5 мм. При этом исполь-
зовался гранулятор диаметром 1 м. Плотность пыли уве-
личивается до 0,6—0,7 г/сма н такие окатыши могут быть
в виде составляющей шихты использованы при выплавке
сплавов кремния.
При работе печи на стенках футеровки рабочего про-
странства имеется постоянный гарнисаж, частично заме-
няемый со стороны сходящей в печь шнхты. Химический
состав его следующий, %: SiO2 27—62; А12О3 1—8; СаО
0,8—3,0; MgO 1—4; SiC 15—40; Ст 1—3; SU 3—20; Fe
1—5. При выплавке ферросилиция образуется шлак в ко-
147
лнчестве 2—4% от массы металла, который содержит 30—
50% SiO2, 10—25% А12О3, 8—15% СаО, 2—5% MgO, Ю—
20% SiC н 10—40% корольков сплава. Этот шлак целе-
сообразно использовать в сталеплавильном и доменном
процессах для раскисления стали н выплавки литейного
чугуна.
Проведенными материальными балансами при выплав-
ке ФС25, ФС45 и ФС65 в закрытых печах, ФС75 в откры-
тых прн разливке на машинах и в поддоны установлено,
что с увеличением содержания кремния в сплавах извле-
чение его уменьшается вследствие увеличения потерь на
испарение (в основном в виде SiOr), со шлаком, в виде
остатков в ковшах и выплесков прн разливке. Технико-
экономические показатели производства ферросилиция
могут быть значительно улучшены прн увеличении единич-
ной мощности трехэлектродных печей до 75 МВ-А. Прн
работе печей на постоянном токе улучшается использо-
вание мощности трансформатора, упрощается токоподвод,
исчезает влияние поверхностного эффекта на электроде.
Установлено, что прн работе на постоянном токе наблю-
дается более равномерный ход печи, повышается извле-
чение кремния, уменьшается содержание примесей в спла-
ве благодаря использованию направленного электролиза
и снижается расход электроэнергии.
Прн выплавке ферросилиция в закрытых печах, когда
под сводом поддерживается небольшое избыточное дав-
ление 1—5 Па, часть колошникового газа проходит через
шихту в загрузочных воронках и сгорает, создавая для
службы электрододержателей и токоподводов сложные
условия, близкие к работе их па открытых печах.
Длительные испытания технологии выплавки ферро-
силиция в печах с разрежением под сводом 3—5 Па (иног-
да до 7 Па) показали целесообразность такого режима
плавки. Поступление воздуха в поверхностный слой шнх-
ты способствует снижению температуры подсводового про-
странства, хотя прн недостаточной влажности шнхты и
увеличении разрежения под сводом возможно повышение
температуры,
Выплавка ферросилиция ФС65 на СтахЗФ с разреже-
нием под сводом 3—5 Па приводит к повышению произ-
водительности на 4,9—10,1%, снижению расхода электро-
энергии на 1 т сплава на 3,65—3,8%, извлечение кремния
нз шихты в сплав возросло на 2,4—2,65% прн возможном
увеличении избытка твердого углерода в шихте на 0,55—
2,2%, а коэффициент мощности (cos qj увеличился на
148
3,1—5,4%. Полученные результаты показывают, что со-
здание разрежения под сводом незначительно изменяет
состав колошникового газа. Объемный состав газа изме-
няется следующим образом (в числителе — работа печи
при давлении под сводом, в знаменателе — при разреже-
нии) % I
СО (2—3)/(3—4); N2 (0,45—0,5)/(0,65—0,75); СО
(86—87)/(80—82,5); Н2 (7—7,5)/8; СН4 2/3; О2 (1 — 1,55)/
/(2,75-4,35).
По-внднмому, необходимо изменение ие только значе-
ния и характера давления под сводом, но и конструкции
свода печи. Технология выплавки ферросплавов в печах с
разрежением под сводом используется за рубежом, хотя
это сопряжено с риском подсоса большого количества
воздуха.
Фактический состав ферросилиция различных марок
определяется чистотой сырья и мощностью печей (табл.
IV.7).
Потребителю ферросилиций поставляется в измельчен-
ном состоянии в кусках до 25 кг нли в чушках до 45 кг.
Для обогащения полезных ископаемых в тяжелых суспен-
зиях в качестве утяжелителя методом распыления жидко-
го сплава производится гранулированный ферросилиций
марок Сн 15Г—2 и Си 15Г—3 (14—16% Si): плотность
6,6— 7,2 г/см3, размер частиц 0,071 (>60%) и 0,04 мм
(остальное).
Фактическое содержание газов и примесей цветных ме-
таллов в ферросилиции приведено в табл. IV.8 и IV.9.
В табл. IV.10 приведена структура себестоимости ферро-
силиция различных марок. Показатели производства
сплавов кремния могут быть значительно улучшены. Теоре-
тический расход электроэнергии для производства, напри-
мер, сплава ФС65 составляет 6750 кВт-ч/т при фактиче-
ском расходе 7150—7800 кВт-ч/т. Сравнение расхода элек-
троэнергии при выплавке ферросилиция на различных
ферросплавных заводах показывает, что колебания меж-
ду минимальным и максимальным уровнями составляет
10—30%. Создание оптимальных условий производства,
качество и вид сырья, подготовка к его плавке, выбор
типа восстановителя и характеристик используемых дре-
весных рыхлителей являются резервами значительного
улучшения показателей процесса. Необходима поставка
сырья строго постоянного химического и гранулометриче-
ского состава, обусловленного договорами с поставщи-
ками.
149
& 2 0,004 0,007 , 0,01—0,03 0,005-0,02 0,003—0,03 0,01—0,03 0,008—0,02 i 0,003—0,02 0,012-0,02 00 СЧ t£> СМ со сч — о о О О осГоо 1111 то -n g о о о О 6 О О
& 6 ОО — — ТО О ото© О о °, о* 1 1 <? 1 -0,08 -0,03 -0,10 -0,0042 -0,018 -0,045 -0,035 -0,056 -0,032
0,008- 0,010- 0,02— 0.015- 0,05— 0,013- 0,04— 0,020- 0,008- о.о io- о. 002- 0,012- 0,02-
§ ТО — О с4 =6 со ОО — CM I — СО tC со о о —* ем ем о ем IIIе?! о — ТО О* 00 17 77
*> 2,0- 4,1— 6.1 — 15,2- Д ото 1 4 — о* сч то" <М CN — ©III /м С*Э О 1'' — то даю
X см*/100 г 11—20 15—30 28—87 32—80 60—125 27—72 46—105 18—65 30-54 25—64 17-65 26—72 25—50
Метод разливки ПОДДОНЫ > $ мульды слитки мульды » А А А А
СЙ ШЙ со
Завод чэмк* СтахЗФ ЧЭМК СтахЗФ ЗФЗ нлмк СтахЗФ ЧЭМК СтахЗФ ЗФЗ СтахЗФ ЗФЗ СтахЗФ
Марка ФС90 ФС75 ФС65 ФС45 ФС25 ФС20
Таблица IV.9. Содержание в ферросилиции примесей цветных и
редких металлов, ие регламентированных ГОСТ 1415—78
Массовое содержание, %
Марка Си Со AS Sb Bi Zr
ФС90 0,6—0,7 0.005 Не опр. 0,001 Не опр. Не опр.
ФС75 0.8—0,15 0,007 0.003 > >
ФС45 0,14—0,20 0,007—0,02 0.001 0.004 0.001 0,01
ФС25 0,18—0.22 0,007—0,012 Не опр. 0,005 Не опр. Не опр.
ФС20 0,21—0,36 0.015 0,005 >
Таблица IV. 10. Структура себестоимости ферросилиция ори выплав-
ке в закрытых печах мощностью 21 МВ А (на 1 т)
Статья калькуляции ФС25 ФС45 ФСбб
коли- чество стои- мость, руб-коп КОЛИ* честно СТОИ- МОСТЬ, руб-коп коли- чество стои- мость, руб-коп
Расход материалов: кварцита 579 3—11 1016 5-45 1532 8—22
стружки стальной . 802 26—18 570 18-63 332 10—86
кокса сухого . . . 261 9—23 465 16—43 721 25—47
электродной массы . 8,8 0—67 17,5 1-35 54,3 3—49
электродной арматуры 0,56 0—1! 1,09 0—21 2.8 0—54
Газ ферросплавный . — 0—36 — 0—84 — 1—83
Задано за вычетом от- ходов 38—16 39—67 42—72
Расходы на освоение 0—25 0—35 0—51
Электроэнергия техно- логическая, кВт-ч . . 2762 25—02 4689 42—48 7347 66—56
Основная зарплата . — 0—56 — 0—85 I—53
Сменное оборудование — 1—2! — 1—21 —-• 1—20
Расходы по переделу и общезаводские расходы 12—71 — 19—26 29—56
Прочие расходы . . . 0-25 — 0—34 — 0—47
Заводская себестоимость — 78—94 — 105—72 — 146—58
Внепроизводст венные расходы — 0—45 0—46 0—48
Полная себестоимость — 79—40 — 106—18 — 147—06
Стабилизация процесса плавки при помощи автомати-
зированного управления повышает производительность
печей на 10% н снижает удельный расход электроэнергия
на 5%. Установка головного образца АСУ ТП на СтахФЗ
и всех других печах и заводах является важным резервом
улучшения показателей производства и повышения каче-
ства продукции.
150
151
Известен опыт внедрения в производство ферроспла-
вов полукокса из длиннопламенных черемховских углей
Ан НК н газовых углей Донецкого и Кузнецкого угольных
бассейнов для производства енлнкоалюминня и ферроси-
лиция соответственно на ДАЗ и НФЗ. Прн использовании
полукокса нз длиинопламенных углей повысилась произ-
водительность печей н снизился расход электроэнергии на
7,5%• Необходимо форсирование увеличения поставок по-
лукокса для ферросплавных заводов.
Эффективным восстановителем является кокс Кемеров-
ского коксохимического завода из шихт с повышенным
количеством газовых углей (до 40%). Только замена
обычного кокенка ЗСМ коксом с добавкой газовых углей
позволит экономить — 3% технологической электроэнергии
па ЕЗФ и НФЗ. Намечается строительство опытно-про-
мышленных кольцевых печей для получения кокса из га-
зовых н длиинопламенных углей, подобных по своим
свойствам ангарскому полукоксу. Кольцевые печи пред-
полагается установить на ЕЗФ, ЗЗФ н КрКЗ. Использо-
вание такого кокса при выплавке ферросилиция снизит
расход электроэнергии на 1 т сплава па 4—5%.
Широкие опытные работы (НИИМ, ДМетИ, ЧЭМК»
ДАЗ, СтахЗФ и НЗФ) и внедрение в практику технологии
плавки различных сплавов с введением вместе с углеро-
дистым восстановителем в шихту древесных рыхлителей
(щепы, одубииы, брикетов лигнина, опилок и т. д.). Ис-
пользование древесных отходов позволяет экономить 3—
5% технологической электроэнергии. В опытах успешно
использованы высокозольные отвальные угольные породы
Экибастузского месторождения, содержащие 45—75% зо-
лы (30—40% А12О3, 45—55% SiO2, 15—20% С) и 10—
15% летучих веществ, для выплавки фсрросиликоалюмн-
ния. При этом получают сплав, содержащий 40—50% Si
и 15—25% AI.
Глава V.
КРЕМНИСТЫЕ
ФЕРРОСПЛАВЫ
ЩЕЛОЧНОЗЕМЕЛЬНЫХ
МЕТАЛЛОВ
§ 1. Карбид кальция
Карбид кальция (СаС2) (табл, V.1) не является номен-
клатурной продукцией ферросплавной промышленности.
Его получают на карбидных заводах Мннхнмпрома СССР.
В небольших количествах производится на некоторых фер-
росплавных заводах для собственных нужд. По физико-
химической сущности процесс выплавки карбида кальция,
а также по типу рудовосстановнтельиых печей, использу-
емых для его получения, карбндкальцпевос производство
во многом аналогично ферросплавному. Интерес к этому
процессу обусловлен еще и тем, что СаС2 образуется как
промежуточный продукт прп выплавке силпкокальцня.
Таблица V.I. Требования ГОСТ 1460—81 к качеству карбида каль-
ция
Показатели Нс-рма для сортов
мысшега 1-го 2-г»
Объем СаНа, л/кг (пе менее) для кус-
ков размерами, мм:
5G—,80 295 285 275
25—80 — 285 2бо
25—50 — 280 260
2—25 260 240
Объемная доля фосфористого водоро- да в ацетилене, % (не более) . . . 0,07 0,08 0,08
Массовая, % (не более):
доля сульфидной фазы 0,5 1,2 1,2
свободного углерода 1,0 Не нормируется
«ксяда калъния 17
Карбид кальция начали производить в конце XIX в:
в 1892 г. А. Муассаном был получен СаС2 восстановлени-
ем СаО углеродом в дуговой печи, В 90-х годах XIX в.
карбид кальция начали производить 12 стран. К 1911 г.
во всем мире было 75 дуговых печей, в которых произво-
дились до 250 тыс. т СаС2 в год.
153
В России производство СаСг было начато в 1908 г. в
г. Земковнцах в двух однофазных печах мощностью
500 кВ-А каждая. Затем были построены еще две печн в
г. Петербурге (1910 г.), что позволило уменьшить импорт
карбида кальция с 617 (1908 г.) до 137 т (1912 г.).Впос-
дующне годы были сооружены карбидные печн в г. Пе-
тербурге, Баку, Алаверды н Макеевке. Суммарная мощ-
ность электропечей в России для получения карбида
кальция накануне 1917 г. составляла 7200 кВ-A, а годо-
вое производство карбида достигло 6000 т. После иобеды
Великой Октябрьской социалистической революции произ-
водство карбида кальция быстро развивалось: были уве-
личены мощности действовавших заводов и сооружены
новые. В 1936—1940 гг. введен Ереванский карбидный за-
вод с шестью трехфазными печами мощностью по
5000 кВ-А, Кировоканский завод с печью 7500 кВ-А. Это
позволило в 1940—1942 гг. 90% всего карбида кальция про-
изводить в Армении и 10% на Черпореченском химическом
заводе. В 1943 г, были введены в строй три печп по
7500 кВ-А на Карагандинском карбидном заводе. В пос-
левоенные годы была повышена мощность ранее введен-
ных печей, а также сооружены новые заводы. Динамика
роста единичной мощности карбидных печей по годам ха-
рактеризуется следующими данными:
Год ............. 1930 1940 195(5 i960 1965 1970 1975 1980
Мощность печн,
МВ-А ............ 5,0 7,0 10 40 60 60 80 80
Производство карбида кальция в СССР в 1975— 1980 гг.
достигло 880—950 тыс. т/год (в пересчете на 0,25 м3 аце-
тилена на 1 кг карбида кальция).
Сущность и химизм процесса. Современная технология
производства карбида кальция основана на восстановле-
нии оксида кальция (свежеобожженной извести) углеро-
дом (коксом, антрацитом и другими восстановителями) :
СаО + ЗС=СаС2+СО. Для получения уравнения измене-
ния энергии Гиббса воспользуемся приведенными выше
реакциями и произведем их суммирование:
Сат~Ь 2СТ-- СаС2; - 57360 - 28,5Г (V. 1)
СаОт= СажЧ- J/aO2; + 641850 — 107,5 Г (V.2)
Ст-г !/2О2= СО; — 118000 84,5Г (V.3)
СаОт-гЗСт=СаС.»+СО: AGur= 466550- 229.6 Г (V.4)
154
Из уравнения (V.4) следует, что условие AGr° = 0 вы-
полняется при 2117 К (1843СС). Диаграмма фазовых рав-
новесий системы Са—О—С приведена на рнс. V.I.
Чистый карбид кальция плавится прн 2433 К (2160 °C),
следовательно, теоретическая температура начала реакции
прн рсо=Ю0 кПа ниже температуры его плавления. По-
скольку в системе СаО—СаСг образуется эвтектика и рас-
творы (рнс. V.2), то электропечной технический карбид
кальция представляет собой закристаллизованный рас-
плав, содержащий s>80% СаС2 и 10—15% СаО. Примеси,
СаС2, %
Рис. V.!. Диаграмма фазовых равновесий в системе Са—О—С
Рнс. V 2. Зависимость температуры ликвидуса от содержания СаС, в системе
СаО—СаС3:
/ — чистые компоненты: 2 — компоненты технической чистоты
содержащиеся в извести, и зола кокса являются источ-
ником поступления в карбид нежелательных оксидов
(с2% А12О3, <2% S1O2). Прн подготовке шнхты к плав-
ке известь должна содержать 92—95% СаО и 1—2% СО2.
Содержание твердого углерода в коксе 85—89%, а влаж-
ность <1%, поэтому кокс следует сушить. Известь при-
меняют крупностью 8—40 мм, а кокс 8—25 мм.
Электропечи для выплавки карбида кальция. На со-
временных заводах карбид кальция выплавляют в рудо-
восстановительных электропечах с круглой и прямоуголь-
ной ваннами единичной мощностью 60 МВ-А; в резуль-
тате реконструкции мощность может достигнуть 80 МВ-А.
В СССР получили применение печи 60 (80) МВ-А с пря-
моугольной ванной размерами 10,9x8,9x5,6 м и само-
обжнгающнмися электродами прямоугольного сечения
3200x850 (рнс. V.3). Ванна печи укрыта водоохлаждас-
мыми элементами. Вокруг каждого электрода в укрытии
ванны имеются щели (воронки) шириной 300 мм для по-
дачи шихты. Межэлектродиое пространство псрекрывает-
155
ся газоулавливающими воронками, позволяющими улав-
ливать до 80% колошникового газа. На 1 т карбида каль-
ция выделяется 250—330 м3 газа со следующим объемным
содержанием %: СО 72; СО2 4,9; Н2 7,8: СН* 0,1; N2
остальное. Запыленность газа составляет 100—150 мг/м3.
Газ подвергают очистке. На очистку 1000 м3 газа расхо-
Рис. V.3. Закрытая карбидная печь с прямоугольной ванной:
/ — ванна; ’ — затвор песочный: а — сальник сухой; if - зонт; 5 — злектрода-
держатель; 6 — механизм перемещения электродов; 7 —тракт шихтоподлчн; в~
механизм перемещения {перепуска) электродов; S — электроды: /(/—короткая
сеть; // — укрытие; 12 — площадка наращивания электродов
дуется 2,7—3,5 м3 воды. Жидкий карбид кальция выпус-
кается через летку в водоохлажлаемые барабаны.
При мощности печи GO МВ-А максимальное напряже-
ние составляет 167 В. минимальное 87 В, среднее 142 В,
а сила тока ПО кА, Реактивное сопротивление печн равно
670 мкОм - м. Для мощности печн 80—85 МВ- А макси-
мальное напряжение равно 202 В, а среднее 177 В.
Наряду с описанной печью в эксплуатации находятся
и печн меньшей мощности. Ниже приведены некоторые
электрические характеристики печей различной мощности:
156
Условный номер печи Активная мощность печи, МВт .... Кажущееся сопро- 1 26,5 j 29,5 3 34,8 А 36,5 5 39,5 а 40,5
тивление печи, мкОм .... 1.489 1,310 1,251 1,218 1.201 1,096
cos<p 0,92 0,84 0,89 0,88 0.87 0,87
Напряжение вто- ричное среднее, В 119.6 113,8 128,0 131,1 129,1 129,5
Сила тока вторич- ной ступени, кА 80.3 86,8 102.1 101,6 107.6 118,2
Одним нз перспективных направлений дальнейшего со-
вершенствования технологии получения карбида кальция
является применение полых электродов и подача через
полость мелкой шихты, как это показано на схеме (рис.
V.4).
Рис. V.4. Подача цыленидпых материалов в печь для выплавки карбида каль-
ция
В настоящее время разработаны устройства для ав-
томатического регулирования мощности печи, скорости пи-
тания ванны шихтой, положением электродов в печи. Раз-
работаны программы, алгоритмы н схемы управления
процессом выплавки карбида кальция. Компьютерная схе-
ма рассчитывает н поддерживает оптимальную темпера-
туру процесса при помощи регулирования положения элек-
тродов, подаваемой мощности, а также управления пода-
чей извести п коксика и нх соотношением. Шихта полается
157
б измельченном виде через полый электрод в реакционную
зону при помощи газа-носителя. Такая система управле-
ния позволяет получать карбид кальция с большим со-
держанием СаСг иа единицу расходуемой электроэнергии.
$ 2. Силикокальций
Щелочноземельные металлы (ЩЗМ) Bet Mg, Са, Sr и Ва
относятся ко II группе Периодической системы элементов
Д. И. Менделеева. Особенность электронной конфигурации
атомов Be (2s2), Mg(3s2), Ca(4s2), Sr(5s2) и Ba(5s2),
обусловливает их высокое химическое сродство к кисло-
роду и очень низкую растворимость в железе. Температур-
ные зависимости растворимости ЩЗМ приведены ниже
(% ат.): lg[Mg} = (-4153/Т)+2,571; 1g (Са) = (-7869/
/Т) +3,095; lg[Sr] = (—12153/Г) + 3,738; lg[Ba] = ( — 15278/
/Т) +4,243. Прн 1600 °C в жидком железе растворяется
2,2% (ат.) Mg, 0,078% (ат.) Са; 0,018% (ат.) Sr н
0,00012 % (ат.) В а. Вследствие высокой упругости пара
применение этих металлов в чистом виде в сталеплавиль-
ном и литейном производствах затруднительно. Кроме то-
го, ЩЗМ в чистом виде имеют высокую стоимость и де-
фицитны. Вместе с тем рост потребности металлургии в
ЩЗМ вызывает необходимость производства их в виде
сплавов. Поскольку ЩЗМ с железом практически не вза-
имодействуют, но образуют термодинамически прочные
силициды, эта задача решается путем выплавки кремнис-
тых ферросплавов с ЩЗМ. Некоторые термодинамические
константы и свойства ЩЗМ приведены ниже:
Элемент Be Mg Са Sr Ва
Порядковый номер . . 4 12 20 38 56
Атомная масса, кг . . Температура плавления, 9,012 24,30 40,08 86.62 137,3
К 1560 923 1115 104! 983
Температура кипения, К Энтропия Дж/ 2745 1368 1768 1663 2130
/(моль-К) о Теплоемкость. С паж) 9,37 32,64 41,55 55,63 62,4
Дж/(моль-К) .... 18,30 24,87 25,92 19,23 28,05
Плотность, г/см3 . . . Удельное электрическое- 1,85 1.74 1,54 2,63 3,76
сопротивление прн 25 X. МОм • м 660 418 430 2480 3600
Атомный радиус, нм . . 0,113 0,16 0,197 0,215 0,221
Hoiiiiufi радиус, нм . . 0.032 0,078 0,106 0,127 0,143
Наибольшим по объему является производство силнко-
кальция; кремнистые ферросплавы, содержащие другие
ЩЗМ, выплавляют в меньшем объеме.
358
Металлический кальций, сплавы его с кремнием и дру-
гими элементами (комплексные ферросплавы) широко
применяют в качестве раскислителей прн выплавке стали.
Раскисление железа кальцием может быть описано реак-
цией: (Са] + [О] =(СаО), Кса = «Сао/ОСа- Прн ЙСаО=1 АСа =
= {%Са] (%О] прн 1600°C равна 1,2-105. Параметр вза-
имодействия кальция (1600 °C) еоСа = —535.
Наряду с магнием н редкоземельными металлами
(РЗМ) кальций глобуляризнрует графит в чугунных от-
ливках, снижая содержание кислорода н серы, которые
препятствуют образованию шаровидного графита. Каль-
ций широко используется н как модификатор при выплав-
ке сталей и сплавов. Обработка металлических расплавов
чистым кальцием или его сплавами улучшает физико-ме-
ханические свойства металла благодаря изменению фор-
мы н вида оксидных и сульфидных включений в готовом
прокате и отливках. Кальций существует в двух модифи-
кациях: прн низких температурах устойчива граиецеитри-
рованная кубическая структура а-Са, которая прн 737К.
переходит в гексагональную р-Са. Как и другие ЩЗМ,
кальций имеет высокую упругость пара. Зависимость дав-
ления пара рса (Па) от температуры описывается выра-
жением: lgpca=(—7760/Г)+9,36. Расчеты дают следую-
щие значения:
Температура, К . . . . 1273 1473 1573 1778
рСа, кПа........... 1,837 12,35 53,83 98,97
Свойство легко испаряться широко используется при
получении чистого кальция. Шихту, состоящую из окси-
дов кальция и алюминия, нагревают при 1200°C в ваку-
уме 1—2 Па. Восстановление происходит по реакции:
6CaOT + 2А1Ж = ЗСапар+ЗСаО-Л12Оз(т), которую ведут в жа-
роупорных ретортах. Пары кальция удаляются нз реакци-
онной зоны и конденсируются на холодных частях ре-
торты.
Снлнкокальцнн (табл. V.2) получают восстановлением
оксида кальция (извести) и кварцита углеродом. Сплавы
с низким содержанием кальция (СК10 н СК15) можно
выплавлять снлмкотермцческнм способом.
Ниже рассмотрены свойства соединений кальция с кис-
лородом, углеродом, кремнием и некоторыми другими эле-
ментами. В системе Са—О наиболее устойчиво соединение
СаО, которое характеризуется следующими свойствами: мо-
лекулярная масса 56,08; температуры плавления 2900 К и
кипения 3123 К, теплота образования —ДН298° = 634.5 кДж/
15»
Таблица V.2. Требования к химическому составу силыкокальпкя
«ГОСТ 4762—71)
Мзссоиос содержание. %
Марке Al 1 с
Са, не менее Fe не более
скю 10 >25 1.0 0,2 0,02
СК 15 15 >20 1.0 0.2 0,02
СК20 20 <15 2,0 1.0 0,04
СК25 25 < 10 2.0 0.5 0,04
скзо 30 <6 2,0 0.5 0,04
./моль; энтропия 38,0 Дж/(моль-К): теплоемкость 42,07 Дж/
./(моль-К); плотность 3,4 г/см3; —ДС29в°=602,8 кДж/моль.
Зависимость теплоемкости СаО(Ср) от температуры опи-
сывается уравнением Ср = 48,536 4- 3,7618 • 10~sT—674460 X
ХТ~2 Дж/(моль-К)- Изменение энергии Гнббса для неко-
торых реакций образования оксида кальция приведены
ниже (кДж/моль):
2Сат+- О2—2СаОт; Д^7})_П24К= 1268,6 +
+ 198-К)-*Т; (V.5)
2Саж+О?= 2СаОт; = ~ 1283,7 +
+ 215- 10“3Г. (V.6)
2Саг+ О2= 2СаО,; ДСпяя—2?о<?к= 1591,9 -г-
+ 390.10“37\ (V.7)
Помимо СаО в системе Са—О известны и высшие ок-
сиды кальция: СаО2 (пероксид); СаО4 (гиперокснд); СаО$
(озонид). В зависимости от соотношения Са/О в газовой
фазе могут образовываться молекулы Са, Са2, СаоО,
Са2О2 и Са2О.
Оксид кальция является основным компонентом метал-
лургической извести, которую получают в результате об-
жига карбоната кальция (известняка):
CaCOt(T) = СаОт+ СО,; 170648 -
— 144,2 Т, Дж/моль. (V.8)
Зависимость логарифма упругости диссоциации СаСОз
(кПа) от температуры следующая: lgpcOi =—37300/7" +
+ 36,6.
160
Давление СОз, равное 100 кПа, достигается прн 1183 К-
Оксид кальция является обязательным компонентом шла-
ков всех флюсовых процессов. С кремнеземом СаО обра-
зуют ряд силикатов кальция (табл. V.3). Реакции обра-
Таблица V.3. Термодинамические характеристики силикатов
кальция (образование из элементов)
Силикат 1 лн 298 t 1 кДж/иоль „ о ДО 298 > кДж/моль 298 > Дж.'(моль-К) с -?98 ’ ДжЛмоль-К) т * пл- К
СаО - SiO2 I —1633 — 1548 80,67 85.18 1813
2CaO-SiO2 —2312 —2198 120,67 126,7 2403
3CaO-SiO2 —2198 —2189 127,5 128,5 2173
зования силикатов кальция характеризуются следующим
изменением энергии Гиббса (Дж/моль):
СаОт+S1O2(T) = a-CaO-SiO/, AG209S-1483 к
= 89200 + 0,50 Г; (V.9)
СаОт+ S102(t)= B-CaO-SiOj Абивз-пизк"*
= 83300 — 3,4 7; (V.10)
2СаОт-; SlO2tT) = 2CaO-SiO.>; AG?9S_i7ogk=
= -144400- 14,987; (V. 11)
3CaOT+ SiO3(T) = 3CaO S1O2; AG?9s-i7ook-
= - 101753 - 16,64 7'. (V.12)
Кинетика растворения извести в шлаках определяется
процессами диффузии компонентов, состоящих из силика-
тов кальция, через реакционные слон. Шлаки системы
СаО—SiO2 с содержанием >65% SiO2 насыщены кремне-
земом. поэтому ази)3=1; для более бедных кремнеземом
шлаков а§юа< 1.
По В. А. Кожеурову коэффициент активности кремне-
зема в шлаках может быть определен по выражению:
— (Ю00 7)[x4(xsi — 1) —Лв(3хх1— l)(xSi~ 0],
(V.13)
где = 2. ] 8д'мп4- 5,9 (хса 4 *ме); л'в = 6,82хмп + 8.25л,ч-
— 10,9л'мё; л'са. А‘ми, x.Mi!, xSi—ионные доли соответствую-
щих катионов в шлаке.
В шлаке бинарного состава системы СаО—SiO2 коэф-
фициент активности кремнезема рассчитывают по уравне-
нию:
6. 23:’.
161
lg 7510,= О ООО/Г)л: [5,9(xSi- 1)-
- 8,25 (3xsi - 1) (*si- 1)]* (V. 14)
В системе Са—С наиболее устойчив карбид кальция
СаС2, имеющий следующие термодинамические константы:
д//2°<,8= — 59,7 кДж/моль; AG0298= — 64,8 кДж/моль;
5^69,8 Дж/(моль-К); С да»-62,6 Дж/(моль-К);
7пл = 2433 К. Реакции образования карбида кальция ха-
рактеризуются изменением энергии Гиббса:
а-Са + 2Ст= СаСЭ(Т); ДО278—7з?к =
— —56940 — 24,7 Г; (V.15)
З-Са + 2СТ— СаС2(т)1 ДОуз7-ш4к=
= — 48650 - 36,27'; (V.16)
Саж+ 2СТ~ СаСэ(Т); ДСиш—пззк—
= -57360- 28,5 Г; (V.17)
Саг-И 2СТ= СаСо(т); Д01755-22оок=
= — 214400 + 51,5Г. (V.18)
Получают его, восстанавливая оксид кальция углеро-
дом (коксом): СаОтЧ-ЗСт = СаС2(Т)+СО.
Технический карбид кальция содержит не менее 80°/о
СаС2 и примеси: -~15% СаО; 2% А12О3 и 2% SiO2; широ-
ко используется в химической промышленности, в органи-
ческом синтезе при производстве синтетического каучука
и цианамида кальция, Обрабатывая СаС2 водой, получают
ацетилен С2Н2 по реакции СаСг-;-21 bO-^C^Ih-tCa(ОН)2.
Образующийся Са(ОН)2 является побочным продуктом и
может быть использован в смежных производствах. Тер-
модинамические константы Са[ОН)2 (портландита) сле-
дующие: ДЯ?да= —984,2 кДж/моль; AGj98 = —-896,6 кДж/
/моль; S293=83,18 Дж/(моль-К); Ср° = 87,4 Дж/(моль-К).
В электрометаллургии ферросплавов СаС2 представляет
интерес как промежуточный продукт в сложном процессе
восстановления шихтовых компонентов при получении си-
ди кока л ьцня, Может существовать в шлаках спликотер-
мических флюсовых процессов в результате взаимодей-
ствия углерода электродов с высокоосновными шлаками.
Наряду с карбидом кальция в химической промышлен-
ности получают цианамид кальция CaCN2 нагреванием
СаС2 в токе азота: СаС24-№2 = СаСГ<2 4-СГр. Цианамид ис-
пользуется в основном для нужд сельского хозяйства как
162
гербицид. В металлургии
его применяют при выплав-
ке азотсодержащих сталей
(17Г2СФА с 0.03% Кидр.).
В системе Са—Si обра-
зуется ряд силицидов
(табл. V.4). Наиболее до-
fl 20 w so BQ 1£UJ
са Массовая дмя,% si
Рис. V.5. Диаграмма состояния си-
стемы Са—Si
стоверная диаграмма со-
стояния системы Са—Si
приведена на рис. V.5. Име-
ются сведения о наличии в
этой системе CaaSu, кото-
рый образуется по перитектической реа кции (Таср=
= 1293К): жидкая фаза+Са5} = Са35}4.
Таблица V.4. Термодинамические константы силицидов кальция
Силицнл Si, % АЯ 298 > кДж/моль р0 s298 * Дж/(моль-К)
-Ca2S i 25,95 —209,3
CaSi 41,20 — 150,5 62,8
CaSh 58,36 — 150,5 92,11
Реакции образования силицидов из элементов харак-
теризуются следующим изменением энергии Гиббса (Дж/
/моль):
2Саж+51ж=Са.51ж; ДО?2оо -1бч5К —
= — 217169 + 4,77Г; (V.I9)
Саж+ SiM= Са51ж; AG?g8s-i7G«k= 146622 — 3,31 Г; (V.20)
Саж+ 2Six~ CaSi2(>K); ДО?ввз-17А8к =
= - 180844 — 2,05 Г. (V.21)
Наряду с приведенными соединениями, кальций обра-
зует с водородом гидрид СаН2 [Д/У^зк = — 176,8 кДж/моль;
ЛО298К =—137,85 кДж/моль; =41,4 Дж/(моль-К);
=40,9 Дж/(моль-К)], с азотом нитрид Ca3N2
(Д//;\,₽к = —431,4 кДж/моль), с фосфором фосфид Са3Р
(ДЯ^як =—493,2 кДж/моль), с алюминием алюминиды
СаА12 (Д//?^к —--219,5 кДж/моль) и CaAU (Д^?эак =
~—215,3 кДж/моль),
В силикокальцин в зависимости от марки содержится
от 6 до 25% железа, поэтому в промышленных сплавах
6А
163
силикокальция, соответствующих по химическому составу
ГОСТ 4762—71, в структуре, кроме силицида CaSia, име-
ются свободный кремний, лебоит (FeSi2,3)» а в качестве из-
быточной фазы — карбид кремния.
Способы получения силикокальция. В промышленной
практике существуют три способа выплавки силикокаль-
ция: углероде-, сил и ко- и алюминотермический. Углеродо-
термический способ является наиболее распространенным.
Сущность его состоит в совместном восстановлении каль-
ция и кремния из их оксидов углеродом по реакции:
(СаО) + 2 (SiO2) + 5С = [CaSia] + 5СО. Силикотермический
способ основан на реакции восстановления кальция из ок-
сида кальция кремнием ферросилиция: 3(СаО)-f-3 [Si] =
= [CaSis] + 2(CaO-SiO2). Предложено много реагентов в
качестве составляющих шихты для плавки силикокальция:
оксид кальция, карбид кальция, кварц, кокс, кремний,
карбонат кальция, плавиковый шпат, хлорид кальция, кар-
бид кремния и др. При алюминотермическом способе по-
лучения силикокальция шихту составляют нз оксида каль-
ция, а в качестве восстановителя используют сплав типа
силикоалюминия.
При углеродотермическом способе применяют шихту,
состоящую из металлургической извести (>87% СаО и
<0,010% Р) крупностью 40—100 мм, кварцита (>95%
SiOg) крупностью 25—200 мм, кокса-орешка (количество
золы 11 —13%) крупностью 5—20 мм. Как к кварциту,
так и к углеродистому восстановителю предъявляют жест-
кие требования по содержанию серы. Прн выплавке крем-
нистых ферросплавов типа ферросилиция сера шихты об-
разует с кремнием летучие соединения SiS и SiSs, кото-
рые удаляются с колошниковыми газами. Кальций, со-
держащийся в енликокальции, приводит к образова-
нию сульфида CaS [ХН —476,5 кДж/моль, Дб?адк =
= —471,1 кДж/моль, 5эд =318,5 Дж/(моль-К) •Ср° =
= 68,1 Дж/(моль-К)- Содержание серы в сплаве может
достигать 0,2%. Основными источниками поступления се-
ры являются кварцит (50—55%). коксик (20—30%) и ка-
менный уголь (10—15%).
Высокоеальциевые марки силикокальция (СК20—
СКЗО) получают восстановлением извести и кварцита
коксом в открытых электропечах мощностью 14 МВ-А.
Процесс в общем виде может быть представлен схемой:
СаОцзвЧ-3SiO2(j(Bj+ /С * [СаSi2 + Si] 4- / СО.
Образование термодинамически прочных группировок
164
атомов, близких ио составу к CaSij, понижает активность
кальция и кремния, облегчает условия восстановления
этих элементов из их оксидов (рсо = 0,1 МПа достигается
при 1600СС).
Промежуточные реакции идут с образованием SiC и
СаСг. Последние, переходя в шлак, повышают его туго-
плавкость и тем самым способствуют достижению темпе-
ратур, обеспечивающих получение силикокальция задан-
ного состава. Одпако следует избегать избытка углерода
в шихте, чтобы исключить зарастание ванны печи карби-
дами. Дозировка ведется исходя из необходимого соотно-
шения компонентов в колоше. Примерный состав колоши
следующий: 85 кг извести; 200 кг кварцита; .30 кг камен-
ного угля; 50 кг древесного угля: 85—95 кт коксика. При
выплавке сплавов марок СК 10, СК 15 в колошу добавля-
ют 40 кг железной стружки. Расчет шихты ведут с учетом
достигнутого па практике полезного использования каждо-
го элемента. Так, при расчете состава шихты для сплава
марки СКЗО принимают извлечение кальция 67%, а крем-
ния— 75%. При выплавке сплавов с высоким содержа-
нием кальция особое внимание уделяют контролю процес-
сов шлакообразования, поскольку шлак, имея более высо-
кую плотность, осаждается на подине, что приводит к ее
зарастанию и расстройству хода печи. Ниже приведен со-
став шлака силикокальция СКЗО и СК 15, выплавленного
углсродовосстаиовительным способом, соответственно:
Компонент .................СаО SiO; Al^Oj SiCCaC?(C)
Содержание компонента.
%, в сплавах
СКЗО ................... 15—20 45—55 2—3 10 10—15
СК15 ................... 63-68 30—33 0.3-07 — (5-7)
Химический состав шлака влияет на содержание серы
в сплаве. Взаимодействие калышя с серой приводит к об-
разованию термодинамических прочных сульфидов по ре-
акциям:
2Саж-|- Sj= 2CaST; Д0ш4_
= — 1104,90 + 208,8 - 1СН Т кДж/моль; (V.22)
2Car+ S2"= 2CaST;- — Опе-о-смок =
- - 1410,77 4-381,3-Ю-Т кДж,моль. (V.23J
Шлаки с высоким содержанием карбида кальция более
жидкоподвижны, снижают концентрацию серы в енлико-
кальцин. Вместе с тем они затрудняют разливку сплава
165
ввиду плохого отделения шлака от металла. Электриче-
ский режим работы печей мощностью 14 МВ-А следу-
ющий: сила тока 54,4 кА, напряжение 134 В. Несмотря
на соблюдение оптимальных параметров технологии полу-
чения силикокальция, со временем ванна печн зарастает
гарнисажем, состоящим из полувосстаповительяой шихты.
Требуются остановка печей н перефутеровка ванны. Чтобы
избежать простоев, на практике эта задача частично ре-
шается периодическим переводом печи на выплавку 45%-
ного ферросилиция. Выпуск сплава и шлака при нормаль-
ном ходе плавки производится через каждые 2 ч в ковш
с углеродистой футеровкой стен и шамотным днищем. Раз-
ливают сплав в футерованные изложницы.
Силикотермический способ основан на реакции вос-
становления оксида кальция ферросилицием: (ЗСаО)+
+ 6 [Si] pe-si”> [CaSis + Si + FeSis] 4- (2CaO-SiO2). Посколь-
ку химическое сродство кремния к кислороду ниже каль-
ция, реакция может протекать в сторону получения сплава
с кальцием благодаря резкому понижению его активности.
Вместе с тем равновесие реакции достигается при сравни-
тельно невысоких концентрациях кальция в сплаве, по-
этому силикотермическим способом в основном получают
силикокальция с низким' содержанием кальция (СК 10,
СК15, СК20).
Выплавляют сплав в открытых и закрытых печах пе-
риодическим процессом. Состав колоши следующий: 200 кг
извести, 196 кг ферросилиция ФС75 и 30 кг плавикового
шпата. Применение дефицитного плавикового шпата обу-
словлено тем, что высокоосновпые шлаки вязкие и нетех-
пологнчные. Присадкой плавикового шпата разжижают
шлак и улучшают условия разделения продуктов плавки
при разливке. Извлечение кальция составляет 20—30%, а
использование кремния ферросилиция — 75—85%. В сплав
нз шнхты переходит 25—35% А1, 15—30% S, 15—35% Р»
25—30% Mg; часть кальция переходит в газовую фазу.
Фактический химический состав силикокальция промыш-
ленной выплавки приведен в табл. V.5. Сравнение данных
табл. V.5 свидетельствует о том, что качество силикотер-
мического силикокальция по содержанию регламентируе-
мых примесей (в пересчете на единицу кальция) выше,
чем углеродотермического.
Использование кокса в качестве восстановителя сопро-
вождается увеличением в сплаве содержания серы и алю-
миния. В условиях высоких температур происходит восста-
новление алюминия углеродом, чему способствует раство-
166
Таблица V.5. Фактический химический состав силикокальция
Марка Массовое содержание, %
Si Са Fe Л1 S р с
скзо 64,12 Углеродотермический способ | 30,52 3.77 1 1,59 1 0,09 1 0,02 . 1.29
СК25 67,60 28,24 3,19 1,57 0.05 | 0,02 ; 0,97
СК15 59,0 б 17,64 'иликотермический способ 19,43 1 0,71 0,01 [ 0,016 0,05
61,79 16.43 21,21 0,49 0,01 0,010 0,06
рение алюминия в сплаве, поэтому применение шихтовых
компонентов с повышенным содержанием примеси А12О3
затрудняет получение силикокальция с допустимой по
ГОСТ 4762—71 концентрацией алюминия Соглас-
но ГОСТ 4762—71 силикокальций поставляется различного
гранулометрического состава четырех фракций (2, 2-5,
5—20 и 20—200 мм).
Технико-экономические показатели выплавки силико-
кальция приведены в табл. V.6.
Таблица V.6. Расход шихтовых материалов и электроэнергии
прн выплавке силикокальция
Показатели СК15 CK31J СК скш
Углеродо- t Cu.m к о-
термический термический
способ способ
Расход материалов, кг: кварцита 1436 1875 - - - -
извести 456 748 960 940
каменного угля .... 281 265 — *
древесного угля . . . 244 370 — —
кокса сухого 388 600 —
ферросилиция ФС65 . . — — 917 8(55
стружки стальной . . . 318 — —— —
массы электродной . . 107 134 * —
электродов 12,5 10,5
Расход электроэнергии, кВт-ч/т 8893 11800 1670 1415
167
§ 3. Снликобарий
Высокое химическое сродство бария к кислороду (Важ+-
;+О2 = 2ВаОт; Дб^3_[дак = —1138,808 + 0,22278Г кДж/моль)
позволяет применять его в качестве раскислителя при вы-
плавке стали н сплавов. Реакция раскисления имеет вид:
1Ва] + [О] —(ВаО); Лва — Лвао/(^ва^о)• Особенностью ВаО
является образование термодинамически прочных соеди-
нений с другими оксидами — продуктами раскисления, что
повышает раскислительную способность бария. Барий в
составе лигатур применяется как модификатор. Температу-
ра плавления бария 983 К, кипения 2130 К- Барий имеет
более высокую плотность (3,76 г/см3), чем кальций. Как
и другие ЩЗМ, растворим в железе незначительно.
С кремнием образует ряд термодинамически прочных си-
лицидов (BaSis, BaSi и др.), поэтому в черной металлур-
гии барий используют в виде силнкобария. Термодинами-
ческие константы некоторых соединений бария приведены
в табл. V.7.
Таблица V 7. Термодинамические константы некоторых соединений
бария
Соединения бария aG29S • кДж/моль 298 i кДж иоль 5 298 ’ кДж/ / (моль-К) с 298 ’ кДж/моль ^ал- К
ВаО —547.58 —519,9 71.9 46,9 2290
BaS —455,62 —450,8 78,3 49,4 2473
BaSO* — 1 457.5 — 1346,6 132.1 102,0 1953
ВаСОз — 1208,1 — 1 131.1 112.0 85,3 7рнэл
ВаС2 —81,5 66,2 2600
BaSi —75,9 — — —
BaS Юз — 1615.4 — 1532.2 109.5 89,9 1877
Ba.SiOi —2273,5 —2160.9 175.8 134,8 2423
BaAl —62.7 —66 9 198,1 — 1377
Для разработки теоретических основ получения силн-
кобария важной характеристикой сплавов системы Ва-—Si
является парциальная молярная энтальпия растворения
бария в кремнии, которая равна —237 кДж/моль. Рассчи-
танная максимальная интегральная молярная энтальпия
образования силикобарисвых расплавов составляет
52,5 кДж/моль и соответствует массовому содержанию
40% Ва. В системе Ва—-Si известны силициды бария: BaSi
(16,98% Si), BaSb (29,02% Si) и BaSi3 (38,02% Si). Тер-
модинамические константы этих силицидов изучены недо-
168
статочио В системе Ва—А! образуются алюминиды бария
BaAh (44,1% Al), BaAI (16,42% Ai), ВаА12 (28,4% Al).
На практике освоено несколько способов получения спла-
вов бария.
Алюминотермическим способом выплавляют бариевый
сплав по реакции: 4(ВаО)-^3[А1] = [ЗВа + AI] 4-(ВаО-
• AI2O3). Промышленный сплав содержит 50—55% Ва;
10—12% Са; 20—30% Si; 30—40% Al. Силикате рмический
процесс основан па реакции восстановления оксида бария
кремнием: 2(ВаО) + 3А>[Si] - [BaSi] +72(Ba2SiO4). Этим
способом можно получать сплав, содержащий до 25% Ва.
Плавку ведут в закрытой печи мощностью 2,5 МВ-А пе-
риодическим процессом. Шихту составляют пз расчета
расхода иа одну колошу 100—120 кг барита, 190 кг ФС75,
200 кг извести, 50 кг плавикового шпата. Полученный
сплав содержит 5% Ва, 15% Са, 27% Fe; 1,5% Al, осталь-
ное — кремний. При необходимости в ковш вводят магний,
доводя его содержание до 6% (лигатура марки ЖКМК).
Наиболее перспективен углеродотермический способ полу-
чения бария в виде силикобария.
Хотя барий с углеродом и образует карбид ВаС2 по
реакции:
Важ -р 2СТ— ВаС2(т): ДОавз-1энк=
= — 102851 + 3,74Г; (V.24)
Ваг-|- 2СТ— ВаС-з AGisn-2iooK=
= —236458 4- 63,79 Т, (V.25)
в присутствии кремния ВаС2 разрушается с образованием
силицидов: ВаС2+ (2 ч-х) Si = BaSix-r2SiC. Это позволяет
иметь сплав с низким содержанием углерода. По действу-
ющим нормативным документам, силикобарий можно по-
лучать трех марок — СБ25, СБЗО и СБ35 с содержанием
25, 30 и >35% Ва, 5—10% Fe, <2% Al; 0,5% С и 0,04% Р.
При углеродотермнческом процессе в качестве баринсо-
держащего сырья можно использовать баритовый концент-
рат (<85% ВаО).
Совместное восстановление шихты, состоящей из бари-
тового концентрата, кварцита и кокснка, приводит к полу-
чению силикобария. Процесс в общем виде может быть
представлен схемой: BaSO^-F SiO2 + 4С->BaSi4 4СО4-SO2-
Одновременно может протекать и реакция взаимодействия
серы с восстановленным кремнием, в результате которой
образуются летучие сульфиды кремния. Это повышает по-
169
терн кремния и ухудшает показатели выплавки силнкоба-
рня. Приведенная реакция характеризует начальную и ко-
нечную стадии и не раскрывает механизм процесса, кото-
рый изучен недостаточно. Полученный таким способом
сплав содержит 27—35% Ва; 46—52% Si; 8—25% Fe;
0,16—0,3% С; 0,02—0,13% S, а отвальный шлак 19—26%
Ваобщ; 25—37% SiO2; 3—7% Собщ; 3—5% S.
§ 4. Силнкостроиций
Процесс раскисления стали стронцием может быть пред-
ставлен реакцией:
|Sr] + [О] = (SrO), XSrO = [%Sr][%Ol. (V.26)
По изменению энергии Гиббса реакций образования окси-
да (кДж/моль)
2SrT4~ О2= 2SrO; ДО2яв-пм1к =
«• — 1177,7 + 194,1 10-« Т; (V.27)
2Эгж+О3—2SrO; ДО?о41 -• 1663К —
= —1191,84-206 5-10-3Г; (V.28)
2Srr4- О2= 2SrO; ДОпяэ —2690 К =
= - 1442,1 +359,9.10~3Л (V.29)
можно заключить, что стронций обладает высокой раскнс-
лительной способностью. В результате обработки в ковше
жидкой стали силикостроицнем уменьшаются размер и
количество неметаллических включений, а также улуч-
шается их форма благодаря образованию соединения
стронция с серой (сульфида SrS). Высокое химическое
сродство стронция к кислороду обусловливает и большие
энергетические затраты иа его восстановление. Некоторые
свойства стронция были приведены выше. Стронций с угле-
родом образует термодинамически прочный карбид SrC2
по реакциям, Дж/моль:
SrT+2CT= SrC2n)i ДОгм-кшк—
= -81646 — 7,45 Г; (V.30)
Sr»+ 2СТ= SrC2(T.; =
= -87927 —5,27 Г; (V.31)
Srr+ 2СТ** 5гСг(т); Дбпвбзк— — 221/52 + 76,00 7*. (V.32)
170
В системе Si—Sr известны силициды SrSi н SrSi2. По-
лучают стронций из концентратов, в которых он находится
и виде минералов целестина SrSO4 и стронцианита SrCO3.
Термодинамические константы соединений стронция приве-
дены в табл. V.8.
Таблица V.8. Физнко-хммнческне свойства некоторых соединений
стронция
Соеди- невия 298K ’ к Дж.'моль АГ0 ДО 2QSK; , кДж моль с ° 5 2SSK ’ Дж; ;(мо.чъ-К) С298К’ Дж/ /(моль-К) т ‘ ал’ К т ‘ кап* К
SrO —589,9 —559.3 55,2 45,0 2730 3590
SrSO4 — 1457,5 — 1345,5 121.6 101,6 1873
Sr3Pa —693,9 — -— — *
SrC2 —83,6 — 75,05 — —
SrCO3 — i 224,3 — 1143,2 97,0 81,5 «г
SrSi —188,1 — — — 1423 *
SrSi2 — 188,1 — — 1418 —
5raSi —380,8 — — — —
SrSiOs — 1629,4 -1544,1 96,3 88,4
Sr2SlO4 —2297,7 2182,4 153,4 134,2 —.
Силикаты стронция характеризуются сравнительно вы-
сокой термодинамической прочностью, что подтверждается
приведенным ниже изменением энергии Гиббса реакций их
образования из компонентов, Дж/моль:
SrO 4- SiO2= SrO-SiO2; Д0л7=
= — 148049 - 7,867*; (V.33)
2SrO 4- SiO>= 2SrO< SiO2; AG°r =
= - 214347 4- 38,91 7*; (V.34)
3SrO 4- SiO2=3SrO-SiO2; Д6°г =
— _ 246686 - 49,547*. (V.35)
Промышленное производство стронцийсодержащнх
ферросплавов имеет ограниченное развитие, хотя и освоен
углеродотермический способ получения комплексного спла-
ва (5—15% Sr; 51—65% Si; 0,5 10% Са; 0,1—6% Mg;
0,1—6% Ba; 0,1—6% Al).
Для реакции 4SrO-t3Si — 2SrS’’12SrO-SiO2 Дб1} =
= -337694—49,99 7'. При 1873 К 1,05-1012, что свиде-
тельствует о возможности восстановления SrO кремнием.
171
Сплавы силикостроиция применяют в сталеплавильном
и литейном производствах в цветной металлургии—для
модифицирования сплавов (например, алюмнниево-крем-
ниевых).
§ 5. Силикомагний
Магний как раскислитель и модификатор сталей и сплавов
изучен мало. Процесс раскисления в общем виде может
быть представлен реакцией Mgr + [О] = (MgO), 7+g-
= aMgo/ (pMg^o) -
Получение и применение в сталеплавильном производ-
стве ферросплавов с магнием затруднительно вследствие
высокой упругости пара магния. Зависимость логарифма
упругости пара магния от температуры описывается выра-
жением: lgpMg=(—7115/7)4-10,162.
В системе Mg—О наиболее устойчивым оксидом яв-
ляется MgO *. Изменение энергии Гиббса реакций обра-
зования MgO из элементов характеризуется уравнениями,
Дж/моль:
2MgT+ О2— 2MgOT; 92зк “
= — 660373+ 107,227; (V.36)
2Mg^+Оо= 2iMgOT; Дфез—13б»к =
= - 668357 + 115,87 7; ' (V.37)
2Mgr+ Oj= 2MgOT; Д613бя-зо?81< ~
— - 726902 + 202,02 7. (V.38)
С углеродом магний может образовывать карбиды:
MgC2 (А/7 2оак =112,8 кДж/моль), MgsCa (ДЙжк “
= 79,4 кДж/моль), которые выше 1073 К разлагаются. Не-
большая термодинамическая прочность карбидов объяс-
няется малым значением ионного радиуса магния, что
сильно поляризует нестойкий ион С2~.
В системе Mg—Si существует силицид Mg2Si, который
плавится прн 1358 К. Известны соединения магния с серой
(MgS и др.). Термодинамические константы некоторых со-
единении магния приведены в табл. V.9. Изменение энер-
гии Гиббса реакций образования силикатов магиия в ин-
тервале 1200—1789 К определяют по уравнениям,
Дж/моль:
* Минералогическое название оксида магнии MgO — периклаз.
172
Таблица V.9. Физико-химические свойства некоторых соединений
магния
Соединения магния 24SK - кЛж^моль ДО298К ’ кДж моль ..о S298K’ Дж/(моль-К) Ср(298К), Дж.'(моль-К)
MgO —600.9 —568,7 27.9 37,2
Mg (ОН) 2 —923.8 —832.6 63,1 76,9
MgCl3 —644,1 —594.6 89.5 71,2
MgS —346.9 —338.6 50,3 45,5
MgCO3 — 1094,7 — 1011,1 65.0 76,0
MgiSi —79,2 —76,7 75,7 68.4
MgSiOs — 1547,4 — 1458,8 67,8 81,8
Mgi^SiO^ —2169,8 —2048,2 95,1 118,6
MgOT+SIO,(T)--MgO-SfO2; AG°r =
= — 38372 — 4,81 Г;
2MgOT+ SiOS(T)= 2MgO SIO2; AG г =
=-59230- 1,67 Г.
(V.39)
(V.40)
В природе магний встречается в виде карбонатов
{MgCO3, (Са, MgjCOg], хлоридов (MgCh-SHsO н др.),
сульфатов (MgSOrF^O н др.), силикатов (3MgO-2SiO;>-
2НаО и др.), гидрата оксида магния Mg (ОН) 2 и других
минералов.
Чистый магний получают электролизом хлорных соеди-
нений и в результате металло-и углеродотермического про-
цессов. Вакуумный металлотермнческий процесс при ис-
пользовании в качестве восстановителя кремния описы-
вается реакцией: 2(MgO)T + 2(CaO)T4-[Si]T.)K = 2Mgr4-
4~ (Ca2SiO4) т.
Наиболее высокий выход магния достигается нз смеси
MgO:CaO:SiO2 —2:2:1. В зоне реакции он испаряется, за-
тем конденсируется в водоохлаждаемой зоне металличе-
ской реторты и после охлаждения извлекается в виде
друз.
Ферросплавные заводы выплавляют нс чистый магний,
а кремнистые сплавы. Наиболее простой способ — раство-
рение чушкового магипя в жидком ферросилиции. Таким
образом получают сплав с 5—7% Mg- Этот способ имеет
ряд недостатков, основным из которых является опасность
выброса расплава из ковша вследствие интенсивного ис-
парения магния в процессе растворения его в ферросили-
ции. Процесс сопровождается интенсивным дымообразо-
ванием и световым эффектом. Разработан и освоеп сили-
173
котермический способ восстановления магния из его оксида
кремнием ферросилиция. Шихту составляют из магнезита,
извести, доломита, ферросилиция (ФС75) и плавикового
шпата. В общем виде процесс может быть представ-
лен схемой: (MgO) (СаО) 4- [Si]^-[Ca—Mg- Si] 4
-t- (СаО—MgO—SiO2).
Максимальное содержание магния в сплаве получают
при соотношениях в шихте MgO:СаО = 0,3 и CaF2:(CaO-i-
+MgO) =0,1 = 0,15. Избыток плавикового шпата приводит
к потере кремния по реакции: 2CaF2+ [Si]co.7=SiF4+2Ca.
Наилучшис показатели процесса достигаются при полу-
чении сплава с 21% Са и 5% Mg и Si: (CaO + MgO) =
= 0,6:0,7. В соответствии с разработанными ЧЭМК
техническими условиями содержание магния в сплаве со-
ставляет 6—12%.
§ 6. Ферробериллнй
Бериллий (г—4) относится к легким металлам. Относи-
тельная атомная масса его равна 9,01, плотность 1,85 г/см3.
Температура плавления чистого бериллия 1560 К, кипения
2745 К. Атомный радиус бериллия равен 0,1128 нм, а ион-
ный 0,032 им. Бериллий — полиморфный металл. Он суще-
ствует в виде а-Ве (г.п.у) в интервале 273—1523 К и р-Ве
(о.ц.к.) свыше 1523 К. Фазовые превращения a-Be^tp-Be
сопровождаются изменением энтальпии —
= 6560 Дж/моль, а р-Веч=ьжидкость ДЯпд = 8220 Дж/моль.
Значение теплоты превращения а-Веч=ьр-Ве практически
равное ДЯдл необычно высокое и обнаружено только у це-
рия. Этот металл имеет исключительно большую удель-
ную теплоемкость Ср прн комнатной температуре
[1,83 кДж/(кг-К)]. Зависимость Ср от температуры а-Ве
(г.п.у.) описывается выражением в интервале 298—1527 К
Ср = 21,22 + (5,698-10^)7+ (0,96-10е) 7~2—(5,878-10^) 72-
Для О-Ве (о.ц.к.) оценочное значение Ср =
= 32,2 Дж/(моль-К) (1527—1566 К), а для жидкого бе-
риллия Ср = 29,5 Дж/(моль-К).
Давление пара (Па) над бериллием зависит от темпе-
ратуры и описывается уравнениями: над твердым метал-
лом (298—1560 К) lgpBeT = 13,404—0,56 1g 7—17,058 7-1;
над жидким металлом (1560—2745 К) ^рвеж = 14,608—
— 1,04 1g 7—16,518 Т-\
Бериллий иаходнт широкое применение в различных
отраслях техники н промышленности. В металлургии он
используется при выплавке меднобернллиевых бронз (для
174
изготовления пружин, клапанов, специальных подшипни-
ков), сплавов с алюминием, для раскисления н легирова-
ния стали и чугуна. Оксид бериллия применяют для изго-
товления особо высокоогиеупориых изделий (температура
плавления ВеО равна 2810К).
Вследствие крупнокристаллической структуры чистые
железобернллиевые конструкционные сплавы не нашли
применения. Однако в сочетании с никелем и хромом мож-
но получать хромоникелевые стали (12% Сг, 11% Ni и
1 % Be), имеющих высокую прочность и твердость при
повышенных температурах. Запатентованы составы стали
*0,3—1,4% Be; 4,5—15,25% Сг; 1,75% Y, а также норма-
лизованной высокопрочной стали: 0,1—0,2% С; 0,15—1,0%
Si; 0,6—1,6% Мп; 0,1% Be.
В бинарной системе Be—Fe (рнс. V.6) установлено че-
тыре соединения (Be7Fe; Be5Fe, Be?Fe и BeFe3) и фазы на
основе железа, имеющие довольно широкую область гомо-
генности. Наиболее тугоплавким является бериллид желе-
за Be2Fe (hm= 1490 °C). Последний с твердым раствором
бериллия в cc-Fe образует эвтектику состава 91,7% Be и
— 1165 °C. С никелем бериллий также образует ряд ии-
терметаллидиых фаз, в том числе BeNi (tna= 1600°C).
В отличие от других щелочных металлов бериллий с крем-
нием не образует силицидов, а система имеет внд простой
эвтектической диаграммы. Эвтектика содержит 60,5% Si,
а £>в=1090оС. Отсутствуют интерметаллндные соединения
в системе Be—Al, которая, как и система Be—Si, также
имеет вид простой эвтектической диаграммы. Состав эв-
тектики 99,15% А1 и — 646°C.
Однако в состав' тройных бериллидов и тройных твер-
дых растворов двойных интерметаллических фаз могут
входить и алюминий и кремний (BeCo2Si, А12Ве2,зРе,
AlBe^Cr, BeNi2Si, BeSiZr, В2ВеС2 и др.). С углеродом бе-
риллий образует карбид Ве2С, который прн нагреве диссо-
циирует прн давлении аргона 0,1 МПа и 2473 К- С кис-
лородом бериллий взаимодействует с образованием оксида
ВеО (/пл = 2810 К) по реакции Веж4-1/5О2 = ВеОт; Дбг —
= —601740+97,53 7. Условие Дб? =0 выполняется при
7 = 6170 К- ВеОт устойчив в вакууме, восстановительной
атмосфере и быстро испаряется в присутствии Н2О. Зави-
симость давления пара ВеО (МПа) от температуры опи-
сывается выражением: 1gробщ= (—33240/7) + 10,156. В со-
ставе масс-спектра пара над ВеОг в интервале 1900—
2400 К обнаруживаются в основном атомы бериллия и кис-
175
лорода и молекулы Ве3О3 и Ве4О4 и в значительно мень-
ших количествах молекулы О2, ВеО, Ве2О2, BejOs, BeeOR.
В ряду распространенности элементов в земной коре
бериллий находится между ураном и торнем и его содер-
жание составляет (4—6) Ю’"40^. Эта величина соизмери-
ма с содержанием бериллия в угольной золе (3-10~4%)-
Be
MCCCofa"! &Ж
Рис. V.6 Диаграмма состояния системы Во—Ре
Из 45 известных минералов бериллия промышленное зна-
чение имеют берилл (3BeO-Al2O3-6SiO2), бертрандит
[BesSiaCMOHjsl, хризоберилл (А12ВеО4), Другие богатые
176
бериллием минералы: фенакит (BeSiO4), гельвит [(Мп>
Fe, Zn^BegShOiaS], бериллат [(Ba, Be)2Si2O;| имеют ма-
лую распространенность.
Мировые запасы бериллиевых руд оценивают &
380 тыс. т по содержанию бериллия. Крупным производи-
телем бериллиевого концентрата является США. В 1981 г.
было получено 7 тыс. т бериллиевого концентрата (11%
ВеО). В США, Бразилии, Аргентине и Зимбабве получено
металлического бериллия 308, 34, 5 и 2 т соответственно.
Существует ряд способов извлечения бериллия из про-
мышленных бериллиевых руд, содержащих 10—13% ВеО;
16—19%) А12О3; 64—70% SiO2; 1—2% оксидов щелочных
металлов; 1—2% оксидов железа и других металлов.
Сущность фторидного способа состоит в обжиге берил-
ла с Na3FeFa при 750 °C в течение 1 ч с целью перевода
берилла в растворимое в воде соединение Na2BeF6 по ре-
акции: ЗВеО - А12О3 • 6SiO2~P 2Na3FeF6-*-3Na2BeF4 + A12O3 +
4-6SiO2 + Fe2O3. Раствор после выщелачивания фторбернл-
лата натрия содержит 1—2 кг бериллия на 1 м3. На по-
следующих стадиях выделяют гидрооксид бериллия техни-
ческой чистоты, который затем растворяют в серной кис-
лоте. Обработкой алюминием, из раствора осаждают
гидрооксид бериллия высокой чистоты.
При сульфатном способе бериллиевую руду плавят
прн 1625°C и закаливают в воде для получения аморфно-
го бериллового стекла, затем стекло нагревают во враща-
ющихся печах до 900—1000сС для дальнейшего повыше-
ния активности ВеО, измельчают до фракции <127 мкм,
смешивают с концентрированной H2SO4. Выщелачивание
ведут прн 200—300°С. При этом ВеО и А12О3 переходят
в раствор. В результате дальнейшей многостадийной пере-
работки раствора выделяют Ве(ОН)2. Извлечение берил-
лия из берилла составляет —80%.
Металлический бериллий получают, восстанавливая
фторид бериллия (BeF2) магнием по экзотермической ре-
акции BeF2-pMg”>Be-pMgF2. Фторид бериллия получают
из Ве(ОН)2 после перевода его снова в раствор с выделе-
нием (NH4)2BeF4 термическим разложением этой соли в
индукционных печах с графитовым тпглем по реакции:
(NH4) 2BeF4-*2NH4F + BeF2.
Технология получения бериллия состоит в следующем.
Смесь магния и BcF2 загружают в графитовый тигель при
900°C и содержимое тнгля нагревают до 1300°C. После
окончания плавки бериллий и шлак BeF2—MgF2 сливают
в графитовую изложницу, в которой металл застывает в
177
виде корольков (кусков) различных размеров, содержа-
щих до 97 % Be.
Извлеченные корольки бериллия подвергаются даль-
нейшей многостадийной металлургической и химической
обработке, с целью получения конструкционного берил-
лия.
Металлический бериллий можно получать также элек-
тролизом ВеС12. Хлорид бериллия получают хлорирова-
нием ВеО в присутствии углерода прн 1000°C. Электролит
состоит из ВсС12 и хлоридов щелочных металлов и имеет
температуру плавления 330—350°C. Бериллий в виде че-
шуек осаждается на никелевом катоде (анод-углерод), че-
шуйки затем подвергают вакуумдуговой, электроннолуче-
вой плавкам для получения слитков и отливок. Изделия
из бериллия и содержащие бериллий получают также по
технология порошковой металлургии. Известен порошко-
вый сплав локаллой (62% Be и 38% А1), бериллийтита-
иовые композиционные материалы (10—85% Be). Берил-
лиевая проволока находит применение в антеннах сле-
жения спутников «Telstar», для сварки, для свечей
зажигания в самолетах н др.
В 1981 г. в США было произведено 308 т металличе-
ского бериллия. Причем 40% бериллия израсходовано для
атомных реакторов и аэрокосмических целен, 35%—для
электрооборудования; 15%—для электронных компонен-
тов и 10% —для других целей.
Бериллий н его соединения являются сильно токсичны-
ми веществами, поэтому его производство и применение
связано со строгим соблюдением правил безопасной ра-
боты с токсичными материалами.
Глава VI. МАРГАНЕЦ И ЕГО СПЛАВЫ
§ 1. Области применения марганца и его сплавов
В общей структуре потребления марганца в народном хо-
зяйстве СССР свыше 90% его используется в черной ме-
таллургии при выплавке стали в виде различных марган-
цевых ферросплавов, а также в виде металлического мар-
ганца технической чистоты (96—99% Мп). Средний
-расход марганца в черной металлургии СССР составляет
7—9 кг на 1 т стали. Большое разнообразие марок сталей
178
я сплавов обусловливает необходимость получения мар-
ганца и марганцевых ферросплавов широкого сортамента.
В настоящее время наиболее распространенными марган-
цевыми ферросплавами являются следующие: 1) ферро-
марганец (ГОСТ 4755—80), включающий группы высоко-
н низкоуглероднстого ферромарганца с различными допу-
стимыми 'пределами концентрации углерода, фосфора н
других примесей; 2) силикомарганец (ГОСТ 4756—77) с
широким интервалом содержания кремния (10—26%) и
примесями фосфора, углерода и др.; 3) металлический
марганец (ГОСТ 6008—85), включающий две марки
(МрОО и МрО) электролитического и три (Мр1, Мр2„
Мр1С) электротермического способов производства;
4) азотированный металлический марганец (ТУ
14-5-59—75), содержащий 2—8% N.
Примерно такого же сортамента производятся марган-
цевые ферросплавы в зарубежных странах, причем по-
требление марганцевых ферросплавов постоянно растет.
В соответствии с прогнозом специалистов в США ожида-
емый рост потребления марганцевых ферросплавов увели-
чится следующим образом, тыс. т:
1982 г. 1986 г. 1990 г.
Ферромарганец 548 822 858
Силикомарганец 100 150 156
Ферросилиций 192 288 301
Феррохром 163 244 255
На ферросплавных заводах СССР выплавляются так-
же комплексные марганцевые ферросплавы, содержащие
ванадий или другие элементы.
Марганец — раскислитель. Взаимодействие марганца с
жидким железом, содержащим кислород, приводит к рас-
кислению металла по реакции:
[Мп]ре 4- [О|ге = МпО, Лмпо/(амп’ПоЬ (Vl.ty
где Амп — константа равновесия реакции раскисления же-
леза марганцем; амдо, Омп, До— активности оксида мар-
ганца, марганца и кислорода соответственно. При низких
концентрациях марганца образуется ие чистый оксид мар-
ганца МпО, а сложные оксиды системы МпО—FeO. Ис-
следование равновесия марганца с кислородом, растворен-
ным в железе, при 1600°C, показало, что при содержании
марганца до 4% для реакции [Мп] 4-[О] =МпО зависи-
мость активности кислорода от концентрация марганца
описывается выражением lga(0]=—0,9621 1g [%Мп] — 1,354,
17»
т. е. соблюдается линейная зависимость —
—Z(lg[%Mn]). При содержании в железе >4% Мп на-
блюдается отклонение линии активности от прямой линии
(рис. VI. 1, а), что объясняется не появлением новой ок-
сидной фазы, в которой 0:Мп>1, а изменением актив-
ности марганца в железе.
Из данных рис. VI.1, б следует также, что аналитиче-
ски определенные концентрации кислорода находятся вы-
ше рассчитанных по данным измеренных значений его ак-
тивности (пунктирная линия). В интервале 0.5—4,0% Мп
зависимость растворимости кислорода от содержания мар-
ганца в железе описывается уравнением: 1g [%О] —
—0,767{%Мп] —1.267.
Ряс. VI.1. Зависимость активности (о) и содержания кислорода (б) в железе
при 1873 К от содержания марганца (сплошная линия — расчетные данные, точ-
ки — экспериментальные)
Для сравнения на рис. VI.1 приведены рассчитанные по
уравнению 1g [ % О] Fe= - lg| %Mn] — (<*" +^Jn) [%Мп] 4-
4-lg^Mno—IgKwn равновесные концентрации кислорода в
железе при различном содержании марганца. Параметр
взаимодействия е -^принят равным 0,0034, — в пре-
делах от ( -0,02) до ( — 0,07), а разность lg«Muo—1£Кмп=
= 1,354. Если принять = —0,03 как наиболее достовер-
ные, то, как следует из рис. VI.1. аналитически определен-
ная концентрация кислорода при высоких содержаниях
марганца значительно превышает равновесные значения.
Прн введении в жидкое железо электролитического мар-
ганца, низко- и высокоуглероднстого ферромарганца рав-
новесие реакции раскисления устанавливается почти мгно-
венно, что объясняется большой скоростью растворения
марганцевых ферросплавов всех типов. Последнее обу-
180
ДО/
0,001
0,01 op to мп,si,%
Рис. VI,2. Рапновесис в системе
Fe-Мп—О и Fe—S1—О для слу-
чая образования чистых оксидов
Мп в SiOj при I500 и 160(1 С:
1 — [0]Гв=«/(Мп1 при 1600 °C; 2 —
[О]Ре—Мп прн 1500 °C: 3 —
]О]Ре-SI при 1000 =С; 4 —
[Olpe-S1 прн 1500 °C
словлено отсутствием образо-
вания на ферросплавах слоя
нз тугоплавких оксидов, тор-
мозящих процесс растворения
марганцевых раскислителей.
Раскислительная способность
марганца ниже, чем кремния
(рис. VI.2), однако кремний
не всегда создает условия для
формирования желаемых ок-
сидных включений. Введение
силикомарганца обеспечивает
более высокое качество ста-
ли. Как показано С. И. По-
пелем, при введении до
1,5% Мп раскислнтельпая
способность кремния (до 0,63%) в жидком железе воз-
растает не только в результате снижения активности SiOs
в оксидной фазе (продуктах раскисления), но и в резуль-
тате увеличения активности кремпия в металле. Это под*
тверждается повышением активности кремния в металле,
поскольку параметры взаимодействия, характеризующие
взаимное влияние кремния и марганца на их коффициен-
ты активности, положительны и равны е$1п = 0,12; е(у[п=0,23
при 1873 К н £мг' = 0,07 и ей1,,—0,14 при 1973 К. Рост и
изменение состава продуктов раскисления металла сили-
комарганцем зависят от соотношения марганца и кремния
в сплаве. При введении кремния и марганца в железо про-
дуктами реакции раскисления являются сложные силика-
ты системы МпО—FeO—SiOs, имеющие плотность
— 4 г/см3 н сравнительно низкую температуру плавления.
Как правило, содержание FeO во включениях невелико, и
они представлены компонентами системы МпО—S1O2.
О фазовом их составе и температуре плавления можно су-
дить по диаграмме состояния системы МпО—SiO2. Целе-
сообразно применение марганцевых ферросплавов сов-
местно с алюминием, ванадием и другими элементами.
Марганец—десульфуратор. С серой, растворенной в
железе и расплавах Fe—С марганец образует термодина-
мически прочный сульфид, который имеет малую раствори-
мость в железе и его сплавах, поэтому марганец приме-
няется в виде марганцевых концентратов в составе шихты
для выплавки чугуна с пониженным содержанием серы.
Уменьшение марганца в конвертерной ванне ухудшает
181
условия шлакообразования и затрудняет регулирование
окисленности металла при низкой концентрации в нем
углерода. Плохие условия шлакообразования, в свою оче-
редь, являются причиной повышенного выноса металла,
заметалливания фурмы и горловины конвертера и т. д.
Согласно ГОСТ 805—69 на передельные коксовые чу-
гуны содержание в них марганца должно быть выше
(в мартеновских чугунах—в зависимости от группы до
1,5%, в бессемеровских — 0,3—0,7%), чем по действующе-
му ранее ГОСТ 805—57. Это обеспечивается вводом в аг-
ломерационную или доменную шихту марганцевых кон-
центратов, так как содержание марганца в железных ру-
Рис. VL3. Вид в форма неметаллических включений в стали при
изменении активности марганца, кислорода и серы
дах и других материалах шихты не может обеспечить в
чугуне необходимого его количества. На 1 т железоруд-
ного агломерата расходуется от 12 до 30 кг марганцевого
концентрата. Средний расход его на 1 т передельного чу-
гуна составляет —25 кг, а на 1 т литейного чугуна —15 кг.
Марганец — легирующий элемент. Роль марганца как
десульфуратора сводится не только к снижению раствори-
мости серы в жидком чугуне. Сульфиды марганца илн ок-
сисульфиды сложного состава с наиболее благоприятной
формой и местом выделения их образуются в процессе
кристаллизации стали и отливок из чугуна. Из рис. VI.3
видно, что при повышении в стали содержания марганца
тип включений изменяется от оксисульфидов 1 до чистых
сульфидов 2 в результате изменения активности марганца,
кислорода и серы.
В рядовых нелегированных сталях содержится 0,4—•
0,8% Мп, в высоколегированных — до 12—16% и даже до
182
25—30%, а в аустенитных чугунах (марганцовистых, мар-
ганцсвоникелевых, марганцевомедноалюминиевых и др.) —
от 4 до 17%. В связи с широким строительством магист-
ральных газопроводов разработаны и выплавляются в
большом объеме высокопрочные низколегированные стали
о марганцем, молибденом и другими элементами. При уве-
личении содержания марганца от 1 до 1,8% размер зерна
феррита в марганецмолибденовых сталях с 0,09% С
уменьшается от 216 до 65 мкм, а критическая температура
хрупкости снижается с —58 до — 118 °C. Общеизвестна
износоустойчивая сталь 110Г13Л (1,1 % С и 13% Мп), ко-
торая широко применяется для отливок деталей и изделий
(железнодорожные крестовины, траки, зубья землеройных
машин и др.) подвергающихся динамическим и истира-
ющим нагрузкам. В аустенитных сталях марганец в со-
четании с азотом заменяет дефицитный и дорогой никель.
Разработано около 100 марок азот- и марганецсодержа-
щих сталей. Марганец применяют для получения сплавов
на иежелезной основе, например 75ГНД (75% Мп), леги-
рования кремниево-алюминиевых сплавов и т. д. Для ле-
гирования сталей необходимо применять марганцевые
ферросплавы с низким содержанием фосфора, так как
марганец сильно понижает активность фосфора в жидком
железе (е?п = ~ 7,17) и образует избыточные фазы на гра-
ницах зерен.
$ 2. Свойства марганца и его соединений
Марганец находится в VII группе Периодической системы
элементов Д. И. Менделеева, порядковый номер 25, отно-
сительная атомная масса 54,938, атомный радиус 0,13 нм.
Размеры ионных радиусов зависят от валентности марган-
ца в соединениях и составляют, нм: Mn (II)—0,091;
Mn (IV) — 0,052; Mn (VII) — 0,046. В отличие от атома
железа (г = 26), имеющего на З^-уровне шесть электронов
при 4з2, для изолированного марганца характерно запол-
нение 4з2 при наличии только пяти электронов на том же
З^-уровне. Особенности энергетического состояния элек-
тронов изолированного атома марганца обусловливают и
аномальные свойства его как металла. Первый потенциал
.ионизации атома марганца составляет 11,89 нДж, а для
железа — 12,64 нДж. Марганец является полиморфным
металлом. Достоверные температуры полиморфных пре-
„ 1000К „ ,, 13пГ)К .. шок ,
вращении следующие: а-Мп—>р-Мп—>у-Мп—► ьМп.
183
Температуру превращения 6-Ми 151Д+Ь.Мпж обычно при-
нимают равной 1517 К- Полиморфные превращения сопро-
вождаются объемными изменениями: ^-Мп-*у-Мл
( + 0,77%); у-Мп-*-6-Мп ( + 0,90%). Объемная усадка при
затвердевании составляет 4,5%.
Марганец имеет аномально высокую упругость пара.
Зависимость давления пара (Па) от температуры в интер-
вале 1517—1818 К описывается уравнением (рис. V1.4, 7):
igPMn= ( —12546/Т) +10,483.
Влияние температуры на кинематическую вязкость v
жидкого марганца в интервале 1280—1720°С показано иа
рис. VI.5, 7. В координатах lg v—1/7 эта зависимость ли-
5,2 Sfi Sp 6,0 р, г/см*
Рнс. VI,4. Завясимость упругости пара марганца от температуры над чистым
марганцем (/) и сплавами системы Мп—51 при атомной массе кремния:
ОДб (?к 0,09 (3); 0,И (4)- 0,18 (5)- 0.25 (6): 0,34 (7); 0,40 (8}>, 0.50 fS):
U.7S НО).
Рис. VI.5. Зависимость динамической (?) я кинематической (2) вязкости от
температуры жидкого марганца а его плотностц (no Е. С, Левину)
нейная, что свидетельствует об отсутствии существенных
изменений в структуре металла в данном интервале тем-
ператур.
Динамическая вязкость (мПа-c) жидкого марганца в
тигле из AI2O3 в атмосфере водорода прн температуре до
1770 К может быть рассчитана по выражению: lgг| =
=46513/7—1,716.
Зависимость плотности жидкого марганца /Дтп от тем-
пературы описывается выражением Дм г, —6,71—2(22-10~4Т.
Динамическая вязкость ц с повышением температуры
уменьшается нелинейно — от 4,92 мПа-c, прн 1280~С до
2,95 мПа-с при 1720 (рис. VI.5, /).
Коэффициент самодиффузпи D^n атомов марганца
(по П. В. Гельду) может быть найден по выражению:
184
DMn^6,46J0-1W’’l). (VI.2)
С повышением температуры /7M[I монотонно возрастает
ют 0,38-10~8 при 1280Х до 0,78-10 8 м2/с прн 1720°С
(рнс. V1.6, 2).
Удельное электрическое сопротивление жидкого мар-
ганца с ростом температуры снижается:
°C ... . 1300 1400 1500 1600
р, Ом*м ... 47 45 43 42
Система Мп—Ге, Из
представленной на рис. VI.7
диаграммы следует, что су-
ществует большая область
твердого раствора на осно-
ве y-Fe н у-Мп. Растворы
<х-Мп и р-Мп появляются
при концентрации марганца
68—70% и более. Долгое
время оставалась малоизу-
ченной область 6-Мп, и толь-
ко в последние годы уста-
новлено, что она значнтель-
Рис. VI.6. Пздитсрмы кинематической
вязкости (Л и самоднффузин (2)
жидкого марганца
Fe Атомная доля, % МП
Рис. VI.7. Диаграмма состояния системы
Fe—-Мп
но шире по концентра-
ции, чем считалось ранее
(рис. VI, 8). Наиболее
низкая температура плав-
ления сплавов в систе-
ме Мп—Fe составляет
1232 °C прн атомном со-
держании марганца 87%•
При 1300 К актив-
ность железа и марганца
до концентраций 50% из-
меняется по прямой ли-
нии и подчиняется зако-
ну идеальных растворов.
Интегральная энтальпия
смешения достигает мак-
симума — 8360 Дж/моль
при хмл = 0,7.
Система Мп—С. Уточ-
ненная диаграмма равно-
весного состояния систе-
мы Мп—С представлена
185
на рис, VI.9. В указанной системе идентифицированы сле-
дующие карбиды: Мп2зСб (5,4% С), Мп3С (6,77%), Мп5Сг
(8,03% С) и Мп7Сз (8,57% С). На рис. VI.9 представлены
области существования фаз, твердых растворов углерода
в марганце, базирующихся на структурах а-Мп, р-Mn, у-Мп,
6-Мп и карбидной фазы g с широкой областью гомоген-
ности. На основании выполненных исследований составов
системы Мп—С установлено протекание четырех трехфаз-
Гв Массная дала, % Мп
0 10 20 30 40 50 60 70 80 SO 100
О 10 20 30 40 50 60 70 80 90 100
FS Дтомжл % МП
Рис. VI.8. Участок диаграммы состояния системы Fe—Мп
в интервале 1000—1500 еС
ных перитектических равновесных реакций: ж + бч^у при
1220°С (pj; ж + е=гьу при 1240°С (р2); ж + Мп7Сз=г*е при
1307 °C (рз); ж+С^Мп?Сз при 1340 °C (р4). Кривая лик-
видус иа диаграмме состояния Мп—С в координатах кон-
центрация углерода (атомные доли) — температура мо-
жет быть выражена уравнением: lg [С] = (—375,8/7)—
—0,347. Зависимость концентрации насыщения углеродом
расплавов системы Fe—С в области температур 1425—
2273 К описывается уравнением (/, °C): [% С]ре= 1,30 +
+ 2,5-10~3Л Для расплавов системы Мп—Fe—С (2,69—
80,49% Мп) при 1723—1873 К температурная зависимость
коэффициента изменения растворимости углерода в же-
лезе под влиянием марганца имеет вид: Ьми=(—1414/
/Т) + 0,9084.
Температурные зависимости параметра изменения
растворимости углерода под влиянием марганца имеет
вид: й>сп = (6609/7)+4,278. Параметр взаимодействия 1-го
порядка в зависимости от температуры может быть рас-
считан по выражению: е?" = (17660/7)—11,399.
186
Активность марганца в сплавах системы Мп—С при
1400 °C и *с<0,15 имеет положительные отклонения от
закона Рауля, а в интервале концентраций хс>0,15 до
хСцас = 0,269 — отрицательные. В координатах 1g умц—*2с
линия имеет перегиб при Хс=0,12, соответствует границе
между твердыми у- и е-фазами по диаграмме состояния
Mn—С.
В тройной системе Мп—Fe—С возможно существова-
ние комплексных железомарганцевых карбидов. Кристал-
Рис. Vi. 9. Диаграмма состояв и я систе-
мы Мп—С
лохимическая структура последних определяется содержа-
нием марганца и железа в металлической части карбидов.
В двойных карбидах тройной системы Мп—Fe—С воз-
можно сохранение кристаллической решетки карбидов
МпазСб и Мп7С3 только до определенного содержания же-
леза, атомы которого изоморфно замещают атомы мар-
ганца.
Для определения термодинамических условий протека-
ния восстановительных процессов и карбидообразоваиия
используют новые надежные термодинамические характе-
ристики карбидов марганца. Зависимость изменения энер-
гии Гиббса реакции образования высшего карбида мар-
ганца Мп7С3 из элементов 7Мп+ЗС=Мп7Сз от темпера-
187
туры в интервале 1000—1150 К описывается уравнением:
Д Gt° = —66155—58,24 Т Дж/моль. Стандартная энтальпия
карбида Мп7С3 равна —82,8 кДж/моль, а энтропия
—4,58 Дж/(моль*К). По другим источникам для реакции
образования Мп7С3 из элементов в интервале 893*-991 К
получено выражение Лбт° = —35730—68,12 Т Дж/моль ив
интервале 991-1073 К Л Gt0 ——50380—53,80 Т Дж/моль.
мп
массоЗая
Рнс. VIJ0. Диаграмма состояния системы Мп—Si
Экспериментально изучена термодинамика карбидов
марганца, стабильных ниже 1100 К. Изменение энергии
Гиббса реакций образования Л4п7Сз, Мп5С2 и Мп23С; рав-
но —84540, —63430 и —24960 Дж/моль соответственно.
Энтальпия образования Мп23Сб по реакции 23Мпт-г6Сгр=
= Мп2зСб(т) равна ДН-х^к^—245500 Дж/моль. Энтальпия
образования Мп7Сз по реакции 7Мп + ЗС = 1Чп7С3 равна
A/7?9sk= — П2400 Дж/моль.
188
Система Мп—Si. Уточненная диаграмма состояния си-
стемы (рнс. VI.10) построена с учетом существования си-
лицидов MnGSi, MiisSio, Mn3Si, Mn5Si3, MnSi и
MntiSii9, которые ранее или не были известны, или им
приписывали другой состав. Так, силицид A\nS!Siig нахо-
дится в области составов, в которой ранее наносили MnSi2.
Частная диаграмма системы MnSi—Si показана на рис.
VI.11.
На основании комплексных исследований кристалличе-
ской структуры сплавов системы Мп—Si с составом вбли-
Мп Массовая доля, % St
Рис. VI.I1. Диаграмма
зн MnSi],73 [Si = 62,5-ь 63,8
(% ат.)] установлено, что
сплав МпзйлЗыл.! состоит из
матричной фазы Mn^Siac
(MnSi].-27) с параметрами
тетрагональной решетки
состояния частной системы MnSi—Si
Рис. VI.12. Активность марганца н кремния в сплавах системы Мп—SI при
1800 К (°Мп и для гипотетического идеального, а и а —для ре-
ального растворов)
а = 0,555 нм и с-6.54 нм и пластинчатых прорастаний фазы
MnSi. В сплавах с недостатком нли избытком относитель-
но 63,1 % (ат.) Si появляются чистые фазы MnSi и Si
соответственно. Других структур, например Мп( ] Si 19
(MnSii.72?), MnssSi45 не обнаружено. Силициды марганца
имеют несколько меньшую термодинамическую прочность,
чем силициды железа. Теплоты образования Mn3Si, Mn$Si3,
MnSi, MnSi],7 соответственно равны 17; 24,85; 30,5 и
28,15 кДж моль. Плотность жидких сплавов системы Мп—
Si с повышением концентрации кремния уменьшается. При
18»
1773 К и атомном содержании кремния 30 и 60% плот-
ность сплавов составляет 5,31 и 4,35 г/см3 (5,82 и 2,52 г/см3
для чистых марганца и кремния). Высокая степень микро-
неоднородности расплавов, особенно в области концентра-
ции кремния 25—70%, является следствием направленно-
го взаимодействия между атомами марганца, железа и
кремния. Наличие в расплавах Мп—Si существенно кова-
лентных связей подтверждается и характером раствори-
мости водорода в этих сплавах. Концентрационные зави-
симости растворимости и коэффициент активности водоро-
да, а также изменение энтальпии и энтропии растворения
водорода в расплавах имеют экстремальный вид с пологим
максимумом, соответствующим атомному содержанию
кремния 40—70%.
Активность марганца и кремния в расплавах системы
Мп—Si зависит от состава сплава и температуры. Кривые
Дмп и (рис. VI.12) пересе-
каются не при xsl = xMn = 0,5,
как это принимали ранее, а
прн ,vSj = 0,45. Энергия обра-
зования твердых сплавов име-
ет минимальное значение
Рнс. VI.13. Изменение энергии Гиббса энтальпия ДН я энтропии ДЗ от
состава сплавов системы Мп—S1
Рис. VI,14. Влияние кремния на растворимость углерода в расплавах системы
Мп—S1--C:
/ — область изменения содержании углерода прн различном . содержании крем-
ния; 2 — фактическое содержание углерода в слитках юнарпого силиконаргаица
для соединения Mn5Si3 при xSi = 0,375, т. е. тоже смещена
от Xsi = 0,5 в сторону меньших значений. Такое смещение
энергии Гиббса подтверждено и для жидких сплавов си-
стемы Мп—Si (рис. VI.I3). При 1623 К растворы явля-
ются регулярными до xSi=0,38, что соответствует на диа-
грамме состояния соединению Mn5Si3. При 1673 К значе-
нию xsi = 0T38 соответствует точка перегиба. При большей
190
концентрации кремния (до Xsi = 0,7) зависимость lg?Mn =
= ) имеет линейный характер.
Торсионно-эффузионным методом в интервале 1400—
1900 К измерены давления пара 22 расплавов системы
Мп—Si (Ahmad Nazir).
Для сплава эквиатомного состава прн 1700 К £Imd =
= 0,0305; Osf~0}1656. Изменения парциальных энергий Гиб-
бса Лбмп — —49321, AG$i = —-25414 Дж/моль. При этом,
найдено, что А5мп = 5,021; ASsi = 9,895 кДж/(моль-К). Пар-
циальные молярные энтальпии равны ДЯмп =—40786 w
AZfsi = “8594 Дж/(моль-К). Изменение-интегральной энер-
гии Гиббса AGj-.-h.k-—37367 Дж/моль, а Д//17оо =
= —24690 Дж/моль н AS -7,64 Дж/(моль-К). Этн данные
согласуются с приведенными на рис. VI. 13.
Система Мп—Si—С. Диаграмма фазовых равновесий в
системе Мп—Si—СВас отсутствует. В закристаллизованных
сплавах существуют енлнкокарбиды и фаза Новотного^
MnsSi3Cx. В жидких сплавах Мп—Si—С по мере увели-
чения содержания кремния снижается растворимость уг-
лерода (рис. VI.14), что объясняется более высокой термо-
динамической прочностью силицидов по сравнению с проч-
ностью карбидов марганца. Влияние содержания кремния
(до 31,8%) и углерода (от 1,4 до 7,7%) на активность
марганца в системе Мп—Si—Снас показано на рис. VI.15.
При 1700 К активность марганца выше при меньшем со-
держании кремния. Таким образом, эквивалентное углеро-
ду количество кремния в сплаве вызывает более значи-
тельное уменьшение активности марганца.
Установлены новые карбоенлнцидные (силнкокарбнд-
пыс) фазы в системе Мп—
Si—Силс н получена расчет-
ная кривая изменения со-
держания углерода в спла-
вах под воздействием уве-
личивающихся количеств
присаживаемого кремния
(рис. VI.16). Вследствие
значительном термодинами-
ческой прочности соедине-
нии Мп—Si по сравнению
с Мп—С по мере повы-
шения содержания кремния
происходит разрыв меиее
прочных связей в последнем
Мп
Ряс. VI.15. Активность марганца в
системе Мп—Si—С при 1700 К (цифры
на кривых — азоактивласть марганца)
I9E
Рис VI.16. Ся.тнкокарбнлные фазы в си-
стеме Мя—Si— С а иэменеиие растнори-
з'.ости углерода от концентрации кремния
внедрить в решетку силицида
&
ЛИйГЙЙ» дМЯ, %
Pii.\ VI. 17. Триангуляция системы Мп—
Fe—Si-С
с выделением углерода в
виде свободного графита
или карбида кремния.
Фазовый анализ образ-
цов сплавов системы
Мп—Si—Спас показал,
что до 23,48% Si равно-
весным является графит,
а свыше — карбид крем-
ния SiC. При 23,48% Si
сплав представлен сили-
кокарбидом собственной
структуры, содержащим
до 0,15—0.20% С (фаза
Новотного) и находя-
щимся в равновесии с
углеродом и карбидом кремния. Прн 0,16% С достигается
насыщение силикокарбнда MnsSigCx углеродом. Возможно
существование силикокарбидов марганца других составов.
Существует непрерывный ряд твердых растворов на осно-
ве (Мпьх, Fe^JsSisC; при этом считают, что железо может
занимать все структурные положения марганца.
Исследована возможность получения комплексных си-
лицидов других составов путем замещения кремния в си-
лицидах марганца другими элементами. Получены соеди-
нения МП] 1 (Si, Al) is и Мии (Si, Ge)so, в которых атомы
кремния частично замещены алюминием и германием, в то
время как атомы мышья!
не удалось. По-видимому,
это относится и к атомам
а. На рис. VI.17
представлены результаты
фазового анализа и вы-
делены области сущест-
вования фаз в медленно
охлаждаемых образцах
сплавов системы Мп—
Fe—Si—Сиас.
Система Мп—Р. По
современным представле-
ниям фосфор не образует
твердых растворов в мар-
ганце, несмотря на срав-
нительно высокую раст-
воримость в жидком мар-
192
Таблица VI. 1. Энтропия и изменение энтальпии фосфидов марганца
Фосфид Д/7298К • кДж''моль ' Лж/(молЬ’К)
МпзР — 161/—181 89,0
МппР — 150/—170 76,0
МпР —96/—115 49,2
П римечацае. Числитель — для красного, знаменатель — дли белого фос-
фора.
ганце. В процессе кристаллизации расплавов системы об-
разуются фосфиды. Известны фосфиды марганца Мп3Р,
МпгР, Мп3Р2 и МпР (рис. VI.18).
В табл. VI. 1 приведены некоторые термодинамические
функции фосфидов марганца, полученные И. Б. Барата-
швили.
мп Атомная дмя,%
5 К /5 20 25 50 J5 40 45
t,°e
1300
g\
1100
'1 '1 ’Мп^Р»7Д27J 1 „ !МпР
|МП3^ |
1147
ГО
1133
Мп3Р
мп:р
~5
1093
S60
ООО
-дм.-т+мп3Р
727
МЛ2Р* /
+Мп3Р2 /
МгьР/МпР
Мп^Р^МпР
<х-Мп*-Мл3Р
700
500
О 8 15 24 32
Мл Массовая доля, "А р
Мл Массобаа Валя, % S
О S 10 15 20 25 30 5540
J с» И1 '—
I \1№10
1600 I- ~r5gg g ' у^-.
105(0,3} -46
1н00 г (33,2)
(1238} _________1250__________
1200 ~ & 1138__________
»«L £ дав 1 '
800 - 727
600 i_________j____।_____________
О 10 20 30 40 50 60
Мп Атомная Воля, % 5
О 5 10 15 20 25 30 5540
П 1 J—к । 1
1 Дое жидкоста -
-‘1580 “0 -
105(0,3}
\151(№0
-46
(33,2)
- в-
1230
Г138~
Г
/3
1130
Mns
727
1
Рис. VI.[S. Диаграмма состояния системы Мп—Р
Рис VI.19. Диаграмма состояния системы Мп—S
(цифры s скобках}
Для термодинамических расчетов изменения энергии
Гиббса реакций образования фосфидов марганца рекомен-
дованы двучленные уравнения (табл. VI.2).
Парциальные энтальпии растворения Д#р, газообраз-
ного фосфора в жидком марганце равна A/Yp,^—212 кДж/
/.моль, а в расплавах системы Mn—Si, содержащих 9,0%
Si, —188 кДж/моль н 20% Si ДЯрг = —135 кДж/
/моль. Нами ранее было получено выражение: ЛНр,= 192,3
(1—Хр2)2 для оценочных расчетов избыточной парциальной
7. 232.
193
Таблица VI.2, Изменение энергии Гиббса реакций образования
МпР, Мп2Р и Mn3P (Лб° =ЛЯ 0^ -AS^gK Т)
Реакция Дж. моль 0 AS , Дж/(К-.моль) Т. К
2Мпт Ч-О,25Р4(г^МпяРт 2МпгЧ-0,5РЯ[г) = Мп;>Рт Мл» + 0.25Р «г) »• М n Р т ЗМпт 4- 0,25Р«пвМпзРт — 184138 —277207 — 128658 — 191300 —61.13 — 124,01 —53.56 —68,70 553—1480 1480—1600 553—1420 553—1378-
энтальпии растворения фосфора в жидком марганце. При
лр = 0 Д/7ра= —192,3 кДж/моль.
В расплавах системы Мп—Р имеет место сильное меж-
частнчнос взаимодействие марганца с фосфором, характе-
ризующееся значительным отрицательным отклонением от
закона Рауля. Исследована активность фосфора в жидком
марганце при 1593 К- Понижение концентрации фосфора
в марганце с 15 до 0,5% сопровождается уменьшением
его активности с 0,041 до 3-10-5 прн одновременном уве-
личении активности марганца с 0,59 до 0,98.
Концентрационная зависимость коэффициентов актив-
ности марганца ума и фосфора yR при 1573 К в сплавах
системы Мп—Р описывается уравнениями
1g тмп ~ 4,29 (1 + 0,455 (хМп/хР)3]; (VI.3)
lg 1р = 18,88 {[1 +0,455(xMn xP)j-J -
-[1 + 0,455 (х|,»]Л (VI.4>
Активность фосфора в жидком железе, содержащем
1—5%Р, при 1873 К имеет положительное отклонение от
закона Генри. Увеличение мольной доли фосфора до 0,1
повышает активность по кривой второго порядка до 0,5,
Парциальная теплота растворения фосфора в железе
составляет — 140, а в никеле — 251 кДж/моль. Изучение
процессов испарения сплавов Мп—Р методом высокотем-
пературной масс-спектроскопии показало, что испарение
фосфидов марганца Мп3Р и МпгР происходит конгруэнтно
с последующей диссоциацией в газовой фазе на Мп,, и
Р2(г)-
Система Мп—S. Марганец с серой образует термоди-
намически прочные сульфиды MnS и MnSa. Из представ-
ленной на рис. VI.19 диаграммы состояния Мп—S следу-
ет, что моносульфид марганца MnS плавится при 1610=С.
Изменение термодинамического потенциала реакции обра-
194
зования сульфида Мптт l/2ST = MnST в интервале 973—
1573 К описывается выражением —2965204-76,73 Г
Дж/моль. Для реакции Мпт4- '/26)2=MnOT, AGT° =
= —3888604-76,21 Т. Стандартная энтальпия образования
MnS2 A//^sk = —204,18 кДж/моль.
Участок диаграммы Мп—S при концентрации серы от
0 до 0,8% показан на рис. VI.20. Необходимость изучения
свойств системы Мп—S и реакций восстановления оксидов
и карбонатов углеродом, кремнием с участием серы обус-
ловлена положительным влиянием серы в определенных
интервалах ее концентрации на физико-химические свой-
ства шлаков (снижение вязкости и др.).
Рпе. VI.20. Уточненная область диаграммы состоивнж системы Мп—S при
S в интервале 1200—1700 *С (по данным В. Я. Дашевското)
Рис. VI.21. Зависимость растворимости велорода в твердом марганце от тем-
пературы
Система Мп—Н. Растворимость водорода в твердом н
жидком марганце исследована различными авторами. Не-
смотря на существенное различие значений во всех рабо-
тах показано, что растворимость водорода как в твердом,
так н в расплаве марганца подчиняется закону Сивертса,
т. е. [Н] мп — Л I Поскольку марганец — полиморфный
металл
пик 1360К 1-ШЧС 1517К
а-Мп у=- /-Мп =г—т 7-Мп ч—о-Мп и-1- Мпж
следовало ожидать, что на кривой растворимости водо-
рода в различных модификациях марганца при темпера-
турах фазовых переходов должны быть изломы (скачки),
что подтверждается экспериментальными данными (рис.
V1.21). Водород в марганце имеет по сравнению с желе-
зом аномально высокую растворимость: (при рн, = 0,1 МПа
7
195
в железе при 1600 °C растворяется водорода 24 см3/100г
металла). В жидком марганце при более низкой темпера-
туре (1573 К) растворяется —65 см3/100 г водорода. Как
и в системе Fe—Н в Мп—Н растворимость водорода в за-
висимости от температуры может быть описана уравне-
нием в пределах определенного температурного интервала,,
соответствующего каждой модификации марганца. Подан-
ным В. И. Шаповалова, эти уравнения имеют вид
[1g [Н]Мп=(-Л/7')+В]: при 473—993 К 1g [Н]^мп =
= (—590/7)4-1,849; при 993—1293 К Ig [Н]р_Мп= (—276/
/7)4-1.675; при 1293—1373 К Ig [Н]у-мп= (-584/7) 4-
4-1,952; при 1373—1473 К 1g (Н]Л-мп= (—2786/7) 4-3,445.
Теплота растворения водорода в а-, у- и 6-Мп со-
ставляет соответственно 22,6; 10,6; 22,4 и 106,2 кДж/моль.
Высокая растворимость водорода в марганце обуслов-
ливает необходимость применения таких технологических
параметров процессов выплавки металлического марганца
и марганцевых ферросплавов, которые обеспечивали бы
получение товарных сплавов с допустимо низким содержа-
нием водорода. Свойства марганца растворять значитель-
ное количество водорода используется при создании спла-
вов-накопителей водорода. Наилучшими адсорбентами
являются сплавы системы Ti—Мп, дополнительно легиро-
ванные цирконием, кобальтом, ванадием, хромом, молибде-
ном, РЗМ н другими элементами. Эти сплавы легко адсор-
бируют водород при 20 °C без какой-либо активации, а при
иагренаиии легко десорбируют его. Однако сплавы должны
иметь определенный химический состав и структуру. Так,,
сплав системы Мп—Ti с <36% (ат.) Ti, почти нс адсор-
бирует водород, тогда как сплав TiMrn.s поглощает Н2 до
состава TiMniiSH2,47 (1,86% Н2 или 0,1182 Нз на 1 см3).
Высокую адсорбцию имеют сплавы TiQ 8Zro,2Mnii8Mo (1,72%
Н2). Сплав типичного состава TiMnQ,5Lao,2 адсорбирует
2,3% Н2 от массы сплава. К сплавам системы Ti—Мп,
как накопителям водорода, предъявляют следующие тре-
бования: 1) сплав должен иметь однофазную и гомоген-
ную структуру; 2) периоды гексагональной плотно упако-
ванной решетки сплава должны находиться в пределах
а — 0,4820,494 нм; с--0,79:-0,81 нм и 3) теплота образо-
вания гндрндной фазы должна быть равна —30 кДж/моль.
Будущее металлургии связывают с получением губчатого
железа путем восстановления оксидои железа водородом,
поэтому велика вероятность, что сортамент марганцевых
ферросплавов расширится н за счет появления новых мар-
-ганецсодержащих сплавов как накопителей водорода.
196
Система Мп—О. Диаграмма фазовых равновесий в си-
стеме Мп—О при парциальном давлении рОа = 20 кПа
представлена на рнс. VI.22. Уравнение для расчета рас-
творимости кислорода в жидком марганце при ампо=1
имеет вид: 1g [О]мп=(—4823/Т) +1,159. Эвтектике при
1515 К соответствует содержание кислорода 0,0095%. Тем-
пература плавления МпО 2115 К, хотя ранее считали ее
равной 1823 К.
Экспериментально исследована система Ми- 0 прн
температуре выше 1273 К в различных парциальных дав-
лениях кислорода: от 50 до 21 кПа. Исследовано равно-
весие фаз для парциальных давлений кислорода 0,5; 30;
О 4 8 ?? 75 2И Л
Мп Wcrik-.i*, и-
Рнс. VI.22. Диаграмма состояния системы Мп—О при =20 кПа
3000 и 21000 Па. Температуре 1273 К независимо от ве-
личины рог соответствует равновесная фаза СХ-МП3О4. При
Рог = 20 кПа исключается возможность образования рав-
новесной фазы манганозита (МпО), а ^-Мп3О4 при 1580 °C
переходит в расплав. Если же рОз понизить до 3 кПа, то
Р-МП3О4 прн 1450 °C переходит в МпО, а превращение
МпОт * расплав наступает при 1657 °C. Для случая, когда
Рог = 30 Па, установлено, что стадия р-Мп3О4—>МпО имеет
место при 1543—1623 К, а МпОт—” расплав при 2030 К-
При Ро2- 0,5 Па фаза р-Мп3О< вообще не обнаружена,
превращение а-МпэО4 в МпО зафиксировано при 1363—
1373 К, а переход МпОт—” расплав при 2120 К.
197
Рис. V1.S3- Частная диаграмма со-
стояния системы МпО—XlnjCh при
различных ро
Частная диаграмма
МпО—Мп3О4 для раз-
личных значений роа при-
ведена иа рис. VI.23. Срав-
нение данных, представ-
ленных на рис. VI.22 и
VI.23, показывает, что
наибольшее отличие име-
ют области равновесия
МпО и МП3О4 (грани-
цы превращений МпО—
М.П3О4) вследствие изме-
нения парциального дав-
ления кислорода.
Для рудной электро-
термии марганца наи-
больший интерес пред-
ставляют свойства окси-
дов марганца МпО2,
Мп2О3, МЛ3О4 и МпО, хо-
тя в системе известны и
другие кислородные сое-
динения (М.П2О7, МпОз)»
устойчивые при сравнительно низких температурах.
Некоторые физико-химические свойства оксидов, имею-
щие важные • значения для термодинамического анализа
процессов получения марганца и его сплавов приведены
в табл. VI.3.
§ 3. Термическая диссоциация оксидов марганца
Е. К. Хазена с и Д, М. Чижиков масс-спектроскопическим
методом определили давления кислорода и состав паро-
вой фазы над МпОа, Мп20з, МП0О4 и МпО (табл. VI.4).
Установлено, что давление кислорода прн диссоциации
МпОа и МшО4 зависит не только от температуры, но н от
состава оксида, поскольку существуют области гомоген-
ности между МпОа—МпэО4 и Мп2Ол—МП3О4.
Термическая диссоциация низших оксидов марганца
МП3О4 и МпО происходит по реакциям 3 и 4 (табл. VI.5),
причем давление диссоциации зависит только от темпера-
туры, так как Мп3О.! не имеет области гомогенности.
При испарении МпО паро-газовая фаза состоит из ио-
нов Мл1, Of, МпО+, О+: интенсивность ионов МпО* и О*
незначительна п, следовательно, МпО диссоциирует на
198
Таблица VI.3. Физико-химические свойства оксидов марганца
Пока 1 а тел и МпО Мп. О, МлгО5 MnOi
Относительная молекулярная масса 70.93 228,81 157.87 86,93
Содержание кислорода, %: атомное 50 57,12 60 66,67
массовое ....... 22.55 27.97 30,40 36,80
Плотность, г/см3 5,18 4,70 4,94 5.026
Теплота образования — кДж/моль 385,186 1387.5 971.75 521,257
Стандартная энтропия S*?96i< Дж/(молЬ‘К) 59,7-16 148.63 1 10,53 53,172
Изменение энергии Гиббса Абоедк. • КДЖ''МОЛЬ • * - • —363,41 — 1281.16 —882.0 - 466,409
Температура плавления, К - . 2115 1863 i 620 1120
Теплота плавлении Д//%6К кДж/моль - 138.164 -
Линейный коэффициент теп- лового расширения а-10+й. 1/К 11,0 1» —
Удельная теплоемкость Ср при 298 К, Дж/(кг-К) 607.086 659,002 -— 658.165
Энергия кристаллической ре- шетки, мкДж/моль 3876,977 13067,003
Твердость по минералогиче- ской шкале 4,75 5.5 4,0 2,0
Удельное электрическое со- противление при 293 К. МОм-м 1.0 3 —
молекулярный кислород О/ и пар марганца (Мп+). Зави-
симость парциального давления пара марганца (Па) ио
реакции описывается уравнением 1g рмп = (— 19410/Г) +
+ 11,08.
Таблица V1.4. Экспериментальные результаты исследования терми-
ческой диссоциации и сублимации МпО (р, МПа) no Е. К. Казенасу
Реакция лк Состав пара /1 и
MnO1: = Alnf+ +О2;г) 1630—1810 24340 6,54
рм I. 19620 4,06
МпО1(=(МпО) 1740—1815 рм ,О 24954 6.17
Примечание. А. В — коэффнцаеиты выражении .1 Г-т-Д.
199
Таблица V1.5. Термодинамические данные реакций термической
диссоциации кислородных соединений марганца по результатам масс-
спектрометрических исследований
Номер реак- ции Реакция — T 1 Па) T. К
) 1МпО„;,- = 2Мп5Оз-;т)-0; г, 9680 T +15,98 560—640
о 6AVbO<(Tt= — 4МНзО||1Т 1 •: O-Jiг; lgpo3=- 11740 T + 13,92 810—910
3 2МпзО<| т,= —ОМпОт ! Oyir-j lgpo2 = — 23910 T + 17,73 1270-1350
4 2МпОт = = 2Мпг-тСЬ1Г1 lgpo3 = — 24730 T + 14,00 1602—1747
Константа равновесия для этой реакции при постоян-
ном давлении имеет вид Л7~РоэРмп/пмпо • Поскольку
Лмпо=1, ТО Kp = po:piin Н 1g Л'р = (“29640/Т) 4-9,26. При
1747 К давление рми = 0,782 Па, а ро2 = 0,688 Па. При
1700 К рмп=0,0133 Па.
Поскольку приведенные выше данные по термической
диссоциации МпО были получены в опытах с использова-
нием тигля из глинозема и не отличались высокой вос-
производимостью и стабильностью, Е. К. Казенас провел
новые эксперименты по термической диссоциации МпО при
1630—1815 К в платиновых эффузионных камерах масс-
спектрометрическим методом. Подтверждено, что в масс-
спектре паровой фазы над МпО существуют ионы Мп+,
ОГ, МпО+ и Ог и что относительная интенсивность пер-
вых трех ионов составляет 100, 23 и 14 соответственно.
При 1770 К пар над МпОт имеет состав: 7,12% МпО;
57,92% Мп и 34,96% О2. Уточнены термодинамические кон-
станты реакций термической диссоциации МпО (см. в
табл. VI.4).
Теплота сублимации конденсированного оксида МпО
ДЯ 298к~^вЗ,14 кДж/моль, энергия диссоциации Л1пО
Ваак =410,68 кДж/моль и теплота образованпя молекулы
МпО по реакции (3) ДЯ°(29ЯК) = 122,47 кДж/моль.
Электрохимическое определение термодинамических
свойств Мп2О3 и МП3О4 подтверждает данные, получен-
ные масс-спек!рометрнческим п калориметрическим мето-
дами. Так, получено для реакций:
200
6Mn.,0. = 4Mn3CV- Ог; lgp0,= (- 11957/7) +
+ 9,66(968- 1208°C); (VL5)
2Mn3O4 = 6MnO + 02:
lg/?o,= (—23400/7) + 11,91 (764— 1208°C). (VL6)
Стандартные изменения энергии Гиббса образования
Дб^акоксидов Мп2О3 и МП3О4 равны соответственно:
—961,06 и —1383,72 кДж/моль. Эти значения близки к
данным, приведенным в табл. IV.4.
Система МпО—СО2. В этой системе образуется карбо-
нат марганца МпСОз (родохрозит). При нагревании
МпСОз сравнительно легко диссоциирует по схеме:
MnCO3=MnO+CO2- Механизм диссоциации МпСОз сло-
жен. Полагают, что прн 620—690 °C происходит разложе-
ние родохрозита на МпО и СОз, а затем при более высо-
ких температурах МпО взаимодействует с кислородом воз-
духа с образованием МП3О4.
о 20 40 со ео юо
Массная fc/re кзг&нся, %
Рис. VL24. Диаграмма состояния системы МпО—
SiOj
Система МпО—SiO2. Диаграмма состояния системы
показана на рис. VI.24, из которого следует, что МпО с
кремнеземом образует два соединения тефроит (MnsSiO^
70,92% МпО) и родонит (МпЭЮз, 54,19% МпО). Тефроит
устойчив до температуры плавления 1345 вС, а родонит
пернтектически разлагается при 1291 °C. В системе имеют-
ся две эвтектики. Эвтектические температуры 1315 и
1250 °C.
Тефроит (ортоенликат) к родонит (метасиликат) обра-
зуются из оксидов по реакциям: 2MnO-t-SiO2=Mn2SiO4,
201
АН = — 59440 Дж/.моль и MnO - SiCh = MnSiO?, АН =
= — 29220 Дж/моль.
Проведенное I. И. Баталиным рентгенографическое ис-
следовании расплавов системы AV.iO—SiCV с молярным со-
держанием 71,21; 66,58; 57,7 и .70 МтЮ показало нали-
чие микрогрулпировок СО структурой, близкой к структуре
соответствующего состава в твердом состоянии. Резуль-
таты экспериментов представлены в виде кривых интен-
сивности (KIIJ (рис. VI.25, о) и кривых радиального рас-
Рнс. VI.25. Кризы? )*нтс»1иаи-,гтя и рй.И'..-лмг..-'.7 Г’ЗС:чр<7й>-.:.-ч?;я атомов (б)
для pacn/isiivs системы MtO-SIO; с молярным с-.исрн..;.иц.?м МпО 0 </!, 50
(2). 57.7 М). 6’7.fis {-fj н 7i LiT о1 о; т. — низко- и высоко.-'пияоВ’Ч’ со-
стоятся)
предсления атомов (КРРА) (нас. VI.25, б), а также в
табл. VI.6 (S—волновод вектор и /?•_ --межатомное рас-
стояние) .
Как видно из рис. \ 1,25, а. основные изменения кри-
вых КИ связаны с изменением главного максимума при
уменьшении содержания МпО. Для расплава с молярным
202
Таблица VI.6. Влияние состава системы МпО —SiO; и температуры
на волновой вектор (SJ и межатомное расстояние (/?;)
Номер образце Мп С), ’£ tMiw 1 <1; j :r?? ; : ,Ь| СТ.ча i s; Sl
1 0 SiO- ; 600 1.48 1,65
2 50 Mr.SiO, 1460 2.02 1,65
3 57.71 Mr.S:O —Mi. Si'V ' 1340 2,14 1,92
4 66,5? Mn SlCh 1 1450 2,24 2,00
5 71.22 M SiO.-MlO ; 1450 2,27 1,95
I
содержанием 66,68% МпО положение главного максимума
согласуется со средним значением наиболее интенсивных
линий кристаллического тефроита. С увеличением содержа-
ния МпО до 71,2% главный максимум смещается в сторо-
ну больших углов рассеивания, что свидетельствует о на-
личии группировок МпО. В расплавах с молярным содер-
жанием 57.71 и 50% МпО обнаруживаются группировки
типа тефроита и жидкого диоксида кремния, так как ро-
донит MnSiOs разлагается перитектнчески при 1291 °C:
МпЗЮзсгг^жидкость (МпО—S1O2) 4-SiO^u- Экстремумы
на КРРА соответствуют определенным межатомным рас-
стояниям в расплавах. Первый экстремум на расстоянии
0,165 нм соответствует расстоянию Si—О в тетраэдре
SiO^. Экстремумы, выделенные на расстоянии 0,2 и
0,224 им, соответствую? связям Мп—О. Третий экстремум
характеризует взаимное расположение структурных еди-
ниц в расплаве, т. е. октаэдров MnOfi и тетраэдров SiO^-
Таким образом, в расплавах системы МпО—SiO2, как я
в других силикатных расплавах, подтверждено наличие
микрогруппировок и изменение их состава по мере изме-
нения состава кристаллических фаз.
Энтальпия и энтропия смешения расплавов системы
МпО- -SiOj также зависит от их химического состава
(рис. VI.26). Г. И. Баталин экспериментально определил
парциальные ЛЯ п интегральные Д/7 энтальпии смешения
расплавов от 0,24 до 0.53 мольной доли S1O2 (XstoJ и соот-
ветственно от 0,76 до 0,47 мольных долей .МпО (Ххпю):
A//Sto= (1 -дм.о.)(213836л-<ю - - 140370); (VI.7)
д//У1,0 = (1 - л’-.-:1сИ45(;537.гц-о - J85750). (VI.8)
Попользовав уравнение Гиббса—Дюгсма для бинарного
расплааа АН = ХяюДЯ>1Г\ — хмгюАЙ^МиО, Г. И. Баталин рас-
считал интегральные энтальпии смешения в концентраци-
203
онном интервале гомогенных расплавов. Как следует из
рис. VI.26, для теплот и энтропии смешения расплавов
МпО- S1O2 наблюдается знакопеременная концентрацион-
ная зависимость. Численные значения теплот смешения
приведены в табл. VI.7.
Таблица VI.7. Парциальные и интегральные мольные энтальпии
(Дж/моль) в жидких расплавах МпО—SiO2 при 1293 К
XStOJ AWMnO АН XS!O„ a//SIOj ^WMnO АЯ
0,20 —75500 6140 — 10200 0,35 — 16900 —480 —6200
0,25 —53500 5000 —9630 0,40 — 1900 —450 —3640
0,30 —34100 2800 —8290 0.45 0,50 4-10800 + 21260 — 10200 — 16700 —750 + 2300
Такой характер зависимости Г. И. Баталин объяснил
тем, что при повышении содержания МпО в расплавах сн-
Рнс. VI.26. Концентрационные заансниости энтальпий (с) и энтропий (б) сис-
ин'иия в расплавах МпО—SiO-
стемы МпО—SiO2 происходит разрушение ковалентных
связей Si—О—Si вплоть до образования анионов SiO^-
В богатых МпО расплавах связь между отдельными груп-
пировками имеет ионный характер.
204
Выполненные аналогичные определения теплот смеще-
ния шлака на основе FeO—S1O2 показали, что теплота
смешения уменьшается с увеличением SiO2 и равна
— 3,971 кДж/моль для состава, соответствующего фаялиту
(2FeO-S1O2) UsiOi=0,3345). Для состава тефроита
<2MnO-SiO2)-*siOs=0,333, ДЯ= — 6,91 кДж/моль и родони-
та (МпО*SiO2)xs!O2 = 0,444, А/7— 0,750 кДж/моль.
Для оптимизации состава шлаков выплавки марганце-
вых ферросплавов и термодинамических расчетов важны-
ми являются данные об активности компонентов в системе
МпО—SiO2. Зависимость активности МпО и SiO2 от хими-
ческого состава, температуры (1400, 1500 и 1600°C), ин-
тегральных и парциальных
теплот и энергий, определен-
ная с использованием метода
равновесия между расплавом,
газовой фазой с контролируе-
мым окислительным потенци-
алом приведена на рис. VL27.
1д&,0мм
Мзяьная доля sio2,%
Рнс. VI.27, Активность оксида марганца м кремнезема в системе
MnO-SiOj
Рис. VI.2S, Электрическая проводимость расплавов МпО—SiOj £а — эвтек-
тические составы расплава)
Растворимость SIO2 в расплавах МпО—SiO2 и, следо-
вательно, термодинамические данные, в значительной сте-
пени зависят от парциального давления кислорода в газо-
вой фазе, что должно учитываться при определении термо-
динамических свойств расплавов систем МпО—SiO2 и
других систем, имеющих значение для ферросплавных про-
цессов. Важной характеристикой расплавов МпО—SiO2
является их электрическая проводимость, результаты экс-
периментального определения которой представлены иа
рис. VI.28 (по данным М. А, Руиова).
205
§ 4. Характеристика марганцевых руд и концентратов
Мировые запасы промышленных марганцевых руд оцени-
вают в 12 млрд. т. По происхождению различают следу-
ющие промышленные типы месторождений марганцевых
руд: океанические; осадочные морские; осадочные и вул-
каногенно-осадочные; выветривания; коитактово-метасома-
тические и гидротермальные. Разведанные в СССР место-
рождения марганцевых руд объединяют в семь марганце-
ворудных провинций: Южно-Украинская — Кавказская;
Уральская; Центрально-Казахстанская; Алтае-Саянская;
Байкальская; Енисейская и Приморская,
Месторождения марганцевых руд расположены на тер-
ритории нашей страны неравномерно (табл. VI.8).
В РСФСР разведано 6,1% общесоюзных запасов марган-
цевых руд, в УССР —82,4%, в ГрузССР—8,9% и
КазССР — 2,6%. Развитие производства товарных марган-
Та блица VI.8. Балансовые запасы марганцевых руд СССР
Район Число мес- торож - дений Балансовые запасы по категориям
.4 + В. млн. т с,. млн. т
млн. т % К запа- сам СССР
РСФСР В том числе: Уральский (Свердловской 14 46,7 155,1 6,1 2.5
области) Западно-Сибирский (Кеме- 12 15,7 50,2 2,0 —
ровская область) .... Дальневосточный (Хабаров- I 29,1 98,5 3,8 —.
ский край) Украинская ССР: Днепропетровская область 1 1,9 6,4 0,3 2.5
(Никопольский бассейн) Запорожская область (Большетокмакское место- 15 629,6 985 38,8 6,8
рождение) Грузинская ССР: 1 149,9 1109,5 43,6 307,1
Зиэтурскнй бассейн . . , Казахская ССР: 14 54,3 218.3 8,6 13,0
Карагандинская область 6 11.1 66.9 2,6 13,0
Всего по СССР 52 892,2 2544,1 юо.о 395,1
Примечание: Л — достоверные я подготовленные для разработки за-
пасы; В — запасы, подготовленные для разработки с учетом потерь; С: и С;—
прогнозные запасы по данным геологической н географической разведок со-
ответственно.
206
ЪЪ
зцевых руд в СССР характеризуется следующими данными:
(в тыс. т): 1940 г.—2557; I960 г,—5872; 1970 г.—6841;
1975 г —8459; 1980 г.—9750; 1981 г.—9150; 1982 г.—9821;
1983 г,—9876, 1984 г.— 9890; 1985 г.—9942; 1986 г.—9334.
Основное количество марганцевых руд добывается в
Никопольском ( — 80%) и Чиатурском ( — 20%) марганце-
ворудных бассейнах. Схема основных рудоносных площа-
дей Никопольского и Большетокмакского месторождений
показана на рис. VL29. В сравнительно небольших коли-
чествах ведется добыча марганцевой руды на Джезднн-
ском месторождении (КазССР), мощности иа котором
Тис. VI.29. Схема основных рудоносных площадей Никопольского и Больше*
токмакского месторождений:
а — оксидпыс; б — смешанные; в — карбонатные рудоносные площади: I — За-
падно-Никопольская; II — Воегощо-Никопольская; Н1 — Болыпетокмакская;
IV — Криворожская; V — Междуречье Днепр—Ингулец; участки; / — Максиме*
во-ТимошевскиЙ; 2 — Закаменскяй и Новоселовский; 5— Николаевский; 4 —
Комиятерн-Марьевский; 5 — Грушево-Брсанскнй; б — с. Новоселовка; 7 — Балка
Зеленая; в —ст. Визирка; S — Ингулец; 10 — Ннколо-Козельскнй; 11 — Высоко-
польский; 12 “ Ново-Ворондовский
представлены шахтой, карьером и обогатительной фабри-
кой, Железомарганцевая руда, попутно получаемая при
добыче железной руды, поставляется Атасуйским рудо-
управлением. В СССР наиболее распространены карбонат-
ные и смешанные марганцевые руды (70,3% от общих
запасов); оксидные составляют 28,3%. Запасы окислен-
ных* руд (1,1%) н железомарганцевых (0,3%) ограниче-
* Оксидные руды являются гипергенными продуктами и пред-
ставляют собой продукт окисления и гидратации карбонатных и ок-
сидных марганцевых руд.
207
иы. За период I960—1985 гг. добыча марганцевой руды
в СССР увеличилась при росте выпуска товарных кон*
центратов с 5,9 до 9,0 млн. т.
Известно более 150 минералов марганца, представля-
ющих в основном кислородные соединения и карбонаты,,
в качестве примесных отмечаются сульфидные соединения.
Приведенные в табл. VI.9 формулы для некоторых мине-
ралов (манганита, браунита, гаусманита и др.) условны,
поскольку не дают представления о аалснтном состоянии
Таблица V1.9, Наиболее распространенные марганцеворудные ми-
нералы
Минерал Формула Mn. %
Пиролюзит * МпО (тетрагональная сингония) 63,2
Рамсделлит МпОг (ромбическая сингония) 63,2
Браунит ЗМлгОз'Мп51Оз(Мп:+Мп4+Оз; Мп4+ за- мещается Si) ** 63,6
Гаусманит МП3О4 (Mn22+Mn4+O<( тетрагональная сингония) ♦* 72
Биксбиит (Мп, Ге)20з(у-Мп30з, кубическая синго- ния, полиморфен с браунитом) ♦* 23.5
Якобснт Мп FC2O4 23,8
Велиинт ** Mn4+Mn3:+SiO7
Псиломелан МпО • Мп О2 - пНгО 45—60
Манганит МпО;-Мп (ОН) а 62,5
Вернадит МпОг-пНгО 44—52
Минералы псило- (Яг+, Мп2+...)з(О, ОН)еМпв4+О13, где R— —-
меланового типа двухвалентные катионы Мп, Са, Ва, РЬ, Си и др.
Криптомелан (калиевый псило- мелан) Кг-уМПв - г (Ote-xOHx) 45—60
Таканелнт (Mna+, CajMn^+Oi-HjO
Родохрозит М11СО3 47.8
Манганокальцит (Мп, Са) СО; 20—25
Манганосидерит (или олкгонят) (Fe, Мп)СО3 23—32
Родонит MnSIO3 (марганец замещается Са, Mg, Fe) 41,98
Тефроит Мп-ЗЮц 54,45
Б уста мнт 3[(Мп, Са, Fc)SiO3l **
Йохансенит 4 (Са, Мп, Si2Oe] ** . -
Алабандин MnS 63,21
Гауерит (группа пирита) MnS2 46,21
* Синоним — полианит
** Но данным «Минералогической энциклопедии» (М.: Недра, 1935)
208
ионов марганца. Хотя браунит и гаусманит в рудах оса-
дочного генезиса не встречаются, выяснение этого вопроса
имеет важное значение, поскольку, например, гаусманит—•
одна нз важных минеральных фаз марганцевого агломера-
та, Некоторые считают, что манганит не является моно-
гидратом оксида марганца (Мп2+Э3-Н2О), а представляет
смешашювалентное соединение Мп2+Мп4гОг Н2О. Особен-
но важной и наименее изученной группой оксидных мине-
ралов являются минералы псиломеланового типа. Из них
выделены несколько самостоятельных разновидностей:
криптомелан, Голландии и другие, которые могут быть,
описаны общей формулой Л2-уЯ8Х1&, где А — ионы типа
Ва2+, РЬ2+, К+; В — ионы Мп2+, Мп4+, Fe3+; X — ионы
О2' в ОН-.
Марганцеворудные минералы, как и марганцеворудные
концентраты в целом, представляют сложное минеральное-
сырье, изучение которого необходимо не только для реше-
ния задач обогащения, но и для разработки наиболее ра-
циональных параметров спекания агломерата и выплавки,
марганцевых ферросплавов. Марганцевые руды основных
месторождений характеризуются сравнительно высоким
содержанием фосфора (0,2—0,3%). Большинство иссле-
дователей полагают, что встречающиеся обособленные
фосфорсодержащие вещества представлены курскитом
Са3(РО4)4-СОз, франколитом Са]оР2СОз024-Н20, вивиа-
нитом (FePO4) и другими фосфатами. В Никопольском и
Чиатурском бассейнах ведется отработка в основном ок-
сидных марганцевых руд, хотя попутно добываются н кар-
бонатные руды (табл. VI.Ю).
Таблица VI. 10. Рост добычи отдельных типов руд, %
Тип руды 1973 г. 1980 г. 1985 Г. | Тип руды 1975 г. 1980 г. 1985 Г.
Никопольский бассейн Чиатурский бассейн
Оксндиая Карбонатная 94,8 5.2 88,2 11,8 83,6 16.4 Оксидпая Карбонатная Окисленная 71,3 17,3 11.4 46,4 42,0 П,6 1 1 I
С 1986 г. начата добыча марганцевой руды на Таври-
ческом ГОКе (Большетокмакское месторождение).
По содержанию рудообразующнх минералов окислен-
ные руды подразделяются на следующие виды: манганит-
псиломелановые с примесью пиролюзита; пиролюзит-псп-
20»
ломелановые с примесью манганита; пиролюзит-псиломе-
лаиовые.
Плотность образцов оксидных руд изменяется от 2,1
до 4,2 г/см3, пористость — от 3 до 47%. Карбонатные руды
относятся к изоморфному ряду манганокальцнт—кальцие-
вый родохрозит. Последний содержит в среднем 80—86%
МпСО3; 14—20% СаСОз и 39,8—42% Мп. Маиганокаль-
цнт имеет переменный состав, изменяющийся в пределах:
28—58% МпСОз; 42—56% СаСО3; 13—30% Мп.
Нерудные минералы в марганцевых рудах представле-
ны кварцем, полевым шпатом, опалом, халцедоном, глауко-
нитом. Окисленные руды сосредоточены в основном в Чиа-
турском бассейне. Это неоднородные минеральные массы
вернадитпеиломеланового состава, пористой структуры с
густой тонкой глинистой н песчанистой вкрапленностью.
Химический состав их следующий, %: Мп 15—43; БЮг
13—58; ИезОз 2,4—4,3; АЬОз 0,75—5,2. Среднее содержа-
ние марганца составляет 27%. Плотность рудных образ-
цов составляет 1,7—3 г/см3, пористость достигает 34%.
Добываемая нз недр марганцевая руда подвергается
обогащению (промывкой, гравитационное, магнитное, фло-
тацией, об жиг-магнитное и др.) для увеличения содержа-
ния в ней марганца в результате отделения большого ко-
личества пустой породы. Использование обогащенных мар-
ганцевых руд снижает удельный расход электроэнергии,
повышает извлечение марганца и улучшает техинко-экоио-
ллнческие показатели производства марганцевых ферро-
сплавов в электропечах. Основные технологические стадии
обогащения марганцевых руд приведены на рис. VI.30.
Исходную руду дробят до фракции <50 мм, затем под-
вергают грохочению и промывке для отделения рудных зе-
рен от основной массы пустой породы (табл. VI.II). Про-
Таблица V1.1I. Технологические покааатели промывки марганцевой
руды фракции <50 мм
Обогати ильная фабрика Выход мытой руды. < Мп, % Мп ‘ру1. %
в iic.o'i- НОЙ руде П МЫТОЙ Гуде п и:.'а- MriX
Грушевская 58,9 28 9 39.2 12,7 81,5
Чкаловская 44.0 25.1 43,4 10.8 75.9
Богдановская 53,4 29.7 39.8 18,1 71,6
• МПрГд — содержание марганца в м ы то Г. руд?
(извлепе
210
Рас. VI.30. Принципиальная технологическая схема обогащения марганцевых руд Никопольского бас-
сейна: (а, ₽ содержание марганца в руде и концентрате, %; -у—выход концентрата, %; б — извле-
чение марганца в концентрате, %)
мытую руду повторно дробят до фракции <25 мм. Грохо-
чением дробленой руды получают сырье определенной
крупности, которое подвергают обогащению: руда фрак-
ции >3 м,м обогащают по магинтногравитационной или
магнитной схеме. Шламы, образующиеся на стадии про-
мывки, обогащают флотацией.
Институтом «Механобрчермет» разработана гравитаци-
онно-магнитная схема обогащения карбонатных руд Се-
верного участка Большетокмакского месторождения. Осо-
бенность этой схемы состоит в том, что она включает сов-
мещенную в одном аппарате (мельнице типа «Каскад»)
операции дробления и промывки, магнитную сепарацию
фракции 3—0,16 мм в сильном поле на валковом сепара-
торе (типа «Джонс» фракций 0,16—0,04 и <0,4 мм), По
этой схеме может быть получено —67% концентрата, со-
держащего — 28% Мп при суммарном извлечении марган-
ца в концентрат 81,5%.
Требования к качеству марганцевых концентратов.
Действующей нормативной документацией качество товар-
ных марганцевых концентратов Никопольского бассейна
регламентируется содержанием марганца и диоксида
кремния, а также количеством влаги в каждом сорте
(табл. VI.12). Поскольку в рудных минералах содержится
фосфор после обогащения марганцевых руд его содержа-
ние в товарных концентратах (соотношение концентраций
фосфора н марганца) практически не изменяется. В про-
Таблица VI.12. Требования технических условий к качеству мар-
ганцевых концентратов Никопольского бассейна (ТУ-9-227—84 *’)
Концентра гы Сорт Массовое содержание, %
Мп *2 влаги п. и. п.
Марганцевые окисные (О) 1 43.1/43,0 16,0 __
1Б —/41,0 16,0
II -/34,0 22,0 —
III —/25,0 23,0
Марганцевые окисно-карбонатные 1 26,5/26,0 18,0 17.0
(ОК) II —/23.0 20,0 14,0
Марганцевые флотационные окисные I —/13.0 27,0 1 *
(-ФО) II —/34,0 27,0
Марганцевые флотационные окнено- 1 —/26.0 27,0 17,0
карбонатные (ФОК) II —'23Л 27.0 14,0
•> На срок с 15.04.84 до 15.04.09 г.
« Числитель — высшая, знаменатель — первая категория.
.212
цессе промывки марганцевой оксидной руды в отмытые
шламы извлекается до 35% фосфора от общего его коли-
чества в исходной руде. Регламентируемое содержание
фосфора в марганцевых концентратах приведено в
табл. VI.13.
Таблица VI.13. Массовое содержание фосфора в марганцевых кон-
центратах Никопольского бассейна (ТУ 14-9-172—79)
Концентра гы марганцевых руд Сорт р. "fc
Окисных Кусковым I 0,135—0.245
Агломерационный, I 0,135—0,245
Агломерационный, II 0,130—0,245
Флотационный 0,160—0,430
Карбонатных Карбонатный, I 0,160—0,240
Карбонатный, II 0,160—0,240
Флотационный 0,160—0,430
Номенклатура марганцеворудных концентратов Чиатур-
ского месторождения иная, чем Никопольского бассейна.
Различают пероксидные, окнсные и карбонатные концент-
раты. Использование чнатурскнх концентратов прн равном
в них содержании марганца и кремнезема (по сравнению
с никопольским) всегда обеспечивает более высокую ста-
бильность процесса выплавки низкофосфорнстого шлака и
марганцевых ферросплавов, что объясняется более высо-
ким содержанием в них серы: 0,2—0,25% против 0,02—
0,03% в рудах н товарных концентратах Никопольского
бассейна. Это различие существенно и его следует учиты-
вать при разработке технологии выплавки марганцевых
ферросплавов.
Мировые месторождения марганцевых руд. Производ-
ство товарных марганцевых руд в странах капиталистиче-
ского мира в 1980 г. составило 12,5 млн. т, в том числе в
странах Африки 7,1 млн. т. США контролируют —35%
суммарной добычи марганца в странах Африки. По про-
гнозам к 2000 г. потребность в марганцевой руде должна
увеличиться до 37 млн. т. Ресурсы марганцевого сырья
в странах капиталистического мира распределены крайне
неравномерно. На начало 80-х годов —85% запасов мар-
ганцевых руд было сосредоточено в тринадцати странах
Африки (табл. VI.14).
Значительные запасы марганца имеются в Австралии
(13%), Бразилии (2,5%), Индии (1,6%). Крупнейшие ка-
213
Таблица VI. 14. Запасы марганцевых руд в Африке и по отдель-
ным регионам (1930 г.)
Регион, страна Запасы Содержание марганца н руде. %
всего в том числе доказанные
Африка В том числе: 3310/100 1731/100 •—
Северная (Марокко, Египет) 51/1,6 9/0,5 25—45
Центральная (Габон, Заир) 210/6,3 202/11,7 30—45
Западная (Мали, БСК, Гана и др.) 44/1,3 19/1,1 20—52
Южная (ЮАР, Намибия) 3010/90,8 1501/86,7 20—40
Примечание. Числитель — млн. т„ знаменатель — %.
виталистические державы либо лишены собственных ис-
точников этого сырья (большинство стран Западной Евро-
пы), либо имеют ограниченные ресурсы бедных руд (США»
Япония). Вместе с тем четвертая часть мирового потребле-
ния марганца приходится на страны Западной Европы.
Доля потребления марганца в США, как в Япония, колеб-
лется в отдельные годы от 10 до 15%.
Высокая стоимость сырья вызывает необходимость ис-
пользования для производства марганца и марганцевых
ферросплавов, бедные руды н полиметаллические марга-
нецсодержащие конкреции со дна морей и океанов. Одним
нз богатых и перспективных для промышленной разработ-
ки районов является Северо-Восточный район экваториа-
льного пояса Тихого океана. Количество ферромарганце-
вых конкреций дна Тихого океана составляет 1,6-1012 т.
Полагают, что образование ферромарганцевых конкреций
вызвано поступлением марганца с речной водой, в кото-
рой содержание марганца выше (10 мг/л), чем в морской
(1 мг/л). Первоначально марганец н железо выпадают
в осадок в виде коллоидных гндрооксндов, адсорбирующих
из раствора другие металлы (никель, медь в виде катио-
нов, кобальт, титан в виде анионов). Затем эти осадки
уплотняются вокруг центров кристаллизации — минераль-
ных или органических частиц. Конкрепни только Тихого
океана содержат, млрд, т: 400 Мп; 5,8 Со; 16,4 Ni; 8.8 Си
н 0,86 Мо. При этом химический состав их на различных
участках сильно колеблется, %: Мп 0,75—50,4; Fe 0.83—
32,4; Ni 0,037—2,46; Си 0,014—1,9; Со 0,1—2,57. Залегают
214
марганцевые конкреции на глубине >4000 м, а одна из
возможных схем добычи со дна океана показана на
рнс. VI.31. На I м2 приходится 12 кг конкреций, толщина
слоя которых колеблется от нескольких до 30 см, плот-
кость 2—3,2 г/смэ. Радиоизотопные исследования показали,
что скорость роста марганцевых конкреций составляет 1 мм
за 1000 лет на глубине н 1—100 мм на мелких участках.
Конкреции представлены марганцевыми минералами —
тодорокитом (Mn2+Ca, Mg, Na. К)Мп j+O--2H2O н бернсс-
ситом (Na, Са)Мп;Он«2,8Н2О. Установлено, что марганец
в конкрециях из морских глубин находится в основном в
виде так называемого 10/Л—манганита и у-МпОз (по не-
которым данным б-МпОа), а железо •—в виде гематита и
других аморфных минералов.
Отдельные минералы никеля и меди нс обнаружены.
Нодули пронизаны тончайшими норами диаметром ~10нм.
По этой причине их общая пористость достигает 60%, а
удельная поверхность 200 м2/г. Пустая порода (до 30%)
представлена глинистыми минералами горной породы;
монтмориллонитом, хлоритом, каолинитом н филлнкснтом,
а также некоторым количеством СаСОз органического про-
исхождения, кремнезема и 30—40% влаги. Как н боль-
шинство оксидных руд, конкреции не поддаются глубокому
обогащению механическими методами. В обзорах рацио-
нальных технологических схем переработки океанских
конкреций отмечается, что в случае добычи нодулей, со-
держащих (в пересчете на сухую массу) 30% Мп; 1,3%
Ni; 1,1% Си и 0,2% Со, их переработка с целью извлече-
ния этих металлов целесообразна.
Институтом океанологии нм. П. П. Ширшова АН СССР
разработаны акустические способы разведки железомар-
ганцевых конкреций, что позволяет при помощи гидроло-
катора бокового обзора проводить обследование дна на
полосе 15—20 км. Тихоокеанский океанологический инсти-
тут предложил способы по изучению распространения
звука на сверхдлиниые дистанции (до 2000 км).
В металлургии глубоководных океанских марганцевых
конкреций используются многочисленные способы перера-
ботки этих нетрадиционных видов полиметаллического
сырья. Поскольку цветные металлы (Ni, Со, Си и др.)
входят в кристаллическую решетку марганцевых минера-
лов, то для их извлечения необходимо разрушение ее пу-
тем восстановления Мп4+ до Мп2+ пиро- или гидрометал-
лургическими методами с использованием в качестве реа-
гента HCt, H2SO4 и др. Предложен способ аммиачного
215
2i6
выщелачивания с применением СО в качестве восстанови-
теля в присутствии меди: этот способ позволяет извлекать
цветные металлы (Ni, Со, Си, Мо), аммиачные растворы
не вызывают коррозию оборудования. Разработан способ
восстановительной плавки марганцевых конкреций с полу-
чением комплексного сплава, в который преимущественно
концентрируются цветные металлы, а марганец остается
в шлаке. Богатый марганцем шлак используют для вы-
плавки марганцевых ннзкофосфорнстых ферросплавов.
В дальнейшем сплав обрабатывают элементарной серой
в электропечах и получают расплав сульфидов (штейн),
который перерабатывают гидрометаллургическим путем с
применением автоклавного выщелачивания.
В СССР исследуется метод электроплавкн океаниче-
ских марганцевых конкреций (ЦНИИЧМ) и проводят ра-
боты по селективному восстановлению металлов конкре-
ций (ДМетИ).
§ 5. Дефосфорация марганцевых концентратов
Природа фосфора в марганцевых рудах. Высокое содер-
жание фосфора в товарных марганцевых концентратах
обусловливает необходимость предварительной нх дефос-
форацни перед электрометаллургическим переделом.
В процессе выплавки марганцевых ферросплавов фосфор
из концентратов практически полностью переходит в
сплав. Фосфор вызывает хладноломкость отливок нз ста-
ли, резко снижает ударную вязкость, прочность и относи-
тельное удлинение.
С использованием современных аппаратуры и методов
физнко-химическнх исследований изучено распределение
фосфора н других элементов между минералами марган-
цевых руд Никопольского и Чнатурского месторождений.
Инфракрасные спектры (ИК-спектры) марганцевых моно-
минералов оксидных руд имеют характерную для ортофос-
фат-нона РО4- полосу поглощения (1050—1150 см-1), что
подтверждает тесную связь РО4 с рудными минералами
марганца. При этом мнкрореитгеноспектральным анали-
зом (диаметр электронного луча 2 мкм) не обнаруживают-
ся участки, где значительное количество фосфора было бы
в виде фосфатов марганца или железа, а в оксидных рудах
встречаются единичные включения фосфатов кальция.
Как видно из приведенных на рис. VI.32 данных, высо-
кому содержанию (интенсивности излучения J) марганца
217
в минерале соответствует и повышенная концентрация (ин-
тенсивность излучения Z) фосфора (L —длина маршрута).
В карбонатных рудах фосфаты кальция встречаются чаше
и больших размеров. Основные рудные минералы марганца
(манганокальцнт и др.) также имеют высокое содержание
фосфора при сравнительно небольшом количестве обособ-
ленных фосфатов кальция, размеры которых, как правило,
1000
500
О
200
О
400
200
О
60
40
20
О
100 200 000 400 500 600
LjMKM
Рис. VI.32. Диаграмма распределения фосфора, марганца, клльцня
и кремния между минеральными составляющими марганцевой руды
Рис. VI. 33. Диаграмма распределения фосфора, марганца, каль-
ция и кремния в синтетическом оксидном расплаве, содержащем
66,10% МпО; 22.5% SlOa; 1,82 % СаО; 0,67% Р; 7.37% А1,ОЭ
не превышают диаметр электронного луча. ИК-спектры
карбонатных марганцевых руд подтверждают наличие ва-
лентных колебаний соответствующих координационно-свя-
занных групп: Me—О, POf СО?~ , ОН и др. Во всех ис-
следованных образцах руд имеются полосы поглощения
1050—Н00 см-1, что соответствует валентным колебаниям
группы РО4Л Для основного марганцевого минерала кар-
бонатной руды — манганокальцнта, кроме группы СО^-»
характерным является POj . Результаты исследований
позволяют заключить, что фосфор находится в руде в виде
РО I- и имеет, по-вндимому, диффузионно-вкрапленную
природу. Изучение распределения фосфора, марганца и
других элементов между минеральными фазами закри-
218
сталлизованных синтетических оксидных расплавов систе-
мы МпО—S1O2 н марганцевой руды показало (рис. VL33),
что в гаусманите фосфора нет, он сконцентрирован в каль-
цнево-марганцсвом силикатном стекле,
Химические, гидрометаллургические,
биохимические методы дефосфорации
и извлечения марганца из бедных руд и шламов
При химических методах дефосфорации фосфор
из руд (концентратов) удаляется при помощи различных
химических реагентов (кислот, щелочей и др.). Особен-
ность методов состоит в том, что компоненты (Мп, Fe, Р)
марганцеворудного сырья (руда, шламы обогащения, бед-
ные концентраты) переводят в раствор, из которого осаж-
дают вначале фосфор, затем марганец. Поскольку хими-
ческие методы обычно разрабатываются для извлечения
марганца из бедного сырья (без перехода в концентраты
фосфора), то их называют методами химического обогаще-
ния марганцевых руд.
Сущность гидрометаллургических методов (содового,
гаусманитового и др.) состоит в том, что обожженные кон-
центраты илн руду обрабатывают щелочными или кислот-
ными растворами для удаления фосфора и сохранения
марганца в твердом остатке.
Химические методы. Известно много различных мето-
дов н технологических процессов химического обогащения
марганцевых руд. Опытно-промышленное освоение прохо-
дит дитиоиатный метод, усовершенствованный институтом
Механобрчермет. Сущность этого способа обогащения за-
ключается в следующем: через приготовленную из мар-
ганцевого шлама и раствора днтноната кальция суспензию
(т:ж— 1:4) пропускают сернистый газ (SO2) и серный
ангидрид (SO3). Растворение этих газов в воде приводит
к образованию серной и сернистой кислот. В последней
‘интенсивно растворяются оксиды марганца с образованием
марганцевой соли дитионовон кислоты и сульфата мар-
ганца по реакциям: MnO24-2SO2 = MnS2Oe; MnO2-!-SO2 =
= MnSO4- В присутствии избытка дитионата кальция (кон-
центрация дитионат-иона SsOj9 составляет 160—170 г/л)
происходит осаждение сульфата кальция и образование
днтноната марганца: MnSOrt-'-CaS^O^ — MnSoOe-T СаЗО4.
Выщелоченную пульпу нейтрализуют известковым мо-
локом до pH 4—5, затем аэрируют для окисления оксида
FeO и удаления избытка диоксида серы SO2. В осадок
выпадают трехвалентное частично гидролизованное желе-
219
зо, фосфор, алюминии, кремнезем. Осадок отфильтровы-
вают, Промывают горячей водой и отправляют в отвал.
Из очищенного раствора добавлением гашеной извести
осаждают марганец в виде гндрооксида: MnSsOo-J-
+ Ca(OH)2=Mn(OH)2 + CaS2O6. Осадок гндрооксида мар-
ганца отфильтровывают, промывают, сушат, прокаливают
при Ю00оС. Прокаленный концентрат содержит 62% Мл;
1,5% SiO2; 0,01% Р; 8% СаО, <2% S.
Гидрометаллургические методы. В настоящее время
наиболее изучены и подготовлены для промышленного
внедрения два метода: содовый (ДМетИ) н гаусманитовый
(Уралмеханобр),
Сущность содового метода заключается в переводе не-
растворимых в воде соединений фосфора н кремния в раст-
воримые фосфаты и силикаты натрия (калня) по реак-
циям: Р2О54- Na2COs=Na2O • Р2О54- СО2; SiO2_)_Na2CO3=
=Na2O-SiO24-CO2, что достигается спеканием смесн из-
мельченной руды с натрий- и калийсодержащими вещест-
вами (содой и др.). Высокая степень дефосфорации (90 -
95%) обеспечивается при следующих технологических па-
раметрах: температуре спекания 840—900°C; крупности
исходных материалов <1 мм; мокром способе подготовки
шихты к спеканию; продолжительности выдержки в воде
перед выщелачиванием при т:ж-1:1>8 ч; отношении
т:ж при выщелачивании, равном 1:3, продолжительности
выщелачивания 0,5 ч; температуре выщелачивания 90—
95°С; числе промывок осадка 2; отношении т:ж при про-
мывке, равном 1:2.
В результате выщелачивания спека получают марган-
цевый концентрат, содержание SiO2 в котором не превы-
шает 8% (15—18% в исходном марганцевом сырье), кон-
центрация вредной примеси фосфора снижается с 0,2 до
0,010—0,020%. Отличительные особенности содового про-
цесса: возможность использования типового оборудования,
изготовленного из обычной стали, полная автоматизация’
процесса, регенерация соды, получение белой сажи — цен-
ного и дефицитного побочного продукта для шинной и ре-
зиновой промышленности. Производство и применение
обесфосфорснного по способу ДМетИ марганцевого кон-
центрата коренным образом меняет технологию выплавки
марганцевых ферросплавов, повышает сквозное извлече-
ние марганца на 8—10% и обеспечивает значительный эко-
номический эффект.
Гаусманитовый метод разработан применительно к де-
фосфорацин главным образом карбонатных руд. Обжиг
220
руды при 950—1000 °C для перевода оксидов и карбонатов
марганца в форму гаусманита с последующим выщелачи-
ванием ее в азотной кислоте по режимам, приведенным
ниже, обеспечивает снижение содержания фосфора до
0,05%.
Руда ..........................
Температура обжига, °C ,
Продолжительность обжига, мин ,
Крупность материала, мм ...
Температура выщелачивания . .
Продолжительность агитации, мин
Концентрация кислоты, г/л . . .
Отношение т : ж ...............
Карбонатная Оксидная
950—1000 920—950
45—90 15—60
0,074—25 0,075—25
Комнатная
5—15 5—15
50—100 50
1 : 7—1 : 4 1:3
Биохимические методы. Сущность биохимических (или
бактериальных, бактериологических) методов, составля-
ющих большую группу запатентованных разновидностей,
состоит в том, что бактерии, введенные в марганецсодер-
жащую среду, выделяют органические метаболиты *, на-
пример, лимонную, молочную кислоту, аминокислоты. Эти
кислоты переводят марганец в раствор, нз которого затем
известными способами осаждают соединение марганца.
В зависимости от типа бактерий фосфор н некоторые дру-
гие элементы могут переходить в раствор или оставаться
в твердом остатке. Опыты с организмами, выделяющими
указанные выше кислоты, подтвердили эффективность
растворения марганца. Для выращивания бактерий тре-
буется получение питательного субстрата. Проведенное
Л. И, Сахвадзе исследование процесса бактериального
выращивания марганца местными штаммами, выделенны-
ми из пород и руд Чиатурского месторождения, показало,
что в раствор можно переводить марганец. Введение суль-
фидов металлов повышает извлечение марганца в два раза
по сравнению со способом применения Achromobactc de-
licatulus с раствором глюкозы. Биохимическая технология
получила широкое применение для извлечения цветных
металлов, в частности меди нз сульфидных руд.
Дефосфорация марганцевых концентратов электроме-
таллургическим способом. Сущность метода состоит в се-
лективном восстановлении фосфора и железа углеродом
с переводом их в попутный высокофосфористый ферромар-
ганец. Для этого марганцевые концентраты в смеси с кок-
сом и кислым флюсом (кварцитом) загружают в ванну
* От греч. metabole — вещества, возникающие в организме в про-
цессе обмена веществ.
221
’ферросплавной электропечи. Процесс ведут непрерывно, а
продукты плавки, выпускают периодически. Полученный
обесфосфоренный продукт, называемый концентратом ма-
лофосфористым передельным (КМФП) или малофосфо-
ристым марганцевым шлаком, полностью соответствует
предъявляемым требованиям. Ниже приведены требования
технических условий ТУ 14-9-282—84 к химическому со-
ставу малофосфористого марганцевого шлака
Марка .....................КМФП-1 КМФП-2
Массовая доля, %:
Мп (не менее)............ 40,0 38,0
Р (не более)............. 0,0)2 0,017
Фракция < 10 мм (не более) . 20,0 20,0
Особенность электрометаллургического метода и вместе
с тем основной его недостаток состоит в необходимости
повышения содержания кремнезема в малофосфористом
шлаке до 28—30% (18—20% в исходном концентрате).
Требование увеличения SiOz в шлаке продиктовано необ-
ходимостью придать шлаку высокую жидкоподвижиость
.для создания условий полного разделения по плотностям
шлака и частиц высоко фосфор истого попутного металла.
Попутный металл имеет следующий химический состав, %:
Мп 35—50; Fe 40—55; Р 2,5—4,5; С 3,0; Si ~0,8 и S 0,007.
В качестве кремиеземсодержащнх компонентов применяют
кварцит, отходы углеобогащения коксохимических заводов
(КХЗ) * (по предложению ДМетИ и ЗФЗ), частично от-
вальный шлак силикомарганца.
Поскольку в малофосфористом шлаке суммарное со-
держание МпО и SiOz составляет ~90%, физико-химиче-
ские свойства его можно рассматривать, исходя из бинар-
ной диаграммы состояния МпО—SiO2 и имеющихся новых
данных по термодинамике химических соединений н рас-
плавов этой системы. В системе МпО—SiO2 имеется два
соединения — тефроит 2MnO-SiO2 и родонит MnO-SiOs
(54,2% МпО), а также две эвтектики (см. рис. VI.28). Ро-
донит разлагается по перитектическим реакциям. Неболь-
шие добавки SiO2 к МпО приводят к резкому понижению
температуры ликвидус н солидус составов МпО—SiO2.
В двухфазной области МпО—2MnO-SiO2, которой по хи-
мическому составу соответствует марганцевый концентрат
I сорта, расплавы гетерогеины, имеют высокую вязкость,
что затрудняет осаждение частиц высокофосфористого
* Отходы КХЗ содержат 45—55% SiO2, 3—5% (Na;O—КгО), 15%
А120з, 2,4% S и до 15% С„.
222
сплава на подину печи. Поверхностное натяжение а рас-
плавов состава МпО + 30% SiO2 и МпО + 40% SiO2, соот-
ветственно, равно 0,546 и 0,456 Н/м при 1600 °C. Абсолют-
ное значение о для расплавов указанных составов близко
к а расплава СаО + 43% SiO2 (0,528 Н/м) и СаО + 65,2%^
SiO2 (0,423 Н/м).
В последнее время большое внимание уделяется изуче-
нию роли серы в выплавке марганцевых ферросплавов, в-
том числе и малофосфористого шлака. В расплавах
МпО—SiO2 сера находится преимущественно в виде сво-
бодного аниона S2-, который не входит в силикатные поли-
меры. Изменяя концентрацию серы, можно регулировать,
физико-химические свойства расплавленного малофосфо-
рнстого и других марганецсодержащих шлаков. Повышение
содержания серы до 2—3% присадкой в шихту пирита
(отходов коксохимических заводов) и других материалов
сильно разжижает малофосфористый шлак. Содержание
в исходном марганцевом концентрате 3—6% СаО пони-
жает активность фосфора в жидком шлаке. Повышение
концентрации СаО в рудном расплаве сопровождается об-
разованием в процессе кристаллизации фосфорсодержа-
щих комплексов (возможно, типа трифосфата кальция),
поэтому прн термодинамическом анализе процесса дефос-
форацни марганцевых концентратов необходимо учитывать
количество оксида кальция. По химическому сродству эле-
ментов к кислороду (см. рис. 11.2) можно заключить, что
прн нагреве шихты первоначально углерод взаимодейст-
вует с оксидом железа и фосфора, а затем с МпО, поэто-
му уже при сравнительно низких температурах FeO вос-
станавливается углеродом. Восстановление Р2О5 углеродом
протекает по реакции: 2/ioP40io + 4C = 2/5P24-2CO; AG °г =
=416300—381,5 Т Дж/моль; AGj- =0 при 1093 К. Взаимо-
действие МпО с углеродом может быть описало реак-
цией: 2МпО+20/7С=2/7Мп7С34-2СО, 4G ? =561936—
—363,МТ, Дж/моль; 4G ° =0 при 1574 К. Оксиды FeO и.
Р2О5 могут быть восстановлены также СО, тогда как
МпО — твердым углеродом.
Приведенные реакции лишь в общем виде позволяют
оценить термодинамическую вероятность восстановления
этих элементов. В реальных условиях процесс состоит из-
многих химических звеньев, термодинамика и кинетика ко-
торых до енх пор изучены слабо. Баланс элементов пока-
зывает, что фосфор практически не улетучивается, а на
80—90% переходит в попутный металл. Восстановление
223.
железа н фосфора протекает совместно и сопровождается
растворением фосфора в частицах железа: FeT(H,j-r Рг^,—
= [Р] Реж<т-
Изучение углеродотермнческого восстановления фосфа-
тов марганца представляет большой интерес, хотя резуль-
татов экспериментальных исследований опубликовано
мало. Частично это объясняется отсутствием надежных
физико-химических данных о фосфатах марганца.
В интервале 1000—1100°С в системе МпО—Р2О5 обра-
зуются фосфатные стекла *'
г/с
к соединения МП2Р2О7 и
Мп3(РО4)2, плавящиеся кон-
груэнтно (рие. VI.34). За-
калка образцов с 1500 °C
приводит к кристаллизации
высокотемпературной фа-
зы — трнфосфата марганца
0-Мп3(РО4)2, а с 1000—
1300 °C — низкотемператур-
ной фазы МП2Р2О7 (2МпОх
X РйО5) . Нагрев фосфата
марганца сопровождается
термическим разложением
этих соединений, а образу-
ющийся Мп (II) окисляет-
ся до Мп (III). Учитывая
сравнительно малую термо-
динамическую прочность
высокое химическое сродство
1200
2100
PmtS * расплав
1000_____
40 Й S0
2
70 I
Мп’(Р0^ МП^Ьу МПэГРО^
Массовая ваяя МпО, %
Рнс. VI,34. Диаграмма состояния
системы МпО—P,Oj
фосфатов марганца и более
марганца к кислороду, можно полагать, что восстановле-
ние Р2О5 должно протекать одновременно с термической
диссоциацией фосфатов.
Оксиды SiO2, AI2O3, TiO2, а также каолинит способст-
вуют восстановлению фосфора из трифосфата кальция,
тогда как CaO, SrO, ВаО н другие тормозят этот процес(.
Замедляющее действие оксидов щелочных металлов объяс-
няется высокой реакционной способностью их оксидов nd
отношению к фосфору. Как показали опыты, фосфор ин-
тенсивно взаимодействует с СаО уже при 400 3С (с SiO2--
при 350, а с ВаО при 300°C) с образованием Са3(РО4)2,
Са3(РО3)2, Са3Р2 и других соединений, тогда как А120з,
Сг2О3 и кислые оксиды (S1O2, TiO2, В2О3 и др.) с фосфо-
ром не взаимодействуют вплоть до 1000 °C.
Технология малофосфористого шлака. Малофосфорис-
тый марганцевый шлак получают в дуговых круглых пе-
чах мощностью 16,5 МВ-А (рнс. VI.35). В качестве ших-
224
товых материалов используют марганцевый агломерат,
кокс, кварцит и стальную стружку. Процесс ведут непре-
рывно с погруженными в шихту самсюбжигающимися
электродами. Малофосфорнстый шлак выпускают в ковш
Ряс. VT.35. Рудовосстйвовятельная электропечь для получения малофосфорнето-
го шлака:
J — механизм вращения ванны: 2 — опорная плита; Л—футеровка; 4 — свод: 5 —
воронка: ft — самообжнгзющмеси электроды: 7 — печной трансформатор. 6 — ко-
роткая сеть: механизм перепуска электродов; /А —механизм перемещения
электродов: Н — элекгроконтактиый узел
н разливают на конвейерных машинах, предназначенных
для разливки силикомарганца и ферромарганца. На вы-
плавку 1 т малофосфористого шлака расходуется 850 кВт-ч
электроэнергии и следующее количество шихтовых мате-
s. =32.
225
риалов, кг/т; агломерата марки АМНВ-1 385; агломерат
марки АМНВ-2 838; коксовой мелочи 76; кварцита 23;
коксика 4; стружки 52; электродной массы 5,7. При вы-
плавке 1 т малофосфорнстого шлака получают 96 кг по-
путного фосфористого ферромарганца (49,8% Мп; 42,6%
Fe; 2% Р н 5,2% С). Извлечение марганца в шлак состав*
ляет 82—85%, себестоимость 1 т шлака равна 64—72 руб.
Важной проблемой является выбор огнеупора для фу-
теровки ванны печи. Используемые в настоящее время
углеродные блоки сравнительно быстро разрушаются. Маг-
незитовый кирпич также имеет низкую стойкость вслед-
ствие химического взаимодействия MgO с марганцеворуд-
ным расплавом. Как уже отмечалось, главным недостат-
ком электрометаллургического способа дефосфорацин
является необходимость введения в шихту кислого флюса.
Повышенное содержание SiO2 в шлаке приводит к резко-
му ухудшению практически всех показателей на стадии
выплавки марганцевых ферросплавов, поэтому главным
в совершенствовании технологии малофосфорнстого шлака
является получение его с возможно меньшим содержанием
кремнезема.
Предложены составы шихты для выплавки шлака, ис-
ключающие применение кварцита. Например, используют
плавни, содержащие оксиды натрия и калия. В качестве
таких флюсов опробованы пегматиты, щелочные граниты
и др. Оказалось возможным получение малофосфорнстого
шлака удовлетворительного качества при содержании в
нем 24—25% SiO2. По сравнению с присадкой кварцита
выплавка шлака с дачей в шихту отходов коксохимических
заводов, содержащих 2—4% S, а также 10—12% (Na2O+
+ К2О) обеспечивает повышение извлечения марганца в
шлак на 4—6%, снижение расхода электроэнергии на 80—
100 кВт-ч/т н увеличение производительности печн иа 8—
10%.
Повышение качества шлака по содержанию фосфора
объясняется повышением содержания Na2O-rK2O и серы
в нем. Показано, что увеличение содержания серы с 0,2 до
2,5% понижает поверхностное натяжение шлак с 0,443 до
0,410 Н/м, что способствует лучшему разделению шлака и
попутного металла. Известны термические методы дефос-
форации марганцевых руд. Частичное удаление фосфора
из руды происходит в результате реакции: Ca3(PO4)s +
+ 8С + 3SiO2 + ЗН2ОП == 3CaSiO34- 2РН3 + 8СО. Содержание
фосфора при этом можно снизить с 0,23% в исходной руде
до 0,15% в термически обработанной.
226
Важным резервом повышения производительности пе-
чей и снижения удельного расхода электроэнергии на 25-
30% является применение шихты, предварительно нагре-
той до 850—900 °C теплом колошникового газа ферро-
сплавных печей, по технологии, разработанной ДМетИ,
Гипросталью н Никопольским заводом ферросплавов.
§ 6. Технология окускования марганцевых концентратов
Грапулометрический состав. Обогатительные фабрики про-
изводят марганцевые концентраты мелких фракций (табл,
VI.15) н с высокой влажностью. Гранулометрический со-
став марганцевых руд, концентратов и агломератов в со-
ответствии с ГОСТ 24236—80 соответствует стандарту
СЭВ 1152—78, определяется ситовым методом. Этот метод
основан на определении количественного распределения
кусков по крупности путем сухого или мокрого рассева
на одном илн нескольких ситах с последующим взвеши-
ванием полученных классов крупности и вычислением нх
выхода в процентах от общей массы пробы, взятой для
рассева.
Таблица VI. 15. Гранулометрический состав марганцевых концен-
тратов Никопольского бассейна
Фракция, мы Массовое содержание фракции, %, в сортах
А I II I
Окисный гравитационный Карбонат-
концентрат ный
концен-
трат
>25 2.49 10,76 8,66 —.
25-8 32,33 17,89 10,02 —
8—5 2(5,62 35.96 15.33 -—
5-3 19,87 5,06 6.90 —
3—0,5 13,81 22,67 41,85 65.82
0,5--0.2 4,88 5 28 13,85 18.46
8—0,2 . 2,38
0—0 2 1 — — 3,40 15,62
Из данных табл. VI. 15 следует, что сумма наиболее
подходящих для плавки фракций концентрата (>25:25—
8 мм) I сорта составляет только 28,65%, а II сорта —
18,68%. Концентрат фракции 8—0 мм очень мелкий и ие
S* 227
Таблица VI. 16. Гранулометрический состав мелкодисперсных кон-
центратов Никопольского бассейна, % (по массе)
Фракция, мм Концентрат
пенной сен а - рации флотаци- онный 1 сорта флота- ционный II сорта обратной флотации химического обогащения
1—0,5 17,86 , —
0,5—0,6 61,45 1 .— — to*—»
0,2—0,074 19,58 51,15 50.0 69.76 —
<0,074 1.11 48,85 50.0 30.84 100,0
может эффективно использоваться в качестве компонента
шихты без предварительного окускования. Еще более мел-
кодисперсным является концентрат пенной сепарации и
флотации (табл. VI.16).
Опытная фабрика производит концентрат химического
(дитноиатного) обогащения шламов крупностью <0,074 мм.
Сушка. Применение мелких и влажных концентратов
ие только снижает производительность и ухудшает техни-
ко-экономические показатели электропечей, ио и усложня-
ет их обслуживание, поскольку высокая влажность явля-
ется источником образования в печи водорода. В зимних
условиях концентраты смерзаются, что затрудняет раз-
грузку, поэтому при подготовке к электроплавке их сушат
в печах с кипящим слоем (КС) (рис. VI.36) и снижают
влажность до 9%, что обеспечивает получение агломера-
ционной шихты оптимальной влажности (12—13%). Дей-
ствующие на заводах ферросплавов печи типа КС харак-
теризуются следующими показателями: производитель-
ность печн по сухому концентрату 61,5 т/ч; влажность
концентрата 15,4%; скорость движения газового потока
7,6 м/с; высота слоя материала на решетке 8 см; темпе-
ратура продуктов сгорания под решеткой 600 °C; продол-
жительность сушки 70 с; перепад давлений в слое 800 Па;
расход природного газа на 1 т влажного концентрата
7,66 м3; расход тепла на 1 кг испаряемой влаги 3500 Дж;
удельный влагосъем 580 кг/(м2-ч); температуры отходя-
щих газов 100 °C, выгружаемого концентрата 1000 °C.
Прн исходной влажности концентрата 15,4% и работе
установки в оптимальном режиме удельный влагосъем
составляет 800 кг/(м2-ч). Рекомендовано применять уста-
новки производительностью 2000 т/сут по исходному кон-
центрату, а также обоснована целесообразность сушки
228
марганцевых концентратов в установках типа КС на гор-
но-обогатительных комбинатах (ГОК).
Агломерация. До 1973 г. ферросплавные заводы СССР
не имели в своем составе аглофабрик, хотя марганцево-
рудный иеофлюсованный агломерат для выплавки сили-
комарганца начали применять на ЗФЗ еще в начале 60-х
годов. Этот агломерат периодически спекали на аглома-
шинах Запорожского абразивного комбината и Богданов-
ской аглофабрнки Орджоникидзевского ГОКа. В соответ-
Рвс. VI.36. Установка для сушки марганцевых кг.нцентратов:
/ — кареточный питатель; 2 — камера; 3 — циклоны; 4 — газораспределительная
решетка; 3 — направляющий лоток; 6— камера смешения продуктов сгорания с
воздухом; 7 — горелки
ствии с проектом Гипростали на НЗФ в 1973 г. была
введена в эксплуатацию аглофабрика. По проекту Груз-
гипромез сооружена и введена в 1979 г. в эксплуатацию
аглофабрика иа Зестафонском заводе ферросплавов (ЗЗФ).
Из представленной на рис. VI.37 технологической схе-
мы потоков н оборудования аглофабрнки НЗФ можно вы-
делить следующие основные отделения: корпус вагоно-
опрокидывателей /, склад сырых материалов II. корпус
подготовки материалов III, корпус бункеров IV, корпус
агломерации V, отделение охлаждения и сортировки агло-
мерата VI. Аглофабрика НЗФ оборудована агломераци-
онными машинами типа АКЗМ-100. Основные технические
характеристики агломашии следующие: рабочая площадь
спекания 105 м2; длина рабочей поверхности 42 м; ширина
рабочей поверхности 2,5 м; скорость движения тележек
L5—6,0 м/мнн; максимальная толщина спекаемого слоя
229
400 мм; средняя производительность машин 100 т/ч; раз-
режение в вакуум-камерах 11,76 кПа; площадь зажигания
газового горна 5,625 м2; число турбулентных горелок 6;
производительность горелки 215 м3/ч; площадь экрана
газогорелочного устройства 26 м2; число трубчатых горе-
лок 5; общая масса машины с электрооборудованием 653 т;
длина 55 850 мм; ширина 10 385 мм; высота 10 014 мм.
Рис. VI.37. Технологическая схема потоков и оборудования аглофабрики Ни-
копольского завода ферросплавов;
I — корпус вагоноопрокндывателей; II—склад сырых материалов; Ш — корпус
подготовки материалов; IV — корпус шихтовых бункеров; V — корпус агломе-
рации; VI — отделение охлаждения и сортировки агломерата; / — роторный
вагоноопрокндыватель; 2 — пластинчатый питатель; 3—автостела; 4 — грейфер-
ный кран; 5—установка для сушки марганцевых концентратов; 6 — четырех-
валковая дробилка для кокса; 7 — реверсивная мОло1цовая дробилка; Я — ко-
вусная дробилка; 9 — инерционный грохот для кокса; Ю — инерционный гро-
хот для известняка; // — корпус обезвоживания с оакуумфильтрами; 12 — сме-
сительный барабан; 75—машина для обжига извести; 74—бункер возврата;
75 —бункер для шихтовых материалов; 1 S — автодозатор; /7 — радиальный от-
стойник; 18 — дымовая труба; 1$ — насосная станция; 20 — труба Вентури; 21 —
схруббер-каплеотделитель; 22 — эксгаустер; 23 — бункер для шихты; 24 — тарель-
чатый питатель; 25 — конвейерные весы; 26 — барабанный смеснтель-окомковз-
тель; 27 — челноковый распределитель шихты: 23 — агломашинз; 29—зажига-
тельный горн; 30 — гаэо:орелочное устройство; 3!— коллекторы газа; 32— шла-
мовый лоток: 33— одновалковая дробилка; ..'4 — барабан охлаждения иизврнта;
35 — самобаластныЯ грохот; 36 — ленточный прямолинейный охладитель
Марганцевый агломерат производят двух видов: не-
офлюсованный и офлюсованный. Ниже приведены техни-
ческие требования к качеству неофлюсовашюго и офлю-
сованного марганцевого агломерата производства аглофаб-
рикн НЗФ по СТП-146-25—81.
230
Агломерат АМНВ-1 АМНВ-2 АМНШ АМН АМО
Содержание, то- Мп (не менее) 45.0 36,0 41,0 44.0 36,0
Fe (не более) . ... . . — — <— 5.0 —
Мп: Fe (не менее) .... — — — 8,0
Основность ...... — —* 1.5 ±0,3 —
Количество фракции, %: <5 мм (не более) .... 5.0 8.0 5,0 5,0 8.0
20—200 мм (не менее) . . 75,0 63,5 69,0 75,0 70,0
Прочность по фракции >5 мм, % (не менее) 76,0 72,0 71,0 75,0 70,0
Агломерат АМНВ-1 спекают из смеси оксидного кон-
центрата I сорта и смешанных марганцевых руд 1 сорта.
Агломерат остальных марок получают нз концентрата
окисных, смешанных и карбонатных марганцевых руд»
взятых в различных соотношениях. Ниже приведены тех-
нологические параметры процесса агломерации марганце-
вых концентратов.
Агломерат .......................
Содержание углерода в шихте, %
Высота слоя шихты, мм:
до уплотнения ..................
после уплотнения...............
Степень уплотнения шихты, % . .
Температура зажигательного горна,
*С . ....................
Температура гаэогорелочного
устройства, “С:
у первой горелки .............
у пятой горелки ..............
Разрежение перед эксгаустером,
кПа ............................
Температура перед эксгаустером,
*С .............................
Скорость движения аглоленты,
м/мнн .........................
Производительность, т/(м2-ч) . .
Содержание фракции 5—0 мм, % .
Выход возврата, %................
АМНВ-1 АМНВ-2. АМНВ-3
6,5 6,3
400 370
365 340
8,7 8.8
1220—1240 1220—1240
.1100—1150 1100—1150
650—700 G50—700
10,78—11,76 10,78—11.76
80-90 80—90
2.8—3,2 2.6—2.9
0,954 0,940
7.37 7,56
30 30
Фактический химический состав агломерата производ-
ства аглофабрнки НЗФ приведен в табл. VI.17.
Удельная производительность агломерационной маши-
ны составляет 1,2 т/(м2-ч). На 1 т агломерата расходует-
ся 1200 кг марганцеворудиого сырья, 120 кг кокса, 5,6 м3
природного газа; расход электроэнергии 90 кВт ч.
Перед агломерацией концентраты необходимо усред-
нять. При среднем содержании марганца 44,1% (I сорт)
й 37,1 % (II сорт) наибольшее отклонение по марганцу
231
Таблица VI.17. Химический состав марганцевого агломерата про-
изводства аглофабрнки НЗФ
Мирка .Масепвое содержание. % CaO^ MgO SiOt
< а. и О я а MgO
АМНВ-1 49,6 19.3 2,8 2.3 0.123 0,3 0,13 2,в 1.3 0.20
АМНВ-2 43,4 23,5 3,4 2.6 0,20 0,3 0,20 3,7 2,0 0,242
АМНВ-3 4 1,5 24,4 3.4 2.9 0,18 0,3 0,17 3,7 1,7 0,227
достигает от —3,6 4-4,/% против допустимого ±(1—1,5%
Мп).
На аглофабрике НЗФ внедрена новая двухступенчатая
очистка газов после агломерации при впекании неофлю-
соваииого марганцевого агломерата, разработанная сотруд-
никами ВНИПИчерметэнергоочнстка и НЗФ. На первой
ступени газы очищают в сухнх одиночных циклонах диа-
метром 1,5 м, на второй — в низконапорной прямоугольной
трубке Вентури (0,55X4,2) и центробежном скруббере —
каплеуловителе диаметром 6,5 м. По габаритным разме-
рам, капиталовложениям и эксплуатационной влажности
такая схема выгоднее схем с мультициклонами.
Одной из важных задач прн очистке газов как побоч-
ных продуктов процессов агломерации, выплавки чугуна и
ферросплавов в доменных н дуговых печах является сни-
жение в них содержания оксидов азота, которые обычно
описывают формулой NOX- В связи с ограниченными за-
пасами оксидных марганцевых руд в настоящее время не-
обходимо разрабатывать и внедрять технологию выплавки
высокоуглеродистого ферромарганца с использованием аг-
ломерата карбонатных руд, что и предусмотрено проект-
ной технологией на НЗФ. Поскольку карбонатные марган-
цевые руды не разрабатывались, производство офлюсован-
ного агломерата было начато с использованием оксидных
марганцевых концентратов (табл. VI.18). Однако спечен-
ный из оксидных концентратов высокоосновный марганце-
вый агломерат (CaO/SiO^ = 1,44-1,5) имеет низкую стой-
кость и рассыпается.
На 33Ф освоено спекание марта нцевожелезпетого агло-
мерата. Необходимость производства такого агломерата
обусловлена тем, что на ЗЗФ углеродистый ферромарганец
(до 0,42% Р) получают бесфлюсовым способом из чнатур-
ского марганцевого концентрата 1 сорта и железной руды.
Вследствие высокого содержания фракции 5—0 мм (до
232
Таблица VI-18. Химический состав и некоторые параметры процес-
са производства марганцевого агломерата
Показатели АМН-2* АМН-1* АМН-2**
Массовое содержание, %: Офлюсо- Неофлюсованный
ванный агломе- рат агломерат
Мп 39,1 50,1 43,6
SiOj 15,8 19,5 21,4
СаО 20.3 2,1 3,2
MgO 1.45 1,3 1.7
AljOa 2,4 1,9 2,1
Р 0.197 0,24 0,233
Расход коксовой мелочи, кг/т 141,4 108,3 108,3
Высота слоя шихты, м . . . Степень уплотнения шихты, 0,2—0,4 0,2—0,4 0,2—0,4
% (не более) 14 14 14
Температура зажигания, °C .Расход марганцевого концен- i 100—1200 1100—1200 1100—1200
трата, кг/т Извлечение марганца в агло- 1001,3 1195,3 1159,3
мерах, % Прочность по фракции >5 мм, 95,11 94,67 97,11
% (не менее) Содержание фракции <2 мм, 75,42 77,66 74.15
% 2.89 2,67 2,68
• Агломерат получен нэ марганцевого концентрата I сорта.
** Агломерат получен на марганцевого кониенграгз П сорта.
60%) ухудшаются условия работы печей и увеличиваются
потери марганца с колошниковыми газами. Агломерацион-
ная шихта состоит из 70—72% марганцевого концентрата
I сорта, 5% дашкесанского флотокоицентрата I сорта
(57% Fe) влажностью 5% (табл. VI.19), коксика 5,7% и
возврата 16%.
Полученный агломерат имеет следующий химический
состав, %: Мп 45—53; SiO2 10,9; СаО 2,93; А12О3 2,8;
MgO 0,9; Fe 5,9 н Р 0,18. Он обладает высокой механи-
ческой прочностью, не разрушается при хранении на воз-
духе. Использование этого агломерата в смеси с исход-
ным концентратом I сорта позволяет увеличить произво-
дительность электропечи по ферромарганцу на 10%, по
передельному шлаку (40—41% Мп; 27—28% SiO2; 0,015—
0,016% Р) — на 14%. Прн этом снижается удельный рас-
ход электроэнергии на 7%, коксика на 19,5%.
233
Таблица VI.19. Химический состав шихтовых материалов, приме-
няемых при получении марганцевожелезнстого агломерата, %
Магсоиое содержание, %
Материал Мп SSO. СаО MgO АТ О.. FejOj Р
Марганцевый концентрат .... 9,6 2,16 0,85 2,52 1 2,59 0,16
Железорудный концентрат .... 3,3 5.2 3,80 1,6 2,30 Ост. 0,06
Зола коксика . . . 2,1 40,0 4,35 1.80 24.0 22,3 0,12
Анализ данных табл. VI.18 показывает, что для про-
изводства 1 т офлюсованного агломерата, в шихту которо-
го задавался известняк фракции 0—3 мм, требуется кокса
больше, чем на производство неофлюсованного. Прочность
офлюсованного агломерата (содержание фракции <2 мм,
%) оказывалась на уровне неофлюсованного. Однако офлю-
сованный известняком фракции 0—3 мм агломерат основ-
ностью (CaO/SiO2) = 1,4-ь 1,6 малопригоден для выплавки
высокоуглеродистого ферромарганца, так как он рассыпа-
ется вследствие полиморфных превращений силикатов
кальция, взаимодействия непрореагнровавшей извести с
влагой атмосферы шихтовых материалов и водяным паром
в вапне печи.
Проведены опыты по получению офлюсованного доло-
митом агломерата. Преследовалась цель ввести с агломе-
ратом оксид магния для обеспечения заданной концентра-
ции его в печиых шлаках выплавки марганцевых ферро-
сплавов.
Поскольку скорость гидратации MgO сравнительно ма-
ла, было проведено промышленное спекание офлюсован-
ного агломерата с доломитом (15,9% MgO). В шихту
вводили концентрат I сорта (44,6% Мп и 14,5% SiO2)
следующего гранулометрического состава: фракции 20 мм—
9,5%; 20—10 мм — 32,7%; Ю—5 мм — 33,1% и <5 мм —
24,7%, а в качестве топлива — коксовую мелочь фракции
О—3 мм.
Состав аглошихты был следующим. %: 54,4 марганце-
вого концентрата; 6,8 доломита, 9 топлива п 29,8 возврата.
Температура зажигания шихты составляла 1200—1220 сС;
скорость движения аглоленты — 2—2,1 м/мин, высота слоя
шихты — 380 мм.
Свойства офлюсованного доломитом А МО и неофлюсо-
ванного АМН-1 агломерата приведены ниже:
234
Марка агломерата ...............
Содержание (%) фракций, мм:
>40 ....................
40—20 ................... .
20—10 ....................
10—5 ....................
Прочность по фракции
>5 мм, %........................
АМО АМН-1
30,3 27,8
61,1 50,7
7.4 18,7
0,7 2.5
0,5 0,5
77,8 78,6
Несмотря иа высокие показатели прочности (основ-
ность 0,8), прп указанных параметрах процесса спекания
под воздействием водяного пара в течение 60 мин он также
рассыпался. Однако промышленные плавки ферромарган-
ца подтвердили, что применение в шихте офлюсованного
сырым доломитом агломерата имеет ряд преиму-
ществ.
Наилучшее качество имеет агломерат, спеченный с при-
менением в качестве флюса отсевов доломита высокотем-
пературного обжига.
Для получения агломерата из карбонатного концентра-
та, содержащего 26,4% Мп; 12,96% SiOg; 10,58% СаО;
2,4% MgO; 1,95% А12О3; 0,77% Feo6ra; 0,14% Р; 36,73%
п. п. п., расход коксика должен быть 7%, влажность ших-
ты 8,5%, высота слоя 250 мм, крупность концентрата 0—
10 мм и степень уплотнения 10%. Добавка доломита к кар-
бонатному концентрату увеличивает количество силикат-
ной составляющей в связке вследствие взаимодействия
СаО и SiO2 с образованием соединения 3CaO-SiO2, a MgO
входит в твердый раствор MgO—СаО—МпО.
Несмотря на кажущуюся технологическую простоту
спекания марганцевого агломерата, повышенное его каче-
ство и более высокие технико-экономические показатели
могут быть достигнуты при условии выбора и соблюдения
оптимальных параметров процесса агломерации. Физико-
химические закономерности процесса агломерации марган-
цевых руд изучены сравнительно мало. Как и при спека-
нии железных руд, при получении марганцевого агломера-
та происходят дегидратация, диссоциация оксидов и
карбонатов, окислительно-восстановительные реакции,
взаимодействие в сложных оксидных системах.
Как отмечалось выше, в марганцевых рудах (концен-
тратах) присутствуют минералы марганца, содержащие
конституционную н свободную Н2О. В частности, манганит
МпООН (в табл. VI.9) приведена минеральная формула
МпО2-Мп (ОН)2], существующий в нескольких модифика-
циях: у-МпООН (манганит), p-МпООН и ot-МпООН (гро-
23S
улит), дегидратирует н диссоциирует при сравнительно
низких температурах по схеме:
(Я)- 140еС 150-2 50® С
7-МпООН*лН5О-------------» 7-МпООН------------>
Легидратация Лиссоцнаиня
•130—600 * С 92П-1060е с
-► МпО,----------Мп2О:;-----------► МпаО4 (VI .9)
Пиролюзит Лиссопивиия Днегоциация Гаусманит
Ряд вопросов термической диссоциации оксидов и ми-
нералов марганца был рассмотрен выше. Пиролю-
зит МпО2, содержащийся в рудных материалах, диссоци-
ирует при нагреве по схеме МпОг->-Мп2Оз—»-Мп3О4. Раз-
витие восстановительных процессов приводит к появлению
в качестве промежуточных продуктов Мп2О3 по реакции:
2МпО2+СО=Мп2О3-{-СО2, Дбт°=—212400—19,84 Г. Пси-
ломелан превращается в гаусманит через стадию потерн
Н2О по схеме: МпО-МпО2- Н2О->МпО- (ОН)->МпзО4;
Мп2О3 + СО=2МпаО4+СО2; Д С г° = —185795 -7,32 Т. Обра-
зование в составе агломерата свободного манганозита
(МпО) по реакции Мп3О4 + СО = ЗМпО + СО2; Дбг°=
=—51218—46,39 Т затруднено вследствие необходимости
обеспечения в газе высокой концентрации СО. В условиях
агломерации оксиды марганца могут восстанавливаться
также твердым углеродом по реакции Мп3О4-{-С = ЗМпО +
-FCO, а условие Дбт° = 0 выполняется при 1306 °C.
Диссоциация карбонатов кальция и магния протекает
по реакциям с высоким потреблением тепла:
СаСО3= СаО Н-СО2, Qcao= — 4044 кДж/к г СО2; (VI.10)
MgCO3=MgO -F СО,, QMgO=-2303 кДж/кг СО2. (VI.11)
В агломерационную шихту или шихту для выплавки
марганцевых ферросплавов флюсовым способом применя-
ют доломит (CaCO3-MgCO3) или доломнтизироваиные из-
вестняки, например, Еленовского месторождения (УССР).
Диссоциация доломита может быть записана реакцией:
СаСОз • MgCO3(T} *СаОт + AlgOr + 2СО2п>
Однако процесс протекает таким образом, что перво-
начально разлагается часть MgCO3 и тогда реакция имеет
ВИД
СаСО3-MgCO3 -Л Cai-.Mg.CoJ-F
и — х ' !
+ [(1 — 2х)/(1 — х)] MgO, 4- | (1 — 2х), (1 - х) I СОг1г).
(VI.12)
236
Диссоциация MgCO3 диагностируется на дериватограм-
мах самостоятельно при содержании MgO в доломитизн-
рованном известняке >2,5%. При 6—12% MgO в извест-
няке диссоциация протекает прн 760—800 °C; а СаСОз при
320—920 °C. Встречающиеся на дериватограммах участки,
характеризуемые экзотермическим эффектом (405—620°C),
В. К- Дидковский и др. объясняют присутствием в извест-
няках битуминозных веществ и сульфидов.
Сравнительные исследования теплопотребления и теп-
лоемкости мономииеральных фракций марганцевых окис-
ных н карбонатных руд, выполненные А. Г. Кучером и
рие. VI.38. Зависимость теплопотребления («} и теплоемкости (б)
марганцевых минерален от температуры:
/ — мангаыскальцнт; 2 — псиломелан; 3 — манганит; 4 — пиролюзит
К. Д. Ильченко, показали (рис. VI.8, а, б), что наиболь-
шим теплопотреблением сопровождается нагрев мангано-
кальцпта (МпСа)СО3 (28% Мп общ, 12,59% СаО). Это
объясняется эндотермнчностью процесса термической дис-
социации, заканчивающейся при 650—800 °C. Сложную за-
висимость имеет теплоемкость этих мономииеральных
фракций от температуры (рис. VI.38. б).
Зависимость теплопотребления от температуры описы-
вается математическими уравнениями вида j — a-\-bt + ct2.
Для мангапокальцнта эта связь имеет вид:
/(мп.с8)со(=-238,428 + 3.147/-0,171-10“2Л\ (VI.13)
Из представленных на рис. VI.39 данных следует, что
различным теплопотреблением характеризуются и различ-
ные марганцовые концентраты: А/—концентрат первого
сорта; К2— концентрат второго сорта; КК— карбонатный
концентрат и агломерат; А!— агломерат первого сорта;
А2 — агломерат второго сорта, КА— агломерат из карбо-
22
237
натного марганцевого концентрата; Ш1, Ш2—шихты для
выплавки высокоуглсродистого ферромарганца с известня-
ком (Ш1) доломитом (Ш2); ШЗ, Ш4 — шихты для вы-
плавки силикомарганца, состоящие из агломерата и кон-
центрата (ШЗ) и одного агломерата (Ш4).
Приведенные данные следует учитывать при составле-
нии теплового баланса процесса агломерации марганцевых
концентратов, а также прн использовании агломератов
при выплавке марганцевых ферросплавов.
Рие. VI.39. Зависимость тепло потребления марганцевых концентратов, агломе-
рата (а} и шихты (б> от температуры
Качество агломерата определяется не только парамет-
рами спекания, но и минеральным составом исходных
концентратов. Как отмечалось, в системе МпО—SiO2 име-
ется легкоплавкая эвтектика, обеспечивающая появление
жидкой фазы уже при 1250°С (см. рнс. VI.28).
В системе Мп20з—СаО образуется ряд соединений
(рис. VI.40), нз которых наибольший интерес представля-
ет СаО'Мп2Оз. Жидкая фаза появляется прн температуре
выше 1420°C. Спекание основного агломерата из окисных
или карбоватных руд с присадкой в шихту известняка ха-
рактеризуется плохой ассимиляцией оксида кальция. Вза-
имодействие агломерата при наличии структурносвободно-
го оксида кальция с парами воды или влажными шихто-
238
выми концентратами приводит к ускоренному рассыпанию
его кусков.
Фазовый состав системы МпО—MgO приведен на рнс.
VI.41. В этой системе образуется соединение типа шпине-
ли MgO-МпаОз. Хотя приведенная диаграмма считается
более полной, однако указанная в ней температура плав-
ления МпО (1580°C) занижена. В системе МпО—MgO
жидкая фаза образуется также при сравнительно высокой
температуре. Теплоты смешения MgO и МпО прн образо-
вании твердых растворов положительны к имеют макси-
мальное значение 5,40 кДж/моль прн хмпо = 0,45.
2500
2300
2100
7900
1700
7500
1300
ЛОО
2800 к
•S
Са МпОз*ж
ЩПШШЬ
СаОСамп^
। ।
:___I____
О 20 М/ОО
CaO-MnOj саО-мпаОз
Массовая доля, %
Самод*
t Ъгфим.
4 Та MW
лгаадраф.
Мп304
1200
2900
2000
1600
Шпинель*
Шпинель*
/*МПзО4
4 (тетр.)
Мд.МфО*
О 20 90 SO I 90
MgO’MnjOs
Мдо Массовая долл, % МпО
(Мд,Мп)о
1
Т
X
I
1СаО*ж Ч
- 1
5Рнс. VI.40. Диаграмма состояния системы Мп3О3—СаО
Рис. VI.41. Диаграмма состояния системы МпО—MgO
В тройной системе МпО—SiO?—СаО (рнс. VI.42) име-
ется три минимальных значения тройного ликвидуса. Пер-
вый (1265°С) соответствует составу 48,4% МпО; 46,6%
SiO2 и 5% СаО; второй (1195°С)—составу 45% МпО;
-37,5% SiO? и 17,5% СаО; третий (1204 °C) —составу 53%
МпО; 32% SiO2 и 15% СаО. Значение физико-химических
свойств тройной системы МпО—SiO-j—СаО имеет важное
значение для решения практических вопросов при получе-
нии агломерата и выплавке марганцевых ферросплавов.
Изменение активности в системе МпО—СаО—SiO? приве-
дены на рис. VI.43. Активность МпО растет с повышением
концентрации СаО и снижением SiO2.
В системе МпО—А!2О3 образуется одно соединение
-МпО-А12О3 (рнс. VI.44).
239
Неофлюсованный агломерат из оксидных концентратов
состоит из тефроита (2MnO-SiO2), гаусманита (Мп3О4)т
небольших количеств якобсита (MnFc2O4) и стекловидной
фазы. Количественное соотношение этих фаз изменяется
в зависимости от химического состава исходных марган-
цевых концентратов.
Рис, VI.42. Поверхность лик-
видуса системы СаО—МпО—
SiOj, показывающая поля
первичных фаз и составы
изученных смесей (черные
точки):
А —граница области; 2ж—
две жидкости
При получении офлюсованного агломерата введение в
шихту флюсов (известняка, доломита) приводит к измене-
нию минерального состава агломерата. Соотношение раз-
рис, V1.43. Активность МпО в системе СаО—МпО—
StOj при 1550 °C
личных минеральных фаз определяется его равновесностью.
Минеральный состав офлюсованного известняком-ракушеч-
ником н доломитом агломерата из оксидных марганцевых
концентратов приведен на рнс. VI.45. Составляющие агло-
мерата имеют следующую мнкротвердость, определенную
по прибору ПМТ-3, МПа;
240
Гаусманит ........................................ 8987
Двойная эвтектика СаО—(MnO-CaOMiijOJ . 8075
Твердый раствор Са0-Мп203.......................... 7379
Двухкалъниевый силикат 2CaO-SiO3 .................. 6840
Тефроит 2MnO S[02 6605
Твердый раствор СаО—МпО—MgO........................ 6595
Трех кальциевый силикат ЗСаО-SiOj ................. 6468
Мервинит ЗСаО-Mg0-2SiO3............................6125-
Твердый раствор СаО- -МпЬ.......................... 5449
Анализ диаграммы состояния систем СаО -Fe2O3 и
СаО—Мп2О3 показывает, что при спекании марганцевого
агломерата температурный интервал протекания однотип-
ных реакций сметается в область более высоких темпера-
Мл о Мольная Золя*А AltRj
S 42 44 М 4* 7
t'O
2000
1800
1800
720(1
0 20 40 68 80 100
Мл 0 Массовая доля, % AtjOj
0,3 7,2 у 2,0 3,0 В
Рис. VI.44. Диаграмма состояния системы МпО—Al(Os
Рис. VI.45. Изменение минералогического состава агломерата из концентрат»
I сорта при увеличении основности й (Сф— содержание фаз):
о — известнякракушечннк; 6 — доломит: 7 — гаусманит MiuO4; 7/ — тефроит
2мпО-SiО2;/77 — твердый раствор CaO-MnjOj; /V —твердый раствор CaO MnOt
V — стекло; V/ — СаОсв; VII — трех кальциевый силикат 3CeO*SjO5; VIII — двух-
кальцневый силикат 2CaO-SiO?; /X — эвтектика CaO-MnO+CaO-MniOs; X — дру-
гие составляющие; XI— твердый раствор CaO*MnO-MgO: ХП — мервинит CajMg*
(по данным С. Т. Войтаннка)
тур на 150—200 °C. Однако создание высоких температур
не всегда решает задачу получения прочного влагостойко-
го агломерата, так как образующийся оксид кальция СаО
не полностью ассимилируется оксидами марганца и крем-
незема, содержащимися в марганцевой руде. Одной нз при-
чин этого является образование на частицах оксида каль-
ция сплошных слоев, состоящих из 2CaO-SiO2 и ЗСаО-
•SiO2, которые сильно тормозят массообмен.
241
Сравнительные исследования показали, что в случае
спекания железорудного офлюсованного агломерата эти
слои разрываются оксидами железа, тогда как оксиды
марганца при температурах агломерации свойства наруше-
ния сплошности орто- и трнсплнката кальция проявляют
слабо, поэтому одним из главных направлений является
разработка составов шихт н параметров процесса агломе-
рации марганцевого сырья, которые обеспечивали бы вы-
сокую скорость массообмена в агломерационной шихте при
условии полной ассимиляции извести. Шихта должна со-
держать компоненты, которые образовывали бы кальцие-
вый снликоманганнт 7CaO-2SiO2- ММП2О3 и стабилизиро-
вали в процессе агломерации минеральные фазы и тем
самым исключали или уменьшали фазовые превращения
-к разрушение агломерата.
Брикетирование. Работами ДМетИ (С. И. Хитри к и
А. П. Ем) и ГрузПИ (А. Т. Хвичня, С. М. Мазмишви-
лн) выявлены преимущества выплавки марганцевых фер-
росплавов с использованием брикетированных марганцевых
концентратов и брикетов — моношихты, содержащих все
необходимые компоненты для получения, например, сили-
комарганца углеродотермическпм методом. В 1976 г. по
исходным ГрузПИ А. Т. Хвнчия, С. Мазмишвили на
ЗЗФ построена н введена в эксплуатацию брнкетировоч-
ная фабрика изготовления брикетов марганцевой руды и
моношнхтовых брикетов для выплавки марганцевых фер-
росплавов. Большой промышленный опыт накоплен ДАЗ,
«а котором впервые в СССР и в мировой практике осво-
ена технология выплавки в электропечах мощностью
22,5 МВ-А электротермического силумина с использова-
нием брикетированной шихты, состоящей из глинозема,
дистен-силлиманита, каолина и газового угля. Однако из-
готовление брикетов марганцевой руды, и тем более бри-
кетов шихты, как н освоение технологии выплавки марган-
цевых ферросплавов с их использованием, представляет
самостоятельную сложную научно-техническую задачу.
С. М. Мазмишвили и 3. А. Симоигулов разработали
технологию получения механически прочных (Ррзал—8-е-
4-12 МПа на брикет) и термически стойких рудных и ру-
доугольных брикетов. Оптимальными параметрами брике-
тирования являются влажность шихты 3,5—6,0%, количе-
ство с. с. 6.* (связующего) 8—10% для рудных и 7—8%
рудоугольных брикетов, температура сушки 130—140 °C и
* Сульфитно-спиртовая барда.
242
минимальное давление прессования 19,6 МПа. Присутствие
углеродистого восстановителя в брикетах резко повышает
температуру начала размягчения брикетов до 1250—1400 °C.
(750—850 °C для рудных брикетов).
Важной задачей является разработка токостойких бри-
кетов, которые не разрушались бы на колошнике печи..
Как показано работами ГрузПИ, причиной разрушения
брикетов моношнхты может быть высокая плотность тока.
С ростом содержания углеродистого восстановителя в бри-
кете увеличивается н допустимая критическая плотность
тока. Например, прн содержании в брикете ткварчельско-
го угля 10 и 35% критическая плотность тока составляет
2,15 и 14,6 А/см2 соответственно.
Окатывание. М. А. Кекелидзе (ИМетГрузССР) выпол-
нены исследования по технологии окатывания марганце-
вых концентратов. Разработан безобжиговый метод полу-
чения окатышей нз флотационных и других концентратов^
при котором упрочнение окатышей диаметром 12—15 мм
достигается низкотемпературной сушкой. Обжиговый ме-
тод предусматривает нагрев до 1150—1220 °C. При этом:
образуется жидкая фаза, цементирующая компоненты ока-
тыша. Сопротивление раздавливанию составляет 39,2—
78,4 Н/окатыш.
В ИМет нм. А. А. Байкова проведены опыты по раз-
работке технология изготовления рудоугольных марганце-
вых окатышей. Марганцевый концентрат, газовый уголь
(10%) н коксик предварительно сушили до влажности 2%
прн 120—150 СС. Затем шихтовые материалы подвергали
помолу в шаровой мельнице и окатывали с использовани-
ем связки (водного раствора с. с. б).
Ниже приведен гранулометрический состав исходного
никопольского концентрата I сорта (числитель) и шихты
для окомкования (знаменатель).
Содержание, %. Фракии:’!, м.м:
0,16—0,1 .....................13,1/6,9
0,1—0,063 ..................... 20,3/24,8
0,063—0,05 ...................10,5/12,8
<0,05 ........................ 31,6/36,2
Шихту окомковывали на грануляторе с диаметром ча-
ши 1000 мм. Как рудные, так н рудоугольные окатыши
упрочняли сушкой при 120—150 °C.
Промышленный опыт окатывания маргаццеворудного
сырья имеет ряд зарубежных фирм, производящих марган-
цевые ферросплавы. На заводе «Касима» (Япония) для
выплавки ферромарганца в печи мощностью 40 МВ-А мар-
24»
ганцевые концентраты окусковывают на окомкователе
производительностью 110 т/ч, а затем обжигают на вра-
щающейся печи диаметром 3,5 и длиной 75 м. Эффектив-
ность окатывания и нагрева марганцевой руды подтверж-
дена при выплавке марганцевых ферросплавов в печи мощ-
ностью 50 МВ А.
§ 7. Технология высокоуглеродистого ферромарганца
Общие сведения. По содержанию углерода ферромарганец
подразделяется на три группы: высоко- (до 7% С), сред-
не- (1—2% С) и пизкоуглеродистый (<0,5% С и ниже).
Содержание углерода в сплаве определяется прежде всего
способом его производства. Высокоуглеродистый ферро-
марганец получают углеродотермическим методом в до-
менных и электрических дуговых печах, а средне- и ииз-
-коуглероднетый — электросиликотермическим методом.
Несмотря на близость химического состава, общность
фиэико-хнмнческих основ и некоторых технологических
параметров получения ферромарганца в доменных и элек-
трических печах, требования к сплаву, выплавляемому в
доменных печах, регламентируются ГОСТ 5165—49, а к
электротермическому ферромарганцу всех трех групп —
ГОСТ 4755—80.
Технология выплавки доменного ферромарганца явля-
ется наиболее освоенной. Первые сведения о получении
ферромарганца в доменных печах относятся к 80-м годам
XIX в. Этот способ имеет существенные недостатки, поэто-
му в СССР и многих технически развитых странах объем
доменного ферромарганца уменьшается. Более совершен-
ным и высокопроизводительным является электротермиче-
ский способ, широкому внедрению которого в промышлен-
ность во всех странах мира способствует быстро развиваю-
щаяся электроэнергетика. Дефицитность и высокая
стоимость доменного кокса обусловливают необходимость
освоения выплавки ферромарганца в электропечах, К 2000 г.
мировая потребность в каменных углях, железных и мед-
ных рудах возрастет примерно в пять раз, в никеле, цинке
и других металлах — в четыре раза. Ожидается, что на-
ряду с увеличением спроса и одновременно стоимости
производства повысятся цены на природный газ в 7,6 ра-
за, нефть — в 3,3 раза. Это обусловливает необходимость
уже в настоящее время разрабатывать и осваивать элект-
ротермический процесс получения ферросплавов и, прежде
всего, ферромарганца, который существенно снижает рас-
244
ход кокса (до 400—450 кг/т) и полностью исключает при-
менение дорогих природного газа и нефти.
В СССР до 70-х годов основное количество высокоуг-
леродистого ферромарганца получали в доменных печах,
хотя накоплен большой опыт выплавки ферромарганца
бесфлюсовым способом в условиях ЗЗФ. В связи с вводом
в эксплуатацию электропечей на Никопольском заводе
ферросплавов (НЗФ) выпуск доменного ферромарганца
постепенно уменьшается. Вместе с тем особенности и тех-
нико-экономические показатели доменного процесса вы-
плавки ферромарганца представляют большой теоретиче-
ский н практический интерес, н ряд физико-химических
положений его с успехом могут быть распространены н на
электротермический процесс.
Особенности технологии ферромарганца в доменных
печах. По химическому составу доменный ферромарганец
должен удовлетворять нормам, приведенным в табл. VI.20.
Таблица VI.20. Химический состав доменного ферромарганца *
(ТУ 14-5-80—77 с изменением № 4 срок действия до 01.01.90 г.)
Марка Мп, % Si. % (не более!
Мн5 ^75,1 1,8
Млб 70,0—75,0 1.8
Мн7 ^70,0 0,9
Примечание. Для всех марок содержанке серы не более 0,02%, со-
держание фосфора для группы А<0,35%, дли группы Б<0,5%.
• Допускается по согласованию сторон прн соблюдении остальных требова-
ний Ту в доменном ферромарганце марок Мн5. Мнб содержание кремния до
2,8%. фосфора но всех марках до 0,55%.
Структура высокоуглеродистого ферромарганца представле-
на карбидными фазами [Мпо.вгГео.овЬСз, [Mn0,87Fe0|13J 2зСб,
[Мп, Fe]xCy, фосфидом [MnO|S0Feo,H] зР и карбофосфпд-
иой эвтектикой. Высокоуглсродистый ферромарганец име-
ет плотность 7,3 г/см3, плавится в интервале 1200—1220 °C.
Теплопроводность ферромарганца марки ФМп78А состав-
ляет 9,6—10,9 Вт/(м-К), марки ФМн70 9,4—12,1 Вт/(м-К),
что выше теплопроводности силикомарганца СМп17Р, рав-
ной 7,6—9,3 Вт/(м-К) (по дапным И. П. Рогачева).
Пределы прочности высокоуглероднстого ферромарган-
ца при сжатии и изгибе находятся на уровне этих величин
Для ферросилиция, но значительно ниже, чем для ферро-
245
Таблица VI.2I. Механические свойства ферросплавов
Марка Предел прочности. МПа
сжатие растяжение изгиб
ФС45 103,9 4,0 15,7
ФС75 53,9 2,1 8,4
ФХ006 1470 ЗН,6 392,0
ФМ.и75 137.2 26,5
СМ.н26 76,3 — 12,3
хрома ФХ006 (ГОСТ 4757—79) (табл. VI.21). В качестве
основных исходных материалов иа всех заводах применя-
ют оксидные марганцевые концентраты, содержащие в
среднем 44,3% Мп, кокс и смесь известняка обычного н
доломитизнрованиого. Для придания шлаку необходимых
свойств в шихту вводят плавиковый шпат (28—32 кг на
1 т сплава). В табл. VI.22 приведены данные о произво-
дительности доменных печен и себестоимости сплава в ус-
ловиях Юга СССР, а в табл. V1.23— значения расходных
коэффициентов сырья и некоторых параметров выплавки
ферромарганца в доменной печи.
Таблица VI.22. Годовая производительность доменных печей н се-
бестоимость высокоуглеродистого ферромарганца в условиях металлур-
гических заводов Юга СССР (1985 г.)
Завод Ип, м’ К. и, п. о. Р, т/год С. руб—коп С. ц, руб—коп А, %
Л 450 0,865 61 000 264—74 286—67 + 8,29
Б 1033 1,036 147 000 273—40 288—13 + 5.39
В 1020 0.883 174 000 264—19 289—52 + 9,4
Примечание. Уп— полезный объем доменной печи; к. и. п. о — коэф-
фициент использования полезного объема; Р — годовая производительность; С —
себестоимость; О. ц —оптовая цена; Д — рентабельность.
Одним нз главных направлений совершенствования
технологии доменной плавки ферромарганца является обес-
печение необходимых физнко-химическнх свойств шлака.
В условиях Краматорского металлургического завода
(КМЗ) при использовании никопольских оксидных мар-
ганцевых концентратов шлак с хорошими свойствами был
получен в результате введения в шихту 20—38 кг на 1 т
ферромарганца плавикового шпата. Это повысило расчет-
246
Таблица VI.23. Технологические параметры процесса производства
ферромарганца в доменной печи полезным объемом 1033 м5 (завод Б)
Параметр процесса 1S80 г. 1985 г.
Производительность печи, т/сут .... 470 47'2
Расход материалов на плавку, кг;
марганцевого концентрата I сорта . . . 2421 2420
марганцевого концентрата II сорта . . 270 270
металлодобавкн 257 262
известняка:
доломитнзированного 447 435
обычного 748 697
плавикового шпата 20 25
кокса 2063 2050
Расход дутья, ма/мин 1950 1950
Температура дутья, °C юзо 1030
Давление газа под колошником, МПа . . 1,04 1,04
Давление дутья, МПа 2.08 2,07
Относительный выход шлака, кг/т .... 1198 1270
Химический состав ферромарганца, %:
Si 2.35 2,40
Мп 71,47 71,47
Р 0,360 0,360
S 0,012 0,012
Химический состав шлака, %:
SiO2 30,43 30,80
AI2O3 8,72 8,35
СаО 45.2 45.2
MgO 7,97 6,77
МпО 5,34 6,35
S 2,67 2,60
FeO 0,76 0,74
CaO/SiO2 1,49 1,46
(CaO+MgO)/SiO2 1,76 1,78
ное содержание фтора в шлаке до 0,3—0,6% в позволило
вести процесс на шлаках сравнительно высокой основнос-
ти (CaO-f MgO)/(S1O2) = 1,76 прн содержании —8% MgO.
Среднегодовой химический состав отвального шлака фер-
ромарганца следующий, %: SiO2 30,2; СаО 45,17; МпО
6—8; А12Оз 8,30; FeO 0,87; S 2,73; MgO 0,03; F 1,7; ос-
новность (CaO+MgO)/(SiO2) = 1,76. На технико-экономи-
ческие показатели выплавки положительно влияет повы-
шение температуры дутья до 1Ю0°С и теоретической тем-
пературы горения до 2300 сС, когда температура ферро-
марганца на выпуске составляет 1565 °C. Нанлучшие тех-
ннко-экопомпческие показатели получают при основности
шлака CaO/SiO2= 1,5-?-1,6 нли (CaO + MgO)/SiO2=l,8-r-
4-1,9 (рис. VI.46, VI.47).
247
Более полное извлечение марганца в сплав достигает-
ся благодаря повышению температуры процесса, хотя при
этом создаются условия и для роста содержания кремния.
С увеличением содержания кремния в сплаве ближе к
верхнему пределу улучшаются все показатели выплавки
ферромарганца. Чем выше температура, тем благоприят-
нее условия для восстановления марганца и кремнпя из
Рис. VI.46. Зависимость показателей доменной плавки от основности
шлака н содержания кремния в ферромарганце:
(Я — рудная нагрузка: V — производительность печн; цифры в верхней
части рисунка — число опытов)
шлака. Конечное содержание МпО в шлаке определяется
реакцией 2(МпО) + [Si] =2 [Мп] 4- (SiO2), ио равновесие ее
ие достигается. Рекомендуется дальнейшее повышение ос-
новности (CaO + MgO)/SiO2 до 1,95—2,05 при содержании
10—12% MgO, обязательном увеличении концентрации
фтора до 0,7—1 % н температуры дутья до 1200 °C.
В связи с высоким удельным расходом кокса, содер-
жание серы в котором составляет 1,5—1,8%> и низкой
растворимостью серы в высокоуглеродистом ферромарган-
це концентрация ее в шлаках достигает 2,5—3%. Благо-
248
даря низкому расходу кокса в электропечах (420—450 кг/т
ферромарганца) содержании серы в шлаках электротерми-
ческого ферромарганца не превышает 0,4—0,6%.
Учитывая разжижающее действие серы при оптималь-
ном ее содержании в шлаке, выбор оптимального состава
шлака ферромарганца прн выплавке его как в доменных,
так и в электрических печах необходимо производить с
учетом содержания в нем серы, которую можно вводить
Рис. VI37. Зависимость показателе/) использования марганца от основ-
ности шлака и содержания кремния в ферромарганце (Q — выход шла-
ка; Кй—коэффициент использования марганца; РМп—потери марганца
со шлаком)
в виде различных материалов (пирита, сульфидов, суль-
фатов и др.). При выплавке ферромарганца в доменных
печах образуется до 3—5 кг цианистых соединений па I т
сплава, которые в оборотной воде системы газоочистки
разлагаются с выделением HCN.
249
Во ВНИПИчерметэнергоочистка разработан метод обез-
вреживания цнаиндов путем обработки сточных вод газо-
очистки отработавшими травильными растворами прокат-
ного производства, содержащими 25% FeSCU. Достигнуто
уменьшение выбросов HCN в 40 раз.
Технология высокоуглеродистого ферромарганца в элек-
тропечах. Требования к химическому составу электротер-
мического высокоуглеродистого ферромарганца определя-
ются ГОСТ 4755—80 (табл. VI.24).
Таблица VI.24. Химический состав высокоуглеродистого ферромар-
ганца
Марка Массовое содержание, %
С 1 81 i Р s
ГОСТ 4753-80 СТ СЭВ 987—78 Мп (не менее) не более
ФМн78А 25141 78—82 7 2 0,05 0.03
ФМн78К 25142 78—82 7 1 0,35 0.03
ФМн78 25143 78—82 7 2 0,35 0.03
ФМн75ЛС6 — 75 7 6 0,05 0.03
ФМн75С4 25144 75 7 4 0.45 0,03
ФМя75С9 25145 75 6 9 0,45 0.03
ФМн75 25146 75 7 1 0.45 0,03
ФМн70 25147 70 7 6 0,60 0,03
В отличие от доменного ферромарганца (см. табл.
V1.22), в котором содержание фосфора должно быть в
марках группы А не более 0,35% н группы Б не бо-
лее 0,50%, в электротермическом ферромарганце марки
ФМн78А должно быть не более 0,05% Р, в других марках
0,35—0,60%. Различия в концентрации фосфора обуслов-
ливают необходимость применения различных видов мар-
ганцевого сырья и соблюдения определенных технологиче-
ских параметров выплавки.
Рудовосстанозителъные электропечи. Высокоуглеродис-
тый ферромарганец с содержанием фосфора <0,35 и <0,6
выплавляют в рудовосстановительных электропечах типа
РПЗ—63М2 и РПЗ—63И1. Продольный (а) и поперечный
(б) разрезы печи РПЗ—63М2 показаны на рис. VI.48. Осо-
бенностью печен РПЗ—63И1 является полная герметиза-
ция плавильного пространства, достигаемая созданием
уплотнения вокруг электродов, Шихта подается в печь по
труботечкам на некотором расстоянии от электрода. Ниже
приведены технические характеристики электропечей с пря-
2S0
моугольнон (РПЗ—63М2) и круглой ваннами (РКГ—81)
для выплавки высокоуглероднстого ферромарганца (элек-
троды самообжнгающиеся)
Печь Установленная мощность транс- РП3 63М2 РКГ-81
форматора печи, кВ-A . . . . 63000(3X21000) 81000(3X27000)
Напряжение высокой стороны, В 154000 [54000
Пределы вторичного напря- жения. В Максимальная сила тока 238,5—137,0 340—180
ва фазе, А Н2000 [60000
Коэффициент мощности . . . . Размеры электрода в сече- 0,9 [ 0,92
Ий и, мм Расстояние между элек- 3000 X 750 Диаметр 2000
Трэдами, мм Средняя скорость перемещения 3300 4300
электрода, м/мин ... 0.5 2
Ход электрода, мм . . . [200 [600
Размеры плавильного пространства, мм:
длина (диаметр) ..... . . . 20340 (15000)
ширина . . . 6000
высота . . . 3190 7300
Число леток ... 3 2
Электропечи РПЗ—63М2 оборудованы тремя однофаз-
ными трансформаторами типа 30 ЦНК—40 000/150, имею-
щими 23 ступени напряжения каждый. На основании вы-
бора оптимальных электрических параметров для выплав-
ки ферромарганца рекомендована работа печей на V—XI
ступенях, которым соответствуют напряжения на низкой
стороне. Ниже приведены напряжение и сила тока на низ-
кой стороне трансформатора типа 30 ЦНК—40 000/150,
соответствующие рабочим ступеням (прн мощности
21 000 кВ А).
Ступень
Напряжение, В
Сила тока, кА
V VI VII VIII IX X XI
218,5 213,0 208,0 203,0 198,0 193,0 188,0
96,23 98,52 100,92 103,45 106,10 [08,89 1 [ 1,84
В СССР введены в эксплуатацию круглые электропечи
(рис. VI.49) единичной мощностью 81 МВ-А японской
фирмы «Танабэ Какоки К- ЛТД», являющейся поставщи-
ком электропечей на мировой рынок. Энергетические и кон-
структивные характеристики печей РПЗ—63И1 н РКГ—81,
по данным В. А. Кравченко, приведены ниже.
Печь ...........................................РПЗ-63И1 РКГ-81
Плотность тока в сечении электрода, А/смг . . . 5,30 5,13
Плотность мощности в сечении электрода, Вт/см2 . 413,8 478,5
Удельная мощность на поверхности пода, кВт/м1 . . 296 362
Удельная мощность в объеме ванны, кВт/м1 . . . 65,8 72,4
251
Плотность мощности на активной поверхности элек-
трода, Вт/см2 ................................... 41 >4 79,7(>
Плотность тока на активной поверхности электро-
да, А/ем2 ....................................... 0’53 0,85
Удельная активная мощность на площади распа-
да электродов, кВт/м2........................... 2200 1800'
Площадь сечения электрода, мг................... 2.25 3,14
Площадь но да, м2 ............................... 188,6 124,6
Рис. VI.48, Рудовосстановительная прямоугольная закрытая электропечь типа
Z — аппараты для прожигания леток: 2 — свод; 3 — устройство для фиксации
для перепуска электродов; 7 — гидроподъемник; в — короткая сеть; 9 — система
Оптимальная активная мощность печи не превышает
45—47 МВт. Высокие показатели работы круглой печи га-
рантируются при условии применения агломерата фракции
20—100 мм и содержании <14% S1O2, марганцевого кон-
центрата фракции 10—30 мм и содержании <12% SiOg.
Исследование строения ванны работающих печей прн
выплавке высокоуглеродистого ферромарганца н силико-
марганца путем раскопок медленно охлажденных азотом
252
печей показало наличие следующих зон: ферросплаваг
шлака, реакционной зоны, зоны непрореагнровавшен ших-
ты. Выведены зависимости высоты зон от электрической
мощности, объемной плотности материалов и других па-
раметров. Получены также формулы для распределения
оптимальных значении следующих параметров: глубины
РПЗ-63 MviuHtVTbio G3 MB-А .тля выплавки выспкоуглеролистого ферромарганца:
электродош-ржателя; •/ — уплотнения; 5 — система гидропривода; б — устройство
иодоохлажденна; 10 — э.тектрпдодержзгель; /1 — футеровка; 12 — кожух
ванны печи, расстояния между торцом электрода и подп-
иси. расстояния между леткой и подиной и др. Рекомен-
дуется летку для выпуска ферросплава располагать выше
подины па ~ 120 мм. Следует также обращать внимание
на способ загрузки шихты. В некоторых случаях причиной
всех нарушении является чрезмерно большое давление
твердой шихты, образующей верхнюю зону, на рудно-шла-
ковый расплав, что сопровождается выжиманием его в
253
верхние горизонты и высоким положением электрода. Для
уменьшения давления необходимо опускать загрузочные
трубы.
Шихтовые материалы. В связи с большими запасами
карбонатных марганцевых руд в СССР целесообразно вы-
сокоуглероднстый ферромарганец с содержанием фосфора
0,35 и 0,6% выплавлять с использованием агломернрован-
Рис. VI.49. Рудоиосстаноянтельная круглая герметичная электропечь мощностью
75 мВ-А д.™ выплавки марганцевых ферросплавов:
1 — углеродистые блоки стеи печн; 2 — свод; 3 — короткая сеть; 4 — электрод
ных (или обожженных) карбонатных концентратов. Вслед-
ствие более высокого удельного содержания фосфора в
карбонатных рудах по сравнению с окисными для получе-
ния стандартного по фосфору сплава в шихту следует
вводить предварительно обесфоефоренног сырье (малофос-
фористый марганцовый шлак или другие виды низкофос-
форнстых концентратов). По действующей ныне на НЗФ
254
технологии карбонатные концентраты заменены окисными.
Офлюсованный агломерат (39,96% Мп и 0,218% Р) н ма-
лофосфорнстый шлак (49,8% Мп и 0,02%Р) должны были
служить основными шихтовыми компонентами. Однако ни
проектной документацией, ни рабочими технологическими
инструкциями применение плавикового шпата не преду-
смотрено, хотя многолетний опыт выплавки ферромарган-
ца в доменных печах подтверждает необходимость его-
прнмепення и в электропечах для обеспечения их работы
на шлаках высокой основности.
При рассмотрении особенностей получения и примене-
ния офлюсованного агломерата было отмечено, что вслед-
ствие низкого качества офлюсованный известняком
агломерат не может быть применен для выплавки ферро-
марганца, Пока ведутся поиски новых составов офлюсо-
ванного агломерата (С a O. S tO2 = 2,0 : 2,2) ц режимов его
спекания, ферромарганец получают с использованием не-
офлюсоваиного агломерата из окисного концентрата, кок-
са и известняка (доломита).
Необожженный доломит для металлургической про-
мышленности должен содержать >17% MgO, <3—5%j
SiO2. Доломит поставляется в кусках размером от 25 до
80 мм. Известняк Еленовского месторождения должен со-
держать 51,5—58,5% (CaO + MgO) и >5% MgO. Высоко-
углеродистый ферромарганец при низком содержании в
нем железа подвержен рассыпанию. Причиной является
взаимодействие карбидов марганца Мп7С3 с влагой по ре-
акции: Мп7Сз*г Н2О->Мп (ОН)х-Ь C,tHm.
Коррозионная активность фазовых составляющих спла-
вов системы Мп—Fe—С с образованием Н2, СН<, С2Н6>
С3Н8, С2Н2 н других углеводородов снижается в направ-
лении от карбидов марганца с низким содержанием же-
леза в твердом растворе (Мп2С, Мп5С2, Мп23С6) к обога-
щенному железом карбиду (Mn, Fe)3C, поэтому в шихту
вводят железорудный агломерат (56% Fe; 10% SiO2;
11,5% СаО; 3% A12OS; 1,5% MgO; 0,04% Р) или железную
стружку (металлоотходы). Фактический химический состав
представительных партий исходных шихтовых материалов
приведен в табл. VI.25.
Расчет шихты ведут с учетом распределения элементов
между сплавом, шлаком и колошниковым газом, достиг-
нутого на стадии освоения технологии выплавки высокоуг-
лсродистого ферромарганца.
Физико-химические основы процесса. Применение мар-
гапцеворудиого концентрата, марганцевого и железоруд-
25S
Таблица VI.25. Химический состав шихтовых материалов, приме-
няемых для выплавки высокоуглеродистого ферромарганца
Шихтовый материал Массовое содержание. %
SiO, Fe./Oi A1SO4 Мп Р СаО MgO
Агломерат ЛМН-1 . Марганцевый коннен- •Пэат (МГОК): 18,2 3.4 2,2 48,8 0,23 2,6 1,5
I сорта 12,7 2.3 1,8 43,7 0,20 1,4 1,2
И сорта .... Марганцевый концен- трат (ОГОК): 20,3 2,6 1,8 36,7 0,21 3,4 1,3
I сорта .... 12,2 2,0 2,0 43,8 0,20 2,0 1,3
И сорта . . . . 19,5 2,5 1,8 38,4 0,21 3,5 1,4
Доломит 1,2 0,15 0,8 0,008 35,7 16.0
Известняк . . . . Известняк доломнти- 1,3 0,10 0,5 _ —— 0,006 54,3 0,6
зированный . . . 0,9 0,15 1.6 ** « 0,006 44,2 8,2
Кокс {зола 13,4%) 33,5 35,9 21,4 2,1 0,12 2,1 1,0
ного агломерата, известняка, кокса при наличии доломита
обусловливает многообразие химических реакций в ванне
печи. Как отмечалось ранее, высшие оксиды марганца
МпОз, Мп2О3 и МпзО4 могут восстанавливаться СО в верх-
них горизонтах печи, тогда как МпО восстанавливается
только твердым углеродом. Из данных табл. VI.26 видно,
Таблица VI.26. Химические реакции, протекающие в верхних горн-
зонтах ферросплавной печн
Реакция Тепловой эффект
кДж. кг (кВт'Ч'т) *
2МпО2+СО= Мп2О3 + СО2 4-1178 (4-328)
ЗМп20з 4- СО = 2М113О4 Т СО2 4-378 (+105)
М п3О* + С О=ЗМ пО + С О2 4-237 (-66)
31с20з+СО=2Fe3O, 4- СО2 4-117 (+32)
СаСОз=СаО 4- СО* — 1797 (—500)
MgCOs=MgO г СО, — 1195 (-332)
МпСОз=МпО+СО, — 1015 (—282)
РбзОд + СО=3 FeO 4- СО2 — 79,4 (-22)
FeO 4- С^ Fe 4- СО -2208 (-615)
Н2ОЖ = HjOnap —2253 (—626)
• Дополнительный расход электроэнергии на диссоциацию шихтовых мате-
риалов.
256
что реакции восстановления РезС>4 и FeO твердым угле-
родом, а также термическая диссоциация карбонатов пред-
ставляют эндотермические процессы. Образующийся в
ванне печи МпО как продукт развития реакции косвен-
ного восстановления высших оксидов и карбонатов мар-
ганца, как указывалось выше, может быть восстановлен
до металла (карбида) только твердым углеродом.
Для реакции МпОт4-(1+x)C=MnCt + CO Д<7Г°=
= 196 293—123 Г, Рсо = 0,1 МПа и Д6/ = О при 1324 42.
Поскольку в ферромарганце содержится —7% С, то в пер-
вом приближении можно принять, что сплав представлен
в основном карбидами Мп7Сз и (Мп, Fe)7C3. Учет новых
термодинамических данных для карбида Мп7С3, образую-
щегося по реакции 7МпН-ЗС=Мп7С3, Д6Г°=—50 327—
—53,83 7, в сочетании с реакцией 2МпО + 2С = 2Мп Н-2СО,
&Gt°= 545 490—320.7 Т дает суммарную реакцию 2МпО±
-и2о/7С=2/7Мп7Сэ+2СО, Дйт° = 531 ПО—336 Т, а условие
AGt° = 0 выполняется при 1306 °C.
Из показанной па рнс. VI.9 диаграммы состояния си-
стемы Мп—С видно, что сплав с 7% С имеет температуру
плавления ~1350°С, так что температуры начала восста-
новления и плавления ферромарганца близки, поэтому
жидкие капли насыщенного углеродом металла, осаждаясь
на подину печи, взаимодействуют с коксом и со шлако-
вым расплавом, что приводит к восстановлению кремния
по схеме: (Мп, Fe)7C3+ (SiO2)->-[Si]мпте+СО. Чем выше
температура процесса, тем легче идет восстановление крем-
ния цз шлака в металл. Физико-химические основы пове-
дения фосфора, содержащегося в маргапцеворудиых ком-
понентах шихты, были рассмотрены выше. Растворение
восстановленного фосфора уже в первых порциях метал-
лической фазы существенно снижает его активность, вслед-
ствие чего практически весь фосфор (—90%), содержа-
щийся в шихте, переходит в сплав, поэтому получение
ферромарганца с 0,35% Р при фактически низком уровне
качества поступающих па заводы марганцевых концентра-
тов требует присадки в шихту малофосфорнстого шлака.
Оксиды железа, содержащиеся в марганцевых рудах или
введенные в шихту, оказывает определенное влияние на
термодинамику и кинетику восстановления марганца и же-
леза из кислородных соединений углеродом. В присутствии
оксидов желоза восстановление МпО наблюдается при
более низких температурах.
Высокоуглеродистый ферромарганец можно выплав-
лять и бесфлюсовым процессом. Получаемый при этом вы-
д. 232. 2S7.
сокомарганцевый кислый шлак (~35% Мп) используют
в качестве исходного компонента шихты для выплавки си-
ликомарганца с пониженным содержанием фосфора, что
повышает извлечение марганца н снижает расход других
шихтовых материалов. Однако получить стандартный по
фосфору ферромарганец (<0,35% Р) бесфлюсовым мето-
дом с использованием окисных никопольских концентра-
тов трудно, поскольку в них содержится больше фосфора,,
чем в чиатурских концентратах. Действующая па ПЗФ
технология предусматривает присадку флюсов (известня-
ка, доломита) в шихту, что определяет ход печи во флю-
совом режиме, а образующийся отвальный шлак высоко-
углеродистого ферромарганца, несмотря на сравнительно
высокое содержание в нем марганца, идет в отвал. Ниже
приведен химический состав отвального шлака высокоуг-
лероднетого ферромарганца (%) плавок 1 (числитель) к
2 (знаменатель).
Мп СаО MgO SIO,
11,4/16,9 40,5/36,4 4,0/3,0 34,0/33,1
S Р (CaO + MgO)/SJO»
0,6/0,53 0,005/0,007 1,31/1,19
Вязкость шлака в значительной степени влияет на ус-
ловия разделения н осаждения жидких капель металла, а
также тепло- и массообмен между слоем ферромарганца
н оксидным шлаковым расплавом. Шлак должен быть вы-
сокоосиовиым (CaO/SiO2= 1,4-Н1,6), чтобы обеспечить не-
обходимые условия для наиболее полного восстановления
МпО, и вместе с тем иметь сравнительно низкую вязкость-
Оценивая практическую значимость вязкости шлаков, сле-
дует помнить, что легкоплавкие жидкотекучие шлаки не
являются лучшими. В рудовосстановительной печи, рабо-
тающей с погруженными в шихту электродами, скорость
плавления шихты не должна превышать скорость восста-
новительных процессов. Легкоплавкие шихты приводят к
быстрому расплавлению рудных концентратов, поэтому
температура в восстановительных зонах ниже необходи-
мой, что не обеспечит желаемой степени восстановления
марганца из шихты в сплав. Шлаки системы С а С)—MgO—
SiC>2 имеют минимальную температуру плавления 1250—
1300с’С при основности (СаО + Mg6)/SiO2 = 0,5. Рост ос-
новности сопровождается повышением температуры плав-
ления, поэтому при выплавке ферромарганца в доменных
печах необходимо формирование высокоосновных шлаков,
258
т. е. (CaO + MgO/Si‘O2) — 1,6-ь 1,7 и >8% MgO, высокая
жидконодвижность шлака обеспечивается присадкой пла-
викового шпата. Это (с учетом положительного влияния
серы на вязкость шлака) способствует получению отваль-
ного шлака с содержанием 6—8% МпО.
Основность шлака оказывает большое влияние на ак-
тивность оксида марганца и содержание его в отвальном
шлаке. По действующей технологии выплавки ферромар-
ганца основность шлака принята равной 1,1—1,3. Термо-
динамический анализ и результаты экспериментов подтвер-
ждают необходимость повышения основности до 1,6—1,8.
При получении высокоуглеродистого ферромарганца в элек-
тропечах равновесное содержание МпО в шлаке уменьша-
ется с повышением концентрации СаО, MgO и А12Оз. Наи-
большее влияние оказывает СаО вследствие образования
термодинамически прочных связей с SiO2 и меньшее AI2O3,
так как алюминаты кальция термодинамически менее
прочны, чем силикаты кальция и магния. При установле-
нии связи между равновесным содержанием МпО и
<CaO+MgO+AI2O3) рекомендуется расчет этой суммы
вести по уравнению: (% МеО) — (% СаО) +0,8(%MgO) 4-
+ 0,5(% А12О3).
С увеличением основности и повышением содержания
серы в шлаке создаются более благоприятные температур-
ные условия для восстановления кремния и повышения его
содержания в сплаве до 1-1,5%, снижения фосфора в
сплаве в результате большего его улета, уменьшения крат-
ности шлака, снижения удельного расхода электроэнергии
и улучшения всех техинко-экоиомнческих показателей
процесса выплавки ферромарганца.
Технология высокоуглеродистого ферромарганца флю-
совым способом. Исходные материалы поступают на склад
сырых материалов цеха подготовки шихты. Марганцевые
концентраты усредняют и подвергают сушке в печах типа
КС так, чтобы содержание влаги не превышало 11%. Кок-
енк дробят и рассеивают до фракции 5-20 мм. Отходы
ферромарганца измельчают, размер куска не должен пре-
вышать 150 мм. .Марганцевый агломерат с аглофабрики
направляют на склад агломерата. Шихтовые компоненты
подают через центральный распределительный пункт си-
стемой транспортеров в бункеры дозировочных пунктов.
При помощи весовых ленточных дозаторов материалы
взвешивают в соответствии с заданным соотношением ших-
товых материалов, поступают в печные бункеры, а затем
по труботечкам в ванну печи.
9
259
Высокоуглероднстый ферромарганец в печах РПЗ-63М2
выплавляют непрерывным процессом с погруженными в.
шихту самообжигающимися электродами. Торец электро-
да должен находиться от подины на расстоянии 900—
1500 мм при длине рабочего конца электрода 3500—
3900 мм. Расход электродной массы составляет 22—24 кг
на 1 т сплава. К числу контролируемых параметров про-
цесса плавки относятся полная мощность, которая должна
быть однаковон для всех электродов (8—9 МВт), и элек-
трическая нагрузка по фазам ( — 100 кА на электрод при
одинаковых фазовых напряжениях — в пределах 145—
210 В). Давление газа под сводом печи пе должно пре-
вышать 2,9—4,9 Па, а температура газа пол сводом 750 °C.
Допустимое разрежение после стакана наклонного газоот-
хода составляет <784 Па, а температура газа в газо-
ходе <300 °C, Необходим также контроль концентрации
водорода в колошниковом газе, которая должна быть-
<8% при содержании моноокснда углерода 70—80%
кислорода <1%. Количество отходящих газов составляет
— 1000 м3/ч. Подсводовый газ прн нормальной работе печи
содержит 84—86% СО; 8—9% СО2; 0,04-0,06% О2; 4—
6% Н2- В процессе плавки необходимо строго следить за
равномерностью выделения газов вокруг электрода, схода
шихты, устойчивостью и глубиной погружения электрода,,
равномерностью выхода ферромарганца и шлака. По ре-
зультатам химического анализа ферромарганца и шлака
судят о правильности дозирования компонентов н соблю-
дении их соотношения в шихте. Выпуск сплава н шлака
производится из трех леток печи поочередно. Летку обыч-
но открывают электропрожнгом или прожигают кислоро-
дом.
Ковш для приема жидкого сплава (8 м3) футеруют
шамотным кирпичом, а шлак принимают в нефутерованиые
чаши вместимостью 16 м3. Продолжительность выпуска
продуктов плавки составляет 20—40 мин. По окончании
выпуска летку заделывают пробкой (конусом), состоящей
из смеси огнеупорной глины н коксовой мелочи. Тележку
с ковшом подают в разливочный пролет. Шлак сливают
в чашу, а оставшийся в ковше загущают песком с целью
предупреждения попадания его на слитки. Затем ковш с
ферромарганцем подают на разливочную машину, а шлак
вывозят для шлакоперсработки или в отвал. Ферромарга-
нец разливают на ленточных машинах с чугунными излож-
ницами. Оптимальная температура разливки ферромарган-
ца 1380—1340°С, толщина слитка в изложнице —85 мм.
260
Качество ферромарганца определяется соответствием его
химического состава требованиям ГОСТ 4755—80. Метод
отбора и подготовки проб для химического анализа регла-
ментируется ГОСТ 20 517—75. Высокоуглероднстый фер-
ромарганец текущего производства имеет следующий хи-
мический состав, %: Мп 75—75,6; Si 0.8 — 1; С 6,5—6,7;
Fe 16,4—17,5; Р 0,35—0,55; S 0,01—0,012. Содержание
примесей цветных металлов в углеродистом ферромарган-
це находится в пределах, %: Л1 0,03 -0,05; Ti 0,05—0,12;
Ni 0,2—0,5; Со<0,01; Сг 0,1—0,2; Си 0,08—0,1; РЬ<0,001;
Agc0,01. В ферромарганце содержится 0,012—0,025% Ns;
0,01—0,02% Ог и 10—18 см3 Н2 на 100 г сплава. Повыше-
ние содержания серы в шлаке до 3—4% не приводит к
заметному увеличению ее в высокоуглеродистом ферромар-
ганце.
Техннко-экоиомическне показатели выплавки ферромар-
ганца, содержащего 0,45% Р, постоянно улучшаются в ре-
зультате совершенствования конструкции электропечей и
выбора оптимальных режимов плавки. Вследствие низко-
го качества агломерата офлюсованного известняком (фрак-
ции 3—0 мм), его рассыпания при хранении и в печи под
воздействием влаги колошникового газа в настоящее вре-
мя печн работают на неофлюсовашюм агломерате с ис-
пользованием сырого известняка.
Одним из эффективных направлений дальнейшего по-
вышения технико-экономических показателен выплавки
ферромарганца является ведение процесса на высокоос-
новных (CaO/SiO2= 1,4-у 1,6) шлаках при содержании в
инх 2—4% S и 6—8% MgO с включением в шихту паро-
влагостойкого офлюсованного марганцевого агломерата,
предложенного ДМетИ н НЗФ. Проведенные в печи РПЗ-
63М2 опытные плавки показали, что введение в шихту
пирита или высокосернистого кокса, углей, флюсов из рас-
чета получения в шлаке 0,8—1.5% S при основности 1,2—
2,1 (табл. VI.27) обеспечивает снижение удельного расхо-
да электроэнергии па 600 кВт-ч на I т ферромарганца,
повышение извлечения марганца в сплав на 3—5% и уве-
личение производительности электропечи.
Проведенное исследование вязкости, электрической про-
водимости, а также поверхностных свойств шлаков опыт-
ных плавок ферромарганца с присадкой различных коли-
честв пнрнта и основных оксидов показало, что регулируя
содержание серы в шлаке и его основность, можно обес-
печить необходимые техннко-экоиомическне показатели
Производства ферромарганца флюсовым способом. Наибо-
261
Таблица VI.27. Химический состав отвальных шлаков опытной
кампании выплавки высокоуглеродистого ферромарганца
Номер | шлак;* | Массовое содержание. % (CaO) + (MgO) (SiOJ (СаО) (SiCb)
Мп SiO; СаО MgO AljOj Р S
1 12,8 33,9 37,1 3,5 2,76 0,011 0.83 1,20 1,09
2 9,2 32,9 42,6 2.6 Не опр. 0,012 1,80 1,37 1,29
3 12,5 31,6 42.8 1,0 > 0.011 3,00 1,39 1,35
4 11,1 21,9 38,3 6,2 0,012 4,50 1,39 1,20
5 9,7 28,0 42,2 7.4 3,01 0,012 2,74 1,77 1,5
6 6,7 29,0 46,7 6.10 2,58 0,016 2,93 1,82 1,61
7 4,6 28,0 49,9 9.2 2,81 0,025 3,28 2,11 1,85
лее полное извлечение марганца достигается при высокой
температуре процесса; это можно обеспечить при работе
печи на шлаках высокой основности. Однако'чем выше
основность, тем выше вязкость шлака, что делает шлаки
нетехнологичными. Введение в шлак серы позволяет полу-
чать высокоосновные, но вместе с тем жидкоподвнжные
шлаки. При этом изменяется н электрическая проводимость
шлака. Зависимость логарифмов вязкости от температуры
описывается уравнением прямой: lg -q = AJT-\-В,
Электрическая проводимость оксидных расплавов
(шлаков) также зависит от температуры lg \^-А'!Т-\- В.
М. 3. Файиицкнй и М. П. Евсеева показали, что связь
электрической проводимости и вязкости может быть пред-
ставлена выражением
X ~ aTW (VI.14)
где а — размерный коэффициент пропорциональности, ко-
торый зависит от состава расплава.
Это выражение эти авторы получили из анализа урав-
нений Стокса—Эйнштейна
D =АГ/6-^г (VI.15)
н Нериста—Эйнштейна
D = kTyJq^ (V1.16)
где D — коэффициент диффузии; k — постоянная Больцма-
на; т} — вязкость; х — электрическая проводимость; г — ра-
диус частицы; q — заряд частицы; п — число частиц в еди-
нице объема; Т — температура.
262
Для описания структуры расплавов эти авторы приня-
ли дырочную модель. Метод расчета основан на примене-
нии понятии макроскопической гидродинамики. Как из-
вестно, формулы дырочной модели не включают величин,
характеризующих свойства отдельных молекул или ионов.
Средний радиус дырки можно получить по формуле г~
= 0,55 у k Г/з, а вязкость т; = 2,52/zfc Ttfт>а ,где т — мас-
са частиц; о — поверхностное натяжение. Основным назна-
чением модели и методики является расчет и предсказание
физических характеристик оксидных расплавов. Формулу
(VI.14) можно записать в виде /г| = аГ2, т. е. для данного
состава расплава и заданной температуры произведение
электрической проводимости на вязкость является вели-
чиной постоянной (а). Формула (VI.14) следует из того
факта, что диффузия возрастает пропорционально квадра-
ту температуры.' Электрическая проводимость расплава
может быть рассчитана по электрическим параметрам
процесса плавки по формуле для определения сопротивле-
ния ванны Q печн под электродом выведенной ранее:
Z = 0,2/2d, (VI. 17)
где d— диаметр электрода.
Проверка формулы уу\ = аТ2 показала, что величина а
непостоянна, поэтому более правильно выражение:
Z7j=(a + 3 7')7'3, (VI.18)
где а, р — коэффициенты. Численные уравнения для шла-
ков высокоуглеродистого ферромарганца имеют вид
= (0,40—0,0003 7) ГМО-3 (для флюсовой плавки) и =
= (0,33 + 0,0013 Т) (для бесфлюсовой плавки) (ц
выражено в Па-с, / — в См/м).
Исследование поверхностных свойств шлаков ферро-
марганца (см. табл. VI.27) показало, что повышение кон-
центрации серы от 0.83 до 4.5% снижает поверхностное
натяжение сгт_г с 469 до 432 МДж/м2, а плотность — с
2,89 до 2,64 г/см2. При этом повышается межфазное на-
тяжение 0ш-м и уменьшается адгезия между металлом и
шлаком.
Бесфлюсовая выплавка высокоуглеродистого ферромар-
ганца, Ферросплавная промышленность имеет большой
опыт промышленного производства ферромарганца. На
ЗЗФ ферромарганец получают бесфлюсовым способом с
использованием чиатурских оксидных марганцевых концен-
тратов, удельное содержание фосфора в которых не дол-
жно превышать 0,0039. Сущность бесфлюсового метода со-
263
стоит в выплавке сплава без присадки флюсов. При этом
коксик задают в шихту из расчета получения стандартно-
го сплава и высокого содержания МпО в шлаке (38—
42%). Полученный высокомарганцевын шлак с очень низ-
ким содержанием фосфора используется самостоятельно
или в смеси с исходными марганцевыми концентратами
для выплавки силикомарганца с пониженным содержанием
фосфора. Однако для организации бесфлюсовой техноло-
гии необходимы высококачественные марганцевые концен-
траты с содержанием >47% Мп, <0,18% Р. Ферромарга-
нец бесфл юсовым способом получают в трехфазных элек-
тропечах мощностью 10 000 кВ-А. Каждая печь оборудо-
вана тремя самообжигаююмися электродами диаметром
1000 мм. Ванна имеет прямоугольную форму (7,6x2,9 м),
глубина ванны 2,1 м. Электроды расположены в ряд на
расстоянии 2.2 м между их осями. Выплавляют сплав не-
прерывным процессом с погруженными в шихту электро-
дами (1.2—1,4). Номинальная мощность трансформатора
составляет II 150 кВ‘А. Напряжение вторичной обмотки
по ступеням следующее: I — 139; II — 134; 111 — 130; VI - -
127; V — 123 В. Номинальный вторичный ток равен
45 000 А. Состав колоши следующий: 300 кг марганцевого
концентрата фракции 5—25 мм, 15 кг железной стружки
млн 25—30 кг железной руды фракции 50—80 мм. При
активной мощности 7800—8500 кВт производительность
печи равна 50—60 т/сут. При этом расходуется 3800—
3840 кВт-ч электроэнергии на 1 т ферромарганца. Ниже
приведены сравнительные данные удельного расхода ших-
товых материалов п электроэнергии при выплавке высо-
коуглсродистого ферромарганца флюсовым (НЗФ) и бес-
флюсовым (ЗЗФ) способами.
Занол НЗФ ЗЗФ
Содержание фосфора. % . Расход материалов, кг/т: . 0,45—0,50 0.35
агломерата марганцевого . . . 2 1 23 178
концентрата марганцевого — 2500
окатышей желсзор) дны.х . . . 115 199
известняка . . 683 -—-
отходов ферромар!анчз . . . . 446 478
электродной массы . ... . 31 34
Расход электроэнергии. кВг-ЧТ . . 4150 3840
В печи имеет мисто смешанный режим преобразования
электрической энергии в тепловую. Примерно 60% тепла
выделяется в дуге, остальное —в шихте по режиму сопро-
тивления, При соблюдении технологического режима по-
лучают стандартный по содержанию фосфора и кремния
264
ферромарганец и богатый марганцем шлак: выпуск про-
дуктов плавки ведут через 2 ч при расходе электроэнер-
гии 17 тыс. кВт‘4.
Данные табл. VI.28 характеризуют распределение ос-
новных элементов между продуктами плавки высокоугле-
родистого ферромарганца. Использование шлака с содер-
жанием 38—42% Мп для выплавки силикомарганца по-
вышает сквозное извлечение марганца до 85%.
Таблица VI.28. Распределение элементов между продуктами плав-
ки при получении высокоуглеродистого ферромарганца бесфлюсовым
способом
Элемент Переходит. % Элемент Переходит, %
в шлак в сплав | в газо- вую фазу в шлак в сплав в газо- вую фазу
Мп 62 28 Ю Р 70 5 25
Fe Si 95 Ю 5 90 — S 50 50
Выплавка низкофосфористого высокоуглеродистого фер‘
ромарганца. Согласно ГОСТ 4755—80 низкофосфористый
ферромарганец марки ФМн78А (78- 82% Мп; 0,05% Р)
(см. табл. VI.24) используется как заменитель дорогого
металлического марганца при выплавке некоторых сталей,
главным образом электропечного сортамента, к которым
предъявляют жесткие требования по содержанию фосфора
и вместе с тем допускается сравнительно высокое содер-
жание углерода. Применение низкофосфористого высоко-
углеродистого ферромарганца с 0,05% Р позволило снизить
содержание фосфора в стали.
Шихта для выплавки нпзкофосфористого ферромарган-
ца марки ФМп78А состоит из передельного малофосфо-
ристого шлака (43,2% Мп; 30,8% SiCb; 7,6% СаО; 1,5%
MgO; 3,5% А12О3; 0,011% Р), известняка, доломита, же-
лезной стружки и кокенка. Удельный расход шихтовых
материалов следующий, кг/т: 3282 малофосфорнстого шла-
ка; 194 стальной стружки; 604 кокса; 203 доломита; 2350
извести при расходе 6971 кВт-ч/т электроэнергии, содер-
жание марганца в шлаке 12,6%, кратность шлака 3,5, из-
влечение марганца 48—50%.
Главным направленном улучшения техинко-экономичс-
ских показателей выплавки нпзкофосфористого ферромар-
ганца является освоение производства малофосфористого
265
концентрата гидрометаллургическим способом, в toiM чис-
ле и методом ДМетИ, с целью замены малофосфористого
шлака, а также нагрева шихты, загружаемой в электро-
печь. Сравнение результатов опытных плавок показывает
преимущество процесса выплавки сплава на горячей шнхтс.
Так, производительность печн увеличивается на 25—30%.
а удельный расход электроэнергии снижается на 20—25%.
Выплавка низкофосфорнстого ферромарганца на горячей
шихте (рис. VI.50) с одновременным повышением основ-
ности шлака с 1,2 до 1,4 обеспечивает наибольший эко-
номический эффект. Для обеспечения заданной жндкоте-
Рис. VI.60, Технологическая схеме получения марганцевых фер-
росплавов с применением нагретой шихты:
J — бункеры холодной шихты; 2 — вращающаяся печь; 3 — бун-
кер горячей шихты; 4 — контейнер; 5 — печной бункер; 6 —
электропечь; 7 — газоочистка
кучести шлака присаживают фторсодсржащне компоненты
(CaF2, CaFa—АКОз), а также повышают концентрацию
серы в шлаке. Нагрев шихты для ферромарганца приме-
няют на заводах фирмы «Тюо Дэнки Коте» в Касиме (Япо-
ния) и в Бен -Беле (Астралня). Использование малофое-
форнстого шлака с высоким содержанием серы (2—4%),
пирита или других содержащих серу материалов способ-
ствует повышению основности шлака, снижению потерь
марганца с отвальным шлаком и улучшению технико-эко-
номических показателей производства. Низкофосфористый
ферромарганец можно получить, подвергая порошок обыч-
ного высокоуглеродистого ферромарганца обработке флю-
сами системы Mg—MgCU; Са—СаСЬ. Са—NaCl в токе
аргона прн 850—1100 °C.
266
Выплавка высокоуглеро-
дистого ферромарганца но-
вых марок. В чнсле этих
марок следует назвать вы-
сококремнистый ферромар-
ганец, технология получе-
ния которого освоена. Как
видно из рис. VL51, с повы-
шением содержания крем-
ния в сплаве снижается
Рис. VJ.51, Зависимость удельного
расхода электроэнергии 1? (/) и из-
влечения марганца (21 в ферромар-
ганец прн различном содержанки в
нем кремния
удельный расход электро-
энергии и увеличивается
полезное извлечение мар-
ганца. Высококремиистый
ферромарганец ФМн75, содержащий 7% Si, плавитси в
жидкой стали быстрее обычного примерно в 1,3 раза, име-
ет температуру плавления 1135°C (обычного 1220°C),
плотность 6 г/см3 (обычный 7,2 г/см3), содержание угле-
рода в нем снижается с 7 до 4,5%. При использовании
высококре ми истого ферромарганца для ковшового раскис-
ления стали угар марганца снижается в 2—2,5 раза и про-
изводительность мартеновских печей повышается на 2%.
Ведутся работы по получению нз железомарганцевых
руд Казахской ССР новых марок марганцевых ферроспла-
вов с пониженным содержанием марганца (50—60% Мп;
3—8% Si; 0,05—0,1% Р), температура плавления этого
сплава 1115—1120 °C, плотность 6,8—6,9 г/см3. Скорость
плавления сплава в жидкой стали в 1,5 раза ныше обыч-
ного стандартного углеродистого ферромарганца. Стали
повышенной прочности п хладостойкости для ответственных
сварных конструкций обычно содержат 0,8—1,7% Мп и
0,03—0,1 %V, их выплавляют с применением марганцевых
ферросплавов, содержащих >8% V.
Разработана и освоена технология выплавки комплекс-
ного ферросплава с ванадием (>8% V). Фактический со-
став его по результатам плавок в печи мощностью 1200 кВХ
ХА был следующий: 52,2% Мп; 10,8% V; 0,5% Si; 7,8%
С; 0,38% Р. Сплав получали непрерывным процессом с ис-
пользованием марганцевого агломерата, концентрата, кок-
са, известняка и конвертерного ванадиевого шлака соста-
ва, %: Мп 12.8: V2O5 18,6; СаО 12,7; SiO2 17,5; Fc2O3 44;
MgO 6,9; Р 0,04. Расход ванадиевого шлака 0—50 мм со-
ставлял 1090—1160 кг на 1 т сплава. При основности фрак-
ции шлака 1.5—1,53 извлечение ванадия составляло 87—
88,5%, марганца — 76,8—75,1%. Выплавка стали с исполь-
267
зованием этого сплава подтверждает высокую эффектив-
ность его применения.
Использование карбонатных марганцевых руд для вы-
плавки ферромарганца. Разведанные запасы карбонатных
марганцевых руд составляют около 70% общих запасов. В
связи с интенсивным использованием окисных руд основ-
ное их количество будет отработано в ближайшие годы,
поэтому одной из важных задач является организация до-
бычи карбонатных руд и освоение технологии получения
из них марганцевых ферросплавов. В ближайшие годы бу-
дет введен в эксплуатацию Таврический горно-обогатнтель-
иый комбинат, и тем самым решен вопрос добычи сначала
оксидных, а затем и карбонатных руд на этом месторож-
дении. Удельное содержание фосфора (Р/Мп) в карбонат-
ных рудах отечественных месторождений выше, чем в
окисных. Вместе с тем для получения ферромарганца, со-
держащего 0,35—0,45% Р. в марганцевом сырье (46—
48% Мп) величина Р/Мп должна быть равна 0,004—
0,0045 н менее. Единственным промышленно освоенным
методом снижения содержания фосфора в шихте является
добавление к исходным концентратам передельного мало-
фосфорнстого шлака (40—45% Мп; 0,015—0,025% Р). Та-
кой шлак получают, используя в качество марганцеворуд-
ного сырья окненые концентраты, поскольку карбонатные
руды вследствие высокой природной основности менее под-
ходящее сырье. Одной из рациональных шихтовок для
получения высокоуглеродистого ферромарганца с содер-
жанием 0,35—0,45% Р является смесь из обожженного
карбонатного концентрата, офлюсованного (CaO/SiO2 =
= 2 + 2,2) и неофлюсованного агломерата и передельного
малофосфористого шлака. Карбонатные руды Большеток-
макского и Никопольского месторождений мало различа-
ются по химическому составу, хотя в большетокмакских
имеется тенденция к более высокому содержанию фосфо-
ра (табл. V1.29).
Вопрос о рациональном использовании окисных И кар-
бонатных рул (концентратов) для получения марганцевых
ферросплавов продолжает исследоваться, но нет сомнения,
что постепенная отработка оксидных руд поставит про-
мышленность в ближайшее время перед необходимостью
применения карбонатных руд.
§ 8. Технология силикомарганца
Силикомарганец представляет собой комплексный раскис-
литель, широко применяющийся при выплавке стали в
кислородных конвертерах, электрических и мартеновских
лечах. Повышение качества стали при замене ферросили-
ция силикомарганцем обусловливает и высокие темпы уве-
Табляна VI.29. Химический состав карбонатных руд основных мес-
торождений СССР
Месторождение Массовое содержание, % Р/Мп
с S О й СаО О ы ?. AtjOj FeO IX С d
Никопольское . . 25,3 9,6 12,8 2,7 1,9 2.1 0,23 29,6 0,0080
Большетокмакское 27.5 10,7 12.5 3,1 2,4 2,3 0,24 28,5 0,0087
Чиатурское . . . 29,8 17,8 12.0 1.5 3,52 2,34 0.16 27,3 0,0055
личения объема его производства. По химическому соста-
ву силикомарганец должен удовлетворять требованиям
ГОСТ 4756-77. Анализ данных табл, VI.30 показывает,
что верхний предел допустимого содержания фосфора ра-
вен 0,35%. Поскольку применяемые марганцевые окисные
концентраты I и II сорта имеют высокое удельное содер-
жание фосфора, в настоящее время основное количество
( — 70%) силикомарганца выплавляется с содержанием
Таблица VI.30. Химический состав силикомарганца (ГОСТ 4756—77)
Марка сплава Массовое содержание. %
Si. % Мп не менее С р
НС более
СМ»26 >26.0 60 0,2 0,05
СМ и 20 20,0—25,9 65 1.0 0,10
СМнЗОР 20.0—25.9 65 1,0 0,25
СМнИ 17.0—19,9 65 1,7 0,10
СМн17Р 17,0—19,9 65 1.7 0,35
СМп14 14,0—16,9 65 2.5 0,25
СМн14Р 14,0—16.9 65 2.5 0,35
СМяЮ 10,0—13,9 65 3.5 0,35
Примечаип е. Содержание серы для всех марок должно быть не бо-
лее 0.03%.
269
фосфора >0,4%. Для выплавки сплава с содержанием
фосфора до 0,35% в шихту необходимо вводить дорого-
стоящий шлак, который получают в электропечах типа
РКЗ-16,5 из концентратов 11 сорта. Пошихтовка этого
шлака к исходным марганцевым концентратам даже &
сравнительно небольших количествах ( — 250 кг/т силико-
марганца) значительно повышает себестоимость сплава,
делая его производство нерентабельным.
Производство силикомарганца в СССР организовано'
на трех ферросплавных заводах: Никопольском, Запорож-
ском и Зестафонском. Этот сплав получают в рудовосста-
новительных прямоугольных закрытых электропечах ти-
па РПЗ-63 и РПЗ-63М2 с мощностью трансформатора
63 000 кВ*А н круглых закрытых печах РКЗ-16,5 с мощ-
ностью трансформатора 16 500 кВ А, в круглой печи типа
РКЗ-75. Фактическая мощность печи типа РПЗ-63 состав-
ляет 56—57 МВт, печен типа РКЗ-16,5—13,1—13,6 МВт,
а РКЗ-75<46 МВт, Суточное производство силикомарган-
ца в печн РПЗ-63 достигает 320—340 т, что в 3—3,5 раза
выше, чем в менее мощных круглых печах типа РКЗ-16,5.
Электропечи типа РПЗ-63 оборудованы установкой про-
дольно-емкостной компенсации, что обеспечивает повыше-
ние коэффициента мощности cos до 0,9—0,92.
Система газоочистки печн PII3-63M2 состоит из шести
типовых самостоятельных линий н одной общей газодувки.
Для охлаждения и очистки газа расходуется до 50 м3/ч
воды. Обычно работает пять линий при одной резервной.
На выходе из системы газоочистки в газе содержится до
20 мг/м3 пыли, что позволяет сжигать его в топках котлов.
Ванна печи несколько углублена, благодаря чему умень-
шилась запыленность колошникового газа в 2—2,5 раза.
Все рудовосстановительные электропечи оборудованы не-
прерывными самообжигающимися электродами.
Для выплавки силикомарганца на всех заводах приме-
няют марганцевые окисные концентраты, кварцит, угле-
родистый восстановитель и флюсы, чаще доломит. Назва-
ние этой горной породы, как известно, зависит от отноше-
ния CaO/MgO. В чистом доломите (СаСОз*MgCO3) содер-
жится 30,4% СаО; 21,8% MgO; 47,8% СО2; т. е. СаО/
/MgO=L45. Различают магнезитовые доломиты (СаО/
/MgO=0,8-ь 1,7), нормальные (CaO/MgO = 1,4-5-1,7), из-
вестковые (CaO/MgO= 1,7-5-3) и доломитизированпые из-
вестняки (CaO/MgO = 3-r 10). Требования к качеству ме-
таллургического доломита регламентируются ГОСТ 10375—
63 (>17% MgO, <5% SiO2).
270
В шихту для выплавки силикомарганца используют не-
обожженный доломит фракции 25—80 мм, имеющий сле-
дующий химический состав, %: СаО 33.6—35,7; MgO 16—
18,2; SiO2 1,1—1,3; А12О3 0,6—0,8; Fc2O3 0,1— 0,3; Р 0,005 -
0,0008; S 0,03; п. п. п, 45—46. В некоторых случаях ис-
польз^-ют известняк состава, %: СаО 54,6; MgO 0,49; SiO2
1,67; Fe2O3 0,2; А12О3 1,5; Р 0,005; S 0,04; п. п. п. 41,3.
Применение необожженных н влажных шихтовых .ма-
териалов приводит к развитию нежелательных реакции и
непроизводительному расходу электроэнергии. Так, СО2,
•образующееся при разложении доломита, и П2О кокса
взаимодействуют с коксом по реакциям: С-|-СО2—>-2СО,
С iH2O=-H2 + СО, что приводит к дополнительному рас-
ходу кокса и электроэнергии. Следствием протекания по-
следней реакции являются потери электроэнергии
546 кВт-ч и кокса 84 кг на 1т силокомарганца, поэтому не-
обходима сушка кокса, а геометрические размеры ванны,
электродов и система загрузки шихты в печь должны обес-
печивать ход печи с умеренной температурой колошника.
Прн подготовке шихты для выплавки силикомарганца
применяют автоматические дозаторы непрерывного дей-
ствия, Внедрена самонастраивающаяся система управления
автоматическими дозаторами непрерывного действия. Точ-
ность поддержания заданного соотношения компонентов
составляет 1 —1,5%. Система дополнена устройством ав-
томатической коррекции массы кокса в зависимости от его
ълажиостн. Поскольку основное количество выплавляемого
силикомарганца содержит >0,35% Р, то ниже рассмотре-
ны вопросы, связанные с производством этого сплава. Си-
ликомарганец на НЗФ выплавляют в печах РПГ-63 (£/н =
= 193 — 223,5 В; /„ = 95—105 кА) и РКГ—75 (£/„=180-
— 340 В; /„ = 93,1 кА) с использованием марганцевого аг-
ломерата АМНВ-П. Шихту составляют на расчета расхода
компонентов на 1 т сплава в следующих количествах:
1780 кг агломерата, получаемого из смеси концентратов
окисного И сорта (38% Мп) и карбонатного (30% Мп);
350 кг овручского кварцита (97% SiO2) и 462 кг сухого
коксика.
Силикомарганец представляет собой многокомпонент-
ный сплав. Содержание углерода в нем зависит от кон-
центрации кремния; чем больше кремния в сплаве, тем
ниже растворимость в нем углерода. Физико-химическая
сущность этой зависимости была рассмотрена выше. По-
скольку образование стандартного по содержанию крем-
ния сплава происходит в направлении постепенного обо-
271
гащения углеродистых частиц металла восстанавливаемым
кремнием, постоянно изменяются состав частиц сплава,
что затрудняет точное описание химического процесса
получения силикомарганца прн помощи стехиометрической
реакции. Процесс образования силикомарганца состоит па
следующих стадий. Вначале развиваются процессы вое*
становления высших оксидов марганца МпО2, Мп2О3 и
Mn3O4 с участием СО, а затем МпО по реакции прямого
восстановления до карбида: (МпО) + (1 | х)С ->МпСж | СО.
В зоне высоких температур заметное развитие получает
реакция восстановления кремнезема. Наличие металличе-
ского расплава термодинамически облегчает процесс
восстановления кремния SiOs+2C= [Si]+2СО; ДСт° =
= 697 390—359,07 Г и образования силикомарганца (SiO2) 4-
42С+ [МпСх] = [Мп—Si—Сх] +2СО. Теоретическая тем-
пература начала протекания этой реакции определяется
содержанием кремния в сплаве.
При анализе химизма восстановительных реакций
выплавки силикомарганца с различным содержанием крем-
ния следует иметь в виду экспериментально подтвержден-
ный факт, что до концентрации кремния —23,5% равновес-
ной фазой с этими сплавами является графит, прн боль-
шей — только карбид кремния. Расплавы силикомарганца
марок СМпЮ, СМн14, СМн17 и СМи20 находятся в рав-
новесии с графитом, а марки СМи2б — с карбидом крем-
ния. Если в локальных зонах ванны печн и создаются ус-
ловия восстановления кварцита до карбида кремния, то в
контакте с металлической фазой (расплавом силикомар-
ганца марок СМнЮ—СМн20) неравновесный карбид крем-
ния разрушается. Последовательность процессов взаимо-
действия металлических насыщенных углеродом расплавов
с карбидом кремния и кремнием может быть представле-
на следующими химическими схемами (см. рис. VI.16).
[Mn,Fe]-C34-SlC->[Mn,Fe]nC2Si3+Crp: (VI.19)
(Mn,Fe]HCJSi3+ SiC - [Mn,Fe]13C»SlH- Gp; (VI.20)
]Mn,Fe]13C2Si>+ Si (Mn,Fe]5Si3Cv-FSlC; (V1.21)
[Mn,Fe]5Si3Ct4- Si - [Mn,FeJ Si (CJ + SiC; (V1.22)
[Mn,Fe]Sl(C(.)4- Si [Mn,Fe]I5Si2(;Cx+ SiC. (VI.23)
В рудовосстаиовитольиой электропечи при выплавке си-
ликомарганца (даже СМн26) по создаются благоприятные
условия для образования чистого кремния, поэтому три
последние реакции носят условный характер. Более веро-
272
ятно, что повышение концентрации кремния в сплаве до-
стигается благодаря восстановлению кремния на границе
раздела фаз: оксидный насыщенный кремнеземом шлако-
вый расплав — углеродистый восстановитель, а также
вследствие взаимодействия углерода, растворенного в пер-
вых каплях сплава, с S1O2 по схеме:
(Mn.Fej C2Siy+ SiO2- [Mn,Fe]19C2Si3 4-
+ (Mn,Fc]5SiaCr-rCO. (VI.24)
Закристаллизованные сплавы составов, соответствую-
щих промышленным маркам силикомарганца СМн10—
СМн20, содержат различное количество карбосилнцида
(фазы Новотного), что определяет различный уровень кон-
центрации углерода в силикомарганце соответствующих
марок. В высококремиистом силикомарганце СМн26 основ-
ной структурной составляющей является фаза Новотного,
равновесная концентрация углерода в которой при —23,5%.
Si составляет 0,16% (для расплава). Кислый шлак фор-
мируется из примесных оксидов марганцевого сырья, квар-
цитов и золы восстановителя и содержит 47—49% SiOa;
18—20% МпО; 12,2—14% СаО, 7—8% А12О3 и 2,9-3,1 %
MgO. Шлак имеет низкую электрическую проводимость х
и высокую вязкость: п:г1Х= (4,98—0,0024 Т) 72-10 '3.
Выплавка силикомарганца ведется непрерывно. Шихта
загружается в печь самотеком по труботечкам из бунке-
ров. Рабочие концы электродов, погруженные в шихту,
удалены от подины на расстояние 900—1200 мм. Давление
газа под сводом должно быть 2,8—4,9 Па прн температуре
не выше 300 °C. Допустимое содержание водорода в газе
не выше 8%, СО — 70—80% и кислорода — не более 1%.
Количество колошникового газа для печей типа РКЗ-16,5-
2500—3200 м3/ч, для печей типа РПЗ-63 — до 8000 м3/ч.
При необходимости получения пониженного содержа-
ния кремния в сплаве шихту корректируют добавкой 400—
600 кг кварцита с коксом, при необходимости получения
повышенного содержания кремния — добавкой 500—700 кг
марганцевого концентрата с коксом.
Выпускают сплав и шлак из печи РПЗ-63 через 2 ч
после начала работы печи в каскадпо установленные ков-
ши (один —для металла и два —для шлака). Летки от-
крывают машиной. Ковши для приема сплава футеруют
полужирным часов-ярским песком* при помощи пескоме-
* 93% SiOs 2,26% АЬОз; 0,99% Ре-;Од 0,42% СаО; 0,7% NasO;
0.90% КгО; 0,3% ТЮ2.
27%
та СБ-50 конструкции ВНИИМехчермет. Шлак выпускают
;в стальные ковши вместимостью 11 м3. Продолжительность
выпуска 20—40 мин. Летки закрывают огнеупорной гли-
ной в смеси с коксовой мелочью. Ковши с металлом и
шлаком выкатывают в разливочный пролет. Перед раз-
.лмвкой сплава сливают шлак так, чтобы исключить поте-
рн силикомарганца. Оставшийся в ковше над металлом
шлак загущают песком для предотвращения попадания
плохо отделяющегося кислого шлака в слитки сплава при
разливке. Силикомарганец разливают па разливочной ма-
шине типа М720-1И, имеющей следующие характеристики:
число конвейеров 2; скорость движения конвейеров 3,25;
5; 7; 10 м/мии; длина по звездочкам 70,4 м; общее число
изложинц 725; угол наклона кантователя 100°; грузоподъ-
емность гидроцилиндров кантовального устройства 842,8 кН.
Такие машины используют также для разливки ферро-
марганца н малофосфористого шлака. Производительность
их зависит от вида разливаемого продукта. Ниже приве-
дена производительность разливочной машины, т/ч (чис-
литель) при разной массе слитка, кг (знаменатель):
Силикомарганец ........... 50 64
Ферромарганец.............60/80
Малофосфор истый шлак .... 30/32
Средний расход изложниц составляет 5,14 кг/т сплава.
Для уменьшения расхода изложниц разработаны и внед-
рены новые составы чугунов и конструкции изложниц.
Слитки силикомарганца, как и все сплавы системы Мп—
Si, имеют низкие характеристики прочности, что приводит
к образованию некондиционной мелочи.
Введение в шихту малофосфористого шлака обеспечи-
вает получение силикомарганца с относительно низким
содержанием фосфора (табл. VI.31.).
Метод отбора н подготовки проб силикомарганца для
химического анализа регламентируется ГОСТ 20518—75.
Таблица VI.31. Химический состав силикомарганца
Массовое содержание,
Печь п. К С tZ < 1 с * н Z Си Сг
1 0,4 17,8 74,2 5,8 0,019 1.34 п.009 0.14 0.04 0,020 0,018
2 0,35 18,0 74,2 5,9 0,017 1,21 0.011 0.13 0,04 0.01 1 (1,0! 4
3 0,25 18,3 73,6 6,0 0,020 1.20 0.01 I i 0.14 0.03 0,014 0,020
274
Отвальный шлак имеет следующий химический состав, % г
SrO2 49—49,8; СаО 12,2—14; MgO 2,9—3,1; Мп 13,4—15,3;
Р 0,002—0,003; S 0,5—0,6; А12О3 7,2—8,
Для улучшения использования марганца отвальный
шлак частично можно добавлять как компонент в шихту
при выплавке литейного чугуна в количестве 22—25 кг/т
чугуна. Основные технико-экономические показатели про-
изводства силикомарганца с различным содержанием фос-
фора приведены в табл. VI.32.
Таблица VI.32. Основные показатели производства малофосфорис-
того шлака и силикомарганца
Показатель Печь РКЗ-16,5 Печь РКЗ- 16,5 Печь РПЗ-63
0.4% Р 0.35% р 0.25% Р
0,4% Р
Малофосфо- ристый имак Силикомарганец
Мощность печи, МВт . . Производительность печи, 13,1 16,3 56,3 55,3 54,5
т/сут Удельный расход, кг/т: марганцевого агломерата 334,6 96,0 322,6 320,8 287,4'
АМН-2(48% Мп) * . . . марганцевого агломерата 1247 89о 775 115 ——
АМН* 1(48% Мп) * . . . марганцевого концентрата — —’ — 281
1 сорта (48% Мп) * . малофосфористого шлака —1 1020 990 1015 63
(48% Мп) * м — 373 1982
кварцита — 382 386 386 310
доломита 43 46 42 24
Извлечение в сплав, % 80,2 73,1 77,8 76,7 65,6
* В пересчете на базовую тонну с содержанием 48% Мп.
Достигнутые технико-экономические показатели вы*
плавки силикомарганца при 0,45—0,50% Р приведены
в табл, VI.33.
Основные направления совершенствования технологии
силикомарганца. Анализ данных материального баланса вы-
плавки силикомарганца наиболее массовой марки СМн17Р
показывает, что извлечение марганца в сплав составляет
72—75%, а кремния 40—45% при практически полном
(80—85%) переходе фосфора в сплав (табл. VL34). Уста-
275
Таблица VI.33. Удельный расход шихтовых материалов и электро-
энергии (кВтч/т) при выплавке силикомарганца (в пересчете на ба-
зовую тонну |Мп| 4- [Si| = 82% )
Показатель НЗФ (печи РПЗ-еЗ) ЗФЗ РКЗ-J0.5 ЗЗФ РКЗ-16.5
Удельный расход материалов, кг/т: концентрата марганцевого . агломерата марганцевого . 92 2056 500 1415
шлака малофосфорнстого . 1780 339 36*
кварцита 350 386 335
отходов силикомарганца 274 — —
кокса 462 488 433
электродной массы . . . 26 32 31
Расход электроэнергии . . . 3930 3843 4176
* Шлак среднеуглеродистого ферромарганца.
новлено, что для принятых шихтовых материалов опти-
мальная основность шлака силикомарганца находится в
пределах 0,17—0,19.
Для обеспечения в сплаве 17—20% Si шлаки силико-
марганца должны иметь насыщенную концентрацию крем-
незема (47—49% SiO2), поэтому отвальные шлаки сили-
комарганца с 13—15% Мп и 47—49% SiOa по химическо-
Та блица VI.34. Распределе-
ние элементов между продукта-
ми плавки силикомарганца
Элемент Переходит, у
в сил и и Е шлак в \."ег
Мп 75 17 8
Si 40 50 10
Р 80 4 16
му составу близки к равно-
весным. С целью повыше-
ния извлечения марганца и
кремния в силикомарганец
рекомендован для внедре-
ния ряд технологических
мероприятий, существенно
улучшающих технико-эконо-
мические показатели вы-
плавки силикомарганца.
Оксиды щелочных ме-
таллов существенно снижа-
ют вязкость расплава в температурном интервале 1400—
1600°C (рис. VI.52), Na2O н КцО ускоряют процессы вос-
становления оксидов углеродом и улучшают горение элек-
трической дуги в ванне печи, поэтому рекомендуется вво-
дить в состав шихты щелочные алюмосиликаты (пегма-
тит, щелочные граниты, отходы обогащения углей на кок-
сохимических заводах).
276
Творческой бригадой ГрузПИ,
ДМетИ и ЗЗФ предложено ис-
пользовать при выплавке сили-
комарганца вместо кварцита
щелочной алюмосиликат — туф
(67% SiO2; 7—9% S-(Na2O+
+ К2О) Артикского месторожде-
ния АрмССР.
По сравнению с обычной тех-
нологией производительность пе-
чи типа РКЗ-16,5 повысилась на
5%. удельный расход электро-
энергии снизился на 3%, извле-
чение марганца в сплав увеличи-
лось на 2,5% и кремния на 5%.
Наряду с туфом, пегматитом
можно использовать трахит (8—
10% К2О, 2% Na2O; 15% Л12О3,
ост. SiO2).
Рис. VI.52. Зависимость вяз-
кости шлака силикомарганца
(16—17% МпО; 49-50% SiOjI
от температуры при концен-
трация Naj+KjO, равной 4.7
(О. 7,4 и 16.3% (3)
Показана также целесообразность применения мало-
фосфористого шлака с повышенным содержанием оксидов
Na2O н KsO, полученного с применением пегматита, для
производства силикомарганца. Выплавленный в печи РКЗ-
16,5 шлак с использованием пегматита [70% SiO2; 16,8%
Л12О3; 9,4% (\а2О + КгО)] имел состав: 47,5% Мп; 24%
SiO2; 4,5% Л12О3; 3,8% (Na2O4-K2O) и 0,011% Р. При вы-
плавке сплава с содержанием фосфора 0,25 и 0,35% и
использованием в составе шихты такого малофосфористо-
го шлака извлечение марганца повышается на 12—15%,
производительность печи—иа 10%, удельный расход элек-
троэнергии снижается.
Повторное использование отвального шлака для вы-
плавки силикомарганца. Одним из возможных условий
повышения извлечения марганца при выплавке силикомар-
ганца является его довосстановленне, которое дает допол-
нительное количество марганца и кремния. Предложен
двухстадийный метод выплавки силикомарганца, который
состоит в следующем. На первой стадии по действующей
технологии получают силикомарганец со стандартным со-
держанием фосфора. На второй стадии шлак первой ста-
дии после грануляции и помола применяют в качестве
марганцеворудного сырья для выплавки силикомарганца
низкофосфористой группы. Одним из условий успешного
ведения процесса является брикетирование шлака с вос-
становителем.
277,
Разработана высокоэффективная технология выплавки
стандартного силикомарганца марки СМн17Р с использо-
ванием вместо кварцита сбрикетироваиного совместно с
углем отвального шлака силикомарганца или марганце-
вых шламов — отходов обогащения марганцевых руд. В
качестве шлама в опытах были использованы отходы обо-
гащения, накопившиеся в больших количествах в шламо-
хранилище (состав шлама 21,5% Мп; 48% SiO2; 0,16%
Р). Подтверждена возможность снижения расхода квар-
цита, уменьшения расхода марганцевых концентратов
I сорта иа 200—250 кг н замены дефицитного коксика га-
зовым углем в среднем иа 170 кг/т. В печн мощностью
1200 кВ-А отработана технология выплавки высококрем-
иистного силикомарганца (36—45% Si; 45—55% Мп; 8—
10% Fe; 0,05—0,08% Р) с использованием отвального
шлака товарного силикомарганца. Плавка на брикетиро-
ванных шламах приводит к повышению содержания в
сплаве фосфора до 0,1—0,3%, извлечение марганца при
этом достигает 90%, а кремния — 60%. Оптимальное ко-
личество с. с. б. плотностью 1,2 г/см3 при брикетировании
отвального шлака фракции 2 мм и влажностью 2% со-
ставляет 7,5%, а марганцевого шлама влажностью 8%
—9%. Усилие прессования —19,6 МПа. Отвальный шлак
силикомарганца может быть использован в шихту для вы-
плавки чугуна в доменных печах.
Выплавка силикомарганца с использованием шунгито-
вой породы. Шунгитовая порода представляет собой комп-
лексный материал, содержащий углерод н кремнезем. Ее
рассматривают как возможный эффективный заменитель
коксика и кварцита прн выплавке ферросплавов. Шунги-
товые породы Карелии имеют следующий химический со-
став, %: С 20—25; SiO2 37—70; Fe?O3 1,5—3; А12О3 2—5;
СаО 0,1—0,5; MgO 1—2; Na2O 0,1—0,5; К2О 0,6—2; S 1 —
1,5 и Р 0,03. Значения плотности находятся в пределах
1,86—2,0 г/см3, плотность по шкале Мооса составляет 3,5
ед. Изучена возможность применения шунгитовой породы
для выплавки ферросилиция и силикомарганца, можно ее
применять и для получения многих других видов электро-
термической продукции. Промышленная выплавка силико-
марганца в печн РПЗ-63 с введением в шихту шунгитовой
породы (36% С; 50% SiO2) показала, что присадка ее а
количестве до 200 кг/т обеспечивает снижение удельного
расхода коксика на 60—70 кг/т, кварцита—иа 140—
160 кг/т и электроэнергии — на 1—2%. Извлечение мар-
ганца при этом повышается на 1—3%. Технпко-экоиоми-
278
ческие показатели выплавки силикомарганца могут быть
значительно улучшены, если шихту предварительно на-
гревать. Это одновременно решит и проблему утилизации
колошникового газа, имеющего высокую теплоту сгорания.
Представляют интерес результаты исследования возмож-
ности применения плазменного нагрева для рудовосстаио-
вительпых процессов, в том числе для выплавки силико-
марганца.
<§ 9. Технология комплексных сплавов марганца
Исследованиями процессов раскисления стали, выполнен-
ными в СССР под руководством акад. А. М. Самарина,
установлено, что комплексные системы Мп—Si—Al—(Мп—
Si—Al—С) обеспечивают более глубокое раскисление
стальной ванны и создают предпосылки для формирова-
ния в слитках неметаллических включений более благо-
приятного состава и формы.
В связи с этим в 50—60-х годах были начаты работы
по созданию наиболее эффективных технологий получения
комплексных сплавов на основе марганца. Существенный
вклад внесли коллективы ЦНИИЧМ, ИМет АН СССР,
ИМет АН ГрузССР, ДМетИ, ХМИ АН КазССР и др. Су-
ществуют две группы способов получения комплексных
сплавов рассматриваемой системы. Сущность способов, от-
носящихся к первой группе, состоит в растворении алюми-
ния в передельном (28% Si; 0,4% С) или товарном (17—
20% Si; 1,5% С; 0,45% Р, ост. Мп) силикомарганце. Таким
способом получают комплексный сплав с 2—5% А1 иа
НЗФ. На ЗФЗ получали сплав с 5—10% А1 растворением
чушкового алюминия в передельном силикомарганце. Вто-
рая группа включает способы, основанные на совместном
восстановлении шихт, содержащих оксиды марганца, крем-
ния и алюминия углеродистым восстановителем. Как пра-
вило, такие шихты включают марганцевые концентраты,
кварцит и глипоземсодержащие компоненты. Подтвержде-
на эффективность использования отходов обогащения ка-
менного угля высокозольного угля, например, Экибастуз-
ского, Ткварчедьского и др. месторождений. При плавке
этих шихт протекают реакции восстановления оксидов уг-
леродом, в том числе и Л12О», что обеспечивает получение
сплава необходимого состава. Одним из требований ста-
леплавильщиков к качеству комплексных сплавов является
поставка нх в кусках. Вместе с тем сплавы системы Мп—
Si—Al и Мп—Si—Al—С склонны к рассыпанию в поро-
279
шок, что затрудняет его использование при выплавке
стали.
Проведены обширные исследования причин рассыпания
этих сплавов и предложено несколько механизмов процес-
са рассыпания. Исследователи связывают это явление с
окислением фосфида алюминия водяным паром (М. А, Ке-
келидзе и др.), с полиморфными превращениями при кри-
сталлизации и охлаждении слитков комплексных сплавов
(В. А, Радугнн), с взаимодействием карбида алюминия
AI4C3 с НзО н образованием гидрооксида алюминия и ме-
талла (Н. В. Толстогузов и Др.).
Рис. VI.53. Изотермическое сечение (950 *С) диаграммы состоя-
ния Мн—SI—Al (А — Mn}SlsAl,; В — MtljSI^Ah; С — Mn3Si:Al3;
D-MilaSbAb; Е — Mn«Si>Al,; a-MnaSIAl»; ₽ —MihSlAl»)
M. И. Гасиком и О. И, Поляковым исследованы фазо-
вые равновесия в системе Мп—Si—Al, Изотермическое се-
чение диаграммы состояния при 1223 К представлено на
рис. VI.53, из которого следует, что в системе образуется
ряд соединении. Теоретический анализ показал, что поли-
морфные превращения в фазе Mn^SizAU н твердом раство-
ре кремния в (МпА1) инициируют рост микротрещин, при-
водящий к разрушению сплава. Расчет продолжительности
релаксации системы при полиморфных превращениях и,
280
скорости роста трещины хо-
рошо согласуются с практи-
ческими данными (продол-
жительность разрушения
куска сплава от нескольких
суток до 1—2 мес.). Фронт
разрушения последователь-
но перемещается от пери-
ферии куска к его центру.
Промежуточные фазы
Mn3SbAle, Mn3Si4Al3,
Mn3SiaAh, AkuSisAlg,
a-Mn?.SiAl9 и p-Mn3SiAli2 по-
лиморфных превращений не
испытывают н сплавы, со-
держащие эти фазы, не рас-
сыпаются. Растворимость
углерода в жидких сплавах
Мп—Si—Al при 1873К ха-
5 t 15 25 35М,%
Рнс. VL54. Растворимость углерода в
жидких сплавах Мп—SI—Al (С, Si —
атомные доли углерода и кремния,
%>
рактеризуется данными
рис. VI.54. При кристаллизации промышленных сплавов
электротермической выплавки в качестве избыточной фа-
зы выделяется карбид алюминия А14С3. Взаимодействие
карбида алюминия с влагой атмосферы по реакции:
AI4C3+ 12Н2О = 4А1(ОН)з4-ЗСН4, как отмечалось выше,
может приводить к разрушению сплава, так как объем
образующегося А1(ОН)з примерно в 1000 раз превосхо-
дит объем включений AI4C3. Важную роль в этом про-
цессе играет снижение поверхностной энергии металла в
устье растущей трещины (эффект Ребиндера), Предложен
устойчивый против рассыпания сплав состава: 60—65%
Мп; 26—29% Si; 5-8% Al; <0,08% С; <0,08% Р.
При рассыпании сплавов с высоким содержанием фос-
фора, может выделяться наряду с метаном также фосфин
РН3, что обусловливает необходимость создания санитар-
но-гигиенических условий.
§ 10. Технология металлического марганца
и среднеуглеродистого ферромарганца
Стандарт на металлический марганец. Марганец техниче-
ской чистоты (>93,5% Мп), называемый в соответствии с
нормативной документацией (ГОСТ 6008—82) * мета л л и-
* ГОСТ 6008—82 соответствует требованиям СТ СЭВ 497—77.
281
ческим, получают электролитическим и электросиликотер-
мическнм способами. В некоторых странах металлический
марганец получают алюминотермическим методом и в на-
стоящее время. Требования к химическому составу метал-
лического марганца приведены в табл. VI.35. Марганец
марок МрООО, МрОО и МрО получают электролитическим
методом, а Мр1, Мр2 н Мр1С — электросиликотермическим.
Электролитический марганец, характеризующийся более
низким содержанием примесей, используется для выплав-
ки в индукционных печах на основе марганца сплава
75ГНД (<0,05% С; <0,5% Si; <0,012% S: <0,8% Fe;
<0,03% р; 14—16% Ni; 9,5—11% Си)*. Потребность в ме-
таллическом .марганце постоянно растет в связи с ростом
производства легированных сталей.
Таблица VI.35. Химический состав металлического марганца
(ГОСТ 6008—82)
Массовое содержа Hire, % (не более)
Марка Мп. % (не менее) с S1 Fe NI С u р S AI + Сп + + Ми
МрООО 99,9 0,02 0,005 0,03
МрОО 99.85 0,01 — — — — 0,01 0,03 —
МрО 99.70 0,10 — — ,—, — 0,01 0,10
Мр1 965 0.10 0,8 2,3 0,02 0,03 0,05 0,05 0,7
Мр2 95,0 0,20 1.8 2,8 0,02 0,03 0,07 0,05 0,7
Мр ГС 93,5 0,15 1,8—3,0 2,8 0,02 0,03 0,07 0,05 0,7
Технология металлического марганца электросилико-
термическим способом. Силмкотермические процессы про-
изводства марганцевых ферросплавов основаны на реак-
ции восстановления МпО кремнием. Для обеспечения тре-
буемого состава по содержанию фосфора, железа и других
примесей марганцевые концентраты подвергают дефосфо-
рации, Промышленно освоенным является электрометал-
лургический метод дефосфорации марганцевых концентра-
тов, прн котором наряду с фосфором и железом удаля-
ются в попутный металл легковосстанавливаемьге элемен-
ты (Ni, Си, Со н др). Продуктом электроплавки является
высокомарганцсвый малофосфористый шлак, который за-
тем используют в качестве маргаиецсодержащего компо-
нента шихты. Технология металлического марганца вклю-
* По требованию потребителей металлический марганец может
быть изготовлен с меньшим содержанием примесей.
282
чает три стадии (рис. V1.55): I — получение передельного
малофосфористого марганцевого шлака; П — выплавка пе-
редельного силикомарганца; ZZZ — получение металличе-
ского марганца. Особенность трехстадийной технологии
получения марганца состоит в сравнительно низком сквоз-
ном полезном использовании марганца, не превышающем
50—52% от заданного, что является главной причиной вы-
Коксовая
мелочь
Марганцевый концентрат
Кварцевая мелочь
ШлаКто- I I
верного 1 1
СиЛЦКО- I—। '|—1 ’|—]
марганца f'lrjlrj
СО
Попутный фосфористый
ферромарганец
§
3
Передельный везгросфористый марганцевый шлак
Доломит
Кексик •
Кварцит — ------|ДГ
СО
Известь
£
Передельный
салико-
марганец
Ш
flflfl
Отвальный
шлак
Отвальный
итак
Металлический
марганец
Рис. VL55. Технологическая схема получения металлического марганца электро*
снликотеры нческнм методом
сокого удельного расхода электроэнергии, шихтовых ма-
териалов и сравнительно высокой себестоимости марган-
ца. Низкое извлечение марганца из концентратов в товар-
ный металл объясняется большими потерями марганца с
отвальными шлаками, в основном на III стадии процесса.
Содержание оксида марганца МпО в отвальном шлаке (в
пересчете на марганец) составляет 14—16%, чем н объ-
283
ясияется тот факт, что переход марганца в товарный ме-
талл иа III стадии не превышает 60—63%.
Термодинамика процесса. Поскольку составы продук-
тов плавки металлического марганца определяются равно-
весными концентрациями, ниже приведены результаты экс-
периментальных исследований процессов восстановления
МцО кремнием (по данным М, И. Гасика и Н. Г. Садов-
ского). Прн взаимодействии чистых компонентов по реак-
ции: 2MnO + Si = 2Mn + SiO2 зависимость из мен ей и я энер-
гии Гиббса от температуры имеет вид: Д(?т° =— ЮЗ 120 +
+35,44 Т Дж/моль. В результате термодинамических рас-
четов для реакции 2МпОж+ [Si] = 2Мпж + 5Ю2(Ж), учиты-
вающей взаимодействие компонентов в металлической фа-
зе прн образовании 1%-ного раствора кремния в марган-
це, получено следующее выражение изменения энергии
Гиббса: Д<?т°=—98 680+111,94 7+13,55 Т Ig 7—19,85X
XI О-3 7~2.
Аппроксимирование этой зависимости, прямолинейной
для интервала 1200—1700 °C, дает A<J7°=—47 000 + 91,45 7.
Поскольку силикотермнческое получение марганца ос-
новано на восстановлении марганца малофосфористого
шлака (60—62% МпО, 26—27% S1O2) кремнием пере-
дельного силикомарганца (28% Si), в термодинамических
расчетах следует учитывать теплоты смешения оксидов в
шлаке по реакции: пМпОж+т5Ю2(ж)=пМпО• wSiO2(w}.
Восстановление МпО кремнием можно представлять
следующим уравнением:
п (MnO‘rtiSiO2) + х [S1] «
— 2х[Мп] + (п — 2,r)MnO-(zn4~ х) SiO-., (VI.25)
Введение оксида кальция улучшает термодинамические
условия протекания процесса, сдвигая его в сторону более
полного извлечения марганца и выхода металла. Для ре-
акции
2МпО;к+ [ Si ] * + 2СаОт== 2Мпж -}- 2СаО • SlOa(t)
ДС55Оо_1(№с^ 18480 + 86,477. (VI.26)
Добавка СаО в систему МпО—SiOa приводит к уве-
личению теплового эффекта реакции восстановления МпО
кремнием. Термодинамические исследования и эксперимен-
тальное изучение реакции восстановления МпО кремни-
ем в присутствии СаО 2,5(МпО-SiOJ + 6(СаО) + 1,5[Si] =
* I %-ныЙ раствор.
284
^3 [Мп]-i-4 [2(Ca0.75^ri0,25)O-SiOi], являющейся основной-
при электросиликотермнческом получении металлического
марганца, показали, что, если обеспечивается требуемое
стандартом содержание кремния в металле нс более 0,8—
1,8%, равновесная концентрация МпО находится на уров-
не 15—17% при основности шлака (CaO-rMgO)/(SiO2) =
— 1,54-1,6 и кратности 3,6—3,8. Это является одной из
главных причин больших потерь марганца (35—40%) при
получении металлического марганца электросиликотерми-
ческим способом.
Производство малофосфористого марганцевого шлака.
По химическому составу малофосфористый марганцевый
шлак должен удовлетворять требованиям СТП 144-513—82.
Ниже приведено содержание марганца и фосфора в мало-
фосфористом марганневистом шлаке (СТП 144-5.13—82)
Марка .......................ШМП 45-В ШМП 45-1 ШМП 43
Массовое содержание. %:
марганца (не менее)........ 45 45 43
фосфора (не более).........0,01 0,017 0,017
Фактический химический состав представленных плавок,
дан в табл. VI.36. Получают его углеродовосстановитель-
ной плавкой с дачей в шихту небольшого количества кок-
са, обеспечивающего только перевод в попутный металл
железа, фосфора и ~10% марганца. Шлак получают пе-
риодическим процессом в печах мощностью 5000 кВ-A с
магнезитовой футеровкой (рис. VI.56).
Таблица VL36. Фактический химический состав малофосфорнстого'
марганцевого шлака
Плав- ки Массовое содержание, %
Ми Р SiO; СаО MgO А1.Оз ГсО S тюг с
1 45,8 0,008 27.1 5.5 2,6 3.2 0.24 0,29 0,15 0,07
2 46.5 0,013 26,5 4,7 3.4 2.9 0,28 0.34 0,16 0,07
3 •16,2 0,017 26,6 6,9 2.0 3,0 0,17 0,32 0,16 0,09
В конце периода загрузки шихты включают печь; на-
пряжение на электродах 160 В, через 40—60 мин транс-
форматор переключают иа напряжение 142,5 В, а пример-
но за 30 мин до окончания плавки ваниу прогревают при
напряжении 127,5 В. Продолжительность плавки массой
10 т составляет 3 ч. На плавку расходуется 12,5—13 г
маргаицеворудного концентрата, 0,85—1 т коксика, 1,7—
285
.2,7 т отходов коксохимических заводов, 1 т отвального
шлака товарного силикомарганца (15—17% Мп; 46—48%
'SiOs). В качестве рудного сырья для выплавки шлака ис-
Рис. VI.56. Рудоносстановнтельная электропечь мощностью б MBA для полу-
чения малоэффективного марганцевого шлака и металлического марганца:
/—механизм наклона; 2 — шахта стойки электрододержателя; 3 — механизм
перемещения электродов; 4 — электрододержатель; 5 — ванна печи; б — опор-
ные секторы
пользуют марганцевые концентраты в основном Чнатур-
ского и Никопольского месторождений. Требование высо-
кого содержания S1O2 в шлаке обусловливает необходи-
мее
мость присадки кремнийсо-
держащих компонентов
(кварцита, песка, отвального
шлака, товарного силико-
марганца и др.) для полу-
чения шлака с низкой вяз-
костью, Как видно из диа-
граммы состояния системы
МпО—SiO2 (см. рнс. VI.24),
наименьшую температуру
Таблица VI.37. Распределение
элементов между продуктам*
плавки при получении малофос-
фористого шлака из окисного
марганцевого концентрата
Элеяеп । Переладит. %
в в шлак в улет
Мп 5 90 5
Р 65 5 30
Fe 90 10 —
Si 0,5 95 4,5
плавления имеют смеси с
30—35% SiOL>. Установлено,
что с учетом содержащихся
в концентратах других окси-
дов содержание SiO2 в шлаке должно составлять 27—29%.
Для более полного удаления фосфора, кроме оптималь-
ной шихтовки материалов, необходимо строго выдержи-
вать температурный режим плавки путем заданного съема,
электроэнергии на завалку. При выплавке малофосфорис-
того шлака полезное использование марганца составляет,
около 90%.
Примерно 5% Мп переходит в попутный сплав и такое
же количество его теряется с отходящими газами. Рас-
пределение остальных элементов между продуктами плав-
ки характеризуется данными, приведенными в табл. VI.37,.
Получаемый попутный высокофосфористый ферромар-
ганец имеет следующий состав, %; Мп 35—55; Fe 27—
47; Si 0,1—0,27; Р 4—4,5; С 3,5—5,1. Этот металл постав-
ляется по ТУ 14-5-121—79 доменным цехам для получения-
специальных литейных чугунов, а также сталеплавильным.,
цехам для выплавки сталей с повышенной обрабатывае-
мостью, Технико-экономические показатели выплавки ма-
лофосфористого шлака, передельного силикомарганца и
металлического марганца приведены в табл. VI.38.
Для выплавки марганца марки Мр1 необходимо при-
менять шлак марки ШМП—45В с содержанием фосфора
не более 0,010%, выход которой составляет — 30% и не
является стабильным. Хотя малофосфористый шлак каза-
лось бы имеет низкое содержание фосфора, но в общем
балансе фосфора при выплавке металлического марганца
с ним вносится —45% Р, примерно такое же количество
поступает с передельным силикомарганцем и остальное —
с известью. Для получения стабильного более низкого со-
держания фосфора в передельном шлаке необходимы,
дальнейшие новые исследования и внедрения более эф-
287’
Таблица VI.38. Технико-экономические показатели выплавки мало-
фосфористого шлака, передельного силикомарганца и металлического
марганца
Показатель Малофос- фористый шлак Передель- ный СИ- ликомар- гзнсц Металли- ческий марганец
Фактическая мощность печи, кВт . . . 3523 4949 3122
Средняя масса плавки *, кг . . . . . 9448 3240 4058
Расход материалов па I баз. т., кг:
концентрата марганцевого (48% Мп) 1157 — —
отвального шлака товарного силико-
марганца 42 — —"
отходов КХЗ 181 — ——'
коксовой мелочи 55 - — —
малофосфористого марганцевого шла-
ка (48% Мп) — 1650 2113
извести ..... — — 1694
передельного силикомарганца . . . — — 676
доломита — 44,3 —
кварцита — 510 —
кокса сухого — 710
Расход электроэнергии, кВт-ч/т .... 1274 6135 2641
Содержание марганца в отвальном шла-
не, % -—— 5,69 14,7
Извлечение марганца, % 88,3 83.7 62,8
Выход марганца Мр1, % — — 4,7
* В пересчете на I баз. т.
фективной технологии дефосфорации марганцевых кон-
центратов. Нами теоретически обосновано и показано, что
при выплавке бесфосфористого шлака выполняется закон
Нернста—Шилова о распределении фосфора между шла-
ком и попутным металлом: LP= (%Р)ш/[%Р]м = 0,002-г-
-‘0,004. Из этого выражения следует, что для снижения
содержания фосфора в передельном шлаке необходимо
уменьшать концентрацию фосфора в попутном металле.
Это можно достичь присадкой в ванну железного метал-
лолома. Для достижения фосфора в шлаке до 0,01 % до-
статочно понизить фосфор в попутном металле до 1,5—
1,7%. Опытные плавки в печи 5 МВ-Л показали, что прн
введении в печь 30 кг на 1 т ШМП-45В металлолома
обеспечиваются условия стабильно низкого содержания
фосфора в передельном шлаке 0,008—0,010%. При этом
улучшаются практически все показатели по удельному
расходу шихтовых материалов и электроэнергии. Однако
увеличился и выход попутного металла с 40 до 70 кг
288
Таблица VI-3Q. Химический состав передельного силикомарганца
(СТП 144-5.12—82)
Марка Массовое содержание. %
Si (де менее) с Р | Ге
не более
СМпП-В 28 0,05 0,050 2,0
СМпП-1 28 0,07 0,050 2.3
СМнП-2 27 0,15 0,070 2,8
па 1 т шлака, что требует двух выпусков попутного ме-
талла в сутки (вместо одного по действующей технологии).
Выплавка передельного силикомарганца. Передельный
силикомарганец (табл. VL39) получают в ферросплавных
печах путем совместного восстановления марганца и крем-
ния из шихты, состоящей из передельного малофосфористо-
го марганцевого шлака, кварцита и коксика. Силикомар-
ганец выплавляют в печах мощностью 5 и 16,5 MB-А не-
прерывным процессом. Шихту в печь загружают по мере
ее схода, не допуская проплавления и поддерживая кону-
са вокруг электродов. Нормальный ход печн характери-
зуется устойчивой посадкой электродов в шихте и равно-
мерным выпуском металла и шлака из печи. Для полу-
чения енлнкомаргаица с низким содержанием железа прн
плавке в печах 5 МВ-А используют не самообжигающие-
ся, а графитированные электроды (ГОСТ 4426—80) диа-
метром 450 мм. В сплав переходит 83,7% марганца и
— 60% кремния. Согласно расчету шихты установлен сле-
дующий примерный состав навески: 800 кг малофосфо-
ристого шлака, 270—280 кг кварцита, 340—360 кг коксика.
Сплав выпускают шесть раз в смену по три выпуска
в один и тот же ковш. Длительность выпуска до 15 мин.
Выдержка жидкого силикомарганца в ковше перед раз-
ливкой в течение 15—20 мии снижает содержание угле-
рода в результате всплывания его в виде карбида крем-
ния. Жидкий силикомарганец подвергают грануляции в
воде или после остывания дробят до фракции <40 мм.
Содержание углерода в сплаве составляет 0.08—0,1% при
концентрации кремния 27—29%. Отвальный шлак имеет
химический состав, приведенный в табл, VI.40. Кратность
шлака составляет 0,8—1.
Выплавка металлического марганца. Плавку ведут с
использованием жидкого малофосфористого марганцевого
шлака в открытых наклоняющихся ферросплавных печах
10. 232.
289
Таблица VI.40. Химический состав отвального шлака передельного
силикомарганца, % (по массе)
Мощ- ность печи, кВ А Массовое содержание, %
Мп СаО AlgO SiO; A!;Oj FeO P s TiO; c
5000 8.6 18,8 10,0 46,8 9,9 0,40 0,002 1,7 0,15 1,6
10 500 6,9 21,0 7,4 45.2 н.о 0,24 0,004 1.5 0,18 1.7
16 500 7,6 22,1 12,1 47,3 10,6 0,38 0,003 1.6 0 17 1.8
мощностью 5000 кВ-А. Ванну печи футеруют магнезито-
вым кирпичом. В качестве флюса применяют известь, %:
СаО 93,2; SiO2 0,3—0,5; FeO 0,04; А12О3 0,1; MgO 0,5; S
0,03; Р 0,005; п. п. п. 7,5—7,8. Восстановителем является
передельный дробленый (гранулированный) силикомарга-
нец. Прн расчете шихты учитывают достигнутое распре-
деление элементов между продуктами плавки (табл. VI.41).
Таблица VI.41. Распределение элементов между продуктами плав-
ки металлического марганца
Шихтовый компонент Элемент Переходит %
в нега л л в шлак 1! улет
Малофосфорнстый шлак Мп 46,5 45 8,5
Силикомарганец Мп 100 —— .—
Малофосфористын шлак Fe 90.0 10
Силикомарганец Fe 100 —
Шихта Р 50,0 30 10,0
Условно плавку делят на периоды: заправка, загрузка
силикомарганца на подину (1/з от общей иавески на плав-
ку), заливка жидкого шлака, загрузка извести, расплав-
ление шихты, загрузка оставшегося количества силико-
марганца (2/3 навески) полное расплавление и продувка
металла в печи воздухом с целью доводки по кремнию.
Общая продолжительность плавки — примерно 3 ч. Рас-
плавление всей шихты ведется прн напряжении 320—
265 В, восстановительный период — 276—256 В и период
прогрева расплава перед выпуском — 254—230 В. Съем
электроэнергии иа плавку ведется из расчета 1000—
1200 кВт-ч на 1 т залитого малофосфористого шлака.
Обычно масса малофосфористого жидкого шлака на плав-
290
ку составляет 9,5—Ют. Ди-
намика изменения химиче-
ского состава шлака при
выплавке металлического
марганца приведена на
рис. VI.57. Получаемый ме-
таллический марганец по
содержанию регламентируе-
мых элементов удовлетворя-
ет требованиям ГОСТ
6008—82. Фактический хи-
мический состав представи-
тельных плавок металличе-
ского марганца указан в
табл. VI.42.
(мп, сао, 510?),% Cao/Sto2
20 00 00 80 100 120T,MUH
Рис. VI.57, Изменение химического
состава шлака по ходу плавки ме-
таллического марганца
Близкий к равновесному отвальный шлак металличе-
ского марганца имеет состав, приведенный в табл. VI.43.
Кратность шлака достигает 3,6—4,0, в зависимости от
марки выплавляемого металлического марганца. Более
качественный по кремнию, фосфору и углероду марганец
марки Мр1 можно получить при условии больших матери-
альных затрат и, следовательно, при более низких тех-
нико-экономических показателях.
Таблица VI.42. Химический состав металлического марганца
П.ч a ii- it а Массовое содержание. %
Мл с Si Ге А! C4I Mg р S
1 96,3 0.12 1,2 1,9 0,054 0,03 0,009 0,05 0,02
2 96.6 0,13 1,4 2.0 0,08 0,04 0,012 0,05 0,012
3 96,0 0,14 1,2 2.1 0,09 0,04 0,012 0,06 0,015
4 96,1 0.13 1,0 2.1 0,09 0,04 0,013 0,05 0,015
Таблица VI.43. Химический состав отвального шлака металличе-
ского марганца
Массовое содержание. %
Плит- ка Мп Sit)» Сам MgO А 3=0, ГсО Р с S
1 13,7 29,0 45,4 3,3 3.5 0,20 0,003 0.2.3 0,34
2 15,4 28,9 44.2 3.1 1,8 0,18 0,003 0,12 0,08
3 14.6 27.9 44,4 3.0 2.1 11,15 0,005 0,17 0.15
4 14,5 28,5 4-1.0 3.6 2,1 0.14 0,003 О.М 0.12
10:
291
Технико-экономические показатели плавки. Улучшение
технико-экономических показателей может быть достигну-
то прежде всего в результате уменьшения потерь марган-
ца с отвальными шлаками. Одинм из эффективных спо-
собов является выплавка малофосфорнстого шлака с по-
ниженным содержанием кремнезема. Высокую жидкопод-
вижность шлака можно обеспечить присадкой натрий- и
калийсодержащих материалов. В качестве такого матери-
ала используют отходы обогащения углей па коксохими-
ческих заводах, средний состав которых, %: С 10—15;
SiO2 50—60; АЬОз 10—15; СаО 3—4; NasO 10—12; S 2—4.
Одним из основных направлений улучшения экономики
производства является организация выплавки металличе-
ского марганца с повышенным содержанием железа (10—
15%).
Анализ структуры потребления металлического мар-
ганца показывает, что до 60% всего объема его произ-
водства используется для легирования сталей и сплавов
па железной основе, поэтому не всегда оправдано строгое
регламентирование его состава по содержанию железа.
ДМетИ совместно с ЗФЗ и заводом «Днепроснецсталь»
разработана и внедрена технология производства метал-
лического марганца с повышенным содержанием железа.
Сплав относится к группе ферромарганца и называется
иизкоуглеродистым пнзкофосфорнстым ферромарганцем
марки ФМи85У0,2 ТУ 14-5-180—87 (>85% Мп, «0,2% С;
1,8% Si; 12% Fe; 0,07% Р; 0,02% Ni; 0,03% Си, 0,05% S;
0,7% AI-J~Ca + Mg. Разработаны два варианта производ-
ства данного сплава, согласно которым железосодержащие
добавки вводят в печь при выплавке передельного сили-
комарганца нлн непосредственно при получении ферромар-
ганца на третьей стадии передела (см, рис. VI.55). Первый
вариант технологии, предусматривающий использование
на третьей стадии передельного силикомарганца с повы-
шенным содержанием железа до 14% (СТП 144-5.19—83),
является более предпочтительным, чем второй, так как
обеспечивается стабильно низкое содержание углерода в
сплаве и более высокой сквозное извлечение марганца
(табл. VI.44).
Ферромарганец ФМи85У0,2 эффективно используется
при выплавке коррозиопиостойких сталей вместо метал-
лического марганца Мр2, что обеспечивает увеличение
степени усвоения ведущего элемента и повышение техни-
ко-экономических показателей их производства. Более вы-
сокое извлечение марганца также достигается при полу-
292
Таблица VI.44. Технико-экономические показатели выплавки фер-
ромарганца марки ФМн85У0,2 и передельного силикомарганца с повы-
шенным содержанием железа
Показатель Передельный силнкомар’ 1,’< , Ферромарганец
Фактическая мошитть печи, кВт 4947 3247/3128
Средняя масса плавки, бил. т * . . 3,417 5,120/4,693
Расход материалов на 1 баз. т. кг: малофосфористого шлака .... 1555 1660/1764
передельного силикомарганца . . 622 525/535
кварцита 1365/1395
извести —
железной стружки 123 —,'84
кокса сухого 656 /—
Расход электроэнергии, кВтч.т . . 5790 2255/21 S3
Химический состав металла, % Мп 61.0 91.2/88,8
Fe 10,3 7.0/9,5
С 0.08 0,16/0.20
Содержание марганца в отваль- ном, % 5,2 12.1/13.2
Кратность шлака 1,05 3.23/3.17
Извлечение марганца, % .... . 86,4 70.5/66.5
Примечание. Числитель — для I варианта; знаменатель — зля П ва-
рианта.
* Базовое содержание элементов в передельном силикомарганце 54*i. (,’Лп +
S1). ферромарганце 80% Мп.
чепии хромомарганисвого сплава путем восстановления
малофосфористого шлака енликохромом, что позволяет
снизить равновесное содержание марганца в отвальном
шлаке на 3-4%.
Важным резервом повышения извлечения марганца яв-
ляется промышленное освоение окускования отвального
шлака металлического марганца (<0,003% Р) н исполь-
зование его в производстве марганцевых ферросплавов
или при выплавке стали. Ю. А. Шульте показал, что при
выплавке стали в электропечах применение отвального
шлака вместо извести позволяет экономить марганцевые
ферросплавы, благодаря переходу марганца в стальную
ванну. Качество металлического марганца и передельного
силикомарганца можно повысить путем дефосфораини их
в жидком пли твердом состоянии кальцием, магнием и
Другими ЩЗМ. Комбинированием
2Мп,Р, — 6Мп,+ ' ,Р,(гь AGJ= 3S36C0-137.2T
(VI.27)
293
ЗСаж+ i/oP4(r)= СайР2; « — 555700 + 141,27
________________________________________________(VI.28)
2Мп3Рт+ ЗСак= 6Мп, - Са3Рд AG1} « - 172100 -% 3,87
(VI.29)
И. Б. Бараташвили получено уравнение изменения энер-
гии Гиббса для дефосфорации фосфида марганца. Для
реакции
2Мп3Рт+ 3Mg,K= GMnT4- Mg3P2;
AG г - - 157400 — 2.7 7. (VI .30)
Таким образом, обрабатывая расплав марганца или его
порошок кальцием или магнием можно понизить концен-
трацию фосфора.
Выплавка низко- и среднеуглеродистого ферромарган-
ца электросиликотермическим способом. Низко- и средне-
углеродистый ферромарганец но химическому составу
должен удовлетворять ГОСТ 4755 -80 (табл. VI.45). Фер-
ромарганец этих марок получают электросиликотермнче-
ским методом. Физико-химические основы восстановления
МпО кремнием были рассмотрены выше. В качестве мар-
ганецсодержащего сырья используют марганцевые кон-
центраты, малофосфористый шлак илн нх смеси.
Таблица VI.45. Низко- и среднеуглеродистый ферромарганец
Марка Массовое содержание. %
ГОСТ 4755— С1 СЭВ ‘<87-7$ Мп ([<е менее* С | Si I Р | S
не более
Низкоуглеродистый ферромарганец
ФМн 0.5 25121 85 0,5 2.0 0.30 0,03
Среднеуглероиистый ферромарганец
ФМн |.О А 25! 31 *5 1 1,0 [ 1.5 0.10 0,03
ФМ>1 1.0 25132 85 । 1.0 2,0 0,30 о.оз
ФМн 1,5 25134 85 ! ! .5 2.5 0.30 0.03
ФМп 2.0 25135 75 ; 2.0 1 2.0 0,35 0,03
С учетом получения сплава с заданным содержанием
фосфора и зависимости от исходного марганцевого сырья
используют силикомарганец с различной концентрацией
фосфора. При выплавке среднсуглородпсгого ферромар-
ганца с использованием чнатурскбго марганцевого концен-
трата 1 сорта (48% Мп; 0.18% Р) необходимо вводить в
291
шихту силикомарганец, содержащий 17% Si и <0,1% Р.
На ЗФЗ получали сплав путем восстановления марганца
малофосфористого шлака силикомарганцем, содержащим
0,3% Р. При выплавке среднеуглсродистого ферромарган-
ца с использованием малофосфорнстого шлака (ЗФЗ) из-
влечение марганца нз шлака составляет 48%, — 42% мар-
ганца теряется со шлаком и 10% —в улет. Суммарное
извлечение марганца равно 68%. Отвальный шлак имеет
состав, %: Мп 14; SiO? 31.5; СаО 46; MgO 1,65; А^Оз
2,15; Р2О5 0,05 и S 0.2. Оптимальная основность шлака
равна 1,3—1,4, Кратность шлака составляет 2,4. Вязкость
(т|, Па-с) и электрическая проводимость (у, См/м) могут
быть определены по выражению: г|Х=(2,71—0,00094 Г) X
XT2-IO-3.
На 1 т сплава расходуется; 1530 кг малофосфористого
шлака, 850 кг силикомарганца (СМн17), 1140 кг извести;
расход электроэнергии составляет 1460—1550 кВт ч.
Рис. VI. 58. Установка со встряхиваемым ковшом (реактором! для полнен и я
средне- и ниэкоу г.пород истого ферромарганца методом смешения:
/ — ковш; 2— рама; 3 — электропривод; 4 — вал с эксцентриком
За рубежом проведены н осваиваются внепечные спо-
собы получения средне- и низкоуглеродистого ферромар-
ганца. основанные па использован и и тепла экзотермиче-
ских реакций восстановления оксидов марганца.
На заводах в г. Кураемка (Япония) внедрен способ
получения средне- и ппзкоуглеродистого ферромарганца
методом смешения во встряхиваемых ковшах. Установка
со встряхиваемым ковшом показана на рис. VI.58. Часто-
та вращения вала с эксцентриком равна 0,83 с~!. При
этом металл в ковше совершают вращательное движение,
что обеспечивает эффективное перемешивание. Сущность
295
технологии состоит в следующем. Термически подготов-
ленную марганцевую руду (50% Мп) загружают в ре-
акционный ковш в количестве 90% и 50% извести от не-
обходимого для процесса, а затем заливают жидкий си-
ликомарганец. По окончании заливки —70% кремния си-
ликомарганца успевает прореагировать, а затем начина-
ют встряхивать ковш и загружают остальное количество
руды и извести. Продолжительность встряхивания состав-
ляет 15—20 мин. температура процесса 1300“С, стойкость
футеровки ковша 120 операций. Этот способ позволит
снизить тепловые яотери иа 67% н продолжительность
плавки в четыре раза.
Анализ данных табл. VI.46 показывает, что технико-
экономические показатели производства среднеуглеродис-
того ферромарганца (78% Мп, <2% С; <2% Si; 0,40%
Р и <0,02% S) способом встряхивания значительно выше,
чем печным.
Таблица VI.46. Показатели процесса получения среднеуглероднето-
го ферромарганца
Пйк.иутели Встряхиваемый ковш Электропечь
Пронзэоднтелыюсть, г/н лавку . . . Продолжительность одной плавки, 13,5 5/5
Ч-МШ1 0-50 8-00/3—40
Извлечение марганца. % 79.8 64,0/71,5
Расход злектроэиергяи. кВт-ч/т . . Расход, кг/т: — 898/311
марганцевой рсды 731 945/830
снликомаршнцз 934 1054/1000
извести 318 528/370
Относительные капитальные затраты иа оборудование при производитель- ности 2 тыс, т/мес. % 100 220
Примечая н е.
заливка иасплава.
Чиели’сль— загрузка холодной
шихты, знаменатель —*
Этим способом можно производить также низкоугле-
родистый ферромарганец и металлический марганец.
Получение среднеуглеродистого ферромарганца
продувкой кислородом
высокоуглеродистого ферромарганца
Первые опыты по удалению углерода из высокоуглсродис-
того ферромарганца продувкой расплава воздухом были
проведены в СССР еще в 30-е годы. Вследствие напря-
296
жеиного теплового баланса и значительного угара мар-
ганца этот способ не получил промышленного внедрения.
В последнее десятилетне метод обезуглероживания рас*
плава газообразным кислородом внедрен в производство
за рубежом. Промышленные установки по продувке жид-
кого ферромарганца кислородом способом MOR *, имею-
щие производительность 5000 т/мес, работают иа заводах
фирмы «Union Carbide» (США) в Норвегии, США (с
1976 г.) и Мексике. В связи с освоением этого нового спо-
соба фирма прекратила получение среднеуглсродистого
ферромарганца силикотермическим методом, что обеспе-
чивает экономию электроэнергии 3000 кВт-ч/т, т. е. ~50%,
расходуемой при традиционном снлпкотермическом спо-
собе выплавки этого ферромарганца (<1,5% С и 1,5%
Si).
Получение металлического марганца электролитиче-
ским способом. Качество электролитического марганца,
получаемого па ЗЗФ, регламентируется ГОСТ 6008—82
(марки Мр000, МрОО, МрО). Сырьем могут быть чнатур-
ские оксидные руды и концентраты (пероксидный вариант
технологии) нли карбонатные концентраты (карбонатный
вариант). Технология включает следующие основные ста-
дии: 1) восстановительный обжиг окисных концентратов
при 700 СС; 2) выщелачивание; 3) очистка растворов от
примесей; 4) электролиз. Обожженную руду выщелачива-
ют оборотным аналнтом (15—17 г/л) в виде сульфата:
135—145 г/л (NH^zSOj 20—25 г/л H2SO4. В выщелачи-
вающий раствор добавляют серную кислоту (ГОСТ 2184—
67) и сульфат аммония (ГОСТ 9097—65), вследствие чего
концентрация H2SO4 повышается до 45—50 г/л и (NH^SO*
до 150—165 г/л. Процесс выщелачивания ведут до
полной нейтрализации аналита (pH 3,5—4,5), при этом
концентрация марганца в растворе повышается до 40 г/л,
а содержание (NH4)?SO4 до 180 г/л. Раствор очищается
от примесей (Fe, Ni, Al, Со, Mg, Си, Р и др.) при помощи
сульфида аммония (\Н4)25, содержащегося в аммиачной
воде коксохимического производства (по ГОСТ 647—67
аммиачная, вода содержит 180 г/л сульфида аммония и
до 210 г/л свободного аммиака). После очистки от приме-
сей раствор (33—35 г/л марганца и 145 г/л сульфата ам-
мония, pH 7—7,5) подают в катодное пространство с тор-
на ванны, изготовленной из винипласта, Анодный раствор
* ЛЮ/? — Manganese oxigen rafinired (марганец-кислородное ра-
финирование) .
297
выводят с другого торца ванны. Скорость обмена раство-
ра составляет 30 мл/ч на 1 А, Электролиз ведут при силе
тока 2000 А, что обеспечивает плотность тока па катоде
300—350 А/м2, а на аноде — 700 А/м2 (температура элек-
тролиза 35—38 СС, продолжительность 24 ч. Осажденный
на катод марганец снимается в виде чешуек. Компактный
слиток получают путем переплава чешуек марганца в ин-
дукционных печах. На производство 1 т марганца расхо-
дуется 4000—4200 кг марганцевого концентрата (48% Мп),
1300—1500 кг серной кислоты (75% H2SO4), 1600—1900 кг
сульфата аммония, 500—550 кг аммиачной воды, 450—
500 кг условного топлива и 10 500—12 000 кВт-ч электро-
энергии. Структура себестоимости производства 1 т элек-
трического марганца следующая: сырье 29,6%; электро-
энергия— 22,3%; расходы по переделу и прочие 49,1%.
^Себестоимость электролитического марганца в три раза
выше себестоимости .марганца электроенликотермического
.метода производства.
Несмотря на высокое качество электролитического мар-
ганца, количество содержащихся в нем примесей в ряде
случаев оказывается высоким. Так, при использовании мар-
ганца с содержанием ееры 0,1 % для выплавки сплава
75ГНД, допустимая концентрация серы в котором ие дол-
жна превышать 0,02%, необходимо выполнять ряд техно-
логических операций, чтобы максимально снизить содер-
жание серы. Например, десульфурацию сплава 75ГНД
(75% Мп), получаемого на основе электролитического
марганца в ИМет АН ГрузССР производили криолитом
(Na3AlFe) в количестве 1,53% от массы шихты. Обрабо-
танный сплав содержал меньше вредных примесей—серы,
кислорода, азота, а угар марганца был снижен вдвое.
Однако более перспективным следует признать способ де-
сульфурации исходного металлического марганца.
Шлаки тройной системы СаО—АЬОЭ—CaF2 имеют вы-
сокую десульфурирующую способность (Л>~ 20-:-30). Для
десульфурации металлического марганца рекомендуется
рафинирующая смесь состава: 40% СаО; 20% А1гО3; 28%
CaF2 и 12% Na3A!F6.
11. Азотированный марганец
Азотированный марганец (2—6% X) (табл. VI.47) широко
используется при производстве многих марок стали. В кор-
розионпостойкие стали аустенитного класса азот вводится
как заменитель никеля, и его содержание в них достигает
298
Таблица VL47. Требования к химическому составу азотированного
марганца по ГОСТ 6008-82 (СТ СЭВ 497-77), %
Марка Массовое содержание, %
Мп (не менее) С SI 1 Fe Р
не более
МрНбА 88,5 0,1 0,8 2,3 0,05 6
МрН4А 90,5 0.1 0.8 2,3 0,05 4
МрНбБ 87,0 0,2 1,8 2,8 0,07 6
МрН4Б 89,0 0,2 1.8 2,8 0,07 4
МрН2 91,0 0,2 1,8 2,8 0,07 о
Примечание. Для всех мерок содержание остальных элементов со-
ставляет (не более): 0,02% NI; 0.03% Си; 0.05% S; 0.7% (Al + Ca + Mg).
0,5—0,6%. Особенно важна перспектива применения азо-
тированного марганца н его сплавов при выплавке стали
для магистральных нефте- и газопроводов. Добавка к низ-
колегированной марганцевой стали ванадия в сочетании
с азотом резко увеличивает хладостойкость листовой ста-
ли, что делает ее пригодной для работы конструкций в
суровых климатических условиях Крайнего Севера и Си-
бири. Известны два метода получения азотированного
марганца, отличающиеся агрегатным состоянием подвер-
гаемого азотированию марганца. Сущность первого состо-
ит в насыщении твердого порошка марганца молекуляр-
ным азотом или другими азот-
содержащими газами. Особен-
ностью второго метода яв-
ляется азотирование марганца
в жидком состоянии также
азотсодержащими газами или
твердыми веществами, В слу-
чае азотирования марганца в
жидком состоянии содержание
азота не превышает 1—2%.
так как с повышением темпе-
ратуры жидкого марганца
растворимость в нем азота сни-
жается: ДМетИ и ЦНИИЧМ
разработан и освоеп в 1973 г.
промышленных масштабах
твердофазный процесс, обеспе-
чивающий получение марган-
ца с содержанием азота до
8%.
Кп Атомная доля, % , N
0 10 20 30 kO
ЬЪ
- 1300
1100
Л'1+К2
I /-Mn+Ni
I
t
1
ЛеАМп j \ \ 4+M2
г u \
!__!&-мп 0 \
««И iflJl
ООО
700
500
300
О 4 8 12 15
Мл Массовая доля, %. N
Рис. VI..59. Диаграмма состояния
системы Мп—N
I 475
JL-JL
299
Азотированный металлический марганец представляет
собой двухкомпонептиую систему Мп—N (рис. VI.59). В
этой системе образуются нитриды: Mn4N (5f99% N),
MnsN2 (9,2—11,92%' N), Mn3N2 (13,5—15% N) и др.
Mn3N2 (трфаза) имеет тетрагональную решетку периоды
решетки равны: а = 0,297341 нм; с= 1,21264 им, с/сг-4,0783.
Элементарная ячейка содержит две формульные единицы,
т. е. Mn6N4 (10 атомов). Нитрид Мп3\г‘> имеет черный цвет,
металлический блеск и обладает электрической проводи-
мостью. Теплота образования нитридов Mn4N и Mn3N2 со-
ставляет соответственно 126,8 и 192 кДж/моль. Поскольку
процесс азотирования ведут при 850—900 °C, для анализа
наибольший интерес представляет рассмотрение диаграм-
мы Мп—N в этой области температур. Установлено, что
азот с марганцем при 850—900 СС образует ^-твердый рас-
твор, который имеет широкую концентрационную область
существования. В равновесии с этим раствором может на-
ходиться нитрид марганца, называемый е-фазой.
Экспериментальное исследование равновесия в системе
Мй—N в области существования твердого раствора и е-
фазы при 800—1000 °C показало, что нитридная фаза по-
является прн достижении содержания азота в твердом
растворе марганца, равном 7,35%- В интервале температур
существования насыщенного твердого раствора азота в
у-Мп равновесной фазой является Mn5N2.
Для практики производства азотированного марганца
большое значение имеет изучение температурного эффек-
та азотирования металла. Взаимодействие марганца с азо-
том сопровождается выделением сравнительно большого
количества тепла. Теплота образования Mn«N составляет
126,8 кДж/моль, поэтому в системе Мп—N, как и в других
системах Me—N, при взаимодействии наблюдается локаль-
ное выделение тепла, приводящее к оплавлению металла.
Термичность процесса азотирования влияет на скорость
повышения температуры в промышленных печах и долж-
на учитываться при разработке технологии получения азо-
тированного марганца. Поскольку в ряде случаев допус-
кается использование азотсодержащих марганцевых фер-
росплавов с повышенным содержанием углерода и фосфо-
ра, затраты на производство эквивалентного количества
азота в случае применения в качестве основы средне- н
низкоуглеродистого ферромарганца будут значительно
ниже, чем в случае применения металлического марганца.
В СССР освоено производство азотированного марган-
ца на основе металлического марганца. Технология про-
300
изводства азотированного марганца твердофазным процес-
сом состоит в следующем. Порошок марганца (фракция
<2 мм), полученный в шаровой мельнице в атмосфере
азота, насыпают в поддоны и помещают в вакуумные
печи при температуре <200 °C. После создания вакуума
не ниже 133,3 Па и последующего нагрева до 800 °C в
печь подают молекулярный азот чистотой 99% NV Тем-
пература изотермической выдержки составляет 900—950 СС.
Вследствие экзотермичпости процесса происходит спека-
ние порошка в прочные спеки. Охлаждение садкн произ-
водится в атмосфере азота; общая продолжительность
процесса 70 ч. Удовлетворительная прочность спеков по-
лучается в том случае, если азотирование ведут при 750—
900 °C. Плотность спека 5,9—6,4 г/см3. При создании ва-
куума на первой стадии процесса слой порошка марганца
разрыхляется выделяющимся нз него водородом (140-
250 см3/100 г), что облегчает доступ азота при азотиро-
вании.
Для получения 1 т товарного азотированного марганца
расходуется 1030 кг металлического марганца, 150 м3 азо-
та; расход электроэнергии 1180 кВт-ч. Полезное исполь-
зование марганца составляет 97%.
Азотированию можно подвергать и силикомарганец.
Силикомарганец с содержанием 14—25% Si представлен
енликокарбидами и фазой Новотного (Мп, Fe)5Si3Cx. В
процессе азотирования образуется фаза типа Mns-xSij-y
Nx+y и карбид (Mn, Fe)32Ce. Независимо от конечного со-
держания азота (до 9%) х = 2,95 и у = 0,65.
Твердофазный способ получения азотированных ферро-
сплавов характеризуется универсальностью и может быть
применен для производства азотированного высокоуглсро-
дистого ферромарганца с ванадием и других сплавов. Из-
вестны также способы получения комплексных азотиро-
ванных ферросплавов путем насыщения азотом смеси по-
рошков ферросплавов (ферромарганца, феррованадия, фер-
рохрома, феррониобия и др.), взятых в определенном со-
отношении. Благодаря этому удастся получить спеки азо-
тированных легирующих добавок при заданном содержа-
нии легирующих элементов н с более высоким (до 10%)
азота. В настоящее время ведутся работы по изучению
возможности получения азотированных ферросплавов с
применением плазменной технологии.
На всех стадиях получения металлического и азотиро-
ванного марганца, а также их хранения и использования
необходимо строго соблюдать требования безопасной ра-
301
боты. Марганец по токсилогической характеристике отно-
сится ко 2-му классу опасности (ГОСТ 12.1.007—76). Дли-
тельное воздействие марганца па организм может вызвать
органические изменения в центральной нервной системе,
а вдыхание пыли — особой формы пневмокониоза — ман-
ганокониоза. Однако случаи отравления пылью марганец-
содержащих веществ отмечались лишь при концентрациях
в 3 10 раз превышающих предельно допустимые концен-
трации (ПДК). ПДК вредных веществ в воздухе рабочей
зоны составляют: марганца (в пересчете иа МпО2) 0,3 мг/м3,
пыли — 4 мг/м3 (ГОСТ 12.1.005—76), ПДК марганца
(Мп2+) в питьевой воде составляет 0,1 мг/дм3 (ГОСТ
2874—73). Пыль металлического марганца является взры-
воопасной. Нижний концентрационный предел взрывоопас-
ности (НКПВ) частиц фракции <0,044 мм составляет
90 г/м3.
Глава VII. ХРОМ И ЕГО СПЛАВЫ
§ 1. Области применения хрома и его сплавов
Хром — переходный металл, имеющий наиболее высокую
температуру плавления в первом ряду 3 ^переходных ме-
таллов. Он обладает особыми антикоррозионными свой-
ствами, входнт в качестве легирующего элемента в боль-
шинство легированных и высоколегированных сталей и
сплавов, в том числе на нежелезной основе. Концентрация
хрома в стали зависит от назначения и предъявляемых к
ней требований и изменяется от десятых долей процента
до 30—40%. Хром входит в состав большого сортамента
хромсодержащнх сталей: конструкционных, коррозионно-
стойких, жаростойких, жаропрочных, инструментальных, а
также сплавов специального назначения.
В конструкционных сталях содержится 1—2% Сг. Наи-
больший сортамент представляют коррозноинестойкие ста-
ли: хромистые, хромоникелевые и хромомарганцсвыс. В
хромистых среднелегнрованных сталях содержание хрома
составляет 5—10%, хромокремнистых (типа Х9С2, Х10С2М
и др.) 6—10% Сг, хромистых сталях мартенситного клас-
са 10—17% Сг, в высокохромистых сталях с азотом
(Х28АН) 17—30% Сг.
Хромоникелевые аустенитно-мартенситные коррозион-
ностойкие хромопикельмолибденовые, хромоникелевые
302
стали содержат 13—18% Сг, 6—10% Ni и в меньших
количествах молибден, титан, ниобий и др. В связи с боль-
шой дефицитностью никеля в последние годы все более
широкое применение находят коррозионностойкие хромо*
марганцевые стали и хромомарганцевоникелевые стали
(0Х18Н5Г12АБ, 0Х20Н4АГ10) с азотом (до 0,5% N) при
содержании 18—20% Сг, 10—12% Мп и 4—5% Ni (8—
10% Ni в типовых хромоникелевых сталях).
Используя хром (феррохром) как основной легирую-
щий элемент и добавляя в сталь аустенито- (Ni, Мп, Си,
С, N) или ферритообразующие (Al, V, Ti, Si, Nb, Та, Мо,
Рис. VI 1.1. Структурная диаграмма для коррознояностойкой хра>
моникелевой стали в литом состоянии (А — аустенит; М — мар-
тенсит; Ф — феррит)
W) элементы получают стали аустенитно-мартенситной пли
ферритной структуры. Предложен ряд формул для расчета
фазового состава стали в зависимости от концентрации
хрома и присаживаемых элементов. Фазовый состав хром-
содержащсй стали можно также определить по структур-
ной диаграмме для коррозионностойкой хромоникелевой
стали в литом состоянии (рис. VII.1). Новые высоколеги-
рованные хромоникелевые стали аустенитного (25% Сг,
18% Ni, 6,1% Мо, 0,7% Си и 0,2% N) и аустенитно-фер-
ритного классов, предназначены для изготовления обору-
дования, работающего в морской воде при добыче нефти
и газа.
Хром входит в состав также большой группы инстру-
ментальных сталей, быстрорежущих (Р18, Р9), штампо-
вых для холодного (Х12М, Х6ВФ) и горячего (5ХНМ,
5ХНСВ) деформирования. Сортамент хромсодержаших
жаропрочных сталей и сплавов также все обширен. Вы-
зоз
деляют следующие группы сталей н сплавов: низколеги-
рованные жаропрочные стали, высоколегированные хро-
мистые стали, аустенитные стали с карбидным упрочне-
нием, аустенитные стали н сплавы с карбидно-интерметал-
лндным упрочнением, жаропрочные сплавы на никелевой
основе, сплавы на основе никеля и железа.
При создании материалов для термоядерных реакторов
большая роль отводится хрому. Анализ повреждений, воз-
никающих в материалах при работе термоядерных реак-
торов в США и Японии, показывают, что высокую надеж-
ность обеспечивает применение высокопрочных сплавов
системы Fe—-Ni—Сг, аустенитных коррозиониостойких
сталей, сплавов па основе молибдена и др. При получе-
нии этих материалов требуется металлический хром, фер-
рохром и другие ферросплавы высокой чистоты по при-
месям, в том числе по примесям цветных металлов. Осо-
бенность условий эксплуатации материалов в корпусном
реакторе состоит в том, что они подвергаются влиянию
флюенса ** 1 нейтронов. Это обусловливает радиационный
сдвиг (температуру хрупкого перехода) корпусных сталей.
Так, при облучении нейтронами (Е>1 МэВ) *2 со ско-
ростью повреждений 1,5—7.5-10-9 с. н. а/м*3 (5-?-10-10й
иейтр/1 см3-с) и 1°—250°C установлено, что химический
состав стали и примеси влияют на сдвиг критической
температуры хрупкости ДГхр. Стабильность микрострук-
туры облученных в реакторе быстрыми нейтронами фер-
рито-мартенситных коррозиониостойких сталей с 10—12%
Сг до уровня радиационного повреждения 30 смещений
на атом в диапазоне 380—615 °C связывают с неравновес-
ной сегрегацией никеля, кремния, молибдена, хрома и осо-
бенно фосфора.
Коррозионпостойкая хромоникелевая сталь 316 (17%
Сг, 16% Мо, 25% Ni, 0,005% С н 0,1% [О]) ♦<, исполь-
зуемая за рубежом для изготовления оболочек различных
типов твэлов, подвержена распуханию при облучении до
высокого флюенса.
Флюене—интеграл плотности потока частиц за данный про-
межуток времени. Флюенс используют для характеристики предельно
допустимых потоков частиц при облучении материала, не приводящих
к изменению физических, химических или механических свойств мате-
риала.
1 электронвольт (эВ) — внесистемная единица энергии в атом-
ной физике, 1 эВ— 1,60201 10’15 Дж.
*3 С, н. а.— смещений па атом.
Атомное содержание.
304
Приведенные данные свидетельствуют, что для удовлет-
ворения научно обоснованных требований металлофизике»
и материаловедов к химическому составу хромсодержащих
сталей и сплавов ферросплавной отрасли необходимо обес-
печить производство различных марок как металлического
хрома высокой технической чистоты, так н феррохрома, в
котором содержание углерода изменяется в широких пре-
делах (8-%—0,01 % С), а концентрации фосфора, серы и
примесей цветных металлов минимальны. Требования
очень низкого содержания углерода в ряде марок хрома
и феррохрома обусловлены тем, что, например, выплав-
ляемые с их использованием хромоникелевые стали при
концентрации в них углерода >0,020% С подвержены
коррозии в агрессивных химических средах. Возникнове-
ние так называемой интеркристаллитпой коррозии связа-
но с коррозией металла главным образом по границам
зерен. При отношении [% Сг] : [% Ni]=18:10 аустенит-
ная матрица является коррозионноустойчивон в серной и
азотной кислотах, а также других химических активных
средах. Однако в процессе кристаллизации слитков по
границам зерен выделяются карбиды хрома [Cro.gFeo.i] гзСе»
вследствие чего концентрация хрома в пограничных зер-
нах снижается, уменьшается отношение [% Сг] ; [% Ni]
и аустенитная .матрица теряет способность сопротивляться
воздействию агрессивных сред. Основным способом борь-
бы с интеркристаллнтной коррозией хромоникелевых ста-
лей является снижение концентрации углерода ниже уров-
ня растворимости его в хромоникелевом аустените (ниже
0,01—0,02% С).
Хром считается очень слабым раскислителем, что под-
тверждается приведенными ниже данными:
(Сг,О3) =* 2[Сг)кеН- 3[O)f?; Ig/Ccr3o3«=lg(flJra3) =
= (— 184230, Г) 4-81,3. (VII. 1)
Зависимость параметра взаимодействия е§г от темпера-
туры определяется по выражению
(- 158/7*) 0,038. (VH.2)
По данным А. М. Самарина и Б. В. Линчевского при
введении в сталь до 6% Сг образуются оксиды состава
РеО-Сг2Оз; при 6—16% СгО—Сг20з, а при более высокой
концентрации — СгО. В СССР получают металлический
хром особой и технической чистоты, различного состава
феррохром, ферроеплпкохром и различные лигатуры с хро-
мом.
30$
§ 2. Саойства хрома и его соединений
Хром является элементом IVa группы Периодической си-
стемы элементов Д. И. Менделеева с атомным номером
"24 и обладает следующими физико-химическими свойства-
ми: атомная масса 51,996; температуры плавления 2148 К
и кипения 2938 К, плотность 7,19 г/см3; валентности в ста-
бильном состоянии 2, 3, 6; теплоты плавления 3,3, субли-
мации 94,5, п кипения 27,4 кДж/моль; энтропия 5
23,78 Дж/моль.
Измерение электрического сопротивления р хрома чис-
тотой 99,999% в широком интервале температур, от ком-
натной до температуры, превышающей температуру плав-
ления на 75 °C, показало, что риг —150 мкОм см п отноше-
ние (рж—рт)/рж = 0,27 при температуре плавления хрома.
В новом исследовании установлено, что Гил = 2075±10 К,
что ниже значений, приведенных в литературе. Выявлено
также, что dp^/dT=Q.
Система Сг—О. Хром с кислородом образует твердые
и жидкие растворы, а также ряд оксидов. Растворимость
кислорода в твердом хроме в интервале 973—1593 К опи-
сывается выражением:
ig[О]сг= (- 7900. 7') 4-2,58. (VI 1.3)
В системе образуется наиболее устойчивый оксид Сг2О3.
Большое значение имеют оксиды СГ3О4, СгО и СгО3. Из-
вестны также Сг2О&, СггОз, СгО2. Оксид с наибольшей
степенью окислепности хрома СгО3 при нагревании дис-
социирует с выделением кислорода в такой последователь-
ности:
Т, к .......... 300—463 463—550 550—640 640—820 820
Стабильная фаза . . СгО3 Сг3О>, Сг^СЬ, СгОг Сг.О>
При температурах >2173 К для реакции (превраще-
ние I)
</3Сг+ О,= а, 3Сг,О3; 2ГЗК =
= 755013+ 171,21 Г. (VII.4)
На рис. VI 1.2 представлена зависимость логарифма
упругости диссоциации оксидов хрома от температуры,
рассчитанная авторами по данным экспериментов. Для ре-
акций 4ДСг^О2 = 2/зСг2О3 (/), 2Сг-!-О2-2СгО (//) и 4СгО<-
+ О2 = 2Сг2О3 (111) эти зависимости имеют вид:
506
(— 40162. Г) + 11,635; lgpOj(//; =
= (- 26870Г) + 4,01; ^pQ^!ff}= (- 66546/Г) + 26,74.
Ниже 1760 К устойчив оксид СггО3 п превращение / опи-
сывается реакцией
2Сгт4~ УаО;;” Cr2O3(Tv ДО > 17бок ~
= - 1153703 -г 275,21 Т. (VH.5)
Следовательно, восстановление ниже 1760 К идет па
схеме:
СггОз-----►Сг.
Wo2
1500 1 700 1S0Q 2100 Т,К
Рис. VI1-2. Зависимость упругости диссоциации от температуры для оксидов
хрома (точки — данные опыта)
Рис. VII.3. Диаграмма состояния системы Сг—С
Оксид СгО устойчив выше 1760 К и в восстановитель-
ных процессах играет значительную роль. Превращение II
описывается реакцией:
2Сг г О2= 2СгО:/. ДОр— ~ 516552 -|- 38,49Л (V1I.6)
Восстановление при температурах >1760 К происходит
по схеме Сг2О3-*СгО->Сг. Превращение Ш описывается
реакцией:
2СгО-Н:2О2=Сг2О2: AG>i;6ok =
--—637151 4- 236,72 Г. (VII.7)
Существование и определяющая роль СгО вначале бы-
ли установлены в лабораторных условиях при исследова-
307
яии термодинамики восстановления оксидов хрома крем-
нием. Затем экспериментально наличие его в сплавах бы-
ло подтверждено при выплавке хромовых ферросплавов
снликотсрмическнм методом, а позднее и при получении
сплавов хрома алтомино- и углсродотермическим метода-
ми, Оксид СгО обнаружен в составе неметаллических
включений в феррохроме, хромистых сталях и в стале-
плавильных шлаках.
Прн температурах <1760 К происходит распад СгО,
поэтому в шлаках будут обнаруживаться металлические
частицы хрома и СГ2О3 в результате реакции диспропор-
ционирования: ЗСгО = Сг4-Сг2О3.
Оксид хрома СгО стабилизируется при закаливании
шлаков. В кислых шлаках практически весь хром нахо-
дится в двухвалентном состоянии, с увеличением основнос-
ти шлака доля Сг2+ уменьшается и прн ^9_ = 1,6—6,2
SiO2
в шлаках, например, феррохрома, она составляет 40—
60% от общего количества хрома. Оксид СгОз, в котором
хром проявляет валентность + 6{Сг'ь3), является сильным
окислителем. Он может образовываться при окислитель-
ном характере атмосферы в шлаковых фазах сталепла-
вильных процессов, при обжиге хромовой руды с извест-
няком, выплавке рудохромового расплава и получении
феррохрома. Шестивалентный хром образуется в органи-
ческом синтезе при использовании катализаторов системы
75% AI2O3+15%СггОз.
Система Сг—С. Хром с углеродом образует три кар-
бида Сгз3С6, Сг?С3 и СГ3С2 (13,3, 5,68 и 9,0% С соответст-
венно (рис. VII.3).
В интервале 1500—2000 К для приведенных ниже реак-
ций применимы следующие выражения A Gr°=/(/’):
23Сг(т) 4- 6С(Т) = Сг23С.(Т); ДО'} - - 411480 -
— ЗЭ.ббТ'; (VII.8)
7Сг(Т) 4-ЗС(т) = Сг:С3(т); ДОг —
= — 188790 - 18,54 Г; (VII .9)
ЗСг(т) 4~ 2С(т) == СгзСо(т): AGy. —
= -89999 - 17,2Г. (VII.10)
Углерод растворяется в твердом хроме в небольших
количествах. Зависимость растворимости от температуры
определяется по уравнению:
зов
lglC] = (- 9887/Г) + 4,3(973- 1673 К). (VH.ll)
При 1473 и 1673 К растворимость углерода в хроме со-
ставляет 0,004 и 0,025% соответственно.
Система Сг—Fe. Хром с железом образует непрерыв-
ный ряд твердых и жидких растворов (рис. VH.4). Для
сплавов 30% Fe+70% Сг температура солидуса состав-
ляет 1580 °C, а ликвидуса 1640СС. Область у-фазы пол-
ностью замыкается при 13% Сг. Сплавы с содержанием
фазы 13% Сг представляют твердый раствор а-Fe в хро-
ме. Минимальные температуры солидуса и ликвидуса
(1505 °C) совпадают при 22% Сг. При <^820 °C в интер-
вале 30—60% С г существует твердая и хрупкая о-фаз а
эквиатомного состава.
Система Cr—Fe—С. В этой
системе существуют следую-
щие фазы: a-твердый раствор
углерода в .хроме, карбиды
(Сг, Ре)23Св; (Сг, Fe)7C3; (Сг,
Fe)3C2 и ннтер металл ид FeCr
(ст-фаза). Все три карбида
образуются по типу раст-
Атонная доля, %
Ге 10 20 00 50 50 50 70 00 Сг
600L. ,/ Ле________________।____
Ге 20 40 60 80 Сг
Массовая доля} %
Ряс. VH.4. Диаграмма состояния системы Cr—Fe
Рис. VII. 5. Поверхность ликвидус системы Cr—Fe—С:
А — эвтектика; Г — графит; ! — графит; 2 — (Сг, Fc)jC3; (Cr, Fe)TC3; 4 —
<Сг, Ffe)»C,,; 5- (Cr, Fe);iCt; S — а; 7 - (Fe, Сг)»С
воров замещения, в которых хром и железо могут заме-
щать друг друга в решетке карбида, В карбиде РезС хром
может замещать до 18% железа, в Сг23Са хром замещается
железом до 35%, а в Сг7Сз — до 50%; в карбиде — СгзС2
замещение хрома железом незначительное.
Поверхность ликвидуса и состав первичных фаз в си-
стеме Сг—Fe—С представлены на рис. VII.5, а изокон-
309
центрацнонное сечение диаграммы Сг—Fe—С при 70% Сг
на рис. VII.6. Двухфазная область I (твердый раствор уг-
лерода в a-FeCrf карбид Ki (типа Л^зСе) простирается
до 3,9 С % по массе. Область II, в которой существует
твердый раствор + карбнд (/G+карбид Х2 (типа Ме?Сз)„
находится в интервале концентраций 3,9—6,85% С. Об-
ласть III представлена твердым раствором углерода в
a-FeC + карбяд С повышением концентрации углерода
в системе 70% Сг—Fe—С температура ликвидус снижает-
ся с 1640СС при 0% С до — 1400 °C при 3—3,2% С, а затем
повышается при 8% С, достигая 1700°С.
Для эффективного использования разливочного обору-
дования, совершенствования процессов разливки необходи-
мо знать тенлофнзические свойства ферросплавов, в част-
ности, феррохрома. Они необходимы также для изучения
процессов растворения (плавления) ферросплавов стали
при ее раскислении в легировании.
Температуры ликвидуса, солидуса и плотность про-
мышленного феррохрома различного состава приведены
в табл. VII.1.
Из табл. VI.1 следует, что в интервале 1,0—7,7% С тем-
пература линии солидус примерно постоянна, а температу-
ра эвтектики составляет 1360 °C при 3,5% С. Разность тем-
ператур начала н конца кристаллизации иизкоуглеродис-
того феррохрома силнкотермического способа производства
при 0,02—0,10% С определяется концентрацией кремния:
интервал температуры кристаллизации увеличивается с по-
вышением содержания кремния в пределах изученной кон-
ЗЮ
Таблица V11,1. Теплофизнческне свойства феррохрома (по данный
В. А. Григоряна)
Массовое содержание, %
с SI Сг р о .1 ’ “С Cl ПК- РС Рс ол* г/см* 0.1 ии- re м1 4 ^лвк'^ *
0,03 0.7 72.5 0,02 1570 1670 6,83 6,49 0.51 1,06
0,14 0,6 72,7 0,03 1550 1630 6.82 6,50 0,94 1,13
0,27 1,0 71,6 0,03 1500 1645 6,66 6,32 1,09 1.17
1.0 1.4 71,2 0,03 1360 1585 6,85 6.45 0,82 1,09
2,9 0.2 70,8 1385 1473 6.93 6,59 0,47 1,23
3,7 0,1 70,9 —. 1352 1414 6,75 6,45 0.64 1.20
4,65 0.6 67,5 — 1340 1540 6,87 6.48 0.49 1,01
7,7 0,1 71.5 —. 1340 1672 6,75 6,16 0,47 1,41
8.5 0,4 70,5 0,05 1625 1674 —
Примечание. ?Сп.т ^лжк— температуры солидуса и ликвидуса; рсол.
pJ1Fi;— плотности при температурах солидуса и ликвидуса; асол и ааик— изо-
барный коэффициент расширения.
центрации 0—0,8% Si. Плотность сплавов (р) при темпе-
ратурах вблизи /соя и /янк определяется по выражению
Pt Рлик(сол) [ 1 ®ЛИК(СОЛ) (/ /дик (сод) ) ]. (VI I. 12)
где pt — плотность сплава при температуре t; рляк(сол) —
плотность при температуре ликвидуса (солидуса);
a.-tHKfcoj)^ ~ ("т~ | • (VII. 13)
Гдик(сол) \ 04 р-const
Все сплавы изученного состава кристаллизуются с из-
менением плотности, а изменение ее (Ар = рСОл—Рлик) за-
висит от концентрации углерода. Минимальные изменения
объема при кристаллизации соответствуют сплавам, близ-
ким к эвтектическому составу.
Плотность сплавов при 1700 °C уменьшается с повыше-
нием концентрации углерода, при этом обнаруживаются
минимумы при 0,06 и 0,27% С, что характерно и для спла-
вов Fe—С. Третий минимум изотермы плотности наблю-
дается при концентрации углерода, близкой к эвтектиче-
ской. При кристаллизации расплава феррохрома с 7,7 и
8,5% С наблюдается значительное порообразование, что
объявляется скачком растворимости газов (кислорода) при
переходе металла из жидкого в твердое состояние. Рас-
кисление высокоуглеродистого феррохрома (ГОСТ
4737- 79) алюминием устраняет порообразование, увеличи-
вает кажущуюся плотность сплавов при кристаллизации,
при этом уменьшение его объема (Ap/ps, %) было максн-
ЗП
мальным (8,74%) по сравнению е другими сплавами-
В промышленном силикотермическом феррохроме, содер-
жащем 0,067—0.12% С, карбидная фаза представлена
сложным карбидом (Сг019Ре0,1)2зСб-
Системы Сг—Si, Сг—Fe—Si. Система Сг—Si как и
Сг—Fe—Si имеет важное значение при выплавке хрома и
феррохрома силикотермическнм методом и получении фер-
росил икохрома, поэтому необходимо рассматривать фазо-
вые равновесия в этих системах. Особенностью бинарных
систем Сг—Si и Fe—Si является образование в них одно-
типных силицидов Me3Si, Afe5Si3, AleSi и AlcSi?
(табл. VI 1.2). В тройной системе Сг—Fe—Si образуются
железохромистые силициды (Cr, Fe)3Si; (Сг, Fe)sSi3; (Сг,
Fe)Si и (Сг, Fe)Si2- Система Сг—Si—С. Структурными
составляющими в системе Сг—Si—С являются твердый
раствор кремния и углерода в хроме, кремний и углерод;
карбиды Сг23Сб, Сг?С3 и Сг3С2; силициды Cr3Si, Cr5Si3,
CrSi, CrSi2; а- и р-модификации SiC и тернарное силико-
карбндпое соединение CrsSi3Cx.
Таблица VII.2. Некоторые свойства силицидов железа и хрома
Тин силицида Силицид Массовое содержание кремния. % АН ?98 . кДж/моль р, г/смд rnjl> к
Ме3 Si Fe3Si 14,36 93,85 7,18 1261
Cr3Si 15,26 138,27 6.43 2043
Ме5 su Fe5Si3 23,18 244,70 6,47 1261
Cr5Si3 24,45 326,8 5,86 1993
Me Si FeSi 33,46 73,70 6,16 1683
CrSi 36,05 79,61 5.3G 1748
Me Si2 FeSi2 50,15 81,28 4,99 1493
CrSi2 51,93 123,18 4,69 1748
Система Сг—Fe-SiC. В табл. VII.3 приведен состав
соединений установленных прн изучении фазового равно-
весия локальным мпкрорентгеноспектральпым анализом.
Данные о границах фазовых равновесий индентифнци-
рованных соединений системы Сг—Fe—Si—С представле-
ны в обобщенном виде на рис. VII.9.
В системах, как Сг—Si—С, так и Сг—Fe—Si—С в ис-
следованном концентрационном сечении равновесной фазой
с насыщенным углеродом расплавом является карбид
кремния р-SiC, а не графит.
Система Cr-^Al. Диаграмма состояния системы Сг—А1
на которой характер кристаллизации алюминидов хрома;
312
Таблица V1I.3. Химический состав соединений в системе Сг--Ге—
SI—С (М. И. Гаснк, П. А. Ем)
Стехиометрическая формула соединения Массонос содержание, %
Ст Fe Si с
(Cr, Fe)3Ca 83-85 2.5—4,0 13
(Cr, Fe)7C3 75—76 15—16 — 9
(Сг, Fe)HShCj 68—70 15—18 11,5—16 4—5
(Сг, FeisShCj.s 45—48 23—30 22—25 2
(Сг, Fe)Si 33—35 28—30 32—34 Не опр.
СгА17, Сг2А11(, СгА1«, Cr4AI9, Сг5А18 и Сг2А1 показана на
рис. V1I.8. Алюминид Сг4А1э в высокотемпературной об-
ласти, ранее ошибочно представленной формулой СгА13,
отвечает указанному составу только прн пониженных тем-
пературах. Тщательные повторные исследования не под-
твердили возможности существования алюминида СгА1.
В области небольших концентраций алюминия в сплавах
образуется твердый раствор с максимальной раствори-
мостью алюминия — 46% (ат.) при 1350°С.
В сплавах системы Сг—AI при незначительных кон-
центрациях хрома его максимальная растворимость в твер-
дом состоянии составляет 0,375% (ат.) при 661 °C. Выше
этой температуры в твердом растворе до 790°С существу-
ет алюминид СгА1?, а в интервале 790—940°С Сг2А1ц. Эв-
тектика со стороны богатых по алюминию сплавов соот-
ветствует температуре
661 °C прн 0,19% (ат.) Сг
Система С г—Р. В си-
стеме образуются фосфи-
ды Сг3Р, Сг2Р, СгР и
СгР2. Велика раствори-
мость фосфора в жидком
хроме, одиако в твердом
хроме фосфор растворя-
ется в небольших коли-
чествах н при кристалли-
зации сплавов выделяется
в виде фосфидов. Выра-
жения для расчета изме-
нения энергии Гиббса ре-
акций образования Сг3Р
и Сг2Р в интервале 1350—
Сг Массовая доля, вА st
Ряс. VII,7. Фазовые равновесия в си-
стеме Сг—St
313
1680 К имеют вид (по данным В. И. Погорелого, М. И. Га-
сика)
ЗСг(т) + Сг^Р; AGr—
= — 252660+ 193,87 Дж/моль; (VII.14)
2Сг(т) + Cr,P ; AG°r =
= — 228360 + 153,987 Дж/моль. (VII.15)
At Атомная доля,% Сг
Рас, VII.8, Диаграмма состонвзя системы Cr—Ai
314
Из этих данных следует, что хром с фосфором образует
более прочные, чем железо, фосфиды.
Этим объясняется, что дефосфорация сплавов хрома
окислительным способом (подобно удалению фосфора из
стальной ваниы) малоэффективна. Удалить фосфор нз
сплавов системы Сг—Fe, Сг—Fc—Si можно путем перево-
да фосфора не в CasfPChh, а в СаР2 или ВазРг, что дости-
гается обработкой жидких сплавов кальцием или барием
в составе бсзкислородных флюсующих смесей. Реакция
дефосфорации в этих условиях может быть представлена
в виде: 2 [Р] + ЗСа = СазР2()к,т), [Р] + ЗВа = Ва3Р2(н(>т).
Система Сг—И. Твердый, жидкий хром и железохро-
мистые сплавы растворяют водород. Причем с повышени-
ем температуры и парциального давления рп2 раствори-
мость водорода растет. Процесс растворения молекуляр-
ного водорода в хроме (феррохроме) описывается реак-
пион Н2 CfcSFc 2[Н], К'„ = [Н]2/рв,, [Н] = Х,'|
С. В. Безобразов экспериментально определил раствори-
мость водорода в феррохроме с 70% Сг при 1973 К:
pHl. кПа...........13,3 1,3 0,13 0,013
(Н), смЗ/ЮО г . . . . 17,4 5,6 1,7 0,6
Эти данные хорошо согласуются с полученными ранее.
Система Сг—N. Азот с хромом образуют твердый ра-
створ [N]cr и два нитрида Cr2N (11,87% N) и CrN
(21,22% N) (рис. VII.9). Для реакции: 2Сг + 1/гМ2 = Сг2^',
lg/C№ (—4800/Т)+2,21. Нитрид Cr2N имеет гексагональ-
ную решетку (а = 0,474 нм, с = 0,447 нм) и при температу-
ре >1500°C разлагается. Сг—N имеет кубическую решет-
ку (а —0,4148 им), разлагается при нагреве до ^1000сС.
Оба нитрида могут растворять углерод. При этом обра-
зуются карбонитриды Сг2 (С, N) и Сг (С, N). В нитридах
и карбоннтрндах часть атомов хрома может замещаться
атомами железа с образованием железохромистых нитри-
дов (Сг. Fe)2N и (Сг, Fe)N и карбоннтридов (Сг, Fe)-
(С, N) и (Сг, Fe) (С, N).
Система Сг—S. В этой системе установлено существо-
вание стабильных сульфидов CrS, Сг3$4 и Cr2S3. Имеются
сведения о существовании метастабильных сульфидов
Cr7S3 и Cr3S6.
Система СаО—Сг^Оз- Большое практическое значение
при получении ферросплавов с хромом имеют оксидные
системы, объясняющие поведение оксидов хрома при вос-
становлении их углеродом, кремнием н алюминием.
315
В окислительных условиях (рис. VII. 10) образуется ряд
легкоплавких составов. Эту особенность системы использу-
ют для получения расплава оксида хрома Сг2О3 с из-
вестью при выплавке еиликотермического феррохрома ме-
тодом смешения рудно-известкового расплава с ферроси-
ликохромом вне печи, извсстково-хромистого расплава при
алюмшютермяческом методе производства феррохрома
и т. д. При содержании 30—60% Сг2О3 температура лик-
видуса в системе СаО—Сг20з не превышает 1773СС. В си-
стеме образуются хромнтохро*
мат кальция 9СаО-4СгОзХ
ХСггОз с tnn — 1774 °C и хромат
Сг Массовая доля, % N
Сг Атомная доля, % N
Рис. VII.9. Диаграмма состояния системы Сг—N
Рис. VII. 10. Диаграмма систояння системы СаО—Cr^Oj
t,°c
2000
1800
1600
1400
1200
1000
800
Сао+СаСгсц Сгго^+саСг04
___I_______i 1 ।
О 20 40 60 80 100
СаО Массовая до/1я,7» Сг^
СаСгС>4, распадающийся по перитектической реакции. Осо-
бенно прочным соединением в системе является хромат
кальция СаО-Сг2О3.
Система СгО—SiO?. Фазовая диаграмма состояния си-
стемы СгО—SiO2 показана на рис. VII.11. В системе об-
разуется только одно соединение - ортосилнкат хрома
2CaOSiO2 (Cr2SiO4), который разлагается по перитектиче-
ской реакции. Оксид хрома (СгО) в чистом виде при низ-
ких температурах термодинамически неустойчив и на воз-
духе диспропорционирует по схеме: ЗСгО--------->Сг2О3 +
3(6
Ч-Сг. По этой причине оксид СгО
заключен в кавычки. Кремнезем
стабилизирует СгО, образуя ор-
тосиликат хрома. По нашим дан-
ным теплота и энтропия образо-
вания СгО нз элементов состав-
ляют Д//“д8 = 399,9 Дж/моль и
$29?= 58,28 Дж/(моль.К).
Введение в систему оксида
кальция уменьшает концентра-
цию СгО. В сложные по составу
шлаки (6—18% MgO, 5—12%
А12О3; 20—28% SiO2, 45-54%
СаО) входит хром в двухвалент-
ной форме в количестве 40—60%
от общего содержания оксидов
(в пересчете на Сг2О3).
Сга Массовая доля, % silly
О 25 40 60 80 1QO
t °C
1700
1800
1500'
1400
1500 '
О 20 40 60 80 100
СгО /томная доля, % stOz
Рнс. VII.[). Фазовая диаграм-
ма состояния системы СгО—
SIOj
хрома, равного 4—10%
§ 3. Руды хрома
Месторождения и качество хромовых руд
В СССР имеются разведанные и разрабатываемые место-
рождения хромовых руд. Металлургическая промышлен-
ность полностью обеспечена рудами хрома; хромовые руды
экспортируются в страны социалистического содружества
и поставляются на международный рынок. По происхож-
дению выделяют следующие типы месторождений хромо-
вых руд; раннемагматические (сегрегационные); поздпе-
магматнческие (гистеромагматические); выветривания,
В СССР наиболее разведаны и изучены месторождения
Кемпнрсайского массива, относящиеся к гистеромагматн-
ческому типу. В целом для кемпнрсайского массива харак-
терны высокохромкстые руды (45—65% Сг2О3). Столь вы-
сокие концентрации хрома относительно редки для место-
рождений других регионов, где количество Сг2О3 снижается
иногда до 35%.
Десятилетний этап (1960—1970 гг.) геофизических и
геолого-минералогических работ в этом районе увенчался
открытием и промышленной оценкой новых крупных зале-
жей высококачественных руд хрома. Ресурсы этой уни-
кальной сырьевой базы хромитов по данным «Ежегодника
БЭС» (1971 г.) составляли по состоянию на 1970 г. пятую
часть известных мировых разведанных запасов хромитов
317
и >70% мировых запасов руд с содержанием >50% Сг2О3.
Исследование месторождения п обобщение геологических
данных показали, что рудные тела тяготеют к подводя-
щему каналу, по которому нз подкорковых частей посту-
пала ультраосновиая хромоносящая магма. Установлено,
что ряд ранее разведанных рудных тел после тектониче-
ского* перерыва устойчиво продолжаются на глубину, не-
редко с повышением мощности. По прогнозной оценке ре-
сурсы высокохромистых руд возможны ниже разведенных
глубин.
Наряду с месторождениями Кемпирсайского массива
промышленные значения имеют протяженные запасы Са-
ранского массива на Среднем Урале, содержащие руды
с 33—39% Сг2О3.
В настоящее время добыча хромовой руды ведется па
Южно-Кемпирсайском месторождении Донскнм горно-обо-
гатительным комбинатом (ДопГОК) Мннчермета СССР.
Разрабатываются рудные тела Алмазная, Жемчужина
и др. Балансовые запасы руды по содержанию в них
<г2О3 (по данным А. А. Першукова и др.) распределяют-
ся следующим образом: доля запасов руды с >50%
Сг20з—'29.0%, 45—50% Сг2О3, 56,9% и 30 45% Сг2О3 -
14,1%. Основным рудным минералом хромсодержащих руд
является хромит FeO-Cr2O3 (68% Сг2О3 и 32% FeO). Он
относится к изоморфным минералам кубической системы,
’так называемых шпинелей (MgO-AI2O3) общей формулой
МеО-Ме'20з, где Me — как двух (Mg+2, Fe+2), a Me'—
как трехвалентных металлов, (Fe3+, А1~3). В природных
минералах хром замещается алюминием, а железо'—маг-
нием.
В рудах содержатся также следующие основные мине-
ральные разновидности хромшпинелидов: мангаиохромит
(Mg, Fe)O-Cr2O3; хромпикотит (Mg, Fe)O (Cr, A1)2O3 п
алюмохромит FeO - (Cr, A1)2O3. Зерна хромшпинелидов
сцементированы серпантином состава 3(Mg, Fe)O-2Si02X
;<2Н2О или железистым цементом. Компонентами пустой
породы в рудах являются: тальк, хлорит, магнезит, кварц,
гидрооксид железа и др. Взаимосвязь распределения эле-
ментов между минеральными фазами Донской хромовой
руды представлена на рнс. VII.12.
Хромиты метеоритного происхождения существенно от-
личаются по химическому составу от земных хромитов по-
* От tektonikos— созидательный; тектоническое движение — дви-
жение земной коры.
318
вышенным содержанием железа: и имеют следующий со-
став, %: Сг2О3 54.4-56.9; FeO 31,2—34,5; Al,О. 5,3—5,9;
MgO 1,62—2,66; TiO2 2,33—3,23; МпО 0,63-0,94; V2O3
0,66—0,73.
По текстуре хромитовые руды Южно-Кемпнрсайского
месторождения разделяют на несколько типов: сплошные
(>55% Сг20з); густовкраплеиные (45—50% Сг2О3), сред-
иевкраплепиые (30—45% Сг2О3) н редковкраплепные
(10—30% Сг203). Выделяют также рыхлые п крепкие
руды.
Высококачественная руда Донецкого ГОКа может ис-
пользоваться без обогащения, однако менее богатая руда
подвергается обогащению. В 1973 г. на Южно-Кнмперсай-
ском месторождении была сооружена (по проекту инсти-
тута Уралмеханобр) фабрика для обогащения хромовой
руды по гравитационной схеме производительностью
1 млн. т/год по сырой (исходной) руде. Технологическая
схема обогащения включает четыре стадии. На первой
стадии производят разделение кусков руды класса 80—
10 мм в тяжелых суспензиях плотностью 2,7 и 3,4 г/см3.
Для получения водной суспензии указавней плотности
можно применять в качестве суспензиодов гранулирован-
ный ферросилиций или тонкомолотый магнетит (Fe^Ch).
Продуктами первой стадии обогащения являются концент-
рат, промежуточный продукт н хвосты. Для более глубоко-
го обогащения имеется оборудование для разделения;
компонентов руды в суспензиях большей плотности (2,9—-
3,0 г/см3). На второй стадии разделяют фракции 10—3 я
3—0,5 мм в отсадочных машинах с получением концентра-
та и промежуточных продуктов. Последние на третьей
стадии донзмельчаются до фракции 5—0 мм, а затем на
четвертой стадии доводятся на винтовых сепараторах и
концентрационных столах с получением концентратов
фракции 0.5—0 мм.
Основные показатели технологии обогащения хромовой
руды с средним содержанием 39,1% Сг2О3 (по данным пе-
реработанных 780 тыс. т руды в 1980 г.) следующие: об-
щий выход концентрата с 50,9% Сг2О3 составил 57,1%, из-
влечение Сг2О3 в концентрат 75%. Из общего количества
выход концентрата по фракциям составил: 80—10 мл
34.6%; 10—3 мм 3,9% и 3—0 мм 18,6%.
Запроектирована вторая очередь обогатительной фаб-
рики ДонГОК. Она должна иметь производительность до
3 млн. т по исходной руде (40—41% Сг2О3). Технологиче-
ская схема обогащения руды будет иметь некоторые отли-
319
320
I
s чпя, заключающиеся в
х следующем: 1) разделе-
нии фракций 100—10 мм
" | в тяжелой суспензии плот-
15 костью 2.7 и 3,4 г/см3;
|% 2) отсадке фракций 10—
|= 3 мм и 3—0,5 мм; 3) кон-
центрапии на винтовых се-
параторах фракций 0,5—
|i 0,2 мм; 4) магнитной се-
dS парацин фракций 0,2—
0 мм.
Выход концентрата
при этом должен соста-
о| вить 69,5%, содержание
Сг2О3 в концентрате
* 51,9% и извлечение Сг2О3
If в концентрат 83,0%, т. е.
£5, существенно выше по
сравнению с данными
5= обогащения руды по дей-
|£ ствующей технологии.
Пуск второй очереди
pin фабрики обеспечит уве-
.шчсние объема выпуска
хромитовых концентратов
для трех основных их
i = s no’i ребителей; ферро-
= | сплавной цромытпленнос-
£ тп ( >51 % СгчОз) фрак-
ций‘100—10; 10—3 и 10—
* = _.. 0 мм), производства ог-
z f? неупоров (50% Сг2О3
5й= фракций 100—10 мм и
i, = 54% Сг2О3 фракции 3—
1 (0.5) мм и 57% Сг2О3
фракции 0.5—0 мм, и хи-
_. -1 мпческой промышленнос-
ти. । ги (>52% Сг-СЬ фрак-
пип 10 мм).
= ^3 На Сарановском мсс-
юрождепив руды пред-
ставлены в основном мел-
>х | ко- и срсднсзсрннстыми
.j-y разновидностями с содер-
2^ з
321
1.
жаиием 37—41% Сг2О3. Часть вкрапленных руд (Восточ-
ное рудное тело) содержит 30% Сг2О3. Хромошпнпелид
представлен моберезовитом и алюмохромпикотитом; сред-
нее содержание Сг2О3 в минералах 39—47%.
Запасы руд в капиталистических странах
Потребление хромовых руд в капиталистических странах
в последние годы резко возросло в связи с увеличением
использования легированных хромом сталей и сплавов для
ядерной энергетики, аэрокосмической промышленности,
реактивной авиации, химического и специального машино-
строения. В начале 80-х годов капиталистический мир по-
треблял ежегодно более 5,0 млн. т хромовой руды
(2.8 млн. т в 1960 г.). Несмотря на спад производства
стали в капиталистических странах потребление хромовой
руды постоянно растет, что связано с повышением доли
легированного хромом металла. К 2000 г. ожидается уве-
личение потребления хромовой руды до 14—14,5 млн. т..
По прогнозам разведанные запасы хромовой руды при
максимальном объеме ее добычи в капиталистических
странах могут быть израсходованы в течение 230 лет.
Месторождения хромовых руд в капиталистических
странах распределены неравномерно. Наиболее крупные-
месторождения хромовой руды находятся в Африке
(табл. VH.4, VII.5) небольшое количество ее добывается
в Финляндии и Японии. На рудниках США и Канады до-
бывается небольшое количество бедных руд хрома.
Таблица VII.4. Запасы хромитов в странах Африки (1980 г.>
Страны, континенты Общие запасы (в пересчете на товарную руду) Среднее содержание Сг.Оа в руде.
Капиталистические . 2654/100
Африка 2556/96.3 —
в том числе ЮАР . 2000/75.4 30—50
Зимбабве . , , . 550/20,7 45—50
.Мадагаскар . . . 5/0,2 30—46
Судан 1/0,1 50—52
Согласно требованиям ГОСТ отношение Сг:Гс должно*
быть пе ниже 3:1, что обеспечивает получение феррохрома
с 65—70% Сг. Однако запасы высококачественных руд по-
стоянно истощаются, а их добыча требует все более высо-
ких капитальных вложений и эксплуатационных затрат.
322
Таблица VI 1.5. Производство товарной руды (хромитов) в странах
Африки
Страны, континенты 1960 1970 1975 1980
Капиталистические .... 3060 3824 5237 7260
Африка 1384 1966 2787 3909
В том числе ЮАР .... 772 1127 2075 3170
Развивающиеся страны . . 612 539 71 1 730
Зимбабве 606 350 500 600
Мадагаскар —-> 142 194 120
Судан •—- 47 17.6 0,5
Египет — — 0.5 —
Учитывая большие потенциальные запасы низкосортных
хромистых руд и возможность успешного использования
феррохрома с более низким содержанием 45—55% Сг,
международная организация по стандартизации планирует
понизить уровень концентрации хрома в высокоуглеродис-
том феррохроме (13% С) до 45—55%. При этом появ-
ляется возможность использования руд с более низким
содержанием хрома с отношением (Сг): (Fe) — 1,05:1.0
(против требуемого в настоящее время 3:1). Это обеспе-
чит повышение извлечения хрома из руды до 90% и рас-
ширение сырьевой базы хрома. Ниже приводятся требо-
вания к химическому соству руд, поступающих на оте-
чественные ферросплавные заводы.
Марка руды ..........................ДХ-1-1
Сг£Оз, % (не менее)................50
SiOs, % (не более)..............7.0
Cr2O3/FeO % (не менее) .... 3,5
Р % (не более).....................0,008
ДХ-1-2
47
10,0
3,0
0,008
Как указывалось выше, хром в рудах находится в хром-
шпниелидах. состав которых для двух рудников приведен
ниже, %:
С г .о . f’e;O., FeO Al.Os МяО
«Жемчужина» . . . . 62.9 10.4 2,1 9,6 14.2
«40 лет КазССР» . . . . 61,9 0,5 14,2 8,6 14,7
§ 4. Технология высокоуглеродистого феррохрома
В СССР как н в мировой практике производится два вида
высокоуглеродистого феррохрома: товарный по ГОСТ
4757—79 и передельный, используемый на ферросплавных
заводах для выплавки ферроенликохрома, конвертерного
II
323
феррохрома, азотированного феррохрома, а также при вы-
плавке хромсодержащих сталей методами аргонокислород-
ного (AOD), газокислородного рафинирования (ГКР)
и др., объем производства передельного феррохрома по-
стоянно увеличивается в связи с ростом производства кор-
розноппостойкой стали.
Получение товарного и передельного высокоуглеродн-
стого феррохрома (рис. V1I.13) основано на восстановле-
нии оксидов хрома и железа углеродом нз хромовых руд
Рис. VII.13. Технологическая схема производства углеродистого передельного
феррохрома:
! — железнодорожный нагон: 2 — крав мостовой: 3—грейфер; 4— закрома; 5 —
питатель пластинчатый; 6 — отсевы кварцита; 7 — дробилка щековая; 8 — воз-
враты собственные: 9 — бункер; 10 — грохот двухситный; // — отсевы; /2 — дро-
билка двухвалковая; 13— бункер дозировочный с питателем; /4 —тележка до-
зировочная; /5 — печные бункера; 16 — тртботечка; 17 — печь рудовосстановп-
тельнан; /я — ковш для приема сплава; /0 — тележка; 20 — шляковия; 2! — ко-
роб; 22 — бак для грануляции сплава; 23 — желоб
в мощных (16.54-33 МВ-А) * рудовосстаиовнтельиых за-
крытых электропечах непрерывным способом.
В табл. VII.6 приведен химический состав высокоугле-
родистого товарного феррохрома, а в табл. VII.7 передель-
ного феррохрома. Феррохром марки ФХП поставляется
гранулированным или в дробленном виде в кусках 5—
25 мм, а феррохром остальных марок — в кусках массой
не более 20 кг с ограничением количества кусков больших
размеров до 5% и мелочи до 20X20 мм— 10%. Для рсак-
* Самая мощная печь (105 MB-А) для выплавки высоко у i леро-
дистого феррохрома }Х"гановлена на заводе сЭйрпко элдокз» (г. Bap-
гон, Швеция).
324
Таблица VII.6. Химический состав высокоуглеродистого феррохро-
ма (ГОСТ 4757-79)
Массовое содержание,
Марка Cr (не менее) c SI I P s
(не более)
ФХ650А 65 6.5 2,0 0.03 0,06
ФХ650Б 65 6.5 2.1 0,05 0,08
ФХ800А 65 8,0 2,0 0,03 0,06
ФХ800Б 65 8.0 2,0 П.05 0,08
ФХ800СА 60 8,0 5,0—10.0 0.03 0,03
ФХ800СБ 60 8,0 5,0—10.0 0,05 0.05
Таблица VI1.7. Химический состав передельного феррохрома
(ТУ 14—5—117—79)
Марка Массовое содержание, %
Сг (не менее) С не более S Si Р Нс более
ФХП 65 0.04
ФХП850 65 8,5 0,07 2,0 0,04
ФХП850А 65 8,5 0,06 2.0 0.04
ФХП900 65 9,0 0,06 2,0 0,04
ций восстановления оксидов хрома углеродом ниже при-
ведены уравнения изменения энергии Гиббса и темпера-
тур, при которых рсо = Ю0 кПа я Д<7° - 0:
Cr2O3 + is Зс = 2/3Сг3С3 + ЗСО; AG°r=
= 730940 — 511,68 Г( Гнач= 143ОК); (VH.16)
2/8Сг3О3+ 18/7С = 4;21Сг7Сз+2СО; AGnr =
= 511128 - 364,57T(TV94= 1403К); (V11.17}
Cr3O4+Si.'4JC = г/ч,Сг,3Сс+ ЗСО; AG°r=
- 749452-526,47 T \TKVi-= 1424K): (VII. 18)
2/3Cr2O3-H 2C = V3Cr • 2CO; AGftr= 546624 -
- 360,8Г ( Гпап « 1513K); (VII,19)
3 (FeO-Cr3O3)+ 3C = 3Fe + 3Cr2O;;-F 3CO; AG; -
= 491490 - 415,ЗГ(Г1га„ = 1185K); (VII.20)
325
MgO Cr,O3+ 3C =x 2Cr + MgO 4- 3CO; =
= 720350 - 465.94Г ( Г1ИЧ = 1546K). (VII.21)
Взаимодействие FcO-Cr2O3 с графитом приводит к об-
разованию железа, а затем восстанавливается Сг2О3.
Сплав содержит большое количество хрома, В дальнейшем
оба эти элемента переходят в цементит (Fe, Сг)3С и кар-
бид (Сг, Fe)7C3. Наиболее высокая теоретическая темпера-
тура начала восстановления хрома из MgO-Cr2O3 состав-
ляет 1546 К. Восстановление оксида хрома до карбида
происходит при более низкой температуре, чем до чистого
хрома, поэтому в результате восстановления хромовой ру-
ды коксом получают высокоуглеродистый феррохром
(ФХ800 и ФХ650). Основным восстановителем Сг2О3 яв-
ляется твердый углерод. Взаимодействие оксида хрома и
твердого углерода происходит с образованием карбидов
хрома. Последние взаимодействуют с Сг2О3 как при непо-
средственном контакте, так и в результате возгонки кар-
бидов и осаждения их на поверхности оксидов. Доля хро-
ма, восстановленного через предварительную возгонку
(испарение) оксидов и карбидов, невелика. Таким обра-
зом, взаимодействие оксидов хрома рудного слоя, образу-
ющегося в печн при введении в шихту кусковой хромовой
руды с карбидами, играет заметную роль в формировании
состава сплава. Получаемый феррохром в печн, футеро-
ванный магнезитовым кирпичом, не насыщается углеро-
дом до максимального ого содержания в карбидах. Теоре-
тическое массовое содержание углерода в карбиде Сг3С2
составляет 13,33%, в Сг7С3— 9%, в Сг2бС3— 5,68%. При
восстановлении оксидов в верхних слоях шихты получают
высокоуглеродистын металлический расплав. Ниже приве-
дено содержание углерода в пробах металла, отобранных
с разных горизонтов шихты из печи для выплавки углеро-
дистого феррохрома.
Расстояние от поверхности
ШИХТЫ, мм................. 300 400 500 700 800
Массовое содержание
углерода, % .............6,70, 7,00 10,7 12.10 10,08
При 70% Сг в феррохроме карбид (Сг, Fe)7C3 содер-
жит — 8.8% С, и в основном переходит в образующийся
металл. Исследование строения ванны застывших ферро-
хром овых печей, выполненное Г. Г. Сурсаевым, позволило
выявить определенные зоны. Схема расположения этих зон
по высоте ванны печи показана на рис. VII.14. Зиачитель-
326
ную роль в получения ме-
талла с заданным содержа-
нием углерода играют тем-
пературные условия.
Исследования процесса
восстановления кусковых
хромовых руд показали, что
руда с железистым цемен-
том восстанавливается быст-
рее, чем руда с магнези-
альным цементом. В послед-
ней первичное железо полу-
чается как продукт восста-
новления не из цемента, а
нз хромошпинелпдов. Твер-
дофазные процессы в куско-
вых рудах, протекающие до
1600—1700 К. сменяются пр
Рис. VI I. U. Разрез ванны полупро-
мышленной печн пчеле плавки и ней
высскоуглep<i.lистого феррохрома (Н —
глубина ванны!:
/ — электроды: 2 — шихта; 3 — зона
шлакообразования; 4 — гарнисаж; 5 —
кокс; С — шлак с коксом; 7 — шлак;
й — рудный слой; 9 — высоко углеро-
дистый феррохром; —магнезитовая
футеровка
дальнейшем повышении тем-
пературы смешанными, когда исходные компоненты (ру-
да, кокс) находятся все еще в твердом состоянии, а про-
дукт восстановления (металл и шлак)—в жидком. При
2173—2273 К восстановление протекает в основном их
жидкой фазы.
Избирательное восстановление железа и хрома харак-
терно для всех типов руд. Это приводит к образованию
промежуточной тугоплавкой и вязкой зоны полувосстанов-
леннон руды, которая тормозит процесс дальнейшего вос-
становления железа и хрома из ядра куска руды. Присут-
ствие кремнезема оказывает флюсующее влияние на туго-
плавкую часть руды н снижает температуру плавления и
вязкость шлака. Полагают, что науглероживание хромо-
железистого расплава происходит прн прямом контакте
его с углеродистым восстановителем. Эту точку зрения не
следует рассматривать как единственную. В ванне ферро-
сплавных печей науглероживание сплава, получаемого
углеродотермическим непрерывным процессом, может про-
исходить также благодаря сильно развитым процессам
взаимодействия металла с мопооксидом углерода, т. е. в
результате вторичного карбидообразоваиия по схеме:
7Сг + 6СО = Сг7Сз-4-ЗСО2 с последующей регенерацией мо-
ноокенда углерода ЗССЬ —ЗС^бСО. Во избежание взаимо-
действия металлического расплава с углеродом футеровку
ванны печи выполняют из магнезитового кирпича вместо
обычных углеродных блоков, применяемых при выплавке
ферросилиция.
327
Для выплавки высокоуглеродистого феррохрома ис-
пользуют хромовую руду, углеродистые восстановители —
кокс, полукокс, газовый уголь. Целесообразно в шихту
вводить отходы графитизации электродных заводов, кото-
рые содержат значительное количество карбида кремния.
В качестве флюсов применяют отсевы кварцита, а также
шлак ферросиликохрома, ферросилиция и конвертерные
или печные шлаки производства среднеуглеродистого фер-
рохрома, содержащие кремнезем н некоторое количество
СгЮ3. В шихту вводят также собственные оборотные от-
ходы сплава. Феррохром можно также выплавлять с ис-
пользованием агломерата, полученного из хромовых руд.
При расчете шихты принимают, что извлечение хрома
составляет 92%, железа 95%, а избыток восстановителя
для плавки в закрытых печах равен 2%, открытых — 10%.
Примерный состав колоши шихты для плавки феррохрома
на одном из заводов следующий: хромовая руда 850 кг,
шлак производства среднеуглеродистого феррохрома 150 кг,
кварцит 30 кг, коксик 215 кг. собственные металлоотходы
150 кг.
При плавке высокоуглеродпстого феррохрома в ре-
зультате образования в печн на границе с металлом руд-
ного слоя (смеси шлака и частично оплавившихся и вос-
становленных кусков руды) создаются благоприятные ус-
ловия для ограничения восстановления кремнии и насы-
щения металла углеродом. При прохождении сплава че-
рез этот слой карбиды хрома взаимодействуют с Сг2О3,
происходит частичное рафинирование сплава от кремния
и углерода. Этот процесс может быть описан реакциями:
(Cr,Fe)7Cry Сг2О, = 2Сг |- 7 (Cr.Fe) ~F ЗСО; (VII.22)
{Si]i.-e>cr-2.':,CrA;=(SiO.J-9Сг. (VII.23)
Для достижения этой цели используют кусковую хро-
мовую руду (70—10 мм). количество которой в шихте
должно составлять не менее 50%. При недостатке в ших-
те кусковой руды рудный слой обедняется оксидами хро-
ма и железа и при этом уменьшается его способность к
рафинированию металла от углерода н кремния. В случае
значительного избытка кусковой хромовой руды на Гра-
нине шлак — металл накапливается большое количество
нерасплавленной полностью хромовой руды. В результате
электроды поднимаю i ся. что снижает температуру в зо-
нах. обогащенных оксидами хрома и железа, а это умень-
шает способность рудного слоя к рафинированию металла.
32S
Если из печи плохо выходит шлак, то это может быть
вызвано слишком высоким содержанием оксида магния
и глинозема в шлаке (при работе с избытком восстано-
вителя), когда кремнезем в значительной степени восста-
навливается из шлака. При недостатке восстановителя
возможно повышение SiOj в шлаке. Шлак плохо выходит
из печи и при ее работе с обвалами шихты во время вы-
пуска ввиду отсутствия «коксовой подушки» вокруг элек-
тродов под слоем шлака. Восстановить эти нарушения
нормального выхода шлака из печи возможно восстано-
влением оптимального химического состава шлака и кор-
ректировкой количества восстановителя в шихте. Затруд-
нения при выпуске металла могут возникнуть при его
низкой температуре, что свидетельствует о легкоплавкос-
ти шлака, либо ввиду того, что выпускное отверстие печи
перекрывается кусковой хромовой рудой. Целесообразна
выплавка феррохрома с предварительным подогревом
хромовой руды теплом сжигания отходящего газа закры-
тых ферросплавных печей. Подогрев можно вести в труб-
чатых или шахтных печах. Это обеспечивает повышение
производительности печи, выплавляющей высокоуглсро-
дистый феррохром на 10—20%. К положительным резуль-
татам приводит использование подогретой хромовой руды
и при выплавке других сплавов хрома. Это подтверждает
и промышленная практика получения феррохрома (52—•
55% Сг; 2,5—3,5% Si; 0,05% S; 0,05% Р) в печах мощ-
ностью 33 и 75 МВ-А компании ОУТОКУМПУ (Финлян-
дия) с использованием нагретой хромовой руды рудника
Кеми.
Технология передельного феррохрома
Передельный феррохром предназначен для выплавки фор-
росиликохрома, конвертерного среднеуглеродистого и низ-
коуглеродистого вакуумтермичоского феррохрома, а так-
же стали, В связи с этим передельный феррохром произ-
водят по следующим техническим условиям: ТУ 14-148-1 —
77 для ферросилнкохрома; ТУ 14-148-31—77 для конвер-
терного феррохрома; ТУ 14-5-117—79 для ннзкоуглеродис-
того вакуумного феррохрома и выплавки стали; по ТУ 14-
148-4—77 для азотированного безуглеродистого ферро-
хрома.
Основным принципом выбора состава шлака при вы-
плавке высокоуглеродистого феррохрома является опре-
деление оптимальной температуры появления жидкой фа-
32»
зы, ее количества и электрического сопротивления шихты
и шлака. По данным Н. Л. Жило для шлака высокоугле-
родистого феррохрома состава 29—31 % SiO2, 45—48%
MgO, 14—16% AhO31 4-6% Cr2O3. 0.5—1,5% FeO и 0.8--
1,2% СаО вязкость (г|) и электрическая проводимость %
в зависимости от температуры изменяются следующим об-
разом:
/, °C т]. Па с х. Ои-м
1850 0.100—0,119 6,245—0,514
1800 0.100—0.125 0,367—0.280
1700 0,110—0,184 0.514—0.400
1650 0,190—0,630 0,507—0,820
Существенное изменение состава шлаков высокоугле-
родистого феррохрома произошло в последние годы в ре-
зультате повышения концентрации оксида магния в хро-
мовых рудах. Массовое содержание оксида магния в шла-
ках возросло с 26—31 до 42—48% при (%, MgO)/(%,
AI2O3) — 2,6-г-3,2, что вызвало повышение потерь хрома со
сплавами вследствие увеличения их вязкости и уменьше-
ния интервала кристаллизации шлаков («короткие» шла-
ки).
Исследование Н. Л. Жило влияния добавок в шлак
углеродистого феррохрома оксидов кальция на его вяз-
кость, удельное электрическое сопротивление и минера-
логический состав показало, что введение 5% СаО, и осо-
бенно 10% СаО в шлак, содержащий 31,96%» SiO2; 18,80%
AI2O3; 45,5% MgO; 1,30% Сг2О3: 0,89% СаО; 0,77% FeO;
0,21% S, делает его более жидкотекучим при пониженных
температурах, снижает температуру плавления и их элек-
трическое сопротивление. Введение в шлак 1,5% Na2O к
1,5% КзО также снижает температуру плавления шлака
и увеличивает интервал повышенной жидкотекучести
шлака. Следовательно, добавки в шлак оксидов кальция
н щелочей с одной стороны положительно влияют на вяз-
кость н заметно расширяют температурный интервал по-
ниженной вязкости, что может улучшить условия осажде-
ния металлических корольков. С другой стороны, повыше-
ние электрической проводимости шлаков при пониженных
температурах может затруднять перегрев шлаков до за-
данных температур. Введение в шлак щелочей может
снижать стойкость футеровки печей. Исследование струк-
туры шлаков углеродистого феррохрома показало, что они
содержат металлические корольки в виде дисперсных
частиц среди стекла, по-видимому, как продукт распада
оксида хрома по реакции ЗСгО = Сг-Сг2О3 при снижении
530
температуры. Металл содержится в сплавах н в виде губ-
ки, как продукт твердофазного восстановления рудных
зерен хромошпинелида, а также в виде сравнительно круп*
ных корольков, не успевших осесть в металл, поэтому
рекомендуется введение в шлак до 5% СаО. Нормальный
ход печи характеризуется глубокой и устойчивой посадкой
электродов, постоянной токовой нагрузкой, отсутствием
свищей, равномерным выделением газов по всей поверх-
ности колошника, равномерным выходом металла и шлака
иа каждом выпуске, а также равномерным опусканием
шихты по всей поверхности колошника.
Если печь работает нормально, то шлак из печи вы-
ходит бурно и быстро. Если шлак вязкий при пониженной
концентрации кремнезема и высокой — оксида магния
корка, образующаяся в ковше при остывании, становится
слишком толстой, препятствует стеканию избытка шлака
в шлаковню и шлаковый гарнисаж на стенках ковша зна-
чительно нарастает. При слишком жидкоподвижиых шла-
ках, что свидетельствует о высокой концентрации кремне-
зема в них, корка в ковше не образуется, наблюдается
кипение шлака, а металл быстро охлаждается с образо-
ванием настыли.
Высокие требования предъявляют к высокоуглеродис-
тому феррохрому по содержанию серы. Причинами повы-
шения концентрации серы могут быть высокое содержание
серы в шихтовых материалах и прежде всего в золе вос-
становителя, работа печн с пониженным количеством флю-
сов и концентрации кремнезема в шлаке. Снижению кон-
центрации серы в феррохроме способствует работа печи
на пониженном рабочем напряжении и выплавка металла
с повышенной концентрацией углерода, что возможно при
уменьшении количества кусковой хромовой руды в шихте.
Нарушения хода печи часто вызываются повышенным
содержанием оксида магния, что стало в последние годы
характерным для хромовой руды, используемой в фер-
росплавной промышленности. Показателем значительного
увеличения концентрации оксида магния являются затруд-
нения при выпуске вязкого шлака из печи, понижение со-
держания углерода в металле п повышение температуры
плавления 'и вязкости шлака. Мерами, способствующими
снижению концентрации оксида магния и устранения на-
рушения хода печи, является увеличение количества кис-
лых флюсов в шихте. Для успешного восстановления хро-
ма, получения металла с пониженным содержанием угле-
рода и нагрева металла до температур, обеспечивающих
331
хорошие условия окисления карбидов в рудном слое и
выпуска продуктов плавки, необходимо, чтобы темпера-
тура плавления шлаков составляла 1883—1923 К и была
равна или превышала температуру плавления металла на
50—100 К. Это обеспечивается получением шлака задан-
ного химического состава в соответствии с диаграммой
состояния системы А^Оз—MgO—SiO?. Правильный под-
бор состава шлака регулируется расходом флюсов.
Шлак фсрросилнкохрома, используемый вместо квар-
цита в качестве флюса, имеет состав 14—34% SiO^; 4-
32% SiC; 7-27% СаО; 7-26% А12О3; 2—10% MgO; 1 —
5% Сг20з; 7—18% Si; 2—10,5% СгМет. Наличие в шлаке
запутавшихся корольков силикохрома, а также карбида
кремния повышает эффективность его использования. В
период плавки необходимо строго соблюдать установлен-
ное соотношение между количеством восстановителя (уг-
лерода) и оксидной частью шихты. При избытке углерода
наблюдаются обвалы шихты в печи, повышается концен-
трация кремния в сплаве, электроды имеют высокую по-
садку, появляется белое пламя (на открытых печах), а
металл плохо выходит из печи вследствие пониженной
температуры нагрева. Если восстановителя недостаточно,
электроды глубоко погружены в шихту, вокруг них об-
разуется шлак, содержание кремния в металле уменьша-
ется, а в шлаке повышается количество оксидов хрома.
К внешним признакам образования легкоплавкого шлака
относятся: 1) потемнение поверхности колошника; 2) из
печн выходит жидкоподвижный и холодный шлак; 3) тем-
пература металла понижается при увеличении концентра-
ции углерода в сплаве. Это свидетельствует об увеличении
концентрации кремнезема в шлаке. Прн очень низкой
концентрации кремнезема в шлаках уменьшается содер-
жание углерода в сплаве.
В условиях Саровского завода ферросплавов был про-
веден (В. Л. Колоярцевым, Я- И. Островским и др.) ма-
териальный баланс выплавки углеродистого феррохрома
различных марок в закрытой печи мощностью 16,5 МВ-А.
Шихту для плавки составляли из расчета получения двух
марок сплава ФХ800 и ФХ900. Состав колоши шихтовых
материалов был следующим, кг:
ФХ$Г’3 ФХЗД
Хромовая руда:
кусковая .................. 300—100 300
рядовая ................... 300—200 300
Коксик .......................75 ?0—150
Полукокс .....................60 —
332
Кокс череповецкий 0—60
Шлак:
ферросилиция .................— 0—60
силикохрома ................0,30 —
Кварцитовые отсевы .... — 0—50
Оборотные отходы .... 0—100 0—100
Полученный феррохром имел следующий средний хи-
мический состав, %:
с Сг S1 Ге S р
ФХ800 . . . 7,88 71,25 0,24 20,55 0,044 0,022
ФХ900 . . . 8,42 69,23 0,26 22,02 0,038 0,018
Отвальный шлак имел следующий средний химический
состав, %:
СгЮцобщ) SIOj MgO ALOs CgO Ссв S P
ФХ800 7,7 3,94 1,5 29,1 44,45 15,9 1,1 0,6 0,29 0,0017
ФХ900 6,24 3,20 1,0 32,66 44,63 16,3 1,0 0,5 0,36 0,0013
Кратность шлака при выплавке сплава ФХ900 соста-
вила 0,970, что несколько ниже кратности шлака 1,04 при
получении феррохрома марки ФХ800. Удельный расход
шихтовых материалов и электроэнергии приведен ниже,
(иа 1 баз. т):
ФХ800 ФХ900
Расход материалов, кг:
хромовой руды (сухой, 5,0% Сг20з) , 1889,2 1812,2
коксика нижнетагильского (сухого) . 210,7 360,2
полукокса Ленинск-Кузнецкого
(сухого) ...........................174,44 —
кокса череповецкого (сухого) .... — 13,91
шлака кремнистых ферросплавов . . 95,6 86,1
кварцитовых отсевов.................— 23,2
оборотных отходов ..................140.91 159,4
электродной массы (обожженной) . . 10,83 11,8
расход электроэнергии, ГДж .... 11,187 11,227
Извлечение хрома в сплав с более высоким содержа-
нием углерода оказалось, выше на 1,6%, а переход серы
в феррохром ФХ900 снизился на 4,3% (табл. VI 1.8).
При выплавке высокоуглеродистого феррохрома в от-
крытых печах необходимо следить за равномерностью за-
валки шихты, что обеспечивает равномерное газовыделе-
пне по всей поверхности колошника, Образование «сви-
щей» (местного интенсивного выделения газа с образова-
нием факела сгорающего СО) приводит к потерям тепла,
увеличению расхода электроэнергии, вызывает выход из
строя оборудования печи и является признаком наруше-
ния работы печи. Металл и шлак выпускают из печи три —
333
Таблица VI 1.8. Распределение элементов между продуктами
плавки
Элемент Переходит. %
и сплав в шлак в отходы
Сг 89,2/91,8 7.6/5,55 3,2/6,55
Si 1.5/1,7 87.2/93,3 10,9/10,2
S 13.8/9,5 95,4/86,7 7,9/8,4
Р 82,2/82,5 6.8/5,6 2.3/4,8
Mg — 86,2/78,4 10,7/8.7
А! — 82,2/79,9 10,5/10,1
С 19,1/22,5 1,5/1,3 0.5/1,3
Примечание. Числитель — для феррохрома ФХ800, знаменатель — ФХ90О.
четыре раза в смену (в зависимости от мощности печн)
одновременно через одну и ту же летку в ковш, футеро-
ванный шамотным кирпичом, в инжней части которого
находится выпускное отверстие, закрываемое огнеупорной
глиной, а па дно ковша засыпают слой сухого песка тол-
щиной 100—150 мм. Ковш под летку устанавливают таким
образом, чтобы ось выпускного отверстия ковша была
смещена не менее, чем на 90° относительно осн летки печи.
Выходящий из печи шлак через носок ковша сливается в
стоящие рядом шлаковпн, а металл разливают в излож-
ницы, заправленные гранулированным или дробленным
феррохромом. Если шлак попадает па поверхность метал-
ла в изложнице, то его удаляют стальным прутом или
поливают водой до разрушении и отделения от металла.
Передельный феррохром гранулируют после слива в
копильник (промежуточный ковш) затем на струю воды,
а гранулы попадают в корзину, установленную на дне ба-
ка для стока воды. Гранулы высыпают в короба, имеющие
отверстия в днищах, и после выдержки в течение 2 ч ме-
талл сдают ОТК. Высокоуглеродистын товарный ферро-
хром, не полностью соответствующий требованиям стан-
дарта по содержанию основных компонентов, может быть
использован в качестве передельного феррохрома при вы-
плавке ферросилнкохрома бесшлаковым методом. При
плавке феррохрома в закрытых печах образующийся газ
содержит 70—90% СО; 5—8% Н2; 1—3% СО; теплота
сгорания газа 10 460 — 11 700 кДж/м3.
Сплав обычно содержит 67—72% Сг; 5—8% С; 1,0—
1,5% Si; 0.03—0,06% Р и 0,03—0,08% S.
334
Разливка высокоуглеродистого феррохрома возможна
с применением конвейерной машины, хотя меньше затрат
требует разливка в напольные емкости послойно, «плав-
ка на плавку», освоение которой проведено на Серовском
заводе ферросплавов. Металл после выпуска разливается
в сборный поддон размером 4,5Х1,0х0,7 м, вместимостью
3,15 м3. В один поддон разливали металл восьми плавок.
На предыдущий слой заливали металл, перемещая струю
ло длине поддона. Продолжительность между заливками
•слоев составляет 2—4 ч. Раскисление феррохрома алю-
минием делает металл более плотным, без раковин, а по-
верхность слоев при разливке, гладкой. Слон металла при
этом могут свариваться, но при подсыпке гранулирован-
ным феррохромом полностью разделялись и осложнений
при разделении блока грейферным краном не было. Раз-
ливка углеродистого феррохрома в напольные емкости
методом «плавка на плавку» (на блок) является техноло-
гичным и экономичным процессом, так как при этом осво-
бождаются производственные площади, улучшаются усло-
вия н уменьшается доля ручного труда, а качество ме-
талла не ухудшается.
В табл. VII.9 приведен удельный расход материалов,
электроэнергии при выплавке высокоуглеродистого ферро-
хрома иа различных заводах. На АЗФ высокоуглеродис-
тый феррохром ФХ650 высшей категории качества (см.
табл. VI 1.6) производят методом смешения среднеуглеро-
дистого конвертерного феррохрома ФХ200 и передельного
углеродистого феррохрома ФхПс (см. табл. VII.7). По
требованию потребителей высокоуглеродистый феррохром
марки ФХ650 может поставляться с содержанием <5% С
н <0,04% S. В этом случае передельный углеродистый
феррохром ФхП, заливаемый в конвертер для получения
ФХ200, должен содержать <0,04% S, а передельный фер-
рохром ФхПс <0,035% S.
Смешивание расплавов ФХ200 и ФхПс производится
в конвертерном цехе в мсталлоприемиике вместимостью
15 т (по металлу), футерованным магнезитовым кирпичом.
Соотношение ФХ200 и ФхПс при смешивании составляет
1:1 (по массе). Снижение концентрации углерода проис-
ходит в результате разбавления углеродистого передель-
ного феррохрома среднеуглеродистым феррохромом. На
днище просушенного и заправленного формовочным пес-
ком металлоприемника укладывается кусковый ферросн-
лнкохром марки ФСХ48 в количестве, позволяющем полу-
чить в готовом металле <1,5% Si. Затем заливается из
335
Таблица VII.9, Удельный расход шихтовых материалов и электро-
энергии при выплавке высокоуглеродистого феррохрома
Показатели За поды
А Б в Г
Передельный Товарный
феррохром феррохром
Расход материалов, кг/т: руды хромовой, 60% Сг2О-т 1985 2053 2403 2108
кварцита 33 2 116 34
углеродистого восстанови- теля; коксика 55 286 452
полукокса 91 468 —
каменного угля .... 154 30 — —
железосодержащих добавок: железной руды __ 22
стальной стружки . . . 13 .—«
оборотных материалов: шлака ферросиликохрома . 86 — —-м
собственных отходов . , — — — 147
электродной массы . . . 32 21 52 30
Расход электроэнергии, кВт-ч/т 3416 3132 3936 3643
конвертера средиеуглеродистый феррохром со шлаком и
металлоприемннк помещают на специальный стенд. Пос-
ле этого на стенд устанавливают ковш с передельным
углеродистым феррохромом, взвешивается и металл из
ковша сливается небольшой струей в металлоприемннк.
Во время заливки не допускают сильного перемешивания
расплава, прекращая или уменьшая заливку. Разливка
металла из металлоприемника производится в изложни-
цу через нижнее выпускное отверстие. При поивлении
шлака оно перекрывается стальным прутом и металло-
приемник передается к сливной изложнице. Толщина об-
разующегося слитка составляет 200—300 мм, которые во
время остывания (при их красном калении) извлекаются
краном из изложницы и передаются на склад готовой про-
дукции, где дробятся па щековой дробилке до кусков
массой <20 кг, а мелочь сплава <20 мм отсевается на
грохоте.
На 1 т высокоуглеродистого феррохрома ФХ650 рас-
ходуется — 560 кг передельного углеродистого феррохро-
ма и 560 кг среднсуглероднстого феррохрома, 42 кг фер-
росиликохрома в пересчете иа 1 баз. т (48% Si); извле-
чение хрома составляет примерно 87—88%.
336
С целью экономии дефицитного металлургического
кокса ДМетИ и АЗФ предложили заменить в составе ших-
ты для выплавки высокоуглсродистого феррохрома часть
кокса высокозольным Куучекниским углем (/Н 37—48%,
У*а' 12—18%, №<7,0%, 0,6—0,7% S, 0,015—0,025% Р).
Удельное электрическое сопротивление этого угля р при
20°C превышает 1 МОм/см, а прн 800°C составляет 10,5—
15,0 Ом/см. что намного выше значения р для Магнито-
горского кокса (ТР 14—16%, Уа? 2—3%, Wa 1,8—2,0%,
0,5- 0,6% S, 0,03—0,09% Р), равного 1,07—1,10 Ом/см
при 20 СС и 0,88 Ом/см при 800 °C.
Ниже приведен удельный расход шихтовых материа-
лов и электроэнергии при выплавке высокоуглеродистого
феррохрома с использованием металлургического кокса
(традиционная шихта) и Куупекинского угля в печи РКО
16,5 (данные ДМетИ п АФЗ)
Расход материалов, т:
хромовой руды ........................ 1,962/1,949
шлака конвертерного ................. 0,093/0,112
отходов оборотных.................... 0,402/0.456
кварцита ............................0,013/0,024
кокса н полукокса................... 0,256/0,420
угля куучекннского...................0,194/—
Расход электроэнергии, кВт-ч/т . . . 3965/3920
Примечание. Числи гель — опытная, знаменатель —
действующая технология.
Как следует из этих данных, присадка 194 кг угля
обеспечивает экономию 150 кг металлургического кокса
на I т феррохрома.
§ 5. Технология ферросиликохрома
В соответствии с действующим стандартом ферросплав-
ные заводы производят товарный (табл. VII. 10) и пере-
дельный * ферросиликохром широкого сортамента. Товар-
ный ферросиликохром применяют в основном для рас-
кисления и легирования стали. Передельный ферросили-
кихром используют в качестве восстановителя при произ-
водстве нпзкоуглеродистого феррохрома силикотермичес-
ким методом. При получении феррохрома методом сме-
шения расплавов углерод вносится в основном ферросн-
ликохромом, а прн выплавке сплавов силикотермическим
* Передельный ферросиликохром ФСХ40В содержит 37—45% S1,
>30% С г, ^0.04% Р, ФСХ48В>45% Si. >24% Сг, ^0,04% Р, со-
держа tine углерода не регламентируется.
337
Таблица VII. 10. Химический состав ферросилнкохрома (ГОСТ
11861—77)
Массовое содержание.
Марка сплава Si Сг. (не менее) С ( р i s
не более
ФСХ13 10—16 55 6.0 0,04 0,03
ФСХ20 16—23 48 4,5 0,04 0,02
ФСХ26 23—30 45 3,0 0,03 0,02
ФСХЗЗ 30—37 40 0,9 0.03 0,02
ФСХ40 37—45 35 0,2 0,03 0,02
ФСХ48 Свыше 45 28 0,1 0,03 0,02
методом в электропечах доля углерода, вносимого пере-
дельным ферросиликохромом составляет около 40%.
Существует два метода получения ферросилнкохрома:
одно- (шлаковый) и двухстадийный (бесшлаковын). В
СССР в основном применяют двухстадийный метод, кото-
рый основан на восстановлении кремнезема кварцита уг-
леродом в присутствии передельного углеродистого ферро-
хрома. При шлаковом способе в шихту используют хро-
мовую руду, кварцит и коксик. Бесшлаковын метод осио-
.ван на протекании следующих реакций:
SiO34- 2С = SI + 2СО; (VI 1.24)
J/3(Cr,Fe)7C3+ ‘%Si = 7 3(Cr,Fe) Si + SIC; (VII.25)
2/3(Cr,Fe)7Cf+ SiO2—H/3[Cr,Fe] Si 4- 2CO. (VII.26)
Содержание углерода в ферросилнкохроме определя-
ется концентрацией кремния, непрерывно уменьшается по
мере ее увеличения (рис.
VII.15). Количественная связь
[%С] —f [%Si] в силикохроме
впервые была установлена
В. П. Елютиным и Ю. А. Пав-
ловым. Как показали М. И. Га-
сик и П. А. Ем, в передельном
Ряс. VII. 15. Завис ни ость раствори-
мости углерода а сплавах Сг—
SI—С от содержания кремния:
1 — кой Ноды; ? — растворимость уг-
.лерода в сплавах системы Ст—
SI-C при 1700’С
углеродистом феррохроме фа-
зой. содержащей основное ко-
личество углерода, является
двойной карбид (Сг. Fe)7C3.
С увеличением содержания
кремния в системе Сг—Fe-
Si—С. от 0,6 до 5—7%
338
количество этого карбида уменьшается до полного ис-
чезновения с образованием карбида (Сг, Ре)зС2 и кар-
босилицида (Сг, FcJuSisCs. При 6—11% Si карбосилнцид
сосуществует с карбидом (Сг, Fe)3C2, а при 16—20% Si —
с комплексным силикокарбидом (Сг, FelsSiaCo^, в кото-
ром содержится — 2% С. При >25% Si этот силикокар-
бид находится в равновесии с комплексным моносилици-
дом (Сг, Fe)Si.
С увеличением концентрации кремния в сплаве более-
6% из расплава начинает интенсивно выделяться моди-
фикация (3-SiC, и расплав становится гетерогенным. Для
более полного выделения твердых частиц р-SiC необходи-
ма выдержка расплава в течение некоторого времени. С
учетом изложенного процесс взаимодействия расплавлен-
ного передельного углеродистого феррохрома с кремнием»
восстанавливаются из кварцита, может быть опнсая
схемой:
0 — 6% Si; (Cr,Fe)TC3 -F Si (Cr,Fe)3C2 +
4-(Cr,Fe)14Si4C3; (VII.27>
6— 12%Si; (Cr,Fe)3Ca-4- Si-* (Cr,Fc)HSi<C3+SiC;
(VII.28)
16-20% Si; (Cr.Fe)uSitC3+ Si->
(Cr,Pe)5SisCo.6 -r- SiC; (VII.29)
25 - 34%;Si (Cr.Fe)oSl3Co,6 + Si -> (Fe,Cr)Sl + SiC;
(VII.30)
34 — 31 %Si; (Fe.Cr) Si 4- Si (Fe,Cr) Si2,3 F
-F (Cr,Fe)SU (VII.31>
В ферросилнкохроме, выплавленном одностадийным
методом, содержание углерода получается более низким,
Таблица VII.И. Классификация ферросилнкохрома марки ФСХ48&
по содержанию кремния и углерода
Группа Массовое содержание, % 1 Группа Массовое содержание, %
Si (не менее) С | S] (не менее) С
1 50,0 <0,025 । ш 48,0 <0,1
II 48,0 0,026—0,055 | ! IV 37—50 Не регла- ментируется
33»
что объясняется эффективным окислением углерода кар-
бидов оксидами шлака (СгзОз, СгО, FeO).
Выплавку ферроснлнкохрома бссшлаковым способом
ведут в стационарных и вращающихся рудовосстановн-
тельных печах с углеродистой футеровкой, мощностью
16,5—33 МВ-А. непрерывным процессом. Для плавки ис-
пользуется кварцит (20—80 мм), гранулированный пере-
дельный углеродистый феррохром, небольшое количество
стальной стружки (металлическая часть), полукокс и кок-
сик (5—25 мм), а также отходы графитизации электродов
или отходы получения карбида кремния, содержащие SiC.
С целью увеличения электрического сопротивления и газо-
проницаемости шихты можно вводить в шихту древесные
отходы. При выплавке сплава с высоким содержанием
кремния состав колоши шихты для заводов А (числитель)
и Б (знаменатель) следующий, кг:
Кварцит ..................... 300/300
Коксик сухой..........50/30
Полукокс ...................100/150
Передельный феррохром . . 140/130
Стружка стальная......22/12
Отходы графнтизании . . . 30/10
Нормальный ход печн характерен равномерным газо-
«ыделением по поверхности колошника, глубокой и устой-
чивой посадкой электродов, равномерным выпуском ме-
талла и шлака. Нарушения хода печи такие же, как при
выплавке ферросилиция марок ФС65—ФС75. Особеннос-
тью является возможность образования повышенного ко-
личества шлака с большой вязкостью, когда металл из
летки выходит с трудом. Часть шлака во время выпуска
остается в печи, в результате па подине печи периодически
образуется настыль.
В связи с этим представляют значительный интерес
исследования, которые впервые провел А. П. Ем, по опре-
делению и изучению химического, петрографического н
рентгеиоструктурного анализов образцов из настыли оста-
новленных печей, выплавляющих ферросилнкохром марки
ФСХ48В бесшлаковым методом. На рис. VII.16 представ-
лена схема отбора образцов по трем разрезам (I—Ш)
настыли остановленной печи. Более поздние исследова-
ния Н. Е. Фплонеико, подтвердили результаты работы
А. П. Ема, проведенные в 1958—1963 гг.; установлено,
что во всех образцах в значительных количествах присут-
ствует карбид кремния от 27.28% в точке 34 до 62,98%
в точке 19 обнаруженный как при химическом, так и при
340
минералогическом анализе образцов. Количество SiO2
изменялось от 9,52% в образцах (точка 17) до 31,84%
(точка 27), а А120з от 10,84% (в точке 47) до 18,96% (в
точке 34). Содержанке этих компонентов в образцах, ото-
бранных в других (см. рис. VII.18) точках ванны печи
находилось в указанных выше пределах.
Карбид кремния в образцах представлен кубической
(р-SiC) и гексагональной (а-SiC) модификациями, прн
этом преобладает кубическая с размером кристаллов от
2—4 им до 400 мкм, расположенных относительно свобод-
но друг от друга в силикатной составляющей шлака: из-
редка частицы SiC собраны в агрегаты.
Первичный р-SiC образовался в результате реакции
газообразных составляющих (Si, SiO и SiOa) и прежде
всего SiOr с твердым углеродом. Ои имеет скрытокрис-
таллическое строение в виде псевдоморфоз по углеродис-
тому восстановителю. Это приводит к образованию мель-
чайших зерен кубического р-SiC с последующим укруп-
нением в результате рекристаллизации в твердой фазе.
Вторичный р-SiC образуется в результате сублимации
а-SiC в виде скелетных пустотелых тетраэдров и спираль-
ных форм. Кубический р-SiC образующийся в результате
341
уплотнения псевдоморфозы SiC по углеродистому восста-
новителю, является затравкой для роста крупных кристал-
лов гексагонального а-SiC из сублимата. Под воздействи-
ем высоких температур в атмосфере монооксида, углерода
он перерождается в гексагональный a-SiC. В настыли од-
новременно с карбидом кремния присутствуют геленит
(Ca2AI2SiO?), бариевый полевой шпат, муллит (ЗА12Оз-
2SiO2), корунд (а-А12Оз), высокоглнноземнстый алюми-
нат натрия, кристобалит (SiO2), фаялит (Fe2SiC>4) и шпи-
нель (MgAl2O4).
Кроме карбида кремния, преимущественной составляю-
щей является также стекло, присутствующее во всех час-
тях настыли. Наибольшее содержание стекла и кристо-
балита находится в верхней части настыли (пробы 18, 20,
23, 29, 38, 39). Гелеиит совместно с бариевым полевым
шпатом и р-А12Оз наблюдается в нижней части настыли
(пробы 17, 28, 31, 34—36, 45, 53) совместно с р-SiC. Ко-
рунд обнаружен в основном в районе леткн, где концен-
трация глинозема всегда повышена вследствие растворе-
ния в шлаке огнеупорной глины, которую применяют для
закрывания выпускного отверстия. Обнаружены следы
взаимодействия SiC с корундом, в результате чего алю-
миний растворяется в карбиде кремния. Фаялит был об-
наружен как следствие процесса разложения и окисления
карбида кремния оксидами железа; иногда пластины фая-
лнта полностью замещают кристаллы SiC.
Карбид кремния играет значительную роль в восста-
новительных процессах при получении ферросиликохрома.
Образование вязкого шлака также обусловило присут-
ствие значительного количества карбида кремния, шлаки
получаются гетерогенными и содержат значительное коли-
чество корольков металла. Колоша шихты составляется
из расчета на 300—350 кг кварцита. Количество пере-
дельного углеродистого феррохрома и других компонентов
шихты периодически корректируется в зависимости от
химического состава феррохрома, коксика, полукокса,
газового угля, отходов графитизации и других составляю-
щих шихты в зависимости от содержания золы, летучих и
твердого углерода в восстановителях, кремнезема в квар-
ците в изменения состава шихты прн исправлении нару-
шений в ходе печн. При плавке ферросиликохрома особое
внимание обращается на глубину погружения электродов
в шихту, не допускают образования местных прорывов
отходящих газов («свищей») и наличия конусов шихты во-
круг каждого электрода. В состав шихты обычно входит
342
стальная стружка, железо которой прн плавлении рас-
творяет восстановленный кремний, разрушает карбид
кремния, уменьшает активность кремния н способствует
исправлению нли улучшению хода печей. Иногда в печь
задают единовременно 300—500 кг стальной стружки.
Шнхту в печь загружают непрерывно, небольшими пор-
циями в первую очередь в места, где оседает шихта н
намечается образование «свнща» (при плавке в откры-
тых печах). На каждую колошу шнхты обычно устанав-
ливается определенный расход электроэнергии в зависи-
мости от мощности печи, электрического режима, качества
сырья и химического состава получаемого сплава. Во
время каждого выпуска должно выходить примерно оди-
наковое количество шлака относительно полученного ме-
талла (5—7% от массы металла при бесшлаковом про-
цессе). Изменение химического и гранулометрического
состава шихты, ее расслоение на колошнике, нарушение
электрического режима и неправильное обслуживание ко-
лошника печи приводят к нарушению нормального хода
лечи. Особенно частым нарушением является изменение
количества восстановителя в шихте.
При избытке восстановителя электроды неглубоко по-
гружаются в шихту, рабочая зона («тигель») вокруг элек-
тродов сужается, увеличивается число свищей. Прн недо-
статке восстановителя наблюдается глубокая посадка
электродов, электроды срабатываются, приобретая форму
конуса, появление свищей усиливается, через летку выхо-
дят газы, вязкость шлака увеличивается, а его количество
уменьшается. Необходимо восстановить правильность со-
отношения количества восстановителя в колоше шихты.
Прн выплавке ферросиликохрома двухстадийным ме-
тодом источниками образования шлака являются оксиды
кальция, алюминия и магния кварцита, зола восстанови-
телей. При нормальном ходе часть шлака постоянно вы-
ходит нз печн, но часть его остается в печн и при значи-
тельном количестве карбида кремния может накапли-
ваться. О большом количестве шлака в печи свидетель-
ствуют неустойчивая посадка электродов, ошлакование
электродов, общий подъем колошника, уменьшение про-
изводительности печи с увеличением концентрации угле-
рода в сплаве н колебаний содержания хрома н кремния
в ферросилнкохроме. Для выпуска шлака из печи п сни-
жения содержания SiC в шихте производится единовре-
менная загрузка в печь стальной стружки, извести и
плавикового шпата.
343
Шлак ферроенлнкохрома используют прн выплавке
высокоуглеродистого феррохрома. Выплавка ферроснлико-
хрома марок ФСХ48 и ФСХ40 двухстадийным методом в
печах РКГ-33 с установленной мощностью трансформато-
ра 33 MB-А при активной мощности 30—31 МВт. Шихта
прн выплавке сплавов ФСХ40 и ФСХ48 имеет следующий
состав: кварцита 300 и 300 кг, кокса — орешка 75—85 и
80—90 кг, передельного феррохрома 180—190 и 120—
130 кг, стальной стружки 10 и 10—15 кг соответственно.
Получаемый металл содержал 48—52% Si, 28—32%
Сг (ФСХ48) и 39—43% Si, 37—38% Сг (ФСХ40). Выпуск
сплава производится через 2 ч. В табл. VII.12 приведены
температуры сплавов в процессе выпуска и разливки
(печь РКЗ-ЗЗ).
Таблица VII. 12. Температуры ферроенлнкохрома н ферросилиция*
в процессе выпуска и разливки (грануляции)
Марка сплава лк#сс i °C. (к. *с тя, НИН ^разл1 °C
ФСХ48 1880 1800 1580 1600 60 1490/1440
ФСХ48 1750 1550 — 50 1440/1390
ФСХ40 1870 1830 1600 1640 50 1520/1480
ФСХ40 — 1830 1630 1650 90 1510/1410
ФС45 — м 1855 1680 1690 — —/—
ФС65 1900 1870 1610 1610 —
Првнеч&ляе. t0 я~ температура у отверстия летки, температура у
желоба, к, температура прн уровне заливки до половины ковша и прв
заполнении ковша, тв—продолжиталъность выдержки сплава в ковше. (рЯал —
температура металла в начале разливки (числитель) и в конце (знаменатель).
• По данным X. Н. Кадарметовв.
Повышенная температура ферроенлнкохрома позволя-
ет делать выдержку металла в ковше для снижения кон-
центрации углерода в сплаве. Снижение температуры
уменьшает растворимость углерода в сплаве п обдргчает
образование карбида кремния, который может существо-
вать только в твердом состоянии. Поэтому он всплывает
в верхние слон сплава н оседает па стенках ковша, где
температура сплава понижена. Снижение температуры
металла от начала выпуска, за время выдержки и до
конца разливки или грануляции составляет 300—400 °C
прн изменении продолжительности выдержки сплава в
ковше от 50 до 90 мин. Продолжительность выдержки
344
можно увеличить прн использовании теплоизоляционной
засыпки поверхности расплава и предварительно разогре-
тых ковшей. Температура ликвидуса (начала кристаллиза-
ции) сплава ФСХ48 (47—49% Si) составляет 1340—
1320 °C (при 30—34% Сг). а сплава ФСХ40 (39—43% Si)
1380—1350 "С при 38—42% Сг. В зависимости от длитель-
ности выдержки сплава в ковше концентрация углерода
в сплаве изменяется. Длительность выдержки сплава в
ковше должна быть нс менее 60 мин. Количество шлака
при выплавке ферроенлнкохрома составляет 2—6% от
массы металла. В условиях ЧЭМК шлаки содержат по-
вышенное количество оксида бария ввиду более высокой
концентрации BaSCh в кварците Бакальского месторожде-
ния (0,2—1,0% BaSO^). Обычно шлак прн выплавке фер-
росил и кохром а двух стадийным методом в печи РКЗ-ЗЗ
содержит, %: SiO2 26—32; SiC 8—11; СГ2О3 2—6; Сгыст
0,3—4,5; FeO 1,1—4,0; Fe 0,5—0,8; Д12О3 17—25; СаО 12—
20; ВаО 10—15; MgO 1—2; Сг 2—3.
Минеральный состав шлаков характеризуется наличием
анортита [ (СаО-А^Оз)-2SiOa], геленита (2CaO-SiO2X
XAI2O3), магнезиальной шпинели (MgO-A^Oj) и корунда
(А!20з) присутствуют в шлаке реликты кокса, карбид
кремния и металлическая составляющая. Оксид барня
находится в составе бариевого цельзиана (ВаО-АЬОз-
-2SiO2) с показателями преломления Np— 1,583 и Nq—
1,594 и бариевого глинозема (ВаО-6АЬОз) с А%—1,694
и — 1,702.
Недостатком двухстадийного метода получения ферро-
силикохрома в закрытой печи являлось образование боль-
шого количества возгонов под сводом, которые, по дан-
ным Кадарметова X. Н., имеют следующий химический
состав, %:
SiOJ(cfl) SiC AliOj СаО МЙО FeO Сг:О, Сса СгИЙ1
Проба I . . . 91.92 0,57 — 0,27 2,16 0,36 0,17 3,03 0,2
Проба 2 . . . . 84,40 1,83 0,5 0,31 1,96 0,89 0,52 5.05 0,33
Возгоны начинают спекаться при 1000 °C, а при 1200—
1300 СС — сплавляются. Полное плавление наступает прн
1350—1450°С. Поскольку в печн РКЗ-ЗЗ большая часть
поверхности колошника имеет более низкую температуру,
чем температура спекания возгонов, но их образование
не оказывает существенного влияния па ход плавки. Ме-
талл и шлак выпускаются три — четыре раза в смену.
После выпуска металл выдерживают в ковше в течение
45—75 мин для отделения карбида кремния. Образующая-
345
ся в ковше корка состоит в основном из шлака, карбида
кремния и некоторого количества металла. Ее возвраща-
ют для переплава в печь. Металл, предназначенный для
выплавки ннзкоуглероднстого феррохрома, выдерживает-
ся в ковше более длительное время, н сплав, находящийся
в средней части ковша, имеет минимальное количество уг-
лерода. Сплав разливают, па разливочной машине или
подвергают грануляции.
Прн дроблении слитков ферросиликохрома углерод,
содержащийся в сплаве в виде карбида кремния, перехо-
дит в большей степени в мелкую фракцию, поскольку SiC
обладает более высокой хрупкостью по сравнению с мат-
рицей. Обычно ферросиликохром, получаемый для выплав-
ки снликотермичсского феррохрома, по содержанию уг-
лерода распределяется следующим образом: 50—60%
<0.02% С; 18- 22% <0,02—0,04 С; 8—10%<0.04-0,06%
С; 12—16% >0,06% С. Расход материалов, электроэнергии
н извлечение хрома на 1 баз. т сплава приведен в табл.
VII.13.
Таблица VII. 13. Удельный расход шихтовых материалов и электро-
энергии прн выплавке ферросиликохрома (48% Si) на различных
заводах
Показатели Заводы
А В В Г
Расход материалов, кг/т: феррохрома передельного . . . 574 492 699 827 542
кварцита 1366 1007 1662 1015 1270
стружки железной 77 71 58 58 123
углеродистого восстановителя: коксика ..... 115 346 545 427 567
полукокса шлака силикохрома 275 237 37 —
электродной массы 34 32 54 37 41
Расход электроэнергии, кВт*ч/т . . 5930 5338 6121 5007 5953
Выплавка ферросиликохрома одностадийным (шлако-
вым) методом. При опытной выплавке ферросиликохрома
шлаковым методом колоша шихты имела следующий со-
став, кг:
ФСХ20 ФСХЗЗ
Хромовая руда................. 500 400
Кварцит ................... 230 320
Коксик (влага 15—20%) . . . . 215 230
346
Для выплавкя использовали актюбинскую хромовую
руду крупностью 20—80 мм, кварцит (20—80 мм) и кок-
сик (5—20 мм). Плавку вели в открытой печи, шихту в
печь подавали завалочной машиной. Ниже приведем хи-
мический состав шлаков (%) при выплавке ферроснлнко-
хрома шлаковым методом, обеспечивший хороший ход
печи
SiOj MgO АЬОз SiC (не более) Cr,Oj (не более)
ФСХ20 . . . 42-45 30—35 13—16 2,0 1,0
ФСХЗЗ . . . 43—46 28—32 13—16 3,0 1,0
В процессе плавки и железа из хромовой восстанавливаются оксиды хрома руды н кремния нз кварцита угле-
родистым восстановителем:
2'з(Сг2О3)+ 18/?С = V21[Cr7C3] + 2СО; (VII.32)
2FeO + г/3С = 2/3 [F е3С] + 2СО; (VII.33)
SiO24- 2С = [Si] + 2СО; (VII.34)
>;j(Cr,Fe)7C3] + % [Si] - 7з [(Сг, Fe) Si] + SIC. (VII.35)
При выплавке сплава шлаковым методом отсутствует пер-
вая стадия процесса — выплавка передельного углеродис-
того феррохрома. Поскольку концентрация углерода, рас-
творенного в сплаве зависит от содержания кремния,
большое значение имеет подбор оптимального химического
состава шлаков гранулометрического и химического со-
става шихтовых материалов, электрического режима плав-
ки п высококвалифицированное обслуживание колошника
открытой печи.
Металл и шлак выпускают в ковш, футерованный ша-
мотным кирпичом, с переливом шлака в стоящие рядом
шлаковнн. После выдержки металл разливают через от-
верстие в дне ковша в плоские чугунные изложницы или
гранулируют. В табл. VII. 14 приведен расход материалов
и электроэнергии на 1 баз. т ферросиликохрома в срав-
нимых условиях.
Прн существующем уровне цен на материалы и элек-
троэнергию ферросиликохром, содержащий 18—30% Si,
экономически целесообразнее получать шлаковым мето-
дом. а сплав, богатый кремнием н с низким содержанием
углерода — бесшлаковым двухстаднйным методом.
347
Таблица VII.14. Удельный расход материалов н электроэнергии
при выплавке ферросилнкохрома двухстадийным бес шлаковым (числи-
тель) и одностадийным шлаковым (знаменатель) методами
Показатели Массовое содержанке кремния. %
13 23 33 43 50
Расход материала, кг/т: 298 520 742 965 1121
кварцита 634 881 1134 1323 1464
хромовой руды — — —- —
1908 1600 1420 1145 923
коксика 117 220 312 424 308
540 575’ 625 678 712
передельного феррохрома . . . 1089 911_ 803_ 648 525
—— —“ —
стружки стальной 8 41 62 92 ! 15
30 82“ 84 105 и б-’
Расход электроэнергии, кВт-ч/т . . 1560 2450 5660 3390 4350 5110
4770 7040 7770 8870
§ 6. Технология низкоуглеродистого феррохрома
Процесс получения феррохрома с низким содержанием
углерода основан на восстановлении хрома и железа хро-
мовой руды кремнием ферросилнкохрома в присутствии
оксида кальция извести для снижения активности обра-
зующегося кремнезема н повышения активности Сг2О3. В
соответствии со стандартом в СССР получают инзкоугле-
родистый феррохром, химический состав которого приве-
ден в табл. VI 1.15.
На отечественных заводах низкоуглеродистын ферро-
хром получают снликотермнческим методом плавки в пе-
чи, смешением хромоизвесткового расплава с жидким
(твердым) ферроенликохромом в ковше, а также с при-
менением вакуума. Некоторое количество феррохрома и
металлического хрома получают алюминотермическим ме-
тодом. Суммарная реакция восстановления оксида хрома
кремнием имеет вид:
г/эСг2О3-г S1 4-2СаО = */3Сг + 2CaO-SiOa. (VI 1.36)
Теплота процесса перехода кремния из металла в шлак
(окисления кремния и растворения SiO2 в шлаке) реаль-
348
Таблица VII.15. Химический состав низкоуглеродистого феррохро-
ма (ГОСТ 4757—79)
Массовое содержание, %
Марка Сг С j SI | Р S I AI
(нс менее)
не оолее
ФХ001А 68 0,01 0,8 0,02 0,02 0,7
ФХ001Б 68 0.01 0.8 0,03 0,02 0,7
ФХ002А 68 0,02 1,5 0,02 0.03 —
ФХ002Б 68 0.02 1,5 0,03 0.03 —
ФХООЗА 68 0,03 1,5 0.02 0.03 0,7
ФХ003Б 68 0,03 1,5 0,03 0,03 0,7
ФХ004А 68 0.04 1,5 0,02 0,03 0,3
ФХ004Б 68 0,04 1.5 0,03 0,03 0,3
ФХ0О5А 65 0,05 1,5 0,03 0.03 —
ФХ005Б 65 0,05 1,5 0,05 0,03 —
ФХ006А 65 0,06 1.5 0,03 0Г03 0,3
ФХ006Б 65 0.06 1.5 0,05 0.03 0,3
ФХ010А 65 0,10 1,5 0,03 0,03 0,3
ФХ010Б 65 0.10 1,5 0,05 0,03 0,3
ФХ015А 65 0.15 1,5 0,03 0,03 0,3
ФХ015Б 65 0,15 1.5 0,05 0,03 0,3
ФХ025А 65 0.25 2,0 0,03 0,03 —
ФХ025Б 65 0.25 2.0 0,05 0,03 —
ФХ050А 65 0,50 2,0 0,03 0,03 —
ФХ050Б 65 0,50 2,0 0,05 0.03 —
ного состава равна 204,47 кДж/моль кремния. Однако
тепла, которое выделяется в результате снликотсрмическо»
реакции восстановления, недостаточно для проведения,
процесса вне печи, поэтому 60—70% всей электроэнергии
расходуется на расплавление н компенсацию тепловых
потерь печи.
В шлаке феррохрома, получаемого сил икоте рмическим
методом, примерно половина хрома находится в двухва-
лентной форме, поэтому большое значение имеет реакция,
которая в значительной степени определяет равновесное
содержание кремния в металле. Поскольку оксид СгО
растворим в жидком сплаве, то окисление кремния может
происходить по схеме:
2tCrO) - J Si 1 -- 2[Cr J 4- (SiO2). (VIL37>
При бесфлюсовом способе плавки может наблюдаться
достаточно полное смещение реакции восстановления в
сторону образования хрома. Наиболее оптимальные усло-
вия процесса обеспечиваются при основности шлака (СаО/
/SiO2), равной 1,7—2,0 (обычно 1,8—1,9). С повышением
34»
основности уменьшается активность кремнезема в шлаке
и процесс восстановления облегчается [до соотношения
(СаО) / (S1O2) = 1,88]; при основности шлака >1,9 возни-
кают условия для образования в шлаке группировок, близ-
ких по составу к хромиту кальция СаО-Сг2Оз, условия
восстановления хрома ухудшаются. Прн этом значительно
увеличивается кратность шлака. Потерн хрома со шлаком
растут, хотя процентное содержание его в шлаке не по-
вышается, но увеличивается масса хрома.
Работа на шлаках высокой основности приводит к об-
разованию карбида кальция с последующим науглерожи-
ванием металла за счет электродов в соответствии с ре-
акциями:
СаО - ЗС = СаС24- СО, (VII .38)
’/3Сг2О3+ 18/7С = >2Сг7С3-г 2СО, (VI 1.39)
поэтому в верхних слоях шлака содержание углерода в
корольках сплава всегда повышено. Уменьшить его можно
путем замены части СаО на MgO введением в шихту
доломита. Чрезмерное повышение температуры металла и
шлака вследствие экзотермического характера реакции
(VII.37) может привести к восстановлению кремния хро-
мом металла, тогда концентрация кремния в сплаве уве-
личивается. В табл. VII. 16 приведен химический состав
шлаков, в которых определена концентрация закиси хрома.
Таблица VII. 16. Химический состав закаленных шлаков феррохрома
Шлак Массовое содержание, Сг?+, QT X (Сг) СаО SiO*
6 О СгО о ‘OIS Ah Од .МйО О
1 4.37 2,69 45,05 26,60 5,60 11,0 1,67 40,7 1,84
2 2,55 2,48 50,00 28,20 5,40 11,25 0,80 51.8 1,77
3 1,39 1,98 50,52 28,45 3,55 11,78 0,25 61,3 1,76
4 21.98 5.31 50,01 21,96 — 21.3 2,28
5 11,78 5,94 60,20 22,10 — — 36.1 2.71
6 12.10 8.02 45.74 33,14 —1 — — 42.1 1.41
7 1,09 19,60 14.08 65,23 — — — 95,2 0,22
8 10.53 0,93 88.54 —• — — 100
Изменение теплоты процесса перехода кремния из ме-
талла в шлак прн введении в шлак оксида магния уста-
новлено экспериментально (табл. VII. 17). Пробы шлака
подвергали закалке.
350
Таблица V1I.T7. Значения ДН° прн I960 К для процесса перехода,
кремния из металла в шлак
Шлак Массовое содержанке. % хДж/моль кремния
СаО MgO SiO: АЬО, FeO Cr;O9
I 55,48 0,50 28,40 4,80 2,93 10,44 —204470
2 47,10 14,29 26,24 8,58 2,32 3,05 —24176G
3 34,72 21.72 24,76 13,97 1,40 9,95 —98880
Используемая для плавки хромовая руда должна со-
ответствовать следующим требованиям: 1) низкое содер-
жание углерода, находящегося в ней в виде посторонних
примесей или карбонатных соединений; 2) пониженная,
температура плавления, обусловленная в основном содер-
жанием оксидов железа в виде FeO или Fe^Oj. Чем боль-
ше Fe2+O н MgO в руде, тем выше в ней температура
появления жидкой фазы и полного плавления. Окисли-
тельный обжиг хромовых руд перед плавкой приводит к
разрушению основного минерала хромшпинелида и пере-
ходу части Fe2+ в Fe^+i
(Fe2+,Mg) О • (Cr, Al, Fe3+) 2O3 + 3/4O3=
=MgO- (Cr, Al, Fe+3)2O3+ 1 2Fe3O3. (VH.40>
Введение в шихту перед обжигом оксидов кальция нл»
магния в виде извести нли доломита значительно облег-
чает окисление железа:
(Fe, Mg) О - (Cr, Al, Fe)2O3— (Са, Mgm)O -рЛО, =
= (Ca,Mgm-j )-(Cr, Al, Fe),O4+,/2Fe2O3. (VII.41>
В результате обжпга РсгОз выделяется по границам,
рудных зерен, что в значительной степени (на 200—
300°С) снижает температуру плавления жидкой фазы.
Размер кусков руды не должен превышать 40 мм (причем
фракции 0—10 мм — не менее 70%), размер кусков извес-
ти 10—25 мм. Известь должна быть чистой от посторон-
них примесей, содержать >87% СаО. Обычно в извести*
содержится 90—92% СаО и ^0,017% Р. Большое коли-
чество остаточного СаСО3 (недопала) в извести приводит
к повышенному расходу электроэнергии.
Содержание углерода н кремния ферроенлнкохрома
определяется маркой выплавляемого феррохрома (см.
35К
табл. VIL15). Плавку ведут периодическим способом в
наклоняющихся печах мощностью 3500—5000 кВ-А с маг-
незитовой футеровкой. Применяют варианты технологии,
различающиеся порядком загрузки составляющих шнхты
в печь. Наиболее целесообразен следующий режим: 1) за-
правка ванны; 2) загрузка на подину всей навески енлн-
кохрома первой колоши, набор нагрузки и завалка рудно-
известковой части шихты; 3) расплавление первой закал-
ки шихты; 4) загрузка енликохрома второй закалки и
рудноизвестковой части шихты; о) расплавление второй
завалки шнхты; 6) выпуск шлака и металла. Примерный
состав шихты для выплавки феррохрома следующий, кг:
I
Руда хромовая ......................
Известь ............................
Ферросиликохром ....................
Доломитизированнзя известь ....
период 11 период Доводка
1800 1800 —
800 I400 —
1200 200 —
_ _ 800—850
Заправка печи заключается в удалении настылей шла-
ка с бортов ванны и завалке извести к стенам печн. На
подину загружается весь ферросиликохром первой завал-
ки, а прн выплавке ФХ006- 80% от установленной навес-
ки на всю плавку. Затем силнкохром прикрывают неболь-
шим количеством рудноизвестковой смеси (200—300 кг),
включают в печь и опускают электроды. Набор нагрузки
осуществляется при ручном управлении перемещением
электродов. Шихту заваливают по всей поверхности ван-
ны, преимущественно к стенкам печи. Ферросиликохром
второй завалки вводят после подъема электродов в стал-
кивания в центр ванны нсрасплавившейся части шнхты.
Затем набирают нагрузку и производят вторую закалку
рудноизвестковой смеси.
На некоторых заводах плавку ведут в три периода,
выпуская промежуточный шлак после накопления его в
печи. Температура шлака всегда выше температуры ме-
талла н составляет 1780—1850°C в первом периоде плав-
ки, 1740—1780°С — во втором, температура металла в
ковше после выпуска 1700- 1750 С. Кратность шлака со-
ставляет 2.5—3.0.
В зависимости от марки феррохрома плавку ведут на
различных ступенях напряжения: для сплавов ФХ010—
ФХ006 343—369 В, для ФХ015—ФХ050 320—352 В. для
ФХ100—ФХ200 300—320 В. С уменьшением рабочего на-
пряжения снижаются потери тепла на излучение при ра-
боте печн па электрических дугах значительной длины.
552
Плавку низкоуглеродистого феррохрома можно вести
последовательным проплавлением двух колош шнхты, со-
стоящих из хромовой руды, извести и ферросиликохрома.
После расхода 1600—2100 кВт-ч электроэнергии иа
1000 кг хромовой руды производится выпуск шлака с по-
следующим набором нагрузки и проплавлением следу-
ющей колоши щихты и выпуском металла и шлака в сталь-
ные ковши.
При получении феррохрома с пониженным содержани-
ем углерода ответственной операцией является набор
нагрузки на оставшемся в печн расплаве шлака нлн задан-
ном ферросиликохроме; управление положением электро-
дов в этом случае проводится вручную. При завалке ших-
ты не разрешается направлять ее на электроды во избе-
жание скалывания электродов и неизбежного повышения
содержания углерода в феррохроме. Прн обвалах шихты
и вскипании шлака электроды приподнимают, так как при
этом возможно взаимодействие углерода электродов с ок-
сидами хрома и железа в шлаке, восстановлением их с
образованием карбидов и повышением концентрации угле-
рода в металле. Перед выпуском металла отбирают одну-
две пробы металла ошлакованной стальной ложкой для
определения концентрации кремния. Быстрое н точное
определение содержания кремния в металле производится
с использованием термоэлектрического енлпкометра. Для
выпуска металла и шлака под летку печи устанавливают
три—четыре стальных ковша вместимостью каждого
— 3 м3, установленных каскадом; при этом первый ковш
для выпуска металла имеет шлаковый гарнисаж, получен-
ный при выдержке в нем шлака, предыдущей плавки. Лет-
ку вначале очищают от магнезитовой крупки и затем про-
жигают кислородом, подаваемым по стальной трубке диа-
метром 12 мм.
Прн выплавке среднеуглеродистого феррохрома енлнко-
термическим методом марок ФХ100—ФХ200 на каждую
1000 кг хромовой руды в шихту задают 50—60 кг пере-
дельного углеродистого феррохрома, а ферросиликохром
заваливают в печь совместно с рудиоизвестковой частью
шихты. Для нормального хода силикотсрмического про-
цесса характерно получение шлака оптимальной вязкости,
хорошо отделяющегося от металла. После кристаллизации
и снижения температуры шлак рассыпается в порошок
при фазовом переходе модификации ^-2CaO-SiC>2 в
y-2CaO-SiO2 (970 К), происходящем с увеличением объ-
ема на 12,3%. При нормальной работе печи массовая кон-
12.
353
цеитрация кремния в металле марок ФХ006—ФХ015 со-
ставляет <1%, а в феррохроме ФХ025—ФХ200 ~1%;
В шлаке должно содержаться 49—51 % СаО н <5%
O2O3. При устойчивом положении электродов при работе
печи и постоянной токовой нагрузке наблюдается пример-
но одинаковый съем электроэнергии за равные промежут-
ки времени и равномерный выход металла и шлака от
плавки к плавке.
Концентрация кремния выше установленного предела
чаще всего получается в металле при избытке ферроснли-
кохрома в шихте, пониженной концентрации оксида каль-
ция в шлаке вследствие уменьшения его содержания в из-
вести. Признаками уменьшения основности шлака яв-
ляются пониженная температура и повышенная вязкость
металла, и значительная жндконодвижность шлака. Прн
увеличении концентрации кремния в металле необходимо
столкнуть с бортов почти всю шихту в шлак и при этом
хорошо его перемешать, дать дополнительно в печь руду
и известь. Повышение концентрации углерода в металле
может произойти при значительном контакте электродов
с ферроснлнкохромом при наборе нагрузки и взаимодей-
ствии углерода электродов со шлаком, так как основное
количество углерода в металл переходит из электродов.
Необходимо также проверить концентрацию углерода в
руде, ферросиликохроме и извести.
Металл и шлак выпускают при полной токовой нагруз-
ке в стальные ковши. Для металла устанавливают ковш со
шлаковыми гарнисажем толщиной 50—100 мм (шлако-
вый ковш предыдущей плавки). Состав отвального шлака
следующий, %: Сг2О3 4,41; FeO 0,84; SiOs 27,6; СаО 50,8;
MgO 12,9; А12Оэ 4,8; Р 0,003.
Для получения плотных (без газовых пузырей) слит-
ков разливку ведут под слоем шлака или жидкого ферро-
хрома перед разливкой вакуумируют в ковше при 20—•
60 гПа в течение 5—10 мнн. Недостатками способа вы-
плавки феррохрома в электропечах являются относитель-
но небольшая скорость протекания восстановления хрома
кремнием, длительная выдержка шлака и металла в печи,
которая способствует повышению содержания углерода в
металле. Около 60—70% углерода в феррохром поступает
из электродов. Более эффективным методом получения
феррохрома является смешение предварительно выплав-
ленных хромонзвесткового расплава и ферросиликохрома
вие печи в ковше. Метод является снликотермическим
процессом и позволяет значительно увеличить скорость
354
реакции восстановления хрома кремнием, получать фер-
рохром с пониженным содержанием углерода, а также
увеличить извлечение хрома. Возможны несколько вари-
антов метода. Одни из них — двухстадийный, по которому
в одной печи из хромовой руды н извести получают руд-
ноизвестковый расплав с 30—35% Сг3О3 и его смешивают
с промежуточным 25%-иым ферроснликохромом. При этом
производят готовый феррохром с 0,02—0,04% С н бедный
Рис. VII,17. Схема получении иизкоуглсродистого феррохрома свешенном жид-
ких раеплаасв:
1 — хромистыв концентрат; 1 — известь; 3 — хромовая руда; 4 — кварцит; 5_
кокс; б — шлак (<2% Сг-,ОЛ>; 7 — ферросиликохром (25% Si); 3 — феррохром;
9 — шлак (15% CrjOjl; 10 — шлак (30% CraOj); // — ферросиликохром (45% SI)
промежуточный шлак ( — 14% С12О3), который смешивают
с богатым ферроснликохромом (50—.48% Si), получаемым
шлаковым методом. Продуктами являются отвальный
шлак (2—5% Сг20з) н промежуточный 25%-ный ферро-
снликохром. Извлечение хрома руды составляет 95%.
Смешивание расплавов ведут в ковшах, футерованных до-
ломитовым кирпичом. Иногда в одной печи получают фер-
роснлнкохром шлаковым методом, а другой — рудноиз-
вестковый расплав, затем их смешивают с добавкой твер-
дого дробленого промежуточного снликохрома и получают
готовый феррохром (рис. VI 1.17).
В СССР используется одностадийный метод, разрабо-
танный СЗФ и ЦНИИЧМ, когда в результате смешения
богатого руднонзвесткового расплава и 50%-ного жид-
кого и твердого ферросиликохрома получают стандартный
феррохром марок ФХ002—ФХ004. Большое значение при
12*
355
этом методе имеют физико-химические свойства рудноиз-
весткового расплава, определяющие его температуру плав-
ления и вязкость. В системе СаО—Сг2Оз в нейтральной
атмосфере самую низкую температуру плавления (1927СС)
имеет шлак состава 50% Сг2О3 и 50% СаО; в окислитель-
ной среде такой шлак плавится при пониженных темпера-
турах вследствие образования хромитохромата кальция
(9СаО-4СгО3-Сг2О3).
Жидкое состояние оксидной сложной системы переход-
ных металлов (Сг, Fe, Мо, Мп, V, Ti и др.) во многом опре-
деляется окислительно-восстановительным потенциалом
газовой фазы, т. с. парциальным давлением кислорода.
Причем, окислительно-восстановительное равновесие в си-
стеме шлаковый расплав — газовая фаза во многом опре-
деляется, как это показали О. С. Бобкова и П. Н. Ляки-
шев, концентрацией СаО в шлаке. Чем больше содержа-
ние СаО в шлаке, выше основность (CaO)/(SiC>2). тем
выше активность ионов кислорода. По аналогии с крите-
рием оценки кислотности среды по pH предложено выра-
жение основности оксидных расплавов: pO = lgao2~ Для
качественной оценки активности ионов кислорода в оксид-
но-силикатной системе О. С. Бобковой и Н. П. Лякише-
вым предложено выражение:
1— 1 ' । 3!Ю-*51О?‘
1 , — Хме0 ___________L ________*1 + *sioja v
° Ij + xsio; 2(1 —м; J Х
(V1I.42)
где k и а — константы, зависящие от термодинамических
свойств системы.
Важной характеристикой руднофлюсового расплава и
шлаков является кислородопропицаемость оксидных рас-
плавов. Для расплавов СаО - SiO2—А12О3, нс содержащих
оксидов переходных металлов (Ге2Оз, Сг2О3 и др.), кис-
лородопроницаемость пропорциональна ро, газовой фазы,
а проникновение кислорода связывают с физическим раст-
ворением. Если шлак ввести даже 0,2% Fe2O3, то кислоро-
допропицаемость повышается в 10;о раз вплоть до дости-
жения в шлаке 16% Fe2O3. Для случая железосодержа-
щих шлаков, кнслородопроницаемость пропорциональна
j ро; • По-вндимому, оксиды хрома также повышают кпс-
лородопроницаемость шлаковых расплавов. Присутствие
ионов железа в шлаке обусловливает химическое взанмо-
358
действие с кислородом газовой фазы и диффузию иона
О2-. Можно полагать, что этот механизм распространяется
на рудиоизвсстковый расплав, содержащий оксиды н хро-
ма и железа. Высокая кнслородопровицаемость оксидных
расплавов приводит к непроизводительному расходу
(окислению) кремния, как восстановителя. Ферросил ико-
хром, содержащий 48- 51 % Si, 28—31% Сг, 0,04—0,08% С
и до 0,03% Р, получают двухстадийным бесшлаковым ме-
тодом и выпускают в ковш, футерованный шамотным кир-
пичом. Руднонзвсстковый рас [глав выплавляют в печах
5000 кВ-А из хромовой руды, содержащей 45—50% Сг20б,
5—8% FeO, 3—10% Fe2O3, <20% MgO, 6-8% Д|.,ОЪ
5—8% SiO2 и 0,003—0,007% Р и извести (90—93% СаО,
0,004—0,006% Р и 0,8—2,2% SiO2). В новых цехах уста-
навливают более мощные печи. При плавке необходимо
применять мелкую руду, тогда состав расплава примерно
одинаков по глубпне ванн (30% Сг2Оз, 41% СаО, 4—5%
SiO2, 16—20% MgO, 4—6% AI2O3 и 6—10% FeO). Ис-
пользование крупной руды приводит к тому, что рудный
хромшпипелид не разрушается, остатки его оседают на
подину, загромождая ванну вязким расплавом с 45—52%
Сг2О3 и 20—22% СаО. Содержание кремния в феррохро-
ме и, следовательно, Сг2О3 в шлаке регулируют количе-
ством ферросилнкохрома. Количество кислорода в ферро-
хроме, содержащего 69—72% Сг, зависит от концентрации
кремния в соответствии с уравнением 1g [% О] = —0,306
[% Si]—0,933. Получаемый феррохром содержит 70—76%
Сг, 0,01—1,0% Si, 0,02—0,03% С, 0.15—0,03% Р, <0,02%
S. 0,02—0,10% N2. 0,010—0,04% О2, 0,0001-0.003% Н2.
Рудпоизвестковый расплав после выпуска в ковш име-
ет температуру 1900—1950еС, после смешивания с ферро-
енликохромом 2000—2030 ®С. После двух переливов рас-
плава в ковш температура шлака снижается до 1850—
1860сС. а после четырех — До 1780—1790°C. Температура
металла перед разливкой близка к температуре начала
кристаллизации и составляет 1670—1690°C. Феррохром
перед разливкой могут выдерживать в специальной ваку-
умной камере при давлении 10—50 гПа в течение 10 -
15 .мин (метод ДМетИ и ЗФЗ), а затем разливают в плос-
кие изложницы, обработанные известковым раствором.
В результате вакуумирования снижается содержание во-
дорода со 130—160 до 8—15 см3/100 г металла, и слиток
получается плотным, без газовых раковин. Разливку также
ведут под слоем шлака в елнтки толщиной 250—300 мм-
Слнток получается плотным с крупнокристаллической
357
структурой; кратность шлака 2,5, состав 2—6% СгзОз,
40—47% СаО, 8—10% MgO, 6—8% А12О3, 24—28% SiO2
и 0,2—0,5% FeO при 1—2% металлических корольков
размером 0,5—2 мм. Сравнительные техиико-экономичс-
ские показатели плавки феррохрома приведены в
табл. VI 1.18.
Таблица VII. 18. Удельный расход шихтовых материалов и электро-
анергии при выплавке иизкоуг ле род истого феррохрома снликотермнче-
ским способом
Показателя Заводы
А В' Г *
Расход материалов, кг/т; руды хромовой (50% Сг_>03) 1784/2066 1736 1843
ферроенлнкохрома (48% Сг) 653/699 1673/3173 609
извести (известняк) .... 1484 1683
электродов графитированных (электродная масса) . . . 13/33 9 4-(9) 13
Расход электроэнергии, кВт • ч/т 2888/3659 2650 3223
Извлечение хрома, % . . . . 74,2/— 77,9 72,0
Примечание. Числитель — печной метод, анамепатель — смешения.
' Печной метод.
§ 7. Получение особо низкоуглеродистого
и и из ко азот ист о го феррохрома с применением вакуума
Требования к феррохрому для выплавки сталей и сплавов
специального назначения. До начала 60-х годов низко-
углеродистый феррохром в СССР и зарубежных странах
производили в основном силикотермическим способом и в
небольших количествах дорогостоящим алюмннотермиче-
ским процессом. Однако вследствие сравнительно высоко-
го содержания углерода и азота в силикотермнческом
(>0,06% С a 0,04%N) (>0,03% С и 0,1% N) н в алю-
мииотермическом феррохроме эти сплавы не удовлетворя-
ют предъявляемым требованиям. Для выплавки особо
низкоуглеродистых хромоникелевых аустенитных сталей
необходимо использование феррохрома с низким содержа-
нием вредных примесей (углерода, азота, водорода и не-
металлических включений). Развитие атомной энергетики,
358
химического машиностроения и других специальных от-
раслей техники было связано непосредственно с примене-
нием особо тонкостенных труб из этих сталей. В случае
более высокого содержания углерода (>0г03%) сталь
склонна к коррозии н особенно к интеркристаллитной.
Сущность этого явления состоит в следующем. В процес-
се . кристаллизации слитка аустенитной хромоникелевой
стали (Сг : Ni — 18: 10) избыточный над равновесным содер-
жанием углерод выделяется по границам зерен в виде
двойных карбидов (Сг019‘Реод)2зСб. При этом концентра-
ция хрома в зоне, прилегающей к границе поверхности
зерен, снижается и, следовательно, отношение Cr:Ni ста-
новится ниже 18:10, т. е. уровня, обеспечивающего корро-
зионную стойкость стали в агрессивных средах. Для пре-
дупреждения выделения карбидов по границам зерен в
жидкую сталь присаживают элементы-стабилизаторы (ти-
тан, ниобий н другие, имеющие более высокое, чем хром,
химическое сродство к углероду). Остаточное содержание
титана в стали [% Ti] рассчитывают по формуле:
[% Ti]>5([% С]—0,03), где [% Ti] —остаточная кон-
центрация титана в стали, %; [% С]—фактическое со-
держание углерода в стали, %; 0,03 — предел раствори-
мости углерода в аустенитной хромоникелевой стали, %.
Однако введение в сталь элементов-стабилизаторов по-
вышает количество нежелательной фазы tz-Fe (феррита),
ухудшает деформируемость аустенитных сталей вследствие
образования феррита и карбидов титана (ниобия). Расчет
количества присадок титана по этой формуле в случае
выплавки ннзкоуглеродистых сталей не гарантирует до-
статочной точности и высокой коррозионной стойкости
стали в агрессивных средах. Исследования, выполненные
нами и позже зарубежными авторами показали, что наря-
ду с углеродом, следует учитывать и содержание азота.
Одно из соотношений для расчета остаточного содержа-
ния элемента-стабилизатора (ниобия) с учетом содержа-
ния азота следующее: [% Nb] э>0,093+7,7([% С] —
—0,013) 4-6,6([% N]—0,22). Из этой формулы следует,
что для придания коррозионной стойкости необходимо вво-
дить ниобий с учетом содержания и углерода и азота.
Следовательно, феррохром, предназначенный для выплав-
ки коррозионностойкой стали с особыми свойствами, дол-
жен иметь очень низкое содержание примесей и, прежде
всего, углерода и азота. В ряде случаев требуется ферро-
хром с очень низким содержанием кобальта, фосфора и
других примесей.
359
На первых этапах поиска технологии глубокого обез-
углероживания феррохрома усилия были сосредоточены
на изучении процессов окисления углерода жидкого фер-
рохрома под вакуумом. Продолжая начатые еще в 30-е
годы проф. А. Д. Крамаровым, проф. С. И. Хитриком,
канд. техн, наук С. А. Сахаруком эксперименты В. И. Ни-
колаев, М. И. Гасик и Б. И. Емлин рекомендовали для
внедрения вакуумный способ рафинирования от углерода
силнкотермнческого феррохрома в ковше при продувке его
кислородом и. как более эффективный вариант, вакууми-
рование жидкого силикотермического феррохрома в ин-
дукционных вакуумных печах. Результаты этих исследо-
ваний обобщены в ряде публикаций. Однако опыты, про-
веденные в промышленной вакуумной индукционной печи
завода «Электросталь» показали, что вследствие низкого
качества огнеупоров внедрить эту технологию в широких
промышленных масштабах в те годы пе представилось
возможным. Впоследствии работы по выбору огнеупоров
и параметров вакуумного обезуглероживания феррохрома
были продолжены С. В. Безобразовым (НИИМ).
В связи с этим нами был разработан п внедрен способ
рафинирования феррохрома в твердом состоянии. Слнткн
силнкотермнческого феррохрома с 0,10—0,15% С подвер-
гаются в твердом виде вакуум-термнческой обработке в
электропечах сопротивления при 1450—1500 °C и давле-
нии 1—0,1 Па в течение 20—24 ч. В условиях вакуума и
высокой температуры создаются условия для развития
процесса обезуглероживания слитков по реакциям:
[С]ре-сг 4~ [О]Fe—cr СОГ; (VII,43)
[C]Fe-cr -С (Сг,оз) - СОГ; (VI 1.44)
IС]к-Cr + 1 402(0 - COr. (VI1 -45)
В реакциях обезуглероживания принимает участие кис-
лород, растворенный в феррохроме [О]ге-сг, содержащий-
ся в оксидной плойке СггОз и натекающий в вакуумную
печь (О2(Г|). Константа равновесия реакции Ac (VIL43)
имеет вид:
Кс- Рсо [С]|О|, (VI1.46)
о ткуда [С] - Р-СС) . Следовательно, чем ниже остаточное
Кс 10]
давление в печн, т. е. чем больше разрежение и чем боль-
ше активность (содержание) кислорода при заданной тем-
пературе. тем ниже содержание углерода в феррохроме.
360
Содержание кислорода в силикотсрмичсском феррохроме,
подвергаемом вакуум-термической обработке, зависит от
концентрации кремния:
[%О]ре-сг= - 0,306 [%Si] -I 0,933. (V11.47)
Обычно в слитке содержится от 0,06% до 0,01% кислоро-
да, а после вакуумтермнческого обезуглероживания 0,01 —
0,003%.
Деазотация феррохрома в вакууме. Растворимость
азота в чистых металлах и сплавах подчиняется закону
Снвертса, поэтому с понижением парциального давления
азота в печи прн термической обработке слитков ферро-
хрома в вакууме происходит снижение концентрации азо-
та с 0,08—0.10 в исходном до 0,02—0,04% в конечном
сплаве. Для определения равновесного содержания азота
в чистом хроме получено выражение (кПа):
lg [NJpe-ct =- ( - 5500/ Т) -9 3,484 -%-0,5 lg pN,. (VI 1.48)
Зависимость константы скорости деазотации от темпе-
ратуры имеет вид:
1g Ху= (— 27Ю30/Г) + 78,132. (VII.49)
Кажущаяся энергия активации процесса деазотации
равна 271930 Дж/моль азота, для реакции удаления угле-
рода прн вакуум-термической обработке ета величина рав-
на 187532 Дж/моль.
Степень обезуглероживания н деазотации феррохрома
при прочих равных условиях определяется толщиной елнт-
ка. В тонких слитках (20—40 мм) остаточные концентра-
ции углерода и азота достигаются за меньший промежу-
ток времени.
Производство вакуум-термичсского феррохрома на
ЗФЗ было освоено в 1960 г. До 1967 г. процесс велн в од-
нокамерной вакуумной печи сопротивления ОКБ-554А пе-
риодическим процессом. Полный технологический цикл
составлял 68 ч, в том числе — 34 ч период нагрева садки
н 20 ч — период охлаждения. С целью увеличения произ-
водительности, снижения удельного расхода электроэнер-
гии и повышения качества феррохрома в 1967 г. в рекон-
струированном отделении была установлена трехкамерная
печь непрерывного действия типа СВЛ-16.128.16/14,5x64
(рис. VI 1.18). Суммарная установленная мощность печи
1500 кВ-А. Печь имеет трн камеры. Температура в камере
предварительного нагрева 1000°C, в камере изотермиче-
ской выдержки 1450—1500 °C. Третья камера предназна-
361
чела для охлаждения феррохрома и нефутерована. Раз-
меры печи: длина 44 м, ширина 11,5 м, высота 7,2 м. Раз-
меры рабочего пространства тележки: длина 6 м, ширина
1,2 м и высота 0,4 м. Масса садки феррохрома до 7 т.
Основными узлами печи являются вакуумные шлюзы с
проходным окном сечением 1,6X1,6 м для перекатывания
тележки под вакуумом. Печь питается от сети напряже-
нием 380 В; напряжение иа нагревателях составляет 31 —
60 В. В качестве нагревателей используют углеродные
стержни диаметром 40 мм.
Система вакуумирования камеры изотермической обра-
ботки укомплектована четырьмя газобалластными форва-
куумными насосами типа ВН-6Г и тремя паромаслянными
бустерными насосами типа БН-4500, а камеры предвари-
тельного нагрева и охлаждения -форвакуумными насо-
сами (рис. VII.19).
Технические операции выполняют в следующей после-
довательности. Слитки феррохрома укладывают па тележ-
ку и закатывают в камеру предварительного нагрева, име-
ющую, как и остальные камеры, автономную систему для
создания вакуума. После достижения остаточного давле-
ния <133 Па включают нагреватели (металлическая спи-
раль), температура повышается до 1000°С. По достиже-
нии заданной температуры по всей высоте садки ферро-
хрома. выравнивается давление в камере изотермической
обработки и камере предварительного нагрева, откры-
вается вакуумный шлюз и тележка перекатывается из ка-
меры в камеру, затем шлюз закрывается. Вакуумными
насосами создается вакуум и включаются графитовые на-
греватели. После достижения 1450—1500°С нагрев в ка-
мере переводится на автоматический режим поддержания
температуры. По истечении заданного времени термиче-
ской обработки феррохрома выравнивается давление в
камерах 2 и 3, открывают вакуумный шлюз и тележка пе-
рекатывается в камеру охлаждения садки и после сниже-
ния температуры ниже 200 °C тележка выкатывается из
печи иа склад готовой продукции. Одновременно в печи
(в камерах) находится три тележки. После каждого вы-
катывания тележки из камеры последовательно переме-
щают тележки в других камерах, так что соблюдается не-
прерывность процесса в трехкамерной печи без снижения
температуры в камерах и при сохранении вакуума в ка-
мере изотермической обработки.
Феррохром, прошедший вакуум-термнческую обработ-
ку, содержит очень небольшое количество углерода, азота,
363
2300
9£IL ______
Рис. VII. 19. Поперечное сечение вакуумной печи СВ.116,128.16/14.5X64:
1 — насосы; 2 — вакуумный шлюз, 3 — тележка; 4 — механизм перемещения тележки
водорода и оксидных включений. Этот феррохром явился
первой продукцией предприятий Минчермета СССР, кото-
рой в установленном порядке был присвоен Государствен-
ный Знак качества. Приоритет советских ученых в разра-
ботке этого промышленного способа подтвержден патен-
тами * технически развитых зарубежных стран.
Существует также способ обезуглероживания в вакуу-
ме (ЦНИИЧМ) дробленного высокоуглеродистого ферро-
хрома, предварительно окисленного кислородом при про-
каливании или полученного распылением сплава. Окис-
ленный феррохром содержит 59—65% Сг; 2,5—5,6% С;
0,8% Si; 19—21% Fe; 8—13% О. Затем феррохром брике-
тируют. В брикеты вводят примерно такое же количество
неокнеленного феррохрома. Связкой является 10%-ный
раствор хромового ангидрида или сахарной патоки. Сухие
брикеты выдерживают в вакуумной электропечи сопротив-
ления при 1300—1340 3С и давлении 66,6—133 Па в те-
чение 80—100 ч (1984 г.). Охлаждают феррохром в
вакууме до 400—500°C во избежание окисления сплава, а
затем — на воздухе. На 1 т сплава с 0,01—0,03% С и 60%
Сг расходуется 1055 кг передельного углеродистого фер-
рохрома, 7800 кВт-ч. электроэнергии. Хотя применение
этого способа исключает выплавку ферросилнкохрома и
низкоуглеродистого феррохрома, однако технико-экономи-
ческие показатели производства и его качество ниже, чем
вакуум-термического способа обезуглероживания.
§ 8. Технология среднеуглеродистого феррохрома
Химический состав среднеуглеродистого феррохрома при-
веден в табл. VII. 18, из которой следует, что в зависи-
мости от марки, содержание углерода составляет от 1,0 до
4,0%. Концентрация других примесей должна быть
«2,0% Si; «0,03% Р и «0,04% S. Феррохром такого со-
става можно получить силикотермическим или кислород-
но-конвертерным методами. Более ранним является сили-
котермический способ, предусматривающий восстановле-
ние оксидов хромовой руды кремнием ферросилнкохрома
FeO-Cr2O3-|- [Si—Сг—CT]->[Fe—Сг—Сх] +SiO2. Иногда
этот процесс рассматривают как рафинирование ферросн-
лнкохрома от кремния хромовой рудой, что менее правиль-
но. Особенностью силикотермического процесса получения
* Пат. (США) 352302! с приоритетом 23.05.67, пат. (Великобри-
тания) 1159196 от 20.04.67, пат. Фр. 1528199 от 31.05,67 и др.
365
Таблица V11.I8. Химический состав среднеуглероднстого феррохро-
ма (ГОСТ 4757—79)
Марка Массовое содержание, % (не более) Марка Массовое содержание. % (не более)
С р С Р
ФХ 100 А 1 0,03 |фХ200Б 2 0.05
ФХ 100 Б 1 0,05 1ФХ400А 4 0,03
ФХ200А 2 0,03 | ФХ400Б 4 0,05
Примечание. Для всех марок <С65% Cr. <2%Si, s£0.0-l%S.
среднеуглеродистого феррохрома является применение сн-
ликохрома с более низким содержанием кремния ( — 30%)
по сравнению с ферроснликохромом (— 50% Si) для полу-
чения ннзкоуглеродистого феррохрома. Как было показа-
но выше, понижение содержания кремния в сплаве до 40,
30 и 20% сопровождается повышением содержания угле-
рода в ием до 0,2, 0,9 и 4,5% соответственно. Поскольку
содержащийся в ферросиликохроме углерод практически
полностью переходит в феррохром, то при введении в со-
став шихты ферросиликохрома с различной концентра-
цией кремния и углерода, получают и товарный средне-
углеродистый феррохром различных марок (по углероду).
Силикотермический процесс получения среднеуглероднсто-
го феррохрома можно вести бесфлюсовым и флюсовым ме-
тодами. Бесфлюсовый метод (без введения извести в ших-
ту) обеспечивает более высокую производительность элек-
тропечей, хотя при этом полезное извлечение хрома из
шихты в феррохром снижается. В настоящее время при-
меняют флюсовый метод. На 1 т с редис угле роди сто го
феррохрома расходуется: 1413 хромовой (50% Сг2О3)
руды; 519 кг 48%-ного ферросиликохрома; 100 кг металла
от сепарации шлака; 1241 кг извести, 14 кг электродной
массы при расходе электроэнергии 2129 кВт*ч/т. Извлече-
ние хрома составляет 71,1%.
Конвертерные способы. Эта группа способов получения
среднеуглеродистого феррохрома основана на процессах
рафинирования жидкого углеродистого феррохрома от
углерода путем окисления углерода кислородом по техно-
логии ЦНИИ ЧМ.
Ниже приведены реакции обезуглероживания газооб-
разным кислородом н оксидом хрома, образующимся в
ходе продувки:
366
78Cr7Cs+ 7А= 7/3Сг + СО; AG?—
= — 516800 + 73,4Г Дж/моль; (VI1.50)
2/2,Сг7С3+ 1/аОг= 7/2тСг2О34- °/г7СО; AGr =
= - 292600 + 46,1 Т Дж/моль; (VI 1.51)
*/гСг7Сэ+ ‘ДСгА^ЗСг+СО; AG°r=
= 316800 - 162,9Г Ддс/моль; (VH.52)
73Сг + */гО3~ VsCr2O3; AG°r=
= - 377510 + 85,61 Т Дж/моль. (VI 1.53)
Анализ уравнений изменения энергии Гиббса показы-
вает, что в начальный период продувки феррохрома при
сравнительно низких температурах должны получать раз-
витие реакции окисления хрома и карбида хрома (Сг7С3)
до СгО. По мере уменьшения концентрации углерода с
7—8 до 6—5% и ниже прочность связи атомов углерода
с хромом повышается, так как образуются новые группи-
ровки, соответствующие карбиду СгззСв (5,8% С). Реак-
ция обезуглероживания расплава феррохрома такого со-
става в общем виде может быть описана уравнением:
Сг2зСй+ 2Сг2О< - 27Сг + 6СО; АО'И
= 1958200 - 973,62Г Дж/моль. (VII.54)
Теоретическая температура начала окисления углерода
карбида С23Св кислородом и СгО выше, чем углерода
карбида Сг7Сз, что требует и более высокой температуры
процесса. Для расчета равновесных концентраций углеро-
да и хрома при рафииироваиии феррохрома от углерода
с участием шлака, насыщенного оксидами хрома, по реак-
ции ’/«СгзО*-!-[С] ~®А[Сг]+СОГ С. В. Безобразов реко-
мендует уравнение (для рсо—0,1 МПа, 1873—2073 К):
1g [ %Сг]. [ %С] = (- 10850/7')-Н 7,12. (V1I.55)
Расчеты по уравнению (VII.55) показывают, что для
феррохрома 70% Сг—Fe—Сх при 1873, 1973 и 2073 К рав-
новесное содержание углерода составит 3,1; 1,7 и 0,92%.
Продувка феррохрома в конвертере сверху. Способ
продувки феррохрома кислородом через фурму при вводе
ее сверху через горловину конвертера позаимствован из
опыта производства стали в кислородных конвертерах.
Этот способ был внедрен в СССР на металлургическом
заводе им. Г. И. Петровского (г. Днепропетровск) в
367
1956 г. При замене в сталеплавильной промышленности
конвертеров с боковой и донной продувками конвертерами
с верхней продувкой одним из главных аргументов было
повышение стойкости футеровки агрегатов, увеличение
скорости обезуглероживания и повышение производитель-
ности конвертеров. В настоящее время единичная вмести-
мость конвертеров для продувки чугуна кислородом с верх-
ней подачей дутья достигает 350—400 т. Конвертеры с
верхней подачей кислорода для рафинирования ферро-
хрома вместимостью до 10—15 т были внедрены в ферро-
сплавной промышленности в 70-х годах. Основными труд-
иостями перехода на использование конвертеров с верх-
ней подачей кислорода яв-
ляются особенности ферро-
хрома, как расплавленной
6 01000
02070
3102
Рис. VI 1.20. Схема установки (а) и конвертера (б) для получения среднеугле-
родистого феррохрома:
— конвертер; 2 — изложница; 3 — фурма; 4 — зонт; 5 — кран
среды (более высокая вязкость и др.)) а также высокая
зидотермичность реакции обезуглероживаппя, требующая
и более высоких температур процесса, что связано с соз-
данием качественно новой футеровки.
В настоящее время на АЗФ работают 15-т конвертеры
с верхней подачей кислорода через водоохлаждаемую фур-
му (рис. VII.20). В конвертер через горловину зали-
вают 7—11 т передельного углеродистого феррохрома, по-
лучаемого в этом же цехе в ферросплавной печи. Согласно
ТУ-148-31-81 передельный жидкий сплав для продувки
в конвертере (марки ФХПж) содержит >60% Сг;
368
Si; <0,05% P; <0,06% S, передельный жидкий сплав для
производства ФХ650 (марки ФХПс) содержит >65% Сг;
<3,0% Si; <0,04% Р; <0,06% S (содержание углерода
не ограничивается).
Для получения среднеуглеродистого феррохрома марки
ФХ200К высшей категории качества жидкий передельный
феррохром должен содержать >66% Сг и <0,7% Si, а
концентрация примесей ограничиваться <0,035% Р и
<0.040% S.
После заливки феррохрома в конвертер на металл за-
дают 40—50 кг алюминия (на плавку) с последующим
его окислением, что обеспечивает улучшение теплового
баланса продувки передельного феррохрома. Этот способ
повышения температуры жидкого феррохрома в начале
продувки металла кислородом, благодаря экзотермичности
реакции 3/4 [AlJ ге-cr-с + О2 = 2/з(А12Оз) +Qai, был предло-
жен М. И. Гасиком и сотрудниками Актюбинского завода
ферросплавов В. М. Журавлевым, Г. Г. Сурсаевым,.
О. В. Геевым. После заливки феррохрома поднимают кон-
вертер, опускают фурму, которая должна располагаться
на расстоянии 300 мм от уровня спокойного металла и од-
новременно подают кислород в количестве 25 м3/мин. Та-
кой темп продувки поддерживается в течение 10 мин, за-
тем он изменяется в пределах 15—25 м3/мин в зависимос-
ти от хода окисления углерода, который определяется
визуально по цвету пламени и скорости выхода газов иг
горловины конвертера.
Длительность плавки составляет 35—40 мии и колеб-
лется в зависимости от начального и конечного содержа-
ния углерода.
На 1 т залитого металла расходуется 80—100 м3 кис-
лорода. После окончания плавки в металл задают 600—
800 кг скрапа среднеуглеродистого феррохрома, а перед
сливом металла 15—20 кг гранулированного ферросилико-
хрома марки ФСХ48 для частичного довосстановления и
разжижения шлака. Выпуск металла и шлака производит-
ся в металлоприемник с последующей разливкой в излож-
ницу. Ниже приведен материальный баланс конвертерной
плавки среднеуглеродистого феррохрома, %:
Задано
Передельный феррохром . 83.68
Алюминий ..........0.52
Кислород ..........15.50
Оксиды футеровки . . , 0,30
Получено
Среднеуглеродистый
феррохром ................. 70,25-
Шлак ......................17.06
Газы ......................12,35
Невязка .....................0,34
Итого. . . 100,0
Итого. . . 100,0
369
На 1 т готового сплава расходуется 1230—1260 кг уг-
леродистого феррохрома, 5—8 кг алюминия и ~ 100 м3 кис-
лорода при извлечении хрома 80—81%.
Продувка феррохрома кислородом через днище и свер-
ху. Это новое направление в использовании конвертеров,
как металлургических агрегатов для продувки чугуиа и
феррохрома. Как известно, появление конвертерного про-
цесса (1856 г.) было связано с предложением продувки
жидкого чугуна в реторте воздухом при подаче его через
сопла в днище конвертера, затем этот способ был вытес-
нен продувкой сверху. В последнее десятилетие получил
распространение конвертерный процесс с так называемой
комбинированной продувкой (подачу кислорода через
днище совмещали с подачей кислорода через фурму свер-
ху). В СССР на ДМК введен в эксплуатацию кислородно-
коивертерный цех, в котором установлены конвертеры
вместимостью 250 т для комбинированной продувки. Этот
способ может найти применение и для продувки передель-
ного феррохрома с целью получения среднеуглеродистого
феррохрома.
ЦНЙИЧМ совместно с НПО «Тулачермет» разработа-
ли универсальный конвертер, оборудованный тремя дон-
ными и двумя боковыми горелками (фурмами), а также
водоохлаждаемой верхней фурмой. Проведенные в этом
конвертере исследования показали возможность продувки
чугуна с использованием до 45—100% лома. В СССР и
за рубежом получают развитие комбинированные конвер-
терные процессы с подачей через днище конвертера ней-
трального газа и с дожиганием СО над ванной. Кислород-
ные конвертеры завода фирмы «Usinor» (Франция) обо-
рудованы дополнительными кислородными фурмами в ко-
нусной части для дожигания СО, что позволяет при более
низкой температуре заливаемого чугуна в конвертер (1342
против 1388°C) переплавлять металлолома 292,0 кг/т про-
тив 214,3 кг/т без фурм в конусной части. Эти данные
свидетельствуют о том, что имеются резервы и для улуч-
шения теплового баланса и технико-экоиомических пока-
зателей конвертерного способа получения среднеуглеро-
дистого феррохрома. Кроме дожигания СО в конвертере
при помощи продувочной фурмы специальной конструк-
ции, в условиях комбинированной продувки эффективны
также присадка в конвертер антрацита, предварительный
нагрев лома и др.
Применение вакуума при конвертерных способах обез-
углероживания феррохрома. Процесс обезуглероживания
370
феррохрома в общем виде может быть представлен реак-
цией:
[С]ре—сг [O]fc—Сг ~ СОГ;
Лсо = РсоМсао =Рсо/[С]/«/с{0]/с/о> (VII.56)
Для расплава системы Fe — 70% Сг—Сх—Ov при
1973—1993 К в равновесии с 1,5н-1,7% углерода находится
0,55—0,6% кислорода (для тигля из MgO).
Как следует из выражения (VII.56), понижая рсо. мож-
но создавать условия для более полного обезуглерожива-
ния феррохрома в конвертере. Этот способ опробован
ЦНИИЧМ в промышленных условиях на АЗФ, После
продувки в конце плавки на горловину конвертера уста-
навливалась плотно крышка и при помощи вакуумных на-
сосов создавался вакуум. Вследствие значительных по-
терь тепла процесс осуществить в промышленных масшта-
бах трудно, поэтому вакуумные конвертерные процессы
пока не получили развития.
§ 9. Технология металлического хрома
Металлический хром химического состава, удовлетворя-
ющего требованиям ГОСТ 5905—80, получают алюмнно-
термическим методом (табл. VII.19). Восстановление хро-
ма алюминием происходит с образованием промежуточно-
го оксида СгО; процесс характеризуется следующими
реакциями (298—2700 К):
2СгаО3+ </а А1 - 4СгО + !/,А12О,; AG^
=—272340 — 11,07 Г кДж/моль; (VII.57)
2Cr0 + V8Al = 2Cr + ’/,Al,O,; AG?=
= —403275 + 61,797’ кДж/моль; (VII.58)
г/3Сг,О3+ </,А1 = +,Сг + =/аА1.О,; Д6°г=
= — 359630 4- 37.5Г кДж/моль. (VII.59)
Для оценки термодинамических условий восстановления
Сг2О3 алюминием до хрома можно рассчитать значения
константы равновесия реакции:
Сг2Ол- 2А1 * 2Сг 4- А12О3 (VI 1.60)
и определить равновесную концентрацию Сг2О3 в шлаке.
По Н. П. Лякишеву константу равновесия для практиче-
ских расчетов запишем через число молей веществ ввиду
371
Таблица VII.19. Химический состав металлического хрома (ГОСТ
5908—79)
Эле- мент Массовое содержание. %, в различных марках
Х99А Х99Б Х98.5 X9S Х97
Сг 99,0 99,0 98,5 98,0 97,0
Si 0,3 0,3 03 0.5 0.5
А! 0.2 0.5 0.5 0,7 1.5
Fe 0,6 0.6 0,6 0,8 1,2
С 0.03 0,03 0.03 0.04 0,05
S 0,02 0.02 0,02 0,03 0,04
Р 0,02 0.02 0,02 0.03 0.03
Си 0.01 0,01 0,02 0,04 0,05
As 0.0! 0.0! 0,01 — —*
Bi 0,0005 0.0005 0,0005 *—
Sb 0,008 0,008 0,008 —-г —•
Zn 0.006 0,006 0.0! I 1 а —»
Pb 0,0008 0,0008 0.001
Sn 0.004 0,004 0.004 —-W —•
Co 0,005 - * — —. —
N 0,04 0.05 —-* —*
Примечание. Массовое содержание хрома — нс менее, для остальных
элементов — не более.
того, что обычно мольная доля Сг20з составляет неболь-
шую величину (ие более 0,07) КР= (а ?-.гвл1во3) / (<* ai Осг2о3) —
= (^Сг ^А12О3) / ^Cr3Oj)-
В соответствии с правилом фаз равновесие реакции
(VII.60) определяется двумя независимыми переменными:
температурой и концентрацией одного из веществ. При-
нимая в качестве независимой переменной число молей
Сг20з в шлаке, получаем: псг = 2(1—ПсГ1о3); Яа^Зпсг^:
Лд1ао3= 1—^СГ1О3;
Кр= 4 ( 1 — ПсгяО,)"( 1 — ЛсгаоЛ)/ (4л^Г10 лсгл) =
= (1 - «СгаО,)а/ЛсгаО,-
На основании приближенной термодинамической оцен-
ки считаем, что реакция восстановления (VII.60) проте-
кает с достаточной полнотой, а псг2о2^1 и 1—ncr-os~T
Тогда пСг,ол = r'l/Kp.
Используя известную зависимость lg Kp=AGr /19,155 и
значение ДОт для процесса восстановления Сг2О3 до хро-
ма, получим при равновесии:
372
Температура, К ...................... 2000 2250 2500
X» ..................................1.4ХЮ11 3.7Х1О0 2,1X10*
лсг3о, ..............................1,9X10“* 6,5X10-* 1,7X10-’
Дд1 .................................3,8X 10-* 1,ЗХ 10-s 3,4 X IO”3
Извлечение хрома !00псг/(псг + 2псг, oj,
% ............................... 99,98 99.93 99,83
При ведении алюминотермического процесса плавки
вне печи на блок потери хрома составляют значительные
величины (8—12%) так как при температурах >1760 К
в шлаке образуется СгО. Во время охлаждения шлака
СгО распадается с образованием металлического хрома:
ЗСгО = Сг + СГ2О3.
Исследования показали, что в шлаках присутствует ме-
таллический хром (объемное содержание 1—2% или мас-
совое 2—4%).
Для выплавки металлического хрома используется ме-
таллургический оксид хрома с общим содержанием хрома
в пересчете на Сг20з>99 (марка ОХМ-0) и 98% (марка
ОХМ-1). В качестве восстановителя применяется порошок
первичного алюминия марок АО—А85 (табл. VII.20).
Таблица VII.20. Химический состав первичного алюминия техниче-
ской чистоты (ГОСТ 11069—74)
Марки А1. % (hfc МвПес) Массовое содержанке. % (не более) Прочна примеси % Сумма примесей %
Fe Мп Си V Ti
А85 99,85 0,08 0,06 0,01 0,02 0.01 0,02 0.15
А8 99,80 0,12 ОдО 0,02 0.04 0,02 0,02 0,20
А7 99,70 0,16 0,16 0,01 0,04 0,02 0.02 0,30
А7Е 99,70 0,20 0,08 0,01 0,04 0,01* 0.03 0,30
А6 99,60 0,25 0,20 0,01 0,06 0,03 0.03 0.40
А5 99,50 0,30 0,30 0,02 0,06 0.03 0.03 0,50
А5Е 99,50 0,35** 0,12 0.02 0,04 0,01* 0.02 0,50
АО 99,0 0,50 0.50 0,02 0.08 0,03 0.03 1,0
• Для суммы Ti-rV+Mn+Cr.
’• Допускаемое содержание железа ^0.18%.
Прн внепечной плавке для получения недостающего
количества тепла в шихту вводят натриевую селитру, со-
держащую >99% NaNO3. В качестве флюса используют
известь. Оксид кальция образует с AI2O3 соединения с
пониженной температурой плавления: CaAl|2Oig (гекса-
алюмииат кальция) (7'Пл = 2123 К); СаА1<О7 (7ИЛ — 2083К);
37S
СаА12О4 (Тпл = 1873 К); СаА16О14 (Тил = 1728 К) и Са3А12Ов
(Трасп=1808К) (рис. V1I.21).
Зависимость вязкости т| расплавов системы СаО—A12O3
(24—70% СаО) в атмосфере Аг+10% Н2 от температуры
описывается уравнением:
(VI1.61)
где 5-17,8—22,5 и (—1п А) ~ 17,3—19,3. Энергия актива-
ции вязкого течения составляет 148—189 кДж/моль.
Политерма плотности расплава AI2O3 описываются за-
висимостью (г/см3):
3,372— 2,826-10“4 Т
(VII.62)
Pre. VIII21. Диаграмма состояния
Введение СаО в Шихту снижает температуру плавле-
ния шлака еще и потому, что в окислительных условиях
возможно образование хромитохромата кальция 9СаО-
•4СгОз-Сг2Оз(Тпл = 1501 К)- Это облегчает получение хро-
монзвестковых расплавов перед восстановлением оксида
хрома алюминием в период предварительного расплавле-
ния части оксидов в электропечи прн выплавке металличе-
ского хрома и низкоуглеродистого феррохрома. В послед-
ние годы НИИМ и КлЗФ разработана комплексная схема
использования всех шлаков алюминотермической плавки,
которая включает: получение высокоглиноземнстого полу-
продукта для синтетических шлаков, применяемых при
обработке стали в ковше, и для производства высокоглн-
ноземнстых огнеупорных цементов. Используются шлаки
и для получения высокоглино-
земистых огнеупоров, поэтому
состав шлака должен обеспе-
чивать не только создание оп-
тимальных условий проведения
плавки, ио н получение высо-
коглипоземистого клинкера и
синтетических шлаков. Суще-
ствующие алюминотермичес-
кне процессы получения ме-
таллического хрома можно
классифицировать следующим
образом: 1) плавка в стацио-
нарном горие иа блок; 2) плав-
ка в наклоняющемся плавиль-
ном горне с выпуском рас-
плавов (шлака и металла);
374
3) электропечиая плавка с предварительным расплавле-
нием части оксидов в дуговой печи.
На рис. VII.22 приведена технологическая схема полу-
чения металлического хрома, включая переработку конеч-
ных шлаков иа полупродукт для синтетических шлаков
или клинкер. Плавку металлического хрома на блок ведут
в разъемном чугунном горие с футеровкой в нижней части
стен магнезитовым кирпичом и подиной из магнезитового
порошка. Горн устанавливается в специальной камере.
Оксид хрома
АлюминиедыО
порошок
Селитра
Оксид хрома Спив шпака (70”А>)
"1 Алюминиевый порошок _ ,, ж •
тп Пассивирующая или термитная довадка наионоиныи
ТП Известь шпак
Дроблеиие,
упаковка,
отгрузка
.потребителю
известь,
алюминаеРыО
порошок или
ртсевы кокса
метамщескии храм
Хром Зысакоуглрродиспъш
дескадалътооый
(упанодка или переплав)
Рис, VI 1.22. Технологическая схема производства мсгалличсекого хроме с до-
восстановленнем шлаков и получением полупродукта или клинкера высокоглн-
нозем истого цемента:
/ — весы; 2 — смеситель; 3 — пресс брнкстировочвый; 4 —гранулятор тарельча-
тый; 5 — печь сушильная; 8 — горн плавильный; 7 — изложница для металла и
шлака: 8 — горн для восстановления шлака: 9 — шлаковня; !0 — дробилка для
шлака: // — электропечь для довосстаяовлення шлака; /2 — ковш разливочный
Плавку проводят на шихте, состоящей из оксида хрома
(марки ОХМ-О и ОХМ-1), алюминиевого порошка и нат-
риевой селитры. Плавку ведут с нижним запалом, задавая
вначале в горн 10—15% всей шихты. Поджигают запаль-
ную смесь, состоящую из магниевого порошка или струж-
ки магния и селитры, а затем, после начала восстановле-
ния, постоянно со скоростью 110—130 кг/(м2-мин) загру-
жают остальную шихту, равномерно распределяя ее по
поверхности расплава, и закрывают горн для уменьшения
тепловых потерь. После окончания загрузки шихты (30—
375
40 мин) расплав выдерживается в горне в течение 6 ч,
затем горн снимают с тележки. Расплав остается и охлаж-
дается в цехе еще 4 ч, после чего металл и шлак пере-
носят в бак с водой для окончательного охлаждения и об-
легчения дробления. На 1 т металлического хрома с 97%
Сг расходуется 1650 кг Сг2О3, 630 кг алюминиевого по-
рошка и 140 кг натриевой селитры. Извлечение хрома
составляет 88% Металл обычно содержит 98—99,3% Сг;
1,2—0,1% А1; 0,3—0.1% Si; 0.6—0,3% Fe; 0,01—0.02% С;
0,004-0.006% Р; <0,02% S; 0,03—0,2% N.
При плавке хрома на блок требуются дополнительные
площади цеха для участков охлаждения, значительные за-
траты ручного труда при сборке плавильного горна, чист-
Рис, VII,23. II г. к ла мающийся плавильный горн:
/ — опорная стойка; 2 — сливной носок; 3 — футе-
ровка; < — магнезн;ов4Я подсыпка
ке металла от шлака и огнеупоров; возникают дополни-
тельные потери металла и тепла для нагрева вновь соб-
ранного горна. Этих недостатков лишена разработанная
ЦНИИЧМ и АЗФ технология плавки металлического
хрома в наклоняющемся плавильном горне с выпуском
шлака и металла в изложницу. Плавильный горн (рис.
VI 1.23) с носком для слива футерован магнезитовым кир-
пичом без связующего с засыпкой зазоров сухим магнези-
товым порошком. Диаметр рабочего пространства 1490 мм,
высота 860 мм. Для уменьшения тепловых потерь горн
оборудован сводом. Шихта на плавку содержит 3360 кг
Сг20з, 1280 кг алюминиевого порошка, 220 кг селитры н
220 кг извести. На подину заваливают —60 кг извести,
376
затем 400—500 кг шнхты и поджигают ее запальной
смесью, после этого постепенно загружают остальную
шихту без извсстя. Остаток извести (160 кг) загружают
в горн вместе с последней порцией шихты (500—600 кг).
Количество извести берут с учетом образования в шлаке
гексаалюмината кальция. При такой постепенной загруз-
ке она хорошо растворяется в шлаке, а в металл попада-
ет меньше углерода. После окончания плавки расплав
выдерживают 2-5 мин для осаждения капель металла,
затем выпускают в изложницу шлак, наклоняя горн. Шлак
в течение 1—1,5 мин заполняет нижнее кольцо изложни-
цы (рис. VII.24) на пем образуется гарнисаж (5—8 мм).
После этого выпускают остальной шлак и металл. Охлаж-
дают расплав в изложнице в течение 2,5—3 ч, затем сни-
мают верхнее кольцо, а через 0,5—1 ч переносят блок ме-
Pi!c. VII 31. Изложница для приема расплава:
/ — верхнее кольцо; 2 —нижнее кольцо; 3 — блок металлн-
ческого крома; 4 —засыпка; а — платформа; а —вагонетка
талла со шлаком па остывочную площадку. В это время
в плавильном горне ведутся следующие плавки. Прн та-
кой работе футеровка горна выдерживает 80—95 плавок.
При количестве алюминия в шихте 100—102% от тео-
ретически необходимой его массы по реакции восстанов-
ления Сг2О3 до хрома концентрация алюминия в металле
составляет <0.5%, а извлечение хрома — 93,2% при по-
лезном использовании алюминия 97,5%. На 1 т металла
(расчетное содержание хрома 97%) расходуется 1552 кг
СгоОз, 595 кг алюминиевого порошка, 129 кг селитры и
102 кг извести.
377
Рис. VI 1.25. Электропечной агре-
гат дли выплавки металлического
хрома с предварительным расплав-
лением Части оксидов (выплавка
на блок):
1 — злектрододержатели; 2 — загру-
зочный бункер: з—4 — теплоизоля-
ционные экраны; 5 — плавильный
горн: £ — механизм подъема элек-
тродов; 7 —• вытяжной зоит
кости шлака и хорошему
При проведении плавки ч;
Электропечиой способ по-
зволяет дополнять недостаю-
щее количество тепла физиче-
ским теплом предварительно
расплавленной части оксидов
под электродами трехфазной
печиой установки. Плавку
можно вести в горне на блок
или в ванне электропечи ста-
леплавильного типа с выпус-
ком шлака и металла в из-
ложницу (рис. VII.25).
Оксидная часть шихты не
содержит восстановителя (алю-
миниевого порошка); изменяя
ее количество для предвари-
тельного расплавления, регу-
лируют количество тепла, не-
обходимого для успешного
проведения плавки с достаточ-
но высоким извлечением хро-
ма, благодаря небольшой вяз-
отделению корольков металла,
сть восстанавливаемых оксидов
и вся известь проплавляются под электродами, затем
электроды поднимают; проплавляют остальную шихту с
алюминиевым порошком. В табл. VII.21 приведен состав
шихты промышленной плавки на 1456 кг металла, содер-
жащего 90% Сг. Извлечение хрома при плавке составляет
92,5%.
Таблица VII.21. Состав шнхты плавки металлического хрома
Материал Масса составляющих шихты, кг
запалы уоа руднойзнесг- КОВОЙ в<н2с: йпошг ТйЛЬЧОЙ всего
Оксид хрома .... 200 500 1620 2320
Алюминиевый порошок 76 — 766 842
Известь — 200 — 20U
Натриевая «лигра . . 16 — 16
Итого 292 700 2386 3378
В решении задачи повышения качества металлическо-
го хрома большую роль следует отводить применению ва-
куума. Общеизвестно, что прн проведении металлотерми-
ческого процесса иа воздухе даже в отсутствие натриевой
378
селитры (NaNO3) хром имеет повышенное содержание
азота. Работами ДМетИ показано, что азот, содержащий-
ся в хроме, снижает коррозионную стойкость стали, а ко-
рунд (неметаллические включения), поступающий вместе
с хромом, ухудшает деформируемость стали. Развивая
принцип применения вакуума в ферросплавных процессах,
предложенный ДМетИ, НИИМ и КЗФ разработали и ос-
воили технологию получения алюминотермического хрома
повышенной чистоты, содержащего <0,05% N и мини-
мальное количество цветных металлов и других вредных
примесей. Впервые в мировой практике освоена выплавка
алюмииотермического хрома особой чистоты и сплавов на
его основе в вакуумной двухкамерной установке. Такой
металл предназначается для замепы дорогого электроли-
тического хрома. Разработаны способы рафинирования
хрома и его сплавов методами ЭШП и ВДП.
§ 10. Технология алюмииотермического феррохрома
Ниже приведен химический состав алюминотермиче-
ского низкоуглеродистого феррохрома (ТУ 14-5-33—83).
Элемент ............Cr С Si S Р А1
Массовое содержание, %:
ФХООЗА ...........>75 <0,03 <0,5 <0,015 <0,010 <0.4
ФХ004А ...........>70 <0,04 <0,7 <0,020 <0,018 <0,5
В качестве исходных шихтовых материалов использу-
ют хромовый концентрат, который производят обычно не-
посредственно иа ферросплавном заводе из хромовой руды,
порошок первичного алюминия, известь и небольшое ко-
личество селитры. Хромовый концентрат получают из ру-
ды, содержащей 48—56% СгзОз, 4—6% S1O2; ее предва-
рительно измельчают в щековой дробилке до крупности
<35 мм, а затем в шаровой мельнице мокрого помола до
крупности <0,5 мм.
Пульпа, содержащая твердые частицы и жидкость в
соотношении т:ж — 3:1, поступает в спиральный клас-
сификатор, где отделяются частицы >0,5 мм, направляе-
мые на повторный размол. После разбавлепия водой до
т: ж — 1:3 разделяют частицы руды на три фракции
(>0.2 мм, 0,1—0,2 мм н <0,1 мм) и обогащают гравита-
ционным методом па концентрационных столах. Получа-
ется концентрат, в котором должно -быть <58,5% СГ2О3
и <1,6% S1O2. Промежуточный продукт возвращают в
процесс для дополнительного размола и повторного обо-
гащения, а хвосты, содержащие основную часть пустой
379
породы, направляются в отвалы. Извлечение хрома в кон-
центрат составляет 63—65%; обычно состав концентрата
следующий: 58—61% Сг2О3, 0,5—2% SiOg, 12—14% FeO,
12—16% MgO; не более 0,8% С и 0,01% Р.
Технология обогащения хромовых руд на концентраци-
онных столах основана на использовании различий в фи-
зических и физико-химических свойствах компонентов, учи-
тываемых при обогащении руды. Основным процессом
после дробления, измельчения и классификации является
собственно процесс обогащения концентрацией на столах,
при которой процесс разделения минеральных зерен руды
по плотности ведут в водном потоке на деке концентраци-
онного стола, который совершает возвратно-поступатель-
ное движение в продольном направлении. Рудная пульпа
и дополнительная сливная вода подаются в верхний угол
верхней деки. Обычно концентрационный стол типа СК—
22М состоит из трех дек, расположенных одна над другой
в три яруса. Весь стол подвешен на тягах и троссах к
балкам опорной рамы. Продольный уклон декам прида-
ется при помощи талрепа подвески траверсы. Поперечный
наклон дек осуществляется при помощи механизма крепа,
состоящего из самотормозящей лебедки, системы троссов
и блоков. Каждая дека имеет загрузочный желоб, в кото-
рый подают рудную пульпу, и работает независимо от
двух других дек. Технические характеристики концентра-
ционного стола СК—22М следующие: общая площадь дек
22,5 м2; число дек 3; площадь одной деки 7,5 м2; число
ходов дек 300 ход/мии; длина хода дек 18—20 мм; угол
поперечного крена дек 0—8°; угол продольного уклона дек
0—2°; производительность 3—10 т/ч; мощность двигателя
2,2 кВт.
Каждая дека совершает сложные движения вперед с
ускорением, медленно нарастающим, и назад с ускорени-
ем. быстро достигающим максимума и затем медленно
уменьшающимся. При ходе деки вперед зерна руды силой
трения удерживаются па ней и перемещаются вместе с
декой. В конце этого хода они начинают скользить по
поверхности деки в направлении движения по инерции,
которое продолжается п при обратном ходе деки. Таким
образом на зерно руды действуют во взаимно перпенди-
кулярных направлениях две силы: инерции и сливного
потока воды, заставляющие зерно двигаться по равнодей-
ствующей этих сил. В результате зорка руды будут рас-
пределяться веерообразно: мелкие и тяжелые зерна кон-
центрируются у поверхности деки и в меньшей степени
380
смываются водой. Крупные и легкие зерна концентриру-
ются в верхних слоях н больше подвержены действию
потока. Хромовая руда в соответствии с требованиями
технических условий марок ДХ-1-1 и ДХ-1-2 с содержа-
нием не менее 50 и 47% СГ2О3 после обогащения содержит
>58,5% Сг20з; <1,6% SiO2; 0.1% С; 1,5% FeO; 0,05%
СаО; 10% А12О3 и 14% MgO. Таковы результаты обога-
щения хромовых руд, качество которых на месторождении
непрерывно ухудшается.
Выплавку феррохрома можно вести на блок в горне
и на блок с предварительным расплавлением части окси-
дов под электродами. В последнее время применяют элек-
тропечную плавку с предварительным расплавлением хро-
моизвестковой части шихты, расплавив перед этим запаль-
ную часть шихты. Плавку ведут в наклоняющемся пла-
вильном агрегате. Необходимая удельная теплота процес-
са составляет 3100—3180 кДж/кг, что обеспечивает тем-
пературу процесса 2360 С. Запальная часть шихты содер-
жит 200 кг концентрата, 60 кг порошка первичного алю-
миния и 36 кг натриевой селитры. После ее проплавления
добавляют 700 кг концентрата и 350 кг извести н при
отключенной печи на расплав задают восстановительную
часть (700 кг концентрата и 360—390 кг алюминиевого
порошка). Затем приступают к выпуску небольшого ко-
личества шлака в чугунную изложницу, дном которой яв-
ляется слиток феррохрома предыдущей плавки. Через 3—
5 мин выпускают остальной шлак и металл. В процессе
выпуска происходит хорошее перемешивание металла и
шлака с дополнительным восстановлением хрома и сниже-
нием концентрации углерода в сплаве. Извлечение хрома
при плавке составляет 89%, а сквозное извлечение хрома
с учетом потерь при обогащении ~58%. В табл. VI 1.22
приведены показателя плавки.
Шлак феррохрома электропечной плавки с выпуском
расплава содержит — 60% А]20з, 2—4% Сг20з, 10—13%
СаО, 20—24% MgO, 0.8—1% FeO и 0,8—1,5% SiO2. Его
направляют на переработку для получения высокоглино-
земистого полупродукта или клинкера высокоглнноземпс-
того цемента по приведенной выше схеме.
§11. Технология азотированного феррохрома
Азотированный феррохром наряду с азотированным мар-
ганцем широко применяют для выплавки азотсодержащих
сталей, получаемых преимущественно в электропечах и
m
Таблица VI 1.22. Расходные коэффициенты я производительность
электропечного агрегата при выплавке феррохрома алюминотермкче-
скнм методом с различным ведением процесса
Показатель Плавка
впепечная на блок электропечиая на блок электро- печиая с выпуском расплава
Расход материалов, т:
концентрата 2,215 1,756 1,640
алюминия 0.710 0,477 0,445
селитры 0,411 0,032 0,030
извести — 0,466 0,335
магнезитового кирпича . . —
электродов 0.016 0.014
Расход электроэнергии, кВт-ч/т Производительность агрегата, — 1340 1140
% ; . . . — 100 125
кислородных конвертерах. Азот, являясь аустеннтообразую-
щнм элементом, входит в состав хромомарганец- и хромо-
марганецникелевых коррозионностойких сталей в качестве
заменителя дефицитного никеля. Кроме того азот являет-
ся, как отмечалось в главе «Марганцевые сплавы*, необ-
ходимым элементом в составе листового металла (17Г2ФА
и др.) для изготовления труб для транспортировки при-
родного газа. В этом случае азот способствует упрочнению
стали в процессе термической обработки, образуя нитри-
ды (карбоннтриды) ванадия VN(VCN).
Получение стали, легированной азотом, является акту-
альной задачей и для ее решения требуется увеличение
производства азотированных ферросплавов. Как было по-
казано выше (см. рис. VII.9) в системе Сг—N образуется
твердый раствор азота в хроме и нитриды CraN (11.87%
N) CrN (21,22% N по массе). Азот растворяется также в
жидком хроме (феррохроме) в значительных количествах,
однако вследствие экзотермнчностн реакции растворения
1g [N] = 1660/Г—0,2782 равновесная концен-
трация растворенного в жидком хроме азота с повышени-
ем температуры снижается. Для приведенной выше реак-
ции =. откуда [%N]=/<n} pN.. При по-
стоянной температуре растворимость азота в жидком
хроме тем выше, чем больше давление молекулярного
азота в газовой фазе. Существующие способы можно раз-
делить на две группы: азотирование в жидком и твердом
состоянии.
382
Получение азотирования феррохрома в жидком состо-
янии. С. В. Безобразовым выполнены экспериментальные
исследования по растворимости азота в сплавах Fe—Сг с
20, 50, 70 и 90% Сг при давлении 0,1, 0,4, 0,9; 2,54 и
5,0 МПа в интервале 1773—1873 К. Для всей области со-
става сплавов при 1873°C и рыг—0,1-^5 МПа) им пред-
ложено выражение для расчета содержания азота в спла-
вах:
[% N|pe-Cr= I%N]FeXFep«f+ I%N]crX2rp^>^Cr)l
где хре и хсг— массовое содержание железа н хрома в
сплаве: прн р^г—0,1 МПа (1 атм) это выражение имеет
вид: [% NJре~сг=0,044хре-Ь6,1хсг2. При расчете по этой
формуле для сплава Fe — 70% Сг при 1873 К и pNs =
= 0,1 МПа растворимость азота равна 3%, а температуры
1773 К — 3,5% N. Азот резко снижает температуру лик-
видуса и при 3% N AtiKK—170°C.
Углерод, а также и кремний снижают растворимость
азота в феррохроме. Для модельных сплавов Fe — 70%
Сг—Сх С. В. Безобразов нашел, что при 1973 К и ры± =
= 0,1 МПа зависимость растворимости азота от содержания
углерода имеет вид: 1g (% N] =0,48—0,103 [% С].
Если в расплав состава Fe — 70% Сг—N ввести 1.5%
Si, то растворимость азота снизится на 0,2—0,25%. Кис-
лород, растворенный в феррохроме, также снижает рас-
творимость в нем азота. Повышение концентрации кисло-
рода в сплаве с 0,075 до 0,20% уменьшает скорость
растворения азота в пять раз, поэтому металл перед азоти-
рованием следует раскислять (алюминием и другими рас-
кислителями).
Из приведенного следует, что азотированию следует
подвергать низкоуглеродистый феррохром с низким содер-
жанием кремния н раскисленный алюминием, обеспечивая
условия, исключающие образование оксидной пленки
(шлака) на поверхности расплава. Газообразный азот дол-
жен быть тщательно очищен от кислорода и НаО. Наибо-
лее полно эти условия выполняются прн азотировании
феррохрома в вакуумных индукционных печах. Азотиро-
вание жидкого среднеуглеродистого феррохрома можно
производить также в кислородном конвертере. При этом
можно использовать конвертер с боковой подачей азота
в жидкий феррохром и выполнять указанные выше усло-
вия. Проведены также многочисленные опыты н показана
возможность получения азотированного феррохрома с ис-
пользованием плазменной технологии. Во всех случаях
383
получается феррохром с 1—2% растворенного азота до-
статочно равномерно распределенного по высоте елнтка.
Получение азотированного феррохрома в твердом со-
стоянии. Сущность способа состоит в нагревании мелких
фракций феррохрома в атмосфере молекулярного азота
при температурах, обеспечивающих термодинамическую
устойчивость нитридов (Сг, Fe)2N и (Сг. Fe)N и высокую
скорость процесса азотирования. Промышленно освоенным
способом является азотирование брикетов низкоуглеродис-
того феррохрома, полученного вакуумным методом обез-
углероживания феррохрома (см. § 8). Химический состав
-азотированного феррохрома приведен в табл. VII.23.
Таблица VI 1.23. Химический состав азотированного феррохрома,
% (ГОСТ 4757—79)
.Марка Сг. % (не менее) Массовое содержание. % (не более) N. % (не менее!
С si р 5 AI
ФХН100А 60 0.06 1.0 0,02 0,03 0,7 1,0
ФХН100Б 60 0,06 1,0 0,03 0,03 0,7 1.0
ФХН200А 65 0,06 1.0 0,03 0,03 2,0
-ФХН100Б 65 0.06 1.0 0.04 0,03 —- 2,0
ФХН400А 65 0,06 1.0 0,03 0,04 — 4,0
ФХН400Б 65 0,06 1,0 0,04 0,04 —. 4,0
ФХН600А 60 0.03 1,0 0,03 0,04 — 6,0
ФХН600Б 60 0,03 I.o 0,04 0,04 — 6,0
После окончания процесса обезуглероживания в ваку-
умных печах сопротивления при 1100 СС в печь вводят
азот (99,5% N2) под давлением 100 кПа. Полученные бри-
кеты азотированного феррохрома охлаждают до 600—
€50 °C в атмосфере азота прн давлении 3—4 кПа. Затем
в печь напускают воздух и дальнейшее охлаждение ведут
на воздухе. На 1 т азотированного феррохрома с 6—8%
N, 60% Сг и 0,01—0.3% С расходуется 1100 кг передель-
ного углеродистого феррохрома. 150 м3 азота прн расходе
электроэнергии 9500 кВт-ч.
§ 12. Технология лигатур на основе хрома
Лигатура представляет собой вспомогательный сплав, при-
меняемый для введения в жидкий металл легирующих
элементов. Лигатуры можно получать сплавлением отдель-
384
ных металлов (ферросплавов), это обычно делается на
заводах-потребителях. Однако целесообразно эти вспомо-
гательные сплавы выплавлять на ферросплавных заводах
путем восстановления комплексных шихт алюминием или
кремнием (металлотермическнм нли электропечным мето-
дами) по реакциям: Ме'О+Ме"О + А1—>(Л1е'—Me") —
-А1-’А]2О3; Ate'O4-Afe"O+Si—Me")—Si + SiO2.
Номенклатура потребляемых лигатур постоянно расши-
ряется, что обусловлено ростом сортамента сложнолеги-
роаанных сталей и сплавов. Прн выплавке сложнокомпо-
зицнонных жаропрочных сплавов и сталей (например,
ХН56ВМТЮ, ХН68ВМТЮК, ХН73МБТЮ) приходится
сплавлять в индукционных или других печах тугоплавкие
и активные металлы, что сопровождается увеличением
продолжительности плавки, приводит к большему угару
элементов и переходу азота н кислорода в сплав. Анализ
диаграмм состояния широко используемых металлов (Сг—
Mo. Cr—Nb, Сг—W, Сг—Ni—Mo, Cr—Ni—W, Сг—Ni—
Nb и др.) свидетельствует о том, что имеются такие об-
ласти составов этих элементов, в которых температура
плавления сплавов на десятки и даже сотни градусов
ниже температуры плавления чистых металлов.
Товарные жаропрочные и другие сложнолегнрованные
сплавы, как правило, подвергают вакуумному дуговому
переплаву, поэтому, чем ниже будет содержание газов в
переплавленных сплавах (электродах), тем устойчивее
должен идти процесс рафинирующего переплава и тем
ниже будет концентрация газов в елнтках. При производ-
стве лигатур на ферросплавных заводах, как отмечалось
выше, используют в основном металлотермическне про-
цессы восстановления шихт алюминием. В табл. VI 1.24
приведены в качестве примера несколько составов хром-
содержащнх лигатур с молибденом, алюминием и други-
ми элементами.
Хромомолибденовую лигатуру, применяемую обычно
вместо дорогостоящих металлического хрома и молибде-
на, получают из шихты, состоящей из Сг20з, молибдено-
вого концентрата гидрометаллургического обогащения,
порошка первичного алюминия и флюсов (извести, плави-
кового шпата). Для удаления вредных примесей молиб-
деновый концентрат перед обжигом можно обрабатывать
раствором аммиака и хлорида магния. Расчетная темпе-
ратура процесса для шихты, обеспечивающей получение
лигатуры 45—50% Мо, 30—40% Сг, составляет 2280 °C.
Извлечение молибдена составляет 93—95% и хрома 80—
13. 232.
3SS
Таблица VII.24. Химический состав некоторых лигатур на основе
хрома
Массовое содержанке, %
Марка Мо Nb Сг Fe 51 Л1
AXM-I I 30—34 1 Al — Сг — Мо- — | 23—27 -Fe 4—6 1 <2 30-40
АХМ-3 1 32—36 1 — 20—27 5-7 3,0-5,5 30—40
НбХ-1 ( 60—65 1 Nb — Cr — j 33—35 М I ^1.0 — 0,5—1,0
НбХ-2 77—88 ] 17—20 <i.o - 0,4—1,0
TXT 18—23 1 Т1— Сг 64—70 <1,8 <0,6 9—12
ХВ-1 I 2,5—4,0 W30-40I Сг— W 50—60 <2,0 | <0,8 | <2,0
82%. При получении лнгатуры тугоплавких металлов, в
составе которой предусмотрено высокое содержание алю-
миния, шихту составляют с избытком восстановителя (алю-
миния). Чем выше концентрация алюминия в лигатуре,
тем больше извлечение каждого элемента в сплав. Из-
влечение ведущих элементов в сплав зависит от концен-
трации их в лигатуре, с понижением содержания элемен-
Рнс. VII.26. Скорость растворения
хрома я меде
та в лигатуре, должно расти
извлечение его в сплав. Рань-
ше хромистую бронзу получа-
ли путем легирования жидкой
меди твердым хромом. Ско-
рость растворения хрома в ме-
ди, как следует из рис. V1I.26,
очень низкая и при плавке ме-
ди в графитовом тнгле и рас-
творении в ней хрома сопро-
вождается образованием кар-
бида Сг7Сз, что ухудшает ка-
чество металла для отлнвкн
щек. Плавлению хрома сопут-
ствует также процесс его окис-
ления с образованием СГ2О3*
Все этн недостатки исключа-
ются, если легирование жид-
кой медн производить лигату-
рой 3—10% Сг+Си.
386
НИИМ разработана технология получения медехро-
мнстой лнгатуры путем восстановления Сг20з в присут-
ствии меди алюминием и кремнием. Шихта алюмннотер-
мической плааки состоит из Сг2О3, медной стружки, из-
вести, алюминия и кремния (12—25% от массы алюминия).
При силикотермической плавке в шихту вместо алю-
миния вводили кремний. Ниже приведен химический со-
став лигатуры Си—Сг алюмиио- (А) н силикотермической
(С) плавки, %:
Си Сг Al si с s р
А ... 6—11 82—85 ОД—0,5 2—4,4 0,03—0,06 0,012 0,015
С . . . 4—25 73—87 0,02—0,08 1,0—7 0,03—0,05 0.012 0,020
Извлечение хрома в слиток лигатуры составляет 85—
87%. Применение лигатуры уменьшает угар хрома в 1,2—
1,5 раза по сравнению с угаром его при сплавлении чис-
тых меди и хрома.
Феррохромомарганцевая лигатура, В последние годы
расширяется производство хромомарганцевых сталей, при
выплавке которых используют низкоуглеродистый ферро-
хром и металлический марганец, что имеет ряд недостат-
ков. Вследствие высокого содержания хрома (>70%) в
феррохроме и марганца (>96%) в металлическом мар-
ганце извлечение их в товарные ферросплавы не превы-
шает 75% Сг и 52% Мл. Из выражений для коэффици-
ента распределения хрома и марганца между жидкими
сплавом и шлаком: Асг—(% Сг20з)/[% Сг], Амп=(%
МпО)/(% Мп] следует, что с уменьшением концентрации
ведущего элемента в сплаве должно уменьшаться и со-
держание его в отвальном шлаке: (% Сг2О3) =£сг(%
Сг] и (% МпО)=Ами1% Мп].
Выплавка металлического марганца и его использова-
ние при легировании стали сопровождается также боль-
шими потерями на испарение вследствие высокой упругос-
ти пара прн температурах металлургических процессов.
В связи с этнм производство сплава Fe—Сг—Мп позво-
ляет уменьшить потерн марганца на испарение. Марганец
резко снижает температуру плавления низкоуглеродисто-
го феррохрома (70% Сг) с 1640—1680 до 1400—1500°C
при 30—35% Мп.
В соответствии с техническими условиями феррохром-
марганец производится четырех марок, массовое содержа-
ние ведущих элементов в которых должно быть следую-
щим, %:
13
887
ФХМн-20
ФХМн-30
Ф ХМ к -40
ФХМн-50
Мп +що
16—25 70
26—35 75
36—44 75
45 75
Si С
<1,0 <0,05
<1,5 <0,05
<1,6 <0,05
<2,0 <0,05
Для сплавов указанных составов с повышением тем-
пературы увеличиваются монотонно коэффициенты тем-
пературе- и теплопроводности. Для сплава ФХМн-40 при
1000°С 31=13,8 Вт/(м-К), а прн 800°С Х=26,6 Вт/(м-К).
Сг Массовая доля, % мп
10 20 30 40 50 60 70 80 90 100
9 19 ?0 30 40 50 Й7 70 30 90 ,’00
6г Атомная дмя* % мп
Ряс. VI1-7. Диаграмма состояния системы Сг-Мп
388
По данным О. С. Бобковой более легкоплавкие лига*
туры марок ФХМн-50 и ФХМн-40 плавятся быстрее,
чем лигатуры ФХМи-20 и ФХМн-30, а их высокий ко-
эффициент теплопроводности приводит к уменьшению
толщины затвердевающей на поверхности кусков корочки
и продолжительности ее существования при легировании
сплава.
Для выплавки комплексного сплава Fe—Сг—Мп мож-
но использовать хромовые руды с соотношением Сг:
:Fe<g;3, что подтверждает целесообразность его производ-
ства.
Диаграмма состояния системы Сг—Мп показана на
рис. VII.27. Феррохроммарганец можно получать силнко-
термнческим способом, используя в качестве восстанови-
теля ферросилнкохром или силикомарганец, а рудной со-
ставляющей— малофосфористый марганцевый шлак (40—
46% Мп, 28—39% S1O2, <0,015% Р) или хромовую руду.
Возможна комбинация как рудных составляющих, так и
восстановителей.
На СЗФ по технологии ЦНИИЧМ освоено производ-
ство феррохроммарганца путем восстановления руднофлю-
сового расплава силикохромом. Процесс в общем виде
может быть описан реакцией: (2МпО‘51ОД+ [Si]pK-si-cr--H
+ (СаО) = [Мп—Сг—Fe] + (СаО-МпО- SiO2). Выплавку
ферромарганца ведут по технологии, аналогичной получе-
нию иизкоуглероднетого феррохрома сил икотер мн чески м
способом.
Глава VIII. ФЕРРОВОЛЬФРАМ
§ 1. Области применения, свойства вольфрама
и его соединений
Вольфрам был открыт и выделен в виде вольфрамового
ангидрида WO3 в 1781 г. хнмнком К. Шееле из минерала
тунгстена, позднее названного шеелитом. В 1865 г. на
Мотовилихинском заводе (г. Пермь) впервые была вы-
плавлена сталь, легированная вольфрамом, для изготов-
ления резцов, которые отличались высокими свойствами.
В 90-е годы XIX в. на Путиловеком заводе проф. В. Н. Ли-
пин изучил свойства режущего инструмента из стали, ле-
гированной вольфрамом. Ферровольфрам был впервые по-
лучен в 1893 г. алюмипотермическим методом. Ис пользо-
389
ванне металлического вольфрама для изготовления нитей
в электролампах накаливания было предложено А. Н. Ла-
дыгиным в 1900 г., а в 1914 г. были получены твердые
сплавы на основе карбида вольфрама. Вольфрам в виде
сплава ферровольфрама (табл. VIII.1) широко использу-
ется для легирования инструментальных, конструкционных
и других сталей. Вольфрам и молибден имеют меньшее
химическое сродство к кислороду, чем железо, поэтому
они не используются как раскислители (в вакууме воль-
фрам может раскислять железо благодаря образованию
летучих оксидов (дистилляционное раскисление).
Таблица VIII.1. Химический состав ферровольфрама (ГОСТ
17293—82)
Марка W. % (менее) Массовое содержание элементов, %, не более
Мо Мп Si С р S Си Аз Sn Al
ФВ80а 80 6,0 0,2 0,8 0,10 0,03 0,02 0,10 0,04 0,04 4,0
ФВ75а 75 7,0 0,2 1,1 0,15 0,04 0,04 0,20 0,06 0,06 5,0
ФВ70а 70 7,0 0,3 2,0 0,3 0,06 0,06 0,30 0,08 0,10 6,0
ФВ70 70 1,5 0,4 0,5 0,3 0,04 0,08 0,15 0,04 0,08 !
ФВ70Б 70 2.0 0,5 0,8 0,5 0,06 0,10 0,20 0,05 0,10
ФВ65 65 6,0 0,6 1.2 0,7 0,10 0,15 0,30 0,08 0,20
Примечание. В сплаве ФВ70 должно быть не более 0,03% Sb; 0.03%
Bi; 0.03% Pb.
Ферровольфрам марок ФВ70, ФВ70Б и ФВ65 получа-
ют восстановлением концентратов углеродом и кремнием
с вычерпыванием сплава из рудовосстановительнон печи
мощностью 2,5—5,0 МВ-А. Сплавы остальных марок вы-
плавляют алюминотермическим методом. Вольфрам уве-
личивает пределы прочности и текучести стали, сопротив-
ление износу и удару, повышает прочность и твердость
прн высоких температурах, придает свойство самозакали-
вания, уменьшает возможность образования горячих тре-
щин. В магнитных сталях он увеличивает интенсивность
намагничивания и улучшает коэрцитивные свойства. Для
легирования стали используется более 80% всего воль-
фрама.
С повышением концентрации вольфрама возрастает
ударная вязкость, устойчивость протнв перегрева и умень-
шается прокаливаемость, так как прн этом образуется
устойчивый WC, сталь обедняется углеродом н вольфра-
390
мом; снижаются1 отпускная хрупкость, теплопроводность
и свариваемость. Вольфрам и молибден имеют высокое
химическое сродство к фосфору. Исследования влияния
различных элементов (W, Mo, Ti, V, Cr, Mn, Со, Ni, Си,
Nb) на активность фосфора в жидком железе показало,
что параметры взаимодействия (е) имеют следующие зна-
чения:
Элемент
- Ю^р1
Элемент
— 102£р*
. W Mb Ti V Сг
19,4 7,26 11,0 8,67 9,34
Mn Со Ni Си Nb
7,17 1,17 1,47 9,42 16,1
В виде карбидов, получаемых литьем или методами
порошковой металлургии, вольфрам входит в состав ме-
таллокерамических сплавов (например, 85—95% WC и
5—15% Со), обладающих высокой твердостью н износо-
стойкостью. Эти сплавы применяют для изготовления ра-
бочих частей режущих и буровых инструментов, волок для
волочения проволоки и т. д. В такие сплавы вводят кар-
биды молибдена, ниобия, тантала и титана.
Вольфрам входит в состав сплавов с хромом, никелем
н другими элементами, обладающими высокой электриче-
ской проводимостью, теплопроводностью и износостой-
костью. Используют сплавы для покрытий сильно изна-
шивающихся клапанов двигателей, штампов, лопастей
турбин и т. д.
По данным зарубежных исследователей вольфрамовые
сплавы с примесью железа, меди и 3-ь10% Ni широко
применяют для изготовления наконечников бронебойных
снарядов. Причем качество этих сплавов выше, чем спла-
вов для этнх целен из обедненного урана, содержащих
2% Мо и 0,75% Ti. Наконечники из сплавов вольфрама
характеризуются более высокой разрушающей способ-
ностью, нетоксичны и не радиоактивны в отличие от спла-
вов на основе обедненного урана. Вольфрам — основной
металл для получения нитей и спиралей в лампах нака-
ливания. Это обеспечивает их высокую стойкость прн ра-
бочей температуре 2400—2800 К- Соединения вольфрама
служат катализаторами в химической и нефтяной про-
мышленности.
Получают чистый вольфрам с содержанием примесей
не более 0,05—0,1 % восстановлением WOg водородом;
литье и выплавка ковкого вольфрама ограничены ввиду
его высокой температуры плавления. Для изготовления
деталей используют порошки вольфрама. Из штабиков
методом бестигельной электроннолучевой или зонной плав-
391
ки получают монокристаллы вольфрама. Вопросы совре-
менного и будущего состояния вольфрамовой промышлен-
ности в мире были рассмотрены на 2-ом Международном
симпозиуме по вольфраму (США. 1982 г.).
По данным ежеквартального издания Комитета
ЮНКТАД («Tungsten Statistics») ио вольфраму (тунгстс-
ну) * потребление вольфрама в странах капиталистиче-
ского мира снизилось с 25.3 (1979 г.) до 24.7 (1980 г.) и
23.7 тыс. т в концентрате (1981 г.). Вместе с тем в 1974 —
1985 гг. суммарные мировые мощности по добыче воль-
фрама увеличатся па 11,6 тыс. т/год вольфрама в кон-
центратах.
Согласно прогнозу в США доля производства высо-
копрочных низколегированных сталей возрастает с 11
(1980 г.) до 13% (1990 г.). Это потребует увеличения по-
требления ферровольфрама с 162 тыс. т в 1982 г. до
243 тыс. т в 1986 г. и до 253 тыс. т в 1990 г.
В КНР находятся самые большие запасы шеелита
CaWOi н вольфрамита (Fe, Мп) WO4, которые составля-
ют 957,6-103 т при общем запасе в мире (без СССР)
2032,5-103 т. В КНР организована вольфрамовая корпора-
ция «Huaxing», которой подчинены все мощности по про-
изводству вольфрама.
По данным прогноза Горного бюро США разведанных
запасов стратегических металлов в капиталистических
странах хватит вольфрама на 37 лет, молибдена на 92;
ниобия на 220; марганца на 147; никеля на 87; кобальта
иа 73; хрома на 537 лет. При этом 86,7% молибдена на-
ходится в Чили и США, 56,1% вольфрама в Канаде, Тур-
ции п США. Ожидается годовой прирост производства до
1990 г. вольфрама на 6—20%, хрома на 5—8%, кобальта
па 10—20%. марганца на 6—12%; молибдена па 1%; нио-
бия па 0 — 3%, ферросилиция на 5—8%, кристаллического
кремния па 4-—7%.
Свойства вольфрама. Порядковый номер 74, атомная
масса 183,85; электронная конфигурация 4/l45J46s2; плот-
ность (монокристалл), (19.3—19,9) г/см3; температура
плавления 3683 К; кипения 6203 К; теплота плавления
8,05 кДж/моль; теплота испарения 775 кДж/моль; энтро-
пия плавления 2,19, испарения 118,9 Дж/(моль-К)-
С кислородом вольфрам образует оксиды (рис. VI 11.1)
WOa, W^Oji, WO3. а также \\%О, WjsO^, W20O55 и ряд
* В США к некоторых других странах элемент вольфрам назы-
вают также етунгстеном? (от ш1едск.— тяжелый камень).
ЗЯ2
других. Максимальная рас-
творимость кислорода в
вольфраме 0.005% при
1973 К- В табл. V111.2 при-
ведены некоторые сведения
о свойствах кислородных
соединений вольфрама. Те-
плота образования ШОз
ДЯзза =831,7кДж/моль. При
1073 К уже заметна его су-
блимация. Суммарное дав-
ление над W63 в зависимос-
ти от температуры (до
1273 К) определяется из
выражения, кПа:
w»wo2
725 °C
3» I-----1*03*0,
? WjO+WOo IW02*'^ff£^eJ I
-? I 434 ;;
i
WDj+W03 |
—I—11---Led_________1 L_1_LL,.I
800
700
60S
500
400
0 0,2 0.4 0,6 0,64 0,68 0,72 0,76 0,8 1
Атомная доля кислорода
Рис. VIII.1. Диаграмма состояния св-
стемы W— О
1« pwOj - (_ 27460/7) + 14,03.
(VIII.1)
При 973 К W3O диссоциирует на W и WO2. Диоксид
вольфрама WO2 образуется уже при 873 К, он иераство-
Таблица VI П.2. Некоторые свойства оксидов вольфрама
Оксид Tbit кристалли- ческой решетки ^и.т к Цвет, вид г&> в. кДж'моль
W3O Кубическая — Коричневый порошок 14,8 —
wo3 Моноклинная 1843 Крас но-фиоле- товые кристаллы И,4 5,0,6
wt«o49 Моноклинная 1460 Синие иглы —*• 13669,9
Wst) О 58 Моноклинная 1700 м 1 8088,9
wo3 Тетрагональная 1746 Оранжеэо- иселтый порошок 6,47 831,7
рим в серной и соляной кислотах, азотная кислота окис-
ляет его до \VO3. Последний оксид также нерастворим в
указанных кислотах и воде; растворяется в плавиковой
кислоте с образованием оксифторидов и в растворах ще-
лочей.
Для реакции образования оксидов
W(T) = Д0']743-зомк =
— — 774780 -г 188.1 7 Дж/’моль: (VII1.2)
W(T)-p/2O2-WO3(T}; =
== - 815170 -h 228,47 Дж/моль; (VI1I.3)
393
W(t) 4- WO2(t)! AG1300-2000K —
= -564810 4- 163Г Дж/моль. (V111.4)
Система W—Fe. Диаграмма состояния системы W—Fe
приведена на рис. VIII.2. При массовом содержании >60%
W температура плавления сплава 2850 К, поэтому получе-
ние вольфрама с выпуском жидкого сплава из печи прак-
тически невозможно. При содержании кремния ~4% тем-
пература плавления сплава <2500 К- Плотность промыш-
Ре Массовая даая, % W
Рис, VIII.2. Диаграмма состояния системы W—Fe
ленного ферровольфрама составляет 13,8—15,5 г/см3. С
алюминием вольфрам образует алюминиды WA1i2, WAI5
и WA14 (рис. VII1.3).
Система W—С, В этой системе W—С (рис. VIII.4) об-
разуются карбиды:
2W + C = W2C; Д0ж=-49100 + 16700 Дж/моль;
(VIII.5)
394
W + С — WC; AGт= - 21540 - 15,99Г Дж/моль.
(VIII.6)
При температурах >1300 К протекают реакции 2W +
4-2СО=W3C+ СО2,’ W+2CO=WC+CO2 с регенерацией
моиооксида углерода в присутствии углерода.
At Массовая доля, % w
Рис, VI 11.3. Диаграмма состояния системы W—AI
Плотность W2C—17,15 г/см3, WC—15,5 г/см3, темпера-
тура плавления соответственно 3068 и 3078 К.
Система W—SL В системе W—Si образуются силици-
ды W3S12 и WSi2 (рис, V11I-5):
3W (Т) *4“ 2Si (т) з^12(т), AA/gsm**
= —20050 Дж/моль; (VI1I.7)
W(T) 4- 2SifT) = WSi2(Tb A/7?gg= — 93440 Дж/моль.
(V1I1.8)
Температура плавления W3S12 равна 2583 К, WSi2—
2338 К-
395
Для WSi2 энтальпия изменяется в зависимости от тем-
пературы по выражению (Дж/моль)
Д//?— 34,294Г-г 15,421 • 10*3Р-
- 5,864• 10,J Тл Н- 8074. (V111.9)
w MaccoSt* дш, % с
Рис. V1II-4. Диаграмм! совтояиия системы W-C
§ 2. Руды и концентраты вольфрама
Известно более 15 минералов, содержащих вольфрам, но
промышленное значение имеют в основном четыре: фер-
берит, гюбнерит, вольфрамит н шеелит (табл. VIII,3). Из-
вестны тунгстенит (WS2), тунгстит [WO2(OH)2], антуанит
(А12\У2О$гЗН2О) , мпоророит [(Al, Ре^ХУгОгбИгО!. Гюб-
нерит и ферберит самостоятельно встречаются редко, обыч-
но они образуют изоморфную смесь (вольфрамит), в ко-
торой марганец и железо могут замещать друг друга в
решетке минерала. Руды вольфрама содержат в среднем
0,2—0,5% WO3, редко превышая 1%. Часто они включа-
396
ют минералы молибдена, оло-
ва, меди, мышьяка и других
элементов.
Основные месторождения
вольфрамовых руд находятся
на Северном Кавказе, Урале,
Дальнем Востоке, в Забай-
калье, Средней Азии, Казах-
стане. Наиболее богатые руды
вольфрама за рубежом добы-
ваются в Китае, Корее, Бир-
ме, США, Испании, Португа-
лии, Боливии и Австралии.
Все руды подвергаются обо-
гащению гравитационными ме-
тодами: отсадкой, концентра-
цией иа столах и в шлюзах;
концентраты содержат >55%
WO3. Богатые по железу руды
проходят дополнительное обо-
гащение на электромагнитных
W МвсаЛля SL
S да 28 4f
ф П-------1w г—I---гтл“
IJWV I N I еч
2W"JI '| || If
гзог MS
\ж.
ЙОТ -Jw?) \
I \
WOfl -j № \
I 5,5(0$ \
1700 -J \
I \
7SW 4 7W I
1 , ,
0 20 45 60 80 168
W Дтомм!! дмя,% Si
П---Jw"!' ' T
IJWV | w
J I 1 V9
2165
Г -21,5(4) \ д
-IW?) 2060 j
! ~59
J (1B)
I 5,5(0$
\
1400 \
99,2(95)
Рис. VHI.5. Диаграмма состояния
системы W—S!
сепараторах с высокой интен-
сивностью магнитного поля. Шеелит отделяют флотацией
или электростатической сепарацией. Флотация руд этого
типа служит для отделения сульфидов и доводки концен-
I
t
Таблица VI1I.3. Основные свойства минералов вольфрама
Минерал Химическая формула Массовое содержание. % p. ГД-М- Твердость по Моосу
WO» w
Фербепит rcWOi 76,3 60,5 7.5 5
Гюбнерит MnWO, 76,6 60,7 7,1 5
Вольфрамит f (Fe. Mn)WO<] 76,5 60,6 7.1—7.5 5—5.5
Шеелит CaWCh 80,6 63,9 5,8—6.2 5—5
тратов. Шеелитовые руды обогащаются флотацией в жир-
ных кислотах (олеиновая кислота, олеат натрия, жидкое
мыло). В качестве вспенивателей используют сосновое
масло или креозол.
Химический состав вольфрамовых концентратов при-
веден в табл. УШ.4.
397
Таблица VI11.4. Химический состав вольфрамовых концентратов
(ГОСТ 218-73), % (по массе)
Массовое содержание. % (не более)
Марка концен- трата WOS. % (не менее) МпО SiO, р S As Sn Си Мо СаО
квг-i 65 18 5,0 0,05 0,7 0,10 0.15 0,10 0,10 . “
КВГ-2 60 15 5,0 0,05 0,8 0,10 0,20 0,15 0,20
кши 65 1,0 1,5 0,02 0,45 0,10 0,10 0,05 0,50 —
кш 60 2,0 10 0.04 0,6 0,05 0,08 0,10 1,00 —
КМШ-1 65 0,1 1,2 0,03 0,3 0,02 0,01 0.40 3,00
КМШ-2 60 0,1 5,0 0,04 0,3 0,04 0,02 0,10 3,00 —
КМШ-3 55 4 10 0,04 0,6 0,20 0,10 0,10 3,00
КВГ (Т) 60 Не 5,0 0,10 1,0 0,10 1,00 0,10 0,06 2,5
КШ (Т) 55 норм. Не 0,30 1,5 0,10 0,20 0,20 0,04 Не
КВГ (К) 65 Не норм. норм. 5,0 0,10 0,7 0,8 1,00 0,40 0,01 норм. 2,0
На одном из крупнейших в КНР месторождений кварц-
вольфрамитшеелитовой руды на обогатительной фабрике
«Tajishan» (провинция Цзянсн) подвергают обогащению
руду с очень тонким взаимопрорастанием минералов —
вольфрамита и шеелита, соотношение которых составля-
ет от 4 :3 до 3 : 1. Содержание WO3 в добываемой руде
0,25%. В руде имеются сульфндиые минералы: пирротин
(FeS), пирит (FeSz), висмутин (B12S3, 81,30% Bi и 18,70%
S), молибденит (M0S2), халькопирит (CuFe2), а также
самородный висмут. На первой стадии обогащения —55%
от исходной руды выводится в виде хвостов, вследствие
чего содержание WO3 повышается до 0,5%. На последую-
щих стадиях обогащения основного и шламового циклов
(включающих две стадии измельчения, три стадии отсад-
ки и пять стадий обогащения на концентрационных пес-
ковых столах) получают гравитационный концентрат со-
става, %: WO3 28—32, Bi 0,5, Мо 0,3 н S 11,0%. Затем
флотогравнтациен и флотацией извлекаются сульфиды, а
из них — минералы висмута и молибдена. В случае необ-
ходимости в вольфрамовом концентрате методами флота-
ции, магнитной сепарации и кислотного выщелачивания
снижают содержание апатита до 0,02—0,01% и методом
высоконнтенсивной магнитной сепарации шеелита до 0,1%.
Сквозное извлечение WO3 составляет 86%. Аналогичная
схема обогащения применяется и на фабрике «Xihuashan»,
хотя руда имеет другой минералогический состав: соотно-
398
щение вольфрамита и шеелита 10:1, в ней содержится
также касситерит, минералы РЗМ — ксенотим (фосфат
иттрия) и монацит (Се, La ...), (РО<). Минерал монацит
может содержать до 10% ThO2, UO2 до 6,6% ZrO2 и др.
Таким образом, обогащение руд с исходным содержа-
нием WO3 —0,5% и при условии получения концентрата
с 65% WO3 необходимо достигать степени концентрации
более 125: 2.
Для получения чистого оксида WOs, необходимого для
производства металлического вольфрама применяют слож-
ные химические, гидрометаллургические схемы переработ-
ки концентратов. Для получения чистых соединений (пре-
имущественно WO3) используется около половины произ-
водимых концентратов — шеелитовых и вольфрамитовых.
В шеелитовых концентратах, содержится 45—65% WO3.
Пустая порода, представлена кварцем, кальцитом и флюо-
ритом. Сопутствующим минералом часто является молиб-
денит и повелит. В концентратах Тырны-Аузского место-
рождения содержание окисленного молибдена, часть ко-
торого изоморфно связана с шеелитом, достигает 2,5—3%.
Переработка таких концентратов позволяет получать
чистый оксид WO3 [или паравольфрамйт аммония
(NH4)eW7O24xH2O] и молибденовый гидрометаллургиче-
ский концентрат. Наиболее распространенными гидроме-
таллургическими способами разложения вольфрамсодер-
жащего сырья по А. Н. Зеликману, являются следующие.
1. Автоклавно-содовый способ. Процесс основан на ре-
акции разложения шеелитового концентрата раствором
соды в автоклавах при 200—250 °C:
Са( WOJ(т1тNa2CO3(раств) *—Na.jWOjfpacTB) 4~
+ СаСО3{Т). (VIII.10)
Извлечение вольфрама в раствор достигает 99%. В случае
переработки этим способом вольфрамитовых концентратов
такие высокие показатели извлечения вольфрама можно
достичь лишь при низком содержании в них оксидов мар-
ганца.
2. Автоклавное разложение концентратов фторидами
натрия (аммония) по реакции:
CaWO4(T) 4" 2NaF{paCTB) N^WO^paeTe) 4~ CaF\(T).
(VI11.11)
Константа равновесия реакции прн 225 ПС и стехиомет-
рическом расходе реагента равна 24,5 (1,56 для реакции
399
с карбонатом натрия Na2CO3). Высокое извлечение воль-
фрама (э>99%) достигается при расходе x\aF~180% от
стехнометрнчески необходимого количества. В качестве
реагента можно также применять фторид аммония. Полу-
чаемые по приведенным реакциям растворы вольфрамата
натрия (80—100 г/л WO3) подвергают очистке от приме-
сей (Si, F, Р, As) с последующим осаждением \VO3. В рас-
твор добавляют H2SO4 (рНЗ) и экстрагируют молибден.
Схему в дальнейшем разделяют на вольфрамовую и мо-
либденовую. Продуктом по вольфрамовой схеме получают
(NH4)WO4, после кристаллизации получают паравольфра-
мат. а в молибденовой схеме — молибденовый продукт.
Наряду с описанными на зарубежных заводах приме-
няют и кислотные методы разложения шеелитовых кон-
центратов (70—75% WO3) в НС1. Опробован азотнокис-
лотный способ разложения шеелита, который в отлнчие от
солянокислотного позволяет создать безотходную техноло-
гию, так как нет вредных стоков и все продукты утилизи-
руются.
§ 3. Получение ферровольфрама
углеродосиликотермическим способом
Для получения ферровольфрама используют разработан-
ным на ЧЭМК В. Н. Гусаровым углеродосиликотсрмиче-
ский способ выплавки с вычерпыванием сплава из печи.
Вольфрам обладает небольшим химическим сродством к
кислороду и из оксидов может быть восстановлен кремни-
ем. углеродом и алюминием:
%WO:J+Sl = 23W + Si‘A,; AG°r=
= - 351220 + 34,96Г; (VIII.12)
2 зи7Ог-2С —2СО: AG°r =
= 307250- 321,1 Г; (VIII.13)
-7.WO3+ Al - 3.3w - 2;3A13O,;
= - 568150 + 58,7г. (VIII. 14)
Ванну печи футеруют магнезитовым кирпичом. В про-
цессе плавки магнезитовая футеровка с поверхности час-
тично замещается ферровольфрамом п по существу рабо-
чей футеровкой является металлический гарнисаж. После
выпуска шлака ванну заправляют находящимся на подние
вязким сплавом и твердыми отходами дробления готового
400
сплава. Для плавки используют вольфрамовый концент-
рат, нефтяной и пековый коксы, гранулированный ферро-
силиций (ФС65 или ФС75), стальную стружку н содержа-
щий вольфрам шлак, полученный от переплава пыли и от-
ходов. Состав шихты рассчитывают с учетом перехода
примесей в сплав в следующих количествах: молибдена
100%; меди 100%; фосфора 100%; мышьяка 15%; серы
15%: олова 30.
По характеру протекающих физико-химических процес-
сов и применяемых операций, условно плавку можно раз-
делить па три периода, хотя четко выраженных переходов
от периода к периоду нет. После третьего, последнего, пе-
риода в ванне печи находится ферровольфрам с высоким
содержанием кремния (3—8%), марганца (1,7—4,5%) и
углерода (0.2—2%), а концентрация вольфрама в нем
снижена до 50—55%. В первый период происходит рафи-
нирование сплава от кремния, марганца и углерода, пе-
решедших в него при доводке шлака, в результате окис-
ления их кислородом концентрата, загружаемого в печь:
2 ,WO3 -I Si = =/,W + SiO,: AG°r=
= — 351220 + 34,967" Дж/моль; (VIII.15)
a/3WO:(+ 2Mn --- -7SW -2МпО; AG^=
= — 280227 - 22,967" Дж ..'.моль; (VIII.16)
1 3WO3+ 2С = 2/:{W + 2СО; AG°r =
= 307250 — 321.1 Т Дж моль; (VIII.17)
2FeO -- SI — 2Ре + SiO,; AG г -
= — 492410-%112,04 Г Дж.моль; (V1I1.18)
2FeO-|-2Mn — 2Fe %-2МпО; AG?-
= 247630 — 36,5Т Дж моль; (V111.19)
2FeO + 2С - - ?Ее Е 2СО; AG?-= 242200 —
-266.16 7\ (VI11.20)
В начале периода в печь загружают полученный при
переплаве пыли из электрофильтров шлак с высоким со-
держанием вольфрама и пыль батарейных циклонов. Для
уменьшения вязкости ферровольфрама в печь вводят
стальную стружку, снижая температур}1 плавления, а за-
тем начинают завалку концентрата. В печи образуется
окислительный шлак, содержащий 16—23% \УОз, 15—20%
401
FeO, 28—32% SiO2, 10—15% MnO, 8—10% CaO, 1—3%
MgO, 2—4% AI2O3. Для повышения скорости рафиниро-
вания температуру шлака и металла повышают, включая
печь на максимальную мощность. Электроды при работе
печи погружены в шлак. Если они поднимаются, увели-
чивают электрическое сопротивление шлака, вспенивая его
загрузкой кокса. При этом выделяется СО, электроды по-
гружаются в шлак, и металл хорошо прогревается. Общая
длительность первого периода 4—4,5 ч. В конце периода
начинают завалку концентрата с коксом, добиваясь полу-
чения рабочего шлака второго периода с содержанием
10—12% WO3. Восстановление вольфрама и железа из
концентрата в первом и втором периодах происходит в ос-
новном за счет углерода кокса:
2/3CaWO4+2C = - '3W+2/:jCaO r 2СО; AGr =
= 439615— 342,97; (VIII .21)
‘/aFeWO4+ 2С = ‘/3(W 4- Fe) 4- 2СО; AG°r= 92470 —
-253,77. (VIII.22)
В восстановлении вольфрама и железа принимают
участие кремний и марганец, оставшиеся в металле после
третьего периода — периода довосстановлеиия шлака:
2/3CaWO4+ Si =2/3W + 2/3СаО + SiO2; AG°r=
= — 242830 + 32,36 7; (VIII.23)
2/3CaWO4 4- 2Mn =- 2/3W 4- 2/3CaO + 2MnO; AG° =
= - 177100 + 3,187; (VI 11.24)
>/#Fe WO4+ Si = ‘/2 (W + Fe) + (SiO2); A GJ. -=
= — 581970 4- 121,57; (VII 1.25)
I/2Fe\VO4+2Mn-l;,( W 4- Fe) 4- 2(MnO); AG’}=
== -477295 + 85,967. (VI 11.26)
К концу первого периода металл имеет стандартное
содержание вольфрама и примесей. После анализа сплава
приступают ко второму периоду — вычерпыванию сплава.
Во второй период, длительность которого составляет 1—
1,5 ч, снижают рабочее напряжение со 178—187 В до
149 В, стараясь как можно лучше прогреть металл и обес-
печить его тестообразное состояние. Завалку концентрата
402
ведут небольшими порциями. Для восстановления вольф-
рама и железа производится завалка кокса. Получаемый
шлак имеет состав, %: WO3 10—12; FeO 24—26; S1O2 32—
34; СаО 10—12; МпО 14—16; MgO 2—4 и А12О3 2—4. Шлак
поддерживают во вспененном состоянии. В случае сниже-
ния количества загруженного кокса электроды' могут за-
нимать верхнее положение, появляются открытые элек-
трические дуги, уменьшается прогрев металла, о чем су-
дят по его вязкости при вычерпывании.
Завалку концентрата в печь в первый и второй перио-
ды ведут при помощи завалочной машины. Концентрат в
мешке по наклонному лотку поступает иа лоток хобота
машины, после его поворота мешок опускают ближе к по-
верхности шлака и осторожно подают в шлак.
Вычерпывание сплава во второй период ведут специ-
альной машиной системы ЧЭМК, установленной на рабо-
чей площадке (рис. VIII.6). Сплав из печи зачерпывается
сменной ложкой из углеродистой стали, вмещающей
~50 кг металла. Ложку с металлом погружают в бак с
водой, охлаждают на специальном устройстве и выбивают
слиток. Смена ложек производится при охлаждении спла-
ва в воде. Для равномерного вычерпывания сплава ванну
печи вращают равномерно с частотой 180 мин~1. На каж-
дую колошу концентрата вычерпывается строго определен-
ное количество металла.
Основной целью третьего периода является довосста-
новление WO3 из шлака кремнием ферросилиция до
<0,25% WO3. Металл обогащается кремнием, который
восстанавливает из шлака и марганец. Концентрация
вольфрама в сплаве постепенно снижается с 65—72 до
52—54%. Ферросилиций задают порциями в течение 30—
40 мин в смеси с коксом при общем расходе последнего не
более <100 кг. Прн снижении концентрации WO3 шлак
в изломе светлеет, принимая светло-зеленый оттенок. Пос-
ле получения анализа очередной пробы шлака с содержа-
нием <0,25% WO3 (обычно 0,05—0,15%) его выдержива-
ют в печи в течение 10—15 мин, затем производится вы-
пуск. Конечный шлак содержит 0,05—0,2% WO3; 0,3—2%
FeO; 45—50% SiO2; 15—20% МпО и 25—32% СаО. После
выпуска шлака в печи остается металл следующего со-
става, %: W 66—70; Si 5—7; Мп 0,7—2,5; S 0,03—0,14;
С 0,1—0,2. Если шлак содержит >0,3% WO3, то его воз-
вращают на переплав.
В процессе плавки могут наблюдаться нарушения нор-
мального технологического процесса, требующие принятия
403
определенных мер для их устранения. Если перед вычер-
пыванием получают сплав с повышенным содержанием
углерода, кремния и марганца, то необходимо увеличить
количество заваливаемого в печь концентрата. При боль-
шой концентрации WO3 следует повысить температуру
шлака И металла, задавая в печь небольшие порции кокса.
Рис. Vill-б. Машина для вычерпывания ферровольфрама кон*
струкции ЧЭМК:
I— рабочая площадка; 2 — механизм поворота; 3 — ось поворота;
4 ~ пульт управления; 5 — ложка: о — захват; 7 — устройство дли
выбивания слитка; 8 — стенд; 9 — электропечь
Шлак прн этом вспенивается, электроды погружаются
глубже, скорость окисления марганца, кремния и углеро-
да увеличивается. В первый и второй периоды при работе
иа шлаке с высоким содержанием WO3 происходит уси-
ленное размывание гарнисажа. В этом случае увеличи-
404
вают количество кокса для восстановления \VO3, а откосы
лечи заправляют отходами сплава или вязким сплавом
с подины.
Основную долю в себестоимости ферровольфрама со-
ставляет концентрат (96—98% от общей стоимости), по-
этому в процессе получения сплава принимают меры для
снижения потерь вольфрама со шлаком, отходящими га-
зами и пылью. Для улавливания испаряющегося вольфра-
ма в основном в виде WO3 и WO2, пыли, образующейся
при завалке концентрата, печи оборудуют батарейными
циклонами н электрофильтрами. Возгоны, конденсирую-
щиеся при охлаждении и собирающиеся в электрофильт-
рах, содержат ~ 23% WO3; 3% РЬ; 1,7% Bi; 0,4% Си;
0,4% As; 1,4% Zn; 0,25% Р; 0,3% S; 7—8% СаО; 0,2-0,3%
MgO; 10—14% FeO; 9—10% SiO2; 3—4% А12О3; 10—12%
МпО и оксиды щелочных металлов. Эту пыль переплавля-
ют в отдельной электропечи и получают сплав с 40—50%
РЬ; 45—50% Bi и 5—8% Sn, который отправляют на за-
воды цветной металлургии для переработки, а шлак с
35—40% WO3 возвращают в печь, выплавляющую ферро-
вольфрам. Пыль, уловленная в батарейных циклонах, по-
добна по составу загружаемой в печь шихте, ее после
брикетирования также используют в плавке. Средний
фактический состав получаемого ферровольфрама следу-
ющий, %: W 74,31; Si 0,22; Мп 0,16; С 0,14; S 0,07; Р 0,028;
Си 0,11; Sn 0,1; РЬ 0.001; Мо 1,45; Bi 0,001; As 0,01 и Sb
0,01. На 1 т ферровольфрама расходуется ~ 1530 кг
вольфрамового концентрата (60% WO3), 108 кг ферросили-
ция ФС75, 87 кг пекового кокса, 102 кг стальной стружки,
44 кг отходов енликокальция, 40 кг электродной массы и
при расходе электроэнергии 3550 кВт-ч. Извлечение
вольфрама обычно составляет 99%.
В некоторых случаях ферровольфрам выплавляют по
двухстаднйной схеме с использованием двух печей. В пер-
вой печи небольшой мощности (1000—3000 кВ*А) восста-
навливают WO3 и FeO углеродом древесного угля с вве-
дением в шихту извести для снижения вязкости шлака и
получают металл, содержащий 82% W; 1,5% С; 1,5% Мп;
0,1% Si. и шлак с 0.15% WO3. Затем металл рафинируют
в другой печи, используя для окисления примесей вольф-
рамовый концентрат и железную руду. При этом полу-
чают металл, содержащий 81% W; 0,4% С; 0.2% Si; 0,4%
Мп и 0,03% Р, а шлак с 10—15% \VO3 возвращают в пер-
вую печь для переплава. Потери вольфрама с пылью л га-
зами достигают 3—4%.
405
§ 4. Получение ферровольфрама и лигатур
алюминотермическим способом
Алюминотермическим способом, разработанным В. П. Елю-
тиным, получают ферровольфрам с повышенным содер-
жанием вольфрама (см. табл. VIII.1), а также лигатуры
вольфрама с хромом или никелем. Процесс основан на
восстановлении триоксида вольфрама алюминием:
’/bWO,+ */3А1 - 2/3W + ®/3А1ао3;
= -568150 + 58,77' Дж/моль 0,(298 - 2700К) (VIII.27)
Шихта, используемая для получения ферровольфрама,
содержит также оксиды молибдена, железа и кремния,
поэтому основной реакции сопутствуют процессы:
’/3МоО3+‘/3А1 = 2/,Мо + 2/3А1,О3; AG%=
= —683660 + 122,77"; (V111.28)
> SIO,-|-‘/3А1 = S1 + 2/3А1,О3; Д6° =
= — 236790 + 27,57'; (V11I.29)
2/3Fe2O, + </.А1 = V.Fe + 2/3А12О3; ДѰà -
= - 577000 + 45,57'. (VII 1.30)
Для плавки применяют в основном шеелитовый кон-
центрат марки КМШ-1 (см. табл. VIII.4); количество кон-
центрата марок КМШ-2 и КМШ-З ограничивается для по-
лучения в ферровольфраме стандартного содержания
кремния (см, табл. VIII.1), поскольку в них повышенное
содержание кремнезема. Количество тепла, которое выде-
ляется по указанным реакциям, не обеспечивает нормаль-
ного протекания плавки вследствие высокой температуры
плавления сплава и его хорошего разделения со шлаком,
поэтому плавку ведут в трехфазиой электропечи типа
ДСП-1,5 с трансформатором 1000 кВ-A с магнезитовой
футеровкой. Диаметр ванны печн 800—1000 мм, высота—
1200 мм. Ванна (тигель) печи съемная, имеет выпускное
отверстие для шлака; электроды графитированные диамет-
ром 200 мм. Используется шихта следующего состава:
шеелитовый концентрат 100 кг, порошок первичного алю-
миния 23 кг, железная обссчка 3 кг, железная окалииа
4—5 кг, известь 1 кг. Для повышения извлечения вольф-
рама в шихту вводят корки шлака, металлические отходы
предыдущих плавок и уловленную пыль. В зависимости
406
от объема тигля печи на плавку расходуется 2500—5000 кг
концентрата. Исследования показали, что целесообразнее
вести плавку с использованием брикетированной шихты
вместо порошкообразной, так как размер зерен концент-
рата <0,05 мм. При этом извлечение вольфрама повы-
шается примерно иа 4%, содержание WOg в шлаке сни-
жается с 0,38 до 0,07% при уменьшении потерь вольфрама
со шлаками с 0,7 — до 0,3%.
Брикетирование ведут обычно без связующей добавки;
влажность концентрата должна быть при этом 1,5—2,6%.
Брикет объемом 18 см3 содержит 81% концентрата и 19%
алюминиевого порошка, другие компоненты вводят отдель-
но в печной бункер сверху на брикетированную шихту.
Плавка начинается с подачи на подину печи 100—150 кг
брикетов. Зажигание производят запалом из 3 кг желез-
ной окалины и 1 кг алюминиевого порошка, который на-
сыпают иа брикеты и поджигают под электродами печи.
Когда на подиие образуется расплав, опускают электроды
и набирают электрическую нагрузку. В процессе проплав-
ления шихту загружают в количестве 50—55 кг/мии, под-
держивая максимальную нагрузку 6 кА при напряжении
65 В. При этом электроды глубоко погружаются в шлак,
который хорошо прогревается, обеспечивается удовлетво-
рительное осаждение капель металлического расплава на
подину.
Длительность загрузки шихты в печь составляет 35—
60 мии (в зависимости от количества шихты на плавку).
Количество отходов, задаваемых в печь, не должно пре-
вышать 200 кг на плавку. Если во время плавки шлак
вспенивается, то добавляют до 20 кг железной окалины.
После закалки шихты обрабатывают тигель, а затем до-
восстанавливают шлак, вводя 5—10 кг алюминиевой круп-
ки на его поверхность небольшими порциями в течение
10—15 мин. Затем делают выдержку (10—15 мии) и вы-
пускают шлак. Если в шлаке содержится >0,5% WO3, то
его направляют на переплав. Обычно для переплава от-
ходов сплава и богатого шлака проводят специальные
плавки. В процессе плавки, проводимой в плавильной ка-
мере, улавливают пыль и возгоны иа электрофильтрах.
На участках дозировки, брикетирования и плавки имеется
система для отсоса газов и сбора всей пыли, так как это
в основном определяет рациональное использование воль-
фрама.
В печи остается слиток ферровольфрама. Кроме него
образуется слой сплава с повышенным содержанием мо-
407
либдена (8—10%), кремния (2—4,5%) и алюминия (5—
8%) при 45—48% W. После отделения слоя от слитка его
переплавляют и рафинируют смесью железной руды и из-
вести. Получаемый сплав содержит 25—30% W; 5—6%
Мо; 0,2—0,6% Si; 0,4—0,6% Al. Среднее содержание WO3
в отвальных шлаках составляет 0,38% при работе на по-
рошкообразной шихте и 0,073% — на брикетированной.
На 1 т ферровольфрама расходуется 1555 кг шеелитового
концентрата. 345 кг порошка первичного алюминия, 20 кг
извести. 80 кг железной окалины, 45% железной обсечки
прн расходе электроэнергии 425 кВт-ч. Извлечение воль-
фрама превышает 99%. Готовый сплав обычно содержит
83—83,15% W; 4—4.75% Мо; 1,25—1,28% Si; 6,9—7,5%
Fe; 0,026—0,047% Си.
На отечественных и зарубежных заводах для повыше-
ния степени извлечения вольфрама и снижения темпера-
туры плавления сплава алюминотермическим методом вы-
плавляют хромовольфрамовую лигатуру (марок ХВ1 и
ХВ2), содержащую 30% W; 1—4% Мо; 0,5—0,8% Si;
1.2—6% Al; 0,1% С; 0,01% S; 0,02% Р; остальное — хром.
Технологична лигатура на основе никеля (ЭМН-1), содер-
жащая 25—30% W; 0,5—3% А1; с 1,5% Si и 0,1% С. Ее
получают алюмииотермическим методом в электропечи с
разливкой в слитки (температура плавления лигатуры
-1573 К).
Глава IX. ФЕРРОМОЛИБДЕН
§ 1. Свойства молибдена и его соединений
Молибден имеет атомный номер 42. атомную массу 95.94,
относится к 4(2-переходным металлам; электронная конфи-
гурация атома молибдена 4e/55s‘. Физические и термоди-
намические константы его следующие: температуры плав-
ления 2895 К. кипения 5113 К; плотность 10,23 г/см3; мо-
лярная теплоемкость 24.49 Дж/(моль-К); удельная
теплоемкость 0.255 Дж: (кг- К); энтропия прн 298 К
28,01 Дж/(моль - К) • Молибден, как хром и вольфрам,
имеет объемно-центрированную решетку (а — 0,314 нм).
Чистый молибден и его сплавы широко применяют в раз-
личных отраслях техники и промышленности, по основным
потребителем является черная металлургия. Структура
потребления молибдена следующая: легированные ста-
408
ли — 44%. коррозноиностойкие стали 8%, чугун и сталь-
ной прокат — 6%. сверхпрочные и специальные сплавы—
3%, металлический молибден — 6%. химические соедине-
ния — 10%, прочие виды — 1 %, Содержание молибдена
колеблется от 0,1—0,3 в легированных п до 3—10% в ин-
струментальных сталях. Производство и потребление мо-
либдена в капиталистических и развивающихся странах
характеризуется следующими данными, тыс, т:
Производство
Мнр (без СССР и социалистических 10S1 г. 1982 г. 198 J г г.
стран) . . 98 80 45 79,5
В том числе:
США . 64 39 16 47,2
Канада . 15,4 14,0 9.1 8,6
Чили , 15,4 20 12,7 17,2
Потребление
Мир (без СССР н социалистических
стран) 63 60 77,1
В том числе:
США . 26,2 15.4 13,6 —
Западная Европа , 25,8 24 9 24.0 —
Япония . 11.8 11.8 1 (1,9
В связи с сокращением запасов молибдена в период
спада производства зарубежные фирмы планируют в
1984—85 гг, наращивать добычу руд и производства мо-
либдена. В соответствии с прогнозами мировой спрос на
молибден возрастает ежегодно иа 6—7% и в 1990 г. соста-
вит примерно 181 тыс. т, что объясняется широким ис-
пользованием его в трубных сталях, применение которых
расширяется в связи со строительством газо- и нефтепро-
водов. В 1983 г. стоимость 1 кг МоО3 составляла 7—9 долл.
Молибден относится к группе редких металлов. Его
содержание в земной коре не превышает 1,1 • 10"4%, в
промышленных рудах молибдена <0,5%-
По оценки Горного Бюро США, разведанные мировые
запасы молибдена (кроме СССР и социалистических
стран) насчитывают 7,836 млн. т, из них 3,397 млн. т в
США, 2,446 млн. т в Чили, 0,589 млн. т в Канаде. В соот-
ветствии с прогнозами предполагается, что к 2000 г. будет
израсходована половина мировых запасов молибдена.
В черной металлургии молибден используют главным об-
разом в виде ферромолибдена. В соответствии с новым
стандартом в СССР для легирования сталей, сплавов и
чугунов определены требования к химическому составу
ферромолибдена (табл. IX.1). ГОСТ 4759—79 устанавли-
409
' Fe Массовая доля, % Mg
О 1020304050 SO 70 80859095100
О 20 40 60 80 100
Fe Атомная довя,% Ио
Рис. iXJ. Диаграмма состояния си-
стемы Mo— Fe
вает дополнительные требо-
вания к ферромолибдену с
учетом потребностей отече-
ственной промышленности и
особенностей минерально-
сырьевых ресурсов. В СССР
ферромолибден получают
впепечным силикотермиче-
ским процессом. Ниже рас-
сматриваются диаграммы со-
стояния систем наиболее
важных для металлургии
ферромолибдена.
Система Мо—Fe. Желе-
зо и молибден (рис. IX. 1)
образуют иитерметаллиды
FeMo, Fe7Mo6 и твердые
растворы. Кроме того в по-
следние годы обнаружены
соединения Fe3Mo и FeItyMo,
которые пока еще ие нане-
сены на диаграмму.
Температура ликвидуса сплавов по мере повышения
массового содержания молибдена до 37,5% несколько
снижается, а затем увеличение содержания его приводит
к значительному росту температуры плавления и тем-
пература ликвидуса бинарного сплава системы Mo- Fe
с’55—58% Мо превышает 1650°С.
Опубликованы новые данные (1983 г.) исследования
диаграммы Fe—Мо в интервале атомных долей молибдена
30—88% при 1360—1622°С. Перитектические равновесия:
ж4 [Ре] [FejMo — твердый раствор на основе мо-
либдена; ж-|-д#е(о и е)—промежуточные фазы; ж +
+ — твердый раствор на основе железа протекают
при 1610, 1509 и 1454 °C (см. рис. IX.1, 1540, 1480 н
1450°C соответственно). Максимальная растворимость же-
леза и молибдена в твердом состоянии при 1610 °C со-
ставляет 25% (ат.) н резко уменьшается при повышении
температуры. Границы области гомогенности о-фазы прн
1520°С проходят при 48 и 57% (ат.) Мо. При 1610°С
а-фаз а содержит 55% (ат.) Мо.
Система Мо—О. С кислородом молибден образует ряд
оксидов: МоО3, МоОг (рис. IX.2), а также Мо3О; МО17О47;
MoOa.soi МоаОзз; MogOae и др. Наиболее достоверные тер-
модинамические константы оксидов молибдена следу-
410
ющие: 1) АЯ?98(Moth) 1==—754,9 кДж/моль; S?<j8(Moo,) =
= 78,2 Дж/(моль*К); 2) ДЯ?зд(МоСМ = — 586 кДж/моль;
5з98(МоО)) =60,7 Дж/(моль-К); 3) ДЯ msimoAi) =
= — 2809 кДж/моль; $?9»(Мо,ои) =290 Дж/(моль-К).
Изменение энергии Гиббса для реакций образования
оксидов молибдена с температурой может быть рассчита-
но по уравнениям:
МО(т) 4“ MoOj(t) ; ДО (Ю70— 1320К) =
= -571800 4- 166,27 Дж/моль; (IX.1)
4Чэ(Т) 4- П/3О,=» Мо.|Ои(ть AG.w-1 'н>с> —
= -2473000 4- 8537 Дж/моль. (IX.2)
Промежуточные оксиды устойчивы до 7654-818 °C
(см. рис. IX.2). Имеются сведения о существовании низ-
Рнс, IX.2. Диаграмма состояния системы Мо—О:
А—МоОа+ж; В—•MoiOii+ж; С—Мо,Оя+ж; -О— Мо,Оц +
+MosO»(y); £—Мо,Оц(0)+Мо>Ом; F — Mo»03,(y)4-MoOi;
G —Мо,Ом(£)+МоО»
ших оксидов, одиако получить их в чистом виде не уда-
лось и их свойства не изучены.
Триоксид молибдена МоОз — белый порошок с голубо-
ватым или зеленоватым оттенком с плотностью 4,69 г/см3
411
с ромбической кристаллической решеткой и параметрами:
а — 0,39628 нм, Ь—1,3855 нм и с — 0,36964 нм. Темпера-
тура плавления чистого оксида МоОз составляет 795 °C,
а температура кипения 1155 °C. При 650 °C происходит
изменение кристаллической структуры. Газообразный
МоОз, образующийся при 520—720 °C, состоит из смеси
молекул различного стехиометрического состава МопО3п
(п = 3,45). Давление пара над МоО3 (рмоо3) при различ-
ных температурах следующее:
Температура, °C .... 650 700 785 850 955 1150
(рмло,), кПа.............2.66.ю-3 0,29 2,66 26,6 133,0 980,7
Испарение МоОз увеличивается в присутствии водя-
ного пара. Например, при 690°С и давлении водяного пара
798 кПа давление пара МоОз возрастает примерно в че-
тыре раза, что объясняется образованием сложных моле-
кул МоОз-НгО. С этими свойствами МоОз связано повы-
Таблвца IX.1. Химический состав ферромолибдена по ГОСТ
4759-79
Массовое содержание, %
Марка Мо. % (не менее) 1 С Р S Си As Sn Sb
\\ Si
ФМобО * 60 0,3 0.8 0,05 0,05 0.10 0.5 0.02 0.01 0.01
ФМо56 * 58 6.5 1.0 0,08 0,05 0,12 0.8 0,03 0.02 0.02
ФМо55А 55 0.5 1,0 0,08 0,08 0,12 0,8 0,02 0.02
ФМо555 55 0.8 1.5 0,10 0,10 0,15 1,0 0.05 0,05
ФМо52 52 1,0 5,0 0.50 0,10 0.20 1,0 -
• Содержание Pb. Zn и Bi во всех марках ферромолибдена не более 0,01%
каждого.
шейное испарение и возможные потери оксидов молибдена
при обжиге молибденового концентрата. Температурная
зависимость изменения энергии Гиббса реакций образо-
вания МоСЬ в интервале 298—2000 К и МсмО^ в интерва-
ле 298—1091 К имеет вид: ДО мои = — 592—0,0387Г 1g ТД
4-0,303Г кДж/моль; AG— — 2776 + 0,8867' кДж/моль.
Зависимость упругости диссоциации МоО2 (мПа) от тем-
пературы описывается уравнением
Igpo,*= (-2564 7‘)-f-0,618. (1Х.З)
Особенностью оксида МоОз является низкая температура
плавления (1068 К) и высокое давление пара над ним.
412
Исследования испарения МоО3 масс-спектроскопическим
методом в интервале 800—1000 К показали, что насыщен-
ный пар над МоОз состоит нз молекул Мо3Ой, МочОщ и
Мо5О]5. Относительный состав пара иад МоОз(Т) для раз-
личных температур характеризуется следующими данны-
ми, %:
г. К Мо,0, Мо,О12 MofOis
800 75,5 23,2 1.3
900 54,5 37,6 7.9
1000 36.0 44,5 19,5
Испарение МоОз можно представить схемой:
пМоО3(Т) -* Мо„О3л(н (л~ 3,4, 5). (1Х.4>
Температурная зависимость общего давления пара (МПа)
над МоО3(т) имеет вид:
1g А>бщ - (“ 1545/ Т) 4- 0,526. (IX.5)
Испарение МоОг(Т) в интервале 1540—1770 К происходит
по схеме:
Зл/2МоО2(т) - МояОая(г) + лг'2Мо(т) (л — 1,2,3) (IX.6)
МоО2(т)->' MoO2(r) (IX.7)
Парциальные давления паро-газовых компонентов при
диспропорционировании МоО2 с повышением температуры
изменяются следующим образом (мПа):
т. к
1657 2.5 26,5
1707 7,4 75,8
₽МоОэ РмоО1
1657 19,3 9,8
1707 56,4 24,6
Температура плавления МоОз составляет 2200 К, одна-
ко вследствие высокого давления паро-газовых компонен-
тов над твердым оксидом при нагреве наблюдаются боль-
шие потери молибдена в результате испарения.
Система Мо—С. Из диаграммы состояния системы
Мо—С, представленной на рис. IX.3, следует, что молиб-
ден с углеродом образуют карбиды Мо2С (5,88% С) и
МоС(-х. Карбиды могут существовать в двух модифика-
циях: а-МоаС при >33,8% (ат)С переходит в р-Л4о?С при
1475°C. а т]-МоС.-х в а-МоС|_х при 1960°С. Карбид
а-МозС плавится без разложения при 2480 °C; р-Мо2С—
2510°С; rj-MoCi-z — 2550°С и сс-МоС^х при 2600°С. Тер-
модинамические характеристики Мо2С следующие: ДН?98 =
41$
= — 10660 Дж/моль; 5^=65,90 Дж/(моль-К); —
= 62,92 Дж/(моль-К). Изменение энергии Гиббса от тем-
пературы реакции образования a-MogC описывается вы-
ражением:
2Мо(Т) + С(Т) = а-МоаС(Ч; =
- — 47530 - 9,46 Т Дж/моль. (IX.8)
Мо Массовая дмя, X С
Рис. IX.3. Диаграмма состояния Мо—С
При >2000°C карбид МоСо,49 (Мо^С) диссоциирует на
элементы по реакции:
МоСо.49 — Мо(г) 4~ 0,49С(ф ДСг ~
= 655140— 136,257' Дж/моль. (IX.9)
Зависимость логарифма парциального давления (кПа)
паров молибдена (IgpMo) и углерода (Igpc) от темпера-
туры имеют вид:
1g Рмо = (- 3420/7') -4-0,7112; 1g рс =
= (-3420/7'} 4-0,63.
414
Углерод в небольших количествах растворяется в молиб-
дене с образованием твердого раствора углерода на ос-
нове молибдена. Относительная парциальная молярная
свободная энергия растворения углерода в молибдене при
различной температуре может быть рассчитана по урав-
нению: Д(7с= 143000—(5,25—/?1пхс)-Г, Дж/моль. Относи-
тельная парциальная молярная энтальпия твердого раст-
вора углерода в молибдене равна ДЯс= 143000 Дж/моль,
а избыточная энтропия Д5с=43,4 Дж/(К*моль). В систе-
ме Мо—Fe—С установлено образование карбидов (Fe,
Мо)3С и (Fe, Мо)гзСв; (Fe, Мо)6С; (Мо, Fe)2C.
Мо МассоВая доля, % Si
Мо Атомная доля, % Si.
Рис. IX-4. Диаграмма состояния Мо—Si
Система Мо—Si. В этой системе известны силициды
Mo3Si (8,86% Si), Mo5Si3 (14,89% Si) и MoSi2 (36,84%
Si) (рис. IX.4). Энтальпия реакций образования силици-
дов из элементов характеризуется следующими данными:
ЗМО(Т)+ S1(t) = Mo3Sl(T>; Д//а98кв
= — 196090 Дж/моль; (IX.10)
5Мо(Т; 4- 3Si(T) = Mo5Sl3(T);
= — 132820 Дж моль; (IX.11)
415
ЛА О (t) т 2Si(T) - - MoSijfiji Л/"/29йК —
= — 131150 Дж моль, (IX.12)
Система Мо—S. Известны сульфиды молибдена Мо23з,
M0S2 и M0S3. Последний сульфид прн >200°C в вакууме
переходит в Мо^Бг, но не имеет интервала гомогенности.
Наибольший интерес представляет сульфид M0S2, по-
скольку в концентрате поступающем на завод ферроспла-
вов для получения ферромолибдена, молибден содержится
в виде MoSo (молибденита). Сульфид MoS2 может иметь
гексагональную (а = 0,31602 нм, с= 1,2294 нм) и ромбоэд-
рическую решетку. Ромбоэдрическая модификация при на-
гревании переходит в гексагональную (при 1000"С ста-
бильна гексагональная форма MoS2). Для реакции MotTj4-
+ S2.j.- MoS?.;T) изменение энергии Гиббса имеет вид
Дбт = —88100-г 37,ЗГ. Сульфид Mo2Ss неустойчив ниже
605 С и при нагреве (при нормальном давлении) он дис-
социирует.
§ 2. Руды и концентраты молибдена
Содержание молибдена в земной коре составляет 3-10-4%.
Наиболее распространенными минералами молибдена яв-
ляются молибденит M0S2, повеллит СаМоО4, вульфенит
РЬМоО4, молибдит (ферромолибдит) Рс2(МоО4)з-пН2О,
{п = 7—8), молибдешеелит Ca(W, Мо)О4, чиллагит РЬ(ЛАо,
W)O4, линдгренит Си3(МоО4)2(ОН2), кехлинит В (МоО4)О2,
ура но молибдат СО2-ПОз-2ЛАоО3, нльземанит Mo3SO3-
•5Н2О. Промышленное значение имеют первые четыре
минерала. MoS2— наиболее распространенный из них, ко-
торый является основным молнбденсодержащим минера-
лом в концентратах, используемых для получения спла-
вов молибдена. Молибденит MoS2 залегает в кварцевых
жилах, часто совместно с шеелитом (CaWO4), вольфрами-
том [(Fe, Мп)О4], касситеритом SnO2, халькопиритом
CuFoS2 и другими минералами, например, мышьяка и вис-
мута. Руды делятся на простые кварцево-молибденнто-
вые, медно-молибденовые и молибдено-вольфрамовые.
Простые кварцево-молибденитовые руды содержат от не-
скольких десятых до 1% Мо. Содержание других сульфи-
дов. кроме M0S2, незначительное. Медно-молибденовые
руды связаны со вторичными кварцитами. Концентрация
молибдена в этих рудах составляет несколько сотых, а
иногда и тысячных долей процента. В СССР к таким
416
рудам относятся руды крупных медных месторождений, та-
ких, как Коунрадское и Бощекульское (КазССР), Алма-
лыкское (УзССР) и Каржарахскос (Закавказье), явля-
ющихся важным источником для получения молибдено-
вых концентратов. Медио-молибденовые руды содержат
— 0.7% Си и 0,01% Мо. Применяя многостадийную техно-
логию обогащения на первой стадии выделяют коллектив-
ный концентрат, содержащий 25—30% Си и 0,3—0,5%
Мо, а из него получают медный (14% Си, 23% SiO2, 20%
Fe) и молибденовый коицеитраты. Важным источником
получения меди и молибдена является медно-молибдено-
вая руда месторождения «Эрдэнэт» (МНР). Сооруженный
в МНР на средства стран социалистического содружества
рудник «Эрдэнэт» поставляет концентраты странам СЭВ.
Скарновые (поликристаллическис, образовавшиеся в
результате замещения одних минералов другими) молиб-
дено-вольфрамовыс руды имеют в своем составе молибде-
нит совместно с шеелитом (СаШО4), пиритом (FeSa) и
халькопиритом, содержание которых обычно незначитель-
ное. К такому типу руд относятся руды Тырпы-Аузского
месторождения молибдено-вольфрамовых руд на Север-
ном Кавказе. Все молибденовые руды подвергают обога-
щению в основном флотацией. Молибденит обладает
хорошей смачиваемостью углеводородами и поэтому эф-
фективными собирателями при флотации молибдена яв-
ляются обычно керосин, трансформаторное, веретенное и
другие нейтральные масла. Так, прн обогащении молиб-
дено-вольфрамовых руд Тырны-Аузского месторождения
первоначально флотацией выделяют молибденит. Опреде-
ленная часть повеллита (СаМоО4) изоморфно связана с
шеелитом (CaWO4) и молибденовые концентраты содер-
жат некоторое количество вольфрама.
Для производства ферромолибдена и лигатур в СССР
применяют молибденовые концентраты, в которых молиб-
ден связан в молибденит M0S2 (табл. IX.2).
§ 3. Обжиг молибденовых концентратов
В отличие от руд и концентратов, используемых в произ-
водстве большинства ферросплавов, молибденсодержащие
концентраты имеют в своем составе до 35% S, представ-
ленной в основном M0S2, сульфидами меди, железа и дру-
гих элементов. В связи с этим концентрат подвергают
окислительному обжигу для перевода молибдена в кисло-
родные соединения МоОг и МоО3. Окисление серы суль-
14.
232.
417
Таблица IX.2. Химический состав молибденовых концентратов по
ГОСТ 212—76, %
Маркс* Мо. % (не менее) Массовое содержание % (не более)
S!Os As Sn Р Си NasO WO, Sb
кмг—в 58,0 0,3 0,04 0,01 0,01 0,01 0,8 2,0 0,01
КМ Г— 1 56,0 0.4 0,04 0,01 0,01 0,01 0,8 4,5 0,01
КМГ—2 54,0 0,7 0,07 0,01 0,02 0,02 1.0 5,0 0,01
КМФ—1 51,0 5,0 0,04 0,03 0,03 0,4 — —‘
КМФ—2 48,0 7,0 0,06 0,05 0,04 0,8 — 1—* —
КМФ—3 47,0 9,0 0,07 0,07 0,05 1.5 — — —
КМФ—4 45,0 12,0 0,07 0,07 0,05 2,5 — — —
фидных минералов происходит кислородом воздуха с об-
разованием МоО3 по реакции:
MoS3-h 72О2- МоО3+ 2SOa, Д6°Г =
=- 1123670—340,271g 7 +351,3Г Дж/моль (1Х.13)
с последующим взаимодействием МоОз с сульфидом мо-
либдена
MoS2-|-6MoO3= 7МоО2+ 2SO2; ДОог= 185580 4-
4- 204,371g Т - 915,57. (IX. 14)
Поскольку реакция окисления MoS2 до МоОз экзотер-
мнчна и сопровождается выделением большого количества
тепла, внешний обогрев необходим только в конце про-
цесса обжига, когда количество сульфида молибдена в
продукте обжига становится невелико. Одновременно с
этим протекают также процессы окисления сульфидов
других металлов (FeS2, Cu2S, ZnS, NiS и др.), присутству-
ющих в качестве примесей в товарных молибденовых кон-
центратах.
Обжиг ведут в вертикальных восьмнподовых печах
(рис. IX.5) диаметром 6,8 м прн максимальной темпера-
туре на четвертом н пятом подах 680—750°С. Более вы-
сокие температуры могут привести к большим потерям мо-
либдена в результате испарения МоО3. Суммарное давле-
ние паро-газовых компонентов МопО3п (п = 3, 4, 5) дости-
гает 100 кПа при 1000°С. Остаточное содержание серы в
концентрате не должно превышать 0,05—0,15%. Обожжен-
ный концентрат имеет сложный минералогический состав
418
в результате образования промежуточных продуктов мо-
либдена СаМоО< и РеМоОд- Взаимодействие их с частично
образующимся SO3 приводит к получению легкоплавких
сернокислых солей Fes (ЗО^з, CuSO4 н др., вследствие че-
го концентрат может оплавляться и комковаться. Наличие
NasO и К2О в концентратах может привести к образова-
ть. IX.5. Вертикальная многоподовая печь для обжига молибденита:
/ — кожух печи; 2 — вертикальный вращающийся вал; 3 — коническая
Пара, } — гребли; 5 — лоплтки
иию комплексов типа NasO-xMoO3 и КзО-^МоОз. Хотя с
повышением концентрации оксидов щелочных металлов
скорость испарения МоОз резко уменьшается, однако
14
418
вследствие низкой температуры плавления увеличивается
вероятность окомковаиия концентрата. Производитель-
ность одной обжиговой печн составляет 950 кг/ч обожжен-
ного концентрата. Согласно ТУ 14—5—88—77 концентрат
молибденовый обожженный (КМО) должен иметь хими-
ческий состав, приведенный в табл. IX.3.
Таблица IX.3. Химический состав молибденового концентрата
Марка Мо. % (не менее) Массовое содержание. % (lie более)
Р S Лз Си Si О: Sn С
кмол 55 0,03 0,15 0,05 0,60 5,00' 0,03 0.20
КМО-2 53 0,05 0,18 0,06 1,00 7,00 0,05 0,50
КМО-3 50 0.08 0,20 0,07 1,50 9,00 0,07 1,00
Кроме указанных в табл. IX.3, концентрат содержит:
14—16% СаО, 2,5—3,2% FeO, 1,2—1,4% MgO, 0,6—0,8%
AI2O3, 0,10—0,25% Р, 0,5—0,15 W, а также небольшое (до
0,005% каждого) количество цветных металлов (Sb, Bi,
Zn, Cd). Часть молибдена (до 10%) в обожженном кон-
центрате представлена МоОг, а остальное — МоОз-
§ 4. Восстановление оксидов молибдена
Молибден имеет сравнительно небольшое химическое
сродство к кислороду. В связи с этим его оксиды могут
быть восстановлены углеродом при небольших энергети-
ческих затратах по реакциям:
2 3МоО3Н- 2С = 2 ,Мо+ 2СО; = 209210 -
-309,977 Дж моль; (IX.15)
МоО2-Н 2С - Mo - 2СО; 26%-335236 -
— 355,177 Дж/моль. (IX. 16)
Начало реакции (Д(7° = 0) наблюдается для первой ре-
акции при 674 К и для второй — при 943 К. Однако в ре-
альных условиях восстановление оксидов молибдена угле-
родом сопровождается образованием карбидов Мо2С и
MoCi-x- Для реакции 2Мо(Т)4-С(Т) = Мо2С(Т) изменение
энергии Гиббса описывается выражением Д(7?=— 47530—
—9,467. Комбинируя реакции, получим, Дж/моль:
420
2МоО2(т) + 4С(т) = 2Мо(т> + 4С0(н,
2Мо(Т) 4- С(т) — МОчС(т)
2МоО2(т> 5С( н = MOgCfij -j- 4СО
Дб°Гж= 670472 - 710.34Г;
AGj^ - 47530 — (i,46 7':
(IX.17)
(IX.18)
(1Х.19)
AGr—622942 - 719,87' (1Х.20)
Реакция восстановления МоОз углеродом с образова-
нием карбида термодинамически более предпочтительна
(Д(?г =0 при 865 К). Следовательно, углеродотермиче-
ское восстановление оксидов молибдена приведет к получе-
нию углеродистого ферромолибдена. В связи с ограниче-
нием содержания углерода в товарных марках ферромо-
либдена (не более 0,05—0,5% С) его получают силико-
термическим методом. Взаимодействие МоО3 и МоО2 с
кремнием протекает по реакциям:
2/3МоО3+ S1 = * 2 */3Мо -г SiO2; Ы?г= 469870 г
4-65,67' Дж/моль; (IX.21)
МоО24- S1 = Мо 4- S1O,; AG°r = - 334040 +
+ 19,2г Дж/моль. (IX.22)
МоОз и МоО2 легко восстанавливаются алюминием:
2,(3МоО.ч+ 4 * * * В/3А1 = 2 3Мо + 2/3А1.»О:1; ДС? =
= -683660 4 122,77' Дж/моль; (IX.23)
МоОа4- <л,А1 = Мо-Н.’аА1,О3; AG°r= -519140 4-
4- 51,53 7' Дж моль. (IX.24)
§ 5. Технология ферромолибдена
В СССР производство ферромолибдена было освоено на
ЧЭМК в 1937 г. Ферромолибден, химический состав кото-
рого удовлетворяет требованиям ГОСТ 4759—79, получа-
ют внепечпым снликотермическим способом, используя в
качестве восстановителя ферросилиций ФС75 и частично
алюминий. Для обеспечения самопроизвольного протека-
421
ния процесса без подвода энергии извне термичность
должна составлять 2000—2100 кДж/кг шихты. Требуе-
мую термичность обеспечивают добавлением в шихту опре-
деленного количества алюминия (до 55—57 кг на 1 т фер-
ромолибдена). Вместо алюминия можно использовать сн-
ликоалюминий (38 -40% Si, 60—62% А!) или ферросили-
коалюмипий.
Плавку ведут в плавильной шахте, представляющей
собой футерованную шамотным кирпичом цилиндрическую
обечайку. Установленный иа песочное основание футеро-
ванный цилиндр образует плавильную ванну или шахту.
На шахту устанавливают свод с отверстием для отвода
газа, последующей его очистки и улавливания молибден-
содержащей пыли. В пнжней части имеется отверстие
(летка) для выпуска шлака. Установка свода уменьшает
на 50% потерн тепла лучеиспусканием поверхностью рас-
плава. Состав колоши шихты примерно следующий: ! 00 кг
молибденового концентрата, 30 кг ферросилиция (ФС75),
20 кг железной руды, 23 кг стружки стальной, 2 кг пла
викового шпата, 4,5 кг алюминиевого порошка, 5 кг из-
вести. Размеры шахты рассчитывают с учетом возмож-
ности проплавления за одну плавку до 50 колош. После
загрузки и уплотнения шихты поджигают запальную
смесь, и плавка протекает с верхним запалом шихты. Тем-
пература процесса должна быть в пределах 1850—1950°С,
оптимальная скорость проплавления шихты 10—
12 г/(см2-мин).
Поскольку одним из основных продуктов реакции вос-
становления оксидов молибдена является кремнезем,
шлак плавки ферромолибдена кислый и вязкий. Для его
разжижения в шихту присаживают плавиковый шпат.
Шл аки ферромолибдена, содержащие 0,06—0,15% Мо,
5,9—8,5% FeO, 67—71% SiO2; 6—8% СаО, 9.2—12%
AI2O3; 0,7—-1.7% MgO. имеют поверхностное натяжение
(при 1500°С), равное 416—420 МН/м, причем изменение
содержания оксида кальция в пределах 6,5—15% не ока-
зывает существенного влияния иа поверхностное натяже-
ние шлаков и адгезию металл—шлак. Снижение вязкости
шлака обеспечивает лучшие условия для осаждения ко-
рольков металла, что повышает полезное извлечение мо-
либдена. С этой же целью после окончания восстанови-
тельных процессов плавку выдерживают в шахте в тече-
ние 40—50 мин. Затем шлак выпускают через летку. Он
стекает по желобу в бассейн для грануляции. Гранулиро-
ванный шлак используют в строительстве.
422
Ферромолибден после выпуска шлака остывает в виде
блока в течение 7—8 ч с последующим ускоренным (4 ч)
охлаждением в баке с водой. В процессе дробления блока
получаются товарные куски ферромолибдена массой до
5 кг и отходы, которые переплавляют в дуговой электро-
печи мощностью 2,5 МВ-А.
На одну баз. т ферромолибдена (60%Мо) расходуется
1190 кг молибденового концентрата (51% Мо), 270 кг
железной руды, 230 кг стальной стружки, 362 кг ферро-
силиция (ФС75), 57 кг алюминия, 65 кг извести и 30 кг пла-
викового шпата. Извлечение молибдена составляет 98,7—
99%. В структуре себестоимости 98—99% составляет
стоимость молибденового концентрата, поэтому ла прак-
тике улавливают из отходящих газов молибденсодержа-
щую пыль, тщательно утилизируют все отходы, содержа-
щие молибден.
Тепловые балансы плавки ферромолибдена показыва-
ют, что тепло от экзотермических реакций, т. с. основной
реакция 3/зМоОз+ [Si] =2/зМо+ (SiO2) и реакций шлако-
образования, составляет 82%, а с учетом реакций с алю-
минием— 99%. Расходные статьи баланса: тепло сплава
29,66%, тепло шлака 51.15%, потерн тепла 18,60%.
Качество ферромолибдена регламентируется ГОСТ
4759—79. Куски ферромолибдена могут значительно отли-
чаться по химическому составу. Так, концентрация молиб-
дена колеблется от 52 до 65%, кремния — от 0.2 до 5%.
содержание серы, фосфора и углерода различается в 1,4—
4 раза, свинца ~ в шесть раз, цинка — в пять раз. В свя-
зи с этим очень важна организация правильного пробоот-
бора, а в случае необходимости для существенного повы-
шения качества ферромолибдена следует применять до-
полнительные рафинировочные переплавы, что, однако,
нежелательно вследствие удорожания сплава. К другим
примесям, не оговариваемым этим стандартом, относятся
газы, общее количество которых достигает 100 см3 на
100 г сплава, в том числе кислорода 0,02—0,05%. азота
0,018—0,03%, водорода 10--25 ем3. Куски ферромолибде-
на, как н других ферросплавов, при хранении адсорбиру-
ют влагу воздуха. Тип и количество неметаллических
включений в ферромолибдене зависят от содержания в
нем кремния, которое по ГОСТ 4759—79 может составлять
<0,8% для сплава ФМобО и 5,0% для сплава ФМо52.
При концентрации кремния >0,4% включения представ-
лены в основном глобулями кварцевого стекла, силиката-
ми железа и марганца. При более низком содержании
423
кремния в сплаве образуются темно-серые анизотропные
включения железомолибденовой шпинели. Наряду с этими
включениями в ферромолибдене имеются сульфиды мар-
ганца и железа, а также экзогенные включения кварца и
многофазных частиц шлака. Суммарное количество вклю-
чений в сплаве с 0,5—0,8% Si не превышает 0,08—0,1%.
На всех стадиях добычи, обогащения и металлургиче-
ского передела молибдепсодержащсго сырья необходимо
соблюдать требования промышленной санитарии, посколь-
ку все соединения молибдена независимо от их агрегат-
ного состояния и путей поступления токсичны. Он преи-
мущественно депонируется в печени и почках. Постоянное
присутствие соединений молибдена (вольфрама, кобальта)
(ОД—0,3 мг/м3) вокруг металлургического предприятия
отмечено на расстоянии 500 и даже 1500 м от источника
выбросов. Среднесуточное значение предельнодопуетнмой
концентрации (ПДК) в атмосферном воздухе населенных
мест не должно превышать ОД мг/м3.
Снизить уровень содержания в сплавах вредных при-
месей цветных металлов можно как путем предваритель-
ной химической обработки концентрата, так и в процессе
выплавки ферромолибдена, повышая удельную теплоту
процесса и применяя более чистые по примесям алюминий
и известь. Имеется опыт рафинирования ферромолибдена
путем переплава его в дуговой печи и вакуумирования.
Наряду с ферромолибденом в сталеплавильном произ-
водстве в СССР и за рубежом применяют различные лига-
туры на основе сплавов систем Сг—Мо (35—45% Мо, ос-
тальное хром); Мо—А1—Ti (47—54% Мо, 6—10% Ti,
остальное алюминий); Мо—А1—Сг—Fe (24—34% Мо,
22—27% Сг. 4—6% Fe, остальное алюминий), концентрат
триокенда молибдена, а также металлизованный молиб-
деновый концентрат (КММ), получаемый восстановлени-
ем обожженного молибденового концентрата (табл. IX.4)
Таблица IX.4. Химический состав концентрата молибденового ме-
таллизованиого (КММ)
Марка Мо. % (не: МСНее) Массовое содержание. % (не более)
Р Си С S О
КММ-1 5У 0,03 0.6 0,80 0,10 1,0
КМ М-2 55 0,03 1.0 1.00 0,15 1,30
К ММ-3 55 0.03 1.5 :,зо 0.20 1,50
424
для непосредственного легирования стали молибденом,
что снижает затраты прн получении молибденсодержащих
сталей, а в ряде случаев повышает качество стали и спла-
вов.
Металлнзованные брикеты молибдена получают по
способу П. Н. Острика. Молибденовый концентрат бри-
кетируют с углеродистым восстановителем при массовом
соотношении О: С—1,46—1,78 и металлической дробью в
количестве 4—25% от массы шихты. Затем брикеты восста-
навливают в герметически закрытых емкостях в противо-
токе восстановительного газа в две стадии: 1) прн 700—
950 °C в течение 4—9 ч; 2) прн 1000—1450СС в течение
2—4 ч с последующим охлаждением в среде нейтрального
газа.
Глава X. ФЕРРОВАНАДИЙ
§ 1. Области применения,
свойства ванадия и его соединений
Ванадий используют в основном как легирующий элемент.
Даже в небольших количествах он влияет на свойства
сталей. В сталях аустенитного класса ванадий стабилизи-
рует феррит при высоких температурах и низком содер-
жании углерода. Образуя карбиды, он измельчает струк-
туру стали, повышая ее прочность, вязкость, пластичность
и износостойкость. При 0,03—0,05% V уменьшается склон-
ность стали к старению, обусловленную повышенным со-
держанием азота, улучшается поверхность стального слит-
ка. При 0,01—0,04% V существенно повышаются свойства
стали, подвергаемой закалке и отпуску при высоких тем-
пературах.
В СССР широко применяют ванадийсодержащие стали
следующего назначения: 1) высокопрочные строительные
стали (от>390 МПа) для сварных металлических конст-
рукций (15ГФ. 15Г2СФД и др.); 2) машиностроительные
улучшаемые хромованадиевые стали (15ХТФ, 40ХФА,
45ХН2МФА и др.'); стали для железнодорожного транс-
порта (15ГФД, 35Х2АФ); рессорно-пружинные стали
(50ХФА, 60С2ХФЛ и др.), стали для валков холодной
прокатки (9Х2МФ, 8Х5СМФК и др.); жаропрочные стали
и сплавы (15Х5ВФ, 13Х14НЗВ2ФР и др.); высокопрочные
немагнитные стали (40Х18Н13Ф н др.); 3) инструмеи-
425
тальные и подшипниковые стали (для режущего инстру-
мента 8Х6НФТ, быстрорежущие стали Р1ЛК5Ф5, штампо-
вые стали 4ХМФС, подшипниковые стали ШХ15С Ф).
Применяют ванадий и для легирования чугуна. Содер-
жание в чугуне ОД—0,2% V предотвращает графитизацию,
препятствует выделению свободного графита и феррита,
стабилизирует цементит и значительно увеличивает глу-
бину отбела чугуна, одновременно повышает его ударную
вязкость. Добавка 0,2% V в чугун для отливок прокат-
ных валков способствует образованию твердой поверхнос-
ти, причем глубина отбела увеличивается, а сердцевина
валка получается мелкозернистой и более вязкой. Исполь-
зование сплавов ванадия с другими элементами позволи-
ло получать изделия, работающие в тяжелых условиях.
Сплавы с 40% V и 5% А1; 0,5% С, 50% Ti и 15% Сг
длительно сохраняют прочность при высоких температу-
рах. Эти сплавы применяют для изготовления лопаток
турбореактивных двигателей, роторов и дисков паровых
и газовых турбин, работающих при 873—973 К-
Сплавы с 45—50% V, 40—50% Nb, 10% Ti с добавка-
ми кремния и алюминия обладают высокой коррозионной
стойкостью на воздухе и в чистом кислороде при 973 К.
При 573—1273 К их коррозионная стойкость в агрессив-
ных средах значительно выше, чем у коррозионное гонкой
стали. Основная доля ванадия (85%) используется в чер-
ной металлургии, в цветной металлургии 8—10%.
В СССР основной сырьевой базой является Качканар-
ское месторождение железных руд с ванадием. Освоение
и разработка новых технологических процессов только за
последние годы позволили увеличить производство вана-
дия более чем в три раза. Общие принципы переработки
руд с ванадием СССР разработаны в начале 30-х годов.
Установлено, что наиболее перспективны два способа: хи-
мический и металлургический. Первоначально из сырой
руды получают железованадневый концентрат (рнс. Х.1).
При первом способе ванадий выщелачивают непосред-
ственно из концентратов после их обжига со щелочными
добавками. Второй способ, применяемый в настоящее
время, состоит в том, что титаномагнетитовые руды с ва-
надием плавят в доменных печах. Затем чугун с ванадием
направляют на извлечение ванадия в шлак в конвертерах
с последующей химической переработкой.
Ванадий — металл серебристо-серого оттенка, при 293 К
практически не окисляется; атомная масса 50,942; тем-
пература плавления 2173 К; кипения 3723 К; теплота пла-
426
влении 17,59 кДж/моль; теплота испарения 444,14 кДж/
/моль; энтропия при 298 К 29,33 Дж/(моль-К); плотность
при 293 K6.il г/см3.
Ваиаднй только высокой чистоты обладает хорошей
прочностью и пластичностью, уже небольшие количества
примесей делают его хрупким. Металлический ванадий
Сырая руда (1300-0мм)
т
Рис. X I. Принципиальная схема обогащения качканарских руд
можно получать методом термической диссоциации нодн-
да ванадия путем осаждения металла из парообразной
фазы на вольфрамовой проволоке. Используется также
метод восстановления химически чистого оксида ванадия
V2O5 чистым кальцием или смесью безводного хлорида
кальция и чистого кальция. Ванадий технической чистоты
427
Таблица Х.1. Химический состав ванадия, полученного различны-
ми методами
Метод получении Массовое содержание, %
О X Н Л( Si Fe С
И ОД ИДИ bin . . . Кальциетерми- ческнй Алюмияотерми- 0,012— 0,015 0,017— 0,12 0,0007— 0,008 0,005— 0,04 0.005 0,001— 0.005 Нс дел* эпре- 1ЛОСЬ » Не опр. 0.03— 0,21
веский . . . . 1.54 0,066 0,022 0,61 0,96 0,78 Не опр.
Углеродотерми- ческий вакуумный 0.07 0,032 Не опр. Не опре- делялось 0,36
можно получать, восстанавливая V2O5 алюминием или уг-
леродом в вакууме. В табл. Х.1 приведен химический со-
став ванадия, полученного различными способами.
В системе V—О образуется ряд оксидов (рис. Х.2).
Наиболее изученными являются VO, V2O3, V2O4 и V2O5,
имеющие значение в металлургии ванадия. К основным
оксидам относятся VO (серого цвета — плотность 5,23—
5,76 г/см3, Тпд—1973 К) и V2O3 (черного цвета, плотность
4,84 г/см3, Гпл 2273 К). Оксид VO можно получить вос-
становлением V2O5 водородом прн 1973 К- При 1573 К
Рас. Х.2. Диаграмма состояния си-
стемы V—O
восстановление идет до
V2O3. На воздухе V2O3
при нагревании переходит
в VO2 [ (темно-синего цве-
та, плотность 4,25 г/см3,
гпл = 1633 К, ДЯэ98 =
= 716490 Дж/моль, S?9s =
= 51,53 Дж/(моль - К) ] - Боль-
шое значение имеет оксид
V2O5 (кирпично-красного,
иногда — оранжево-желтого
цвета Тпл = 948 К, плот-
ность — 3,32 г/см3).
В системе V—Fe—О воз-
можны соединения V2O3,
VO, V2Oi, V6OI3, FeO, Fe3O4,
Fe2O3, FeV2O4 и FeV2Og.
Шпинели Fe3O4 и FeVsO^ a
428
также РегОз и V2O3 образуют твердые растворы во всем
интервале концентраций. Значения Абт° для реакций об-
разования оксидов ванадия следующие (1500—2000 К):
V(r) 4 \аО.,= VO(r}; ДОг= — 402240 +
+ 74,497; (Х.1)
Vcrj + ^O.,^ VO(r); 40r= 196930—74,57’; (Х.2)
2V(V4-3.,Oa=V2O3(TJ; AOr=- 1202530 +
+ 226,3 7; (Х.З)
2V(T) + 6;2O2 — V3O50Kj; AG°r=- 1451840 +
+ 317,77. (X.4)
Fe Массовая доля, % V
Рис. Х.З. Диаграмме состояния системы V—Ре
Рис. Х.4. Диаграмма состояния системы V—С
С железом ванадий образует непрерывный ряд твер-
дых растворов с минимальной температурой плавления
1741 К (31% V, рис. Х.З). Прн атомном содержании 36—
58 V в случае охлаждения выпадает интерметаллическая
фаза переменного состава.
Система V—С, ванадий образует карбиды (рис. Х.4)
по реакциям
429
2V 4- С = VaC; ДО r= - 90850 +
+ 109,8г (973- 1273K);
V + C = VC; ДО°г=-52380+
+ 6,7 T (298-2000К).
(Х.5)
(Х.6)
Температура плавления VC составляет 2021 К-
Система V—Si (рнс. Х.5). Для силицида V5Si3 АН + =
= —402 кДж/моль, для VS12 SH=—314,3, для \'3Si
Д/У 2% ——113,1 кДж/моль.
V МассаЗая до^я,% Si
е W 20 30 40 50 60 70 80 90 100
t:c
2000
1800
1800
1400
О
< V Атомная доля,% Si
Рис. Х.5. Диаграмма состояния системы V—SI
Система V—Al (рис. Х.6). Наиболее достоверно в этой
системе существуют V5Als, УА1И и VA16, возможно, име-
ются и другие алюминиды.
Система V—М. Ванадий образует нитрид VN (ГПл =
= 2323 К) по реакции (1500—2000 К):
V 4 i;2Nb= VN; Д(7?— - 168700+ 80,16Г (Х.7)
Система V—S. Известны сульфиды VS, V2S3 (серого
цвета) и V2S5 (черного цвета). При высоких температурах
(>1173 К) устойчив сульфид VS.
Система V^O2—СаО (рис. Х.7). Имеются ванадаты сле-
дующего состава: CaO-VaOs, 2CaO-V2O5 и ЗСаО-УзОз.
При высоких температурах они разлагаются. В системе
V2O5 AI2O3 образуется одно соединение А^Оз-УгОэ (рис.
Х.8), которое инконгруэнтно плавится при 695°C. С FeO
оксид ванадия V2O3 образует FeO-VzOg и 2реО-УзОз.
430
Al Массовая доля, % V
О Ю 20 30 40 SO 60 70 ВО 90 100
О 20 40 60 80 100
At ^томная доляупА V
Рис. Х.5. Диаграмма состоянии системы V—А1
Массовая доля СаО, %
<л|---------/----------
। x+AljOj
7Ю -Л’5** еК°С -
'м^/’-----------
600 -V20S+AIV04 ALVOcAljOa
-------1- . I I i i
0 20 40 60 80 100
Мольная доля At203}%
4f05+* !
64^^/ ~
-V20S+AIV04
{ х+Д120з
69$ °C
ALV04+x
AIVO4MI2O3
Ряс. Х.7. Диаграмма состояния системы VsOs—СаО
Рис. х.8. Диаграмма состояния системы V}Os—AlaOj
431
Соединения тугоплавкие и играют значительную роль при
получении V2O5. В виде этих соединений ванадий присут-
ствует в рудах и шлаках, хотя принято пересчитывать его
количество на содержание V2O5.
§ 2. Ванадиевые руды и извлеченне ванадия из руд
Среднее содержание ванадия в земной коре составляет
0,015%» что превосходит количество медн, свинца, молиб-
дена, вольфрама и других редких металлов, В настоящее
время наиболее экономично извлекать ванадии нз комп-
лексных руд. Малораспространенные собственно ванадие-
вые руды сейчас не используются. Практическое значение
имеют следующие минералы, содержащие ванадий: патро-
нит VSa, роскоэлит— 2КгО ‘2А12О3 [Mg, Fe]-0,3V2O5-
• 10SiO2-4H2O, ванадинит—([VO4] РЬ5С1), купродекула-
знт— ([РЬ, Си] • [VO4] ОН), ванадийсодержащий титапо-
магнетнт (Fe, V, Ti)3C>4, кульсонит (Fe, У)зОч- Промыш-
ленные руды классифицируют на следующие группы (в
квадратных скобках — подгруппа); I) собственно ванадие-
вые руды, >3% V2O5 [роскоэлитовые руды]; 2) комп-
лексные ванадиевые руды; цветных и редких метал-
лов, >1% V2O5 [карнотитовые, ванадинитовые, бокситы];
3) черных металлов < I % V2O5 [магнетиты, титапомагне-
титы, оолитовые бурые железняки]; 4) горючие и другие
ископаемые, <1% V2O5 [асфальтиты, битумы, сланцы,
угли, фосфориты].
Наиболее широко используют титаномагнетнтовые ру-
ды и пески, значительные запасы которых имеются в
СССР и других странах. В СССР есть комплексные ва-
наднйсодержащие фосфориты, оолитовые железняки и ряд
других видов ванадийсодсржащнх ископаемых.
В металлургии ванадия в СССР используются титано-
магнетитовые руды трех месторождений: Кусинского, Пер-
воуральского и Качканарского. В ближайшие годы основ-
ной сырьевой базой будут месторождения: крупное Качка-
нарское, Аятское, Л Исакове кое, Пудожгорское, а также
титаномагнетнтовые пески Черноморского побережья Кав-
каза. В табл. Х.2 приведены химические составы руд н
концентратов различных месторождений. После обогаще-
ния, агломерации или окатывания с последующим обжи-
гом концентрат, предварительно офлюсованный до основ-
ности (СаО+MgO) (SiOj-F А12О3), равной 1—1,15, посту-
пает в доменные печи.
432
Железоданадиевый
концентрат
Известняк Твердое топливо Вода
Смешение
Агломерация
Дробление
у
Грохочение
I
Окомкованае
Сдшка,обжиг
Дробление
т
Грохочение
Возврат
Известняк Кокс
Доменная плавка.
Кислород
Твердые окислители
Доменный шлак
Деванадация
вонадийсодержашр'й
шлак
Полупродукт
на получение стала
Рис. Х.9. Схема металлургическое переработки железованадиевых концентратов
433
В настоящее время ванадиевые полупродукты получа-
ют химическим и металлургическим методами. Прн пер-
вом ванадий извлекается из богатых ванадиевых руд или
концентратов. При втором — из ванадиевого шлака, по-
лученного предварительной доменной плавкой бедных по
ванадию железованадиевых концентратов и продувкой чу-
гуна в конвертере на богатый по ванадию шлак и полу-
продукт. В СССР получил распространение пирометал-
лургнческнн способ (рис. Х.9). Основными стадиями его
являются: 1) подготовка ванаднйсодержащих руд к плав-
ке методом агломерации илн окомковання; 2) доменная
плавка; 3) деванадацня чугуна; 4) химическое извлечение
ванадия из шлаков. Выплавка феррованадия производит-
ся из оксида V2O5 снлнкоалюмино- и алюмниотермическим
способами. Извлекают ванадий и из других материалов,
например из золы переработки нефти, бокситов, лсгроино-
вой сажи, непосредственно из конвертерных шлаков н т. д.
Доменный процесс имеет ряд особенностей по сравнению
с обычной выплавкой чугуна. Для более полного пере-
хода ванадия в чугун процесс ведут прн 1300—1350 °C и
основности шлака 0,8—0,9. В результате получают чугун,
содержащий 0.5—0,6% V, 0,31% Si, 0,40% Мп, 0,07% Р,
0,23% Ti, 0,04% S, 0,62% Сг, 4,2% С. Чугун, в который
переходит 81—83% ванадия, направляют на дсванадацию
в кислородные конвертеры. Конвертерный шлак, содер-
жащий 11 —18% V2O5, идет на химический передел для про-
изводства оксида V2O5 нли непосредственно для выплавки
сплавов ванадия с марганцем, кремнием и другими эле-
ментами. Чугун, содержащий ванадий, можно получить
в конвертерах с донной (ннжией) нлн с верхней кисло-
родной продувкой н получить шлаки с ванадием роторным
процессом производства шлака и стали. Ниже приведено
массовое содержание оксидов в шлаках при различных
способах, %-.
V;Os SiO3 FeO МпО
Продувка кислородом сверху . . . . 14,02 22,5 44,5 5,6
Нижняя продувка воздухом . . . . 13,51 20.4 34,3 5,5
Роторный способ ....................14,3 18,1 45,7 6,1
СаО MgO TiOj CrjOj
Продувка кислородом сверху .... 1.2 — 7,0 2,0
Нижняя продувка воздухом .... 0,7 1,1 6,4 11.6
Роторный способ . . ’...............3.8 2.4 — 7.4
Все шлаки содержат ванадий в трехвалентной форме
в ванадиевом шппнелиде (Fe, Мп, Mg)О - (V, Fe, Al,
Сг)еОз1 часть железа находится в шлаке в виде король-
434
ков металлического железа. Основным способом является
передел с получением ванадиевого шлака в конвертерах
с верхней кислородной продувкой. Корольки железа, окис-
ляясь при последующем обжиге шлака, образуют с вана-
дием твердые растворы замещения, что увеличивает поте-
ри ванадия. Неокнслениое железо является восстановите-
лем соединений ванадия, что также уменьшает его из-
влечение. При уменьшении концентрации Сг2О3 снижается
вязкость шлаков и количество корольков железа умень-
шается. Высокое содержание FeO приводит к кристалли-
зации шпинелидов ванадия с оболочкой нз FeO. При этом
FeO, входя в состав шпинели, снижает концентрацию в
ией ванадия. Длительность окисления шлаков прн обжи-
ге возрастает. С увеличением концентрации оксида каль-
ция уменьшается содержание водорастворимых соедине-
ний ванадия. Избыток кремнезема в шлаках связывает
щелочные добавки в снлнкат натрия, и \а>0 становится
недостаточно для образования водорастворимых ванада-
тов. Присадка при конвертировании ванадиевых чугунов
углерод содержащих материалов приводит к увеличению-
содержания V2O3 в шлаке па 1,5—2% и уменьшению кон-
центрации оксидов железа. Введение в конвертер агломе-
рата, содержащего щелочные металлы, дает конвертерные
шлаки с 6—7% Na2O, увеличивает количество водораство-
римых соединений ванадия в 1,5 раза, но качество полу-
продукта прн этом снижается вследствие большего ко-
личества примесей. В производство введена технология
продувки ванадиевого чугуна с накоплением шлака в кон-
вертере, что уменьшает потерн шлаков и увеличивает
извлечение ванадия.
Основным видом сырья для производства феррована-
дия служит технический пентоксид V2O5, получаемый ив
конвертерных шлаков, содержит >83% V2O$ (марка 1) и
>75% V2O5 (марка 2), в качестве примесей содержится
1-2,5% SiO2; 1 — 1,8% TiO2; 5,5-7% Fe2O3; 0,2—0.4%
А!20з; 1,5—2,1% СаО; 0,3—0,6% MgO; 2—3,5% (Na2O +
+ К2О); 0,04—0,07% Р и 0,1—0,3% S. Шлак, поступающий
на химический передел, подвергают дроблению (рис. Х.10)„
затем направляют па совместный размол с содой и после-
дующий обжиг (1123—1173 К, продолжительность обжига
3 ч, повышение температуры по всей длине печн, подача
шлака непосредственно в зону высоких температур с
быстрым охлаждением шлака). Целью окислительного
обжига шихты является перевод оксидов железа, ванадия
в марганца в высшие и образование растворимых сосдн-
435.
Таблица Х.2. Химический состав ванадийсодержащих руд и кон
Месторождение Массовое
FejOj FeO VtOs • TIOi Si От
Кусинекое . . . 34—38 28—31 0,63—0,68 Руды. 13—14 ] 4—10
Первоуральское . 32—26 21—23 0,50—0,60 4,0 12—16
Керченское . . . 54,3 — 0.13—0,15 —• 1 19.4
Лисаковское . . 60.5 0,12 Конце 'нтраты 7.5
Аятское .... 55,0 — 8,14 1 * и.о
Пудожгорское 52,0 — 1,03 15.0 6,5
Качканарское 53,3 26,7 0,55 2.7 6,6
• В пересчете на V*Oj,
пенни ванадия. Процесс окисления шлаков может быть
представлен реакциями
2FeOV3O3 + ’/2O2-^Fe2O3-V2O?,; (Х.8)
Fe2Oa. V3O3 + О, - FesO3 4- V2O5. (X.9)
Содержание в шихте солей натрия обеспечивает получе-
ние ванадатов, хорошо растворимых в воде и в разбав-
ленных растворах кислот и карбонатов. При этом уве-
личивается количество водорастворимых соединений пяти-
валентного ванадия. Выщелачивание соединений ванадия
нз обожженной шнхты проводят в две стадии с осаждени-
ем V2O5. Применяют слабокислотное выщелачивание, кис-
лотное доизвлечение ванадия в слое под давлением, про-
цесс непрерывного осаждения соединений ванадия. На
стадиях фильтрации пульп установлены автоматические
фильтры. Новая технология позволяет производить пенто-
ксид ванадия с содержанием 90% V2O5 и более и 0,010—
0,015% Р. Концентрацию вредной примеси марганца в
пентоксиде ванадия снижают путем обработки свеже-
осажденного осадка реагентными растворами. Это позво-
ляет получать феррованадий с заданным низким содер-
жанием марганца, так как при выплавке инструменталь-
ных сталей ои является нежелательной примесью.
Гидратированный пентоксид ванадия получают с раз-
мером частиц 200—500 нм и плавят ее в подовых печах
при 1273—1373 К.
436
центратов
содержание. %
СГ;О, А 1,0, МпО СаО MgO р S
0.5—0,7 4—8 0,2—0,3 2—3 4—5 0,01—0,02 0.01
0,1—0,2 10—12 0,2—0,3 5—7 6—8 0.01—0,02 0,06
— 8 5 1,9 0,4 1,0 0,2
6,94 0,39 1,36 0,90 0,83
1^ 7,11 0.2 1,69 1.78 0,4
я 0,4 1 М 0.010
0,1 2,66 0,37 3,1 3,0 0,01 0,04
§ 3. Технология феррованадия
В зависимости от содержания примесей выплавляют фер-
рованадий нескольких марок (табл. Х.З). В ряду проч-
ности но своему высшему оксиду ванадий располагается
между марганцем и ниобием. Для восстановления ванадия
Таблица Х.З. Химический состав феррованадия (ГОСТ 4760—78)
Марка V. % (не менее) Массовое содержание, % (не более)
С Мп Si Си As Al Р s
ФВд75А 75 0,10 0,4 0,8 0,1 0,05 2,0 0,05 0,05
ФВд75Б 75 0,15 0,6 1.0 0.1 0,05 2,5 0,10 0,10
ФВд50А 50 0,30 0,2 2,0 0,2 0,05 2,5 0,10 0,10
ФВд50Б 50 0,75 0,2 9ft 0,2 0,05 2,5 0,10 0,10
ФВд35А 35 0,75 2,0 2,5 0,5 0,05 1,5 0,10 о.ю
ФВд35Б 35 0,75 — 3,0 0,5 0,05 1,5 0,20 0,10
ФВд35С 35 1,00 — 3.5 0,5 0,05 2,0 0,20 0,10
можно использовать углерод, кремний и алюминий. Вос-
становление углеродом протекает по реакциям:
5V3O6+С — 3/5V 4~ СО; ДО°Г~208700—171,957; (Х.10)
1 bVjO5 4- 7ВС = 3/6VC 4- СО; ДО°Т= 150250 -
- 160,67; (X.I1)
«7
Soda
Дробленый ванадиевый шлак
Окислительный обжиг гранда
—1 I
Противоточное
выщелачивание гранул
Шлак 8 отвал Упарка раствора
I
Охлаждение и
осветление раствора
Шлам
мн3со2 МН3С02
v II I
Аммонизация и карбонизация
раствора, кристаллизация NtyVOj
Фильтрование
I Г
Термическое Деаммонизац ил,
разложение декарбонизация
NH4VO3 раствора
Готовый продукт ч|
^2^5 упарка
-------------------- -р
Охлаждение, карбонизация
и кристаллизация NaHCOj
J
Сгущение
Рис X.I0. Схема выщелачивания ванадия и л конвертерного шлака
438
i.3V2O34-C = 3/3V + CO; ДО г—300100 —
- 165,37; (X.l 2)
l/3V2O3 + 5/aC == -73VC + CO; [ДО°г= 214150 -
— 146,47. (X.13)
Использование в качестве восстановителя углерода
приводит к получению металла с высоким содержанием
углерода ввиду образования карбида VC. Восстановление
ванадия кремнием происходит по реакциям:
а/^2О5+ Si = *4V + SiO,; AGr= - 325000 +
-4 75,07; (X.14)
24V2O3 + Si = V#V + SiO,; bGr =
105000 + 54,07; (X.15)
2VO + Si = 2V 4- S1O2; AG|=
= -1250004-50,07. (X. 16)
Алюминий восстанавливает ванадий полнее, чем крем-
ний, вследствие высокой прочности А12О3 и реакция вос-
становления характеризуется значительным уменьшением
изменения энергии Гиббса (при 1000—1800 К)-'
\.,V,O5+ ‘/,А1 - : ,V + 2/,AI2O3; AG г—
= — 442210 + 24,8 Г; ' (X.l 7)
7.V.O.+ ‘/.Al = ‘/.V + +.Л1+),; AG r =
= — 319560 +63,96 7; (X.18)
2VO + V8AI = 2V + 2/3Al2O3; AGr—
= — 316760 + 65,80 7. (X.19)
При получении феррованадия необходимо учитывать,
что удельная теплота восстановления V2O5 алюминием,
равная 119,3 кДж/моль, превышает необходимую 87,9 кДж/
/моль, поэтому при алюмннотермичсской плавке требует-
ся введение балластных добавок, снижающих удельную
теплоту процесса.
В СССР основное количество феррованадия получают
восстановлением V2O5 кремнием ферросилиция и алю-
минием в присутствии извести в дуговой электропечи ста-
леплавильного типа мощностью 3000 кВ-А. Реакции вос-
становления V2O5 кремнием в присутствии СаО имеют вид:
439
2/6V2O5+ Si + 2CaO«4/jV 4 2CaO-SiO3; AG°r=
= — 470000 4 75,0 Г; (X.20)
2/3V3O3 4 Si 4 2CaO = 4/3V 4 2CaO-SiO2; AG°r =
= - 250000 4 54,0 T (X.21)
В первый период плавки восстанавливают ванадий
оборотных продуктов плавки, получают металл с высоким
содержанием кремния, нагревают его для успешного про-
ведения восстановительных реакций второго периода. Шлак
с низким содержанием ванадия выпускают из печн. Во
второй период основными операциями являются: восста-
новление V2O5 кремнием и алюминием, получение метал-
ла с содержанием >35% V и 10—12% Si, доводка и
выпуск отвального шлака. В третий период (рафинировоч-
ный) ведут восстановление ванадия из V2O5 растворен-
ным в металле кремнием: снижая его содержание в спла-
ве и получая металл заданного состава. Шлак с высоким
содержанием ванадия используется в первый период плав-
ки. В первый период в печь загружают шихту, состоящую
из оборотного шлака (1400 кг); извести (600 кг); ферро-
силиция (630 кг); алюминия (60 кг), пентоксида ванадия
(100 кг), металлоотсевов и обрези стальной (800 кг).
В результате восстановительных процессов содержание
V2O5 в шлаке снижается до 0,25—0,35%, а металл к кон-
цу периода содержит 25 -30% V, 20—24% Si и 0,3—0,5%
С. Продолжительность периода плавки составляет 1 ч
20 мин — 1 ч 40 мни. Во второй период в печь загружают
пентоксид ванадия (800 кг), известь (1400 кг), 75%-ный
ферросилиций (150 кг), алюминии (80 кг).
После расплавления шихты перемешивают металл и
шлак для ускорения восстановления ванадия. В это вре-
мя металл содержит 6—8% Si, а шлак 8—10% V2O5. За-
тем загружают ферросилиций и алюминий, восстанавливая
ванадий из шлака. За 15—20 мин до конца периода от-
бирают пробу металла. Металл должен иметь 35—40% V,.
9—12% Si и 0,4—0.6% С, отвальный шлак второго пери-
ода— не более 0,35% V2O5. При получении такого ана-
лиза шлак выпускают из печн. Продолжительность вто-
рого периода — 1 ч.
В начале третьего (рафинировочного) периода в печь
заваливают 700 кг пентоксида ванадия и 700 кг извести.
В конце периода металл и шлак перемешивают, берут про-
бу металла, н, при содержании >2% Si, его выпускают
440
в ковш, футерованный шамотом с магнезитовой обмазкой,
выполняемой на известковом молоке. Металл плавок I—
III имеет следующий состав, %:
V Si с р Сг Мп
I . . . . . 46.1 1,5 0,59 0,08 1,2 3,0
и . . . . , 46,1 1.3 0,58 0,09 1,4 1.8
Ill . . . . . 47,3 1,3 0,61 0,10 2,4 1,8
Продолжительность периода 40 -60 мин. Шлак третье-
го периода содержит 12—16% V2O5, его выпускают в
шлаковню н используют в следующей плавке. Разливку
феррованадия проводят в вертикальные чугунные излож-
ницы, которые после охлаждения разбирают, слитки очи-
щают, дробят и упаковывают в металлические банки. Рас-
ход шихтовых материалов на 1 т 40%-ного феррованадия,
следующий, кг: пентоксида ванадия (75% V2O5) 860; ме-
таллоотсевов 340; 75%-ного ферросилиция 400; алюминия
80; извести 1350; обрези стальной 20; электродов графити-
рованных 30; расход электроэнергии 1500 кВт-ч. Прн
выплавке феррованадия извлечение ванадия составляет
98,9—99,85%. Сквозное извлечение ванадия обычно ко-
леблется от 54 до 60%.
Использование алюмннотермического способа плавки
позволяет получать феррованадий с низким содержанием
углерода (0,02—0,06%). Для снижения количества тепла,
необходимого для нормального хода плавки, в шихту вво-
дят известь. Шихта состоит из пентоксида ванадия круп-
ностью 1—3 мм. алюминиевого порошка, стальной струж-
ки и извести. Максимальный выход металла достигается
при 30—40% извести от массы пентоксида ванадия. Ре-
зультаты улучшаются при небольших добавках оксида
магния. Металл содержит 82—84% V, 1—2% Si, <0,05%
Р, 0.1% Ti. 1,5% Мп, <0,1% S и 0,06% С, шлаке <4,5%
V2O5, Извлечение ванадия в сплав составляет 90—96%*
Содержание ванадия в отвальных шлаках может быть
снижено при плавке с подогревом в дуговой электропечи.
Процесс ведут с избытком алюминия в шихте в дуговой
электропечи мощностью 350 кВ*А при поднятых электро-
дах. После окончания процесса включают печь. Подогре-
вая шлак, улучшают условия восстановления ванадия и
осаждения корольков металла. Шлак с содержанием ва-
надия <1% сливают, а металл рафинируют от алюминия
при помощи V2O5 пли FeO. Шлак с высоким содержанием
V2O6 используют в шнхте следующей плавки. Извлечение
ванадия при таком способе увеличивается до 95—97% при
441
расходе электроэнергии 4,1—4,5 кВт-ч (расход алюминия
1—1,2 на 1 кг ванадия). Металл содержит >80% V и
0,25% С.
Получают также ванадийалюмнпиевую лигатуру с 84—
88% V, 0,3—1% Si, 9—14% Al, 0,5—1% Fe, 0,03—0,1% С,
0,03—0,3% S, 0,1—0,13% Р, применяемую для легирова-
ния титановых сплавов. Процесс ведут аналогично плавке
феррованадия. На 1 т лигатуры с 80% V расходуется
1970 кг технического пентоксида ванадия (75% УгОгЬ
930 кг алюминиевого порошка и 600 кг извести; извлече-
ние ванадия составляет 95%. Можно вести плавку с вы-
пуском металла из горна в изложницу.
При получении технически чистого ванадия (>97% V)
используют чистый пентоксид ванадия, который восста-
навливается алюминием с добавкой оксида кальция или
плавикового шпата. На отечественных заводах выплавля-
ют и никельванадневую лигатуру, содержащую 40—48%
V; 1,2—2,8% А1; 1,8—4,6% Fe; 0,9—1,7% Si; 0,06—0,1%
С; остальное — никель (технология ЦНИИЧМ и КЗФ).
В СССР комплексные сплавы ванадия с кремнием, хро-
мом и марганцем состава 10—15% V; 4—15% Сг; 1 —11%
Si; 6—12% Мп и 0,24—7,2% С еще в 1933 г. получали
непосредственно из конвертерных н мартеновских ванади-
евых шлаков. Плавки вели непрерывным углеродо- и сн-
ликотермическим методами. Извлечение ванадия состав-
ляло соответственно 75 н 80%.
Ферросиликованадий непосредственно из конвертерно-
го шлака получают в электропечи периодическим процес-
сом путем восстановления ванадия кремнием ферросили-
ция с использованием в качестве флюсов извести и пла-
викового шпата (технология ЧЭМК) (табл. Х.4). Для
легирования конструкционных сталей получают сплавы
системы V—Мп—Fe (табл. Х.5).
Сплавы с <2,5% С получают силикотсрмнчсским пе-
риодическим, а углеродистые сплавы — углеродотермиче-
Таблица Х.4. Химический состав ферроеиликованадия (ТУ 14—5—
4—71) ______
Марка V. ' 4 не менее! Si Мэссовйе содержание. % (не Солее)
Т1 1... 1 I С г С р S
ЖВдК1 10 - 14 3,0 1 10 | 2.5 1,5 0,10 0,03
ЖВдК1А 10 10— 20 3.0 10 [ 4.0 1,5 0 ‘5 0,03
ЖВдК2 8 -^20 5.0 15 1 4.0 3.0 0,20 0,08
442
Таблица Х.5. Химический состав сплавов системы V—Мп—Fe
Марка Mt;, '.-j v. % Массивов содержание, % (не более}
С st ₽ 5
ФМнВн— 1 40—54 7—10 2,5 3, 0,1 0,005
ФМнВн—2 45—55 4,5—6,0 2.5 3, 0,1 0,005
ФМнВн—3 60—65 3.0—4,5 2.5 3, 0,1 0,005
ФМнВн—4 45—55 4.5—6,0 6,5 5. 0,1 0,005
ФМнВн—5 60—65 3.0—4,5 6.5 5, 0,1 0,005
ФМнВн—6 75—78 1,5-2,5 7,5 5, 0,1 0,005
ским методом. Такне сплавы целесообразно использовать
для легирования конструкционных сталей ванадием н
раскисления их марганцем, так как стоимость 1 т ванадия
в них на 35—40% меньше его стоимости в феррована-
дии. Запорожским машиностроительным институтом
(Ю. А. Шульте и др.) и УкрНИИспецсталью иа НЗФ раз-
работана технология выплавки сплава с 75% Мп, 2,8%
V, 6% С, 0,4% Si, 0,15% Р, остальное — железо, предназ-
наченного для легирования стали 110Г13Л. В качестве
шихтовых материалов использовался конвертерный шлак,
марганцевый малофосфористый шлак, известь с восста-
новлением оксидов углеродом в печи мощностью 1200 кВ-А.
Извлечение ванадия составляет 87—92%, расход элек-
троэнергии— 4870 кВт-ч, расход марганцевого шлака
2769 кг, конвертерного шлака 394 кг, извести 886 кг и
коксика 631 кг. Выплавка сплава с его использованием
позволяет получить большой экономический эффект. Пред-
ложена технология получения сплава системы V—Са—Si.
Кальций и ванадий восстанавливают кремнием раздельно,
затем металлические расплавы смешивают в соотношении
1:1 с одновременной обработкой их основным шлаком.
Азотированные сплавы ванадия. Ванадиевые ферро-
сплавы с азотом широко используют для производства
сталей с нитридным упрочнением благодаря выделению в
процессе термической обработки нитрида (VN) или кар-
бонитридов (V[C, N']) ванадия. Азотированные ферро-
сплавы иа основе ванадия могут быть получены различ-
ными способами; 1) твердофазным (900 °C) насыщением
порошка сплава азотом (6—8% N); 2) продувкой рас-
плава азотом (3,0—4,0% N); 3) плазменным азотирова-
нием (0,3—0,5% N); азотированию можно подвергать
также и ферроенликованадий подобно насыщению азотом
силикомарганца.
443
Глава XI.
ФЕРРОТИТАН
§ 1. Свойства титана и его соединений
По своей распространенности в земной коре титан зани-
мает седьмое место среди металлов и десятое среди всех
элементов. Титана в земной коре значительно больше, чем
марганца, циркония, хрома, ванадия и других элементов
(см. рнс. 1.1). В виде сплавов, в основном с железом, ти-
тан применяют для легирования, раскисления и дегазации
стали и сплавов. При выплавке коррозионностойкой н жа-
ропрочной стали используется тнтан как стабилизатор,
Рис. XIJ. Диаграмма ссктояння системы Ti—О. построенная по обобщенным
данным (а-ТгОх — твердый раствор кислорода в титане; х—атомная доля кис-
лорода; у—атомная доля кислорода; а — твердый раствор кислорода в тита-
не); высоко- н низкотемпературные модификации моноокснда титана Ti»Os; I»
II. Ill фазы Магяели; 4 — TUO?; 5 — TUO»> 6 — Т1#О»; 7 — TbOiaJ 8 — ThOj=
связывающий углерод в прочные карбиды и препятствую-
щий образованию карбидов хрома. Титан уменьшает ин-
тсркристаллитную коррозию н улучшает свариваемость
коррозиониостойких хромоникелевых сталей. Титан плас-
тичен, но небольшое количество примесей резко ухудшает
его пластические свойства. Физические и термодинамиче-
ские константы титана следующие:
444
атомная масса 47,88; плотность 4,5 г/см3; температура
плавления 1941 К; кипения 3533 К; валентности 2, 3 н 4,
теплота плавления 17,6 и испарения 424,8 кДж/моль.
В системе Ti—О (рис. XI. 1) образуются следующие
оксиды: ТЮ2 с температурой плавления 2128 К н кипе-
ния — 3200 К; Т1'зО5 с температурой плавления 2450 К и
кипения 3600 К- Окснд Т120з имеет температуру плавления
2400 К и кипения 3300 К, оксид TiO имеет температуру
плавления 2010 К- Все оксиды образуют ряд кристалли-
ческих модификаций. Наиболее прочный из них ТЮ.
Образование оксидов титана (1500—1940 К) происхо-
дит по реакциям:
Т1(т) + О2= ТЮ2; Д6т= — 934400+ 174,3 Т: (XI.1>
ЗТ](т) +-5 3О2= Т1„о,е); Д6т= - 2419700 -0
+ 405 7'; (Х1.2>
2Т1,т) + +О, -Ti2O:J(p); ДСт—
= - 1483300 + 2457'; (XI.3)
TinJ + 7Ю2 = Т1О(₽); ДСт=-503200 + 83 7'. (XI.4)
Система Ti—Al. С алюминием титан образует вяд алю-
минидов (рнс. XI.2), из
которых наиболее проч-
ный TiAI3, Известны TiAl
и Ti2Al, имеющие область
гомогенности.
Система Ti—Fe (рис.
XI.3). В жидком состоя-
нии в этой системе об-
разуются любые спла-
вы, известны соединения
TiFe2, TiFe. Возможно
существование Ti2Fe. С
углеродом (рис. XI.4)
титан образует прочный
карбид TiC (7+ = 363 К,
плотность 4,4 г/см3) по
реакции:
Ti(Tj 4“ С(Т1 = TiС(т);
Д6т= - 186870 +
+ 13,247'.
(Х1.5)
Рис. XI.2. Диаграмма состояния си-
стемы Ti—А]
445
Образование нитрида титана происходит по реакции:
2ТЮ3 + 4С 4- N2= 2TiN 4- 4СО. (XI.6)
Возможно существование нитридов TiN«, TjNg, Ti3N6 и
TiNc- Эти соединения имеют широкую область гомогеннос-
ти с наиболее вероятным составом TIN (плотность —5,2 г/
/см3 Тпл-3303 К):
2Т1 4- N2= 2TiN; SGr= - 638680 +
4- 158,1 T (1155- 1980K). (XI.7)
Fe МассйЗая доля, % Ti
Ряс. XI.3. Диаграмма состояния системы Ti—Fe
Система Ti—Si (рис. XI.5). Образуются силициды
TiSl2; Tl5Si3; TiSl; Ti3Si, из них устойчивым в жидком
состоянии является TisSis (74.1=2120 К)- Растворимость
кремния в твердом титане не превышает 3%. Образование
силицидов происходит по реакциям:
446
5Т1(Г)-|“3Si(T) = Ti5Si3(T); Л/Арк^---581,2 кДж/моль;
(X1.8>
Ti(T) +Si(Tj = TiSi(T); — 129,9 кДж/моль;
(XI.9>-
Ti(T) + 2SI(t) — TiSi2(T); ДНгмк
= ~135,3 кДж/моль. (XI.10)
Для оптимизации технологических параметров получе-
ния ферротитана важное значение имеют данные о диа-
граммах состояния бинарных
и сложных оксидных систем.
В системе FeO—TiO2 обнару-
живаются соединения 2FeO-
•TiO2; FeO-TiO2 и FcO-2TiO2
и три эвтектики, температуры
плавления которых приведены
на рнс. XL6. Оксид Т1О2 об-
ладает кислотными свойства- -
ми, поэтому с основным окси-
дом СаО легко образует
соответствующие соединения
(рис. XI.7). Единственное сое-
динение TiO2-Al2O3 обнаруже-
но в системе AI2O3—T1O2 (рис.
XI.8). Два кислотных оксида
TiO2 и SiO2 не образуют сое-
динений, а в системе отмечена
эвтектика при 10% ТЮ2
(fOBT=1540°C) (рис. XI.9).
В системе СаО—SiO2—TiO2
Массовая дмя углерода*/»
5 Ю 20 30 40
t°c
3200
2400
1600
S00
0 20 40 60 80 100
Атомная доля углерода'^
Рис. XI. 1. Диаграмма состояния
системы Ti—С
имеется ряд соединений н
эвтектик с различными температурами. Поля устойчивос-
ти отдельных фаз показаны на рис. XI.10. В частной диа-
грамме SiO2—СаО—TiO2 имеется две эвтектики (рис.
XI.11). Обращает внимание очень узкий интервал легко-
плавких составов вблизи тройного соединения CaO-SiO2‘
• TiO2.
§ 2. Руды и концентраты титана
Известно много минералов титана, которые объединены в
пять групп (табл. XI. 1): группы рутила (TiO2), ильменита
(FeO-TiO2), перовскита (СаО-ТЮг), пиоботанталотнтана-
447
Ti Массовая доля, /» SI
Рнr. XT.5, Диаграмма состояния системы Ti—SI
FeO Массовая доля,% Tio2
Рис, XI.6. Диаграмма состояния системы FeO—ТЮ,
Ряс. XI.7. Диаграмма состояния системы СаО—ТЮ5
448
Ряс. Xi.8. Диаграмма состояния системы AliOa—ТЮ.
Рве. XI.9. Диаграмма состояния системы
SifX—TiO,
Рис. XLio Диаграмма состояния системы С.эО—ТЮ,—SIO-
15.
«9
Таблица XU. Важнейшие минералы титана
Минерал Химическая формула TIOj в минерале. p. г/см3
Группа рутила
Рутил .... Анатаз .... TiO2 90—98 4,23 (4,18—5,2)
TiO2 90—100 3,8—3,9
Брукит .... TiOj 90—100 3,9-4,2
Ильменорутил (Ti, Nb, Ta, Fe2+)O2 — —«
Стрювермт . . . (Ti, Ta, Fe2+)O2 —— —.
Лейкоксен . . л TiOjnHjfO 80—95 3.7—4,1
Ксантитан . . . T;O2(A1jO3) -лНгО —
Нигрин .... (Ti, Fe)O2 —
Хромрутил . . (Ti, Cr)O2 — —
Гpynna ильменита
Ильменит . . , FeTiO3 или (FeOTiOi) 31,6 4,5-5
Гейкилит . . . MgTiO3 67—68 4.0
Манга нои льменит (FeMn) -TiO3
Пирофанит . . . MnTiO3 —• 4,58
Титаномагнетнт , FeTiO2-Fe3O4 —
Гематитоильменнт FeTiOs-Fe2O3 ——
Сенаит .... (Fe, Mn, Pb) TiO3 57—58
Аризонит . . . Fe2O3 3TiO2 60—62 4,25
Псевдобрукнт Fe2O3 TiO2 44—53 4,6
Хегбомит , . . 3MgAI2O<- Fe2O3 MgTiO3 — 3.81
Гpynna перовскита
Перовскит . . . CaTiO3 58,4 4,1
Кнопит .... (Ca, Ce) (Ti, Fe)O3 4,21
Дизаналит . . , (Ca, Ce, Na)(Ti, Fe. Nb)O3 — —
Улигит .... Ca3(Ti, Al, ZrJjOjo —. 4,15
Лопарит .... (Na, Ce, Ca) (Nb, Ta, Ti)O3 39 4,75—4,89
Гpynna
ниоботанталотитанатов
Пнрохлор . . . Микролит . . . |'Мя Г я \ (Nb' Ti)’2de (F, OH) —-- 4,2—6,4
(Na. Ca ...) (Ta, TijaOe (F. OH) —
Гpynna сфена
Сфен .... CaTi (SiO4)O 40,8 3,4—3.56
Иттротитаннт Мурманнт , . . Ферсманит . , . (Ca. Y, Ce)Ti, Al, Fe(SiO4)O — —
Na, Ti2(SiOAj(OH) • H2O (Ca, Na)2 (Ti, Nb) (SiO4) (OH, F)3 3,13—2,84 3,44
4Б0
тов (пнрохлор (Na, Са ...)
(Nb, Ti)2Oe (F, ОН)), и
группа сфеиа (CaTi (S1O4) О),
TiOi)» которая образует три
минерала: рутил, брукит,
анатаз. Рутил имеет плот-
ность 4,2—4,3 г/см3, твер-
дость 6—6,5; содержит до
10% FeO + Fe2O3. Брукит
(ромбическая модификация)
и анатаз (тетрагональная
модификация) встречаются
редко.
Минералы титана в при-
роде содержат оксиды же-
леза. Так, ильменит (прн-
t,ac
1600
1500
1400
1320
Кристод.
Тридинит
CoO-TUfe
Тридимит* CaOSiOj Ti02*
*CaO-SiO2-TiO2 ^CaOTtOg
> -1___I_____1___
0 20 40 60 80 100
Si02 CdOTiO2,% CaOTith
Рис. XI.11. Диаграмма состояния част-
ной системы СаО—SiOj—Т1Ог
мерная формула) FeTiO3) имеет различный химический
состав вследствие колебаний количества различных оксидов
железа. Псевдобрукит (Ре20з-ТЮ2) относится к ромбиче-
ской системе (плотность 4,6 г/см3, твердость —6). Перов-
скит (СаТЮз) содержит 35,3% Ti и небольшие примеси
FeO. Основное значение для металлургии ферротитана
имеют ильменитовые, титаномагнетитовые и титано-цнрко-
нневые руды. СССР располагает месторождениями таких
руд. Их подвергают обогащению гравитационным, магнит-
ным и флотационным методами (рис. XI.12). Химический
и минералогические составы некоторых концентратов, ис-
пользуемых для выплавки сплавов титана, проведен в
Таблица XI.2. Химический состав титановых концентратов
Массовое содержание, %
Сорт ТЮ, Fe,Os SiO, влагн
концентрата
(не менее) (не более)
I 42,0 53,6 2.5 7.0
II 40,0 53,6 2,5 7,0
ш 38,0 53,6 4,0 10,0
табл. XI.2, XI.3, а физические свойства в табл. XI.4). Для
выплавки ферротитана применяют титановый концентрат
следующего состава (табл. XI.5), Все концентраты содер-
жат 42—49% ТЮ2; 36—39% Реобщ; -5% V2O5: 0,7—0,8%
МпО; 0,6—2,8% MgO; 1,5-3,5% SiO2; 0,1—0,15% P2OS;
|5* 451
Исходные пески
I I
Дезинтеграция
Обесшламливание
Концентрация
I ~ I
Концентрат Хвосты-
| кварцевый
Обезвоживание продукт
f " I
Сушка Слив
7Г *---------------------
Злектросепарация
—1
Шламовый
продукт
Проводящая
фракция
t
Электромагнитная
сепарация
1-------------1
Магнитная Немагнитная
фракция- фракция
ильменитовый
концентрат
Злектросепарация
i--------------1
Непроводящая Проводящая
фракция фракция-
рутиловый
Непроводящая
Фракция
I—_
концентрат
Электромагнитная
сепарация
I-------------1
Магнитная немагнитная
Фракция тракция
I ц
Злектросепарация
f ~ }
Проводящая Непроводяща я
фракция фракция
i °
I
В цикл получения
цирконового, став ролцтового^
дистенодаги концентратов
и монацитового продукта
Рис. XI. 12. Технологическая схема обогащения титана*циркониевых рул
0,05—0,5% С; 0,04% S и 1,5—2,5% AI2O3. Перед выплав-
кой их подвергают усреднению. В СССР производится
ферротитан следующих марок (табл. XI.6).
§ 3. Восстановление оксидов титана
Восстановление титана углеродом из ильменита происхо-
дит с образованием сплава с железом и высоким содер-
жанием углерода по реакциям:
Таблица XI.3. Типичный минералогический состав отечественных
титановых концентратов, %
Минерал РутИЛОВЫ» коицентра г ИльменигошмА концентрат месторождении
Малышев- VMM й Ирининского К усинекого
Ильменит - . 5,94 51,2 75—80
Аризонит . . . — 75.12 —
Лейкоксен . . . 12.9 3.13 —
Рутил ... . 86,5 12.24 25.4 4 —
Циркон .... 0.3—0,5 0,3 —— —
Магнетит . . . — 5.8
Гематит .... г-*— 0-5,5 17,71 1 — 5
Гранат .... — — 'i
Ставролит . . . * 4.5 —
Дистеи .... 0,3 —- —
Хромшпинелид . — 1,59 —
Кварц »— — 1
Гейкилит . . . —» 2,21 — -
Пирофанит . . . — — 1,29 —
Таблица XI.4. Физические свойства отечественных титановых кон-
центратов
Ильменитовый концентрат меснфожлиния
Свойство Куснцско; о Малышвв- CKU1O 1! (iiiiinicKtit о
Плотность, г/см3 4 22 3,96 4.27—4,28
Насыпная масса, г/см3 . . . 2.34—2,35 2,1—2,11 2.94—2.96
Температура начала спекания, еС . . ‘ 850—900 1350 950—11.100
Электрическое сопротивление р. мкОм/см3 13,8 40 57.5
Содержание, %, фракций, мм*. >0,5 0,25 0,06 35,96
0,5—0,2 28.44 0,58 41,11
0,2—0,16 19,67 8,7 17,16
0,16—0,12 20,9 40,98 3.26
<0,12 30,74 49.68 2,51
FeO«TiOa4- С₽ ТЮ2 -г Fe4 СО; Д0г=- 153210
-165,35 Т Дж'моль; (XI.11)
ТЮа(т) + 2С = |Ti] be - 2СО; АС 7 - 659710 -
— 387,5 г Дж/моль; (XI.12)
453
Таблица XI.5. Химический состав титановых концентратов
Концентрат Массовое содержание. %
О 6 О U. <Л О 1 MgO 1 . . МпО О >
Ильменитовый рассы- панного месторождения 63,1 26.5 2,7 3.4 1.6 1,0 0,12 0,04
52,8 — 33,5 1,33 1.50 0,61 0,54 0.24 0,05
Ильменитовый из тита-
номагнетитз 44,3 — 36,5 2,16 2,55 2,52 0,68 0.22 0.4
Железотитановый из россыпей 59,8 — 20,4 2,6 6,12 0,60 0,77 0,20 Сл.
Таблица Х1.6. Химический состав ферротитана (ГОСТ 4761—80)
Марка TI. % (не менее) Массовое содержание, % (нс более)
AI S1 । ° Р S Си V Мо Zr Sn
ФТи68 68 5 0.5 0.2 0,05 0.05 0.2 0.6 0,6 0.6 0,1
ФТи65 65 5 1 0.4 0,05 0.05 0.4 3 2.5 2 0,15
ФТи40А 40 9 5 0.1 0.05 0.05 0.2 0.5 0.5 0,3 0,05
ФТн40Б 40 9 6 0,15 0,08 0,1 3 — — —« — и
ФТи35 35 8 5 0,1 0,07 0,05 0.1 0,8 0.5 0,2 0,05
ФТиЗОЛ 30 8 5 0,15 0,04 0,04 2 0,4 0.4 0.2 0,04
ФТи35Б 30 9 6 0,15 0,08 0,05 2 0.8 0.5 0,2 0,05
ФТиЗО 30 14 8 0.2 0,07 0,07 3 1 1 0.7 0.08
ФТи25А 25 8 5 0.1 0.05 0,05 0.1 — —— > —
ФТн25В 25 9 7 0,2 0.08 0.08 3 —— — 1 1
ФТн20 20 8 6 0,2 0.15 0.08 3 —» * м — —
ФТн20А 20 15- 35 15- 35 1.0 0.08 0.03 —• —• — — —
TiO2--|-3C = TIC Ц-2СО; AG/«444300-
— 336,8 Г Дж, моль. (XI.13)
Реакция (XI.11) прн взаимодействии твердых компо-
нентов может протекать прн 926 К (рсо=Ю0 кПа), а ре-
акции (XI.12) и (XI. 13) — соответственно прн 1702 и
1319 К- Таким образом, очевидно, что восстановление ТЮ2
легче всего должно происходить до карбида титана. Это
подтверждается и на практике, когда прн проплавлении
ильменита получается феррокарботнтан с высоким содер-
жанием углерода: 15—20% Ti; 5—8% С; 1—3% Si (ос-
тальное— железо н другие примеси). Восстановление TiO2
идет в три стадии:
454
2TiO2+C-Ti,O3 + CO; (XI. 14)
T12O3 F C- 2TiO + CO; (XL 15)
TiO + 2C = TiC 4-CO. (XL16)
Реакция (XI.16) на практике полностью нс осуществ-
ляется вследствие образования твердых растворов в си-
стеме TiO—TiC, а СО является окислителем по отношению
к титану. Только в вакууме прн 1500 К кислород из рас-
твора удаляется почти полностью. Вторичное карбндооб-
разование по реакции
Ti 4- 2СО = TiC 4- СО2 (XI.17)
приводит к получению только феррокарботнтаиа. Сплавы
с высоким содержанием углерода могут применяться прн
раскислении п легировании углеродистых сталей. Получе-
ние иизкоуглеродистого сплава титана с железом возмож-
но путем восстановления оксидов титана кремнием. Крем-
ний обладает меньшим химическим сродством к кислоро-
ду, чем титан, поэтому восстановление TiO2 непосредствен-
но до титана возможно только прн высоком содержании
кремния. Реакция восстановления титана кремнием
Т1О2+ Si = Ti p S1O2; &G°t= - 1256 +
+ 18,96 T кДж/моль; (XI.18)
термодинамически маловероятно; опа может протекать при
содержании железа в шихте, которое растворяет титан, и
прн высокой концентрации кремния в металле. В этом
можно убедиться, анализируя константы равновесия реак-
ции (XI. 18): ЛР-[Т1] *(SiO2)/[Si] (TiO2), После преобра-
зования (Т1О2) = [Ti] (SiOsJ/Kp [Si], откуда видно, что со-
держание TiO2 в шлаке будет тем меньше, чем выше [Si]
и ниже [Ti]. В реальных процессах восстановление тита-
на идет ступенчато:
2ТЮ: 4 Si -= 2ТЮ + SiOa; (ХЕ19)
2ТЮ 4- Si = 2Ti 4- SiOr (XI.20)
При силикотермнческом восстановлении титана проис-
ходит также интенсивное восстановление железа из окси-
дов по реакциям:
6Fe,O34- Si = 4FeaO<+ S10s; (Х1.21)
2Fe3O,-b Si = 6FeO 4- SiO2; (X1.22)
2FeO + Si 2Fe 4 SiO2. (XI.23)
455
Железо образует тнтаниды железа и таким образом
значительно облегчает восстановление титана. Тем не ме-
нее восстановление кремнием приводит к получению фер-
росил икотитана, содержащего 20-25% Ti; 20—25% Si;
~1% С. Такой сплав имеет ограниченное применение в
сталеплавильном производстве. Восстановление оксидов
титана алюминием из ильменита происходит, по-видимо-
му, ступенчато, по реакциям:
FeO-TiO,-: 2/3Al - Fe -J- ТЮ.+ '/3А12О3: (XI.24)
ТЮ34 А1=-; 'ЛьОз-г j.tJAl3O3; Дб°т=-85270 +
4- 2,1 Т кДж моль: (XI.25)
Ti,O3 -ь 2 ..Ai = 2ТЮ + 1 %А1ЙО3; Д<?г== - 41860 4-
14,1 Т кДж моль; (Х1.26)
2ТЮ - •tr3Al = 2Ti + +.А1аОя: Дбг- 114950 %
-г 48,64 7" кДж моль. (XI.27)
Значение Дбт° при 1673 К для реакции (XI.27) сви-
детельствует о том, что восстановление TiO алюминием с
получением его низкой концентрации в металле без созда-
ния специальных условий (присутствие железа и флюса —
извести) невозможно. Этим и объясняется, что концентра-
ция Т!гОя в шлаке ничтожно мала по сравнению с содер-
жанием закиси титана. Последняя при охлаждении шлака
частично распадается с образованием Т12Оз. Возможна и
такая реакция:
2TiO24 J ЯА1 2Т1О + -%,А1,ОЯ. (XI.28)
Реакцию
ТЮ, 4 3А1 = Т1 + -’:3Л12О3; \Gt= - 180560 +
+ 39,31 Т кДж моль (XI.29)
следует рассматривать как суммарную реакцию приведен-
ных выше. Оксид TiO обладает основными свойствами и
способен вступать в соединения с глиноземом, образуя
TiO-ЛЬОз. что ведет к снижению активности TiO и за-
трудняет ее восстановление. Для замедления процесса
связывания TiO с глиноземом в шихту вводят свежеобож-
женную известь, и оксид кальция как более сильное ос-
нование замещает TiO, образуя СаО А1зО3. Избыток СаО
в шихте ведет к нежелательному снижению активности
диоксида титана согласно реакциям:
456
СаО + *°2 - CaO*TiO2; (XI.30)
2CaO + TiO2= 2CaO • TiO2 (XI.31)
Известь оказывает большое влияние на вязкость и
жндкоподвнжность шлака. Оптимальное ее количество в
шихте считается около 20% от массы алюминия. Алюми-
нотермический способ получения ферротитана наиболее
распространен. За последние годы он значительно усовер-
шенствован и применяется в нескольких вариантах как в
обычном виепечном, так и с использованием электриче-
ских печей с предварительным подогревом шихты и при-
менением железотермнтного осадителя. Шлаки ферроти-
тана довосстанавливаются в электропечи сталеплавильно-
го типа (ДС-3) с получением высокоглиноземистого (68 —
78% АЬОз) полупродукта с 14—17% СаО (технология
ЦНИИЧМ, НИИМ и КЗФ).
§ 4, Подготовка шихтовых материалов к плавке
В СССР основное количество ферротитана получают из
ильменитовых концентратов, в которых содержание серы
достигает 0,25%, а для выплавки стандартного сплава ос
должно быть в концентрате не более 0,03—0,04%. Содер-
жание серы снижается в результате окислительного об-
жига концентрата во вращающихся печах при 873—
1073 К- При обжиге, кроме окисления серы, происходит
переход FeO в FeaO3 по реакции:
2(FeO TiO2) + 7аО2= FeaO34- 2Т1О, (XI .32)
что способствует повышению термнчиостн шихты при
плавке и более высокому извлечению титана. В процессе
обжига состав концентрата изменяется, что видно из сле-
дующих данных, %:
ТЮ1 SiO, МпО FeO
До обжига . . . . . 40,16 0,49 2,7 36,39 40 10,7
После обжига . , . . 48,55 0,48 2,65 35,95 20 28,2
Использование нагретого концентрата непосредственно
после обжига для выплавки сплава дает возможность улуч-
шить тепловой баланс плавки и снизить расходные коэф-
фициенты. В табл. XI.7 приведен химический состав иль-
менитового концентрата, применяемого для получения
ферротитана. Для выплавки сплавов ФТи20 и ФТи25В
используют концентрат с содержанием <0,15% S, для
сплавов ФТи35 и ФТи35А — 0,1% S. В качестве восстано-
457
Таблица Xl.7. Химический состав ильменитового концентрата
Составляющие Массовая доля составляющих в концентрате. %
КИИ-1 кии КИЛ-1 КИЛ-2 КИМ
Ильменита (не менее) 97 96,5 97 96,5 96,5
Диоксида титана 50—54 60—64 57—60 57—60 52-60
Сера (не более) 0,08 0.10 0,13 0,16 0,20
Оксид хрома (не более) 0,05 0,05 0.05 0,05 0,10
Влага (не более) 1.5 1,5 1.5 1,5 6,5
внтеля для получения ферротитана н других ферроспла-
вов алюминотермнческнм методом в основном использу-
ют вторичный алюминий (табл. XI.8) и реже — первичный.
Алюминиевый порошок из вторичного или первичного
алюминия получают распылением (пульверизацией) сжа-
тым воздухом. На рис. XI.13 показана схема производства
порошка распылением. Печь 1 для получения алюминие-
вого расплава отапливается природным газом. Целесооб-
Таблица XI.8. Химический состав вторичного алюминия
Марка алюми- ния (Al + Mg), % (не мевее) Массовое содержание примесей *, % (не более) Всего
Mg Си Zn SI Pb Sn
АВ97 97 ол 0,1 0,1 1,0 1,0 0.1 3
АВ92 92 3,0 3,0 0,8 1,0 0.2 o.l 8
АВ91 91 3,0 3,0 0.8 3,0 о,3 0,2 9
АВ88 88,0 3,0 4,0 3,0 4,0 0,5 0,5 12
АВ86 86,0 3,0 4,0 3,5 5,0 0,5 0.5 14
• Остальное — (Fe+Mg+Nl).
разно использовать электрические печи сопротивления, в
которых уменьшается окисление алюминия и содержание
в нем водорода и азота. Расплавленный алюминии залива-
ют в котел 2, из которого под давлением (150—250 кПа)
поступает в форсунку с периферийной подачей сжатого
воздуха. Струя воздуха и порошка алюминия направля-
ется в камеру 3, где порошок охлаждается и по транс-
портеру 4 поступает в бункеры 5. По мере наполнения
458
бункера порошок высыпают в бадью 6. Согласно техниче-
ским условиям алюминиевый порошок должен удовлетво-
рять требованиям:
. . 0,1
Фракция, мм .
Содержание, %:
1 сорт . .
II сорт . .
0,1—1
>70
>65
1—3
>20
. . >20
. . >25
Оптимальные условия для получения порошка: темпе-
ратура алюминия в котле 983—1023 К» давление над ме-
таллом в котле 170—180 кПа, давление воздуха 450—
500 кПа, удельный расход воздуха 0,28—0,3 кг/кг поро-
шка. Производительность форсунки составляет 1000—
1500 кг/ч. Скорость струн воздуха и порошка прн выходе
из сопла форсунки— 150—200 м/с. Имеется опыт приме-
нения жидкого алюминия, что более безопасно по сравне-
нию с получением и использованием порошка алюминии.
Рис. XI. 13. Технологическая схема производства алюминиевого
порошка:
/ — плавильная печь; 2 •— приемник расплава; 3 — камера распы-
ления; 4 — транспортер; S — бункер; 6 — контейнер
При получении ферротитана используют флюс, кото-
рым служит свежеобожженная молотая известь фракции
<3 мм при >90% СаО. Основное количество извести вхо-
дит в навеску шихты для плавки, остальное вводится в
состав железотермитной добавки. Для снижения остаточ-
ного содержания алюминия в сплаве и повышения выхода
титана в шихту н осадитель вводят сравнительно неболь-
шое количество молотого ферросилиция (ФС45 или ФС75)
фракции <2 мм.
В процессе плавки применяют богатую железную руду
(ИегОз 95—97%), которая не входит в состав шихты, а
используется в жслезотермитном осадителе для снижения
содержания корольков в шлаке. Предварительно железную
руду подвергают сушке, измельчают и просеивают через
сито 5 мм. Содержание железа в руде должно быть >60%
при концентрации фосфора до 0,17%.
459
Максимальная эффективность процесса плавки дости-
гается при одинаковой крупности шихтовых материалов,
причем выход металла тем выше, чем мельче шихта. Од-
нако измельчение шихтовых материалов до фракций ме-
нее 0,1—0.3 мм не рекомендуется, так как это приводит к
большому выносу шихты. Успешное применение тонконз-
мельчепиых материалов может быть достигнуто только
при цх окусковании путем брикетирования. Большое зна-
чение для плавки имеют точность дозировки и тщательное
Рис. XI.14. Узел дозировки я смешения шихты
перемешивание шихты, чем обеспечивается равномерное
восстановление в каждом элементарном объеме шихты,
что и требуется при внепочном процессе. Дозирование и
перемешивание шихты производится в специальной уста-
новке (рис. XI. 14), состоящей из бункера 1 со шнековыми
питателями 2, мерником 3t установленным на весах.4, и
барабана-смесителя 5. Готовая шихта высыпается в бадью
6. Успешное протекание и завершение внепечного процес-
са получения ферротитана без подвода тепла извне воз-
можно лишь при условии, что количество выделившегося
тепла экзотермических реакций восстановления оксидов
шихты алюминием равно (или превышает) количество те-
460
пла, необходимого для нагрева шихты, протекания реак-
ции восстановления, расплавления, перегрева продуктов
плавки и компенсации тепловых потерь.
Основным параметром плавки является удельная те-
плота процесса — количество выделяющегося тепла, отне-
сенное к 1 кг (6//) или к 1 молю продуктов плавки
(металл и шлак), которое обеспечивает необходимую тем-
пературу расплава после окончания процесса Гр. Связь
между Гр и 6/7' может быть установлена на основе сле-
дующего уравнения:
Шиеойх- (ГРН-С)/[АГ (I — ^„>1, (XI.33)
где коэффициенты К и С, полученные расчетным путем
для процесса плавки ферротитана, соответственно равны
32,6 и 170, a qn—тепловые потерн при плавке можно при-
нять 0.11. Температура Гр должна быть 2260 К. Тогда для
данного процесса
W (2260 + 170) (32,6(1 --0,11)] = 83,8 кДж/моль.
(XI.34)
При восстановлении диоксида титана алюминием не-
обходимое тепло выделяется в результате восстановления
оксидов железа п титана, имеющихся в ильменитовых
концентратах. Считается, что для успешного протекания
внепечиого процесса необходимо иметь отношение Fe2O3 :
: ТЮ2=1- В уральских ильменитах это отношение даже
несколько больше. Часть дополнительного тепла вводится
за счет подогрева шихты. Нагревая концентрат до 560—
720 К, можно достигнуть температуры шихты —532 К
(после смешения).
§ 5. Технология ферротитана
Рассмотрим наиболее распространенный в СССР вариант
плавки ферротитана, технологическая схема которого при-
ведена на рис. XI.15. Выплавляют ферротитан в разбор-
ном чугунном горне, состоящем из разъемных половин или
нескольких секций. Горн устанавливается на тележке,
площадка которой выложена огнеупорным кирпичом. Стен-
ки горна в нагретом состоянии футеруют методом торкре-
тирования водным раствором смеси молотого магнезита
(95%), жидкого стекла (0,7%) и огнеупорной глины
(4,3%). Толщина футеровки 10—15 мм. Применяют н дру-
гие методы футеровки, например на подину насыпают слон
46f
магнезитового порошка, а швы стенок горна заделывают
асбестом и промазывают глиной. Однако торкретирова-
ние — наиболее прогрессивный метод футеровки.
Подготовленный горн на тележке подается в плавиль-
ную камеру, оборудованную бункерами для шихты, шне-
ками для ее подачи в горн, установкой для пылеулавли-
вания и вентиляции. Процесс плавки ведут с нижним за-
палом, для чего перед началом плавки на подину горна
насыпают около 200 кг шнхты, сверху нее — запальную
смесь (селитра и магниевая стружка). Запальную смесь
поджигают специальным электрическим запальником или
магниевой стружкой. Как только экзотермические процес-
сы становятся интенсивными, в горн прн помощи шиека
Титановый концентрат
~\Алюминиевый порошок
у~~| Ферросилиций
|]~|ЯзД?г/т
I III Титановые
111 отходы
На переплав
Слив шлака
(70%)
I
Кварцит
Алюминиевый порошок
Известь
1
Над&ючный
шлак (JOXf
Ферротитан
! Ферросиликотитан
73\1/ в
I 1
Г
□□ □□
Полупродукт вля
синтетических
шлаковали
клинкер ВГЦ
(отгрузка
потребителю)
Рис. XI. 15. Технологическая схема производства ферротитана с довосстановле-
янем шлаков и получением полупродукта иля хланкера высокоглиноземнстого
цемента;
У —весы; 2 — смеситель; 3 — плавильный горя для выплавки ферротитана; 4 —
изложница для металла и шлака; 5 — дробилка; Й — упаковочная машина; 7 —
электропечь для восстановления шлака; 3 — копильник; *>— установка для су-
хой грануляция
подают небольшими порциями подготовленную шихту из
бункеров.
Скорость проплавления шнхты обычно составляет
~300 кг/мнн 1 м2 поверхности ваниы. Такая скорость
обеспечивает покрытие зеркала ванны тонким слоем ших-
ты, снижающим потери тепла в период плавки. Большая
скорость загрузки может привести к выбросам расплава
и шихты. То же самое происходит при наличии влаги в
462
Таблица XI.9. Примерный состав шихты для выплавки ферроти-
тана (на 100 кг концентрата или железной руды), кг
Составляющие шихты Ильме- иито- вый кон- центрат Желез- ная РУД® Алюми- ниевый порошок Ферро* силиций Ин- весть Пова- реннаж соль
Запальная смесь .—. 100 30—38 12—20 15—25
Основная часть шнхты 100 15—30 46—60 0—6 8—12 0—2
Железотермитный восстановитель ‘’ 100 35—40 10—25 —-
шихте и футеровке горна. Плавку обычно ведут с навес-
кой шихты, рассчитанной на получение слитка массой
3000—4500 кг. Длительность плавки при 4,2 т концентра-
та составляет 15—18 мни. Состав шихты для выплавки
ферротитана приведен в табл. XI.9. На 1 т ферротитана
расход шихтовых материалов следующий: 940 кг ильмени-
тового концентрата; 400 кг алюминиевого порошка; 100 кг
извести; 24 кг ферросилиция ФС75; 130 кг железной руды;
9 кг титановых отходов.
При расчете шихты использование алюминия прини-
мают за 100% от теоретически необходимого, степень вос-
становления титана из концентрата — 70—80%, железа —
99%, а восстановление и переход кремния из руды и кон-
центрата— 90%. Желсзотермнтная смесь повышает тем-
пературу шлака, снижает его вязкость, что способствует
лучшему осаждению корольков металла. Особенно эффек-
тивно применение железотермитной смеси прн выплавке
ферротитана, так как титан имеет невысокую плотность.
Капли восстановленного железа из термитной смеси, опус-
каясь через шлак, растворяют более легкие капли ферро-
титана и таким образом переводят их из шлака в металл.
Применение железотермитной смеси не снижает содержа-
ние титана в металле, наоборот, благодаря переходу ка-
пель металла из шлака в слиток, содержание титана даже
несколько повышается. В ряде случаев отходы титана пе-
реплавляют в ходе плавки, загружая в горн на подину, и
это дает возможность повысить содержание титана в
сплаве до 30—35%.
После проплавления железотермитного осадителя рас-
плав выдерживают в горне до полного застывания метал-
ла н шлака, после чего, удалив скрепляющие горн болты,
его снимают с вагонетки. Слиток отделяют от шлака, за-
463
мачнвают его в воде и дробят на куски 10—15 кг. Крат-
ность шлака составляет 1,3. Состав шлака следующий,
%: 66—69 А1гО3; 12—16 TiOa; 0,5 FeO; 0,2 SiO2; 0,11 МпО;
12—14 СаО; 1—2 MgO.
Выше был рассмотрен вариант плавки с нижним за-
палом. Возможен и процесс с верхним запалом. В этом
случае всю подготовленную, сдозированную и перемешан-
ную шихту загружают в плавильный горн и прн помощи
запальной смеси поджигают сверху; процесс плавки идет
сверху вниз. После окончания плавки объем жидких про-
дуктов в горне занимает примерно только одну треть гор-
на, т. е. объем горна используется в три раза меньше, чем
при варианте с нижиим запалом, когда шихта постепенно
плавится, и продукты плавки могут заполнить весь объем
горна. Недостаточное использование объема горна сни-
жает производительность труда, требуется цех большей
площади, увеличиваются потери металла при очистке его
от шлака и футеровки. Вместе с тем плавка с верхним
запалом более проста, так как достаточно только запол-
нить горн шихтой при помощи бадьи, и процесс уже может
быть проведен. При работе с ннжним запалом шихту не-
обходимо подавать в горн небольшими порциями на про-
тяжении всей плавки, для чего требуется соответствующая
механизация.
При работе с верхним запалом достигается большая
скорость плавки, что обусловливается нагревом нижних
слоев шихты опускающимися жидкими продуктами плав-
ки. Вынос шихты из горна в процессе плавки меньший,
чем прн нижнем запале. Недостатком работы с верхним
запалом является невозможность регулирования скорости
проплавления шихты, что иногда приводит к очень бурно-
му ходу процесса, сопровождающемуся выбросами. При
работе с нижиим запалом имеется возможность регулиро-
вания скорости подачи шихты и ее проплавления. Ско-
рость проплавления шихты различна. При плавке с ииж
ним запалом шихту подают непрерывно на поверхность
расплава, и восстановительные процессы идут на грани-
це твердая шихта — расплав. При плавке, с верхним за-
палом скорость проплавления п восстановления шихты
повышается в результате того, что капли металла, обра-
зовавшиеся в расплаве, опускаются к твердой шихте н,
соприкасаясь с ней, увеличивают поверхность, на которой
идут восстановительные процессы.
Прн работе с нижним запалом, когда зеркало жидкого
расплава все время прикрыто слоем шихты, тепловые по-
464
терн меньше, что является существенным достоинством
процесса внепсчной плавки. Снижаются потери металла с
корольками. Например при выплавке феррониобия с верх-
ним запалом потерн в виде корольков составляют 6—7%
от восстановленного металла, а при плавке с иижпмм
запалом — не более 1,5%. Из приведенного сравнения до-
стоинств и недостатков обоих способов ведения плавки
следует, что ннжиий запал эффективнее, поэтому приме-
няется в большинстве внепсчных процессов. Болес высо-
кие технико-экономические показатели при выплавке фер-
ротитана возможны в результате элсктроподогрсва шлака.
Значительный эффект достигается при внепечной плавке с
выпуском металла и шлака. Это дает возможность веде-
ния плавки в нагретом горне при многократном его ис-
пользовании.
Ценным сырьем для получения ферротитана является
концентрат, содержащий перовскит (СаО-ТЮз). В этом
случае —25% ильменитового концентрата заменяют пе-
ровскитовым, в состав шнхты вводят железную руду и
исключают известь. Поскольку тепла экзотермических ре-
акций восстановления оксидов алюминием недостаточно»
то перовскитовый концентрат, следует перед плавкой на-
греть до 873—973 К, чтобы температура шихты достигла
— 573 К. Извлечение титана при этом процессе составляет
77%.
Выплавка ферротитана внепечпым алюминотермиче-
ским способом возможна потому, что тепло, выделяющееся
при восстановлен»!! оксидов титана дополняет тепло хи-
мических реакций восстановления оксидов железа, что
оказывается достаточным для протекания процесса.
Однако расходование алюминия для процесса восста-
новления термодинамически непрочных оксидов железа
недостаточно оправдано ввиду высокой его стоимости, по-
этому одним нз эффективных способов получения сплавов
с титаном является применяемый в СССР электропечиой
способ с предварительным расплавлением оксидной части
шихты под действием тепла, выделяющегося при подведе-
нии электрической энергии. Прн этом способе плавки пос-
ле окончания предыдущей плавки электрическую нагрузку
набирают на оставшейся части расплава и загружают в
печь оксидную часть шихты (концентрат с известью);
электроды в это время погружены в шихту. После полного
расплавления шихты лечь отключают и начинают завалку
основной части шихты, содержащей титановый концент-
рат, алюминиевый порошок из вторичного алюминия, нз-
46В
весть, железную руду и ферросилиций. Затем довосстанав-
ливают оксиды и вводят железотермитиый осадитель.
Состав шихты для электропечиой плавки приведен в
табл. XI.10. Шихту рассчитывают на 4000—6000 кг иль-
менитового концентрата.
Таблица XI.10. Состав шихты электропечиой плавки ферротита-
на, кг
Составляющая шихты Ильмени- товый концент- рат Желез- ная руда Алюмя- нвевый порошок Ферро- силиций Известь
Оксидная 20—40 3—8
Основная 80—60 0—15 45—60 0—6 5-10
Осадитель .... — 100 35—40 — 10—25
После проплавления включают печь, набирают нагруз-
ку и греют шлак для лучшего осаждения капель сплава,
содержащего 32—37% Ti. Значительным преимуществом
обладает технология выплавки ферротитана с довосста-
новлепнем жидких или твердых шлаков н получением си-
.ликотнтана и высокоглиноземистого полупродукта, исполь-
зуемого для производства высокоглнноземистого цемента.
Технология разработана на Ключевском заводе ферро-
сплавов.
На рис. XI.16 приведена технологическая схема довос-
становлсния жидких шлаков ферротитана. После оконча-
ния плавки часть шлака ( — 2 т) перетекает в печь и па
эту струю задают порошок алюминия, известь и кварцит.
Затем тигель печи закатывают под электроды, заваливают
восстановительную часть шихты, содержащую железную
руду, котор ая необходим а для повышения тер м ичности
процесса и растворения восстановленного титана. Кроме
того, вводят алюминиевый порошок, ферросилиций н из-
весть. После проплавления металл сливают в копильник,
шлак (полупродукт) при этом также перетекает в копиль-
ник. При довосстановленпи 2 т жидкого шлака расход
электроэнергии составляет 320—370 кВт*ч. Силикотнтаи
содержит 17—20% Ti, 18—24% Si, 25—30% Л1, <0,35%
С, 0,02% S и 0,05% Р.
Полупродукт по количеству глинозема и примесей дол-
жен соответствовать ТУ 14-141-45—74. Ниже приведен хи-
мический состав полупродукта (ТКГ-70 и ТКГ-60) из ти-
тановых шлаков, % (ТУ 14-141-45—74).
466
ТКГ-70
ТКГ-60
АЬО* SiO, MgO FeO TiO,
>70 <2 <5,5 < 1 <2
>60 <3 <6,5 <1 <5
Из полупродукта получают высокоглиноземистый це-
мент следующего состав, %: А12О3 68—71; СаО 14—17;
(SiOj + FeO) 1—2, огнеупорность 1670—1710 °C. Цемент
соответствует маркам 400—700. Твердые шлаки ферроти-
тана довосстаиавлнвают в электропечи сталеплавильного
типа мощностью 180 кВ А с ванной, футерованной угле-
родистым материалом.
1 1 з
Рнс. XL 16. Технологический схема довосставовленвя жидких шлаков ферроти-
тана:
J — труба газоочистки; 2~ бункер шихты для выплавки ферротитана; 3— бун-
кер шихты для восстановления шлака; 4 — гора для выплавки ферротитана;
5 — изложница для металла н шлака; 6 — электропечь для восстановления шла-
ка; 7— выкатная ванна электропечи; В — копильник; 9 — шлаковая
Получают и другие сплавы с титаном для легирования
н раскисления стали. КЗФ и НИИМ разработана техно-
логия ферроснликотитаиа, содержащего 20—35% Ti,
15—25% Si, 2—8% Al (ТУ 14-5-21—73), Выплавку таких
сплавов ведут внспечным алюминотермическим способом
из ильменитового концентрата. Оптовая цена 1 баз. т
сплава (20% Ti) составляет 300—330 руб. Возможна по-
ставка сплавов, содержащих тнтаи, хром и алюминий
(табл. Xl.ll).
Применение их целесообразно для легирования стали
н сплавов вместо титановой губки и металлического хро-
467
Таблица XI.11. Химический состав лигатур Ti—Сг—А1 Ti—Сг—
Al—Fe
| Массовое содержанке, %
Марка сплава Ti Ст А! Fe Si С S р
1 30—40 40—50 2-5 2—4 «0,15 <0,03 <0,02
2а 25—-30 40—50 3—6 10—15 4—6 <0.10 <0,03 <0,03
26 30-35 40—50 5—8 15—20 6—8 <0,10 <0,03 <0.05
ма. При получении безжслезистых сплавов на никелевой
основе можно применять сплав Ti—Ni вместо металличе-
ского титана. Технология получения его разработана
ЦНИИЧМ и основана на алюминотермическом восстанов-
лении титана из оксидов в электропечи с выпуском титана
в изложницы. Состав сплава марки ЭТН-1 следующий,
%: Ti 7—15; А1 3—7; Fe*;2; Si-<2; С<0,15; остальное ни-
кель.
Получают и другие сплавы с титаном, например, лига-
туру системы Мо—А1—Ti (45—54% Мо, 6—10% Ti, ос-
тальное алюминий). Ферротитан с содержанием титана
>60% получают в индукционных печах переплавом отхо-
дов титановых сплавов.
Прн выплавке алюминотермических ферросплавов для
раскисления и легирования стали целесообразно приме-
нять первичный алюмнннн по ТУ 48-5-202—79, который от-
личается по составу от более дорогого алюминия по ГОСТ
11069—74 определенным содержанием железа и в одной
марке — содержанием кремния (табл. XI.12) прн сохране-
Таблица XI. 12. Алюминий первичный в чушках для производства
ферросплавов и специальных сталей (ТУ 48-5-202—79)
Марка алюминия А1, % (не ме- нее) Ге, % (не бо- лее) Массовое содержание примеси, %, не более
Si Си г„ Е
А98Ж1 98 1.5 0,2 0,02 0,04 0.02 0,25
А97Ж2 97 2.0 0.3 0,02 0,04 0,02 0,35
А96ЖЗ 96 3.0 0.5 0,03 0,05 0,03 0,55
А95Ж4 95 4,0 0,5 0,03 0,06 0,03 0,60
А95Ж4К 95 2,0 2,0 0,03 0.06 0,03 2,35
Примечание. В каждой из выпускаемых марок алюминий с определен-
ным процентом железа завод-изготовитель гарантирует содержание марганца
не более 0,01%. магния не более 0.02% а мышьяка не Солее 0,015%.
468
ини низкой концентрации примесей цветных и редких ме-
таллов (разработан ДМетИ, заводом «Днснроспецсталь»
и Днепровским алюминиевым заводом). Стоимость 1 т
первичного алюминия по ТУ 48-5-202—79 на 20—50 руб
ниже. Температура плавления не превышает обычную, а
полезное использование его прн выплавке стали и ферро- ,
сплавов возрастает. Первичный алюминий с определен-
ным содержанием железа выгодно отличается от вторич-
ного благодаря низкой концентрации примесей. Широкое
использование первичного алюминия указанного состава
резко повысило техиико-экономическую эффективность
производства в черной и цветной металлургии.
На ферросплавных заводах используется также техно-
логия выплавки ферротитана с введением в шихту жид-
кого алюминия. По этой технологии жидкий алюминий под
давлением вводят во вращающуюся смесительную маши-
ну, в которую заранее загружают обожженный ильменито-
вый концентрат. Расплав алюминия попадает через рассе-
катель внутрь вращающихся слоев концентрата. Измель-
чение алюминия происходит в результате истирания его
между слоями концентрата, которые движутся с различ-
ной скоростью в результате тормозящего воздействия сте-
нок смесителя. Применение жидкого алюминия или его
порошка определяется техпико-экопомической и органи-
зационной целесообразностью и зависит от условий произ-
водства на каждом ферросплавном заводе.
§ 6. Технология титана
Титан высокой чистоты, используемый как конструкцион-
ный материал, получают по сложной многостадийной
технологии переработки титановых концентратов. Перво-
начально концентрат подвергают электроплавке в рудо-
восстановнтельиых печах единичной мощностью 10—
15 МВ-А (рис. XI. 17) для получения передельного высоко-
титанистого шлака. Задаваемый с шихтой коксик обеспе-
чивает восстановление оксидов железа из ильменитового
расплава, благодаря чему содержание оксидов титана в
пересчете на Т1О2 достигает 82—84%, а содержание FeO
снижается до 3—4%. Шлак на выпуске имеет температуру
— 1700 С. На второй стадии титановый шлак подвергают
хлорированию газообразным хлором в присутствии угле-
рода для получения тетрахлорнда титана TiCU. Особен-
ностью титанового шлака является его склонность к само-
произвольному рассыпанию прн охлаждении вследствие
469
Рис. XI. 17. Конструкция печи для выплавки титановых шлаков:
/ — труботечка для подачи шихты; 2 — система электротокоподвода; J — водо-
охлаждаемый свод; 4 — магнезитовая футеровка; 5 — кожух печи
окисления низших оксидов титана кислородом воздуха до
высших. Окисление ТР+ может происходить также по ре-
акции:
Fe2+ -F2TP+ -> Fe°+ 2ТН+, (Х1.35)
что установлено при исследовании шлака, полученного
восстановлением низкосортных ильменитовых руд Канады
470
антрацитом в электропечи. Основная фаза шлака (71 —
72% Т1О2, из них 12% Т12О3, 9% FeO; 1% Fe) —армалко-
лит, который иа Земле не встречается в естественных
условиях, но был идентифицирован в лунном грунте
(«Аполло-11»). Армалколит представляет собой железомаг-
ниевый титанат Mgo.sFeo^-TiOs- Порошок шлака перед
хлорированием брикетируют с углеродистым компонентом.
Хлорирование брикетов ведут в специальных реакторах —
хлораторах, представляющих собой шахтную электропечь
сопротивления. При взаимодействии хлора с металлом
или оксидом возможны следующие реакции:
Me 4- 2С12 Aff?Cl4; (XI.36)
M<r0y4- 2хС12-> xAteCl у/2 О3. (XI.37)
Углерод в составе брикетов связывает кислород, обеспечи-
вает протекание реакций хлорирования при более низких
температурах, что делает эти реакции термодинамически
необратимыми. Ниже приведены основные реакции хлори-
рования оксидов TiO, Ti2O3 и Т1О2:
TiO + С + 2С13= TiCi4+ СО; Д//2%—
= -355,22 кДж; (Х1.38)
Ti2O8-|-3C + 4Cl2 = 2TiCl44-3CO; ДН&8=
= - 362.33 кДж; (Х1.39)
TiO2+ 2С + 2Cio- Т1СЦ+ 2СО; ДЛ&а=
- 71,55 кДж. (XI.40)
Наряду с хлорированием оксидов титана протекают
реакции взаимодействия хлора в с другими оксидами, что
приводит к образованию хлоридов SiCl4, FeCI2, AlCi3 и др.
По изменению энергии Гиббса реакций хлорирования сла-
гающие оксиды шлака располагаются в ряд FeO, К^О,
Na2O, Y2O3, СаО, МпО, MgO, Fe2O3, TiO2, SiO2, Сг2О3 и
А!2О3. Оксиды, стоящие до Т1О2, хлоризируются полностью,
а А12О3, SiO2, Сг2О3—в меньшей степени.
Отличительной особенностью хлоридов является более
низкие температуры их плавления и кипения, чем окси-
дов. Резкое различие физических свойств имеют и сами
хлориды, что позволяет разделить их обычной термиче-
ской разгонкой с последующей фракционной конденсаци-
ей. Зависимость давления пара некоторых хлоридов от
температуры представлена на рис. XI. 18. Температура
плавления TiCh 249 К, кипения 409 К. На первой стадии
Т1СЦ восстанавливается магнием по реакции:
471
TiCl4+ 2Mg - Ti + 2MgCl2. (X1.41)
Этот процесс ведут в печах сопротивления прн 930-- 950°C.
Титановая губка, получаемая на этой стадии, затем пере-
плавляется в вакуумных печах для получения компактно-
го слитка титана* В структуре себестоимости расходы на
каждой стадии составляют: производство титанового шла-
ка 6 %; шихтоподготовка 5%, хлорирование брикетов и
очистка TiCU 32%; восстановление TiCU магнием 57%.
Рис. XI.18. Давление паров (Па) наиболее часто цст)ч’ч;1-
ющнхся хлоридов — компонентой паро-газовой смеси
Глава XII. ФЕРРОБОР, КАРБИД
И НИТРИД БОРА
§ 1. Свойства бора и его соединений
Бор в виде сплавов применяют для легирования и моди-
фицирования стали и цветных сплавов; он повышает про-
калив асмость стали даже прн сравнительно .малых кон-
центрациях (0,005—0,05%) и задерживает распад аусте-
нита. Легируют бором также чугун с целью уменьшения
выделения графита, увеличения глубины отбела, повыше-
ния прочности и твердости отливок. В составе смесей со-
единения бора широко используют для химико-термиче-
ской обработки (борирования) поверхности стальных де-
472
талей методами плазменной, электролизной металлургии
и другими способами. Сплавы бора вводят в жидкие спла-
вы па основе кремния и алюминия для их модифицирова-
ния. Широка область применения карбонитрида и карби-
да бора. Материалы из карбида бора незаменимы для
защиты в ядерпых установках, велика абразивная спо-
собность инструмента из карбида и кубического нитрида
бора. Атомный номер бора 5. Физические и термодинами-
ческие константы бора следующие: атомная масса 10,811;
плотность аморфного бора 2,3 г/см3, кристаллического бо-
ра 2.34 г/см3; параметры кристаллической гексагональной
решетки а= 1,198 нм; с = 0,954 нм; тетрагональной а =
= 0.857 нм; с = 0.813 нм; ковалентный радиус 0,082 нм;
атомный радиус (координационное число 12) 0,098 им;
ионный радиус (координационное число 6) 0,020 нм; атом-
ный объем 4.6- 10“G м3/моль; валентность 3; теплота плав-
ления 2,22 кДж/моль; теплота испарения 314.25 кДж/моль;
температура плавления 2400 К; кипения 4200 К; удельная
теплоемкость 1.29 кДж/(кг-К). В газовой фазе над чис-
та б лица XII,1, Парциальные давления компонентов при сублима-
ции бора в зависимости от температуры
Температуря, К
Показатель 1000 2000 зооо 4000
"IgP В 22,26-1 8,198 — 1.381
-’gp В, 34.643 12.149 6,339 -2,00
в,. % 0 2.7-10-1 4.1-10-- 0,62
тым бором содержится в основном атомарный бор
(табл. ХИЛ). Давление паров одноатомного бора (МПа)
зависит от температуры:
1^°== (-28420 Т)-0,144-Ю-'Т | 6,3. (XII.1)
Теплота сублимации бора равна 577,36 кДж/моль.
Система В—О. Термически наиболее устойчивым окси-
дом в этой системе является В2О3, хотя известны н другие
кислородные соединения с отношением В:О, равным 7:1,
6:1. 2:1, 4:3. 1:2 и 4:5:
С газообразным кислородом бор взаимодействует с об-
разованием В2О3 по реакции:
‘ „в -НС\=2/;(В..О3- (Х11.2)
473
Для интервала температур 1500—2000 К изменение энер-
гии Гиббса: AGP = —197230-4-34,617'. Давление пара над
В2О3 (Па) при различных температурах может быть по-
лучено из выражения:
1g (“ 19000/Г) + 12,771. (ХП.З)
Для интервала 1409—1610 К экспериментально опреде-
лено давление пара над В2О3:
Г, к ... 1409 1457 1492 1569 1610
р, Па . . . 0,40 1,65 1,43 6.42 10,64
Теплота сублимации В20з ДЯсубл =375,14 кДж/моль. При
иагреве смеси В + В2О3 в газовой фазе экспериментально
обнаружены молекулы и В20з(г). Парциальные дав-
ления этих молекул повышаются:
7, К.......................... 1305 1420 1500
рвао5(г>. Па.................. 4,15-10 = 6.78-10-’ 3,14
Рваоз(г), Па.................5,37 10 s 1,11-10"’ 5.37-10"’
Для реакции 2/з В2О3(Г)+ 2/зВ(т)=В2О2(г) Д^мвк =
= 149,73 кДж/моль, AGк = 129,78 кДж/моль, Д5?500к =
рис. XII.!. Дваграмыа состояния
системы Fe—В
= 173,88 кДж/(моль-К)• Вве-
дение бора в жидкую сталь
приводит к взаимодействию
его с кислородом: 2[В]ре+
+ 3[O]Fe= (В20з) - Зависи-
вость константы равновесия
этой реакции от температу-
ры имеет вид: 1g
= lg[%B]2[%0]3= (—44695/
/Т) 4-15,43. При 1873 К,
[В]Ре<0,35% параметр вза-
имодействия бора
=—0,315. При меньших кон-
центрациях бора продуктом
реакции является РеО-В2Оз;
параметр =—0,583. Од-
нако бор используется не
как раскислитель, а как
легирующий и модифициру-
ющий элемент, поэтому
вводится в хорошо рас-
кисленную сталь и спла-
вы.
474
Система В—Fe. С железом бор образует бориды желе-
за Fe2B, FeB и FeB2 (рис. ХИЛ). Свойства этих боридов
приведены в табл. XII.2.
Таблица XI 1.2. Некоторые свойства боридов железа
Борнд железе ^цд. К р, г/см* А Я 298 К' Дж''моль
FejB 1653 6,98 54470
FeB 1830 6,47 71230
FeB3 2348 5,00 Нет св,
Растворение бора в жидком железе и марганце со-
провождается выделением большого количества тепла
(табл. ХП.З).
Таблица ХП.З. Парциальные и интегральные энтальпии образова-
ния жидких сплавов бора с железом и марганцем при 1950 К
(кДж/моль)
хв А^Ре -АЯ —дй в —АЯМп -дя
Система Fe—В Система Мп- -в
0 73,23 0 0 84,71 0 0
0,1 74,12 0.01 7,42 87,63 -0,09 8,68
0,2 70,20 0,77 14,65 83,24 0,79 17,28
0.3 58.03 4,99 20,90 66.59 6,58 24,54
0,3 33,35 18,63 24,52 35,75 22,90 28,04
0,5 7.93 39,29 23,60 9,55 44,59 27,07
Система В—С. В этой системе известен карбид В«С с
температурой плавления 2673 К, для которого A//°ggK =
= —511,18 кДж/моль, (рис. XII.2, а). Существование кар-
бидов бора В]зСг и В!2С не подтверждено, т. е. в систе-
ме В—С (рис. XII.2, б) имеется одна карбидная фаза
Вз.бзС с предельным атомным содержанием углерода
21,6% при комнатной н 24,3% при эвтектической темпе-
ратурах. С кремнием бор взаимодействует с образованием
силицидов B3Si и BgSi (рис. ХП.З), а с алюминием —
алюминиды A1B2 и А1В12 (рис. XII.4).
475
§ 2. Руды и концентраты бора
Основные минералы бора: борацит — 8 [Mg6B;30jtCI2],
ссайбелиит (ашарит) — Mg2(OH) [ВоО^ОН) ]. борная
кислота — Н3ВО3, колеманит — 2 [СаЛОп 5Н2О], кер-
нит — 4 [Na2B4O7-4H2Ol, бура — Na2[B4O7(OH)4l-8Н2О,
калиборит —HKMg2Bi2Oi6(OH) ю-4Н2О, преображенских—
М£зВцО15(ОН)й и др. Руды Индерского месторождения
имеют следующий состав, %: В20з 8—30; SiO2 1.5—13;
СаО 15 25; MgO 10—30; FeO 2—5; Na2O 2—6; С 2—3;
S 5—10; <0,01 Р. Из них
получают концентраты, бор-
ную кислоту, борный анги-
дрид (В2О3), диборат каль-
ция (СаО-В2О3-2Н2О). ок-
таборат натрия (NaiBnOt-j)
в Массовая доля, % о
0 4 8 12 15 20 24 28 32 35 40
В Атомная воля, % С
Рас. XIJ.2, Диаграмма состояния системы В—С (А — область гомпгеннлсги кар-
бида )
и выплавляют ферроборал и ферросиликоборал. В табл.
XI 1.4 приведен химический состав рудных концентратов,
применяемых для выплавки сплавов бора. При получении
богатых лигатур используют чистый (>98% В20з) и тех-
нический борный ангидрид. В СССР производят ферробор,
который по химическому составу удовлетворяет требова-
ниям стандарта СССР и стран СЭВ. В связи е унифика-
цией нормативной продукции на ферросплавы в табл. XI 1.5
приведены новые обозначения марок ферробора и в соот-
ветствии с марками но стандарту СЭВ. указана массовая
доля бора. Наряду с ферробором выплавляют и другие
сплавы с бором (табл. XII,6).
476
Таблица XII.4. Химический состав концентратов бора
Концентрат В>О|. % (яе ме- нее) Массовое содержание, % (не более)
СаО MgO SIOj тего, Na:O н3о
Борный ангкд- 95,0 — [ 0,0065 — 3-5
рид Диборат каль- ция (СаОВ:О3-2Н2О 38.0 35,6 1 2,0 0,04 0,1 22
Борная кислота (НзВО3) 99.5 —. 0.8 0,0065 ——* —
Октаборат нат- рия (МагВаО.з) 74.0 — 1,0 — 23,0 —
МассоНал доля, %
О Ю 20 50 ЛО 50 50 70 80 90 ' >00
AmoMHQg долл, %
В
Рис- XI) J. Диаграмма состояния системы В—Si
§ 3. Восстановление оксидов бора
Восстановление оксида бора углеродом до бора но реак-
ции
3 3В,Оа+-с = <^+ 2С0 (хпл)
*177
Таблица XI 1.5. Химический состав сплавов с бором
Сплав Марка В, % (ев ме- нее) Массовое содержание, % (не более)
А| Si С S
•Ферробора л БА 6 10 10 — 1 -* —
Ферросиликобо- БМКЧ 10 15 15 —
рал Ннкельбор НБ 11 9 2 0,1 0,01
Хромбор БХ 8 2 2 0,1 0,01
Феррохромбор БХЖ 15 5 3 0.4 0,02
Таблица ХН6. Химический состав ферробора по ГОСТ 14848—69
< изменением и СТ СЭВ 988—78
Марка со ГОСТ 14848-69 ст СЭВ 988—78 В. % (не ме- нее. Массовое содержание, %
S1 А1 с | S р Си
ФБ20 26593 20 <2 <3 <0,05 <0,01 <0,015 <0,05
ФБ17 26591 17 <3 <5 <0,20 <0,02 <0,03 <0,10
ФБ17А 26592 17 <4 <0,5 <4 — — —<
ФБЮ 26586 10 7-15 8—12 ——-г — — —«
ФБ10А 26585 10 <5 8—12 . — “ — —
ФБ6 26584 6 <12 6—12 —* — и !
ФБ6А 26583 6 <5 6—12 — — — —
характеризуется изменением энергии Гиббса =
= 661890—346,3т (1000—2300 К), а взаимодействие В2О3
с углеродом до карбида В4С описывается уравнением
At Массовая доля, % 0
2 45 10 20 30 2/0
t°C
1300
U00
S00
200
& 10 20 30 40 50 60 70
At Атомная доляв
Рис. ХП.4. Диаграмма состояния
системы В—А1
2/3В2О3 + 7/3С = \'3В4С н-
+ 2СО; AG г = 579350 —
- 314,37(1000 —2300К)
(ХП.5)
Для реакции (ХП.4) ус-
ловие ДО°г=0 соблюдается
при 1926 К, а для реакции
(ХП.5) — прн 1843 К- Таким
образом, реакция восстано-
вления В20з до карбида
В4С термодинамически бо-
478
лее возможна, поэтому сплавы железа с бором, полученные
с использованием углеродистого восстановителя, содержат
12—23% В и до 2% С. С учетом новых данных о карбид-
ной фазе В3,бзС реакцию восстановления В2О3 нужно за-
писывать следующим образом: хВ2О3 + (Зх+ 1)С^В2хС +
+ ЗхСО. Реакция силикотермического восстановления
1/3B2O3+Si = 4/3B + SiO2 (AGj =—10376 + 32,36 Т) проте-
кает неполно, в металле содержится большое количества
кремния и всего 2-4% В. Наибольшую термодинамиче-
скую возможность имеет реакция восстановления В2Оа
алюминием 2/зВ2Оз + 4/аА1==4/3В + 2/3А12О3,&G° =—294010 +
+ 68,75 Т (932—2300 К); &G°T =—216370 + 32,93 Т (2300—
2740 К). При этом возможно образование низших газооб-
разных оксидов алюминия Д12О и AIO. Кальций н магний
вследствие их высокой стоимости в качестве восстанови-
теля не применяют.
§ 4. Технология ферробора и лигатур
Для получения сплавов наиболее широко применяется
электропечная плавка на блок. Основная часть шихты при
выплавке ферробора марок ФБ17 н ФБ10 включает бора-
товую руду и стружку вторичного алюминия (0,1% С, 5%
Si, 0,01% S; сл. Р; 7% Си). Железотермитный осадитель
состоит из железной окалины (0,2% С; 1,2% Si; 0,02% S;
0,03% Р н 0,12% Си) и стружки вторичного алюминия.
Как правило, доля железного осадителя составляет 20—
23% от общей массы шихты. Запальная смесь включает
обожженную боратовую руду, железную окалину и вто-
ричный алюминий. Стружку алюминия сушат при 673 -
773 К, а затем просеивают для удаления примесей. При-
мерные составы шихты на ферробор и ферроборал приве-
дены в табл. ХП.7 и XI 1.8.
Таблица ХП.7. Состав шнхты для получения ферробора в электро-
печи
Компонент Запальная смесь Основная смесь Осадитель
Боратовая руда . . Железная руда . . Алюминиевый поро- шок Железная руда . . Всего 1,25/11,62 6,25/58.14 2,00/18,62 ' 1,25/11,62 10,75/100 92,5/81,86 20,5/18,14 113,0/100 6,25/13,34 30,0/64,03 10,6.22,63- -/- 46,85/100
Примечание. Числитель — кг, знаменатель — %.
47»
Та 6.1 иц а ХИЛ Состав шихты для получения ферроборада а элек-
тропечи
Компонент Запальнзя смесь Основная смесь Осадитель
Боратовая руда . . 50/1 1.63 1850/826,22 25/2.86
Железная окалина 250/58,14 600/68.58
Алюминиевый лоро-
шок . 80/18.6 400/17.78 250/28,56
Железная стружка 50/11.63 -/- -/-
Всего 430/100 2250.100 875/100
П ри исчл и и е. Числитель — кг. знаменатель — %.
Ферробор марок ФБ20, ФБ17 и ФБ10 выплавляют в
электропечи мощностью 1000 кВ-А, футерованной угле-
родистой массой. Металлоириемник футеруют магнезито-
вым кирпичом. Прн плавке сплава марки ФБ20 стены пе-
чи также футеруют магнезитом. Ванну печи, установлен-
ную на тележке, закатывают под электроды. Всю плавку
можно разделить на три периода: образование расплава,
восстановление оксидов и обработка шлака осадителем.
На подину загружают запальную смесь и зажигают ее
электрической дугой. Плавку металла на блок ведут с
двумя выпусками шлака, а основную часть шихты и осади-
тель делят на две равные части. После проплавления за-
пальной смеси на образовавшемся расплаве зажигают
электрические дуги и проплавляют первую половину ос-
новной шихты со скоростью ее загрузки 43—45 кг/(м2Х
Хмии). Затем при выключенной печи проплавляют пер-
вую половину железотермитного осадителя, выпускают
шлак, закрывают летку, проплавляют вторую половину
шихты и осадителя. Температура расплава составляет при
этом 2023—2053 К. Второй раз выпускают шлак, а металл
оставляют в печи до полного его затвердевания. Получен-
ный ферробор содержит 10—11% В; 7—12% Si; 0,03—
0,2% Al. Прн этом расходуется на 1 т сплава (базовое
содержание бора 5%) 1200 кг обожженной руды, 500 кг
вторичного алюминия в виде стружки и 60—70 кг алюми-
ния в виде чушек, 130 кг стальной стружки, 380 кг ока-
лины, 20 кг извести при расходе электроэнергии
500 кВт-ч. Извлечение бора 60—65%.
В табл. XI 1.9 приведены данные о плотности и темпе-
ратуре плавления ферробора различного состава. Шлак
имеет следующий состав, %: 6—10 В2О3; 0.6 —1.2 SiO2;
480
Таблица XII.9. Плотность и температура плавления ферробора
Сплав Массовое содержание, % р’, г/сма fпл
В S1 А1
1 18,64 1,53 1.44 5,86/6,67 (1493— 1504)/(1627—1635)
2 19,03 1,12 2.54 5,74/6.61 (1485—1503)/( 1705—1711)
3 22,15 0,94 2.00 5.62/6,48 (1483—1497)/(1765—1780)
4 23,86 1,52 4,31 5,36/6,23 (1653—1700)/(1793— 1787)
* Числитель — пикнометрическая, знаменатель — аддитивная.
" Числитель — начало плавления, знаменатель — конец плавления.
10 -14 СаО; 3--7 MgO; 2—4 FeO; 65-73 А12О3. Минера-
логический состав его следующий: корунд а-А120з, гекса-
алюминат кальция (СаО-6А12Оз), шпинель (MgO-Al2O3)
алюминаты кальция (СаО-2А12О3 и СаО-А12О3) и бораты
кальция (2СаО-В2О3; СаО-В2О3). В состав стекла входят
оксиды кальция, бора, алюминия; кроме того, наблюдает-
ся до 5% включений ферробора. Плотность шлака состав-
ляет 3,58—3,94 г/см3.
Таблица XII.10. Температура кристаллизации шлаков ферробора
Шлак Массовое содержание *. % t *r •мржст»
В,0 з AlA% СаО MgO
1 8.8 70,1 12.0 6,5 1720
2 10.6 64,7 20.4 2.3 1520
3 6.1 69,5 20.7 2.4 1640
4 i J 66,7 19,0 5,1 1590
5 1,8 72,5 21,2 2.6 1660
• Шлаки содержат 1—2% SICb и С,6—1.4% FeO.
В табл. XII.10 приведена температура кристаллизации
шлаков ферробора, полученного с использованием борно-
го ангидрида и борной кислоты, а материальный баланс
плавок ферробора — в табл. ХП.11. Запальная часть ших-
ты содержала 200 кг железной руды, 65 кг порошка алю-
миния, 70 кг извести. Основная часть шихты включала
16, ztz.
481
Таблица XII.I1. Материальный баланс плавки ферробора в элект-
ропечах. па блок с использованием борного ангидрида.
Задано Коли- чество, кг Получено Коли- чество, кг
Борный ангидрид 1200 Ферробор (21,77% В) . . 1095
(93% ВаОз) Железная руда Шлак сливной (9,43 % В А) Шлак надблочный 1200
(90% FeA) 1400 (10,6% ВА) 1858
Алюминий (99,2% А1) . . Известь (88% СаО) . . . 1167 340 Подина (12,7% В А) - - Пыль газохода 167
Магнезитовый кирпич . . 265 (28,1% ВгО3) 30
Итого 4372 Итого 4350
1200 кг борного ангидрида, 200 кг извести. Состав осади-
теля следующий: 1000 кг железной руды, 282 кг алюми-
ниевого порошка и 170 кг извести. Извл*ечеиие бора соста-
вило 68,47%.
В табл. XI 1.12 приведены результаты теплового балан-
са. Для улучшения теплового баланса перед началом плав-
ки футеровку печи можно подогревать газовой горелкой
с расходом природного газа 40 м3/ч. За 24 ч внутренняя
поверхность печи нагревается до 800’С, при этом повы-
Таблпца XII.12. Тепловой баланс плавок ферробора в электропе-
чах иа блок с использованием борпого ангидрида
Приход тепла. %
Расход тепла. %
Химические реакции ... 69
Электроэнергия...........21,3
Реакции образования интер-
металлндов и шлака ... 9,7
Итого....................100
Тепло шлака..............49,2
» ферробора..........16,7
Дегидратация ангидрида . 0,5
Тепло, аккумулированное
электропечью.............24,2
Потери тепла излучением . 8,4
Итого....................100
шается скорость плавки и на 2—3% улучшается извлече-
ние борв. Плавка ферробора возможна и в наклоняющейся
печи с выпуском сплава и шлака. Это позволяет исполь-
зовать для следующей плавки разогретую ванну печи,
способствует снижению расхода огнеупоров и цикла плав-
ки. Себестоимость ферробора может быть снижена при
проведении первого периода в подогретой газом ванне с
482
использованием плавленой боратовой руды. Тогда во вто-
рой период шихта должна содержать борную кислоту, а
часть железной руды целесообразно заменить железным
порошком. Шихту третьего периода следует делить на три
части, используя последнюю часть для обработки над-
блочиого шлака плавки для более полного восстановления
бора и осаждения корольков сплава.
Ферроборал (см. табл. XII.6) выплавляют аналогично
ферробору. Технико-экономические показатели плавки
улучшаются при использовании плавленой боратовой ру-
ды. При этом снижаются потери В2О3 по сравнению с об-
жигом в трубчатых печах, а также достигается более пол-
ное разложение сульфатных и карбонатных соединений,
что повышает извлечение бора. При выплавке некоторых
сплавов и сталей применяют сплавы бора не на железной
основе, а в виде никельбора и хромбора. Никельбор со-
держит >11% В (марка НБ1) и >17% В (НБ2), осталь-
ное — никель.
Никельбор получают внепечпым и электропечным спо-
собами. В последнем случае применяют шихту, состав ко-
торой приведен в табл. XII.13. Никельбор выплавляют в
Таблица XII.13. Состав шихты для получения ннкельбора печным
алюмнпотермнческим способом
Компонент Рудная часть Восстанови- тельная часть Осадитель
Борная кислота (52—55% В2О3) Боратовая руда прокаленная (<3% SiOa) Алюминиевый порошок . . . Известь Оксид никеля Итого 39,3/83,6 7,7/16,4 47/100 19,6/8.76 100/44,73 41/18,34 63/28,17 223,6J100 2,5/18,5 1,0/7,4 10/74,1 13,5/100
Примечание. Числитель — кг, знаменатель — %.
ванне с магнезитовой футеровкой с частичным расплавле-
нием борной кислоты н алюминия под электродами. Руд-
ную часть шнхты проплавляют быстро, так как при дли-
тельном воздействии на стенки печи шлака, содержащего
оксид бора, растворяется магнезитовая футеровка. После
расплавления рудной части делают выдержку 5—10 мин
и загружают восстановительную часть шихты. Длитель-
16*
483
ность проплавления рудной и восстановительной частей
шнхты при мощности печи 600 кВт составляет 45-60 мин.
После проплавления восстановительной части шихты на
расплав дают осадитель. Расплав выдерживают 20 мин,
и печь выключают. Блок сплава разделывают примерно
через 20 ч.
Хромбор выплавляют по такой же технологии. Шихта
для получения этого сплава состоит из 100 кг оксида хро-
ма (Сг20з); 62,5 кг борной кислоты (52—55% В2О3) и
64,5 кг алюминиевого порошка. Извлечение бора 70%, а
хрома—86%. На 1 т хромбора расходуется 970 кг алю-
миниевого порошка.
Грейнал. В специальные стали бор вводят в виде ли-
гатуры комплексного сплава бора тина грейнал следу-
ющего состава, % (не менее): В 1; Si 6; Al 15; Ti 10 и
Zr 1,5. Концентрация примесей в нем должна составлять,
% (не более): С 0,2; Мп 2; S 0.06 и Р 0,06. Грейнал полу-
чают методом металлотермического восстановления окси-
дов и сплавлением соответствующих ферросплавов. В пер-
вом случае основная шихта состоит из двух частей: ме-
таллической (170 кг ферроборала, 100 кг ферросилиция и
145 кг титановых отходов) и желсзотермитной (700 кг
железной руды, 100 кг.извести и 480 кг алюминиевого по-
рошка, из которых 200 кг идет на легирование грейнала).
Фактическая удельная теплота процесса для приведенного
состава шнхты составляет 677^ = 88 кДж/моль. Выплавку
грейнала ведут в плавильном горне диаметром 1400 мм,
футерованном магнезитовым кирпичом. Измельченную
металлическую часть шнхты нагревают до 673 К и загру-
жают на подину. Затем подают всю навеску железотер-
митной смеси и ведут плавку с верхним запалом. Ско-
рость проплавления шнхт/я очень велика—для получения
1 т сплава требуется всего 4 мин. Образующийся жидкий
расплав из восстановленного железа и алюминия стекает
на подину, где и растворяет металлическую часть шихты.
Для уменьшения ликвации и достижения однородности со-
става толщина слитка не должна i/ревышать 100 мм. по-
этому для получения слитка заданной массы и увеличения
производительности плавку ведут в наклоняющемся пла-
вильном горне с выпуском сплава н шлака.
На 1 т сплава расходуется 440 кг ферроборала (5% В);
150 кг силикоциркоиия (40% Zr), 150 кг титановых отхо-
дов; 630 кг алюминиевого порошка; 1000 кг железной
руды, 150 кг извести. В сплав переходит 88% бора. 99.5%
титаив, 100% циркония и 91,7% алюминия.
484
§ 5. Карбид и нитрид бора
Карбид бора. Наряду с комплексом высоких физико-ме-
ханических и антикоррозионных свойств, бор и борсодер-
жащис материалы обладают способностью к рассеянию
нейтронов и большое захватывающее сечение:
Элсмейт ... В Ге Сг N4 Mn Si С
Захватывающее
селение.
J0'4 м7’1 ... 42 0.026 0.032 0,046 0.014 0.0025 0.00022
Из карбида бора и боридов типа Л1еВ4 и /ИеВ^
можно изготавливать регулирующие стержни для атомных
реакторов. В природе известны два изотопа бора с массо
вымя числами 10 (19%) и Н (81 %). В боридах и карби-
де, содержащих изотоп 10В и применяемых в реакторах в
качестве поглотителей, имеет место реакция взаимодей-
ствия изотопа бора с нейтронами: B-g+?-+ Li + aHe
(5, 0. 3, 2 — заряд частиц). Образование и накопление
гелия приводит к разбуханию, деформации и растрески-
ванию изделий. В связи с этим проведены многочислен-
ные исследования по созданию новых борсодсржащпх
композиций, что потребовало существенного увеличения
производства различных его соединений. Область приме-
нения В4С, легированного переходными металлами, спо-
собствующими снижению хрупкости, значительно расши-
ряется. Карбид бора, легированный титаном н цирконием,
применяют при изготовлении инденторов, служащих для
измерения твердости горячих металлов вплоть до 2273 К.
Свойства карбида, бора. Температура плавления кар-
бида В4С 2673 К. Образование В4С из элементов проис-
ходит по реакции 4B--C = B.iC и сопровождается измене-
нием энергии Гиббса Дб'/=544368 i 2.763-10~3 Г2—
—138,84 Т Дж/моль. Зависимость теплоемкости В4С от
температуры описывается выражением. Дж/(моль- К):
Ср= 99,56 + 2,268-10~2Г — 4,502-10 б7‘ < (.Х11.6)
Уравнение энтальпии карбида бора имеет вид, Дж/моль:
Нт - ~ 99,56 Т 4- IJ 34 • 10”2 Г' +
+ 4,502-10е/ 1 - 44898. (X1J.7)
Термодинамические свойства карбида бора приведены
в табл. XIL14.
Исследование термической диссоциации В4С показало,
что в газовой фазе над В4С содержатся атомы бора и уг-
485
Таблица XII.14 Термодинамические свойства карбида бора
т. к ср- Дж/ (моль-К) -/Y298K Дж/ (моль) 5298 К* Дж/(моль>К)
298 52,69 0 27,22
500 89.68 15237 65,44
1000 114,74 67519 136,95
1500 128,56 128474 186,19
2000 140,78 195846 ' 223.62
2500 152,52 269186 257,56
лерода, молекулы С2, С3, а также ВС, В2С и ВС2. Соотно-
шение борсодержащих компонентов в газовой фазе
В:В2С:ВС:ВС2 равно 1:0,001:0,0007:0,005. Однако сум-
марное давление газообразных соединений бора до 3273 К
менее 1 % от общего, а выше этой температуры давление
растет и его следует учитывать. Как известно, различают
газообразную и конденсатную диссоциации веществ. По
И. С. Куликову, нижним пределом газообразной диссоциа-
ции является 2840 К, а температура, при которой давление
газообразных продуктов диссоциации В4С 0,1 МПа, со-
ставляет 4240 К. Для интервала газообразной диссоциа-
ции В4С зависимость парциального давления (Па) от тем-
пературы следующая:
1g Х^с=(-28420/7)4- 11,72. (Х11.8)
В случае конденсатной диссоциации в газовую фазу пере-
ходит в основном бор, и зависимость парциального давле-
ния бора (Па) от температуры описывается выражением:
1g_ 28850/ Т) + 11,88 (ХП.9)
Ниже приведены наиболее достоверные реакции в систе-
мах В—С н карбид бора — углерод, а также стандартные
теплоты диссоциации и атомизации (ДЯгвдк» кДж/моль)
основных молекулярных компонентов пара над системами
по данным А. С. Болгара
ВС(^В(гнС(1) (-266,28);
= В(г) + В<т) + С(т)(— 167,58);
B,Cfr( = В(г) + 1/4B4CtT) 4- 3/4С(Т) (- 178,92);
ВС(г) = В(Г) + 2CfT)( - 187,84);
ВС(Г) = В(г) + С(г) (— 445,2);
436
B2C(d = 2В(г> + С(Г> (+- 1066,8);
ВСз(г) - В(г) + 2С(Г) (4* 1234,8).
Технология карбида бора. В соответствии с ГОСТ
5744—74 промышленность производит карбид бора, пред-
назначенный для использования в свободном виде на шли-
фовально-полировальных операциях и других целей. Кар-
бид бора поставляется в виде шлифзерна (№ 16), шлпф-
порошка (номера 12, 10, 8, б, 5, 3) и микропорошка (М40.
М28, М20, М14, М10, М7, М5) по ГОСТ 3647—71. По хи-
мическому составу абразивный карбид бора должен удов-
летворять требованиям ГОСТ 5744—74 (табл. XII.15).
Шлифзерно и микропорошки карбида бора применяют,
где это возможно, вместо дорогого и дефицитного алмазно-
го порошка.
Таблица XII.15. Химический состав карбида бора (ГОСТ 5744 71)
Номер зернистости Массовое содержание. %
В,С (не менее) Вобщ (нс менее) в.о, 4б HI
16 >91.6 72 0.5 5
12—16 93.0 73 045 4
5—3 90.0 71 0.40 6
М40, М14 92,0 72 0,20 3
М10, М7 84,0 65 0.25 10
М5 84,0 65 0.25 10
Карбид бора получают в дуговых печах (р-ис. XII.5)
плавкой борного ангидрида в смесн с углеродом. Процесс
восстановления борного ангидрида углеродом в общем
виде может быть представлен реакцией 2/зВ2Оз4-7/зС =
= 1/зВ4С4-2СО. Изменение энергии Гиббса для этой реак-
ции описывается выражением АС?® —579350—314,25 Т
Дж/моль. Условие AG® =0 выполняется при температуре
1844 К- Используемый в шихте технический борный ангид-
рид содержит >95% В2О3. Влажность не должна пре-
вышать 3—5%. Регламентируется содержание Fe2O3
(<0,065%). Насыпная масса равна 1.2 г/см3.
Мощность печи составляет 1200 кВ-А. Плавку ведут
при активной мощности 800—900 кВт и напря?кении 130 В.
Электроды применяют графитированные диаметром
450 мм. Плавка карбида бора относится к энергоемким
процессам. Удельный расход электроэнергии на 1 т кар-
487
бида бора составляет 20—22 МВт-ч. Карбид бора произ-
водят трех сортов (табл. Х11.16). Сортность карбида бора
оценивают ио модулю, представляющему собой отноше-
ние (% В)/(%Собт). Для продукта первого сорта (моно-
мннеральпая фракция В*С) модуль находится в пределах
3,1—3,4, второго сорта 1,8—2,6 при составе карбида
В2.1С—ВзлС, третьего сорта 1,8 при составе карбида BjC.
Установлено, что примесные фазы, снижающие сортность
товарного карбида бора, представлены углеродистыми
Рнс. Xi 1.5. Электропечь для выплавки карбида бора:
1 — трос; 2 - стойка механизма перемещения электрода; 3 — гибкий кабель; 4—
проем; 5 —система водоохлаждення; б — уплотнение электрода; 7—съемный
кожух; $ —набивная подина; Р —футеровка; Ю — сливной носок; !! — ныклт-
ная тележка
составляющими типа реликтов исходного кокса различной
степени графитизации и мелких чешуек графита, выделя-
ющегося при кристаллизации карбидного расплава. Од-
ним нз возможных механизмов образования карбида бора
является взаимодействие жидкого или газообразного окси-
да бора В2О3 с твердым углеродистым восстановителем с
последующей рекристаллизацией карбида бора.
4SS
Таблица XII.16- Химический состав карбида бора
(по ГОСТ 6744- 74)
Сорт карбида У* % р Of Сс в. % ®кар0 Сс и
Данные химического анализа Расчетные данные
I 76.0 0,64 22,0 2,25 75,8 —
II 69,0 0,95 26,75 5,32 68,71 2,34
III 53,6 3.36 42,0 И.8 52,5 15,6
Учитывая возможность образования в системе В—О
низших кислородных соединений бора и ВО(Г), при
получении В4С определенная роль должна отводиться и
субоксидам бора (ВгО? и ВО). Известно, что превращение
ВзОзскрист)-*-ВзОз(ж} происходит при 723 К- Зависимость
упругости пара В20з (Па) от температуры описывается
выражением: 1g рв3о3= 11,742—(16960/7). Давление паров
В20з, равное 100 кПа, достигается при 2397 К- Эта тем-
пература ниже температур равновесных превращений
В4С(КРГ+В4С((К) и B13C2;Kpj—’-В13С2(н<), которые соответствен-
но равны 2623 и 2723 К. Кроме примесей углерода, в верх-
них частях блока встречаются частицы чистого бора. Об-
наруживаются также эвтектические участки карбид бо-
ра + графит (30—35%)• В системе В—С карбид бора
образует с углеродом эвтектику с температурой плавления
2648 К- Выделены следующие разновидности технического
карбида бора: мономннеральный [кристаллы карбида бо-
ра размером (5—15) -104 нм], эвтектический и так назы-
ваемый неоднородный по фазовому составу и строению
продукт. Это позволило товарные сорта карбида бора оце-
нивать с учетом указанных , разновидностей. Так, кусок
карбида бора, отнесенный к I сорту, представлен плотно
прилегающими изотермическими кристаллами с попереч-
ным размером (5—15)-104 нм. Продукт второго сорта со-
держит карбид бора в прорастании с графитом [размеры
кристалла карбида бора (4—17)-10* нм], размеры гра-
фитовых частиц и пластин до (1 —10) -104 нм, а также
включения исходного кокса (до 10% от массы куска).
Материал, отнесенный к III сорту, имеет эвтектический
состав карбида бора п графита.
Нитрид бора (эльбор). Эльбор — торговая марка ку-
бического нитрида бора, поставляемого отечественными
абразивными заводами. В литературе кубический нитрид
бора называют также боразоном, твердость его по шкале
489
Мооса равна 10. По оценке специалистов, эльбор — наибо-
лее перспективный абразивный материал. Установлено,
что производительность обработки сталей эльбором в
три—четыре раза выше, чем обработка абразивными брус-
ками. Прн бурении скважин эльборными коронками в по-
ясе вечной мерзлоты рейсовая проходка увеличивается на
50—80%.
В СССР институтами ВНИИАШ и ИФВД АН СССР
разработана технология получения кубического нитрида
бора и созданы абразивные инструменты, которые находят
самое широкое применение во многих отраслях промыш-
ленности. Известны три модификации нитрида бора: гек-
сагональная a-BN, кубическая fi-BN и гексагональная
плотноупакованная y-BN. Как абразивный материал наи-
больший интерес представляет кубический нитрид бора
fl-BN. Для газообразного нитрида бора энтропия S^k =
= 212,55 Дж/(моль*К), а теплоемкость С{(25ЙК)“
= 29,49 Дж/(моль-К). Кубический нитрид бора получают
при температуре >1623 К и давлении 6200 МПа в при-
сутствии катализаторов (щелочных и щелочноземельных
металлов). Установлены параметры равновесного превра-
щения a-BN^p-BN и определены условия изменения энер-
гии Гиббса (Д0° =0) при следующих значениях темпера-
туры и давления:
Г, К ... 300 500 1000 1200
р, МПа . . 1490 1620 3483 3992
Ведут исследования превращения a-BN->p-BN в твердой
фазе без добавок. Применяя определенные технологиче-
ские приемы, можно методом твердофазного превращения
получить скрытнокрнсталлический кубический нитрид бо-
ра. Высокими абразивными свойствами и производитель-
ностью па операциях внутреннего полирования обладает
p-BN, полученный кристаллизацией при высоких темпера-
турах и давлениях из составов Mg—В--N. Стойкость изде-
лий из этого монокристаллического кубического нитрида
бора на указанных операциях в пять раз выше стойкости
выпускаемого инструмента из эльбора. Гексагональный
нитрид бора используют в качестве огнеупорного мате-
риала на изготовление тиглей для плавки агрессивных
сплавов, шлаков и др. При высоких температурах проис-
ходит термическая диссоциация карбида бора по реакции:
2В^;онд=2В1(Онд+ Ns- Зависимость парциального давления
азота (Па) от температуры описывается уравнением:
490
IgpNa== ( — 26310/T) +13,93, а изменение энергии Гиббса
(Дж/моль) может быть найдено из выражения: AG? II
=503965—171,03.
Карбонитрид бора. Наряду с карбидом и нитридом
бора в технике применяют соединения системы В—N—С
под названием карбонитриды бора, описываемые общей
формулой BNC. Карбоиитрид представляет фазу пере-
менного состава н более точно может быть записан как
BNCi-x- Гексагональный иитрнд бора BN и графит во
многом аналогичны. Параметры решетки BN составляют
с=0,6661 нм, а = 0,1451 нм, графита с~0,671 нм и а —
=0,1415 нм, карбоиитрида BNC с=0,6845 нм, параметр
а не определен. Сходство нитрида бора и графита прояв-
ляется еще и в том, что нитрид BN и углерод могут иметь
кубическую решетку (эльбор н алмаз). При синтезе про-
дукта BNCi-x в интервале 2073—2273 К нз смесей с отно-
шением бора к саже от 9:1 до 1:9 однофазный продукт
образуется в широком интервале количества углерода в
смеси от 6 до 31%. При >31% С кроме карбонитрида по-
лучается свободный графит. На начальной стадии окис-
ление BNC происходит в результате разрушения нитридо-
борной части до определенного предела, а затем окисляет-
ся углерод и при 1423—1473 К он удаляется полностью.
В условиях высоких давлений (6 ГПа) и при 2073 К BNC
разлагается на конденсированные фазы — карбид бора и
графит. Это создает трудности получения компактных об-
разцов BNC прессованием порошка при высоких темпера-
турах и давлениях.
Глава XIII. ФЕРРОНИОБИЙ
§ 1. Свойства ниобия, тантала и их соединений
Ниобий и тантал г = 41 и г=73 являются элементами пя-
той группы Периодической системы элементов Д. И. Мен-
делеева. По химическим свойствам ниобий близок к танта-
лу. Промышленные руды (минералы) всегда наряду с
ниобием содержат и тантал. В условиях восстановитель-
ной плавки ниобий и тантал в равной степени переходят
в ферросплав ввиду близости их химического сродства к
кислороду. При введении ферросплава в жидкую сталь оба
элемента примерно одинаково участвуют в физико-хими-
ческих процессах и также в равной мере облагороживают
готовую сталь.
491
Ниобий и тантал технической чистоты применяют в ра-
кетостроении, авиационной и космической технике, атом-
ной энергетике, химическом машиностроении. Ферронио-
бий (ферротантал — ниобий) используют главным обра-
зом в черной металлургии для улучшения свойств стали
широкого сортамента. Так, введение в коррозионностой-
кую хромоникелевую сталь ниобия в количестве [% Nb] =
= 7 [% CJ — 0,02 предотвращает межкристаллитную кор-
розию благодаря связыванию углерода в термодинами-
чески прочные карбиды. Ниобий (тантал) применяют для
легирования стали. Поскольку химическое сродство обо-
их элементов к кислороду выше, чем у железа, легирова-
ние ими стали сопровождается реакциями раскисления.
Состав оксида — продукта раскисления зависит от кон-
центрации ниобия (тантала) в стали. Наиболее стабиль-
ными оксидами являются NbgO5 и Та2О5. По И. С. Кули-
кову процессы раскисления стали ниобием в танталом с
образованием этих оксидов описываются следующими
реакциями:
[2Nt>] + 5|О| = NbzO-: -265314 +
4- 105,80Г Дж моль; (XIII.1)
2(Та] + 5|О] ~Та,О-: Д G г- - 338000--
4- 125,66 Т Дж моль. (ХШ.2)
Зависимость параметров взаимодействия t?ob и е о3 от
температуры описывается уравнениями:
lg( - -о') - -г 2279 Г-0.431; (Х111.3)
|g ( _ -р 3595/ Т - 0,755 (ХШ.4)
При 1873 К и ^--0,011 ц еоа = —0,017, что свидетель-
ствует о сравнительно слабой раскислптельпой способнос-
ти ниобия и тантала. Чистый ниобий получают плавкой
в вакуумных дуговых печах с расходуемым электродом,
а также в электроннолучевых и плазменно-дуговых печах,
что обеспечивает высокую пластичность ниобия благодаря
снижению содержания в нем примесных элементов внед-
рения (О. N, Н, С). Разработаны составы и освоена тех-
нология выплавки ряда марок сталей с ниобием, напри-
мер 0Х18Н5Г10БА, 0Х18Н5Г11БАФ (НН—ЗБФ). содер-
жащие 0.8—1.3% Nb (Б) и 0,2—0.4% N (А) и др. Не-
смотря на высокую стоимость рудных концентратов, чис-
того пентоксида ниобия и феррониобия (ферротанталнио-
492
бия) применение н производство ниобия и тантала быстро
увеличивается.
Физико-химические свойства ниобия и тантала во мно-
гом подобны (высокие температуры плавления, кипения),
хотя и имеют существенное различие в плотности, энтропии
и др.
Элемент Атомная масса . Nb . 92,9064 Та 180,9479
Электронная структура . , . Температура, К: . . 4d45s' 4f143d36s3
плавления . . 2743 3269
кипения . 5033 5773
Плотность при 293 К, г/см3 . . Радиус, нм: . . 8,57 16,5
ионный . 0,064 0,064
ковалентный . 0,134 0,134
Энтропия S%g к Дж/(моль-К) . . . 36,5 41.6
Ниобий с железом образует непрерывные жидкие раст-
воры, а в твердом состоянии — соединения NbaFes (7m =
= 2073 К), Nb19Fe21 (7разл« 1723 К), NbFe2 (7ПЛ = 928 К).
Сплан типа феррониобия с 50--70% (Nb+Ta) имеют
температуру ликвидуса 1893—1923 К- Теплота образова-
ния NbFe2 равна 17/^ = 61,45 Дж/моль, а =
— 75.24 Дж/(моль-К.). В бинарной системе Nb—Те имеет-
ся три эвтектики, температуры которых приведены на
рис. ХШ.1.
Тантал, так же как и ниобий, пеограничено раство-
ряется в жидком железе. Растворимость тантала в a-Fe
составляет 6,2%. В системе имеется интерметаллид TaFe2
(61,82% Та, Тпл —1948 К и две эвтектики. Богатая желе-
зом эвтектика содержит 26,5% Та и 7Уит=1683 К- Вторая
эвтектика содержит —80% Та.
В системах Nb—С (рис. Х1П.2) и Та- С (рис. ХШ.З)
образуются термодинамически прочные карбиды. Карби-
ды Nb2C (5.43—5,83% С) и NbC (11,45% Nb, ТПЛ=3753К)
образуются по перитектическим реакциям. Установлены
две эвтектики Nb+Nb2C и NbC + C. Температурные зави-
симости изменения энергии Гиббса реакций образования
Nb2C и NbC из элементов описывается следующими выра-
жениями:
2NblT1 + С(т) = Nb,C(T1: Д6хь..с-- - 192600 -г
+ 4.18 Т Дж/моль; (X1II.5)
Nb - С - ; NbC; 1Gni,c— ~ 130200 л-
4- 1.7 Т Дж моль. (XII 1.6)
493
Стандартное значение энтальпии равно (мьо *•
= 140 кДж/моль н энтропии S 298 к (N'b/2)3^ 17,5 Дж/(моль-К)
Н £ 298 К (NbC) =8,74 Дж/(моль-К)>
В системе Та—С существуют два карбида ТаС н Та2С,
термодинамические свойства которых следующие: для ТаС
Л^ 298 К=—142,95 кДж/моль; SJss к”42,34 Дж/(моль*К);
для Та2С ЛЯ ^98К = —202,73 кДж/моль; S^k=83.60. Оба
МЪ Массовая доля, % Fe
Ряс. XIII.1. Диаграмма состояния системы Nb—Fe
карбида имеют широкую область гомогенности. Карбид
ТаС плавится при 4098 К, а Та2С конгруэнтно разлагает-
ся при 3692 К- Изменение энергии Гиббса реакций обра-
зования карбидов тантала для интервала высоких темпе-
ратур может быть определено по выражениям:
2Та(Т) + С(т) = Та2С: AG?= - 142320 +
-4- 5,527"; (XIII.7)
Та(т) 4- Сщ = TaC(Tj; AG?: - 161160 + 5,52Т. (ХШ.8)
494
Сравнение стандартных энтальпий образования соот-
ветствующих карбидов ниобия и тантала показывает бо-
лее высокую термодинамическую прочность карбидов тан-
тала.
Ниобий и тантал образуют силициды типа Afe<Si,
AfegSis, AfeSis (рис. XIII.4), термодинамические свойства
которых приведены ниже.
Nb Атомная доля, % с
Рис, XIII.2. Диаграмма состояния системы Nb—С (Сгр—графит)
Nb*Si Ta.Si
Теплота
образования,
«—АН °
298 к
кДж/моль . . . 87,78 143,79
Температура
плавления, К , . 2853 2783
NbsSii TasSb NbSI?
652,1 334,4 125,4
2713 2773 2423
TaSh
115,78
2473
Известны алюминиды (рис. XI1I.5) ниобия NbjAl, Nb2Al
и NbAh. Первые два интерметаллида разлагаются по пе-
ритектической реакции при 2393 и 2163 К соответственно,
a NbAI3 плавится при 1933 К. Ниобий активно взаимодей-
ствует с фосфором, образуя термодинамически прочные
фосфиды NbP (25% Р) и NbP2 (40% Р). Фосфид NbP
имеет широкую область гомогенности (МЬР0,в_1|2). В си-
стеме Та—Р также образуются Тар н ТаР2. Низкая ак-
495
тивность фосфора в феррониобии затрудняет его дефос-
форацию окислительными процессами. Диаграмма состоя-
ния системы Nb<—О представлена на рис. Х1П.6, В этой
системе образуются стабильные оксиды NbO (14,69% О,
Тпл = 2218 К), NbO2 (25,62% О, 7^ = 2183 К) и Nb2O6
(30% О, 1783 К), термодинамические свойства которых
приведены ниже:
Рис. XIII.3. Диаграмма состояния системы Ta—С
Оксид......................NbOit) NbOarj NbjO^n
-АН2МК* кДж/(моль) . . . 419,25 794,2 1897,7
S298 к, Дж/моль К)......... 45,98 54,34 137,18
Реакции образования оксидов из элементов характе-
ризуются следующим изменением энергии Гиббса, кДж/
/моль:
2Nb + 5/гО2= Nb2Or,(iii); AGr= - 171840-
Д-324,49 Г( 1785 - 2740К);
(ХШ.9)
496
Nb + Oj = NbC.,^; AG *=- 712770 +
+ 132,347- (2740-4000K); (XHI.10>
Nb + = NbOt«); .\Gr~~ “ 356130 +
+ 58,89 Г(2740 - 4000К). (XIH.11>
Рис. XIII.4, Диаграмма состояния системы Nb—Si
Рнс. ХШ.5. Диаграмма состояния системы Nb—Al
Для тантала
2Та + +О2= Та2О4(ж); AGr— - 1791590 +
+ 299,6 Т Дж/моль. (XIII. 12}
Оксиды NbO и NbOa при высокой температуре могут
находиться в парообразном состоянии. Это позволяет рас-
кислять жидкий ниобий методом вакуумной дистилляции.
Так, при 2800 К над системой Nb—NbO давление
компонентов составляет 1g ро2 = ~7,144; 1g р.\ьо=2,643;
lgpNbo2 = —2,605, а давление насыщенного пара ниобия
при 2800 К равно 1g = —5,631, поэтому в процессе ва-
куумного рафинирования жидкого ниобия можно снижать
содержание растворенного в нем кислорода благодаря
улетучиванию его оксидов без заметных потер!, ниобия.
Для тантала аналогичные различия еще больше, чю по-
497
зволяет проводить более глубокое раскисление жидкого
тантала таким способом.
Нитриды. В системе Nb—N существует ряд нитридных
фаз, состав и свойства которых приведены ниже.
Фаза.............................fi-NbjN y-NbsNi
Область гомогенности .... NbNo.gg— NbNo,» NbNo.vs—NbNe.as
Массовая доля азота, % . . . 4,72—7,02 10,1—11,26
Плотность, г/см3 ................ 8,31—8,33 8,32
Мнкротвердость, МПа .... 17200 17800
Температура существования, К • <2673 <1173
фаза.............................6-NbN e-NbN
Область гомогенности.............NbNo.85—NbNo.w NbNj.oo—NbN||M
Массовая доля азота, % . . . 11,61—13,1 13,1—13,8
Плотность, г/сма ...... 8,30 7,98
Мнкротвердость, МПа .... 15250 13980
Температура существования. К . <1503 <2573
При низких концентрациях азота существует область
a-твердого раствора. Зависимость растворимости азота в
ниобии от температуры и давления описывается уравне-
нием:
[N]Nb= I рщ 7,73-10~4 ехр (21400/Г),
(ХШ.13)
где [N]—атомная концентрация азота, %; Р— давление
Ns, торр; Т — температура, К- При 1600 °C растворимость
составляет 3,7% (ат.) N и при 2300 °C 18% (ат.) N.
Nb Атомная дом0
Рве. ХШ.в, Диаграмма состояния си-
стемы Nb—О
В системе Та—N образу-
ется нитрид Ta2N с широ-
кой областью гомогенности
(TaNt^i— TaNp.w) и TaN
практически стехиометриче-
ского состава. Содержание
азота в Ta2N изменяется в
пределах 3,1—3,86% и в TaN
7,19% N. Температура плав-
ления TaN 3360 К.
Растворимость азота в
тантале сравнительно неве-
лика и увеличивается с по-
вышением температуры и
давления азота:
[N]t.= A‘81O-’ X
ехр(—43500/Г), (XIII.14)
где [1Ч]та—атомная концен-
трация азота, %; pNa—дав-
ление азота, Па.
498
При высоких температурах TaN переходит в Ta2N, те-
ряя азот, a Ta2N диссоциирует на твердый раствор азота
в тантале и молекулярный азот. Стандартные значения
Д// 298 Кн S°s8 к нитридов ниобия и тантала приведены ниже:
Нитрид............
ДН 298 К' КДЖ/МОЛЬ
***298 К’ ДЯС/(мОЛЬ"К)
Nb2N NbN TasN
243,5 233,6 272,5
66,88 37,62 74,4
TaN
252,05
42.63
Как следует из приведенных данных термодинамиче-
ские свойства нитридов ниобия и тантала близки.
В системе Nb2O5—Та2О5 (рис. XIII.7) образуются со-
единение 2Nb2O5 • TasOs и твердые растворы a-Nb2O&
О 20 40 50 80 100
Nb205 Массовая доля, % TazOfi
Рис. XI 11.7. Диаграмма состояния системы
NbjOi—-Т йдО*
{Та20з в Nb2Os) и а-Та2О5, а ниже 1633 К fJ-Ta2O5(Nb2O$
в Ta2Os).
Температура ликвидуса почти прямолинейно снижает-
ся от температуры плавления Та2О5 (2145 К) до темпера-
туры плавления Nb2Os 1764 К- Известен ряд ниобатов
кальция (рис. Х1П.8) CaO-NbgOs, (7пл=1833 К): 2СаО-
•Nb2O5 (Тил = 1849 К) и 3CaO-Nb2O5 (перитектически раз-
лагается при 1833 К). В системе СаО—Nb2Os имеется три
эвтектики = К: Тд: = 1765 К и ГЕз=1808 К).
Сравнительно простой вид имеет диаграмма состояния
Nb2O5—SiO2 (рис. XIII.9). Ниже 1721 К существует об-
ласть SiO2 (тридимит) (T/?) + Nb2O5. В области богатой
Nb2O5 имеется эвтектика (Т£1 = 1721 К). В области высо-
ких содержаний SiO2 также имеется эвтектика Те2== 1968 Е.
499
В системе СаО—Nb2O5—S1O2 обнаружено тройное соеди-
нение Ca4NbSi2Oift(O, F)2 (ннокалнт), а также пять пери-
тектических точек различных составов и температур пре-
вращений. Диаграмма состояния Nb2Os—А120з изучена не-
достаточно полно. На рнс. ХШ.10 представлена предвари-
тельная фазовая диаграмма, из которой следует, что
О
1900
1800
1700
1600
1500
1900
1300
/ 20 \ / <0 60 75
CaD’Nb2Ds 2Са0^Ъ20^ 3CaO-Nb2D5
NbnOj Массовая доля. % СаО
Рис. XIII.8. Диаграмма состояния системы
СаО—Х'Ь.О,
1700
1500
1500
1979
1448
1400
Nb;O.. - SiO;
HbjOg Массовая доля, % SlOj
Рнс, XII 1.9. Диаграмма состояния системы
Рис. Х1П.Ю, Диаграмма состояния системы Nb:O-.—AltOi
Nb2O5 н ЛЬОз взаимодействуют с образованием AlNbCL,
AbOg-ONbsOs и А12Оз-25КЬ2О5. В системе СаО—ТалЭ^ име-
ется пять соединений: СаО-2Та2О5: СаО Та^О;-,; 2СаО-
500
• Ta30s; 4CaO • ТааОг, н 5CaO • ТагОэ- В системе СаО—
TasOg—SiO2 обнаружено одно конгруэнтно плавящееся
ирн 1750 К соединение lOCaO-TasOg-GSiOa (Та-калит).
$ 2. Минералы н руды ниобия и тантала
Ниобий п тантал относятся к группе редких металлов.
Среднее массовое содержание ниобия в земной коре
(кларк) составляет 2-Ю-3, а тантала 2,5-10~4%. Минера-
лы ниобия практически всегда содержат тантал. В мине-
ралах ниобий и тантал связаны с редкоземельными эле-
ментами (РЗМ), а также титаном, натрием, торием, же-
лезом, барием. Существует большая группа минералов
тантало-ннобатов, представляющих собой природные комп-
лексные соединения, в которых комплексообразоватслями
являются тантал и ниобий. Обобщенная формула этих ми-
нералов: АпВтХр, где А — катионы крупного размера
(Са2*, РЗМ, U4*, Tki4+, Na*, реже Pb2+, Sb2*, Bi3*) перед-
него размера (Fe2*, Мп2*, Mg2*); В—Nb5*, Та64', замещае-
мые Ti4*, Sn4*, Fe3*; X—О2, ОН-, F- Из более 130 из-
вестных минералов ниобия (тантала) промышленными
считаются менее шести. Наиболее важными являются для
ниобия минералы, входящие в состав ниобиевых руд: ко-
лумбит (Fe, Мп) (Nb, ТаЬОб (50—67% Nb-?Oa) и пирохлор
(Са, Na)2(Nb, Та. Ti)2Ofi{OH, F) (40—70% Nb2O5). Ана-
логичный минерал, в котором ниобий замещен танталом,
называется макролитом (Na, Са) Га2О6(О. ОН, F). Мень-
шее значение имеют лопарит (Na, Се, Са) (Ti. Nb. Та)Оя
(7—20% Nb2O5), фергусонит Y(Nb, Та)О4 (38—58% Nb2O5).
эвксенит Y(Nb, Ti. Та)2Об (21—34% Nb2O<0. Лопарит
представляет собой богатый ниобием и РЗМ. перовскит
(Са. ТЮз), в котором кальций замещается РЗМ, а ти-
тан—ниобием и танталом с образованием следующих ми-
нералов: кнопнта (Се, TiO3), дизаиалита (Са, Na) (Ti,
NMOa и лопарита (Се. Na) (Ti. Nb)O3.
Промышленно пригодные ниобиевые руды, из которых
экономически выгодно получать ниобиевые концентраты,
должны содержать нс мене 0.15—0.20% КТЬ2О3. В извест-
ных наиболее богатых ниобиевых рудах мира содержит-
ся до 1—4% Nb2Os. Основными промышленными типами
месторождений ниобиевых руд являются: пирохлоровые
карбонатиты (0,2—1% Nb20sj (месторождение Араша в
Бразилии. ОКА в Канаде); лопаритовые луяврнты (комп-
лексное щелочное сырье, из которого извлекают ниобий,
тантал, титан и РЗМ цериевой группы); колумбит — пиро-
50!
хлоровые граниты и гранитосиениты, образующие мелкие
массиаы, содержащие вкрапленники колумбита или пиро-
хлора с Nb2O5 : Та2О5 = 10ч-1, содержат 0,2% Nb2O5 и бо-
лее (Нигерия),— пирохлоровые альбититы, развивающие-
ся в зонах контакта массивов нефелитовых сиенитов (0,1 —
0,2% NbsOs). Поскольку ниобиевые руды содержат также
и тантал, различают собственно ниобиевые руды, в кото-
рых Nb2O5: Та2Оз>20 : 1 и таитало-ниобиевые руды, в
которых отношение Nb2Og: Та2О& может колебаться в пре-
делах от 3 : 1 до 20 : 1.
Общие мировые запасы ниобиевого сырья оценивают
в 17,5 мли. т в пересчете на чистый пентаоксид ниобия
Nb2O5 (без СССР). Основные месторождения руд нахо-
дятся в следующих странах (тыс. т ниобия): США (372),
Канаде (1220), Бразилии (9700, пирохлор), Заире (930),
Нигерии (500, колумбит). Производство ниобия в 1985 г.
составило в разных странах, т: Канаде 12250, Бразилии
18 000, Нигерии 360. Заире 27, Малайзии 135, Таиланде
270, Австралии 37. По прогнозам в 2000 г. объем потреб-
ления в пересчете па ниобий в США составит 10 тыс. т.,
для остальных стран 28 тыс. т. В 1984 г. в капиталисти-
ческом мире было добыто 19960 т ниобиевой руды (в пе-
ресчете иа Nb2Oa). Добычу ниобиевых руд ведут в ос-
новном открытым способом. Эти руды обогащаются гра-
витационными и реже флотационными методами с полу-
чением черновых (первичных) ниобиевых (танталовых)
концентратов. Для доводки последних применяют различ-
ные способы в зависимости от минералогического соста-
ва и сопутствующих вредных примесей. Во многих стра-
нах ниобиевые концентраты получают уже при обогаще-
нии фосфорсодержащих руд, поэтому черновые концентра-
ты содержат значительное количество фосфора (<10%)
в виде апатита и других фосфорных минералов. Допусти-
мое отношение Nb/P в ниобиевых ферросплавах для ле-
гирования стали должно быть >20, поэтому черновые пи-
рохлор-апатитовые концентраты должны подвергаться
дефосфорации. ЦНИИЧМ и ДМстИ разработан способ
дефосфорации таких концентратов методом магнитной се-
парации при 716,4—875.6 кА/м, который позволяет полу-
чать концентраты с 0,7—0,9% Р (степень дефосфорации
95%).
Н. А. Ватолиным и В. М. Жучковым разработан элек-
трометаллургический способ дефосфорации пирохлор-апа-
титовых концентратов, как кондиционных (41,1% NbQOs*,
1,5% Р2О5; 5,0% SiO2; 15,8% СаО; 1,3% FeO). так и
502
полупродукта (15,5% Nb2Os; 14,9% PaOs, 8,0% SiO2; 26,1%
CaQ н 25,4% FeO). Метод селективного восстановления
коксом фосфора совместно с железом позволяет из полу-
продукта получать богатый ниобиевый шлак (степень де-
фосфорации составляет 50—70%). Однако дефосфорация
не получает большего развития, поэтому шлак имеет все
еще сравнительно высокое содержание фосфора (выше
требований на кондиционный концентрат). Для получения
ниобиевых ферросплавов с допустимым содержанием фос-
фора из пирохлорапатитовых концентратов используется
также углеродотермический метод (исходный сплав с вы-
соким содержанием кремния и алюминия, фосфор уда-
ляется в газовую фазу).
Из зарубежных исследований известны разновидности
селективной плавки бедных таптало-ииобневых руд место-
рождения «Crevier» (Канада). Руду (0,17% Nb2Og и 0,02%
Та2Оз) первоначально обогащают гравитационным спосо-
бом и магнитной сепарацией. Ниобий и тантал концентри-
руют в немагнитной фракции. Концентрат содержит пиро-
хлора 21%, циркона 18%, ильменита 18%, апатита 16%,
альбита 12%, пирита 18% н магнетита 5%. Шихту, со-
стоящую из концентрата, кокса, железной стружки плавят
при 1550—1700 °C и получают ферроииобяй с 20% карби-
дов ниобия и тантала. В качестве флюса применяют квар-
цит (для понижения активности циркона) и известь. Об-
работкой такого измельченного сплава H2SO4 в раствор
переводят железо, а карбиды ниобия и тантала остаются
в нерастворенном виде. Затем производят окислительный
обжиг карбидов при 800 °C в течение 30 мин и получают
синтетический концентрат (80% Nb2O3 и 8% Та2О5).
§ 3. Восстановление ниобия и тантала
Восстановление ниобия углеродом. Суммарная реакция
восстановления ниобия из .\ТЬ2О5 углеродом до ниобия в
общем виде может быть представлена в следующем виде
(7\,;;—температура начала восстановления):
“ ЛЬаОг,4-2С = “ r,Nb -4- 2СО; Дб°г- 393065 -
- 286,04 Т ( Гн.о = 1347К); (ХШ.15)
2/5Nb,O5- %С = 4/5NbC -Ь 2СО; Д(?°т =
~ 329426 - 283,15 Т ( Гн в = 1163К). (XIII. 16)
50»
Поскольку в системе Nb—О существуют ряд оксидов,
взаимодействие NbsOg с углеродом будет протекать с об-
разованием промежуточных оксидов:
Nb2O5+C==2NbO,+ CO; Д<#=
= 125161 - 117,21 Г; (Х1П.17)
NbO2-f- С = NbO + СО; Дбг=
= 252830 - 177,07 Г; (ХШ.18)
NbO-г С —« N b % СО; Д(Й-334880 — 167,447.
(XIII.19)
Условия Д6у° = 0 для этих трех реакций при Рсо =
= 100 кПа выполняется соответственно при 1067; 1428 и
2000 К. Поскольку ниобий обладает высоким химическим
сродством к углероду, то термодинамически более вероят-
на реакция восстановления NbO углеродом до карбида
NbC(pco=100 кПа):
NbO 4-2С — NbC + СО; Д6°г«
= 181250- 149,02 Г. (Х1П.20)
При 7=1216 К Дбт° = 0.
Для реакции
NbO + NbC - 2Nb+СО; ДСт-
= 488510- 185,86 Л (XIII.21)
Изменение энергии Гиббса при рсо— 100 кПа равно нулю
при 7 = 2628 К. Теоретическую температуру начала вос-
становления (Тц.в = ИД^т°)) можно снизить, если реакцию
проводить в вакууме. Вакуумные процессы получения чис-
того ниобия применяют в промышленности. Введение же-
леза прн восстановлении Nb^Oa углеродом снижает актив-
ность ниобия и улучшает термодинамические условия по-
лучения феррониобия с 20—35% Nb и 3—5% С. Углеро-
дистые сплавы с повышенным содержанием ниобия
(>20%) имеют высокую вязкость и поэтому малотехно-
логичны. Как правило углеродистые силаны с ниобием
имеют ограниченное применение, поскольку ниобий ис-
пользуется для легирования низкоуглеродистых сталей и
сплавов. Восстановление Nb20s кремнием. Для реакции
2, 5Nb2O65Si; sNb 4~ .5SiOa; Д(?т =
— - 285 490 -J- 89,27. (XIII.22)
-504
Извлечение ниобия в снликотермическом процессе не-
велико, а сплав (50—60% Nb) получается с высоким со-
держанием кремния (5—8%).
Восстановление \rb20s алюминием. Феррониобий и ли-
гатуры па основе ниобия получают алюминотермическим
способом. Термодинамический анализ реакций восстанов-
ления оксидов ниобия и тантала очень важен для разра-
боток и совершенствования алюминотермических процес-
сов.
Суммарная реакция взаимодействия Nb2O5 с алюми-
нием
2\NbA. + =4 CNb + 2/3А12Оа
характеризуется следующим изменением энергии Гиббса:
= —461 753 + 74,86 Т. Термодинамически наиболее
трудно осуществима реакция восстановления NbO алю
минием: 2NbO + 4/зА1 = 2Nb-f -2/3А13О,з; —170 233 +
+ 33.48 Т. В интервале 2000-2300 К алюминотермическое
восстановление Nb2O3 протекает достаточно полно, а из-
влечение в сплав достигает 99,8%.
§ 4. Технология феррониобия
В СССР феррониобий (табл. XIII.2) выплавляют алюмп-
потермическим способом.
Таблица XIII.2. Химический состав феррониобия (ГОСТ 16773—71)
Марка Массоипе содержание элементов, (нс бодсе)
М>-Та | Si Al Ti с 5 Р
А ь
ФИО 55— 70 1.5 3 J ,5 0,10 0,03 0,10 0,1
ФН1 55— 70 1,5 3 1,5 0.i0 0,05 0,15 0,4
ФН2 50- 70 2.0 6 3.0 0,25 0.05 0,15 0,4
ФНЗ 50— 70 15.0 5 8.0 0,20 0.05 0,20 0,4
ФН4 35 25,0 8 — 0,50 0,10 0,50 0,5
В качестве ниобийсодержащих видов сырья использу-
ют технический пент а оке ид ниобия (табл. XII 1.3). а также
ниобиевые концентраты.
Фактическое содержание контролируемых компонентов
технического пентаоксида ниобия, предназначенного для
производства легирующих сплавов, следующее, %: Nb2O5
81.2—99.5; Та2О5 0Л —1,2; StO2 0.02—1.8; TiO2 0.06—0,9;
505
Таблица ХШ.З. Химический состав (технического пентаоксида
ниобия)
Мар- ка NbiOs+ +ТагО«. % Массовое содержание, % {не более)
Р S С TIO, Fe»Oi SIL), п.п.п. прн 600 °C
0 95 0,15 0,1 0,10 0,8 2 0,3 1
1 90 0,25 0,1 0,15 1,0 3 0,3 2
2 85 0,40 0,2 0,15 1,0 Неогр. 3,0 3
Fe2O3 0,09—3,9; Р 0,05—0,4; С 0,03—0,1; S 0,01—0,2; п. п. п.
0,3—2,5 при 600 °C; As<0,02; Pb<0,0006; Sn<0,003.
Алюминотермнческий способ получения феррониобия
имеет несколько вариантов: 1) внепечная плавка «на
блок»; 2) внепечная плавка с выпуском металла и шлака;
3) плавка в дуговой печи. Внепечная алюминотермнчсская
плавка в стационарном горне не получила широкого рас-
пространения, так как имеет ряд недостатков, основными
из которых являются совмещение в одном агрегате про-
ведения восстановительного процесса и кристаллизации
металла и шлака, повышенный расход шихтовых и огне-
упорных материалов, большие затраты труда на футеров-
ку и разборку плавильных горнов н чистку металла от
огнеупоров и шлака. Одноразовое использование плавиль-
ного горна при проведении плавки «на блок» связано с
перемещением каждого горна с жидкими продуктами
плавки от плавильной камеры к участку охлаждения цеха
или, перемощения вытяжного зонта и бункеров для за-
грузки шихты к стационарно установленным плавильным
агрегатам.
Освоение внепечной плавки с выпуском ферросплава
и шлака значительно расширило возможности металло-
термического способа получения сплавов с высокой тем-
пературой плавления, в частности феррониобия. Выплаику
феррониобия марок ФН0, ФН1, ФН2 внепечным способом
из технического пентаоксида ниобия проводят в наклоняю-
щемся плавильном агрегате, футерованном магнезитовым
кирпичом. Тепла экзотермической реакции достаточно для
осуществления процесса. Смешанная шихта из бункера
поступает по желобу в плавильный агрегат, установленный
иа вагонетке. Шихта состоит из 100 кг пеитаоксида нио-
бия, 52—56 кг алюминия, 38—40 кг железных окатышей,
20 кг железпой окалины, 30 кг извести и 0,1 кг селитры
(NaNO3). Плавку ведут с инжиим запалом при скорости
проплавления шихты 160—180 кг/(м2-мин). Массу шихты
БОв
рассчитывают на 1000—1200 кг Nb2O5. Слив металла и
шлака осуществляется наклоном плавильного агрегата, в
чугунную нефутерованную изложницу, на дие которой
укладывают слиток металлического хрома толщиной 200—
220 мм. Расплав охлаждают в изложнице в течение 2,5 ч,
затем ее разбирают и после дополнительной выдержки в
течение 2 ч металл и шлак отправляют на разделку. На
1 баз. т сплава (50% Nb) расходуется 758 кг пентаоксида
ниобия (100% NbOs); 385 кг алюминиевого порошка;
275 кг железной руды; 86 кг извести; 31 кг магнезитового
порошка. Отвальные шлаки феррониобия содержат 57—
59% А12Оз, 27—29% СаО, 4—6% MgO; 0,2—0,5% FeO и
являются ценным сырьем для производства глинозема, ог-
неупоров, цемента и т. д. Свойства этого шлака после по-
мола соответствуют свойствам высокоглиноземистых ог-
неупорных цементов.
При переработке бедных ниобиевых концентратов эко-
номически оправдана электропечиая плавка, которая мо-
жет проводиться по следующим вариантам: 1) проплав-
ление алюминия в электропечи с последующей загрузкой
рудно-флюсовой части шихты; 2) расплавление рудно-
флюсовой части шихты с последующей загрузкой алюми-
ниевого порошка, в том числе с недостатком (для селек-
тивного восстановления части оксидов); 3) расплавление
части рудно-флюсовых компонентов шихты с последующим
проплавлением оставшейся рудной части в смеси с алю-
миниевым порошком при отключении печн; 4) односта-
дийное совместное проплавление смешанной шихты в
электропечи для восполнения недостающего для нормаль-
ного протекания процесса тепла, в том числе с последую-
щей разливкой полученного сплава. Первый способ харак-
теризуется низкой производительностью печн. При этом
процессе, особенно в начальный период, взаимодействие
оксидов с алюминием ие поддается регулированию. Сте-
пень извлечения ниобия ие превышает 70—80%, потерн
алюминия за счет угара достигают 30—40%.
Второй способ нашел промышленное применение для
селективного восстановления ниобнйсодержащнх руд, со-
держащих повышенные концентрации олова (2% SnO2) и
фосфора (0,15% Р2Оа). В результате плавки получают
шлак, содержащий 47% (Nb2Os + Ta2O5); 0,03% Sn и
0,04% Р2О5 и металл, содержащий 2,3% Sn; 0,06% Р;
3,3% (Nb + Ta + Zr + Ti). Этот вариант плавки наиболее
полно сочетает преимущества алюминотермического вос-
становления с возможностью использования электроэиер-
507
гни для интенсификации процесса и планки шихты, со-
держащей необходимое количество флюса (извести) для
повышения извлечения ниобия. Затем богатый ниобиевый
шлак в смеси с известью расплавляется в дуговой печи,
в которой содержится расплавленный железный скрап. То-
варный сплав содержит 66,2% Nb; 4,9% Та; 0,02% Sri;
0,03% Р; 0,2% А1; 1,0% Si: 2.3% Мп; 0,004% S, конечный
шлак — 4,6% (Nb4-Ta). Извлечение ниобия в сплав иа
второй стадии составляет 95,2%; сквозное извлечение на
двух стадиях 85%. Извлечение тантала и отношение Nb :
: Та в получаемом феррониобии можно регулировать в
значительных пределах в результате изменения количе-
ства восстановителя в шихте. При изменении количества
алюминия в шихте в пределах 70—110% от теоретически
необходимого, отношение Nb : Та изменяется почти в де-
сять раз. Одностадийный (четвертый вариант) способ от-
работан при выплавке феррониобия из пирохлорового
концентрата. Установлено, что важными параметрами яв-
ляются количество алюминия и скорость загрузки шихты
в электропечь и температура процесса. Суммарная тепло-
та экзотермических реакций взаимодействия пирохлорово-
го концентрата с алюминием в среднем 1880. а необходи-
мая удельная теплота процесса 3140 кДж/т шихты. Сле-
довательно. для протекания процесса необходимо до 40%
тепла подводить с электроэнергией.
Промышленную одностадийную выплавку феррониобия
из пирохлоровых концентратов проводят в дуговой стале-
плавильной печи типа ДС-3. футерованной магнезитовым
кирпичом. После разогрева ванны в течение 30 мин под
дугами проплавляют железо-термическую смесь, состоя-
щую из 1000 кг пеобогащеиной железной руды. 350 кг
вторичного алюминия и 200 кг извести.
В шихту промышленной планки па 100 кг пирохлоро-
вого концентрата входит 28—33 кг вторичного алюмини-
евого порошка. 3—10 кг железной руды и 5—12 кг же-
лезной обсечки. Первую плавку после разогрева и про-
мывки печи ведут при напряжении 140 В и на 1200 кг
концентрата в течение 50 мин, вторую — па 1500 кг кон-
центрата в течение 1 ч 10 мни. последующие — на 1700 кг
концентрата в течение 1 ч 30 мин. Разъемную чугунную
изложницу для приема металла и шлака готовят в про-
цессе предыдущей плавки: на полипу изложницы, футе-
рованной магнезитовым кирпичом, сливают часть шлака,
который, остывая за время проведения очередной плавки,
образует па стенках гарнисаж, необходимый для увеличс-
508
иия стойкости изложницы и получения чистой поверхнос-
ти слитка. Разборку изложницы проводят через 2,5 ч пос-
ле выпуска; еще через 2 ч металл и шлак убирают на
остывочную площадку для разделки.
Феррониобий имеет следующий химический состав, %:
(Nb-t-Ta) 56—62; Si 107-1*2,5; Al 2—6; Ti 3—8; P 0.10—
0,25; C 0,05—0.15; S 0,004—0,5, Для снижения содержания
кремния феррониобий после слива отвального шлака и
наведения окислительного из ниобиевого концентрата и
извести можно продувать кислородом, но это снижает из-
влечение ниобия. Разработаны твердофазные процессы
рафинирования порошка феррониобия от углерода и крем-
ния. Наряду с феррониобием по технологии, разработан-
ной ЦНИИЧМ, выплавляют лигатуры: никельннобиевую
(>30% Nb я <1.5% Fe, основа — никель), железониобие-
вую [20% (Nb + Ta), основа — железо), марганецниобиевую
[30—50% (Nb-1-Та), 20—30% Мп, остальное — кремний,
алюминии, титан] и алюмннпйниобисвую [70—80% (Nb +
-На), 20-30% Al].
В СССР организованы сбор и переработка различных
ниобийсодержащих отходов. В соответствии с технически-
ми условиями, введенными с 1983 г. (на отходы, содержа-
щие >8% Nb), все отходы относят к классу А и подраз-
деляют на две группы и четыре сорта. К первой группе
относятся отходы иелегированпого ниобия (>99% Nb),
масса кусков >8 г. Вторая группа включает отходы нио-
бия и его сплавов, нх подразделяют иа четыре сорта, К
1—III сортам относят отходы, содержащие 90, 80 и 50%
Nb соответственно. Отходы с более низким содержанием
ниобия (<40% Nb) включены в IV сорт. Существует ряд
технологических схем и процессов переработки ииобийсо-
держащи.х видов сырья. Сущность переработки отходов
первой группы и I сорта (Nb>80%) состоит в кислотной
обработке, гидратировании и окислении. Полученный ок-
сид Nb2Os используют для выплавки лигатуры А1—Nb.
Отходы с 8—50% Nb хлорируют в водном растворе солей
(Березниковский титаномагниевый комбинат). После до-
полнительных операций из этих расплавов получают оксид
Nb2O5 (Иртышский химико-металлургический комбинат).
Переработке подвергают также отходы ниобиевых конден-
саторов и других изделий.
Получаемые при переработке ниобий со держащие про-
дукты (оксид Nb2O5 и др.) могут быть эффективно ис-
пользованы для производства феррониобия и лигатур па
основе ниобия.
50»
Глава XIV. СПЛАВЫ АЛЮМИНИЯ
§ 1. Свойства алюминия и его соединений
Алюминий обладает значительным химическим сродством
к кислороду, что определяет его широкое применение в
качестве раскислителя при производстве стали. Для реак-
ции 2 [ Al] Fo+3 [О] Fe= (А12Оз)
lgKAi = lg(laAi]a [ао|3) = (—59560/Г) 4-17,71. (XIV.1)
При 1873 К 1g Ла1——14,09, что свидетельствует о его
высокой раскислительиой способности.
Алюминий — металл третьей группы Периодической
системы элементов Д. И. Менделеева — был впервые вы-
делен в чистом виде в 1825 г. В 1854 г. алюминий полу-
чили в промышленных условиях взаимодействием натрия
и хлорида алюминия. Н. Н. Бекетов в 1865 г. предложил
способ производства алюминия путем взаимодействия
магния и криолита. В 1874 г. во всем мире было выплав-
лено всего 3,5 т алюминия вследствие ограниченности при-
менения и высокой стоимости металла. С конца 80-х годов
XIX в. начали получать его электролизом глинозема, рас-
творенного в расплавленном криолите. Этот метод и в
настоящее время является основным. Применяют алюми-
ний для раскисления и модифицирования структуры ста-
ли, регулирования роста зерна аустенита с повышением
пластичности и вязкости стали. Известен ряд сталей, под-
вергающихся последующему азотированию. При легиро-
вании стали алюминием уменьшается возможность воз-
никновения подкорковых пузырей, а измельчение зерна
способствует увеличению ударной вязкости продольных
образцов. Применение чистого (первичного) алюминия
для раскисления стали ограничено высокой его стои-
мостью, а вторичный алюминий может содержать до 13%
примесей (циика, олова, кремния, меди, мышьяка и дру-
гих) , ухудшающих качество стали. Применение алюми-
ния, обладающего небольшой плотностью, снижает его
полезное использование. До 70—90% алюминия окисля-
ется под действием кислорода воздуха и шлака, а оста-
точное содержание его в стали нестабильно, поэтому це-
лесообразнее для раскисления н легирования стали вы-
плавлять ферроалюминий и другие сплавы (Fe—Мп—AI,
Fe—Al—Si, Fe—Al—Mn—Si, Fe—Cr—Al и т. д.). Это
позволяет для получения подобных алюминиевых ферро-
510
сплавов применять электротермический метод, восстанав-
ливая алюминий в рудовосстановительных печах с ис-
пользованием распространенного и дешевого алюминие-
вого сырья — алюмосиликатов, исключив дорогие и дефи-
цитные бокситы. Применение для раскисления стали фер-
роалюминия с 10—30% А1 увеличивает полезное исполь-
зование алюминия до 50—90% и более; кроме того, на-
блюдается высокая стабильность усвоения алюминия. Рас-
кислительная способность элементов комплексных сплавов
с алюминием (ФСА, ФАМС и др.) значительно выше рас-
кислительиой способности чистых элементов.
Комплексные алюминиевые сплавы рассматриваются
как исходное сырье для получения чистого алюминия. За-
патентован способ (Япония, 1985 г.), включающий вы-
плавку сплава А1—Si—Fe—Ti при 2000 °C и последующую
экстракцию алюминия свинцом. Расход электроэнергии по
этому способу в три раза меньше, чем по традиционной
технологии электролиза (16 000 кВт-ч/I т алюминия).
Алюмяний имеет следующие физико-химические свойства:
атомная масса 26,98; ковалентный радиус 0,118 нм; атом-
ный 0,143 им; ионный 0,086 им; валентности 3, 2, 1; кри-
сталлическая решетка г. ц. к.; плотность при 293 К
(99.996%) 2,6989 г/сма; при 1273 К (99,75%) 2,289 г/см3;
температура плавления (99,996%) 933,23 К; кипения
2773 К; теплота плавления 389,7 кДж/кг; удельное элек-
трическое сопротивление 0,265 Ом-м.
В природе алюминий встречается в виде А12О3. При
высоких температурах большую роль играют оксиды А1О,
А12О и AI2O2, находящиеся вероятнее всего только в газо-
образном состоянии, хотя имеются данные о самостоя-
тельных конденсированных А12О и АЮ.
Высший оксид A12O3 плавится при 2326 К; Д#пл =
= 113,13 кДж/моль. Известны несколько модификаций
А12Оз: гексагональный а-корунд. тетрагональные у- и б-
корунд. Температура «кипения» AI2O3 равна 3930 К, хотя
она чисто условна, так как молекула А12О3 в газообраз-
ном состоянии не существует. При 2000 К над чистым
AI2O3 состав газовой фазы следующий, % (объемы.): А1
38,76; О2 57,53; О 1,29; АЮ 1,78; АЬО3 0,63 и А12О2 0,0007.
Для реакций образования оксидов алюминия значения
Абт0 следующие:
4/3А1(Ж) Н-О2-2'3А12О3(Т!; 1133430 -
- 10,47 Tig Т 4- 257,6Г (923 — 2303К); (X1V.2>
511
4/3Al|«i + O,= ’„Al/),,.,; AGr= - 636210
-• 10,47rigr+ 223,67(2303 - 2680K). (X1V.3)
По другим данным (1500—2000 К)
2А1(Ж] + 3.2О2== AljjOrtfT)', AGy-—
— — 1681500 + 322,257; (X1V.4)
А1(ж)+1 ,О2 ~ А1О(Г); AG°r- 14650 - 55,707; (X1V.5)
2А1(Ж) + 1 2^2= А12О(г) ; Д6°г=
= - 106930 — 54,727. (XIV.6)
Восстановление оксидов алюминия углеродом связано
•с образованием сложных оксикарбидов и карбида алюми-
ния, имеющих высокую устойчивость в присутствии неко-
торых других оксидов и металлов. Особенно важное зна-
чение имеет образование оксикарбидов, что делает невоз-
можным получение чистого алюминия электротермическим
методом. Выплавка его сплавов с другими элементами
также осложняется образованием оксикарбидов при вос-
становлении АЪОз углеродом в результате взаимодействия
А12О3 я АЦСз- Карбид АЬС3 можно получить при высоких
температурах (1500—2000 К) по реакции:
А1{ж) 4 ЗСсг»~ А14С.,/т/ AGt= - 174095-Ь
4-21,367, (X1V.7)
во время которой происходит передача трех валентных
электронов от атомов алюминия (3s1/?2) атомам углерода
(2s2p2). Ионы А13+ и С"1- имеют заполненные р8-оболочки.
Взаимодействие попов согласно закону Кулона приводит
к возникновению шести валентных связей между нонами,
имеющими валентную решетку. Избыток атомов металла
в Al-i^C-J" сообщает карбиду металлическую проводи-
мость. Последнее обстоятельство важно, так как образо-
вание АЦСз в печах для выплавки алюминиевых сплавов,
.приводит к увеличению электрической проводимости ших-
ты, особенно настыли на подине печи, и создает труд-
ности в ведении непрерывного процесса плавки.
В присутствии АЬОз карбид алюминия образует
А14О4С и АЬОС — устойчивые оксикарбиды алюминия.
ЛЦСз взаимодействует с SiO2 и металлами. В атмосфере
СО АКСз устойчив, но взаимодействует с СО2 и другими
окислителями. С водой АЦС3 образует А1(ОН)3 с выделе-
нием углеводородов. При этом происходит значительное
512
увеличение объема (примерно в 1000 раз), а соединения
и сплавы, содержащие А14С3, рассыпаются.
получается при восстановлении А12О3 углеродом при
1873 К; прн 2273 К с большой скоростью восстановление
протекает до А12ОС(КОПд).
Тетраоксикарбид'А14О4С устойчив до 2100 К. Моноок-
сикарбнд А12ОС распадается по перитектической реакции
прн 2273 К, хотя при высоких мольных концентрациях
А]2Оз (>50%) он существует в широкой области темпера-
тур (1900—2500 К). При более высоких температурах
А12ОС возгоняется, В системе AI—О—С коидсисированиая
фаза А12О или АЮ не обнаружена. Установленные пара-
метры решетки и другие свойства А12ОС совпадают с дан-
ными для А12О, опубликованными в более ранних работах.
В системе А1—Si—С обнаружено соединение 2А14С3-
•SiC, которое при 2270—2370 К разлагается по реакции
2А1,С3SIC(T) -> А14С3(т) + С(т) + ж, (X1V.8)
где ж — жидкая фаза А1—Si, насыщенная углеродом.
Растворимость алюминия и кремния в 2AI4C3-SiC не-
значительна. Соединение Al4SiC4 при нагревании диссоци-
ирует по реакции:
A14S 1С4(Т) 4А1(Г;S1C(t) +ЗС(т). (X1V.9)
Давление пара алюминия (Па) над продуктами реак-
ции диссоциации описывается выражением:
lg/> (Па) =- 18576/Г-h 12,143. (XIV.10)
Стандартная энтальпия образования Al4SiC4 из карби-
дов алюминия (AI4C3) и кремния (SiC) —
= —38 кДж/моль.
Сравнение восстановления А12О3 и SiO2 углеродом со-
гласно термодинамическим закономерностям приводит к
следующим результатам. При диссоциации оксидов алю-
миния и кремния необходимо затратить (на 1 моль ок-
сида) :
Al2O:.= 2Al-h3/iO2: Дб(2О0ок =
== 1G81500 Дж/моль А1,О3; (XIV.11)
SiO2= S1 4- О2; Д/7‘2(ютк“
= 936830 Дж/моль SЮ2. (XIV. 12)
При пересчете значений AGSooqk на 1 моль кислорода
AG ямк =560500 Дж/моль (для А12ОЭ); AG%oqk =
17.
513
=468415 Дж/моль (для SiO2). Если рассчитать значения
д//? на 1 г алюминия и кремния, то получим А7/^ооок =
= 31140 Дж/г алюминия; ДЯ2ооок= 33450 Дж/г кремния.
При таком расчете сделаны допущения о невозможности
испарения соединений или элементарных алюминия и
кремния. Оказалось, что различие прочности оксида при
получении восстанавливаемого элемента, оцениваемого по
количеству затраченного тепла для алюминия и кремния,
незначительно. Поскольку реакции восстановления эле-
ментов с образованием растворов протекают с большей
термодинамической вероятностью, чем при получении чис-
тых элементов, то расход тепла (электроэнергии) при про-
изводстве сплавов иа основе алюминия должен быть,
сравним с расходом тепла при получении кристаллическо-
го кремния. Действительно, при выплавке кристаллическо-
го кремния в рудовосстановительных печах на 1 т расхо-
дуется 12—14 МВт-ч электроэнергии, а на 1 т сплава
алюминия (60%) и кремния—13—13,5 тыс. кВт-ч. Если
получать алюминий электролизом, расход электроэнергии
па 1 т алюминия составляет 16,5—17 МВт-ч (без учета
расхода электроэнергии на получение глинозема из бокси-
та), что иа 22% больше, чем при выплавке алюминиевых
сплавов с кремнием. Это объясняется более высокой
удельной мощностью рудовосстановительных печей по
сравнению с электролизерами и уменьшением тепловых
потерь. Если при этом учесть значительно большую про-
изводительность рудовосстановительных печей, исключе-
ние потерь электроэнергии при преобразовании перемен-
ного тока в постоянный, использование дешевых алюмо-
силикатов, отсутствие затрат электроэнергии при произ-
водстве глинозема из бокситов и резкое уменьшение
капитальных затрат на строительство цеха с мощными ру-
довосстановительными печами по сравнению со строитель-
ством электролизного цеха и цеха кристаллического крем-
ния равной мощности, уменьшение расхода фтористых
солей и электродной массы, то экономическая эффектив-
ность получения алюминиевых сплавов прямым восстанов-
лением углеродом не вызывает сомнений. Расчеты, про-
веденные для производства крупных масштабов, показали,
что при выплавке силумина (12% Si, остальное — алюми-
ний) достигается снижение себестоимости сплава на 24%,
повышенно производительности труда на 41% и уменьше-
ние капитальных вложений на 33%. С твердым железом
алюминий образует алюминиды FeAl6, FeAl3, FcsAU,
514
FeAIo и Fe3Al (рис. XIV.l), с жидким железом — растворы,
для которых Д(?2 (растворения) имеет следующие значе-
ния: &Gp =62000-3,98 Т (хл1 = 0,1); AGJ = -59860—
—4,14 Г (Xai=0.2); А(7° =—55090—5,15 Г (xAi=0,3);
AGp =-50650—5,48 Т (jcai = 0,4).
При восстановлении AisOa углеродом в присутствии
железа образуется раствор системы AI—Fe, активность
Рис, XIV.I. Диаграмма состояния системы Fe—Д|
алюминия уменьшается, и восстановление глинозема про-
исходит при пониженных температурах. В табл. XIV. 1
приведены значения активности алюминия в растворе си-
Та блина XIV.1. Активность алюминия в системах Fe—Al и Fe—
Al—Si—С (4% Si, 3% С) при 1873 К
Атомная доля ал юм инвн ал!(Ре-Д1) S1. “Л1 c(Fe-Al-Si-C)
0,1 0,00189 0,00246
0.2 0,00428 0,00534
0,3 0.00810 0.0101
од 0.01540 0,0192
0,5 0.09425 0.118
0,7 ОД 65 0,206
0 75 0,24 0,300
17*
515
стем Fe—AI и Fe—Al—Si—C (4% Si и 3% С). Влияние
концентрации алюминия на температуру восстановления
AI2O3 углеродом:
[А1] Гв, %............. 5,0 10,5 17,0 24,5 100-
Т, к Прн рсо«Ю0 кПа . . , 2189 2196 2200 2210 2320
Оксикарбнды и карбид алюминия интенсивно разру-
шаются железом, которое также увеличивает плотность
сплавов,
§ 2. Глиноземсодержащие руды и минералы
Сырьем для получения глинозема являются бокситы \
представляющие собой горную породу, состоящую из мно-
гих минералов: гидратов глинозема (одноводных гидра-
тов, моногидратов глинозема — диаспора и бемнта А1ООН,
трехводного гидрата гиббсита А1(ОН)з и др.), гидроокси-
дов (гетита, гндрогетнта, гидрогематита) и оксидов желе-
за. Выделяют три группы бокситов: 1) моногидратиые
(диаспор, бемит), 2) тригидратные (гиббсит), 3) смешан?
ные, содержащие обе формы минералов. Вредной при-
месью является SiO2. Сопутствующие бокситам другие
минералы содержат TiO2, СаО, MgO, МпО, Р2О5, V2O&
и др. Основным химическим компонентом бокситов являет-
ся AI2O3. Содержание глинозема в промышленных бокси-
тах колеблется в пределах 28—60% и выше.
Маложслсзнстые бокситовые породы могут применять-
ся для изготовления огнеупоров. Однако наиболее широко
бокситы используют для получения глинозема, который
предназначен для производства алюминия электролизом,
элсктрокорунда, электроизоляционных изделий н специ-
альных видов керамики, катализаторов прн производстве
каучука. В зависимости от назначения, глинозем выпус-
кают около 10 марок (ГОСТ 6912- 74, СТ СЭВ 995—78).
В связи с этим бокситы по ГОСТ 972—82 также относят
к различным маркам: марки ЭБ-1 и ЭБ-2 для производ-
ства электрокорунда; ЦБ-1 и ЦБ-2 цемента; ОБ — огне-
упоров; ГБ — глинозема; МБ - мартеновское производ-
ство стали. ГОСТ 972—82 введен комплексный пока-
затель качества бокситов Б (бокситовый критерий)
имеющий вид: 5 = А12О3—a]SiO2—a2Fe2O3—а3СО—a.,S +
4-asCaO +й6 п.п.п.— a7, где п.п.п,—потери при прокали-
* От франц, bauxile—по названию местности Ле-Бо (LesFBaux}
на юге Франция, где впервые были обнаружены залежи бокситов,
516
вании, %; СаО, AI2O3, SiO2, РегОз, СО2 и S — массовая
доля в боксите соответствующих компонентов, %; —
численные коэффициенты, принимающие конкретные зна-
чения для бокситов, перерабатываемых на глинозем. Для
бокситов другого назначения
К —А12О3 — 2,0SiO3. (XIV. 13)
Массовая доля АЬОз в боксите марок МБ, ГБ—должна
быть >28%, в ЦБ-1 — 34%, ЭБ-2 —43%. В СССР имеют-
ся месторождения бокситов на Урале, в КазССР (Тур-
гайскнй бокснтоноспый район), Красноярском крае, Ле-
нинградской и Архангельской областях, в УССР (Высоко-
польское месторождение) и других районах, а также
бокситы разного качества: ферриаллиты; аллнты; глинозе-
мистые железистые руды. Крупные месторождения бокси-
тов разведаны во многих странах мира. Однако рента-
бельные для разработки бокситовые месторождения на
земном шаре расположены в двух зонах: между тропика-
ми (80% мировых запасов) и в складчатых горных систе-
мах Альп и Гималаев. В Европе месторождения бокситов
промышленного значения имеют ВНР, СФРЮ, Греция,
Италия и Франция. По данным Геологического фонда
СССР общие запасы бокситов в мире на 1980 г. оцени-
ваются в 27,5 млрд. т. Усиленные геолого-разведочные ра-
боты обеспечивают высокие темпы прироста запасов бок-
ситов в мире. О темпах роста запасов бокситов в странах
капиталистического мира можно судить по данным, при-
веденным в табл. XIV.2.
Таблица XIV.2. Общие запасы бокситов в капиталистическом мире
Континеит. страна Запасы бокситов, млн. т Процент от запасов ка- нэталнстннс- ского мира (1980 г.)
1930 г. I960 г. 1ЧИ г.
Страны капиталистического
мира 1306 6642 27485 100
Европа 232 203 j 865 3.1
Азия 117 311 1 1893 6.9
Америка 697 1368 6260 22,8
Австралия и Океания . . 25 1780 | 6467 23,5
Африка 235 2980 J 12000 43.7
В 1983 г. добыча бокситов в капиталистических и раз-
вивающихся странах составила 71 млн. т, в том числе в
Австралии 23. Гвинее 9. Ямайке 7.4. Сиринаме 3,9 млн. т.
517
Импорт бокситов в США при этом составил 7,4 мли. г.
Производство глинозема в 1983 г. в мире (без социалисти-
ческих стран) составило 23,5 млн. т в США импорт гли-
нозема — 3,9 млн. т. По данным Международного инсти-
тута первичного алюминия (IPAI) мощность заводов пер-
вичного алюминия в 1984 г. составила 14,24 млн. т, а
производство — 12,10 млн. т. Ожидается значительное
увеличение производства первичного алюминия. Алюми-
ний используется как конструкционный материал при со-
здании комплексных установок для использования солнеч-
ной энергии. В связи с высокими темпами роста потребле-
ния алюминия и ограниченными запасами разведанных
высококачественных бокситов, во всех странах мира про-
водят работы по созданию технологии получения алюми-
ния и его сплавоа из небокситного глинозем содержащего
сырья различными методами в том числе электроплавкой,
химическим и микробиологическим выщелачиванием н др.
Многочисленные минералы, содержащие глинозем
(алуниты, нефелины, днетен—силлиманиты, каолины
и др.) широко распространены в земной коре. Запасы та-
кого сырья практически неисчерпаемы. В связи с этим в
СССР и других странах разработаны новые технологиче-
ские процессы получения комплексных алюминийсодержа-
щих ферросплавов и безжелезистых сплавов, применение
которых в черной металлургии для раскисления стали и
в цветной металлургии позволяет существенно снижать
расходы первичного алюминия.
§ 3. Технология ферроалюминия
Химический состав электротермического ферроалюминия
должен быть следующим (ЧМТУ 4-37—71): для марок
ФАЮ—8—11,9% AL ФАЮ—12—16,9% А1, ФА20—17—
21,9% AI. ФА23— 22—24% AI. Содержание примесей для
всех марок (не более): 4% Si, 4% С, 0,06% S, 0,06% Р.
По заказам потребителей может выпускаться сплав с
<30% А1. Выплавку ферроалюминия целесообразно вести
в типовых закрытых электропечах большой мощности. Тех-
нология выплавки сплава состоит в восстановлении алю-
миния из электрокорунда, получаемого из агломерата бок-
ситов любого состава, ставролитового концентрата (48—
50% А120з, 34—36% SiO2 и —15% Ре20з) или другого
алюмосиликатного сырья (силлиманитов, диете нов, каоли-
нов и т. д.). Так, электрокорупд. полученный обычным
способом (восстановление кремнезема и железа углеродом
518
из бедных бокситов в рудовосстаиовительиой электропе-
чи), содержит 91—96% AlsOa, 1—3% S1O2, 1—2% ТЮг,
— 0,5% MgO и 0,8—3% СаО. При этом получают также
ферросилиций марок ФС20 и ФС25.
На первой стадии иа 1 т электрокорунда и 500—800 кг
ферросилиция расходуется 1600—1700 кг агломерата бед-
ного боксита, 250—300 кг коксика, 600—850 кг стальной
стружки при расходе электроэнергии —5000 кВт-ч. Вто-
рая стадия представляет собой непрерывный процесс с пе-
риодическим выпуском металла и очень небольшого коли-
чества шлака (2—3%). В качестве шихты используют
электрокорунд, коксик и стальную стружку (табл. XIV.3).
Таблица XIV.3, Расход составляющих шихты при выплавке ферро-
алюминия, кг
Составляющие ФАЮ ФА15 ФА20 ФА2Э
Электрокорунд 245 370 440 560
Стальная стружка 900 845 790 755
Коксик (13% золы) .... 125 190 290 290
Образование AhC3, А12ОС и AI4O4C не получает раз-
вития; эти соединения хорошо разрушаются железом, а
восстановленный алюминий растворяется в нем, обеспе-
чивая успешное протекание суммарной реакции:
А14О84- ЗС 4“ Fe — 2[Al]ре -|- ЗСО. (XIV.14)
При правильном выборе состава шихты н электриче-
ского режима процесс идет без осложнений. Выпуск ме-
талла производится каждые 2 ч. На 1 т сплава образует-
ся 1—3% шлака с 4—8% SiO2. 2—3% FeO, 10—15% СаО;
0,3—0,8% MgO, 72—78% AI2O3. Шлак выходит достаточ-
но хорошо. Исследования остановленной во время плавки
печи показали, что в ванне по мере восстановления AI2O3
образуются соединения типа лСаО-тАЬО3. В нижней час-
ти пригарнисажцон зоны и в межэлсктродном простран-
стве после охлаждения печи обнаруживается некоторое
количество монооксикарбида и немного тетраоксикарбида
алюминия. Карбид алюминия был обнаружен только в
сплаве, содержащем >30% А1. Установлено также, что
в печи образуется газообразный оксид АЬО, который вза-
имодействует с углеродом кокса. Образующийся при этом
А12ОС разрушается железом. В присутствии оксидов кар-
519
бид алюминия неустойчив, поэтому он не обнаруживается
в шлаках и в выломках из остановленной печи. Шлак фер-
роалюминия содержит небольшое количество карбида
кальция (до 1—3%). Исследования показали отсутствие
взаимной растворимости в системе Л12О3—А12ОС—А14Сз-
Фактический состав электротермического ферроалюминия
обычно следующий: 8—20% А1; 2—3,5% Si; 3—1% С;
<0,03% S; 0,04% Р. Расход электроэнергии на 1 т фер-
роалюминия ФА15 составляет 3900 кВт-ч.
Целесообразно получать азотированный ферроалюми-
ний (8—28% AI, 4—10% N, <4% Si, 1—3% С, осталь-
ное—железо) путем азотирования слитков в атмосфере
азота или аммиака при 1473—1533 К. Применение сплава,
содержащего нитриды алюминия, приводит к более пол-
ному использованию азота, входящего в иих, и исключает
применение азотированных сплавов маргапца или хрома.
При получении всех алюминиевых ферросплавов алю-
миний восстанавливается из сырья прн высокой темпера-
туре с появлением жидкой фазы, а также растворением
восстановленного алюминия в металлической составляю-
щей. На этом принципе основаны технологии получения и
других сплавов с алюминием.
Ферромарганецалюминий и сплав ФАМС. Для выплав-
ки сплава ФМпА используют электрокорунд, передельный
углеродистый ферромарганец, стальную стружку и кокс-
орешек. Выплавку ведут непрерывным методом с выпус-
ком металла каждые 2 ч. На 1 т сплава ФМнА (8—11%
AI, 35—40% Мп и 2—4% Si) расходуется 400 кг электро-
корунда, 440 кг высокоуглеродистого ферромарганца,
340 кг стальной стружки, 160 кг коксвка при расходе элек-
троэнергии 3600 кВт-ч. Количество шлака — 1—2% от
массы металла.
Комплексный сплав Fe—Al—Мп—Si (ФАМС) являет-
ся эффективным раскислителем стали — можно получить
из различных видов сырья. В условиях Юга Европейской
территории СССР целесообразно использовать ставроли-
товыс концентраты — отходы производства горно-метал-
лургических комбинатов. Ставролит содержит 46—50%
АЬОд, 36—38% SiO2. 13—15% Fe2O3. Концентрат подвер-
гают брикетированию пли агломерации. Процесс ведут
непрерывным бесплановым методом: колошник печи хо-
лодный, сход шихты произвольный, летка хорошо откры-
вается, а количество шлака обычно меньше 2% (от массы
металла). Сплав содержит 10—14% А1, 22—24% Мп, 10—
15% Si. <0,06% Р, 0,3—0.5% Zr, 1—2% С. Сплав такого
520
состава при хранении не рассыпается. На 1 т ФАМС
(10% AI, 25% А1п, 13% Si) расходуется 700 кг ставроли-
та, 400 кг товарного силикомарганца (17% Si), 380 кг
кокса, 630 кг стальной стружки при расходе электроэнер-
гии 5200 кВт-ч. Себестоимость 1 т сплава ФМнА состав-
ляет 180—210 руб, ФАМС — 200—230 руб.
Сплав ФАМС можно получить восстановлением крем-
ния н алюминия углеродом из агломерата бокситов и
кварцита с введением в качестве металлической состав-
ляющей высокоуглеродистого ферромарганца или силико-
марганца с низким содержанием кремния. Замена метал-
лической составляющей марганцевыми концентратами
связана с раиним шлакообразованием и снижением темпе-
ратур в ванне печи. Это нс позволяет достигнуть хорошего
восстановления алюминия и кремния.
Ферросиликоалюминий. Сплав Fe—Si—AI (ФСА) яв-
ляется комплексным раскислителем стали и восстановите-
лем, используемым при с ил икоалюм инотермических про-
цессах получения ферросплавов (ферромолибдена, ферро-
ванадия и т. д.). Для получения этого сплава используют
непрерывный процесс плавки в рудовосстановнтельных
печах мощностью 16,5—33 МВ-А. Шихту составляют из
высокозольных отходов обогащения углей, например, Эки-
бастузского месторождения. Эти отходы содержат 49—
74% золы, 12—18% летучих, 3—8% влаги и 14—35%
твердого углерода. Содержание компонентов минеральной
части колеблется в следующих пределах, %: SiCh 62—66;
А12О3 30—33; СаО 0,5—1; MgO 0,2—0,8; FeO 2—4; Р
0,05—0,14. В шихту вводят дополнительно кварцит и не-
большое количество стальной стружки, кроме того, желе-
зо вносится в сплав стальными кожухами непрерывных
самообжигающихся электродов и инструментом при об-
служивании выпускного отверстия. Исследованиями, вы-
полненными ДМетИ и ЕЗФ установлено, что угольные
отходы хорошо выдерживают температурное воздействие
в верхних горизонтах колошника печи и исходная фрак-
ция угля сохраняет первоначальную форму. Одним из ва-
риантов процесса является восстановление оксидов крем-
ния и алюминия углеродом кокса из агломерата боксита
(илн другого алюмосиликатного сырья) в присутствии
стальной стружкн. Вместо нее можно частично использо-
вать ферросилиций (ФС25, ФС45 и т. д.). Более целесо-
образна плавка с заменой боксита и кварцита отвальными
породами высокозольных углей (45—75% золы с 30—
40% AhO3 и 45—55% кремнезема при 15—20% твердого
521
углерода и'по 10—15% летучих), например Экибастузско-
го месторождения. Тогда в качестве металлической части
шихты вводят стальную стружку и ферросилиций или
только стружку. Возможен н силнкотермический (перио-
дический) процесс выплавки сплава ФСА, но в таком слу-
чае образуется шлак с высоким содержанием А12О3 и вы-
сокой температурой плавления.
При выплавке ФСА химический состав сплава целесо-
образно выбирать, исходя из соотношения Al:Si, необхо-
димого для раскисления спокойной стали массового сор-
тамента. Одним из критериев выбора состава сплава яв-
ляется необходимость получения сплава с большой плот-
ностью и устойчивого против рассыпания при хранении.
Соотношение Si:Al в сплаве наиболее целесообразно под-
держивать в пределах (4—6): (1,5—1) при 8—15% А1 в
сплаве. При этом суммарное содержание кремния и алю-
миния должно соответствовать количеству кремния в стан-
дартном ферросилиции марок ФС45. ФС65 и ФС75, а фос-
фора должно быть <0,07%. В ряде стран производится
ферросиликоалюмнннй с 40—45% Si и 18—22% А1 под
названием фералсит. Алсимни имеет состав, %: 35—37
Si, 48—50 Al, 13—17 Fe, —0,4 кислорода. Сплав типа
ФАМнС (снманал) содержит примерно по 20% кремния,
марганца и алюминия.
Применение ферросиликоалюмнния, полученного по
технологии ДМетИ—ЕЗФ, прн раскислении конвертерной
и мартеновской стали широкого сортамента привело к
улучшению качества стали я увеличению усвоения алюми-
ния (па 30—60%).
§ 4, Технология силикоалюмииия
Сплавы в системе AI—Si образуются в любых соотноше-
ниях с эвтектикой прн 12,3% Si и 577СС {рис. XIV.2).
Сплавы системы S;—AI широко применяют в качестве ли-
тейных (блоки двигателей, арматура авиационных двига-
телей, поршни, диски колес п т. д.). На основе этой
системы получают сплавы с 5—33% Si. легированные раз-
личными элементами, методом сплавления кристалличе-
ского кремния и первичного алюминия. В СССР, кроме
этого, применяют прогрессивный электротермический спо-
соб— в мощных рудовосстановительных печах восстанав-
ливают оксиды алюминия и кремния углеродом из раз-
личного алюмосиликатного сырья. Получение алюминия в
виде силикоалюмииия электротермическим методом и его
522
использование для раскисления стали вместо первичного
или вторичного алюминия имеют следующие достоинства:
1) значительная удельная мощность рудовосстаиовитель-
ных печей, не соизмеримая с мощностью электролизеров;
2) исключение необходимости преобразования переменно-
го тока в постоянный и уменьшение электрических потерь;
3) отсутствие необходимости получения глинозема из бок-
ситов гидрометаллургическим способом; 4) исключение
использования дорогих фтористых солей; 5) возможность
At Массовая дяяя, % Si
Рис. XIV.2. Диаграмма состояния системы AI—Sf
расширения рудной базы за счет применения различных
алюмосиликатов (ставролитовых, днстеиовых, силимани-
товых и других концентратов) и бедных бокситов, не при-
меняющихся в настоящее время для производства глино-
зема; 6) восстановление алюминия из сырья дешевыми и
широко распространенными углеродистыми восстановите-
лями; 7) низкие капитальные затраты при строительстве
цехов с мощными рудовосстаповптельными печами ио
сравнению с затратами на строительство глиноземных н
электролизных цехов; 8) повышение использования алю-
523
мнния сплавов при раскислении стали; 9)' стабильное
усвоение алюминия сплавов при раскислении и легирова-
нии стали; 10) значительное уменьшение количества цвет-
ных и редких металлов, вносимых в сталь вторичным алю-
минием.
Экспериментально установлено, что последовательность
превращений в системе А1—О—С при восстановлении
А1гО3 углеродом можно изобразить схемой:
А13О3->А1404С->А120С->А1чСэ-»- Al. (XIV. 15)
Количество AI4O4C при этом незначительно. В присут-
ствии А12Оэ, железа, кремния, меди, никеля, нх оксидов
возможно взаимодействие с ними AI4C3 с образованием
металлического раствора алюминия на основе железа,
кремния и других металлов.
J ол Глинистые Высокоглиноземистые
t,°C
2 WO
2030
WOO
woo
1700
7600
1500
1400 t i k .
0 10 20 30 ^5/50 60/ 7O\ 30 130
.«аолими-л / Муллит j КурунЗ
AijGj-SiOx I
С иллиманит 2 A O3 S i
Масссбаз Зллл. %
Рис. X1V.3. Диаграмма состояния системы ALO..—
—SiO, (T, р — твердый раствор)
В состав шихты для выплавки енликоалюминия входят
дистеновые, силлиманитовые концентраты, каолин, квар-
цит н глинозем. В связи с этим восстановление алюминия
и кремния может протекать или из чистых оксидов, илн
из муллита (ЗА120з• 2SiOj) (рнс. X1V.3). Восстановление
оксидов из чистых фаз описывается следующими суммар-
ными реакциями:
524
S iOgfiK) 4” 2C — S i(jK) 2CO; AG
= 697390 - 359,07 T\ (XIV. 16)
%A12OS+2C = 4/3AI +2CO; A Gr-848084 -
— 365,44 7. (XIV. 17)
Образование муллита начинается при 1473 К по реак-
ции
ЗА1аО3+2SiOa==3Al203‘2SiO2; AG°r=
= 110930-75,357, (XIV. 18)
а его восстановление описывается уравнением
2/l3(3Al,O3.2S102) + 2С = 4/13Sl + l2/13Al 4-
+ 2СО; AG°r= 810828-365,17. (XIV.19)
Совместное восстановление элементов из самостоятель-
но существующих конденсированных оксидов происходит
по реакции:
6/1зА1аО3-г 4/t3SlO2+ 2С = 12/13А1 4-4/l3Sl +
+ 2СО; ДG825898 — 382,51 7. (XIV.20)
Растворы системы А1—Si имеют отрицательные откло-
нения от свойств идеальных растворов, и химические со-
единения между ними не обнаружены. В табл. XIV.4 при-
водятся значения активности в бинарных растворах си-
стемы А1—Si при 1873 К-
Таблица XIV.4, Активность компонентов в бинарном сплаве систе-
мы Al—Si при 1873 К
A’Sj aSI °А1 *Si °S1 aAl
0,1 0,048 0,891 0,6 0,518 0,287
0,2 0.110 0,771 0.7 0,645 0,189
о.з 0,187 0,649 0,8 0,771 0,110
0,4 0.283 0,519 0,9 0.891 0,048
0.5 0,398 0,394 1.0 1.0 —"
Для сплавов системы А1—Si 7иач определится из урав-
нения
7на„ = Д/Л [AS0- 19,155(1 /I3lg й51- +
+ 12 n’g^Ai)]. (XIV.21)
525
В табл. XIV.5 приведены рассчитанные температуры
Тнач- Как следует из приведенных данных, подтвержден-
ных экспериментальным методом, изменение состава спла-
ва в интервале 50—70% А1 практически не влияет на из-
менение температуры начала восстановления оксидов.
Таблица XIV.5. Теоретическая температура начала реакции (Т, К>
(рсо=Ю0 кПа) восстановления оксидов углеродом
Концентрация алю- миния или кремния в растворе системы A1-S1 Гяач исходного оксида и реакции
чистый чистый Si О, муллит 3AltOs-2SIOj Ai(O,+ + S1O,
100% А1 2310 __ —*
100% Si — 1942 —
70% Ai — — 2162 2140
60% Al 2160 2137
50% Al — — 2159 2135
Одиако при выплавке сплавов А1—Si в рудовое ст а ново-
тельных печах большой мощности наиболее целесообраз-
но получать сплав с 59—64% А1. В этом случае актив-
ность алюминия и кремния в сплаве минимальная, и про-
цессы вторичного карбидообразования по реакциям
Si + 2СО = SiC СО2; (XIV.22}
2 Al + СО = AljOC ' (XIV.23)
протекают в меньшей степени. Технологическая схема
производства силикоалюминня и на его основе литейных
алюминиевых сплавов (силумина, АК12М2, АК12М2МгН
н др.) приведена на рис. XIV.4. Получил широкое рас-
пространение литейный сплав для автомобильной про-
мышленнести марки АК12М2, содержащий, %: А1 основа;
Si 11—12,5; Си 1,75—2,5; Fe 0,6—0,9; Mg <0,2; Мп <0,5;
Ni <0,3; Ti <0,2; Zn <0,8; Pb <0,15; Sn <0,1. Оксидная
часть шихты нз алюмосиликатов, глинозема, других высо-
коглиноземистых материалов, а медь, никель и другие
элементы можно вводить в состав шихты в виде оксидов
или металла. Основное требование к их химическому со-
ставу— низкое содержание оксидов железа.
В качестве восстановителя используют газовый уголь
(2,5—4,5% золы; 32—37% летучих, 78—80% Ста) н неф-
тяной кокс (0,3—0,9% золы, 7—13% летучих, 88—90%
Ств); нх вводят в шихту в количестве 94—98% от теоре-
тически необходимого для восстановления оксидов алюми-
526
Вода на разбавление
2
ния н кремния. Восстановители измельчают и вместе с
мелкодисперсной оксидной частью шихты направляют на
перемешивание с предварительной добавкой связующего
(с.с.б.) в шнековом смесителе. Затем перемешанную и
увлажненную шихту брикетируют, брикеты сушат и на-
правляют в печные бункера, откуда загружают на колош-
ник трехфазной рудовосстановнтелыюй печи.
Плавку ведут с закрытым колошником и постоянной
завалкой шихты. Колошник обрабатывают специальной
опиковочной машиной для создания конусов шихты вокруг
электродов и облегчения схода шихты. Выпуск сплава и
шлака ведут непрерывно в футерованный ковш с одновре-
менным рафинированием сплава от шлака и интер метал-
лидов. Полученный рафинированный сплав содержит
59—63% А1, 38—39% Si и примеси железа, титана, каль-
ция и других элементов. Сплав поступает в миксер сплав-
ления, а шлак отправляют на переработку.
Металлургический передел рафинированного сплава,
начинается разбавлением ого жидким алюминием, посту-
пающим из электролизного цеха. В обогреваемый миксер
вводят сплав охлаждения, отходы производства и флюсы.
Затем разбавленный сплав фильтруют через слой квар-
цевой крупки и направляют в фильтровальную печь с га-
зовым обогревом, легируют и разливают на машине кон-
вейерного типа. Эксплуатационные свойства сплавов си-
стемы А1—Si значительно улучшаются при введении ле-
гирующих элементов. Введение натрия модифицирует
сплав и увеличивает его прочность. Легирование магнием
способствует дисперсионному повышению твердости, ле-
гирование никелем — улучшает жаропрочность и износо-
стойкость, свариваемость газовой сваркой, литейные свой-
ства. Легирование медью приводит к увеличению проч-
ности. Введение марганца в сплав уменьшает склонность
к образований) фазы FeAU, прн этом возникает интерме-
таллидная фаза А16Мп, растворяющая железо. Это по-
зволяет проводить фильтрацию сплава для удаления ин-
терметаллидов с железом. Эффективное удаление железа
достигается прн введении хрома или некоторых других
элементов. Причем их можно присаживать не в чистом
виде в жидкий рафинированный снликоалюминий, а в
виде оксидов, комплексных сплавов (стружки), содер-
жащих хром, никель, медь, магний и другие элементы в
различных сочетаниях, в частности, широко применяют
отработанный катализатор 72—76% А12О3; 9—13% Сг2Оз
и 5—40% SiCK Это позволяет решать следующие задачи:
528 2S
1) использование металлов, оксидов; 2) улучшение хода
рудовосстановительной электропечи; 3) повышение каче-
ства товарных сплавов. Хром образует с железом иитер-
металлнды типа (Fe, Сг) ojSiijTio^i, TixCrySU,
CrxTiyZrzSift и (Fe, Cr)xAlySiz, которые удаляют из ме-
талла фильтрацией через слой кварцевой крупки фракции1
10—30 мм толщиной 80—100 мм. Выход металла состав-
ляет 90—95% при снижении концентрации железа в спла-
ве до 0,4—0,7%. Удаление железа из сплавов при помо-
щи хрома в 1,4-—1,6 раз более эффективно, чем с исполь-
зованием металлического марганца. Для выплавки всех
алюминиевых ферросплавов и сплавов используют алю-
мосиликаты (дистен-силлимаииты, ставролиты, каолины
и др.), запасы которых только на территории УССР зна-
чительны. В частности, ставролитовый концентрат (46—
50% А12О3, 34- 37% SiO2, 14—16% Fe2O3) применяют, по-
предложению авторов, при выплавке стали в качестве за-
менителя дорогостоящих и дефицитных плавикового шпа-
та и бокситов (заводы «Криворожсталь», им. Дзержин-
ского и др.).
Шлак представлен оксидной, карбидной н металличе-
ской фазами. Содержание компонентов в шлаке изменяет-
ся в следующих пределах, %: А1 24—36, Si 19—21, А12О3
20—46, SiO2 2—4, SiC 18—24, AI2OC 2—5, FcMeT 0,8—1,6,
(Na2O“f-K20) 1—3, TiO2 0,1—0,3. Этот шлак используют
для раскисления и десульфурации стали, в качестве вос-
становителя при выплавке силикомарганца, как компо-
нент шихты для выплавки чугуна, что характеризует тех-
нологию выплавки силикоалюмииия как безотходную.
Комплексные сплавы с алюминием. Методом сплавле-
ния (технология ЗЗФ, ИМет АН ГССР) алюминия в сред-
неуглеродистого ферромарганца
получают сплав Fe—Мп—А1
(табл. X1V.6).
Сплав поставляют в металл и-
ческнх барабанах, в кусках не
более 15 кг н используют для
раскисления высокомарганцовнс-
тых сталей. При повышенном со-
держании углерода сплав скло-
нен к рассыпанию. Наибольшей
устойчивостью обладает сплав,
содержащий 50—70% Мп; 10—
25% А1; 0,7- -2% С; 0,9 -5% Si;
остальное железо. При этом со-
Таблица XIV.6. Химиче-
ский состав ферромарганец-
алюминия *
Марка Мп. % А1. %
АМ-1 40—50 12-16
АМ-2 50—60 12—16
АМ-3 60—80 12—16
* Содержание примесей для
всея марок. % более):
Si 2.Б: С 1,5; S 0.03; Р 0,3.
52&*
отношение Si : С должно быть >1,3. Устойчивый против
рассыпания сплав предложено получать с 40—60% Мп
при Мп : А| = 1,5-н0,67 путем введения ферромарганца в
жидкий алюминий с добавлением 0,05—5% Ti (Zr). В
сплаве содержится 0,04—0,8% С при 2—10% Fe. Для рас-
кисления и модифицирования целесообразно использовать
сплав, состава А1 10—25; Ti 0,5—5; Zr 0,5—2; Si 0,5—5,
остальное железо. Его можно получать непрерывным спо-
собом с использованием в шихте дистен-силлимаиитового
концентрата или электрокорунда с добавкой кокса и сталь-
ной стружки. В рудовосстановительной печи восстановле-
нием углеродом кварцита, извести, боксита выплавляют
сплав ККА, содержащий 48—50% Si, 8—12% Са, 7—11%
А1, <0,3% С, 0,03% Р и 0,01% S по цене 280 руб/т. Тех-
нология разработана ИМет АН груз. ССР и ЗЗФ.
Для раскисления стали алюминием и ее легирования
хромом ЧЭМК получает феррохромалюминнй методом
сплавлении феррохрома и алюминия в ковше. Ниже при-
веден химический состав феррохромалюмнииевой лигату-
ры марок ФХА-1 и ФХА-2 (ЧМТУ 5-38—71), %.
Сг А1 Si с р S Си
ФХА-1 . . . . 50 20 0,5 0,04 0,03 0,02 0,06
ФХА-2 . . . . 50 20 1,0 0,06 0,035 0,02 0,06
Цена 1 баз. т (55% Сг) сплавов: ФХА-1 — 528 руб.,
ФХА-2— 518 руб. Ферроалюминий можно получать алю-
минотермическнм методом путем восстановления железа
из концентрата первичным или вторичным алюминием с
введением в шихту избытка алюминия и стальной обсеч-
-ки. Состав алюмннотермнческого ферроалюминия, А1
15—16; P<0.i; С 0,02—0,1; S 0,02—0,05; Si 0,5—3; ос-
тальное железо. Цена сплава, полученного на основе пер-
вичного алюминия. 370—420 руб., на основе вторичного
алюминия — 220—270 руб. за 1 т.
Глава XV. ФЕРРОСИЛИКОЦИРКОНИЙ
§ 1. Свойства циркония и его соединений
Цирконий является хорошим раскислителем н модифика-
тором стали, превосходя при определенных концентраци-
ях по своей раскислите л иной способности алюминий. Про-
дуктом раскисления является его диоксид циркония ZrOs:
:ззо
[Zr] + 2 [О] = (ZrO2); дб°г= ~ 783598 +
-1-233,62 7'. (XV. 1>
Цирконий связывает в прочные соединения азот (ZrN)
и серу (ZrS), нейтрализуя их вредное влияние на сталь.
В сочетании с другими элементами цирконий увеличивает
вязкость, прочность н износостойкость стали, улучшает ее
прокалнваемость, свариваемость, обрабатываемость и со-
противляемость коррозии, позволяет снизить содержание
азота в стали без ухудшения ее свойств. При введении
в сталь цирконий устраняет красноломкость. Физико-хи-
мические свойства циркония следующие: атомная масса
91,22; плотность 6,49 г/см3; валентности 2 и 4; температу-
ры плавления 2125 К и кипения 3853 К; теплота плавления
16,7 кДж/моль; теплота испарения 580 кДж/моль; удель-
ное электрическое сопротивление 4,9 Ом • м. Давление
пара циркония (кПа) может быть определено из выраже-
ния:
1£Р = (-31066/7) +9,3351 -2,415-10-4 7. (XV.2)
Система Zr—Fe. В этой системе (рис. XV.l) существу-
ют соединения Zr4Fe, Zr2Fe, ZrFe2 и ZrFe3. ZrFe2 образует
эвтектику с цирконием при 84% Zr и 1207 К- Эвтектика
с железом существует при 10,5% Zr и 1603 К. Температу-
ра плавления ZrFe2, полученная экстраполяцией на диа-
грамме состояния, —1900 К.
Система Zr—Si. Существует ряд силицидов циркония
(рис. XV.2): ZrSi2, ZrSi, ZreSis, ZnSia, Zr5Si3, Zr2Si и
Zr4Si. Наиболее прочный Zr6Si5 (Д/Угвд к==841,55 кДж/моль
и температура плавления 2520 К)- В цирконии раство-
ряется <0,2% Si, в кремнии цирконий в составе раствора
не обнаружен.
Система Zr—Al. Алюминиды циркония многочисленны
(рис. XV.3). Наиболее прочными соединения в этой си-
стеме являются ZrAU, ZrAl2 и ZtsAU с температурами
плавления 1853, 1918 и 1803 К соответственно. Раствори-
мость алюминия в a-Zr составляет 7,1%: алюминий в
p-Zr растворяется в количестве 0,14%.
Система Zr—С. С углеродом цирконий (рис. XV.4) об-
разует карбид ZrC (7ПЛ = 3773 К), который хорошо разру-
шается кремнием и железом. Известны нитриды цирко-
ния, в частности ZrN с температурой плавления 3253 К.
Для ZrC значение изменения энергии Гиббса реакции об-
разования из циркония и углерода составляет: A<j29sks
53 Г
— —181720 Дж/моль, а Д/У^к = — 184640 Дж/моль. Для
^реакции
Zr(r) + ZrN(T); AGr= - 368124 +
+ 96,76 7(1135 — 1500К).
Система Zr—О (рис. XV.5). В природе цирконий нахо-
дится в составе оксида ZrCh с Д/7«18 = 1094,8 кДж/моль.
Fe Массовая доля, % Zr
10 20 30 90 50 60 70 80 85 90 95
‘ I 1 “ 1 1 Г--------1 Г
си
i860 i
7700
1500
д'-Fe-
7534 °C
7330
/105(76)
1300
1100
900
-835
700
Магнитное
"превращение
.cf-Fe
I
/
/
I
9^t5 v ifi?r!
-75 31,3 * I
800*5 (-84) (9я,5)\^
(97,5) 95 |
f
I
I
I
7
О 20 90 60 80 700
Fe Атомная доля, % Zr
Рис. XV.t. Диаграмма состояния системы Zr—Fe
Для реакции Zr4-O2 = ZrOi; AG? = —10799904-177,9 Т
(1773—2273 К)- Диоксид циркония является полиморфным
оксидом. При комнатной температуре устойчива моноклин-
ная a-ZrCh; выше 800°C cc-ZrO? превращается в тетраго-
нальную форму p-ZrOa. устойчивую до 2000 "С, а при тем-
пературе более 2000 СС fJ-ZrO? переходит в кубическую
532
модификацию y-ZrO2. Для превращения a-ZrOr-^fJ-ZrOs ха-
рактерно наличие гистерезиса, т. е. несовпадения темпера-
турных интервалов прямого и обратного перехода. Для
кристаллов одинаковой чистоты температура а->-р перехо-
да изменялась от 1160 °C до 1190 °C, а для перехо-
да для этих же кристаллов в пределах от 1070 до 1100°C.
Рнс. XV.2. Диаграмма состояния системы Zr—SI
Обратимое превращение ZrO2 происходит при 2277 °C
с минимальным гистерезисом 30°С. Наиболее распростра-
нен в природе сложный минерал — циркон ZrO2*SiO2
(рис. XV.6). Циркон начинает диссоциировать прн 1960 К
на оксиды по реакции ZrSiO^ZrOs-hSiOs. В атмосфере
аргонной плазмы процесс идет быстро, а обратную реак-
/ цию тормозит высокая скорость охлаждения продуктов
разложения.
Диаграмма состояния системы ZrO2—А12О3 имеет про-
стои эвтектический вид (рис. XV.7).
В системе ZrO2—СаО образуются соединения CaZrO$
п CaZr^jOg (рнс. XV.8), а также ряд твердых растворов на
533
основе ZrOa, различной кристаллической структуры. Хими-
ческий состав сплавов циркония, выплавляемых в СССР,
приведен в табл. XV.1.
2г Массовая доля, % At
Рис. XV.3. Диаграмма состояния системы Zr—Al
Восстановление ZrOs возможно также углеродом или
кремнием. При восстановлении углеродом протекают реак-
ции:
ZrO2(T) -j- 2С « 2г(Ж) 4- 2СО; AG ?•=
— 826560 — 373,32 Г; (XV.3)
ZrO2(T) + ЗС = ZrC4- 2СО: Д6°г = 670400 —
— 477,1 Л (XV.4)
534
Таблица XV. 1. Химический состав ферросиликоциркония
(ТУ 14-5-83—77)
Марка Zr. % (не менее) Массовое содержание, % (не более) Отноше- ние Sl:Zr
AI с Р S Сн
ФСЦр50 45 9,0 0,2 0,14 0,02 3,0 0.55
ФСЦр40 38 7,5 0,2 0,15 0,02 3,0 1.1
ФСЦрЗо 35 6,0 0,2 0,15 0,02 3.0 1.3
ФСЦрЗО 28 6,0 0,4 0,20 0.04 3,0 1.5
4>СЦр25 20 5,0 0,5 0,25 0,04 3,5 1,7
zr Массовая ваяя, % О
Zr Атомная доля, % с 2г Атомная доля, % О
Рнс. XV.4. Диаграмма состояния системы Zr—С
Рис. XV.5. Диаграмма состояния системы Zr—О
Следовательно, восстановление оксидов циркония угле-
родом протекает преимущественно с образованием карби-
да циркония и сплав будет насыщен углеродом. Возможно
совместное восстановление ZrO2 н SiO2. В этом случае
восстановленный кремний и кремнезем будут взаимодей-
ствовать с ZrC, что позволяет получать сплавы с понижен-
ным содержанием углерода. Однако процесс осложняется
образованием окенкарбида циркония. Восстановление ок-
сида циркония кремнием происходит по реакции:
535
ZrO2(T) 4* 3Si(ж> — 2г512(ж) + S103(JK) > AGj-=
’= — 8380 4’ 33,52 T.
(XV.5>
При высоких температурах значение Абу положительно
н процесс возможен с по-
лучением сплава с по-
вышенной концентрацией
кремния н небольшим
содержанием циркоиня.
Обычно сплав содержит
— 17% Zr; 38—43% Si;
0,5% Al; 0,12% С.
-------------------------------------------
\ ж
1 \
j Zr(V« \ А1г^+ж
2000 Т \ --------------------------------------
t°c
г, к
1600
2500
2400
2200
2000
2800
- Zro2+x
2500
Zr02+X
2400
22Cfl
1800 - ZvOz*Kpiiemo&Mum
2000
- . ZrSiO^ ♦ KpuemofatiWH
ZrOj+ZrSiO^ ZrSiO^+/77Д4/Й/ЛЫСТ
XK
1
1_J__L
10 20 30 40 50 50 70 80 90 100
Zr02
Мольная ddHHf %
St02
I
г
“ I,
________I_____L____I 1
а 2о 4о бо 8о юо
ZTDjz Мольная Золя, Ji
ZrOjMtjOs
200&
1500 f.
ZrOf—SlOi
ZrOi—А!,©»
Рис. XV.6.
Рве. XV.7.
системы
системы
Диаграмма состояния
диаграмма состояния
МвЯ4 CflZQOij
Рис. XV.8. Диаграмма состояния системы ZrO»—СаО
536
§ 2. Технология ферросиликоциркоиия
Для получения ферросиликоциркоиия используют цирко-
новый концентрат. Цирконий относится к редким элемен-
там. Он входит в состав многих горных пород, но концент-
рация его при этом невелика. Наиболее распространены
минералы: циркон (Zr02-SiO2), бадделеит (ZrO2) и эв-
диалит [Na^Ca, Се, Fe2+)sZrSieOn] (ОН, С12). Получить
диоксид циркония из циркона можно плавлением послед-
него в дуговых печах с введением в шихту углерода для
восстановления и удаления кремния в виде SiO(r):
ZrO5-SiO2~k С — ZrO3+ SiO(r) 4- CO. (XV.6)
Диоксид циркония можно выделить из циркона путем спе-
жания последнего с оксидом кальция:
ZrOrSiOa-b СаО = ZrO2+ СаО- SiO2 (XV.7)
с последующим химическим и физическим отделением
ZrO2. Спекание циркона с A1F3 позволяет перевести крем-
ний в летучее соединение SiF*:
3 (ZrO3-Si02) + 4A1F3= 3SlF4(n +
+ 3ZrO,+ Al A- (XV.8)
В СССР цирконовые руды добывают из древних рос-
сыпных месторождений осадочного происхождения. Цир-
кон содержится в составе Ковдорских комплексных апа-
тит-бадделеитовых руд. Концентрат нз этих руд содер-
жит до 83% ZrO2. После дополнительного химического н
физического обогащения получают технический диоксид
(98% ZrO2). Имеется циркон и в прнбрежноморских мес-
торождениях. Руды содержат 0,5—10% ZrO2 и подвер-
гаются обогащению путем последовательного применения
дезинтеграции, грохочения, иногда дробления, концентра-
ции на столах, винтовых сепараторах, гндроцнклонах и
электромагнитных сепараторах. Запасы цирконовых руд
в СССР обеспечивают потребность промышленности в цир-
конии.
В СССР используют цирконовые концентраты, химиче-
ский состав которых приведен ниже (ГОСТ 4882—74), %:
ZrOj. Fe3Oj TiOs А13О,
КПП* . . . . . . >65 <0,09 <0,03 <1,8
КПЗ-1* . . ... >65 <0,1 <0,4 <2,0
КПЗ-2* . . . . . >60 — — —
* Содержание других оксидов для марок КЦП и КЦЗ-1:
0,1% СаО, 0.1% MgO, 0,15% Р;Од остальное SIO,.
537
Концентраты КЦП (порошковый) н КПЗ (зернистый)
подвергают обязательному контролю на содержание ZrOa
и фосфора. Для обеспечения термичности процесса и вво-
да железа в сплав используют магнетитовую (>46% Fe)
и особомалофосфористую (>60% Fe) железные руды. Бо-
лее предпочтительна богатая руда с содержанием кремне-
зема <7%. Руды имеют размер частиц до 3 мм. Для вос-
становления циркония применяют порошок первичного
или вторичного алюминия (в зависимости от требований
заказчика по примесям в сплаве). Выплавку ферроснлико-
циркония алюминотермическим способом ведут с исполь-
зованием флюсов — извести и плавикового шпата; в слу-
чае плавки с одновременным получением двух продуктов
(ферросиликоциркоиия и цирконового электрокорунда)
применяют бесфлюсовый процесс. Технология получения
ферросиликоциркоиия с одновременной выплавкой цирко-
нового электрокорунда эффективна (разработана НИИМ
и Кл-ЗФ). Химический состав цирконового электрокорун-
да по ТУ 14-5-47—74 приведен в табл. XV.2.
Т а б л н ц а XV.2 Химический состав цирконового электрокорунда *
Марка 2гОа. % (не менее) Массовое содержание, % (не более)
SiO, СаО MgO
ЦК-35 35 2,5 2 2 2
ЦК-30 30 3,0 2 2 2
ЦК-25 25 3,5 2 2 2
ЦК-20-1 20 1,5 1 1 1
ЦК-20-2 20 3,5 3 3 2
• Осяова — AljOj.
Цирконовый электрокорунд используют для изготовления
абразивных изделий. Выплавка его одновременно с ферро-
енлнкоцирконием позволяет повысить эффективность про-
изводства, потому что она заменяет плавку такого электро-
корунда в мощных рудовосстановительных печах на абра-
зивных заводах.
Выплавку ферросиликоциркоиия ведут в электропечи
на блок нли с выпуском металла. На рнс. XV.9 показана
технологическая схема агрегатов при производстве сили-
коииркония в электропечи с разделением плавки на два
периода (стадии) и выпуском расплава. Печь сталепла-
вильного типа с трансформатором 1000 кВ-A имеет угле-
538
родистую футеровку подины из блоков или подовой мас-
сы, подвергающейся коксованию в течение 8—10 ч под
током с периодическим отключением печи. Шихту рассчи-
тывают на получение сплава с концентрацией циркония не
более 50—54%. Перед набором нагрузки в печь завали-
вают запальную часть, в которую входит 100 кг концент-
рата, 60 кг алюминиевого порошка, 15 кг железной руды
и 30 кг извести, зажигаемой остатками шлака предыду-
щей плавки. После включения печи и набора нагрузки
Ряс. XV.9. Технологическая схема агрегатов при выплавке снлнкоцнр-
конин:
1 — труба газоочистки; 2 — рудная часть шихтМ; 3 — восстановительная
часть шихты; 4 — электропечь; 4 — изложницы для металла и шлака
начинается первый период плавки — расплавление оксид-
ной части шихты, в которую входят 50—60% всего кон-
центрата и 80—90% всей извести при общем количестве
концентрата 1000—2000 кг. Во второй период в печь за-
гружают восстановительную часть шихты — оставшиеся
концентрат, известь, железную руду, ферросилиций, алю-
миниевый порошок и натриевую селитру. Примерный со-
став шихты следующий (на 100 кг концентрата): рудная
часть — цирконовый концентрат 56—57 кг, известь 41 —
43 кг; восстановительная часть — цирконовый концентрат
43—44 кг, алюминиевый порошок 50—53 кг, ферросилиций
7—10 кг, железная руда 11—13 кг, известь 5—6 кг, се-
литра 2,5—3 кг. После выдержки расплава под током
производят выпуск металла и шлака одновременно. Сплав
содержит 50—51% Zr; 26—27% Si; 5—8% Ai; 0,10—
0,13% С. В шлаке остается 7—9% ZrOa при 54—56%
539
AI2O3; 28-30% СаО; 0,5—2,5% SiO2; 1,3—1,6% MgO в
0,2—0,5% FeO.
Показатели плавки ферросилнкоциркония с выпуском
расплава и использованием первичного (II вариант) и
вторичного (1 вариант) алюминия на 1 т сплава следу-
ющие:
[ и
Расход материалов, кг:
цирконового концентрата (60% ZrOj) . . . 1094 I350.T
Первичного алюминиевого порошка .... — 6! 6.7
вторичного алюминиевого порошка............ 542,2 —
извести.................................... 423,2 380,6
ферросилиция ФС75 ......................... 65.0 140,0
железной руды..............................114,0 154,0
селитры.................................... 24,0 29,2
Расход электроэнергия, кВт • ч.............. 1506 IS12
Извлечение циркония, %...................... 82,3 66,7
Средняя масса плавки, кг....................1283 1064
Выплавку енлнкоциркония двухстадийным процессом
в электропечи на блок начинают с проплавления запаль-
ной (длительность 1—1,5 мин) и рудной части шихты,
включающей большую часть цирконового концентрата и
известь (~ 1,5 ч). Завалку шихты ведут небольшими пор-
циями; электроды погружены в шлаковый расплав неболь-
шой электрической проводимости, шихта не покрывает
полностью поверхность расплава. После расплавления ок-
сидной (рудной) части начинают загрузку восстановитель-
ной части шихты, включающей остальное количество кон-
центрата, алюминиевый порошок, железную руду и
ферросилиций ФС75. Восстановительные процессы, сопро-
вождаемые экзотермическими реакциями, увеличивают ско-
рость проплавления шихты. Длительность второго перио-
да плавки составляет 10—13 мин. Затем следует выдерж-
ка расплава под током в течение 10 мип, н печь отключа-
ют. После охлаждения пени блок металла отделяют от
шлака, дробят и упаковывают в стальные емкости.
Получаемый сплав при плавке на блок содержит 54—
58% Zr; 25—26% Si; 3-4.5% Al; 0,08 0,10% С и 0,07—
0,10% Р. Извлечение циркония — 83—88%. Возможна и
силикотермнческая плавка силикоцпркония, когда плавку
ведут в дуговой печн на шихте, состоящей из цирконового*
концентрата, ферросилиция ФС75 и извести. Сплав содер-
жит 35—38% Zr, 42- 44% Si и 0,10—0.13% С. извлечение
циркония 70—75%.
Плавку силнкоциркопия с одновременным получением
цирконового электрокорунда ведут одностадийным процес-
сом. В шихту массой 2100—2400 кг входят цирконовый
540
концентрат, алюминиевый порошок из вторичного алюми-
ния, ферросилиций н железная руда, известь в шихту не-
вводят. Шихтовые материалы должны содержать мини-
мальное количество оксидов кальция и магния, переходя-
щих в корунд и снижающих твердость получаемых из ко-
рунда абразивных изделий.
Состав шнхты определяется маркой корунда: с умень-
шением количества алюминиевого порошка снижается сте-
пень восстановления циркония, увеличивается содержание
ZrO2 в корунде и уменьшается концентрация циркония в
сплаве (табл. XV.3).
Таблица XV.3. Химический состав шихты, металла и электроко-
рунда и их количества при выплавке элсктрокорувда различного со-
става
Показатель Марка корунда
ЦК-20 ЦК-30 ЦК-35
Состав шихты, кг: концентрата 100 100 100
железной руды 20 20 20
вторичного алюминия . . . 48.0—52,5 40,0—43,3 38,0
ферросилиция ФС75 . . . 0—8,0 0—12,0 —
Ориентировочная .масса метал- ла, кг .. . Массовое содержание в метал- ле, %: циркония 49—54 48—57 40
42.8—47,2 34,9—40.7 40,6
кремния 25.5—31,0 29.5—36,7 30,2
алюминия 3.1—6,2 1,2 - 2.5 1.8
Ориентировочная масса элек- трокорунда, %, кг . . . . . 117—119 НО 110—112
Химический состав электроко* рунда, %: ZrO2 25.4—26,4 33.2—34.1 38,8
АЪО3 68,5—70,5 60.4—68,5 36,4
SiO2 1,2—1,6 1,7—3.1 1.8
Плавку ведут в электропечи сталеплавильного типа с
углеродистой футеровкой. После проплавления 2/3 всей
шихты полученный корунд сливают в металлическую из-
ложницу. По окончании плавки часть шлака выпускают на
дно другой изложницы и после его охлаждения (через
3 мин) выпускают металл в шлак.
Технология лигатуры Fe—Al—Zr. Лигатура Fe—Al—Zr
имеет химический состав, соответствующий ТУ 14-5-40—74
и приведенный ниже, %:
54 £
ЛЦр-1
ЛЦр-2
Zr
>18
>15
с
<0,08
<0,20
Р S
<0,08 <0,01
<0,15 <0,01
Ni 51
<0,4 <3,5
<0,4 <4,0
Выплавку лигатуры ведут из технического диоксида
циркония (95—96% ZrCh), цирконового концентрата с ис-
пользованием железной руды, порошка первичного алю-
миния, сплава магния с алюминием и плавикового шпата.
Плавку ведут внепечным методом в горне или в горне с
расплавлением оксидной части шихты под электродами.
В первом случае — с верхним запалом, во втором — после
проплавления оксидной части шихты вводят основную
шихту, включающую диоксид циркония, алюминиевый по-
рошок, железную руду и известь. Затем задают железо-
термитный осадитель (железная руда, алюминиевый по-
рошок и известь) с выдержкой расплава под током в те-
чение 10 мин. Получаемая лигатура содержит 17—20% Zr,
20—28% AI, 2—3% Si, 47—51% Fe, 0,06—0,08% P, 0,02-
Ю,08% С и 0,004—0,008% S. Извлечение циркония при
электропечной плавке лигатуры составляет 42,5%.
Глава XVI. СПЛАВЫ
С РЕДКОЗЕМЕЛЬНЫМИ
МЕТАЛЛАМИ
§ 1. Свойства РЗМ и их соединений
В соответствии с существующей классификацией к редко-
земельным металлам (РЗМ) относятся скандий, иттрий,
лантан и лантаноиды (табл. XVI.1). При введении в сталь,
чугун н сплавы РЗМ взаимодействуют с кислородом, се-
рой, азотом, фосфором, водородом и углеродом. По хими-
ческому сродству к кислороду оии превосходят алюминий,
а раскислительная способность у них практически больше,
чем у кальция, так как кальций растворяется в стали в
незначительных количествах (0,012—0,018%) и не предо-
храняет сталь от окисления после его введения. Кроме
этого, РЗМ в стали и сплавах образуют глобулярные не-
металлические включения небольших размеров, которые
являются центрами кристаллизации и способствуют появ-
лению модифицирующего эффекта. Резко повышаются
физико-мехапические свойства стали и сплавов: ударная
вязкость, коррозионная стойкость, жаропрочность, Нан-
542
Таблица XV!.I. Некоторые физико-химические свойства РЗМ
Металл Символ Атомная масса Валент- ность Плот- ность. r/см3 Температура, К
плавления кипения
Скандий Sc 44.956 3 3,0 1832 3003
Иттрий ¥ 88.905 3 4,47 1782 3200
Лантан La 138.91 3 6,19 1193 3640
Церий Се 140.12 3.4 6,75 1077 3200
Празеодим Рг 140.907 3,4 6,77 1208 3290
Неодим Xd 144.24 3 7,01 1297 3460
Прометий Pm (147) * Нет св. 7,14 (1300) * Нет. св.
Самарий Sm i 50.35 2,3 7.54 1325 I860
Европий Eu 151.96 3 5,17 1100 1700
Гадолиний Gd 157.23 3.5 7.87 1600 3000
Тербий Tb 158,924 3 8.25 1700 2800
Диспрозий Dy 162.30 3 8.56 1733 2600
Эрбий Er 167.26 3 9.06 1800 2900
Тулий Tm 168.93 3 9.32 1900 2400
Иттербий Yb 173.04 2.3 9,96 1097 1800
Лютеций Lu 174,97 3 9,85 2000 2200
* Данные для
наиболее стабильного изотопа.
больший модифирующий эффект для стали достигается
при содержании РЗМ 0,02—0,04%. Некоторые физико-
химические свойства РЗМ приведены в табл. XVI.1.
Силициды РЗМ (рис. XVI.1) имеют состав; P3M5Sia;
P3M5Si4; P3MSi; P3MsSi5 и могут применяться для изго-
товления регулирующих стержней в атомных реакторах,
так как наряду с высокой жаропрочностью они характе-
ризуются высоким поперечным сечением захвата тепло-
вых нейтронов. Растворимость кремния в РЗМ не превы-
шает 0,2%. Силициды РЗМ в окислительной атмосфере
начинают окисляться при 1273—1573 К с образованием не-
прочного слоя оксидов па поверхности образцов. Силици-
ды, богатые кремнием, образуют на поверхности прочную
оксидную пленку, предотвращающую дальнейшее окисле-
ние. С железом РЗМ образуют ряд прочных соединений;
только лантан не образует соединений в системе La—Fe
(рве. XVI.2). В железе РЗМ растворяются до 0,5%. Прак-
тическое значение для получения ферросплавов на основе
никеля с РЗМ имеет система РЗМ—Ni (рис. XV 1.3). Рас-
творимость никеля в РЗМ нс превышает 2%.
В системе РЗМ—О образуются оксиды типа P3MsO3.r
являющиеся наиболее прочными; некоторые РЗМ образу-
543
тот оксиды РЗМО (церий, иттрий) и РЗМО2 (церий, пра-
зеодим). На рис. XVI.4 приведены наиболее изученные
диаграммы состояний кислорода с церием, празеодимом,
иттрнем и скандием. Кроме оксидов, в которых элементы
находятся в стехиометрических соотношениях, известны
st 7? a a Gd
массовая доляг%
Рис. XVI.1. Диаграмма состояния кремний—РЗМ для систем:
а — St—Dy; б — Si—Er; а — Si—Get; t — Sf—Sm
•промежуточные оксиды; температура плавления некото-
рых оксидов следующая, К: 2523 — Ьа20з; 2223 — СеО2;
1963 —Се2О3; 2473 —Рг2О3; 2545 —Nd2O3; 2598 —Sm2O3;
2573 — Sc2O3; 2688 — Y2O3. Активно взаимодействуя с кис-
лородом при комнатной температуре, РЗМ н их сплавы
всегда содержат повышенное количество кислорода. С уг-
леродом РЗМ образуют карбиды (рис. XVI.5) РЗМ2Сз,
РЗМС2 и РЗМС, которые очень неустойчивы на воздухе, осо-
бенно подвержены окислению порошки карбидов. Хранить
544
без окисления карбиды можно только в вакууме. Темпе-
ратура плавления их превышает 2000 К. В табл. XVI.2
приведены значения изменения энтальпии (АА/зэбк) ДлЯ
реакций образования оксидов РЗМ и для сравнения те же
данные для оксидов алюминия и кальция.
Рис. XVI.3. Диаграмма ссстоявия системы Nl—La (о) в Nl—Y (б)
18. 232‘
545
ЧтсоЗап до,о я,%
75 18 17 18 1S 16 17 18 19
се 60 82 6ч 66 0 Рг 63 69 55 66 О
Атомная доля, %
Рнс. XV1.4. Диаграммы состояния системы кислорода с церием (<а>, пра-
зеодимом (6), иттрием (а) и скандием (г)
В отличие от кальция и магния РЗМ обладают очень
небольшим значением давления испарения из жидкого же-
леза; прн 1873 К п концентрации 1% для некоторых эле-
ментов эти значения следующие, гПа: р,.--0,0107; pi.u —
= 0,00096; Ррг = 0,305; — 0,463; рса =1,6; рм;; = 23,0;
Pai = 0,09]8: рре=0,0414. При 1873 К значения констант
546
Таблица XV1.2. Значения ЛЯ°98К образования оксидов РЗМ, алю-
миния и кальция
Оксид —ЬН 5)8 к Оксид ~Л// 29S К Оксид —А Я 298 1
LajOs 623,4 Gd2O3 605,4 YbsOn 605,4
Се3О3 607,1 TbjCh 609,6 I.ujOs 626,3
Рг>03 614,2 Ру20з 622,2 Sc2O:i 573,6
NdaOa 602,9 HojOj 624,7 Y2Os 635,6
5т;Оз 600,0 Ег20з 633,0 А12Оз 555.8
ЕигОз 604,3 Тгп2Оэ 630,1 СаО 635,5
Y 2030 00 50 60 55 70 С
массовая ваяя, %
О Ц4 0,8 7,2
Vb C/Yb
Рнс. XVI.5. Диаграммы со-
стояния систем углерода с
лавтеном (а), иттрием (б)
и иттербием (в)
равновесия для реакций раскисления железа РЗМ состав-
ляют:
(СеО2) = [Се|+2[О]; Ксеоа-=[%Се] [%О]2 =
2,3 10-21; (XVI.1)
(CeL.O3) = 2 [Се] + 3[О]; = [%Се]*[%Ор =
(XVI.2)
547
38*
(La2O3) = 2[La] +3[O]; Xla,o»= [%La]2[%0]3 =
= 3,21-10~29; (XVI.3)
(Pr3O3) = 2[Pr] + 3[O|; tf^o = [%Pr]2[%O]3 =
= 2,5-10~21; (XVI .4>
(Nd2O3) = 2 [Nd] + 3 [О]; К^о,= [%Nd]2[%O]a =
= blO-«. (XV1.5>
РЗМ являются не только сильными раскислителями
стали, они могут восстанавливать ранее образовавшиеся
в результате реакции раскисления другими элементами
продукты раскисления (SiO2, А120з, МпО, ZrOs), оксиды
огнеупорных материалов футеровки сталеплавильных аг-
регатов, ковшей и разливочных устройств. Оксиды и суль-
фиды РЗМ могут образовывать оксисульфиды типа
Ale2O2S, поэтому при определенных концентрациях РЗМ,
кислорода и серы в жидкой стали н температурных усло-
виях процесс поведения РЗМ в металле описывается об-
щей реакцией:
2 [РЗМ] 4-2 [О] +[ S] =P3M2O2S; Kp3m,o,s =
= [P3M]2[O]a[S]. (XVL6>
С повышением концентрации кислорода в стали окси-
сульфиды могут оказаться неустойчивыми, и процесс идет
по реакции:
P3M2O,S + [О] =: РЗМ2ОЯ+ [S], (XVI.7>
В результате взаимодействия растворенных в железе
РЗМ и серы образуются сульфиды и окснсульфиды. Зави-
симость AGj =f(F) для некоторых реакций приведена
ниже.
AG у- = АЯ 208 к —AS 293 к Т
[Се] + [S] =CeS{T); —100980 + 27,9 Т
3[Се] +4[S] =Ce3S4(T); -357180+105,1 Г*
2[Со] +3[S] = Сег53(Т>; -256660+78,0 * Т
[La] + IS] = LaS(T>; -91750 + 25,5 7
2 [Се] +2 [О] + [S] =Cc2O2SlT); -323300 + 79,2 7
2[La]+2[O] + [S]=LaXbS(T); -320340 *+71,9 ’ 7
* Оценка.
548
При введении РЗМ в небольших концентрациях в чу-
гун наблюдается уменьшение отбела, повышенное количе-
ство РЗМ стабилизирует графит вплоть до получения
чугуна с шаровидным графитом. Переход от графитиру-
ющего к резко выраженному карбидостабилизирующему
действию происходит при незначительном увеличении кон-
центрации модификатора. Введение РЗМ улучшает пока-
затели аргоиодуговой сварки металлов.
РЗМ сравнительно широко распространены в природе.
Если содержание алюминия в земной коре принять за
100 единиц, то количество РЗМ составит 0,18, что намного
больше меди и кобальта (0.12), урана (0,10), вольфрама
(0,060), молибдена (0,001) (см. рис. 1.1). В природе они
встречаются в виде оксидов, фосфатов, карбонатов, фтор-
карбопатов и других соединений. Основными минералами,
содержащими и РЗМ, являются: бастнезит с химической
формулой 6 [(Се, Еа)ГСОз| плотностью р = 4,2—5,2 г/см3;
ксенотим — YP^, р=4,45—4,59 г/см3 с содержанием
— 63,1 % YPO4 до 5% UO2, 3% ZrOo и иногда ТЬО2. Мона-
цит с химической формулой (Се, La. Th) [РО4] включает
примеси ТЮз (до 10%), L'Ch (6.6%). ZrO2 и др. Ксено-
тим и монацит чаше всего встречаются в пегматитовых
породах и используются в качестве сырья для получения
церия и тория. Лопарит — минерал группы фторкарбоиа-
тов РЗМ с химической формулой Са(Се, Еа)2[СОз]Н2 со-
держит 30,5% Се2О3; 10,44% СаО и 24,58% СО2. Минера-
лы пирохлоровой группы имеют общую формулу (Са. Na,
U, Се, У)г-т- (Nb, Та, Ti)2O6(OF)i_m-nH2O и делятся на
минералы, богатые РЗМ (коппий, обрученит), танталом
(микролит), ураном, титаном и другими элементами
(уранпирохлор, бетафит, менделеевит). В настоящее вре-
мя используют источники минерального сырья в виде мо-
нацитового и бастнсзитового концентратов. Ниже приведен
химический состав монацитовых и бастнезитовых концент-
ратов. %.
Оксиды РЗМ La Се Рг Nd Sit. Ии
Концентрат: •
монацитовый . . . . 60 22 49,6 5.6 17,8 3,2 од
бастнезитовый . . . 70 34 50 4,0 11,0 0.5 0,1
За последние 20 лет основным исходным сырьем для
получения РЗМ стал бастнезит и его доля в общем выпус-
ке оксидов РЗМ достигла в настоящее время 60%.
549
§ 2. Технология ферросплавов с РЗМ
РЗМ получают в чистом виде или в виде мишметалла
электролитическим методом. Однако чистые металлы име-
ют высокую стоимость, поэтому применение их в черной
металлургии менее эффективно, чем РЗМ в виде различ-
ных ферросплавов. Освоено промышленное производство
сплавов н лигатур с РЗМ путем прямого восстановления
концентратов и кварцита углеродом. Кремнистая лигатура
РЗМ для модифицирования ковкого и серого чугунов
содержит 9—14% Се, 50—60% Si. остальное железо. Раз-
личное содержание РЗМ составляет 25—35%. Шихта
включает кварцит, древесную щепу, окатыши гидрата ок-
сида церия н низкозольный уголь. Количество восстанови-
теля определяют из расчета введения в шихту 98—100%
от теоретически необходимого. Температура сплава на вы-
пуске достигает 1870—1980°С, а извлечение церия — 90—•
94%. В СССР получают ферросплавы с РЗМ различного
сортамента (табл. XVI.3). Отечественная промышленность
Таблица XVI.3. Химический состав лигатуры с РЗМ на железо-
кремниевой основе (ТУ 14-5-136—81)
Марка Сумма РЗМ, % Массовое содержание *, %
Si Al
ФСЗОРЗМЗО 30—40 30—50 (2-4)/(4-8)
ФСЗОРЗМ2О 20—30 30—55 (2—3)/(3—6)
ФСЗОРЗМ15 15—20 30—60 (2-6)/(6— Ю)
ФСЗОРЗМЮ 10—15 30—60 (2—3)/(3—6)
ФСЗОРЗМ5 5—10 30-60 (2—6)/(6—15)
• Остальное железо,
выпускает ферроцерий (>98,% РЗМ, остальное железо) и
мишметалл (>98% РЗМ, в том числе >45% Се и 25%
La). Такие сплавы получают электролизом хлоридов и
фторидов с расходом электроэнергии 15,6 кВт-ч/кг. Оии
обладают повышенной способностью к окислению, пиро-
форностью, низкой степенью использования РЗМ при об-
работке стали, чугуна в сплавов. Эти факторы, а также
высокая стоимость привели к замене части их лигатурами,
обеспечивающими полезное использование РЗМ. За рубе-
жом сплавы и лигатуры с РЗМ получают восстаиовленнем
оксидов из концентрата РЗМ п кварцита углеродом. Спла-
550
вы содержат 12—15% РЗМ, в том числе 9—11% Се, 36—
40% Si, остальное — железо. Плавку ведут в рудовосста-
иовительных печах непрерывным методом с использова-
нием в шихте гидрата оксида церия, низкозольного угля,
кварцита и древесной щепы. Количество восстановителя
(углерода) составляет 98—100% от теоретически необхо-
димого, температура сплава на выпуске 2040—2150 К, а
извлечение церия в сплав 90—94%.
Сплавы с РЗМ можно выплавлять в рудовосстапови-
тельиых печах непрерывным методом. Шихта содержит
концентрат РЗМ, кварцит, углеродистый восстановитель и
стальную стружку. Особое значение имеет точное дозиро-
вание углерода для восстановления оксидов РЗМ и крем-
ния, так как при отклонениях количества углерода в шихте
наблюдается образование карбидной настыли на подине
печи (SiC, РЗМС, РЗМС2, оксиды РЗМ и SiO2) или не
достигается достаточно хорошее извлечение РЗМ. Восста-
новление РЗМ термодинамически облегчается вследствие
уменьшения активности их при растворении в кремнии и
железе. Как правило, в твердом сплаве все РЗМ в сплаве
с 30—40% РЗМ находятся в составе силицидов. Восста-
новительные процессы сопровождаются образованием ок-
сикарбидов (Sc2O3 + 5C = 2ScC4-3CO; Se2O3 + 3C = Sc2OC +
+ 2СО) и карбидов (РЗМО24-4С = РЗМС2-|-2СО). Получе-
ние РЗМ в составе сплава происходит по реакции:
P3MC2-|-SiO2 = P3MSi-|-2CO. Последняя реакция получает
значительное развитие при температурах >2000 К- При
восстановлении РЗМ углеродом процесс сопровождается
образованием газообразного оксида РЗМО, увеличиваю-
щего потери металлов с газовой фазой.
Увеличение содержания РЗМ в сплаве приводит к
уменьшению извлечения металлов вследствие образования
газообразного оксида и повышения количества шлака.
Учитывая, что плотность шлака с увеличением содержа-
ния кремния в сплаве приближается к плотности метал-
лического расплава, целесообразнее выплавлять сплавы
с 35- -45% РЗМ, что приведет также к более полезному
использованию РЗМ при выплавке стали и чугуна. Извле-
чение РЗМ составляет 75—80% при получении сплава си-
стемы РЗМ—Si—Fe с 40—45% РЗМ.
Значительное количество лигатур, содержащих РЗМ,
производят алюминотермическим методом. Теоретические
основы и технологические параметры которого разрабо-
таны Н. П. Лякишевым и др. Для реакции восстановления
РЗМ алюминием РЗМО2+4/3А1 = РЗМ-т2/3 А12О3 значения
551
изменения энергии Гиббса (AG? ) положительные н толь-
ко оксиды церия можно восстановить с точки зрения тер-
модинамической вероятности реакции до чистого металла,
но AGt (Т = 1 000 -г 2200 К) имеет незначительные отрица-
тельные значения, поэтому для достижения достаточной
степени извлечения РЗМ в металл должно быть повышен-
ное количество алюминия в шихте, а процесс необходимо
вести с подводом большого количества тепла (электро-
энергии) .
Для осуществления процесса в шихту вводят алюминий
сверх 100% от теоретически необходимого, получая лига-
туру, содержащую 3--7% А1 и значительное количество
кремния, что создает дополнительные благоприятные усло-
вия для уменьшения активности РЗМ при их растворении
в кремнии.
Выплавку лигатур ведут в дуговой печи с футеровкой
подииы и стен углеродистой массой: мощность трансфор-
матора лечи сталеплавильного типа ДСН-3 составляет
1,8 МВ-А. Шихта включает концентрат РЗМ иттриевой
или цериевой подгруппы, концентрат окенда лантана или
полирит, содержащий 40—47% СеО2, 41—48% (Та20з+
4-Мб20з + Рг20з), незначительное количество оксидов
кремния, алюминия, железа и других элементов. Восстано-
вителем служит порошок первичного или вторичного алю-
миния (в зависимости от химического состава получаемой
лигатуры). В шихту вводят ферросилиций марки ФС75,
низкофосфористый железный концентрат (>63% Fe), а
в качестве флюсов используют свежеобожженную известь
и плавиковым шпат. На 100 кг концентрата расходуется
32—41 кг алюминиевого порошка, 110—125 кг ферросили-
ция, 30—37 кг извести, 0—5 кг железного концентрата и
плавикового шпата.
Ниже приведен химический состав иттрийсодержащих
оксидов (ТУ 14-5-78—76):
Суммарное содержание. %:
оксидов РЗМ. % (ие менее).............................99,3
примесей Fe2O3, СЮ, Р2С>5. % (не более) .............0,7
Количество, %:
СеО3 в сумме оксидов РЗМ. % (не менее)................25
У2О3 в сумме оксидов РЗМ (не менее)...................15
П.п.п., % (не более) ...................................10
Химический состав оксидов РЗМ цериевой группы (%)
приведен ниже (ТУ 95-291—74)
С оде ржа и ие, %:
СсОг к сумме оксидов РЗМ 1 нс менее) ................-15,0
552
примесей (не более)..........................................2,0
В том числе (пе более), %:
Р2О5 ....................................................ОД
S ...........................................................1.5
SiOj ...................................•....................0.5
П.п.п., % (не более)..........................................1,0
Завалку шихты начинают после набора электрической
нагрузки. Всю шихту делят на две части: в первую вхо-
дит 55—75% концентрата, 60—65% извести, 60% ферроси-
лиция, 42% алюминиевого порошка. Вначале проплавляют
первую часть шихты с постепенной и равномерной ее за-
грузкой и после выдержки расплава под током в течение
5 -7 мин вводят остальной ферросилиций, алюминиевый
порошок, известь и оксиды РЗЛ4. По окончании проплав-
ления второй части шихты и выдержки расплава под то-
ком шлак и металл выпускают в футерованный тигель,
установленный на поддоне в плавильной камере. Затем
охлаждают тигель и выкатывают из камеры, разделыва-
ют летку и выпускают металл в чугунную изложницу.
Плотность металла, содержащего 11—40% РЗМ, 33—
52% Si, 7—9% Al, 5—6,3% Са, 0,01—0,03% С, 12—20%
Fe, колеблется в пределах 3,3—3,9 г/см3, а плотность шла-
ка составляет 3,0—3,6 г/см3, что вызывает значительные
потери металла со шлаками. При введении в шлак плави-
кового шпата и хлорида натрия уменьшается плотность
шлака, что способствует улучшению отделения металла от
шлака.
Расход материалов на 1 т лигатур с РЗМ следующий,
кг: концентрата оксидов РЗМ 565/520; алюминиевого по-
рошка 210/203; извести 225/225; ферросилиция ФС75
695/630; руды железной 35/33; при расходе электроэнер-
гии 2149/2184 кВт-ч (числитель — для лигатуры иттрие-
вой подгруппы, знаменатель — для лигатуры цериевой
подгруппы).
Глава XVII. ЭЛЕКТРОТЕРМИЯ
ЖЕЛЕЗОУГЛЕРОДИСТЫХ
СПЛАВОВ
§ 1. Свойства железа и его соединений
В Периодической системе элементов Д. И. Менделеева
железо находится в VIII группе, атомный номер железа
26, атомная масса 55,847. Железо относится к 3</-переход-
553
ным металлам (3f/64s2). Будучи полиморфным металлом,
железо кристаллизуется в кубической системе. Объемио-
центрированиая решетка a-Fe прн 911 °C переходит в гра-
нецеитрнрованную у-Fe, а затем при 1392 Х-в б-Fe.
Объемио-центрировапная решетка б-Fe переходит в жид-
кое железо. Наиболее достоверная температура плавления
железа составляет 1539 °C. Некоторые данные о темпера-
турах и энтальпии превращений чистого железа прн на-
греве приведены в табл. XVII.1.
Таблица XVII.I. Температура, энтальпия плавления н твердофаз-
ных превращений чистого железа
Точки превращения Превращение Температура превращения, К ГС) Энтальпия превращения. Дж/моль
Дп Магнитное Тс = 1042 (769) —
Дз Та^=1184 (911) + 900
д< Л.» 1665 (1392) -820
6 * пл б-*-ж Гб,ж = 1812 (1539) +14403
Температура кипения чистого железа 2872°C, теплота
плавления 15,47 кДж/моль, а давление пара при 1539°C—
7,27 Па. Плотность железа зависит от температуры. При
20°C она равна 7,872 г/см3. В точке плавления плотность
твердого железа оценена величиной 7,265 г/см3, уменьше-
ние при плавлении составляет 3,16%. Сублимация железа
при температуре плавления сопровождается потреблением
392,92 кДж/моль. Некоторые термодинамические констан-
ты железа, кислорода, углерода, а также других сопут-
ствующих железу элементов приведены в табл. XVII.2.
Таблица XVII.2. Некоторые термодинамические константы железа
и других элементов
Элемент к -Н J к „о . 5 A>S h ’ Дж,'(К-милъ) СР(298 К) ДжЦК-моль)
Железо (Fe)T 4477 27.13 24,95
Кислород (Ог)г 8673,5 204.85 29,26
Углерод (С)|р 1049 5.73 8,53
Фосфор (Pj)r 8895,0 2 i ।. 7 32,01
Сера (S;)r 9133,3 227,8 32.43
Водород (?1Э) Г 8439.4 130.39 28,80
Азот (Nj)r 8660.96 191.3 29,09
554
Система Fe~~O. Современная диаграмма состояния
системы Fe—О приведена на рис. XVII. 1. В системе Fe—О
образуются соединения FeO, Fe3O4 л Fe2O3 (табл. XVII.3),
а также несколько фаз переменного состава (твердые ра-
створы). Растворимость кислорода в жидком железе уве-
личивается с повышением температуры. Новые исследова-
ния показали, что в интервале 1508—2046°C линейная
Рис. XVII. 1. Диаграмма состояния системы Fe—О
зависимость Ig [%О| =/(1/Т) не соблюдается. Раствори-
мость кислорода в железе в интервале 1508—1850 °C опи-
сывается уравнением
1g [ %О] =(- 6629/Т) + 2,939.
а в интервале 1850—2046 °C
1g [ % о J = (- 9830/ Т) + 4,496.
(XVII.1)
(XVI 1.2)
555
Таблица XVII.3. Термодинамические константы некоторых кисло-
родных соединений железа
Соединенно К кДж/моль SC7 гад к, кДж/иоль -0 5 299 К > г 0 с Р1298 К) твл. к
Дж/(Р (моль)
FeO -264,6 -244,06 57.51 48.07 1693
РезО4 — 1116,06 - 1013,19 146,04 146,05 Разла- гается
Fe2O3 -821,37 -739.60 87.36 103,66 1838
Fe(OH)3 — 576,61 - 486,97 60,31 74.70
Fe(OH)s -561,14 -479,27 88,16 96,97 —-
При нагреве происходит термическая диссоциация ок-
сидов в ряду FeoCh-^FesCh-^FeO-^Fe. FeoOa (гематит) мо-
жет диссоциировать по реакции:
6Fe2O3= 4Fe3O44- О2(г). (XVII.3)
Реакция (XVI 1.3) в интервале 900—990 К протекает
в гомогенной области гематита, а в интервале 1030—1200К
давление кислорода соответствует давлению над механи-
ческой смесью Fe2Ch и Ге3О4. Температурная зависимость
Igpo3 имеет вид (Па):
igPo; —(-- 13750, Г) + 11,144 (900- 1000К); (XVI 1.4)
lgpo,= (—25200/Г) 19,11 (1030- 1200К). (XV1I.5)
Давление диссоциации стехиометрического оксида железа
в 250 раз больше, чем давление диссоциации Fe3O4. Ок-
сид Fe3O4 (магнетит) при нагреве в интервале 1490—1600 К
может диссоциировать по реакции:
2Fe3O4 = 6FeO -j- 02<и. (XVII.6)
Зависимость логарифма давления диссоциации 1g ро,
от температуры имеет вид:
IgPo ~ (— 34400 Т) + 19,566 (1490 — 1600К). (XVI1.7)
Изменение энергии Гиббса для реакции (XVII.7) может
быть определено по выражению AG+^d—к,=657990—
• 2785 Т Дж/моль. Условие AG? =0 выполняется при
2362 К. Для реакции диссоциации FeO (вюстита) 2FcO =
= 2Fe-rO<>trj в области 970—1370 К получено уравнение:
AG ю =533953—134,85 Т. Условие AG'} =0 выполня-
ется при 3959 К- Температурная зависимость логарифма
давления пара FeO следующая: 1g ргю(пар)= (“21000/Т) 4-
556
+ 9,66. Теплота испарения FeO равна АЯ°г = 401,6 Дж/моль.
В масс-спектре паровой фазы над вюститом в интервале
1600—1750 К обнаружены только иоиы О/* я Fe+ при пол-
ном отсутствии оксидов. Установлено, что энтропия
иона Fe2+ 5?узк= 180,16 Дж/(К-моль), а Ср(2МК)**
= 25,65 Дж/(К • моль).
Система Fe—С. Диаграмма состояния системы Fe—С
представлена на рис. XVI 1.2. Известны карбиды железа
FesC (цементит), Fe2C (чалипит) и др. Термодинамиче-
ские характеристики РезС : 105,75 Дж/(К*моль). Эн-
тальпия образования РезС из элементов АН %зк ==
= 25,08 кДж/моль, а AG298 18,776 кДж/моль. В системе
Рис, XVII.2. Диаграмма состояния системы Fe—С
Fe—С основными фазами являются феррит (твердым рас-
твор углерода в a-Fe), аустенит (твердый раствор угле-
рода в y-Fe), цементит (Fe3C) и графит. Сплавы с 0,8% С
претерпевают эвтектоидное превращение, а с 4,3% — эв-
тектическое, Как следует из данных рис. XVII.2, с увели-
чением содержания углерода снижается температура
плавления, минимальное значение которой равно эвтекти-
ческой температуре 1153 СС. С повышением температуры
увеличивается растворимость углерода в жидком железе.
557
В интервале 1153—2000 °C зависимость растворимости
углерода от температуры описывается уравнением:
[°/оС]ре= 1,30+2,5- 1СН i °C. Введение кремния, фосфора,
серы в железоуглеродистые расплавы уменьшает, а вве-
дение хрома, марганца, титана и некоторых других эле-
ментов повышает растворимость углерода в железе, а ряд
элементов (никель, кобальт) не оказывают на нее сущест-
венного влияния.
§ 2. Восстановление оксидов железа углеродом
и конвертированным природным газом
Оксиды железа могут быть восстановлены углеродом, га-
зами— мопоокендом углерода (СО), водородом (Н2), ме-
таном (СН4) и их смесями. Восстановление оксидов твер-
дым углеродом протекает по реакции: FemOn + rtC = /nFe+
пСО, которую ие следует отождествлять с процессами
прямого получения железа путем восстановления оксидов,
мннуя доменное производство. Поскольку контакт взаимо-
действующих твердых фаз постоянно нарушается, выше
900 °C процесс происходит с участием газовой фазы. Реак-
ция прямого восстановления состоят из следующих ста-
дий:
F е/Л+ лСО = т Fe + яСО2
ziCOj -J- дС = 2/iCO (XVII 8)
FemOn+ пС =тГе + пСО
Восстановление оксидов железа водородом протекает
по реакции: FemOn + nH2=mFe+nH2O.
Уравнении равновесия в системах Fe—О—С и
Fe—О—Н находят, комбинируя известные реакции равно-
весия в системах Fe—FeO, FeO—Fe3O4—О, Fe2O3—
—Fe3O4—О с реакциями:
Н3+ |/гО2= Н2О; 1g Ян.;о = 1g (Ръо/PHjty) =
= (— 12362/Г) -2,3; ‘ (XVII.9)
СО 4- ЧаО2— СО2; lg Kco2(pcoJPcoPq}~
= —10159/Т + 5,1588-10-^4-2,5426- Т"7 -
- 7,4617-10“1! Г- 4,6; (XVII.10)
С + СО,-- 2СО; 1g /Ссо — lg(Pco T’coJ "
= (—9143 Г) - 2,25-10-4Г + 9,646. (XVIIЛ1)
Системы С—О и Н—О связаны равновесием COq+H-i =
= СО + Н2О
558
2S
1g к = 1g ^9Рн-‘.°- = (- 2203/ T) - 5,1588 • 10-5Г —
^соЛн,
— 2,5426- 10~7Г2 + 7,4617 • 10~иГ3 + 2,3. (XVII.12)
Результаты расчетов равновесия в системах Fe—О—С
и Fe—О—Н представлены на рис. XVII.3 и XVII.4. Анализ
данных рис. XVII.3 свидетельствует о том, что оксиды
железа могут быть восстановлены углеродом до железа
(Робщ=0,10 МПа) при температурах выше 710 °C. При бо-
лее низких температурах восстановление протекает до
вюстита. Ниже кривой равновесия реакции (XVII.11) га-
зовая смесь пересыщена углеродом н поэтому он должен
выпадать в самостоятельную фазу.
Рис. XVII.3. Равновесие между железом, вюститоы, магнетитом и смесями
С07-СО-С
Рве. XVM.4. Раановесне между железом, вюствтом, магнетитом и смесями во-
дород — водяной пар
В соответствии с принципом А. А. Байкова при восста-
новлении оксидов процесс превращения протекает ниже
570 °C по схеме ГеоОз^ГезО^Р'е, а выше 570°C —с об-
разованием в качестве промежуточной фазы вюстита:
Fe2O3^Fe3O4^FeO->Fe. Значение энергии Гиббса для эк-
зотермической реакции ЗРе2Оз+СО=2РсзО4-|-СО2, может
быть рассчитано по уравнению AG = —32970—
—53,85 Т Дж/моль, а для эндотермической реакции
Fe3O4-rCO = 3FeO + CO2 по уравнению AG? =29790—
—34,52 Т Дж/моль.
Восстановление вюстита оксидом углерода до желе-
за сопровождается выделением тепла (АН^к =
559
= —22802 Дж/моль): FeO+CO = Fe+СО2 AG? = -22802+
+ 24,26 Т Дж/моль.
Поскольку каждая из приведенных реакций является
трехкомпонентной и трехфазной, произвольно могут быть
изменены только два параметра, а остальные два из четы-
рех (общее давление газа СО+СО2 и температура) зави-
симы.
В последние годы начали выплавлять электросталь с
использованием губчатого железа и получать металличе-
ские порошки. Введен в эксплуатацию Оскольский элек-
трометаллургический комбинат (ОЭМК)» технологической
схемой которого предусмотрено получение окатышей из
железорудного концентрата, восстановление их продукта-
ми конвертирования природного газа и плавки губчатого
железа в дуговых электропечах. Используемый природный
газ (89—93% СН4, 2—4% C2HS, 1—3% С3Н8 и др.) под-
вергают конвертированию углекислым газом и парами
воды. Восстановление оксидов железа ведут газовыми
смесями сложного состава системы СО—СО2—Н2—Н2О—
СН4. Для оптимизации технологического процесса прямо-
го получения железа (ПППЖ) необходимо решить ряд
термодинамических задач: 1) выполнить расчет конверти-
рования природного газа прн температурах конверсии;
2) привести полученную газовую смесь к равновесному со-
стоянию; 3) определить восстановнтелыю-окнслительный
потенциал (ВОП) газовой смеси по отношению к оксидам
железа; 4) рассчитать равновесное содержание углерода
в ПППЖ.
Комплекс перечисленных задач был впервые решен
П. Н. Остриком и М. М- Гасиком. Ниже по данным этих
авторов приведены методики и результаты термодинами-
ческого анализа процесса получения ПППЖ при углекис-
лотном конвертировании природного газа. Состав газовой
фазы играет важную роль в процессе восстановления и на-
углероживания железа и предопределяет конечное содер-
жание кислорода и углерода в металле. В общем виде кон-
вертирование метана, может быть представлено схемой:
например, углекислым газом СН4 + (1 +х) СОг= (2 + х)СО+
+ (2—л‘)И2+д'Н2О, где 0<л'<2. Система Н2—Н2О—СО—
СО2—СН4 находится в равновесии, если одновременно
находятся в равновесии се частные реакции, например
реакция водяного газа и реакция взаимодействия метана с
водяным паром или углекислым газом.
Для дальнейшего рассмотрения процессов газовую
смесь необходимо иметь в равновесном состоянии. По-
560
скольку в системе имеются пять неизвестных, для ее рас-
чета необходимы пять независимых уравнений. Такими
уравнениями являются приведенные ниже закон Дальтона
(I), постоянство атомных (мольных) отношений углерода
и водорода к кислороду (II) и (III) и выражение констант
равновесия и К? частных реакций (IV) и (V):
I- Рн;4"Рн,о+ Рсо/’“ ^СН.= РН^ + Ршо+рсо +
+ Рсо;“Г рсн.^робщ!
И' Л = C/о = (рсо+ Pcoj“'~ ^ChJ/^СО"Ь ^РсоН- Рн,о^ =
= (Рсо+ Рсог4- PchJ (рсо + 2рсо;+ Рн.о) = const;
41- В = Н2/О = (pHj-r Р\\ о*4" 2рсн ) /(р со+
-Ь Лго) = (рндЬ рн:о+ 2рсн.) (рсо + 2рсо; + рнао) —
™ const;
iv. =
*хн/п»о
V. кг=^<^- = Ъ(Т).
Рсоfib
где pi', Pi—исходные и равновесные парциальные давле-
ния компонентов газовой смеси.
Для расчета равновесия газовой среды П. Н. Остриком
и М. М. Гасиком разработана программа решения систе-
мы нелинейных уравнений, реализованная на языке
FORTRAN—IV для ЭВМ ЕС-1033. Рассчитаны равновесия
газовых систем для различных исходных составов газа в
интервале 1000—1600 К.
Для термодинамического анализа процессов восстанов-
ления оксидов железа после определения равновесного со-
става газа необходимо оценить восстановительный потен-
циал (ВП) газовой системы. Известные выражения для
ВП основаны на простых отношениях сумм содержаний
или парциальных давлений восстановительных компонен-
тов (ER. СО) к окислительным (СОо, НгО). Но такие вы-
ражения не отражают термодинамических особенностей
процессов окисления п восстановления металла. В связи
с этим предложен принципиально новый подход к описанию
и опенке восстановительно-окислительного потенциала
(ВОП) как термодинамической характеристики не только
газовой смеси, но и процесса ее взаимодействия с оксидом
элемента. Если принять, что оксид и элемент образуют
561
чистые фазы, то константа равновесия реакций образо-
вания оксида из элементов (Ар) равна обратной величине
упругости диссоциации, а изменение энергии Гиббса бу-
дет определяться уравнением изотермы химической реак-
ции Ваит-Гоффа:
AG =/?Г[1л(1/№ф))-1пКр], (XVIL13)
где Кр — константа равновесия реакции образования ок-
сида ЕО нз кислорода и элемента Е\ ро,(ф) — фактическое
парциальное давление кислорода в газовой среде, равно-
весное только по отношению к газовой системе типа
Н2—Н2О—СО—СО2—СН4, находящейся в контакте с ок-
сидом я элементом. Если фактическое давление роа(Ф)
больше упругости диссоциации роа(£О) при Т=const, то
происходит окисление металла до оксида, а при ро2(ф)<
<рог<кО)(Дб1>0) восстановление оксида до металла. Та-
ким образом, ВОП газовой среды (обозначенный далее
Дбвп) зависит от температуры, фактического давления
(равновесного) родф)» природы металла и оксида. ВОП
является универсальным и может быть применен для лю-
бой реакции окислении-восстановления. Поскольку родф)
связано с остальными компонентами газовой среды, то при
практическом его использовании—для реакции 0,947Fe +
4-CO2^Fe0,947O + CO можно записать
Дбвп ~R Т [1п (рсо/рсо,)ф— 1п Кр]; Кр~
= (XVII. 14)
где Дбвп = 17995,071—21,9195 Т—/?Г1п (рсоа/рсо)ф, Дж-
Аналогичное выражение можно получить для реакции
окисления железа водяным паром, причем значения ВОП,
рассчитанные по этим уравнениям, будут одинаковы, так
как На, Н2О, СО, СО2 в равновесной газовой фазе связаны
реакцией водяного газа. Рассчитана зависимость ДСвп ог
температуры для реакции восстановления вюстнта при
фиксированных значениях отношения (рсоа/рсо)ф незави-
симо от исходного состава газа (рис. XVII.5). Восстановле-
ние вюстнта происходит в области значений ДСВп>0. За-
висимость АС?вп °т равновесного состава газа (рнс. XVII.6)
позволяет определить характер газовой среды по отноше-
нию к конденсированным фазам Fe н FeO. Требуемое от-
ношение (Рсог/рсо)ф может быть обеспечено любым варьи-
рованием и комбинацией параметров, определяющих рав-
новесный состав газовой смеси. Равновесное содержание
углерода в аустените в гетерогенной системе Н2—Н2О—
.562
CO—CO2—CH4— [C] Fe определяется реакциями взаимодей-
ствия растворенного углерода с СО2, Нг или Н2О. Из вы-
ражений для констант равновесия этих реакций можно
определить активность углерода, а затем найти атомную
долю углерода и его процентное содержание. С учетом
ограниченной растворимости углерода в аустените полу-
чено уравнение для определения его равновесного массо-
вого содержания:
[ %С] =3/[(а/ас) + 0,59], (XVII.15)
где а — коэффициент, учитывающий ограниченную раство-
римость углерода в аустените при различных температу-
рах; ас — активность углерода.
Это выражение позволяет определить содержание уг-
лерода в аустените по равновесному составу газа и темпе-
ратуре. Заключительной ста-
дией анализа восстановле-
ния оксидов железа много-
компонентными газовыми
смесями является опреде-
74
7
О
-7
-74
-27
0 0,2 Д4 OjB 0,8 1,0 1,2 (COg)
\С0
Рнс. XVII.5. Зависимость AGB д для реакции июсставоэлеиия вюстнта при фик-
сированных значениях Рсо-^со (цифры У кривых) от температуры
Рис, XVII 6. Зависимость Дбв я от состава газовой фазы в интервале от 1000
(верхняя) до (600 К (нижняя кривая):
/ ~ FeO+CO—>Fe+€Ot; fl — Fe+CO;—eFeO + CO
лонне влияния параметров процессов конвертирования, а
также равновесного содержания углерода в аустените. С
этой целью был построен график зависимости ДО вп от ос-
новных параметров процесса восстановления вюстита
(рис. XVII.7).
Лпалнз показывает, что ВОП для этой реакции увели-
чивается при уменьшении отношения рсоа/рсо в исходном
газе, влажности газа, коэффициента х в реакции коввер-
563-
Рис. XVII.7. Зависимость Л<?вя от соста-
ва газовой фазы и температуры
ределение влияния параметров
тиров а ни я (рис. XVI 1.7)
и при повышении содер-
жания метана в исходном
газе. Влияние температу-
ры на AGbh газовой сре-
ды определяется зависи-
мостью от температуры, с
одной стороны, равновес-
ного состава газа и, с
другой — копстанты рав-
новесия реакции окисле-
ния железа до вюстита.
В целом с повышением
температуры ВОП воз-
растает. Аналогичное оп-
процессов на равновесное
•содержание углерода затруднительно вследствие громозд-
кости расчетов. Более удобны в практическом пользова-
нии номограммы, позволяющие быстро определить равно-
весное содержание углерода в аустените по составу газа
и температуре. Номограмма (рис. XVII.8) удобна для
практических расчетов.
Пример пользования номограммой. Получив равновес-
ный состав конвертированного газа, рассчитывают отноше-
ние (рсо,/рсо)ф. Примем, что в рассматриваемом примере
рсо = 0,25 (точка 1), отношение (рсо2/рсо)ф = 0,05 (точка 2)
и температура в зоне восстановления равна 1450 К (точ-
ка 4). Соединяют точки /
и 2 прямой. Пересечение
последней со вспомога-
тельной шкалой у дает
точку 3, а пересечение
прямой 3—4 со шкалой
.[% С) дает точку 5. ко-
торая характеризует со-
держание углерода в аус-
тените (0,015% [С]).
Предложенная номограм-
ма построена для аусте-
нитной. области равновес-
ной системы Fe--С. Если
правильно приняты исход-
ил
т,к
Рсо Г
rfe Г
Рис. XVII.8. Номограмме для расчета
содержания углерода в аустените в
зависимости от состава газа и тем-
пературы
ные данные и выполнены
указанные выше расчеты,
то содержание углерода
564
должна находиться в аустенитной области, очерченной на
номограмме сложной линией G—S—Е—I—М и горизон-
тальной температурной шкалой. Проверяют правильность
расчетов следующим образом. Через точку 5 проводят
прямую линию, параллельную горизонтальной температур-
ной шкале. На этой шкале откладывают заданную темпе-
ратуру 1450 К (точка 6). Из точки 6 опускают перпенди-
куляр до пересечения с горизонтальной линией, проведен-
ной через точку 5. Пересечение перпендикуляра с этой
линией даст точку 7, которая должна находиться в аусте-
нитной области.
§ 3, Технология прямого получения железа
Возрастающие объемы производства стали обусловливают
необходимость увеличения выплавки чугуна. Однако ми-
ровые запасы коксующихся углей (пригодных для получе-
ния кокса) ограничены, поэтому в СССР н других стра-
нах постоянно ведутся теоретические разработки и опыт-
но-промышленные исследования по производству железа
путем восстановления его оксидов газообразными восста-
новителями. Начало промышленного получения железа
прямым способом относится к середине 60-х годов XX в.,
когда во всем мире было получено его около 1 млн. т.
С тех пор объем производства продукта прямого получе-
ния железа ПППЖ (или губчатого железа) постоянно
растет. Так, в 1980 г. было произведено 26 млн. т, а в
1990 г. должно быть получено 90 млн. т ПППЖ- К 1980 г.
во всем мире было предложено ие менее 300 различных
методов получения ПППЖ, из которых около 70—80 бо-
лее или меиее широко опробованы, а внедрены всего лишь
единицы. Ниже приведены требования к качеству ПППЖ
(по данным зарубежной практики):
Содержанке железа, %................
Степень металлизации, % ..........
Содержание Ог в виде FeO, % . . . .
Содержание, %:
S ................................
Р ................................
Си................................
С ................................
90/70
90/86
2/Не регламентируется
0,01/0,25
0,015/0,015
0,02/0,02
"0,0—2,5/Не регламентируется
Прзмечвяне, Числитель — для дуговых печей, знаменатель — для домен-
ных.
В СССР продукт прямого получения железа пли сокра-
щенно металлнзовапные окатыши получают на Осколь-
ском электрометаллургическом комбинате восстановлепп-
565
ем окисленных окатышей продуктами конверсии природ-
ного газа. Исходные окатыши получают из магнетитового
железорудного концентрата, который получают на Лебе-
динском ГОКе Курской магнитной аномалии. Этот кон-
центрат имеет следующий гранулометрический состав (по
ТУ 14-9-212—81):
Фракция, мм . . >0.15 0,15—0,09 0,09—0,015 0,045—0,032 0,032
Содержание, % . 0,2 0,8 5,0 16,0 78,0
Удельная поверхность концентрата (ГОСТ 21043—75)
составляет 2100 см2/г. Концентрат по химическому соста-
ву должен удовлетворять следующим требованиям: содер-
жание оксидов железа в пересчете и а железо 69,5—70 % ^
количество примесей должно быть, % (не более): SiO2
3,0; А120з 0,22; СаО 0,14; MgO 0,14; S 0,07 и Р2О5 0,019.
Из фабрики обогащения Лебединского ГОКа концент-
рат в виде пульпы (40% концентрата+60% воды) в коли-
честве 430 м3/ч поступает по трубопроводу диаметром-
219 мм иа ОЭМК (расстояние 25 км). На следующих ста-
диях пульпа сгущается, а затем обезвоживается на диско-
вых вакуумных фильтрах. Шихта для получения окаты-
шей включает магнетитовый концентрат и связующее —•
бентонит. Она поступает в смеситель, из которого выходит
однородная смесь. Окатыши получают в барабанном оком-
кователе. Поскольку окатыши имеют различный размер,,
то нх подвергают классификации на грохотах. Выделен-
ные окатыши размером <25 мм и >8 мм направляют на-
конвейерные машины для сушки и обжига, а размером
>25 мм и <8 мм возвращают в смеситель. Сырые окаты-
ши должны иметь содержание влаги 9,5±0,2%, прочность
на раздавливание 1 кг/окатыш и выдерживать до разру-
шения 8—5 сбрасываний с высоты 0,5 м. Упрочняющий
обжиг окатышей производят на конвейерных машинах по-
лезной площадью 480 м2 и включает ряд последовательных
операций: загрузку постели из обожженных окатышей
слоем 300—400 мм; подогрев, обжиг окатышей природным
газом при 1300°C и охлаждение окатышей до 130 °C, раз-
грузку обожженных окатышей. После грохочения часть
окатышей фракции 10—25 мм подают в корпус обжига
для использования нх в качестве постели. Упрочненные
окатыши фракций >25 мм, 5—10 мм и оставшуюся часть
фракции 10—25 мм направляют в цех металлизации, а
при необходимости отгружают другим потребителям.
ПППЖ получают восстановлением оксидов железа
(окатышей) продуктами конверсии природного газа со-
566
стоящего в основном из метана (89—93% СН4). Необходи-
мость предварительной конверсии метана объясняется
тем, что при нагреве происходит термическое разложение
его по реакции: CH4 = C{tj + 2H2, &G? =74847—
“80,7 Т Дж/моль. Из этого выражения следует, что с по-
вышением температуры термодинамическая прочность ме-
тана снижается и в интервале 900—1100 °C образуется
много сажистого углерода, который препятствует промыш-
ленному осуществлению процессов получения ПППЖ* *
В связи с этим одной из главных задач в общей цепи тех-
нологического процесса производства ПППЖ является
разработка способов конверсии природного газа, а также
газификации каменных углей, нефти и др. Предложено
несколько способов конвертирования ♦* (реформинга *2)
природного газа. Как следует из данных табл. XVII.4 смесь
Таблица XV1I.4. Характеристика реакций получения восстанови-
тельных газов
Реакция дя. кДж/м® сн. Тни реакция
СН«=С+2На 3338 Термическое разложение
СН4-ьНгО=СО+ЗН2 9196 Конвертирование водяным па-
ром
СН4+СО2=2СО+2Нз 11033 Конвертирование углекислотой
СНч+‘/йО2=СО+2Нг -1589 Неполное горение
СО -f” HjO = СОа Ч~ -1836 Реакция водяного газа
восстановительного газа, состоящего из СО и Hs, может
быть получена по реакциям конвертирования метана и от-
носится к эндотермичпым, тогда как реакция неполного
сгорания метана и реакция водяного газа экзотермичиы.
Поскольку природный газ, как и нефть, на перспективу
рассматривается скорее как сырье для различных химиче-
ских процессов, предполагается уже в конце XX в. все
шире использовать атомную энергию. На 2020 г. мировая
потребность в первичной энергии ожидается в размере
109 ТДж, что более чем в три раза выше существующей.
Предполагается довести долю солнечной, геотермальной и
гидроэнергии до 20%. Наряду с природным газом в неко-
торых процессах прямого получения железа в качестве
восстановителя яспользуют каменный уголь. Могут приме-
•> Converter (лат.) — нзменять, превращать.
*а Revorming (англ.) — переделывать.
567
Таблица XVII.5. Состав железорудного сырья, используемого для
прямого получения железа
Процессы Массовое содержание, %
окатышей кусковой руды рудной мелочи металлур- гических ОТХОДОВ
Прямого восстановления 56,4 24,0 10,2 9,4
Газового восстановления 70,6 16,7 12,7
С твердым восстановителем 19,5 42,9 4,0 33,6
няться железорудные окатыши, брикеты, кусковая руда,
рудная мелочь, а также металлургические отходы. Лучшие
результаты достигаются при. определенном соотношении
железосодержащих компонентов шихты (табл. XVII.5).
Наряду с кусковым материалом получается также мелкая
фракция, которую брикетируют и используют в виде бри-
кетов холодного или горячего брикетирования (табл.
XVII.6) .
Таблица XVI1.6. Свойства брикетов железа прямого получения
Показатель Окатыши ПППЖ Продукт брикетирования
холодного горячего
Содержанке железа, % . 92 87 92
Пористость, % 50—60 25-30 15-20
Плотность, г/см3 33 4,0 5,8
Насыпная масса, г/см3 . . . 2,0 2,8 3,2
Известен ряд способов производства ПППЖ, которые
могут быть подразделены по различным признакам, в том
числе и по типу металлургических агрегатов. Выделяют
группу способов, осуществляемых в шахтных печах, в пе-
чах кипящего слоя, во вращающихся барабанных печах
и др. Одним нз наиболее распространенных является про-
цесс «Мидрекс» («Midrex»), который относится к группе
шахтных процессов н используется на ОЭМК. Успех его
обусловлен сравнительной простотой технических решений
я низким удельным расходом энергии. Восстановление
окатышей ведется конвертированным природным газом в
противоточной шахте вместимостью 400 м3 (рис. XVII.9);
отработанный газ очищается и */з его возвращается на
конверсию природного газа, протекающую ио реакциям:
568
СН4+ С02= 2С0 + 2Н2;
СН4 4- Н20 =ЗН2 4- СО.
ПППЖ, полученный с ис-
пользованием восстанови-
тельных газовых смесей,
содержит небольшое ко-
личество серы, примесей
цветных металлов и срав-
нительно большое коли-
чество пустой породы (до
2—3%), характеризуется
высокой пористостью, ма-
лой, теплопроводностью,
склонностью к окислению
при хранении и нагреве.
ПППЖ может приме-
няться в качестве шихты
для доменных печей; каж-
дые 10% введенного
Рис. XVFI.9. Схема получения губча-
того железа по способу «Мндрекс»:
1 — природный газ; 2 — газ—топливо;
3 — воздух; 4 — риформер; 5 — реку-
ператор; б — газовая смесь (80%
CO + HJ; 7 — оксиды железа; в —
зона восстановления; 9 — скрубберы;
/0 —газ (70% CO + HJ; // — восста-
новленное железо; 12 — зона охлажде-
ния
ПППЖ снижают расход
кокса на 6—7% и повышают производительность домен-
ных печей на 9%. Учитывая низкое содержание примесей
цветных металлов, ПППЖ может найти применение я
для выплавки ферросилиция. Можно его применять вмес-
то чугуна и металлолома при выплавке в индукционных
печах синтетического чугуна с глобулярным графитом, он
рекомендуется в качестве металлодобавки в кислородно-
конвертерном процессе. Однако наиболее важной областью
является применение ПППЖ для выплавки стали в мощ-
ных дуговых печах. Хорошие результаты получаются при
совместном использовании его с металлоломом (50—40%).
Имеется опыт переплава неоднородного по своей природе
ПППЖ, в обычных закрытых ферросплавных печах с маг-
незитовой футеровкой и самообжнгающимися электродами
непрерывным процессом.
Сажистое железо. В последние годы в качестве угле-
родистого восстановителя при получении железных по-
рошков начали применять сажистое железо, представля-
ющее собой смесь феррита (аустенита), карбидов железа
и углерода. Один из способов получения сажистого железа
разработан ЦНИИЧМ и ВНИИ ГАЗ, сущность его сводит-
ся к термокаталитическому разложению углеводородов на
железной губке. Способ ДМстИ (Острик П. Н.) основан
на взаимодействии углеродсодержащих газов с железо-
рудными материалами. Первоначально происходит восста-
569
новление оксидов железа, например монооксидом углеро-
да, а затем его науглероживание. За пределами раствори-
мости углерода в аустените выделяются карбиды РезС,
Fe2C, FejoCg и FeC. При достижении общего содержания
углерода 6—7% в губке (в ее порах) выделяется аморф-
ный и кристаллический углерод, создающий распирающие
усилия до 20 МПа. Происходит отслаивание от основной
массы мелкодисперсных частичек сажистого железа. В ка-
честве углеводородов могут быть использованы природ-
ный газ, пропан, бутан, ацетилен, а также вторичные га-
зы и прежде всего колошниковый газ ферросплавных про-
цессов. Объемное содержание компонентов в колошнико-
вом газе следующее, %: СО 65—90; Н2 2—6; СО2 2—10;
О2<1; остальное — азот.
§ 4. Получение чугуна в электропечах
Первые рудовосстановительные печи для выплавки чугуна
(электродомны) появились в 1908 г. Верхняя часть печей
выполнялась в виде шахты, копирующей профиль домен-
ной печи, в нижней части печи большого диаметра распо-
лагались электроды под углом к вертикали (рис. XVI 1.10).
Рнс. XVII.Ю. Схема, электро-
доменной печи:
/ — ванна; 2 — электроды; 3 —
шахта
Вследствие того что расход уг-
леродистого восстановителя при
использовании электротермиче-
ского метода уменьшается за
счет получения тепла при про-
хождении тока через шахту в
горения электрических дуг боль-
шой мощности, количество вы-
деляющихся газов невелико, а
их температура понижена, вос-
становление оксидов железа мо-
ноокендом углерода в верхней
части шахтной печи практически
ие получало развития. Этим объ-
ясняется, что все печи для вы-
плавки чугуна во основным кон-
структивным параметрам анало-
гичны рудовосстановителышм
электропечам, применяемым для
получения ферросплавов непре-
рывным методом. За рубежом та-
кие печи называют низкошахт-
ными. В 1965—1966 гг. были вве-
570
дены в эксплуатацию печн (рис. XVII.11) с установленной
мощностью трансформаторов 60 МВ-А. На 1 т чугуна
(4% С, 1% Si, 0,07% S) расходуется 1523 кг (950 кг же-
леза) окатышей, 400 кг кокса, 234 известняка, 122 кг бок-
сита. Плавку ведут на шлаке основностью (CaO + MgO)/
/(SiO2) = 1,36. Удельный расход электроэнергии составляет
2464 кВт-ч/т чугуна или 69,8% в общем балансе прихода
тепла; 28,3% тепла поступает от окисления углерода н
1,9% от процессов шлакообразования. На восстановление
оксидов расходуется 57,4% тепла, разложение известняка
и доломита — 4,4%, испарение влаги — 0,8%, тепло чугу-
на составляет 9,4%, шлака 7,3%, колошникового газа
(400 °C) 2,7%, а потерн тепла и электроэнергии 17,5%.
Рис. XVII.II. Схема строевая ванны рудоаосстановнтельвой электропечи для
ныоланкн чугуна (завод «Мо и Рана». Норвегия):
/ — электрод; 2 — контактный узел; 3 — шихта; 4— коксовый слой; 5 — свод;
б _ мелкий кокс в смеси е известью. 7 — металл; 3— шлак
Плавка чугуна с применением офлюсованного агломе-
рата снижает удельный расход электроэнергии до
2000 кВт-ч/т. Перспективно использование частично ме-
талл изованной и нагретой шихты. Нагрев и предвари-
тельное восстановление шихты в трубчатых печах, отап-
ливаемых колошниковым газом, повышают производи-
тельность электропечей, а расход электроэнергии сни-
жается до 1000—1800 кВт-ч/т чугуна при расходе кокса
— 300 кг. Основность шлака в электропечи обычно под-
571
держивают. исходя из отношения (CaO + MgO)/(SiO2)—
= 1,4 ч-1,8. Для уменьшения вязкости шлака целесообразна
иметь в нем 8—12% MgO. Колошниковый газ содержит
25 -30% СО2; 60—75% СО; 0,3—0,4% О2, ~Г% СН4, 2—
3% Н2 и 8—10% Na, доменный газ — 9—18% СО2, 24—
30% СО; 0,2—0,5% Н2; 1—2% СН4 н 55—59% N2.
Особенностью строения ванны является образование
«подушки», состоящей из кокса в смеси с известью. В этой
зоне есть и капли чугуна, опускающиеся иа подину, где
опи создают металлическую ваииу. Шлак заполняет
главным образом свободные промежутки в нижней части
коксового слоя. Непосредственно под электродами ист ни
металла, ни шлака, здесь находится «сухой» кокс, нагре-
тый в работающей печи до 2273—3273 К. Механизм про-
хождения тока в печи полностью не ясен, но, по-види-
мому. и между кусочками кокса «подушки» в местах кон-
тактов образуются небольшие электрические дуги. Ос-
новная часть мощности выделяется в областях вокруг
нижней части электродов. Электрическая проводимость
шихты, расположенной в верхней части печи, невелика,
и основная часть токов проводимости шихты проходит
через коксовый слой. В нем скапливается крупный кокс,
а мелкий расходуется на восстановление и нагрев шихты
в зоне предварительной подготовки шихты. Для регулиро-
вания электрического сопротивления печи применяют две
фракции кокса; 0—20 и 30—60 мм. От соотношения их ко-
личеств зависит мощность элсктродугового высокотемпе-
ратурного разряда.
В Норвегии на заводе «Норш Ернверк» работают де-
сять печей, в том числе четыре мощностью по 23 МВ-А,
четыре — 33 МВ А и две печи — по 60 МВ-А. Производи-
тельность печей — 200—325 т чугуна в сутки. Работают
они на предварительно восстановленной в трубчатых печах
горячей шихте. Прн этом расход электроэнергии при вы-
плавке чугуна снижается иа 40—60% по сравнению с ра-
ботой на холодной шихте. В Югославии на заводе «Же-
лезарна Скопле» (г. Скопле) построены электропечи, рас-
считанные на годовую производительность 1 мли. т чугуна.
На заводе установлены закрытые сводом электропечи —
две по 34,5 и две по 45 МВ-А, изготовленные фирмой
«Электрокемнкс». Кожух печей имеет цилиндрическую
форму. Футеровка стен выполнена пз магнезитового кир-
пича, а подины — из угольных блоков. Непрерывные само-
обжигающиеся электроды имеют диаметр 1900 мм. Рабо-
та печей предусмотрена на предварительно восстаиовлен-
572
ной горячей шихте, получаемой из пяти трубчатых печей
длиной 95 м и диаметром 4,2 м. Трубчатые печи отапли-
ваются колошниковыми газами электропечей. В Южной
Африке (Трансвааль) на одном из заводов производят
чугун в печах мощностью 30 МВ-А, работающих на горя-
чей, предварительно восстановленной шихте.
В последнее десятилетие разработаны процессы полу-
чения железа и чугуна с применением низкотемператур-
ной плазмы. В качестве примера отметим новый процесс
производства чугуна «Plasmamelt» (рис. XVII.12), разра-
Рис. XVII.12. Схема получения чугуна но способу *PiJsnui-
meit» (Шяеиня) с применением низкотемпературной плаз-
мы:
/ — шлак 2 — зоны восстановления и плавления; 3 — кокс;
4 — газ; 5 — контроль давления; 6 — питатель руды: 7 —
сухой концентрат; 8 — предварительное восстановление; S —
компрессор; /0 — угольная пыль: Н — чугун; 12 — плаз-
монный регенератор; 13 — регенерируемый газ; 14 — пред-
варительно-восстановленный концентрат; 15 — шлакообра-
э уют не
ботанный шведской фирмой «SKF Steel». Как следует из
представленной схемы, в процессе используют плазмен-
ный генератор, угольную пыль и железорудные концентра-
ты, предварительно частично восстановленные отходящи-
ми газами. Процесс исключает применение агломерацион-
ных машин и получение кокса. Удельные капитальные
вложения при этом процессе составляют !/з? а эксплуата-
ционные расходы — 80% от затрат при обычном произ-
водстве чугуна. Однако окончательный вывод об эффектив-
ности этих процессов можно сделать после продолжитель-
ного п всестороннего исследования работы промышленных
печей.
57S
Глава XVIIL ЭЛЕКТРОКОРУНД
§ 1. Свойства корунда и его расплавов
Корунд (а-А12О3) встречается в природе как породообра-
зующий минерал. Известны его месторождения на Урале,
в Казахской ССР, в Якутской АССР и других районах
СССР. Чистые разновидности природного коруида содер-
жат 95—98% А12О3, одиако встречаются редко. Как пра-
вило, природный корунд имеет примеси, снижающие его
качество. В связи с этим потребность машиностроения,
металлургии и других отраслей промышленности в корун-
де как абразивном и глнноземсодержащем материале
удовлетворяется искусственным корундом, называемым
электрокорундом. В СССР электрокоруид производят в
основном на абразивных заводах системы ВПО «Союзаб-
разив» Мннстанкопрома СССР, Электрокорунд представ-
ляет собой закристаллизованный расплав иа основе окси-
да алюминия (96—98% А120з), основной минеральной фа-
зой которого является его тригональная модификация
а-АЬОз. Элементарная ячейка корунда имеет форму остро-
угольного ромбоэдра с длиной ребра 0,513 им и плоским
углом 5546'. Молекулярная масса корунда 101,96, истин-
ная плотность 3,99 г/см3, температура плавления 2316—
2328 К, теплота' плавления 109,2 кДж/моль. Плавление
сопровождается увеличением молярного объема на 23,5%.
Зависимость плотности расплава р (г/см3) от температуры
описывается выражением: р= [12,98—1,09-10-3 (Г—
—2052)], из которого следует, что с повышением темпера-
туры плотность расплава равна 2,98, а при 2775 К —
2,18 г/см3. Зависимость теплоемкости твердого корунда
от температуры Т (К) определяется по уравнению:
Сп= (92,38 + 3,75-10-3 7—2,19-107/Р), Дж/(моль-К).
Тепловое расширение корунда ниже, чем у СаО и MgO,
но больше, чем у шпинели MgO-Al2O3 и муллита ЗАЬОз-
2SiO2. Зависимость линейного расширения корунда от
температуры характеризуется следующими данными:
Г, к............... 1273 1473 1673 1873 2073 2273
Линейное расширение, % 0,8 1 1,2 1.4 1,6 1,8
Природа химической связи А1—О определяет и осо-
бенность строения жидкого корунда. Его расплав пред-
ставлен комплексными ионами, образующимися в резуль-
тате термической диссоциации оксида алюминия по схеме:
574
А120з(ж)-*А102 + А10+. Подтверждением существования
этих комплексных ионов являются экспериментально опре-
деленные радиусы частиц, обусловливающие диффузию
в корундовом расплаве. Радиус этих частиц в интервале
2334—2425 К составляет 0,15—0,182 нм, что соизмеримо
с кристаллографическим радиусом комплексного нона
А1О+ 0,182 нм. Выше 2523 К иоиы А1О+ н АЮГ могут
диссоциировать на алюминий и кислород. Полученный
при помощи плазмы расплав глинозема кристаллизуется
в форме У'АЬОз. Это свидетельствует о подобии структу-
ры высокотемпературного расплава структуре кубического
у-АЬОз-
Важными характеристиками расплава корунда явля-
ются его электрическая проводимость и вязкость. Уста-
новлено, что с повышением температуры электрическая
проводимость расплава корунда увеличивается, а вяз-
кость уменьшается (табл. XVIII,!). Электрическая прово-
димость монокристаллов корунда с повышением темпера-
туры также увеличивается; при 838 К она равна 2,74Х
X 10 !’ См, а при 1503 К— 1,96-10~8 См. Таким образом,
свойства расплава корунда существенно отличаются от
Таблица XVIII.1. Физико-химические свойства расплава глинозема
(по данным В. П. Елютина н др.)
Г, ю Р, г/см* ah И, м | Я. Па-с 1 Е , Ч кДж/мо.1ь g, См Es. кДж/моль
2052 2,98 0,655 0,058 172.2 0,71 86,1
2152 2,86 0,635 0,038 152,7 0,85 69,3
2252 2,74 0.615 0,029 92,4 0,97 67,2
2352 2,63 0,595 0.024 72.7 1,09 63.0
2452 2,51 р.575 0,021 71.8 1.21 60,9
2502 2,45 0,565 0,020 71,4 1,26 58,8
Примечание, р — плотность: а — поверхностное цатя.кение: ц — вязкость;
g — электрическая проводимость; Е , Eg — энергия активации вязкости и прово-
димости,
свойств расплава кварца (см. гл. 111). Для жидкого квар-
цевого стекла, имеющего большую долю ковалентной свя-
зи. степень разрыхления структуры при плавлении умень-
шается, вязкость увеличивается и электрическое сопро-
тивление снижается. Температура кипения корундового
расплава составляет 3253 К, а теплота перехода распла-
ва в газообразное состояние равна 485,9 кДж/моль. Тем-
пература кипения А120з является условной, поскольку в
575-
Таблица XVIII.2. Состав газовой фазы над расплавом AlsO3
(по И. С. Куликову)
Компо- нент Состав фазы, % (объсмв.), прн температуре, К Компо- нент Состав фазы, % (объема,), прн температуре. К
2203 2500 2S80 3000 2203 2500 2680 3000
А1 35.77 33,86 31.69 28,04 АЮ 3,94 5,27 6,49 8,54
О 55,29 53,76 52,50 50,17 А1гО 2.32 3,61 4.95 7,39
о3 2,63 3,41 4,16 5,53 AI2O2 0,05 0,10 0,21 0,33
газовой фазе находятся не молекулы А12Оа, а в основном
одноатомные алюминий н кислород и в меньшем количе-
стве — низшие оксиды алюминия А12О, АЮ н А12О2. Как
следует из табл. XVIII.2 с повышением температуры доля
субоксндов (АЮ, Л12О и А12О2) в газовой фазе иад рас-
плавом корунда увеличивается, что хорошо согласуется
с термодинамическими данными реакций образования
низших оксидов алюминия. Упругость пара расплава
АЬОз (pAiiOi) при различной температуре характеризуется
следующими данными:
Г, К......... 2633 2683 2763 2820 2853
рЛ1гоя, кПа . . 0,79 2,39 2,9 6,65 7,05
Для получения так называемого белого электрокорун-
да в качестве исходного материала используют техниче-
ский глинозем, который содержит отлнчную от а-А12О3
кристаллохимическую форму оксида у-А120з. Необходимо
учитывать природу и свойства этих форм оксида алюми-
ния. Прежде всего у-А120з имеет кубическую структуру.
Кубический AI2O3 образуется прн прокаливании гидратов
глинозема — на одной из стадий многостадийного гидро-
химического (щелочного) процесса извлечения А12Оа из
бокситов. При нагревапии гидратов глинозема форма
у-Л12О3 появляется уже при 873 К, а полное превращение
заканчивается при 1823 К. В зависимости от температуры
прокаливания и других факторов технический глинозем
может содержать 40—75% у-А12О3 и 25—60% а-А12О3.
Истинная плотность технического глинозема, содержа-
щего 25—30% а-А12О3, составляет 0,92—1,07 г/см3. Тех-
нический глинозем относится к высокоднсперсным мате-
риалам н содержит фракции 30—20 мкм 12—43%, фрак-
ции 20—10 мкм 19—40%. Как абразивный материал
технический глинозем применяют после переплава его в
576
дуговых печах. Кристаллизация расплава приводит к по-
лучению абразивной крупнокристаллической формы окси-
да алюминия а-А^Оз (белый электрокорупд).
§ 2. Технология белого электрокорунда
В зависимости от используемого глипоземсодержащего
сырья, состава шихты и технологии выплавки электроко-
ру ид подразделяется на несколько видов: нормальный,
монокорунд и белый электрокорунд. Наиболее распрост-
ранен нормальный электрокоруид, который получают пу-
тем восстановительной плавки бокситов. Для получения
монокоруида в качестве глниоземсодержащего материала
также используют боксит, однако физико-химическая
сущность процессов, происходящих при электроплавке и
кристаллизации расплавов, имеет принципиальное отличие
от процессов получения нормального электрокорунда.
Прн производстве монокорунда шихта состоит из боксита,
углеродистого восстановителя и материала, содержащего
серу в виде пирита. Во время электроплавкн оксиды же-
леза и кремнезем восстанавливаются, а сера, взаимодей-
ствуя с AI2O3, образует оксисульфидный расплав. В про-
цессе кристаллизации последнего формируются крупные
кристаллы а-А120з. Обработка дробленого продукта во-
дой способствует разложению сульфида алюминия (AI2O3)
и выделению зерен корунда.
Белый электрокорунд. Исходным материалом для
его получения служит технический глинозем (ГОСТ
6912—74, с изменением № 4 1980 г.). Этот стандарт пол-
ностью соответствует СТ СЭВ 995—78. Из 11 марок толь-
ко марка ГЭВ предназначена для производства белого
электрокорунда [<0,08% SiO2, 0,02% Fe2O3, <0,4%
(Na2O+K2O) в пересчете па Na2O; >70% а-А12О3]. В гли-
ноземе всех марок содержание влаги должно быть менее
0,5%.
Промышленное производство белого электрокорунда
было начато в 1932 г. на заводе «Ильич» (г. Ленинград).
Электроплавку ведут с целью получения расплава глино-
зема, последующая кристаллизация которого дает а-А12О3.
ОСТом 2МТ71-5—78 предусматривается несколько марок
белого электрокорунда (25А, 24А и 23А), массовое содер-
жание примесей в котором ограничивается следующими
пределами, %: Fe2O3 <0,02—0,10; SiO2 <0,10—0,30;
Na2O <0,20—0.60; С <0,1—0,25. Основным вредным при-
месным оксидом в расплаве белого электрокорунда счи-
19. -’32.
577
тается Na2O, поступающий с техническим глиноземом а
виде алюмината натрия Na2O-11А12О3. Известей ряд спо-
собов снижения его в техническом глиноземе. Одни из.
способов предусматривает обработку глинозема борной
кислотой Н3ВО3 н затем обжиг смеси при 1623—1823 К-
Образующиеся при этом бораты натрия возгоняются. Из
числа других следует отметить метод, предложенный
И. С. Кайнарскнм и др. Сущность способа состоит в тер-
мической обработке технического глинозема, смоченного
раствором MgCI2. В процессе нагрева происходит реак-
ция* N а2О 11AI2O3-T MgCI2 — MgO • А12О3 4- 2N а Cl 4-1ОА12Оз»
Хлорид натрия заметно возгоняется уже при 1673 К- Та-
ким образом, натрий удаляется в виде летучих его соеди-
нений. Известей также метод уменьшения вредного дей-
ствия оксида натрия присадкой в расплав глинозема ме-
таллического алюминия, который восстанавливает оксид
натрия.
Разновидностью белого электрокоруида являются так
называемые титанистый (0,7—1,5% ТЮ2), хромистый
(0,8—2,0% Сг20з) и циркониевый электрокорунды, кото-
рые получают легированием расплава белого электроко-
рунда Сг20з и ZrO2 соответственно.
§ 3. Технология нормального электрокоруида
Для выплавки нормального электрокоруида и монокоруи-
да используют бокситы, которые относят к типичным гор-
ным породам. Основные минералы: одноводные гидраты,
моногидраты глинозема диаспор н бемнт с химической
формулой А1ООН (ромбическая система, плотность
3,02 г/см3. 85% А12О3 и 1,5% Н2О) и трехводный гидрат
глинозема гидраргиллит (гиббсит) с формулой А1(ОН)з»
кристаллизующийся в моноклинной системе и содержащий
65,4% А12Ь3, 34,6% 112О и имеет плотность 2,34—
2,39 г/см3. Сопутствующие минералы представлены преж-
де всего минералами группы гндрооксида и оксида желе-
за (гетпт, гидрогетит, гидрогематит). Совместно с иимн
присутствуют каолин, хлорит, кальцит, галлуазит. Выде-
ляют три группы бокситов: моногидратные или диаспоро-
вые (бемитовые), тригидратные или гиббситовые ц сме-
шанные, содержащие моноглинозем и тригпдраты глино-
зема.
Основным химическим компонентом боксита является
глинозем, а в качестве примесей присутствует ряд окси-
дов: Fe3O3, SiO2, TiO2, СаО, MgO, МпО, Р2дз, V2O5 и др.
578
Наиболее нежелательная примесь — оксид кальция, допу-
стимое содержание которого не должно превышать 0,1%.
В процессе электроплавки оксид кальция не восстанавли-
вается, а при кристаллизации образует гексаалюмииат
кальция СаО-бА12О3, абразивная способность которого
намного ниже, чем у а-коруида. В СССР крупные место-
рождения бокситов обнаружены на Урале, в КазССР
(Тургайский бокситоносный район), Западной и Восточ-
ной Сибири, Ленинградской и Архангельской областих,
на Украине (Высокопольскос месторождение) и в других
районах. В соответствии с ГОСТ 972—82 выделяют семь
марок бокситов. В зависимости от вида потребления бок-
ситы относят к следующим маркам: ЭБ-1 (производство
электрокоруида марки 18А); ЭБ-2 (производство электро-
коруида марки 14А и 15А); ЦБ-1 (производство глинозе-
мистого цемента); ЦБ-2 (производство цемента); ОБ
(производство глинозема); МБ (мартеновское производ-
ство стали. Бокситы для производства абразивного элек-
трокорунда должны соответствовать требованиям, приве-
денным ниже.
Марка ..............................................ЭБ-1 ЭБ-2
Комплексный показатель качества Б, не менее...........41 31
Массовое содержание АЬО3, % (не менее).................— 43
Массовое содержание, % (не более):
РгО5 ’ ‘ ‘ ‘ 0,5 0,5
СаО ........................................................0,1 0,25
Комплексный показатель качества Б абразивного бок-
сита рассчитывается по выражению Б = А!2О3—2,0SiO2.
Для получения нормального электрокоруида пригодны
лишь те, в которых отношение (% А12О3)/(%СаО), назы-
ваемое кальциевым модулем ис ниже 250. Из такого бок-
сита можно выплавить нормальный электрокорунд с до-
пустимым количеством гексаалюмииата кальция. В бок-
сите строго регламентируется и содержание кремнезема:
чем ниже концентрация SiO2, тем выше технико-экономи-
ческие показатели производства абразивного электроко-
рунда. Если повышение содержания кремнезема в боксите
ухудшает экономику производства, то увеличение иа каж-
дую сотую долю процента концентрации оксида кальция
резко снижает абразивные свойства нормального электро-
коруида. Высококачественный нормальный электрокорунд
получают из пнзкокальциевых и низкокремннстых (% А120з/
/% SiO2>10—12) импортных бокситов (табл. XVI 11.3),
крупные месторождения которых находятся в Австралии,
19* 679
Таблица XVIП.З. Химический состав импортных бокситов для вы-
плавки нормального электрокорунда (по данным А. Н. Порады)
Страна Месторож- дение Массовое содержание компонентов, % AhOi SiO. AhOi СаО
А1Ю» 5Юг ГехО» TiOi СаО ЙГП.П.
Греция Парнас 57,8 2,7 24,9 2,7 0,30 и ,6 21,4 193
Хеликон 56,2 3,0 26,3 2,7 0,20 11,6 18.7 251
СФРЮ Хрущев о 46,7 4,9 22,4 3,0 0,30 22,7 9,5 156-
Власе- ница 53,5 4,4 27,8 2,7 0,09 11,5 12,1 595
Гвинея Дебеле 47,7 2,85 22,45 2,85 0,05 24,1 16,1 954
на Ямайке, Гаити, Суринаме, Гвинее, СФРЮ и других
странах. США импортирует —90% перерабатываемого бок-
сита, несмотря па то, что за последние пять лет пошлина
на боксит, вывозимый с о. Ямайка и из других стран,
увеличена почти в десять раз. Как следует из табл.
XVIII.3 наиболее качественные по кальциевому модулк>
Гвинейский и Югославский (Власеница) бокситы.
Углеродистые восстановители. Традиционным восста-
новителем для электроплавки бокситов является антраци-
товый концентрат (ГОСТ 3253- -73). В последние годы,
по предложению А. Н. Порады, антрацит заменен ме-
лочью нефтяного кокса марки КЗ—0 ГОСТ 15883—70, по-
скольку в ней содержится почти в десять раз меньше ок-
сида кальция, чем в антраците. Ниже приведен химиче-
ский состав углеродистых восстановителей, %:
A1:O; SiOi FejOs TtOj СаО MgO С Летучие
Антрацит .... 1,95 2,1 2,2 0,15 0,6 0,20 89,0 3,8
Мелочь нефтя-
ного кокса . . . 0,19 0,20 0,28 0,05 0,05 0,03 89,0 10,2
Агломерация бокситов. Электроплавка сырых бокситов
сопровождается образованием пыли и газа, повышенным
удельным расходом электроэнергии и небезопасна, так как
процесс сопровождается выбросами шихты. В связи с этим
боксит подвергают агломерации.
Аглофабрнки сооружены иа ЗАК и ЮАЗ. Аглофабри-
кн оборудованы агломашинамн типа К-2-50 с площадью
спекания 50 м2 и эксгаустером производительностью
70 м3/с.
Гранулометрический состав гвинейского боксита, посту-
пающего па заводы (исходного) и после его дробления
для агломерации, приведен ниже.
580
Фракция, мм ... >50 50—25
Содержание фрак*
ции, % в боксите:
исходном .... 11,7 23,6
дробленом ... — —
25-15 15-10 10—5 <5 <3
17.9 12,6 17,0 17,2 —
2,8 21,0 32,4 8,1 35,7
Насыпная масса дробленого боксита составляет 1,4 г/
/см3. В качестве топлива используют смесь антрацита {со-
держание золы 6.5%) и мелочи нефтяного кокса (содер-
жание золы 0,65%, летучих 10%) в соотношении 60:40-
Большая доля нсфтекокса приводит к разбалансированию
эксгаустера вследствие налипания летучих и пыли на ро-
тор. Агломерационная шихта включает 56—63% боксита,
30—37% возврата и 6,5—7,6% топлива. При спекании
аглошихты протекают окислительно-восстановительные ре-
акции. Сгорание смеси антрацита и нефтяного кокса при-
водит к повышению температуры, обеспечивающей проте-
кание процессов дегидратации боксита, восстановления
оксидов железа до FeO Fe3O4-bCO = 3FeO-i-CO2 с после-
дующим взаимодействием ее с кремнеземом и глиноземом
по реакциям; 2FcO4-SiO2 = 2FeO- SiO?; FeO-J-А12Оз = РеО*
•ЛЬОз.
Наиболее высокие показатели процесса агломерации
гвинейского боксита на промышленной агломашине: удель-
ная производительность 0,95 т/(м2-ч), максимальная ско-
рость спекания 29,7 мм/мин, минимальный удельный рас-
ход топлива 164 кг/т агломерата. Это достигается при
условия, что топливо имеет фракцию 6—0 мм, расход его
6,5% при крупности 15—0 мм, количество возврата ших-
ты п мелочи агломерата 35%, влажность аглошихты 8—
8,5%, продолжительность зажигания 1 мин, а высота спе-
каемого слоя 300 мм.
Агломерат из гвинейского боксита имеет химический
состав, %; А12О3 61,1: SiO3 4.5; Fe2O3 18,7; FeO 8,9; TiO2
3; СаО 0,17; С 1,8; п. п. п. 2. Модули Л1саО = Зб0 и
— 13,6. Бокситовый агломерат состоит из коруида, герци-
нита (FeO-AhOg), магнетита и железосиликатного стекла.
Ои в два—три раза прочнее, чем железорудный агломе-
рат для доменных печей. Прочность па дробимость (со-
держание фракции >5 мм) и истирание (содержание
фракции <5 мм) бокентного агломерата равны 79,3—84
и 4,3—2,7% соответственно.
Электроплавка бокситного агломерата. Нормальный
электрокорунд выплавляют в дуговых рудовосстановитель-
ных электропечах единичной мощностью 10,5 МВ-А (ЗАК)
и 16.5 МВ-А (ЮАЗ), хотя в эксплуатации находятся еще
581
печи и меньшей мощности (7 MB-А) (см. рис. XVIII.1). Су-
ществует два способа получения нормального электроко-
рунда: I) плавка на блок; 2) плавка с выпуском; плавку
на блок ведут периодически с одновременной кристалли-
зацией расплава в нефутерованных стальных кожухах,
охлаждаемых снаружи водой; их устанавливают на те-
лежку-подину, после окончания плавки ванну выкатыва-
ют, а на се место закатывают новую, подготовленную для
следующей плавки. Это старый малопроизводительный
способ, для которого характерны образование большого
количества возвратной щихты. тяжелые условия разборки
я сортировки блока корунда. Более прогрессивна электро-
плавка с выпуском, которая ведется в стационарной футе-
рованной магнезитовым кирпичом ванне. Хотя и в этом
случае процесс периодический, однако исключается воз-
врат шихты, упрощается дальнейший передел электроко-
рунда. После окончания плавки расплав электрокоруида
выпускается через летку в футерованную изложницу, крш-
сталлизуется в ней, а затем поступает для дробления на
кусок и зерно.
Состав шихты и электрический режим плавки одина-
ковы для обоих способов. Шихту составляют из боксито-
вого агломерата и восстановителя — антрацита или мело-
чи нефтяного кокса. Вследствие повышенного содержания
оксида кальция в золе антрацита в настоящее время в
условиях ЗАК последний полностью заменен мелочью неф-
тяного кокса. Сущность процесса получения нормального
электрокоруида заключается в восстановлении при помо-
щи углерода оксидов железа и кремния, что приводит к
обогащению оксидного расплава глиноземом (до 96—
58%). Второй продукт процесса — бедный ферросилиций
(8—12% Si). Более высокое содержание кремния в спла-
ве делает его слабомагннтным, что затрудняет удаление
корольков ферросилиция на стадии магнитного обогаще-
ния зерна нормального электрокоруида. С увеличением
концентрации кремния в ферросилиции снижается его
плотность, что ухудшает условия разделения жидких час-
тиц сплава и расплава корунда по их плотности. На про-
цесс осаждепия капель сплава влияет и вязкость корун-
дового расплава, которая наряду с температурой в зна-
чительной мерс зависит от содержания в нем кремнезема
(табл. XVIII.4).
Следовательно, при прочих равных условиях снижение
концентрации кремнезема в электрокорунде уменьшает его
вязкость, что способствует осаждению частиц ферросплава.
582
Рнс. XVIIl.i. Рудовоестннознтельнзя электропечь для вып.1 лвки электро-
корунда с выпуском расплава и попутного ферросилиция
583
Таблица XVIII.4. Зависимость вязкости расплава глинозема от
температуры и содержания в нем кремнезема (по данным Ю. С. Ани-
симова и др.)
г. сс ц, Па-с. при содержании SiO> %
0 10 20 30 40
2050 0.058 0.064 0.069 0,110 0,132
2150 0.039 0,045 0,050 0,085 0,106
2250 0,029 0,033 0.037 0.066 0,085
2350 0.025 0.026 0.028 0,053 0,0715
Термодинамика процессов восстановления оксидов же-
леза и кремнезема изложена в главах, посвященных про-
изводству чугуна и ферросилиция в электропечах. В свя-
зи с этим здесь следует обратить внимание лишь на тот
факт, что попутный ферросплав содержит 8—12% Si. От-
сюда следует, что реакция восстановления кремнезема уг-
леродом в присутствии железа SiO2tlB)4-2C-rFe= [Si]?e+
+ 2СО при температурах процесса получает значительное
развитие. Принимая активность кремния в 10%-ном фер-
росилиции равной 0,0004, находим (см. гл, IV), что усло-
вие ДС?т° = 0 соблюдается прн 1642 К.
При избытке углеродистого восстановителя (антрацита,
нефтяного кокса) в расплаве по сравнению со стехиомет-
рическн необходимым для восстановления примесных ок-
сидов возможно взаимодействие А12О3 с углеродом с
образованием различных субоксидов и окснкарбидов:
I) ЗА12О3 + С = 2А13О4+СО; 2) 2АЬО3 + ЗС = А14О4С + 2СО;
3) А12О3 + ЗС = А12ОС-?2СО; 4) 2А12О34-9С-А14С3 + 6СО.
Соединение А14О4С представляет собой тетраоксикарбид
алюминия 4А12О3-А14Сз, а А12ОС — монооксикарбид алю-
миния А120з'А14Сз- Образование этих оксикарбидов и кар-
бида прп получении нормального электрокоруида недопу-
стимо, так как они ухудшают его абразивную способность.
Плавку, проводимую с выпуском в печах мощностью
10,5 МВ-А начинают при линейном напряжении 228 В, а
за 1,5—2 ч до выпуска напряжение понижают до 203 В
для прогрева нижних слоев расплава и более полного осаж-
дения корольков попутного ферросплава. С этой же целью
на зеркало расплава электрокорунда за 30—40 мин до
выпуска можно присаживать стальную стружку. Контроль
восстановительного процесса ведут по данным химическо-
го состава проб электрокоруида, которые отбирают путем
584
намораживания расплава иа погружаемую стальную штан-
гу (штанговые пробы). Готовым к выпуску считают рас-
плав, содержащий 96,5—97,5% А12О3. Его выпускают че-
рез летку, которую прожигают кислородом. На 1 т нор-
мального электрокоруида расходуется 1590 кг агломерата
боксита, 164 кг мелочи иефтекокса, 70 кг шлака от плавок
на блок, 70 кг стальной стружки при расходе электро-
энергии 2720 кВт-ч. Закристаллизованный в футерован-
ной изложнице слиток имеет сравнительно высокую одно-
родность (табл. XVIII.5), хотя верхняя часть его отлича-
ется повышенным содержанием СаО и оксидов титана.
Таблица XVIII.5. Химический состав проб от различных зон
слитка
Зона слитка Массовое содержание, % Количество магнитного материала, %
АЬО> FesOj о, TiOt СаО
Верх 97,0 0,3 0,3 1,9 0,75 0,10/0,05
Центр 97,8 0,21 0,3 1,6 0,26 0,07/0,03
Низ 97,2 0,28 0,3 1,6 0,27 0,12/0,07
Прям зерне. е ч а н и е. Числитель — в исхо дном, зна иенатель — отмагниченном
Расплавы чистых веществ кристаллизуются при посто-
янной температуре. Для расплава коруида эта темпера-
тура равна 2324 К- Примеси, содержащиеся в электро-
корунде, обусловливают кристаллизацию его в определен-
ном температурном интервале, составляющем десятки гра-
дусов. На свойства шлифзериа и абразивных изделий из
нормального и белого электрокоруида оказывают влияние
размеры кристаллов коруида и других минеральных фаз.
На одних операциях металлообработки лучшими абразив-
ными свойствами обладают изделия из крупнокристалли-
ческого зерна электрокоруида, на других — из мелкокри-
сталлического. В связи с этим в технологии электроко-
рунда важным звеном является кристаллизация расплава
и охлаждение слитка. Скорость роста кристаллов корун-
да и зависит от теплопроводности расплава Л, температу-
ры кристалла Т и расплава Tw, скрытой теплоты.кристал-
лизации ?кр и толщины слоя насыщенного расплава б у
поверхности твердой фазы:
„ = Х(Г-Гж)/?кр8. (XVIII.1)
Поскольку теплопроводность расплава корунда срав-
нительно велика, а вязкость относительно низкая, расплав
585
электрокоруида, как следует из зависимости (XVIII.1),
характеризуется высокой кристаллизационной способнос-
тью. Без принятия соответствующих мер слитки неболь-
шой массы имеют мелкокристаллическое строение. В слу-
чае плавки на блок масса кристаллизующегося расплава
достигает 30 т, поэтому кристаллы a-AlsOg имеют большие
размеры, чем в слитках, полученных при плавке иа вы-
пуск. Электрокорунд мелкокристаллической структуры
можно получить путем разливки его на водоохлаждасмых
валках. Эта технология отработана и рекомендована для
внедрения в промышленность. Кроме рассмотренных фак-
торов, на условия кристаллизации влияют вязкость и по-
верхностное натяжение электрокоруида. По И. С. Кайнар-
скому, связь линейной скорости роста кристаллов v с
вязкостью т) описывается выражением:
+ Яо1пт;. (XV11I.2)
где К и Ко— постоянные величины.
Важный показатель качества зерна нормального элек-
трокорунда— содержание в нем так называемого магнит-
ного материала. Кроме ферросплава, магнитные свойства
проявляет ряд оксидов титана и некоторых его более
сложных соединений. В связи с этим в процессе магнит-
ного обогащения, наряду с корольками ферросилиция, от-
магничиваются и другие сложные соединения. Чем мень-
ше количество магнитного материала в исходном и от-
магииченном зерне, том выше качество зерна, требования
к которому повышаются (табл. XVIII.6).
Таблица XVI1I.6. Требования действующего отраслевого стандар-
та к зерну нормального электрокорунда высшего качества
Зсрн1!с- "ГОСТЬ, МКМ | Содержание ком ионе; нов, Количество
Марка РеДЬ * СаО 1 SiOj j KO; магнитного материала, % (не более)
16А ’ 50—16 12—5 с' с V/ 7/ ОСТ 115- ! i <0.о —71 z ! 1.2 >2,7 ОДО 0.12
18А 50-16 1 12—4 1 <0,3 <0,4 ОСТ2МТ71-5— 78 <0.4 | <0.7 < 0.5 | < 0.7 5Д 0.08 0,10
* Содержание оксидов ж едет а дано в пересчете на Ге;О..
586
Качество зерна электрокорунда оценивают также по
количеству железистых отпечатков иа индикаторной бу-
маге. Для проверки навеску зерна насыпают на индика-
торную бумагу, смоченную серной кислотой. Чем меньше
железистых включений, тем чище зерно и тем меньше
железистых отпечатков. Зерно особо высокого качества
по количеству железистых отпечатков получается при об-
работке его 5%-ной серной или соляной кислотой при
50—60 °C в течение 6 ч. Качество зерна нормального
электрокоруида можно повысить обработкой его в парах
хлора при 150—350 °C, в результате которой происходит
хлорирование металлических примесей зерна и возгонка
их в виде летучих хлоридов. Количество гексаалюмината
кальция при этих и других методах удаления железистых
и других магнитных фракций не снижается, вследствие
чего плавку нормального электрокоруида рекомендуется
вести так, чтобы в расплаве оставалось определенное ко-
личество SiO2. Это позволяет в процессе кристаллизации
избежать связывания оксида кальция только в СаО-6А12О3
и обеспечивает образование анортита СаО-AI2O3-2SiO2,
что повышает выход физического корунда. Более высокая
остаточная концентрация оксидов титана в расплаве элек-
трокорунда также уменьшает образование гексаалюмина-
та кальция благодаря связыванию части оксида кальция
в перовскит и другие сложные соединения титана.
Нормальный элсктрокорунд высокого качества целесо-
образно получать не только из импортных бокситов, но и
из отечественного иебокситного сырья и прежде всего из
алюмосиликатов. Промышленными опытами ДМетИ, ЗАК
и ЧЭМК доказано, что из Пологовского каолина (43%
А12О3, 53% SiO2, 0,84% TiO2t 1,18% Fe2O3, 0,8% СаО,
0,53% MgO) в печах 7000 кВ-A (ЗАК) и 10,5 МВ-А
(ЧЭМК) можно получать нормальный электрокоруид и
второй крайне необходимый продукт — ферросилиций. Для
этих же целей пригоден дистеисиллнманитовый концен-
трат, прпроднолегироваинын оксидом кремния, и другие
алюмосиликаты. Наряду с абразивной промышленностью,
потребителем электрокоруида является и черная металлур-
гия. В СССР накоплен большой опыт получения электро-
корунда для синтетических алюмоизвестковых шлаков
(42—45% А12О3, 48—50% СаО), которые применяют для
внепечной обработки стали. На основе электрокоруида
разработаны составы высококачественных огнеупоров.
Глава XIX.
ФЕРРОНИКЕЛЬ
§ 1, Свойства никеля и его соединений
Никель имеет атомный номер 28 н атомную массу 58,61,
относится к .переходным элементам триады железа, его
электронная конфигурация 3cP4s2, температура его плав-
ления 1728 К. кипения 3170 К- Энтропия чистого никеля
-—29,87 Дж/(моль-К), теплоемкость Ср = 26,06 Дж/
/(моль* К); плотность никеля 8,92 г/см3, т. е. выше плот-
ности железа и уменьшается с повышением температуры.
Никель взаимодействует с кислородом, серой и фос-
фором, кремнием и другими элементами. В табл. XIX,I
приведены термодинамические коистапты некоторых его
соединений, важных для анализа электротермических про-
цессов получения ферроникеля.
Таблица XIX.I. Термодинамические константы соединений никеля
Формула вещества „0 Ап 29Я К * кЦж/жолъ AG 398 К ’ к Дж/моль . о AS 2-ffl К ’ ЦжИмоль-К) с0 р(298 К)к’ Дж/(МОЛЬ-К)
NiO -239.74 — 21 1,59 —37.99 I 44.31
NiS -80,33 -76,81 52.96 47,1 1
Ni3S4 -192.46 -186,61 133,88 117,65
NiSi - 86,35 -84.76 46,80 44,76
Ni1.04Sii.93 -87,02 -86.23 64.85 65,27
NisC 75.31 25,10 — л —
Ni2P - 184,09 — —•
Области применения никеля. Способность никеля об-
разовывать со многими металлами твердые растворы и
придавать сплавам ряд специальных свойств обусловили
широкое применение его для производства сплавов как иа
железной основе, так и коррозионностойких сталей, в ко-
торых железо составляет основу или допускается сравни-
тельно высокое его содержание. Из множества сплавов
со специальными свойствами выделяют ферромагнитные
(40—85% Ni) и магнитострикционные, содержащие наря-
ду с никелем и кобальт (4—18% Со). Жаростойкие спла-
вы на основе никеля обычно содержат алюминий, крем-
ний и марганец (алюмель) или хро?ч (хромель). Сплавы
типа нимоник содержат никель, хром (20%) и легирую-
щие элементы: 2.5% Ti и 1,2% А1. Для химической аппа-
ратуры применяют сплавы систем Ni—Мо, Ni—Сг—Мо,
588
известные под названием хастеллой. В СССР производят
сплавы марок Н70М28, Н70М28Ф, Х15Н55М16В и др. Вы-
сока потребность в никеле черной металлургии для вы-
плавки коррозиоииостойких хромоникелевых сталей, со-
держащих 8—12% Ni. В общей структуре потребления
никеля на долю черной металлургии приходится —62%,
а цветной —19%.
В зависимости от типа сплава, допустимого содержания
в нем примесей можно применять как чистый, но дорогой
и дефицитный никель, так и никельсодержащие полуфаб-
рикаты, которые, в свою очередь, подразделяют на два
класса. К первому классу отнесены пнкельбрикеты, като-
ды, окатыши, содержащие 100% Ni; ко второму — ферро-
никель, агломерированный оксид никеля. Полуфабрикаты
второго класса в 1976 г. составляли в суммарном потреб-
лении никеля 47%, а в 1983 г.— 50%. По прогнозам годо-
вое потребление никеля в мире к 2000 г. достигнет 1,1-—
1,2 млн. т. В 1980 г. в странах капиталистического мира
было использовано —540 тыс. т. Потребность в никеле в
странах капиталистического мира к 2000 г. увеличится в
2,3 раза, в кобальте — в 2,5 раза, в меди — в 2,1 раза.
Система Ni—Fe. Диаграмма равновесного состояния
системы Ni—Fe представлена па рис. XIX.I, из которого
следует, что сплавы системы образуют непрерывные твер-
дые растворы на основе
иии оба элемента име-
ют неограниченную рас-
творимость. По данным
Н. А. Ватолина и Э, А. Па-
стухова, в жидком ни-
келе структурно-чувстви-
тельные свойства (в част-
ности. кинематическая
вязкость) с повышением
температуры изменяются
монотонно, тогда как для
жидкого железа па кри-
вой кинематическая вяз-
кость— температура име-
ет место скачок.
Ранее полагали, что
межчастпчное взаимодей-
ствие в расплавах Ni—
Fe близко к идеальному,
хотя результаты иссле-
у-структуры; в жидком СОСТОЯ-
Рнс. XIX.1. Диаграмма состояния си-
стемы NI—Fe
589
довапия более точными методами показали неравноцен-
ность связей Ni—Ni, Fe—Fe, с одной стороны, и Ni—
Fe — с другой стороны. Структурные параметры указы-
вают на существование в расплавах во всей концентра-
ционной области кластеров Fet jeNi0,g8 и FeNii.2- Коэффи-
циент активности никеля в сплавах системы Ni—Fe прн
1873 К и Хх1 = 0.1-е-0,4 равен ум---0,71, а железа — уге —
= 1.
Система Ni—О (рис. XIX.2). Кислород в никеле рас-
творяется в значительных количествах, что следует из
приведенных ниже данных:
Температура, К...................... 1738 1777 1863 1925
Растворимость кислорода
в никеле, %......................... 0,34 0,69 1,03 1,66
Nt Массовая доля, % 0
0 0,2 Д4 0,6 да 1,0 1,2 1ft 1ft 1ft
t*e
1500
1KOQ
1200
1000
$00
SOO
0 1 2 J « J 0
Nt Атомная доля, % 0
Ряс. XIX.2, Диаграмма состояния системы NI—О
С кислородом никель образует оксиды NiO и Ni2O3.
Ионные радиусы никеля в этих соединениях гкчг4’ = 0,79 нм
и rXi3+ = 0,72 ям. Оксид Ni2O3 при нагревании диссоцииру-
ет по реакции: 2Ni2O;; *4NiO i О2 при 1370 К (практически
нацело).
Для электротермии ферроникеля наибольший интерес
представляет оксид никеля NiO. Температурная зависи-
мость давления кислорода при диссоциации NiO 110 реак-
ции 2NiO(T) = 2Ni(T)4-O2, определенная масс-спектрометрией
в области 1400—1570 К, имеет вид (Па): lgpo2= (—23840/
590
JT) +13,45. Стандартная теплота образования NiO =
= —239,74 кДж/моль (см. табл. XIX.I), а уравнение из-
менения энергии Гиббса реакции образования NiO из эле-
ментов 2Ni + O2 = 2NiO имеет вид (Дж/моль): AGT° —
=—456056+161,9 Т. Кислород, азот и водород содержат-
ся в значительных количествах в электролитическом нике-
ле, широко используемом для выплавки сплавов на нике-
левой основе, коррозиопностойких и других сталей. Ме-
тодом масс-спектрометрии установлено, что кислород и
водород в катодном никеле находятся как в виде органи-
ческих соединений, так и в растворенной форме, а азот
существует только в виде раствора.
Система Ni—C. Растворимость углерода в жидком ни-
келе в зависимости от температуры описывается выраже-
нием: lgJCc= (—895,7/Т)—0,462. Эвтектика в системе Ni—
С при 1587 К содержит 9,5% (ат.) С. Стандартная тепло-
та образовании карбида Ni3C А/7?эйк —38,49 Дж/моль. Из-
менение энергии Гиббса реакции образования Ni3C из эле-
ментов описывается уравнением (Дж/моль): АО%ВД_[ЦМ) =:
= 33932,2—7,11 Г.
Система Ni—Si. Никель с кремнием образует ряд тер-
модинамически прочных силицидов Ni3Si (13,76% Si),
Ni3Si2 (16,07% Si), Ni2Si (19,31% Si), Ni5Si3 (24,19% Si),
NiSi (32,37% Si) и NiSis (48,90% Si). Кремний в замет-
ных количествах растворяется в жидком н твердом нике-
ле, максимальная растворимость в твердом никеле дости-
гает 9,4% Si при 1393 К- Повышение концентрации крем-
ния в никеле снижает температуру плавления сплавов.
Температура эвтектики при 11,5% Si составляет 1125°С.
В расплавах системы Ni- Si имеются определенные
микронеоднородпости, что связано с энергетической не-
равноценностью межатомных связей. Показано, что груп-
пировки Ni2Si более устойчивы по сравнению с NiSi.
Н. А. Ватолин расчетами определил, что в расплавах су-
ществуют кластеры состава Ni1.15Si1.31 и Nh.^Si.
Система Ni—S (рис. XIX.3). В этой системе образу-
ются сульфиды Ni3S2 (26,7% S), NiS (35,33% S), N13S4
(42,14% S) и NlS2 (52,22% S). В твердом никеле раство-
римость серы в равновесии с сульфидом Ni3S2 не превы-
шает 0,005%.
Система Ni—Р. Из множества фосфидов в системе
Ni—р наиболее устойчивые Ni3P (14,96% Р), Ni2P (17,43%
Р), NiP (34,44% Р), NiP2 (51,35% Р). Фосфид Ni3P изо-
морфен FesP и Мп3Р. Повышение фосфора в никеле сни-
591
жает температуру ликвидуса сплавов с 1452 °C для чис-
того никеля до температуры эвтектики 880 °C при 11% Р«
Парциальная теплота растворения фосфора в иикслс со-
ставляет —251 кДж/моль Р (в железе —140 кДж/моль Р).
§ 2. Никельсодержащие руды
Разведанные мировые запасы никеля составляют 99,7 млн.
т *, что более чем в 100 раз превышает годовое его
потребление. Самые богатые сульфидные медно-никелевые
* Из этого количества 86% составляют бедные окисленные руды.
592
22
руды содержат до 4% Ni. Известны сульфидные минера-
лы никеля: виоларит NijFeS^, зигеиит (Со, Ni)sS4, поли-
димит Ni3S<, флстчерит Cu(Ni, Со)2$4 и др. Из этих руд
в мире (без СССР) в 1978—1980 гг. было получено 80%
всего никеля. Однако запасы их ограничены (14% миро-
вых запасов никеля), поэтому все шире в производство
вовлекают бедные силикатные руды, содержание никеля-
в которых едва достигает 1—2%. Это так называемые ла-
теритовые руды *. В зависимости от состава пустой по-
роды силикатные руды разделяют на магнезиальные, крем-
нистые и глиноземистые разновидности. Известны боль-
шие запасы железных руд (50—60% Fe и 1—1,5% Ni)„
среди которых выделяют лимонитовые и сапролитовые
ннкельсодержащие руды.
Ниже приведен химический состав зарубежных латери-
товых руд, %.
Nl Со Fe MgO
Руды:
лимонитовая................ 1,26 0,10 46,5 0,1
сапролитовая.............. 2,20 0,01—0,05 15—20 15—20
Особенностями химического и минералогического со-
ставов латеритовых руд обусловлены различные способы!
извлечения никеля из руд. К первой группе относятся
гидрометаллургические способы выщелачивания никелю
при помощи серной кислоты (Куба, США) и аммиака
(Куба, Австралия, Филиппины). Вторая группа способов,
в качестве основного звена включает электроплавку руды,
причем все способы имеют принципиальные различия. На
ряде заводов (Дониамбо в Новой Каледонии, Сумитомо в
Японии) электроплавку руды ведут с целью получения:
штейна (75% NiS), который обжигают до оксида NiO,
который затем восстанавливают и таким образом получа-
ют металлический никель, Более распространена электро-
плавка (в некоторых случаях доменная плавка) никеле-
вых руд для получения ферроникеля. Этой технологией
пользуются заводы в Гватемале, Греции, Бразилии и
Японии. Переработка руд металлургическими способами
требует иа 30—50% больше энергии, чем гидрометаллур-
гическими. Установлено, что расход энергии для извле-
чения никеля из латеритовых руд на 100—’240% выше, чем
для извлечения никеля из сульфидных руд. Эти металлур-
гические способы применимы в основном для смесей ли-
* Свое название они получили от латинского later — кирпич, по-
скольку ранее широко использовались для изготовления красного кир-
пича.
693;
ыонитовых и сапролитовых руд при таком отношении их
в смеси, чтобы получался ферроникель с заданной кон-
центрацией никеля и шлак с оптимальным содержанием
MgO и А12Оз. Одним из потенциальных никель- и кобальт-
содержащих видов минерального сырья являются марган-
цевые конкреции мирового океана. Однако все эти отло-
экеиия приурочены к глубоководным центральным облас-
тям мирового океана. Запасы конкреций оценивают в
100 млрд, т, возможное производство из них никеля —25—
40 мли. т с учетом среднего содержания никеля в кон-
крециях. равного 1,24%.
§ 3. Технология чернового ферроникеля
В общей структуре в производимых в США никельсодер-
жащих материалов доля ферроникеля составляет 20%,
электролитического никеля — 62%, оксида никеля NiO —
14% и прочих — 4%. В перспективе доля ферроникеля,
получаемого восстановлением ннкельсодержащих руд в
электропечах, будет увеличиваться. В СССР на Побуж-
ском никелевом заводе ферроникель производят электро-
термическим способом из окисленных никельсодержащих
руд Побужского месторождения (УССР). Окисленные ни-
келевые руды представлены различными сложными мине-
ралами. В числе основных можно назвать нонтронит *,
относящийся к группе смектитов — гндроксилалюмосили-
катам. В группу смектитов входят также минералы: монт-
мориллонит, бейделлит, гекторит, сапонит. Их общую фор-
мулу представляют в виде: Аозз1'25140|о(ОН)2-4Н201 где
Л—Са или Na, У — Fc3+, Al, Сг. Mg, Ni, Zn. Li.
В этот минерал может входить с14% AI2O3, <:8%
MgO и в небольших количествах СаО (с2%), К2О и
Na2O, в ряде случаев содержит NiO и Сг2О3. В соответ-
ствии с рассмотренной Кристаллохимнческой структурой
нонтронит относится к листовым силикатам. Наряду с
нонтронитом в никельсодержащих рудах имеется и монт-
мориллонит — глинистый минерал с переменным химичес-
ким составом: А1У+ [ (Ah-yMg) Si4O10(OH)2]“y«H2O, где
AR—NaA LA. KA и в некоторых случаях 0.5А42+(Са2+,
Mg2+ и др.). Гидрооксид железа, являющийся минераль-
ной составной частью руды, содержит до 80% Fe^Ch, 4—
8% S1O2, 1.2% AI2O3, 1% MgO и 13% Н2О. В число мнне-
• Название дано по месту находки в районе Ионтрон (Франция).
•594
Таблица XIX.2. Химический состав ферроникеля (ТУ 48*3-59—79»
с изменением I)
Марка сплава (X'i + Co). % (не менее) Массовое содержание. % (ае более)
Со Si с Сг Си S р
ФН-1 25 0,25 од 0,1 0,1 0,25 0,15 0,02
ФН-2 20 0,30 0.1 0.1 0,1 0.30 0,20 0,02
ФН-З 15 0,35 0.1 0.1 0,1 0,30 0.20 0,02
ФН-4 6 0,50 0.1 0.1 0,1 0,09 0,04 0,05
ФН-5у 6 0,40 0,1 0,1 0,2 0,06 0,03 0,03
ФН-5 6 0,45 0,1 0,1 0.2 0,09 0,04 0,03
ФН-6 3.5 0,55 3,5 1.5 1,0 0,01 0,10 0,15
ФН-7 • 3,8—5,3 0,1—0,4 3,5-6 >0,5 2—3 5—6,5 0.15 0,15
* Содержание марганца и тнтаиа должно быть не более 0,1 % каждого.
ралов, слагающих эту глинистую руду, входит также сер-
пантин (Mg, Fe, Nis-x, Alx)-Si4_;cAlxOio(OH)8'
Получаемый в СССР ферроникель из побужских ни-
келевых (0,90—1,0% Ni, 20% Fe, 0,05—0,09% Со; 32—
44% SiO2; 5—7% А12О3; 4—6% MgO; 1,2—2,0% СаО;
1—2% Сг20з) руд по химическому составу должен удо-
Рис. XIX.4. Технологическая схема произвед-
ет на ферроникеля:
/ — электропечь; 2 — шлаковый ковш; 3 —
ковш для чернового никеля; 4 — конвертер
для удаления фосфора; 5—конвертер для
десульфурации; 3 — ковш для рафинирован-
ного ферроникеля; 7— разливочная машина;
S — железнодорожный вагон
влетворять требованиям, приведенным в табл. XIX.2 для
марок ФН4—ФН6, а также ФН—7 (изменение 1).
Технологическая схема получения ферроникеля в элек-
тропечах включает следующие основные стадии (рис.
XIX.4).
1. Подготовка и усреднение инкельсодсржащей руды
па открытом складе.
595
25
2. Подготовка, дозирование шихтовых материалов и
обжиг шихты, состоящей из руды, известняка, антрацита
и оборотной пылн, во вращающейся барабанной печи.
3, Электроплавка горячей шихты в рудовосстанови-
тельных электропечах типа РПЗ—40ЦИ1 для получения
чернового ферроникеля (3,5—6% Ni, 2—6% Si, <0,2% S
и 0,15% P).
4. Рафинирование чернового ферроникеля методами
виепечной десульфурации расплава в ковше, последующей
продувкой ферроникеля кислородом в конвертерах с кис-
лой и основной футеровкой,
5. Разливка рафинированного ферроникеля на разли-
вочных машинах конвейерного типа.
Шнхту для обжига в барабанных печах составляют из
следующих компонентов: 1 т сухой руды, 352 кг извест-
няка, 106 кг антрацитового штыба и 5 кг оборотной пыли.
Печи имеют диаметр 3 м и длину 75 м. Зона обжига в
печи составляет 9—12 м. В качестве топлива используют
мазут, расход которого составляет 85,5 кг на 1 т сухой
руды. Температура факела достигает 1200 °C, а шихты —
не выше 850 °C во избежание перегрева и образования
кольцевых настылей. Печи работают по принципу про-
тивотока. Температура отходящих газов 220—300 °C, а
шихты (огарка) 840 °C.
Горячий огарок поступает из барабанной печн в рудо-
восстановительную электропечь единичной мощностью
3X16,7 = 50,1 МВ-А (рис. XIX.5). Ванна печн имеет раз-
меры 25,75X9,54X4,76 м. Футеровка ванны графитоуголь-
ная. Печн оборудованы самообжигающимися электрода-
ми диаметром 1200 мм. Максимальный ток в электроде
41,4 кА. Процесс ведут на ступенях напряжения, соответ-
ствующих 500, 403 и 297 В. Выпуск продуктов плавки
производится через три летки для ферроникеля и три для
шлака. При проплавлении 1 т огарка получается 120—
140 кг чернового ферроникеля и 650—700 кг шлака. Состав
печного шлака приведен ниже, %:
Шлак:
I
о
Ni Со
Fe SiOj СаО MgO
. 0,02 0.023
. 0,06 0,006
10.5 51,7 21 4.5
8.4 50,0 25 6,0
Шлак используют в качестве строительного материала.
В условиях восстановительной плавки происходит переход
железа и никеля из оксидного расплава в металлическую
фазу. Часть оксидов никеля ошлаковывастся кремнеземом
пустой породы с образованием сложных железоникелевых
7596
силикатов типа 2(Fe, NiJO-SiOj. В системе Ni—О—Si кри-
сталлизуется одно соединение — ортосиликат никеля, ко-
торый уже при 750 °C может заметно восстанавливаться
углеродом по реакции: (2NiO*SiO2) + 2С=2[Ni] + (SiOs)4-
+2СО. При 900—1100 °C содержание СО2 в газовой фазе
достигает 60—75%. Растворение никеля в железе по ре-
акциям (2FeO-SiO2)+С = 2 [Fe[ + (SiO2)+2СО; [Nij4-
u- [Fc]---[Ni] Ee облегчает протекание процесса восстанов-
ления.
Рис. XIX.5. Схема печи для выплавки ферроникеля:
/ — кожух печи; 2 —футеровка; 5 — свод; 4 — уплотнение; 5 — токоподоод; 6 —
механизм перемещения электрода; Z—механизм перепуска электрода
В более низких горизонтах ванны в области вокруг
электродов происходит частичное восстановление оксидов
фосфора, хрома и кремния, что и приводит к получению
чернового никеля с повышенным содержанием этих эле-
ментов.
§ 4. Рафинирование ферроникеля
Поскольку черновой ферроникель имеет высокое содер-
жание серы, поступающей из углеродистого восстановителя
и нз руды, он подвергается предварительной внепечной
десульфурации в ковше карбонатом натрия (содой). В
результате получают ферроникель, по химическому соста-
ву соответствующий марке ФН-6. который используют в
597
литейном производстве. Процесс удаления серы может
быть в общем виде представлен реакцией: [S]f&-ni+
+2 (Na2CO3) + [С] + [Si] = (N a2S) + (Na2SiO3) + 3CO, При
десульфурации ферроникеля (0,13—0,4% S) в ковше содой
(расход 4—5% от массы металла) (см. рис. XIX.4) сте-
пень десульфурации составляет 50—60%, а минимальное
содержание серы удалось довести в опытных плавках до
0,048%. Другие способы десульфурации (карбидом каль-
ция, жидкими синтетическими шлаками системы СаО—-
А12О3) исследованы достаточно полно, однако вследствие
меньшей эффективности и трудности организации в про-
мышленных условиях ие применяют. Очищенный частично
от серы ферроникель заливают в конвертер с кислой фу-
теровкой и подвергают продувке кислородом для удаления
кремния и хрома. Окисление кремния протекает по ре-
акции: [Si] Fe-Ni+2(FeO) — (SiO2) 4*2 [Fe] Nj. Для охлаж-
дения ваииы в конвертер присаживают железную руду и
собственные отходы. Оксиды железа, взаимодействуя с
кремнеземом, понижают его активность в шлаке, что улуч-
шает условия окисления кремния. Важной задачей кисло-
го процесса конвертирования является снижение содержа-
ния в ферроникеле хрома, если его концентрация огра-
ничена (кроме марок ФН-6 и ФН-7). Кислые шлаки;
способствуют переходу хрома из металла в шлаковую фазу
по реакции: 2 [Сг] Fe_Ni4*2(FeO) 4- (SiO2) = (2CrO-SiO2) +
+ 2[Fe]xi. Если переделу подвергается ферроникель с вы-
соким содержанием кремния, образующиеся шлаки ста-
новятся насыщенными кремнеземом, они имеют высокую
вязкость н нетехнологичны. В таких случаях в кислом
конвертере ведут окисление в основном кремния. Чтобы
предупредить окисление хрома и углерода охлаждающими
присадками (железная руда, отходы), добиваются опре-
деленного температурного режима конвертирования (1370—•
1450 °C), так как при температурах выше 1475°C насту-
пает значительное окисление углерода. Отвальный шлак
рафинирования ферроникеля в кислом конвертере имеет
следующий состав, %: SiO2 52—55; Fe 15—25; СаО 1,7;
MgO 2—6; Сг2О3 1—8; Ai2O3 3; Ni 0,09.
После рафинирования в конвертере с кислой футеров-
кой ферроникель заливают в конвертер с основной футе-
ровкой (см. рис. XIX,4) и подвергают конвертированию
для удаления фосфора. Процесс окисления фосфора в ос-
новном конвертере при наличия высокоосиовных шлаков
может быть представлен реакцией: 2[Р]f,-m r5(FcO) +
+ 4 (СаО) = (4СаО • Р2О5) + 5 [Fe] + Q.
598
Прн продувке расплава кислородом сверху наряду с
дефосфорацией при достижении более высокой темпера-
туры происходит и окисление углерода, вследствие чего
содержание его снижается до 0,1%. После основного кон-
вертирования получают товарный ферроникель, по хими-
ческому составу соответствующий марке ФН-5. Готовый
сплав разливают на конвейерных машинах. Масса слит-
ка 40—50 кг. Шлак основного конвертирования имеет
следующий состав, %: СаО 15—20; SiO2 5—10; FeO 35—
50; Ni 0,05; Со 0,005; СггО3 1 —10. Шлак кислого и основ-
ного конвертирования подвергают магнитной сепарации
для извлечения частичек ферроникеля. Удельный расход
электроэнергии на металлургическую переработку I т су-
хой никельсодержащей руды составляет 810 кВт-ч/т или
78 200 кВт-ч на 1 т никеля.
В настоящее время имеется много разработок как в
СССР, так и за рубежом по извлечению никеля из окис-
ленных (латеритовых и силикатных) руд, в частности
способ перевода никели в сульфидную форму путем об-
жига окатанпой тонкоизмельченной руды с углем и серой
при 720 °C с последующим выщелачиванием окатышей
раствором Fe3+.
Глава XX. КОБАЛЬТ
И ФЕРРОКОБАЛЬТ
§ 1. Свойства кобальта и его соединений
В периодической системе элементов Д, И. Менделеева
кобальт находится в УШ группе, атомный номер 27, атом-
ная масса 58,9332, электронная конфигурация 3rf7s2, атом-
ный радиус гсо“- 0.125 нм, а ионные гсог+ = 0,078 нм и
гсо’+~0,064 нм; плотность кобальта 8,9 г/см3, температу-
ра плавления 1766 К. кипения 3150 К. Кобальт относится
к полиморфным металлам, известны три его модифика-
720 К 1305 К !7&Ъ К
цин: а-Со^р-Со^у-Соч=*Соок). Кобальт ферромагнитный
металл, температура Кюри Тк —1394 К- Температурная
зависимость давления пара (Па) пад жидким кобальтом
имеет вид (по С. Г. Вайсбурду): 1gрсо= (—23300/7) -?
+13.00. Прн 1873 и 1973 К давление пара, пересчитанное
по этому уравнению, составляет 3,8 и 14.7 Па. Скорость
испарения кобальта прн 1873 и 1973 К равна г*со- Ю4 = 1,74
599
и 11,3 г/(см2* с), соответственно. Для сравнения ннж&
приведены зависимости давления пара (Па) от темпера-
туры для жидких никеля и железа
IgpNi«=(- 22030/7) 4-12,46; lg (— 21470/7) 4-
4-12,20. (XX.l)
Система Co—Fe. Кобальт неограниченно растворяется
в железе (рис^ ХХ.1), стабилизируя аустенитную структу-
ру (y-Fe). Обнаружены сверхструктуры Fe3Co, FeCo и
FeCo3. Исследованы структуры жидких сплавов системы
О ю 20 30 40 50 50 70 30 90 100
Fe . Со
Атанная %
Рис. ХХЛ. Диаграмма состояния системы Со—Fe (А —
аустенит, Ф — феррит)
Со—Fe и Ni—Fe методом рентгеновской дифракции при
температурах на 50% выше температуры плавления. В
расплавах Со—Fe н Ni—Fe зависимость положения пер-
вого пика К\ структурного фактора от состава соответ-
ствует расчетным значениям, полученным на основании
модели жестких сфер.
Система Со—О. Кислород растворяется в жидком ко-
бальте по реакции: Со(Ж}-Ь 1/гО2= [О]со> изменение энер-
600
тип Гиббса для которой описывается выражением: AG=°
= —84935—7,61 Т (Дж/моль О). Параметр взаимодей-
ствия во в кобальте может быть рассчитан по уравнению:
®о — — 97240/7’+40,52. Кобальт с кислородом образует два
стабильных соединения С03О4 (СоО-Со2О3) (26,56% О) и
СоО (21,33 % О), температуры плавления которых равны
1240 и 2078 К соответственно. Эти оксиды не образуют
твердых растворов между собой, для них характерно на-
личие области гомогенности 50,0—51,7% (ат) О для СоО
и 56,7—58,5% (ат) О для СО3О4. Оксид СогОз (28,94% О)
стабилен только в виде гидрата Со203’Н20. Оксид СоО2
непрочен, разлагается при температурах выше 373 К. При
нагревании оксиды СО3О4 и СоО диссоциируют по реак-
циям: 2Соз04(т)~6СоО(т)+О2(г); 2СоО(?)=2Со(т)+О2^г)- Масс-
спектрометрическое исследование продуктов испарения ок-
сидов кобальта в интервале 830—945 К показали, что в па-
ровой фазе над СО3О4 содержатся только иоиы Of, как
следствие процесса О2 (ё, 2ё)->02 . В масс-спектре фазы
над СоОСт) обнаруживаются иоиы Со+, О + , СоО+ и О+,
свидетельствующие о том, что испарение СоО(Т> сопро-
вождается полной диссоциацией на элементы. Температур-
ные зависимости lgpo3 (Па) и ДО? (Дж/моль) диссоциа-
ции Со304(т) и СоО(г) имеют вид:
Igpo.tco.o.) = (- 18800/Т) -г 20,70; AG°r(C0iOi) =
= 360020- 358,1 Г; (ХХ.2)
^Ро,(с<ю)= (~24800/7) + 13,59; ДО°ПСо0)=
= 474920 -221,9 Т. (ХХ.З)
Из этих данных следует, что выше 1005 К должен су-
ществовать только СоО. При исследовании равновесия
реакции Co^q+VaOs — CoO^) в интервале 1723—1863 К по-
лучено уравнение изменения энергии Гиббса ДО? «
= —251366,2 + 80.25098 7 (Дж/моль). Зависимость Igpo,
диссоциации СоО(т) от температуры для реакции Со(т)+
+ 3/2O2fr)^±CoOtTt (найденная методом э.д.с, с использова-
нием кислородного концентрационного гальванического эле-
мента с ZrO2) имеет вид 1g ро2<соо)~ 5,926—(—22404/7)—
-2.015-10 3 7. Для сравнения ниже приведены аналогич-
ные зависимости для реакций (ро2, Па):
Ni(T) + ’/2Оа(г) ^№О(т); IgPojxio) —
= 11,619-(24756/7) + 1,866-IO-4 (ХХ.4)
601
Fe(T) 4"1 зОа(г) FeO(T); IgpoaFeO) =
= 5,518 - (27403/Г) + 7,01 10-« T (XX.5)
Расчеты по этим выражениям показывают, что давле-
ние кислорода, равное 0.1 МПа для CoOtT), NiO(T) и FeO(r)
достигаются при 3572, 3412, 5894 К соответственно.
Мелкодисперсный восстановленный водородом порошок
кобальта иа воздухе самовоспла-
меняется. Катион Со3+ в шпинели
СоО Со2Оз (Со304) может заме-
щаться А13+ (Со-А12О4).
Система Со—С (рнс. XX.2.). Уг’
лерод растворяется в твердом и
жидком кобальте. Твердый раствор
углерода в кобальте (углерод в а~
твердом растворе) образует с гра-
фитом эвтектику (7’э8т=1582 К) с
содержанием 2,9% С. Зависимость
растворимости углерода (% ат) в
жидком кобальте описывается вы-
ражением lgxc= (—1050/7")—0,265.
Прн 1623 и 1823 К в жидком
кобальте в равновесии с графитом
содержится 12,3 и 14,4% С. Име-
ются сведения о существовании
карбидов Со2С и С03С. Для ре-
карбида Со2С 2СО(т)+С(т)= Со2С(-г),.
co-
Рис. ХХ.2. Диаграмма
стояния системы Со—С
акций образования
2Со(Ж)4- С{т)= Со2С(Т) уравнения изменения энергии Гиббса
имеют вид (Дж/моль) А 6 к) =16535—8,75 Т\
Абскъо-здак, =13814-8,37 Т.
Для сравнения ниже приведено уравнение для реакции
образования Ni3C 3Ni(T)H- С(т> — Ni3C(T); Д(7 (isoo— 1726 Ю =
= + 38511—9,92 Т (Дж/моль). Расчеты по приведенным
выражениям подтверждают, что карбиды кобальта, как н
никеля, имеют небольшую термодинамическую прочность.
Стандартная энтальпия образования Со2С ДЯамк —
= 4-16,8 кДж/моль, а для Fe3C А/7Jse к= + 22,7 кДж/моль
и Ni3C 298 к= +37,8 кДж/моль. Растворимость углерода
в расплавах Fe—С—Со зависит от температуры и кон-
центрации кобальта в сплаве. С повышением концентра-
ции кобальта в сплавах снижается содержание углерода
в них.
Система Со—Si. В системе Со—Si (рнс. XX.3) обра-
зуется ряд силицидов: Co2Si (19,24% Si); Co3Si2 (24.11%
602
Si), CoSi (32,28% Si), CoSi2 (48,82% Si), CoSi3 (58,84%
Si). Температура плавления силицидов равна 7’na(Co3si) =
= 1600 К; Тпл(СоЯ|)=1668 К, Tna(Cosi3)= 1579 К. Силицид
CoSi2 разлагается по перитектической реакции прн 1544 К.
Система Со—At. В системе образ}'ются алюминиды ко-
бальта Со2Л19, Со4А113, Со2А1б, CoAl. Наиболее термодина-
мически устойчив CoAl. Он плавится при 1918 К, т. е. при
температуре выше температуры плавления чистого ко-
бальта (1766 К). Сведения о свойствах сплавов этой си-
стемы имеют значение при анализе процессов восстанов-
ления оксидов алюминием.
Рнс. XX.3. Диаграмма состояния системы Со—Si
Система Со—S. Эта система имеет большое значение
для металлургии кобальта, поскольку основные минералы,
как будет показано ниже, представлены его сульфидами,
а технология извлечения кобальта нз полиметаллических
руд предусматривает стадию электроплавки для получе-
ния оксисульфидиого расплава (штейна) *. В системе
* Штейн от нем. Stein — камень. Промежуточный продукт плавки
руд цветных металлов, сульфидный.
603
Со—S известны сульфиды: Co4S3 (28,9% S), CoeSs (32,5%
S), CoS (35,2% S), C03S4 (42,1% S) и CoS2 (52,0% S),
трогталит, кубическая решетка (группа пирита).
Как следует нз рис. XX.4, на котором представлена
уточненная диаграмма состояния Со—S, все сульфиды,
кроме CoS, разлагаются по перитектическим реакциям.
Сульфид CoS плавится инкоигруэнтио при 1453 К- В твер-
дом кобальте растворимость серы сравнительно невелика
и при 723 К ие превышает
0,04%. В расплавах кобальта
растворимость серы увеличи-
вается. В интервале 1823—
1923 К в сплаве состава Со—•
4% S установлено отрнца-
Со Массовая диля,7а з
0 5 10 15 20 25 30 35 404550
—!—Г
1495 ° О
700 -
1000
300
S00
t'C
1500
1400
1300 -
1200 -
1100 ~
-±
10 20 00 40 SO 60 70
Атомная доля, % S
Кристо&мит+ж
Тридимит* ж
С00 +
*(Мивин
Ё Две Д
Е жидкости \
Оливин*ж
Оливин* Тридимит j
О
СО
0 20
2CoOStOg
Со0 Массовая доля, %
40 50 80 1О&
SlOj.
Рис. XX.4. Диаграмма состояния системы Со—S
Рис. ХХ.5. Диаграмма состояния системы СоО—SiOs
тельное отклонение от закона Генри. Процесс растворения
газообразной серы в жидком кобальте по реакции Со,ж) +
+ '/2S2(d“ [SJco характеризуется изменением энергии Гиб-
бса Д<4 = —143600 + 42,2 Т Дж/моль. Для реакций обра-
зования сульфидов уравнения изменения энергии Гиббса
имеют вид (Дж/моль):
9Co(T)+4Sj(r)—CoftS8(Tj; Д(?т= 12/678/ 4
4 121,3474g Т + 250,88Г; (ХХ.6>
ЗСо(т) + 2SJ(r) = Co3S4(n; bdr= - 5611344
4 60,67rig Г+ 109,327'; (ХХ.7>
Сот-Г s2(г)= CoS3(T); Д6т= - 236366 4
4 30,33 Г 1g Г 4 75,20 Г; (ХХ.8>
604
4СО(Т)+ 1,5S2(r) = Co4S3; Д€?г= - 369992 +
+ 45,50Zig Г—9,60г. (XX.9^
Нагревание сульфидов кобальта, например C03S4 в ат-
мосфере кислорода приводит к окислению по реакции:
C03S4 + O2~3CoS(|.|x) b SO2. При 983 К для этой реакции
1g К~ 14,799, что свидетельствует о сильном смещении этой
реакции вправо. С понижением парциального давления
SO2 создаются условия для более полного окисления суль-
фида: 4CoS{i+x) + O2“Co4S(3+x)4-SO2 (прн 1113 К 1g К =
= + 10,304). В атмосфере SO2 чистый кобальт окисляется
до сульфидов 25/&Co + S02 = 2CoO+VsCogSa. При 583 К
1g Ком К)^ + 16,308, и при 983 К 1g ю = 6,467, т. е. чем
выше температура, тем менее благоприятные условия для
окисления кобальта SO2 до оксида и сульфида, поскольку
эта реакция экзотермична.
Система Со--Н. Используемый для получения жаро-
прочных сплавов электротермический кобальт имеет срав-
нительно высокое содержание газов (водорода и кислоро-
да) до 7 см3/100 г металла. Прячем газы распределены по
высоте катодных листов неравномерно. Содержание кис-
лорода колеблется от 0,9* 10"3 до 2,8-10~3%, а водорода
от 1.4-10-4 до 3,5*10~4%. Растворимость водорода в ко-
бальте от 573 К до температуры плавления (1766 К) скач-
кообразно изменяется прн температуре полиморфного пре-
: 395 К
вращения (р-Со^у-Со). Кобальт с высокотемпературной
г.ц.к.-решеткой (по В. И. Шаповалову) растворяет мень-
ше водорода, чем с ГП-решеткой.
Системы Со—Р, Со—JV и др. Кобальт с фосфором об-
разует фосфиды Со2Р (20,80% Р), СоР (34,44% Р) С0Р3
(61,18% Р). В твердом кобальте растворимость фосфора
очень мала. В частной системе Со—Со2Р имеется эвтек-
тика при 11,5% Р (Гэпт=1296 К), Со2Р плавится при
1659 К. Существуют нитриды кобальта Co3N (7,34% N) и
Co2N (10,71 % N). В а-Со при 873 К может растворяться
до 0,6% [2,5% (ат)М[. Нитрид Co2N изоструктуреи с Со2С.
Оксидные системы. Система СоО—S1O2. В этой систе-
ме (рис. XX.5) существуют ортосиликат кобальта Co2SiO4
(7'!Т--1618 К, плотность 4,677 г/см3). В системе имеются
две эвтектики и область иесмешнвающнхея жидкостей
(при >50% SiO2 и >1973 К).
Система Со^Оа—AI2O3—S1O2. Из рис. XX.6 следует, что'
в тройной системе имеется область составов с температу-
605
рой плавления 1473 К. По мере повышения содержания
А12Оз, SiO2 и СО3О4 температуры плавления сложных со-
ставов этой системы повышаются.
§ 2. Области применения кобальта
В СССР получают металлический кобальт, который дол-
жен удовлетворять требованиям ГОСТ 123—78
(табл. XX.1).
В электросталеплавилыюм производстве кобальт ис-
пользуют для легирования жаропрочных сплавов на осно-
Ряс. XX.6. Изотермы плавленая в системе СодО,—АЬОд— SiOj
Таблица XX.I. Химический состав металлического
Марка Со. % (не ме- нее) Массовое содержание. %
А1 Bi Ге Si Cd Мп Си AS
ко 99.98 0,01 0,0003 0,003 0,001 0.003 0,0005 0.001 0,0005
ЮАу 99.35 — 0.0004 0.200 —* 0.001 0.03 0.02 0.001
К1А 99.30 — 0,0005 0,200 — 0.001 0.07 0,03 0,002
К1 99.25 — 0.200 — 0,07 о.оз 0,002
К2 99,30 — — 0.50 —• — 0,10 0,08 0,005
* Не регламентируется.
606
ве никеля н железа. Химический состав и область приме-
нения жаропрочных сплавов в СССР регламентируется
ГОСТ 5632—72. Согласно стандарту к жслсзопикелевым
относятся сплавы, в которых сумма [% Ni] + [% Fej >65%
при отношении (% Ni]: [% Fe] = Г. 1,5. Никелевые жаро-
прочные сплавы должны содержать >55% Ni. Кобальт,
как легирующий элемент, входит в жаропрочные сплавы
на основе Ni—Сг со значительным содержанием вольфра-
ма, титана, ниобия, которые образуют упрочняющую фазу
(у'-фазу [Ni, Со]3 [Al, Ti, Nb, Та]). Например, сплав для
лопаток газовых турбин ХН55ВМТКЮ и имеет следу-
ющий состав, %: Сг 9—12; Мо 4—6; W 4,5—6,5; V 0,2—
0,8; Ti 1,4—2,0; Al 3,6—4,5; Со 12—16; Fe<0,5; Мп<0,5;
Si<0,05; С<0,12; В<0,02; S<0,01; Р<0,015; остальное
никель. В сплаве ХН55ВМКЮ содержится кроме других
элементов 11,0-н 13,0% Со, а в сплаве ХН60КМВЮБ —
8,5-ь 10,5% Со. Такне сплавы получают сплавлением ме-
таллов технической чистоты в индукционных печах с по-
следующим вакуумно-дуговым переплавом. Применение
чистых тугоплавких металлов (молибдева, вольфрама,
пнобия и др.) создает определенные трудности при получе-
нии жаропрочных сплавов. Целесообразнее применять ли-
гатуры, например, Ni—Мо—Сг, имеющие более низкие
температуры плавления.
Кобальт используют также для выплавки сплавов
03Х13К14; 03Х13К20 и др. В порошковой металлургии ко-
бальт входит в состав различных сверхтвердых компози-
ций (WC—Со; ZrC—Со и др.). Кобальт применяют также
при получении магнитных, коррозиониостойких и других
сплавов. Радиоактивный кобальт (60Со) используют как
источник излучения (кобальтовая пушка).
кобальта (ГОСТ 123-78}
(не более)
Мд Xi Sn S Sb Pb с Р Ии
0 001 0,005 0.0003 0,001 0.0003 6,0003 0,005 0.0005 0.001
, 0.30 0.0004 0,004 0.0006 0,0005 0,02 0,002 0,002
0.30 0,001 0.004 0,001 0.0005 0,02 0.003 0,003
0.30 — 0,004 . - — 0.03 ’—-•
— 0,50 — 0,01 '— —> 0,1 —
60Z
§ 3. Минералы и руды кобальта
Распространенность кобальта в литосфере оценивают ве-
личиной 1,8’10“3%. Содержание кобальта в рудах обычно
низкое, поэтому он добывается в качестве попутного ме-
талла прн переработке полиметаллических руд. По дан-
ным Горного бюро США потребность в кобальте к 2000 г.
в мировых масштабах возрастет до 29,5 тыс. т (в 1981 г.
11,4 тыс. т). По расчетным прогнозам континентальные
ресурсы кобальта могут обеспечить промышленность с
учетом ежегодного роста его потребления только до 1993 г.
Дальнейшее увеличение производства станет возможным
только в результате использования океанических конкре-
ций, количество которых только в Тихом океане оценива-
ют (1980 г.) в 2,0* 1012 т. Эти конкреции, кроме марганца
(0,75—50,4%) и железа (0,83—32,4%), содержат 0,037—
2,4% Ni 0,1—2,57% Со 0,014—1,9% Си и другие ценные
металлы. По расчетам в конкрециях Тихого океана содер-
жится 5,8 млрд, т кобальта. При общих запасах океаниче-
ских конкреций 2-1012 т основное количество Ю1^ т сосре-
доточено в Юго-западной части бассейна Тихого океана.
Содержание основных металлов в конкрециях характери-
зуется следующими данными: Co:Cu:Ni:Mn =
= 1,0 : 4,4 : 5,2 : 110. При достигнутом уровне производства и
потребления этих металлов это отношение следующее —
1:256:22:273. Если принять, что при добыче конкреции
будет удовлетворена потребность мира в никеле, то в меди
только на 7%, а кобальта будет получено в четыре раза
больше мировой потребности. Однако это обстоятельство
не должно рассматриваться как Недостаток, поскольку
современный сравнительно низкий уровень потребления
кобальта объясняется его дефицитностью и высокой стои-
мостью. При понижении стоимости кобальта область при-
менения его в черной металлургии существенно расши-
рится,
В капиталистических и развивающихся странах в
1983 г. было произведено кобальта 12,4—14,4 тыс. т. Наи-
более крупными производителями кобальта являются Заир
(6000 т в год), Замбия (2250 т), Япония (1500 т), Фран-
ция (400 т), США (350 т). Основное количество кобальта
сосредоточено в Заире ( — 50%). Кобальтовая промышлен-
ность в этой стране контролируется бельгийскими компа-
ниями. Запасы кобальта в США в 1982 г. составили
19870 т.
60S
Минералы кобальта и промышленные руды, coдepл^a-
щие кобальт, подразделяют иа три группы: мышьяковые,
сернистые и окисленные. Содержание кобальта в этих ру-
дах может изменяться от сотых долей до 4%.
Мышьяковые кобальтовые руды. В этих рудах кобальт
содержится в виде соединений с мышьяком (арессннды)
и (илн) с серой (сульфоарсениды). Из числа важнейших
минералов в этих рудах отмечают кобальтин CoAsS
(35,41% Со, 45,26% As, 19,33% S), в котором часть до
5% кобальта может замещаться железом. Существует не-
прерывный ряд твердых растворов между кобальтином и
персдорфитом NiAsS.
В СССР мышьяковые руды кобальта расположены в
Тувинской АССР (Аксинское месторождение). Из зару-
бежных крупных месторождений отмечают месторождение
БуАззер (Марокко).
В сернистых рудах кобальт может содержаться в виде
минералов сульфидов: кобальт—пеитлаидит (Со, Fe,
Ni)sS8, линнеит (Со, Ni)3S4, карролнт Си (Со, Ni)2S4 и др.
Полиметаллические сернистые руды представлены никелем,
медью, железом с содержанием кобальта до 2,5—3%.
В СССР сернистые руды, содержащие кобальт, находятся
в Красноярском крае (г. Норильск), на Кольском полу-
острове. За рубежом руды такого минералогического типа
добывают в Канаде.
Окисленные кобальтсодержащие руды являются также
полиметаллическими. Если мышьяковый тип руды имеет
гидротермальное происхождение, то окисленные руды
представляют остатки выветривания на поверхности ко-
бальт- и никельсодержащих ультраосновпых пород и сер-
нистых руд. В окисленных рудах выделяют широкорас-
пространенпые силикатоинкелевые руды и редкие окис-
ленные сернистые руды (до 1—4% Со).
Побужская группа никелевых руд (УССР) содержит
до 0,8 -0,1% Ni, <0,08% Со, 1,7-2,5% Сг, 0,05—1,12%
Си, 0,1—0,3% Мп. Пустая порода представлена кремнезе-
мом (40—45% SiO2) и оксидами железа (20—25% Fe2O3).
Эти руды являются исходным сырьем для получения фер-
роникеля, в который переходит и кобальт (см. гл. XIX).
§ 4. Технология кобальта и феррокобальта
В мировой практике применяют несколько технологиче-
ских схем переработки кобальтсодержащих руд. Выбор
того или иного способа извлечения кобальта и других цвет-
20. 232.
609
пых металлов определяется, прежде всего, минералогиче-
ской особенностью руды.
Кобальт-мышьяковые руды перерабатывают по пиро-
гидрометаллургической схеме. На первой стадии концент-
рат подвергают обжигу, в результате которого происходит
термическая диссоциация арсенидов, а затем — сульфати-
зирующему обжигу. Огарок после обжига выщелачивают,
а кек подвергают цианированию с целью извлечения бла-
городных металлов. Процесс окисления Со^Азг кислородом
в общем виде может быть записан реакцией: Co5As2-h
-г4О2=5СоО +АзгОз- При температурах >800 СС As2O3 дис-
социирует по схеме: 5А>Озт±ЗА52О5 - ‘lAs. В Марокко для
обжига мышьяковых руд применяют печи кипящего слоя.
Обожженный марокканский концентрат, содержащий 17%
Со и 17% As выщелачивают в соляной кислоте и обраба-
тывают хлором. После очистки раствора от примесей и
извлечения благородных металлов чистый раствор хлорида
кобальта подвергают электролизу. Известны и другие спо-
собы извлечения кобальта из мышьяковых руд.
Сульфидные кобальтсодержащие руды могут также пе-
рерабатываться различными способами. В СССР ведущим
способом передела ииксль-кобальтсодержащего сырья яв-
ляется элсктроплавка сульфидных руд, хотя внедряются
и новые процессы.
В последние годы кроме норильских и Кольских суль-
фидных иикель-кобальтсодержащих руд в производстве
использованы и талиахские руды, доля которых в составе
рудного сырья в 1983 г. достигла па комбинате «Севсро-
никелъ» 48—56% и «Печеиганикель» 32—40%. Увеличи-
лась доля тал нахских руд в составе аглошихты и на Но-
рильском комбинате (Грань Н. И.).
Особой целью электроплавки сульфидных руд является
перевод никеля, кобальта и меди в сульфидную фазу, на-
зываемую штейном. Вторым продуктом плавки является
шлак, представляющий собой расплав оксидов. Штейн и
шлак в ванне электропечи разделяются по плотности,
сульфидный расплав (штейн), имея большую плотность,
накапливается на подине печи, а шлак располагается над
слоем штейна. Сульфидный расплав выпускают из элек-
тропечи. Он имеет примерный состав, %: Ni 7,12; Си 6.01;
Со 0.37; Fe 61,0; S 27,8; FeO 5,8; Fe3O4 5,9. Его заливают
в конвертер и подвергают продувке кислородом. Целью
конвертирования является окисление сульфида железа и
перевод его в конвертерный шлак. В результате конверти-
рования получают сульфидный расплав, обогащенный
610
сульфидами никеля, кобальта и меди и называемый фай-
шитейном. Состав файиштейиа следующий, % по массе:
Ni 20,2; Си 30,3; Со 1,97; Fe 3,6; S 23,6 (299,6%). Конвер-
терный шлак имеет следующий состав, %: Ni 0,38; Со
0,19; S1O2 26,4; Fe 46,5; Fe3O4 6,7. Температура шлака
~1280сС. Шлак электроплавки, содержащий никель, ко-
бальт и медь, ис направляют в отвал, а подвергают так
называемой операции обеднения, которая в ферросплав-
ных процессах пока не используется. Сущность обеднения
шлака состоит в следующем. Электропечной шлак залива-
аот в рудовосстановительную печь (рис. XX.7) вместе с
Рме. ХХ.7. Рудовоссгацг.>вательные электропечи для обеднення шлаков
к
загружаемой частью исходного никель-кобальтового кон-
центрата и ведут плавку по режиму, предусматривающему
и отстаивание расплавов в ванне печи. Получают штейн
электроплавки обеднения шлаков, который имеет состав,
%: Ni 8,4; Си 6,10; Со 1,0; Fe 60,3; S 23,1 (2 98,9%). При-
чем, в нем содержится 5,9% металлического железа и
8,4% Fe3O4. Материальный баланс процесса конвертиро-
вания медпо-никелевых штейнов па комбинате «Севсрони-
ксль» показал, что со штейном рудовосстановительной
плавки на конвертерный передел поступает 25,8% Со и
.20’
6П
50,9% Ni и со штейном электроплавки обеднения 27,0%
Со и 21,0% Ni. Кроме того в конвертер задают анодный
шлам, с которым вносится 12,5% Со и 6,8% Ni. С оборот-
ными продуктами поступают 2,1 % Со и 3,7% Ni, а с уфа-
лейским штейном 7,3% Со и 2,1 % Ni. В плавку использу-
ют также металлоотходы, с которыми поступает 25,3% Со
и 15,5% Ni.
Между продуктами плавки кобальт и никель распре-
деляются следующим образом: 34,4% Со и 72,3% Ni пере-
ходят в файнштейн, а 63,9% Со и 17,6% Ni — в конвер-
терный шлак. Таким образом, большая часть кобальта
концентрируется в шлаке и его извлечение достигается в
следующем цикле обеднения — конвертировании шлака.
Содержание кобальта и никеля в шлаке зависит от кон-
центрации в нем железа и отношения [ % Со] кор и
[%Fe]KOp в корольках. Эта связь по А. Г. Рябоконь опи-
сывается выражениями:
(%Со) = 0,001 0,121 (%Fe)[[%CoUP/I%FeUP],
(XX. 10)
(%Ni) =0,006 + 0,055(%Fe)n%Nl]K.p/[%FelKOp’.
(XX.ll)
Снижение (FeO) в шлаке н уменьшение отношения ко-
бальта (никеля) к железу в корольках приводит к умень-
шению содержания кобальта и никеля в шлаках в том
числе и отвальных. Доизвлекают кобальт и никель из кон-
вертерных шлаков путем промывки жидкого шлака в кон-
вертерах или в электропечах с использованием в качестве
извлекающей фазы штейна или медио-никелевой руды.
Электропечной метод является более прогрессивным. На
НГМК для обеднения конвертерного шлака используют
обеднительиыо электропечи мощностью 30 МВт. Обсдии-
тельиую плавку шлака ведут следующим образом. Загру-
жают и расплавляют шихту, состоящую из кварцита, ни-
кель-кобальтовой руды, восстановителя. Затем заливают
220—240 г конвертерного шлака в течение 2 ч и произво-
дят отстой расплава в печи. Образующийся штейн направ-
ляют на конвертирование. По действующим дальнейшим
технологическим схемам переработки медно-никелевых
продуктов кобальт извлекается иа конечной стадии про-
изводства при электролизе никеля. Задачей пирометал-
лургического передела руд является максимальный пере-
вод и сохранение кобальта в конвертерном шлаке, кото-
рые после соответствующего передела направляют на элек-
612
тролиз. Многостадийная сквозная технология извлечения
кобальта и никеля энергоемка. На 1 т электролитного ни-
келя из сульфидных руд расходуется 6,2 т условных топ-
лива. Еще большие энергетические затраты на получение
1 т огневого никеля (50,0 т усл. топ.) и 1 т в ферроникеле
(45,0 т усл. топ.). Это в несколько раэ выше, чем расход
энергетических ресурсов при получении 1 т свинца (0,9 т
усл. топ.), цинка (1,9 т усл. топ.), меди (2,0 тусл.топ.).
Необходимость использования в металлургическом пе-
ределе бедных кобальтом и никелем руд обусловила и
сульфидов NiS.CoS
Рнс. ХХ.8. Схема получения кобальта из кубинских латеритных руд
рост потребления электроэнергии, топлива и тепловой
энергии в 1983 г. по сравнению с 1981 г. соответственно
в 1,3; 1,4 и 1,6 раза. Важным резервом снижения энерге-
тических затрат является использование вторичных энер-
гетических ресурсов (ВЭР). К 1985 г. степень использова-
ния ВЭР должна составить 45% от технически возмож-
ного уровня их использования. За рубежом в зависимости
6)3
от минералогического типа руд применяют различные гид-
рометаллургические схемы извлечения никеля и кобальта.
На рис. XX.8 приведены схемы основных стадий получения
кобальта и никеля из кубинских латеритовых (окислен-
ных) руд.
Глава XXI. ФОСФОР И ФЕРРОФОСФОР
§ 1. Свойства фосфора и его соединений
В Периодической системе элементов Д. И. Менделеева
фосфор находится в главной подгруппе пятой группы. Атом-
ный номер фосфора 15, а атомная масса фосфора 30,97,
температура плавления белого фосфора 317 К, а кипения
530 К- Природный фосфор состоит из одного стабильного,
изотопа 31Р. Получено шесть изотонов, из которых наи-
большее значение имеет 35Р (период полураспада ГЛ=
= 14,22 сут). Изотоп 32Р используют в исследованиях в
качестве меченого атома. Фосфор, как и его аналоги (N,
As, Sb и Bi) имеют пять электронов в наружном слое
атома (табл. ХХ1.1). Высшая положительная окислениость
Таблица XXI.!. Некоторые свойства фосфора и его аналогов
Свойства N р As Sb BI
Строение внешнего элек- тронного слоя атома . . 2з!2д3 3№3д3 4sa4p3 5№5д3 6зг6р3
Энергия ионизации атома. эВ 14.53 10,49 9,82 8,64 7,3
Относительная электроот- рицательность 3.07 2,2 2.1 1,8 1.7
Радимс атома, нм . . . 0.071 0,13 0,148 0,161 0,182
Температура, К: плавления -210 317 Суб ли- 903 544
кипения —195 527 мируст '> 1997 1823
Плотность, г/см3 .... 0.81 1.83 5,72 6,68 9,80
элементов этой подгруппы равна +5 (/?дОэ)т а отрица-
тельная.—3. Атомы фосфора объединяются в двуатомиые
(Рэ), четырехатомныс (PJ н полимерные молекулы. Наи-
более стабильны молекулы, содержащие длинные цепи
связанных между собой Р< — тетраэдров.
6)4
Фосфор обладает аллотропией. Известны белая (жел-
тая), красная и черная аллотропные формы фосфора. Бе-
лый фосфор получается в твердом состоянии при быстром
охлаждении паров фосфора, что имеет место при конден-
сации пара фосфора в условиях электротермического про-
изводства фосфора. При низких температурах белый
фосфор хрупок, при >15сС становится мягким, а прн
44,142 плавится. В узлах кристаллической решетки нахо-
дятся тетраэдрические молекулы Р*. Белый фосфор не
растворим в воде, вода защищает его от окисления возду-
хом. Он относится к спльноядовитым веществам. Нагрев
белого фосфора без доступа воздуха до 250—300 "С сопро-
вождается его превращением в красный фосфор, имеющий
красно-фиолетовый цвет. Красный фосфор неядовит, мед-
ленно окисляется на воздухе, не светится в темноте. Его
плотность равна 2,4 г, см3. При нагревании не плавится, а
сублимирует *.
Конденсация паров приводит к образованию белого
фосфора. Черный фосфор образуется из белого при нагре-
вании его до 200—250аС при давлении 25,0-103 МПа, от-
личается молекулярной массой и степенью упорядочен-
ности макромолекул. Энтропия белого и красного
фосфора соответственно равна 41,16 и 22,81 Дж/(моль-К),
а пара фосфора P^ri 280,04 Дж/(моль-К). В твердом и
жидком виде белый фосфор состоит из молекул Р«. Четы-
рехатомные молекулы Р4 находятся н в парах над белым
фосфором до 800 °C. Свыше 800 °C Рд диссоциирует на Р2,
а последние при температурах >2000°C диссоциируют на
атомы. Причем четырехатом ныс молекулы характерны
для белого фосфора. Другие модификации его состоят из
полимерных молекул.
Давление паров фосфора каждой твердой модифика-
ции от температуры может быть определено из приведен-
ных ниже уравнений, Па:
1₽ррЛбел.т1 = (-3530 Г) -3,5 lg Т -F
21,19 (298- Гпл): (XXI.I)
lg/>p.(KP.T) = (-5600 Г) - 13,1 (298 - 7^); (XXI 2)
lgpplt4eP.T)=(-7420 Г) — 14,95 (298 Гпл). (XXI.3)
Как отмечалось выше, фосфор кипит при низкой тем-
пературе (530 К). В интервале Тпл—7\-1Ш давление паров
* Сублимация — фазовый переход вещества из кристаллического
состояния непосредственно в парообразное.
615
фосфора Р4 над жидким фосфором описывается выраже-
нием, Па:
lg/Ъмм (-2710. Г) -г 9,94. (XXI.4)
Система Р—О. Фосфор образует с кислородом оксиды
Р4О, P^afPoO), РзОб(РОз), Р4Об(Р2Оз), PtOiofPzOg) и
(РО^)»- В’электротермии фосфора наибольшее значение
имеют Р^О 1 о (Р2О5) и Р4О8 (Р2О3) Фосфорный ангидрид
Р2О5 состоит из РО4 — тетраэдров, в которых атом фосфо-
ра окружен четырьмя атомами кислорода. Температура
плавления Р2Оз зависит от ее чистоты и составляет 836 К,
молекулярная масса 141,95, плотность 2,39 г/см3. Стандарт-
ная теплота образования Р2О5 равна к <р:о5) в
= — 1492,73 кДж/моль, а энтропия 3 298 к (p5Oj) =
= 114,49 Дж/(моль-К)- Фосфорнокислый ангидрид Р4О6
(Р2О3) имеет плотность 2,135 г/см3, температура плавле-
ния 23,8 °C, кипения 175,4 °C, растворяется в воде с обра-
зованием Н3РО3. При >210°С Р4О5 (Р2О3) разлагается
иа РО2 н красный фосфор. На воздухе Р4Оа (Р2О3) легко
окисляется до Р4Ою (P2Os).
Изменение энергии Гиббса реакций образования Р2О5
от температуры описывается уравнением (Дж/моль):
2Р{бел’ - 5/А = РА; Д6т= - 1492730 +
+ 480,51 Г; (XXI.5)
2Р(кР) + '’2О2=Р2О0; Д6г= — 1510102 +
+ 443,92 Т. (XXI.6)
Твердый пероксид фосфора (Р2О5) может существовать
в тетрагональной, ромбической и гексагональной модифи-
кациях. При нагревании Р2О5 испаряется. Методом высо-
котемпературной масс-спектроскопии установлено, что при
пониженных температурах (<470 К) Р2О5 испаряется в
основном в виде P4OiotI), в интервале температур 570—
670 К —в виде P4OW(r) и Р4О8{г), а при >720 К в парах
обнаруживается еще и Р40б(Г). Молекулярная масса Р4Ою
равна 283,89, а Р4О8— 219,00. В масс-спектре пара над
смесью Р9О5 и оксидов (SiO2, ZrO2, АЬО3) найдены ионы
P3Of; Р3О 5+; Р3ОД Р3О/ ; Р4О 9+. Большое многообра-
зие иопов в паровой фазе объясняется диссоциативной
ионизацией высоких полимеров РПОП). Установлено, что
состав ионов в паровой фазе изменяется в зависимости
от температуры. Зависимость давления пара (Па) над
жидкой Р2О$ от температуры имеет вид: 1 gр =
616
= ( — 4320/7’) + 8,809. Парциальное давление Р4Ою (Па)
над жидкой фазой Р2О5 при температурах выше 770 К
может быть определено из выражения: lgP(i\o10'.=
= (—4500/7’) +9,55.
Термодинамические функции РдО.дг) следующие:
ДЯ°298 к (р*о0 (г) = — 1594,28 кДж/моль, Sd29ft к = 347,02 Дж/
/(моль-К)- Для реакции P4(r)+3O2 = P4O6(r) уравнение из-
менения энергии Гиббса имеет вид: AG? = —1535250+,
+ 80,02 7' Дж/моль.
Рнс. XXLI. Диаграмма состояния системы СаО—P3OS
Система СаО—Р2О5. Как следует из рис. XXI. 1, в си-
стеме СаО—Р2О5 образуется целый ряд фосфатов кальция:
СаО-2Р2О5; 2СаО.ЗР2О5; СаО-Р2О5; 2СаО-Р2О5; ЗСаОх
ХР2Ог и 4СаО-Р2О5. Наиболее прочным является трифос-
фат кальция (ЗСаО-Р2Оо или Са3(РО4)2), который пла-
617
тл
1998
7873
7673
1973
(%S102)/(%P205^
0,96 7,23 2,76 7,4
T7963X ~
5 7983
7808 X + I
c*'3CqO‘P2^5
tt-jCaD ‘PjOj* StO
139(7
у? -з cap -p2 0 g 5io2 ~"|
100
8 20 40 6(7 80
3 CQO'PjOj
Массобая доля, %
Рис. XXI.2. Диаграмма состояния
мы 3CaO-P;Os—SiOj
• SiO2),
смете-
До
вится без разложения при
2083 К-
Система СаО—Р?О$—
SiO:. Шлаки электротер-
мической возгонки фосфо-
ра по своему состав}7 мо-
гут рассм атрпваться ис-
ходя нз этой тройной си-
стемы. Установлены со-
единения (рис. XXI.2):
5(CaO-P2O5-SiO2)
(Ca5p2SiOi2) — силико-
карпптит и TfCaO-PsOjX
X2S1O2) (CarPoSI2O14) —
пагельшмптит, а также
несколько твердых раст-
воров: 1) иа основе ор-
тосил иката калышя
2% Р2О5; 2) изотипных
K2SO4 и содержащих 3.5—6% Р2О5; 3) с переменным со-
держанием 12,5—36% Р2О5; 4) на основе a-3CaO-P2Os с
колебанием в них SiO2 от 0 до 5% SiO2. Силикокариотит
устойчив ниже 1300 °C и может находиться в равновесии
с расплавом. Нагрев смликокариотита до 2000 °C приводит
к его распаду иа ЗСаО Р2О5 и a-2CaO>SiO2. Для четырех
фаз частной системы ЗСаО-Р2О5—2CaO-SiO2, в которой
находятся силикокарнатнт и нагельшмитит, а именно
ЗСаО-Р2О5; 2CaO-SiO2; 7CaO-P2O5-2SiO2 и 5СаО Р2О5Х
XS1O2, характерна ограниченная взаимная растворимость
вследствие близких значений ионных радиусов кремния
(fsi = 0,039 нм) и фосфора (гр = 0,035 нм). Атомный ради-
ус фосфора равен 0.134 им, а ионные Гр5- = 0,035 им,
Ггз4 = 0,044 нм и Гр3- = 0,186 нм.
§ 2. Минералы и руды фосфора
Среднее массовое содержание фосфора в земной коре
(кларк) * составляет 9,3-10 ?. Известно более 180 минера-
лов, содержащих фосфор. Главнейшие из них апатит, фос-
форит.
* Кларки элементов — числовые опенки среднего содержания хи-
мических элементов в земной коре (гидросфере, атмосфере н т. п.),
выраженное в единицах массы (% или г'т) п др. Термин «кларк»
введен Е. А. Ферсманом, назван в честь американского геохимика
Ф. У. Кларка.
616
Апатит 3(Саз(РО4)2) Ca(F, Cl)2 — минерал из группы
фосфорнокислых солей кальция, содержащих переменное
количество фтора и хлора. Может содержать в качестве
примесей до 10% оксидов марганца, стронция, РЗМ, а
также <1% натрия, калия, бария и др. Наряд}' с F~ и
С1“ в апатите присутствуют (ОН)-, О2-, СОз-, поэтому
выделяют фтор-, хлор-гндроокенды. карбоиат-оксиапатн-
ты, а также мапганапатит и др. Во фторапатите содер-
жится 42,3% Р2О5, а в хлорапатите 41,1% Р2О5. Темпера-
тура плавления фторапатита равна 1660°C, а хлор-
апатита 1530 °C. Апатиты используют для получения
ортофосфориой кислоты сернокислотным методом, а для
производства фосфора не используют.
Фосфорит представляет собой минерал Ca3(PO4)a груп-
пы апатитов, который входит в состав природных мине-
ральных образований, называемых фосфоритами. Апати-
ты и фосфориты представляют таким образом две группы
природных образований. Месторождения апатитов относят
к эндогенным, которые имеют магматическое происхожде-
ние (в СССР Хибинское, Ковдорское, Восточносаянское
месторождения апатитовых руд). Месторождение фосфо-
ритов имеет экзогенный (осадочный) характер. Рудооб-
разованне фосфоритов связывают с накоплением химиче-
ских и биохимических осадков в районах древних шель-
фов (в СССР месторождения фосфоритов: Каратау,
Егорьевское, Чилисанекое, Вятско-Камское и др. Из числа
других реже встречающихся фосфорсодержащих минера-
лов можно отметить вивианит ЕеДРО^г-вНаО, монацит
(Се, La, Y, Th)PO4, ксенотим. YPO4 и др. В монаците мо-
жет содержаться до 12% ThCL. Фосфор содержится в ка-
честве примеси в железных (Лисаковскос, Керченское
и др. месторождения), марганцевых (Никопольское и
Большетокмакское месторождения) и др. рудах. В домен-
ном процессе фосфор восстанавливается и переходит в
чугун. При продувке Лисаковского чугуна с 0,9—1,2% Р
в конвертере фосфор окисляется по реакции 2[Р] +
4-5 (FeO) --З(СаО) = ЗСаО-РгО5+5 [Fe] и концентрирует-
ся в отвальных шлаках. В частности конвертерный шлак
Карагандинского металлургического завода имеет следую-
щий состав, %:
Р.О5 СаО SlOa AIjOj -MgO МпО Fe0(J„ F
Шлак:
промежуточны!! . 9,15 45.0 18,80 2,72 4,32 5,10 18.70 0,5
конечный .... 4,48 51,5 12,96 1,57 2,73 3,78 2o,20 0,1
619
Промежуточный шлак после подготовки может использо-
ваться как н фосфатные руды в качестве удобрения, а
конечный шлак — в строительной индустрии, что позволя-
ет организовать безотходную технологию передела желез-
ных руд. Содержание Р2О5 в фосфатных рудах колеблет-
ся в широких пределах 25—34%. Пустая порода представ-
лена доломитом, кальцитом, кварцем, глинистыми мине-
ралами, гидроокислами железа и др. Так, прокаленная
при 900 °C Чнлисайская руда (которая по минералогиче-
скому составу близка к фосфатам Егорьевского и Вятско-
го месторождений) имеет состав, %: Р2О5 23,5; СаО 38,8;
РегОз 1,3; Д12О3 1,3; F 2,2; СО2 4,0 и нерастворимого осад-
ка 18,0. Минеральный состав, руды, %: фосфатов 51, кварца
24, гидрослюды, глинистых минералов 10—28, полевого
шпата 2, лимонита 2,5, пирнта 0,7, гипса 6. Содержание
5—8% гипса в фосфатной руде затрудняет ее обогащение
флотацией. Апатитовые руды хибинских месторождений
обогащают флотацией, что обеспечивает получение бога-
того (39,4% Р2О5) концентрата.
§ 3. Восстановление трифосфата кальция
Процесс восстановления углеродом в общем виде мо-
жет быть представлен реакцией: Ca3(PO4)2+3SiO2+5C=
= 3CaSiO3. — Р2 + 5СО. При 1600 К эндотермический эффект
реакции равен 1455,47 кДж/моль. По мнению одних авто-
ров (Р. Г. Азнева, С. И. Вольфковича) доминирующую
роль в сложном процессе выполняет Р4О10, который обра-
зуется при диссоциации по схеме: Са3(РО4)2-^СаО +
+ СагР2О7—>СаО + СаР2О.. *CaOj ’/2Р40ю. Кремнезем в со-
ставе шихты, по мнению этих авторов, способствует об-
разованию Р^Ою по реакции: CaP2Oe +SiC)2 — CaSiO3 +
+ У2Р4ОЮ, а фосфор (Р2) появляется вследствие твердо-
фазного восстановления Р4Ою углеродом: Р4О|04- 10С =
— 2Р2-г10СО. По мнению других авторов при восстанов-
лении Са3(РО4)2 углеродом возможно образование в
качестве промежуточного продукта фосфида кальция
Са3(РО4)2 + 8С = Са3Р2-г8СО, который затем взаимодей-
ствует с трифосфатом кальция по реакции ЗСа3(РО4)2н-
+ 5Са3Р2 = 24СаОн-8Р2 с образованием оксида кальция и
фосфора. Как будет показано ниже, этот процесс термо-
динамически не реализуем. Некоторые исследователи
(В. А. Ершов и др.), обосновывая ступенчатую схему вос-
становления трифосфата кальция, принимают в качестве
620 S2
первого звена реакцию: Са3(РО4)2+2С — Са3(РО3)2+2СО,
приводящую к образованию трифосфита кальция. На сле-
дующих стадиях взаимодействие Са3(РО3)2 с углеродом
s присутствии SiOs приводит к получению фосфора и
силиката кальция. Причем восстановление фосфора проте-
кает через низшие его оксиды. Имеются и другие гипоте-
зы механизма получения фосфора восстановлением три-
фосфата кальция углерода, которые не получили практи-
ческого подтверждения. Проведенный Д. И. Крикливым
анализ данных различных исследователей показывает, что
взаимодействие компонентов в этой сложной системе ха-
рактеризуется рядом особенностей. Так, Р2О5 активно
взаимодействует со свободным СаО в интервале 500—
И00 °C с образованием конденсированных фосфатов, при-
чем последние в свою очередь могут взаимодействовать с
СаО, образуя менее кислые фосфаты. Ранее принимали,
что кремнезем ускоряет выделение Р<О10. Имеется доста-
точно достоверных данных, свидетельствующих о том, что
оксиды SiO2, Fe2O3, ТЮ2, А12О3 и др. не могут вытеснять
Р4О10 из трикальций фосфата Са3(РО4)2 вплоть до 3000 К.
Согласно последним представлениям, SiO2, как другие
кислые оксиды, не участвует в первичной стадии восста-
новления Са3(РОл)2, т. е. пе вытесняет Р<О10. Этим флю-
сам отводится роль понижения активности образовавше-
гося оксида кальция путем связывания его в силикат каль-
ция. Р4О10 может взаимодействовать не только с СаО, но
и с силикатом кальция. Фосфорный ангидрид вытесняет
ангидрид кремниевой кислоты из силиката кальция. Фос-
фор может взаимодействовать с СаО даже при 1300 °C,
что указывает на возможность обратного процесса при
восстановлении Са3(РО4)2 углеродом, поэтому роль SiO2
и других кислых флюсов сводится к уменьшению актив-
ности оксида кальция. Оксид Р4О10 взаимодействует cSiO2
с образованием снликофосфата фосфора (p2O5*2SiO2,
2P2O5-3SiO2 и др.).
По Д. И. Крикливому наиболее вероятным механизмом
на первой стадии взаимодействия Са3(РО.})2 с углеродом
является образование Са3(РО3)2. На последующих стади-
ях значительная роль отводится образованию и участию
в реакциях Р4Об, который в отличие от Р^Ою, может по-
явиться в процессе вследствие вытеснения его (Р4Ое) из
Са3(РО3)2 кремнеземом. На заключительной стадии появ-
ление элементного фосфора может быть следствием реак-
ции восстановления (Р4Ов+6С = 2Р2 + 6СО) н диспропор-
ционирования (р40б = 0,8Р2+0,бр401о). Если в системе при
621
твердофазном восстановлении присутствуют СаО, CaSiO»
н SUZh, то возможны реакции:
Р4Ов+3,6СаО = 1,2Саз(РО4)2+ 0,8Рг; (ХХ1.7>
Р^ + 3,6CaSiO;} = 1,2Са3(РО4)2 -|-
-4- 3,6SiO2 + 0,8Р2. (XXI,8)
Таким образом, механизм получения фосфора зависит
от компонентного состава системы. Если газовая фаза
взаимодействует только с углеродом, наиболее вероятна
реакция восстановления р4Ое до фосфора. Прн контакте
газовой фазы с твердыми компонентами вероятной явля-
ется реакция диспропорционирования с одновременным,
связыванием Р4О6 в Са3(РО4)2, образующимся оксидом,
или силикатом кальция.
По Д. И. Крикливому первой стадией фосфорообразо-
ваиия при твердофазном восстановлении фосфатов являет-
ся стадия образования трикальцийфосфата Са3(РО3)2. Об-
разование фосфора из Са3(РО3)2 обусловлено одновремен-
ным протеканием процессов диспропорционирования и
восстановления Са3(РО3)2. причем вероятность образования
фосфора через реакции диспропорционирования на три —
десять порядков выше. Разработаны и испытаны техноло-
гические схемы обогащения апатита месторождений Си-
бири Ошуркова, Белой Зимы и Селигдара. Получены кон-
центраты с содержанием 34—38% Р2О5, пригодные для
вовлечения их в производство фосфорных удобрений
(табл. XXI.2). Прн общем сходстве химического состава
эти концентраты имеют различный минералогический со-
Таблица XXI.2. Химический состав концентратов из фосфатного
сырья месторождений Сибири
Массовое содержание. %
Мссторож* Дёине 1 СаО с Uw с £ С 6 и б си 5 <3 о
Ошур- ковское 37,67 50,20 2.80 1,8 ЧМ — 0,5 2,95 1,33 2.0
Бслози- уянское 36.35 47.90 2,83 — 3,26 1,10 2,11 0,70 — 1,32 4,49
Селвг- дарское * 34.10 49.40 1,90 — 0,70 0,50 2,7 8,30 — 1.45 1.40
* Содержание до 0.90% суммы оксидоз РЗМ н 0.06% 5гО.
*3 Н. о. — нерастворимый остаток.
622
став по фосфатной, силикатной, карбонатной группам ми-
нералов. Так, в ошурковском концентрате содержится до
7% кальцита, Белозиминском 1 %, а Селигдарском до
18% доломита, этим объясняется и различное отношение
СаО/РгОэ- В Хибинском апатитовом концентрате это отно-
шение СаО/Р2О5= 1,274. Фосфорные руды некоторых мес-
торождений содержат минералы редких металлов. Редко-
метально-фосфорные руды коры выветривания карбонати-
тов наряду с фобфитом содержат промышленные концен-
трации ниобия, РЗМ, тантала. Ниобий в рудах на 60%
сконцентрирован в танталониобатах, 30% его теряется
при обогащения с тонкими шламами н 10% изоморфно
рассеивается. РЗМ сконцентрированы в монаците (Се, La.
Y, Th)PO4 и паризите (Се, Еа)2Са(СОз)зН2 н на 30%
рассеяны в апатите. Причем все рудные минералы имеют
размер частиц менее 20 мкм, что затрудняет извлечение
при обогащении. Разработаны схемы комплексной перера-
ботки этих руд, обеспечивающих извлечение редких ме-
таллов п получение кондиционных фосфатных концентра-
тов для обогащения.
§ 4. Подготовка фосфоритов к электроплавке
Фосфоритовые концентраты, полученные путем обогаще-
ния фосфоритовой руды, имеют сравнительно мелкий со-
став и повышенную влажность. Электроплавка таких кон-
центратов может сопровождаться образованием пыли, вы-
сокой концентрацией Н2 в газе, а также потерей фосфора
в виде РНз(г), поэтому фосфоритную руду необходимо под-
вергать термической обработке, а концентраты окусковы-
вать перед электроплавкой. В практике фосфорного про-
изводства применяют декарбонизирующий обжнг руды, а
также два способа окускования сырья — агломерацию и
окатывание. Для декарбонизирующего обжига в шахтном
печи аксайского и джанатаиского фосфоритов М. Н. Казов
и др. получили выражение, которое связывает степень
превращения а с температурой t (°C), продолжительностью
обжига т (мин), расходом воздуха (л/мин) и крупностью
г (мм). Для аксайского фосфита имеем:
аак = (1,0,6268) (0,00154/ —0,58058) X
X (1 - ехр(-0,5556т0-227)). (XXI.9)
Кажущаяся энергия активации процесса декарбонизации
аксайского фосфорита составила 227,2 кДж/моль, джана-
тайского 186,2 кДж/моль,
22 623
Агломерация фосфоритовых концентратов. На Ново-
Джамбульском фосфорном заводе в 1982 г. закончено
освоение проектной мощности первой очереди завода,
включающей технологические линии с агломерационными
машинами типа АКМ-7-312 № 1 и № 2 и четырех фос-
форных печей РКЗ-80. Сущность процесса, аппаратурно-
технологическое оформление и последовательность опера-
ций подготовки и спекания аглошихты аналогичны
процессу агломерации марганцевых и железных концент-
ратов.
В качестве топлива при агломерации фосфоритов
фракции <10 мм используют мелкие фракции коксика.
Проектная технология не обеспечивает высокого качества
агломерата, поэтому проводят исследования по совершен-
ствованию действующей технологии. Испытано примене-
ние лигнина, кислот, феррофосфора и других присадок
для повышения выхода годного н уменьшения мелких
фракций агломерата. Однако пока что эти предложения
ие могут в полной мере обеспечить требуемого повышения
качества фосфоритового агломерата в промышленных
масштабах.
Окатывание фосфоритовых концентратов проводят в
цехах производственного объединения (ПО) «Куйбышев-
фосфор», Джамбульском ПО «Химпром» и Чимкентском
ПО «Фосфор». Проектная технология получения окатышей
предусматривает обжиг их при сравнительно низкой тем-
пературе 1000—1050°С. Прочность гранул составляет 60—
70 кг/окатыш, а возврат их достигает 40%. Низкое каче-
ство окатышей (по данным М. П. Талхаева и О. С. Кова-
лева) обусловлено отсутствием увлажнения сырья перед
окомкованнем, неправильным распределением зон обжига
окатышей и др. В результате проведенных исследований
выбраны оптимальные параметры процесса окатывания.
В тарельчатом грануляторе диаметром 5.5 м и на обжи
говой конвейерной машине типа ОК-18 изготовлена партия
окатышей 10 тыс. т. Установлено, что концентрат должен
предварительно увлажняться в течение 1—6 ч для полного
капиллярного насыщения наиболее тонкодисперспых фрак-
ций, а обжиг окатышей следует производить при 1150—
1200 °C для их упрочнения с участием жидкой фазы. Об-
ращено внимание на необходимость поддерживать посто-
янным показатель pH среды. Благодаря соблюдению этих
параметров прочность на сжатие составила 200—250 кг,
прочность иа окатыш на удар (выход фракции >5 мм)
до 90—95%. Высокое качество окатышей подтверждено-
624
при их электроплавке в мощной печн РКФ-48Ф ПО «Куй-
бышевфосфор». Поставлена задача необходимости строи-
тельства комбината для централизованной переработки
фосфоритовой руды месторождений Каратау н производ-
ства окатышей заводами ПО «Химпром» и ПО «Фосфор».
Это позволит более полно и эффективно утилизировать
мелкие фракции руды, выход которой на руднике Кара-
тау достигает 60% от исходной руды, а на месторожде-
нии «Джанатас» —80% при высоком содержании в этой
мелочи Р2О5. На этом комбинате предполагается строи-
тельство обжиговой конвейерной машины типа ОК-520 с
управлением технологией обжига окатышей с применением
микропроцессорной техники.
Брикетирование. Проведены опыты (МГИ, Гпнцветмет)
по брикетированию мелких фракций фосфоритов. С ис-
пользованием в качестве связующего технического лигно-
сульфаната магния (ЛМТ) (разновидность с.с.б. Давле-
ние прессования изменялось от 20 до 100 МПа, концен-
трация ЛМТ от 4 до 50%, расход от 4 до 8%, темпера-
тура сушкн от 100 до 900 °C. Показано, что при
соблюдении параметров: расход ЛМТ 4—6%, влажность
шихты 10% и удельное давление прессования 300 МПа
механическая прочность брикета на сжатие превышает
100 МПа. Сушка при 150°C повышает механическую проч-
ность брикетов.
§ 5. Электропечи для восстановления фосфора
До 1963 г. единичная мощность фосфорных печей в СССР
не превышала 4200 кВ-А. в 1968 г. были введены печи
мощностью 24 и 50 MB-А, а в 1974 г. печи мощностью
72 МВ-А. Типовая фосфорная печь РКЗ-80Ф показана на
рис. XXI.3. Всего в 1973—75 гг. было введено в эксплуа-
тацию пять технологических линий с печами мощностью
72 МВ-А. Производительность одной линии составляла
15 тыс. т фосфора в год. Основные параметры фосфорных
печей различной мощности приведены в табл. ХХ1.3.
Фосфорные печи работают в герметичном режиме, так
как белый (желтый) фосфор ядовит. Применяют непре-
рывных самообжигающнеся электроды, между торцом
электродов и подиной (расплавом) необходимо поддержи-
вать постоянное расстояние, для чего необходимо иметь
метод и устройство для текущего контроля длины заших-
товаипой части рабочего конца каждого электрода. Рас-
ход электрода тем больше, чем выше расход (съем) элек-
625
троэнергии за единицу времени М. А. Арлиевский пред-
ложил для печи РКЗ-72Ф статистически достоверную
связь величины перепуска электрода П (в см/ч) и средней
.активной мощности печи /7—0,088+0,015 РсР. Не ус-
РИС. XXI.3. Электропечь РКЗ-80Ф для возгонки желтого фосфора:
/—кожух; 2 — футеровка; 3—цилиндр; 4 — сальники; 5 — система яодоохлаж*
деипя; 6 — мектрододержатель; 7 — гидроподъемник; 8 — устройство для пере-
пуска электродов: S’— короткая сеть; /0 — гибкий токопроаод.; // — свод; 12 —
загрузочные труботечки; 13 — шлаковая летка
тановлено достоверной связи между удельным линейным
расходом электродов и модулем кислотности* [(% SiOh +
+ (% Al2O3)J/[(% СаО) + (% MgO)]. Удельный расход
электрода тем ниже, чем выше содержание Р2О5 в фос-
* Величина, обратная основности.
620
Таблица XX 1.3. Параметры фосфорных электропечей
Параметр Печь
А Б В Г
Мощность, МВ-А:
номинальная 10 30 50 72
фактическая Размер ванны, мм: 8 25 45
диаметр 6450 8000 8280
высота 3350 4000 4200
Диаметр электродов, мм 1400 1400 1700
Отношение расстояния между электродами к диаметру элек- трода 1,96 2,1 2,4
Средняя температура выходя- щего газа из печи, ЬС 175 310 520
форнтах: уп=1,47-10-3 Р205+0,0313. Наиболее достовер-
ной оказалась связь между средним линейным расходом
трех электродов П (см) и съемом электроэнергии
(кВт-ч): /7=0,034 №д—46,95.
На заглубление электродов в фосфорных печах влияет
зольность углеродистых восстановителей. Чем больше золь-
ность, тем выше удельное электрическое сопротивление
кокса. Так, обычный коксик (4cL=12,5%) имеет р =
= 1,9Ом-см, а высокозольный (ДеЬ = 28,5%) р = 3,8Ом-см.
Н. В. Браун рекомендуют высокозольный кокс для элск-
троплавки ферросплавов.
§ 6. Технология электроплавки фосфоритов
Процесс получения фосфора может быть представлен сле-
дующей реакцией: 2Саз(РО<)2 4- 10C + rcSiO2 = PH- ЮСО +
+ 6CaO-nSiO2. Прн этом восстанавливаются содержащие-
ся в фосфоритах и флюсах оксиды железа н марганца,
образуя на подине печи металлическую фазу. Часть вос-
становленного фосфора растворяется в металле, вслед-
ствие чего получается попутный продукт — феррофосфор,
содержащий также некоторое количество марганца, вана-
дия и другие элементы. Связывание этих металлов в фос-
фиды облегчает термодинамические условия восстановле-
ния марганца, ванадия и других элементов. Восстановле-
ние фосфора происходит из фосфатио-кремнеземистых
расплавов, химические составы которых во многом опре-
627
деляют поверхностные и вязкостные их свойства. Распла-
вы Джаиатанекого фосфорита, %: P2Os 26,8; СаО 37,86;
SiO2 20,15; MgO 1,9; R2O3 2,87; R2O 1,0 и F 3,60 до 1400°C
имеют высокую вязкость, которая в интервале 1400—
1450 °C резко снижается и прн 1500 °C и выше уменьша-
ется незначительно. Такой же характер зависимости вяз-
кости от температуры имеют и расплавы фосфоритов
других месторождений. Конечные ‘шлаки имеют низкое
Рис. XXI.4. Линии нзоактивнсстн SiOi к Р,О5 в системе
СаО—SiOi—PiOi
содержание Р2О5. При естественном модуле кислотности
0.5—0,6 вязкость шлаков после восстановления Р2О3 дол-
жна быть высокой, поэтому вводимый в шнхту кислый
флюс (SiO2) связывая СаО и силикат CaO-SiO2, повыша-
ет кислотность и уменьшает вязкость конечных шлаков.
Исследование ионной структуры расплавов системы СаО—-
SiO2—Р2О5 с 40—50% SiO2 и 0—15% Р2О5 показало су-
ществование S1O2 преимущественно в виде попои Si30g~
и SiOi- причем форма З^О-Г’ преобладает. Соединение
фосфора находится в виде РО,- Построены линии изоак-
тивности SiO2. Р2О5 и др. (рнс. XXI.4).
Отводящиеся из герметичной печи газы содержат СО,
парообразный фосфор, а также SiF4, РН3. И?О,,!К.1Р;. а так-
же продукты пиролиза органических примесей и твердые
628
частицы шихты. Объемное количество паров фосфора в
отходящих из ваииы газах составляет —10%, РНз~0,2%
и Нг~2,5%. Температура отходящей из печи паро-газовой
смеси должна составлять 250—350 °C, чтобы исключить
конденсацию фосфора. Очистку газов от пыли производят
в двухсекционных электрофильтрах. Запыленность газов
составляет 40--80 г/м3. Очищенная от пыли паро-газовая
смесь поступает в конденсационную установку, в котором
при температуре ие менее 50°C собирают под водой жид-
кий белый (желтый) фосфор технической чистоты. Фер-
рофосфор по мере накопления периодически выпускают
из печи, разливают и поставляют в кусках потребителям.
Из 1 т фосфорита можно получить 96 кг фосфора в
составе колошникового газа. Ниже приведен материальный
баланс электроплавки при получении желтого фосфора:
Приход, кг: Фосфорит . . Кварцит . . . Кокс .... . . . 100 ... 27 . . . 14,5 Расход, кг: Шлак Феррофосфор . . . Пыль Газ В том числе фосфор . . 97,5 . 1,9 1,0 . 41,1 . 9,6
141,5 141,5
Химический состав попутного сплава следующий, %:
Р 15—30, Si 8—12, Мп 2—4 и Fe 55—70. Кремний и фос-
фор снижают растворимость углерода в этом сплаве. Ес-
ли сплав соответствует техническим требованиям по ОСТ
6-25-44-80, его реализуют как феррофосфор электротер-
мический марки ФФ25-1 (>25% Р); или марки ФФ15-15
(>15% Р). Для сравнения отметим, что в доменном фер-
ромаргаиофосфоре (ТУ 14-5-70—81 с изм. № 1), например,
марки ФМнФ1 содержится 10% Р и 60% Мп, а для марки
ФМнФ5 (Мп>30% и Р>14%). Черной металлургией про-
изводится также доменный феррофосфор по ТУ 14-5-72—80
трех марок ФФ14, ФФ16 и ФФ18 с содержанием фосфора
14, 16 и 18%. Ниже приведены тепловой баланс электро-
плавки фосфоритов при получении желтого фосфора (по
данным В. Л. Розенберга):
Приход, %: Электроэнергия . , , . 70,62 Расход, %: Эндотермические реакции . Шлак 72,35 19.32
Окисление углерода . . . 18,29 Феррофосфор 0.57
Экзотермические реакции . 10,70 Газы Тепловые потерн .... 1.94 1.91
Физическое тепло шихты 0,39 Электрические потери . . 3,96
Невязка 0.05
Итого 100,0 Итого 100,0’
629
Тепловой баланс электроплавки фосфоритов для полу-
чения элементного фосфора показывает, что в приходные
статьи до 70% тепла поступает в печь с электроэнергией..
На протекание эндотермической реакции расходуется
— 72%, а со шлаком уносится —20% тепла. На 1 т жел-
того фосфора расходуется электроэнергии при плавке иа
кусковом фосфорите 14 800 кВт-ч/т и плавке на агломе-
рате 14 200 кВт*ч/т фосфора. Получение и подготовка
агломерата требуют расхода электроэнергии 2480 кВт-ч/т
(1410 кВт'Ч/т при использовании кускового фосфорита),,
поэтому одной нз основных задач дальнейшего совершен-
ствования технологии получения желтого фосфора явля-
ется снижение удельного расхода электроэнергии и сквоз-
ных теплоэнергетических затрат. Необходимо использо-
вать очищенный отходящий газ, содержащий СО и Hz с
теплотой сгорания —12,3 МДж/м3, а также использовать
в производстве шламы, с которыми теряется до 8% за-
данного в печь фосфора.
Глава XXII. ФЕРРОСЕЛЕН
И ФЕРРОТЕЛЛУР
В Периодической системе элементов Д. И. Менделеева
селен и теллур находятся в VI группе, их атомные номе-
ра 34 и 52, атомные массы 78,96 и 127,6, температуры
плавления 490 и 723 К, кипения 958 и 1263 К, плот-
ность 4,79 и 6,24 г/см3, удельная теплоемкость 0,352 и
0,137 кДж/(г-К), теплота плавления 3,25 и 17,93 кДж/
/(г-К) и испарения 14 и 49,85 кДж/моль. Селен встреча-
ется в природе в виде различных минералов. Обнаружен
новый минерал ферросилит (FeSc2). Распространенность
селена и теллура сравнительно невелика. Кларк селена
1,4-10-5, теллура примерно в 50 раз меньше. При произ-
водстве стали, сплавов н чугуна эти элементы начали
применять в последние 10—15 лет. Селен получают из
шламов электролитического рафинирования меди серно-
кислотного и целлюлозно-бумажного производства. Уро-
вень потребления селена в капиталистических и развива-
ющихся странах возрос с 800 т (1960 г.) до 1700 т
(1982 г.). В 1970 г. в США было выпущено 952 т селена,
что составило —75% от общего производства его в капи-
талистических странах. Чистый селен имеет высокую сто-
имость. В сталеплавильной промышленности селен приме-
630
«яют в виде ферроселена, который получают спеканием
порошка железа с селеном. При относительно небольшом
производстве селена в последние годы отмечается возрас-
тающий объем и сортамент выплавляемых сталей с содер-
жанием селена. Установлено, что при легировании стали,
содержащей 0,37% С, селеном (0,14%), улучшаются ме-
ханические свойства литого и деформированного металла,
а также обрабатываемость изделий резанием. Улучшение
свойств стали достигается, благодаря влиянию селена на
форму и распределение сульфидов в металле. Легирова-
ние стали селеном приводит к образованию в металле
сульфоселеиидов Mn(S, Se). Диаграмма состояния систе-
мы MnS—MnSe приведена на рис. XXII.1. В отсутствие
Рис. XXII.I. Диаграмма состояния системы MnS— MnSe
Рис. ХХ11.2. Влияние отношения (% SeJ/(% S] на относительную протяженность
Xl(F включений в углеродистой стали (3 — сталь 20: И— 20Ю4)
селена сера связана в сульфид марганца MnS, который
при горячей прокатке раскатывается в вытянутые длинные
включения, что снижает стойкость труб к сероводородной
коррозии. В металле, содержащем селей, сульфоселениды
деформируются значительно труднее. Как следует из
рис. XXII.2, прн (% Se)/(% S) = 0,8 относительная протя-
женность сульфидных включений в стали с содержанием
0,20% С уменьшается в два—три раза, поэтому получается
сталь с мелкими глобулярными сульфоселеиидными вклю-
чениями. Содержание селена а стали приводит к образо-
ванию на режущей кромке инструмента тонкого слоя суль-
фида (Мп, Me) (S, Se), который обеспечивает высокую
стойкость инструмента даже при скорости резания
200 м/мин.
Изучение раствора теллура в сульфиде марганца по-
казало, что этот металлоид имеет ограниченную растворн-
631
мость в MnS. Селей и теллур не растворимы в твердом!
железе. При введении в сталь теллур взаимодействует с
марганцем с образованием соединения МпТе. В системе
Мп—Те может образовываться и соединение МпТе2 по пе-
ритектической реакции прн 1008 К; температура плавле-
ния МпТе составляет 1423 К- Легкоплавкость этого соеди-
нения может быть причиной зернограннчного разрушения
стали при прокатке, если при этом наблюдается неудач-
ное сочетание остальных элементов в стали. При введении
в сталь селена н теллура уменьшается скорость взаимо-
действия азота с жидкой сталью. Полагают, что при вве-
дении селена в металл появляется возможность получения
конвертерной стали и электростали по содержанию азота
на уровне мартеновской стали. Однако ие всегда вводом
селена нлн теллура достигают желаемых результатов. При
легировании коррозиоиностойкой стали селеном стойкость
режущего инструмента ниже, а качество поверхности об-
рабатываемых деталей хуже, поэтому широкому примене-
нию селена должно предшествовать обстоятельное изуче-
ние его влияния на каждую марку стали. Технология ле-
гирования стали и чугунов чистыми селеном и теллуром
имеет ряд трудностей в основном вследствие низких тем-
ператур плавления (кипения) этих металлоидов. В связи
с чем разработаны методы получения ферроселена путем
спекания смеси порошковой мас-
сы в закрытых металлических
танках прн 620—830 °C.
В бинарной системе Fe—Se
существуют соединения FeSe
(58,57% Se) и FeSe2 (73,87% Se)
(рис. ХХП.З). При спекании ших-
ты отмечается взаимодейтсвие
компонентов уже при 280—295 °C.
Как видно из ряс. ХХП.З па низ-
котемпературном участке диа-
граммы Fe—Sc в области кон-
центраций селена 56—66% при
указанных температурах появле-
ние жидкой фазы маловероятно.
Прн термическом анализе соеди-
нения FeSe2 наблюдали начало
кристаллизации при 910 °C и две
перитектические реакции при 796
и 585 °C. При выборе метода
легирования расплава следует
isoo
1MD
1200
10Q0
800
600
400
200
0 20 40 60 80 100
Fe Атомная доли. % 5е
Рис. ХХП.З. Диаграмма со-
стояния системы Fe—Se
632
•учитывать, что селениды железа уже при 750—800 °C мо-
гут возгоняться и диссоциировать с переходом элементного
селена в паровую фазу по реакциям; РеЗе^-^Ге^^-
+ l/2Se2(r); FeSelT)—*~FeSe(r)- Спеченные брикеты ферроселена
имеют плотность —4,6 г/см3 (20% Se). В виде таких бри-
кетов п присаживают ферроселен в сталь и чугун.
В системе Fe—Те установлены соединения FeFe
*(69,55% Те) и FeTe2 (82,04% Те). Теллурид FeTe2начинает
кристаллизоваться при 742°C, заканчивается процесс при
640°C (температура перитектической реакции).
В СССР получают технический теллур, который должен
удовлетворять требованиям ГОСТ 17614—72. Технический
теллур предназначен для получения теллура высокой чис-
тоты, а также изготовления баббитов, красок и других
целей. Теллур технический производится четырех марок:
ТОО, ТО, Т1 и Т2. Использование технического теллура для
легирования металлов и сплавов вследствие больших по-
терь через испарение ие рационально. В связи с этим це-
лесообразна разработка для промышленной практики со-
става комплексных ферросплавов, содержащих теллур.
Глава XXIII. АТОМНЫЕ
ЭЛЕКТРОМЕТАЛЛУРГИ-
ЧЕСКИЕ комплексы
И ПЛАЗМЕННЫЕ
ПРОЦЕССЫ ПОЛУЧЕНИЯ
ферросплавов
Развитие атомной энергетики
XXVII съезд КПСС поставил задачу довести выработку
электроэнергии к 1990 г. до 1840—1880 млрд. кВт-ч, в том
числе на атомных электростанциях (АЭС) до 390 млрд.
кВт‘4. Возрастающая роль атомной энергетики обусловле-
на высокой ее народнохозяйственной эффективностью. На
начало 12-й пятилетки в нашей стране действовало 15 АЭС
и 10 АЭС находилось в стадии строительства, в том числе
Калининская, Смоленская (РСФСР), Крымская, Запо-
рожская (УССР), Грузинская и др. Будет начато
строительство новых АЭС. Динамика роста выработки
электроэнергии в СССР в послевоенные годы характери-
зуется следующими данными:
633
Год .........................
Мощность всех электростанций,
млн. кВт ........
Выработка электроэнергии,
млрд. кВт ч .................
1950 1960 1970 1980 1985
19,6 66,7 166,2 270 314
91,2 292,3 749,0 1295 153£
В 1983 г. в 25 странах мира иа АЭС находилось в экс-
плуатации 294 реакторных блока общей мощностью
187 млн. кВт, а к концу 1985 г. она превысила
250 млн. кВт.
Обострение энергетических проблем обусловливает
необходимость изучения долгосрочных прогнозов потреб-
ности в энергии вообще и электроэнергии в частности и
возможности ее обеспечения. По ценке советских специа-
листов вероятные мировые запасы химического топлива со-
ставляют ~12800 млрд. т. у.т. *, из которых 11200 млрд. т.
у. т. приходится па уголь, а 1600 млрд. т. у.т. — па нефть
и природный газ. Полезно извлекаемые запасы могут со-
ставить 25—50% прогнозируемых. Великн лн эти запасы
ископаемого органического топлива и смогут лн обеспе-
чить они прогнозные потребности в энергии? Ответ на
этот вопрос можно получить из всестороннего анализа
темпов добычи и потребления топлива. Все израсходован-
ное за период 1900—1975 гг. топливо составило 245 млрд, т
у. т., причем в 1975 г. было потреблено 8,7 млрд, т у. т.
При среднегодовом темпе прироста потребления источни-
ков энергии равном 3% потребность в органических энер-
горесурсах (ископаемых, угля, нефти, газе) в будущем бу-
дет характеризоваться следующими данными:
Период вре- 1900— 1900— 1900— 1900— 1900— Прогнози-
мени, ГОДЫ Расход ис- копаемых видов топ- лива. 1975 2000 2025 2050 2065 руемые мировые ззласы
X 10- т у.т. 245 585 1400 3500 5000 12800
(%) - (2) (4,5) (И) (30) (50) (ЮО)
Если прирост потребления энергии составит 2% в год,
то расход ископаемого органического топлива составит
в период 1900—2075 гг. 30%, а 1900—2100 гг. — 50%.
Из данных прогнозов следует, что при 3% и даже 2%
годового прироста потребления энергии извлекаемые запа-
сы органического топлива на нашей планете (без исполь-
зования солнечной, атомной) могут быть исчерпаны к кон-
* Условное топливо (у, т.)—топливо с теплотой сгорания
29,3 МДж/кг или 29,3 ГДж/т.
634
iiy XXI или началу XXII веков. Схематично эта картина
представлена иа рис. XXIII. 1, на котором прогнозируемые
мировые запасы извлекаемых из недр органических ис-
точников энергии представлены кубом с ребром 23,4 км.
Израсходованные ресурсы за период 1900—1975 гг., в ко-
личестве 245-IO9 т у.т. ( — 2%) представлены кубом с реб-
ром 6,3 км. Прогнозируемые расходы ископаемых видов
2Д4 км
Прогнозируемые мировые запасы
ZQ* 12800 109 тут.
1
2055 ж .
I9M____________ _
У** ""
2053 ж о
'££»ИОО-109тц Т.(~ЗО%)
I
^?5
5
₽wlll
Z0«MW%.T.f-2X)
2055г.
t
2050г.
2025г
2000 г.
---------------------------------- 1975г
2065г 2О50г. 2025г 2000г 1975г.
2100г. 2075? (при приросте 27<> в год} „
1 км* 1 * * * * * * В соответствует 1- 10 *ту. т.
Рис. XXIII.I. Прогнозвруемые мировые запасы ископаемого ор-
ганического топлива и масштабы его расходования без привлече-
ния каких-либо других энергоисточников при непрерывном при-
росте потребления энергии 3 и 2% в год
органического топлива в последующие периоды, показаны
соответствующими кубами.
В соответствии с прогнозами (МАГАТЭ)* к 2000 г. вы-
работка электроэнергии иа АЭС составит 15%. а к сере-
дине XXI в. вместе с восстанавливаемыми видами энерго-
ресурсов превысит 50%. Основным источником атомной
энергии является уран. Общие запасы урана в недрах ка-
* МАГАТЭ — Международное агентство по атомной энергии (ос-
новано в 1957 году). СССР принимает активное участие в работе
МАГАТЭ.
635
пнталистическнх и развивающихся стран оценивают в
9 млн. т (достоверные запасы 4,6 млн. т)*. В капитали-
стических странах произведено ураиа в виде и3Оав 1980 г.
48980 т, 1983 г. 56069 т. В 2000 г. годовая потребность в
уране составит 61250 т.
Содержание в разрабатываемых рудах U3O3 составляет
0,1 %, в более бедных рудах 0,02%. В природе уран нахо-
дится в виде трех изотопов2^U — 99,283 % j2^ U — 0,7115%
и 2&U 0,0054%.
В 1 т природного ураиа содержится всего лишь 7,1 кг
делящегося материала — уникального изотопа урана U
(период полураспада Т’1/2=0,713• 109 лет). Изотопхотя
и не делится под действием тепловых нейтронов, ио захва-
тывая их, превращается в атом делящегося плутония Ри
по реакции:
238т, . 1 239, ,23Л Инн 239 2,3 сут 24000 лет
92 U 4" ОЙ =-=92 U -> 93 Np -► 94 РИ “-► •
-0 -₽ в
В реакторах эта реакция может получить развитие под
действием избыточных нейтронов в результате цепной ре-
акции делениями, являющегося таким образом «старто-
вым» топливом развивающейся энергетики.
Однако содержание его в природном уране, как отме-
чалось выше, не превышает 0,7155%. В результате деления
атомов урана и плутония высвобождается огромное коли-
чество энергии. Для сравнения отметим, что прн окисле-
нии (сгорании) одного атома углерода по реакции С+О2=
= СО2, выделяется 4э/В** энергии и иа каждый акт взаи-
модействия по схеме + +х2 ~200 МэВ на каж-
дый акт деления, т. е. в 50 млн. раз выше. Поскольку со-
отношения атомных масс урана и углерода равны 235:12,
то на единицу массы это энерговыделение различается в
2,5 млн. раз. При делении 1 г ядсриого топлива (урана
нли плутония) выделяется 0,95 МВт в сутки или
22800 кВт-ч, что эквивалентно 2,8 т. у. т.
По расчетам вклад урана в мировой баланс может со-
ставить 15%. Доля урана может быть увеличена при ис-
пользовании уран-плутониевого топлива в реакторах на
быстрых нейтронах. Тогда 25 млн. т природного урана бу*
* Уран был открыт в 1789 г. Клапротом и назван в честь откры-
той в то время новой планеты Уран. Д. И. Менделеев установил от-
носительную атомную массу урана (240 вместо ошибочно принятой
Пелнго 120).
** 1 эВ-1,602-10-’9 Дж.
636
дут эквивалентны 45 000 млрд. т. у. т., что в несколько раз^
превышает запасы угля, а это решает проблему обеспече-
ния человечества энергией по крайней мере на ближайшие
века. В этой связи необходимо развивать крупные потре-
бители атомной электрической и тепловой энергии, какими
смогут быть атомио-электрометаллургическне комплексы.
По международному стандарту ISO-921—72 ядерное топ-
ливо — это материал, содержащий нуклиды, представля-
ющие собой вид атома, характеризуемого определенным
массовым числом, атомным номером и ядериым энергети-
ческим состоянием при условии, что средний срок жизни
в этом состоянии достаточно продолжителен для наблю-
дения. Делящимися нуклидами являются находящиеся в
природном уране изотопы урана, изотопы плутония.
Урановое топливо производится по сложной схеме,
включающей предварительнную сортировку руды, гидроме-
таллургическое выщелачивание кислотой, извлечение из
растворов и3О8. Далее U3O$ переводят в UF< с целью по-
лучения металлического урана или UF6 (гексафторид) —
UF6 переводят в UO2 для изготовления сердечников тепло-
выделяющих элементов (ТВЭЛ). По химическому составу
ядерное топливо может быть металлическим, оксидным,
карбидным, нитридным н др.
Атомная (ядериая) энергия преобразуется в электриче-
скую в атомных (ядерных) реакторах, которые являются
генераторами энергии в АЭС, В отличие от ТЭС, работа-
ющих на органическом топливе, АЭС работает на ядерном
горючем (в основном 235U, 23SU и 23E>Pu). Наиболее часто на
АЭС применяют четыре типа реакторов на тепловых ней-
тронах: 1) водо-водяные с обычной водой в качестве за-
медлителя и теплоносителя; 2) водографитовые, е водным
теплоносителем и графитовым замедлителем; 3) тяжело-
водные с водяным теплоносителем и тяжелой водой в ка-
честве замедлителя; 4) газографитовые с газовым тепло-
носителем и графитовым замедлителем. В СССР строят
главным образом водографитовые и водо-водяиые реак-
торы.
ТВЭЛ ядсриого реактора (рис. XXIII.2) состоит из ак-
тивной части — сердечника и герметичной оболочки нз ме-
талла. графита или другого соответствующего материала.
ТВЭЛ имеют как правило стержневую или прутковую
форму. Герметичная оболочка должна надежно обеспечить
передачу тепловой энергии, выделяющуюся в сердечнике-
при делении ядер, к теплоносителю. Необходимая поверх-
ность теплообмена обусловливает и большое количество
63Т
ТВЭЛов. Так, в реакторе типа ВВЭР-440 топливная за-
грузка размещена в 44000 ТВЭЛов, а в РБМК-1000 в
61000 ТВЭЛов. ТВЭЛы конструктивно объединяются в
тепловыделяющпсся сборки, которые содержат входные и
выходные коллекторы и тракты распределения потока теп-
лоносителя н другие элементы конструкции.
В теплоаыделяющей сборке проходят регулируемая
цепная реакция деления и превращение практически внут-
риядерной энергии в тепло, отводимое циркулирующим че-
рез зону теплоносителем. Тепловая энергия на АЭС пре-
образуется в электрическую с выработкой сравнительно
дешевой электрической энергии в системе турбина—гене-
ратор. Так, стоимость производства электроэнергии в Япо-
Рнс. ХХН 1.2. Тепловыделяющий элемент реактора ВВЭР-440:
I — инжняя заглушка; 2 — промежуточный наконечник с отверстиями для за-
полнения гелием: 3 — упругая втулка фиксатор; 4—таблетки из спеченного
диоксида обогащенного урана; 5 —трубчатая оболочка тээла из сплава Zr—КЪ;
6 — верхняя заглушка с фиксатором; 7 — герметизирующая наплавка
нин на новых электростанциях при одинаковой мощности
500 МВт и ({~70% составила цент/(кВт-ч): АЭС 4,7—5,0,
ТЭС на угле 6,0—6,4, иа газе 7,3—7,7, на нефти 8,2—8,6.
Этн данные свидетельствуют об экономической рентабель-
ности и конкурентоспособности атомной электроэнергии.
Ядерно-электрометаллургические комплексы
Традиционная схема получения стали, включающая домен-
ный процесс, имеет ряд недостатков. Для выплавки чугуна
необходим кокс высокого качества из дефицитных коксу-
ющихся углей, велики сквозные удельные капитальные
затраты в производство товарной металлопродукции. По-
скольку запасы коксующихся углей ограничены в метал-
лургическое производство вовлекаются различные энерге-
тические ресурсы (природный газ, нскоксующпеся камен-
ные угли) в том числе и атомную энергию.
По инициативе академика И. П. Бардина при выборе
оптимального восстановления и энергоносителя в СССР
определены два направления. Первое предусматривает нс-
£38
пользование для восстановления оксидов железа твердых:
углеродных материалов, второе — применение газообраз-
ных компонентов (водород, конвертированный природный,
газ, генераторный газ и др.). Эти направления активно
и широко изучаются и в мировой металлургии. Выбор того-
или иного направления в каждом государстве зависит от
конкретных сырьевых и экономических условий. Перспек-
тивность газовосстаиовительных процессов в СССР обу-
словлена значительными ресурсами природного газа, де-
фицитом коксующихся углей, возможностью осуществле-
ния прямого получения стали по схеме прямое железо—
электродуговая печь, упрощением решения задачи охраны
окружающей среды. Важно, что в эту схему эффективно
могут включаться нетрадиционные для металлургии энер-
гоносители и, прежде всего, ядерное топливо. Комбиниро-
вание установок металлизации оксидных концентратов же-
леза с высокотемпературной ядерной энергоустановкой
позволяет снизить более чем вдвое удельный расход при-
родного газа. В СССР институтом ЦНИИЧМ разработана
технологическая схема опытно-промышленного ядерно-мс-
таллургического комплекса (ЯМК). Коэффициент исполь-
зования тепла ядерно-металлургнческих реакций состав-
ляет 0,79, что выше, чем иа действующих АЭС (0,32). Для
сравнения отметим, что на ТЭС в 1980 г. был достигнут
средний расход топлива 328 г у. т. иа 1 кВт-ч, что соот-
ветствует к.п.д. = 37,4%
При создании ЯМК, предусматривающих использова-
ние ядерного тепла для восстановления железорудных ма-
териалов, важным является выбор теплоносителя ядерного
реактора. Наиболее часто иа АЭС применяют реакторы с
водяным и газовым теплоносителями. В качестве послед-
него может применяться гелий, температура которого в
теплообменнике может достигать 1 000— 1200СС. Подача
гелия с этой температурой в металлургический реактор
обеспечивает получение продукта прямого восстановления
железа. В качестве восстановителя может использоваться
конвертированный природный газ, получаемый также с ис-
пользованием тепла гелиевого теплоносителя. Выходящий
из металлургического реактора гелий с температурой
900°C затем направляется в газовую турбину для выра-
ботки генератором электрической энергии. Тепло газового
теплоносителя может быть использовано и в ферросплав-
ных процессах для агломерации марганцевых и хромистых
руд, предварительного нагрева шихтовых материалов пе-
ред их электроплавкой в ферросплавных печах.
639.
Сооруженные за рубежом высокотемпературные реак-
торы с газовым охлаждением (HTGR) тепловой мощностью
в 330 МВт (находится в действии в Fort St. Vrain, USA)
и THTR почти такой же мощности (в Schmehausen, ФРГ)
позволяют нагревать гелий до —750 °C, поэтому эти реак-
торы являются генераторами электроэнергии. Создание
ядерных реакторов для получения высокопагретого гелия
(1200°C) требует решения ряда сложных научно-техни-
ческих задач, глазными среди которых являются следую-
щие: 1) создание высокотемпературного теплообменника;
2) использование термостойких сплавов; 3) разработка
высокотемпературных теплоизоляционных материалов.
Рис. XXI 11.3, Схема ядерно-электрометаллургяческого комплекса с газовым
(гелиевым) теплоносителем;
1 — высокотемпературный ядерный реактор; 2 — теплообменник — промконтура;
3 — компрессор гелия 1-го контура; — конвертер метана; 5 — парогенератор;
6— компрессор гелий промконтура; 7 — паровая турбина; 3 —компрессор при-
родного газа; 9 — регенеративный подогреватель конвертируемой смеси; 10 —
подогреватель восстановительного газа конвертируемым; 11 — охладитель; 12 —
мсшсэтатоноламнновая очистка от ССЬ; 13— подогреватель восстановительного
газа колошниковым; 14— подогреватель восстановительного газа гелием; 15 —
•.восстановительная печь; 16—подогреватель руды; /7 — компрессор колошнико-
вого газа; 1S — дуговая электропечь
Одна из возможных схем ядерпо-мсталлургического
комплекса, разработанная схема В. П. Кравченко *
(ЯМК), показана на рис. XXIII.3. Более правильно ана-
логичные схемы называть ядерно-электрометаллургическн-
ми комплексами (ЯЭМК), поскольку ядерпая энергия пре-
* Кравченко В. П, Методика расчета и анализа схемы ядериого
металлургического комплекса. Изв. вузов. Энергетика. 1981, 3, с. 104—
107.
£40
образуется в ядерное тепло и электроэнергию, что обеспе-
чивает получение на конечной стадии электростали. Прн
этом выплавка электростали на губчатом железе ие един-
ственная область использования электрической энергии,
вырабатываемой газовыми турбинами ЯЭМК- В СССР на
долю электростали приходится всего лишь 4% электро-
энергии, потребляемой заводами черной металлургии. Са-
мым крупным потребителем электроэнергии является элек-
троферросплавное производство (до 20%). В этой связи
для условий стран, имеющих развитую электрофсрросплав-
ную промышленность, следует учитывать возможность бо-
лее широкого использования атомного тепла и электроэнер-
гии для производства ферросплавов. Уже в 80-е годы
вблизи крупных ферросплавных заводов сооружены мощ-
ные АЭС. Так, НЗФ и ЗФЗ питаются от крупнейшей За-
порожской АЭС. Задача сводится к использованию тепла
высокотемпературных газовых реакторов (ВТГР) для на-
грева шихты перед агломерацией и электроплавкой в фер-
росплавных печах, а также получения металлизоваииых
окатышей для выплавки ферросилиция. Основным элемен-
том ЯЭМК является ядерный реактор /, в котором тепло-
носитель «— гелий. Выделяют два гелиевых контура — ос-
новной (ОК) и промежуточный (ПК). Задача основного
контура передать ядерное тепло реактора 1, гелию (ПК)
через промежуточный теплообменник 2 при помощи комп-
рессора 3. Такая компановка предотвращает попадание
радиоактивного гелия основного контура в ПК и за пре-
делы установки. Тепло гелия ПК используется для конвер-
сии природного газа в конвертере 4 и иагрева конвертиро-
ванного восстановительного газа перед металлургическим
реактором (печью) 15. Природный газ при помощи комп-
рессора 8 подается в регенеративный подогреватель кон-
вертируемой смеси 9. Гелий из ПК компрессором гелия 6
подается в парогенератор 5 и конвертер природного газа
(метана) 4. Паровая турбина 7 обеспечивает получение
электроэнергии, которая подается к ферросплавным и
электросталеплавильным печам. В подогревателе 10 про-
исходит подогрев смеси природного газа и водяного пара
перед конвертером и восстановительного газа. Конвертиро-
ванный газ поступает в охладитель И для удаления пе-
прореагировавшего водяного пара, а затем в адсорбер 12
для поглощения СО?. В качестве поглотителя может ис-
пользоваться моноэтанол амин или природные цеолиты
(см. гл. XXVI). Далее восстановительный газ через подо-
греватели 10, подогреватель колошниковым газом 13, по-
21.
641
догреватель гелием 14 подается в нижнюю часть метал-
лургического реактора (шахтной печи) 15, в который
сверху подают окатыши из железорудного концентрата -
В состав этих окатышей могут вводиться н другие легко-
восстанавливаемые оксиды. Выходящий из реактора 13
колошниковый газ имеет физическое тепло и химическую
энергию, поэтому первоначально используется физическое
тепло этого газа. Часть его проходит через подогреватель
14, где происходит нагрев подлежащих восстановлению-
окатышей, а вторая часть используется для подогрева
восстановительного газа. Затем оба потока колошниково-
го газа соединяются и направляются в охладитель 7, к да-
лее на очистку от COs в 10. Очищенный колошниковый
газ смешивается с конвертированным и эта смесь, прохода
по описанному выше тракту поступает в металлургический-
реактор. Поскольку в рассматриваемой схеме ЯМ К.
(ЯЭМК) используется и тепло, и электроэнергия, т. е.
различные виды энергии, а также получаются и различные
продукты, расчет всей технологической схемы представля-
ет определенные трудности. В. И. Кравченко разработана
методика расчета и анализа схемы ЯМК с введением об-
щего показателя каким является эксергия (от ех — при-
ставки, обозначающей высокую степень и ergon — рабо-
та), Этот термин применяют в термодинамике для обозна-
чения максимальной работы, которую может совершить-
система при переходе из данного состояния в равновесное
с окружающей средой. Работа, совершаемая системой в
каком-либо термодинамическом процессе, оказывается-
максимальной лишь в том случае, если осуществляемый
процесс равновесный.
Полная эксергия системы (ЕПОд) есть сумма слагаемых
эксергий кинетической Ек; потенциальной Еа\ физической;
£ф, химической £х. ядерпой Еп и эксергин других компо-
нентов (£Др), т. е.: Еиоп. = £«-ь£п4-£ф4-£х-гЕп + Елг>. Отно-
шение суммы эксергий выходящих потоков эпергоресурсов
(2£Вых) к сумме эксергий входящих (2£вх) представляет
эксергетнческий к.п.д. т. е. 1)е=2£Вых/^£вх. Поскольку
Z£bx»S£8mX, то 1. Несмотря на сравнительную прос-
тоту расчета т]е. этот коэффициент не дает представления
о распределении потерь эксергии внутри самого ЯМК и
его нельзя получить по известным эксергетическим к.п.д.
отдельных узлов. В. П. Кравченко для расчета и анализа
схемы ЯМК использовал коэффициент термодинамического
совершенства (к.т.с.) т|С( введенного Д. П. Гохштсйком и
предложившего формулу для его расчета т]с = 1 —
642
—S (77f/S£Bx) = 1—SQi, где Q/2£BX — коэфициент эксерге-
тнческнх потерь в i-том узле схемы ЯМК.
Величина потерь П рассчитывается по формуле Р. Клау-
зиуса
/7 = Го|£ (Gt, 5\)вЫХ- Г (GjxS,)BX| + Qc„
где Qo и Го — количество теплоты, отводимой в окружа-
ющую среду и ее температура; Gt, Si и Gj, Sj — расход и
энтропия выходных, входных продуктов.
Результаты расчета эксергетического баланса, рассмот-
ренной выше схемы ЯМК, представлены на рис. ХХ1П.4.
Баланс составлен для условий: температура гелия на вы-
ходе нз ядерного реактора (основного контура) 1223 К,
температура конверсии 1123 К, давление конверсии
Уис. ХХШ.4. Эксергетяческий баланс схемы ЯМК n=50.4fi4i,. Вводимая энер-
гия, :
7—тепловая мощность ВТ ГР, Агяя=55,91; 2 —эксергия руды, fp=!,0; 3 — эк-
сергия природного газа г=43; 4 —эксергия подпиточной воды, £н о=0,0У.
Эксергяческие потерн в узлах установки. 5L: ,5 — в ВТГР1; 6—в компрессорах
3, 6, 8, 17; 7—при смещении потоков; 8 — а конвертере 4; 9 —а подогревате-
лях 2, 9, 10. 13, 14, 10 — в охладителе и МЭА—очистке 11, !2\ И — в аос-
становительной печн 15; 12 — с выбросом колошникового газа; /3 — в пароси-
ловой установке. Продукция установки: 14 — эксергия восстановленного железа;
£уе=40,68; /5 — эксергия отданного потребителю тепла, =0,075: IS — элек-
троэнергия, отданная в систему А^=я.7О5
-0,8 МПа п отношение Н2О:СН4 = 2. Из данных рис, XXIII.4
следует, что коэффициент т]с = 50%, что свидетельствует
о целесообразности реализации подобной схемы ЯЛ^К.
Эти данные показывают и основные направления повыше-
ния коэффициента цс в результате уменьшения эксергети-
ческих потерь по каждой из учтенных статьей эксергетиче-
ского баланса схемы ЯМК-
2।* 643
Плазменные процессы в производстве ферросплавов
Развитие электроэнергетики позволяет более широко ис-
пользовать плазменные процессы в металлургии и других
отраслях промышленности. Плазменные процессы получе-
ния ферросплавов — это совокупность технологических
операций восстановления ферросплавных элементов из ми-
неральных видов сырья различными восстановителями с
применением плазменного источника нагрева. Собственно
плазма представляет собой одно нз четырех известных
состояний вещества (твердое, жидкое, газообразное и
плазменное), отличающихся характером теплового дви-
жения молекул (атомов) этого вещества и их взаимодей-
ствием. В отличне от газообразного плазменное состояние
характеризуется степенью ионизации и температурой. Сте-
пень ионизации а — это отношение количества ионов
к исходному количеству частиц М, выраженному в долях
единицы нли процентах, т. е. a.=nn/N. Для плазменного
состояния вещества также характерно термическое равно-
весие, квазинейтральность и электрическая проводимость.
Плазма подвержена воздействию магнитного поля. Разли-
чают низкотемпературную (холодную) плазму и высоко-
температурную (горячую) плазму. Критерием такого раз-
граничения является степень ионизации газа. Для холод-
ной плазмы а«1%, для горячей а«100% (температура в
недрах солнца).
Применяемую в металлургии низкотемпературную плаз-
му получают путем электрической ионизации, для чего ис-
пользуют специальные устройства, называемые плазма-
тронами, Существует много разновидностей плазматронов,
имеющих принципиальное различие, как в методах воз-
буждения плазмы, так и в конструктивном оформлении.
В металлургии применяются дуговые плазматроны, пред-
ставляющие собой два соосно расположенных электрода
(сопло и входящий в него стержень). Между этими элек-
тродами зажигают электрическую дугу с подачей газа.
Выходная скорость плазмы из сопла может быть рассчи-
тана по формуле: v = G/pFt где v — средняя скорость плаз-
мы, см/с; G— расход газа, г/с; р — средняя плотность
плазмы, г/см2; F— сечение плазменной струп, см2.
Преимущества применения плазменного нагрева в про-
изводстве ферросплавов в спсцэлектрометаллургпн заклю-
чается в следующем: 1) плазменная дуга в сравнении с
дугой, образуемой углеродными (графитированными и
угольными) электродами исключает загрязнение ферро-
644
сплавов (специальных спла-
вов) углеродом, что имеет
важное значение для полу-
чения очень чистых по угле-
роду ферросплавов; 2) для
плазменной дуги характер-
но более высокая стабиль-
Рис. ХХШ.5. Принципиальная схе-
ма плазматрона шведской фирмы
SKF
1 — электроэнергия: 2 — магнитные
катушки; 3 — горячий газ (3000—
10000 К); 4 — холодный газ
ность электрических пара-
метров; 3) плазменная дуга
позволяет получить мощ-
ность высокой концентрации
и обеспечивает высокую ско-
рость нагрева н плавления;
4) в плазменных печах можно использовать мелкие
концентраты без предварительного их окускования,
а также создавать восстановительную, окислительную нли
нейтральную атмосферу; 5) можно применять дешевый
каменноугольный концентрат вместо дорогого доменного
кокса. Капитальные затраты на строительство восстанови-
тельной печи с плазменным нагревом производительностью
50 тыс. т высокоуглеродистого феррохрома составляют
15 млн. доля против 26 млн. доли при использовании обыч-
ной дуговой ферросплавной печн.
Имеется производственный опыт применения плазмен-
ной технологии в металлургии с плазматронами различной
единичной мощности. Шведские фирмы разработали ряд
плазматронов и металлургических плазменных процессов.
На рис. ХХШ.5 показана принципиальная схема плазма-
тропа фирмы SKF. Технологии получения железа Plasma-
red осуществляется с применением плазматронов мощ-
ностью 1,5—6 МВт. Плазматроны мощностью до 10 МВт
работают надежно и их эксплуатационный коэффициент
использования достаточно высок. Особенностью способа
Plasmarde (рис. ХХШ.6) является применение плазмы для
нагрева части оборотного газа до 4000—5000 К, а осталь-
ное количество газа (500°C) с угольной пылью (мазутом)
подают непосредственно в выходящий из смесительной ка-
меры газ. Восстановительный газ при 850 °C подается в
шахту для восстановления железорудных окатышей.
Разновидностью этого являются способы «Plasmamelt»
(рис. ХХШ.7) и «Plasmadust» (рис. ХХШ.8), позволя-
ющие использовать пылевидный уголь и восстанавливать
мелкие шихтовые материалы с извлечением содержащихся
в них черных и цветных металлов. Последовательность
стадий этих процессов показана на рис. ХХШ.8.
645
В 1984 г, учрежден консорциум по проектированию и
сооружению в 1986 г. установки производительностью
86000 т/год феррохрома в г. Мальме на основе технологии,
Рис. ХХШ.6. Технологическая схема получения железа по способу
«Плазмаред»:
1 — шихтовые материалы; 2 — железная руда; 3 — доломят; 4 — компрес-
сор; 5 — уголь; 6 — шлам; 7 — газоочистка; 8 — очистка газа от серы;
9 — холодный продукт (губчатое железо); /0 —холодные брикеты; //—
шахтная печь; 12 — доломит+сера {(Mg, Ca)S}
Ряс, ХХШ.7. Схема потоков шихтовых материалов при получении жидкого ме-
таяла по способу <Плазмамелт>:
/ — шихтовые материалы; 2 — железная руда+флюс (в виде порошка!; 3 — кус-
ковые материалы; 4 — печь кипящего слоя сушки материалов; 5 — горячий
газ; б — печь кипящего слоя для предварительного восстановления; 7 —добав-
ки; 8 — плазменный генератор; 9 — шахтная печь; 10 — шлак; I! — металл
аналогичной разработанной на установке «Scun Dust».
Феррохром получали нз бедных руд (24,7% Сг2Оз, 24,7%
FeO, 2% SiO2, 9% MgO, 13.7% Д12О3, 0,2% СаО и Cr/Fe-
646
«1,58) и богатых хромовых руд, поэтому в нем содержа-
лось 45—70% Сг, 5—8,7% С, 0,1—0,6% Si, 0,001—0,025% S.
Плазменную технологию применяют или разрабатывают
для получения нпзкоуглсродистых, азотированных ферро-
сплавов, цветных сплавов, полупроводникового кремния
и других неорганических материалов.
В 1986 г. в Швеции подлежала вводу в эксплуатацию
установка по получению высокоуглеродистого феррохрома
процессом SKF «Plasmachrome» производительностью
78 тыс. т феррохрома в год. Плазменные горелки длиной
2—3 м мощностью 6—8 МВт с к.п.д. 85% вставлены в
шахтную печь.
Рис. XXIII.8. Схема потоков шихтовых материалов производства жалкого ме-
талла по способу * Пл азмад уст»:
1 — сырые материалы; 2 — кокс; 3 — конденсаторы: 4 — избыточный газ; 5 —
компрессор; б — генераторы плазмы; 7 — жидкий металл; 8 — шлак; 9 — микро-
комкование; [0 — шлзкоо бракующие; //—уголь; 12 — окисленные материалы;
73 — шахтная печь
Смесь хромовой руды, угольной пыли п песка (фрак-
ции менее 3 мм) вдувают через горелки, где происходит
ее предварительное восстановление. Заканчивается восста-
новление хромитовой руды в шахте установки при темпера-
туре 3000 К- На 1 т феррохрома расходуется* 4400 кВт-ч
электроэнергии (или 55% прихода в энергетическом балан-
се), 450 кг угля (33,5%), 140 кг кокса (13,5%). Подведен-
ная энергия распределяется между продуктами плавки
647
следующим образом: физическое тепло феррохрома 32%,
колошникового газа 35% (3600 кВт-ч), горячая вода 13%
(1300 кВтч), потери энергии 20%. В числе других пре-
имуществ процесса отмечается возможность использования
угольной пыли и.руды, увеличение основности шлака до
1,1 за счет присадки извести. Уменьшение электросопро-
тивления шихты и шлакового расплава в этом случае не
имеет в случае плазменного процесса такого значения, как
при выплавке феррохрома в дуговой печи. Имеется также
опыт выплавки феррохрома с использованием окатышей
из смеси рудной п коксовой мелочи, пылей СаО и SiOa»
упрочняемые в автоклаве.
Глава XXIV. ПРОИЗВОДСТВО ИЗВЕСТИ
ДЛЯ ФЕРРОСПЛАВНОЙ
ПРОМЫШЛЕННОСТИ
§ 1. Обжиг известняка
Термическая диссоциация кальцита и доломита. Большин-
ство технологических процессов получения ферросплавов
флюсовым способом предусматривает применение в каче-
стве флюса ферросплавной извести (или доломита), произ-
водство которой имеет ряд особенностей. Известь для фер-
росплавных процессов по химическому и гранулометриче-
скому составу (табл. XXIV. 1) должна удовлетворять
более жестким требованиям, поэтому в отличие от метал-
лургической, используемой в агломерационных и сталепла-
вильных процессах, се называют условно ферросплавной.
Таблица XXIV.1. Химический состав извести для ферросплавного
производства (ОСТ 14-16-165—85) *
Марка Сорт СаО^дщ, % (не менее) Массовое содержание, % (не более)
SiO, S Р и.п.в.
ИФ-0 I 95 1,8 0,03 0,02 3
ИФ-1 I 93 1,8 0,05 0,02 5
2 90 2.0 0,05 0,02 7
ИФ-2 Т 90 2,0 0.08 0,03 j
2 85 2.5 0,08 0,03 11
' Kpyuiiocib Hjsecrii г,—70 ММ.
648
Получают ее путем обжига известняка (табл. XXIV.2) в
интервале 900—1100°С. Термическая диссоциация карбо-
ната кальция описывается реакцией: СаСОз = СаО+СС>2;
ДО г =170793—144,37 Т (Дж/моль).
Таблица XXIV.2. Характеристика известняков, используемых на
металлургических заводах
Месторождение известняка Массовое содержание. % со,-% ₽наж’ г/см’ п. м’/г-^
СаО Mg SiOj
Еленовское 54,06 1,29 0,95 43,90 2,67 0,06
Еленовское (доломи- 54,00 0,69 0,80 — 2,73 0.05
тнзнровацный) 34,96 16,80 0,68 — 2,65 2,00
36,09 16,46 0,40 46.48 2,65 0,10
Ново-Тровцкое (Донбасс) Ново-Троицкое 54,60 0,40 0.60 43,44 2,65 0,09
31,70 18,40 0,63 45,00 2,55 5.50
(доломитизяррван- ный) Магнитогорского 47,25 3,80 2,35 42,00 2,62 0,45
завода Каракубское 54,60 0,70 0,75 43,60 2,70 0,03
Примечание: Содержание AIiOi и Fe составляет 0,1—0,09%; S я Р —
0,02—0,06%. prant — кажущаяся плотность, П — пористость.
Поскольку при выплавке некоторых ферросплавов (си-
ликомарганца, ферромарганца) в шихту вводят оксиды
кальция и магния в виде доломита, рассмотрим некоторые
вопросы диссоциации кальцита (СаСО3) и доломита
(СаСОз-М^СОз). Зависимость упругости диссоциации кар-
боната кальция от температуры описывается уравнением
(кПа): Igp(co2)caco3= ( — 8920/7 + 9,54. Для диссоциации
карбоната магния MgCO3 = MgO4- СО2 эта зависимость
имеет вид: Igр(соа)Мвсо» = ( — 5780/7) +8,27. Расчеты по при-
веденным уравнениям дают следующие значения рсоа при
различных температурах;
Г, К .................................
рсо2(МВсо3), кПа......................
рсоа(с*со3ь кПа ......................
773 923 973 1173 1183
6 Ю0 210 2200 2420
10-2 0,75 2,3 87 100
Как следует из этих данных, для карбоната кальция
упругость диссоциации, равная 100 кПа, достигается при
9ЮСС, а для карбоната магния — при 650°С. Механизм
термической диссоциации доломита более сложный, чем
чистых карбонатов кальцпя и магния. Сложный карбонат
кальция и магния эквимолярного состава можно рассмат-
649
ривать как изоморфную смесь CaCCh-MgCOs или как
•двойную соль этих металлов — Са, Mg (СОз)г-
Установлено, что термическая диссоциация доломита
протекает в две стадии. Первая стадия описывается
реакцией: CaCO3-MgCO3->CaCO3 + MgO + CO2, lgpcoj =
= ( — 6400/7)+8,27. На второй стадии происходит диссо-
циация СаСО3, особенности которой рассмотрены выше.
Для первой стадии диссоциации доломита условие рсаг=
= 100 кПа соблюдается при 748 °C, для природного доло-
мита эквимолярного состава —при 720—750 °C. Чем мень-
ше MgO в доломите, тем выше температура, при которой
упругость диссоциации доломита равна 100 кПа.
Обжиг известняка. На ферросплавных заводах для об-
жига известняка применяют в основном печи двух типов —•
враюхцающиеся барабанные и шахтнощелевые. Последние
могут работать как на твердом, так и на газообразном
топливе. Каждая из печей имеет определенные преиму-
щества н недостатки так же, как и вид применяемого топ-
лива. Использование для обжига в шахтных печах куско-
вого кокса сопровождается ухудшением качества извести,
поскольку остающиеся в ней кусочки кокса приводят к по-
вышению содержания углерода в ферросплавах силико-
термического способа производства. Кроме того, вслед-
ствие локальных перегревов куски извести могут иметь
различную степень кристаллохимических превращений, что
влияет на кинетику взаимодействия извести с другими
компонентами шихты прн последующем ее использовании.
Технологию обжига известняка с целью получения из-
вести для силикотермического производства ферросплавов
рассмотрим на примере получения ее в шахтиощелевых
печах.
Устройство шахтнощелевой печи представлено на ри-
сунке. Стальной кожух печи имеет прямоугольную форму
с переходом по торцам в овальную. Он закреплен в кар-
касе, который опирается на фундамент. В верхней части
печи расположено устройство для загрузки известняка, со-
стоящее из приемной части и запорной крышки. К иижней
части каркаса крепятся приемные бункеры для извести.
Печи оборудованы двумя скипоподъемниками для подачи
известняка. Скип имеет вместимость 0,5 м3, скорость его
подъема — 3,9 м/мин. Режим работы и загрузки печи авто-
матический.
Шахтнощелевые печи работают по принципу противо-
тока обжигаемого известняка и нагреваемого газа. В печи
имеются зоны: подогрева (6,18 м), обжига (6.5 м), охлаж-
650
дения (4,32 м). Длина щели шахты равна 8 м. Ширина
щели шахты печи неодинакова и для соответствующих зон
составляет: в зоне обжига 1,7 м, подогрева—1,35 и,
охлаждения — 2,4 м. Шахту печн футеруют пеиошамотным
изоляционным и хромомагнезитовым кирпичом. Выгрузку
Рис. б/я. Щелевая шахтная печь:
1 — конусное загрузочное устройство; 2— указатель уровня; 3 — смотровое окно;
4 — горелка
извести производят прн помощи специального механизма,
который состоит из питателей, расположенных по четыре
с каждой стороны печи и имеющих общий привод. Меха-
низм включает также чугунную литую каретку, которая
651
перемещается возвратно-поступательно по роликам. Коли-
чество выгружаемой извести задается путем установки
длины хода каретки н числа ходов вариатором скорости
(от 0,57 до 4,5 ходов в минуту). Благодаря возможности
регулирования выгрузки производительность печи можно
изменять от 41 до 325 т/сут. Подвергаемый обжигу извест-
няк предварительно сортируют для выделения рабочей
фракции (30- 80 мм). Природный газ подают через 28 га-
зовых горелок, 20 из которых расположены в нижнем яру-
се, а 8 — в верхнем, по 14 горелок с каждой стороны. Дав-
ление поступающего в коллектор печн газа должно быть
не менее 1 кПа. Необходимый для сжигания газа воздух
засасывается в печь благодаря разрежению, создаваемому
дымососами. Температурный режим должен быть следу-
ющим: в зоне обжига 900—1100"С, в зоне подогрева
600—800 °C, температура отходящих газов — в пределах
170—250 °C. Выгрузка извести нз непрерывно работаю-
щей шахтнощелевой печн производится три раза за 1 ч.
Питатели подпечных бункеров выдают известь из печных
бункеров иа ленточный транспортер для погрузки ее в
транспортные средства.
Суточная производительность нормально работающей
шахтнощелевой печи описанной конструкции составляет
145—160 т ферросплавной извести (СаО>90%)
(табл. XXIV.3).
Таблица XXIV.3. Химический состав извести газового обжига для
ферросплавных процессов
Массовое содержание. %
Номер образ- ца СаО MgO SiO; А1.Ю3 М п о FeO Р S п.п.п.
1 93,2 0.5 0,3 0.15 0.03 0.04 0,005 0,03 6.0
2 92,8 0.4 0.4 0,10 0.04 0,002 0.005 0.03 6,1
3 93,5 0,5 0,5 0,18 о.оэ 0.08 0,005 0,03 6,0
Интенсивность подачи известняка в печь составляет
15—25 скипов за 1 ч. Расход природного газа равен 1000—
1200 м3/с. В печи поддерживается разрежение 200—
240 гПа. Отходящий газ содержит 27—29% СО2, 3—6%
СО. 0,6—1,2% Оз, остальное азот и используется для полу-
чения твердой углекислоты.
Основные возможные неполадки в работе печей связа-
ны с отклонением хода от заданных технологических па-
652
раметров ее загрузки, выгрузки, газового и температур-
ного режимов. Сравнительно большой расход топлива при-
водит к «закозлепню» шихты; малая подача газа вызывает
недопал (куски извести с остатками неразложившегося
известняка). Известь с большим количеством иедопала
ухудшает и технико-экономические показатели, и качество
получаемых с ее использованием ферросплавов, поэтому
нормативными документами оговаривается нижннй предел
содержания оксида кальция (не менее 90%).
Известковые цехи ферросплавных заводов поставляют
известь фракций 70—20 мм; допускается содержание мел-
кой фракции <10 мм не более 20%,
§ 2, Гидратация извести
При выдержке во влажной атмосфере известь подвергает-
ся гидратации по реакции: CaOtT) + Н2О{Парг>Са(ОН)2(т),
приводящей к образованию гидрооксида кальция. Известь
с большим количеством Са(ОН)з принято называть «пу-
шонкой». Применение извести со значительным количе-
ством пушонки нежелательно вследствие ухудшения каче-
ства ферросплавов, а также загрязнения воздуха пылевид-
ными образованиями.
В процессе обжига масса карбоната кальция умень-
шается до 44%, что сопровождается образованием порис-
того куска извести. Структура свежеобожжснной извести
представлена мелкими зернами, взаимодействие которых
с влагой приводит к образованию Са(ОН)г- Этот экзотер-
мический процесс протекает при обычной температуре.
Образующиеся слои Са(ОН)2 осыпаются, что поддержива-
ет высокую скорость гидратации кусков.
Гидратация извести нежелательна и при агломерацион-
ном процессе, и при производстве стали. При агломерации
марганцевых руд неполностью ассимилировавшиеся час-
тицы извести под воздействием влаги гидратируются и
происходит рассыпание высокоосновного [(CaO)/(SiO2) —
= 1,2 1,5] агломерата. В сталеплавильном производстве
применение извести-пушонкн повышает содержание водо-
рода в стали. Феррохром, металлический марганец п дру-
гие сплавы, получаемые с добавлением в шихту извести-
пушонки, также содержат повышенное количество водо-
рода, что требует дополнительных операций (вакуумирова-
ния, продувки инертными газами) для снижения его
содержания и получения плотных слитков ферросплавов.
Для уменьшения гидратации рекомендуется известь упа-
6S3
ковывать в тару (мешки, контейнеры), уменьшать продол-
жительность ее хранения.
Представляют интерес разработки по уменьшению гид-
ратации нзвестн путем частичной ее карбонизации. Сущ-
ность способа состоит в том, что обожженную известь
после выдачи из печи обрабатывают в процессе ее охлаж-
дения при 500—600 °C газом, содержащим COg. В резуль-
тате взаимодействия СаО с СОг на поверхности каждого
куска извести образуется слон карбоната кальция, тор-
мозящего взаимодействие извести с водяным паром. Про-
цесс поглощении СО2 известью описывается выражением
А1^со2 = А/п (A^coj — степень карбонизации известн; t —
время; К и л — постоянные. При 500—600 °C микроскопи-
ческие зерна СаО покрываются пленкой СаСОз и реакция
СаО с СО2 продолжается с ограничением скорости карбо-
низации в результате диффузии СО2 в пленке СаСОз*
Термодинамические параметры реакций СаО4-СОз =
»СаСО$, СаО + Н2О —Са(ОН)2 показывают, что процесс
карбонизации извести (при 30% СОа в газе) предпочти-
тельнее, чем гидратация в атмосфере водяного пара
(100% Н2О). Опыты показали, что степень гидратации
карбонизированной описанным способом извести (Д1Гс0г =
= 5-ь7%) уменьшается в 10—20 раз.
Применение карбонизированной извести может уско-
рить процесс ее растворения в рудношлаковых расплавах,
в частности в расплавах силико- и алюминотермических
процессов благодаря ее растрескиванию и перемешиванию
шлака под воздействием выделяющегося диоксида угле-
рода.
§ 3. Ассимиляция извести
При производстве ферросплавов известь используют в ос-
новном для двух целей. Сравнительно небольшое ее коли-
чество расходуется для выплавки силикокальция; основ-
ная масса применяется в качестве флюса при получении
ферросплавов силико- и алюминотермическим способами,
а также ряда ферросплавов (например, углеродистого
ферромарганца, передельного силикомарганца), выплав-
ляемых углеродотермическпм методом.
По действующим технологиям прн получении металли-
ческого марганца и ряда марок феррохрома силнкотерми-
ческим методом в печи сплавляют руду (концентраты) с
известью и по мере образования рудноизвесткового рас-
плава присаживают восстановители (силикомарганец, си-
654
ликохром). В алюминотермических и других процессах
известь вводят непосредственно в исходную шихту, и ее
взаимодействие (растворение) протекает по ходу процес-
са. В углероде- и силикотермнческом способах получения
силикокальция известь взаимодействует с восстановите-
лями (коксом, ферросилицием и флюсами), что приводит
к образованию, с одной стороны, силикокальция, а с дру-
гой — к формированию силикатных шлаковых расплавов.
Установлено, что процессы ассимиляции (растворения)
извести лимитируются массообмсном в системе СаО—
SiO2. Образующиеся в реакционном слое на куске извес-
ти высокоосновные силикаты кальция имеют высокую
температуру плавления. Так, силикат кальция 3CaO‘SiO2
(73,6% СаО и 26,4% SiO2) плавится при 2070°C. Темпе-
ратура кристаллизации эвтектики 3CaO-SiO2—2CaO-SiO2
(69,5% СаО и 30,5% SiO2) равна 2050°C. Образующиеся
на куске известн в реакционном слое силикаты замедляют
процесс растворения извести, что увеличивает продолжи-
тельность плавки, удельный расход электроэнергии, ухуд-
шает технико-экономические показатели производства.
Скорость растворения извести зависит как от особен-
ностей се кристаллохимпческой структуры, в свою оче-
редь, определяющейся конечной температурой обжига, так
и от состава реакционного слоя. Известь мягкого обжига,
т. е. полученная прн умеренных температурах, растворя-
ется в расплавах значительно быстрее. Содержание в
шлаках других компонентов изменяет структуру реакци-
онного слоя.
Изучение на микрорентгеиоспектральпом анализаторе
изменения концентрации элементов в непосредственной
близости от межфазной границы показало, что в шлаковых
расплавах (30—44% СаО, 36—50% SiO2 и 20% А120з)
силикат 2CaOSiO2 образуется на некотором удалении от
межфазной поверхности, где шлак обогащения А12О3. В
шлаковом расплаве (20—40% FeO, 30—40% СаО и 35—
50% SiO2) межфазная поверхность обогащена FeO. В
шлаках, содержащих <20% FeO, образуется плотная
пленка, а при >20% FeO пленка получается прерывистой
(несплошной) и незначительно влияет на скорость рас-
творения. Приведенные данные относятся к составам шла-
ков доменного производства чугуна и кислородноконвер-
терного процесса получения стали. Влияние концентраци-
онных интервалов руднофлюсовых расплавов на процессы
ассимиляции извести в производстве ферросплавов иссле-
довано. Ниже приведены общие теоретические положения
655
о кинетике процессов растворения извести при исследова-
нии ассимиляции извести методом вращения образца из-
вести в шлаковых расплавах. Установлено, что растворе-
ние извести в жидком шлаке лимитируется диффузией
оксида кальция через жидкий пограничный слой: v = K(Cn—
—Со) [и—скорость растворения; К — коэффициент мас-
сопереноса (м/с); Си, Со—содержание СаО иа поверхнос-
ти и в объеме шлака, г/см?]; п=—p(drldt) (р и г — плот-
ность н радиус образца извести); величина dr[dt рассчи-
тывается по выражению: — {drfdt) = А/100р ((% CaO)sps—
—(% СаО)оро], где pg и р0 — плотность шлака иа поверх-
ности и в объеме соответственно. Таким образом, скорость
уменьшения объема образца диаметром cf=2r должна
быть тем выше, чем больше коэффициент массопереноса
К, плотность шлака в объеме и меньше плотность образца
СаО и больше разность Д(% СаО). В расчетах можно
принять, что А (% СаО) равна разности между содержа-
нием СаО в объеме шлака и растворимостью СаО в шла-
ке. Толщина пограничного слоя составит: б = £>//С где
D — коэффициент диффузии. Установлено, что для шлака,
содержащего 40% СаО; 40% SiO2 и 20% AI2O3, D = 5,5Х
Х10“10 м2/с, толщина пленки ври 1500 °C составляет при-
мерно 1,8-КН м. Для шлака из 40% СаО, 40% SiO2 н
20% FeO (Z? = 2,7* 10~й м2/с) выявлено, что при 1400 °C
6 = 2,7-Ю-4 м. Эти данные получены для условий раство-
рения извести в шлаковых расплавах. При увеличении
частоты вращения образца с 200 до 400 мин~1 прн 1400 °C
увеличивается коэффициент массопереноса до 17,1 X
Х10~8 м2/с н уменьшается толщина пограничного слоя до
1,8-10-4 м.
Многочисленные исследования процессов ассимиляции
извести применительно к агломерационным н сталепла-
вильным процессам показали, что ускорить ассимиляцию
извести можно путем правильного выбора конечной темпе-
ратуры обжига, подбором составов шлаков, присадок в
шихту небольших количеств различных добавок, способ-
ствующих растворению извести и формированию шлако-
вых расплавов необходимого состава и свойств, а также
перемешиванием расплава шлака. Таким образом, даль-
нейшие систематические исследования механизма и кине-
тики процессов взаимодействия извести (доломита) с руд-
нофлюсовыми расплавами, различными восстановителями
применительно к получению ферросплавов позволят выя-
вить особенности ассимиляции извести и оптимизировать
шлаковый режим выплавки ферросплавов.
656
§ 4. Улавливание и использование диоксида углерода
В процессе обжига известняка получается большое коли-
чество диоксида углерода СО2. В известковом цехе ЗФЗ
успешно эксплуатируются установки по улавливанию из
печных газов обжига известняка СО2, используя для
этих целей моноэтанол амии (представитель амнноспиртов
/?/?'NCH2CH2OH), Моиоэтаноламин адсорбирует СО2 из
газов. На 1 т СО2 расходуется 12 кг метииол амина при
расходе электроэнергии 325 кВт-ч. Себестоимость 1 кг
СО2 составляет 150 руб. Диоксид углерода получают пу-
тем избирательной адсорбции его из дымовых газов при-
родными и синтетическими цеолитами *. Состав цеолитов
может быть выражен формулой: MxZ)y [Alx^oySi2O2±+4v+sj х
XnH2O, где М и D — одно- (Na, К) и двухвалентные (Mg,
Си, Ва) катионы, соответственно. В структуре цеолитов
имеются каналы диаметром 0,022—0,075 им, что обуслов-
ливает большую удельную поверхность пор, в которых, ад-
сорбируется СО2. При нагревании до 200—300 СС происхо-
дит десорбция СО2 с переходом в газовую фазу,
Глава XXV. ЭЛ ЕКТРОПЛАВЛ ЕНЫЕ
ФЛЮСЫ
§ 1. Требования к флюсам и способы их получения
Электроплавленые флюсы, получаемые в специализиро-
ванных цехах ферросплавных и металлургических заводов,
широко применяют для электрошлакового переплава ста-
ли н сплавов, а также в сварочном производстве. Способ
электрошлакового переплава (ЭШП), составы флюсов и
технология нх получения разработаны ИЭС им. Е. О. Па-
тона АН УССР. Рафинирующему переплаву методом ЭШП
подвергают стали и сплавы различного химического со-
става и широкого назначения, в связи с чем для ЭШП
требуются флюсы, обладающие определенным комплек-
сом физико-химических свойств.
Наибольшее распространение получили флюсы па ос-
нове фторида кальция (CaF2), используемого для ЭШП
высоколегированных сталей п сплавов, содержащих ак-
4 От грея. — кипеть и /ivoo — камень.
657
о
2
•ё
Применение при ЭШП Высоколегированных сталей и спла- вов, в том числе алюминием, угле- родом, титаном, бором я др. Подшипниковых, инструментальных . и других специальных сталей и сплавов Конструкционных сталей, нелегиро- ванных алюминием и титаном Конструкционных сталей, нелегиро- I ванных алюминием и титаном
1 Массовое содержание, % • и о О ОООООО « *—* ^«4 *4 о о о о о о о о V V v Н V V V
си СЧ СЧ СО СО со СО СЧ сч О О ООООФО о о" о’ о* о о" о о У V у у V V
1Л 1Л Г-. Ф СО СО Iffi А. °. С?" о ООО0ОО у у mm
о 41 U iO to tn in А. о о o’ о с” о’ с:" о’
О Ю Г~ ~ сч 1 О СО 1 1 1 => °- 1 ’ X 1 J — со сч еч — О
СаО | U-? сч О г- ос — со со сч О О 11 1 1 1 1 А °. о со -г о с ci 1О 00 — СЧ СЧ С» С-4 СЧ
CaFj [ SiO.. { Al-О» | — о г— О 1Л о со сч — cn -е* in о 1 1о I 1 Ц , ю oj го ’т ю ГО — ыо — С-?
’А 1 о -1 | 4Д ю. сч сч ct ci — >-о ci : 1
О С: Ю сч о Г" щ V C'-J -* = 1 1 1 1 U о х о — г- -Т С- — сг> о Щ СО СО — —
Марка флюса , СЧ С-1 с-4 СП- ~ Ч.-? е е 4 4 4 4 j < < <<<<<<
тивные элементы (Al, Ti,
В и др.)- По концентра-
ции CaFs фторсодержа-
щие флюсы (табл. XXV.1)
условно можно разделить
на несколько групп. Во
флюсах первой группы
количество CaFs состав-
ляет 85—90% и более
(флюс АНФ-1)*. Флюсы
второй группы охватыва-
ют составы системы
СаР2— АЬОз (флюс
АНФ-6) (рис. XXV.1).
К третьей группе отно-
сятся электроплавлепные
флюсы на основе систе-
мы CaF2—А120з—СаО—
MgO при ограниченном
содержании SiOa (флюс
АНФ-25). К четвертой
группе относятся флюсы
с высокой концентрацией
SiO2 (20—24%).
Для производства
фторсодержащих флюсов
применяют флюоритовые
концентраты, которые по-
лучают путем обогаще-
ния плавикошпатовых руд
(табл. XXV.2). В добыва-
емых из недр рудах со-
держится всего лишь
30—60 % CaF2 и сравни-
тельно большое количе-
ство вредных и трудно-
удаляемых нз руд крем-
незема, серы и фосфора.
В флюоритовых кон-
центратах ДЛЯ флюсов
* АНФ — COlT.’.RO ф.СкУВ
pa tpadoTgnrJ институтами
АП УССР
658
ЭПШ должно содержать-
ся не более 1—2% S1O2
и возможно меньшее ко-
личество серы и фосфора
(не более 0,020% каждо-
го). Однако поступающие
на ферросплавные заводы
флюоритовые концентра-
ты содержат <3% SiO2,
0,08%—0,40% Р2О5 и
0,030—0,20% S (табл.
XXV.3). Особенно много
этих примесей в импорт-
ных (Таиландском и Ко-
рейском) концентратах,
поэтому при ведении плавки в электропечи необходимо
принять меры по снижению концентрации этих вредных
примесей. Из числа других шихтовых материалов при вы-
плавке флюсов применяются: глинозем (ГОСТ 6912—74),
содержащий <0,05% SiO2 и <0,001 % Р; магнезит каусти-
ческий (ГОСТ 1216—75) <1,3% SiO2, <2,0% А!2О3,
Диаграмма состояния си-
Рис. XXV. 1. Д
стсмы Ca?j—AljOj
Таблица XXV.2. Химический состав плавиковошпатовых (флюорп-
товых) руд
Месторождение Среднее массовое содержание компонентов, %
CaF? 510; CaCOj AltO, s P;O( других компо- нентов
Калангуйское 49,8 45,5 0.6 3,5 - - 0,6
Харанхойскоо 43,4 25.6 0,88 1,3 0,17 0,45 28,05
Ярославское 40,2 10,24 12,5 0,97 м 1 — 1 *
Ташкентское 56,1 31,3 2,1 1,2 0,51 0,33 8,45
Таблица XXV,3. Химический состав флюоритовых концентратов,
используемых для получения электроплавлеиых флюсов
Концентрат Массовое содержание, %
SiO; CaFj s р СаО
Ярославский 2.4 92,0 0,042 0,046 1.3
Ташкентский 1,7 95,0 0,31 0,070 0,8
Харапхийгкин 3.0 95.2 0.05 0,080 0,9
Таиландский 1.1 98,0 0,030 0,185 0,4
Корейский 1,9 93.5 1,25 0,040 0,7
65£
-<1,8% СаО, 88—89% MgO, <0,010% P; <0,5% S; квар-
цевый песок (ГОСТ 22551—77).
Сущность технологии выплавки флюсов заключается в
оплавлении в дуговых печах сдозированиых шихтовых
Рис. X.XV.2. Трехэлектродная флюсоплавильная печь ОКБ-6063
/ — основная балка; 2 —люлька; 3 — сливной желоб; 4 — летка:
5 — футеровка; 6 — кожух печи; " — свод S — элсктрадодержатель;
9 — стойка электродов ер ж а те ля: 10 — электрод: Л — механизм
перемещения ванны; !2 — гидропривод наклона печи
компонентов. В настоящее время применяют трехфазные
дуговые печи типа ДФ-400 (вместимостью флюса до 0,4 т)
н ОКБ-6063 (вместимостью флюса до 3,0 т). Типовая
печь ОКБ-6063 показана на рнс. XXV.2. Эти печи уста-
новлены в флюсоплавильном цехе НЗФ. Ванну пени футе-
660
руют углеродистыми блоками и спекающейся углеродной
массой, свод печи набирают из магнезитового кирпича,
электроды графитированные диаметром 350 мм. Пуск пе-
чи после ремонта футеровки начинается с разогрева ваи-
.ны путем набора токовой нагрузки. Применяют два спо-
соба разогрева печи. Сущность первого состоит в загрузке
ла подину печи коксика н железной стружки. Его приме-
няют в том случае, если концентрация углерода в флюсе
•строго не регламентируется. Если же содержание углерода
в флюсе должно быть низким, печь разогревают иа твер-
дом (жидком) флюсе с дачей железной стружки. Плавку
ведут путем постепенной загрузки шихтовой смеси на
устойчивой токовой нагрузке 8-12 кА, прн рабочем на-
пряжении 110—130 В. Скорость загрузки шихты должна
соответствовать расходу электроэнергии. При электроплав-
кс многокомпонентных шихт флюоритовый концентрат
(табл. XXV.3) задают в конце плавки для уменьшения
шылегазовыбросов и потерь фтора.
В производстве электроплавленных флюсов совмещены
их выпуск и грануляция. Грануляция флюса может про-
изводиться мокрым и сухим способами. Сущность мокрой
грануляции заключается в сливе жидкого флюса из печн
через промежуточный желоб в приемный бак с водой, с
установленной в нем корзиной для приема гранул флюса.
При сухой грануляции флюс распыляется струей осушен-
ного сжатого воздуха. Возможен также выпуск расплава
в изложницу с последующим измельчением. Мокрая гра-
нуляция сопровождается поглощением флюсом влаги, что
обусловливает необходимость его сушки. Однако и после
сушки этот флюс имеет сравнительно большую влажность,
что может приводить к повышению водорода в слитках
ЭШП нлн сварных швах. Сушка флюсов производится во
вращающихся барабанных печах при 400—500°С. В соот-
ветствии с ГОСТ 9087—81 прн контроле качества флюсов
•определяют химический состав, влажность, объемную мас-
су, однородность, строение и цвет зерен.
Флюсы, удовлетворяющие требованиям стандартов,
упаковывают в бумажные мешки или металлические гер-
метичные контейнеры и поставляются потребителям.
§ 2. Поведение примесей при электроплавке флюсов
Кремнезем. В высокофторидных флюсах содержание крем-
незема не должно превышать 1%, поскольку при ЭШП
«стали и сплавов, содержащих алюминий, титан и другие
661
высокоактивные элементы происходит их окисление по
реакциям:
4 [ AI ]„ 4- 3 (SiO2 )фл = 3[Sl ]ст + 2(А1,05)фл; (XXV. 1)
[Т1]ст4- (51О2)Фл= [Si]CT+ (Т1О2)фл. (XXV.2)
Для снижения SiO2 во флюсе при сплавлении шихты
наводят на подине металлофазу (200—400 кг) и приса-
живают в расплавленный флюс алюминий для восстанов-
ления SiO2 по реакции
3(31О2)фл 4- 4А1 = Si + 2(А12О3)фл. (XXV.3)
Образующийся по этой реакции кремний растворяется в
железе, что снижает активность кремния. В качестве же-
лезосодержащей добавки можно использовать в составе
шихты окалину (до 3,0 кг на 100 кг флюоритового кон-
центрата). Окалина и кремнезем восстанавливаются сов-
местно алюминием по реакции
(FeO)0K4- (S1O2)фд+ Al [Fe - Si]ueT4-
4- (А1аО3)фл. (XXV.4?
Образование не чистого кремния, а железокремниево-
го сплава не только снижает активность кремния, но и
повышает плотность и улучшает осаждение корольков
кремнистого металла иа подину печн. При обработке рас-
плавленного флюса алюминием происходит восстановление
фосфора и марганца. Образующийся попутный железо-
кремнистый металл (металлическая фаза) через 20—25
плавок получения флюса следует сливать из печи, посколь-
ку концентрация в нем кремния и фосфора от плавки к
плавке повышается, что затрудняет выплавку высокока-
чественных (по содержанию SiO2 и Р) флюсов. После
слива этого металла на подине печи наводят новую метал-
лическую фазу и продолжают выплавку флюса очередной
партии (20—25 плавок).
Фосфор. Как отмечалось выше, в процессе обработки
расплавленного флюса алюминием при наличии метал-
лической фазы происходит дефосфорацня флюса. В флю-
оритовом концентрате фосфор находится в виде фосфатов
кальция. Допускается, что в расплавленном флюсе име-
ются группировки, близкие по химическому составу к
Саз(РО<)2, поэтому процесс дефосфорации может быть
описан реакцией; (Са3(РО4)2)фл4-А1->Р24- (А12О3—СаО)фд.
Восстановленный фосфор растворяется в металлической
фазе с образованием термодинамически прочного раство-
662
ра. Восстановление фосфора может также протекать по
реакции взаимодействия кремния металлической фазы с
Р2О5 расплава
Са3(РО4)2+ [Si]Fe.Si-> [P]Fe-si-H СаО-SiO3. (XXV.5)
В результате протекания этих реакций содержание фос-
фора в металлической фазе повышается наряду с крем-
нием, поэтому выпуск попутного металла через 20—25
плавок флюса позволяет стабильно получать флюс с до-
пустимой концентрацией фосфора. Содержание примесей
в попутпом металле перед сливом должно быть <3—5%
Si, <0,5% Р, <3,0% С от содержания железа. Если ис-
пользуется высокофосфористый флюоритовый концентрат
[например, таиландский с 0,185% Р (табл. XXV.3)] смена
металлической фазы должна производиться чаще вслед-
ствие достижения допустимых концентраций фосфора в
металле при меньшем числе плавок флюса. Распределение
фосфора и кремния (как и других элементов примесей)
между флюсом и металлической фазой может быть рас-
считано по уравнениям: Ls= (% SiO2)«jui/[% S i] MCTi Ср —
= (Р2О5)фЛ/[% Р]мет» представляющим собой коэффициен-
ты распределения элементов между двумя жидкими не-
смешивающимися фазами. Присутствие как во флюсе, так
и в металлической фазе других компонентов (элементов)
может изменить значения L$ и Lp.
Сера. При плавлении шихты сера, содержащаяся в
различных материалах, а затем в растворе флюса мо-
жет окисляться кислородом печной атмосферы: (S)фл +
Ч-С>2(возд)= SO2. Установлено также, что при грануляции
флюса АНФ-6 снижается содержание серы на 20—30%
в результате взаимодействия ее с водой с образованием:
CaS<H2O=CaO+H3S. Однако для получения флюса с
устойчиво низкой концентрацией серы необходимо исполь-
зовать шихтовые компоненты высокого качества и по сере.
Азот. При ЭШП сталей и сплавов, а также при свар-
ке, в ряде случаев необходимо избегать поступления азота
из флюса. Вместе с тем в электроплавленных флюсах об-
наруживаются повышенные количества азота. Установле-
на прямо пропорциональная связь между содержанием
азота и углерода во флюсе. Можно полагать, что азот во
флюсе содержится в виде цианамида кальция, который
получается в результате восстановления СаО флюса с об-
разованием СаС2 по реакции: СаО+ЗС = СаС3-гСО. Затем
СаС2 в условиях печной азотсодержащей атмосферы вза-
имодействует с молекулярным азотом по реакции СаС3 +
663
+ N2“>CaCN2, что и приводит к образованию и растворе-
нию в расплавленном флюсе цианамида кальцня. Снизить
содержание азота в флюсе можно присадкой в расплав
оксида натрия и других соединений, способных окислять
цианамид.
Примеси цветных металлов. Плавиковошпатовые руды
и получаемые из иих флюоритовые концентраты могут
содержать примеси цветных металлов (Pb, Zn, Sn, Bi и.
др.). Содержание этих элементов в переплавляемых ме-
тодом Э1ИП сталях и сплавах строго регламентировано.
В связи с этим, к флюсам предъявляют жесткие требова-
ния и по концентрации этих элементов-прнмесей. Установ-
лено, что при сплавлении шихтовых компонентов и вы-
держке расплавленного флюса в ванне дуговой печи со-
держание некоторых элементов, как например, свинца и
ципка могут снижаться в два раза, тогда как олово и
висмут заметно не удаляются. В табл. XXV.4 приведены
некоторые свойства этих металлов.
Таблица XXV.4. Свойства некоторых цветных металлов, как при-
месей в составе шихтовых материалов для получения алектроплавлев-
ных флюсов
Элемент Атомный номер rva. к Лени' К Атомная масса р. г/см1 Стабильное окисленное состояние
Zn 30 692 1179 65,37 7,4 2
Sn 50 504 2543 118,69 7,3 4; 2
Pb 82 500 1998 207,19 11,4 4; 2
Bi 83 544 1833 208,98 9,8 3; 5
P 15 317 553 30,97 1,82 3; 5; 4
Рассмотрим некоторые вопросы термодинамики и ме-
ханизма процессов удаления примесных металлов.
Свинец. Этот металл при выплавке флюсов, по-види-
мому, удаляется в основном в виде его оксидов газообраз-
ных полимеров. В системе РЬ—О известны четыре окси-
да — РЬО2, РЬ20з, РЬ3О4, РЬО. Наиболее устойчивыми
является РЬО (Тцл = 1159 К). При нагревании РЪО2 дис-
социирует по схеме: РЬО2-> (5РЬО2-4РЬО)->2(4РЬО2Х
Х5РЬО)-*-6(РЬз04)->6(РЬО). Относительные интенсивнос-
ти в масс-спектре оксидов евница следующие:
т, К РЬ-' РЬО+ РЬ, +• РЬ»О + РЬ;О1“ РЬЮ: ’’’ РЬ,О,+ рьюЛ
890 78 100 41,2 173 304 104 123 1920
1200 120 100 8,4 4.5 119 12 19 130
664
Таким образом, испарение РЬО2 сопровождается обра-
зованием газообразных полимеров РЬ<0<; РЬ2О2 и др.
Зависимость логарифма общего давления пара оксидов
над РЬО (Па) от температуры описывается выражением:
1g Робщ= ( —13 480/7) 4- 13,52. Упругость пара РЬО{Г) рав-
ная 100 кПа достигается при 1582 К,
Цинк, В системе Zn—О образуется два оксида ZnO и
ZnO2. Температура плавления ZnO составляет 2248 К.
Прн нагревании ZnO в нейтральной атмосфере или ваку-
уме термически диссоциирует по реакции: ZnO(T)—Zn(r)4-
4- ’АгО^г). Методом высокотемпературной масс-спектроско-
пии показано, что в интервале 1200—1450 К пар над ZnO
состоит из атомов цинка и молекул О2. Температурная
-зависимость давления пара ZnO (Па) имеет вид: lgp(znO) =
— (—15 750/7)4-11,824. При температурах флюсового рас-
плава в ванне печи 1800 К давление пара ZnO составля-
ет 1185,8 Па.
Висмут, Удаление висмута из флюса также может
происходить в виде его оксида Bi2O3. Считают, что испа-
рение Bi2O3 происходит конгруэнтно и протекает в основ-
ном по схеме Bi20s(T]r*-Bi(r)4-024-Bin0n(r)4-BinO(2n4-2Xr)- За-
висимость давления полимера Bi«Oe (Па) от температуры
имеет вид: 1&р(вцо<)= (—11050/7) 4-8,12(950—1065 д).При
1800 К рвцов=95,0 Па. Незначительное снижение висмута
в получении электроплавлеиного флюса, по-вндимому,
«вязано с инзкой его концентрацией и невысокой точ-
ностью метода его определения в флюсах.
Олово. В системе Sn—О образуется два оксида SnO
(7ПЛ=1315 К) и SnO2 (7ПЛ=1898 К). Масс-спектры при
испарении SnO2(T) в интервале 1250—1540 К показывают,
что основными ионами в паре иад SnO2(T) являются SnO+»
О2+ и Sn2O2+. Установлено, что Sn2(T) испаряется в основ-
ном по реакции Sn2(T) = SnO(r)4-’/гС^г) и в меньшей степени
по реакции SnO2(T)— */2$п2О2{Г)4-
Общее давление пара над SnO2 (Па) в области тем-
ператур 1570—1750 К может быть рассчитано по урав-
нению: lgpo6m(Snoa)= ( — 21200/7) 4-18,5. Измеренные пар-
циальные давления основных компонентов парогазовой
фазы иад SnO2 прн различных температурах приведены
ниже, Па:
Т, К
Р SnO
Ро,
Psn,ot
1300 1350
3461 1342
54,7 285,5
1370 1420
2131 6776
613,2 1894
— 671
665
Таким образом, для испарения SnO2 и РЬО2 характер-
на реакция AleO2cr)^MreO(rj+ ’/гОа^), а не Л4еО2(т)=МеО(Т)~Н
H-VaOs'rh что было отмечено для РЬО2.
Для получения электроплавленных флюсов эффектив-
но использование отвальных шлаков ферросплавного про-
изводства. В частности, при выплавке сварочного флюса
АН-42 состав, %: SiO2 30—34, МпО 14—9, А12О3 13—18,
СаО 12—18, CaF2 14—20, Fe2O3<l,0, S<0,03 н Р<0.03.
Обычно используют товарные марганцевые оксидные
концентраты, которые кроме высокой стоимости имеют »
значительную концентрацию фосфора 0,20 — 0.25%. Это по-
вышает стоимость производства и затрудняет получение
флюса со стабильно низким содержанием фосфора, поэто-
му вместо .марганцевого концентрата было предложено ис-
пользовать отвальный шлак металлического марганца (16—
19% МпО, 43—46% СаО, 25—27% SiO2 и < 0,009% Р).
Это позволило снизить расход первичного марганцевого
сырья, полностью заменить известь, что уменьшило стои-
мость флюса.
Глава XXVL ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
И ТЕХНОЛОГИЯ
ДИСПЕРГИРОВАНИЯ
ФЕРРОСПЛАВОВ
§ 1. Теоретические основы диспергирования расплавов
Гранулированные ферросплавы, получаемые путем диспер-
гирования расплавов воздухом и водой, широко применя-
ют в различных отраслях промышленности. Порошковый
(шаровидный) ферросилиций, содержащий 18% Si, исполь-
зуют в обогатительной промышленности как утяжелитель
водной суспензии для обогащения полезных ископаемых.
Так, на комбинате «Магнезит» ферросилиций применяют
при обогащении магнезитовой руды в тяжелых суспензиях,
где ежегодно получают >3 млн. т обогащенного магнези-
та. В направляемом па обогащение магнезите содержится
43—44% MgO; 2,3—3,6% СаО; 0.4—1,1% SiO2, которые
резко снижают огнеупорность изделий. Получаемый кон-
центрат 1 сорта содержит <1,0% СаО и <0,4% SiO2, что
значительно повышает качество магнезита. Гранулирован-
ный ферросилиций используют также при обогащении хро-
666
мовой и других руд. Распы-
ленные водой ферросплавы
находят также применение в
порошковой металлургии, при
изготовлении сварочных элек-
тродов и др. Порошковые фер-
росплавы необходимы для
производства азотированных
ферросплавов. В металлотер-
мии распыленный алюминий
входит в состав шихты в каче-
стве восстановителя.
Важнейшими характеристи-
ками ферросплавов, нсполь-
Рнс. XXVI.1. Зависимость плот-
ности расплава системы Fe—SI от
состава прн 1560"С
зуемых для диспергирования, являются температуры лик-
видуса и солидуса, а также вязкость при высоких темпе-
ратурах. Эти, как и многие другие свойства жидких фер-
росплавов, определяются прочностью межатомной связи,
зависящей от электронной конфигурации атомов. Измене-
ние температуры плавления металлов в зависимости от их
положения в Периодической системе элементов Д. И. Мен-
делеева, было рассмотрено выше (см. рис. 1.2). На вяз-
кость жидких металлов т] большое влияние оказывает
температура. Эта связь описывается уравнением Аррениу-
са: -п = Сехр(£»//?7’), где —энергия активации; /?— га-
зовая постоянная; Т — температура, К; С — постоянная.
Для расчета процесса диспергирования важно знать из-
менение плотности ферросплавов при различных темпера-
турах и химическом составе. Чем выше температура, тем
меньше плотность расплавов, которая также уменьшается
с повышением концентрации в бинарном сплаве А—Б эле-
мента Б, имеющего меньшую плотность, чем металл А.
Это иллюстрируется данными, приведенными на рнс.
XXVI. 1. Химический состав и температура ферросплава
также определяют вязкость и поверхностное натяже-
ние расплава ст. Анализ данных, представленных на рис.
XXVI.2, а и б, показывает, что в сплавах бинарной си-
стемы Fe—Si, наименьшие значения вязкости т] и поверх-
ностного натяжения ст имеют сплавы с высоким содержа-
нием кремния. Однако порошки высококремнистых спла-
вов вследствие низкой плотности нс могут быть использо-
ваны в качестве утяжелителя водных суспензий (тяжелых
сред). Присутствие примесных элементов (S, О, N, AI),
переходных металлов в ферросплавах существенно изме-
няют свойства расплавов.
667
Из физики известно, что переход из твердого в жидкое-
состояние сопровождается увеличением объема (ДУ), что
снижает плотность расплавов и это должно учитываться
при выборе параметров процесса грануляции. Зависимость.
Д|/=[(1/Г) описывается уравнением: ДV=A exp(£’v//?7')
где ДУ — изменение объема; Ev— энергия активации.
Известно много способов диспергирования жидких ме-
таллов и ферросплавов. Выделяют две группы принципи-
ально различающихся способов. Сущность способов, отне-
сенных к первой группе, называемых форсуночными, со-
Рис. XXVI.2. Изотермы вязкости (а) и поверхности ого натяжения /б/
расплавов системы Fe—SI:
/ — 1450; 2 — 1500; 3 - 1600 *С
стоит в распылении струи жидких ферросплавов энерго-
носителем. Вторая группа способов объединяет процессы
центробежного распыления. При получении диспергирован-
ных ферросплавов (например, ферросилиция) применяют
форсуночные способы с использованием в качестве энер-
гоносителя воды и воздуха. Разрушающее усилие струи
воды (энергоносителя) плотностью р и имеющей ско-
рость vIf можно рассчитать по формуле: Pi = 0,5poi2. Сила
сопротивления Рг диспергированного энергоносителем фер-
росплава, обусловлена поверхностным натяжением о не-
вязкого расплава, ее определяют из уравнения;
[(1/И + (!//?)]. (XXVI.1}
где г н R— радиусы струи и образующейся капли соот-
ветственно.
При динамическом равновесии Pi = Pz. Если г=Р —
=const, то условие устойчивости первичной капли в зоне
диспергирования будет соблюдаться при равенстве:
0,5ргу==2 [0/(rK)j, (XXVI.2>
где X — коэффициент.
668
Из рассмотренного следует, что зернистость порошка*
при диспергировании жидких ферросплавов определяется'
скоростью энергоносителя (воды), его плотностью р и по-
верхностным натяжением о (при постоянном среднем ди-
аметре капли ферросплавов dep). Для определения t/cp.
(мкм) при диспергировании рекомендуется формула:
(14900/^«) (1/п)’ь (XXVI.3)
где —скорость воды, м/с; н— число капель расплава,
при ударе с каплей ‘воды. Прн допущении, что каждая
капля воды вызывает образование одной капли расплава,
формула упрощается: t/cp— 14 900/цср. Важным параметром;
является угол встречи а потока энергоносителя со струей,
жидкого ферросплава. Условие для расчета необходимого-
угла а в общем виде определяется неравенством а<(60°—
—р), где р —- угол раскрытия потока воды.
§ 2. Технология диспергирования расплавов
Промышленное освоение оборудования и технологии дис-
пергирования ферросилиция в СССР были осуществлены*
в начале 60-х годов на ЗЗФ и К.ЗФ в отделениях, соору-
женных по проектам института «Гипросталь». Технологи-
ческая схема получения порошка ферросилиция дисперги-
рованием жидкого ферросилиция с 15% Si показана на
рнс. XXVI.3. Производимый на ЗЗФ гранулированный
ферросилиций характеризуется данными, приведенными в.
табл. XXVI.1. Максимальное содержание кремния в спла-
ве 14—16% обусловлено тем, что при этом обеспечивается:
достаточная магнитная проницаемость, плотность и корро-
зионная стойкость порошка. Высокопроцентные составы;
ферросилиция немагнитны. Для получения 15%-ного фер-
росилиция применяют ферросилиций ФС45 (реже ФС65)
и стальную стружку. Шлак формируют из песка и извес-
Таблица XXVI.I. Гранулометрический состав ферросилиция, содер-
жащего 14—16% Si (ТУ 5-120—79)
Марка Содержа ни*1. % Фракции, мм
>0Д6 co.it < 0.071 <0.01 0.02— 0,0] <0.01
ФС15г-1 <5 >95 >80 >60 >12 <14
ФС15г-2 >92 >60 >40 >10 <10
ФС15г-3 >92 >69 >40
66Д-
ти. Шихту сплавляют в дуговых печах сталеплавильного
типа (ДСП-1,5 и др.) с кислой футеровкой. Состав шихты
«а плавку следующий: 400 кг ферросилиция ФС45; 800 кг
стружки стальной; 60 кг песка; 20 кг извести; 500—600 кг
отходов грануляции.
Электропечи оборудованы печными трансформаторами
типа ЭТМПК 1600/10, Трансформаторы имеют 12 ступеней
напряжения и питаются от сети 10 кВ. Напряжение па
Рис. XXVI.3. Технологическая схема производства порошков нз расплавов на
основе 15%*ного ферросилиция:
/ — электропечь ДСП-1,5; 2 — мета ллопр немн нк; 3 — форсунка с соплом Ла*
валя; 4~-камера диспергирования; б — пульпопровод; 7 — ящик с песком; 8 —
насос для песка: 9 — пробоотборник; /0 — песок: П ~ задвижка; 12 — класси-
фикатор КПП-1,5 (малый!; 13 — насос перемыва возврата; 14 — слив в класси-
фикаторы КПП-2,4 (большие); 15 — классификатор КПП-2,4: 15 — шибер; 17 —
транспортер для возврата; 18 — заслонка; 19 —- выдача возврата; 20 — приемное
устройство; 21 — затвор Классификатора; 22 — транспортер для порошка; 23 —
бак-отстойник № I; 24 — баки отстойники Nt 2, 3. 4; 25 — приемное устройство;
25 — сушильная электропечь; 27 — бадья для сухого порошка; 28 —-шламовый
насос; 29 — трубопровод осветленной воды
низкой стороне трансформатора печи А изменяется от 112
{1-я ступень) до 52 В (12-я ступень), прн неизменной
силе тока 5460 А. Для трансформатора печи Б напряже-
ние на низкой стороне изменяется от 224 (1-я ступень)
до 130 В (12-я ступень) при постоянной силе тока 2570 А.
Оптимальным для печп А принят режим работы печи на
9-й ступени (112 В и 5460 А), а печи Б на 4-й ступени
(130 В, 2570 А). Печи оборудованы графитированным я
электродами диаметром 150 .мм (ГОСТ 4426—80).
Ферросилиций выплавляют периодическим процессом.
Выделяют следующие периоды плавки; очистка и заправ-
670
ка ванны печи; завалка шнхты; набор токовой нагрузки;.
расплавление шихты; кипение и доводка металла; выпуск.
Ванну печи заправляют смесью песка (молотого кварци-
та) с жидким стеклом. После каждой плавки заправляют
шлаковый пояс и откосы ванны печи.
Шихтовые материалы загружают в печь через зава-
лочное окно. Сначала подают кусковый ферросилиций»
затем возврат гранулированного ферросилиция н железную
стружку. После включения печи и набора нагрузки в печи
образуются лунки жидкого металла. Для уменьшения
окисления кремния и потерь его в виде SiO(r), а также
обеспечения более стабильного горения электрических дуг»
в печь загружают шлакообразующие (кварцит, песок, из-
весть и плавиковый шпат) в количестве 5—6% от массы
металлозавалкп. Продолжительность плавки составляет
1 ч 30 мин. Перед сливом металла в металлопрнемиик
шлак скачивают.
Распыление жидкого ферросилиция производится воз-
духом. Расплав из мсталлоприемника поступает иа рас-
пыление по каналу через калиброванное отверстие диа-
метром 10 мм и высотой 35—40 мм, которое закрывается,
прн сливе металла из печи в металлопрнемиик графитовой-
пробкой. Воздух иа распыление подают через форсунку.
После заполнения мсталлоприемника графитовую пробку
убирают, давление воздуха в форсунке повышают до 20Х
Х102 кПа. Частицы распыленного ферросилиция попада-
ют в воду с температурой не выше 50 СС. Металл одной,
плавки распыляется не менее, чем в три приема, во из-
бежание перегрева воды и предупреждения взрыва. Пуль-
пу, состоящую из частиц распыленного ферросилиция и-
воды, при помоши насосов транспортируют в классифика-
торы.
Классификация порошка производится для отделения
крупной фракции от мелкой и получения порошков строго
заданной фракции. Пульпа первоначально поступает в
первый классификатор, и котором отделяется часть самых
мелких частиц. По трубопроводам этн частицы поступают
в два больших классификатора. Выделенный из этой пуль-
пы порошок содержит гранулы размером <0,04 мм 58—
65%, нс рассеивается и является товарной продукцией.
Вторая часть порошка проходит разделение на следую-
щих классификаторах. Полученные порошки поступают в
две сушильные электропечи.
Рассев порошка ведут на сите <0,16 мм. Частицы ди-
аметром >0,16 мм поступают в бункер и возвращаются-
67fc
на переплав. Порошок с размером частиц <0,16 мм на-
правляют в бункер для последующего рассева и дозиро-
вания для получения товарного порошка заданной круп-
ности, предусмотренной техническими условиями иа каж-
дую из трех марок порошка. Количество порошка для
подшихтовкл X рассчитывают по формуле: Х=(П—а)/
/(Ь—а), где П — содержание фракции в товарном продук-
те (смеси); а, b — содержание расчетной фракции в ис-
ходном и подшихтуемом порошке, %. Товарный порошок
отгружают потребителю в герметичной металлической та-
ре (барабанах). В производстве порошковых ферроспла-
вов обязателен контроль воздуха на аэрозоли и другие
вредности. Предельно допустимые концентрации аэрозо-
лей составляют: монооксид углерода 20 мг/м3 (4-й класс
опасности), диоксид кремния 1,0 мг/м3 (3-й класс опас-
ности). Цехи грануляции ферросилиция оборудованы си-
стемой газоочистки, обеспечивающей отсос и очистку пы-
легазовыделений до уровня, соответствующего требовани-
ям нормативных документов. Диспергировать можно так-
же и расплавы феррохрома, ферромарганца и других
сплавов. Для оптимизации процесса выплавки и дисперги-
рования этих расплавов необходимо всестороннее иссле-
дование комплекса состав сплава — температура — свой-
ства. Из представленных на рис. XXVI.4 данных следует,
что высокохромистые расплавы (40—80% Ст) характери-
зуются по сравнению с расплавами системы Fe—Si более
высокими значениями вязкости, поверхностного натяже-
ния и имеют низкую жидкотекучесть. Физические свойства
железомарганцевых расплавов также зависят от состава
(И температуры. Для сплавов системы Мп—Fe максималь-
ная кинематическая вязкость при 1450 н 1600 °C соответ-
ствует эквнатомному составу. При введении 1 % С мак-
симум вязкости прн всех температурах смещается в об-
ласть 20—30% Мп. Грануляции подвергают некоторые пе-
редельные ферросплавы, с целью замены энергоемкого
дробления кусковых ферросплавов. Так, грануляции под-
вергают передельный углеродистый феррохром, ферросв-
ликохром и передельный силикомарганец. Технология гра-
нулирования передельных ферросплавов состоит в следу-
ющем. После выпуска ферросплава из печи в ковш,
последний подается к грануляционному баку н затем мед-
ленной струей сливается в прием. Струя феррохрома (си-
ликомарганца) стекает по длинному желобу в грануля-
ционный бак. При этом она распыляется потоком воды.
Образующиеся частицы ферросплава попадают в грану-
S72
ляционный бак, наполненный проточной водой. На дно
бака перед грануляцией устанавливают корзину для на-
копления в ней гранулированного ферросплава.
После окончания слива жидкого ферросплава корзину
мостовым краном поднимают и гранулы подают на склад
для их использования в качестве шихтовых компонентов
при выплавке соответствующих ферросплавов или в произ-
водстве стали.
Рнс. XXVI.4. Физические свойства расплавов системы Fe—
Сг:
а — по дитермы; б—изотермы кинематической вязкости;
/-50% Сг; 2-60% Сг; 3-40% Сг; 4-80% Сг; 5-
20% Сг; б — Fe; 7 — (600 UC; 3— 1700 °C; 9— 1&00 ’С
§ 3, Получение тоикомолотых порошков
Порошки ферросплавов, получамые помолом кусковых
сплавов в шаровых (вибрационных) мельницах, находят
широкое применение в черной металлургии для внепечиого
рафинирования жидкой стали, а также в сварочном про-
изводстве для изготовления порошковых электродов, в по-
рошковой металлургии и других отраслях техники и про-
мышленности. Топкомолотые порошки, содержащие высо-
коактивные элементы (Са, Ba, AI, РЗМ, 2г, Мп и др.),
взрыво- и пожароопасны, поэтому при получении порош-
ков методом помола необходимо соблюдать определенные
требования безопасной технологии их производства и хра-
нения.
22.
673
Интегральная характеристика, позволяющая произво-
дить оценку взрыво- и пожаробезопасности изготовления:
порошковых ферросплавов, включает (по И. В. Бабайце-
ву) следующие показатели: J) нижний концентрационный
предел воспламеняемости (НКПВ), г/м3; 2) температуру
воспламенения аэровзвеси (Тв), К; 3) температуру вос-
пламенения порошка в слое (Тв.с), К-
Ниже рассмотрены конкретные числовые значения ха-
рактеристик на примере порошков промышленных ферро-
сплавов систем Са--Ва-Si; Ca-Ва—Si—Al, сплавов с
РЗМ и легкими металлами (Ti, А!) и др. Абсолютные зна-
чения НКПВ, TBt Тц.с для ферросплавов различного хими-
ческого состава зависят прежде всего от свойства и их
структурных составляющих, поэтому первоочередной за-
дачей прп оценке возможности получения тонкомолотых
порошков ферросплавов, является изучение в каждом,
конкретном случае фазового состава ферросплавов.
Фазовый состав силикокальция представлен силицида-
ми кальция, а прн высоком содержании кремния и низком
железа — еще и кристаллами чистого, кремния. Сплавы с
10—37% В а состоят из BaSi2 и кристаллов кремния. Под
воздействием атмосферной влаги гидратируется BaSi2 с
образованием взрывоопасных газовых смесей, что может
явиться одной из причин взрывов и пожаров. Куски высо-
кокремнистого ферросилиция (ФС75, ФС90 и др.) также
склонны к рассыпанию, вследствие выделения по грани-
цам зерен избыточных фаз на основе кальция, алюминия
и фосфора. Рассыпается по этим же причинам силикомар-
ганец с повышенным содержанием кальция, алюминия и
фосфора. Эти пограничные выделения во влажной атмос-
фере гидратируются, образуя гидрооксиды и горючий газ,
содержащий фосфин (РНз) и другие компоненты. Окисле-
нию с выделением горючих газов подвержены также кар-
биды высокоактивных металлов СаС2, РЗМХСИ, в том чис-
ле и Мп7С3.
В связи с этим исследуют возможность стабилизации
структурных фаз путем их микролегирования другими эле-
ментами. Так, например, введение в карбид Мп7Сз 10—
15% Fe вместо марганца с образованием комплексного-
карбида (Мп, Fe)?Cr, предотвращает его взаимодействие
с влагой атмосферы. В. Д. Поволоцкий исследовал влия-
ние различных элементов на устойчивость структурных
фаз силикобарня (13—38% Ва). Выделены две группы
элементов: к первой отнесены Fe, Сг, Ti и Са, которые
образуют самостоятельные силициды в результате взаимо-
674
действия их со структурно свободным кремнием, а ко вто-
рой — Al, Ni, Си. Последние элементы, растворяясь в си-
лициде BaSi2 образуют комплексный силицид Ва(Л4е, Si)4,
а не Ва(Л4е, Si)2, причем склонность силицидов Ba(Ni,
Si)4, Ba (Си, Si)4, Ba (Al, Si)4 к гидратации и взаимодей-
ствию аэровзвесей с кислородом атмосферы существенно
ниже в сравнении с BaSi2, Новые силициды имеют куби-
ческую тетрагональную решетку по аналогии с ВаА14 —
соединением достаточно хорошо рентгенографически изу-
чены, Для Ba(AI, Si)4 а=0,457 им и с= 1,120 нм.
И. В. Бабайцев установил (табл. XXVI.2), что окисле-
ние порошков сплавов системы Si—ЩЗМ (Са, Ва) фрак-
ции <50 мкм начинается в интервале 720—780 К. Сов-
Табл ина XXVI.2. Характеристики воспламеняемости (и аэрозолях
и в слое порошков) сплавов системы кремний — ЩЗМ и к ре ми и Й —
ЩЗМ-РЗМ
Сплав РЗМ, % ЩЗМ, % НКПВ. г/м3 т к т 1 в.С’ 1 к К г/(г-с)
Силикональций: СК 15 17.4 67 1070 850 750 2,5
СК 25 32,4 45 1020 —
СК 30 «—— 31,8 41 920 760 720 4,1
Силикобарнй: СБ 20 . 18,1 65 780 780 1,4
СБ 30 31,2 35 770 . 4 780 1.9
СБ 40 — 37,0 25 820 720 2,5
Si—Ва—Са — 30,0 55 800 -—
Si—Ва—Са—А1 — 26.8 155 820 1020 —
РЗМ-ЩЗМ 3,4 5,9 145 1270 1170 750 2.0
5,3 19,7 55 850 710 3.6
22,3 9,1 55 840 770 630 3,8
СЦЕМИШ-1 31,3 6,0 55 870 — -—
СЦЕМИШ-3 22.3 9,0 65 990 — — —
АКМИШ-0 15,0 16,2 58 960 м 1 —
Si-РЗМ 34.5 2,0 245 840 540 540 —
38,0 1,5 125 850 570 570 3,8
68.0 — 405 970 690 570 3,1
местное присутствие кальция и бария снижает эвтектиче-
скую температуру сплава, а плавление нарушает защитное
действие оксидной пленки и ускоряет окисление. Нижние
концентрационные пределы воспламеняемости для спла-
вов, составы которых приведены в табл. XXVI.2, находятся
в пределах 780—1070 К; температура начала окнеляемости
(Гг,к) 540—780 К и скорость’ окисления оср==25^,
г/(г-с).
675
22*
Близкие к приведенным значения имею? характеристи-
ки ферросплавов на основе группы легких металлов (Ti,
Al) (табл. XXVI.3).
Таблица XXVI.3. Характеристики воспламеняемости ферротитана
и сплавов систем Мп—Ti—Al и Fe—Al
Ферросплав системы Содержание ведущего элемента, % НКПВ, r/Ms К К
Fe—Ti 34,4 110 740 490
26.0 1000 1130 750
27,6 205 880 —
36,8 195 870 630
45,6 195 800 610
68,0 150 800 590
Мп—Ti 49.3% Ti 25 — —
Мп—Ti—Al 70% Ti 40 710
Fe—AI 27,6% Al 1000 —
Технология помола ферросплавов
Кусковые ферросплавы подвергают измельчению в дро-
билках до кусков 0—20 мм, а затем — помолу в шаровых
мельницах. Силикокальций размалывают в мельницах ти-
па СМ6008 (СМ432) производительностью 1,5 т/ч с при-
менением продувки азотом, помол ведут в атмосфере азо-
та с содержанием кислорода <2% при избыточном давле-
нии 40- 60 Па. Из мельницы порошок силикокальция
плотностью 1,1—1,3 г/см3, влажностью 0,4—0,6% посту-
пает в герметичный транспортный конвейер вместимостью
2,2 м3. В атмосфере азота производят помол металлическо-
го марганца, порошок которого подвергают азотированию.
Глава XXVII. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
И ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
САМООБЖИГАЮЩИХСЯ
ЭЛЕКТРОДОВ
ФЕРРОСПЛАВНЫХ ПЕЧЕЙ
Самообжигаюгцнеся электроды изготавливают непосред-
ственно на действующих ферросплавных печах, а режимы
их обжига, их линейный расход строго связаны с техноло-
гическими параметрами выплавки того или иного ферро-
676
сплава. Рабочие концы самообжигающихся электродов по-
стоянно погружены в шихту (в рабочие тигли ванны печи),
поэтому углерод электродов, как и кокс шихты, участвует
в восстановительных процессах. Электроды непрерывно
расходуются и для поддержания заданного расстояния от
торцов рабочих концов электродов до подины, электроды
обязательно должны перепускаться н наращиваться. Са-
мообжигающнйся электрод состоит нз железного цилинд-
ра (кожуха электрода) и электродной массы, обжиг
которой приводит к формированию высокопрочного элек-
тропроводного углеродного блока электрода. Восстанови-
тельные процессы, пропсходящпс в ферросплавных печах,
основаны иа тепловой энергии дугового разряда.
Для использования дуги в широких промышленных
масштабах важную роль сыграли углеродные электроды,
способы изготовления которых были разработаны почти
100 лет спустя. В конце XIX в. начато производство уголь-
ных и графитированных электродов (по способу Ачесоиа).
Способ изготовления непрерывных самообжигающихся
электродов, наиболее широко использующийся в настоя-
щее время в ферросплавных н других рудовосстаповитель-
ных печах, был разработан в 1918 г. норвежским инжене-
ром Содербергом. В СССР работы по созданию конструк-
ции и технологии самообжигающихся электродов были
начаты в 1923 г. на заводе им. В. И. Ленина (г. Днепропет-
ровск) по предложению проф. С. И. Тельного. В настоя-
щее время в СССР иа ферросплавных заводах успешно
эксплуатируются сверхмощные электропечи: печн с пря-
моугольными ваннами мощностью 63 МВ*А и плоскими
самообжигающимися электродами сечением 3200x850 мм,
а также печи мощностью 75 МВ-А с круглыми ваннами н
электродами диаметром 2000 мм.
§ 1. Особенности конструкции ферросплавных печей
и самообжигающихся электродов
Ферросплавные печи разнообразны по конструктивному
исполнению, назначению и установленной мощности печ-
ных трансформаторов (Приложение 1—III).
Печи могут быть однофазными (с одним и двумя элек-
тродами) и трехфазными с тремя электродами, а также
с большим числом электродов, кратным трем. Печи пи-
таются переменным трехфазиым током, н основном про-
мышленной частоты (50 Гц).
В некоторых случаях целесообразно применение в фер-
росплавных печах постоянного тока. Построены промыш-
677
ленные дуговые печи постоянного тока для производства
ферросплавов мощностью 20 МВ-А и 50-т дуговые печи
для переплава скрапа. Печи на постоянном токе характе-
ризуются .меньшим шумом (90 дБ) н пониженным расхо-
дом электродов (1,7 кг/т по сравнению с 4 кг/т в печах
для переменного тока). Печи могут иметь круглую и пря-
моугольную ванну. Печи с круглой ванной оборудованы,
как правило, электродами круглого сечеиня; печи с прямо-
угольной ванной .могут иметь как круглые, так и плоские
(прямоугольные, овальные) электроды. По числу электро-
дов печн подразделяют иа одно-, двух-, трех п шестиэлек-
-сродные. В печах с прямоугольной ванной электроды рас-
полагаются в один ряд, хотя имеются патентные разработ-
ки по размещению в девятиэлектродной печи электродов
в два ряда. Три электрода в ваннах круглых печей распо-
лагаются по вершинам равностороннего треугольника.
Ведутся проектпые работы по созданию многоэлектродных
кольцеобразных печей( см. рнс. XXVI1.1). В этом случае
задача создания печи большой единичной мощности ре-
шается путем применения большого количества электродов
(кратного трем) сравнительно небольшого диаметра. Со-
здание и эксплуатация самообжигающихся электродов
диаметром >2000 мм встречает ряд трудно разрешимых
задач. Расчет параметров электродов этого типа в диапа-
зоне диаметров 1200—2400 мм показал, что с увеличением
тока в электроде в 2,5 раза, масса электрододержателя
увеличивается более чем в 10 раз. а капитальные затра-
ты на 1 кА возрастают в 15—20 раз.
Устройства самообжигающихся электродов
Собственно самообжнгающийся непрерывный * электрод
состоит из стального кожуха и электродной углеродной
массы.
Кожух электрода представляет собой цилиндр кругло-
го (диаметром до 2000 мм) или прямоугольного сечення
(3200 Х850 мм), изготовляемый нз листовой стали, толщи-
ной до 4.5 м в зависимости от диаметра (сечення) элек-
трода. Кожух должен иметь достаточно высокие механиче-
ские свойства при умеренных и повышенных температу-
рах; сравнительно высокую электрическую проводимость
и теплопроводность; хорошо сопротивляться окислению в
* Самообжигзюшисся электроды относятся к непрерывным, так
как постоянно расходуются н наращиваются (для краткости слово
«непрерывный» опущено).
678
P*c. XXVII.I. Кольцевая двенадцатнэлектродная рудовссстаноьптельная элсктро-
чечь конструкции ВНВИЭТО:
1 — ванна: 2 — электроды: 3 — трансформаторы; 4 — газоотводящие трубы
газовых средах при повышенных температурах. Материал
кожуха не должен являться источником вредных примесей
в выплавляемом ферросплаве и не быть дорогим. Этим
требованиям, лучше других материалов, удовлетворяет
листовая сталь углеродистая качественная и обычного ка-
чества по ГОСТ 1652—70 (с изменением от 01.06.73 г.).
Загружаемая в кожух электродная масса до 300—
400°C не приводит к его науглероживанию в процессе
формирования самообжпгающегося электрода на печи, по-
этому не влияет на механические свойства стального ко-
жуха. Выше I00Q—1Ю0сС происходит заметное науглеро-
живание стального кожуха, приводящее к изменению его
физико-механических свойств.
Элементы конструкции кожуха. На действующих печах
кожух электрода имеет высоту 10—15 м. Его формируют
из навариваемых отдельных секций (царг) высотой 1,4—•
1,6 м. Как отмечалось выше, кожух состоит из цилиндри-
ческой обечайкй, имеющей внутри ребра, привариваемые
к ней по образующей цилиндра. Ширина ребер зависит от
диаметра кожуха (rf3) электрода; с увеличением диаметра
последнего увеличивается н ширина ребер. Для электрода
диаметром 1200 мм ширина ребер равна 150 мм, а для
электрода диаметром 1500 мм — 350 мм. Кожух электро-
да диаметром 2000 мм печи РКЗ-81 изготавливают из лис-
товой стали толщиной 4,5 мм. Кожух имеет 16 ребер; во-
семь ребер шириной 450 мм и остальные — 350 мм. В реб-
рах выштамповывают отверстие диаметром от 80—100 мм
для кожуха диаметром 1200 мм до 150 мм для t/s =
— 2000 мм. Этн отверстия предназначены для обеспечения
сцепления кожуха электрода с обожженной электродной
массой, представляющей углеродный блок самообжигаю-
щегося электрода.
Механическое оборудование
самообжигающихся электродов
К механическому оборудованию самообжигающихся элек-
тродов относят: устройство для подвески электродов, элек-
троконтактный узел, механизм перемещения электродов,
механизм для дискретного перемещения (перепуска) элек-
трода относительно контактного узла, системы охлажде-
ния и обдувки электродов. Механическое оборудование
разрабатывают и изготовляют с учетом принятых в СССР
диаметров самообжигающихся электродов: 750, 850, 1000,
1200, 1400, 1700, 1900 в 2000 мм. Ведут разработки обору-
дования для печей с диаметром электродов до 2500 мм.
680
Устройство для подвески и перепуска электродов
Это устройство называют электрододержателем. Применя-
ют два типа электрододержателей. Устройство первого
типа относится к свободно висящим. Им оборудован весь
парк рудовосстановитсдьных ферросплавных печей типа
РКЗ, РКГ, РПЗ и РПГ. Устройство второго типа — кон-
сольное, применяют в рафинировочных печах. В современ-
ных печах электрод удерживается (подвешивается) меха-
низмом перепуска электрода, который крепится к верхне-
му кольцу несущего цилиндра. Для перепуска электрода
применяют пружинно-гидравлический механизм. Устрой-
ство такого механизма показано на рис, XXVII.2. Последо-
Рнс. XXV11.2. Пружинно-гядравянческое устройство дли удержания и перепуска
электродов;
I — нижнее кольцо; 2 — цилиндр; 3 — пружннно-гвдранлическая букса; 4 —
верхнее кольцо; 5 —нажимная щека; б — фиксирующая планка; 7 — резина
маслостойкая (или материал для транспортной ленты); 3 — маслопровод; 9 —
бугель нажимной; /О—пружины рабочие; 11— плунжер гидравлический
вательиость работы элементов механизма при прямом пе-
репуске электрода следующая. Снимается давление рабо-
чей жидкости в прижимах верхнего кольца и прн помощи
гидроподъемника оно поднимается на длину перепуска.
Затем прижимается верхнее кольцо, отжимается пнжнсе
и снимается давление в гидроподъемниках. Электрод под
681
действием силы тяжести опускается. При этом в контакт-
ном узле он проскальзывает при поддержании рабочего
усилия прижима щек к электроду. По окончании пере-
пуска электрода производится зажатие его и нижним коль-
цом. При нормальной работе печи и самообжнгающегося
электрода токовая нагрузка в электроде ие снижается.
Электрокоитактный узел выполняет функцию подвода
тока к электроду. Состоит из контактных щек (плит), на-
жимного кольца и механизма прижатия щек к электроду.
Высокая токомагруженность щек, а также близость распо-
ложения этого узла к колошнику печи обусловливает тя-
желые условия его эксплуатации. Контактный узел, кольцо
н щеки подвешивают к нижнему кольцу несущего цилинд-
ра и, таким образом, они оказываются жестко связанными
с механизмом перемещения электрода (рис. XXVII.3).
Контактные щеки предназначены для подвода тока к
электроду и охлаждаются водой. Вместе с тем щеки ока-
зывают большое влияние на температурное поле коксую-
щейся углеродной массы в зоне контактных щек. Наибо-
лее подходящим материалом для щек является чистая
медь или медь, легированная хромом (0,5—0,8% Сг).
Сталь и чугун вследствие высокого удельного электриче-
ского сопротивления их для изготовления щек не приме-
няют.
Размеры щек. Ширину шекн находят делением пери-
метра кожуха на число щек, которое всегда принимают
кратным двум. Из полученной величины вычитают 20—
30 мм иа зазор между щеками. Высоту щек рассчитыва-
ют с учетом допустимой плотности тока в контакте щека-
кожух электрода. Толщину щек принимают равной 80—
150 мм с учетом усилия прижима щеки к электроду и вос-
приятия его тепла при возникающих нарушениях контакта
щека — электрод без оплавления материала щек.
Охлаждение щек. Через контактные щеки проходит
большой ток. В электроде диаметром 2000 мм рабочий
ток достигает 150 кА. Вследствие контактного сопротивле-
ния щека — электрод, а также омического сопротивления
щеки и электрода щеки могут сильно нагреваться под воз-
действием джоулева тепла и тепла, поступающего по ра-
бочему концу электрода в зону контактных щек. В связи
с этим щеки и нажимное кольцо охлаждаются водой. При
нарушении режима охлаждения щек и других элементов
конструкции печи, возможны прогары и попадание боды
в ванну печи. В зависимости от тяжести последствий, к ко-
торым может привести прогар водоохлаждаемого элемеп-
682
00 OZ
Рис. XXVI1.3. Устройство для удержания п перепуска самообжя-
гэющихся электродов:
а — круглого; б—плоского: 1 — нижнее кольцо; 2 — верхнее коль-
цо; 3 — гидроподъемник. Устройство е гндравлическвм приводом
для перемещепзя электродов; J. 5 — изоляция; 2 — гидроплуижер;
3 —-траверса несущего цилнидра; 4 — опорное кольцо с верхним
рядом роликов; 6 — корпус фиксатора; 7 — кодыю фиксатора; s —
нижний ряд роликов; £ - нссущпЗ цилиндр; Jt) — оиорпии пята
гндроплупжера
та печи, воду поздразделя-
ют иа две категории. Если
прогар влечет за собой опас-
ность взрыва рекомендуется
использовать воздух первой
категории. Температуру (°C)
воды для оборотной систе-
мы, исключающую выпаде-
ние накипи, можно опреде-
лить по формуле: ^ДОП“
= 80+1,67 V— 14жк— 112жн
(48— V), где жк, жн— кар-
бонатная и некарбонатная
жесткость (до 75 °C жк<
<1,5 моль/кг, при >75 СС
и местном кипении Жк<0,7);
V — окисляемость оборот-
ной воды (равная 20 мг
Оа/кг). Некарбонатиая жест-
кость жя может быть най-
дена путем вычитания жк
Рнс. XXVII.4. Схема распределения
воздуха в несущем цилиндре само*
обжигающегося электрода размером
2S0OX650 мм печн РПЗ-ЬЗ
из общей жесткости жйбщ, равной для воды II категории
3,5 моль/кг.
Система обдувки электродов, предназначенная для ре-
гулирования температурного режима обжига электродов
воздухом, включает вентиляторы, воздуховоды и механиз-
мы регулирования расхода воздуха. Воздух подается в
кольцеобразный зазор между кожухом электрода и несу-
щим цилиндром, общий вид которого для прямоугольного
электрода сечением 3200x850 мм показан на рис. XXVII.4.
Обдувка электродов может производиться от одного вен-
тилятора, как это показано на рис. XXVII.5 для печи
РПЗ-63. В некоторых случаях электроды оборудованы ав-
тономными системами обдувки. Производительность вен-
тилятора для обдувки электродов печи РПЗ-63 составляет
80000 м3 воздуха. Подаваемый по каналам несущего ци-
линдра воздух выходит в зону нижнего кольца цилиндра.
На круглых электродах воздух подается в зону верхнего
684
кольца несущего цилиндра и проходит по кольцеобразной
полости между кожухом электрода и несущим цилиндром.
Стабильность температурного режима обжига электродов
обеспечивается автоматическим регулированием их обдув-
ки. На представленной иа рис. XXVII.6 функциональной
схеме устройства автоматического перепуска электродов
показано место установки первичного датчика замера тем-
пературы.
Ряс. XXVII.S. Схема воздуховода для обдувки элек-
тродов печи РПЗ-63:
1—6 — электроды; 7 — воздухосборник; 8 — вентиля-
тор
§ 2. Электродная масса
Требования к качеству электродной массы регламентиро-
ваны отраслевыми техническими условиями ТУ 48-12-8—84.
Ниже приведены основные показатели качества для трех
марок электродной массы А, В и С.
АВС
Зольность, % ..........................8 9 6
Удельное электрическое сопротивление, у,
МОм-M (не более) ...................... 90 150 80
Временное сопротивление, МПа (не менее) 1,47 1,47 1,76
Коэффициент текучести, отн. ед......... 2,6 2.8 2,3
Для получения электродной массы применяют следу-
ющие углеродные материалы: антрацит для электродного
термоантрацита (ГОСТ 9604—75), термоантрацит (ГОСТ
4794—75), доменный кокс (ГОСТ 18686—84), литейный
кокс (ГОСТ 3340—71; и связующее — каменноугольный
пек (ГОСТ 10200—83). Наряду с этими материалами мо-
гут также применяться естественный графит, карбид крем-
ния, отходы графитированных материалов смежных произ-
водств, антраценовое масло и др.
685
Рецептура электродной массы. Предусмотренные тех-
ническими условиями высокие показатели качества массы
могут быть обеспечены при строгом соблюдении рецепту-
ры, включающей нормированные исходные материалы, их
гранулометрический состав, количественное соотношение
ингредиентов. Известен ряд рецептур электродных масс.
В табл. XXVII. 1 приведена наиболее часто используемая
в цехах рецептура электродных масс ферросплавных заво-
дов.
Рис. XXVI 1,6. Функциональная схема устройства автоматического перепуска
электродов:
ТТ — трансформатор тока; / — измерительный преобразователь тока; 2 — дис-
кретный преобразователь тока электрода; 3 — счетчик импульсов; 4 —блок
сравнения и формирователь сигнала перепуска при равенстве числа, записан-
ного в счетчике 3, величине, установленной при помощи датчика Б\ 5 — за-
датчик периодичности перепуска электрода; 6 — блок управления перепуска
электрода: 7 — пневмопровод; 8 — дискретный датчик перепуска электрода; 9 —
счетчик импульсов датчика перепуска электрода; 10 — блок сравнения сигналов
с устройством 8 и 9; 11 — задатчик шага перепуска электрода; 12 — блок руч-
ного управления перепуском электрода; 13 — контрольно-электронный индуктор
разового перепуска: 14 — электромеханический счетчик суммарного перепуска
электрода; /5 —термометр сопротивления; 18 — регулятор температуры воздуха,
поступающего с обдува электрода; /7 — задатчик температуры воздуха; 18 —
исполнительный механизм регулятора температуры воздуха; 19 — заслонка, ре-
гулирующая расход воздуха; '20 — воздуходувке; 21— указатель положения за-
слонка; 22 — мембраино-днфференцнальный манометр; 23 — указатель мгновен-
ного расхода воздуха
Гранулометрический состав сухой шихты (твердых ма-
териалов без пека) в условиях НовЭЗ должен быть следу-
ющим: по рецепту 1 фракции >20 мм не более 4%; 20 -
8 мм <24%; 8-4 <12% и <0.071 мм <20%; по рецеп-
там 2 и 3 фракции >20 мм <4%; 20—8 мм <20%: 8—
4 мм <11%, <0.071 мм <16%. С увеличением диаметра
686
Таблица XXVII,I. Шихтовые компоненты, их навески и состав
электродной массы
Компонент Фракция, мм Навеска, кг Массовая доля компонентов, %
Термоантрацит 20—10 140 14,0
10—4 130 13,0
4—0 210 21,0
Кокс (с помолом) 4—0 320 32/)
Лек каменноугольный — 200 20,0
электродов содержание крупных фракций в шихте увели-
чивают, а мелких — несколько уменьшают.
Технологическая схема. Производство электродной мас-
сы организовано на многих ферросплавных и электродных
заводах в специализированных цехах. Эти цехи были за-
проектированы и сооружены в различное время и сущест-
венно различаются по объемно-планировочпому решению,
оборудованию и производительности. Однако во всех це-
хах электродную массу изготавливают по примерно одной
схеме. Как следует из рис. XXVII.7 в технологической схе-
ме можно выделить два потока углеродных материалов:
1) твердые материалы (исходные и возвращаемые в про-
изводство); 2) связующие. Для обеспечения необходимых
свойств и гранулометрического состава твердые углеродные
материалы подвергают прокаливанию, дроблению, размо-
лу и рассеву. Для обезвоживания связующее также нагре-
вают. Подготовленные компоненты шихты в соответствии
с заданной рецептурой массы дозируют в смешивают. За-
тем электродную массу в потоке виброуплотняют и форми-
руют в товарные брикеты.
Свойства углеродных электродных материалов
Физико-химические, электрические п теплофизические
свойства углеродных материалов обусловлены строением
атома углерода.
Углерод поздразделяется па аморфный (сажа, кокс),
пол и кристаллический (искусственный графит) и кристал-
лический (алмаз, природный графит). Для аморфного уг-
лерода характерны комбинации алмазных п графитовых
структур. Графит имеет гексагональную и ромбоэдриче-
скую модификации. Прн нагревании аморфный углерод
(каменноугольный пек и др.) графитируется, что придает
687
этим углеродным материалам ряд свойств, позволяющих
применять их в качестве компонентов шихты для изготов-
ления графитированных, угольных и самообжигающихся
электродов ферросплавных и электросталеплавильных пе-
чей.
Электрическая проводимость графита р в направлении
плоских слоев (гексагональные оси кристалла) зиачитель-
Рис. XXVI 1.7. Технологическая схема производства электродное массы
но выше, чем в перпендикулярном этим слоям направле-
нии, коэффициент анизотропии колеблется от 102 до 105
в зависимости от структуры, примесей в графите н других
факторов. Температура по-разному влияет па изменение
электрического сопротивления. Для угольных электродов,
в которых углерод представлен в основном аморфной фор-
мой, электрическое сопротивление с повышением темпера-
туры снижается линейно (рис. XXV11.8) и эта связь опи-
сывается выражением; р, = рИС1 [ 1—0,2 1СН! (tK~/н)]. Зави-
688
симость pf от температуры для графитированных электро-
дов имеет более сложный характер. С повышением темпе-
ратуры до 500 °C отношение pt/рисх уменьшается, а затем
при дальнейшем росте температуры оно повышается.
С увеличением размера кристаллов графита, т. е. с повы-
шением степени графитизации углеродного материала ми-
нимум на кривой pt/pncx=f(O смещается в область более
низких температур.
Теплопроводность углерода Л является также функци-
ей температуры и зависит от плотности углеродных мате-
риалов и повышается с увеличением последней. Зависи-
мость от температуры имеет сложный характер
(рис. XXVII.9). Выше 200—300 К величина Л снижается
Рис. XXVI 1.8. Зависимость удельного электрического сопротивления электрода
р от температуры:
/ — графитированного; 2— угольного; 3 — самоспекающегсся, обожженного до
1200 “С; 4 — самоспекающегося, обожженного до 2500 *С
Рис. XXVII.9, Зависимость теплопроводности К графита от температуры при
плотности 1.9 г/см1 перпендикулярно (J) и параллельно (2) направлению прес-
сования при плотности 1 г/см1 (3)
и при 2000 К становится в два—пять раз ниже макси-
мального значения при 200—300 К- Теплопроводность тем
выше, чем больше размер кристаллов.
Термическое расширение углеродных материалов долж-
но быть минимальным. С повышением температуры линей-
ное расширение увеличивается для всех углеродных мате-
риалов, однако для различных материалов оно неодинако-
во (рис. XXVII.10). Для угольных электродов коэффициент
линейного расширения в интервале 300—2000 К равен
(7,2 ; 11,0) 10~6К“'- а для графитированных — намного
ниже (ЗЗ-З.О) 10 6Кл
Механическая прочность на разрыв <тр графитирован-
ных электродов повышается с повышением температуры до
2800—3000 К, а затем они хрупко разрушаются.
689
Характеристика исходных материалов
для получения электродной массы
л твердым углеродным материалам относятся антрацит
(термоантрацит) и металлургический кокс, естественный
графит.
Антрацит представляет собой каменный уголь послед-
ней стадии диагенеза твердых горючих ископаемых. Из
всего множества типов угля антрациты принадлежат к
наиболее метаморфизованным * угольным ископаемым. Со-
держание углерода в антрацитах составляет 91—97%, вы-
Рнс. XXVII.10. Зависимость oi тем-
пе; ату ры коэффициента линейного
расширении графит н. йч готовлен ко-
го на основе ламповой сажи {О.
аллургическоте кокса (2}. гру-
Оэ- (;Ц и Mc.'iKoiepMHCioro (4) неф-
1ЯиО!О кокса
ход летучих веществ 2—8%,
золы 5—7%. Термоантрацит
получают путем прокаливания
электродвого антрацита при
1250—1300 °C. Термоантрацит
является важным компонентом
электродной массы. Самооб-
жигаюшиеся электроды, изго-
товленные из электродной
массы без термоантрацита,
имеют низкую термостойкость.
Антрацит подвергают предва-
рительной термической обра-
ботке для уменьшения удель-
ного электрического сопротив-
ления и повышения плотности
структуры. При постепенном
нагреве антрацита до 1250—1350 СС выделяется внешняя
влага (до 105°C), отгоняется адсорбированная влага (до
300°C), происходит усадка, дегазация, пиролиз углеводо-
родов и разложение сернистых соединений. Наиболее ин-
тенсивные летучие выделения в интервале 870—970 °C.
К металлургическому коксу относятся каменноугольный,
нефтяной н пековый.
Каменноугольный (металлургический) кокс (доменный,
литейный) получают на коксохимических заводах путем
коксования шихт, состоящих из каменных и, прежде всего,
коксующихся углей. Кокс, наряду с термоантрацитом, яв-
ляются основными компонентами шихт для электродной
массы. Доменный кокс из еглей Донецкого бассейна дол-
* Метаморфизм — проесес с vnj.ee т вс; in ого изменения тек-тур ьг,
структуры и минерального состава пол действием температур!-», дав-
ления и активности глубинных растворов (без плавления).
жен соответствовать следующим нормам показателей его
качества: массовая доля серы (5/)0бщ, средняя 1,8%, пре-
дельная 2,0%; зольность (/lcL) средняя <9,5%, предель-
ная < 10,5%, массовая доля рабочей влаги не более 4,0%
и в зависимости от крупности кокса может изменяться.
Каменноугольный кокс также подвергают предваритель-
ному прокаливанию при 1250—1300°С для удаления вла-
ги и летучих веществ.
Нефтяной кокс в составе шихт для получения электрод-
ной массы в настоящее время не используется. Однако он
является основным компонентом шихт при производстве
графитированных электродов. Истинная плотность нефтя-
ного кокса составляет 1,95—2,10 г/см3. Элементный состав
прокаленного нефтяного кокса следующий: 90—97% С;.
1,2—5% Н и 0,5—1,0% S. Зольность этого кокса не превы-
шает 0,5%. Вследствие малой прочности нефтяной кокс
используют в электродных шихтах в зернах, не превыша-
ющих 4—6 мм, тогда как термоантрацит может иметь
фракцию <20 мм.
Пековый кокс, как и нефтяной, не входит в составы,
электродной массы. Однако способы получения и его свой-
ства представляют большой интерес для практики форми-
рования самообжигающихся электродов по следующей
причине. В качестве связующего в состав электродной
массы вводят каменноугольный иск. Такой же пек являет-
ся исходным для получения на коксохимических заводах
пекового кокса. Знание основных особенностей формиро-
вания твердого кокса при производстве пекового кокса по-
зволит прогнозировать свойства кокса — связующего при
обжиге электродной массы. Для получения пекового кокса
используют каменноугольный пек марок КПЭ-1; КПЭ-2 и
КПЭ-3 и смолы. Пековый кокс имеет низкое содержание
золы (0,25—0,5%). После прокаливания удельное электри-
ческое сопротивление пекового кокса не превышает 0,55—
—0.6 мОм-м.
Естественный графит вводят в состав электродной мас-
сы для снижения удельного электрического сопротивления,
повышения теплопроводности обжигаемого электрода. Для
изготовления электродной массы рекомендуется естествен-
ный графит Завальевского и Тайгинского месторождений.
Однако вследствие дефицита естественный графит пока
что применяется в небольших количествах в составе элек-
тродных масс для электродов большого сечения.
Углеродные связующие вещества
Связующее в составе электродной массы должно обладать
рядом свойств: размягчаться прн 60—70 °C, иметь необхо-
димый комплекс поверхностных свойств (поверхностное
натяжение, смачивание) и др. Продукт коксования связу-
ющего (кокс связки) должен иметь оптимальную порис-
тость. Важно, чтобы коксование связующего сопровожда-
лось небольшими объемными изменениями, а коксовый
остаток мог хорошо графитироваться. Наиболее полно
этим требованиям удовлетворяет пек *, получаемый из ка-
'Менноугольной смолы, которая в небольших количествах
может также использоваться в смеси с пеком в качестве
связующего. Смола представляет темную вязкую жидкость
со специфическим запахом. По своему составу смола —
это смесь ароматических соединений нафталина (СюНв,
^пл = 8011°С), антрацена (СнНю> ^пл = 216,6°C). карбазола
(С12НЭ, гпл = 2450С), фенантрена (СцНю, /ол = 101,0сС),
фенола (С6Н6ОН, 40,9°C) и их производных. Хими-
ческий состав смолы приведен в табл. XXVII.2. С повыше-
нием температуры изменяется химический состав, умень-
шается атомное отношение Н:С, растет массовая доля
Таблица XXVIL2. Химический состав (%) среднетемпературных
леков и их функций
Составляющие пекз Пек а, as * V
Предприятия Юга
С 92,06 92,38 91,60 91.69 92,17
н 4,65 3.22 4,25 4,96 5,34
N 1,65 1.95 1,70 1,23 0,88
S 0.62 0,97 0.65 0,65 0,38
0+ потери 1,02 1,48 1,80 1,47 1.23
С:Н 1,65 2,41 f,80 1,54 1.43
Предприятия Востока
С 92,78 92,83 91,38 91,09 91,49
н 4,10 2,32 4.04 5.25 5,78
N 1,82 2.56 2.28 1,74 1.54
S 0.24 0.25 0,25 0,19 0,16
0+ потери 1.06 2.04 2.05 1,73 1.03
С:Н 1,89 3,35 1,89 1,45 1,32
Примечание. от — обозначение той части кзслорода, которая может
быть удалена в виде различных соединений при нагревании.
* Пек — от голл. рек — смола.
S92
азотистых соединений, повышается молекулярная масса.
Плотность смолы при 20 °C составляет 1,22 г/см3. Содер-
жание влаги в ней должно быть <4%, зольность <2%.
-Смола — горючая жидкость, ее хранят в закрытых емкос-
тях при 80—90 °C. Температура вспышки смолы составля-
ет 80—100°C, температуры воспламенения 100—110°C н
самовозгорания 580—590 °C. Предельно допустимая кон-
центрация фенола (наиболее токсичного компонента смо-
лы) составляет 0,3 мг/м3.
В смоле содержится множество групп веществ, назы-
ваемых фракциями, которые имеют различную раствори-
мость в различных растворителях. Решающее значение
придается количеству фракций, нерастворимых в толуоле *
(a-фракции) и хинолине (арфракции). Толуол С?На —
это бесцветная горючая жидкость, плавится прн — 95°СУ
кипит при 110,6°С. Хннолин (C9H7N)—бесцветная жид-
кость, кипящая при 238°C. Согласно ОСТ 14-68—80 мас-
совая доля a-фракции в каменноугольной смоле должна
быть не более 9%.
'Каменноугольный пек
В производстве электродной массы и электродной продук-
ции основным видом связующего, как отмечалось выше,
является каменноугольный пек, требования к качеству ко-
торого приведены в табл. XXVII.3.
* От испанского tolu — толуанский бальзам, из которого был по-
лучен толуол.
Таблица XXVH.3. Физико-химические показатели качества камен-
ноугольного электродного пека (ГОСТ 10200—83)
Показателя А Б в
Температура размягчения, °C ... . Массовая доля веществ, %: не растворимых в толуоле (а-фрак- 65—70 67—73 85—90
ция) не растворимых в хинолине («гфрак- 24—28 25—31 >31
ции), (не более) 6 8 12
Выход летучих веществ, % Зольность, % (не более) Массовая доля воды в пеке, % (не более): 59—63 58—62 53—57
0,3 0,3 0.3
жидком 0,5 0.5 0,5
твердом 4,0 4,0 4.0
Примечание. Внешний вид: расплавленный или твердый в виде гранул
в чешуек.
693
Ряс. XXVII.И. Изменение фракци-
онного состава пека а условиях изо-
термической выдержки при 360 °C
и подаче воздуха (изменение тем-
пературы размягчения показано
штриховой линией)
Пек марок А и Б называется
средне-, а марки В — высоко-
температурным.
Фракционный ( групповой )
состав пека. Пек имеет слож-
ную макромолекулярную кол-
лоиднодисперсиую структуру,
образованную из молекулярно-
неоднородных веществ. Раз-
личными методами выделено
около 80 соединений, содер-
жащих от 2 до 10 конденсиро-
ванных связующих колец. При-
чем, каждое соединение или
сочетание этих веществ прояв-
ляют способность к растворе-
нию в определенном раствори-
иагревании пека возгоняется,
теле. Ряд соединений при
образуя так называемые отгоны. Количество фракций, ко-
торое можно выделить из пека, зависит от природы раст-
ворителей. С увеличением числа применяемых различных
растворителей, растет и количество выделяемых фрак-
ций.
До недавнего времени в пеке определяли три фракции.
Первая, a-фракция представляет собой совокупность ве-
ществ, нерастворимых в толуоле. Определенная часть пека-
может растворяться в толуоле, но ие растворяется в пет-
ролейном эфире *. Эти вещества и представляют остаток
пека, называемый p-фракцией. Третья у-фракция—это со-
единения, растворимые и в толуоле, и в петролейиом эфи-
ре. Однако было установлено, что пеки с равным количе-
ством а-фракцни имеют сильно различающийся комплекс
свойств, что обусловлено сложным составом соединений,
выделяемых в а-фракцию. Было признано необходимым
a-фракцию разделить на две аг и а-фракцни: агфрак-
ция — это часть ct-фракцин, ие растворимая в хинолине и
толуоле; сс2-фракция — вторая часть a-фракции, раствори-
мая в хинолине, но не растворимая в толуоле, агфракцпя
нс обладает спекающейся способностью, но увеличивает
выход н механическую прочность остатка при коксовании
пока. С увеличением содержания «гфракции ухудшаются
* Петролейпый эфир — растворитель для масел, смол и жиров;
смесь легких углеводородов, бесцветная жидкость, получаемая из неф-
тяных газов и легких фракций нефти.
694
пластифицирующие свойства связующего, аг-фракция обу-
словливает спекание н коксующиеся свойства пека. При
нагревании иска cta-фракция способствует его вспучива-
нию. Остаток коксования аг-фракцин представляет собой
хрупкий материал, p-фракция однозначно определяет тем-
пературу плавления и вязкостные свойства пека, у-фрак-
ция проявляет большие способности к коксованию, чем
p-фракция. При коксовании у-фракцин получается наи-
меньший выход коксового остатка.
При изотермической выдержке 360 °C состав пека из-
меняется, повышается содержание а- и ои-фракций и сни-
жается количество р- и у-фракцин (рис. XXVII.11). Из
Рис, XXVI 1.12. Дифференциальные (в) н сумма (б) кривые газовыделения
из пека (/> <Х| = (2>, <х»=(3); ₽=(♦> в у-фракцнй (5) пека (и — скорость
сотерн массы)
представленных на рнс. XXVII.12 данных следует, что при
нагревании до /наг пека и каждой фракции в отдельности
выделяется различное количество летучих веществ. При-
чем наибольшие потери массы ЛЛ1 имеют место при нагре-
вании у-фракции (рнс. XXVII. 12, кривая 5), а для осталь-
ных фракций потери уменьшаются в ряду [3-<-а2-*-агфрак-
ции. Выделяют три температурные интервала превращений
пека: предварительный нагрев (до 300°C), интенсивную
деструкцию* (300—600°C) в поликонденсацию (600—
800°C). Потери массы пека для интервалов составляют:
480—500 °C —24%. 580—800 °C — 8,5% н 680—700 °C —
23% До 300 °C число свободных радикалов изменяется
мало, а выше 400°C резко возрастает, достигая максимума
при 550°C (рис. XXVII. 13). Ниспадающие части кривых
свыше 550 °C свидетельствуют об уменьшении свободных
радикалов, что обусловлено слиянием колец в графитовые
* Деструкция — (лат. destru-ctio) нарушение, разрушение нормаль-
ной структуры чего-либо, например, пека.
695
пластинки, В интервале 500—900 °C увеличивается средний
диаметр атомных плоскостей (La) по оси а. Размер угле-
родных сеток по оси с (Lc) изменяется сравнительно мало
(рис. XXVII.14). С повышением температуры от 450 до
1000°C увеличивается количество выделяющегося водоро-
да, а потери СПН« достигают максимума при ~ 500 °C.
(рис. XXVII.15).
Рсс. XXVI 1.13. Зависимость концентрация свободных радикалов Мочя ст
температуры обработки промышленного (!) я модифицированного (2)
сред петем перату ряых пеков
Рнс. XXVI1-14. Зависимость размеров углеродных сеток кокса по осям
а и с ст температуры коксования высокотемпературного пека
По современным воззрениям на процесс коксования
пека возникновению кристаллического твердого углерода
Рис, XXVII,15, Зависимость со-
стааа гаэ.1 от температуры кок-
сования высокотем пературиого
пека
предшествует жидкокристалличе-
ская система. Жидкие кристаллы
образуются при нагревании пека
в интервале 400—470 °C. Высоко-
молекулярные ароматические ве-
щества ориентируются в виде
углеродных слоев, образуя мезо-
фазу в виде сферолитов. Свыше
470°C мезофаза становится твер-
дой неплавкой со структурой пе-
кового полукокса. При этом про-
исходит предварительное форми-
рование графитовой решетки и
предопределяется способность к
графитизации коксового остатка.
В этом заключается значение
стадии образования мезофазы.
696
Сера, кислород и оксиды (СаО, MgO, AI2O3) затрудняют
кристаллическое упорядочение кокса. Мезофаза включает
растворимую часть н нерастворимый остаток. Молекуляр-
ная масса растворимой части находится в пределах 426—
950, нерастворимой — достигает 4000. Рост сферических
частиц мсзофазы происходит благодаря перестройке свя-
зей С—С и испарению низкотемпературных веществ.
Для изготовления электродной массы используют сред-
нетемпературный пек. Его получают на коксохимических
заводах, применяя метод термической обработки исходного
каменноугольного пека с подачей воздуха для поликонден-
сации содержащихся в нем веществ с дегидрированием
кислородом. Прн этом повышается содержание в пеке
<%2-фракции, обладающей высокой пластичностью и спо-
собностью к спеканию. Необходимый групповой состав
пека можно достичь также путем его нагрева с подачей
водяного пара.
В практике производства электродной массы для повы-
шения ее жидкоподвижиости иногда применяют антраце-
новое масло, представляющее собой сложную смесь высо-
кокнпящих ароматических соединений (фенантрена, ант-
рацена, карбазола с примесью пирена, нафталина и др.).
Антраценовое масло растворяется в бензоле, толуоле н
ацетоне. Температура вспышки масла составляет 100—
110°С, воспламенения 145—150°С, самовозгорания 530°С.
Температурные пределы взрываемости 100 и 145 °C.
§ 3. Технология производства электродной массы
Технологическая схема производства электродной массы
включает стадии: 1) прием и хранение твердых углерод-
ных материалов и связующего; 2) предварительное дроб-
ление кокса и термоантрацита (антрацита перед прокали-
ванием); 3) термическую обработку (прокаливание) тер-
моантрацита (антрацита), кокса и других углеродных
материалов; 4) дробление (измельчение) и рассев терми-
чески обработанных (прокаленных) материалов (термоант-
рацита, кокса); 5) размол н рассев термоантрацита и кок-
са; 6) дозирование шихтовых компонентов в соответствии
с заданной рецептурой массы; 7) смешение твердых угле-
родных материалов со связующими; 8) формовку элек-
тродной массы; 9) контроль качества продукции. Основ-
ное технологическое оборудование цеха электродной мас-
сы показано на рнс. XXV11.16.
697
I
керой дли молотых материалов; 24 — питатель-дозатор типа ПНВ; 25 — шнек; 26 — расходный бек пека; 27 — шаровая мельница;
28 — промежуточный бункер; 29 — комбинированная сдвоенная насадка; 30 — вакуум-насос; 31 — запасные бункера прокаленных ма-
териалов; 32— расходные бункера; 33 — бункера молодых материалов: 34 — смеситель периодического действия; 35— вибратор для
yiiJii.n нении массы
Термоантрацит и кокс в железнодо-
рожных вагонах подают на закрытый
склад и разгружают в щелевые бункера,
расположенные вдоль оси по обе его сто-
роны. Лопастными питателями подают
кусковые материалы на ленточные транс-
портеры, а затем материалы через пере-
сыпные течки по наклонному транспор-
теру—в зубчатую дробилку типа
ДДЗ-1М. Транспортеры оборудованы
электромагнитами для улавливания по-
сторонних металлических предметов. Из-
мельчаемый до фракции 50—70 мм ма-
териал ковшовым элеватором типа
ЭЛ Г-450, а затем транспортером подают
в печные бункера. Выдача термоантра-
цита (антрацита) и кокса из бункеров в
прокалочные печи осуществляется вибро-
питателем типа ПЭВ-2. Углеродные ма-
териалы прокаливают во вращающихся
барабанных печах (длиной 35 м и диа-
метром 2,2 м) прн 1200—!300°С. Прока-
ливание термоантрацита (антрацита) и
кокса ведут раздельно. Охлаждение ма-
териалов производят в орошаемых водой
барабанных вращающихся холодильни-
ках длиной 22 м и диаметром 1,6 м. На
выходе из холодильника температура
(термоантрацита, кокса) не превышает
60—80 °C. Через шлюзовой затвор по
пластинчатому транспортеру материалы
поступают в двухвалковые дробилки ти-
па СМ-12. Раздробленный термоантра-
цит рассевается па полигональном енте
и поступает в сортовые бункера. Раз-
дробленный до фракции 10—15 мм кокс
поступает в бункера. Поскольку кокс в
составе массы используют в виде фрак-
ции 4—0 мм, дальнейшей стадией яв-
ляется его помол в шаровой мельнице, в
которую он поступает через вцбропйтате-
ли по течкам и ленточному транспорте-
ру. Помолу подвергают также и термо-
антрацит фракции 4—0 мм.
699
Из шаровой мельницы размолотые термоантрацит и
коксик раздельно подают в промежуточный бункер, затем
вакуумными насосами типа РМК-4 направляются по пнев-
мотрассе в сортовые бункера. В состав массы включают
термоантрацит, а также молотый кокс фракции 4—0 мм.
Тонко размолотые материалы из бункеров подают двух-
шнековыми питателями типа ПНВ, а термоантрацит более
крупных фракций — вибропитателямн, которые снабжены
весоизмерительными устройствами ВЛ-10-59.
Технологической схемой предусматривается раздельный
Подогрев термоантрацита н кокса в специальных подогре-
вателях. Нагретые до 90—100 °C шихтовые компоненты за-
тем подают в смесители непрерывного действия типа
СНК-300, в которых прн 120—140°С смешиваются термо-
антрацит, кокс и каменноугольный пек. Пек поступает на
склад в битумовозах, чашн которых снабжены обогрева-
ющими паровыми рубашками. Слив пека в пекоприемникн
производится путем наклона чаш прн помощи механиче-
ской лебедки. Из пекоприемиика пек подают жидкостными
дозаторами в пекоплавители, где происходит выпаривание
пека (удаление влаги) при 110—130сС.
Подготовленный таким образом пек далее при помощи
тех же дозаторов по пекопроводу подают в емкости, назы-
ваемые расходными баками. Пек дозируют двумя жид-
костными дозаторами, нз которых связующее поступает
в смесители СНК-300, а масса из смесителя — в обогре-
ваемый паром бункер, где уплотняется путем вибрации.
Над бункером установлен вибратор промышленной часто-
ты; продолжительность обработки массы регулируют по
ее уровню в бункере и производительности смесителя.
Массу формируют на двух формовочных машинах. Бло-
ки по 1,5—1,6 кг иа машине орошают водой, что ускоряет
их охлаждение и исключает последующее слипание. С ма-
шины брикеты Поступают в короба, в которых и подают
в плавильные цехи для загрузки их в электроды. Смеси-
тели обогревают нагретым до 300 °C маслом. На некото-
рых заводах схема предусматривает установку двух
смесителей непрерывного действия, работающих последо-
вательно. Кроме описанной, известны и другие технологи-
ческие схемы производства углеродной массы, предусмат-
ривающие использование как твердого, так и жидкого пека.
Технологическая схема производства электродной массы
на НовЭЗ имеет некоторые особенности. Твердые угле-,
родные материалы — донецкий и горловский (Новосибир-
ской области) антрациты, литейный кокс и доменный кокс
700
из восточных углей поступают иа склады в приемные
зумпфы. Антрацит и кокс подвергают первичному дробле-
нию па валковой или зубчатой (ДЛЗ-6М) дробилках так»,
чтобы размер куска не превышал 150 мм. Вторичное дроб-
ление этих материалов до куска не более 75 мм произво-
дится иа валковых дробилках,
Прокаливание антрацита и кокса на НовЭЗ ведется
во вращающихся барабанных печах (диаметр кожуха
3,5 м, длина 60 м, производительность 9,0 т/ч). Темпера-
тура прокаливания антрацита 1300 °C, литейного кокса
1200 °C. Разрежение в холодной головке печн 20—60 Па,
Прокаленный антрацит должен иметь р <1000 мкОм-м,
коксы не более 900 мкОм-м. Истинная плотность полу-
ченного термоантрацита должна быть не >1,81 г/см3, кок-
са 1,91 г/см3.
Более полного прокаливания термоантрацита н кокса
достигают в электрических печах, называемых электро-
кальцинаторами. Они представляют собой однофазную*
печь сопротивления (рнс. XXVII,17). В футерованном ша-
мотом металлическом кожухе электрокальцинатора (шах-
та прокалочной печи) находится прокаливаемый матёриал.
Ток подводят к неподвижному электроду, которым может
служить набивная углеродная подина или (см.
рис. XXVII.17), кольцевой электрод, и к подвижному элек-
троду. Питание элсктрскальцинатора производится от од-
нофазного трансформатора мощностью 2—3 МВ-А. Тем-
пература прокаливания углеродных материалов >1700 °C.
Термоантрацит далее дробят на валковой нли конус-
ной дробилке и рассеивают на грохотах. Полученные сор-
товые фракции направляют в дозировочные бункера. Про-
каленные коксы (доменный и литейный) дробят до фрак-
ции <13 мм, а затем подвергают помолу в шаровой
мельнице тонкого помола и направляют без рассева в бун-
кера. Сортовую фракцию кокса в бункере 0,5—0 мм конт-
ролируют на фракцию <0,071 мм, которой должно быть
40±5%. Соответствующим образом подготавливают гра-
фитированные возвраты до фракции 4—0 мм.
Используемый в качестве связующего каменноугольный
пек разгружают в пекоприемникн, а затем перекачивают
в пекоплавители, где выдерживают прп 125—150 °C в те-
чение 48 ч, если использовали твердый пек в виде гранул,
3 ч для жидкого пека и цистерн и 48 ч — из битумовоза.
Массовая доля влаги в пеке, идущем на дозировку, долж-
на быть <0,5%, вспучиваемость не более 15%. Дозирова-
ние тонких фракций коксов (<0,5 м) производят при по-
тов
мощи весов-дозаторов; затем шнековым питателем их
-подают в подогреватель порошков тонких фракций. Полу-
ченный термоантрацит фракций 20—8, 8—4 и 4—0 мм
после дозирования направляют шнековым питателем в по-
догреватель крупных фракций. Порошки тонких фракций
Рнс XXVII.17. Основные конструктивные элементы
электрокальцинатора:
/—электрод; 2 —фу;ерозка; 3—кожух; 4 — коль-
це! та s лек; р рд: 5 — выпускной бу н кер, 6 — короб
р:<л ii buicf; н >t
прн 125СС передают в смеситель СН-300 с одновременной
подачей определенной дозы пека при 140'С. Выходящая
из смесителя СН-300 пекококсовая композиция передастся
в смеситель СН-400, в который поступает термоантрацит,
702
имеющий температуру не ниже 125°С. Температура вы-
гружаемой из смесителя СН-400 электродной массы долж-
на быть не ниже 140°C. Электродную массу формуют на
роторной формовочной машине; блоки (брикеты) охлаж-
дают на конвейере водным душнрованнем.
§ 4. Физико-химические процессы,
происходящие при обжиге электродной массы
Пиролиз* летучих веществ. При обжиге электродной мас-
сы в кожухе электрода происходит выделение и пиролиз
(разложение) летучих веществ с- отложением в порах уг-
леродного блока электрода, свободного углерода, делаю-
щего его менее пористым. Свободный углерод повышает
прочность электрода и снижает его электрическое сопро-
тивление.
Графитизация термоантрацита, кокса как и свобод-
ного углерода, термодинамически вероятна во всем темпе-
ратурном интервале формирования и работы самообжи-
гающегося электрода. Однако кинетически этот процесс в
большей мере зависит от температуры, чем от времени.
Влияние температуры иа степень графитизации термоант-
рацита исследовано в интервале 1200—2600 °C. Термоант-
рацит был предварительно прокален при 1200°C и содер-
жал 96% С, 4,5% золы п 0,8% летучих веществ. Дальней-
шую термическую обработку образцов проводили в печи
сопротивления с графитовым нагревателем в восстанови-
тельной атмосфере. Скорость повышения температуры со-
ставляла 50°С/мин, а изотермическая выдержка образцов
в конце заданного интервала температур (через 200°C)
была принята равной 1 ч. Оценку изменений структуры в
процессе изотермической выдержки производили по меж-
плоскостному расстоянию rfoo2 размеров областей коге-
рентного рассеяния La вдоль оси а и Lc вдоль оси с. Ре-
зультаты экспериментов обрабатывали с примененном
ЭВМ. Установлено ряд функциональных связен указанных
выше величин от температуры. Зависимость dow от темпе-
ратуры (Л °C) описывается выражением £/002 = 0,3696—
—0,13-10~4 t, нм, из которого следует, что с повышением
температуры от 1200 до 2600 °C межплоскостное расстоя-
ние уменьшается. С повышением температуры увеличи-
ваются и размеры кристаллитов термоантрацита. Как сле-
дует из данных рис. XXVI 1.18, при повышении температу-
* Пиролиз — разложение под действием высоких температур.
70S
ры до 2100 °C имеет место небольшое и плавное увеличе-
ние параметров La и Lc (нм), а при >2100°С наблюдается
резкое нх возрастание, зависимости La и Lc (нм) от тем-
пературы имеют вид:
(0,48 — 0,177-10~3П'1; (XXVII.1)
Lc= (0,97 - 0,355* IO-3/)-’; (XXVII.2)
Выявлена также количественная связь La и Le с d0o2
(рис. XXVII. 19).
La= (13,62^ - 4,552) (XXVII.3)
Lc— (27,3£/оо2-9,12)-Ч
(XXVH.4)
Зависимость удельного электрического сопротивления
от температуры обжига термоантрацита описывается
уравнением: р= (0,103-10-5 t—0,39-lO^dooa)"1 мкОм*м.
Установлена также связь р= (28,92* 10-31—7.93Х
X 10-3с!оо2)“1> мкОм*м. С повышением температуры проис-
P’JOe) Ом*,* %
1200 1SQ0 2000 2400 t,°C
ходит восстановление ком-
понентов золы, вследствие
чего уменьшается ее содер-
жание в термоантраците,
что следует из выражения:
Дс = 8,046—0,305-10-2 /, %.
Этн же количественные свя-
зи были установлены прн
ДЛ5 0,340 0,3450.350 0,355
Рис. XXVII.18. Влияние температуры обработки антрацита на межслоевое рас*
стояние d&s. размеры кристаллитов La и Тс, электрическое сопротивление р
я содержание золы Л
Рве. XXVII.19. Взаимосвязь рентгеностртктурвых в физнко-механических ха-
рактеристик термоантрацита
704
экспериментальном исследовании образцов термоантраци-
та, извлеченных из рабочего конца самообжигающегося
электрода промышленной печи, поэтому приведенные выше
формулы (выражения) можно использовать л для решения
обратной задачи — определения температуры по сечению
и высоте рабочего конца самообжигающегося электрода.
Этот метод определения высоких температур в рабочем
конце электрода оказался наиболее надежным, хотя и
имеет методические трудности — извлечение кусков термо-
антрацита из электрода.
Кокс, как и антрацит, относитси к легко графитизиру-
ющимся углеродным материалам. Нагрев кокса до 2450 °C
превращает его в графит высокой плотности 2,14 г/см\
Электрическое сопротивление кокса прн нагреве от ком-
натной до высоких температур резко снижается по дости-
жении 800—900°С; в интервале 900—1200°С изменяется
слабо, а выше 1700°C снова заметно снижается. Появле-
ние графитовой фазы в коксе, имеющем первоначально
аморфную структуру, отмечают при 1400 °C и выше.
Электрическое сопротивление электродной массы. При
низких температурах электродная масса ток не проводит.
По мере повышения температуры электрическое сопротив-
ление массы рм резко уменьшается. При технологическом
опробываиии качества электродной массы величину рм
определяют иа образцах массы, обожженной при 900 °C
путем нагревания ее со скоростью Ю0°С/ч. Кривая зави-
симости рм от конечной температуры обжига образцов по-
казывает резкое снижение р (в 30 раз) прн иагреве до
700 °C. При нагреве до 900 °C замедляется снижение рм.
Следовательно, угольный блок самообжигающегося элек-
трода. прошедшего обжиг до 700°С, характеризуется высо-
ким электрическим сопротивлением. И при наличии же-
лезного кожуха ток по обожженной до 700 йС массе прак-
тически ие проходит; вся токовая нагрузка приходится на
железный кожух.
Теплота коксования электродной массы. Обжиг элек-
тродной массы сопровождается потреблением тепла. Для
определения количества тепла необходимо знать тепло-
емкость массы и ее изменение в зависимости от темпера-
туры обжига. Кажущиеся теплоемкости различных угле-
родных материалов имеют следующие средние значения,
кДж/(кг-К): каменного угля 1,003; кокса 1,46; газа 3,72;
смолы 3,09 (включая скрытую теплоту испарения). Кажу-
щаяся средняя теплоемкость электродной массы произ-
водства различных заводов колеблется в пределах 1,68—
‘/j23. 232.
705
2,85 Дж/(кг-К), а удельная теплота коксования (обжига)
1,49—2,51 кДж/(кг-К).
Теплопроводность электродной массы. При заданной
температуре теплопроводность электродной массы зависит
от природы н количества твердых углеродных 'материалов
и связующего. Электродная масса и, следовательно, само-
обжигающийся электрод представляют собой многокомпо-
нентную композицию, поэтому важно знать теплопровод-
ность отдельных компонентов. Коэффициент теплопровод-
ности каменноугольного пека (смолы) колеблется в
пределах 0,13—0,14 Вт/(м• К), электродной массы при
25 °C 6,4 Вт/(м-К), а при 1000 и 1500 °C 11,04 и
14,0 Вт/(м-К) соответственно.
Газопроницаемость углеродного блока электрода. Эта
величина характеризует способность блока пропускать
(фильтровать) летучие вещества при разности давлений в
теле электрода н окружающей его газовой среды. Необож-
женная в верхней части электрода тестообразная нлн в по-
лужидком состоянии электродная масса газонепроницае-
ма. При наличии цельносварного железного кожуха лету-
чие вещества, образующиеся в процессе коксования
связующего, фильтруются через пористую нагретую часть
электрода, где и происходит нх пиролиз.
Текучесть. Этим термином характеризуют способность
электродной массы в заданных температурных условиях
протекать через калиброванное отверстие или (по другой
методике) растекаться цилиндрическому образцу массы
по тарированной площадке. Необходимость знания этого
свойства обусловлена тем, что поведение массы приготов-
ленной по разным рецептам с использованием связующего
иеодниакового группового состава, различно. Масса повы-
шенной текучести дает более пористый электродный блок,
причиняет ряд трудностей в эксплуатации электродов, тог-
да как малотекучие (сухне) массы плохо заполняют кожух
электрода. Количественно текучесть массы выражают
как отношение вытекающей части массы Рх в изотерми-
ческих условиях к исходной массе исследуемого образца
PQ> %: 7’м= (Рх/Ро) ЮО. Текучесть массы зависит, прежде
всего, от количества связующего, его группового состава
и гранулометрического состава твердых углеродных ком-
понентов (термоантрацита, кокса, графита н др.).
Седиментация * (сегрегация) электродной массы. Это
нежелательное явление при обжиге. Сущность седимен-
* От латинского sedirnentum — осадок.
706
тацни состоит в том, что крупная фракция термоантрацита
и кокса осаждаются, что приводит к неравномерному гра-
нулометрическому составу массы по высоте зоны обжига
электрода. Степень развития седиментации зависит от со-
става массы, а также от поверхностных взаимодействий
на границе твердые углеродные компоненты — связующее.
Седиментация снижает механическую прочность углерод-
ного блока электрода, его электрическое сопротивление,
что может приводить к обрывам (отгарам) рабочих кожу-
хов электродов.
Уменьшить (или исключить) седиментацию при опти-
мальном составе электродной массы можно регулировани-
ем высоты столба жидкой массы в электроде, употребле-
нием графика загрузки массы в кожух электрода и режи-
мом обдувки электрода.
Седиментация не является неизбежным явлением, в
процессе формирования непрерывных самообжигающихся
электродов. Современный уровень знаний и опыт позво-
ляет практически полностью исключить седиментацию
электродной массы прн обжиге электродов.
Температурное поле электрода и зоны агрегатного со-
стояния электродной массы. В самообжигающемся электро-
де температура изменяется от температуры окружающей
среды вверху кожуха до температуры электрической дуги
иа торце рабочего конца электрода. Загружаемая в кожух
электродная масса (в кусках) по мере перепуска электро-
да проходит все температурные зоны, вследствие чего она
коксуется (обжигается) и под действием высоких темпе-
ратур превращается в углеродный блок самообжигающе-
гося электрода. Нормальная эксплуатация электродов
этого типа и, следовательно, ферросплавной печн в целом,
может быть обеспечена только в случае создания опти-
мальных температурных условий обжига электрода. На-
рушение режимов обжига электрода сопровождается рас-
стройством его работы, а иногда приводит к нежелатель-
ным последствиям (вытекание жидкой массы на колошник
печи, отгар рабочего конца электрода, пожары, связанные
с возгоранием массы и др.). Избежать аварий можно в
случае, если обслуживающий печь персонал хорошо знает
происходящие в электродах процессы и целенаправленно
принимает решения, предупреждающие развитие того или
иного отклонения в режиме обжига электрода. По высоте
сам ©обжигающийся электрод по разработан поп нами клас-
сификации разграничивается на пять зон (рис. XXV1I.20).
Первая зона (так называемая пустота) находится в верх-
ог23*
707
ней части электрода и представляет собой часть кожуха
электрода, незаполненную массой. Вторая зона—это зона,
в которой электродная масса находится в кусках. По мере
приближения к электр о ко нт а кт ному узлу куски массы
оплавляются и образуют столб жидкой массы, который
выделен в третью зону. Границей между второй н третьей
зонами является изотерма 65—75 °C, поскольку в этом
интервале связующее (пек) оплавляется и масса превра-
щается в условно жидкое состояние. Четвертая зона, обыч-
но наименьшая по высоте, но очень ответственная, нахо-
дится в сравнительно узком интервале температур 350—
550 °C. В этой зоне из пека образуется решетка кокса
Рис, XXVI120, Температурные зоны самообжнгающегося электрода:
/ — твердая масса; II — жидкая масса; 1Н — зона образования кокса нэ свя-
зующего; IV — угольный блок электрода; IV. 1 + 1V.4 — подзоны
связующего, что сопровождается выделением большого
количества летучих веществ и коксованием массы. Учас-
ток углеродного блока электрода от 550 °C и вплоть до
его торца выделен в пятую зону. Электрод в этой зоне
состоит из твердых компонентов, сцементированных кок-
сом связки. Однако свойства электрода пятой зоны по ее
высоте существенно отличаются, В связи с этим в пятой
зоне выделены подзоны на основании ие изменения агре-
гатного состояния электродной массы, а свойств обожжен-
ного прн разных температурах углеродного блока. Тем-
пературные интервалы для выделенных подзон следую-
щие: подзоны V—1 550—850 °C; V-2 850—1450 °C; V—3
1450—2500 °C н V—4 2500°С — температура дуги. Факти-
ческое положение зон в самообжигающемся электроде се-
чением 2800X650 мм печи РПЗ-63 при выплавке силико-
марганца показано на рнс. XXVII.21. Указанные точки
замера температур и их значения получены при помощи
непосредственных измерений термопарами, заложенными
в электрод. Верхний предел температур, который удается
получить с использованием стандартных недефицитных
708
термопар 900—1000 °C, так как при более высоких тем-
пературах термоэлектроды науглероживаются и оплавля-
ются*
Используя полученные нами зависимости изменения
параметров решетки антрацита от температуры, экспери-
ментально -исследованы температурные поля рабочих кон-
цов электродов различных печей. При этом обследованию
подвергались рабочие концы электродов отделенных (от-
битых) при остановках печей на ремонт или извлеченных
из печи после отгара электродов. Из отобранных образ-
цов (рис. XXVII.22) выделялись кусочки термоантрацита
и определялись параметры: doos. Lai LCt а также удельное
электрическое сопротивление р. По известным статистиче-
ским зависимостям этих величин от температуры находили
температуру по высоте н сечению рабочего конца электро-
да. Результаты расчетов представлены в табл. XXVII.4.
Таблица XXVIL4, Расчетные температуры рабочего конца ca^v-
обжигающегося электрода рудовосстановнтельной электропечи РПЗ-63
в местах отбора проб термоантрацита
Расстояния от нижней кромки контактных щек. Участок рабочего конца Температура. рассчитанная по параметрам Средне* лначсннс
м (горнаонт) L, Le P
1,0: (I-I) 1—1 1415 1419 1402 1416 1413
1 — 2 1436 1452 1443 1439 1443
1 — 3 1477 1487 1491 1498 1481
1 — 4 145! 1458 1434 1415 1447
1-5 1386 1394 1390 1403 !393
2.0; (П—II) II— 1 1842 1844 1831 1828 18^6
П — 2 1863 1884 1872 1869 1970
П-3 1945 1957 1951 1967 1955
И — 4 1904 1911 1928 1906 i*’2
11 — 5 ] 824 1809 1803 1812 1812
2,5; (III—Ш) III - I 2223 2234 2212 2218 2221
111-2 2276 2257 2284 2280 2274
Ш- 3 2332 nV; 2'; - 2335 2326
1 III — 4 2'296 2272 1 226-S 2280
III-5 2208 2223 22'9 221b 2213
3,0; (IV—IV) 1 IV (I—5)1 260'1 26 Ю j.iOO 2390 J 0-90
I
На основании многочисленных экспериментов нами
сформулированы основные требования к расположению
температурных зон в самообжигающихся электродах. В
электродах ферросплавных печей зона 350—550 "С должна
находиться, как показано па рис. XXVII.20. на уровне се-
редины коптактных щек. а температура электрода при вы-
709
ходе из его щек не должна превышать 900—1100 °C. В
контактные щеки электрод должен поступать «пластич-
ным», т. е. масса должна иметь температуру 150—250 °C,
что обеспечивает необходимый контакт щека — электрод*
Рис. XXVH.2L Температурное 1ю*ое электрода Сечецнем 2500x650 ыц по цро-
долЬнмм размерим прн замере температуры проходными терМОме; рами (циф-
ры пи поперечном ссчекин электрода /—7 — номера термопар);
ц — по малой оси; б — по большой осн
Высота каждой зоны (подзоны) определяется конструкци-
ей контактного узла, обдувкой электродов, тппом выплав-
ляемого сплава, электрическими параметрами работы печи.
На рис. XXVII.20 показано симметричное расположение
изотерм в электроде. В большинстве случаев имеет место
710
явно выраженная асимметрия температур по отношению
к оси электрода (рис. XXVII.23, XXVIL24). Причиной этого
является более высокая температура в центре печи» а
также неравномерное распределение тока по трубопрово-
дам н щекам. Поверхностный эффект, а также эффект
близости расположения электродов и токоведущих эле-
ментов короткой сети также влияет на распределение тока
в каждом электроде и выделение тепла в ннх. Симметри-
рование температурных по-
лем электродов возможно
путем выбора дифференци-
рованных режимов обдувки
и оптимизации пространст-
венного положения токопод-
вода к каждому электроду.
О 200 400 600 t.ac
Рнс. XXVII.22. Схема отбора проб термоантрацита из |’аЛочего конца самооб-
зкигающепкя электрода рудовосстансаитсльной электропечи РПЗ-63:
/—/V ~ сечения электрода; 1— 5 — номера образцов
Рис. XXVIIДЗ. Характерное распределение температур зоны по длине и сече-
нию самообжигающегосй электрода яра его обжиге на печах типа РКЗ-16„з
(I — расстояние от верхней кремкн контактных щек до рабочего конца элек-
трода):
/ — внутренний сектор; 2 — центр; 3~ внешний сектор
Разработаны математические модели для расчета тем-
пературного поля самообжигающнхся электродов» которые
позволяют выяви 1 ь влияние конструктивных н технологи-
ческих параметров на положение изотерм в электроде
(рнс. XXVII.25). С. Л. Степанянцем создана также дина-
мическая модель и программа для ЭВМ. Параметры элек-
тродов, сила тока в электроде, скорость его перемещения
711
Рнс. XXV] 1.24. Tv иловое поле •лмооОжи; аюгцегося
электрода (диаметр 1200 мм), печи для выплавки
передельного высокоуглероднстого феррохрома
в ванне печи, глубина погружения электрода, а также
мощность на электродах могут изменяться в программе в
функции времени. К. А. Черепанов применил разностный
метод (явная схема) для решения уравнения теплопро-
водности:
1 у /. dt \
г dr \ dr I
(XXVII.5)
где Хэф— эффективный коэффициент теплопроводности
электродной массы; и — скорость опускания (перепуска)
Рис. XXVII.25. Изменение во времени температуры электрода в разных
точках:
г-0 (I). г=0,3 (2) и г=О,б м (5)
электрода; Л — коэффициент теплопроводности; у — плот-
ность электродной массы; / — плотность тока; р — удель-
ное электрическое сопротивление электродной массы.
Произведение /2р позволяет моделировать выделение
джоулева тепла. Величину можно рассчитать по выра-
жению:
Ч|.= + ?8U) (/к- <<), (XXV11.6)
где С(/])—теплоемкость электродной массы до и после
коксования; q— удельная теплота коксования; t— тем-
пература электродной массы до и после коксования; £н н
tK—температура начала и конца обжига соответственно:
713
б(/) при t<tB и t>tR; б(/) = 1 при /Э Для практи-
ческих целей можно рекомендовать номограмму, рассчи-
танную В. Л. Розенбергом и позволяющую для электродов
диаметром 1,5—4,0 м, определять плотность тока и вели-
чину перепуска, при которых обеспечивается требуемое
положение зоны обжига электрода.
§ 5. Контроль зашихтованной части электрода
Целесообразно зашихтовывать такую длину рабочего са-
мообжнгающегося электрода, чтобы обеспечивались наи-
более высокие технико-экономические показатели выплав-
ки того или иного ферросплава. Для автоматического
управления ферросплавной печью следует считать главней-
шими позицию электродов (т. е. погружение электродов)
и соотношение компонентов в шихте, так как другие гео-
метрические и электрические параметры печи постоянны
или могут быть легко стабилизированы. Скорость расхо-
дования электрода в ванне печн зависит от типа выплав-
ленного сплава, количества восстановителя в шихте, мощ-
ности на электродах, напряжения и некоторых других
факторов. Удельный (линейный) расход электрода и рас-
ход электродной массы при выплавке различных марок
ферросилиция характеризуются приведенными ниже дан-
ными;
Марка сплава ..... ФС20 ФС25 ФС45 ФС65 ФС75 ФС90
Линейный расход электрода,
ММ./1000 кВт-ч........0.3 0,3 0.46 0.55 0,89 1,34
Расход массы, кг/т сплава . 6,0 6,6 16,1 30.0 52,0 139,0
Расход электродной массы завнент также от ее каче-
ства, размеров и расположения электродов в ванне печн.
Для шлаковых процессов следует учитывать также каче-
ство шлака, его основность. На ЭВМ методом математи-
ческой статистики выявлено влияние некоторых парамет-
ров на величину перепуска (II) электрода сечением 2800Х
Х650 мм силнкомаргапцевоЙ печи РПЗ-63 за смену (8 ч):
П = 0.0005 Э—0,0003 К—0,0006 М + 31,6664 Вш+0.0013Ш—
—0.007 В+ 314,7812: где Э — расход электроэнергии за
смену, кВт-ч; К—расход сухого кокса, кг; Вш—основность
шлака (% СаО+% MgO)/(% SiOs); Ш —выход шлака
за смену, кг; В — количество влаги, вносимой шихтой, кг;
М — количество силикомарганца СМн!7, полученного за
смену, кг. За изученный период времени (два года) сред-
няя величина перепуска электрода составила 571 мм. Од-
714
нако это средняя величина за смену. А для управления
печи необходимо знание расхода, точнее длины зашнхто-
ванной части электрода, т. е. расстояние от торца электро-
да до подины печи. Предложен ряд способов контроля
зашихтовапной части рабочего конца электрода: прямые
методы — взвешиаание, ультразвуковая локация, косвен-
ные — изменение температуры по данным термопар,
заложенным в подину печи, измерение реактивного сопро-
тивления ванны под катодным электродом и др. по соста-
ву колошниковых газов, температуре на боковой поверх-
ности ванны печи, по акустической характеристике дуг
работающей печп и др. Однако надежного метода пока
еще ие найдено, хотя перспективным является способ, ос-
нованный на связи расстояния электрод — подина (Л) с
активным сопротивлением ванны печн (М.. 3. Файницкнй
в Л. Н. Реутовнч)
h -- (5?v/- cos^jW) = (XXV1I.7)
где d — диаметр электрода; Р— мощность на электроде;
1 — сила тока в электроде; р — удельное электрическое
сопротивление шихты в под электродном пространстве; (3 —
показатель инерционности печи; т] — электрический к. п. д.
Метод внедрен на рудовосстановительных печах фосфор-
ных и карбидных заводов.
Восстановление рабочих концов электродов
Многолетний опыт эксплуатации ферросплавных печей по-
казывает, что несмотря па соблюдение технологических па-
раметров обжига электродов, па практике имеются случаи
обрыва (отгара) рабочих концов электродов по обожжен-
ной части и обрывы с вытеканием электродной массы. Име-
ется несколько вариантов восстановления электрода после
обрыва. Если обрыв произошел по скоксованиой части и
оборвавшаяся часть выступает над шихтой, иа плоскость
обрыва электрода подают 50—70 кг дробленой электрод-
ной массы п опускают верхнюю часть электрода до плот-
ного контакта с оборвавшейся частью электрода. После
этого следует операция перепуска электрода, а спустя
5 мии после подсыпки массы электрод опускают так, что-
бы места обрыва вошли в шихту. Затем трансформатор
переключают на низшую ступень напряжения и включают
печь.
В случае обрыва электрода в шихте оборвавшуюся
часть стремятся продавить, затем перепустить электрод к
715
включить трансформатор иа рабочую ступень. Наиболее
затруднительно устранять обрыв электродов в щеках с
высыпанием электродной массы, так как для этого тре-
буется перепуск электрода, загрузка массы, обжиг рабо-
чего конца электрода и обдувка по специальным режимам,
устанавливаемым в каждом конкретном случае.
Из числа причин ненормального заглубления электро-
дов и расстройства хода печи главной является неточное
дозирование кокса в шихте. Углеродистый восстановитель
служит химическим реагентом в реакциях восстановления
и проводником тока в шихте. При избытке кокса вслед-
ствие понижения электрического сопротивления ванны
электроды перемещаются вверх, а при недостающем ко-
личестве углерода неизбежно чрезмерное заглубление
электродов. Эти отклонения устраняют корректировкой
шихты.
§ 6. Промышленная санитария
в цехах электродной массы
Общие требования промышленной санитарии в цехах
электродной массы, как и в ферросплавных цехах, обору-
дованных печами с самообжнгающимися электродами рег-
ламентированы основными нормативными документами.
Производство электродной массы связано с использова-
нием каменноугольного пока, относящегося к токсичным
продуктам. Пылегазовыделение прн прокаливании, дробле-
нии твердых углеродистых материалов оказывает вредное
действие на организм. Некоторые вещества, входящие в
состав смолы н пека, отнесены к канцерогенным веще-
ствам (3, 4 — бензпирен и другие полициклические угле-
водороды). 3. 4 — бензпирен концентрируется в у-фрак-
цпях смолы и пека. Исследование этих веществ позволило
разработать безопасную технологию производства элек-
тродной массы. На рнс. XXVII.26 показана принципиаль-
ная схема улавливания и очистки пылегазовых выделений
в одном из новых цехов производства электродной массы.
Из вращающейся барабанной печи / для прокаливания
твердых углеродных материалов (антрацита, кокса) горя-
чий газ поступает в циклон грубой очистки 2, где он ох-
лаждается и частично очищается от грубых твердых час-
тиц. Из циклона газ направляется в газопровод 3, в ко-
тором вмонтированы пять форсунок 4 для орошения его
водой. Скруббер 5 имеет верхний 5а. средний 56 и нижний
5в орошаемые пояса в виде песколькнх расположенных
716
по кольцу форсунок. Выходящий из скруббера влажный
очищенный газ в каплеуловителе 6 отделяется от влаги.
Осушенный газ далее через систему газопроводов, обо-
рудованную запорной и регулирующей аппаратурой, пода-
ется в коллектор 7. Отсос газа осуществляется вентиля-
тором 8 и поступает в трубу 9. Очистка газа сопровожда-
ется образованием грязной воды и шлама, которые посту-
пают в шламоотстойник 10. Вода после дополнительной
очистки используется в оборотном цикле как условно
чистая.
Рис. XXVII.'26. Схема очистка пылегазовых выделение в технологическом цнк»
ле производства электродной массы
При обжиге электродов на печах, часть летучих ве-
ществ, содержащуюся в электродной массе, подвергают
пиролизу, а остальная часть выделяется в окружающую
печь атмосферу, поэтому печн оборудованы отсасывающи-
ми вентиляторами,
Пылегазовыбросы на печах РПЗ-63 отсасывают венти-
ляторами типа ДН-19 (рис. XXVII.27) и подают иа очист-
ку в трубы Вентури ТК-800 (диаметр горловины 800 мм.
производительность 9900—154 000 м3/ч). Удельный расход
воды па орошение газа составляет 0,3—0,5 г/м3. Затем
газ поступает в циклоны-каплеуловители типа КН-33 с
717
пленочным орошением стенок (диаметр 3,3 м, высота
10 м). Очищенный газ через дымовые трубы выбрасывает-
ся в атмосферу.
§ 7. Угольные и графитированные электроды
Одним из недостатков самообжигающихся электродов
является поступление с кожухом в выплавляемые ферро-
сплавы железа, содержание которого в ряде сплавов (ме-
таллическом марганце, низкоуглеродистом феррохроме
и др.) должно быть возможно меньше. Кроме того, само-
обжигающиеся электроды в большей мере, чем графитн-
Рмс. XXVII.27. Схема отсоса от зонта печи типа РПЗ-63 я очистки газов:
J — вентиляторы; 2 — трубы Вентури; 3 — каплеуловитель; 4 — зонт печн
рованные науглероживают расплавы, в которых содер-
жание углерода строго регламентировано и не должно
превышать 0,01—0,05%. Таким образом, при выплавке
безуглеродистых ферросплавов вынужденно применяют
более дорогие и дефицитные графитированные электроды.
В случае, если железо является вредной примесью, а уг-
лерод практически не растворяется в сплаве, как, напри-
мер, при производстве кристаллического кремния, исполь-
зуют более дешевые угольные электроды. Графитированные
и угольные электроды производят на специализированных
электродных заводах системы Мннцветмета СССР: ДЭЗ,
ЧЭЗ, НовЭЗ, НЭЗ и др. Для получения электродов обоих
видов используют термоантрацит, коксы (каменноуголь-
ный. пековый, пефтяной), а в качестве связующего — ка-
менноугольный среднетемпературиый пек. Технологическая
718
схема получения графитирован-
ных электродов показана на
рис. XXVII.28. Особенность этой
сложной схемы состоит в том,
что получение графитированных
электродов ведут в две стадии.
На первой стадии получают
обожженные при 1200—1250°С
так называемые зеленые заготов-
ки, а на второй—эти заготовки
подвергают графитизации.
Угольные электроды. По
Таблица XXVI 1.5. Техни-
ческие требования к уголь-
ным электродам и ниппе-
лям
Ж, мм р. мкОы*м (не Солее)
ЗУ») ЭУ1
До 400 40 45
500—700 50 57
750 45 53
ГОСТ 4425- 72 угольные электроды выпускают диаметром
от 50 до 750 мм номинальной длиной от 1000 до 2300 мм.
В последние годы освоено производство угольных электро-
дов диаметром 1200 мм. Электроды подразделяют по
удельному электрическому сопротивлению р на две марки
ЭУ0 и ЭУ1 (табл. XXVH.5).
Рекомендуемая ГОСТ 4425—72 плотность рабочего то-
ка должна иметь значения, приведенные ниже:
Диаметр электродов, мм
до 150 200 250 300 350 600 700 750'
Плотность рабочего тока,
А/смг (не более)............... 12 It 10 10 10 0 8 7,5
Угольные электроды имеют следующие физико-химиче-
ские свойства при диаметре их 750; 175 мм соответствен-
но: истинная плотность 1,537; 1,601 г/см3, кажущаяся плот-
ность 1,917; 1,967 г/см3, пористость 19,81; 18,60 г/см3, удель-
ное электрическое сопротивление 42,65; 28,39 мкОм • м,
<тСж 22,7; 31,1 МПа, аиэг 7,2; 10,0 МПа, аразр 1,99; 4.56 МПа,
коэффициент термического расширения 3,5—4,7; 3,6- 10^/°С,
.модуль упругости 0,47; 0,58 МПа,
Наращивание угольных электродов производят при по-
мощи ниппельных соединений. Ниппели имеют цилиндри-
ческую (для электродов диаметром <400 мм) и кониче-
скую (для электродов диаметром 500—750 мм) форму.
Графитированные электроды. Производство графитиро-
ванных электродов для дуговых печей в мире в 1985 г.
составило 750—800 тыс. т. Основным потребителем их
является сталеплавильная промышленность, хотя некото-
рое количество их используют ферросплавные заводы. Со-
гласно ГОСТ 4426—80 графитированные электроды изго-
тавливают следующих марок: ЭГ00, ЭГ00А, ЭГО, ЭГОА, ЭГ
и ЭГА диаметром от 75 до 555 мм. Чем больше диаметр
719
Рнс. XXVI 1,2а. Технологическая схема получения графи;нрава иных электродов
720
электродов, тем больше
денных ниже данных:
Диаметр электрода,
мм .................75
Длина электрода, мм 1100
нх длина, что следует из праве*
100 150 260—400 450—500 555
1100 1200 1500 1700— 1900 > 900
В новых разработках (ГОСТ 4426—80) не рекоменду-
ется применять электроды диаметром 75 и 450 мм.
Электроды небольших размеров (диаметром до 200 мм)
и ниппели к ннм изготавливают с трапецеидальной ци-
линдрической резьбой, а электроды диаметром >200 мм
и ниппели к инм — с конической резьбой. Удельное элек-
трическое сопротивление р графитированных электродов
значительно ниже угольных, н оно тем ниже, чем меньше
диаметр электрода. В зависимости от марки и диаметра
электродов р характеризуется следующими данными,
мкОм - м:
Диаметр электрода, мм: ЭГ00, ЭГООА ЭГО, ЭГОА ЭГА
75—200 <7,5 7,6—8,0 8,1-10,0
250—400 <8,0 8,1—9,0 9,1—12,0
450—555 <8,0 8,1—9,0 9,0—12,5
Средние значения пределов прочности при изгибе и
разрыве электродов должны соответствовать указанным
ниже.
Диаметр электродов, мм . . . . 75—200 250—400 450—555
Оизг, МПа (не менее): ЭГ00, ЭГООА . . 7,8 6,9 6,4
ЭГО. ЭГОА. ЭГ, ЭГА . . . . 7,9 6,9 6,4
Оразр, МПа (не менее): ЭГОО. ЭГООА . . 3,4 3.4 2,9
ЭГО, ЭГОА, ЭГ, ЭГА . . . . 3,4 3,4 2.9
Стандартом оговаривается также и допустимая сред-
няя плотность тока на высшей ступени мощности периода
плавления в дуговых электропечах. Из приведенных в
табл. XXVII.6 данных следует, что допустимая плотность
тока снижается с увеличением диаметра электродов.
Более высокие значения допустимой плотности тока
имеют электроды высших марок ЭГ00, Для электродов
марок ЭГООА, ЭГ0А, ЭГА допускается увеличение допус-
тимой средней плотности тока па 15% по отношению к
электродам марок ЭГ00, ЭГО и ЭГ соответственно.
Графитизацию электродов производят в печах сопро-
тивления, в которых рабочим сопротивлением служат сами
графитирующиеся электроды и углеродная засыпка (кок-
сы). На отечественных электродных заводах печи для гра-
24. 23?.
721
Таблица XXVII.6. Допустимая средняя плотность тока на электро-
дах различных диаметров (по ГОСТ 4426—80), А/см2
Марка электрода /ср на электродах диаметром, мм (нс более)
75 100 150 •200 250 300 350 400 450 500 555
эгоо 40 38 32 29 27 25 24 22 21 20 20
эго 36 34 28 26 23 21 20 18 18 17 17
эг 34 32 26 23 21 19 18 16 16 15 15
фнтизации имеют различные рабочие объемы от 147 до
285 м3. Электрический режим печей графитизации следу-
ющий: напряжение 200 В, сила тока 120 кА; удельный
расход электроэнергии 400—700 кВт-ч на 1 т загрузки.
Печи, работающие иа постоянном токе, имеют более вы-
сокие производительность и коэффициент мощности. Энер-
гетические характеристики новых «большегрузных» печей
графитизации, оборудованных двумя печными трансфор-
маторами типа ЭОЦН-1400/35, следующие: электрический
к. п, д, 82%, тепловой 42%, энергетический 34%.
Традиционная схема производства графитированных и
угольных электродов дополняется в некоторых случаях
еще одной стадией, которая может выполняться как у про-
изводителя, так и потребителя электродов. Эта дополни-
тельная стадия состоит либо в пропитке электродов раз-
личными веществами, либо в нанесении на них покрытий
для повышения стойкости против окисления. Имеется мно-
жество составов и методов пропитки электродов. Покрытия
графитированных электродов позволяют уменьшать поте-
ри от окисления на 00% и расход при выплавке стали па
10%. Эти покрытия содержат кремний, хром, титан и не-
которые другие металлы.
Разработаны покрытия для электродов, нашедшие ши-
рокое применение в ряде стран. Сущность метода защиты
электродов от окисления заключается в нанесении иа по-
верхность электродов сплавов, состоящих из алюминия и
карбида кремния в соотношении 1:1 и составляющих
75% состава покрытия. При этом толщина слоя не пре-
вышает 0.8 мм, а удельное электрическое сопротивление
0,07—0,10 Ом-м. Температура разрушения покрытия пре-
вышает 1850 °C. Производство графитированных электро-
дов с этим покрытием в мире составляет 40—50 тыс. тг
причем электроды с покрытием на 20—25% дороже обыч-
ных.
722
В СССР также разработаны составы и способы нане-
сения покрытий на поверхность электродов. На одном из
электродных заводов внедрена
шитного покрытия на графи-
тированные электроды. Смесь
состоит из алюминия (основа)
и добавок TiO2, П2ВО3, SiC и
кремния. Защитную смесь на-
носят на электроды методом
металлизации с последующей
электродуговой обработкой.
Удельный расход электродов
с покрытиями снижается на
15—20%.
Особый интерес представ-
ляют научные поиски в облас-
ти создания конструкции и ма-
териалов для композитных
электродов (рис. XXVI 1.29).
Под составными электродами,
подразумевают графитирован-
ные электроды, состоящие из /
постоянной металлической во-
доохлаждаемой и сменной гра-
фитированной частей. Приме-
рно. XXVI 1.29. Схема комбинированного
графитированного электрода:
/ — графитированная секция; 2-- вод сю х-
лзждяемый металлический ниппель; 3 —
водсю.хлаждаемая металлическая секция
технология нанесения за-
нсние составных электродов на заводе одной из канадских
фирм, на печн вместимостью 75 т с установленной мощ-
ностью трансформатора 45 МВ-А позволило снизить
удельный расход электродов на 20%.
24
Глава XXVIII. ОСНОВЫ ПРОЕКТИРОВАНИЯ
ФЕРРОСПЛАВНЫХ ЦЕХОВ
И ЗАВОДОВ
§ 1. Общие положения
Проектирование ферросплавных цехов и заводов — это
процесс создания проектов нового завода, цеха, участка
или реконструкции указанных объектов в связи с необ-
ходимостью увеличения объема производства ферроспла-
вов, приведения технологии, объемно-плаиировочных ре-
шений и экологии в соответствие с требованиями научно-
технической революции в черной ‘металлургии.
Проект объединяет научные разработки в области тео-
рии и технологии выплавки ферросплавов с их производ-
ством, Чем выше достоверность результатов научных ис-
следований и выше качество принятых проектных реше-
нии, тем быстрее будут освоены элсктропечныс мощности»
технология выплавки ферросплавов н достигнуты проект-
ные технико-экономические показатели. Проектирование
основано иа теоретических основах, ведется по своим,
присущим ему, законам, нормативным документам в тес-
ной взаимосвязи с другими отраслями науки н техники,
и особенно с экономикой и экологией. Для процесса про-
ектирования характерна, с одной стороны, дифференциа-
ция, а с другой — интеграция, поскольку с развитием
науки и технологии проектирования выявляется много об-
щих закономерностей и методов проектной деятельности.
Он включает несколько основных звеньев: порядок разра-
ботки илн стадийность выполнения проекта, процесс рас-
смотрения материалов проектирования (экспертиза про-
ектов) и утверждение проектов.
Государственные проектные организации подразделяют
на отраслевые и специализированные.
Проектирование объектов (завода, цеха и др.) начи-
нается с выдачи технического задания в соответствии с
решением директивных органов.
В техническом задании заказчик указывает подлежа-
щпн проектированию объект (завод, цех), промышленную
площадку, объем производства и сортамент ферросплавов,
сырьевую базу, тип электропечей, энергетическое снабже-
ние и другие данные. Гснпроектировщпк с привлечением
специализированных проектных организаций производит
на указанной в задании промышленной площадке инже-
724
верные изыскания, результаты которых необходимы для
научно-обоснованного, технически правильного и экономи-
чески целесообразного решения основных вопросов проек-
тирования.
Проект иа строительство (генеральную реконструкцию)
ферросплавных заводов (цехов) разрабатывают в несколь-
ко стадий. На первой стадии выполняют технический
прбект, а иа второй — так называемые рабочие чертежи.
В ряде случаев проект выполняется в одну стадию —
технорабочий проект. Он совмещает технический проект
с рабочими чертежами, разрабатывается, как правило,
для объектов, которые будут сооружаться по типовым и
повторно применяемым проектам. В соответствии с суще-
ствующими положениями разработке проекта предшеству-
ет составление технико-экономического обоснования (ТЭО)
целесообразности строительства иля реконструкция фер-
росплавных объектов. Основными задачами первой ста-
дии выполнения проекта иа строительство объектов фер-
росплавной промышленности являются: 1) разработка
вопросов технологии, организации, экономики, экологии
планируемого производства; 2) принятие объемно-планиро-
вочных решений; 3) принятие архитектурно-конструктив-
ных решений по зданиям отделений шихтовых материалов,
плавильных и разливочных корпусов, складских помеще-
ний, энергетических и механических цехов и др,; 4) со-
ставление проектно-сметной документации; 5) определение
технико-экономических показателей проектируемого про-
изводства с установлением сроков окупаемости.
На второй стадии (рабочие чертежи) выполняют не
только собствеиио чертежи, но решают ряд других задач:
1) расчеты технологического, конструктивного, планиро-
вочного и экономического характера; 2) разработка до-
полнительных схем, сводных чертежей и их обосиоваиие;
3) составление пояснительной записки, которая вместе с
комплексом рабочих чертежей представляет рабочий про-
ект данного проекта. По существу, стадия рабочих чер-
тежей представляет собой стадию выполнения рабочего
проекта. Собственно графическая часть проекта (рабочие
чертежи) должна быть представлена: 1) технологическими
схемами и схемами расположения ферросплавных печей,
основных и вспомогательных цехов и отделений; 2) общим
видом (планом и разрезом цехов) на различных отметках;
3) деталировочными чертежами строительных конструк-
ций; 4) монтажными схемами; 5) планшетами генераль-
ного плана завода, цехов, агрегатов.
725
Проект передается в Миичермет СССР, в отдел капи-
тального строительства, где он проходит экспертизу н
утверждение. В зависимости от проектно-сметной стоимос-
ти объекта проекты иа строительство новых заводов и
больших цехов проходят экспертизу в Госстрое СССР, и
утверждаются Советом Министров СССР по представле-
нию Минчермета СССР.
В связи с возросшими объемами проектных работ, а
также повышением требований к их качеству все шире
внедряется проектирование с использованием ЭВМ, а так-
же автоматизация самого процесса. Применяют ЭВМ об-
щего и специального математического обеспечения средств
автоматики и оргтехники, которые организованы в систе-
му человек — машина, представляющую собой автомати-
зированную систему проектирования (ДСП). Поскольку
при составлении ТЭО, как правило, рассматривается мно-
жество вариантов проектных решений, использование ДСП
прежде всего исключает субъективизм при принятии ко-
нечных решений. Наряду с этим повышается точность
всех видов расчетов, качество документации, передачи за-
казчику проектно-конструкторской документации и т. д.,
что способствует ускорению строительства и ввода соору-
жаемых объектов в число действующих.
§ 2. Структура ферросплавных цехов
Структура ферросплавных цехов определяется рядом фак-
торов и прежде всего видом и способом получаемых фер-
росплавов. В общем все цехи можно разделить на три
группы. К первой группе относятся цехи для пронзводства
кремнистых, марганцевых и хромистых ферросплавов уг-
леродотермическими непрерывными процессами. Для этих
цехов характерны печи большой единичной мощности,
большие шихтопотоки и электропотребление, выделение
огромного количества колошниковых газов и другие по-
казатели. Ко второй группе относятся цехи для электро-
сил икотермическмх процессов с установкой в них печей
малой мощности, характерных для силикотермического
производства ферросплавов. К третьей группе относятся
цехи для алюминотермического производства ферроспла-
вов. Как правило, это небольшие по размерам плавильные
корпуса с установкой в них шахт для внепечиого получе-
ния ферросплавов или небольших по мощности электро-
печей. Для каждой группы цехов разработаны научные
основы решения проектных задач и в этом проявляется
726
дальнейшая дифференциация процессов проектирования
ферросплавных цехов и заводов. Несмотря на существен-
ные различия, при разработке проектов всех цехов есть
общие положения, в чем проявляется один из элементов
интегрирования проектирования. Основные факторы, при-
нимаемые во внимание при планировании ферросплавного
цеха: 1) планируемый объем производства н принятая
технология производства; 2) тнп и мощность ферросплав-
ных печей; 3) характер и количество подлежащих хране-
нию шихтовых материалов; 4) способ подготовки шихто-
вых материалов к плавке, метод их дозировки и способ
подачи на печи; 5) способ разливки я разделки ферро-
сплавов, уборка шлака и складирование готовой продук-
ции; 6) экологические факторы.
В соответствии с этим ферросплавный цех проектирует-
ся в следующем составе: склад шихты, аглофабрика (бри-
кетфабрика); помещение (бункерная галерея) для хра-
нения подготовленной шихты н ее дозировки (обычно раз-
мещается в плавильном корпусе или может быть отде-
лением шихтового двора); плавильный корпус, состоящий
из плавильного и разливочного пролетов; отделение раз-
делки и складирования сплавов; шлаковый двор пли от-
деление переработки шлаков,
§ 3. Нормы технического проектирования
Нормы технического проектирования (НТП) представля-
ют собой совокупность данных по удельному расходу ших-
товых материалов, электродной массы, огнеупоров, энер-
гетических ресурсов, которые рекомендуются в качестве
прогрессивно-оптимальных на данный промежуток време-
ни. НТП составляют в соответствии с инструкциями о
порядке разработки новых и пересмотра действующих
норм технологического проектирования, разрабатываются
на основе существующих способов и технологий производ-
ства ферросплавов, однако с обязательным учетом дости-
жений науки. В связи с этим роль исследований, направ-
ленных на уменьшение расхода шихтовых материалов,
экономии электроэнергии, электродной массы, огнеупоров
и других материалов, очень велика. НТП включает сле-
дующие основные показатели: I) коэффициенты для рас-
чета производительности ферросплавных печей; 2) расход
технологической электроэнергии; 3) продолжительность
работы электропечиых агрегатов; 4) производительность
электропечей; 5) расход основных и вспомогательных ма-
727
териалов; 6) сроки хранения и нормы потерь шихтовых
материалов; 7) расход воды; 8) нормы установки кранов
в складах шихты, плавильном корпусе и складе готовой
продукции; 9) нормы установки разливочных машин;
10) сроки хранения ферросплавов на складах.
В качестве примера ниже приведены отраслевые нор-
мы удельного расхода электроэнергии при выплавке фер-
росилиции и силнкокальция.
Марка сплава . ФС20 ФС25 ФС45 ФС65
Расход электроэнергии па 1 т сплава, МВт-ч/т . 1.93 2.7 4,65 7
Марка сплава . ФС75 ФС75* ФС90* скзо
Расход электроэнергии па 1 т сплава, МВт'Ч/т . 8,6 8,8 12 12
* Открытые печи,
Нормы расхода шихтовых материалов находятся на
уровне практических расходов, приведенных в каждой
главе, где рассматривается получение того или иного
сплава.
Ниже приведены нормы производительности печей при
выплавке ферросилиция (числитель — т/сут, знамена-
тель — т/год).
Мощности печей, МБ-А ... 16.5 24 33 48 63
Производительность:
фС45 73.6 107.1 147,2 214,2 290,7
25 700 37 500 57 500 74 900 98 300
ФС90 „Л3 . 56^ - -
10 100 14 600 20 100
Регламентирована продолжительность работы печей
при выплавке каждого сплава. Так, при получении фер-
росилиция марок ФС25, ФС45 и ФС65 печь должна рабо-
тать не менее 350 номинальных суток в году, а сплавов
ФС75, ФС90 — не менее 355 сут.
ЦНИИПпромздания разработал ряд методик н норм
определения стоимости эксплуатации промышленных зда-
ний на стадии проектирования. НТП предусматривают
оценку классификации помещений ферросплавных цехов по
категории производства и классу пожароопасности. Так,
плавильные корпуса отнесены к категории производства
Г, склады шихты — В. металлотермпческие пехи — Б, Су-
ществует также классификация цехов, корпусов и отдель-
ных установок ферросплавного производства как электро-
приемников но надежности электроснабжения. В частиос-
728
ти, ферросплавные печи отнесены ко второй категории,
разливочные краны—к первой, а механизм открывания
окон и светоаэрационных фонарей — к третьей категории.
Нормами шумовой характеристики оборудования, уста-
новленного в ферросплавных цехах, регламентированы
уровни шума в децибеллах (дБ). Обычно шумовые пока-
затели установок не должны превышать 90—ПО дБ, а на
рабочих местах — 85 дБ.
К нормам технического проектирования отнесены так-
же и типовые штаты ферросплавных цехов. Так, для цеха
в составе 8—10 печей мощностью 24 МВ-А каждая инже-
нерно-технических работников должно быть ие более 40
человек. Если печи имеют мощность свыше 24 МВ-А, то
допускается в штате цеха 44 человека ИТР.
§ 4. Выбор типа и мощности ферросплавных печей
Ферросплавные печи характеризуются основными электри-
ческими и технологическими параметрами, которые при-
ведены ниже.
Электрические параметры: 1) номинальная (установ-
ленная) мощность трансформатора S, кВ-А; 2) коэффи-
циент мощности cos <р; 3) электрический к. п, д. печи tj:,;
4) интервал вторичных напряжений, В; 5) максимальная
сила тока в электроде, кА.
Геометрические параметры: 1) диаметр электрода
мм (для прямоугольных электродов сечение Ь-1, мм2, где
b и I — соответственно ширина п длина поперечного се-
чения электрода, мм); 2) внутренний диаметр ванны £>в
(для печей прямоугольной формы соответственно В, L,
мм); 3) диаметр кожуха печн £>к, мм (для печей прямо-
угольной формы Вк и Гц, мм); 4) диаметр распада элек-
тродов Dp, мм (для прямоугольных печей расстояние меж-
ду осями электродов одной фазы г, мм); 5) высота печи
Нй, мм.
Технологические параметры: 1) производительность пе-
чи G, т/сут и т/год; 2) средний удельный расход электро-
энергии ТГуа, кВт-ч/т; 3) среднесуточный съем активной
электроэнергии, кВт-ч/сут; 4) удельный расход шихтовых
материалов на 1 т сплава, т/т; 5) длительность внеплано-
вых простоев печи, %; 6) плотность тока на электродах
j, А/см2; 7) расход электродов на единицу продукции,
кг/т И др.
Ферросплавные печи различаются по мощности и кон-
структивному исполнению. В СССР принят к изготовле-
729
нию ряд печей (приложения 1, 2), номинальная мощность
трансформаторов которых может изменяться от 2,5 до
72 МВ-А.
ВНИИЭТО рекомендует к установке в ферросплавных
цехах печей с формой ванны в зависимости от суммарной
мощности трансформаторов (Кр — круглая, П — прямо-
угольная, К — кольцевая).
Мощность МВ-А .... 16,5—63 63—100 100—150 150
Форма ванны................Кр Кр П К
Число электродов........... 3 6 6 12
В приложениях 1, 3 приведена характеристика новых
мощных печен с круглой ванной для выплавки ферроси-
лиция, феррохрома и силикохрома. Поскольку ферросплав-
ные печи представляют собой типовые агрегаты, задача
определения числа печей сводятся к выбору типа и расче-
ту их числа при заданном удельном расходе электроэнер-
гии I. Суточную производительность печи, работающей
в непрерывном режиме, рассчитывают по формуле:
О = (5-24.со5ф.КЛ2К;0ЛУУд, (XXVlII.l)
где Аг— коэффициент загрузки трансформатора по мощ-
ности (0,95—0,98); Аз— коэффициент использования транс-
форматора по времени (0,97—0,99); Аз—коэффициент,
учитывающий неравномерность напряжения в сети (0,96—
0,98).
Для силикотермических (периодических) процессов
следует вводить коэффициент А4, учитывающий простои
между плавками (обычно А* = 0.92 ч-0,94). Полезная мощ-
ность ферросплавной печн, выделяемая в ванне, равна
Лил = •$ cos <р т)э, где 5 — мощность печного трансформа-
тора, MB-А; cos <р — коэффициент мощности; )]3— электри-
ческий к. п. д. печи (т),-0.88-0,98).
Полезное фазовое напряжение С^пл связано с полезной
мощностью соотношением: Цюл = СР^ , где С и п— по-
стоянные коэффициенты; при п = 0,25 и п = 0,33 величина
С изменяется от 2,6 до 17.2, в зависимости от типа вы-
плавляемого сплава и мощности. В. Т. Бабенко показал,
что для печи мощностью 16.5 -21,5 МВ-А
С ~ 0,4455 0,1229 (РЯОл/3).
Линейный ток в электроде 7Л = Лшл/ЗТЛюл. Зная силу
тока и допустимое значение плотности тока в электроде
/, определяют диаметр электрода: (А = }'4Л/л/. Рекомендуе-
мые допустимые плотности тока в электроде зависят от
730
вида выплавляемого сплава. По данным практики могут
быть приняты значения /=4-ь7. Меньшие значения / при-
нимают для марганцевых ферросплавов.
В связи с возможным увеличением единичной мощнос-
ти печей до 100—150 МВ*А возникает ряд проблем умень-
шения реактивной мощности и повышения cos ф. Электро-
снабжение печных трансформаторов осуществляется непо-
средственно от сетей напряжением 35—220 кВ. Напряже-
ние с низкой стороны составляет 150—500 В при токе в
электродах до 120 кА. Чем больше мощность печи, тем
больше се геометрические размеры и ниже cos ф (ие более
0,6—0,7). При проектировании электропечей предусматри-
вают установку компенсации реактивной мощности, пред-
ставляющую собой группу конденсаторных батарей. Су-
ществуют две схемы их включения: поперечно- и продоль-
но-емкостная. Вторая имеет ряд преимуществ, поскольку
позволяет получать восходящие характеристики мощности
в точке приложения полной нагрузки; при поперечной
компенсации (или без нее) получается нисходящая зави-
симость мощности от тока. При этом надо меньше изме-
нять положение электрода для достижения определенного
изменения мощности. Такая схема включения увеличивает
срок службы конденсаторных батарей, поскольку номере
снижения токов в электродах от предельного до рабочих
значений батареи разрушаются, определяет конструктив-
ное оформление установок.
Из представленных в Приложении 3 данных следует,
что естественный коэффициент мощности cos ф для печей
мощностью 48—63 MB-А ие превышает 0,4—0,7, тогда как
с УПК он достигает 0,9—0,937.
При проектировании ферросплавных печей и электро-
термического оборудования необходимо стремиться к сни-
жению материалоемкости и трудоемкости, а также при-
менению прогрессивных материалов, заготовок и комплек-
тующего оборудования. За период с 1975 по 1980 гг. по
сравнению снижены средние нормы металла с 463 т/1 млн.
руб. продукции до 395 т/1 млн. руб., удельная материало-
емкость на единицу основного технического параметра —
с 38,8 до 34,2 кг/кВт, повышен коэффициент использования
материалов с 0,69 до 0,8. В проектных организациях
ВНИИЭТО, ВНИИТВЧ, заводских СКТБ заводов НЗЭТО
В ПО «Союзэлектротсрм» введена система функционально-
стоимостного анализа (ФСА), при помощи которой реша-
ется задача поиска путей снижения материальных и тру-
довых затрат при проектировании печей. Повышение тех-
731
иического уровня, качества электротермического оборудо-
вания ферросплавных заводов, представляющее комплекс-
ную задачу, решается в направлении научно-технических
исследований и опытно-конструкторских разработок, со-
вершенствования технологии и технического перевооруже-
ния, снижения материалоемкости и трудоемкости изделий,
унификации конструкции, внедрения системы управления
качеством продукции.
Кроме указанных выше, ВНИИЭТО разработал ряд
конкретных рекомендаций по дальнейшему совершенство-
ванию ферросплавных печей: применение интенсивного
охлаждения в условиях сильных электромагнитных полей
при токах на электродах 100—165 кА; герметизация печей;
использование полых электродов; нагрев шихты в трубча-
тых печах перед подачей ее в рудовосстановительную печь
(ДМетИ); применение пониженной частоты для печей
мощностью до 25 МВ*А. постоянного тока, создание и
внедрение АСУТП,
§ 5. Основные направления
в проектировании ферросплавных цехов и заводов
Одним нз главных направлений в развитии ферросплавной
промышленности является использование в проектируемых
цехах действующих и новых заводов печей большой еди-
ничной мощности, что улучшает весь комплекс технико-
экономических показателей производства ферросплавов.
Анализ приведенных в табл. XXVIII.1 данных показывает,
что увеличение как единичной мощности, так н общей
мощности установленных в новых цехах печен снижает
удельные капитальные затраты на строительство с 82 руб/т
сплава для печен 16.5 Л1В-А до 42 руб/т для печей
63 МВ*А, повышает производительность труда, улучшает
технико-экономические показатели производства ферро-
сплавов. Увеличение единичной мощности печей приводит
к снижению расхода металлоконструкций па строитель-
ство цехов. Ниже приведены данные, иллюстрирующие
влияние увеличения единичной мощности печей на рост
объема здания ферросплавных цехов и удельный расход
металла.
Единичная и суммарная
мощность печей в цехе,
МВ-А ................8X10.5= 8X16,5= 6x48= 6x63 =
= 84 = 132 =288 =378
Объем здания, ТЫС. м3 . . 212,5 315,1 486,4 844,5
732
Таблица XXVII1.1. Технико-экономические показателя производства
ферросплавов при увеличении мощности электропечей
Заводы
Показателя А В в
Установленная мощность электропечей, MB-А (проектная) Мощность одной электропечи, МВ• А Объем производства цеха, тыс. т (расчетное) Количество перерабатываемой за год шихты, тыс. т Объем плавильного корпуса, тыс. м Мощность технологического оборудова- ния, кВА Мощность вентиляционной системы, кВА Стоимость цеха (приведенная к сопоста- вимым условиям), тыс. руб Штаты цеха (приведенные к сопостави- мым условиям), чел В том числе: технологических рабочих ремонтного и дежурного персонала Всего работающих на I MB A установ- ленной мощности электропечей, чел. В том числе: технологических рабочих ремонтного и дежурного персонала Выработка за год на одного работа- ющего, т Мощность технологичевкого оборудова- ния на 1 МВ'А установленной мощнос- ти электропечей, В*А Мощность вентиляционных систем на I MB A установленной мощности, В-А Удельные капитальные вложения на 6,1 MB-А, тыс. руб Удельные капитальные вложения на I т продукции, руб 132 16,5 190 420 394 2000 2000 15600 508 264 200 3,8 2 1,52 375 15 15 120 82 198 33,0 300 660 480 2900 3000 23000 527 283 200 2,75 1,5 1.0 560 15,2 15,6 120 78 630 63,0 1200 3500 1354 10050 11000 50000 750 450 250 1.2 1.1 0,1 1600 15,6 18,0 80 42
Удельный объем здания,
м’/1 МВ-А ................. 2529
Удельный расход металла.
т/1 МВ-А (%)............... 132,0(100)
2386 1688 2234
101,2(77) 74,6(57) 50,2(38)
Эффективность увеличения единичной мощности печей
и мощности цехов иллюстрируется данными по наиболее
мощным и современным цехам НЗФ и ЕЗФ. По первым
вариантам технических решений НЗФ для достижения
733
объемов производства марганцевых ферросплавов, преду-
смотренных на‘десятую пятилетку (1976—1980 гг), потре-
бовалось бы соорудить семь цехов каждый в составе вось-
ми печей мощностью по 16,5 МВ-А как типовых, освоен-
ных в 60-е годы. При этом штат должен был составить
7790 чел., а капитальные вложения на строительство пре-
высили бы 570 млн. руб. По проектам Гипростали задача
решена путем строительства всего 14 электропечей (вместо'
56) единичной мощностью 63 МВ-А каждая. Штат умень-
шен до 6390 чел. и капитальные вложения — до 440 млн. руб.
От установки более мощных печей на ЕЗФ достигнута
высокая эффективность производства. Проектами Гипро-
стали предусмотрено выплавлять ферросилиций в печах
РКЗ-ЗЗМ2 н РКЗ-63И1. Основные технико-экономические^
показатели выплавки ферросилиция (в расчете иа ФС45).
по принятым в проектах решениям:
РКЗ-ЗЗМ2 PK3-63MI
Удельные капвложения на f МВ-А
установленной мощности печей, тыс. руб. . 133 127,6
Выработка продукции на I работающего,
т/год.............................. 774,1 1128,5
Себестоимость сплава, руб/т.........100,1 97,6
В области разливки ферросплавов важнейшим направ-
лением при разработке новых проектов является установ-
ка конвейерных разливочных машин. Общая характерис-
тика разливочной машины типа М720-1И для разливки
марганцевых ферросплавов приведена в гл. VI. Для новых
цехов в стадии разработки решаются задачи бескрановой
разливки ферросплавов, снижение потерь металла при раз-
ливке. В проектах ферросплавных заводов (НЗФ п ЕЗФ)
и цехов принята централизованная поточно-транспортная
система шнхтоподготовки и шихтоподачи. Эта система
Гипросталью не рекомендуется для дальнейшего приме-
нения и нуждается в корректировке. По данным Гипро-
стали, в перспективе целесообразно иметь самостоятельную
поточно-транспортную шихтовую систему отдельно для
каждого из цехов в составе нс более четырех электропечей
при их мощности от 100 до 150 МВ-А.
Электропечные трансформаторы необходимо устанавли-
вать иа открытой эстакаде с глубоким вводом высокого
напряжения. Обязательна также установка продольно-ем-
костной компенсации реактивного сопротивления электро-
печей.
При выполнении объемно-планировочпых решений но-
вых цехов приняты к строительству здания плавильных
734
корпусов в составе двух пролетов — печного и разливочно-
го (рис. XXVIII.1, XXVIII.2). Для улучшения аэрации цеха
кровля разливочного пролета выполнена крутоуклопиой
(рнс. XXVII 1.3). Однако по эксплуатационным характе-
ристикам предпочтительнее пологая кровля. Не рекомен-
дуется при строительстве неотапливаемых корпусов при-
менять стеновые ограждения из профиастила.
Экологические задачи решаются установкой новых
печей в герметичном исполнении, а также завершением
реконструкции установленных в 70-е годы мощных печей
для перевода их работы в герметичном режиме. Колош-
никовый газ с высокой теплотой сгорания должеп исполь-
зоваться для технологических целей и прежде всего для
предварительного нагрева шихты при выплавке марган-
цевых ферросплавов, а также как энергетическое топливо
или восстановитель.
§ 6. Автоматические системы управления
ферросплавными процессами (АСУ ФП) *
Современные ферросплавные печн (цехи) представляют
собой электротермические комплексы с высоким уровнем
автоматизации процессов выплавки ферросплавов. Функ-
циональная схема автоматизации выплавки ферросплавов
(рис. XXVIII.4) включает следующие системы управления
загрузкой дозировочных бункеров шихтовыми материала-
ми: автоматического дозирования компонентов шихты; за-
грузки бункеров шихтой; системы автоматической стаби-
лизации давления газа под сводом печи и регулирования
режима газоочисток. Наряду с этим электротермический
комплекс оборудован многими устройствами, которые вы-
полняют функции контроля и регулирования заданных
параметров. Главные из ннх: устройство контроля злектро-
печных параметров установки; устройство автоматического
перепуска электродов и др. (см, рис. XXVI 1.8). При раз-
работке проектов новых печей и цехов (в том числе и для
замены старых, ныне действующих) проектируются авто-
матические системы управления ферросплавными процес-
сами (АСУ ФП). АСУ ФП предназначена прежде всего
для согласования во времени и по параметрам физико-
химических (термодинамических и кинетических), элект-
рических, газодинамических и тепломассообменных процес-
сов получения конкретного сплава (группы сплавов) в
* По данным НИИАЧермет и НЗФ.
18
735
Рис. XXV11I.1. Поперечны!! разрез ферросплавного цеха э составе печного а
/ — электропечь; 2— свеча частого газа; 3 — мостовой кран длв загрузки э.тек
соответствии с заданными (или одной из заданных) функ-
ций системы — максимальной производительности, сниже-
ния удельного расхода электроэнергии, максимального
извлечения ведущих элементов (кремния, марганца, хрома
и др.) из шихты в товарный ферросплав. Второй важной.
736
разливочного пролетов:
трояна!! массы; 4 — «остовой кран; 5— разливочная машина
задачей АСУ ФП является получение достоверных данных
и исключение субъективного влияния на мпогофакторный
технологический процесс со стороны мастера, бригадира
и обслуживающего персонала в целом. АСУ ФП обеспе-
чивает также службы цехов и ферросплавного завода
737
объективной информацией о соответствии фактических ре-
жимов выплавки того или иного ферросплава заводским
параметрам.
При разработке АСУ ФП учитываются все взаимо-
связанные особенности многофакторной технологии, пара-
метры конструкции ферросплавных печей и оборудования
"Рис. XXVIП.2. Поперечный разрез ферросплавного цеха а составе печного в
разливочного пролетов с прямоугольными шестиэлектроднымн нечаян мощ-
ностью 63 МВ-А:
/ — устройство для прожига летки; 2 — передаточная тележка; 3 — раалиночнзя
машина; 4 —кошд; 5 —мостовой кран; б — стационарный реверсивный конвей-
ер; 7—механизм перемещения и перепуска электродов; 8 — устройство д.т>т
загрузки электродной массы; 3—воронка для приема шнхтьг. 10'— тракт подачи
шахты; // — распределительные течки; !’ — передвижные реперсиы? конвейеры;
13— бункеры для шихтовых материалов; 14 — грубодечки; 15 — электропечь за-
крытого тепа (РПЗ-63)
цехов. На основании этих данных задаются функции, воз-
лагаемые на АСУ ФП. Так, в первом варианте АСУ ФП
может иметь, как отмечалось выше, информационные и
управляющие функции. Каждая из этих интегральных
функций, подразделяется в свою очередь па частные функ-
738
ции. Информационные функции подразделяются на функ-
ции централизованного контроля и функции вычислитель-
ных и логических операций информационного характе-
ра. Функции централизованного контроля обеспечивают:
1) непрерывное и периодическое измерение, обработку,
оперативное отображение и регистрацию значений техно-
логических параметров и показателей состояния оборудо-
вания; 2) обнаружение, оперативное отображение, реги-
страцию и сигнализацию отклонений значений технологи-
ческих параметров и показателей состояния оборудования
от установленных пределов; 3) оперативное отображение
и регистрацию результатов математических и логических
операций, выполняемых комплексом технических средств...
Рнс. XXVIII.3. Схематический разрез цеха с крутоухлоиной крышей для про-
изводства ферросплавов в печах закрытого типа:
/ — электропечь; 2 — печной трансформатор; 5 — глубокий ввод высокого на-
пряжений; 4 — узлы загрузки; б—мостовой кран; 6 — самообжигающиеся элек-
троды; 7 — мостовой кран; 8 — разливочная машина; б —ковш
Функции вычислительных и логических операций ин-
формационного характера обеспечивают: I) косвенные из-
мерения технологических параметров и показателей состо-
яния оборудования; 2) вычисление и анализ обобщенных
показателен оценки текущего состояния процесса и его
составляющих; 3) диагностику протекания технологическо-
го процесса и состояние оборудования; 4) прогнозирова-
ние хода технологического процесса и состояния оборудо-
739
.ваиня; 5) расчет технико-экономических и эксплуатацион-
ных показателей функционирования электропечей и выдачу
-отчетных документов. В отличие от информационного на-
значения приведенных выше функций контроля, вычисли-
тельных н логических операций, управляющие функции
обеспечивают: 1) определение рационального режима ве-
ления технологического процесса плавки; 2) выдачу мас-
теру-технологу рекомендаций по управлению технологиче-
ским процессом плавки; 3) формирование и передачу на
входы локальных систем управляющих воздействий, обес-
печивающих реализацию выбранного режима. Ниже при-
ведены данные, позволяющие оценить техническую харак-
теристику АСУ ФП.
Тис. XXVIII.4. Функциональная схема автоматизации выплавки ферросплавов
ж мощных рудовосстановительных электропечах
Число процессоров...............................
Емкость оперативной памяти, Кбайт.............128
> внешней памяти на магнитных дисках.
Мбайт .........................................20
Продолжительность выполнения основных
операций, мкс:
сложения с фиксированной запятой............2,2
умножения с фиксированной занятой...........10
сложения с плавающей запятой................18—40
умножения с плавающей запятой...............23
Максимальная скорость ввода информации:
на печать, снмв./с............................от 10 до 280
на экран дисплея, симв./с................. 30000
Число пультов оператора ...................... 2
Число входных сигналов........................464
740
В том числе:
аналоговых (0—5 мА).........................116
аналоговых низкого уровня..................42
импульсных ................................24
дискретных ................................56
инициативных ..............................39
фиктивных (вводимых вручную)...............187
Число выходных сигналов......................196
АСУ ФП включает техническое, программное, инфор-
мационное, организационное обеспечение и оперативный
персонал. Техническое обеспечение — это комплекс сле-
дующих технических средств системы: 1) получения инфор-
мации о состоянии электропечпых агрегатов; 2) формиро-
вания и передачи информации; 3) вычислительной техни-
ки; 4) представления информации оперативному персона-
лу; 5) локального регулирования н управления.
В качестве основы управляющего вычислительного
комплекса для АСУ ФП применен типовой вычислительный
комплекс СМ-2, дополненный устройствами ввода-вывода,
внешней памяти н устройствами связи с объектом, Для
вывода информации из УВК использованы мнемосхемы,
печатающие устройства и устройства диалога — дисплей-
ные модули.
На центральном пульте управления (ЦПУ) размещен
мнемощит оператора-технолога, на который при помощи
•средств сигнализации и контроля выдается соответствую-
щая информация. Мнемощнт оператора ЦПУ состоит из
пяти щитов. Щиты № I, 5 предназначены для установки
источников питания, блоков кондуктивного разделения и
т. п. и нс несут информационной нагрузки. На щиты № 2,
3, 4 выдается информация, приведенная в табл. XXVII 1.2.
Таблица XXVIII,2. Информация, выдаваемая на щит оператора-
технолога
Информация Число сиг* налов Средства представ- ления информации Примечание
Превышение содержания СО в помещении АСГА-К I Табло световое ТСБ Поступает из ло- кальной системы
Наличие напряжения пи- тания 2 То же *—
Превышение напряжения питания 1 —— —
Температура сплава по леткам печей 5 и 6 , 6 Потенциометр самопишущий КСП1-063 Гр РС-20 Шкала 900— 1800 °C
741
Окончание табл. XXVIIL2
Информация Число сиг- налов Средства представ- ления информации Примечание
Концентрация СО в по- мещении АС ГА-К . . . 1 Миллиамперметр Поступает из ло-
КСУ-2-004 кальной системы
Состояние УВК .... 2 Табло световое ТСБ —
Состояние печи .... Коэффициент мощности 2 То же —
печи 2 Ф228Г-2
Расход активной энер-
гин по печи 2 То же
Активная мощность печи Реактивная мощность 2 — —
печи 2 II
Превышение температу- ры под сводом печи . . 6 Табло световое Поступает нз ло-
Превышение содержания ТСБ кальной системы
Нз под сводом печн (по блокам) 6 —
Превышение температу- ры:
стен печн 12 — * "
подины печи .... 2 «•в
Содержание в газе:
Нз 2 Ф228 Г-2
СО 2 То же
Состояние леток , . . 6 Арматура *—»
сигнальная
Состояние газодувок . . 4 То же
* Мнемосхема (от греч. mneme — память) — условное изображение управля-
ем ого объекта прн помощи символов и индикаторов, размещенных не специ-
альных панелях перед пультом оператора.
На мнемощпт плавильщика выдастся следующая ин-
формация (табл. XXVIII.3).
На мнемощит оператора дозирования и шихтоподачи
выдается информация, включающая десять наименований^
семь из которых представляются прн помощи индикатор-
ных ламп (табл. XXVIII.4).
Двенадцать видов отчетных документов о работе печей
выводится на устройство печати технологической инфор-
мации УПТ A52I-2. Прн необходимости печать докумен-
тов может осуществляться на устройстве параллельной
печати УБН А522-5 или устройствах последовательной пе-
чати ДАРО 1156. Для регистрации сообщений о нару-
шениях технологического процесса и действиях оператора
742
Таблица XXVIII.3. Информация, выдаваемая на мнемощнт пла-
вильщика
Информация Число сигналов Средства представления информации
Рекомендуемая ступень напряжения
по фазам Рекомендуемая активная мощность 6 Ф228 Г-2
по фазам Рекомендуемая установка тока по 6 То же
фазам Рекомендуемая установка активного 6 —
сопротивления ио электродам . , . «Перепустите электрод» — рекомеп- 12 —
дация 12 Табло световое ТСБ
«Выпустите сплав» — рекомендация . 6 Го же
Состояние леток 6 Арматура сигнальная АС 12014У2
Таблица XXVIH.4. Информация, выдаваемая на мнемощит опера-
тора дозирования и шихтовыдачи
Информация Число сигналов Средства представлении
Рекомендуемая установка дозаторов Текущий уровень шихты в печных 8 Ф228 Г-2
бункерах 28 М4200
Признак загрузки печных бункеров Состояние: 28 Индикаторная лампа
сборных конвейеров 2 Индикаторная лампа
наклонных конвейеров Состояние реверсивных конвейеров: 2 То же
загрузка северной стороны 2 —'
загрузка южной стороны Перемещение конвейеров: 2
влево 2 *—
вправо Вращение ленты конвейеров: 2 —
вперед 2
назад 2 —
Аварийный сход конвейера 4 —
Нижний уровень шихты в печных бункерах 28
в состав рабочего места оператора-технолога включено
устройство печати с клавиатурой УПК А531-3/1.
Для связи мастера-технолога с системой используется
дисплейный модуль ДМ-2000, на котором осуществляется
743
диалог с информационной подсистемой и выдаются сооб-
щения о нарушениях технологического процесса. Для свя-
зи начальника смены АСУ ФП с операционной системой
используется второй дисплейный модуль ДМ-2000, при
помощи которого выполняется распределение ресурсов си-
стемы, запуск и остановка задач, обмен информацией с
системой в режиме диалога и т. п.
Информационное обеспечение системы включает: 1) еди-
ную систему кодирования технологической и технико-
экономической информации; 2) справочную н оперативную'
информацию. Сведения по информационному обеспечению^
разработанному НИИАчсрмет, включает: 1) задание на
составление программы генерации операционной системы
вычислительного комплекса АСУ ФП; 2) задание на со-
ставление программ генерации задач сбора и обработки
информации АСУ ФП; 3) справочник шифров и кодов
АСУ ФП; 4) задание на программирование задач сбора
и обработки экспериментальных данных на печах; 5) за-
дание на программированне задачи контроля потреблении
шихты и электроэнергии всеми фазами электропечей.
Глава XXIX. ЭКОНОМИКА
И ОРГАНИЗАЦИЯ
ФЕРРОСПЛАВНОГО
ПРОИЗВОДСТВА
§ 1, Основы планирования ферросплавного производства
Основой производственной деятельности ферросплавного
завода является план предприятия, представляющий собой
комплексный текущий (годовой) план производственной
технологической и финансовой деятельности, а также со-
циального развития коллектива предприятия, конкретизи-
рующий показатели пятилетнего плана н предусматрива-
ющий выполнение государственных плановых заданий с
наибольшей эффективностью. План основывается на про-
грессивных технико-экономических нормах и нормативах
использования сырья, материалов, трудовых и денежных
ресурсов. Основные положения по нормированию расхода
и запасов сырья и материалов в производстве разрабаты-
ваются НИИ планирования и нормативов (НИИПиНом)
при Госплане СССР и утверждаются соответствующими
744
постановлениями Госплана СССР. Мипчерметом СССР по
согласованию с НИИПиНом разрабатываются и утверж-
даются отраслевые методики и инструкции по нормирова-
нию расхода сырья н материалов в ферросплавном про-
изводстве. Следует учитывать и правильно использовать
такие термины и понятия, как норма расхода, нормативы,
отраслевые и заводские нормативы, а также отходы и
потери. Например, норма расхода — это максимально до-
пустимое плановое количество сырья, электроэнергии на
производство единицы продукции установленного качества
в планируемых условиях производства, а нормативы —
поэлементные составляющие норм, характеризующие удель-
ный расход сырья, электроэнергии на единицу массы фер-
росплава, размеры технологических отходов и потерь
сырья по видам производственных процессов.
План предусматривает внедрение достижений иаучно-
’гехнического прогресса в производство ферросплавов, мо-
билизацию всех имеющихся резервов, осуществление ре-
жимов экономии материально-сырьевых, энергетических
ресурсов, использование хозрасчета, создание н внедрение
малоотходной технологии, повышение фондоотдачи с целью
максимального увеличения производительности электро-
печей, улучшения технико-экономических показателей, по-
вышения качества ферросплавов и решения природоохран-
ных задач электроферросплавной промышленности.
Каждый из разделов плана характеризует деятельность
ферросплавного завода как единой сложной системы. Каж-
дому разделу плана соответствует и своя система показа-
телей. Различают плановые (утверждаемые) и расчетные
показатели. Система директивно утверждаемых плановых
показателей — важный элемент хозяйственного механиз-
ма. План разрабатывают в две стадии. На первой стадии
каждый ферросплавный завод выполняет проект на основе
первоначального варианта директивных показателей и
комплексного анализа хозяйственной деятельности за пре-
дыдущий период. ВПО «Союзферросплав» Миичермета
СССР рассматривает проект этого плана, корректирует в
случае необходимости и утверждает заводу директивные
показатели, вытекающие из государственного народнохо-
зяйственного плана развития черной металлургии и элек-
троферросплавной промышленности в частности. На вто-
рой стадии завод составляет окончательный, уточненный,
вариант техпромфинплана, который утверждается дирек-
тором завода и направляется в ВПО «Союзфсрросплав»
для контроля за исполнением,
745
В последние годы все шире внедряются автоматизиро-
ванные системы управления производством, что позволяет
объективно оценивать ход выполнения плана и выбрать
оптимальные варианты использования всех ресурсов для
достижения максимальной результативности производства.
Вся многогранная деятельность ферросплавного завода
происходит в условиях хозяйственного расчета, Сущность
хозрасчета состоит в том, что каждый ферросплавный
завод в денежной форме соизмеряет затраты и результаты
своей хозяйственной деятельности, покрывает свои расхо-
ды денежными доходами от реализации продукции и обес-
печивает рентабельность производства ферросплавов. Хоз-
расчет основан на использовании товарно-денежных отно-
шений, в частности таких категорий, как цена, себестои-
мость продукции и прибыль. Как известно, цена — это
денежное выражение стоимости товара (ферросплава).Со-
циалистической экономике присуща плановая цена, выпол-
няющая функцию учетную, стимулирующую и перераспре-
делительную. Система цен включает ряд разновидностей,
в том числе оптовые и розничные (на товары широкого
потребления, оплачиваемые населением). Оптовые цены на
ферросплавы составляются и утверждаются за содержа-
ние 1% ведущего элемента.
В прейскурантах оптовых цен иа ферросплавы, сырье
и материалы указаны наценки и скидки материально-тех-
нического снабжения н сбыта (например, за содержание
ведущего элемента в руде, влажность сырья и Др-)» та-
рифы на электроэнергию и др.
Рентабельность Р производства ферросплавов опреде-
ляется отношением разности между оптовой ценой ферро-
сплавного завода данного вида сплава Ц и его полной
себестоимости С, называемой прибылью (П = Ц—С), к
полной себестоимости: Р = П/С=(Ц—С)/С=(Ц/С)—1. Пол-
ная себестоимость ферросплава или другой продукции
должна быть ниже отпускной цены, т. е. С. Если
Ц=С, то рентабельность равна нулю. При условии Ц<С
производство данного ферросплава является убыточным,
поэтому необходимо организовать производство таким об-
разом, чтобы себестоимость была по возможности ниже
отпускной цены.
Себестоимость ферросплавной продукции включает де-
нежные и ресурсные издержки ферросплавных заводов,
цехов, иа получение (выплавку) и реализацию того нлн
иного ферросплава, выражающие часть их стоимости, т. е.
себестоимость — это стоимость средств производства и
746
необходимого продукта. Себестоимость ферросплавов яв-
ляется одним из важнейших обобщающих качественных
показателей эффективности работы цехов и заводов в ус-
ловиях хозяйственного расчета. Для ферросплавных заво-
дов разработана система плановых показателей, которая
и определяет основные параметры их деятельности. К ним
относятся: объем производства и реализации ферроспла-
вов, сортамент ферросплавов и показатели их качества,
•общий фонд заработной платы, рентабельность, платежи
в бюджет и ассигнования из бюджета материально-тех-
нического снабжения.
На основе централизованных показателей ферросплав-
ные заводы разрабатывают конкретные плановые задания
по себестоимости ферросплавов, численности работников,
организуют труд и оплату труда, утверждают новые вы-
работки, решают вопросы материально-технического снаб-
жения.
Контроль деятельности заводов в денежной форме
-осуществляется путем сопоставления доходов с расходами
через выполнение плана по прибыли и рентабельности
производства в процессе кредитироваиия их деятельности,
что вызывает необходимость рационально использовать
средства, улучшать показатели хозяйственной деятельнос-
ти, осуществлять режим экономии.
Хозрасчетное предприятие за выполнение плановых
заданий, рациональное использование ресурсов, возмеще-
ние текущих затрат, своевременные и полные расчеты с
госбюджетом и кредитной системой, формирование фондов
материального стимулирования, создание необходимых на-
коплений для расширения производства. Для повышения
материальной заинтересованности работников в результа-
тах своего труда на предприятиях создавался фонд пред-
приятия — целевой фонд финансовых ресурсов. Он был
введен в 1955 г. и образовался по нормативам от 1% до
6% плановой и 30—60% сверхпланово!! прибыли в зави-
симости от уровня рентабельности. Однако по мере пере-
вода предприятий на новую систему планирования и эко-
номического стимулирования фонд предприятия заменялся
системой трех целевых фондов экономического стимули-
рования: 1) материального поощрения работников; 2) со-
циально-культурных мероприятий и жилищного строи-
тельства; 3) развития производства.
На рнс. XXIX. 1 представлены данные о распределении
балансовой прибыли в ферросплавной промышленности
СССР, из которых следует, что ~40% прибыли направля-
747
ется в бюджет в основном в виде платы за производствен-
ные фонды (33,43%), а 60% остается в ВПО «Союзфер-
росплав» для вычетов иа капитальное строительство, фон-
ды экономического стимулирования, плату за балансовый
кредит и другие средства.
В табл, XXIX. I дана развернутая структура статей
распределения прибыли Запорожского завода ферроспла-
вов (1985 г.).
Важным показателем работы ферросплавного завода
является показатель фондоотдачи, представляющий собой
рнс. XXIX.I, Структура распределения балансовой прибыли в ферросплавной'
промышленности (ВПО «Союэферросп.тав*)
выпуск продукции иа единицу стоимости производственных
фондов. Этот показатель характеризует уровень эффек-
тивности использования основных и оборотных производ-
ственных фондов, структура которых в ферросплавной
промышленности СССР представлена на рис. XXIX. 1Г
XXIX,2. Уровни фондоотдачи в различных отраслях не-
одинаковы. В 1975 г. па 1 руб. производственных основ-
ных фондов в целом по народному хозяйству приходилось
45 коп произведенного национального дохода в факти-
ческих ценах, в промышленности 50 коп, сельском хозяй-
стве 36 коп. Фондоотдача в ферросплавной промышленное*
тн (ВПО «Союзферросплав») в 1983 г. составляла 1,67 руб.
и 1984 г.— 1,53 руб.
748
Таблица XXIX. I. Распределение прибыли, утвержденной ВПО
«Союзферросплав» Запорожскому ферросплавному заводу на 1985 г.
Статьи Общая прибыль JJ ГОД, % Распределение прибыли. %.
. по кварталам I IV
I и | III
Платежи в бюджет (плата за фонды) 60,0 15,0 15.0 15,0 15,0
Отчисления в фонды: материального яоошре- НИЯ 6,41 1.59 1,59 1,61 1,62
социально-культурных мероприятий 2,47 0.59 0,60 0.63 0,65
предприятия 0,56 0,14 0,14 0,14 0,14
Расходы на хозяйственное содержание зданий, поме- щений, сооружений, пио- нерских лагерей .... 3,46 0,78 0,87 0,89 0.92
Расходы по уплате, %, за использование банковских кредитов 1,29 0,32 0,32 0,31 0,34
Возмещение вознагражде- ний за выслугу .... 3,18 0,795 0,795 0,795 0,795
Возмещение свободных средств экономического стимулирования . . , . 5.61 По усмотрению администрации1
Расходы на покрытие убытков жилищно-комму- нального хозяйства . . *. 1,41 0,40 и профс 0,31 □юза 0,29 0,4]
Разница в ценах на топ- ливо 0,21 0,07 0,035 0,035 0,07
Фонд поощрения за созда- ние и внедрение новой тех- ники 0,47 0,1175 0,1175 0,1175 0,1175
Возмещение разницы меж- ду закупочными н рознич- ными ценами (дорожные) 7.54 3,25 1.43 1.43 1,43
Сводный остаток прибыли 7,39 По кварталам распределена по усмотрению администрации
Плановая фондоотдача на 1985 г. составляла 1,6 руб.
Наряду с основными производственными фондами фер-
росплавные заводы располагают и оборотными фондами
(средствами) (рис. XXIX.3). На социалистическом пред-
приятии оборотные фонды представляют предметы труда
(сырье, основные и вспомогательные материалы, топли-
во, электроэнергия, покупные полуфабрикаты, незавершен-
ная продукция), которые в процессе производства целиком
переносят свои стоимости на готовый продукт.
74»
Рис. XXIX.2. Структура распределения нормируемых оборотных средств в ферросплавной промышленности (ВПО
«Союзферросилав» j
§ 2. Себестоимость ферросплавной продукции
Себестоимость включает экономические элементы затрат^
которые характеризуют стоимость израсходованных средств
производства и необходимого продукта, идущего на опла-
ту труда. Элементы затрат включают стоимость сырья,
вспомогательных материалов, топлива, электроэнергии,
амортизацию основного производства, заработную плату,,
отчисления на социальное страхование.
Рис. XXIX.3. Структура распределения основных производственных фондов е
ферросплавной промышленности (ВПО «Союэферросплав»)
Все расходы цеха, предприятия, связанные с получе-
нием ферросплавов, в совокупности образуют цеховую и
заводскую себестоимость продукции. Добавление внспро-
изводственных расходов к заводской себестоимости обра-
зует полную себестоимость.
Составляют плановые и отчетные (фактические) себе-
стоимости ферросплавов по итогам производственной дея-
75 Ь
тельиостя цехов н завода за месяц, квартал, год. При
составлении плановых и отчетных калькуляций, в том
числе на небольшие партии новых видов ферросплавной
продукции, производят калькуляцию, т. е. исчисление се-
бестоимости ферросплавов. Калькуляция — это один из ос-
новных показателей плана и отчета по себестоимости,
характеризующий затраты цеха, завода в денежной форме
на производство н реализацию 1 т ферросплава в нату-
ральном и базовом исчислении. Следует различать не-
сколько видов калькуляций себестоимости.
Плановая калькуляция составляется на планируемый
период на основе прогрессивных норм затрат труда и
средств производства, характеризующих улучшение орга-
низации'производства н труда.
Отчетная калькуляция себестоимости составляется на
основе данных учета (расхода сырья, электроэнергии и др.)
н характеризует фактический уровень затрат.
Нормативная калькуляция — разновидность текущих
плановых калькуляций. В их основе лежат текущие, дей-
ствующие нормы, характеризующие в основном достигну-
тый уровень затрат.
Проектные калькуляции представляют собой разновид-
ность перспективных плановых калькуляций и составля-
ются для определения наряду с учетом других показате-
лей эффективности капитальных вложений в новой технике.
Расходы, входящие в калькуляцию, в зависимости от
способа их исчисления, делятся на прямые и косвенные.
К прямым расходам относят издержки, определяемые на
единицу продукции по отдельным участкам производства
на основе норм и данных прямого учета, к косвенным
относят расходы, учитываемые и планируемые в целом на
производство, распределяемые тем пли иным способом
между цехами и участками готовой продукции и незавер-
шенным производством.
Порядок составления калькуляции себестоимости. Каль-
куляция себестоимости ферросплавов состоит из таблицы
затрат, которые исчисляются по следующим статьям:
1. Сырые и основные материалы. Поскольку потребля-
емые шихтовые (сырьевые) материалы для выплавки фер-
росплавов разнообразны, их относят к следующим груп-
пам: руда, концентраты и передельные шлаки; металли-
ческая часть шихты; восстановители; флюсы (известь, из-
вестняк. доломит, плавиковый шпат, кислые флюсы, квар-
цит). Все затраты завода, связанные с приобретением
сырья и основных материалов, доставкой н выгрузкой на
752
складах предприятия, исчисляются по ценам франко-вагон
отправления.
11. Отходы производства. К отходам относят скрап
ферросплава, образующийся при разливке, дроблении, а
также нестандартный металл, не принятый ОТК на год-
ный из-за несоответствия требованиям соответствующего
ГОСТ или получающийся при переводе печи с одной марки
сплава на другую (например ФС75 иа ФС45). Исчисле-
ние затрат производится по твердым ценам, установленным
вышестоящей организацией - - ВПО «Союзферросплав».
Отвальный шлак и потери «на угар» показывают в каль-
куляции только количественно, если шлак пе реализуется
другим потребителям.
IIL Брак. В калькуляции брак не планируется, так
как технология ферросплава должна обеспечить выход
только товарной продукции, соответствующей требованиям
стандартов. Однако в реальных условиях ферросплавного
производства по причинам изменения качества сырья (на-
пример, содержание фосфора, серы, ведущего элемента),
отклонения параметров технологии от заданных и других
получается продукция, которая называется браком и обыч-
но возвращается в производство в качестве компонента
шихты.
IV. Расходы по переделу, относимые на данный фер-
росплав. Это затраты цеха на переработку сырья я основ-
ных материалов для получения ферросплавов. Выделяют
расходы, непосредственно относящиеся к получению спла-
ва, и расходы общецеховые. В расходы по переделу, от-
носимые по прямому назначению, включают электроэнер-
гию технологическую (моторная электроэнергия), топливо
технологическое, электродную массу (графитированные
электроды), основную заработную плату рабочих, занятых
выплавкой, расход технологического инструмента и при-
способлений целевого назначения (мульды разливочных
машин, поддоны для разливки ферросплавов и др.).
V. Расходы по переделу общие для всех сплавов, об-
щезаводские расходы. К ним относятся общецеховые энер-
гетические затраты, заработная плата (кроме учитывае-
мой по статье IV). отчисления на социальное страхование,
расходы на текущие ремонты и содержание основных
средств, амортизацию основных фондов и прочие расходы
по цеху. Если технологической схемой производства пре-
дусмотрены дополнительные специальные способы обра-
ботки жидких (твердых) ферросплавов путем вакуумиро-
вания, удаления вредных примесей, то все эти затраты,
25.
232.
753
как и расходы на упаковку товарной продукции, также
учитываются. В процессе производства ферросплавов об-
разуются также побочные виды продукции в виде шлаков,
колошникового газа с высокой теплотой сгорания. Затраты
на очистку газа, транспортировку шлака и пр. включают
в статью «Побочная продукция». Реализация побочной
продукции снижает себестоимость ферросплавов.
Структура себестоимости ферросплавов, получаемых
углеродо-, силико- н алюмипотермическим способами, име-
ет существенные различия вследствие различных оптовых
цен на рудномииеральное сырье, удельного расхода сырья,
восстановители (кокса, кремния, силикомарганца, алюми-
ния), электроэнергию, а также расходов по переделу.
Для себестоимости сплавов, выплавленных углеродо-
термическим способом (табл. XXIX.2) доля расходов на
сырьевые материалы составляет от 17 до 40%, восстано-
витель (кокс) —от 7 до 18%, электроэнергию — от 26 до
44%, а расходов по переделу — от 10 до 20%; общезавод-
ские расходы нс превышают 0,5—2,5%. Более детальная
расшифровка структуры затрат по производству ферро-
сплавов углеродо- и силикотермическим (марганец метал-
лический) способами представлена в табл. XXIX.3.
В структуре себестоимости продукции металлургических
заводов Минчермета СССР доля затрат составляет (в
среднем по отрасли): сырье — 55%, восстановитель — 6%,
топливо и электроэнергия — 15%, амортизационные отчис-
ления— 8,5%, зарплата —10—12%, прочие расходы —
4-5%.
В себестоимости ферросплавов, получаемых силикотер-
мическим способом, доля затрат иа кремнистый восста-
новитель составляет 26—46%, что выше, чем затраты на
углеродистые восстановители, В связи с экзотсрмичностыо
реакции восстановления оксидов марганца и хрома крем-
нием уменьшается абсолютный удельный расход электро-
энергии, поэтому доля затрат по статье «Электроэнергия»
ниже, чем в стоимости ферросплавов углеродотермического
производства, и составляет от 5 до 19%.
Особенность себестоимости ферросплавов алюминотер-
мического способа производства состоит прежде всего в
том, что резко возрастают затраты на алюминий как вос-
становитель. Вследствие высокой стоимости ряда исходных
концентратов и алюминия, себестоимость и отпускные
цены на алюмннотермические ферросплавы значительно
выше, чем иа силнкотермичсскис и тем более ферросплавы
углеродотермического способа производства. Анализ струн-
754
Таблица XXIX.2. Структура затрат ка производство ферросплавов по ВПО «Союзферросплавэ
I Элементы затрат, %
25*
755
^Таблица ХХ1Х.З. Структура затрат на производство ферросплавов по Запорожскому ферросплавному заводу
да (1984 г.)
। Элементы затрат, %
туры себестоимости ферросплавов группы заводов, произ-
водящих сплавы металлотермнческим способом (табл.
XXIX.2), показывает, что в структуре себестоимости ос-
новные расходы приходятся иа сырье в восстановитель,
поэтому расходы по переделу относительно невелики.
§ 3. Планирование и хозяйственная деятельность
ферросплавного производства
в условиях экономического эксперимента
В 1984 г. введены Методические указания о порядке и
сроках разработки пятилстнего и годовых планов экономи-
ческого и социального развития и оценки хозяйственной дея-
тельности комбинатов (предприятий) Минчермета СССР,
участвующих в экономическом эксперименте. Методические
указания содержат: 1) общие положения о пятилетием и
годовых планах; 2) порядок разработки пятнлетнего пла-
на экономического и социального развития; 3) порядок
разработки годовых планов экономического и социального
развития; 4) порядок корректировки годовых и квартальных
планов; 5) оценка хозяйственной деятельности комбината
(предприятия); 6) ответственность за выполнение договор-
ных обязательств, контроль за заключением и исполнени-
ем договоров. При составлении пятнлетнего и годовых
планов комбинатам (предприятиям), участвующим в эко-
номическом эксперименте, устанавливаются показатели,
лимиты и экономические нормативы, приведенные в табл.
XXIX.4.
Темпы роста товарной продукции в пятилетием и го-
довых планах устанавливаются расчетно. Комбинаты (пред-
приятия) определяют самостоятельно следующие показате-
ли: 1) лимиты (прирост) численности рабочих и служащих
на основе утверждаемых показателей п согласований их
с территориальными плановыми органами на стадии раз-
работки проектов пятнлетнего и годовых планов; 2) объем
товарной продукции на основе утвержденных пятилетнего
и годовых планов производства продукции в натуральном
выражении и сообщают их в установленные сроки выше-
стоящим организациям в местным плановым и статисти-
ческим организациям. Причем рост производительности
труда исчисляется ло товарной продукции, или другому,
согласованному с Минчерметом СССР и Госпланом СССР
показателю, отражающему изменения в затратах труда.
Ряд других показателен разрабатывается комбината-
ми' (предприятиями) самостоятельно и сообщается в уста-
757
Таблица XXlX.4. Показатели, лимиты и экономические нормативы,
устанавливаемые в 1985 г. комбинатам (предприятиям) Минчермета
СССР, участвующим в экономическом эксперименте, в планах эконо-
мического и социального развития
Показатели, лимиты и экоиомическне нормативы В пятилетием плане В годовых планах
Производство основных видов продукции в натуральном выражении, в том числе экономичных видов металлопродукции 4- 4-
Экономия металла в народном хозяйстве за счет выпуска экономичных видов ме- таллопродукции . . , + 4-
Удельный вес продукции высшей катего- рии качества в общем объеме производ- ства продукции . , + 4-
Основные задания по разработке, внед- рению н распределению повой техники и технологии 4- 4-
Рост производительности труда .... 4- 4-
Предельный уровень затрат на 1 руб. то- варной продукции 4- 4-
Лимиты государственных централизован- ных капитальных вложений н строите.ть- йо-монтажиых работ 4- 4-
Ввод в действие основных фондов произ- водственных мощностей и объектов за счет государственных капитальных вложе- ний 4- 4-
Лимиты материально-технических ресурсов (по укрупненной номенклатуре продук- ции) ' 4-
Норматив прироста фонда заработной платы промышленно-производственного персонала действующих комбинатов (пред- приятий) за каждый процент прироста объема продукции или другого, по согла- сованию с Госпланом СССР, показателя, отражающего изменения в затратах труда 4-
Нормативы прироста фонда: развития производства 4- **-
материального поощрения действующих комбинатов (предприятий) 4- —
социально-культурных мероприятий я жилищного строительства действующих комбинатов (предприятий) 4- —
Объем реализуемой продукции комбинатов (предприятий) — для опёнки выполнения обязательств но поставкам продукции 4-
Фонд заработной платы непромышленного персонала н песписочного состава . . . 4-
Прибыль — 4-
Платежи и государственный бюджет . . — 4-
Фонды на основные виды материально- гехнических ресурсов | — 4-
758
новлеиные сроки ВПО по подчиненности, а также терри-
ториальным планирующим организациям н местным ста-
тистическим органам.
Минчерметом СССР по согласованию с Госпланом
СССР также разработаны и внедрены (1984 г.) Методи-
ческие указания о порядке образования и использования
средств единого фонда развития науки и техники. Единый
фонд развития науки и техники создастся в Минчермете
СССР как фонд Министерства для финансирования науч-
но-исследовательских, опытно-конструкторских и техноло-
гических работ и возмещения затрат, связанных с разра-
боткой и освоением новых видов продукции и технологи-
ческих процессов, с внедрением научной организации труда
и изучением, обобщением и внедрением передового опыта,
а также финансирования дополнительных затрат по улуч-
шению качества продукции и повышенных затрат в пер-
вые годы производства новой продукции.
Единый фонд развития науки и техники образуется
за счет отчислений от плановой прибыли научно-производ-
ственных, производственных объединений (предприятий)
по стабильному нормативу, установленному Минчермету
СССР в Государственном пятилетием плане экономическо-
го и социального развития в процентах к объему товар-
ной продукции.
Единый фонд развития науки и техники используется
по следующим направлениям: 1) затраты на проведение
научно-исследовательских, опытно-конструкторских и тех-
нологических работ; 2) затраты на освоение н внедрение
новой техники и новых технологических процессов. Еже-
годно завод ферросплавов представляет отчет о затратах
на проведение научно-технических мероприятий и их эко-
номической эффективности. В этом отчете приведены дан-
ные о числе внедренных мероприятий, затратах на внед-
рение мероприятий, число условно высвобожденных ра-
ботников, прирост прибыли и годовой экономический эф-
фект от внедрения научно-технических мероприятий.
§ 4, О целевых комплексных программах
научно-технического прогресса
Для решения наиболее важных народно-хозяйственных
проблем разрабатываются целевые комплексные народно-
хозяйственные программы, являющиеся составными час-
тями государственных перспективных и текущих планов
экономического и социального развития СССР. В соот-
759
ветствни с методическими положениями целевая комплекс-
ная народнохозяйственная программа (ЦКП)—это ди-
рективный и адресный документ, представляющий собой
увязанный по ресурсам, исполнителям и срокам осуще-
ствления полный комплекс социально-экономических, про-
изводственных. научно-исследовательских, организацион-
но-хозяйственных и других заданий и мероприятий, на-
правленных иа реализацию наиболее эффективными пу-
тями народнохозяйственной программы, решение которой
требует участия ряда отраслей, а также министерств н
ведомств СССР, Советов Министров союзных республик
и местных органов управления. ЦКП является составной
частью единого процесса общегосударственного централи-
зованного планирования. Разновидностью ЦКП являются
программы по решению региональных проблем, формиро-
ванию и развитию территориально-производственных комп-
лексов.
Ускорению научно-технического прогресса способствует
техническое перевооружение и реконструкция ферросплав-
ных заводов, которым должна предшествовать оценка
техпико-экоиомического уровня производства этих меро-
приятий. При разработке планов технического перевоору-
жения и реконструкции всестороннему анализу подверга-
ют следующие данные: совершенствование орудий труда,
предметов труда, технологического процесса; улучшение
качества выпускаемой продукции, условий труда на про-
изводстве; охрана окружающей среды и рациональное ис-
пользование природных ресурсов. Важным средством по-
вышения технического уровня и качества изделий, совер-
шенствования технологии и организации их производства
н решения других задач является аттестация промышлен-
ной продукции, которая производится по трем категориям
(высшей, первой и второй).
Глава XXX. ОХРАНА ОКРУЖАЮЩЕЙ
СРЕДЫ
§ 1. Общие положения
Проблема охраны природы и рационального использова-
ния природных ресурсов в СССР отнесена к числу важ-
нейших государственных задач.
760
Основные задачи по охране природы, стоящие перед
металлургией, сводятся к следующим:
1. Постоянный контроль за состоянием окружающей
среды и источником загрязнения с помощью новейших
научно-технических средств с целью принятия необходи-
мых мер для охраны природы.
2. Уменьшение вредного воздействия отходов металлур-
гического производства па окружающую среду. С этой
целью необходимо разрабатывать и внедрять технологиче-
ские процессы, в том числе и процессы получения ферро-
сплавов, обеспечивающие уменьшение отходов, а также их
использование в собственно металлургическом (ферро-
сплавном) , смежных производствах и отраслях промыш-
ленности.
3. Использование в металлургической технологии воды
(для охлаждения элементов конструкции электропечей,
грануляции ферросплавов, шлаков и др.) по замкнутому
циклу, для чего разрабатывать и внедрять в производство
высокоэффективные очистные сооружения.
4. Разработка новых методов и средств борьбы с вред-
ными выбросами веществ в атмосферу, воздействием
электрических и магнитных полей и излучений, вибраци-
ями и шумами.
5. Предохранение плодородных почв от загрязнения
промышленными отходами (шлаками, стоками грязных
вод и др.).
6. Осуществление мер по комплексному н рациональ-
ному использованию минерально-сырьевых и водных ре-
сурсов.
7. Совершенствование прогнозирования влияния метал-
лургического производства на окружающую среду, учет
его возможных социальных и экономических последствий
при разработке проектов металлургических агрегатов и
предприятий, и, в частности, ферросплавных печей, цехов
и заводов.
При современных масштабах металлургического про-
изводства, высоких темпах развития всех отраслей про-
мышленности проблема охраны природы от вредных вы-
бросов приобрела глобальный характер.
При нынешнем уровне техники и технологии выбросы
предприятий черной металлургии составляют 7,52% всех
загрязнений в мировом масштабе. Интегрированный ме-
таллургический завод производительностью 10 млн. т стали
в год выбрасывает в год 220 тыс. т пыли. 50 тыс. т соеди-
нений серы, 250 тыс. т оксида углерода и других веществ.
761
Вредное действие выбросов металлургического и дру-
гих производств проявляется как в непосредственном
влиянии на человека, вызывая всевозможные профессио-
нальные заболевания, так и в загрязнении водоемов, по-
ражении лесных массивов, в конечном счете оказывая
влияние на климат планеты. Установлено, что вследствие
высоких темпов повышения концентрации СОг в атмосфе-
ре, которая за 100 последних лет увеличилась иа 10% и
по прогнозам к 2000 г. может составить 0,05%, что созда-
ет опасность повышения температуры планеты в среднем
на 2—2,5°С, и как полагают специалисты, может ока-
зать существенное влияние на водный режим планеты и
вызвать другие необратимые последствия. Диоксид угле-
рода задерживает инфракрасное излучение, поэтому уве-
личение его содержания в земной атмосфере развивает так
называемый «тепличный» или «парниковый» эффект, вслед-
ствие чего температура иа пашей планете должна повы-
шаться.
В ряде технически развитых стран также приняты со-
ответствующие законы в области охраны окружающей
среды. Нормативными документами регламентируются до-
пустимые концентрации вредных веществ в выбрасываемых
в атмосферу газах, сточных водах и пр. Ограничены кон-
центрации 50 твердых и 120 газообразных веществ. Пре-
дельно допустимые концентрации некоторых веществ по
данным зарубежных специалистов приведены в табл.
XXX. 1.
В СССР соответствующими государственными органа-
ми обеспечивается контроль вредных выбросов и разра-
Таблица XXX. 1. Допустимое содержание некоторых вредных ве-
ществ в воздухе, мг.'м'
Вещество пе- риод времени Для перспектив- ного периода времени
Пыль с крупностью частно: >10 мкм 0.4 0,2
<10 мкм 0,2 0.1
Хлор (СЬ) 0,3 0.1
Фторид кальция (Cc.F.) 0.3 0,1
Оксид углерода СО 30 10
Диоксид серы SO? 0,4 0,14
Сероводород 1CS 0.01 0.005
Диоксид азота NO? 0,3 0.1
Монооксид азота NO 0,6 0.2
762
батываются нормативные документы, которыми руковод-
ствуются проектные организации и металлургические за-
воды в своей деятельности.
§ 2. Характеристика вредных выбросов
в ферросплавном производстве
Основными вредными выбросами при получении ферро-
сплавов являются колошниковые газы, шлаки н пылевид-
ные образования. Количество и состав этих побочных про-
дуктов электроферросплавного производства зависят от
технологии выплавки ферросплавов, конструкции ферро-
сплавных печей, а также от эффективности работы очист-
ных сооружений. Наибольшее количество пылегазовыделе-
ний и отвальных шлаков приходится на процессы, связан-
ные с использованием углерода как восстановителя, т. е.
иа углеродотермические процессы. В табл. ХХХ.2 приве-
дены данные, характеризующие пылегазовые выделения и
шлаковые отходы ферросплавного производства.
Таблица ХХХ.2. Химический состав газов закрытых ферросплавных
печей
Ферросплав Объемное содержание. %
СО СО- н, СН, N; о.
Ферросилиций:
ФС75 83,3 5,1 6,2 1,4 Не определяли
ФС45 80—88 2—4 3—7 0,3—0,7 3,6 0,3—1,0
ФС20 79 8 1,8 Не определяли 0,2
Ферромарганец высокоуглеро- дистый 71 19,7 1,9 5,0 2,0 0,4
Силикомарга- нец товарный “0—85 7—14 2—5 0,6—2,3 0,7-4,0 0,4—1,7
Бесфосфорнс- тый шлак 75,5 7,3 3,4 12,1 Нс опр. 2,1
Феррохром углеродистый 75—84 4,7—8,5 7—11,1 0,3 0,1 0,3
Колошниковые газы всех ферросплавных печей, про-
изводящих кремнистые, марганцевые и хромистые ферро-
сплавы углеродовосстановительным методом, содержат
70—90% СО2. Химический состав пылевидных выделений
при выплавке различных ферросплавов зависит прежде
всего от вида сплава (табл. XXX.3). Прн получении фер-
763
Таблица ХХХ.З. Химический состав пыли, выделяющейся при вы-
плавке ферросплавов
Ферросплав Массовое содержание, %
SiOj СаО MgO ALOS МпО CrsO&
Ферросилиций: ФС90 75—90 1.0-2,0 0.5-1,0 1,0—2,0 0,4—4,0 Не определяли
ФС75 47—90 0,8—1,1 0,2—0,3
ФС45 42—90 0.2—0,4 1.3—6,5 1—7
Ферромарганец 5—33 1,5—6,0 0,5—1,5 1,5—3,0 5—20 Не опр.
высокоуглеро- дистый Силикомарга- 30—50 0,1—3,0 1,2-3.0 2,3—3,5 10—25 >
нец Малофосфо- 27 4—10 1,0—2,0 1,0—5,0 Не опре оделяли
ристый шлак Силикокальций 66-74 20—24 1,4—3,4 0,4—1,4 а
Ферр оси ли ко 55-64 20—37 2—8 1,3—4,0 Не опр. 3—10
л jfU М Феррохром 10—15 0.8— 4,5 13—20 5—8 > 15—30
углеродистый Феррохром 3,3—1,5 36—44 7—11 3,3—4,7 14—25
низкоуглеро- дистый Марганец ме- 6,6 39,20 1,8 0,34 . — Не опр.
таллический
росилиция основным компонентом в шихте является крем-
незем. При выплавке силикокальция наряду с SiO2 в пыли
много оксида кальция (до 20—24%). Для группы марган-
цевых ферросплавов характерно наличие в пыли оксидов
марганца, хромистых ферросплавов — оксидов хрома нт. д.
Как отмечалось выше в соответствующих главах, вы-
плавка ряда марок высококремнистых ферросплавов и
прежде всего ферросилиция ФС90 и ФС75 пока не осво-
ена в закрытых печах, поэтому на газоочистку приходится
подавать по технологический колошниковый (подсводо-
вый) газ. а газовоздушную смесь, поступающую в вытяж-
ную шахту. Анализ представленных в табл. XXX.4 данных
показывает, что выплавка ферросплавов в закрытых печах
позволяет резко сократить фактическое количество посту-
пающих на очистку газов и уменьшает выбросы пыли с
газами. Трудность решения задачи глубокой очистки тех-
нологических газов объясняется мелкодисперсностью пыли,
содержащейся в газе (табл. XXX.5).
764
Таблица XXX.4. Удельное количество выбросов, образующихся при
получения ферросплавов
Ферросплав Печь Фактическое колпчество газов, посту- пающих на газоочистку, и’ на 1 т сплава Удельные выбросы пыли, кг/т
с газами с газовоздуш- нов смесью через вытяж- ную шахту
•Ферросилиций: ФС90 Открытая 340—480
ФС75 > 170
ФС65 Закрытая 40—55
ФС45 800 15—30 3,4—6,0
ФС20 » 350 4,5—6,5 2,4
Кремний кристалли* Открытая — — 425—470
ческнй 'Ферромарганец высо- Закрытая 630 Нет св.
коуглеродистый Силикомарганец » 800—900 16—26 >
Силикокальций Открытая * -- 170—570
Ферросиликохром > — 60
Феррохром Закрытая 620 3—12 1,5
Таблица ХХХ.5. Гранулометрический состав твердых частиц, со-
держащихся в технологических газах ферросплавных печей
Ферросплав Массовое содержание в пыли, %, частиц размером, мкм
1 10-40 40
Ферросилиций 14—90 10—30 38—71
Кремний кристаллический 93 6,0 1.0
Ферромарганец высокоуглеродистый 49 39 12
Силикомарганец 23—54 28—30 16—49
Ферросиликохром 33—43 42—44 15—23
Феррохром 0,04—70 5.6—4,1 15—94
Для очистки технологических газов в ферросплавном
производстве применяют мокрую и сухую схемы газоочист-
ки, которые имеют как преимущества, так и недостатки.
Принципиальные схемы мокрой газоочистки приведены иа
рис. ХХХ.1—ХХХ.З.
Преимущества мокрой газоочистки состоят в том, что
колошниковый газ в контакте с водой сразу же охлажда-
ется. Однако на последующих стадиях требуется очистка
765
воды от твердых частиц и растворенных веществ, чтобы:
обеспечить работу газоочистки с оборотным водным цик-
лом. Одним из наиболее распространенных вариантов су-
хой очистки газов является установка с тканевыми фильт-
рами. Основной недостаток этих установок — низкая стой-
кость ткани и высокие расходы, связанные с эксплуата-
цией. При получении ряда других ферросплавов (ферро^-
- -т- £ S
--------- г
Рнс. XXX.1. Схема отсоса и очистки колошниковых газов из-под свода ферро-
сплавной печя типа РПЗ-63:
а, б. в — соответственно — грязный, получвстый в чистый газ; г — осветленная
иода:
1 — газозаборпый стакав; 2—-наклонный газоход; 3 — тарельчатый клапан; 4 —
скруббер; 5 — труба Вентури; б — каплеуловитель; 7 — турбогазодувка; 5 —
чистый газ остальных труб Веятури
вольфрама, ферромолибдена и др.) сбор и очистка пыле-
газовыделений производится ие только с целью охраны
окружающей среды, ио главным образом для улавливания
дорогих и дефицитных оксидов вольфрама, молибдена и
других ценных металлов.
Создание и эксплуатация комплекса очистных соору-
жений с целью охраны окружающей среды сопряжено с
большими капвложениями. В черной металлургии СССР
в девятой пятилетке на защиту окружающей среды израс-
ходовано 770 млн. руб. В результате суммарный показа-
тель загрязнения воздуха в металлургических центрах
Украины, Урала, Сибири, всей европейской части СССР
уменьшился примерно в три раза.
766
22 В десятой пятилетке было выполнено около 500 меро-
приятий по охране водоемов и 620 по охране атмосферы
общей сметной стоимостью 1,4 млрд. руб.
Потребление технологической воды заводами черной
металлургии ежегодно увеличивается на 2—3% и в нача-
ле 80-х годов составило 15—20% общего потребления воды
промышленностью. Доля различных производств в потреб-
лении воды и образовании сточных вод следующая: домен-
ное—25%, сталеплавильное — 20% и прокатное — до40%.
Благодаря природоохранным мероприятиям в СССР при
существенном приросте выплавки чугуна, стали, ферро-
О
г
Ряс. XXX,2. Схема отсоса я очистки газов от зонта печи типа РПЗ-63:
a. ff — грязный н чистый газ; а—осветленная и шламовая вода; 1 —
каплеуловитель: 2 — труба Вентури; 3 — вентилятор; 4 — зонт печи
сплавов и производства проката в девятой и десятой пя-
тилетках доля потребления свежей воды почти не увели-
чилась вследствие использования воды в оборотном цикле
на 80—85%.
В начале 80-х годов в черной металлургии находилось
в эксплуатации около 1500 очистных сооружений и более
600 оборотных циклов. По прогнозам развития этой отрас-
ли в СССР водопотребление и количество сточных вод к
1990—2000 гг. существенно увеличится, что требует новых
решений природоохранных задач в черной металлургии.
Основные научные и проектные разработки в области
очистки газов и воды на предприятиях черной мсталлур-
767
гии, включая и ферросплавные заводы, выполняет ВНИПИ-
черметэпергоочистка (г. Харьков).
Важной природоохранной задачей является уменьше-
ние количества шлаков ферросплавного производства, а
при невозможности их использования — правильная орга-
низация их складирования. Задача организации шлакоот-
валов должна быть решена с учетом необходимости умень-
шения затрат на погрузочно-транспортные расходы, а
также характера и масштабов ущерба, который могут
принести шлакоотвалы, особенно прн складировании легко
рассыпающихся шлаков силикотсрмичсского производства
марганца и феррохрома.
Ряс. XXX.3. Схема отсоса и очистки газов от ленточной и ковшовой
камер печи типа РПЗ-63:
а, б — грязный и чистый газ: в, г—осветленная н шламовая вода; / —
каплеуловитель: 2 — трубы Вентури; 3 — вентиляторы; 4. 5 — отсос от
ленточной и ковшовой камер
Для оптимального решения этих задач необходимо:
1) определить состав и свойства отходов, а прежде всего
их токсичность; 2) установить степень их проникновения
в окружающую среду, характер грунта и наличие грунто-
вых вод, а также степень опасности загрязнения воздуш-
ного бассейна, например пылью, образующейся при разло-
жении высокоосновных (CaO/SiO2= 1,5-~2,2) шлаков ме-
таллического марганца и силнкотермического феррохрома;
3) укладывать отвалы уплотненными слоями с образова-
768
нием террас с таким расчетом, чтобы в дальнейшем можно-
было разрабатывать эти шлаки; 4) хранить отходы раз-
личных ферросплавов раздельно по их видам для после-
дующей утилизации, когда она окажется необходимой и
возможной; 5) изучать возможность такой утилизации,
для чего следует вести научные поиски в области исполь-
зования различных отходов в ферросплавном производстве
или в смежных отраслях промышленности.
Ферросплавные дуговые печи, единичная мощность ко-
торых достигла 75 МВ-А — мощный источник шума, силь-
ных электромагнитных полей, которые отрицательно воз-
действуют на обслуживающий персонал. По данным аме-
риканского института чугуна и стали 34% работников ме-
таллургических заводов ежедневно подвергаются воздей-
ствию шума сильнее 90 дБ, а 65%—сильнее 85 дБ. Ис-
пользование экранов нз листовой стали, звукопоглощающих
материалов, упругих веществ, амортизирующих вибрацию,
и других средств значительно снижает уровень шума, од-
нако требует больших финансовых средств.
Ж
м Приложение 1. Характеристика основных типов рудовосстайойнтельйы* ферросплавных электропечей
Ферри сплав Электропечь р ' тр' МВ-А 1 МВТ Уя.с- В ^тах* кА Размеры, ванны. М * S #5 D.,. м dp. и
Ферросилиций (ГОСТ 1415—78) РКО-16,5 16.5 15,0 130—204 ' 48 7.8 2,3 1,2 2,8—3.0
М-02 6,1
ФОТО, ФС75 РКО-22-И1 22,0 17,0 127—240 77 8,2 2,3 1,2 3,0
6,3
ФС65, ФС45, ФС25 РКЗ-16,5 М-05 16,5 15,0 130-20-1 60 7,8 2,3 1.2 2,9
6,1
ФС65, ФС45, ФС25 РКЗ-16,5 Мб IG.5 15,0 130—204 60 8,25 2.3 1,2 3,1
6,65
РКЗ-16,5 Н9 16.5 15,0 130—204 60 8,20 2,8 1,2 3,1
6,63
РКЗ-24 Ml 24,0 22,0 127—240 86 8,9 2,6 1,4 3
7,2
РКЗ-ЗЗ М2 40.0 36,0 142—282 93 10,8 3,5 1,5 3,9
8,8
РКЗ-63-И1 81,0 58,0 180—320 165 13,6 5,0 1,9 5,4
11,6
Феррохром углеродистый (ГОСТ 4757—79) РКЗ-16.5Н07 16.5 14.5 130—204 60 10,0 2,3 1,2 2,9—3,0
6,1
РКЗ-ЗЗ Ml 40.0 30,0 140—282 93 12,5 9,5 2,85 1.5 4,35
Фсррги яллкохром (ГОСТ 11861—77) РКЗ-16,5 1106 16,5 14,5 130—204 60 8,3 1,8 1,2 2,9—3,0
6,1
Продолжение приложения I
Ферросплав Электропечь Ртр- МВ-А Р& МВт Цгс. В Лоях’ кА Размеры ванны, м * я ас £>,. м dp- м
РКЗ-16,5 Н08 16,5 14,5 30,0 130—204 60 8,3 2,2 3,5 1 9 2,9—3,0 3,9
РКЗ-ЗЗ М2 40,0 142—282 93 6,1 10.8 1,5
8,8
Ферромарганец высокоуглеродистый (ГОСТ 4755-80) РПЗ-48 М-01 48,0 44,0 144—244 112 25,38 X 11,02 20,34x6,00 2,8 2,8X0,65 3,3
РПЗ-48 М2 63,0 58,0 137—238,5 111,84 25,84 X 12,4 20,4X7,15 4,5 3,0x0,75 3,3
РПЗ-63-И1 63,0 58,0 228—175— 148 119,2 25,4X10,3 23X8,2 4,5 2,0X0,75 3,6
Силикомарганец (ГОСТ 4756—77) РКЗ-16,5 Н9 16.5 16,0 130—204 60 8,20 6,63 2,8 1,2 3,1
РКЗ-16,5 НЮ 16,5 15,0 130—204 60 8,25 2,3 1,2 3,1
6,63
РКЗ-16,5 НН 16,5 15,5 130—204 60 8,20 2,8 1.2 3.1
6,63
РПЗ-48 М2 63,0 58,0 137—238,5 111,84 25,84X12,4 20,4X7,15 4,5 3,0x0,75 3,3
Примечание. Ртр мощность трансформатора; Ра — активная мощность электропечи; UB е — напряжение на нвзкоЛ сторо-
®е> ^тах максимальная сила тока на электроде; // — глубина ванны; Da— диаметр электрода, 4_ —диаметр распада элек-
трода.
* Числитель — наружные размеры (по кожуху), знаменатель — внутреинцс,
м Приложение 2. Характеристика основных типов рафинировочных ферросплавных электропечей
Фер|юсилав Электропечь МВД Pv МВт ии.с в GnftX* кА Раз- меры ванны, и* Я, м Рэ. к dp. м
Феррохром низко- и среднеуглеродистый (ГОСТ 4757—79) РКО-2,5 Н2 2,5 2,3 89—178 13,0 4,2 2,7 1,20 0,45 1,2—1,4
РКО-3,3 Н02 3,5 3,2 260—371 7,02 4,7 1,20 0,35 1,0
РКО-3,5 НОЗ 3,5 3.2 260—371 7,1 4,96 2,50 1,10 0,35 1.0
Рудиоизвестковып расплав для производ- ства рафинированного феррихрома РКО-4,5 01 4,5 4,2 69—278 20,3 6,1 3,5 1,34 0,40 1,0—1,3
РКЗ-10,5 РР-Н1 16,5 10,5 162,5—255 36,0 7,0 4,0 ~ 2,34 0,555 1,75
Ферромарганец пнзкоуглеродистый (ГОСТ 4 755—80) РКО-2,5 Н-2 2,5 2,3 80—178 13,0 4,2 2,7 1,20 0,45 1,2—1,4
II р и м ч а н и е. Обо значения те же. что в прнложепин 1.
• Числитель — наружные размеры (но кожуху), знаменатель — внутренние
Приложение 3, Основные электрические параметры йёчеЙ типа РКЗ в РАЗ
Параметры Р КЗ-16.5 (модерниза- ция. 27 МВ-А) РКЗ-ЗЗ PK3-63 РПЗ-48 РПЗ-бЗ
Полная мощность, МВ-А 22,6 40 80 63 80
Напряжение с высокой стороны, кВ 10 НО 220 154 154
Номинальное напряжение рабочей ступени транс- форматора, В 188 224 268,8 208 219
Ток в электродах, кА Мош । гость 84,6 103 171,8 100 121,8
потребляемая нз сети 25,9 36,9 74,2 56,7 74,9
полезная 25,3 33,7 66,2 50,7 66
Полезное напряжение иа электроде, В 92,4 109 128,3 84 90,3
Реактивная мощность, компенсируемая УПК, МВ Ар Коэффициент мощности: 14,0 22,4 82,5 33,6 72,5
естественный 0,70 0,65 0,50 0,45 0,40
е УПК * Реактивное сопротивление печного контура, мОм: 0,937 0,921 0,926 0,90 0,935
приходящееся на электрод с УПК 0,448 0,489 0,34 0,45 0,319
без УПК 41 1,1 1,195 1,27 1,0 1,09
Электрический к.п.д. 0,908 0,915 0,982 0,895 0,881
Производимый продукт Ферроси- Ферроси- Ферроси- Силико- Ферро-
лиций линий линий марганец марганец
4 УПК — установка нродольво-емкостной компенсации.
рекомендательный библиографический список
Алюминотермия / Лякишев И. П., Плинер Ю. Л., Игнатенко Г. Ф.^
Лаппо С. И. М.: Металлургия, 1978. 424 с.
Андоньев С. М., Филиньев О. В, Пылегазовые выбросы предприя-
тий черной металлургии. М.: Металлургия, 1979. 192 с.
Арсентьев И. И., Коледов Л. А. Металлургические расплавы и их
свойства. М.: Металлургия, 1976. 376 с.
Баум Б. А. Металлические жидкости. М.: Наука, 1979. 120 с.
Бережной А. С. Многокомпонентные системы окислов, Киев: Нау-
кова думка, 1970. 544 с.
Бобкова О. С. Снликотермическое восстановление металлов. М.:
Металлургия, 1981. 240 с.
Богоанди Л., Энгель Г. Ю. Восстановление железных руд/Пер.
с нем.— М.: Металлургия, 1971. 520 с,
Борисенко Л. Ф. Ванадий. М.: Недра, 1973, 192 с.
Ванадий в черной металлургии / Лякишев И. П., Слотвинский-
Сидак И. П., Плинер Ю. Л., Л an no С. И.— М/. Металлургия, 1983.
192 е.
Ватолин Я. А., Пастухов Э. А. Дифракционные исследования*
строения высокотемпературных расплавов. М.: Наука, 1980. 188 с.
Венгин С. И., Чистяков А С, Технический кремний. М.: Метал-
лургия, 1972. 206 с.
Вертман А. А., Самарин А. AL Свойства расплавов железа. М-:
Наука, 1969. 280 с.
Вилсон Д. Р. Структура жидких металлов в сплавов / Пер. с англ,
М.: Металлургия, 1972. 247 с.
Взаимодействие расплавленного металла с газом и шлаком / Па-
нель С. И,, Никитин Ю. П., Бармин Л. А. и др.— Свердловск, УПИ;
1975. 200 с.
Включения и газы в сталях / Явойский В. И., Близнюков С. А.,
Вишкарев А. Ф. и др. Мл Металлургия, 1979. 272 с.
Воган Д„ Крейг Дж. Химия сульфидных минералов. М.: Мир,
1981. 576 с.
Восстановительные процессы в производстве ферросплавов. Мл
Наука, 1977. 244 с.
Высокотемпературные карбиды. Киев: Наукова думка, 1975^
192 с.
Высокоогнеупорные материалы из диоксида циркония / Рут-
ман Д. С., Торопов Ю. С., Плинер А. Л. и др. М.: Металлургия^
1985. 136 с.
Газы и примеси в ферросплавах {Гасик М. И., Игнатьев В. С..
Каблуковский А. Ф. и др. М.; Металлургия, 1970. 148 с.
1 асик М. И., Емлин Б. И. Электрометаллургия ферросплавов:
Теория й технология получения ферросплавов; Учебник для вузов.—
Киев—Донецк: Внша школа, 1983. 376 с.
Гасик М. И. Электроды рудовосстановительных электропечей. Мл
Металлургия, 1984. 248 с.
Расик М. И. Электротермия марганца. Киев: Техника, 1979.
167 с.
Расик Л. Н„ Игнатьев В. С., Гагик М. И. Структура и качество
промышленных ферросплавов и лигатур. Киев; Техника, 1975, 142 с.,
Гельд П. В.. Баум Б. A.t Петрушевский М. С. Расплавы ферро-
сплавного производства. Мл Металургия, 1973. 288 с.
774
Гельд П. В., Есин О. А. Процессы высокотемпературного восста-
новления. Свердловск: Металлургиздат, 1957. 646 с.
Гельд П. В., Рябов Р. А., Мохрачева Л. П. Водород н физиче-
ские свойства металлов и сплавов. М.: Наука, 1984.
Гельд П, В.. Сидоренко Ф. А. Силициды переходных металлов
четвертого периода. М.: Металлургия, 1971. 582 с.
Григорович В. К. Электронное строение и термодинамика спла-
вов железа. М.: Наука, 1970. 292 с.
Горох Л В., Русаков Л. Н. Петрографический анализ процессов
в металлургии. М.: Металлургия, 1973. 288 с-
1 рань Н. И-. Онищин Б. П., Майзель Е. И. Электроплавка окис-
ных никелевых руд. М.: Металлургия, 1971. 248 с.
Григорян В, А.. Белянчиков Л. И.. Стомахин А. Я. Теоретические
основы электросталеплавильных процессов. М.: Металлургия, 1979.
256 с.
Данилов В. И. Строение и кристаллизация жидкостей. Киев:
АН УССР, 1956. 568 с.
Джонсон Д. Термодинамические аспекты неорганической химии/
-Пер. с англ. М.: Мир, 1985.
Диков Ю. ГЕ, Бритов И. А., Ромашенко Ю. Н. Особенности
электронного строения силикатов. М.: На уте а, 1979. 128 с.
Дуррер Р., Фолькерт Г. Металлургия ферросплавов: Пер. с нем./
под ред, Гасика М. И., Емлнна Б. И., Хнтрнка С. И. М.: Металлур-
гия, 1976. 506 с.
Еланский Г. Н., Кудрин В А. Строение н свойства жидкого ме-
талла — технология — качество.— М.: Металлургия, 1984. 239 с.
Елютин В. []., Павлов Ю. А. Высокотемпературные материалы.
М.: Металлургия, 1972, 264 с.
Елютин В. П„ Павлов Ю. А., Поляков В. П., Шеболдаев С. Б.
Взаимодействие окислов металлов с углеродом. М.: Металлургия,
1976. 360 с.
Емлин Б. И,, Гасик М, И. Справочник по электротермическим
процессам. М.: Металлургия, 1978. 288 с.
Ершов В. А., Данциг Я. Б., Жилое Г. М. Теоретические основы
химической электротермии. Л.: Химия, 1978. 184 с.
Ершов В. А., Данциг Я. Б.г Реутович Л. М. Производство кар-
Сида кальция. Л.: Химия. 1978. 184 с.
Ершов Г. С., Черняков В А. Строение н свойства жидких и твер-
дых металлов. М.: Металлургия, 1978. 246 с.
Есин о. А., Гельд П. В. Физическая химия пнрометаллургических
процессов. М.: Металлургия, 1966. 704 с.
Ефименко Г. Г7 иммельфарб А., Левченко В. Е. Металлургия
чугуна. Киев: Вита школа, 1981. 496 с.
Жидкие металлы: Материалы международной конференции / Пер.
с англ. М.: Металлургия, 1980. 112 с.
Великман А. Н. Металлургия тугоплавких и редких металлов.
Учебник для вузов. М.: Металлургия, 1986. 440 с.
Зеликман А. Н. Молибден. М.: Металлургия, 1970. 440 с.
Игнатьев В. С,, Медведев IE А. Организация и планирование
ферросплавного производства. М.: Металлургия, 1978. 284 с.
И. П. Бардин и отечественная металлургия (К 100-летию со дня
рождения академика И. П. Бардина). М.: Наука. 1983. 285 с.
Казачков И. П. Легирование стали. Киев: Техника. 1982. 120 с.
Казенас Е. К., Чижиков Д. М. Давление и состав пара над
оки-'.тамн химических элементов. М.: Наука. 1976, 342 с.
Карбид кремния / Пер. с англ. М.: Мир, 1972. 386 с.
775
Кафа ров В. В. Методы кибернетики в химии н химической тех-
нологии: Учебник для вузов. 4-е изд. перераб. и доп.— М.: Химия,.
1985. 448 с,
Кожевников Г. Н., Зайко В. П.г Рысс М. А. Электротермия лига-
тур щелочноземельных металлов с кремнием.— М.; Наука, 1978.
224 с.
Колотило Д. Л1. Графиты. Киев: Наукова думка, 1981. 241 с.
Коптев Д. В. Обеспыливание на электродных и электроугольиых
заводах. М-: Металлургия, 1980. 212 с.
Кормилицын С. П., Цемехман Л. Ш., Афанасьев С. Г. Рафини-
рование и обогащение ферроникеля. М,: Металлургия, 1976. 240 с.
Коттон Ф-, Уолтон Р, Кратные связи металл—металл/Пер. о
англ.—М.: Мир, 1985.
Кравченко В. А. Шунгиты Карелии и пути их комплексного ис-
пользования. Петрозаводск: Карелия, 1975, 168 с.
Кубашевский О., Олкокк С. Б. Металлургическая термохимия/'
Пер. с англ, под ред. Л. А. Шварцмана. М.: Металлургия, 1982.
392 с.
Кубашевский О. Диаграммы состояния двойных систем на осно-
ве железа: Справочник/Пер. с англ. Мл Металлургия, 1985, 184 с.
Куликов И. С. Раскисление металлов. М.: Металлургия, 1975.
504 с.
Куликов Я. С. Термическая диссоциация соединений. М.: Метал-
лургия, 1969. 576 с.
Линчееский Б. В. Техника металлургического эксперимента. 2-е'
изд. М.: Металлургия, 1979. 256 с.
Лякишев Н. П., Тулин И. А., Планер Ю. Л., Рубинштейн Е, А.
Легирующие сплавы и стали с ниобием. Мл Металлургия, 1981.
192 с.
Материалы будущего: Пер. с нем./Под ред. Неймана А. Л.: Хи-
мия, 1985.
Мизин В. Г., Серов Г. В. Углеродистые восстановители для фер-
росплавов. М.: Металлургия, 1976. 272 с.
Минаев Ю. А. Поверхностные явления в металлургических про-
цессах.—М.; Металлургия, 1984. 152 с.
Монастыре^ А. В., Александров А. В. Печи для производства’
извести: Справочник. М.: Металлургия, 1979. 232 с.
Неорганическое материаловедение в СССР / Францевич И. Н„
Савицкий Е. М. и др.—Киев: Наукова думка, 1983. 720 с.
Ниженко В. Н„ Флока Л. И, Плотность и свободная поверхност-
ная энергия жидких металлов и сплавов. М.: Металлургия, 1980.
486 с.
Окисление ванадиевых шлаков / Ватолин Н. А., Молееа Н. Г.,
Волков П. И„ Сапожникова Т. В. М.: Наука, 1978. 153 с.
Цапель С. И., Сотников А. И., Бороненков В. Н. Теория металлур-
гических процессов: Учебное пособие для вузов. М.: Металлургия,.
1986. 455 с.
Применение ЭВМ для термодинамических расчетов металлургиче-
ских процессов / Синярев Г. Б., Ватолин Н. А., Трусов Б. Г., Моисе-
ев Г. К. М.: Наука, 1982. 273 с.
Приходько Э. В. Металлохимия комплексного легирования. М.:
Металлургия. 1983. 184 с.
Проблемы современной металлургии / Под общ. ред. чл.-кор.
АН СССР Лякишева Н. П. М.: Металлургия, 1983. 263 с.
776
Проектирование электроферросплавпых цехов /Гасик М И.,
Гладких В. Л., Шифрин В. ,М., Игнатьев В. С. Киев—Донецк: Вита
школа, 1987. 178 с.
Рагулина Р. И. Емлин Б. И. Электротермия кремния и силуми-
на. М.: Металургня, 1982. 240 с.
Розенберг В. Л., Вальдберг .4, ЛЭ. Рудопосстапозительныс элек-
тропечи (электрические показатели и очистка газов). М.: Энергия.
.1974. 104 е.
Ротенберг Г. Огнеупорные материалы /Пер. с англ. Мл Метал-
лургия, 1980. 461 с.
Рысс М. А. Производство ферросплавов. 2-е изд., перераб. и доп.
М: Металлургия, 1985, 244 с.
Самсонов Г. В., Дворина Л. А., Рудь Б. М. Силициды — М.: Me-
талургия, 1979. 271 с.
Свойства элементов / Под ред. Дрица Л1. Б. Мл Металлургия,
1985. 672 с.
С'митлз К. Дж. Металлы/Пер. с англ. М.: Металлургия, 1980.
396 с.
Старк С. Б. Пылеулавливание и очистка газов в металлургии.
М.: Металлургия. 1977. 366 с.
Jарабанов А. С., Костиков В. И. Силицированный графит. М.:
Металлургия, 1977. 208 с.
Таран Ю. М., Мазур В. И. Структура эвтектических сплавов.
М.: Металлургия, 1978. 312 с.
Теплоэнергетика металлургических заводов: Учебник для вузов/
Розенгарт Ю, И., Мурадова 3. А., Теверовский Б. 3., Федоров и. Г-,
Якобсон Б. И. М.: Металлургия, 1985. 540 с.
Термодинамические свойства индивидуальных веществ Т, I—IV./
Под ред. Глушко В. П. М.: Наука, 1981.
Титан /В, А. Гармата, А. И. Петрунько, Н. В. Галицкий и др.
М.; Металлургия, 1983. 559 с.
I рахимович В. И., Шалимов А. Г, Использование железа прямо-
го восстановления при выплавке стали. М.: Металлургия, 1982. 248 с.
Уильямс X., Тёрнер Ф., Гильберт Ч. Петрография: / Пер. с англ,
М.: Мир, 1985.
Утков В. А. Высокоосновный агломерат. М.: Металлургия, 1977.
156 с.
Федоров В. Б., Шоршов М. X., Хакимов Д. К- Углерод и его
взаимодействие с металлами. М.: Металлургия, 1978. 208 с.
Ферросплавы с редко- и щелочноземельными металлами / Рябчи-
ков И. В.. Мизин В. Г., Лякишев И. П., Дубровин А. С. М.: Метал-
лургия. 1983. 272 с.
Фиалков А. С. Углеграфитовые материалы. М.: Энергия, 1979.
-320 с.
Физико-химические основы металлургии марганца/Под ред,
Ростовцева С. Т., Гасика М. И. М.: Наука, 1977. 262 с.
Физико-химические основы металлургических процессов / Жухо-
вицкий А. А., Беяащенко Д. К., Бакштейн Б. С- и др. М.: Металлур-
гия, 1973. 392 с.
Физико-химические основы процессов производства стали/Под
ред. Агеева И. В. М.: Наука, 1979. 285 с.
Физикохнмия н металлургия марганца. М.: Наука, 1983. 185 с.
Френкель Я. И. Кинетическая теория жидкостей. М.: Наука,
1975. 592 с.
Химические и физические свойства углерода: Пер. с англ./Под
ред. Уокера Ф. М.: Мир, 1969. 366 с.
777
Хитри к С. И., Гасик М. И., Кучер А. Г. Получение низкофосфо-
рнстых марганцевых концентратов. Киев: Техника, 1969. 200 с.
Хитрик С, И„ Гасик М. И., Кучер А. Г. Электрометаллургия?,
марганцевых ферросплавов. Киев. Техника, 1971. 188 с.
Шахпаронов Л1. И. Введение в современную теорию растворов.
М.: Высшая школа, 1976. 296 с.
Шевченко В. Ф. Устройство и эксплуатация оборудования фер-
росплавных заводов: Справочник. М.; Металлургия, 1982. 208 с.
Шинков Н. Н., Костиков В. И.. Нецрошин Е. И. Рекристаллизо-
ванный графит. М.: Металлургия, 1979. 184 с.
Шулепов С. В. Физика углеграфитовых материалов. М.: Метал-
лургия, 1972. 256 с.
Шульте Ю. А. Электрометаллургия стального литья. М.: Метал-
лургия, 1970. 222 с.
Шульте Ю. Л. Хладостойкие стали. М.: Металлургия, 1970. 224 с.
Щедровицкий Д. С. Высококремнистые ферросплавы. М.: Метал-
лурглздат, 1961. 303 с.
Щедровицкий Я. С. Производство ферросплавов в закрытых пе-
чах, М,: Металлургия, 1975. 312 с.
Щедровицкий Я. С. Сложные кремнистые ферросплавы. М.: Ме-
таллургия, 1966. 176 с.
Электрометаллургия стали и ферросплавов. Учебник для вузов.
2-е пзд. перераб. и доп. / Поволоцкий Д. Я., Рощин В. Е„ Рысс М. А.
и др. М.: Металлургия, 1984. 568 с.
Цветков Ю В„ Панфилов С. А. Низкотемпературная плазма в
процессах восстановления. М.: Наука, 1980- 360 с.
Электрометаллургия феррохрома I Хитрик С. И., Емлин Б. И.*
Ем А. И., Гасик М. И., Рабинович А. В. М.: Металлургия, 1968.
148 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Авигадро число 60
Агломерат бокснтный 580—582
— марганцевый 230
— неофлюсов энный 230. 231, 240
— офлюсованный 230, 240
Азотирование 382
<— сплавов ванадия 4-13
— твердофазное 301
Аллотропия металлов 66, 67
Алмаз 87
Алюмель 588
Алюминиды бора -175
— ванадия 430
— железа 514
— кобальта 603
— ниобия 495
— титана 445
— хрома 312—314
— циркония 531
Аюмнний 510
—- свойства 510, 511
Алюминотермия 28
Алюмохромнт 318
778
Альбититы пирохлоровые 502
Анализ пейтронографнческий 48
— рентгенографический 46, 48
Ангидрид фосфорнокислый 616
— фосфорпый 616
Антрацит 690
Апатит 618
Армалколнт 471
Аррениуса уравпенне 667
Байкова принцип последователь-
ности превращений 76, 92
Бараташвили уравнение 294
Барий 168
Берилл 176
Бериллий 174
Берил.-шт 177
Бертрандит 176
Бокситы 516—518. 578, 580, 581
Бор 472—475
— свойства 472
Боразон 489
Бориды железа 475
Борирование 472
Ванадий 425—432
— свойства 425—428
— химический состав 428
Вант-Гоффа уравнение 562
Вивианит 619
Вольфрам 389
— свойства 392. 393
Вольфрамит 396, 397, 416
Восстановители углеродистые
100—108
— — качество 102
----- состав 100, 102
-----характеристика 103, 138
Восстановительно-окислительный
потенциал 560, 562, 563
Восстановительный потенциал
561
Восстановление алюминотермиче-
ское 35
— елликотермическое 34
— углеродотермическое 224
Вульфенит 416
Гарнисаж 147
Гельвит 177
Гипероксид кальция 160
Горн плавильный наклоняющийся
376
Грануляция ферросплавов 672
Графит 88
— естественный 69!
Графитизация 101, 104, 703—705
Грейнал 484
Гюбнерит 396, 397
Губка титановая 472
Дальтона закон 561
Деазотация феррохрома в вакуу-
ме 361
Дестабилизаторы 74
Деформируемость аипонов 64
— катионов 64
Диспергирование ферросплавов
666—676
Диссоциация газообразная 34
— конденсатная 34
Диэлектрики 19
Доломит 648, 649
Дуга электрическая 12
Железо 553—558
— вязкость динамическая 79
— готовой стали 97
— металлической шихты 91, 95
— метеоритное 11
— плотность 80
— поверхностное натяжение 81
— растворяющая способность 81,
82
— реликтовое 11
— сажистое 569
— твердых окислителей 95. 96
— температура кипения 79
--- плавления 78
— теплоемкость 80
- теплота испарения 79
— — кипения 79
— — плавления 78
— термодинамические константы
554
— уносимое газами 99
— упругость пара 79
— физические свойства 78—82
— флюсов 96, 97
- - химические свойства 88—93
— шлака 97—99
— энтальпия 80
Желоб электромагнитный 136
Жидкоподнижность металла 73
— шлака 73
Жидкотекучесть шлаков 117
Известняк, характеристика 648—
658
Известь 648, 652
— ассимиляция 654—656
— гидратация 653, 654
— химический состав 648, 652
Ильземанит 416
Ильменит 447
Инокуляторы 18
Ионы-стабилизаторы 74
Кальциевый модуль 579
Кальцин 648, 649
— металлический 159
Карбиды алюминия 512
— бора 475, 485—489
--- свойства 485, 486
— — способы получения 487
— ванадия 429, 430
- вольфрама 394, 395
— железа 557
— кальция 153—158, 162
— кобальта 602
— кремния 89—91, 114—117, 341,
342, 345
— марганца 185, 186
— молибдена 413, 414
— никеля 591
— ниобия 493, 494
— редкоземельных металлов 544,
545
— стронция 170
— тантала 493, 494
- - титана 445, 446
— хрома 308, 309
— циркония 531
Карбонатиты иирохлоровые 501
779
Карбонитрид бора 491
Карборунд 114
— зеленый 115, 116
— черный 115
Карбоснлнцмды, определение 129
— марганца 191, 192
Касситерит 416
Катионы шлака 62
---- группы 63
Кварцит 67, НО
— марки 137
—• месторождения 138
— химический состав 138
Керн 115
Кехлинит 416
Кнслородопроницаемость оксид-
ных расплавов 356
Кислота борная 483
Кларк 618
Кластеры 50
Клаузиуса формула 643
Ключникова формула 36
Кобальт 599—608
— металлический 606, 607
— области применения 606—608
— свойства 599, 600
— способы получения 609, 610
— химический состав 606, 607
Кожеурова уравнение 161
Кокс каменноугольный 690, 691
— нефтяной 691
— пековый 691
Колошник 29
Колумбит 501, 502
Конкреции марганцевые 215, 216
Контактные щеки 682, 683
Концентраты бора 476, 477
— вольфрамовые 397, 398
— железованадневые 432—436
— марганцевые 212— 229, 242,
243
— молибденовые 417—424
— пирохлор—апатитовые 502
— титановые 451—154
— флюоритовые 659
— фосфоритовые 623—625
— цирконовые 537
Коррозия иитеркристаллитиая 305
Kopj ид 074—577
Коэетнт 67
Коэффициент термодинамического
совершенства 642
Кравченко метод 92, 93, 95
Кремнезем 68, 77, 78
— модификации 68
— фазовые превращения 68, 78
Кремний кристаллический 109—114
780
— монокристаллический 109
— свойства 35, 75, 76
— состав 109, 113
— способ получения 111—113
— термодинамические константна
77
Ксенотим 619
Лебоит 118, 121
Лигатуры 18
— на основе хрома 384—389
— с редкоземельными металлами!
550-553
— хромовольфрамовые 408
— цирконовые 541, 542
Линдгренит 416
Магнслн фазы 444
Магний 172
Марганец 178—302
— металлический 281, 282
— — азотированный 298, 299г
300
--- электролитический 297, 298
---свойства 181 — 184
— — способ получения 289, 290
---химический состав 282, 291
Масло антраценовое 697
Масса электродная 685—714
Материалы углеродистые графи-
тируемые 101
— — неграфитируемые 104
Машина для вычерпывания фер-
ровольфрама 404
Метаболиты 221
Металлы благородные 18, 19
— классификация 18
— легкие 18
— радиоактивные 18
— редкие 18
— тяжслые 18
— черные 18
— цветные 18
Метасилнкат марганца 201
Метод анализа фазовых равнове-
сии 92
— обогащения марганцевых руд
биохимический 221
—---------гаусманитовый 220,-
221
—------— гидрометаллургиче-
ский 220
— — — — химический 219
— — — — электрометаллургиче-
ский 221—223
— получения окатышей безобжи-
говый 243
— смешения во встряхиваемых
ковшах 296
— торсионно-эффузионный 191
Минералы бора 476
— ванадия 432
— глнноземсодержашие 516, 518
— кобальта 608, 609
— марганца 208
— никеля 593, 594
— ниобия 501
— тантала 501
— титана 447, 450
— фосфора 618, 619
Мишметалл 550
Модификатор 18
Модифицирование 18
Молибден 408—416
— свойства 408, 409
Молибденит 416, 417
Молибдешеелит 416
Молибдит 416
Монацит 619
Мощность печи 55
------ коэффициент 55
Наварка 100
Неметаллические включения 251,
265—276
---карбидные 269
— — макроскопические 269
— — микроскопические 269
--- нитридные 269
--- оксидные 268
— — сульфидные 268
— — сферической формы 271,
272
— — фоефидиые 269
— — экзогенные 266, 267
— — эндогенные 266, 267
Нернста—Эйнштейна уравнение
262
Никель 588—592
Никельбор 478, 483
Ниобий 491, 492
Ниокалит 500
Нитриды бора 489—491
— кобальта 605
— ниобия 498
— тантала 498, 499
— титана 446
— циркония 531
— хрома 315
Новотного фазы 273
Обработка вакуум-термическая
363
Озонид кальция 160
Окатыши рудоугольные марган-
цевые 243
Оксиды алюминия 511, 512
— бора 473, 474, 477—47$
— ванадия 428, 429
— вольфрама 393
— железа 555—565
— кобальта 601
— марганца 198—205
— молибдена 410—414, 420, 421'
— никеля 590
— редкоземельных металлов 543,.
544, 547
— титана 445. 452—457
— углерода 88, 89
— фосфора 616
— хрома 306—308. 347
— циркония 530—533
Оксисульфиды редкоземельных
металлов 548
Параметры взаимодействия эле-
ментов 52, 53
— ферросплавных печей геомет-
рические 729
-----технологические 729, 730'
----- — электрические 729
Пек каменноугольный 693—697
Переходы фазовые второго рода.
65
----- первого рода 65
Периклаз 172
Перовскит 447, 465
Пероксид кальция 160
Печь вертикальная многоподовая-
для обжига молибденита 419
— карбидная закрытая с прямо-
угольной ванной 156. 157
— низкошахтная 570
— плазменная 645
рудовосстанонительная ферро-
сплавная 135—143
----- закрытая прямоугольная1
250—252
------- кольцевая двенадцати-
электродная 679
— ----- круглая герметичная 254
— сопротивления вакуумная 362“
— ферросплавная 677, 678
— флюсоплавильная 660
— фосфорная 625—627
— шелевая шахтная 651
— злектродоменная 570
Пирит 398
Пирротин 398
Плазма 644
Плазматроны 644. 645
Повеллит 416, 417
Поверхностно-активные вещества
18
Полиморфизм 65
— минералов 67
781
— определение 65
— рудных минералов и шлаков
65—75
— ортосиликата кальция 69
Полинга правило 61
'Полиэдры 71
Полукокс 606
.Полупроводники 19
Поляризуемость анионов 64
- катионов 64
Порода шунгитовая 278
Порошки ферросплавов тонкомо-
лотые 673—67о
Превращение монотропное 65
— полиморфное 65
— энантиотропное 65
Процесс алюминотермический
37-39
— бесшлаковый 32
— бесф л юсовый 32, 33
— непрерывный 29—31
— периодический 29, 31, 32
— плазменный 644—648
— прямого получения железа
560, 565
— силикотермический 33
— шлаковый 32
— углеродотермический 33
— флюсовый 32
Пушонка
Раскисление дистилляционное 390
Рассеяние когерентное 46
Раствори мость в ма рганце водо-
рода 195
--- кислорода 197
Растворы регулярные 50
Редкоземельные металлы 542—
553
------ свойства 542, 543
Решетки Бравэ 66
— — классификация 66
Родонит 201
Родохрозит 201
Руда боратовая 483
— ванадийсодержащая 426, 427,
432—437
— вольфрама 396—400
— глиноземсодержащая 516
— кварцвольфрамитшеелнтовая
398
— кварцевомолнбденовая 416
— кобальтовая 608, 609
— латеритовая 593
— лимонитовая 593
— марганцевая 206—217, 268,
269
— медиомолибденовая 416, 417
— молибденовая 416, 417
— молибденово-вольфрамовая 416
— мышьяковая 609, 610
— никельсодержащая 592—594
— ниобиевая 502
— окисленная 609
— сапролитован 593, 594
— сернистая 609, 610
— скарновая 417
— сульфидная 609, 610
— тантало-ниобиевая 502
— титано-цирконовая 451, 452
—флюоритовая 659
— хромовая 317—323
— цирконовая 537
Рутил 447
Связующие вещества углеродные
692
Седиментация электродной массы
706, 707
Селен 630
Сиботаксисы 50
Силикаты 80—86
— кальция 161
— кристаллохимические превра-
щения 80
— стронция 171
Снлико алюминий 522—527
Силикобарий 1682—170
Снликокальний 158—167
Силикокарбиды 129
СиликомагииЙ 172—174
Силикомарганец 269—279, 288, 289
Силикотермия 28
Силикохром 332
Силициды ванадия 430
— вольфрама 395
— железа 124—126, 128, 312
— кобальта 602, 603
— магния 172
— марганца 189—191
— молибдена 415, 416
— никеля 591
— ниобия 495
—’ редкоземельных металлов 543
— тантала 495
— титана 446, 447
— хрома 312
— циркония 531
Сингония 66
Смеси шихтовые 105—108
Сплавы комплексные с алюмини-
ем 529, 530
----- с марганцем 279—281
Способ азотирования ?09
— алюминотермический 164, 166
169
782
— диспергирования форсуночный
668 *
---центробежного распыления
668
— доменный 28, 244, 245
— конвертерный 366—371
— конвертирования природного
газа 567
— металл отер мический 27, 28
— получения ферросплавов 27—
33
— силикотермическнй 164, 166,
167, 169
— сульфатный 177
— углеродотермический 164, 165,
— флюсовый 259
— фторидный 177
— электролитический 28, 297
— электропечной 250
— электросиликотермический 282,
283
— электротермический 27
Способность восстановления 102,
103
— реакционная 102
Стабилизация структуры 74
Степень восстановления 102
— нонизацни 644
Стишовит 67
Стокса—Эйнштейна уравнение 262
Стронций 170
— соединения 171
Структура затрат на производ-
ство ферросплавов 755, 756
Сульфиды ванадия 430
— кобальта 603—605
— марганца 194, 195
— молибдена 416
— никеля 591
— редкоземельных металлов 548
— стронция 170
— циркония 531
Сульфитно-спиртовая барда 242
Тантал 491, 492
Теллур 630
Темкина модель строения шлака
64
— квазнхимическая 50
— регулярных растворов 50
— строения жидких шлаков ион-
ная 59, 62
--- — — молекулярная 58
--- твердых тел зонная 19
— субрегуляторных растворов 50
Термоантрацит 690
Термодинамические константы кис-
лородных соединений железа 556>
— — элементов 554
Тетраоксикарбнд алюминия 513
Тефроит 201, 203
Титан 444—447, 469—472
Трансформаторы электропечные
734
Трифосфат кальция 620—623
Тунгстенит 396
Углерод 86—91
Угол рассеяния 46, 47
Ураномолибдат 416
Установка для сушки марганце-
вых концентратов 229
— продольной компенсации 136
— со встряхиваемым ковшом 295<
Фабрика обогатительная 319—321
Файнштейн 611
Фактор рассеяния 46
— — когерентного 46
Фенакит 177
Ферберит 396, 397
Ферми—Дирака распределение
электронов по энергиям 19
Ферроалюминий 518—520
Ферробериллий 174—178
Ферробор 472—491
Ферроборал 476, 478, 480, 483
Феррованадий 425—443
Ферровольфрам 389—408
Ферромарганец 244—268, 294, 295-
Фсрромаргансцалюминий 520
Ферромолибден 408—425
Ферроникель 590, 594—597
Феррониобий 491—509
Ферроселси 630—633
Ферросиликоалюминий 521, 522
Ферросиликоборал 476, 478
Ферросиликованадий 442
Фсрросилнкохром 328, 332—348г
369
Ферросилпкоцирконнп 530, 535,.
537
Ферросилиций 117—152
Ферросплавы, классификация 18—
24
— комплексные азотированные
301
— определение 11, 19
Фсрротеллур 630—633
Ферротитан 454—469
Феррофосфор 614—630
Феррохром 323—337, 348—358,
365—371, 379—381
Феррохромбор 478
Флюенс нейтронов 304
Флюсы фториднооксидные 658
7831
— электроплавленные 657
Фосфиды кобальта 605
— марганца 193, 194
— никеля 591, 592
— ниобия 495
— тантала 495
— хрома 313—3)5
Фосфин 120
Фосфор 614—618
Фосфорит 618, 619
- способы получения 627—630
Френкеля теории 45, 122
Фторид кальция 657
Функция радиального распределе-
ния атомов 122
Халькопирит 416
Хастеллой 589
Химическое сродство элементов к
кислороду 39—44
.Хлориды титана 471, 472
Хлорит 318
Хризоберилл 176
Хром 302 -389
— металлический 371—379
— раскислите.тьная способность
305
— свойства 302—304. 306—317
Хромбор 478. 484
Хромель 588
Хромит 318, 319, 323
Хромпикотит 318
Хромшпииелиды 318
Цианамид кальция 162
'Цирконий 530
— свойства 531
Шеелит 396, 397, 416, 417
Шихта агломерационная 233
Шлак марганцевый малофосфо-
ристый 224, 225, 275, 277, 285—
288
— ферросплавного производства
55—65
Шлакообразование 56
Шпинели 318
Штейн 603, 610, 611
Эксергия 642
Элсктрододержатель 681, 682
Электроды графитированные 718,
719, 720
----- комбинированные 723
— самообжнгающиеся 251, 569,
579, 676, 678—680
— — непрерывные 677
— угольные 718, 719
Электрокальцннаторы 701, 702
Электрокорунд 518, 574—587
— белый 576—578
— кубический 576
— нормальный 578—587
— титанистый 578
— хромистый 578
— циркониевый! 578
— цирконовый 538
Электроны проводимости 19
Элементы ведущие 22
— распространенность в земной
коре 21
— температура кипения 23
----- плавления 23
— щелочно-земельные 158
Эльбор 489, 490
Я дер но-металлургические комплек-
сы 639
Ядерно-электрометаллургические
комплексы 638, 640
1 1 н -Ш.И • Сними АТОМКЫЙ N0KCP Температур* субпинацм (*C) __j—। | ] 0 Принят »»*• «1(и'-ес«*и П Гдаыцмтри ремни** иЛитки** < Гцк j 0 OtwHMniiHWi'ioM* >|»0»яесч»# iClin’- Щ Д*м*1Н*в 0 Тип* «Мп tpijOMie переходы z He ’76ВЛ - 772,7 0
la Bi Температур* яяпе Температур* п**а кие (*с) MRWfl (*С) —— и 1 Ш b 1У b V b VJb Wb
вео|я ? J 5 ?5 " § 8 к *??»* 5 5 f ’ й • 5 £ т» и •и
2 з Li IM 4 Be i»to nso Ф Температур* шимврфнрге превраценпя (°C) Тип структуры 5 В 34 M :i7* 6 c । <:cci j?r :• ffi 0 7 N -195,4 -М9Л* 8 0 - 7 «М? *519-0 9 F TM - ItT.S ю Ke - 145,9 ~ ?4£f 7 □
J n Na № ni i2 Mg f«5 *49 • ф ((/ЛС1.40) I ₽0м(«чн:*д* Нонжппипм РонЕоиричМаМ ф Типа ллнтлм (с-3.26) и Al (1*9.1 s‘r □ 14 Si ЗГОТ Mtl ffl 15 P 27? 44 2 herh'R 0 i6 s 440 па 1'“'* 17 Cl - 3*.l 18 Ar - IB5,9 -IB9.2 □
Ша Sa Та па ХПа тш lb nb
4 1» к 770 03,3 го Ca Pf«0‘ 050 21 SC Э 2z Ti итт >077 23 V заев 1917 ' 24 Сг (нов) IWJ Z5 МП 2090 1144 М СГ"»'И UJr<iw-a в-ш' 2» Ре (10711 MJP rftnrei 27 СО (JUKI ИВ 417 Q 28 Ni ( joor in: □ 29 CU 1595 10M □ so Zn 907 4ft c 3i Ga :$?£ 1 32 Ge HOC 950 5 ffi зз As es* itx tab iinl 34 Se (6Я01 217 1 0 1 35 ВГ 50 -7,7 1 36 Kr - :S?,0 □
5 37 Rb •>« J».O Я 8 Й I Ь0 ** 39 Y (30001 М90 ф 40 Zr (44741 tftM Э-«Г« 4i Nb 42 МО (40001 Нт 7 43 ТС Ф 44 ВЦ Ф 45 Rh ZSDO E55* p 46 Fd nor W □ 47 Ag «I □ 48 Cd X € «Д? :5b.* 50 Sn Ш0 ;ji*g '”-E0 51 Sb ,64G t30,5 52 Те о 53 1 1IJ.6 1 54 Xe - fti Л □
6 55 CS *70 MT7 56 Ba ЦЗН 0*0 57 \ \ 71 м \ 1 \ 72 Hf Ф*5* тз Та 4IM 74 W SM7 3J77 т5 Re (51001 | 3 i 70 OS <ВМ1 ное Ф 7? It (WtH 2454 □ 78 Pt ( W pi* G 79 AU 1-tc TCP ’ .П □ во Hg 335.6 81 TI 1145T1 302.5 82 РЬ US.’ 517.5 □ 83 Bi f 540 B4 Po o’* 85 At 86 Rn -62 - Ti
7 87 Fr 88 Ra T140 «0 Я- а <5 S ft* ©в *1 se Се 1*00 М — Ft™"- а~”з<9 сн« 59 РГ во Nd | 1 6i Pm 62 Sm WS1 9П ♦ 63 Eu 64 Gd Ф'™’" 65 Tb Ф 66 Dy <* 67 Ho Ф 68 Er Ф 69 Tm Ф to Yb □ 7i Lu Ф
< 1 \ газ 89 АС □ 90 Th <тсй» 1Т« 9i Ра М 92 V (ЯМ) <ffW J* "mchJ адВр -Si еаЗ? se-e » j|' в 95 Am ® se Cm - Bk 9B Cf 99 Es ioo Fm ioi Md 102 No 1 юз Lr i